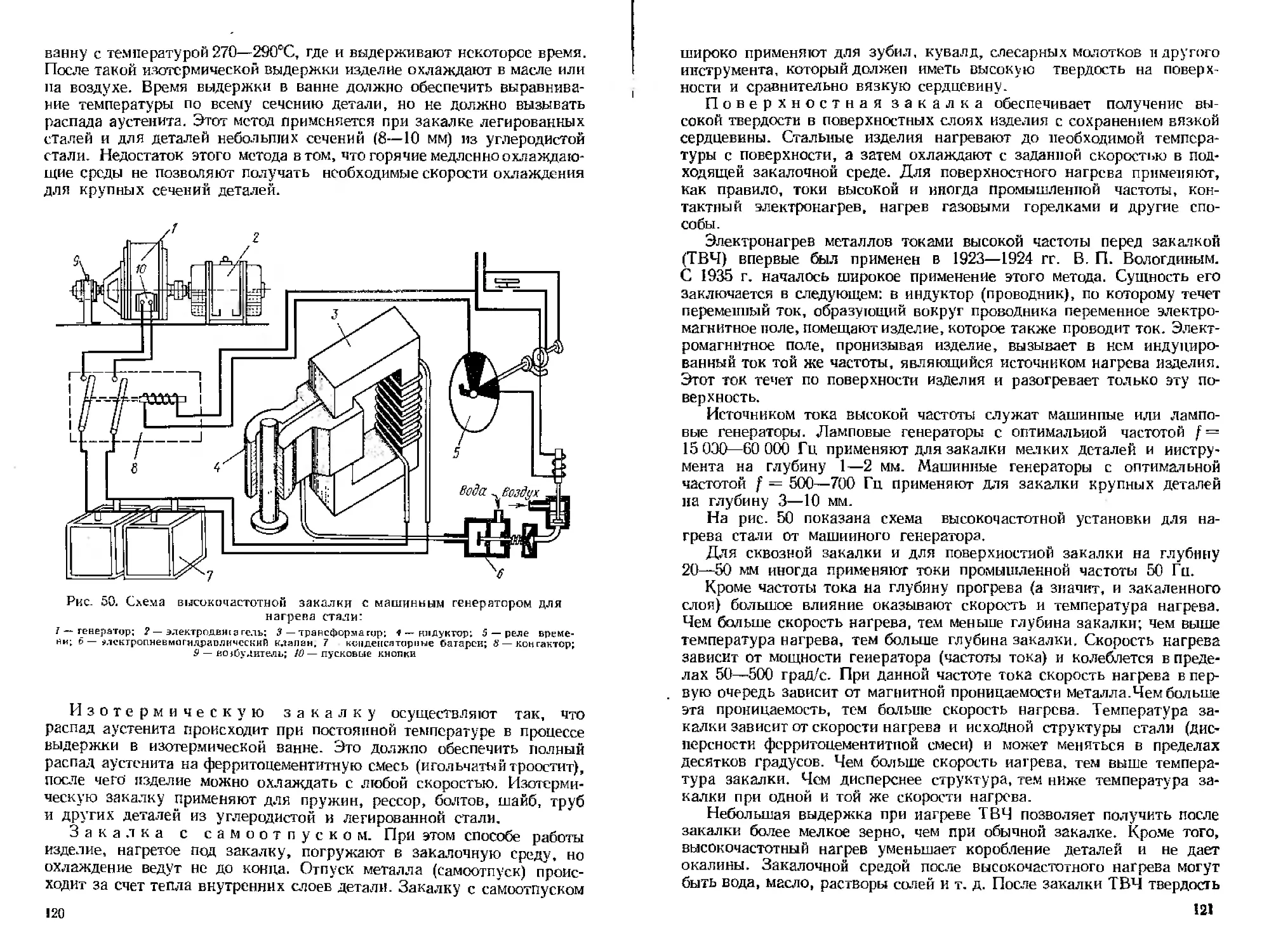
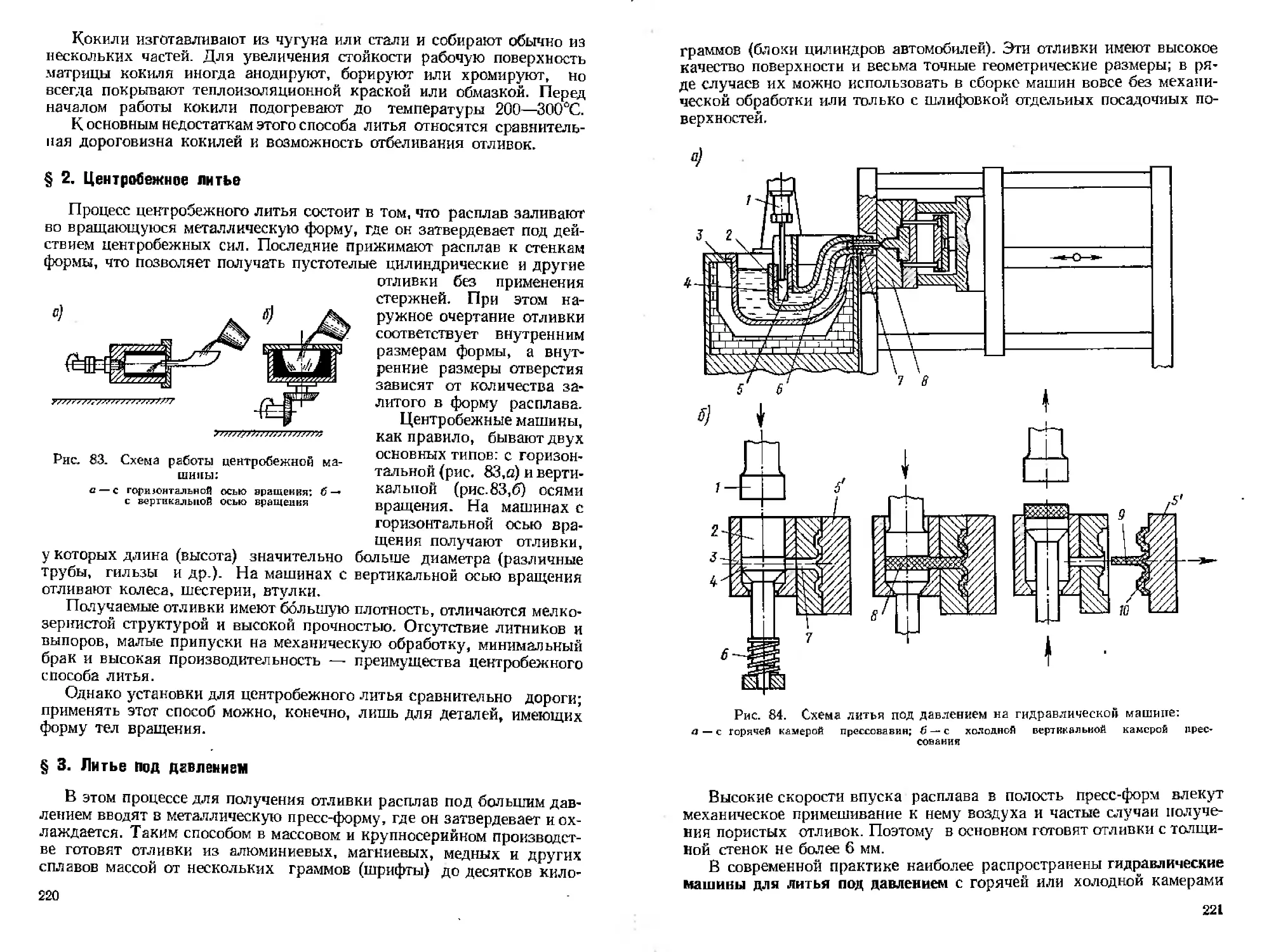
/
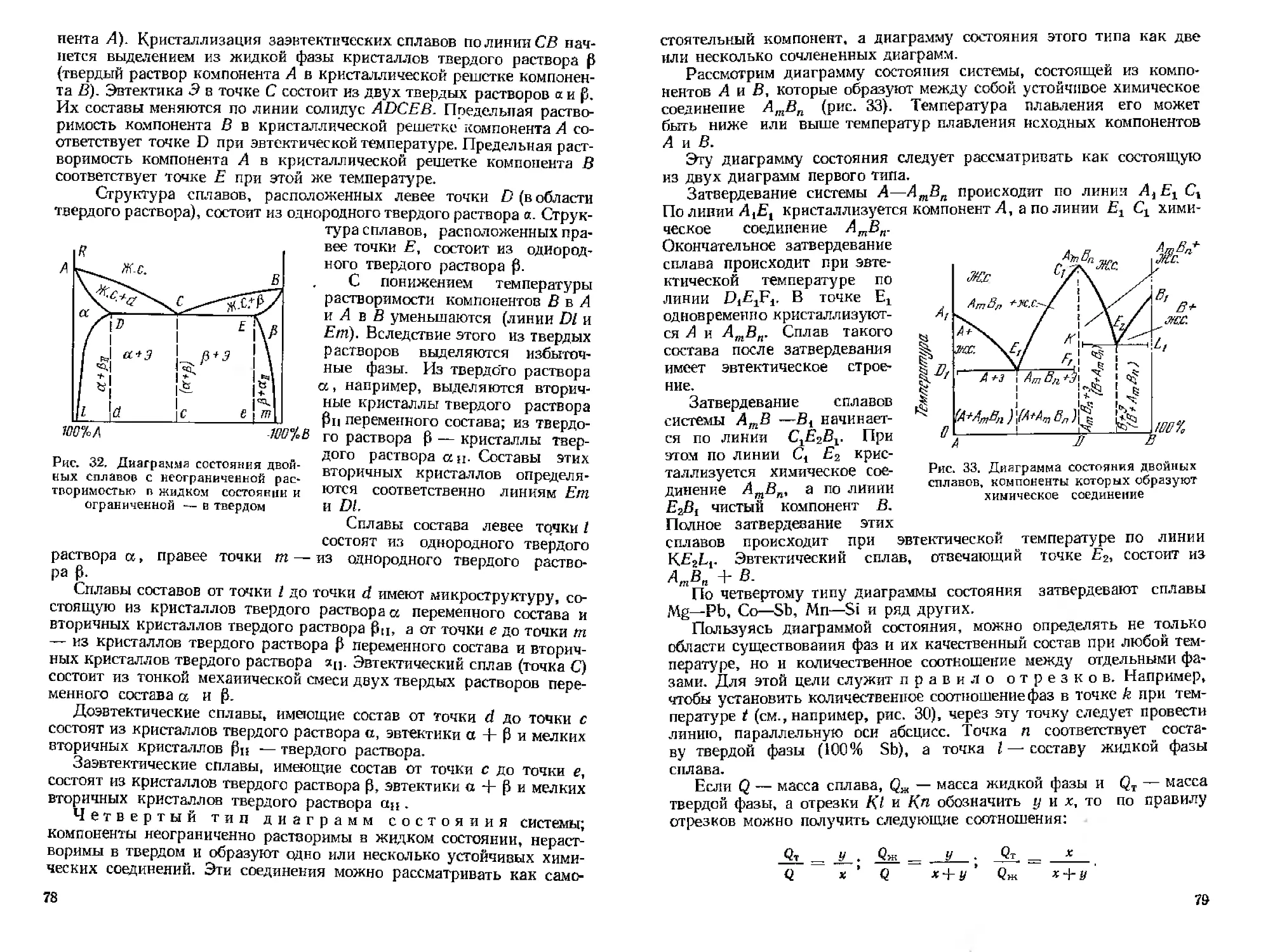

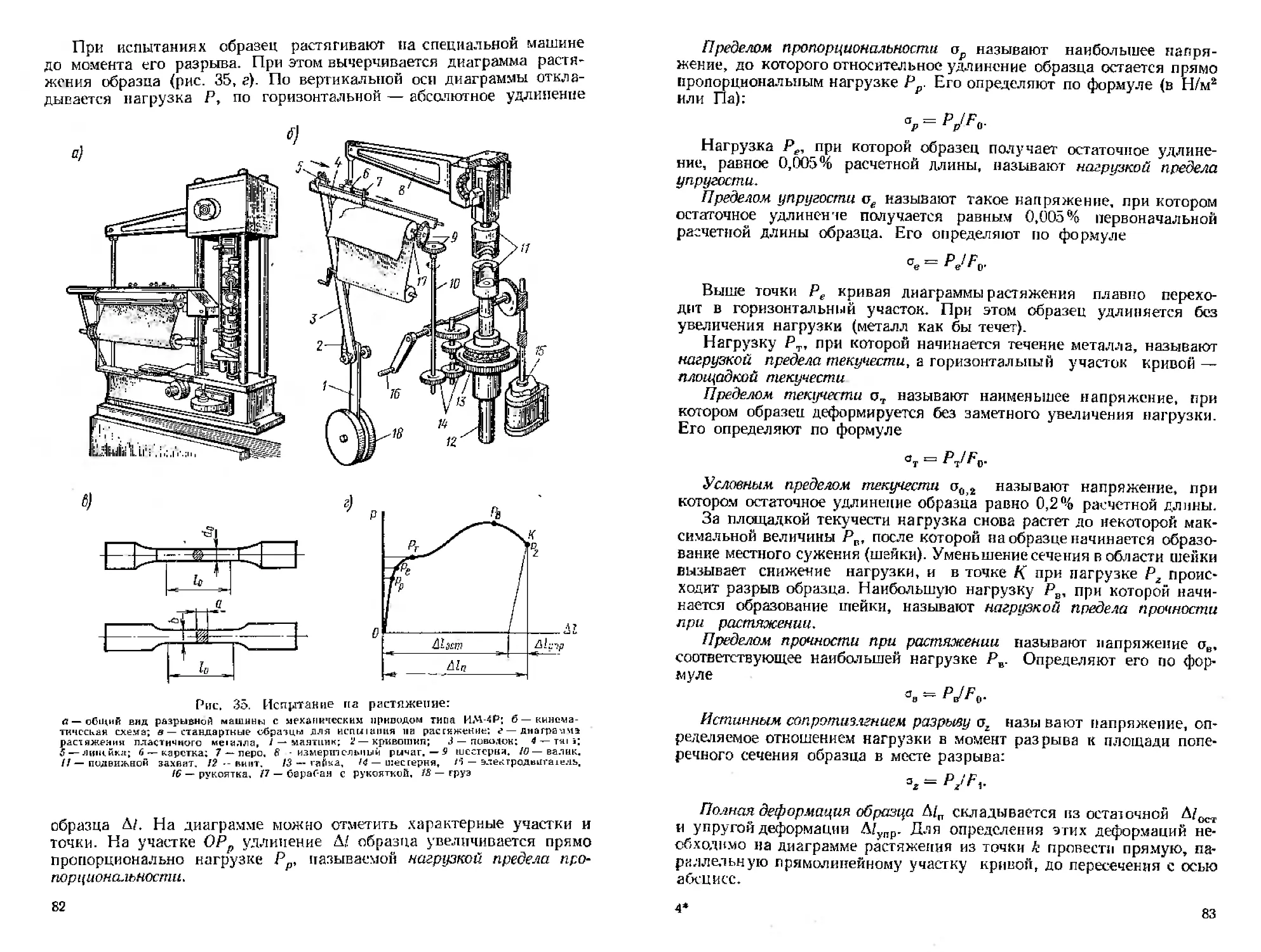
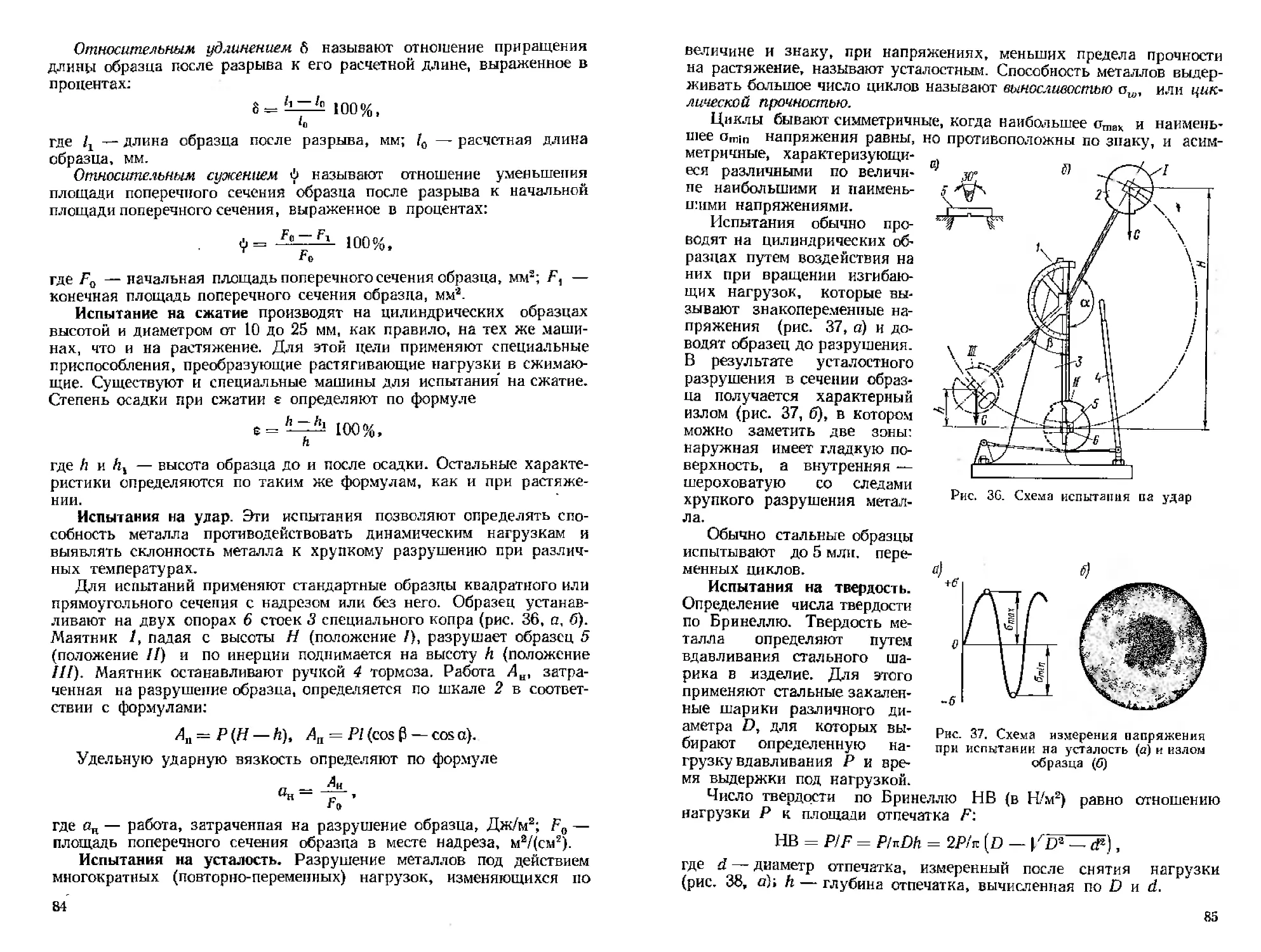
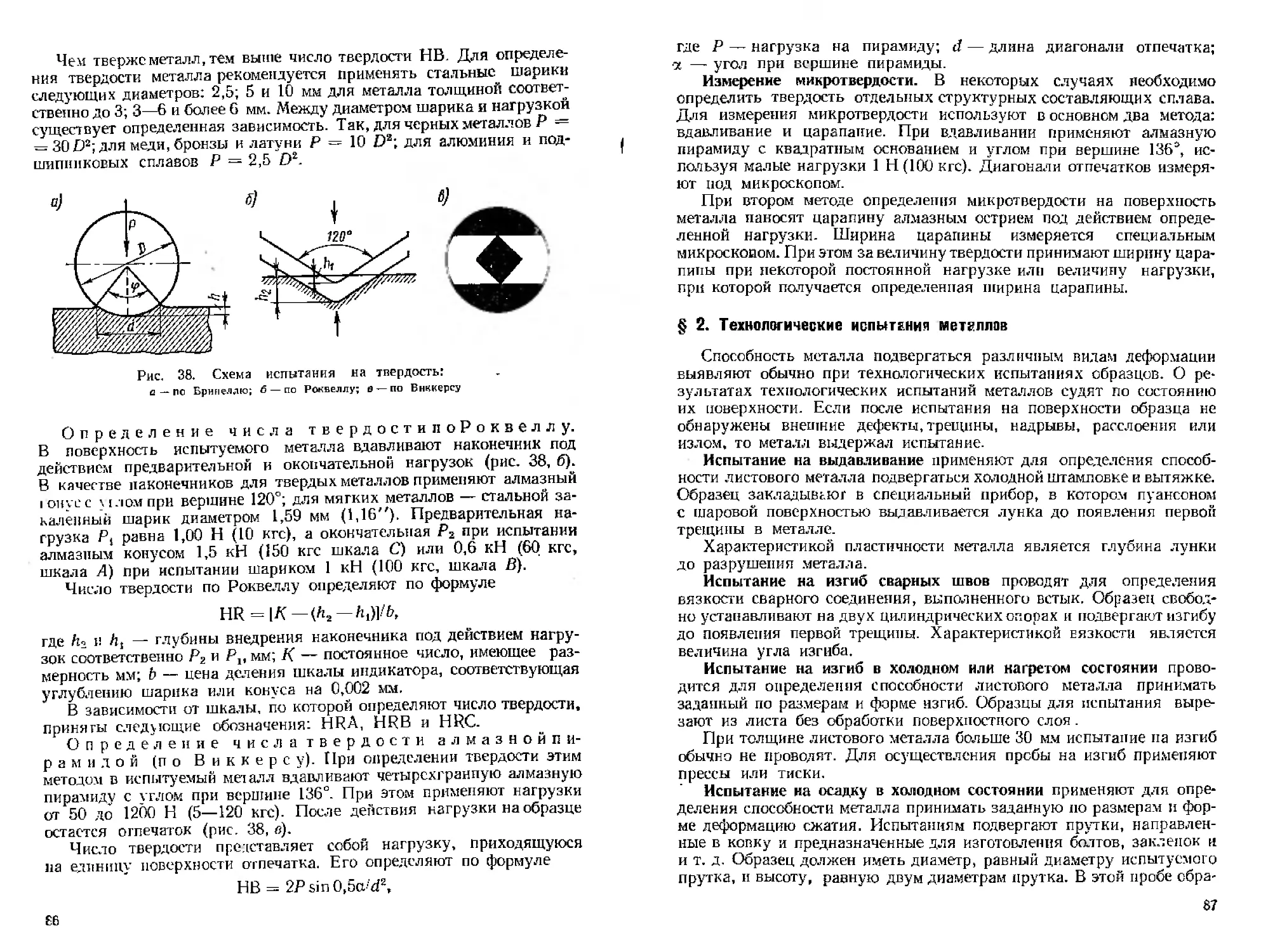
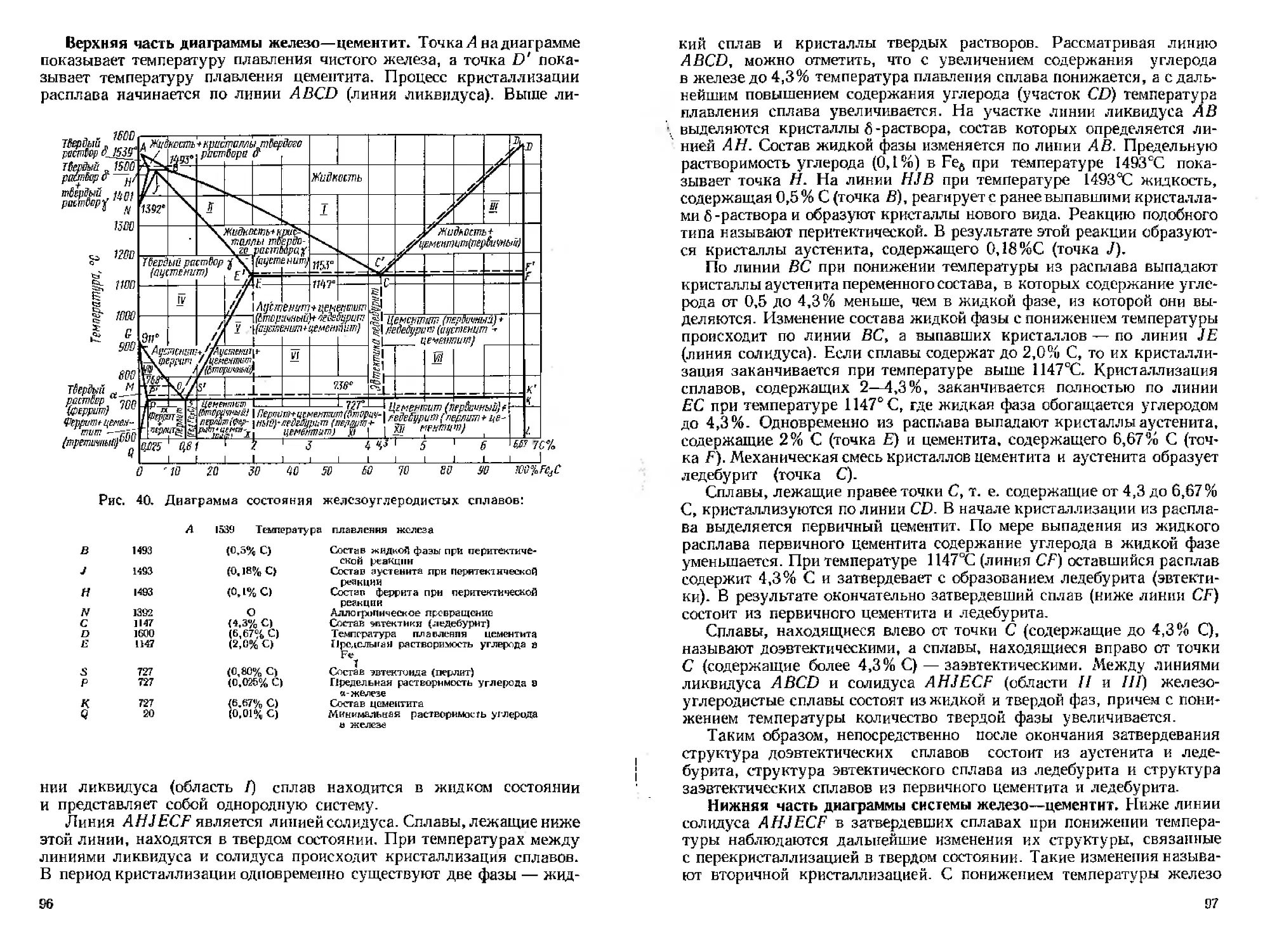
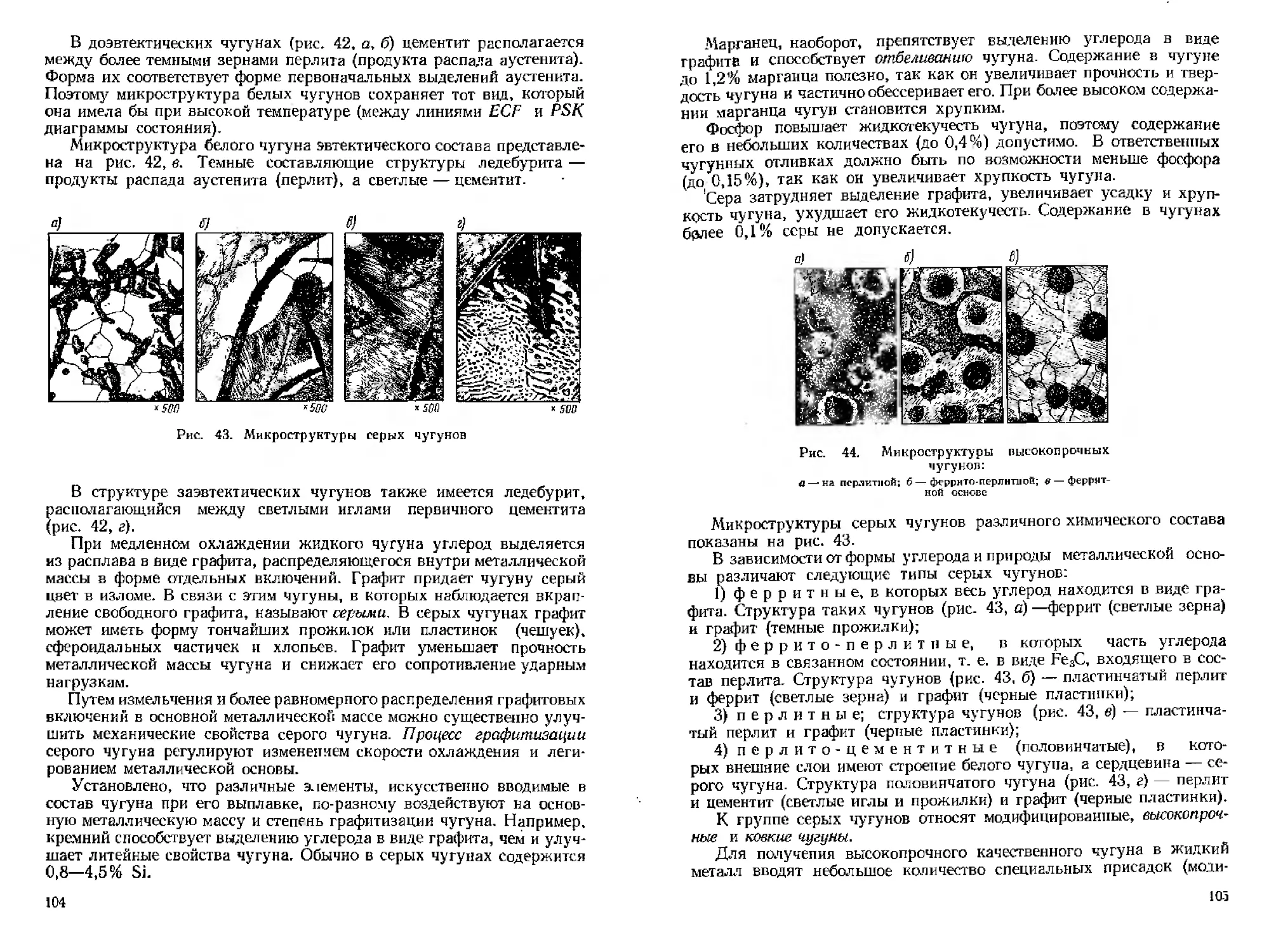
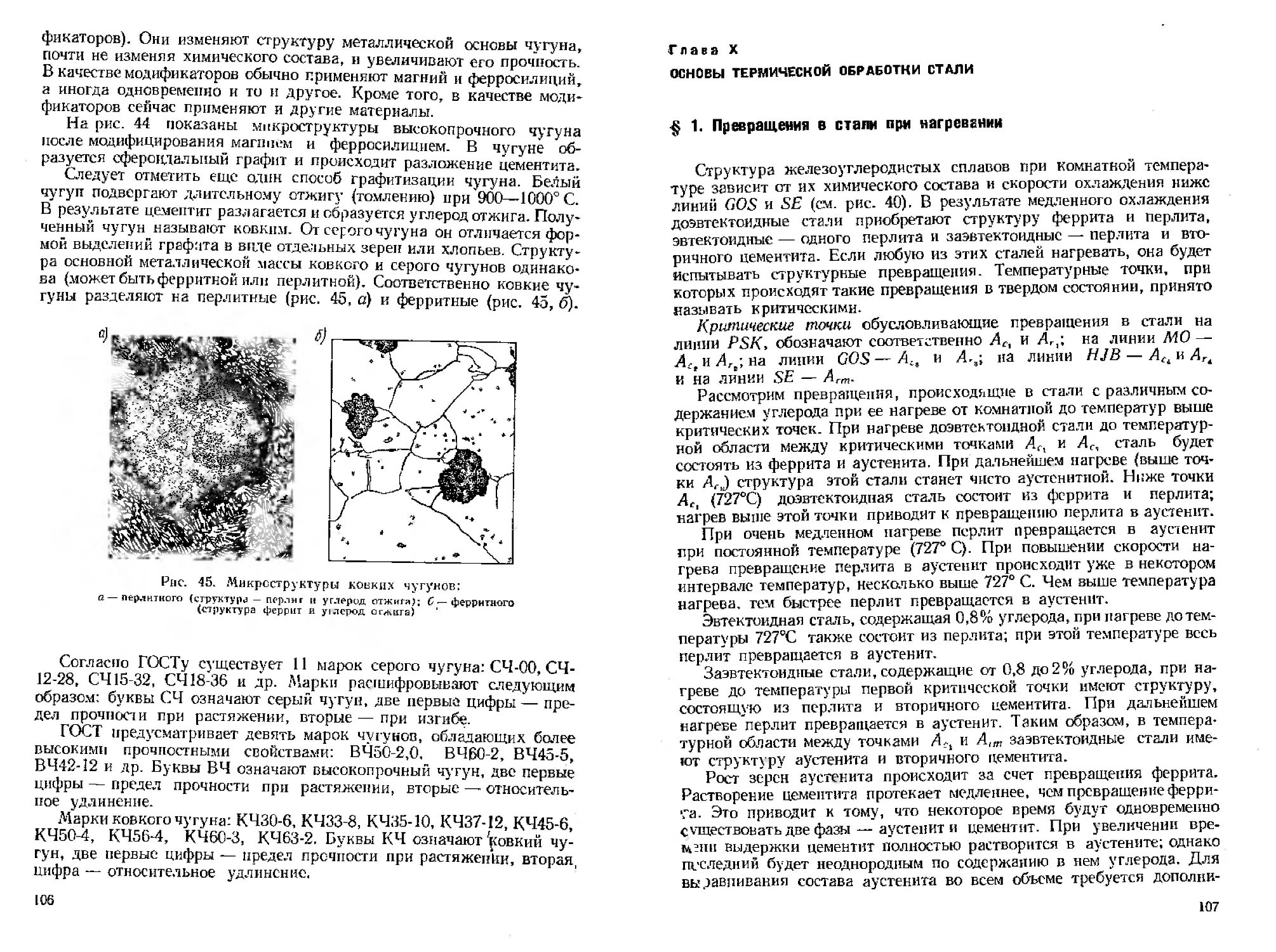
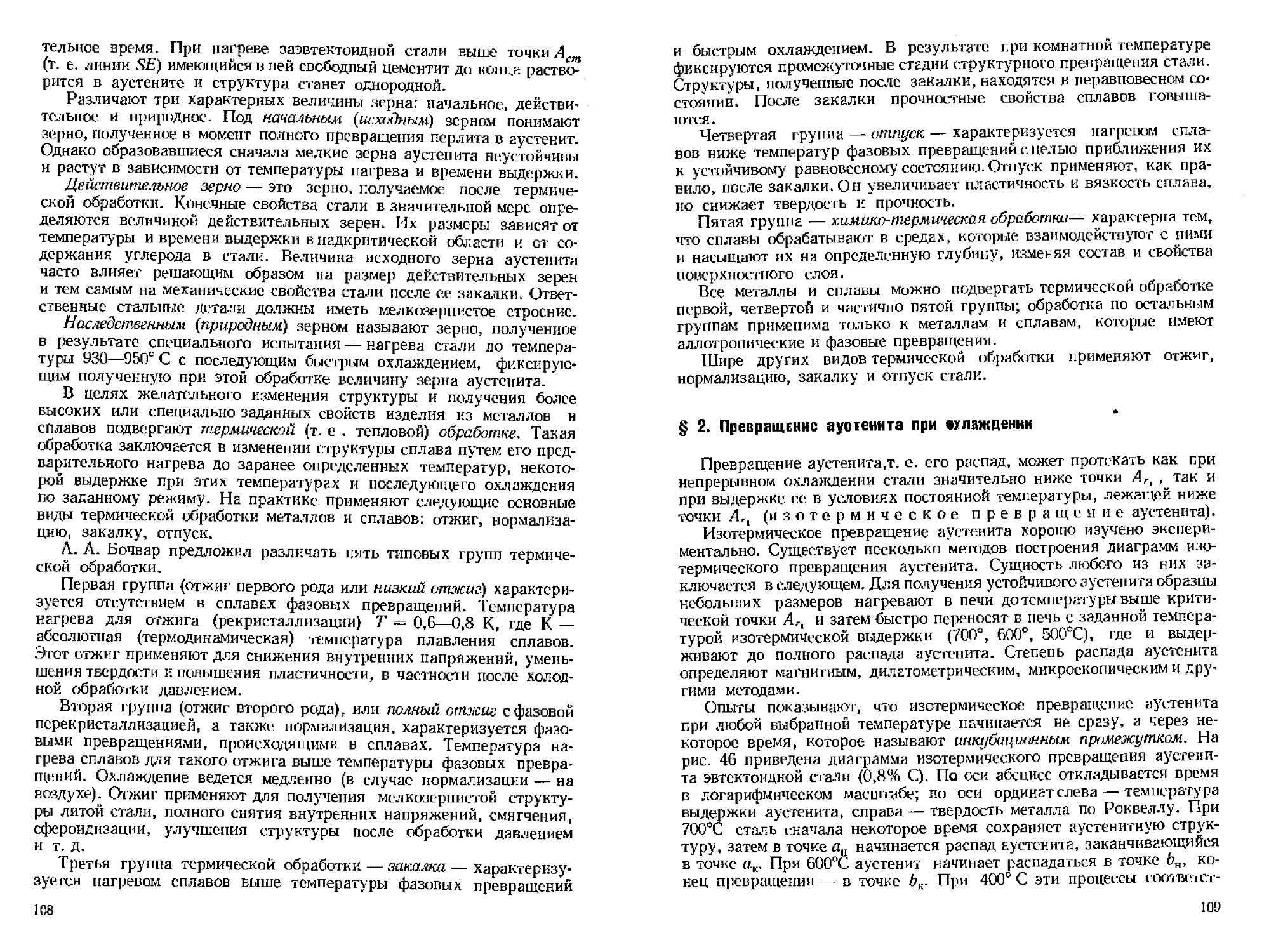
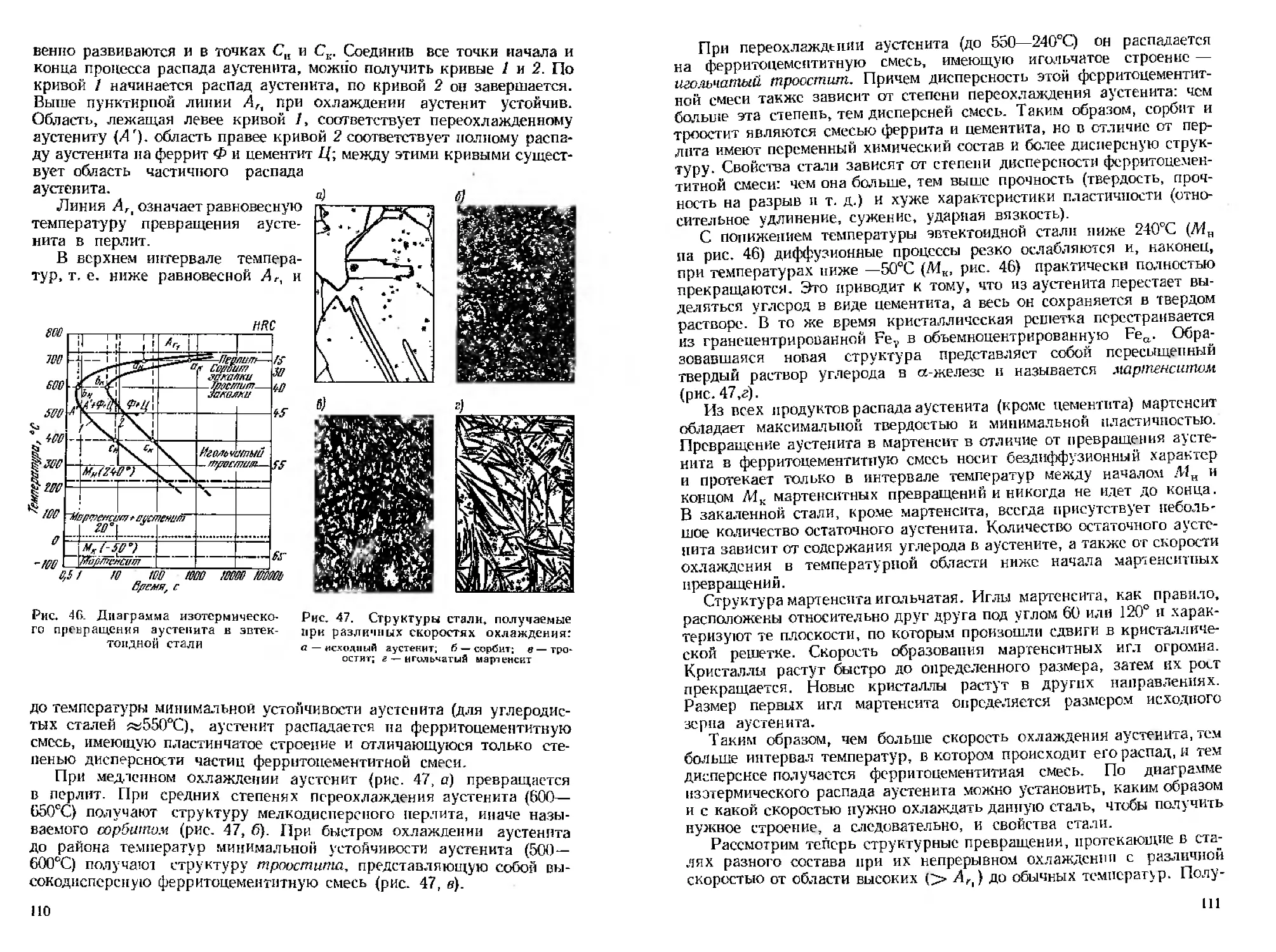

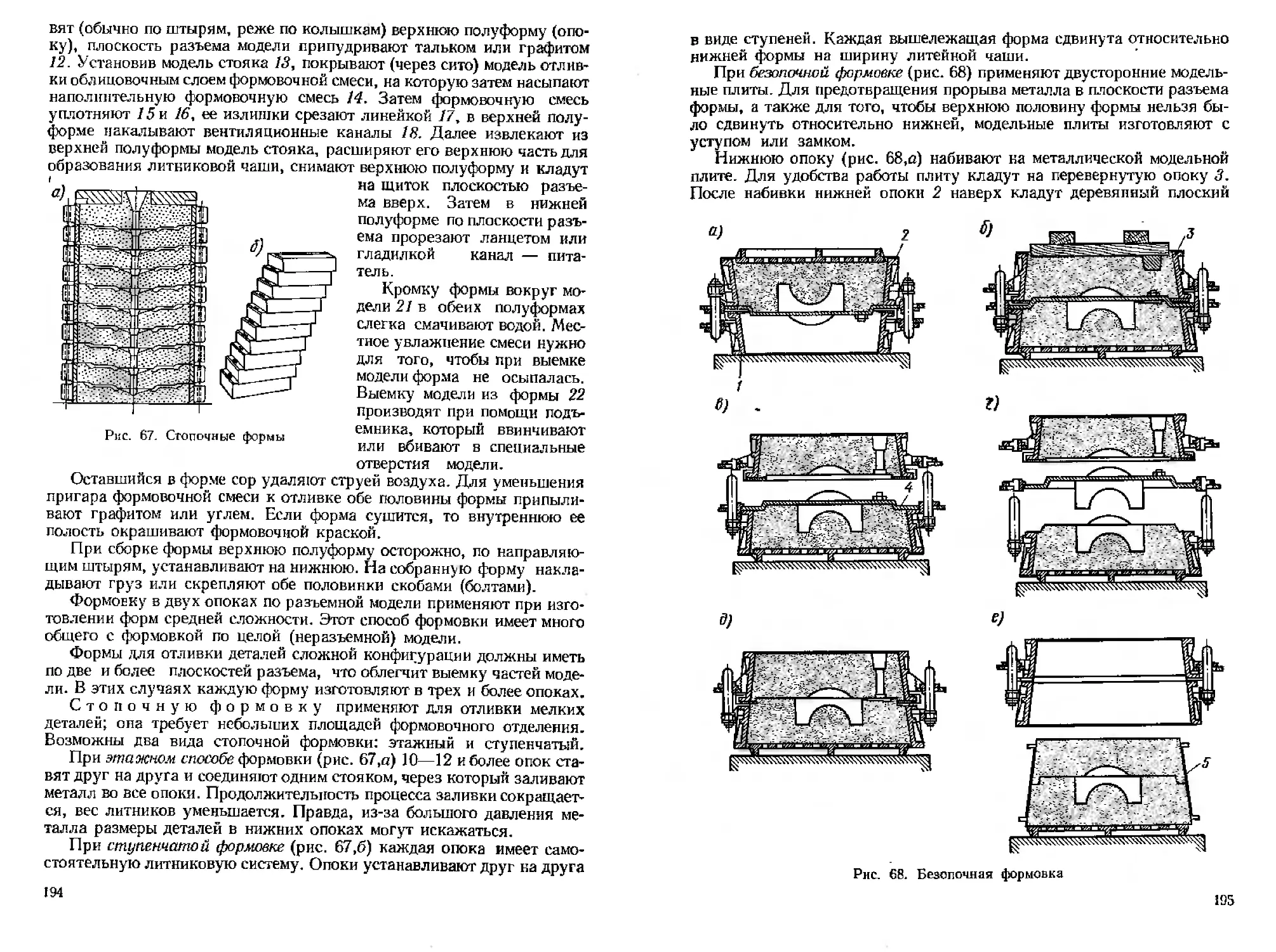
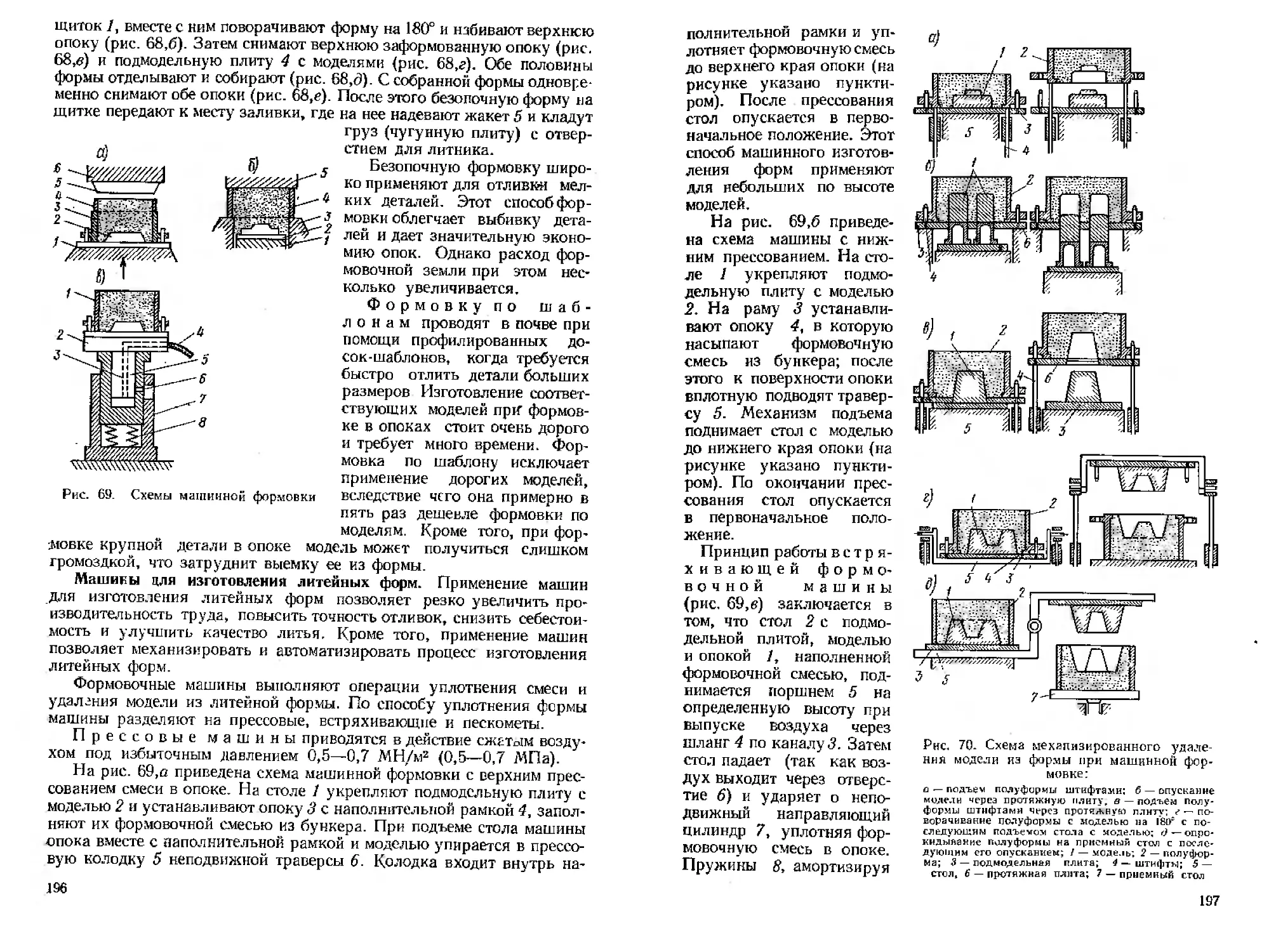
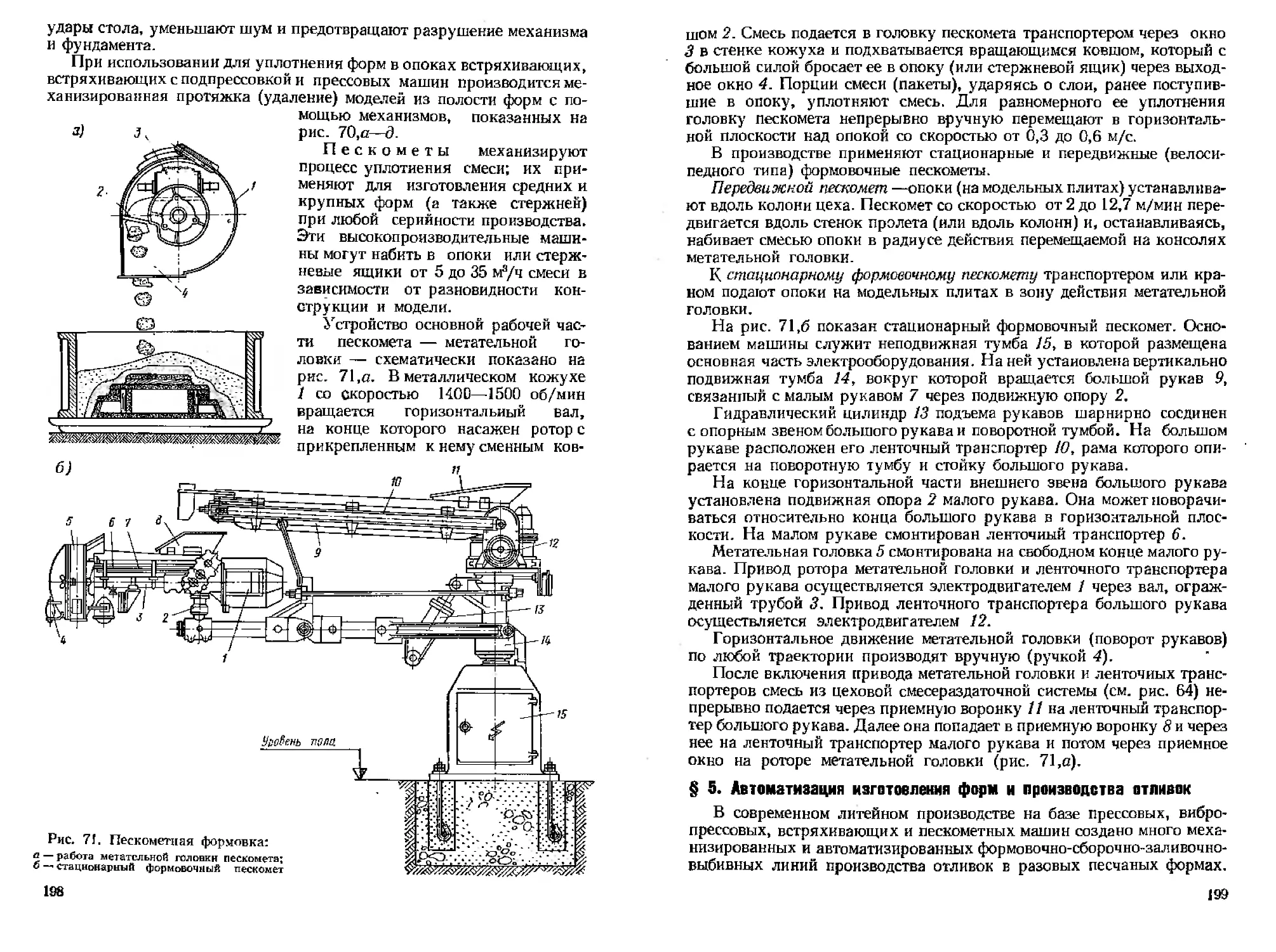
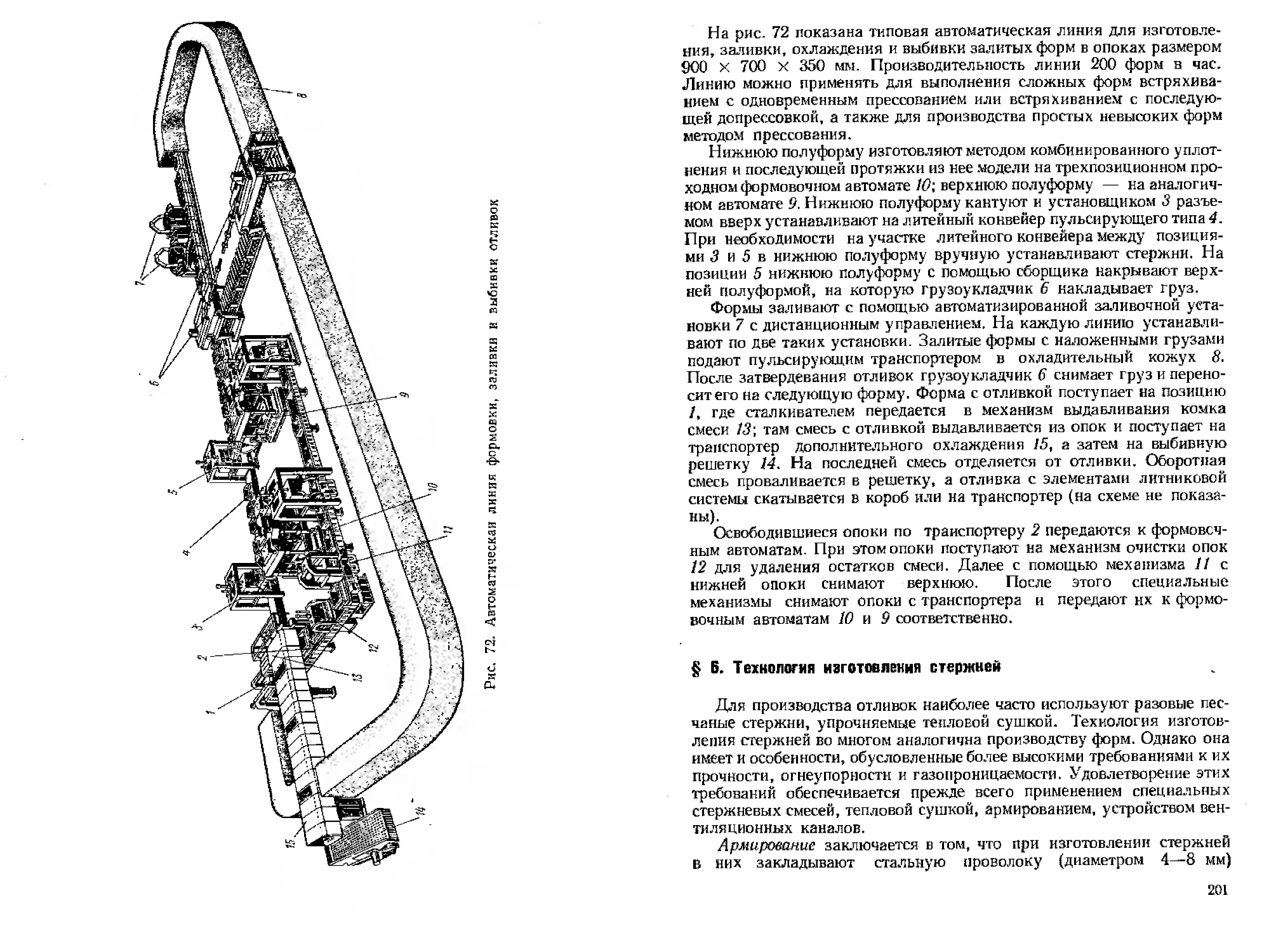



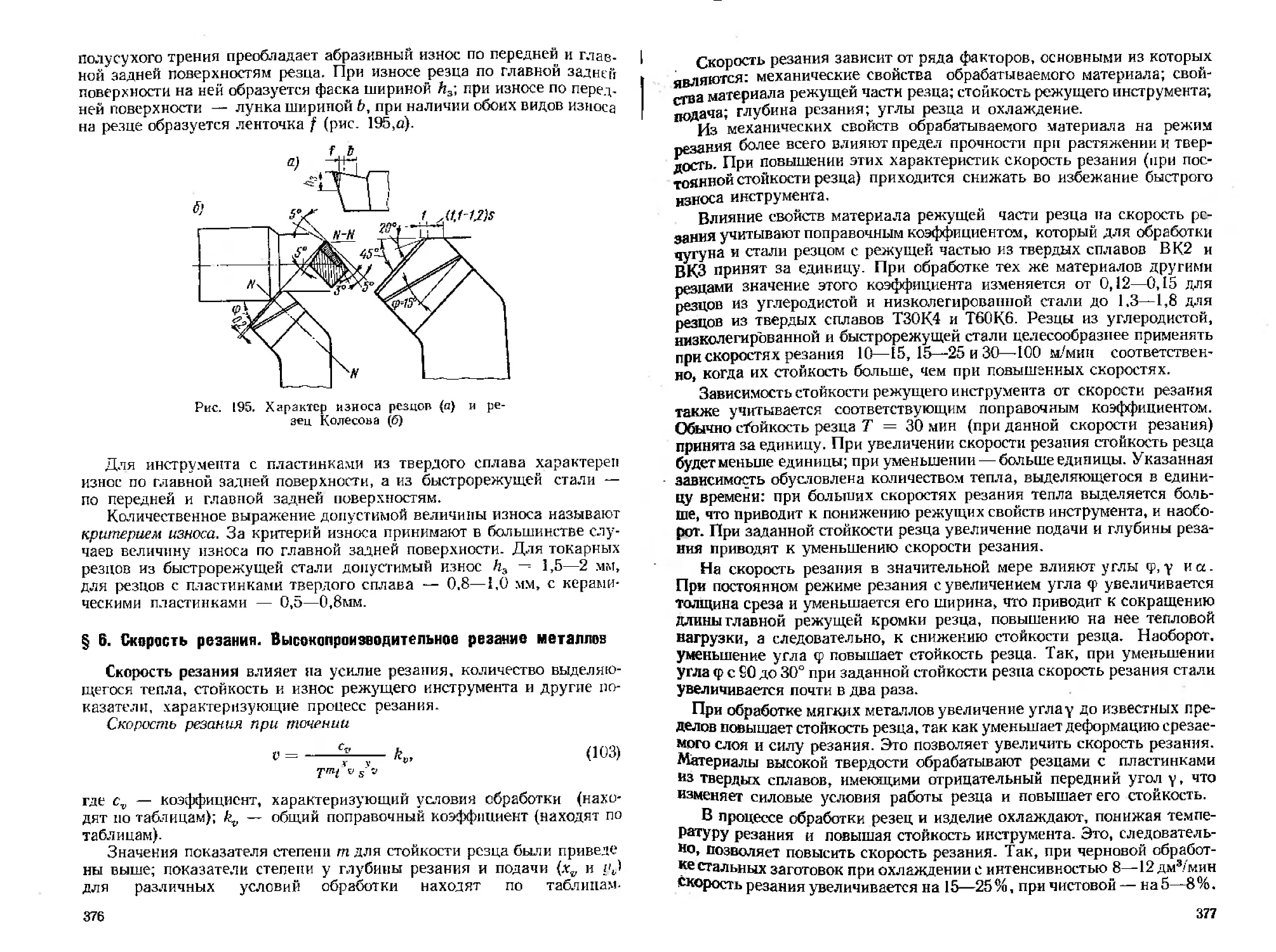

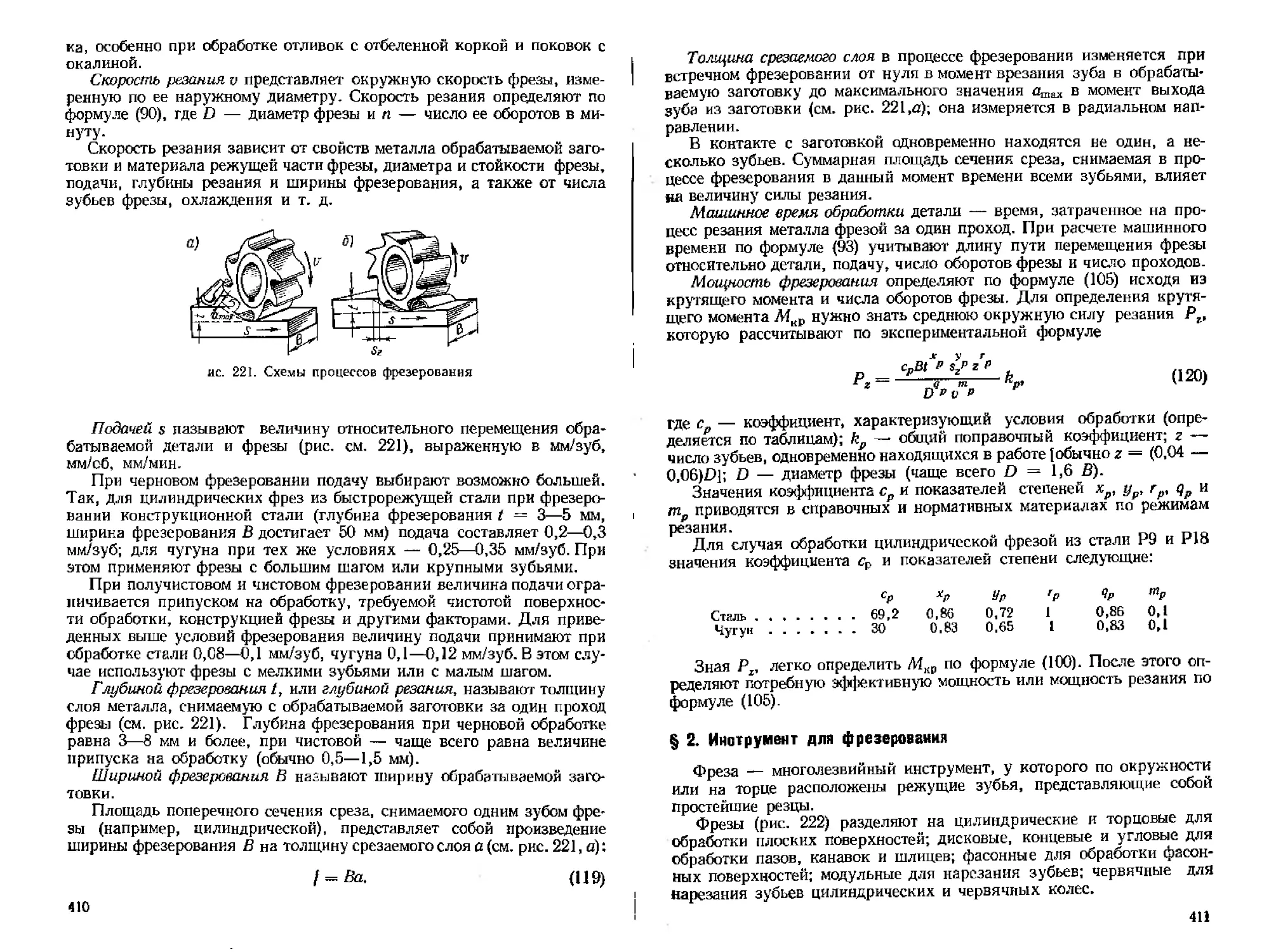
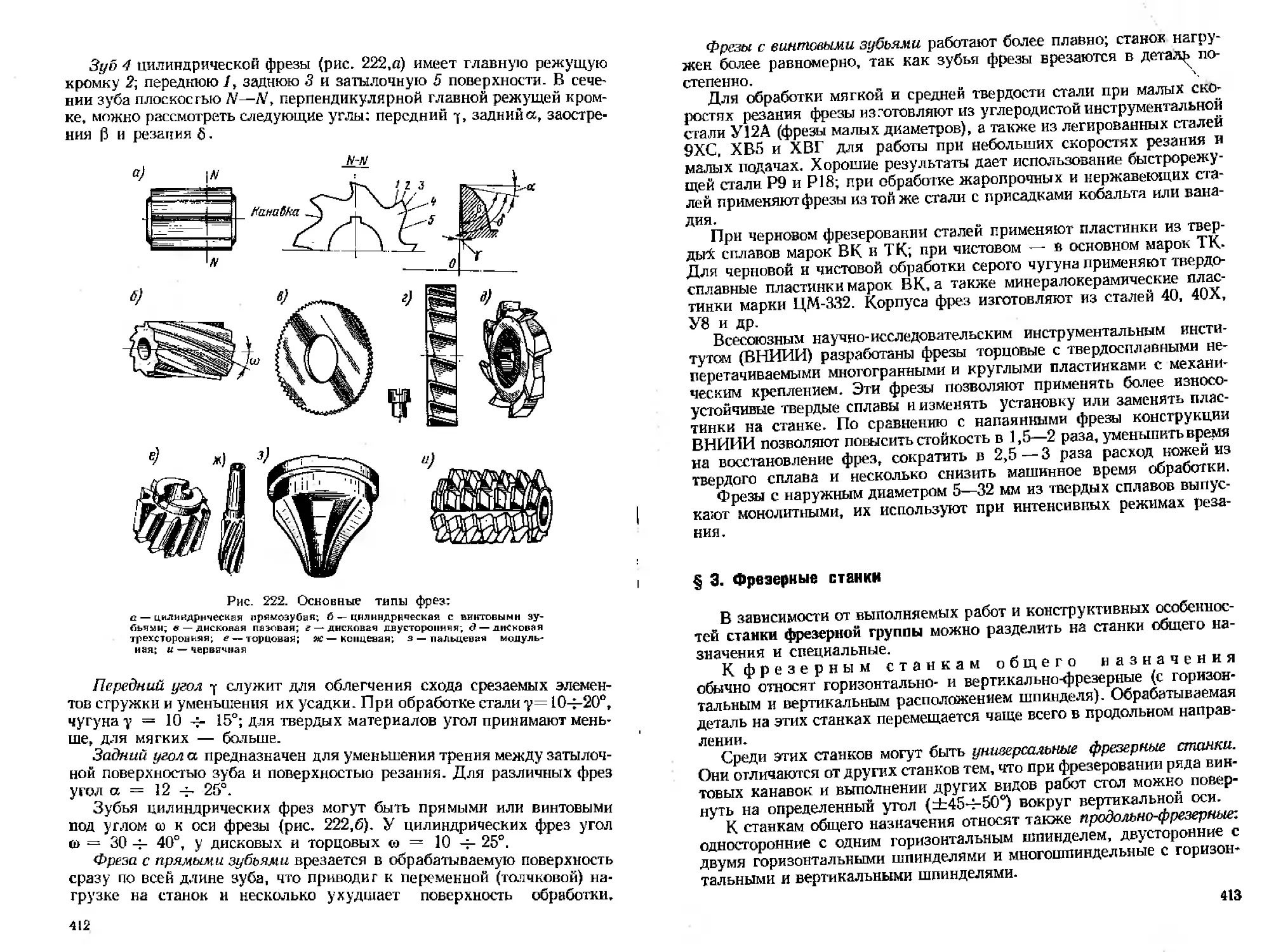
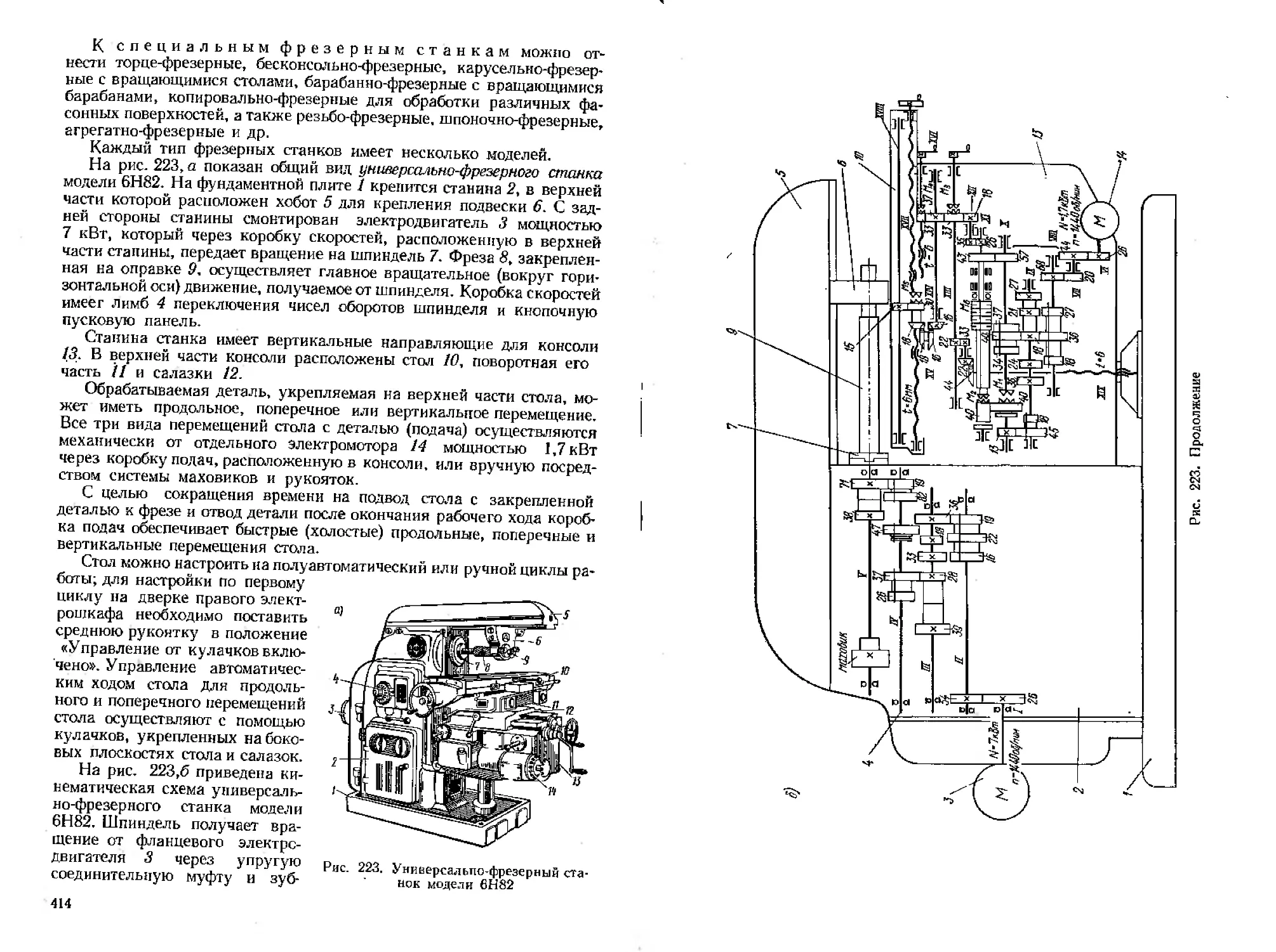
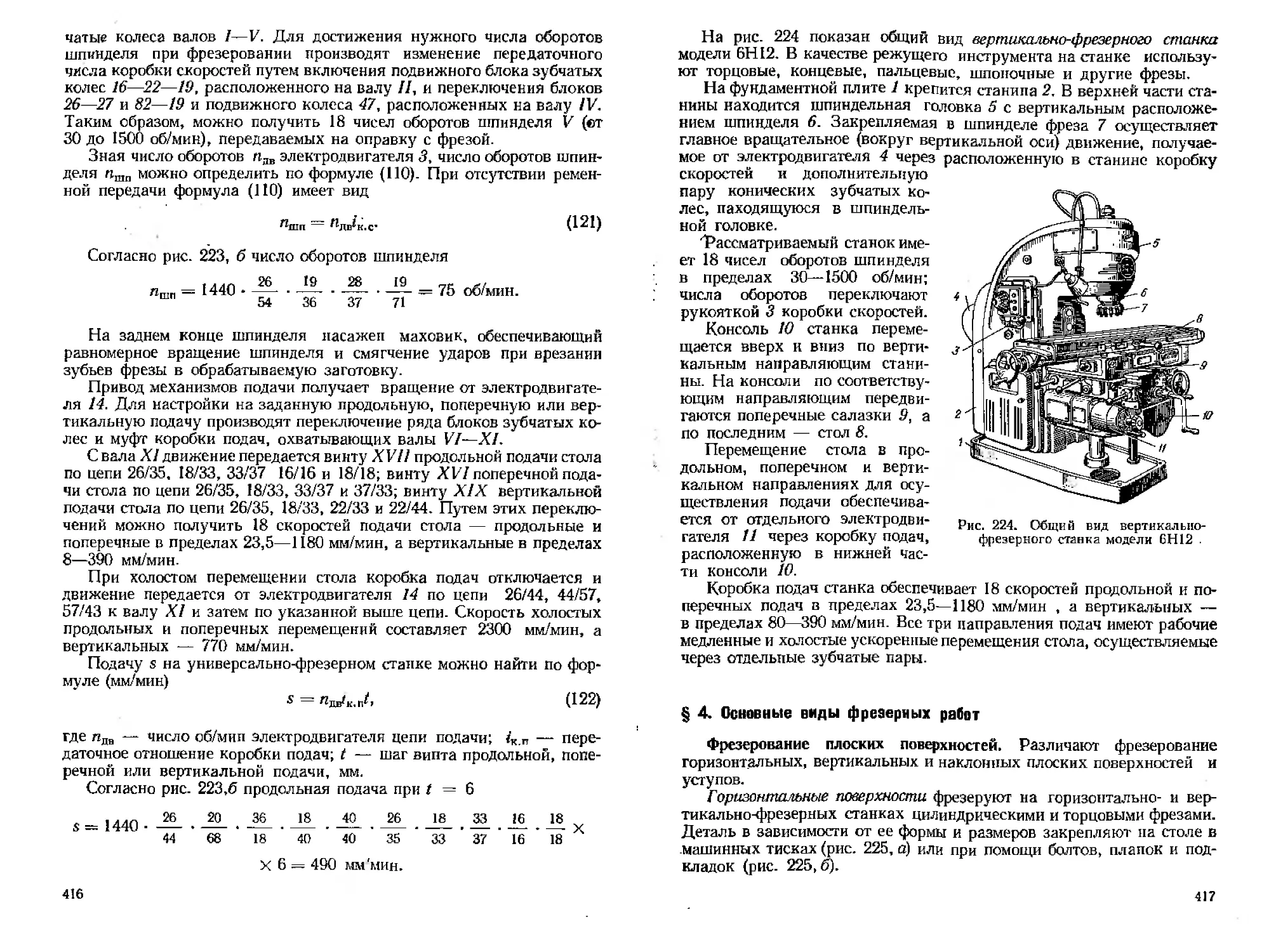
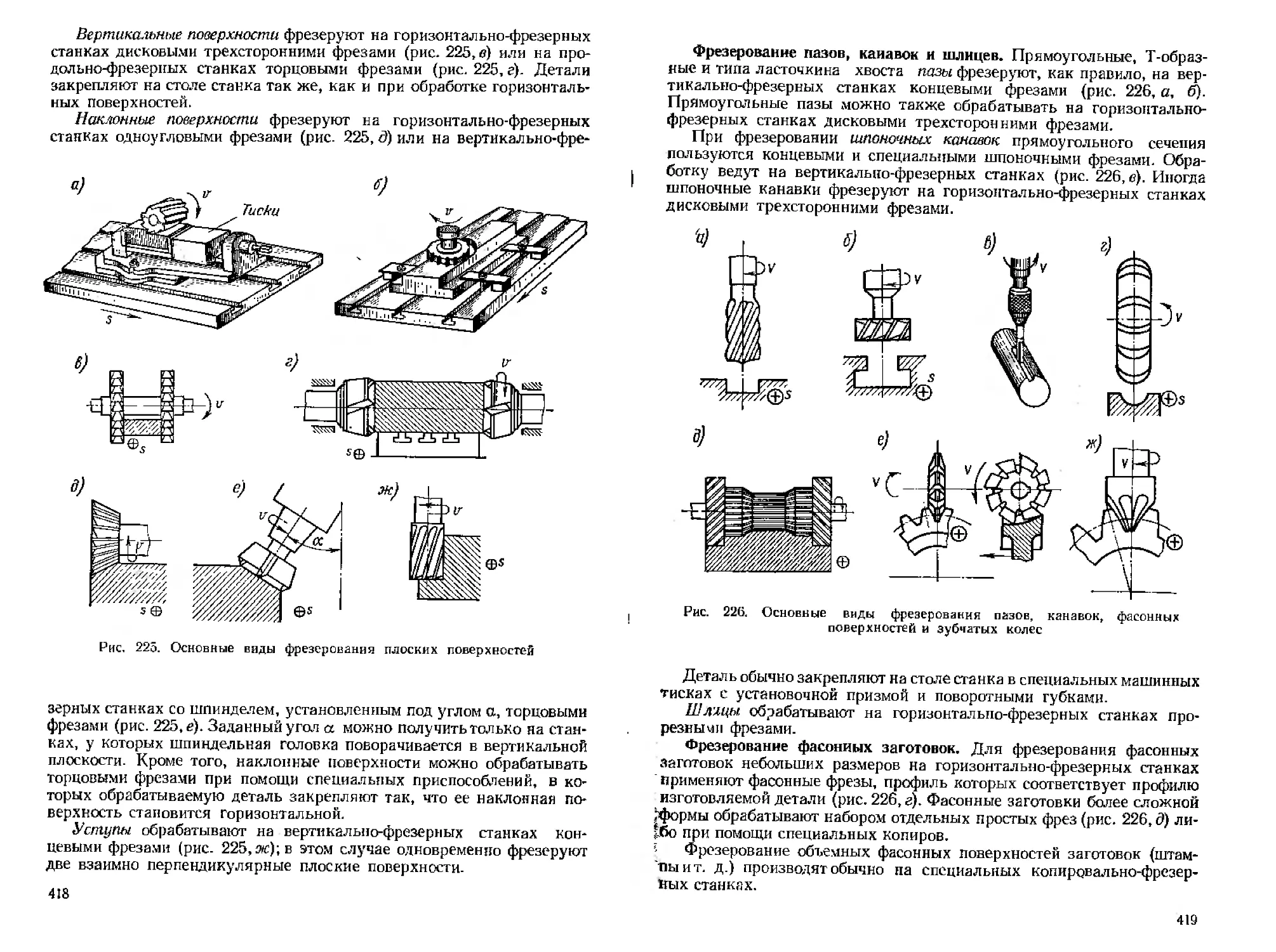





Text
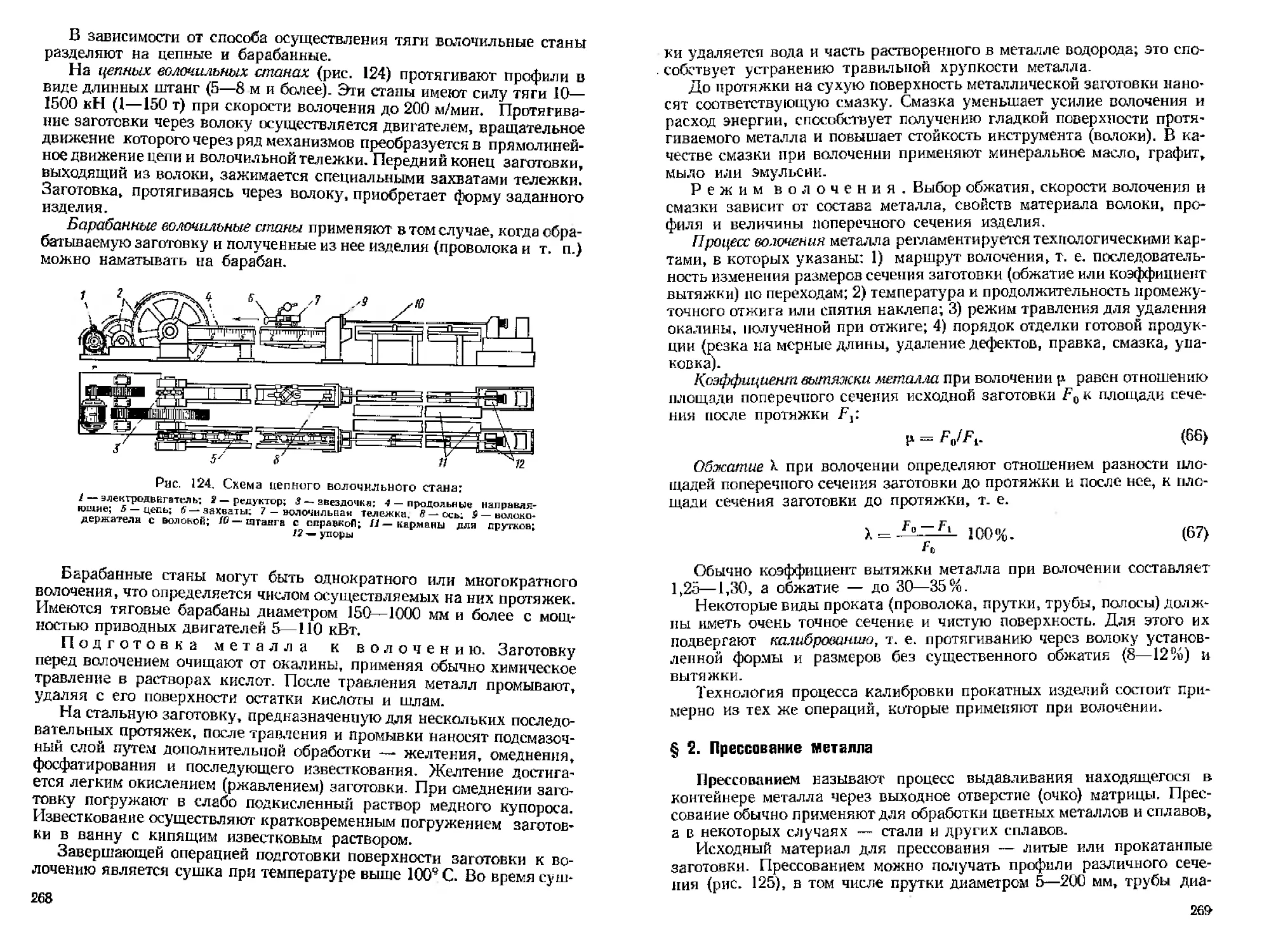
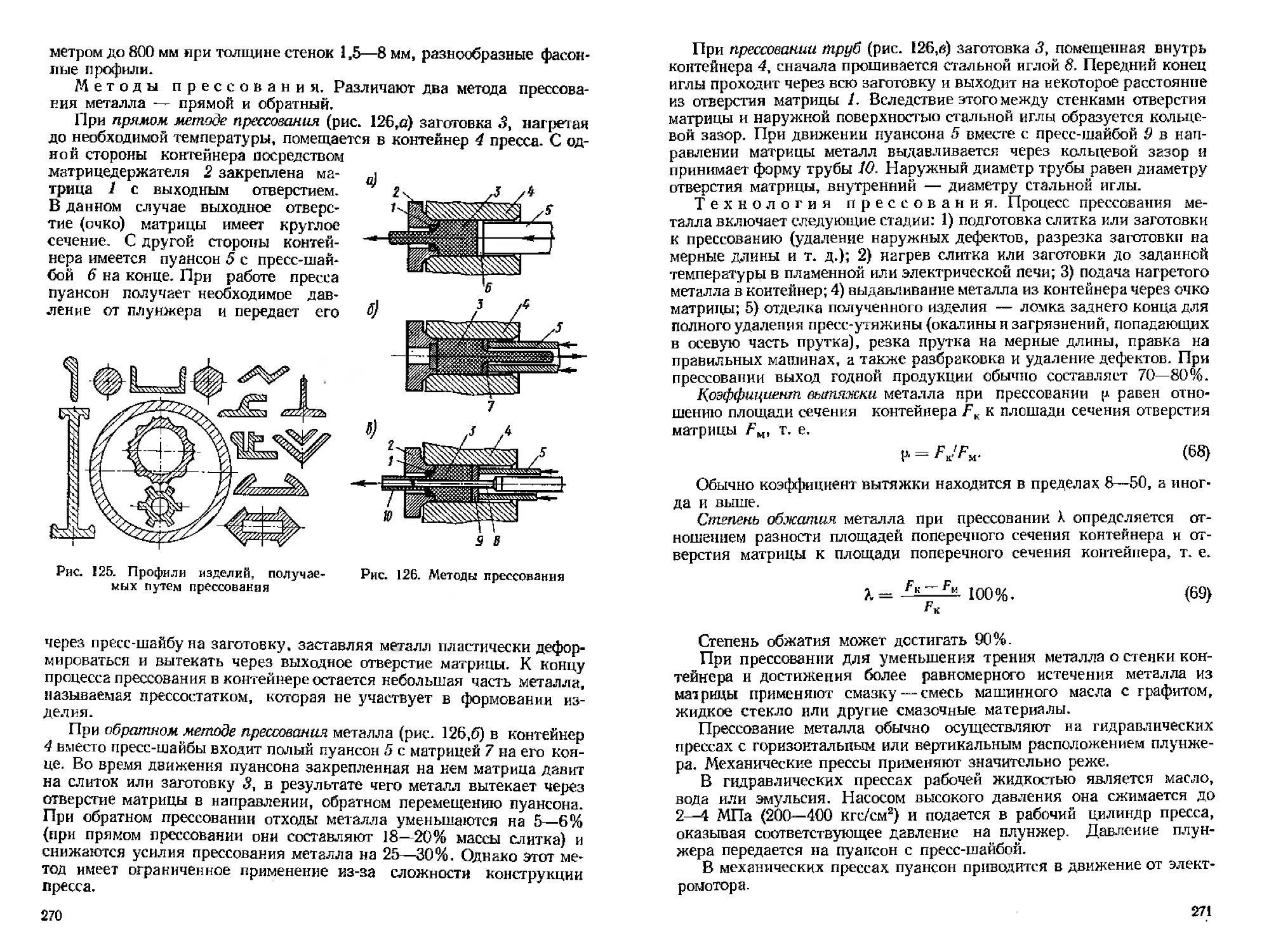
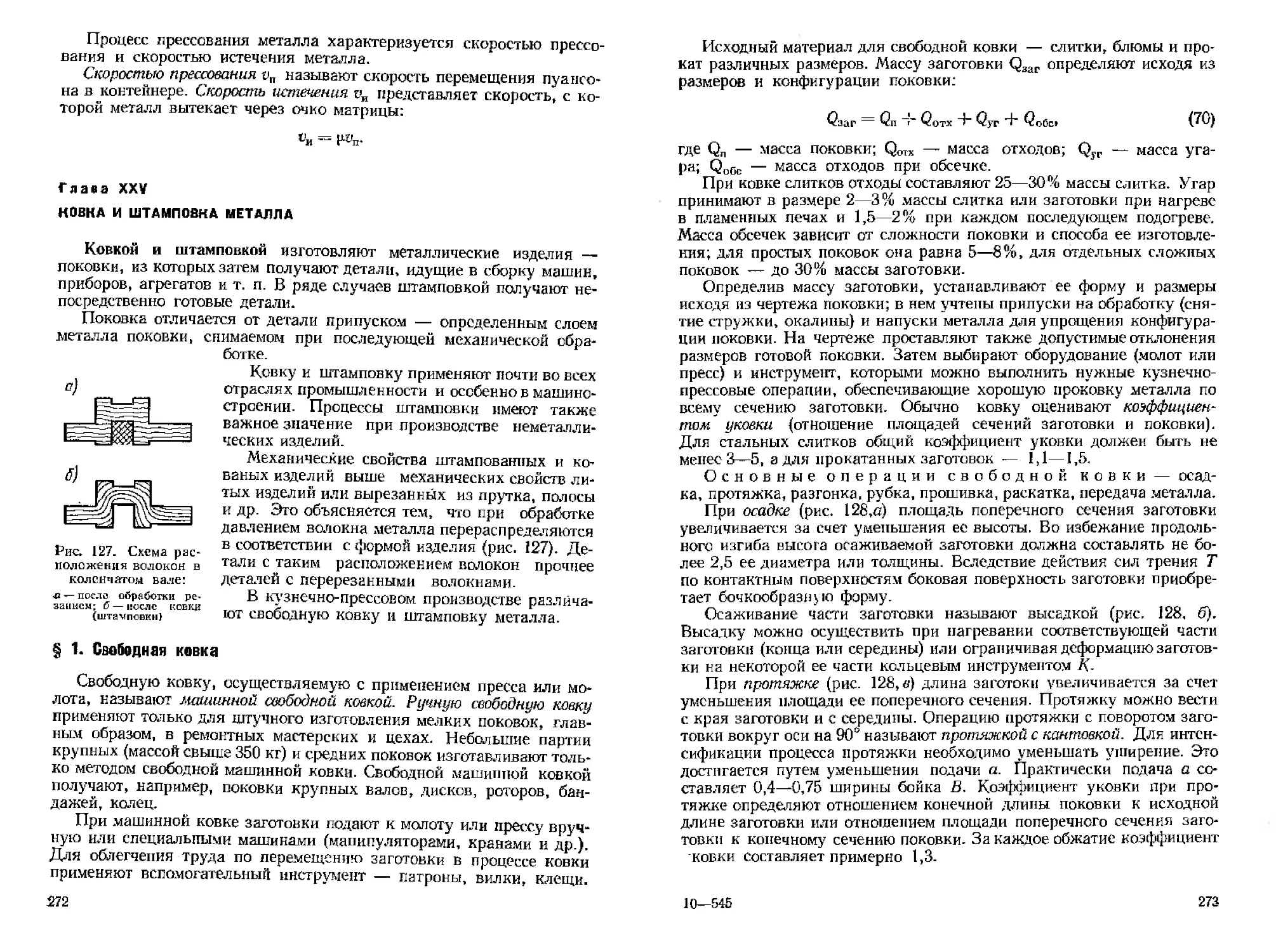
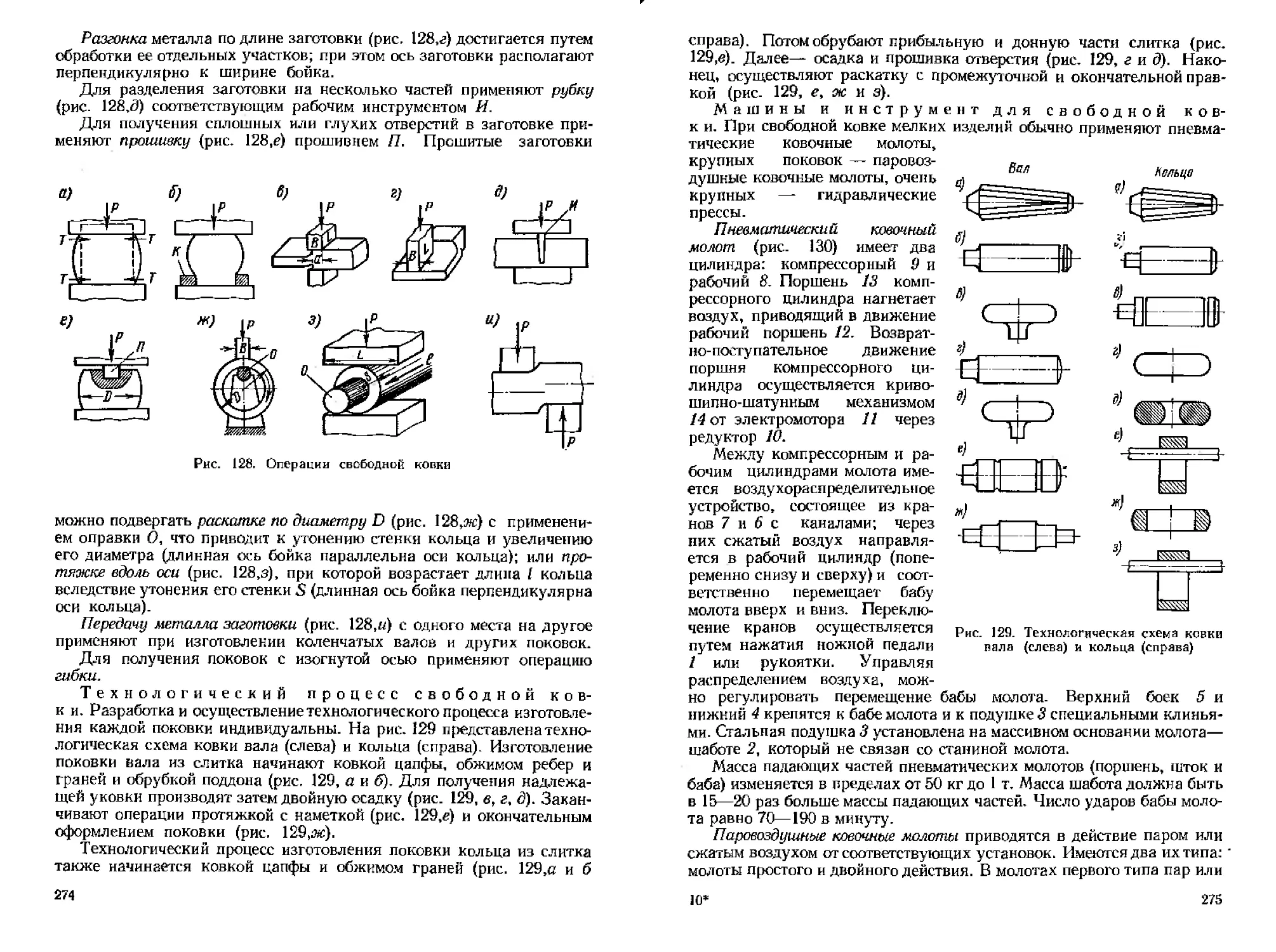
Tran
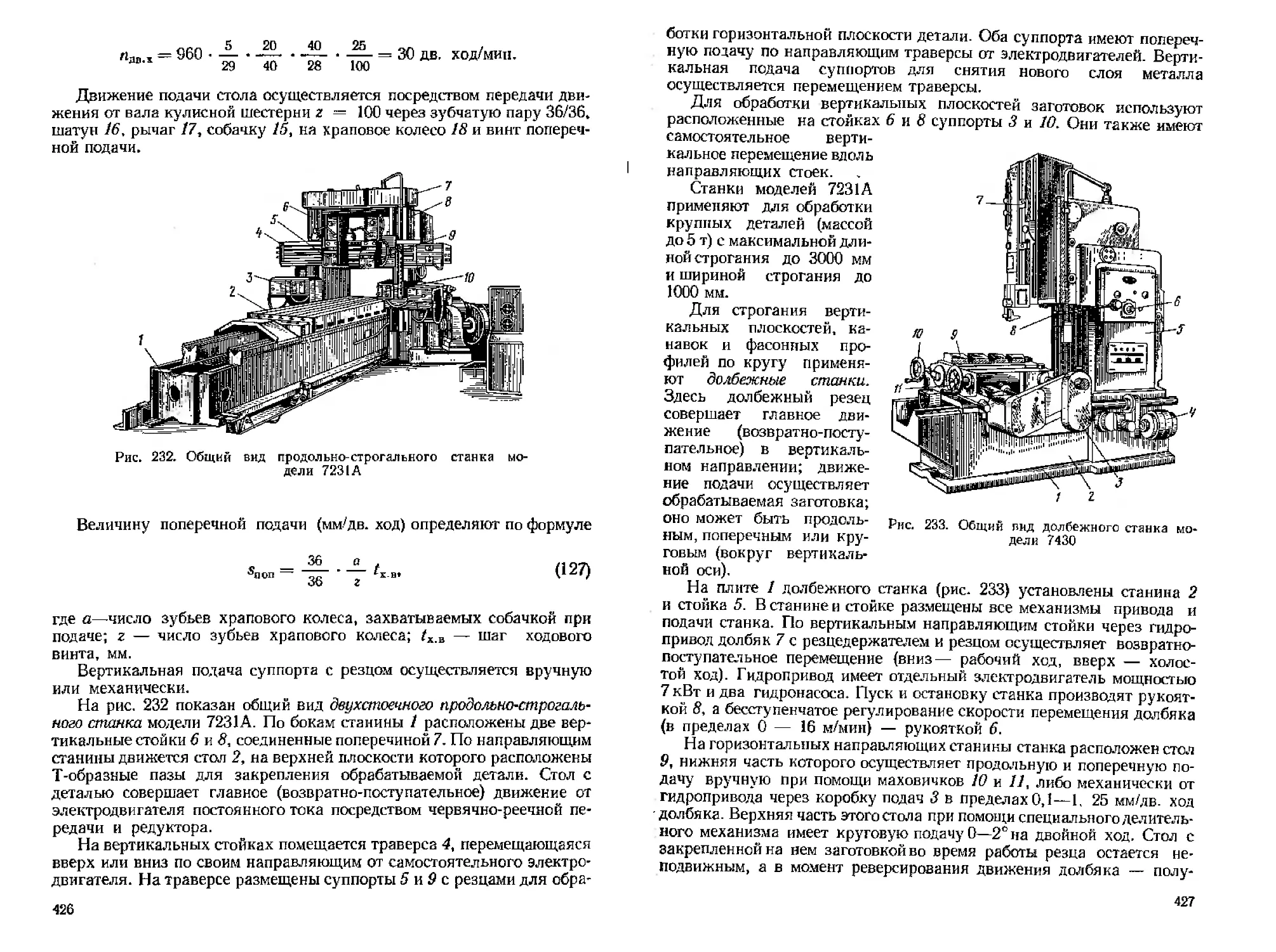
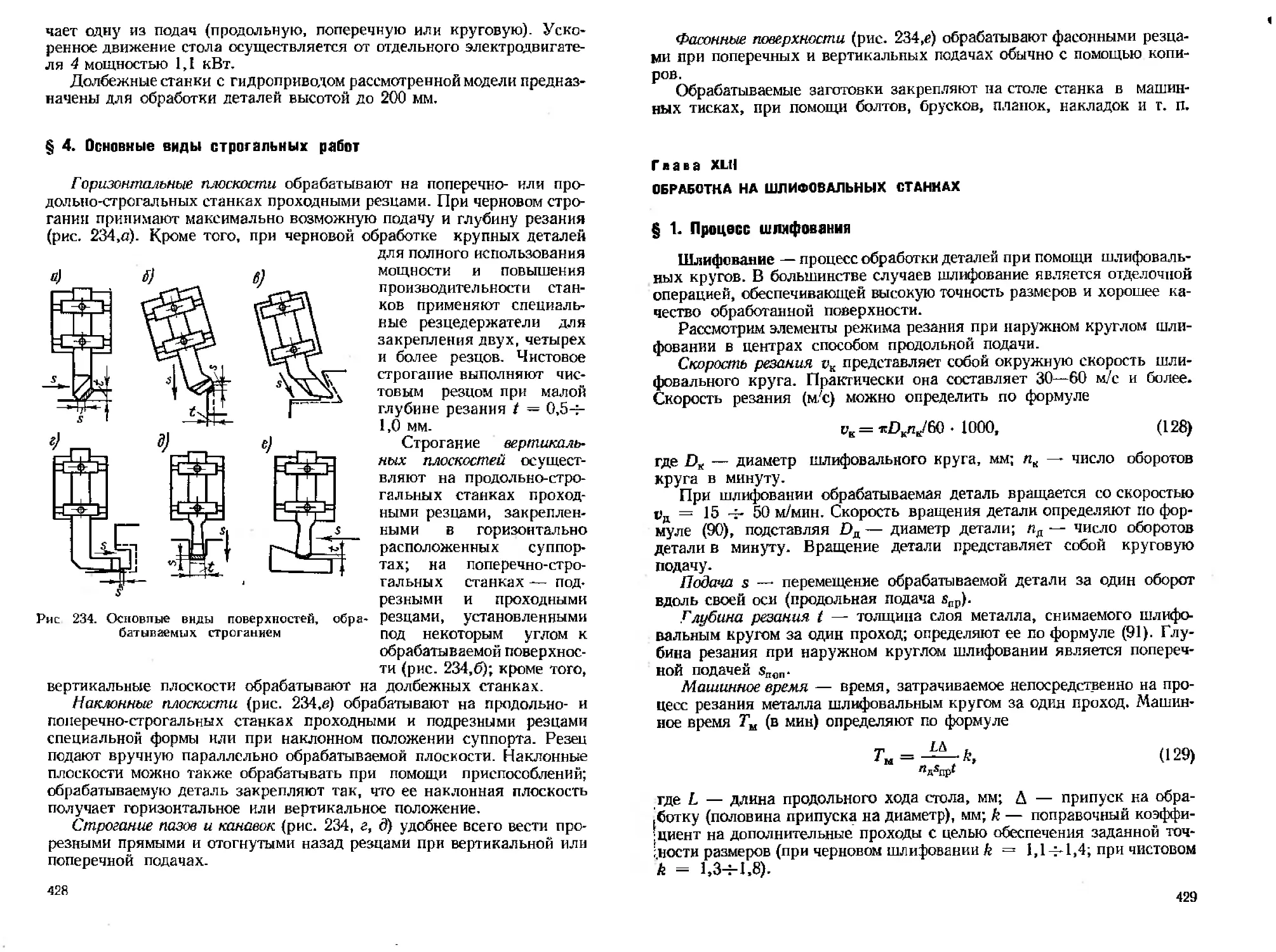
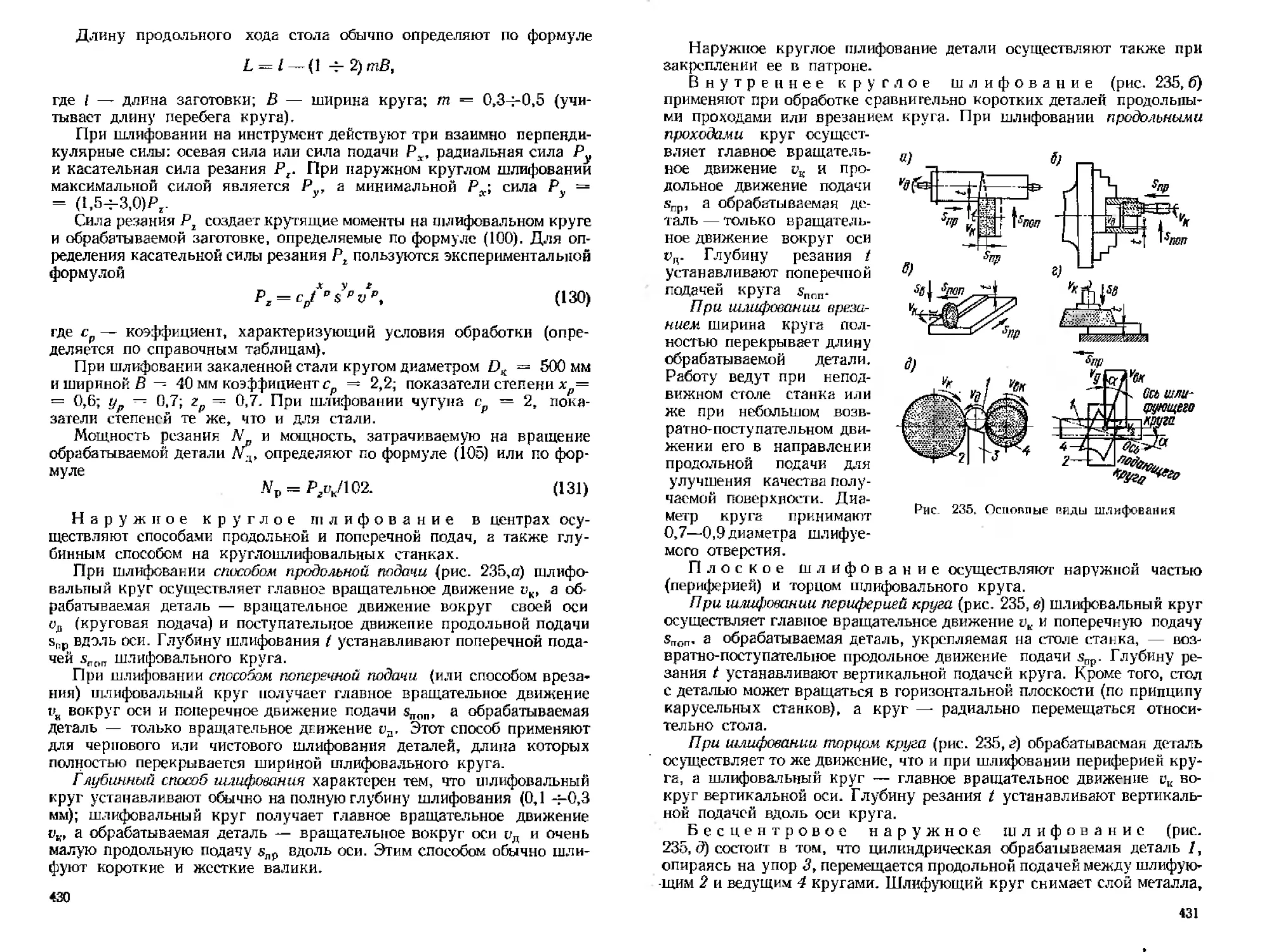
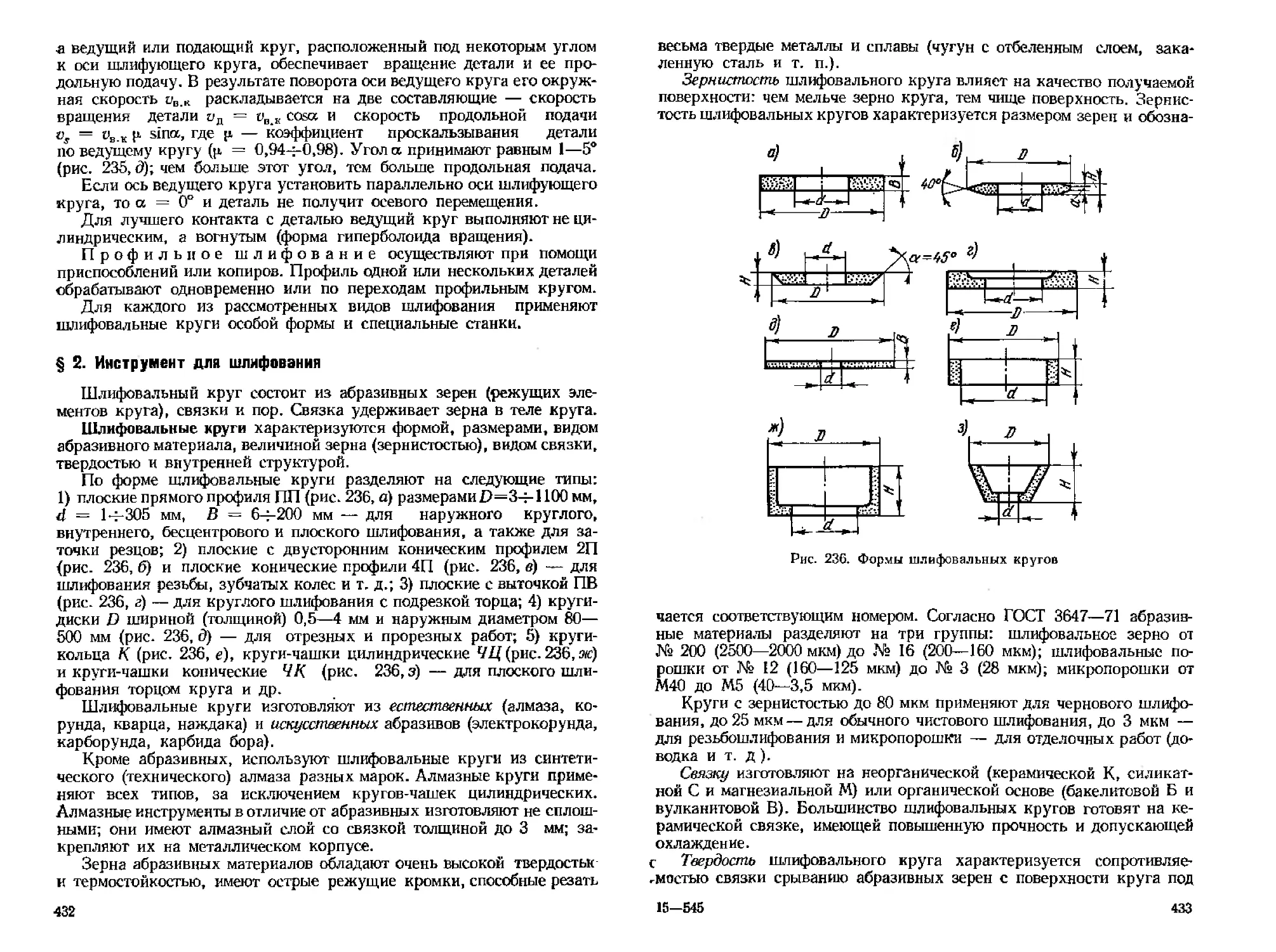
мпшп
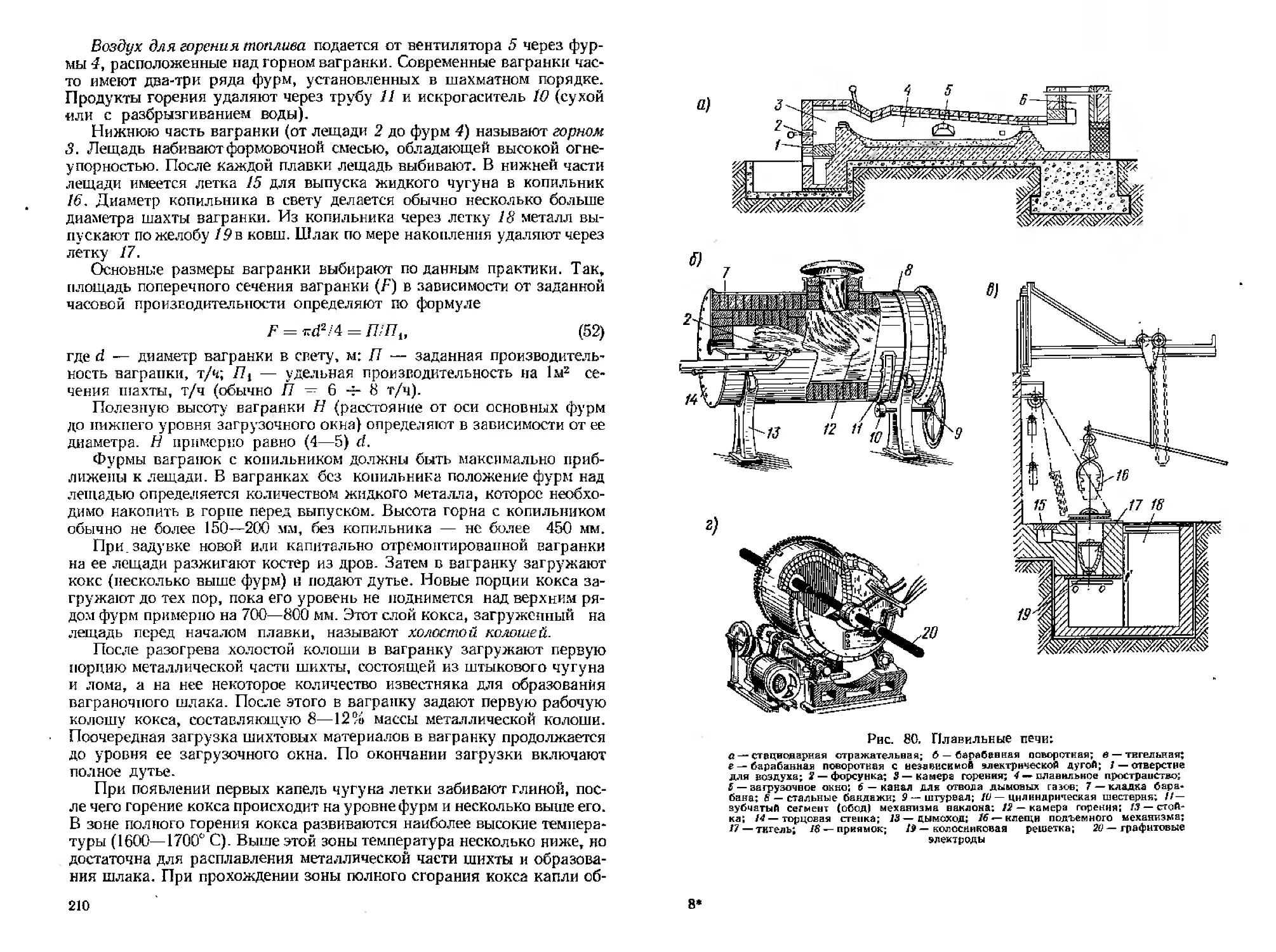
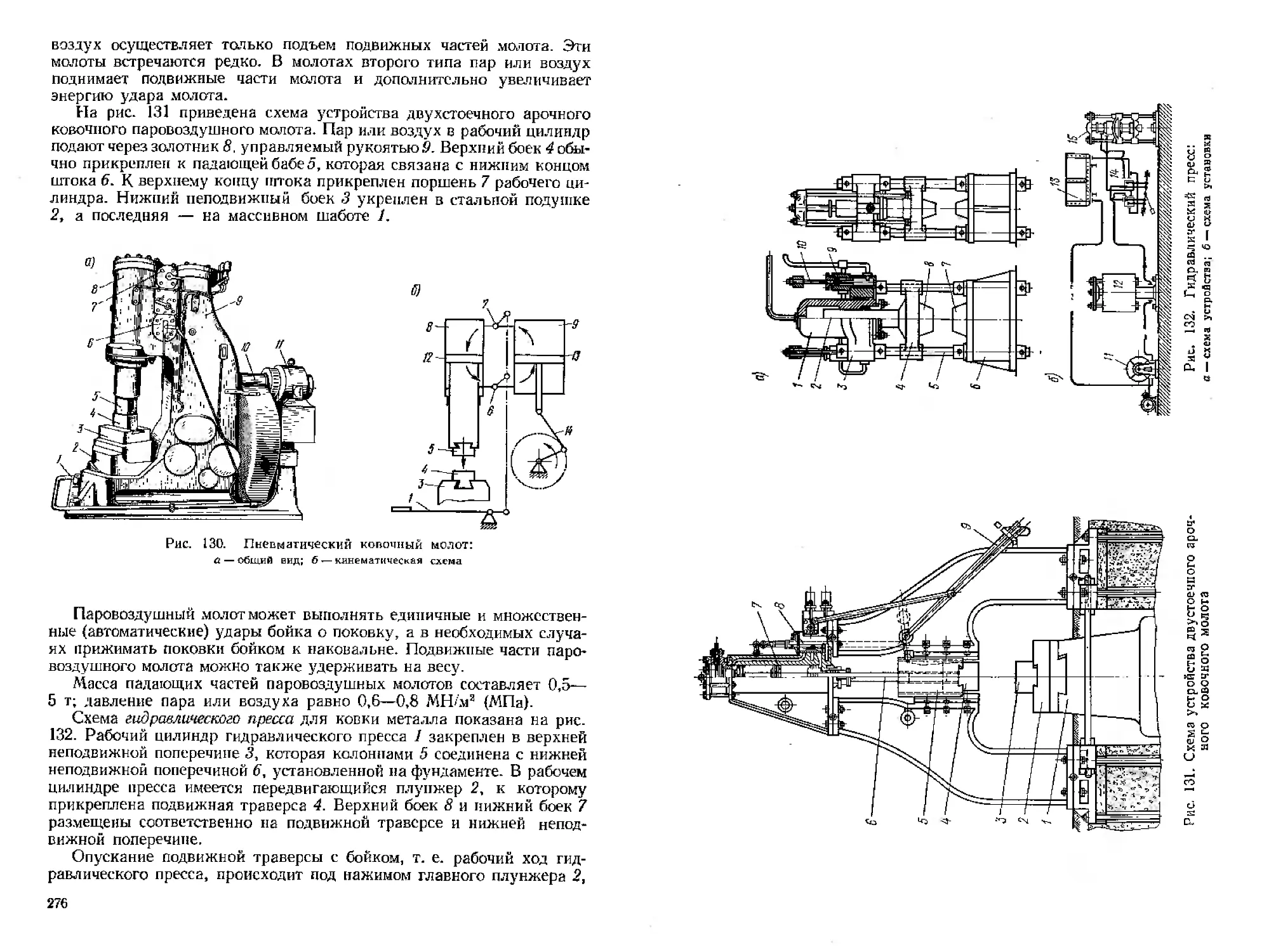
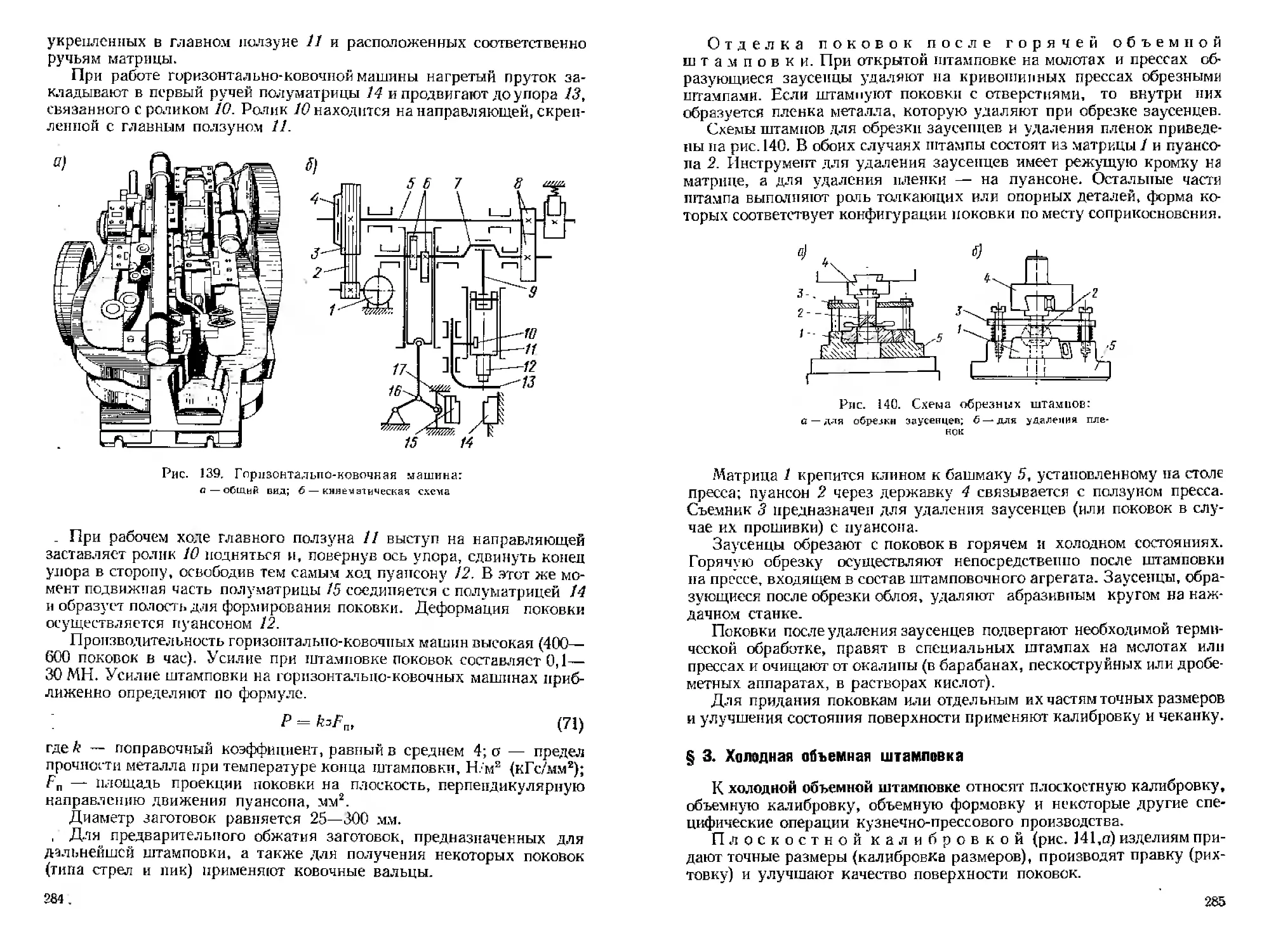
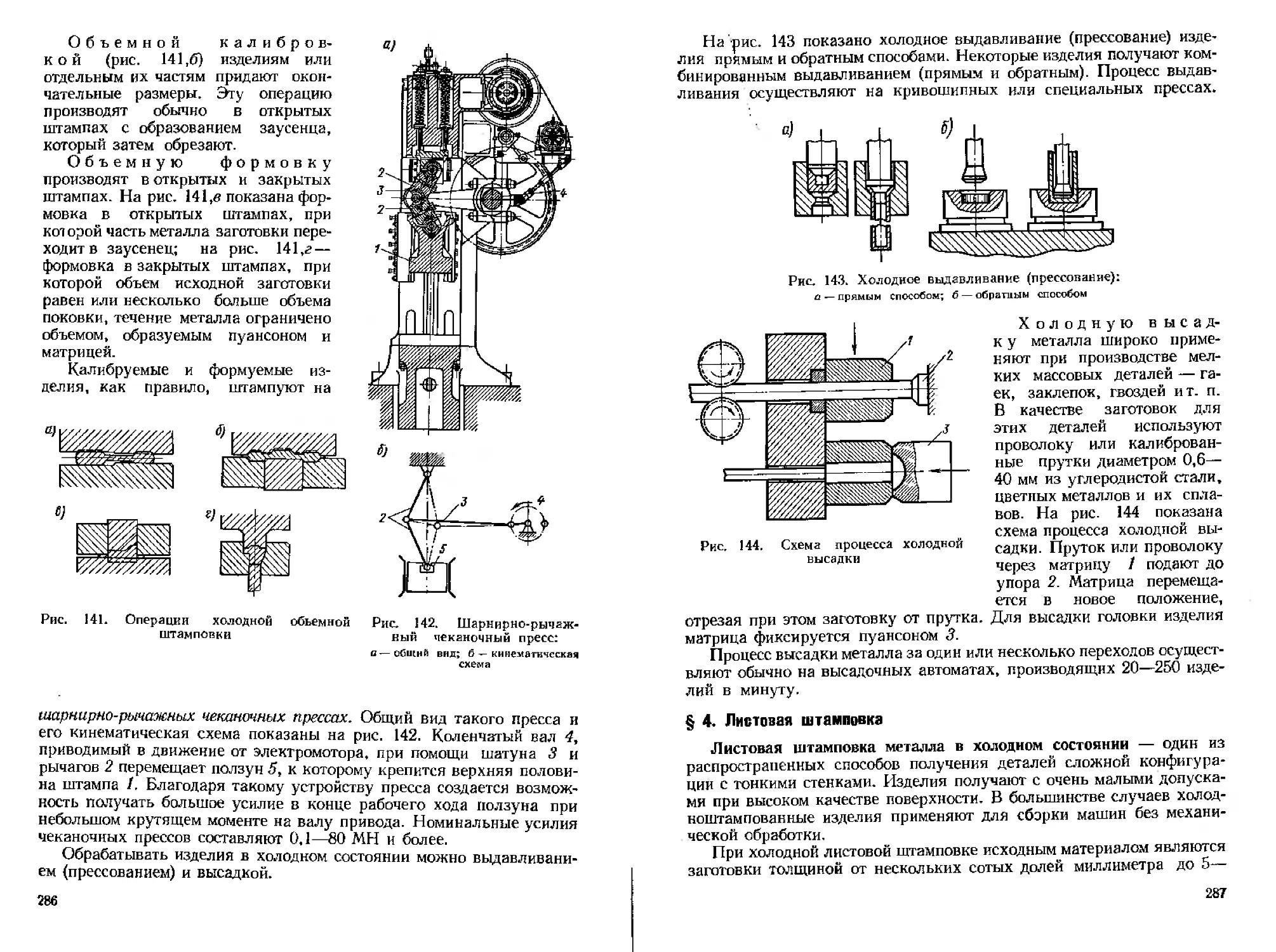
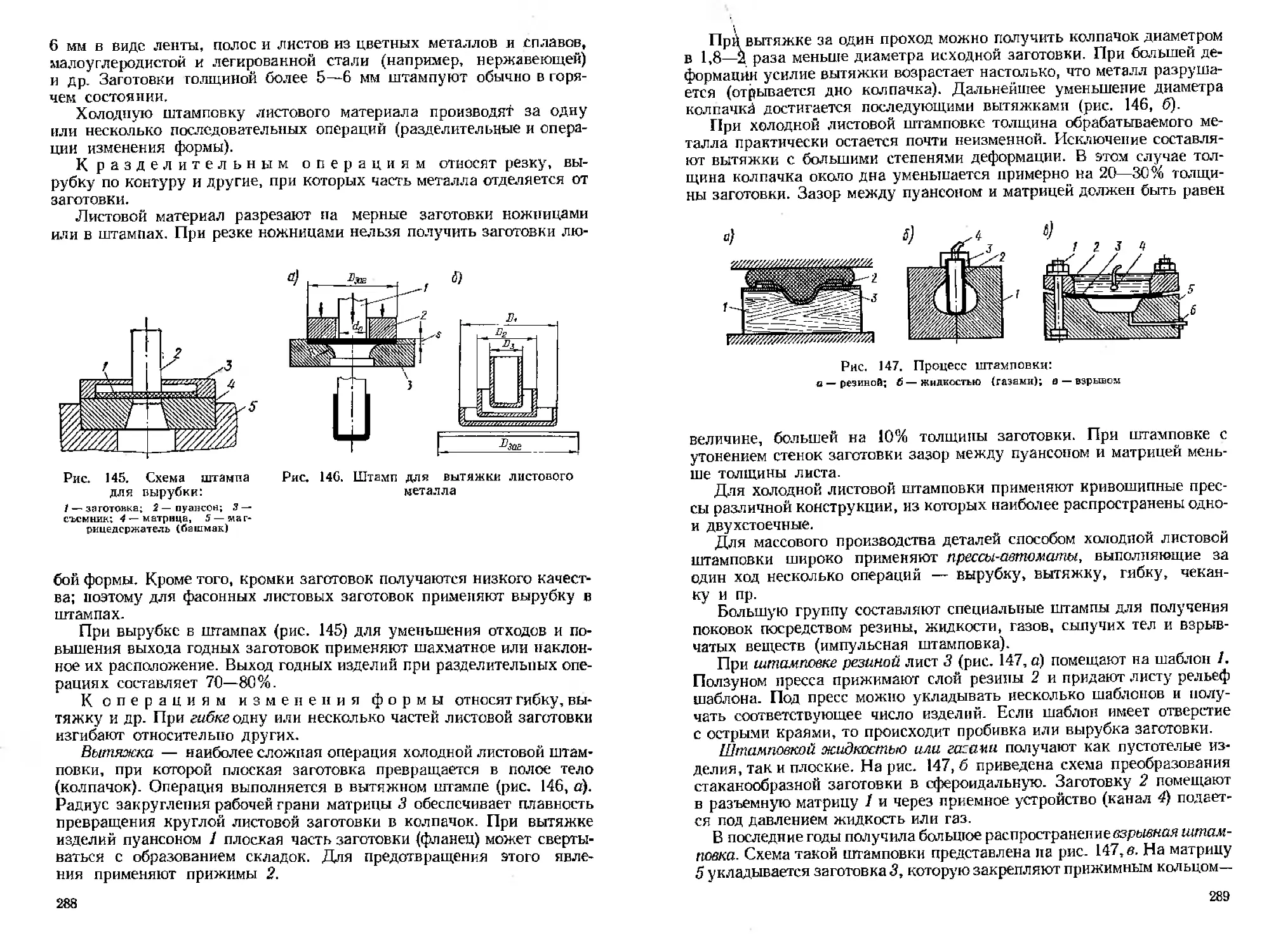
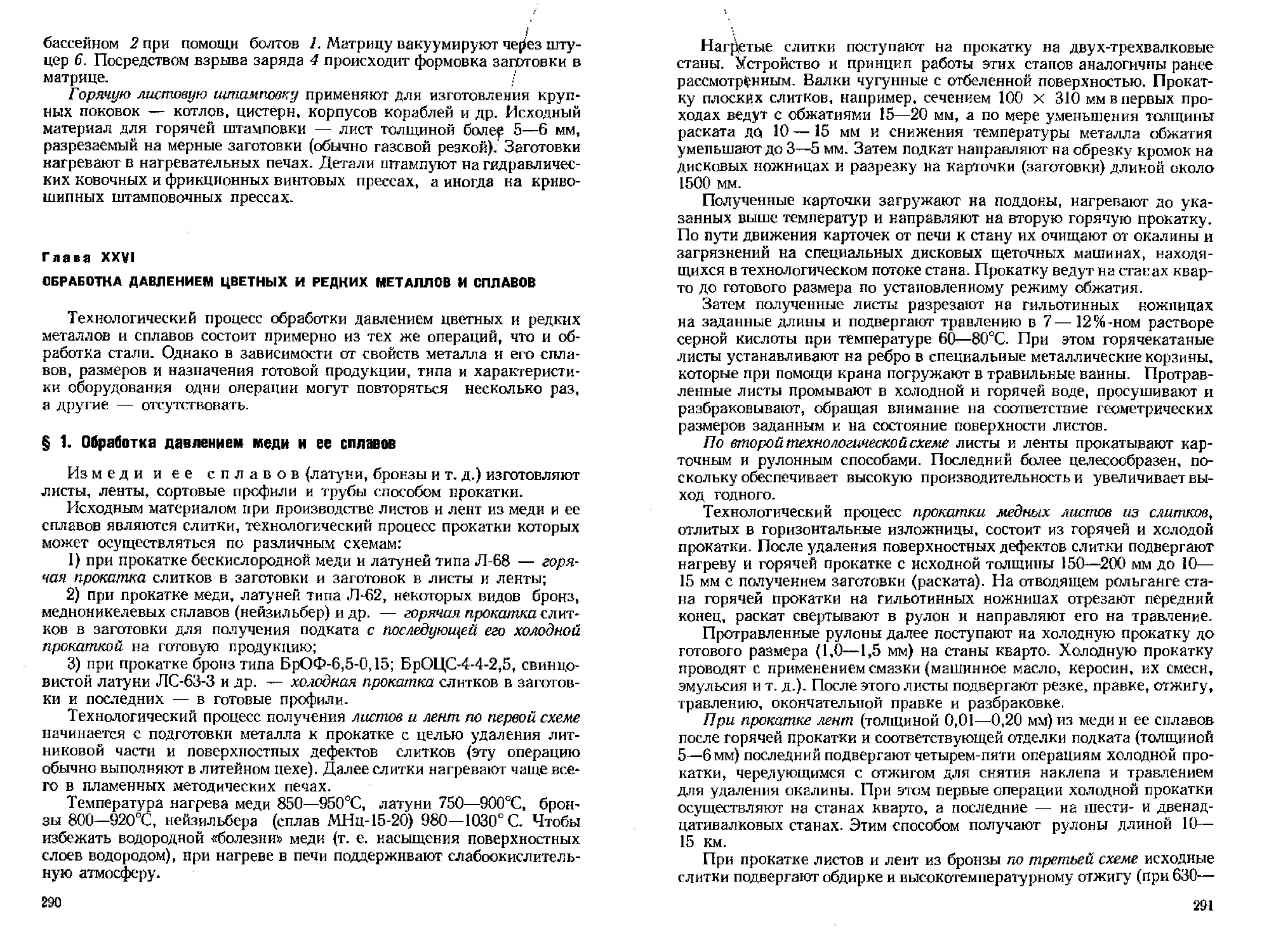
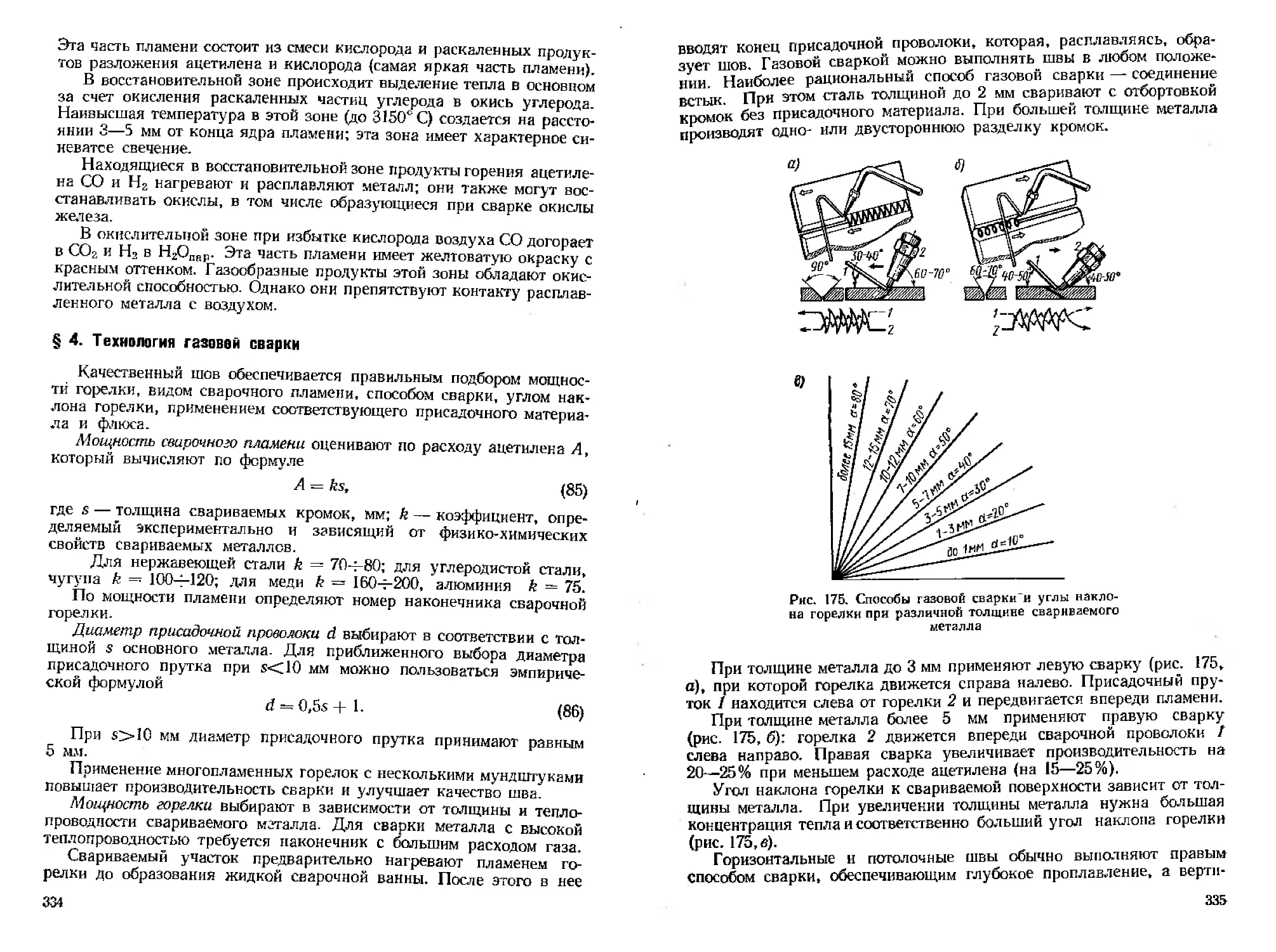
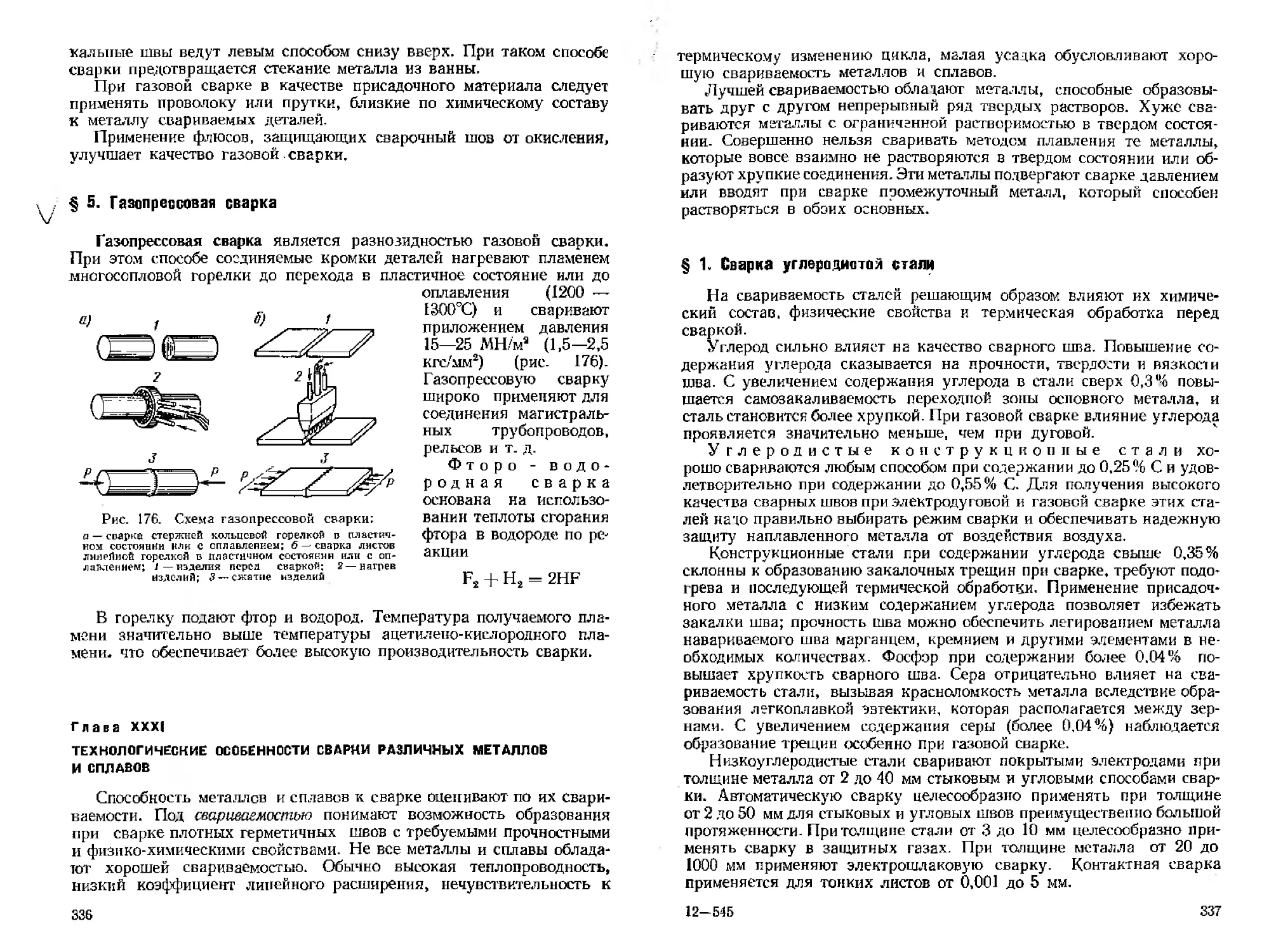
в горю
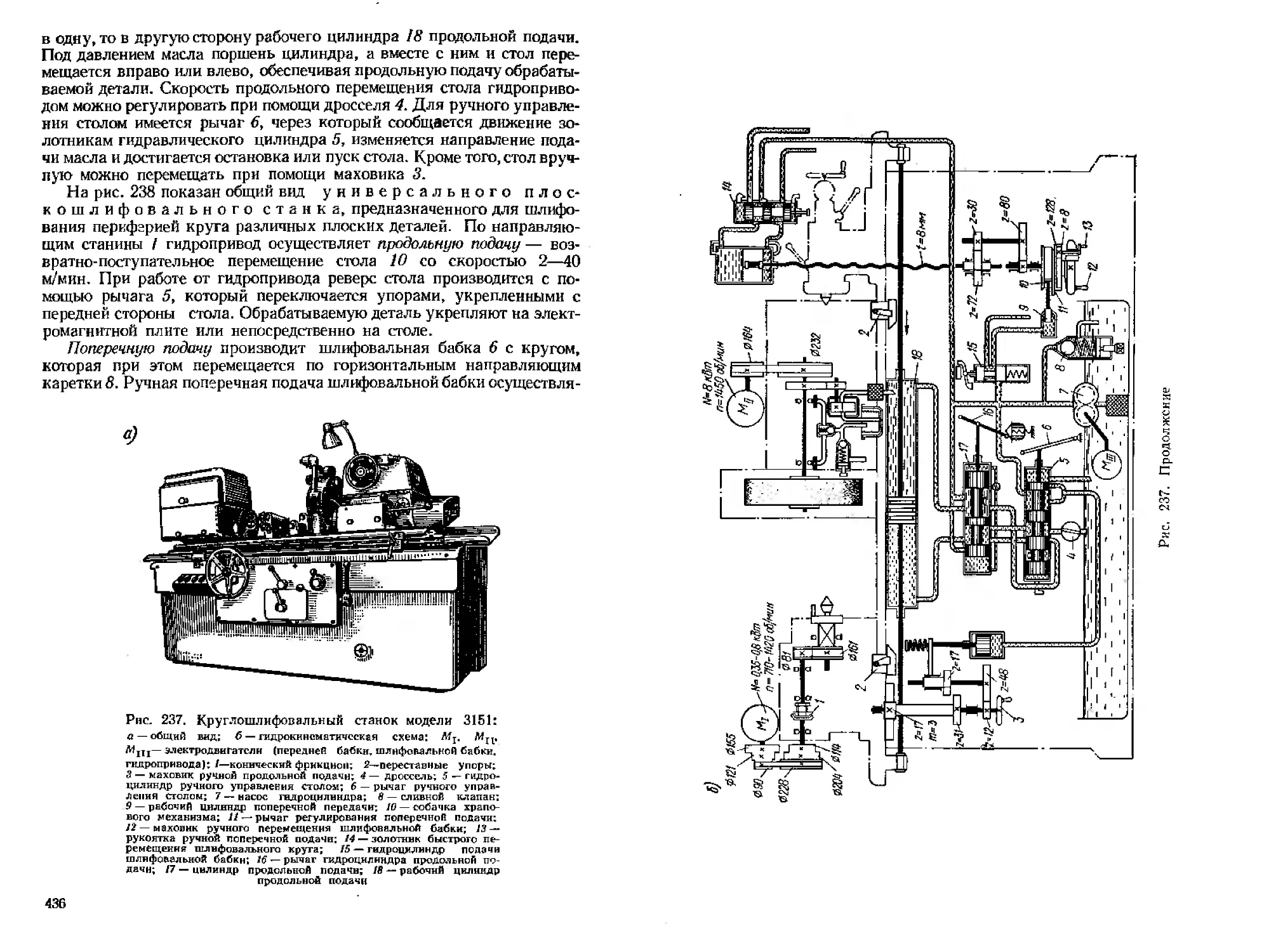
ПОД ОБЩЕЙ РЕДАКЦИЕЙ ПРОФ. П. И. ПОЛУХИНА
Допущено
Мин истерством
высшего и среднего
специального образования СССР
в качестве учебника
для студентов
строительных специальностей вузов
Москва «Высшая школа» 1977
6 ГН
Т38Ч
УДК 621.7(075.8)
П. И. Полухин, Б. Г. Гринберг, В. Т. Жадан, С. К. Кан-
теник, Д. И. Васильев
Рецензент — кафедра «Технология металлов»
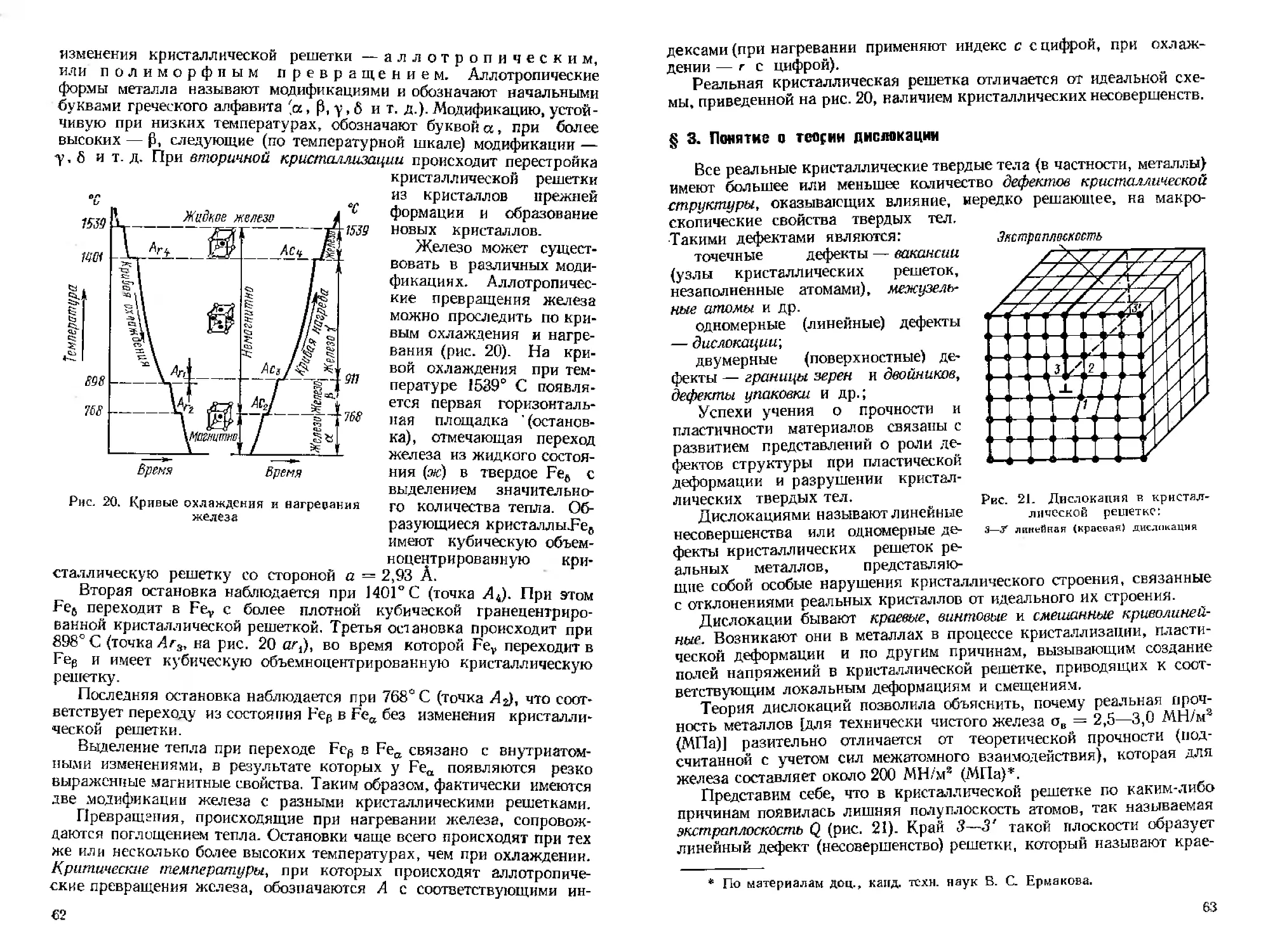
Московского автомобильно-дорожного института
Научный редактор А. К- Натансон
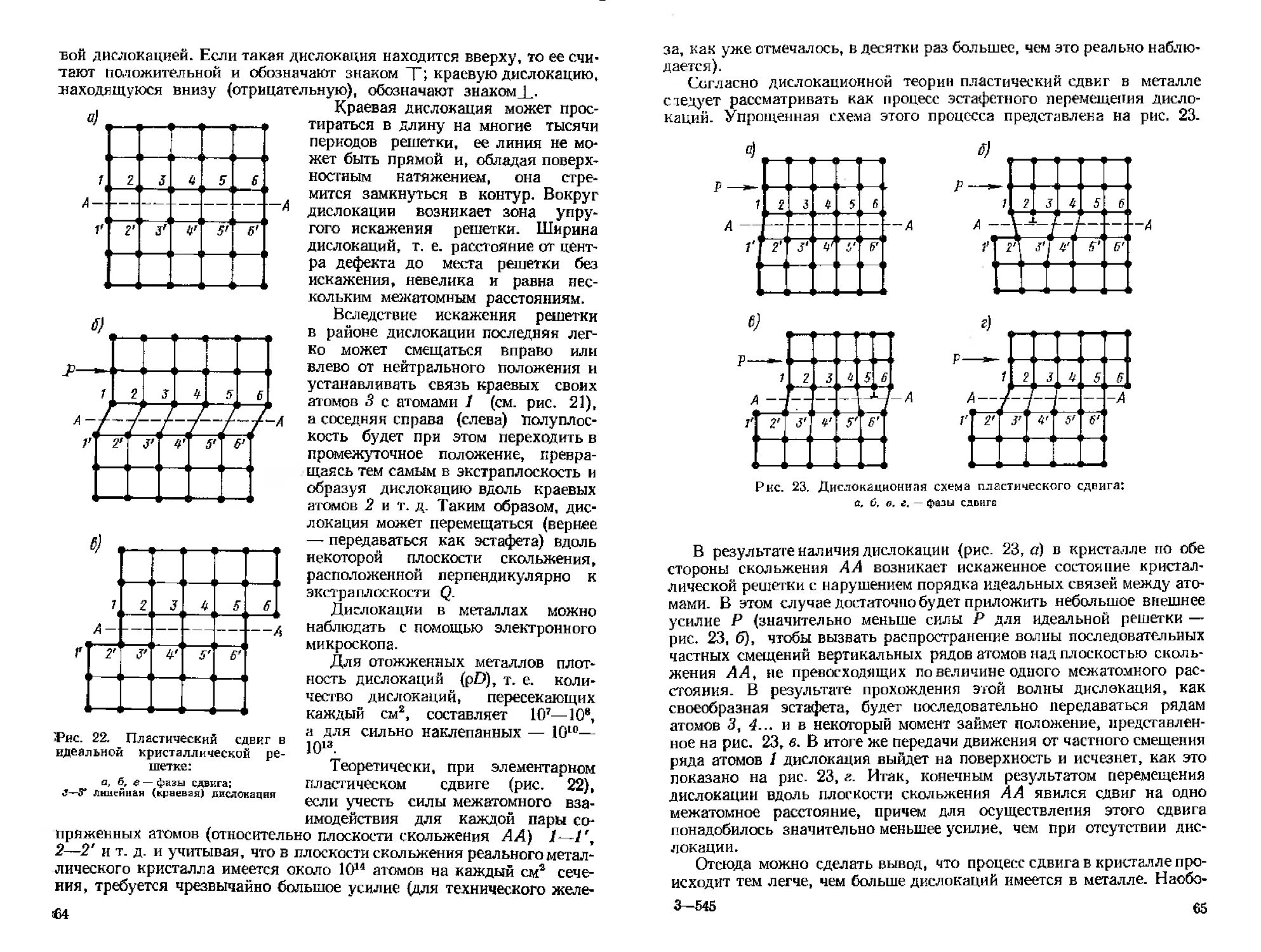
Технология металлов и сварка. Учебник для ву-
Т38 зов. Под ред. П. И. Полухина. М-, «Высш, школа»,
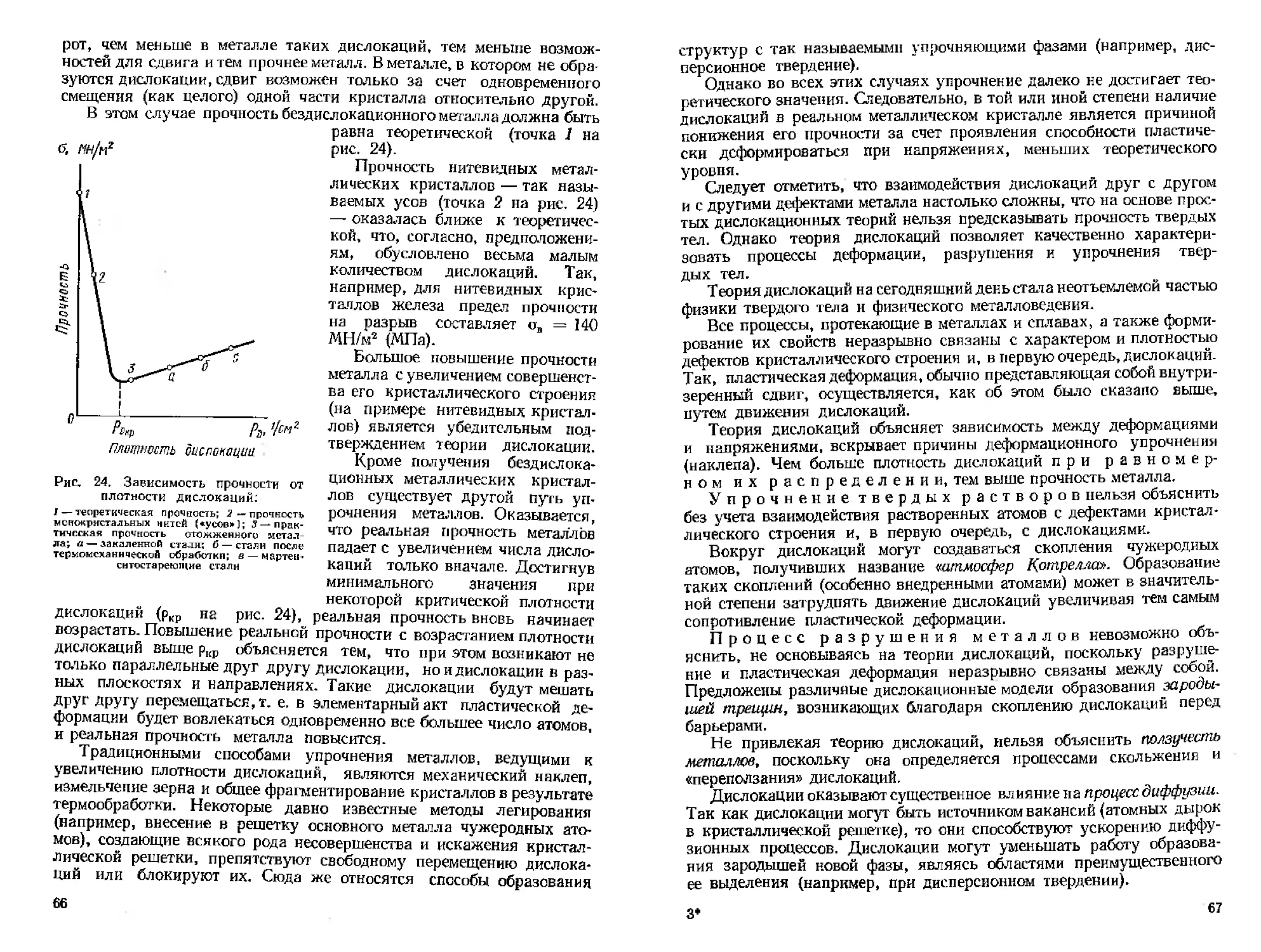
1977.
