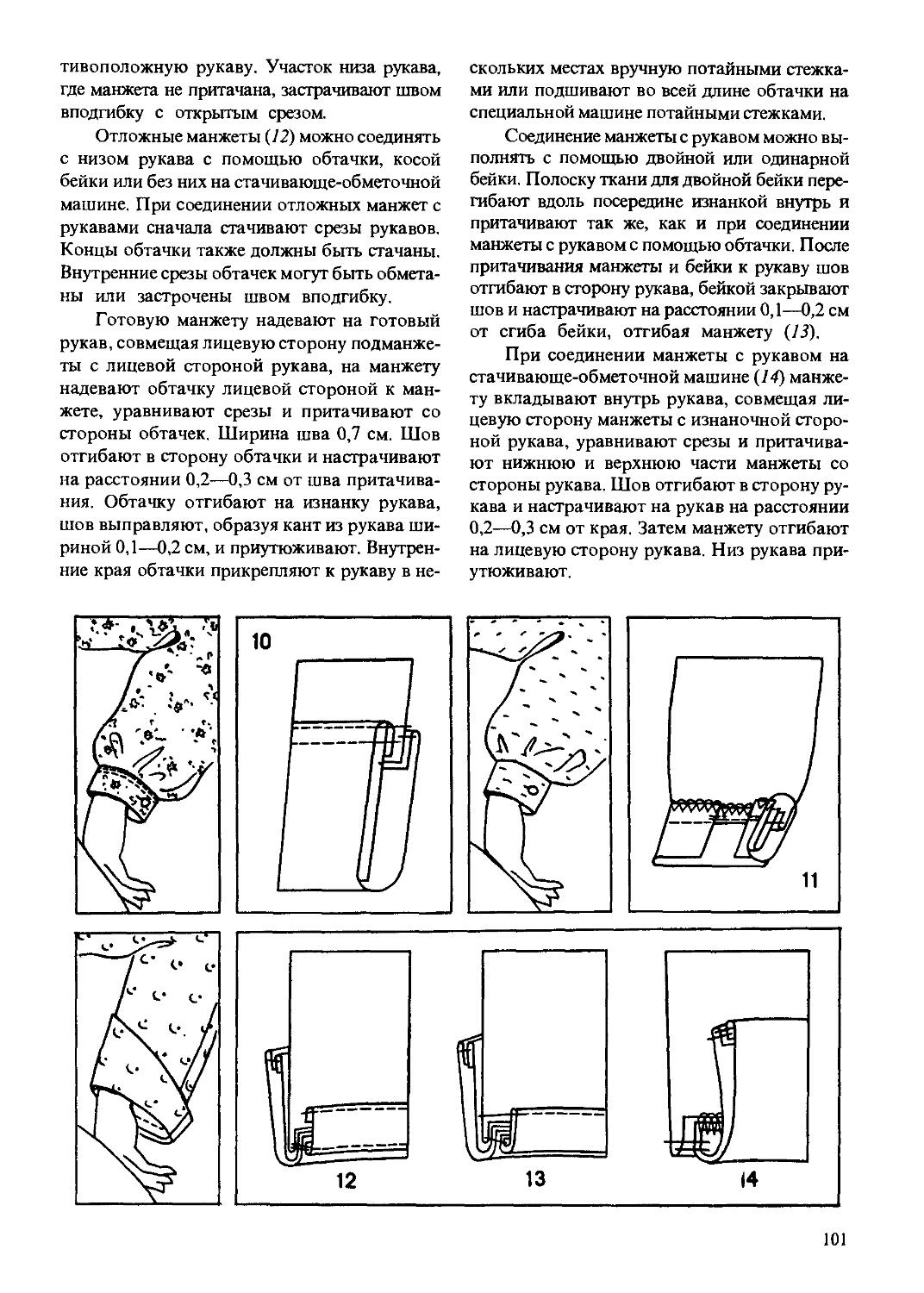
/



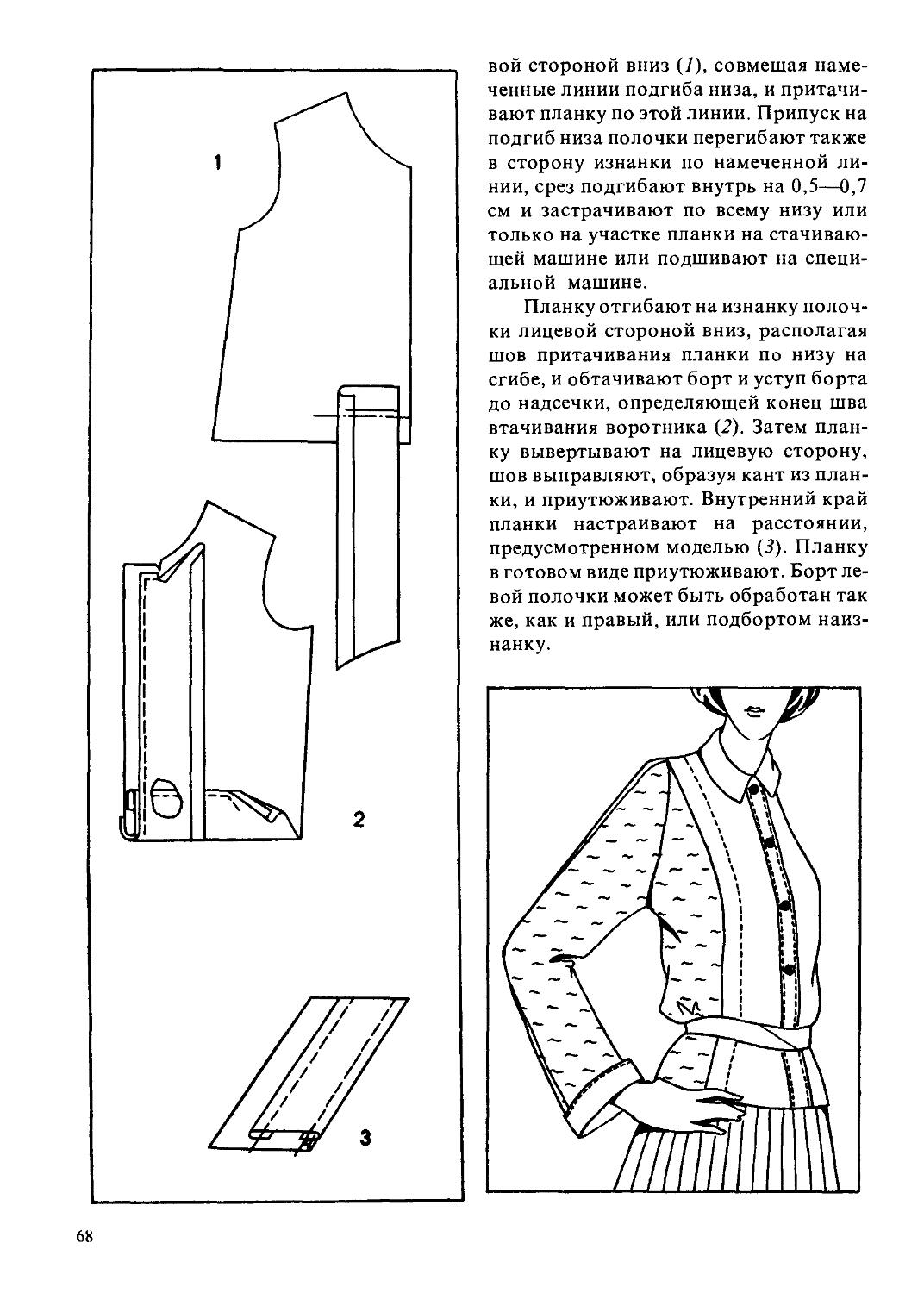
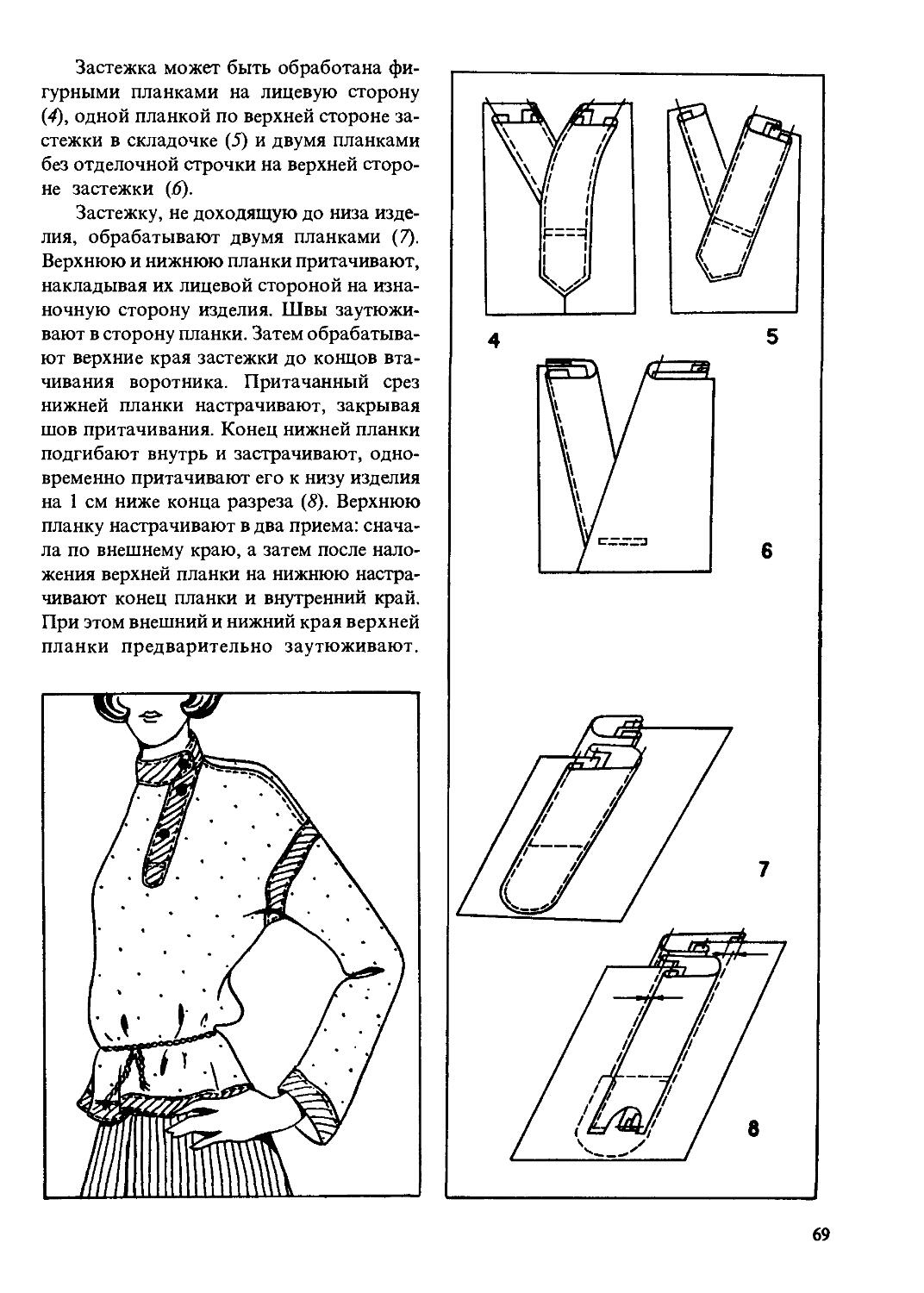
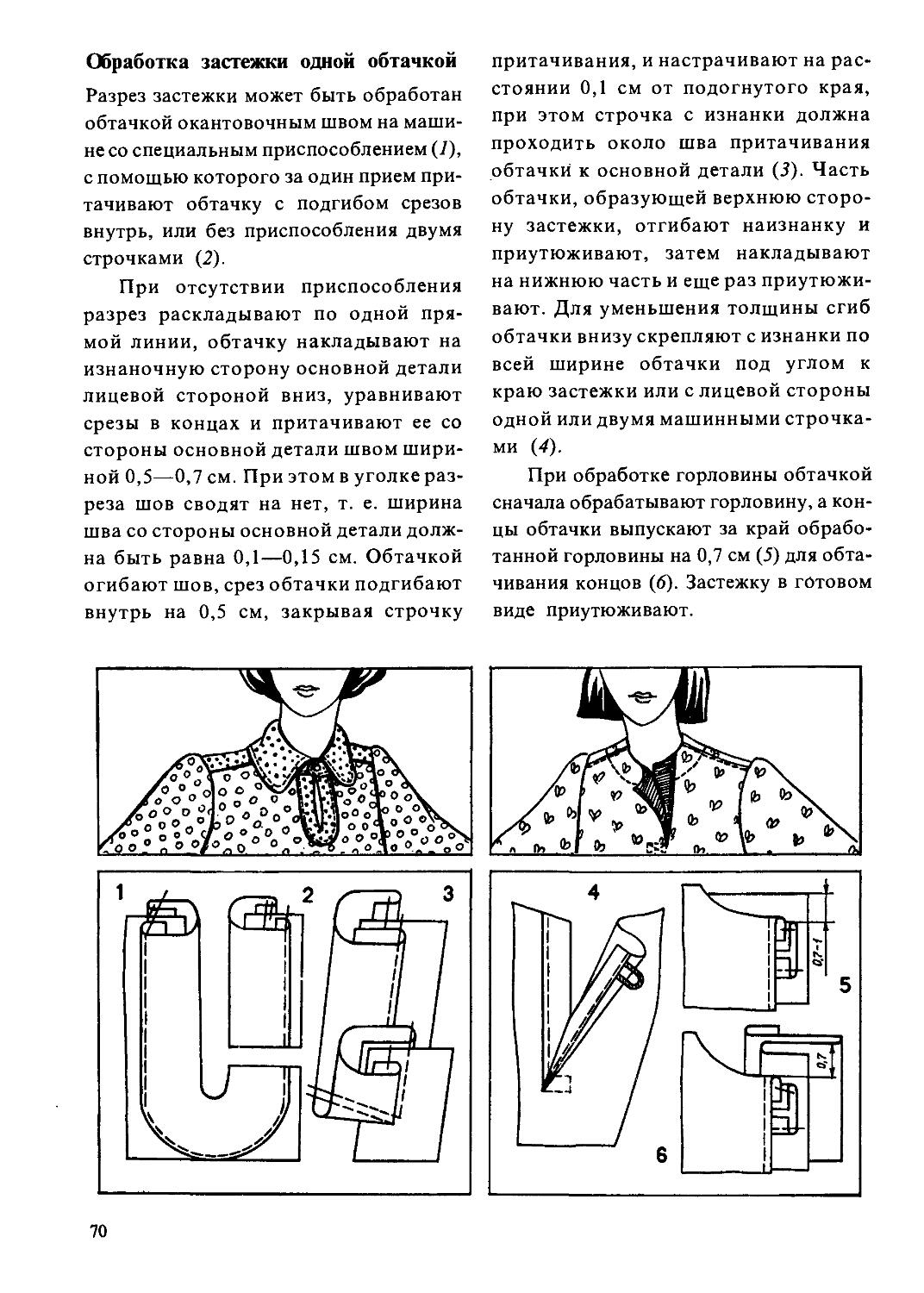
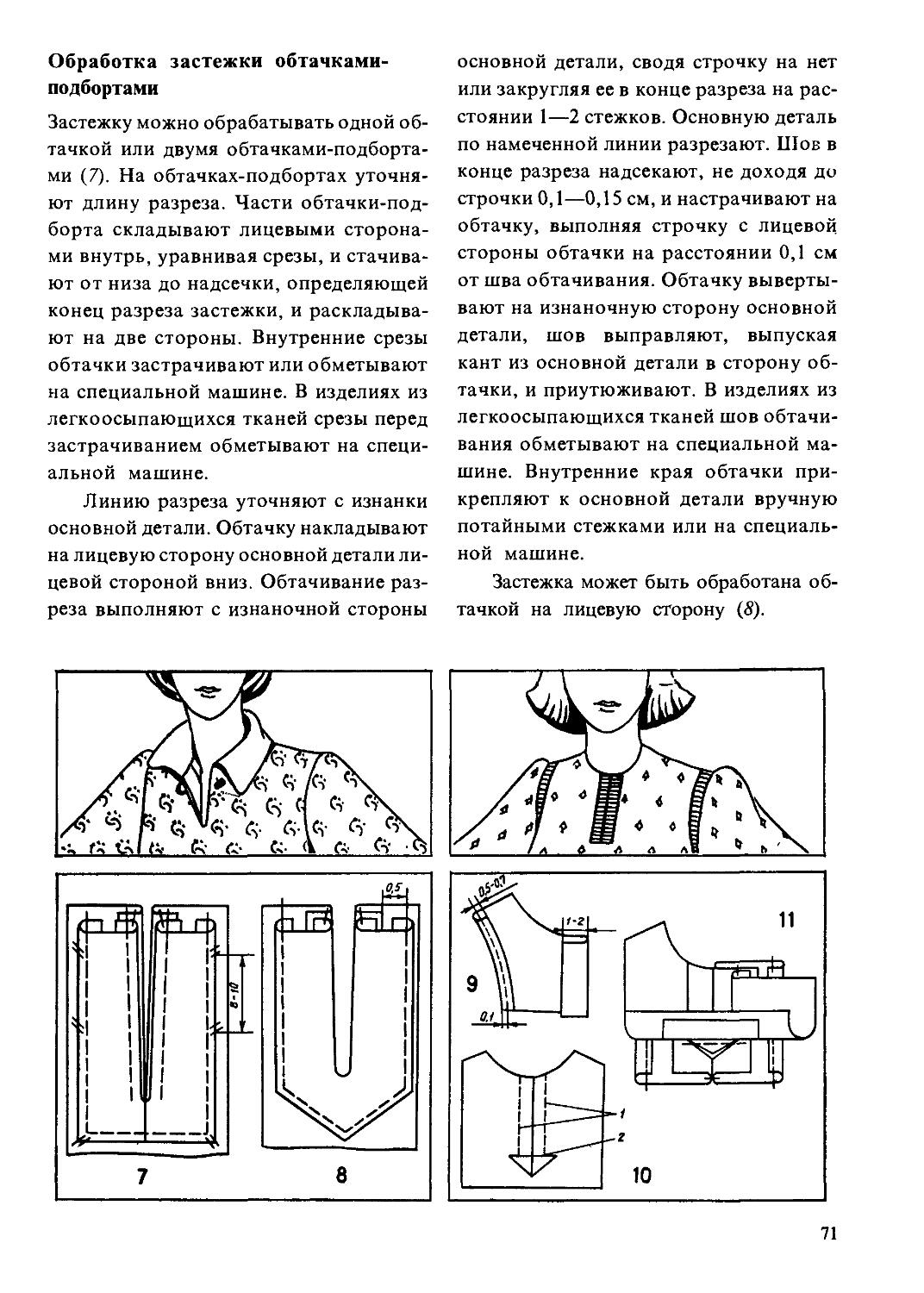
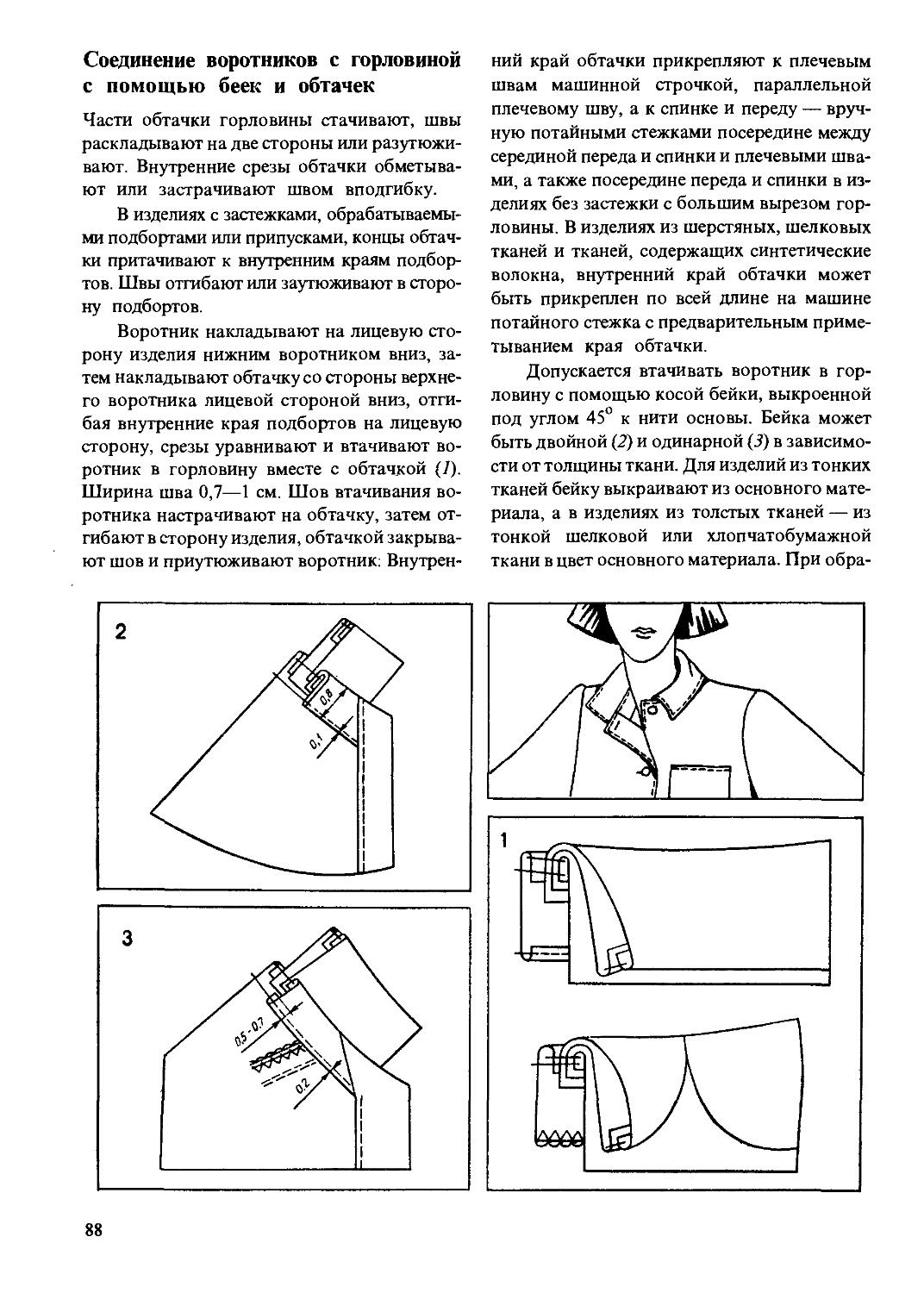
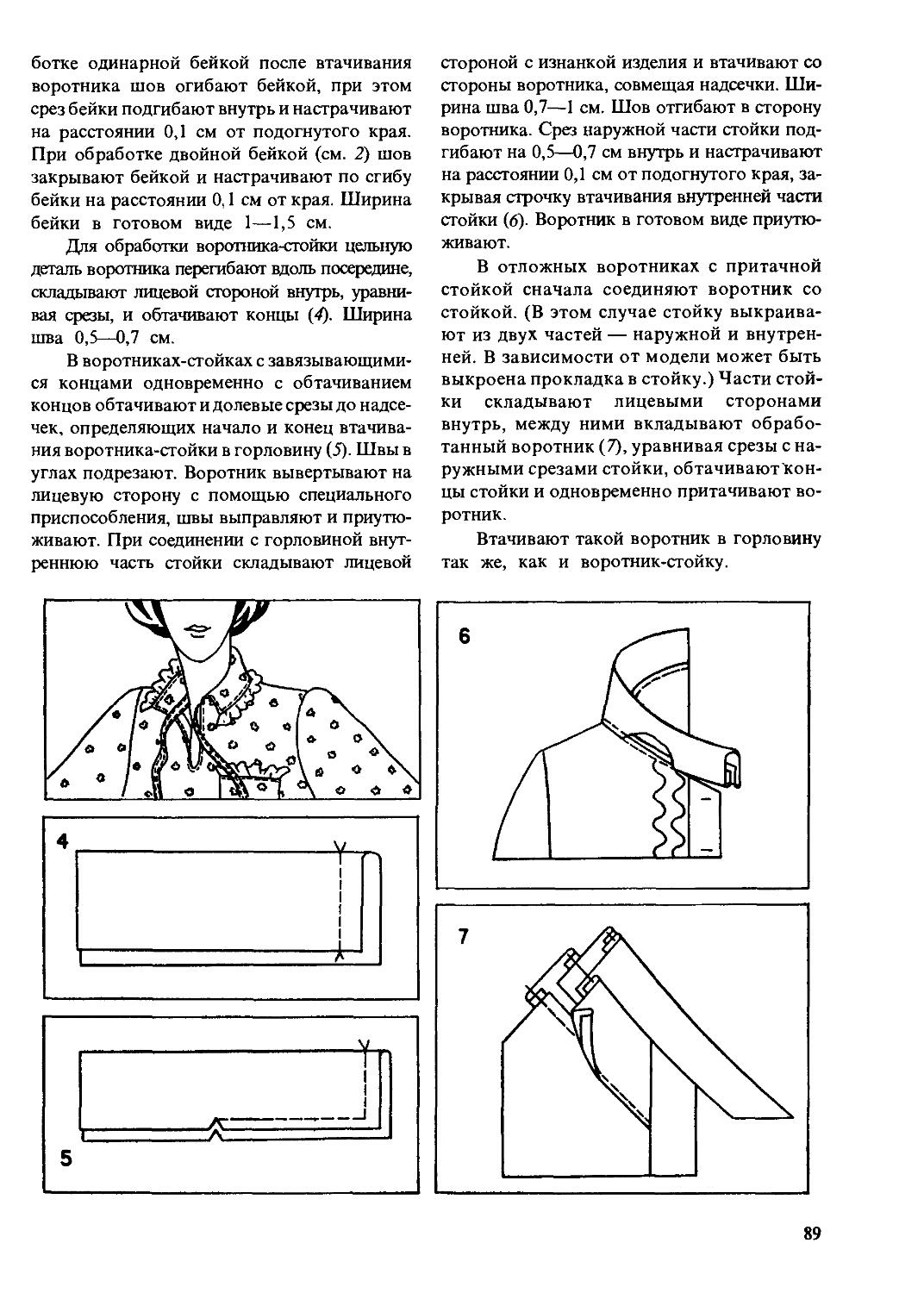
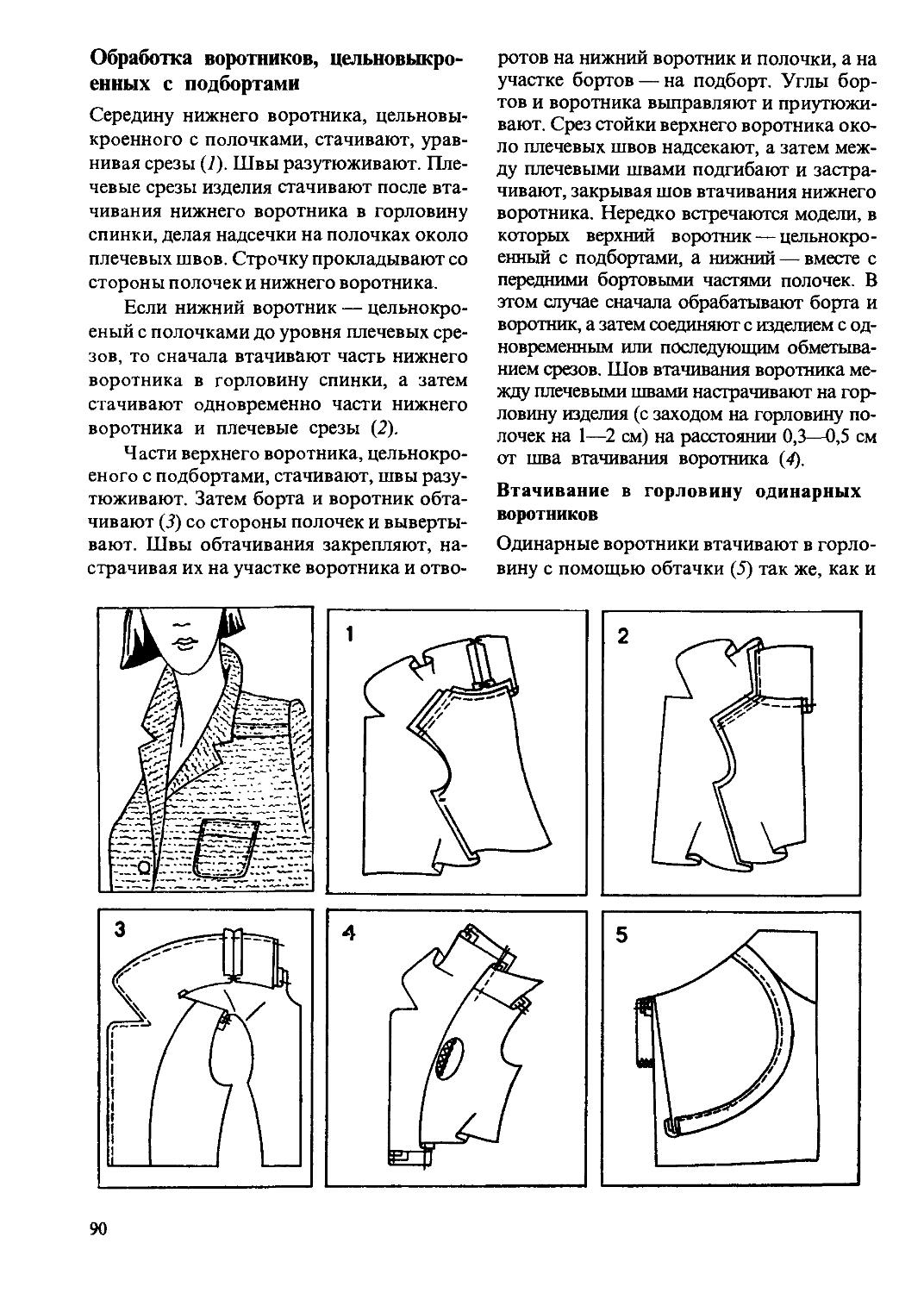
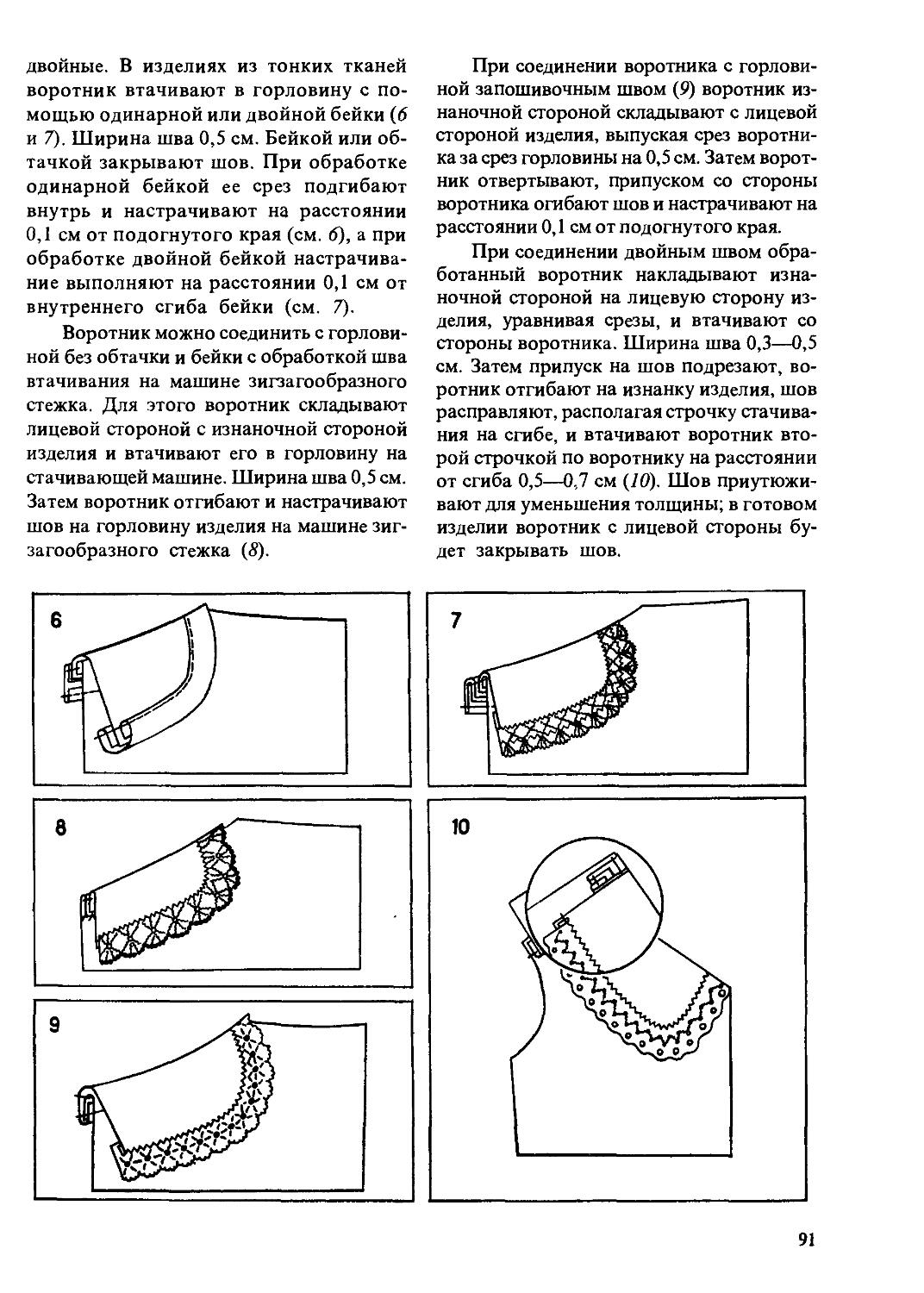
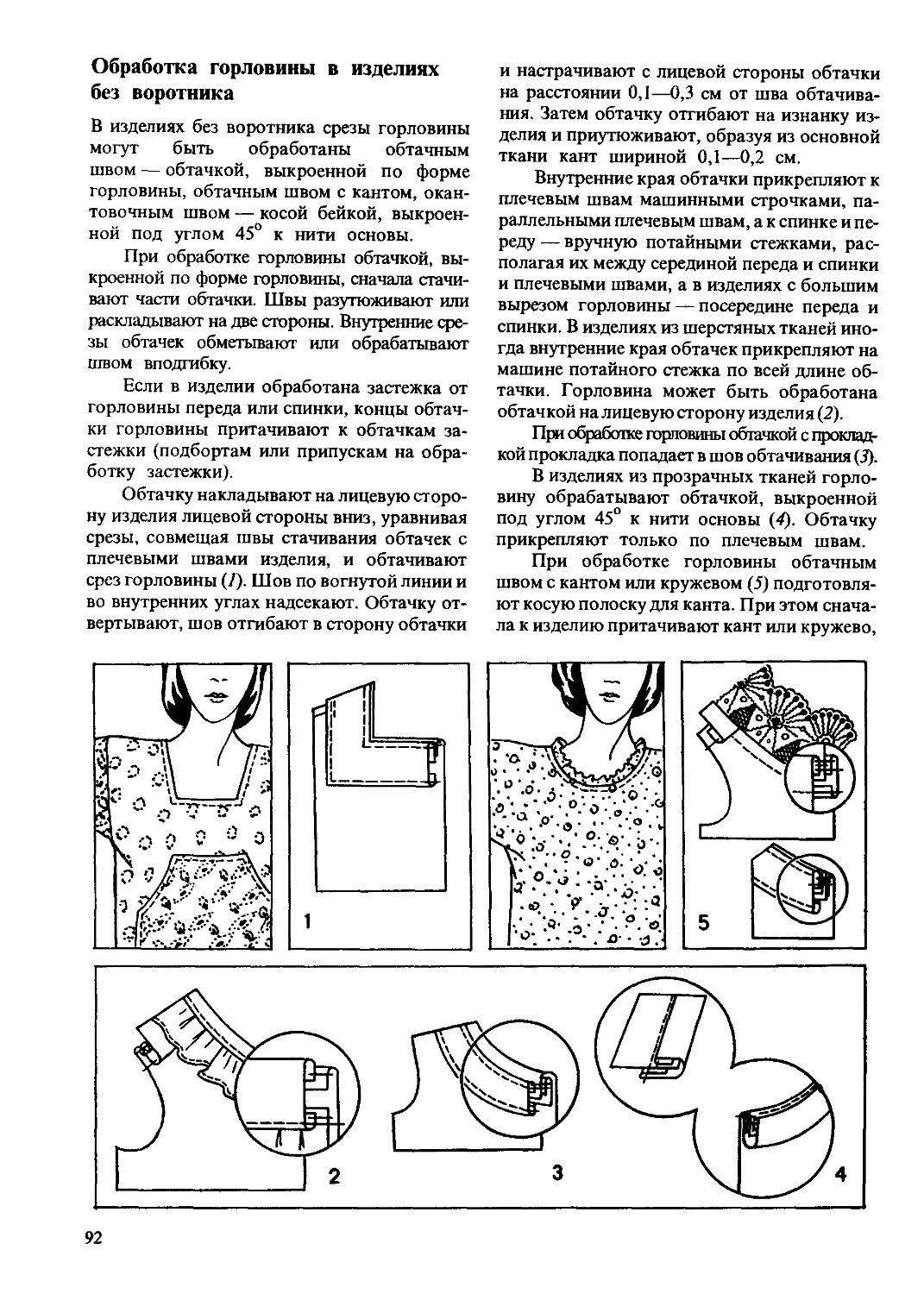
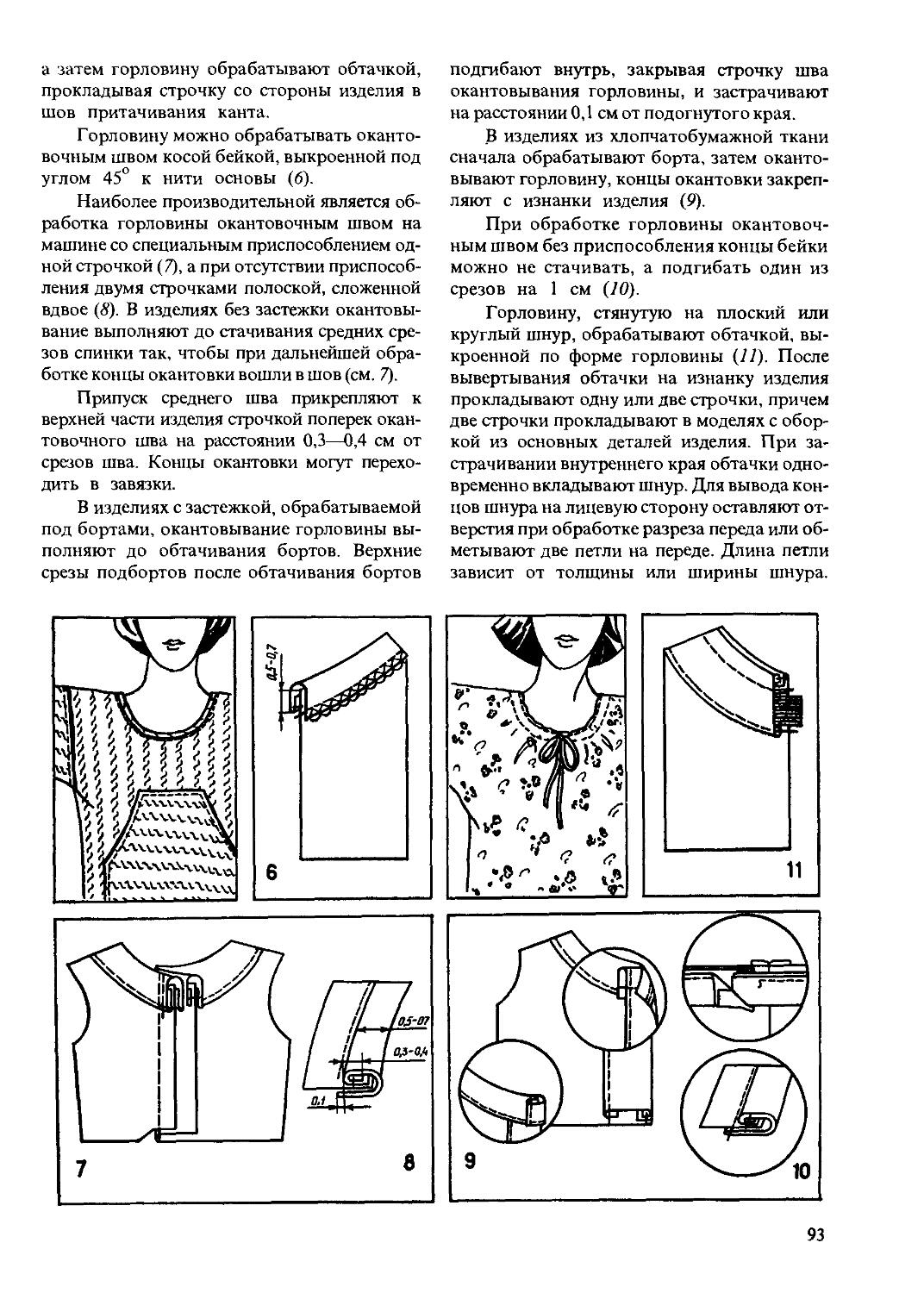
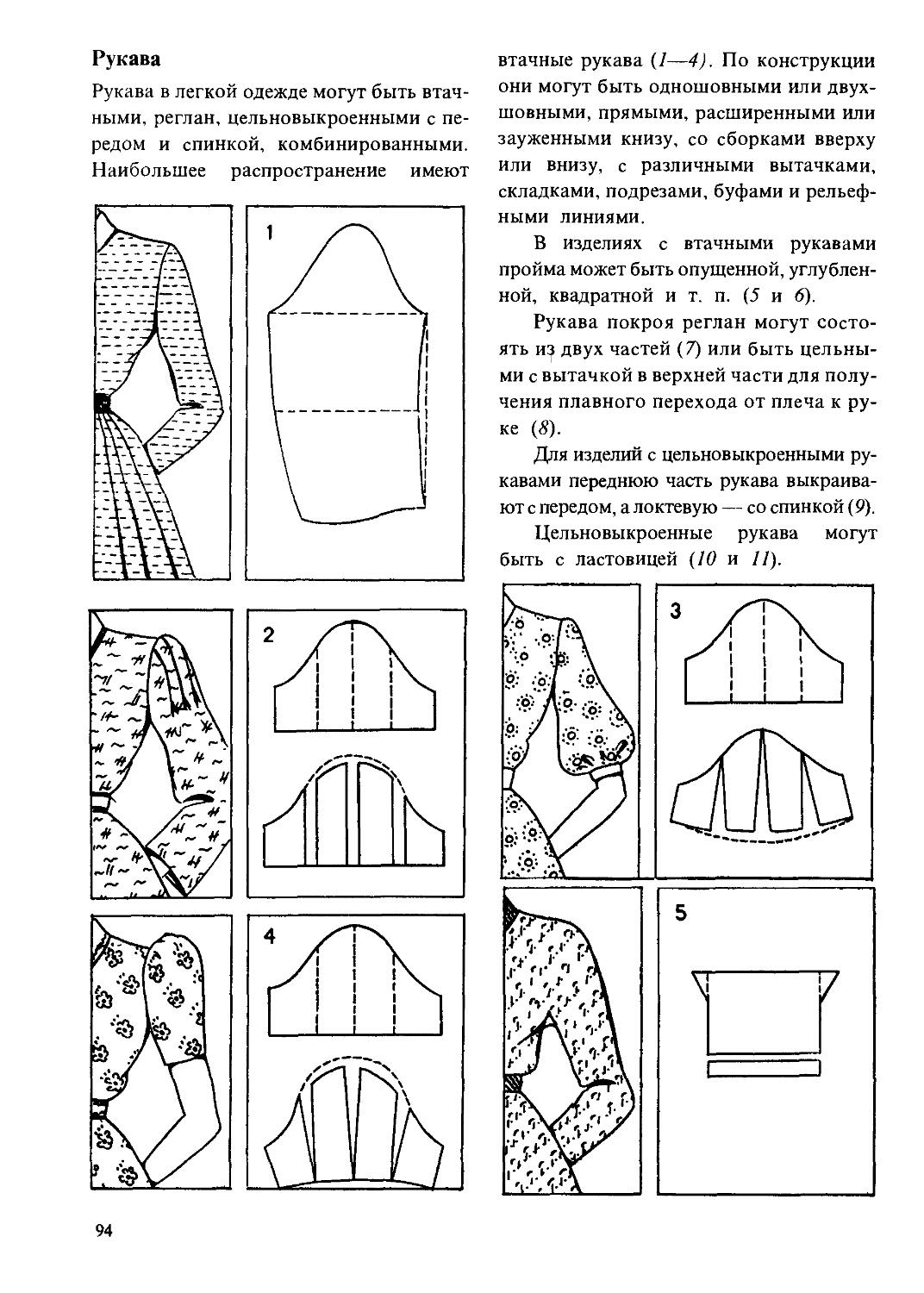
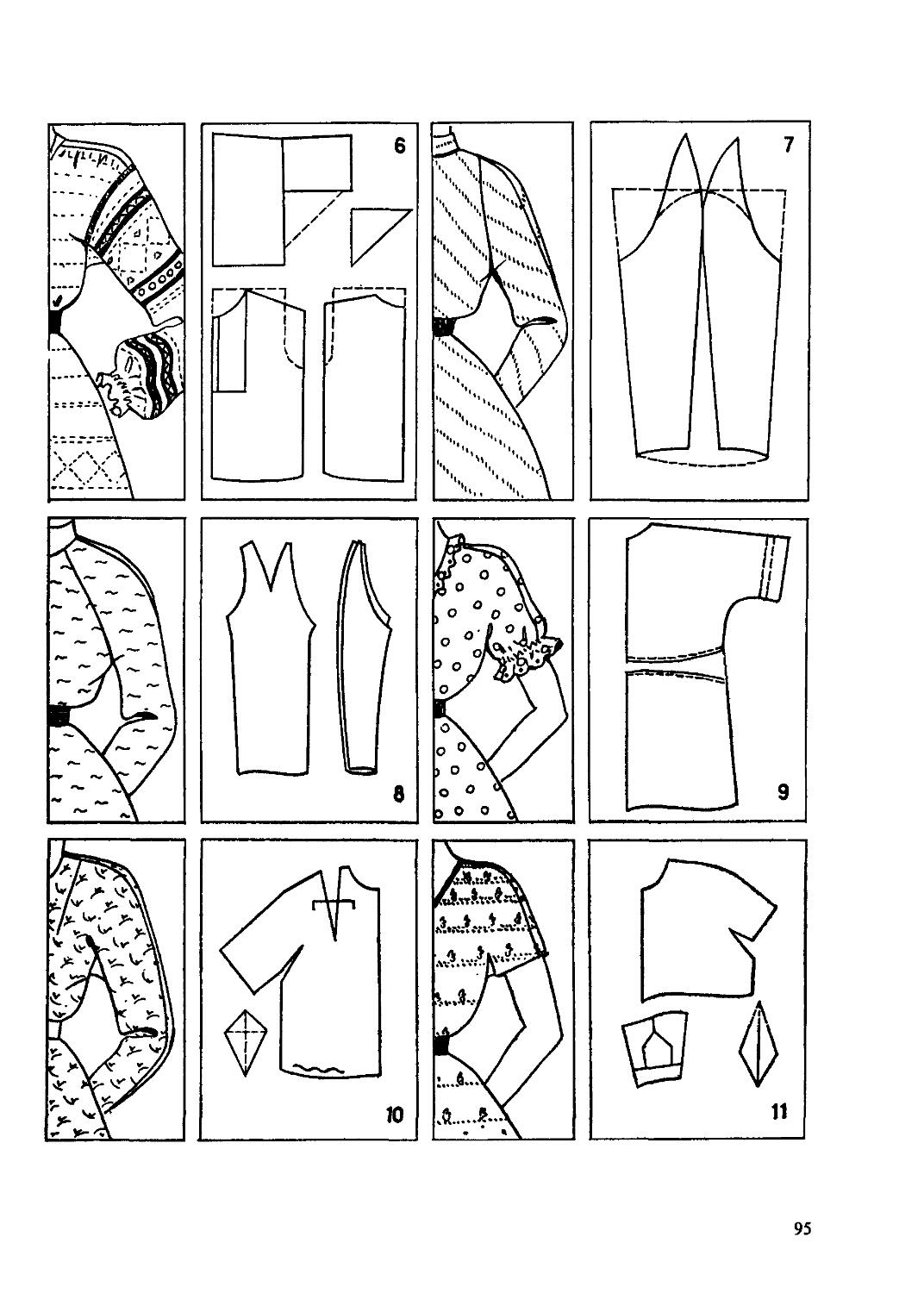

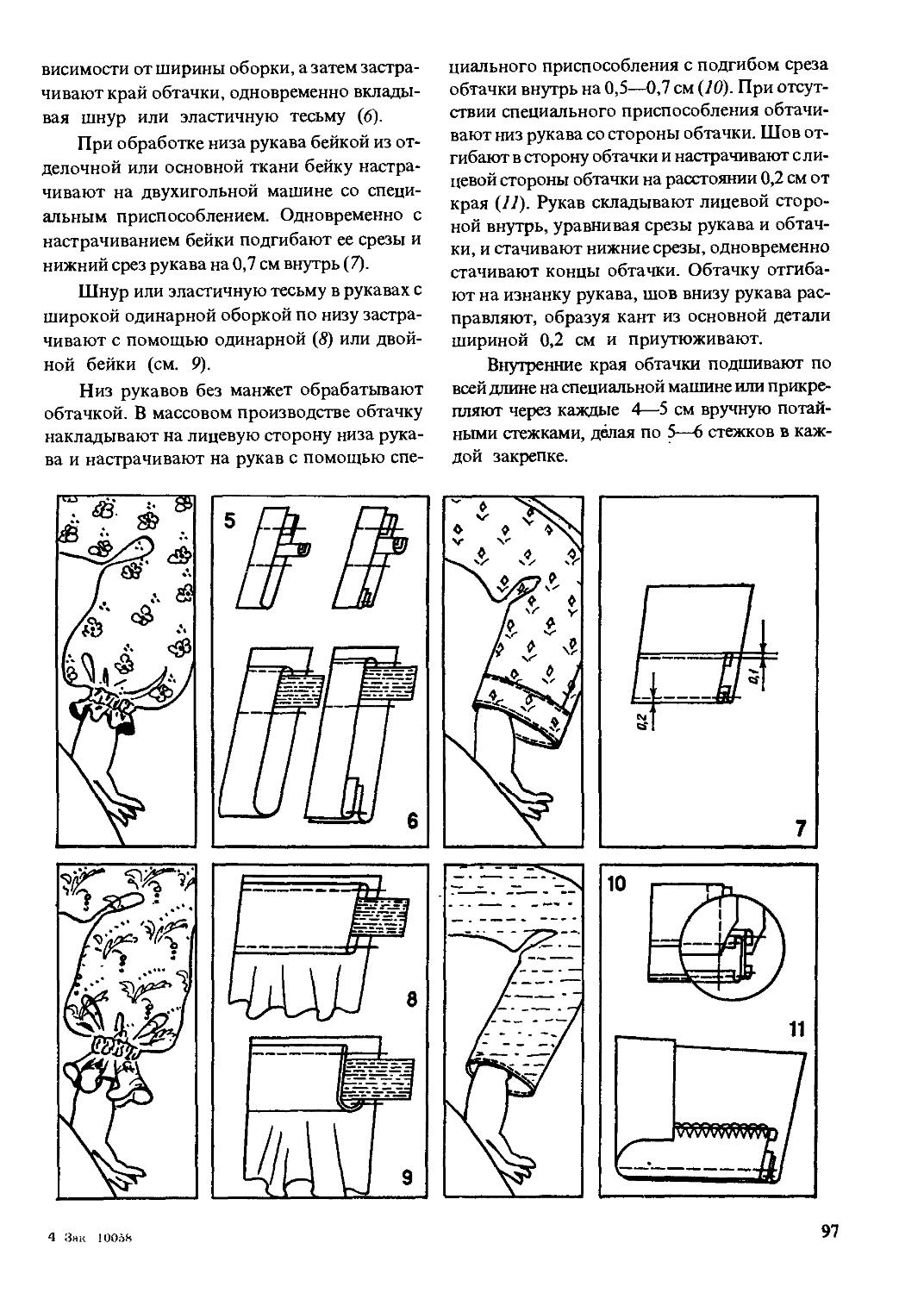
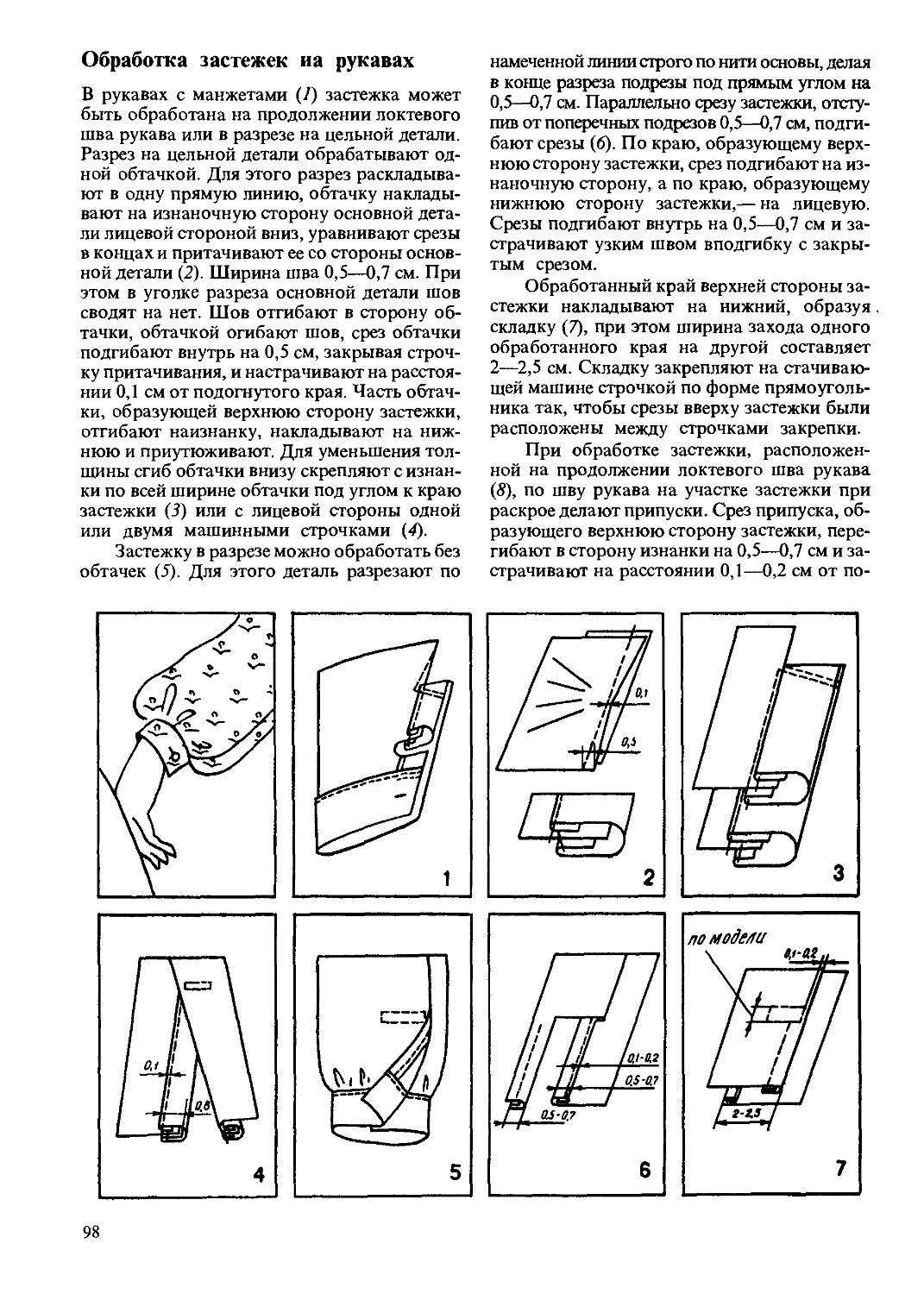
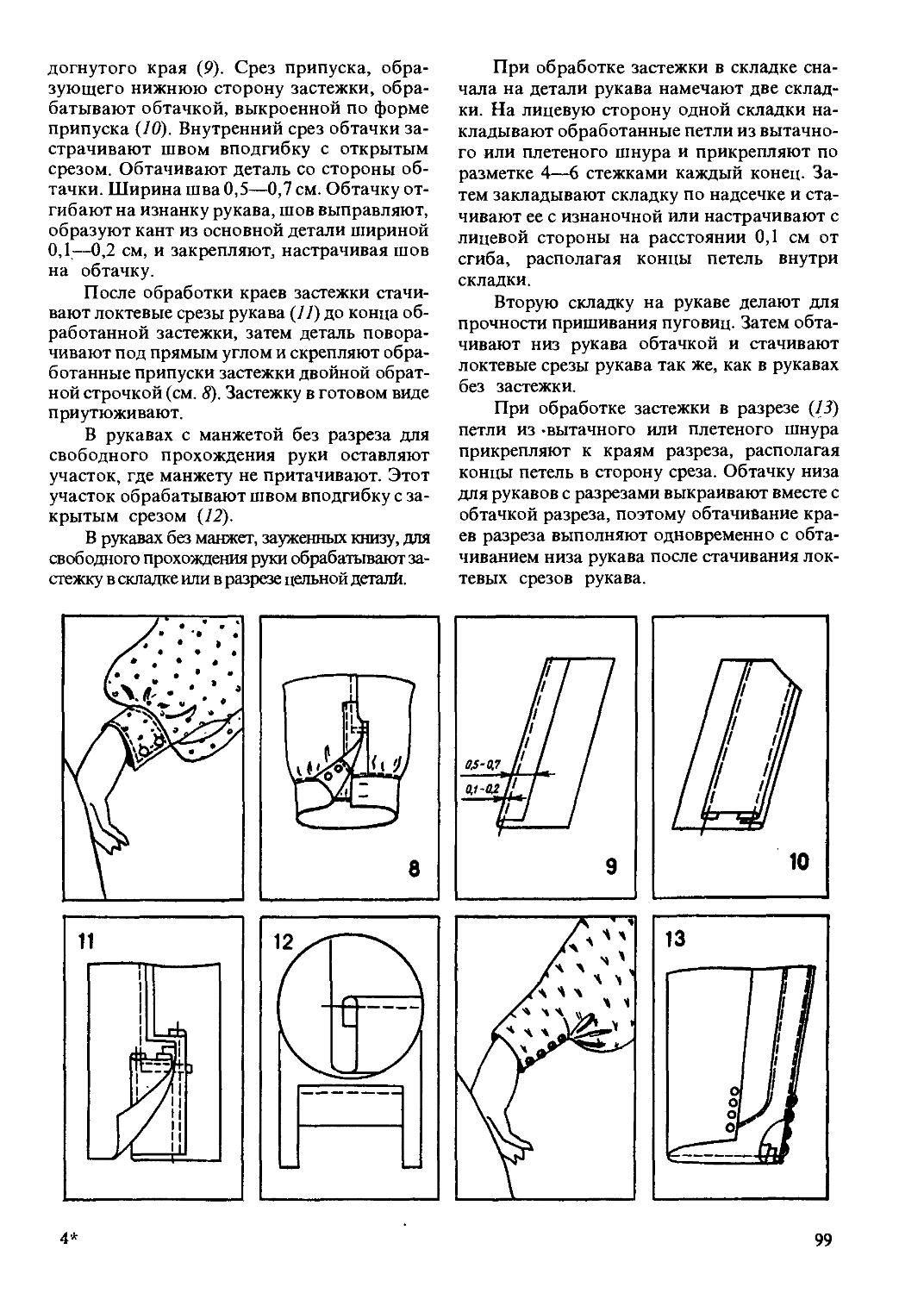
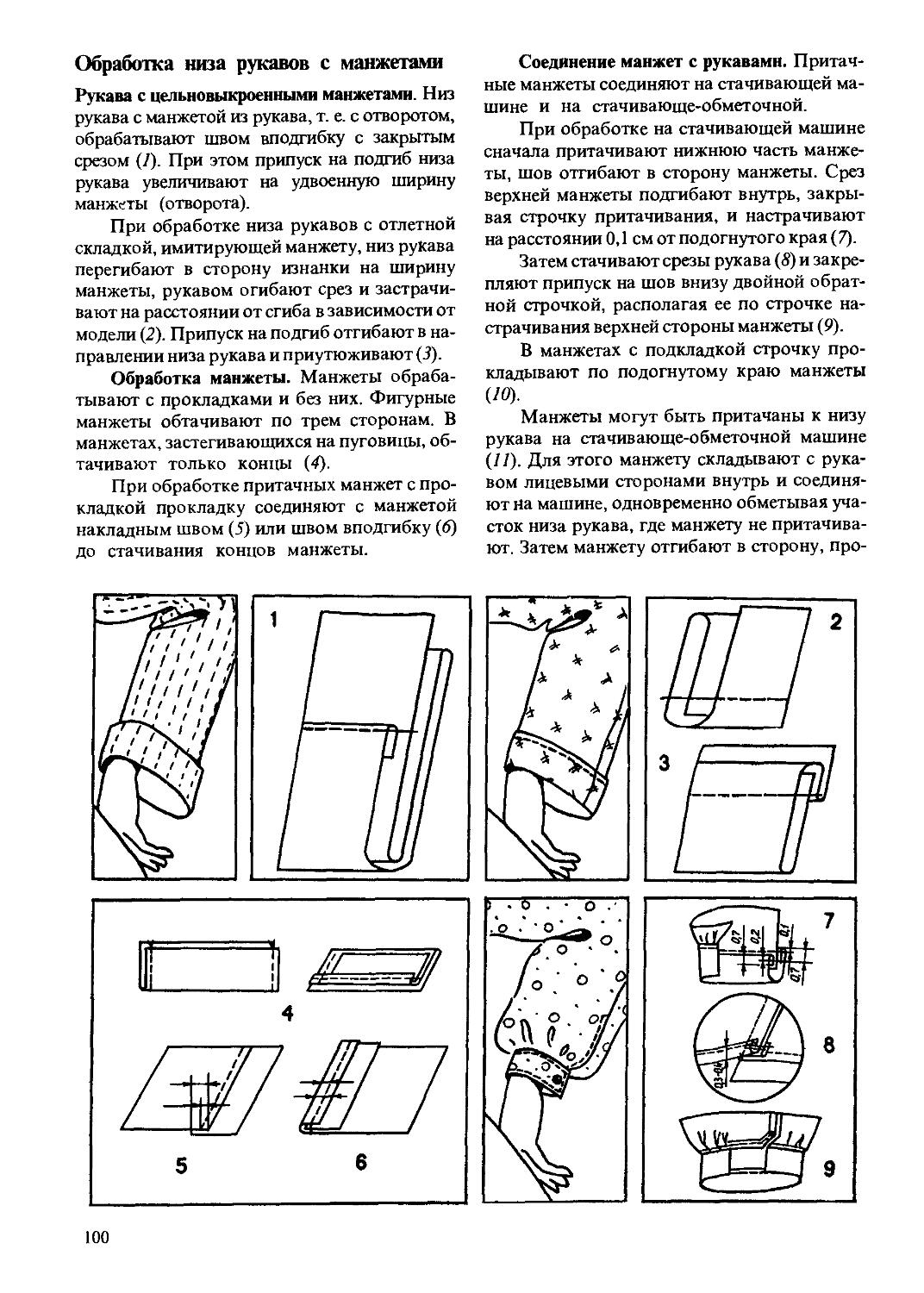
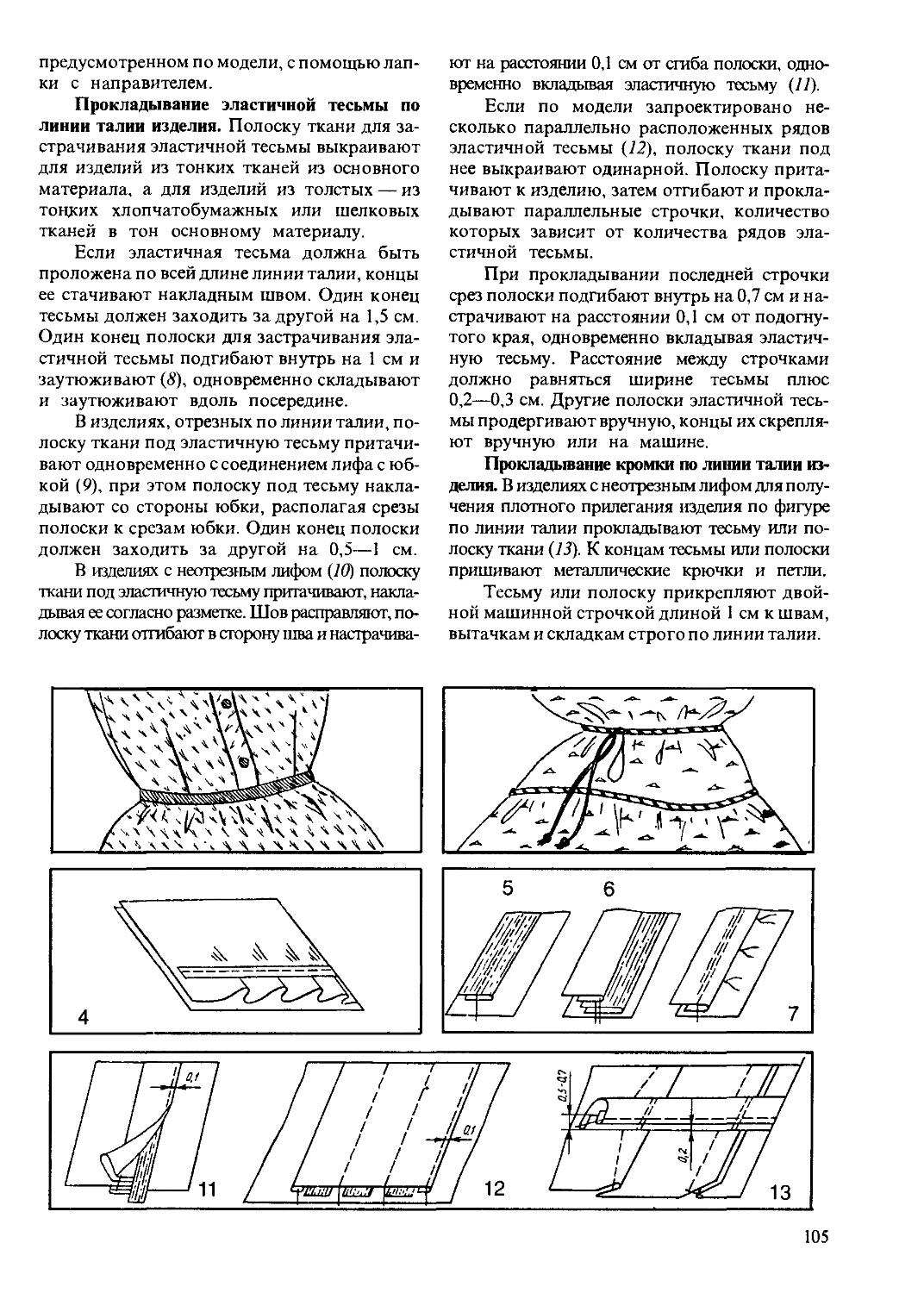
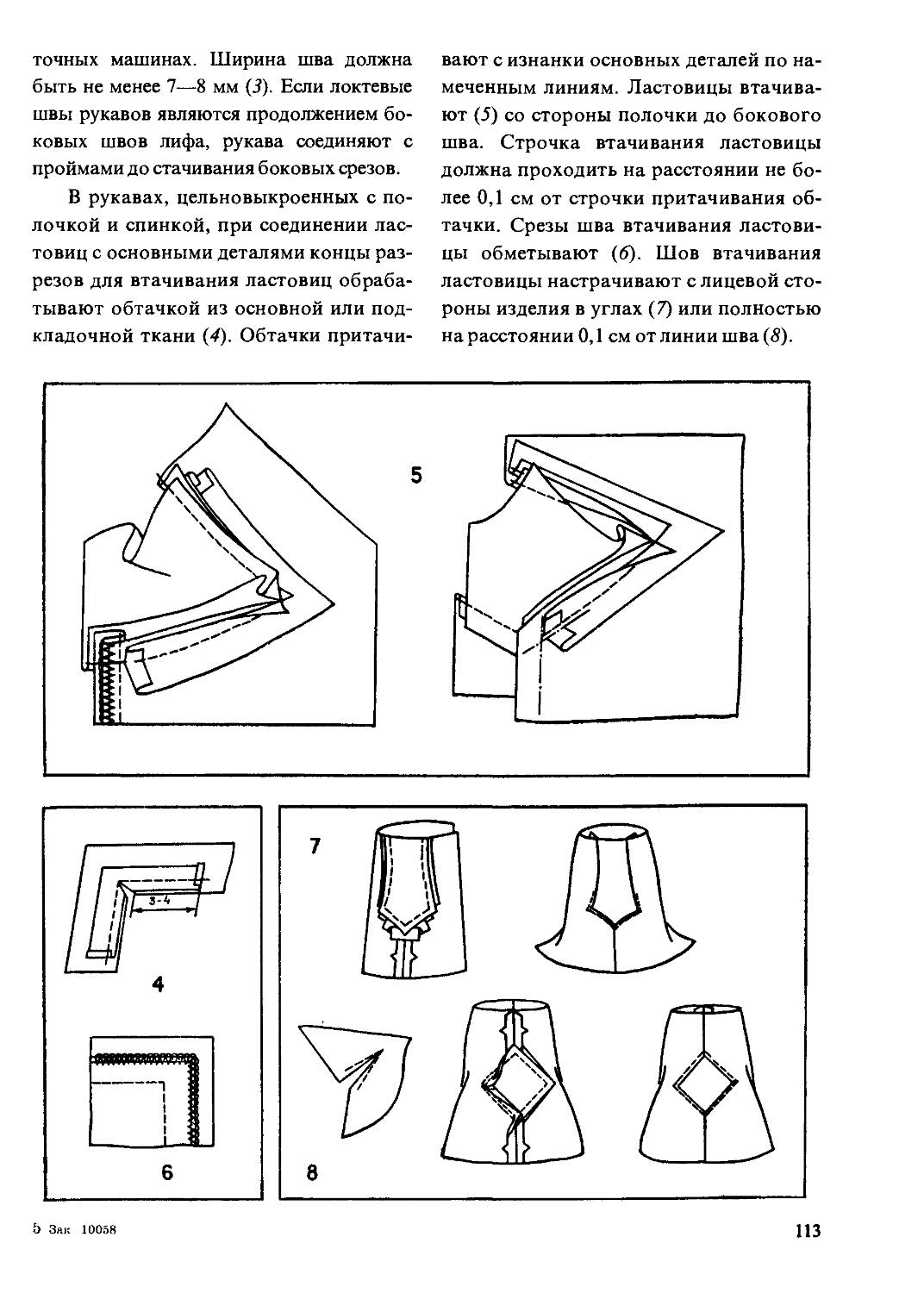
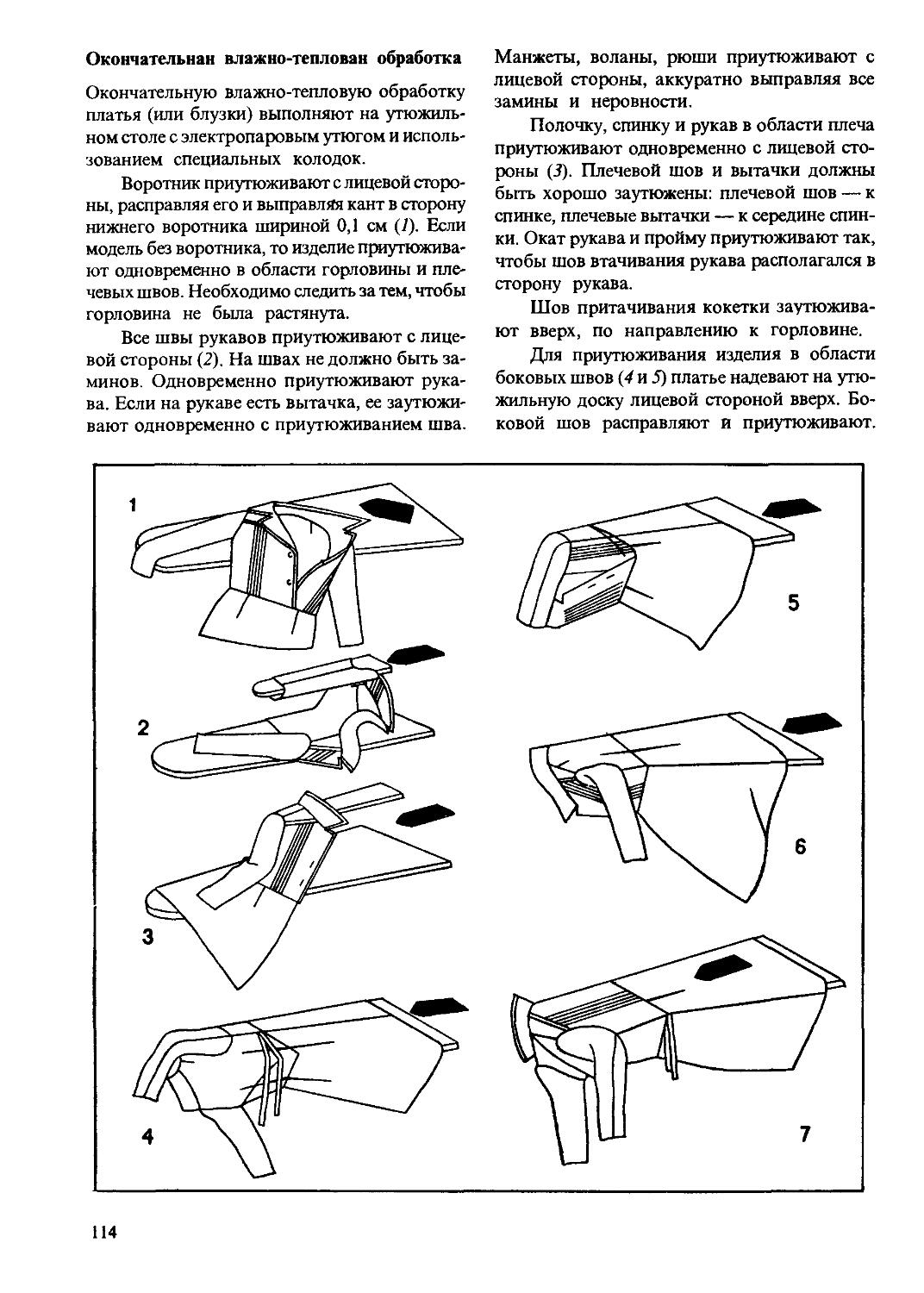
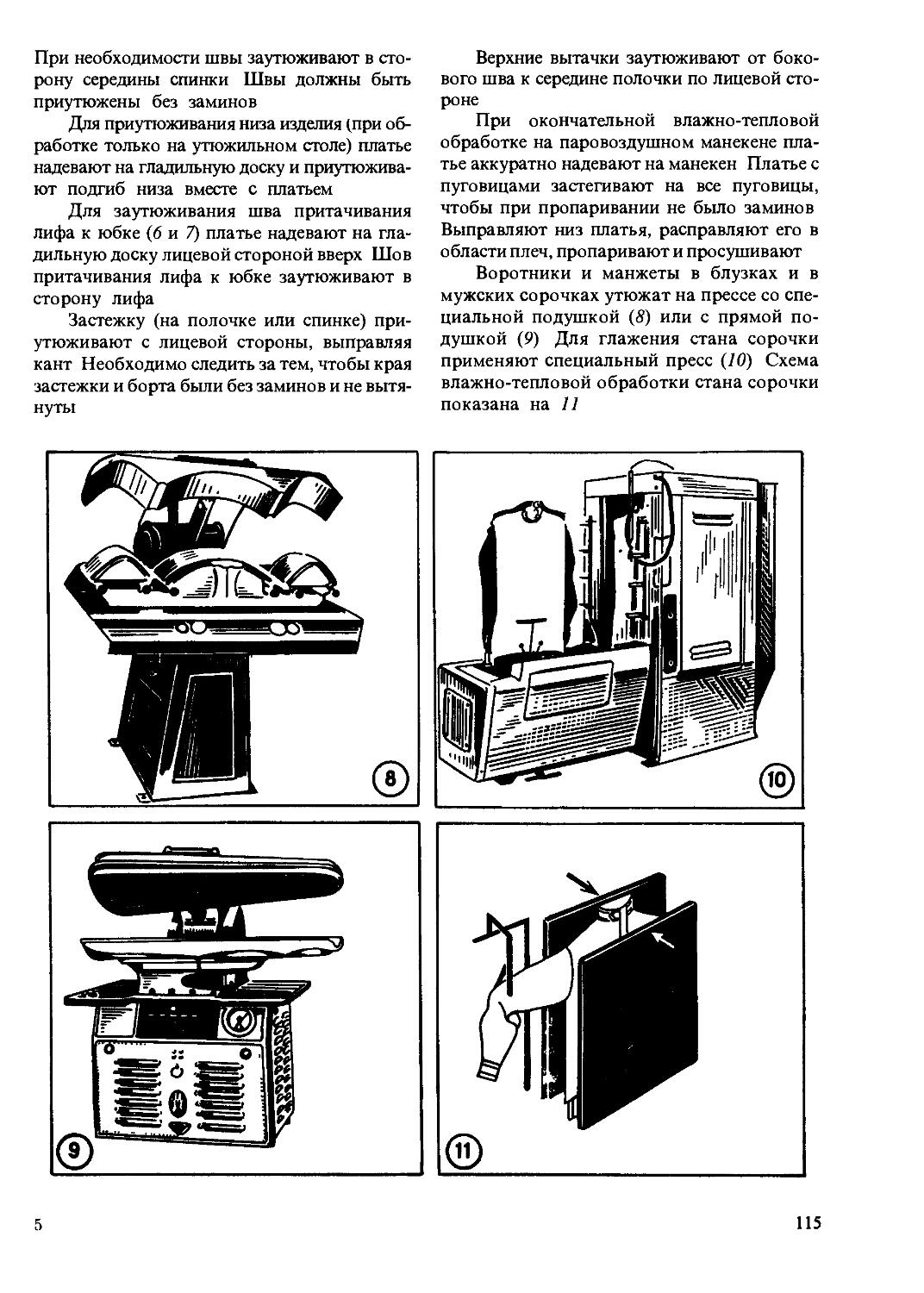
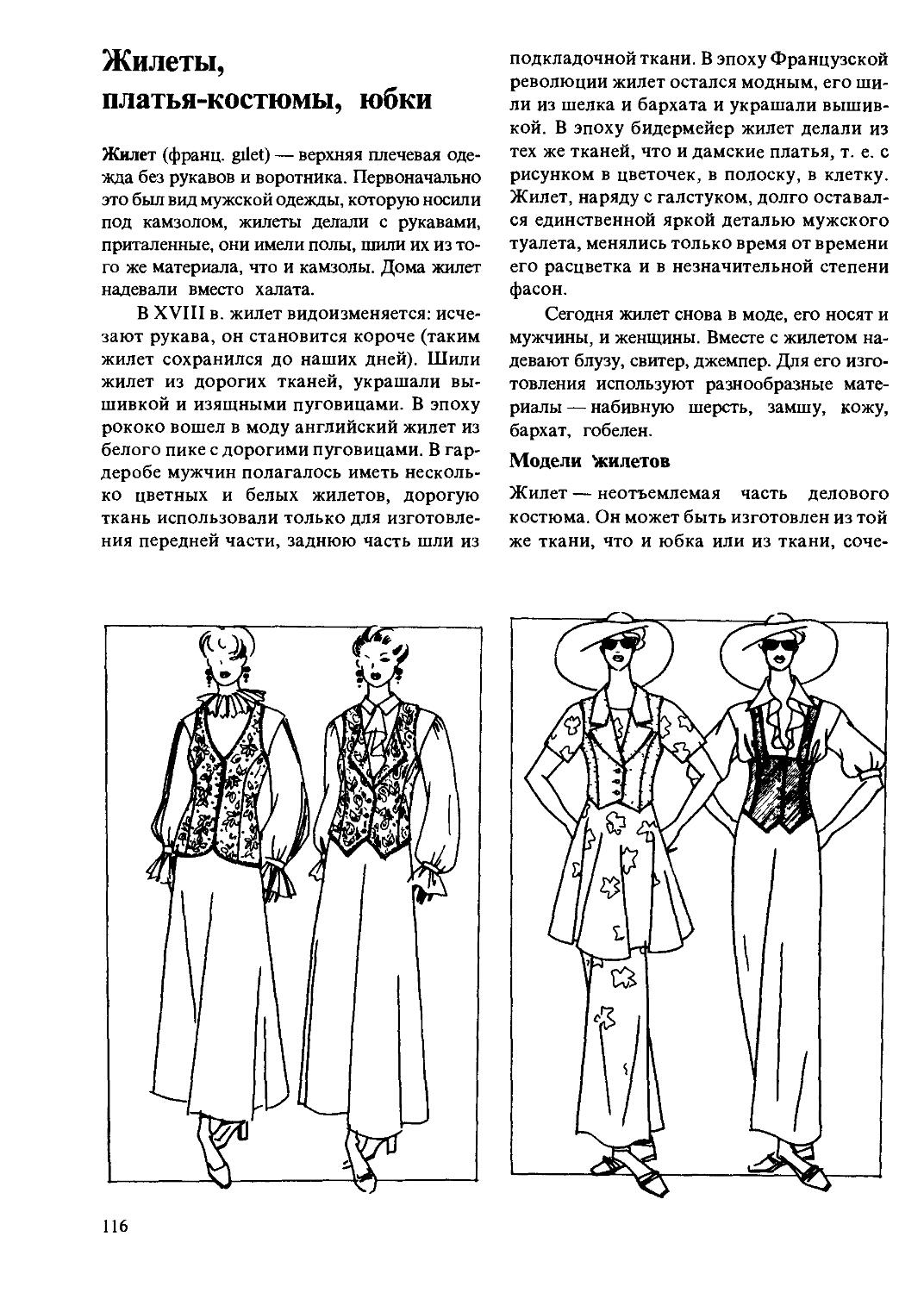
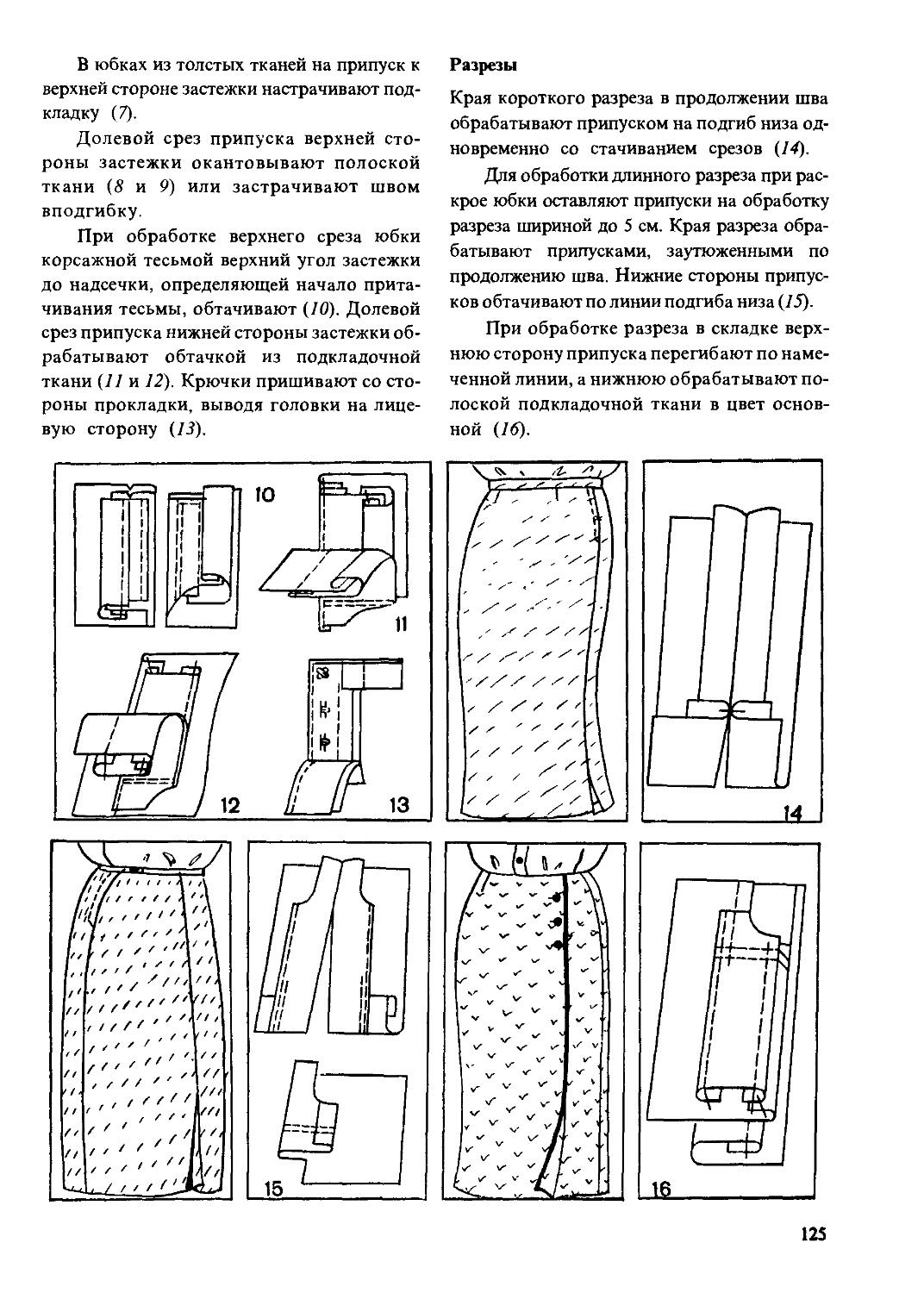
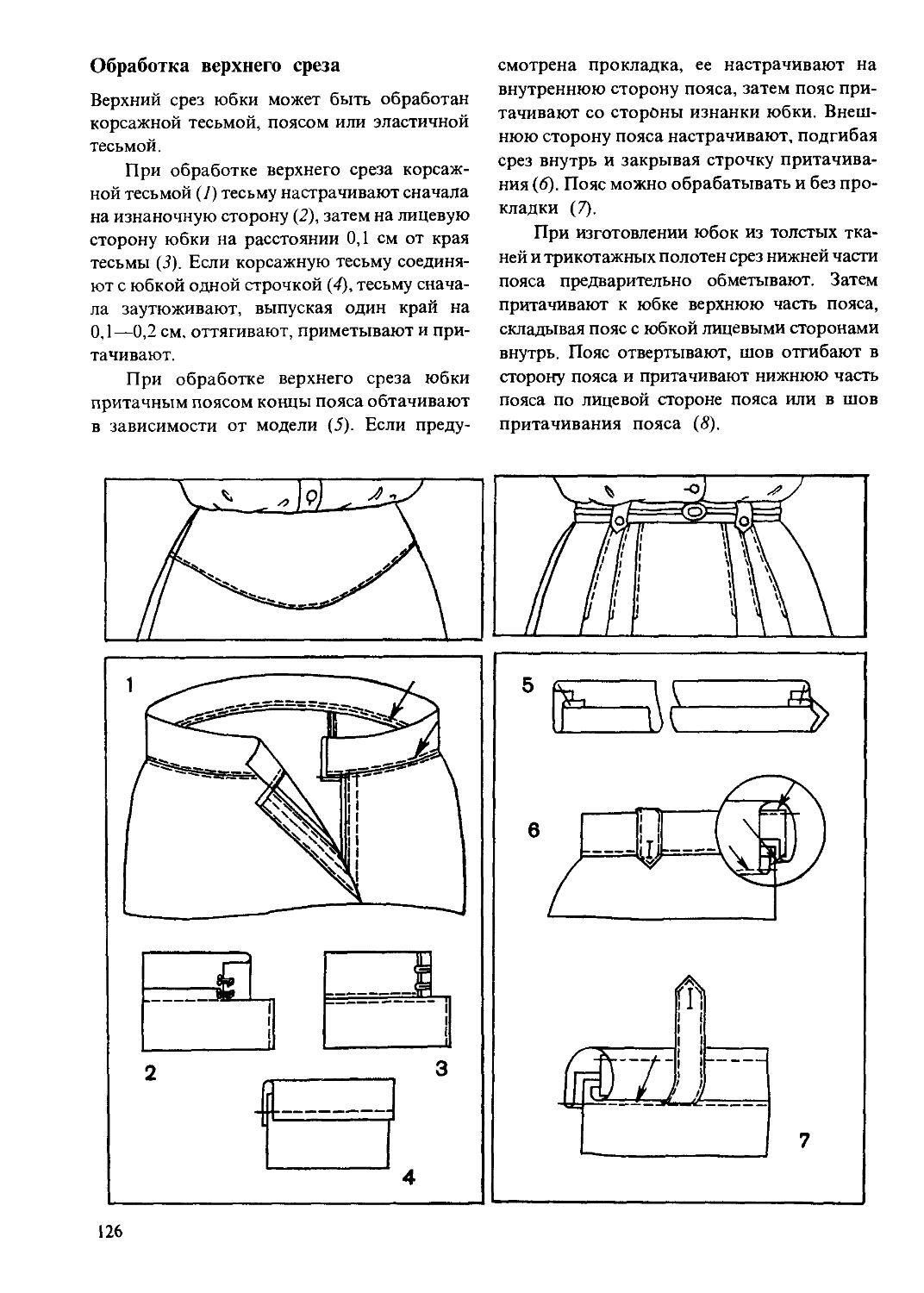
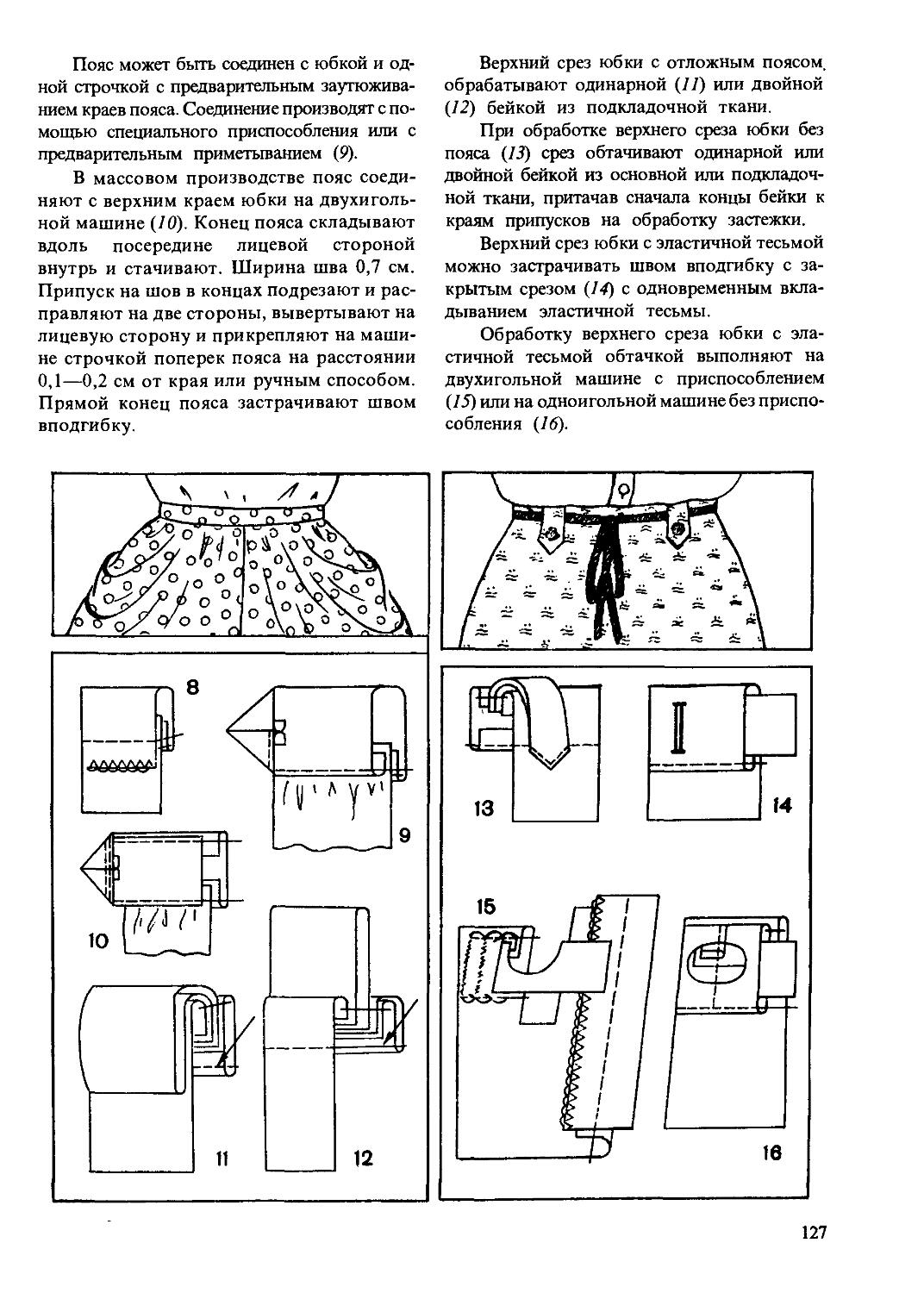
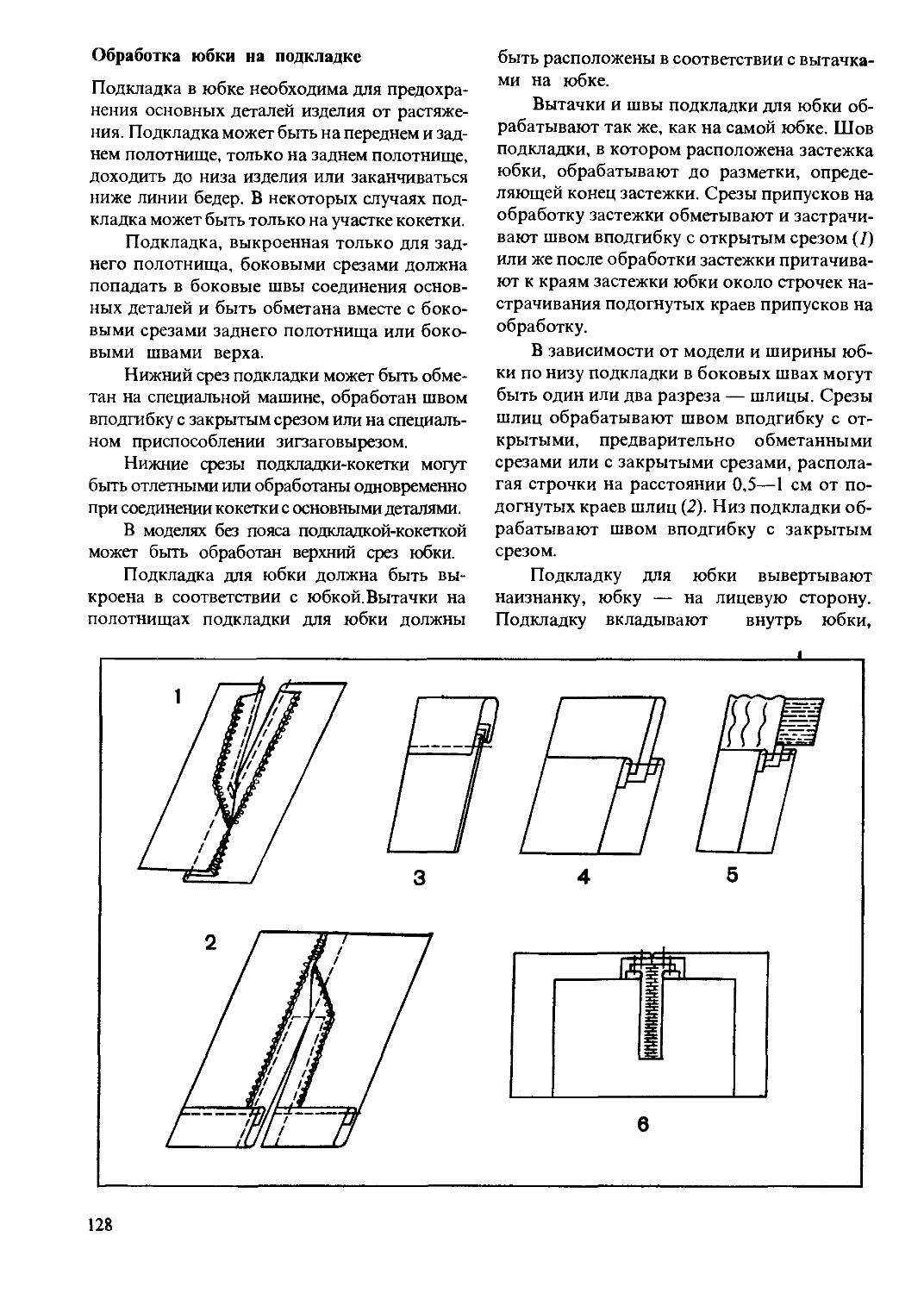
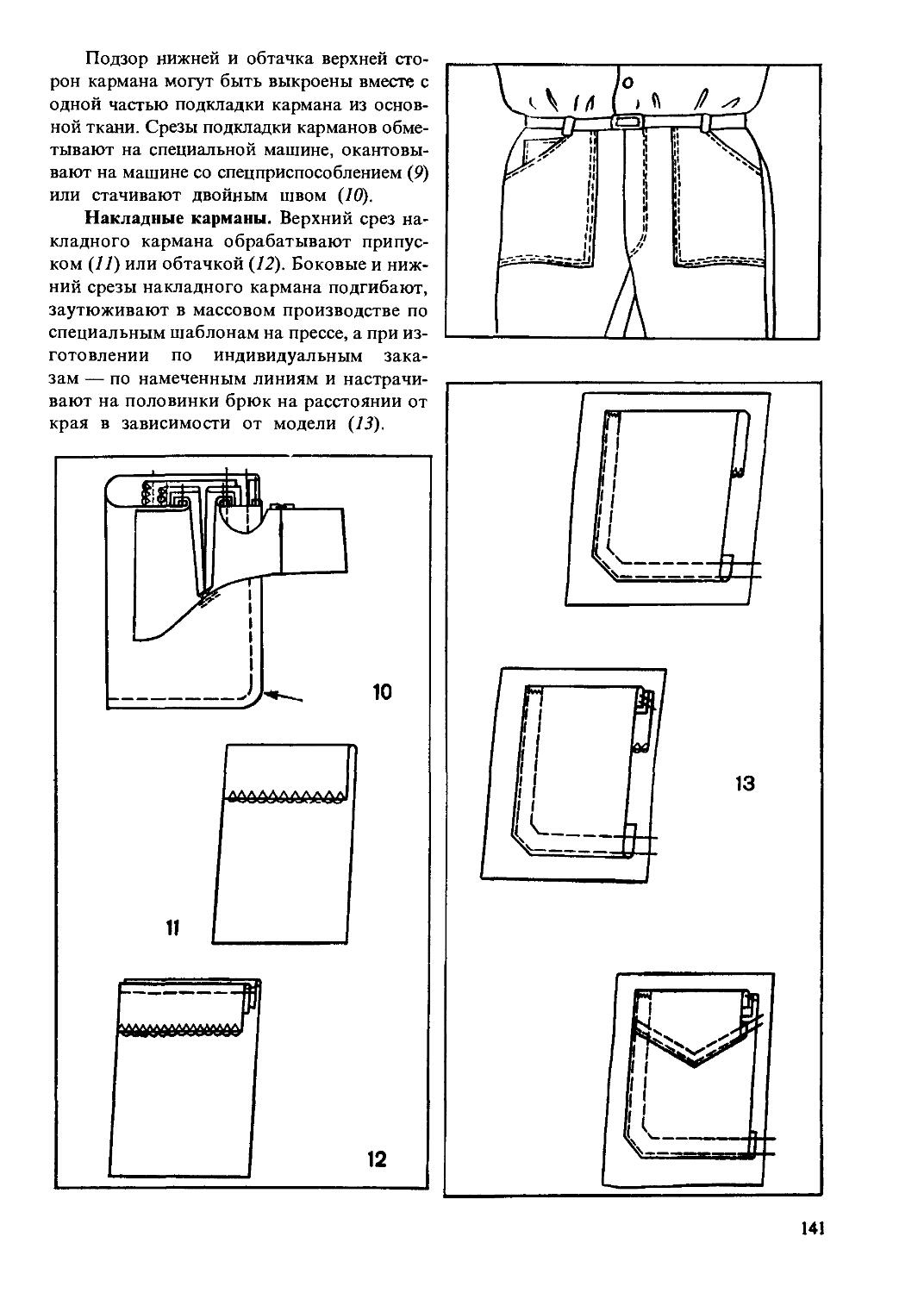




Text
А.Т.ТРУХАНОВА
ИЛЛЮСТРИРОВАННОЕ
ПОСОБИЕ
ПО ТЕХНОЛОГИИ
ЛЁГКОЙ
ОДЕЖДЫ
Библиотека
легкой промышленности
T-STILE.info
МОСКВА
УДК 687.1
ББК 37.24
Т80
Рекомендовано Министерством
образования Российской Федерации
для использования в учебном процессе
Рецензенты: проф. Е.Х. Медиков,
Л. И. Петрова, П.Х. Попова
Труханова А.Т.
Т80 Иллюстрированное пособие по технологии легкой одежды: Учеб.
пособие для учащихся профессиональных учебных заведений.— М.:
Высшая школа; Изд. центр "Академия", 2000.— 176 с: ил.
ISBN 5-06-003550-6 (Высшая школа)
ISBN 5-7695-0497-8 (Изд. центр "Академия")
В пособии рассмотрены виды стежков при ручной и машинной работах, обработка
отдельных узлов при массовом производстве, средства малой механизации при выполнении
отдельных видов работ, режим влажно-тепловой обработки изделий; подробно описано,
как устранить отдельные дефекты изделия, какие виды отделочных работ существуют, как
украсить изделие вышивкой, мережкой, стеклярусом и т. д.
Для учащихся профессиональных учебных заведений, техникумов легкой
промышленности, любителей домашнего рукоделия.
УДК 687.1
ББК 37.24
ISBN 5-06-003550-6 © рул издательство "Высшая школа", 2000
ISBN 5-7695-0497-8 © Оформление. Изд. центр "Академия", 2000
Оригинал-макет данного издания является собственностью издательства «Высшая школа» и его
репродуцирование (воспроизведение) любым способом без согласия издательства запрещено.
Предисловие
В издание включены иллюстрации направления моды по
видам изделий на 1999—2000 гг., разработанные ОАО Дом
моделей «Кузнецкий мост», художниками М. Андреевой,
О. Бурминой, Е. Коротковой, Т. Франк, А. Игманд.
Переработаны и дополнены разделы ручных и машинных работ.
В разделе «Отделочные работы» большое внимание
уделено различным видам отделок, приведены новые модели с
использованием различных отделок.
Настоящее пособие предназначено для подготовки
рабочих кадров, специализирующихся на изготовлении
легкой одежды как в массовом производстве, так и по
индивидуальным заказам населения. Оно может быть
использовано при профессиональном обучении рабочих на
производстве и учащимися техникумов по специальностям:
«Швейное производство», «Конструирование и моделирование
одежды», а также при обучении в учебных комбинатах
учащихся общеобразовательных школ, на уроках труда и при
подготовке рабочих кадров на производстве.
1*
Введение
Одной из задач, поставленных перед
работниками швейной промышленности и
швейной отрасли сферы быта и услуг,
является улучшение качества и расширение
ассортимента продукции, отвечающей
современным требованиям, на основе темпов
развития производства, повышения эффективности
за счет использования последних достижений
науки и техники.
Для выполнения поставленных задач
необходимо комплексное решение всех
вопросов, связанных с организацией
технологических потоков. Это касается создания
моделей и конструкций изделий, отвечающих, с
одной стороны, возрастающим требованиям
покупателей, и, с другой стороны, условиям
эффективности массового производства,
совершенствования технологии изготовления
изделий платьево-блузочного ассортимента на
базе серийно выпускаемых быстроходных
стачивающих специальных машин
отечественного производства и зарубежных
фирм, выбора передовых форм организации
производства, соответствующих достигнутому
уровню развития техники и технологии.
Внедрение передовой техники и
технологии и организации производства на
промышленных предприятиях и предприятиях
сферы быта и услуг содействует укреплению
технологической дисциплины в отрасли,
повышению производительности труда и
улучшению качества изделий.
Большое значение имеет применение в
процессе обработки изделий специального
оборудования. Эффективное использование такого
оборудования возможно в составе комплектов,
куда входят взаимоувязанные по
производительности швейные машины неавтоматического
действия, швейные полуавтоматы,
оборудование для влажно-тепловой обработки,
транспортные средства.
На основе внедрения таких компонентов
осуществляется комплексная механизация
технологических процессов, позволяющая
заменять последовательные методы обработки
параллельными.
Совершенствование технологии
изготовления изделий на промышленных
предприятиях и предприятиях сферы быта и услуг происхо-
4
дит за счет внедрения трудосберегающих
технологий, системы автоматизированного
проектирования технологических процессов с
применением ЭВМ, ресурсосберегающей,
малоотходной технологии на участках подготовки и
раскроя одежды, расширения области
применения клеевых прокладочных материалов и
клеевого метода соединения деталей. Ведутся
работы по использованию надувных
манекенов, форма которых изменяется с
помощью компьютера.
Существующие в настоящее время
процессы проектирования новых моделей
одежды на заказчика длительны по времени, не
обеспечивают достаточной мобильности
производства и вынуждают закройщика и
художника-консультанта заниматься
трудоемкими творческими операциями.
Внедрение САПР (системы автоматического
проектирования) в процессе конструкторской и
технологической подготовки позволяет
сократить сроки создания модели и улучшает
его качество.
За последние годы объем производства
продукции в легкой промышленности резко
сократился. Одной из главных причин
стремительного падения является
неконкурентоспособность выпускаемой продукции и
вытеснение отечественных тканей и одежды с
внутреннего рынка.
Сегодня швейные предприятия делают все
возможное для подъема отрасли: предприятия
закупают новейшее оборудование и
технологии, создаются совместные предприятия с
различными инофирмами, на предприятиях
службы маркетинга занимаются планированием
разнообразного ассортимента и
номенклатуры, а в современных условиях это является
одной из главных задач работы предприятия, так
как ее результаты в дальнейшем определяют
конкурентоспособность изготовляемой
продукции и соответственно ее реализации.
Предприятия отрасли постоянно работают
над внедрением высокопроизводительных
потоков. В изделиях из смешанных тканей
плащевых структур платьевого ассортимента
широко применяются погоны, хлястики,
накладные карманы, складки, защипы,
отделки кантом, пояса и другие детали. Для
обработки этих деталей широко применяют
приспособления, разработанные ЦНИИШП.
Применяемое оборудование и средства малой
механизации позволяют совместить
выполнение нескольких технологических
операций и обеспечивают заданное расстояние
между строчками, ровную подгибку срезов
обрабатываемых деталей, постоянную ширину
отделочных беек.
Следствием перехода Российской
экономики к рыночному способу ведения хозяйства
является коренной пересмотр экономических
отношений в системе отраслей, а также на
каждом предприятии. Создается большое