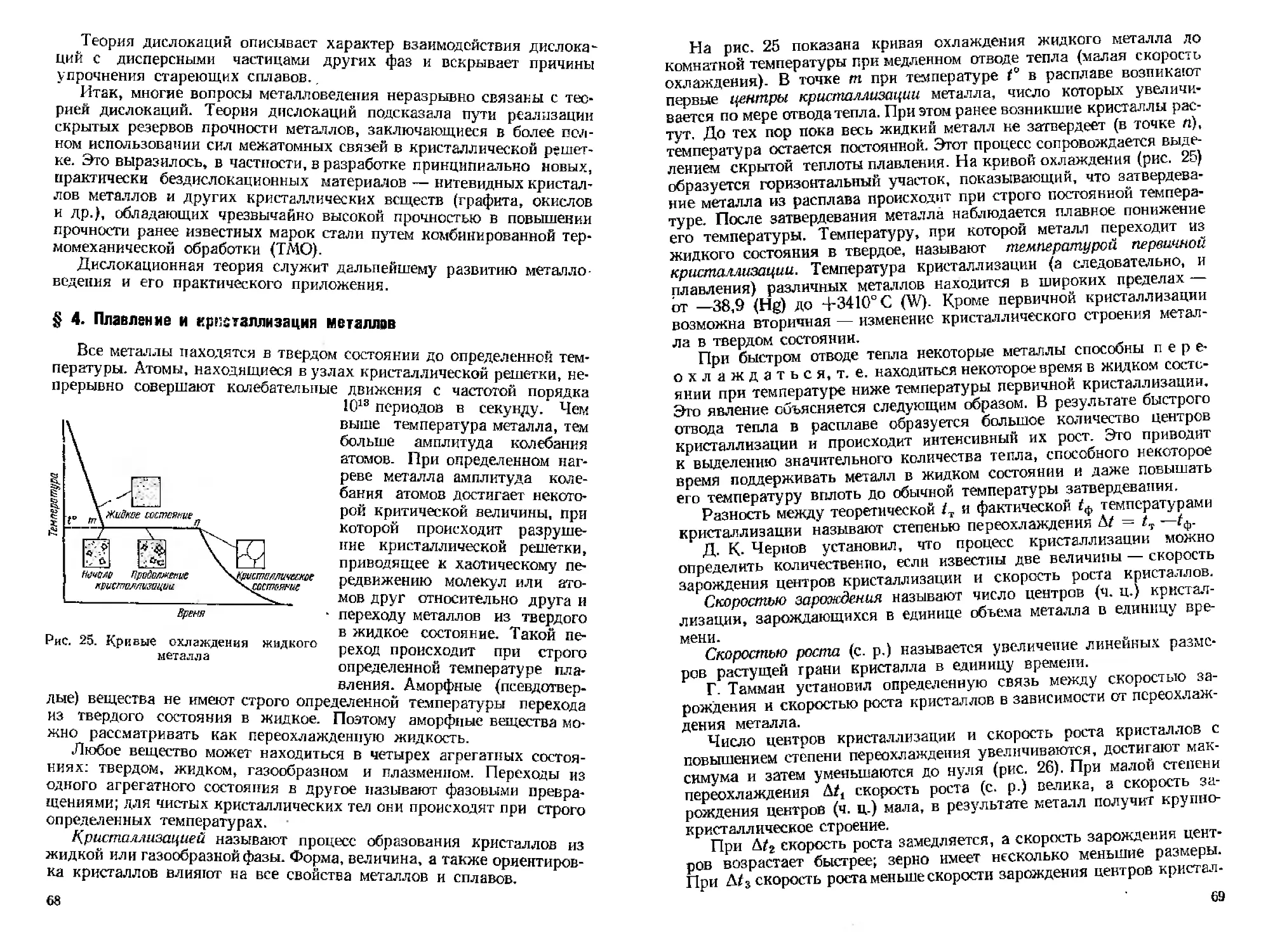
464 С. С ИЛ.
На обороте тит. л. авт.: П. И. По л у х н н, Б. Г. Грин-
берг, В. Т. Ж а д а н [и др.].
В учебнике изложены основы производства черных и цветных металлов,
литейного производства, обработки металлов давлением, сварочного про-
изводства; рассмотрены важнейшие вопросы ыеталловедсвия и термической
обработки, а также обработки металлов резанном.
По содержанию и научному уровню учебник отвечает требованиям
программы соответствующего курса, утвержденной Учебно-методическим
управлением Министерства высшего и среднего специального образова-
ния СССР.
Предназначается для студентов строительных специальностей техни-
ческих вузов и может использоваться в квчестве учебного пособия для
студентов-заочники в немащнностроительнкх специальностей-
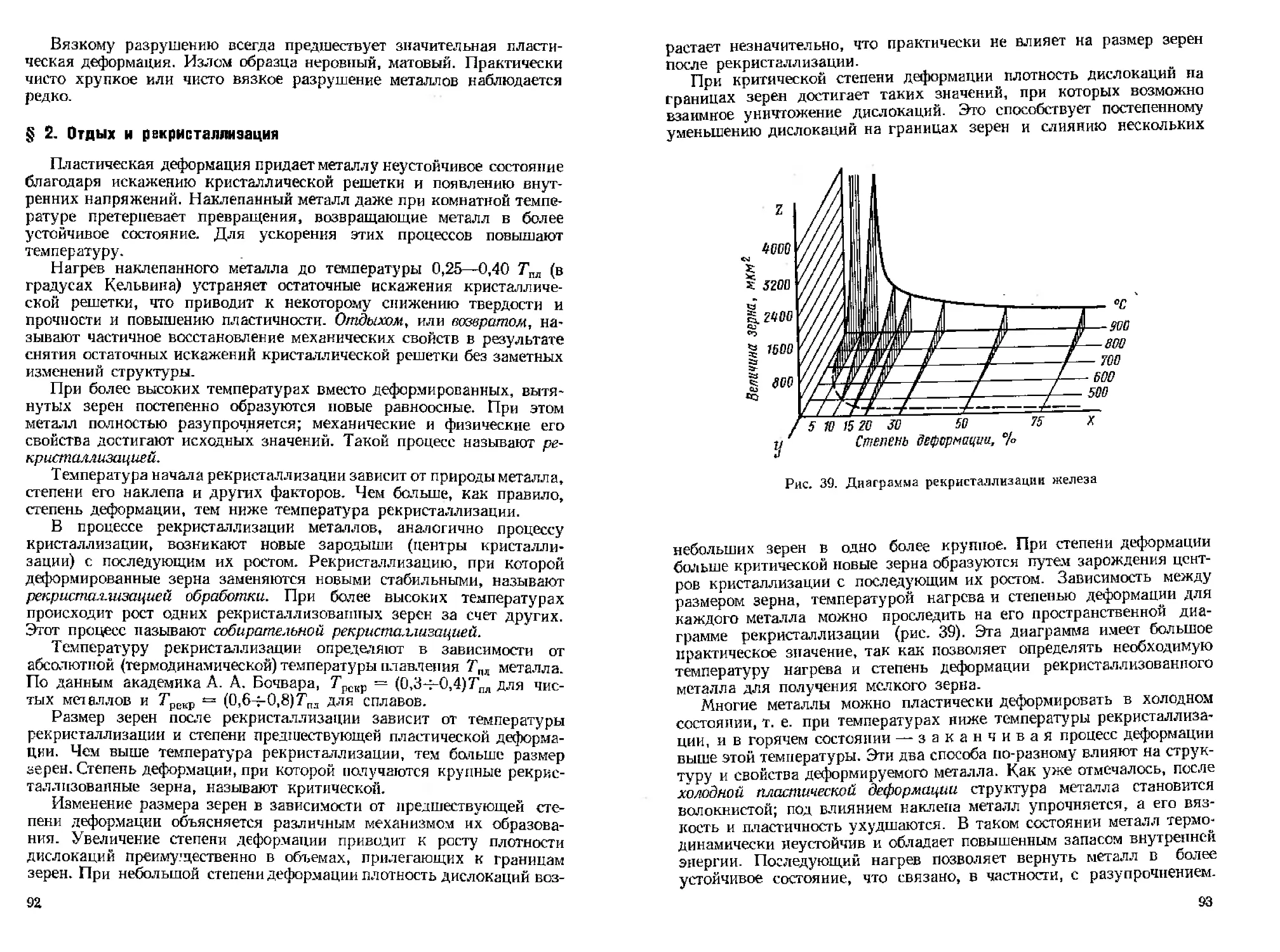
„ 31101—057
Т ------------ 87—77
001(01)—77
6ПЗ
© Издательство «Высшая школа», 1977 г.
ПРЕДИСЛОВИЕ
Настоящий учебник написан по программе курса «Технология
металлов и сварка» для студентов строительных специальностей выс-
ших учебных заведений.
Изучение технологии металлов способствует успешному усвоению
специальных дисциплин, формирующих технический кругозор инже-
нера-строителя.
Ознакомление со способами получения черных и цветных металлов
и сплавов, знание их основных свойств и методов обработки необходи-
мы для правильного выбора и использования металлических материа-
лов в строительстве. Инженер любой строительной специальности дол-
жен знать, как вли яют на свойства металлов режимы термической и дру-
гих обработок и что можно сделать для изменения свойств металлов в
нужном направлении.
Получая необходимые знания по технологии металлов, студенты
строительных специальностей должны более подробно изучать те стро-
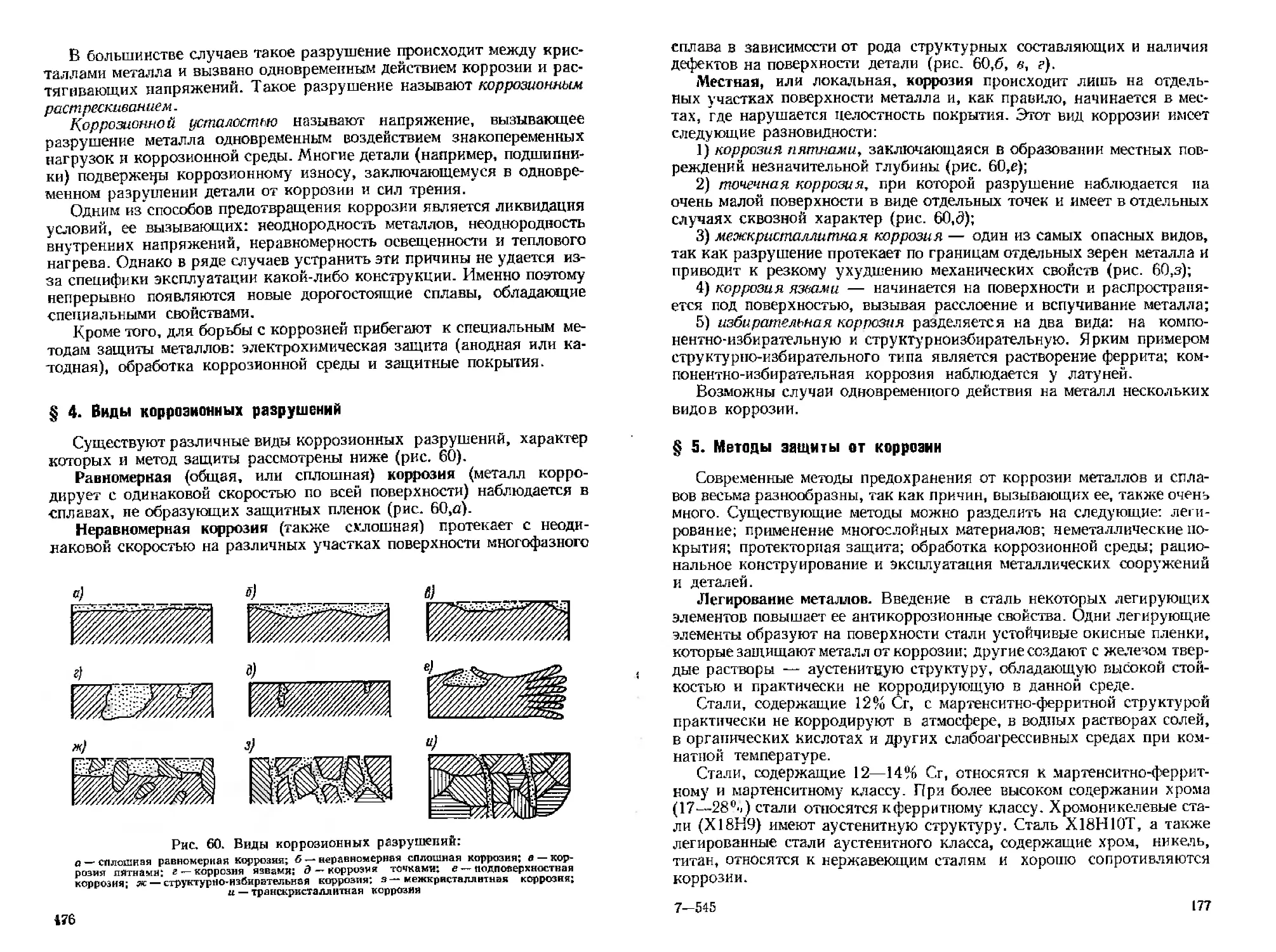
ительные материалы, которые непосредственно связаны с их дальней-
шей практической деятельностью. Поэтому в разделе «Металловедение
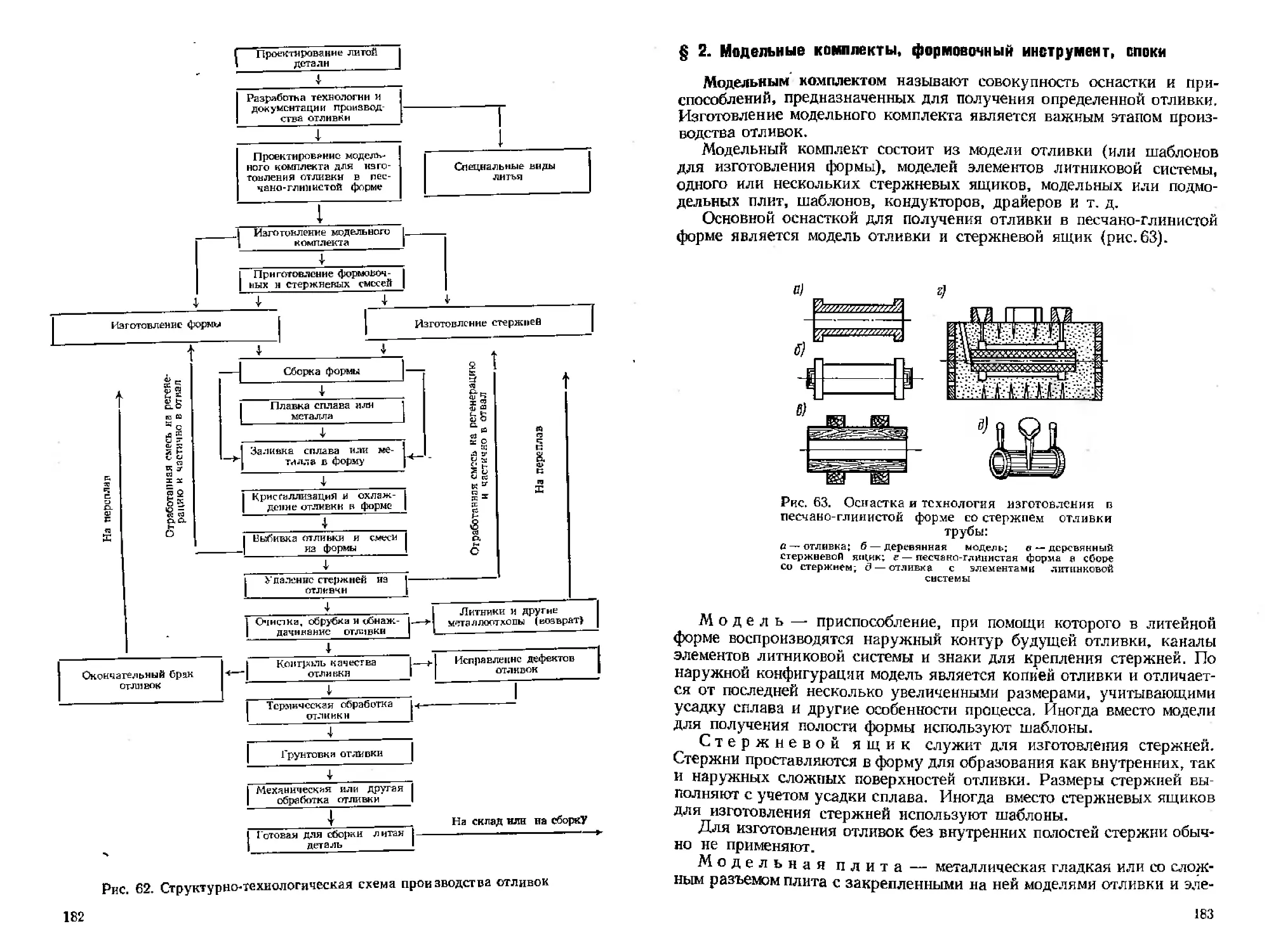
и термическая обработка» содержатся сведения о строительных сталях,
их свойствах и областях применения; в разделе «Обработка метал-
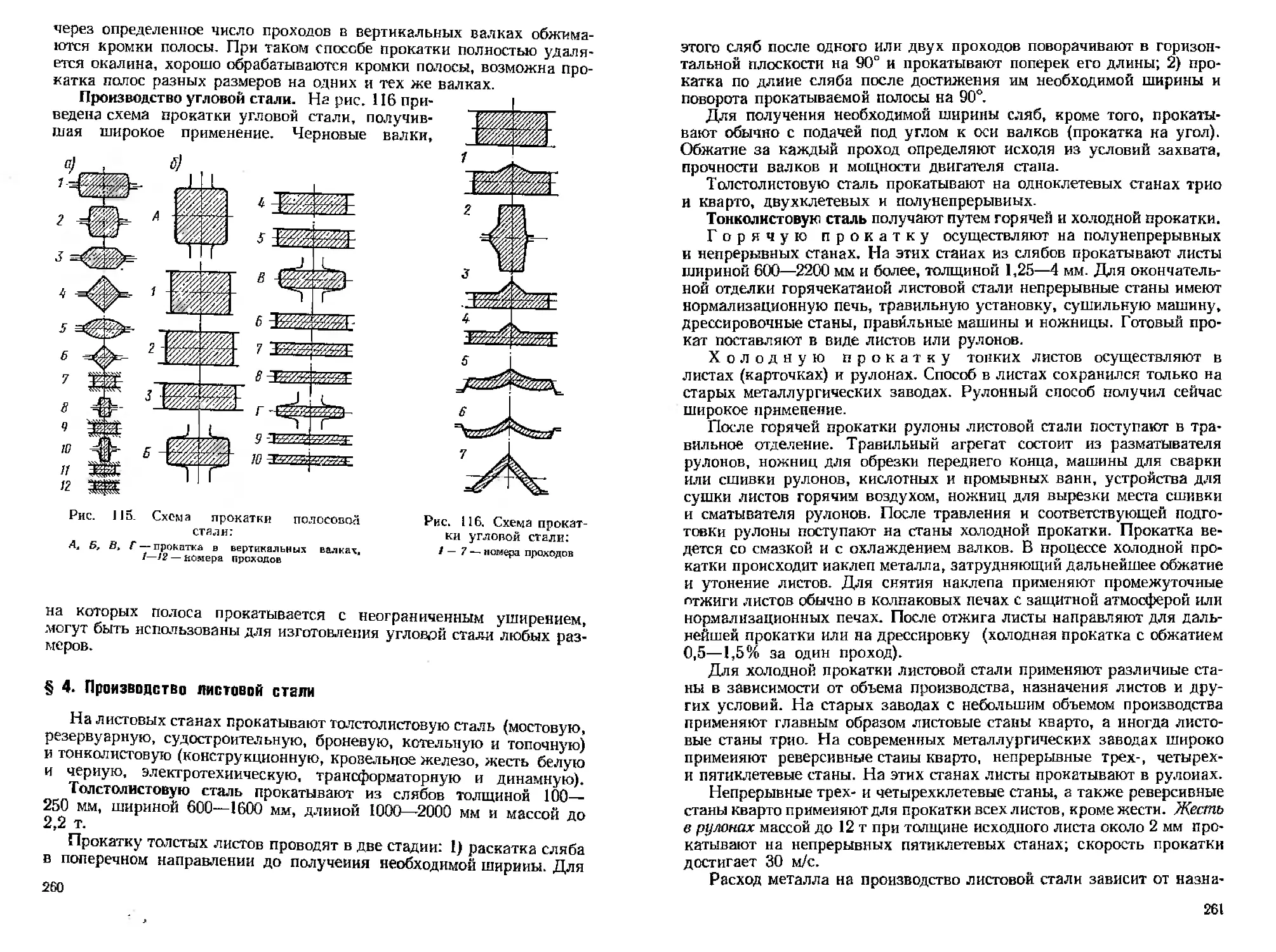
лов давлением» полнее изложена технология прокатки строительных
профилей (арматурной стали, тонкостенных балок, швеллеров, шпун-
товых свай, полосовой стали и труб), а также экономичных профилей
проката переменного и постоянного сечения; в разделе «Сварка и ог-
невая резка металлов» подробно описана технология сварки строитель-
ных конструкций.
В разделе «Обработка металлов резанием» не рассмотрена слесар-
ная обработка металлов, так как с основными ее операциями и приме-
няемым инструментом студенты очного обучения подробно знакомятся
на производственной практике, а студенты заочного обучения — во
время работы на предприятиях.
Учебник составлен коллективом авторов под общей редакцией
докт, техн, наук, проф. П. И. Полухина. Разделы первый, второй и
пятый написал проф. Б. Г. Гринберг; третий — проф. С. К. Кантеник;
четвертый — докт. техн, наук, проф. 11. И. Полухин и проф. Д. И. Ва-
сильев (глава «Ковка и штамповка металлов»); введение и шестой раз-
дел — проф. В. Т. Жадан; доц. канд. техн, наук В. С Ермаков
принимал участие в написании § 5 «Термомеханическая обработка
стали» главы XI.
Все замечания и пожелания, направленные иа улучшение учебника,
следует посылать в издательство «Высшая школа» по адресу: Москва,
К-51, Неглинная ул., д. 29/14.
Авторы
3
ВВЕДЕНИЕ
Металлы — наиболее распространенные и широко используемые
материалы в производстве и в быту человека. Особенно велико значе-
ние металлов в наше время, когда большое их количество используют
в машиностроительной промышленности, на транспорте, в промышлен-
ном, жилищном и дорожном строительстве, а также в других отраслях
народного хозяйства.
Производство и обработка металлов возникли очень давно и достиг-
ли современного технического уровня развития в результате исполь-
зования практического опыта и достижений науки многих поколений
человеческого общества.
Сначала человек использовал для различных целей самородные
металлы — золото, серебро, медь. Затем он научился получать ме-
таллы и сплавлять их друг с другом. Получение бронзы (прочного и
твердого сплава меди с оловом, а позднее и с некоторыми другими эле-
ментами) открыло новую эпоху в развитии материальной культуры,
называемую бронзовым веком. Позже была освоена выплавка железа.
Первыми плавильными агрегатами для получения железа из руд
были неглубокие земляные ямы (горны), в которые загружали измель-
ченную железную руду и древесный уголь. При горении древесного
угля руда превращалась в сыродутное железо. Его извлекали из горна
в виде комков (железных криц) и подвергали ковке. К ХШ—XIV вв.
нашей эры сыродутные горны заменили круглыми шахтными печами—
домницами. В них развивались более высокие температуры, чем в сыро-
дутных горнах, и происходило насыщение железа углеродом. В ре-
зультате в нижней части домницы получался жидкий металл — чугун.
Из чугуна изготовляли простые отливки (плиты, шары и т. и.). Эти
отливки обладали достаточной прочностью, но были хрупкими и не
поддавались ковке.
Постепенно форму домницы изменяли, а ее размеры увеличивали.
Ее стали называть доменной печью, являющейся до сих пор основным
агрегатом для производства чугуна.
Современные доменные печи — это крупные высокомеханизиро-
ванные и автоматизированные агрегаты большой единичной мощности.
В нашей стране на Криворожском металлургическом заводе
им. В. И. Ленина в 1974 г. введена в строй самая мощная в мире домен-
ная печь объемом 5000 м3; она обеспечивает выпуск около 4 млн. т
чугуна в год.
4
Примерно в середине XIV в. научились перерабатывать хрупкий
чугун в очень прочный и ковкий металл — сталь, выжигая углерод из
жидкого чугуна в так называемых кричных горнах.
Позднее кричный процесс сменили более совершенные способы пере-
дела чугуна в сталь —- пудлинговый, бессемеровский, томасовский и
мартеновский. Последние три способа, а также электроплавка находят
широкое применение в современном сталеплавильном производстве.
При этом основным направлением научно-технического прогресса в
сталеплавильном производстве является кислородно-конверторный
способ производства стали. В 1974 г. на Ново-Липецком металлурги-
ческом заводе введен в строй кислородно-конверторный блок, который
обеспечивает выпуск 4 млн. т стали в год.
Применение кокса (первая половина XVIII в) и использование го-
рячего дутья (начало XIX в.) в доменных печах создали огромные воз-
можности для дальнейшего расширения выплавки чугуна и связанного
с ним производства стали.
-Существенную роль в развитии отечественной металлургии чугуна
и стали сыграли работы М. В. Ломоносова, М. А. Павлова, А. А. Байко-
ва, И. П. Бардина и многих других.
Наши соотечественники П. П. Аносов и Д. К. Чернов в XIX в.
заложили основы металлографии — науки о строении металлов и
сплавов.
В настоящее время металлография и смежные с ней науки содержат
глубокие знания о строении металлов и сплавов и природе внутренних
связей в них. На основе этих данных разработаны методы термической
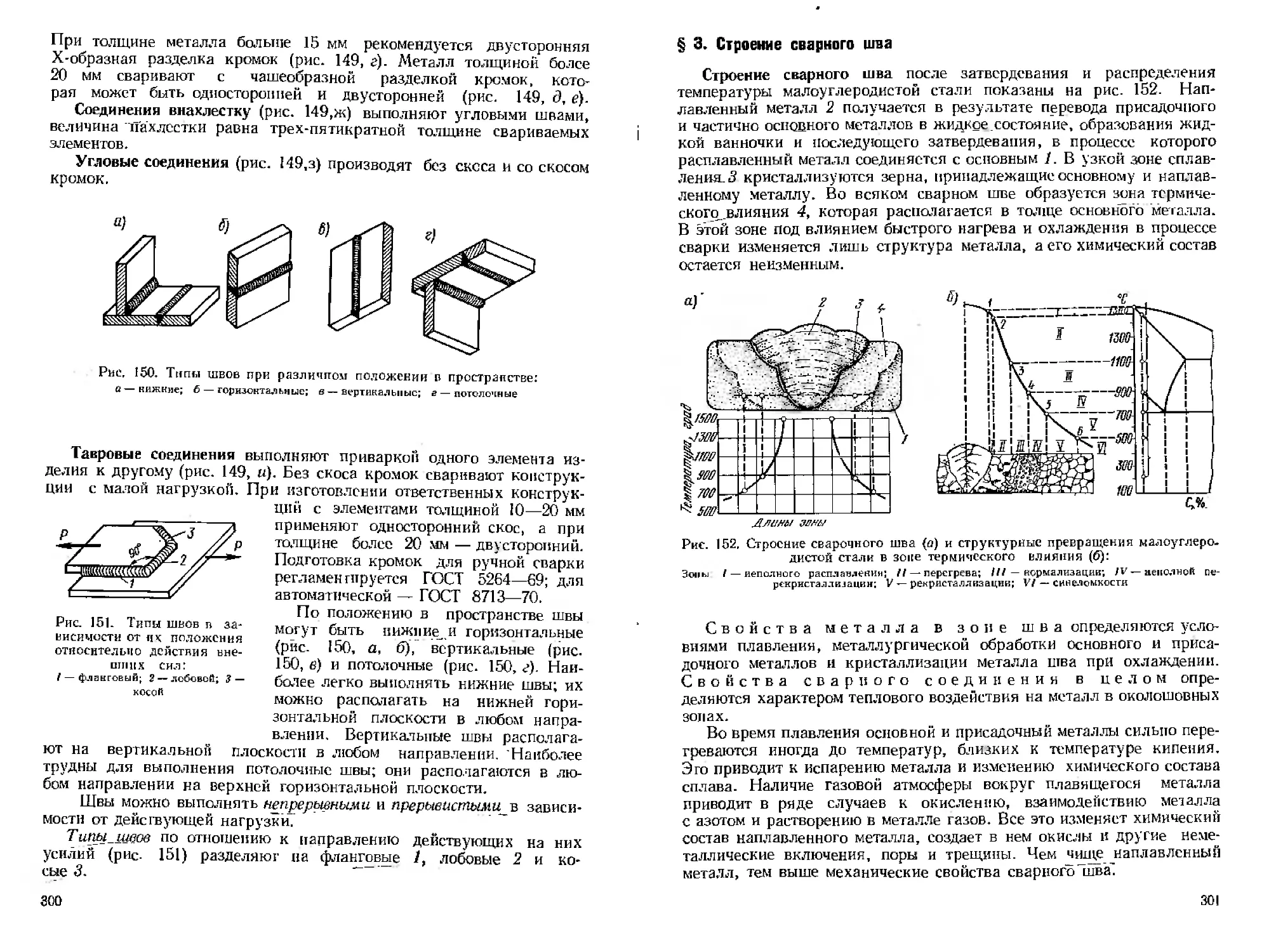
(тепловой) обработки металлов и сплавов, изменяющей их механиче-
ские и физические свойства в нужном направлении.
Одновременно с развитием и усовершенствованием методов получения
черных и цветных металлов развивалась и совершенствовалась техно-
логия их обработки. К основным технологическим способам обработки
металлов относят литейное производство, обработку давлением (прокат-
ку, волочение,прессование, ковку, штамповку), сварку и огневую резку,
термическую обработку, обработку резанием (механическая обработка)
и различные виды электрофизических и электрохимических способов
размерной обработки металлов.
Производство литых металлических изделий было известно в глу-
бокой древности, но более широко стало развиваться после XIV в.,
когда научились получать в земляных формах отливки из жидкого
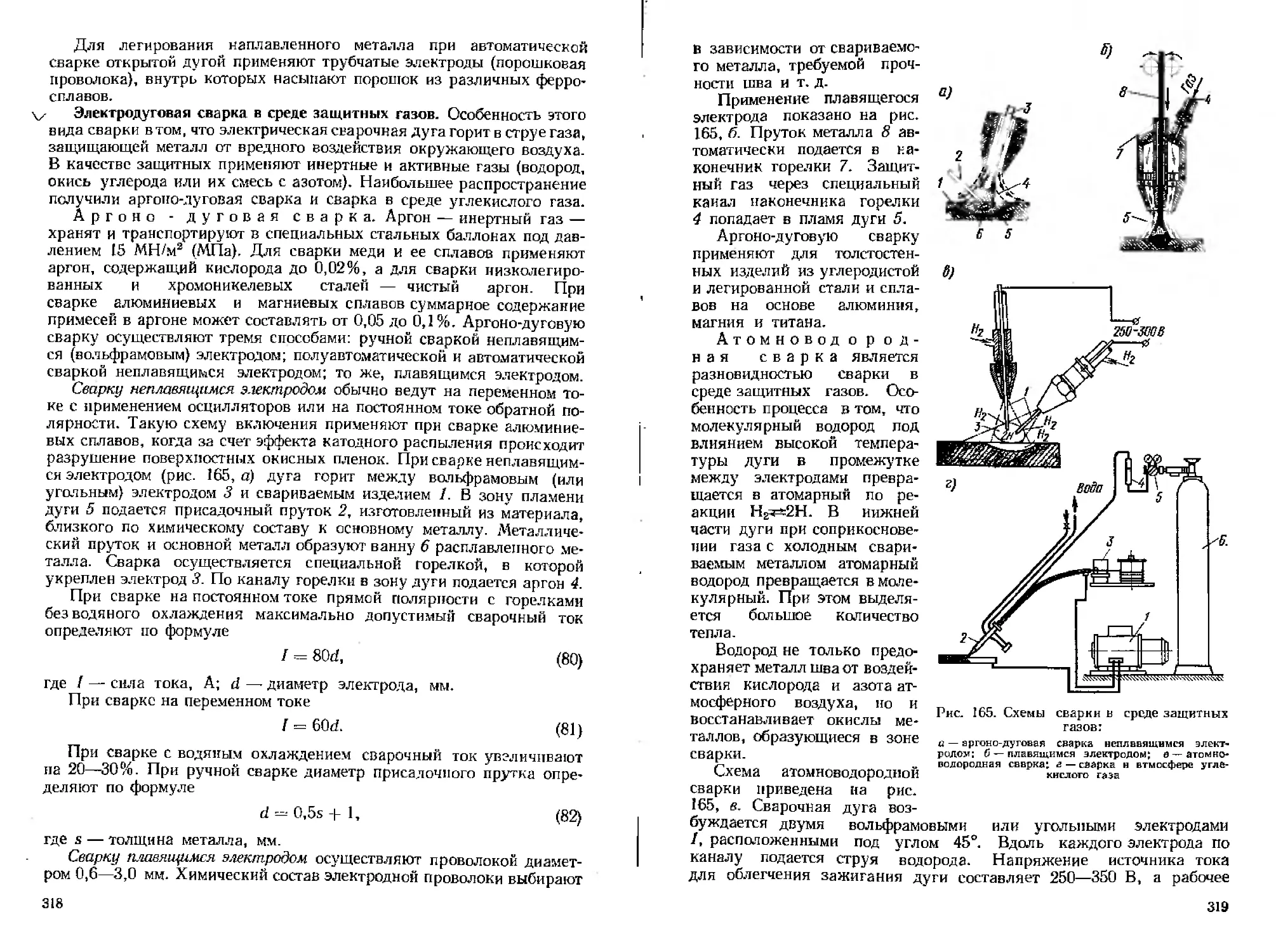
чугуна, выплавляемого в доменных печах.
В конце XVIII в. была предложена опрокидывающаяся шахтная
печь, явившаяся прототипом вагранки, а несколько позже — и ва-
гранка для переплавки чугуна; это расширило возможности литейно-
го производства.
Для удовлетворения непрерывно возрастающих потребностей ма-
шиностроительной промышленности в практику литейного производ-
ства постепенно вводили новые способы литья, а также формовочные
машины, механизировали и совершенствовали технологические про-
цессы получения отливок из чугуна, стали и цветных металлов.
5
Наиболее ранними способами обработки металлов давлением явля-
лись ковка и волочение. Все технологические операции выполняли
вручную. Значительное развитие эти способы обработки получили со
времени постройки железоделательных заводов в XVI—JCVII вв.
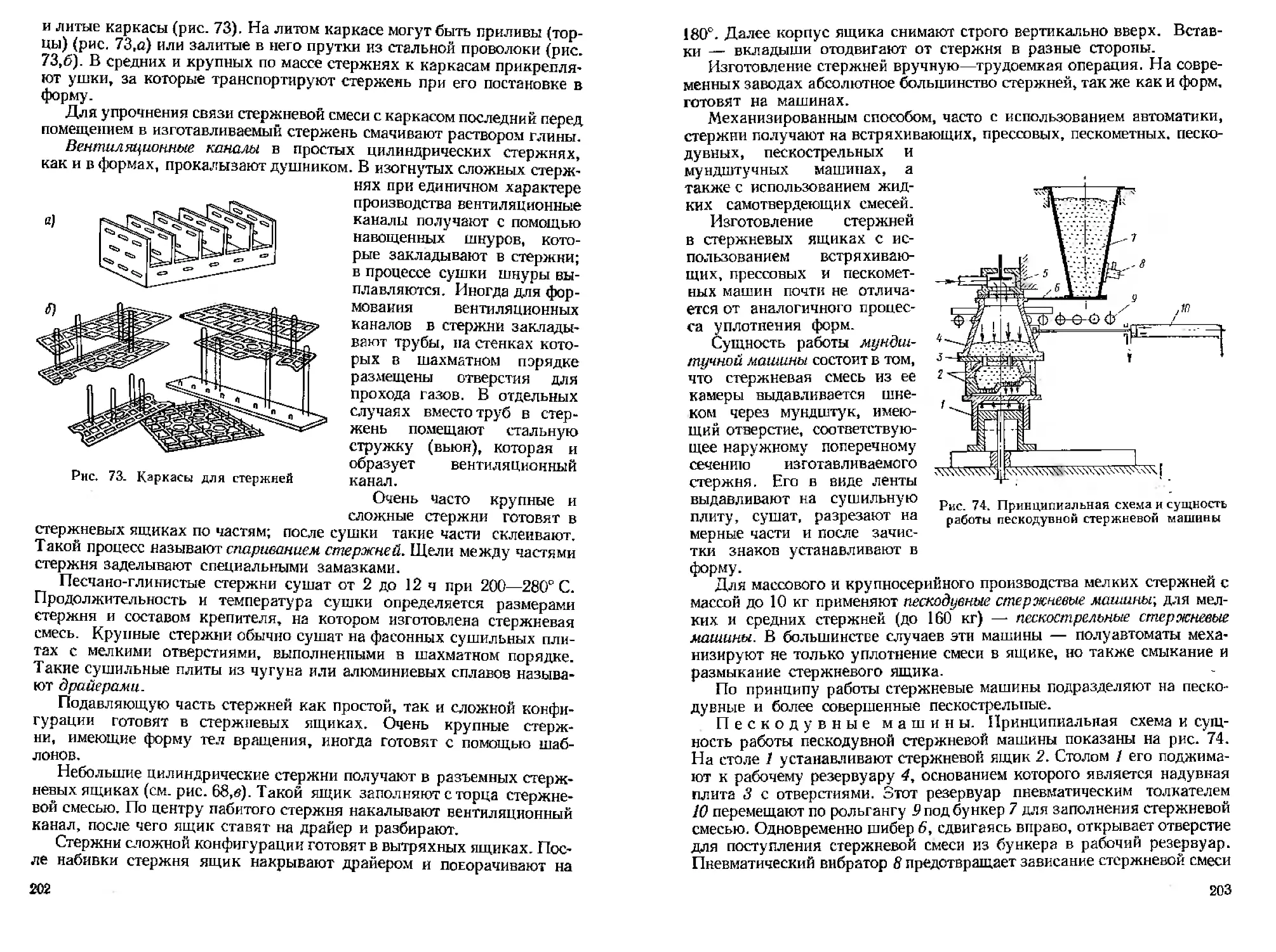
Большим шагом вперед в развитии кузнечного производства было при-
менение в XIX в. паровых, пневматических, фрикционных молотов и
прессов.
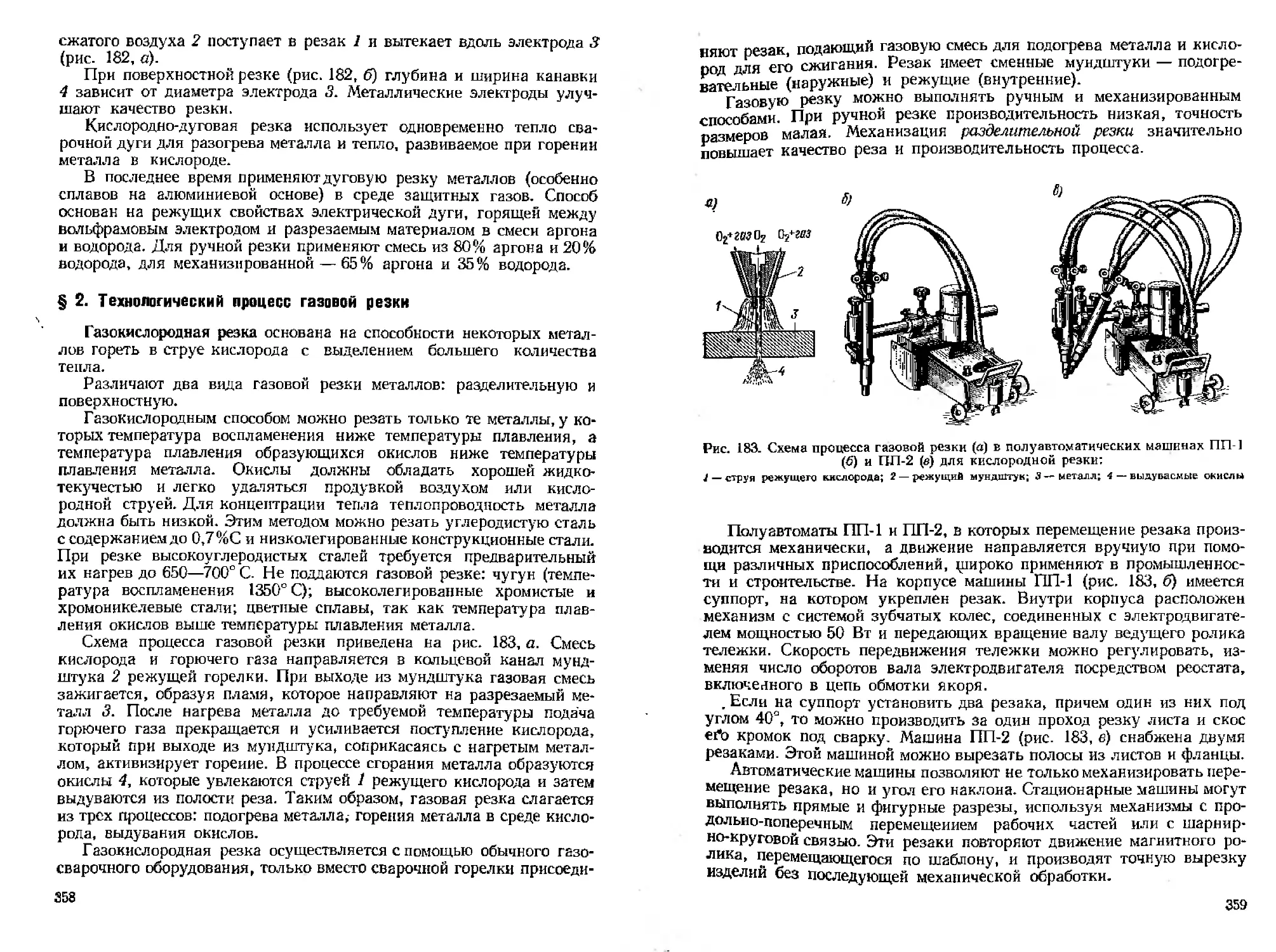
Прокатка металлов возникла позже ковки и волочения. Первые
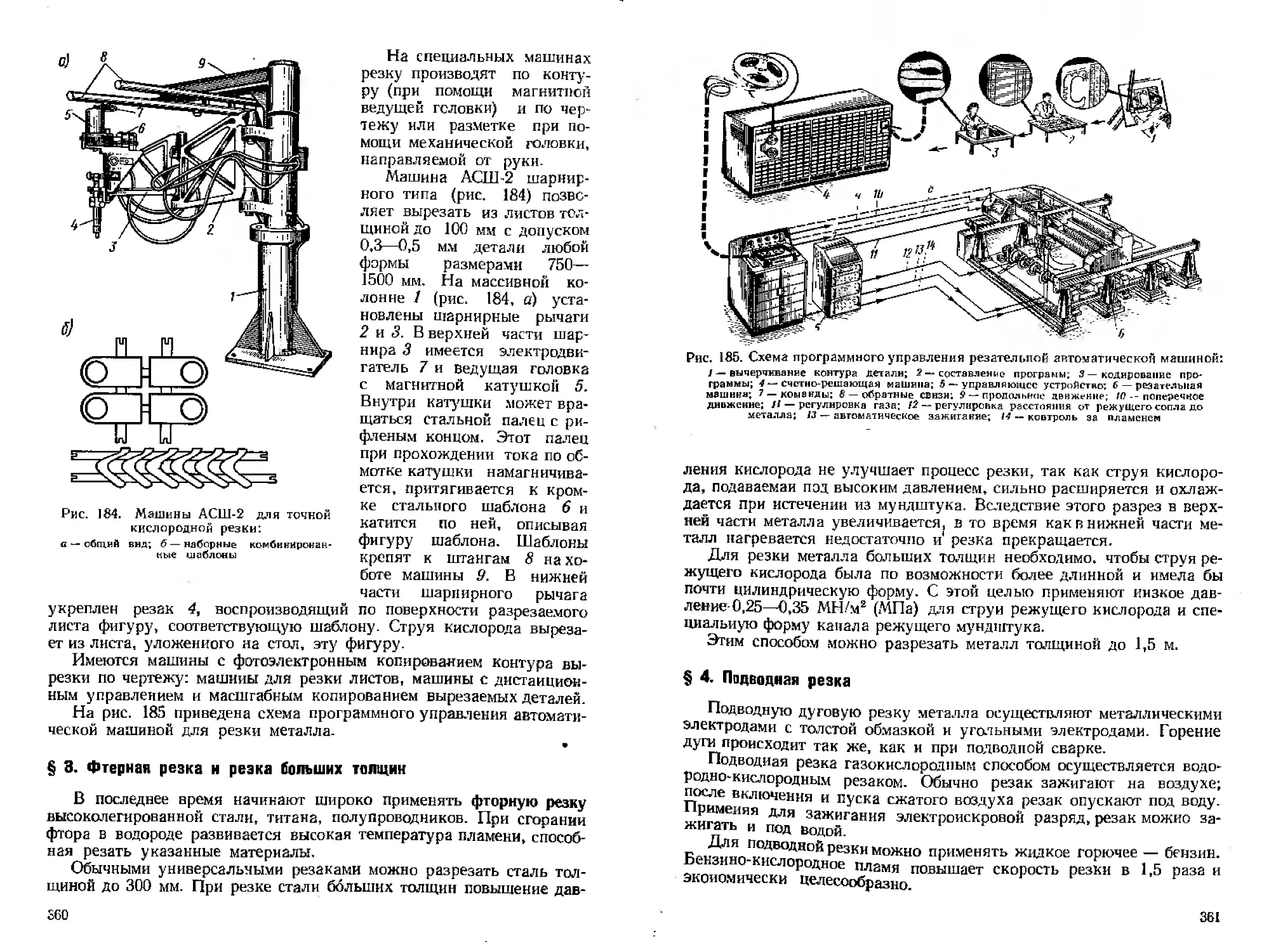
сведения о прокатке относятся к XV в. (обработка свинцовых полос).
Первые прокатные станы имели ручной, а затем водяной привод. В 40-х
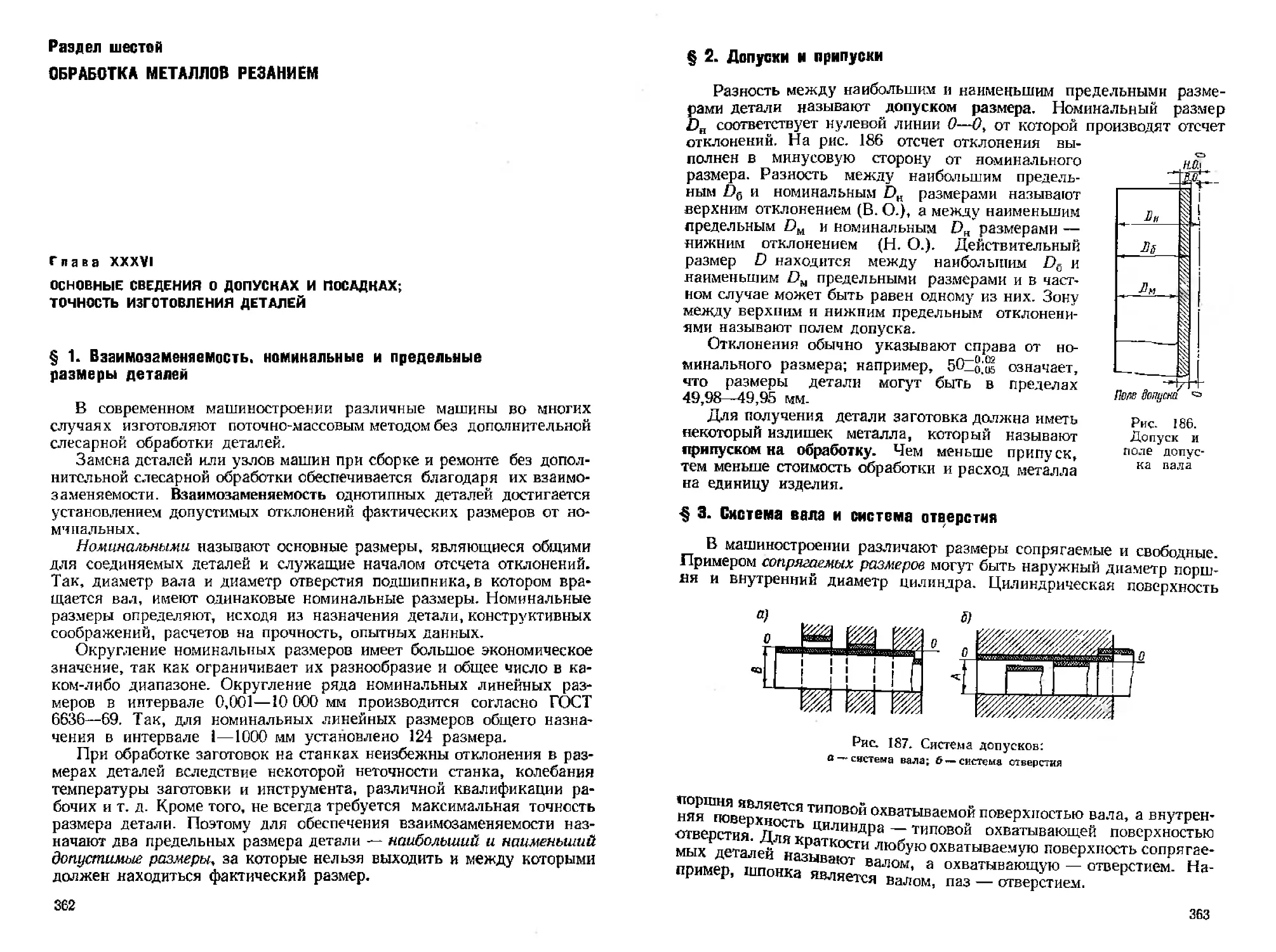
годах XIX в. на заводах появились прокатные станы с механическим
приводом.
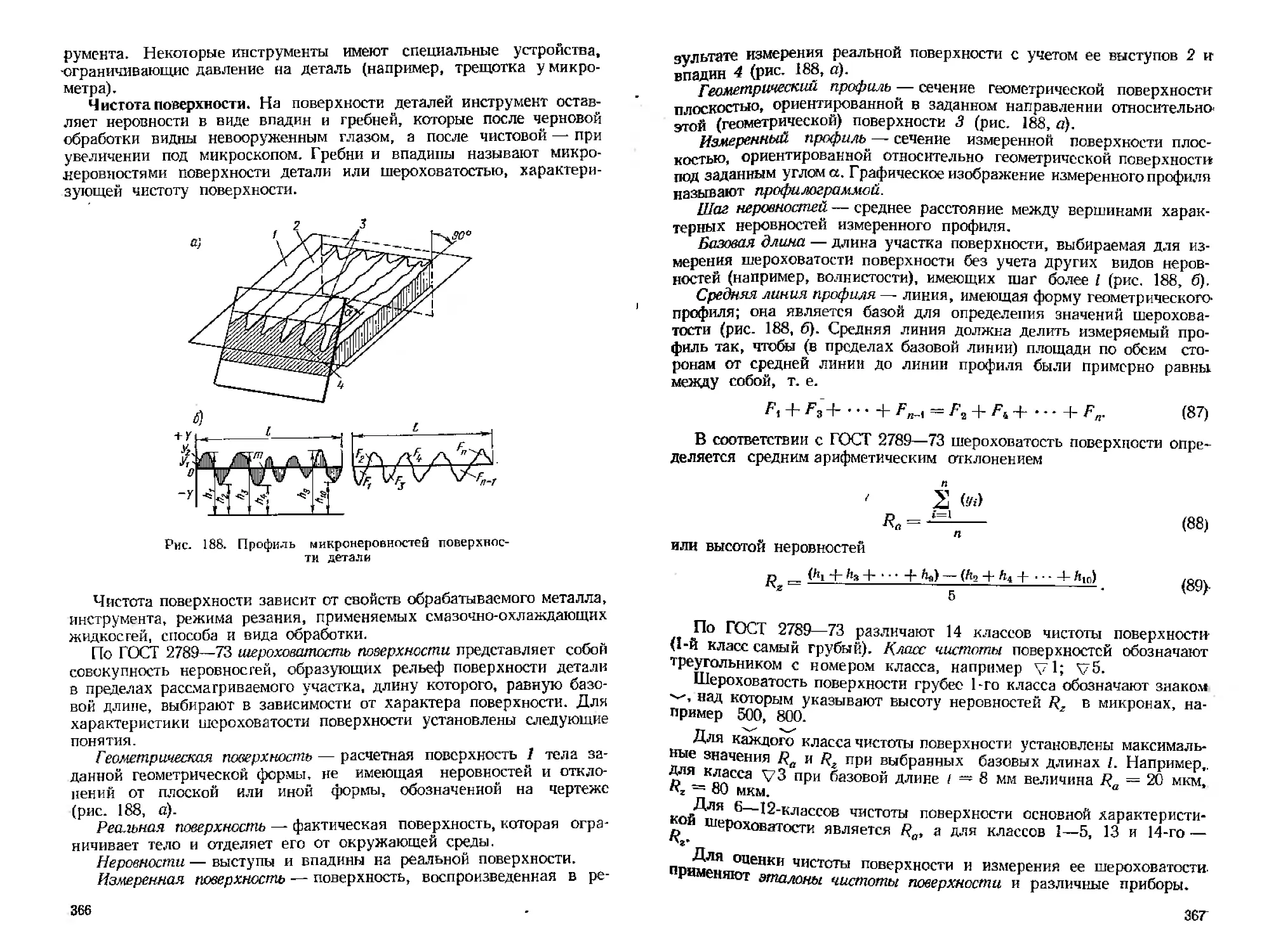
С увеличением мощности прокатного оборудования стали появлять-
ся специальные станы для прокатки листов.рельсов, сортового металла.
В конце XIX в. начали применять крупные станы для обжатия слитков
(так называемые блюминги и слябинги). Современные прокатные ста-
ны представляют собой мощные агрегаты с высокой степенью механи-
зации и автоматизации.
Прессование цветных металлов возникло в последней четверти
XIX в., стали и тугоплавких сплавов — только в 30-х годах XX в.
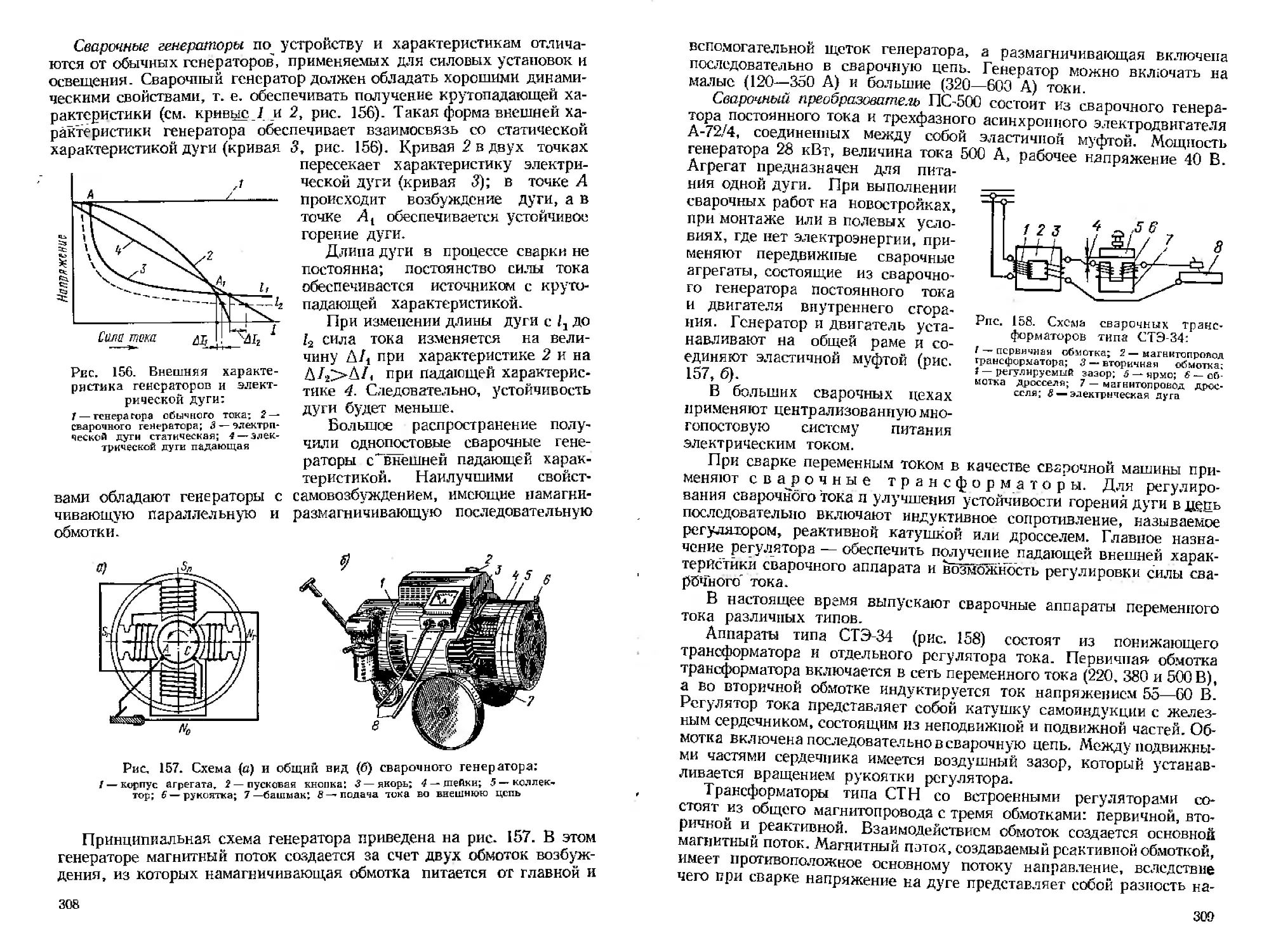
Сварка металлов является одним из прогрессивных процессов ме-
таллообработки в промышленности и строительстве. Существует не-
сколько способов сварки; из них наиболее распространенным является
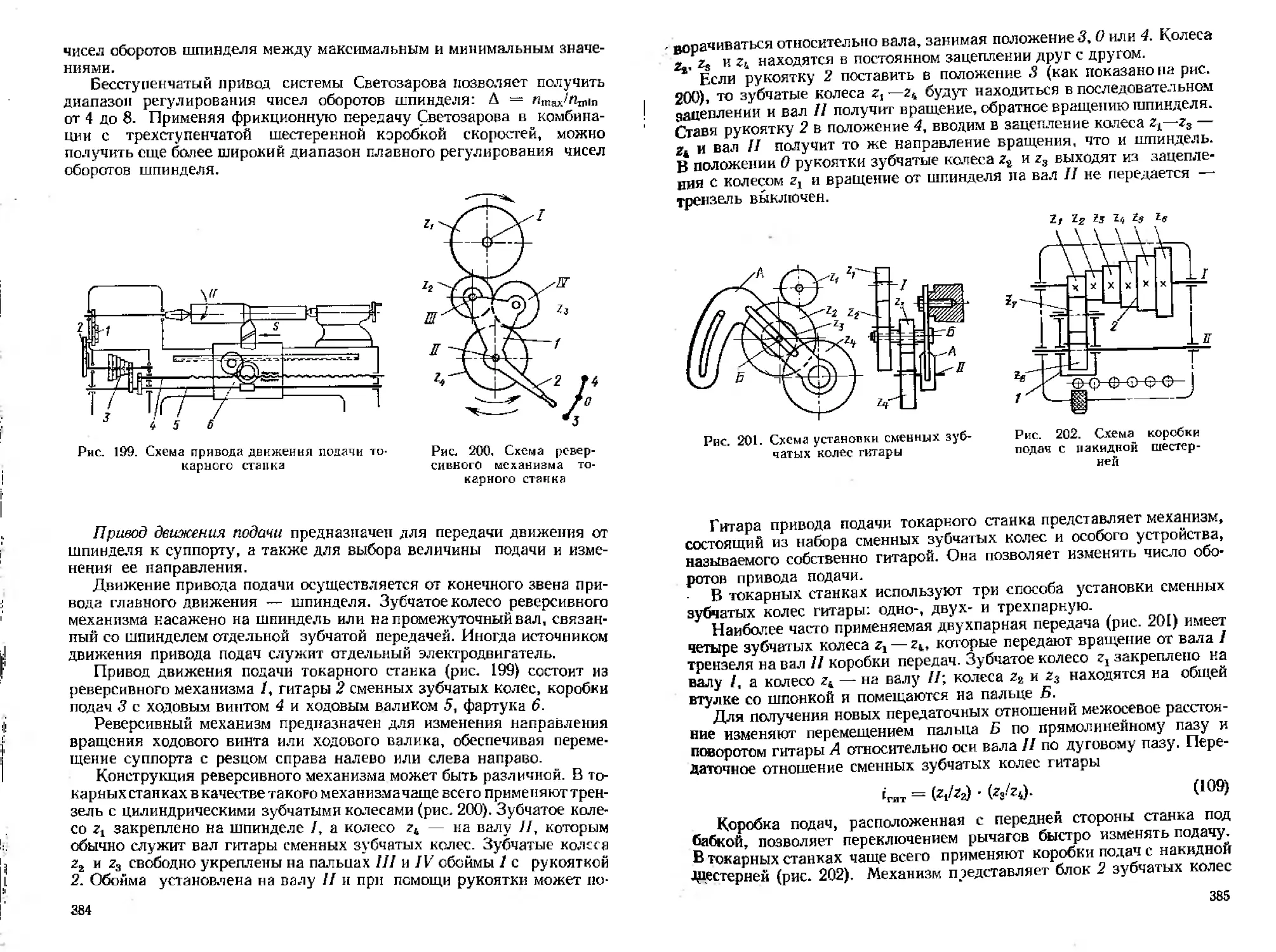
электросварка. В настоящее время способы сварки металлов и сплавов
в значительной степени усовершенствованы и автоматизированы.
Среди способов обработки металлов и сплавов важное место зани-
мают различные виды термической обработки — отжиг, нормализа-
ция, закалка, отпуск и др. Нагревом металлов или сплавов до опре-
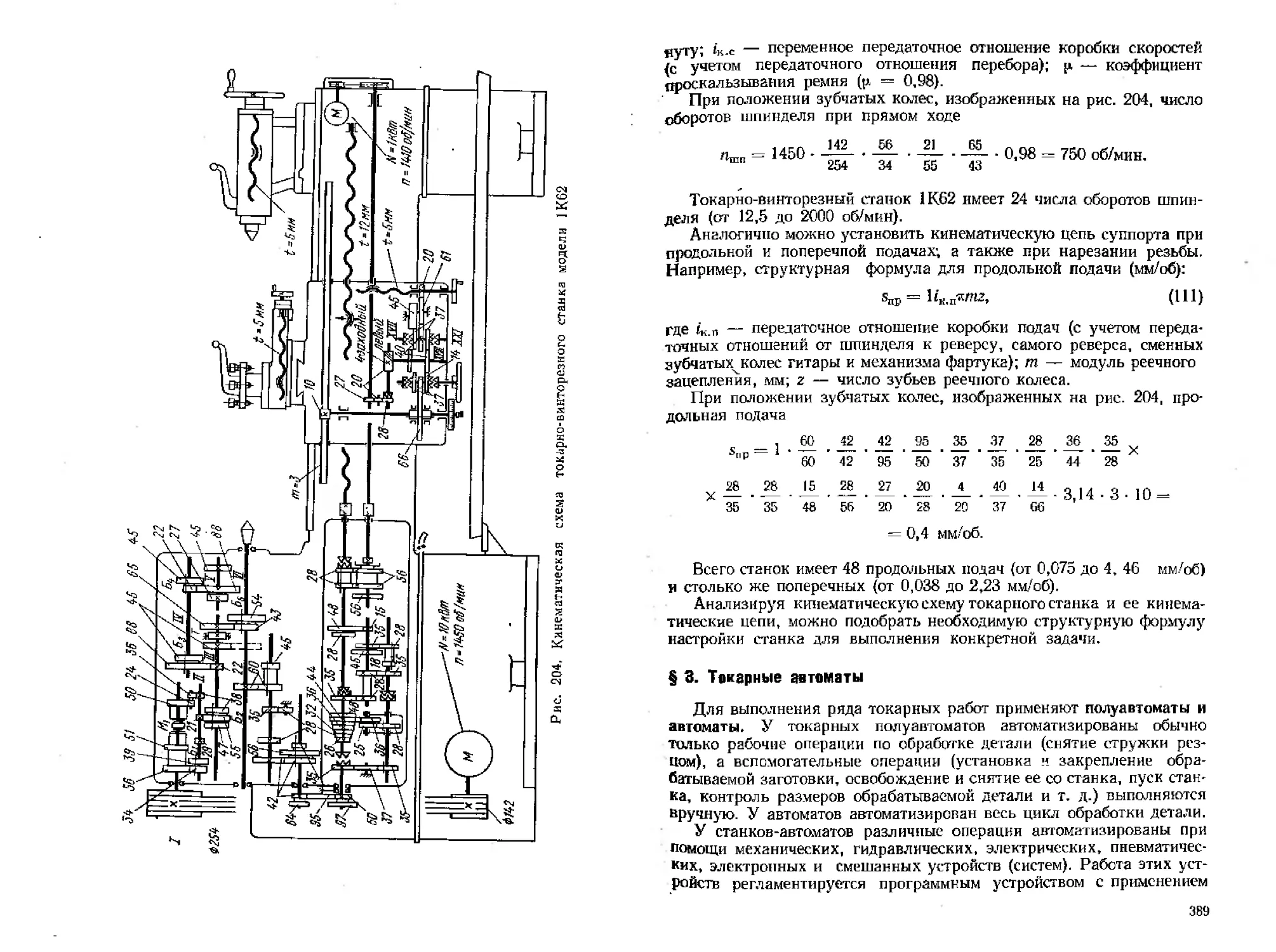
деленной температуры, выдержкой и последующим охлаждением с
различной скоростью получают необходимые изменения их структуры
и свойств.
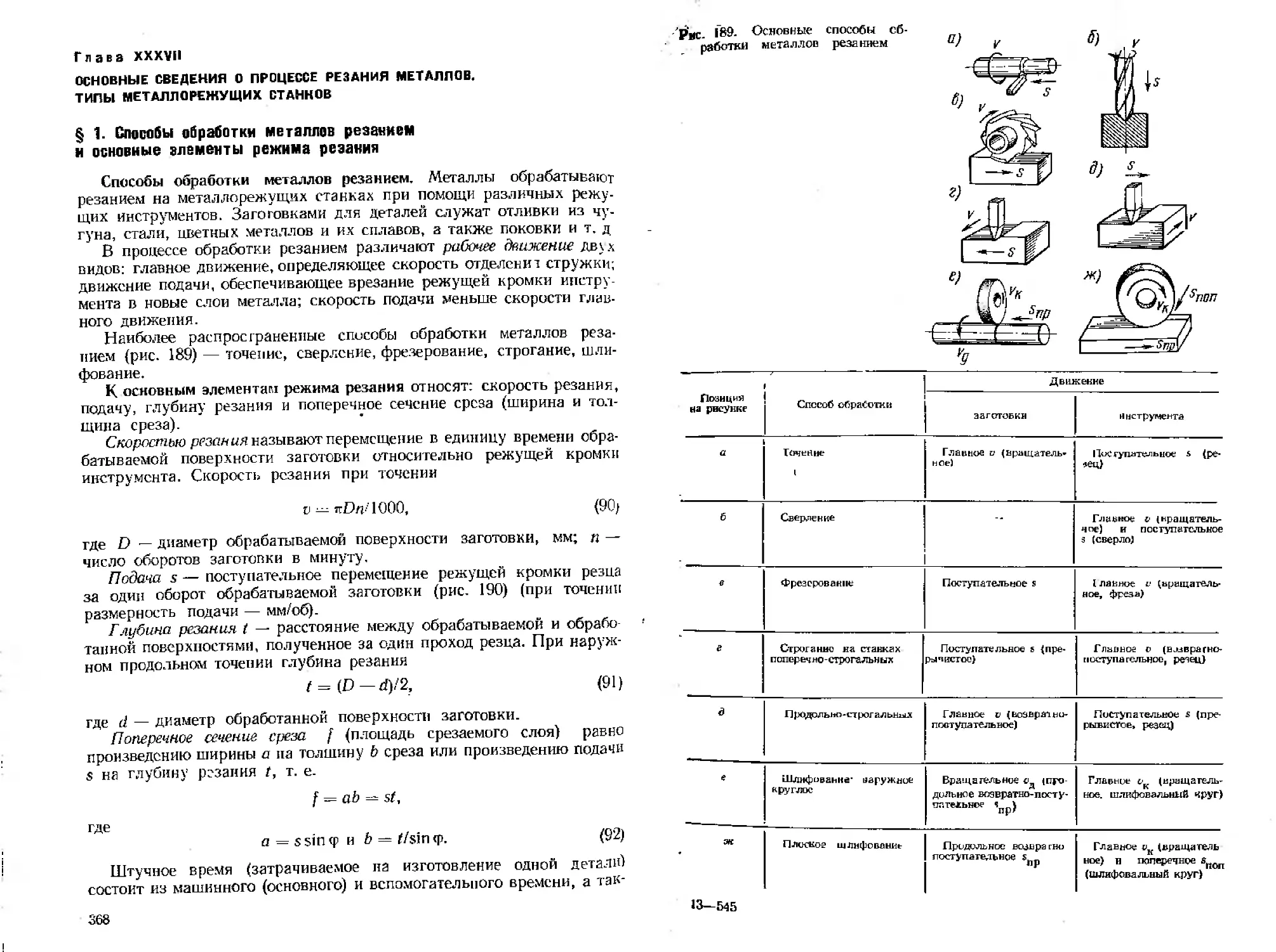
Обработка металлов резанием была известна в глубокой древности
и осуществлялась сначала вручную, а затем с помощью приспособле-
ний, значительно усиливающих действие режущего инструмента. То-
карные и сверлильные станки с вращательным движением от водяного
колеса появились лишь в XIV—XVI ев. В начале XVIII в. был скон-
струирован и применен в токарном станке суппорт, перемещающийся
вдоль обрабатываемой детали при помощи зубчатого колеса и рейки.
Позже для продольного перемещения суппорта был использован ходо-
вой винт. К середине XIX в. были изобретены все основные виды ме-
таллорежущих станков.
В настоящее время советской станкостроительной промышленно-
стью освоены и серийно выпускаются высокопроизводительные метал-
лорежущие станки — автоматы и полуавтоматы, а также автомати-
ческие линии, работающие по заданной программе.
Увеличение производства металлов было и остается одной из
важнейших народнохозяйственных задач Советского Союза, так как
потребность в них еще далеко не удовлетворяется. В соответствии с
планами развития народного хозяйства у нас изготовляют огромные
б
количества металлорежущих станков, автомобилей, тракторов, ком-
байнов, вагонов, тепловозов, электровозов, кораблей; строят много-
численные промышленные и гражданские здания, новые жилые дома,
железнодорожные и автодорожные мосты; прокладывают тысячи ки-
лометров водо-, газо- и нефтепроводов, железнодорожных и автомо-
бильных дорог и т. д. Все это требует значительного количества ме-
талла.
В 1975 г. народное хозяйство страны получило 103 млн. т чугуна,
141 млн. т стали, 98,6 млн. т готового проката и 16,0 млн. т стальных
труб, большое количество меди, алюминия, титана и других цветных
металлов и их сплавов. К концу десятой пятилетки в 1980 г. про-
изводство стали составит 160—170 млн. т, проката 115—120 млн. т.
В Программе Коммунистической партии Советского Союза постав-
лена величественная задача— создание материально-технической базы
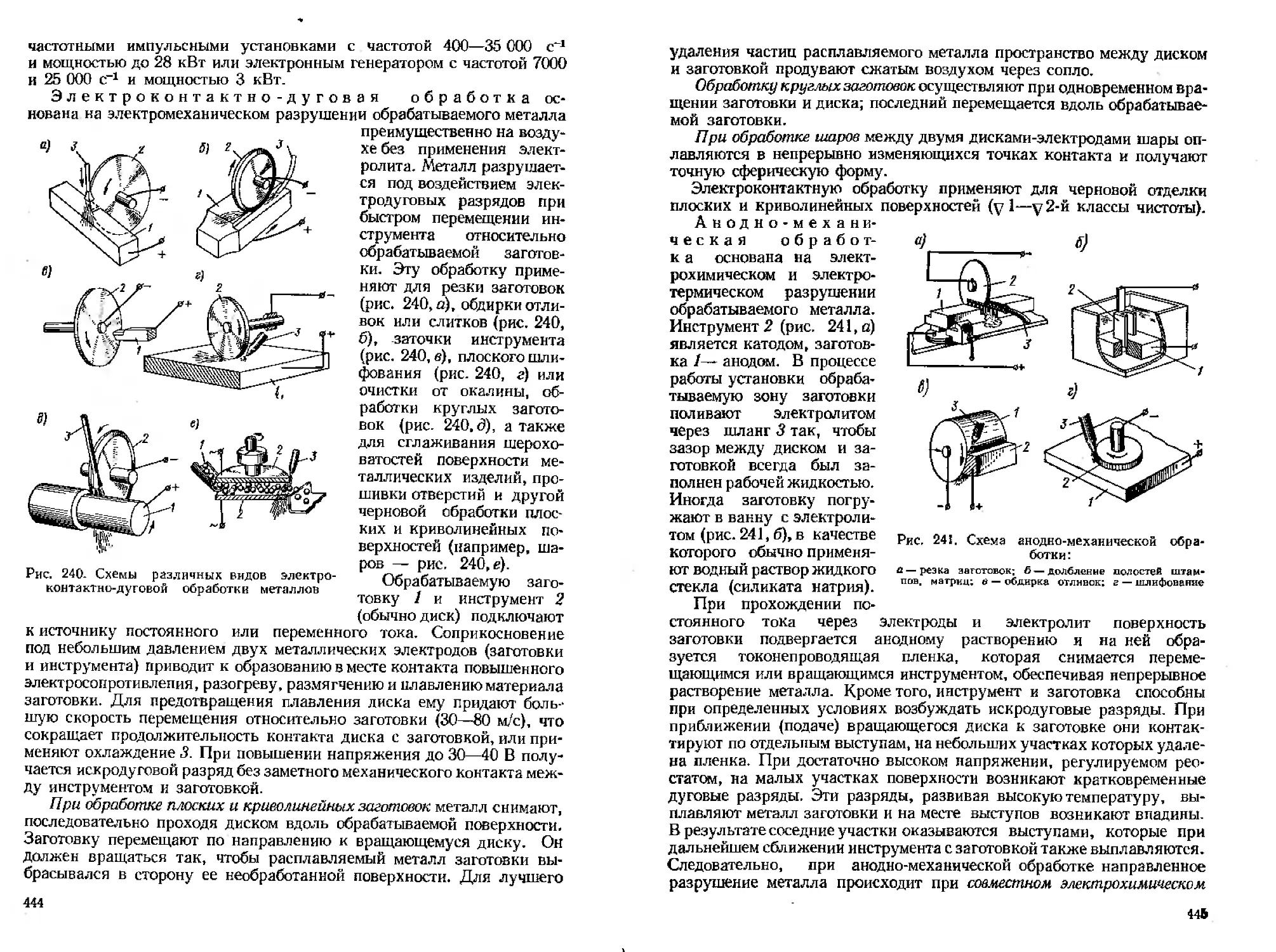
коммунизма в нашей стране. Это означает прежде всего полную элект-
рификацию и химизацию народного хозяйства, комплексную механи-
зацию и автоматизацию производственных процессов, всемерное рас-
ширение использования новых видов энергии и материалов и совер-
шенствование на этой основе техники, технологии и организации про-
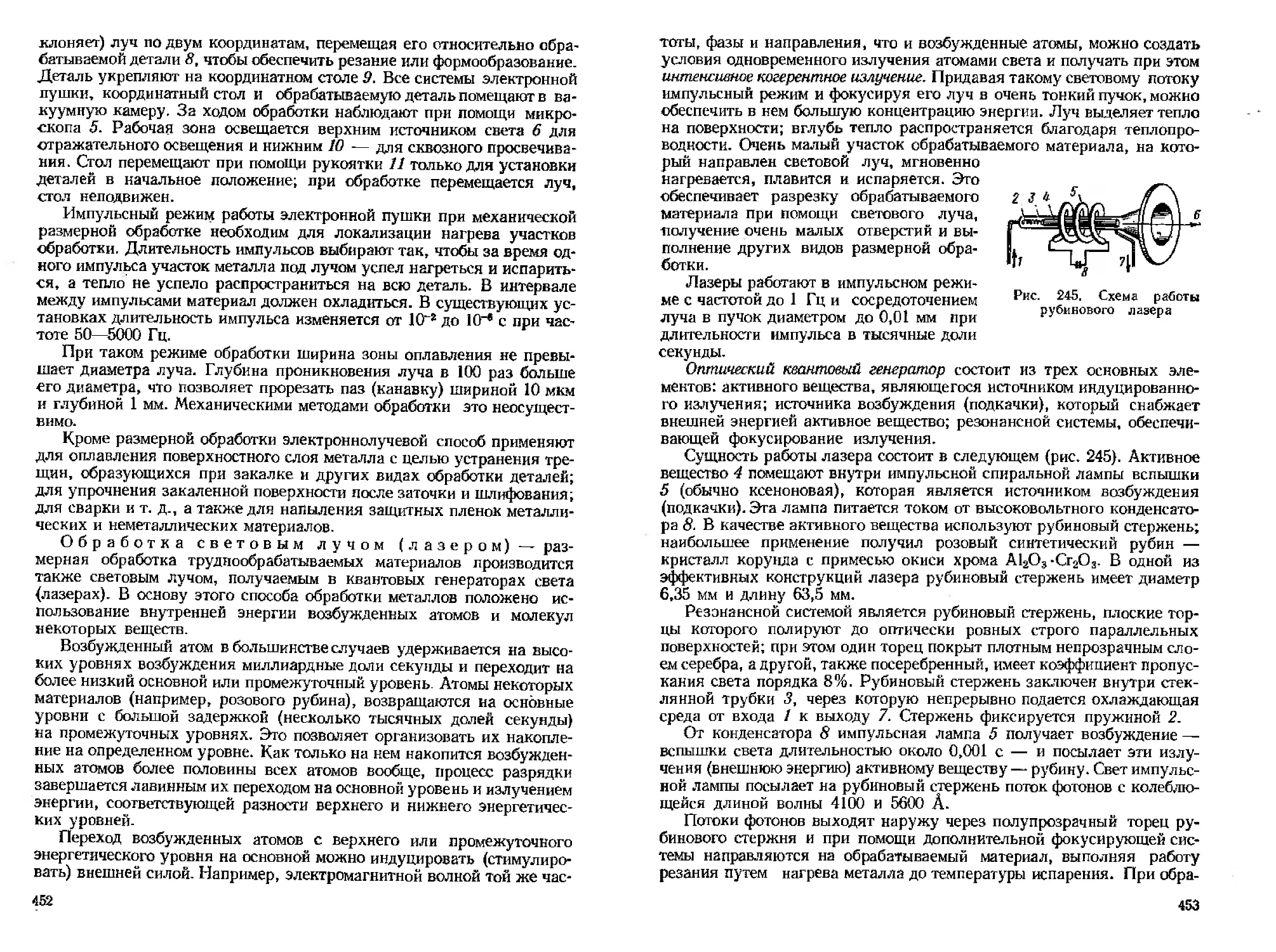
изводства во всех отраслях народного хозяйства.
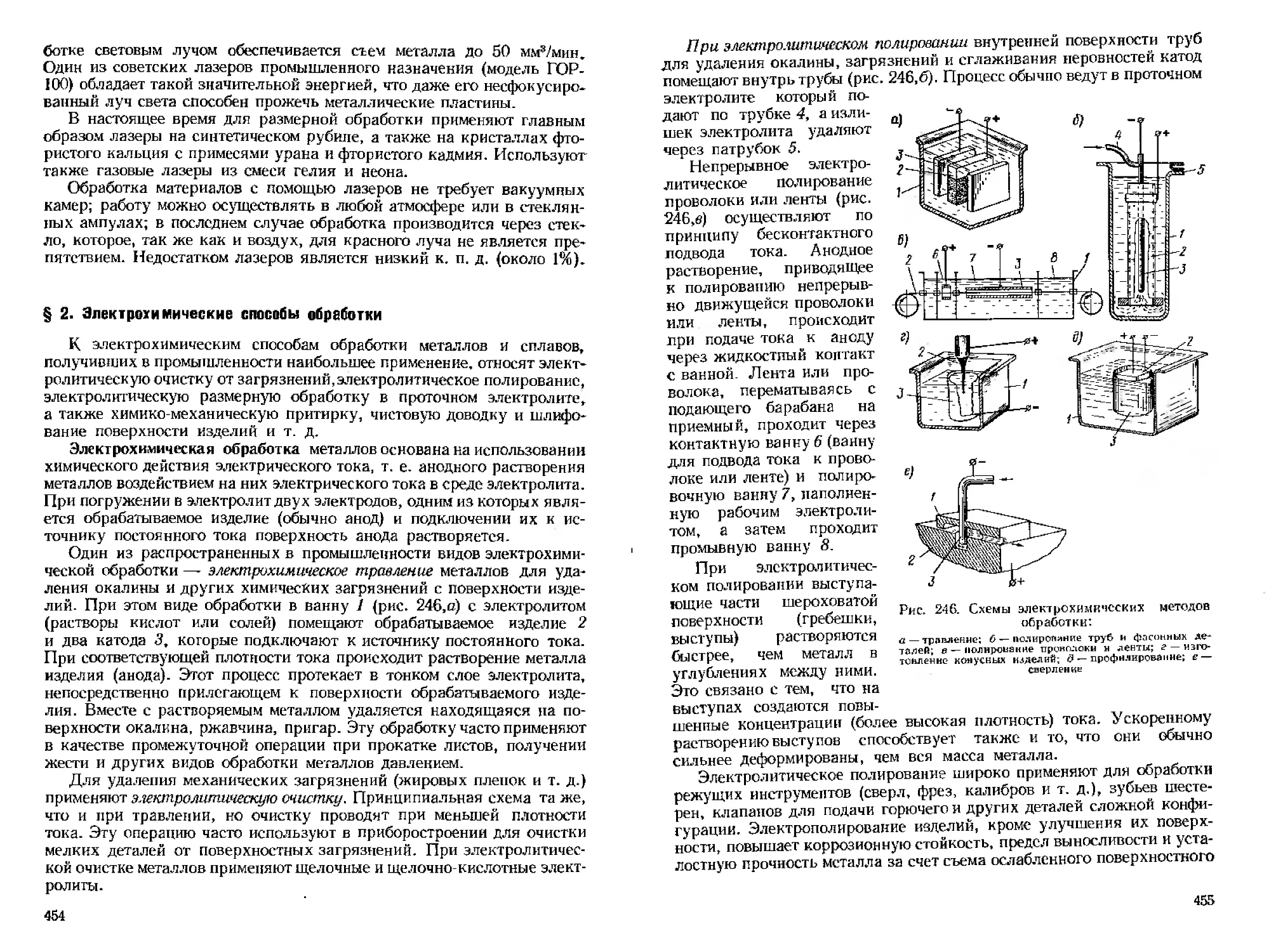
Для выполнения этой исторической задачи необходимо дальнейшее
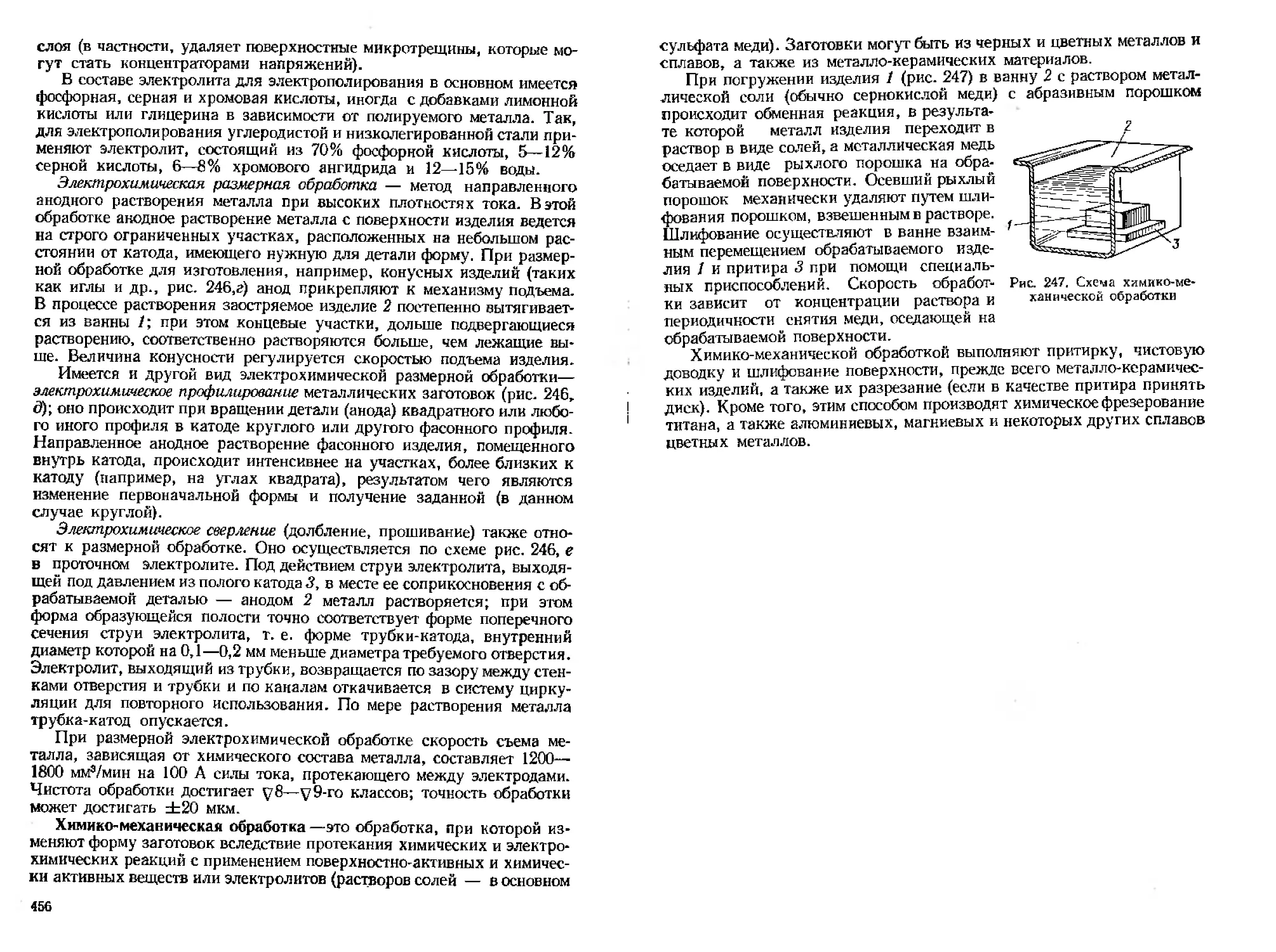
интенсивное развитие всех отраслей народного хозяйства, в том числе
металлургии, машиностроения и металлообработки, а также строи-
тельной индустрии.
Раздел первый
ПРОИЗВОДСТВО ЧЕРНЫХ И НЕКОТОРЫХ ЦВЕТНЫХ МЕТАЛЛОВ
Глава I
ТОПЛИВО И ОГНЕУПОРНЫЕ МАТЕРИАЛЫ. ПРИМЕНЯЕМЫЕ
В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСТВЕ
§ 1. Топливо
Черная и цветная металлургия — ведущие отрасли промышленнос-
ти, определяющие развитие всего народного хозяйства. В настоящее
время металл из руд извлекают одним из трех способов; пирометаллур-
гическим (огневым), гидрометаллургическим (выщелачиванием метал-
ла из руд), и химикометаллургическим. Большинство металлов вып-
лавляют из руд в различных металлургических агрегатах, в условиях
высоких температур. Пирометаллургический способ получил наиболь-
шее применение при производстве чугуна, меди и других металлов.
Он требует значительного количества тепла, получаемого путем сжига-
ния топлива или превращением электрической энергии в тепловую.
В металлургическом производстве широко применяют топливо ор-
ганического происхождения. Горючие компоненты топлива — углерод,
водород и различные их соединения (углеводороды). В небольшом ко-
личестве в топливе имеются кислород и сера. В процессе плавки сера
может частично переходить в металл, что, как правило, ухудшает его
свойства. Количество минеральных примесей (золы) в топливе должно
быть минимальным, так как они уменьшают теплоту сгорания топлива.
В металлургическом производстве применяют твердое, жидкое и
газообразное топливо.
К твердому топливу относятся дрова, древесный уголь, торф,
сланцы, бурый уголь, каменный уголь (в том числе антрацит), каменно-
угольный кокс.
Воздушно-сухие дрова имеют теплоту сгорания 10,5—12,6 МДж/кг,
торф 6,3—16,8 МДж/кг.
Древесный уголь обладает очень высокой пористостью (до 70%),
содержит 80—90% твердого (нелетучего) углерода и хорошо горит
(теплота сгорания равна 27,2—31,4 МДж/кг), но имеет малое сопротив-
ление раздавливанию 2—4 МН/мг. Так как это дорогое топливо, его
применяют в доменных печах небольшого объема при выплавке высоко-
качественного чугуна с низким содержанием серы.
8
Теплота сгорания бурых углей 12,6—20,9 МДж/кг, каменных углей
18,9—35, 6 МДж/кг.
Каменноугольный кокс образуется в процессе нагрева (сухой пере-
гонки) некоторых сортов каменного угля в коксовых печах до 1000—
1100° С. Обычно кокс содержит 82—88% твердого (нелетучего) углеро-
да, 10—15% золы, 0,5—1,8% серы. Химический состав кокса зависит от
природы каменных углей. Кокс имеет достаточную пористость (до
50 %) и хорошую горючесть, теплота сгорания равна 27,2—31,4 МДж/кг.
Он значительно прочнее древесного угля, сопротивление раздавливанию
достигает 14 МН/м2. Кокс является основным топливом для доменных
печей и печей для плавления чугуна (вагранок). В качестве жидкого
топлива для мартеновских и нагревательных печей используют мазут.
Он образуется из сырой нефти после отгонки легких (светлых) фракций
(бензина, керосина и др.). Примерный состав мазута 87% С, 12%—Н2,
1% — (О2 N2), теплота его сгорания около 42 МДж/кг. Для марте-
новских печей применяют мазут с содержанием серы менее 0,4—0,7%.
Коксовальный газ, получаемый при производстве кокса, имеет теп-
лоту сгорания примерно 18,8 МДж/м3. Он содержит около 46—63%
Н,, 21—27% СН4, 2—7% СО и 4—18% N3.
Генераторный газ получают в газогенераторах при неполном сжига-
нии твердого топлива. Он содержит 5—8% СО2, до 30% СО, 2—3%
СН4, 10—15% Н, (остальное азот и вода в виде пара). Теплотасгорапия
газа 5,4—6,7 МДж/м3.
Доменный газ получается при выплавке чугуна в доменных печах.
После очистки от пыли этот газ применяют в качестве топлива для кот-
лов, коксовых батарей, воздухонагревателей доменных печей, а в сме-
си с коксовым газом — для мартеновских печей, нагревательных ко-
лодцев и печей прокатных станов. Примерный состав газа: 12% СО2,
28% СО, 0,5% СН4, 2,5% Н2, 57% N2. Теплота сгорания газа 3,6—4,2
МДж/м3.
Природный газ — очень дешевое топливо с теплотой сгорания око-
ло 33,5 МДж/м3. Примерный состав газа: 93% СН4, 2% СО2, 1% N2,
1% Н2 и 3% СН2п. В последние годы металлургические заводы широко
применяют природный газ.
§ 2. Огнеупорные материалы
К огнеупорным материалам, применяемым для металлургических
печей, предъявляют различные требования. Эти материалы должны
выдерживать высокую температуру, обладать достаточной механичес-
кой прочностью, сопротивляться химическому воздействию газов,
жидких шлаков и металлов, обладать минимальным расширением и
иметь определенную пористость. Огнеупорные материалы применяют
в виде порошка, кирпичей и фасонных изделий (пробок, стаканов,
втулок и т. п.).
По химическим свойствам огнеупорные материалы разделяют на
кислые, основные и нейтральные.
К кислым огнеупорным материалам относят кварцит и кварцевый
песок, содержащие 93—100% SiO2. Из молотого кварцита (93—97%
9
SiOj изготовляют динасовые кирпичи для выкладки стенок, подины и
сводов мартеновских, электрических и некоторых других печей. Тем-
пература начала размягчения динасовых кирпичей 1550° С, плавления
— 1690—1730° С. Для наварки и обновления кислой подины марте-
новских печей используют молотый кварцит и кварцевый белый песок.
К основным огнеупорным материалам относят обожженный доломит
и обожженный или плавленый магнезит. При нагреве сырого доломита
до высоких температур (1600° С) образуется обожженный доломит,
содержащий 52—58% СаО и 35—38% MgO. Он выдерживает нагрев
до 1800—1950° С.
Обожженный магнезит получают также путем высокотемператур-
ной обработки сырого магнезита MgCO3.
Температура плавления обожженного магнезита около 2000° С.
Повышенными огнеупорными свойствами обладает также плавленый
магнезит, получаемый из сырого путем обжига при температуре выше
2000° С.
Доломитовые и магнезитовые кирпичи широко применяют для фу-
теровки плавильных и нагревательных печей. Основные подины мар-
теновских печей наваривают и обновляют магнезитовым и доломито-
вым порошками.
Большой термостойкостью обладают хромомагнезитовые огнеупор-
ные кирпичи (65—70% MgO и 25—29% FeO-CrO3), используемые
главным образом для изготовления подвесных сводов мартеновских
печей.
К нейтральным огнеупорным материалам относят обожженную
огнеупорную глину, содержащую около 30% А12О3. При обжиге сырой
глины каолинит А1аО3 и кремнезем 2SiO2>2H2O теряют связанную
влагу; глинозем А1гО3 и кремнезем SiO2 переходят в состав обож-
женной массы, называемой шамотом.
Шамот выдерживает температуру до 1610—1670° С. Из молотого
шамота (50—60%) и сырой огнеупорной глины (50—40%) приготовля-
ют достаточно вязкую смесь для формовки шамотных огнеупорных
изделий (кирпичей, стаканов, пробок и т. п.). Просушенные шамотные
изделия обжигают при 1300—1400° С.
Шамотными кирпичами, содержащими 55—60% SiO2, 34—38%
А1,О3, 1—5% Fe2O3, футеруют ковши для жидкого металла, воздухо-
нагреватели доменных печей и т. д. Из шамота изготовляют так назы-
ваемый огнеупорный припас, используемый при разливке стали,
тигли и некоторые другие изделия.
В последнее время начали применять высокоглиноземистые ша-
мотные огнеупоры (40% А12О3), обладающие повышенной химической
стойкостью и огнеупорностью.
Интенсификация доменного, сталеплавильного и других металлур-
гических процессов существенно зависит от стойкости огнеупорной
футеровки металлургических агрегатов. В настоящее время организо-
вано производство огнеупорных изделий, отличающихся особо высокой
стойкостью; к ним относятся смолодоломитовые, смолодоломитомагне-
зитовые, высокоглиноземистые, карбидокремниевые, фостеритовые,
магнезитохромовые и другие огнеупоры.
10
Глава П
ПРОИЗВОДСТВО ЧУГУНА
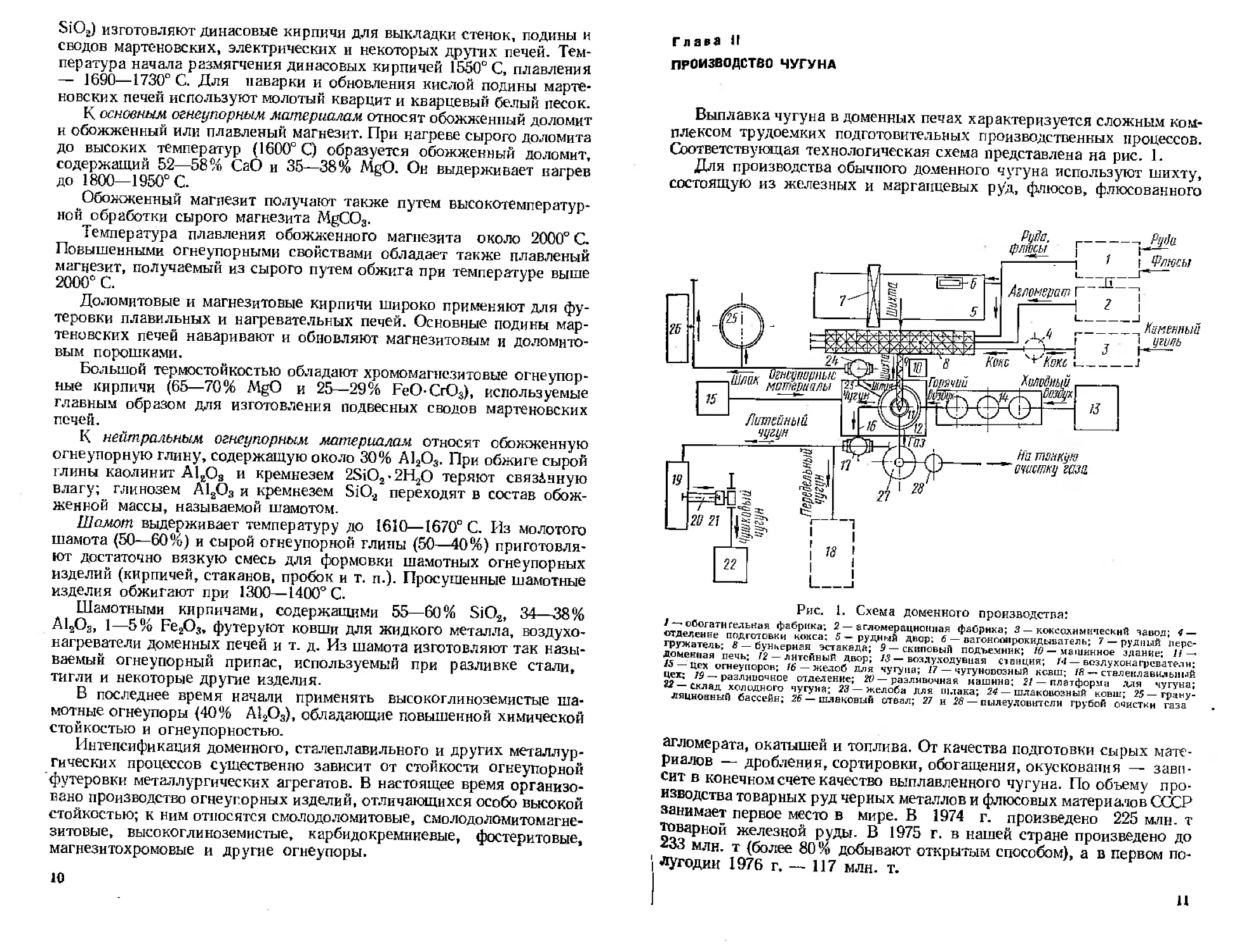
Выплавка чугуна в доменных печах характеризуется сложным ком-
плексом трудоемких подготовительных производственных процессов.
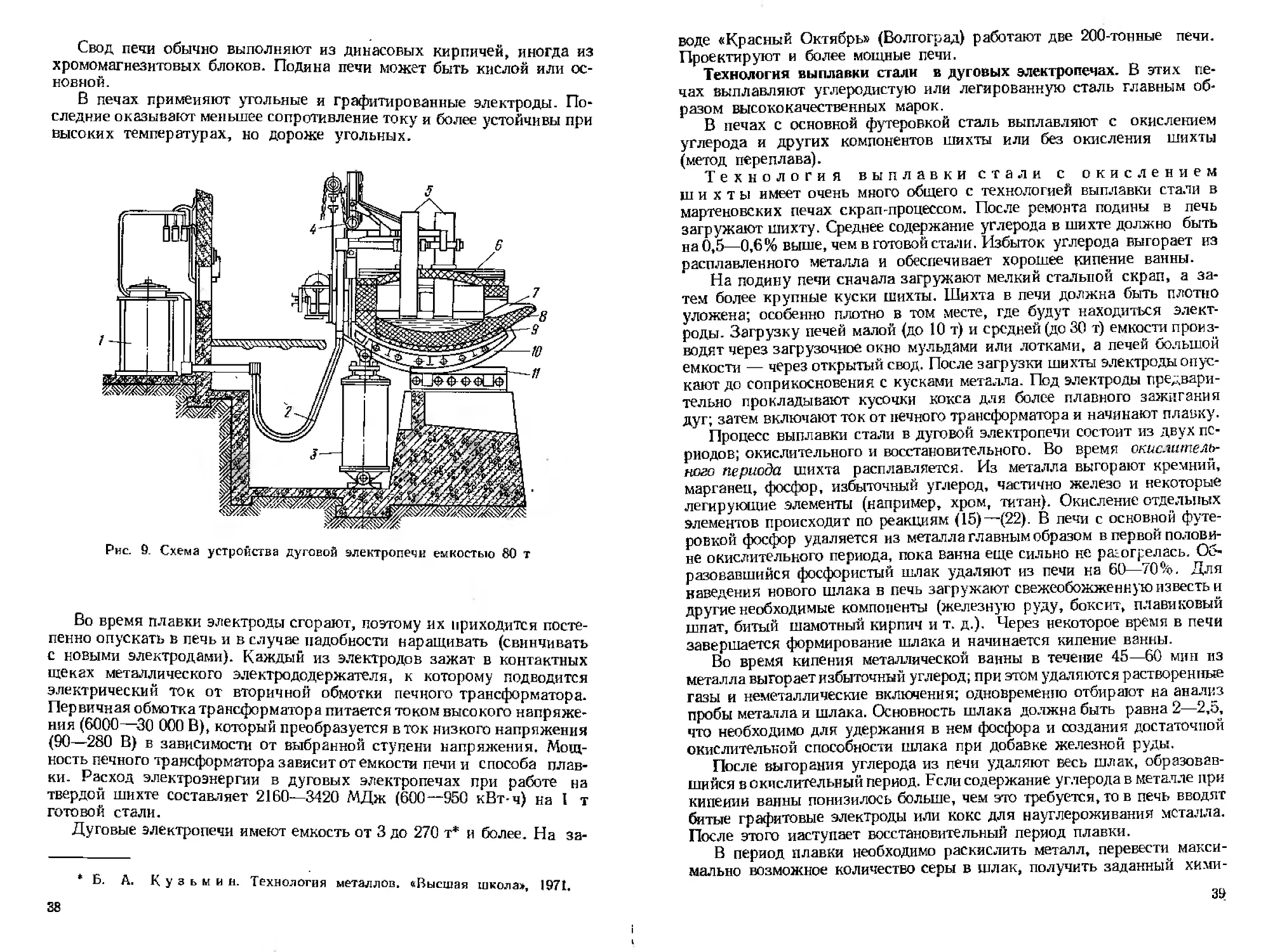
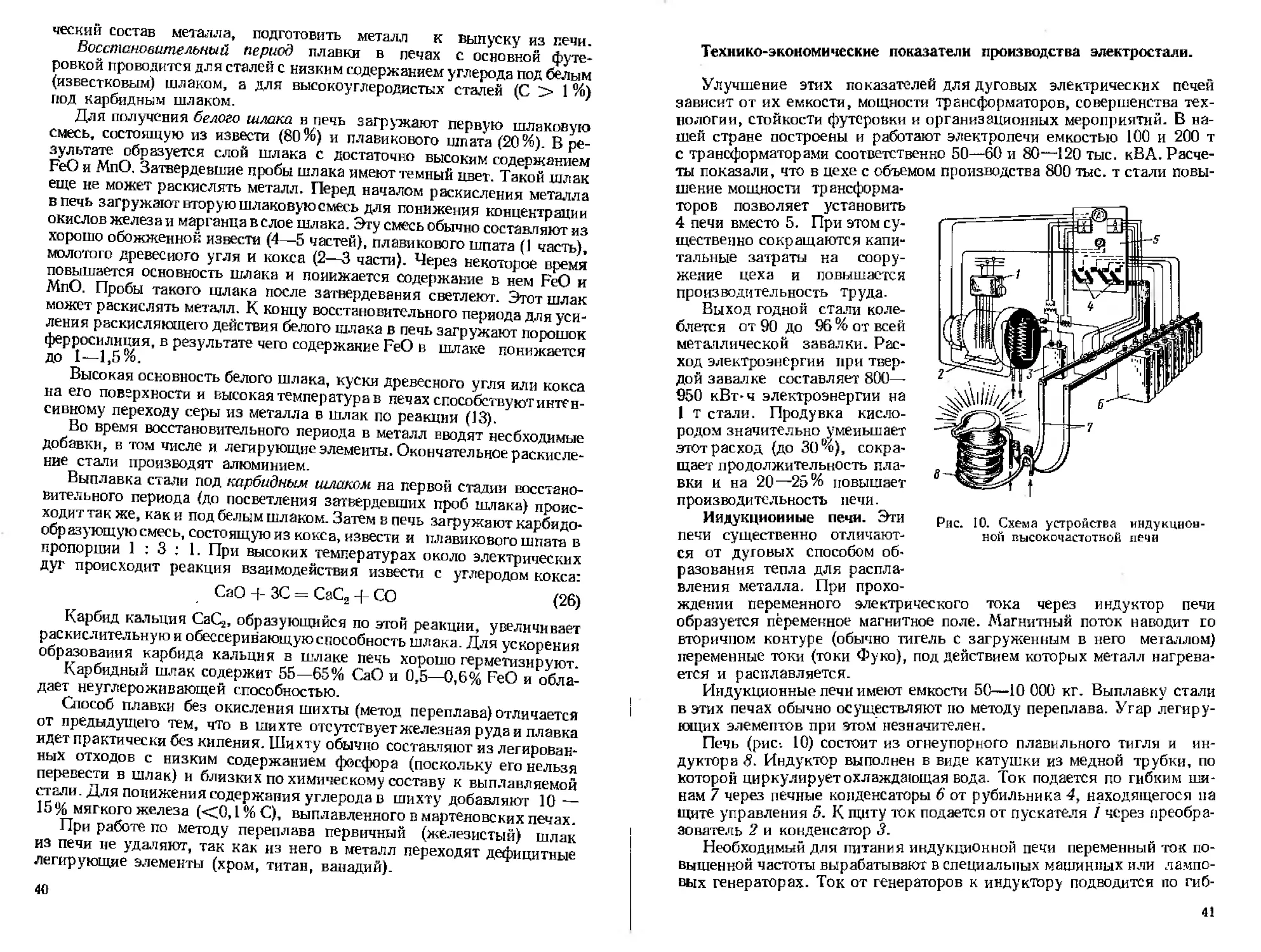
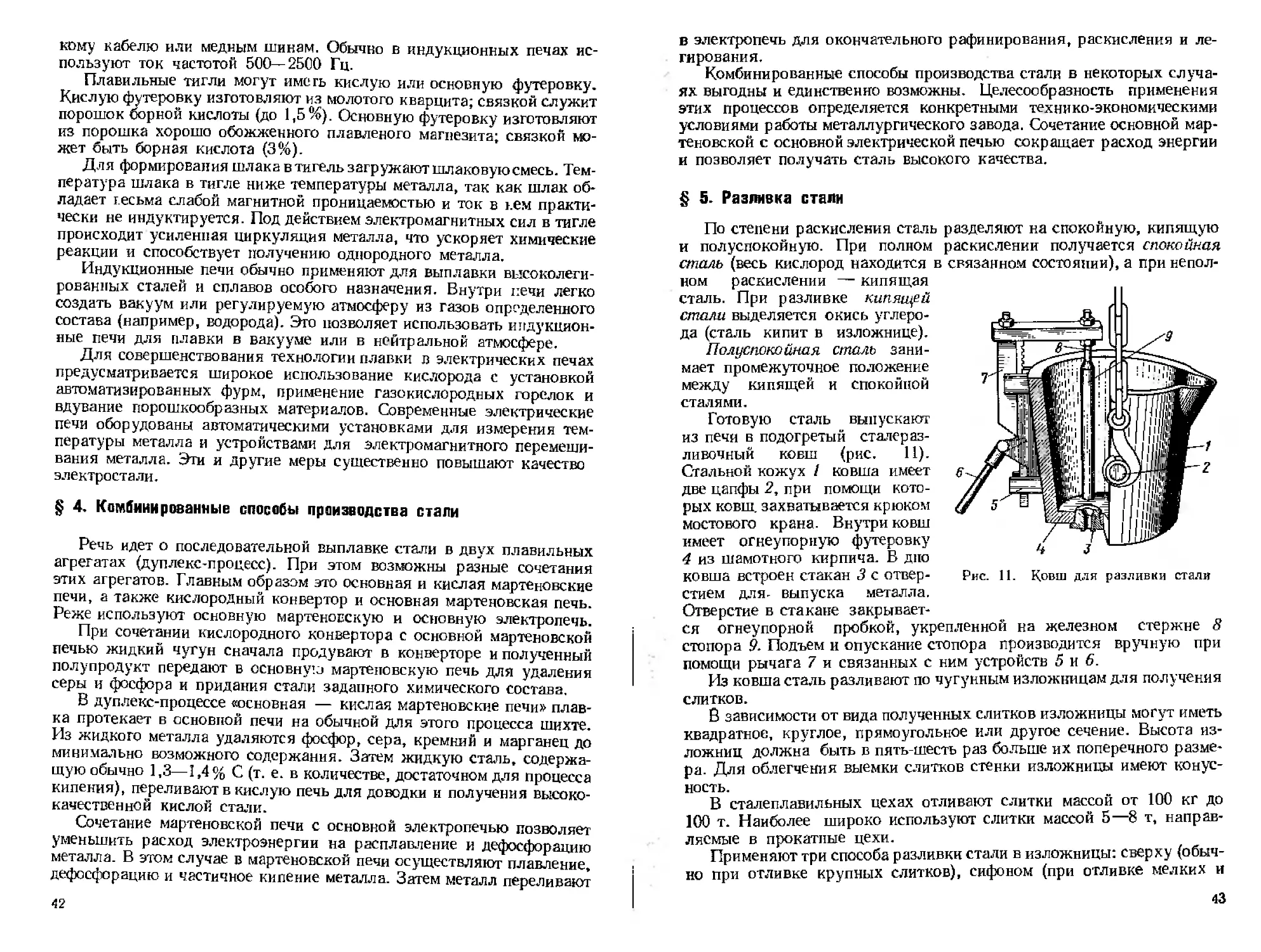
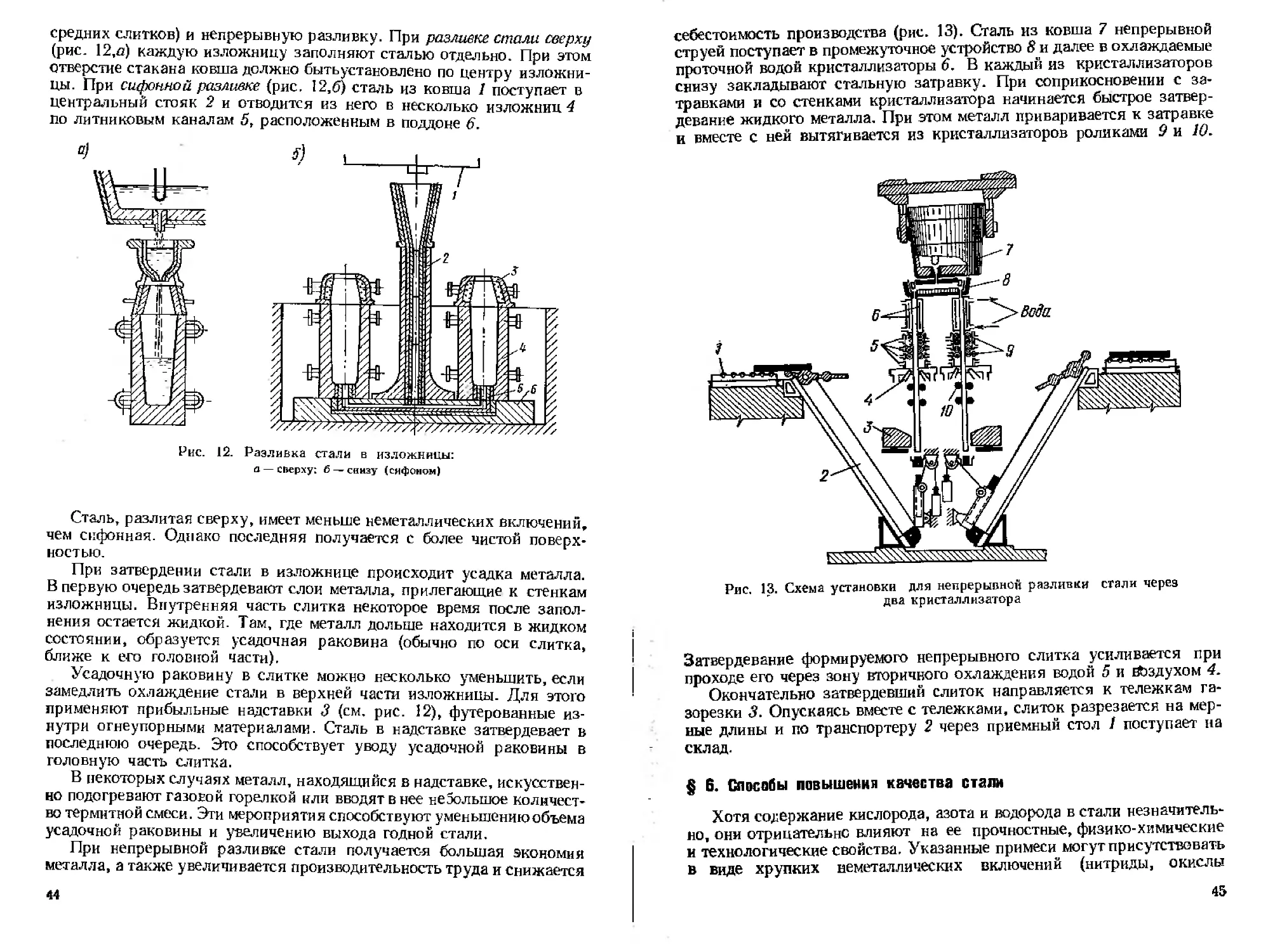
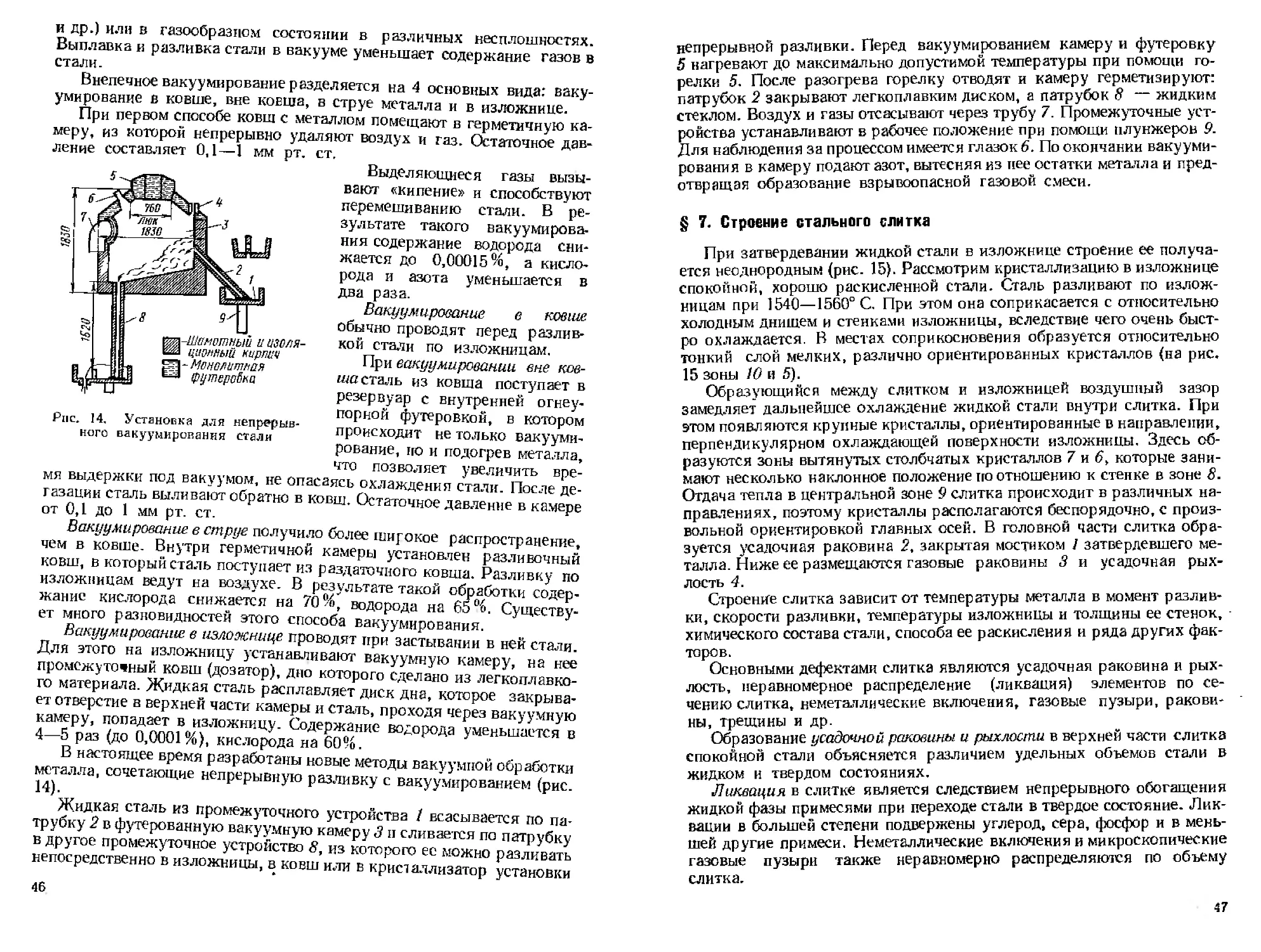
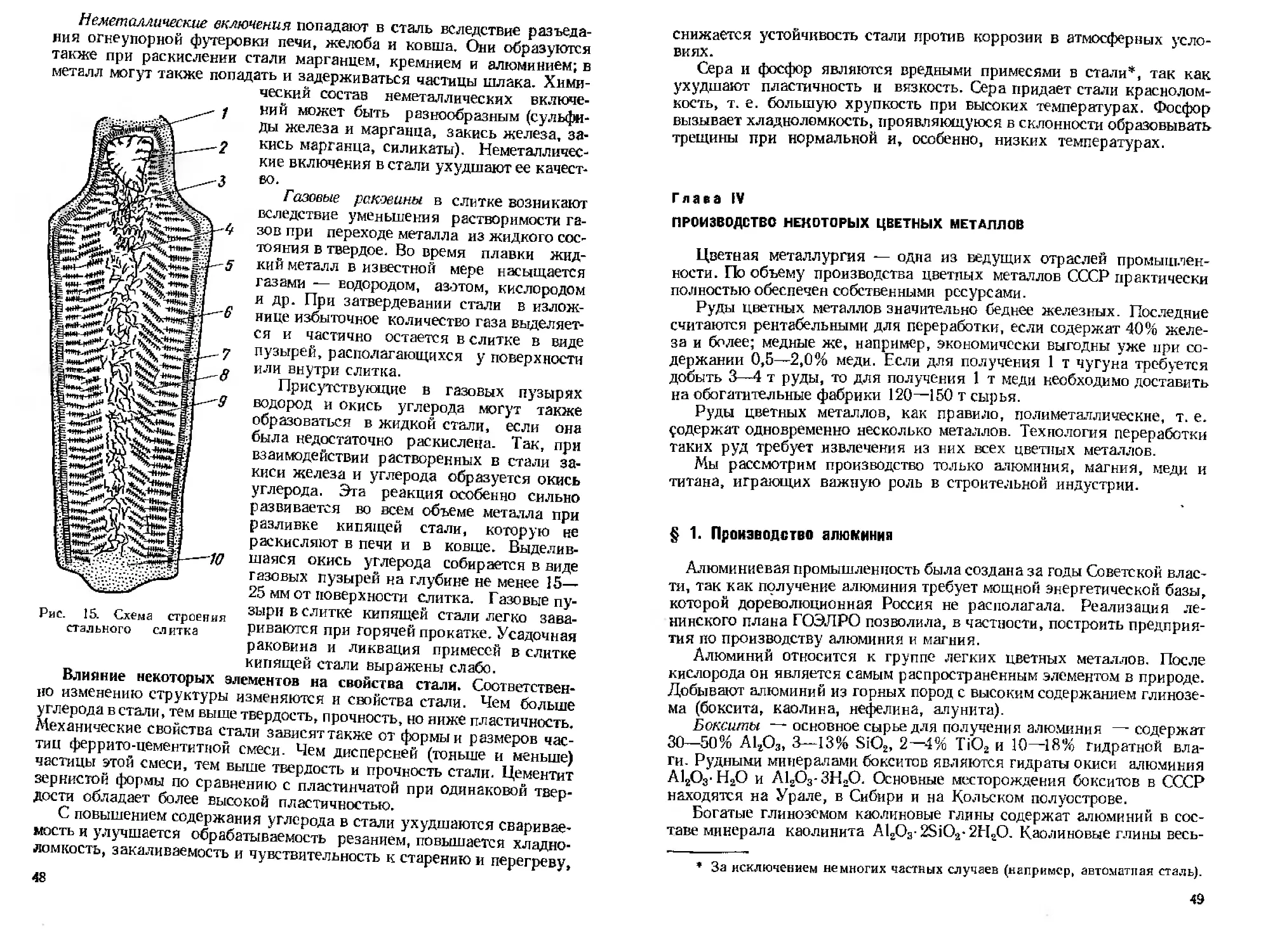
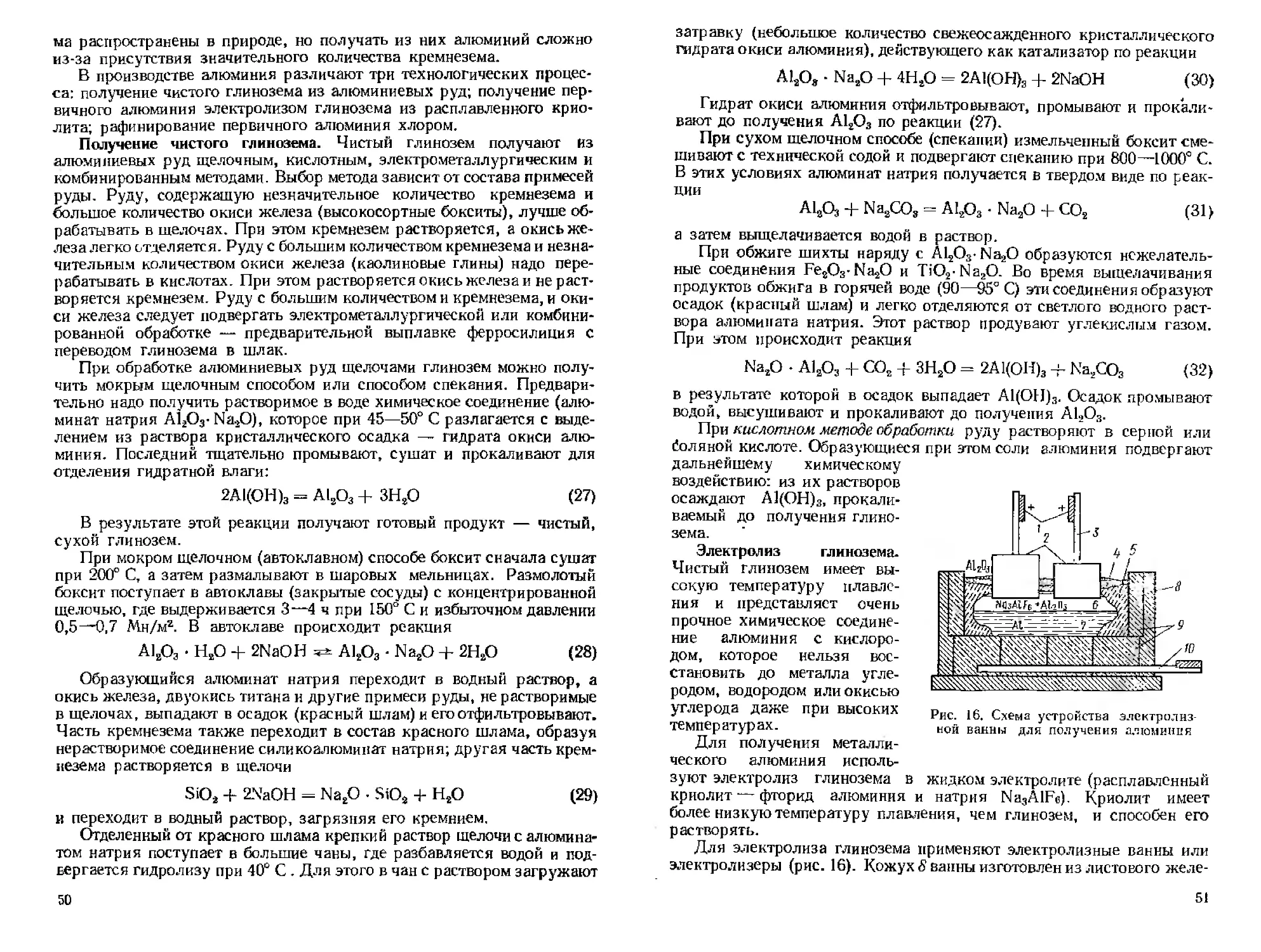
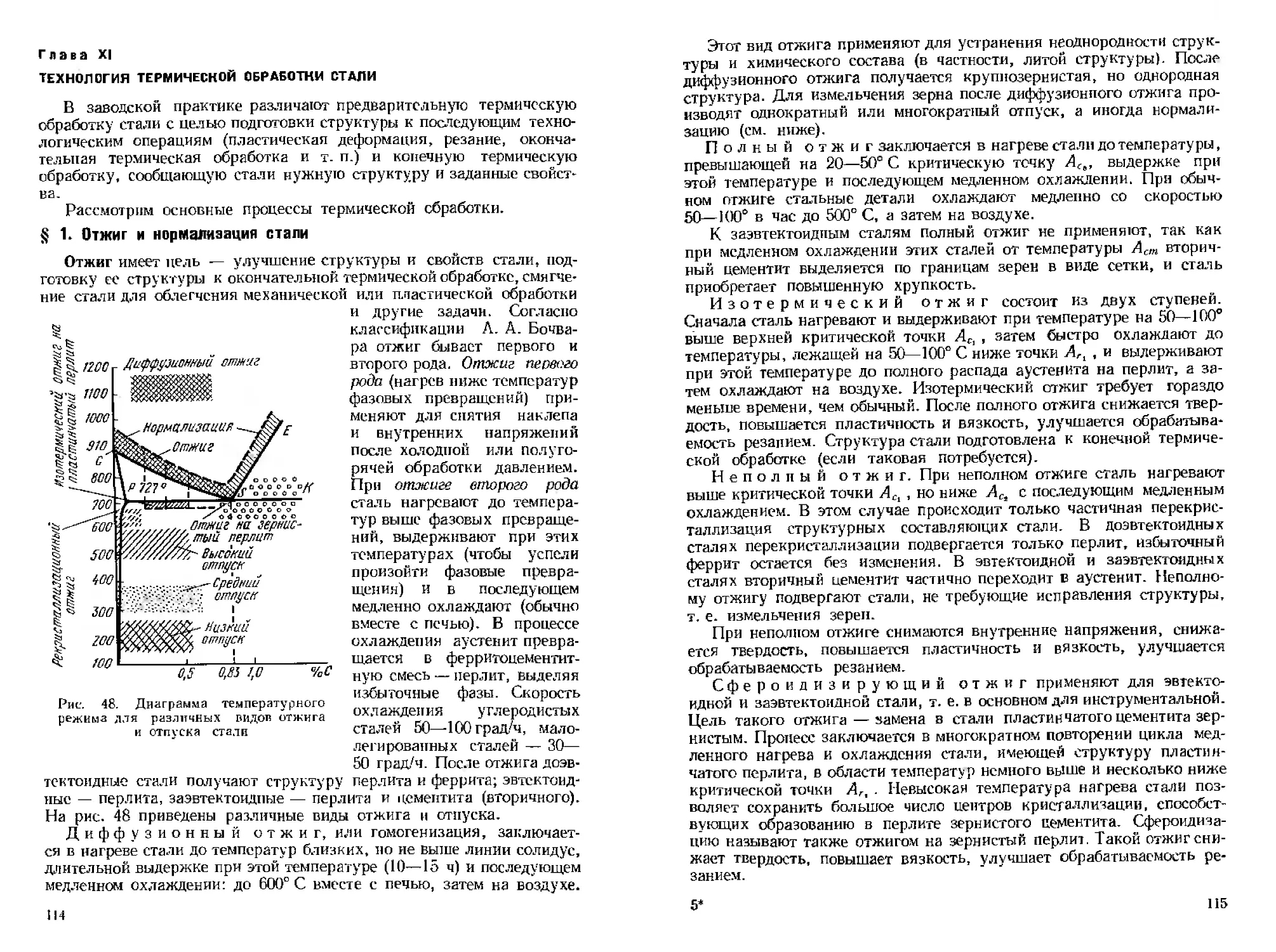
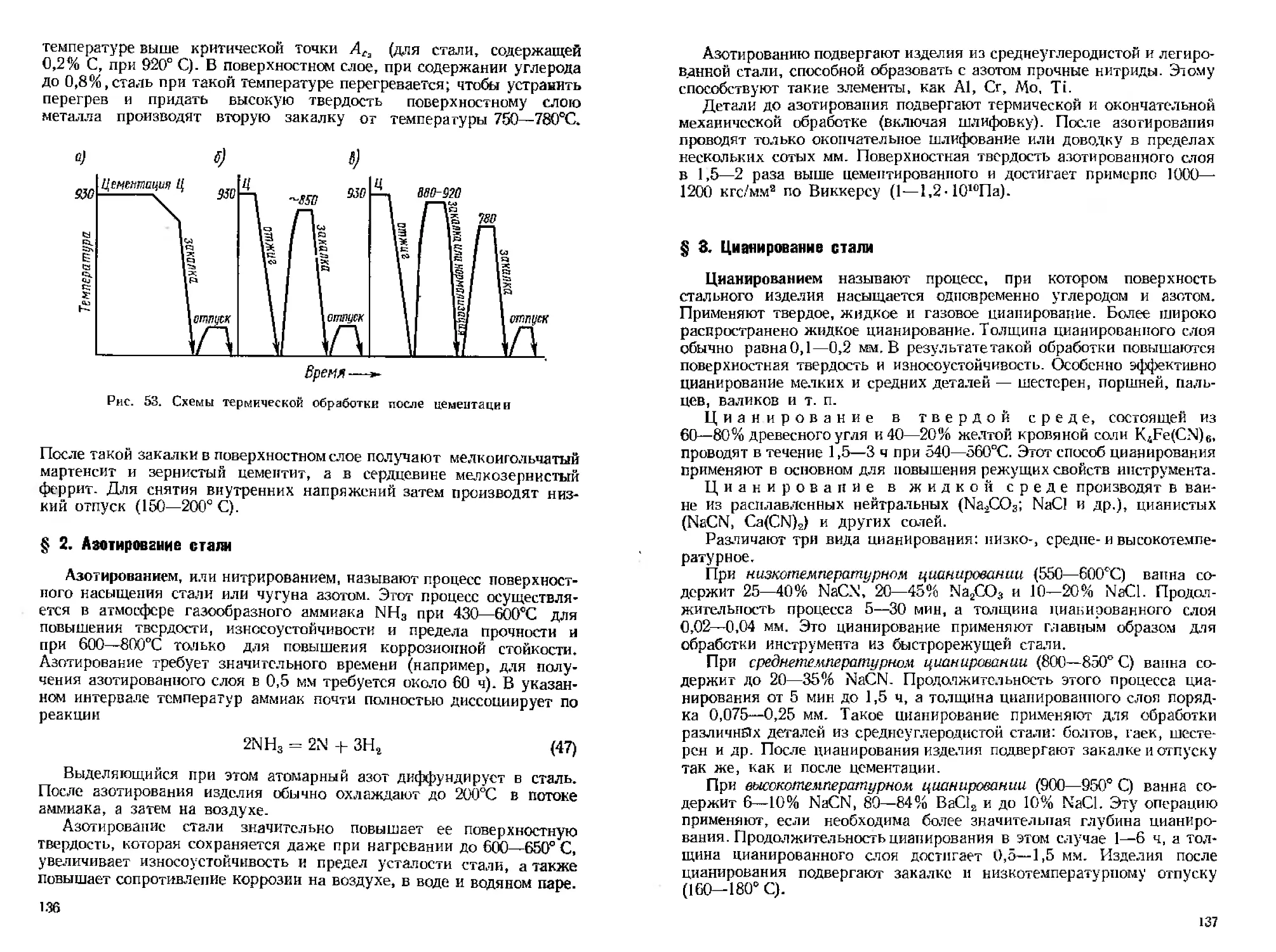
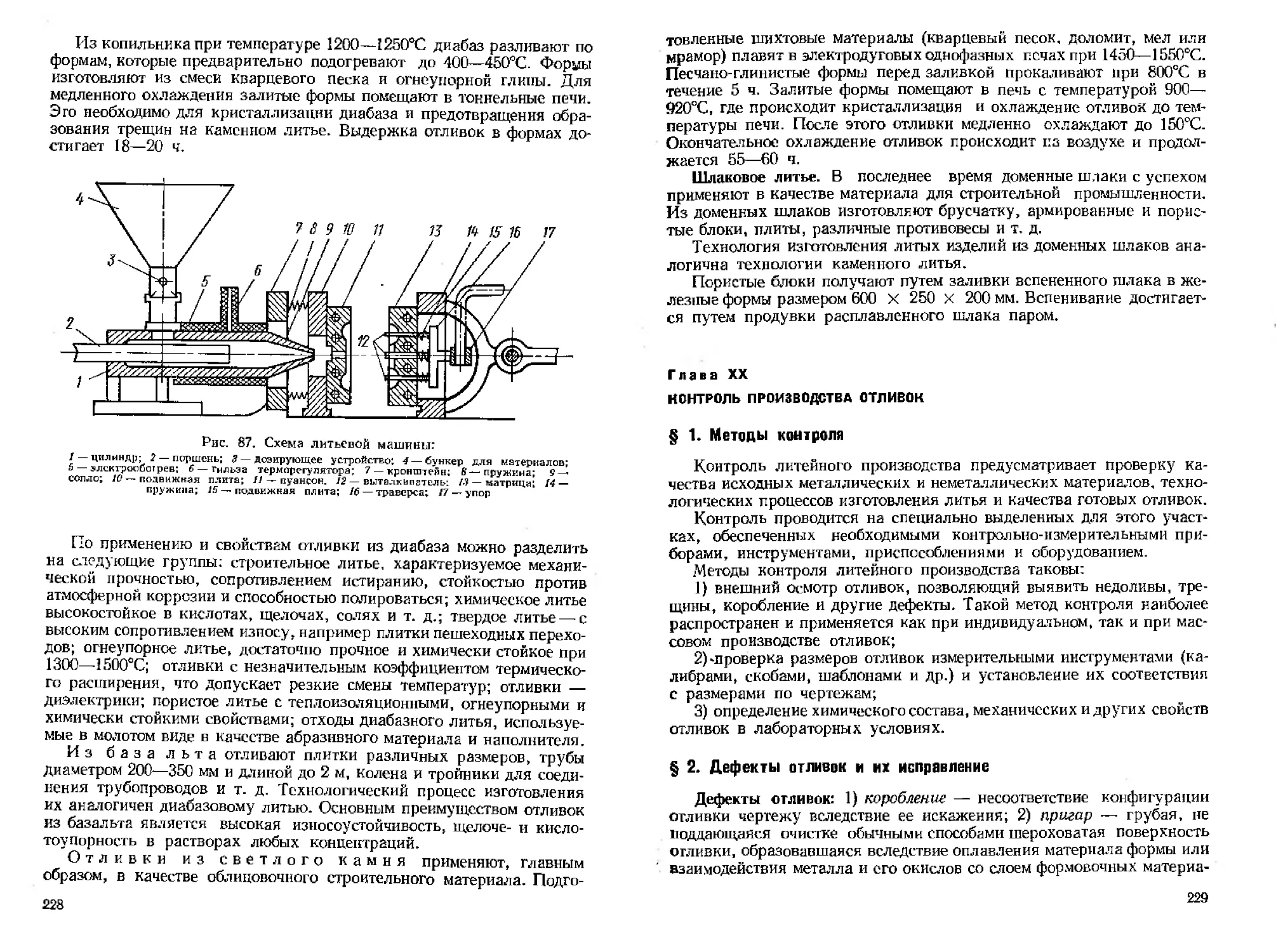
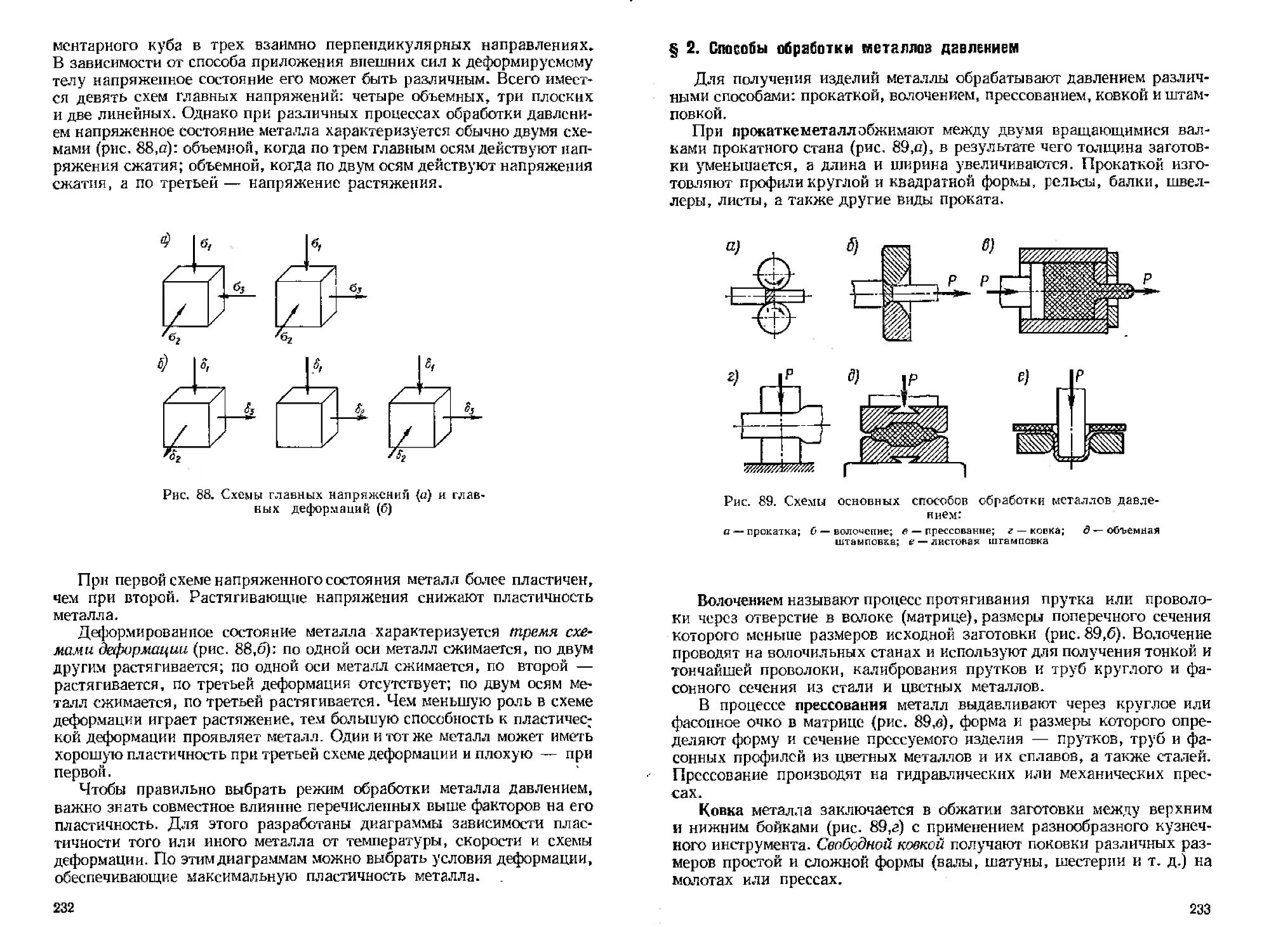
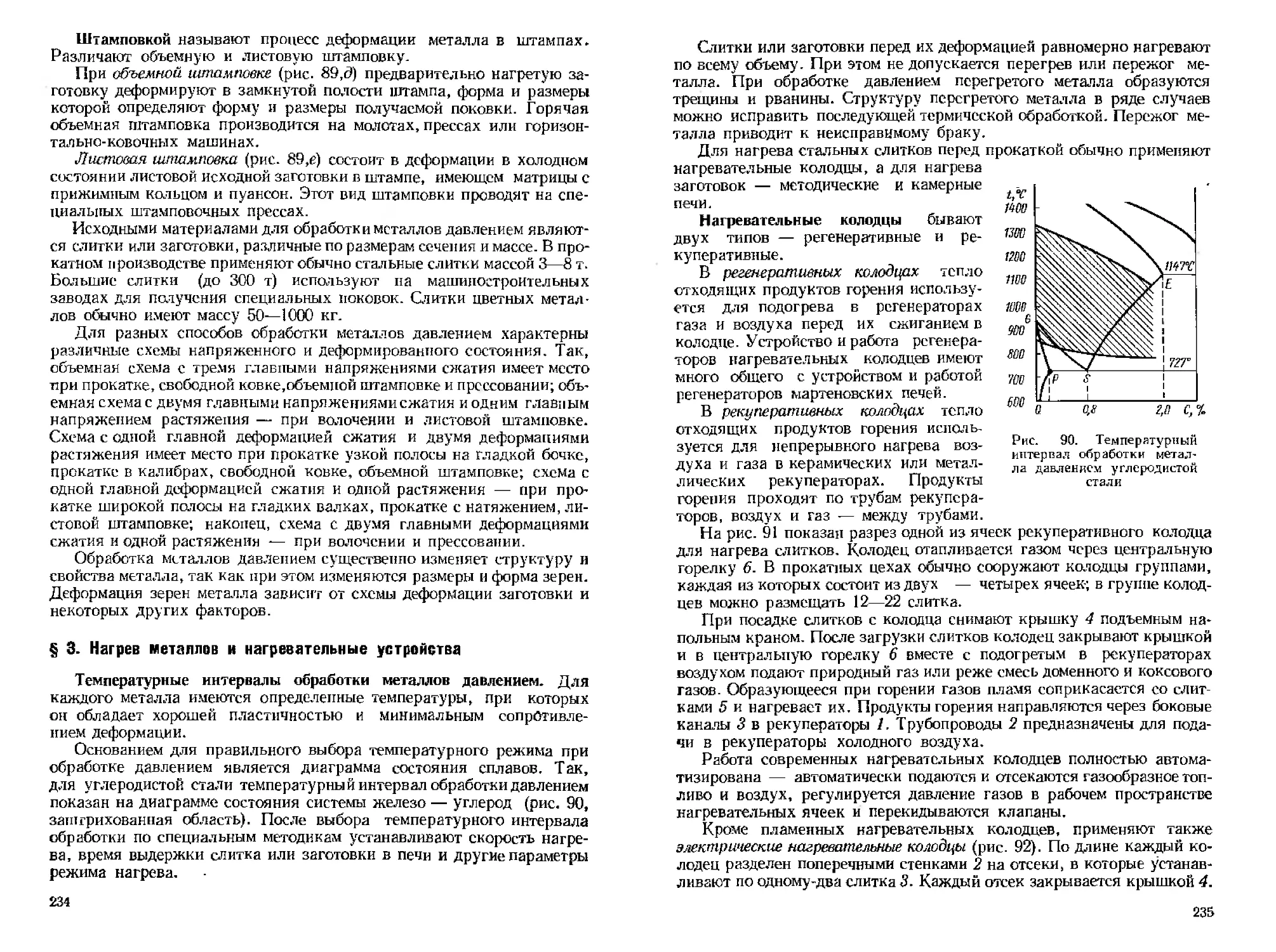
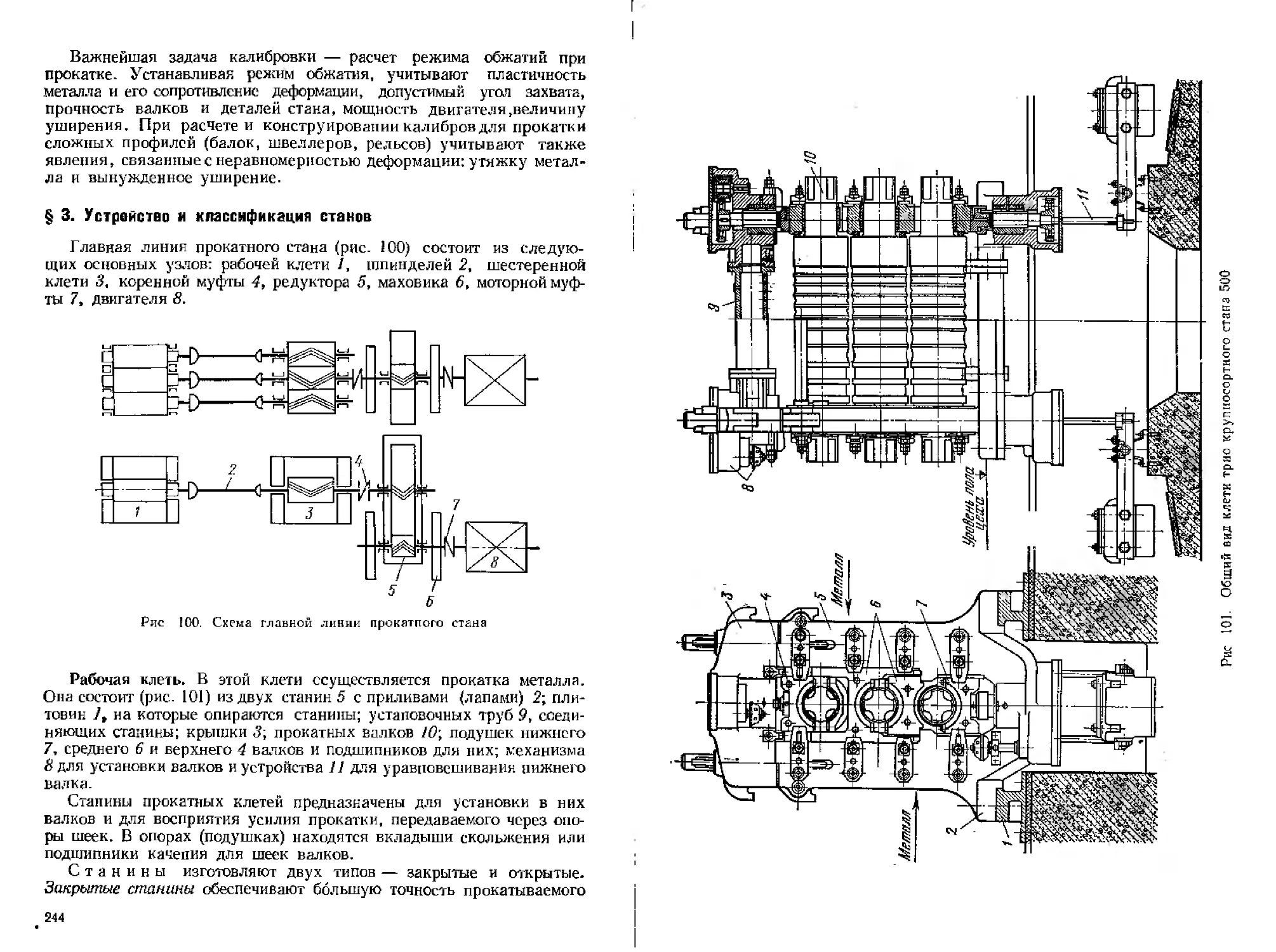
Соответствующая технологическая схема представлена на рис. 1.
Для производства обычного доменного чугуна используют шихту,
состоящую из железных и марганцевых руд, флюсов, флюсованного
Рис. 1. Схема доменного производства:
/ — обогатительная фабрика; 2 — агломерационная фабрика; 3 — коксохимический завод; 4 —
отделение подготовки кокса; 5 — рудный двор; б — вагонооирскидыватель; 7 —рудный пере-
гружатель; В — бункерная эстакада; 9—скиповый подъемник; 10 — машинное здание; Я —
Доменная печь; /2 — литейный двор; 13 — воздуходувная станция; 14—воздухонагреватели;
Л»— Цех огнеупоров; /б—желоб Для чугуна; /7 — чугуновозный ковш; Zfi' — сталеплавильный
цех; 79 — разливочное отделение; 20—разливочная машина; 21 — платформа для чугуна;
— склад холодного чугуна; 23 — желоба Для шлака; 24 — шлаковозный ковш; 25 —гран у-
ляцнонный бассейн; 26 — шлаковый отвал; 27 и 2S— пылеуловители грубой очистки газа
агломерата, окатышей и топлива. От качества подготовки сырых мате-
риалов — дробления, сортировки, обогащения, окускования — зави-
сит в конечном счете качество выплавленного чугуна. По объему про-
изводства товарных руд черных металлов и флюсовых материалов СССР
занимает первое место в мире. В 1974 г. произведено 225 млн. т
товарной железной руды. В 1975 г. в нашей стране произведено до
233 млн. т (более 80% добывают открытым способом), а в первом по-
। лугодии 1976 г, — 117 млн. т.
I
§ 1. Железные и марганцевые руды
Железные руды состоят из рудного минерала, пустой породы
и примесей. Рудным минералом называют природные химические сое-
динения железа (чаще всего окисли). В доменных печах железо прак-
тически полностью (98—99%) переходит в состав чугуна.
Пустая порода (балластные соединения, не содержащие железа)
может иметь различный химический состав. Обычно она состоит из
кварцита SiO3 или песчаника с примесью глинистых веществ (А12О3,
кремнезем 2SiO2- 2HSO) и реже — из известняка СаСО3 или доломита
(СаСО3-МеСО3). В доменной печи пустая порода плавится и переходит
в состав шлака.
В зависимости от количества пустой породы железные руды разде-
ляют на богатые, содержащие 45—70% железа, л бедные. Богатые ру-
ды после дробления и сортировки направляют в плавку, а бедные под-
вергают обогащению, в результате которого увеличивается относи-
тельное количество окислов железа.
В железных рудах всегда содержится некоторое количество вред-
ных примесей — серы, мышьяка и фосфора. В первую очередь разра-
батывают месторождения, железная руда которых содержит незначи-
тельное количество вредных примесей и незначительное количество
пустой породы.
Для выплавки чугуна применяют красный, бурый, магнитный и
шпатовый железняки, а также комплексные железные руды.
Красный железняк (гематит) содержит 55—70% железа в виде
безводной окиси железа FesO3 . Примесей серы и фосфора в нем мало.
Пустой породой железняка обычно является кварцит. Плотность и
прочность красного железняка весьма различны. Восстановимость его
в доменных печах хорошая. Наиболее крупные залежи красного желез-
няка находятся в районе Кривого Рога. Встречаются эти руды также
на Урале и в Сибири.
Бурый железняк содержит 35—55% железа в виде водных окислов
и чаще всего в виде лимонита. В некоторых видах бурого железняка
содержится много фосфора. Пустая порода имеет песчано-глинистое
происхождение. Находящаяся в буром железняке гидратная влага при
высоких температурах удаляется, руда становится пористой и хорошо
восстановимой. При добывании, перевозках и перегрузках этой руды
образуется много мелочи и пыли. Крупные залежи бурого железняка
находятся па Керченском полуострове (фосфористые руды), в цент-
ральных районах СССР (Липецкое и Тульское месторождения), на
Южном Урале (Бакальское месторождение) и в некоторых районах
Сибири.
Магнитный железняк (магнетит) содержит 50—69% железа (в
чистом виде 72,4%) в форме закиси-окиси железа Fe3O4. Пустую
породу составляет кремнезем с некоторым количеством других окислов.
Этот железняк — наиболее плотная железная руда темно-серого или
черного цвета. В некоторых случаях магнитный железняк содержит
много серы (до 1,5—2%) и загрязнен цинком. Восстанавливается маг-
нитный железняк труднее, чем остальные железные руды.
12
Крупные залежи магнитного железняка находятся на Урале (горы
Магнитная, Высокая, Благодать), в Западной Сибири (Тельбесское,
Кондомское и другие месторождения) и в районе Курской магнитной
аномалии (в основном железистые кварциты, содержащие 35% Fe).
Открыты также новые месторождения.
Шпатовый железняк (сидерит) содержит 30—40 % железа в виде
углекислой соли FeCO3. В чистом сидерите 48,2 % Fe. Пустая порода си-
дерита состоит из кремнезема, глинозема и небольшого количества
окиси магния. В некоторых случаях сидерит имеет песчано-глинистую
пустую породу. Сидерит может быть желтовато-белого или серого
цвета. Он легко выветривается (окисляется на воздухе) и, теряя
СО,, превращается в бурый железняк. Сидерит обладает наиболее вы-
сокой восстановимостью из всех железных руд. Перед загрузкой в до-
менную печь сидерит обычно обжигают. В результате руда становится
очень пористой и легко дробится, образуя лишь небольшие количества
мелочи и пыли. В некоторых случаях в доменную печь загружают не-
обожженный сидерит. Промышленные запасы сидерита имеются на
юге Урала (Бакальское месторождение).
Комплексные железные руды, кроме железа, содержат и другие
металлы, которые во время плавки переходят в чугун и легируют его,
т. е. улучшают многие его свойства. К более ценным комплексным же-
лезным рудам относятся следующие:
хромоникелевая железная руда Орско-Халилове кого месторожде-
ния, представляющая собой бурый железняк (35—40% Fe) с примесью
хрома (0,8—1,6%) и никеля (0,4—0,7%);
ванадистые титаномагнетиты Кусинского и Первоуральского место-
рождений. Руды их состоят из смеси магнетита Fe2O3, ильменита FeOx
ХТЮ2 и трехокиси ванадия V2O3 и содержат 38—47% Fe, 5—15%
TiO2, 0,3-—0,5% V. При плавке значительное количество титана пере-
ходит в состав шлака, из которого титан извлекают химическим
путем;
хромистый железняк различных месторождений Урала и Казах-
стана. Рудный минерал этих руд — хромит FeO-CrO3, обладающий
очень высокой температурой плавления.
Марганцевые руды. Железные руды обычно содержат незначи-
тельное количество марганца, поэтому при выплавке чугуна в шихту
приходится добавлять марганцевую руду.
Рудным минералом марганцевых руд могут быть некоторые окислы
марганца: МпО, (перекись марганца — пиролизит), Мп4О3 (окись
марганца — браунит), Мп3О4 (закись-окись марганца — гаусманит)
и соединения окислов марганца с окислами других элементов.
В доменном производстве применяют марганцевые руды с содержа-
нием 25 —40% Мп. Пустая порода этих руд обычно глинистый песок.
Поэтому марганцевые руды непрочны: при добыче и перевозке образу-
ется много мелочи и пыли. На некоторых рудниках марганцевые руды
промывают водой для обогащения.
Наиболее крупные запасы марганцевых руд сосредоточены в Чиа-
турском (Грузия), Никопольском (Украина) и Мазульском (вблизи г.
Ачинска) месторождениях.
13
Отходы металлургического производства. В доменную печь за-
гружают также некоторое количество металлургических отходов: ко-
лошниковую пыль (30—45% Fe и 3—12% С), которую предварительно
подвергают окускованию; металлический скрап; передельные шлаки
сталеплавильного производства с повышенным содержанием марганца
(10—18% Fe, 6—10% Мп); окалину прокатного и кузнечного произ-
водств и сварочные шлаки.