количество частных и авторских ателье,
акционерных объединений, товариществ с
ограниченной ответственностью (ТОО), арендных
предприятий и т. д.
Конкурентоспособность — одно из
главных условий работы предприятий.
Предприятия, имея высококачественное оборудование,
квалифицированных рабочих, постоянный
приток заказов, может получить преимущество на
потребительском рынке, выстояв в
конкурентной борьбе.
Автор приносит благодарность
рецензентам проф. Меликову Е.Х., Петровой Л.И.,
Поповой П.Х.
Основы технологии
Ручные работы
Инструменты и приспособления
Качество изготовления одежды и
производительность труда при выполнении
ручных работ в большой степени зависят
от правильного подбора инструментов и
приспособлений, их качества и
рационального размещения на рабочем месте.
Иглы и наперстки G) применяют
различных номеров в зависимости от
выполняемой операции и вида
обрабатываемых материалов.
Для обрезки ниток после
окончательного пошива используют кольцо с ножом
B), которое надевают на указательный или
средний палец правой руки, или
самораскрывающиеся ножницы E).
Ножницы, применяемые для
выполнения операций раскроя и
вспомогательных операций обрезки, уточнения
деталей и т. д., могут быть различными по
форме и размерам D). Для обрезки краев
деталей с целью предохранения их от
осыпания используют специальные ножницы
с зубчатой нарезкой кромки лезвия.
Перенесение линий деталей с бумаги на
ткань или картон выполняют с помощью
резца E).
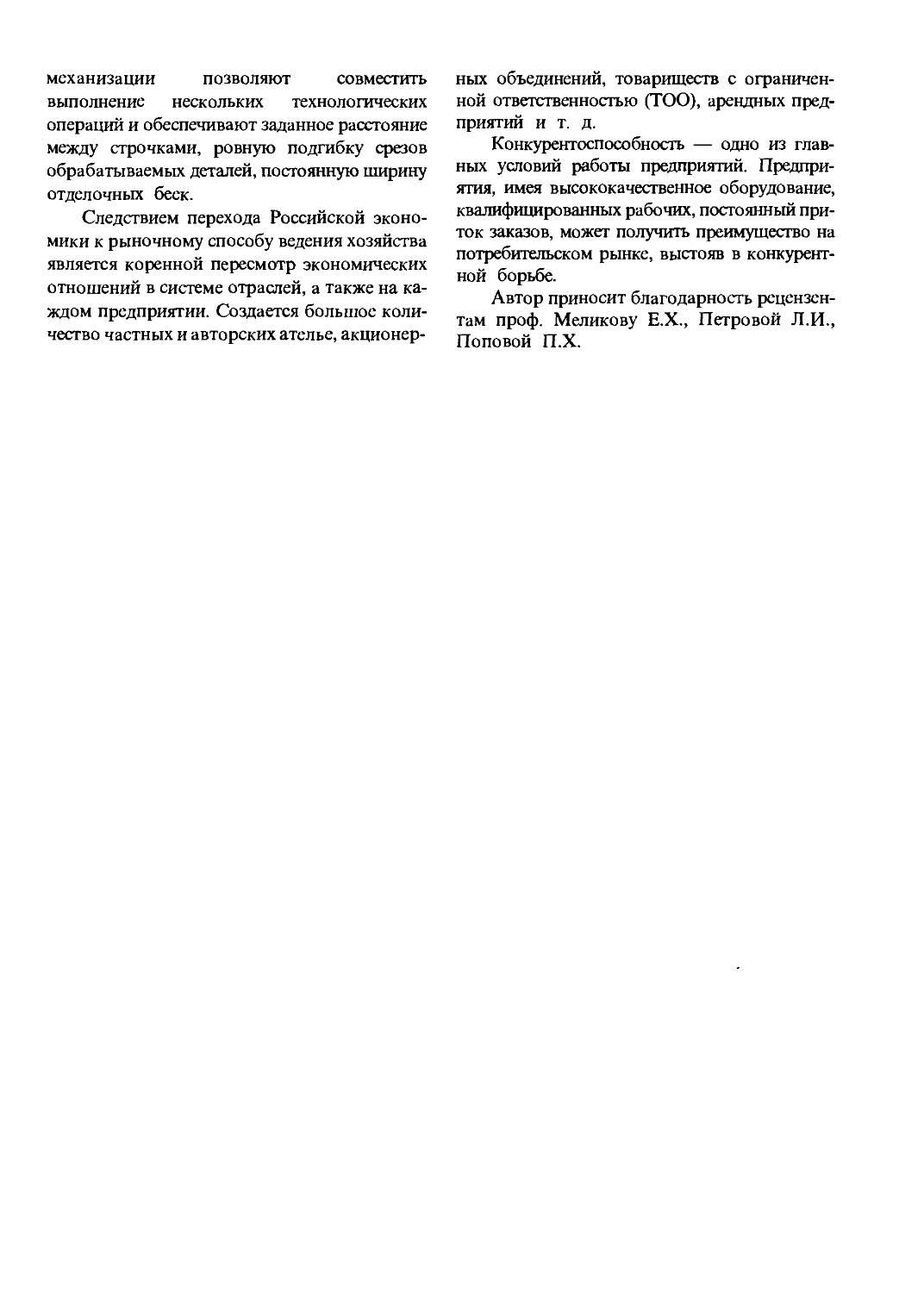
Для удаления ниток и выправления
углов деталей применяют колышек F),
представляющий собой тонкий
металлический, пластмассовый или костяной
стержень, заостренный на одном конце.
Края клапанов в процессе
влажно-тепловой обработки выправляют на
специальном приспособлении типа шаблона G).
Приспособление для вывертывания
хлястиков и поясов (8) позволяет быстро
вывернуть обтачанные детали на лицевую
сторону и выправить их концы.
Для проверки качества
полуфабрикатов и готовых изделий используют
манекены (9). При отсутствии специальных
машин для обработки обметанных петель
применяют просечки типа щипцов G0) или
ударного типа G7). Пуговицы обтягивают
на приспособлении, показанном на G2).
Для предохранения срезов деталей
изделий от осыпания применяют специальное
приспособление, позволяющее получать
срезы зигзагообразной формы A3).
Линии низа платьев и юбок уточняют
на фигуре с помощью специального
приспособления A4).
Линии на ткань или другой материал
наносят с помощью портновских мелков,
которые изготовляют в виде треугольных
плиток разных цветов. При работе мелки
тонко затачивают, чтобы толщина линий
не превышала 0,1 см.
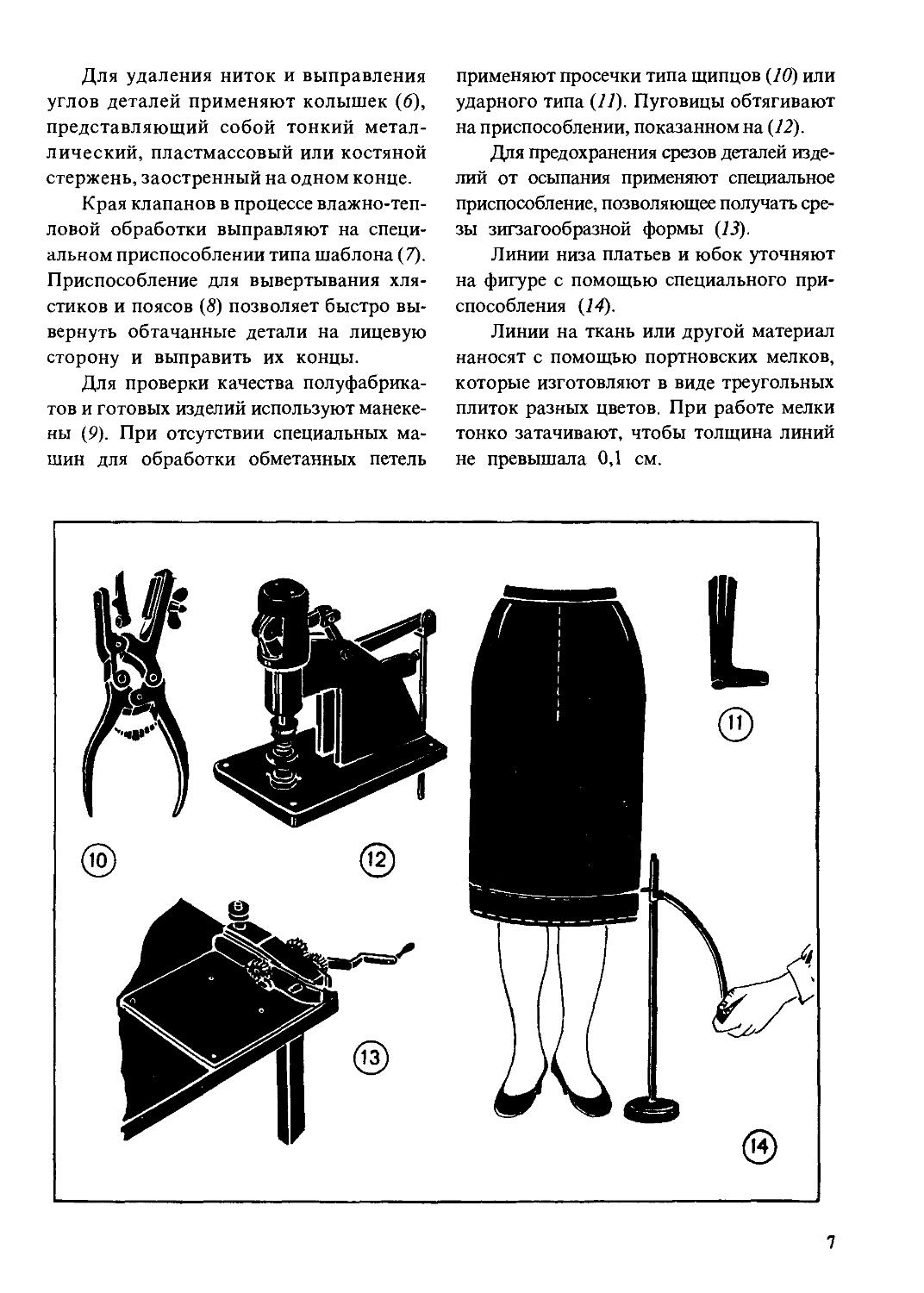
Организация рабочего места
Правильная организация рабочего места
способствует повышению производительности
труда и обеспечению высокого качества
работ. Одной из важных задач рациональной
организации рабочего места является выбор
конструкции и размеров стола, определяемых
видами изделия и выполняемой операции.
Рабочая поверхность стола должна быть
тщательно отполированной.
На рис. 1 показано типовое рабочее место
для контроля качества продукции, на рис.
2— типовое рабочее место швеи-ручницы,
выполняющей работу сидя — стоя B).
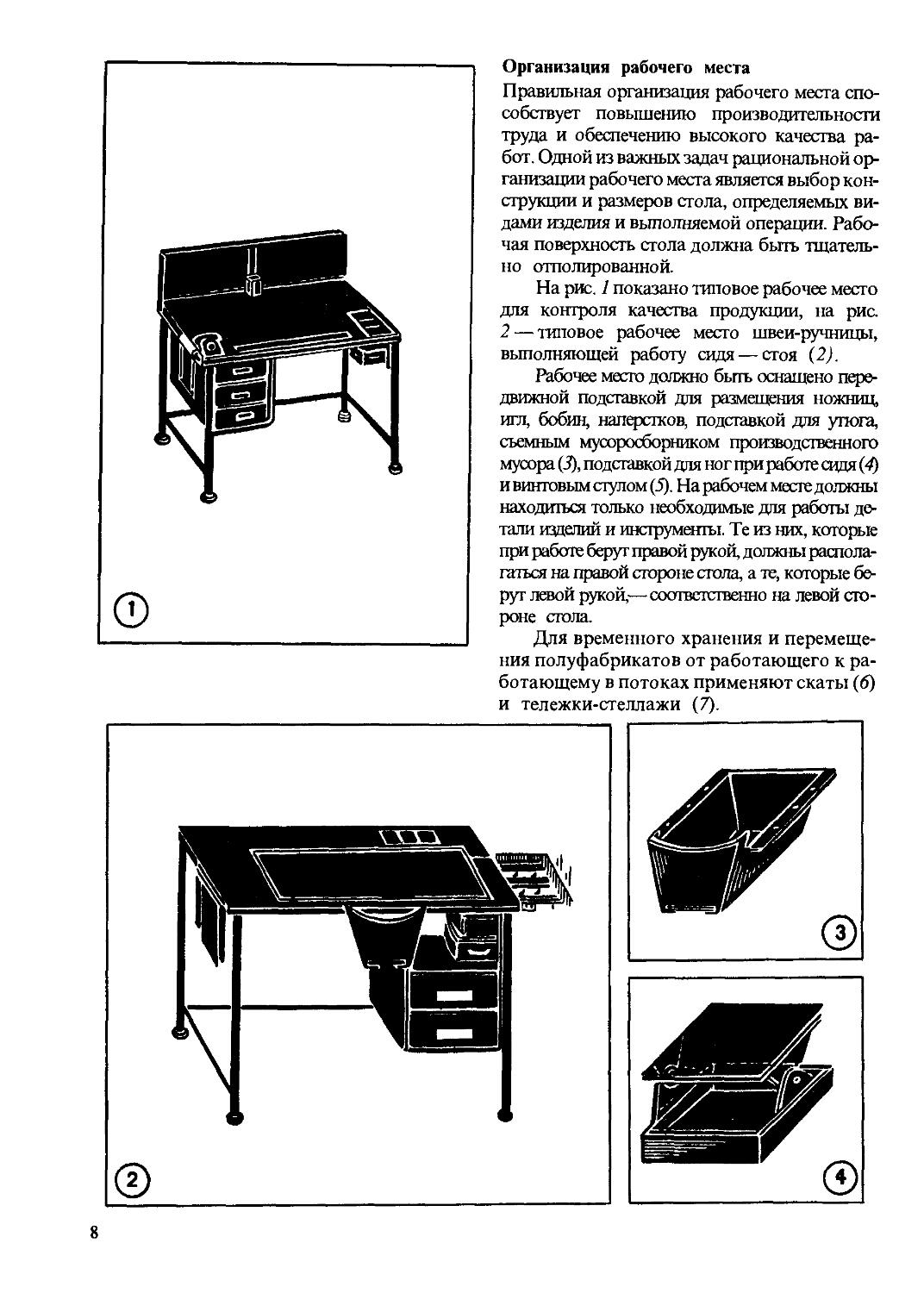
Рабочее место должно быть оснащено
передвижной подставкой для размещения ножниц,
игл, бобин, наперстков, подставкой для утюга,
съемным мусоросборником производственного
мусора C), подставкой для ног при работе сидя D)
и винтовым стулом E). На рабочем месте должны
находиться только необходимые для работы
детали изделий и инструменты. Те из них, которые
при работе берут правой рукой, должны
располагаться на правой стороне стола, а те, которые
берут левой рукой,—соответственно на левой
стороне стола.
Для временного хранения и
перемещения полуфабрикатов от работающего к
работающему в потоках применяют скаты (б)
и тележки-стеллажи G).
<l
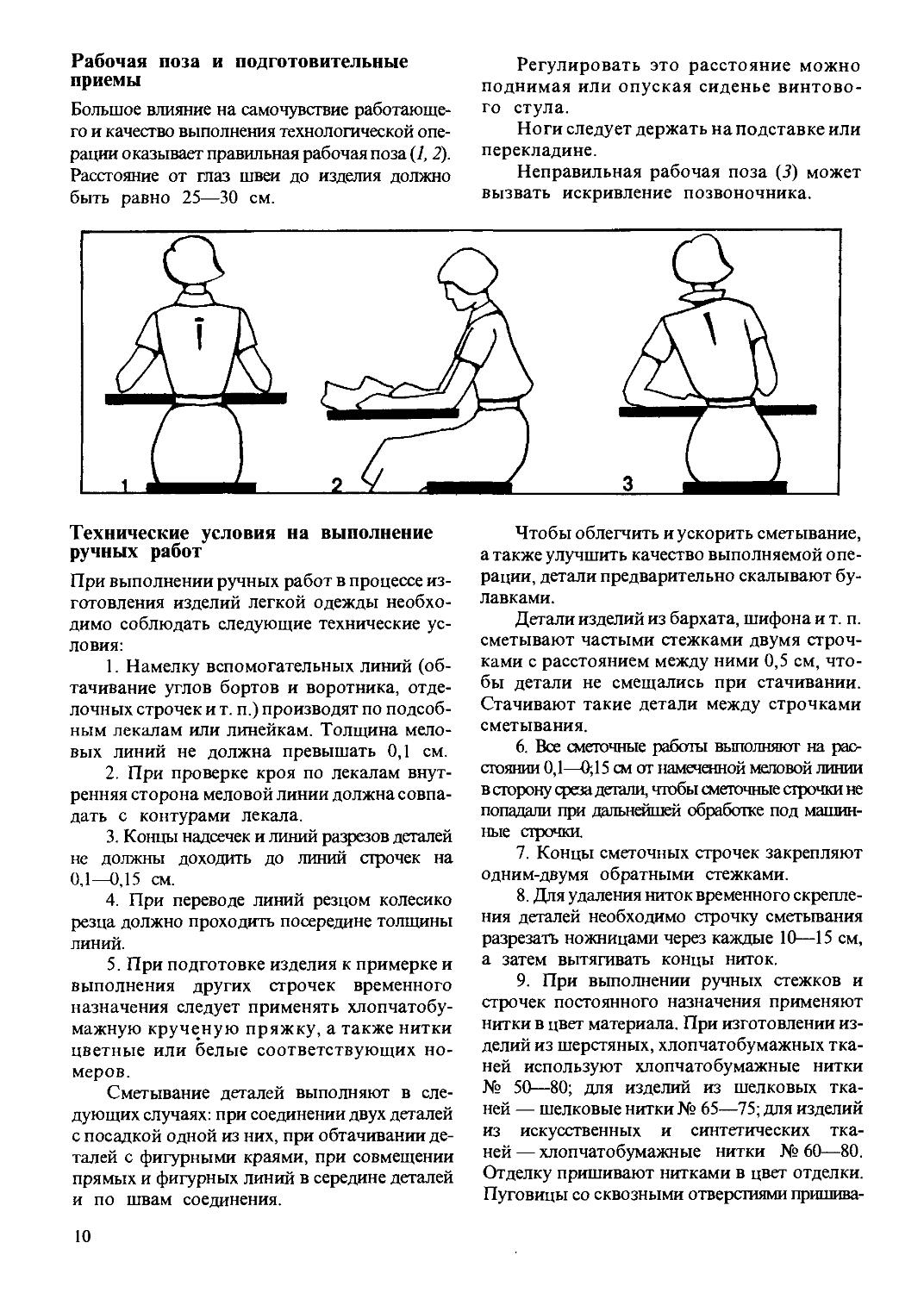
Рабочая поза и подготовительные
приемы
Большое влияние на самочувствие
работающего и качество выполнения технологической
операции оказывает правильная рабочая поза G, 2).
Расстояние от глаз швеи до изделия должно
быть равно 25—30 см.
Регулировать это расстояние можно
поднимая или опуская сиденье
винтового стула.
Ноги следует держать на подставке или
перекладине.
Неправильная рабочая поза C) может
вызвать искривление позвоночника.
Технические условия на выполнение
ручных работ
При выполнении ручных работ в процессе
изготовления изделий легкой одежды
необходимо соблюдать следующие технические
условия:
1. Намелку вспомогательных линий
(обтачивание углов бортов и воротника,
отделочных строчек и т. п.) производят по
подсобным лекалам или линейкам. Толщина
меловых линий не должна превышать 0,1 см.
2. При проверке кроя по лекалам
внутренняя сторона меловой линии должна
совпадать с контурами лекала.
3. Концы надсечек и линий разрезов деталей
не должны доходить до линий строчек на
0,1—0,15 см.
4. При переводе линий резцом колесико
резца должно проходить посередине толщины
линий.
5. При подготовке изделия к примерке и
выполнения других строчек временного
назначения следует применять
хлопчатобумажную крученую пряжку, а также нитки
цветные или белые соответствующих
номеров.
Сметывание деталей выполняют в
следующих случаях: при соединении двух деталей
с посадкой одной из них, при обтачивании
деталей с фигурными краями, при совмещении
прямых и фигурных линий в середине деталей
и по швам соединения.
Чтобы облегчить и ускорить сметывание,
а также улучшить качество выполняемой
операции, детали предварительно скалывают
булавками.
Детали изделий из бархата, шифона и т. п.
сметывают частыми стежками двумя
строчками с расстоянием между ними 0,5 см,
чтобы детали не смещались при стачивании.
Стачивают такие детали между строчками
сметывания.
6. Все сметочные работы выполняют на
расстоянии 0,1—0;15 см от намеченной меловой линии
в сторону среза детали, чтобы сметочные строчки не
попадали при дальнейшей обработке под
машинные строчки.
7. Концы сметочных строчек закрепляют
одним-двумя обратными стежками.
8. Для удаления ниток временного
скрепления деталей необходимо строчку сметывания
разрезать ножницами через каждые 10—15 см,
а затем вытягивать концы ниток.
9. При выполнении ручных стежков и
строчек постоянного назначения применяют
нитки в цвет материала. При изготовлении
изделий из шерстяных, хлопчатобумажных
тканей используют хлопчатобумажные нитки
№ 50—80; для изделий из шелковых
тканей — шелковые нитки № 65—75; для изделий
из искусственных и синтетических
тканей — хлопчатобумажные нитки № 60—80.
Отделку пришивают нитками в цвет отделки.
Пуговицы со сквозными отверстиями пришива-
10
ют нитками в цвет пуговиц, а пуговицы со
стойкой— нитками в цвет ткани.
10. Номера игл должны соответствовать
толщине ткани и характеру выполняемых операций.
11. Концы внутренних строчек
закрепляют двумя-тремя стежками.
12. Концы отделочных строчек,
выполняемых шелковыми нитками (изготовление
петель, закрепок), закрепляют с изнаночной
стороны тремя-четырьмя обратными стежками.
Ручные стежки
Стежок — это один элемент структуры,
полученный при ниточном способе соединения
деталей между двумя проколами материала
иглой (ГОСТ 12807—79 «Изделия швейные.
Классификация стежков, строчек и швов»). Ряд
повторяющихся стежков образует строчку.
Стежки одной строчки должны быть
одинаковой длины, а нитки затянуты равномерно.
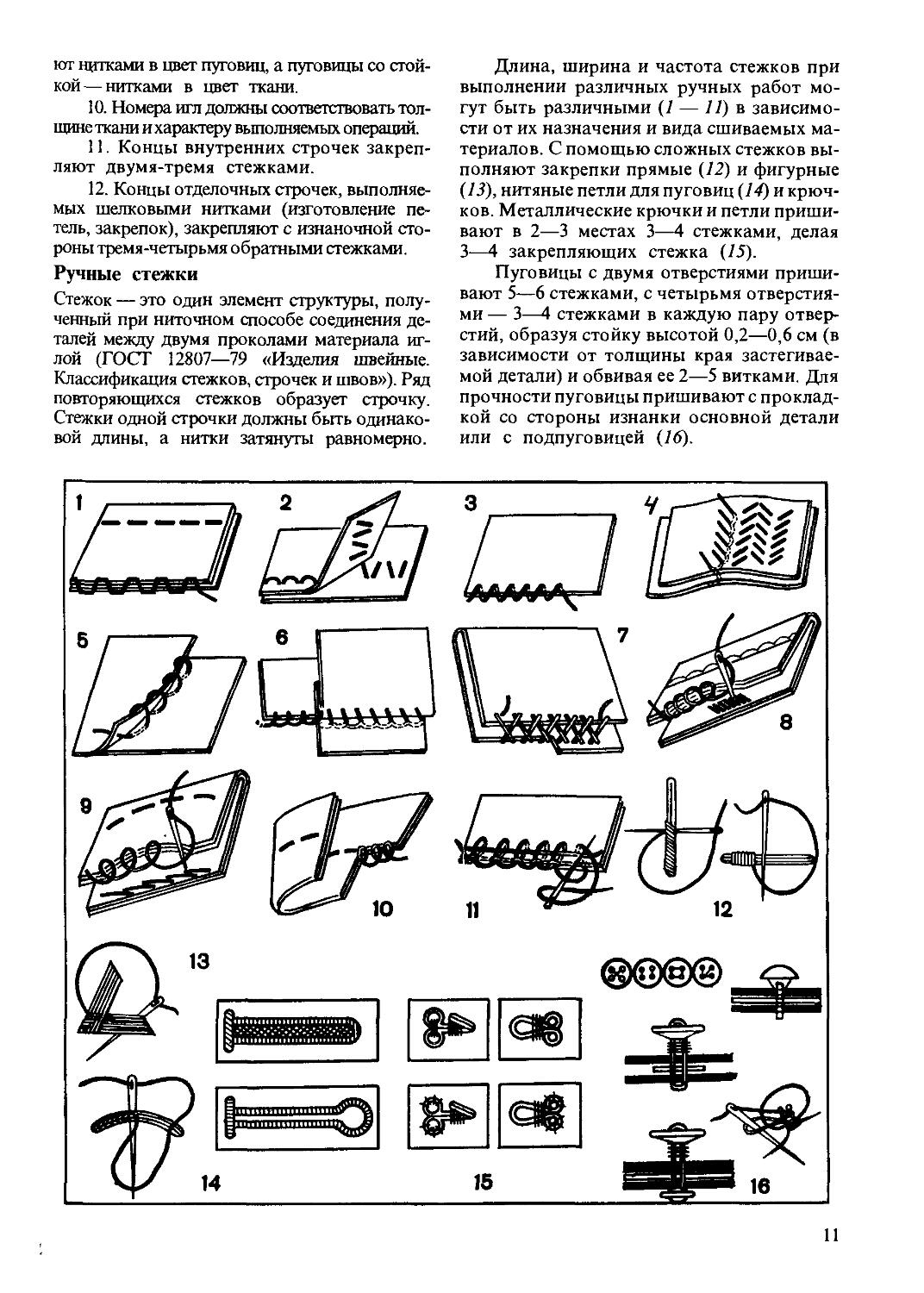
Длина, ширина и частота стежков при
выполнении различных ручных работ
могут быть различными A — 11) в
зависимости от их назначения и вида сшиваемых
материалов. С помощью сложных стежков
выполняют закрепки прямые A2) и фигурные
A3), нитяные петли для пуговиц A4) и
крючков. Металлические крючки и петли
пришивают в 2—3 местах 3—4 стежками, делая
3—4 закрепляющих стежка G5).