§ 2. Топливо и флюсы
Топливо. Для выплавки чугуна применяют твердое топливо.
Более 98% чугуна выплавляют на коксе и 1—2 % на древесном угле.
Топливо выполняет в доменной печи очень важную роль. Его го-
рение создает высокие температуры, необходимые для восстановления
руды, плавления и перегрева образующихся чугуна и шлака. Кроме
того, часть углерода топлива непосредственно участвует в реакциях
восстановления руды.
Используемый в доменном производстве кокс должен обладать вы-
сокой теплотой сгорания, достаточной прочностью и пористостью и
содержать минимальное количество вредных примесей (серы и фосфора)
и зол.
Флюсы применяют для получения шлаков нужной основности,
так как в пустой породе руды и топливе обычно преобладает кремнезем.
В качестве флюсов обычно используют известняк — СаСО3 и реже
доломитизированный известняк (mCaCO3-nMgCO3, где т > п). В не-
которых случаях применяют кремнистоглиноземистые флюсы или толь-
ко кремнезем. Количество флюсов рассчитывают исходя из химического
состава пустой породы руды, золы и с учетом требований, предъявляе-
мых к физико-химическим свойствам шлака. Флюсы должны иметь
минимальное количество вредных примесей (серы и фосфора). В извест-
няке нежелательной примесью является кремнезем, так как он умень-
шает флюсующую способность известняка и увеличивает количество
шлака в доменной печи.
§ 3. Подготовка шихты к плавке
Кокс перед загрузкой в доменную печь просеивают на роликовых
(дисковых) грохотах. Флюсы дробят в щековых или валковых дро-
билках, а затем просеивают на колосниковых (встряхивающих) или
барабанных (вращающихся) грохотах.
Подготовка железных руд к плавке зависит от содержания в них
железа и их физических свойств. Богатые железные руды направляют
на специальные фабрики для дробления и сортировки. Крупные фрак-
ции железных руд (более 60—100 мм) поступают на дробление до Кус-
ков средних размеров с последующей сортировкой. Средние фракции
(30—80 мм) направляют железнодорожным или водным транспортом
без предварительной обработки на склад металлургического завода.
При складировании железных руд на металлургическом заводе
принята определенная система, позволяющая усреднять их состав.
14
Руду выгружают из вагонов или судов в высокие штабеля и затем
пересыпают грейферным краном с одного места на другое. Этим дости-
гается перемешивание руды и выравнивание ее химического состава.
Бедные железные руды перед доставкой на металлургический завод
обогащают. Известно несколько способов обогащения железной руды.
Так. бурый железняк с песчано-глинистой пустой породой промывают
сильной струей воды. Пустая порода отделяется от рудного вещества и
уносится водой. Эту операцию осуществляют в корытных мойках, вра-
щающихся цилиндрических или конических барабанах, а также в от-
садочных машинах с неподвижным или подвижным решетом и пульси-
рующей восходящей струей воды. Промытую руду после естественной
или искусственной сушки направляют в плавку.
Бедные железные руды, содержащие вкрапления магнетита
резО4. обогащают электромагнитным способом в сепараторах барабан-
ного или ленточного типа. Руду с крупными и средними вкраплениями
магнетита дробят до кусков размерами 25—30 мм и подвергают сухой
магнитной сепарации. Руду с мелкими и тонкими вкраплениями магне-
тита сначала измельчают до частиц размерами 3 мм, а затем подвергают
мокрой магнитной сепарации.
По объему' обогащения железных руд СССР занимает сейчас первое
место в мире, 85—86% всей добываемой железной руды подвергается
обогащению. Доля концентрата в общем производстве руды достиг-
ла 62%,а доля железа в концентрате в ряде случаев достигает 69%.
Мелкие фракции железных руд и концентрат, оставшиеся после
отсева и мокрой магнитной сепарации, а также пылеватые железные
руды можно использовать для плавки только в окускованном виде.
Известно несколько способов окускования рудной мелочи и пылеватых
руд. Так, при брикетировании мелкий материал прессуют в специаль-
ных формах с добавкой связующих материалов (глины, жидкого стек-
ла, смолы, цемента) или без них. После воздушной сушки или высоко-
температурного обжига полученные брикеты приобретают необходи-
мую прочность. Они представляют хороший материал для выплавки
чугуна, однако процесс их получения сложен и недостаточно произво-
дителен.
Очень перспективна и все шире применяется подготовка к плавке
пылеватых руд и тонкоизмельченного рудного концентрата путем
изготовления комков или окатышей. Для получения окатышей пыле-
ватую рудную массу смешивают с незначительным количеством связ-
ки (тонкоизмельченой глиной, известью и др.), затем увлажняют до
8—10% и загружают в смесительное устройство — вращающуюся
неглубокую наклонную чашу или в барабан. При вращении смесите-
ля увлажненная рудная шихта перемешивается. Сначала образуются
слипшиеся комочки, а затем шаровидные комки (окатыши) размерами
25—30 мм. После механизированной выгрузки из смесителя окатыши
подвергают сушке и обжигу.
Широко распространен способ окускования мелких и пылеватых
железных руд агломерацией (спеканием) на колосниковой решетке аг-
ломерационных машин. Производительность этих машин достигает
2—2,5 тыс. т агломерата в сутки. Для агломерации приготовляют спе-
15
циальную шихту, состоящую из рудной мелочи размером 5—8 мм,
колошниковой пыли, рудного концентрата и измельченных до 3 мм
отходов коксика. Масса коксика составляет 6—10% массы шихты;
соотношение между массами рудной мелочи, колошниковой пылью и
концентратом определяется местными условиями. Эту шихту перед
спеканием увлажняют до 5—6% и тщательно перемешивают в смеси-
тельных устройствах. При перемешивании образуются комочки, в
результате чего шнхта приобретает зернистый характер. В таком сос-
тоянии ее загружают на колосниковую решетку агломерационной ма-
шины слоем толщиной 200 —300 мм и поджигают газовой горелкой сна-
ружи. Под колосниковой решеткой находятся вакуумные камеры;
мощный эксгаустер создает в них разрежение. Оно обеспечивает про-
хождение воздуха через слой шихты и, следовательно, перемещение
зоны горения коксика по толщине шихты (горение заканчивается
у колосниковой решетки агломерационной машины). При горении кок-
сика развивается высокая температура (до 1450° С) и образуется по-
ристый продукт (агломерат).
Образование агломерата обусловлено появлением в горячем слое
шихты файялита (2FeO-SiO.J, имеющего температуру плавления около
1210° С. С другими окислами шихты (FeO, SiO2, СаО) файялит образует
более легкоплавкие соединения, переходящие в жидкое состояние при
ИЗО—1200° С. Эти соединения размягчаются и плавятся раньше дру-
гих компонентов шихты. При этом они связывают более тугоплавкие и
крупные частицы руды. Количество этой ".вязки зависит от содержания
кокса в шихте. Чем оно больше, тем прочнее агломерат после остыва-
ния.
Агломерат обладает достаточной прочностью, высокой пористостью,
хорошей восстановимостью. Применение его увеличивает производи-
тельность доменной печи и несколько сокращает расход топлива на
1 т чугуна.
В последнее время на металлургических заводах стали широко при-
менять офлюсованный агломерат, получаемый путем спекания желез-
ной руды с добавкой известняка. Оптимальное количество известняка
в агломерате определяется отношением CaO:SiO2, т. е. его основностью.
Основность агломерата и доменного шлака в среднем равна 1—1,4.
Офлюсованный агломерат восстанавливается легче обычного, но он
прочен. Такой агломерат облегчает образование шлака в доменной пе-
чи, уменьшает расход известняка и кокса. При использовании офлюсо-
ванного агломерата флюсы в доменную печь нс загружают.
По производству агломерата СССР занимает первое место в мире.
§ 4. Устройство доменной печи
Технический прогресс в доменном производстве характеризуется
прежде всего увеличением объемов доменных печей. Если за годы вось-
мой пятилетки были введены три печи полезным объемом 2000 мэ
и три печи полезным объемом 2700 мя, то в девятой пятилетке построе-
ны еще несколько печей, в том числе печи с полезным объемом 3200 и
16
5000 м3, производительностью соответственно 7000 и 11 000 т в сутки и
более. На рис. 2 дана современная схема доменного производства.
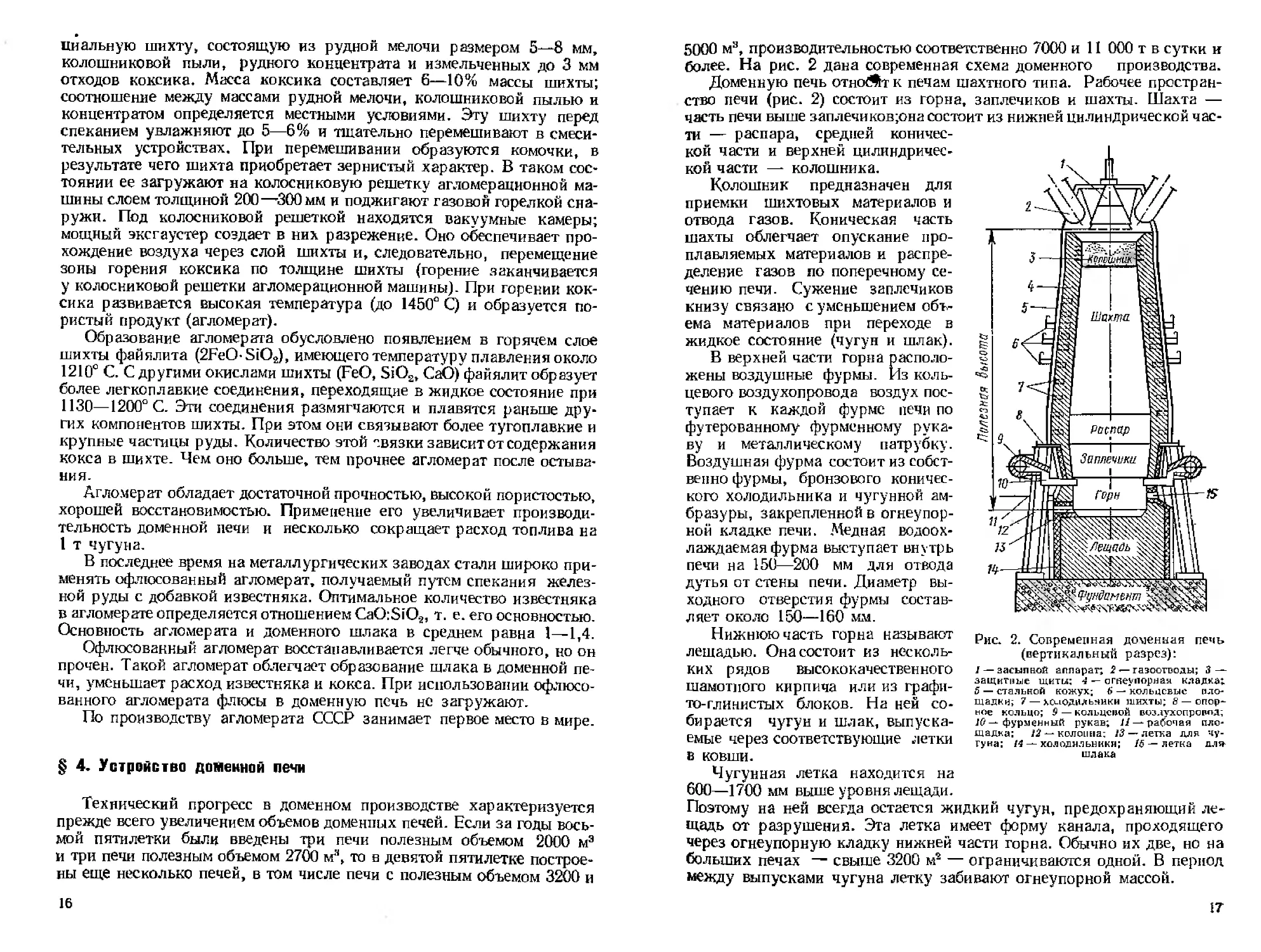
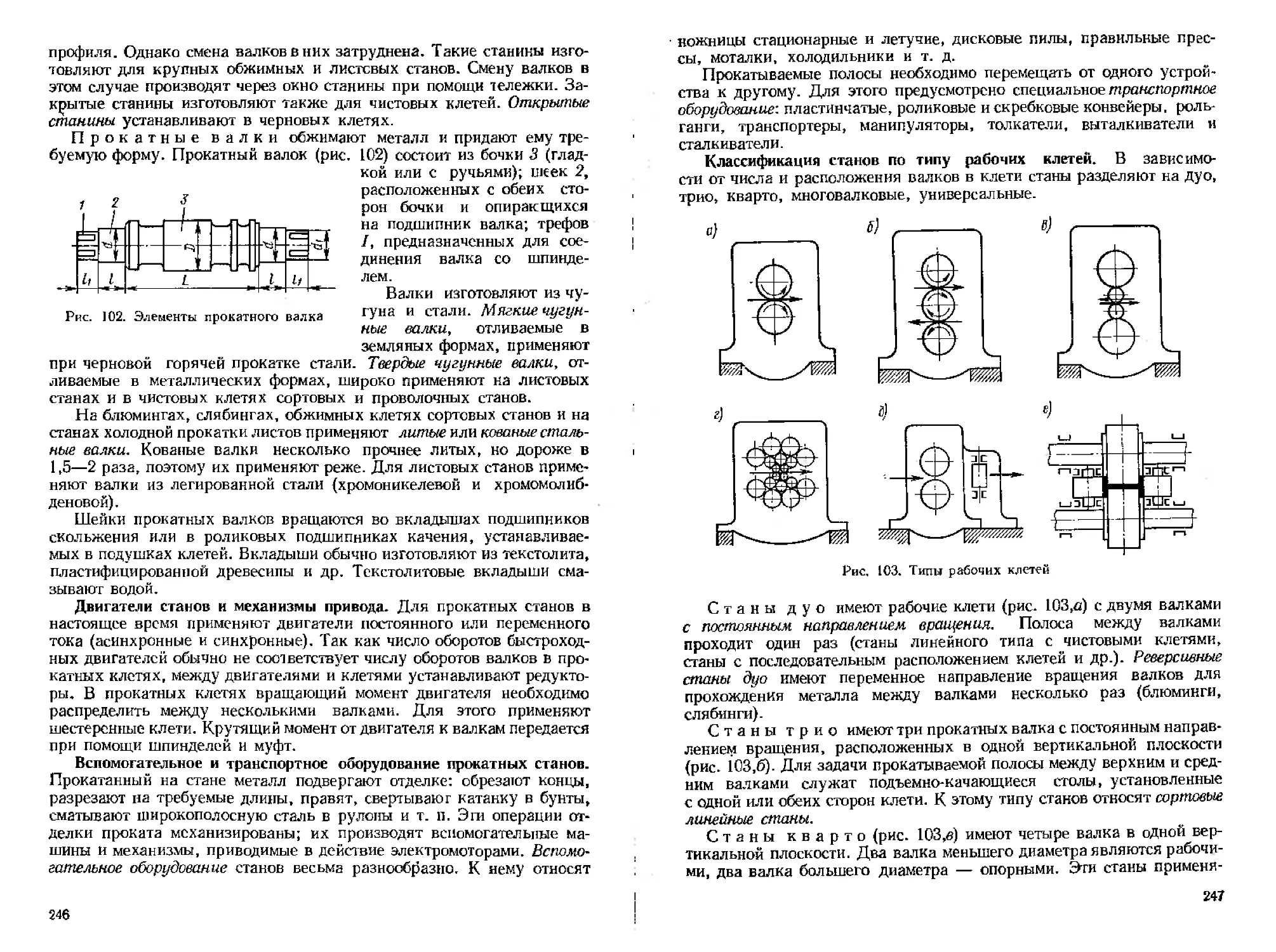
Доменную печь отноАтк печам шахтного типа. Рабочее простран-
ство печи (рис. 2) состоит из горна, заплечиков и шахты. Шахта —
часть печи выше заплечиков;она состоит из нижней цилиндрической час-
ти — распара, средней коничес-
кой части и верхней цилиндричес-
кой части — колошника.
Колошник предназначен для
приемки шихтовых материалов и
отвода газов. Коническая часть
шахты облегчает опускание про-
плавляемых материалов и распре-
деление газов по поперечному се-
чению печи. Сужение заплечиков
книзу связано с уменьшением объ-
ема материалов при переходе в
жидкое состояние (чугун и шлак).
В верхней части горна располо-
жены воздушные фурмы. Из коль-
цевого воздухопровода воздух пос-
тупает к каждой фурме печи по
футерованному фурменному рука-
ву и металлическому патрубку.
Воздушная фурма состоит из собст-
венно фурмы, бронзового коничес-
кого холодильника и чугунной ам-
бразуры, закрепленной в огнеупор-
ной кладке печи. Медная водоох-
лаждаемая фурма выступает внутрь
печи на 150—200 мм для отвода
дутья от стены печи. Диаметр вы-
ходного отверстия фурмы состав-
ляет около 150—160 мм.
Нижнюю часть горна называют
лещадью. Она состоит из несколь-
ких рядов высококачественного
шамотного кирпича или из графи-
то-глинистых блоков. На ней со-
бирается чугун и шлак, выпуска-
емые через соответствующие «четки
в ковши.
Чугунная летка находится на
600—1700 мм выше уровня лещади.
Поэтому на ней всегда остается жидкий чугун, предохраняющий ле-
щадь от разрушения. Эта летка имеет форму канала, проходящего
через огнеупорную кладку нижней части горна. Обычно их две, но на
больших печах — свыше 3200 м® — ограничиваются одной. В период
между выпусками чугуна летку забивают огнеупорной массой.
Рис. 2. Современная доменная печь
(вертикальный разрез):
J — засыпной аппарат; 2 <— газоотводы; 3 -—
защитные щиты; 4 — огнеупорная кладкам
5 — стальной кожух; 6 — кольцевые пло-
щадки; 7— холодильники шихты; 8— опор-
ное кольцо; $ — кольцевой воздухопровод;
Ю — фурменный рукав; И — рабочая пло-
щадка; 12 — колонна; 73 — летка для чу-
гуна; 14 — холодильники; /5 — летка для
шлака
17
Шлаковые летки располагают на 1,4—1,9 м выше уровня чугунной
летки.Шлаковая летка представляет медную коническую водоохлаждае-
мую кольцевую трубу, узкое отверстие которой направлено внутрь пе-
чи, а более широкое наружное — всторону желоба для выпуска шлака.
В период между выпусками шлака летку закрывают металлическим
стопором.
Доменная печь опирается на железобетонный фундамент. По на-
ружной поверхности фундамента установлены стальные колонны, под-
держивающие опорное кольцо шахты печи.
Огнеупорная кладка шахты охвачена стальным кожухом, имеющим
коробчатые холодильники, по которым циркулирует вода. Стенки гор-
на и заплечиков заключены в прочную стальную броню с плитовыми
холодильниками.
Над колошником печи имеется засыпной аппарат, состоящий из
узкой приемной вращающейся воронки.
§ 5. Рабата доменной печи
Задувка доменной печи. Новую доменную печь после проверки
работы оборудования ставят под задувку, т. е. ее подготавливают
для непрерывной работы в течение 5—10 лет. Задувку печи начинают с
медленной сушки огнеупорной кладки в течение 5—6 суток. Для этого
в горне сжигают доменный газ или подают туда горячее воздушное
дутье от действующей печи. На новом заводе первую печь сушат при
сжигании на лещади дров и кокса. Воздух для горения подают через
фурмы, газообразные продукты горения отводятся через колошник.
После сушки и некоторого прогрева кладки в печь осторожно за-
гружают задувочную шихту, поджигают кокс около фурм и подают
дутье. Задувочная шихта состоит только из одного кокса (холостые
колоши), а затем — из кокса с небольшим количеством флюса и руды.
С развитием горения кокса в загружаемой шихте увеличивают со-
держание руды и флюсов до расчетных значений.
Первый выпуск шлака из доменной печи производят через 15—20 ч
после задувки, а чугуна — через сутки. Образующийся при задувке
печи газ сначала выходит в атмосферу, а затем направляется на газо-
очистку и далее потребителю.
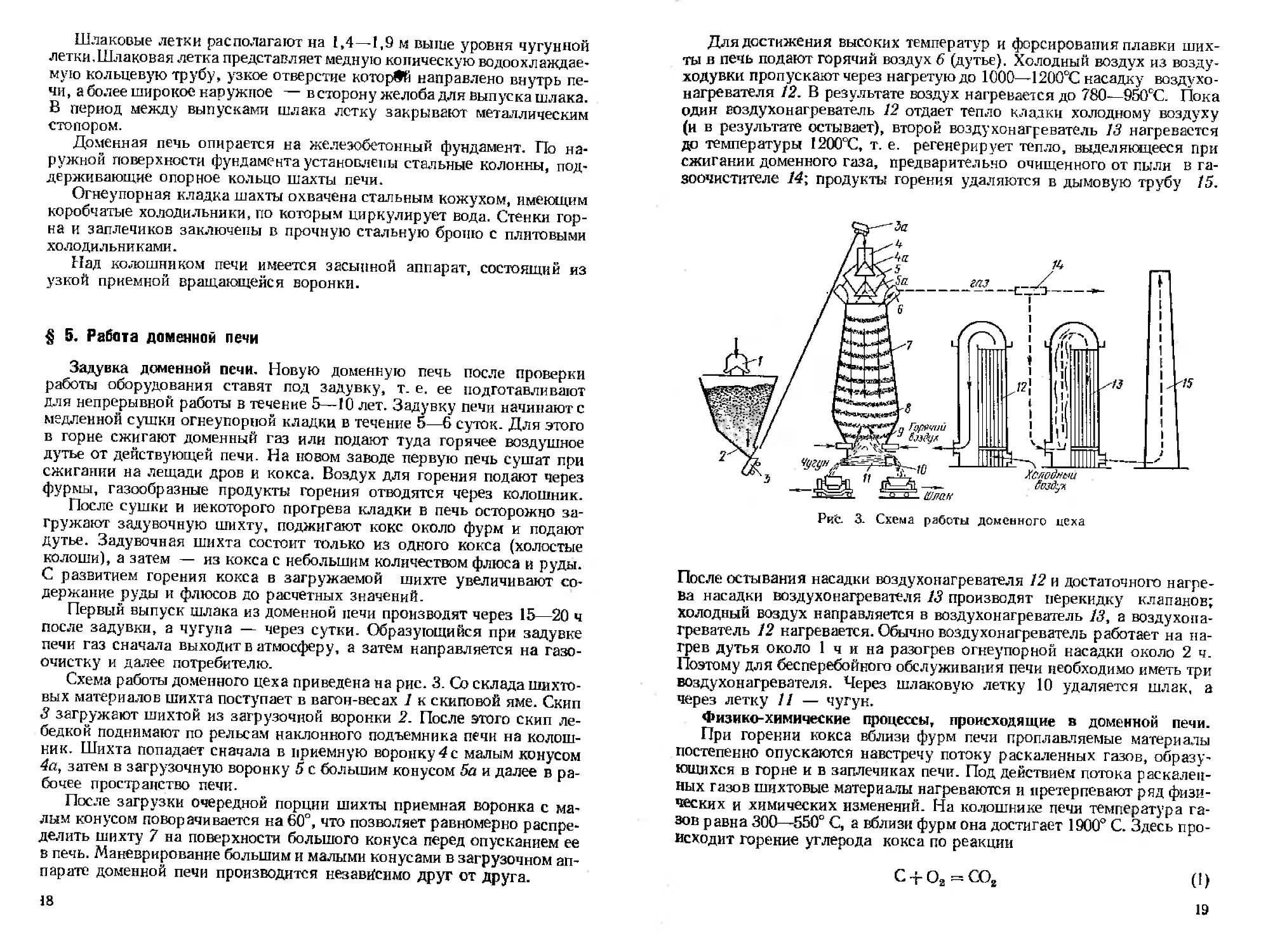
Схема работы доменного цеха приведена на рис. 3. Со склада шихто-
вых материалов шихта поступает в вагон-весах 1 к скиповой яме. Скип
<3 загружают шихтой из загрузочной воронки 2. После этого скип ле-
бедкой поднимают по рельсам наклонного подъемника печи на колош-
ник. Шихта попадает сначала в приемную воронку 4 с малым конусом
4а, затем в загрузочную воронку 5 с большим конусом 5а и далее в ра-
бочее пространство печи.
После загрузки очередной порции шихты приемная воронка с ма-
лым конусом поворачивается на 60°, что позволяет равномерно распре-
делить шихту 7 на поверхности большого конуса перед опусканием ее
в печь. Маневрирование большим и малыми конусами в загрузочном ап-
парате доменной печи производится независимо друг от друга.
18
Для достижения высоких температур и форсирования плавки ших-
ты в печь подают горячий воздух б (дутье). Холодный воздух из возду-
ходувки пропускают через нагретую до 1000—1200°С насадку воздухо-
нагревателя 12. В результате воздух нагревается до 780—950сС. Пока
один воздухонагреватель 12 отдает тепло кладки холодному воздуху
(и в результате остывает), второй воздухонагреватель 13 нагревается
до температуры 1200°С, т. е. регенерирует тепло, выделяющееся при
сжигании доменного газа, предварительно очищенного от пыли в га-
зоочистителе 14; продукты горения удаляются в дымовую трубу 15.
Рис. 3. Схема работы доменного цеха
После остывания насадки воздухонагревателя 12 и достаточного нагре-
ва насадки воздухонагревателя 13 производят перекидку клапанов;
холодный воздух направляется в воздухонагреватель 13, а воздухона-
греватель 12 нагревается. Обычно воздухонагреватель работает на на-
грев дутья около 1 ч и на разогрев огнеупорной насадки около 2 ч.
Поэтому для бесперебойного обслуживания печи необходимо иметь три
воздухонагревателя. Через шлаковую летку 10 удаляется шлак, а
через летку // — чугун.
Физико-химические процессы, происходящие в доменной печи.
При горении кокса вблизи фурм печи проплавляемые материалы
постепенно опускаются навстречу потоку раскаленных газов, образу-
ющихся в горне и в заплечиках печи. Под действием потока раскален-
ных газов шихтовые материалы нагреваются и претерпевают ряд физи-
ческих и химических изменений. На колошнике печи температура га-
зов равна 300—550° С, а вблизи фурм она достигает 1900° С. Здесь про-
исходит горение углерода кокса по реакции
С + Оа=СОг (1)
19
В результате этой реакции выделяется большое количество тепла
(экзотермическая реакция}. При контакте с раскаленным коксом образо-
вавшаяся двуокись углерода почти полностью разлагается по реакции
СО2 4- С = 2СО (2)
Поэтому газовая фаза приобретает резко восстановительные свой-
ства.
При соприкосновении в печи с отходящими газами шихтовые ма-
териалы теряют сначала гигроскопическую, а затем и химически свя-
занную влагу. Вследствие потери влаги (дегидратации) масса кусков
шихты уменьшается; они делаются более пористыми и иногда растрес-
киваются. Удаление связанной (гидратной) влаги начинается при 102—
105° Сив некоторых случаях заканчивается при 450—500D С (напри-
мер, для кусков глинистого вещества— А1203-2510г-2Н20).
Дегидратация шихтовых материалов начинается на колошнике,
а заканчивается обычно в верхней половине шахты печи. Здесь же
удаляются остатки летучих веществ из кокса (Н2, СН4 и др.).
В средней и нижней частях шахты печи происходит термическое
разложение (диссоциация) углекислых соединений, содержащихся
в флюсе и некоторых видах железной руды (сидерите). Температура
начала и конца разложения зависит от химической природы углекис-
лых соединений и величины кусков. Так, разложение известняка с
переходом его в известь происходит при 900—1000° С по реакции
СаСО3 = СаО + СО2 (3)
Разложение сидерита с образованием магнетита наблюдается при
более низких температурах (400—550° С) по реакции
3FeCO3 = Fe3O4 4- 2СО2 + СО (4)
Двуокись углерода, выделяющаяся при разложении СаСО3 и дру-
гих углекислых соединений, уменьшает концентрацию окиси углерода
в колошниковых газах.
Куски железной руды и агломерата после удаления из них влаги
восстанавливаются, образуя металлическое железо. Восстановителями
железной руды в печи могут быть: окись углерода (образуется возле
фурм печи при горении кокса); водород (образуется в нижних гори-
зонтах печи при взаимодействии влаги дутья с углеродом кокса по
реакции С 4- Н2ОпяР = СО 4- Н2); твердый углерод (находится в
раскаленном коксе). Обычно в доменных газах содержится небольшое
количество водорода; большая часть железной руды восстанавливается
окисью углерода и твердым углеродом. Восстановление руды окисью
углерода начинается в шахте и происходит ступенчато по реакциям:
3Fe4O, + СО = 2Fe3O4 4- СО2
Fe3O4 4- СО == 3FeO 4- СО2
FeO 4- СО = Fe 4- COS
(5)
(6)
(7)
20
Наиболее важна реакция (7), конечным продуктом которой являет-
ся металлическое железо. Она называется реакцией косвенного вос-
становления железа и протекает при умеренных температурах (500—
90(Г С) с выделением тепла.
В присутствии раскаленного кокса и при более высоких температу-
рах (выше 1000—‘1100° С) в печи происходит не только восстановление
•железной руды до металлического железа, но и очень быстрая регене-
рация окиси углерода по реакции (2).
Одновременное течение реакций (7) и (2) позволяет суммировать их и
получить
FeO + С - Fe + СО (8)
Реакцию (8) называют реакцией прямого восстановления железа.
Она происходит при взаимодействии окисла с твердым углеродом кокса
или углеродом, отложившимся в порах железной руды при низких
температурах в виде сажи. Принято считать, что в печи около 60—50 %
железа образуется по реакции (7), а 40—50% — по реакции (8).
Прямое восстановление железа происходит в районе распара печи и
тем лучше, чем выше температура находящихся здесь материалов,
так как реакция (8) эндотермическая (идет с поглощением тепла).
Образующееся в печи металлическое железо находится сначала в
твердом виде (губчатое железо), поскольку оно имеет высокую темпе-
ратуру плавления (1539° С). В присутствии окиси углерода губчатое
металлическое железо постепенно науглероживается по реакции
3Fe + 2СО = Fe3C + СО2 (9)
Температура плавления этого железа понижается до 1150—1200° С.
Науглероженное железо (1,8—2%) переходит в жидкое состояние
и стекает каплями между кусками раскаленного кокса на лещадь печи.
Во время перемещения капельки металла дополнительно насыщаются
углеродом примерно до 3,5—4%, т. е. до обычного содержания угле-
рода в жидком чугуне.
Одновременно с восстановлением и науглероживанием железа про-
исходит восстановление из шихты марганца, кремния и фосфора, ко-
торые также переходят в чугун. Высшие и средние окислы марганца
восстанавливаются до низшего ступенчато окисью углерода по схеме
МпО2 -> Мп2О3 Мп3О4 -* МпО. Наиболее трудно восстановимый
низший окисел марганца (закись) восстанавливается твердым углеро-
дом по реакции
МпО + С=Мп^СО (10)
Реакция (10) сопровождается поглощением тепла и протекает при
температурах выше 1100—1200° С. Это определяет режим работы печи
при выплавке чугуна марганцовистых марок. Печь должна работать
при повышенном расходе кокса и возможно более высоком нагреве
дутья (до 1200° С и выше; в перспективе даже до 1400° С).
Кремнезем восстанавливается только твердым углеродом по эн-
дотермической реакции
SiO2 + 2С = S1 4- 2СО (11)
21
Реакция (11) в чистом виде развивается при 1450° С, но в присутствии
восстановленного металлического железа начинается при более низкой
температуре (1050—1100°С). Таким образом, при выплавке чугуна крем-
нистых марок печь также работает при повышенном расходе кокса и
более высоком нагреве дутья.
Фосфор попадает в шихту в виде фосфорнокальциевых солей. В
присутствии пустой породы железной руды фосфор восстанавливается
твердым углеродом по реакции
P2OS (СаО)4 + 5С -У 2SiO3 =- 2Р ф 2 (Са0)2 • SiOa + 5СО (12)
Реакция (12) происходит в печи очень легко и фосфор полностью
переходит в чугун.
Содержащаяся в шихте сера частично удаляется с газами в виде
H2S и SO2. Однако значительное количество серы остается в печи в виде
сульфидов и распределяется между образующимися жидкими шлаком и
чугуном. Наименее желательное соединение серы — сульфид железа
FeS, хорошо растворимый в металле.
При достаточно большом насыщении шлака известью (45—50%) в
горце печи наблюдается реакция
FeS + СаО + С = Fe + CaS + СО (13)
в результате которой часть серы переходит в шлак в виде нерастворимо-
го в металле сернистого кальция. Для более полного протекания реак-
ции (13) необходимо регулировать образование шлака в печи. В част-
ности, в шихту следует подавать определенное количество известняка и
поддерживать в горне высокую температуру. Последняя зависит от
расхода кокса, температуры дутья и правильного режима шлакооб-
разования в верхних частях печи.
Образование шлака в печи происходит в две стадии. Примерно на
уровне распара или нижней части шахты сначала образуется первич-
ный шлак на основе легкоплавкой смеси нескольких окислов—
извести, кремнезема, глинозема и закиси железа. При некотором соот-
ношении указанных компонентов первые порции жидкого железистого
шлака образуются при 1160—1200° С. Первичный шлак, стекая в горн,
нагревается до более высоких температур и изменяет химический состав
в связи с растворением в нем золы кокса, флюсов и остатков пустой
породы железной руды. В конечном шлаке остается очень мало закиси
железа, но он обогащается известью, окисью магния, иногда глинозе-
мом. В связи с этим обессеривающая способность шлака в горне резко
возрастает, что благоприятно отражается на реакции (13).
§ 6. Продукты доменного производства
Современная доменная печь поглощает большое количество шихто-
вых материалов и воздуха. Так, для производства каждых 100 т пере-
дельного чугуна необходимо в среднем подать в печь 190 т железной
руды (включая агломерат), 95 т кокса, 50 т известняка и около 350 т
воздуха. В результате кроме 100 т чугуна получается около 80 т шлака
и 500 т доменного газа.
22
В доменных печах выплавляют:
1. Передельный чугун (примерно 80—90% всего произ-
водства чугуна), который направляют на переработку в сталь:
а) мартеновский чугун марок М-1 и М-2. Его получают при умерен-
ном ходе доменной печи; он содержит 1,5—2,5% Мп; 0,4—1,5% Si;
0,15—0,30% Р; 0,03—0,07% S;
б) бессемеровский чугун марок Б-1 и Б-2 получают при горячем ходе
печи из малофосфористых руд; он содержит 0,6—1,0 — 1,5% Мп;
0,9—2,0% Si; до 0,07% Р; до 0,04% S;
в) томасовскийчугун марки Т-1 выплавляют из фосфористых руд при
умеренном ходе печи; содержит 1,6—2,0 Р; 0,8—1,3% Мп; 0,2—0,6% Si;
до 0,08% S.
2 Литейный чугун, составляющий 8—17% всего произ-
водства чугуна, марок ЛК-00, ЛК-0, ЛК-1 и до ЛК-5, применяют для
получения отливок. Его получают при горячем ходе печи из шихты с
достаточным содержанием кремнезема. В зависимости от марки чугун
содержит 1,25—4,25% Si и до 1,3% Мп.
3. Специальные чугуны, или доменные ферро-
сплавы, составляют 2—3% всего производства чугуна: ферросили-
ций (9—13% Si), бедный ферромарганец (10—25% Мп), богатый ферро-
марганец (70—75% Мп) и др. Их применяют для раскисления и леги-
рования сталей и некоторых других нужд.
Состав шлака зависит от состава шихты и марки чугуна. При про-
изводстве в коксовых доменных печах передельного и литейного чугу-
нов основность шлаков, т. е. отношение (СаО + MgO)/SiO2, принима-
ется выше единицы (1,20—1,5). Состав шлаков коксовых доменных пе-
чей, например, таков: 35—40% SiO2, 36—55% (СаО ф- MgO); 10—12%
А12О3. Шлаки древесноугольных доменных печей более кислые, т. е.
содержат больше SiO2.
Из доменных шлаков можно изготовлять цементы и другие матери-
алы для нужд строительства (шлаковые кирпичи, шлаковую вату,
шлаковую щебенку, брусчатку для покрытия дорог нт. п). При пере-
работке шлака на отечественных металлургических заводах в среднем
около 40—50% его уходит в отвалы. Металлургический шлак находит
широкое применение в дорожном строительстве.
§ 7. Технико-экономические показатели и перспективы
производства чугуна
К наиболее важным показателям работы доменной печи относятся
суточная производительность и расход топлива на 1 т выплавляемого
чугуна.
В настоящее время наиболее высокая производительность достиг-
нута на советских доменных печах.
Для сравнения производительности доменных печей различного
объема в СССР принят показатель — коэффициент использования по-
лезного объема (к. и. п. о.). (В СССР принято определять полезный объем
доменной печи от уровня засыпки до лещади.) Этот коэффициент пред-
23
ставляет собой частное от деления полезного объема печи V на средне-
суточную производительность Р (в м’/т): К = V/P.
Чем лучше работает доменная печь, тем меньше этот коэффициент.
Значение К зависит в основном от трех факторов: сорта выплав-
ляемого чугуна; содержания пустой породы в железной руде и качества
подготовки шихты к плавке.
С развитием техники доменного производства использование объе-
ма печи непрерывно улучшается: В 1970 г. к. и. п. о. составлял
0,597. Наилучшего к. и. п. о. достигли на доменных печах Череповец-
кого металлургического завода (0,43) и Магнитогорского металлурги-
ческого комбината (0,56). Среднее значение к. и. п. о. сейчас в СССР
составляет 0,56.
Расход топлива на 1 т чугуна в основном зависит от степени исполь-
зования физического тепла и восстановительной способности газов,
марки выплавляемого чугуна, нагрева дутья, содержания пустой по-
роды в руде и качества топлива. В настоящее время в СССР средний
расход кокса на 1 т передельного чугуна значительно ниже, чем в Анг-
лии, ФРГ и США. Наименьший расход топлива достигнут на доменных
печах Череповецкого металлургического завода при выплавке пере-
дельного чугуна.
Выплавка чугуна (в пересчете на передельный) на одного рабочего
доменного цеха на Магнитогорском и Кузнецком металлургических
комбинатах составляет соответственно 7611 и 7200 т в год.
По выплавке чугуна СССР давно занимает первое место в мире.
В 1975 г. выплавка чугуна в СССР достигла ЮЗ млн. т.
В настоящее время основное количество чугуна выплавляется в
доменных печах большого объема. Максимальный полезный объем до-
менной печи в СССР составляет 5000 м3 (Криворожская печь).
Успехи в доменном производстве достигнуты в результате улучше-
ния подготовки шихты, промывки углей перед их коксованием, замены
руды агломератом и окатышами, производства самоплавкого офлюсо-
ванного агломерата, интенсификации процесса и совершенствования
технологии плавки путем применения повышенного давления газа и
повышенной температуры нагрева дутья, применения в ряде случаев
дутья, обогащенного кислородом, вдувания в доменные печи природ-
ного газа, увеличение размеров печей и совершенствования их профи-
ля, конструкции и оборудования, механизации и автоматизации про-
изводственных процессов.
Современная доменная печь является одним из наиболее механизи-
рованных и автоматизированных металлургических агрегатов.
На большинстве доменных печей, автоматически регулируется тем-
пература горячего дутья и его влажность, давление под колошником,
нагрев воздухонагревателей, на многих печах применено автоматичес-
кое переключение воздухонагревателей. Автоматизировано управле-
ние системами подачи и загрузки шихтовых материалов в печь. На ря-
де предприятий автоматизированы операции по набору и взвешиванию
шихтовых материалов и загрузке их в скип. Осуществляются меропри-
ятия по комплексной механизации управления чугунной и шлаковой
летками; проводится подготовка массы для забивки леток, набивки и
24
обмазки чугунных и шлаковых желобов, замены фурм и выполнения
других тяжелых работ на площадке у горна.
В СССР разработана комплексная система автоматического управ-
ления доменным процессом с применением счетно-решающих машин.
В СССР ведутся научные и промышленные исследования по разра-
ботке экономичных способов производства металлизированного сырья.
В последние годы построены четыре опытные установки для производ-
ства губчатого железа суточной производительностью от 50 до 100 т.
На этих установках губчатое железо получают непосредственно из руд
путем прямого восстановления при температурах 950—1000° С, при-
чем пустая порода и железо находятся в твердом состоянии.
Существуют различные технологические схемы получения губчато-
го железа; одна из перспективных — получение этого продукта в пе-
чах с кипящим слоем. Восстановление производится путем продувки
водорода или смеси водорода и окиси углерода под давлением 30 кгс/см2
(ЗМН/мг)'. Железо отделяют от пустой породы магнитной сепарацией.
Губчатое железо содержит очень мало вредных примесей (0,005 % S и
0,005% Р).
Особо следует отметить новую технологию прямого получения же-
леза, разработанную в СССР при участии западногерманских фирм.
Имеется в виду Оскольский электрометаллургический комбинат, ко-
торый будет получать (на базе руд Курской магнитной аномалии) до
5 млн. т в год металл и зо в энных окатышей путем газового восстановле-
ния руды в шахтных печах*. В Криворожской опытно-промышленной
установке окатыши получают непосредственно из руды методом вос-
становления углем (или коксовой мелочью) в трубчатых вращающихся
печах.
Глава III
ПРОИЗВОДСТВО СТАЛИ
Технический прогресс в сталеплавильном производстве характери-
зуется интенсивным наращиванием мощностей плавильных агрегатов,
широким применением кислородно-конверторного процесса и непре-
рывной разливки стали, повышением качества металла.
По выплавке стали СССР занимает первое место в мире. В 1975 г.
стали произведено 141 млн. т. По пятилетнему плану в 1980 г. на-
мечено произвести 160—170 млн. т. стали.
Нелегированная (углеродистая) сталь отличается от чугуна мень-
шим содержанием углерода, кремния, марганца, серы и фосфора, что
достигается окислением этих элементов во время плавки в различ-
ных металлургических агрегатах. В настоящее время сталь произво-
дят в трех типах плавильных агрегатов — конверторах, мартеновских
и электрических печах.
В качестве металлических шихтовых материалов используют:
жидкий чугун и стальной лом (в конверторах); жидкий и твердый чугун
Комбинат будет также выпускать 2,5 млн. т проката.
25
со стальным ломом в мартеновских и электрических печах и иногда
один стальной лом (в электрических печах). Кроме того, в состав ших-
ты входит известь и другие шлакообразующие вещества, раскислители,
железная руда и легирующие добавки.
§ 1. Производство стали в конверторах
Устройство конвертора. Выплавка стали путем продувки жидкого
чугуна воздухом для удаления (уменьшения) углерода, кремния,
марганца, серы и фосфора производится в конверторах.
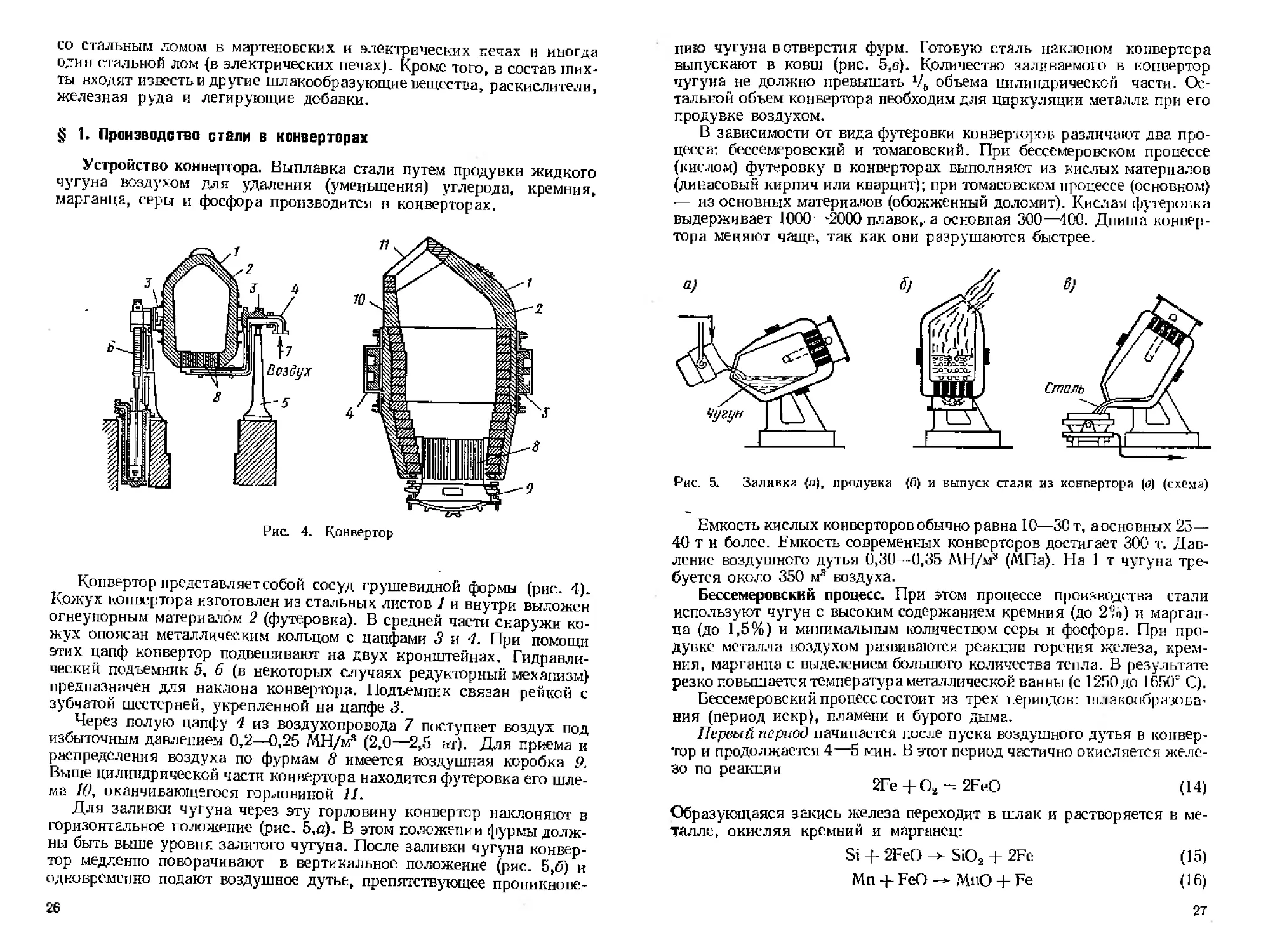
Рис. 4. Конвертор
Конвертор представляет собой сосуд грушевидной формы (рис. 4).
Кожух конвертора изготовлен из стальных листов 1 и внутри выложен
огнеупорным материалом 2 (футеровка). В средней части снаружи ко-
жух опоясан металлическим кольцом с цапфами 3 и 4. При помощи
этих цапф конвертор подвешивают на двух кронштейнах. Гидравли-
ческий подъемник 5, 6 (в некоторых случаях редукторный механизм)
предназначен для наклона конвертора. Подъемник связан рейкой с
зубчатой шестерней, укрепленной на цапфе 3.
Через полую цапфу 4 из воздухопровода 7 поступает воздух под
избыточным давлением 0,2—0,25 МН/м3 (2,0—2,5 ат). Для приема и
распределения воздуха по фурмам 8 имеется воздушная коробка 9.
Выше цилиндрической части конвертора находится футеровка его шле-
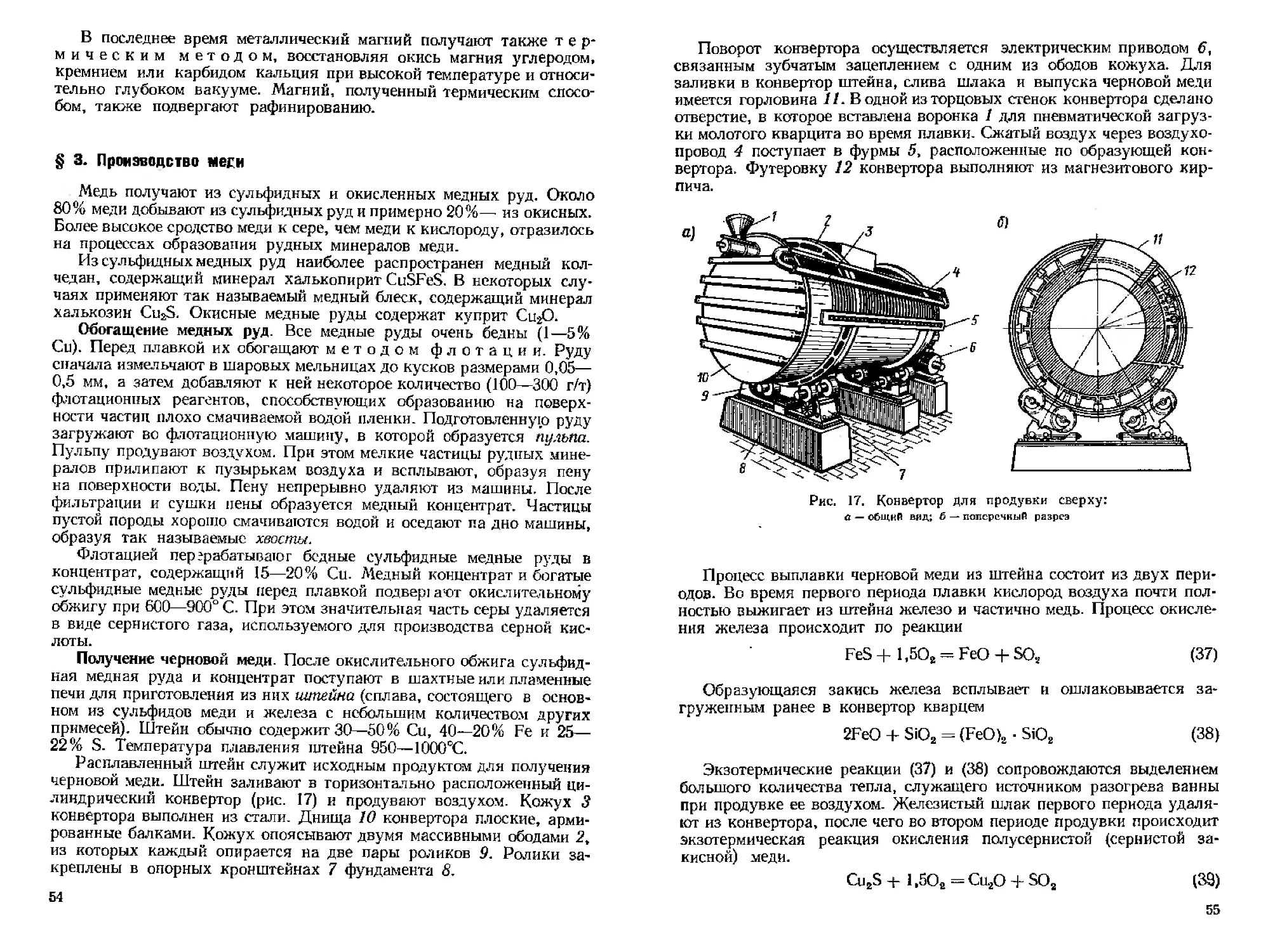
ма 10, оканчивающегося горловиной 11.
Для заливки чугуна через эту горловину конвертор наклоняют в
горизонтальное положение (рис. 5,а). В этом положении фурмы долж-
ны быть выше уровня залитого чугуна. После заливки чугуна конвер-
тор медленно поворачивают в вертикальное положение (рис. 5,6) и
одновременно подают воздушное дутье, препятствующее проникнове-
26
нию чугуна в отверстия фурм. Готовую сталь наклоном конвертора
выпускают в ковш (рис. 5,в). Количество заливаемого в конвертор
чугуна не должно превышать V6 объема цилиндрической части. Ос-
тальной объем конвертора необходим для циркуляции металла при его
продувке воздухом.
В зависимости от вида футеровки конверторов различают два про-
цесса: бессемеровский и томасовский. При бессемеровском процессе
(кислом) футеровку в конверторах выполняют из кислых материалов
(динасовый кирпич или кварцит); при томасовеком процессе (основном)
— из основных материалов (обожженный доломит). Кислая футеровка
выдерживает 1000 —2000 плавок,, а основная 300—400. Дниша конвер-
тора меняют чаще, так как они разрушаются быстрее.
Рис. 5. Заливка (а), продувка (б) и выпуск стали из конвертора (в) (схема)
Емкость кислых конверторов обычно равна 10—30 т, аосновных 23—
40 т и более. Емкость современных конверторов достигает 300 т. Дав-
ление воздушного дутья 0,30—0,35 МН/м3 (МПа). На 1 т чугуна тре-
буется около 350 ма воздуха.
Бессемеровский процесс. При этом процессе производства стали
используют чугун с высоким содержанием кремния (до 2%) и марган-
ца (до 1,5%) и минимальным количеством серы и фосфора. При про-
дувке металла воздухом развиваются реакции горения железа, крем-
ния, марганца с выделением большого количества тепла. В результате
резко повышается температура металлической ванны (с 1250 до 1650е С).
Бессемеровский процесс состоит из трех периодов: шлакообразова-
ния (период искр), пламени и бурого дыма.
Первый период начинается после пуска воздушного дутья в конвер-
тор и продолжается 4—5 мин. В этот период частично окисляется желе-
зо по реакции
2Fe+Oa = 2FeO (14)
Образующаяся закись железа переходит в шлак и растворяется в ме-
талле, окисляя кремний и марганец:
Si + 2FeO SiO2 + 2Fe (15)
Mn -J- FeO -*• MnO + Fe (16)
27
В этот период окисляются также кремний и марганец по реакциям:
Si-i-O8 = SiO2 (17)
2Мп + Оа = 2МпО (18>
Все эти реакции экзотермические, выделяют большое количество
тепла и являются источником нагрева металла.
Окисли кремния и марганца вместе с закисью железа образуют
кислый шлак (40—50% SiO2).B первый период из горловины конверто-
ра вместе с газами вылетают капельки жидкого чугуна, образующие в
воздухе искры (за счет сгорания углерода).
Второй период начинается после того, как из чугуна выгорит почти
весь кремний и марганец, а металл достаточно хорошо разогреется.
Это создает условия для окисления растворенного в металле углеро-
да по реакции
С-р FeO = Fe + СО (19)
сопровождающейся поглощением тепла и понижением температуры
металла примерно на 50—80° С. Получающаяся в результате этой ре-
акции окись углерода сгорает в воздухе, образуя над горловиной кон-
вертора яркое пламя. Второй период обычно продолжается 8—12 мин.
Третий период начинается с появления над горловиной конвертора
бурого дыма. Это означает, что все примеси металла окислились и на-
чинает окисляться железо. Этот период продолжается не более 1—2 мин.
Затем конвертор наклоняют в горизонтальное положение, и в металли-
ческую ванну вводят раскислители (ферромарганец, ферросилиций или
алюминий) для связывания оставшегося в металле кислорода и дове-
дения стали до заданного химического состава по марганцу и кремнию.
Готовую сталь через горловину конвертора выливают в ковш и нап-
равляют на разливку. Угар металла при продувке чугуна в конверторе
равен 8—12%.
Перед заливкой в конвертор чугун некоторое время выдерживают
в больших футерованных сосудах — миксерах для усреднения его
химического состава, регулирования температуры и частичного обес-
серивания (в бессемеровском конверторе нельзя удалять серу).
Великий русский металлург Д. К. Чернов и инженер К- П. Поле-
нов разработали «русский способ бессемерования», позволяющий вы-
плавлять сталь из мало кремнистых чугунов за счет предварительного
перегрева чугуна до заливки его в конвертор.
Бессемеровскую сталь с повышенным содержанием углерода полу-
чают двумя способами: прекращением продувки в тот момент, когда
металл имеет заданное количество углерода (плавка с перехватом
дутья); добавкой жидкого чугуна к обезуглероженному металлу.
Томасовский процесс. Наличие громадных месторождений желез-
ных руд, богатых фосфором, вызвало в свое время необходимость изыс-
кать способ производства стали из фосфористых чугунов. При тома-
совском способе производства стали футеровка конвертора основная
(доломит). Это позволило получать основные шлаки, необходимые для
удаления фосфора. В конвертор забрасывают определенное количест-
28
во свежеобожженной извести, а затем заливают чугун с высоким со-
держанием фосфора (1,6—2,0%), минимально возможным содержани-
ем кремния (до 0,6%) и серы (до 0,07%). Заполнение чугуном конвер-
тора, подъем его и пуск дутья осуществляют так же, как при бессеме-
ровском процессе.
В первый период плавки окисляются железо, кремний, марганец
и образуется основной шлак. Температура металла при этом несколь
ко повышается, но фосфор из него еще не удален.
Во второй период плавки окисляется углерод, что сопровождается
некоторым понижением температуры металла. Когда содержание уг-
лерода в металле достигнет 0,1—0,2%, а температура снизится до 1400
— 1420° С, начинается третий период плавки. В этот период (3—5 мин)
происходит очень интенсивное окисление и ошлакование фосфора:
2Р + 5FcO - 4СаО =--- (СаО)4 - РгО- 4- 5Fe (20)
Реакция (20) сопровождается выделением значительного количест-
ва тепла и сильным повышением температуры металла (до 1600°С).
Перед введением в сталь раскислителей из конвертора необходимо
слить фосфористый шлак. В противном случае фосфор восстановится
из шлака и частично перейдет обратно в металл. Томасовские шлаки
содержат до 24% Р2О,; их применяют в сельском хозяйстве в качеспе
удобрения.
Кислородно-конверторный процесс. Технический прогресс в кон-
верторном производстве характеризуется наращиванием мощностей
кислородно-конверторного производства стали. В 1970 г. доля кисло
родно-конвертор ной стали составляла у нас 19,0 % общей выплавки
стали, в 1975 г. она увеличилась до 32,0% и будет увеличиваться
в дальнейшем.
Применение дутья, обогащенного кислородом для интенсификации
выплавки стали, позволило не только сократить продолжительность
продувки и увеличить производительность, но и снизить содержание
азота в готовой стали до 0,005—0,004 % вместо 0,022% при обычном
воздушном дутье. Последнее особенно важно для расширения приме-
нимости конверторной стали.
За последние годы введены в эксплуатацию кислородные конверто-
ры емкостью от 100 до 300 т (рис. 6). Крупные конверторы имеют луч-
шие техноэкономические показатели. Сокращение продолжительности
продувки с 22—25 до 12—15 мин позволило увеличить производитель-
ность конверторов. Увеличение расхода кислорода с 2—2,5 до 5—6 м3/т
в минуту повысит также интенсивность работы действующих конверто-
ров.
Обычно эти конверторы футеруют магнезитовым или смолодоломито-
вым кирпичом. Летку конвер горов футеруют изделиями из плавленой
окиси магния.
Весь металл в конверторе сильно разогревается. Температура ме-
талла в зоне действия кислорода достигает 3000° С и общая продолжи-
тельность плавки 100-тонного конвертора 25 мин, а время продувки
14—18 мин. В первый период интенсивно выгорает кремний и марганец
29
(4 мин). Во второй период плавки выгорает углерод (от 5 до 10 мин) и в
третий наступает выгорание железа.
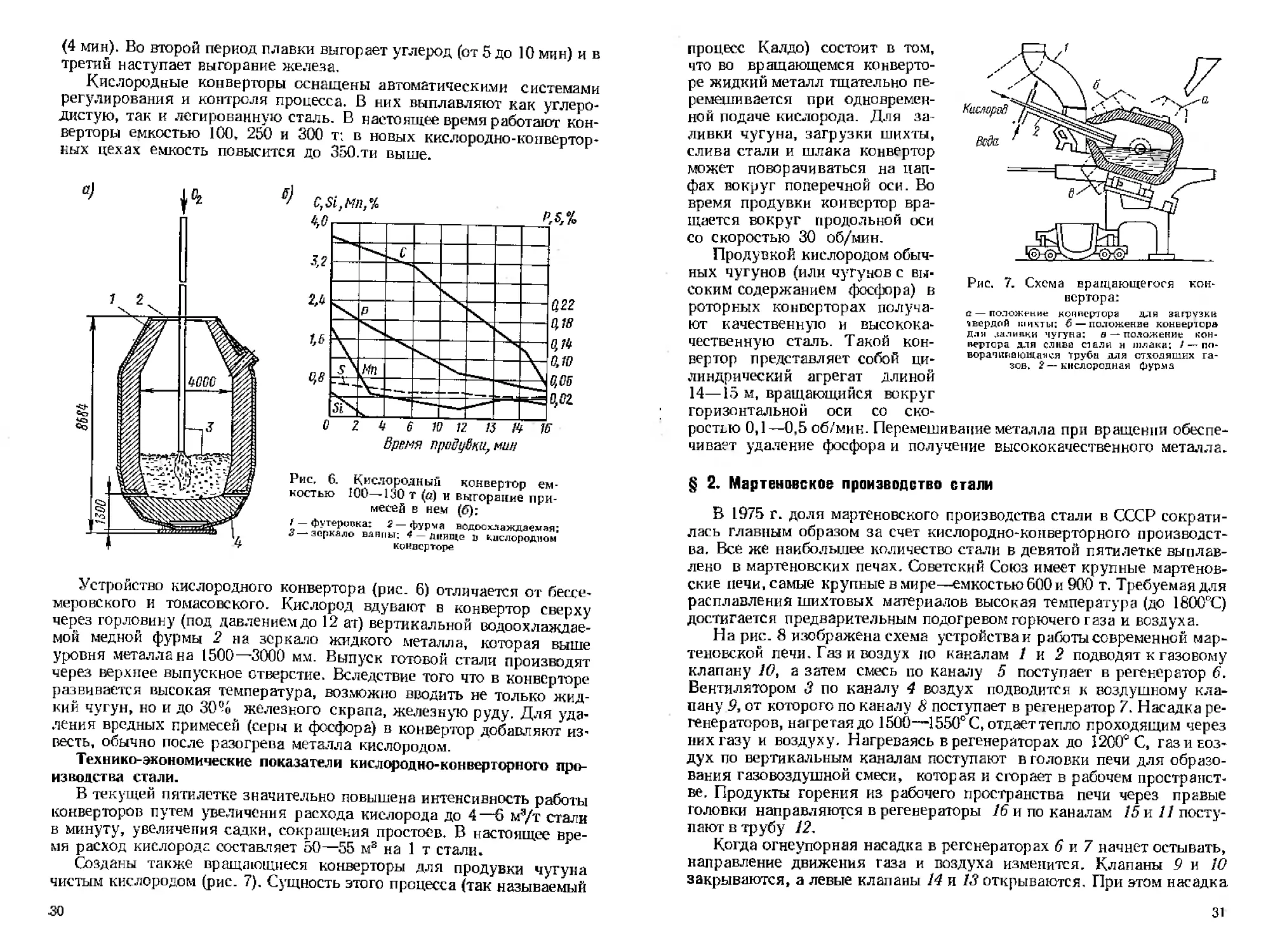
Кислородные конверторы оснащены автоматическими системами
регулирования и контроля процесса. В них выплавляют как углеро-
дистую, так и легированную сталь. В настоящее время работают кон-
верторы емкостью 100 , 250 и 300 т: в новых кислородно-конвертор-
ных цехах емкость повысится до 350.ти выше.
Рис, 6. Кислородный конвертор ем-
костью 100—130 т (а) и выгорание при-
месей в нем (б):
/ — футеровка: 5 — фурма водоохлаждяемая;
зеркало ванны; 4 — днище в кислородном
конверторе
Устройство кислородного конвертора (рис. 6) отличается от бессе-
меровского и томасовского. Кислород вдувают в конвертор сверху
через горловину (под давлением до 12 ат) вертикальной водоохлаждае-
мой медной фурмы 2 на зеркало жидкого металла, которая выше
уровня металла на 1500—3000 мм. Выпуск готовой стали производят
через верхнее выпускное отверстие. Вследствие того что в конверторе
развивается высокая температура, возможно вводить не только жид-
кий чугун, но и до 30% железного скрапа, железную руду. Для уда-
ления вредных примесей (серы и фосфора) в конвертор добавляют из-
весть, обычно после разогрева металла кислородом.
Технико-экономические показатели кислородно-конверторного про-
изводства стали.
В текущей пятилетке значительно повышена интенсивность работы
конверторов путем увеличения расхода кислорода до 4—6 м’/т стали
в минуту, увеличения садки, сокращения простоев. В настоящее вре-
мя расход кислорода составляет 50—55 м3 на 1 т стали.
Созданы также вращающиеся конверторы для продувки чугуна
чистым кислородом (рис. 7). Сущность этого процесса (так называемый
50
процесс Калдо) состоит в том,
что во вращающемся конверто-
ре жидкий металл тщательно пе-
ремешивается при одновремен-
ной подаче кислорода. Для за-
ливки чугуна, загрузки шихты,
слива стали и шлака конвертор
может поворачиваться на цап-
фах вокруг поперечной оси. Во
время продувки конвертор вра-
щается вокруг продольной оси
со скоростью 30 об/мин.
Продувкой кислородом обыч-
Рис, 7. Схема вращающегося кон-
ЕСртора:
а — положение конпертора для загрузки
твердой шихты: б—положение конвертора
для залипкн чугуна; а—положение кон-
вертора для слива стали и шлака; / — по-
ворачивающаяся труба для отходящих га-
зов, 2— кислородная фурма
ных чугунов (или чугунов с вы-
соким содержанием фосфора) в
роторных конверторах получа-
ют качественную и высокока-
чественную сталь. Такой кон-
вертор представляет собой ци-
линдрический агрегат длиной
14—15 м, вращающийся вокруг
горизонтальной оси со ско-
ростью 0,1—0,5 об/мин. Перемешивание металла при вращении обеспе-
чивает удаление фосфора и получение высококачественного металла.
§ 2. Мартеновское производство стали
В 1975 г. доля мартеновского производства стали в СССР сократи-
лась главным образом за счет кислородно-конверторного производст-
ва. Все же наибольшее количество стали в девятой пятилетке выплав-
лено в мартеновских печах. Советский Союз имеет крупные мартенов-
ские печи, самые крупные в мире—емкостью 600 и 900 т. Требуемая для
расплавления шихтовых материалов высокая температура (до 1800°С)
достигается предварительным подогревом горючего газа и воздуха.
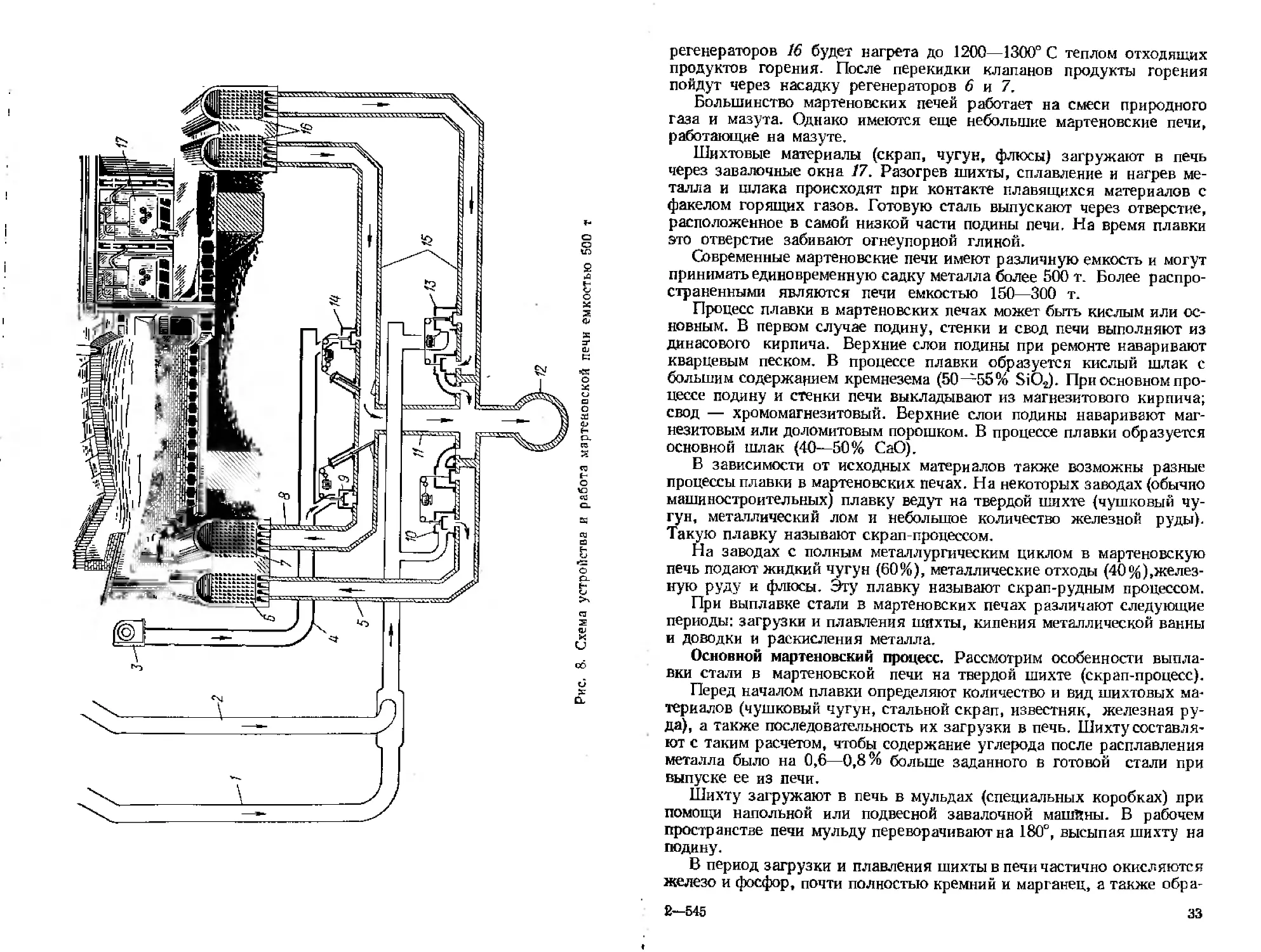
На рис. 8 изображена схема устройства и работы современной мар-
теновской лечи. Газ и воздух по каналам 1 и 2 подводят к газовому
клапану 10, а затем смесь по каналу 5 поступает в регенератор 6.
Вентилятором 3 по каналу 4 воздух подводится к воздушному кла-
пану 9, от которого по каналу 8 поступает в регенератор 7. Насадка ре-
генераторов, нагретая до 1500—1550е С, отдает тепло проходящим через
них газу и воздуху. Нагреваясь в регенераторах до 1200° С, газ и воз-
дух по вертикальным каналам поступают в головки печи для образо-
вания газовоздушной смеси, которая и сгорает в рабочем пространст-
ве. Продукты горения из рабочего пространства печи через правые
головки направляются в регенераторы 16 и по каналам 15 и 11 посту-
пают в трубу 12.
Когда огнеупорная насадка в регенераторах 6 и 7 начнет остывать,
направление движения газа и воздуха изменится. Клапаны 9 и 10
закрываются, а левые клапаны 14 и 13 открываются. При этом насадка
31
регенераторов 16 будет нагрета до 1200—1300° С теплом отходящих
продуктов горения. После перекидки клапанов продукты горения
пойдут через насадку регенераторов 6 и 7.
Большинство мартеновских печей работает на смеси природного
газа и мазута. Однако имеются еще небольшие мартеновские печи,
работающие на мазуте.
Шихтовые материалы (скрап, чугун, флюсы) загружают в печь
через завалочные окна 17. Разогрев шихты, сплавление и нагрев ме-
талла и шлака происходят при контакте плавящихся материалов с
факелом горящих газов. Готовую сталь выпускают через отверстие,
расположенное в самой низкой части подины печи. На время плавки
это отверстие забивают огнеупорной глиной.
Современные мартеновские печи имеют различную емкость и могут
принимать единовременную садку металла более 500 т. Более распро-
страненными являются печи емкостью 150—300 т.
Процесс плавки в мартеновских печах может быть кислым или ос-
новным. В первом случае подину, стенки и свод печи выполняют из
динасового кирпича. Верхние слои подины при ремонте наваривают
кварцевым песком. В процессе плавки образуется кислый шлак с
большим содержанием кремнезема (50 —55% SiO2). При основном про-
цессе подину и стенки печи выкладывают из магнезитового кирпича;
свод — хромомагнезитовый. Верхние слои подины наваривают маг-
незитовым или доломитовым порошком. В процессе плавки образуется
основной шлак (40—50% СаО).
В зависимости от исходных материалов также возможны разные
процессы плавки в мартеновских печах. На некоторых заводах (обычно
машиностроительных) плавку ведут на твердой шихте (чушковый чу-
гун, металлический лом и небольшое количество железной руды).
Такую плавку называют скрап-процессом.
На заводах с полным металлургическим циклом в мартеновскую
печь подают жидкий чугун (60%), металлические отходы (40%),желез-
ную руду и флюсы. Эту плавку называют скрап-рудным процессом.
При выплавке стали в мартеновских печах различают следующие
периоды: загрузки и плавления шихты, кипения металлической ванны
и доводки и раскисления металла.
Основной мартеновский процесс. Рассмотрим особенности выпла-
вки стали в мартеновской печи на твердой шихте (скрап-процесс).
Перед началом плавки определяют количество и вид шихтовых ма-
териалов (чушковый чугун, стальной скрап, известняк, железная ру-
да), а также последовательность их загрузки в печь. Шихту составля-
ют с таким расчетом, чтобы содержание углерода после расплавления
металла было на 0,6—0,8% больше заданного в готовой стали при
выпуске ее из печи.
Шихту загружают в печь в мульдах (специальных коробках) при
помощи напольной или подвесной завалочной машйны. В рабочем
пространстве печи мульду переворачивают на 180°, высыпая шихту на
подину.
В период загрузки и плавления шихты в печи частично окисляются
железо и фосфор, почти полностью кремний и марганец, а также обра-
2—545
33
зуется первичный шлак. Эти элементы окисляются сначала кислоро-
дом, содержащимся в печных газах и руде, а после образования пер-
вичного шлака закисью железа, растворенной в этом шлаке. Обычно в
первичном шлаке, покрывающем тонким слоем расплавленный металл,
содержится 10—15%FeO, 35—40% СаО, 10—15% МпО.
После образования шлака жидкий металл не контактирует с газа-
ми. Его примеси окисляются под слоем шлака закисью железа, которая
растворяется как в шлаке, так и в металле. При увеличении кон-
центрации закиси железа в шлаке одновременно возрастает концент-
рация ее в металле. Для поддержания в шлаке определенной концент-
рации закиси железа в печь добавляют руду, что сопровождается реак-
цией
FejOj (руды) + Fe (ванны) = 4FeO (шлака) (2!)
Образующаяся закись железа распределяется между шлаком и ме-
таллом и окисляет в нем примеси по реакциям (15)—(19).
К концу расплавления шихты значительная часть фосфора перехо-
дит в шлак, так как последний содержит достаточное количество заки-
си железа и извести. Это обеспечивает развитие реакции (20).
Во избежание обратного перехода фосфора в металл перед началом
второго периода плавки около 40—-50% первичного шлака из печи
скачивают, добавляя одновременно известь для образования нового
более основного шлака. Тепловую нагрузку печи при этом увеличива-
ют для быстрого растворения извести в оставшемся первичном шлаке
и повышения температуры металлической ванны. Через 15—20 мин
после образования основного шлака в печь загружают некоторое ко-
личество железной руды. Это увеличивает содержание окислов же-
леза в шлаке и вызывает реакцию (19) окисления углерода в металли-
ческой ванне. Образующаяся окись углерода выделяется из металла
в виде пузырьков, вызывая его кипение.
В первую половину периода кипения в печь обычно добавляют же-
лезную руду. Кипение ванны способствует перемешиванию металла,
отделению от него неметаллических частиц и растворенных газов, а
также равномерному распределению температуры по глубине ваниы.
Общая продолжительность периода окисления углерода зависит от
садки мартеновской печи и марки выплавляемой стали и колеблется
в пределах 1,75—2,5 ч и более. Скорость выгорания углерода равна
0,4—0,65% в час.
Во вторую половину периода кипения, называемую чистым кипе-
нием, железную руду в ванну не загружают. Металл кипит мелкими
пузырьками благодаря накопленным в шлаке окислим железа. Ско-
рость выгорания углерода равна 0,2—0,4% в час. В период кипения
ванны наблюдают за шлаком, особенно за его основностью и жидкоте-
кучестью.
Когда содержание углерода в пробах металла получается несколь-
ко меньше, чем требуется для готовой стали, кипение ванны искусст-
венно прекращают, начиная период доводки и раскисления металла.
Для этого вводят определенное количество кускового ферромарганца,
содержащего 12% Мп, а через 10—40 мин — ферросилиция с 12—16%
34
Si. Эти ферросплавы раскисляют FeOs соответствии с реакциями
(15) и (16).
В результате содержание закиси железа в металле уменьшается и
окисление углерода приостанавливается. Внешним признаком рас-
кисления металла является прекращение образования пузырьков оки-
си углерода на поверхности шлака. Шлак становится спокойным.
В основной мартеновской печи частично удаляется сера из металла
(десульфурация) по реакции
FeS + СаО = CaS + FeO (22)
Эта реакция протекает лучше при высокой температуре и большей
основности шлака. В частности, она хорошо развивается к концу пе-
риода кипения после введения в металл раскислителей.
В основной мартеновской печи можно выплавлять легированную
сталь многих марок. Для этого после раскисления металла в ванну до-
бавляют необходимые легирующие элементы (Си, Сг, Ni и др.) или со-
ответствующие ферросплавы (феррохром, ферротитан, ферромарга-
нец и др ).
Перед выпуском легированную сталь некоторое время выдерживают
в печи под слоем шлака для более равномерного распределения эле-
ментов по объему металла и некоторой его дегазации. Окончательное
раскисление стали производят алюминием на выпускном желобе печи
или в ковше.
Работа основной мартеновской печи при скрап-рудном процессе
отличается от работы при скрап-процессе порядком загрузки шихты.
При скрап-рудном процессе в печь после хорошего прогрева скрапа,
руды и известняка заливают по желобу жидкий чугун. Химические
реакции происходят так же, как и при скрап-процессе.
Кислый мартеновский процесс. Этот процесс состоит из тех же
периодов, что и основной, но требует применения шихтовых материа-
лов с минимальным количеством (менее 0,03%) фосфора и серы. Обра-
зующийся в печи кислый шлак не обладает свойством удерживать эти
вредные примеси стали.
Кислые мартеновские печи обычно работают при скрап-процессе
(доля скрапа составляет 30—50% массы металлической части шихты).
В шихте должно быть не более 0,6% Si, так как при высоком содержа-
нии кремния период кипения начинается позже. Железную руду в
шихту не добавляют, так как она может взаимодействовать с подиной
и разрушать ее с образованием легкоплавкого соединения 2FeO-SiOz.
Для образования первичного шлака в печь загружают некоторое коли-
чество кварцита или кислого мартеновского шлака.
После загрузки и нагрева шихты окисляются железо, кремний и
марганец, а также образуется кислый (до 40% SiOj первичный шлак.
В нем связана большая часть закиси железа, что затрудняет переход
ее из шлака в металл. В связи с этим кипение ванны происходит труд-
нее, чем восиовной печи. Кроме того, кислые шлаки имеют повышенную
вязкость, что отражается на скорости выгорания углерода.
Для интенсификации процесса кипения металла на поверхность
Шлака небольшими порциями подают железную руду (для увеличения
2*
35
доли окислов железа в шлаке) и хорошо обожженную известь (для
разжижения шлака). Первичный шлак, как правило, не удаляют, так
как он не содержит фосфора.
Поведение кремния и кремнезема в кислой печи имеет некоторые
особенности. Кремний во время расплавления шихты окисляется кис-
лородом, содержащимся в печных газах:
Si+O2 = SiO2 (23)
а после расплавления шихты — закисью железа шлака по реакции
(15). Эта реакция обратима: при умеренных температурах она идет
направо, а при высоких — может идти в обратном направлении.
Последнее наблюдается в конце плавки, когда температура металла и
шлака существенно повышается.
При высоких температурах и достаточном количестве углерода и
марганца в кислой печи возможны также реакции:
SiO2 + 2С = Si + 2СО (24)
SiO2 + 2Мп = Si + 2МпО (25)
В этих реакциях может участвовать кремнезем шлака и подины.
Восстановленный кремний оказывает раскисляющее действие на сталь
и обеспечивает получение очень плотного металла.
Технико-экономические показатели работы мартеновских печей.
Основные показатели — удельный расход топлива на 1 т выплавляе-
мой стали и съем стали в тоннах с 1 м2 пода печи в сутки.
Расход топлива зависит от многих факторов; состава ших-
ты, тепловой мощности печи и др. Необходимое количество тепла для
выплавки стали составляет 700—1400 ккал/кг (3—6 МДж/кг). В мар-
теновских печах необходимо сжигать условного топлива в количестве
10—20% массы выплавляемой стали.
Съем стали с 1 м2 пода печи получается путем деле-
ния суточной производительности на площадь пода печи, измеряемую
условно на уровне порогов рабочих окон. Средний съем стали на оте-
чественных металлургических заводах составляет около 9 т/м2; на от-
дельных заводах он достигает 10—14 т/м3. Развитие скоростных мето-
дов сталеварения позволяет поднять съем стали еще выше и способст-
вует дальнейшему увеличению производительности печей.
Важнейшим интенсификатором мартеновского процесса является
кислород. Обогащение воздуха кислородом позволяет повысить темпе-
ратуру факела пламени, увеличить его лучеиспускание, уменьшить ко-
личество продуктов горения и благодаря этому повысить тепловую мощ-
ность печи. Введение кислорода в факел пламени и ванну ускоряет
процесс плавки, увеличивая производительность печей на 25—30%.
Изготовление сводов из хромомагнезитовых кирпичей вместо ди-
насовых позволяет увеличить тепловую мощность печей, удлинить
межремонтный период в два-три раза и повысить производительность
на 6—10%.
Выплавка стали в двухванных мартеновских печах позволяет ис-
пользовать попеременно тепло соседней ванны за счет отдачи тепла
36
одной ванны другой. Когда в одной ванне готовую сталь выпускают,
в соседней только начинается процесс плавки. В одной ванне емкостью
250—300 т плавка идет всего два часа; каждые четыре часа получают
500—600 т стали. В то же время в мартеновских печах емкостью 600 т
плавка длится десять часов, т. е. производительность двухванной пе-
чи в два раза выше. При продувке ванны кислородом процесс еще боль-
ше ускоряется.
- Двухванный плавильный агрегат выплавляет в год 1—1,2 млн. т
стали. В настоящее время работает девять двухванных агрегатов
(на Магнитогорском металлургическом комбинате — пять, на Черепо-
вецком — два, на Запорожском — один, в Кривом Роге — один).
В настоящее время свыше 90% мартеновской стали в СССР произ-
водится в печах с автоматическим управлением их тепловым режимом.
В результате автоматизации достигаются экономия топлива (около
5%), повышение производительности (в среднем на 8 %) и увеличение
стойкости свода печи (примерно на 9%).
§ 3. Производство стали в электропечах
Наиболее совершенные плавильные агрегаты — это электропечи,
в которых электрическая энергия превращается в тепло для нагрева
и расплавления металла.
Производство стали в электропечах имеет ряд преимуществ по
сравнению с другими способами выплавки стали. Так, в электропечах
можно получать температуру до 2000° С и расплавлять металл с высо-
кой концентрацией тугоплавких компонентов (хрома, вольфрама,
молибдена и др.); иметь высокоосновной шлак (до 55—60% СаО);
создавать восстановительную атмосферу или вакуум (индукционные
печи) и добиваться хорошего раскисления и дегазации металла.
Для выплавки стали применяют электропечи двух типов — дуго-
вые и индукционные. Дуговые печи особенно широко применяют в
металлургической промышленности.
Устройство дуговой электропечи. В этой печи (рис. 9) шихто-
вые материалы нагреваются и расплавляются теплом, излучаемым
тремя электрическими дугами* (по числу фаз переменного электричес-
кого тока).
Печь состоит из цилиндрического сварного или клепаного кожуха
Рсо сфероидальным днищем; подины с огнеупорной футеровкой и сте-
нок 8; съемного арочного свода 6 с отверстиями для электродов 5;
механизма 4 для закрепления и вертикального перемещения электро-
дов; двух опорных сегментов 10 для поддержки и перемещения печи по
направляющим фундамента //; механизма 3 для наклона печи при вы-
пуске стали по желобу 7. Электрический ток поступает от понижаю-
щего трансформатора 1, находящегося в отдельном помещении. Для
подвода тока к электродам использованы медные шины и гибкий ка-
бель 2.
* На рисунке видны только два электрода, третий не попал в сечение
37
Свод печи обычно выполняют из динасовых кирпичей, иногда из
хромомагнезитовых блоков. Подина печи может быть кислой или ос-
новной.
В печах применяют угольные и графитированные электроды. По-
следние оказывают меньшее сопротивление току и более устойчивы при
высоких температурах, но дороже угольных.
Рис. 9. Схема устройства дуговой электропечи емкостью 80 т
Во время плавки электроды сгорают, поэтому их приходится посте-
пенно опускать в печь и в случае надобности наращивать (свинчивать
с новыми электродами). Каждый из электродов зажат в контактных
щеках металлического электрододержателя, к которому подводится
электрический ток от вторичной обмотки печного трансформатора.
Первичная обмотка трансформатора питается током высокого напряже-
ния (6000—30 000 В), который преобразуется в ток низкого напряжения
(90—280 В) в зависимости от выбранной ступени напряжения. Мощ-
ность печного трансформатора зависит от емкости печи и способа плав-
ки. Расход электроэнергии в дуговых электропечах при работе на
твердой шихте составляет 2160—3420 МДж (600—950 кВт-ч) на I т
готовой стали.
Дуговые электропечи имеют емкость от 3 до 270 т* и более. На за-
* Б. А. Кузьмин. Технология металлов. «Высшая школа», 1971.
38
воде «Красный Октябрь» (Волгоград) работают две 200-тонные печи.
Проектируют и более мощные печи.
Технология выплавки стали в дуговых электропечах. В этих пе-
чах выплавляют углеродистую или легированную сталь главным об-
разом высококачественных марок.
В печах с основной футеровкой сталь выплавляют с окислением
углерода и других компонентов шихты или без окисления шихты
(метод переплава).
Технология выплавки стали с окислением
ши х т ы имеет очень много общего с технологией выплавки стали в
мартеновских печах скрап-процессом. После ремонта подины в печь
загружают шихту. Среднее содержание углерода в шихте должно быть
на 0,5—0,6% выше, чем в готовой стали. Избыток углерода выгорает из
расплавленного металла и обеспечивает хорошее кипение ванны.
На подину печи сначала загружают мелкий стальной скрап, а за-
тем более крупные куски шихты. Шихта в печи должна быть плотно
уложена; особенно плотно в том месте, где будут находиться элект-
роды. Загрузку печей малой (до 10 т) и средней (до 30 т) емкости произ-
водят через загрузочное окно мульдами или лотками, а печей большой
емкости — через открытый свод. После загрузки шихты электроды опус-
кают до соприкосновения с кусками металла. Под электроды предвари-
тельно прокладывают кусочки кокса для более плавного зажигания
дуг; затем включают ток от печного трансформатора и начинают плавку.
Процесс выплавки стали в дуговой электропечи состоит из двух пе-
риодов; окислительного и восстановительного. Во время окислитель-
ного периода шихта расплавляется. Из металла выгорают кремний,
марганец, фосфор, избыточный углерод, частично железо и некоторые
легирующие элементы (например, хром, титан). Окисление отдельных
элементов происходит по реакциям (15)—(22). В печи с основной футе-
ровкой фосфор удаляется из металла главным образом в первой полови-
не окислительного периода, пока ванна еще сильно не разогрелась. Об-
разовавшийся фосфористый шлак удаляют из печи на 60—70%. Для
наведения нового шлака в печь загружают свежеобожженную известь и
другие необходимые компоненты (железную руду, боксит, плавиковый
шпат, битый шамотный кирпич и т. д.). Через некоторое время в печи
завершается формирование шлака и начинается кипение ванны.
Во время кипения металлической ванны в течение 45—60 мин из
металла выгорает избыточный углерод; при этом удаляются растворенные
газы и неметаллические включения; одновременно отбирают на анализ
пробы металла и шлака. Основность шлака должна быть равна 2—2,5,
что необходимо для удержания в нем фосфора и создания достаточной
окислительной способности шлака при добавке железной руды.
После выгорания углерода из печи удаляют весь шлак, образовав-
шийся в окислительный период. Рели содержание углерода в металле при
кипении ванны понизилось больше, чем это требуется, то в печь вводят
битые графитовые электроды или кокс для науглероживания металла.
После этого наступает восстановительный период плавки.
В период плавки необходимо раскислить металл, перевести макси-
мально возможное количество серы в шлак, получить заданный хими-
39
ческий состав металла, подготовить металл к выпуску из печи.
Восстановительный период плавки в печах с основной футе-
ровкой проводится для сталей с низким содержанием углерода под белым
(известковым) шлаком, а для высокоуглеродистых сталей (С > 1 %)
под карбидным шлаком.
Для получения белого шлака в печь загружают первую шлаковую
смесь, состоящую из извести (80%) и плавикового шпата (20%). В ре-
зультате образуется слой шлака с достаточно высоким содержанием
FeO и МпО. Затвердевшие пробы шлака имеют темный цвет. Такой шлак
еще не может раскислять металл. Перед началом раскисления металла
впечь загружают вторую шлаковуюсмесь для понижения концентрации
окислов железа и марганца в слое шлака. Эту смесь обычно составляют из
хорошо обожженной извести (4—5 частей), плавикового шпата (1 часть),
молотого древесного угля и кокса (2—3 части). Через некоторое время
повышается основность шлака и понижается содержание в нем FeO и
МпО. Пробы такого шлака после затвердевания светлеют. Этот шлак
может раскислять металл. К концу восстановительного периода для уси-
ления раскисляющего действия белого шлака в печь загружают порошок
ферросилиция, в результате чего содержание FeO в шлаке понижается
до 1—1,5%.
Высокая основность белого шлака, куски древесного угля или кокса
на его поверхности и высокая температура в печах способствуют интен-
сивному переходу серы из металла в шлак по реакции (13).
Во время восстановительного периода в металл вводят необходимые
добавки, в том числе и легирующие элементы. Окончательное раскисле-
ние стали производят алюминием.
Выплавка стали под карбидным шлаком на первой стадии восстано-
вительного периода (до посветления затвердевших проб шлака) проис-
ходит так же, как и под белым шлаком. Затем в печь загружают карбидо-
образующую смесь, состоящую из кокса, извести и плавикового шпата в
пропорции 1 : 3 : 1. При высоких температурах около электрических
дуг происходит реакция взаимодействия извести с углеродом кокса:
СаО + ЗС = СаС2СО (26)
Карбид кальция СаС2, образующийся по этой реакции, увеличивает
раскислительную и обессеривающую способность шлака. Для ускорения
образования карбида кальция в шлаке печь хорошо герметизируют.
Карбидный шлак содержит 55—65% СаО и 0,5—0,6% FeO и обла-
дает неуглероживающей способностью.
Способ плавки без окисления шихты (метод переплава) отличается
от предыдущего тем, что в шихте отсутствует железная руда и плавка
идет практически без кипения. Шихту обычно составляют из легирован-
ных отходов с низким содержанием фосфора (поскольку его нельзя
перевести в шлак) и близких по химическому составу к выплавляемой
стали. Для понижения содержания углерода в шихту добавляют 10 —
15 % мягкого железа «0,1 % С), выплавленного в мартеновских печах.
При работе по методу переплава первичный (железистый) шлак
из печи не удаляют, так как из него в металл переходят дефицитные
легирующие элементы (хром, титан, ванадий).
40
Технико-экономические показатели производства электростали.
Рис. 10. Схема устройства индукцион-
ной высокочастотной печи
Улучшение этих показателей для дуговых электрических печей
зависит от их емкости, мощности трансформаторов, совершенства тех-
нологии, стойкости футеровки и организационных мероприятий. В на-
шей стране построены и работают электропечи емкостью 100 и 200 т
с трансформаторами соответственно 50—60 и 80—120 тыс. кВА. Расче-
ты показали, что в цехе с объемом производства 800 тыс. т стали повы-
шение мощности трансформа-
торов позволяет установить
4 печи вместо 5. При этом су-
щественно сокращаются капи-
тальные затраты на соору-
жение цеха и повышается
производительность труда.
Выход годной стали коле-
блется от 90 до 96 % от всей
металлической завалки. Рас-
ход электроэнергии при твер-
дой завалке составляет 800—-
950 кВт-ч электроэнергии на
1 т стали. Продувка кисло-
родом значительно уменьшает
этот расход (до 30%), сокра-
щает продолжительность пла-
вки и на 20—25% повышает
производительность печи.
Индукционные печи. Эти
печи существенно отличают-
ся от дуговых способом об-
разования тепла для распла-
вления металла. При прохо-
ждении переменного электрического тока через индуктор печи
образуется переменное магнитное поле. Магнитный поток наводит го
вторичном контуре (обычно тигель с загруженным в него металлом)
переменные токи (токи Фуко), под действием которых металл нагрева-
ется и расплавляется.
Индукционные печи имеют емкости 50—10 000 кг. Выплавку стали
в этих печах обычно осуществляют по методу переплава. Угар легиру-
ющих элементов при этом незначителен.
Печь (рис-. 10) состоит из огнеупорного плавильного тигля и ин-
дуктора 8. Индуктор выполнен в виде катушки из медной трубки, по
которой циркулирует охлаждающая вода. Ток подается по гибким ши-
нам 7 через печные конденсаторы 6 от рубильника 4, находящегося па
щите управления 5. К пщту ток подается от пускателя I через преобра-
зователь 2 и конденсатор 3.
Необходимый для питания индукционной печи переменный ток по-
вышенной частоты вырабатывают в специальных машинных или лампо-
вых генераторах. Ток от генераторов к индуктору подводится по гиб-
41
кому кабелю или медным шинам. Обычно в индукционных печах ис-
пользуют ток частотой 500— 2500 Гц.
Плавильные тигли могут иметь кислую или основную футеровку.
Кислую футеровку изготовляют из молотого кварцита; связкой служит
порошок борной кислоты (до 1,5%). Основную футеровку изготовляют
из порошка хорошо обожженного плавленого магнезита; связкой мо-
жет быть борная кислота (3%).
Для формирования шлака в тигель загружают шлаковую смесь. Тем-
пература шлака в тигле ниже температуры металла, так как шлак об-
ладает весьма слабой магнитной проницаемостью и ток в кем практи-
чески не индуктируется. Под действием электромагнитных сил в тигле
происходит усиленная циркуляция металла, что ускоряет химические
реакции и способствует получению однородного металла.
Индукционные печи обычно применяют для выплавки высоколеги-
рованных сталей и сплавов особого назначения. Внутри печи легко
создать вакуум или регулируемую атмосферу из газов определенного
состава (например, водорода). Это позволяет использовать индукцион-
ные печи для плавки в вакууме или в нейтральной атмосфере.
Для совершенствования технологии плавки в электрических печах
предусматривается широкое использование кислорода с установкой
автоматизированных фурм, применение газокислородных горелок и
вдувание порошкообразных материалов. Современные электрические
печи оборудованы автоматическими установками для измерения тем-
пературы металла и устройствами для электромагнитного перемеши-
вания металла. Эти и другие меры существенно повышают качество
электростали.
§ 4. Комбинированные способы производства стали
Речь идет о последовательной выплавке стали в двух плавильных
агрегатах (дуплекс-процесс). При этом возможны разные сочетания
этих агрегатов. Главным образом это основная и кислая мартеновские
печи, а также кислородный конвертор и основная мартеновская печь.
Реже используют основную мартеновскую и основную электропечь.
При сочетании кислородного конвертора с основной мартеновской
печью жидкий чугун сначала продувают в конверторе и полученный
полупродукт передают в основную мартеновскую печь для удаления
серы и фосфора и придания стали заданного химического состава.
В дуплекс-процессе «основная — кислая мартеновские печи» плав-
ка протекает в основной печи на обычной для этого процесса шихте.
Из жидкого металла удаляются фосфор, сера, кремний и марганец до
минимально возможного содержания. Затем жидкую сталь, содержа-
щую обычно 1,3—1,4% С (т. е. в количестве, достаточном для процесса
кипения), переливают в кислую печь для доводки и получения высоко-
качественной кислой стали.
Сочетание мартеновской печи с основной электропечью позволяет
уменьшить расход электроэнергии на расплавление и дефосфорацию
металла. В этом случае в мартеновской печи осуществляют плавление,
дефосфорацию и частичное кипение металла. Затем металл переливают
42
в электропечь для окончательного рафинирования, раскисления и ле-
гирования.
Комбинированные способы производства стали в некоторых случа-
ях выгодны и единственно возможны. Целесообразность применения
этих процессов определяется конкретными технико-экономическими
условиями работы металлургического завода. Сочетание основной мар-
теновской с основной электрической печью сокращает расход энергии
и позволяет получать сталь высокого качества.
§ 5. Разливка стали
По степени раскисления сталь разделяют на спокойную, кипящую
и полуспокойную. При полном раскислении получается спокойная
сталь (весь кислород находится в связанном состоянии), а при непол-
ном раскислении — кипящая
сталь. При разливке кипящей
стали выделяется окись углеро-
да (сталь кипит в изложнице).
Полуспокойная сталь зани-
мает промежуточное положение
между кипящей и спокойной
сталями.
Готовую сталь выпускают
из печи в подогретый сталераз-
ливочный ковш (рис. 11).
Стальной кожух I ковша имеет
две цапфы 2, при помощи кото-
рых ковш, захватывается крюком
мостового крана. Внутри ковш
имеет огнеупорную футеровку
4 из шамотного кирпича. В дно
ковша встроен стакан 3 с отвер-
Рис. 11. Ковш для разливки стали
стием для- выпуска металла.
Отверстие в стакане закрывает-
ся огнеупорной пробкой, укрепленной на железном стержне 8
стопора 9. Подъем и опускание стопора производится вручную при
помощи рычага 7 и связанных с ним устройств 5 и 6.
Из ковша сталь разливают по чугунным изложницам для получения
слитков.
В зависимости от вида полученных слитков изложницы могут иметь
квадратное, круглое, прямоугольное или другое сечение. Высота из-
ложниц должна быть в пять шесть раз больше их поперечного разме-
ра. Для облегчения выемки слитков стенки изложницы имеют конус-
ность.
В сталеплавильных цехах отливают слитки массой от 100 кг до
100 т. Наиболее широко используют слитки массой 5—8 т, направ-
ляемые в прокатные цехи.
Применяют три способа разливки стали в изложницы: сверху (обыч-
но при отливке крупных слитков), сифоном (при отливке мелких и
43
средних слитков) и непрерывную разливку. При разливке стали сверху
(рис. 12,п) каждую изложницу заполняют сталью отдельно. При этом
отверстие стакана ковша должно бытьустановлено по центру изложни-
цы. При сифонной разливке (рис. 12,6) сталь из ковша 1 поступает в
центральный стояк 2 и отводится из него в несколько изложниц 4
по литниковым каналам 5, расположенным в поддоне 6.
Рис. 12. Разливка стали в изложницы:
а — сьерху: б — снизу (сифоном)
Сталь, разлитая сверху, имеет меньше неметаллических включений,
чем сифонная. Однако последняя получается с более чистой поверх-
ностью.
При затвердении стали в изложнице происходит усадка металла.
В первую очередь затвердевают слои металла, прилегающие к стенкам
изложницы. Внутренняя часть слитка некоторое время после запол-
нения остается жидкой. Там, где металл дольше находится в жидком
состоянии, образуется усадочная раковина (обычно по оси слитка,
ближе к его головной части).
Усадочную раковину в слитке можно несколько уменьшить, если
замедлить охлаждение стали в верхней части изложницы. Для этого
применяют прибыльные надставки 3 (см. рис. 12), футерованные из-
нутри огнеупорными материалами. Сталь в надставке затвердевает в
последнюю очередь. Это способствует уводу усадочной раковины в
головную часть слитка.
В некоторых случаях металл, находящийся в надставке, искусствен-
но подогревают газовой горелкой или вводят в нее небольшое количест-
во термитной смеси. Эти мероприятия способствуют уменьшению объема
усадочной раковины и увеличению выхода годной стали.
При непрерывной разливке стали получается большая экономия
металла, а также увеличивается производительность труда и Снижается
44
себестоимость производства (рис. 13). Сталь из ковша 7 непрерывной
струей поступает в промежуточное устройство 8 и далее в охлаждаемые
проточной водой кристаллизаторы 6. В каждый из кристаллизаторов
снизу закладывают стальную затравку. При соприкосновении с за-
травками и со стенками кристаллизатора начинается быстрое затвер-
девание жидкого металла. При этом металл приваривается к затравке
и вместе с ней вытягивается из кристаллизаторов роликами 9 и 10.
Рис. 13. Схема установки для непрерывной разливки стали через
два кристаллизатора
Затвердевание формируемого непрерывного слитка усиливается при
проходе его через зону вторичного охлаждения водой 5 и йЬздухом 4.
Окончательно затвердевший слиток направляется к тележкам га-
зорезки 3. Опускаясь вместе с тележками, слиток разрезается на мер-
ные длины и по транспортеру 2 через приемный стол 1 поступает на
склад.
§ 6. Способы повышения качества стали
Хотя содержание кислорода, азота и водорода в стали незначитель-
но, они отрицательно влияют на ее прочностные, физико-химические
и технологические свойства. Указанные примеси могут присутствовать
в виде хрупких неметаллических включений (нитриды, окисли
45
и др.) или в газообразном состоянии в различных несплошностях.
Выплавка и разливка стали в вакууме уменьшает содержание газов в
стали.
В непечное вакуумирование разделяется на 4 основных вида: ваку-
умирование в ковше, вне ковша, в струе металла и в изложнице.
При первом способе ковш с металлом помещают в герметичную ка-
меру, из которой непрерывно удаляют воздух и газ. Остаточное дав-
ление составляет 0,1—1 мм рт. ст.
Выделяющиеся газы вызы-
вают «кипение» и способствуют
перемешиванию стали. В ре-
зультате такого вакуумирова-
ния содержание водорода сни-
жается до 0,00015%, а кисло-
рода и азота уменьшается в
два раза.
Вакуумирование в ковше
обычно проводят перед разлив-
кой стали по изложницам.
При вакуумировании вне ков-
шасталь из ковша поступает в
резервуар с внутренней огнеу-
порной футеровкой, в котором
происходит не только вакууми-
рование, по и подогрев металла,
что позволяет увеличить вре-
Рис. 14. Установка для непрерыв-
ного вакуумирования стали
мя выдержки под вакуумом, не опасаясь охлаждения стали. После де-
газации сталь выливают обратно в ковш. Остаточное давление в камере
от 0,1 до 1 мм рт. ст.
Вакуумирование в струе получило более широкое распространение,
чем в ковше. Внутри герметичной камеры установлен разливочный
ковш, в который сталь поступает из раздаточного ковша. Разливку по
изложницам ведут на воздухе. В результате такой обработки содер-
жание кислорода снижается на 70%, водорода на 65%. Существу-
ет много разновидностей этого способа вакуумирования.
Вакуумирование в изложнице проводят при застывании в ней стали.
Для этого на изложницу устанавливают вакуумную камеру, на нее
промежуточный ковш (дозатор), дно которого сделано из легкоплавко-
го материала. Жидкая сталь расплавляет диск дна, которое закрыва-
ет отверстие в верхней части камеры и сталь, проходя через вакуумную
камеру, попадает в изложницу. Содержание водорода уменьшается в
4—5 раз (до 0,0001%), кислорода на 60%.
В настоящее время разработаны новые методы вакуумной обработки
металла, сочетающие непрерывную разливку с вакуумированием (рис.
14).
Жидкая сталь из промежуточного устройства 1 всасывается по па-
трубку 2 в футерованную вакуумную камеру 3 и сливается по патрубку
в другое промежуточное устройство 8, из которого ее можно разливать
непосредственно в изложницы, в ковш или в кристаллизатор установки
46
непрерывной разливки. Перед вакуумированием камеру и футеровку
5 нагревают до максимально допустимой температуры при помощи го-
релки 5. После разогрева горелку отводят и камеру герметизируют:
патрубок 2 закрывают легкоплавким диском, а патрубок 8 — жидким
стеклом. Воздух и газы отсасывают через трубу 7. Промежуточные уст-
ройства устанавливают в рабочее положение при помощи плунжеров 9.
Для наблюдения за процессом имеется глазок 6. По окончании вакууми-
рования в камеру подают азот, вытесняя из нее остатки металл а и пред-
отвращая образование взрывоопасной газовой смеси.
§ 7. Строение стального слитка
При затвердевании жидкой стали в изложнице строение ее получа-
ется неоднородным (рис. 15). Рассмотрим кристаллизацию в изложнице
спокойной, хорошо раскисленной стали. Сталь разливают по излож-
ницам при 1540—1560° С. При этом она соприкасается с относительно
холодным днищем и стенками изложницы, вследствие чего очень быст-
ро охлаждается. В местах соприкосновения образуется относительно
тонкий слой мелких, различно ориентированных кристаллов (на рис.
15 зоны 10 и 5).
Образующийся между слитком и изложницей воздушный зазор
замедляет дальнейшее охлаждение жидкой стали внутри слитка. При
этом появляются крупные кристаллы, ориентированные в направлении,
перпендикулярном охлаждающей поверхности изложницы. Здесь об-
разуются зоны вытянутых столбчатых кристаллов 7 и 6, которые зани-
мают несколько наклонное положение по отношению к стенке в зоне 8.
Отдача тепла в центральной зоне 9 слитка происходит в различных на-
правлениях, поэтому кристаллы располагаются беспорядочно, с произ-
вольной ориентировкой главных осей. В головной части слитка обра-
зуется усадочная раковина 2, закрытая мостиком / затвердевшего ме-
талла. Ниже ее размещаются газовые раковины 3 и усадочная рых-
лость 4.
Строение слитка зависит от температуры металла в момент разлив-
ки, скорости разливки, температуры изложницы и толщины ее стенок,
химического состава стали, способа ее раскисления и ряда других фак-
торов.
Основными дефектами слитка являются усадочная раковина и рых-
лость, неравномерное распределение (ликвация) элементов по се-
чению слитка, неметаллические включения, газовые пузыри, ракови-
ны, трещины и др.
Образование усадочной раковины и рыхлости в верхней части слитка
спокойной стали объясняется различием удельных объемов стали в
жидком и твердом состояниях.
Ликвация в слитке является следствием непрерывного обогащения
жидкой фазы примесями при переходе стали в твердое состояние. Лик-
вации в большей степени подвержены углерод, сера, фосфор и в мень-
шей другие примеси. Неметаллические включения и микроскопические
газовые пузыри также неравномерно распределяются по объему
слитка.
47
Рис. 15. Схема строения
стального слитка
Неметаллические включения попадают в сталь вследствие разъеда-
ния огнеупорной футеровки печи, желоба и ковша. Они образуются
также при раскислении стали марганцем, кремнием и алюминием; в
металл могут также попадать и задерживаться частицы шлака. Хими-
ческий состав неметаллических включе-
ний может быть разнообразным (сульфи-
ды железа и марганца, закись железа, за-
кись марганца, силикаты). Неметалличес-
кие включения в стали ухудшают ее качест-
во.
Газовые раковины в слитке возникают
вследствие уменьшения растворимости га-
зов при переходе металла из жидкого сос-
тояния в твердое. Во время плавки жид-
кий металл в известной мере насыщается
газами — водородом, азотом, кислородом
и др. При затвердевании стали в излож-
нице избыточное количество газа выделяет-
ся и частично остается в слитке в виде
пузырей, располагающихся у поверхности
или внутри слитка.
Присутствующие в газовых пузырях
водород и окись углерода могут также
образоваться в жидкой стали, если она
была недостаточно раскислена. Так, при
взаимодействии растворенных в стали за-
киси железа и углерода образуется окись
углерода. Эта реакция особенно сильно
развивается во всем объеме металла при
разливке кипящей стали, которую не
раскисляют в печи и в ковше. Выделив-
шаяся окись углерода собирается в виде
газовых пузырей на глубине не менее 15—
25 мм от поверхности слитка. Газовые пу-
зыри в слитке кипящей стали легко зава-
риваются при горячей прокатке. Усадочная
раковина и ликвация примесей в слитке
кипящей стали выражены слабо.
Влияние некоторых элементов на свойства стали. Соответствен-
но изменению структуры изменяются и свойства стали. Чем больше
углерода встали, тем выше твердость, прочность, но ниже пластичность.
Механические свойства стали зависят также от формы и размеров час-
тиц феррито-цементитпой смеси. Чем дисперсией (тоньше и меньше)
частицы этой смеси, тем выше твердость и прочность стали. Цементит
зернистой формы по сравнению с пластинчатой при одинаковой твер-
дости обладает более высокой пластичностью.
С повышением содержания углерода в стали ухудшаются сваривае-
мость и улучшается обрабатываемость резанием, повышается хладно-
ломкость, закаливаемость и чувствительность к старению и перегреву,
48
снижается устойчивость стали против коррозии в атмосферных усло-
виях.
Сера и фосфор являются вредными примесями в стали*, так как
ухудшают пластичность и вязкость. Сера придает стали краснолом-
кость, т. е. большую хрупкость при высоких температурах. Фосфор
вызывает хладноломкость, проявляющуюся в склонности образовывать
трещины при нормальной и, особенно, низких температурах.
Глава IV
ПРОИЗВОДСТВО НЕКОТОРЫХ ЦВЕТНЫХ МЕТАЛЛОВ
Цветная металлургия — одна из ведущих отраслей промышлен-
ности. По объему производства цветных металлов СССР практически
полностью обеспечен собственными ресурсами.
Руды цветных металлов значительно беднее железных. Последние
считаются рентабельными для переработки, если содержат 40% желе-
за и более; медные же, например, экономически выгодны уже при со-
держании 0,5—2,0% меди. Если для получения 1 т чугуна требуется
добыть 3—4 т руды, то для получения 1 т меди необходимо доставить
иа обогатительные фабрики 120—150 т сырья.
Руды цветных металлов, как правило, полиметаллические, т. е.
додержат одновременно несколько металлов. Технология переработки
таких руд требует извлечения из них всех цветных металлов.
Мы рассмотрим производство только алюминия, магния, меди и
титана, играющих важную роль в строительной индустрии.
§ 1. Производство алюминия
Алюминиевая промышленность была создана за годы Советской влас-
ти, так как получение алюминия требует мощной энергетической базы,
которой дореволюционная Россия не располагала. Реализация ле-
нинского плана ГОЭЛРО позволила, в частности, построить предприя-
тия по производству алюминия и магния.
Алюминий относится к группе легких цветных металлов. После
кислорода он является самым распространенным элементом в природе.
Добывают алюминий из горных пород с высоким содержанием глинозе-
ма (боксита, каолина, нефелина, алунита).
Бокситы — основное сырье для получения алюминия — содержат
30—50% А1гО3, 3—13% SiO2, 2 —4% TiO2 и 10—18% гидратной вла-
ги. Рудными минералами бокситов являются гидраты окиси алюминия
А12О3- Н2О и А1гО3- ЗН2О. Основные месторождения бокситов в СССР
находятся на Урале, в Сибири и на Кольском полуострове.
Богатые глиноземом каолиновые глины содержат алюминий в сос-
таве минерала каолинита А1гО3- 2SiO2- 2НгО. Каолиновые глины весь-
* За исключением немногих частных случаев (например, автоматная сталь).
49
ма распространены в природе, но получать из них алюминий сложно
из-за присутствия значительного количества кремнезема.
В производстве алюминия различают три технологических процес-
са: получение чистого глинозема из алюминиевых руд; получение пер-
вичного алюминия электролизом глинозема из расплавленного крио-
лита; рафинирование первичного алюминия хлором.
Получение чистого глинозема. Чистый глинозем получают из
алюминиевых руд щелочным, кислотным, электрометаллургическим и
комбинированным методами. Выбор метода зависит от состава примесей
руды. Руду, содержащую незначительное количество кремнезема и
большое количество окиси железа (высокосортные бокситы), лучше об-
рабатывать в щелочах. При этом кремнезем растворяется, а окись же-
леза легко отделяется. Руду с большим количеством кремнезема и незна-
чительным количеством окиси железа (каолиновые глины) надо пере-
рабатывать в кислотах. При этом растворяется окись железа и не раст-
воряется кремнезем. Руду с большим количеством и кремнезема, и оки-
си железа следует подвергать электрометаллургической или комбини-
рованной обработке — предварительной выплавке ферросилиция с
переводом глинозема в шлак.
При обработке алюминиевых руд щелочами глинозем можно полу-
чить мокрым щелочным способом или способом спекания. Предвари-
тельно надо получить растворимое в воде химическое соединение (алю-
минат натрия А12О3- Na2O), которое при 45—50° С разлагается с выде-
лением из раствора кристаллического осадка — гидрата окиси алю-
миния. Последний тщательно промывают, сушат и прокаливают для
отделения гидратной влаги:
2А1(ОН)3 = А1гО3 + ЗН8О (27)
В результате этой реакции получают готовый продукт — чистый,
сухой глинозем.
При мокром щелочном (автоклавном) способе боксит сначала сушат
при 200° С, а затем размалывают в шаровых мельницах. Размолотый
боксит поступает в автоклавы (закрытые сосуды) с концентрированной
щелочью, где выдерживается 3—4 ч при 150° С и избыточном давлении
0,5—0,7 Мн/мг. В автоклаве происходит реакция
А1аОэ • НгО -I- 2NaOH А12О3 Na2O + 2Н2О (28)
Образующийся алюминат натрия переходит в водный раствор, а
окись железа, двуокись титана и другие примеси руды, не растворимые
в щелочах, выпадают в осадок (красный шлам) и его отфильтровывают.
Часть кремнезема также переходит в состав красного шлама, образуя
нерастворимое соединение си ли ко алюмин ат натрия; другая часть крем-
незема растворяется в щелочи
SiO± + 2NaOH = Na2O • StOs + Н2О (29)
и переходит в водный раствор, загрязняя его кремнием.
Отделенный от красного шлама крепкий раствор щелочи с алюмина-
том натрия поступает в большие чаны, где разбавляется водой и под-
вергается гидролизу при 40° С. Для этого в чан с раствором загружают
50
затравку (небольшое количество свежеосажденного кристаллического
гидрата окиси алюминия), действующего как катализатор по реакции
А12О8 • Na2O + 4НгО = 2AI(OH)S + 2NaOH (30)
Гидрат окиси алюминия отфильтровывают, промывают и прокали-
вают до получения А12О3 по реакции (27).
При сухом щелочном способе (спекании) измельченный боксит сме-
шивают с технической содой и подвергают спеканию при 800—1000° С.
В этих условиях алюминат натрия получается в твердом виде по реак-
ции
А13О3 + Na2CO3 = ALA ‘ Na2O + СО2 (31)
а затем выщелачивается водой в раствор.
При обжиге шихты наряду с Al2O3NaaO образуются нежелатель-
ные соединения Fe2O3-Na2O и TiO2-Na2O. Во время выщелачивания
продуктов обжига в горячей воде (90—95° С) эти соединения образуют
осадок (красный шлам) и легко отделяются от светлого водного раст-
вора алюмината натрия. Этот раствор продувают углекислым газом.
При этом происходит реакция
К’а2О • А1аО3 + СО2 + ЗН2О = 2А1(ОН)3 ~ Ка.,СО3
(32)
в результате которой в осадок выпадает А1(ОН)3. Осадок промывают
водой, высушивают и прокаливают до получения А12О3.
При кислотном методе обработки руду растворяют в серной или
бол я ной кислоте. Образующиеся при этом соли алюминия подвергают
дальнейшему химическому
воздействию: из их растворов
осаждают А1(ОН)3, прокали-
ваемый до получения глино-
зема.
Электролиз глинозема.
Чистый глинозем имеет вы-
сокую температуру плавле-
ния и представляет очень
прочное химическое соедине-
ние алюминия с кислоро-
дом, которое нельзя вос-
становить до металла угле-
родом, водородом или окисью
углерода даже при высоких
температурах.
Для получения металли-
ческого алюминия исполь-
Рис. 16. Схема устройства электролиз-
ной ванны для получения алюминия
зуют электролиз глинозема в жидком электролите (расплавленный
криолит — фторид алюминия и натрия Na3AlF<j). Криолит имеет
более низкую температуру плавления, чем глинозем, и способен его
растворять.
Для электролиза глинозема применяют электролизные ванны или
электролизеры (рис. 16). Кожух 8 ванны изготовлен из листового желе-
51
за. Подину и стены ванны выкладывают из углеродистых блоков
9. В подину ванны вмонтированы толстые медные шины 10, соединен-
ные с отрицательным полюсом источника тока. К медным шинам 1 с
помощью стальных стержней 3 подвешивают аноды 2 (угольные элект-
роды), соединенные с положительным полюсом источника тока.
Перед началом электролиза на подину ванны насыпают тонкий
слой молотого кокса, затем к нему подводят угольные электроды и
пропускают ток. Когда угольная футеровка ванны накалится докрасна,
в ванну постепенно загружают криолит и расплавляют его при мед-
ленном подъеме электродов. После получения в ванне слоя расплавлен-
ного криолита 6 (глубиной 200—250 мм) в нее загружают глинозем 4.
Под действием постоянного электрического тока в расплавленном
криолите развивается реакция
Na3A IFe = 3Na* + AlFe- (33,
Растворяющийся в криолите глинозем также диссоциирует
А12О8 = А13+ + А1Оз“ (34)
Образующиеся в результате положительно заряженные ионы алю-
миния переносятся электрическим током к угольной подине — катоду
ванны, на котором выделяется металлический алюминий
АР+ _|_ зе = А| , (35)
Анионы А13+ переносятся током к угольному электроду (аноду), где
в результате анодного процесса выделяется газообразный кислород и
образуется глинозем
2А10з~~ — бе = А12О3 + 1,5О2 (36)
Образующийся на аноде кислород при температуре электролиза
930—1000° С частично окисляет материал угольных электродов.
Возникшие в результате реакции (33) положительно заряженные
ионы Na+ и отрицательно заряженные ионы AlFf также переносятся
электрическим током, но не участвуют в первичных разрядах, так как
имеют иные, чем А13+ и AIFg , потенциалы выделения на электродах.
Жидкий алюминий 7 (см. рис. 16) постепенно собирается подслоем
криолита 6 на подине ванны, откуда его выбирают сифоном через
каждые трое-четверо суток работы ванны. По периметру ванны обра-
зуется твердая корка электролита 5.
Электролизные ванны соединяют последовательно в серии по
80—100 шт. Работают они при напряжении 4—4,3 В и токе 40 000—
100 000 А.
На получение 1 т алюминия расходуется около 2 т глинозема;
0,1 т криолита; 0,6 т угольных электродов (анодов) и 60—65 МДж
электроэнергии.
Рафинирование первичного алюминия. Первичный электролитичес-
кий алюминий содержит ряд примесей. Обычно алюминий очищают от
них путем продувки его хлором в закрытом ковше емкостью 1200—
1300 кг при 750—770°С в течение 10—15 мин. После этого металл
52
разливают в формы для получения чушек. Некоторое количество пер-
вичного алюминия после дополнительной переплавки в электропечах
разливают в изложницы. Получаемые слитки прокатывают в листы.
Для более полного удаления растворенных в алюминии примесей
иногда применяют электролитическое рафинирование, при котором
загрязненный алюминий служит анодом и подвергается растворению,
а чистый алюминий — катодом. Между чистым и загрязненным алю-
минием находится слой электролита из безводных хлористых и
фтористых солей. При таком рафинировании получают металл, содер-
жащий до 99,9% А1.
§ 2. Производство магния
Магний также относят к группе легких цветных металлов. По за-
пасам в земной коре он занимает третье место среди металлов. Для
производства магния используют магнезит MgCO3, доломит MgCO3x
хСаСО3, карналлит MgCk-KCl6-Н2О и бишофит MgCls-6H2O.
Многочисленные соленые озера (Сакское, Сивашское и др.), нахо-
дящиеся на территории СССР, содержат в растворе 0,83—0,89% Mg.
Неисчерпаемый источник для производства магния — морская вода
(в 1 кг воды содержится I г магния).
Технология получения магния состоит из двух основных процессов;
предварительной подготовки сырья и электролиза безводного хлорис-
того расплавленного магния в электролите или восстановления окиси
магния термическим способом.
Электролиз протекает в специальных ваннах, предотвраща-
ющих попадание хлора в атмосферу цеха и паров воды из воздуха в
ванну (вода разрушает хлорид магния).
Электролитом служат расплавленные хлористые соли калия, нат-
рия, кальция и магния. Электролиз протекает при 700—750° С. Ано-
ды (графитовые пластинки сечением 100 X 200 мм) соединяют с поло-
жительным полюсом, а катоды (стальные листы) — с отрицательным
полюсом. В электролизной ванне циркулирует электролит, примерный
состав которого: 7—15% MgCl2, 38—42% CaCL, 17—25% NaCl, 22—
30% КС1.
В процессе электролиза хлорид магния разлагается. В прикатодном
пространстве ванны выделяется магний, а в анодном — хлор. Магний,
как менее плотный, находится на поверхности электролита. Магний
по шлангам перекачивают в вакуумный котел, а хлор отсасывают через
хлоропровод. Окись магния и частично восстановленное железо осе-
дают на дно ванны в виде шлама, откуда его удаляют черпаками;
отработанный электролит удаляют через лейку вакуумными устройст-
вами.
На 1 кг металлического магния при электролизе хлористого маг-
ния выделяется 2,9 кг хлора. Для получения 1 кг магния расходуется
4,5 кг обезвоженного хлорида магния, или около 10 кг искусственно-
го карналлита (естественного карналлита около 12 кг).
Полученный магний рафинируют переплавкой с флюсом или воз-
гонкой. Рафинированный металл содержит до 99,9% Mg.
53
В последнее время металлический магний получают также тер-
мическим методом, восстановляя окись магния углеродом,
кремнием или карбидом кальция при высокой температуре и относи-
тельно глубоком вакууме. Магний, полученный термическим спосо-
бом, также подвергают рафинированию.
§ 3. Производство меги
Медь получают из сульфидных и окисленных медных руд. Около
80% меди добывают из сульфидных руд и примерно 20%— из окисных.
Более высокое сродство меди к сере, чем меди к кислороду, отразилось
на процессах образования рудных минералов меди.
Из сульфидных медных руд наиболее распространен медный кол-
чедан, содержащий минерал халькопирит CuSFeS. В некоторых слу-
чаях применяют так называемый медный блеск, содержащий минерал
халькозин Cu2S. Окисные медные руды содержат куприт Си2О.
Обогащение медных руд. Все медные руды очень бедны (1—5%
Си). Перед плавкой их обогащают методом флотации. Руду
сначала измельчают в шаровых мельницах до кусков размерами 0,05—
0,5 мм, а затем добавляют к ней некоторое количество (100—300 г/т)
флотационных реагентов, способствующих образованию на поверх-
ности частиц плохо смачиваемой водой пленки. Подготовленную руду
загружают во флотационную машину, в которой образуется пульпа.
Пульпу продувают воздухом. При этом мелкие частицы рудных мине-
ралов прилипают к пузырькам воздуха и всплывают, образуя пену
на поверхности воды. Пену непрерывно удаляют из машины. После
фильтрации и сушки пены образуется медный концентрат. Частицы
пустой породы хорошо смачиваются водой и оседают па дно машины,
образуя так называемые хвосты.
Флотацией перерабатывают бедные сульфидные медные руды в
концентрат, содержащий 15—20% Си. Медный концентрат и богатые
сульфидные медные руды перед плавкой подвер! аот окислительному
обжигу при 600—900° С. При этом значительная часть серы удаляется
в виде сернистого газа, используемого для производства серной кис-
лоты.
Получение черновой меди. После окислительного обжига сульфид-
ная медная руда и концентрат поступают в шахтные или пламенные
печи для приготовления из них штейна (сплава, состоящего в основ-
ном из сульфидов меди и железа с небольшим количеством других
примесей). Штейн обычно содержит 30—50% Си, 40—20% Fe и 25—
22% S. Температура плавления штейна 950—1000С.
Расплавленный штейн служит исходным продуктом для получения
черновой меди. Штейн заливают в горизонтально расположенный ци-
линдрический конвертор (рис. 17) и продувают воздухом. Кожух 5
конвертора выполнен из стали. Днища 10 конвертора плоские, арми-
рованные балками. Кожух опоясывают двумя массивными обедами 2,
из которых каждый опирается на две пары роликов 9. Ролики за-
креплены в опорных кронштейнах 7 фундамента 8.
54
Поворот конвертора осуществляется электрическим приводом 6,
связанным зубчатым зацеплением с одним из ободов кожуха. Для
заливки в конвертор штейна, слива шлака и выпуска черновой меди
имеется горловина 11. В одной из торцовых стенок конвертора сделано
отверстие, в которое вставлена воронка 1 для пневматической загруз-
ки молотого кварцита во время плавки. Сжатый воздух через воздухо-
провод 4 поступает в фурмы 5, расположенные по образующей кон-
вертора. Футеровку 12 конвертора выполняют из магнезитового кир-
пича.
Рис. 17. Конвертор для продувки сверху:
с — общий вид; б — поперечный разрез
Процесс выплавки черновой меди из штейна состоит из двух пери-
одов. Во время первого периода плавки кислород воздуха почти пол-
ностью выжигает из штейна железо и частично медь. Процесс окисле-
ния железа происходит по реакции
FeS + 1,5Ог = FeO + SO., (37)
Образующаяся закись железа всплывает и ошлаковывается за-
груженным ранее в конвертор кварцем
2FeO + SiO2 = (FeO)2 SiO2 (38)
Экзотермические реакции (37) и (38) сопровождаются выделением
большого количества тепла, служащего источником разогрева ванны
при продувке ее воздухом. Железистый шлак первого периода удаля-
ют из конвертора, после чего во втором периоде продувки происходит
экзотермическая реакция окисления полусернисгой (сернистой за-
кисной) меди.
Си 2S -f- 1,502 — Cu.2O Н- S02
(39)
55
Образующаяся закись меди растворяется в расплаве и взаимо-
действует с полу серн истой медыо.
2СигО + Cu2S = 6Cu + SO2 (40)
образуя металлическую медь. Реакция (40) в отличие от реакций (37)—
(39) происходит с поглощением тепла и требует хорошего разогрева
ванны.
Полученную черновую медь разливают в плоские изложницы на
ленточной разливочной машине. В черновой меди в среднем содержит-
ся: 98,5—99,5% Си; 0,3—0,5% S; 0,03—0,1 % Fe; до 1% О2; 0,3—0,5%
Ni; следы As, Pb, Sb и благородных металлов.
Рафинирование меди. Черновую медь очищают от примесей огне-
вым способом, а затем электролитически.
При огневом рафинировании черновую медь загружают в пламенную
печь емкостью до 250 т и расплавляют в окислительной атмосфере.
В этих условиях из меди удаляются и переходят в шлак только те
примеси, которые обладают большим сродством к кислороду,
чем медь.
Для ускорения процесса рафинирования в ванну с расплавленной
медью подают сжатый воздух. Порядок окисления примесей (алюми-
ния, кремния, марганца, олова, железа, мышьяка, сурьмы, свинца)
зависит от температуры процесса и концентрации их в жидком метал-
ле. Большинство примесей в виде окислов переходит в шлак XFe2O3;
А1гОз, SiO2), но некоторые примеси при рафинировании меди удаляют-
ся из печи с газами в виде паров. Благородные металлы при огневом
рафинировании меди полностью в ней остаются.
При продувке воздухом, естественно, окисляется и медь, погло-
щающая много кислорода, что резко ухудшает ее качества. Поэтому
перед выпуском из печи металл раскисляют и перемешивают сырыми
березовыми шестами для удаления растворенных в нем газов. Древе-
сина обугливается и из нее выделяются водяной пар и продукты сухой
перегонки. Это способствует удалению из металла растворенных га-
зов и раскислению меди:
Сп2О -г СО = 2Сп + СО2 (41)
Си2О + Н2 = 2Си 4- Н2Опар (42)
В результате медь становится более плотной. Из нее получают слит-
ки или плиты, предназначенные для электролитического рафиниро-
вания.
Электролитическое рафинирование обеспе-
чивает более высокую степень очистки меди и лучшее извлечение при-
месей благородных металлов. Рафинирование осуществляют в ваннах
со стенками, футерованными свинцом или другим защитным материа-
лом.
Электролит состоит из водного раствора серной кислоты (10—16%)
и определенного количества медного купороса. В электролит опуска-
ют анодные плиты из меди, содержащей примеси, и катодные листы
из электролитической меди. При пропускании через электролит пос-
S6
тоянного тока происходит электролиз: анодные плиты растворяются
в ванне, а на катодных листах оседает чистая медь. Находящиеся в
меди примеси благородных металлов выпадают на дно ванны в виде
остатка (шлама).
Осаждение чистой меди на катоде продолжается 10—12 дней.
Расход электроэнергии на электролитическое рафинирование 1 т
меди составляет 900—1200 МДж при плотности тока 100—300 А/м2,
силе тока 10 000 А и напряжении 100—200 В.
§ 4. Производство титана
Титан — один из наиболее распространенных в земной коре ме-
таллов. Благодаря высокой коррозионной стойкости, малому удель-
ному весу и высоким механическим свойствам титан широко применя-
ют в технике. В природе известны многие титановые минералы, но
промышленное значение имеют только FeO-TiOz (ильменит), ТЮг
(рутил), CaO-SiO2-TiO2 (титанит) и др.
В Советском Союзе широко распространены сложные железо-тита-
новые руды, содержащие ильменит с магнетитом и гематитом. Содер-
жание двуокиси титана в них находится в пределах 5—16%. После ме-
ханического и электромагнитного обогащения руды получают ильме-
нитовый концентрат, содержащий 40—45% рутила (TiOg). Окислы
титана переводят в тетрахлорид титана TiCl4, из которого получают
металлический титан.
Тетрахлорцд титана получают путем восстановления и хлориро-
вания рутила:
TiO2 + 2С1а + 2С = TiCl4 + 2СО (43)
Рутил смешивают с коксом и размалывают. В качестве связующего
добавляют каменноугольный пек. Смесь прокаливают в печи для уда-
ления летучих. Полученную пористую твердую массу долбят, брике-
тируют и направляют в установку для хлорирования при 800° С.
Восстановить тетрахлорид титана можно водородом, натрием и
магнием. Восстановление тетрахлорида титана водородом осущест-
вляют в электропечи при температуре около 2000е'С:
TiCl4 + 2Н2 = Ti 4- 4НС1 (44)
Полученный металл содержит большое количество растворенного
водорода. Для удаления водорода применяют вакуумную обработку
металла.
Раздел второй
МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
Глава V
ОБЩИЕ СВЕДЕНИЯ
Основоположником отечественной науки о металлах является
великий русский ученый М. В. Ломоносов (1711—1765)— один из
образованнейших людей своего времени.
Основы современного металловедения были заложены выдающими-
ся русскими металлургами П, П. Аносовым (1799 — 1851) и
Д. К- Черновым (1839—1921), впервые установившими связь между
строением и свойствами металлов и сплавов.
П. П. Аносов заложил основы учения о стали, разработал науч-
ные принципы получения высококачественной стали, впервые в мире
в 1831 г. применил микроскоп для исследования строения металлов.
Д. К- Чернов продолжил труды П. П. Аносова. Он по праву счи-
тается основоположником металлографии — науки о строении метал-
лов и сплавов. Его научные открытия легли в основу процессов ковки,
прокатки, термической обработки стали.
Открытые Д. К- Черновым критические точки в стали явились
основой для построения современной диаграммы состояния системы
железо — углерод.
Классические труды «отца металлографии» Д. К- Чернова развивали
выдающиеся русские ученые. Первое подробное описание структур
железоуглеродистых сплавов было сделано А. А. Ржешотарским (1898).
Дальнейшее развитие металловедение получило в работах видных
отечественных ученых Н. Й. Беляева, Н. С. Курнакова, А. А. Байко-
ва, С. С. Штейнберга, А. А. Бочвара, Г. В. Курдюмова и др.
Наука о металлах развивается широким фронтом во вновь создан-
ных научных центрах с применением электронных микроскопов и
другой современной аппаратуры, с использованием достижений рент-
генографии и физики твердого тела. Все это позволяет более
глубоко изучить строение металлов и сплавов и находить новые пути
повышения механических и физико-химических свойств. Создаются
сверхтвердые сплавы, сплавы с заранее заданными свойствами, много-
слойные композиции с широким спектром свойств и многие другие
металлические, алмазные и керамико-металлические материалы.
58
§ 1. Атомное строение металлов и свлавов
Из 106 элементов периодической системы Д. И. Менделеева, из-
вестных в настоящее время, 80 составляют металлы. Последних два
элемента трансурановой группы (с ничтожно малым периодом полу-
распада) недавно открыты советскими учеными.
Рис. 18. Пространственные кристаллические решетки и элементарнак ячейка
простой кубической решетки
В твердом состоянии все металлы и металлические сплавы обла-
дают кристаллическим строением со строго определенным располо-
жением атомов. Кристаллические тела состоят из множества мелких
зерен (кристаллитов), внутри которых атомы расположены законо-
мерно, образуя в пространстве правильную кристаллическую решетку.
В идеальной кристаллической решетке атомы находятся на опреде-
ленных расстояниях друг от друга и располагаются в определенных
местах. Такое упорядоченное расположение атомов отличает кристал-
лическое тело от аморфного, в котором атомы расположены бес-
порядочно.
Пространственная кристаллическая решетка любого металла слага-
ется из множества сопряженных друг с другом элементарных ячеек,
внутри которых в известном порядке размещаются отдельные атомы.
Существует несколько основных типов кристаллических решеток.
59
На рис. 18, а представлены кубические решетки ме-
таллов.
Элементарная ячейка простой кубической решетки (рис. 18, б) состо-
ит из восьми атомов, расположенных в вершинах куба. Расстояние а
между центрами соседних атомов,
ки, называют периодом решетки, v
Рис. 19. Основные виды элементарных
ячеек кристаллических решеток метал-
лов:
с — объ^мноцентрировянная кубическая; б —
грэнецеитрировяннйя кубическая; в—гексаго-
нальная (координационные числа для них со-
ответственно равны 2, 4 и 12)
Коэффициентом комп
расположенных в узлах ячей-
измеряют в ангстремах (1 А =
—10~8 см) пли килоиксах (1 кх=
= 1,00202-10-® см)-
Каждый атом в вершине ку-
ба принадлежит одновременно
восьми ячейкам, т. е. на каж-
дую ячейку в этой вершине при-
ходится */8 атома. На всю ячей-
ку в целом (8 вершин) прихо-
дится, таким образом, 1 атом.
Кубическая кристаллическая ре-
шетка сокращенно обозначается
индексом Кб.
В кубической объемноцент-
рированной решетке (рис. 18, б
и 19, а) кроме восьми атомов,
находящихся в вершинах куба,
имеется один атом внутри ре-
шетки, принадлежащий только
одной элементарной ячейке.
Таким образом, на каждую
элементарную ячейку в этом
случае приходится два атома.
Эта решетка обозначается инде-
ксом К8. Базисом кристалличе-
ской решетки называют число
атомов, приходящихся на одну
элементарную ячейку. Базис
характеризует плотность решет-
ки, ибо в каждой решетке кро-
ме объема, занимаемого атома-
ми, остается еще свободное
пространство.
актности называется отно-
шение объема, занимаемого атомами, ко всему объему решетки. Чем
больше коэффициент компактности, тем больше плотность элементар-
ной ячейки. Решетку К8 имеют Fea, Сг, Tip, W, Мо и другие метал-
лы.
В кубической гранецентрированной решетке К12 (рис. 18, в и 19, б)
число атомов равно четырем: 1/8-8 = 1 атом от числа атомов, распо-
ложенных в вершинах куба и плюс */2-6 =3 атома от числа атомов,
расположенных в центре граней куба. Кубическую гранецентриро-
ванную решетку имеют FeT, Ni, Al, Со₽ и другие металлы.
Взаимную связь атомов друг с другом характеризует к о о р д и-
60
национное число. Под координационным числом понимают
число атомов-соседей, находящихся на равном и наиболее близком
расстоянии от избранного атома. Так, в простой кубической решетке
от атома А (рис, 18, д) на таких расстояниях находятся атомы I, 2 и
3 данной ячейки, а также симметрично расположенные 4, 5 и 6 со-
седних элементарных ячеек.
Наименьшее расстояние d между атомами в кубической объемно-
центрированной решетке определяется формулой d — (a|z3)/2. В та-
кой решетке коэффициент компактности равен 0,68, или 68%; коэф-
фициент компактности для кубической гранецентрированной решетки
0,74, или 74%, т. е, здесь атомы более плотно упакованы (см. рис. 19,
б). Таким образом, чем больше координационное число, тем больше
плотность упаковки атомов. Основные виды элементарных ячеек кри-
сталлических решеток показаны на рис. 19.
Число атомов в различных сечениях пространственной кристал-
лической решетки неодинаково. Вследствие этого механические, элек-
трические и другие свойства кристаллических тел в разных направ-
лениях будут различными. Это явление называют анизотропи-
е й. Так, например, предел прочности монокристалла чистой меди в
различных кристаллографических направлениях изменяется от 140
до 360 МН/м2 (14—36 кгс/мм2), а относительное удлинение от 10
до 50%.
Многие физические свойства металлов и сплавов, например вы-
сокая электропроводность и теплопроводность, определяются особен-
ностью их внутриатомного строения. Известно, что атом любого эле-
мента имеет положительно заряженное ядро и движущиеся вокруг
него отрицательно заряженные электроны. Число электронов в нор-
мальном атоме равно положительному заряду ядра и атом сам по себе
электрически нейтрален.
Напомним, что порядковый номер элемента в периодической систе-
ме Менделеева равен числу положительных зарядов ядра (и числу
электронов). Так, например, у алюминия (порядковый номер 13) число-
положительных зарядов ядра и число электронов также равно 13.
Принадлежащие атому электроны разделяются на валентные, дви-
жущиеся по внешним орбитам, и внутренние, находящиеся на более
близких к ядру орбитах движения. Валентные электроны в атоме ме-
таллов слабо связаны с ядром и могут подвергаться воздействию
положительно заряженных ядер близлежащих атомов, поэтому их
можно назвать свободными электронами.
§ 2. Аллотропические превращения я металлах
Некоторые металлы (железо, олово, титан, цирконий, кобальт и
др.) способны испытывать превращения в твердом состоянии при из-
менении температуры, т. е. подвергаться так называемой вторичной
кристаллизации. Существование одного и того же металла в несколь-
ких кристаллических формах с различным расположением атомов в
элементарной ячейке решетки называется аллотропией, а процесс
61
изменения кристаллической решетки — аллотропическим,
или полиморфным превращением. Аллотропические
формы металла называют модификациями и обозначают начальными
буквами греческого алфавита (а, Р, у, б и т. д.). Модификацию, устой-
чивую при низких температурах, обозначают буквой а, при более
высоких — Р, следующие (по температурной шкале) модификации —
у, б и т. д. При вторичной кристаллизации происходит перестройка
кристаллической решетки
из кристаллов прежней
формации и образование
новых кристаллов.
Железо может сущест-
вовать в различных моди-
фикациях. Аллотропичес-
кие превращения железа
можно проследить по кри-
вым охлаждения и нагре-
вания (рис. 20). На кри-
вой охлаждения при тем-
пературе 1539° С появля-
ется первая горизонталь-
ная площадка ' (останов-
ка), отмечающая переход
железа из жидкого состоя-
ния (ж) в твердое Fee с
Рис. 20. Кривые охлаждения и нагревания
железа
выделением значительно-
го количества тепла. Об-
разующиеся кристаллырев
имеют кубическую объем-
н сцентрированную кри-
сталлическую решетку со стороной а =2,93 А.
Вторая остановка наблюдается при 1401° С (точка А4). При этом
Fes переходит в Fe, с более плотной кубической гранецентриро-
ванной кристаллической решеткой. Третья остановка происходит при
898° С (точка Ara, на рис. 20 orj, во время которой Fev переходите
Fep и имеет кубическую объемноцентрированную кристаллическую
решетку.
Последняя остановка наблюдается при 768° С (точка А2), что соот-
ветствует переходу из состояния Fep в Fea без изменения кристалли-
ческой решетки.
Выделение тепла при переходе Fep в FeK связано с внутриатом-
ными изменениями, в результате которых у Fea появляются резко
выраженные магнитные свойства. Таким образом, фактически имеются
две модификации железа с разными кристаллическими решетками.
Превращения, происходящие при нагревании железа, сопровож-
даются поглощением тепла. Остановки чаще всего происходят при тех
же или несколько более высоких температурах, чем при охлаждении.
Критические температуры, при которых происходят аллотропиче-
ские превращения железа, обозначаются А с соответствующими ин-
€2
дексами (при нагревании применяют индекс с с цифрой, при охлаж-
дении — гс цифрой).
Реальная кристаллическая решетка отличается от идеальной схе-
мы, приведенной на рис. 20, наличием кристаллических несовершенств.
§ 3. Понятие о теории дислокации
Зксгпраплосквсть
Рис. 21. Дислокаппя в кристал-
лической решетке:
5—У линейная (красная) дислокация
Все реальные кристаллические твердые тела (в частности, металлы)
имеют большее или меньшее количество дефектов кристаллической
структуры, оказывающих влияние, нередко решающее, на макро-
скопические свойства твердых тел.
Такими дефектами являются:
точечные дефекты — вакансии
(узлы кристаллических решеток,
незаполненные атомами), межузель-
ные атомы и др.
одномерные (линейные) дефекты
— дислокации-,
двумерные (поверхностные) де-
фекты — границы зерен и двойников,
дефекты упаковки и др.;
Успехи учения о прочности и
пластичности материалов связаны с
развитием представлений о роли де-
фектов структуры при пластической
деформации и разрушении кристал-
лических твердых тел.
Дислокациями называют линейные
несовершенства или одномерные де-
фекты кристаллических решеток ре-
альных металлов, представляю-
щие собой особые нарушения кристаллического строения, связанные
с отклонениями реальных кристаллов от идеального их строения.
Дислокации бывают краевые, винтовые и смешанные криволиней-
ные. Возникают они в металлах в процессе кристаллизации, пласти-
ческой деформации и по другим причинам, вызывающим создание
полей напряжений в кристаллической решетке, приводящих к соот-
ветствующим локальным деформациям и смещениям.
Теория дислокаций позволила объяснить, почему реальная проч-
ность металлов [для технически чистого железа о0 = 2,5—3,0 МН/ма
(МПа)] разительно отличается от теоретической прочности (под-
считанной с учетом сил межатомного взаимодействия), которая для
железа составляет около 200 МН/м2 (МПа)*.
Представим себе, что в кристаллической решетке по каким-либо
причинам появилась лишняя полуплоскость атомов, так называемая
экстраплоскость Q (рис. 21). Край 3—3' такой плоскости образует
линейный дефект (несовершенство) решетки, который называют крае-
* По материалам доц., канд. техн, наук В. С. Ермакова.
63
вой дислокацией. Если такая дислокация находится вверху, то ее счи-
тают положительной и обозначают знаком Т; краевую дислокацию,
находящуюся внизу (отрицательную), обозначают знаком_Е.
Ряс. 22. Пластический сдвиг
идеальной кристаллической ре-
шетке:
a, б, в — фазы сдвига;
5* линейная (краевая) дислокация
Краевая дислокация может прос-
тираться в длину на многие тысячи
периодов решетки, ее линия не мо-
жет быть прямой и, обладая поверх-
ностным натяжением, она стре-
мится замкнуться в контур. Вокруг
дислокации возникает зона упру-
гого искажения решетки. Ширина
дислокаций, т, е. расстояние от цент-
ра дефекта до места решетки без
искажения, невелика и равна нес-
кольким межатомным расстояниям.
Вследствие искажения решетки
в районе дислокации последняя лег-
ко может смещаться вправо или
влево от нейтрального положения и
устанавливать связь краевых своих
атомов 3 с атомами 1 (см. рис. 21),
а соседняя справа (слева) полуплос-
кость будет при этом переходить в
промежуточное положение, превра-
щаясь тем самым в экстраплоскость и
образуя дислокацию вдоль краевых
атомов 2 и т. д. Таким образом, дис-
локация может перемещаться (вернее
— передаваться как эстафета) вдоль
некоторой плоскости скольжения,
расположенной перпендикулярно к
экстраплоскости Q.
Дислокации в металлах можно
наблюдать с помощью электронного
микроскопа.
Для отожженных металлов плот-
ность дислокаций (рО), т. е. коли-
чество дислокаций, пересекающих
каждый см2, составляет 107—10е,
а для сильно наклепанных — 10t0—
1013
Теоретически, при элементарном
пластическом сдвиге (рис. 22),
если учесть силы межатомного вза-
имодействия для каждой пары со-
пряженных атомов (относительно плоскости скольжения А А) 1~~
2—2' и т. д. и учитывая, что в плоскости скольжения реального метал-
в
лического кристалла имеется около 1014 атомов на каждый см2 сече-
ния, требуется чрезвычайно большое усилие (для технического желе-
454
за, как уже отмечалось, в десятки раз большее, чем это реально наблю-
дается).
Согласно дислокационной теории пластический сдвиг в металле
следует рассматривать как процесс эстафетного перемещения дисло-
каций. Упрощенная схема этого процесса представлена на рис. 23.
с;
Рис. 23. Дислокационная
схема пластического сдвига:
а, б, е, г. — фазы сдвига
В результате наличия дислокации (рис. 23, а) в кристалле по обе
стороны скольжения А А возникает искаженное состояние кристал-
лической решетки с нарушением порядка идеальных связей между ато-
мами. В этом случае достаточно будет приложить небольшое внешнее
усилие Р (значительно меньше силы Р для идеальной решетки —
рис. 23, б), чтобы вызвать распространение волны последовательных
частных смещений вертикальных рядов атомов над плоскостью сколь-
жения АА, не превосходящих по величине одного межатомного рас-
стояния. В результате прохождения этой волны дислокация, как
своеобразная эстафета, будет последовательно передаваться рядам
атомов 3, 4... и в некоторый момент займет положение, представлен-
ное на рис. 23, й. В итоге же передачи движения от частного смещения
ряда атомов I дислокация выйдет на поверхность и исчезнет, как это
показано на рис. 23, а. Итак, конечным результатом перемещения
дислокации вдоль плоскости скольжения АА явился сдвиг на одно
межатомное расстояние, причем для осуществления этого сдвига
понадобилось значительно меньшее усилие, чем при отсутствии дис-
локации.
Отсюда можно сделать вывод, что процесс сдвига в кристалле про-
исходит тем легче, чем больше дислокаций имеется в металле. Наобо-
3—545 65
рот, чем меньше в металле таких дислокаций, тем меньше возмож-
ностей для сдвига и тем прочнее металл. В металле, в котором не обра-
зуются дислокации, сдвиг возможен только за счет одновременного
смещения (как целого) одной части кристалла относительно другой.
В этом случае прочность бездислокационного металла должна быть
равна теоретической (точка 1 на
рис. 24).
Прочность нитевидных метал-
лических кристаллов — так назы-
ваемых усов (точка 2 на рис. 24)
— оказалась ближе к теоретичес-
кой, что, согласно, предположени-
ям, обусловлено весьма малым
количеством дислокаций. Так,
например, для нитевидных крис-
таллов железа предел прочности
на разрыв составляет ов =140
МН/м2 (МПа).
Большое повышение прочности
металла с увеличением совершенст-
ва его кристаллического строения
(на примере нитевидных кристал-
лов) является убедительным под-
тверждением теории дислокации.
Кроме получения бездислока-
ционных металлических кристал-
лов существует другой путь уть
рочнения металлов. Оказывается,
что реальная прочность металлов
падает с увеличением числа дисло-
каций только вначале. Достигнув
Рис, 24. Зависимость прочности от
плотности дислокаций:
I — теоретическая прочность; 2 — прочность
МОЕтокристальных нитей («усов»); 3 — прак-
тическая прочЕЕость отожженного метал-
ла; я — закаленной стали: б — стали после
термомсха ни ческой обработки; в — мартен-
си тоста реют не стали
минимального значения при
некоторой критической плотности
дислокаций (ркр на рис. 24), реальная прочность вновь начинает
возрастать. Повышение реальной прочности с возрастанием плотности
дислокаций выше ркр объясняется тем, что при этом возникают не
только параллельные друг другу дислокации, но и дислокации в раз-
ных плоскостях и направлениях. Такие дислокации будут мешать
друг другу перемещаться, т. е. в элементарный акт пластической де-
формации будет вовлекаться одновременно все большее число атомов.
и реальная прочность металла повысится.
Традиционными способами упрочнения металлов, ведущими к
увеличению плотности дислокаций, являются механический наклеп,
измельчение зерна и общее фрагментирование кристаллов в результате
термообработки. Некоторые давно известные методы легирования
(например, внесение в решетку основного металла чужеродных ато-
мов), создающие всякого рода несовершенства и искажения кристал-
лической решетки, препятствуют свободному перемещению дислока-
ций или блокируют их. Сюда же относятся способы образования
66
структур с так называемыми упрочняющими фазами (например, дис-
персионное твердение).
Однако во всех этих случаях упрочнение далеко не достигает тео-
ретического значения. Следовательно, в той или иной степени наличие
дислокаций в реальном металлическом кристалле является причиной
понижения его прочности за счет проявления способности пластиче-
ски деформироваться при напряжениях, меньших теоретического
уровня.
Следует отметить, что взаимодействия дислокаций друг с другом
и с другими дефектами металла настолько сложны, что на основе прос-
тых дислокационных теорий нельзя предсказывать прочность твердых
тел. Однако теория дислокаций позволяет качественно характери-
зовать процессы деформации, разрушения и упрочнения твер-
дых тел.
Теория дислокаций на сегодняшний день стала неотъемлемой частью
физики твердого тела и физического металловедения.
Все процессы, протекающие в металлах и сплавах, а также форми-
рование их свойств неразрывно связаны с характером и плотностью
дефектов кристаллического строения и, в первую очередь, дислокаций.
Так, пластическая деформация, обычно представляющая собой внутри-
зеренный сдвиг, осуществляется, как об этом было сказало выше,
путем движения дислокаций.
Теория дислокаций объясняет зависимость между деформациями
и напряжениями, вскрывает причины деформационного упрочнения
(наклепа). Чем больше плотность дислокаций при равномер-
ном их распределении, тем выше прочность металла.
Упрочнение твердых растворов нельзя объяснить
без учета взаимодействия растворенных атомов с дефектами кристал-
лического строения и, в первую очередь, с дислокациями.
Вокруг дислокаций могут создаваться скопления чужеродных
атомов, получивших название «атмосфер Кртрелла». Образование
таких скоплений (особенно внедренными атомами) может в значитель-
ной степени затруднять движение дислокаций увеличивая тем самым
сопротивление пластической деформации.
Процесс разрушения металлов невозможно объ-
яснить, не основываясь на теории дислокаций, поскольку разруше-
ние и пластическая деформация неразрывно связаны между собой.
Предложены различные дислокационные модели образования зароды-
шей трещин, возникающих благодаря скоплению дислокаций перед
барьерами.
Не привлекая теорию дислокаций, нельзя объяснить ползучесть
металлов, поскольку она определяется процессами скольжения и
«переползания» дислокаций.
Дислокации оказывают существенное влияние на процесс диффузии.
Так как дислокации могут быть источником вакансий (атомных дырок
в кристаллической решетке), то они способствуют ускорению диффу-
зионных процессов. Дислокации могут уменьшать работу образова-
ния зародышей новой фазы, являясь областями преимущественного
ее выделения (например, при дисперсионном твердении).
3*
67
Теория дислокаций описывает характер взаимодействия дислока-
ций с дисперсными частицами других фаз и вскрывает причины
упрочнения стареющих сплавов..
Итак, многие вопросы металловедения неразрывно связаны с тео-
рией дислокаций. Теория дислокаций подсказала пути реализации
скрытых резервов прочности металлов, заключающиеся в более пол-
ном использовании сил межатомных связей в кристаллической решет-
ке. Это выразилось, в частности, в разработке принципиально новых,
практически бездислокационных материалов — нитевидных кристал-
лов металлов и других кристаллических веществ (графита, окислов
и др.), обладающих чрезвычайно высокой прочностью в повышении
прочности ранее известных марок стали путем комбинированной тер-
момеханической обработки (ТМО).
Дислокационная теория служит дальнейшему развитию металло-
ведения и его практического приложения.
§ 4. Плавление и кристаллизация металлов
Все металлы находятся в твердом состоянии до определенной тем-
пературы. Атомы, находящиеся в узлах кристаллической решетки, не-
прерывно совершают колебательные движения с частотой порядка
!013 периодов в секунду. Чем
выше температура металла, тем
больше амплитуда колебания
атомов. При определенном наг-
реве металла амплитуда коле-
бания атомов достигает некото-
рой критической величины, при
которой происходит разруше-
ние кристаллической решетки,
приводящее к хаотическому' пе-
редвижению молекул или ато-
мов друг относительно друга и
время - переходу металлов из твердого
в жидкое состояние. Такой пе-
Рис. 25. Кривые^ ^охлаждения жидкого реХод происходит при строго
определенной температуре пла-
вления. Аморфные (псевдотвер-
дые) вещества не имеют строго определенной температуры перехода
из твердого состояния в жидкое. Поэтому аморфные вещества мо-
жно рассматривать как переохлажденную жидкость.
Любое вещество может находиться в четырех агрегатных состоя-
ниях: твердом, жидком, газообразном и плазменном. Переходы из
одного агрегатного состояния в другое называют фазовыми превра-
щениями; для чистых кристаллических тел они происходят при строго
определенных температурах.
Кристаллизацией называют процесс образования кристаллов из
жидкой или газообразной фазы. Форма, величина, а также ориентиров-
ка кристаллов влияют на все свойства металлов и сплавов.
68
На рис. 25 показана кривая охлаждения жидкого металла до
комнатной температуры при медленном отводе тепла {малая скорость
охлаждения). В точке т при температуре t° в расплаве возникагот
первые центры кристаллизации металла, число которых увеличи-
вается по мере отвода тепла. При этом ранее возникшие кристаллы рас-
тут. До тех пор пока весь жидкий металл не затвердеет (в точке п),
температура остается постоянной. Этот процесс сопровождается выде-
лением скрытой теплоты плавления. На кривой охлаждения (рис. 25)
образуется горизонтальный участок, показывающий, что затвердева-
ние металла из расплава происходит при строго постоянной темпера-
туре. После затвердевания металла наблюдается плавное понижение
его температуры. Температуру, при которой металл переходит из
жидкого состояния в твердое, называют температурой первичной
кристаллизации. Температура кристаллизации (а следовательно, и
плавления) различных металлов находится в широких пределах —
от —38,9 (Hg) до +3410° С (W). Кроме первичной кристаллизации
возможна вторичная — изменение кристаллического строения метал-
ла в твердом состоянии.
При быстром отводе тепла некоторые металлы способны и е р е-
охлаждаться, т. е. находиться некоторое время в жидком состо-
янии при температуре ниже температуры первичной кристаллизации.
Это явление объясняется следующим образом. В результате быстрого
отвода тепла в расплаве образуется большое количество центров
кристаллизации и происходит интенсивный их рост. Это приводит
к выделению значительного количества тепла, способного некоторое
время поддерживать металл в жидком состоянии и даже повышать
его температуру вплоть до обычной температуры затвердевания.
Разность между теоретической /т и фактической температурами
кристаллизации называют степенью переохлаждения Д/ = /т
Д. К. Чернов установил, что процесс кристаллизации можно
определить количественно, если известны две величины — скорость
зарождения центров кристаллизации и скорость роста кристаллов.
Скоростью зарождения называют число центров (ч. ц.) кристал-
лизации, зарождающихся в единице объема металла в единицу вре-
мени.
Скоростью роста (с. р.) называется увеличение линейных разме-
ров растущей грани кристалла в единицу времени.
Г. Тамман установил определенную связь между скоростью за-
рождения и скоростью роста кристаллов в зависимости от переохлаж-
дения металла.
Число центров кристаллизации и скорость роста кристаллов с
повышением степени переохлаждения увеличиваются, достигают мак-
симума и затем уменьшаются до нуля (рис. 26). При малой степени
переохлаждения скорость роста (с. р.) велика, а скорость за-
рождения центров (ч. ц.) мала, в результате металл получит крупно-
кристаллическое строение.
При скорость роста замедляется, а скорость зарождения цент-
ров возрастает быстрее; зерно имеет несколько меньшие размеры.
При Д/3 скорость роста меньше скорости зарождения центров кристал-
69
лизации и металл имеет мелкокристаллическое строение. В прирдде
самопроизвольно могут происходить процессы, сопровождающиеся
уменьшением свободной энергии системы. Свободная энергия F — это
Рис. 26. Зависимость числа центров
кристаллизации и скорости роста
кристаллов от степени первоохлаж-
дения
Рис, 27. Зависимость свободной
энергии жидкого и твердого состо-
яний металла от температуры
та часть внутренней энергии, которая может быть полностью превра
щена в работу. Зависимость и изменение свободной энергии жидкого
(Лк) и твердого (FT) состояний металла от температуры приведена
на рис. 27.
При температуре Ts свободные энергии твердого и жидкого состоя-
ний равны, наблюдается сво-
еобразное фазовое равнове-
сие, процессы кристаллиза-
ции и плавления не закан-
чиваются.
Для плавления необходи-
ма температура выше, чем
Т3, например Tv При дан-
ной температуре свободная
энергия жидкости Fx меньше
свободной энергии твердого
тела и Д/д = FT1 —FXl.
Для развития процесса крис-
таллизации необходимо соз-
дать такие условия, при ко-
торых свободная энергия
твердой фазы будет меньше,
чем свободная энергия жид-
кой фазы. Как видно из гра-
фика (рис. 27), это возмож-
но только при некотором
переохлаждении сплава.
Первичная кристаллпза-
Рис. 28. Схема образования дендрита (и) цня металла в значительной
и дендрит Чернова {б) степени зависит от скорости
70
отвода тепла от него. Поскольку кристаллизация начинает-
ся одновременно во многих очагах объема образца, рост кристаллов
правильной геометрической формы постепенно нарушается вследствие
столкновения кристаллов между собой. В результате образуется мно-
жество кристаллов неправильной формы (кристаллитов). При затвер-
девании жидкого металла почти всегда образуются кристаллические
зерна в форме дендритов.
На рис. 28, а представлена схема образования и роста дендритов.
При затвердевании жидкого металла около одного из центров кристал-
лизации первоначально формируется главная (длинная) ветвь дендри-
та, ось первого порядка. От нее под определенным углом отходят оси
второго порядка, от последних — оси третьего порядка и т. д.
На рис. 28, б показан знаменитый кристалл (дендрит) Чернова,
найденный во внутренней полости (раковине) слитка стали массой
3,45 кг и высотой 30 см.
Глава VI
МЕТАЛЛИЧЕСКИЕ СПЛАВЫ
§ 1. Строение и характеристика сплавов
Металлическими сплавами называют сложные по составу вещества,
образовавшиеся в результате взаимодействия двух или нескольких
металлов либо металлов с некоторыми неметаллами. Химические
элементы или их устойчивые соединения, образующие сплав, принято
называть компонентами. Сплавы могут состоять из двух, трех и более
компонентов.
Способность различных металлов образовывать сплавы далеко
не одинакова; структура сплавов после их затвердевания также может
быть самой разнообразной.
Металлические сплавы в жидком состоянии, как правило, одно-
родны, представляют одну фазу. В некоторых случаях металлы в жид-
ком состоянии взаимно нерастворимы и образуют отдельные слои
(например, свинец и железо, свинец и цинк). Однако полная нераство-
римость металлов в жидком состоянии — редкое явление; чаще встре-
чается ограниченная растворимость. Если концентрация одного из
металлов превышает предельную растворимость его в другом металле,
то жидкость разделяется на два слоя. Ограниченной растворимостью
в жидком состоянии чаще всего обладают металлы, атомные объемы
и температуры плавления которых существенно различны.
Фазой называют однородную часть неоднородной системы, отделен-
ную от других ее частей поверхностями раздача. При переходе сплавов
из жидкого состояния в твердое в них может образоваться несколько
фаз. После затвердевания, в зависимости от природы компонентов,
сплавы могут состоять из одной, двух и более твердых фаз. Могут
образовываться твердые растворы, химические соединения и механи-
ческие смеси, состоящие из двух или нескольких фаз.
71
Твердыми растворами называют сплавы (из двух или
более компонентов), в которых атомы растворимого компонента рас-
полагаются в кристаллической решетке компонента растворителя.
При образовании твердого раствора растворителем называют тот ме-
талл, кристаллическая решетка которого сохраняется как основа.
Если оба металла обладают одинаковыми по типу кристаллическими
решетками и вследствие этого
неограниченной взаимной рас-
творимостью в твердом состоя-
нии (образуют непрерывный ряд
твердых растворов), то раство-
рителем является тот из них,
концентрация которого в спла-
ве превышает 50% (атомных).
Для образования непрерыв-
ного ряда твердых растворов
необходимы одинаковый тип
кристаллических решеток ком-
понентов и небольшая разность
периодов кристаллических ре-
Рис. 29. Схема образования твердых
растворов: о — атом основного ме-
талла (растворителя), ф — атом рас-
творенного металла
шеток.
В твердых растворах могут
происходить диффузионные пе-
реходы компонентов из мест с
большей их концентрацией в
места с меньшей концентра-
цией до тех пор, пока концентрация не станет одинаковой
во всем объеме. Однако диффузия в твердых растворах протекает зна-
чительно медленнее, чем в жидких, и скорость ее уменьшается с по-
нижением температуры.
Различают три типа твердых растворов: замещения, внедрения
и вычитания. Рассмотрим только первых два типа твердых растворов,
так как твердые растворы вычитания встречаются сравнительно редко.
Твердый раствор замещения образуется путем замены части ато-
мов растворителя в его кристаллической решетке атомами растворяе-
мого компонента (рис. 29, а). Эти твердые растворы могут быть огра-
ниченными и неограниченными.
Обычно компоненты, у которых атомные периоды решетки отли-
чаются не более чем па 8%, образуют неограниченный ряд твердых
растворов замещения; на 8—15% —твердые растворы замещения с
ограниченной взаимной растворимостью; более чем на 15% — не об-
разуют твердых растворов*.
Твердые растворы внедрения образуются путем размещения атомов
растворенного компонента в свободных промежутках между атомами
кристаллической решетки растворителя (рис. 29, б).
* Эти положения не безусловны. Например, в системе селен-теллур (раз-
ница в периодах 17%) образуется неограниченный ряд твердых растворов. Есть
и Другие исключения.
72
Химические соединения образуются при строго опре-
деленном количественном соотношении компонентов сплава и харак-
теризуются кристаллической решеткой, отличной от решеток исход-
ных компонентов. Химические соединения, как правило, обладают
характерными физико-механическими свойствами: высокой твердостью,
повышенной хрупкостью, высоким электросопротивлением.
Химические соединения в сплавах образуются между металлами
(интерметаллические соединения), а также между металлами и не-
металлами. Некоторые соединения металлов с неметаллами (карбиды,
нитриды, оксиды, фосфиды и др.) получили в технике самостоятельное
применение.
Механические смеси образуются при одновременном
выпадении из жидкого расплава при его охлаждении кристаллов сос-
тавляющих его компонентов (эвтектические смеси). В кристаллах,
которые входят в состав механической смеси, сохраняется кристалли-
ческая решетка исходных компонентов сплава. Механические смеси
могут состоять из чистых компонентов, твердых растворов, химиче-
ских соединений и т. д.
Правило фаз (закон Гиббса) устанавливает количественную зави-
симость между числом степеней свободы, числом фаз и числом компо-
нентов. Под числом степеней свободы системы понимают число неза-
висимых внешних (температура, давление) и внутренних переменных
(концентрация), которые можно произвольно изменять без изменения
числа фаз в системе.
Для металлических сплавов, находящихся под постоянным давле-
нием, переменными величинами являются температура и концентра-
ция. В этом случае правило фаз принимает следующий вид:
С = к+ I — Ф,
где С — число степеней свободы, Ф — число фаз и К — число компо-
нентов системы.
При кристаллизации чистого металла система состоит из одного
компонента (К — 1)» твердой и жидкой фаз (Ф = 2). При неизменном
давления такая система нонвариантна (число степеней свободы равно
нулю: С = 1 + 1—2 = 0) и в ней нельзя произвольно изменять
температуру, не изменяя числа фаз.
Для чистого расплавленного металла (К — 1, Ф — 1,С — 1) сис-
тема одновариантна, т. е. при изменении температуры равновесие
системы нарушится.
§ 2. Основные типы диаграмм состояния двойных сплавов
Диаграммы состояния металлических сплавов представляют обоб-
щенные результаты изучения хода затвердевания и структурно-фазо-
вых превращений в выбранных системах. Эти диаграммы позволяют
определить температуры начала и конца затвердевания сплавов, их
структуру для различных температур и превращения, которые сплавы
претерпевают при охлаждении и нагревании.
73
При построении диаграмм состояния сплавов по оси абсцисс откла-
дывают концентрацию каждого компонента (от 0 до 100%), по оси
ординат — температуру. Каждому составу сплава при определенной
температуре отвечает определенная одна точка па диаграмме. Наука
о структуре металлов и сплавов называется металлографией. Для ис-
следования структуры металлов и сплавов применяют металло-
микроскопы и рентгеновские аппараты.
Диаграммы состояния сплавов строят на основании их изучения
методами термического, микроскопического, рентгеноструктурного,
электросопротивления, магнитного и других анализов.
Рис. 30. Диаграмма состояния РЬ — Sb и микроструктуры свинцово-
сурьмянистых сплавов:
ж. с. — жидкий сплав, э — эвтектика
При термическом анализе определяют температуру начала и кон-
ца затвердевания сплавов при переходе их из жидкого состояния в
твердое, а также температуру всех превращений, происходящих в спла-
ве в твердом состоянии. Для термического анализа приготовляют ряд
сплавов с постепенно изменяющимся содержанием одного из компонен-
тов сплава (например, 10, 20, 30, 40% и т. д.). Серию таких сплавов
нагревают и расплавляют, а затем медленно и равномерно охлаждают.
При помощи термопары через определенные промежутки времени от-
мечают температуру сплава. На основании полученных данных строят
серию кривых охлаждения и нагревания в координатах температура —
время, характерные точки которых переносят на диаграмму состо-
яния.
Первый тип диаграммы состояния характери-
зуется тем, что компоненты неограниченно растворимы в жидком сос-
тоянии, совершенно нерастворимы в твердом состоянии и образуют
механическую смесь своих кристаллов. По диаграмме состояния перво-
го типа кристаллизуются системы Pb -Sb, Sn—Zn; Pb—Ag и др.
74
Таблица 1
Температуры затвердевания сплавов системы РЬ—Sb
Сплавы
Со дер ж ание компсц । ei itob (вес), % Температура затвердевания, ”С
Sb Pb начало конец
и
III
IV
V
VI
VII
VIII
5
10
13
20
40
80
100
100
95
90
87
80
60
20
0
327
296
260
243
280
395
570
631
327
243
243
243
243
243
243
631
Для примера построим диаграмму состояния сплавов системы РЬ—
—Sb (рис. 30). Температуры начала и конца затвердевания спла-
вов этой системы (при медленном охлаждении) приведены в табл. 1.
Кривые охлаждения свинца и сурьмы (рис. 30) имеют только по
одной горизонтальной площадке, соответствующей температуре их
затвердевания. На каждой из кривых охлаждения сплавов имеется пере-
гиб или площадка при температурах, фиксирующих начало и конец зат-
вердевания. Верхние точки, при которых начинается затвердевание
рассматриваемых сплавов, существенно отличаются друг от друга по
температуре. Нижняя критическая температура затвердевания для
всех сплавов свинца и сурьмы одинакова — она равна 243° С.
Перенося точки начала и конца затвердевания кривых охлаждения
всей серии сплавов на график состав сплава — температура, получим
диаграмму состояния системы РЬ—Sb.
Выше линий АС и СВ сплавы любого состава находятся в жидком
состоянии. Эти линии фиксируют начало затвердевания сплавов, их
называют линиями ликвидуса (ликвидус — жидкий). Прямая линия
DCE соответствует концу затвердевания сплавов и называется линией
солидуса (солидус — твердый). Ниже этой линии сплавы любого
состава находятся в твердом состоянии. Между линиями ликвидус и
солидус сплавы состоят из двух фаз: жидкой и твердой. На линии АС
начинается кристаллизация чистого свинца из сплавов, содержащих
менее 13% сурьмы. На линии ВС — кристаллизация чистой сурьмы
из сплавов, содержащих боле 13% сурьмы. В точке С, отвечающей
сплаву с 13% Sb и 87% РЬ при температуре 243° С, про-
исходит одновременная кристаллизация обоих компонентов сплава
с образованием тонкой механической смеси. Полученную после за-
твердевания структуру сплава называют эвтектикой (на рисунке
обозначена буквой С), а сплав, соответствующий точке С, называется
эвтектическим сплавом. Он обладает самой низкой температурой плав-
ления по сравнению с остальными сплавами. Сплавы, состав которых
находится на диаграмме левее точки С, называют доэвтектическими,
а правее — заэвтектическими.
75
Доэвтектический сплав выше линии АС находится в жидком сос-
тоянии. При охлаждении ниже линии АС из сплава начинают выпадать
кристаллы чистого свинца, обладающего более высокой температурой
затвердевания, чем остающаяся жидкая часть сплава, постепенно обо-
гащающаяся сурьмой. Выделение кристаллов чистого свинца из жид-
кой фазы будет продолжаться вплоть до температуры 243° С, т. е,
до линии эвтектики DCE. При этой температуре оставшаяся часть
жидкой фазы содержит 13% Sb, и она затвердевает с образованием
эвтектики.
Рис. 31. Диаграмма состояния
системы Си — Ni и микро-
структуры медноникелевых
сплавов;
а — чистая медь; б — сплав, содер-
жащий 30% Ni (твердый раствор
различной концентрации — светлые
участки обогащены никелем; темные
участки обогащены медью); в — то
же, после ковки и диффузионного
отжига (однородные зерна твердого
раствора); а — чистый никель
При охлаждении заэвтектических сплавов ниже линии ВС из жид-
кого сплава начинают выпадать кристаллы чистой сурьмы, обладаю-
щей более высокой температурой затвердевания, чем остающаяся
жидкая часть сплава; поэтому последняя обедняется сурьмой, и ее
состав начинает приближаться к эвтектическому. При температуре,
соответствующей линии DCE (243° С), эта часть сплава будет содержать
13% Sb и по мере дальнейшего понижения температуры затвердеет
с образованием эвтектической смеси. Таким образом, заэвтектические
сплавы затвердевают аналогично доэвтектическим сплавам с той раз-
ницей, что ниже линии ликвидуса из жидкости выделяется не свинец,
а сурьма.
Второй тип диаграммы состояния, в котором компонен-
ты неограниченно взаимно растворимы в жидком и в твердом состоя-
нии, образуют однородные твердые растворы.
?Б
По этому типу диаграмм затвердевают сплавы Си—Ni; Со—Ni;
Fe—Ni и др. В указанных системах образуются однородные твердые
растворы, так как составляющие их компоненты имеют одинаковый
тип кристаллических решеток при разнице в атомных размерах не
более 8%.
В качестве примера второго рода диаграмм состояния на рис. 31
приведена система Си—Ni. По внешнему виду эта диаграмма напоми-
нает чечевицу, верхняя часть которой ограничена линией ликви-
дуса (линия 1РВК'2), а нижняя — линией солидуса (линия
1К"тп2).
В отличие от системы РЬ—Sb затвердевание сплавов Си—Ni на-
чинается с выделения из жидкости кристаллов твердого раствора (Си
и Ni). Сплав с 30% Ni (точка /<) при 1400° С (точка а) будет жидким.
В точке К' из жидкости выпадут кристаллы твердого раствора Ni—Си
состава, соответствующего точке п, на диаграмме (73% Ni); при ох-
лаждении сплава от точки К' до точки К" состав остающейся жидкос-
ти изменяется от точки К' до точки Р. Последняя капля жидкости
содержит всего лишь 7% Ni. Состав кристаллов твердого раствора,
выпадающих в ходе затвердевания, изменяется вдоль линии солидуса
от точки п до точки К". Последним затвердеет кристаллик состава,
соответствующего точке К" (30% Ni).
Таким образом, при затвердевании сплава этой системы наблюда-
ется непрерывное изменение составов жидкой фазы и образующихся
кристаллов твердых растворов.
Первые твердые частицы, которые формируются из центров крис-
таллизации, и главные оси дендритов (оси первого порядка) в затвер-
девшем сплаве сильно обогащены тугоплавким компонентом, т. е.
Ni; по мере понижения температуры и формирования осей последую-
щего порядка в твердой фазе увеличивается содержание Си. Остаю-
щаяся жидкость обогащается медью, т. е. более легкоплавким компо-
нентом. В результате кристаллизации структура сплава получается
неоднородной, так как диффузия не успевает выравнивать состав обра-
зующегося твердого раствора.
На рис. 31, а приведена микроструктура чистой меди, на рис. 31, а
— микроструктура чистого никеля. Микроструктура сплава, со-
держащая 30% никеля, показана на рис. 31, б. Светлые участки пред-
ставляют твердый раствор, обогащенный никелем, темные — твердый
раствор, обогащенный медью. Внутри отдельных зерен элементы рас-
пределены неравномерно; такое явление называют внутридендритной
ликвацией. Нагрев до температуры, лежащей на 50—100°С ниже линии
солидуса, и выдержка при этой температуре выравнивают состав
(рис. 31, е).
Третий тип диаграмм состояния; в жидком сос-
тоянии компоненты взаимно неограниченно растворимы; в твердом —
обладают ограниченной растворимостью, образуя при кристаллиза-
ции эвтектику. На рис. 32 приведен этот тип диаграммы Кристалли-
зация доэвтектических сплавов по линии ликвидуса АС начнется
выделением из жидкого раствора кристаллов твердого раствора а
(твердый раствор компонента В в кристаллической решетке компо-
77
Рис. 32. Диаграмма состояния двой-
ных сплавов с неограниченной рас-
творимостью в жидком состоянии и
ограниченной — в твердом
пента Л). Кристаллизация заэвтектических сплавов по линии СВ нач-
нется выделением из жидкой фазы кристаллов твердого раствора р
(твердый раствор компонента А в кристаллической решетке компонен-
та В). Эвтектика Э в точке С состоит из двух твердых растворов аир.
Их составы меняются по линии солидус ADCEB. Предельная раство-
римость компонента В в кристаллической решетке компонента А со-
ответствует точке D при эвтектической температуре. Предельная раст-
воримость компонента Л в кристаллической решетке компонента В
соответствует точке Е при этой же температуре.
Структура сплавов, расположенных левее точки D (в области
твердого раствора), состоит из однородного твердого раствора а. Струк-
тура сплавов, расположенных пра-
вее точки Е, состоит из однород-
ного твердого раствора р.
С понижением температуры
растворимости компонентов В в А
и Л в В уменьшаются (линии Dl и
Ет). Вследствие этого из твердых
растворов выделяются избыточ-
ные фазы. Из твердого раствора
а, например, выделяются вторич-
ные кристаллы твердого раствора
рп переменного состава; из твердо-
го раствора р — кристаллы твер-
дого раствора ан- Составы этих
вторичных кристаллов определя-
ются соответственно линиям Ет
и DI.
Сплавы состава левее точки I
состоят из однородного твердого
раствора а, правее точки т — из однородного твердого раство-
ра р.
Сплавы составов от точки I до точки d имеют микроструктуру, со-
стоящую из кристаллов твердого раствора а переменного состава и
вторичных кристаллов твердого раствора р1Ь а от точки е до точки т
— из кристаллов твердого раствора р переменного состава и вторич-
ных кристаллов твердого раствора ап. Эвтектический сплав (точка С)
состоит из тонкой механической смеси двух твердых растворов пере-
менного состава а и р.
Доэвтектические сплавы, имеющие состав от точки d до точки с
состоят из кристаллов твердого раствора а, эвтектики а + р и мелких
вторичных кристаллов Рп — твердого раствора.
Заэвтектические сплавы, имеющие состав от точки с до точки е,
состоят из кристаллов твердого раствора р, эвтектики а + р и мелких
вторичных кристаллов твердого раствора ап .
Четвертый тип диаграмм состояния системы;
компоненты неограниченно растворимы в жидком состоянии, нераст-
воримы в твердом и образуют одно или несколько устойчивых хими-
ческих соединений. Эти соединения можно рассматривать как само-
78
стоятельный компонент, а диаграмму состояния этого типа как две
или несколько сочлененных диаграмм.
Рассмотрим диаграмму состояния системы, состоящей из компо-
нентов А и В, которые образуют между собой устойчивое химическое
соединение АтВп (рис. 33). Температура плавления его может
быть ниже или выше температур плавления исходных компонентов
А и В.
Эту диаграмму состояния следует рассматривать как состоящую
из двух диаграмм первого типа.
Затвердевание системы А—АтВп происходит по линии At Ег С\
По линии кристаллизуется компонент А, а по линии Ег Сх хими-
ческое соединение АтВп.
Окончательное затвердевание
сплава происходит при эвте-
ктической температуре по
линии D1£1F1. В точке Ех
одновременно кристаллизуют-
ся Д и АтВ„. Сплав такого
состава после затвердевания
имеет эвтектическое строе-
ние.
Затвердевание сплавов
системы АтВ —Bt начинает-
ся по линии С^Е^В^ При
этом по линии Е2 крис-
таллизуется химическое сое-
динение АтВп, а по линии
Е2В, чистый компонент В.
Рис. 33. Диаграмма состояния двойных
сплавов, компоненты которых образуют
химическое соединение
Полное затвердевание этих
сплавов происходит при эвтектической температуре по линии
К£г£1- Эвтектический сплав, отвечающий точке Е2, состоит из
АтВп + В.
По четвертому типу диаграммы состояния затвердевают сплавы
Mg—Pb, Со—Sb, Мп—Si и ряд других.
Пользуясь диаграммой состояния, можно определять не только
области существования фаз и их качественный состав при любой тем-
пературе, но и количественное соотношение между отдельными фа-
зами. Для этой цели служит правило отрезков. Например,
чтобы установить количественное соотношение фаз в точке k при тем-
пературе t (см., например, рис. 30), через эту точку следует провести
линию, параллельную оси абсцисс. Точка п соответствует соста-
ву твердой фазы (100% Sb), а точка I—-составу жидкой фазы
сплава.
Если Q — масса сплава, Q.,( — масса жидкой фазы и QT — масса
твердой фазы, а отрезки Д7 и Кп обозначить у и х, то по правилу
отрезков можно получить следующие соотношения:
Qt = у . Рж _ у . Qt = х
О. х ’ Q *+«/ ’ Qw х + у
79
§ 3. Характер изменения свойств сплавов в зависимости
от состава для разного типа диаграмм состояния
Зависимость между составом, структурой и характером диаграмм
состояния впервые установил академик И. С. Курнаков (1860—1941).
Построенные им диаграммы состав — свойство широко используются
в практике.
Электрические и другие физические свойства сплавов, затверде-
вающих в соответствии с диаграммой состояния первого типа, изме-
няются в зависимости от состава по закону прямой линии (рис. 34, а).
При образовании в сплавах непрерывного ряда твердых растворов
(диаграмма 2-го типа) их свойства изменяются с составом криволиней-
но (рис. 34, б).
Рис. 34. Изменения свойств сплавов для различных диаграмм состояния:
d—€ SEteKiHKofi; б — с непрерывным рядом твердых растворив; е— с шраничевной раство-
римостью в твердом состоянии; г -- с устойчивым химическим соединением
В сплавах с ограниченной растворимостью компонентов в твердом
состоянии (3-й тпп диаграммы) свойства изменяются в зависимости от
состава: в однофазной области— по криволинейному закону, а в двух-
фазной — по прямолинейному закону (рис. 34. в). При образовании
в сплавах химического соединения АтВп (4-й тип диаграммы) свой-
ства сплавов изменяются прямолинейно от компонента А к химиче-
скому соединению AmBn и от этого химического соединения к компо-
ненту В. При составе сплава, соответствующем химическому соеди-
нению АтВп, наблюдается резко выраженный перелом (максимум
или минимум) в изменении свойств (рис. 34, г).
80
Глава VII
ИСПЫТАНИЯ И ИССЛЕДОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ
Свойства металлов и сплавов зависят от состава и структуры. Их
определяют различными методами, которые нужно разделить на ме-
ханические, физические, технологические, химические и специальные
(определение жаропрочности, коррозионной стойкости и т. д.).
§ 1. Механические испытания металлов
Чтобы предупредить разрушение металлических изделий и кон-
струкций, необходимо при их конструировании учитывать главным
образом прочностные характеристики применяемых металлов.
Прочностные (механические) характеристики металлов и сплавов
определяют при испытании стандартных образцов или самих изделий
на специальных машинах.
Механические испытания металлов могут быть статическими (на-
грузка на образец увеличивается постепенно), динамическими (на-
грузка на образец действует мгновенно) и повторно-переменными
(нагрузка на образец многократно изменяется по величине и направ-
лению).
Металлы испытывают на растяжение, сжатие, кручение, на удар,
усталость, иа твердость и ползучесть (при комнатной, низких или
высоких температурах).
Испытание на растяжение. Испытание на растяжение производят
иа разрывных машинах с механическим или гидравлическим приво-
дом (рис. 35, а, б). Как видно из кинематической схемы, образец
(рис. 35, б) зажимают головками подвижного захвата 11. Электро-
двигатель 15 через систему передач и гайку 13 передает движение
грузовому винту 12. При испытании сила сопротивления образна
передается измерительному рычагу 8, соединенному с маятником 1
тягой 4 через кривошип 2. Маятник /, отклоняясь через поводок 3,
двигает каретку 6 с пером 7 по линейке. На диаграммной бумаге перо 7
пишет кривую нагрузка — удлинение. Барабан 17 и виит 12 пере-
мещаются двумя парами шестерен 14 и 9 через валик 10. Для этого
вида испытания изготовляют стандартные образцы (рис. 35, в). В
зависимости от площади поперечного сечения различают нормальные
и пропорциональные образцы. Нормальные образцы имеют площадь
поперечного сечения 314 мм2 (d0 = 20 мм). Они бывают двух видов:
длинные (длина расчетной части /0 = 200 мм, а отношение =
= 10) и короткие (10 = 100 мм и l0/d0 = 5).
Площадь поперечного сечения пропорциональных образцов может
быть произвольная, а расчетную длину определяют по формуле
10 = 11,3 или /0 = 6,65 Fn,
где Др — исходная площадь поперечного сечения образцов, мм2.
Литые образцы и образцы из хрупких материалов изготовляют с ра-
счетной длиной /0 — 2,821' До.
4—545
81
При испытаниях образец растягивают па специальной машине
до момента его разрыва. При этом вычерчивается диаграмма растя-
жения образца (рис. 35, г). По вертикальной оси диаграммы откла-
дывается нагрузка Р, по горизонтальной — абсолютное удлинение
Рис, 35. Испытание и а растяжение г
а— общий вид разрывной машины с механическим приводом типа ИМ-4Р; б— кинема-
тичсскяя схема; ©—стандартные образцы для испьиаиия па растяжение; г — диаграмма
растяжении пластичного металла, 7 — маятник; 2 — кривошип; 3 — поволок; 4 — thi s;
5— линейка; 6 — каретка; 7 — перо, Я - измерительный рычаг,— 9 шестерни, 10 — валик.
И—подвижной захват, 72 винт. /3 — гайка, /4 — шестерня» /5 — электрод вига i ель,
— рукоятка, 17 — барабан с рукояткой, 18 — груз
образца А/. На диаграмме можно отметить характерные участки и
точки. На участке 0Рр удлинение Д' образца увеличивается прямо
пропорционально нагрузке Р , называемой нагрузкой предела про-
порциональности.
82
Пределом пропорциональности ор называют наибольшее напря-
жение, до которого относительное удлинение образца остается прямо
пропорциональным нагрузке Рр. Его определяют по формуле (в Н/м2
или Па):
°Р=Р^<е
Нагрузка Ре, при которой образец получает остаточное удлине-
ние, равное 0,005% расчетной длины, называют нагрузкой предела
упругости.
Пределом упругости ие называют такое напряжение, при котором
остаточное удлинение получается равным 0,005% первоначальной
расчетной длины образца. Его определяют по формуле
^е= По-
выше точки Ре кривая диаграммы растяжения плавно перехо-
дит в горизонтальный участок. При этом образец удлиняется без
увеличения нагрузки (металл как бы течет).
Нагрузку Рт, при которой начинается течение металла, называют
нагрузкой предела текучести, а горизонтальный участок кривой —
площадкой текучести
Пределом текучести от называют наименьшее напряжение, при
котором образен деформируется без заметного увеличения нагрузки.
Его определяют по формуле
°т = PT/F0.
Условным пределом текучести о02 называют напряжение, при
котором остаточное удлинение образца равно 0,2% расчетной длины.
За площадкой текучести нагрузка снова растет до некоторой мак-
симальной величины Рр, после которой на образце начинается образо-
вание местного сужения (шейки). Уменьшение сечения в области шейки
вызывает снижение нагрузки, и в точке К при нагрузке Рг проис-
ходит разрыв образца. Наибольшую нагрузку Рв, при которой начи-
нается образование шейки, называют нагрузкой предела прочности
при растяжении.
Пределом прочности при растяжении называют напряжение ов,
соответствующее наибольшей нагрузке Рв. Определяют его по фор-
муле
% = PJPo-
Истинным сопротизлгнием разрыву ог пазы вают напряжение, оп-
ределяемое отношением нагрузки в момент разрыва к площади попе-
речного сечения образца в месте разрыва:
Полная деформация образца складывается из остаточной Д/Ост
и упругой деформации Л/упр. Для определения этих деформаций не-
обходимо на диаграмме растяжения из точки k провести прямую, па-
раллельную прямолинейному участку кривой, до пересечения с осью
абсцисс.
4*
83
Относительным удлинением 6 называют отношение приращения
длины образца после разрыва к его расчетной длине, выраженное в
процентах:
8= 100%,
где !г — длина образца после разрыва, мм; /0 — расчетная длина
образца, мм.
Относительным сужением б называют отношение уменьшения
площади поперечного сечения образца после разрыва к начальной
площади поперечного сечения, выраженное в процентах:
ф=А^-Ю0%,
Ло
где Fo — начальная площадь поперечного сечения образца, мм2; Ft —
конечная площадь поперечного сечения образца, мм2.
Испытание на сжатие производят на цилиндрических образцах
высотой и диаметром от 10 до 25 мм, как правило, на тех же маши-
нах, что и на растяжение. Для этой цели применяют специальные
приспособления, преобразующие растягивающие нагрузки в сжимаю-
щие. Существуют и специальные машины для испытания’ на сжатие.
Степень осадки при сжатии е определяют по формуле
е= 100%>
h
где h и — высота образца до и после осадки. Остальные характе-
ристики определяются по таким же формулам, как и при растяже-
нии.
Испытания на улар. Эти испытания позволяют определять спо-
собность металла противодействовать динамическим нагрузкам и
выявлять склонность металла к хрупкому разрушению при различ-
ных температурах.
Для испытаний применяют стандартные образцы квадратного или
прямоугольного сечения с надрезом или без него. Образец устанав-
ливают на двух опорах 6 стоек <3 специального копра (рис. 36, а, б).
Маятник 1, падая с высоты Н (положение /), разрушает образец 5
(положение //) и по инерции поднимается на высоту h (положение
III). Маятник останавливают ручкой 4 тормоза. Работа Ли, затра-
ченная на разрушение образца, определяется по шкале 2 в соответ-
ствии с формулами:
Иц = Р (И — h), Лп = Pl (cos P — cos a).
Удельную ударную вязкость определяют по формуле
где ап — работа, затраченная на разрушение образца, Дж/м2; Fo —
площадь поперечного сечения образца в месте надреза, м2/(см2).
Испытания на усталость. Разрушение металлов под действием
многократных (повторно-переменных) нагрузок, изменяющихся но
84
величине и знаку, при напряжениях, меньших предела прочности
на растяжение, называют усталостным. Способность металлов выдер-
живать большое число циклов называют выносливостью aw, или цик-
лической прочностью.
Циклы бывают симметричные, когда наибольшее атах и наимень-
шее (Мп напряжения равны, но противоположны по знаку, и асим-
метричные, характеризующи-
еся различными по величи-
не наибольшими и наимень-
шими напряжениями.
Испытания обычно про-
водят на цилиндрических об-
разцах путем воздействия на
них при вращении изгибаю-
щих нагрузок, которые вы-
зывают знакопеременные на-
пряжения (рис. 37, а) и до-
водят образец до разрушения.
В результате усталостного
разрушения в сечении образ-
ца получается характерный
излом (рис. 37, б), в котором
можно заметить две зоны:
наружная имеет гладкую по-
верхность, а внутренняя —
шероховатую со следами
хрупкого разрушения метал-
ла.
Обычно стальные образцы
испытывают до 5 млн. пере-
менных циклов.
Испытания на твердость.
Определение числа твердости
по Бринеллю. Твердость ме-
талла определяют путем
вдавливания стального ша-
рика в изделие. Для этого
применяют стальные закален-
ные шарики различного ди-
аметра D, для которых вы-
бирают определенную на-
грузку вдавливания Р и вре-
мя выдержки под нагрузкой.
Рис. 36. Схема испытания па удар
Рис. 37. Схема измерения напряжения
при испытании на усталость (а) и излом
образца (б)
Число твердости по Бринеллю НВ (в Н/м2) равно отношению
нагрузки Р к площади отпечатка F:
НВ = P/F = P/nDh = 2Pik {D — ^D2 — d2),
где d — диаметр отпечатка, измеренный после снятия нагрузки
(рис. 38, a); h — глубина отпечатка, вычисленная по D и d.
85
Чем тверже металл, тем выше число твердости НВ. Для определе-
ния твердости металла рекомендуется применять стальные шарики
следующих диаметров: 2,5; 5 и 10 мм для металла толщиной соответ-
ственно до 3; 3—6 и более G мм. Между диаметром шарика и нагрузкой
существует определенная зависимость. Так, для черных металлов Р =
= 30 D2; для меди, бронзы и латуни Р = 10 D2; для алюминия и под-
шипниковых сплавов Р = 2,5 D2.
Рис. 38. Схема испытания на тпердосты
о —• по Бринеллю; б — по Роквеллу; о — по Виккерсу
Определение числа твердости и оРоквелл у.
В поверхность испытуемого металла вдавливают наконечник под
действием предварительной и окончательной нагрузок (рис. 38, б).
В качестве наконечников для твердых металлов применяют алмазный
। опус с \1.том при вершине 120°; для мягких металлов — стальной за-
каленный шарик диаметром 1,59 мм (1,16"). Предварительная на-
грузка Р( равна 1,00 Н (10 кге), а окончательная Р2 при испытании
алмазным конусом 1,5 кН (150 кге шкала С) или 0,6 кН (60 кге,
шкала Л) при испытании шариком 1 кН (100 кге, шкала В).
Число твердости по Роквеллу определяют по формуле
HR = [tf—(ft2—*,)]/&,
где Л2 н ht — глубины внедрения наконечника под действием нагру-
зок соответственно Р2 и Ри мм; К — постоянное число, имеющее раз-
мерность мм; b — цена деления шкалы индикатора, соответствующая
углублению шарика или конуса на 0,002 мм.
В зависимости от шкалы, по которой определяют число твердости,
приняты следующие обозначения: HRA, HRB и HRC.
Определение числа твердости алмазнойпи-
рамидой (по Виккерс у). При определении твердости этим
методом в испытуемый металл вдавливают четырехгранную алмазную
пирамиду с углом при вершине 136°. При этом применяют нагрузки
от 50 до 1200 Н (5—120 кге). После действия нагрузки на образце
остается отпечаток (рис. 38, в).
Число твердости представляет собой нагрузку, приходящуюся
па единицу поверхности отпечатка. Его определяют по формуле
НВ = 2PsinO,5a/dz,
£6
где Р — нагрузка на пирамиду; d — длина диагонали отпечатка;
а — угол при вершине пирамиды.
Измерение микротвердости. В некоторых случаях необходимо
определить твердость отдельных структурных составляющих сплава.
Для измерения микротвердости используют в основном два метода:
вдавливание и царапание. При вдавливании применяют алмазную
пирамиду с квадратным основанием и углом при вершине 136°, ис-
пользуя малые нагрузки 1 Н (100 кге). Диагонали отпечатков измеря-
ют под микроскопом.
При втором методе определения микротвердости на поверхность
металла наносят царапину алмазным острием под действием опреде-
ленной нагрузки. Ширина царапины измеряется специальным
микроскопом. При этом за величину твердости принимают ширину цара-
пины при некоторой постоянной нагрузке или величину нагрузки,
при которой получается определенная ширина царапины.
§ 2. Технологические испытания металлов
Способность металла подвергаться различным видам деформации
выявляют обычно при технологических испытаниях образцов. О ре-
зультатах технологических испытаний металлов судят по состоянию
их поверхности. Если после испытания на поверхности образца не
обнаружены внешние дефекты, трещины, надрывы, расслоения или
излом, то металл выдержал испытание.
Испытание на выдавливание применяют для определения способ-
ности листового металла подвергаться холодной штамповке и вытяжке.
Образец закладывают в специальный прибор, в котором пуансоном
с шаровой поверхностью выдавливается лунка до появления первой
трещины в металле.
Характеристикой пластичности металла является глубина лунки
до разрушения металла.
Испытание на изгиб сварных швов проводят для определения
вязкости сварного соединения, выполненного встык. Образец свобод-
но устанавливают на двух цилиндрических опорах и подвергают изгибу
до появления первой трещины. Характеристикой вязкости является
величина угла изгиба.
Испытание на изгиб в холодном или нагретом состоянии прово-
дится для определения способности листового металла принимать
заданный по размерам и форме изгиб. Образцы для испытания выре-
зают из листа без обработки поверхностного слоя .
При толщине листового металла больше 30 мм испытание па изгиб
обычно не проводят. Для осуществления пробы на изгиб применяют
прессы или тиски.
Испытание на осадку в холодном состоянии применяют для опре-
деления способности металла принимать заданную по размерам и фор-
ме деформацию сжатия. Испытаниям подвергают прутки, направлен-
ные в ковку и предназначенные для изготовления болтов, заклепок и
и т. д. Образец должен иметь диаметр, равный диаметру испытуемого
прутка, и высоту, равную двум диаметрам прутка. В этой пробе сбра-
87
зец осаживают ударами кувалды до высоты, заданной техническими
условиями.
Проба на расплющивание необходима для определения способно-
сти полосового, пруткового или листового металла принимать за-
данное расплющивание.
Проба навиванием проволоки диаметром до 6 мм предназначена
для определения способности металла выдерживать заданное число
витков. Проволоку навивают на оправку определенного диаметра.
После навивки на проволоке не должно быть поверхностных дефектов.
Пробу на перегиб проволоки применяют для определения способ-
ности металла выдерживать повторный загиб и разгиб. Испытанию
подвергают круглую проволоку и прутки диаметром 0,8—7 мм со ско-
ростью около 60 перегибов в минуту до разрушения образца. Длина
образца 100—150 мм.
Проба на двойной кровельный замок предназначена для определе-
ния способности листового металла толщиной менее 0,8 мм принимать
заданную по размерам и форме деформацию. При испытании два листа
соединяют двойным замком. Угол загиба, число загибов и разгибов
замка указывают в технических условиях.
Проба на изгиб трубы диаметром не более 115 мм в холодном или
горячем состоянии нужна для определения способности металла при-
нимать заданный по размерам и форме загиб. Образец трубы длиной
не менее 200 мм, заполненный сухим песком или залитый канифолью,
загибают ла 90° вокруг оправки, .радиус которой указывают в техни-
ческих условиях.
Проба на сплющивание трубы необходимо для определения способ-
ности металла подвергаться деформации сплющивания. Образец дли-
ной, равной примерно наружному диаметру трубы, сплющивают уда-
рами молотка (молота, кувалды) или под прессом до размеров, ука-
занных в технических условиях.
§ 3. Методы исследования структуры металлов и сплавов
Механические и технологические свойства металлов и сплавов
в значительной степени зависят от их структуры. К методам, изучаю-
щим строение металлов и сплавов, относят рентгеноструктурный и
металл огр афически й.
Рентгеиоструктурным методом исследуют внутреннее строение
кристаллических решеток, фазовый состав, величину зерен и т. д.,
используя специальные образцы (в том числе и порошка). Кроме
того, рентгеновский метод (иа просвечивание) применяют для контро-
ля литых, кованых и сварных деталей, выявления раковин, пустот,
пористости, непроваров и т. д. Современные рентгеновские установки
позволяют контролировать стальные детали на глубину до 100 мм,
сплавы на алюминиевой основе—до 400 мм, сплавы на медной основе—
до 60 мм.
Металлографическим методом исследуют макро- и микроструктуру
металлов и сплавов. Структуру металла, видимую невооруженным
88
глазом или при небольших увеличениях (до 30 раз), называют макро-
структурой.
Макроскопический анализ позволяет выявить величину, форму
и расположение кристаллических зерен в литом металле, направление
волокон в деформированном металле, усадочные и газовые раковины,
усадочные рыхлости, трещины, химическую неоднородность металла
характер его излома и т. д.
Обычно макростроепие металла изучают па макрошлифах или
по изломам. Макрошлиф представляет собой специально подготов-
ленную к исследованию часть детали или заготовки. Поверхность
макрошлифа шлифуют наждачной бумагой или на специальном
станке. Шлифы подвергают глубокому травлению в различных
реактивах.
При микроскопическом исследовании струк-
туры металлов используют оптические или электронные микроскопы.
Обычно применяют металлографические микроскопы с увеличением
50—3000 раз. Это позволяет определить микроструктуру металла
(величину и форму зерен, структурные составляющие, вид и распре-
деление неметаллических включений и др.) на специальных
шлифах.
Для этого из изделий вырезают цилиндрики диаметром и высотой
10—15 мм или кубики с ребром около 10 мм. Одну из плоских по-
верхностей микрошлифа обрабатывают шлифовальной бумагой, а за-
тем полируют на сукне до зеркального блеска. Качество изготовления
шлифа проверяют под микроскопом. При этом наблюдают также
распределение неметаллических включений (графита, сульфидов,
окислов и т. д.).
Для выявления структуры шлиф подвергают травлению в слабых
спиртовых или водных растворах кислот или щелочей, а также в сме-
си различных кислот. В результате травления на поверхности шлифа
появляется микрорельеф вследствие неодинаковой травимости струк-
турных составляющих, границ зерен и зерен. Этот микрорельеф соз-
дает сочетание света и тени при рассмотрении шлифа в микроскоп.
Исследование структуры ведется в отраженном свете. Структура, про-
травленная в большей степени, оказывается под микроскопом более
темной по сравнению с менее протравленной.
Электронный микроскоп дает увеличение до 100 000 раз, что зна-
чительно расширяет область применения микроструктурного анализа.
В этом микроскопе вместо световых используют электронные лучи,
испускаемые вольфрамовой раскаленной спиралью.
В настоящее время разработаны способы микроскопического ис-
следования образцов металла в вакууме. В результате стало возмож-
ным наблюдение структур металлов и сплавов при повышенных тем-
пературах.
Советскими учеными создан ультрафиолетовый микроскоп, поз-
воляющий фотографировать микрошлифы в ультрафиолетовой об-
ласти спектра, что очень важно для расшифровки строения сложных
многофазных сплавов.
89
§ 4. Физические методы исследования
К физическим относят термический, дилатометрический, электри-
ческий, магнитный и другие методы исследования. По изменению тех
или других физических свойств сплава можно определять происходя-
щие в нем превращения. Например, температуры аллотропических
превращений железа можно определить по изменению объема или
длины (дилатометрический метод) или электросопро-
тивления (электрический метод) при нагреве и охлажде-
нии стандартных образцов.
М агнитный метод применяют для исследования превра-
щений в сплавах. Этот метод основан па зависимости магнитных свой-
ств сплава от структуры или состава. Магнитный метод контроля
позволяет также выявлять (главным образом в чугунах и сталях)
мелкие трещины, раковины, поры, расположенные близко к поверх-
ности, а также качество термической обработки. Существуют кроме
того, и другие методы испытаний самих деталей без их разрушения.
Метод радиоактивных изотопов (меченых ато-
мов) применяют для изучения процессов диффузии, распределения
различных специальных элементов, введенных в сплав, и др. Наблю-
дая следы перемещения меченых атомов, можно установить распре-
деление различных структурных составляющих сплава.
Глава VIII
ДЕФОРМАЦИЯ И РЕКРИСТАЛЛИЗАЦИЯ МЕТАЛЛОВ И СПЛАВОВ
§ L Деформация металлов
Под действием приложенных сил в металле возникают напряжения,
которые вызывают деформации, изменяющие форму и размеры метал-
лического тела. Эти силы могут быть внешними или возникать в ре-
зультате различных физико-химических процессов. Деформация ме-
талла может быть упругой, полностью исчезающей после снятия
нагрузки и пластической (остаточной). При упругой деформации сме-
щение атомов незначительно, и они после снятия нагрузки возвраща-
ются в исходное положение. При пластической деформации происхо-
дит необратимое смещение атомов без разрушения металла.
Физическая сущность пластической деформации монокристалла
(единичного кристалла) заключается в том, что напряжения вызывают
перемещение дислокаций (см. рис. 21—23), при которых верхняя часть
одного зерна (кристалла) сдвигается на один межатомный промежуток
по отношению к его нижней части. В некоторых случаях под действием
касательных напряжений одна часть зерна смещается по отношению
к другой и является как бы его зеркальным отражением. Такую де-
формацию называют двойникованием. Любой процесс деформации
при возрастании напряжений до предельных величин заканчивается
хрупким или вязким разрушением.
90
Хрупкое разрушение не сопровождается сколько-нибудь заметно";
пластической деформацией; излом при таком разрушении гладкий,
блестящий. Вязкому разрушению предшествует более или менее зна-
чительная пластическая деформация; излом получается неровный,
матовый. В реальных случаях часто наблюдается смешанный тип
разрушения.
Пластическая деформация поликристалличсского металлического
тела осуществляется аналогично пластической деформации моно-
кристалла. Однако в пол и кристаллическом металле на процесс пла-
стической деформации внутри отдельных зерен накладываются про-
цессы поворота или взаимного скольжения зерен. Отдельные зерна
поликристаллического тела вследствие различной кристаллографи-
ческой ориентировки деформируются по-разному. Прежде всего де-
формируются те зерна, в которых плоскости скольжения наиболее
благоприятно расположены по отношению к приложенной силе. На
первом этапе пластической деформации в отдельных зернах появляются
линии сдвигов. По мере развития пластической деформации проис-
ходит дробление блоков мозаичной структуры, поворот зерен относи-
тельно друг друга и изменение их формы.
При увеличении деформации зерна вытягиваются по направлению
действия силы, образуя волокнистую структуру. При больших сте-
пенях пластической деформации в поликристаллическом металле
образуется определенная ориентировка зерен, называемая текстурой.
Металл приобретает анизотропию свойств. Прочность вдоль вытянутых
зерен (по направлению деформации), больше, чем в поперечном на-
правлении.
В результате сдвига и двойникования вдоль плоскости сдвига и в
прилегающих к ней объемах наблюдается искажение кристаллической
решетки, которое вызывает упрочнение металла. При увеличении
деформации скольжение происходит уже в другой параллельной
плоскости, а в данной плоскости сдвиг затормаживается. Таким обра-
зом, процесс скольжения в реальных кристаллах приобретает ступен-
чатый характер. Образующиеся линии скольжения, видимые в от-
дельных зернах, являются результатом скольжения множества парал-
лельных плоскостей.
Исследованиями установлено, что в кристаллической решетке
процесс скольжения с плотным расположением атомов происходит
легче и более затруднен в плоскостях и направлениях с наименьшей
плотностью расположения атомов. Как указывалось ранее, легкое пере-
мещение атомов по плоскостям скольжения объясняют наличием в них
дислокаций. Пластическая деформация поликристаллическогомсталла
увеличивает его прочность и уменьшает пластичность.
Нагартовкой, или наклепом, называют упрочнение металлов в про-
цессе пластической деформации.
Непрерывное возрастание напряжений в процессе деформации
заканчивается хрупким или вязким разрушением. Хрупкое разруше-
ние не сопровождается сколько-нибудь заметной пластической де-
формацией.
91
Вязкому разрушению всегда предшествует значительная пласти-
ческая деформация. Излом образца неровный, матовый. Практически
чисто хрупкое или чисто вязкое разрушение металлов наблюдается
редко,
§ 2. Отдых и рекристаллизация
Пластическая деформация придает металлу неустойчивое состояние
благодаря искажению кристаллической решетки и появлению внут-
ренних напряжений. Наклепанный металл даже при комнатной темпе-
ратуре претерпевает превращения, возвращающие металл в более
устойчивое состояние. Для ускорения этих процессов повышают
температуру.
Нагрев наклепанного металла до температуры 0,25—0,40 Тпл (в
градусах Кельвина) устраняет остаточные искажения кристалличе-
ской решетки, что приводит к некоторому снижению твердости и
прочности и повышению пластичности. Отдыхом, или возвратом, на-
зывают частичное восстановление механических свойств в результате
снятия остаточных искажений кристаллической решетки без заметных
изменений структуры.
При более высоких температурах вместо деформированных, вытя-
нутых зерен постепенно образуются новые равноосные. При этом
металл полностью разупрочняется; механические и физические его
свойства достигают исходных значений. Такой процесс называют ре-
кристаллизацией.
Температура начала рекристаллизации зависит от природы металла,
степени его наклепа и других факторов. Чем больше, как правило,
степень деформации, тем ниже температура рекристаллизации.
В процессе рекристаллизации металлов, аналогично процессу
кристаллизации, возникают новые зародыши (центры кристалли-
зации) с последующим их ростом. Рекристаллизацию, при которой
деформированные зерна заменяются новыми стабильными, называют
рекристаллизацией обработки. При более высоких температурах
происходит рост одних рекристаллизованных зерен за счет других.
Этот процесс называют собирательной рекристаллизацией.
Температуру рекристаллизации определяют в зависимости от
абсолютной (термодинамической) температуры плавления Тт металла.
По данным академика А. А. Бочвара, 7рскр = (0,34-0,4) Гпл для чис-
тых металлов и Трекр (0,64-0,8) 7ПЛ для сплавов.
Размер зерен после рекристаллизации зависит от температуры
рекристаллизации и степени предшествующей пластической деформа-
ции. Чем выше температура рекристаллизации, тем больше размер
зерен. Степень деформации, при которой получаются крупные рекрис-
таллизованные зерна, называют критической.
Изменение размера зерен в зависимости от предшествующей сте-
пени деформации объясняется различным механизмом их образова-
ния. Увеличение степени деформации приводит к росту плотности
дислокаций преимущественно в объемах, прилегающих к границам
зерен. При небольшой степени деформации плотность дислокаций воз-
92
растает незначительно, что практически не влияет на размер зерен
после рекристаллизации.
При критической степени деформации плотность дислокаций на
границах зерен достигает таких значений, при которых возможно
взаимное уничтожение дислокаций. Это способствует постепенному
уменьшению дислокаций на границах зерен и слиянию нескольких
Рис. 39. Диаграмма рекристаллизации железа
небольших зерен в одно более крупное. При степени деформации
больше критической новые зерна образуются путем зарождения цент-
ров кристаллизации с последующим их ростом. Зависимость между
размером зерна, температурой нагрева и степенью деформации для
каждого металла можно проследить на его пространственной диа-
грамме рекристаллизации (рис. 39). Эта диаграмма имеет большое
практическое значение, так как позволяет определять необходимую
температуру нагрева и степень деформации рекристаллизованного
металла для получения мелкого зерна.
Многие металлы можно пластически деформировать в холодном
состоянии, т. е. при температурах ниже температуры рекристаллиза-
ции, и в горячем состоянии — заканчивая процесс деформации
выше этой температуры. Эти два способа по-разному влияют на струк-
туру и свойства деформируемого металла. Как уже отмечалось, после
холодной пластической деформации структура металла становится
волокнистой; под влиянием наклепа металл упрочняется, а его вяз-
кость и пластичность ухудшаются. В таком состоянии металл термо-
динамически неустойчив и обладает повышенным запасом внутренней
энергии. Последующий нагрев позволяет вернуть металл в более
устойчивое состояние, что связано, в частности, с разупрочнением.
93
Горячая пластическая деформация улучшает свойства металла; повы-
шается его плотность, завариваются усадочная и газовые раковины,
уничтожается дендритная структура.
Иногда применяют неполную горячую обработку (полу горя чую,
теплую), основной признак которой — окончание деформации
при температуре несколько ниже температуры рекристаллизации.
Глава IX
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ
Железо — металл серебристо-серого цвета, четвертого периода,
восьмой группы таблицы Д. И. Менделеева, обладающий очень высо-
кой пластичностью. Чистое железо содержит не более 0,01 % примесей
и является очень дорогим металлом. На практике применяют техни-
ческое железо, содержащее до 0,1% в сумме примесей (С, Мп, Si, S,
Р и др.).
Механические свойства железа в зависимости от степени его чисто-
ты и величины зерен изменяются в следующих пределах:
Твердость по Бринеллю НВ, МН/м2
(МПа) ............................
Предел прочности при растяжении зв,
МН/м2 (МПа).......................
Удлинение 6, %......................
Сжатие ф, %.........................
Ударная вязкость ан, МДж/м2,
(кгс-м/см2).......................
580—800
ГО—280
30—50
70—80
16—20 (1.6—2,0)
Железо легко сплавляется с многими элементами. В технике широко
применяют сплавы железа с углеродом, кремнием, марганцем, хро-
мом. никелем и другими элементами. Если в сплаве железа содержится
до 2% углерода, его называют сталью, если более 2% углерода —
чугуном.
Углерод — неметаллический элемент второго периода, четвертой
группы, имеет три аллотропические модификации: уголь, графит и
алмаз. Графит имеет незначительную прочность и слабо выраженные
металлические свойства.
§ 1. Основные структуры железоуглеродистых сплавов
Структурные составляющие железоуглеродистых сплавов можно
рассмотреть под микроскопом на полированном и травленном шлифе.
Феррит (Ф) — твердый раствор внедрения углерода в а-железо.
Он мягкий (НВ 65—130), пластичный (6 — 40%), сильно магнитен,
хорошо проводит тепло и электричество.
При комнатной температуре в феррите содержится 0,002%С, а при
727° С содержание углерода в феррите (и в 6 - железе) — около
0,1%. В феррите кроме углерода может находиться некоторое коли-
94
чество кремния, марганца, фосфора и др. Кристаллическая решетка
феррита — кубическая объемно-центрированная с координационным
числом 8, г. е. такая же, как и у чистого ct -железа.
Цементит (Ц) — карбид железа FesC. В нем содержится 6,67% С.
Цементит имеет металлический блеск и сложную кристаллическую
решетку, обладает большой твердостью (НВ 800) и хрупкостью. Он
слабо магнитен, плохо проводит электрический ток и тепло. Темпера-
тура плавления цементита около 1500° С. Цементит — неустойчивое
химическое соединение и при высоких температурах распадается на
железо и углерод по реакции Fe3C — 3Fe + С.
Аустенит (А) — твердый раствор внедрения углерода в -у-железо,
имеющий кубическую гранецентрированную кристаллическую решет-
ку с координационным числом 12. Аустенит немагнитен, сравнительно
мягкий (НВ 170—200). Максимальная растворимость в нем углерода
при 1147° С составляет 2%, при 727° С — 0,8%.
Ледебурит (Л) — механическая смесь (эктектика), состоящая
из аустенита и цементита и содержащая 4,3%С. Он образуется при
затвердевании (с распадением на аустенит и цементит) из жидкого
расплава при 1147° С. В интервале температур 1147—727° С представ-
ляет собой механическую смесь аустенита и цементита, а ниже 727° С
состоит из феррита и вторичного цементита. Ледебурит отличается
высокой твердостью (НВ 700) и хрупкостью.
Перлит (П) — механическая смесь (эвтектоид), состоящая из
очень тонких пластинок или зерен цементита и феррита; образуется
в результате распада аустенита при 727° С. Содержание углерода
в перлите равно 0,80%. Перлит бывает пластинчатый и зернистый, что
определяется формой цементита (пластинки или шарообразные зерна).
Механические свойства перлита зависят от размеров и формы це-
ментита — пластинчатого или зернистого (ов = 820 МН/м2; б =
₽15%; НВ 160).
Каждая точка диаграммы состояния «железо — цементит» харак-
теризует определенный состав сплава при данной температуре.
§ 2. Диаграмма состояния железоуглеродистых сплавов
Диаграмма состояния Fe—С (рис. 40) включает все сплавы (сталь,
чугун), имеющие практическое применение. Она является результатом
работ многих ученых и непрерывно уточняется вплоть до нашего вре-
мени. Практически максимальное содержание углерода в сплавах с же-
лезом равно 6,67%. Это значение соответствует содержанию углерода
в карбиде железа Fe3C (химическое соединение, которое следует
рассматривать как самостоятельный компонент).
На диаграмме нанесены сплошные и пунктирные линии. Это свя-
зано с тем, что углерод в сплавах может находиться в элементарном
виде (графит) и в виде химического соединения (цементит).
Таким образом, диаграмма состояния системы железо — углерод
может иметь два варианта: 1) система железо — цементит (метастабиль-
ная) и 2) система железо—графит (стабильная). Рассмотрим диаграм-
му состояния системы железо—цементит (сплошные линии).
95
Верхняя часть диаграммы железо—цементит. Точка Л на диаграмме
показывает температуру плавления чистого железа, а точка D' пока-
зывает температуру плавления цементита. Процесс кристаллизации
расплава начинается по линии A BCD (линия ликвидуса). Выше ли-
« а - 1600
JSepSHuA rcw
pemvop e_J5S5
ТберЗый 1500
райвбар о
твердый jt,EI
paantepy и'
ш
900
13BD
120В
1100
Жидмат>+
Е‘
тт
ГЦ| ЦеМСШтРР (ПСрВИЧИЫХ) 1
gl (аустишп .
Жиакпть* о.ригг-
тпамы inlepSo-
рпстйорах
I Лусп1енигп+ реыент-ет
/л У {(анавенипыце^енжт)
у | । '
^; + /иуС.7.Т№П1
; /Даче™™!
/ Hfrnapuwblil}
----1-----г
ТдерЗыв раствор i
(вуСРПЁРИТП) I
Зи°
800
Твердый М_•
peconlop nnn
(феррит) 1
Феррите реме,ч-
тит
(третичный)1- 11
О’
iiewM!7iu.T)
д ^каапь->ирит1№РЬ1„тОерОЕге
рпстЗора о
...gmappiptiii! IПериит+цемеитат дторич-\%3е0при^'^neppuintlle-
цементит) у | [ X)i ,
Г 2 Г 3 4 V 1 5 1 б
ЩК5" ZJSf
НО lOO^FtjC
'10 20
30 40 50 60 70 SO
Рис. 40. Диаграмма состояния железоуглеродистых сплавов:
А 1539 Температура плавлсияя железа
В 1493 (0.3% С) Состав жидкой фазы при перитектиче- ской реакции
J 1493 (0.18% С) Состав аустенита при перитектической реакции
н 1493 (0,1% С) Состав феррита при перитектической реакции
N 1392 о Алло троп и ч еск ое превращение
С 1147 (4,3% С) Состав эвтектики (ледебурит)
D 1600 (6,67% С) Температура пл а влей п я цементит а
ь 1147 (2,0% С) Прсделыгая растворимость углерода в Fe^
5 727 (0,80% С) Состав эвтектоида (перлит)
Р 727 (0,025% С) Предельная растворимость углерода в а- железе
К 727 (6.67% CJ Состав цементита
Q 20 (0,01% С) Минимальная растворимое гь углерода в железе
нии ликвидуса (область Г) сплав находится в жидком состоянии
и представляет собой однородную систему.
Линия AHJECF является линией солидуса. Сплавы, лежащие ниже
этой линии, находятся в твердом состоянии. При температурах между
линиями ликвидуса и солидуса происходит кристаллизация сплавов.
В период кристаллизации одновременно существуют две фазы — жвд-
96
кий сплав и кристаллы твердых растворов. Рассматривая линию
A BCD, можно отметить, что с увеличением содержания углерода
в железе до 4,3% температура плавления сплава понижается, а с даль-
нейшим повышением содержания углерода (участок CD) температура
плавления сплава увеличивается. На участке линии ликвидуса АВ
выделяются кристаллы 6-раствора, состав которых определяется ли-
нией АН. Состав жидкой фазы изменяется по линии АВ. Предельную
растворимость углерода (0,1%) в Fee при температуре 1493СС пока-
зывает точка Н. На линии HJB при температуре 1493°С жидкость,
содержащая 0,5% С (точка В), реагируете ранее выпавшими кристалла-
ми 6-раствора и образуют кристаллы нового вида. Реакцию подобного
типа называют перитектической. В результате этой реакции образуют-
ся кристаллы аустенита, содержащего 0,18%С (точка </).
По линии ВС при понижении температуры из расплава выпадают
кристаллы аустенита переменного состава, в которых содержание угле-
рода от 0,5 до 4,3% меньше, чем в жидкой фазе, из которой они вы-
деляются. Изменение состава жидкой фазы с понижением температуры
происходит по линии ВС, а выпавших кристаллов — по линии JE
(линия солидуса). Если сплавы содержат до 2,0% С, то их кристалли-
зация заканчивается при температуре выше 1147°С. Кристаллизация
сплавов, содержащих 2—4,3%, заканчивается полностью по линии
ЕС при температуре 1147° С, где жидкая фаза обогащается углеродом
до 4,3%. Одновременно из расплава выпадают кристаллы аустенита,
содержащие 2% С (точка Е) и цементита, содержащего 6,67% С (точ-
ка F). Механическая смесь кристаллов цементита и аустенита образует
ледебурит (точка С).
Сплавы, лежащие правее точки С, т. е. содержащие от 4,3 до 6,67%
С, кристаллизуются по линии CD. В начале кристаллизации из распла-
ва выделяется первичный цементит. По мере выпадения из жидкого
расплава первичного цементита содержание углерода в жидкой фазе
уменьшается. При температуре 1147°С (линия CF) оставшийся расплав
содержит 4,3% С и затвердевает с образованием ледебурита (эвтекти-
ки). В результате окончательно затвердевший сплав (ниже линии CF)
состоит из первичного цементита и ледебурита.
Сплавы, находящиеся влево от точки С (содержащие до 4,3% С),
называют доэвтектическими, а сплавы, находящиеся вправо от точки
С (содержащие более 4,3% С) — заэвтектическими. Между линиями
ликвидуса ABCD и солидуса AHJECF (области II и III) железо-
углеродистые сплавы состоят из жидкой и твердой фаз, причем с пони-
жением температуры количество твердой фазы увеличивается.
Таким образом, непосредственно после окончания затвердевания
структура доэвтектических сплавов состоит из аустенита и леде-
бурита, структура эвтектического сплава из ледебурита и структура
заэвтектических сплавов из первичного цементита и ледебурита.
Нижняя часть диаграммы системы железо—цементит. Ниже линии
солидуса AHJECF в затвердевших сплавах при понижении темпера-
туры наблюдаются дальнейшие изменения их структуры, связанные
с перекристаллизацией в твердом состоянии. Такие изменения называ-
ют вторичной кристаллизацией. С понижением температуры железо
07
переходит из одной модификации в другую (FeT->Fea) и раствори-
мость углерода в Fey и Fea заметно уменьшается.
Доэвтектические сплавы (до 2 % С) в области IV состоят из одного ,
аустенита. При охлаждении сплавов, содержащих менее 0,8% С (левее |
точки S), ниже линии GOS происходит распад аустенита с выделением 1
из него избыточного феррита. Так как феррит, выделяющийся при ох- '
лаждении аустенита по линии GOS, содержит не более 0,025% С
(предельная растворимость углерода в Fea, точка Р), аустенит не-
сколько обогащается углеродом, изменяя состав по линии SE. Кристал-
лы феррита изменяют свой состав по линии GOS. Такой процесс
протекает до температуры 727°С. В этой точке при 0,8 %С аустенит рас-
падается на твердую однородную смесь кристаллов феррита и цемен-
тита — перлит. Пользуясь- правилом отрезков по диаграмме состоя-
ния (см. рис. 40), можно определить соотношение феррита и цементи-
та в перлите при 727° С
Q4,/Qu = SK/PS = (6,67 — 0,8)/0,8 » 7,
где Q — количество вещества.
Сплавы с содержанием 0,8% С называются эвтектоидными, мепее
0,8%)—доэвтектоидными и более 0,8% С — заэвтектоидными. При
охлаждении сплавов, лежащих правее точки S и содержащих более
0,8% С, ниже линии SE происходит распад аустенита с выделением
из него вторичного цементита. Так как выделяющийся вторичный
цементит содержит 6,67% С, концентрация углерода в остающемся
аустените изменяется по линии SE до состава точки S (0,8% С) при
727° С.
Таким образом, доэвтектоидные сплавы в области VIII состоят из
аустенита и феррита, а в области IX — из феррита и перлита. За-
эвтектоидные сплавы (0,8—2,0% С) в области V состоят из аустенита
и вторичного цементита, а в области X — из вторичного цементита
и перлита.
Сплавы, содержащие от 2,0 до 4,3% С, выше линии PSK, но ниже
линии ECF (область VI) состоят из аустенита, вторичного цементита
и ледебурита.
По линии PSK и ниже в этих же сплавах (область XI) происходит
превращение аустенита в перлит; структура сплава состоит из перли-
та, вторичного цементита и ледебурита. Сплавы, соответствующие
эвтектической точке С, ниже линии PSK имеют структуру одного леде-
бурита.
Сплавы, содержащие 4,3—6,7% С, ниже линии CF, но выше линии
PSK (область VII) состоят из первичного цементита и ледебурита;
ниже линии PSK (область XII) сплавы сохраняют эту структуру.
В нижией левой части диаграммы линия PQ показывает уменьше-
ние растворимости углерода в а-железе (феррите) с понижением тем-
пературы. По линии PQ выделяется третичный цементит. Следователь-
но, сплавы между точками Р и Q состоят из феррита и третичного
цементита.
Сплавы, находящиеся внутри области QPG, состоят только из
феррита.
68
§ 3. Микроструктура железоуглеродистых сплавов
После медленного охлаждения сталь с низким содержанием угле-
рода (0,02%) состоит из одного феррита, который наблюдается под
микроскопом в виде светлых зерен различной формы и размеров.
С увеличением содержания углерода в доэвтектоидных сталях появляет-
ся новая структурная составляющая— перлит в виде отдельных не-
больших темных зерен между светлыми зернами феррита. С увеличе-
нием концентрации углерода количество перлита пропорционально
возрастает, а при содержании в стали 0,80% С структура состоит только
из перлита. Обычно перлит имеет пластинчатое или зернистое глобу-
лярное строение в зависимости от формы зерен цементита. В первом
случае под микроскопом перлит наблюдается в виде светлых и темных
полосок, а во втором — в виде мелких округлых зерен цементита,
равномерно распределенных в феррите. Зернистый перлит можно по-
лучить из пластинчатого путем длительной выдержки при температуре
около 700° С.
В заэвтектоилных сталях в ci руктуре перлита появляется новая
фаза — вторичный цементит, который наблюдается обычно в виде свет-
лой сетки между зернами перлита. С увеличением содержания угле-
рода количество цементита в заэвтектоидной стали возрастает. При
этом он остается в форме сетки.
Содержание углерода в стали можно определять с приемлемой точ-
ностью по структуре. В качестве примера возьмем сталь, содержащую
около 25% перлита и 75% феррита; это легко определяется под микро-
скопом (на глаз) или по микрофотографии. Не учитывая углерод фер-
рита, получаем, что 100% перлита содержат 0,8 % С; 25% перлита со-
держат х % С:
25 0,8 п ~
х _ —ь_ = 0,20% С.
с 100
В заэвтектоидной стали, содержащей, к примеру, 90% перлита
и 10% вторичного цементита, содержание углерода в образце также
можно определить расчетом: 100% цементита содержат 6,67% С; 10%
цементита содержат х % С
Ю - 6,67 А СС п- г
X = ---—:— __ 0,66% С.
100
Диаграмма состояния системы железо — углерод позволяет свя-
зать внутреннее строение железоуглеродистых сплавов с их химиче-
ским составом и условиями охлаждения.
На рис. 41 приведены упрощенная диаграмма состояния системы
железо — углерод и микроструктуры сплавов различного состава
после их затвердевания с умеренной скороствю охлаждения. На этом
же рисунке показаны кривые охлаждения выбранных сплавов; масштаб
температур диаграммы состояния и кривых охлаждения сплавов оди-
наков.
Охлаждение расплава (рис. 41, а), содержащего 0,025% С, ха-
рактеризуется отрезком 1—2. Кристаллизация сплава начинается в
95
точке 2 и заканчивается в точке 3. От точки 2 до точки 3 из жидкого
сплава выделяются кристаллы аустенита переменного состава, при-
чем концентрация жидкости изменяется по линии ликвидуса, а кон-
центрация твердой фазы — по линии солидуса. От точки 3 до точки 4
происходит охлаждение аустенита, от точки 4 до точки 5 — выделение
Рис. 41. Кривые охлаждения сплавов системы Fe — С (а) и микроструктура спла-
вов с различным содержанием углерода
из аустенита кристаллов феррита. На отрезке 5~6 охлаждается фер-
рит. На отрезке 6—7 при охлаждении ниже температуры 727° С из фер-
рита выделяется избыточный углерод в виде так называемого третично-
го цементита.
Затвердевший сплав имеет структуру феррита (светлые зерна раз-
личной величины и формы) и небольшое количество третичного цемен-
тита, располагающегося преимущественно по границам зерен феррита
(рис. 41, б).
Охлаждение сплава /<2 между точками 1—4 протекает так же, как
и сплава К,- От точки 4 до точки 5 из аустенита выделяется феррит.
На линии 5—5' происходит эвтектоидное превращение,!, е. аустенит
100
превращается в перлит. От точки 5' до точки 6 из феррита выделяется
третичный цементит. По мере увеличения содержания углерода
вплоть до 0,8% на микрофотографиях шлифов доэвтектодных сгалей
появляется перлит, который находится между светлыми зернами ферри-
та (рис. 41, в). При увеличении концентрации углерода в стали коли-
чество перлита пропорционально возрастает. На рис. 41, г показан
микрошлиф стали, содержащий 0,8% С (пластинчатый перлит).
Охлаждение эвтектоидного сплава Л’3, содержащего розно 0,8 % С,
между точками 7—4 аналогично предыдущему. По линии 4—4'
при температуре 727°С происходит эвтектоидное превращение. Охлаж-
дение от точки 4' до точки 5 связано с выделением из феррита третич-
ного цементита. На микрошлифе стали, содержащей 0,80% С, в поле
зрения микроскопа виден перлит.
Охлаждение заэвтектоидного сплава в первой фазе (между точ-
ками 1—4) протекает аналогично охлаждению эвтектоидного сплава
/<3. При дальнейшем охлаждении от точки 4 до точки 5 из аустенита
выделяются кристаллы вторичного цементита. По линии 5—5' про-
текает эвтектоидное превращение (аустенит с 0,8 % С превращается в
перлит того же состава), и от точки 5' до точки 6 из феррита выделяет-
ся третичный цементит.
Заэвтектоидные стали (рис. 41, 5), содержащие от 0,8% до 2% С,
состоят из перлита и вторичного цементита. При .медленном охлажде-
нии вторичный цементит кристаллизуется по границам зерен аустени-
та, образуя твердую и хрупкую оболочку в виде сетки. Выделение вто-
ричного цементита в виде сетки и цементита в виде пластинок нежела-
тельно, так как сталь с такой структурой обладает повышенной хруп-
коствю. Поэтому стремятся получить цементит в виде зерен.
Доэвтектический сплав (7Q охлаждается следующим образом: меж-
ду точками 1—2 сплав находится в жидком состоянии. Между точками
2—3 выделяются кристаллы аустенита переменного состава. На от-
резке 3—3' происходит эвтектическое превращение. От точки 3' до
точки 4 из аустенита выделяется вторичный цементит. По линии 4—4'
происходит эвтектоидное превращение и, наконец, между точками
4’—5 из феррита выделяется третичный цементит. На рис. 41,е при-
ведена микроструктура доэвтектического сплава — чугуна, содер-
жащего 3,5% С; на микрофотографии видны верлит, ледебурит и вто-
ричный цементит.
Охлаждение эвтектического сплава Кв, содержащгго 4.3% С,
протекает так: между точками 1—2 сплав находится в жидком состоя-
нии. Линия 2—2' соответствует эвтектическому превращению —-
жидкий сплав затвердевает с образованием ледебурита. По линии
2'—3 из аустенита выделяется вторичный цементит. Участок 3—3'
соответствует эвтектоидному превращению, а по линии 3'—4 из фер-
рита выделяется третичный цементит. .Микроструктура чугуна эв-
тектического состава, показанная на рис. 41, ж, состоит из ледебури-
та, в котором темные составляющие — продукты распада аустенита
(перлит), а светлые составляющие — цементит.
При охлаждении заэвтектического сплава в интервале точек
2—3 выделяются кристаллы первичного цементита. Линия 3—3'
101
отвечает эвтектическому превращению, по линии 3—4 из аустенита:,
выделяются кристаллы вторичного цементита. Линия 4—4' — эвтек-'
тоидное превращение в сплаве. Между точками 4' и 5 выделяется тре-
тичный цементит.
В структуре заэвтектических чугунов также имеется ледебурит,
но здесь он располагается между светлыми иглами первичного цемен-
тита, выпадающего из чугунного расплава при его затвердевании
(рис. 41, а).
§ 4. Влияние некоторых элементов на свойства стали и чугуна
Сталь. Химический состав изменяет не только структуру, но
и свойства стали. Влияние углерода на структуру сплава подробно
рассмотрено при изложении диаграммы состояния системы Fe—С,
однако следует отметить, что с увеличением содержания углерода
повышается твердость, прочность, но снижается пластичность. На
механические свойства стали также влияет форма и размер частиц
ферритоцементитпой смеси. Твердость и прочность тем выше, чем
больше дисперсность частиц этой смеси. Если в стали содержится
цементит зернистой формы, а не пластинчатый, то она имеет пластич-
ность более высокую при одинаковой твердости. Содержание углерода
оказывает влияние на технологические свойства; с увеличением со-
держания углерода в стали улучшается обработка резанием, повыша-
ется закаливаемость и чувствительность к старению, перегреву, ох-
лаждению и одновременно ухудшается свариваемость. Большое влия-
ние на свойства стали оказывают различные примеси, которые разде-
ляют на постоянные или обычные, скрьные и случайные.
К постоянным примесям стали относятся Мп, Si, S и Р, а так-
же газы (азот, водород, кислород), а к случайным — примеси, ко-
торые попадают с шихтовыми материалами (например, в рудах со-
держатся Си, As, Сг и др.). Иногда к стали специально добавляют
серу и фосфор, так как они облегчают обработку резанием.
В общем случае сера, фосфор, кислород, водород и азот относятся
к вредным примесям.
Сера ухудшает пластичность и вязкость и придает стали красно-
ломкость, т. е. хрупкость при высоких температурах. Сера в железе
не растворяется, а образует сернистое железо (FeS), которое с железом
при 985D С создаст легкоплавкую эвтектику, располагающуюся в ос-
новном ио границам зерен. При нагреве выше 985° С эвтектика пла-
вится, разобщая зерна стали. При горячей обработке такой стали дав-
лением по границам зерен появляются трещины. Чем меньше в стали
содержание серы, тем сталь качественнее.
Фосфор вызывает хладноломкость, проявляющуюся в склонности
образовывать трещины при комнатной температуре и особенно при
температурах ниже нуля. Одновременно фосфор ухудшает пластич-
ность и вязкость. Фосфор растворяется в феррите и повышает прочность
стали. Однако при содержании выше 0,1 % Р хладоломкосТь стали
резко усиливается. Фосфор имеет большую склонность к ликвации при
кристаллизации стали. Это приводит к образованию отдельных участ-
ий
ков, богатых фосфором, при общем содержании его в стали менее
0,1 %. Высококачественные стали должны содержать не более 0,03% Р.
Марганец является раскислителем стали, нейтрализует вредное
влияние серы. Он растворяется в феррите и цементите. При обычном
содержании он повышает прочность стали.
Рис. 42. Микроструктура белых чугунов
Кремний при обычном содержании так же, как и марганец, повы-
шает прочность стали.
Чугун. Микроструктура чугуна зависит не только от химичес-
кого состава, но и от скорости охлаждения при переходе из жидкого
состояния в твердое. При сравнительно быстром охлаждении жидкого
чугуна углерод может выделяться в форме цементита, который распо-
лагается отдельными включениями в основной металлической массе.
Если в чугуне весь углерод находится в виде цементита, то чугун на-
зывают белым. Цвет излома такого чугуна белый, блестящий.
На рис. 42 показаны основные типы микроструктур белого чугуна
с различным содержанием углерода.
103
В доэвтектических чугунах (рис. 42, а, б) цементит располагается
между более темными зернами перлита (продукта распада аустенита).
Форма их соответствует форме первоначальных выделений аустенита.
Поэтому микроструктура белых чугунов сохраняет тот вид, который
она имела бы при высокой температуре (между линиями ECF и PSK
диаграммы состояния).
Микроструктура белого чугуна эвтектического состава представле-
на на рис. 42, в. Темные составляющие структуры ледебурита —
продукты распада аустенита (перлит), а светлые — цементит.
4 б) 6) г)
Рис. 43. Микроструктуры серых чугунов
В структуре заэвтектических чугунов также имеется ледебурит,
располагающийся между светлыми иглами первичного цементита
(рис. 42, г).
При медленном охлаждении жидкого чугуна углерод выделяется
из расплава в виде графита, распределяющегося внутри металлической
массы в форме отдельных включений. Графит придает чугуну серый
цвет в изломе. В связи с этим чугуны, в которых наблюдается вкрап-
ление свободного графита, называют серыми. В серых чугунах графит
может иметь форму тончайших прожилок или пластинок (чешуек),
сфероидальных частичек и хлопьев. Графит уменьшает прочность
металлической массы чугуна и снижает его сопротивление ударным
нагрузкам.
Путем измельчения и более равномерного распределения графитовых
включений в основной металлической массе можно существенно улуч-
шить механические свойства серого чугуна. Процесс графитизации
серого чугуна регулируют изменением скорости охлаждения и леги-
рованием металлической основы.
Установлено, что различные элементы, искусственно вводимые в
состав чугуна при его выплавке, по-разному воздействуют на основ-
ную металлическую массу и степень графитизации чугуна. Например,
кремний способствует выделению углерода в виде графита, чем и улуч-
шает литейные свойства чугуна. Обычно в серых чугунах содержится
0,8—4,5% Si.
104
Марганец, наоборот, препятствует выделению углерода в виде
графите и способствует отбеливанию чугуна. Содержание в чугуне
до 1,2% марганца полезно, так как он увеличивает прочность и твер-
дость чугуна и частично обессеривает его. При более высоком содержа-
нии марганца чугун становится хрупким.
Фосфор повышает жидкотекучесть чугуна, поэтому содержание
его в небольших количествах (до 0,4%) допустимо. В ответственных
чугунных отливках должно быть по возможности меньше фосфора
(до 0,15%), так как он увеличивает хрупкость чугуна.
!Сера затрудняет выделение графита, увеличивает усадку и хруп-
кость чугуна, ухудшает его жидкотекучесть. Содержание в чугунах
брлее 0,1% серы не допускается.
Рис. 44. Микроструктуры высокопрочных
чугунов:
а — на перлитной; б—феррите-перлитной; #—феррит-
ной основе
Микроструктуры серых чугунов различного химического состава
показаны на рис. 43.
В зависимости от формы углерода и природы металлической осно-
вы различают следующие типы серых чугунов:
1) ф е р р и т н ы е, в которых весь углерод находится в виде гра-
фита. Структура таких чугунов (рис. 43, а) —феррит (светлые зерна)
и графит (темные прожилки);
2) феррито-перлитные, в которых часть углерода
находится в связанном состоянии, т. е. в виде Fe3C, входящего в сос-
тав перлита. Структура чугунов (рис. 43, б) — пластинчатый перлит
и феррит (светлые зерна) и графит (черные пластинки);
3) перлитные; структура чугунов (рис. 43, в) — пластинча-
тый перлит и графит (черные пластинки);
4) перлито-цементитные (половинчатые), в кото-
рых внешние слои имеют строение белого чугуна, а сердцевина — се-
рого чугуна. Структура половинчатого чугуна (рис. 43, а) — перлит
и цементит (светлые иглы и прожилки) и графит (черные пластинки).
К группе серых чугунов относят модифицированные, высокопроч-
ные и ковкие чугуны.
Для получения высокопрочного качественного чугуна в жидкий
металл вводят небольшое количество специальных присадок (моди-
105
фикаторов). Они изменяют структуру металлической основы чугуна,
почти не изменяя химического состава, и увеличивают его прочность.
В качестве модификаторов обычно применяют магний и ферросилиций,
а иногда одновременно и то и другое. Кроме того, в качестве моди-
фикаторов сейчас применяют и другие материалы.
На рис. 44 показаны микроструктуры высокопрочного чугуна
после модифицирования магнием и ферросилицием. В чугуне об-
разуется сфероидальный графит и происходит разложение цементита.
Следует отметить еще один способ графитизации чугуна. Белый
чугун подвергают длительному отжигу (томлению) при 900—1000° С.
В результате цементит разлагается и образуется углерод отжига. Полу-
ченный чугун называют ковким. От серого чугуна он отличается фор-
мой выделений графита в виде отдельных зерен или хлопьев. Структу-
ра основной металлической массы ковкого и серого чугунов одинако-
ва (может быть ферритной или перлитной). Соответственно ковкие чу-
гуны разделяют на перлитные (рис. 45, а) и ферритные (рис. 45, б).
Рис. 45. Микроструктуры ковких чугунов:
а — перлитного (структура — перли г и углерод отжига); б — ферритного
(структура феррит и углерод аглигэ)
Согласно ГОСТу существует 11 марок серого чугуна: СЧ-00, СЧ-
12-28, СЧ15-32, СЧ 18-36 к др. Марки расшифровывают следующим
образом: буквы СЧ означают серый чугун, две первый цифры— пре-
дел прочности при растяжении, вторые — при изгибе.
ГОСТ предусматривает девять марок чугунов, обладающих более
высокими прочностными свойствами: ВЧ50-2.0, ВЧ60-2, ВЧ45-5,
ВЧ42-12 и др. Буквы ВЧ означают высокопрочный чугун, две первые
цифры — предел прочности при растяжении, вторые — относитель-
ное удлинение.
Марки ковкого чугуна: КЧЗО-6, КЧЗЗ-8, КЧ35-10, КЧ37-12, КЧ45-6,
КЧ50-4, КЧ56-4, КЧ60-3, КЧ63-2. Буквы КЧ означают 'ровкий чу-
гун, две первые цифры — предел прочности при растяжении, вторая,
цифра — относительное удлинение.
106
Глава X
ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
§ 1. Превращения в стали при нагревании
Структура железоуглеродистых сплавов при комнатной темпера-
туре зависит от их химического состава и скорости охлаждения ниже
линий 60S и SE (см. рис. 40). В результате медленного охлаждения
доэвтектоидные стали приобретают структуру феррита и перлита,
эвтектоидные — одного перлита и заэвтектоидныс — перлита и вто-
ричного цементита. Если любую из этих сталей нагревать, она будет
испытывать структурные превращения. Температурные точки, при
которых происходят такие превращения в твердом состоянии, принято
называть критическими.
Критические точки обусловливающие превращения в стали на
линии PSK, обозначают соответственно Ас, и ДГ]; на линии МО —
А,г и ЛГе; на линии GOS — А., и А,,; на линии HJB — ACi и ЛГ1
и на линии SE — Агт.
Рассмотрим превращения, происходящие в стали с различным со-
держанием углерода при ее нагреве от комнатной до температур выше
критических точек. При нагреве доэвтектоидной стали до температур-
ной области между критическими точками и сталь будет
состоять из феррита и аустенита. При дальнейшем нагреве (выше точ-
ки Аг„) структура этой стали станет чисто аустенитной. Ниже точки
(727°С) доэвтектоидпая сталь состоит из феррита и перлита;
нагрев выше этой точки приводит к превращению перлита в аустенит.
При очень медленном нагреве перлит превращается в аустенит
при постоянной температуре (727° С). При повышении скорости на-
грева превращение перлита в аустенит происходит уже в некотором
интервале температур, несколько выше 727° С. Чем выше температура
нагрева, гем быстрее перлит превращается в аустенит.
Эвтектоидная сталь, содержащая 0,8% углерода, при нагреве до тем-
пературы 727°С также состоит из перлита; при этой температуре весь
перлит превращается в аустенит.
Заэвтектоидиые стали, содержащие от 0,8 до 2% углерода, при на-
греве до температуры первой критической точки имеют структуру,
состоящую из перлита и вторичного цементита. При дальнейшем
нагреве перлит превращается в аустенит. Таким образом, в темпера-
турной области между точками А.л и А,т заэвтектоидиые стали име-
ют структуру аустенита и вторичного цементита.
Рост зерен аустенита происходит за счет превращения феррита.
Растворение цементита протекает медленнее, чем превращение ферри-
та. Это приводит к тому, что некоторое время будут одновременно
существовать две фазы — аустенит и цементит. При увеличении вре-
м’ни выдержки цементит полностью растворится в аустените; однако
последний будет неоднородным по содержанию в нем углерода. Для
выравнивания состава аустенита во всем объеме требуется дополни-
107
тельное время. При нагреве заэвтектоидной стали выше точки Аст
(т. е. линии SE) имеющийся в пей свободный цементит до конца раство-
рится в аустените и структура станет однородной.
Различают три характерных величины зерна: начальное, действи-
тельное и природное. Под начальным (исходным) зерном понимают
зерно, полученное в момент полного превращения перлита в аустенит.
Однако образовавшиеся сначала мелкие зерна аустенита неустойчивы
и растут в зависимости от температуры нагрева и времени выдержки.
Действительное зерно — это зерно, получаемое после термиче-
ской обработки. Конечные свойства стали в значительной мере опре-
деляются величиной действительных зерен. Их размеры зависят от
температуры и времени выдержки в надкритической области и от со-
держания углерода в стали. Величина исходного зерна аустенита
часто влияет решающим образом на размер действительных зерен
и тем самым на механические свойства стали после ее закалки. Ответ-
ственные стальные детали должны иметь мелкозернистое строение.
Наследственным (природным) зерном называют зерно, полученное
в результате специального испытания — нагрева стали до темпера-
туры 930—950° С с последующим быстрым охлаждением, фиксирую-
щим полученную при этой обработке величину зерна аустенита.
В целях желательного изменения структуры и получения более
высоких или специально заданных свойств изделия из металлов и
сплавов подвергают термической (т. е . тепловой) обработке. Такая
обработка заключается в изменении структуры сплава путем его пред-
варительного нагрева до заранее определенных температур, некото-
рой выдержке при этих температурах и последующего охлаждения
по заданному режиму. На практике применяют следующие основные
виды термической обработки металлов и сплавов: отжиг, нормализа-
цию, закалку, отпуск.
А. А. Бочвар предложил различать пять типовых групп термиче-
ской обработки.
Первая группа (отжиг первого рода или низкий отжиг) характери-
зуется отсутствием в сплавах фазовых превращений. Температура
нагрева для отжига (рекристаллизации) Т = 0,6—0,8 К, где К —
абсолютная (термодинамическая) температура плавления сплавов.
Этот отжиг применяют для снижения внутренних напряжений, умень-
шения твердости и повышения пластичности, в частности после холод-
ной обработки давлением.
Вторая группа (отжиг второго рода), или полный отжиг с фазовой
перекристаллизацией, а также нормализация, характеризуется фазо-
выми превращениями, происходящими в сплавах. Температура на-
грева сплавов для такого отжига выше температуры фазовых превра-
щений. Охлаждение ведется медленно (в случае нормализации — на
воздухе). Отжиг применяют для получения мелкозернистой структу-
ры литой стали, полного снятия внутренних напряжений, смягчения,
сфероидизации, улучшения структуры после обработки давлением
и т. д.
Третья группа термической обработки — закалка — характеризу-
зуется нагревом сплавов выше температуры фазовых превращений
108
и быстрым охлаждением. В результате при комнатной температуре
фиксируются промежуточные стадии структурного превращения стали.
Структуры, полученные после закалки, находятся в неравновесном со-
стоянии. После закалки прочностные свойства сплавов повыша-
ются.
Четвертая группа — отпуск — характеризуется нагревом спла-
вов ниже температур фазовых превращений с целью приближения их
к устойчивому равновесному состоянию. Отпуск применяют, как пра-
вило, после закалки. Он увеличивает пластичность и вязкость сплава,
но снижает твердость и прочность.
Пятая группа — химико-термическая обработка— характерна тем,
что сплавы обрабатывают в средах, которые взаимодействуют с ними
и насыщают их на определенную глубину, изменяя состав и свойства
поверхностного слоя.
Все металлы и сплавы можно подвергать термической обработке
первой, четвертой и частично пятой группы; обработка по остальным
группам применима только к металлам и сплавам, которые имеют
аллотропические и фазовые превращения.
Шире других видов термической обработки применяют отжиг,
нормализацию, закалку и отпуск стали.
§ 2. Превращение аустенита при охлаждении
Превращение аустеяита.т. е. его распад, может протекать как при
непрерывном охлаждении стали значительно ниже точки ЛГ1 , так и
при выдержке ее в условиях постоянной температуры, лежащей ниже
точки АГ1 (изотермическое превращение аустенита).
Изотермическое превращение аустенита хорошо изучено экспери-
ментально. Существует несколько методов построения диаграмм изо-
термического превращения аустенита. Сущность любого из них за-
ключается в следующем. Для получения устойчивого аустенита образцы
небольших размеров нагревают в печи до температуры выше крити-
ческой точки и затем быстро переносят в печь с заданной темпера-
турой изотермической выдержки (700°, 600°, 500°С), где и выдер-
живают до полного распада аустенита. Степень распада аустенита
определяют магнитным, дилатометрическим, микроскопическим и дру-
гими методами.
Опыты показывают, что изотермическое превращение аустенита
при любой выбранной температуре начинается не сразу, а через не-
которое время, которое называют инкубационным промежутком. На
рис. 46 приведена диаграмма изотермического превращения аустени-
та эвтектоидной стали (0,8% С). По оси абсцисс откладывается время
в логарифмическом масштабе; по оси ординат слева — температура
выдержки аустенита, справа — твердость металла по Роквеллу. При
700°С сталь сначала некоторое время сохраняет аустенитную струк-
туру, затем в точке а„ начинается распад аустенита, заканчивающийся
в точке ак. При 600°С аустенит начинает распадаться в точке Ьн, ко-
нец превращения — в точке bR. При 400° С эти процессы соответ ст-
109
венно развиваются и в точках С„ и Ск. Соединив все точки начала и
конца процесса распада аустенита, можно получить кривые 1 и 2. По
кривой 1 начинается распад аустенита, по кривой 2 он завершается.
Выше пунктирной лилии АГ1 при охлаждении аустенит устойчив.
Область, лежащая левее кривой /, соответствует переохлажденному
аустениту (Л'), область правее кривой 2 соответствует полному распа-
ду аустенита па феррит Ф и цементит Ц; между этими кривыми сущест-
вует область частичного распада
аустенита.
Линия Аг. означает равновесную
температуру превращения аусте-
нита в перлит.
В верхнем интервале темпера-
тур, т. е. ниже равновесной и
Рис. 46. Диаграмма изотермическо-
го превращения аустенита в эвтек-
тоидной стали
Рис. 47. Структуры стали, получаемые
при различных скоростях охлаждения:
а — исходный аустенит; б —сорбит; б — тро-
остит; я — игольчатый мартенсит
до температуры минимальной устойчивости аустенита (для углеродис-
тых сталей «550°С), аустенит распадается па ферритоцемеятитную
смесь, имеющую пластинчатое строение и отличающуюся только сте-
пенью дисперсности частиц ферритоцементитной смеси.
При медленном охлаждении аустенит (рис. 47, а) превращается
в перлит. При средних степенях переохлаждения аустенита (600—
650сС) получают структуру мелкодисперсного перлита, иначе назы-
ваемого сорбитом (рис. 47, б). При быстром охлаждении аустенита
до района температур минимальной устойчивости аустенита (500 —
600°С) получают структуру троостита, представляющую собой вы-
сокодиспсрсную ферритоцементитную смесь (рис. 47, в).
НО
При переохлаждении аустенита (до 550—240°С) он распадается
на ферритоцемептитную смесь, имеющую игольчатое строение —
игольчатый троостит. Причем дисперсность этой ферритоцементит-
ной смеси также зависит от степени переохлаждения аустенита: чем
больше эта степень,тем дисперсией смесь. Таким образом, сорбит и
троостит являются смесью феррита и цементита, но в отличие от пер-
лита имеют переменный химический состав и более дисперсную струк-
туру. Свойства стали зависят от степени дисперсности ферритоцемен-
титной смеси: чем она больше, тем выше прочность (твердость, проч-
ность на разрыв и т. д.) и хуже характеристики пластичности (отно-
сительное удлинение, сужение, ударная вязкость).
С понижением температуры эвтектоидной стали ниже 240°С (Л1н
па рис, 46) диффузионные процессы резко ослабляются и, наконец,
при температурах ниже —50°С (Л4К, рис. 46) практически полностью
прекращаются. Это приводит к тому, что из аустенита перестает вы-
деляться углерод в виде цементита, а весь он сохраняется в твердом
растворе. В то же время кристаллическая решетка перестраивается
из гранецентрированной Fev в объемноцентрированную Fea. Обра-
зовавшаяся новая структура представляет собой пересыщенный
твердый раствор углерода в a-железе и называется мартенситом
(рис. 47,г).
Из всех продуктов распада аустенита (кроме цементита) мартенсит
обладает максимальной твердостью и минимальной пластичностью.
Превращение аустенита в мартенсит в отличие от превращения аусте-
нита в ферритоцемептитную смесь носит бездиффузнойный характер
и протекает только в интервале температур между началом Л/н и
концом Л4К мартенситных превращений и никогда не идет до конца.
В закаленной стали, кроме мартенсита, всегда присутствует неболь-
шое количество остаточного аустенита. Количество остаточного аусте-
нита зависит от содержания углерода в аустените, а также от скорости
охлаждения в температурной области ниже начала мартенситных
превращений.
Структура мартенсита игольчатая. Иглы мартенсита, как правило,
расположены относительно друг друга под утлом 60 или 120° н харак-
теризуют те плоскости, по которым произошли сдвиги в кристалличе-
ской решетке. Скорость образования мартенситных игл огромна.
Кристаллы растут быстро до определенного размера, затем их рост
прекращается. Новые кристаллы растут в других направлениях.
Размер первых игл мартенсита определяется размером исходного
зерна аустенита.
Таким образом, чем больше скорость охлаждения аустенита, тем
больше интервал температур, в котором происходит его распад, и тем
дисперсное получается ферритоцементитная смесь. По диаграмме
изотермического распада аустенита можно установить, каким образом
и с какой скоростью нужно охлаждать данную сталь, чтобы получить
нужное строение, а следовательно, и свойства стали.
Рассмотрим теперь структурные превращения, протекающие в ста-
лях разного состава при их непрерывном охлаждении с различной
скоростью от области высоких (> ЛГ1) до обычных температур. Полу-
111
чаемые структуры во многом сходны с теми, которые фиксируются при
изотермическом охлаждении.
Как уже отмечалось, при медленном охлаждении нагретого метал-
ла ниже 727°С (температура линии PSK) начнется распад аустенита
с образованием механической смеси феррита и цементита, т. е. пер-
лита (рис. 47, а). Увеличение скорости охлаждения стали, соответст-
вующее увеличению степени переохлаждения аустенита, приводит
к образованию структуры мелкодисперсного перлита — сорбита
(рис. 47, б). Если сталь охладить еще быстрее, появляется более тон-
кая структура распада аустенита — троостит (рис. 47, в). Наконец,
можно выбрать настолько большую скорость охлаждения, что распад
аустенита до троостита или сорбита не успеет произойти. Тогда аусте-
нит превратится в новую структуру игольчатой формы — мартенсит
(рис. 47, а).
Стало быть, при непрерывном охлаждении аустенит также распа-
дается, образуя ферритоцементитную смесь той или иной степени
измельчения. Опыт показывает, что чем больше скорость охлаждения
аустенита, тем больше интервал температур, в котором происходит
распад последнего, и тем дисперснее получается ферритоцементитная
смесь. При охлаждении аустенита с очень большой скоростью весь
аустенит переохлаждается и превращается в мартенсит, т. е. про-
исходит закалка стали, которая заключается в фиксации при более
низкой температуре состояния, свойственного более высокой темпера-
туре.
На основании всего этого были разработаны режимы закалки
стали. Минимальная скорость охлаждения, при которой происходит
превращение переохлажденного аустенита в мартенсит, называется
критической скоростью закалки vK. Она зависит от устойчивости пере-
охлаждения аустенита и тем меньше, чем больше эта устойчивость.
§ 3. Превращения при отпуске закаленной стали
Структура закаленной стали (мартенсит и остаточный аустенит)
неустойчива; при нагревании она будет стремиться перейти в более
устойчивое состояние (ферритоцементитную смесь). Нагрев закален-
ной стали до температур, лежащих ниже точки , с последующим
охлаждением (большей частью на воздухе), при котором происходит
изменение свойств и, иногда, структуры закаленной стали, называют
отпуском стали.
Превращения при отпуске протекают в очень малых объемах (вну-
три мартенситных игл или троостита); обычным микроструктурным
анализом нельзя выявить структурных изменений, происходящих до
температур отпуска порядка 550°С. При обычном рассмотрении под
микроскопом (увеличение 500—600 раз) структуру троостита и сорби-
та отпуска трудно отличить от структуры мартенсита, так как эти
структуры сохраняют мартенситную ориентировку; только при уве-
личении больше чем в 1000 раз отчетливо видно строение сорбита. При
нагреве металла выше 550°С мартенситная ориентировка пропадает
112
§ 4. Старение стали
Сплавы, претерпевающие фазовые превращения, можно упрочнять
путем закалки с последующим старением.
Старен немназывают переход метастабильной структуры к несколь-
ко более устойчивому состоянию. Этот процесс сопровождается изме-
нением физических и механических свойств сплава. Различают два типа
старения: естественное, протекающее при комнатной температуре,
и искусственное, протекающее при более высокой температуре.
В зависимости от первоначальной структуры различают следую-
щие виды старения.
Старение закаленной на мартенсит стали.
Структура закаленной стали неустойчива; даже при комнатной темпе-
ратуре у закаленной на мартенсит стали можно наблюдать изменение
магнитных свойств и размеров детали с течением времени, что указы-
вает на происходящие структурные изменения в металле.
Для получения устойчивых размеров, магнитных и других физи-
ческих свойств многие детали (например, концевые калибры и посто-
янные магниты) после закалки подвергают искусственному старению
например, кипячению в воде при 100° С в течение 8— 12 ч,т.е. на-
греву, выдержке, и охлаждению, изменяющим структуру и свойства
закаленного сплава.
При старении (дисперсионном твердении) быстро охлажденной
малоуглеродистой стали от температуры 650—700° С получают струк -
туру пересыщенного твердого раствора—феррита. Такой твердый
раствор неустойчив. В результате длительных выдержек при комнат-
ной температуре или более коротких при 150—200° С из феррита выде-
ляются некоторые избыточные упрочняющие фазы (третичный цемен-
тит, оксиды, нитриды и др.), что приводит, как правило, к увеличению
прочности и твердости и снижению пластичности и особенно ударной
вязкости стали.
Старение наклепанной стали. Холодная пласти-
ческая деформация в ряде случаев предопределяет и ускоряет про-
цессы старения. В процессе холодной пластической деформации кри-
сталлическая решетка твердого раствора искажается, в зернах по-
являются плоскости скольжения, увеличивается количество дефектов
кристаллической решетки. Такая деформация ведет к увеличению
твердости, предела прочности и предела текучести и к снижению плас-
тичности и ударной вязкости стали.
Состояние стали после холодной пластической деформации (на-
клепа) является метастабильнььм. Старение наклепанной стали
ведет к снижению пластических свойств и повышению предела
упругости.
Причиной падения ударной вязкости (повышения хрупкости)
при старении является процесс дисперсионного твердения, т. с. вы-
деления в дисперсном виде третичного цементита, нитридов и оксидов
из феррита.
5—545
113
Глава XI
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
В заводской практике различают предварительную термическую
обработку стали с целью подготовки структуры к последующим техно-
логическим операциям (пластическая деформация, резание, оконча-
тельная термическая обработка и т. п.) и конечную термическую
обработку, сообщающую стали нужную структуру и заданные свойст-
ва.
Рассмотрим основные процессы термической обработки.
§ 1. Отжиг и нормализация стали
Отжиг имеет цель — улучшение структуры и свойств стали, под-
готовку ее структуры к окончательной термической обработке, смягче-
ние стали для облегчения механической или пластической обработки
Рис. 48. Диаграмма температурного
режима для различных видов отжига
и отпуска стали
и другие задачи. Согласно
классификации А. А. Бочва-
ра отжиг бывает первого и
второго рода. Отжиг первого
рода (нагрев ниже температур
фазовых превращений) при-
меняют для снятия наклепа
и внутренних напряжений
после холодной или полуго-
рячей обработки давлением.
При отжиге второго рода
сталь нагревают до темпера-
тур выше фазовых превраще-
ний, выдерживают при этих
температурах (чтобы успели
произойти фазовые превра-
щения) и в последующем
медленно охлаждают (обычно
вместе с печью). В процессе
охлаждения аустенит превра-
щается в ферритоцементит-
ную смесь — перлит, выделяя
избыточные фазы. Скорость
охлаждения углеродистых
сталей 50—100граД/ч, мало-
легированных сталей — 30—
50 град/ч. После отжига доэв-
тектоидные стали получают структуру перлита и феррита; эвтектоид-
ные — перлита, заэвтектоидпые — перлита и цементита (вторичного).
На рис. 48 приведены различные виды отжига и отпуска.
Диффузионный отжиг, или гомогенизация, заключает-
ся в нагреве стали до температур близких, ио не выше линии солидус,
длительной выдержке при этой температуре (10—15 ч) и последующем
медленном охлаждении: до 600° С вместе с печью, затем на воздухе.
114
Этот вид отжига применяют для устранения неоднородности струк-
туры и химического состава (в частности, литой структуры). После
диффузионного отжига получается крупнозернистая, но однородная
структура. Для измельчения зерна после диффузионного отжига про-
изводят однократный или многократный отпуск, а иногда нормали-
зацию (см. ниже).
Полный отжиг заключается в нагреве стали до температуры,
превышающей на 20—50° С критическую точку выдержке при
этой температуре и последующем медленном охлаждении. При обыч-
ном отжиге стальные детали охлаждают медленно со скоростью
50—Ю0° в час до 500° С, а затем на воздухе.
К заэвтектоидпым сталям полный отжиг не применяют, так как
при медленном охлаждении этих сталей от температуры Аст вторич-
ный цементит выделяется по границам зерен в виде сетки, и сталь
приобретает повышенную хрупкость.
Изотермический отжиг состоит из двух ступеней.
Сначала сталь нагревают и выдерживают при температуре на 50—100°
выше верхней критической точки АС1 , затем быстро охлаждают до
температуры, лежащей на 50—100° С ниже точки A,t , и выдерживают
при этой температуре до полного распада аустенита на перлит, а за-
тем охлаждают на воздухе. Изотермический отжиг требует гораздо
меньше времени, чем обычный. После полного отжига снижается твер-
дость, повышается пластичность и вязкость, улучшается обрабатыва-
емость резанием. Структура стали подготовлена к конечной термиче-
ской обработке (если таковая потребуется).
Неполный отжиг. При неполном отжиге сталь нагревают
выше критической точки АС1 , но ниже АСг с последующим медленным
охлаждением. В этом случае происходит только частичная перекрис-
таллизация структурных составляющих стали. В доэвтектоидных
сталях перекристаллизации подвергается только перлит, избыточный
феррит остается без изменения. В эвтектоидной и заэвтектоидных
сталях вторичный цементит частично переходит в аустенит. Неполно-
му отжигу подвергают стали, не требующие исправления структуры,
т. е. измельчения зерен.
При неполном отжиге снимаются внутренние напряжения, снижа-
ется твердость, повышается пластичность и вязкость, улучшается
обрабатываемость резанием.
Сфероидизирующий отжиг применяют для эвтекто-
идной и заэвтектоидной стали, т. е. в основном для инструментальной.
Цель такого отжига — замена в стали пластинчатого цементита зер-
нистым. Процесс заключается в многократном повторении цикла мед-
ленного нагрева и охлаждения стали, имеющей структуру пластин-
чатого перлита, в области температур немного вь1ше и несколько ниже
критической точки Аг, . Невысокая температура нагрева стали поз-
воляет сохранить большое число центров кристаллизации, способст-
вующих образованию в перлите зернистого цементита. Сфероидиза-
цию называют также отжигом на зернистый перлит. Такой отжиг сни-
жает твердость, повышает вязкость, улучшает обрабатываемость ре-
занием.
5’
115
Отжиг на крупное зерно производят для улучшения
обработки резанием феррито-перлитных сталей. Такие стали нагре-
вают значительно выше критической точки АСг и очень медленно
охлаждают в интервале критических температур, т. е. до точки ЛГ] ;
ниже можно охлаждать с любой скоростью.
Светлый отжиг. За последние годы начали применять от-
жиг в печах с защитной атмосферой или с применением вакуума. Сталь-
ные детали после такого отжига имеют светлую и чистую поверхность
(без окалины).
Рекристаллизационный отжиг применяют после
холодной пластической деформации (прокатки, волочения, холодной
штамповки и т. д.) Низкоуглеродистые стали нагревают до температуры
600—700° С. После такого отжига вытянутые в результате деформа-
ции зерна становятся равнооссными, снимается наклеп, понижается
прочность и твердость, увеличивается пластичность и вязкость.
Дефекты отжига. Нагрев металла при отжиге до высоких
температурили излишне длительная выдержка сопровождается полу-
чением крупнозернистой структуры и называется перегревом. Перегрев
стали может быть исправлен вторичным ее отжигом при соответствую-
щем температурном режиме.
Если температура нагрева при отжиге приблизится к температуре
линии солидуса, то может произойти пережог стали, сопровождаю-
щийся окислением металла по границам зерен. Пережог стали испра-
вить нельзя.
Нормализацию стали применяют для устранения внутренних на-
пряжений, уменьшения твердости и получения мелкозернистой одно-
родной структуры. Твердость и прочность стали получаются при этом
несколько выше, чем после отжига.
Нормализация заключается в нагреве доэвтектоидной стали на
30—50° С выше точки ACs, а эвтектоидной и заэвтектоидной — выше
точки Д1т, непродолжительной выдержке при этой температуре и по-
следующем охлаждении на воздухе. Структура стали после нормали-
зации будет такой же, как и после отжига, некоторые высоколегиро-
ванные стали после нормализации приобретают структуру закалки.
Доэвтектоидные стали после нормализации состоят из феррита и пер-
лита, а у заэвтектоидных устраняется цементитная сетка и образуется
мелкая ферритоиементитная смесь (сорбит).
Для некоторых сталей нормализация является окончательной тер-
мической обработкой, т. е. они получают хорошее сочетание пластич-
ности и прочности.
Нормализация — экономичный вид термической обработки, нашед-
ший широкое применение в заводской практике.
§ 2. Закалка и отпуск стали
Для повышения механической прочности и твердости и сохранения
достаточной вязкости стали пользуются термической обработкой,
состоящей из двух процессов: закалки и отпуска. Закалка и отпуск —
основной вид окончательной термической обработки, придающий де-
116
% С
Рис. 49. Температурный интервал наг-
рева углеродистых сталей для закалки
талям и конструкциям необходимые эксплуатационные свойства.
Конструкционные стали после закалки и отпуска приобретают по-
вышенную твердость, высокую прочность и вязкость. Инструменталь-
ные стали получают высокую твердость и износоустойчивость при дос-
таточной вязкости.
Закалка заключается в нагреве стали на 30—50° С выше темпе-
ратур фазовых превращений, выдержке при этой температуре и после-
дующем быстром охлажде-
нии. Температура нагрева
зависит от содержания в ста-
ли углерода (рис. 49). Вслед-
ствие высокой скорости ох-
лаждения сталь приобретает
структуры, отличные от рав-
новесны х, соответствующих
диаграмме состояния систе-
мы железо — углерод. Полу-
ченные при быстром охлаж-
дении стали структуры на-
зывают метастабильными.
Они представляют различные
стадии превращения аустени-
та (мартенсит, троостит, сор-
бит).
Доэвтектоидпые стали,
применяющиеся в основном
в качестве конструкционных
материалов в строительстве и
машиностроении, нагревают
под закалку на 30—50° С выше точки 4fl, в результате чего
перлит и избыточный феррит образуют однородный твердый раствор —
аустенит. Последний при охлаждении со скоростью больше критиче-
ской превращается в мелкоигольчатый мартенсит при небольшом ко-
личестве остаточного аустенита. Данный способ называется полной
закалкой-, после правильно проведенного отпуска он приводит к полу-
чению необходимой структуры стали с хорошими механическими свой-
ствами.
Если перед закалкой нагреть доэвтектоидную сталь до температу-
ры, лежащей в интервале критических точек АС1 —Ас, , то произой-
дет лишь частичная перекристаллизация стали; останется некоторое
количество феррита, который в процессе закалки не претерпит изме-
нений и тем самым снизит твердость стали. Такую закалку доэвтекто-
идной стали называют неполной и ее применяют крайне редко;
в общем случае она не позволяет получить максимально возможные
прочностные свойства.
Эвтектоидные и заэвтектоидиые стали нагревают перед закалкой
на 30—50° выше точки ACt , выдерживают при данной температуре
и затем охлаждают со скоростью больше критической. Для этих сталей
применяют неполную закалку. В структуре эвтектоидной стали после
117
такой закалки будут мартенсит и остаточный аустенит, а в зазвтекто-
идной стали — мартенсит, вторичный цементит и остаточный аусте-
нит. Из заэвтектоидных сталей в основном изготовляют инструмент,
от которого требуется высокая твердость и износоустойчивость, и
присутствие вторичного цементита в виде мелких равномерно распо-
ложенных зернышек даже желательно.
Технология закалки стали включает в себя две
операции: нагрев и быстрое охлаждение. Правильное их проведение
обеспечивает получение необходимой структуры, а следовательно,
и физико-механических свойств стали.
Большое значение имеют способ нагрева, время выдержки в печи
и расположение деталей при нагреве.
Стальные изделия для термической обработки, в частности для за-
калки, можно нагревать в пламенных печах (нефтяных, газовых), где
металл непосредственно соприкасается с пламенем; в муфельных печах,
где металлические изделия помещают в камеры, обогреваемые снаружи
пламенем или электрическим током; в ваннах, где металлические из-
делия погружают в расплавленные соли или свинец. Изделия нужно
нагревать постепенно и равномерно, чтобы предотвратить возникнове-
ние в металле внутренних напряжений. Однако слишком медленный
нагрев снижает производительность печей и в ряде случаев сопровож-
дается обезуглероживанием и окислением поверхности стали. Сущест-
венно также правильно размещать нагреваемые детали в пламенных
и электрических печах, чтобы обеспечить равномерный их прогрев.
Режим нагрева определяется по таблицам в зависимости от формы
и размеров поперечного сечения, химического состава изделия и спо-
соба подвода к нему тепла. Чем больше углерода н легирующих эле-
ментов в стали, чем сложнее форма изделий, тем медленнее их нужно
нагревать,
В свинцовых и соляных ваннах металл нагревается быстрее и равно-
мернее; там наблюдается также меньшее окисление и обезуглерожи-
вание металла. В муфельных печах тепло передается изделиям
медленнее, чем в пламенных печах или в ваннах.
Для предохранения металла от окисления и обезуглероживания
в некоторых печах создают защитную газовую атмосферу и после на-
грева получают изделия с чистой и светлой поверхностью. В каче-
стве защитной атмосферы применяют осушенные газообразные про-
дукты неполного горения топлива (СО), очищенный азот или другие
газы. В особых случаях используют для этой цели вакуумные
печи.
Скорость охлаждения стали влияет на се структуру. Для регули-
рования этой скорости при закалке применяют специальные
закалочные среды. Особенно важно, чтобы охлаждающая
среда обеспечивала большую скорость охлаждения стали в пределах
659—500е С, во избежание распада аустенита на смесь феррита и цемен-
тита. С другой стороны, необходимо несколько замедлить охлаждение
стали в области температур 200—300° С. В этой области наблюдается
образование мартенсита, сопровождающееся увеличением объема
металла и появлением больших внутренних напряжений; последние
118
могут привести к деформации закаливаемых изделий и даже образо-
ванию закалочных трещин.
Сильно действующей закалочной средой является вода при 20—
18° С, которая в интервале 650—550° С охлаждает сталь с большей
скоростью (и = 600 град,'с). Основной недостаток холодной воды —
большая скорость охлаждения (о — 270 град/с) в интервале 300—
200° С (в районе образования мартенсита). По мере повышения темпе-
ратуры закаливающая способность воды резко снижается. Разбавлен-
ные водные растворы солей, кислот и щелочей усиливают закаливаю-
щую способность воды.
К менее энергично действующим закаливающим средам относятся
минеральные и реже растительные масла, применяемые при закалке
легированных сталей. С повышением температуры закаливающая
способность масел слабо изменяется. В области наименьшей устойчи-
вости аустенита (650—500° С) масло охлаждает сталь примерно в пять
раз медленнее, а в области мартенситных превращений (300—200° С) —
в 10 раз медленнее, чем вода. Основные недостатки масла—относитель-
но малая скорость охлаждения в области температур наименьшей
устойчивости аустенита, огнеопасность (при нагреве до 300—250° С
масло может загореться), постепенное загустевание, что ведет к сниже-
нию закаливающей способности и пригоранию масла к деталям.
Расплавленные соли калия и натрия, а также жидкий свинец —
наиболее слабые охлаждающие жидкие среды при закалке стали. При
закалке в этих средах в структуре металла появляется троостит и
даже сорбит закалки, уменьшающие твердость металла.
При закалке стали в воде, водных растворах солей и в масле вокруг
охлаждаемого изделия всегда образуется оболочка («рубашка») из
пара, затрудняющая отвод тепла от металла. Чтобы разорвать такую
оболочку, изделия в закалочной ванне непрерывно перемещают; это
увеличивает скорость охлаждения стали.
Все применяемые на практике охлаждающие среды полностью
не удовлетворяют предъявляемые к ним требования. Вследствие этого
параду с обычной закалкой применяют и другие методы закалки.
В зависимости от метода охлаждения различают следующие спо-
собы закалки.
Обычная закалка (в одном охладителе) — применяется
для обработки деталей простых форм. Изделия более сложной формы
закаливают в двух различных жидких средах или прерывистой
закалкой. Детали при этом нагревают, как обычно под закалку,
и охлаждают с необходимой скоростью до температуры, лежащей не
сколько выше начала мартенситного превращения. Затем их быстро
переносят в менее интенсивный охладитель, где и выдерживают до
полного охлаждения. Таким образом, превращение аустенша в мар-
тенсит протекает сравнительно медленно, что способствует уменьшению
внутренних напряжений и деформаций. Такой способ закалива-
ния часто применяют для закалки инструмента из углеродистой
стали.
Ступенчатая закалка производится также в две ста-
дии. Нагретое изделие, как обычно при закалке, быстро переносят в
119
ванну с температурой 270—290°С, где и выдерживают некоторое время.
После такой изотермической выдержки изделие охлаждают в масле или
на воздухе. Время выдержки в ванне должно обеспечить выравнива-
ние температуры по всему сечению детали, но не должно вызывать
распада аустенита. Этот метод применяется при закалке легированных
сталей и для деталей небольших сечений (8—10 мм) из углеродистой
стали. Недостаток этого метода в том, что горячие медленно охлаждаю-
щие среды не позволяют получать необходимые скорости охлаждения
для крупных сечений деталей.
Рис. 50. Схема высокочастотной закалки с машинным генератором для
нагрева стали:
I “ генератор; 2 — электродвша гель; 3 — трансформатор; 4 — индуктор; 5 — реле време-
ни; б — ^лсктропневмагидравличсский клапан, 7 кондепсатарные батареи; 8 — контактор;
9 — возбудитель; 10 — пусковые кнопки
Изотермическую закалку осуществляют так, что
распад аустенита происходит при постоянной температуре в процессе
выдержки в изотермической ванне. Это должно обеспечить полный
распад аустенита на ферритоцементитную смесь (игольчатыйтроостит),
после чего' изделие можно охлаждать с любой скоростью. Изотерми-
ческую закалку применяют для пружин, рессор, болтов, шайб, труб
и других деталей из углеродистой и легированной стали.
Закалка с самоотпуском. При этом способе работы
изделие, нагретое под закалку, погружают в закалочную среду, но
охлаждение ведут не до конца. Отпуск металла (самоотпуск) проис-
ходит за счет тепла внутренних слоев детали. Закалку с самоотпуском
120
широко применяют для зубил, кувалд, слесарных молотков и другого
инструмента, который должен иметь высокую твердость на поверх-
ности и сравнительно вязкую сердцевину.
Поверхностная закалка обеспечивает получение вы-
сокой твердости в поверхностных слоях изделия с сохранением вязкой
сердцевины. Стальные изделия нагревают до необходимой темпера-
туры с поверхности, а затем охлаждают с заданной скоростью в под-
ходящей закалочной среде. Для поверхностного нагрева применяют,
как правило, токи высокой и иногда промышленной частоты, кон-
тактный электронагрев, нагрев газовыми горелками и другие спо-
собы.
Электронагрев металлов токами высокой частоты перед закалкой
(ТВЧ) впервые был применен в 1923—1924 гг. В. П. Вологдиным.
С 1935 г. началось широкое применение этого метода. Сущность его
заключается в следующем: в индуктор (проводник), по которому течет
переменный ток, образующий вокруг проводника переменное электро-
магнитное поле, помещают изделие, которое также проводит ток. Элект-
ромагнитное поле, пронизывая изделие, вызывает в нем индуциро-
ванный ток той же частоты, являющийся источником нагрева изделия.
Этот ток течет по поверхности изделия и разогревает только эту по-
верхность.
Источником тока высокой частоты служат машинные или лампо-
вые генераторы. Ламповые генераторы с оптимальной частотой f =
15 0Э0—60 000 Гц применяют для закалки мелких деталей и инстру-
мента на глубину 1—2 мм. Машинные генераторы с оптимальной
частотой f = 500—700 Гц применяют для закалки крупных деталей
на глубину 3—10 мм.
На рис. 50 показана схема высокочастотной установки для на-
грева стали от машинного генератора.
Для сквозной закалки и для поверхиостиой закалки на глубину
20—50 мм иногда применяют токи промышленной частоты 50 Гц.
Кроме частоты тока на глубину прогрева (а значит, и закаленного
слоя) большое влияние оказывают скорость и температура нагрева.
Чем больше скорость нагрева, тем меньше глубина закалки; чем выше
температура нагрева, тем больше глубина закалки. Скорость нагрева
зависит от мощности генератора (частоты тока) и колеблется в преде-
лах 50—500 град/с. При данной частоте тока скорость нагрева в пер-
вую очередь зависит от магнитной проницаемости металла.Чем больше
эта проницаемость, тем больше скорость нагрева. Температура за-
калки зависит от скорости нагрева и исходной структуры стали (дис-
персности ферритоцементитиой смеси) и может меняться в пределах
десятков градусов. Чем больше скорость нагрева, тем выше темпера-
тура закалки. Чем дисперснее структура, тем ниже температура за-
калки при одной и той же скорости нагрева.
Небольшая выдержка при нагреве ТВЧ позволяет получить после
закалки более мелкое зерно, чем при обычной закалке. Кроме того,
высокочастотный нагрев уменьшает коробление деталей и не дает
окалины. Закалочной средой после высокочастотного нагрева могут
быть вода, масло, растворы солей и т. д. После закалки ТВЧ твердость
121
деталей выше, чем при обычной закалке. Закалка ТВЧ является
самым производительным и дешевым способом термической обработ-
ки при массовом производстве. Установки для закалки ТВЧ полно-
стью автоматизированы. Они могут быть включены в общий поток
станков механосборочного цеха. Недостатком является то, что можно
производить закалку изделий сравнительно простой формы, а также
высокая стоимость установки, сложность наладки режима нагрева
и охлаждения.
Поверхностны й нагрев изделия под закалку можно производить ацс-
тилено-кислородпым, газо-кислородным или газовоздушным пламенем
газовой горелки (так называемая пламенная закалка). Газовая горел-
ка движется вдоль закаливаемого изделия, нагревая поверхность до
температуры закалки; сердцевина изделия за это время не успевает
прогреться. Последующее быстрое охлаждение струей воды ведет к
закаливанию поверхностного слоя изделия. Глубина закаленного
слоя зависит от количества расходуемого газа и его температуры,
скорости движения горелки, расстояния от нее до изделия. Чем боль-
ше скорость движения горелки, тем меньше глубина слоя.
Этот метод очень прост и дешев, не требует дорогих устройств и
применяется для закалки крупных зубчатых колес, шейки валов
трактора, прокатных валков и других деталей. Некоторая опасность
заключается в возможности перегрева поверхности детали; однако
правильный выбор режима нагрева (расход газа, расстояние от го-
релки до изделия, скорость движения и т. д.) позволяет избежать
этой неприятности.
Закалка стали с последующей обработкой
холодом применяется для высокоуглс род истых сталей, у которых
температура конца мартенситного превращения находится в области
отрицательных температур, и в этом случае в сталях после закалки
наряду с мартенситом остается сравнительно большое количество
аустенита, который снижает твердость закаленной стали, ухудшает ее
износостойкость, изменяет размеры детали. Эти недостатки можно устра-
нить, подвергая сталь непосредственно после закалки обработке
холодом. Стальное изделие после закалки охлаждают до отрицательных
температур, в результате чего значительная часть имеющегося в нем
остаточного аустенита переходит в мартенсит. Глубокое охлаждение
стали сразу же после закалки позволяет изменить некоторые ее свой-
ства. При правильно выбранном температурном режиме обработка
холодом значительно повышает твердость и улучшает режущие свой-
ства инструмента из углеродистой и быстрорежущей стали, а также
стабилизирует размеры точного мерительного инструмента (например,
калибров). Обработку стали холодом проиводят также в установках,
создающих отрицательную температуру, чаще всего в пределах от—75
до —195° С.
Все закаленные детали подвергают отпуску. Отпуском называют
термическую обработку, при которой закаленную сталь нагревают
до температуры ниже критической точки , выдерживают при этой
температуре, а затем охлаждают. При отпуске стали мартенсит за-
122
калки и остаточный аустенит распадаются, образуя более устойчивые
структуры. Цель отпуска — уменьшение внутренних напряжений,
снижение твердости и хрупкости, повышение пластичности.
Различают три вида отпуска: низкий, средний и высокий.
Низкий отпуск осуществляют в интервале температур
1514-200° С. При нагреве до 100° С заметных изменений в структуре
закаленной стали не происходит. Нагрев от 100 до 200° С приводит
к выделению из мартенсита дисперсных карбидных включений чаще
всего пластинчатой формы толщиной в несколько атомных слоев.
Структура после низкого отпуска — так называемый мартенсит от-
пуска. Низкий отпуск применяют для частичного снятия внутренних
напряжений, повышения вязкости и пластичности без заметного сни-
жения твердости. Этому виду отпуска подвергают главным образом ме-
рительный и режущий инструмент.
Средний отпуск производят путем нагрева закаленной
стали до температуры 300—400° С. Сталь приобретает структуру тро-
остита отпуска, т. е. представляет собой мелкодисперсную смесь фер-
рита и цементита. Снижается твердость и прочность стали, повышается
пластичность. Чаще всего этот вид отпуска применяют при термиче-
ской обработке пружин и рессор.
Высокий отпуск выполняют в интервале температур 500—
600° С. Такой нагрев стали при от пуске сопровождается образованием
структуры сорбита отпуска — ферритоце.ментитной смеси средней
дисперсности, зернистого строения.
При ввюоком отпуске практически полностью снимаются внутрен-
ние напряжения встали. Сорбитная структура дает наилучшее сочета-
ние прочности и пластичности для конструкционных сталей. Высоко-
му отпуску подвергают большинство ответственных деталей машин
и конструкций.
Закалка с высоким отпуском носит название улучшающей обработ-
ки. Улучшению подвергают конструкционные стали, содержащие
0,3—0,5%С. Такие стали называют улучшенными.
§ 3. Закаливаемость и прокаливаемоеть стали
Закаливаемостью называется способность стали существенно по-
вышать твердость при закалке. Закаливаемость зависит в основном от
содержания углерода и легирующих элементов в стали. Чем больше
углерода, тем выше твердость образующегося при полной закалке
Мартенсита и тем лучше закаливаемость стали.
Прокаливаемостью называется способность стали принимать за-
калку на определенную глубину. Эта способность зависит от критиче-
ской скорости охлаждения при закалке окр. Чем меньше эта скорость,
тем лучше прокаливаемость стали. Глубина прокаливаемости опре-
деляется расстоянием от поверхности детали до слоя, имеющего в струк-
туре 50% мартенсита и 50% троостита; ее можно определить, измеряя
твердость по сечению образца. Кроме критической скорости закалки
на прокаливаемость деталей влияют ее размеры, а также интенсив-
123
11ость охлаждения. Прокаливаемость стали весьма важный фактор,
во многом определяющий возможность ее применения.
Несквозная прокаливаемость возникает вследствие того, что внут-
ренние слои охлаждаются с недостаточной скоростью, поэтому в серд-
цевине аустенит распадается на ферритоцементитную смесь. Для. по-
лучения оптимального сочетания механических свойств в больших
сечениях деталей необходимо подбирать стали, которые обеспечивали
бы сквозную прокаливаемость. Кроме того, стали с высокой прокали-
ваемостью можно закаливать в масле, что способствует уменьшению
внутренних напряжений при закалке.
Количественной характеристикой прокаливаемое™ является кри-
тический диаметр — тот наибольший диаметр образца, при котором
сталь в данном охладителе получает сквозную закалку. С увеличе-
нием скорости охлаждения прокаливаемость улучшается. Действи-
тельный или реальный критический диаметр зависит от закаливающей
среды. Чем интенсивнее охлаждающая среда, тем больше будет дейст-
вительный критический диаметр. Однако есть немало случаев созна-
тельного получения неполной прокаливаемости (например, когда
нужна поверхностная прочность при вязкой сердцевине).
В технике прокаливаемость — один из важнейших факторов, опре-
деляющих выбор стали для различных целей. Легированные стали про-
каливаются глубже углеродистых и это одна из причин их частого
применения для ответственных конструкций.
§ 4. Дефекты, возникающие при закалке стали
Неправильно проведенная закалка вызывает ряд дефектов в метал-
ле. К ним прежде всего относятся недостаточная твердость, мягкие
пятна, повышенная хрупкость, деформация, коробление и трещины.
Недостаточная твердость может быть следствием заниженной
температуры нагрева металла перед закалкой для доэвтектоидньтх
марок стали; недостаточной выдержки металла при температуре за-
калки; малой скорости охлаждения при закалке; перегрева металла
перед закалкой для заэвтектоидных марок стали.
Для исправления этих дефектов необходимо подвергнуть сталь
нормализации или отжигу с последующей повторной закалкой при
соблюдении установленного режима нагрева и охлаждения.
Мягкие пятнав металле, т. е. незакалеиные участки с по-
ниженной твердостью, возникают из-за неоднородной исходной струк-
туры или обезуглероживания поверхности. При наличии, например,
в исходной структуре скоплений феррита он не успевает перейти в
раствор и сохраняется после закалки. Образование на поверхности
изделий обезуглероженных участков,естественно, отражается на твер-
дости металла после закалки. Неоднородность структуры стали перед
закалкой исправляют отжигом или нормализацией. Применение более
резких охладителей позволяет иногда предупредить^ образование мяг-
ких пятен при закалке.
Повышенная хрупкость стали появляется при ее закалке от излишне
высоких температур. Дефект обнаруживается при рассмотрении микро-
124
структуры или излома стали, а также проявляется при механических
испытаниях. Для устранения повышенной хрупкости производят пов-
торную закалку стали по нормальному режиму нагрева.
Деформация, коробление и трещины в изделиях являются следст-
вием объемных изменений и внутренних напряжений в металле при
закалке.
Деформация изделий происходит в результате мартенситного пре-
вращения стали после закалки. Коробление (поводка) изделий полу-
чается при их неравномерном нагреве или охлаждении. Оба эти де-
фекта могут быть предотвращены или значительно уменьшены равно-
мерным нагревом и охлаждением изделий, применением специальных
способов закалки и, наконец, правкой и шлифованием изделий после
закалки.
Образование трещин можно предупредить, если правильно конст-
руировать деталь, устранив в ней неравномерные переходы от толстых
сечений к тонким и подвергнуть ее отжигу перед механической обра-
боткой для снятия внутренних напряжений. Прерывистая и ступен-
чатая закалка также способствуют предотвращению закалочных тре-
щин в металле.
§ Б. Термомеханическая обработка стали
Среди различных упрочняющих способов обработок, предназна-
ченных для повышения механических свойств применяемой в промыш-
ленности стали, большое развитие за последние годы получил метод
термомехаиической обработки (ТМО). Такая обработка проводится в
две стадии;
1) горячая, или теплая, деформация в области существования
высокотемпературной фазы — аустенита;
Рис. 51. Принципиальная схема упрочнения сталей методами тер-
момеханической обработки:
a — BTMO; б—НТМО
125
2) последующее регламентированное охлаждение, в процессе кото-
рого деформированный аустенит претерпевает полиморфное превра-
щение. Чаще всего применяют закалку на мартенсит.
В результате первой стадии ТМО в материале создается меЛко-
фрагментированная структура с повышенной плотностью дислокаций
и последующие фазовые превращения происходят уже в пределах соз-
данной субструктуры с сохранением высокой плотности несовершенств
и с последующим получением мелкодисперсной конечной структуры
материала в новом фазовом состоянии. В частности, стали, закаливаю-
щиеся на мартенсит, при ТМО подвергаются деформированию в состо-
янии равновесного или переохлажденного аустенита, с последующей
закалкой и низкотемпературным отпуском.
Наиболее распространено подразделение ТМО по температурному
интервалу деформации аустенита: при температуре выше порога ре-
кристаллизации — высокотемпературная термомеханическая обра-
ботка (ВТМО) и при температуре ниже порога рекристаллизации —
низкотемпературная термомеханическая обработка (НТМО).
Деформация стали при ВТМО осуществляется при температуре,
соответствующей области устойчивого аустенита (выше критической
точки Л3), а деформация при НТМО — в температурной области мета-
стабильного аустенита (ниже критической точки Alt но выше точки
мартенситного превращения Л1Н). За рубежом метод НТМО получил
название «аусформинг».
Принципиальная схема упрочнения сталей методом ТМО представ-
лена на рис. 51.
Высокотемпературная термомехапичсская обработка стали про-
водится по технологической схеме 1.
Схема 1
Низко гемпературный отпуск
126
I Ввиду большой фрагментированности аустенитных зерен после
деформирования и закалки мартенситная структура стали получает-
ся' . мелкодисперсной.
Наиболее ценным результатом применения ВТМО является значи-
тельное улучшение всего комплекса механических свойств. Уникаль-
ная' особенность этой обработки — одновременный рост прочности
и пластичности.
Исследование стали, обработанной методом ВТМО, показало, что
в результате этой обработки статическая прочность (ов, от) повыша-
ется на 40% и более, при одновременном сохранении или даже повы-
шении уровня пластичности (6, ф), резко повышается ударная вяз-
кость (ан) при комнатной и низких температурах (в отдельных случаях
в два-три раза), сильно понижается температура перехода к хрупкому
разрушению, в том числе и после отпуска в интервале развития хруп-
кости, улучшаются усталостные характеристики стали (предел вы-
носливости возрастает на 40—70%), уменьшается чувствитель-
ность легированной стали к образованию трещин. Излом стали стано-
вится вязким, волокнистым.
Высокотемпературной термомеханической обработке можно под-
вергать практически все стали, испытывающие полиморфное пре-
вращение у —важной особенностью ВТМО является эффективное
ее применение для упрочнения обычной углеродистой стали.
Обработка стали методом ВМТО имеет перед НМТО то преиму-
щество, что пластическая деформация здесь протекает при высоких
температурах, когда аустенит можно интенсивно обжимать при мень-
ших удельных давлениях.
Высокая стабильность аустенита в этой области температур поз-
воляет осуществлять деформацию различными методами: прокаткой,
ковкой и штамповкой. ВТМО можно использовать для широкого кру-
га сталей и изделий.
Наконец, положительная особенность ВТМО состоит в том, что
для достижения оптимального уровня прочности не требуется чрез-
мерно высоких степеней обжатия при деформировании аустенита (как
при НТМО) и, следовательно, мощного специального оборудования
для обработки давлением. Максимальное повышение прочности на-
блюдается уже после 25—35% предварительного обжатия.
Однако повысить предел прочности ов стали до значений выше
3900 МН/мв за счет ВТМО пока нс удается. По-видимому, это объяс-
няется тем, Ч1О при деформировании стали в условиях столь высоких
температур (выше ЛСз) невозможно добиться высокой плотности дис-
локаций, часть которых исчезает (анигилируст) уже в процессе самой
горячей деформации.
Как отмечалось выше, важным преимуществом ВТМО перед дру-
гими схемами термомеханического упрочнения является применимость
ее к весьма широкому кругу стальных материалов. В этой связи
заслуживает большого внимания применение ВТМО для повышения
механических свойств как углеродистой, так и низколегированной
стали. Это — важная практическая задача, так как эти стали широко
применяют в строительстве и промышленности.
127
В Московском институте стали и сплавов (МИСИС) совместно с pj)-
дом заводов изучали влияние ВТМО на свойства стали 40 (для штанго-
вого проката нефтяных глубинных насосов) и высокоуглеродистой ста-
ли У9 для режущих частей сельскохозяйственных машин.
По сравнению со стандартной термической обработкой В^МО
приводит к существенному повышению пластичности и прочности
этих сталей. В частности, предел прочности (оЕ) возрос на 400—
500 МН/м2 (МПа). Так, например, у штанг из стали 40 после ВТМО
и отпуска при 150° С в течение часа получили <тв — 2500 МН/м2
(МПа).
При увеличении длительности низкотемпературного отпуска по-
вышается эффект ВТМО и увеличивается прочность. После отпуска
при 200° С в течение 4 ч предел прочности достиг 2900 МН/м2 (МПа).
На волгоградском заводе «Красный Октябрь» была создана спе-
циальная полупромышленная установка для проведения ВТМО штан-
гового проката. Прочность штанг из стали 40 после ВТМО оказалась
в 2,5—3 раза выше (при равной пластичности), чем после применяв-
шейся в производстве штанг термической обработки.
ВТМО углеродистой стали (при различном способе деформации —
прокаткой, кручением, ударным воздействием) позволяет повышать
не только статическую, но и циклическую прочность, что весьма
важно для строительных сталей.
В МИСИС исследовалось влияние ВТМО на статическую и цикли-
ческую прочность рессорной стали 55ХГР (0,55% С, ~1% Сг,
Мп, до 0,004% В). После ВТМО предел прочности (о„) увеличился с
2000 до 2300 МН/м2 (МПа) (по сравнению с оптимальным режимом
обычной термической обработки), а пластичность тоже возросла (б —
16%; при обычной термической обработке разрушение хрупкое). Пре-
дел усталости о_, повысился с 520 до 570—630 МН/м2 (МПа).
В работах проф. М. Л. Бернштейна (МИСИС) показано, что при-
менение ВТМО существенно улучшает эксплуатационные свойства
широко используемых рессорных сталей — 50С2, 56ХГА, 55ХГР, а
также повышает статическую и усталостную прочность не только но-
вых рессор, но и бывших в эксплуатации.
Низкотемпературная термомеханическая обработка стали прово-
дится по технологической схеме 2.
Как видим, этот метод предусматривает интенсивное деформиро-
вание стали в области относительной устойчивости аустенита при тем-
пературе выше мартенситной точки (Ми), но ниже температуры ре-
кристаллизации (Ти р,.кр), с последующим фазовым превращением
(у-> а). Таким образом, существенным отличием НТМО от ВТМО яв-
ляется задержка охлаждения аустенизированной стали в надмартен-
ситной области температур и последующее деформирование мета-
стабильного аустенита.
При таком способе обработки удается резко увеличить прочность
стали и сохранить удовлетворительные пластические свойства.
Однако метод I1TMO пригоден лишь для сталей с широкой областью
устойчивости аустенита, которой, как известно, обладают лишь сред-
не- н высоколегированные стали.
128
Схема 2
I
Закалка в воде или масле
Низкотемпературный о i пуск
Для достижения высокой прочности при НТМО сталь в надмартен-
ситной области температур следует деформировать до значительно
более высоких степеней обжатия (л — 75--95%), чем при обработке
методом ВТМО. Это объясняется тем, что в надмартенситной области
температур перестройка дислокаций существенно менее развита, чем
при нагреве выше точки Лг, . Поэтому для прохождения процессов,
приводящих к равномерному распределению дислокаций в объеме
стали, требуются более высокие степени обжатия.
Высокие механические характеристики при НТМО получаются,
как правило, лишь при отпуске стали при температурах не выше 200—
300° С. (Кроме стали, испытывающей вторичное твердение.)
Применение НТМО позволяет во многих случаях повысить проч-
ность ерли до oD = 2600 МН/м2 (МПа) и выше при сохранении удов-
летворительных пластических свойств.
Особенно эффективно воздействие НТМО при обработке стали,
полученной вакуумной плавкой из чистых шихтовых материалов. Это
воздействие связывают с увеличением пластичности аустенита такой
стали.
Метод НТМО, как и ВТМО, приводит к резкому увеличению цик-
лической прочности стали. После НТМО циклическая прочность на
20—30% выше, чем после обычной закалки и отпуска.
12»
Данный способ упрочнения в связи с затруднениями при формо-
изменении позволяет применять такие процессы пластической обра
ботки стали, как прокат и волочение. Здесь нет опасности разуйроч-
нення аустенита, так как деформирование при НТМО осуществляется
при температуре ниже температуры рекристаллизации. /
Предел упругости ае стали, обработанной методом НТМО, доста-
точно высок, что в сочетании с высокой циклической прочностью де-
лает такие стали пригодными для изготовления высокопрочных пру-
жин, рессор, торсионных стержней, подвесок и других подобных эле-
ментов. Кроме того, упрочнение материалов с помощью НТМО (как
и ВТМО) приводит к значительному повышению режущей стойкости
и вязкости инструментальных сталей.
Деформация металла при НТМО затруднена; для се осуществления
требуется очень мощное оборудование и прочная оснастка. Это опре-
деляет более узкую применимость этой обработки по сравнению с
ВТМО.
Посредством НТМО в Институте металлургии АН СССР им. Бай-
кова повысили режущую стойкость быстрорежущих сталей Р18 и Р9.
Прочность стали Р18 повысилась на 20%, пластичность — на 15%.
Красностойкость (сохранение высокой твердости до температуры
700—800° С) стали Р18 после НТМО существенно возрастает.
Широко применяют НТМО к инструментальной стали, добиваясь
высокой прочности, твердости и большого сопротивления истиранию.
С использованием НТМОбыли изготовлены штампы для высадки, про-
шивки и горячей резки, превосходившие по своим характеристикам
штампы, изготовленные по обычным режимам.
* * *
Степень пластической деформации (обжатие) при термомеханиче-
екой обработке оказывает решающее влияние на механические свой-
ства. В большинстве случаев прочностные характеристики стали, обра-
ботанной с помощью ТМО, монотонно возрастают с ростом обжатия
заготовок; одновременно (в случае ВТМО) увеличивается пластич-
ность стали, но до какого-то оптимального значения обжатия. Высоко-
температурной термомеханической обработке свойственно сохранение
наследственного упрочняющего влияния наклепа даже после пере-
кристаллизации стали (в частности, после ряда термообработок).
Совмещение процессов ВТМО и НТМО на одном
и том же объекте значительно повышает ударную вязкость (аи)в зоне
развития обратимой хрупкости и одновременно увеличивает твердость
.стали.
В табл. 2 приведены значения ударной вязкости в кге • м/см2 для
стали 37XH3A, в случае НТМО и совмещенной термомеханической
.обработки (с НТМО).
Таким образом, совмещенной термомехапической обработкой
(ВТМО) можно повысить ударную вязкость стали (по сравнению с
НТМО) более чем в три раза.
ДЗО
Таблица 2
Значения «н для стали 37XH3A
\ Вид обработки
_---------------
, нтмо нтмо вт.мо
Режим отпуска
3,0
2,2
650 С,
55СГС,
Рассмотрим некоторые ограничения, связанные
с использованием Т М О для упрочнения кон-
струкционной стали,
1. Для осуществления НТМО необходимо мощное оборудование
для обработки давлением, чтобы получить высокие степени обжатия
заготовок (до X = 90—95%).
2, Упрочняемая сталь (в случае НТМО) должна иметь широкую
область устойчивости метастабильного аустенита. Не все стали мож-
но подвергать НТМО,
3. Существенным недостатком ВТМО являются определенные тех-
нологические трудности, связанные с необходимостью во многих слу-
чаях подавлять процесс рекристаллизации. Для этого необходимо
быстро проводить обжатие заготовок при соответствующей темпера-
туре (выше ЛСа).
4, Общий недостаток ТМО как таковой — необходимость изго-
товления заготовок (деталей) почти в окончательных
формах и размерах. Резкое увеличение прочности и твердости
стали, обработанной ТАЮ, сильно усложняет их последующую меха-
ническую обработку.
Высокотемпературная термомеханическая поверхностная обработ-
ка (ВТМПО) — новая схема термомсханичсской обработки, предусмат-
ривающая нагрев поверхностного слоя стального изделия на нужную
глубину, обкатку его роликами, а затем немедленную закалку. Необ-
ходимые структура и свойства сердцевины достигаются в результате
предварительной термической обработки.
Наибольший эффект этот метод должен давать в случае изделий,
работающих на усталостную прочность или контактную выносливость,
когда ТМО используется для упрочнения наиболее напряженного
поверхностного слоя, в котором начинается развитие разрушения.
Ряд ученых провели методом ВТМПО обработку цилиндрических
образцов (диаметром 35—40 мм) из стали марок 40, 40Х и 9Х с по-
мощью специального приспособления.
Эксперименты и испытания проводили на Старо-Краматорском
машиностроительном заводе. Все свойства после ВТМПО сравнивали
со свойствами, получаемыми при применении оптимального промыш-
ленного режима высокочастотной закалки, установленного для кон-
кретной серийно выпускаемой продукции.
131
В результате ВТМПО контактная усталостная прочность стали
9Х повысилась на 300—400 МН/м3 (МПа) по сравнению с получаемой
после высокочастотной закалки.
С увеличением усилия обкатки до определенного значения (РсГ|И =
650 И) возрастает и выносливость, определяемая как среднее, число
циклов N до появления первых очагов разрушения на поверхности.
Электронно-микроскопическим исследованием упрочненных зон
установлено, что после ВТМПО увеличивается дисперсность структу-
ры поверхностных слоев. Измельчение мартенситных пластин может
быть одной из причин повышения усталостных характеристик.
Доказано, что в случае ВТМПО (как и в случае ВТМО) не существу-
ет корреляции между твердостью и сопротивлением деформированию
и разрушению в условиях сложного нагружения. Очевидно, высокое
сопротивление контактному выкрашиванию после ВТМПО обуслов-
лено изменениями в тонком строении, возникшими в результате сов-
местного влияния деформирования и фазового превращения.
Твердость, будучи сравнительно грубым методом оценки, не отража-
ет изменений в тонком строении поверхностных слоев и поэтому не
может служить основным критерием свойств и эксплуатационных
характеристик контактирующих поверхностей в высокопрочном со-
стоянии.
Основное преимущество ВТМПО перед другими способами поверх-
ностного упрочнения (высокочастотная закалка, химико-термиче-
ская обработка с последующей закалкой) состоит в создании струк-
туры, отличающейся повышенной пластичностью.
Исследованиями установлено, что после ВТМПО на поверхности
детали в упрочненном слое возникают благоприятные сжимающие на-
пряжения. Так, например, после оптимального (по свойствам) режима
ВТМПО для стали 40X (/деф = 950°С, РоСж = 55 кге/мм2) остаточ-
ные сжимающие напряжения на поверхности увеличились с 30 до
50 кге/м.м®.
Была проведена ВТМПО полупромышленных партий рабочих вал-
ков из стали 9Х диаметром 38 мм на промышленной установке. Эксплу-
атационная стойкость валков повысилась более чем в 2 раза по срав-
нению с закалкой ТВЧ.
ВТМПО была также использована для повышения износостойкос-
сти стали 40Х. Среднее повышение износостойкости (по сравнению
с закалкой ТВЧ) составляло 90—120%.
Глава XII
ХИМИНО-ТЕРМИЧЕСНАЯ ОБРАБОТКА СТАЛИ
Химике-термической обработкой стали называют термическую об-
работку, связанную с изменением химического состава, структуры
и свойств поверхностного слоя стальных изделий. Цель ее—упрочне-
ние поверхностных слоев стали (повышение твердости, усталостной
132
прочности, износоустойчивости и т. п.). изменение физико-химиче-
ских, и других свойств (коррозионных, фрикционных и Т. Д-).
Различают следующие виды химико-термической обработки стали:
цементация (насыщение углеродом), азотирование (насыщение азотом)
цианирование (параллельное обогащение стали азотом и углеродом);
диффузионная металлизация; алитирование, хромирование, силици-
рование, борирование и др.
§ 1. Цементация стали
Цементацией называют процесс поверхностного науглероживания
изделий из низкоуглеродистой, а иногда и легированной стали в угле-
родосодержащей среде (карбюризаторе) для получения твердой повер-
хности и вязкой сердцевины.
При цементации сталь науглероживается на глубину 0,5—2 мм
до содержания углерода в поверхностном слое 0,75—1,2 %. Цементацию
можно проводить в твердых, жидких или газообразных карбюри-
заторах.
Цементация в твердом карбюризаторе. Из-
вестно много составов карбюризаторов. Один из них представляет
порошкообразную смесь, состоящую из древесного угля (около 70%
по массе), углекислого бария (около 20—25% по массе) и углекислого
кальция (до 2,5—3,5% по массе). Этой смесью пересыпают обрабаты-
ваемые детали, уложенные в металлические ящики. Эффективность
цементации в значительной степени зависит от правильной укладки
и засыпки смесью обрабатываемых деталей, а также от хорошей гер-
метизации ящика до установки его впечь. Обычно на дно ящика насы-
пают слой карбюризатора толщиной 25—30 мм, па который уклады-
вают первый ряд деталей. Эти детали засыпают новым слоем карбюри-
затора толщиной 15—20 мм и утрамбовывают его, а заюм укладывают
второй ряд деталей и т. д. Между деталями и стенками ящика остав-
ляют расстояние 15—25 мм. Верхний слой карбюризатора имеет тол-
щину 30—40 мм. Ящик закрывают сверху металлической крышкой.
Кромки между крышками и стенками ящика обмазывают огнеупор-
ной глиной, которая препятствует проникновению возд\ха и печных
газов внутрь ящика.
Подготовленные ящики загружают в горячую печь периодического
или непрерывного действия и нагревают примерно до 900—950°С.
Продолжительность этого нагревания определяется массой загружен-
ных деталей; продолжительность цементации зависит от требуемой
глубины слоя: как правило, за 1 ч углерод проникает на глубину
примерно 0,1 мм.
Цементация стали в твердом карбюризаторе является сложным
процессом и фактически происходит при участии газообразной фазы,
которая формируется в ящике под действием высоких температур.
В ящике остается воздух, абсорбированный древесным углем и запол-
няющий пространство между зернами карбюризатора. При 900—
133
950°С кислород воздуха и углерод карбюризатора реагируют, образуя
окись углерода
СО, 4- С ** 2СО (45}
В присутствии железа окись углерода может частично диссоцииро-
вать с образованием атомарного углерода по реакции
2СО СО, + Сйт,
Последний в момент выделения обладает большой активностью
и легко диффундирует в ^-железо, насыщая его углеродом вплоть
до образования в поверхностных слоях максимальной растворимости
углерода в стали.
Рис. 52. Глубина и микроструктура цементи-
рованного слоя стали по зонам
Углекислые соли, добавляемые к древесному углю, активизируют
процесс науглероживания железа, регулируя давление и состав га-
зовой фазы внутри ящика. Например, углекислый барий при высоких
температурах разлагается по реакции
ВаСО3 = ВаО + СО, (46)
и является источником углекислого газа. Последний в свою очередь
вступает во взаимодействие с древесным углем [см. реакцию (45)],
увеличивая количество окиси углерода в ящике.
Глубина цементированного слоя и распределение углерода по се-
чению детали определяется по микроструктуре (рис. 52).
При газовой цементации над обрабатываемыми издели-
ями пропускают газы, которые при нагревании до высоких температур
выделяют атомарный углерод. К газообразным карбюризаторам от-
носят природный газ, светильный газ и смеси метана, этила, пропана и
иных газов, получаемых при пиролизе керосина и других жидких
нефтепр одуктов.
Изделия, подлежащие цементации, укладывают в герметически
закрытые ящики или муфели печей с температурой нагрева до 900—
950°С. Газ-карбюризатор пропускают в течение нескольких часов:
при этом получают нау глероженный слой необходимой толщины.
Газовая цементация, по сравнению с цементацией в твердых карбю-
ризаторах, обеспечивает повышение скорости процесса, а следова-
134
дельно, производительности труда, более точное регулирование про-
цесса насыщения стали углеродом, упрощение механизации и автома-
тизации процесса, улучшение санитарно-гигиенических условий труда.
После газовой цементации сразу возможно производить закалку.
При скоростной газовой цементации изделия нагревают токами
высокой частоты до 1080—1100°С. В результате за 40—50 мин мож-
но получить иауглероженный слой толщиной 0,8—1 мм. После ох-
лаждения до 870°С изделия сразу подвергают закалке.
Цементация стали в жидких средах. Эта це-
ментация осуществляется весьма редко, обычно в расплавленных со-
лях. Чаще всего применяют следующий состав солей; 83—84% каль-
цинированной соды, 8—40% поваренной соли, 7—8% черного корун-
да. В ванну такого состава погружают стальные детали и получают
слой толщиной до 0,2 мм за 30—40 мин. Для получения слоя большей
толщины часто применяют карбюризатор из четырех компонентов:
78—81 % кальцинированной соды, 5—6% поваренной соли, 7—8%
хлористого алюминия и 6—8% черного корунда.
Цементацию в жидких средах применяют для малоуглеродистой,
среднеуглеродистой и малолегированной стали. Цементация проте-
кает при 870—890°С для малоуглеродистых сталей, 820—840DC для
среднеуглеродистых и 850—870°С для малоуглеродистых легирован-
ных сталей. Время выдержки зависит от заданной глубины слоя;
ориентировочно 25—45 мин.
Цементация в жидких средах имеет ряд преимуществ по сравне-
нию с цементацией в твердом карбюризаторе: более высокая скорость
процесса, лучшая точность регулировки, возможность термообработ-
ки сразу после цементации; весь процесс в три-четыре раза эконо-
мичнее.
После цементации детали часто получают неудовлетворительную
структуру; для ее улучшения можно применять один из трех следую-
щих режимов термической обработки:
1. После цементации изделия охлаждают до 750°С, затем закали-
вают в воде или масле в зависимости от марки стали и отпускают при
150—20СГС (рис. 53, а). После такой обработки на поверхности полу-
чают структуру крупноигольчатого мартенсита с сравнительно боль-
шим количеством остаточного аустенита; в сердцевине — крупно-
зернистую структуру феррита и перлита. Обработка холодом позво-
ляет уменьшить содержание остаточного аустенита.
2. После цементации изделие медленно охлаждают до комнатной
температуры, затем вновь нагревают до 850°С, закаливают и отпускают
(рис. 53, б).
В этом случае благодаря перекристаллизации при нагреве зерно
измельчается, улучшаются структура и механические свойства из-
делия.
3. Вследствие того что цементированное изделие имеет различное
содержание углерода и соответственно разную структуру по сечению,
применяют тройную термическую обработку—двойную закалку и
низкий отпуск (рис. 53, в). Цель первой закалки —измельчение струк-
туры в сердцевине и уничтожение цементигной сетки; ее ведут при
135
температуре выше критической точки АСз (для стали, содержащей
0,2% С, при 920° С). В поверхностном слое, при содержании углерода
до 0,8%,сталь при такой температуре перегревается; чтобы устранить
перегрев и придать высокую твердость поверхностному слою
металла производят вторую закалку от температуры 750—780°С.
Рис. 53. Схемы термической обработки после цементации
После такой закалки в поверхностном слое получают мелкоигольчатый
мартенсит и зернистый цементит, а в сердцевине мелкозернистый
феррит. Для снятия внутренних напряжений затем производят низ-
кий отпуск (150—200° С).
§ 2. Азотирование стали
Азотированием, или нитрированием, называют процесс поверхност-
ного насыщения стали или чугуна азотом. Этот процесс осуществля-
ется в атмосфере газообразного аммиака NH3 при 430—600°С для
повышения твердости, износоустойчивости и предела прочности и
при 600—800°С только для повышения коррозионной стойкости.
Азотирование требует значительного времени (например, для полу-
чения азотированного слоя в 0,5 мм требуется около 60 ч). В указан-
ном интервале температур аммиак почти полностью диссоциирует по
реакции
2NH3 = 2N -р ЗН2 (47)
Выделяющийся при этом атомарный азот диффундирует в сталь.
После азотирования изделия обычно охлаждают до 200°С в потоке
аммиака, а затем на воздухе.
Азотирование стали значительно повышает ее поверхностную
твердость, которая сохраняется даже при нагревании до 600—650° С,
увеличивает износоустойчивость и предел усталости стали, а также
повышает сопротивление коррозии на воздухе, в воде и водяном паре.
136
Азотированию подвергают изделия из среднеуглеродистой и легиро-
ванной стали, способной образовать с азотом прочные нитриды. Этому
способствуют такие элементы, как Al, Cr, Mo, Ti.
Детали до азотирования подвергают термической и окончательной
механической обработке (включая шлифовку). После азотирования
проводят только окончательное шлифование или доводку в пределах
нескольких сотых мм. Поверхностная твердость азотированного слоя
в 1,5—2 раза выше цементированного и достигает примерно 1000—
1200 кге/мм2 по Виккерсу (1—1,2-1010Па).
§ 3. Цианирование стали
Цианированием называют процесс, при котором поверхность
стального изделия насыщается одновременно углеродом и азотом.
Применяют твердое, жидкое и газовое цианирование. Более широко
распространено жидкое цианирование. Толщина цианированпого слоя
обычно равна 0,1—0,2 мм. В результате та кой обработки повышаются
поверхностная твердость и износоустойчивость. Особенно эффективно
цианирование мелких и средних деталей — шестерен, поршней, паль-
цев, валиков и т. п.