Пуговицы с двумя отверстиями
пришивают 5—6 стежками, с четырьмя
отверстиями — 3—4 стежками в каждую пару
отверстий, образуя стойку высотой 0,2—0,6 см (в
зависимости от толщины края
застегиваемой детали) и обвивая ее 2—5 витками. Для
прочности пуговицы пришивают с
прокладкой со стороны изнанки основной детали
или с подпуговицей A6).
16
11
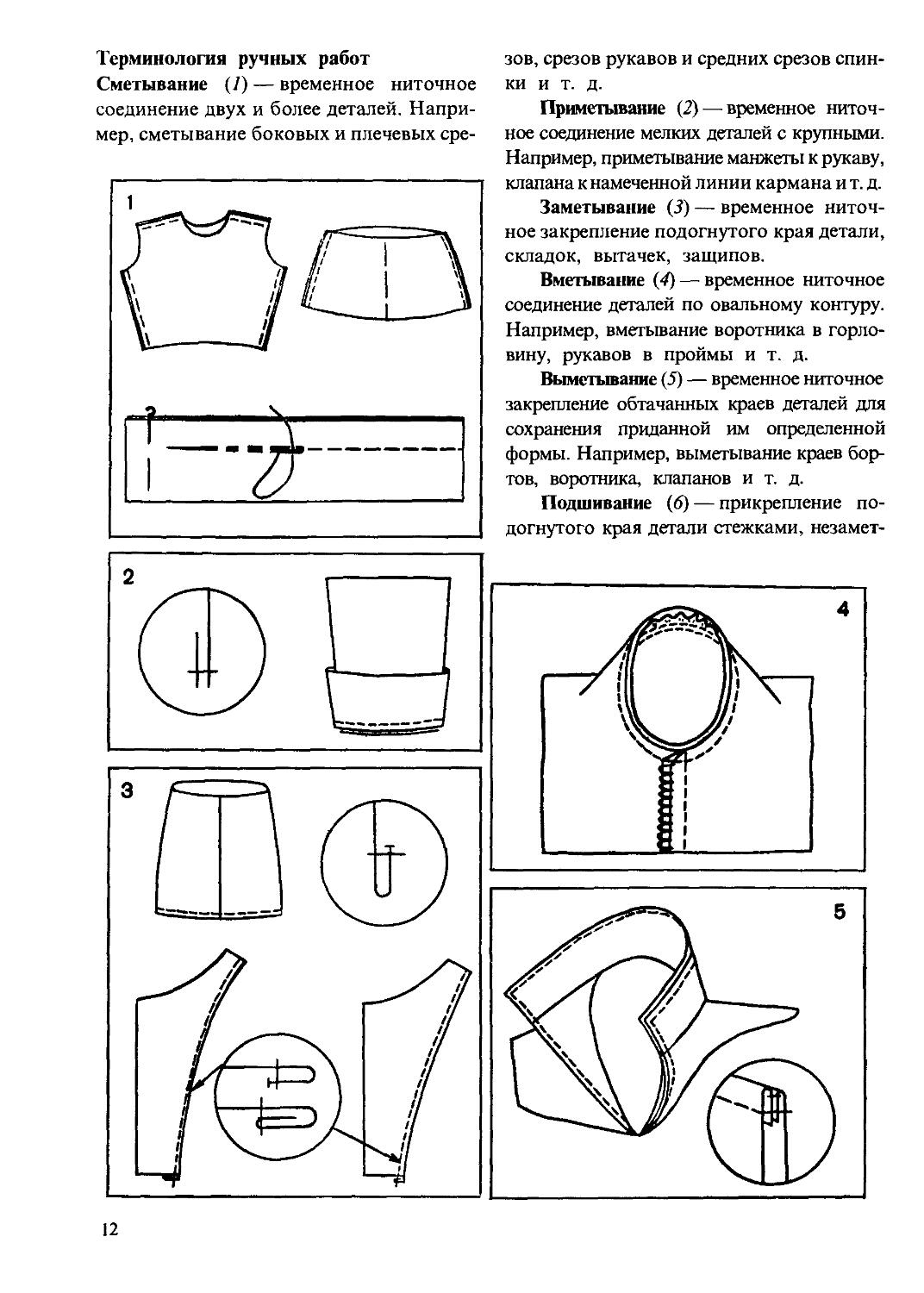
Терминология ручных работ
Сметывание A) — временное ниточное
соединение двух и более деталей.
Например, сметывание боковых и плечевых
срезов, срезов рукавов и средних срезов
спинки и т. д.
Приметывание B) — временное
ниточное соединение мелких деталей с крупными.
Например, приметывание манжеты к рукаву,
клапана к намеченной линии кармана и т. д.
Заметывание E) — временное
ниточное закрепление подогнутого края детали,
складок, вытачек, защипов.
Вметывание D) — временное ниточное
соединение деталей по овальному контуру.
Например, вметывание воротника в
горловину, рукавов в проймы и т. д.
Выметывание E) — временное ниточное
закрепление обтачанньа краев деталей для
сохранения приданной им определенной
формы. Например, выметывание краев
бортов, воротника, клапанов и т. д.
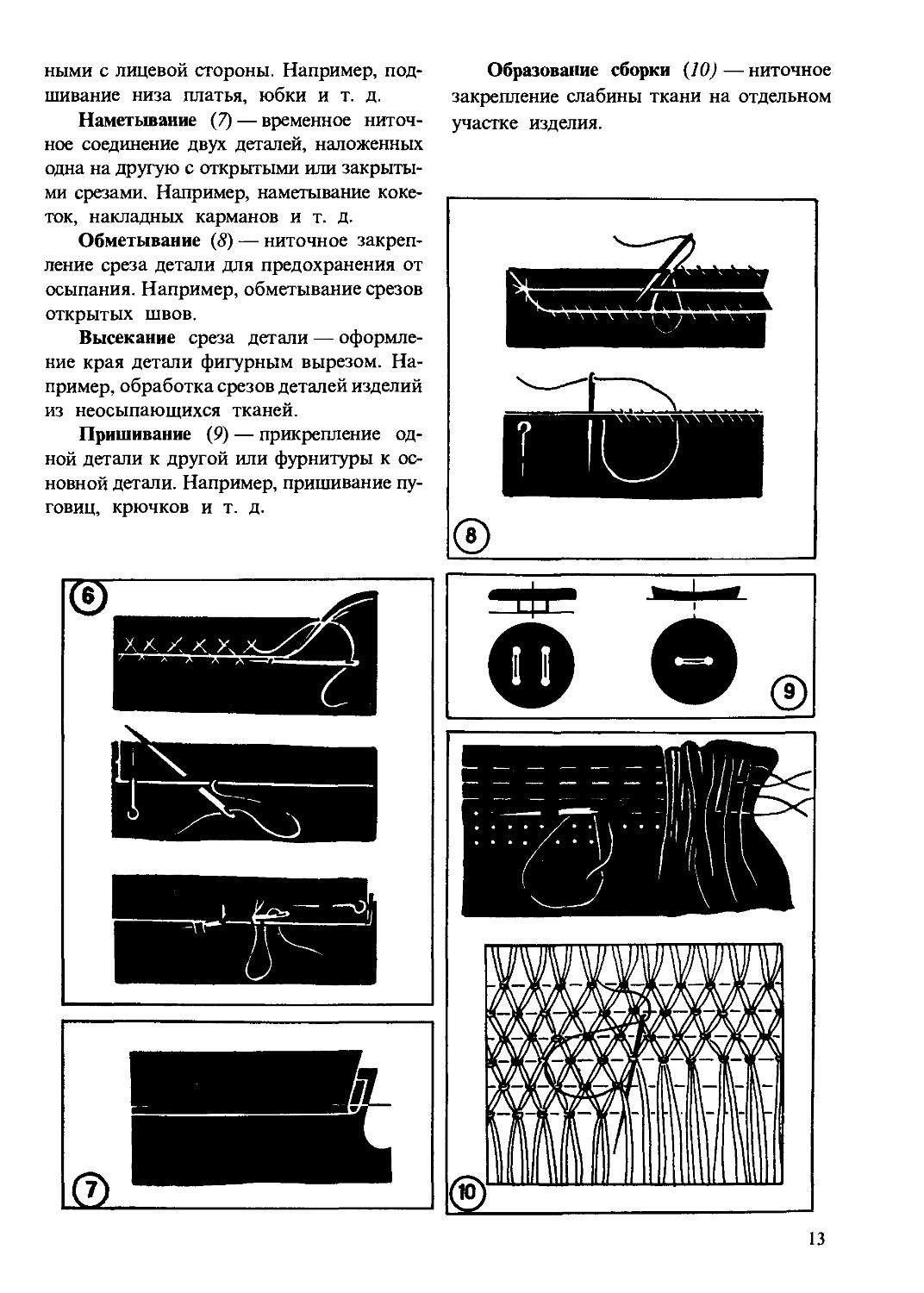
Подшивание (б) — прикрепление
подогнутого края детали стежками, незамет-
12
ными с лицевой стороны. Например,
подшивание низа платья, юбки и т. д.
Наметывание G) — временное
ниточное соединение двух деталей, наложенных
одна на другую с открытыми или
закрытыми срезами. Например, наметывание
кокеток, накладных карманов и т. д.
Обметывание (8) — ниточное
закрепление среза детали для предохранения от
осыпания. Например, обметывание срезов
открытых швов.
Высекание среза детали —
оформление края детали фигурным вырезом.
Например, обработка срезов деталей изделий
из неосыпающихся тканей.
Пришивание (9) — прикрепление
одной детали к другой или фурнитуры к
основной детали. Например, пришивание
пуговиц, крючков и т. д.
Образование сборки A0) — ниточное
закрепление слабины ткани на отдельном
участке изделия.
IftftUft
1
13
Машинные работы
Машинные стежки и строчки
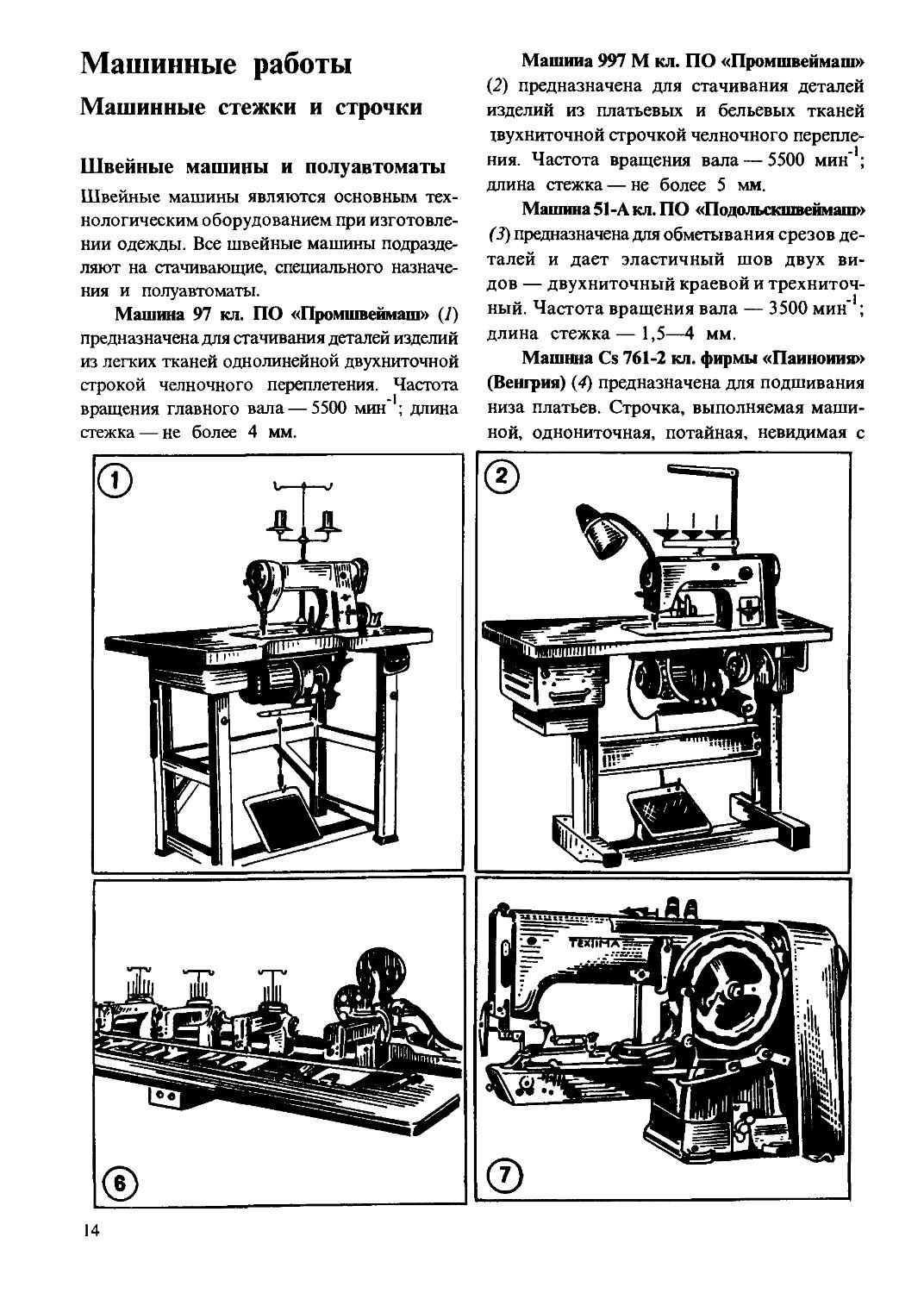
Швейные машины и полуавтоматы
Швейные машины являются основным
технологическим оборудованием при
изготовлении одежды. Все швейные машины
подразделяют на стачивающие, специального
назначения и полуавтоматы.
Машина 97 кл. ПО «Промшвеимаш» G)
предназначена для стачивания деталей изделий
из легких тканей однолинейной двухниточной
строкой челночного переплетения. Частота
вращения главного вала — 5500 мин" ; длина
стежка — не более 4 мм.
Машина 997 М кл. ПО «Промшвеимаш»
B) предназначена для стачивания деталей
изделий из платьевых и бельевых тканей
хвухниточной строчкой челночного перепле-
ния. Частота вращения вала — 5500 мин;
длина стежка — не более 5 мм.
Машина 51-А кл. ПО «Подольскшвеймаш»
C) предназначена для обметывания срезов
деталей и дает эластичный шов двух
видов — двухниточный краевой и трехниточ-
ный. Частота вращения вала — 3500 мин" ;
длина стежка—1,5—4 мм.
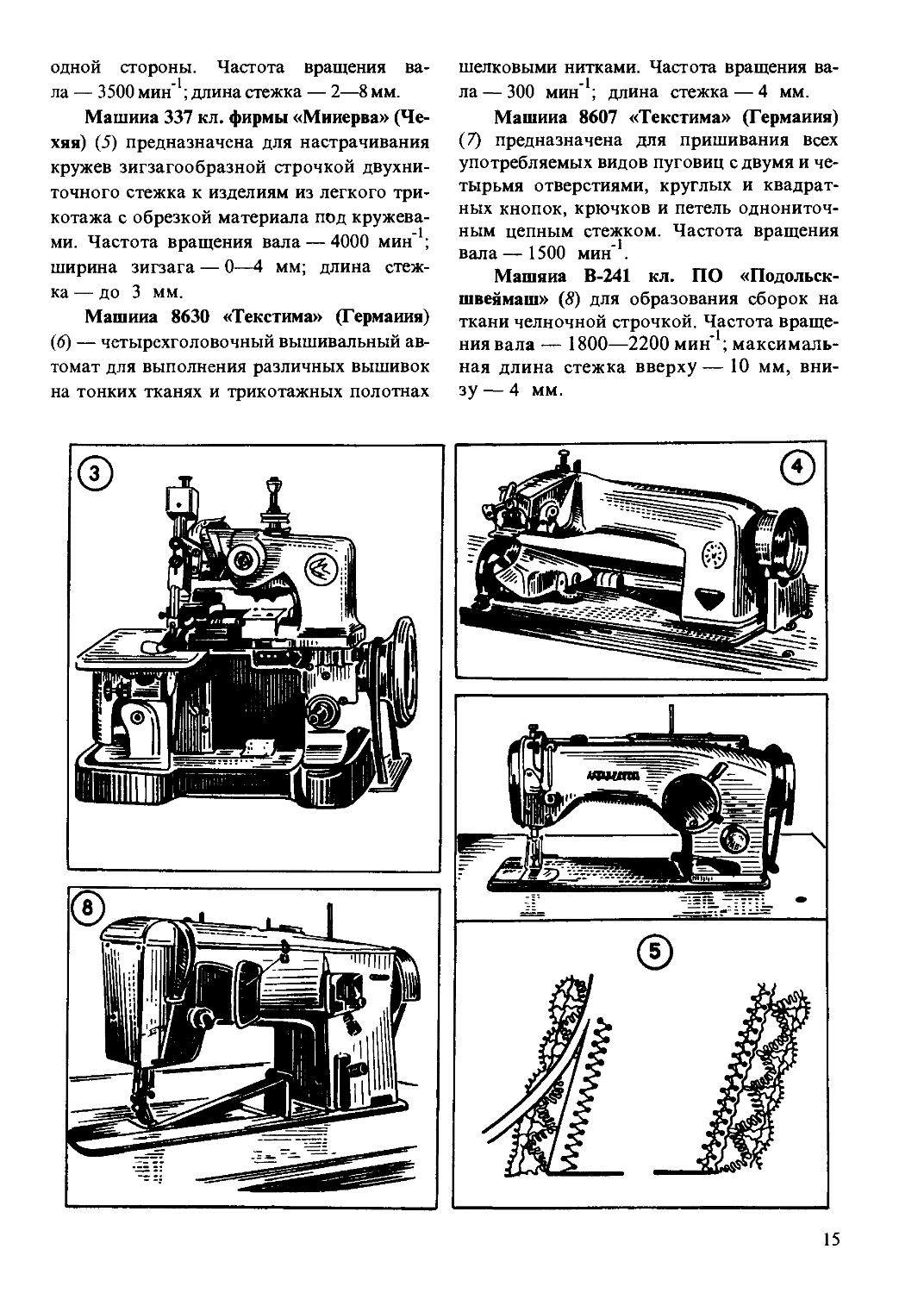
Машина Cs 761-2 кл. фирмы «Паиноиия»
(Венгрия) D) предназначена для подшивания
низа платьев. Строчка, выполняемая
машиной, однониточная, потайная, невидимая с
14
одной стороны. Частота вращения
вала — 3500 мин" ; длина стежка — 2—8 мм.
Машина 337 кл. фирмы «Минерва»
(Чехия) E) предназначена для настрачивания
кружев зигзагообразной строчкой двухни-
точного стежка к изделиям из легкого
трикотажа с обрезкой материала под
кружевами. Частота вращения вала — 4000 мин" ;
ширина зигзага — 0—4 мм; длина
стежка — до 3 мм.
Машина 8630 «Текстима» (Германия)
(б) — четырехголовочный вышивальный
автомат для выполнения различных вышивок
на тонких тканях и трикотажных полотнах
шелковыми нитками. Частота вращения
вала — 300 мин" ; длина стежка — 4 мм.
Машина 8607 «Текстима» (Германия)
G) предназначена для пришивания всех
употребляемых видов пуговиц с двумя и
четырьмя отверстиями, круглых и
квадратных кнопок, крючков и петель однониточ-
ным цепным стежком. Частота вращения
вала— 1500 мин.
Машина В-241 кл. ПО «Подольск-
швеймаш» (8) для образования сборок на
ткани челночной строчкой. Частота
вращения вала — 1800—2200 мин" ;
максимальная длина стежка вверху— 10 мм,
внизу— 4 мм.
15
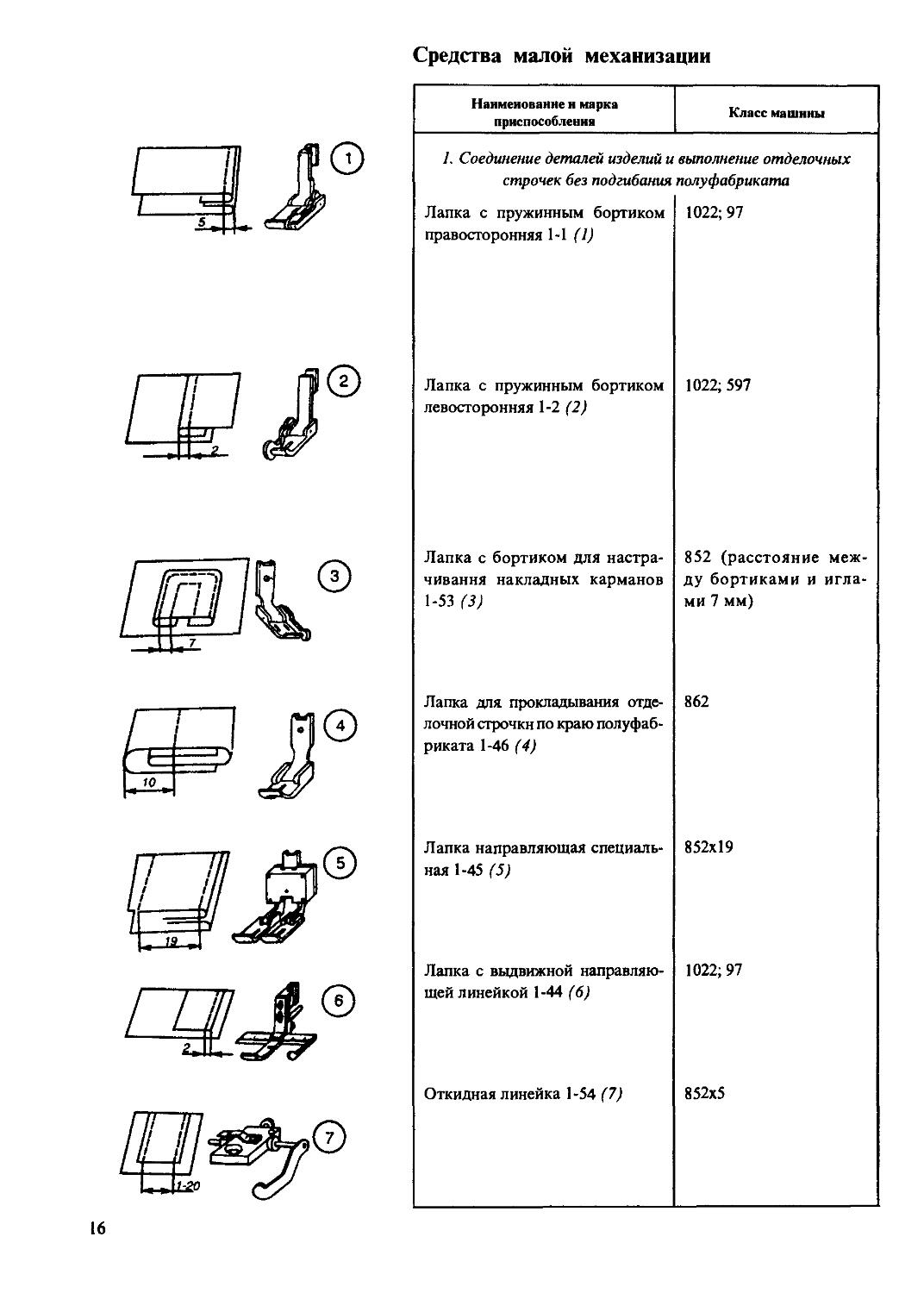
Средства малой механизации
/
' h-
я 10 •
Наименование и марка
приспособления
Класс машины
/. Соединение деталей изделий и выполнение отделочных
строчек без подгибания полуфабриката
Лапка с пружинным бортиком
правосторонняя 1-1 A)
Лапка с пружинным бортиком
левосторонняя 1-2 B)
Лапка с бортиком для
настрачивания накладных карманов
1-53 C)
Лапка для прокладывания
отделочной строчки по краю
полуфабриката 1-46 D)
Лапка направляющая
специальная 1-45 E)
Лапка с выдвижной
направляющей линейкой 1-44 F)
Откидная линейка 1-54 G)
1022; 97
1022; 597
852 (расстояние
между бортиками и
иглами 7 мм)
862
852x19
1022; 97
852x5
16
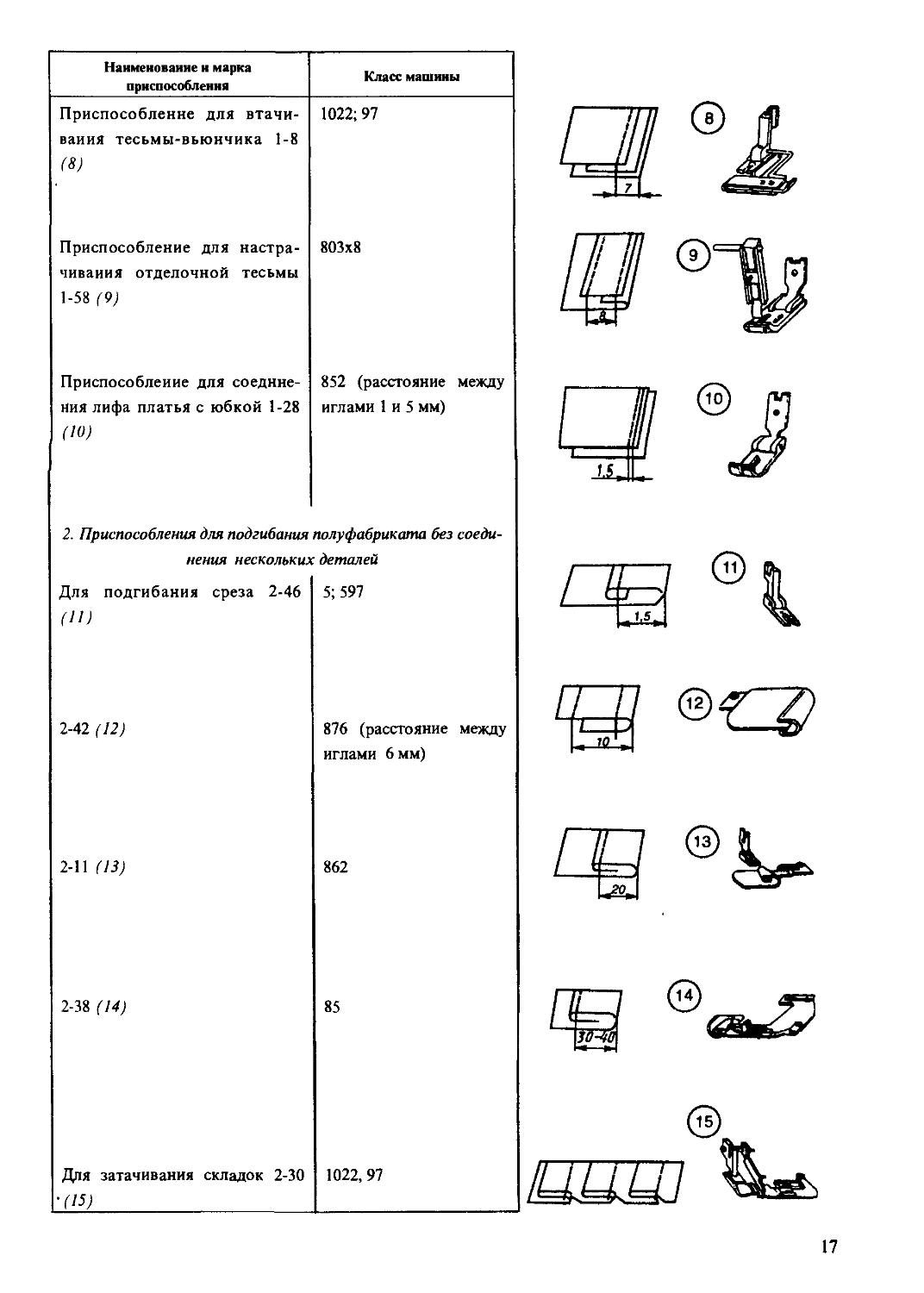
Наименование и марка
приспособления
Приспособление для
втачивания тесьмы-вьюнчика 1-8
(8)
Приспособление для
настрачивания отделочной тесьмы
1-58 (9)
Приспособление для
соединения лифа платья с юбкой 1-28
A0)
Класс машины
1022; 97
803x8
852 (расстояние между
иглами 1 и 5 мм)
2. Приспособления для подгибания полуфабриката без
соединения нескольких деталей
Для подгибания среза 2-46
(И)
2-42 A2)
2-11 A3)
2-38 A4)
Для затачивания складок 2-30
¦A5)
5; 597
876 (расстояние между
иглами 6 мм)
862
85
1022, 97
ваш
17
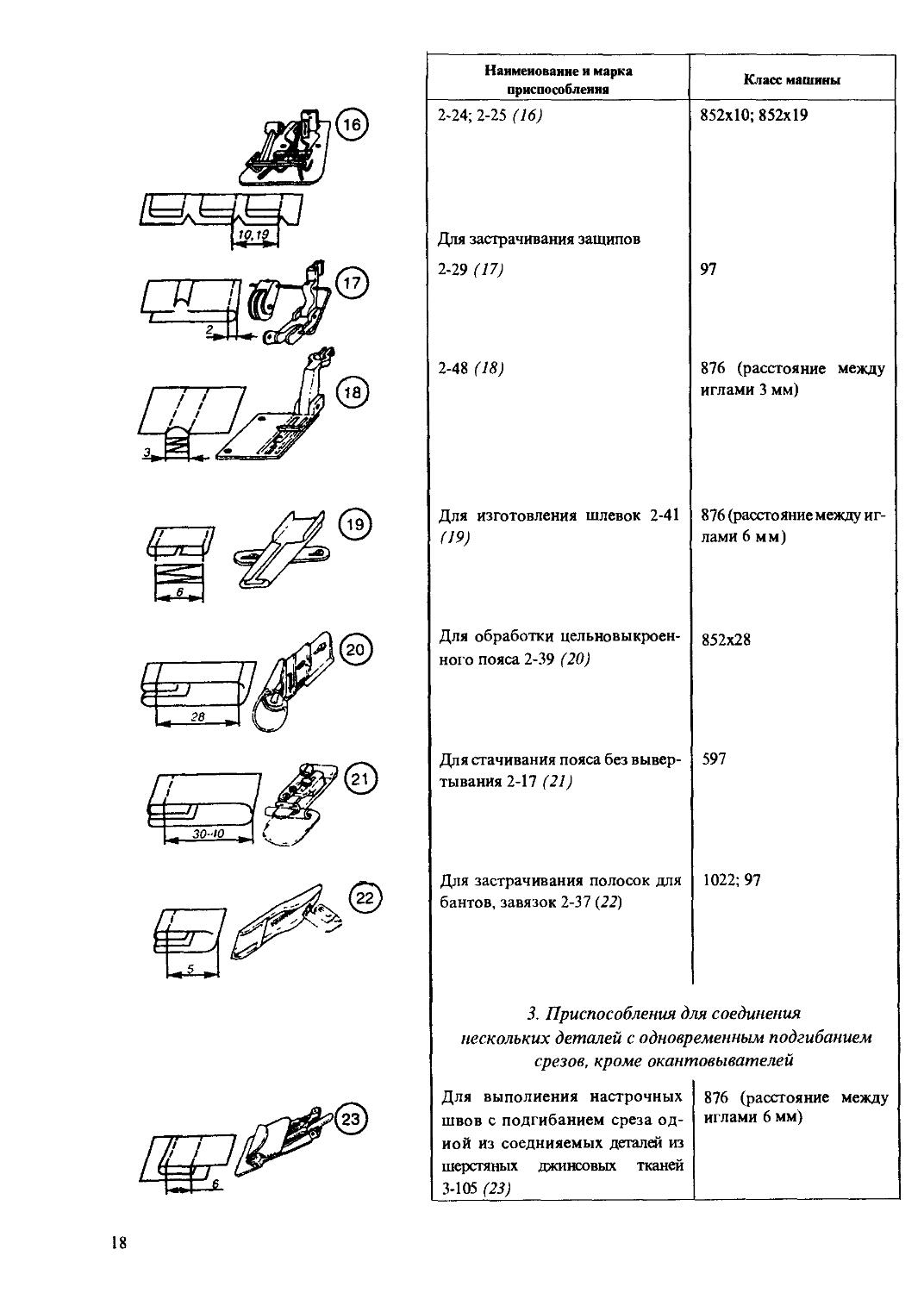
Наименование и марка
приспособления
2-24; 2-25 A6)
Для застрачивания защипов
2-29 A7)
2-48 A8)
Для изготовления шлевок 2-41
A9)
Для обработки цельновыкроен-
ного пояса 2-39 B0)
Для стачивания пояса без
вывертывания 2-17 B1)
Для застрачивания полосок для
бантов, завязок 2-37 B2)
Класс машины
852x10; 852x19
97
876 (расстояние между
иглами 3 мм)
876 (расстояние между
иглами 6 мм)
852x28
597
1022; 97
3. Приспособления для соединения
нескольких деталей с одновременным подгибанием
срезов, кроме окантовывателей
Для выполнения настрочных
швов с подгибанием среза
одной из соединяемых деталей из
шерстяных джинсовых тканей
3-105 B3)
876 (расстояние между
иглами 6 мм)
18
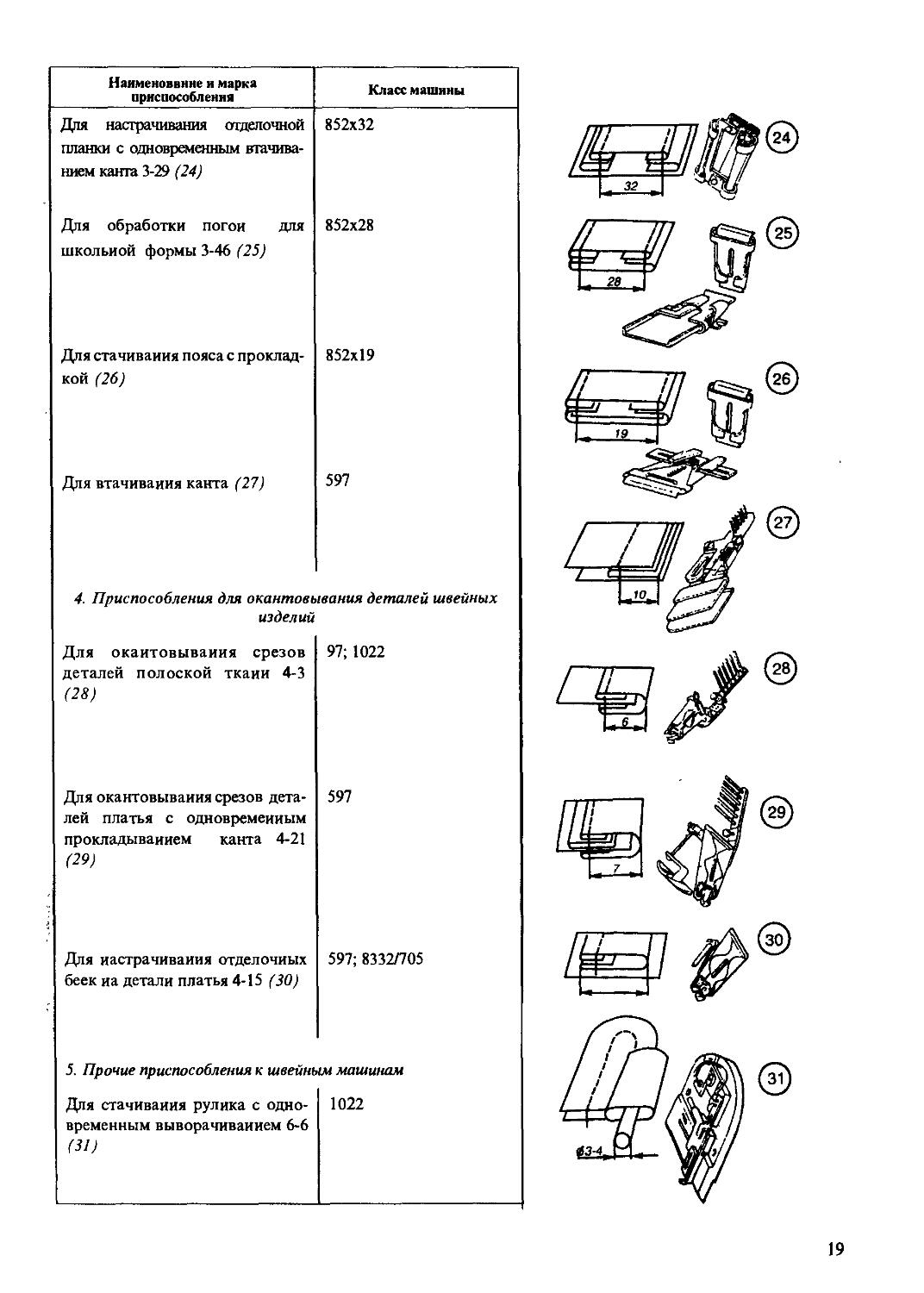
Нанменоввннеи марка
приспособления
Для настрачивания отделочной
планки с одновременным
втачиванием канта 3-29 B4)
Для обработки погон для
школьной формы 3-46 B5)
Для стачивания пояса с
прокладкой B6)
Для втачивания канта B7)
Класс машины
852x32
852x28
852x19
597
4. Приспособления для окантовывания деталей швейных
изделий
Для окантовывания срезов
деталей полоской ткани 4-3
B8)
Для окантовывания срезов
деталей платья с одновременным
прокладыванием канта 4-21
B9)
Для настрачивания отделочных
беек на детали платья 4-15 C0)
97; 1022
597
597; 8332/705
5. Прочие приспособления к швейным машинам
Для стачивания рулика с
одновременным выворачиванием 6-6
C1)
1022
. 32 _
28
19
пи
19
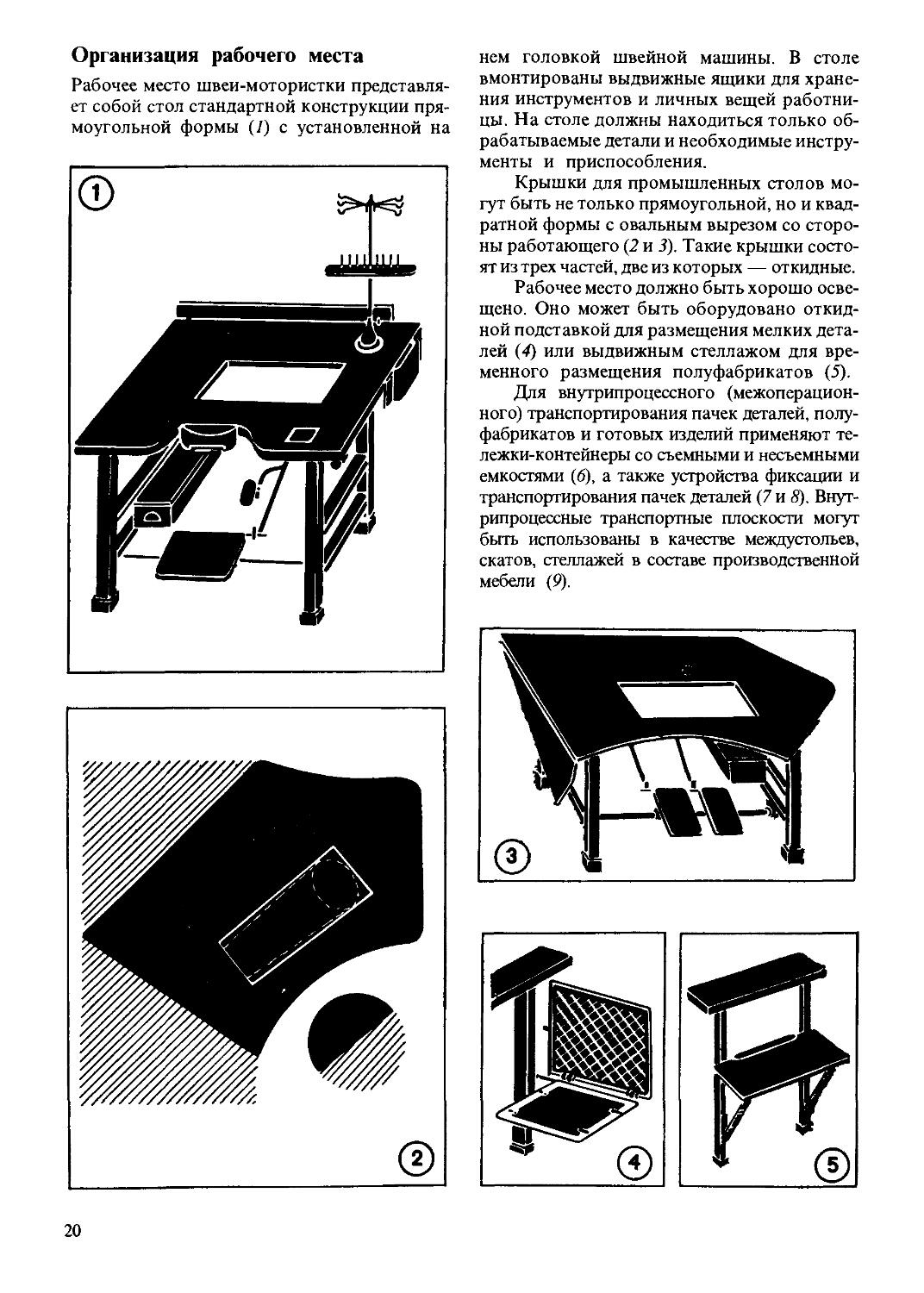
Организация рабочего места
Рабочее место швеи-мотористки
представляет собой стол стандартной конструкции
прямоугольной формы A) с установленной на
нем головкой швейной машины. В столе
вмонтированы выдвижные ящики для
хранения инструментов и личных вещей
работницы. На столе должны находиться только
обрабатываемые детали и необходимые
инструменты и приспособления.
Крышки для промышленных столов
могут быть не только прямоугольной, но и
квадратной формы с овальным вырезом со
стороны работающего B и 3). Такие крышки
состоят из трех частей, две из которых — откидные.
Рабочее место должно быть хорошо
освещено. Оно может быть оборудовано
откидной подставкой для размещения мелких
деталей D) или выдвижным стеллажом для
временного размещения полуфабрикатов E).
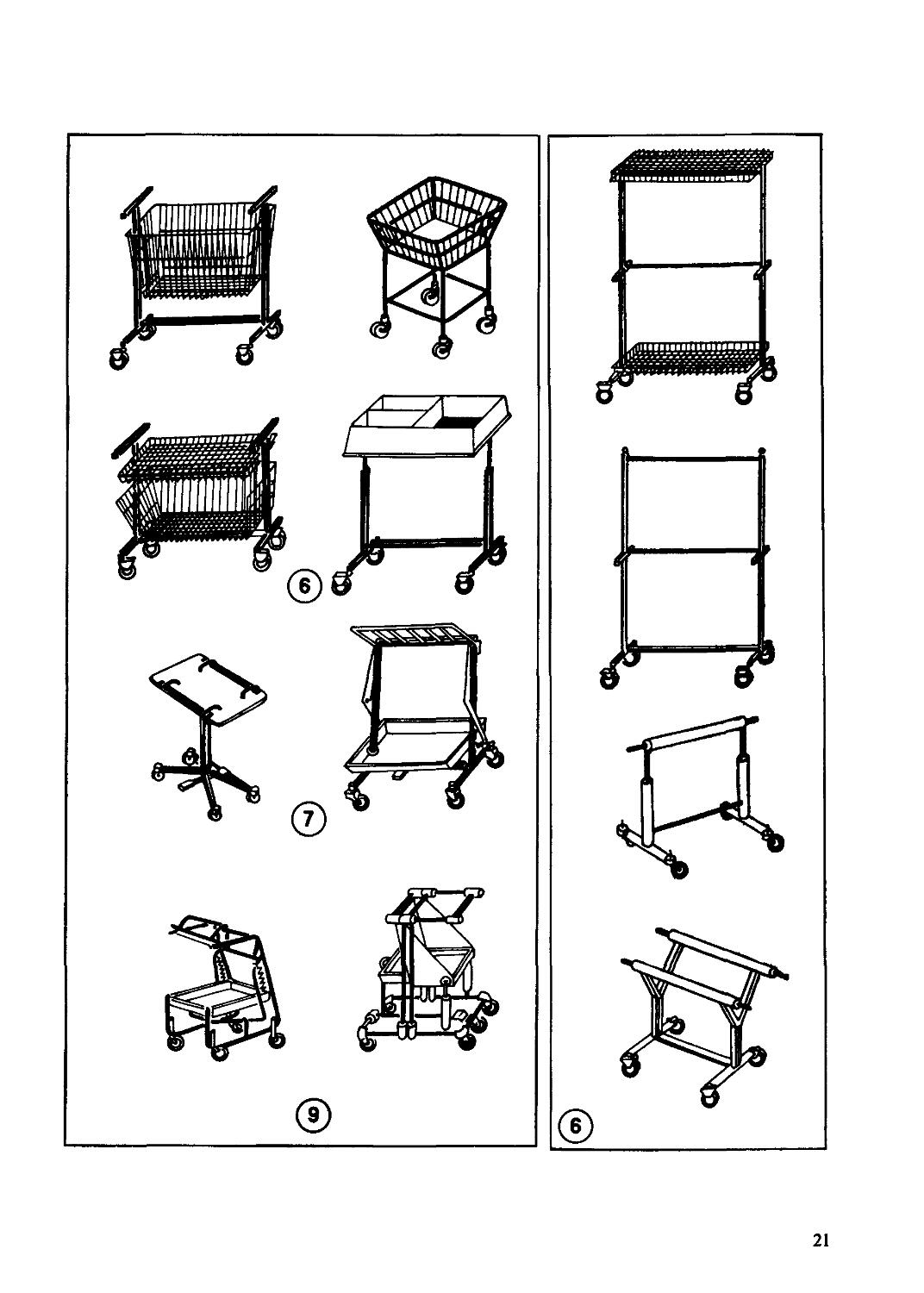
Для внутрипроцессного
(межоперационного) транспортирования пачек деталей,
полуфабрикатов и готовых изделий применяют
тележки-контейнеры со съемными и несъемными
емкостями (<5), а также устройства фиксации и
транспортирования пачек деталей G и 8). Внут-
рипроцессные транспортные плоскости могут
быть использованы в качестве междустолъев,
скатов, стеллажей в составе производственной
мебели (9).
20
21
Рабочая поза и подготовительные
приемы
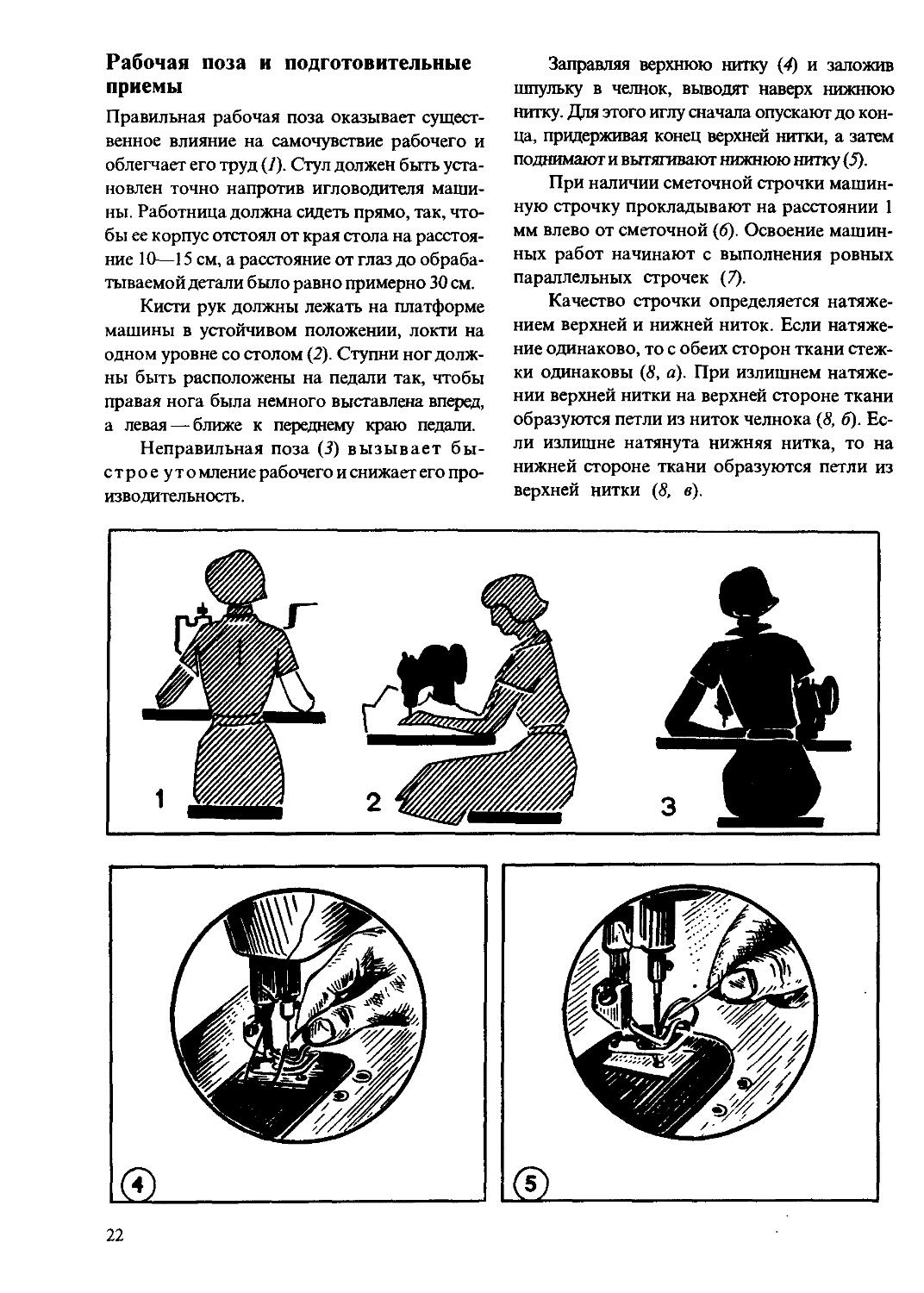
Правильная рабочая поза оказывает
существенное влияние на самочувствие рабочего и
облегчает его труд A). Стул должен быть
установлен точно напротив игловодителя
машины. Работница должна сидеть прямо, так,
чтобы ее корпус отстоял от края стола на
расстояние 10—15 см, а расстояние от глаз до
обрабатываемой детали было равно примерно 30 см.
Кисти рук должны лежать на платформе
машины в устойчивом положении, локти на
одном уровне со столом B). Ступни ног
должны быть расположены на педали так, чтобы
правая нога была немного выставлена вперед,
а левая — ближе к переднему краю педали.
Неправильная поза E) вызывает бы-
строеуто мление рабочего и снижает его
производительность.
Заправляя верхнюю нитку D) и заложив
шпульку в челнок, выводят наверх нижнюю
нитку. Для этого иглу сначала опускают до
конца, придерживая конец верхней нитки, а затем
поднимают и вытягивают нижнюю нитку E).
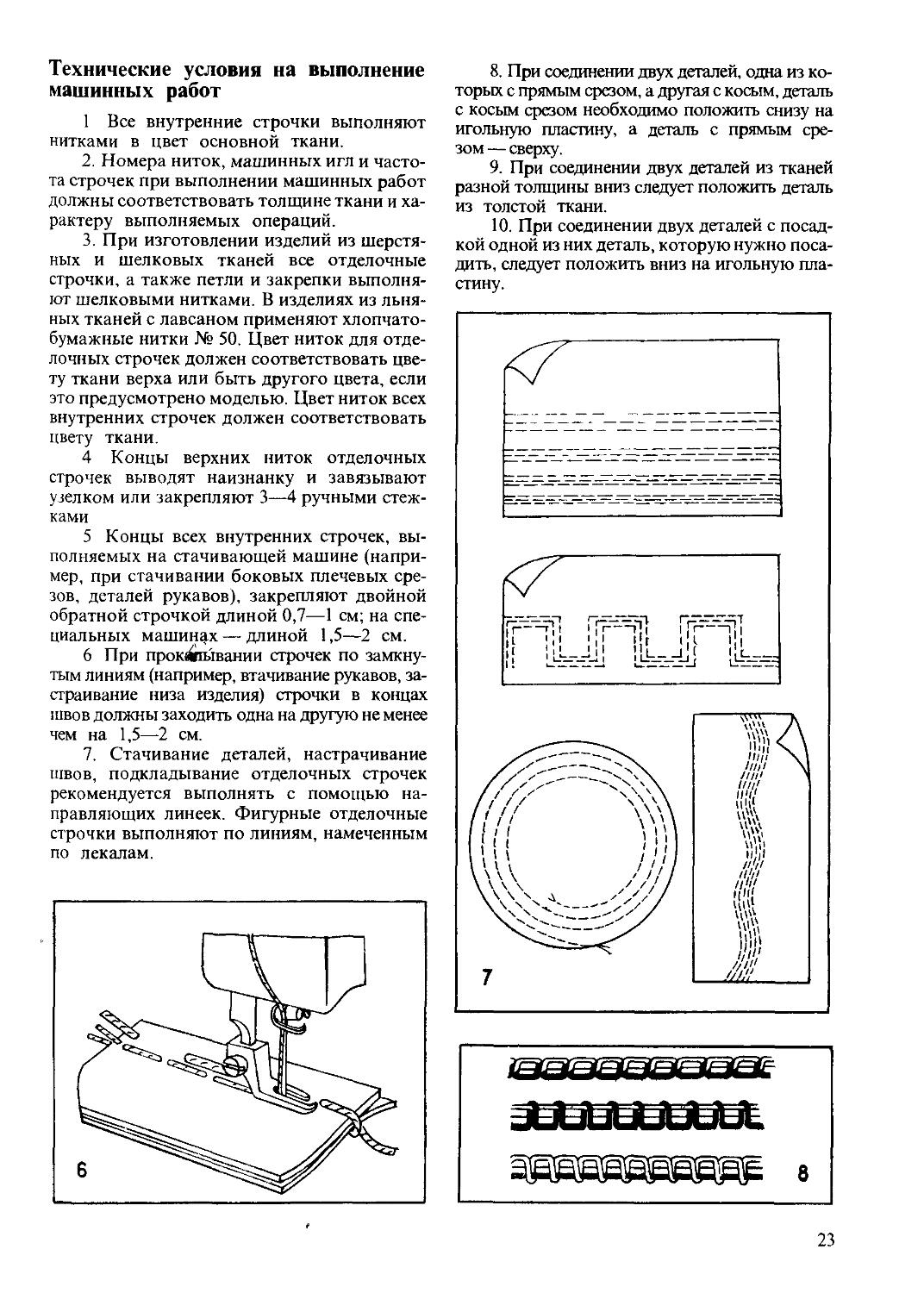
При наличии сметочной строчки
машинную строчку прокладывают на расстоянии 1
мм влево от сметочной F). Освоение
машинных работ начинают с выполнения ровных
параллельных строчек G).
Качество строчки определяется
натяжением верхней и нижней ниток. Если
натяжение одинаково, то с обеих сторон ткани
стежки одинаковы (8, а). При излишнем
натяжении верхней нитки на верхней стороне ткани
образуются петли из ниток челнока (8, б).
Если излишне натянута нижняя нитка, то на
нижней стороне ткани образуются петли из
верхней нитки (8, в).
22
Технические условия на выполнение
машинных работ
1 Все внутренние строчки выполняют
нитками в цвет основной ткани.
2. Номера ниток, машинных игл и
частота строчек при выполнении машинных работ
должны соответствовать толщине ткани и
характеру выполняемых операций.
3. При изготовлении изделий из
шерстяных и шелковых тканей все отделочные
строчки, а также петли и закрепки
выполняют шелковыми нитками. В изделиях из
льняных тканей с лавсаном применяют
хлопчатобумажные нитки № 50. Цвет ниток для
отделочных строчек должен соответствовать
цвету ткани верха или быть другого цвета, если
это предусмотрено моделью. Цвет ниток всех
внутренних строчек должен соответствовать
цвету ткани.
4 Концы верхних ниток отделочных
строчек выводят наизнанку и завязывают
узелком или закрепляют 3—4 ручными
стежками
5 Концы всех внутренних строчек,
выполняемых на стачивающей машине
(например, при стачивании боковых плечевых
срезов, деталей рукавов), закрепляют двойной
обратной строчкой длиной 0,7—1 см; на
специальных машинах — длиной 1,5—2 см.
6 При прокАывании строчек по
замкнутым линиям (например, втачивание рукавов,
застраивание низа изделия) строчки в концах
швов должны заходить одна на другую не менее
чем на 1,5—2 см.
7. Стачивание деталей, настрачивание
швов, подкладывание отделочных строчек
рекомендуется выполнять с помощью
направляющих линеек. Фигурные отделочные
строчки выполняют по линиям, намеченным
по лекалам.
8. При соединении двух деталей, одна из
которых с прямым срезом, а другая с косым, деталь
с косым срезом необходимо положить снизу на
игольную пластину, а деталь с прямым
срезом — сверху.
9. При соединении двух деталей из тканей
разной толщины вниз следует положить деталь
из толстой ткани.
10. При соединении двух деталей с
посадкой одной из них деталь, которую нужно
посадить, следует положить вниз на игольную
пластину.
f"—
'! !'! !|! !'L j!
iff э\
(С Щ
7
l~ "ill
/III'
ll'l'l
ll'll
1,4
!![
ft
)
//ill
23
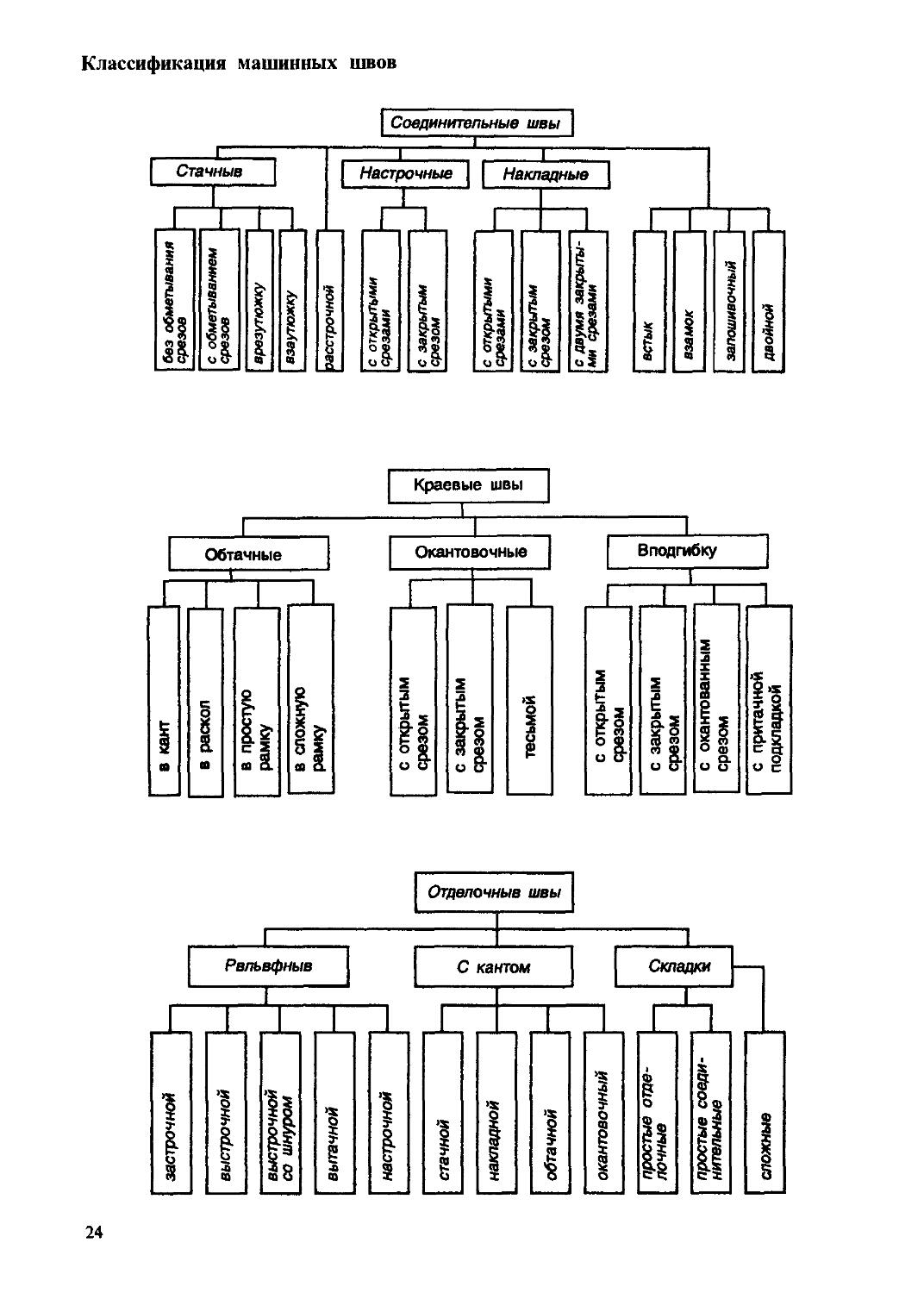
Классификация машинных швов
| Соединительные швы
Стачные
I
X
X
Настрочные Накладные
L. МЛ
±
Обтачные
Краевые швы
Окантовочные
±
Вподгибку
Рельефные
Отделочные швы
С кантом
Складки
13
24
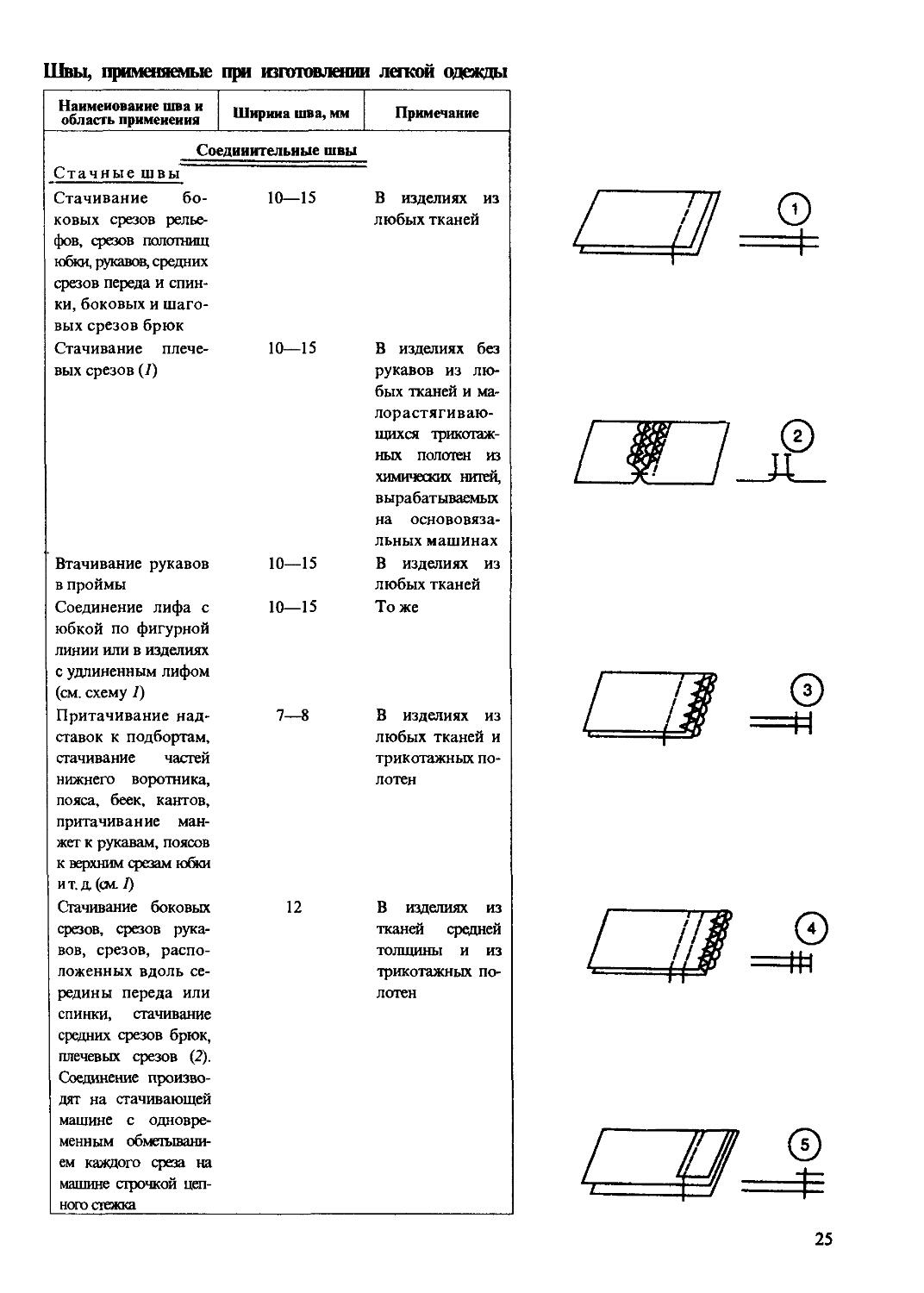
Швы, применяемые
Наименование шва и
область применения
при изготовлении легкой одежды
Ширина шва, мм
Примечание
Соединительные швы
Стачные швы
Стачивание
боковых срезов
рельефов, срезов полотнищ
юбки, рукавов, средних
срезов переда и
спинки, боковых и
шаговых срезов брюк
Стачивание
плечевых срезов (/)
Втачивание рукавов
в проймы
Соединение лифа с
юбкой по фигурной
линии или в изделиях
с удлиненным лифом
(см. схему /)
Притачивание
надставок к подбортам,
стачивание частей
нижнего воротника,
пояса, беек, кантов,
притачивание
манжет к рукавам, поясов
к верхним срезам юбки
ит.дДсм./)
Стачивание боковых
срезов, срезов
рукавов, срезов,
расположенных вдоль
середины переда или
спинки, стачивание
средних срезов брюк,
плечевых срезов B).