Цианирование в твердой среде, состоящей из
60—80% древесного угля и 40—20% желтой кровяной соли K4Fe(CN)6,
проводят в течение 1,5—3 ч при 540—560°С. Этот способ цианирования
применяют в основном для повышения режущих свойств инструмента.
Цианирование в жидкой среде производят в ван-
не из расплавленных нейтральных (Na.2CO3; NaCl и др.), цианистых
(NaCN, CafCN)^) и других солей.
Различают три вида цианирования: низко-, средне-и высокотемпе-
ратурное.
При низкотемпературном цианировании (550—600°С) ванна со-
держит 25—40% NaCN, 20—45% Na2CO3 и 10—20% NaCl. Продол-
жительность процесса 5—30 мин, а толщина циаьированного слоя
0,02—0,04 мм. Это цианирование применяют главным образом для
обработки инструмента из быстрорежущей стали.
При среднетемпературном цианировании (800—850° С) ванна со-
держит до 20—35% NaCN. Продолжительность этого процесса циа-
нирования от 5 мин до 1,5 ч, а толщина цианированпого слоя поряд-
ка 0,075—0,25 мм. Такое цианирование применяют для обработки
различных деталей из среднеуглеродистой стали: болтов, гаек, шесте-
рен и др. После цианирования изделия подвергают закалке и отпуску
так же, как и после цементации.
При высокотемпературном цианировании (900—950° С) ванна со-
держит 6—10% NaCN, 80—84% ВаС12 и до 10% NaCl. Эту операцию
применяют, если необходима более значительная глубина цианиро-
вания. Продолжительность цианирования в этом случае 1—6 ч, а тол-
щина цианированного слоя достигает 0,5—1,5 мм. Изделия после
цианирования подвергают закалке и низкотемпературному отпуску
(160—180° С).
137
Работа с цианистыми ваннами любого состава требует строгого
соблюдения правил техники безопасности, так как цианистые соли
очень ядовиты.
Газовое цианирование — обработка стальных изде-
лий смесью, состоящей из науглероживающего и азотирующего газов
(например, 70—80% природного газа и 30—20% аммиака).
Процесс цианирования осуществляется при 850—900° С.
§ 4. Диффузионная металлизация
Процесс поверхностного насыщения стали алюминием, хромом,
кремнием, бором, бериллием и другими элементами называют диффу-
зионной металлизацией. Его осуществляют путем нагрева и выдерж-
ки стальных изделий в контакте с одним или несколькими из указан-
ных элементов, которые могут находиться в твердом, жидком и газо-
образном состояниях.
Такая обработка изделия придаст поверхностным слоям стали жаро-
стойкость, износоустойчивость, сопротивление коррозии.
Алитирование — поверхностное насыщение стали алюмини-
ем для повышения жаростойкости (до 850—900° С). При нагреве али-
тированной стали на ее поверхности образуется плотная пленка окиси
алюминия А1гО3, которая в дальнейшем предохраняет основной металл
от окисления.
При твердом алитировании применяют порошок алюминия или
ферроалюминия с добавкой 0,5—2% хлористого аммония. Процесс
проводят при 950—1000° С в течение 3—5 ч (толщина слоя 0,2—0,3 мм)
или 12—15 ч (толщина слоя 0,4—0,5 мм).
При жидком алитировании изделие погружают в ванну с расплав-
ленным алюминием, нагретым до 750—800°С. Процесс продолжается
45—90 мин, толщина алитированного слоя достигает 0,2—0,35 мм.
Газовое алитирование стали проводят в закрытых ретортах газо-
образным хлористым алюминием, который при высоких температурах
частично диссоциирует и насыщает сталь алюминием.
Длн уменьшения хрупкости поверхностного слоя алитированные
изделия подвергают диффузионному отжигу при 900—1000° С.
Хромирование — поверхностное насыщение стали хро-
мом в твердой, жидкой и газообразной средах. При хромировании ста-
ли в твердой среде применяют порошкообразную смесь из 40—45% фер-
рохрома, 45—50% шамота и 3—5% хлористого аммония. Хромиро-
вание проводят при 1100—1150° С в течение 10—15 ч.
При жидком хромировании изделие нагревают до 900—1100° С
в ванне, состоящей из расплавленных хлористых солей бария, магния
и кальция с добавкой 15—-30% хлористого хрома или 15—25% (ферро-
хрома.
Более прогрессивно газовое хромирование стали. Изделие нагрева-
ют до 950—1050° С в атмосфере газообразного хлористого хрома.
Хромированная сталь окалиностойка (особенно при нагревании
до 800—900° С) и хорошо сопротивляется коррозии в водных раство-
рах некоторых кислот и в морской воде.
138
Силицирование — поверхностное насыщение стали крем-
нием — проводят для повышения износоустойчивости и улучшения
коррозионной стойкости и кислотоупорности изделий. При силициро-
вании в твердой среде применяют порошкообразную смесь из 60%
ферросилиция, 38—39% глинозема или каолина и 2—1% хлористого
аммония. Глубина силицированного слоя стали зависит от выдержки,
составляет 0,2—0,8 мм.
Газовое силицирование стали осуществляется при 950—1050° С в
атмосфере хлористого кремния в течение 2—4 ч. При этом получается
силицированный слой толщиной 0,5—1,24 мм.
Борирование — поверхностное насыщение стали бором для
придания износостойкости и высокой твердости, которая сохраняется
до 950° С. Кроме того, металлизация производится титаном, берил-
лием и другими элементами.
В некоторых случаях после металлизации детали подвергают тер-
мической обработке.
Глава XIII
КЛАССИФИКАЦИЯ УГЛЕРОДИСТОЙ СТАЛИ
Сталь классифицируют по способу производства, химическому со-
ставу, структуре и назначению.
По способу производства различают мартеновскую, бессемеров-
скую, томасовскуго, кислородно-конверторную, тигельную и электро-
сталь. По характеру футеровки плавильных агрегатов различают
сталь основную и кислую. По химическому составу — углеродистые
и легированные стали*. По назначению углеродистые стали разделяют
па конструкционные и инструментальные. Конструкционные стали,
в свою очередь, разделяют на строительные и машиностроительные.
Строительные стали содержат до 0,3 % С; машиностроительные цемен-
тируемые — от 0,025 до 0,3 % С, улучшаемые термообработкой от
0,3 до 0,5% С, пружинные — от 0,5 до 0,8% С; инструментальные —
от 0,7 до 1,3% С.
§ 1. Углеродистые стали
Углеродистые стали разделяют на стали обыкновенного качества,
качественные и высококачественные.
В зависимости от назначения и гарантируемых характеристик
сталь обыкновенного качества согласно ГОСТ
380—71, разделяют на три группы А, Б, В, учитывающие условия пос-
тавки:
сталь группы А — поставляют потребителям по механическим свой-
ствам;
Легированные стали выделены в отдельную главу XIV.
139
сталь группы Б — по химическому составу;
сталь группы В —с гарантированными механическими свойствами
и химическим составом.
Углеродистую сталь обыкновенного качества группы А изготов-
ляют следующих марок: СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб, Ст7. По
мере увеличения номера стали повышается содержание углерода, а так-
же прочность и твердость, но снижается пластичность и ударная вяз-
кость.
Сталь группы Б изготовляют тех же марок, но перед маркой стали
ставят букву Б (БСтО, БСт1кп). Сталь группы В изготовляют следую-
щих марок; ВСт2, ВСтЗ, ВСт4 и ВСт5.
Стали обыкновенного качества применяют для строительных кон-
струкций и неответственных деталей машин. Если из этой стали из-
готовляют сварные строительные конструкции, то в ней ограничива-
ется содержание углерода, серы, фосфора, азота и других примесей,
ухудшающих качество сварки.
Углеродистая конструкционная сталь обычного качества выпуска-
ется в виде проката — листов, уголков, балок, прутков и т. Д.
Углеродистые стали специального назначения имеют дополни-
тельные индексы, например стали для мостовых конструкций —
СТЗ мост.
Как уже отмечалось, в зависимости от степени раскисления сталь
может быть кипящей, спокойной и полуспокойной. Кипящую сталь
обозначают индексом «кп», спокойную «сп» и полуспокойную «пс».
Спокойная сталь обладает более высокими показателями сопротивле-
ния динамическому нагружению и ударной вязкости. Буквы М (мар-
теновская) и Б (бессемеровская) в марках стали означают способ вы-’
плавки. Так, мартеновскую спокойную сталь обозначают МСт. 2сп,
бессемеровскую кипящую — БСт. Зкп.
Качественные конструкционные углероди-
стые с т а л и в зависимости от содержания марганца разделяют на
две группы (ГОСТ 1050—74): I группа — стали с нормальным содер-
жанием марганца (0,5кп, 0,8кп. 20, 25,...,85, где цифры показы-
вают среднее содержание углерода в стали в сотых долях процента);
II группа — стали с повышенным содержанием марганца (15Г, 20Г,...
70Г, где буква Г означает, что сталь содержит 0,7—1,2% Мп).
Содержание серы и фосфора должно быть не больше 0,04% (каж-
дого) . .
Малоуглеродистые стали 08кп и 05кп широко применяют в виде
листов для штамповки различных деталей (кузова, фары и т д.).
Малоуглеродистые качественные стали 10, 15, 20, 25 применяют
для сварных и клепаных конструкций, а также для деталей, подвер-
гающихся цементации или цианированию (втулки, пальцы, шестерни,
и т. Д.).
Среднеуглеродистые качественные стали 30, 35, 40, 45 и 50 хуже
свариваются, чем стали, указанные выше. Стали 30, 35 и 40 исполь-
зуют для деталей, подвергающихся большим нагрузкам. Стали 45 и
50 применяют для изготовления деталей, также подвергающихся боль-
шим нагрузкам, но после нормализации (см. стр. 114) (коленчатые валы
по
автомобильного двигателя), а также для изготовления мелких деталей
с последующей улучшающей термической обработкой.
Высокоуглеродистые качественные стали 55, 60, 65 и 70 применяют
для изготовления пружин, рессор и зубчатых колес. Высокие эксплу-
атационные свойства достигаются закалкой с последующим отпуском
в интервале 300—400° С.
Инструментальные качественные углеро-
дистые стали предназначены для изготовления режущего, ме-
рительного и штамповочного инструмента небольших размеров, Мар-
ки этих сталей обозначаются так: буква У и цифры показывают со-
держание углерода в десятых долях процента (У7, У8, У13).
Высококачественные стали содержат более низкое количество серы
(до 0,02%) и фосфора (до0,03%), имеют меньшее содержание неметал-
лических включений, обладают повышенными механическими свой-
ствами.
В обозначениях марок высококачественных сталей в отличие от
качественных ставится буква А.
§ 2. Строительные стали
Наиболее широко в строительстве применяют основную мартенов-
скую сталь. Для элементов строительных конструкций, не подвержен-
ных динамической нагрузке и влиянию низких температур, ранее при-
меняли бессемеровскую сталь. В сварных конструкциях эту сталь
применяли только для малоответственных назначений. Применение
кислорода в конверторном производстве позволило практически пол-
ностью заменить бессемеровскую сталь и значительно расширить об-
ласть применения стали в строительной технике.
Строительные конструкционные стали в основном предназначены
для работы в атмосферных условиях при обычных и пониженных тем-
пературах.
Строительные стали должны обладать хорошей свариваемостью
(не образовывать трещин в процессе сварки и не снижать ударную
вязкость металла вблизи сварного шва), пластичностью, хорошей обра-
батываемостью резанием.
Малоуглеродистую сталь обыкновенного качества применяют для
изготовления строительных конструкций. По данным институтов
электросварки им, Патона и Проектстальконструкции, оптимальный
химический состав строительной малоуглеродистой стали следующий:
0,13—0,18% С; 0,1% Si; 0,4—0,6% Мп; до 0,035% S; до 0,04% Р.
Сталь обычного назначения (ГОСТ 380—71) широко применяется
в строительной технике; поэтому остановимся на ней более подробно.
Сталь группы А подразделяют на три категории. Первая категория
этой стали нормирует показатели временного сопротивления разрыву
и относительного удлинения. Вторая категория кроме первых двух
показателей учитывает также изгиб в холодном состоянии, а третья еще
и предел текучести стали.
14)
Сталь группы В гарантирует не только механические свойства,
но и химический состав, что очень важно для строительных сварных
конструкций.
В строительстве применяют также низколегированные стали
(см. ниже).
Стальные фасонные гнутые профили изготавливают из стали марок
СтО, Ст1, Ст2, СтЗ по ГОСТ 380—71 и стали марок от 08 до 25 включи-
тельно по ГОСТ 1050—74.
Стали, предназначенные для изготовления ответственных металло-
конструкций, подвергают испытанию на чувствительность к старению
после наклепа. Для этого образцы деформируют на 10%. Один обра-
зец испытывают на ударную вязкость до старения, другой — после.
Старение производят в течение 1 ч при 250° С с последующим охлаж-
дением на воздухе.
Показатель чувствительности стали к деформационному старению
определяют по формуле
К = —-....-с- 100%.
Си
где аа — ударная вязкость образца в исходном состоянии; а/ — то
же, после старения.
Если этот показатель более 0,5, из такой стали не разрешают из-
готовлять металлоконструкции.
У Несущие (расчетные) сварные и клепаные конструкции зданий и
сооружений изготовляют из мартеновской и кислородно-конверторной
стали. Для конструкций, не имеющих сварных соединений, и для свар-
ных конструкций, воспринимающих только статические нагрузки,
применяют в основном мартеновскую сталь.
Нерасчетные элементы конструкций (нс несущие большие нагруз-
ки) изготовляют из мартеновской и бессемеровской стали. В случае
применения сварки следует использовать стали этих марок по группе
Б (ГОСТ 380—71). Сталь группы Б, предназначаемую для изготовле-
ния строительных конструкций, проверяют на свариваемость по спе-
циальному стандарту.
Стали группы А (ГОСТ 380—71) применяют для неответственных
элементов строительных конструкций.
Кровельное железо изготовляют из стали марок МСт1кп, КСт1кп.
Поставляют его в виде отожженных листов толщиной 0,38—0,82 мм.
Листы испытывают па перегиб с образованием двойного кровельного
замка; при этом не должны появляться отслаивания, трещины, на-
дрывы и изломы.
Конструкции из листовой стали: резервуары, газгольдеры, трубо-
проводы и другие изделия изготовляют из стали различных марок:
мартеновской или конверторной, кипящей или пол у спокойной. Эти ста-
ли малочувствительны к концентрации напряжений, не склонны к
хрупкому разрушению и старению после наклепа, обладают хорошей
свариваемостью, достаточно высокой ударной вязкостью.
Арматурная сталь для армирования обычных и предварительно
напряженных железобетонных конструкций подразделяется на четыре
142
класса: А-!, А-И, А-Ш и А-IV. Стержни класса A-I изготовляют из
стали: СтЗкп, СгЗсп, СтЗпс, ВСтЗкп2, КСтЗпс2: стержни класса А-П
диаметром от 10 до 40 мм —- из стали марки ВСт5сп2.
Мостовые металлические конструкции изготовляют из горяче-
катаной малоуглеродистой мартеновской стали (ГОСТ 6713—53).
Сварные конструкции мостов изготовляют из стали марки М16С.
Клепаные конструкции мостов изготовляют из стали марки МСтЗмост.
Структура мостовых сталей должна быть мелкозернистой, однород-
ной. без внешних дефектов (раковины, пористость, трещины, воло-
совины).
Прочностные характеристики (предел прочности, предел теку-
чести, относительное удлинение, ударная вязкость) имеют решающее
значение при выборе марки стали для элементов мостовых конструк-
ций.
До последнего времени строительные стали нс подвергали упроч-
нению термической обработкой. Однако исследования показали, что
термическое упрочнение малоуглеродистой стали повышает ее меха-
нические свойства [предел прочности и предел текучести стали марки
МСтЗкп увеличился на 20—30%; ударная вязкость при температуре
—20° С составляет не менее 40 Дж/см2 (4 кге м/м2)|. Термическую
обработку осуществляют после прокатки; такая обработка, упрочняя
сталь, позволяет уменьшить массу конструкции па 15—20%.
Строительные стали можно упрочнить холодной обработкой дав-
лением, а также высокотемпературной термомеханической обработкой
при прокатке.
Глава XIV
ЛЕГИРОВАННЫЕ СТАЛИ И ОСОБЫЕ СПЛАВЫ
В связи с бурным развитием строительной техники и машиностро-
ения и появлением новых отраслей техники — ракетной, реактивной,
атомной — потребовались сплавы, способные выдерживать широ-
кий диапазон температур (от —269 до 1200° С, а в отдельных случаях
до 2000—2500° С) при повышенных удельных давлениях, в условиях
различных видов износа и агрессивных сред, обладающих определен-
ным комплексом магнитных, электрических, оптических и других
физических свойств. Нет возможности перечислить все те разнообраз-
ные условия, в которых могут работать различные конструкции, ма-
шины, механизмы, приборы, агрегаты.
Однако углеродистые сплавы, даже после термообработки, не могут
по прочности удовлетворять высоким требованиям, предъявляемым
к современным материалам. Углеродистая сталь имеет относительно
малую прокаливаемость, повышенную склонность к старению и к пере-
ходу в хрупкое состояние при пониженных температурах, малую
стойкость против коррозии и т. д.
Сталь называют легированной, если в ее составе имеются специаль-
но введенные (легирующие) элементы или содержится более 1 % Si или
1 % Мп.
143
В качестве легирующих элементов в настоящее время применяют
Сг, Мп, Ni, Si, W, Mo, Ti, Co, Си, V и др. Преимущества легированных
сталей выявляются в большинстве случаев только после термической
обработки.
Если сталь легирована одним элементом, например хромом, нике-
лем или ванадием, ее называют хромистой, никелевой, ванадиевой и
т. д.; если же она легирована двумя или более компонентами, то ее
называют сложнолегированпой (например, хромойикелевованадиевой).
§ 1. Распределение легирующих элементов и их влияние
на свойства стали
Легирующие элементы в стали могут находиться в свободном со-
стоянии. Эти случаи очень редки. Например, свинец и медь встреча-
ются в чистом виде в свинцовых и медистых сталях. Механические
свойства таких сталей невысоки.
Легирующие элементы могут образовывать с железом химические
соединения (интерметаллические соединения FeSi, Fe3W, FeCr) и
твердые растворы замещения. Интерметаллические соединения часто
играют роль упрочняющей фазы.
Легирующие элементы способны образовывать химические соеди-
нения с неметаллами (MnO, MnS, SiO2, А12О3 и др.).
Все легирующие элементы по отношению к углероду подразделя-
ются на две группы: элементы, не образующие карбидов, и карбидо-
образующие. В периодической системе Менделеева некарбидообразу-
ющие" элементы стоят правее железа. К ним относятся, например,
Ni, Si, Со, Си, А| и некоторые другие.
Карбидообразующие элементы в периодической системе Менделее-
ва стоят левее железа: к ним относятся Мп,Сг, W, Mo, V, Ti, Nb, Та
и др. Менее устойчивые карбиды находятся в начале этого ряда. Если
в сплаве несколько легирующих элементов, то сперва образуются
карбиды с более активными из них (согласно вышеуказанному ряду).
В стали, содержащей карбидообразующие элементы в большом ко-
личестве, образуются простые и сложные карбиды.
Простые карбиды имеют химическую формулу (Fe, М)3С,
где М — легирующий элемент в стали.
Сложные карбиды (Cr,Fe)7C3; (Cr, Fe)03Ce и др. образуются
на основе цементита путем замещения атомов основного металла леги-
рующим элементом.
Легирующие элементы, растворяясь в феррите или аустените, ока-
зывают разное влияние на полиморфизм железа. -
Одни легирующие элементы (аустеиитообразующие) расширяют
у-область, повышая точку Ал (см. рис. 40) и понижая точку А3.
Другие легирующие элементы (ферритообразующие) сужают у-
область и расширяют «-область. Они понижают точку А,, и повышают
точку А;.
К элементам первой группы относятся Мп, Ni, С, N, Си, Cd, а к эле-
ментам второй группы — Zn, В, Be, Al, Si, V, Ti, Mo, W, Ta, Nb, Cr.
Легирующие элементы, растворимые в феррите, изменяют его свой-
ства, а следовательно, и свойства стали, так как феррит является ос-
новой многих структур стали.
Все легирующие элементы сдвигают точки Е и S влево.
Легирующие элементы, растворенные в аустените (за исключением
кобальта), уменьшая критическую скорость закалки, увеличивают
прокаливаемость и улучшают закаливаемость стали. Это позволяет
получать высокие механические свойства в больших сечениях и при-
менять при закалке в качестве охлаждающей среды масло или воздух,
что способствует уменьшению внутренних напряжений.
При закалке легированной стали в ней остается больше остаточного
аустенита, чем в углеродистой. При отпуске легирующие элементы
оказывают существенное влияние на превращения, что часто делает
необходимым проводить отпуск при более высоких температурах. При
одинаковых температурах отпуска твердость легированной стали
будет больше, чем углеродистой.
Легированные стали содержат три фазы: легированный феррит,
легированный аустенит и легированный цементит (карбиды). Легиро-
ванный феррит представляет собой твердый раствор легирующих
элементов в «-железе. Свойства легированного феррита улучшаются
по мере увеличения легирующих элементов. Легированный аустенит
представляет собой твердый раствор легирующих элементов в -у-же-
лезе. Легированный аустенит увеличивает прочность стали не только
при комнатных температурах, но и при повышенных, а также сущест-
венно изменяет коррозионные, магнитные и электрические свойства.
Легированным называют цементит, в котором часть атомов железа
заменена атомами легирующего элемента.
§ 2. Классификация легированных сталей
Согласно существующим стандартам легированные стали класси-
фицируют по химическому составу, микроструктуре и назначению.
Для обозначения марок стали по ГОСТу принята буквенно-цифро-
вая система. Буквы обозначают присутствие в стали определенного
элемента; цифры, стоящие перед буквами, показывают содержание
углерода в конструкционных сталях в сотых долях процента, в инстру-
ментальных —- в десятых долях процента. Цифры, стоящие за буквами,
показывают содержание легирующих элементов в процентах. Буквами
обозначены следующие элементы:
А — азот
Б — ниобий
В — вольфрам
Г — магний
Д— медь
Е — селен
К — кобальт
М — молибден
Н — никель
П — фосфор
Р — бор
С — кремний
Т — титан
Ф — ванадий
X — хром
Ю — алюминий
Если содержание элементов не превышает 1,5%. то цифры не ста-
вят. Буква А, стоящая в конце марки, означает, что сталь высоко-
качественная. Например, сталь марки 35XH3MA — высококачествен-
ная, содержащая 0,35% С, 1% Сг, 3% Ni, 1% Мо.
144
6—545
145
По химическому составу легированные стали раз-
деляют на тройные, содержащие один легирующий элемент (хромистые,
никелевые, молибденовые); четверные, содержащие два легирующих
элемента (хромоникелевые, хромомарганневые и т. д.), и сложные,
содержащие три, четыре и более легирующих элементов (хромомар-
ганцевоникельтитановая сталь и т. д.).
По химическому составу легированные стали делятся на три клас-
са: низколегированные с общим содержанием легирующих элементов
до 2,5%; среднелегированные — от 2,5 до 10%и высоколегированные,
содержащие более 10% таких элементов.
Нержавеющие, шарикоподшипниковые, быстрорежущие и неко-
торые другие легированные стали выделены в особые группы; они име-
ют следующее буквенное обозначение: быстрорежущие — Р, хроми-
стые нержавеющие — Ж, шарикоподшипниковые — Ш, хромонике-
левые нержавеющие — Я, магнитые — Е.
Классификация по структуре. В зависимости от структуры, полу-
чаемой после нормализации, легированные стали делят на пять
классов; перлитная, мартенситная, аустенитная, ферритная и кар-
бидная (ледебуритная).
Стали перлитного класса содержат незначительное
количество легирующих элементов (обычно не более 5—6%), хорошо
обрабатываются давлением и резанием. После нормализации имеют
структуру перлита (сорбита, троостита). После закалки и отпуска за-
метно повышают механические свойства. Большинство конструкционных
и инструментальных сталей относятся к сталям перлитного класса.
Стали мартенситного класса содержат значитель-
ное количество легирующих элементов, характеризуются высокой твер-
достью, трудно обрабатываются резанием; вследствие этого нс полу-
чили широкого распространения. Структура этих сталей —легирован-
ный мартенсит и избыточные карбиды.
Стали аустенитного класса содержат большое коли-
чество (от 12 до 30% и более) легирующих элементов, расширяющих
7-область (Мп, Ni, Сг). Эти стали обладают высокими прочностными
свойствами, большой пластичностью и вязкостью, высоким сопротив-
лением коррозии, а также приобретают такие ценные свойства, как
износостойкость, жаропрочность, немагяитность и другие особые
свойства. Эти стали не подвергают упрочняющей термической обра-
ботке, так как они не претерпевают фазовых превращений в твердом
состоянии, сохраняя аустенитную структуру.
Стали ферритного класса также содержат большое
количество легирующих элементов (Сг, W, Si), малое количество
углерода. В твердом состоянии ферритные стали не претерпевают
фазовых превращений и поэтому их не подвергают упрочняющей тер-
мической обработке, имеют структуру феррита и небольшого коли-
чества карбидов.
Сталь карбидного класса (ледебуритная) содержит
значительное количество углерода и карбидообразующих элементов
(Сг, W, Мп, Ti, Zr). В этой стали образуются сложные карбиды, рас-
полагающиеся в основной металлической массе, которая в зависи-
146
мости от химического состава может быть сорбитной или мартенсит-
ной. Стали этого класса имеют высокую твердость и износостой-
кость.
При ковке стали карбидного класса включения карбидов равно-
мерно распределяются в основной металлической массе в виде глобу-
лей.
Из стали карбидного класса изготовляют главным образом режу-
щие инструменты.
По структуре в отожженном состоянии легированные стали делятся
на четыре группы: доэвтектоидные, эвтектоидные, заэвтектоидные и
ледебуритные.
Классификация по назначению. По назначению легированные ста-
ли разделяют на три класса конструкционные, инструментальные и
стали с особыми физическими свойствами.
Конструкционные стали подразделяются на два под-
класса: стали, применяемые при обычных температурах, и стали, при-
меняемые при повышенных температурах.
Инструментальные стали подразделяются на три
подкласса: для режущего инструмента, для штампового инструмента
и для измерительного инструмента.
Стали с особыми свойствами, т. е. стали, облада-
ющие специальными физическими, химическими и механическими
характеристиками.
§ 3. Легированные конструкционные стали
Легированные конструкционные стали должны обладать высокой
прочностью, твердостью, пластичностью, вязкостью, выносливостью
при ударных и знакопеременных нагрузках. Одновременно эти стали
должны быть экономичными и иметь хорошие технологические свой-
ства. Сочетание механических и физических свойств позволяет леги-
рованным сталям повысить реальную конструктивную прочность дета-
лей машин и конструкций.
Обычно легированные конструкционные стали после закалки в
масле и отпуске при температуре 300—400° С приобретают более
высокие механические свойства, чем углеродистые конструкционные
стали, благодаря более глубокой прокаливаемости, а следовательно,
и более однородным свойствам по сечению детали. Однороднее про-
исходит упрочнение феррита и измельчение зерен стали. Наиболее
высокие механические свойства достигаются при легировании конст-
рукционной стали цесколькими элементами.
Низколегированные конструкционные ста-
л и широко применяют в строительстве и машиностроении. Марган-
цовистые стали марок 15г, 20г,..., 50 Г, 40Г2 и др. (ГОСТ 4543—71)
содержат 0,7—1,8% Мп. Марганец недефицитный элемент; в стали
образует с ферритом и аустенитом твердый раствор, а с углеродом —
карбиды. Он увеличивает прокаливаемость стали, так как придаст
устойчивость аустениту и снижает критические точки.
«* 147
Марганцовистые конструкционные стали, содержащие более 1,5%Мп,
имеют повышенную склонность к отпускной хрупкости; их удар-
ная вязкость резко снижается при медленном охлаждении после от-
пуска.
Кремнистые стали марок 50С2, 55С2, 60С2, 7ОСЗА содержат крем-
ния от 1,5 до 2,8 % (ГОСТ 14959—69). Кремний также недефицитный ле-
гирующий элемент; из кремнистой стали изготавливают рессоры и пру-
жины. После закалки в масле и отпуске при 300—400° С такая
сталь приобретает высокую прочность, ударную вязкость и пластич-
ность.
Хром в СССР не является дефицитным легирующим элементом,
поэтому хромистые конструкционные стали широко применяют в
промышленности. Хром снижает критическую скорость закалки и
увеличивает прокаливаемость стали, повышая устойчивость аустени-
та. После закалки и высокого отпуска в стали повышается предел
прочности и текучести, пластичность почти не изменяется, а твер-
дость повышается благодаря образованию карбидов, вязкость несколь-
ко снижается. В машиностроении широко применяют хромистые
конструкционные стали марок 15Х, 20Х,..., 50Х (ГОСТ 4543—71) с
содержанием 0,7—1,1% Сг.
Широкое распространение имеет сталь марки 15ХА. Изделия из
этой стали подвергают цементации. Для получения в цементованном
слое мартенситной структуры и высокой твердости сталь марки
15ХА закаливают с охлаждением в масле для уменьшения дефор-
маций изделия.
Добавка 0,1 % V к хромистой стали измельчает структуру металла.
Это положительно влияет на пластичность стали, уменьшает склон-
ность ее к перегреву, повышает механические свойства (особенно
ударную вязкость).
Из стали марки 40Х изготовляют коленчатые валы и другие ответ-
ственные детали. Сталь марки 50ХФА предназначена для изготовления
особо ответственных пружин.
Хромомолибденовую сталь 35ХМА применяют для изготовления
вы соконагруженных болтов, шпилек, шестерен, валов. Присадка в
сталь 0,4—0,55% Мо увеличивает ее прокаливаемость, уменьшает
склонность к перегреву и устраняет отпускную хрупкость. Благодаря
хорошей свариваемости хромомолибденовую сталь используют в свар-
ных конструкциях.
Хромокремнемарганцовистая сталь 13ХГСАи другие хорошо сва-
риваются. Из этой стали изготовляют валики, оси и сварные конструк-
ции, работающие при знакопеременных нагрузках.
Никель — очень полезный, но в то же время дефицитный легиру-
ющий элемент; его следует применять лишь там, где другие легирую-
щие элементы не могут обеспечить требуемых параметров. Никель
увеличивает прокаливаемость стали, повышает устойчивость аустени-
та и уменьшает критическую скорость закалки. После закалки и от-
пуска прочность никелевых сталей повышается без заметного умень-
шения пластичности и вязкости металла. Чисто никелевые стали не
получили широкого применения, так как сложные стали, в которых
148
никель используется в сочетании с другими легирующими элемента-
ми обладают лучшими свойствами. Хромоникелевые стали (ГОСТ
4543__71) обладают высокими механическими свойствами и большой
прокаливаемостью. Сталь марок ЗОХНА и 40ХН используют для из-
готовления высоконагружаемых изделий различных сечений.
Сталь марок 12ХНЗА и 12ХН4А служит для изготовления зубча-
тых колес, валов, пальцев, осей и других деталей, подвергаемых
цементации.
Большое применение получила также хромоникельвольфрамовая
сталь (18ХНВА). Ее применяют после закалки и низкого отпуска,
а также после цементации с последующей закалкой и отпуском.
§ 4. Легированные строительные стали
В течение многих лет основным материалом для строителыгых
стальных конструкций была только малоуглеродистая сталь. Однако
такая рядовая сталь не может полностью удовлетворить растущие по-
требности строительной техники.
Стремление к снижению массы (веса) строительных конструкций
и уменьшению их сечений, а также необходимость применения сталей
с более высокими физико-механическими свойствами, повышенной
коррозионной стойкостью и пониженной чувствительностью к хладо-
ломкости и старению вызвали необходимость замены углеродистых
сталей низколегированными.
Низколегированные стали (ГОСТ 5058—65) применяют в строи-
тельстве для сварных и клепаных конструкций.
Наибольшее применение в строительной технике для металличе-
ских конструкций получили низколегированные стали марок 10ХСНД,
15ХСНД, 16ГС, 10Г2СД, 09Г2, 14Г2 и др. Для улучшения структуры,
уменьшения ее чувствительности к старению и хладоломкости иногда
вводят (в сотых долях) титан, бор, вольфрам, ванадий, цирконий.
Низколегированные стали понижают температуру перехода в хрупкое
состояние; при температурах ниже —40° С их ударная вязкость не
должна снижаться более чем на 50%.
Низколегированные строительные стали обладают высокой плас-
тичностью и ударной вязкостью. После старения при 40° С ударная
вязкость этих сталей должна составлять не менее 0,3 МДж/м4
(3 кге м/см2). Предел текучести о0 2 является основной характери-
стикой стали при расчете элементов строительных конструкций. Если
у углеродистых сталей ос, 2 220—230 МН/м® (22—23 кге/мм2),
то для низколегированной о0>2 = 340-5-370 МН/м® (34—37 кге/мм2),
т. е. в 1,5 раза выше. Низколегированные строительные стали обла-
дают высокой пластичностью (6 == 18—20%, ф = 45—50%) и удар-
ной вязкостью вдоль волокна аа — 0,8 МДж/мг (8 кгс-м/см®) и по-
перек волокна ан ~ 0,6 МДж/м® (6 кге-м/см2).
Для армирования железобетонных конструкций применяют сталь
марок 18Г2С, 20ХГ2С (ГОСТ 5058-65).
149
§ 5. Легированные инструментальные стали
Эти стали применяют для изготовления инструмента в тех случа-
ях, когда углеродистая сталь является недостаточно стойкой в рабо-
те. Низколегированные инструментальные
стали сохраняют высокую твердость при температурах до 250° С,
а высоколегированные — до 600° С.
Рис. 54. Графики термической обработки стали Р18
Низколегированные инструментальные стали марок X, 9ХС, ХГ,
ХВГ и некоторые другие относятся к группе эвтектоидных изаэвтек-
тоидных сталей. По сравнению с углеродистыми эти стали обладают
несколько большей твердостью и износоустойчивостью.
Высоколегированные инструментальные
стали содержат значительное количество карбидообразующих эле-
ментов, которые повышают способность стали сохранять твердость
и режущие свойства инструмента при повышенных температурах
(красностойкость). Обычно для изготовления режущих инструмен-
тов применяют сталь марки Р18 (0,8% С, 18% W, 4% Сг и 1,5%V) и
сталь марки Р9 (0,9% С, 9% W, 4% Сг и 2—2,5% V) после соответст-
вующей обработки. Эти стали называют быстрорежущими; изготов-
ленные из них инструменты могут работать при высоких скоростях
резания. t
150
Структура литой быстрорежущей стали состоит из перлита, леде-
бурита и вторичных карбидов. После обработки давлением и отжига
получаем структуру из сорбитообразного перлита и избыточных кар-
бидов.
Высокие режущие свойства быстрорежущая сталь получает после
соответствующей термической обработки (рис. 54). При закалке этой
стали из-за плохой ее теплопроводности нагрев до 850°С должен быть
очень медленным во избежание термических напряжений и образо-
вания трещин с последующей выдержкой при этой температуре. На-
грев с 850 до 1300° С, когда сталь уже находится в достаточно пласти-
ческом состоянии, наоборот, должен быть очень быстрым, выдержка
кратковременная, чтобы предотвратить обезуглероживание поверх-
ности инструмента. Высокие температуры при закалке стали Р18
(1250—1300° С) требуются для возможно более полного растворения
вторичных карбидов в аустените. После нагрева до указанных тем-
ператур закалки и надлежащей выдержки инструменты охлаждают
в масле или на воздухе.
В результате закалки получается структура, состоящая из мартенси-
та, остаточного аустенита и сложных карбидов. После закалки твер-
дость быстрорежущей стали равна HRC 61—63.
Для получения необходимых свойств закаленный инструмент под-
вергают высокому отпуску при температуре 560°±10°С. При этом из
мартенсита выделяются карбиды вольфрама и ванадия, которые по-
вышают твердость инструмента. Кроме того, происходит превращение
остаточного аустенита в мартенсит. Для некоторых видов инструмен-
тов широко применяют ступенчатую закалку быстрорежущей стали
в расплавленных солях при 530—550° С.
Однократный отпуск стали марки Р18 (рис. 54, б) не обеспечи-
вает перевода всего остаточного аустенита в мартенсит. Поэтому для
получения наилучших режущих свойств применяют многократный от-
пуск стали Р18 (чаще всего три отпуска в течение 1 ч каждый, рис. 54,
а). Твердость повышается до HRC 64. В некоторых случаях возможно
применение режима 111 (рис. 54, е); после каждого отпуска охлажде-
ние проводят при температуре 300° С в течение 3 ч. Обработка быст-
рорежущей закаленной стали холодом при —80° С, во время которой
значительная часть остаточного аустенита переходит в мартенсит,
позволяет ограничиться однократным отпуском. После указанной
термообработки структура состоит из мартенсита и карбидов. Для
повышения режущих свойств инструмент из быстрорежущей стали
после отпуска иногда подвергают низкотемпературному цианирова-
нию.
§ 6. Стали с особыми свойствами
Легированные стали и сплавы с особыми физическими и химиче-
скими свойствами можно разделить на пять классов: нержавеющие;
жаростойкие (окалиностойкие, термостойкие) и жаропрочные; износо-
устойчивые; магнитные; с особыми тепловыми свойствами.
151
Нержавеющая сталь обладает высоким сопротивлением коррозии
в различных агрессивных средах. Наиболее широкое применение по-
лучили нержавеющие стали, содержащие 0,1—0,45% С и 12—14% Сг.
Хром образует на поверхности стали тонкую и плотную пленку окиси
хрома, которая надежно защищает изделие от разрушения в агрессив-
ной среде. Высокой коррозионной стойкостью обладают также хромо-
никелевые стали аустенитного класса (0,12—0,14% С, 17—20% Сг и
8—11% Ni).
Жаростойкие стали (окалиностойкие) — это сплавы, которые в
течение длительного времени при температурах выше 550° С не раз-
рушаются с поверхности под действием газовой среды.
Жаростойкие сплавы и стали применяют для изготовления деталей,
подвергающихся воздействию высоких температур, ио не испытываю-
щих большой нагрузки. В некоторых случаях такие стали используют
для нагревательных элементов печей.
Жаропрочные стали и сплавы должны иметь не только достаточную
окалиностойкость, но и сохранять механические свойства при высо-
ких температурах.
В состав жаростойких сплавов вводят хром, алюминий и кремний,
которые увеличивают сопротивляемость стали воздействию окисли-
тельных газов (газовой коррозии) при высоких температурах. Дейст-
вие этих элементов основано на образовании тонких, плотных оки-
сных пленок па поверхности стали и сплавов, защищающих основной
металл от окисления.
Хромистая сталь (12—14% Сг) обладает достаточной окалино-
стойкостью до 750—800° С. При содержании в стали 15—17% Сг
окалиностойкость сохраняется до 850—1000° С, а при 30% Сг—до
1100°С.
Сложные легированные стали, содержащие большое количество
кремния, хрома, никеля (Х6СЮ, 4Х9С2, 1Х12СЮ, Х18Н25СЮ), об-
ладают высокой окал и нестойкостью при нагреве от 800 до 1100° С.
Для изготовления деталей, подверженных действию высоких тем-
ператур и давления, обычно применяют хромоникелекремнистую сталь
марки Х25Н20С2. Детали паровых и газовых турбин и клапаны из-
готовляют из более сложной стали марки 4Х14Н14В2М.
Из группы износостойких сталей упомянем марганцовистую сталь
(0,9— 1% Си около 12—14% Мп), которая после закалки в воде при
1000—1050°C имеет чисто аустенитную структуру. Эту сталь приме-
няют для изготовления деталей, которые при большой вязкости долж-
ны обладать и высокой сопротивляемостью износу (черпаки и козырь-
ки землечерпательных машин, экскаваторов, драг, дробильные щеки,
железнодорожные стрелки и крестовины).
Магнитные стали разделяют на магнитомягкие и магнитотвердые.
Магнито мягкие стали используют для изготовления сер-
дечников, трансформаторов, генераторов, электромоторов и электро-
магнитов (динамная и трансформаторная стали). Эти стали должны
обладать высокой магнитной проницаемостью, малыми потерями на
гистерезис и на вихревые токи. Коэрцитивная сила этих сталей должна
быть небольшой. 1
152
Магнитотвердые стали необходимы для изготовления
постоянных магнитов, которые устанавливают в ряде измерительных
приборов, радиоаппаратуре и т. д. Эти стали должны обладать высо-
кой коэрцитивной силой и высокой остаточной индукцией. Постоянные
магниты изготовляют из сложных сталей, легированных Со, W, Сг,
Ni, Си и А1.
Высокие магнитные свойства и их стабильность в магнитотвердых
сталях достигаются не только путем введения определенных количеств
легирующих элементов, но и при соблюдении специальных режимов
термической обработки. Сначала проводят нормализацию при тем-
пературе 1100—1250° С, затем нагрев под закалку до температур 830—
850° С с охлаждением в масле и, наконец, отпуск при 100° С (охлаж-
дение на воздухе).
Стали с большим содержанием никеля (35—44%) н малым содер-
жанием углерода (до 0,35%) имеют аустенитную структуру, что обес-
печивает низкий коэффициент их теплового расширения при нагреве.
Известны стали трех марок с особыми тепловыми свойствами: ин-
вар (36% Ni) и супер-инвар (31% Ni и 50% Со), платинит (42% Ni)
и элинвар (Х8Н36). Коэффициент линейного расширения инвара от
—50 до -j-100° С близок к нулю. Однако при температуре выше 100° С
этот коэффициент повышается и при 275° С становится больше коэф-
фициента линейного расширения обыкновенных сталей. Инвар при-
меняют в точном приборостроении (геодезические и оптические при*
боры).
Платинит имеет коэффициент линейного расширения, близкий к
коэффициенту линейного расширения стекла, хорошо припаивается
к нему (заменяет дорогую платину).
Элинвар отличается постоянным модулем упругости, практически
не изменяющимся в пределах температур от —50 до +100° С. Из элин-
вара изготовляют часовые пружины, камертоны и детали многих фи-
зических приборов.
§ 7. Твердые сплавы и керметы
Твердые сплавы, изготовленные на основе тугоплавких карбидов,
отличаются высокой твердостью, прочностью, износостойкостью, жаро-
стойкостью и хорошим сопротивлением коррозии.
По способу производства они разделяются на литые и металло-
керамические, получаемые спеканием порошков карбидов вольфрама
и титана с кобальтом или никелем.
Литые сплавы — стеллиты — содержат до 2,5% С; около 40% Сг;
13—17% W; 50—55% Со и незначительное количество никеля; они
обладают высокой твердостью (HRC до 65).
Заменители стеллитов — сормашпы — содержат около 3% С; 30%
Сг; 60% Fe, имеют твердость HRC около 60.
Сталинит не содержит дефицитного вольфрама (10% С; 18% Сг;
15% Мп и 57% Fe); имеет очень высокую твердость (HRC 65). Эти спла-
вы выпускаются в виде прутков диаметром 5—10 мм и длиной 200—
300 мм. Благодаря высокой твердости при температурах 600—800° С
153
они применяются для покрытия деталей машин, работающих при вы-
соких температурах.
Для получения металлокерамических твердых сплавов использу-
ется порошкообразная смесь карбидов вольфрама и металлического
кобальта (иногда также карбида титана), которую подвергают прес-
сованию и последующему спеканию, В готовом виде металлокерами-
ческий твердый сплав состоит из мельчайших зерен карбидов воль-
фрама (и титана), связанных между собой кобальтом. Эти сплавы
облагают особо высокой твердостью (HRC до 85) вплоть до темпера-
туры 800 900° С.
Пример обозначения вольфрамокобальтового твер-
дого сплава, спекаемого на базе карбидов вольфрама, где в ка-
честве связующего служит кобальт: ВК2, ВК6, ВК15. Цифра, стоя-
щая после букв, показывает содержание кобальта; так, например,
сплав ВК8 содержит 92% карбидов вольфрама и 8% кобальта.
Титановольфрамовые твердые сплавы обо-
значают так: ТК15, Т5КЮ, Т30К4. Примерный состав сплава
Т14К8: 78% карбидов вольфрама, 14% карбидов титана и 8% кобаль-
та. Микроструктура вольфрамокобальтовых сплавов состоит из двух
фаз: карбидов вольфрама и твердого раствора вольфрама и углерода
в кобальте. Микроструктура титановольфрамовых твердых сплавов
состоит из карбидов вольфрама и титана и твердого раствора на ос-
нове кобальта с карбидами вольфрама и титана.
Для деталей, работающих при высокой температуре, от которых тре-
буется одновременно жаропрочность, окалиностойкость, коррозион-
ная стойкость и твердость, применяют керметы.
Керметами называют порошковые сплавы, являющиеся сочетани-
ями металлов и неметаллических материалов (карбидов, окислов,
нитридов, боридов, силицидов). Связукщим материалом могут слу-
жить порошки никеля, кобальта, хрома и др.
Температуру до 500°C хорошо выдерживают керметы на алюминие-
вой основе (сплав САП, состоящий из 80% А1 и 20% А1гО3).
Глава XV
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
§ 1. Алюминий и сплавы на основе алюминия
Алюминий — металл ссребристо-белого цвета, трехралентен, на-
ходится в II группе периодической системы элементов, порядковый
номер 13. Его атомный радиус 1,43А; имеет гранецентрированную
кристаллическую решетку с параметром от 4,041 до 4.047А, изменяю-
щимся в зависимости от чистоты алюминия. Плотность алюминия в
зависимости от температуры имеет следующие значения:
Температура, "С............. 20 100 400
Плоткесгь, кг;мЕ...........£703 2690 2620
154
В зависимости от чистоты температура плавления алюминия колеб-
лется от 667 до 660е С. Чистый алюминий обладает высокой
пластичностью (Ss;40%), небольшой прочностью (oB«s80 МН/м® (МПа),
высокой электропроводностью, относительно высокой тепло-
проводностью, теплоемкостью и коррозионной стойкостью на воздухе.
В зависимости от содержания примесей чистый алюминий по ГОСТ
11069—64 подразделяется на особо чистый А999 (99,999% А1) и вы-
сокой чистоты А99, А995, А97, А95 и технически чистый А85, А8, А7,
А6, А5 и т. д. Примеси значительно снижают электропроводность,
теплопроводность и пластические свойства алюминия.
Низкий предел прочности чистого алюминия сильно ограничивает
область его применения. В качестве конструкционных материалов
промышленность широко применяет сплавы алюминия с другими ме-
таллами и неметаллами, сочетающие в себе лучшие свойства чистого
алюминия и повышенные прочностные характеристики добавок. За
последние годы в технике нашли применение многокомпонентные ле-
гированные сплавы на основе алюминия, которые по своим прочност-
ным и другим свойствам конкурируют с традиционными сплавами на
основе железа и других металлов.
Все сплавы на основе алюминия подразделяются на два
класса — деформируемые и литейные.
Деформируемые алюминиевые сплавы. В зависимости от химичес-
кого состава деформируемые сплавы можно разделить на следующие
семь групп: сплавы на основе системы А1—Мп (АМц); сплавы на осно-
ве системы А1—Mg—Si (АД31, ДДЗЗ, АД35, АВ); сплавы на основе
системы А1—Си—Mg (Д1, Д16, В65, ВД17, Д18, Д19); сплавы на осно-
ве системы Al—Mg—Мп (АМг1, АМг2, АМгЗ, АМг5, АМгб);
сплавы на основе системы А!—Mg—Zn—Си (В93, В94, В95, В96); спла-
вы на основе системы А1—Се—Mg—Ni—Fe (АК2, АК4, АК4-1);
сплавы на основе системы А1—Si—Mg—Си (АКб—АК8).
Алюминиевые деформируемые сплавы разделяются на сплавы, уп-
рочняемые и неупрочняемые термической обработкой.
Деформируемые алюминиевые сплавы, подвергаемые механиче-
ской и термической обработке, имеют специальные буквенные обо-
значения, указывающие характер этой обработки; М (мягкий) — отож-
женный; Н — нагартованный, Т — термически обработанный (после
закалки и естественного старения), Т1 — после закалки и искусст-
венного старения, TH — нагартованный после закалки и естествен-
ного старения, ТНВ — нагартованный после закалки и естественного
старения с повышенным качеством выкатки, О — отожженные лис-
ты с повышенной выкаткой, А — плакированные листы, Б — без
плакировки (листы), УП — утолщенная плакировка, Р — сплав для
заклепок. По новому ГОСТу принята единая цифровая марки-
ровка.
Обработкой давлением в холодном или горячем состоянии из этих
сплавов изготавливают трубы, уголки, тавры, плиты, листы и т. д.
Высокопластичные термически неупрочняемые
сплавы разделяют на «мягкие» (АД, АДО, АД1, АМц, АМг, АМг2)
и «твердые» (АМгЗ, АМгб, АМгб). Содержание магния в этих сплавах
155
колеблется от 2 до 7%, а марганца 1,0—1,6%. По структуре эти спла-
вы представляют однородный твердый раствор марганца, магния, меди
и других элементов в алюминии. Упрочнение указанных сплавов дос-
тигается деформацией в холодном состоянии (наклеп, нагартовка).
В строительстве и мостостроении термически неупрочняемые алю-
миниевые сплавы применяют для несущих сварных конструкций (фер-
мы, арки, балки и т. д.), малонагруженных и ненагруженных эле-
ментов конструкций здания (кровельные настилы, стеновые панели,
дверные и оконные переплеты, арматурные детали).
В строительстве применяют сплавы АМгбМ (5,8—6,8% Mg, 0,5—
0,8% Мп, 0,02—0,1 % Ti), АМг5 (4,7—5,7% Mg, 0,2—0,6 % Мп), АМгЗМ
(3,2—3,8% Mg, 0,3—0,6% Мп, 0,5—0,8% Si), АМг5ВМ (4,8—5,5% Mg,
0,3—0,6% Мп, 0,02% V). Все эти сплавы обладают высокой корро-
зийной стойкостью.
Сплав марки АМгб в состоянии поставки (АМгбМ) обладает следу-
ющими механическими свойствами: = 320 МН/м2 (МПа); НВ
800 МН/ма (МПа), 6 =20%. Прочность этого сплава по сравнению
со сталью марки СтЗ в 1,9 раза больше; по сравнению с легированной
сталью марки 15ХСНД — в 1,38, а марки 10ХСНД — в 1,17 раза.
Сплав высокой прочности АМг4ВМ (ав = 280 МН/м2 (МПа),
5 — 15%) применяют для сварных ответственных конструкций.
Деформируемые сплавы, упрочняемые тер-
мической обработкой. Сплавы этой подгруппы приобре-
тают высокие механические свойства и хорошую сопротивляемость
коррозии только в результате термической обработки. Эти сплавы
делят на авиаяи (АВ, АД31, АДЗЗ), дуралюмин (Д1,Д16; АК6, АК8),
сплавы высокой прочности (В96, В95) и специальные сплавы, работаю-
щие при повышенных температурах — жаропрочные (АК4, АК4-1,
ВД17). Термическая обработка заключается в закалке и последующем
старении. Изменение структуры можно проследить по диаграмме со-
стояния системы А1—Си (рис. 55). Выбор температуры закалки опре-
деляется левой частью этой диаграммы. При обычной температуре
содержание Си составляет 0,5%; с возрастанием температуры раство-
римость меди в алюминии увеличивается при эвтектической темпера-
туре (548° С).
Из диаграммы видно, что алюминий с медью образует ограниченные
твердые растворы различной концентрации (в зависимости от тем-
пературы) и химическое соединение СиА12. Сплавы А1—Си, содер-
жащие до 0,5% Си, после медленного охлаждения имеют однофазную
структуру а-раствора меди в алюминии; при содержании 0,5—
5,7% Си — двухфазный а-раствор -|-СиА12. Если этот двухфазный
сплав нагреть до температуры выше линии предельной растворимости
меди в алюминии, то химическое соединение СиА1г растворится в алю-
минии и сплав станет однофазным. Это обстоятельство используется
При закалке А1—Си сплавов. При быстром охлаждении примерно с
температуры 550 ’ С СиА13 не успевает выделиться из с< -твердого раст-
вора и последний зафиксируется в неустойчивом метастабильном сос-
тоянии. Этот пересыщенный твердый раствор сохраняется, как пра-
вило, около 30 мин (инкубационный период) и в дальнейшем распадает-
156
ся с выделением соединения СцА12. Происходит процесс старения.
После старения прочность и твердость увеличиваются. Во время ин-
кубационного периода можно осуществлять пластическую деформацию.
По окончании этого периода производить ковку, гибку, отбортовку
невозможно.
Естественное старение протекает при комнатной температуре и
заканчивается через 4—7 суток. При искусственном старении этот
процесс протекает при тем-
пературе 150—180° С с вы-
держкой 2—3 ч.
Выделившиеся дисперсные
частииы (6'-фаза) не отлича-
ются по химсоставу от
СиА12 и вызывают упрочнение
сплава; так, например, если
алюминиевомедный сплав
после отжига имеет предел
прочности разрыву ов=200
МН/м® (МПа), и свежезака-
ленный сплав 250 МН/м®
(МПа), то после старения
прочность повышается до 400
МН/м® (МПа).
Если сплав после естест-
Рис. 55. Часть диаграммы состояния
сплавов системы алюминий — медь:
ж. с. — жидкий сплав, э — эвтектика
венного старения подвергнуть
кратковременному нагреву
при 150—250° С, то он вновь
приобретает свойства свеже-
закаленного сплава (явление
возврата). Это широко используют на практике при выполнении
различных технологических операций, связанных с пластической
деформацией.
С течением времени сплав, обработанный на «возврат», вновь под-
вергается естественному старению.
К сплавам низкой прочности ов < 300 МН/м2 (МПа) относятся
марки АМг1, АМг2, АМгЗ, АМг4,АМг5. Они обладают хорошей кор-
розийной стойкостью. Средней прочностью ов — 300 до 450 МН/м®
(МПа) обладают ковочные сплавы АК4, АКБ, АК8, а также дуралю-
мин Д1, Д16, Д19 и др. Их применяют после закалки и искусственно-
го или естественного старения. Холодная пластическая деформация со
степенью обжатия 5—10 % повышает прочностные свойства дуралюмина.
Сплавы высокой прочности (ав>450 МН/м®) типа В93, В95 применя-
ют после закалки и искусственного старения.
Литейные алюминиевые сплавы находят в промышленности широ-
кое применение. ГОСТ 2685—63 предусматривает более 35 марок
литейных алюминиевых сплавов, которые можно разделить на шесть
основных групп (по химическому составу):
На основе системы А1—Si {силумины}'. АЛ2, АЛЗ, АЛ4, АЛ5, АЛ6,
АЛ9, АЛ4М, ВАЛ5 и др.; Al—Mg: АЛ8, АЛ13, АЛ22, АЛ23, АЛ23-1,
157
АЛ27, АЛ27-1, АЛ28, АЛ29 и др.; Al—Си: АЛ7; АЛЮ; Al—Zn; АЛ 11,
АЛ24; поршневые: АЛ10В, АЛ25, АЛ26, АЛЗО; жаропрочные: АЛ1,
АЛ20, АЛ21, ВАЛ1-, АЦР-1 и др.
Химический состав некоторых из этих сплавов представлен в
табл. 3.
Таблица 3
Химический состав некоторых литейных алюминиевых сплавов
(ГОСТ 2685—63)
Химический состав, % Al —основа
Марка сплава Mg я Мп Си Ti Прочие элементы
АЛ2 10,0—13,0
АЛ4 0,17—0,3 8,0—10,5 0,2—0,5
АЛ9 0,2—0,4 6,0—8,0
АЛ7 4,0—5,0
АЛО — 0,6—1,0 4.5-5,8 0,15—0,35
АЛ27 9,5-11,5 - — — 0,05—0,15 0,05-0,1 Sb 0,05—0,20 Zr
АЛ 13 4,5-5,5 0,8—1,3 0,1—0,4 — — —
АЛ22 10,5-13,0 0,8-1,2 — — 0,05—0,15 0,03—0,07 Be
АЛ23 6,0—7,0 — — — 0,05—0,15 0,05—0,20 Zr 0,02-0,1 Be
АЛ 28 4,8-6,3 — 0.4—1,0 —- 0.05—0,15 —
АЛЗ 0.35—0,6 4.5-5,5 0,6—0,9 1,5—3,0 — -—
АЛ6 — 4,5—6,0 - -- 2,0—3,0 — —*
АЛ10В 0,2-0,5 4,5—6,5 — 6,0-8,0 — —
АЛ15В — 3,0—5,0 0,2—0,6 3,5-5,0 — —
АЛ1 1,25-1,75 0,1—0,3 ,— — 3,75—4,0 — 1,75-2,25 Ni
АЛИ 6,0-8,0 — — —- 7,0—12,0 Zn
АЛ18 — 1,5-2,5 0,3—0,8 7,5—9,0 — 1,0—1,8 Fe
АЛ20 0,7—1,2 1,5—2,0 0,15—0,3 3,5—4,5 0,05—0,1 1,2—1,7 Fe
АЛ24 1,5—2,0 — 0,2—0.5 — 0,1—0,2 3,5-4,5 Zn
АЛ 26 0,4—0,7 20,0—22,0 0,4—0,8 1,5 0,1—0,4 Cr
2,5 — 1,0—2,0 Ni
АЛЗО 0,8—1,3 11,0—13,0 — 0,8 — 0,8 Ni
1,5 — 0,8—1,3 Ni
В зависимости от условий работы детали и химического состава
сплава выбирают тот или иной вид термической обработки. Классифи-
кация этих видов в зависимости от назначения детали приведена в
табл. 4.
Сплавы на основе системы А1—Si (силумины) (рис. 56) обладают
хорошими литейными и достаточно высокими механическими свойст-
вами: высокой жидкотекучестью (от 350 до 420 мм при 700° С), неболь-
шой литейной усадкой, малой склонностью к образованию горячих
трещин, хорошим отпечатком по полости формы, достаточно высокой
158
Рис. 56. Диаграмма состояния А[ — Si
(а) и микроструктуры силумина марки
АЛ2: до модифицирования (б) и после
модифицирования (в)
Таблица 4
Классификация видов термообработки детален из литейных
алюминиевых сплавоа
Вид термической обработки и его обозначение Назн ачение
Искусственное старение без закалки Т1 Улучшение обрабатываемости резанием для по- вышения чистоты поверхности. Повышение механи- ческой прочности (до 20%) деталей из сплавов АЛЗ. АЛ5 и др.
Отжиг Т2 Снятие литейных и термических напряжений, а также наклепа. Повышение пластичности сплава
Закалка Т4 Повышение прочностных характеристик и корро- зийной стойкости деталей, работающих при темпе- ратурах до JOtrC
Закалка-(-неполное искус- ственное старение Т5 Получение высокого предела прочность ври со- х ранении хорошей пластичности
Закалка -(-полное искус- ственное старение Тб Получение максимальной прочности при некото- ром снижении пластичности
Зака лка-1-ст абилизирующий отпуск Т7 Получение достаточно высокой прочности и вы- соких стабильных свойств по структуре и объемным изменениям
Закалка -(- смягчающий отпуск Т8 Получение повышенной пластичности и стабиль- ных размеров при некотором снижении прочностных характеристик
прочностью и удовлетворительной пластичностью (от 2,5 до 8%). Меха-
нические свойства и режимы термической обработки некоторых спла-
вов этой группы приведены в табл. 5.
Таблица 5
Механические свойства и режимы термообработки (ТО)
некоторых силуминов
t и Способ ЛфПЬЯ Режим ТО 1 7- X о * X X X * 5 Способ литья | Режим ТО kjc/mm* НВ, кгс/мм-
не менее не менее
АЛ9 3, о, в. к - 16 2 50 В АЛБ зм Т5 30 9 100
д — 17 1 50 АЛ4М км Т5 30 3 90
з.о.в.к.д Т2 14 2 45 зм Т5 30 2 90
к Т4 19 4 50 АЛ5 3,0,в, к TI 16 0,5 65
3,0,в Т4 19 4 50 3,0,в Т5 20 0,5 70
к Т5 21 2 60 3,0,в Тб ' 23 0,5 70
3,0,в Т5 20 2 60 3,0,в, к Т7 18 1
ЗМ.ОМ.ВМ Тб 23 1 70
зм.ом.вм Т7 20 2 60
зм,ом,вм Т8 16 3 55
Примечания: 1)3 — литье в землю; О — оболочковое лнтье; К — литье в
кокиль; Д—литье под давлением; В — литье по выплавляемым моделям; М — мо-
дифицированное состояние.
2) 1 кгс/мм2 10 МН/м2 (МПа).
Сплавы на основе системы AI—Mg обладают высокими
свойствами (о и S), хорошо обрабатываются резанием и имеют
высокую коррозийную стойкость. Высокая удельная прочность
(т. е. с учетом плотности) сплавов па основе А)—Mg поз-
воляет широко применять их в качестве конструкционных ма-
териалов, работающих в условиях повышенных статических и удар-
160
ных нагрузок в различных климатических условиях. Режимы термо-
обработки (ТО) и механические свойства некоторых сплавов этой груп-
пы представлены в табл. 6.
Таблица 6
Механические свойства сплавов на основе системы А1—Mg
Сплар Способ литья* Режим ТО 1 ’в' кге/мм! % '4 НВ, кгс/ммг Сплав Способ литья* К f т/м№ НВ, кгс/мм!
не менее не менее
АЛ8 з.о.в, к Т4 29 9 60 АЛ13 з.о.в, к 15 J 55
АЛ 27 3,0,к, д Т4 32 12 75 д 17 0,5 55
AJ127-1 з.о.к, д Т4 35 15 75 АЛ29 д 21 3 60
АЛ23-1 3,0,к Т4 25 10 60 1
• См. примечания к табл. 5.
Промышленные сплавы на основе системы А1 •— Си характеризу-
ются высокими физико-механическими свойствами, повышенной жаро-
прочностью и хорошей обрабатываемостью резанием. Литейные свой-
ства и герметичность (т. е. непроницаемость для газов и жидкостей,
часто в условиях повышенных давлений) этих сплавов несколько хуже,
чем у силуминов (это обусловлено широким температурным интерва-
лом кристаллизации); коррозийная стойкость невысокая.
Классическими представителями сплавов на основе системы А|—Zn
являются сплавы АЛИ и АЛ24. Согласно диаграмме состояния этих
сплавов цинк имеет высокую растворимость в алюминии, образуя
твердый раствор а, крайне неустойчивый при повышенных темпера-
турах. Обладая низкими технологическими и физико-механическими
свойствами, двойные сплавы AI—Zn в настоящее время не применя-
ются: используются сплавы системы А1—Zn—-Si (сплав АЛ11) и
АЛ—Zn—Mg (АЛ24), склонные к естественному старению и обладаю-
щие высокими механическими свойствами. Общий недостаток цинко-
алюминиевых сплавов — их сравнительно высокая плотность (до
3 г/см8).
Сплавы на основе А1—Zn обладают хорошей обрабатываемостью
резанием и удовлетворительной герметичностью, а также хорошо
свариваются. Используют' эти сплавы для изготовления сложных
по конструкции средненагруженных деталей, работающих при темпе-
ратурах до 150° С.
161
§ 2. Строительные алюминиевые сплавы
В строительной индустрии с каждым годом увеличивается при-
менение строительных алюминиевых сплавов в качестве основного
конструкционного материала в несущих конструкциях зданий и со-
оружений, а не только в ограждающих элементах, оконных и двер-
ных переплетах.
Основными достоинствами деформируемых и литейных сплавов
являются: значительная удельная прочность, высокая технологи-
чность (в холодном и в горячем состоянии), сохранение высоких
прочностных свойств при отрицательных температурах, повышенная
жаростойкость, значительная стойкость против коррозии.
Из сплавов марок Д1, Д6, Д16 изготовляют клепаные несущие
конструкции сооружений и зданий (арки, фермы, балки и др.),
а также различные элементы конструкций, совмещающих функции
ограждающих и несущих конструкций (кровельные панели, карка-
сы стеновых панелей, подвижные потолки и др.). Для силовых эле-
ментов конструкций рекомендуется применять дюралюминий Д6
и Д16, а для элементов конструкций средней прочности сплав Д1.
Сварку можно применять только в тех конструкциях, в которых
сварные швы мало нагружены. Ответственные конструкции не ре-
комендуется сваривать, так как в околошовной зоне в результате
нагрева прочность значительно понижается. Это не относится к
сплавам АВ, АД31, АДЗЗ,
§ 3. Магний и его сплавы
Магний — металл II группы периодической системы серебристо-
белого цвета, порядковый номер 12, кристаллическая решетка Г12.
Температура плавления 651° С, кипения 1007° С, плотность 1740 кг/м3,
<JB ~ 180 МН/м®, 6=5%, НВ 300 МН/м®, мягкий, относитель-
но легко воспламеняется и горит ослепительным пламенем, выделяя
значительное количество тепла. Среди конструкционных материалов
он самый мягкий и легкий.
Магний выпускают двух марок Мг1 и Мг2. В машиностроении в
чистом виде магний не применяют, но сплавы на его основе широко
используют в различных отраслях промышленности как в литом,
так и в деформируемом состояниях. Основные легирующие элементы
магниевых сплавов: Al, Zn, Мп, Zr, Cl.
К вредным примесям относят К, Na, Ni, Fe, Си и газ Н2, снижаю-
щие коррозийные и механические свойства сплавов. Легирующие
элементы образуют с магнием твердые растворы-и соединения типа
Mg2Al3, MgAl, MgZn2, MgtAI3Zn3 и др- Алюминий (до 10%) и цинк
(до 50%) повышают механические свойства магниевых сплавов. Мар-
ганец в количестве от 1 до 2,5 % улучшает прочностные свойства, а при
малом содержании (0,15—0,5%) только антикоррозийные свойства.
Термическая обработка (включая старение) повышает прочностные
свойства сплавов на 25—35%.
Небольшие добавки к этим сплавам циркония, бериллия и некото-
162
рых других редкоземельных металлов (например, церия) способству-
ют получению мелкозернистой структуры, улучшают механические
свойства и пластичность, понижают окисляемость при нагреве.
Магниевые сплавы так же, как и алюминиевые, разделяются на
деформируемые и литейные. В настоящее время возрос ассортимент
деформируемых сплавов, применяемых в промышленнос-
ти главным образом в виде фасонных штамповок, профилей, труб и
пр. Обработку давлением магниевых сплавов ведут преимущественно
в горячем состоянии при температурах 225—400° С. Здесь находят
применение следующие марки: MAI, МА2, МАЗ, МА8, МА9, ВМ17,
ВМ65-1 (ГОСТ 14957—69).
Сплавы МА1 и МА8 содержат от 1,0 до 2,5% Мп; в состав МА8
входит также церий до 0,35%. Эти сплавы обладают следующими ме-
ханическими свойствами: о„ = 250 МН/м2, НВ 500 МН/м2, 6 =
= 18%, плотность 1760 кг/м3. Сплавы хорошо обрабатываются резанием,
отличаются высокой пластичностью в горячем состоянии, обладают
удовлетворительной коррозийной стойкостью, хорошо свариваются,
относительно экономичны.
Сплавы МА2, МАЗ, МА5 легированы алюминием (3,5—9,2% А1
с добавкой десятых долей процента цинка и марганца), обладают
следующими механическими свойствами: ов=250—320 .МНЛм8,
НВ 550--600МН/м2, 6 = 10—14%. Сплав ВМ65-1 (4,0—5,0% Zn,
0,3—0,5% Се) имеет повышенную прочность, хорошую пластичность
(ов — 340 МН/м2, б =9%, НВ 550—750 МН/м2) и плотность
~1700 кг м3. Для повышения прочностных свойств (до 400 МН/м2)
его подвергают термической обработке по режиму: нагрев под закал-
ку в течение 16 ч до температуры 410—425° С, отпуск при 175° С
также в течение 16 ч.
Сплавы МА9 и ВМ19 относят к жаропрочным, т. е. выдерживаю-
щим нагрузку при 350—400° С. Сплав МА9 имеет состав: 0,4—0,8%
А1, 1,0—1,8% Мп, 0,1—0,3% Се, а сплав ВМ19 — 2% Мп и 3% Се.
Литейные магниевые сплавы широко применяют
для изготовления фасонного литья, хотя по сравнению с алюми-
ниевыми сплавами обладают значительно худшими литейными
свойствами. Они имеют маркировку, подобную алюминиевым
сплавам, и могут быть разделены на пять основных групп:
на основе системы Mg—Si (МЛ1); Mg—Мп (МЛ2); Mg—Al —Zn
(МЛЗ, МЛ4, МЛ5, МЛ6, МЛ7-1); сплавы,содержащие цирконий и редко-
земельные металлы (МЛ9, МЛ 10, МЛ11, МЛ 12, ВМЛЗ); сплавы, со-
держащие торий и другие элементы (МЛ 14, ВМЛ1, ВМЛЗ).
Сплавы группы I (МЛ1) содержат 1,0—1,5% Si, обладают сравни-
тельно низкими механическими свойствами (ов = ПО МН/м2, НВ
44 МН/м2 и б = 3%), малой удельной плотностью; их применяют
главным образом для отливки деталей, от которых требуется герме-
тичность при повышенных давлениях.
Сплавы группы II (МЛ2) содержат 1—2% Мп. Примерные меха-
нические свойства: ов= 100 МН/м2, НВ 350 МН/м2,6 — 4%. Сплавы
обладают повышенной коррозийной стойкостью, красноломкостью и
пониженными технологическими свойствами.
163
Сплавы первых двух групп термической обработкой не упроч-
няют.
Сплавы группы, III (МЛЗ) в отличие от первых двух обладают луч-
шими механическими свойствами как в литом состоянии, так и после
термической обработки. Типичные представители этой группы сплавы
МЛЗ, МЛ4 и МЛ5. Упрочняющими фазами при термообработке яв-
ляются соединения типа: MgI7AliZ и Mg3Al?Zn3. Из сплава МЛЗ
(2,5—3,5% А1, 0,5—1,5% Zn и 0,15—0,5% Мп) отливают детали по-
вышенной герметичности (корпуса насосов, части арматуры и Др.).
Механические свойства сплава МЛЗ: ов =160 МН/м , НВ 400
МН/м8; 6 = 6%.
Сплав группы IV (МЛ4) (5—7% А1, 2—3% Zn, 0,15—0,5% Мп)
после гомогенизации с закалкой на воздухе и последующем старений
имеет повышенные механические свойства: ов = 230 МН/м2,
НВ 600 МН/м2 иб - 2—5%.
Сплавы группы IV применяют для отливки деталей, работающих
при повышенной температуре (250—260° С).
Сплав группы V (МЛ5) обладает аналогичными механическими свой-
ствами. Из этого сплава отливают высоконагруженные детали двига-
телей и приборов, корпуса пневматических и ручных инструментов
И т. д.
Сплавы V группы относят к жаропрочным. Литые детали могут ра-
ботать при температурах 350—400D С. Сплавы этой группы подверга-
ют закалке от температуры 410° С с последующим искусственным ста-
рением при 180° С в течение 12 ч. Такая термическая обработка по-
вышает ов до 260 МН/м2, НВ до 800 МН/м2 и 6 до 9%.
Следует отметить, что литейные магниевые сплавы по удельной
прочности превосходят высокопрочные алюминиевые сплавы и неко-
торые конструкционные стали.
§ 4. Медь и ее сплавы
Медь относится к тяжелым цветным металлам, ее плотность
8,94 кг/м®, температура плавления 1083° С, кипения 2360° С, крис-
таллическая решетка — гранецентрированный куб. Механические
свойства чистой меди после отжига: <тв = 220-—240 МН/м2, НВ
45 МН/м3, б =50%, ф = 75%. В чистом виде медь применяют для
электротехнических целей (провода, шины, кабель). Согласно ГОСТ
854—66 имеется 10 марок технической меди (М00, МО, Ml, М1Р,
М2, М2Р, М3, МЗР, М4).
Основные примеси меди Bi, As, Pb, Sb, Fe, Ni, S, O2; суммарное
количество их в марке М00 допускается 0,01%, а в марке М4 — 1 %.
Более 50% чистой меди потребляет электротехническая промышлен-
ность и энергетика. Сплавы меди сцинком — латуни и сплавы меди
с другими элементами — бронзы широко применяют в технике в ка-
честве конструкционных материалов.
Применяют латуни с содержанием цинка до 45%; максимальной
прочностью обладают латуни, содержащие 42—45% Zn, а наибольшей
164
1100
1000
300
800
700
600
500
<00
300
200
6, % <5S
70 700
60
50
<0
30
20
10
пластичностью — латуни с 30—32% Zn. Сплавы, содержащие до 10%
цинка, называют томпаками, а от 10 до 20% Zn— полутомпаками.
В технике применяют деформируемые и литейные латуни.
С увеличением содержания цинка (рис. 57) прочность и пластич-
ность латуни сначала повышаются, а затем уменьшаются. При содер-
жании до 39% Zn латунь состоит из
одной a-фазы. С увеличением содержа-
ния цинка до 46% возникает вторая
фаза р, представляющая твердый раст-
вор CuZn. Эта фаза является твердой
и хрупкой структурной составляющей.
Широкое применение получили
а-латуни, содержащие до 39% Zn и
обладающие высокой прочностью. Эти
латуни можно обрабатывать давлением
в холодном состоянии. Пластичность
нагартованного сплава восстанавли-
вают рекристаллизационным отжигом
при температуре 600—700°С с последу-
ющим охлаждением на воздухе. Широ-
ко применяют также латуни, содержа-
щие от 39 до 45% Zn и имеющие струк-
туру а + f твердые растворы. К лату-
ням относят также томпак, содержащий
90% и более меди (остальное цинк), и
много других нетолько двухкомпонент-
ных, но и более сложных сплавов, со-
держащих кроме цинка и меди А1, РЬ, Мп,
Sn и другие элементы. Эти добавки
повышают прочность, а также придают
латуням специальные свойства. Алюми-
ний и никель, присутствующие в сплаве
одновременно, после термической обра-
ботки повышают прочности и твер-
дость латуней; олово, никель и мар-
ганец увеличивают прочность и корро-
зийную стойкость латуней, свинец улуч-
шает антифрикционные свойства и
обрабатываемость латуней резанием,
но одновременно, при повышенных температурах, сообщает однофаз-
ным латуням хрупкость.
В СССР применяют следующий принцип маркировки латуней: бук-
ва Л означает латунь, следующие буквы означают легирующие эле-
менты, цифры показывают содержание меди и легирующих элементов.
Согласно ГОСТ 15527—70 существует семь марок обыкновенных а-
латуней (Л99, Л90, Л85, Л80, Л70, Л68, Л62). Специальные латуни,
например ЛА 59—32, содержат 59% Си, 2—3% Ni, 2% Al, остальное
Zn. Согласно этому же ГОСТу существует 18 марок специальных ла-
туней.
0 10 20 30 <0 50 601ъ,%
Рис. 57. Диаграмма состоя-
ния системы Си — Zn в со-
четании с графиком измене-
ния механических свойств
сплавов и микроструктуры
латуней:
& — относительное удлинение;
пв — предел прочности
165
Бронзы. Сплавы меди с оловом, алюминием, кремнием, марган-
цем, свинцом, бериллием называют бронзами. Раньше к бронзам от-
носили сплавы только двойной системы медь — олово. С течением
времени разработаны новые сплавы на медной основе, в которых олово
частично или полностью заменено другими элементами. Однако назва-
ние сплавов осталось прежним, так как они но многим физико-меха-
ническим свойствам и цвету не отличаются от медно-оловянистых
сплавов. В зависимости от введенного элемента бронзы называют
оловянистыми, алюминиевыми, кремнистыми, марганцовистыми и т. д.
На рис. 58 представлена левая часть диаграммы состояния сис-
темы Си—Sn, охватывающая бронзы, применяемые в промышленнос-
ти. Практический интерес представляют сплавы, содержащие до 14%
Sn. Они обладают высокими механическими и антифрикционными
свойствами. Сплавы, содержащие до 14% Sn, при медленном охлаж-
дении однофазны, состоят из однородного твердого раствора олова
в меди (a-фаза). При содержании более 14% 5п(до22%) бронза ста-
новится двухфазной (a -j- p-фаза). Оловянистые бронзы разделяют
на две группы: обрабатываемые давлением (до 6% Sn) и литейные (до
15% Sn). Бронзы, подвергаемые обработке давлением, идут на при-
готовление прутков, лент, полос, проволоки, трубок и т. д. Литейные
оловянистые бронзы применяют для получения различных фасонных
литых деталей. Дефицитность и высокая стоимость олова — основной
недостаток оловянистых бронз.
Безоловянистые, или специальные, бронзы в ряде случаев имеют
более высокие механические и физические свойства.
Бронзы маркируют следующим образом: буквы Бр означают брон-
зу, следующие буквы означают легирующий элемент (О — олово,
Ц — цинк, Ф— фосфор, Б — бериллий, Н — никель, А — алюми-
ний, Ж — железо, К — кремний, Мц — марганец, С — свинец), циф-
ры показывают содержание элементов в сплаве. Так, бронза марки
БрОФ-10-I имеет следующий химический состав: 10% Sn, 1,02% Р,
остальное медь.
Алюминиевые бронзы, содержащие от 4 до 11,5% А1, обладают вы-
сокими механическими свойствами и высокой коррозийной устойчи-
востью, значительно превосходящей устойчивость оловянистой брон-
зы и латуни.
Алюминиевые бронзы БрА5 и БрАб обладают хорошими пласти-
ческими свойствами; из них изготовляют прутки, проволоку, ленты
и листы. Они также имеют хорошие литейные свойства. Буква «Л»
в конце марки показывает, что бронза литейная.
Алюминиевые бронзы упрочняют термической обработкой, состоя-
щей из закалки с температуры 850—900° С и последующего отпуска
при температуре 400—600° С.
Алюминиевожелезомарганцевые бронзы (БрАЖМц 10-3-1,5 и БрАМц
9-2Л) применяют в качестве литейных и деформируемых сплавов.
Алюминиевые бронзы с добавкой железа и никеля (БрАЖН
10-4-4, БрАЖН 10-4-4Л и БрАЖН 11-6-6) являются сложными
сплавами на медной основе, которые пригодны для обработки дав-
лением (ковки и штамповки) и для фасонного литья.
166
Кремнистые бронзы, содержащие 0,6—0,8% Sn и небольшое ко-
личество Ni и Мп, удачно сочетают механические, антифрикционные
и антикоррозийные свойства. Они успешно поддаются обработке дав-
лением в горячем состоянии и литью (БрКМц 3-1, БрКН 1-3).
Свинцовистые бронзы (БрСЗО, БрСН 60-2,5) содержат 27—63% РЬ.
Они обладают весьма высокими антифрикционными свойствами и
применяются для изготовления деталей, работающих в условиях
Рис. 58. Диаграмма состояния системы Си — Sn (а), механические свой-
ства литой бронзы в зависимости от содержания олова (б) и микро-
структуры бронзы БрОЦ 10-2 (л):
1 — после литья {дендриты твердого раствора}; 2— после ковки и диффузионного от-
жига (однородные зерна твердого раствора)
167
трения и скольжения, а также для заливки стальных вкладышей
высоконагружепных подшипников.
Бериллиевые бронзы (1,6—2,2 Be) отличаются высокой прочностью
и коррозийной устойчивостью, хорошими пластическими и антифрик-
ционными свойствами. Одновременно они обладают высокой электро-
и теплопроводностью. Растворимость бериллия в меди при 860° С
составляет 2,8%, а с понижением температуры до комнатной умень-
шается до 0,2%. Это позволяет проводить термическую обработку,
состоящую из закалки с 800° С и искусственного старения в течение
9 ч при температуре 250—350° С. Такая обработка повышает проч-
ность и твердость. Бериллиевая бронза хорошо поддается горячей
обработке давлением, сварке, резанию. Ее применяют для изготовле-
ния мембран, пружин, электроконтактов, часовых механизмов и дру-
гих пружинящих деталей.
§ 5. Титан и его сплавы
Титан — самый «молодой» из крупных конструкционных металлов,
хотя был открыт в 1795 г. Содержание его в земной коре 0,6%. Ти-
тан — переходный металл IV группы, порядковый номер 22, плотность
4510 кг/м3. Температура плавления 1800° С, кипения 3400° С; твер-
дость НВ 850 МН/м2 и оо — 320 МН/м2.
Титан существует в двух модификациях: до 882° С в виде а-титана
с гексагональной плотно упакованной кристаллической решеткой и
при температуре выше 882° С (j-титан с кубической объемно-центри-
рованной решеткой.
Чистый титан пластичен, мягок; технический -— хрупкий и твер-
дый. Механические свойства титана резко изменяются в зависимости
от содержания примесей (N2, Н2, О2, С). В промышленности применя-
ют титан двух марок ВТ 1-1 и ВТ 1-2 (табл. 7).
Таблица 7
Состав и механические свойства технического титана
(ГОСТ 9855—61)
Марка титана Примеси* % Мех а нические свойст в а
5в' МН/м* 4. % НВ, МН/м9
ВТ1-1 ВТ 1-2 0,1%С; 0,15%О.г, 0,04%N2; 0,3%Н2 0,15%Si; 0,015%Н2 450—600 550—750 25-30 20—25 500 450
Азот и кислород резко снижают пластичность титана; водород
вызывает повышенную чувствительность к надрезу. Такое явление
называют водородной хрупкостью. При содержании в титане более
0,15% С ухудшается его ковкость и свариваемость и затрудняется
обработка резанием. Образующиеся на поверхности титана оксидные
пленки (TiO2, TiO3 и др.) обладают высокой коррозийной стойкостью
в пресной и морской воде, в атмосфере и различных кислотах.
168
При нагреве до температуры 400° С титан почти не изменяет свои
механические свойства, при дальнейшем нагреве эти свойства посте-
пенно ухудшаются, но особенно после 540° С (из-за энергичного по-
глощения кислорода титан становится хрупким). С увеличением сте-
пени холодной деформации прочностные свойства титана улучшаются,
а пластичность снижается. Вследствие недостаточной прочности чис-
тый титан имеет ограниченное применение. Сплавы титана представ-
ляют значительный интерес.
Сплавы на титановой основе применяют широко. Известно 30
марок титана. Наиболее важные легирующие элементы Al, Cr, Fe, Мп,
Mo, Sn, V. Сплавы титана разделяются на пять групп; 1) сваривае-
мые конструкционные; 2) высокопрочные; 3) жаропрочные; 4) для
фасонного литья; 5) сплавы со специальными свойствами.
Титановые сплавы подразделяются на три структурные группы:
с а-, (а тЙ- и {3-структурой.
Сплавы с a-структурой имеют при комнатной температуре одно-
фазную структуру a-твердого раствора, термически обрабатываются,
малопластичны.
Двухфазные сплавы с (а + ^-структурой имеют при комнатной
температуре структуру а- и |3-твердых растворов, термически обраба-
тываются, пластичны, обладают высокими механическими свойствами.
Сплавы с ^-структурой сохраняют структуру fl твердого раство-
ра, не подвергаются термической обработке, пластичны, малопрочны
и не находят сколько-нибудь широкого применения в технике.
Титановые сплавы обладают высокой удельной прочностью, харак-
теризуемой отношением предела прочности к плотности —
=20—28. В настоящее время имеется несколько марок высокопрочных
титановых сплавов; ВТ6, ВТ14, ВТЗ-1, ВТ15 и ВТ16.
Обычно промышленные титановые сплавы содержат несколько ле-
гирующих элементов, но обязательным компонентом является алюми-
ний, повышающий жаропрочность и улучшающий свариваемость.
Таблица 8
Химический состав и механические свойства титановых сплавов
(ГОСТ 5632—68)
Марка Состав, % % 8. %
А1 другие элементы МН/мг кгс/мм*
ВТЗ 4—6,2 2Сг 932—1128 93-112 10—16
ВТЗ-1 4—6,2 1,5—2,5Сг 932—1177 93—117 10—16
1—2,8Мо
ВТ4 4—5 1— 2Мп 785-883 78-88 15-22
ВТ5 4—5,6 — 785—972 79—97 12—15
ВТ6 5-6,5 3,5—4,5V 833-980 83—98 8—13
ВТ8 5,8—6,8 2,8—3,8Мо 1030—1155 103—116 9—15
Примечание: Высокой прочностью обладают однофазные п-сплавы ТЗ,
Т4, Тб, T9, Т10. Все сплавы, кроме ВТ4 и ВТ5, имеют двухфазную структуру.
169
Для повышения прочностных свойств целесообразно некоторые мар-
ки титановых сплавов термически обрабатывать; нагревать до 700—
950е С, закаливать в воде и искусственно старить при 480—550° С. Со-
четание высоких прочностных свойств при малой плотности, высокой
коррозийной стойкости и жаропрочности позволили применять титан
и его сплавы в качестве конструкционного материала в реактивной тех-
нике, в космических кораблях, самолетостроении.
Данные о составе и свойствах сплавов титана приведены с табл. 8.
§ 6. Антифрикционные материалы
Си, 5 л ТВердый
Тр'чразЫ) расгпВер а
Твердый Сиг5п ЗЙтпатики
potmSepp а+р
Рис. 59. Антифрикционные
сплавы:
о. — схема работы подшипника;
б— баббит марки Б83; в — свин-
цовистая бронза марки БС
Антифрикционные материалы служат
для изготовления деталей, работающих в
условиях трения. Из них изготавливают
огромное количество вкладышей подшип-
ников, вследствие чего их часто называют
подшипниковыми сплавами. Подшипнико-
вые сплавы должны обладать низким
коэффициентом трения, малым износом,
хорошей прирабатываемостью, способ-
ностью выдерживать большие удельные
нагрузки, обеспечивать хороший подвод
смазки 3 к валу 2 и сопротивление
коррозии. Эти сплавы должны быть мягче
шейки вала 2, так как в противном случае
они будут его царапать и изнашивать
(рис. 59,п).
Кроме того, эти сплавы должны обла-
дать хорошими технологическими свойст-
вами: литейными для удовлетворитель-
ного заполнения втулки подшипника 1,
обрабатываемостью на металлорежущих
станках и др. Основой всякого подшип-
никового сплава является мягкий пластич-
ный материал 5, внутри которого равно-
мерно распределены твердые частицы 4,
служащие опорой для вала; мягкая исти-
рающаяся основа способствует образова-
нию микроканалов, по которым циркули-
рует смазка. Такая структура обеспечивает
при эксплуатации хорошую приработку,
так как твердые структурные составляю-
щие, вдавливаются в мягкую основу, спо-
собствуя равномерному распределению
давления вала.
Подшипниковые матери-
а л ы можно разделить на следующие
группы: баббиты, бронзы, антифрикцион-
170
ные чугуны и неметаллические антифрикционные материалы.
Баббитами называют сплавы на основе Sn. Однако из-за дефици-
тности олова его часто заменяют другими элементами — Sb,
Pb, Са, Zn и А1. Баббиты предназначены для заливки подшипников
при умеренных удельных нагрузках на вкладыши. Баббиты
обозначают буквой Б, а цифра после буквы показывает среднее со-
держание олова в процентах. Например, марки Б89, Б83, Б16, Б6
показывают, что в них входят89, 83, 16 и 6 % олова.
Лучшими подшипниковыми сплавами являются баббиты марок
Б83 (10—12% Sb, 5,5—6,5% Си, остальное Sn) и Б89 (7,25—
8,25% Sb, 2,5—3,5% Си, остальное Sn). Они применяются для за-
ливки подшипников особо нагруженных машин, обеспечивают низкий
коэффициент трения, начинают оплавляться при 240—250° С; тем-
пература плавления 342—380е С (рис. 59,6).
Новые стандартные сплавы БН (9—11% Sn, 13—15% Sb, 1,5—2%
Си, 0,75—1,25% Ni, остальное Pb), БТ (9—11% Sn, 14—16% Sb,
0,7—1,1% Си, 1,25—1,75% Cd, 0,05—0,2% Ti, остальное Pb) н другие
во мнэгих случаях заменяют в подшипниках трения высокооловянис-
тый баббит.
В качестве стандартного баббита применяют кальциевые баббиты ма-
рок БКА и БК2, содержащие (кроме свинца) 0,85—1,15% Са и 0,6—
0,9 % Na.
Свинцовистая бронза (БрСЗО), содержащая 27—33% РЬ (остальное
Си), применяется для вкладышей подшипников при больших скоростях
и повышенных удельных давлениях. В этих бронзах основой является
сравнительно твердая медь с включениями мягкого свинца (рис. 59,е).
В качестве подшипниковых сплавов успешно применяют алюминие-
вые баббиты марок АСС6-5 (5—6% Sb, 4—5% Pb, 0,5—0,7% Mg),
ACM (3,5—5,0% Sb, 0,5—0,7% Mg) и AH2.5 (2,7—3,4% Ni). В этих
сплавах мягкой основой является А1, а твердыми включениями — хи-
мические соединения (AlSb, Al3Ni), находящиеся в эвтектике с твердым
раствором.
Широкое применение также получили цинковые баббиты (ЦАМ 10-5,
ЦАМ9-15), содержащие 8—12% Ai, 1,5—5,5% Си, 0,03—0,06% Mg,
остальное цинк.
Антифрикционные чугуны используют в подшип-
никах трения, работающих при больших удельных давлениях и малых
скоростях вращения вала. Обычно применяют серые, высокопрочные и
ковкие чугуны. Из серых чугунов хорошими антифрикционными свой-
ствами обладают легированные чугуны марок АСЧ-1, АСЧ-2, АСЧ-3,
содержащие 0,2—0,4% хрома и никеля, 0,3—0,7% меди; из высоко-
прочных — марки АВЧ-1, АВЧ-2 и из перлитного и перлитно-феррит-
ного ковкого чугуна — марки АК.Г-1 и АКГ-2.
В последнее время в машиностроении начали широко внедрять н е-
металлические антифрикционные мат е р и а л ы.
К ним относятся текстолит, пластифицированная древесина, пластмас-
сы и др.
Подшипники и вкладыши изготавливают также из металлокера-
мических материалов, спекая порошки как черных, так и цветных
.171
металлов с добавкой графита. Получаются пористые антифрикцион-
ные сплавы. Пористость таких сплавов составляет 10—30%. Изготав-
ливают железографитовые, железомедные, железомеднографитовые,
алюминиево пористые подшипники. Поры заполняют минеральной
смазкой путем пропитки. Подшипник, пропитанный маслом, во время
работы в результате трения разогревается и смазка выступает из пор,
уменьшая трение. Такие подшипники называют самосмазывающимися.
Методом порошковой металлургии готовят также компактные (беспо-
ристые) металлокерамические антифрикционные сплавы.
Глава XVI
КОРРОЗИЯ МЕТАЛЛОВ И СПЛАВОВ
§ 1. Общие сведения
Коррозия — страшный бич современной промышленности, стро-
ительства и транспорта. По неполным данным 30% ежегодно произво-
димого металла идет на восстановление потерь от коррозии, из них 10%
теряется безвозвратно. Это значит, что на каждые 100 млн. т 10 млн. т
в год расходуется на компенсацию безвозвратных потерь металла от
коррозии.
Поверхность почти всех металлов и сплавов во время эксплуатации
деталей машин, механизмов, строительных конструкций находится в
контакте с внешней средой (атмосферой, речной и морской водой, поч-
вой, растворами кислот и щелочей, жидкостями органического проис-
хождения, отходящими газами и т. д.) и постепенно разрушается.
Этот процесс называют коррозией. Коррозия начинается с поверхности
металла и распространяется вглубь.
Коррозионное разрушение металлов и сплавов в основном зависит
от следующих трех факторов: а) химической природы металла или сос-
тава металлического сплава и их структуры; б) химической природы
окружающей среды и процентного содержания в ней агрессивных ве-
ществ (кислорода, влаги, кислот, щелочей и т. д.) и в) температуры ок-
ружающей среды.
В зависимости от механизма процесса коррозия может быть хими-
ческая и электрохимическая.
Наиболее распространен весовой метод измерения коррозии металла,
основанный на определении изменения массы образцов после взаимо-
действия с агрессивной средой. Кроме того, существуют объемный,
электрохимический, электрические, магнитометрические, манометри-
ческие и другие методы.
Средняя толщина проко^роднровавшего слоя определяется по фор-
муле Томашева:
П = 8760 ,д_
std 1000 ’ 1 '
где П — скорость коррозии, проницаемость, мм/год; т0 — вес об-
разца до коррозии, г; тЛ — вес образца после коррозии, г; s —
172
Таблица £
Десятибалльная шкала коррозионной стойкости металлов
Группа стойкости Скирость коррозии, мм/год Балл
I Совершенно стойкие Менсе 0,001 1
II Весьма стойкие От 0,001 до 0,005 » 0,005 » 0,01 2 3
III стойкие От 0,01 до 0,05 » 0,05 » 0,1 4 5
IV Понижениостойкие » 0,1 » 0,5 » 0,5 » 1,0 6 7
V Малостойкие » 1,0 » 5,0 » 5,0 » 10,0 8 9
VI Нестойкие Свыше 10,0 10
поверхность образца , м2; t — продолжительность коррозии, ч; d —-
масса металла, г; 8760 — число часов в году.
Согласно действующей шкале коррозионной стойкости все металлы
разделены на шесть групп и 10 баллов (табл. 9).
§ 2. Химическая коррозия
Поверхностное разрушение металла под действием газов при высо-
кой температуре или жидкостей (неэлектролитов) называется химичес-
кой коррозией.
Химическая коррозия протекает по законам химической кинетики;
в чистом виде она происходит, если на поверхности металла конденси-
руется вода. Примером химической коррозии является процесс окисле-
ния при высоких температурах металлической арматуры печей, клапа-
нов двигателей внутреннего сгорания, лопаток газовых турбин, эле-
ментов электронагревателей и других деталей, а также окисление ме-
талла в жидкостях органического происхождения (спирте, бензине,
нефти, мазуте и т. ш).
В процессе химического разрушения на поверхности металла обра-
зуется пленка из продуктов коррозии, обычно окислов. В некоторых
случаях эта пленка предохраняет лежащий под ней металл от дальней-
шей коррозии, т. е. делает его более пассивным по отношению к окру-
жающей среде. Необходимым условием защиты металла от последую-
щей химической коррозии является образование на поверхности ме-
талла сплошной и плотной пленки, которая защищает
(пассивирует) металл от дальнейшего разрушения. Это возможно, если
объем получающегося в ходе коррозии (на поверхности металла) окис-
ла V0K больше объема окислившегося металла VilCT.
173
Сравнительно плотные окисные пленки образуются на поверхности
алюминия, свинца, олова, никеля и хрома. Рыхлые окисные
пленки возникают в ходе окисления бария, кальция и магния.
При окислении железа в сухом воздухе или в атмосфере сухого кисло-
рода образуется также достаточно плотная пленка, но она по мере рос-
та растрескивается и отслаивается от металла.
На стальных изделиях при температурах 200—300° С появляется
видимая пленка окислов, которая растет с повышением температуры.
До 600° С скорость газовой коррозии углеродистой стали очень мала,
но при дальнейшем повышении температуры скорость окисления ме-
талла резко повышается и защитное действие пленки прекращается.
Легированные стали можно нагревать без заметного окисления до бо-
лее высоких температур.
Алюминий при высоких температурах покрывается тонкой плотной
пленкой, устойчивой до температуры плавления. Эти свойства алюми-
ния используют и добавляют его в другие сплавы, что повышает корро-
зионную стойкость. Медь окисляется на воздухе и образует пленку,
которая предохраняет ее от дальнейшего окисления. Введение алюми-
ния и бериллия увеличивает сопротивляемость меди окислению, т. е.
ее жаростойкость.
Сплавы на основе никеля хорошо сопротивляются газовой корро-
зии и обладают высокой жаропрочностью.
§ 3. Электрохимическая коррозия
Электрохимическая коррозия металлических изделий происхо-
дит в различных водных растворах, проводящих электрический ток.
Это наиболее распространенный тип коррозии. Она совершается в ат-
мосферных условиях, на море, в земле, в грунтовых водах, в раство-
рах различных кислот и щелочей. Значительная часть строительных
металлических конструкций — каркасы и крыши зданий, фермы мос-
тов, соприкасающихся с влажным воздухом, подвержены электрохи-
мической коррозии. В зависимости от загрязненности воздуха сернис-
тыми и углекислыми газами эта коррозия протекает с различной ско-
ростью. Строительные конструкции, находящиеся в почве, различные
магистральные трубопроводы также подвержены коррозии.
Сущность процесса электрохимической коррозии
заключается в том, что атомы, находящиеся в узлах кристаллической
решетки металла, при контакте с раствором электролита переходят в
раствор в форме ионов, оставляя эквивалентное количество электро-
нов в металле. Переход атомов металла в ионы и растворение их в жид-
ком электролите определяется величиной нормального электродного
потенциала. Он характеризует то напряжение электрического тока,
которое надо приложить к границе раздела твердого металла с жидким
электролитом, чтобы воспрепятствовать переходу иона металла в раст-
вор. Чем отрицательнее нормальный электродный потенциал, тем бо-
лее резко выражено стремление металла к растворению в электроли-
тах. Так, свинец растворяется значительно медленнее, чем железо.
174
Ниже представлены нормальные электродные потенциалы (В) не-
которых металлов.
Медь
Висмут
Сурьма
Олово
Свинец
Никель
Кобальт
+0,33
+0,28
+0,22
— 0,1
—0,12
—0,23
-0,29
Кадмий..............—0,4
Железо .............—0,44
Хром................—0,56
Цинк................—0,70
Марганец............—1,1
Алюминий ...........—1,34
Магний..............—1,53
Следует отметить также, что при погружении в какой-либо электро-
лит двух взаимно контактирующих металлов они образуют гальвани-
ческую пару с определенной разностью потенциалов. В этом случае в
рассматриваемой системе самопроизвольно разовьется процесс раство-
рения металла, обладающего более отрицательным электродным по-
тенциалом. Этот металл станет анодом и будет посылать свои ионы в
раствор электролита, а другой •— катодом и в присутствии первого ме-
талла в электролите растворяться не будет. Если такую контактную
пару погрузить в электролит, то цинк будет растворяться быстрее же-
леза (электродный потенциал цинка более отрицателен).
Гальванические пары при коррозии образуются не только между
отдельными участками контактирующих металлов с разными электрод-
ными потенциалами, но также и между микроскопически малыми крис-
талликами одного и того же сплава, если они различаются по хими-
ческому составу и физическим свойствам.
На поверхности неоднородного по строению сплава при погружении
в электролит образуются микроскопически малые анодные и катодные
участки, между которыми возникают микроскопические и даже суб-
микроскопические гальванические процессы, приводящие сплав к
коррозионному разрушению. В ряде случаев коррозионное разрушение
металлов может проникать очень глубоко и идти по границам раздела
зерен (межкристаллическая коррозия).
Так, высокохромистые стали подвержены межкристаллической
коррозии. Фазы, обогащенные хромом, имеют положительный потен-
циал, а фазы, обедненные хромом (границы зерен) — отрицательный.
Между этими фазами в электролите образуются микрогальванические
пары, и начинается интенсивное окисление (разрушение) фаз, обладаю-
щих меньшим потенциалом.
Такая коррозия очень опасна, так как по внешнему виду ее обна-
ружить очень трудно. Сталь постепенно теряет металлический блеск;
резко снижаются ее механические свойства.
Таким образом, электрохимическая коррозия — это разрушение
сплава, сопровождающееся появлением электрического тока в резуль-
тате работы множества микрогальванических элементов на корроди-
рующей поверхности металла. Многие детали в условиях эксплуатации
подвергаются одновременно разрушающему воздействию коррозии и
механической нагрузки. Растягивающие напряжения увеличивают
скорость коррозии вследствие разрушения защитной пленки и образо-
вания трещин.
175
В большинстве случаев такое разрушение происходит между крис-
таллами металла и вызвано одновременным действием коррозии и рас-
тягивающих напряжений. Такое разрушение называют коррозионным
раст рескиванием.
Коррозионной усталостью называют напряжение, вызывающее
разрушение металла одновременным воздействием знакопеременных
нагрузок и коррозионной среды. Многие детали (например, подшипни-
ки) подвержены коррозионному износу, заключающемуся в одновре-
менном разрушении детали от коррозии и сил трения.
Одним из способов предотвращения коррозии является ликвидация
условий, ее вызывающих: неоднородность металлов, неоднородность
внутренних напряжений, неравномерность освещенности и теплового
нагрева. Однако в ряде случаев устранить эти причины не удается из-
за специфики эксплуатации какой-либо конструкции. Именно поэтому
непрерывно появляются новые дорогостоящие сплавы, обладающие
специальными свойствами.
Кроме того, для борьбы с коррозией прибегают к специальным ме-
тодам защиты металлов: электрохимическая защита (анодная или ка-
тодная), обработка коррозионной среды и защитные покрытия.
§ 4. Виды коррозионных разрушений
Существуют различные виды коррозионных разрушений, характер
которых и метод защиты рассмотрены ниже (рис. 60).
Равномерная (общая, или сплошная) коррозия (металл корро-
дирует с одинаковой скоростью по всей поверхности) наблюдается в
сплавах, не образующих защитных пленок (рис. 60,а).
Неравномерная коррозия (также схлошная) протекает с неоди-
наковой скоростью на различных участках поверхности многофазного
Рис. 60. Виды коррозионных разрушений:
а—'Сплошная равномерная коррозия; б — неравномерная сплошная коррозия; в — кор-
розия пятнами; г — коррозия язвами; д — коррозия точками; е — подповерхностная
коррозия; jvc — структурно-избирательная коррозия; э — межкристаллитная коррозия;
и —транскрнсталлитная коррозия
476
сплава в зависимости от рода структурных составляющих и наличия
дефектов на поверхности детали (рис. 60,6, в, г).
Местная, или локальная, коррозия происходит лить на отдель-
ных участках поверхности металла и, как правило, начинается в мес-
тах, где нарушается целостность покрытия. Этот вид коррозии имеет
следующие разновидности:
1) коррозия пятнами, заключающаяся в образовании местных пов-
реждений незначительной глубины (рис. 60,е);
2) точечная коррозия, при которой разрушение наблюдается на
очень малой поверхности в виде отдельных точек и имеет в отдельных
случаях сквозной характер (рис. 60,6);
3) межкристаллитная коррозия — один из самых опасных видов,
так как разрушение протекает по границам отдельных зерен металла и
приводит к резкому ухудшению механических свойств (рис. 60,з);
4) коррозия язвами — начинается на поверхности и распространя-
ется под поверхностью, вызывая расслоение и вспучивание металла;
5) избирательная коррозия разделяется на два вида: на компо-
нентно-избирательную и структурноизбирательную. Ярким примером
структурно-избирательного типа является растворение феррита; ком-
понентно-избирательная коррозия наблюдается у латуней.
Возможны случаи одновременного действия на металл нескольких
видов коррозии.
§ 5. Методы защиты от коррозии
Современные методы предохранения от коррозии металлов и спла-
вов весьма разнообразны, так как причин, вызывающих ее, также очень
много. Существующие методы можно разделить на следующие: леги-
рование; применение многослойных материалов; неметаллические по-
крытия; протекторная защита; обработка коррозионной среды; рацио-
нальное конструирование и эксплуатация металлических сооружений
и деталей.
Легирование металлов. Введение в сталь некоторых легирующих
элементов повышает ее антикоррозионные свойства. Одни легирующие
элементы образуют на поверхности стали устойчивые окисные пленки,
которые защищают металл от коррозии; другие создают с железом твер-
дые растворы — аустенитную структуру, обладающую высокой стой-
костью и практически не корродирующую в данной среде.
Стали, содержащие 12% Сг, с мартенситно-ферритной структурой
практически не корродируют в атмосфере, в водных растворах солей,
в органических кислотах и других слабоагрессивных средах при ком-
натной температуре.
Стали, содержащие 12—14% Сг, относятся к мартенситно-феррит-
ному и мартенситному классу. При более высоком содержании хрома
(17—28%) стали относятся к ферритному классу. Хромоникелевые ста-
ли (Х18Н9) имеют аустенитную структуру. Сталь Х18Н10Т, а также
легированные стали аустенитного класса, содержащие хром, никель,
титан, относятся к нержавеющим сталям и хорошо сопротивляются
коррозии.
7—545
177
Двухслойные и многослойные металлы, состоящие из двух или не-
скольких различных металлов (сплавов), прочно соединенных между
собой по всей плоскости соприкосновения, и представляющие моно-
литное целое. Машины и агрегаты, работающие в условиях повышен-
ной коррозии, влажности, загрязненности атмосферы парами кислот,
пылью и другими вредными веществами, особенно нуждаются в биме-
таллах, у которых основой являются малоуглеродистые или низколе-
гированные стали/ а в качестве плакирующего слоя используются кор-
розионностойкие металлы. Наши металлургические заводы освоили
многие виды проката листа, ленты, проволоки с защитными покрытия-
ми — луженые, хромированные, оцинкованные и др. Организовано
производство труб, покрытых цинком, алюминием, кремнием. Изго-
товление биметаллов сталь —- медь, сталь — латунь, сталь — брон-
за, сталь — никель и т. д. дает значительную экономию цветных ме-
таллов.
Неметаллические покрытия органического происхождения широко
применяются в строительстве, машиностроении, на транспорте. К неме-
таллическим покрытиям относятся лакокрасочные эмали, фенолофор-
мальдегидные смолы, неметаллические пленки и др.
Лакокрасочные покрытия, являясь самым распро-
страненным методом защиты металлов от коррозии, изолируют метал-
лические сооружения от контакта с агрессивной средой. Как известно,
этот метод защиты обязателен для всех строительных металлических
конструкций (мостов, ферм, колонн, магистральных трубопроводов,
различных емкостей и т. д.) и некоторых машиностроительных конст-
рукций.
Имеются лаки и краски, которые используют для защиты металла и
от электрохимической коррозии, ибо они увеличивают омическое со-
противление коррозийных пор, находящихся под слоем покрытия.
Лакокрасочные покрытия, кроме химической стойкости, в условиях
эксплуатации должны обладать достаточной механической прочностью,
водонепроницаемостью, прилипаемостью (адгезией), не пропускать газ
и защищать от подпочвенной коррозии.
Эмалированию подвергаются как черные, так и цветные
металлы. Удачное сочетание химической стойкости и механической
прочности позволило широко применять эмалирование в строительстве
и промышленности.
Фенолоформальдегидные смолы — наиболее рас-
пространенные антикоррозионные материалы из числа пластмасс.
На основе этих смол изготавливают следующие химически стойкие
сложные композиционные материалы: фаолит, текстолит, текстофолит.
Кроме того, применяют вяжущие лаки, арзалиты и некоторые специ-
альные мастики.
Получение покрытий напылением другого металла с целью изоля-
ции от агрессивной среды называют металлизацией.Такая защита сей-
час широко применяется.
Различают два типа металлических покрытий — анодное и катод-
ное. Для анодного покрытия используют металлы, обла-
дающие более отрицательным электродным потенциалом, чем основной
178
металл. В процессе коррозии анодные покрытия растворяются и пред-
охраняют металл от разрушения. Эти покрытия не боятся царапин и
других внешних нарушений слоя, так как при этом разрушаются пре-
имущественно сами покрытия. Анодным покрытием для железных спла-
вов являются цинк, кадмий и др.
Для катодного покрытия выбирают металлы, имеющие
меньшее отрицательное значение электродного потенциала, чем основ-
ной металл. Пока катодное покрытие полностью изолирует металл от
контакта с агрессивной средой, он не подвергается коррозии. При на-
рушении сплошности катодного покрытия (царапины, механические
повреждения и т. п.) его защитное действие прекращается, поскольку
основной металл легче будет разрушаться от действия электролита.
Катодными покрытиями служат медь, олово, свинец, никель и др. Вся-
кое защитное металлическое покрытие должно быть сплошным. Ме-
таллические покрытия наносят горячим методом, гальваническим и
способом металлизации. При металлизации на поверхность изделий
наносят мельчайшие капли расплавленного металла при помощи пис-
толета.
Металлизация — один из методов предотвращения корро-
зии. Химические, механические и физические свойства покрытий,
получаемых металлизацией путем напыления, часто резко отличаются
от свойств металлов и сплавов, подвергаемых металлизации. Одним из
наиболее важных факторов, определяющих практическую возможность
применения металлизации, является прочность сцепления наносимого
слоя с поверхностью основного металла. Это сцепление имеет чисто
механический характер и основано на адгезии, т. е. вызвано избыточной
энергией поверхностного слоя. Это определяет относительно невысокую
прочность сцепления металлических покрытий с основной поверхно-
стью. Металлизированный слой представляет хаотическое нагроможде-
ние отдельных распыленных металлических частиц размером от 1 до
4мкм. В последнее время производят плазменное напыление, сущность
которого-заключается в расплавлении металла электрической дугой,
последующим его подогреве быстродвижущейся высокотемператур-
ной плазмой и осаждении на рабочую поверхность. Все эти процессы
протекают в плазменной горелке.
Диффузионное покрытие осуществляют, насыщая по-
верхностные слои защищаемого металла атомами наносимого металла с
диффузией последнего в глубину основного металла. Этот процесс про-
текает при высоких температурах.
К диффузионным процессам относятся алитирование (покрытие
алюминием), хромирование (покрытие хромом), силицирование (покры-
тие кремнием) и т. д. Широко применяют покрытие оловом (лужение)
и цинком (для кровельного железа, водопроводных труб и других из-
делий).
При гальваническом способе покрытия изделие из
основного металла опускают в электролизеры (ванны), где под действи-
ем постоянного электрического тока на поверхности защищаемого ме-
талла осаждается никель, хром, цинк или другой металл. Защищае-
мый металл помещают в ваниу в качестве катода и подключают к отри-
7*
179
ных в электролит, металл
Рис. 61. Защита от корро-
зии внешним током:
J — защищаемый трубопровод:
2 — анод; 3 — пункт дренажа;
4 — эл&ктроконтаК1нрующий про-
вод
цателыюму полюсу источника тока, а анодами служат пластины ме-
талла покрытия, которые присоединяют к положительному заряду
источника тока. Металл анода растворяется, выделяясь затем на катоде.
Гальванические покрытия равномерно распределяются по поверх-
ности защищаемого металла и обеспечивают неограниченную толщину
покрытия; однако последние пористы и это существенный недостаток
данного способа, ограничивающий его применение.
Защита протекторами — один из способов электрохи-
мической защиты и в некоторых случаях полностью предохраняет ме-
талл от коррозии. При контакте двух различных металлов, погружеи-
с более низким электродным потенциалом
служит анодом и растворяется, защищая
от коррозии тот металл, который являет-
ся катодом. Этот метод — эффектив-
ный и экономически выгодный способ
защиты от коррозии металлических кон-
струкций в морской воде, почве и
других, в том числе нейтральных, сре-
дах; здесь в качестве протектора при-
меняют чистый цинк, реже алюмини-
ево-ципковый сплав или сплавы на ос-
нове магния.
Катодная защита внешним током
магистральных трубопроводов, котлов
и других паросиловых установок зак-
лючается в том, что от источника пос-
тоянного тока через катод подводится
ток к защищаемому металлическому
дополнительные пластины, опущенные в
электролит. В результате основное изделие становится катодом и пере-
стает корродировать (рис. 61).
Обработка коррозионной среды производится с целью умень-
шения ее агрессивного воздействия на металл или сплав. Некоторые
вещества сильно замедляют скорость коррозии и служат замедлителя-
ми (ингибиторами) коррозии. Ингибиторы по характеру их действия
можно разделить на анодные (т. е. тормозящие анодные процессы),
катодные (тормозящие катодные процессы) и смешанные — тормозя-
щие оба процесса. Кроме того, коррозионную активность среды можно
уменьшить, удаляя из нее некоторые составляющие, вызывающие
коррозию.
Наконец, при конструировании необходимо выбирать также формы
изделий, при которых в пазах, углах, на стыках не задерживается аг-
рессивная жидкость (рис. 61,6).
Кроме того, необходимо, чтобы сопрягающиеся детали и изделия
изготовлялись из сплавов, близких по коррозионным характеристи-
кам (нормальным электродным потенциалам).
изделию, а анодом служат
Раздел третий
ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Глава XVII
ЛИТЕЙНЫЕ ФОРМЫ
§ 1. Общие сведения
Литейное производство — одно из самых древних и в настоящее
время самый распространенный способ обработки всех металлических
и некоторых неметаллических материалов.
Л1етодом литья изготовляют изделия (отливки), которые после ме-
ханической обработки или без нее широко используются в машиностро-
ении, металлургии, строительной и других отраслях промышленности.
Примерно четыре пятых всех отливок получают в разовых песча-
ных формах и одну пятую — специальными видами литья. Процесс
изготовления литых деталей в разовых песчаных формах состоит из
ряда последовательно выполняемых основных операций, показанных
на рис. 62.
Все перечисленные основные операции связаны со множеством
более мелких (см. ниже § 2—7).
Специальные виды литья подразделяются более чем на 50 способов,
основными из которых являются: кокильное литье, литье под давление,
литье в оболочковые формы, штамповка из жидкого металла, литье по
газифицируемым моделям, литье по выплавляемым моделям, центро-
бежное литье и др. (см. гл. XIX).
Разбирая основные переделы производства отливок различными
способами, необходимо знать их отличие от готовых для сборки литых
деталей.
Отливка — литая заготовка, освобожденная от элементов лит-
никовой системы; размеры и форма отливки и литой детали близки.
Литая деталь — готовое для сборки или эксплуатации изделие
из металлического или неметаллического сплава, которое изготавли-
вают механической или другой обработкой из отливки.
В том случае, если отливка имеет форму, размеры и массу готового
изделия, ее называют литой деталью. Например, специальными вида-
ми литья получают отливки с высокой размерной точностью, значи-
тельная часть которых поступает на сборку без механической обра-
ботки. Для таких отливок правомочно название литая деталь.
181
Проектирование литой
детали
____________I___________
Разработка технологии и
документации производ-
ства ОТЛИВКИ
1
к
!
Проектирование модель-
ного комплекта для изго-
товления отливки в nee-
's ано - г л и J i ис той фо рме
Специальные виды
литья
I
I Изготовление модельного
_________комплекта________
____________4_____________
Приготовление формоВОч- I
пых и стержневых смесей |
г
Изготовление формы
Окончательный брак
отливок
Сборка формы
Плавка сплава иля
металла
Заливка сплава
таяла в форму
Кристаллизация И
денме отливки в
Выбивка отливки и
из формы
Удаление стержней
отливки
Очистка, обрубка и цбнаж-
дачинание отливки
Литники и другие
мета л лоот хо пы (возврат}
Изготовление стержней
Контроль качества
отливки
Термическая обработка
от-1 и и кн _________
Грунтовки отливки
'[_J Исправление дефектов
I I отливок
Механическая или другая I
обработка отливки________I
Готовая для сборки литая
деталь
На склад или на сборку
4
4
4
4
I
I
4
4
Рис. 62. Структурно-технологическая схема производства отливок
182
§ 2. Модельные комплекты, формовочный инструмент, споки
Модельным комплектом называют совокупность оснастки и при-
способлений, предназначенных для получения определенной отливки.
Изготовление модельного комплекта является важным этапом произ-
водства отливок.
Модельный комплект состоит из модели отливки (или шаблонов
для изготовления формы), моделей элементов литниковой системы,
одного или нескольких стержневых ящиков, модельных или подмо-
делъных плит, шаблонов, кондукторов, драйеров и т. д.
Основной оснасткой для получения отливки в песчано-глинистой
форме является модель отливки и стержневой ящик (рис. 63).
Рис. 63. Оснастка и технология изготовлении в
песчано-глинистой форме со стержнем отливки
трубы:
С — отливка; б — деревянная модель: в — деревянный
стержневой ящик; ₽—песчано-глинистая форма в сборе
со стержнем; д— отливка с элементами литниковой
системы
Модель — приспособление, при помощи которого в литейной
форме воспроизводятся наружный контур будущей отливки, каналы
элементов литниковой системы и знаки для крепления стержней. По
наружной конфигурации модель является копией отливки и отличает-
ся от последней несколько увеличенными размерами, учитывающими
усадку сплава и другие особенности процесса. Иногда вместо модели
для получения полости формы используют шаблоны.
Стержневой ящик служит для изготовления стержней.
Стержни проставляются в форму для образования как внутренних, так
и наружных сложных поверхностей отливки. Размеры стержней вы-
полняют с учетом усадки сплава. Иногда вместо стержневых ящиков
для изготовления стержней используют шаблоны.
Для изготовления отливок без внутренних полостей стержни обыч-
но не применяют.
Модельная плита — металлическая гладкая или со слож-
ным разъемом плита с закрепленными на ней моделями отливки и эле-
183
ментов литниковой системы. Применяется преимущественно при ма-
шинной формовке. -
На под модельную плиту (из дерева или металла) при
пескометной или ручной формовке устанавливают модель отливки и
модели элементов литниковой системы. Такая плита может быть с
гладкой поверхностью и фигурными углублениями, соответствующими
выступающим частям неразъемной модели.
Формовочные шаблоны (протяжные и шаблоны враще-
ния) применяют для изготовления форм и реже стержней. Шаблоны
вращения используют при изготовлении форм для получения отливок—
тел вращения. Протяжные шаблоны применяют для изготовления
форм, имеющих прямолинейные и реже криволинейные очер-
тания.
Контрольные шаблоны применяют для проверки раз-
меров форм и стержней, а также для контроля правильной их
сборки.
Модели элементов литниковой системы слу-
жат для образования в форме каналов, по которым жидкий металл под-
водится к полости формы и питает отливку в процессе се кристаллиза-
ции.
В современной практике в модельном комплекте часто отсутствуют
те или иные его составляющие. Однако во всех случаях в модель-
ном комплекте имеется модель.
Важнейшими признаками классификации моделей являются:
вид литейного сплава, серийность производства, способ получения
литейных фюрм; материал, размер, конструкция и прочность модели;
точность ее изготовления; сложность модели; технологическая одно-
родность, конструктивная общность и т. д.
По виду литейного сплава различают модели для
стального, чугунного и цветного литья.
По способу получения литейных форм раз-
личают модели для машинной и ручной формовки.
По материалу модели подразделяются на деревянные, ме-
таллические, гипсовые, цементные, железобетонные, пластмассовые и
комбинированные (дерево и металл или пластмасса).
По конструкции модели бывают разъемные, не-
разъемные, с отъемными частями и специальные (скелетные и шаб-
лонные).
Не разбирая всего многообразия классификации моделей, отметим,
что деревянные модели делятся на три класса по прочности. Медели
первого класса изготовляют из прочных пород дерева (бук, орех) и при-
меняют в крупносерийном производстве при ручной и машинной
формовке. Модели второго класса выполняют из березы или липы
и применяют в мелкосерийном производстве. Модели третьего класса
изготовляют из сосны или ели и применяют в индивидуальном и реже
в мелкосерийном производстве.
Чтобы избежать коробления и уменьшения размеров при высыха-
нии древесины, деревянные модели изготовляют из сухого пиломате-
риала. Рабочая поверхность модели и стержневых ящиков должна
Т84
быть гладкой и стойкой против износа. С этой целью эту поверхность
модельно-стержневой деревянной оснастки шпаклюют, зачищают и
покрывают нитролаком, не разбухающим при соприкосновении с
влажной формовочной или стержневой смесью.
Деревянные модели маркируют в соответствии с изготовляемым по
ним литым деталям и окрашивают в красным цвет (чугунныеотливки),
синий (стальные отливки) и желтый (отливки из цветных сплавов).
Стержневые знаки на моделях окрашивают в черный цвет, а отъемные
части модели окантовывают черной полоской.
В связи с усадкой металлов и сплавов при затвердевании линейные
размеры моделей увеличивают при производстве отливок из серого
чугуна — па 1 %, ковкого чугуна и стали — на 2%, цветных спла-
вов — от 1 до 2%.
Для облегчения протя-жки модели из полости формы и стержня
из стержневого ящика на вертикальных их стенках предусматривают
формовочные уклоны на углы величиной от 0,5 до 5°.
Если отливка после изготовления подвергается механической обра-
ботке, то модели и стержневые ящики изготовляют с учетом припуска
на эту обработку.
Модель и стержневой ящик контролируют и выполняют так, чтобы
не было резких и острых переходов по толщине от одной части отлив-
ки к другой. Закругление наружных и внутренних углов модели назы-
вают галтелями.
Во всех случаях как при конструировании литой детали и модель-
но-стержневой оснастки, так и при последующих переделах производ-
ства отливок, необходимо обеспечить их максимальную технологич-
ность.
Под технологии н остью подразумевают такую конструк-
цию литой детали и модельно-стержневой оснастки, которые при ми-
нимальной себестоимости и затратах материалов и заданном качестве
обеспечивают максимальные удобства в процессе ее отливки, последу-
ющей обработки и эксплуатации. Обязательное условие технологич-
ности литой детали — простота ее конструкции с использованием для
ее изготовления минимального количества литейных стержней.
Формовочный инструмент. При изготовлении песча-
но-глинистых и некоторых других форм и стержней применяют ин-
струмент, который условно делится на две группы: инструмент для
наполнения опок и стержневых ящиков формовочной или стержневой
смесью и последующего ее уплотнения (лопаты, ручные и пневматичес-
кие трамбовки, линейки); инструмент для извлечения модели йз полос-
ти формы и отделки поверхности формы и стержней (крючки, подъем-
ники, гладилки, ложечки, ланцеты, пульверизаторы и т. д.).
Опоки. Опокой называют металлическую (реже деревянную)
рамку, служащую для удержания формовочной смеси, образующей
литейную форму, как при ее изготовлении и транспортировке, так и
при последующей заливке и охлаждении отливки. Обычно опоки отли-
вают из стали, чугунам алюминиевых сплавов.,Иногда стальные опо-
ки сваривают из стандартного проката.
185
§ 3. Формовочные и стержневые смеси
Материалы, применяемые для изготовления разовых песчано-гли-
нистых и некоторых других литейных форм и стержней, называют фор-
мовочными. Они разделяются на исходные формовочные материалы,
формовочные и стержневые смеси.
Исходные формовочные материалы, которые часто называют пер-
вичными, подразделяют на основные (пески и глины) и вспомогатель-
ные (связующие, молотый уголь, древесные опилки, торф, графит и
Др.).
Песок является основной составляющей формовочных и стержневых
смесей. Формовочные пески состоят в основном из зерен кварца и
примеси глины, которые условно называют зерновой и глинистой сос-
тавляющими.
Зерновой составляющей, независимо от химического
состава, называют ту часть песка, величина зерен которого более 22
мкм.
Глинистой составляющей называют ту часть песка,
расчетный диаметр зерен которой менее 22 мкм.
По ГОСТ 2138—56 к формовочным пескам относят материалы с
содержанием глинистой составляющей до 50%, а к формовочным гли-
нам — материалы с содержанием глинистой составляющей свыше 50%.
В зависимости от содержания глинистой составляющей и примесей
пески подразделяются на классы, группы и категории, которые при-
ведены в табл. 10.
Формовочные и стержневые смеси. В литейном производстве
применяют большое количество разнообразных формовочных и стерж-
невых смесей. Выбор состава смеси обусловлен ее назначением.
Наиболее распространенные песчано-глинистые смеси классифи-
цируют:
а) по применению при формовке (облицовочные, наполнительные и
единые); б) в зависимости от состояния формы перед заливкой (для сы-
рых, сухих, подсушенных и самотвердеющих); в) по роду сплава (для
чугуна, стали и цветных сплавов).
Облицовочной называют формовочную смесь повышенного качест-
ва, из которой выполняют рабочую поверхность формы толщиной от
10 до 40 мм, соприкасающуюся с расплавом. Эта смесь должна иметь
высокую пластичность, газопроницаемость, прочность и огнеупорность.
Она содержит 50—90% свежих формовочных материалов (остальное—
соответственно регенерированную оборотную смесь). От общего коли-
чества формовочной смеси при изготовлении формы на долю облицо-
вочной приходится 10—20%; остальное — на долю наполнительной
формовочной смеси.
Наполнительную формовочную смесь (она более низкого качества)
используют для заполнения объема формы, оставшегося после нанесе-
ния облицовочного слоя. В состав такой смеси входит обычно 95—98%
оборотной регенерированной смеси и 5—2% свежих формовочных ма-
териалов.
186
Таблица 10
Классы песков в зависимости от содержания кварца и глины
(ГОСТ 2138—56)
Основные составляю- щие. % Вредные примеси. % (не более»
Наименование песков Класс окисям щелочно-
глинистая SiO, сульфид- земельных скислы
(нс менее) ная сера и щелоч - железа
пых
металлов
Кварцевый IK До 2 97 Не допу с- Менее 0,75
кается 1.5
» 2К » 2 96 0,025 1.5 1,0
х> зк » 2 94 0,025 2,0 1.5
» 4К » 2 90 Не норми- Не порми- Не лими-
руется руется тируется
Кварцево-полево шпатный КП » 2 Менее 90 То же То же То же
Тощий т Сеыше 2 Нс нории- »
до 10 руется
Полужирный .... п Свыше 10 То же
до 20
Жирный ж Свыше 20 » » »
до 30
Очень жирный .... ож Свыше 30 » *
до 50
Единую формовочную смесь, занимающую по качеству среднее по-
ложение между облицовочной и наполнительной, применяют при ма-
шинном производстве мелких по массе форм, предназначенных для
тонкостенных отливок. В состав единых смесей входит 85—95% обо-
ротной регенерированной смеси и 15—5% свежих формовочных мате-
риалов.
Все эти смеси имеют влажность от 4 до 7 %. В состав облицовочных
и единых смесей, кроме глины, часто вводят противопригарные добавки.
Смеси для сырых форм в основном состоят из большого количества
оборотной смеси с добавкой свежих материалов в виде глинистых пес-
ков или смеси глины с песком.
. Смеси длясухих форм отличаются от смесей для сырых форм более
высокой прочностью, газопроницаемостью и податливостью. Послед-
ние два свойства обеспечиваются введением в смесь древесных опилок,
торфа и других веществ, которые выгорают, образуя дополнитель-
ные поры.
Смеси для подсушиваемых форм широко применяют при изготовле-
нии средних и крупных форм для ответственных отливок. Используют
такие смеси как облицовочные. В их состав вводят крепители, жидкое
стекло и др. При провяливании на воздухе или при кратковременной
тепловой подсушке (в течение 10—30 мин) на поверхности формы обра-
зуется прочный слой.
187
Смеси для химически затвердевающих форм применяют как обли-
цовочные. Они состоят из кварцевого песка, в который вводят 4,5—6%
жидкого стекла. Прочность таких смесей обеспечивают продувкой их
углекислым газом. При химическом затвердевании вода вступает в
прочное соединение с кремнеземом, входящим в состав жидкого стекла.
Образующийся при этом гель кремниевой кислоты, располагаясь меж-
ду зернами песка, связывает их в прочный конгломерат.
Стержневые смеси должны обладать большой прочностью, газопро-
ницаемостью и огнеупорностью. Стержни в процессе формозания
отливки находятся в более тяжелых условиях, чем форма. В стержне-
вые смеси для изготовления простых крупных стержней вводят глину.
Смеси для сложных стержней готовят из кварцевого песка с добавле-
нием различных крепителей. В смеси вводят повышенное количество
противопригарных добавок (уголь, графит, мазут) и добавок, обеспе-
чивающих податливость стержня (древесные опилки, торф 2—3% и
т. д.).
Жидкие самотвердеющие смеси (ЖСС) и песчаные самотвердею-
щие смеси (ПСС) применяют для изготовления форм и стержней в
современном производстве. После заполнения стержневого ящика или
опоки через 30—50 мин они затвердевают без тепловой сушки.
Изготовленная в смесителе смесь ЖСС имеет консистенцию смета-
ны; ее заливают в ящик или опоку и уплотняют.
Свойства смесей. Качество форм и стержней зависит от рабочих
свойств используемых для них смесей: пластичности, прочности, газо-
проницаемости, огнеупорности, долговечности, пригораемости, выби-
ваемости и податливости.
Пластичность — способность формовочной смеси воспри-
нимать отпечаток модели.
Прочность — сопротивляемость формы разрушению в про-
цессе транспортировки и сборки, а также при динамическом и стати-
ческом воздействии на нее жидкого металла.
Газопроницаемость — способность формы пропускать
газы, которые вытесняются из нее жидким металлом, а также выделя-
ются из формы и расплава.
Огнеупорност ь—свойство смеси не плавиться и не спе-
каться под действием залитого в форму металла и не образовывать при-
гар па поверхности отливки.
Долговечность — сохранение формовочной смесью своих
рабочих свойств в случае повторнсго использования при изготовлении
и заливке форм расплавом.
Пригораемость — прочное сцепление формовочного ма-
териала с поверхностью отливки в результате их химического и меха-
нического взаимодействия в период заливки и затвердевания расплава.
Сопротивляемость выбивке — работа, затрачивае-
мая на выбивку отливок из форм и стержней из отливок.
Податливость — способность формы и стержней умень-
шаться в объеме под действием усадки остывающей отливки. Особенно
это важно для стержней. Плохая податливость форм и стержней часто
приводит к появлению в отливках «горячих» трещин.
188
Технология приготовления смесей. Полный технологический про-
цесс приготовления формовочных и стержневых смесей включает пред-
варительную подготовку свежих исходных материалов; подготовку
оборотной смеси; регенерацию оборотной смеси и собственно приготов-
ление рабочей смеси.
На рис. 64 приведена схема подготовки исходных материалов и при-
готовления смесей в механизированном смесеприготовительном отде-
лении. Рассмотрим основные этапы этой операции.
Подготовка свежих материалов. Свежий песок из
вагонов (или автомашин) высыпают в приемное устройство 1 (рис. 64),
Рис. 64. Схема технологических переходов подготовки формовочных матери-
алов и приготовления смесей:
/ — приемное устройство; 2 — закром; 3 — отпускной бункер; 4 —сушило; 5 — размалы-
вающие бегуны; 6 — сито; 7 — дробилка с зубчатыми валками; 8 — дробилка с гладкими
валками; 9 — промежуточный бункер: /О —шаровая мельница; // — устройство для пода-
чи горячего воздуха; 12— циклон; /3— смешивающие бегуны; 14— магнитный сепаратор;
15 — бункер-отстойник; 16 — расходный бункер: /7 — аэратор; /8 — выбивная решетка;
19 — бункер отходов
а затем в закром 2 склада. Далее песок пересыпают в отпускной бункер
3, а из пего в сушило 4. Затем песок просеивают через сито 6 и переда-
ют в бункер над бегунами 13. Непросеянные комья песка поступают в
бегуны 5, где их разминают, и далее, в виде песка на сито бив бункер
над бегунами 13.
Каменный уголь из вагонов высыпают в приемное устройство 1 и
далее передают в закром 2 и в отпускной бункер 5, а из последнего в
дробилку с гладкими валками 8- Далее мелкие куски угля транспорти-
руют в промежуточный бункер 9 и из него в шаровую мельницу 10.
В процессе размола в мельницу поступает горячий воздух из установки
II. Сухие фракции угольной пыли выносятся этим воздухом в циклон
12, там осаживаются и затем поступают в бункер над бегунами 13.
189
Глину из вагонов перегружают краном в приемное устройство, а из
него в закром 2 и в отпускной бункер 3. Далее ее передают в дробилку
с зубчатыми валками 7, а из нее в виде мелких комьев в сушило 4.
Из последнего глину передают в промежуточный бункер 9 и далее в
дробилку с гладкими валками вив шаровую мельницу 10. Размолотый
порошок глины передается в осадительный циклон 12, а из него в бун-
кер над бегунами 13.
Подготовка и регенерация оборотной сме-
с и. Выбитая на выбивной решетке 18 смесь поступает в промежуточ-
ный бункер 9, из него на магнитную сепарацию 14, где отделяют ме-
таллические включения. Далее смесь проходит через дробилку с глад-
кими валками 8 и сито 6. При этом песок поступает в бункер оборотной
смеси над бегунами 13; пыль, зола и другие включения поступают в
бункер отходов 19.
Приготовление смеси. В процессе приготовления смеси
из бункеров с помощью дозаторов все сухие составляющие компоненты
смеси поступают в заданном количестве в смешивающие бегуны 13.
Там производится их перемешивание, добавляется вода и вновь осу-
ществляют перемешивание. Готовую смесь передают в бункер-отстой-
ник 15. В бункере смесь вылеживается не менее 2 ч для качественного
улучшения. Далее с помощью питателя смесь из бункера подают в
аэратор 17, где она взрыхляется. Затем смесь передают по ленточному
транспортеру в расходные бункера 16, установленные над формовоч-
ными машинами.
Для смешивания составляющих смеси применяют различные бе-
гуны производительностью от 5 до 60 т/ч формовочной или стержневой
смеси.
Указанная схема относится только к процессу изготовления формо-
вочных и стержневых смесей обычных составов.
Для приготовления смеси на жидком стекле последнюю из-под бегу-
нов подают в коробах непосредственно на формовку.
Смеси Ж.СС и ППС (самотвердеющие) готовят на специальных уста-
новках и немедленно (не позднее чем через 2 мин) используют для при-
готовления стержней и форм. Такие установки размещают прямо на
территории формовочного или стержневого отделений.
§ 4. Технология изготовления форм
Наиболее сложной и трудоемкой операцией изготовления отливки
является формовка — процесс изготовления формы.
Средняя трудоемкость формовочных работ, в зависимости от степе-
ни механизации процесса и сложности литья, составляет 30—60% об-
щей трудоемкости изготовления отливок.
Наиболее распространена формовка по моделям в почве или опоках,
шаблонная и машинная.
Формовка в почве. Литейную форму полностью готовят
на полу литейного цеха (на формовочном плацу). Формы в почве дела-
ют открытыми и закрытыми (рис. 65). При открытой формовке верх
190
формы в процессе заливки расплавом остается открытым; при закрытой
формовке верх формы в этом случае перекрывают заформованной опо-
кой.
Для формовки в почве готовят формовочный плац, так называемую
постель. Для производства мелких по размерам и массе отливок гото-
вят мягкую постель — производят рыхление, просев и выравнивание
формовочной смеси, покрывая участок формовки облицовочной формо-
вочной смесью. Для производства крупных и в ряде случаев средних по
размеру отливок на формо-
вочном плацу готовят твер-
дую постель. С целью повы-
шения газопроницаемости
формы ее дно по профилю от-
ливки выкладывают слоем
шлака толщиной 50—80 мм,
из которого газы отводятся с
помощью металлических труб.
Указанный слой шлака перек-
рывают облицовочной фор-
мовочной смесью.
При изготовлении твердой
постели используют и кир-
пичную кладку, а промежут-
ки между кирпичами засы-
пают шлаком.
Открытую формо-
вку применяют для отлив-
ки деталей С плоской пове- Рис- е5 Формовка в почве
рхностью (плиты, колосни-
ки, грузы, каркасы и т. д.).
В этих случаях обычно применяется мягкая постель (рис. 65,а), на ко-
торую кладут модель 2, осаживая ее легкими ударами молотка по на-
ложенной на нее дощечке. Ватерпасом 4 проверяют горизон-
тальное положение модели. Затем ее обкладывают облицовочной
смесью, обжимают и насыпают наполнительную смесь. Далее смесь
уплотняют вначале клиновидной, а затем плоской ручной или пневма-
тической трамбовкой. Потом вторично проверяют ватерпасом горизон-
тальное положение верха модели, очищают линейкой излишек формо-
вочной смеси, заглаживают гладилкой смесь вокруг модели, укрепля-
ют шпильками или смачиванием водой смесь вблизи модели и душни-
ком 8 накалывают вентиляционные каналы 5. Далее для заливки ме-
таллом через чашу 6 на поверхности формы прорезают питатель 7,
над которым устанавливают литниковую чашу. С другой стороны формы
прорезают канал / с приемником для слива избыточного металла.
После этого модель удаляют подъемником 3; в почве остается отпе-
чаток модели, т. е. полость литейной формы. Затем исправляют и за-
глаживают гладилкой обвалившуюся при удалении модели смесь,
припыливают поверхность формы углем или серебристым графитом и
заливают ее металлом. Поверхность металла засыпают древесным углем
191
или слоем сухой формовочной смеси. Это создает условия для равно-
мерного охлаждения отливки и меньшего окисления металла.
Открытая формовка дает экономию формовочной смеси, опок и тру-
дозатрат. Однако поверхность верхней части отливки получается не-
ровной с включениями шлака и формовочной смеси; это недостаток спо-
соба формовки.
Закрытую формовку применяют для получения отливок
с чистой или фасонной верхней частью. В этом случае на приготовленную
твердую постель (рис. 65,6) укладывают нижнюю часть модели и не-
сколько осаживают ее в смесь. Затем выполняют все технологические
операции открытой почвенной формовки и укладывают верхнюю часть
модели. Поверхность уплотненной вокруг модели формовочной смеси
и саму модель посыпают разделительным составом (мелким сухим пес-
ком) и устанавливают пустую опоку. Правильную центровку опоки по
отношению к нижней половине формы осуществляют деревянными ко-
лышками .
Модели литниковой системы на левом фланце трубы и выпора на
правом фланце устанавливают перед заполнением опоки формовочной
смесью. Затем в опоку последовательно насыпают облицовочную, а за
ней наполнительную формовочную смесь, уплотняют ее сначала вдоль
стенок опоки, а затем и над моделью. Далее с целью выполнения вен-
тиляционных каналов осуществляют накол формы душником, снимают
верхнюю половину формы, поворачивают ее на 180° и отставляют в
сторону. После этого вынимают нижнюю половину модели из почвы,
а верхнюю — из полуформы, выполненной в опоке; исправляют и от-
делывают поверхность формы; устанавливают по знакам стержень;
ставят на место (центруя по колышкам) верхнюю полуформу; наращи-
вают чашу и выпор.
В ряде случаев закрытую форму в почве перед заливкой металла
просушивают. Для этого применяют различные по конструкции пере-
носные сушила.
Формовка в опоках широко применяется при ручном и
машинном способе изготовления песчано-глинистых литейных форм.
В зависимости от конфигурации отливки, ее размеров и сложности при-
меняют следующие способы формовки; в двух опоках по цельной мо-
дели; в двух опоках по разъемной модели; в трех и более опоках; по
модели с отъемными частями; стопочная; формовка в жакетах (безопоч-
ная) и др.
Форму в двух опоках по неразъемной модели (т. е. верхнюю и нижнюю
полуформы) готовят в такой последовательности (рис. 66). Модель уста-
навливают гладкой поверхностью на подмодельный щиток 1. На щиток
устанавливают опоку 2 и, чтобы уменьшить прилипаемость смеси к
модели, ее припудривают порошком ликоподия, талька или графита.
Затем модель засеивают слоем в 15—20 мм облицовочной формовочной
смеси 3, а опоку заполняют наполнительной формовочной смесью 4
толщиной 70—100 мм. Каждый такой слой уплотняют ручной или пнев-
матической трамбовкой 5 или методом машинной формовки (встряхи-
ванием, прессованием, пескометом). При ручной формовке, чтобы иск-
лючить вываливание смеси из опоки, ее уплотняют неравномерно;
192
наиболее плотно набивают слои формовочной смеси около стенок опоки.
С этой целью смесь начинают уплотнять около стенок опоки трамбов-
кой с клинообразной набойкой 5. В средней части опоки смесь уплотня-
ют менее сильно; эту операцию осуществляют трамбовкой с плоской
набойкой 6. Затем излишек смеси срезают линейкой 7 и в полуформе
Рис. 66. Изготовление формы в двух опоках по неразъемной модели
душником накалывают вентиляционные каналы 8; их не доводят до
модели на 15—20 мм.
Далее опоку переворачивают на 180°, ставят разъемом вверх 9 на
выровненную поверхность формовочного плаца или на деревянный щи-
ток. Затем заглаживают погерхность разъема, посыпая ее разделитель-
ным песком 10, и удаляют его излишек 11. На нижнюю полуформу ста-
193
вят (обычно по штырям, реже по колышкам) верхнюю полуформу (опо-
ку), плоскость разъема модели припудривают тальком или графитом
12. Установив модель стояка 13, покрывают (через сито) модель отлив-
ки облицовочным слоем формовочной смеси, на которую затем насыпают
наполнительную формовочную смесь 14. Затем формовочную смесь
уплотняют 15 и 16, ее излишки срезают линейкой 17, в верхней полу-
форме накалывают вентиляционные каналы 18. Далее извлекают из
верхней полуформы модель стояка, расширяют его верхнюю часть для
образования литниковой чаши, снимают верхнюю полуформу и кладут
на щиток плоскостью разъе-
ма вверх. Затем в нижней
полуформе по плоскости разъ-
ема прорезают ланцетом или
гладилкой канал — пита-
тель.
Кромку формы вокруг мо-
дели 21 в обеих полуформах
слегка смачивают водой. Мес-
тное увлажнение смеси нужно
для того, чтобы при выемке
модели форма не осыпалась.
Выемку модели из формы 22
производят прн помощи подъ-
емника, который ввинчивают
или вбивают в специальные
отверстия модели.
Оставшийся в форме сор удаляют струей воздуха. Для уменьшения
пригара формовочной смеси к отливке обе половины формы припили-
вают графитом или углем. Если форма сушится, то внутреннюю ее
полость окрашивают формовочной краской.
При сборке формы верхнюю полуформу осторожно, по направляю-
щим штырям, устанавливают на нижнюю. На собранную форму накла-
дывают груз или скрепляют обе половинки скобами (болтами).
Формовку в двух опоках по разъемной модели применяют при изго-
товлении форм средней сложности. Этот способ формовки имеет много
общего с формовкой по целой (неразъемной) модели.
Формы для отливки деталей сложной конфигурации должны иметь
по две и более плоскостей разъема, что облегчит выемку частей моде-
ли. В этих случаях каждую форму изготовляют в трех и более опоках.
Стопочную формовку применяют для отливки мелких
деталей; она требует небольших площадей формовочного отделения.
Возможны два вида стопочной формовки: этажный и ступенчатый.
При этажном способе формовки (рис. 67,а) 10—12 и более опок ста-
вят друг на друга и соединяют одним стояком, через который заливают
металл во все опоки. Продолжительность процесса заливки сокращает-
ся, вес литников уменьшается. Правда, из-за большого давления ме-
талла размеры деталей в нижних опоках могут искажаться.
При ступенчатой формовке (рис. 67,6) каждая опока имеет само-
стоятельную литниковую систему. Опоки устанавливают друг на друга
194
в виде ступеней. Каждая вышележащая форма сдвинута относительно
нижней формы на ширину литейной чаши.
При безопочной формовке (рис. 68) применяют двусторонние модель-
ные плиты. Для предотвращения прорыва металла в плоскости разъема
формы, а также для того, чтобы верхнюю половину формы нельзя бы-
ло сдвинуть относительно нижней, модельные плиты изготовляют с
уступом или замком.
Нижнюю опоку (рис. 68,а) набивают на металлической модельной
плите. Для удобства работы плиту кладут на перевернутую опоку 3.
После набивки нижней опоки 2 наверх кладут деревянный плоский
д)
Рис. 68. Безопочная формовка
195
щиток /, вместе с ним поворачивают форму на 180 и набивают верхнюю
опоку (рис. 68,6). Затем снимают верхнюю заформованную опоку (рис.
68,в) и подмодельную плиту 4 с моделями (рис. 68,г). Обе половины
формы отделывают и собирают (рис. 68,6). С собранной формы одновре-
менно снимают обе опоки (рис. 68,е). После этого безопочную форму на
щитке передают к месту заливки, где на нее надевают жакет 5 и кладут
груз (чугунную плиту) с отвер-
стием для литника.
Безопочную формовку широ-
ко применяют для отливки мел-
ких деталей. Этот способ фор-
мовки облегчает выбивку дета-
лей и дает значительную эконо-
мию опок. Однако расход фор-
мовочной земли при этом нес-
колько увеличивается.
Формовку по шаб-
лонам проводят в почве при
помощи профилированных до-
сок-шаблонов, когда требуется
быстро отлить детали больших
размеров Изготовление соответ-
ствующих моделей при формов-
ке в опоках стоит очень дорого
и требует много времени. Фор-
мовка по шаблону исключает
применение дорогих моделей,
Рис. 69. Схемы машинной формовки вследствие чего она примерно в
пять раз дешевле формовки по
моделям. Кроме того, при фор-
мовке крупной детали в опоке модель может получиться слишком
громоздкой, что затруднит выемку ее из формы.
Машины для изготовления литейных форм. Применение машин
для изготовления литейных форм позволяет резко увеличить про-
изводительность труда, повысить точность отливок, снизить себестои-
мость и улучшить качество литья. Кроме того, применение машин
позволяет механизировать и автоматизировать процесс изготовления
литейных форм.
Формовочные машины выполняют операции уплотнения смеси и
удаления модели из литейной формы. По способу уплотнения фермы
машины разделяют на прессовые, встряхивающие и пескометы.
Прессовые машины приводятся в действие сжатым возду-
хом под избыточным давлением 0,5—0,7 МН/м2 (0,5—0,7 МПа).
На рис. 69,а приведена схема машинной формовки с верхним прес-
сованием смеси в опоке. На столе 1 укрепляют подмодсльную плиту с
моделью 2 и устанавливают опоку 3 с наполнительной рамкой 4, запол-
няют их формовочной смесью из бункера. При подъеме стола машины
опока вместе с наполнительной рамкой и моделью упирается в прессо-
вую колодку 5 неподвижной траверсы 6. Колодка входит внутрь на-
196
волнительной рамки и уп-
лотняет формовочную смесь
до верхнего края опоки (на
рисунке указано пункти-
ром). После прессования
стол опускается в перво-
начальное положение. Этот
способ машинного изготов-
ления форм применяют
для небольших по высоте
моделей.
На рис. 69,6 приведе-
на схема машины с ниж-
ним прессованием. На сто-
ле / укрепляют подмо-
дельную плиту с моделью
2. На раму 3 устанавли-
вают опоку 4, в которую
насыпают формовочную
смесь из бункера; после
этого к поверхности опоки
вплотную подводят травер-
су 5. Механизм подъема
поднимает стол с моделью
до нижнего края опоки (на
рисунке указано пункти-
ром). По окончании прес-
сования стол опускается
в первоначальное поло-
жение.
Принцип работы встря-
хивающей формо-
вочной машины
(рис, 69,в) заключается в
том, что стол 2 с подмо-
дельной плитой, моделью
и опокой /, наполненной
формовочной смесью, под-
нимается поршнем 5 на
определенную высоту при
выпуске воздуха через
шланг 4 по каналу 3. Затем
стол падает (так как воз-
дух выходит через отверс-
тие 6) и ударяет о непо-
движный направляющий
цилиндр 7, уплотняя фор-
мовочную смесь в опоке.
Пружины 8, амортизируя
Рис. 70. Схема механизированного удале-
ни я модели из формы при машинной фор-
мовке :
о — подъем поду фирмы штифтами; б — опускание
модели через протяжную плиту; в — подъем полу-
формы штифтами через протяжную плиту; е — по-
ворачивание полу формы с моделью на I8i)s с по-
следующим подъемом стола с моделью; — опро-
кидывание полу формы на приемный стол с после-
дующим его опусканием; / — модель; 2 — пол у фор-
ма; <3 — подмодельная плита; 4 — штифты; 5 —
стол* 6 — протяжная плита; 7 — приемный стол
197
удары стола, уменьшают шум и предотвращают разрушение механизма
и фундамента.
При использовании для уплотнения форм в опоках встряхивающих,
встряхивающих с подпрессовкой и прессовых машин производится ме-
ханизированная протяжка (удаление) моделей из полости форм с по-
мощью механизмов, показанных на
рис. 70,а—д.
Пескометы механизируют
процесс уплотнения смеси; их при-
меняют для изготовления средних и
крупных форм (а также стержней)
при любой серийности производства.
Эти высокопроизводительные маши-
ны могут набить в опоки или стерж-
невые ящики от 5 до 35 ма/ч смеси в
зависимости от разновидности кон-
струкции и модели.
Устройство основной рабочей час-
ти пескомета — метательной го-
ловки — схематически показано на
рис. 71,а, В металлическом кожухе
1 со скоростью 1400—-1500 об/мин
вращается горизонтальный вал,
на конце которого насажен ротор с
прикрепленным к нему сменным ков-
198
шом 2. Смесь подается в головку пескомета транспортером через окно
3 в стенке кожуха и подхватывается вращающимся ковшом, который с
большой силой бросает ее в опоку (или стержневой ящик) через выход-
ное окно 4. Порции смеси (пакеты), ударяясь о слои, ранее поступив-
шие в опоку, уплотняют смесь. Для равномерного ее уплотнения
головку пескомета непрерывно вручную перемещают в горизонталь-
ной плоскости над опокой со скоростью от 0,3 до 0,6 м/с.
В производстве применяют стационарные и передвижные (велоси-
педного типа) формовочные пескометы.
Передвижной пескомет —опоки (на модельных плитах) устанавлива-
ют вдоль колони цеха. Пескомет со скоростью от 2 до 12,7 м/мин пере-
двигается вдоль стенок пролета (или вдоль колонн) и, останавливаясь,
набивает смесью опоки в радиусе действия перемещаемой на консолях
метательной головки.
К стационарному формовочному пескомету транспортером или кра-
ном подают опоки на модельных плитах в золу действия метательной
головки.
На рис. 71,6 показан стационарный формовочный пескомет. Осно-
ванием машины служит неподвижная тумба /5, в которой размещена
основная часть электрооборудования. На ней установлена вертикально
подвижная тумба 14, вокруг которой вращается большой рукав 9,
связанный с малым рукавом 7 через подвижную опору 2,
Гидравлический цилиндр 13 подъема рукавов шарнирно соединен
с опорным звеном большого рукава и поворотной тумбой. На большом
рукаве расположен его ленточный транспортер 10, рама которого опи-
рается на поворотную тумбу и стойку большого рукава.
На конце горизонтальной части внешнего звена большого рукава
установлена подвижная опора 2 малого рукава. Она может поворачи-
ваться относительно конца большого рукава в горизонтальной плос-
кости. На малом рукаве смонтирован ленточный транспортер 6.
Метательная головка 5 смонтирована на свободном конце малого ру-
кава. Привод ротора метательной головки и ленточного транспортера
малого рукава осуществляется электродвигателем 1 через вал, ограж-
денный трубой 5. Привод ленточного транспортера большого рукава
осуществляется электродвигателем 12.
Горизонтальное движение метательной головки (поворот рукавов)
по любой траектории производят вручную (ручкой 4).
После включения привода метательной головки и ленточных транс-
портеров смесь из цеховой смесераздаточной системы (см. рис. 64) не-
прерывно подается через приемную воронку 11 на ленточный транспор-
тер большого рукава. Далее она попадает в приемную воронку 8 и через
нее на ленточный транспортер малого рукава и потом через приемное
окно на роторе метательной головки (рис. 71,а).
§ 5. Автоматизация изготовления форм и производства отливок
В современном литейном производстве на базе прессовых, вибро-
прессовых, встряхивающих и пескометных машин создано много меха-
низированных и автоматизированных формовочно-сборочно-заливочно-
выбивных линий производства отливок в разовых песчаных формах.
199
Рис. 72- Автоматическая линия формовки, заливки и выбивки отливок
На рис. 72 показана типовая автоматическая линия для изготовле-
ния, заливки, охлаждения и выбивки залитых форм в опоках размером
900 X 700 X 350 мм. Производительность линии 200 форм в час.
Линию можно применять для выполнения сложных форм встряхива-
нием с одновременным прессованием или встряхиванием с последую-
щей допрессовкой, а также для производства простых невысоких форм
методом прессования.
Нижнюю полуформу изготовляют методом комбинированного уплот-
нения и последующей протяжки из нее модели на трехпозиционном про-
ходном формовочном автомате 10; верхнюю полуформу — на аналогич-
ном автомате 9. Нижнюю полуформу кантуют и установщиком 3 разъе-
мом вверх устанавливают на литейный конвейер пульсирующего типа 4.
При необходимости на участке литейного конвейера между позиция-
ми 3 и 5 в нижнюю полуформу вручную устанавливают стержни. На
позиции 5 нижнюю полуформу с помощью сборщика накрывают верх-
ней полуформой, на которую грузоукладчик 6 накладывает груз.
Формы заливают с помощью автоматизированной заливочной уста-
новки 7 с дистанционным управлением. На каждую линию устанавли-
вают по две таких установки. Залитые формы с наложенными грузами
подают пульсирующим транспортером в охладительный кожух 8.
После затвердевания отливок грузоукладчик 6 снимает груз и перено-
сит его на следующую форму. Форма с отливкой поступает на позицию
1, где сталкивателем передается в .механизм выдавливания комка
смеси 13; там смесь с отливкой выдавливается из опок и поступает на
транспортер дополнительного охлаждения 15, а затем на выбивную
решетку 14. На последней смесь отделяется от отливки. Оборотная
смесь проваливается в решетку, а отливка с элементами литниковой
системы скатывается в короб или на транспортер (на схеме не показа-
ны).
Освободившиеся опоки по транспортер}' 2 передаются к формовеч-
ным автоматам. При этом опоки поступают на механизм очистки опок
12 для удаления остатков смеси. Далее с помощью механизма 11 с
нижней опоки снимают верхнюю. После этого специальные
механизмы снимают опоки с транспортера и передают их к формо-
вочным автоматам 10 и 9 соответственно.
§ Б. Технология изготовления стержней
Для производства отливок наиболее часто используют разовые пес-
чаные стержни, упрочняемые тепловой сушкой. Технология изготов-
ления стержней во многом аналогична производству форм. Однако она
имеет и особенности, обусловленные более высокими требованиями к их
прочности, огнеупорности и газопроницаемости. Удовлетворение этих
требований обеспечивается прежде всего применением специальных
стержневых смесей, тепловой сушкой, армированием, устройством вен-
тиляционных каналов.
Армирование заключается в том, что при изготовлении стержней
в них закладывают стальную проволоку (диаметром 4—8 мм)
201
и литые каркасы (рис. 73). На литом каркасе могут быть приливы (тор-
цы) (рис. 73,о) или залитые в него прутки из стальной проволоки (рис.
73,6). В средних и крупных по массе стержнях к каркасам прикрепля-
ют ушки, за которые транспортируют стержень при его постановке в
форму.
Для упрочнения связи стержневой смеси с каркасом последний перед
помещением в изготавливаемый стержень смачивают раствором глины.
Вентиляционные, каналы в простых цилиндрических стержнях,
как и в формах, прокалывают душником. В изогнутых сложных стерж-
нях при единичном характере
производства вентиляционные
каналы получают с помощью
навощенных шнуров, кото-
рые закладывают в стержни;
в процессе сушки шнуры вы-
плавляются. Иногда для фор-
мования вентиляционных
каналов в стержни заклады-
вают трубы, па стенках кото-
рых в шахматном порядке
размещены отверстия для
прохода газов. В отдельных
случаях вместо труб в стер-
жень помещают стальную
стружку (вьюн), которая и
образует вентиляционный
канал.
Очень часто крупные и
сложные стержни готовят в
Рис. 73. Каркасы для стержней
стержневых ящиках по частям; после сушки такие части склеивают.
Такой процесс называют спариванием стержней. Щели между частями
стержня заделывают специальными замазками.
Песчано-глинистые стержни сушат от 2 до 12 ч при 200—280° С.
Продолжительность и температура сушки определяется размерами
стержня и составом крепителя, на котором изготовлена стержневая
смесь. Крупные стержни обычно сушат на фасонных сушильных пли-
тах с мелкими отверстиями, выполненными в шахматном порядке.
Такие сушильные плиты из чугуна или алюминиевых сплавов называ-
ют драйерами.
Подавляющую часть стержней как простой, так и сложной конфи-
гурации готовят в стержневых ящиках. Очень крупные стерж-
ни, имеющие форму тел вращения, иногда готовят с помощью шаб-
лонов.
Небольшие цилиндрические стержни получают в разъемных стерж-
невых ящиках (см. рис. 68,в). Такой ящик заполняют с торца стержне-
вой смесью. По центру набитого стержня накалывают вентиляционный
канал, после чего ящик ставят на драйер и разбирают.
Стержни сложной конфигурации готовят в вытряхных ящиках. Пос-
ле набивки стержня ящик накрывают драйером и поворачивают на
202
Рис. 74. Принципиальная схема и сущность
работы пескодувной стержневой машины
180е. Далее корпус ящика снимают строго вертикально вверх. Встав-
ки — вкладыши отодвигают от стержня в разные стороны.
Изготовление стержней вручную—трудоемкая операция. На совре-
менных заводах абсолютное большинство стержней, так же как и форм,
готовят на машинах.
Механизированным способом, часто с использованием автоматики,
стержни получают на встряхивающих, прессовых, пескометных, песко-
дувных, пескострельных и
мундштучных машинах, а
также с использованием жид-
ких самотвердеющих смесей.
Изготовление стержней
в стержневых ящиках с ис-
пользованием встряхиваю-
щих, прессовых и пескомет-
ных машин почти не отлича-
ется от аналогичного процес-
са уплотнения форм.
Сущность работы мундш-
тучной машины состоит в том,
что стержневая смесь из ее
камеры выдавливается шне-
ком через мундштук, имею-
щий отверстие, соответствую-
щее наружному поперечному
сечению изготавливаемого
стержня. Его в виде ленты
выдавливают на сушильную
плиту, сушат, разрезают на
мерные части и после зачис-
тки знаков устанавливают в
форму.
Для массового и крупносерийного производства мелких стержней с
массой до 10 кг применяют пескодувные стержневые машины-, для мел-
ких и средних стержней (до 160 кг) — пескострельные стержневые
машины. В большинстве случаев эти машины — полуавтоматы меха-
низируют не только уплотнение смеси в ящике, но также смыкание и
размыкание стержневого ящика.
По принципу работы стержневые машины подразделяют на песко-
дувные и более совершенные пескострельные.
Пескодувные машины. Принципиальная схема и сущ-
ность работы пескодувной стержневой машины показаны на рис. 74.
На столе 1 устанавливают стержневой ящик 2. Столом 1 его поджима-
ют к рабочему резервуару 4, основанием которого является надувная
плита <3 с отверстиями. Этот резервуар пневматическим толкателем
10 перемещают по рольгангу 9 под бункер 7 для заполнения стержневой
смесью. Одновременно шибер 6, сдвигаясь вправо, открывает отверстие
для поступления стержневой смеси из бункера в рабочий резервуар.
Пневматический вибратор 8 предотвращает зависание стержневой смеси
203
Рис. 75. Принципиальная с?ема
и сущность работы пескострель-
ной стержнеюй машины
в бункере. Для надува ящика стержневой смесью рабочий резервуар
перемещается пневматическим толкателем по рольгангу под клапан
дутья 5. Одновременно отключается вибратор и задвигается шибер
бункера. Затем производится надув смеси в стержневой ящик. Для раз-
рыхления смеси в рабочем резервуаре вращают мешалку. Избыточный
воздух из стержневого ящика удаляется через венты (пробки с щелями
от 0,3 до 0,5 мм) в атмосферу. Готовый стержень извлекают из стерж-
невого ящика, помещают на сушильную плиту или драйер и сушат
обычным образом.
Пескодувные машины работают по принципу интенсивного смеше-
ния потока воздуха со стержневой смесью. На процесс уплотнения стер-
жня расходуется очень много воз-
духа, что является недостатком
этих машин. Кроме того, для их
работы нужна стержневая смесь с
малой сырой прочностью, что в
свою очередь ограничивает размер
изготавливаемых стержней. Поэ-
тому в производстве наибольшее
применение получили пескострель-
ные стержневые машины.
Пескострельные ма-
га ины. В пескодувном резерву-
аре пескострельных стержневых
машин сильного смешения возду-
ха со стержневой смесью не про-
исходит. Сжатый воздух оказыва-
ет практически мгновенное дей-
ствие на столб стержневой смеси
в рабочем резерву аре и как бы вы-
стреливает ее в стержневой ящик.
С этой целью площадь попереч-
ного сечения вдувного канала
надувной плиты в таких машинах
делается больше, чем у пескодувных. Для обеспечения мгно-
венного большого расхода воздуха в комплект пескострельной ма-
шины входит ресивер. Схема надува стержня на гескострелшгой машине
показана на рис. 75. Из бункера заданное количество стержневой сме-
си подают в рабочий резервуар 4. После этого шибер 3 перекрывает
отверстие бункера. В рабочий резервуар с зазором вставлена гильза
5 с вертикальными и горизонтальными щелями шириной 0,4—0,95 мм
каждая. При надуве через эти щели в гильзу поступает под давлением
воздух. Вертикальные щели служат для некоторого сжатия столба
стержневой смеси в гильзе по периметру. Это уменьшает трение смеси
о стенки гильзы и предотвращает там ее зависание. Горизонтальные
щели предназначены для «выстреливания» стержневой смеси из рабо-
чего резервуара через его конусную насадку 8 в стержневой ящик.
При включении дутья быстродействующим клапаном 2 сжатый воздух
из ресивера / устремляется в рабочий резервуар, а затем через щели в
204
гильзу. Из ящика воздух выходит через венты 9 в воздушную коробку
6, а из нее через отверстия в ее стенках и сменной плите 7.
Машины такого типа работают в паре с поворотно-протяжными ма-
шинами, на которых кантуют стержневые ящики и извлекают из них
стержни.
Пескострельные машины часто используют для изготовления стерж-
ней из смесей на основе жидкого стекла, а также для «горячих» стерж-
невых ящиков.
При использовании смесей на жидком стекле стержень в ящике
упрочняют, продувая его углекислым газом в цехе.
Процесс изготовлена я стержне й по «горячим» ящикам состоит в том,
что нагретый до 200—220° С металлический стержневой ящик па пес-
кострельной машине надувают стержень из термореактивной необра-
тимо твердеющей смеси. Так готовят в массовом производстве оболоч-
ковые и сплошные стержни с массой до 6 кг.
При изготовлении стержней из ЖСС жидкую стержневую смесь,
изготовленную в смесителе, не позднее чем через 2 мин заливают в
подготовленный стержневой ящик, где она через 30—60 мин затверде-
вает, приобретая высокую прочность.
Изготовленные стержни (кроме полученных по «горячим» ящикам)
отделывают, красят, подвергают (если нужно) тепловой сушке и после
комплектации и зачистки знаков отправляют на сборку форм.
§ 7. Литниковая система
Для заливки расплава, приготовленного в печах, в полости
форм применяют литниковую систему, представляющую совокупность
связанных между собой каналов и резервуаров. Исключение состав-
ляет заливка открытых
форм, предназначенных
для производства прос-
тых неответственных от-
ливок (плиты, грузы и
т. п.), к качеству которых
не предъявляют высоких
требований.
Для производства от-
ливок в песчано-глинистых
и некоторых других фор-
мах чаще всего применя-
ют литниковую систему.
Рис. 76. Литниковая система
показанную на рис. 76. Она имеет: / — чашу (или воронку); 2 —
стояк; 3 — шлакоуловитель; 4 — питатель или питатели.
В зависимости от конфигурации и размеров отливки, рода сплава и
способа литья на практике применяют литниковые системы различной
конструкции. Литниковая система может в отдельных случаях состо-
ять только из одной чаши или из чаши и стояка или из чаши, стояка и
питателей. В отдельных случаях к одной полости формы подводят
несколько литниковых систем.
205
Элементы литниковой системы могут иметь различную конфигура-
цию и соотношения сечений каналов между собой.
В большинстве случаев при литье в песчано-глинистых и некоторых
других формах применяют выпоры 5 (рис. 76) или прибыли, которые
Рис. 77. Горизонтальные литниковые
системы:
а — с фильтрующим шлакоуловителем; б—с
щелевым вертикальным питателем; в— тормсн
эяшая; 1 — чаша; 2 — стояк; 3—ыеталлопри'
смннк: 4— подсеточный меваллопрнсмник; 5 —
шлакоуловитель; 6 — питатель; 7 — бобышки
писателя; ш елевой вертикальный питатель;
9 — перекрывающий литниковый канал
также относятся к элементам
литниковой системы.
Чаша является металло-
приемником, в который из ков-
ша или плавильного агрегата
заливают расплавленный металл
или сплав. Чаша служит для
ослабления динамического напо-
ра свободно падающей струи
металла, предотвращения его
разбрызгивания и обеспечения
непрерывного питания каналов
литниковой системы; чаша так-
же предотвращает попадание
шлака в литниковую систему.
Стояк — канал литнико-
вой системы, передающий жид-
кий металл из чаши в шлако-
уловитель. Обычно это верти-
кальный сужающийся книзу
канал, обеспечивающий, кроме
того, необходимое металлоста-
тическое давление в форме.
Шлакоуловитель —
горизонтальный капал, задер-
живающий шлак и другие не-
металлические включения, а
также передающий металл от
стояка к питателям. Шлакоуло-
витель обычно размещают по
разъему в верхней полуформе и
выполняют по модели. По сече-
нию шлакоуловители обычно
трапецеидальной формы, а по
длине — прямые, изогнутые,
ступенчатые, зигзагообразные и
переменного профиля. В отдель-
ных случаях, например при
использовании щелевых литни-
ковых систем, применяют вертикальные шлакоуловители.
Питатели — короткие щелевидные каналы, служащие для
передачи металла из шлакоуловителя или стояка в полость формы.
Питатели чаще всего выполняют по разъему в нижней полуформе.
Обычно они имеют трапецеидальное и реже круглое или овальное
сечение.
206
По способу подвода металла к форме различают литниковые систе-
мы: горизонтальные (рис. 77), в которых металл подводят обычно по
плоскости разъема полуформ, и вертикальные (рис. 78).
Сечение каналов литниковой системы определяют расчетом по
элементарным формулам гидравлики, в которые введены обобщенные
Рис. 78. Вертикальные литниковые системы;
а дождевая; б —дождевая со шлакоуловителем; я —упрощенная для заливки сверху;
г — рожковая с фильтрующим шлакоуловителем; (? —смфонпая с кольцевым шлакоулови-
телем; е — сифонная для мелких отливок; 1— чаша, 2— стояк; 5 — отливка; 4 — верти-
кальные и рожковые питатели; 5 — кольцевой коллектор: 6 — выпор; 7 — литниковый ка-
нал; 8 — фильтрующий шлакоуловитель; 9 — сетчатые питатели; /б — подсеточный метал-
лоприемннк; И — кольцевой шлакоуловитель
опытные коэффициенты. Расчет начинают с определения суммарной
площади наименьшего поперечного сечения в узком месте литниковой
системы. В литниковых системах, применяемых при изготовлении
отливок из чугуна, стали и большинства медных сплавов, наименьшим
является сечение питателей у входа их в полость формы.
Каналы не должны быть длинными, так как при заливке формы ме-
талл остывает, густеет и его текучесть уменьшается. Это может при-
вести к браку по недоливу формы, заворотам и другим дефектам.
Скорость заполнения формы металлом зависит от поперечного се-
чения питателей литниковой системы. Слишком большое сечение кана-
лов литниковой системы приводит не только к перерасходу металла
(и увеличению себестоимости литья), но и к обвалу формы, особенно
верхних частей вследствие сильных ударов жидкого металла о ее
207
стенки. Кроме того, под действием сильных ударов жидкого металла
размеры формы могут увеличиться.
На скорость заливки влияет также давление металла в литниковой
системе: чем выше стояк, тем быстрее форма заполняется металлом.
Площадь сечения питателей определяют по формуле
^ = £/'(0,31^1%), (49)
где — масса отливки, кг; р — коэффициент расхода металла (для
чугунного литья 0,27—0,55; стального 0,3—0,41; цветных металлов и
сплавов 0,6—0,7); i — время заливки, с: — расчетный напор
металла, см.
Расчетный напор металла
tfp = tfM-(^/2tf0), (50)
где — максимальный напор (по уровню металла в чаше над уров-
нем питателя); см; Нп — высота отливки над уровнем питателя; см;
Н0 — полная высота отливки, см.
Площади сечения стояка и шлакоуловителя определяют из соотно-
шения
Fcr : Л.И1 = (1,1 1.4) : (1,05 4- 1,2): 1. (51)
Глава XVIII
ПОЛУЧЕНИЕ ЖИДКОГО МЕТАЛЛА И ОТЛИВОК
§ 1. Шихтовые материалы и плавильные агрегаты
Жидкий металл в литейных цехах получают путем плавления
различных шихтовых материалов.
Для производства чугунных и стальных отливок в качестве
шихты применяют металлические материалы, топливо и флюсы.
Металлическую часть шихты составляют из определенного количества
литейного или передельного чугуна, чугунного и стального лома,
оборотного металла (литники, брак, всплески, стружка, высечка) и
небольшою количества ферросплавов. Для расплавления шихты в
вагранках сжигают кокс, кокс с добавкой природного газа и иногда
антрацит. При выплавке чугуна и стали используют флюсы: известняк,
доломит, плавиковый шпат; апатитовую руду, мартеновский шлак.
Назначение флюсов — понизить температуру плавления образующего-
ся шлака.
Для производства отливок из цветных сплавов металлическую часть
шихты составляют из первичных и вторичных металлов и сплавов.
Первичные металлы производят на металлургических заводах. Вто-
ричные металлы и сплавы получают путем переплавки цветного лома
и стружки в печах с последующей разливкой расплавленного металла
в плоские изложницы. В металлическую шихту для производства
отливок из цветных сплавов обычно добавляют лигатуру (специально
208
приготовленный сплав из двух или нескольких металлов). Так, при
изготовлении отливок из бронзы в шихту добавляют слово в виде ли-
гатуры меди и олова. Этим Достигается более равномерное распределе-
ние олова в объеме сплава, уменьшается ликвация, улучшается про-
цесс плавления и т. д. Флюсами при плавке цветных металлов обычно
служат хлористые и фторис-
тые соли щелочных и щелоч-
ноземельных металлов. Нап-
ример, при выплавке магни-
евых и алюминиевых спла-
вов в качестве флюса исполь-
зуют хлористый барий.
Плавильные агрегаты
обеспечивают получение
жидкого металла требуемого
химического состава при
минимальном угаре, эконом-
ном расходе топлива и элек-
троэнергии. Размеры пла-
вильных агрегатов, их про-
изводительность соответст-
вуют потребности литейно-
го цеха в жидком металле.
В литейных цехах для плав-
ки стали применяют элект-
рические дуговые печи, не-
большие конверторы с боко-
вым дутьем и мартеновские
печи; для плавки чугуна —
вагранки, электрические ин-
дукционные печи промышлен-
ной частоты; для плавки цвет-
ных сплавов — различные
электрические и пламенные
печи.
Устройство и ра-
бота вагранки. Для
получения жидкого чугуна
в литейных цехах широко
представляет собой шахтную плавильную печь цилиндрической фор-
мы (рис. 79), установленную на колоннах 7. Кожух вагранки 7 изго-
товлен из листовой стали толщиной &—10 мм. Изнутри вагранку футе-
руют шамотным огнеупорным кирпичом 6. Футеровка верхней части
шахты защищена от ударов металлической части шихты чугунными
плитами 8.
Твердую шихту (кокс 13 и металл 14) загружают в вагранку по-
слойно с рабочей площадки через загрузочное окно 9. В крупных
литейных цехах загрузка шихты механизирована и производится
бадьей 12 с откидным дном.
Рис. 79. Вагранка
применяют вагранки. Вагранка
8—545
209
Воздух для горения топлива подается от вентилятора 5 через фур-
мы 4, расположенные над горном вагранки. Современные вагранки час-
то имеют два-три ряда фурм, установленных в шахматном порядке.
Продукты горения удаляют через трубу 11 и искрогаситель 10 (сухой
или с разбрызгиванием воды).
Нижнюю часть вагранки (от лещади 2 до фурм 4) называют горном
3. Лещадь набивают формовочной смесью, обладающей высокой огне-
упорностью. После каждой плавки лещадь выбивают. В нижней части
лещади имеется летка 15 для выпуска жидкого чугуна в копильник
16. Диаметр копильника в свету делается обычно несколько больше
диаметра шахты вагранки. Из копильника через летку 18 металл вы-
пускают по желобу 19 в ковш. Шлак по мере накопления удаляют через
летку 17.
Основные размеры вагранки выбирают по данным практики. Так,
площадь поперечного сечения вагранки (F) в зависимости от заданной
часовой производительности определяют по формуле
F = r.d2/4 = П?П1, (52)
где d — диаметр вагранки в свету, м: П — заданная производитель-
ность вагранки, т/ч; 77, — удельная производительность на 1м2 се-
чения шахты, т/ч (обычно П — 6 4- 8 т/ч).
Полезную высоту вагранки Н (расстояние от оси основных фурм
до нижнего уровня загрузочного окна) определяют в зависимости от ее
диаметра. Н примерно равно (4—5) d.
Фурмы вагранок с копильником должны быть максимально приб-
лижены к лещади. В вагранках без копильника положение фурм над
лещадью определяется количеством жидкого металла, которое необхо-
димо накопить в горне перед выпуском. Высота горна с копильником
обычно не более 150—200 мм, без копильника — не более 450 мм.
При.задувке новой или капитально отремонтированной вагранки
на ее лещади разжигают костер из дров. Затем в вагранку загружают
кокс (несколько выше фурм) и подают дутье. Новые порции кокса за-
гружают до тех пор, пока его уровень не поднимется над верхним ря-
дом фурм примерно на 700—800 мм. Этот слой кокса, загруженный на
лещадь перед началом плавки, называют холостой колошей.
После разогрева холостой колоши в вагранку загружают первую
порцию металлической части шихты, состоящей из штыкового чугуна
и лома, а на нее некоторое количество известняка для образования
ваграночного шлака. После этого в вагранку задают первую рабочую
колошу кокса, составляющую 8—12 % массы металлической колоши.
Поочередная загрузка шихтовых материалов в вагранку продолжается
до уровня ее загрузочного окна. По окончании загрузки включают
полное дутье.
При появлении первых капель чугуна летки забивают глиной, пос-
ле чего горение кокса происходит на уровне фурм и несколько выше его.
В зоне полного горения кокса развиваются наиболее высокие темпера-
туры (1600—1700° С). Выше этой зоны температура несколько ниже, но
достаточна для расплавления металлической части шихты и образова-
ния шлака. При прохождении зоны полного сгорания кокса капли об-
210
Рис. 80. Плавильные печи:
а — стационарная отражательная; б — барабанная поворотная; в — тигельная;
е—барабанная поворотная с независимой электрической дугой; / — отверстие
для воздуха; 2— форсунка; 3 — камере горения; 4—плавильное пространство;
5 — загрузочное окно; $ — канал для отвода дымовых газов; 7 —кладка бара-
бана; 61 — стальные бандажи; 9 — штурвал; Ю — цилиндрическая шестерня; II—
зубчатый сегмент (обод) механизма наклона; 13 — камера горения; /3— стой-
ка; 14— торцовая стенка; /3 — дымоход; 16—клещи подъемного механизма;
17 — тигель; IS — приямок; 19 — колосниковая решетка; 20 — графитовые
электроды
8*
разевавшегося жидкого металла окисляются, что приводит к угару
металла. В горне вагранки металл насыщается серой и частично угле-
родом. Чем меньше высота горна, тем меньше продолжительность кон-
такта жидкого металла с коксом и, следовательно, меньше это насы-
щение.
Производительность вагранки зависит не только от площади ее
поперечного сечения, по и от интенсивности горения кокса. Под этим
понимают количество кокса в тоннах, сжигаемого на 1 м2 площади по-
перечного сечения вагранки в единицу времени. Для повышения про-
изводительности вагранки и снижения расхода топлива используют
обогащенное кислородом воздушное дутье (до 30—35% О2) и теплоту
отходящих продуктов горения (для предварительного подогрева воз-
душного дутья).
Большим преимуществом вагранки по сравнению с другими пла-
вильными агрегатами является непрерывность ее работы.
Пламенные печи. Чугун и цветные металлы можно плавить
в отражательных и барабанных пламенных печах. Для выплавки брон-
зы, латуни и ковкого чугуна применяют пламенные отражательные
печи (рис. 80,а). Свод таких печей отражает факел пламени на металл,
благодаря чему он плавится и перегревается. Эти печи работают на
каменном угле, пылевидном твердом топливе, мазуте или газе.
Для выплавки цветных металлов обычно используют барабанные
поворотные печи (рис. 80,6) с двумя камерами; в одной сгорает мазут,
в другой — плавится металл. Продукты горения удаляются через
дымовой канал. Барабанные печи емкостью до 300 кг металла вращай т
ручным штурвалом, более 300 кг —- специальными механизмами. В пе-
чи емкостью 300 кг плавка бронзы продолжается 1 ч, а чугуна — 1,5—
2 ч.
Тигельные печ и. На рис. 80, в дана схема простейшей ти-
гельной печи. Медные сплавы плавят в шамотных или графитовых тиг-
лях. Алюминиевые и Цинковые сплавы часто плавят в стальных и чу-
гунных литых тиглях.
Тигельные печи могут работать на жидком, газообразном и пыле-
видном топливе. При сжигании топлива стенки тигля нагреваются и
передают тепло металлу. Емкость тиглей находится в пределах от 30
до 150 кг расплава. Продолжительность плавки зависит от рода метал-
ла, вида топлива и интенсивности его сжигания. Качество отливок по-
лучается высокое. Большой расход топлива является недостатком это-
го способа плавки литейных сплавов.
В современных литейных цехах применяют поворотные тигельные
печи, установленные выше уровня пола на подставках. Металл выпус-
кают, поворачивая тигель на цапфах.
Электрические печи. В этих печах получают высокока-
чественный металл. В литейном производстве применяют электрические
печи дуговые, сопротивления и индукционные.
Дуговые электрические печи наиболее часто применяют для выплав-
ки стали, реже для чугуна и некоторых цветных металлов и сплавов.
Плавильные участки сталеплавильных литейных цехов, в зависимости
от объема производства и развеса выпускаемых отливок, снабжаются
212
дуговыми электропечами емкостью от 3 до 50 т. В этих печах предус-
мотрено электромагнитное перемешивание расплавляемой стали. Для
участков цветного литья применяются такие же печи, но в большинстве
случаев меньшей емкости. Дуговые печи работают на трехфазном токе
и расходуют на выплавку 1 т жидкой стали из твердой металлической
шихты от 600 до 850 кВт- ч электроэнергии. Продолжительность плав-
ки зависит от емкости печей и достигает 4 ч.
Для выплавки медных сплавов обычно применяют барабанные пе-
чи с независимей электрической дугой (рис. 80,г). В таких печах загруз-
ку металлической шихты и выпуск металла производят через загрузоч-
ное окно в цилиндрической стенке печи.
Алюминиевые сплавы выплавляют обычно в электрических печах
сопротивления и реже в электрообогреваемых и пламенных печах.
Индукционные печи имеют ряд преимуществ перед другими плавиль-
ными агрегатами. В них можно нагревать металл до очень высоких тем-
ператур без местного перегрева (что наблюдается иногда в электричес-
ких дуговых печах), регулировать состав газовой атмосферы или
создавать вакуум. Емкость индукционных печей изменяется от несколь-
ких килограммов (лабораторные печи) до 6—10 т. В современной прак-
тике находят широкое применение индукционные печи промышленной
частоты, их используют для плавки обычного и синтетического чугуна.
В таких печах можно успешно вести плавку стружки и высечки без их
брикетирования. Одновременно такой процесс очень мобилен (плавка
длится не более 40 мин), резко улучшаются условия труда, не нужно
расходовать дефицитный литейный чугун. Применение этих печей поз-
воляет с минимальными затратами получать металл высокого качества.
Для производства слитков и отливок ответственного назначения в
современной практике используют электрошлаковый пе-
реплав и электроннолучевую плавку, которые
обеспечивают получение рафинированных расплавов металлов и их
сплавов.
§ 2. Получение отливок
Литейные свойства металлов и сплавов прямо и непосредственно
влияют на получение качественных отливок заданной конфигурации,
на эксплуатационные показатели и получение качественных поверх-
ностей. К литейным свойствам относят: жидкотекучесть; усадк"у;
склонность к поглощению газов и образованию газовых включений;
склонность к появлению неметаллических включений; особенности
первичной и вторичной кристаллизации и образования микро- и мак-
роструктуры; трещиноустойчивость; образование литейных напряже-
ний; склонность к ликвации.
Жидкотекучестью называют способность жидких мета ллов
и сплавов течь по литейной форме и заполнять ее полости, образующие
отливку. При хорошей жидкотекучести металл или сплав заполняет
как толстые, так и тонкие сечения отливки. При недостаточной жидко-
текучести форма не заполняется металлом, в тонких сечениях отливки
образуются недоливы.
213
Рис. 81, Спираль для определе-
ния жидкотекучести металла:
а — спираль; б “Литниковая система
Степень заполнения формы зависит от температуры и химического
состава металла, качества отделки формы и теплоемкости ее материа-
ла, конструкции литниковой системы и количества неметаллических
примесей в расплавленном металле. Повышение температуры увели-
чивает жидкотекучесть всех металлов и сплавов. Чем лучше отделка
формы и литниковых каналов, тем быстрее и полнее форма заполняется
расплавом. Неметаллические при-
меси в металле ухудшают его жид-
котекучесть и затрудняют прод-
вижение его в форме. С увеличе-
нием содержания в чугуне серы,
кислорода и хрома жидкотекучесть
его уменьшается, а с повышени-
ем содержания фосфора, кремния,
марганца, алюминия, меди и уг-
лерода (до эвтектического соста-
ва), наоборот, увеличивается.
Жидкотекучесть определяют
специальной технологической про-
бой. На рис.81 представлена одна
изтаких весьма распространенных
проб — особая спираль.
Усадкой называют сокра-
щение линейных размеров и объ-
ема материалов вследствие затвер-
девания и охлаждения. Различа-
ют линейную и объемную усадку.
Линейная усадка представляет
разницу между линейными разме-
рами полости форм и отливки- Эта
усадка обычно учитывается при
определении размеров модельнс-сгержневой оснастки, по которой фор-
мируется наружная и внутренняя полость формы.
Ликвациейв металлургии и литейном производстве называ-
ют неоднородность химического состава в различных частях отливки
или слитка. Наличие ликвации характеризует качество отливки или
слитка. Различают два основных вида ликвации; внутризеренную
(дендритную) и зональную. Внутризеренная, или дендритная, ликва-
ция характеризуется наличием химической неоднородности в преде-
лах отдельного зерна (дендрита) сплава. Зональной ликвацией назы-
вают химическую неоднородность, обнаруженную в объеме всего
затвердевшего литого изделия. Разновидностью зональной ликвации
можно считать ликвацию по удельному весу. При этом наблюдается
механическое разделение компонентов сплава, значительно отличаю-
щихся друг от друга своим удельным весом.
Заливка форм. Металл, выплавленный в печах, выпускают в ковши,
из которых разливают по формам. Емкость ковшей равна от 25—35 кг
до Юти более.
Ковши могут быть конические, барабанные и специальной конст-
214
рукции. Кожух ковшей готовят из котельного железа. Малые ковши
изнутри обмазывают глиной; крупные — выкладывают огнеупорным
кирпичом или набивают огнеупорной массой. Перед заполнением
металлом ковши следует хорошо просушить и нагреть, так как из пло-
хо просушенных ковшей возможны выбросы жидкого металла. Кроме
того, металл в сырых ковшах быстро охлаждается, образуя настыли,
и насыщается газами.
Охлаждение отливок. Отливку охлаждают в форме до температуры,
которая исключает ее разрушение или образование «холодных трещин»
при выбивке. В механизированных цехах чугунные и мелкие стальные
отливки выбивают при температуре 500 — 800° С. Крупные и
средние по массе отливки — при более низкой температуре.
Выбивка форм. После затвердевания и достаточного охлаждения
отливки выбивают из формы. Преждевременно выбитая отливка может
покоробиться; поэтому выбивать начинают, когда температура, на-
пример чугунной отливки, не превышает 400—600° С.
Выбивка отливок из форм и удаление стержней — трудоемкая
операция, во время которой выделяется значительное количество
теплоты и пыли. Отливки выбивают из форм при помощи вибрацион-
ных коромысел, встряхивающих решеток и вибраторов.
После очистки отливок от остатков формовочной смеси выбивают
стержни. Выбивка песчаных стержней возможна ручная, механизиро-
ванная и гидравлическая. Ручную в ы б и в к у производят пнев-
матическими молотками. Механизированную выбивку
стержней осуществляют при помощи стационарных или накладных
вибраторов. Для выбивки стержней из крупных отливок целесооб-
разно применять также станки-перфораторы. Более гигиенична и
производительна гидравлическая выбивка стержней.
Она заключается в разрушении и размывании стержня струей воды,
подаваемой под давлением 2,4—9,8 МН.'м3 (МПа). В последнее время
гидравлическую выбивку стержней заменяют песко-гидравлической,
применение которой позволяет получать отливки с более чистой по-
верхностью.
Очистка литья. Отливку, освобожденную от стержней и формовоч-
ной смеси, очищают от пригоревшей формовочной смеси. Кроме того,
с отливки необходимо удалить литники и заливы. Все эти операции
производят в обрубном отделении. Очистка литья может быть ручной и
механизированной. Ручную очистку выполняют пневматичес-
кими зубилами, стальными щетками и т. п. инструментами. При ме-
ханизированной очистке применяют очистные бараба-
ны, пескоструйные и дробеметные аппараты.
В круглых или квадратных барабанах очищают мелкое литье, за-
гружаемое вместе со «звездочками», изготовленными из белого чугу-
на, Вращаясь в барабане, отливки в течение 0,5 ч трутся друг о друга
и о звездочки, в результате чего очищаются от пригоревшей формовоч-
ной смеси.
Пескоструйные и дробеметные аппараты широко применяют для
очистки мелкого, среднего и крупного литья. На поверхность очищае-
мой отливки направляют струю сжатого воздуха вместе с сухим пес-
215
ком или чугунной дробью. Песок или дробь, ударяясь о поверхность
отливки, очищает ее от пригоревшей формовочной смеси.
Более совершенна очистка отливок песком с водой в песко-гидрав-
лических установках. При этом способе одновременно выполняются
две операции: выбивка стержней и очистка отливок.
В современной практике применяют также очистку отливок от при-
гара в расплаве щелочей (выщелачивание) и электрохимическую
очистку.
Обрезку и обрубку заливов, прибылей, вы-
поров и питателей, а также зачистку отливок выполняют
путем механической обработки или газовой и электрической дуговой
резки.
Механическая обработка отливок состоит из следующих операций:
обрезка или отбивка питателей, выпоров и прибылей; обрубка заливов
и остатков элементов литниковой системы пневматическими зубилами;
обдирка и зачистка поверхности отливок на шлифовальных кругах и в
дробеметных аппаратах.
Термическую обработку отливок производят в литей-
ном цехе; значительная часть стальных и некоторая часть чугунных от-
ливок проходят термическую и химико-термическую обработку. После
термической обработки стальные и некоторые другие отливки подвер-
гают дробеструйной очистке от образовавшейся окалины. Годные от-
ливки передают на механическую обработку, а поставляемые по ко-
операции другим предприятиям грунтуют (покрывают краской) и пе-
редают на склад готовой продукции.
§ 3. Характеристика чугунных и стальных отписок
Чугунные отливки — наиболее распространенный вид литых
деталей. Широкое применение серого чугуна в машиностроении, строи-
те.'ьстве и других отраслях народного хозяйства объясняется удачным
сочетанием в нем хороших литейных и удовлетворительных механичес-
ких свойств.
Механические и некоторые другие свойства серого чугуна ре-
гулируют, изменяя содержание углерода, кремния, марганца, хрома
и некоторых других составляющих. Механические свойства серого
чугуна часто регулируют скоростью охлаждения отливки в полости
формы, а также модифицированием жидкого чугуна на желобе пла-
вильного агрегата или в ковше. В качестве модификаторов в этом слу-
чае используют ферросилиций, силикокальций, магний и некоторые
другие ферросплавы и металлы.
Существует несколько способов улучшения механических свойств
чугунных отливок. Большинство их основано на изменении количества
углерода в сплаве, а также регулировании количества и формы графи-
товых включений в отливке. Если в металлическую шихту добавить
30—40% стального лома, то содержание углерода в чугуне снизится
до 2,8—3% и в результате получится перлитный чугун. Его применя-
ют для изготовления ответственных деталей, как обладающего доста-
точно высокой прочностью (предел прочности при растяжении достига-
216
ет 400—450 МН/м®. ) . Путем модифицирования чугуна магнием можно
получить высокопрочный чугун с шаровидными выделениями графита.
Такой чугун имеет прочностные характеристики, близкие к стали, и в
ряде случаев ее заменяет.
Ковкий чугун получают при отжиге белого чугуна в тече-
ние 30—60 ч при 900—1050°С. В зависимости от условий отжига ков-
кий чугун бывает перлитный (белосердечный) и ферритный (черносер-
дечный).
Перлитный ковкий чугун получают после отжига белого чугуна в
окислительной атмосфере. Для этого отливки из белого чугуна укла-
дывают в металлические ящики, засыпают железной рудой и ставят
в пламенную печь или электрическую печь сопротивления. При высо-
кой температуре карбид железа в чугуне разлагается по реакции
Fe3C -> 3Fe + С„тжпга
Одновременно металл с поверхности отливки при воздействии на
нее кислорода руды частично обезуглероживается. Отливки перлитно-
го чугуна имеют в изломе светло-серебристый цвет.
Наибольшее применение получил ферритный ковкий чугун, кото-
рый получают после отжига отливок из белого чугуна в нейтральной
среде без добавки руды в ящики. Во время такого отжига распадается
цементит, но металл не обезуглероживается. Излом ферритного чугу-
на бархатисто-черный.
Ковкий чугун разделяют па марки в зависимости от предела проч-
ности при растяжении и относительного удлинения. В отличие от
обычных серых чугунов ковкие чугуны обладают лучшими пластичес-
кими свойствами. Тем не менее их нельзя подвергать ковке или штам-
повке, так как они не выдерживают больших деформаций.
Легированный чугун. Введение в состав чугуна хрома,
никеля, меди, титана, молибдена и других легирующих элементов
сопровождается улучшением его механических и физико-химических
свойств. Б ряде случаев можно получать отливки со специальными
свойствами.
Чугунные отливки широко применяют в строительстве. Так, из
серого чугуна отливают опорные колонны, подушки и другие детали,
работающие на сжатие, а также санитарно-технические изделия и печ-
ную арматуру (трубы, радиаторы, колосники и т. д.). Чугунные отлив-
ки используют также при строительстве тоннелей.
Стальное литье. В зависимости от химического состава стали от-
ливки разделяют на углеродистые, низколегированные и высоколеги-
рованные со специальными свойствами. Наибольшее количество сталь-
ных отливок получают из углеродистой стали. Фасонное литье из угле-
родистых сталей по химическому составу и механическим свойствам
согласно ГОСТ 997—58 разделяют на десять марок (15Л; 20Л; ...;55Л).
Широко применяемые в литейном производстве стали имеют сле-
дующий химический состав: 0,15—0,45% С; 0,5—1 % Мп; 0,2—0,5% Si.
Содержание серы и фосфора должно быть минимальным. Стальные
отливки имеют феррито-перлитную структуру и следующие механичес-
кие свойства: предел прочности при растяжении не менее 400—600
217
МН/мг (МПа), предел текучести 200-—350 МН/м2 (МПа), относительнее
удлинение 10—24%, относительное сужение 18—35% и ударную вяз-
кость не менее 0,25—0,5 МДж м2.
Сталь по сравнению с чугуном обладает более высокой температу-
рой плавления,большей величиной усадки (около 2 %), худшей жидкоте-
кучестью, большей склонностью к образованию термических напря-
жений и трещин (горячих и холодных). В связи с этим к литейным фор-
мам для стального литья предъявляют высокие требования. Такие
формы должны обладать большой прочностью, газопроницаемостью,
огнеупорностью и податливостью, чем формы для чугунного и цвет-
ного литья.
Большинство отливок из углеродистых и других сталей подвергают
термической обработке, которую проводят для улучшения их микро-
структуры, механических и эксплуатационных свойств, а также для
уменьшения остаточных напряжений. Эти напряжения снимают при
отжиге или высокотемпературном отпуске.
Литые детали из углеродистой стали применяют во многих отрас-
лях народного хозяйства. Достаточно широко используют в технике и
другие стали. Среди последних ведущее место занимают отливки из вы-
сокомарганцовистой стали 110Г13Л (шары и била мельниц, щеки кам-
недробилок, зубья ковшей экскаваторов, крестовины и стрелки трам-
вайных и железнодорожных линий и т. д.). Детали из такой стали
хорошо переносят продолжительные и интенсивные ударно-абразивные
нагрузки.
Глава XIX
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
§ 1. Кокильное литье
В литейном производстве кокиль — металлическая форма, много-
кратно используемая для получения отливок путем заливки в нее рас-
плава свободной струей.
Стоимость металлических форм относительно велика, а изготовле-
ние сложно; их применение экономически выгодно лишь при серийном
и массовом производствах.
По конструкции кокили могут быть разъемные и вытряхные с вер-
тикальным, горизонтальным и комбинированным разъемами (рис. 82).
Для регулирования охлаждения кокилей (после их заливки распла-
вом) в наружных их стенках устанавливают штыри или предусматри-
вают водяное охлаждение (рис. 82,о).
В кокилях получают более половины отливок из алюминиевых и
магниевых сплавов и некоторую часть простых толстостенных чугун-
ных и стальных отливок развесом от нескольких килограммов до де-
сяти и больше тонн.
Стойкость кокилей позволяет получать в каждом из них по несколь-
ко сот тысяч отливок из легкоплавких сплавов: 1500—5000 чугунных и
400—700 мелких стальных.
218
Кокили изготавливают из чугуна или стали и собирают обычно из
нескольких частей. Для увеличения стойкости рабочую поверхность
матрицы кокиля иногда анодируют, борируют или хромируют, но
всегда покрывают теплоизоляционной краской или обмазкой. Перед
началом работы кокили подогревают до температуры 200—300°С.
К основным недостаткам этого способа литья относятся сравнитель-
ная дороговизна кокилей и возможность отбеливания отливок.
§ 2. Центробежное литье
Процесс центробежного литья состоит в том, что расплав заливают
во вращающуюся металлическую форму, где он затвердевает под дей-
ствием центробежных сил. Последние прижимают расплав к стенкам
формы, что позволяет получать пустотелые цилиндрические и другие
Рис. 83. Схема работы центробежной ма-
шины:
а — с горизонтальной осью вращения: б —•
с вертикальной осью вращения
отливки без применения
стержней. При этом на-
ружное очертание отливки
соответствует внутренним
размерам формы, а внут-
ренние размеры отверстия
зависят от количества за-
литого в форму расплава.
Центробежные машины,
как правило, бывают двух
основных типов: с горизон-
тальной (рис. 83,а) и верти-
кальной (рис.83,6) осями
вращения. На машинах с
горизонтальной осью вра-
щения получают отливки,
у которых длина (высота) значительно больше диаметра (различные
трубы, гильзы и др.). На машинах с вертикальной осью вращения
отливают колеса, шестерни, втулки.
Получаемые отливки имеют большую плотность, отличаются мелко-
зернистой структурой и высокой прочностью. Отсутствие литников и
выпоров, малые припуски на механическую обработку, минимальный
брак и высокая производительность — преимущества центробежного
способа литья.
Однако установки для центробежного литья сравнительно дороги;
применять этот способ можно, конечно, лишь для деталей, имеющих
форму тел вращения.
§ 3. Литье под давлением
В этом процессе для получения отливки расплав под большим дав-
лением вводят в металлическую пресс-форму, где он затвердевает и ох-
лаждается. Таким способом в массовом и крупносерийном производст-
ве готовят отливки из алюминиевых, магниевых, медных и других
сплавов массой от нескольких граммов (шрифты) до десятков кило-
220
граммов (блоки цилиндров автомобилей). Эти отливки имеют высокое
качество поверхности и весьма точные геометрические размеры; в ря-
де случаев их можно использовать в сборке машин вовсе без механи-
ческой обработки или только с шлифовкой отдельных посадочных по-
верхностей.
Рис. 84. Схема литья под давлением на гидравлической машине:
а — с горячей камерой прессовавин; б — с холодной вертикальной камерой прес-
сования
Высокие скорости впуска расплава в полость пресс-форм влекут
механическое примешивание к нему воздуха и частые случаи получе-
ния пористых отливок. Поэтому в основном готовят отливки с ТОЛЩИ-
НОЙ стенок не более 6 мм.
В современной практике наиболее распространены гидравлические
машины для литья под давлением с горячей или холодной камерами
221
прессования. Поршневые машины с горячей камерой прессования приме-
няют для получения отливок из легкоплавких оловянистых, свинцовых
и цинковых сплавов. Схема машины с горячей камерой прессования
приведена на рис. 84,п. В подогреваемом снизу тигле 3 находится
расплав. Перед заполнением пресс-форму 8 закрывают. Конец мундш-
тука 7 входит в канал 6, соединяя его с полостью формы. После вклю-
чения цилиндра 1 поршень 2, опускаясь, поизводит прессование
расплава в цилиндре 5 и выжимает его из канала в пресс-форму. По ис-
течении установленного времени поршень поднимается. Расплав посту-
пает в канал 6 через отверстие 4, пресс-форма при этом раскрывается и
отливка из нее выталкивается.После обдувки поверхности пресс-фор-
мы процесс повторяют.
Поршневые машины с холодной камерой прессования применяют для
изготовления отливок из магниевых, алюминиевых и медных сплавов.
Схема машины литья под давлением с холодной вертикальной камерой
прессования приведена на рис. 84,6. В этом случае расплав заливают
ковшом в камеру прессования 3. Дном камеры служит подвижный
поршень 4. После включения механизма запрессовки поршень под
действием плунжера 1 опускается до упора и открывает литниковсе
отверстие 7 в неподвижной части пресс-формы 5. При этом расплав с
большой скоростью и под высоким давлением заполняет полость пресс-
формы, вытесняя через ее венты находящийся в ней воздух; в камере
прессования остается прессостаток 8. При подъеме плунжера порше! ь
поднимается за ним вверх и выталкивает прессостаток из камеры прес-
сования. Одновременно пресс-форма размыкается за счет отодвигания
ее подвижной части 5'; на последней остается отливка 10 с литником .9,
После снятия отливки, частичного охлаждения пресс-формы и покры-
тия ее поверхности смазкой цикл прессования повторяют.
Для уменьшения или исключения пористости отливок пресс-форму
(перед впуском в нее расплава) заполняют кислородом, а также делают
в ней капал литниковой системы большего сечения.
§ 4. Литье по выплавляемым моделям
Сущность процесса изготовления отливок по выплавляемым моде-
лям заключается в следующем. В соответствии с чертежом детали,
с учетом усадки модельного состава выплавляемого сплава, а также
припусков на механическую обработку изготовляют пресс-форму; в нее
шприцем запрессовывают в сметанообразном состоянии модельный
состав (смесьпарафипа со стеарином); после охлаждения и затвердева-
ния в пресс-форме модельного состава из нее извлекают иарафиио-
стеариновую модель будущей отливки; несколько таких моделей при-
паивают к парафино-стеариповому стояку, покрывают суспензией,
обсыпают песком и сушат (последняя операция повторяется от трех до
четырех раз); модели отливок со стояком (елка) помещают в горячую
водяную ванну,где они выплавляются из сформировавшейся вокруг них
трех- или чегырехслойпой оболочковой формы; оболочки форм далее
сушат и с целью удаления остатков парафино-стеариповой выплавляс-
222
Остатки керамики в отвал
Рис. 85. Технологическая схема процесса изготовления отливок литьем по вы-
плавляемым моделям
223
мой массы прокаливают при температуре 900—1000°C в электрических
печах; прокаленные оболочки форм в горячем состоянии заформсвыва-
ют в опоки (применяя нагретый сухой песок) и заливают цветным или
железоуглеродистым сплавом; остывшие отливки в виде елки извлека-
ются из опоки, с их поверхности удаляют песок; отливки отделяют от
стояка, выщелачивают из них остатки керамики, контролируют и
отправляют на склад (рис, 85).
Этот способ литья позволяет получать практически из всех метал-
лических сплавов, в том числе и из трудно механически обрабатывае-
мых, сложные и точные по размерам отливки, в боль-
шинстве случаев готовые для сборки (с допусками на размер±0,05 мм
и шероховатостью поверхности от V 3 до 6). Готовят, например,
такие сложные детали, как щеткодержатели электрических двигателей,
челноки швейных машин, лопатки реактивных авиационных двигателей
и многие другие изделия, которые другим способом металлообработки
изготовить нельзя или экономически нецелесообразно.
§ 5. Литье в оболочковые формы
В этом способе расплавленный металл з.аливают в форму, состоя-
щую из двух оболочек с толщиной стенки от 7 до 15 мм. Для получения
в отливках внутренних полостей в эти формы, как и в песчано-глинис-
тые, укладывают пустотелые или сплошные стержни. Операции этого
процесса изготовления отливок приведены на схеме рис. 86.
Сущность процесса изготовления оболочковых форм следующая.
Модельную плиту и укрепленные на ней модели отливки и элементов
литниковой системы нагревают в электрической печи до 200—300°С и
наносят на нее тонкий разделительный слой эмульсии, облегчающей
снятие готовой оболочки. Затем на плиту наносят формовочную смесь,
состоящую из 90—94 % кварцевого сухого песка и 10—6% порошка тер-
мореактивной фенолоформальдегидной смолы. В прилегающем к
моделям и плите слое формовочной смеси смола сначала расплавляет-
ся, а затем затвердевает, образуя однородную песчано-смоляную обо-
лочку. Нерасплавившуюся часть формовочной смеси удаляют поворо-
том плиты на 180°. Затем модельную плиту с оболочкой помещают
в прокалочную печь на 1—1 мин при температуре 280—350°С. В резуль-
тате такой прокалки оболочка необратимо упрочняется.
Твердую оболочку, представляющую полуформу, с помощью толка-
телей снимают с модельной плиты. Далее такую полуформу соединяют
с другой половинкой зажимами или методом склеивания. Готовую
форму засыпают опорным материалом (дробью), заливают расплавлен-
ным металлом, охлаждают, выбивают и освобождают от элементов лит-
никовой системы.
Этим способом рекомендуется готовить плоские, сложные и мелкие
по развесу отливки из любых сплавов. Полученные отливки характери-
зуются высокой размерной точностью и чистотой поверхности, требуют
минимальных затрат на обработку и очистку и фактически готовы для
сборки.
224
Разработка технологии
прокаводства отливк и
г
Составление чертежа
отливки
4
Составление чертежей
на модельный комплект
Из готов ле вне модель*
кого комплекта и ус-
тановка его на машину
I
Нагрев подмодель ной
плиты ДО температуры
200—300=С
Нанесение разделитель-
ного состава на подмо-
дельную плиту if мо-
дель
Ий несен не смеси на
подмодсльную плиту и
модель и формование
оболочки
I
I
Твердеirне оболочки
при темпера гуре
2BU—35СГС
Сборка полуформ в
формы с простановкой
стержней
4
Засыпка форм огне-
упорным материалом
Заливка форм метал-
лам [{ли сплавам I
Ох л а ж де в не о гл инк и
в форме
I
Выбивка отливок из
форм в стержней из
атливок
V
Обрубка* очистка и
термообработк а
отливах
;
Контроль качества
отливок
___________4_____________
Склад готовых
отли вок
Приготовление
жидкого сила ва
или металла
Л щ &в 5L К! сф
Литники и Дру- гой возврат мен алл а
t
Неиспрл кимый брак
В механический
КОХ или пн сборку
Рис. 86. Технологическая схема процесса изготовления отлипок в оболочкопых
- формах
§ 6. Штамповка из жидкого металла
Штамповка из жидкого металла — прогрессивный технологи-
ческий процесс, позволяющий получать йлотные заготовки с уменьшен-
ными припусками на механическую обработку, с выходом годного по
жидкому металлу до 95% и с высокими механическими свойствами.
Сущность процесса в том, что залитый в пресс-форму жидкий ме-
талл прессуют на гидравлическом прессе до окончания первичной крис-
таллизации. Время до момента приложения давления должно быть ми-
нимальным; оно зависит от технической характеристики пресса, массы
залитого металла и конфигурации отливки. В процессе формования
отливки в . пресс- форме она находится иод давлением от 40
до 200 МН/м2 (МПа).
Оптимальная область применения данного способа — производство
компактных отливок из цветных сплавов.
§ 7. Литье по газифицируемым моделям
Сущность способа заключается в том, что модели и элементы литни-
ковой системы, выполненные из газифицируемого материала, в соб-
ранном виде заливают металлом. При этом модели газифицируются, а их
место в полости формы занимает металл.
Особенность способа: перед заливкой модели из формы не извлекают;
их удаляет заливаемый металл. В отдельных случаях модели предва-
рительно выжигают. Это позволяет выполнять модели без формовоч-
ных уклонов, не делать разъема формы, не расталкивать полость фор-
мы д зя удаления моделей. Все это обеспечивает получение отливок по-
вышенной точности.
Для изготовления газифицируемых моделей используют различ-
ные марки пенополистирола и другие материалы, которые можно уда-
лять из полости формы методом выжигания, газификации и растворе-
ния. Плотность пенополистирола составляет от 0,015 до 0,025 г/см3.
Оптимальная область применения такого способа — производство
крупных индивидуальных отливок из железоуглеродистыхсплавов. При
этом достигается значительная экономия за счет замены дорогих дере-
вянных моделей и стержневых ящиков пенополистироловой моделью.
§ 8. Лито-сварные изделия
В ряде случаев в строительстве и тяжелом машиностроении единст-
венный способ изготовления крупногабаритных и массивных деталей
(колонн, статоров, рабочих колес, лопастей, валов турбин и др.) —
литье отдельных элементов отливки с последующей их сваркой.
Применение таких лито-сварных конструкций —одно из прогрес-
сивных решений в машиностроении; при изготовлении крупногабарит-
ных деталей оно дает значительную экономию дефицитных материалов и
труда.
Можно сваривать в одну деталь заготовки, полученные любым спо-
собом (литьем, ковкой, штамповкой, прокаткой) и из различных ме-
таллов и сплавов.
226
Лито-сварные конструкции вначале проектируют цельными, а
затем расчленяют на части длиной не более 4—5 м так, чтобы их можно
было отливать в формах, изготовленных на формовочных машинах.
Современные способы электрошлаковой сварки позволяют свари-
вать детали в местах их соединения с толщиной стенки до 1000 мм и бо-
лее, т. е. практически неограниченной толщины.
§ 9. Литье неметаллических материалов
Литье пластических масс. Пластическими массами называют мате-
риалы, основу которых составляют природные или искусственные вы-
сокомолекулярные соединения (фенолоформальдегидные смолы, казеин
и др.). К этой основе добавляют наполнители (древесную муку, асбест,
стеклянное волокно и др.), которые повышают прочность и снижают
усадку. Для улучшения пластических свойств применяют пластифика-
торы (дибутилфталат, три крезил фосфат и др.). Кроме того, в состав
пластмасс входят смазки (стеарин, воск), вводимые для устранения
прилипания к пресс-форме, красители для придания цвета и т д.
Различают два вида пластических масс: термопластичные и термо-
реактивные. Термопластичные переходят в пластичнее состояние при
нагревании без химических изменений (из них можно производить из-
делия многократно). К ним относят полиса и рольные, пол и хлорвини-
ловые, акриловые, асфальтопековые и другие пластические массы.
Термореактивные пластмассы при нагревании также переходят в
пластическое состояние. Но при определенных температурах связую-
щее вещество химически видоизменяется и в результате приобретает
определенные свойства (плавкость, растворимость и др.). Э;п пласт-
массы относят к группе необратимых, т. е. они могут быть использова-
ны только один раз.
Пластические массы очень широко используют в народном хозяй-
стве. Они во многих случаях с успехом заменяют черные и цветные
металлы. Широко применяют пластические массы в строительстве,
железнодорожном транспорте, машиностроении, авиации и т. д.
Основные способы производства изделий из пластмасс — горячее
прессование и литье под давлением.
При литье под давлением жидкий материал поступает
в полость формы через литниковые каналы и сопло. Температура формы
должна быть всегда ниже температуры жидкого материала. Это необ-
ходимо для быстрого его охлаждения и сохранения не измени ост и фор-
мы. В связи с широким развитием этого процесса для пего создано мно-
го машин. Схема одной такой машины приведена на рис. 87.
Каменное литье. В ряде отраслей народного хозяйства, например
химической, бумажной, машиностроительной и особенно в строитель-
ной промышленности, применяют отливки из диабаза, базальта и свет-
лого камня.
Производство отливок из диабаза заключается
в следующем. Куски диабаза нагревают до 1500—1600° С в пламенных
печах. В виде расплавленной пористой массы диабаз стекает в ванну,
а затем поступает в обогреваемый копильник барабанного типа.
227
Из копильника при температуре 1200—1250°С диабаз разливают по
формам, которые предварительно подогревают до 400—450°С. Формы
изготовляют из смеси кварцевого песка и огнеупорной глины. Для
медленного охлаждения залитые формы помещают в тоннельные печи.
Эго необходимо для кристаллизации диабаза и предотвращения обра-
зования трещин на каменном литье. Выдержка отливок в формах до-
стигает 18—20 ч.
Рис. 87. Схема литьевой машины:
/ — цилиндр; 2 — поршень; 3 — дозирующее устройство; 4— бункер для материалов;
5 — злектрооботрев; (5—гильза терморегулятора; 7 — кронштейн; 8 — пружина; 9 —
сопло; 10 — подвижная плита; П-пуансон. /2 — выталкиватель; /5 — матрица; 14 —
пружина; 15 — подвижная плита; 16— траверса; /7 — упор
По применению и свойствам отливки из диабаза можно разделить
на следующие группы; строительное литье, характеризуемое механи-
ческой прочностью, сопротивлением истиранию, стойкостью против
атмосферной коррозии и способностью полироваться; химическое литье
высокостойкое в кислотах, щелочах, солях и т. д.; твердое литье—с
высоким сопротивлением износу, например плитки пешеходных перехо-
дов; огнеупорное литье, достаточно прочное и химически стойкое при
1300—1500°С; отливки с незначительным коэффициентом термическо-
го расширения, что Допускает резкие смены температур; отливки —
диэлектрики; пористое литье с теплоизоляционными, огнеупорными и
химически стойкими свойствами; отходы диабазного литья, используе-
мые в молотом виде в качестве абразивного материала и наполнителя.
Из база льта отливают плитки различных размеров, трубы
диаметром 200-—350 мм и длиной до 2 м, колена и тройники для соеди-
нения трубопроводов и т. д. Технологический процесс изготовления
их аналогичен диабазовому литью. Основным преимуществом отливок
из базальта является высокая износоустойчивость, щелоче- и кисло-
тоупорность в растворах любых концентраций.
Отливки из светлого камня применяют, главным
образом, в качестве облицовочного строительного материала, Подго-
228
товленные шихтовые материалы (кварцевый песок, доломит, мел или
мрамор) плавят в электродуговых однофазных печах при 1450—1550°С.
Песчано-глинистые формы перед заливкой прокаливают при 800°С в
течение 5 ч. Залитые формы помещают в печь с температурой 900—
920°С, где происходит кристаллизация и охлаждение отливок до тем-
пературы печи. После этого отливки медленно охлаждают до 150°С.
Окончательное охлаждение отливок происходит па воздухе и продол-
жается 55—60 ч.
Шлаковое литье. В последнее время доменные шлаки с успехом
применяют в качестве материала для строительной промышленности.
Из доменных шлаков изготовляют брусчатку, армированные и порис-
тые блоки, плиты, различные противовесы и т. д.
Технология изготовления литых изделий из доменных шлаков ана-
логична технологии каменного литья.
Пористые блоки получают путем заливки вспененного шлака в же-
лезные формы размером 600 X 250 X 200 мм. Вспенивание достигает-
ся путем продувки расплавленного шлака паром.
Глава XX
КОНТРОЛЬ ПРОИЗВОДСТВА ОТЛИВОК
§ 1. Методы контроля
Контроль литейного производства предусматривает проверку ка-
чества исходных металлических и неметаллических материалов, техно-
логических процессов изготовления литья и качества готовых отливок.
Контроль проводится на специально выделенных для этого участ-
ках, обеспеченных необходимыми контрольно-измерительными при-
борами, инструментами, приспособлениями и оборудованием.
Методы контроля литейного производства таковы:
1) внешний осмотр отливок, позволяющий выявить недоливы, тре-
щины, коробление и другие дефекты. Такой метод контроля наиболее
распространен и применяется как при индивидуальном, так и при мас-
совом производстве отливок;
2)-проверка размеров отливок измерительными инструментами (ка-
либрами, скобами, шаблонами и др.) и установление их соответствия
с размерами по чертежам;
3) определение химического состава, механических и других свойств
отливок в лабораторных условиях.
§ 2. Дефекты отливок и их исправление
Дефекты отливок: 1) коробление — несоответствие конфигурации
отливки чертежу вследствие ее искажения; 2) пригар — грубая, не
поддающаяся очистке обычными способами шероховатая поверхность
отливки, образовавшаяся вследствие оплавления материала формы или
взаимодействия металла и его окислов со слоем формовочных материа-
229
лов; 3) отбел — наличие в различных частях чугунной отливки твер-
дых участков, не поддающихся механической обработке и имеющих
светлую поверхность излома; 4) горячие трещины — сквозные или по-
верхностные трещины в теле отливки, образовавшиеся при ее затвер-
девании в форме (обычно поверхность металла в трещине окислена);
5) холодные трещины — разрывы и падрывы в отливке, образовавшие-
ся в результате неравномерного охлаждения отливки и возникающих в
ней внутренних напряжений (поверхность металла в трещине обычно
неокисленная, иногда имеет цвет побежалости;) 6) раковины — газо-
вые, усадочные, земляные; 7) рыхлость и пористость — ясно выра-
женная крупнозернистая и неплотная структура металла, обнаружива-
ем аз при осмотре обработанной поверхности отливок или гидравличес-
ком испытании. В ряде случаев рыхлость представляет собой скопле-
ние мелких, а иногда и микроскопических усадочных раковин; 8) ме-
ханические повреждения отливок — вмятины и забоины, образовавшие-
ся при выбивке, транспортировке или очистке литья; 9) несоответствие
металла стандартам или техническим условиям по химическому сос-
таву.
Способы исправления дефектов отливок.
Обычно применяют следующие способы исправления дефектов отлив-
ки: наплавка; холодная и горячая заварка; металлизация; применение
замазок и пропиток; установка пробок и втулок.
Наплавку применяют в случае больших раковин или трещин на
поверхности отливки. Перед наплавкой раковину или трещину очи-
щают, формуют лад раковиной чашу из глины, равномерно подогре-
вают отливку и наполняют чашу металлом. После наплавки отливку
медленно охлаждают.
Холодная заварка трещин, раковин и других дефектов допускается
на необрабатываемых поверхностях отливки. Холодит,ю заварку можно
производить газовой или электрической сваркой.
Горячую заварку применяют для устранения больших трещин. При
горячей заварке детали из серого чугуна подогревают до 500—600° С,
выдерживают их при этой температуре в течение 45—60 мин и только
потом заваривают ацетилено-кислородным пламенем с применением
специальных электродов. Деталь после заварки отжигают при 500—
600° С и вынимают из печи при 50—60°С. Вместо газовой заварки
можно применить электрическую.
Металлизацию используют при заделке мелких раковин и рыхлос-
тей на нерабочих и необрабатываемых поверхностях отливки.
Применение замазок и пропиток позволяет устранить течь в отлив-
ках, работающих под давлением.
После устранения всех дефектов отливки проверяют на прочность и
герметичность.
Раздел четвертый
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Глава XXI
СПОСОБЫ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ. НАГРЕВ МЕТАЛЛОВ
§ 1. Пластичность металлов
Обработка металлических изделий давлением возможна только
благодаря пластичности металлов, т. е. их способности изменять форму
и размеры без разрушения.
Различные металлы и сплавы обладают неодинаковой природной
пластичностью и, следовательно, по-разному ведут себя при обработке
давлением. Пластичность металлов и сплавов зависит от химического
состава, структуры, температуры нагрева, скорости и степени дефор-
мации, схемы напряженного состояния и схемы деформации. Чистые
металлы имеют более высокую пластичность, чем их сплавы; в послед-
них часто образуются новые структурные составляющие, в том числе
химические соединения, присутствие которых может существенно изме-
нить пластичность основного металла; например, сталь с малым содер-
жанием углерода обладает более высокой пластичностью, чем сталь с
большим содержанием углерода; чистая медь гораздо пластичнее ее
сплава с оловом (бронзы) и т. д.
Пластичность литого металла ниже пластичности деформирован-
ного, что объясняется разной их структурой: в первом случае металл
имеет крупнозернистую структуру, во втором — мелкозернистую.
G повышением температуры пластичность металла, как правило,
увеличивается, а сопротивление деформации уменьшается.
Скорость деформации при обработке давлением по-разному влияет
на пластичность металла. До известного предела увеличение скорости
деформации сопровождается понижением пластичности. При дальней-
шем увеличении этой скорости пластичность металла возрастает.
Степень деформации металла, особенно при холодной обработке
давлением, определяет возможность осуществления процесса дефор-
мирования. Превышение предельной для каждого конкретного случая
степени деформации сопровождается нарушением целостности метал-
ла (появляются трещины, надрывы и другие дефекты).
Напряженное состояние деформируемого тела характеризуют схе-
мой главных (нормальных) напряжений, действующих по граням эле-
231
ментарного куба в трех взаимно перпендикулярных направлениях.
Б зависимости от способа приложения внешних сил к деформируемому
телу напряженное состояние его может быть различным. Всего имеет-
ся девять схем главных напряжений: четыре объемных, три плоских
и две линейных. Однако при различных процессах обработки давлени-
ем напряженное состояние металла характеризуется обычно двумя схе-
мами (рис. 88,а): объемной, когда по трем главным осям действуют нап-
ряжения сжатия; объемной, когда по двум осям действуют напряжения
сжатия, а по третьей — напряжение растяжения.
Рис, 88, Схемы главных напряжений («) и глав-
ных деформаций (б)
При первой схеме напряженного состояния металл более пластичен,
чем при второй. Растягивающие напряжения снижают пластичность
металла.
Деформированное состояние металла характеризуется тремя схе-
мами деформации (рис. 88,6): по одной оси металл сжимается, по двум
другим растягивается; по одной оси металл сжимается, по второй —
растягивается, по третьей деформация отсутствует; по двум осям ме-
талл сжимается, по третьей растягивается. Чем меньшую роль в схеме
деформации играет растяжение, тем большую способность к пластичес;
кой деформации проявляет металл. Один и тот же металл может иметь
хорошую пластичность при третьей схеме деформации и плохую — при
первой.
Чтобы правильно выбрать режим обработки металла давлением,
важно знать совместное влияние перечисленных выше факторов на его
пластичность. Для этого разработаны диаграммы зависимости плас-
тичности того или иного металла от температуры, скорости и схемы
деформации. По этим диаграммам можно выбрать условия деформации,
обеспечивающие максимальную пластичность металла.
232
§ 2. Способы обработки металлов давлением
Для получения изделий металлы обрабатывают давлением различ-
ными способами: прокаткой, волочением, прессованием, ковкой и штам-
повкой.
При прокатке металл обжимают между двумя вращающимися вал-
ками прокатного стана (рис. 89,а), в результате чего толщина заготов-
ки уменьшается, а длина и ширина увеличиваются. Прокаткой изго-
товляют профили круглой и квадратной формы, рельсы, балки, швел-
леры, листы, а также другие виды проката.
Рис. 89. Схемы основных способов обработки металлов давле-
нием:
а — прокатка; б — волочсЕтие; в — прессование; г — ковка; д — объемная
штамповка; е— листовав штамповка
Волочением называют процесс протягивания прутка или проволо-
ки через отверстие в волоке (матрице), размеры поперечного сечения
которого меньше размеров исходной заготовки (рис. 89,6). Волочение
проводят на волочильных станах и используют для получения тонкой и
тончайшей проволоки, калибрования прутков и труб круглого и фа-
сонного сечения из стали и цветных металлов.
В процессе прессования металл выдавливают через круглое или
фасонное очко в матрице (рис. 89,в), форма и размеры которого опре-
деляют форму и сечение прессуемого изделия — прутков, труб и фа-
сонных профилей из цветных металлов и их сплавов, а также сталей.
Прессование производят на гидравлических или механических прес-
сах.
Ковка металла заключается в обжатии заготовки между верхним
и нижним бойками (рис. 89,г) с применением разнообразного кузнеч-
ного инструмента. Свободной ковкой получают поковки различных раз-
меров простой и сложной формы (валы, шатуны, шестерни и т. д.) на
молотах или прессах.
233
ш тамповкой называют процесс деформации металла в штампах.
Различают объемную и листовую штамповку.
При объемной штамповке (рис. 89, д) предварительно нагретую за-
готовку деформируют в замкнутой полости штампа, форма и размеры
которой определяют форму и размеры получаемой поковки. Горячая
объемная штамповка производится на молотах, прессах или горизон-
тально-ковочных машинах.
Листовая штамповка (рис. 89,е) состоит в деформации в холодном
состоянии листовой исходной заготовки в штампе, имеющем матрицы с
прижимным кольцом и пуансон. Этот вид штамповки проводят на спе-
циальных штамповочных прессах.
Исходными материалами для обработки металлов давлением являют-
ся слитки или заготовки, различные по размерам сечения и массе. В про-
катном производстве применяют обычно стальные слитки массой 3—8 т.
Большие слитки (до 300 т) используют на машиностроительных
заводах для получения специальных поковок. Слитки цветных метал-
лов обычно имеют массу 50—1000 кг.
Для разных способов обработки металлов давлением характерны
различные схемы напряженного и деформированного состояния. Так,
объемная схема с тремя главными напряжениями сжатия имеет место
при прокатке, свободной ковке,объемной штамповке и прессовании; объ-
емная схема с двумя главными напряжениями сжатия и одним главным
напряжением растяжения — при волочении и листовой штамповке.
Схема с одной главной деформацией сжатия и двумя деформациями
растяжения имеет место при прокатке узкой полосы на гладкой бочке,
прокатке в калибрах, свободной ковке, объемной штамповке; схема с
одной главной деформацией сжатия и одной растяжения — при про-
катке широкой полосы на гладких валках, прокатке с натяжением, ли-
стовой штамповке; наконец, схема с двумя главными деформациями
сжатия иодной растяжения — при волочении и прессовании.
Обработка металлов давлением существенно изменяет структуру и
свойства металла, так как при этом изменяются размеры и форма зерен.
Деформация зерен металла зависит от схемы деформации заготовки и
некоторых других факторов.
§ 3. Нагрев металлов и нагревательные устройства
Температурные интервалы обработки металлов давлением. Для
каждого металла имеются определенные температуры, при которых
он обладает хорошей пластичностью и минимальным сопротивле-
нием деформации.
Основанием для правильного выбора температурного режима при
обработке давлением является диаграмма состояния сплавов. Так,
для углеродистой стали температурный интервал обработки давлением
показан на диаграмме состояния системы железо — углерод (рис. 90,
заштрихованная область). После выбора температурного интервала
обработки по специальным методикам устанавливают скорость нагре-
ва, время выдержки слитка или заготовки в печи и другие параметры
режима нагрева.
234
Слитки или заготовки перед их деформацией равномерно нагревают
по всему объему. При этом не допускается перегрев или пережог ме-
талла. При обработке давлением перегретого металла образуются
трещины и рванины. Структуру перегретого металла в ряде случаев
можно исправить последующей термической обработкой. Пережог ме-
талла приводит к неисправимому браку.
Для нагрева стальных слитков перед прокаткой обычно применяют
нагревательные колодцы, а для нагрева
Рис. 90. Температурный
интервал обработки мет а л -
ла давлением углеродистой
стали
заготовок — методические и камерные
печи.
Нагревательные колодцы бывают
двух типов — регенеративные и ре-
куперативные.
В регенеративных колодцах тепло
отходящих продуктов горения использу-
ется для подогрева в регенераторах
газа и воздуха перед их сжиганием в
колодце. Устройство и работа регенера-
торов нагревательных колодцев имеют
много общего с устройством и работой
регенераторов мартеновских печей.
В рекуперативных колодцах тепло
отходящих продуктов горения исполь-
зуется для непрерывного нагрева воз-
духа и газа в керамических или метал-
лических рекуператорах. Продукты
горения проходят по трубам рекупера-
торов, воздух и газ — между трубами.
На рис. 91 показан разрез одной из ячеек рекуперативного колодца
для нагрева слитков. Колодец отапливается газом через центральную
горелку 6. В прокатных цехах обычно сооружают колодцы группами,
каждая из которых состоит из двух — четырех ячеек; в группе колод-
цев можно размещать 12—22 слитка.
При посадке слитков с колодца снимают крышку 4 подъемным на-
польным краном. После загрузки слитков колодец закрывают крышкой
и в центральную горелку 6 вместе с подогретым в рекуператорах
воздухом подают природный газ или реже смесь доменного и коксового
газов. Образующееся при горении газов пламя соприкасается со слит-
ками 5 и нагревает их. Продукты горения направляются через боковые
каналы 3 в рекуператоры 1. Трубопроводы 2 предназначены для пода-
чи в рекуператоры холодного воздуха.
Работа современных нагревательных колодцев полностью автома-
тизирована — автоматически подаются и отсекаются газообразное топ-
ливо и воздух, регулируется давление газов в рабочем пространстве
нагревательных ячеек и перекидываются клапаны.
Кроме пламенных нагревательных колодцев, применяют также
электрические нагревательные колодцы (рис. 92). По длине каждый ко-
лодец разделен поперечными стенками 2 на отсеки, в которые устанав-
ливают по одному-два слитка 3. Каждый отсек закрывается крышкой 4.
235
Нагревательными элементами являются карборундовые желоба I,
заполненные нефтяным коксиком. При прохождении через них элект-
рического тока напряжением 115—250 В они нагреваются, находя-
щийся в желобах коксик раскаляется и передает тепло окружающему
пространств!' колодца. Эго обеспечивает нагрев слитков.
Рис. 91. Разрез рекуперативного нагревательного колодца
(схема)
Рис, 92. Схема электрических нагревательных колодцев;
а — однорядные; б — двухрядные
Электрические колодцы экономичны. При посадке слитков в печь
для нагрева в горячем состоянии расход энергии, выраженной в джоу-
лях, составляет 50—60% расхода тепла, затрачиваемого в пламенных
колодцах (при одинаковой температуре посадки). При нормальных
условиях работы угар металла в электрических колодцах составляет
0,2—0,3 %, н п л аменны х — 2—2,5 %.
236
Нагретые до необходимой температуры слитки подают клещевыми
кранами на слитковозы, доставляют их на приемный рольганг прокат-
ного стана.
Методические печи. На рис. 93 показана одна из конструкций
методической печи для нагрева заготовок перед прокаткой или ковкой.
В методических печах нагреваемый металл и продукты горения дви-
жутся навстречу друг другу. Заготовки загружают в печь через поса-
дочное окно со стороны толкателя 1, который перемещает их по двум
Рис. 93. Мете диче ск а я нагревательная печь
направляющим брусьям в рабочем пространстве печи. Холодные за-
готовки поступают в м е т од и ч е с к у ю з о н у 2 печи, имеющую в
начале зоны температуру 500—600°С и в конце —- 900—1000°С.
После прохождения этой зоны слитки поступают в сварочную
зону 3 с температурой 1253—1300°С. Температура в этой зоне обычно
на 50—100° С выше требуемой температуры нагрева металла. Оконча-
тельно нагретые в сварочной зоне слитки выгружают на рольганг 5 и
подают к прокатному стану, молоту или прессу. Раскаленные продук-
ты горения движутся от торцовых 4 и нижних 6 горелок печи навстре-
чу заготовкам и, отдавая часть своего тепла металлу, уходят через вер-
тикальные каналы в рекуператоры 7, а затем в боров и дымовую трубу.
Некоторые методические нагревательные печи имеют томиль-
ную зону для выдержки металла с целью более равномерного про-
грева его по всем!' сечению.
Для нагрева металла перед обработкой давлением применяют также
печи с выдвижным подом, карусельные с вращающимся подом, конвей-
ерные с шагающим подом, непрерывные с роликовым подом, колпако-
вые и электрические.
Электрические нагревательные печи. В этих печах металл нагревают
способом сопротивления, контактным и индукционным.
237
Электрические печи сопротивления имеют специальные элементы,
которые при прохождении тока нагреваются и создают соответствую-
щую температуру в рабочем пространстве печи для нагрева заготовок.
Элементы сопротивления расположены на своде и вдоль стенок печи.
При контактном электронагреве заготовку зажимают между кон-
тактодержателями вторичной обмотки трансформатора. Ток, проходя
через заготовку, нагревает ее до необходимой температуры.
При индукционном электронагреве заготовку помещают в индуктор.
Он создает переменное электромагнитное поле, которое возбуждает в
заготовке вихревые токи. При прохождении этих токов выделяется
тепло, которое и нагревает заготовку. Применение индукционного
нагрева в кузнечных и прессовых цехах позволяет автоматизировать
процесс нагрева заготовок.
Глава XXII
ПРОЦЕСС ПРОКАТКИ. УСТРОЙСТВО СТАНОВ
§ 1. Процесс прокатки
Прокатка металла осуществляется при прохождении его между
валками, вращающимися в разных направлениях (рис. 94). При про-
катке металл обжимается, в результате чего толщина полосы умень-
Рис. 94. Схема прокатки металла
шается.аее длина и ширина уве-
личиваются. Разность между ис-
ходной h0 и конечной /ц толщина-
ми полосы называют абсолютным
обжатием-.
ДЛ = h0 — ftp (53)
Разность между конечной 1ц
и исходной Ьо ширинами полосы
называют абсолютным уширением:
= — Ьо. (54)
Степень деформации полосы при прокатке характеризуют следу-
ющие показатели:
относительное обжатие — отношение абсолютного обжатия к
исходной толщине полосы:
ап an
=----- или е = — 100%;
hg kg
(55)
коэффициент обжатия — отношение исходной толщины к конеч-
ной
е = hjhp, (56)
коэффициент вытяжки — отношение длины полосы после прокатки
к исходной длине /0:
238
Р = (А- (57)
Так как объем металла в процессе прокатки не изменяется, то
Отсюда
р, = /t/(0 = Ь9Ь0'\1гф^ = FJF^
(58)
Таким образом, длина полосы при прокатке увеличивается пропор-
ционально уменьшению ее поперечного
сечения.
При обжатии полосы в валках нес-
колько увеличивается ее ширина. При за-
данном коэффициенте обжатия й0/й5 вытя-
жка р и коэффициент уширения нолссы
Ь±/Ьо взаимно связаны:
Мб =р(й1/&0). (59)
При постоянном обжатии уширение
тем больше, чем .меньше вытяжка, и наобо-
рот.
Металл соприкасается с каждым из
валков по дуге АВ (рис. 95), которую
называют дугой захвата. Угол а, соответст-
вующий этой дуге, называют углом зах-
вата.
Объем металла, ограниченный дугами
захвата АВ, боковыми гранями полосы и
плоскостями входа А А металла в валки
них, называют тагом деформации металла. Длина этого очага
/ = ]Л?ДЙ .
Рис. 95. Очаг деформа-
ции и угол захвата при
прокатке
и выхода ВВ металла из
(60)
Угол захвата определяют по формуле
, й0 — h, , ДЛ . -,,
cos а = 1 — —----------— = 1 — -— . (61)
2fl D '
Эта формула выражает зависимость между углом захвата а, обжа-
тием Дй и диаметром валков D.
Действие валков на металл при прокатке. Процесс прокатки ме-
талла обеспечивается трением, возникающим по контактным поверх-
ностям валков с прокатываемой полосой. В момент захвата со стороны
каждого валка на металл действуют две силы (рис. 96): нормальная
(радиальная) сила N и касательная (тангенциальная) сила Т. Из ме-
ханики известно, что при относительном движении двух тел сила тре-
ния равна нормальной силе, умноженной на коэффициент трения, т. е.
Т = Nf. (62)
23&
Отношение силы трения к нормальной силе равно тангенсу угла
трения (3, т. е.
T/N = tg р = Л (63)
Для осуществления захвата металла валками необходимо, чтобы
соблюдалось условие: f > tga, tgf, > tga, или 0 > a.
Максимально допустимый угол захвата при прокатке зависит от;
материала валков и прокатываемой полосы, состояния их поверх-
ности, температуры и скорости прокатки. Обычно при прокатке блю-
мов и крупных заготовок максимальный угол захвата составляет 24—
30°, при горячей прокатке листов и полос — 15—20°, при холодной
прокатке листов и лент со смазкой — 2—10°.
Рис, 96. Схема действия
сил в момент захвата ме-
талла валками
Рис. 97. Положение ней-
трального сечения в
очаге деформации
Исследованиями доказано, что при прокатке скорость металла
при выходе из валков несколько больше окружной скорости вра-
щения валков о, а скорость при входе с’о меньше се, т. е. >> п >
>• о0 (рис. 97). В очаге деформации есть такое сечение, в котором
горизонтальная составляющая окружной скорости вращения валков
равна скорости движения металла е.'„ . Это сечение называют нейтраль-
ным, или критическим. Точку С на дуге захвата, в которой —
= t'cosy, называют нейтральной, а соответствующий ей центральный
угол у — нейтральным, или критическим. Влево от нейтрального
сечения (рис- 97) скорость движения металла меньше скорости враще-
ния валков. Эту часть очага деформации называют зоной отставания.
Вправо от нейтрального сечения скорость движения металла больше
скорости вращения валков. Эту часть очага деформации называют зо-
ной опережения.
Опережение металла определяется отношением разности скоростей
движения металла и вращения валков к скорости вращения валков и
выражается в процентах:
s=?1^100%, (64)
V
240
где vt — скорость металла при выходе из валков; v — окружная
скорость вращения валков.
Опережение при прокатке тем больше, чем больше радиус валков л
меньше толщина прокатываемой полосы; оно увеличивается с ростом
коэффициента трения и может составлять 3—10%.
Соотношение между вытяжкой и уширением при прокатке полосы
с некоторым постоянным обжатием зависит от соотношения между со-
ответствующими главными напряжениями. Действующими на металл в
очаге деформации. Основной схемой напряженного состояния металла
в прокатываемой полосе является схема трехосного сжатия. В обычных
условиях прокатки максимально вертикальное главное напряжение
о(, минимально продольное главное напряжение о3, среднее значе-
ние имеет поперечное главное напряжение о2 (см. рис. 88). Вследствие
этого продольная деформация (вытяжка) значительно превышает по-
перечную (уширение). Уширение металла увеличивается при возрас-
тании диаметра валков, коэффициента трения и снижении температу-
ры металла в процессе горячей прокатки. Уширение пропорциональ-
но обжатию; оно зависит от толщины и ширины прокатываемой полосы.
При расчете иа прочность валков и других деталей рабочей клети
прокатного стана и при определении мощности двигателя стана необ-
ходимо знать усилие прокатки Р, которое определяют по формуле
Р *= РсрР, (65)
где рср — среднее давление прокатки; F — горизонтальная проек-
ция контактной площади металла с валком.
При прокатке простых профилей (листов, полос и заготовок прямо-
угольного и квадратного сечений) контактная площадь определяется
произведением средней ширины полосы в очаге деформации на длину
очага деформации. При прокатке сложных профилей (уголков, швел-
леров, балок, рельсов и т. п.) контактную площадь определяют гра-
фически или по приближенным формулам. Среднее давление прокатки
рассчитывают по формулам или находят опытным путем.
При определении мощности двигателя сначала находят крутящий
момент, необходимый для прокатки. Крутящий момент двигателя для
станов с постоянной скоростью прокатки в течение прохода металла
между валками складывается из момента сил, затрачиваемого на де-
формацию металла,» момента сил трения .возникающего в подшипниках
валков и шестерен передаточных механизмов. Для станов с регулируе-
мой скоростью прокатки должен учитываться также и динамический
момент, необходимый для разгона двигателя при увеличении скорссти
прокатки.
Неравномерность деформации металла при прокатке. При прокатке
часто происходит неравномерное обжатие металла. Простейший при-
мер — расплющивание круглой заготовки в гладких валках; в этом
случае обжатие изменяется по ширине полосы.
Неравномерность деформации металла обусловлена формой попе-
речного сечения заготовки и валков, а также неодинаковым нагревом
по сечеиию прокатываемой полосы. При неравномерном обжатии от-
дельные участки поперечного сечения полосы склонны к различной
9-545
241
вытяжке. Однако под влиянием жестких внешних концов и взаимной
связи частиц металла по всему поперечному сечению полосы устанав-
ливается некоторая средняя вытяжка металла. Принудительное вырав-
нивание вытяжки различных частей полосы может сопровождаться
местным изменением ее поперечных размеров в виде утяжки или вы-
нужденного уширения металла. При этом возможно разрушение ме-
талла или накапливание в нем внутренних остаточных напряжений.
Все эти явления должны тщательно учитываться при прокатке слож-
ных профилей.
§ 2. Понятие о калибровке валков
Листовую и полосовую сталь и ленты прокатывают в валках с ци-
линдрической, слегка бочкообразной или вогнутой рабочей поверх-
ностью. Сортовую сталь и профили специального назначения прокаты-
вают в калиброванных валках, т. е.
Рис. 98. Системы обжим-
ных или вытяжных калибров
в валках, на рабочей поверхности
которых вытачивают специальные
вырезы. Вырез, сделанный в одном
валке, называют ручьем. Вырез, обра-
зованный двумя ручьями валков,
называют калибром.
Последовательное прохождение
прокатываемого металла через ка-
либры постепенно превращает квад-
ратное или прямоугольное сечение
слитка (заготовки) в сечение гото-
вого профиля.
Калибры, предназначенные для
уменьшения сечения прокатывае-
мого металла, называют обжимными
или вытяжными.
К о б ж и м н ы м калибрам
относят прямоугольные (ящичные),
ромбические, квадратные и овальные.
Прямоугольные калибры (рис.
98, а) применяют на блюмингах, в
линейных и непрерывных заготовоч-
ных станах. В таких калибрах про-
катку ведут обычно до сечения I00X
X 100 мм; обжатие составляет 10—30%; коэффициенты вытяжки —
1,10—1,25.
Ромбические калибры (рис. 98, б) образуют систему подобных ромбов,
в которых полоса большего сечения задается в следующий меньший
калибр с кантовкой на 90°. Коэффициент вытяжки металла при про-
катке в ромбических калибрах зависит от формы ромба. Чем больше
отношение диагоналей (или чем больше угол при вершине ромба),
тем большее обжатие можно осуществить в калибрах. Применяют обыч-
242
Рис. 99. Подготовительные (а) и чисто-
вые (б) калибры
но ромбы с углами 93—100° ; соответственно коэффициенты вытяжки
металла составляют 1,2—1,4.
Систему калибров, в которой ромбы чередуются с квадратами
(рис. 98, в), используют главным образом при прокатке квадратных и
полосовых профилей. В этой системе калибровки применяют ромбы
с углами при вершине 100—
125°. Коэффициенты вытяжки
составляют 1,25—1,50.
Наиболее эффективной и
распространенной системой
вытяжных калиб-
ров является система овал—•
квадрат (рис. 98, г). Обжа-
тие (вытяжка) в этом случае
определяется формой овала.
Чем больше отношение осей
овала, тем большее обжатие
и вытяжку можно осущест-
вить при подаче овальной
полосы в следующий квад-
ратный калибр. В вытяжных
овалах отношение осей равно
двум и более; коэффициенты
вытяжки составляют 1,5—
2,5 и более. Систему калиб-
ров овал — квадрат широко
применяют для прокатки
проволоки и многих других
мелких профилей.
Для постепенного приб-
лижения поперечного сече-
ния прокатываемой заготов-
ки к готовому профилю применяют подготовительные калибры
(рнс. 99).
Форма чистового калибра точно соответствует форме готового про-
ката, но размеры калибра приняты с учетом коэффициента темпера-
турного расширения металла и минусового допуска. Кроме того, не-
обходимо предусматривать зазор между валками, чтобы иметь возмож-
ность сблизить их до прокатки на величину упругих -деформаций,
вызывающих отдачу валков (увеличение расстояния между ними).
При конструировании калибров следует учитывать
и величину уширения металла. Если в калибрах не предусмотреть со-
ответствующего места для уширения, то металл выйдет в зазоры между
валками и на прокатываемой полосе образуются заусенцы, вызываю-
щие различные виды дефектов — закаты, трещины и др.
Вертикальные стенки калибров имеют некоторый наклон (выпуск)
к оси валков. Выпуск позволяет избежать защемления п[ окатываемой
полосы в калибре, а после износа последнего — восстанавливать его
первоначальную форму и размеры.
9*
243
Важнейшая задача калибровки — расчет режима обжатий при
прокатке. Устанавливая режим обжатия, учитывают пластичность
металла и его сопротивление деформации, допустимый угол захвата,
прочность валков и деталей стана, мощность двигателя,величи и у
уширения. При расчете и конструировании калибров для прокатки
сложных профилей (балок, швеллеров, рельсов) учитывают также
явления, связанные с неравномерностью деформации: утяжку метал-
ла и вынужденное уширение.
§ 3. Устройство и классификация станов
Главная линия прокатного стана (рис. 100) состоит из следую-
щих основных узлов: рабочей клети /, шпинделей 2, шестеренной
клети 3, коренной муфты 4, редуктора 5, маховика 6, моторной муф-
ты 7, двигателя 8.
Рабочая клеть. В этой клети осуществляется прокатка металла.
Опа состоит (рис. 101) из двух станин 5 с приливами (лапами) 2; пли-
товин 7, на которые опираются станины; установочных труб 9, соеди-
няющих станины; крышки 5; прокатных валков Ю\ подушек нижнего
7, среднего 6 и верхнего 4 валков и подшипников для них; механизма
8 для установки валков и устройства 11 для уравновешивания нижнего
валка.
Станины прокатных клетей предназначены для установки в них
валков и для восприятия усилия прокатки, передаваемого через опо-
ры шеек. В опорах (подушках) находятся вкладыши скольжения или
подшипники качения для шеек валков.
Станины изготовляют двух типов — закрытые и открытые.
Закрытые станины обеспечивают большую точность прокатываемого
244
Рис 101. Общий вид клети трио крупносортного стана 500
профиля. Однако смена валков в них затруднена. Такие станины изго-
товляют для крупных обжимных и листовых станов. Смену валков в
этом случае производят через окно станины при помощи тележки. За-
крытые станины изготовляют также для чистовых клетей. Открытые
станины устанавливают в черновых клетях.
Прокатные валки обжимают металл и придают ему тре-
буемую форму. Прокатный валок (рис. 102) состоит из бочки 3 (глад-
кой или с ручьями); шеек 2,
расположенных с обеих сто-
рон бочки и опиракщихся
на подшипник валка; трефов
/, предназначенных для сое-
динения валка со шпинде-
лем.
Валки изготовляют из чу-
Рис. 102. Элементы прокатного валка гуна и стали. Мягкие чугун-
ные валки, отливаемые в
земляных формах, применяют
при черновой горячей прокатке стали. Твердые чугунные валки, от-
ливаемые в металлических формах, широко применяют на листовых
станах и в чистовых клетях сортовых и проволочных станов.
На блюмингах, слябингах, обжимных клетях сортовых станов и на
станах холодной прокатки листов применяют литые или кованые сталь-
ные валки. Кованые валки несколько прочнее литых, но дороже в
1,5—2 раза, поэтому их применяют реже. Для листовых станов приме-
няют валки из легированной стали (хромоникелевой и хромомолиб-
деновой).
Шейки прокатных валков вращаются во вкладышах подшипников
скольжения или в роликовых подшипниках качения, устанавливае-
мых в подушках клетей. Вкладыши обычно изготовляют из текстолита,
пластифицированной древесины и др. Текстолитовые вкладыши сма-
зывают водой.
Двигатели станов и механизмы привода. Для прокатных станов в
настоящее время применяют двигатели постоянного или переменного
тока (асинхронные и синхронные). Так как число оборотов быстроход-
ных двигателей обычно не соответствует числу оборотов валков в про-
катных клетях, между двигателями и клетями устанавливают редукто-
ры. В прокатных клетях вращающий момент двигателя необходимо
распределить между несколькими валками. Для этого применяют
шестеренные клети. Крутящий момент от двигателя к валкам передается
при помощи шпинделей и муфт.
Вспомогательное и транспортное оборудование прокатных станов.
Прокатанный на стане металл подвергают отделке: обрезают концы,
разрезают на требуемые длины, правят, свертывают катанку в бунты,
сматывают широкополосную сталь в рулоны и т. п. Эти операции от-
делки проката механизированы; их производят вспомогательные ма-
шины и механизмы, приводимые в действие электромоторами. Вспомо-
гательное оборудование станов весьма разнообразно. К нему относят
246
ножницы стационарные и летучие, дисковые пилы, правильные прес-
сы, моталки, холодильники и т. д.
Прокатываемые полосы необходимо перемещать от одного устрой-
ства к другому. Для этого предусмотрено специальное транспортное
оборудование: пластинчатые, роликовые и скребковые конвейеры, роль-
ганги, транспортеры, манипуляторы, толкатели, выталкиватели и
сталкиватели.
Классификация станов по типу рабочих клетей. В зависимо-
сти от числа и расположения валков в клети станы разделяют на дуо,
трио, кварто, многовалковые, универсальные.
Станы дуо имеют рабочие клети (рис. 103,а) с двумя валками
с постоянным направлением вращения. Полоса между валками
проходит один раз (станы линейного типа с чистовыми клетями,
станы с последовательным расположением клетей и др.). Реверсивные
станы дуо имеют переменное направление вращения валков для
прохождения металла между валками несколько раз (блюминги,
слябинги).
Станы трио имеют три прокатных валка с постоянным направ-
лением вращения, расположенных в одной вертикальной плоскости
(рис. 103,6). Для задачи прокатываемой полосы между верхним и сред-
ним валками служат подъемно-качающиеся столы, установленные
с одной или обеих сторон клети. К этому типу станов относят сортовые
линейные станы.
Станы кварто (рис. 103,в) имеют четыре валка в одной вер-
тикальной плоскости. Два валка меньшего диаметра являются рабочи-
ми, два валка большего диаметра — опорными. Эти станы примени -
247
ют при горячей прокатке броневых плит и толстых листов, а также
при холодной и горячей прокатке листовой и полосовой стали.
Многовалковые станы (шести- двенадцати- и двадцати-
валковые) (рис. 103,г) широко применяют в последние годы. Благодаря
малому диаметру валков (10—30 мм) и большой жесткости рабочей
клети на этих станах можно катать тончайшую ленту. Рабочие валки
этих станов бесприводные (при малом диаметре валков привод их
практически невозможен). Рабочие валки опираются на ряд привод-
ных валков, которые в свою очередь опираются на ряд опорных
валков. Такая схема обеспечивает исключительно большую жест-
кость всей валковой системы и практически полное отсутствие прогиба
рабочих валков.
Универсальные станы (рис. 103,д) применяют при
прокатке широкополосной стали, листов и слябов. Металл в универ-
сальных станах обжимается горизонтальными и вертикальными вал-
ками; последние обеспечивают получение ровных и гладких кромок про-
ката.
Универсальные балочные станы применяют при прокатке балок вы-
сотой до 1000 мм (рис. 103,е). Вертикальные валки рабочих клетей
этих станов являются неприводпыми и располагаются между опорами
подшипников горизонтальных валков в одной плоскости с ними.
Классификация станов по назначению. Станы по назначению раз-
деляют на обжимные, заготовочные, сортовые, полосовые, проволоч-
ные, листовые, трубопрокатные и станы специального назначения.
К обжимным станам относят блюминги и слябинги —
крупные станы с валками диаметром 800—1500 мм для прокатки слит-
ков массой 2—35 т и более в заготовки крупных размеров (блюмы и
слябы). Эти заготовки являются исходным материалом для крупно-
сортных, листовых и заготовочных станов.
Заготовочные станы имеют валки диаметром 450—
850 мм. На этих станах прокатывают блюмы в заготовки меньших раз-
меров [60 x 60 4-150 X 150 мм] для получения затем сортовой стали и
проволоки. Наиболее совершенными станами являются непрерывные
заготовочные станы, устанавливаемые непосредственно за блюминга-
ми.
Сортовые станы в зависимости от размеров сортовой ста-
ли и назначения изделий разделяют на рельсобалочные с валками диа-
метром 750—900 мм для прокатки железнодорожных рельсов, балок,
швеллеров и других крупных профилей; крупносортные с валками диа-
метром 500—750мм; среднесортные свалками диаметром 350 —450 мм;
мелкосортные с валками диаметром 250—325 мм.
Расположение рабочих клетей сортовых станов может быть различ-
ным. В сортовом стане линейного типа все клети расположены в одну
линию. Существенным недостатком этих станов является одинаковое
число оборотов валков во всех клетях; вследствие этого на них нельзя
прокатывать металл со скоростью, возрастающей по мере увеличения
длины прокатываемой полосы.
Для увеличения производительности станов и дифференциации про-
цесса прокатки в настоящее время широко применяют расположение
248
рабочих клетей в несколько линий. Весьма совершенны непрерывные
сортовые станы (рис. 104). Рабочие клети в этих станах располагают-
ся последовательно одна за другой. Полоса одновременно прокатыва-
ется во всех или нескольких клетях. Скорость прокатки полосы по ме-
ре уменьшения ее сечения увеличивается. На непрерывных станах
можно достичь очень высокой
производительности при пол-
ном исключении ручного тру-
да. Благодаря автоматизации
на этих станах можно приме-
нять скорости прокатки до
30—40 м/с и более.
При прокатке среднесор-
тной и крупносортной стали
применяют станы с зигзаго-
образным расположением
клетей. На этих станах в
каждой клети производится
также только один проход,
но полоса размещается на
рольганге между двумя пос-
ледовательно расположении- Рис. Ю4. Непрерывный прокатный стан
ми рабочими клетями. Чтобы
здание цеха не было слишком
длинным, клети располагают по ходу прокатки в трех параллельных
линиях. Прокатываемую полосу передают из одной на другую линию
по рольгангам с косорасположенными роликами или при помощи
шлепперов.
Разновидностью этого типа станов являются шахматные станы,
в которых предчистовые и чистовые клети расположены в шахматном
порядке.
Для прокатки мелкосортной стали применяют также полунепре-
рывные станы, имеющие непрерывную черновую группу и чистовую
группу, состоящую из нескольких рабочих клетей, расположенных в
линию.
В современных непрерывных сортовых станах каждая рабочая
клеть имеет индивидуальный привод, что позволяет устанавливать
скорость прокатки для каждой клети. У этих станов имеются клети с
вертикальными валками, что исключает кантовку полосы в кантующих
проводках.
На полосовых стана х с диаметром валков около 300 мм
прокатывают ленты, полосы и штрипсовые заготовки для сварных труб.
В последнее время такие станы строят обычно непрерывными. К поло-
совым станам относят также универсальные станы, используемые для
прокатки универсальной или широкополосной стали шириной 200—
1050 мм.
На проволочных станах, имеющих валки диаметром
около 250 мм, прокатывают проволоку (катанку) толщиной 6—10 мм.
Современные проволочные станы строят непрерывными.
249
Листовые станы для горячей прокатки листо-
вой стали толщиной 1,25—60 мм и более имеют бочки валков длиной
800—5000 мм. Толстолистовую сталь шириной 1500—2600 мм прокаты-
вают на непрерывных и полунепрерывных широкополосных станах.
Листовые станы для холодной прокатки
листов толщиной 0,05—4 мм имеют бочки валков длиной 300—2800 мм.
При холодной прокатке тонкой ленты из стали различных марок и
цветных металлов широко применяют четырех-, двенадцати- и двад-
цативалковые станы, а также четырех- и трехклетевые непрерывные
станы кварта.
Трубопрокатные станы предназначены для производ-
ства бесшовных стальных труб. Процесс прокатки бесшовных труб
состоит из двух операций: получение из слитка или заготовки толсто-
стенной гильзы и последующая раскатка этой гильзы в трубу заданно-
го диаметра.
Для производства сварных труб наибольшее применение получили
непрерывные станы, на которых стальные трубы изготовляют электро-
сваркой.
К станам специального назначения относят
бандажеколесопрокатпые, шаропрокатные и др.
Глава XXIII
ПРОИЗВОДСТВО ПРОКАТА
§ 1. Технология прокатного производства
Сортамент проката. Прокат можно разделить на четыре основные
группы: 1) сортовая сталь, 2) листовая сталь, 3) специальные виды
проката, 4) трубы.
Сортовую сталь (рис. 105) в свою очередь можно разде-
лить на профили массового потребления и профили специального наз-
начения. К первой группе профилей относят круглую, квадратную,
полосовую и угловую сталь, ленту, проволоку, швеллеры, двутавро-
вые балки (в том числе облегченного типа и широкополочные) и др.
Ко второй группе— рельсы, профили особой формы, применяемые в
строительстве, машиностроении и других отраслях народного хозяй-
ства.
Листовая сталь, имеющая весьма разнообразное примене-
ние, в зависимости от толщины листов разделяется на две основные
группы: толстолистовую — листы толщиной более 4 мм, тонколисто-
вую — листы толщиной менее 4 мм.
К специальным видам проката относят: бандажи,
цельнокатаные колеса и периодические профили (переменное попереч-
ное сечение по длине полосы). Такие периодические профили про-
ката, как арматурная сталь, используют для изготовления железобе-
тонных конструкций в строительной индустрии.
250
Рис. 105. Профили сортовой
стали:
/“квадратный; 2 — круглый; 3—
полосовой; 4— шестигранный; 5 —
угловой; £ — тавровый; 7 — балоч-
ный; 5 — швеллерный; 5— рельсо-
вый; 18 — шпунтовый; И — зетовый;
12 — кольцо автообода; /3 —- авто-
обод
Разновидностью специальных видов проката являются гнутые
профили, позволяющие упростить технологию производства деталей
у потребителей. Гнутые профили получают из листа или ленты толщи-
ной от 0,2 до 20 мм. Они особенно широко применяются в строительстве
(в элементах строительных конструк-
ций, оконных переплетах и др.).
Стальные трубы разделя-
ют на бесшовные и сварные. Доля
стальных труб в общем выпуске про-
ката с каждым годом увеличивает-
ся. В последнее время особенно бы-
стро растет производство сварных
труб.
Основные технологические опе-
рации прокатного производства
следующие: подготовка исходного
материала, нагрев, прокатка и отдел-
ка. Схема технологического процес-
са производства готового проката
приведена на рис. 106.
При подготовке исходного метал-
ла к прокатке с него удаляют различ-
ные поверхностные дефекты, что уве-
личивает выход готового проката.
Эга операция особенно необходима
при прокатке качественной углеро-
дистой и легированной стали.
Соблюдение установленных режи-
мов нагрева металла перед прокат-
кой, индивидуальных для каждой
марки или группы марок стали, пра-
вильный выбор температуры начала
и конца прокатки, а также режим
обжатия влияют не только на ка-
чество готовой продукции, но и на
производительность стана. Нару-
шение режима нагрева металла может
привести к получению неудовлетво-
рительных механических свойств готового проката и браку.
При прокатке контролируют начальную и конечную температуры,
заданный режим обжатия. Во время прокатки проверяют настройку
валков наблюдением за размерами и формой проката; состояние ка-
либров; установку и состояние поверхности валковой арматуры. В про-
цессе прокатки измеряют усилия прокатки, что позволяет полнее ис-
пользовать мощность станов.
Для контроля за состоянием поверхности проката регулярно отби-
рают пробы. Иногда эти пробы подвергают травлению и после это-
го дополнительно осматривают. Основной контроль поверхности прово-
дится перед зачисткой проката.
251
Заготовочное отде-
ление прокатною
цеха
Прокатные станы,
выпускающие го-
товый продукт
Рис. 106. Схема технологического процесса производства готового проката
252
После прокатки контроль продолжают во время отделочных опера-
ций (резки полос на мерные длины, правки, удаления поверхностных
дефектов и т. д.).
Готовый прокат подвергают конечному техническому контролю.
Путем этого контроля проверяется соответствие качества проката тех-
ническим условиям или предъявляемым к нему требованиям. При не-
удовлетворительных результатах контроля допускается повторное
испытание удвоенного числа образцов проката.
§ 2. Производство заготовок и фасонных профилей
Производство блюмов и слябов. На блюмингах и слябингах про-
катывают слитки в крупные заготовки — блюмы и слябы. Масса и
форма слитков зависят от диаметра валков, мощности двигателя ста-
на, марки стали и вида получаемой заготовки.
Рис. 107. Расположение оборудования одноклетевого блюминга 1150 (план):
/ — помещение для подачи каксика и уборки шлака; 2— нагревательные колодцы; 5 —при*
емяый рольганг со стационарным опрокидывателем; 4 — поворотный стол; 5—краны; £ —
бочая клеть блюминга; 7—ножницы; 5 — конвейер для обрезков; 5 — склад блюмов и сля-
бов; 10— холодильники; 11— штабелировочные столы; 12 — сталкмвателн; 13— машинный
зал; 14 — слитконоз
Масса слитка должна быть такой, чтобы обеспечить максимальную
производительность стана, требуемое число блюмов и слябов, наиболь-
ший выход годного проката. Для прокатки слябов нужны, например,
слитки значительно большей массы, чем для прокатки блюмов.
Чтобы обеспечить высокую производительность стана, необходимо
выпускать блюмы размерами 300 X (300 4- 400) X 400 мм.
Для нагрева слитков при прокатке блюмов и слябов применя-
ют нагревательные колодцы. В нагревательные колодцы блю-
мингов и слябингов свыше 90% всех слитков поступает непосредствен-
но из сталеплавильного цеха в горячем состоянии (при средней темпе-
ратуре 800—850° С).
253
Нагревательные колодцы, как правило, располага-
ют в отдельном здании, примыкающем к основному зданию блюминга
или слябинга. На рис. 107 показано расположение оборудования сов-
ременного одноклетевого дуо-реверсивного блюминга с валками диа-
Рис. 108. Калибровка валков блюминга 1150:
I—Iff — номера калибров
метром 1150 мм. Здание нагревательных колодцев состоит из двух про-
летов, в одном из которых расположены колодцы, а в другом — уст-
ройства для подачи газа, воздуха и управления колодцами.
В последние годы производительность блюмингов значительно воз-
росла и составляет 3,5—4,0 млн. т и более слитков в год. Продолжи-
тельность прокатки одного слитка составляет при этом 50—60 с.
Приводом для блюмингов обычно является двигатель
Рис. 109. Схема автоматизации нажимного
устройства блюминга
постоянного тока мощ-
ностью свыше 5000 кВт и
числом оборотов 0—50—
120 в минуту.
На отечественных блю-
мингах большое примене-
ние получила система ка-
либровки валков, пред-
ставленная на рис. 108.
По данным практики
работы передовых заво-
дов СССР обжатие слит-
ка за отдельный проход
при производстве блюмов
из углеродистой и низколе-
гированной стали состав-
ляет в среднем около 65—
75 мм, а максимальное
обжатие — 90 — 120 мм.
При таких обжатиях сли-
ток углеродистой стали
массой 7 т прокатывают
в блюм сечением 250 X
X 250 мм за 13—15 про-
254
ходов, а слиток легированной стали массой 6,3 т — в блюм сече-
нием 250 Х 250 мм за 15—17 проходов.
Выход годных блюмов из слитков кипящей стали составляет 91—
92,5%, из слитков ргльсовой стали — 89—82%.
В настоящее время на многих блюмингах основные операции тех-
нологического процесса прокатки (подача слитков, работа рольгангов,
главный привод валков, нажимное устройство и т. д.) автоматизиро-
ваны.
Автоматизация управления нажимным уст-
ройством блюминга обеспечивает точное перемещение верх-
него валка в соответствии с заданным режимом обжатия слитка по про-
ходам. Автоматическая схема управления блюминга состоит из элект-
ронного счетного устройства и следящей системы.
Счетное устройство предназначено для счета проходов металла.
В нем имеется несколько реле счетов. После каждого прохода срабаты-
вает очередное реле счета. Реле окончания счета приводит счетное уст-
ройство в исходное положение. Счетное устройство переключает следя-
щую систему привода нажимных винтов в соответствии с заданной про-
граммой обжатий. Следящая система имеет датчик положения верхнего
валка — следящий потен циометр СП (рис. 109); программное устрой-
ство — программный потенциометр ПП, позволяющий изменять об-
жатия в соответствии с заданной программой; электронное усилитель-
ное устройство — ЭУУ для усиления разности напряжений, задавае-
мых сельсин-датчиком и программным устройством; исполнительное
устройство, состоящее из электронного усилителя ЭМУ, генератора Г
и двигателя Д нажимного устройства; электронное счетно-решающее
устройство предварения торможения ЭУТ, которое переводит двигате-
ли нажимного устройства в тормозной режим.
Работа автоматики нажимного устройства состоит в следующем.
При подходе нагретого слитка к валкам засвечивается ближнее фото-
реле БФР (на рис. 109 — левое) и включается двигатель блюминга;
рабочие валки начинают вращаться. Подходящий к валкам слиток ими
захватывается, после чего срабатывает реле счета проходов РСП в
цепи программного потенциометра ПП. При этом появляется напряже-
ние рассогласования в следящей системе СП, которое усиливается
электронным усилительным устройством ЭУУ. По выходе конца слит-
ка из поля ближнего БФР замыкается обмотка ЭМУ и включается ге-
нератор Г; двигатели Д привода нажимных винтов опускают верхний
валок. Одновременно уменьшается напряжение рассогласования сле-
дящей системы движением ползунка реохорда следящего потенциомет-
ра СП, что приводит с помощью счетно-решающего электронного уст-
ройства предварения торможения двигателей нажимного устройства к
их торможению и остановке. После этого срабатывает автоматика роль-
ганга, слиток поступает к стану, засвечивает ближнее фотореле БФР
(на рис. 109 — правое), включается главный привод стана, и все опе-
рация повторяются. После последнего прохода срабатывает реле окон-
чания счета и валок поднимается в исходное положение.
Заготовочные станы обычно располагают в непосредственной бли-
зости от блюмингов; они входят в состав заготовочного отделения про-
255
катного цеха. Такое расположение станов позволяет прокатывать за*
готовки из крупных слитков с одного нагрева, что экономически выгод-
но.
Производство фасонных профилей проката на рельсобалочных ста-
нах. На этих станах прокатывают железнодорожные и трамвайные
рельсы, балки, швеллеры, шпунты, угловую, круглую и квадратную
сталь большого сечения.
Строительные балки нормального типа обычно имеют высоту 160—
600 мм. В последнее время на этих станах осваивают производство
балок высотой 7С0 мм, облегченных тонкостенных балок высотой
до 300 мм с меньшим, чем у нормальных балок, углом наклона полок,
а также широкополояных двутавровых балок.
Шпунты (сваи) могут иметь плоское, корытное и зетовое сечение
в зависимости от назначения (перемычки, противофильтрацнонные
завесы и т. д.) в гидротехническом строительстве.
Рис. 110. Рсльсобалочпый стан с расположением кле-
тей в две линии
Балки и швеллеры изготовляют преимущественно из кипящей стали
марок СтО, СтЗ, Ст4 и Ст5. Коррозионная стойкость балок, швеллеров
и шпунтов в атмосферных условиях значительно возрастает, если их
изготовляют из низколегированных сталей.
Современные рельсобалочные станы располагают обыч-
но в две (рис. ПО) или более линии. Первую линию рельсобалочных
станов составляет дуо-реверсиеная черновая, или обжимная, клеть /.
Конструкция этой клети аналогична конструкции клети блюминга;
диаметр ее валков обычно равен 900—950 мм, длина бочки — 2300 мм.
С обеих сторон черновой клети имеются устройства для перемещения
и кантования прокатываемой полосы —манипуляторы и кантователи,
обеспечивающие перемещение заготовки от калибра к калибру и кан-
товку ее. В качестве привода черновой клети дуо 950 мм служит ревер-
сивный двигатель мощностью до 3680 кВт.
Во второй линии стана обычно имеются две черновые клети трио 2
850, приводом для которых является реверсивный двигатель мощностью
около 4400 кВт. Чистовая клеть дуо 3 обычно имеет валки того же
диаметра, что и черновые клети. Эта клеть открытого тина. В отличие
от черновых клетей трио она часто оснащена подшипниками качения,
обеспечивающими большую точность прокатки. Приводом чистовой
256
клети является электродвигатель постоянного тока мощностью 1840 кВт.
Балки облегченного типа прокатывают на рельсобалочпых станах,
оборудованных сменной универсальной клетью, устанавливаемой вмес-
то чистовой клети дуо.
Широкополочные балки высотой до 1000 мм и более с параллель-
ными полками прокатывают на универсальных балочных станах из
слитков массой до 20 т и более прямоугольного или двутаврового
сечений. Слитки прокатывают сначала в черновой профиль балки на
дуо-реверсивном блюминге с валками диаметром 1370—1500 мм, дли-
ной бочки 3100 мм, а затем направляют на универсальный балочный
стан.
Рис. 111. Типовые схе-
мы прокатки балок
Калибровка валков рельсобалочных станов. В зависимости от раз-
меров балки и се профиля на этих станах применяют различные сис-
темы калибровки валков. Типовые схемы прокатки балок показаны
на рис. 111. Схема / состоит только из закрытых балочных калибров.
В первом разрезном калибре исходная заготовка, обычно прямоуголь-
ного сечения, прорезается острыми гребнями валков, в результате
чего образуется начальное двутавровое сечение. В последующих калиб-
рах врезы (образование стенки профиля) постепенно углубляются и
расширяются и утончаются фланцы. Обычно эту схему применяют
для прокатки балок № 10—40.
Для прокатки крупных балок (№ 45—60) применяют схему II,
формируя профиль в открытых балочных калибрах. Калибры вытачи-
вают на валках блюминга и черновой дуо-реверсивной клети рельсо-
балочного стана. В каждом таком калибре изменением расстояния меж-
ду валками осуществляют несколько проходов, после которых на
боковых гранях полосы образуются заусенцы, которые устраняют кан-
257
Рис. 113. Калибровка
валков для прокатки
швеллеров:
а — по балочному метолу;
6 — по методу изгиба флан-
цев
товкой полосы на 90° и обжатием на гладкой
части валков. Деформация в открытых калиб-
рах продолжается до тех пор, пока толщина
стенки чернового профиля не достигнет трех-
пятикратной толщины стенки готового профи-
ля. Дальнейшую прокатку ведут в закрытых
балочных калибрах.
В последнее время используют схему III,
в которой применяют закрытые наклонные ба-
лочные калибры (косая калибровка). Такое рас-
положение калибров на валках позволяет про-
катывать балки с параллельными полками и с
малым уклоном граней полки. Косую калибров-
ку применяют также для прокатки облегчен-
ных и тонкостенных балок.
Двутавровые балки изготавливают также
сварными из трех плоских элементов (рис.
112,а) или из плоской стенки и специальных
профилей для поясов (рис. 112,6). Однако
в поясных швах двутавровых балок, сваренных
из трех плоских элементов, под воздействием
усадочных напряжений происходит коробле-
ние, а иногда и перекос.
Для прокатки швеллеров применяют схемы, указанные на рис. 113.
Рельсы, балки и другие профили подвергают после прокатки отде-
лочным операциям (резке, охлаждению, правке и др.), а также произ-
водят испытания, осмотр и приемку.
Большое значение для увеличения срока службы рельсов и других
профилей имеет термическая обработка. Термически обработанные
рельсы (путем нормализации, закалки) получаются более стойкими
против износа и контактной усталости.
§ 3. Производство сортовой стали
Круглую, квадратную, полосовую и угловую сталь, балки и швел-
леры малых размеров, проволоку (катанку) прокатывают па сорто-
вых станах. Заготовки для прокатки сортовой стали нагревают в ре-
куперативных методических печах различной конструкции.
Выход годного проката из заготовок на современных сортовых
станах составляет 91—96%; более высокий выход дают мелкосортные,
полосовые и проволочные станы. На 1 т годного проката расходуется
1,099—1,041 т стали.
Прокатка круглой и арматурной стали. Применяют несколько
различных схем прокатки круглой стали и проволоки. Наиболее рас-
пространена, особенно при прокатке круглой стали диаметром 6—20 мм,
схема, состоящая из предчистового квадратного, предчистового оваль-
ного и чистового круглого калибров. В качестве черновых калибров
используют системы калибров: ромб—квадрат или овал — квадрат.
258
Рис. 114, Периодический профиль ар-
матурной стали:
а— общий виц стержней; б — развернутая по-
верхность стержня; е —деталь винтового
ступа
Проволоку прокатывают с возможно большими вытяжками
и максимальными скоростями, что обеспечивается применением систе-
мы калибров овал — квадрат.
На сортовых станах прокатывают также арматурную сталь
периодического профиля (рис, 114).
Чистовой калибр для арматурной стали вытачивают в валках по
размеру внутреннего диаметра профиля, а винтообразные углубления
на поверхности калибра получают фрезеровкой канавок. В такой
калибр задают овальную полосу.
Прокатка арматурной стали периодического профиля отличается
от прокатки обычного круглого профиля только формой чистового ка-
либра и несколько большими
размерами предчистовых калиб-
ров. Увеличение размеров этих
калибров вызывается необходи-
мостью вдавливания металла в
канавки чистового калибра.
В строительстве применяют
арматурную сталь периодичес-
кого профиля от № 10 до 90.
Арматурные профили изго-
товляют из мартеновской стали
марок Ст5 и 25Г2С. Эти про-
фили поставляют с гарантиро-
ванным пределом текучести и
испытанием на загиб в холод-
ном состоянии.
Расчет показывает, что про-
изводство арматурных профи-
лей из низколегированной
стали позволяет сэкономить не
менее 20% металла без сниже-
ния прочности конструкций.
Производство квадратной
стали. Наиболее распростриен-
ная схема прокатки квадратной стали состоит из предчис-
тового квадратного, предчистового ромбического и чистового квад-
ратного калибра. В качестве черновых калибров обычно применя-
ют систему ромб — квадрат. При прокатке квадратной стали ма-
лых размеров применяют систему овал—квадрат.
Полосовую сталь на старых станах прокатывают в ступенчатых
валках с применением ребровых проходов и в закрытых прямоуголь-
ных калибрах. На современных сортовых станах прокатка полосовой
стали в гладких валках чередуется с прокаткой в ребровых калибрах,
причем число последних и порядок чередования зависят от конкретных
условий (рис. 115,а).
Наиболее совершенной является прокатка полосовой стали на
специальных непрерывных станах, в которых чередуются клети с го-
ризонтальными и вертикальными валками (рис. 115,6). В этом случае
25»
через определенное число проходов в вертикальных валках обжима-
ются кромки полосы. При таком способе прокатки полностью удаля-
ется окалина, хорошо обрабатываются кромки полосы, возможна про-
катка полос разных размеров на одних и тех же валках.
Производство угловой стали. На рис. 116 при- I
ведена схема прокатки угловой стали, получив-
шая широкое применение. Черновые валки,
Рис. 115. Схема прокатки полосовой
стали:
<4, Б, В, Г — прокатка в вертикальных валках,
1—12 — номера проходов
Рис. 116, Схема прокат-
ки угловой стали:
/ — 7 — номера проходов
на которых полоса прокатывается с неограниченным уширением»
могут быть использованы для изготовления угловдй стали любых раз-
меров.
§ 4. Производство листовой стали
На листовых станах прокатывают толстолистовую сталь (мостовую,
резервуарную, судостроительную, броневую, котельную и топочную)
и тонколистовую (конструкционную, кровельное железо, жесть белую
и черную, электротехническую, трансформаторную и динамную).
Толстолистовую сталь прокатывают из слябов толщиной 100—
250 мм, шириной 600—1600 мм, длиной 1000—-2000 мм и массой до
2,2 т.
Прокатку толстых листов проводят в две стадии: 1) раскатка сляба
в поперечном направлении до получения необходимой ширины. Для
260
этого сляб после одного или двух проходов поворачивают в горизон-
тальной плоскости на 90° и прокатывают поперек его длины; 2) про-
катка по длине сляба после достижения им необходимой ширины и
поворота прокатываемой полосы на 90°.
Для получения необходимой ширины сляб, кроме того, прокаты-
вают обычно с подачей под углом к оси валков (прокатка на угол).
Обжатие за каждый проход определяют исходя из условий захвата,
прочности валков и мощности двигателя стана.
Толстолистовую сталь прокатывают на одноклетевых станах трио
и кварто, двухклетевых и полунепрерывных.
Тонколистовую сталь получают путем горячей и холодной прокатки.
Горячую прокатку осуществляют на полунепрерывных
и непрерывных станах. На этих станах из слябов прокатывают листы
шириной 600—2200 мм и более, толщиной 1,25—4 мм. Для окончатель-
ной отделки горячекатаной листовой стали непрерывные станы имеют
нормализационную печь, травильную установку, сушильную машину,
дрессировочные станы, правильные машины и ножницы. Готовый про-
кат поставляют в виде листов или рулонов.
Холодную прокатку тонких листов осуществляют в
листах (карточках) и рулонах. Способ в листах сохранился только на
старых металлургических заводах. Рулонный способ получил сейчас
широкое применение.
После горячей прокатки рулоны листовой стали поступают в тра-
вильное отделение. Травильный агрегат состоит из разматывателя
рулонов, ножниц для обрезки переднего конца, машины для сварки
или сшивки рулонов, кислотных и промывных ванн, устройства для
сушки листов горячим воздухом, ножниц для вырезки места сшивки
и сматывателя рулонов. После травления и соответствующей подго-
товки рулоны поступают на станы холодной прокатки. Прокатка ве-
дется со смазкой и с охлаждением валков. В процессе холодной про-
катки происходит иаклеп металла, затрудняющий дальнейшее обжатие
и утонение листов. Для снятия наклепа применяют промежуточные
отжиги листов обычно в колпаковых печах с защитной атмосферой или
нормализационных печах. После отжига листы направляют для даль-
нейшей прокатки или на дрессировку (холодная прокатка с обжатием
0,5—1,5% за один проход).
Для холодной прокатки листовой стали применяют различные ста-
ны в зависимости от объема производства, назначения листов и дру-
гих условий. На старых заводах с небольшим объемом производства
применяют главным образом листовые станы кварто, а иногда листо-
вые станы трио. На современных металлургических заводах широко
применяют реверсивные станы кварто, непрерывные трех-, четырех-
и пятиклетевые станы. На этих станах листы прокатывают в рулонах.
Непрерывные трех- и четырехклетевые станы, а также реверсивные
станы кварто применяют для прокатки всех листов, кроме жести. Жесть
в рулонах массой до 12 т при толщине исходного листа около 2 мм про-
катывают на непрерывных пятиклетевых станах; скорость прокатки
достигает 30 м/с.
Расход металла на производство листовой стали зависит от назна-
261
чения и толщины листа. Он составляет 1,24—1,6 т стали в слитках на
1 т листов.
Жесть в зависимости от назначения и для предохранения от кор-
розии подвергают лужению, цинкованию, лакировке и т. п. Лужение
жести в прокатных цехах производят двумя способами: погружением
в расплавленное олово (горячее лужение) и электролитическим путем.
Электролитическое лужение обеспечивает более равномерное покрытие
металла с меньшим расходом олова.
Весьма перспективны Еащитно-декоративные покрытия жести и
листов пластмассой. Технология нанесения пластмассового покрытия
на стальную ленту состоит в подготовке металла (обычно путем элект-
рохимического травления) для лучшего сцепления с покрываемым
материалом; нанесения промежуточного, так называемого адгезионного
слоя (обычно активных клеев) для улучшения прочности сцепления
стали с пластмассой; нанесения пластмассовых покрытий, в качестве
которых обычно используют полихлорвинил. Стальная лента или жесть
с пластмассовым покрытием обладает высокой стойкостью против ат-
мосферных воздействий низких (до —50°С) и высоких (до -|-80°С)
температур, хорошей влагостойкостью и отсутствием отслаивания плен-
ки при вырубке отверстий, гибке, отбортовке и других операциях по-
лучения заготовок или готовых изделий.
§ 5. Производство гнутых профилей
Гнутые профили сложной формы и с тонкими стенками получают
путем холодной гибки стального листа или ленты.
По сравнению с горячекатаными профилями гнутые профили имеют
следующие преимущества: толщина профилей достигает 0,5 мм (при
горячей прокатке на современных станах практически трудно обеспе-
чить толщину листа менее 1,2 мм); они могут иметь весьма сложную
форму, обладающую высоким моментом сопротивления, что позволяет
выбрать более рациональное сечение профиля; уменьшается масса кон-
струкции и получается экономия металла.
Гнутые профили изготовляют на роликогибочных станах периоди-
ческого и непрерывного действия, представляющих собой ряд последо-
вательно расположенных клетей с приводными роликами. Для первых
станов исходным материалом являются сравнительно короткие листы
или полосы; для вторых —• рулоны ленты.
По конструкции станы бывают двух типов: 1) с консольно распо-
ложенными роликами и 2) с роликами, расположенными между ста-
нинами клетей. Консольное расположение роликов допускается толь-
ко при производстве тонких и мелких профилей.
Число клетей в роликогибочном стане зависит от формы профиля:
чем он сложнее, тем больше нужно клетей. Окружная скорость роли-
ков составляет 20—120 м/мин и выше.
В автомобильной промышленности применяют главным образом
мелкие гнутые профили — ветровое рамки, радиаторные трубки и
т. д. Их изготовляют из тонкой (0,2—1 мм) и узкой (16—18 мм) сталь-
ной ленты.
262
В строительстве применяют гнутые профили в виде швеллеров,
деталей тавровых сечений, штамповочных листов и т. п. Очень эф-
фективно применение гнутых профилей в ограждающих строительных
конструкциях с элементами сложного сечения.
При замене прогонов промышленных зданий, свариваемых из не-
скольких горячекатаных профилей, одним гнутым профилем такой же
примерно формы достигается экономия до 34 % металла с одинаковой
несущей способностью конструкций (рис. 117).
Рис. 117, Профили для
карнизов прогона в фо-
нарях промышленных
зданий:
д — гнутый; б — горяче-
катаный
Рис. 118. Гнутые профили для прогонов
остекления фонаря
Рис. 119. Гнутые профили поручней лестниц жилых
зданий
263
В беспрогонных крупнопанельных покрытиях применяют карнизы
с гнутыми профилями в виде уголков, имеющих отбортованные полки
(рис. 118). Эти же гнутые профили используют для промежуточных
прогонов остекления, благодаря чему экономится до 30% металла по
сравнению с обычными прогонами из горячекатаных уголков.
Гнутые швеллерные профили с отбортованными полками в стойках
фонарей промышленных зданий (взамен горячекатаных уголков) умень-
шают расход металла почти на 40%. Эффективно используются гнутые
профили для остекления зданий без применения замазки, а также
для поручней лестниц (рис. 119).
Применение гнутых профилей возможно также в несущих конст-
рукциях промышленных зданий, например в фермах. Вее стержни
ферм могут быть выполнены цельными, с более рациональным исполь-
зованием металла. Применением в стропильных фермах гнутых про-
филей, изготовленных из стали СтЗ, можно сэкономить около 10%
металла. При использовании в фермах гнутых профилей из низколеги-
рованной стали экономия металла может достигнуть 30%.
Приведенные примеры не исчерпывают всего многообразия гнутых
профилей, применяемых в строительстве промышленных и гражданских
зданий, в автомобильной и некоторых других отраслях промышлен-
ности.
§ 6. Производство труб
Рис. 120. Получение трубной гильзы на
прошивном стане валкового типа:
/—рабочий валок; г — заготовка; 3— оправка
Производство бесшовных труб. Бесшовные трубы прокатывают на
пилигримовых станах, установках с автоматическим станом и на не-
прерывных станах.
Исходный материал для прокатки труб на пилигримовых
станах — круглые и гране-
ные слитки диаметром 250—
600 мм, массой 0,6—3 т или ка-
таные заготовки. Трубные гиль-
зы из крупных и граненых слит-
ков с большим числом граней и
круглых заготовок получают на
валковом прошивном стане, а из
граненых слитков с небольшим
числом граней и квадратных
заготовок — прошивкой на прес-
сах.
Прошивной стан, или стан
поперечно-винтовой прокатки
(рис. 120), имеет два рабочих
косорасположенных валка /,
вращающихся в одном направ-
лении, и два направляющих холостых валка 4.
Рабочие валки прошивных станов представляют сочетание обычно
двух усеченных конусов с промежуточным цилиндрическим участком.
Угол наклона рабочих валков друг к другу составляет 6—129.
264
Заготовка поступает в прошивной стан под небольшим углом к
каждому из рабочих валков. Некоторый наклон рабочих валков отно-
сительно прошиваемой заготовки обеспечивает ей одновременное вра-
щательное и поступательное движение.
При прокатке в центральной зоне слитка или заготовки образуется
разрыхленная полость, правильную форму которой придает оправка
(дорн), устанавливаемая между валками на пути движения металла.
Рис. 121. Схема пилигримовой прокат-
ки за один оборот валков:
а — положение гильзы в момент подачи в ка- .
либр в в конце прокатки; б — период начала
н конца раскатки участка трубы палками
Рис, 122. Типы прошивных
станов:
а — с грибовидными валками;
б—с дисковыми валками
Диаметр оправки должен быть равен диаметру отверстия в гильзе.
Полученную гильзу прокатывают затем в трубу заданных разме-
ров на пилигримовом стане, имеющем валки с калибром переменного
профиля (рис. 121). Валки вращаются в разные стороны с одинаковой
скоростью; направление их вращения обратно направлению подачи
гильзы. При вращении валков размеры калибра в свету непрерыв-
но изменяются и, следовательно, профиль калибра за полный оборот
валков получается переменным.
При максимальном диаметре ручья валки образуют холостой ка-
либр (рис. 121, положение Г), размеры которого больше диаметра
гильзы; в этот момент гильза вместе с продетым внутрь нее дорном
автоматически продвигается вперед на величину подачи. При даль-
нейшем вращении валков размеры калибра постепенно уменьшаются,
и валки обжимают гильзу (положение 77); обжатие возрастает с умень-
шением диаметра ручья. Валки обжимают захваченный кольцеобраз-
ный участок гильзы в направлении их вращения, а гильза вместе с
дорном перемещается назад (положение ИГ).
265
После поворота валков на 360° вновь раскрывается холостой
калибр и гильза снова подается в валки. Одновременно с подачей осу-
ществляется поворот гильзы на 90°. После раскатки гильзы дорн из-
влекают из трубы. Прокатка следующей трубы производится на новом
дорне, а дорн, бывший в работе, смазывают и подготавливают для даль-
нейшего использования.
При прокатке бесшовных труб прошивку заготовки в гильзу осу-
ществляют также на ста в ах с грибовидными (рис. 122,а) и
дисковыми (рис. 122,6) валками.
Последующая прокатка гильзы в трубу может производиться на
автоматическом реверсивном стане дуо, валки которого имеют ряд
круглых калибров. В калибр вставляют оправку, удерживаемую на
месте стержнем. Просвет, образуемый калибром и оправкой, опреде-
ляет толщину стенки прокатываемой трубы. Прокатку осуществляют
за два прохода, независимо от толщины стенки трубы. Затем трубу об-
катывают на раскатной машине для улучшения ее наружной и внут-
ренней поверхности, устранения неровностей, рисок, овальности и
неравномерной толщины стенок. После обкатки трубы направляют в
калибровочный стан для получения заданного диаметра.
Гильзы прокатывают также на непрерывных станах с общим при-
водом для всех клетей или с индивидуальным приводом для каждой
клети. После прокатки на непрерывном стане трубы калибруют или
редуцируют (уменьшают их диаметр). Применение редукционных ста-
нов позволило значительно повысить производительность непрерывных
агрегатов.
Сварные трубы получают путем печной и электрической сварки.
Исходный материал для сварных труб — листы в рулонах или спе-
циальные прокатанные полосы (штрипсы). Сварные трубы производят
в две операции: формование заготовки в трубу и сварка шва трубы.
При печной сварке нагретые до 1300—1350еС штрипсы
протягивают и сворачивают по продольной оси до соприкосновения
кромок в формовочно-сварочном стане. В месте стыка кромки обдувают
воздухом или кислородом, что повышает их температуру до точки плав-
ления; благодаря давлению кромки свариваются. Печной сваркой из-
готовляют трубы диаметром 75—100 мм.
Электрическая сварка позволяет получать трубы
более высокого качества, чем при печной сварке, диаметром 6—630 мм
со стенками толщиной 0,5—20 мм.
Исходный материал для изготовления электросварных труб —
светлая холоднокатаная лента в рулонах или листовая заготовка (для
труб больших диаметров), предварительно очищенная от окалины и
ржавчины.
Широко распространена контактная сварка сопротивлением, но
применяют и другие виды электросварки. Так, дуговую сварку под сло-
ем флюса применяют при производстве толстостенных труб средних
диаметров из углеродистой и легированной стали, а также труб боль-
ших диаметров из углеродистой стали; атомно-водородную — при
производстве труб диаметром до 2С0 мм со стенками толщиной 2—12 мм
из легированной стали; аргонодуговую—при производстве тонкостен-
266
ных труб диаметром до 450 мм со стенками толщиной 0,6—5 мм из
высоколегированной стали аустенитного класса, а также из цветных
металлов и сплавов.
Получил распространение способ изготовления сварных труб со
спиральным швом.
Тонкостенные трубы и трубы малых диаметров получают холодной
прокаткой заготовок после горячей прокатки на специальных прокат-
ных станах.
Расход металла на 1 т готовых труб составляет 1,05—1,18 т в зави-
симости от выбранного способа производства. Наиболее экономичны
сварные трубы электродуговой сварки.
Глава XXIV
ВОЛОЧЕНИЕ И ПРЕССОВАНИЕ МЕТАЛЛА
§ 1. Волочение металла
после волочения
форму, чистую и
2 1
Рис. 123. Разрез
волоки
Волочение — процесс протягивания проволоки, прутка или трубы
через очко специального инструмента (волоки), имеющее несколько
меньшее сечение, чем исходная заготовка. Изделия
имеют точные размеры, заданную геометрическую
гладкую поверхность. Волочением можно получать
тончайшие изделия.
Обычно волочению в холодном состоянии под-
вергают цветные металлы и их сплавы, низкоуг-
леродистые, высокоуглеродистые и легированные
стали и сплавы с особыми свойствами.
Волочение металла осуществляется на воло-
чильных станах.
Устройство волоки и типы во-
лочильных станов. Волока состоит из
двух деталей (рис. 123): собственно волоки / и
обоймы 2. Волока имеет четыре зоны: смазочную /,
деформирующую II, калибрующую (очко или
поясок) III и выходную IV. Калибрующая зона
обычно цилиндрической формы, остальные зовы—
конические. Угол рабочего конуса 2а деформиру-
ющей зоны выбирают в пределах 10—20° в зависимости от вида изде-
лия и состава металла.
Изготовляют волоки из твердых сплавов, технических алмазов
(для производства паитончайшей проволоки) или инструментальной
стали (для волочения прутков и труб крупных сечений).
До начала волочения конец прутка металла заостряют с таким рас-
четом, чтобы он свободно входил в очко и выходил из него с противо-
положной стороны. Этот конец захватывается тяговым механизмом
волочильного стана, который протягивает пруток через волоку, под-
вергая его деформации — обжатию и вытяжке.
267
В зависимости от способа осуществления тяги волочильные станы
разделяют на цепные и барабанные.
На цепных волочильных станах (рис. 124) протягивают профили в
виде длинных штанг (5—8 м и более). Эти станы имеют силу тяги 10—
1500 кН (1—150 т) при скорости волочения до 200 м/мин. Протягива-
ние заготовки через волоку осуществляется двигателем, вращательное
движение которого через ряд механизмов преобразуется в прямолиней-
ное движение цепи и волочильной тележки. Передний конец заготовки,
выходящий из волоки, зажимается специальными захватами тележки.
Заготовка, протягиваясь через волоку, приобретает форму заданного
изделия.
Барабанные волочильные станы применяют в том случае, когда обра-
батываемую заготовку и полученные из нее изделия (проволока и т. п.)
можно наматывать на барабан.
Рис. 124. Схема цепного волочильного стана:
1 — электродвигатель-. 3 — редуктор; 3 — звездочка; 4 — продольные направля-
ющие; 5 — цепь; 6 —- захваты; 7 — волочильная тележка, 8 — ось; Р — волеко*
держатели с вслокоё; /0 — штанга с справкой; Л—карманы для Прутков;
12 — упоры
Барабанные станы могут быть однократного или многократного
волочения, что определяется числом осуществляемых на них протяжек.
Имеются тяговые барабаны диаметром 150—1000 мм и более с мощ-
ностью приводных двигателей 5—ПО кВт.
Подготовка металла к волочению. Заготовку
перед волочением очищают от окалины, применяя обычно химическое
травление в растворах кислот. После травления металл промывают,
удаляя с его поверхности остатки кислоты и шлам.
На стальную заготовку, предназначенную для нескольких последо-
вательных протяжек, после травления и промывки наносят подсмазоч-
ный слой путем дополнительной обработки — желтения, омеднения,
фосфатирования и последующего известкования. Желтение достига-
ется легким окислением (ржавлением) заготовки. При омеднении заго-
товку погружают в слабо подкисленный раствор медного купороса.
Известкование осуществляют кратковременным погружением заготов-
ки в ванну с кипящим известковым раствором.
Завершающей операцией подготовки поверхности заготовки к во-
лочению является сушка при температуре выше 100® С. Во время суш-
268
ки удаляется вода и часть растворенного в металле водорода; это спо-
собствует устранению травильной хрупкости металла.
До протяжки на сухую поверхность металлической заготовки нано-
сят соответствующую смазку. Смазка уменьшает усилие волочения и
расход энергии, способствует получению гладкой поверхности протя-
гиваемого металла и повышает стойкость инструмента (волоки). В ка-
честве смазки при волочении применяют минеральное масло, графит,
мыло или эмульсии.
Режим волочения. Выбор обжатия, скорости волочения и
смазки зависит от состава металла, свойств материала волоки, про-
филя и величины поперечного сечения изделия.
Процесс волочения металла регламентируется технологическими кар-
тами, в которых указаны: 1) маршрут волочения, т. е. последователь-
ность изменения размеров сечения заготовки (обжатие или коэффициент
вытяжки) по переходам; 2) температура и продолжительность промежу-
точного отжига или снятия наклепа; 3) режим травления для удаления
окалины, полученной при отжиге; 4) порядок отделки готовой продук-
ции (резка на мерные длины, удаление дефектов, правка, смазка, упа-
ковка).
Коэффициент вытяжки металла при волочении р равен отношению
площади поперечного сечения исходной заготовки к площади сече-
ния после протяжки Fx:
Р = FJF,. (66)
Обжатие X. при волочении определяют отношением разности пло-
щадей поперечного сечения заготовки до протяжки и после нее, к пло-
щади сечения заготовки до протяжки, т. е.
Х = f°~F1 100%. (67)
К
Обычно коэффициент вытяжки металла при волочении составляет
1,25—1,30, а обжатие — до 30—35%.
Некоторые виды проката (проволока, прутки, трубы, полосы) долж-
ны иметь очень точное сечение и чистую поверхность. Для этого их
подвергают калиброванию, т. е. протягиванию через волоку установ-
ленной формы и размеров без существенного обжатия (8—12%) и
вытяжки.
Технология процесса калибровки прокатных изделий состоит при-
мерно из тех же операций, которые применяют при волочении.
§ 2. Прессование металла
Прессованием называют процесс выдавливания находящегося в
контейнере металла через выходное отверстие (очко) матрицы. Прес-
сование обычно применяют для обработки цветных металлов и сплавов,
а в некоторых случаях — стали и других сплавов.
Исходный материал для прессования — литые или прокатанные
заготовки. Прессованием можно получать профили различного сече-
ния (рис. 125), в том числе прутки диаметром 5—200 мм, трубы диа-
26Э
метром до 800 мм яри толщине стенок 1,5—8 мм, разнообразные фасон-
ные профили.
Методы прессования. Различают два метода прессова-
ния металла — прямой и обратный.
При прямом методе прессования (рис. 126,а) заготовка 3, нагретая
до необходимой температуры, помещается в контейнер 4 пресса. С од-
ной стороны контейнера посредством
матрицедержателя 2 закреплена ма-
трица 1 с выходным отверстием.
В данном случае выходное отверс-
тие (очко) матрицы имеет круглое
сечение. С другой стороны контей-
нера имеется пуансон 5 с пресс-шай-
бой 6 на конце. При работе пресса
пуансон получает необходимое дав-
ление от плунжера и передает его
9 В
Рис. 126. Методы прессования
Рис. 125. Профили изделий, получае-
мых путем прессования
через пресс-шайбу на заготовку, заставляя металл пластически дефор-
мироваться и вытекать через выходное отверстие матрицы. К концу
процесса прессования в контейнере остается небольшая часть металла,
называемая прессостатком, которая не участвует в формовании из-
делия.
При обратном методе прессования металла (рис. 126,6) в контейнер
4 вместо пресс-шайбы входит полый пуансон 5 с матрицей 7 на его кон-
це. Во время движения пуансона закрепленная на нем матрица давит
на слиток или заготовку 3, в результате чего металл вытекает через
отверстие матрицы в направлении, обратном перемещению пуансона.
При обратном прессовании отходы металла уменьшаются на 5—6%
(при прямом прессовании они составляют 18—20% массы слитка) и
снижаются усилия прессования металла на 25—30%. Однако этот ме-
тод имеет ограниченное применение из-за сложности конструкции
пресса.
270
При прессовании труб (рис. 126,в) заготовка 3, помещенная внутрь
контейнера 4, сначала прошивается стальной иглой 8. Передний конец
иглы проходит через всю заготовку и выходит на некоторое расстояние
из отверстия матрицы 1. Вследствие этого между стенками отверстия
матрицы и наружной поверхностью стальной иглы образуется кольце-
вой зазор. При движении пуансона 5 вместе с пресс-шайбой 9 в нап-
равлении матрицы металл выдавливается через кольцевой зазор и
принимает форму трубы 10. Наружный диаметр трубы равен диаметру
отверстия матрицы, внутренний — диаметру стальной иглы.
Технология прессования. Процесс прессования ме-
талла включает следующие стадии: 1) подготовка слитка или заготовки
к прессованию (удаление наружных дефектов, разрезка заготовки на
мерные длины и т. д.); 2) нагрев слитка или заготовки до заданной
температуры в пламенной или электрической печи; 3) подача нагретого
металла в контейнер; 4) выдавливание металла из контейнера через очко
матрицы; 5) отделка полученного изделия — ломка заднего конца для
полного удаления пресс-утяжины (окалины и загрязнений, попадающих
в осевую часть прутка), резка прутка на мерные длины, правка на
правильных машинах, а также разбраковка и удаление дефектов. При
прессовании выход годной продукции обычно составляет 70—80%.
Коэффициент вытяжки металла при прессовании р равен отно-
шению площади сечения контейнера FK к площади сечения отверстия
матрицы F„, т. е.
р = FJFM. (68)
Обычно коэффициент вытяжки находится в пределах 8—50, а иног-
да и выше.
Степень обжатия металла при прессовании X определяется от-
ношением разности площадей поперечного сечения контейнера и от-
верстия матрицы к площади поперечного сечения контейнера, т. е.
Х= F*^F” 100%. (69)
Степень обжатия может достигать 90%.
При прессовании для уменьшения трения металла о стенки кон-
тейнера и достижения более равномерного истечения металла из
матрицы применяют смазку — смесь машинного масла с графитом,
жидкое стекло или другие смазочные материалы.
Прессование металла обычно осуществляют на гидравлических
прессах с горизонтальным или вертикальным расположением плунже-
ра. Механические прессы применяют значительно реже.
В гидравлических прессах рабочей жидкостью является масло,
вода или эмульсия. Насосом высокого давления она сжимается до
2—4 МПа (200—400 кгс/см2) и подается в рабочий цилиндр пресса,
оказывая соответствующее давление на плунжер. Давление плун-
жера передается на пуансон с пресс-шайбой.
В механических прессах пуансон приводится в движение от элект-
ромотора.
271
Процесс прессования металла характеризуется скоростью прессо-
вания и скоростью истечения металла.
Скоростью прессования называют скорость перемещения пуансо-
на в контейнере. Скорость истечения v„ представляет скорость, с ко-
торой металл вытекает через очко матрицы;
ои = рс-п.
Глава XXV
КОВКА И ШТЛМПОВНА МЕТАЛЛА
Ковкой и штамповкой изготовляют металлические изделия —
поковки, из которых затем получают детали, идущие в сборку машин,
приборов, агрегатов и т. п. В ряде случаев штамповкой получают не-
посредственно готовые детали.
Поковка отличается от детали припуском — определенным слоем
металла поковки,
Рис. 127. Схема рас-
положения волокон в
коленчатом вале:
& — после обработки ре-
занием; б— НОСЛС КОЕКИ
(штамповки)
снимаемом при последующей механической обра-
ботке.
Ковку и штамповку применяют почти во всех
отраслях промышленности и особенно в машино-
строении. Процессы штамповки имеют также
важное значение при производстве неметалли-
ческих изделий.
Механические свойства штампованных и ко-
ваных изделий выше механических свойств ли-
тых изделий или вырезанных из прутка, полосы
и др. Это объясняется тем, что при обработке
давлением волокна металла перераспределяются
в соответствии с формой изделия (рис. 127). Де-
, тали с таким расположением волокон прочнее
деталей с перерезанными волокнами.
В кузнеч но-прессов ом производстве разлйча-
' ют свободную ковку и штамповку металла.
§ 1. Свободная ковка
Свободную ковку, осуществляемую с применением пресса или мо-
лота, называют машинной свободной ковкой. Ручную свободную ковку
применяют только для штучного изготовления мелких поковок, глав-
ным образом, в ремонтных мастерских и цехах. Небольшие партии
крупных (массой свыше 350 кг) и средних поковок изготавливают толь-
ко методом свободной машинной ковки. Свободной машинной ковкой
получают, например, поковки крупных валов, дисков, роторов, бан-
дажей, колец.
При машинной ковке заготовки подают к молоту или прессу вруч-
ную или специальными машинами (манипуляторами, кранами и др.).
Для облегчения труда по перемещению заготовки в процессе ковки
применяют вспомогательный инструмент — патроны, вилки, клещи.
272
Исходный материал для свободной ковки — слитки, блюмы и про-
кат различных размеров. Массу заготовки Q3ar определяют исходя из
размеров и конфигурации поковки:
Фзаг = Фп “Г Фотх + Фуг + Фобе. (70)
где Qn — масса поковки; QOTX — масса отходов; QJT — масса уга-
ра; Фобе — масса отходов при обсечке.
При ковке слитков отходы составляют 25—30% массы слитка. Угар
принимают в размере 2—3% массы слитка или заготовки при нагреве
в пламенных печах и 1,5—2% при каждом последующем подогреве.
Масса обсечек зависит от сложности поковки и способа ее изготовле-
ния; для простых поковок она равна 5—8%, для отдельных сложных
поковок — до 30% массы заготовки.
Определив массу заготовки, устанавливают ее форму и размеры
исходя из чертежа поковки; в нем учтены припуски на обработку (сня-
тие стружки, окалины) и напуски металла для упрощения конфигура-
ции поковки. На чертеже проставляют также допустимые отклонения
размеров готовой поковки. Затем выбирают оборудование (молот или
пресс) и инструмент, которыми можно выполнить нужные кузнечно-
прессовые операции, обеспечивающие хорошую проковку металла по
всему сечению заготовки. Обычно ковку оценивают коэффициен-
том уковки (отношение площадей сечений заготовки и поковки).
Для стальных слитков общий коэффициент уковки должен быть не
менее 3—5, а для прокатанных заготовок — 1,1—1,5.
Основные операции свободной ковки — осад-
ка, протяжка, разгонка, рубка, прошивка, раскатка, передача металла.
При осадке (рис. 128, а) площадь поперечного сечения заготовки
увеличивается за счет уменьшения ее высоты. Во избежание продоль-
ного изгиба высота осаживаемой заготовки должна составлять не бо-
лее 2,5 ее диаметра или толщины. Вследствие действия сил трения Т
по контактным поверхностям боковая поверхность заготовки приобре-
тает бочкообразною форму.
Осаживание части заготовки называют высадкой (рис. 128, б).
Высадку можно осуществить при нагревании соответствующей части
заготовки (конца или середины) или ограничивая деформацию заготов-
ки на некоторой ее части кольцевым инструментом Л.
При протяжке (рис. 128, в) длина заготоки увеличивается за счет
уменьшения площади ее поперечного сечения. Протяжку можно вести
с края заготовки и с середины. Операцию протяжки с поворотом заго-
товки вокруг оси на 90° называют протяжкой с кантовкой. Для интен-
сификации процесса протяжки необходимо уменьшать уширение. Это
достигается путем уменьшения подачи а. Практически подача а со-
ставляет 0,4—0,75 ширины бойка В. Коэффициент уковки при про-
тяжке определяют отношением конечной длины поковки к исходной
длине заготовки или отношением площади поперечного сечения заго-
товки к конечному сечению поковки. За каждое обжатие коэффициент
ковки составляет примерно 1,3.
10—545
273
Разгонка металла по длине заготовки (рис. 128,г) достигается путем
обработки ее отдельных участков; при этом ось заготовки располагают
перпендикулярно к ширине бойка.
Для разделения заготовки на несколько частей применяют рубку
(рис. 128,5) соответствующим рабочим инструментом И.
Для получения сплошных или глухих отверстий в заготовке при-
меняют прошивку (рис. 128,е) прошивнем П. Прошитые заготовки
Рис. 128. Операции свободной ковки
можно подвергать раскатке по диаметру D (рис. 128,ж) с применени-
ем оправки О, что приводит к утонению стенки кольца и увеличению
его диаметра (длинная ось бойка параллельна оси кольца); или про-
тяжке вдоль оси (рис. 128,з), при которой возрастает длина I кольца
вследствие утонения его стенки S (длинная ось бойка перпендикулярна
оси кольца).
Передачу металла заготовки (рис. 128,и) с одного места на другое
применяют при изготовлении коленчатых валов и других поковок.
Для получения поковок с изогнутой осью применяют операцию
гибки.
Технологический процесс свободной к о в-
к и. Разработка и осуществление технологического процесса изготовле-
ния каждой поковки индивидуальны. На рис. 129 представлена техно-
логическая схема ковки вала (слева) и кольца (справа). Изготовление
поковки вала из слитка начинают ковкой цапфы, обжимом ребер и
граней и обрубкой поддона (рис. 129, а и б). Для получения надлежа-
щей уковки производят затем двойную осадку (рис. 129, в, г, д). Закан-
чивают операции протяжкой с наметкой (рис. 129, с) и окончательным
оформлением поковки (рис. 129,ж).
Технологический процесс изготовления поковки кольца из слитка
также начинается ковкой цапфы и обжимом граней (рис. 129,а и б
274
справа). Потом обрубают прибыльную и донную части слитка (рис.
129,в). Далее— осадка и прошивка отверстия (рис. 129, г и д). Нако-
нец, осуществляют раскатку с промежуточной и окончательной прав-
кой (рис. 129, е, ж и з).
Машины и инструмент для свободной к о в-
к и. При свободной ковке мелких изделий обычно применяют пневма-
тические ковочные молоты,
крупных поковок — паровоз-
душные ковочные молоты, очень
крупных — гидравлические
прессы.
Пневматический ковочный
молот (рис. 130) имеет два
цилиндра: компрессорный 9 и
рабочий 8. Поршень /<3 комп-
рессорного цилиндра нагнетает
воздух, приводящий в движение
рабочий поршень /2. Возврат-
но-поступательное движение
поршня компрессорного ци-
линдра осуществляется криво-
шипно-шатунным механизмом
14 от электромотора 11 через
редуктор 10.
Между компрессорным и ра-
бочим цилиндрами молота име-
ется воздухораспределительное
устройство, состоящее из кра-
нов 7 и б с каналами; через
них сжатый воздух направля-
ется в рабочий цилиндр (попе-
ременно снизу и сверху)и соот-
ветственно перемещает бабу
молота вверх и вниз. Переклю-
чение крапов осуществляется
путем нажатия ножной педали
1 или рукоятки. Управляя
Рис. 129. Технологическая схема ковки
вала (слева) и кольца (справа)
распределением воздуха, мож-
но регулировать перемещение бабы молота. Верхний боек 5 и
нижний 4 крепятся к бабе молота и к подушке 3 специальными клинья-
ми. Стальная подушка 3 установлена на массивном основании молота—
шаботе 2, который не связан со станиной молота.
Масса падающих частей пневматических молотов (поршень, шток и
баба) изменяется в пределах от 50 кг до 1 т. Масса шабота должна быть
в 15—20 раз больше массы падающих частей. Число ударов бабы моло-
та равно 70—190 в минуту.
Паровоздушные ковочные молоты приводятся в действие паром или
сжатым воздухом от соответствующих установок. Имеются два их типа:
молоты простого и двойного действия. В молотах первого типа пар или
10*
275
воздух осуществляет только подъем подвижных частей молота. Эти
молоты встречаются редко. В молотах второго типа пар или воздух
поднимает подвижные части молота и дополнительно увеличивает
энергию удара молота.
На рис. 131 приведена схема устройства двухстоечного арочного
ковочного паровоздушного молота. Пар или воздух в рабочий цилиндр
подают через золотник 8. управляемый рукоятью 9. Верхний боек 4 обы-
чно прикреплен к падающей бабе 5, которая связана с нижним концом
штока 6. К верхнему концу штока прикреплен поршень 7 рабочего ци-
линдра. Нижний неподвижный боек 3 укреплен в стальной подушке
2, а последняя — на массивном шаботе 7.
Рис. 130. Пневматический ковочный молот:
й — общий вид; б — кинематическая схема
Паровоздушный молот может выполнять единичные и множествен-
ные (автоматические) удары бойка о поковку, а в необходимых случа-
ях прижимать поковки бойком к наковальне. Подвижные части паро-
воздушного молота можно также удерживать на весу.
Масса падающих частей паровоздушных молотов составляет 0,5—
5 т; давление пара или воздуха равно 0,6—0,8 МНЛма (МПа).
Схема гидравлического пресса для ковки металла показана на рис.
132. Рабочий цилиндр гидравлического пресса 1 закреплен в верхней
неподвижной поперечине 3, которая колоннами 5 соединена с нижней
неподвижной поперечиной 6, установленной на фундаменте. В рабочем
цилиндре пресса имеется передвигающийся плунжер 2, к которому
прикреплена подвижная траверса 4. Верхний боек 8 и нижний боек 7
размещены соответственно на подвижной траверсе и нижней непод-
вижной поперечине.
Опускание подвижной траверсы с бойком, т. е. рабочий ход гид-
равлического пресса, происходит под нажимом главного плунжера 2,
276
на который воздействует в свою очередь рабочая жидкость. Движение
подвижной траверсы 4 вверх совершается под воздействием рабочей
жидкости на плунжеры 10 в подъемных цилиндрах 9.
Механизмы управления гидравлическим прессом сосредоточены в
одном месте — распределителе, имеющем рукоятку и перепускные
клапаны.
Рабочей жидкостью пресса является вода, некоторые виды эмуль-
сии, минеральное масло под давлением до 29,5 МН/м2 (МПа). Рабочая
жидкость из бака 13 поступает сначала к насосу 11, а затем при помо-
щи аккумулятора 12 и распределительного устройства 14 направля-
ется к прессу 15. Применение жидкостного аккумулятора позволяет
иметь насосы меньшей производительности и использовать рабочую
жидкость одновременно в нескольких прессах.
Гидравлические прессы для ковки металла могут развивать усилие
на бойках в пределах 3—15 МН.
При свободной ковке применяют следующий инструмент:
бойки (плоские, вырезные и круглые), патроны, осадочные плиты,
оправки, топоры, прошивни и др.
§ 2. Горячая штамповка
Различают объемную и листовую штамповку металла в нагретом и
холодном состояниях.
При объемной штамповке деформируется весь объем металла
и его истечение ограничивается полостью штампа. Штамп состоит обыч-
но из двух разъемных частей, которые в собранном виде создают одну
или несколько внутренних полостей, называемых ручьями.
Объемная горячая штамповка имеет ряд преимуществ по сравнению
со свободной ковкой: достигается более высокая производительность
труда, уменьшаются отходы металла, обеспечивается белее высокая
точность изделия при лучшем состоянии его поверхности. Методом
объемной штамповки можно получать поковки различной конфигура-
ции из стали, цветных металлов и других материалов.
Технология горячей объемной штамповки.
Исходными материалами являются сортовой прокат различного се-
чения, некоторые профили периодической прокатки и другие заготовки.
Технологический процесс горячей объемной штамповки состоит из
разделки проката на заготовки необходимой массы (мерные заготовки);
нагрева заготовок; штамповки заготовок; термической обработки поко-
вок; отделки поковок. В соответствии с этими операциями в цехах го-
рячей штамповки имеютсн заготовительное, штамповочное,термическое
и отделочные отделения.
При проектировании технологического процесса необходимо учи-
тывать ряд факторов: форму и размеры готового изделия, требуемую
точность его изготовления, пластичность металла, программу выпуска.
С учетом этих факторов выбирают тип машины для горячей штамповки.
Затем по чертежу изделия выполняют чертеж поковки с учетом при-
пусков на механическую обработку и допусков на штамповку. По
278
чертежу поковки определяют форму и размеры исходной заготовки.
Затем проектируют штамп с учетом расположения в нем заготовки,
формы и числа промежуточных переходов при штамповке. В техноло-
гической карте указывают также режимы нагрева заготовки и терми-
ческой обработки поковки, заготовительные и отделочные операции.
Объемную горячую штамповку осуществляют двумя способами —
в открытых и закрытых штампах. В первом случае получают поковку
с облоем (заусенец по месту разъема штампов). При штамповке с обло-
ем полость штампа хорошо заполняется металлом, так как объем заго-
товки больше объема по-
лости штампа. Во втором
случае объем заготовки
должен быть равен объ-
ему полости штампа (безо-
блойная штамповка}. В на-
стоящее время более рас-
пространенным является
облойный метод штампов-
ки (при котором в месте
разъема штампа образует-
ся облой, заусенец), нес-
мотря на отходы металла
в облой.
Рис. 133. Схема облой ной одноручьевой
штамповки
(/1 — контур изделия)
Открытые и закрытые
штампы могут быть одно- или мн ого ручьевые. Одноручьевой
штамп применяют для получения поковок простой формы.
Поковки сложной формы изготовляют методом многоручьевой
штамповки. Заготовку обрабатывают сначала в подготовительных ручь-
ях, а затем в чистовом ручье. Подготовительные и чистовые ручьи
размещают в одном общем или в нескольких отдельных штампах (ком-
бинированный процесс штамповки). При проектировании технологи-
ческих процессов штамповки выгоднее применять одноручьевые штам-
пы с использованием заготовок фасонной формы.
Штамповку осуществляют иа молотах, кривошипных, гидравли-
ческих и фрикционных прессах, горизонтально-ковочных и других
машинах.
Штамповка на молотах. Штампы могут быть открытые
или закрытые, одноручьевые или многоручьевые. Для повышения
производительности молота при одноручьевой штамповке применяют
штампы с 2—3 чистовыми ручьями. При многоручьевой штамповке в
штампе может быть один или несколько заготовительных ручьев.
Наиболее прогрессивным способом явлется одно- или двухручьевая
штамповка на молотах с предварительной подготовкой фасонных заго-
товок путем вальцовки или с использованием периодического проката.
Однако в промышленности еще широко применяют миогоручьевую
штамповку на молотах.
На рис. 133 показана схема облойной одноручьсвой штамповки
простой поковки из цилиндрической заготовки. Штамп 5 состоит из
двух частей: верхняя прикреплена к бабе 6; пижння — к штамподер-
279
Рис. 134. Мпогоручьевой штамп:
£1 — деталь; б — нижняя половина штампа; в — пере-
ходы штамповки
жателю 3, установленному на шаботе 1 при помощи креплений 7 и
клиньев 4 и 2. Ручей расположен в верхней и нижней частях штампа.