Соединение
производят на стачивающей
машине с
одновременным
обметыванием каждого среза на
машине строчкой
цепного стежка
10—15 В изделиях из
любых тканей
10—15 В изделиях без
рукавов из
любых тканей и ма-
лорастягиваю-
щихся
трикотажных полотен из
химических нитей,
вырабатываемых
на основовяза-
льных машинах
10—15 В изделиях из
любых тканей
10—15 Тоже
7—8 В изделиях из
любых тканей и
трикотажных
полотен
12 В изделиях из
тканей средней
толщины и из
трикотажных
полотен
©
25
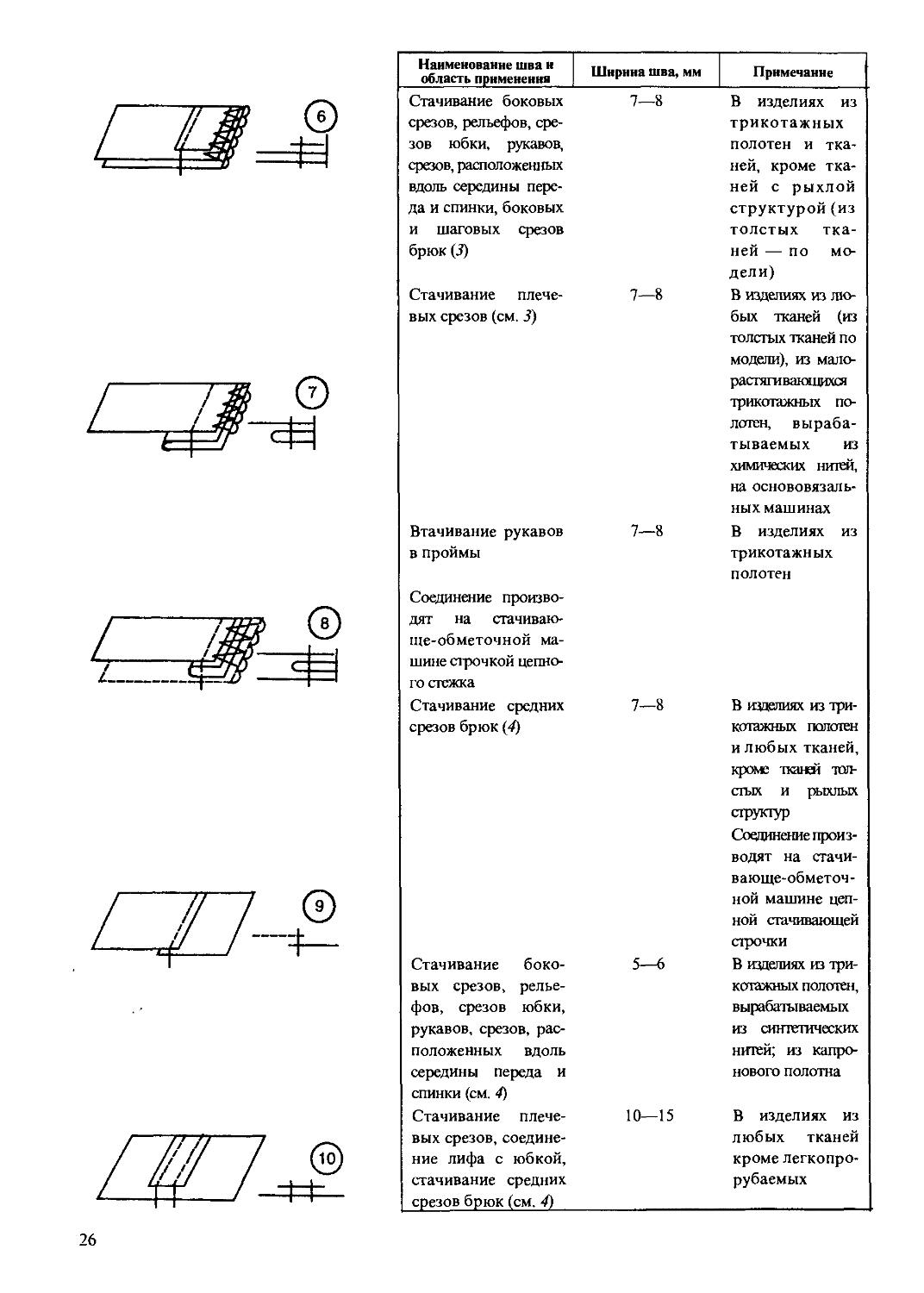
Наименование шва н
область применения
Стачивание боковых
срезов, рельефов,
срезов юбки, рукавов,
срезов, расположенных
вдоль середины
переда и спинки, боковых
и шаговых срезов
брюк C)
Стачивание
плечевых срезов (см. 3)
Втачивание рукавов
в проймы
Соединение
производят на стачиваю-
ще-обметочной
машине строчкой
цепного стежка
Стачивание средних
срезов брюк D)
Стачивание
боковых срезов,
рельефов, срезов юбки,
рукавов, срезов,
расположенных вдоль
середины переда и
спинки (см. 4)
Стачивание
плечевых срезов,
соединение лифа с юбкой,
стачивание средних
срезов брюк (см. 4)
Ширина шва, мм
7—8
7—8
7—8
7—8
5—6
10—15
Примечание
В изделиях из
трикотажных
полотен и
тканей, кроме
тканей с рыхлой
структурой(из
толстых
тканей — по
модели)
В изделиях из
любых тканей (из
толстых тканей по
модели), из мало-
растягиваюшихся
трикотажных
полотен,
вырабатываемых из
химических нитей,
на основовязаль-
ных машинах
В изделиях из
трикотажных
полотен
В изделиях из
трикотажных полотен
и любых тканей,
кроме тканей
толстых и рыхлых
структур
Соединение
производят на стачи-
вающе-обметоч-
ной машине
цепной стачивающей
строчки
В изделиях из
трикотажных полотен,
вырабатываемых
из синтетических
нитей; из
капронового полотна
В изделиях из
любых тканей
кроме легкопро-
рубаемых
26
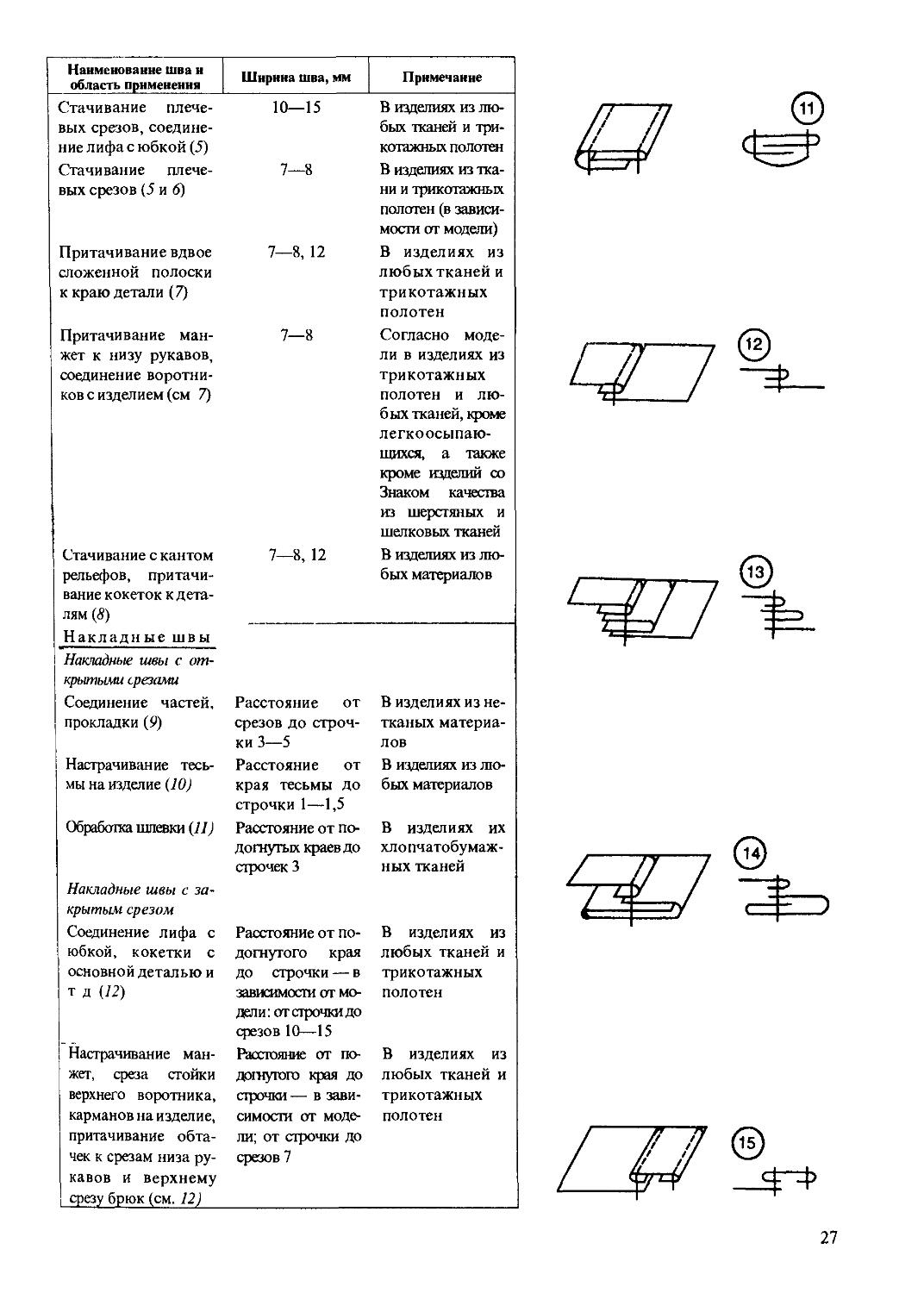
Наименование шва и
область применения
Стачивание
плечевых срезов,
соединение лифа с юбкой E)
Стачивание
плечевых срезов E и б)
Притачивание вдвое
сложенной полоски
к краю детали G)
Притачивание
манжет к низу рукавов,
соединение
воротников с изделием (см 7)
Стачивание с кантом
рельефов,
притачивание кокеток к
деталям (8)
Накладные швы
Накладные швы с
открытыми срезами
Соединение частей.
прокладки (9)
Настрачивание
тесьмы на изделие A0)
Обработка шлевки A1)
Накладные швы с
закрытым срезом
Соединение лифа с
юбкой, кокетки с
основной деталью и
т д A2)
Настрачивание
манжет, среза стойки
верхнего воротника,
карманов на изделие,
притачивание
обтачек к срезам низа
рукавов и верхнему
срезу брюк (см. 12)
Ширина шва, мм
10—15
7—8
7—8, 12
7—8
7—8, 12
Расстояние от
срезов до
строчки 3—5
Расстояние от
края тесьмы до
строчки 1—1,5
Расстояние от
подогнутых краев до
строчек 3
Расстояние от
подогнутого края
до строчки — в
зависимости от
модели: от строчки до
срезов 10—15
Расстояние от
подогнутого края до
строчки — в
зависимости от
модели; от строчки до
срезов 7
Примечание
В изделиях из
любых тканей и
трикотажных полотен
В изделиях из
ткани и трикотажных
полотен (в
зависимости от модели)
В изделиях из
любых тканей и
трикотажных
полотен
Согласно
модели в изделиях из
трикотажных
полотен и
любых тканей, кроме
легкоосыпаю-
щихся, а также
кроме изделий со
Знаком качества
из шерстяных и
шелковых тканей
В изделиях из
любых материалов
В изделиях из
нетканых
материалов
В изделиях из
любых материалов
В изделиях их
хлопчатобумажных тканей
В изделиях из
любых тканей и
трикотажных
полотен
В изделиях из
любых тканей и
трикотажных
полотен
7
27
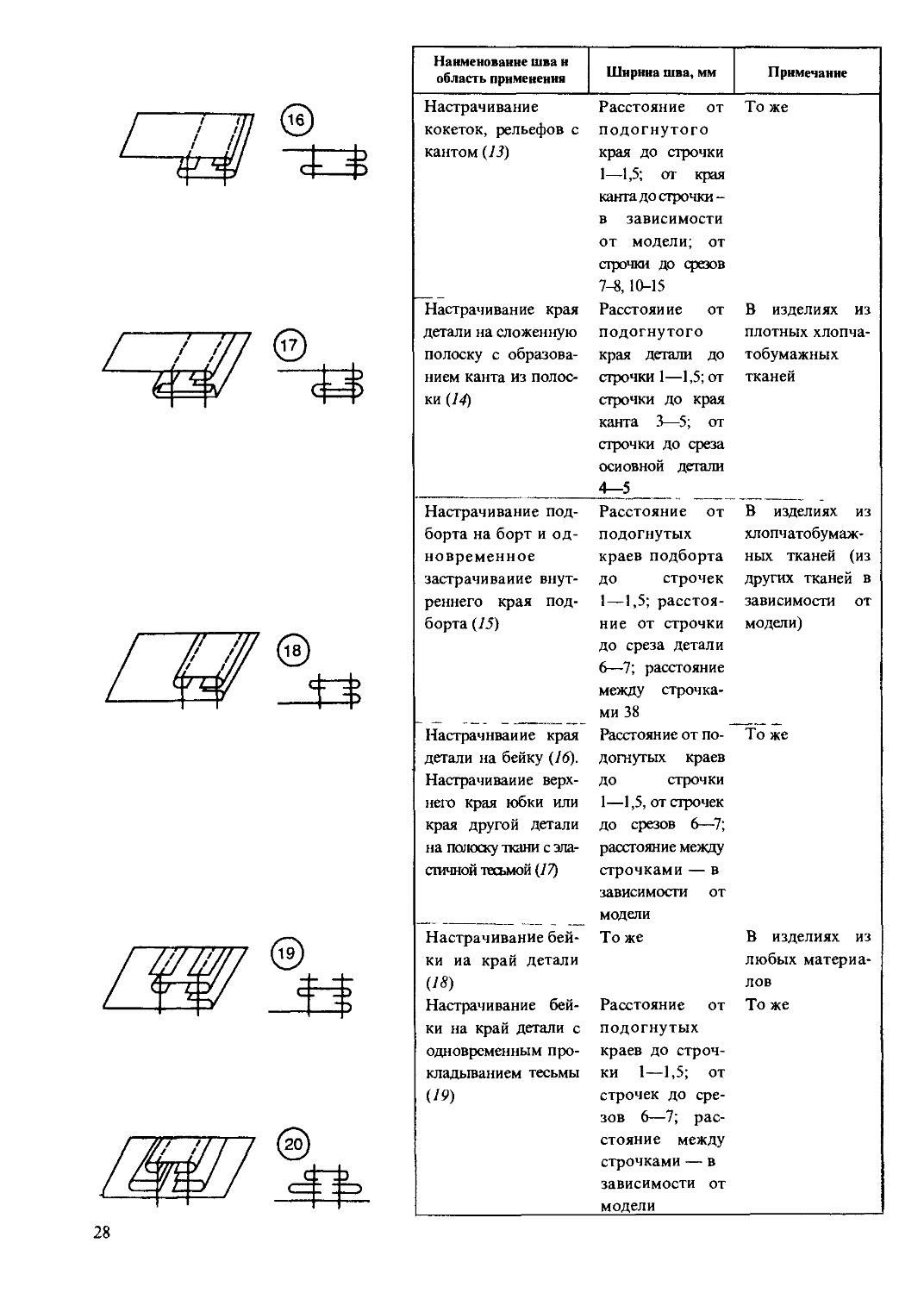
Наименование шва н
область применения
Настрачивание
кокеток, рельефов с
кантом A3)
Настрачивание края
детали на сложенную
полоску с
образованием канта из
полоски A4)
Настрачивание под-
борта на борт и
одновременное
застрачивание
внутреннего края под-
борта A5)
Настрачивание края
детали на бейку A6).
Настрачивание
верхнего края юбки или
края другой детали
на полоску ткани с
эластичной тесьмой A7)
Настрачивание
бейки иа край детали
A8)
Настрачивание
бейки на край детали с
одновременным
прокладыванием тесьмы
A9)
Ширина шва, мм
Расстояние от
подогнутого
края до строчки
1—1,5; от края
канта до строчки-
в зависимости
от модели; от
строчки до срезов
7-8,10-15
Расстояи ие от
подогнутого
края детали до
строчки 1—1,5; от
строчки до края
канта 3—5; от
строчки до среза
основной детали
4—5
Расстояние от
подогнутых
краев подборта
до строчек
1—1,5;
расстояние от строчки
до среза детали
6—7; расстояние
между
строчками 38
Расстояние от
подогнутых краев
до строчки
1—1,5, от строчек
до срезов 6—7;
расстояние между
строчками — в
зависимости от
модели
Тоже
Расстояние от
подогнутых
краев до
строчки 1—1,5; от
строчек до
срезов 6—7;
расстояние между
строчками — в
зависимости от
модели
Примечание
Тоже
В изделиях из
плотных
хлопчатобумажных
тканей
В изделиях из
хлопчатобумажных тканей (из
других тканей в
зависимости от
модели)
То же
В изделиях из
любых
материалов
Тоже
28
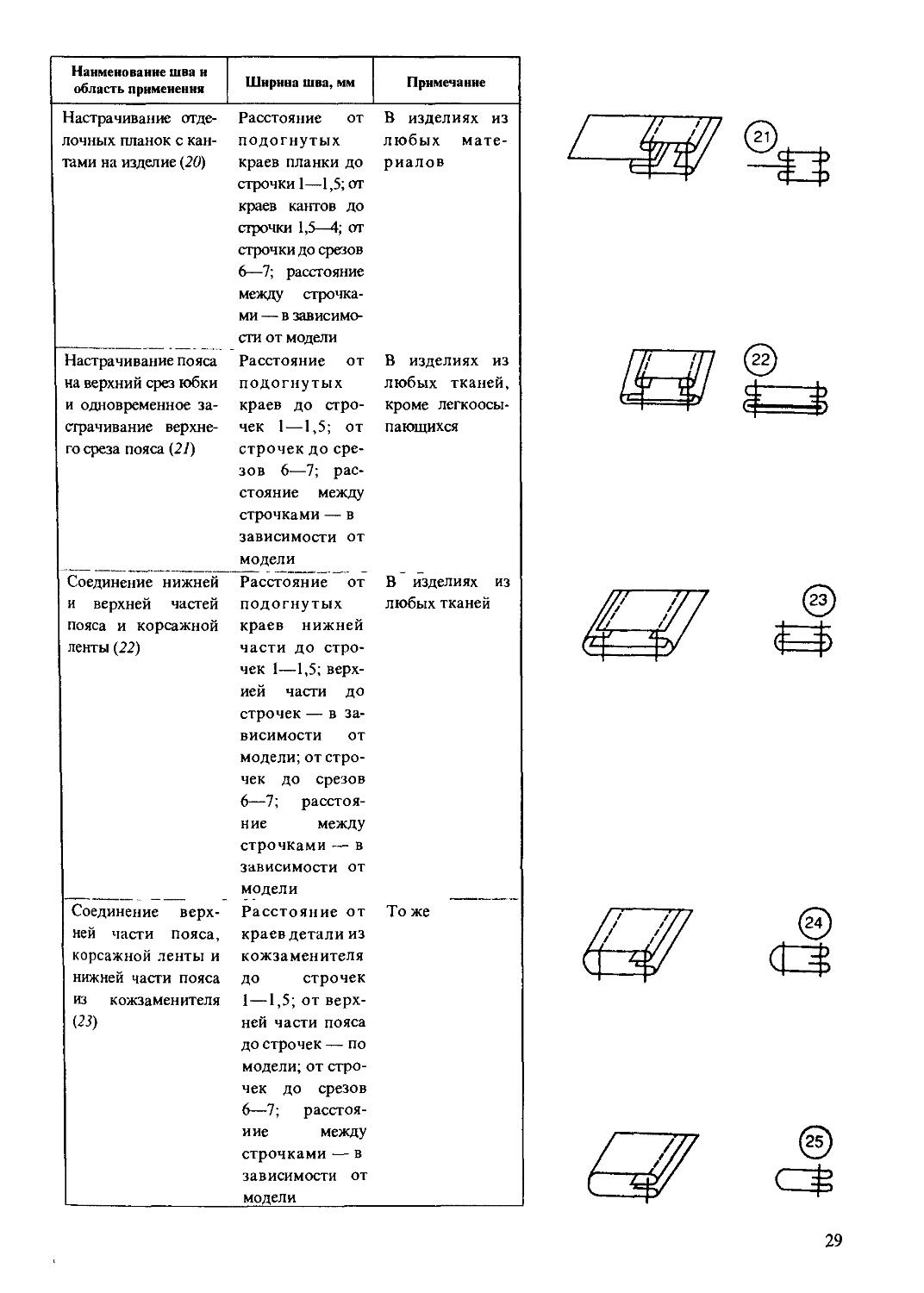
Наименование шва н
область применения
Настрачивание
отделочных планок с
кантами на изделие B0)
Настрачивание пояса
на верхний срез юбки
и одновременное
застрачивание
верхнего среза пояса B1)
Соединение нижней
и верхней частей
пояса и корсажной
ленты B2)
Соединение
верхней части пояса,
корсажной ленты и
нижней части пояса
из кожзаменителя
B3)
Ширина шва, мм
Примечание
Расстояние от В изделиях из
подогнутых любых мате-
краев планки до риалов
строчки 1—1,5; от
краев кантов до
строчки 1,5—4; от
строчки до срезов
6—7; расстояние
между
строчками — в
зависимости от модели
Расстояние от В изделиях из
подогнутых любых тканей,
краев до стро- кроме легкоосы-
чек 1—1,5; от пающихся
строчек до
срезов 6—7;
расстояние между
строчками — в
зависимости от
модели
Расстояние от В изделиях из
подогнутых любых тканей
краев нижней
части до
строчек 1—1,5;
верхней части до
строчек — в
зависимости от
модели; от
строчек до срезов
6—7;
расстояние между
строчками — в
зависимости от
модели
Расстояние от Тоже
краев детали из
кожзаменителя
до строчек
1 —1,5; от
верхней части пояса
до строчек — по
модели; от
строчек до срезов
6—7;
расстояние между
строчками — в
зависимости от
модели
29
Г~7
L
z
7
Наименование шва и
область применения
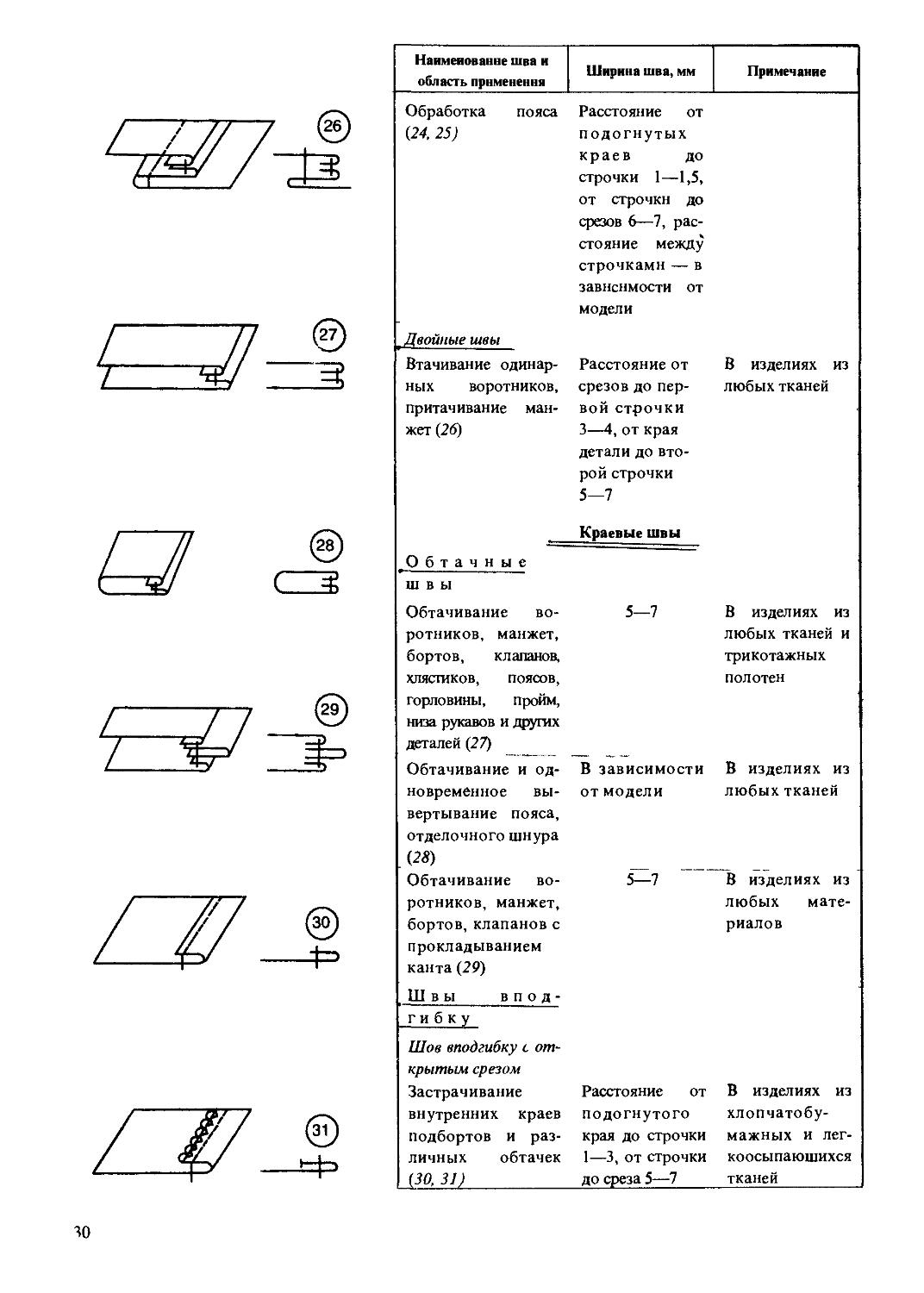
Обработка пояса
B4, 25)
г Двойные швы
Втачивание
одинарных воротников,
притачивание
манжет B6)
Обтачные
швы
Обтачивание
воротников, манжет,
бортов, клапанов,
хлястиков, поясов,
горловины, пройм,
низа рукавов и других
деталей B7)
Обтачивание и
одновременное
вывертывание пояса,
отделочного шнура
B8)
Обтачивание
воротников, манжет,
бортов, клапанов с
прокладыванием
канта B9)
Швы в п о д -
ги б к у
Шов вподгибку с
открытым срезом
Застрачивание
внутренних краев
подбортов и
различных обтачек
C0, 31)
Ширина шва, мм
Расстояние от
подогнутых
краев до
строчки 1—1,5,
от строчки до
срезов 6—7,
расстояние между
строчками — в
зависимости от
модели
Расстояние от
срезов до
первой строчки
3—4, от края
детали до
второй строчки
5—7
Краевые швы
5—7
В зависимости
от модели
5^7
Расстояние от
подогнутого
края до строчки
1—3, от строчки
до среза 5—7
Примечание
В изделиях из
любых тканей
В изделиях из
любых тканей и
трикотажных
полотен
В изделиях из
любых тканей
В изделиях из
любых
материалов
В изделиях из
хлопчатобумажных и лег-
коосыпаюшихся
тканей
Наименование шва и
область применения
Ширина шва, мм
Примечание
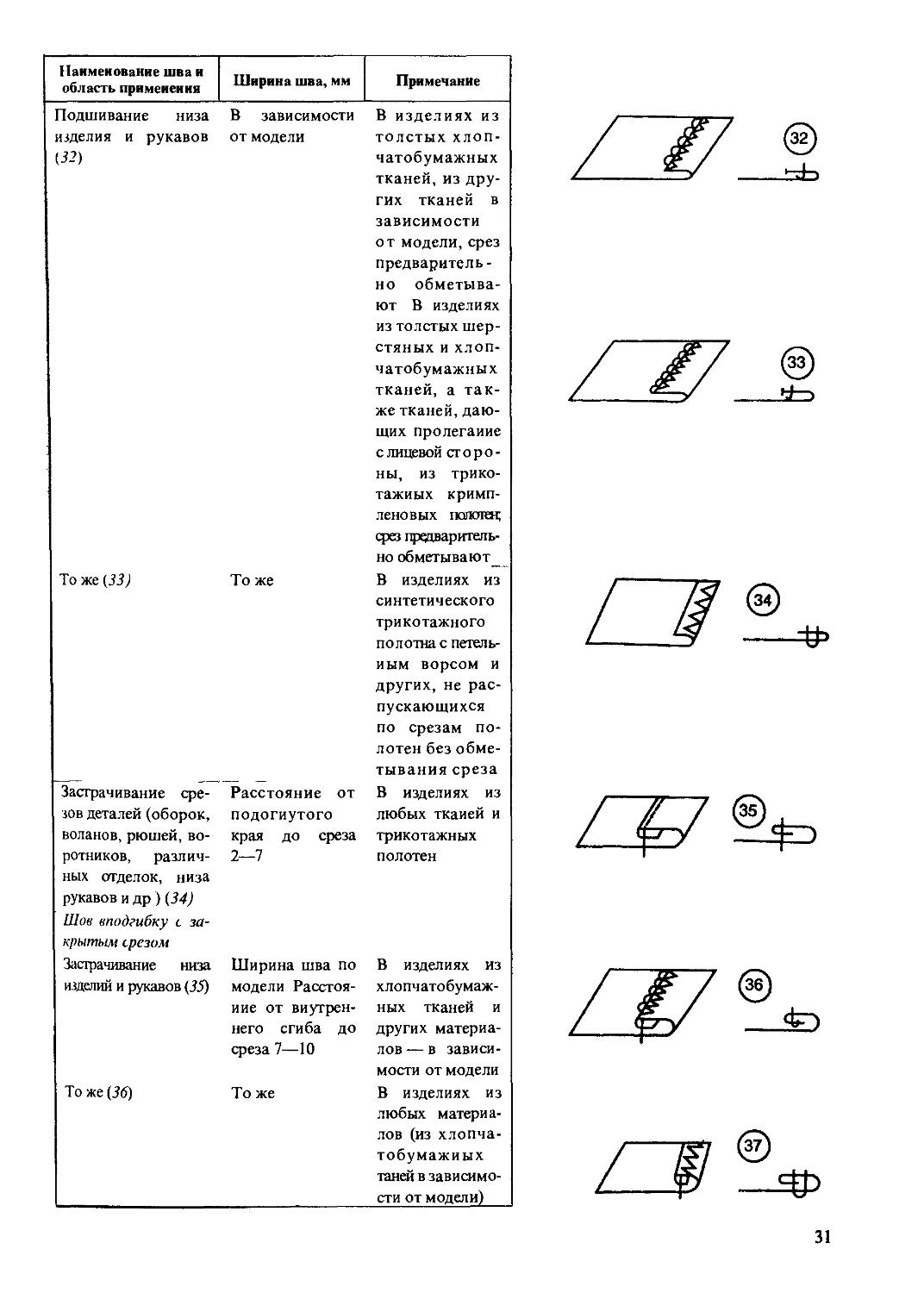
Подшивание низа
изделия и рукавов
32)
То же C3)
Застрачивание
срезов деталей (оборок,
воланов, рюшей,
воротников,
различных отделок, низа
рукавов и др) C4)
Шов вподгибку с
закрытым срезом
Застрачивание низа
изделий и рукавов C5)
То же C6)
В зависимости В изделиях из
от модели толстых
хлопчатобумажных
тканей, из
других тканей в
зависимости
от модели, срез
предварительно
обметывают В изделиях
из толстых
шерстяных и
хлопчатобумажных
тканей, а
также тканей,
дающих пролегание
с лицевой
стороны, из
трикотажных кримп-
леновых полотен;
срез
предварительно обметывают_
То же В изделиях из
синтетического
трикотажного
полотна с петель-
иым ворсом и
других, не
распускающихся
по срезам
полотен без
обметывания среза
Расстояние от В изделиях из
подогнутого любых тканей и
края до среза трикотажных
2—7 полотен
Ширина шва по В изделиях из
модели Расстоя- хлопчатобумаж-
иие от виутрен- ных тканей и
него сгиба до других материа-
среза 7—10 лов — в
зависимости от модели
То же В изделиях из
любых
материалов (из
хлопчатобумажных
таней в зависимо-
сти от модели)
C3)
J±=3
31
/Ж~7
/Ж7
/ЗГУ
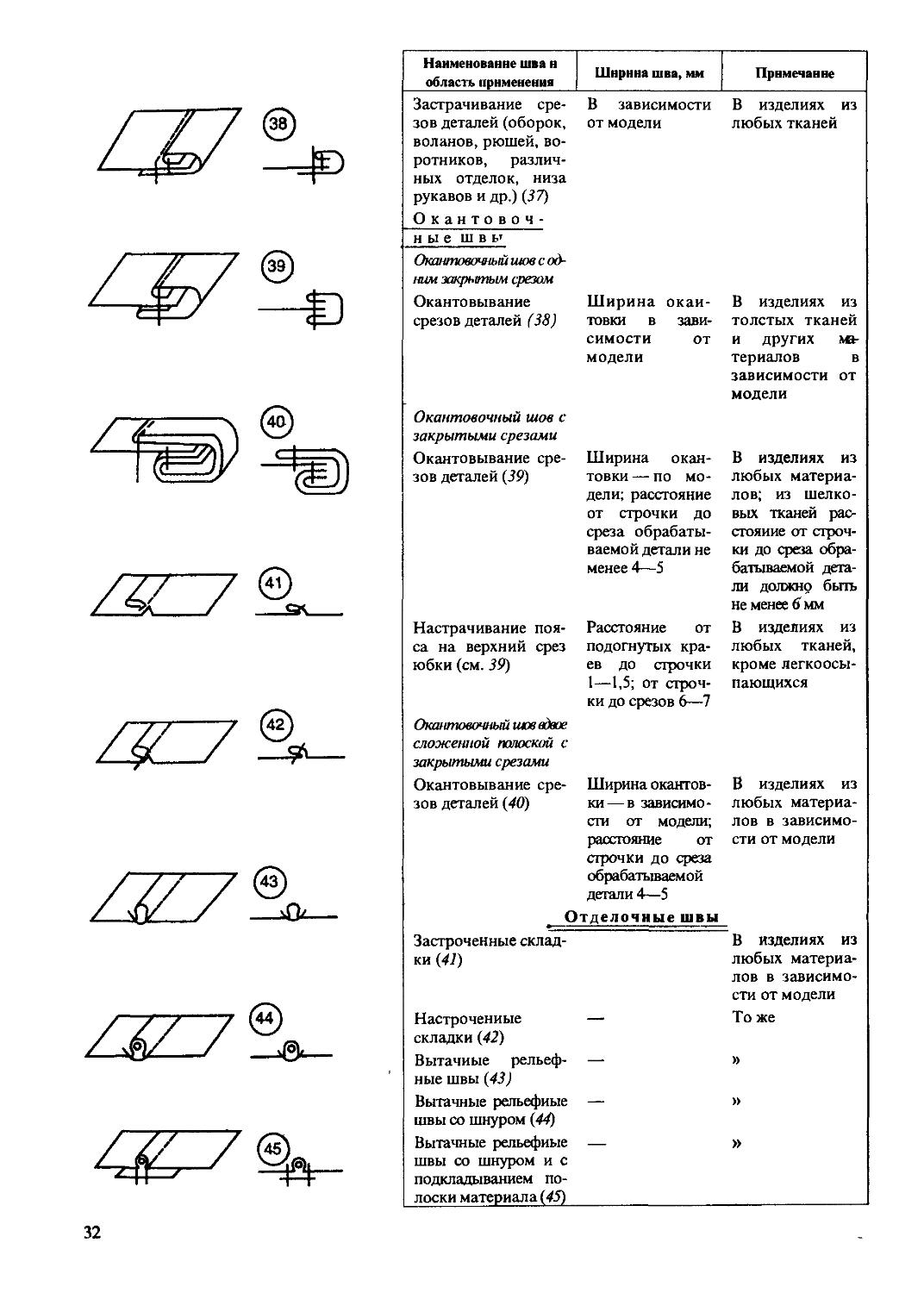
Наименование шва н
область применения
Ширина шва, мм
Примечание
Застрачивание
срезов деталей (оборок,
воланов, рюшей,
воротников,
различных отделок, низа
рукавов и др.) C7)
Окантовоч-
н ы е швы
Окантовочный шов с
одним закрытым срезом
Окантовывание
срезов деталей C8)
Окантовочный шов с
закрытыми срезами
Окантовывание
срезов деталей C9)
Настрачивание
пояса на верхний срез
юбки (см. 39)
Окантовочный шов вдвое
сложенной полоской с
закрытыми срезами
Окантовывание
срезов деталей D0)
В зависимости
от модели
Ширина окаи-
товки в
зависимости от
модели
Ширина
окантовки — по
модели; расстояние
от строчки до
среза
обрабатываемой детали не
менее 4—5
Расстояние от
подогнутых
краев до строчки
1—1,5; от
строчки до срезов 6—7
Застроченные
складки D1)
Настроченные
складки D2)
Вытачиые
рельефные швы D3)
Вытачные рельефные
швы со шнуром D4)
Вытачные рельефные
швы со шнуром и с
подкладыванием
полоски материала D5)
В изделиях из
любых тканей
В изделиях из
толстых тканей
и других
материалов в
зависимости от
модели
В изделиях из
любых
материалов; из
шелковых тканей
расстояние от
строчки до среза
обрабатываемой
детали должно быть
не менее 6 мм
В изделиях из
любых тканей,
кроме легкоосы-
пающихся
Ширина
окантовки— в
зависимости от модели;
расстояние от
строчки до среза
обрабатываемой
детали А—5
Отделочные швы
В изделиях из
любых
материалов в
зависимости от модели
В изделиях из
любых
материалов в
зависимости от модели
Тоже
32
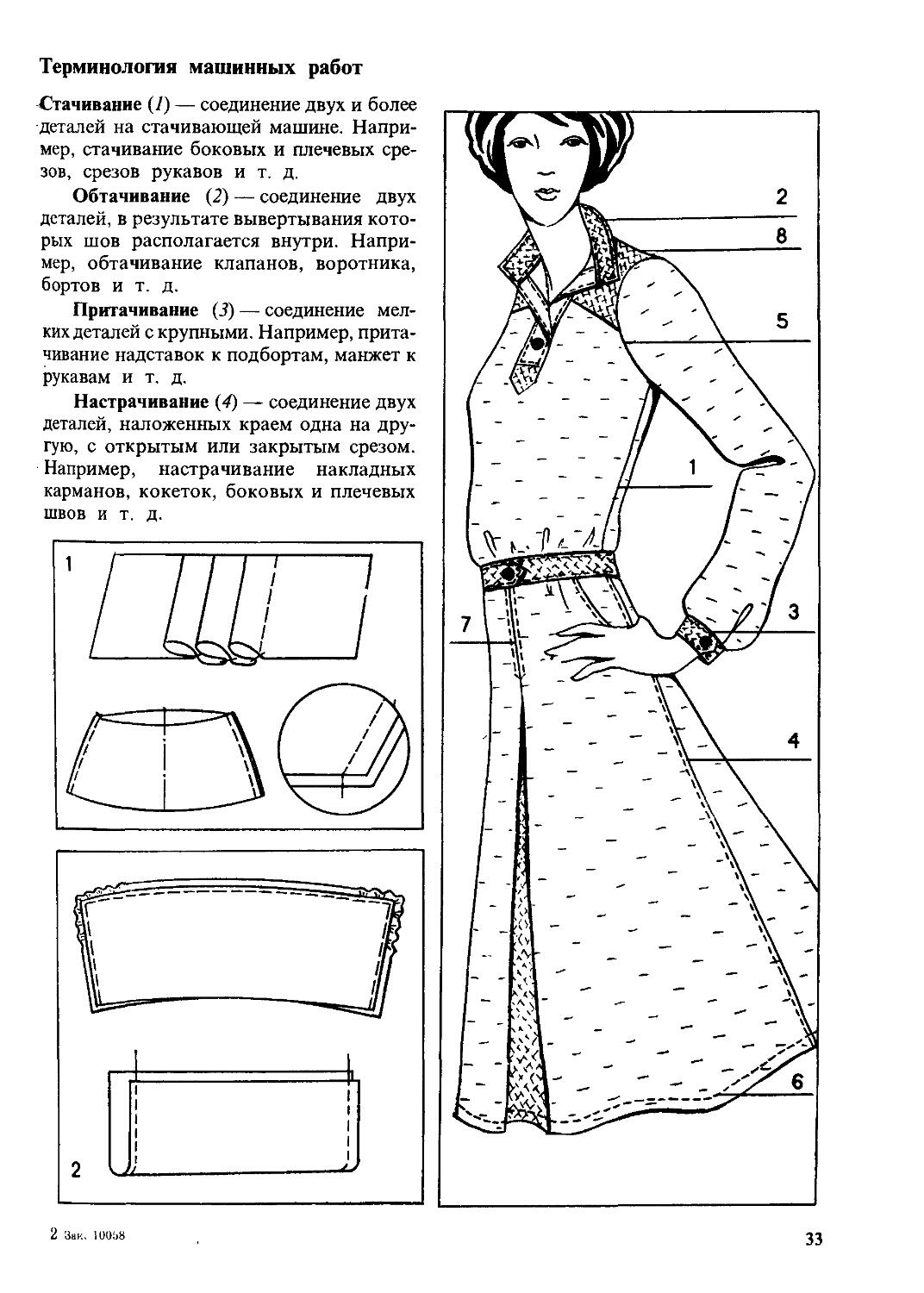
Терминология машинных работ
Стачивание (/) — соединение двух и более
деталей на стачивающей машине.
Например, стачивание боковых и плечевых
срезов, срезов рукавов и т. д.
Обтачивание B) — соединение двух
деталей, в результате вывертывания
которых шов располагается внутри.
Например, обтачивание клапанов, воротника,
бортов и т. д.
Притачивание E) — соединение
мелких деталей с крупными. Например,
притачивание надставок к подбортам, манжет к
рукавам и т. д.
Настрачивание D) — соединение двух
деталей, наложенных краем одна на
другую, с открытым или закрытым срезом.
Например, настрачивание накладных
карманов, кокеток, боковых и плечевых
швов и т. д.
2 Зак. 100!i8
33
Втачивание E) — соединение двух
деталей по овальным линиям. Например,
втачивание рукавов в проймы, воротника в
горловину, ластовиц рукавов.
Затрачивание (б) — закрепление
подогнутого края детали, вытачек. Например,
застрачивание внутренних краев подбортов,
низа изделия, низа рукавов (в изделиях из
хлопчатобумажных тканей).
Расстрачивание G) — закрепление
припусков на швы (или складки) строчкой.
Например, расстрачивание встречных
складок, швов и рельефов.
Выстегивание (8) — соединение
параллельными строчками двух или
нескольких деталей. Например,
выстегивание отдельных деталей полочек и спинки
жилета.
34
Влажно-тепловые работы
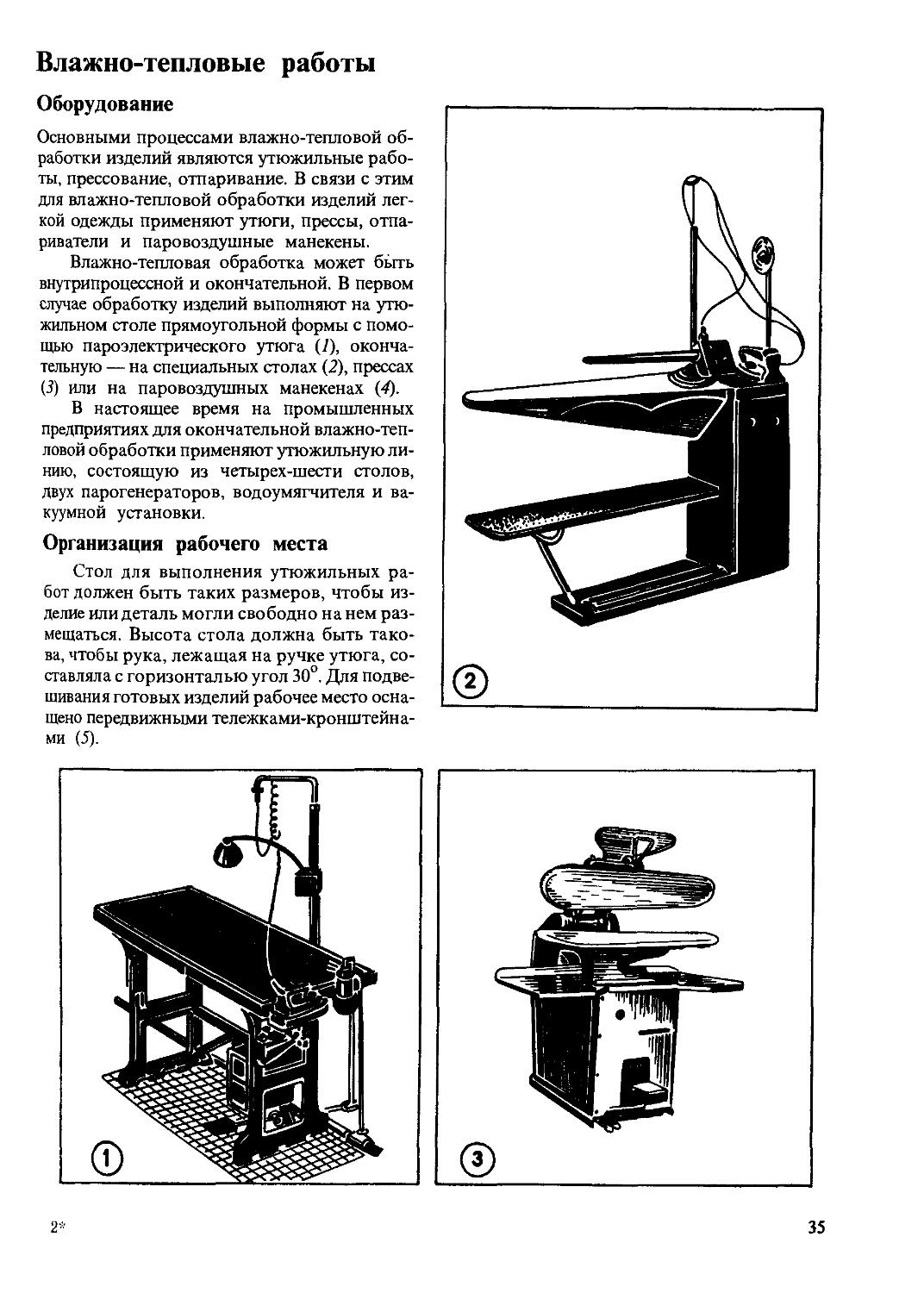
Оборудование
Основными процессами влажно-тепловой
обработки изделий являются утюжильные
работы, прессование, отпаривание. В связи с этим
для влажно-тепловой обработки изделий
легкой одежды применяют утюги, прессы, отпа-
риватели и паровоздушные манекены.
Влажно-тепловая обработка может быть
внутрипроцессной и окончательной. В первом
случае обработку изделий выполняют на
утюжильном столе прямоугольной формы с
помощью пароэлектрического утюга (/),
окончательную — на специальных столах B), прессах
C) или на паровоздушных манекенах D).
В настоящее время на промышленных
предприятиях для окончательной
влажно-тепловой обработки применяют утюжильную
линию, состоящую из четырех-шести столов,
двух парогенераторов, водоумягчителя и
вакуумной установки.
Организация рабочего места
Стол для выполнения утюжильных
работ должен быть таких размеров, чтобы
изделие или деталь могли свободно на нем
размещаться. Высота стола должна быть
такова, чтобы рука, лежащая на ручке утюга,
составляла с горизонталью угол 30°. Для
подвешивания готовых изделий рабочее место
оснащено передвижными
тележками-кронштейнами E).
2*
35
Технические условия на выполнение
влажно-тепловых работ
1. При выполнении влажно-тепловых
работ в качестве проутюжильника применяют
отбеленную льняную или
хлопчатобумажную ткань, а для изделий из тканей,
содержащих синтетические волокна,— марлю или
мягкие хлопчатобумажные ткани типа байки
и фланели.
2. Разутюживание, приутюживание, про-
утюживание швов, краев деталей и складок
производят на столе с использованием
специальных колодок, обтянутых сукном и
покрытых сверху белой хлопчатобумажной тканью.
3. Детали или готовые изделия
предварительно увлажняют из пульверизатора. На
деталях из тканей, на которых от воды остаются
пятна, все влажно-тепловые работы
выполняют без увлажнения.
4. Влажно-тепловую обработку в
изделиях из бархата, полубархата и плюша
выполняют с помощью специального
приспособления или передвижением детали или участков
изделия по нагретой поверхности подошвы
утюга.
5. Влажно-тепловую обработку изделий
из ткани с синтетическими волокнами
рекомендуется выполнять через проутюжильник
из мягкой хлопчатобумажной ткани. С целью
предупреждения появления пятен следует
обращать внимание на температуру нагрева
гладильной поверхности и увлажнение.
6. Влажно-тепловую обработку производят
до полного удаления нанесенной на ткань влаги.
7. Швы разутюживают до полного
прилегания срезов, не допуская искажения линий
швов и рисунка ткани.
8. Для получения четкой и ровной линии
шва заутюживание швов производят с
предварительным разутюживанием.
9. Обтачанные и вывернутые края
приутюживают с предварительным увлажнением до
полного удаления влаги и плотного приутюживания
с одновременным выправлением краев
обрабатываемых деталей и устранением неровностей.
10. Влажно-тепловую обработку изделия
с изнаночной стороны выполняют без
проутюжильника, а с лицевой — через
проутюжильник из белой хлопчатобумажной ткани.
При этом воротник приутюживают со
стороны нижнего воротника, борта — со стороны
подбортов, лацканы — со стороны полочек,
манжеты — со стороны подманжет,
пояса — по подпоясу, низ изделия — со стороны
подгиба.
11. Окончательную влажно-тепловую
обработку швейных изделий выполняют на
паровоздушном манекене, а при его
отсутствии — утюгом или на прессе с
предварительным увлажнением ткани. При этом
выправляют края, швы и получают требуемую форму
изделия, устраняют неровности, замины,
ласы и т. п.
12. После окончательной
влажно-тепловой обработки готовые изделия должны быть
просушены и охлаждены в подвешенном
состоянии до полного закрепления приданной
изделию формы. При этом
продолжительность просушивания изделий из шерстяных
тканей составляет 20—25 мин, из шелковых и
хлопчатобумажных—10—15 мин.
13. Влажно-тепловая обработка деталей
и изделий должна производиться при
установленных для данных тканей режимах
обработки.
36
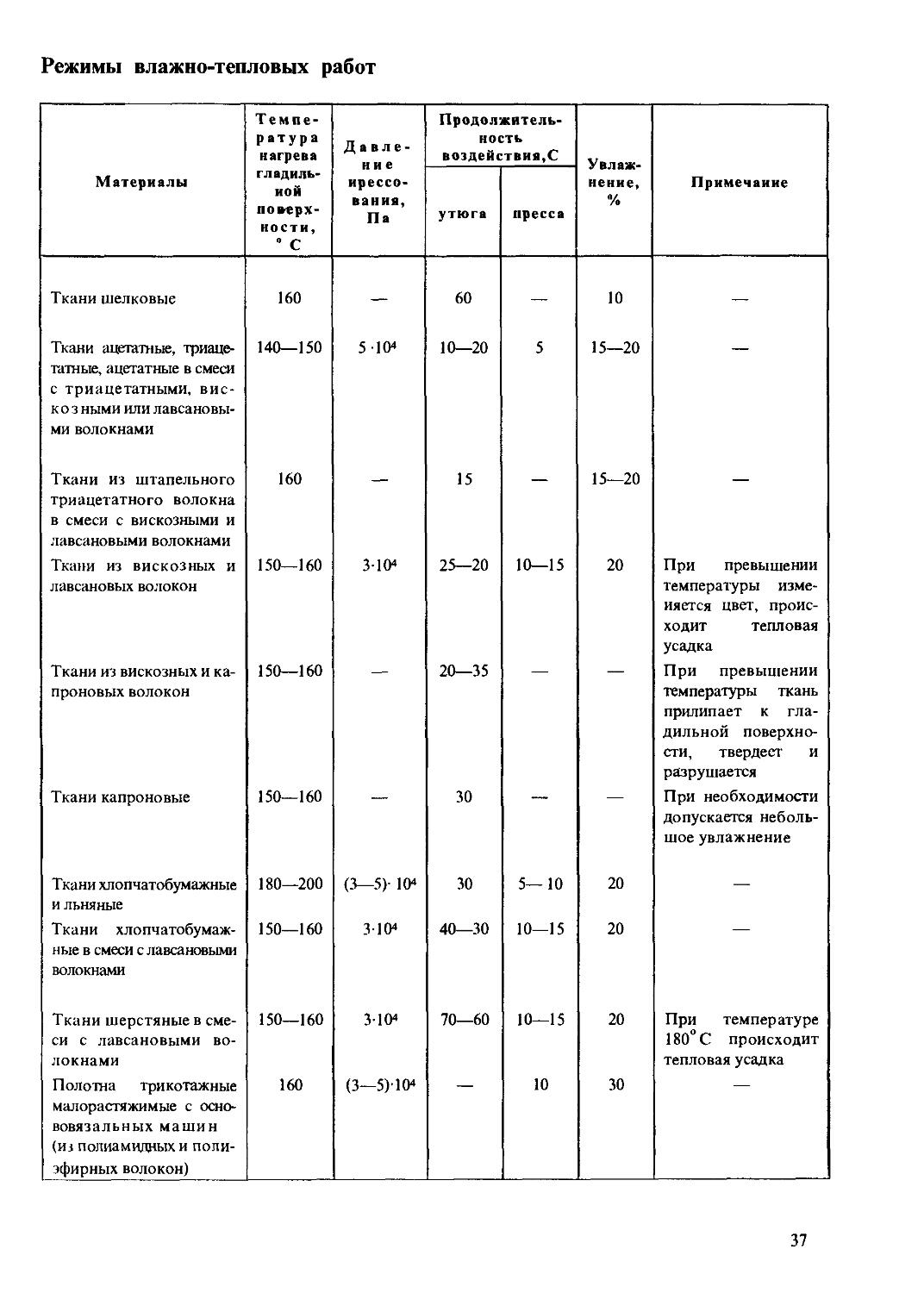
Режимы влажно-тепловых работ
Материалы
Ткани шелковые
Ткани ацетатные,
триацетатные, ацетатные в смеси
с триацетатными,
вискоз ными или
лавсановыми волокнами
Ткани из штапельного
триацетатного волокна
в смеси с вискозными и
лавсановыми волокнами
Ткани из вискозных и
лавсановых волокон
Ткани из вискозных и
капроновых волокон
Ткани капроновые
Ткани хлопчатобумажные
и льняные
Ткани
хлопчатобумажные в смеси с лавсановыми
волокнами
Ткани шерстяные в
смеси с лавсановыми
волокнами
Полотна трикотажные
малорастяжимые с осно-
вовязальных машин
(из полиамидных и
полиэфирных волокон)
Температура
нагрева
гладильной
поверхности,
0 С
160
140—150
160
150—160
150—160
150—160
180—200
150—160
150—160
160
Давле-
ирессо-
вания,
Па
—
5104
3104
—
—
C—5)- 104
3-10*
3104
C—5)-10*
Продолжительность
воздействия,С
утюга
60
10—20
15
25—20
20—35
30
30
40—30
70—60
—
пресса
—
5
10—15
—
—
5—10
10—15
10—15
10
Увлаж-
нение,
%
10
15—20
15—20
20
—
—
20
20
20
30
Примечание
—
При превышении
температуры
изменяется цвет,
происходит тепловая
усадка
При превышении
температуры ткань
прилипает к
гладильной
поверхности, твердеет и
разрушается
При необходимости
допускается
небольшое увлажнение
—
—
При температуре
180°С происходит
тепловая усадка
—
37
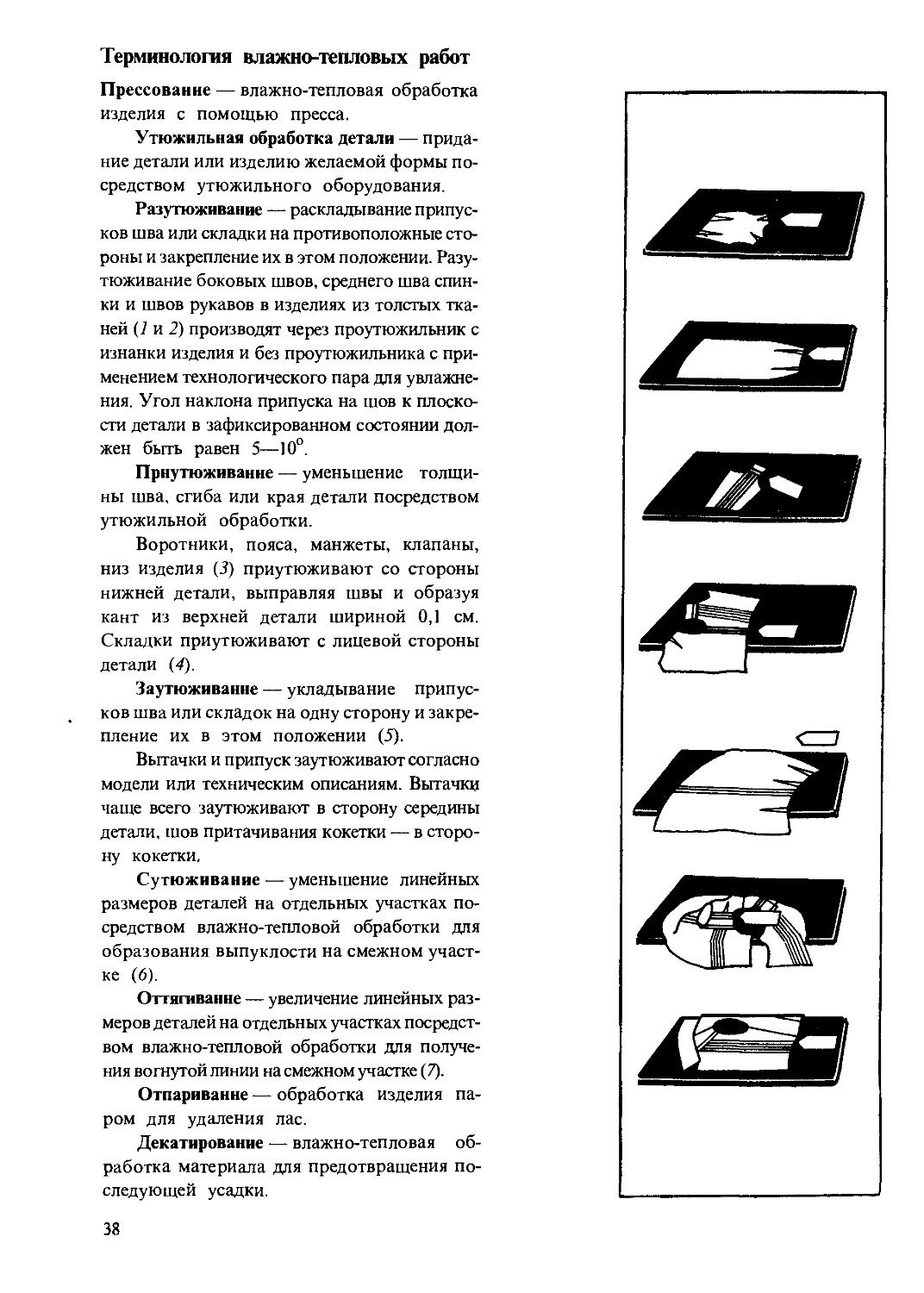
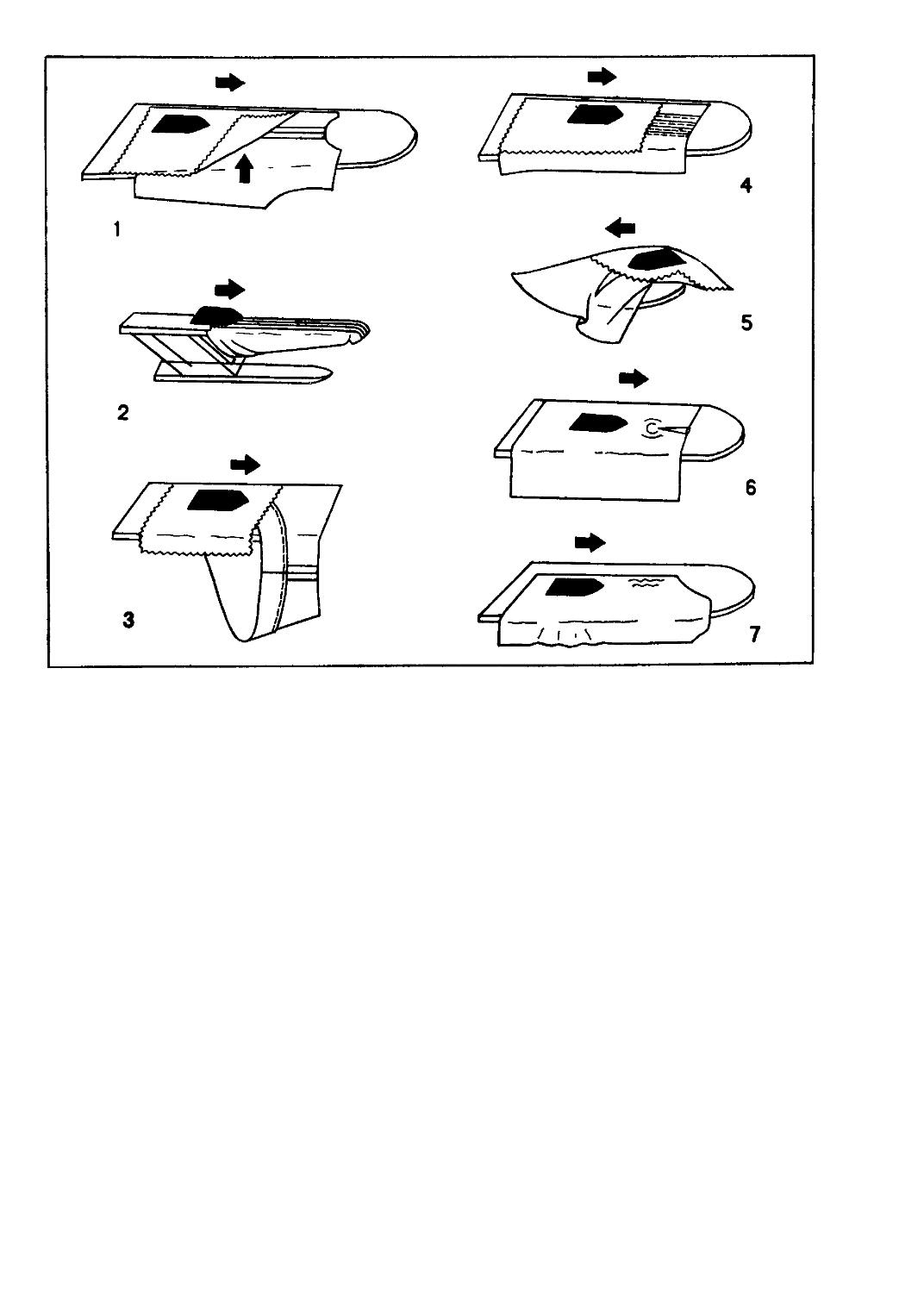
Терминология влажно-тепловых работ
Прессование — влажно-тепловая обработка
изделия с помощью пресса.
Утюжильная обработка детали —
придание детали или изделию желаемой формы
посредством утюжильного оборудования.
Разутюживание — раскладывание
припусков шва или складки на противоположные
стороны и закрепление их в этом положении.
Разутюживание боковых швов, среднего шва
спинки и швов рукавов в изделиях из толстых
тканей A и 2) производят через проутюжильник с
изнанки изделия и без проутюжильник а с
применением технологического пара для
увлажнения. Угол наклона припуска на шов к
плоскости детали в зафиксированном состоянии
должен быть равен 5—10°.
Прнутюживанне — уменьшение
толщины шва, сгиба или края детали посредством
утюжильной обработки.
Воротники, пояса, манжеты, клапаны,
низ изделия C) приутюживают со стороны
нижней детали, выправляя швы и образуя
кант из верхней детали шириной 0,1 см.
Складки приутюживают с лицевой стороны
детали D).
Заутюживание — укладывание
припусков шва или складок на одну сторону и
закрепление их в этом положении E).
Вытачки и припуск заутюживают согласно
модели или техническим описаниям. Вытачки
чаще всего заутюживают в сторону середины
детали, шов притачивания кокетки — в
сторону кокетки,
Сутюживание — уменьшение линейных
размеров деталей на отдельных участках
посредством влажно-тепловой обработки для
образования выпуклости на смежном участ-
ке F).
Оттягивание — увеличение линейных
размеров деталей на отдельных участках
посредством влажно-тепловой обработки для
получения вогнутой линии на смежном участке G).
Отпаривание — обработка изделия
паром для удаления лас.
Декатирование — влажно-тепловая
обработка материала для предотвращения
последующей усадки.
38
Изготовление легкой
одежды
Платья, сарафаны,
халаты, блузки
Модели платьев
Платье — 1. Собирательное название
всякой одежды, мужской или женской,
носимой поверх белья. 2. Верхняя плечевая
женская и для девочек одежда, состоящая из
объединенных в одно целое лифа и юбки.
Разновидность платья — сарафан.
Современная мода предлагает различные
по назначению платья: деловые или
повседневные, в которых ходят на работу или по
делам, фасоны и ткани для них выбирают в
зависимости от направления моды и сезона,
но эти платья всегда отличались
скромностью, простотой, сдержанностью в
отделке; нарядные или выходные — для выхода в
театр или в гости (это может быть и деловое
платье, дополненное косынкой, шарфом,
бантом, съемным воротником и др.);
вечерние платья, предназначенные для особо
торжественных случаев, — посещения театра,
концерта, ресторана и т. п. Вечерние платья обычно
бывают длинные, их шьют из дорогих тканей,
бархата, парчи или блестящих шелковых
тканей, дополняют мехом или драгоценностями
(сейчас вечерним туалетом у молодых девушек
может быть и мини-платье); платье для
выпускного бала — их шьют молодым девушкам,
используя материалы очень светлых нежных тонов
и белые; свадебные платья —
торжественно-романтические, длинные, обязательно с рукавами;
в которых по традиции принято обнажать
плечи и делать глубокое декольте.
40
Модели сарафанов
Сарафан (тюрк, от персидского сера-
па — почетная одежда) — русская
национальная женская одежда; платье, обычно без
рукавов, надеваемое поверх рубахи. Термин
«сарафан» («сарафанец») употреблялся
также в значении и мужской верхней
одежды. Из мужской одежды
упоминаются сарафанцы русских воевод при
нашествии татар 1376 г и сарафанцы царя
Михаила Федоровича. В допетровской Руси
сарафан носили в боярской среде, в X в. —
главным образом крестьянки в северных и
центральных областях России, в Поволжье,
Сибири и некоторые горожанки.
При Петре I был издан специальный
указ, запрещающий приходить в сарафане
на ассамблеи. Надо было надевать
немецкое платье. Однако часть населения не
приняла петровских реформ. Эти люди
сохраняли обычаи своих предков, и
подрастающим дочерям шили такие же
сарафаны, какие носили их бабушки.
Русский сарафан кроили так, что про
женщину, его надевшую, нельзя было
сказать, какая она, очень полная или у нее
есть какой-либо изъян фигуры.
Сарафан придуман был так, что любая
женщина казалась в нем стройной и гибкой.
Сарафан шили из льняной или шерстяной
домотканины, украшали вышивкой, кумачом,
позументом . В каждом уголке России были
свои фасоны сарафанов и мотивы вышивки.
Чаще всего это были косоклинные
сарафаны — сшитые «по косой» клиньев.
Современный сарафан — это
разновидность женского платья с большим
вырезом, без рукавов.
Позумент — шитая золотом или серебром тесьма, предназначенная для украшения одежды.
41
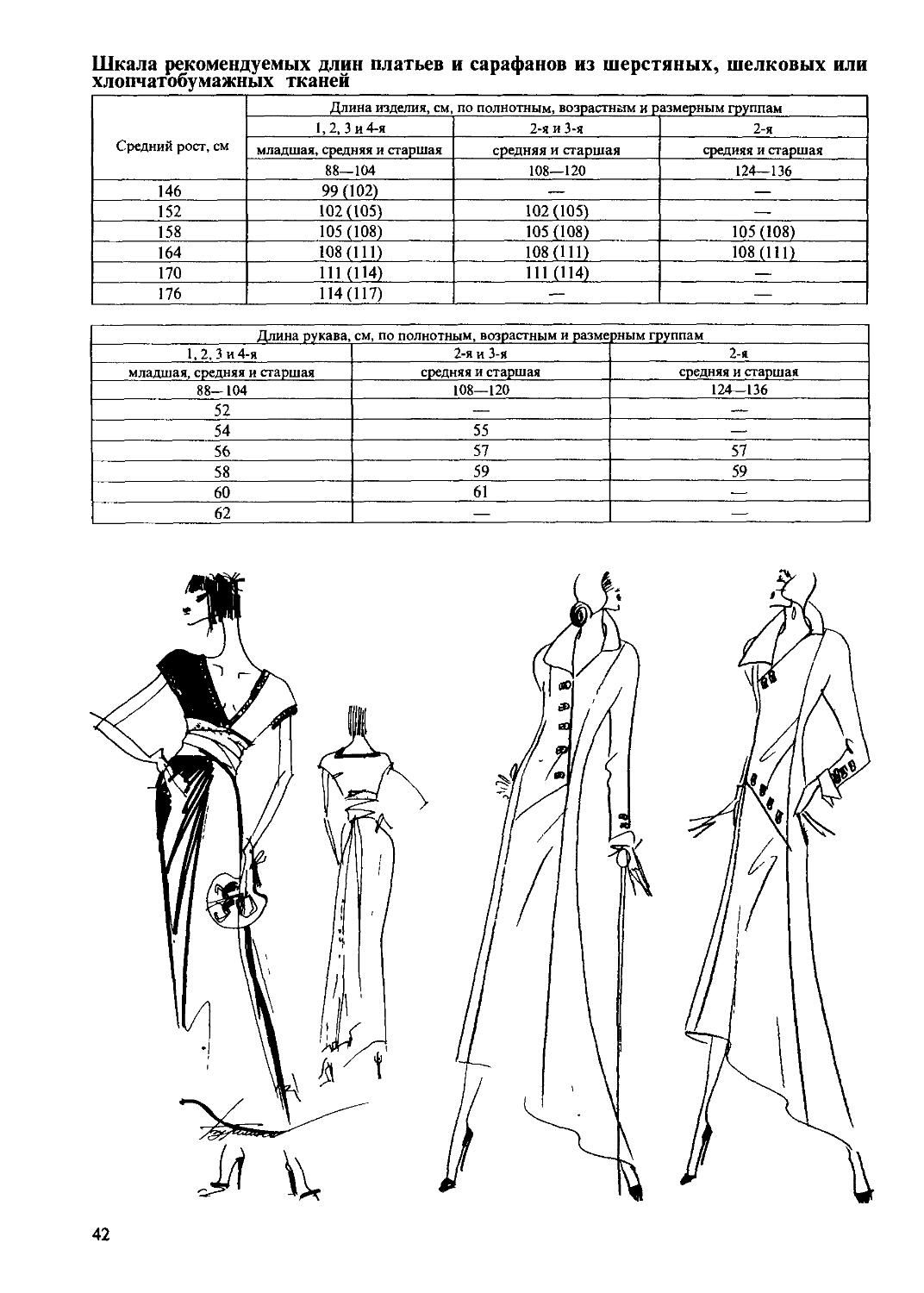
Шкала рекомендуемых длин платьев и сарафанов из шерстяных, шелковых или
хлопчатобумажных тканей
Средний рост, см
146
152
158
164
170
176
Длина изделия, см, по полнотным, возрастным и размерным группам
1,2, 3 и 4-я
младшая, средняя и старшая
88—104
99A02)
102A05)
105A08)
108A11)
111A14)
114A17)
2-я и 3-я
средняя и старшая
108—120
—
102A05)
105A08)
108A11)
111 A14)
—
2-я
средняя и старшая
124—136
—
105A08)
108A11)
—
Длина рукава, см, по полнотным, возрастным и разме
1,2, Зи4-я
младшая, средняя и старшая
88-104
52
54
56
58
60
62
2-я и 3-я
средняя и старшая
108—120
—
55
57
59
61
—
рным группам
2-я
средняя и старшая
124—136
—
57
59
—
—
42
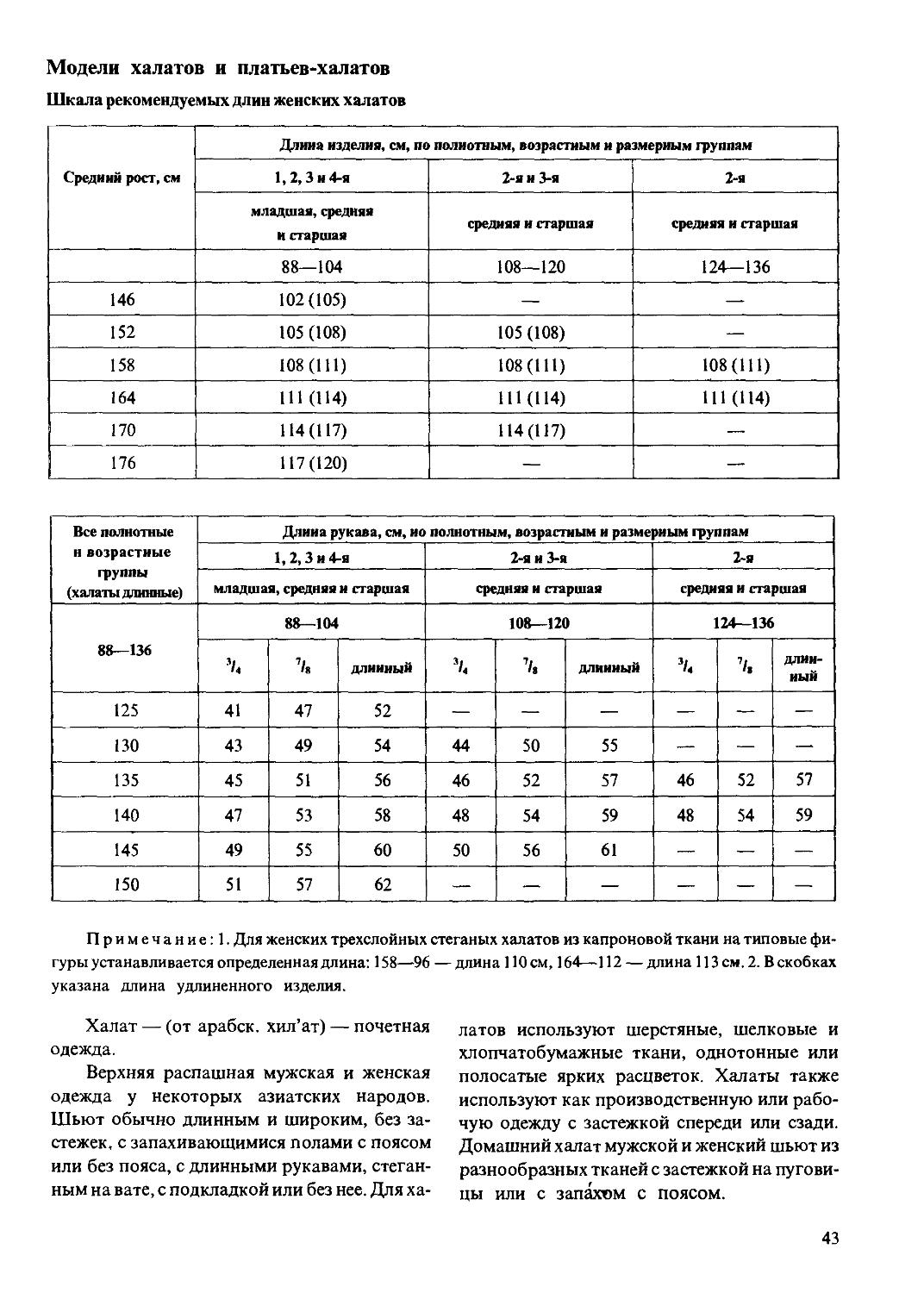
Модели халатов и платьев-халатов
Шкала рекомендуемых длин женских халатов
Средний рост, см
146
152
158
164
170
176
Длина изделия, см, по полиотным, возрастным и размериым группам
1,2,3и4-я
младшая, средняя
и старшая
88—104
102A05)
105 A08)
108A11)
111A14)
114A17)
117A20)
2-я и 3-я
средняя и старшая
108—120
—
105A08)
108A11)
111A14)
114A17)
—
2-я
средняя и старшая
124—136
—
—
108A11)
111A14)
—
—
Все полнотные
н возрастные
группы
(халаты длинные)
88—136
125
130
135
140
145
150
Длина рукава, см, ио полнотным, возрастиым и размерным группам
1,2,3и4-я
младшая, средняя и старшая
88—104
X
41
43
45
47
49
51
X
47
49
51
53
55
57
длинный
52
54
56
58
60
62
2-я и 3-я
средняя н старшая
108—120
X
—
44
46
48
50
—
X
—
50
52
54
56
—
длинный
—
55
57
59
61
—
2-я
средняя н старшая
124—136
%
—
—
46
48
—
—
X
—
—
52
54
—
—
длинный
—
—
57
59
—
—
Примечание:1. Для женских трехслойных стеганых халатов из капроновой ткани на типовые
фигуры устанавливается определенная длина: 158—96 — длина 110 см, 164—112 — длина 113 см. 2. В скобках
указана длина удлиненного изделия.
Халат — (от арабск. хил'ат) — почетная
одежда.
Верхняя распашная мужская и женская
одежда у некоторых азиатских народов.
Шьют обычно длинным и широким, без
застежек, с запахивающимися полами с поясом
или без пояса, с длинными рукавами,
стеганным на вате, с подкладкой или без нее. Для
халатов используют шерстяные, шелковые и
хлопчатобумажные ткани, однотонные или
полосатые ярких расцветок. Халаты также
используют как производственную или
рабочую одежду с застежкой спереди или сзади.
Домашний халат мужской и женский шьют из
разнообразных тканей с застежкой на
пуговицы или с запахом с поясом.
43
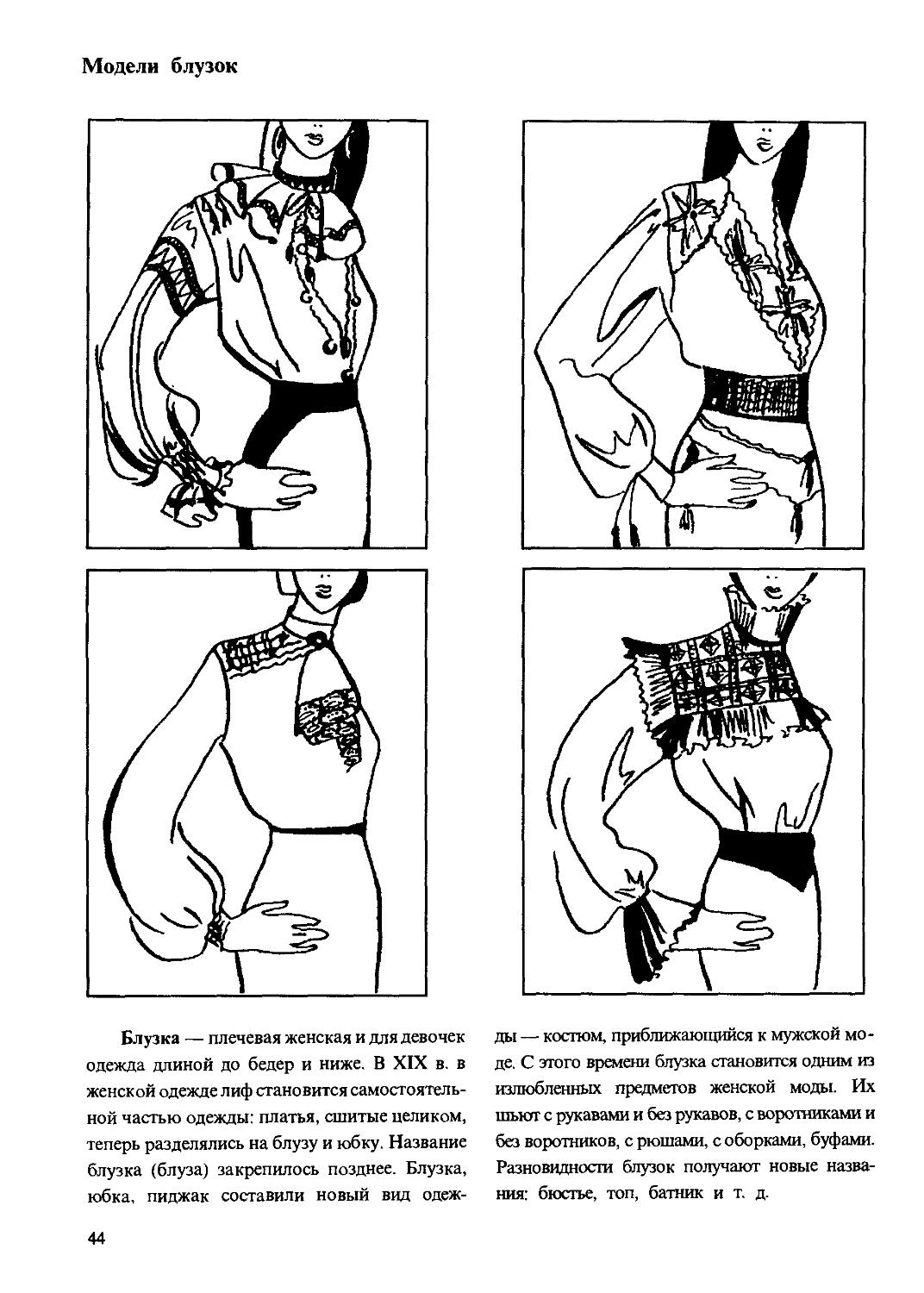
Модели блузок
Блузка — плечевая женская и для девочек
одежда длиной до бедер и ниже. В XIX в. в
женской одежде лиф становится
самостоятельной частью одежды: платья, сшитые целиком,
теперь разделялись на блузу и юбку. Название
блузка (блуза) закрепилось позднее. Блузка,
юбка, пиджак составили новый вид
одежды — костюм, приближающийся к мужской
моде. С этого времени блузка становится одним из
излюбленных предметов женской моды. Их
шьют с рукавами и без рукавов, с воротниками и
без воротников, с рюшами, с оборками, буфами.
Разновидности блузок получают новые
названия: бюстье, топ, батник и т. д.
44
Блуза (франц. blouse) — просторная
верхняя рубашка, носимая без пояса.
Произошла от короткого, доходящего
только до пояса блио. Была распространена в
Европе среди рабочего люда и сельских
жителей, а также солдат и матросов.
Блузка-топ — открытая короткая блузка
на бретелях.
Блузон — короткая свободная куртка,
низ которой, образуя складки, заканчивается
притачным поясом, плотно охватывающим
бедра и застегивающимся на пуговицы или
пряжку. Вошел в моду в конце 1950 г. Иногда
вместо пояса в кулиску по низу куртки
продергивают резинку или шнур. Часто низ
блузона отделывают вязаной трикотажной
резинкой. Шьют блузон из ткани, трикотажа,
кожи, меха. Блузон популярен сегодня среди
молодежи: его носят и юноши, и девушки в
любое время года.
Блейзер — пиджак спортивного типа. В
начале века блейзер был своеобразной формой
членов английских аристократических клубов и
предназначался мужчинам. Позднее его стали
носить в английских женских школах. С 1960 г.
вошел в мужскую моду как выходная одежда,
затем в женскую. В классическом варианте
жакет шьют из тонкого синего сукна или
габардина, украшают металлическими пуговицами
{золотыми или серебряными) с геральдическими
знаками или якорями. Летом блейзер носят с
белыми (всех оттенков) брюками, в другое время
года — с серыми брюками (обычно
фланелевыми) Пиджак требует белой или светлой
однотонной рубашки, тщательно подобранного
галстука и элегантной обуви.
Сорочка — вид плечевой одежды. Имеет
подвиды: верхняя, нижняя, ночная.
Верхняя сорочка — мужская или для
мальчиков одежда с рукавами, застежкой и
воротником длиной примерно до середины
бедра. Изготовляется из ткани или
трикотажного полотна, застегивается на
пуговицы, кнопки или на застежку-молнию. Может
быть повседневной и для торжественных
случаев.
Нижняя сорочка — нательная одежда.
Для мужчин и мальчиков их шьют с рукавами
и без воротника, с застежкой или без
застежки, длиной примерно до середины бедра;
сорочка (комбинации) для женщин и девочек
могут быть без рукавов, на бретелях, длиной
примерно до колена, надевают их на
корсетные изделия или непосредственно на тело.
Шьют нижние сорочки из тканей,
трикотажных или нетканых полотен.
Ночная сорочка — покрывает все тело
и частично или полностью ноги; ее
надевают непосредственно на тело. Шьют ночные
сорочки из тканей (хлопчатобумажных,
льняных или шелковых) или из
трикотажных полотен (преимущественно из
хлопчатобумажных). Как предмет одежды
появилась в эпоху средневековья. До этого
времени спали нагими или в той одежде, в
которой ходили днем. Первые ночные сорочки
были очень больших размеров, иногда
таких, как дневные, но и те и другие носили
только богатые люди. Как предмет
повседневного обихода ночная сорочка
появилась только в XIX в.
Шкала длин блузок из шерстяных, шелковых или хлопчатобумажных тканей
Средний рост,
см
146
152
158
164
170
176
Длина рукава, см, по полиотным, возрастным и размерным группам
Длина блузки, см, с
заправкой в юбку
по размерной
группе 88—136
56
58
60
62
64
66
1,2,3 и 4-я
младшая, средняя и
старшая
88—104
52
54
56
58
60
62
2-я и 3-я
средняя и
старшая
108—120
—
55
57
59
61
—
2-я
средняя и
старшая
124—136
—
—
57
59
—
—
Примечание 1 Длина блузки без заправки в юбку устанавливается по модели 2 Длина рукава с манжетой и
напуском увеличивается на 3 см
45
46
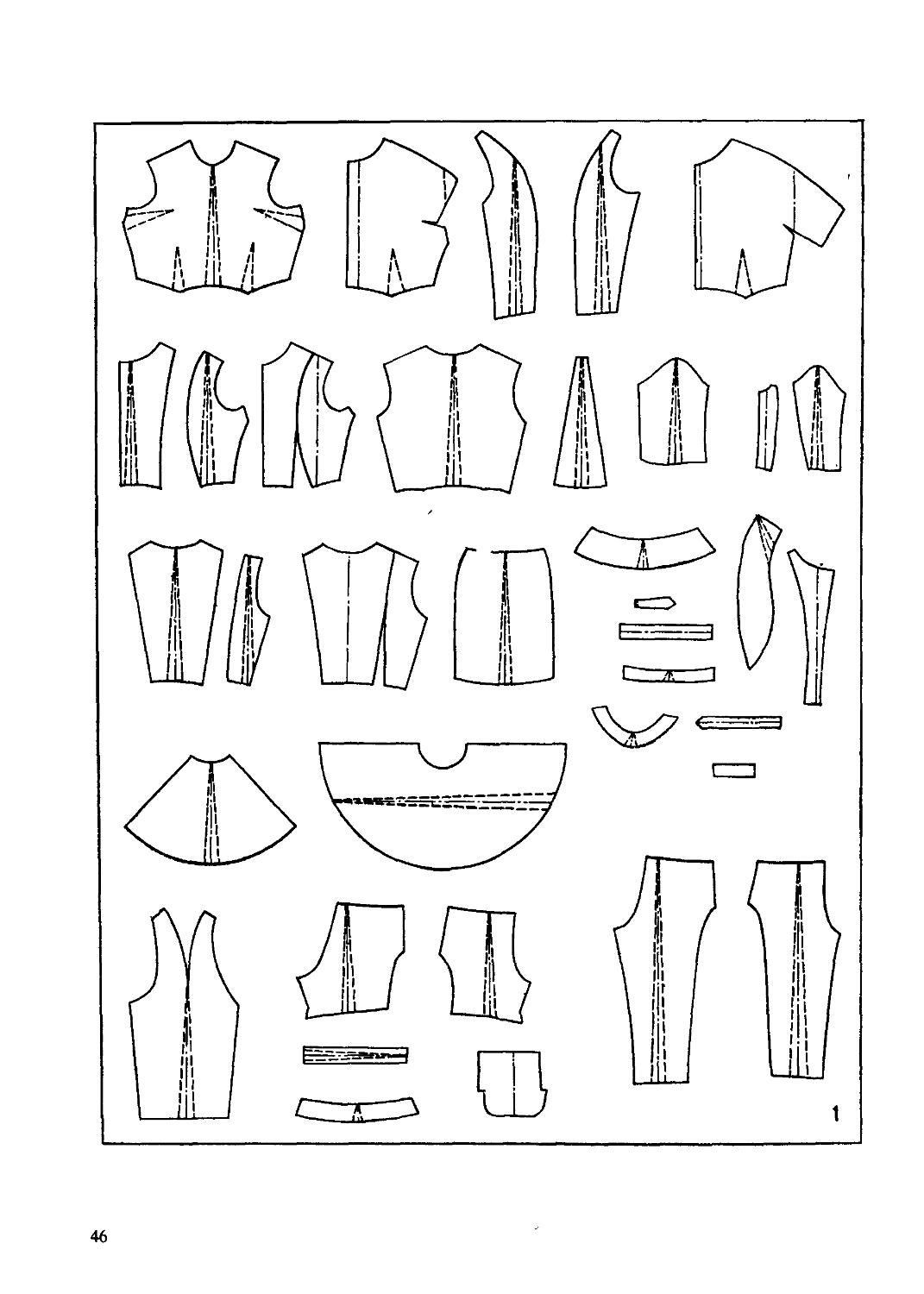
Основные детали кроя
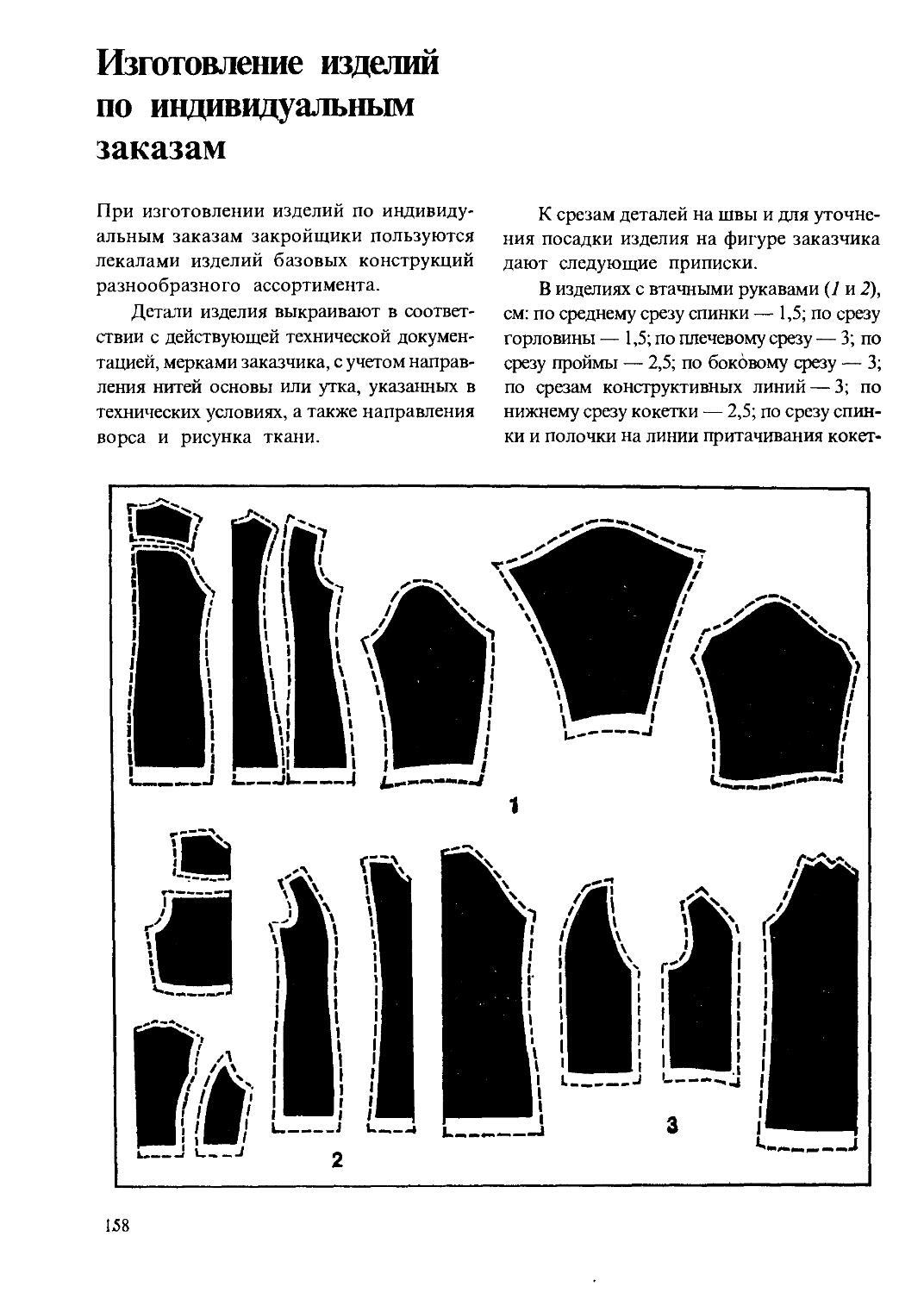
По чертежам конструкции деталей изделия
изготовляют лекала-эталоны и рабочие лекала:
основные (для раскроя материалов) и
вспомогательные (для разметки мест расположения
вытачек, складок, петель, карманов и т. п.).
На все лекала наносят следующие линии:
/ — долевого направления ткани или
материала (зек. /, 2 и 3); 2 — допускаемого отклонения
от долевого направления в деталях при
раскладке лекал; 3— мест расположения надставок.
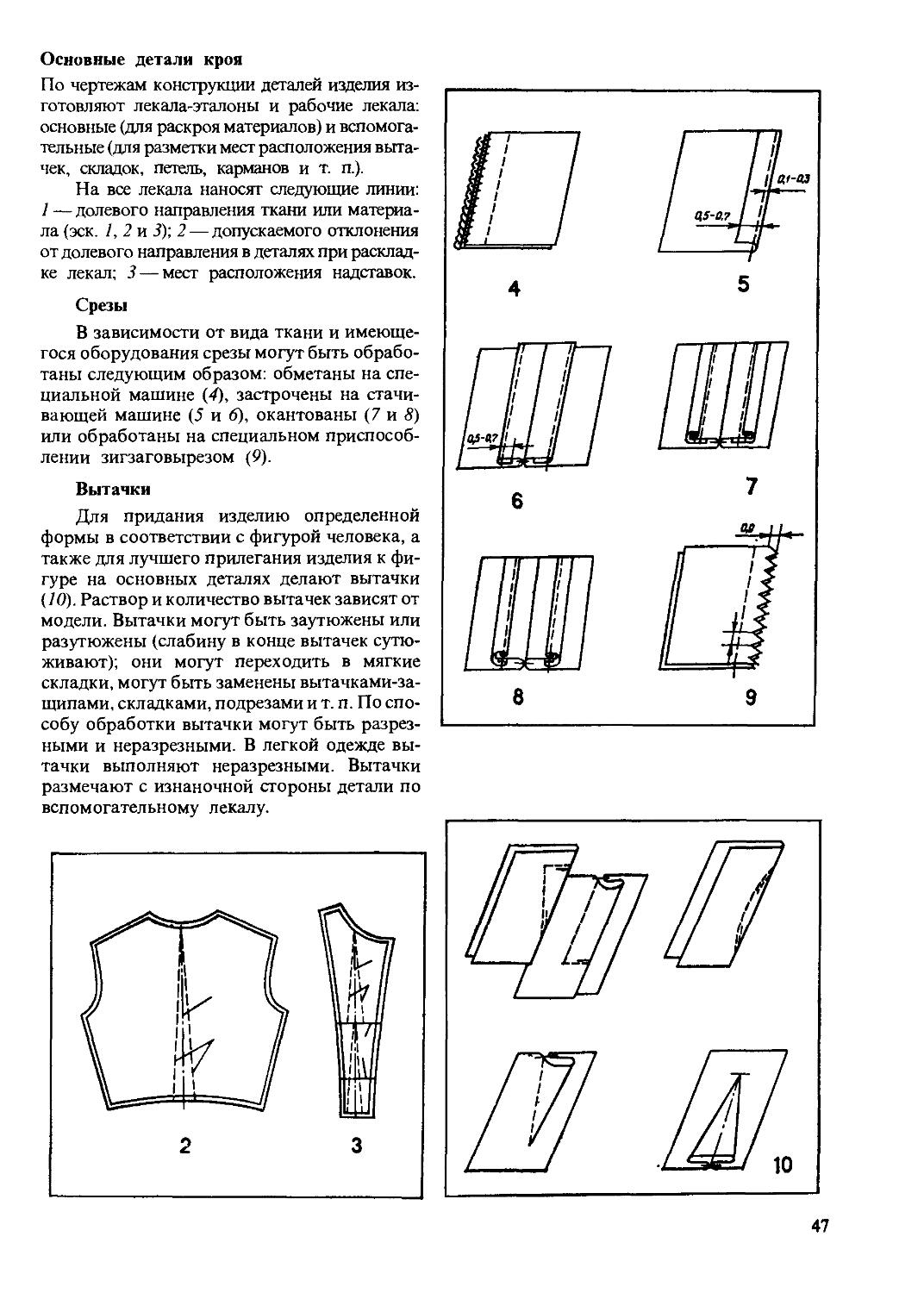
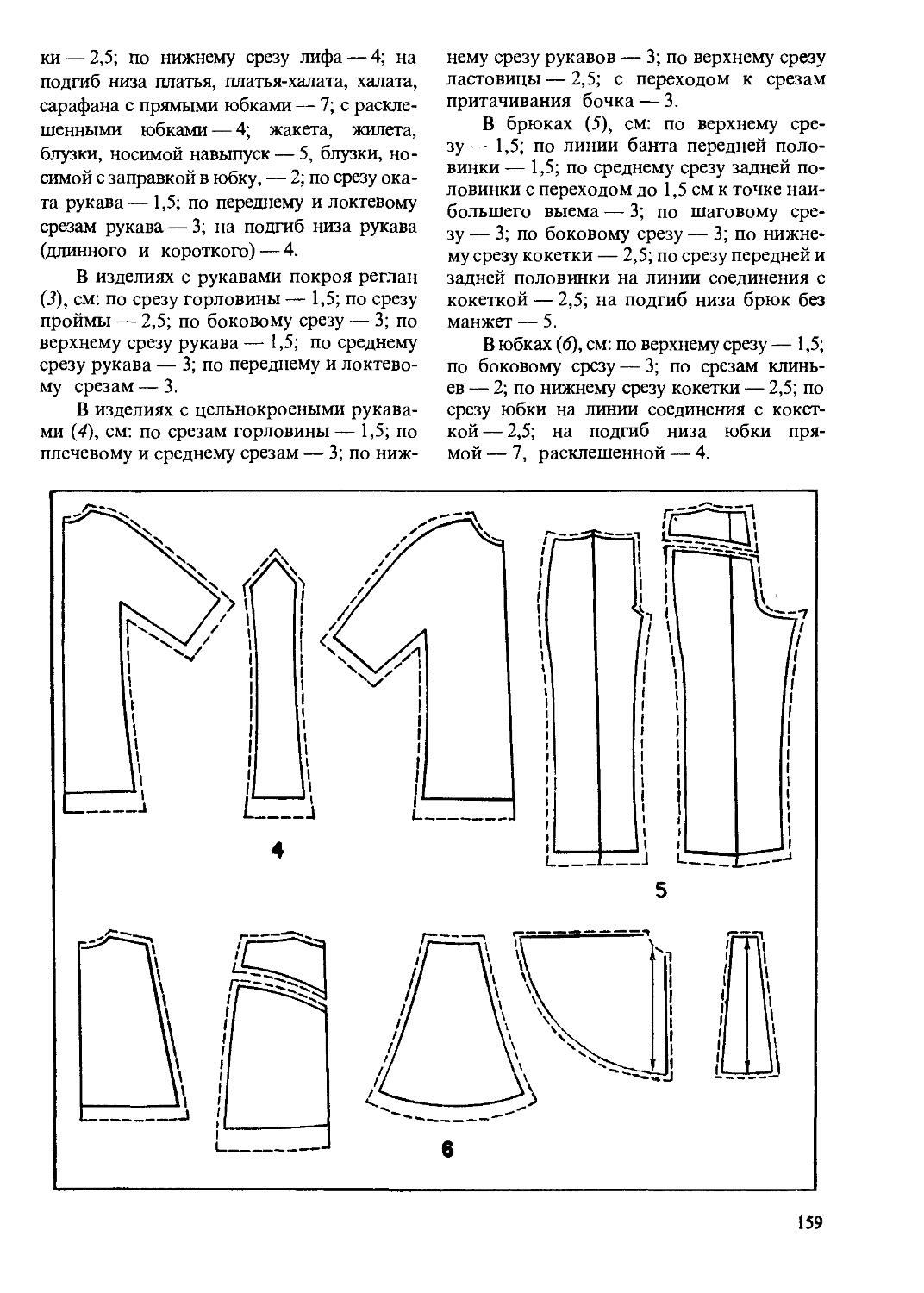
Срезы
В зависимости от вида ткани и
имеющегося оборудования срезы могут быть
обработаны следующим образом: обметаны на
специальной машине D), застрочены на
стачивающей машине E и 6), окантованы G и 8)
или обработаны на специальном
приспособлении зигзаговырезом (9).
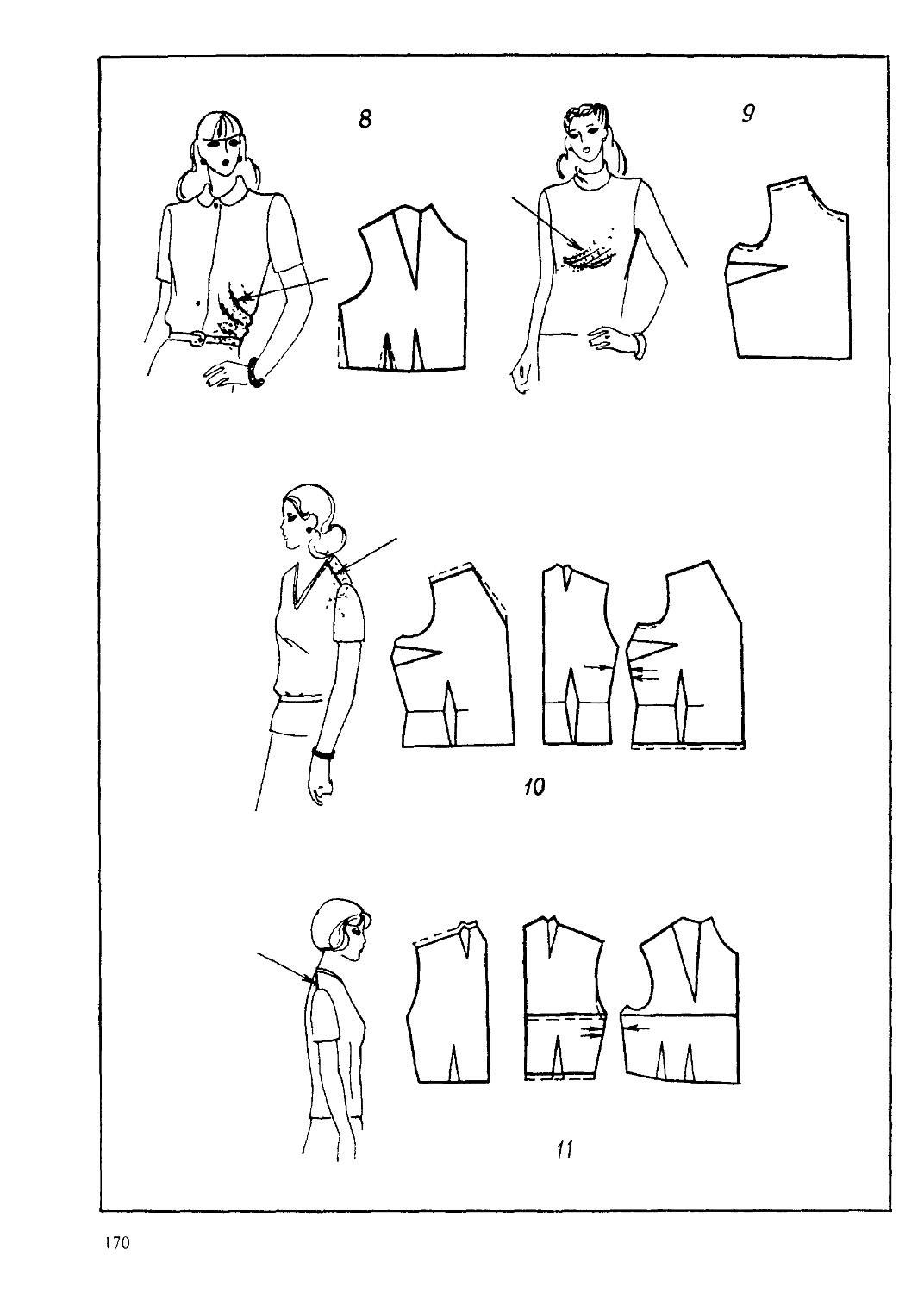
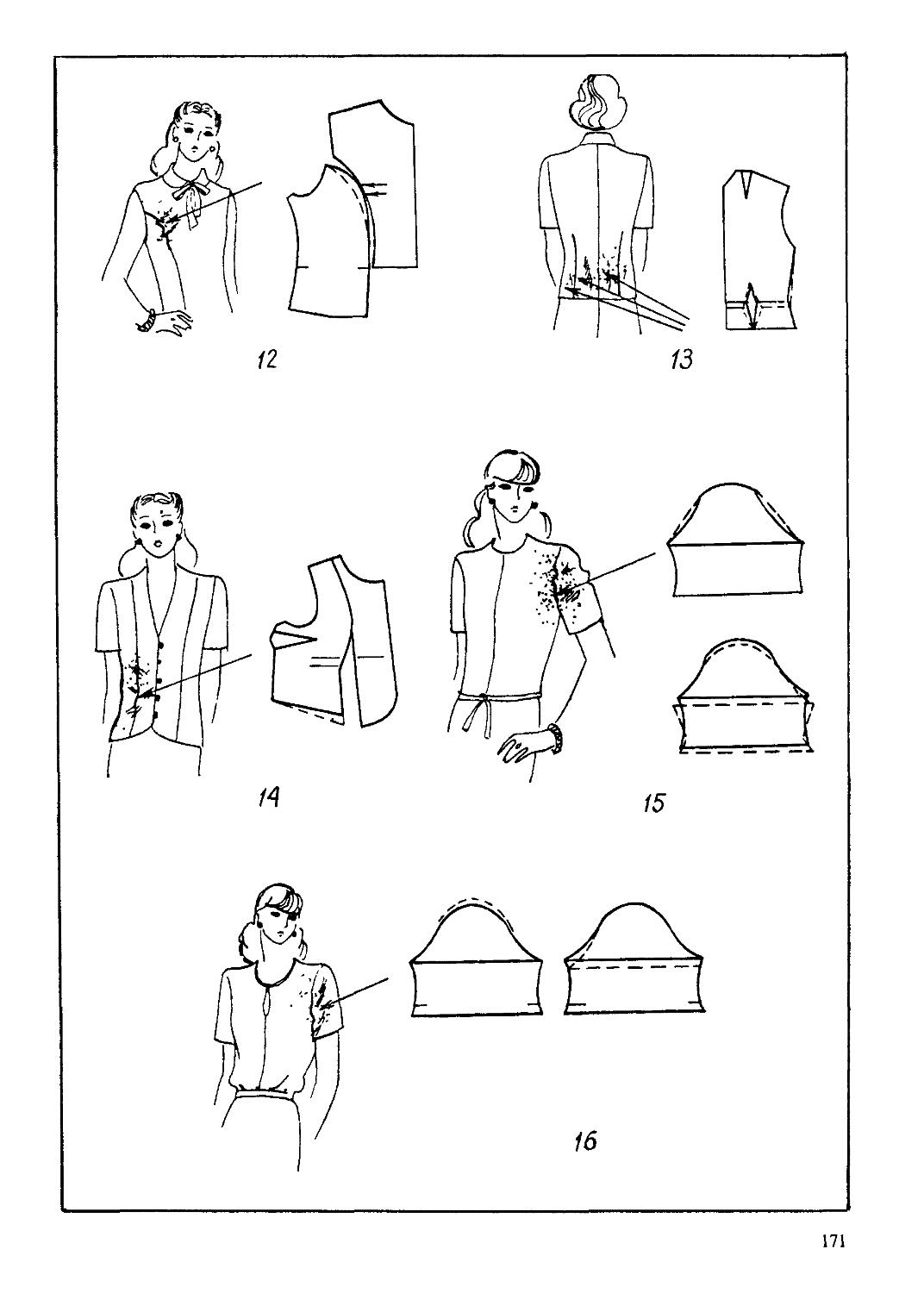
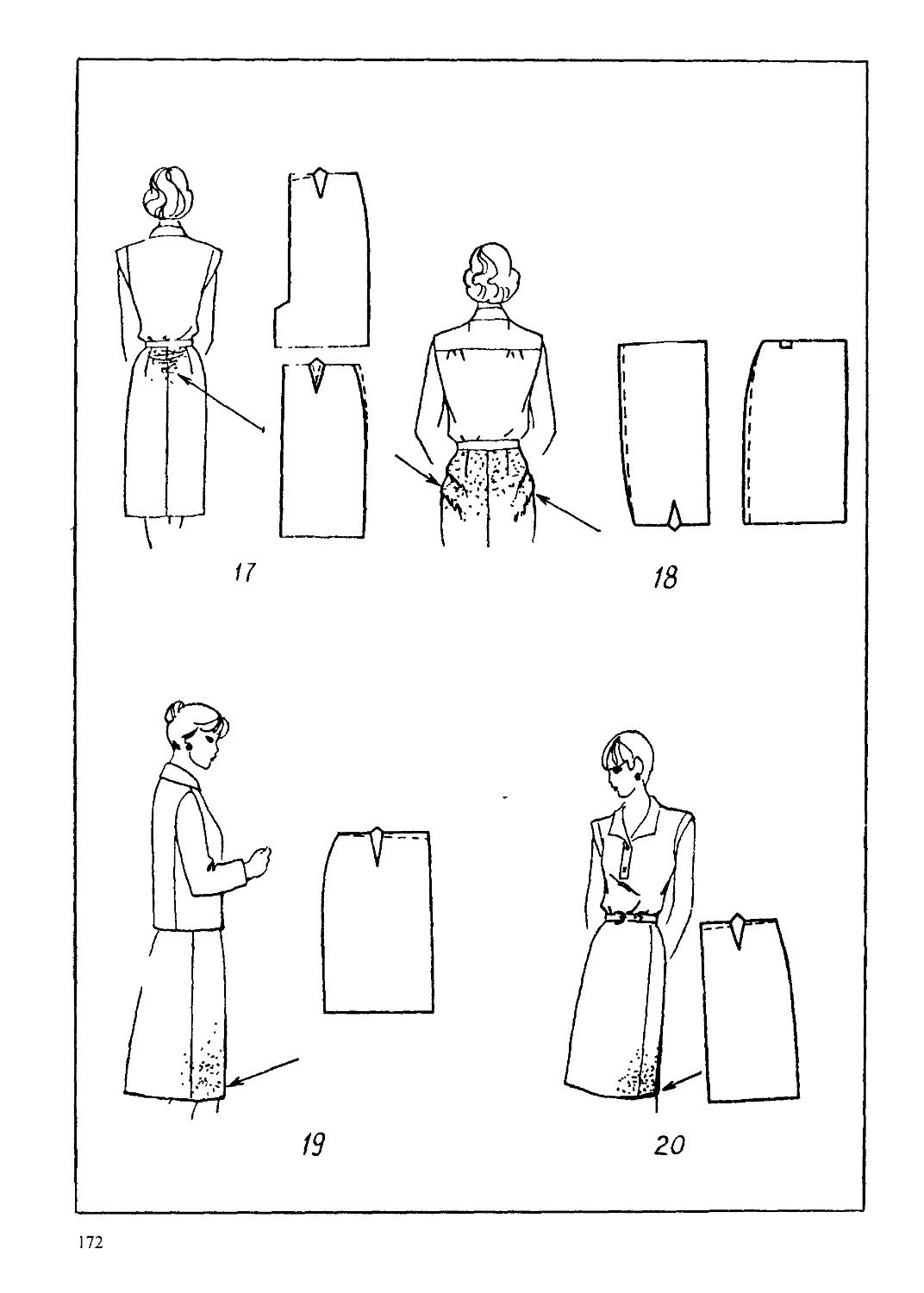
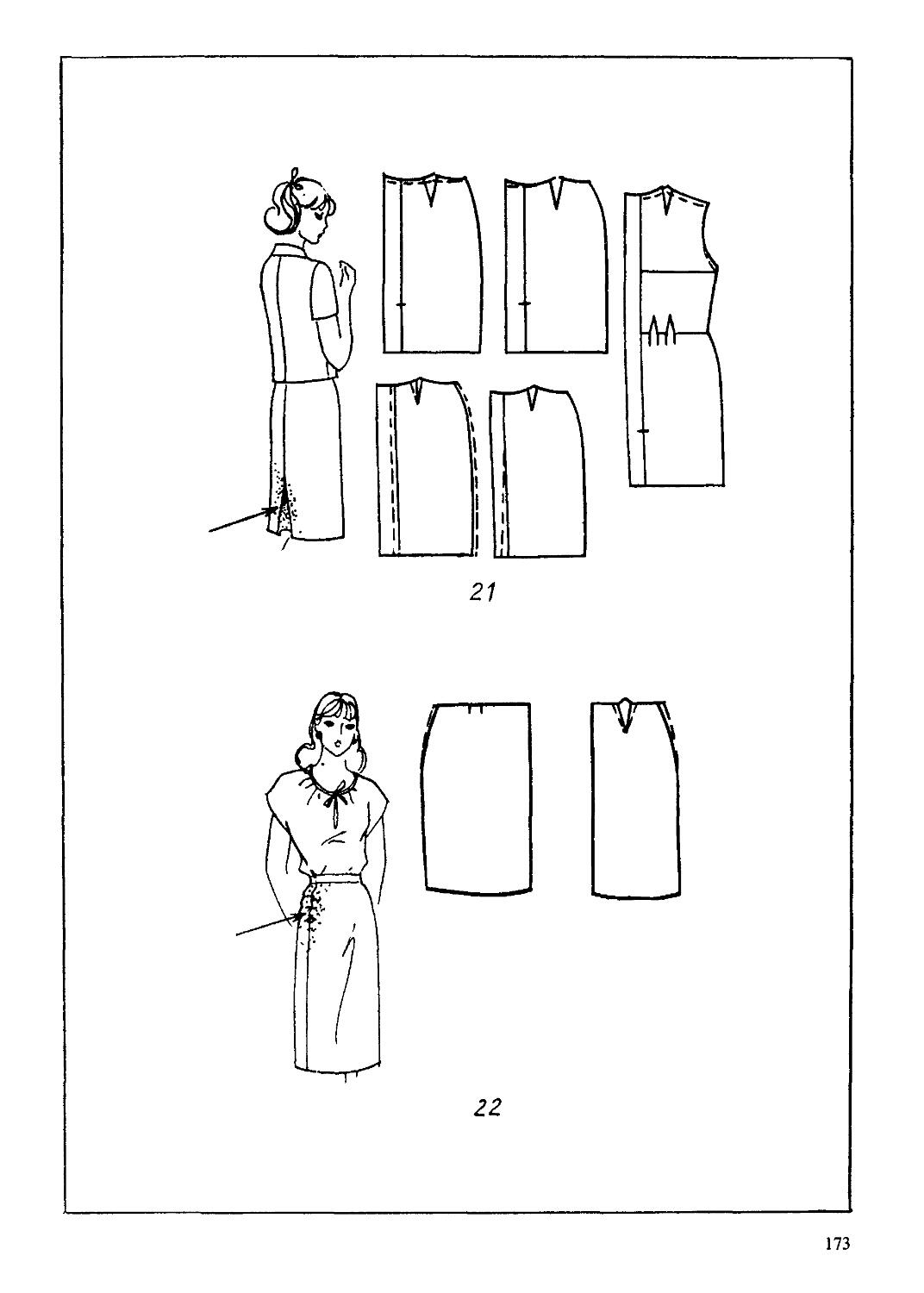
Вытачки
Для придания изделию определенной
формы в соответствии с фигурой человека, а
также для лучшего прилегания изделия к
фигуре на основных деталях делают вытачки
(/0). Раствор и количество вытачек зависят от
модели. Вытачки могут быть заутюжены или
разутюжены (слабину в конце вытачек сутю-
живают); они могут переходить в мягкие
складки, могут быть заменены
вытачками-защипами, складками, подрезами и т. п. По
способу обработки вытачки могут быть
разрезными и неразрезными. В легкой одежде
вытачки выполняют неразрезными. Вытачки
размечают с изнаночной стороны детали по
вспомогательному лекалу.
47
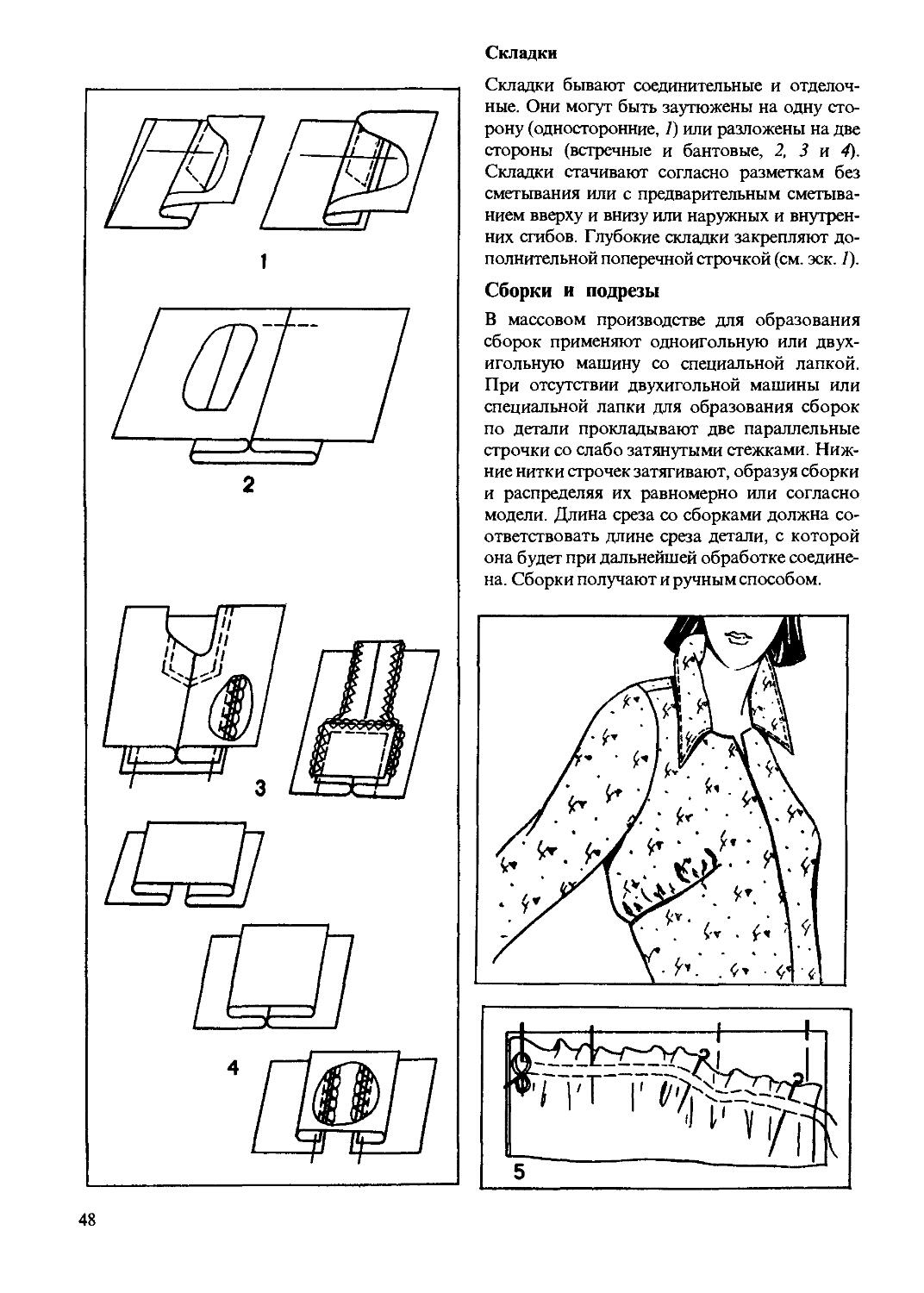
Складки
Складки бывают соединительные и
отделочные. Они могут быть заутюжены на одну
сторону (односторонние, /) или разложены на две
стороны (встречные и байтовые, 2, 3 и 4).
Складки стачивают согласно разметкам без
сметывания или с предварительным
сметыванием вверху и внизу или наружных и
внутренних сгибов. Глубокие складки закрепляют
дополнительной поперечной строчкой (см. зек. /).
Сборки и подрезы
В массовом производстве для образования
сборок применяют одноигольную или двух-
игольную машину со специальной лапкой.
При отсутствии двухигольной машины или
специальной лапки для образования сборок
по детали прокладывают две параллельные
строчки со слабо затянутыми стежками.
Нижние нитки строчек затягивают, образуя сборки
и распределяя их равномерно или согласно
модели. Длина среза со сборками должна
соответствовать длине среза детали, с которой
она будет при дальнейшей обработке
соединена. Сборки получают и ручным способом.
А
•
\
- *i
\
J
П
v" .'<
/{'л
W
\" *
¦ m>
.и
i
¦;
48
Строчки для образования сборок при
дальнейшей обработке должны входить в
швы соединения деталей.
Подрезы являются разновидностью
вытачек. В крое один из срезов такой вытачки
длиннее другого, т. е. имеет припуск на сборку. По
длинной стороне подреза образуют сборку так,
чтобы стороны подреза после образования
сборки были равными по длине E). Срезы
подреза сметывают и стачивают со стороны сосбо-
ренной детали, разравнивая сборку. Шов к
концу подреза постепенно сводят на нет,
заканчивая строчку на 1—1,5 см дальше конца
разреза вытачки. Шов обметывают и отгибают в
сторону, не имеющую сборки.
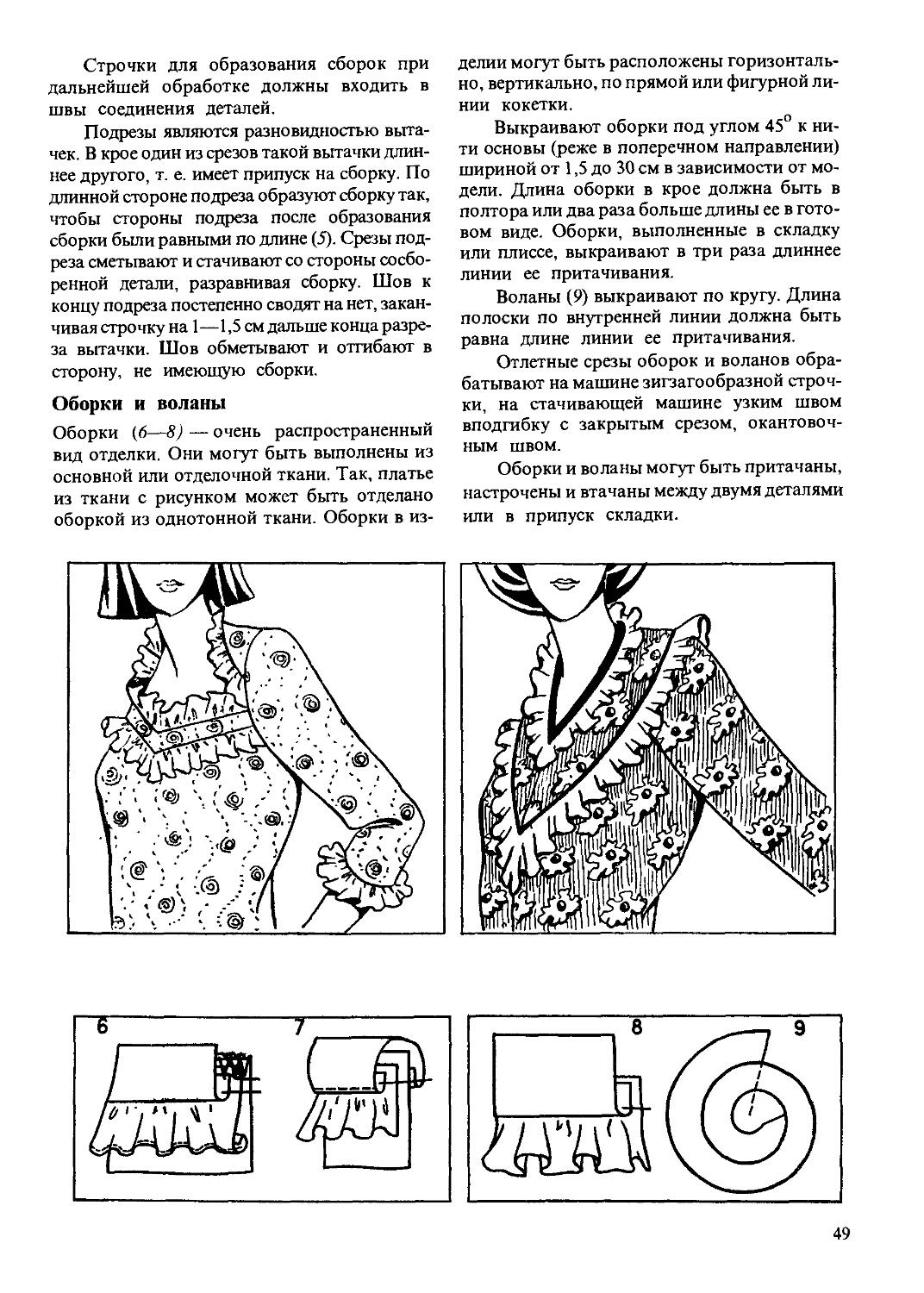
Оборки и воланы
Оборки F—8) — очень распространенный
вид отделки. Они могут быть выполнены из
основной или отделочной ткани. Так, платье
из ткани с рисунком может быть отделано
оборкой из однотонной ткани. Оборки в
изделии могут быть расположены
горизонтально, вертикально, по прямой или фигурной
линии кокетки.
Выкраивают оборки под углом 45° к
нити основы (реже в поперечном направлении)
шириной от 1,5 до 30 см в зависимости от
модели. Длина оборки в крое должна быть в
полтора или два раза больше длины ее в
готовом виде. Оборки, выполненные в складку
или плиссе, выкраивают в три раза длиннее
линии ее притачивания.
Воланы (9) выкраивают по кругу. Длина
полоски по внутренней линии должна быть
равна длине линии ее притачивания.
Отлетные срезы оборок и воланов
обрабатывают на машине зигзагообразной
строчки, на стачивающей машине узким швом
вподгибку с закрытым срезом, окантовоч-
ным швом.
Оборки и воланы могут быть притачаны,
настрочены и втачаны между двумя деталями
или в припуск складки.
49
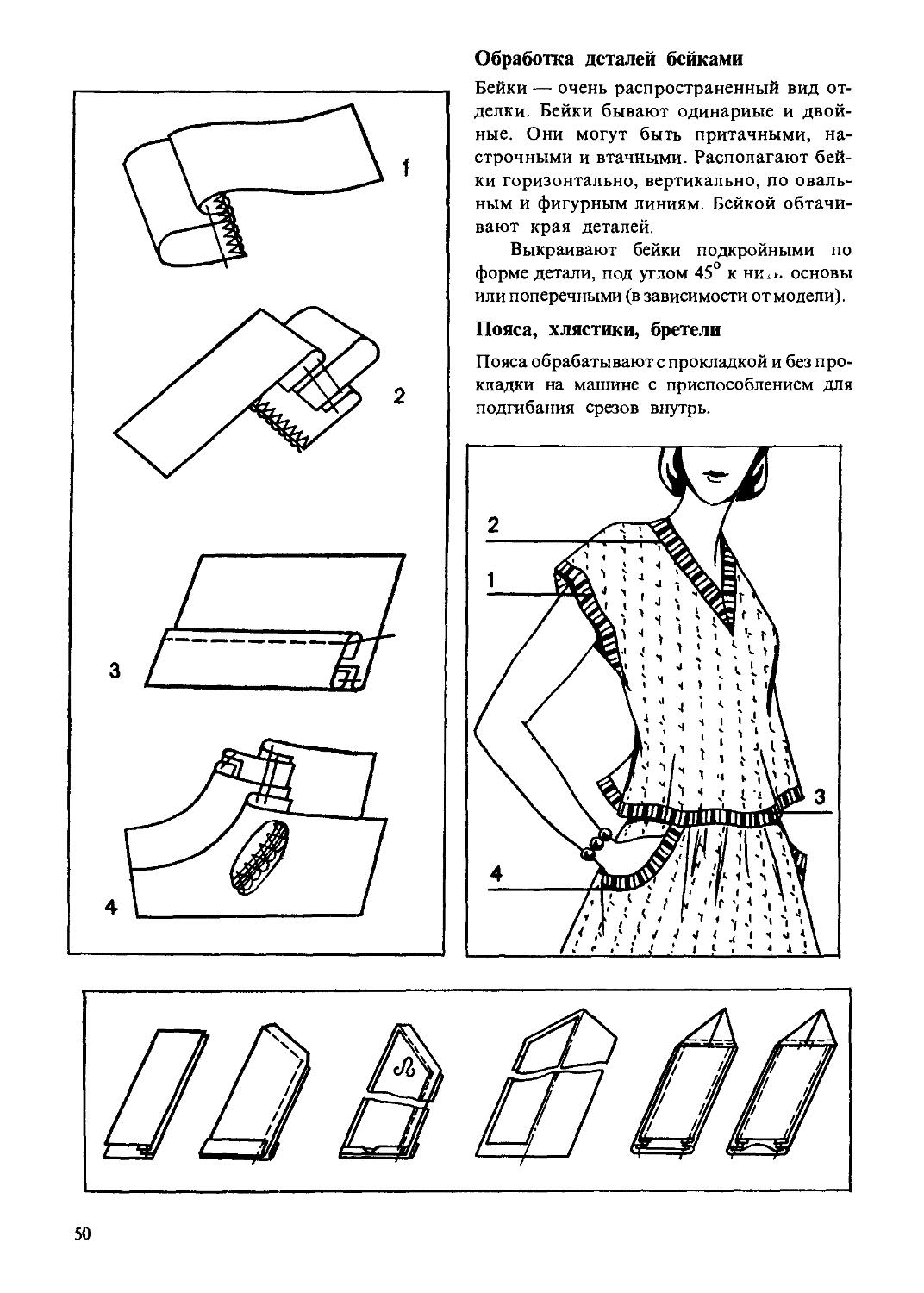
Обработка деталей бейками
Бейки — очень распространенный вид
отделки. Бейки бывают одинарные и
двойные. Они могут быть притачными, на-
строчными и втачными. Располагают
бейки горизонтально, вертикально, по
овальным и фигурным линиям. Бейкой
обтачивают края деталей.
Выкраивают бейки подкройными по
форме детали, под углом 45° к ни*», основы
или поперечными (в зависимости от модели).
Пояса, хлястики, бретели
Пояса обрабатывают с прокладкой и без
прокладки на машине с приспособлением для
подгибания срезов внутрь.