Боковые поверхности ручьев штампа имеют уклоны (а — 3 4- 15е)
для облегчения выемки поковок.
Предварительно нагретую заготовку 8 укладывают в нижнюю поло-
вину штампа на торец. При ударах верхней половины штампа по за-
готовке металл заполня-
ет ручей, формируя по-
ковку 9.
Наиболее трудно за-
пел няются металлом
углы штампа. Их за-
полнению способствует
заусенец 10, образую-
щийся при штамповке.
Заусенец удаляют в
обрезпых штампах на
кривошипных прессах.
На рис. 134 показан
многоручьевой штамп
молота и технологичес-
кий процесс штамповки
шатуна по переходам.
Нагретая заготовка по-
падает сначала в про-
тяжной ручей 1, в кото-
ром она вытягивается.
В подкатном ручье 2 происходит перераспределение металла: попе-
речное сечение заготовки в одних частях увеличивается за счет умень-
шения других. Затем заготовка поступает в гибочный 5 и черновой 6
ручьи. Черновой ручей, предварительно формируя поковку, уменьша-
ет износ чистового ручья. В чистовом ручье 3 поковка получает окон-
чательную форму. Заусенечную канавку 4 предусматривают только во-
круг чистового ручья.
Штамповка в заготовительных и чистовых ручьях производится за
один (редко) или несколько ударов молота. При изготовлении поковок
применяют также пережимные и формовочные заготовительные ручьи,
площадки для осаживания и расплющивания. Если поковка штампу-
ется из прутка или одновременно штампуется несколько поковок, то
на штампе предусматривают отрубной ручей или нож.
Безоблойпую штамповку на молоте в закрытом штампе, несмотря
на се экономичность, применяют только для простых поковок.
Для получения поковок в штампах обычно используют паровоздуш-
ные молоты с падающими частями массой 0,5—30 т; фрикционные мо-
лоты с падающими частями массой 0,5—2 т применяют редко.
Паровоздушные молоты для штамповки имеют по сравнению с мо-
лотами для свободной ковки большую длину направляющих, в кото-
рых перемещается баба молота. Кроме того, у них больше масса шабо-
тов и более жесткая станина. Это обеспечивает высокую точность штам-
280
повки. Станина молота крепится к фундаменту специальными болта-
ми с пружинами.
Штамповка на прессах. В кузнечно-штамповочном про-
изводстве широко применяют прогрессивный метод изготовления по-
ковок на кривошипных штамповочных прессах. При штамповке на
прессах по сравнению со штамповкой на молотах обеспечивается более
высокая точность изделия, уменьшается расход металла, упрощается
обслуживание пресса.
Кривошипные штамповочные прессы строят с номинальным усилием
0,5—80 МН и числом ходов 35—90 в минуту.
При штамповке на прессе деформация металла существенно отли-
чается от его деформации при штамповке на молоте. При ударах молота
деформируются в основном поверх-
ностные слои поковки; в прессе на-
грузка па поковку возрастает пос-
тепенно и деформация распростра-
няется на весь объем металла. Это
необходимо учитывать при конст-
руировании штампов для прессов.
Штампы конструируют так,
чтобы формирование поковки про-
исходило за несколько переходов
в предварительных ручьях. Однако
число этих ручьев должно быть
минимальным. Для штамповки на
прессах рекомендуется применять
фасонные заготовки (рис. 135).
Перед штамповкой на криво-
шипном прессе с нагретых заго-
товок необходимо удалять окали-
ну, так как она может вдавли-
ваться в поковку. На ряде
заводов окалину удаляют гидрав-
лическим способом.
На прессе можно штамповать
(рис. 136) штампах. В последнее время все больше поковок получают
прямым и обратным методом выдавливания.
Вид кривошипного пресса для горячей штамповки металла и его
кинематическая схема изображены па рис. 137. Рабочие части пресса
приводятся в движение от электромотора 1, установленного на ста-
нине пресса. При помощи клиноременной передачи от шкива 2 дви-
жение передается маховику 3, укрепленному на валу 5. Маховик обо-
рудован фрикционным предохранительным устройством, не допускаю-
щим перегрузки вала. Для остановки маховика предусмотрен вспомо-
гательный тормоз 4, автоматически включающийся после выключения
электромотора 1. Вал 5 вращает шестерню 6, которая сцеплена с шес-
терней 7, приводящей в движение коленчатый вал 9, перемещающий
при помощи шатуна 11 ползун 12. Включение кривошипно-шатунного
механизма осуществляется пневматической муфтой 8, которая управ-
Рис. 135. Штамповка шатуна за один
переход из периодического профиля,
полученного продольной 1 или по-
перечной 2 прокаткой
поковки в открытых и закрытых
281
Рис. 136. Закрытый сборный штамп:
о — осаживание заготовки а первом ручье; б — формирование углубления
во втором ручье; в —* окончательное ф°РмнР°бан11е поковки в закрытом
ручье
Рис. 137. Кривошипный штамповочный пресс:
а — общий вид; б — кинематическая схема
Рис. 138. Схема штам-
повки и а горизонтально-
ковочной машине
ляется ножной педалью. Ленточный тормоз 10 предназначен для оста-
новки кривошипно-шатунного механизма после выключения пневма-
тической муфты. Верхняя половина штампа крепится к ползуну прес-
са, нижняя — к столу, снабжаемому двухклиновым устройством 13
для регулирования высоты штампового пространства.
Горячую объемную штамповку металла или отдельные ее операции
(гибку, протяжку, прошивку и др.) можно осуществлять на гидравли-
ческих и фрикционных прессах. На гидравли-
ческих прессах штампуют в основном поков-
ки массой 100—350 кг и более. В последнее
время на гидравлических прессах применяют
штамповку поковки частями (секционная
штамповка). Фрикционные прессы применя-
ют обычно для штамповки мелких поковок.
Штамповкой на горизонтально-ковочных
машинах обычно производят поковки типа
кольца и стержня с головкой или утолще-
нием (болты, гайки, шайбы и т. д.). Типич-
ным для горизонтально ковочных машин яв-
ляется процесс многоручьевой штамповки
прутковой заготовки в закрытом штампе, со-
стоящем из пуансона и разъемных матриц.
На рис. 138 представлена схема штампов-
ки изделия на горизонтально-ковочной маши-
не. Конец нагретого прутка укладывают в
неподвижную половину матрицы 1 до упора
4. Пуансон 3 в это время находится в левом
положении (рис. 138,а). Подвижная часть
матрицы 2 зажимает пруток и одновременно
образует полость для деформации выступаю-
щей части прутка. При этом упор 4 автомати-
чески переходит в другое положение (рис.
138, б). Пуансон деформирует конец прутка
с образованием готовой поковки (рис. 138,в),
после чего подвижная матрица и пуансон
отходят в исходное положение (рис. 138,
г), а пруток с поковкой переносят в следу-
ющий ручей, где их отделяют друг от друга.
Общий вид и кинематическая схема горизонтально-ковочной маши-
ны представлены на рис. 139. Электромотор 1 при помощи клиноремен-
ной передачи 2 приводит в движение маховик 3. Через муфту 4 вращение
сообщается передаточному валу 5. Последний посредством зубчатых ко-
лес 8 соединяется с главным коленчатым валом 7, кривошип которого
шатуном 9 связан с главным ползуном 11. Кроме того, главный ко-
ленчатый вал двумя эксцентриками 6 соединяется с боковым зажимным
ползуном 17 через шатун и систему рычагов 15.
Штамп состоит из неподвижной многоручьевой полуматрицы 14,
укрепляемой в станине пресса; подвижной многоручьевой полуматри-
цы 15, укрепляемой в боковом зажимном ползуне 17 \ пуансонов 12,
283
укрепленных в главном ползуне 11 и расположенных соответственно
ручьям матрицы.
При работе горизонтально-ковочной машины нагретый пруток за-
кладывают в первый ручей полуматрицы 14 и продвигают до упора 13,
связанного с роликом 10. Ролик 10 находится на направляющей, скреп-
ленной с главным ползуном 11.
Рис. 139. Горизонтально-ковочная машина:
а — общий вид; б — кинематическая схема
. При рабочем ходе главного ползуна 11 выступ на направляющей
заставляет ролик 10 подняться и, повернув ось упора, сдвинуть конец
упора в сторону, освободив тем самым ход пуансону 12. В этот же мо-
мент подвижная часть полуматрицы /5 соединяется с полуматрицей 14
и образует полость для формирования поковки. Деформация поковки
осуществляется пуансоном 12.
Производительность горизонталыю-ковочпых машин высокая (400—
600 поковок в час). Усилие при штамповке поковок составляет 0,1—
30 МН. Усилие штамповки на горизонталыю-ковочных машинах приб-
лиженно определяют по формуле.
Р = k^n, (71)
где k — поправочный коэффициент, равный в среднем 4; о — предел
прочности металла при температуре конца штамповки, Н/м2 (кГс/.мм2);
F„ — площадь проекции поковки на плоскость, перпендикулярную
направлению движения пуансона, мм2.
Диаметр заготовок равняется 25—300 мм.
, Для предварительного обжатия заготовок, предназначенных для
дальнейшей штамповки, а также для получения некоторых поковок
(типа стрел и пик) применяют ковочные вальцы.
284 .
Отделка поковок после горячей объемной
штамповки. При открытой штамповке на молотах и прессах об-
разующиеся заусенцы удаляют на кривошипных прессах обрезными
штампами. Если штампуют поковки с отверстиями, то внутри них
образуется пленка металла, которую удаляют при обрезке заусенцев.
Схемы штампов для обрезки заусенцев и удаления пленок приведе-
ны па рис. 140. В обоих случаях штампы состоят из матрицы 1 и пуансо-
на 2. Инструмент для удаления заусенцев имеет режущую кромку на
матрице, а для удаления пленки — на пуансоне. Остальные части
штампа выполняют роль толкающих или опорных деталей, форма ко-
торых соответствует конфигурации поковки по месту соприкосновения.
Рис. 140. Схема обрезных штампов:
й — для обрезки заусенцев; б —для удаления пле-
нок
.Матрица 1 крепится клином к башмаку 5, установленному на столе
пресса; пуансон 2 через державку 4 связывается с ползуном пресса.
Съемник 3 предназначен для удаления заусенцев (или поковок в слу-
чае их прошивки) с пуансона.
Заусенцы обрезают с поковок в горячем и холодном состояниях.
Горячую обрезку осуществляют непосредственно после штамповки
на прессе, входящем в состав штамповочного агрегата. Заусенцы, обра-
зующиеся после обрезки облоя, удаляют абразивным кругом на наж-
дачном станке.
Поковки после удаления заусенцев подвергают необходимой терми-
ческой обработке, правят в специальных штампах на молотах или
прессах и очищают от окалипы (в барабанах, пескоструйных или дробе-
метных аппаратах, в растворах кислот).
Для придания поковкам или отдельным их частям точных размеров
и улучшения состояния поверхности применяют калибровку и чеканку.
§ 3. Холодная объемная штамповка
К холодной объемной штамповке относят плоскостную калибровку,
объемную калибровку, объемную формовку и некоторые другие спе-
цифические операции кузнечно-прессового производства.
Плоскостной калибровкой (рис. 141,а) изделиям при-
дают точные размеры (калибровка размеров), производят правку (рих-
товку) и улучшают качество поверхности поковок.
285
Объемной калибров-
кой (рис. 141,6) изделиям или
отдельным их частям придают окон-
чательные размеры. Эту операцию
производят обычно в открытых
штампах с образованием заусенца,
который затем обрезают.
Объемную формовку
производят в открытых и закрытых
штампах. На рис. 141,в показана фор-
мовка в открытых штампах, при
которой часть металла заготовки пере-
ходит в заусенец; на рис. 141,а —
формовка в закрытых штампах, при
которой объем исходной заготовки
равен или несколько больше объема
поковки, течение металла ограничено
объемом, образуемым пуансоном и
матрицей.
Калибруемые и формуемые из-
делия, как правило, штампуют на
Рис. 142. Шарнирно-рычаж-
ный чеканочный пресс:
с — общий вид; б — кинематическая
схема
Рис. 141. Операции холодной объемной
штамповки
шарнирно-рычажных чеканочных прессах. Общий вид такого пресса и
его кинематическая схема показаны на рис. 142, Коленчатый вал 4,
приводимый в движение от электромотора, при помощи шатуна 3 и
рычагов 2 перемещает ползун 5, к которому крепится верхняя полови-
на штампа /. Благодаря таком}' устройству пресса создается возмож-
ность получать большое усилие в конце рабочего хода ползуна при
небольшом крутящем моменте на валу привода. Номинальные усилия
чеканочных прессов составляют 0,1—80 МН и более.
Обрабатывать изделия в холодном состоянии можно выдавливани-
ем (прессованием) и высадкой.
286
На рис. 143 показано холодное выдавливание (прессование) изде-
лия прямым и обратным способами. Некоторые изделия получают ком-
бинированным выдавливанием (прямым и обратным). Процесс выдав-
ливания осуществляют на кривошипных или специальных прессах.
Рис. 143. Холодное выдавливание (прессование):
а — прямым способом; б — обратным способом
Рис, 144, Схема процесса холодной
высадки
Холодную в ы с а д-
к у металла широко приме-
няют при производстве мел-
ких массовых деталей — га-
ек, заклепок, гвоздей ит. п.
В качестве заготовок для
этих деталей используют
проволоку или калиброван-
ные прутки диаметром 0,6—
40 мм из углеродистой стали,
цветных металлов и их спла-
вов. На рис. 144 показана
схема процесса холодной вы-
садки. Пруток или проволоку
через матрицу 1 подают до
упора 2. Матрица перемеща-
ется в новое положение,
отрезая при этом заготовку от прутка. Для высадки головки изделия
матрица фиксируется пуансоном 3.
Процесс высадки металла за один или несколько переходов осущест-
вляют обычно на высадочных автоматах, производящих 20—250 изде-
лий в минуту.
§ 4. Листовая штамповка
Листовая штамповка металла в холодном состоянии — один из
распространенных способов получения деталей сложной конфигура-
ции с тонкими стенками. Изделия получают с очень малыми допуска-
ми при высоком качестве поверхности. В большинстве случаев холод-
ноштампованные изделия применяют для сборки машин без механи-
ческой обработки.
При холодной листовой штамповке исходным материалом являются
заготовки толщиной от нескольких сотых долей миллиметра до 5—
287
6 мм в виде ленты, полос и листов из цветных металлов и сплавов,
малоуглеродистой и легированной стали (например, нержавеющей)
и др. Заготовки толщиной более 5—6 мм штампуют обычно в горя-
чем состоянии.
Холодную штамповку листового материала производят за одну
или несколько последовательных операций (разделительные и опера-
ции изменения формы).
К разделительным операциям относят резку, вы-
рубку по контуру и другие, при которых часть металла отделяется от
заготовки.
Листовой материал разрезают па мерные заготовки ножницами
или в штампах. При резке ножницами нельзя получить заготовки лю-
Рис. 145. Схема штампа
для вырубки:
? — заготовка; 5—пуансон; 3 —
съемник; 4 — матрица, 5 — маг-
рицедержатель (башмак)
Рис* 146. Штамп для вытяжки листового
металла
бой формы. Кроме того, кромки заготовок получаются низкого качест-
ва; поэтому для фасонных листовых заготовок применяют вырубку в
штампах.
При вырубке в штампах (рис. 145) для уменьшения отходов и по-
вышения выхода годных заготовок применяют шахматное или наклон-
ное их расположение. Выход годных изделий при разделительных опе-
рациях составляет 70—80%.
К операциям изменения формы относят гибку, вы-
тяжку и др. При гибке одну или несколько частей листовой заготовки
изгибают относительно других.
Вытяжка — наиболее сложная операция холодной листовой штам-
повки, при которой плоская заготовка превращается в полое тело
(колпачок). Операция выполняется в вытяжном штампе (рис. 146, а).
Радиус закругления рабочей грани матрицы 3 обеспечивает плавность
превращения круглой листовой заготовки в колпачок. При вытяжке
изделий пуансоном 1 плоская часть заготовки (фланец) может сверты-
ваться с образованием складок. Для предотвращения этого явле-
ния применяют прижимы 2.
288
Прй вытяжке за один проход можно получить колпачок диаметром
в 1,8—2 раза меньше диаметра исходной заготовки. При большей де-
формации усилие вытяжки возрастает настолько, что металл разруша-
ется (отрывается дно колпачка). Дальнейшее уменьшение диаметра
колпачкй достигается последующими вытяжками (рис. 146, б).
При холодной листовой штамповке толщина обрабатываемого ме-
талла практически остается почти неизменной. Исключение составля-
ют вытяжки с большими степенями деформации. В этом случае тол-
щина колпачка около дна уменьшается примерно на 20—30% толщи-
ны заготовки. Зазор между пуансоном и матрицей должен быть равен
Рис. 147. Процесс штамповки:
и — резиной; б — жидкостью (газами); а — взрывом
величине, большей на 10% толщины заготовки. При штамповке с
утонением стенок заготовки зазор между пуансоном и матрицей мень-
ше толщины листа.
Для холодной листовой штамповки применяют кривошипные прес-
сы различной конструкции, из которых наиболее распространены одно-
и двухстоечные.
Для массового производства деталей способом холодной листовой
штамповки широко применяют прессы-автоматы, выполняющие за
один ход несколько операций — вырубку, вытяжку, гибку, чекан-
ку и пр.
Большую группу составляют специальные штампы для получения
поковок посредством резины, жидкости, газов, сыпучих тел и взрыв-
чатых веществ (импульсная штамповка).
При штамповке резиной лист 3 (рис. 147, а) помещают на шаблон I.
Ползуном пресса прижимают слой резины 2 и придают листу рельеф
шаблона. Под пресс можно укладывать несколько шаблонов и полу-
чать соответствующее число изделий. Если шаблон имеет отверстие
с острыми краями, то происходит пробивка или вырубка заготовки.
Штамповкой жидкостью или газами получают как пустотелые из-
делия, так и плоские. На рис. 147,6 приведена схема преобразования
стаканообразной заготовки в сфероидальную. Заготовку 2 помещают
в разъемную матрицу 1 и через приемное устройство (канал 4) подает-
ся под давлением жидкость или газ.
В последние годы получила большое распространение взрывная штам-
повка. Схема такой штамповки представлена иа рис. 147, в. На матрицу
5 укладывается заготовка 3, которую закрепляют прижимным кольцом-
289
бассейном 2 при помощи болтов 1. Матрицу вакуумируют через шту-
цер 6. Посредством взрыва заряда 4 происходит формовка заготовки в
матрице.
Горячую листовую штамповку применяют для изготовления круп-
ных поковок — котлов, цистерн, корпусов кораблей и др. Исходный
материал для горячей штамповки — лист толщиной боле? 5—6 мм,
разрезаемый на мерные заготовки (обычно газовой резкой). Заготовки
нагревают в нагревательных печах. Детали штампуют на гидравличес-
ких ковочных и фрикционных винтовых прессах, а иногда на криво-
шипных штамповочных прессах.
Глава XXVI
ОБРАБОТКА ДАВЛЕНИЕМ ЦВЕТНЫХ И РЕДКИХ МЕТАЛЛОВ И СПЛАВОВ
Технологический процесс обработки давлением цветных и редких
металлов и сплавов состоит примерно из тех же операций, что и об-
работка стали. Однако в зависимости от свойств металла и его спла-
вов, размеров и назначения готовой продукции, типа и характеристи-
ки оборудования одни операции могут повторяться несколько раз,
а другие — отсутствовать.
§ 1. Обработка давлением меди и ее сплавов
Измедииее сплавов (латуни, бронзы и т. д.) изготовляют
листы, ленты, сортовые профили и трубы способом прокатки.
Исходным материалом при производстве листов и лент из меди и ее
сплавов являются слитки, технологический процесс прокатки которых
может осуществляться по различным схемам:
1) при прокатке бескислородной меди и латуней типа Л-68 — горя-
чая прокатка слитков в заготовки и заготовок в листы и ленты;
2) при прокатке меди, латуней типа Л-62, некоторых видов бронз,
медноникелевых сплавов (нейзильбер) и др. — горячая прокатка слит-
ков в заготовки для получения подката с последующей его холодной
прокаткой на готовую продукцию;
3) при прокатке бронз типа БрОФ-6,5-0,15; БрОЦС-4-4-2,5, свинцо-
вистой латуни ЛС-63-3 и др. — холодная прокатка слитков в заготов-
ки и последних — в готовые профили.
Технологический процесс получения листов и лент по первой схеме
начинается с подготовки металла к прокатке с целью удаления лит-
никовой части и поверхностных дефектов слитков (эту операцию
обычно выполняют в литейном цехе). Далее слитки нагревают чаще все-
го в пламенных методических печах.
Температура нагрева меди 850—950°С, латуни 750—900°С, брон-
зы 800—920°С, нейзильбера (сплав МНц-15-20) 980—1030° С. Чтобы
избежать водородной «болезни» меди (т. е. насыщения поверхностных
слоев водородом), при нагреве в печи поддерживают слабоокислитель-
ную атмосферу.
290
Нагретые слитки поступают на прокатку на двух-трехвалковые
станы. Устройство и принцип работы этих станов аналогичны ранее
рассмотренным. Валки чугунные с отбеленной поверхностью. Прокат-
ку плоских слитков, например, сечением 100 X 310 мм в первых про-
ходах ведут с обжатиями 15—20 мм, а по мере уменьшения толщины
раската до 10 — 15 мм и снижения температуры металла обжатия
уменьшают до 3—5 мм. Затем подкат направляют на обрезку кромок на
дисковых ножницах и разрезку на карточки (заготовки) длиной около
1500 мм.
Полученные карточки загружают на поддоны, нагревают до ука-
занных выше температур и направляют на вторую горячую прокатку.
По пути движения карточек от печи к стану их очищают от окалины и
загрязнений на специальных дисковых щеточных машинах, находя-
щихся в технологическом потоке стана. Прокатку ведут на ставах квар-
то до готового размера по установленному режиму обжатия.
Затем полученные листы разрезают на гильотинных ножницах
на заданные длины и подвергают травлению в 7— 12%-ном растворе
серной кислоты при температуре 60—80°С. При этом горячекатаные
листы устанавливают на ребро в специальные металлические корзины,
которые при помощи крана погружают в травильные ванны. Протрав-
ленные листы промывают в холодной и горячей воде, просушивают и
разбраковывают, обращая внимание на соответствие геометрических
размеров заданным и на состояние поверхности листов.
По второй технологической схеме листы и ленты прокатывают кар-
точным и рулонным способами. Последний более целесообразен, по-
скольку обеспечивает высокую производительность и увеличивает вы-
ход годного.
Технологический процесс прокатки медных листов из слитков,
отлитых в горизонтальные изложницы, состоит из горячей и холодой
прокатки. После удаления поверхностных дефектов слитки подвергают
нагреву и горячей прокатке с исходной толщины 150—200 мм до 10—
15 мм с получением заготовки (раската). На отводящем рольганге ста-
на горячей прокатки на гильотинных ножницах отрезают передний
конец, раскат свертывают в рулон и направляют его на травление.
Протравленные рулоны далее поступают на холодную прокатку до
готового размера (1,0—1,5 мм) на станы кварто. Холодную прокатку
проводят с применением смазки (машинное масло, керосин, их смеси,
эмульсия и т. д.). После этого листы подвергают резке, правке, отжигу,
травлению, окончательной правке и разбраковке.
При прокатке лент (толщиной 0,01—0,20 мм) из меди и ее сплавов
после горячей прокатки и соответствующей отделки подката (толщиной
5—6 мм) последний подвергают четырем-пяти операциям холодной про-
катки, чередующимся с отжигом для снятия наклепа и травлением
для удаления окалины. При этом первые операции холодной прокатки
осуществляют на станах кварто, а последние — на шести- и двенад-
цативалковых станах. Этим способом получают рулоны длиной 10—
15 км.
При прокатке листов и лент из бронзы по третьей схеме исходные
слитки подвергают обдирке и высокотемпературному отжигу (при 630—
291
660сС) для устранения ликвации и выравнивания химического соста-
ва. Далее следует 3—5 операций холодной прокатки, чередующихся
с отжигом и травлением, до получения заданных размеров готовой про-
дукции, При отделке готовых лент применяют шабрение поверхности
для удаления дефектов.
Из сортовых профилей медь и ее сплавы прокатывают на катанку
(проволочную заготовку) диаметром 6,5—12 мм, мелкосортный подкат
прямоугольного и трапецеидального сечения (медные шины) и др.
Этот заготовительный передел подвергают затем волочению для полу-
чения готовой продукции.
Исходным материалом для сортовой прокатки служат медные слит-
ки трапецеидального сечения 88 X 98 X 92 мм длиной 1400 мм (вайер-
барсы), латунные и бронзовые слитки круглого сечения, а также прес-
сованные заготовки из медио-никелевых сплавов.
После удаления дефектов слитки или прессованные заготовки на-
гревают в методических печах до заданной температуры и подвергают
горячей прокатке по режиму обжатия согласно калибровке. Прокатку
обычно осуществляют на станах линейного типа с расположением ос-
новного оборудования в две-три линии, а также на полунепрерывных
станах.
Полученные сортовые профили сматывают в рулоны, подвергают
охлаждению, резке на мерные длины, правке и зачистке дефектов.
Путем холодной прокатки из меди и ее сплавов получают также
трубы круглого, квадратного или прямоугольного сечения с постоян-
ным пли переменным диаметром подлине периода. Последнее достига-
ют изменением профиля калибра, а также изменением порядка работы
механизма подачи и поворота трубы в процессе прокатки. Холодную
прокатку труб осуществляют на станах специальной конструкции.
§ 2. Обработка давлением алюминия и его сплавов
Обработке давлением подвергают деформируемые алюминиевые
сплавы типа АМц, дуралюмнны марок Д1, Д6, Д16, сложные алюминие-
вые сплавы ВК2, АК4, AR4-1 и др., а также сплав алюминия с добав-
ками цинка, магния и меди (сплав В95 и др.).
Прокаткой из алюминиевых сплавов получают листы и ленты.
Исходный материал — слитки высотой 200—400 мм, шириной 1000—
1500 мм и длиной 3000—7000 мм.
Для обеспечения хорошего качества поверхности листов и лент
слитки алюминиевых сплавов фрезеруют. Затем на слиток накладывают
плакирующий слой из чистого алюминия для защиты от газовой кор-
розии при нагреве.
Подготовленный слиток подвергают гомогенизирующему отжигу,
совмещая его с нагревом для прокатки на обжимном стане (обычно
клеть трио). В первых проходах обжатие слитка составляет 8—10%, а
по мере раздробления крупных зерен литой структуры и увеличения
пластичности металла обжатия достигают 30—45%. Слиток высотой
200—250 мм прокатывают в заготовку толщиной 90—100 мм.
292
У полученного раската обрезают оба конца и разрезают его на за-
готовки мерной длины; после нагрева до 400—450°С полученные заго-
товки подвергают горячей прокатке до толщины 3—6 мм.
Горячекатаные плиты, листы и лепты из алюминиевых сплавов,
как правило, подвергают холодной прокатке. Практически холодную
прокатку металла с 6 до 0,5—0,6 мм проводят без отжига. Холодную
прокатку листов выполняют на станах кварто.
После прокатки листы подвергают отделочным операциям: разрез-
ке, термической обработке, правке, травлению, обезжириванию, элект-
рохимическому и химическому оксидированию, окрашиванию, конт-
ролю, маркировке и упаковке.
Ковка и штамповка сплавов типа дуралюмина проводится при
температуре около 380°С. Так как сопротивление деформации сплавов
на алюминиевой основе в области температур горячей обработки дав-
лением довольно высокое, степень деформации при свободной ковке
равна 3—5%, а при безоблойпой штамповке — 2—3%, Чтобы зерна
структуры получились одинаковыми но величине, нельзя допускать
снижения температуры ниже заданного предела.
Прессованием алюминиевых сплавов получают прутки, проволоку
и трубы. Прессуют в основном сплавы, обладающие пониженной плас-
тичностью (упрочняющиеся сплавы Д16, В95 и др.). Слитки после от-
жига фрезеруют, нагревают до 350—450°С и прессуют. Для уменьше-
ния брака по поверхностным дефектам прессование ведут с рубашкой.
Коэффициент вытяжки при прессовании составляет 4—100. Для умень-
шения трения при прессовании применяют смазку (смесь графита с
машинным маслом).
Волочением получают проволоку диаметром 1—6 мм из катаной
алюминиевой заготовки диаметром 6,5—7 мм; более толстую прово-
локу получают из заготовки диаметром 10—12 мм. При волочении дур-
алюмина, для снятия наклепа металла и восстановления его пластич-
ности, после каждых двух протяжек проводят отжиг при 350—400°С.
Алюминиевая проволока после волочения должна иметь гладкую по-
верхность без грубых следов протяжек, плен, закатов и т. д.
§ 3. Обработка давлением магниевых сплавов
Деформируемые магниевые сплавы MAI, МА2, МА5, МА8 и ВМ65-1
широко применяют в автомобильной и авиационной промышленности
в виде листов, прутков, труб, поковок и фасонных профилей. Перед
обработкой давлением слитки магниевых сплавов подвергают гомоге-
низирующему отжигу при 400—420° С (с выдержкой 10—15 ч) для
выравнивания концентрации элементов по объему слитка.
Сп завы магния при обычных методах обработки давлением обладают
пониженной пластичностью. Для увеличения пластичности и умень-
шения анизотропности слитки магниевых сплавов перед прокаткой
предварительно прессуют. При такой деформации (измельчение зерен)
пластичность металла улучшается. Это позволяет получать штамповкой
детали сложной конфигурации.
293
Прессование. При прессовании слитков магниевых сплавов
обжатие должно быть не менее 85—90%. В этом случае изделия полу-
чаются с более высокими и равномерными механическими свойствами.
Перед прессованием слитки магниевых сплавов нагревают в элект-
рических печах до 340—410° С, а контейнер пресса —до 280—300° С.
Магниевые сплавы прессуют со смазкой (смесь машинного масла с
пластинчатым графитом).
Прокатка. Этим способом получают листы толщиной 0,8—
10 мм из прессованных брусков магниевых сплавов. Листы прокатыва-
ют в основном в горячем состоянии на станах дуо и трио. Температура
нагрева металла для прокатки — 280—320° С. После прокатки лис-
ты подвергают рекристаллизационному отжигу при 300—350° С.
Ковка и штамповка. При деформировании магниевые
сплавы под молотами могут разрушаться вследствие недостаточной
пластичности и большой скорости деформации. Поэтому их куют под
прессами с малыми скоростями деформации. Оптимальная температура
нагрева металла — 340—420° С. Изделия из листов магниевых сплавов
получают листовой штамповкой.
§ 4. Обработка давлением титана и его сплавов
Как отмечено ранее, титан существует в модификациях а и р. Тем-
пература аллотропического превращения для чистого титана равна
882—885° С. а-Титан пластичнее р-титана, что объясняется особеннос-
тями кристаллической структуры. Примеси в титане (кислород, азот,
водород и др.) значительно ухудшают его пластичность. Все это следу-
ет учитывать при разработке технологии ковки, штамповки, прессова-
ния и прокатки технического титана. Его необходимо деформировать с
меньшими обжатиями и более частыми отжигами, чем чистый титан
(иодидный).
Обработка давлением титана и его сплавов имеет много общего с
обработкой нержавеющей стали. Титан и его сплавы имеют очень
узкий интервал температур для обработки давлением. Титан можно
нагревать в электрических или пламенных печах. В последнем слу-
чае его изолируют от непосредственного контакта с пламенем.
При обработке давлением титана и его сплавов возникают значи-
тельные трудности из-за налипания металла на инструмент. Это ведет
к увеличению брака. Для уменьшения налипания при холодной штам-
повке применяют фосфатирование, электролитическое покрытие по-
верхности заготовки или смазку.
Свободная ковка титана применяется для предва-
рительной обработки литого металла, разрушения крупнозернистой
структуры слитка и получения из него заготовок для последующей
прокатки и объемной штамповки. Ковку обычно ведут при невысоких
степенях деформации с промежуточными подогревами слитка. Бойки
молота перед ковкой целесообразно нагревать до 200—220° С, что спо-
собствует сохранению тепла в металле и позволяет сократить число
промежуточных нагревов слитка.
294
В результате роста зерен при высоких температурах (особенно
выше 870° С) пластичность титана снижается. Рекомендуется большую
часть операций ковки титана и его сплавов проводить при температу-
рах около 790° С, чтобы не снизить их механические свойства. Для
улучшения этих свойств готовую поковку подвергают отжигу.
Титан и его сплавы обрабатывают свободной ковкой на том же обо-
рудовании, что и сталь, но при меньшей скорости деформации.
Объемная штамповка титана отличается от объем-
ной штамповки стали. Титан имеет меньшую усадку, чем сталь. По-
этому для обработки титана нельзя использовать штампы, предназна-
ченные для получения стальных поковок. При конструировании штам-
пов для титана необходимо применять большие уклоны (10%) и боль-
шие радиусы в переходах. При объемной штамповке титана необходи-
мо умеренное обжатие с небольшими скоростями деформации и пред-
варительный подогрев штампов. Заготовки из титана и его сплавов
нагревают до 870—980° С, что обеспечивает хорошее заполнение штам-
пов.
Прокатку титана и его сплавов применяют для
изготовления листов, фасонных профилей проката и труб. Прокатку
обычно осуществляют после ковки титановых слитков. При этом ис-
пользуют то же оборудование, что и при прокатке стали.
Листы получают горячей и холодной прокаткой заготовок. Толс-
тые и тонкие листы обычно прокатывают из кованых сутунок на линей-
ных и непрерывных станах.
При прокатке толстых листов заготовки нагревают до 1050— 1100° С,
а тонких — не выше 1000° С. Заканчивают прокатку обычно при 700—
850° С. За один нагрев заготовки можно достигнуть суммарного об-
жатия 80% и выше.
При'холодной прокатке листов и ленты исходным материалом яв-
ляются горячекатаные листы толщиной 2—4 мм. Предварительно эти
листы проходят травление для снятия газонасыщенного слоя металла.
Подкат протравливают также после каждого межоперационного
отжига.
Простые профили (круг, квадрат, уголок) прокатывают на сорто-
вых станах по той же технологической схеме, как и нержавеющую
сталь. При проектировании калибровки валков для прокатки титана
и его сплавов нужно учитывать большое уширение металла при тем-
пературе начала прокатки и резкое уменьшение уширения к концу
прокатки.
Листовую штамповку титана и его сплавов
применяют для получения различных тонкостенных изделий. Для уве-
личения коэффициента вытяжки титана при листовой штамповке прак-
тикуют подогрев фланцев заготовки и пуансона. При вытяжке титана
применяют графитовую смазку (50% графита и 50% масла).
Прессование титановых сплавов используют
для получения проволоки, прутков, труб и фасонных профилей. Луч-
шие свойства достигаются при прессовании в интервале температур,
когда не происходит аллотропическое превращение металла. При
прессовании титановых сплавов смазкой служит смесь, содержащая
295
графит, слюду и другие добавки. Матрицы, изготовленные из карбида
титана, устраняют налипание металла к их поверхности и обеспечи-
вают хорошее качество изделий.
Волочение титана и его сплавов применяют для
последующей обработки прессованой проволоки, прутков и труб и
осуществляют на том же оборудовании, что и для других цветных ме-
таллов и сплавов. Волочение проволоки и труб из титана затрудняет-
ся налипанием и задиранием металла. Для избежания этого на поверх-
ность титановых заготовок анодированием наносят окисную пленку,
предотвращающую контакт титана с металлом очка волоки.
Раздел пятый
СВАРКА, ПАЙКА И ОГНЕВАЯ РЕЗКА МЕТАЛЛОВ
В настоящее время нет ни одной стройки, пи одного предприятия
строительной индустрии и промышленности, где бы не применялась
сварка, пайка или огневая резка металлов.
Широкое применение сварки в строительстве и на предприятиях
строительной индустрии объясняется ее технико-экономическими пре-
имуществами ио сравнению с другими способами соединения металли-
ческих заготовок и деталей. Экономия металла, ускорение производст-
венного процесса, снижение стоимости продукции и высокое качество
сварных соединений сделали сварку прогрессивным технологическим
процессом. Например, при замене клепеных конструкций сварными
расход металла сокращается на 15—30%. Сварка позволяет получать
более рациональные конструкции, используя различные профили
проката. Стоимость сварных конструкций значительно снижается,
так как уменьшается трудоемкость таких подготовительных работ,
как резка, пробивка или сверление отверстий, чеканка.
Некоторые литые изделия можно заменить более легкими сварными;
при этом экономия металла может достигать 40—50% массы изделия.
Изготовление, монтаж металлических и сборных железобетонных
конструкций и сооружений во многих случаях неразрывно связаны с
применением различных сварочных процессов.
Глава XXVI)
ФИЗИЧЕСКАЯ СУЩНОСТЬ, КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА
СПОСОБОВ И ВИДОВ СВАРКИ
§ 1. Физическая сущность и основные способы сварки
Сварка—это процесс получения неразъемных соединений метал-
лических деталей в узлах и целых конструкциях, осуществляемый
за счет межатомных сил сцепления. По своей природе сварка — слож-
ный н разнообразный по форме металлургический процесс. Образование
сварных соединений происходит в большинстве случаев при нагреве в
узкой зоне кристаллизации с образованием сварного шва, за счет сва-
риваемого металла или при помощи промежуточного, называемого
присадочным.
Все способы сварки (рис. 148) можно разделить на две группы: свар-
ка совместной пластической деформацией соединяемых деталей (сты-
ков) (сварка давлением); свайка совместным плавлением этих стыков.
297
Сварка плавлением Сварка давлением
Рис. 148. Классификация процессов сварки
Существуют также промежуточные методы сварки с применением
одновременно пластической деформации и плавления. К ним отно-
сят три метода электрической контактной сварки: точечную, ролико-
вую (шовную) и стыковую.
В последнее время начали применять также сварку взрывом и
плазменную сварку.
Для быстрого нагрева и плавления металлов в процессе сварки ис-
пользуют различные источники тепловой энергии. Основными из них
являются электрический ток и газовое пламя.
В зависимости от способа подачи присадочного металла и флюсов
к месту сварки (соединения деталей) различают ручной, автоматический
и полуавтоматический способы сварки.
§ 2. Виды сварных соединений и швов
В сварных конструкциях различают стыковые, нахлесточные,
угловые,тавровые и заклепочные соединения.
Стыковые соединения (рис. 149,а—ж) различают по виду предва-
рительной подготовки кромок. В зависимости от толщины сваривае-
Рпс. 149. Виды сварных соединений
мого металла производят различную подготовку кромок, которая
для ручной электродуговой сварки и автоматической сварки под слоем
флюса регламентируется соответственно ГОСТ 5264—58 и ГОСТ 8713—
58. При толщине металла до 3 мм применяют ^тбортовку без зазора
(рис. 149, а), высота бортика h — 2 s; при толщине металла до 4
(иногда до 8 мм) сварку производят без разделки кромок (скосов)
при зазоре до 2 мм (рис. 149, б). Металл толщиной 13—15 мм сва-
ривают с односторонней V-образной разделкой кромок (рис. 149, в).
299
При толщине металла больше 15 мм рекомендуется двусторонняя
Х-образная разделка кромок (рис. 149, г). Металл толщиной более
20 мм сваривают с чашеобразной разделкой кромок, кото-
рая может быть односторонней и двусторонней (рис. 149, д, е).
Соединения внахлестку (рис. 149,ж) выполняют угловыми швами,
величина нахлестки равна трех-пятикратной толщине свариваемых
элементов.
Угловые соединения (рис. 149,з) производят без сксса и со скосом
кромок.
Рис. 150. Типы швов при различном положении в пространстве:
а — нижние; 6 — горизонтальные; в — вертикальные; е — потолочные
Рис. 151. Типы швов в за-
висимости от «к положения
относительно действия вне-
шних сил:
/ — фланговый; 2 — лобовой; 3 —
косой
Тавровые соединения выполняют приваркой одного элемента из-
делия к другому (рис. 149, и). Без скоса кромок сваривают конструк-
ции с малой нагрузкой. При изготовлении ответственных конструк-
ций с элементами толщиной 10—20 мм
применяют односторонний скос, а при
толщине более 20 мм — двусторонний.
Подготовка кромок для ручной сварки
регламентируется ГОСТ 5264—69; для
автоматической — ГОСТ 8713—70.
По положению в пространстве швы
могут быть нижние, и горизонтальные
(рис. 150, а, б), вертикальные (рис.
150, в) и потолочные (рис. 150, г). Наи-
более легко выполнять нижние швы; их
можно располагать на нижней гори-
зонтальной плоскости в любом напра-
влении. Вертикальные швы располага-
ют на вертикальной плоскости в любом направлении. Наиболее
трудны для выполнения потолочные швы; они располагаются в лю-
бом направлении на верхней горизонтальной плоскости.
Швы можно выполнять непрерывными и прерывистыми^ зависи-
мости от действующей нагрузки.
Типы_швов по отношению к направлению действующих на них
усилий (рис- 151) разделяют на фланговые 1, лобовые 2 и ко-
сые 3.
300
§ 3. Строение сварного шва
Строение сварного шва после затвердевания и распределения
температуры малоуглеродистой стали показаны на рис. 152. Нап-
лавленный металл 2 получается в результате перевода присадочного
и частично основного металлов в жидкое, состоя и не, образования жид-
кой ванночки и последующего затвердевания, в процессе которого
расплавленный металл соединяется с основным 1. В узкой зоне сплав-
ления. 3 кристаллизуются зерна, принадлежащие основному и наплав-
ленному металлу. Во всяком сварном шве образуется зона термиче-
ского .влияния 4, которая располагается в толще основного металла.
В этой зоне под влиянием быстрого нагрева и охлаждения в процессе
сварки изменяется лишь структура металла, а его химический состав
остается неизменным.
Рис. 152, Строение сварочного шва (й) и структурные превращения малоуглеро-
дистой стали в зоне термического влияния (б):
Зоны / — неполного расплавления; // — перегрева; /// — нормализации; /V — неполной пе-
рекристаллизации; V — рекристаллизации; VI — синеломкости
Свойства металла в зоне шва определяются усло-
виями плавления, металлургической обработки основного и приса-
дочного металлов и кристаллизации металла шва при охлаждении.
Свойства сварного соединения в целом опре-
деляются характером теплового воздействия на металл в околошовных
зонах.
Во время плавления основной и присадочный металлы сильно пере-
греваются иногда до температур, близких к температуре кипения.
Эго приводит к испарению металла и изменению химического состава
сплава. Наличие газовой атмосферы вокруг плавящегося металла
приводит в ряде случаев к окислению, взаимодействию металла
с азотом и растворению в металле газов. Все это изменяет химический
состав наплавленного металла, создает в нем окисли и другие неме-
таллические включения, поры и трещины. Чем чище наплавленный
металл, тем выше механические свойства сварного'шва.
301
С целью повышения качества наплавленного металла вокруг жид-
кого металла создают специальную газовую атмосферу, защищающую
его от воздействия воздуха, раскисляют и прикрывают жидкую ван-
ночку специальными шлаками.
Строение сварного шва после затвердевания и распределения тем-
пературы в малоуглеродистой стали показаны на рис. 152, б. Зона /
примыкает непосредственно к металлу шва. Основной металл на этом
участке в процессе сварки частично расплавляется и представляет
собой смесь твердой и жидкой фаз.
Наплавленный металл имеет столбчатое (дендритное) крупнозерни-
стое строение, характерное для литой стали. Если наплавленный ме-
талл или соседний с ним участок был сильно перегрет, то при охлаж-
дении на этом участке (зона II) зерна основного металла (малоуглеро-
дистой стали) образуют грубоигольчатую так называемую видманшго-
товую структуру.
Металл этой зоны обладает наибольшей хрупкостью и является
самым слабым местом сварного соединения. В зоне III температура
металла не превышает П00°С. Здесь наблюдается структура норма-
лизованной стали с характерным и мелкозернистым строением. Ме-
талл в этой зоне имеет более высокие механические свойства (в срав-
нении с металлом первых двух зон).
В зоне IV происходит неполная перекристаллизация стали, на-
гретой до температуры, лежащей между критическими точками АС) и
. На этом участке после охлаждения наряду с крупными зернами
феррита образуются мелкие зерна феррита и перлита. Металл
этой зоны также обладает более высокими механическими свой-
ствами.
В зоне V структурных изменений в стали не происходит, если сталь
перед сваркой не подвергалась пластической деформации. В против-
ном случае на этом участке наблюдается рекристаллизация.
В зоне VI сталь не претерпевает видимых структурных изменений.
Однако на этом участке наблюдается резкое падение ударной вязкости
(синеломкость).
Структурные изменения основного металла в зоне термического
влияния незначительно отражаются на механических свойствах мало-
углеродистой стали при сварке ее любыми способами. Однако при
сварке некоторых конструкционных сталей в зоне термического влияния
возможно образование закалочных структур, которые резко снижают
пластические свойства сварных соединений и часто являются причи-
ной образования трещин.
Размеры зоны термического влияния зависят от способа и техно-
логии сварки и рода свариваемого металла. Так, при ручной дуговой
сварке стали тонкообмазанными электродами (обмазку применяют в
ввде покрытия для защиты сварного шва от воздействия внешней
среды) и при автоматической сварке стали под слоем флюса размеры
зоны термического влияния минимальны (2—2,5 мм); при сварке
электродами с толстой обмазкой протяженность этой зоны равна 4—
10 мм, а при газовой сварке — 20—25 мм.
302
Глава XXVIII
ЭЛЕНТРОДУГОВАЯ СВАРКА
§ 1. Свойства электрической дуги
Электродуговая сварка — наиболее распространенный способ сое-
динения металлических деталей, использующий тепло электрической
дуги. Электрическая дуга представляет непрерывный поток электро-
нов и ионов, образующихся между двумя электродами в той или иной
среде как постоянным, так и переменным токами.
Для создания и поддержания дуги необходимо ионизировать воз-
душный промежуток или специально созданную газообразную сре-
ду. Непрерывная ионизация воздуха или газа обеспечивается элек-
тронами, вылетающими с поверхности отрицательно заряженного
электрода. Эти электроны сталкиваются с атомами или молекулами
газообразных веществ, находящихся в пространстве между электро-
дами, возбуждают или ионизируют их.
В дуговом разряде выбрасывание (эмиссия) электронов с катода
происходит под влиянием двух факторов: высокой температуры (термо-
электронная эмиссия) и напряженности электрического поля (авто-
электронная эмиссия).
Отрицательно заряженные частицы бомбардируют анод, а поло-
жительно заряженные — катод. Взаимная бомбардировка ионсв при
соответствующем напряжении дуги превращает кинетическую энер-
гию этих частиц в тепловую и световую; электроны превращаются
в электроны проводимости, а ионы нейтрализуются.
Тепловая и световая энергия в сварочной дуге выделяется неравно-
мерно. На аноде выделяется около 43% тепла за счет бомбардировки
его электронами, имеющими более высокую кинетическую энергию,
чем ионы, бомбардирующие катод; на катоде выделяется около 36%
общего количества тепла сварочной дуги. Остальное тепло (~21%)
образуется в столбе дуги.
Температура электрической дуги зависит от материала электродов;
при угольных электродах она составляет на катоде около 3200° С,
на аноде — около 3900° С; при металлических электродах — соот-
ветственно 2400 и 2600° С. В центре дуги, по ее оси, температура дости-
гает 6000—7000° С.
При электроду повой сварке на нагревание и расплавление металла
используется 60—70% тепла. Остальное его количество (30—40%)
рассеивается в окружающем пространстве.
На рис. 153 изображена схема ручной дуговой сварки. Дуга возни-
кает при пропускании тока между металлическим (проволочным)
электродом 4 и основным металлом 1. Дуговой разряд (пламя дуги)
имеет форму расширяющегося к поверхности изделия столба, у осно-
вания которого в толще изделия образуется кратер дуги или свароч-
ная ванна 3. Для зажигания (возбуждения) дуги электрод под током
соприкасают с изделием. Вследствие высокой плотности тока в месте
контакта конец электрода и соприкасающийся с ним участок изделия
3OI
сильно нагреваются. Эго обеспечивает образование дугового разряда
в момент отвода электрода от поверхности изделия.
Под влиянием автотермоэлсктронной эмиссии конец электрода
и находящийся под ним участок изделия расплавляются, па изделии
возникает сварочная ванна, в которую по каплям стекает расплавлен-
ный металл 6 с электрода 4. Пространство между оплавляющимся
торцом электрода и поверхностью сварочной ванны заполняется рас-
каленной средой, представляющей смесь частично ионизированного
Рис. 153. Схема ручной дуговой
снарки (стрелкой показано пере-
мещение электрода)
Рис. 154. Дефор-
мация .капли ме-
талла
воздуха, паров металла и обмазки 5, которые образуются при высоких
температурах в процессе взаимодействия материала электрода и его
обмазки 5 с воздухом. Электрод, перемещаясь в направлении стрелки,
оставляет слой наплавленного металла 2.
Устойчивое горение, необходимое для высокого качества сварки,
достигается при длине дуги а — 3—5 мм. Величину проплавления
свариваемого металла называют глубиной сварки.
Обычно в сварочную ванну с электрода в виде капель стекает до
90% всего металла плавящегося электрода; остальной металл не дос-
тигает сварочной ванны вследствие частичного разбрызгивания, ис-
парения и окисления и уходит в окружающую среду.
При любом способе сварки и положения шва в пространстве металл
всегда переходит с электрода на изделие в виде капель (рис. 154).
Капли 1 жидкого металла переносятся от электрода 3 к сварочной
ванне 5 в результате совместного действия силы тяжести, сил по-
верхностного натяжения, давления образующихся в металле газов и
сжимающего действия электромагнитных сил 2 па металл (пинч-
эффект), способствующих образованию шейки 4.
Силы поверхностного натяжения придают каплям сферическую
форму, доводя их размер перед отрывом до критической величины.
Это облегчает стекание капель в ванночку.
Поверхностное натяжение способствует переносу металла с элект-
рода на изделие. Сила давления газов, возникающих при плавлении
электрода, также помогает процессу переноса капли с электрода на
304
деталь. Это очень важно при потолочной сварке. Электрический ток,
проходящий по электроду, создает вокруг электрода магнитное сило-
вое поле, которое, как указано, образует шейку при его расплавле-
нии. Электромагнитные силы способствуют переносу капли металла
при всех положениях шва в пространстве с электрода па изделие.
Для зажигания электрической дуги необходима сравнительно не-
большая разность потенциалов на электродах: обычно для металли-
ческих электродов она составляет около 40—60 В при постоянном
токе и около 50—70 В при переменном. После возбуждения дуги
напряжение уменьшается. Дуга между металлическим электродом и
свариваемым металлом устойчиво горит при напряжении 15—30 В, а
между угольным или графитовым электродами и металлом — при
напряжении 30—35 В. Напряжение, необходимое для поддержания
горения дуги, зависит от длины дуги, химического состава электрод-
ного стержня, его покрытия, давления газов в окружающей среде,
величины и рода тока.
При работе на постоянном токе свариваемое изделие обычно при-
соединяют к положительному полюсу (аноду),, а электрод — к отрица-
тельному полюсу (катоду). Такое соединение называют включением на
прямую полярность. Иногда (особенно при малых сечениях изделия)
во избежание прожога изделие присоединяют к катоду, а электрод —
к аноду. Такое соединение называют включением на обратную поляр-
ность.
Горение дуги при переменном токе менее устойчиво, чем при посто-
янном. Устойчивость дуги увеличивается с повышением напряжения,
с увеличением частоты переменного тока или созданием специальной
Газовой среды путем обмазки электродов.
“ § 2. Основные способы электро дуговой сварки
В практике применяют два способа дуговой электросварки: не-
плавящимся электродом и плавящимся металлическим электродом.
При первом способе, разработанном русским инженером Н. Н.
Бенардосом (1842—1905), сварку обычно производят угольным или
вольфрамовым электродом по схеме, приведенной на рис. 155, а,
постоянным током. Неплавящийся электрод обычно присоединяют к
отрицательному полюсу генератора, изделие — к положительному
полюсу. При сварке с обратной полярностью дуга получается менее
устойчивой.
Второй способ сварки (плавящимся электродом) был разработан
в 1801 г. Н. Г. Славя новым (рис. 155, б).
При сварке металлов электрическая дуга может быть зависимой и
независимой. Сварка дугой прямого действия (зависимой) происходит
при ее горении между электродом и металлом. Независимая дуга горит
между двумя угольными электродами вблизи свариваемых деталей;
металл нагревается за счет косвенного действия дуги.
Различают три вида сварочной дуги — закрытую,
защищенную и открытую.
Наиболее эффективна защита металла от воздействия окружающей
11—545
305
среды при закрытой дуге погружением ее в жидкость, газовую среду
или в гранулированные стекловидные флюсы.
Широкое применение получил способ защищенной электрической
дуги; в нем металл защищен от воздействия окружающей среды слоем
шлака или оболочкой газа. Шлак образуется вокруг дуги за счет
применения обмазанных электродов, слой покрытия которого пла-
вится при нагревании. Иногда в зону сварки подают активные или
инертные газы, изолирующие дугу от внешней среды. Неответствен-
ные изделия обычно сваривают открытой дугой без защиты от воздей-
ствия воздуха. Дуговую электрическую сварку, как уже отмечалось,
Рис. 155. Схема дуговой электросварки:
а — способ Беиардоса; б — способ Славянова; / — держатель: 2 —электрод; 3 — электри-
ческая дуга; 4 — присадочный металлу 5 — свариваемая деталь: 6 — гибкий провод
можно осуществлять на постоянном и переменном токе. Достоинство
сварки на постоянном токе — повышенная устойчи-
вость дуги и возможность использования прямой и обратной полярнос-
ти для регулирования степени нагрева свариваемого изделия.
Более широко все же применяют сварку на переменном
токе; оборудование здесь значительно дешевле, меньшей массы и
габаритов, проще в эксплуатации. Кроме того, коэффициент полез-
ного действия сварочных трансформаторов переменного тока состав-
ляет 0,8—0,85, а агрегатов постоянного тока 0,3—0,6.
При сварке переменным током расход электроэнергии на 1 кг
наплавленного металла достигает 11—14 МДж (3—4 кВт-ч), а при
сварке постоянным током—22—36 МДж (6—10 кВт-ч).
Недостатками сварки ла переменном токе являются сравнительно
низкий cos ф сварочного поста при сварке электродом с тонкой обмаз-
кой (обычно 0,3—0,4) и меньшая устойчивость сварочной дуги.
§ 3. Электроды, сварочные машины и аппараты
Электроды. Неллавящиеся электроды бывают уголь-
ными, графитовыми и вольфрамовыми. Угольные и графитовые элект-
роды применяют только при сварке на постоянном токе. Вольфрамо-
вые электроды применяют при сварке постоянным и переменным то-
ком.
306
Плавящиеся электроды, в зависимости от назначения
и химического состава свариваемого металла, могут быть изготовлены
из различных материалов: стали, чугуна, меди, латуни, бронзы, алю-
миния и твердых сплавов. Применяют их при сварке без покрытия
(обмазки) или со слоем тонкого либо толстого покрытия (об-
мазки).
Стальные электроды изготовляют из стальной сварочной проволо-
ки ГОСТ 2246—60 диаметром отГ0,3 до 12 мм;
Электроды для р у ч ной дуговой сварки пред-
ставляют металлические стержни диаметром 1,6—12 мм, длиной от
350 до 450 мм. Для сварки углеродистой стали электроды изготовля-
ют из мягкой стальной проволоки, содержащей 0,08—0,12% С; со-
держание фосфбра и серы допускается в пределах до 0,04%. При свар-
ке легированной стали электроды изготовляют из низколегированной
стальной'проволоки, содержащей до 0,22% С. При автоматических
и полуавтоматических процессах сварки применяют только электрод-
ную проволоку без покрытия.
Электроды разделяют на три группы: углеродистая (Св. 08, Св.
10ГС и т. д.), легированная (Св. 18ХМ9, Св' 10Х5М, Св. 20ХГС) и
вы«жолегированная“(Св. 07Х18Н9Т, Св. 07Х25Н20 и т. д.).
Качественные электроды (т. е. электроды с разнообразными толс-
тыми покрытиями) делят на типы по их назначению и механическим
свойствам сварного шва.
Толщина такого стабилизирующего покрытия электродов состав-
ляет 0,1—0,3 мм на сторону, а толстого — 0,5—3 мм на сторону. Тон-
кие покрытия (обмазки) повышают устойчивость горения дуги, поэто-
му их называют ионизирующими покрытиями. Они состоят из мела или
поташа, калиевой селитры, углекислого бария, титанового концент-
рата, силиката калия, полевого шпата и др. Электроды с тонкими
обмазками применяют для сварки малоответственных конструкций,
так как сварные швы, выполняемые этими электродами, обладают пони-
женными механическими свойствами вследствие влияния атмосферы на
расплавленный металл.
Электроды с толстыми (защитными) обмазками повышают устой-
чивость горения дуги и защищают расплавленный металл от окисле-
ния и насыщения азотом. Наличие в покрытии раскислителей FeMn,
FeSi, FeTi позволяет восстанавливать окислы металла на кромках
изделия. При необходимости в обмазку добавляют легирующие эле-
менты, обеспечивая получение соединения с определенными физико-
механическими свойствами.
Сварочные машины и аппараты. При сварке постоянным током
электрическая дуга питается от сварочных машин, имёющйхш качест-
ве источника тока сварочные генераторы., или выпрямители, а при
переменном токе от сварочных трансформаторов.
Сварочная машина для д у г о в о и 'с в а р-к-м—«-а-
п оу т о я н ном ток е в качестве источника тока имеет сварочный,
генератор и электродвигатель, приводящий генератор во вращение, а
также регулятор тока и другие механизмы. В ряде случаев генератор
приводится во вращение двигателем внутреннего сгорания.
п* 307
Сварочные генераторы по устройству и характеристикам отлича-
ются от обычных генераторов, применяемых для силовых установок и
освещения. Сварочный генератор должен обладать хорошими динами-
ческими свойствами, т. е. обеспечивать получение крутопадающей ха-
рактеристики (см. кривые / и 2, рис. 156). Такая форма внешней ха-
рактеристики генератора обеспечивает взаимосвязь со статической
характеристикой дуги (кривая 3, рис. 156). Кривая 2 в двух точках
Рис. 156. Внешняя характе-
ристика генераторов и элект-
рической дуги:
J — генератора обычного тока; 2 —
сварочного генератора; 5 — электри-
ческой дуги статическая; 4 — элек-
трической дуги падающая
вамп обладают генераторы с
чивающую параллельную и
обмотки.
пересекает характеристику электри-
ческой дуги (кривая 3); в точке А
происходит возбуждение дуги, а в
точке Л( обеспечивается устойчивое
горение дуги.
Длина дуги в процессе сварки не
постоянна; постоянство силы тока
обеспечивается источником с круто-
падающей характеристикой.
При изменении длины дуги с 1Л до
/2 сила тока изменяется на вели-
чину А/, при характеристике 2 и на
Д72>А/1 при падающей характерис-
тике 4. Следовательно, устойчивость
дуги будет меньше.
Большое распространение полу-
чили однопостовые сварочные гене-
раторы с~внёшней падающей харак-
теристикой. Наилучшими свойст-
самовозбуждением, имеющие намагни-
размагничивающую последовательную
Рис. 157. Схема (а) и общий вид (б) сварочного генератора:
I — корпус агрегата, 2— пусковая кнопка: 3 — якорь; 4 — шейки; 5 — коллек-
тор; 6 — рукоятка; 7—башмак; S— подача тока во внешнюю цепь
Принципиальная схема генератора приведена на рис. 157. В этом
генераторе магнитный поток создается за счет двух обмоток возбуж-
дения, из которых намагничивающая обмотка питается от главной и
308
Рпс. 158. Схема сварочных транс-
форматоров типа СТЭ-34:
/ — первичная обмотка; 2 — магнктопровод
трансформатора; .3— вторичная обмотка;
J — регулируемый зазор; 5 —ярмо; 6 *— об-
мотка дросселя; 7 — магнитопровод дрос-
селя; 8 — электрическая дуга
вспомогательной щеток генератора, а размагничивающая включена
последовательно в сварочную цепь. Генератор можно включать на
малые (120—350 А) и большие (320—600 А) токи.
Сварочный преобразователь ПС-500 состоит из сварочного генера-
тора постоянного тока и трехфазного асинхронного электродвигателя
А-72/4, соединенных между собой эластичной муфтой. Мощность
генератора 28 кВт, величина тока 500 А, рабочее напряжение 40 В.
Агрегат предназначен для пита-
ния одной дуги. При выполнении
сварочных работ на новостройках,
при монтаже или в полевых усло-
виях, где нет электроэнергии, при-
меняют передвижные сварочные
агрегаты, состоящие из сварочно-
го генератора постоянного тока
и двигателя внутреннего сгора-
ния. Генератор и двигатель уста-
навливают на общей раме и со-
единяют эластичной муфтой (рис.
157, б).
В больших сварочных цехах
применяют централизованную мно-
гопостовую систему питания
электрическим током.
При сварке переменным током в качестве сварочной машины при-
меняют сварочные трансформаторы. Для регулиро-
вания сварочного тока и улучшения устойчивости горения дуги в цепь
последовательно включают индуктивное сопротивление, называемое
регулятором, реактивной катушкой или дросселем. Главное назна-
чение регулятора — обеспечить получение падающей внешней харак-
теристики сварочного аппарата и возможность регулировки силы сва-
рбчного' тока.
В настоящее время выпускают сварочные аппараты переменного
тока различных типов.
Аппараты типа СТЭ-34 (рис. 158) состоят и.з понижающего
трансформатора и отдельного регулятора тока. Первичная- обмотка
трансформатора включается в сеть переменного тока (220, 380 и 500 В),
а во вторичной обмотке индуктируется ток напряжением 55—60 В.
Регулятор тока представляет собой катушку самоиндукции с желез-
ным сердечником, состоящим из неподвижной и подвижной частей. Об-
мотка включена последовательно в сварочную цепь. Между подвижны-
ми частями сердечника имеется воздушный зазор, который устанав-
ливается вращением рукоятки регулятора.
Трансформаторы типа СТН со встроенными регуляторами со-
стоят из общего магнитопровода с тремя обмотками: первичной, вто-
ричной и реактивной. Взаимодействием обмоток создается основной
магнитный поток. Магнитный поток, создаваемый реактивной обмоткой,
имеет противоположное основному потоку направление, вследствие
чего при сварке напряжение на дуге представляет собой разность на-
309
пряжений вторичной обмотки трансформатора и реактивной катушки.
Сварочный ток регулируется перемещением пакета, набранного
из листового железа.
Трансформаторы типа СТН применяют для тока 500, 1000, 2000 А
и используют для питания дуги при ручной или автоматической свар-
ке. Трансформаторы со встроенными регуляторами применяют только
как однопостовые электросварочные машины. В качестве многопосто-
вых сварочных трансформаторов обычно используют трехфазные
трансформаторы с вторичным фазовым напряжением при соединении
вторичной обмотки звездой на 65—70 В. В этом случае каждый сва-
рочный пост снабжают отдельным регулятором силы тока.
Мощность трансформатора должна соответствовать суммарной мощ-
ности сварочных постов с учетом коэффициента одновременности их
работы.
§ 4. Ручная электрздуговая сварка
Режимы ручной сварки. Для получения качественного сварного
шва нужно правильно выбрать режим сварки, определяемый диамет-
ром электрода, величиной сварочного тока и длиной дуги.
Диаметр электрода выбирают в зависимости от толщины металла
и типа сварного соединения. При этом можно руководствоваться ориен-
тировочно следующими данными:
Толщина металла, мм 0,5 1—2 2—5 5—10 Свыше 10
Диаметр электрода, мм 1,5 2—2,5 2,5—4,0 4—6 4—8
Величина сварочного тока зависит от толщины свариваемого метал-
ла, типа соединения, скорости сварки, положения шва в пространстве,
толщины и вида покрытия электрода, его диаметра. Практически ве-
личину сварочного тока при сварке электродами из малоуглеродистой
стали можно определять по формуле
/св — (40-г-60) d, (72)
где d — диаметр электрода, мм.
Величина сварочного тока влияет не только на глубину провара,
но и на форму шва. При ширине шва, равной 3—4 диаметрам электро-
да, форма шва наиболее благоприятна.
Длина дуги сущесгвенно влияет на качество шва: чем короче дуга,
тем выше качество наплавленного металла. Длину дуги определяют
по формуле
гд = 0,5(0 2), (73)
где d — диаметр электрода, мм.
Обычно сварку ведут при токах свыше 50 А. При величине свароч-
ного тока более 100 А напряжение горения дуги зависит только от
длины дуги и определяется по формуле
Од = а 4-Р/д, (74)
810
где а — коэффициент, характеризующий падение напряжения на
электродах (при стальных электродах а = 10-4-12, при угольных
а = 35-4-38); р — коэффициент, характеризующий падение напряже-
ния на I мм длины столба дуги; р = 2,0—2,5.
Напряжение зажигания дуги для постоянного тока равно 40—60 В;
для переменного 50—70 В.
Производительность сварки зависит от затрачиваемого времени и
диаметра электрода. Полное время определяют по формуле
Т„ = tjk, (75)
где ta — основное время горения дуги, ч; k — коэффициент загрузки
сварщика, равный 0,4—0,8 в зависимости от вида производства и ха-
рактера выполняемой работы.
Основное время горения дуги можно определить по формуле
to=~, (76)
Ч
где Q — количество наплавленного металла, г; / — сварочный ток,
A; kK — коэффициент наплавки, т. е. количество электродного металла
в граммах, наплавленное в течение 1 ч, приходящееся на 1 А свароч-
ного тока с учетом марки электрода, потери металла на угар и раз-
брызгивание; для тонкообмазанных электродов — 7—8 г/А-ч,
а для толстообмазанных ka = 10—12 г/А-ч и выше-
Массу наплавляемого металла определяют по формуле
QH = У. (77)
где /гр —коэффициент расплавления (8—14 г/А-ч); / — сварочный
ток, А.
Скорость сварки
vcn = L/to, (78)
где L — длина шва, м.
Расход электродов (на угар, разбрызгивание и огарки) составляет
до 25% всей массы электродов. Расход электроэнергии при ручной
сварке на постоянном токе составляет 7—8 кВт-ч/кг, а на перемен-
ном—-3,5 кВт-ч/кг наплавленного металла.
Оборудование рабочего места для ручной сварки состоит из свароч-
ного аппарата постоянного или переменного тока, сварочного стола,
стеллажа, предохранительного щитка, электродоДержателя и различ-
ных сборочно-сварочных приспособлений. Рабочий пост сварщика нахо-
дится в изолированной кабине, снабженной приточно-вытяжной вен-
тиляцией.
Техника ручной сварки. Дугу можно возбудить двумя способами:
прикосновением торца электрода к свариваемому изделию с последую-
щим его отводом на расстояние 3—4 мм; быстрым боковым движением
электрода по направлению к свариваемому изделию с последующим
отводом (подобно зажиганию спички). Прикосновение электрода к из-
ЗП
делию должно быть кратковременным: иначе он приваривается к изде-
лию.
Длина дуги значительно влияет на качество сварки. Короткая дуга
горит устойчиво и обеспечивает получение высококачественного свар-
ного шва, так как расплавленный ме-
WWWW
тал л быстро проходит воздушный
промежуток и меньше окисляется
и азотируется. Для правильного
формирования шва при сварке пла-
вящимся электродом его необходимо
держать наклонно по отношению к
поверхности свариваемого металла
(под углом 15—20° от вертикали).
Изменяя угол наклона электрода,
можно регулировать глубину расп-
лавления основного металла и вли-
ять на скорость сварки и охлажде-
Рис. 159. Схема движения
электрода при ручной элект-
роду го вой сварке
ния наплавленного металла.
При сварке тонких листов накла-
дывают шов в виде узкого валика
(шириной 0,8—1,5 диаметра элект-
рода). При сварке толстых листов
применяют уширенные валики. При
таких швах конец электрода со-
вершает три движения: поступа-
тельное вдоль оси электрода, посту-
пательное вдоль линии шва и по-
перечно-колебательные движения.
Последние улучшают прогрев кро-
мок шва, замедляют остывание
ванны наплавленного металла, устраняют непровар и обеспечивают
получение однородного шва. Схема различных колебательных дви-
жений конца электрода показана на рис. 159.
е) лЗлектрод
Рис. 160. Схема наложения валиков для стыковых и угловых швов
312
Сварку встык без разделки кромок (рис. 160, а) производят пре-
имущественно сквозным проплавлением с одной стороны шва. В этих
случаях рекомендуется применять подкладки (стальные, медные).
Иногда, если возможно, шов подваривают узким валиком с обратной
стороны.
При сварке встык шва с V-образной разделкой (рис. 160, б", дугу
зажигают вблизи скоса кромок и наплавляют валик металла. В зави-
симости от толщины листа и диаметра электродов шов выполняют sa
один или несколько проходов.
Рис, 161. Схематическое изображение работы при сварке различных
швов:
/, 2, 5 — положение электрода; 4 — обмазка
При многослойной сварке каждый слои тщательно очищают. Число
слоев определяют исходя из диаметра электрода. Толщина слоя равна
(0,84-1,2)^.
Для сварки Х-образных швов (рис. 160, в) с целью уменьшения
деформации слои накладывают попеременно с обеих сторон разделки.
При образовании углового шва (рис. 160, г, д) электрод ставят
под углом 45° к поверхности детали. Применяя повышенные величины
тока (во избежание непровара шва), обе свариваемые поверхности
наклоняют к горизонтальной плоскости под углом 45° (сварка в ло-
дочку, рис. 160, е).
При сварке горизонтальных швов на вертикальной плоскости
(рис. 161, а) разделку дают лишь верхнему листу, дугу возбуждают
на нижней кромке, затем постепенно переходят на скошенную верх-
нюю кромку.
Вертикальные швы сваривать труднее вследствие стекания расплав-
ленного металла вниз. Для уменьшения стекания металла работу
ведут короткой дугой и в направлении снизу вверх (рис. 161,6), за
исключением листов с толщиной до 1,5 мм.
Сварку потолочных швов (рис. 161, в) производят очень короткой
дугой (короткое замыкание электрода на деталь). Применяют электро-
ды с тугоплавкой обмазкой, которая образует вокруг электродов
«втулочку», содержащую направленный газовый поток, удерживаю-
щий электродный металл.
Увеличение длины дуги до 6—10 мм не оказывает заметного влия-
ния на качество сварного шва. При сварке угольным электродом на
постоянном токе прямой полярности расход этого электрода незначи-
313
телен; при работе на обратной полярности может происходить на-
углероживание металла.
Для изделий с отбортованными кромками при толщине листов
3 мм сварку угольным электродом производят без присадочного
материала, а для изделий из листов толщиной более Змм — с подачей
присадочного прутка в дугу.
Кроме дуги прямого действия можно пользоваться дугой косвен-
ного действия. В этом случае применяют два угольных электрода,
укрепленных в специальном держателе.
Производительность сварки угольным электродом без присадки
металла при толщине стали 1—3 мм достигает 50—60 м/ч. Диаметр
угольного электрода изменяется в пределах 10—25 мм при величине
тока 200—603 А.
Прогрессивные методы ручной сварки. Применение новых скорост-
ных методов позволяет повысить коэффициент использования свароч-
ного поста и резко увеличить производительность ручной сварки.
Важнейшими технологическими приемами скоростной сварки явля-
ются: сварка с глубоким проплавлением, сварка спаренным электро-
дом, пучком электродов, многоэлектродная сварка, сварка трехфаз-’
ной дугой лежачим электродом и т. д.
Сварка глубоким проплавлением (проваром)
(рис. 162, а) повышает производительность на 150—200%. Электроды
покрывают качественным покрытием 1 (обмазкой) с более высокой
температурой плавления, чем у металла электродного стержня 2.
Расплавившийся металл 3 находится внутри обмазки 4, имеющей вид
конусной втулочки, опирающейся на поверхность свариваемого из-
делия 5. Эта втулочка предохраняет от короткого замыкания, облег-
чает ведение процесса, позволяет лучше использовать тепло дуги и
обеспечивает более глубокий провар.
При сварке спаренным электродом два Электро-
да соединяют вместе так, чтобы один оказался длиннее другого на
30—40 мм; к длинному стержню подводят ток. Затем на электроды
наносят общий слой покрытия (обмазки). Дуга образуется между
длинным стержнем и изделием, а короткий стержень расплавляется
за счет избыточного тепла дуги.
Разновидностью сварки спаренным электродом является сварка
пучком электродов (3—4 шт.). При определении величины
тока принимается суммарный диаметр пучка электродов, т. е.
/ = (20 -? 30) 2 d. (79)
Схема сварки пучком электродов показана на рис. 162, б. При
возбуждении дуги ток сначала проходит через первый электрод, затем
через второй, третий и т. д.
Разновидностью этого способа является многоэлектрод-
ная наплавка блуждающей дугой (рис. 162, в).
Несколько электродов собирают в один ряд в виде частой гребенки.
Ток подводят одним полюсом к изделию, а другим ко всем электро-
дам. Дуга под слоем флюса перемещается от одного электрода к дру-
гому или одновременно горит от нескольких электродов; при этом
314
основной металл проплавляется незначительно. В процессе сварки
электроды и флюс подают автоматически.
Сварка трехфазной дугой (рис.’ 162, а) по сравнению
со сваркой однофазной дугой повышает производительность в два-три
раза, уменьшает расход электроэнергии примерно на 26% и обеспе-
чивает более глубокий провар свариваемых изделий. Первые две фазы
источника тока 1 подключают отдельно к двум параллельным элект-
родам 2, имеющим толстую обмазку; третью фазу подключают к из-
делию 3. При замыкании образуются три дуги 4. Они обеспечивают
стабильность и надежность процесса сварки.
Рис. 162. Скоростные методы ручной сварки:
а—сварка глубоким проваром; б — сварка пучком электродов; в — миоговлектрод-
ная сварка под слоем флюса; г — сварка трехфазной дугой; d —сварка лежачим
электродом: J — сварка в стык одним электродом; 2 — сварка в стык, пучком элек-
тродов; 3 —сварка таврового соединения
К скоростным методам можно отнести сварку лежачим
электродом (рис. 162, <?). Электрод с качественным покрытием
или пучок электродов укладывают в разделку кромок деталей при сты-
ковом соединении 1, 2 или в угол при тавровом соединении 3. Сварку
лежачим электродом можно вести на постоянном и переменном токе,
но лучшие результаты дает сварка на постоянном токе прямой по-
лярности. Ток подводят к электроду и изделию.
§ 5. Автоматическая элгктродуговая сварка
Сварка под флюсом. При автоматической дуговой сварке управление
электрической дугой, подачу присадочного материала и флюсов, уста-
новку и передвижение каретки вдоль шва осуществляют специальные
механизмы.
315
Схема установки и процесс автоматической сварки горизонталь-
ного стыкового шва электродной проволокой под слоем флюса пока-
заны на рис. 163.
Под автоматом располагают изделие, подготовленное под сварку.
Ток от источника питания (обычно переменный) подводят к
свариваемому изделию и к сварочной головке. При сварке на
подготовленные кромки изделия впереди электрода насыпается
флюс из бункера. Дуга возбуждается между свариваемым изделием
и электродной проволокой. При горении дуги образуется жидкая
Рис. 163. Автоматическая дуговая сварка под флюсом:
а — схема установки: / — бункер, 2 — флюсостсасыв а ющее устройство; 3 — кассе’
та, 4 — электродная головка; 5 ~ подающий механизм сварочной головки; 6 — шла-
ковая корка; 7 — флюс; 6' — сварной шов; б — процесс сварки: / — электрод, 2 —
газовый пузырь; 3—флюс: *— слой шлака; 5 — металл шва; 6 — ванна жидкого
металла; ft—глубина провара
металлическая сварочная ванна, закрытая сверху расплавленным шла-
ком и оставшимся нерасплавленным флюсом. Дуга горит под слоем
флюса и, следовательно, без доступа воздуха. Нерасплавившийся
флюс отсасывается шлангом в бункер. Шов имеет ревную мелко-
чешуйчатую поверхность серебристого цвета; сверху он покрыт кор-
кой шлака, легко удаляемой с поверхности шва.
При автоматической сварке под слоем флюса применяют ток до
3000—4000 А.
Применение автоматической дуговой сварки под толстым слоем
флюса (сварка закрытой дугой) позволяет значительно увеличить
мощность дуги (дэ 150 кВт и более); повысить производительность
сварки в 5—10 раз по сравнению с ручной за счет глубокого проплав-
ления основного металла; улучшить прочностные свойства и получить
более чистый наплавленный металл, чем при ручной дуговой сварке.
Это объясняется более полной защитой расплавленной ванны и луч-
шей металлургической обработкой расплавленного металла шлаком.
Возбуждаемая дуга расплавляет не только электрод и основной
металл, но и часть флюса. Расплавленный металл электрода в виде
316
Рис. 164. Сварочный трактор ТС-17-М;
1 — механизм подачи проволоки; 5 — бункер
для флюса, 3— кнопочный пульт управления;
4 — кассета для проволоки; 5 — электродвига-
тель; 6 — механичм передвнжения
отдельных капель перемешивается с расплавленным флюсом и оседает
в сварочной ванне. Образующиеся при высокой температуре дуги
паро- и газообразные вещества — продукты частичного испарения
металла, разложения флюсов и остатки воздуха, находящегося в слое
гранулированного порошкообразного флюса — создают вблизи дуги
замкнутую газовую полость. Последняя изолирует дугу от атмосфер-
ного воздуха.
Большая плотность тока и направленное давление газов способст-
вуют движению металла и шлака в расплавленной ванне, обеспечи-
вают глубокий провар основного
металла и, в конечном итоге, вы-
сокие механические свойства.
Универсальный сварочный
трактор ТС-17-М (рис. 164) —
широко применяемый агрегат
автоматической сварки под сло-
ем флюса. Трактор работает при
постоянной скорости подачи
электродной проволоки и пред-
назначен для сварки прямоли-
нейных и кольцевых швов в
нижнем положении: стыковых,
угловых и нахлесточных соеди-
нений металлов толщиной 2—
20 мм. Трактор можно исполь-
зовать для получения внутрен-
них кольцевых швов. Сварку
производят на постоянном и
переменном токе.
Другой распространенный
автомат — трактор АДС-1000-2, позволяющий легко изменять режим
сварки.
Полуавтомат ПШ-5 представляет универсальный и высокоманеврен-
ный сварочный агрегат, работающий при постоянной скорости по-
дачи электродной проволоки. Он может работать также при питании
постоянным током от сварочного генератора.
При автоматической сварке свойства сварного шва определяются
в основном составом свариваемого металла, электродной проволоки
и флюса. Сварочная проволока должна быть очищена от ржавчины
и загрязнений. Этим условиям удовлетворяет холоднотянутая сва-
рочная проволока.
При сварке малоуглеродистых и конструкционных сталей большое
значение имеют процессы окисления марганца и других элементов.
Флюс надо выбирать так, чтобы он хорошо раскислял металл в сва-
рочной ванне. Температура плавления флюса при автоматической
сварке .не должна превышать 1200°С, а его вязкость в расплавленном
состоянии должна быть незначительной. Для автоматической сварки
применяют флюсы, в состав которых обычно входит ферросилиций,
марганцевая руда, известняк, доломит, плавиковый ‘шпат, глинозем.
317
Для легирования наплавленного металла при автоматической
сварке открытой дугой применяют трубчатые электроды (порошковая
проволока), внутрь которых насыпают порошок из различных ферро-
сплавов.
Электродуговая сварка в среде защитных газов. Особенность этого
вида сварки втом, что электрическая сварочная дуга горит в струе газа,
защищающей металл от вредного воздействия окружающего воздуха.
В качестве защитных применяют инертные и активные газы (водород,
окись углерода или их смесь с азотом). Наибольшее распространение
получили аргоно-дуговая сварка и сварка в среде углекислого газа.
Арго но - дуговая сварка. Аргон — инертный газ —
хранят и транспортируют в специальных стальных баллонах под дав-
лением 15 МН/м2 (МПа). Для сварки меди и ее сплавов применяют
аргон, содержащий кислорода до 0,02%, а для сварки низколегиро-
ванных и хромоникелевых сталей — чистый аргон. При
сварке алюминиевых и магниевых сплавов суммарное содержание
примесей в аргоне может составлять от 0,05 до 0,1%. Аргоно-дуговую
сварку осуществляют тремя способами: ручной сваркой неплавящим-
ся (вольфрамовым) электродом; полуавтоматической и автоматической
сваркой неплавящимся электродом; то же, плавящимся электродом.
Сварку неплавящимся электродом обычно ведут на переменном то-
ке с применением осцилляторов или на постоянном токе обратной по-
лярности. Такую схему включения применяют при сварке алюминие-
вых сплавов, когда за счет эффекта катодного распыления происходит
разрушение поверхностных окисных пленок. При сварке неплавящим-
ся электродом (рис. 165, а) дуга горит между вольфрамовым (или
угольным) электродом 3 и свариваемым изделием 1. В зону пламени
дуги 5 подается присадочный пруток 2, изготовленный из материала,
близкого по химическому составу к основному металлу. Металличе-
ский пруток и основной металл образуют ванну 6 расплавленного .ме-
талла. Сварка осуществляется специальной горелкой, в которой
укреплен электрод 3. По каналу горелки в зону дуги подается аргон 4.
При сварке на постоянном токе прямой полярности с горелками
без водяного охлаждения максимально допустимый сварочный ток
определяют по формуле
I = 80d, (80)
где / — сила тока, A; d —• диаметр электрода, мм.
При сварке на переменном токе
I = 60d. (81)
При сварке с водяным охлаждением сварочный ток увеличивают
на 20—30%. При ручной сварке диаметр присадочного прутка опре-
деляют по формуле
tl = 0,5s-|-1, (82)
где s — толщина металла, мм.
Сварку плавящимся электродом осуществляют проволокой диамет-
ром 0,6—3,0 мм. Химический состав электродной проволоки выбирают
318
в зависимости от свариваемо
го металла, требуемой проч-
ности шва и т. д.
Применение плавящегося
электрода показано на рис.
165, б. Пруток металла 8 ав-
томатически подается в на-
конечник горелки 7. Защит-
ный газ через специальный
канал наконечника горелки
4 попадает в пламя дуги 5.
Аргоно-дуговую сварку
применяют для толстостен-
ных изделий из углеродистой
и легированной стали и спла-
вов на основе алюминия,
магния и титана.
Атомновод о р о д -
ная сварка является
разновидностью сварки в
среде защитных газов. Осо-
бенность процесса в том, что
молекулярный водород под
влиянием высокой темпера-
туры дуги в промежутке
между электродами превра-
щается в атомарный по ре-
акции Н2^2Н. В нижней
части дуги при соприкоснове-
нии газа с холодным свари-
ваемым металлом атомарный
водород превращается в моле-
кулярный. При этом выделя-
ется большое количество
тепла.
Водород не только предо-
храняет металл шва от воздей-
ствия кислорода и азота ат-
мосферного воздуха, но и
восстанавливает окисли ме-
таллов, образующиеся в зоне
сварки.
Схема атомноводородной
Рис. 165. Схемы сварки в среде защитных
газов:
а — эргоно-дуговав сварка неплввящвмея элект-
родом; б — плавящимся электродом; о —атомно-
водородная евврка; г — сварка н атмосфере угле-
кислого газа
сварки приведена на рис.
165, в. Сварочная дуга воз-
буждается двумя вольфрамовыми или угольными электродами
/, расположенными под углом 45°. Вдоль каждого электрода по
каналу подается струя водорода. Напряжение источника тока
для облегчения зажигания дуги составляет 250—350 В, а рабочее
319
напряжение равно 30—120 В. Сварочный ток относительно неболь-
шой (10—70 А).
Атомноводородную сварку осуществляют горелкой особой конст-
рукции. Присадочный металл 2 вводят в зону сварки 3 обычным спо-
собом. Сравнительно ограниченное применение этого способа объяс-
няется сложностью и высокой стоимостью оборудования, а также опас-
ностью поражения током высокого напряжения.
Сварка в среде углекислого газа — наиболее
экономичный способ сварки малоуглеродистых и среднелегированных
сталей. Углекислый газ транспортируют в баллонах емкостью 40 дм3
под давлением 5—10 МН/м2 (Па). В таком баллоне содержится 25 кг
жидкой кислоты, которая, испаряясь, образует 12,725 м3 углекисло-
го газа. В пищевой углекислоте содержится не более 1,5% примесей,
в том числе не более 0,1 % влаги.
Схема сварки представлена па рис. 165, г. Установка состоит из
источника питания сварочного тока 1, газоэлектрической горелки 2,
механизма додачи электродной проволоки 3, указателя расхода угле-
кислого газа (ротаметра) 4, редуктора 5 (обычно после редуктора
устанавливают осушитель влаги) и баллона 6 с углекислотой. Газо-
электрические горелки для малых токов (до 300 А) не имеют водяного
охлаждения, а для токов более 300 А оборудованы таким охлаждением
во избежание сильного перегрева при сварке.
Особенностью сварки в среде углекислого газа является возмож-
ность в широких масштабах заменить ручную электродуговую сварку
полуавтоматической и автоматической. При этом можно использовать
электродную проволоку диаметром 0,6—2,0 мм, что обеспечивает
высокую устойчивость процесса сварки, небольшое разбрызгивание
и высокое качество сварных соединений. Однако следует учитывать,
что при сварке некоторые элементы металла (С, Ti, Mg, Al, V и др.)
выгорают. Для компенсации окислительного действия углекислого
газа повышают содержание в электродной проволоке раскисляющих
элементов (Мп, Si).
Для получения плотного, беспористого металла шва и уменьше-
ния разбрызгивания металла при сварке необходимо поддерживать
наиболее короткую дугу (1,5—4 мм).
Газоэлектрическая сварка в атмосфере углекислого газа наиболее
эффективна для соединения тонких деталей. При сварке деталей ма-
лой толщины (до 2 мм) напряжение на дуге должно быть примерно
22 В, ток 60—150 А, расстояние от сопла горелки до металла 7—14 мм.
Для сварки деталей средней толщины принимают ток 250—500 А,
напряжение на дуге 26—34 В, расстояние от сопла горелки до ме-
талла 15—25 мм.
Сварку, как правило, осуществляют на постоянном токе обратной
полярности. Расход углекислого газа, достаточный для защиты зоны
сварки от воздуха, составляет 15—25 дм3/мин при рабочем давлении
50 кН/м2 (кПа).
На полуавтоматических и автоматических установках скорость
сварки достигает 60 м/ч.
320
§ 6. Электрошлаковая сварка
Рис. 166. Схема эле-
ктрошлаковой сварки
Процесс электрошлаковой сварки происходит за счет тепла, вы-
деляющегося при прохождении электрического тока через расплав-
ленный флюс (шлак), имеющий большое электросопротивление.
При высокой температуре жидкого шлака, превышающей темпе-
ратуру плавления свариваемого металла, кромки основного металла
и электродная проволока плавятся, образуя общую ванну жидкого
металла. Схема электрошлаковой сварки
представлена на рис. 166.
Свариваемые детали 1 расположены вер-
тикально. Между свариваемыми кромками
детали и медными формующими ползуна-
ми 2 устанавливают один или несколько
электродов 5 (в зависимости от сечения шва)
и помещают флюс. Ползуны 2 охлаждают
водой через трубки 7. Процесс сварки на-
чинается с возбуждения электрической дуги
между электродами и начальной (опорной)
планкой и нижней частью детали. Расплав-
ленный металл 3 (основной и электродный)
находится на дне ванны, а над ним образу-
ется слой расплавленного флюса (шлака) 4.
Когда над расплавленным металлом образу-
ется слой высоконагретого жидкого шлака,
электродуговая плавка переходит в элект-
рошлаковый процесс. Непрерывность процесса сварки обеспе-
чивается равномерной подачей электродов и их перемещением вверх
вдоль свариваемого шва, а также перемещением ползунов по мере
затвердевания металла шва 6.
Главная особенность электрошлаковой сварки — возможность
сварки деталей толщиной до 100—120 мм за один проход одним элек-
тродом; при многоэлектродиой сварке можно сваривать детали прак-
тически любой толщины. Вертикальное расположение шва облегчает
выход газов и частиц шлака на поверхность. Это способствует очистке
металла шва от неметаллических включений и обеспечивает хорошее
его качество. Кроме того, сварку выполняют без разделки кромок
изделия, что значительно сокращает трудоемкость и снижает стои-
мость работ. Расход электроэнергии в 1,5—2 раза меньше, чем при
автоматической сварке под слоем флюсов. Плотность тока составляет
0,1 А/мм2, а при автоматической сварке—10—20 А/'мм2. Расход
флюса также меньше.
Преимуществом электрошлаковой сварки является эффективное
применение трехфазного тока. В результате появились разные виды
электрошлаковой сварки: сварка электродными проволоками, плас-
тинками, плавящимся мундштуком, стыковая.
Используя специальные приспособления, можно электрошлаковой
сваркой выполнять кольцевые швы.
321
Глава XXIX
КОНТАКТНАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
§ 1. Общие сведения
Контактная сварка — процесс соединения деталей нагревом их в
месте контакта до пластического или жидкого состояния с применением
одновременного или последующего сильного сжатия (осадки), обеспе-
чивающего взаимодействие атомов металла.
Контактная сварка — один из высокопроизводительных способов
сварки; она легко поддается механизации и автоматизации и ее широ-
ко применяют в машиностроении и строительстве.
На заводах, изготовляющих стержни для арматуры из углероди-
стой (СтЗ, Ст5) и низколегированной стали (25Г2с, 35Гс, 30Г2с), а
также при монтаже каркасов, сеток и других арматурных конструкций
применяют контактную сварку, которая обеспечивает высокую произ-
водительность.
По форме свариваемого соединения, определяющего тип свароч-
ной машины, контактную сварку разделяют на стыковую, точечную
и роликовую. При всех видах контактной сварки металл нагревается
за счет выделения тепла при прохождении электрического тока по
свариваемым деталям; количество этого тепла определяется извест-
ным законом Джоуля—Ленца:
Q = 0,241г&,
(83)
где / — сварочный ток, А; — сумма сопротивлений отдельных
участков цепи, Ом; t — время протекания тока, с.
Особенностью контактной сварки является применение кратковре-
менных (доли секунды) импульсов сварочного тока большой силы
(иногда до 100 000 А) при напряжении 0,3—10 В. Такой режим свар-
ки повышает производительность труда, экономит электроэнергию,
снижает возможность окисления деталей, уменьшает зону термиче-
ского влияния, позволяет управлять процессом тепловыделения и
теплоотвода, т. е. процессом формирования соединения.
Машина для контактной сварки состоит из понижающего трансфор-
матора; механизмов, обеспечивающих закрепление, создание усилий
сжатия и перемещение свариваемых деталей; пульта управления.
§ 2. Стыковая сварка
Стыковую сварку (рис. 167,я) разделяют на сварку оплавлением и
сварку сопротивлением. При сварке сопротивлением торцы деталей тща-
тельно обрабатывают, детали сводят до соприкосновения и включают
ток. После нагрева металла в месте контакта до пластического состоя-
ния давление сжатия повышают. Этот способ может быть использо-
322
ван для сварки изделий из стали, меди и
латуни с площадью контакта до 1500 —
—2000 мм®.
Наибольшим распространением поль-
зуется сварка оплавлением. При этом
не требуется тщательная подготовка
кромок. После включения тока детали
сводят до соприкосновения и в местах
контактов благодаря высокой плотнос-
ти тока происходит оплавление. При
последующих соприкосновениях проис-
ходит оплавление всего стыка. При-
легающий к стыку металл нагревается
до пластического состояния и в этот
момент осуществляется его осадка.
В процессе осадки с торцов выдавли-
вается жидкий металл и вместе с ним
удаляются окислы и загрязнения с кро-
мок. В результате полного удаления
окислов удается получать более ста-
бильные результаты по качеству обра-
зующихся соединений.
Различают два вида сварки оплав-
лением: непрерывным оплавлением и оп-
лавлением с подогревом. Последнюю
применяют для деталей, способных рез-
ко закаливаться. Предварительный
подогрев металла способствует более
равномерному нагреву и некоторому
снижению скорости его охлаждения
(для стали типа 30ХГСА, инструмен-
тальной и др.).
При стыковой сварке цветных ме-
таллов в основном применяют сварку
сопротивлением, причем плотность тока
выбирают в несколько раз больше плот-
ности тока, применяемой при сварке
стали. Мощность стыковых машин вы-
бирают из расчета 0,12—0,15 кВА/мм0
сечения свариваемых деталей; при свар-
ке изделий с замкнутым контуром мощ-
ность увеличивают в два раза. Напря-
жение сварочного тока составляет 5—
15 В; давление, создаваемое при осад-
ке, равно 15—50 МН/м2 (МПа).
В зависимости от мощности и назна-
чения стыковые машины могут быть
ручными и автоматическими.
Рис. 167. Схемы различных
видов контактной сварки:
я — стыковая: 1-—контактная пли-
та; 2— свариваемые детали; 3—
станина; 4 — трансформатор; 5 —
электроды; б — точечная: / — хобот;
2 — свариваемые детали; 3 — элект-
ро додер жа тел ь; 4 — три неф ор зл а гор;
5 — зона термического влияния шва;
6 — пластичный слой; 7 — расплав-
ленное ядро; в — роликовая: / — ро-
лик, 2 — свариваемые детали. 3 —
трансформатор; г — прерыватель
323
§ 3. Точечная сварка
Точечную сварку применяют в нескольких вариантах в зависимости
от конструкции изделий.
Для получения точечной сварки детали (см. рис. 167, б) помещают
между электродами. При нажатии на педаль верхний хобот 1 машины
опускается и зажимает детали 2. Через определенное время, необхо-
димое для создания плотного контакта между деталями, включается
сварочныйток, который доводит металл между электродами до плав-
ления, а прилегающую к ядру 7 зону 6 до пластического состояния.
После кристаллизации расплавленного ядра давление снимается.
Электроды должны обладать высокой электро- и теплопровод-
ностью, сохранять необходимую прочность до 400° С. Электроды из-
готовляют полыми из холоднокатаной электролитической меди и спла-
вов на ее основе. Во время сварки электроды охлаждают водой.
Для повышения производительности труда при массовом произ-
водстве применяют многоточечную сварку. Точечная сварка может
быть одно- и двусторонней.
Машины для точечной сварки могут быть механизированные и авто-
матические. В последних включение и выключение тока производится
при помощи специальных механических электромагнитных или ион-
ных прерывателей.
Машины разделяют на стационарные и переносные. Стационарные
машины бывают одно- и многоточечными. Последние одновременно сва-
ривают до 50 точек при производительности до 200 точек в минуту.
Мощность точечных машин достигает 600 кВА, плотность тока
не менее 120 А/мм2, вторичное напряжение 1—12 В, давление между
электродами 20—120 МН/м2 (МПа).
Мощность машины определяют по формуле
N — ks, (84)
где s — суммарная толщина листов, мм; k—коэффициент, равный
8—25 (зависит от свариваемого материала).
Рельефная сварка по существу представляет собой многоточечную
сварку, при которой расположение точек определяется рельефом де-
талей. Равномерным распределением усилия сжатия и величиной
тока достигается одинаковый провар во всех точках. Свариваемые де-
тали после сварки по всей поверхности плотно прилегают друг к другу.
§ 4. Роликовая или шовная сварка
При роликовой сварке отдельные точки частично перекрывают друг
друга, образуя непрерывный шов свариваемых деталей (см. рис. 167, в).
Подготовленные полосы с толщиной до 4 мм пропускают между
вращающимися роликами-электродами машины, через которые прохо-
дит электрический ток. В результате образуется плотный герметич-
ный шов.
Роликовую сварку выполняют непрерывной, прерывистой и ша-
говой. При непрерывной сварке детали перемещаются непрерывно.
524
причем все время к электродам поступает ток. Поверхность сваривае-
мых деталей сильно перегревается, электроды быстро изнашиваются,
что ухудшает качество сварки.
При прерывистой сварке детали перемещаются непрерывно, а ток
к электродам поступает периодически.
При шаговой сварке в момент включения тока детали неподвижны,
после кристаллизации сваренного участка металла происходит пере-
мещение деталей па определенный шаг.
Короткие швы сваривают от одного конца к другому, а длинные —
от середины к концам. Роликовую сварку осуществляют на перемен-
ном токе силой 2000—5000 А. Диаметр роликов равен 40—350 мм;
усилие сжатия свариваемых деталей роликами достигает 6 кН; ско-
рость сварки 0,5—3,5 м/мин.
§ 5. Импульсная (конденсаторная) сварка
Сущность этого нового прогрессивного способа контактной сварки
состоит в том, что к первичной обмотке трансформатора подключают
колебательный контур, состоящий из выпрямителя В, конденсатора К
и прерывателя Т (рис. 167, г).
Электрическая энергия предварительно накапливается на плас-
тинках конденсатора К и затем разряжается, нагревая металл. Мощ-
ный импульс энергии производит мгновенное плавление металла в
месте стыка изделия. Кратковременность импульса создает реальные
возможности для сварки стержней с различными сечениями. Преиму-
ществом этого способа сварки является также значительная экономия
электрической энергии.
$ * #
В строительстве наиболее распространенным способом сварки
является электрическая дуговая сварка плавящимся электродом,
позволяющая производить сварку решетчатых, стержневых, сплошно-
стенчатых и листовых конструкций. При сварке решетчатых конструк-
ций (ферм, башен, мачт, колонн) применяют главным образом ручную
сварку, так как сварные швы имеют незначительую длину и нахо-
дятся в разных пространственных положениях.
Наоборот, стержневые сплошностеичатые конструкции (балки, дву-
тавровые колонны) имеют сварные швы значительной протяженности
и обычно выполняются при помощи автоматической сварки под слоем
флюсов.
При сварке двутавровых балок необходимо соблюдать определен-
ную последовательность: в первую очередь сваривают стыковые соеди-
нения стенок, затем поясов и элементов, соединяющих стенку с поя-
сами. Только после этого можно приваривать ребра жесткости. Боль-
шой объем сварки производится при строительстве и монтаже промыш-
ленных зданий, в которых имеются колонны, балки, фермы, опоры
и т. д. При монтаже на строительной площадке сварку стыков конст-
рукций производят вручную в различных пространственных положе-
ниях.
325
Автоматическую сварку под слоем флюсов применяют также для
сварки листовых конструкций, имеющих чаще всего большую протя-
женность сварочных швов.
К листовым конструкциям относятся вертикальные цилиндриче-
ские резервуары для хранения нефтепродуктов емкостью до 5000 м3
и более из малоуглеродистой стали с толщиной стенок от 2,5 до 16 мм.
К сварке таких конструкций допускают сварщиков не ниже
5то разряда.
Различные виды дуговой и электрошлаковой сварки широко при-
меняют при монтаже арматурных стержней и сборных железобетон-
ных конструкций.
Глава ххх
ГАЗОВАЯ СВАРКА
§ 1. Газы, применяемые при сварке
При газовой сварке плавлением для местного нагрева соединяемых
деталей используют тепло реакций горения газов в струе кислорода;
при этом образуется факел пламени с очень высокой температурой.
В момент расплавления основного металла в пламя вносят пруток из
присадочного металла, который также плавится и образует вместе с
основным расплавленным металлом сварное соединение.
Газовая сварка дает более плавный нагрев, чем дуговая. Газовую
сварку широко используют при ремонте и изготовлении тонкостенных
изделий из стали (толщиной от 0,2 до 5 мм) и сплавов цветных метал-
лов, наплавочных работах, исправлении дефектов чугунного и сталь-
ного литья.
В качестве горючих газов могут быть использованы ацетилен С2Н2,
водород Н2, природный газ (содержащий примерно 94% СН4,) нефте-
газ, пары бензина и керосина. В сварочном производстве обычно
применяют ацетилен; при горении в технически чистом кислороде он
дает наиболее высокую температуру пламени (3150° С) и выделяет
наибольшее количество тепла 48 МДж/м3 (11 470 ккал/м3). Ацетилен
легче воздуха и кислорода. При содержании в воздухе 2,8—80% С2Н2
образуется взрывчатая смесь. Воспламеняется ацетилен при 420° С,
становится взрывоопасным при сжатии свыше 0,18 МН,м8 (МПа),
а также при длительном соприкосновении с медью и серебром.
Ацетилен получают из карбида кальция при взаимодействии пос-
леднего с водой. Реакция протекает с выделением значительного ко-
личества тепла
СаС2 ф- 2Н2О = С2На ф Са(ОН)2
Теоретически для разложения 1 кг карбида кальция требуется
0,562 дм3, а практически во избежание перегрева ацетилена расходу-
ют 5—20 дм3 воды. Средний выход ацетилена составляет 0,23—
0,28 м3/кг.
326
Ацетилен для сварки поступает из генератора, в котором его полу-
чают, или из металлических баллонов. В баллонах ацетилен нахо-
дится в смеси с ацетоном под давлением 1,5—1,6 МН/ма (МПа), Для
безопасности баллон с ацетиленом заполняют древесным углем, соз-
дающим систему капиллярных сосудов.
Технический кислород (98,5—99,5%) поступает к сварочным пос-
там по трубопроводам под давлением 0,5—1,6 МН/м2 (МПа), или в
баллонах под давлением до 15 МН/ма (15 МПа).
§ 2. Аппаратура для газовой сварки
Ацетилен обычно получают в генераторах. По регулированию
взаимодействия карбида кальция с водой ацетиленовые генераторы
делят на следующие виды:
система «карбид в воду» (рис. 168, а), при которой карбид каль-
ция, находящийся в бункере /, периодически поступает в воду 2 через
питатель 3, где разлагается и выделяет ацетилен; выход ацетилена
составляет примерно 95%;
система «вода на карбид» (рис. 168, б), при которой вода через
питатель 3 периодически подается на корзину 1 с карбидом кальция,
находящегося в реторте 2\ газ поступает в газосборник 4, гермети-
чески закрывающийся снаружи. Отбор газа осуществляется питате-
лем 5; выход ацетилена составляет 85—90%;
система «сухого разложения» (рис. 168, <?); выход 90%;
система «вытеснения» (рис. 168, а); выход 95%;
комбинированная система «вода на карбид — вытеснение»
(рис. 168,5); выход 95%.
Ацетиленовые генераторы могут быть передвижные и стационар-
ные. Передвижные генераторы обладают производительностью
до 0,3 м3/ч ацетилена и предназначены для обслуживания одного
сварщика. Производительность стационарных генераторов достига-
ет 1000 м3 ч ацетилена. Современные стационарные генераторы
имеют коэффициент полезного использования от 0,85 до 0,98.
В промышленности, строительстве, на транспорте и в других отрас-
лях народного хозяйства применяют генераторы низкого до 0,01 МН м2
(МПа) и среднего давления до 0,15 МН/м2 (МПа). Генераторы сред-
него давления более удобны, так как облегчают регулирование соста-
ва и пламени и обеспечивают более постоянные условия сварки. Гене-
раторы высокого давления в промышленности не применяют.
На рис. 169 показано устройство ацетиленового
генератора АНВ-1-66. Он состоит из основного корпуса
1 и перегородки 2, разделяющей корпус на две части. В нижнюю
часть корпуса вмонтирована реторта 7, в которую вставлен ящик 8
с карбидом кальция. Через открытую верхнюю часть корпуса генера-
тор заполняют водой до уровня 3. Через клапан 6 вода из корпуса
поступает в реторту и смачивает карбид кальция. Образующийся аце-
тилен по трубке .9 выходит из реторты, собирается под перегородкой
2 и затем через осушитель 5 и водяной затвор 4 по шлангу 40 посту-
пает в горелку. Благодаря выделению тепла при разложении карбида
327
кальция вода нагревается и генератор может работать при низких
температурах (до —25° С).
Для избежания проникновения кислородно-ацетиленовой смеси
в ацетиленовый генератор применяют водяные предохранительные
затворы (рис. 170). В корпус 1 по трубе 2 подводится газ; трубка 6
Рис. 168. Схемы ацетиленовых генераторов:
с — система «карбид в воду>1 1 — бункер; 2 — газообразователь; 3 — питатель; 4 — решет-
ка; 5 — спуск ила; 6 — отбор газа; 6 — система «вода на карбид»: 1 — корзина с карби-
дом; 2— реторта; 3 — подача воды; 4—гэзосборяик; 3 — отбор газа; в — система «сухого
разложения»; / — барабан с карбидом; 2— привод; 3 —подача воды; 4 — загрузка кар-
бида; 5 — газосборник. 6 — выгрузка сухой извести (пушонки); г — система «вы-
теснения»: / — корзина с карбидом; 2 — г а зооб р аз ователь -газосборник; J —воз-
душная подушка; 4 — отбор газа; д — комбинированная система «вода иа карбид — вы-
теснение»; / — корзина с карбидом. 2— реторта; 3 —подача воды; 4 — бак с водой. 5—»
воздушная подушка; 6" — газосборник; 7 — обратный клапан; й— отбор газа
предохранительная. При нормальной работе уровень воды в затворе
достигает контрольного крапа 3 и ацетилен собирается в верхней час-
ти затвора, откуда через кран 4 поступает к месту сварки. При об-
ратном ударе газа трубка 2 запирается образовавшейся водяной проб-
кой, а излишний газ сбрасывается в атмосферу через предохрани-
тельную трубку 6. Щиток 5 возвращает воду в затвор, уменьшая ее
потери.
Стандартный баллон (рис. 171) для кислорода емкостью
40 дм3 при давлении 15 МН/м2 (МПа) содержит 6 м3 кислорода и представ-
328
Рис, 169. Устройство ацетиленового генератора
ляет стальной сосуд цилиндрической формы. Вентиль баллона имеет
боковой штуцер для присоединения редуктора. На горловину плотно
насажено кольцо с наружной резьбой для навинчивания предохра-
нительного колпака.
Так как некоторые вещества (жиры, масла) в среде сжатого кис-
лорода способны самовоспламеняться, при работе с кислородными
баллонами необходимо соблюдать особую осторожность.
Для понижения давления газа, отбираемого из баллонов, до рабо-
чего давления и для поддержания его постоянным в процессе сварки
применяют редукторы. В зависимости от числа ступеней редуциро-
вания редукторы бывают одно- и двухкамерные. В однокамерном
редукторе газ уменьшает свое давление в одной камере.
ВзрыВчатая
Рис. 170. Водяной
затвор низкого дав-
ления
Рис. 171. Схема газового поста с
питанием от баллонов:
7—стол: 2 — свариваемые детали; 3—при-
садочный металл; 4 —горелка» 5 “Фланг;
6 — ацетиленовый редуктор; 7 — кислород-
ный редуктор; 8 — пористая масса
При обслуживании од ноева рочпого поста укрепляется на баллоне
(или устанавливается на трубопроводе) однокамерный редуктор (рис.
172). Через вентиль из баллона газ поступает в камеру высокого дав-
ления <3, через трубку—к манометру высокого давления. При повороте
регулирующего винта 9, укрепленного в корпусе редуктора 1, главная
пружина 8 нажимает на мембрану 7 и ее приподнимает; мембрана в
свою очередь посредством толкателя 6 приподнимает клапан высокого
давления 5, который сжимается пружиной 4 и этим дает возможность
газу попасть в камеру низкого давления 2. Рабочее давление в этой
камере определяется манометром низкого давления. Из камеры низ-
кого давления газ поступает в трубопровод горелки.
Двухкамерные редукторы обеспечивают меньший перепад давле-
ния и более низкий предел редуцирования (рис. 172, б).
330
Редуктор присоединяется к баллону при помощи накидной гайки
3, навертываемой на штуцер вентиля. При открывании вентиля газ
устремляется по каналу штуцера 2, предварительно пройдя через
трубку 4. В штуцере помещается теплопоглотитель в виде пластинки
с отверстиями из красной меди 1. Кислород проходит через тепло-
поглотитель и попадает в корпус 5 редуктора, где давление газа из-
меряется манометром 6. В этой части редуктора оно равно давлению
в баллоне или магистрали. Далее газ поступает к редуцирующему кла-
пану 8; при переходе в первую камеру редуцирования 11 он расширя-
331
ется до давления 20—25 кгс/см®. Величина давления в этой камере
устанавливается при помощи регулирующей гайки 14, которая сжи-
мает главную пружину 13, перемещающую вверх нажимной диск 15,
мембрану 12 и передаточный диск 10. На конце диска находится сталь-
ная шпилька 9, которая приподнимает редуцирующий клапан 8. К
седлу клапан 8 прижимается запорной пружиной 7. Газ, пройдя через
редуцирующий клапан 16 второй ступени, попадает в камеру реду-
цирования 17, где расширяется до величины рабочего давления (из-
меряется манометром 20). Регулирующим винтом 12 можно устано-
вить это давление в пределах от 1 до 15 кгс/см1 2 с делениями через
Рис, 173. Схема инжекторной горелки ГС-53:
f—соединительный ниппель; 2 — трубка наконечника; 3— смесительная камера; 4 —
накидная гайка; 5 — корпус; 6— вентиль для кислорода; 7 — трубка рукоятки; 8—
кислородный ниппель; 9— ацетиленовый ниппель; — кислородная трубка; И — вен-
тиль для ацетилена; 12 — сопло инжектора; 13 — мундштук; /4 —горючая смесь
1 кгс/см®. Передача движения от регулирующего винта 19 к редуци-
рующему клапану 16 во второй камере осуществляется также через
главную пружину 18. Предохранительный клапан при давлении
45—50 кгс/см® открывается и выпускает избыток газа в атмосферу.
Прекратить передачу газа на небольшой промежуток времени можно
запорным вентилем 21.
Из редукторов баллонов кислород и горючий газ раздельно пос-
тупают в сварочную горелку. Горелка предназначена для
правильного смешения кислорода с горючим газом, подачи горючей
смеси к месту сварки и создания концентрированного пламени тре-
буемой мощности. Горелки по принципу действия разделяют на ин-
жекторные низкого давления газа, и безынжекторные среднего и вы-
сокого давления.
Различают одно- и многопламенные горелки. На рис. 173 показана
распространенная однепламенпая ацетилено-кислородиая горелка для
сварки черных и цветных металлов толщиной до 30 мм.
Кислород поступает по шлангу к вентилю и через него в инжектор.
Вытекая с большой скоростью из инжектора в смесительную камеру,
струя кислорода создает разрежение, обеспечивающее подсос ацети-
лена. Ацетилен поступает по шлангу к соединительному ниппелю, а
затем через корпус горелки — в смесительную камеру, где он смеши-
332
вается с кислородом. Полученная горючая смесь поступает в мундштук.
По выходе из него смесь сгорает, образуя сварочное пламя.
Горелка ГС-53 имеет семь сменных наконечников, работает при
давлениях ацетилена 1—50 кН/м2 (кПа) и кислорода 100—400 кН/м®
(кПа).
При зажигании горелки сначала на четверть оборота открывают
вентиль кислорода, затем открывают вентиль ацетилена и поджигают
выходящую из наконечника газовую смесь. После этого немедленно
приступают к регулировке сварочного пламени. При гашении горелки
сначала закрывают ацетиленовый вентиль, а затем кислородный.
§ 3. Сварочное ацет и лено-кисло родное пламя
Строение, температура и влияние сварочного пламени па расплав-
ленный металл зависят от соотношения кислорода и ацетилена в горю-
чей смеси. Горение ацетилена может быть представлено следующей,
реакцией, протекающей в две стадии:
ОД + 2,5О2 = 2СО2 + Н2Опар
В первой стадии в горелку подают один объем ацетилена и один
объем кислорода (С2Н2 + О2 = 2СО 4- Н2).
Во второй стадии за счет кислорода
окружающего воздуха протекает реакция
2СО 4- Н2 + 1,5О2 = 2СОг + Н2О
В зависимости от соотношения кис-
лорода и ацетилена в исходной горючей
смеси различают три вида кислородно-
ацетиленового пламени:
нейтральное, или нормальное восста-
новительное, пламя при соотношении
О2:С2На = 1:1,2; таким пламенем сва-
ривают большинство металлов и спла-
вов;
науглероживающее пламя при соот-
ношении О2:С2Н2<1, т. е. при избыт-
Рис. 174. Схема строения нор-
м ал ьн ого а цетилено-кислород-
ного пламени и график рас-
пределения температуры по
его длине
ке ацетилена. Ядро пламени при этом
удлиняется по сравнению с ядром нор-
мального пламени; пламя теряет резкие
очертания. Такое пламя применяют
при сварке чугуна и наплавке быстро-
режущих сталей и твердых сплавов;
окислительное пламя при соотношении Оа:С2Н2>1,2, т. е. при из-
бытке кислорода. Пламя при этом приобретает голубоватый оттенок,
размеры ядра пламени уменьшаются; применяют при сварке латуней.
На рис. 174 показана схема строения нормального сварочного
пламени, образующегося при горении ацетилена. Пламя состоит из
трех зон: ядра 1, восстановительной зоны 2 и окислительной зоны 3.
Ядро пламени имеет вид усеченного конуса с округленным концом.
333.
Эта часть пламени состоит из смеси кислорода и раскаленных продук-
тов разложения ацетилена и кислорода (самая яркая часть пламени).
В восстановительной зоне происходит выделение тепла в основном
за счет окисления раскаленных частиц углерода в окись углерода.
Наивысшая температура в этой зоне (до 3150е С) создается на рассто-
янии 3—5 мм от конца ядра пламени; эта зона имеет характерное си-
неватое свечение.
Находящиеся в восстановительной зоне продукты горения ацетиле-
на СО и Н2 нагревают и расплавляют металл; они также могут вос-
станавливать окислы, в том числе образующиеся при сварке окислы
железа.
В окислительной зоне при избытке кислорода воздуха СО догорает
в СО2 и Н2 в Н2ОПВР. Эта часть пламени имеет желтоватую окраску с
красным оттенком. Газообразные продукты этой зоны обладают окис-
лительной способностью. Однако они препятствуют контакту расплав-
ленного металла с воздухом.
§ 4. Технология газовой сварки
Качественный шов обеспечивается правильным подбором мощнос-
ти горелки, видом сварочного пламени, способом сварки, углом нак-
лона горелки, применением соответствующего присадочного материа-
ла и флюса.
Мощность сварочного пламени оценивают по расходу ацетилена А,
который вычисляют по формуле
А = ks, (85)
где s — толщина свариваемых кромок, мм; k — коэффициент, опре-
деляемый экспериментально и зависящий от физико-химических
свойств свариваемых металлов.
Для нержавеющей стали k = 70ч-80; для углеродистой стали,
чугуна k — 100—^—120; для меди k = 160-?-200, алюминия k — 75.
По мощности пламени определяют номер наконечника сварочной
горелки.
Диаметр присадочной проволоки d выбирают в соответствии с тол-
щиной s основного металла. Для приближенного выбора диаметра
присадочного прутка при s<10 мм можно пользоваться эмпириче-
ской формулой
d==0,5s+l. (86)
При «>10 мм диаметр присадочного прутка принимают равным
5 мм.
Применение многопламенных горелок с несколькими мундштуками
повышает производительность сварки и улучшает качество шва.
Мощность горелки выбирают в зависимости от толщины и тепло-
проводности свариваемого металла. Для сварки металла с высокой
теплопроводностью требуется наконечник с большим расходом газа.
Свариваемый участок предварительно нагревают пламенем го-
релки до образования жидкой сварочной ванны. После этого в нее
334
вводят конец присадочной проволоки, которая, расплавляясь, обра-
зует шов. Газовой сваркой можно выполнять швы в любом положе-
нии. Наиболее рациональный способ газовой сварки — соединение
встык. Прн этом сталь толщиной до 2 мм сваривают с отбортовкой
кромок без присадочного материала. При большей толщине металла
производят одно- или двустороннюю разделку кромок.
Рис. 175. Способы газовой св арки и углы накло-
на горелки при различной толщине свариваемого
металла
При толщине металла до 3 мм применяют левую сварку (рис. 175,
а), при которой горелка движется справа налево. Присадочный пру-
ток 1 находится слева от горелки 2 и передвигается впереди пламени.
При толщине металла более 5 мм применяют правую сварку
(рис. 175, б): горелка 2 движется впереди сварочной проволоки 7
слева направо. Правая сварка увеличивает производительность на
20—25% при меньшем расходе ацетилена (на 15—25%).
Угол наклона горелки к свариваемой поверхности зависит от тол-
щины металла. При увеличении толщины металла нужна большая
концентрация тепла и соответственно больший угол наклона горелки
(рис. 175, в).
Горизонтальные и потолочные швы обычно выполняют правым
способом сварки, обеспечивающим глубокое проплавление, а верти-
335
кальные швы ведут левым способом снизу вверх. При таком способе
сварки предотвращается стекание металла из ванны.
При газовой сварке в качестве присадочного материала следует
применять проволоку или прутки, близкие по химическому составу
к металлу свариваемых деталей.
Применение флюсов, защищающих сварочный шов от окисления,
улучшает качество газовой сварки.
х , § 5. Газопрессовая сварка
Газопрессовая сварка является разновидностью газовой сварки.
При этом способе соединяемые кромки деталей нагревают пламенем
многосопловой горелки до перехода в пластичное состояние или до
оплавления (1200
1300°С) и сваривают
приложением давления
15—25 МН/мя (1,5—2,5
кге/мм2) (рис. 176).
Газопрессовую сварку
широко применяют для
соединения магистраль-
ных трубопроводов,
рельсов и т. д.
Фторо - водо-
родная сварка
основана на использо-
Рис. 176. Схема газопрессовой сварки;
д — сварка стержней кольцевой горелкой в пластич-
ном состоянии или с оплавлением; б — снарки листов
линейной горелкой в пластичном состоянии или с оп-
лавлением; 1—изделия перед сваркой; 2 — нагрев
изделий; 3 —сжатие изделий
ванин теплоты сгорания
фтора в водороде по ре-
акции
F2 + Н2 = 2HF
В горелку подают фтор и водород. Температура получаемого пла-
мени значительно выше температуры а цетилено-кислородного пла-
мени. что обеспечивает более высокую производительность сварки.
Глава XXXI
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ МЕТАЛЛОВ
И СПЛАВОВ
Способность металлов и сплавов к сварке оценивают по их свари-
ваемости. Под свариваемостью понимают возможность образования
при сварке плотных герметичных швов с требуемыми прочностными
и физико-химическими свойствами. Не все металлы и сплавы облада-
ют хорошей свариваемостью. Обычно высокая теплопроводность,
низкий коэффициент линейного расширения, нечувствительность к
336
термическому изменению цикла, малая усадка обусловливают хоро-
шую свариваемость металлов и сплавов.
Лучшей свариваемостью обладают металлы, способные образовы-
вать друг с другом непрерывный ряд твердых растворов. Хуже сва-
риваются металлы с ограниченной растворимостью в твердом состоя-
нии. Совершенно нельзя сваривать методом плавления те металлы,
которые вовсе взаимно не растворяются в твердом состоянии или об-
разуют хрупкие соединения. Эти металлы подвергают сварке давлением
или вводят при сварке промежуточный металл, который способен
растворяться в обоих основных.
§ 1. Сварка углеродистой стали
На свариваемость сталей решающим образом влияют их химиче-
ский состав, физические свойства и термическая обработка перед
сваркой.
Углерод сильно влияет на качество сварного шва. Повышение со-
держания углерода сказывается на прочности, твердости и вязкости
шва. С увеличением содержания углерода в стали сверх 0,3% повы-
шается самозакаливаемость переходной зоны основного металла, и
сталь становится более хрупкой. При газовой сварке влияние углерода
проявляется значительно меньше, чем при дуговой.
Углеродистые конструкционные стали хо-
рошо свариваются любым способом при содержании до 0,25% С и удов-
летворительно при содержании до 0,55% С. Для получения высокого
качества сварных швов при электродуговой и газовой сварке этих ста-
лей на то правильно выбирать режим сварки и обеспечивать надежную
защиту наплавленного металла от воздействия воздуха.
Конструкционные стали при содержании углерода свыше 0,35%
склонны к образованию закалочных трещин при сварке, требуют подо-
грева и последующей термической обработки. Применение присадоч-
ного металла с низким содержанием углерода позволяет избежать
закалки шва; прочность шва можно обеспечить легированием металла
навариваемого шва марганцем, кремнием и другими элементами в не-
обходимых количествах. Фосфор при содержании более 0.04% по-
вышает хрупкость сварного шва. Сера отрицательно влияет на сва-
риваемость стали, вызывая красноломкость металла вследствие обра-
зования легкоплавкой эвтектики, которая располагается между зер-
нами. С увеличением содержания серы (более 0,04%) наблюдается
образование трещин особенно при газовой сварке.
Низкоуглеродистые стали сваривают покрытыми электродами при
толщине металла от 2 до 40 мм стыковым и угловыми способами свар-
ки. Автоматическую сварку целесообразно применять при толщине
от 2 до 50 мм для стыковых и угловых швов преимущественно большой
протяженности. При толщине стали от 3 до 10 мм целесообразно при-
менять сварку в защитных газах. При толщине металла от 20 до
1000 мм применяют электрошлаковую сварку. Контактная сварка
применяется для тонких листов от 0,001 до 5 мм.
12-545
337
§ 2. Сварка легированной стали
При сварке легированной стали происходит выгорание легирующих
элементов, выделение карбидов при нагреве, наблюдается самозакали-
ваемость наплавленного металла и металла переходной зоны, воз-
никают усадочные напряжения и появляются трещины вследствие
малой теплопроводности некоторых легированных сталей.
Для предотвращения или устранения указанных явлений при свар-
ке легированных сталей рекомендуется не допускать их перегрева,
строго соблюдать установленные режимы сварки, применять специ-
альные составы флюсов и обмазок, подогревать изделия перед сваркой
и проводить термообработку изделий после сварки.
Свариваемость низколегированной конструкци-
онной стали перлитного класса в основном определяется содержа-
нием углерода. При содержании до 0,2% С сталь сваривается хорошо,
при 0,35% С — удовлетворительно, при 0,4% С — ограниченно, а
при содержании больше 0,4% С—очень плохо (необходим предвари-
тельный подогрев и последующий отжиг).
Хромистые нержавеющие стали содержат 12—14% Сг и 0,1—0,4%
С. Свариваемость этих сталей (марок 1X13, Х14) вполне удовлетвори-
тельна при содержании до 0,2% С. Они обычно имеют феррито-мар-
тенситную структуру. При сварке необходимо применять защитные
покрытия (для предотвращения выгорания хрома) или легировать
присадочный металл или электроды хромом. Стали типа 2X13, 3X13
имеют мартенситную структуру. Сварку хромистой стали рекоменду-
ется осуществлять электродуговым способом с обязательным подо-
гревом металла перед сваркой и последующей термической обработкой.
Хромистые стали после сварки становятся хрупкими; сварные швы не
выдерживают больших деформаций. Вязкость сварных швов восста-
навливают отжигом при 750—800°С. Предварительный подогрев
до 200—300°С позволяет избежать образования трещин.
Хромистые стали с содержанием 17% Сг и выше рекомендуется
сваривать после предварительного подогрева до 300°С, так как при
этом несколько повышается вязкость металла.
Свариваемость хромистых сталей с содержанием 25—30% Сг
вполне удовлетворительна. Однако металл сварного шва вследствие
сильного роста зерен при высоких температурах сварки и образования
внутренних напряжений приобретает низкие механические свойства.
Для снятия внутренних, напряжений после сварки применяют отжиг
при 960—980“С. Для предотвращения роста зерен при сварке реко-
мендуется вводить в состав электродов или покрытий титан, ванадий
и алюминий; отжиг после сварки производят при 900°С.
Хромоникелевые стали типа 18—8 (18—20% Сг и 8—10% N1) мож-
но сваривать всеми способами. Одиако необходимо учитывать, что
в этих сталях при их нагреве до 500—800°С выпадают карбиды хрома,
располагающиеся по границам зерен аустенита; последний у границ
зерен обедняется хромом и теряет коррозионную стойкость. В про-
цессе эксплуатации этих сталей может наблюдаться межкристаллит-
ная коррозия. Для предотвращения такой коррозии в сварных швах
338
необходимо по возможности уме ньшать в этих сталях содержание угле-
рода и вводить в их состав некоторое количество титана и ниобия.
Последующий за сваркой стабилизирующий отжиг (выдержка 2—3 ч
при 850—900° С) повышает стойкость хромоникелевой стали против
межкристаллитной коррозии. Закалкой в воде с 1050—1100° С также
можно понизить склонность стали к этой коррозии; во время нагрева
под закалку карбиды хрома растворяются в аустените и при быстром
охлаждений не успевают выделиться по границам зерен.
При сварке марганцовистой стали (0,8—1,3% С и 12—14% Мп)
происходит выделение карбидов из аустенита и даже возможно час-
тичное превращение аустенита в мартенсит в зоне термического влия-
ния. Это резко снижает пластичность металла и может сопровождаться
образованием трещин. Для предотвращения этого явления сварку мар-
ганцовистой стали надо вести возможно быстрее или применять водя-
ное охлаждение отдельных участков шва, т. е. стремиться уменьшить
зону термического влияния.
Сварку марганцовистой стали выполняют электродами того же
химического состава, что и химический состав основного металла, или
электродами из марганцовоникелевой стали со специальным покры-
тием.
§ 3. Сварка чугуна
Сваривать чугун очень трудно вследствие высокого содержания
углерода и низкой пластичности. Сварку применяют для исправления
дефектов, после литья производится сварка литых деталей и сварка
трубопроводов.
В зависимости от назначения чугунное изделие сваривают в горя-
чем или в холодном состоянии. При горячей сварке чугунные изделия
предварительно подогревают до 600—650° С, поддерживая эту тем-
пературу в течение всего процесса сварки. В процессе горячей сварки
чугуна на стыке свариваемых изделий надо создать значительный объем
жидкого металла, заметно превышающий "объем металла в стальной
сварочной ванне. Это необходимо для замедленного охлаждения рас-
плавленного металла и предотвращения его отбеливания. Замедлен-
ное охлаждение обеспечивает более полную графитизацию чугуна,
предотвращает образование в нем трещин и способствует получению
шва более высокой плотности. При правильном выполнении сварки
наплавленный металл имеет структуру серого чугуна с хорошо сфор-
мированными выделениями графита.
Горячую сварку серого чугуна можно осуществлять электрической
дугой или газовым пламенем с общим или местным подогревом изде-
лия. Общий подогрев применяют при сварке небольших деталей слож-
ной формы. После сварки деталь покрывают асбестом или засыпают
углем, замедляя остывание. В качестве присадочного материала при-
меняют чугунные стержни с содержанием до 3,6% С и стальную про-
волоку.
При газовой сварке серого чугуна наибольший интерес представляет
заварка чугуна медью и ее сплавами. В качестве флюса применяют
>2* 339
прокаленную буру или смесь буры (50%), двууглекислого натрия
(47%) и кремнезема (3%). Газовое пламя применяют с избытком кисло-
рода. Мощность пламени выбирают в зависимости от толщины металла
из расчета расхода ацетилена 100—120дм3/ч на 1 мм толщины из-
делия.
Горячую сварку серого чугуна электрической дугой чаще всего
осуществляют на постоянном токе металлическим или угольным
электродом. Металлические электроды представляют чугунные стерж-
ни диаметром 12 мм, покрытые специальной обмазкой.
Более распространенным методом сварки серого чугуна является
холодная сварка электрической дугой. В этом случае в качестве электро-
дов применяют чугунные или стальные стержни со специальной об-
мазкой, стержни из сплавов меди с никелем (монель-металл) и др.
Так как при холодной сварке серого чугуна температура изделия
не превышает 30—40° С, процесс сварки необходимо вести коротким
швом. Для более медленного охлаждения шов покрывают листовым
асбестом.
Чтобы избежать повышения твердости металла в месте сварки,
применяют комбинированные электроды, например стальные элект-
роды диаметром 3—5 мм с тонкой обмазкой, вставленные в медную
трубку.
Для получения высоких механических качеств шва рекомендуется
в месте сварки устанавливать стальные шпильки. Они передают тер-
мические напряжения на весь объем изделия.
Если после сварки деталь из ковкого чугуна подвергают отжигу,
то для сварки электрической дугой или газовым пламенем применя-
ют стальные электроды. Если деталь из ковкого чугуна не отжигают,
можно применять газовую сварку с лзтунными присадками или
электродуговую сварку электродом из монель-металл а.
Сварка высокопрочных чугунов значительно сложнее; во-первых,
трудно обеспечить высокие механические свойства сварного соедине-
ния, и, во-вторых, эти чугуны обладают повышенной склонностью
к закаливанию и отбеливанию.
Дефекты чугунного литья исправляют газовой сваркой с примене-
нием прутков из магниевого чугуна. Заварка небольших дефектов в
отливках из серого чугуна осуществляется электродуговой сваркой
с железо-никелевыми электродами.
§ 4. Сварка алюминия и его сплавов
В настоящее время в машиностроении применяют сварные конст-
рукции из алюминия и его сплавов. При сварке алюминия и его сплавов
возникаю)' трудности вследствие того, что алюминий легко окисляется
и на его поверхности образуется тугоплавкая пленка окиси алюминия
(А1гОэ) с температурой плавления 2050° С. Эта пленка, хотя и защи-
щает поверхность металла от дальнейшего окисления, препятствует
сплавлению кромок. Поэтому ее следует перед сваркой механически
удалять и не допускать образования в процессе сварки.
340
При нагревании до температуры плавления алюминий быстро пере-
ходит из твердого состояния в жидкое при температуре 627° С. Нагрев
до 400—500° С часто сопровождается образованием прогибов, изло-
мов и провалов участков свариваемого изделия. Поэтому сварку ре-
комендуют вести на формирующих подкладках.
Алюминий в жидком состоянии хороню растворяет водород. При
понижении температуры, вследствие уменьшения растворимости в
алюминии, водород выделяется из металла и располагается по грани-
цам зерен в виде мельчайших пузырьков, несколько снижающих
прочность шва и нарушающих герметичность сварного соединения.
При затвердевании алюминий и его сплавы дают большую усадку,
вследствие этого вблизи шва могут образовываться трещины. Для пред-
отвращения таких явлений для сварки алюминия и его сплавов при-
меняют прутки и электроды специального состава.
Алюминий и его .сплавы можно сваривать почти всеми рассмотрен-
ными способами. Перед сваркой кромки изделия и присадочные прут-
ки очищают металлической щеткой от грязи, обезжиривают бензином,
и раствором каустической соды и подвергают травлению. Травление
производят при 50—70°С в растворе едкого натрия (45—50 г/дм3
воды) в течение 1 мин. После травления изделия промывают в холод-
ной и горячей воде.
Для удаления пленки окиси.алюминия из сварочной ванны приме-
няют порошкообразные флюсы или специальные пасты. Наибольшее
распространение получил флюс, содержащий 50% хлористого калии,
28% хлористого натрия, 14%.хлористого лития и 8% фтористого нат-
рия. Остатки флюса вызывают коррозию, поэтому после сварки шлак
и остатки этого флюса смывают с поверхности шва теплой водой, а
затем 5%-ным раствором азотной кислоты с 2% хромпика с последу-
ющей промывкой водой в течение 5 мин и сушкой. Этот флюс в виде
пасты, замешанной на воде, применяют при газовой сварке.
При сварке алюминия и его сплавов в качестве присадки применя-
ют проволоку того же химического состава, что и химический состав
свариваемого металла. Хорошие результаты при сварке сплава АМц
и некоторых термически обрабатываемых алюминиевых сплавов дает
применение присадочной проволоки марки АК, содержащей около
5% Si. Эта проволока обеспечивает повышенную жидкотекучесть ме-
талла шва и меньшую усадку его при остывании.
Сварку алюминиевого литья ведут с предварительным подогревом
до 250—260°С. Для получения мелкозернистого строения и устране-
ния^нутрениих напряжений шов иногда подвергают отжигу
При электродуговой сварке металлическим электродом применяют
специальную обмазку, в состав которой входит до 15% хлористого
натрия, до 50% хлористого калия и до 35% криолита. На 100 г смеси
добавляют 50 см3 воды. Связывающим веществом служит хлористый
нятрии, который одновременно является и флюсующим. Толщина
обмазки на электроде достигает 1—1,2 мм на сторону. Сварку алю-
миния и его сплавов ведут на постоянном токе при обратной поляр-
ности. Шлак после сварки удаляют горячей водой
311
Дуговую сварку алюминия угольным электродом производят с при-
садочным металлом и флюсом того же состава, что и при газовой
сварке.
Атомноводородную сварку алюминия и его сплавов применяют для
ответственных конструкций (толщина деталей составляет 1,5—10 мм).
Состав присадочного металла и флюса тот же, что и при газовой сварке.
Аргоно-дуговую сварку плавящимся электродом применяют для
деталей толщиной 4—100 мм и более, а нсплавящимся электродом —
0,5—15 мм.
При электроконтактной тачечной или роликовой сварке алюминие-
вых сплавов применяют токи большей силы, чем при сварке стали той же
толщины; продолжительность сварки должна быть меньше. Это объ-
ясняется повышенной тепло- и электропроводностью алюминиевых
сплавов по сравнению со сталью. Например, при точечной сварке лис-
товой стали толщиной 2 мм применяют силу тока 7500 А при про-
должительности сварки 0,5 с и давлении электродов 3 кН (300 кге),
а при сварке листового дуралюминия такой же толщины соответ-
ственно 31 000 А, 0,12 с и 5 кН (500 кгс). В машинах, используемых
для сварки алюминиевых сплавов, применяют специальные ион-
ные прерыватели, обеспечивающие минимальное время протекания
тока. Широкое применение нашли конденсаторные машины, дающие
мощный импульс сварочного тока за сотые доли секунды.
§ 5. Сварка магниевых сплавов
В технике применяют сварные изделия из сплавов магния с марган-
цем, цинком и алюминием. При газовой сварке магниевые сплавы
легко воспламеняются, что затрудняет процесс сварки вследствие
низкой температуры плавления магниевых сплавов и образования
на поверхности сварочной ванны очень тугоплавкой (2500°С) окиси
магния. Магниевые сплавы при нагревании нс только окисляются, но
и активно соединяются с азотом, образуя нитрид магния, который
снижает прочность сварочного шва. Магниевые сплавы растворяют
водород, обусловливающий пористость сварочного шва.
Сварку магниевых сплавов осуществляют так же, как и алюминие-
вых сплавов. Магниевые сплавы можно сваривать газовой, дуговой
(угольным электродом), аргоно-дуговой, точечной и роликовой свар-
кой. При газовой и дуговой сварке магниевых сплавов чаще всего
применяют флюсы такого же состава, что и при сварке алюминия.
§ 6. Сварка титана и его сплавов
Прочность и пластичность сварных соединений промышленных
титановых сплавов одинаковы с основным металлом.
В последние годы широко применяют дуговую сварку титана и его
сплавов в атмосфере инертного газа или автоматическую дуговую
342
сварку под флюсом на основе Са, Na, исключающим возможность
взаимодействия титана с кислородом.
Хорошие результаты получают при аргоно-дуговой
автоматической сварке деталей малых толщин из титана
и его сплавов вольфрамовыми электродами диаметром 1,5—3 мм при
короткой дуге (1,0—1,5 мм) и плотности тока 40—75 А/мм2. Для
сварки титана и его сплавов чаще всего применяют постоянный ток
прямой полярности иля переменный ток. Скорость автоматической
дуговой сварки составляет 18—27 м/ч при расходе аргона 360—
650 дм3/ч.
Автоматическую электродуговую сварку в среде аргона можно так-
же производить плавящимся электродом на постоянном токе обратной
полярности. В качестве электрода применяют сварочную проволоку
диаметром 1,2—5 мм. Плотность тока равна 75—100 А/мм8, скорость
сварки 16—40 м/ч.
Сварку толстых деталей (до 40 мм) из титана и его сплавов осу-
ществляют методом электрошлаковой сварки электродом
толщиной 3—4 мм с использованием переменного тока. Место сварки
и прилегающие зоны основного металла необходимо тщательно защи-
щать от воздействия азота, водорода и кислорода, так как титан обла-
дает большой химической активностью к этим элементам и восста-
навливает окислы. При температурах выше 600°С титай интенсивно
поглощает газы.
Электрошлаковую сварку ведут с применением специального
флюса, содержащего стойкие бескислородные соединения титана и
обладающего высокой температурой плавления и кипения.
При точечной и роликовой сварке титана защитная атмосфера из
нейтрального газа не нужна; необходимо иметь лишь чистую поверх-
ность изделий. Точечная или роликовая сварки применяются для
листов или деталей толщиной 0,5—3,0 мм.
§ 7. Сварка меди и медных сплавов
При сварке меди и ее сплавов необходимо учитывать некоторые
свойства меди (высокую теплопроводность и электропроводность,
способность поглощать кислород и водород) и компонентов, входя-
щих в ее сплавы (цинка, олова).
Для меди применяют главным образом следующие виды сварки:
газовую, электродуговую угольным электродом и металлическим с
покрытиями, в среде защитных газов и под флюсами.
При газовой сварке меди используют присадочные пру-
тки из чистой электролитической меди или из меди с содержанием до
0,2% Р и до 0,3% Si. Последние два элемента энергично раскисляют
сварочную ванну.
Наиболее распространенный флюс для сварки меди содержит 70%
буры, 10% борной кислоты и 20% поваренной соли.
Мощность горелок при сварке меди вследствие ее большой тепло-
проводности должна быть в 1,5—2 раза больше, чем при сварке стали.
343
Сварку меди осуществляют с повышенной скоростью (во избежа-
ние перегрева металла вблизи места сварки) при наклоне мундштука
горелки под углом 70—80° к поверхности изделия. Изделия из меди
большой толщины подогревают вовремя сварки второй горелки. Свар-
ной шов из меди рекомендуется проковать при 400—500°С с целью
повышения его механических свойств, а изделие отжечь для получе-
ния мелкозернистой структуры. Пламя при сварке должно быть нор-
мальным.
При сварке меди угольным электродом можно
пользоваться открытой или закрытой (под флюсом) дугой. При сварке
открытой дугой применяют присадочные прутки из фосфористой меди
с нанесенным на них покрытием, в состав которого входят бура, ки-
слый и фосфорнокислый натрий, кремниевая кислота и древесный
уголь. При сварке меди закрытой дугой применяют специальные флюсы.
Изделия из меди, и особенно листовой материал, можно сваривать
электродуговым способом с применением медного электрода. В этом
случае сварку меди, в том числе и автоматическую, надо вести под
слоем флюса.
Латунь сваривают в основном ацетилено-кислородным нормаль-
ным пламенем и электрической дугой (угольными электродами). При
сварке применяют те же флюсы и прутки, что и при сварке меди.
В настоящее время освоена автоматическая сварка латуни электриче-
ской дугой под флюсом (медной проволокой).
Бронзу сваривают газовой, дуговой и аргоно-дуговой сваркой.
Оловянистая бронза при температуре примерно 60СГС приобретает
повышенную хрупкость, поэтому процесс ее сварки обязательно ведут
на подкладках. Назначение подкладок — огвод лишнего тепла с целью
ускоренного охлаждения металла ванны.
При газовой сварке бронзы в качестве флюса применяют буру, а
при сварке алюминиевых бронз — флюс марки АФ-4а.
§ 8. Наплавка '
Наплавку применяют для повышения в определенном месте меха-
нических и физико-химических свойств основного металла, а также
для восстановления деталей после износа.
В качестве наплавочных материалов применяют литые, керами-
ческие порошковые твердые сплавы, содержащие карбиды марганца,
хрома, вольфрама, титана и др. Наплавка износостойкими сплавами
повышает срок службы изделий в три-четы ре раза и позволяет много-
кратно восстанавливать изношенные детали.
Наплавку любого материала можно производить газовой, электро-
дуговой и газоэлектрической сваркой.
Наносить наплавочные материалы на изделия следует тонкими
слоями. Толщина наплавленного слоя должна быть, как правило,
не больше 2 мм; при большей толщине повышается склонность наплав-
ки к образованию трещин.
344
Детали, подвергающиеся наплавке, предварительно нагревают
д0 350—500°С; после окончания наплавки их медленно охлаждают.
Наибольшее распространение получила электродуговая наплавка.
Она экономична и обеспечивает хорошее качество наплавленного ме-
талла, позволяет автоматизировать процесс наплавки и требует срав-
нительно простого оборудования. Электронаплавка может быть руч-
ной, автоматической и полуавтоматической.
Перспективны следующие виды наплавки: пучком электродов,
трехфазной дутой, ленточным или пластинчатым электродом Приме-
няют также наплавку в защитных газах (углекислом, аргоне, атомар-
ном водороде и ДР-)-
Газовую наплавку применяют реже, так как она не обеспечивает
достаточной стабильности химического состава наплавленного металла.
Вибродуговая наплавка является новым методом восстановления
изношенных деталей (шейки валов, оси и т. д.). Слой металла толщи-
ной до 2 мм наносят на поверхность изношенного изделия присадоч-
ной проволокой толщиной 1,5—2,0 мм. Наплавку металла произво-
дят в специальном электролите (водный раствор мыла и кальциниро-
ванной соды). При прохождении тока через электролит происходит
электрический разряд, в результате которого выделяющееся тепло
оплавляет конец вибрирующей электродной проволоки, расплавлен-
ный металл попадает на поверхность вращающейся детали. Вследст-
вие того что наплавку ведут в жидкости, изделие не нагревается; это
позволяет производить наплавку термически обработанных деталей.
Вибродуговую наплавку можно также осуществлять под слоем флю-
сов.
Газовая и электродуговая металлизация состоит в том, что расплав-
ленный металл увлекается струей сжатого воздуха и в виде мельчай-
ших распыленных частиц, ударяясь о поверхность изделия, образует
прочный слой металлического покрытия любой толщины.
Источником тепла, вызывающего расплавление непрерывно пода-
ваемой проволоки или металлических порошков, служит ацетилено-
кислородное пламя или электрическая дуга. В соответствии с этим
различают газовую или электрическую металлизацию. Процесс осу-
ществляется специальными пистолетами-металлизаторами.
Металлизацию широко применяют при ремонте оборудования для
восстановления размеров изношенных деталей, исправления некото-
рых.литейных дефектов, защиты от коррозии и получения декоратив-
ных покрытий, повышения жаростойкости и т. п. Физико-механиче-
ские свойства слоя, образуемого в процессе металлизации, могут силь-
но отличаться от свойств основного металла. После нанесения покры-
тия детали подвергают механической обработке.
Сцепление наносимого слоя металла с поверхностью основного
металла обусловлено адгезией, т. е. сцеплением за счет избыточной
энергии поверхностного слоя. Прочность сцепления покрытия с ос-
новным металлом ниже, чем при других способах покрытия. Однако
ее можно увеличить улучшением подготовки поверхности, правиль-
ным выбором режима работы пистолета-металлизатора и температуры
поверхности и т. д.
345
Глава хххн
ОСОБЫЕ СПОСОБЫ СВАРКИ
§ 1. Термитная сварка
Термитная сварка осуществляется при помощи тепла, получаемого
от сгорания порошкообразных термитных смесей (термитов). Смесь
составляют из порошков металлов, обладающих большим сродством
к кислороду, и порошка окиси железа. Термитная смесь воспламеня-
ется при введении в нее специального запала. Внутри смеси воз-
никают реакции, выделяющие большое количество тепла и развиваю-
щие очень высокую температуру, при которой расплавляется даже
основной металл.
На практике получили распространение алюминиевый и магние-
вый термиты. Состав алюминиевого термита: 20—23%
алюминия и 77—80% железной окалины. При нагревании этой смеси
с помощью термоспичек или электрической дуги до 1200 — 1300° С
происходит следующая реакция;
2А1 4- FeaO3 = А1аО3 + 2Fe
Температура, развиваемая при горении алюминиевого термита,
достигает 2600—3000°С. Для понижения температуры в образую-
щийся расплав добавляют 10—15% Fe (в виде мелкой стружки).
Для раскисления расплава используют ферромарганец и ферросилиций.
На практике применяют три способа термитной сварки: давлением,
плавлением и комбинированный. При сварке давлением продукты тер-
митной реакции используют как аккумулятор тепловой энергии.
Нагретая термитная смесь придает свариваемым торцам изделия
пластичность, что позволяет соединить их сжатием.
Сварку плавлением производят в особых огнеупорных формах,
в которые устанавливают кромки свариваемых изделий. Образующий-
ся при горении термита перегретый расплав оплавляет кромки изде-
лий, создавая вблизи них ванну жидкого металла, покрытого слоем
шлака. Шлак предохраняет металл от окисления и быстрого осты-
вания, чго обеспечивает хорошее качество сварного соединения.
Комбинированный способ применяют, как правило, при сварке
рельсовых стыков. Количество термита выбирают так, чтобы нижняя
часть формы была заполнена расплавленным металлом, а верхняя —
расплавленным шлаком. После заливки формы рельсы сжимают.
В результате нижняя часть сваривается плавлением, а верхняя — дав-
лением.
Магниевый термит получил большое применение при
муфельной сварке стальных проводов. Сварку осуществляютв специ-
альных прессованных цилиндрических шашках, в которые устанав-
ливают встык свариваемые провода, укрепленные в клещах. Шашки
имеют специальный запал для зажигания термита. После сгорания
шашки разогретые концы проводов осаживают клещами.
346
При сварке магниевым термитом происходит реакция с выделением
большого количества тепла:
3Mg -г Fe2O3 = 3MgO + 2Fe + Q
§ 2. Сварка трением
Сварка трением осуществляется за счет тепла, выделяющегося
при взаимном трении поверхностей свариваемых деталей. При сварке
трением одна из деталей вращается вокруг своей оси со скоростью
около 3000 об/мин, а вторая деталь прижимается к ней осевым дав-
лением. Благодаря трению свариваемые торцы обеих деталей нагре-
ваются на некоторую глубину в течение 4—5 с до сварочного состоя-
ния и под действием осевого давления подвергаются пластической
деформации. После остановки вращения дополнительное сжатие обес-
печивает хорошую сварку деталей. Количество тепла, выделяюще-
гося при трении, зависит от коэффициента трения, осевого давления
и скорости взаимного перемещения деталей.
СваркЗГтрением не требует специальной подготовки кромок свари-
ваемых изделий. Необходимыми условиями являются строгое совме-
щение осей деталей и перпендикулярность свариваемых плоскостей
к оси вращения.
Сварку трением осуществляют на токарном, сверлильном, фре-
зерном и других станках. Относительно большие усилия при резкой
остановке вращения под нагрузкой приводят к преждевременному из-
носу узлов станка; поэтому для сварки трением рекомендуют при-
менять специальные станки.
Сварку трением успешно используют при соединении встык раз-
личных режущих инструментов (резцов, сверл, фрез), стержней, труб,
рычагов и других деталей.
§ 3. Холодная сварка давлением
Холодную сварку осуществляют без нагрева свариваемых деталей
и применяют главным образом для пластичных металлов (меди, алю-
миния и их сплавов). Сварное соединение получается внедрением од-
ного металла в другой при их соприкосновении под давлением за счет
пластической деформации металла в месте сварки при комнатной и
даже отрицательной температурах.
При сжатии происходит диффузионный обмен электронов внешних
орбит атомов соединяемых металлов и образование общей кристалли-
ческой решетки в сварном шве. Под действием сжимающих усилий
атомы свариваемых металлов, расположенные на контактирующих
поверхностях, сближаются на расстояние действия межатомных сил
и возникают прочные металлические связи.
Качество холодной сварки зависит от подготовки свариваемых кро-
мок. Последние должны быть тщательно очищены от окисных и жи-
ровых пленок. Окисные пленки некоторых легко окисляемых на воз-
347
духе металлов при достаточно больших удельных давлениях разру-
шаются и вытесняются из зоны сварки.
Холодную сварку алюминиевых и медных деталей толщиной до
10 мм производят под давлением, значительно превышающем в зоне
сварки предел текучести свариваемых металлов. В зависимости от
состава и толщины свариваемых деталей выбирают удельное дав-
ление.
Холодная сварка проводов осуществляется на пневмогидравличе-
ских стационарных рычажных и эксцентриковых прессах и перено-
сных установках. Для сварки алюминиевых и медных проводов при-
меняют ручные и настольные клещи.
§ 4. Диффузионная сварка в вакууме
При этом способе сварки соединяемые детали помещают в вакуумную
камеру при остаточном давлении среды 133-КГ3— 133-10 5 Н/м2
(КГ3—10-s мм рт. ст.) и нагревают токами высокой частоты до
Рис. 177. Схема диффузионной
сварки в вакууме:
/ — камера; 2—гидравлический ци-
линдр; 5 — поршень со штоком; 4 —
опора; 5 — нагреватель; б — сваривае-
мые заготовки
Рис. 178. Схема ультразвуковой ус-
тановки для сварки металлов:
J — магнитострикционный вибратор; 3 — ка-
тушка, 3—волновод; 4 -- наконечник вол-
новода; б — опорный электрод: 6 — свари-
ваемое изделие
Э. — длина волны звуковых колебаний; £ —
амплитуда колебаний наконечника, Р — уси-
лие сжатия
необходимой температуры, а затем соединяют друг с другом с усилием.
Удельное давление достигает 25 МН/м2 (МПа) (рис. 177).
Выбор режима при диффузионной сварке зависит от рода сварива-
емых металлов. При сварке однородных металлов даже под микро-
скопом трудно установить месторасположение шва.
348
\
( Диффузионную сварку в вакууме применяют для соединения
тйудносвариваемых металлов и сплавов, цветных металлов, металло-
керамических изделий, пластин из твердых сплавов с державкой ре-
жущего инструмента. Крэме того, этим способом можно получить
различные биметаллы, например, для деталей, работающих на износ.
Промышленные установки СДВУ (более 30 типов) для диффузи-
онной сварки применяют для индивидуального, серийного и массового
производств. Этим метод ом можно сваривать сталь с алюминием,
чугуном, вольфрамом; серебро с нержавеющей сталью, платину с ти-
таном и т. д. Этот эффективный способ соединения деталей неболь-
ших сечений легко можно автоматизировать.
§ Б. Ультразвуковая сварка
В последнее время весьма тонкие пластинчатые детали соединяют
сваркой под воздействием ультразвуковых колебаний более 20 кГц.
Сущность этого метода сварки в том, что в месте контакта сваривае-
мых деталей возникают упругие колебания и выделяется тепло. Ульт-
развуковые колебания высокой частоты вызываются при помощи
магнитострикционного эффекта (способность некоторых металлов и
сплавов сжиматься или расшириться под действием магнитного
поля). Если на стержень из такого металла надеть катушку, то пере-
менный ток, проходя по обмотке катушки и возбуждая в ней перемен-
ное магнитное поле, сообщает стержню механические колебания сжа-
тия и расширения. Торец стержня излучает ультразвуковые волны
(рис- 178).
Проходящий по обмотке манигостриктора переменный ток с часто-
той 20—30 кГц вызывает механические колебания, которые через
волновод передаются соединяемым металлическим пластинкам в зону
сварки. Эти ультразвуковые колебания разрушают оксидную пленку,
сближают свариваемые поверхности и при приложении механического
усилия образуют сварное соединение. В настоящее время разработаны
и применяются установки для точечной и шовной сварки ультразвуком.
§ 6. Сзарка электронным лучом
Одним из эффективных способов соединения деталей из тугоплав-
ких металлов (молибдена, вольфрама, тантала и др.) и металлов хими-
чески активных (цирконий, уран, бериллий), сильно реагирующих с
кислородом, азотом, окисью углерода, является сварка электронным
лучом в вакууме.
Принципиальная схема установки для сварки электронным лучом
в вакууме представлена на рис. 179. Вольфрамовая спираль 6 элект-
ронной пушки служит катодом, с которого при напряжении до 30 кВ
срываются электроны и со скоростью около 16 000 км/ч бомбардиру-
ют поверхность свариваемых металлов /, являющихся в установке
анодом.
Пучок электронов получают с помощью трансформатора 11, на-
гревающего вольфрамовую спираль 6 до 2500°С. Электроны получа-
349
ют ускорения за счет приложенного к полюсам напряжения от высоко-
вольтного трансформатора 10, для выпрямления тока имеется кено-
трон 8.
Рис. 179. Принципиальная схема
установки для сварки электронным
лучом:
t— свариваемое изделие: 2 — вакуумная
камера; 5 — электронный луч; 4 — откло-
няющая система; 5 — фокусирующая линза;
6 — вольфрамовый катод электронной пуш-
ки; 7 — трансформатор накала; Я — кено-
трон; $ — конденсатор: 10—высоковольтный
трансформатор; 11 — трансформатор кено-
трона
§ 7. Электродуговая сварка под водой
Электродуговую сварку используют при ремонте различных соору-
жений, находящихся под водой. При сварке применяют электроды
с толстой обмазкой, защищенные сверху водонепроницаемыми по-
Рие. 180. Схема горе-
ния сварочной дуги под
водой:
7 — облаке мути; стер-
жень: £ — обмазка; 4 — пузы-
ри газа; 5 — ванна расплав-
ленного металла; 6 — газовый
пузырь вокруг дуги
крытиями (парафином, целлулоидом). В месте сварки они образуют
своеобразный козырек, способствующий сохранению газового пузыря
вокруг дуги (рис. 180).
§ 8. Лазерная сварка
Развитие техники требует разработки новых методов сварки. Од-
ним из них является лазерная сварка, при которой используется
световой луч высокой плотности оптического квантового генератора—
лазера. Процесс лазерной сварки может протекать в любой пропуска-
ющей свет среде.
Температура луча столь высока, что его прямому воздействию
ничего не может противостоять. Уменьшая диаметр луча, можно
довести мощность до очень высоких значений. Лазерный луч гибок
и способен преломляться призмами и зеркалами. Это позволяет сва-
350
кивать любое место свариваемого изделия. Можно сваривать детали,
помещенные внутрь герметически закрытого прозрачного объема,
в ^котором создан вакуум.
§ 9. Плазменная сварка
При электродуговом разряде интенсивно разогревается и испаря-
ется материал электродов. В этот момент между электродами проду-
вают поток газа (аргона). Около электродов эти пары ионизируются и
движутся от них с большой скоростью, образуя ярко светящуюся
струю—плазму. Температура струи в 2—3 мм от торца электродов
достигает 10 000°С. Поток плазмы по мере удаления от торца электрода
теряет тепло и на расстоянии 6—8 мм имеет температуру около 6000—
8000° С. Однако продувка газа (например, аргона) приводит к обжа-
тию струи, энергия дуги концентрируется в ограниченном объеме, что
ведет к повышению температуры до 10000—18000°С. Плазменной стру-
ей можно производить резку, наплавку тугоплавкими металлами (мо-
либденом, танталом ит. д.). В современных дуговых газовых горелках
мощность плазменной струи и напряжение дуги можно регулировать
в зависимости от требуемых условий работы.
Глава хххщ
КОНТРОЛЬ КАЧЕСТВА И ВИДЫ БРАКА ПРИ СВАРКЕ
§ 1. Напряжения и деформации при сварке
При сварке металлов в процессе их нагрева и последующего ох-
лаждения возникают значительные температурные напряжения, а
после охлаждения в изделиях сохраняются остаточные напряжения.
Основные причины, вызывающие напряжения и деформации при
сварке, следующие: неравномерный нагрев, усадка наплавленного
металла при переходе его в твердое состояние: структурные измене-
ния наплавленного или основного металла в зоне термического влия-
ния, сопровождающиеся изменением объема.
Напряжения, возникающие вследствие изменений структуры ме-
талла, имеют значение только для сталей, склонных к закалке (осо-
бенно легированных), так как образование мартенсита сопровожда-
ется увеличением объема металла. Эге напряжения могут суммиро-
ваться в отдельных участках сварного соединения и приводить там
к образованию трещин.
Величина деформаций и напряжений зависит также от вида свар-
ки,_формы деталей, их размеров и зоны нагрева при сварке. Менее
выражены напряжения и деформации, возникающие при сварке элект-
рической дугой деталей простой формы. Газовая сварка вызывает
повышенные деформации вследствие большой зоны термического влия-
К основным мерам борьбы с напряжениями, возникающими при
сварке,.относят: предварительный подогрев изделий перед сваркой,
замедленное охлаждение, отжиг стальных изделий при 550—650°С,
351
легкую проковку шва ударами молотка (для многослойных твой).