50
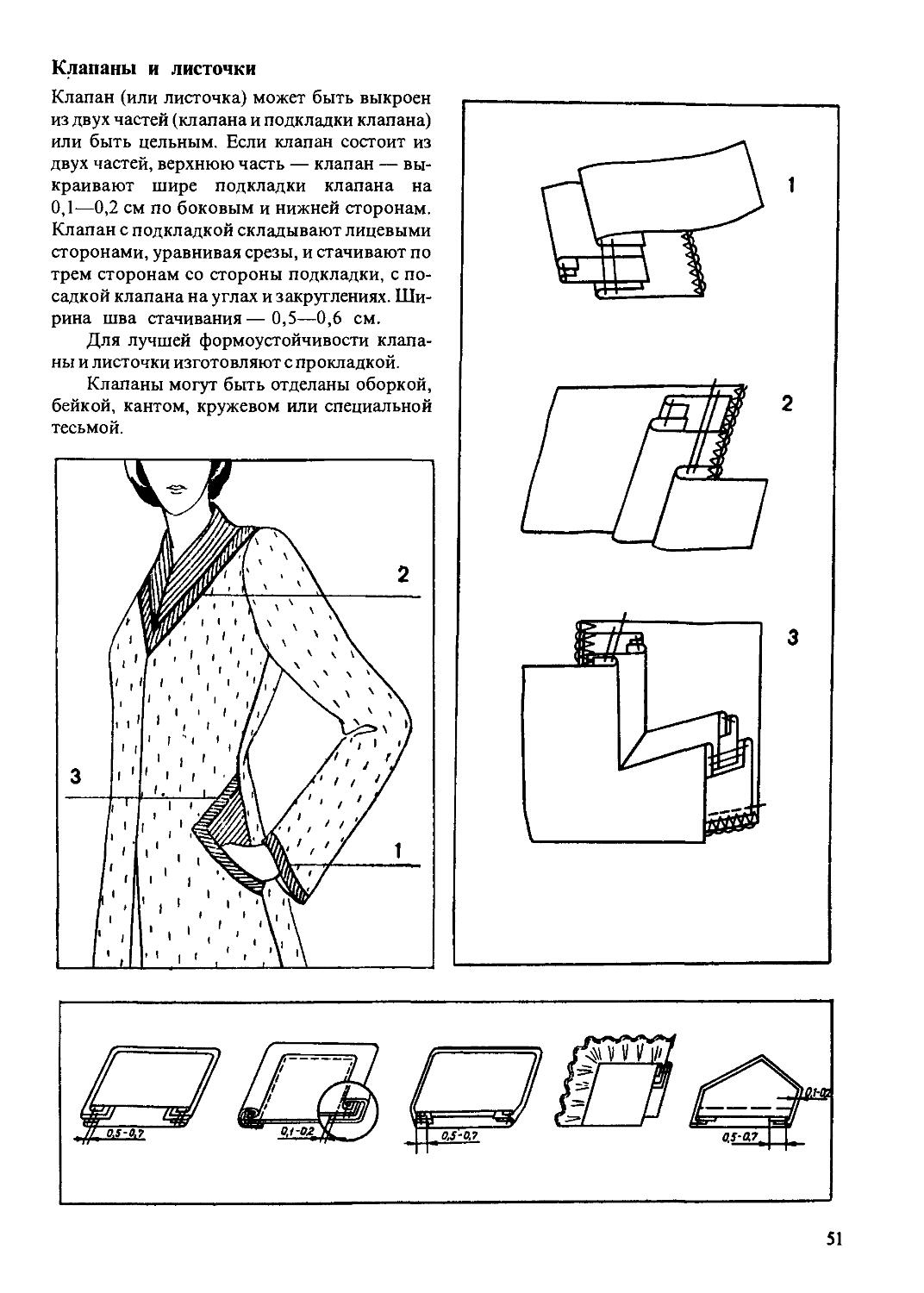
Клапаны и листочки
Клапан (или листочка) может быть выкроен
из двух частей (клапана и подкладки клапана)
или быть цельным. Если клапан состоит из
двух частей, верхнюю часть — клапан —
выкраивают шире подкладки клапана на
0,1—0,2 см по боковым и нижней сторонам.
Клапан с подкладкой складывают лицевыми
сторонами, уравнивая срезы, и стачивают по
трем сторонам со стороны подкладки, с
посадкой клапана на углах и закруглениях.
Ширина шва стачивания—0,5—0,6 см.
Для лучшей формоустойчивости
клапаны и листочки изготовляют с прокладкой.
Клапаны могут быть отделаны оборкой,
бейкой, кантом, кружевом или специальной
тесьмой.
51
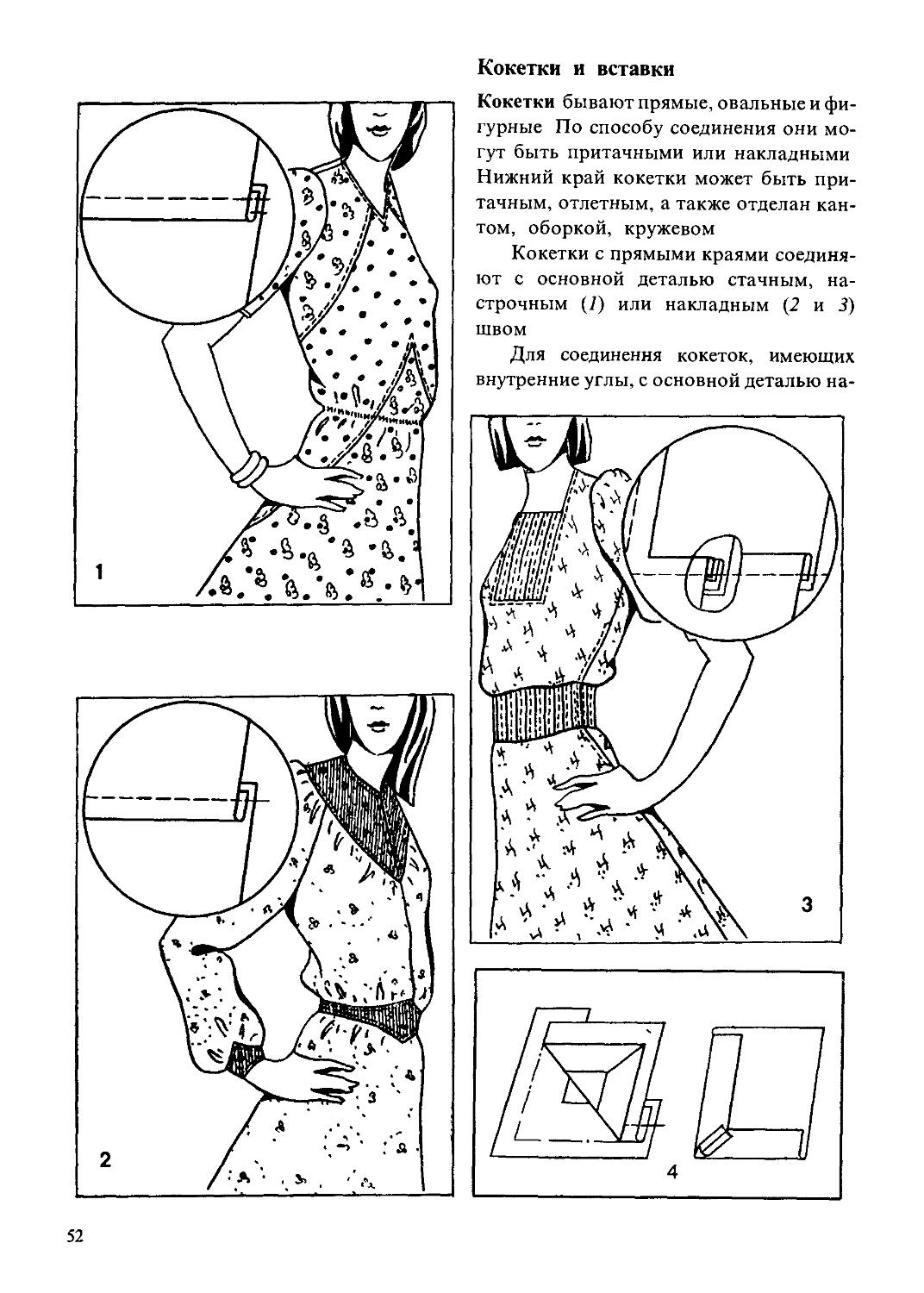
Кокетки и вставки
Кокетки бывают прямые, овальные и
фигурные По способу соединения они
могут быть притачными или накладными
Нижний край кокетки может быть
притачным, отлетным, а также отделан
кантом, оборкой, кружевом
Кокетки с прямыми краями
соединяют с основной деталью стачным, на-
строчным A) или накладным B и 3)
швом
Для соединения кокеток, имеющих
внутренние углы, с основной деталью на-
i
/ill
Al'l1
3
i
\
!
•!
A
ж у
ll'l v V S
Sv4
1
1
1
1
У л \
// /
/ /
I/ /
/
/
Vi
/
/
/
_ /
—h / /
/ 1 7I 1
/
/
/
^\ з
52
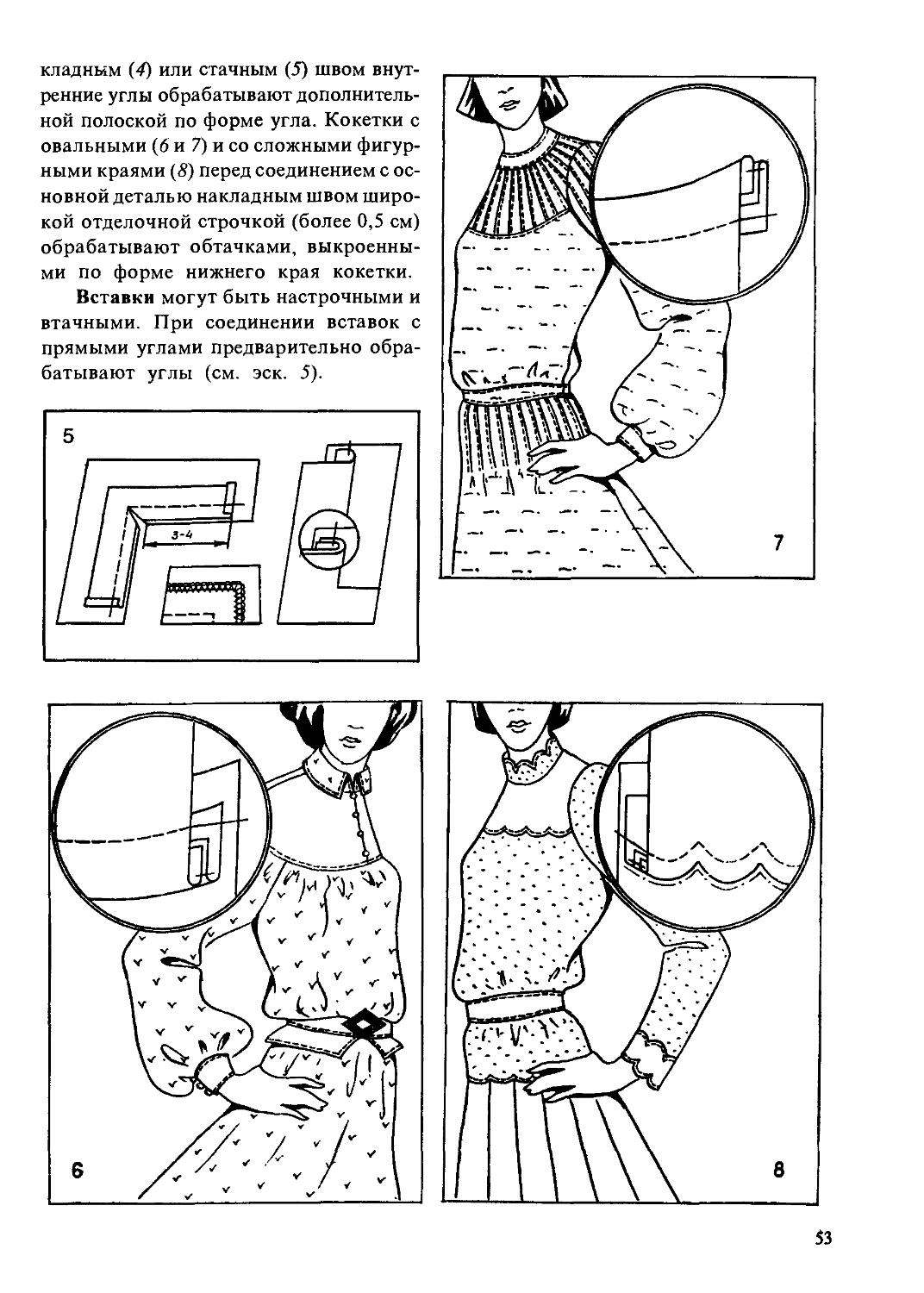
кладным D) или стачным E) швом
внутренние углы обрабатывают
дополнительной полоской по форме угла. Кокетки с
овальными (б и 7) и со сложными
фигурными краями (8) перед соединением с
основной деталью накладным швом
широкой отделочной строчкой (более 0,5 см)
обрабатывают обтачками,
выкроенными по форме нижнего края кокетки.
Вставки могут быть настрочными и
втачными. При соединении вставок с
прямыми углами предварительно
обрабатывают углы (см. эск. 5).
5
/
il
/ /
'i
1
r" "'
I гЛ /
/ / /
Ш) /
/ V~V /
/ l^
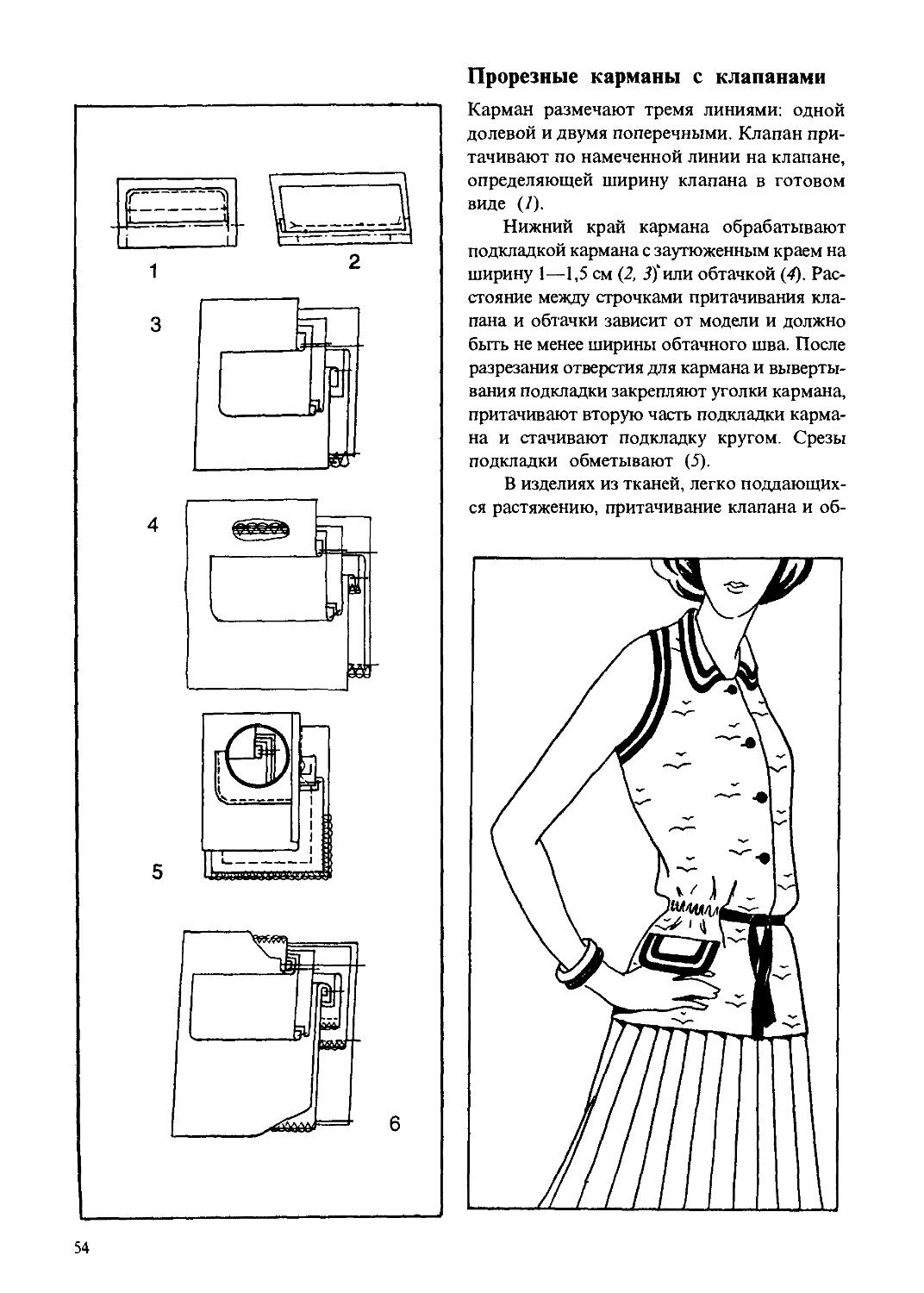
Прорезные карманы с клапанами
Карман размечают тремя линиями: одной
долевой и двумя поперечными. Клапан
притачивают по намеченной линии на клапане,
определяющей ширину клапана в готовом
виде (I).
Нижний край кармана обрабатывают
подкладкой кармана с заутюженным краем на
ширину 1—1,5 см B, 5)'или обтачкой D).
Расстояние между строчками притачивания
клапана и обтачки зависит от модели и должно
быть не менее ширины обтачного шва. После
разрезания отверстия для кармана и
вывертывания подкладки закрепляют уголки кармана,
притачивают вторую часть подкладки
кармана и стачивают подкладку кругом. Срезы
подкладки обметывают E).
В изделиях из тканей, легко
поддающихся растяжению, притачивание клапана и об-
54
тачки выполняют с одновременным
подкладыванием под строчку подкладки
кармана из другой ткани, не поддающейся
растяжению. На другую часть подкладки
кармана обязательно настрачивают подзор из
основной ткани F).
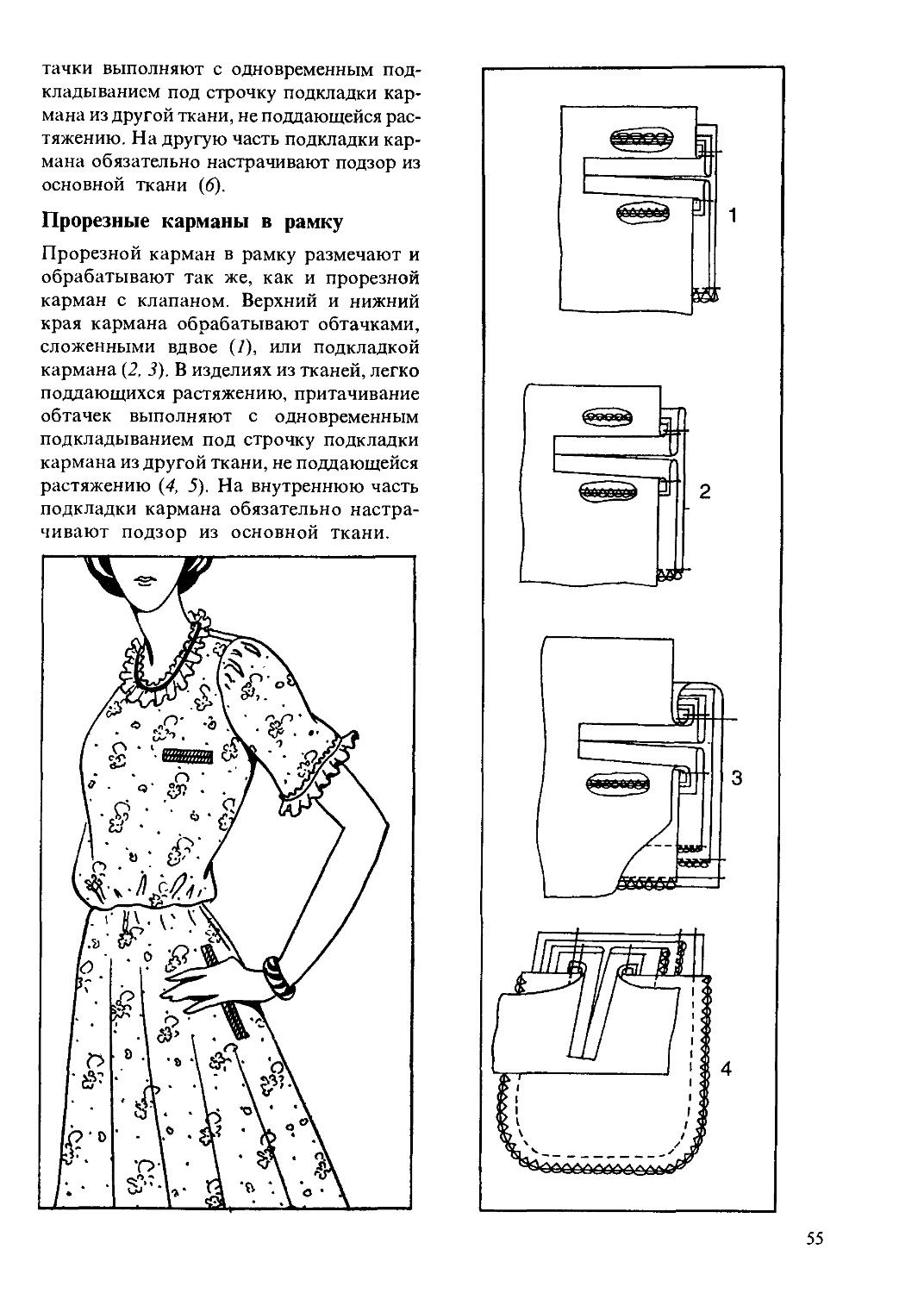
Прорезные карманы в рамку
Прорезной карман в рамку размечают и
обрабатывают так же, как и прорезной
карман с клапаном. Верхний и нижний
края кармана обрабатывают обтачками,
сложенными вдвое A), или подкладкой
кармана B, 3). В изделиях из тканей, легко
поддающихся растяжению, притачивание
обтачек выполняют с одновременным
подкладыванием под строчку подкладки
кармана из другой ткани, не поддающейся
растяжению D, 5). На внутреннюю часть
подкладки кармана обязательно
настрачивают подзор из основной ткани.
55
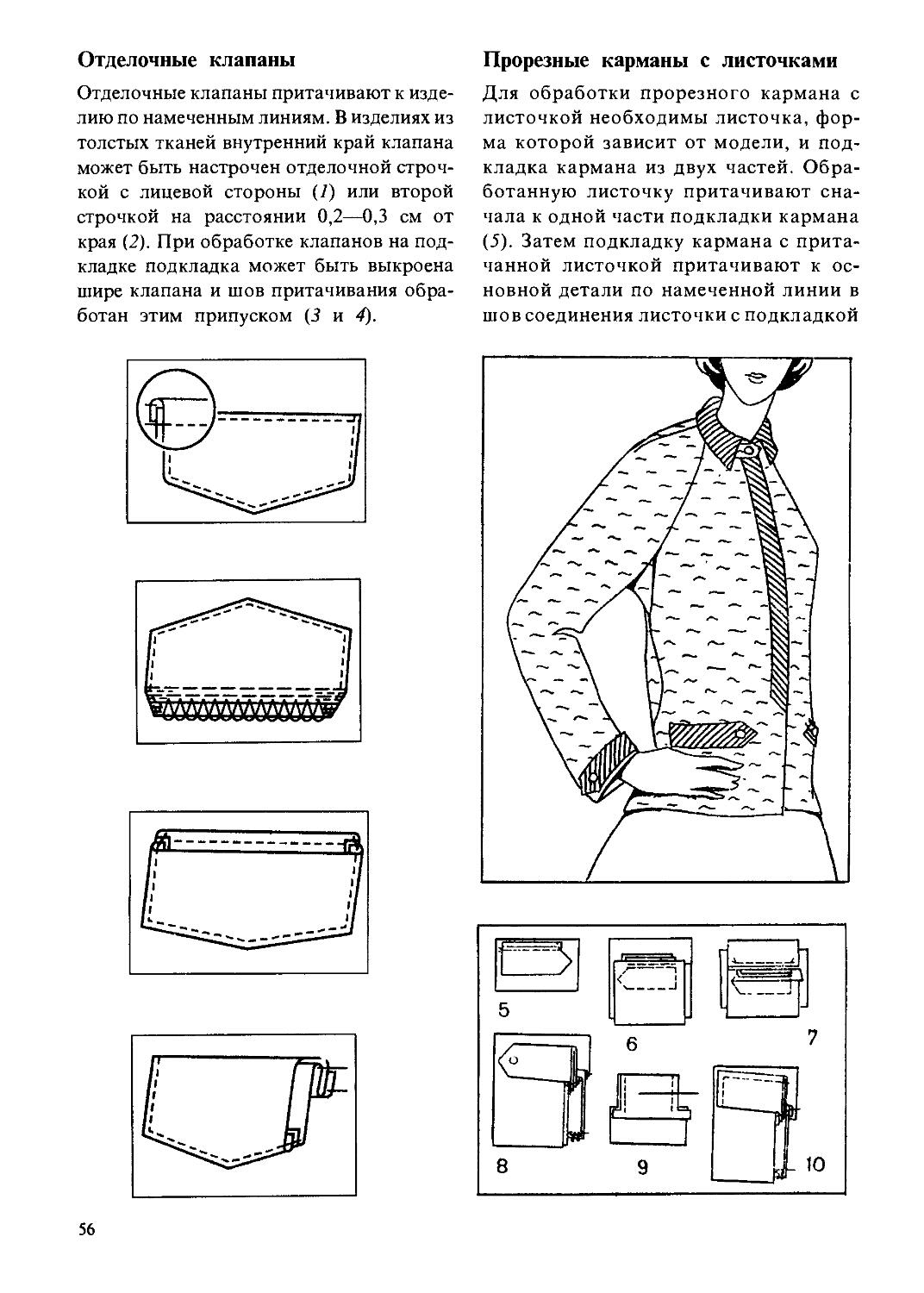
Отделочные клапаны
Отделочные клапаны притачивают к
изделию по намеченным линиям. В изделиях из
толстых тканей внутренний край клапана
может быть настрочен отделочной
строчкой с лицевой стороны G) или второй
строчкой на расстоянии 0,2—0,3 см от
края B). При обработке клапанов на
подкладке подкладка может быть выкроена
шире клапана и шов притачивания
обработан этим припуском C и 4).
(I
ll
li
щлчччччч*
if
ii
ij
кЧЧЧЧЧЧ\"Ш
Прорезные карманы с листочками
Для обработки прорезного кармана с
листочкой необходимы листочка,
форма которой зависит от модели, и
подкладка кармана из двух частей.
Обработанную листочку притачивают
сначала к одной части подкладки кармана
E). Затем подкладку кармана с
притачанной листочкой притачивают к
основной детали по намеченной линии в
шов соединения листочки с подкладкой
56
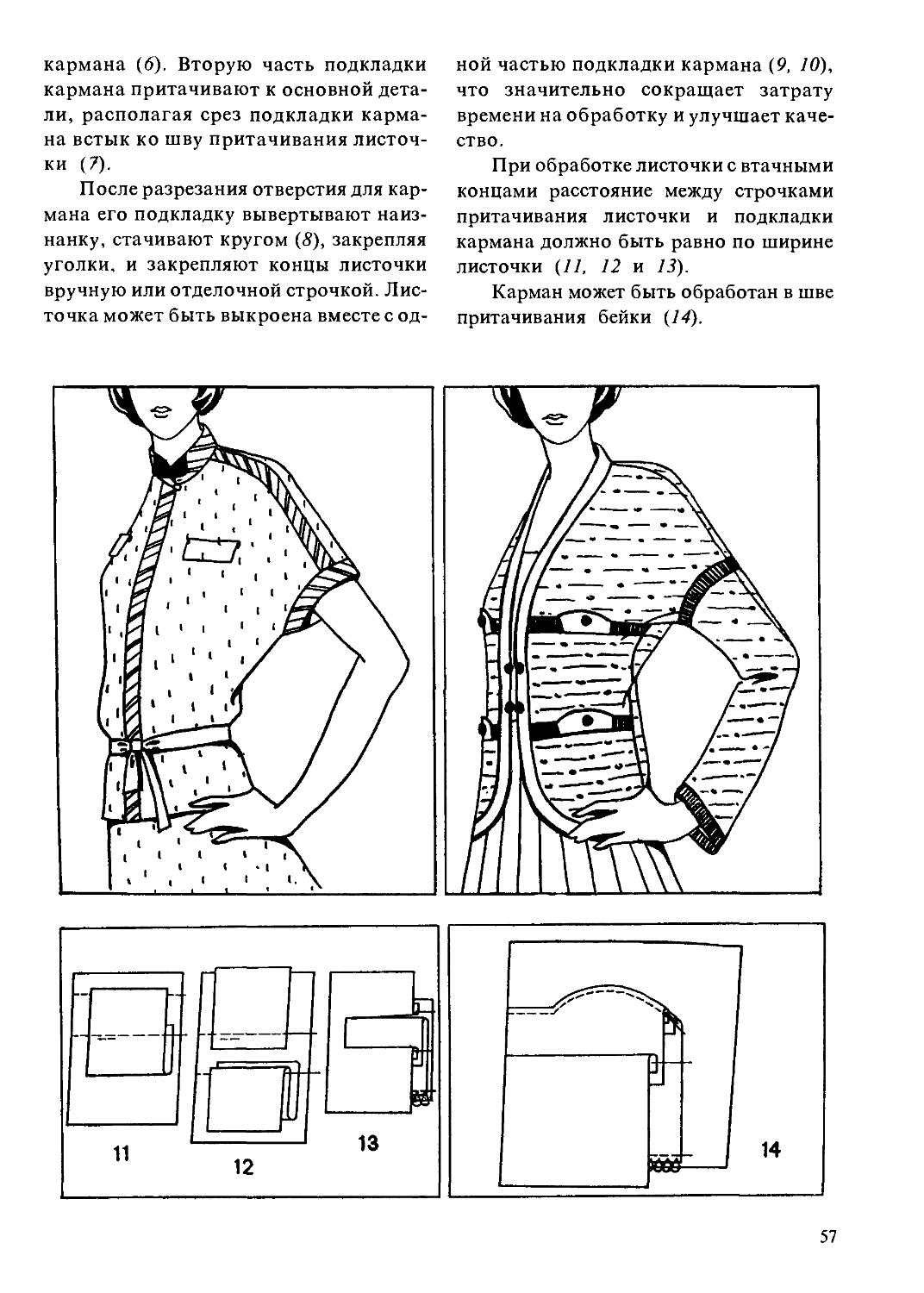
кармана (б). Вторую часть подкладки
кармана притачивают к основной
детали, располагая срез подкладки
кармана встык ко шву притачивания
листочки G).
После разрезания отверстия для
кармана его подкладку вывертывают
наизнанку, стачивают кругом (8), закрепляя
уголки, и закрепляют концы листочки
вручную или отделочной строчкой.
Листочка может быть выкроена вместе с
одной частью подкладки кармана (9, 10),
что значительно сокращает затрату
времени на обработку и улучшает
качество.
При обработке листочки с втачными
концами расстояние между строчками
притачивания листочки и подкладки
кармана должно быть равно по ширине
листочки A1, 12 и 13).
Карман может быть обработан в шве
притачивания бейки A4).
57
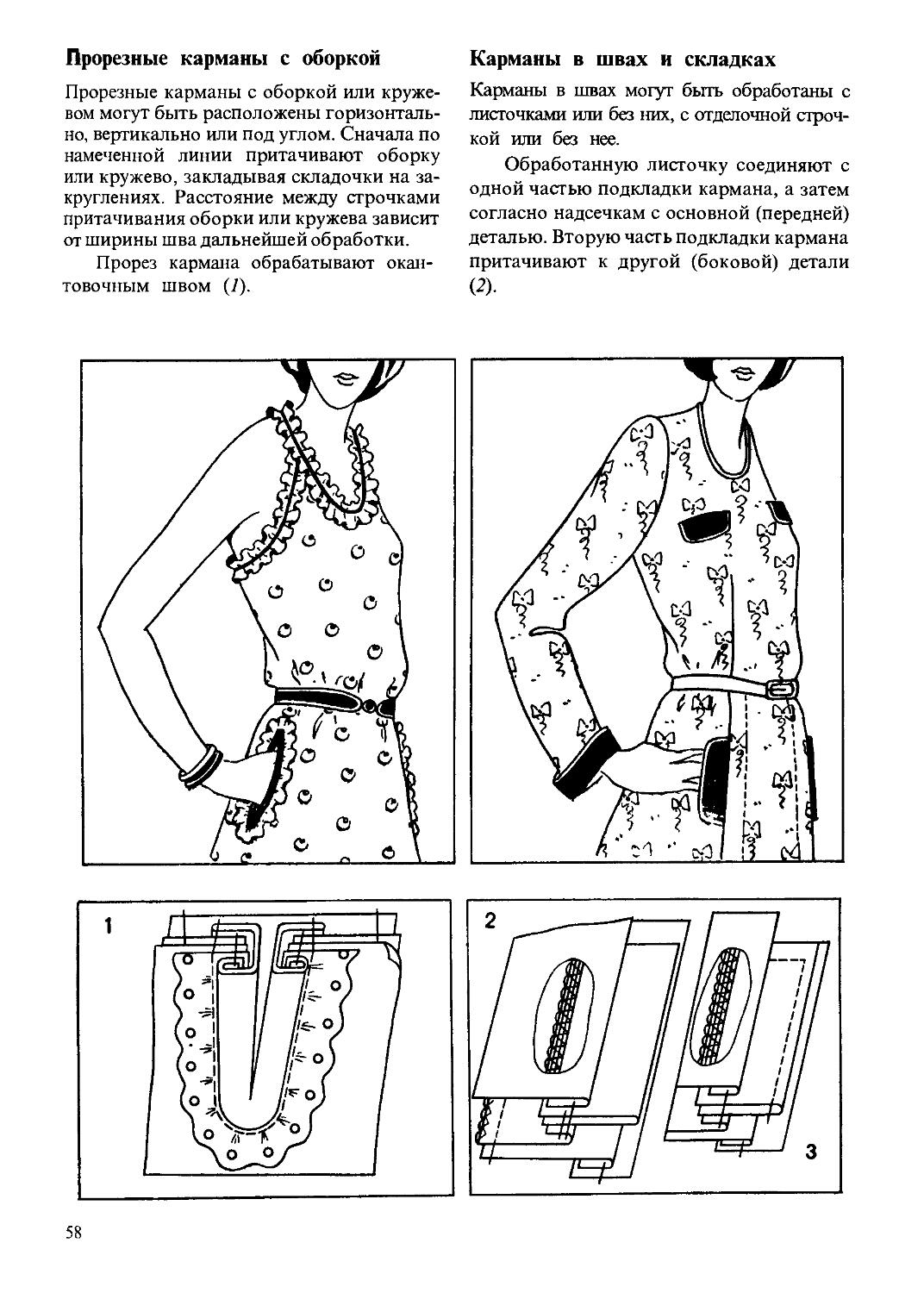
Прорезные карманы с оборкой
Прорезные карманы с оборкой или
кружевом могут быть расположены
горизонтально, вертикально или под углом. Сначала по
намеченной линии притачивают оборку
или кружево, закладывая складочки на
закруглениях. Расстояние между строчками
притачивания оборки или кружева зависит
от ширины шва дальнейшей обработки.
Прорез кармана обрабатывают окан-
товочным швом A).
Карманы в швах и складках
Карманы в швах могут быть обработаны с
листочками или без них, с отделочной
строчкой или без нее.
Обработанную листочку соединяют с
одной частью подкладки кармана, а затем
согласно надсечкам с основной (передней)
деталью. Вторую часть подкладки кармана
притачивают к другой (боковой) детали
B).
1
г
(О 1
{''
о'
1—н
щ
4
/>v /
/ rv /
1 Н 1
Р 1
\
58
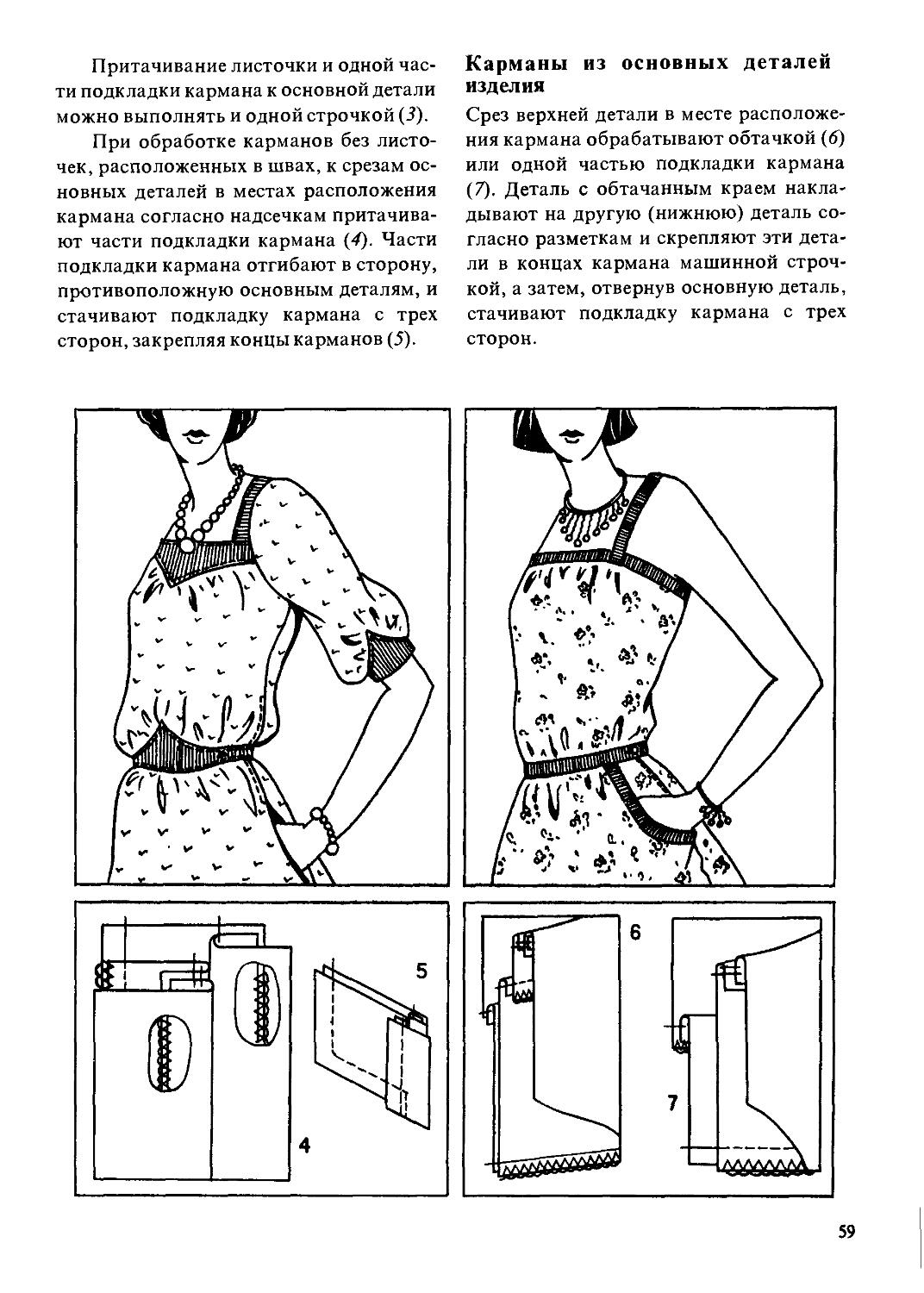
Притачивание листочки и одной
части подкладки кармана к основной детали
можно выполнять и одной строчкой E).
При обработке карманов без
листочек, расположенных в швах, к срезам
основных деталей в местах расположения
кармана согласно надсечкам
притачивают части подкладки кармана D). Части
подкладки кармана отгибают в сторону,
противоположную основным деталям, и
стачивают подкладку кармана с трех
сторон, закрепляя концы карманов E).
Карманы из основных деталей
изделия
Срез верхней детали в месте
расположения кармана обрабатывают обтачкой F)
или одной частью подкладки кармана
G). Деталь с обтачанным краем
накладывают на другую (нижнюю) деталь
согласно разметкам и скрепляют эти
детали в концах кармана машинной
строчкой, а затем, отвернув основную деталь,
стачивают подкладку кармана с трех
сторон.
59
Накладные карманы
Накладные карманы могут быть
различной формы. Верхний край кармана может
быть обработан припуском G) или
обтачкой B). Обтачка может быть из основной
или отделочной ткани и выполнена на
лицевую сторону E). Верхний край кармана
может быть обработан косой бейкой
окантовочным швом на машине со
специальным приспособлением или на
обычной стачивающей машине без
приспособления D).
60
При обработке накладных карманов
с кантом, бейкой и кружевом сначала к
карманам притачивают отделочные
детали E, 6, 7), а затем обтачивают верхние
углы карманов.
Накладные карманы могут быть
обработаны с подкладкой (8), а в изделиях
из легкорастяжимых материалов — с
прокладкой (9).
В накладных карманах с отворотами G0)
отвороты могут быть вьшолнены из
основной или отделочной ткани. Нижние углы
карманов обрабатывают так, чтобы
строчка проходила под углом 45° к нити
основы.
10
61
Петли
Обтачные петли обрабатывают одной или
двумя обтачками на одно- или двухигольной
машине. Длина петли для плоской пуговицы
равна диаметру пуговицы плюс 0,2 см, а для
шарообразной — диаметру пуговицы плюс
0,5 см. В массовом производстве петли
размечают с лицевой стороны детали по
подсобному лекалу четырьмя линиями — двумя вдоль
петли и двумя поперек в концах петли A).
Расстояние между продольными линиями должно
быть равно удвоенной ширине двух кантов.
Обтачка петли должна быть длиннее
петли на 2—3 см. Ширина обтачки зависит
от ширины рамки. При обработке петли
одной обтачкой обтачку заутюживают так,
чтобы срезы ее не попали под строчку B), а
затем притачивают, закрепляя строчки в
концах C). После притачивания срезы
выправляют D). При обработе петли двумя
обтачками обтачки заутюживают вдоль
пополам и притачивают на расстоянии от сгибов,
равном ширине кантов E). Отверстие для
петли разрезают в концах углами, обтачки
выворачивают, выправляя канты, и
закрепляют уголки обратной машинной строчкой
(б). Со стороны подборта или обтачки в
углах разрезают, подгибают края и
подшивают петлю вручную G).
Обметанные петли делают на платьях и
блузках из различных тканей. Петли
обрабатывают на специальной машине после
обработки бортов или других деталей,
размечая по подсобному лекалу места их
расположения.
62
При обработке обметанных петель на
полуавтомате, например при изготовлении
мужских сорочек, размечают место расположения
только верхней петли.
Для петель нз вытачного шнура
выкраивают полоску из основного или отделочного
материала строго под углом 45° к нити основы (§)
шириной 2—3 см в зависимости от толщины
материала. Полоску складывают по длине
вдвое лицевой стороной внутрь и стачивают от
сгиба на расстоянии 0,15—0,3 см (в
зависимости от толщины шнура), а в конце делают
расширение до 0,5 см (9). Шов подрезают,
оставляя 0,3—0,5 см. Шнур вывертывают,
вытягивают и приутюживают по подошве утюга. Затем
шнур разрезают на петли. Петли прикрепляют
к детали, закрепляя каждый конец обратной
машинной строчкой (/0).
Петли могут быть из плетеного шнура A1,
12). Шнур вытягивают, проглаживают, но на
петли не разрезают, а перегибают его в местах
прикрепления, располагая сгибами в сторону
среза застежки. Прикрепляют эти петли
вручную или на машине так же, как и петли из
вытачного шнура.
Для выполнения петлн нз прямой полоски
тканн выкраивают полоску ткани шириной
3,5 см, длиной в зависимости от количества
петель. Полоску складывают вдоль вдвое
изнанкой внутрь, уравнивая срезы, затем подгибают
срезы внутрь и застрачивают на расстоянии
0,1 см от верхнего подогнутого края A3).
Полоску разрезают на равные части длиной в
зависимости от диаметра пуговицы и
складывают вдвое поперек полоски, образуя на сгибе
треугольник, который закрепляют по его
основанию поперечной машинной строчкой
A4). Готовые петли притачивают к основной
детали A5). Край разреза застежки
обрабатывают обтачкой или подбортом.
63
Обработка бортов подбортами
Внутренние срезы подбортов обрабатывают
на специальной (обметочной) или
стачивающей машине (/). В изделиях из шелковых
тканей средней степени осыпаемости
(крепдешин, марокен и др.) внутренние срезы
подбортов обметывают (/, а). Если подборта
имеют прокладку, обметывание выполняют
вместе с прокладкой.
В изделиях из легкоосыпающихся
тканей внутренние срезы подбортов
рекомендуется обметывать с последующим их
застрачиванием швом вподгибку с открытым
срезом (/, б).
Внутренние срезы подбортов в
изделиях из хлопчатобумажных тканей
обрабатывают швом вподгибку с открытым срезом
(/, в).
В изделиях с застежкой до верха
внутренние срезы подбортов, выкроенных с кромкой
и имеющих одинаковое натяжение с
основной деталью, не обрабатывают.
В изделиях, имеющих подкладку в
бортах из ткани с клеевым покрытием,
прокладку накладывают клеевой стороной на
изнаночную сторону подборта так, чтобы она
отстояла от внутреннего края подборта на
0,7—1 см, от наружного — на 0,5—0,6 см, а
внизу отстояла от линии подгиба низа на
0,1—0,2 см B), и приклеивают с помощью
утюга или пресса.
64
Нижние концы подбортов в изделиях с
застежкой до низа притачивают по линии
подгиба низа до обтачивания борта. При
обтачивании боргов припуск на подгиб низа
изделия укладывают на подборт так, чтобы он
попадал под строчку обтачивания борта C).
В изделиях из хлопчатобумажных тканей
нижний срез подборта складывают с
припуском на подгиб низа лицевыми сторонами
внутрь и стачивают швом шириной 0,7—1 см
{4). Шов расправляют, направляя его в
сторону припуска на подгиб низа. Затем припуск
на подгиб перегибают на лицевую сторону
изделия согласно надсечке, определяющей
линию подгиба низа, подборт складывают с
полочкой лицевыми сторонами внутрь и
обтачивают борт и уступ.
При обработке бортов в изделиях из
толстых тканей и толстых трикотажных полотен, а
также при обработке бортов с острыми углами
уступы обтачивают после обработки края борта,
располагая припуск на шов обтачивания борта в
сторону полочки.
В изделиях с застежкой до низа нижние
части внутренних краев подбортов
притачивают к припуску на подгиб низа E). Края
бортов отделывают строчкой. В моделях без
отделочной строчки швы обтачивания бортов
закрепляют машинной строчкой —
настрачивают на подборт (б). Верхние концы
подбортов прикрепляют к припуску плечевых
швов G).
/
3 Зик JOO58
65
Обработка бортов настрочными
планками
Эту застежку следует обрабатывать после
окончательного уточнения длины
полочки (изделия). На полочке и на планке
намечают линию подгиба низа.
Внутренний край планки в изделиях из
шерстяных, шелковых и синтетических
тканей перегибают в сторону изнанки на
0,5 — 0,7 см или более в зависимости от
ширины отделочной строчки
настрачивания и заутюживают. Так, при
ширине отделочной строчки 0,5 см
величина подгиба должна быть равна 1 см
для неосыпающихся и 1,2 см — для
лекгоосыпающихся тканей.
Подготовленную планку накладывают нижним
концом на лицевую сторону полочки
лицевой стороной вниз, совмещая
намеченные линии подгиба низа, и
притачивают планку по намеченной
линии. При этом в изделих из
хлопчатобумажных тканей внутренний
край планки перегибают в сторону
66
изнанки на 0,5 — 0,7 см или более в
зависимости от ширины строчки
настрачивания. Припуск на подгиб низа
полочки перегибают также в сторону
изнанки по намеченной линии, срез
подгибают внутрь на 0,5 — 0,7 см и
застрачивают по всему низу или только
на участке планки на стачивающей
машине или подшивают на специальной
машине.
Планку отгибают на изнанку полочки
лицевой стороны вниз, складывают,
уравнивая обрезные края, располагая шов
притачивания планки по низу на сгибе, и
обтачивают борт и уступ борта до
надсечки, определяющей конец шва
втачивания воротника. Ширина шва 0,5 —
0,7 см. Швы в углах подрезают, планку
вывертывают на лицевую сторону, шов
выправляют, образуя кант из планки в
сторону изнанки полочки, а в изделиях из
шерстяных и шелковых тканей
приутюживают. Внутренний край планки
в индивидуальном производстве
наметывают, а в массовом производстве
настрачивают без предварительного
наметывания на расстоянии,
предусмотренном моделью. Планку в готовом
виде приутюживают.
Борт левой полочки может быть
обработан так же, как и правый, или
подбортом наизнанку.
Застежку до низа настрочной
планкой обрабатывают после уточнения
длины полочки (изделия). На полочке и
на планке намечают линию подгиба
низа. Внутренний край планки в изделиях
из шерстяных, шелковых и
синтетических тканей перегибают в сторону иЗ-
нанки по 0,5—0,7 см или более в
зависимости от ширины отделочной строчки и
заутюживают. Так, при ширине
отделочной строчки 0,5 см ширина подгиба
должна быть равна 1 см.
Подготовленную планку накладывают нижним
концом на лицевую сторону полочки лице-
V
и]
>
*—•
г —1.
i
7
1
1
3*
67
вой стороной вниз (/), совмещая
намеченные линии подгиба низа, и
притачивают планку по этой линии. Припуск на
подгиб низа полочки перегибают также
в сторону изнанки по намеченной
линии, срез подгибают внутрь на 0,5—0,7
см и застрачивают по всему низу или
только на участке планки на
стачивающей машине или подшивают на
специальной машине.
Планку отгибают на изнанку
полочки лицевой стороной вниз, располагая
шов притачивания планки по низу на
сгибе, и обтачивают борт и уступ борта
до надсечки, определяющей конец шва
втачивания воротника B), Затем
планку вывертывают на лицевую сторону,
шов выправляют, образуя кант из
планки, и приутюживают. Внутренний край
планки настраивают на расстоянии,
предусмотренном моделью E). Планку
в готовом виде приутюживают. Борт
левой полочки может быть обработан так
же, как и правый, или подбортом
наизнанку.
68
Застежка может быть обработана
фигурными планками на лицевую сторону
D), одной планкой по верхней стороне
застежки в складочке E) и двумя планками
без отделочной строчки на верхней
стороне застежки F).
Застежку, не доходящую до низа
изделия, обрабатывают двумя планками G).
Верхнюю и нижнюю планки притачивают,
накладывая их лицевой стороной на
изнаночную сторону изделия. Швы
заутюживают в сторону планки. Затем
обрабатывают верхние края застежки до концов
втачивания воротника. Притачанный срез
нижней планки настрачивают, закрывая
шов притачивания. Конец нижней планки
подгибают внутрь и застрачивают,
одновременно притачивают его к низу изделия
на 1 см ниже конца разреза (8). Верхнюю
планку настрачивают в два приема:
сначала по внешнему краю, а затем после
наложения верхней планки на нижнюю
настрачивают конец планки и внутренний край.
При этом внешний и нижний края верхней
планки предварительно заутюживают.
I
it *
69
Обработка застежки одной обтачкой
Разрез застежки может быть обработан
обтачкой окантовочным швом на
машине со специальным приспособлением (У),
с помощью которого за один прием
притачивают обтачку с подгибом срезов
внутрь, или без приспособления двумя
строчками B).
При отсутствии приспособления
разрез раскладывают по одной
прямой линии, обтачку накладывают на
изнаночную сторону основной детали
лицевой стороной вниз, уравнивают
срезы в концах и притачивают ее со
стороны основной детали швом
шириной 0,5—0,7 см. При этом в уголке
разреза шов сводят на нет, т. е. ширина
шва со стороны основной детали
должна быть равна 0,1—0,15 см. Обтачкой
огибают шов, срез обтачки подгибают
внутрь на 0,5 см, закрывая строчку
притачивания, и настрачивают на
расстоянии 0,1 см от подогнутого края,
при этом строчка с изнанки должна
проходить около шва притачивания
обтачки к основной детали E). Часть
обтачки, образующей верхнюю
сторону застежки, отгибают наизнанку и
приутюживают, затем накладывают
на нижнюю часть и еще раз
приутюживают. Для уменьшения толщины сгиб
обтачки внизу скрепляют с изнанки по
всей ширине обтачки под углом к
краю застежки или с лицевой стороны
одной или двумя машинными
строчками D).
При обработке горловины обтачкой
сначала обрабатывают горловину, а
концы обтачки выпускают за край
обработанной горловины на 0,7 см E) для
обтачивания концов F). Застежку в готовом
виде приутюживают.
70
Обработка застежки обтачками-
подбортами
Застежку можно обрабатывать одной
обтачкой или двумя обтачками-подборта-
ми G). На обтачках-подбортах
уточняют длину разреза. Части обтачки-под-
борта складывают лицевыми
сторонами внутрь, уравнивая срезы, и
стачивают от низа до надсечки, определяющей
конец разреза застежки, и
раскладывают на две стороны. Внутренние срезы
обтачки застрачивают или обметывают
на специальной машине. В изделиях из
легкоосыпающихся тканей срезы перед
застрачиванием обметывают на
специальной машине.
Линию разреза уточняют с изнанки
основной детали. Обтачку накладывают
на лицевую сторону основной детали
лицевой стороной вниз. Обтачивание
разреза выполняют с изнаночной стороны
основной детали, сводя строчку на нет
или закругляя ее в конце разреза на
расстоянии 1—2 стежков. Основную деталь
по намеченной линии разрезают. Шов в
конце разреза надсекают, не доходя до
строчки 0,1—0,15 см, и настрачивают на
обтачку, выполняя строчку с лицевой,
стороны обтачки на расстоянии 0,1 см
от шва обтачивания. Обтачку
вывертывают на изнаночную сторону основной
детали, шов выправляют, выпуская
кант из основной детали в сторону
обтачки, и приутюживают. В изделиях из
легкоосыпающихся тканей шов
обтачивания обметывают на специальной
машине. Внутренние края обтачки
прикрепляют к основной детали вручную
потайными стежками или на
специальной машине.
Застежка может быть обработана
обтачкой на лицевую сторону (8).
11
10
71
Обработка застежки обтачками-
подбортами в рамку
Застежку можно обрабатывать двумя об-
тачками-подбортами. При этом
внутренние срезы подбортов обметывают на
специальной машине или перегибают в
сторону изнанки на 0,5—0,7 см и
застрачивают на расстоянии 0,1 см от подогнутого
края (9). Наружные срезы подбортов
перегибают на изнаночную сторону на 1—1,2
см и заутюживают.
На лицевой стороне основной
детали, кроме средней линии, намечают
вспомогательные линии влево и вправо
от средней на расстоянии от нее,
равном удвоенной ширине канта G0).
Так, при ширине канта, равном 0,5
см, вспомогательные линии
намечают от средней линии на расстоянии
1 см.
Подготовленные обтачки-подборта
накладывают лицевой стороной вверх
на лицевую сторону изделия
заутюженными сгибами к вспомогательным
линиям и притачивают от сгиба на
расстоянии, равном шгрине канта(в
данном случае на расстоянии 0,5 см).
Обтачки-подборта отгибают, основную
деталь разрезают с изнанки
посередине между строчками, не доходя до
концов строчек 1—1,5 см, разрез
выполняют наклонно по направлению к
концам строчек и не доводят до строчек на
0,1—0,15 см. Обтачки-подборта
вывертывают на изнаночную сторону
основной детали, складывают их
лицевыми сторонами внутрь и стачивают
от конца до низа строчкой по
намеченным линиям сгиба. Затем концы обта-
чек-подбортов подтягивают, уголок в
конце разреза расправляют и
закрепляют конец разреза застежки двойной
72
обратной строчкой по основанию
уголка A1).
Обработка застежки втачными
планками
Для обработки застежки втачными )
планками в изделиях с застежкой до
верха на лицевой стороне переда
намечают линию середины переда
(разреза), поперечную линию,
определяющую размер застежки, и две
вспомогательные линии влево и вправо от
средней A) — линии притачивания или
линии краев планки.
В массовом производстве во
избежание излишней толщины ткань под
планкой (на основной детали) вырезают,
оставляя припуски по 1 см на швы
притачивания и 1—1,5 см внизу на
закрепление застежки B). Планки складывают
вдоль посередине лицевой стороной
внутрь и обтачивают верхние концы в
зависимости от модели полностью или
до надсечки, определяющей середину.
На планках намечают линии
притачивания, определяющие ширину планок
в готовом виде E). С изнанки
основной детали в конце застежки подкла-
дывают долевик из хлопчатобумажной
ткани.
Планки поочередно накладывают на
лицевую сторону основной детали {4) и
притачивают по намеченной линии.
Правильность притачивания планок
проверяют с изнанки. Строчки должны быть
параллельными и заканчиваться на
одном уровне, а расстояние между
строчками должно быть равно ширине планки в
готовом виде.
Необработанные стороны планки и
концы вывертывают наизнанку, правую
планку накладывают на левую,
выправляют швы притачивания планок. Затем
73
основную деталь отгибают на уровне
конца застежки, подтягивают концы
планок, угол в конце разреза расправляют и
закрепляют застежку по основанию угла
двойной обратной строчкой E).
Швы притачивания планок и нижние
концы обметывают на специальной
машине.
В изделиях с лацканами планки
должны быть цельновыкроенными с
подбортами. С целью экономного
расходования ткани планки могут быть
выкроены отдельно и обработаны
подбортами.
Для обработки застежки втачными
планками и обтачками-подбортами берут
две планки F) и два подборта,
являющиеся одновременно и втачными планками
G).
Планка может быть выкроена
вместе с подбортом (8). В этом случае
планку перегибают по намеченной линии
сгиба, складывают вдвое лицевыми
сторонами внутрь и обтачивают
уступ — верхний конец планки от сгиба до
надсечки, определяющей середину
планки (9, 10).
Если верхняя планкавыкроена от-
74
дельно от подборта, сначала
обрабатывают внутренний край подборта, затем
планку накладывают лицевой стороной
на лицевую сторону подборта,
уравнивают верхние срезы и наружные края и
обтачивают уступ и наружный край
планки. Шов в уголке подрезают. Планку
вывертывают на лицевую сторону, шов и
углы выправляют и приутюживают. На
планке намечают линию притачивания,
одновременно определяющую ширину
планки в готовом виде. С изнанки
основной детали в конце застежки
притачивают долевик. Обработанные планки
притачивают со стороны планки без
подборта. Внутренний край подборта на
участке от низа застежки до отворота
прикрепляют машинной строчкой к шву
притачивания планки. Конец застежки
закрепляют (см. 9).
Швы притачивания планки отгибают
и заутюживают в сторону основной
детали и в редких случаях разутюживают.
Внутренние края подбортов прикрепляют
к переду в нескольких местах потайными
стежками. Застежку в готовом виде
приутюживают.
75
Обработка застежки с петлями в шве
стачной и притачной планки
При обработке застежки с петлями в шве
стачной планки необходима планка из двух частей.
На частях планки намечают линии швов
(припуски на швы). Затем на одной из частей планки
с изнанки намечают среднюю линию, а на
другой части по краю намеченной линии
шва — места расположения петель A).
Части планки складывают лицевыми
сторонами внутрь, совмещая намеченную линию
шва с петлями на одной части планки с
намеченной линией середины на другой части, и
стачивают по детали с намеченными петлями,
делая пропуски стежков в местах
расположения петель и закрепляя начало и конец петли
обратной машинной строчкой. Ширина шва
0,7—1 см. Шов в изделиях из шерстяных и
шелковых тканей разутюживают, а в
изделиях из хлопчатобумажных тканей
раскладывают на две стороны. Затем часть планки с
намеченными петлями складывают вдоль
посередине лицевой стороной внутрь и
обтачивают углы вверху и внизу (в зависимости от
модели), при этом непритачанный срез
отгибают в сторону изнанки на 0,7—1 см. Срезы
припуска на швы в углах подрезают, углы
вывертывают, выправляют, приутюживают.
Подогнутый край наружной части планки в
изделиях из шерстяных и шелковых тканей
заметывают ручными стежками, располагая
сгиб около петель, и подшивают потайными
стежками длиной 0,2—0,3 см B и 3). В
изделиях из хлопчатобумажных тканей край планки
следует подшивать без предварительного
заметывания.
Планку накладывают на лицевую
сторону борта правой полочки лицевой стороной
вниз и притачивают верхнюю часть, отгибая
76
нижнюю. Ширина шва 0,7—1 м. При этом
срез низа полочки перегибают в сторону
изнанки по намеченной линии с подгибом
внутрь на 0,5—0,7 см. Припуски на швы
отгибают и заутюживают в сторону изнанки.
Подогнутый край планки подшивают вручную
подшивочными потайными стежками (см. 2)
или машинной строчкой с лицейой стороны в
шов притачивания планки к изделию (см. 3).
Для обработки застежки с петлями в шве
притачной планкн на полочке, планке и под-
борте D) наносят линии, определяющие
места расположения петель.
Внутренние края подбортов
застрачивают, а в изделиях из легкоосыпающихся тканей
предварительно обметывают. Один срез
планки притачивают к подборту, а другой — к
полочке, делая пропуски строчки в местах
расположения петель и закрепляя обратной
машинной строчкой в начале и в конце каждой петли.
Ширина шва 0,7—1 см. Затем проверяют
симметричность пропусков строчек и длину
петель.Швы притачивания планки к полочке и
подборта к планке в изделиях из шерстяных и
шелковых тканей разутюживают, а в изделиях
из хлопчатобумажных тканей раскладьшают
на две стороны E). Затем подборт отгибают
на лицевую сторону полочки, а планку
перегибают вдоль посередине лицевой стороной
внутрь, совмещая швы, и обтачивают уступ от
сгиба до шва притачивания планки. Срезы
шва в уголке подрезают, борт вывертывают на
лицевую сторону, шов выправляют и
приутюживают. Подборт и полочку отгибают в
сторону планки и срез полочки скрепляют со
срезом подборта машинной строчкой около шва
притачивания планки к полочке и к подборту.
Затем подборт на полочке расправляют и на
оставленных для петель участках подогнутый
край с внутренней части планки пришивают
вручную потайными стежками. Застежку в
готовом виде приутюживают.
77
Обработка застежки-молнии
При обработке застежки в шве на изделиях с
воротником части основной детали
складывают лицевыми сторонами внутрь,
уравнивают срезы и стачивают до надсечки,
определяющей конец застежки. Шов
разутюживают, а края на участке застежки заутюживают.
•С изнанки основной детали под
заутюженные края подкладывают застежку-молнию
замком к заутюженным срезам и притачивают,
а затем настрачивают G и 2) с помощью
специальной лапки (в массовом производстве). При
изготовлении изделий по индивидуальным
заказам застежку-молнию предварительно
приметывают или прикрепляют булавками C и 4).
Строчки располагают на равном E) или
разном F) расстоянии от краев застежки в
зависимости от модели. Строчка в конце застежки
должна проходить перпендикулярно разрезу на
расстоянии 0,1— 0,5 см от последних звеньев
застежки-молнии. В изделиях, прилагающих по
линии талии, с застежкой, заканчивающейся
ниже этой линии, во избежание попадания
под зубья тесьмы белья с изнанки
подкладывают клапан из основного материала. Клапан
подкладывают с изнанки застежки,
уравнивая необработанный срез клапана со срезами
застежки со стороны узкой отделочной
строчки, основную деталь отгибают и клапан
притачивают, прокладывая строчку со
стороны подогнутого края основной детали рядом
со строчкой притачивания тесьмы.
В изделиях без воротника при обработке
горловины обтачкой верхние концы тесьмы
застежки-молнии притачивают к подогнутым
краям припусков на обработку застежки так,
78
чтобы строчка проходила на расстоянии 0,5 см
от среза горловины G). Внутренние срезы
обтачки горловины должны быть обработаны.
Концы обтачки притачивают к срезам припуска на
обработку застежки (8). Обтачку отгибают на
изнанку изделия, углы застежки и швы
выправляют и приутюживают, образуя кант шириной
0,1—0,2 см из основной детали.
Для обработки застежки на цельном
переде лифа необходимы одна или две обтачки
(для обработки разреза переда),
застежка-молния и две обтачки-подборта.
Сначала обрабатывают разрез переда с
образованием канта из основной детали (в
моделях, где звенья застежки-молнии видны
на лицевой стороне изделия). Для этого
обтачку накладывают на лицевую сторожу
переда и обтачивают разрез застежки со Стороны
основной деталихЗатем обтачку отгибают на
изнаночную сторону переда, шов
выправляют и приутюживают, образуя кант из
основной детали шириной 0,1 см (9). Разрез переда
может быть обработан двумя обтачками в
рамку A0) по типу петли.
Подборта притачивают к тесьме
застежки-молнии, а затем соединяют их с
обработанными краями застежки строчками с
внутренней стороны G7) или отделочными
строчками с лицевой стороны G2) изделия,
закрепляя подборта или отвертывая их.
79
Воротники
Воротники в легкой одежде по внешнему
виду делятся на вертикально расположен-
•-1" .••"': ¦:'¦':
ss- /Па
ные (стоячие), совпадающие с
поверхностью изделия (плосколежащие), отложные,
состоящие из стойки и отлета, и
разнообразные производные от них воротники
«фантазии». По способу соединения с
горловиной воротники различают втачные и
цельнокроеные. Они могут
предназначаться для изделий с застежкой доверху
или до лацканов.
Наиболее распространенными
являются отложные воротники без стойки
(/ — 3) и с цельнокроеной стойкой D),
воротники-стойки E), а также
плосколежащие воротники F — 8). Воротники шалью
(9, 10, 11) могут быть в изделиях с
застежкой доверху или с отворотами и
фигурными вырезами, имитирующими воротники
пиджачного типа (см. 10 и //).
-L.
-I—
80
81
Соединение частей основных деталей
Части основных деталей соединяют стачным
швом с помощью специального
приспособления Швы разутюживают или заутюживают
согласно модели Если в шве соединения одна
из деталей имеет сборки, стачивание
выполняют со стороны детали со сборками Шов
отгибают и заутюживают в сторону детали
без сборок
В изделиях из ткани в полоску или клетку
при соединении средних срезов переда,
спинки и боковых срезов, где требуется подгонка
рисунка детали, срезы предварительно
скалывают, а при изготовлении изделий по игзди-
видуальным заказам их предварительно
сметывают
При стачивании боковых срезов, в
которых предусмотрены карманы, сначала
притачивают подкладку кармана, а затем
стачивают боковые срезы по переднему полотнищу,
закрепляя концы и стачивая подкладку
карманов A)
Плечевые срезы стачивают с посадкой
спинки на участке, предусмотренном
конструкцией В основном посадку располагают на
участке спинки, отступив 1,5—2 см от
горловины и не доходя 3—4 см до проймы B)
Стачивание выполняют со стороны переда на
стачивающей или стачивающе-обметочной
машине одной C) или двумя D) строчками с
прокладыванием кромки или без нее Кромку
прокладывают со стороны переда так, чтобы
один ее край совпадал с плечевым срезом, а
другой своим краем на 0,1— 0,2 см попадал
под строчку
Плечевые швы отгибают и заутюживают в
сторону спинки, а в изделиях с вытачками на
спинке плечевые швы отгибают в сторону переда
Часть расклешенных юбок, платьев,
рукавов стачивают, располагая строчку
параллельно срезам до линии подгиба низа, а далее
на участке подгиба строчку прокладывают
так, чтобы при подшивании низа изделия швы
стачивания деталей и припуска на подгиб низа
совпадали E)
82
Обработка воротников
Воротники в платье и блузках могут состоять
из одной детали, т. е. выкроенные вместе с
нижним воротником, из двух деталей и быть
одинарными. Края воротников могут быть
обработаны обтачным швом, окантовочным,
швом вподгибку или отделаны оборкой,
кружевом, кантом и т. п.
Воротник, состоящий из одной детали,
перегибают вдоль посередине G),
складывают лицевой стороной внутрь, уравнивая
срезы, и обтачивают концы B). Ширина шва
0,5—0,7 см.
Если верхний воротник выкроен отдельно
от нижнего, его складывают с нижним
воротником лицевыми сторонами внутрь, уравнивая
срезы, и обтачивают по концам и отлету с
посадкой верхнего воротника на углах и
закруглениях. Ширина шва 0,5—0,7 см. Срезы швов в
углах подрезают, оставляя припуск 0,2—0,3 см.
Воротник вывертывают на лицевую
сторону, углы и швы выправляют и приутюживают
со стороны нижнего воротника, образуя кант
из верхнего воротника шириной 0,1—0,2 см C).
В воротниках с прокладкой с
полиамидной пропиткой верхний воротник
выкраивают шире нижнего в концах на 1 см с каждой
стороны .Сначала стачивают концы
воротника D). Воротник расправляют, распределяя
симметрично швы, и обтачивают по отлету.
Затем накладывают прокладку и
настрачивают ее по отлету E). Воротник вывертывают на
лицевую сторону и прокладывают строчку на
расстоянии 0,4—0,5 см от линии сгиба стойки
воротника со стороны стойки (б).
В воротниках с оборкой последнюю
накладывают изнанкой на лицевую сторону
нижнего воротника обработанным краем
оборки в сторону середины нижнего
воротника, срезы уравнивают и притачивают со
стороны оборок машинной строчкой между
двумя строчками или по второй строч!*е
образования сборки. При этом количество сборок
на углах воротника должно быть больше, чем
на краях. Затем нижний воротник складывают
с верхним лицевыми сторонами внутрь и
обтачивают со стороны нижнего воротника,
прокладывая строчку в шов притачивания оборки
или отступив от нее на 0,1—0,2 см в сторону
середины воротника G). Также обрабатывают
края воротников с кружевом и кантом (8 и 9).
Съемные воротники обрабатывают и по
срезу стойки одновременно с обтачиванием
концов и отлета воротника, оставляя отверстие для
вывертывания. Оставленное отверстие
застрачивают после приутюживания воротника в
готовом виде G0). Срез стойки съемного
воротника может быть обработан окантовочным швом
A1). Края одинарных воротников
обрабатывают швом вподгибку A2), окантовочным швом
A3) или кружевом A4 и 15).
83
Втачивание воротников в горловину
в изделиях с отворотами
В изделиях из хлопчатобумажных и неосы-
пающихся шелковых тканей верхний угол
борта (уступ) обтачивают одновременно с
соединением воротника с горловиной за один
прием {!) Для этого подборт складывают с
полочкой лицевыми сторонами внутрь,
уравнивая срезы, и обтачивают уступы со
стороны подбортов до насечки. Ширина шва 0,7
см При изготовлении изделий по
индивидуальным заказам перед вметыванием
воротника в горловину его предварительно
прикалывают к изделию булавками, совмещая
контрольные знаки. При вметывании воротника
булавки поочередно удаляют из ткани.
Между полочкой и подбортом около
надсечки, определяющей точку уступа,
вкладывают воротник, располагая его верхним
воротником вверх, и втачивают его вместе с
подбортом до плечевого шва или
внутреннего края подборта, делая посадку воротника
над плечевыми швами.
Около плечевого шва припуск на шов
со стороны верхнего воротника надсекают,
верхний воротник отгибают и дальше по
спинке в горловину втачивают один
нижний воротник. Второй конец воротника на
участке от плечевого шва до уступа
втачивают так же, как и первый, не отрывая
ниток. После втачивания воротника борта
вывертывают на лицевую сторону, углы
бортов выправляют, воротник отгибают.
На участке от уступов до плечевых швов
шов втачивания воротника располагают
между полочкой и подбортом, а на участке
между плечевыми швами шов втачивания
нижнего воротника отгибают в сторону
воротника.
Срез стойки верхнего воротника на
участке между плечевыми швами подгибают так,
чтобы подогнутый край закрывал строчку
втачивания нижнего воротника, и
настрачивают его на расстоянии 0,1—0,2 см от
подогнутого края. Воротник в готовом виде
приутюживают.
84
В изделиях из шерстяных или других
толстых тканей после обработки бортов
подборта отгибают на лицевую сторону
изделия, готовый воротник вкладывают
между полочкой и подбортом, располагая его
нижним воротником к изделию, а верхним к
подборту и уравнивая срезы. Втачивают
нижний воротник в горловину и, не отрывая
ниток, притачивают верхний воротник к
подбортам B). Швы притачивания верхнего
воротника к подбортам и шов втачивания
нижнего воротника в горловину на участках
от плечевых швов до уступов разутюживают
C), остальную часть шва втачивания
нижнего воротника, т. е. на участке между
плечевыми швами, заутюживают в сторону
нижнего воротника. На участке от уступов до
плечевых швов нижние срезы
разутюженных швов скрепляют машинной строчкой на
расстоянии 0,1 см от шва соединения. Срез
стойки верхнего воротника на участке
между плечевыми швами подгибают на 0,5—0,7
см и настрачивают на расстоянии 0,1 см от
подогнутого края, закрывая строчку
втачивания нижнего воротника.
В изделиях из шелковых легкоосыпаю-
щихся тканей перед соединением воротника с
горловиной борта должны быть полностью
обработаны. Воротник складывают с
изделием, совмещая лицевую сторону нижнего
воротника с лицевой стороной изделия и
уравнивая срезы, и втачивают нижний воротник
от уступа до уступа со стороны нижнего
воротника, при этом под строчку обязательно
должны попадать подборта. Ширина шва
0,7—1 см. Затем в конец воротника
вкладывают уступ борта, а верхний воротник
складывают с подбортом лицевыми сторонами
внутрь, уравнивая срез воротника со швом
горловины, и притачивают верхний
воротник к Шву втачивания нижнего воротника от
конца до плечевого шва или внутреннего
края подборта D). После притачивания и
вывертывания одного конца воротника
притачивают и вывертывают другой конец. Срез
стойки верхнего воротника подгибают
внутрь на 0,5—0,7 см и настрачивают на
расстоянии 1 см от подогнутого края так, чтобы
подогнутый край верхнего воротника
закрывал строчку втачивания нижнего воротника.
Воротник в готовом виде приутюживают.
Если верхний воротник выкроен вместе с под-
бортами E и 6), втачивают нижний
воротник, а верхний воротник на участке между
плечевыми швами настрачивают с подгибом
среза внутрь.
85
Втачивание воротников в горловину
в изделиях с застежкой до верха
В изделиях из тонких тканей с застежкой до
верха при соединении воротника с
горловиной подборта или припуски на обработку
бортов, заменяющие подборта, делают
узкими с таким расчетом, чтобы внутренний край
подборта или припуска борта перекрывал
точку уступа не менее чем на 1,5—3 см.
Перед соединением воротника с
горловиной борта должны быть обработаны.
Воротник складывают с изделием, совмещая
лицевую сторону нижнего воротника с лицевой
стороной изделия, уравнивают срезы и
втачивают сначала со стороны нижнего воротника
G), совмещая надсечки. Ширина шва 0,7—1
см. Нижний воротник посаживают на участке
плечевых швов (на расстоянии 1,5—2 см в
сторону горловины спинки и 3—4 см в сторону
горловины полочки). Величина посадки
зависит от конструкци воротника. После
втачивания нижнего воротника нитки
вметывания удаляют. Шов отгибают в сторону
воротника. Срез стойки верхнего воротника
подгибают на 0,5—0,7 см внутрь и настрачивают на
расстоянии 0,1 см от подогнутого края,
закрывая шов втачивания нижнего воротника.
В изделиях из толстых тканей воротник
накладывают на изнаночную сторону изделия
верхним воротником вниз, уравнивая срезы, и
втачивают верхний воротник от уступа до уступа
со стороны воротника B), подкладывая в концах
воротника под шов края подбортов или припусков,
заменяющих подборта. Ширина шва 0,7—1 см.
Срез нижнего воротника подгибают внутрь на
0,5—0,7 см и застрачивают на расстоянии 0,1 см
от подогнутого края, закрывая шов втачивания
верхнего воротника. При этом строчка с
изнаночной стороны изделия должна проходить
ниже шва втачивания верхнего воротника на 0,1 см
по горловине полочек и спинки.
Допускается в изделиях типа мужских
сорочек втачивать в горловину сначала нижний
воротник. Срез стойки верхнего воротника
86
подгибают внутрь, закрывая строчку
втачивания, и настрачивают на расстоянии 0,1 см от
подогнутого края (J).
Если верхний воротник выкроен шире
нижнего на 1—1,5 см D), т. е. с припуском на
обработку шва втачивания, при обработке
бортов обтачивают только наружные края и
уступ до надсечки; на лицевую сторону
борта после обтачивания не вывертывают.
Воротник складывают с изделием нижним
воротником на лицевую сторону изделия так,
чтобы конец воротника располагался у
точки уступа между полочкой и подбортом,
уравнивают срезы стойки нижнего
воротника со срезами горловины изделия (срез
стойки верхнего воротника должен выходить за
срез стойки нижнего воротника на величину
припуска 1—1,5 см) и втачивают воротник в
горловину со стороны изделия
(одновременно обтачивают уступы, если они ранее были
не обработаны).
Борта вывертывают на лицевую сторону,
углы бортов выправляют, воротник отгибают, шов
втачивания воротника располагают в сторону
изделия. Припуском со стороны верхнего
воротника огибают шов E) и настрачивают его на
изделие на расстоянии 0,1 см от подогнутого края.
В изделиях с воротниками на
цельнокроеной стойке (в блузках типа мужских
сорочек) F) сначала в горловину втачивают
верхний воротник, срез стойки нижнего
воротника подгибают и настрачивают на
расстоянии 0,1 см от подогнутого края, закрывая
строчку втачивания верхнего воротника, при
этом строчка с изнанки изделия должна
проходить по основным деталям около шва
втачивания воротника.
В изделиях с воротниками на отрезной
стойке сначала соединяют стойку с
воротником, а затем выполняют втачивание
воротника так же, как и воротников с цельнокроеной
стойкой G).
87
Соединение воротников с горловиной
с помощью беек и обтачек
Части обтачки горловины стачивают, швы
раскладывают на две стороны или
разутюживают. Внутренние срезы обтачки
обметывают или застрачивают швом вподгибку.
В изделиях с застежками,
обрабатываемыми подбортами или припусками, концы
обтачки притачивают к внутренним краям подбор-
тов. Швы отгибают или заутюживают в
сторону подбортов.
Воротник накладывают на лицевую
сторону изделия нижним воротником вниз,
затем накладывают обтачку со стороны
верхнего воротника лицевой стороной вниз,
отгибая внутренние края подбортов на лицевую
сторону, срезы уравнивают и втачивают
воротник в горловину вместе с обтачкой G).
Ширина шва 0,7—1 см. Шов втачивания
воротника настрачивают на обтачку, затем
отгибают в сторону изделия, обтачкой
закрывают шов и приутюживают воротник:
Внутренний край обтачки прикрепляют к плечевым
швам машинной строчкой, параллельной
плечевому шву, а к спинке и переду —
вручную потайными стежками посередине между
серединой переда и спинки и плечевыми
швами, а также посередине переда и спинки в
изделиях без застежки с большим вырезом
горловины. В изделиях из шерстяных, шелковых
тканей и тканей, содержащих синтетические
волокна, внутренний край обтачки может
быть прикреплен по всей длине на машине
потайного стежка с предварительным
приметыванием края обтачки.
Допускается втачивать воротник в
горловину с помощью косой бейки, выкроенной
под углом 45° к нити основы. Бейка может
быть двойной B) и одинарной C) в
зависимости от толщины ткани. Для изделий из тонких
тканей бейку выкраивают из основного
материала, а в изделиях из толстых тканей — из
тонкой шелковой или хлопчатобумажной
ткани в цвет основного материала. При обра-
88
ботке одинарной бейкой после втачивания
воротника шов огибают бейкой, при этом
срез бейки подгибают внутрь и настрачивают
на расстоянии 0,1 см от подогнутого края.
При обработке двойной бейкой (см. 2) шов
закрывают бейкой и настрачивают по сгибу
бейки на расстоянии 0,1 см от края. Ширина
бейки в готовом виде 1—1,5 см.
Для обработки воротника-стойки цельную
деталь воротника перегибают вдоль посередине,
складывают лицевой стороной внутрь,
уравнивая срезы, и обтачивают концы D). Ширина
шва 0,5—0,7 см.
В воротниках-стойках с
завязывающимися концами одновременно с обтачиванием
концов обтачивают и долевые срезы до
надсечек, определяющих начало и конец
втачивания воротника-стойки в горловину E). Швы в
углах подрезают. Воротник вывертывают на
лицевую сторону с помощью специального
приспособления, швы выправляют и
приутюживают. При соединении с горловиной
внутреннюю часть стойки складывают лицевой
стороной с изнанкой изделия и втачивают со
стороны воротника, совмещая надсечки.
Ширина шва 0,7—1 см. Шов отгибают в сторону
воротника. Срез наружной части стойки
подгибают на 0,5—0,7 см внутрь и настрачивают
на расстоянии 0,1 см от подогнутого края,
закрывая строчку втачивания внутренней части
стойки F). Воротник в готовом виде
приутюживают.
В отложных воротниках с притачной
стойкой сначала соединяют воротник со
стойкой. (В этом случае стойку
выкраивают из двух частей — наружной и
внутренней. В зависимости от модели может быть
выкроена прокладка в стойку.) Части
стойки складывают лицевыми сторонами
внутрь, между ними вкладывают
обработанный воротник G), уравнивая срезы с
наружными срезами стойки,
обтачивают'концы стойки и одновременно притачивают
воротник.
Втачивают такой воротник в горловину
так же, как и воротник-стойку.
89
Обработка воротников, целыювыкро-
енных с подбортами
Середину нижнего воротника, цельновы-
кроенного с полочками, стачивают,
уравнивая срезы A). Швы разутюживают.
Плечевые срезы изделия стачивают после
втачивания нижнего воротника в горловину
спинки, делая надсечки на полочках около
плечевых швов. Строчку прокладывают со
стороны полочек и нижнего воротника.
Если нижний воротник —
цельнокроеный с полочками до уровня плечевых
срезов, то сначала втачивают часть нижнего
воротника в горловину спинки, а затем
стачивают одновременно части нижнего
воротника и плечевые срезы B).
Части верхнего воротника,
цельнокроеного с подбортами, стачивают, швы
разутюживают. Затем борта и воротник
обтачивают E) со стороны полочек и
вывертывают. Швы обтачивания закрепляют,
настрачивая их на участке воротника и
отворотов на нижний воротник и полочки, а на
участке бортов — на подборт. Углы
бортов и воротника выправляют и
приутюживают. Срез стойки верхнего воротника
около плечевых швов надсекают, а затем
между плечевыми швами подгибают и
застрачивают, закрывая шов втачивания нижнего
воротника. Нередко встречаются модели, в
которых верхний воротник — цельнокро-
енный с подбортами, а нижний — вместе с
передними бортовыми частями полочек. В
этом случае сначала обрабатывают борта и
воротник, а затем соединяют с изделием с
одновременным или последующим
обметыванием срезов. Шов втачивания воротника
между плечевыми швами настрачивают на
горловину изделия (с заходом на горловину
полочек на 1—2 см) на расстоянии 0,3—0,5 см
от шва втачивания воротника D).
Втачивание в горловину одинарных
воротников
Одинарные воротники втачивают в
горловину с помощью обтачки E) так же, как и
4
90
двойные. В изделиях из тонких тканей
воротник втачивают в горловину с
помощью одинарной или двойной бейки (б
и 7). Ширина шва 0,5 см. Бейкой или
обтачкой закрывают шов. При обработке
одинарной бейкой ее срез подгибают
внутрь и настрачивают на расстоянии
0,1 см от подогнутого края (см. 6), а при
обработке двойной бейкой
настрачивание выполняют на расстоянии 0,1 см от
внутреннего сгиба бейки (см. 7).
Воротник можно соединить с
горловиной без обтачки и бейки с обработкой шва
втачивания на машине зигзагообразного
стежка. Для этого воротник складывают
лицевой стороной с изнаночной стороной
изделия и втачивают его в горловину на
стачивающей машине. Ширина шва 0,5 см.
Затем воротник отгибают и настрачивают
шов на горловину изделия на машине
зигзагообразного стежка (8).
При соединении воротника с
горловиной запошивочным швом (9) воротник
изнаночной стороной складывают с лицевой
стороной изделия, выпуская срез
воротника за срез горловины на 0,5 см. Затем
воротник отвертывают, припуском со стороны
воротника огибают шов и настрачивают на
расстоянии 0,1 см от подогнутого края.
При соединении двойным швом
обработанный воротник накладывают
изнаночной стороной на лицевую сторону
изделия, уравнивая срезы, и втачивают со
стороны воротника. Ширина шва 0,3—0,5
см. Затем припуск на шов подрезают,
воротник отгибают на изнанку изделия, шов
расправляют, располагая строчку
стачивания на сгибе, и втачивают воротник
второй строчкой по воротнику на расстоянии
от сгиба 0,5—0,7 см A0). Шов
приутюживают для уменьшения толщины; в готовом
изделии воротник с лицевой стороны
будет закрывать шов.
8
10
91
Обработка горловины в изделиях
без воротника
В изделиях без воротника срезы горловины
могут быть обработаны обтачным
швом — обтачкой, выкроенной по форме
горловины, обтачным швом с кантом, окан-
товочным швом — косой бейкой,
выкроенной под углом 45° к нити основы.
При обработке горловины обтачкой,
выкроенной по форме горловины, сначала
стачивают части обтачки. Швы разутюживают или
раскладывают на две стороны. Внутренние
срезы обтачек обметывают или обрабатывают
швом вподгибку.
Если в изделии обработана застежка от
горловины переда или спинки, концы
обтачки горловины притачивают к обтачкам
застежки (подбортам или припускам на
обработку застежки).
Обтачку накладывают на лицевую
сторону изделия лицевой стороны вниз, уравнивая
срезы, совмещая швы стачивания обтачек с
плечевыми швами изделия, и обтачивают
срез горловины A). Шов по вогнутой линии и
во внутренних углах надсекают. Обтачку
отвертывают, шов отгибают в сторону обтачки
и настрачивают с лицевой стороны обтачки
на расстоянии 0,1—0,3 см от шва
обтачивания. Затем обтачку отгибают на изнанку
изделия и приутюживают, образуя из основной
ткани кант шириной 0,1—0,2 см.
Внутренние края обтачки прикрепляют к
плечевым швам машинными строчками,
параллельными плечевым швам, а к спинке и
переду — вручную потайными стежками,
располагая их между серединой переда и спинки
и плечевыми швами, а в изделиях с большим
вырезом горловины — посередине переда и
спинки. В изделиях из шерстяных тканей
иногда внутренние края обтачек прикрепляют на
машине потайного стежка по всей длине
обтачки. Горловина может быть обработана
обтачкой на лицевую сторону изделия B).
При обработке горловины обтачкой с
прокладкой прокладка попадает в шов обтачивания C).
В изделиях из прозрачных тканей
горловину обрабатывают обтачкой, выкроенной
под углом 45° к нити основы D). Обтачку
прикрепляют только по плечевым швам.
При обработке горловины обтачным
швом с кантом или кружевом E)
подготовляют косую полоску для канта. При этом
сначала к изделию притачивают кант или кружево,
.... p •«• ••¦ .\°. ь
¦«?>. •.
¦ ... о: о
.Q- э • • . Г. о
¦•'¦ •.' а- ¦ J.
92
а затем горловину обрабатывают обтачкой,
прокладывая строчку со стороны изделия в
шов притачивания канта.
Горловину можно обрабатывать
окантовочным швом косой бейкой, выкроенной под
углом 45° к нити основы F).
Наиболее производительной является
обработка горловины окантовочным швом на
машине со специальным приспособлением
одной строчкой G), а при отсутствии
приспособления двумя строчками полоской, сложенной
вдвое (#). В изделиях без застежки
окантовывание выполняют до стачивания средних
срезов спинки так, чтобы при дальнейшей
обработке концы окантовки вошли в шов (см. 7).
Припуск среднего шва прикрепляют к
верхней части изделия строчкой поперек окан-
товочного шва на расстоянии 0,3—0,4 см от
срезов шва. Концы окантовки могут
переходить в завязки.
В изделиях с застежкой, обрабатываемой
под бортами, окантовывание горловины
выполняют до обтачивания бортов. Верхние
срезы подбортов после обтачивания бортов
подгибают внутрь, закрывая строчку шва
окантовывания горловины, и застрачивают
на расстоянии 0,1 см от подогнутого края.
В изделиях из хлопчатобумажной ткани
сначала обрабатывают борта, затем
окантовывают горловину, концы окантовки
закрепляют с изнанки изделия (9).
При обработке горловины
окантовочным швом без приспособления концы бейки
можно не стачивать, а подгибать один из
срезов на 1 см {10).
Горловину, стянутую на плоский или
круглый шнур, обрабатывают обтачкой,
выкроенной по форме горловины A1). После
вывертывания обтачки на изнанку изделия
прокладывают одну или две строчки, причем
две строчки прокладывают в моделях с
оборкой из основных деталей изделия. При
застрачивании внутреннего края обтачки
одновременно вкладывают шнур. Для вывода
концов шнура на лицевую сторону оставляют
отверстия при обработке разреза переда или
обметывают две петли на переде. Длина петли
зависит от толщины или ширины шнура.
*;
д wm
11
93
Рукава
Рукава в легкой одежде могут быть
втачными, реглан, цельновыкроенными с
передом и спинкой, комбинированными.
Наибольшее распространение имеют
I !
втачные рукава (/—4). По конструкции
они могут быть одношовными или двух-
шовными, прямыми, расширенными или
зауженными книзу, со сборками вверху
или внизу, с различными вытачками,
складками, подрезами, буфами и
рельефными линиями.
В изделиях с втачными рукавами
пройма может быть опущенной,
углубленной, квадратной и т. п. E и 6).
Рукава покроя реглан могут
состоять из двух частей G) или быть
цельными с вытачкой в верхней части для
получения плавного перехода от плеча к
руке (8).
Для изделий с цельновыкроенными
рукавами переднюю часть рукава
выкраивают с передом, а локтевую — со спинкой (9).
Цельновыкроенные рукава могут
быть с ластовицей A0 и //).
94
95
Обработка низа рукавов без манжет
Низ рукавов может быть обработан швом
вподгибку на стачивающей машине (/) или на
специальной машине B), а в изделиях из
толстых тканей — предварительно застрочен C).
В летних платьях часто низ рукавов
обрабатывают эластичной тесьмой. Обработку
выполняют после стачивания срезов рукава
швом вподгибку с закрытым срезом с
одновременным вкладыванием эластичной
тесьмы D), количество рядов которой зависит от
модели. При этом только последнюю тесьму
вкладывают при застрачивании низа, а
остальные продергивают вручную через
специальное отверстие, обработанное петлей на
специальной машине.
В зависимости от модели по низу рукава
может быть выполнена широкая, чаще всего
двойная оборка. В этом случае низ рукава
может быть обработан припуском (на оборку и
застрачивание шнура или эластичной
тесьмы) или обтачкой, выкроенной по форме
низа рукава.
При обработке низа рукава припуском
низ рукава перегибают наизнанку по
разметке и прокладывают строчку от сгиба на
расстоянии, равном ширине оборки E).
Затем срез припуска подгибают внутрь
на 0,7—1 см, вкладывают шнур или
эластичную тесьму и застрачивают на расстоянии 0,1 см
от подогнутого края.
При обработке низа рукава обтачкой
после обтачивания низ рукава приутюживают с
образованием канта. По низу рукава
прокладывают строчку на расстоянии от сгиба в за-
96
висимости от ширины оборки, а затем
застрачивают край обтачки, одновременно
вкладывая шнур или эластичную тесьму F).
При обработке низа рукава бейкой из
отделочной или основной ткани бейку
настрачивают на двухигольной машине со
специальным приспособлением. Одновременно с
настрачиванием бейки подгибают ее срезы и
нижний срез рукава на 0,7 см внутрь G).
Шнур или эластичную тесьму в рукавах с
широкой одинарной оборкой по низу
застрачивают с помощью одинарной (8) или
двойной бейки (см. 9).
Низ рукавов без манжет обрабатывают
обтачкой. В массовом производстве обтачку
накладывают на лицевую сторону низа
рукава и настрачивают на рукав с помощью
специального приспособления с подгибом среза
обтачки внутрь на 0,5—0,7 см A0). При
отсутствии специального приспособления
обтачивают низ рукава со стороны обтачки. Шов
отгибают в сторону обтачки и настрачивают с
лицевой стороны обтачки на расстоянии 0,2 см от
края A1). Рукав складывают лицевой
стороной внутрь, уравнивая срезы рукава и
обтачки, и стачивают нижние срезы, одновременно
стачивают концы обтачки. Обтачку
отгибают на изнанку рукава, шов внизу рукава
расправляют, образуя кант из основной детали
шириной 0,2 см и приутюживают.
Внутренние края обтачки подшивают по
всей длине на специальной машине или
прикрепляют через каждые 4—5 см вручную
потайными стежками, делая по 5—6 стежков в
каждой закрепке.
4 Зяк 1006S
97
Обработка застежек иа рукавах
В рукавах с манжетами A) застежка может
быть обработана на продолжении локтевого
шва рукава или в разрезе на цельной детали.
Разрез на цельной детали обрабатывают
одной обтачкой. Для этого разрез
раскладывают в одну прямую линию, обтачку
накладывают на изнаночную сторону основной
детали лицевой стороной вниз, уравнивают срезы
в концах и притачивают ее со стороны
основной детали B). Ширина шва 0,5—0,7 см. При
этом в уголке разреза основной детали шов
сводят на нет. Шов отгибают в сторону
обтачки, обтачкой огибают шов, срез обтачки
подгибают внутрь на 0,5 см, закрывая
строчку притачивания, и настрачивают на
расстоянии 0,1 см от подогнутого края. Часть
обтачки, образующей верхнюю сторону застежки,
отгибают наизнанку, накладывают на
нижнюю и приутюживают. Для уменьшения
толщины сгиб обтачки внизу скрепляют с
изнанки по всей ширине обтачки под углом к краю
застежки C) или с лицевой стороны одной
или двумя машинными строчками D).
Застежку в разрезе можно обработать без
обтачек E). Для этого деталь разрезают по
намеченной линии строго по нити основы, делая
в конце разреза подрезы под прямым углом на
0,5—0,7 см. Параллельно срезу застежки,
отступив от поперечных подрезов 0,5—0,7 см,
подгибают срезы F). По краю, образующему
верхнюю сторону застежки, срез подгибают на
изнаночную сторону, а по краю, образующему
нижнюю сторону застежки,— на лицевую.
Срезы подгибают внутрь на 0,5—0,7 см и
застрачивают узким швом вподгибку с
закрытым срезом.
Обработанный край верхней стороны
застежки накладывают на нижний, образуя.
складку G), при этом ширина захода одного
обработанного края на другой составляет
2—2,5 см. Складку закрепляют на
стачивающей машине строчкой по форме
прямоугольника так, чтобы срезы вверху застежки были
расположены между строчками закрепки.
При обработке застежки,
расположенной на продолжении локтевого шва рукава
(8), по шву рукава на участке застежки при
раскрое делают припуски. Срез припуска,
образующего верхнюю сторону застежки,
перегибают в сторону изнанки на 0,5—0,7 см и
застрачивают на расстоянии 0,1—0,2 см от по-
а
по моде/fи
98
догнутого края (9). Срез припуска,
образующего нижнюю сторону застежки,
обрабатывают обтачкой, выкроенной по форме
припуска A0). Внутренний срез обтачки
застрачивают швом вподгибку с открытым
срезом. Обтачивают деталь со стороны
обтачки. Ширина шва 0,5—0,7 см. Обтачку
отгибают на изнанку рукава, шов выправляют,
образуют кант из основной детали шириной
0,1—0,2 см, и закрепляют,, настрачивая шов
на обтачку.
После обработки краев застежки
стачивают локтевые срезы рукава A1) до конца
обработанной застежки, затем деталь
поворачивают под прямым углом и скрепляют
обработанные припуски застежки двойной
обратной строчкой (см. 8). Застежку в готовом виде
приутюживают.
В рукавах с манжетой без разреза для
свободного прохождения руки оставляют
участок, где манжету не притачивают. Этот
участок обрабатывают швом вподгибку с
закрытым срезом A2).
В рукавах без манжет, зауженных книзу, для
свободного прохождения руки обрабатывают
застежку в складке или в разрезе цельной детали.
При обработке застежки в складке
сначала на детали рукава намечают две
складки. На лицевую сторону одной складки
накладывают обработанные петли из вытачно-
го или плетеного шнура и прикрепляют по
разметке 4—6 стежками каждый конец.
Затем закладывают складку по надсечке и
стачивают ее с изнаночной или настрачивают с
лицевой стороны на расстоянии 0,1 см от
сгиба, располагая концы петель внутри
складки.
Вторую складку на рукаве делают для
прочности пришивания пуговиц. Затем
обтачивают низ рукава обтачкой и стачивают
локтевые срезы рукава так же, как в рукавах
без застежки.
При обработке застежки в разрезе A3)
петли из -вытачного или плетеного шнура
прикрепляют к краям разреза, располагая
концы петель в сторону среза. Обтачку низа
для рукавов с разрезами выкраивают вместе с
обтачкой разреза, поэтому обтачивание
краев разреза выполняют одновременно с
обтачиванием низа рукава после стачивания
локтевых срезов рукава.
11
10
13
4*
99
Обработка низа рукавов с манжетами
Рукава с целыговыкроенными манжетами. Низ
рукава с манжетой из рукава, т. е. с отворотом,
обрабатывают швом вподгибку с закрытым
срезом G). При этом припуск на подгиб низа
рукава увеличивают на удвоенную ширину
манжеты (отворота).
При обработке низа рукавов с отлетной
складкой, имитирующей манжету, низ рукава
перегибают в сторону изнанки на ширину
манжеты, рукавом огибают срез и
застрачивают на расстоянии от сгиба в зависимости от
модели B). Припуск на подгиб отгибают в
направлении низа рукава и приутюживают C).
Обработка манжеты. Манжеты
обрабатывают с прокладками и без них. Фигурные
манжеты обтачивают по трем сторонам. В
манжетах, застегивающихся на пуговицы,
обтачивают только концы D).
При обработке притачных манжет с
прокладкой прокладку соединяют с манжетой
накладным швом E) или швом вподгибку (б)
до стачивания концов манжеты.
Соединение манжет с рукавами.
Притачные манжеты соединяют на стачивающей
машине и на стачивающе-обметочной.
При обработке на стачивающей машине
сначала притачивают нижнюю часть
манжеты, шов отгибают в сторону манжеты. Срез
верхней манжеты подгибают внутрь,
закрывая строчку притачивания, и настрачивают
на расстоянии 0,1 см от подогнутого края G).
Затем стачивают срезы рукава (8) и
закрепляют припуск на шов внизу двойной
обратной строчкой, располагая ее по строчке
настрачивания верхней стороны манжеты (9).
В манжетах с подкладкой строчку
прокладывают по подогнутому краю манжеты
U0).
Манжеты могут быть притачаны к низу
рукава на стачивающе-обметочной машине
(//). Для этого манжету складывают с
рукавом лицевыми сторонами внутрь и
соединяют на машине, одновременно обметывая
участок низа рукава, где манжету не
притачивают. Затем манжету отгибают в сторону, про-
9
100
тивоположную рукаву. Участок низа рукава,
где манжета не притачана, застрачивают швом
вподгибку с открытым срезом.
Отложные манжеты {12) можно соединять
с низом рукава с помощью обтачки, косой
бейки или без них на стачивающе-обметочной
машине. При соединении отложных манжет с
рукавами сначала стачивают срезы рукавов.
Концы обтачки также должны быть стачаны.
Внутренние срезы обтачек могут быть
обметаны или застрочены швом вподгибку.
Готовую манжету надевают на готовый
рукав, совмещая лицевую сторону подманже-
ты с лицевой стороной рукава, на манжету
надевают обтачку лицевой стороной к
манжете, уравнивают срезы и притачивают со
стороны обтачек. Ширина шва 0,7 см. Шов
отгибают в сторону обтачки и настрачивают
на расстоянии 0,2—0,3 см от шва
притачивания. Обтачку отгибают на изнанку рукава,
шов выправляют, образуя кант из рукава
шириной 0,1—0,2 см, и приутюживают.
Внутренние края обтачки прикрепляют к рукаву в
нескольких местах вручную потайными
стежками или подшивают во всей длине обтачки на
специальной машине потайными стежками.
Соединение манжеты с рукавом можно
выполнять с помощью двойной или одинарной
бейки. Полоску ткани для двойной бейки
перегибают вдоль посередине изнанкой внутрь и
притачивают так же, как и при соединении
манжеты с рукавом с помощью обтачки. После
притачивания манжеты и бейки к рукаву шов
отгибают в сторону рукава, бейкой закрывают
шов и настрачивают на расстоянии 0,1—0,2 см
от сгиба бейки, отгибая манжету {13).
При соединении манжеты с рукавом на
стачивающе-обметочной машине {14)
манжету вкладывают внутрь рукава, совмещая
лицевую сторону манжеты с изнаночной
стороной рукава, уравнивают срезы и
притачивают нижнюю и верхнюю части манжеты со
стороны рукава. Шов отгибают в сторону
рукава и настрачивают на рукав на расстоянии
0,2—0,3 см от края. Затем манжету отгибают
на лицевую сторону рукава. Низ рукава
приутюживают.
10
12
101
Обработка пройм в изделиях без рукавов
Проймы в изделиях без рукавов или с
короткими цельнокроеными рукавами
обрабатывают обтачкой (/ и 2), окантовочным швом с
одним открытым срезом E), с двумя
закрытыми срезами на машине со специальным
приспособлением D), одной или двумя
строчками на машине без специального
приспособления, а также используя вдвое
сложенную косую бейку E).
При изготовлении по индивидуальным
заказам изделий без воротников и рукавов
обтачки пройм и горловины выкраивают
вместе (по форме кокетки). Горловину и
проймы обтачивают до стачивания
боковых срезов F).
Обработка пройм обтачкой B),
выкроенной по форме проймы, состоит в
следющем. Части обтачки складывают
лицевыми сторонами внутрь, уравнивая
102
срезы, и стачивают Ширина шва 0,5 - 0,7
см Швы в изделиях из шерстяных, шелковых
тканей и тканей с содержанием
синтетических волокон разутюживают, а в
изделиях из хлопчатобумажных тканей
раскладывают Внутренние срезы обтачек
перегибают в сторону изнанки на 0,5 - 0,7 см
и застрачивают на расстоянии 0,1 см от
подогнутого края В изделиях из легко-
осыпающихся тканей срезы предварительно
обметывают на специальной машине
Для обработки проймы окантовочным
швом C-5) обтачку выкраивают по форме
проймы или под углом 45° к нити основы.
Части обтачки и концы стачивают Строчка
должна проходить параллельно нити основы
Швы подрезают, оставляя припуск 0,5 - 0,7
см Швы в изделиях из шерстяных и
шелковых тканей разутюживают, а в
изделиях из хлопчатобумажных тканей
раскладывают Допускается концы обтачки
стачивать одновременно с обтачиванием
проймы.
103
Соединение лифа с юбкой
Перед соединением лифа с юбкой в деталях
должны быть обработаны рельефы, вытачки,
сборки и карманы, соединены полотнища
юбки. Лиф с юбкой соединяют стачным или
накладным швом.
Соединение стачным швом. Бели лиф и
юбка платья без сборок по линии талии, юбку
платья вывертывают наизнанку, лиф — на
лицевую сторону, лиф вкладывают в юбку
лицевыми сторонами внутрь, совмещают
боковые швы, вытачки и контрольные знаки и
стачивают со стороны лифа. Для предохранения
шва от растяжения под строчку подкладыва-
ют тесьму или кромку из основного
материала (/) или стачивают двумя строчками с
расстоянием одна от другой 0,1—0,3 см B).
При наличии сборок по линии талии
лифа и юбки C) по верхнему срезу юбки и по
нижнему срезу лифа образуют сборку. С
изнанки юбки по верхнему срезу настрачивают
кромку из основного материала, располагая
срез кромки в сторону среза юбки. Строчка
притачивания кромки должна проходить по
нижней строчке образования сборки.
Стачивание выполняют со стороны лифа. При
наличии сборок только на юбке D) детали
стачивают со стороны юбки. При изготовлении
по индивидуальным заказам ширина шва со
стороны лифа может быть увеличена до 4 см
(в детских изделиях — до 5 см). Срезы шва
обметывают на специальной машине.
Соединение лифа с юбкой швом с кантом.
Заготовленный кант накладывают на
лицевую сторону лифа или юбки срезами в
сторону среза основной детали и притачивают,
прокладывая строчку от сгиба полоски на
расстоянии, равном ширине канта E). Лиф
вкладывают в юбку, совмещая боковые швы,
вытачки и контрольные знаки, сметывают
его с юбкой и стачивают по детали с кантом,
прокладывая строчку в шов притачивания
канта, оборки или волана F).
Соединение лифа с юбкой накладным
швом. При наличии сборок на юбке сначала
образуют сборку. Срез лифа отгибают в
сторону изнанки по намеченной линии или на
величину, равную ширине отделочной строчки
плюс 1,2—1,5 см, заметывают и
приутюживают. Обработанный край лифа накладывают
на юбку, накалывают булавками или
наметывают, а затем настрачивают G), равномерно
распределяя сборки на юбке на расстоянии,
0.5
104
предусмотренном по модели, с помощью
лапки с направителем.
Прокладывание эластичной тесьмы по
линии талии изделия. Полоску ткани для
застрачивания эластичной тесьмы выкраивают
для изделий из тонких тканей из основного
материала, а для изделий из толстых — из
тонких хлопчатобумажных или шелковых
тканей в тон основному материалу.
Если эластичная тесьма должна быть
проложена по всей длине линии талии, концы
ее стачивают накладным швом. Один конец
тесьмы должен заходить задругой на 1,5 см.
Один конец полоски для застрачивания
эластичной тесьмы подгибают внутрь на 1 см и
заутюживают (8), одновременно складывают
и заутюживают вдоль посередине.
В изделиях, отрезных по линии талии,
полоску ткани под эластичную тесьму
притачивают одновременно с соединением лифа с
юбкой (9), при этом полоску под тесьму
накладывают со стороны юбки, располагая срезы
полоски к срезам юбки. Один конец полоски
должен заходить за другой на 0,5—1 см.
В изделиях с неотрезным лифом A0) полоску
ткани под эластичную тесьму притачивают,
накладывая ее согласно разметке. Шов расправляют,
полоску ткани отгибают в сторону шва и
настрачивают на расстоянии 0,1 см от сгиба полоски,
одновременно вкладывая эластичную тесьму A1).
Если по модели запроектировано
несколько параллельно расположенных рядов
эластичной тесьмы A2), полоску ткани под
нее выкраивают одинарной. Полоску
притачивают к изделию, затем отгибают и
прокладывают параллельные строчки, количество
которых зависит от количества рядов
эластичной тесьмы.
При прокладывании последней строчки
срез полоски подгибают внутрь на 0,7 см и
настрачивают на расстоянии 0,1 см от
подогнутого края, одновременно вкладывая
эластичную тесьму. Расстояние между строчками
должно равняться ширине тесьмы плюс
0,2—0,3 см. Другие полоски эластичной
тесьмы продергивают вручную, концы их
скрепляют вручную или на машине.
Прокладывание кромки по линии талии
изделия. В изделиях с неотрезным лифом для
получения плотного прилегания изделия по фигуре
по линии талии прокладывают тесьму или
полоску ткани A3). К концам тесьмы или полоски
пришивают металлические крючки и петли.
Тесьму или полоску прикрепляют
двойной машинной строчкой длиной 1 см к швам,
вытачкам и складкам строго по линии талии.
Дч '. \\\
4
ччЛД
ч \ Ч Ч
ч Ч Ч Л
ч л
Y ¦>
т
ч
К л ч-чч\^\
\\ 4N
12
105
Обработка застежки на линии талии
Застежки на линии талии располагают в
боковом или в среднем шве спинки. Они могут
быть обработаны обтачками с петлями из вы-
тачного или плетеного шнура или
застежкой-молнией.
Обработка застежки с петлями из вытач-
ного или плетеного шнура обтачками.
Подготовленные петли накладывают на лицевую
сторону переда и прикрепляют на
стачивающей машине к краям застежки по разметке
концами к срезу застежки. Для обработки
застежки выкраивают две обтачки. Внутренние
срезы обтачек обрабатывают швом вподгиб-
ку. Обтачки накладывают на лицевую
сторону основных деталей лицевыми сторонами
внутрь и обтачивают края разреза.
Верхнюю сторону застежки накладывают
на нижнюю, уравнивая края, основную деталь
отгибают и закрепляют концы застежки
поперек обтачек двойной обратной строчкой A).
Для прочности пришивания пуговиц
внутренний край обтачки нижнего края
застежки должен заходить за край застежки не
менее чем-на 0,5 см. Застежку в готовом виде
приутюживают.
Застежка-молння, расположенная в
боковом шве. Застежку-молнию, как правило,
обрабатывают в левом боковом шве. На участке
расположения застежки боковые срезы лифа и
юбки не стачивают. После соединения лифа с
юбкой боковые срезы на участке застежки
разутюживают. Настрачивание подогнутых
боковых краев на тесьму застежки-молнии
выполняют с помощью специального
приспособления строчками на расстоянии,
предусмотренном по модели B).
В изделиях с тесьмой по линии талии
концы тесьмы прикрепляют с изнанки к
обработанным краям застежки. В изделиях, плотно
прилегающих к фигуре, рекомендуется под
застежку подкладывать клапан из основного
материала E). Срезы клапана обметьшают вместе
с боковыми срезами.
Если застежка расположена в боковом
шве платья со складками на юбке D), складки
проектируют так, чтобы их сгибы и шов юбки
совпадали с боковым швом лифа. В этом слу-
L-.J
С
fltT=3T
1
1 :
1
i
1
106
чае сначала приметывают тесьму
застежки-молнии. При настрачивании тесьмы сгиб
складки на юбке отгибают, настрачивают
лиф, а затем настрачивают юбку, закрепляя
начало и конец строчки у шва притачивания
лифа к юбке двойной обратной строчкой.
Если на участке бокового шва
полотнище юбки цельное E), перед соединением лифа
с юбкой на юбке делают разрез и
обрабатывают его двумя обтачками. При соединении
лифа с юбкой на участке расположения
застежки лиф складывают с юбкой так, чтобы
припуски на обработку застежки лифа огибали
края обработанного разреза на юбке,
совмещая сгибы припусков на обработку застежки
лифа с обработанными краями застежки
юбки. Настрачивание краев деталей на тесьму
застежки-молнии выполняют с помощью
приспособления строчкой на расстоянии,
равном ширине канта со стороны
обработанных краев разреза застежки на юбке (<5).
В изделиях с односторонними складками
шов соединения полотнищ юбки всегда
располагают во внутреннем сгибе складки и
поэтому против бокового шва лифа деталь
юбки всегда должна быть цельной. Перед
соединением лифа с такой юбкой на участке
расположения застежки на юбке делают разрез в
конце треугольником, срезы которого
обметывают на специальной машине G). Срез
юбки, направленный в сторону спинки,
перегибают наизнанку на 0,5—0,7 см и
заутюживают, располагая его под внутренний сгиб
другой складки, если сгиб подходит к краю
разреза. При притачивании лифа к юбке (8) лиф с
юбкой складывают лицевыми сторонами
внутрь, огибая припусками лифа на
обработку застежки сгиб складки и подогнутый край
разреза юбки. После соединения лифа с
юбкой края застежки выправляют. Тесьму
застежки-молнии притачивают, располагая
подогнутый край со стороны спинки изделия
около зубчиков тесьмы. Подогнутым краем
со стороны переда изделия закрывают
застежку-молнию, уголок в конце разреза
заправляют наизнанку и настрачивают с
помощью специального приспособления (9 и 70).
1
1
i
1
1
I
1
-
А
1
i
10
107
юн
Обработка низа платьев и блузок
По низу изделий в боковых швах или в
среднем шве спинки могут быть
обработаны шлицы. Для этого сначала стачивают
основные детали, делая пропуск строчки на
участке между надсечками,
определяющими длину шлицы G). Шлицы на участке
подгиба низа обрабатывают обтачным
швом по продолжению основных
соединительных швов деталей. Обтачивание
производят на участке между надсечками,
определяющими ширину шлиц B). Углы шлицы
вывертывают. Шов, соединяющий
основные детали, разутюживают C).
В шлицах, длина которых больше
ширины подгиба низа, обработку выполняют
припусками основных деталей для
обработки шлиц. Внутренние края припусков на
обработку шлиц должны быть обработаны
швом вподгибку D и 5) или обметаны на
специальной машине. Нижние концы шлиц
обтачивают по намеченной линии подгиба
низа.
с
\ I
109
Если шлица расположена в
заутюженном шве, верхнюю сторону шлицы
обрабатывают швом вподгибку, а нижнюю —
обтачкой (б).
После обработки краев шлицы
основные детали складывают лицевыми
сторонами внутрь, скрепляют верхний
конец шлицы двойной строчкой по всей
ширине припуска для шлицы,
одновременно стачивают части детали, т. е.
обрабатывают шов, в котором расположена
шлица.
Затем уточняют и подрезают низ
изделия, перегибают его в сторону изнанки по
намеченной линии, срез подгибают внутрь
и застрачивают на стачивающей машине в
изделиях из хлопчатобумажных, льняных
и штапельных тканей G), узким швом с
двойной застройкой застрачивают в
расклешенных изделиях (8) или
обрабатывают на специальной машине потайного
стежка (9) в изделиях из шерстяных и шелковых
тканей.
В изделиях из толстых тканей,
трикотажных полотен, в юбках плиссе, гофре
низ изделий обметывают и подшивают на
машине потайного стежка G0). При
изготовлении по индивидуальным заказам
срез низа изделия может быть окантован
(ID.
В некоторых моделях низ
обрабатывают на специальной машине с
применением тесьмы A2). Низ изделий
может быть обработан бейкой на од-
ноигольной G3) или двухигольной
стачивающей машине с
одновременным прокладыванием отделочной
тесьмы A4), или окантовочным швом
на машине со специальным
приспособлением A5).
10
по
Низ блузок, курток обрабатывают
поясом. Если пояс по модели замкнутый, то его
перегибают поперек середине и
складывают лицевой стороной внутрь. Срезы
уравнивают и обтачивают концы пояса. Пояс
вывертывают на лицевую сторону,
складывают вдоль посередине изнанкой внутрь и
приутюживают.
Если пояс имеет по модели застежку,
то обработка пояса аналогична обработке
притачных манжет в рукавах. В боковом
шве блузки может быть обработан разрез
по продолжению шва.
Пояс накладывают на изнанку
изделия под поясом вниз и притачивают со
стороны блузки, равномерно
распределяя сборки и совмещая контрольные
надсечки. Затем пояс отгибают, шов
направляют в сторону пояса, срез пояса
подгибают на 0,5—0,7 см и настрачивают на
расстоянии 0,1 см от подогнутого края
так, чтобы подогнутый край закрывал
строчку притачивания подпояса A6).
При этом строчка с изнанки блузки
должна проходить по основным деталям
на расстоянии 0,1 см от шва
притачивания пояса.
Пояс может быть притачан вместе
с подпоясом с последующим
обметыванием шва на специальной машине
или с одновременным обметыванием
A7).
При изготовлении по
индивидуальным заказам в изделиях из шерстяных
тканей допускается притачивать пояс, а
срез подпояса подгибать и подшивать
потайными подшивочными стежками,
закрывая шов притачивания пояса (]8)
или закрепляя машинной строчкой в шов
притачивания пояса G9).
17
ill
Соединение рукавов с проймами
Для предохранения краев проймы от
растяжения в изделиях из материалов, легко
поддающихся растяжению, по пройме переда и
спинки прокладывают строчку, которую
располагают на расстоянии 1—2 мм за строчку
втачивания рукава в сторону срезов.
Втачные рукава втачивают после
соединения боковых срезов изделия и
срезов рукавов или до их соединения. По
окату рукава обрабатывают вытачки или
сборки.
Для образования сборки
прокладывают две строчки (/).
Рукава втачивают в проймы B) со
стороны рукавов на специальной машине,
обеспечивающей посадку рукавов, или на
стачивающей машине, совмещая
надсечки на рукавах и проймах, распределяя
поездку или сборки на рукавах с
последующим или одновременным обметыванием
срезов.
Рукава реглан соединяют с изделием
на стачивающих или стачивающе-обме-
112
точных машинах. Ширина шва должна
быть не менее 7—8 мм C). Если локтевые
швы рукавов являются продолжением
боковых швов лифа, рукава соединяют с
проймами до стачивания боковых срезов.
В рукавах, цельновыкроенных с
полочкой и спинкой, при соединении
ластовиц с основными деталями концы
разрезов для втачивания ластовиц
обрабатывают обтачкой из основной или
подкладочной ткани D). Обтачки
притачивают с изнанки основных деталей по
намеченным линиям. Ластовицы
втачивают E) со стороны полочки до бокового
шва. Строчка втачивания ластовицы
должна проходить на расстоянии не
более 0,1 см от строчки притачивания
обтачки. Срезы шва втачивания
ластовицы обметывают (<5). Шов втачивания
ластовицы настрачивают с лицевой
стороны изделия в углах G) или полностью
на расстоянии 0,1 см от линии шва (8).
5 Зак 10058
113
Окончательная влажно-тепловая обработка
Окончательную влажно-тепловую обработку
платья (или блузки) выполняют на
утюжильном столе с электропаровым утюгом и
использованием специальных колодок.
Воротник приутюживают с лицевой
стороны, расправляя его и выправляя кант в сторону
нижнего воротника шириной 0,1 см A). Если
модель без воротника, то изделие
приутюживают одновременно в области горловины и
плечевых швов. Необходимо следить за тем, чтобы
горловина не была растянута.
Все швы рукавов приутюживают с
лицевой стороны B). На швах не должно быть за-
минов. Одновременно приутюживают
рукава. Если на рукаве есть вытачка, ее
заутюживают одновременно с приутюживанием шва.
Манжеты, воланы, рюши приутюживают с
лицевой стороны, аккуратно выправляя все
замины и неровности.
Полочку, спинку и рукав в области плеча
приутюживают одновременно с лицевой
стороны C). Плечевой шов и вытачки должны
быть хорошо заутюжены: плечевой шов — к
спинке, плечевые вытачки — к середине
спинки. Окат рукава и пройму приутюживают так,
чтобы шов втачивания рукава располагался в
сторону рукава.
Шов притачивания кокетки
заутюживают вверх, по направлению к горловине.
Для приутюживания изделия в области
боковых швов D и 5) платье надевают на
утюжильную доску лицевой стороной вверх.
Боковой шов расправляют и приутюживают.
114
При необходимости швы заутюживают в
сторону середины спинки Швы должны быть
приутюжены без заминов
Для приутюживания низа изделия (при
обработке только на утюжильном столе) платье
надевают на гладильную доску и
приутюживают подгиб низа вместе с платьем
Для заутюживания шва притачивания
лифа к юбке F и 7) платье надевают на
гладильную доску лицевой стороной вверх Шов
притачивания лифа к юбке заутюживают в
сторону лифа
Застежку (на полочке или спинке)
приутюживают с лицевой стороны, выправляя
кант Необходимо следить за тем, чтобы края
застежки и борта были без заминов и не
вытянуты
Верхние вытачки заутюживают от
бокового шва к середине полочки по лицевой
стороне
При окончательной влажно-тепловой
обработке на паровоздушном манекене
платье аккуратно надевают на манекен Платье с
пуговицами застегивают на все пуговицы,
чтобы при пропаривании не было заминов
Выправляют низ платья, расправляют его в
области плеч, пропаривают и просушивают
Воротники и манжеты в блузках и в
мужских сорочках утюжат на прессе со
специальной подушкой (8) или с прямой
подушкой (9) Для глажения стана сорочки
применяют специальный пресс A0) Схема
влажно-тепловой обработки стана сорочки
показана на. 11
115
Жилеты,
платья-костюмы, юбки
Жилет (франц. gilet) — верхняя плечевая
одежда без рукавов и воротника. Первоначально
это был вид мужской одежды, которую носили
под камзолом, жилеты делали с рукавами,
приталенные, они имели полы, шили их из
того же материала, что и камзолы. Дома жилет
надевали вместо халата.
В XVIII в. жилет видоизменяется:
исчезают рукава, он становится короче (таким
жилет сохранился до наших дней). Шили
жилет из дорогих тканей, украшали
вышивкой и изящными пуговицами. В эпоху
рококо вошел в моду английский жилет из
белого пике с дорогими пуговицами. В
гардеробе мужчин полагалось иметь
несколько цветных и белых жилетов, дорогую
ткань использовали только для
изготовления передней части, заднюю часть шли из
подкладочной ткани. В эпоху Французской
революции жилет остался модным, его
шили из шелка и бархата и украшали
вышивкой. В эпоху бидермейер жилет делали из
тех же тканей, что и дамские платья, т. е. с
рисунком в цветочек, в полоску, в клетку.
Жилет, наряду с галстуком, долго
оставался единственной яркой деталью мужского
туалета, менялись только время от времени
его расцветка и в незначительной степени
фасон.
Сегодня жилет снова в моде, его носят и
мужчины, и женщины. Вместе с жилетом
надевают блузу, свитер, джемпер. Для его
изготовления используют разнообразные
материалы — набивную шерсть, замшу, кожу,
бархат, гобелен.
Модели Жилетов
Жилет — неотъемлемая часть делового
костюма. Он может быть изготовлен из той
же ткани, что и юбка или из ткани, соче-
116
тающейся по цвету с тканью юбки (из
шерстяной ткани, бархата, вельвета и
джинсовой ткани). Жилет может быть отделан
строчками, защипами, складками,
вышивкой и т. д. Конструкцию жилета
выполняют на основе конструкции блузки.
Последовательность обработки
жилета такова: соединяют составные части
полочек, обрабатывают вытачки, рельефы,
карманы; соединяют составные части
спинки, обрабатывают вытачки, рельефы;
уточняют обтачки пройм, горловины
спинки и полочек, подбортов и низа,
обрабатывают внутренние срезы этих деталей;
соединяют боковые и плечевые срезы,
обрабатывают срезы швов; соединяют обтачки
горловины спинки с подбортами. Соединяют
обтачки низа полочек и спинки и
притачивают их к подбортам. Обтачивают
горловину спинки, борта и низ жилета. Соединяют
обтачки пройм спинки с обтачками пойм
полочек и обтачивают проймы.
Пиджак (англ. pea-jacket) — верхняя
плечевая одежда, мужская и для мальчиков;
куртка с отложным воротником, с
центральной или смещенной застежкой и рукавами.
Обычно пиджак на подкладке. В
современной одежде — неотъемлемая часть мужского
костюма. Костюм пиджачный «тройка»
(пиджак, брюки, жилет) вошел в Европейскую
моду в 1870 г.
Жакет (франц.) — 1. Название
однобортного короткого сюртука. Короткая
верхняя мужская одежда XIV—XV вв. позже
видоизменяется в короткую облегающую
мужскую курточку с глубоким вырезом.
2. Короткая плечевая верхняя женская
одежда или для девочек одежда из ткани или
трикотажа с застежкой на пуговицы,
расположенной спереди.
117
В настоящее время жакет нередко
называют женским пиджаком Формы,
пропорции и длина жакета зависят от моды Рукава
бывают втачными, цельновыкроеными или
реглан Воротник разной формы, но может и
отсутствовать Шьют из тканей, трикотажа,
кожи, замши и других материалов
Варианты жакетов спенсер, тренчкот,
кардиган
Спенсер, спензер (англ spenser) — короткая
куртка, появившиеся в Англии в конце 90-х г
XVIII в Женщины носили спенсер из бархата,
он считался неотъемлемой частью костюма
для прогулки Маленькая курточка была
введена в моду лордом Спенсером, ее появление
связано с известным анекдотом о том, что
лорд Спенсер задремал у камина в ресторане и
прожег фалды фрака Обнаружив это,
находчивый лорд тут же отрезал их до талии и в
таком виде ушел из ресторана
Лондонские денди восприняли это как
новую моду и начали носить такие же
курточки Мужчинам стали подражать
женщины сначала в Англии, затем во Франции, а
короткий облегающий жакет назвали
спенсером
Тренчкот (англ trench — окоп и
coat — пальто, пиджак) — английское
название шинели Тренч — термин,
обозначающий фасон одежды, напоминающий шинель
В начале 60-х гг XX в тренчкотом стали
называть пальто (иногда и плащи) с
застежкой до горловины, отложным воротником,
погонами, с поясом и шлевками,
хлястиками, любое пальто, имеющее сходство с
шинелью или напоминающее армейский плащ или
жакет
Кардиган (англ cardigan) — прямой
удлиненный жакет без воротника и
лацканов, традиционная принадлежность
английской мужской одежды для досуга
Назван по имени лорда Кардигана, который
ввел в моду этот вид одежды в начале XIX в
Позже кардиганом стали называть вяза-
118
ный спортивный джемпер. Сегодня такую
одежду носят и мужчины, и женщины.
Модели юбок
Юбка — 1 Поясная одежда женская и для
девочек различной длины, зависящей от
моды, покрывающая нижнюю часть
фигуры. 2. Часть женского платья от талии вни-
^зу. В течение веков юбки неоднократно
меняли свою форму и ширину, однако длина
стала изменяться только в XX в.
Временами юбки достигали значительных объемов,
были вычурны и сложны по конструкции,
требовали специальных приспособлений
(каркас из проволочных обручей, китовый
ус, подушечки, прокладки). Их шили с
мелкими и крупными складками или
драпировками, пышно декорировали воланами и
лентами, украшали бантами, рюшами,
оборками, тесьмой и кружевами, делали со
шлейфом, с запахом и на пуговицах. Для
юбок использовали шерстяные и
хлопчатобумажные ткани, шелк и лен, современные
119
юбки делают также из кожи, замши и
даже искусственного меха. Юбки имеют
различные силуэты и конструкции: од-
ношовные прямого силуэта, плотно
облегающие фигуру; двухшовные —
классические прямые или слегка
расширенные книзу; широкие одношовиые (на
всю ширину ткани) или двухшовные
прямые со складками или сборками на
талии; четырехшовные — состоящие из
4-х клиньев, по силуэту напоминающие
трапецию; 6—8 ми и многошовные,
состоящие из разного (от 6 до 22)
количества клиньев одинаковой длины и
ширины, конические, характеризующиеся
расширением от талии или бедер до нича
(«солнце», «полусолице») и др. 3 Часть
мужского национального костюма у
шотландцев.
Юбка-брюкн — вид поясной одежды;
появилась около 1830 г. как часть
спортивной одежды. Брючный покрой юбки-брюк
заметен только при ходьбе, так как
скрывается глубокими складками. Такая одежда
удобна для отдыха, для занятия туризмом.
Современные юбки-брюки шьют как для
каждого дия, так и в качестве выходной
молодежной одежды.
Юбка-годе — Шести-, восьмиклинка
(клиньев может быть больше),
расклешенная от линии бедер или линии колен.
Клинья имеют сложную конфигурацию и
значительное расширение к низу. Юбка-годе
подчеркивает талию и четко обрисовывает
бедра.
Юбка-полусолнце — юбка,
конструкция которой представляет на
плоскости полукруг. Ее кроят с одним швом,
расположенным сзади по нитям основы.
Спереди ткань выкраивают но нитям
утка. Фалды юбки-полусолнца образуются
по бокам фигуры, т. е. в местах, где нити
основы и утка расположены в косом на-
120
правлении. Юбку-полусолнце можно
сделать плиссе или с равномерно
расположенными складками, начинающимися
от линии бедер, а также со сборками по
линии талии.
Юбка-солнце — юбка, конструкция
которой представляет на плоскости круг. В
отличие от других она не имеет
конструктивного шва, если ширина ткани 140—150 см
(если ширина меньше, то требуются
надставки или боковые швы). Юбка-солнце не
выявляет бедер благодаря большому количеству
равномерно расположенных фалд.Можно
добиться еще большего количества фалд,
соединив два «солнца» вместе. По линии талии
излишки ткани формируют в виде
небольших равномерных мягких защипов, плиссе
или сборок.
Модели платьев-костюмов
Одним из основных видов одежды для
женщин в настоящее время является
платье-костюм, который может состоять из юбки и
жакета или блузки. Короткий жакет без
подкладки и юбка — удобная одежда для
работы и занятий. Форма и покрой
платьев-костюмов различные. Жакет может быть
свободным или прилегающим в талии, с
карманами накладными, прорезными или из
основных деталей (подкройными), с
воротником разной формы или без него, с
рукавами длинными или короткими, втачными,
реглан или комбинированного покроя, с
центральной или смещенной бортовой
застежкой на петли и пуговицы или с
застежкой-молнией.
Модели юбок могут быть
различными со складками,из нескольких клиньев и
т. д.
Платья-костюмы могут быть нескольких
силуэтов: прямого, полуприлегающего, с
подчеркнутой линией талии и широкой
юбкой или узкой юбкой и т. д.
121
Шкала рекомендуемых длин платьев-костюмов из шерстяной, шелковой или
хлопчатобумажной тканн
Средний рост, см
146
152
158
164
170
176
Длина рукава, см, по полнотным, возрастным и размерным группам
1,2,3 и 4-я
младшая, средняя,
старшая
88—104
52
54
56
58
60
62
2-я и 3-я
средняя и старшая
108—120
—
55
57
59
61
—
2-я
средняя и старшая
124—136
—
—
57
59
—
—
122
Шкала рекомендуемых длин платьев-костюмов из шерстяной, шелковой или
хлопчатобумажной ткани
Средний рост, см
146
152
158
164
170
176
Длина юбки, см, по полиотным, возрастным и размерным группам
1,2,3 и 4-я
младшая, средняя и
старшая
88—104
61 F4)
63 F6)
65 F8)
67 G0)
69G2)
71 G4)
2-я и 3-я
средняя и старшая
108—120
—
63 F6)
65 F8)
67 G0)
69G2)
—
2-я
средняя и старшая
124—136
F5) F8)
F7) G0)
Примечания 1 Длина жакета для всех полнотно-возрастных групп — по модели.
2 Длина рукава с манжетой и напуском увеличивается на 2 см.
3 В скобках указана длина удлиненного изделия.
123
Застежки
Самой распространенной застежкой юбки
является застежка-молния, расположенная в
швах и складках. На участке застежки срезы
шва не стачивают (/). При изготовлении
изделий по индивидуальным заказам на
участке застежки срезы сметывают, края застежки
заутюживают по продолжению шва,
накладывают на тесьму застежки-молнии и
настрачивают ее на расстоянии от сгиба в
зависимости от модели B и 3).
Во избежание попадания белья в замок,
застежку обрабатывают с подзором из
основной ткани, который притачивают с
внутренней стороны к шву притачивания тесьмы
застежки-молнии D).
Застежку на крючки и петли
обрабатывают обтачками из основной петли E).
Внутренний край обтачки верхней стороны
застежки обрабатывают швом вподгибку с
открытым срезом или окантовочным
швом; внутренний край обтачки нижней
стороны застежки застрачивают вместе с
основной деталью.
При отсутствии припуска на нижней
стороне застежки обтачку выкраивают в два
раза шире. При этом обтачку складывают
вдоль посередине изнанкой внутрь и
притачивают к лицевой стороне заднего полотнища
юбки (б). Застежку в конце закрепляют двумя
поперечными строчками при соединении
боковых срезов.
124
В юбках из толстых тканей на припуск к
верхней стороне застежки настрачивают
подкладку G).
Долевой срез припуска верхней
стороны застежки окантовывают полоской
ткани (8 и 9) или застрачивают швом
вподгибку.
При обработке верхнего среза юбки
корсажной тесьмой верхний угол застежки
до надсечки, определяющей начало
притачивания тесьмы, обтачивают (/0). Долевой
срез припуска нижней стороны застежки
обрабатывают обтачкой из подкладочной
ткани (// и 12). Крючки пришивают со
стороны прокладки, выводя головки на
лицевую сторону {13).
Разрезы
Края короткого разреза в продолжении шва
обрабатывают припуском на подгиб низа
одновременно со стачиванием срезов A4).
Для обработки длинного разреза при
раскрое юбки оставляют припуски на обработку
разреза шириной до 5 см. Края разреза
обрабатывают припусками, заутюженными по
продолжению шва. Нижние стороны
припусков обтачивают по линии подгиба низа {15).
При обработке разреза в складке
верхнюю сторону припуска перегибают по
намеченной линии, а нижнюю обрабатывают
полоской подкладочной ткани в цвет
основной A6).
(Г
1»!
\*\
|
и
16
125
Обработка верхнего среза
Верхний срез юбки может быть обработан
корсажной тесьмой, поясом или эластичной
тесьмой.
При обработке верхнего среза
корсажной тесьмой A) тесьму настрачивают сначала
на изнаночную сторону B), затем на лицевую
сторону юбки на расстоянии 0,1 см от края
тесьмы C). Если корсажную тесьму
соединяют с юбкой одной строчкой D), тесьму
сначала заутюживают, выпуская один край на
0,1—0,2 см, оттягивают, приметывают и
притачивают.
При обработке верхнего среза юбки
притачным поясом концы пояса обтачивают
в зависимости от модели E). Если
предусмотрена прокладка, ее настрачивают на
внутреннюю сторону пояса, затем пояс
притачивают со стороны изнанки юбки.
Внешнюю сторону пояса настрачивают, подгибая
срез внутрь и закрывая строчку
притачивания (б). Пояс можно обрабатывать и без
прокладки G).
При изготовлении юбок из толстых
тканей и трикотажных полотен срез нижней части
пояса предварительно обметывают. Затем
притачивают к юбке верхнюю часть пояса,
складывая пояс с юбкой лицевыми сторонами
внутрь. Пояс отвертывают, шов отгибают в
сторону пояса и притачивают нижнюю часть
пояса по лицевой стороне пояса или в шов
притачивания пояса (8).
i
J
9
1
1
"Sk.
1
Li
126
Пояс может быть соединен с юбкой и
одной строчкой с предварительным
заутюживанием краев пояса. Соединение производят с
помощью специального приспособления или с
предварительным приметыванием (9).
В массовом производстве пояс
соединяют с верхним краем юбки на двухиголь-
ной машине (/0). Конец пояса складывают
вдоль посередине лицевой стороной
внутрь и стачивают. Ширина шва 0,7 см.
Припуск на шов в концах подрезают и
расправляют на две стороны, вывертывают на
лицевую сторону и прикрепляют на
машине строчкой поперек пояса на расстоянии
0,1—0,2 см от края или ручным способом.
Прямой конец пояса застрачивают швом
вподгибку.
Верхний срез юбки с отложным поясом,
обрабатывают одинарной A1) или двойной
A2) бейкой из подкладочной ткани.
При обработке верхнего среза юбки без
пояса A3) срез обтачивают одинарной или
двойной бейкой из основной или
подкладочной ткани, притачав сначала концы бейки к
краям припусков на обработку застежки.
Верхний срез юбки с эластичной тесьмой
можно застрачивать швом вподгибку с
закрытым срезом A4) с одновременным
вкладыванием эластичной тесьмы.
Обработку верхнего среза юбки с
эластичной тесьмой обтачкой выполняют на
двухигольной машине с приспособлением
A5) или на одноигольной машине без
приспособления A6).
12
13
15
I
L .
н
if
I 1 -1
1
16
127
Обработка юбки на подкладке
Подкладка в юбке необходима для
предохранения основных деталей изделия от
растяжения. Подкладка может быть на переднем и
заднем полотнище, только на заднем полотнище,
доходить до низа изделия или заканчиваться
ниже линии бедер. В некоторых случаях
подкладка может быть только на участке кокетки.
Подкладка, выкроенная только для
заднего полотнища, боковыми срезами должна
попадать в боковые швы соединения
основных деталей и быть обметана вместе с
боковыми срезами заднего полотнища или
боковыми швами верха.
Нижний срез подкладки может быть
обметан на специальной машине, обработан швом
вподгибку с закрытым срезом или на
специальном приспособлении зигзаговырезом.
Нижние срезы подкладки-кокетки могут
быть отлетными или обработаны одновременно
при соединении кокетки с основными деталями.
В моделях без пояса подкладкой-кокеткой
может быть обработан верхний срез юбки.
Подкладка для юбки должна быть
выкроена в соответствии с юбкой. Вытачки на
полотнищах подкладки для юбки должны
быть расположены в соответствии с
вытачками на юбке.
Вытачки и швы подкладки для юбки
обрабатывают так же, как на самой юбке. Шов
подкладки, в котором расположена застежка
юбки, обрабатывают до разметки,
определяющей конец застежки. Срезы припусков на
обработку застежки обметывают и
застрачивают швом вподгибку с открытым срезом (/)
или же после обработки застежки
притачивают к краям застежки юбки около строчек
настрачивания подогнутых краев припусков на
обработку.
В зависимости от модели и ширины
юбки по низу подкладки в боковых швах могут
быть один или два разреза — шлицы. Срезы
шлиц обрабатывают швом вподгибку с
открытыми, предварительно обметанными
срезами или с закрытыми срезами,
располагая строчки на расстоянии 0,5—1 см от
подогнутых краев шлиц B). Низ подкладки
обрабатывают швом вподгибку с закрытым
срезом.
Подкладку для юбки вывертывают
наизнанку, юбку — на лицевую сторону.
Подкладку вкладывают внутрь юбки,
128
совмещают вытачки, швы и надсечки,
уравнивают верхние срезы и скрепляют на
стачивающей машине строчкой на
расстоянии 0,5—0,7 см от срезов.
Верхний срез в юбках с подкладкой
обрабатывают различными способами в
зависимости от модели так же, как и в юбках без
подкладки.
При обработке верхнего среза юбки
притачным поясом подкладку можно
соединить одновременно с притачиванием
пояса D и 5). Для этого юбку
вывертывают наизнанку, а подкладку — на лицевую
сторону. Подкладку вкладывают внутрь
юбки, т. е. складывают лицевыми
сторонами внутрь. Между ними вкладывают
обработанный пояс, уравнивают срезы,
совмещая вытачки, надсечки, швы, и
соединяют по верхнему срезу машинной
строчкой на расстоянии 0,8—1 см от
среза, т. е. притачивают пояс и подкладку
одновременно.
В зависимости от модели пояс может
быть обработан с эластичной тесьмой (см. 5).
Концы тесьмы настрачивают на
внутреннюю часть пояса с изнаночной стороны.
Юбку вывертывают на лицевую сторону,
подкладку отгибают на изнанку юбки, пояс
выправляют.
Срезы подкладки по линии застежки
могут быть притачены к основной юбке с
внутренней стороны около строчек
настрачивания краев застежки на тесьму
застежки-молнии (б).
129
Брюки, брючные костюмы
Брюки (голл. brock) — верхняя поясная
одежда; состоит из двух передних и двух задних
половинок, соединенных боковыми и
шаговыми швами и средним швом. Верх брюк
обычно заканчивается поясом. Для
поддержания ремня на поясе может быть различное
количество шлевок.
До XVIII в. брюки состояли из 2-х частей,
порознь надевавшихся на ноги и
скрепляющихся на поясе шнурком. Считают, что брюки
имеют восточное происхождение. Римляне
познакомились с ними только во II в. до н. э.
через германцев, но сами больше пользовались
гамашами.
Гамаши (фран. gamache) — то же, что
гетры — вязаные или сшитые из плотной
толстой ткани теплые чулки без ступней,
надевающиеся поверх обуви и доходящие до
колена. В XVII—XVIII вв. их носили во Франции
с короткими кюлотами. В XVIII в. гамаши
были принадлежностью солдатского
обмундирования; застегивались сбоку на пуговицы.
Сегодняшняя мода предлагает вязаные
гамаши, украшенные орнаментом, они
пользуются большой популярностью у молодежи.
В XII в. в повседневный обилод вошли
мужские чулки-штаны, которые были,
скорее, чулками. В XV—XVI вв. в обиходе
появились разнообразные штаны, имеющие
иногда невероятные формы. На изготовление
штанов уходило, порой, несколько метров
шелка. В это же время в Испании, Франции и
Англии вошли в моду короткие штаны —
узкие или широкие, на них по окружности
делали продольные прорези. В XVII в. брюки
стали широкими до колен и выглядели как юбки.
Из множества видов брюк можно выделить
следующие, отличающиеся своей
конструкцией: испанские штаны, кюлоты, панталоны,
бриджи, плундры, галифе, рейтузы, джинсы,
современные брюки.
Современные брюки разнообразны по
форме и покрою. Они могут быть частью
костюма или самостоятельным видом как
мужской, так и женской одежды. Чаще
встречаются прямокроеные брюки, состоящие из
передней и задней частей. Их варианты по
длине обусловили такие разновидности: брю-
ки-гольф (длиной до икр и на манжетах),
бермуды (длиной до колен), шорты (длиной до
середины бедра). По ширине современные
брюки могут быть разными: расширенными
на отдельных участках или по всей длине,
или, наоборот, по всей длине зауженными.
Различают брюки расширенные к низу
«клеш», расширенные в средней части
«бананы» и равномерно расширенные брюки по
всей длине — шаровары. Излишнюю ширину
шаровар по линии талии и низа собирают на
резинку. Также шьют юбки-брюки. Длина у
них может быть разная, излишнюю ширину
закладывают в складку, идущую вдоль
среднего шва, задней и передней части брюк.
В 1980 г. в моду вошли длинные, плотно
облегающие брюки — леггинсы (иногда их
131
называют лосины), и короткие, типа
велосипедных шорт Для брюк используют все типы
тканей хлопчатобумажные, шерстяные,
шелковые и смесовые, а также трикотажные
полотна, замшу и кожу, облегчающие брюки часто
шьют из эластичных материалов типа лайкры
Брюки-гольф (англ golf— название
спортивной игры) — разновидность брюк, шьют
их из клетчатой ткани, внизу с притачными
манжетами, которые застегиваются сбоку или
под коленами на пуговицы Вошли в моду в
качестве спортивной одежды в 20-е годы XX в
Бриджи (англ breeches) — брюки особого
покроя, у которых задние половинки отрезные
по линии колена Бриджи плотно охватывают
икры ног ниже колен, на бедрах их делают
очень широкими, оттопыривающимися в
стороны Бриджи носят обычно с высокими
сапогами, например при верховой езде
Кюлот, кюлоты (франц culotte) —
короткие до колен брюки, которые французские
дворяне носили как часть парадной одежды
до начала XIV в В настоящее время кюлоты
являются принадлежностью некоторых
спортивных костюмов, например альпинистских
Панталоны (итал pantaloni)
Разновидность брюк, появились во Франции в XVII в ;
получили название по имени персонажа
итальянской комедии Панталоне, носившего
прямые штаны, доходившие до середины икр.
Французские мужские панталоны в период с
1635—1643 гг были прямыми и
заканчивались частыми петельками из лент (наподобие
бахромы). Застежку панталон прикрывало
также несколько рядов петель из лент,
расположенных треугольником Мода
неоднократно меняла длину и ширину панталон. После
того как в Западной Европе дворяне оделись
в брюки-кюлоты, панталоны остались
одеждой бедняков
Галифе (франц.) — брюки, облегающие
голени и сильно расширяющиеся кверху.
Названы по имени французского кавалерийского
генерала Галиффе Раньше эти брюки носили в
основном военные, теперь носят и женщины.
Плундры — то же, что и шаравоны;
мужские брюки, носимые во второй половине
XVI в Расчленялись разрезами, под
которыми была подкладка с прокладкой; брюки
кроили гораздо шире окружности ног и
собирали вокруг тела в частые сборки
Плундры — самые экстравагантные изделия в
истории одежды Чем более странно они
выглядели, тем проще был их крой.
Шаровары (от тюрк шалвар) — длинные
широкие брюки свободного покроя, собран-
133
ные в сборки у щиколоток, спортивные
шаровары шьют из сатина, часть национальной
одежды некоторых восточных народов В
женском арабском костюме шаровары белые
или цветные из тонкой шелковой или
хлопчатобумажной ткани
Шальвары — устаревшее название
широких восточных шаровар
Джинсы (англ jeans) — брюки из
джинсовой ткани Их характерная
особенность — обилие отделочных строчек,
карманов, пуговиц, молний, заклепок, наличие
эмблем фирм-изготовителей
Родоначальник джинсов —
американский фабрикант Леви Страус, основатель
всемирно известной фирмы В 1850 г он завез на
Запад Соединенных Штатов брезент для
палаток, но случилось так, что он сшил из этого
материала брюки, имитировавшие
ковбойские, шитые обычно из кожи Брюки
понравились местным жителям, стали
популярными а предприимчивый фабрикант
запатентовал это открытие Джинсы стали шить не
только из брезента, но и из прочной
хлопчатобумажной ткани деним, окрашенной в цвет
индиго Почти столетие джинсы были исклю-
134
чительно рабочей одеждой. Новый
джинсовый бум начался в начале 60-х годов. Джинсы
поднялись в цене, возникли новые фирмы,
брюки стали считать «одеждой века». Появилась
джинсовая мода, джинсовый стиль, потом
появилась модная джинсовая ткань —
«варенка»— с эффектом линялости.
Модели брюк
Брюки — удобная одежда для работы,
занятий спортом и отдыхом. Модели брюк очень
разнообразны.
По назначению брюки могут быть
повседневными (для работы и дома), нарядными,
спортивными, иметь специальное
назначение. Они могут быть составной частью
костюма и изготовляться вместе с жакетом или
жилетом. Форма, длина и силуэт брюк
зависят в основном от направления моды. Брюки
могут быть широкие по всей длине или узкие
на определенных участках (по линии бедер
или линии коленей), зауженными или
расширенными книзу, длинными или короткими.
Брюки могут быть без пояса, с щироким
или узким поясом, со шлевками различной
формы для ремня или без шлевок, с боковыми
швами или без них, с застежкой спереди или в
боковых швах, с петлями на пуговицы или
застежкой-молнией, внизу с манжетами, без
манжет, со сборками, оборками на
эластичной тесьме или шнурках, с боковыми
карманами в боковых швах, прорезными на
передних половинках (в рамку, с листочками),
расположенными в швах передних половинок,
или накладными.
Основными деталями брюк являются
передние и задние половинки. По конструкции
передние и задние половинки брюк могут
быть с вытачками или защипами, отрезными
в области коленей, с кокетками различной
формы. Отделкой брюк может быть строчка.
Для работы и отдыха очень удобны
джинсы. Модели их разнообразны: они могут
быть с поясом на линии талии, выше или
ниже этой линии, с отрезными кокетками, с
накладными карманами или карманами в швах
передних половинок. Отделкой в джинсах
являются строчки, складки, защипы или
косички, сплетенные из долевых полосок ткани.
Удобны также юбка-брюки и комбинезоны,
135
предназначенные в основном для
девочек-подростков и молодежи
Очень модны в настоящее время брюки
покроя галифе различных силуэтов
Обработку брюк выполняют в такой
последовательности обрабатывают мелкие
детали, притачивают надставки-клинья,
обрабатывают вытачки и складки, обрабатывают
кокетки и соединяют их с передними и задними
половинками, выполняют влажно-тепловую
обработку передних и задних половинок
(брюк из шерстяных тканей), обметывают
срезы, обрабатывают карманы, обрабатывают
боковые швы, обрабатывают шаговые швы,
обрабатывают застежки, обрабатывают
средние швы, обрабатывают верхние срезы брюк
поясом, обрабатывают низ брюк, выполняют
окончательную отделку брюк В зависимости
от модели технологическая
последовательность обработки брюк может изменяться
Ниже приведена рекомендуемая длина
брюк типовой конструкции на все
возрастные, полнотные и размерные группы
Средний рост, см
146
152
158
164
170
176
Длина брюк, см
95
99
103
107
111
115
Длину брюк из хлопчатобумажных
тканей увеличивают на 1 см Если ширина брюк
внизу превышает 26 см, их длину также
увеличивают на 1 см Длину брюк с укороченной
высотой банта уменьшают на величину
укорочения банта
Модели брючных костюмов
Форма и покрой брючных костюмов очень
разнообразны Верхняя часть костюма может
быть решена как жакет, блузка или жилет
Модели брюк, входящих в общий костюм, очень
разнообразны В зависимости от назначения и
направления моды они могут быть короткими
(шорты), до колена, за колено и длинными,
узкими, прямыми и расширенными книзу
136
137
Обработка половинок брюк
Притачивание надставок и стачивание
вытачек. Надставки к задним половинкам брюк
притачивают швом шириной 1 см. Швы
разутюживают и иногда расстрачивают с двух
сторон на расстоянии 0,1 см от линии шва.
Срезы швов притачивания надставок
должны быть предварительно обметаны на
специальной машине.
Вытачки на передних половинках брюк
стачивают по намеченным линиям, сводя
строчку к концу вытачки на нет. При этом
деталь складывают лицевой стороной
внутрь по средней линии.
Вытачки, переходящие в мягкие складки,
стачивают на расстоянии 3—4 см от верхнего
среза брюк или только сметывают.
Швы отгибают и заутюживают с изнанки
в сторону бокового среза.
В зависимости от модели передние и
задние половинки брюк могут быть на кокетке.
Их обрабатывают так же, как и в юбках.
Влажно-тепловая обработка передних и
задних половинок брюк из шерстяных тканей.
Влажно-тепловую обработку начинают с
передних половинок брюк A). Две передние по-
л«винки складывают лицевыми сторонами
внутрь, уравнивая срезы, располагают на столе
правой половинкой вверх, боковыми срезами к
работающему. Участок бокового среза от низа
до линии колена растягивают на 1,2—1,5 см.
Образовавшуюся слабину ткани сутюживают
до середины передних половинок брюк.
Таким же способом обрабатывают шаговые
срезы. Затем повторяют влажно-тепловую
обработку со стороны левой половинки брюк.
После оттягивания боковых и шаговых
срезов половинки брюк разъединяют и
складывают каждую отдельно лицевой стороной
внутрь так, чтобы на участке от низа до линии
колена боковой срез совпадал с шаговым, а
далее сгиб был направлен к сгибу верхней
передней складки. Верхний конец шагового среза
должен несколько выступать за боковой срез.
Сложенные таким образом половинки брюк
увлажняют, сутюживают по сгибу на участке
ниже линии колена для получения плавной
линии прогиба под коленом и слегка
приутюживают сгиб B). Для окончательного
закрепления формы половинки брюк перевертывают и
повторяют приемы сутюживания.
Задние половинки брюк складывают
лицевыми сторонами внутрь, уравнивая срезы, и
раскладывают на? столе правой половинкой
вверх, боковым срезом к работающему C).
138
Участок от низа до линии колена сутюживают
на 8—10 см D). Затем половинки брюк
перевертывают шаговым срезом к работающему и
участок от низа до линии колена сутюживают
так же, как и по боковому срезу E и см. 4),
участок верхней части шагового среза и средний
срез увлажняют, левой рукой берут за край
надставив и, передвигая утюг, растягивают
шаговый срез на 2—2,5 см, отводя его в
сторону бокового среза. Одновременно
растягивают средний срез на участке наибольшей
выемки. Возникшую при этом слабину сутюживают
до середины половинки. Половинки брюк
перевертывают и повторяют те же приемы со
стороны левой половинки. Затем задние
половинки разъединяют и складывают каждую
отдельно лицевой стороной внутрь так, чтобы
на участке от низа до линии колена боковой
срез совпадал с шаговым, срезы низа были бы
ровными, а далее сгиб должен быть направлен
к верхней части среднего среза (рис. б). В
верхней части шаговый срез должен отстоять от
бокового среза на тот же отрезок, на какой
шаговый срез в верхней части передней
половинки выходил за боковой срез.
В таком положении придают
окончательную форму задним половинкам брюк, су-
тюживая сгиб деталей в области ягодиц, т. е.
напротив верхних участков шаговых краев,
получая при этом плавную вогнутую линию.
В узких брюках производят небольшое
оттягивание сгиба задних половинок брюк в
области икроножных мышц. Сгиб слегка
приутюживают, образовавшуюся при этом
по сгибу слабину сутюживают.
В массовом производстве формование
задних половинок производят на прессах со
специальными подушками.
В брюках из тканей, содержащих
синтетические волокна, трудно поддающихся
обработке, влажно-тепловую обработку
передних и задних половинок не выполняют. В
этом случае требуемая форма брюк
предусматривается конструкцией.
Обработка карманов
Прорезные карманы. Самыми
распространенными прорезными карманами являются
карманы в рамку (/ и 2) и с листочкой C),
расположенные в вертикальном,
горизонтальном направлении или под углом.
Обрабатывают прорезные карманы в брюках так же,
как в платьях и юбках, с той лишь разницей,
что для предохранения кармана от
растяжения с изнанки под линию кармана подклады-
вают подкладку кармана, которая попадает
п
Ц i л
139
под строчки притачивания листочек и
обтачек. Верхние срезы подкладки кармана
должны доходить до верхних срезов брюк и
попадать в швы обработки пояса.
Карманы в швах передних половинок
брюк. Такие карманы имеют различную
конфигурацию D, 5 и 6). Боковая часть передней
половинки является также и подзором,
поэтому ее выкраивают на 5 см шире. Боковую
часть накладывают на мешковину кармана и
настрачивают с предварительным
обметыванием среза.
Верхнюю сторону кармана,
расположенную на основной части передней половинки,
обрабатывают обтачкой, выкроенной по
форме кармана (рис. 7), или припуском (#),
вкладывая под отделочную строчку между
основной деталью и обтачкой подкладку кармана.
140
Подзор нижней и обтачка верхней
сторон кармана могут быть выкроены вместе с
одной частью подкладки кармана из
основной ткани. Срезы подкладки карманов
обметывают на специальной машине,
окантовывают на машине со спецприспособлением (9)
или стачивают двойным швом (/0).
Накладные карманы. Верхний срез
накладного кармана обрабатывают
припуском (И) или обтачкой A2). Боковые и
нижний срезы накладного кармана подгибают,
заутюживают в массовом производстве по
специальным шаблонам на прессе, а при
изготовлении по индивидуальным
заказам — по намеченным линиям и
настрачивают на половинки брюк на расстоянии от
края в зависимости от модели A3).
141
Обработка застежки
Застежку обрабатывают в левом боковом или в
переднем шве брюк. Застежки в брюках
обрабатывают так же, как и в юбках. Срезы
застежки в боковом шве могут быть обработаны
припусками на обработку застежки A) и
обтачками B). Внутренние срезы припусков могут быть
обработаны швом вподгибку или обметаны.
Соединение срезов
Боковые срезы. При изготовлении изделий по
индивидуальным заказам боковые срезы
брюк сметывают, уравнивая контрольные
знаки и совмещая рисунок ткани, и
стачивают по передним половинкам. Нитки
сметывания удаляют. Швы разутюживают или
заутюживают в сторону передней половинки и
настрачивают на расстоянии от строчки в
зависимости от модели.
Шаговые срезы. Перед соединением
шаговых срезов уточняют ширину брюк на
уровне колена и внизу. Затем брюки
раскладывают на столе шаговыми срезами задних и
передних половинок встык и намечают
(мелом или карандашом) контрольные знаки E).
При стачивании шаговых срезов
контрольные знаки должны совпадать. Стачивание
выполняют по передним половинкам. Швы
разутюживают, раскладывая половинки
брюк так, чтобы на участке низа до линии
колена шаговые швы совпадали с боковыми.
Сутюживают передние половинки ниже
линии колена, а задние — ниже линии ягодиц,
придавая подовинкам брюк форму,
соответствующую строению фигуры.
Средние срезы. Перед соединением
средних срезов уточняют ширину брюк вверху и
положение конца застежки. Стачивание
выполняют в соответствии с намеченной линией,
определяющей ширину брюк вверху, на
машине двухниточного цепного стежка или на
стачивающей машине челночного стежка двумя
строчками. При стачивании шов растягивают,
особенно на участке наибольшей вогнутой
части внизу среднего шва, и следят за совпадением
надставок и шаговых швов. Шов ра
Обработка верхнего среза
Подкладку боковых карманов расправляют и
притачивают по верхнему срезу брюк на
расстоянии от него 0,5 см, застрачивая одновременно
142
мягкие складки (вытачки) на передних половинках
брюк (если они ранее не были обработаны).
Пояс обрабатывают на подкладке
специальной тесьмой или выкраивают цельным с
подпоясом. Пояс, тесьму или подкладку
притачивают (предварительно намотав их на
кассеты) к верхнему срезу брюк на специальной
двухигольной машине, одновременно
вкладывая верхние или нижние концы шлевок.
Строчки притачивания тесьмы или
подкладки пояса к верхнему срезу пояса должны
располагаться на расстоянии, равном
0,2—0,3 см от подогнутых срезов пояса и 0,1
см от краев тесьмы D) или подогнутых краев
подкладки пояса E). Из пояса должен быть
образован кант шириной 0,1—0,2 см. Концы
пояса складывают пополам и обтачивают.
Ширина шва 0,7 см F).Шов раскладывают
на две стороны. Концы вывертывают на
лицевую сторону, шов располагают
посередине пояса и закрепляют на расстоянии 0,2 см
от края двумя-тремя обратными строчками
на стачивающей машине или одной
закрепкой на специальной машине так, чтобы не
были видны концы швов G).
Если пояс цельно кроенный с подпоясом,
сначала обтачивают концы пояса. Пояс
вывертывают, швы расправляют. Нижнюю часть
пояса лицевой стороной складывают с лицевой
стороной брюк и притачивают, уравнивая
срезы (8). Пояс отгибают в сторону,
противоположную брюкам, подгибают и настрачивают,
закрывая строчку притачивания пояса (9).
При обработке верхнего среза брюк на
одноигольной стачивающей машине,
снабженной специальным приспособлением (на-
правителем), можно соединить пояс с
брюками одной строчкой, вкладывая верхний срез
брюк между подогнутыми краями пояса G0).
В изделиях из толстых тканей и
трикотажных полотен срез нижней части пояса
обметывают, верхнюю часть пояса притачивают к
лицевой стороне бркйс, пояс отгибают, шов
отвертывают в сторону пояса и притачивают
нижнюю часть пояса, прокладывая строчку с
лицевой стороны в шов притачивания пояса.
При этом обметанный срез нижней части
пояса у концов застежки подгибают внутрь A1).
Верхний срез брюк-с эластичной тесьмой
обрабатывают швом вподгибку с
одновременным вкладыванием этой тесьмы A2).
143
Обработка нижних срезов
Нижние срезы брюк в зависимости от модели
могут быть обработаны без манжет и с манжетами.
Брюки с манжетами. Для уточнения линии
низа брюки раскладывают на столе правой
половинкой вверх, совмещая шаговые и боковые
швы, уравнивая шов банта и выправляя
средний шов.
Верхнюю половинку брюк отгибают, от
среднего шва по шаговому шву откладывают
мерку длины брюк по шаговому шву и
проводят меловую линию подгиба низа, затем
проводят еще две меловые линии: первую вниз на
расстоянии, равном ширине манжеты в
готовом виде, а вторую ниже первой линии на
расстоянии, равном ширине манжеты плюс 1 см.
Правую половинку брюк накладывают на
левую и переводят на нее меловые линии. Низ
брюк подрезают по нижней меловой линии. В
массовом производстве намелку и обрезку линии
низа брюк выполняют на полуавтомате OHM.
Меловые линии переводят на внешние
стороны брюк, на нижний срез накладывают
специальную тесьму для предохранения низа
брюк от истирания утолщенным краем вверх
так, чтобы край тесьмы выходил за нижний
срез брюк на 0,1—0,2 см, и настрачивают
около утолщенного края. Концы тесьмы
накладывают один на другой, располагая их на
]—1,5 см от шаговых швов в сторону
передних половинок. Затем низ брюк перегибают
наизнанку по средней меловой линии и
настрачивают по тесьме на расстоянии 0,1 см от
края. В массовом производстве эту операцию
выполняют на двухигольной машине.
Манжеты отгибают на лицевую сторону
так, чтобы утолщенный край тесьмы выходил
ровным кантом за низ брюк G). Манжеты
прикрепляют к низу брюк с изнаночной
стороны вдоль боковых и шаговых швов
вручную 5—6 стяжками. Длина закрепки 1 см.
Манжеты приутюживают на прессе со
специальным приспособлением или утюгом,
вкладывая специальную подушку.
Брюки без манжет. При обработке
нижних срезов брюк без манжет B) намечают две
линии: линию подгиба низа на расстоянии,
гавном длине брюк в готовом виде, и линию
обрезки низа на расстоянии, равном ширине
подгиба. Ширина подгиба низа не должна
быть меньше 4 см. Нижние срезы брюк
обметывают или окантовывают полоской
подкладочной ткани окантовочным швом с одним
открытым срезом.
По намеченной линии подгиба с лицевой
стороны настрачивают тесьму одной или
двумя строчками.
Припуск на подгиб низа перегибают
наизнанку, заметывают и подшивают на
специальной машине, а в брюках из
хлопчатобумажных тканей застрачивают с подгибом
среза внутрь E). Низ брюк приутюживают.
При обработке нижних срезов брюк из
тонких тканей без манжет D) намечают две
линии: линию подгиба низа на расстоянии,
равном длине брюк в готовом виде, и линию
обрезки низа на расстоянии, равном
удвоенной ширине подгиба низа (но не менее 4 см).
Предохранительную (шелковую) тесьму
с утолщенным бортиком накладывают на
срез с изнаночной стороны, выпуская
утолщенный край тесьмы за нижний срез брюк на
0,3 см, и настрачивают на расстоянии 0,1 см
от верхнего края тесьмы. Низ брюк с
настроченной тесьмой отгибают на лицевую
сторону, выпуская утолщенный край тесьмы за
намеченную линию подгиба низа на 0,2 см, и на-
2
WWWA,
]| II ^^
)
6
144
страчивают, прокладывая строчку около
утолщенного края тесьмы, т. е. на 0,2 см от
края тесьмы, при этом срез низа брюк должен
находиться внутри.
Затем обработанный край низа брюк
отгибают наизнанку по намеченной линии. Низ
брюк расправляют и утюжат на прессе со
специальным приспособлением.
Низ брюк закрепляют на специальной
закрепочной машине или вручную с лицевой
стороны на расстоянии 0,5 см от боковых и
шаговых швов со стороны задних половинок.
Брюкн с притачными манжетами. В
моделях с притачными манжетами внизу боковых
швов делают шлицы. Внутренние края шлиц
обрабатывают швом вподгибку с закрытым
срезом E). В зависимости от модели по низу
брюк обрабатывают сборку или
закладывают складки. Манжеты притачивают к
нижнему срезу брюк со стороны брюк, если по низу
брюк собраны сборки, или со стороны
манжет, если их притачивают с помощью
специальной лапки для образования сборок.
Складки закладывают согласно надсечкам во
время притачивания манжет, отгибая их в
сторону боковых швов брюк.
При притачивании манжет застроченный
край шлицы со стороны передней половинки
брюк подгибают на изнаночную сторону на 1 см.
Манжету складывают лицевыми
сторонами внутрь и обтачивают концы, одновременно
подгибая верхний срез манжеты. Концы
манжет вывертывают на лицевую сторону, швы
выправляют. Срез манжеты подгибают внутрь
и настрачивают на расстоянии 0,1—0,2 см от
подогнутого края, закрывая шов притачивания
манжеты. Манжету по концам и низу
настрачивают, если это предусмотрено моделью. Шлицу
вверху скрепляют на стачивающей машине
поперечной строчкой F) одновременно со
стачиванием боковых срезов.
Брюки с эластичной тесьмой по низу. При
обработке низа брюк эластичной тесьмой
один конец тесьмы накладывают на другой и
настрачивают зигзагообразной строчкой
поперек. Нижний срез брюк подгибают по
намеченной линии подгиба низа и застрачивают
швом вподгибку с закрытым срезом,
одновременно вкладывая эластичную тесьму. Ширина
шва в готовом виде должна быть больше
ширины эластичной тесьмы на 0,2—0,3 см G).
Если по модели предусмотрена оборка из
брюк, припуск на подгиб увеличивают на
ширину оборки. Подгибают низ брюк по
намеченной линии, прокладывают первую
строчку на расстоянии от сгиба, равном ширине
оборки, а при прокладывании второй
строчки, т. е. при застрачивании среза, вкладывают
подготовленную эластичную тесьму (8).
Окончательная влажно-теплоаая
обработка брюк
С готовых брюк удаляют следы мела, нитки
выметывания и заметывания краев, подрезают
концы ниток с лицевой и изнаночной сторон.
Верхнюю часть брюк обрабатывают через про-
утюжильник на прессе или утюгом на
специальной колодке с лицевой стороны, выправляя
пояс, бант, вытачки, боковые карманы и
средний шов (9). Затем приутюживают или
прессуют нижнюю часть брюк, совмещая боковые и
шаговые швы A0), заутюживают сгибы со
стороны шаговых швов на прессе за один прием, а
утюгом на каждой половинке отдельно, со
стороны боковых швов — на обеих половинках
вместе. Одновременно с заутюживанием
сгибов выправляют, плотно приутюживают и
отпаривают низ брюк и манжеты.
6 Зак 10058
145
Основы
отделочных работ
Отделка кружевом, буфами
и мережкой
Кружево — самый распространенный вид
отделки изделий легкой одежды.
Кружево изготовляют в виде полотна,
которое затем разделяют на отдельные
полоски G), в виде ленты или штучных изделий
B и 3).
Накидки, жилеты, блузки из
вологодского кружева, надетые на маленькие, предельно
простые по форме платья из
гладкокрашеного шелкового или шерстяного крепа или
трикотажного полотна, являются главным
украшающим элементом нарядного ансамбля.
Буфы выполняют вручную или на
машине. Количество рядов буф зависит от
выбранного рисунка. Размечают буфы точками D) или
прямыми стежками длиной 0,5—1 см E).
Расстояние между строками так же зависит от
рисунка. При этом стежки или точки обязательно
146
должны быть расположены строго один под
другим. Способ выполнения буф при разметке
точками показан на б и 7. После
прокладывания строчек нитки стягивают, образуя
складочки. На полученных складочках выполняют
различные рисунки (8), делая по 3—5 стежков в
каждой закрепке. Для получения рисунка «
вафли» (см. 6) или «пчелиные соты» закрепляют
поочередно стежком крест-накрест по две
складочки ряда. После вьпиивания нитки сборки
удаляют. Под буфы с изнанки прикрепляют
или пришивают подкладку (9), которая
служит и долевиком.
Машинные буфы получают путем
закрепления и отделки сборки с лицевой стороны
детали несколькими параллельными
строчками. Расстояние между строчками и
количество строчек зависят от модели. Начало и
конец строчки закрепляют. Сборки
распределяют равномерно. Концы строчек, образующих
буфы, можно вкладывать в швы соединения с
другими деталями или закреплять
неглубокой складкой, подкладывая подкладку.
Мережки — самый распространенный
вид отделки на ткани с полотняным
переплетением. Для выполнения мережки вы-
1
1
Щ
Ш
ii
Шш
1 2
ш
Ш
ill
т
• * ! Я
>
i
i
*
>
i
л
3
i i : ! ' ' ! !
6
дергивают нити основы или утка.
Оставшиеся нити соединяют столбиками, из которых
выполняют различные узоры A0). Мережка
может быть выполнена и на специальной
машине A1).
147
Вышивка
Вышивка — один из древнейших
видов украшения швейных изделий. В
декоративном оформлении праздничной
одежды издавна немаловажную роль
играла ручная вышивка на различных
тканях, коже, замше и других материалах
льняными, хлопчатобумажными, шерстяными,
шелковыми нитями (чаще всего цветными), а
также бисером, жемчугом, драгоценными
камнями, блестками, монетами и т.п.
Ниже приведены основные приемы
ручной вышивки. Все швы должны быть
одинакового натяжения.
Шов «вперед иглой» A) выполняют
справа налево с набором на иглу 2—3
нитей ткани. Применяется при обведении
контура рисунка и для вышивки,
заполняющей плоскость ткани.
Строчевой шов B) выполняют,
вводя иглу справа налево, а затем
протягивают нитку с изнаночной стороны на
два стежка вперед.
Для выполнения стебельчатого
шва E) делают иглой один лицевой
стежок вперед, а с изнаночной
стороны набирают на иглу половину длины
стежка назад так, чтобы
вышивальная нитка выходила из ткани ниже
стежка.
Шов «козлик» D) выполняют двумя
рядами слева направо. Начинают с
нижнего ряда. Делают иглой стежок вверх с
наклоном направо. В верхнем ряду
набирают на иглу ткань таким образом,
чтобы место выхода иглы из ткани
оказалось на одной линии с местом входа иглы
в ткань в нижнем ряду. Стежок вниз
делают с таким же наклоном, как и верх-
148
ний, и столько же нитей вновь набирают
на иглу.
Шов «частый козлик» E)
выполняют так же, как и «козлик», только
чаще, причем места проколов иглой
ткани при входе и выходе из нее будут
общими.
Шов с перехватом F) состоит из
двух стежков: вертикального
длинного и прикрепляющего его к ткани
короткого перехватывающего стежка.
Перехватывающий стежок
перебрасывают через вертикальный слева
направо.
При вышивании швом «крестик» G)
вначале выполняют ряд наклонных
стежков в одном направлении, а затем
обратным ходом перекрывают их такими же
наклонными стежками.
Шов «двойной крестик» (8) состоит из
четырех перекрещенных стежков, которые
выполняют в один прием.
Шов «полукрестик» (9) получают,
обвивая вокруг свободно наложенную
нитку, начиная справа.
Вышивание простым
зигзагообразным швом A0) производится двумя
рядами справа налево. Начинают с верхнего
ряда и делают лицевой стежок вниз с
наклоном направо. В нижнем ряду с
изнаночной стороны набирают на иглу влево
стежок такой длины, чтобы прокол
верхнего ряда оказался посередине
изнаночного стежка. Следующий стежок
направляют в исходный прокол
верхнего ряда и с изнанки влево вновь
набирают на иглу такой же длинный
стежок, как и в нижнем ряду. Во втором
варианте (//) заполняют промежутки
между стежками нижнего ряда
обратными стежками, делая проколы иглой в
ткань и из ткани в те же самые места. В
третьем варианте зигзагообразных
швов A2) в обоих рядах выполняют
обратные стежки.
149
Петельный шов A3) выполняют слева
направо. Стежки располагают
перпендикулярно краю ткани, оставляя
вышивальную нить под иглой.
Петельные швы могут быть с
ритмично чередующейся длиной стежков
A4)
Стежки петельного шва (см. 13)
располагают попеременно то по одну, то по
другую сторону от линии шва A5). Такой шов
употребляют при маскировке
соединительных швов.
Петельным швом обшивают группу
свободно наложенных разноцветных
ниток (/6)
Смещенный петельный шов A7)
выполняют так же, как и предыдущий (см. 15), но
вышивальную нитку затягивают не на
краю шва, а посередине.
Этим швом тоже можно маскировать
соединительные швы на изделии.
Для выполнения петельного шва с
перевивом A8) сначала делают прокол иглой
с изнаночной стороны на лицевую на
расстоянии 3—5 нитей от края, а затем,
прежде чем вытянуть иглу из ткани,
набрасывают на ее острие вышивальную нитку слева
направо. После этого затягивают стежок
на краю материала.
Петельный шов с перевивом и
группированными стежками изображен на A9).
Для выполнения шва «цепочка»
(тамбурный шов) B0) иглу вводят в
предыдущий прокол из ткани,
набирают на нее ткань в длину стежка и,
расположив вышивальную нитку петлей
под иглой, протягивают нитку через
петлю.
При вышивании швом «расширенная
цепочка» B1) иглу вводят в ткань на
расстоянии 3—4 нитей правее от места
вывода иглы из ткани.
Выполнение шва «елочка» B2)
аналогично выполнению шва «цепочка», с
той лишь разницей, что иглу вводят в
ткань попеременно то с правой, то с ле-
150
3
:
1
iL.
tft
1
ill
¦ aril
¦
m
H
y#i=i
Аи- ДЬД11ГУ11 ^
В
ИВ:
ш
ш
Ш1
tft t
¦Г
11
1
цц
(И
^В ^^^^^и^^^т г г ^^к
И
in
: Unli
NH
¦
н
ян
вой стороны от центральной линии шва.
В другом варианте этого шва B3) с той и с
другой стороны от центральной линии
шва делают по два стежка.
Шов «изолированные петли» B4)
представляет собой ряд изолированных
стежков — петель (на эск. 25 показана
розетка, выполненная швом
«изолированные петли»).
Шов «квадратики» («роспись») B6)
выполняют следующим образом.
Сначала по диагонали вверх подкладывают
131
вертикальные стежки, а затем по
диагонали вниз — поперечные. Следующий
раз по диагонали вверх прокладывают
поперечные стежки, а затем по
диагонали вниз — вертикальные.
Для выполнения верхошва с
перевивом B7) сначала справа налево
прокладывают зигзаообразный ряд стежков,
набирая на иглу то наверху, то внизу по
2—3 нити ткани. Затем перевивают
стежки ниткой, не прокалывая ткани (на
28 показан треугольник, выполненный
верхошвом с перевивом).
Шов «косичка-козлик» B9)
выполняют по принципу шва гладью,
прокладывая стежки с наклоном попеременно в
правую и левую стороны.
Шов «елочка-козлик» C0)
выполняют так же, как предыдущий шов, но при
этом каждый последующий стежок
перехватывает нижнюю часть предыдущего стежка.
Для получения шва «двойная
цепочка» C1) вдоль цепочки выполняют
сначала левую, затем правую петлю, не
захватывая при этом ткани, и выводят
иглу поперечным стежком из ткани таким
образом, чтобы место ввода иглы в
ткань справа находилось на линии
левого прокола, а место вывода иглы из
ткани слева — стежком ниже.
Гладьевой шов косыми стежками C2)
начинают снизу, делают наклонный
стежок вправо вверх и вытягивают нитку
рядом с первым проколом.
Навивной узелковый шов выполняют,
навивая вышивальную нитку, выходящую
152
из ткани, на кончик иглы {33, а).
Протягивают иглу вместе с ниткой сквозь
образовавшуюся спираль и прикрепляют узелок к
ткани {33, б).
Тот же принцип используют и при
выполнении перевитых краевых узелков {34),
только количество витков на острие иглы в
данном случае больше.
Сложные узелки {35) получают,
набрав на иглу нити ткани с таким расчетом,
чтобы выходящая из ткани вышивальная
нитка оказалась посередине изнаночного
стежка. После этого продевают иглу
справа налево в полученную петлю, следя за
тем, чтобы вышивальная нитка
находилась под острием иглы. Затем делают
прокол иглой вправо от петли и выводят ее на
месте следующего узелка.
Краевые узелки располагают вдоль
нити основы ткани. Для этого
продергивают в ткани 1—2 нити, пробранные
нити прошивают строчевым швом,
закрепляя каждый стежок 2—3 раза.
Складывают ткань изнаночной стороной на
изнаночную таким образом, чтобы стро-
чевой шов расположился на месте сгиба.
Промежутки между первоначальными
стежками обметывают {36, а). При
желании можно на расстоянии 2—3 нитей от
края сделать строчевой шов {36, б).
При обметывании фестонов гладье-
вым швом («шнурочком») делают одна
на другую три воздушные петли длиной
0,5—1 см и обметывают их гладьевым
швом {37). В ходе работы обметывают и
край изделия.
153
Фестоны, выполненные петельным
швом с перевивом C8), выполняют так
же, как предыдущие, только вместо
гладьевого шва применяют петельный
шов с перевивом.
Вышивание гладью E9) начинают
снизу слева. Прокладывают вертикальный
стежок вверх и выводят иглу на 1—2 нити
далее от предыдущего прокола.
Вышивку односторонней гладью
(верхошвом) выполняют справа налево с
набиранием на иглу то вверху, то внизу
2—3 нитей ткани D0).
При вышивании выпуклой гладью D1)
контур кружка обводят швом «вперед
иголку» и выполняют верхошвом настил.
Затем вышивают кружок гладью. Стежки
настила располагают всегда вертикально
по отношению к стежкам гладьевого
застила.
При вышивании «дырочками» D2)
контуры отверстий обметывают швом
«вперед иголку». Ткань в местах выреза
прорезают кончиками ножниц и отгибают
до линии контура. Затем обметывают края
гладьевым швом.
154
При вышивании гладью листьев D3)
контуры рисунка обметывают швом
«вперед иголку» и застилают его косым гладье-
вым швом. Можно также сначала
выполнить верхошвом настил и потом уже
вышить гладью.
При обработке фестонов петельным
швом D4) контур и настил выполняют
швом «вперед иголку», а затем
обметывают петельным швом D4).
В настоящее время при отделке
швейных изделий широко применяют
машинную вышивку на одноигольных
машинах и многоголовочных
полуавтоматах.
В домашних условиях, а иногда и на
фабриках, для вышивания используют
обычные швейные машины с
соответствующими приспособлениями.
При массовом производстве одежды и
предметов быта широко применяются
высокопроизводительные вышивальные
многоголовочные полуавтоматы
(агрегат из нескольких головок швейных
машин с одним общим приводом).
Пяльцы каждой из этих машин
устанавливаются в одной раме и
получают одновременно движение от
одного механизма по заданному
направлению и на определенное
расстояние. Машины автоматически
воспроизводят рисунки на материале и
могут быть использованы для
вышивания гладью, крестом, для
теневых вышивок и др.
Аппликация. Разновидностью
вышивки являются аппликации. Для
аппликаций используют ткани, мех,
кожу, войлок. Подготовленные для
аппликации кусочки ткани крахмалят и
просушивают под утюгом. Рисунок
переводят на деталь и бумагу. Бумагу
разрезают на части, соответствующие
элементам рисунка, и по ним выкраивают
детали рисунка из цветных кусочков
ткани. Выкроенные детали
наметывают на основную деталь согласно
рисунку, иногда подкладывают
синтетическую ватку, синтепон или поролон.
Затем края обшивают гладьевыми или пе-
155
156
тельными стежками, а также на
специальной машине.
Отделка бусами, стеклярусом
В настоящее время широкое
распространение при отделке блузок, платьев
получила отделка бусами, стеклярусом, которую
выполняют в сочетании с другой
отделкой, например, вышивкой или
самостоятельно.
Бусы и стеклярус прикрепляют по
одной штуке или группами, набрав на нитку
несколько штук и располагают их в
соответствии с рисунком.
Изготовление изделий
по индивидуальным
заказам
При изготовлении изделий по
индивидуальным заказам закройщики пользуются
лекалами изделий базовых конструкций
разнообразного ассортимента.
Детали изделия выкраивают в
соответствии с действующей технической
документацией, мерками заказчика, с учетом
направления нитей основы или утка, указанных в
технических условиях, а также направления
ворса и рисунка ткани.
К срезам деталей на швы и для
уточнения посадки изделия на фигуре заказчика
дают следующие приписки.
В изделиях с втачными рукавами (/ и 2),
см: по среднему срезу спинки — 1,5; по срезу
горловины ¦— 1,5; по плечевому срезу •— 3; по
срезу проймы — 2,5; по боковому срезу — 3;
по срезам конструктивных линий — 3; по
нижнему срезу кокетки — 2,5; по срезу
спинки и полочки на линии притачивания кокет-
158
ки — 2,5; по нижнему срезу лифа — 4; на
подгиб низа платья, платья-халата, халата,
сарафана с прямыми юбками — 7; с
расклешенными юбками — 4; жакета, жилета,
блузки, носимой навыпуск — 5, блузки,
носимой с заправкой в юбку, — 2; по срезу
оката рукава — 1,5; по переднему и локтевому
срезам рукава — 3; на подгиб низа рукава
(длинного и короткого) — 4.
В изделиях с рукавами покроя реглан
C), см: по срезу горловины — 1,5; по срезу
проймы — 2,5; по боковому срезу — 3; по
верхнему срезу рукава — 1,5; по среднему
срезу рукава — 3; по переднему и
локтевому срезам—3.
В изделиях с цельнокроеными
рукавами D), см: по срезам горловины — 1,5; по
плечевому и среднему срезам — 3; по
нижнему срезу рукавов — 3; по верхнему срезу
ластовицы — 2,5; с переходом к срезам
притачивания бочка — 3.
В брюках E), см: по верхнему
срезу— 1,5; по линии банта передней
половинки — 1,5; по среднему срезу задней
половинки с переходом до 1,5 см к точке
наибольшего выема — 3; по шаговому
срезу — 3; по боковому срезу — 3; по
нижнему срезу кокетки — 2,5; по срезу передней и
задней половинки на линии соединения с
кокеткой — 2,5; на подгиб низа брюк без
манжет — 5.
В юбках (б), см: по верхнему срезу — 1,5;
по боковому срезу — 3; по срезам
клиньев — 2; по нижнему срезу кокетки — 2,5; по
срезу юбки на линии соединения с
кокеткой— 2,5; на подгиб низа юбки
прямой — 7, расклешенной — 4.
159
Нормирование
расхода материалов
В целях упорядочения расхода
материалов на изделия, изготовляемые по
индивидуальным заказам населения,
Центральной опытно-технической швейной
лабораторией разработаны «Отраслевые
нормы расхода материалов на женскую
легкую одежду».
По каждому виду изделий нормы даны
с учетом конструкции изделия и
декоративных деталей, влияющих на расход
материала, на определенные группы моделей
с учетом размеров (88—92, 96—100,
104—108, 112—116, 120—124) и семи длин
изделий в соответствии с длиной тела
(ростом) женских фигур. Даны также схемы
раскладок лекал изделий базовых
конструкций с припусками на швы и для
уточнения изделия по фигуре заказчика. При
оформлении заказов на изделия расход
материалов определяют по действующим
отраслевым нормам.
Раскладки рекомендованы на
следующие ширины тканей, см:
хлопчатобумажных и штапельных — 75; шелковых — 95 и
120; шерстяных—142.
Ниже показаны типовые схемы
раскладок лекал на основные виды
изделий:
платье с втачными длинными рукавами
и отрезными боковыми частями G);
160
платье с втачными длинными рукава- платья-костюмы с длинными
втачными и расклешенной юбкой B); ми рукавами E и б);
платье с длинными рукавами покроя сарафаны, не отрезные по линии та-
реглан E); лии G и 8);
платье с длинными цельнокроеными жилеты с отрезными боковыми частя-
рукавами D); ми (9 и 10).
161
Контроль качества
швейных изделий
Контроль качества легкой одежды выполняют
на столе или на манекене, бельевых
изделий — только на столе. При контроле качества
изделия на столе вначале проверяют перед и
спинку с лицевой стороны, а затем с
изнаночной Правильность обработки изделия
проверяют сверху вниз в определенной
последовательности U—3).
В стандартах и технических описаниях на
изделия указывают размеры изделий по
основным местам измерений.
Ниже приведены допускаемые
отклонения результатов измерений платьев, блузок
от требуемых значений, учитываемые при
контроле качества изделий.
Измерение
Спинка
Длина до низа
» до линии талии
» кокетки посередине
Ширина в самом узком месте
Полочки
(перед)
Длина до низа
» до линии талии
Ширина в самом узком месте
» шуровнелинииталии
Допускаемое
отклонение.
см
±1
±0,5
±0,5
±0,8
±1
±0,5
±0,8
±1
ширина внизу
Рукава
Длина рукава
» втачного
» реглан или
цельнокроеного
Ширина рукава на уровне
линии глубины проймы
Ширина рукава внизу
Длина манжеты
Ширина манжеты
Длина планки-застежки в
блузках и сорочках
Ширина планки-застежки
в сорочках
Воротник
Длина линии втачивания
воротника в горловину
стойки или обтачки
Ширина воротника
посередине
» отлета воротника в
сорочках
в концах
посередине
Ширина стойки воротника
Согласно
техническому
описанию модели
±1
±1,5
±0,5
±0,5
±0,6
±0,3
±1
±0,3
±0,5
±0,5
±0,5
±0,2
±0,3
162
163
Юбка
Длина
Ширина на уровне линии талии
Брюки
Длина по боковому шву
» по шаговому шву
» среднего шва (шва
сидения)
» спереди
» сзади
Ширина внизу
Длина половины пояса
Ширина пояса
±1
±1
±1
±1
±1
±0,4
±0,5
±0,5
±0,5
±0,5
Размерные показатели изделий для
женщин и мужчин в соответствии со стандартом
СЭВ (СТ СЭВ 432—77) «Изделия швейные.
Система размеров одежды» на товарном
ярлыке обозначаются полными величинами
измерений роста, обхвата груди, обхвата
бедер для женской одежды и полными
величинами измерений роста, обхвата груди и
обхвата талии для мужской одежды.
Например, для женской одежды, изготовленной на
типовую фигуру с ростом 158 см, обхватом
груди 100 см, обхватом бедер 108 см, в
товарном ярлыке строка реквизита «Размеры»
заполняется следующим образом:
158—100—108. Размерные показатели для
девочек и мальчиков обозначаются полными
величинами роста и обхвата груди.
Например, для одежды, изготовленной на фигуру
девочки или мальчика с ростом 140 см и
обхватом груди 72 см, в товарном ярлыке в
строке «Размеры» будет записано: 140—72.
Рекомендации по уходу за материалами
Наименование основных материалов
Символы
Хлопчатобумажные и льняные отбеленные
Окрашенные и набивные
Шерстяные, полушерстяные с полиакрило-
нитрильными, полиамидными,
вискозными, медноаммиачными волокнами
Полушерстяные с полиэфирными и
вискозными волокнами
Шелковые натуральные, шелковые с
вискозными и полиэфирными волокнами
Шелковые с ацетатными и полиамидными
волокнами
Льняные с вискозными, полиамидными, по-
лиакрилонитрильными волокнами
164
1Я-100-10В
/75-/00-*»
as-»
Наименование основных материалов
Символы
Льняные с полиэфирными волокнами
Хлопчатобумажные с вискозными
волокнами
Хлопчатобумажные с полиэфирными
волокнами
Полиамидные, ацетатные, триацетатные и
смешанные с другими химическими
волокнами
Вискозные
Полиэфирные
Примечания: 1. При использовании
в изделиях прокладочных материалов с
полиэтиленовым покрытием допускается мягкий режим
химической чистки с символом Р, при
использовании в изделиях прокладочных материалов с
полиамидным покрытием не допускается стирка и
отбеливание н исключается символ сушки.
2. Отбеливание допускается только для
изделий из белых хлопчатобумажных и льняных
тканей, не имеющих отделок.
3. Для шерстяных и полушерстяных тканей
температура глажения допускается до 160 С; для
материалов с вложением химических волокон до
30% температура глажения не более 140 С,
свыше 30% — не более 120° С.
165
Виды дефектов
Дефект
Причины возникновения
Устранение дефекта
Изделие по пройме
спинки не прилегает к
фигуре A)
Изделие по пройме
полочки не прилегает к фи-
гуреB)
Горизонтальный залом
на спинке от плечевого
шва к горловине C)
Наклонные заломы иа
полочке от вершины
плечевого шва и
горловины D)
Изделие не прилегает к
фигуре по вырезу
горловины E)
Поперечные заломы
переда у горловины иа
уровне плеч (б)
Конструкция изделия
была выполнена на
ловно-пропорциональную фигуру, а фигура
заказчицы с большими,
резко выступающими
лопатками
Конструкция изделия
была выполнена на
условно-пропорциональную
фигуру, а фигура
заказчицы — с низкими плечами
Недостаточный раствор
верхней вытачки
Завышена вершина
проймы
Растянут срез проймы
полочки
Недостаточная ширина
горловины спинки
Излишне углублена
горловина спинки
Ширина горловины
переда ие соответствует
обхвату шеи
Уменьшена длина
воротника по срезу стойки
Занижена вершина
горловины
Завышена вершина
горловины
Растянута горловина
Ширина горловины
переда не сбалансирована
с шириной горловины
спинки — увеличена
ширина горловины переда
Занижена вершина
проймы
Высока стойка цельно-
кроеного воротника
Делают вытачку от плечевого шва на
облегание лопаток, а при ее наличии
увеличивают раствор вытачки или еще
посаживают плечевой срез спинки,
выпуская припуски по пройме
Забирают излишки ткани у вершины
проймы в плечевой шов
Увеличивают раствор верхней вытачки
Уменьшают глубину проймы, забирая из*
лишки ткани у вершины проймы полочки
в плечевой шов, при необходимости
углубляя пройму внизу
Сутюживают срез проймы полочки в
изделиях из шерстяных тканей
Перемещают плечевой срез спиики
относительно полочки в сторону середины
спинки на необходимую величину,
выпуская припуск на шов по пройме
спиики. Излишки ткани по горловине
спинки срезают
Выпускают припуск на шов по горловине
спинки. При отсутствии необходимого
припуска спинку перекраивают
Увеличивают ширину горловины
Удлиняют воротник, выпуская припуски
швов в концах
Выпускают припуски швов у вершины
плечевого среза и горловины и меняют
направление плечевого среза
Забирают излишки ткани по горловине в
шов
Растянутые участки горловины
сутюживают
Плечевой срез полочки перемещают
относительно спинки в сторону проймы,
выпуская при этом припуски шва по
горловине и срезая излишки ткани по пройме
Выпускают припуск по плечевому срезу
Уменьшают ширину стойки
166
Дефект
Причины возникновения
Устранение дефекта
Наклонные заломы,
идущие от передней
вытачки на полочке вверх
G)
Наклонные заломы в
области талии, идущие от
бокового шва вверх (8)
Горизонтальный залом
на лифе в виде напуска
(9)
Плечевые швы
перемещаются в сторону
переда A0)
Плечевые швы
перемещаются в сторону
спинки A1)
Слабина по рельефу
выше линии груди A2)
Спинка в области талии
не прилегает, косые
заломы от вытачек и
боковых швов A3)
Наклонные заломы
вверх и вниз от шва
соединения деталей A4)
Поперечные заломы на
передней части оката
рукава A5)
Заломы от вершины
оката рукава по
направлению к полочке и
спинке A6)
По вырезу горловины
или проймы видна
обтачка
Поперечные заломы у
пояса на заднем
полотнище юбки A7)
Увеличен раствор
передней вытачки
Увеличен раствор
бокового шва
Перед лифа длинен —
завышена горловина
переда и увеличена глубина
проймы
Занижена вершина
горловины и недостаточна
глубина проймы лифа
Длина спинки не
соответствует данной фигуре.
Занижена высота
горловины спиики
Запроектированная в
рельефе верхняя
вытачка имеет недостаточную
длину
Завышена линия талии в
изделии
При сметывании или
стачивании деталей
произошло смещение одной
из них относительно
другой
Узок окат рукава
Мала высота оката рукава
Обтачка горловины или
проймы ие соответствует
срезам детали
Раствор задних и
боковых вытачек ие
соответствует фигуре (глубокие
вытачки)
Уменьшают раствор передней вытачки,
забирая излишки ткани в боковой шов,
или делают дополнительную вытачку
Выпускают припуски бокового шва в
области талии и при необходимости на
такую же величину увеличивают раствор
передней вытачки
Уменьшают длину переда лифа, забирая
излишки ткани по всей длине плечевого
среза и при необходимости по линии
талии. В зависимости от величины
забранной по плечевому срезу ткани углубляют
горловину и проймы
Удлиняют перед лифа, выпуская
припуски шва по всей длине плечевого среза и по
вырезу горловины. При отсутствии
припуска по этим срезам необходимо перед
лифа удлинить за счет припуска внизу,
поднимая перед по боковому шву вверх и
углубляя пройму
Выпускают припуски плечевого шва
спинки и горловины спинки или
поднимают спинку вверх, углубляя пройму иа
соответствующую величину
Удлиняют вытачку в соответствии с
высотой груди фигуры
Уточняют положение линии талии в
изделии в соответствии с фигурой
Вновь сметывают детали, соответственно
поднимая или опуская одну из них
Перекраивают рукав, расширяя его и
выпуская припуски по шву рукава и низу
Увеличивают высоту оката рукава,
выпуская припуски шва по окату, или
углубляя окат рукава в нижней части оката
Обтачка должна быть выкроена в
точном соответствии с горловиной или
проймами основной детали с
соблюдением направления долевой нити.
Обтачка проймы может быть выкроена
под углом 45 % к нити основы
Уменьшают раствор задних и боковых
вытачек
167
Дефект
Причины возникновения
Устранение дефекта
Юбка широка по линии
бедер A8)
Юбка спереди прилегает
к ногам A9)
Юбка сзади прилегает к
ногам B0)
Складка внизу
расходится B1)
Слабина по боковому
шву на уровне линии
бедер B2)
Юбка не соответствует
фигуре — расширена
Недостаточный прогиб
посередине верхнего
среза переднего
полотнища
Недостаточный
прогиб посередине
верхнего среза заднего
полотнища
Недостаточный прогиб
по верхнему срезу юбки
Верхний срез припуска
иа складку не
соответствует по форме верхнему
срезу юбки
Изделие заужено по
линии бедер
В изделиях, ие отрезных
по линии талии, длинна
спинка
Увеличение раствора
боковой вытачки
Забирают излишки ткани в боковые швы
Увеличивают прогиб посередине
переднего полотнища в соответствии с
фигурой
Увеличивают прогиб посередине заднего
полотнища в соответствии с фигурой
Увеличивают прогиб верхнего среза
юбки
Верхний срез припуска складки
приводят в соответствие с верхним
срезом юбки
Изделие расширяют по линии бедер за
счет припусков в боковых швах (или
уменьшают припуск на складку)
Поднимают спинку, при необходимости
углубляя пройму
Уменьшают раствор боковой вытачки.
Соответственно на такую же величину
увеличивают раствор задних и
передних вытачек
Примечания 1 Для образования на спинке выпуклости на облегание лопаток вытачку можно располагать от
горловины спинкн, проймы, по линии кокетки иа талии (в изделиях с отрезным лифом), а также в среднем шве спиики,
если спинка со швом посередине
2 Для фигур со сравнительно небольшой ширииой груди, но высоко расположенными и сильно выступающими грудными
железами, рекомендуется верхнюю вытачку располагать от проймы
3 Если изделие ие прилегает к фигуре, иеобходимо забрать излишки ткаии у вершины горловины и сместить плечевой срез
полочки относительно спиики в сторону проймы
168
169
170
171
172
173
Оглавление
Предисловие 3
Введение 4
Основы технологии 6
Ручные работы 6
Инструменты и приспособления 6
Организация рабочего места 8
Рабочая поза и подготовительные приемы 10
Технические условия на выполнение ручных работ 10
Ручные стежки 11
Терминология ручных работ 12
Машинные работы 14
Машинные стежки и строчки 14
Швейные машины и полуавтоматы 14
Средства малой механизации 16
Организация рабочего места 20
Рабочая поза и подготовительные приемы 22
Технические условия на выполнение машинных работ 23
Классификация машинных швов 25
Швы, применяемые при изготовлении легкой одежды 25
Терминология машинных работ 33
Влажно-тепловые работы 35
Оборудование 35
Организация рабочего места 35
Технические условия на выполнение влажно-тепловых работ .... 36
Режимы влажно-тепловых работ 37
Терминология влажно-тепловых работ 38
Изготовление легкой одежды 40
Платья, сарафаны, халаты, блузки 40
Модели платьев 40
Модели сарафанов 41
Модели халатов и платьев-халатов 43
Модели блузок 44
Основные детали кроя 47
Срезы 47
Вытачки 47
Складки 48
Сборки и подрезы 48
Оборки и воланы 49
Обработка деталей бейками 50
Пояса, хлястики, бретели 50
174
Клапаны и листочки 51
Кокетки и вставки 52
Прорезные карманы с клапанами 54
Прорезные карманы в рамку 55
Отделочные клапаны 56
Прорезные карманы с листочками 56
Прорезные карманы с оборкой 58
Карманы в швах и складках 58
Карманы из основных деталей изделия 59
Накладные карманы 60
Петли 62
Обработка бортов подбортами 64
Обработка застежки одной обтачкой 70
Обработка застежки обтачками-подбортами 71
Обработка застежки обтачками-подбортами в рамку 72
Обработка застежки втачными планками 73
Обработка застежки с петлями в шве
стачной и притачной планки 76
Обработка застежки-молнии 78
Воротники 80
Соединение частей основных деталей 82
Обработка воротников 83
Втачивание воротников в горловину в изделиях с отворотами .... 84
Втачивание воротников в горловину в изделиях с застежкой до верха ... 86
Соединение воротников с горловиной с помощью беек и обтачек ... 88
Обработка воротников, цельновыкроенных с подбортами 90
Втачивание в горловину одинарных воротников 90
Обработка горловины в изделиях без воротника 92
Рукава 94
Обработка низа рукавов без манжет 96
Обработка застежек на рукавах 98
Обработка низа рукавов с манжетами 100
Обработка пройм в изделиях без рукавов 102
Соединение лифа с юбкой 104
Обработка застежки на линии талии 106
Обработка низа платьев и блузок 109
Соединение рукавов с проймами 112
Окончательная влажно-тепловая обработка 114
Жилеты, платья-костюмы, юбки ., 116
Модели жилетов 116
Модели юбок 119
Модели платьев-костюмов 121
Застежки 124
Разрезы '. . 125
175
Обработка верхнего среза 126
Обработка юбки на подкладке 128
Брюки, брючные костюмы 130
Модели брюк 135
Модели брючных костюмов 136
Обработка половинок брюк 138
Обработка карманов 139
Обработка застежки 142
Соединение срезов 142
Обработка верхнего среза 142
Обработка нижних срезов 144
Окончательная влажно-тепловая обработка брюк 145
Основы отделочных работ 146
Отделка кружевом, буфами и мережкой 146
Вышивка 148
Изготовление изделий по индивидуальным заказам 158
Нормирование расхода материалов 160
Контроль качества швейных изделий 162
Виды дефектов 166
Учебное издание
Труханова Антонина Тимофеевна
ИЛЛЮСТРИРОВАННОЕ ПОСОБИЕ ПО ТЕХНОЛОГИИ
ЛЕГКОЙ ОДЕЖДЫ
Редактор Л. А. Савина
Художественный редактор Ю.Э. Иванова
Технический редактор Л.А. Овчинникова
Корректор В.А. Жилкина
Оператор И.М. Сорокина
Компьютерная верстка И.М. Сорокина
Изд. № НП-8. Сдано в набор 28.06.99. Подп. в печать 02.12.99. Формат 7Ох1ОО'/|6. Бум. газетная.
Гарнитура "Тайме". Печать офсетная. Объем 14,30 усл. печ. л. 14,95 усл. кр.-отт. 14,55 уч. изд. л.
Тираж 20 000 экз. Заказ № 10058.
ЛР № 010146 от 25.12.96. ГУП издательство "Высшая школа", 101430, Москва, ГСП-4, Неглинная ул., д. 29/14.
ЛР № 071100 от 11.07.95. Издательский центр "Академия", 105043, Москва, ул. 8-я Парковая, д. 25.
Набрано на персональных компьютерах издательства.
Отпечатано на Государственном унитарном предприятии Смоленский полиграфический комбинат
Министерства Российской Федерации по делам печати, телерадиовещания
и средств массовых коммуникаций. 214020, Смоленск, ул. Смольянинова, 1.
Полезные ресурсы
«T-STILE.info» Библиотека легкой промышленности
http://t-stile.info
«Закладки швейника»- каталог ресурсов швейной
тематики
http://modafoto.blogspot.com
«Полотняная полянка»
(сказки, стихи, загадки про текстиль, одежду и
текстильные ремесла)
http://detki-textile.blogspot.com
«Справочник моды или «что есть, что» в одежде,
обуви, аксессуарах»
http://abc-moda.blogspot.com
«Кокетка» - Блог о моде и модельерах, о гармонии и
. красоте
http://koketka.wordpress.com
«ABC-moda»
Бесплатные электронные книги на швейную,
текстильную и др. темы
http://abcmoda.wordpress.com
«Ателье»
Для тех, кто шьет, учится шить, учит шить
других
http://www.atele.pochta.ru
«Ателье. В помощь студенту-швейнику»
http ://www.biysk.ru/~karman