При этом могут образоваться мелкие трещины, которые завариваются
последующими наваренными слоями. .
Для борьбы с деформацией металла при сварке можно рекомен-
довать: 1) обратноступенчатый пор яд эк нанесения швов, при кото-
ром длинный шов делится на участки длиной 150—200 мм и сварку
ведут отдельными участками; это препятствует концентрации тепла в
одном месте и уменьшает зону разогрева изделия; 2) деформирование
детали перед сваркой в обратном направлении па ту же величину, ко-
торая вызывается сваркой; этот способ обычно применяют для из-
делий с несимметричным расположением швов; 3) уравновешивание
деформаций, т. е. выбор такого порядка наложения швов, чтобы по-
следующий вызывал деформации, обратные тем, которые получились
при наложении предыдущего шва; 4) увеличение отвода тепла от
свариваемого изделия. Это уменьшает объем нагретого металла и соот-
ветственно его деформацию. Охлаждение достигается погружением час-
тей детали в воду или применением медных подкладок под деталь; 5)
жесткое закрепление свариваемых элементов в специальных прис-
пособлениях. Этот способ, хотя и уменьшает деформацию, но увеличи-
вает внутренние напряжения; последующим отжигом они устраняются.
§ 2. Дефекты и метопы контроля сварных соединений
К основным дефектам сварных швов относят:
Негщйвар — отсутствие сплошного соединения между металлом
изделий и наплавленным металлом или недостаточная глубина про-
никновения наплавленного металла в основной. Причина — непра-
вильный выбор режима сварки.
Пережог — окисление металла шва и прилегающего к нему ос-
новою металла. Причины — сильно окислительная среда, чрезмерная
длина дуги, замедленное движение источников нагрева, интенсивный
режим сварки.
Прожог — местное сквозное проплавление свариваемых частей
при электродуговой сварке. Причины — излишняя сила тока, недос-
таточная толщина металла, малое притупление кромок.
Подрез — углубление вдоль шва на основном металле. Причины —
неравномерная подача присадочного прутка, неправильное положе-
ние электрода или горелки, избыток подводимого тепла.
Наплывы на швах — образуются при неправильно выбранном ре-
жиме и скорости сварки.
Пористость — появление свищей, газовых пузырей или шерохо-
ватости на поверхности шва. Причины — газы в металле, вода в об-
мазке или флюсе, ржавчина на свариваемых кромках или присадочном
металле.
Шлаковые включения в металле. Причины — загрязнения основ-
ного и присадочного металла окислами, получаемыми в результате
неравномерности плавления электродного покрытия, тугоплавкости
и повышенной вязкости шлаков и недостаточного раскисления металла
шва.
352
\ Трещины шва — возникают из-за больших усадочных и структур-
ных напряжений в металле, повышенного содержания серы, фосфора,
и углерода в металле, чрезмерно жесткого закрепления свариваемых
деталей.
При контроле качества сварных изделии применяют следующие
способы выявления дефектов.
Внешний осмотр и проверка размеров шва. Выявляют подрезы, ра-
ковины, свищи, трещины, поры, незаплавленные кратеры, неравно-
мерность шва и несоответствие размеров.
Механические и технологические испытания свойств наплавленного
металла и сварного соединения. К механическим относят гидравличе-
ское испытание, которое применяют для аппаратуры, работающей под
давлением. Испытание сжатым воздухом проводят с целью определе-
ния плотности и прочности изделия.
Керосиновая проба. При этом способе одну сторону соединения
покрывают мелом, а другую керосином. При наличии дефектов свар-
ки керосин смачивает мел.
Рентгеновское просвечивание шва. Это просвечивание основано на
различном поглощении лучей металлом и неметаллическими вещества-
ми; при этом обнаруживают поры, раковины, трещины, непровары,
шлаковые включения.
Ультразвуковой метод. Он основан на способности различных сред
по-разному отражать ультразвуковые колебания; при нем выявляют
дефекты в свариваемом шве в виде неметаллических включений для
деталей толщиной до 5 мм.
Магнитные методы. Они основаны на рассеивании магнитных пото-
ков в дефектных местах изделия и позволяют выявлять мелкие тре-
щины и поры шва.
Испытание аммиаком. Полые изделия заполняют сжатым воздухом
с добавлением 1 % аммиака, а швы обертывают бумагой, пропитанной
50%-ным раствором азотнокислой ртути. При наличии неплотности
на бумаге появляются черные пятна.
Люминесцентный метод. Деталь погружают на 20—30 мин в смесь
керосина и масла, а затем вытирают насухо и погружают в порошок
магнезии, прилипающей в местах появления масла (над трещинами).
Металлографический контроль. Определяют макро- и микро-
структуру металла, а также поры, трещины, раковины, непровары,
пережог, перегрев, нитриды и другие дефекты сварного шва.
Глава XXXIV
ПАЙНА МЕТАЛЛОВ И СПЛАВОВ
Пайка — соединение металлических деталей в твердом состоянии
с помощью присадочного сплава (припоя). При пайке плавится лишь
присадочный металл, который имеет температуру плавления ниже
основного металла; этим пайка отличается от сварки.
Для получения прочного соединения необходимо, чтобы припой хо-
рошо смачивал поверхность соединяемых металлов, обладал хорошим
353
взаимодействием и образовывал с ними растворы. Чем больше сте-
пень взаимной диффузии между расплавленным припоем и основными
металлами, тем выше механическая прочность соединения. Кроме
того, прочность пайки зависит от частоты поверхности соединяемых
деталей; поэтому поверхность изделий подвергают предварительной
очистке, обезжириванию и удалению окислов.
При помощи пайки можно соединять детали из углеродистой и ле-
гированной стали всех марок, цветных металлов и сплавов, а также
из разнородных металлов и сплавов.
Пайку широко применяют во всех отраслях народного хозяйства,
так как с минимальными затратами можно восстанавливать поломанные
детали, исправлять дефекты литья и даже изготовлять изделия. Проч-
ность соединений при помощи пайки ниже сварных.
§ 1. Припои
Для пайки применяют припои двух видов: мягкие с низкой темпе-
ратурой плавления (до 400° С) и сравнительно малой механической
прочностью соединения; твердые с высокой температурой плавления
(до 900° С) и большой механической прочностью соединения.
Мягкие припои, к которым относят сплавы на оловянной, свинцо-
вой, кадмиевой, висмутовой и цинковой основах, применяют в том
случае, когда шов должен обеспечить герметичность соединения при
сравнительно невысокой механической прочности [предел прочности
шва 30-100 МН'№ (МПа)].
Твердые припои, к которым относят сплавы на медной, серебряной,
алюминиевой, магниевой и никелевой основах, применяют для полу-
чения прочных швов (предел прочности шва может достигать 700МН/№
(МПа). Твердыми припоями можно паять медь, латунь, бронзу,
сталь, чугун и другие сплавы, кроме алюминия и его сплавов.
Припой ПОС-90 (80—90% Sn) применяют для пайки внутренних
швов пищевой посуды и медицинской аппаратуры, т. е. в тех случаях,
когда требуется высокая коррозионная стойкость шва.
Припой ПОС-40 (39—40% Sn) используют для пайки латуни, стали
и сплавов на медной основе.
Универсальным припоем для изделий из различных металлов
является припой ПОС-ЗО (30% Sn, 2% Sb).
Припой ПОС-18 (18% Sn, 2% Sb) применяют для пайки свинца,
цинка, оцинкованного железа, латуни.
Для экономии дефицитного олова применяют припой типа ПОС-4-6
(4% Sn, 6% Sb).
Легкоплавкие висмутовые припои (9,6% Sn, 45,1% Pb, 45,3% Bi)
плавятся при 79° С. Их применяют в тех случаях, когда не требуется
высокая прочность шва и изделие работает при температурах не выше
40—50° С.
Пайка твердыми медно-цинковыми припоями ПМц-36 (34—38%
Си) и ПМц-54 (54—56% Си) пригодна почти для всех сплавов, но зна-
чительное количество цинка делает шов хрупким.
Прочные соединения дает пайка серебряными припоями, причем
354
надежное соединение получается при толщине слоя припоя 0,03—
0,t)8 мм,
'>Для пайки титана и его сплавов применяют припой на основе ти-
тано-никелевых сплавов, а также серебряные припои, например-
ПСР-45 (30% Си, 45% Ag, 25% Zn).
Для пайки алюминия и его сплавов применяют мягкие припои:
(55% Sn, 25% Zn, 20% Cd или 60% Cd, 40% Zn), При пайке исполь-
зуют флюсы в виде порошков, паст и в жидком состоянии.
§ 2. Технологический процесс пайки
Пайку можно производить тремя видами соединения: стыковым,
нахлесточным и соединением в ус.
Технологический процесс пайки мягким
(низкотемпературным) припоем включает подготовку поверх-
ности деталей и собственно пайку. Подготовка поверхности деталей
состоит в подгонке друг к другу припаиваемых поверхностей, меха-
нической очистке от грязи, жиров и окисных пленок, покрытии очи-
щенных поверхностей флюсом.
Флюсы применяют для предохранения очищенных поверхностей
от окисления при нагреве и в процессе пайки, а также для улучшения
смачивания жидким припоем металла — основы. При пайке мягким
припоем в качестве флюсов чаще всего используют соляную, фосфор-
ную кислоты, хлористый цинк (гипс), смесь хлористого цинка с хло-
ристым аммонием или стеарин и канифоль. Иногда применяют также
пастообразные флюсы, содержащие хлористый цинк, нашатырь,
канифоль, животный жир или касторовое масло, воду.
Для осуществления пайки паяльник нагревают до 250—300° С,
рабочим концом погружают во флюс, залуживают припоем и разо-
гревают подготовленные к пайке детали в местах соединения. Одно-
временно на шов наносят припой, который расплавляют паяльником
и вводят в зазор, где он, охлаждаясь, образует шов. Прочность со-
единения 50—70 МН/м2 (МПа).
При пайке твердыми (высокотемпературными) при-
поями ранее подготовленные к пайке и обработанные флюсом части
изделий нагревают вместе с припоем до температуры его плавления.
В качестве флюсов применяют буру (NaaB4O7), соль борной кислоты
(Na£BO3), фтористый калий (KF) и др. Прочность соединения 450МН/м*
(МПа).
Пайку металлов в некоторых случаях механизируют и автоматизи-
руют. К таким методам пайки можно отнести контактную пайку с на-
гревом токами высокой частоты, пайку электрической дугой, пайку
С п?ГРУжением в расплавленный припой и др.
Особого внимания заслуживает нагрев металла при пайке токами
высокой частоты с использованием специальных индукторов, изготов-
ленных по конфигурации изделий из медных трубок. В условиях мас-
сового производства применяют автоматическую пайку изделий то-
ками высокой частоты на конвейерной ленте. После подготовки и сборки
на ленте конвейера изделия проходят через индуктор, который нагре-
355
вает их до заданной температуры путем автоматического, включения
и выключения тока; припой плавится, после чего осуществляется
процесс пайки.
§ 3. Пайка алюминии и его сплавов
На воздухе поверхность алюминия легко покрывается тонкой плен-
кой А12О3, которая препятствует прямому взаимодействию припоя с
основным металлом. Если окисную пленку механически удалить и
тщательно очистить и обезжирить поверхность изделия, то
можно производить пайку алюми-
ния мягкими припоями следующих
составов: 55% Sn, 25% Zn, 20% Cd
с температурой плавления 200'С
или GO % Sn и 40% Zn с темпе-
ратурой плавления 310° С.
Для пайки алюминия твердым
припоем применяют припой марки
34А (6% Si, 28% Си, остальное
А1) с температурой плавления
525° С.
В качестве флюсов при плавке
мягким припоем можно применять
канифоль или стеарин, но они не
разрушают поверхностную окис-
ную пленку. Поэтому требуется
зачистка и нагрев места пайки, а
Рис. 181. Схема ультразвуковой
гайки металла
также растирка припоя по нагретому месту и вторичная зачистка
поверхности шабером. В этом случае происходит обычный процесс
лужения припоем, после чего луженые поверхности подвергают пай-
ке. В качестве флюсов при пайке алюминия применяют также
смесь хлористого цинка (73%) и фтористого натрия (27%).
Для пайки алюминиевых сплавов более тугоплавким припоем
(марки 34А) иногда применяют флюс, состоящий из хлористого калия
(8—12%), хлористого цинка (8—15%), хлористого калия (59— 43%),
хлористого лития (25—30%).
Однако указанные выше меры не обеспечивают разрушение пленки
окиси алюминия по всей поверхности. Более эффективно применение
ультразвуковой пайки, при которой ультразвук вызывает высокочас-
тотные колебания расплавленного припоя и позволяет разрушать окис-
ную пленку.
На рис. 181 показана схема ультразвуковой пайки металла. Стер-
жень 5 паяльника имеет две обмотки: обмотка 4 подключена к сети
и служит для нагрева паяльника; обмотка 2 подключена к высокочас-
тотному генератору 1 переменного тока. Обмотка 2 и никелевые или
кобальтовые пластинки 3, находящиеся внутри обмотки, представля-
ют магнитострикционный вибратор.
При прохождении тока определенной частоты переменное магнит-
ное поле действует на эти пластины, которые изменяют размеры (яв-
356
ление магнитострикции) и совершают колебательные движения, из-
лучая ультразвуковые колебания такой же частоты. Эти колебания
передаются на острый конец 6 паяльника. Под действием ультразву-
ковых явлений в жидком припое 7 образуются мельчайшие пузырьки
9 которые, ударяясь о поверхность алюминия 8, разрушают окисную
пленку и позволяют вести пайку без применения флюсов.
Глава XXXV
ОГНЕВАЯ РЕЗКА МЕТАЛЛОВ И СПЛАВОВ
§ 1. Электродуговая резка
Электродуговая резка металлов позволяет разделять их на части
путем выплавления металла в месте реза угольными или металличе-
скими электродами.
Рис, 162. Воздушно-дуговая резка:
я — разделительная; б — поверхностная
При резке угольным электродом диаметром 10—20 мм применяют
прямую полярность; сила тока равна 400—1000 А. Резку материала
толщиной до 20 мм можно производить на переменном токе при силе
тока 280 А.
Применение металлических электродов с толстой обмазкой повы-
шает качество резки, уменьшает ширину реза и дает более ровные
кромки.
Дуговую резку применяют при разборке старых металлоконструк-
ций, магистральных трубопроводов, разделке металлического лома,
удалении литниковой системы, резке цветных металлов, стали и чугу-
на, прожигании отверстий, а также при выполнении ремонтных и мон-
тажно-сборочных работ.
Воздушно-дуговую резку стали и цветных металлов осуществля-
ют на постоянном токе с обратной полярностью угольным электродом
при давлении воздуха 0,2—0,6 МН7ма (МПа). Эта резка основана на
расплавлении металла и выдувании его струей сжатого воздуха. Струя
357
сжатого воздуха 2 поступает в резак 1 и вытекает вдоль электрода 3
(рис. 182, а).
При поверхностной резке (рис. 182, б) глубина и ширина канавки
4 зависит от диаметра электрода <3. Металлические электроды улуч-
шают качество резки.
Кислородно-дуговая резка использует одновременно тепло сва-
рочной дуги для разогрева металла и тепло, развиваемое при горении
металла в кислороде.
В последнее время применяют дуговую резку металлов (особенно
сплавов на алюминиевой основе) в среде защитных газов. Способ
основан на режущих свойствах электрической дуги, горящей между
вольфрамовым электродом и разрезаемым материалом в смеси аргона
и водорода. Для ручной резки применяют смесь из 80% аргона и 20%
водорода, для механизированной — 65% аргона и 35% водорода.
§ 2. Технологический процесс газовой резки
Газокислородная резка основана на способности некоторых метал-
лов гореть в струе кислорода с выделением большего количества
тепла.
Различают два вида газовой резки металлов: разделительную и
поверхностную.
Газокислородным способом можно резать только те металлы, у ко-
торых температура воспламенения ниже температуры плавления, а
температура плавления образующихся окислов ниже температуры
плавления металла. Окисли должны обладать хорошей жидко-
текучестью и легко удаляться продувкой воздухом или кисло-
родной струей. Для концентрации тепла теплопроводность металла
должна быть низкой. Этим методом можно резать углеродистую сталь
с содержанием до 0,7%С и низколегированные конструкционные стали.
При резке высокоуглеродистых сталей требуется предварительный
их нагрев до 650—700° С. Не поддаются газовой резке: чугун (темпе-
ратура воспламенения 1350° С); высоколегированные хромистые и
хромоникелевые стали; цветные сплавы, так как температура плав-
ления окислов выше температуры плавления металла.
Схема процесса газовой резки приведена на рис. 183, а. Смесь
кислорода и горючего газа направляется в кольцевой канал мунд-
штука 2 режущей горелки. При выходе из мундштука газовая смесь
зажигается, образуя пламя, которое направляют на разрезаемый ме-
талл 3. После нагрева металла до требуемой температуры подача
горючего газа прекращается и усиливается поступление кислорода,
который при выходе из мундштука, соприкасаясь с нагретым метал-
лом, активизирует горение. В процессе сгорания металла образуются
окислы 4, которые увлекаются струей 1 режущего кислорода и затем
выдуваются из полости реза. Таким образом, газовая резка слагается
из трех процессов: подогрева металла, горения металла в среде кисло-
рода, выдувания окислов.
Газокислородная резка осуществляется с помощью обычного газо-
сварочного оборудования, только вместо сварочной горелки присоеди-
358
ияют резак, подающий газовую смесь для подогрева металла и кисло-
род для его сжигания. Резак имеет сменные мундштуки — подогре-
вательные (наружные) и режущие (внутренние).
Газовую резку можно выполнять ручным и механизированным
способами. При ручной резке производительность низкая, точность
размеров малая. Механизация разделительной резки значительно
повышает качество реза и производительность процесса.
Рис. 183. Схема процесса газовой резки (а) в полуавтоматических машинах ПП-1
(б) и ПЛ-2 (в) для кислородной резки;
j — струя режущего кислорода; 2 — режущий мундштук; 5— металл; 4—выдуваемые окислы
Полуавтоматы ПП-1 и ПП-2, в которых перемещение резака произ-
водится механически, а движение направляется вручную при помо-
щи различных приспособлений, цщроко применяют в промышленнос-
ти и строительстве. На корпусе машины ПП-1 (рис. 183, б) имеется
суппорт, на котором укреплен резак. Внутри корпуса расположен
механизм с системой зубчатых колес, соединенных с электродвигате-
лем мощностью 50 Вт и передающих вращение валу ведущего ролика
тележки. Скорость передвижения тележки можно регулировать, из-
меняя число оборотов вала электродвигателя посредством реостата,
включенного в цепв обмотки якоря.
. Если на суппорт установить два резака, причем один из них под
углом 40°, то можно производить за один проход резку листа и скос
eft) кромок под сварку. Машина ПП-2 (рис. 183, е) снабжена двумя
резаками. Этой машиной можно вырезать полосы из листов и фланцы.
Автоматические машины позволяют не только механизировать пере-
мещение резака, но и угол его наклона. Стационарные машины могут
выполнять прямые и фигурные разрезы, используя механизмы с про-
дольно-поперечным перемещением рабочих частей или с шарнир-
но-круговой связью. Эти резаки повторяют движение магнитного ро-
лика, перемещающегося по шаблону, и производят точную вырезку
изделии без последующей механической обработки.
359
Рис. 184. Машины АСШ-2 для точной
кислородной резки:
а — общий вид; б — наборные комбинирован-
ные шаблоны
На специальных машинах
резку производят по конту-
ру (при помощи магнитной
ведущей головки) и по чер-
тежу или разметке при по-
мощи механической головки,
направляемой от руки.
Машина АСШ-2 шарнир-
ного типа (рис. 184) позво-
ляет вырезать из листов тол-
щиной до 100 мм с допуском
0,3—0,5 мм детали любой
формы размерами 750—
1500 мм. На массивной ко-
лонне 1 (рис. 184, а) уста-
новлены шарнирные рычаги
2 и 3. В верхней части шар-
нира 3 имеется электродви-
гатель 7 и ведущая головка
с магнитной катушкой 5.
Внутри катушки может вра-
щаться стальной палец с ри-
фленым концом. Этот палец
при прохождении тока по об-
мотке катушки намагничива-
ется, притягивается к кром-
ке стального шаблона 6 и
катится по ней, описывая
фигуру шаблона. Шаблоны
крепят к штангам 8 на хо-
боте машины 9. В нижней
части шарнирного рычага
укреплен резак 4, воспроизводящий по поверхности разрезаемого
листа фигуру, соответствующую шаблону. Струя кислорода выреза-
ет из листа, уложенного на стол, эту фигуру.
Имеются машины с фотоэлектронным копированием контура вы-
резки по чертежу: машины для резки листов, машины с дистанцион-
ным управлением и масштабным копированием вырезаемых деталей.
На рис. 185 приведена схема программного управления автомати-
ческой машиной для резки металла.
§ 3. Фтернан резка и резка больших толщин
В последнее время начинают широко применять фторную резку
высоколегированной стали, титана, полупроводников. При сгорании
фтора в водороде развивается высокая температура пламени, способ-
ная резать указанные материалы.
Обычными универсальными резаками можно разрезать сталь тол-
щиной до 300 мм. При резке стали больших толщин повышение дав-
S60
Рис. 185. Схема программного управления резательной автоматической машиной:
/ — вычерчивание контура детали; 2—составление программ; 3 — кодирование про-
граммы; 4—счетно-решающая машина; 5 — управляющее устройство; б — резательная
машина; 7 —команды; 8 — обратные св из и; 9 —продольное движение; 10 — поперечное
диоженне; // — регулировка газа; 12 — регулировка расстояния от режущего сопла до
металла; /3 — автоматическое зажигание; /4 — контроль за пламенем
«пения кислорода не улучшает процесс резки, так как струя кислоро-
да, подаваемая под высоким давлением, сильно расширяется и охлаж-
дается при истечении из мундштука. Вследствие этого разрез в верх-
ней части металла увеличивается, в то время как в нижней части ме-
талл нагревается недостаточно и резка прекращается.
Для резки металла больших толщин необходимо, чтобы струя ре-
жущего кислорода была по возможности более длинной и имела бы
почти цилиндрическую форму. С этой целью применяют низкое дав-
ление-0,25—0,35 МН/м® (МПа) для струи режущего кислорода и спе-
циальную форму капала режущего мундштука.
Этим способом можно разрезать металл толщиной до 1,5 м.
§ 4. Надводная резка
Подводную дуговую резку металла осуществляют металлическими
электродами с толстой обмазкой и угольными электродами. Горение
дуги происходит так же, как и при подводной сварке.
Подводная резка газокислородным способом осуществляется водо-
родно-кислородным резаком. Обычно резак зажигают на воздухе;
после включения и пуска сжатого воздуха резак опускают под воду.
римеияя для зажигания электроискровой разряд, резак можно за-
жигать и под водой.
Для подводной резки можно применять жидкое горючее — бензин.
Ьензино-кислородное пламя повышает скорость резки в 1,5 раза и
экономически Целесообразно.
361
Раздел шестей
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
Глава XXXVI
ОСНОВНЫЕ СВЕДЕНИЯ О ДОПУСКАХ И ПОСАДКАХ;
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
§ 1. Взаимозаменяемость, номинальные и предельные
размеры деталей
В современном машиностроении различные машины во многих
случаях изготовляют поточно-массовым методом без дополнительной
слесарной обработки деталей.
Замена деталей или узлов машин при сборке и ремонте без допол-
нительной слесарной обработки обеспечивается благодаря их взаимо-
заменяемости. Взаимозаменяемость однотипных деталей достигается
установлением допустимых отклонений фактических размеров от но-
минальных.
Номинальными называют основные размеры, являющиеся общими
для соединяемых деталей и служащие началом отсчета отклонений.
Так, диаметр вала и диаметр отверстия подшипника, в котором вра-
щается вал, имеют одинаковые номинальные размеры. Номинальные
размеры определяют, исходя из назначения детали, конструктивных
соображений, расчетов на прочность, опытных данных.
Округление номинальных размеров имеет большое экономическое
значение, так как ограничивает их разнообразие и общее число в ка-
ком-либо диапазоне. Округление ряда номинальных линейных раз-
меров в интервале 0,001—10 000 мм производится согласно ГОСТ
6636—69. Так, для номинальных линейных размеров общего назна-
чения в интервале 1—1000 мм установлено 124 размера.
При обработке заготовок на станках неизбежны отклонения в раз-
мерах деталей вследствие некоторой неточности станка, колебания
температуры заготовки и инструмента, различной квалификации ра-
бочих и т. д. Кроме того, не всегда требуется максимальная точность
размера детали. Поэтому для обеспечения взаимозаменяемости наз-
начают два предельных размера детали — наибольший и наименьший
допустимые размеры, за которые нельзя выходить и между которыми
должен находиться фактический размер.
362
§ 2. Допуски м припуски
Разность между наибольшим и наименьшим предельными разме-
рами детали называют допуском размера. Номинальный размер
D соответствует нулевой линии 0—О, от которой производят отсчет
отклонений. На рис. 186 отсчет отклонения вы-
полнен в минусовую сторону от номинального
размера. Разность между наибольшим предель-
ным £>б и номинальным DK размерами называют
верхним отклонением (В. О.), а между наименьшим
предельным DM и номинальным DH размерами —
нижним отклонением (Н. О.). Действительный
размер D находится между наибольшим D6 и
наименьшим DM предельными размерами и в част-
ном случае может быть равен одному из них. Зону
между верхним и нижним предельным отклонени-
ями называют полем допуска.
Отклонения обычно указывают справа от но-
г-п—0.02
минального размера; например, 5и_0дй означает,
что размеры детали могут быть в пределах
49,98—49,95 мм.
Рис. 186.
Допуск и
поле допус-
ка пала
Для получения детали заготовка должна иметь
некоторый излишек металла, который называют
припуском на обработку. Чем меньше припуск,
тем меньше стоимость обработки и расход металла
на единицу изделия.
§ 3. Система вела и система отверстия
В машиностроении различают размеры сопрягаемые и свободные.
Примером сопрягаемых размеров могут быть наружный диаметр порш-
ня и внутренний диаметр цилиндра. Цилиндрическая поверхность
Рис. 187. Система допусков:
° система вала; б "-система отверстия
типово,'! охватываемой поверхностью вала, а внутрен-
отвег)стияРХП°СГЬ цилиндРа — типовой охватывающей поверхностью
мых деталей вдзы^Т”ЛЮбуЮ охватываемУю поверхность сопрягае-
взывают валом, а охватывающую — отверстием. На-
пример, шпонка является валом, паз - отверстием.
363
Примером свободных размеров могут быть длина втулки контейнера
гидравлического пресса, наружный диаметр фланца, диаметр закле-
почной головки и т. п.
Систему допусков, в которой приняты постоянными предельные
размеры вала, называют системой вала (рис. 187, а). На чертежах поле
допуска вала в системе вала обозначают буквой В с индексом класса
точности обработки и записывают справа от номинального размера,
например 50В3.
Систему допусков, в которой приняты постоянными предельные раз-
меры отверстия, называют системой отверстия (рис. 187, б). На черте-
жах поле допуска отверстия в системе отверстия обозначают буквой
А с индексом класса точности обработки и записывают справа от но-
минального размера, например 50А3.
§ 4. Посадки
Характер сопряжения определяется посадкой, под которой пони-
мают степень сопротивления взаимному смещению сопрягаемых де-
талей или свободу их относительного перемещения. Посадки созда-
ются разностью размеров парных деталей (вала и отверстия).
Различают три основных типа посадок: 1) с зазором или подвиж-
ные, 2) переходные и 3) с натягом или неподвижные (прессовые).
При подвижной посадке сопряженные детали перемещаются во вре-
мя работы (например, поршень в цилиндре; диаметр цилиндра несколь-
ко больше диаметра поршня). Разность между диаметрами цилиндра
и поршня (в общем случае между диаметрами отверстия и вала) назы-
вают зазором. Например, при диаметре отверстия 50 мм и вала 49,8 мм
зазор равен 0,2 мм. Зазор всегда положительная величина.
Типы подвижных посадок: скользящая С, движения Д, ходовая
X, легкоходовая Л, широкоходовая Ш и теплоходовая ТХ.
При неподвижной посадке сопряженные детали имеют натяг (во
время работы перемещение исключается). Неподвижные посадки
обеспечиваются принудительной запрессовкой вала в отверстие. При
неподвижной посадке диаметр вала до запрессовки должен быть не-
сколько больше диаметра отверстия. Разность между диаметрами
вала и отверстия называют натягом (при неподвижной посадке натяг
положительная величина).
Типы неподвижных прессовых посадок (с натягом): горячая Гр,
прессовая Пр,, Пр2, Пр.,, легкопрессовая Пл.
При переходных посадках обеспечивается хорошее центрирование
отверстий. В местах соединений образуется натяг или зазор. Непод
вижность сопрягаемых деталей обычно обеспечивается при помощи
крепежных элементов (шпонок, шплинтов и т. д.). Разность между
диаметрами вала и отверстия незначительна; натяги или зазоры не-
велики.
Типы переходных посадок: глухая Г, тугая Т, напряженная Н,
плотная П.
На чертежах тип посадки условно обозначают соответствующей
буквой и индексом справа, указывающим класс точности, напри-
36-1
мер легкоходовую посадку четвертого класса точности обознача-
ют Л,.
Основные определения допусков и посадок, применяемые в машино-
строении, установлены ГОСТ 7713—62.
§ Б. Точность изготовления и чистота поверхности деталей
Под точностью изготовления в машиностроении понимают степень
соответствия действительных размеров детали расчетным (номиналь-
ным) размерам, заданным по чертежу. Повышение точности изготов-
ления деталей удорожает обработку, снижает производительность стан-
ка и т. д.
В машиностроении для диапазона размеров от 1 до 500 мм приме-
няют 10 основных классов точности — 1,2, 2а, 3, За, 4, 5 , 7, 8. 9.
Каждый класс точности характеризуется определенными допусками
для вала и отверстия и обеспечивается различными способами обра-
ботки резанием:
1-й класс—тонким шлифованием, тонким полированием, при-
тиркой и доводкой; применяют в приборостроении, точном станко-
строении, при изготовлении деталей шарикоподшипников и т. д.;
2-й и 2а класс — чистовым шлифованием, алмазным точением,
чистовым протягиванием и развертыванием; применяют в точном ма-
шиностроении, станкостроении, при изготовлении автомобильных и
авиационных двигателей, электромоторов, пневматических и других
машин;
3-й и За класс — чистовым шлифованием и точением, тонким фре-
зерованием и строганием; применяют в общем машиностроении, авто-
тракторостроении, вагоностроении, дизелестроснии, при производстве
паровых машин и турбин;
4-й класс — чистовым точением, строганием, фрезерованием, свер-
лением и зенкерованием; используют в тепловозостроении, машино-
строении:
5-й класс —получистовым точением, строганием, фрезерованием и
сверлением; применяют в машиностроении при отсутствии высоких
требований к парным деталям;
7. 8 и 9-й классы — литьем, ковкой и прокаткой, грубой обдиркой
на станках; применяют для свободных размеров деталей или загото-
вок с соответствующими припусками на последующую чистовую обра-
ботку на станках.
Степень точности измерений зависит от точност и
и чувствительности измерительного инструмента, принятого метода
измерения и квалификации рабочего. Опытным путем установлено,
что наибольшая пена деления измерительного инструмента должна
ыть примерно в три раза меньше допуска. Так, при шлифовании вала
быД°ПУСК^ 0’03 мм наибольшая цена деления инструмента должна
’ь не более 0,01 мм; в этом случае обычно пользуются микрометром.
точность измерения сильно влияют температура детали и дав-
ение на нее измерительного инструмента. Все измерения следует
роводить при одинаковой температуре и одинаковом давлении инст-
36&
румента. Некоторые инструменты имеют специальные устройства,
-ограничивающие давление на деталь (например, трещотка у микро-
метра).
Чистота поверхности. На поверхности деталей инструмент остав-
ляет неровности в виде впадин и гребней, которые после черновой
обработки видны невооруженным глазом, а после чистовой —- при
увеличении под микроскопом. Гребни и впадины называют микро-
неровностями поверхности детали или шероховатостью, характери-
зующей чистоту поверхности.
Рис. 188. Профиль микронеровностей поверхнос-
ти детали
Чистота поверхности зависит от свойств обрабатываемого металла,
инструмента, режима резания, применяемых смазочно-охлаждающих
жидкостей, способа и вида обработки.
По ГОСТ 2789—73 шероховатость поверхности представляет собой
совокупность неровностей, образующих рельеф поверхности детали
в пределах рассматриваемого участка, длину которого, равную базо-
вой длине, выбирают в зависимости от характера поверхности. Для
характеристики шероховатости поверхности установлены следующие
понятия.
Геожтрическая поверхность — расчетная поверхность 1 тела за-
данной геометрической формы, не имеющая неровностей и откло-
нений от плоской или иной формы, обозначенной на чертеже
(рис. 188, а).
Реальная поверхность — фактическая поверхность, которая огра-
ничивает тело и отделяет его от окружающей среды.
Неровности — выступы и впадины на реальной поверхности.
Измеренная поверхность — поверхность, воспроизведенная в ре-
366
дультате измерения реальной поверхности с учетом ее выступов 2 и
впадин 4 (рис. 188, а).
Геометрический профиль — сечение геометрическом поверхности
плоскостью, ориентированной в заданном направлении относительно-
этой (геометрической) поверхности 3 (рис. 188, а).
Измеренный профиль — сечение измеренной поверхности плос-
костью, ориентированной относительно геометрической поверхности
под заданным углом а. Графическое изображение измеренного профиля
называют профилограммой.
Шаг неровностей — среднее расстояние между вершинами харак-
терных неровностей измеренного профиля.
Базовая длина — длина участка поверхности, выбираемая для из-
мерения шероховатости поверхности без учета других видов неров-
ностей (например, волнистости), имеющих шаг более / (рис. 188, б).
Средняя линия профиля — линия, имеющая форму геометрического-
профиля; она является базой для определения значений шерохова-
тости (рис. 188, б). Средняя линия должна делить измеряемый про-
филь так, чтобы (в пределах базовой линии) площади по обоим сто-
ронам от средней линии до линии профиля были примерно равны
между собой, т. е.
+ • • • + F ~ ^2 + ^4 + * *' + (^7)
В соответствии с ГОСТ 2789—73 шероховатость поверхности опре-
деляется средним арифметическим отклонением
< i о.)
= —------- (88)
п
или высотой неровностей
= (^i 4- ft» 4- • • • 4- ft») — + - • -Т ftto) (89)
5
По ГОСТ 2789—73 различают 14 классов чистоты поверхности
(1-й класс самый грубый). Класс чистоты поверхностей обозначают
треугольником с номером класса, например vl; Х/5.
Шероховатость поверхности грубее 1-го класса обозначают знаком
, над которым указывают высоту неровностей Rz в микронах, на-
пример 500, 800.
Для каждого класса чистоты поверхности установлены максималь-
ные значения Ra и Rz при выбранных базовых длинах I. Например,.
Для_класса V3 при базовой длине 1 ~ 8 мм величина Ra = 20 мкм,
- 80 мкм.
У^ля 8—12-классов чистоты поверхности основной характеристи-
шероховатости является Ra, а для классов 1—5, 13 и 14-го —
ппимЛЯ Оценки чистоты поверхности и измерения ее шероховатости
" еняЮТ эталоны чистоты поверхности и различные приборы.
36Г
Глава XXXVil
ОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ РЕЗАНИЯ МЕТАЛЛОВ.
ТИПЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
§ 1. Способы обработки металлов резанием
и основные злементы режима резания
Способы обработки металлов резанием. Металлы обрабатывают
резанием на металлорежущих станках при помощи различных режу-
щих инструментов. Заготовками для деталей служат отливки из чу-
гуна, стали, цветных металлов и их сплавов, а также поковки и т. д
В процессе обработки резанием различают рабочее движение дв\ х
видов: главное движение, определяющее скорость отделенит стружки;
движение подачи, обеспечивающее врезание режущей кромки инстру-
мента в новые слои металла; скорость подачи меньше скорости глав-
ного движения.
Наиболее распространенные способы обработки металлов реза-
нием (рис. 189) — точение, сверление, фрезерование, строгание, шли-
фование.
К основным элементам режима резания относят: скорость резания,
подачу, глубину резания и поперечное сечение среза (ширина и тол-
щина среза).
Скоростью резан ия называют перемещение в единицу времени обра-
батываемой поверхности заготовки относительно режущей кромки
инструмента. Скорость резания при точении
и-тгОщЮОО, (90/
где D — диаметр обрабатываемой поверхности заготовки, мм; п —
число оборотов заготовки в минуту.
Подача s — поступательное перемещение режущей кромки резца
за один оборот обрабатываемой заготовки (рис. 190) (при точении
размерность подачи — мм/об).
Глубина резания t расстояние между обрабатываемой и обрабо
танной поверхностями, полученное за один проход резца. При наруж-
ном продольном точении глубина резания
t = (D — d)/2, (91)
где d — диаметр обработанной поверхности заготовки.
Поперечное сечение срезе [ (площадь срезаемого слоя) равно
произведению ширины а па толщину b среза или произведению подачи
s на глубину резания t, т. е.
f = ab = st,
где
а = s sin <р и b — ttsm <р. (92)
Штучное время (затрачиваемое на изготовление одной детали)
состоит из машинного (основного) и вспомогательного времени, а так-
568
Рис. 189. Основные способы об-
работки металлов резанием
f Движение
Позиция на рисунке Способ обработки заготовки инструмента
а Точение i Главное v (вращатель- ное) 11ос ту нагель ное s (ре- *ец)
б Сверление Главное с (нращатель- чпе) и поступательное s (сверло)
в Фрезерование Поступательное s I лявное v (вращатель- ное, фреза)
е Строгание на станках попереч но - строга лън ых Поступательное s {пре- речистое) Главное о (возвратно посту па тельное, резец}
d Г] родолыю - ст рог ал ьныд Глав ное о (возе р ат в о повтуцагельвое) Поступательное s (пре- рывистое, резец)
е Шлифование' наружное круглое Вращательное с (про- дольное возвратно-посту- пательное чпр) Главное ск (вращатель- ное. шлифовальной ируг)
ж П лоское ш ли фо ва ние Продольное возвратно поступательное $ пр Главное »к (вращатель ное) и поперечное 8поп (шлифовальный круг)
13—545
же из времени, необходимого на организационное и техническое обслу-
живание рабочего места и станка и на отдых рабочего.
Машинным, или основным, называют время, затрачиваемое не-
посредственно па процесс резания металла. Машинное время, потреб-
ное при точении на обработку одной детали за несколько проходов,
определяют по формуле
(93)
где L — расчетная длина хода резца, мм; i — число проходов.
Рис. 190. Элементы режима резания и расчетная длина
пути резца при точении
Расчетная длина хода резца L при продольном точении (см. рис.
190) состоит из длины обрабатываемой поверхности детали /1( длины
врезания резца Z2 и перебега резца /3, т. е.
L = l, + l^l3. (94)
Длина врезания резца зависит от глубины резания и главного угла
резца в плане <р, т. е.
/2 = t etg <р. (95)
Перебег резца 13 необходим для предотвращения образования заусен-
ца в конце обработки и в зависимости от диаметра обрабатываемой
детали принимается равным 1—3 мм.
Вспомогательным называют время, затрачиваемое на необходимые
подготовительные работы (установку и снятие детали, управление стан-
ком, смену инструмента, подвод резца, измерение детали и т. д.).
Штучное время (на обработку одной детали) определяют по форму-
ле
Лпт = гм -г Тв + Го6ы + Готд, (96)
где Тв — вспомогательное время; Тобсл — время на техническое и
организационное обслуживание станка (смазка станка, удаление
стружки, регулировка и подналадка станка, получение чертежей
обрабатываемой детали и т. д.); ТотД — время перерывов на отдых
и личные надобности рабочего.
370
Зная штучное время, можно определить производительность стан-
ка___число деталей, изготовляемых в единицу времени. Часовая
производительность станка А (в шт/ч) определяется по формуле
А = = _---------“----------. (97)
Лит Л< + Тк 4- Тобсл + Лтд
Как видно, производительность станка можно увеличить за счет
уменьшения машинного и вспомогательного времени, е также вре-
мени на обслуживание рабочего места и станка.
Машинное время можно существенно сократить, воспользовав-
шись наивыгоднейшими режимами резания и прогрессивными мето-
дами обработки. Автоматизация и механизация работ, применение
рациональных приспособлений, обучение рабочих передовым методам
труда — все это способствует увеличению производительности
станка.
§ 2. Геометрическая форма и углы резца
Рис. 191. Резец и его
элементы
Резец (рис. 191) состоит из головки, или рабочей части А и тела Б,
закрепляемого в резцедержателе. Головка резца имеет переднюю по-
верхность 1, по которой сходит стружка, задние поверхности (главную
3 и вспомогательную 2) и основание 4. Пересе-
чение передней и главной задней поверхнос-
тей образует главную режущую кромку
резца аб; пересечение передней и вспомога-
тельной задней поверхностей — вспомога-
тельную режущую кромку резца ав. Кроме
того, у резца имеется вершина а. Главная
режущая кромка выполняет основную рабо-
ту — резание.
Взаимное расположение указанных по-
верхностей и кромок в пространстве опреде-
ляется углами, совокупность которых соз-
дает геометрическую форму резца.
Для определения углов резца исходными
служат плоскость резания и основная плос-
кость. Первой из них является плоскость, касательная к поверхнос-
ти резания и проходящая через главную режущую кромку резца;
второй — плоскость, параллельная направлениям продольной и по-
перечной подач.
Резец имеет главные, вспомогательные и углы в плане. Все эти углы
называют углами заточки.
Если провести главную секущую плоскость N—N (рис. 192) пер-
пендикулярно к проекции главной режущей кромки на основную
плоскость, то можно рассмотреть в ней главный задний угол а, глав-
ный передний угол 7, угол заострения р и угол резания 6 = а + р.
Главный задний угол а образуется главной задней поверхностью
и плоскостью резания; его принимают равным 6—12°.
Главный передний угол у получают при пересечении передней по-
верхности резца и дополнительной плоскости, перпендикулярной
плоскости резания, проведенной через главную режущую кромку.
Главный передний угол может быть положительным и отрицатель-
ным (от —10 до + 20°) в зависимости от механических свойств обра-
батываемого материала, материала резца и формы передней поверх-
ности.
Если проведем вспомогательную секхщую плоскость ^Vj—A\
перпендикулярно к проекции вспомогательной режущей кромки на
основную плоскость, то получим вспомогательный задний угол аг
Его образуют вспомогательная задняя поверхность резца и плоскость,
проходящая через вспомогательную режущую кромку перпендику-
лярно основной плоскости. Этот угол чаще всего принимают в пре-
делах 8—10°.
Рис. 192. Углы резца
К углам резца в плане относят главный угол <р, вспомогательный
угол ф( и угол при вершине е. Эти углы резца влияют на его стой-
кость и скорость резания.
Главный угол в плане <р — угол между проекцией главной режущей
кромки на основную плоскость и направлением подачи; изменяется
в пределах 30—90° в зависимости от вида обработки, типа резца, твер-
дости обрабатываемой детали и резца и других факторов.
Вспомогательным углом в плане называют угол между проек-
цией вспомогательной режущей кромки на основную плоскость и на-
правлением подачи; его принимают равным 10—15°.
Угол при вершине в плане е образуется проекциями главной и
вспомогательной режущих кромок на основную плоскость; чем боль-
ше этот угол, тем больше стойкость резца. Угол е находят из соот-
ношения
в = 180е — (<f + ф,).
(98
372
§ 8. Процесс образования и виды стружки
Процесс образования стружки. Если закрепить заготовку 1 (рис.
193, а) на станке, а резец 2 установить на некоторую глубину реза-
ния и перемещать под действием силы Р по направлению стрелки, то
после соприкосновения с заготовкой резец передней поверхностью
постепенно будег вдавливаться в металл и
сжимать его поверхностный слой. При
этом слой металла будет упруго деформи-
роваться. При дальнейшем вдавливании
резца в металл наступит момент, когда
напряжение в металле превысиг сначала
предел упругости, а затем и предел проч-
ности. В результате произойдет сдвиг(рис.
193, б) по плоскости скалывания N—JV и
от основной массы металла отделится
первый элемент срезаемого слоя.
Следующие элементы срезаемого слоя
(рис. 193, в) отделяются по плоскостям
скалывания,' параллельным плоскости
М—М.
Плоскости скалывания и обработан-
ная поверхность составляют угол ска-
лывания Д, который для разных метал-
лов колеблется в пределах 145—155°.
Элементы срезаемого слоя металла, об-
разующие стружку, пластически деформи-
руются — укорачиваются по длине и уве-
Рис 193 Схема процесса
образования стружки
личиваются по сечению. Это явление назы-
вают усадкой. В общем случае усадка
стружки зависит от физико-механических
свойств обрабатываемого
материала, геометрии резца, режима резания, охлаждения и других
условий. С увеличением переднего угла резца, скорости резания
и применением смазочно-охлаждающих жидкостей коэффициент усад-
ки снижается. При резании различных металлов получают три
вида стружек — сливную, скалывания и надлома.
Сливная стружка имеет вид непрерывной ленты, завивающейся в
плоскостную или винтовую спираль; она как бы «стекает» с резца.
Такая стружка образуется при обработке вязких металлов (мало-
углеродистой стали, меди, алюминия, свинца и т. д.) с малыми пода-
чами и большими скоростями резания и резцом с большим передним
углом.
Стружка скалывания состоит из отдельных элементов и образуется
при обработке менее вязких металлов (высокоуглеродистой стали и
ДР-), с большими подачами и малыми скоростями резания и резцом с
малым передним углом.
Стружка надлома представляет отдельные частицы металла не-
правильной формы; образуется при обработке хрупких металлов —
чугуна, некоторых сортов бронзы и др.
373
§ 4. Силы, действующие на резец
При обработке резанием металл оказывает сопротивление режущему
инструменту. Это сопротивление преодолевается силой резания,
приложенной к передней поверхности резца. Работа силы резания
затрачивается на деформацию и отрыв элемента
Рис. 194. Схема
разложения силы
резания на ее сос-
тава яющие
стружки от основной массы металла, а также
на преодоление трения стружки о переднюю
поверхность резца и задней поверхности резца
о поверхность резания. Сила резания зависит
от свойств обрабатываемого металла, пода-
чи и глубины резания, углов заточки резца,
скорости резания, охлаждения и ряда других
факторов.
При продольном точении силу резания Р
(рис. 194) обычно раскладывают на три состав-
ляющие Рг, Рх и Ру.Сила Рг действует по
касательной к поверхности резания в направ-
лении главного движения; ее называют вертика-
льной, или тангенциальной, силой резания. Сила
PY действует параллельно оси заготовки; ее называют осевой
силой, или силой подачи. Сила Ру направлена по радиусу обрабаты-
ваемой заготовки; ее называют радиальной силой.
Равнодействующая трех составляющих сил
Р = V р* + р2у~ р*. (99)
По некоторым опытным данным для резцов с углом в плане <р =
=45° при обработке стали 45 между силами Рх, Руи Рг установлены
следующие соотношения:
рх/рг = 0,15 0,30; Ру!Рг = 0,30 ~ 0,50.
Наибольшей составляющей является сила Рг. Она создает крутя-
щий момент на обрабатываемой детали, который определяют по фор-
муле
Мкр = рДЭ/2. (100)
Для определения силы Рг, возникающей, например, при точении,
пользуются следующей экспериментальной формулой:
Pz = cjWpt (101)
где ср — коэффициент, характеризующий условия обработки (опреде-
ляется по таблицам); k — общий поправочный коэффициент, учи-
тывающий обрабатываемый материал и ряд других факторов (также
определяется по таблицам).
При наружном точении и растачивании заготовок из конструкци-
онной стали резцом из быстрорежущей стали ср = 225, а заготовок из
серого чугуна ср = 98; для заготовок из стали и чугуна показатель
степени для глубины резания t хр = I, а для подачи s ур = 0,75
374
• В процессе резания резец и деталь испытывают некоторую упру-
гую деформацию, что приводит к частичному сжатию (перемещению)
их в направлении действия сил и является одной из причин неточ-
ности обработки. Так, сила Р2 отжимает резец книзу, а резец под
действием этой силы стремится изогнуть деталь вверх; сила Ря от-
жимает резец в направлении, противоположном продольной подаче,
и стремится ее уменьшить; сила Ру отталкивает резец от обрабатывае-
мой детали и стремится уменьшить глубину резания.
Для получения большей точности размеров деталей, учитывая
действие указанных сил, при чистовом проходе обычно уменьшают
сечение срезаемого слоя. Правильный выбор углов резца и примене-
ние смазочно-охлаждающих жидкостей также способствует улучше-
нию качества и точности изготовления деталей.
§ б. Стойкость и износ резцов
Источниками образования тепла в процессе резания являются
упругая и пластическая деформации металла, а также работа сил
трения задней поверхности резца об обрабатываемую деталь и струж-
ки о переднюю поверхность резца. Образующееся тепло распределя-
ется между обрабатываемой деталью, стружкой и резцом; незначи-
тельная часть тепла излучается в окружающую среду.
Температура резания влияет на износ режущих инструментов,
определяет величину производительности и стойкости резца приданных
условиях резания.
Под стойкостью резца понимают время его непрерывной работы при
заданном режиме резания до момента затупления. Скорость резания —
главный фактор, влияющий па стойкость резца.
Между скоростью резания и и стойкостью Т (периодом стойкости)
резца существует зависимость:
v = А/Тт, (102)
где А— постоянная, зависящая от свойств обрабатываемого матери-
ала, режима резания, материала и геометрии резца (определяется по
таблицам); Т — время работы резца до затупления (стойкость резца);
т — показатель относительной стойкости, характеризующий интен-
сивность влияния стойкости на скорость резания.
Для резцов из быстрорежущей стали и резцов, оснащенных твер-
дыми сплавами и минералокерамикой, этот показатель принимают
соответственно равным 0,100—0,125; 0,20—0,30 и 0,30—0,40.
Практически период стойкости резцов из быстрорежущей стали и
резцов, оснащенных твердыми сплавами и минералокерамикой, при-
нимают соответственно равным 30—60, 45—90 и 30—40 мин.
В процессе резания металла резец изнашивается. Основная причи-
на износа резцов — трение сходящей стружки о переднюю поверх-
ность резца и задних поверхностей резца о поверхность заготовки. Из-
нос резца зависит от свойств материала рабочей части резца и обра-
атываемой детали, скорости и температуры резания, режима резания
и ряда других факторов. В большинстве случаев в условиях сухого и
375
полусухого трения преобладает абразивный износ по передней и глав-
ной задней поверхностям резца. При износе резца по главной задней
поверхности на ней образуется фаска шириной й3; при износе по перед-
ней поверхности — лунка шириной Ь, при наличии обоих видов износа
на резце образуется ленточка f (рис. 195,а).
Рис. 195. Характер износа резцов (а) и ре-
зец Колесова (б)
Для инструмента с пластинками из твердого сплава характерен
износ по главной задней поверхности, а из быстрорежущей стали —
по передней и главной задней поверхностям.
Количественное выражение допустимой величины износа называют
критерием износа. За критерий износа принимают в большинстве слу-
чаев величину износа по главной задней поверхности. Для токарных
резцов из быстрорежущей стали допустимый износ h3 1,5—2 мм,
для резцов с пластинками твердого сплава — 0,8—1,0 мм, с керами-
ческими пластинками — 0,5—0,8мм.
§ 6. Скорость резания. Высокопроизводительное резание металлов
Скорость резания влияет па усилие резания, количество выделяю-
щегося тепла, стойкость и износ режущего инструмента и другие по-
казатели, характеризующие процесс резания.
Скорость резания при точении
v =-----^7- (103)
Tmt v s 'J
где cv — коэффициент, характеризующий условия обработки (нахо-
дят по таблицам); kv — общий поправочный коэффициент (находят по
таблицам).
Значения показателя степени т для стойкости резца были приведи
ны выше; показатели степени у глубины резания и подачи (xv и r.'J
для различных условий обработки находят по таблицам-
376
Скорость резания зависит от ряда факторов, основными из которых
являются: механические свойства обрабатываемого материала; свой-
ства материала режущей части резца; стойкость режущего инструмента;
подача; глубина резания; углы резца и охлаждение.
Из механических свойств обрабатываемого материала на режим
резания более всего влияют предел прочности при растяжении и твер-
дость. При повышении этих характеристик скорость резания (при пос-
тоянной стойкости резца) приходится снижать во избежание быстрого
износа инструмента.
Влияние свойств материала режущей части резца на скорость ре-
зания учитывают поправочным коэффициентом, который для обработки
чугуна и стали резцом с режущей частью из твердых сплавов ВК2 и
ВКЗ принят за единицу. При обработке тех же материалов другими
резцами значение этого коэффициента изменяется от 0,12—0,15 для
резцов из углеродистой и низколегированной стали до 1.3—1,8 для
резцов из твердых сплавов Т30К4 и Т60К6. Резцы из углеродистой,
низколегированной и быстрорежущей стали целесообразнее применять
при скоростях резания 10—15, 15—25 и 30—-100 м/мин соответствен-
но, когда их стойкость больше, чем при повышенных скоростях.
Зависимость стойкости режущего инструмента от скорости резания
также учитывается соответствующим поправочным коэффициентом.
Обычно стойкость резца Т = 30 мин (при данной скорости резания)
принята за единицу. При увеличении скорости резания стойкость резца
будет меньше единицы; при уменьшении — больше единицы. Указанная
зависимость обусловлена количеством тепла, выделяющегося в едини-
цу времени: при больших скоростях резания тепла выделяется боль-
ше, что приводит к понижению режущих свойств инструмента, и наобо-
рот. При заданной стойкости резца увеличение подачи и глубины реза-
ния приводят к уменьшению скорости резания.
На скорость резания в значительной мере влияют углы ф, у и а.
При постоянном режиме резания с увеличением угла ф увеличивается
толщина среза и уменьшается его ширина, что приводит к сокращению
длины главной режущей кромки резца, повышению на нее тепловой
нагрузки, а следовательно, к снижению стойкости резца. Наоборот,
уменьшение угла ф повышает стойкость резца. Так, при уменьшении
угла ф с 90 до 30° при заданной стойкости резна скорость резания стали
увеличивается почти в два раза.
При обработке мягких металлов увеличение угла у до известных пре-
делов повышает стойкость резца, так как уменьшает деформацию срезае-
мого слоя и силу резания. Это позволяет увеличить скорость резания.
Материалы высокой твердости обрабатывают резцами с пластинками
из твердых сплавов, имеющими отрицательный передний угол у, что
изменяет силовые условия работы резца и повышает его стойкость.
В процессе обработки резец и изделие охлаждают, понижая темпе-
ратуру резания и повышая стойкость инструмента. Это, следователь-
но, позволяет повысить скорость резания. Так, при черновой обработ-
ке стальных заготовок при охлаждении с интенсивностью 8—12 дм’/мин
скорость резания увеличивается на 15—25%, при чистовой — на 5—8%.
377
При обработке резанием в качестве смазочно-охлаждающих жид-
костей применяют соловые и мыльные водные растворы, эмульсии, pat.
тигельные и минеральные масла (льняное, сурепное, веретенное, соля-
ровое), а также сульфофрезолы — масла, содержащие активирован-
ную добавку в виде серы. Смазочно-охлаждающие жидкости подают
в зону резания обычно сверху, а в ряде случаев — снизу напорной
струей. Охлаждение напорной струей применяют в основном при об-
работке труднообрабатываемых жаропрочных сталей и других подоб-
ных материалов. При этом стойкость резца увеличивается в пять—семь
раз по сравнению с обычным методом охлаждения; это позволяет зна-
чительно повысить скорость резания. Применяют также охлаждение
распыленной жидкостью.
Применение смазочно-охлаждающих жидкостей при обработке
стальных заготовок, кроме повышения стойкости инструмента, обес-
печивает получение более чистой поверхности. При обработке чугун-
ных заготовок смазочпо-охлаждающие жидкости обычно не применяют.
Высокопроизводительное резание металлов. Учитывая влияние
геометрических элементов режущей части резца на скорость резания,
новаторы производства применяют высокопроизводительные методы
резания, т. е. скоростное и силовое резание метал-
лов. Так, изменением углов заточки достигают упрочнения режущей
части резцов, улучшения отвода тепла от режущей кромки и повыше-
ния общей стойкости резца. Все это позволяет увеличить скорость ре-
зания.
Другой способ повышения производительности труда — увеличе-
ние подачи. Этот способ применил токарь-новатор В. А. Колесов. Для
скоростного резания с большими подачами (метод силового резания)
он сконструировал специальный резец (рис. 195,6). При работе этим
резцом производительность повышается за счет увеличения подачи с
0,1—0,6 до 1—3 мм/об (т. е. в 5—10 раз), а также совмещения чернового
и чистового проходов путем уменьшения вспомогательного угла в пла-
не с 10—15 до 0°. Резец с углом <р( = 0 срезает с обрабатываемой
поверхности неровности в виде гребешков, которые остаются после
обточки детали обычным проходным резцом. В результате качество
поверхности детали повышается.
§ 7, Мощность резания
Зная скорость е и силу Рг, мощность резания Np (кВт) можно
рассчитать по формуле
Иногда мощность резания определяют, исходя из крутящего момен-
та и числа оборотов шпинделя по формуле
МКГ1п
Np= -------------------- (105)
р 716,2-1000-1,36
378
(Ю6)
станков: то-
0,80—0,90;
группы по
Полную мощность Л'лв, которую нужно подвести к станку, опреде-
ляют с учетом коэффициента полезного действия станка
= А = ,
Tier 60 1021ст
где чст — к- п- Д- станка.
Практикой установлены следующие значения к. п. д.
парных 0,80—0,90; сверлильных 0,85—0,90; фрезерных
строгальных 0,65—0,75; шлифовальных 0,80—0,85.
§ 8. Классификация металлорежущих станков
Современные металлорежущие станки разделяют на
различным признакам:
по назначению — станки токарной, сверлильной, фрезер-
ной, строгальной и шлифовальной групп; протяжные, специальные
(резьбообрабатывающие и др.); агрегатные или специализированные
' и прочие (центровальные, распиловочные и др.);
по степени автоматизации — станки-автоматы, по-
луавтоматы, с программным управлением, автоматические линии стан-
ков и т. п.;
по степени точности размеров обрабатываемой
детали — станки нормальной точности и высокоточные (прецизион-
ные); -
по степени чистоты обрабатываемой повер-
хности — обдирочные в чистовые;
по конструктивным признакам (в зависимости
от расположения шпинделя) — горизонтально-фрезерные, вертикаль-
но-фрезерные, вертикально-сверлильные и т. д.
Станки каждой группы разделяют на подгруппы (типы) и модели в
соответствии с конструктивными и технологическими особенностями,
степенью специализации и т. д.
Модель станка обозначают соответствующим номером. Советские
станкостроительные заводы обычно пользуются трех- или четырехзнач-
ной нумерацией, согласно которой первая цифра определяет группу
станка, вторая — подгруппу в пределах данной группы (тип, мо-
дель), третья (или при четырехцифровом обозначении — третья и
четвертая цифры) — условно характеризует основные технологические
особенности станка (например, наибольший диаметр обрабатываемой
на станке детали, размеры стола и т. п.). Прописная буква после пер-
вой цифры указывает на модернизацию станка. Например, для станков
токарной группы первая цифра I, а вторая: I и 2 — автоматы и по-
луавтоматы, 3 — револьверные, 6 -токарно-винторезные и т. д.;
для станков сверлильной группы первая цифра 2, а вторая цифра:
1 вертикально-сверлильные, 4 — координатно-расточные, 6 — ра-
Дйально-свсрлильные и т. д_;
Для станков шлифовальной группы первая цифра 3, а вторая:
379
I — круглошлифовальные, 2 — впутришлнфовальные, 7 — плоско-
шлифовальные и т. д.;
для станков фрезерной группы первая цифра 6, а вторая: 1 — вер-
тикально-фрезерные, 7 — широкоуниверсальные, 8 — горизонталь-
но-фрезерные консольные и т. д.;
для станков строгальной группы первая цифра 7, а вторая: 1 —
продольные одностоечные, 2 — продольные двустоечные, 3 — попе-
речно-строгальные, 4 — долбежные и т. д.
Так, станок модели 1620— токарно-винторезный станок с высотой
центров 200 мм; станок модели 2150 — вертикально-сверлильный ста-
нок с наибольшим диаметром сверла 50 мм; станок 2Н150 — тот же
станок, но модернизированный; станок 3740 — плоскошлифовальный
с круглым столом диаметром 400 мм.
Глава XXXVIII
ОБРАБОТКА НА ТОКАРНЫХ СТАННАХ
§ 1. Устройство токарного станка
Токарные станки разделяют на одношпиндельные, многошпин-
дельные, револьверные, карусельные, автоматы и полуавтоматы, мно-
горезцовые, специализированные и др.
Каждый тип токарных станков имеет несколько моделей. Напри-
мер, одношпиндельные токарно-винторезные станки выпускают моде-
лей 1620, 1А62, 1К62, 1Е61МТ, 1В616ит. д.; токарно-револьверные—
моделей 1М36, 1336М и т. д.; многорезцовые полуавтоматы — моде-
лей 1721. 1730, 1712П и т, д,; однорезцовые автоматы — моделей!
1С616, I6IA и т. д.
Рассмотрим устройство токарно-винторезного
станка модели 1К62 (рис. 196). Основные узлы станка: станина 15,
передняя бабка 2 , задняя бабка 9, коробка подач 1 с ходовым винтом
13 и ходовым валиком 14, фартук 16 с механизмами подачи, суппорт 5
и электропривод. Кроме этих узлов станок имеет масляный насос для
смазки механизмов станка, насос для подачи смазочно-охлаждающей
жидкости и кнопочное или рычажное управление для пуска и останов-
ки станка. Включение, выключение и реверсирование электродвига-
теля производится посредством реверсивного магнитного пускателя с
помощью рукоятки.
Суппорт предназначен для закрепления резца и сообщения ему про-
дольной или поперечной подачи. Основанием суппорта служат нижние
(продольные) салазки (поз. 4, рис. 196), скользящие по направляющим
станины токарного станка. Продольная механическая подача суппор-
та осуществляется включением рукоятки 17, а ручная — при помощи
маховика 19. Укрепленный на суппорте резец будет при этом пере-
мещаться параллельно оси шпинделя.
Для поперечной подачи суппорта вручную вращают рукоятку 18:
при этом поперечные салазки вместе с верхней частью суппорта пере-
380
метаются перпендикулярно оси шпинделя, скользя по направляющим
нижних салазок. На поперечных салазках закреплена поворотная
часть суппорта с верхними салазками и резцедержателем 6. При не-
обходимости верхние салазки можно повернуть на нужный угол при
помощи поворотной части суппорта. Ручную подачу поворотной или
верхней части суппорта осуществляют рукояткой 7.
Рис. 196. Общий вид токарно-винторезного станка модели ! К62:
/—коробка подач; 2 — передняя бабка; 3 — рукоятка устаноакн чисел оборотов шпин-
деля; 4 — нижние салазки суппорта; 5 — суппорт; б — резцедержатель; 7—рукоятка по-
дачи поворотной (верхней} части суппорта; Я— пиноль задней бабки; 9 — задний баб-
ка; 10 — рукоятка закрепления нилоли при работе станка; П — маковин продольного пе-
ремещения пиноли с задним центром; 12 — болт, /3 — кодовой винт; 14 — ходовой валик;
/5—станина станка; 16— фартук; 17 — рукоятка включении продольной механической
подачи суппорта; 18 и 19 — рукоятки ручной поперечной и продольной подачи суппорта;
2С — рукоятка вк.чючсннят останова я реверсирования шпинделя; 2/ — рукоятка устаноп-
кн величины подачи
Задняя бабка (см. рис. 196) служит для поддержания в центрах
станка длинных деталей (L > 4D), а также для закрепления режущего
инструмента — сверл, зенкеров, разверток. Она состоит из чугунного
корпуса, установленного на скользящей плите. В зависимости от дли-
ны обрабатываемой детали заднюю бабку устанавливают на станине
в нужном месте при помощи соответствующих приспособлений.
В отверстие верхней части корпуса задней бабки вставляют пусто-
телый шпиндель — пиноль 8 с закрепленным в нем задним центром.
При скоростном резании в пиноль вставляют вращающийся центр.
Пиноль и задний центр можно перемещать в продольном направлении
при помощи винта с маховиком 11. Закрепляют пиноль в определен-
ном положении рукояткой 10.
При о&тачивании конических заготовок корпус задней бабки стай-
ка можно смещать относительно основания в поперечном направлении
посредством болта 12.
Главное движение и движение подачи осуществляются при помощи
соответствующих приводов.
381
Привод главного движения (рис. 197) состоит из электродвигателя
1, ременной передачи 2, коробки скоростей 4 и шпинделя 5. Вращение
ведомого шкива трансмиссионного вала I—I передается корсбке ско-
ростей и шпинделю 5 (вал //—/7). Коробка скоростей позволяет изме-
нять числа оборотов шпинделя, обеспечивая яаивыгоднейшие режимы
резания.
Существуют два типа коробок скоростей — со ступенчатым и с
бесступенчатым (плавным) регулированием чисел оборотов шпинделя.
Первые позволяют полу-
чить максимальное, мини-
мальное и ряд промежу-
точных чисел оборо тов,
вторые — любое плавно
изменяемое число оборо-
тов.
В токарных станках со
ступенчатым регулирова-
нием числа оборотов шпин-
деля применяют шестерен-
ные коробки скоростей
(рис. 197) или ступенчатые
шкивы. Привод главного
движения шестеренной ко-
робки скоростей компакт-
Рис. 197. Схема привода главного де иже- Нее Других типов приво-
ния токарного станка с шестеренной короб- ДО В. На валу I—7 распо-
кой скоростей ложен подвижной блок 3
из зубчатых колес zlt zs
и г3. При помощи специ-
альной рукоятки этот блок перемещается вдоль вала I—I и
поочередно сцепляется с зубчатыми колесами z4, z5 или гв, неподвиж-
но закрепленными на втулке А, свободно сидящей на валу II—II.
Зубчатые колеса z9 и г10 находятся в постоянном зацеплении с коле-
сами z5 и ге перебора III— III шестеренной коробки. При включении
кулачковой муфты Б влево перебор III— III выключается и шпиндель,
в зависимости от положения подвижного зубчатого блока, получает
три значения чисел оборотов — гц, п2 и п3.
Если число оборотов вала /—/ обозначить и0, то
n, = noz,/z4, «а = noz2/z6, п& = п^3/гв, (107)
где z^'Zj, z2/z5, zs'ze — передаточные отношения.
При перемещении муфты Б вправо включается перебор ///—III с
передаточным отношением
В результате шпиндель П—П получает еще три значения чисел
оборотов.
Коробки скоростей с перебором имеют несколько групп чисел обо-
ротов шпинделя. Значения чисел оборотов шпинделя в каждой группе
382
изменяются по геометрической прогрессии, знаменатель которой <р
имеет следующие значения: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78 и 2. Чем
меньше <р, тем меньше разность между числами оборотов в той или иной
группе чисел и тем, следовательно, легче выбрать близкое к нужному
число оборотов.
Преимущество привода главного движения с шестеренной коробкой
скоростей — возможность передачи больших мощностей; при этом
эффективная мощность на шпинделе при изменении его оборотов оста-
ется постоянной.
Коробки скоростей с бесступенчатым регулированием чисел оборо-
тов шпинделя имеют конические шкивы, фрикционные, электрические,
электромеханические и гидравлические приводы.
Рис. 198. Схема фрикционной бесступенчатой передачи Светозарова
В ряде новых токарно-винторезных станков числа оборотов шпин-
деля изменяются при помощи фрикционного привода системы Свето-
зарова.
На рис. 198 показаны три характерных положения, обеспечиваю-
щих максимальное а, среднее б и минимальное в значения чисел оборо-
тов шпинделя. Стальные фрикционные шайбы 1 и 3 с шаровыми поверх-
ностями насажены на пустотелые валы II и /. Вал / посредством муфты
соединен с валом электродвигателя, от которого получает вращение
шайба 3 с постоянным числом оборотов (пх = const). Распорные пру-
жины, расположенные внутри валов / и // , прижимают шайбы 1 и 3
к стальным каткам 2 и 4. Каждый из них при помощи специальных
механизмов может плавно поворачиваться в вертикальной плоскости
относительно оси О на определенный угол.
При включении электродвигателя шайба <3 передает вращение кат-
кам 2 и 4 через фрикционную передачу, сообщающим это вращение
Щайбе /. Число оборотов шайбы 1 зависит от отношения активных
радиусов rt и г8 и определяется по формуле
fi2=n1r1/rs. (108)
Изменяя положение катков, можно обеспечить плавное изменение
383
чисел оборотов шпинделя между максимальным и минимальным значе-
ниями.
Бесступенчатый привод системы Светозарова позволяет получить
диапазон регулирования чисел оборотов шпинделя: А = Ншах'Япип
от 4 до 8. Применяя фрикционную передачу Светозарова в комбина-
ции с трехступенчатой шестеренной коробкой скоростей, можно
получить еще более широкий диапазон плавного регулирования чисел
оборотов шпинделя.
Рис. 199. Схема привода движения подачи то-
карного станка
Привод движения подачи предназначен для передачи движения от
шпинделя к суппорту, а также для выбора величины подачи и изме-
нения ее направления.
Движение привода подачи осуществляется от конечного звена при-
вода главного движения — шпинделя. Зубчатое колесо реверсивного
механизма насажено на шпиндель или на промежуточный вал, связан-
ный со шпинделем отдельной зубчатой передачей. Иногда источником
движения привода подач служит отдельный электродвигатель.
Привод движения подачи токарного станка (рис. 199) состоит из
реверсивного механизма /, гитары '2 сменных зубчатых колес, коробки
подач 3 с ходовым винтом 4 и ходовым валиком 5, фартука 6.
Реверсивный механизм предназначен для изменения направления
вращения ходового винта или ходового валика, обеспечивая переме-
щение суппорта с резцом справа налево или слева направо.
Конструкция реверсивного механизма может быть различной. В то-
карных стайках в качестве такого механизма чаще всего применяют трен-
зель с цилиндрическими зубчатыми колесами (рис. 200). Зубчатое коле-
со ?! закреплено на шпинделе /, а колесо ?4 — на валу //, которым
обычно служит вал гитары сменных зубчатых колес. Зубчатые колеса
z2 и z3 свободно укреплены на пальцах Ш и IV обоймы 1 с рукояткой
2. Обойма установлена на валу // и при помощи рукоятки может по-
384
ворачиваться относительно вала, занимая положение 3, О или 4. Колеса
г3 и г4 находятся в постоянном зацеплении друг с другом.
Если рукоятку 2 поставить в положение <3 (как показано на рис.
200), то зубчатые колеса z( —z4 будут находиться в последовательном
зацеплении и вал II получит вращение, обратное вращению шпинделя.
Ставя рукоятку 2 в положение 4, вводим в зацепление колеса гг~z3 —
г4 и вал II получит то же направление вращения, что и шпиндель.
В положении О рукоятки зубчатые колеса z2 и г3 выходят из зацепле-
ния с колесом Zj и вращение от шпинделя па вал II не передается —
трензель выключен.
Рис. 201. Схема установки сменных зуб-
чатых колес гитары
Рис. 202. Схема коробки
подач с накидной шестер-
ней
Гитара привода подачи токарного станка представляет механизм,
состоящий из набора сменных зубчатых колес и особого устройства,
называемого собственно гитарой. Она позволяет изменять число обо-
ротов привода подачи.
В токарных станках используют три способа установки сменных
зубчатых колес гитары: одно-, двух- и трехпарную.
Наиболее часто применяемая двухпарная передача (рис. 201) имеет
четыре зубчатых колеса z4— z4, которые передают вращение от вала I
трензеля на вал II коробки передач. Зубчатое колесо zi закреплено на
валу /, а колесо z4 — на валу //; колеса z2 и г3 находятся на общей
втулке со шпонкой и помещаются на пальце Б.
Для получения новых передаточных отношений межосевое расстоя-
ние изменяют перемещением пальца Б по прямолинейному пазу и
поворотом гитары А относительно оси вала II по дуговому пазу. Пере-
даточное отношение сменных зубчатых колес гитары
(гит = (Zl/*2) • (z3zz4). (109)
Коробка подач, расположенная с передней стороны станка под
бабкой, позволяет переключением рычагов быстро изменять подачу.
В токарных станках чаще всего применяют коробки подач с накидной
ЛДестерней (рис. 202). Механизм представляет блок 2 зубчатых колес
385
Zr— z6, насаженный на вал /. На валу II скользящей шпонкой закреп-
ляют колесо z8 и обойму 1. Накидная шстерня z7 находится в постоян-
ном зацеплении с колесом z8 и крепится в обойме 1. Передачу обычно
осуществляют от ведущего вала / к ведомому II. Накидную шестерню
можно сцепить с любым зубчатым колесом блока 2 поворотом обоймы 1
относительно вала II и перемещением ее вдоль вала в соответствующее
фиксируемое положение.
Рис. 203. Схема механизмов фартука
Фартук прикреплен к нижней части каретки суппорта. Заклю-
ченные в фартук механизмы подачи служат для преобразования вра-
щательного движения, получаемого от ходового винта или ходового
валика, в поступательное движение (подачу) суппорта, на котором за-
креплен резец. В фартуке имеется система червячных и зубчатых пере-
дач (рис. 203). При нарезании резьбы используют ходовой винт 6. При
выполнении других токарных работ движение подачи осуществляется
через ходовой валик 8, имеющий червяк 9 на скользящей шпонке. Чер-
вяк получает вращательное движение и, кроме того, может переме-
щаться вдоль валика. Вращение червяка передается червячному зуб-
чатому колесу 10 и расположенному на одной оси с ним цилиндричес-
кому зубчатому колесу 11, которое находится в зацеплении с колесом /,
передающим вращение соосному с ним колесу 3. Это колесо катится по
неподвижной рейке 2. прикрепленной к станине токарного станка, за-
ставляя перемещаться суппорт 4, связанный с фартуком. В результате
вращательное движение ходового валика преобразуется в продольное
поступательное движение суппорта.
Имеющиеся в фартуке механизмы могут преобразовывать враща-
тельное движение ходового валика в поперечное движение резца.
При нарезании резьбы ходовой валик 8 отключается от остальных
частей механизма фартука.
Ходовой винт 6 имеет разъемную гайку 7 (называемую маточной).
При включении рукоятки 5 половинки разъемной гайки плотно охва-
тывают вращающийся ходовой винт, вследствие чего гайка, а вместе
с ней и суппорт осуществляют поступательное движение; при выклю-
чении рукоятки половинки гайки расходятся, освобождая винт и оста-
навливая суппорт.
§ 2. Кинематическая схема токарного станка
Кинематической схемой токарного станка называют условное
изображение совокупности всех механизмов, посредством которых
осуществляется движение элементов станка; она показывает взаимо-
связь отдельных элементов и механизмов, участвующих в передаче
движения различных органов станка.
о токарном станке имеются две кинематические цепи: электродви-
гатель — шпиндель (цепь главного движения) и шпиндель —
суппорт (цепь подач), которые изображают в двух вариантах — для
продольной (при нарезании резьбы и точении) и поперечной подачи
резца.
Кинематическая цепь токарного станка может состоять из ряда
кинематических пар зубчатых колес или шкивов,червячных и винтовых
передач. Последовательность кинематических пар в цени представлена
цифрами, указывающими число зубьев в зубчатых колесах или диа-
метры шкивов. Для элементов кинематических пар, закрепленных на
одном валу, цифры записывают через тире, а закрепленных па различ-
ных валах — через знак деления.
На рис. 204 приведена кинематическая схема токарно-винторезного
станка. Проследим по ней кинематическую цепь главного движения:
электродвигатель — шпиндель. Эта цепь связывает вал двигателя
(диаметр шкива dj = 142 мм) через клиноременную передачу со шки-
вом вала / (диаметр шкива d2 = 254 мм) коробки скоростей токарно-
го станка, на котором свободно укреплен блок зубчатых колес 56—51
и зубчатое колесо 50. На валу находится также фрикционная пластин-
чатая муфта Л1г для сообщения шпинделю прямого (при включении
влево) или обратного (при включении вправо) вращения. При включе-
нии муфты ЛД влево вращение с вала I передается на вал II. На нем
помещается подвижной блок зубчатых колес (34—39), который,
поочередно соединяясь с зубчатыми колесами блока 56—51, обеспе-
чивает передачу различного числа оборотов валу II. Затем с этого вала
при помощи подвижного блока Б2 (47—55—38) на валу III и подвиж-
ного блока Б$ (43—54) на валу VI вращение передается на шпин-
дель (шесть чисел оборотов).
При включении перебора (валы IV—V) движение с вала III пе-
редается валу IV, который с помощью подвижных блоков Б3 (88—45) и
Б^(22 — 45) передает его на вал V и затем через колеса 27 —54 на
Шпиндель (вал VI); дополнительно получаем три передаточных отно-
шения. Структурная формула кинематической цепи имеет вид (об мин):
«шп = «дв -J" (к.с!Л> (110>
^2
Где пшп и Пдв — числа оборотов шпинделя и электродвигателя в ми-
387
386
л 56 39 5! 50 24 36 88 56 65 6S
яуту; iK.c — переменное передаточное отношение коробки скоростей
(с учетом передаточного отношения перебора); р — коэффициент
проскальзывания ремня (р = 0,98).
При положении зубчатых колес, изображенных на рис. 204, число
оборотов шпинделя при прямом ходе
142 56 21 65 „„о
лшп = 14о0 • 0,98 -- 750 об/мин.
254 34 55 43
Токарно-винторезный станок 1К62 имеет 24 числа оборотов шпин-
деля (от 12,5 до 2000 об/мин).
Аналогично можно установить кинематическую цепь суппорта при
продольной и поперечной подачах; а также при нарезании резьбы.
Например, структурная формула для продольной подачи (мм/об):
8пр = (111)
где (к.п — передаточное отношение коробки подач (с учетом переда-
точных отношений от шпинделя к реверсу, самого реверса, сменных
зубчатых колес гитары и механизма фартука); т — модуль реечного
зацепления, мм; z — число зубьев реечного колеса.
При положении зубчатых колес, изображенных на рис. 204, про-
дольная подача
д J 60 42 42 95 35 37 28 36 35
11р ~ ' 60 ' 42 ' 95 ' 50 ' 37 ' 35 ’ 25 ’ 44 ’ "28
28 28 15 28 27 20 4 40 14 3143
35 35 48 56 20 28 20 ' 37 ’ 66
= 0,4 мм/об.
Всего станок имеет 48 продольных подач (от 0,075 до 4, 46 мм/об)
и столько же поперечных (от 0,038 до 2,23 мм/об).
Анализируя кинематическую схему токарного станка и ее кинема-
тические цепи, можно подобрать необходимую структурную формулу
настройки станка для выполнения конкретной задачи.
§ 3. Токарные автоматы
Для выполнения ряда токарных работ применяют полуавтоматы и
автоматы. У токарных полуавтоматов автоматизированы обычно
только рабочие операции по обработке детали (снятие стружки рез-
цом), а вспомогательные операции (установка н закрепление обра-
батываемой заготовки, освобождение и снятие ее со станка, пуск стан-
ка, контроль размеров обрабатываемой детали и т. д.) выполняются
вручную. У автоматов автоматизирован весь цикл обработки детали.
У станков-автоматов различные операции автоматизированы при
помощи механических, гидравлических, электрических, пневматичес-
ких, электронных и смешанных устройств (систем). Работа этих уст-
ройств регламентируется программным устройством с применением
389
перфолент или счетно-решающих машин (в системе программного уп-
равления).
Рассмотрим схему устройства и работы токарного
автомат а модели 1С616 (рис. 205, а). Автомат предназначен для
обработки валов в центрах по автоматическому циклу (с загрузкой за*
Рис. 205. Токарный автомат модели 1С616:
а—общий вид; б — кинематическая схема
390
готовок и разгрузкой деталей) с применением гидрокопирования по
программному управлению.
Станок установлен на двух пустотелых тумбах. В левой тумбе 1
смонтирована коробка скоростей с рукоятками для установки числа
оборотов шпинделя. Коробка скоростей имеет 12 ступеней чисел обо-
ротов шпинделя (от 90 до 2240 об/мин). В правой тумбе 12 расположено
гидрооборудование станка (гидропривод). Выше левой тумбы размещен
механизм программирования/6 со штоком 15, получающим перемещение
от фартука 14. Механизм программирования 16 (рис. 205,6) подает
электрические команды при автоматическом цикле работы. Электри-
ческий контакт осуществляется щетками, расположенными па движу-
щейся каретке, через упоры, закрепленные на плите. Каретка со щет-
ками, проходя над упорами, дает соответствующие команды («Подача»,
«Быстрый обратный ход», «Стоп» и т. д.).
Фартук получает поступательное движение от ходового валика 13,
который в свою очередь получает подачу от отдельного гидромотора
МГ-152 с редуктором, смонтированного на правом торце станины. На
фартуке расположена панель электроуправления для пуска и останов-
ки станка, а также быстрого хода каретки.
В шпиндельной бабке 3 размещен шпиндель 2 с гидроцилиндром
2а для зажима заготовки, подаваемой на центры станка. С другой сто-
роны заготовка зажимается задней бабкой 8 при помощи гидроцилинд-
ра 8а. Последний осуществляет осевое перемещение пиноли задней
бабки.
Заготовки поступают на загрузочный приемник 4 с цепной переда-
чей 17, движение которой сообщает гидроцилиндр 4а через храповик
18. В соответствии с заданной программой заготовка при помощи ме-
ханизма проталкивания 19 с гидроцилиндром 19а, укрепляемого на
заднем торце шпиндельной бабки, проталкивается планками по лотку
заготовок к автооператору 7. Последний имеет два подающих механиз-
ма с лотками (один над другим) с гидроцилиндрами 7а. Заготовка с
нижнего лотка подается на линию центров станка; перед этим верхний
лоток убирает готовую деталь, поднимая ее на уровень лотка готовых
деталей. Поступившая на линию центров заготовка при помощи гид-
роцилиндров 8а и 2а зажимается и закрепляется в патроне специаль-
ным устройством — цангой (помещается в патроне).
После настройки станка, зажатия и закрепления заготовки пакет-
ный выключатель на щите шкафа 9 с электрооборудованием ставят
в положение «Автоматическая работа» и кнопкой «Пуск» (на панели
фартука включают главное движение (главный электродвигатель)
и движение подачи (подвод гидрокопировального суппорта 6 к заго-
товке и щупа к копиру). С включением подачи последующие команды
выполняются механизмом программирования через упоры плиты и
каретку.
Гидрокопировальный суппорт (типа СГП2) (взамен поворотной
части обычного суппорта) установлен на токарном автомате под углом
60° к оси центров станка. Гидросуппорт действует по схеме однокоор-
динатного копирования с заданной продольной подачей. В качестве
копира применяют плоский стальной шаблон.
391
При подаче очередной заготовки на нижний лоток механизм про-
талкивания при помощи пальца 5, находящегося на уровне лотка
готовых деталей, проталкивает детали полотку и подает на лоток сбра-
сывателя 10, установленного на направляющих станины правее зад-
ней бабки. Получив очередную деталь, сбрасыватель при помощи гид-
роцилиндра 10а опускается, наклоняет лоюк и сбрасывает готовую де-
таль на приемник 11.
§ 4. Токарные резцы
По виду выполняемой работы резцы разделяют иа проходные, под-
резные, отрезные, расточные, резьбовые и фасонные.
Различают черновые (обдирочные) и чистовые проходные резцы. Пер-
вые используют для черновой обработки деталей, когда нужно снять
толстый слой металла. Эти резцы бывают правые, левые, прямые (рис.
206,а), отогнутые. Чистовые проходные резцы (рис. 206,6), имеющие
значительно больший радиус закругления при вершине, чем обдироч-
ные, применяют для окончательной обработки изделий.
Черновыми и чистовыми подрезными резцами (рис. 206,в) обрабаты-
вают торцовые поверхности заготовок или уступы при поперечной
подаче.
Отрезные резцы (рис. 206,г) служат для разделения заготовок на
части и выточки кольцевых канавок.
Рис. 206. Токарные резцы
S92
Расточными резцами (рис. 206,й) обрабатывают сквозные и глухие
отверстия; длина этих резцов всегда должна быть больше длины об-
рабатываемого отверстия.
Резьбовые резцы (рис. 20б,е) по расположению головки относитель-
но тела резца для нарезания наружной ргзьбы выполняют прямыми,
а для внутренней — отогнутыми. Угол при вершине должен соответст-
вовать профилю резьбы.
Фасонные резцы предназначены для чистовой обработки фасонных
поверхностей. Форма главной режущей кромки резца должна строго
соответствовать форме чистовой поверхности детали.
При токарных работах часто применяют специальные резцы, у ко-
торых изменена геометрическая форма с целью повышения их стой-
кости. Такие резцы предложены новаторами производства.
Токарные резцы обычно изготовляют из быстрорежущей
стали (Р9. Р18, Р18Ф2 и др.), реже из легированной (9ХФ и ХВ5).
У составных резцов режущая часть выполнена из твердосплавных
металлокерамических и минералокерамических пластинок, а тело рез-
ца — из углеродистой стали.
Твердые металлокерамические сплавы марок В К (карбид вольфра-
ма с кобальтом) применяют для точения, главным образом, чугуна,
цветных металлов и их сплавов, а также жаропрочных и нержавеющих
сталей; сплавы марок ТК (на основе карбидов титана и вольфрама)
используют обычно для точения пластичных металлов.
Для токарных резцов при черновом точении стали применяют плас-
тинки металлокерамических твердых сплавов марок Т5К.10, Т15К6,
Т14К8. Т5К12В, а также ВК8 и ВК6М; для черновой обработки чугу-
на — ВК6, ВК8, ВК6М, а также Т30К4, Т5К10, Т14К8, Т15К6 и др.
Для получистого и чистого точения стали применяют твердосплавные
пластинки марки ВК6М. При чистовой обработке чугуна применяют
пластинки марок ВК2, ВКЗ, ВК6, ВК8, а также пластинки из минера-
локерамического материала марки ЦМ-332.
Для тонкого точения используют алмазные резцы с напаянными
алмазами или с механическим их креплением.
Пластинки из твердых металлокерамических сплавов соединяют
с державкой резца пайкой, а из минаралокерамики закрепляют при
помощи различных механических приспособлений. На рис. 206,ж
показано крепление такой пластинки на проходном резце. Пластинка 2
прижимается накладным стружколомом 3 через подкладку 1 к держав-
ке 6 резца. Для надеж кого фиксирования положения пластинки служит
упор 4. Сгружколом крепят к державке шпилькой 5.
Резец с механическим креплением многогранных (многолезвийных),
неперетачиваемых металле- и минералокерамических пластинок пока-
зан на рис. 206,з. При помощи механического крепления 7 пластинка
2 крепится к державке 6 резца. Эти резцы обычно предназначены для
наружного обтачивания изделий: они имеют главные углы в плане
<Р = 45; 60; 75 и 90°. Главный задний угол а получают за счет соответ-
ствующей установки пластинки на державке резца.
Многолезвийные пластинки изготовляют трех-, четырех-, пяти-
и шестигранными с диаметром описанной окружности 14—26 мм и рабо-
393
чей высотой 16—30 мм из вольфрамо-кобальтовых, титапо-вольфрамо-
кобальтовых и минералокерамических сплавов. Такие резцы надежны
в работе и позволяют осуществлять подачу в диапазоне 0,3—0,8 мм.
Благодаря углублению (выкружке) на передней поверхности стружка
хорошо завивается и дробится. Резцы с многолезвийными пластинка-
ми позволяют последовательно использовать для резания металла без
переточки все грани пластинки. Срок их службы по сравнению с на-
паянными резцами увеличивается на 25—200%.
§ 5. Основные виды токарных работ
На токарных станках можно выполнять точение в центрах, в патроне
и на планшайбе; растачивание; торцовое точение, отрезку и подрезку,
нарезание резьбы; точение конусов, фасонных поверхностей и другие
виды работ с применением соответствующих инструментов и приспо-
соблений.
S 8
Рис. 207. Схема точения в центрах с непод-
вижным люнетом
Точение в центрах. Для обтачивания наружных цилиндрических
поверхностей прутковые детали (валы, оси) с отношением L/D > 4
обычно подвергают продольному точению в центрах с использованием
проходных резцов. Планшайбу навинчивают на шпиндель. Деталь с
просверленными осевыми отверстиями на торцах и надетым хомути-
ком 5 (рис. 207) зажимают между центрами передней и задней бабок.
Хомутик закрепляют на конце детали при помощи винта 2 так, чтобы
его палец 4 входил в прорезь поводковой планшайбы 3.
Вместо планшайбы часто применяют поводковый патрон с безопас-
ным хомутиком. Центр и хомутик на передней бабке станка защищены
корпусом поводкового патрона; в последнем помещен поводковый
палец, вращающий хомутик с деталью.
Для предохранения длинных деталей от прогиба (при L/D > 10—
12) применяют направляющие приспособления — неподвижные и
подвижные люнеты. Неподвижный люнет 6 (рис. 207) ставят на обе
394
направляющие станины 1 и при помощи планки 9 и болта с гайкой 8
закрепляют между передней и задней бабками станка. Обрабатывае-
мая деталь охватывается тремя регулируемыми упорами 7 (кулачка-
ми). При точении с большими скоростями вместо обычных упоров в
люнетах устанавливают роликовые или шариковые подшипники, на-
ружные кольца которых служат роликами, касающимися поверхнос-
ти вращающейся детали.
Подвижный люнет крепят на каретке суппорта. Люнет имеет два
упора, касающихся обработанной поверхности детали и принимающих
на себя давление от резца.
Рис. 208. Токарные патроны
Рис. 209. Крепление де-
тали на планшайбе
При обработке на токарном станке тяжелых и длинных деталей
один конец обычно закрепляют в патроне, а другой поддерживается
центром задней бабки. Это необходимо для жесткого закрепления
детали.
Точение в патроне. Наружное точение деталей длиной L < 4У
осуществляют проходными и подрезными резцами. Такие детали за-
крепляют только в патроне (без поддержки свободного конца центром
задней бабки токарного станка). Для закрепления используют трех-
и четырехкулачковые патроны, навинчиваемые на шпиндель.
Трехкулачковый самоцентрирующийся патрон (рис. 208, а) ис-
пользуют обычно для закрепления симметричных деталей. В этом пат-
роне кулачки 1—3 имеют радиальное перемещение. Для этой цели
служит большое зубчатое коническое колесо 4 с нарезанной плоской
спиральной впадиной па торцовой стороне, а также связанные с
Ним три небольших конических зубчатых колеса 5, вмонтированных
в корпус 6 патрона. Выступы кулачков входят в спиральную впади-
ну большого колеса и при вращении последнего вместе с кулачками
совершают перемещение в радиальных пазах корпуса патрона.
В четырехкулачковом патроне (рис. 208,6) каждый из кулачков
1—4, укрепленных в радиальных пазах планшайбы 5 имеет незави-
симое перемещение. Эти патроны применяют для установки и закреп-
ления деталей сложной и несимметричной формы.
Обработку плоскостей пластин и других плоских деталей удобно
проводить в патронах с постоянным магнитом.
395
При массовом и крупносерийном производстве некоторых деталей
применяют патроны с пневматическими и гидравлическими зажимами,
которые значительно облегчают и ускоряют работу.
Точение на планшайбе. При обработке несимметричных деталей и
деталей сложной формы, закрепление которых в кулачковых патронах
неудобно или невозможно, применяют планшайбу / (рис. 209), на-
винчиваемую на шпиндель. Планшайба представляет диск с радиаль-
ными пазами. Обрабатываемую деталь укрепляют на планшайбе бол-
тами. Если такое крепление затруднительно, то сначала ставят уголь-
ник 2 и к нему прикрепляют обрабатываемую деталь-патрубок 3.
Закрепленная деталь уравновешивается противовесом 4. При точении
на планшайбе резцы применяют в зависимости от вида выполняемой
работы; при обработке фланца патрубка (рис. 209) используют под-
резной резец.
Растачивание Внутреннее точение осуществляют расточными рез-
цами (см. рис. 206). Обрабатываемые детали укрепляют в кулачковых
патронах или на планшайбе. Иногда растачиванию предшествует
сверление отверстия.
Торцовое точение. При торцовом точении на обрабатываемой дета-
ли можно получить сплошную торцовую плоскость или частичную коль-
цеобразную плоскость поперечной подачей резца (см. рис. 206,в).
Точение торцовых поверхностей производят подрезными резцами;
обрабатываемую деталь закрепляют в кулачковых патронах или на
планшайбе.
Отрезание и подрезание. При отрезании или подрезании обрабаты-
ваемую деталь закрепляют в патроне. Отрезание выполняют при по-
перечной подаче отрезного резца (см. рис. 206,г). Подрезание можно
производить перемещением резца к центру детали или от него.
Нарезание резьбы. Перед нарезанием резьбы производят настройку
станка в большинстве случаев набором соответствующих сменных зуб-
чатых колес гитары подач.
Расчетное уравнение кинематической цепи шпиндель — суппорт
при нарезании резьбы выводится из условия, что за один оборот шпин-
деля продольное перемещение суппорта станка должно быть равно
шагу резьбы tp, которое определяют по уравнению
^Х.В^СМ^Об* (И 2)
Отсюда
fC.M = ^Р^(^Х вб;б)> (1 I 3)
где tx в — шаг ходового винта станка; iCM — передаточное отношение
сменных зубчатых колес; <о0 — общее передаточное отношение всех
постоянных передач от шпинделя до ходового винта.
Полученное отношение для настройки станка при нарезании резь-
бы определяет кинематическую связь ходового винта станка со шпин-
делем. Используя это отношение, можно решать различные задачи
396
Застройки станка для нарезания резьб подбором сменных зубчатых
колес с соответствующим числом зубьев.
Деталь для нарезания резьбы закрепляют в центрах или патроне,
что зависит от ее длины. В качестве режущего инструмента применяют
резьбовые резцы соответствующего профиля.
Точение конусов. Конические поверхности можно обрабатывать при
довороте верхних салазок суппорта (рис. 210,с), при поперечном сме-
шении корпуса задней бабки (рис. 210,(5) при помощи копировальной
линейки (рис. 210,в) и других приспособлений.
Угол поворотаа суппорта определяют по формуле
tga = (O-d)/(2Z),
(114}
где D и d — больший и меньший диаметры конуса; I —длина конуса.
Затем верхние салазки поворачивают на угола вокруг оси 1 (рис.
210,а) и закрепляют их в этом положении. Точение производят про-
ходным резцом при ручной подаче вращением рукоятки 2. Этим спо-
собом можно обтачивать наружные и внутренние конусы небольшой
Залины, но с большими углами. Обрабатываемую деталь закрепляют
fl патроне.
\ Длинные детали с небольшой конусностью (а < 8°) обычно обра-
батывают при поперечном смещении корпуса задней бабки (рис. 210,6}
гаа величину А, определяемую по формуле
h^L{D — (115)
Где L — длина всей детали.
397
Рис. 211. Схема точения фасонной за-
готовки
После поперечного смещения корпуса задней бабки на величину h
(до 15—20 мм) образующая обрабатываемого конуса параллельна нап-
равлению продольной подачи резца, поэтому точение можно вести с
механической подачей.
Конусные детали большой длины часто обрабатывают при помощи
копировальной (конусной) линейки (рис. 210,в). С этой целью на крон-
штейне 3, прикрепленном к станине 1, располагают линейку 4 с пол-
зуном 5. Поперечные салазки станка освобождают от связи с гайкой на
винте поперечной подачи и через тягу 7 соединяют с ползуном 5. Ли-
нейку 4 закрепляют болтами 2 и 6 под углом а, определенным по фор-
муле (114). При продольном движении суппорта ползун 5 скользит по
линейке и перемещает резец
в направлении, перпендику-
лярном оси детали 8. В ре-
зультате сложения двух дви-
жений резец перемещается
параллельно копировальной
линейке и обрабатывает по-
верхность по заданному ко-
нусу.
Точение фасонных заго-
товок. Фасонные заготовки
обрабатывают фасонными рез-
цами или при помощи копи-
ровальных приспособлений
поперечной подачей.
Фасонные резцы обычно
применяют в качестве чисто-
вых, поэтому они долговечны
Копировальные приспособле-
ния, применяемые для обработки фасонных поверхностей, бывают
механические и гидравлические.
На рис. 211 показана схема точения фасонной заготовки при помо-
щи механического копировального приспособления. Копир 5 установ-
лен в пиноли задней бабки 4. В резцедержателе 6 напротив резца ук-
реплен ролик 3, который находится в контакте с копиром 5. Каретка
суппорта 2 может свободно перемещаться в продольном направлении.
При поперечной подаче резца и постоянном контакте ролика 3 с ко-
пиром 5 образуется сферическая поверхность детали /. С таким при-
способлением при замене копира можно обрабатывать другие фасон-
ные заготовки.
Для получения фасонных поверхностей при продольном точении
используют те же копировальные приспособления, что и при обработке
конусов, по в этом случае копировальную линейку заменяют соответ-
ствующим фасонным копиром. Некоторые фасонные заготовки при
продольном точении обрабатывают при помощи гидрокопирова-
льных приспособлений, называемых гидрокопировальными суп-
портами.
и хорошо сохраняют свой профиль.
Глава XXXIX
''ОБРАБОТКА НА СВЕРЛИЛЬНЫХ СТАНКАХ
Рис.
212. Элементы режима резания
при сверлении
§ 1. Процесс сверления
Сверление — весьма распространенный способ получения в обра-
батываемой заготовке сквозных или глухих отверстий, а также рассвер-
ливания уже имеющихся отверстий. Режущим инструментом при свер-
лении являются сверла.
Скоростью резания v при сверлении называют окружную скорость
точки режущей кромки, наиболее удаленной от оси сверла. Скорость
резания определяют по фор-
муле (90) (D — диаметр свер-
ла и п — число оборотов
сверла в минуту).
Выбор скорости резания
при сверлении зависит от
механичерких свойств обра-
батываемого материала и ма-
териала режущей части свер-
ла, диаметра сверла, вели-
чины подачи, стойкости ин-
струмента, охлаждения, глу-
бины сверления и других
факторов. Например, при ра-
боте сверла, оснащенного
пластинкой твердого сплава
ВК8, скорость резания стали
м/мин.
Подача з равна величине перемещения сверла вдоль оси за один
оборот. Поскольку сверло имеет две режущие кромки, то подача, при-
ходящаяся на каждую кромку (рис. 212),
составляет 45—80, а чугуна — 50—95
= s/2.
Глубина резания t при сверлении отверстий в сплошном материале
составляет половину диаметра сверла.
Площадь поперечного сечения среза, снимаемого двумя главными
режущими кромками сверла за один оборот, определяют как удвоен-
ное произведение толщины а на ширину среза b (рис. 212). Ширину и
толщину среза (без учета перемычки) определяют по формулам
b = D/2sin<p и а — s/2-sin<р. (116)
Машинное время сверления отверстий в сплошном теле определяют
^учетом длины прохода, подачи и числа оборотов сверла по формуле
Ти = L/(ns) = (l + l,+ l2)/(ns), (117)
i где I — глубина сверления, мм (рис. 212); I, и 12 — врезание и пере-
бег сверла, мм (для сверл с двойной заточкой 1,+ ьт
399
398
Мощность резания при сверлении Мр определяют исходя из кру-
тящего момента сопротивления резанию Л1кр и числа оборотов сверла
п в минуту по формуле (105).
Для определения крутящего момента пользуются эксперименталь-
ной формулой
(Икр = см£> м s"", (118)
где сы — коэффициент, характеризующий свойства обрабатываемого
материала и другие условия обработки (определяется по таблицам).
При сверлении быстрорежущим сверлом заготовок из конструкци-
онной стали см = 33,8; хм = 1,9 и у* = 0,8. При сверлении серого
чугуна (HBI90) см = 23,3; хм = 1,9 и у.л — 0,8.
а)
Лппг'п
Рис. 213. Спиральные сперла:
*—обычное; б — с отперстнячм для подняла охлаж-
дающей жидкости
§ 2. Инструмент для сверления и обработки отверстия
Наиболее распространенный режущий инструмент при сверлении—
спиральные сверла.
Спиральное сверло (рис. 213,а) состоит из рабочей части У, шейки
III и хвостовика IV. В рабочей части в свою очередь различают режу-
щую II и направляющую или центрирующую части.
В направляющей части сверла расположены две канавки 1 и 6 для
отвода стружки из просверливаемого отверстия, а также две ленточки
3 и 8 для обеспечения направления сверла при резании.
Режущая часть сверла имеет две главные режущие кромки 2 и 7,
поперечную кромку 4 и
две задние поверхности
5 и 9.
Угол при вершине свер-
ла 2<р, образуемый режу-
щими кромками, выбира-
ют в зависимости от твер-
дости и хрупкости обра-
батываемого материала.
Для обработки стали и
чугуна средней твердости
угол при вершине состав-
ляет 116—120°, для крас-
ной меди — 125°, для алю-
миния, мягкой бронзы,
латуни — 130—140°.
Угол наклона винтовой
канавки е в зависимости оз
диаметра сверла принима-
ют 18—30°.
Диаметр спиральных
сверл с цилиндрическим и
коническим хвостовиками
Рис. 214. Зенкер
(изменяется в пределах 0,25—80 мм. При сверлении можно
получить v3—v^-й классы чистоты поверхности и 4—6-й классы точ-
.пости.
Для дальнейшей обработки отверстий, полученных сверлением,
литьем или штамповкой, применяют зенкерование и развертывание.
Зенкерование обеспечивает
получение отверстий 3—7-го
. классов точности и 5—6-го
классов чистоты; при развер-
тывании получают отверстия
2—3-го классов точности и
^5— v9-ro классов чистоты.
Режущим инструментом
при зенкеровании и развер-
тывании служат зенкеры и
развертки.
Зенкер (рис. 214) состоит
из рабочей части I, шейки
IV, конического хвостовика
V и лапки VI. В рабочей части
различают режущую II (за-
борную) и калибрующую III
(направляющую) части.
Режущая часть зенкера состоит из срезанной торцовой части —
сердцевины 3 и трех или четырех режущих кромок 2. Каждая из них,
как и в других инструментах, образована пересечением передней 1 и
задней 4 поверхностями. Главный угол в плане <р выбирают в пределах
45—60°.
Калибрующий участок зенкера имеет три или четыре винтовые ка-
навки и ленточки 5. Последние являются направляющими элементами
.зенкера; они обеспечивают большую точность обработки, препятствуя
возможному отклонению инструмента в сторону. Угол наклона вин-
товых канавок е = 10—30°.
По виду обрабатываемых отверстий зенкеры разделяют на цилинд-
рические, конические и комбинированные (многоступенчатые). Кроме
цельных диаметром до 80 мм, применяют насадные зенкеры (цельные и
’ со вставными ножами диаметром до 100 мм) и зенкеры с напаянными
пластинками из твердых сплавов.
Развертка (рис. 215,а) имеет рабочую часть /, шейку 11 и хвосто-
вик III. В рабочую часть входят направляющий конус или заборная
часть IV, режущая часть V, калибрующий участок VI и обратный ко-
нус VII.
Основную работу выполняет режущая часть, каждый зуб которой
имеет главную режущую кромку 1, переднюю 2 и заднюю 3 поверхности
(рис. 215,6). По передней поверхности сходит срезаемая стружка. Зуб
развертки имеет передний угол у и задний а (рис, 215,в),
-• - Режущая часть для обработки сквозных отверстий имеет угол,
равный для ручной развертки 0,5—1,5°, для машинной развертки при
обработке стали 12—15° и чугуна —3—5°. Главный угол в плане вли-
401
-400
14—545
яет па осевое усилие: чем он больше, тем больше потребное осевое уси-
лие.
Развертки бывают цилиндрические и конические, ручные и машин-
ные. У машинных разверток рабочая часть значительно короче, чем у
ручных. По конструктивному выполнению развертки делят на хвос-
товые и насадные, цельные и со вставными ножами, оснащенные плас-
тинками из твердых сплавов.
Спиральные сверла, зенкеры и развертки при небольших скорос-
тях обработки изготовляют из уг-
леродистых инструментальных ста-
лей У10А и У12А, хромистых и
вольфрамовых инструментальных
сталей 9ХС и В1, а при больших
скоростях обработки — из быстро-
режущей стали различных марок.
Изготовляют также сверла, зсн-
Рис. 216. Комбинированные режу-
щие инструменты:
й — сверло-сверло; б — сверло-зенкер; в —
сверло-развертка: г — зенкер-развертка; д—*
сверл о-зенкер-разеертка
Рис. 215. Развертка
керы и развертки, оснащенные пластинками из твердых сплавов
марок В К и ТК.
Монолитные спиральные твердосплавные сверла (из сплавов ВК15М,
ВКЮМ и др.) диаметром 1,5—5,5 мм предназначены для сверления
труднообрабатываемых материалов. Стойкость таких сверл почти в
20 раз больше стойкости сверл из быстрорежущий стали.
Комбинированные режущие инструменты (рис. 216) применяют для
повышения производительности при обработке отверстий в массовом
производстве. Замена нескольких инструментов одним комбинирован-
ным значительно сокращает вспомогательное время (на смену инстру-
мента), улучшает качество обработки, устраняет опасность несовпа-
дения осей инструмента и отверстия и т. д.
402
§ 3. Сверлильные станки
К сверлильным станкам относят собственно сверлильные и расточ-
ные станки.
Станки сверлильной группы разделяют на вертикально-сверлиль-
ные, радиально-сверлильные, одно- и многошпиндельные полуавтома-
Рис. 217. Одношпиндельный вертикально-сверлильный станок модели
2Л150:
а — общий вид; й — кинематическая схема
ты, координатно-расточные, алмазно-расточные, горизонтально-свер-
лильные для глубокого сверления, расточные и специальные.
Указанные типы станков имеют несколько моделей.
На рис. 217,а показан общий вид одношпиндельного вертикально-
сверлильного станка модели 2А150. На фундаментной плите ! крепится
станина 9. В верхней части станины расположен электродвигатель 6
мощностью 7 кВт, который сообщает сверлу 3, укрепленному в ниж-
ней части шпинделя 4, главное (вращательное) движение. Это движе-
ние передается шпинделю через коробку скоростей, которая располо-
14*
403
жена в консольной части станка, называемой шпиндельной головкой 5.
Движение подачи (поступательное вдоль оси) сверло получает от ко-
робки подач, укрепленной в подвижном кронштейне 7.
Вертикальное перемещение шпинделя и сверла может осуществлять-
ся механически по заданному режиму от коробки подач или вручную
при помощи штурвала 8. В зависимости от формы и размеров заго-
товки ее укрепляют на столе 2 в машинных тисках, кондукторах или
иных приспособлениях. При помощи рукоятки 10 стол можно переме-
щать по вертикали.
В станке предусмотрена возможность сверления отверстий на за-
данную глубину с автоматическим отключением подачи. На этом стан-
ке можно сверлить отверстия диаметром до 50 мм и глубиной до 300 мм.
Станки имеют широкий диапазон чисел оборотов, шпинделя и подач;
поэтому их применяют не только для сверления, но также для зеике-
рования и нарезания внутренней резьбы.
Числа оборотов шпинделя на станке устанавливают изменением
передаточного отношения коробки скоростей iK c путем переключения
блока зубчатых колес 36—43—30—23, расположенного на валу /
(рис. 217,6), или блока зубчатых колес 20—72—61—43, расположен-
ного на валу IV. В результате получают 12 чисел оборотов шпинделя
(от 32 до 1400 об/мин). Зная число оборотов электродвигателя пдн,
число оборотов шпинделя лшп можно определить по формуле (НО).
Согласно рис. 217,6 число оборотов шпинделя
Лщи = 1500 — - — - — • — - -Л • 0,98 = 495 об/мин.
ш 173 60 50 43 47
Коробка подач получает вращательное движение от вала И (шпин-
29 29
деля) через зубчатую передачу и и далее на вал VI коробки подач.
Установление необходимой подачи сверла производят переключе-
нием подвижных блоков 18—24—30 и 18—35—18, расположенных на
валах VI и VIII. Полученное число оборотов вала VIII через систему
зубчатых колес на валах IX и X, муфту Сцепления и червячную пару
передается рейке, укрепленной на гильзе. В гильзе свободно вращает-
ся шпиндель; в вертикальном осевом направлении шпиндель переме-
щается только с гильзой.
Станок имеет девять подач (от 0,125 до 2,64 мм/об). Согласно
рис. 217,6 и формуле (111) подача
s==i. Л . Л .Л .Л .21. Л. Л. 3,14-4. и =
47 46 46 35 43 53 60
= 0,125 мм,'об,
где т и z — модуль и число зубьев реечного зубчатого колеса.
На рис. 218 показан общий вид радиально-сверлильного станка,
модели 2Л53. Эти станки используют для сверления, рассверливания,
зенкерования и развертывания отверстий, отдаленных от краев заго-
товки, а также для получения и обработки отверстий в крупных заго-
404
Рис. 218. Общий вид радиально-свер-
лильного станка модели 2А53
эговках, установка которых на столе вертикально-сверлильного станка
невозможна или неудобна.
На фундаментной плите / крепится неподвижная колонна 2 с по-
воротной гильзой 3. Разрезной хомут 9, скрепляющий гильзу с колон-
ной, стягивается специальным устройством. На гильзе закреплена кон-
соль или рукав 8, перемещающийся по ней вверх или вниз при помощи
двигателя 4, двухступенчатого редуктора 5 и винта 7. Консоль имеет
шпиндельную головку 6 и шпин-
дель 15. Последний посредством
электродвигателя 11 коробки
скоростей 12 и коробки подач 14
получает заданное главное (вра-
щательное) движение и поступа-
тельное движение подачи (вдоль
оси).
Нц станке можно получить 12
различных чисел оборотов шпин-
деля в минуту (от 55 до 2240 об/мин)
и восемь различных подач (10,06—
1,22 об/мм). Если поменять места-
ми сменные зубчатые колеса, то
количество чисел оборотов можно
удвоить.
Шпиндельная головка 6, для
устойчивости фиксируемая на кон-
соли зажимом, работает как само-
стоятельный узел и может пере-
мещаться по направляющим рей-
кам 13 консоли в радиальном нап-
равлении при помощи специальной
рукоятки. Вокруг колонны консоль
угол механически или вручную.
При сверлении заготовку укрепляют неподвижно на съемном столе
10 или непосредственно на фундаментной плите 1, а шпиндель со
сверлом устанавливают в рабочее положение при помощи трех пере-
мещений: вертикального вдоль оси шпинделя; радиального по направ-
ляющим консоли и вокруг колонны (на определенный угол).
Для получения отверстий сверлением, зенкеров ан нем, расточкой
или развертыванием в крупных литых корпусах применяют расточные
станки, которые бывают горизонтально- и вертикально-расточные.
На рис. 219 показан общий вид горизонтально-расточного станка мо-
дели 262Г. На жесткой литой станине 1 укреплена передняя стойка 2,
по направляющим которой может вертикально перемещаться шпин-
дельная бабка 3 с горизонтально расположенным шпинделем 4. Шпин-
дель получает главное (вращательное) движение и осевую подачу,
параллельную плоскости стола. На шпинделе закреплена борштанга
с расточным резцом, второй конец которой поддерживается специаль-
ным люнетом 6 задней стойки 7. Обрабатываемая деталь (литые крупные
корпуса редукторов, станины, массивные блоки двигателей и т. д.)
поворачивают на определенный
405
укреплена на столе 5, имеющем продольную и поперечную подачи.
Движения подач на станке осуществляются вручную и механически.
Во время расточки отверстий вершина резца описывает круговую
траекторию и вместе со шпинделем получает продольную подачу. Иног-
да продольную подачу сообщают обрабатываемом заготовке вместе со
столом; в этом случае шпиндель и резец получают только вращатель-
ное движение.
Рис. 219. Общий вид горизонтально-расточного станка
модели 262Г
Растачивание отверстий может производиться резцами, устанавли-
ваемыми в борштанге, и сверлами, зенкерами и развертками, закреп-
ляемыми в шпинделе станка. Основным размером, характеризую-
щим горизонтально-расточные станки, является диаметр шпинделя.
§ 4 Ссновные виды сверлильных работ
Сверление. Различают обычное и глубокое сверление. При обыч-
ном сверлении для получения сквозных или глухих отверстий
применяют спиральные сверла с коническими или цилиндрическими
хвостовиками. Первые закрепляют в шпинделе станка непосредственно
или при помощи переходных конусных втулок (рис. 220,а), вторые —
при помощи двух- и трех кулачковых патронов (рис. 220,6).
В зависимости от величины партии обрабатываемых деталей сверле-
ние производят по разметке или в кондукторах.
Сверление по разметке применяют при небольших партиях обра-
батываемых деталей и при выполнении ремонтных работ, когда затра-
ты на изготовление кондуктора не окупаются. В этом случае точность
обработки получается меньшей (не выше 5-го класса). При сверлении
по разметке в зависимости от формы и размеров деталей их устанавли-
вают и зажимают либо непосредственно на столе станка, либо в при-
406
способлениях. Чаще всего применяют машинные тиски (рис. 220, в),
призмы (рис. 220,г) и угольники (рис. 220, д, е), укрепляемые на столе
станка.
При обработке больших партий деталей производят сверление в
кондукторах — специальных приспособлениях, изготовляемых по
форме обрабатываемой детали. Кондукторы позволяют вести сверле-
ние без предварительной разметки детали и получать более высокую
точность обработки (до 4-го класса). При пользовании накладным кон-
дуктором (рис. 220,ж) обрабатываемую деталь 1 закрепляют в машин-
ных тисках или непосредственно на столе станка; кондуктор 3 накла-
дывают и укрепляют боковыми винтами 2 на той части поверхности
детали, где нужно просверлить отверстие.
Перед сверлением производится наладка станка (установка и про-
верка инструмента, укрепление обрабатываемых деталей и т. д.) и его
настройка (выбор числа оборотов шпинделя и подачи).
При сверлении пользуются механической и реже ручной подачей
сверла. При подходе сверла к выходу из сквозного отверстия во избе-
жание его поломки механическую подачу выключают и досверливание
производят при ручной замедленной подаче.
407
На многих станках имеются устройства для автоматического вы-
ключения подачи при достижении сверлом заданной глубины. Этими
устройствами пользуются также при сверлении глухих отверстий па
определенную глубину; часто при сверлении глухих отверстий приме-
няют упорные приспособления или упорную втулку, закрепляемую
на сверле.
При глубоком сверлении, когда длина отверстия
превышает его диаметр в пять раз и более, обычно применяют специ-
альные сверла (ружейные для сверления отверстий диаметром до 25 мм
в сплошном материале, пушечные одностороннего резания для сверле-
ния отверстий диаметром более 25 мм и др.).
Сверление производят на горизонтально-сверлильных (глубоко-
сверлильных) станках с вращением обрабатываемой детали и продоль-
ной подачей сверла, что уменьшает вероятность увода последнего от
оси отверстия. Деталь закрепляют в кулачках патрона и в люнете.
В последнее время для сверления глубоких отверстий применяют
спиральные сверла с прокатанными отверстиями для подвода охлаж-
дающей жидкости непосредственно к режущим кромкам (см. рис. 213,6).
Эти сверла, по сравнению со сверлами без отверстий, имеют повышен-
ную стойкость, так как жидкость, попадая в зону резания, обеспечи-
вает охлаждение режущих кромок. Кроме того, охлаждающую жид-
кость подают под давлением, облегчая удаление стружки и устраняя
периодическое извлечение сверла из обрабатываемого отверстия для
удаления стружки. Это увеличивает производительность станка. При-
менение таких сверл особенно эффективно при обработке отверстий
на автоматах и автоматических линиях. Стойкость таких сверл в три—
девять раз больше стойкости обычных спиральных сверл.
Рассверливание. Эту обработку применяют для отверстий
диаметром более 25 мм. Сверла больших диаметров имеют перемычки
значительных размеров, поэтому при их применении необходимы уве-
личенные усилия подачи. Кроме того, такие сверла часто отклоняются
от оси сверления.
Сначала в заготовке просверливают отверстие меньшего диаметра
(0,3—0,6 диаметра требуемого отверстия), затем его рассверливают
сверлом заданного диаметра. Рассверливание уменьшает усилие пода-
чи и увод сверла, поэтому процесс ведут при подаче в 1,5—2 раза
больше, чем при сверлении одним сверлом.
Важным видом сверлильных работ является сверление отверстий
под резьбу. Эти отверстия сверлятся спиральным сверлом в сплошной
заготовке или рассверливают в отливках и поковках.
Зенкерование и развертывание. Отверстия, полученные в заготов-
ках сверлением, литьем или штамповкой, с целью получения большей
точности размеров и чистоты поверхности подвергают зенкерованию
и развертыванию.
Зенкерование применяют для окончательной обработки отверстий
или для предварительной обработки под развертывание. Припуск под
зенкерование зависит от диаметра отверстия, составляя от 0,6—1,0 мм
для диаметров 10—18 мм и до 3—5 мм для диаметров 50—80 мм. При
зенкероваиии под развертку диаметр зенкера должен быть меньше
408
окончательного размера отверстия на величину припуска, снимаемого
разверткой.
Для зенкерования обычно применяют зенкеры с коническим хвос-
товиком, насадные цельные зенкеры и зенкеры со вставными ножами
из твердых сплавов.
Для обработки центровых отверстий и торцовых поверхностей при-
меняют соответственно центровочные зенковки и насадные торцовые
одно- и двусторонние зенкеры. Чистовое зенкерование обеспечивает
получение отверстий в пределах 76—76-го классов чистоты и 3—7-го
классов точности.
Развертывание является окончательной обработкой отверстий, по-
лученных сверлением, зенкерованием или расточкой. При разверты-
вании получают чистоту поверхности отверстий в пределах 7 5—79-го
классов и точность 2—3-го классов. В зависимости от конструкции
развертки, ее диаметра и технологических требований,предъявляемых
к ней, припуск под черновое развертывание обычно составляет 0,2—
0,5 мм, под чистовое — 0,05—0,20 мм на диаметр.
Для обработки цилиндрических сквозных и глухих отверстий
применяют ручные или машинные развертки (цельные или со встав-
ными ножами), а также цилиндрические развертки с коническим или
цилиндрическим хвостовиком; для обработки конических отверстий—
конические развертки.
При развертывании применяют охлаждающие жидкости (обычно
эмульсии).
Глава XL
ОБРАБОТКА НА ФРЕЗЕРНЫХ СТАНКАХ
§ 1. Процесс фрезерования
Фрезерование — процесс обработки плоскостей, фасонных и вин-
товых поверхностей, нарезания шлицев, резьбы и зубчатых колес,
получения винтовых канавок при помощи вращающегося режущего
инструмента, называемого фрезой.
В зависимости от направления вращения фрезы и поступательного
: перемещения обрабатываемой детали различают встречное фрезерова-
ние, когда заготовка подается навстречу вращения фрезы, и попутное
фрезерование, когда направление подачи заготовки и вращения фрезы
одинаковы.
При встречном фрезеровании (рис. 221,а) нагрузка
на каждый зуб фрезы возрастает постепенно ина выходе достигает
^максимального значения. Это обеспечивает более плавную работу
ктанка.
: При попутном фрез еровании (рис. 221 ,б) зуб фрезы
сразу снимает толстый слой металла, в связи с чем инструмент макси-
мально нагружен. Это ухудшает условия работы инструмента и стан-
409
ка, особенно при обработке отливок с отбеленной коркой и поковок с
окалиной.
Скорость резания v представляет окружную скорость фрезы, изме-
ренную по ее наружному диаметру. Скорость резания определяют по
формуле (90), где D — диаметр фрезы и п — число ее оборотов в ми-
нуту.
Скорость резания зависит от свойств металла обрабатываемой заго-
товки и материала режущей части фрезы, диаметра и стойкости фрезы,
подачи, глубины резания и ширины фрезерования, а также от числа
зубьев фрезы, охлаждения и т. д.
ис. 221. Схемы процессов фрезерования
Подачей s называют величину относительного перемещения обра-
батываемой детали и фрезы (рис. см. 221), выраженную в мм/зуб,
мм/об, мм/мин.
При черновом фрезеровании подачу выбирают возможно большей.
Так, для цилиндрических фрез из быстрорежущей стали при фрезеро-
вании конструкционной стали (глубина фрезерования t — 3—5 мм,
ширина фрезерования В достигает 50 мм) подача составляет 0,2—0,3
мм/зуб; для чугуна при тех же условиях — 0,25—0,35 мм/зуб. При
этом применяют фрезы с большим шагом или крупными зубьями.
При получистовом и чистовом фрезеровании величина подачи огра-
ничивается припуском на обработку, требуемой чистотой поверхнос-
ти обработки, конструкцией фрезы и другими факторами. Для приве-
денных выше условий фрезерования величину подачи принимают при
обработке стали 0,08—0,1 мм/зуб, чугуна 0,1—0,12 мм/зуб. В этом слу-
чае используют фрезы с мелкими зубьями или с малым шагом.
Глубиной фрезерования t, или глубиной резания, называют толщину
слоя металла, снимаемую с обрабатываемой заготовки за один проход
фрезы (см. рис. 221). Глубина фрезерования при черновой обработке
равна 3—8 мм и более, при чистовой — чаще всего равна величине
припуска на обработку (обычно 0,5—1,5 мм).
Шириной фрезерования В называют ширину обрабатываемой заго-
товки.
Площадь поперечного сечения среза, снимаемого одним зубом фре-
зы (например, цилиндрической), представляет собой произведение
ширины фрезерования В на толщину срезаемого слоя а (см. рис. 221, а):
I ~ Ва,
(П9)
410
Толщина срезаемого слоя в процессе фрезерования изменяется при
встречном фрезеровании от нуля в момент врезания зуба в обрабаты-
ваемую заготовку до максимального значения птах в момент выхода
зуба из заготовки (см. рис. 221,а); она измеряется в радиальном нап-
равлении.
В контакте с заготовкой одновременно находятся не один, а не-
сколько зубьев. Суммарная площадь сечения среза, снимаемая в про-
цессе фрезерования в данный момент времени всеми зубьями, влияет
ла величину силы резания.
Машинное время обработки детали — время, затраченное на про-
цесс резания металла фрезой за один проход. При расчете машинного
времени по формуле (93) учитывают длину пути перемещения фрезы
относительно детали, подачу, число оборотов фрезы и число проходов.
Мощность фрезерования определяют по формуле (105) исходя из
крутящего момента и числа оборотов фрезы. Для определения крутя-
щего момента Л1кР нужно знать среднюю окружную силу резания Рг,
которую рассчитывают по экспериментальной формуле
c„Bt р s,p г р
Л_______-_______ Ь
а т Kpt
D Р V Р
(120)
где ср — коэффициент, характеризующий условия обработки (опре-
деляется по таблицам); kp — общий поправочный коэффициент; г —
число зубьев, одновременно находящихся в работе )обычно z = (0,04 —
0,06)£>]; D — диаметр фрезы (чаще всего D = 1,6 В).
Значения коэффициента ср и показателей степеней хр, ур, rp, qp и
тр приводятся в справочных и нормативных материалах по режимам
резания.
Для случая обработки цилиндрической фрезой из стали Р9 и Р18
значения коэффициента ср и показателей степени следующие:
Сталь ........
Чугун .......
ср хр Ур гр Чр тр
69,2 0,86 0,72 1 0,86 0,1
30 0.83 0.65 I 0,83 0,1
Зная Рг, легко определить Л1кр по формуле (100). После этого оп-
ределяют потребную эффективную мощность или мощность резания по
формуле (105).
§ 2. Инструмент для фрезерования
Фреза — многолезвийный инструмент, у которого по окружности
или на торце расположены режущие зубья, представляющие собой
простейшие резцы.
Фрезы (рис. 222) разделяют на цилиндрические и торцовые для
обработки плоских поверхностей; дисковые, концевые и угловые для
обработки пазов, канавок и шлицев; фасонные для обработки фасон-
ных поверхностей; модульные для нарезания зубьев; червячные для
нарезания зубьев цилиндрических и червячных колес.
411
Зуб 4 цилиндрической фрезы (рис. 222,а) имеет главную режущую
кромку 2', переднюю 1, заднюю 3 и затылочную 5 поверхности. В сече-
нии зуба плоскостью N—JV, перпендикулярной главной режущей кром-
ке, можно рассмотреть следующие углы: передний у, задний а, заостре-
ния |3 и резания б.
Рис. 222. Основные типы фрез:
о— цилиндрическая прямозубая; 6 — цилиндрическая с винтовыми зу-
бьями; в — дисковая пазовая; г — дисковая двусторонняя; d — дисковая
трехсторонняя; е — торцовая; ж—концевая; а — пальцевая модуль-
ная; и — Червячная
Передний угол у служит для облегчения схода срезаемых элемен-
тов стружки и уменьшения их усадки. При обработке стали ?= 104-20°,
чугуна у = 10 4- 15°; для твердых материалов угол принимают мень-
ше, для мягких — больше.
Задний угол ос предназначен для уменьшения трения между затылоч-
ной поверхностью зуба и поверхностью резания. Для различных фрез
угол а = 12 4- 25°.
Зубья цилиндрических фрез могут быть прямыми или винтовыми
под углом со к оси фрезы (рис. 222,6). У цилиндрических фрез угол
со = 30 4- 40°, у дисковых и торцовых <а = 10 4- 25°.
Фреза с прямыми зубьями врезается в обрабатываемую поверхность
сразу по всей длине зуба, что приводит к переменной (толчковой) на-
грузке на станок и несколько ухудшает поверхность обработки.
412
Фрезы с винтовыми зубьями работают более плавно; станок нагру-
жен более равномерно, так как зубья фрезы врезаются в деталь по-
степенно. \
Для обработки мягкой и средней твердости стали при малых ско-
ростях резания фрезы изготовляют из углеродистой инструментальной
стали У12А (фрезы малых диаметров), а также из легированных сталей
9ХС, ХВ5 и ХВГ для работы при небольших скоростях резания и
малых подачах. Хорошие результаты дает использование быстрорежу-
щей стали Р9 и Р18; при обработке жаропрочных и нержавеющих ста-
лей применяют фрезы из той же стали с присадками кобальта или вана-
дия.
При черновом фрезеровании сталей применяют пластинки из твер-
дый сплавов марок В К и ТК; при чистовом — в основном марок ТК-
Для черновой и чистовой обработки серого чугуна применяют твердо-
сплавные пластинки марок ВК, а также минералокерамические плас-
тинки марки ЦМ-332. Корпуса фрез изготовляют из сталей 40, 40Х,
У8 и др.
Всесоюзным научно-исследовательским инструментальным инсти-
тутом (ВНИИИ) разработаны фрезы торцовые с твердосплавными не-
перетачиваемыми многогранными и круглыми пластинками с механи-
ческим креплением. Эти фрезы позволяют применять более износо-
устойчивые твердые сплавы и изменять установку или заменять плас-
тинки на станке. По сравнению с напаянными фрезы конструкции
ВНИИИ позволяют повысить стойкость в 1,5—2 раза, уменьшить время
на восстановление фрез, сократить в 2,5—3 раза расход ножей из
твердого сплава и несколько снизить машинное время обработки.
Фрезы с наружным диаметром 5—32 мм из твердых сплавов выпус-
кают монолитными, их используют при интенсивных режимах реза-
ния.
§ 3. Фрезерные станки
В зависимости от выполняемых работ и конструктивных особеннос-
тей станки фрезерной группы можно разделить на станки общего на-
значения и специальные.
Кфрезерным станкам общего назначения
обычно относят горизонтально- и вертикально-фрезерные (с горизон-
тальным и вертикальным расположением шпинделя). Обрабатываемая
деталь на этих станках перемещается чаще всего в продольном направ-
лении.
Среди этих станков могут быть универсальные фрезерные станки.
Они отличаются от других станков тем, что при фрезеровании ряда вин-
товых канавок и выполнении других видов работ стол можно повер-
нуть на определенный угол (±45-4-50°) вокруг вертикальной оси.
К станкам общего назначения относят также продольно-фрезерные:
односторонние с одним горизонтальным шпинделем, двусторонние с
двумя горизонтальными шпинделями и многошпиндельные с горизон-
тальными и вертикальными шпинделями.
413
к специальным фрезерным станкам можно от-
нести торце-фрезерные, бесконсольно-фрезерныс, каруселыю-фрезер-
ные с вращающимися столами, барабанно-фрезерные с вращающимися
барабанами, копировально-фрезерные для обработки различных фа-
сонных поверхностей, а также резьбо-фрезерные, шпоночно-фрезерные,
агрегатно-фрезерные и др.
Каждый тип фрезерных станков имеет несколько моделей.
На рис. 223, а показан общий вид универсально-фрезерного станка
модели 6Н82. На фундаментной плите 1 кренится станина 2, в верхней
части которой расположен хобот 5 для крепления подвески 6. С зад-
ней стороны станины смонтирован электродвигатель 3 мощностью
7 кВт, который через коробку скоростей, расположенную в верхней
части станины, передает вращение на шпиндель 7. Фреза 8, закреплен-
ная на оправке 9, осуществляет главное вращательное (вокруг гори-
зонтальной оси) движение, получаемое от шпинделя. Коробка скоростей
имеег лимб 4 переключения чисел оборотов шпинделя и кнопочную
пусковую панель.
Станина станка имеет вертикальные направляющие для консоли
13. В верхней части консоли расположены стол 10, поворотная его
часть 11 к салазки 12.
Обрабатываемая деталь, укрепляемая на верхней части стола, мо-
жет иметь продольное, поперечное или вертикальное перемещение.
Все три вида перемещений стола с деталью (подача) осуществляются
механически от отдельного электромотора 14 мощностью 1,7 кВт
через коробку подач, расположенную в консоли, или вручную посред-
ством системы маховиков и рукояток.
С целью сокращения времени на подвод стола с закрепленной
деталью к фрезе и отвод детали после окончания рабочего хода короб-
ка подач обеспечивает быстрые (холостые) продольные, поперечные и
вертикальные перемещения стола.
Стол можно настроить на полуавтоматический или ручной циклы ра-
боты; для настройки по первому
циклу на дверке правого элект-
рошкафа необходимо поставить
нтку в положение
от кулачков вклю-
чено». Управление автоматичес-
ким ходом стола для продоль-
ного и поперечного перемещений
стола осуществляют с помощью
кулачков, укрепленных Набоко-
вых плоскостях стола и салазок.
На рис. 223,6 приведена ки-
нематическая схема универсаль-
но-фрезерного станка модели
6Н82. Шпиндель получает вра-
щение от фланцевого электро-
двигателя 3 через упругую
соединительную муфту и зуб-
среднюю рук<
«Управление
Рис. 223. Универсально-фрезерный ста-
нок модели 6Н82
414
Рис. 223. Продолжение
чатые колеса валов I—V. Для достижения нужного числа оборотов
шпинделя при фрезеровании производят изменение передаточного
числа коробки скоростей путем включения подвижного блока зубчатых
колес 16—22—19, расположенного на валу II, и переключения блоков
26—27 и 82—19 и подвижного колеса 47, расположенных на валу IV.
Таким образом, можно получить 18 чисел оборотов шпинделя V (®т
30 до 1500 об/мин), передаваемых на оправку с фрезой.
Зная число оборотов пдв электродвигателя 3, число оборотов шпин-
деля пшп можно определить по формуле (ПО). При отсутствии ремен-
ной передачи формула (110) имеет вид
Пшп = Ядв/Н.с. (121)
Согласно рис. 223, б число оборотов шпинделя
26 19 28 19 ,,
пшп -- 1440 • —• ---- --- ----= 75 об/мин.
54 36 37 71
На заднем конце шпинделя насажен маховик, обеспечивающий
равномерное вращение шпинделя и смягчение ударов при врезании
зубьев фрезы в обрабатываемую заготовку.
Привод механизмов подачи получает вращение от электродвигате-
ля 14. Для настройки на заданную продольную, поперечную или вер-
тикальную подачу производят переключение ряда блоков зубчатых ко-
лес и муфт коробки подач, охватывающих валы VI—XI.
Свала XI движение передается винту XVII продольной подачи стола
по цепи 26/35, 18/33, 33/37 16/16 и 18/18; винту XVI поперечной пода-
чи стола по цепи 26/35, 18/33, 33/37 и 37/33; винту XIX вертикальной
подачи стола по цепи 26/35, 18/33, 22/33 и 22/44. Путем этих переклю-
чений можно получить 18 скоростей подачи стола — продольные и
поперечные в пределах 23,5—1180 мм/мин, а вертикальные в пределах
8—390 мм/мин.
При холостом перемещении стола коробка подач отключается и
движение передается от электродвигателя 14 по цепи 26/44, 44/57,
57/43 к валу XI и затем по указанной выше цепи. Скорость холостых
продольных и поперечных перемещений составляет 2300 мм/мин, а
вертикальных — 770 мм/мин.
Подачу s на универсально-фрезерном станке можно найти по фор-
муле (мм/мин)
s = Пд^к. п/> (122)
где пдв — число об/мин электродвигателя цепи подачи; iKI, — пере-
даточное отношение коробки подач; t — шаг випта продольной, попе-
речной или вертикальной подачи, мм.
Согласно рис. 223,6 продольная подача при t = 6
,..„26 20 36 18 40 26 18 33 16 18
S = 1440 -- •--- • -— •--- --- ---- - ---- — — - — х
44 68 18 40 40 35 33 37 16 18
X 6 = 490 мм'мин.
416
На рис. 224 показан общий вид вертикально-фрезерного станка
модели 6HI2. В качестве режущего инструмента на станке использу-
ют торцовые, концевые, пальцевые, шпоночные и другие фрезы.
На фундаментной плите 1 крепится станина 2, В верхней части ста-
нины находится шпиндельная головка 5 с вертикальным расположе-
нием шпинделя 6. Закрепляемая в шпинделе фреза 7 осуществляет
главное вращательное (вокруг вертикальной оси) движение, получае-
мое от электродвигателя 4 через расположенную в станине коробку
скоростей и дополнительную
пару конических зубчатых ко-
лес, находящуюся в шпиндель-
ной головке.
'Рассматриваемый станок име-
ет 18 чисел оборотов шпинделя
в пределах 30—1500 об/мин;
числа оборотов переключают
рукояткой 3 коробки скоростей.
Консоль 10 станка переме-
щается вверх н вниз по верти-
кальным направляющим стани-
ны. На консоли по соответству-
ющим направляющим передви-
гаются поперечные салазки 9, а
по последним — стол 8.
Перемещение стола в про-
дольном, поперечном и верти-
кальном направлениях для осу-
ществления подачи обеспечива-
ется от отдельного электродви-
гателя 11 через коробку подач,
расположенную в нижней час-
ти консоли 10.
Рис. 224. Общий вид вертикально-
фрезерного станка модели 6Н12 .
Коробка подач станка обеспечивает 18 скоростей продольной и по-
перечных подач в пределах 23,5—1180 мм/мин , а вертикальных —
в пределах 80—390 мм/мин. Все три направления подач имеют рабочие
медленные и холостые ускоренные перемещения стола, осуществляемые
через отдельные зубчатые пары.
§ 4. Основные виды фрезерных работ
Фрезерование плоских поверхностей. Различают фрезерование
горизонтальных, вертикальных и наклонных плоских поверхностей и
уступов.
Горизонтальные поверхности фрезеруют на горизонтально- и вер-
тикально-фрезерных станках цилиндрическими и торцовыми фрезами.
Деталь в зависимости от ее формы и размеров закрепляют па столе в
машинных тисках (рис. 225, й) или при помощи болтов, планок и под-
кладок (рис. 225, б).
417
Вертикальные поверхности фрезеруют на горизонтально-фрезерных
станках дисковыми трехсторонними фрезами (рис. 225, е) или на про-
дольно-фрезерных станках торцовыми фрезами (рис. 225, г). Детали
закрепляют на столе станка так же, как и при обработке горизонталь-
ных поверхностей.
Наклонные поверхности фрезеруют на горизонтально-фрезерных
станках одноугловыми фрезами (рис. 225, д) или на вертикально-фре-
Рис. 225. Основные виды фрезерования плоских поверхностей
зерных станках со шпинделем, установленным под углом а, торцовыми
фрезами (рис. 225, е). Заданный угол а можно получить только на стан-
ках, у которых шпиндельная головка поворачивается в вертикальной
плоскости. Кроме того, наклонные поверхности можно обрабатывать
торцовыми фрезами при помощи специальных приспособлений, в ко-
торых обрабатываемую деталь закрепляют так, что ее наклонная по-
верхность становится горизонтальной.
Уступы обрабатывают на вертикально-фрезерных станках кон-
цевыми фрезами (рис. 225, ж); в этом случае одновременно фрезеруют
две взаимно перпендикулярные плоские поверхности.
418
Фрезерование пазов, канавок и шлицев. Прямоугольные, Т-образ-
ные и типа ласточкина хвоста пазы фрезеруют, как правило, на вер-
тикально-фрезерных станках концевыми фрезами (рис. 226, а, б).
Прямоугольные пазы можно также обрабатывать на горизонтально-
фрезерных станках дисковыми трехсторонними фрезами.
При фрезеровании шпоночных канавок прямоугольного сечения
пользуются концевыми и специальными шпоночными фрезами. Обра-
ботку ведут на вертикально-фрезерных станках (рис. 226, е). Иногда
шпоночные канавки фрезеруют на горизонтально-фрезерных станках
дисковыми трехсторон ними фрезами.
Рис. 226. Основные виды фрезерования пазов, канавок, фасонных
поверхностей и зубчатых колес
Деталь обычно закрепляют на столе станка в специальных машинных
тисках с установочной призмой и поворотными губками.
Шл'лцы. обрабатывают на горизонтально-фрезерных станках про-
резными фрезами.
Фрезерование фасонных заготовок. Для фрезерования фасонных
заготовок небольших размеров на горизонтально-фрезерных станках
применяют фасонные фрезы, профиль которых соответствует профилю
изготовляемой детали (рис. 226, г). Фасонные заготовки более сложной
(‘формы обрабатывают набором отдельных простых фрез (рис. 226,0) ли-
|бо при помощи специальных копиров.
Фрезерование объемных фасонных поверхностей заготовок (штам-
пы и т. д.) производят обычно на специальных копировально-фрезер-
ных станках.
419
Фрезерование зубчатых колес и винтовых канавок. Цилиндричес-
кие зубчатые колеса фрезеруют дисковыми модульными фрезами на
горизонтально-фрезерных станках (рис. 226, е) или модульными паль-
цевыми фрезами на вертикально-фрезерных станках (рис. 226, ж).
При крупносерийном и массовом производстве зубчатые колеса наре-
зают на специальных зубофрезерных станках.
Для поворота заготовок зубчатых колес на нужный угол, т. е.
для деления окружности на части, служат специальные приспособле-
ния к фрезерным станкам —- делительные головки.
Рис. 227. Универсальная делительная головка
Применяют универсальные (с простым и дифференциальным деле-
нием), оптические и другие делительные головки. Наиболее распрост-
ранены первые; они позволяют не только делить окружность на части,
но и вращать обрабатываемую заготовку при фрезеровании винтовых
канавок илн зубьев.
Универсальная делительная головка 5 (рис. 227) укреплена на столе
2 фрезерного станка. Обрабатываемая заготовка 3 на специальном стер-
жне зажимается между центрами задней бабки / и делительной голов-
ки 5. При простом делении окружности поворот заготовки 3 на задан-
ный угол осуществляют рукояткой 6 со штифтом относительно непод-
вижного делительного диска 7. Рукоятка закреплена на валике 8,
имеющем сднозаходный червяк. Последний находится в зацеплении с
червячным колесом, насаженным на шпинделе 4 делительной головки.
Червячное колесо имеет 30, 40 или 60 зубьев. При 40 зубьях пере-
даточное отношение червячной пары i = 1/40, т. е. для полного обо-
рота червячного колеса (а следовательно, и шпинделя 4) нужно повер-
нуть рукоятку 40 раз. Это число называют характеристикой делитель-
ной головки. Для половины оборота шпинделя, т. е. для деления ок-
ружности на две части, надо сделать 20 оборотов и т. д.
Если число зубьев, на которое нужно разделить окружность заго-
товки зубчатого колеса, обозначить через г, а число зубьев червячного
420
колеса (характеристика делительной головки) через 7V, то искомое чис-
ло оборотов рукоятки п можно определить по формуле
n = /V/2. (123)
Этой формулой обычно пользуются для определения числа оборо-
тов рукоятки делительной головки при простом делении. Если на лимбе
нет ряда отверстий, число которых удовлетворяло бы условию простого
деления, то применяют дифференциальное деление; с этой целью диск
через систему сменных зубчатых колес соединяют со шпинделем.
Универсальные делительные головки моделей Н-100, Н-135 и Н-
160 (цифры обозначают высоту центров в мм) обычно снабжают одним-
двумя дисками, у которых с обеих сторон расположены круги с не-
сквозными отверстиями.
Обработку винтовых канавок производят на универсально-фрезер-
ных станках, поворачивая стол станка и делительную головку.
Глава XLI
ОБРАБОТКА НА СТРОГАЛЬНЫХ СТАНКАХ
§ 1. Процесс строгания
Строгание — процесс обработки горизонтальных, вертикальных
и наклонных плоских и фасонных поверхностей, пазов, канавок и
других выемок специальными резцами.
При строгании происходит прерывистое резание металла вследствие
того, что резец совершает рабочий и холостой ходы.
Скоростью резания и называют скорость рабочего хода, при кото-
ром с заготовки срезается слой металла; для поперечно-строгального
станка это — скорость рабочего хода ползуна с резцом, для продоль-
но-строгального — скорость перемещения стола.
В зависимости от конструкции строгального станка скорость реза-
ния может быть переменной или постоянной.
На поперечно-строгальных станках с кривошипно-кулисным меха-
низмом скорости рабочего рр и холостого vx хода переменны. Для
этих станков среднюю скорость резания (м/мин) можно определить по
формуле
o = Ln(l Н-щ)/1000, (124)
где L — длина хода ползуна, мм; п — число двойных ходов ползу-
на в минуту; т — отношение скорости рабочего хода к скорости холос-
того хода; при средних и малых длинах хода ползуна т = 0,60 4-
0,75.
Строгальные станки с реечным механизмом для передачи движения
имеют постоянную скорость рабочего хода. Для этих станков скорость
резания определяют по формуле
tip == 2Ln/1000. (125)
421
Скорость резания при строгании определяют по той же формуле,
что и при наружном продольном точении без охлаждения, но учиты-
вая ударную и прерывистую работу резцов, полученное значение ум-
ножают на коэффициент kc = 0,75.
По найденной скорости резания по формулам (124) или (125) рас-
Рис. 228- Схема процесса стро-
гания
считывают число двойных ходов п
ползуна в минуту.
Подача s представляет собой от-
носительное перемещение детали
(для поперечно-строгальных станков)
или резца (для продольно-строгаль-
ных станков)(рис. 228)в поперечном
направлении за один двойной ход;
она измеряется в мм/дв. ход. Подача
всегда производится в конце обратно-
го (холостого) хода.
Глубина резания t (рис. 228) пред-
ставляет собой толщину слоя ме-
талла, снимаемого за один проход
резца; ее измеряют в направлении,
перпендикулярном обработанной поверхности.
Поперечное сечение среза f (рис. 228) определяют произведением
толщины а на ширину b срезаемого слоя, т. е.
f = ab — st.
(126)
Машинное время при строгании, т. е. время, затраченное на обра-
ботку заготовки резцом, определяют по формуле (93), исходя из длины
перемещения резца в направлении подачи, числа двойных ходов пол-
зуна, величины подачи и числа проходов.
Расчет мощности резания на поперечно-строгальных станках при ус-
тановившемся режиме работы производят по формуле (105) с учетом
силы резания Pz в направлении движения ползуна, определяемой по
формуле (101), и скорости резания v, рассчитываемой при строгании
по формуле (103). Учитывая ударную и прерывистую работу резцов
при строгании, полученное значение v по формуле (103) умножают на
коэффициент kv = 0,75. При определении Рг и о принимают те же
значения коэффициентов ср и Ар, cv и kc и соответствующих степеней,
что и для наружного продольного точения без охлаждения.
§ 2, Строгальные резцы
Строгальный резец (рис. 229,о) состоит из стержня А и режущей
части Б или головки. Головка резца имеет переднюю поверхность 1,
главную 2 и вспомогательную 6 задние поверхности, главную 3 и вспо-
могательную 5 режущие кромки, вершину 4.
При сечении главной режущей кромки резца плоскостью /V—2V,
422
перпендикулярной к поверхности резания (рис. 229,6), различают уг-
лы: главный передний у и главный задний а, заострения р и резания
6 - Кроме того, резец имеет главный <р и вспомогательный срг углы в пла-
не и угол при вершине е.
Главный передний угол у резцов из быстрорежущей стали выбирают
в пределах 5—20° в зависимости от механических свойств обрабатывае-
мого материала; для твердосплавной режущей части резца угол у от-
рицателен и изменяется в пределах от —5 до —15°. Главный задний
угол а обычно равен 6—10°.
Главный угол в плане ф для
проходных резцов принима-
ют 304-75°, а вспомогатель-
ный угол в плане <р, —
10 4- 30°; для отрезных рез-
цов tpt = 24-3°
По расположению режу-
щей кромки строгальные
резцы делят на правые и
левые; по расположению го-
ловки относительно стержня—
на прямые и изогнутые; по
виду выполняемой работы—
на проходные, подрезные,
отрезные, фасонные; по виду
обработки — на черновые и
чистовые.
Строгальные резцы для
обработки стали и чугуна из-
готовляют из быстрорежущей
стали Р9 и Р18 или с пластин-
ками из твердых сплавов
марок ВК8, ВК15, Т5К10при
черновом и В Кб, Т15К6,
Т5К12В, ТТ7К12 при чисто-
вом строгании. Пластинки напаивают на стержень резца из угле-
родистой инструментальной стали.
Для чистового строгания плоскостей крупных стальных деталей
применяют чашечные вращающиеся резцы (рис. 230). Резец состоит из
изогнутой державки 1 с запрессованной в нее бронзовой втулкой 2
и изготовленной из быстрорежущей стали или твердосплавной чашки 3.
Чашка цилиндрическим хвостовиком входит во втулку и закрепляется
винтом 4 и гайкой 5.
Чашку устанавливают в рабочее положение, наклоняя ее ось в
двух взаимно перпендикулярных плоскостях: в плоскости продольной
подачи под углом ₽лр = 3° и в плоскости поперечной подачи под уг-
лом ₽поп — 1°30' 4- 1°40'. Внедрение чашечных вращающихся рез-
цов на чистовых строгальных операциях значительно снижает трудо-
емкость отделочных работ, исключая в большинстве случаев необходи-
мость шабрения.
423
§ 3. Строгальные станки
Строгальные станки в зависимости от конструктивных и техноло-
гических признаков разделяют на ряд подгрупп — поперечно-строгаль-
ные, продольно-строгальные, долбежные (вертикально-строгальные) и
Рис. 231. Поперечно-строгальный станок модели 736
специальные. В каждой подгруппе имеется несколько типов станков,
отличающихся конструктивными особенностями. Поперечно-строгаль-
ные станки бывают кулисные, шестеренчатые (реечные), гидравличес-
кие, кривошипные и пр.; продольно-строгальные — одно- и двухсго-
ечные; долбежные — кривошипные, с вращающейся кулисой и гид-
равлические; специальные — кромкострогальные, ямострогальные,
копировальные и пр.
424
Типы строгальных станков имеют ряд моделей. Например, попе-
речно-строгальные кулисные и гидравлические станки имеют модели
736, 7А36, ТВ36, 7М36, 737, ТМ37 и т. д.; продольно-строгальные одно-
стоечные— модели 712, 7128 ит. д.; продольно-строгальные двух-
стоечные. — 724, 7231А и т. д.; долбежные — модели 7430, 7М430,
7450, 7М450 и т. д.
На рис. 231,И показан общий вид поперечно-строгального станка
модели 736, предназначенного для обработки плоских и фасонных по-
верхностей мелких деталей. В станине 1 находятся коробка скоростей
и кривошипно-кулисный механизм, которые передают движение от
электродвигателя 2 ползуну 4 и столу 10. Ползун получает главное
(возвратно-поступательное) движение, а стол — поперечное движение
подачи. На конце ползуна смонтирован суппорт 8 с откидным резце-
держателем 9.
Установка необходимого числа двойных ходов ползуна достигается
рукоятками 3. Прорезь в ползуне 4 с подвижным зажимом 5 служит для
перестановки ползуна при настройке станка. Суппорт с резцом можно
опустить или поднять вращением рукоятки 7, регулируя глубину реза-
ния. При строгании наклонных поверхностей суппорт повертывают на
определенный угол.
Обрабатываемую деталь закрепляют на столе непосредственно или
в машинных тисках. Стол через храповой механизм 13 получает попе-
речное движение через систему передач от вала кулисной шестерни
Z = 100. Вертикальное перемещение стола производят вращением
винта 12 при помощи рукоятки, расположенной с противоположной сто-
роны станка. Для более жесткого крепления стола имеется поддержи-
вающий кронштейн 11.
На рис. 231,6 приведена кинематическая схема поперечно-строгаль-
ного станка. Вращательное движение от электродвигателя мощностью
3,5 кВт посредством червячной передачи передается коробке скорос-
тей (валы I—III). Последняя через подвижные блоки зубчатых колес
25—30—20 и 45—28, насаженных на валы I и HI, может сообщить шесть
чисел оборотов кулисной шестерне z = 100. Кривошипно-кулисный
механизм, состоящий из кулисной шестерни г — 100 и кулисы А,
шарнирно соединенной с ползуном 4, преобразует вращательное движе-
ние шестерни в возвратно-поступательное движение ползуна с резцом.
Длина хода ползуна зависит от радиуса кривошипа кулисной шестер-
ни: чем больше радиус кривошипа (пальца 14 с ползуном), тем больше
длина хода ползуна, и наоборот; при этом соответственно изменяется и
скорость движения ползуна. В современных станках длина хода ползу-
на колеблется в пределах 400—1200 мм.
На основании подсчета допускаемой скорости резания определяют
нужное число двойных ходов ползуна лдв.х в минуту по формуле
(121), в которой /к.с — передаточное отношение коробки скоростей с
, учетом передаточного отношения червячной пары.
Переключая рукояткой 3 подвижные блоки зубчатых колес коробки
скоростей, получают необходимое передаточное отношение, а следова-
тельно, и число двойных ходов. Согласно рис. 231,6 число двойных хо-
дов ползуна
425
«дв.х = S60 • —
ДВ.Х gg
20 .
40
— •------= 30 дв. ход/мин.
28 100
Движение подачи стола осуществляется посредством передачи дви-
жения от вала кулисной шестерни z = 100 через зубчатую пару 36/36,
шатун /6. рычаг 17, собачку 15, на храповое колесо 18 и винт попереч-
ной подачи.
Рис. 232. Общий вид продольно-строгального станка мо-
дели 7231А
Величину поперечной подачи (мм/дв. ход) определяют по формуле
36
______ а
®ЛОП •
36 г
(127)
где а—число зубьев храпового колеса, захватываемых собачкой при
подаче; z — число зубьев храпового колеса; — шаг ходового
винта, мм.
Вертикальная подача суппорта с резцом осуществляется вручную
или механически.
На рис. 232 показан общий вид двухстоечного продольно-строгаль-
ного станка модели 7231А. По бокам станины 1 расположены две вер-
тикальные стойки 6 и 8, соединенные поперечиной 7. По направляющим
станины движется стол 2, на верхней плоскости которого расположены
Т-образные пазы для закрепления обрабатываемой детали. Стол с
деталью совершает главное (возвратно-поступательное) движение от
электродвигателя постоянного тока посредством червячно-реечной пе-
редачи и редуктора.
На вертикальных стойках помещается траверса 4, перемещающаяся
вверх или вниз по своим направляющим от самостоятельного электро-
двигателя. На траверсе размещены суппорты 5 и 9 с резцами для обра-
426
ботки горизонтальной плоскости детали. Оба суппорта имеют попереч-
ную подачу по направляющим траверсы от электродвигателей. Верти-
кальная подача суппортов для снятия нового слоя металла
осуществляется перемещением траверсы.
Для обработки вертикальных плоскостей заготовок используют
расположенные на стойках 6 и 8 суппорты 3 и 10. Они также имеют
самостоятельное верти-
кальное перемещение вдоль
направляющих стоек.
Станки моделей 7231А
применяют для обработки
крупных деталей (массой
до 5 т) с максимальной дли-
ной строгания до 3000 мм
и шириной строгания до
1000 мм.
Для строгания верти-
кальных плоскостей, ка-
навок и фасонных про-
филей по кругу применя-
ют долбежные станки.
Здесь долбежный резец
совершает главное дви-
жение (возвратно-посту-
пательное) в вертикаль-
ном направлении; движе-
ние подачи осуществляет
обрабатываемая заготовка;
ОНО может быть продоль- рнс 233. Общий вид долбежного станка мо-
ным, поперечным или кру- дели 7430
говым (вокруг вертикаль-
ной оси).
На плите 1 долбежного станка (рис. 233) установлены станина 2
и стойка 5. В станине и стойке размещены все механизмы привода и
подачи станка. По вертикальным направляющим стойки через гидро-
привод долбя к 7 с резцедержателем и резцом осуществляет возвратно-
поступательное перемещение (вниз— рабочий ход, вверх — холос-
той ход). Гидропривод имеет отдельный электродвигатель мощностью
7 кВт и два гидронасоса. Пуск и остановку станка производят рукоят-
кой 8, а бесступенчатое регулирование скорости перемещения долбяка
(в пределах б — 16 м/мин) — рукояткой 6.
На горизонтальных направляющих станины станка расположен стол
9, нижняя часть которого осуществляет продольную и поперечную по-
дачу вручную при помощи маховичков 10 и 11, либо механически от
гидропривода через коробку подач 3 в пределах 0,1—1. 25 мм/дв. ход
долбяка. Верхняя часть этого стола при помощи специального делитель-
ного механизма имеет круговую подачу 0—2° на двойной ход. Стол с
закрепленной на нем заготовкой во время работы резца остается не-
подвижным, а в момент реверсирования движения долбяка — полу-
427
чает одну из подач (продольную, поперечную или круговую). Уско-
ренное движение стола осуществляется от отдельного электродвигате-
ля 4 мощностью 1,1 кВт.
Долбежные станки с гидроприводом рассмотренной модели предназ-
начены для обработки деталей высотой до 200 мм.
§ 4. Основные виды строгальных работ
Горизонтальные плоскости обрабатывают на поперечно- или про-
дольно-строгальных станках проходными резцами. При черновом стро-
гании принимают максимально возможную подачу и глубину резания
(рис. 234,о). Кроме того, при черновой обработке крупных деталей
для полного использования
мощности и повышения
производительности стан-
ков применяют специаль-
ные резцедержатели для
закрепления двух, четырех
и более резцов. Чистовое
строгание выполняют чис-
товым резцом при малой
глубине резания t = 0,5—
1,0 мм.
Строгание вертикаль-
ных плоскостей осущест-
вляют на продольно-стро-
гальных станках проход-
ными резцами, закреплен-
ными в горизонтально
расположенных суппор-
тах; на поперечно-стро-
гальных станках — под-
резными и проходными
Рис 234. Основные виды поверхностей, обра- резцами, установленными
батываемых строганием ПОД некоторым углом К
обрабатываемой поверхнос-
ти (рис. 234,6); кроме того,
вертикальные плоскости обрабатывают на долбежных станках.
Наклонные плоскости (рис. 234,е) обрабатывают на продольно- и
поперечно-строгальных станках проходными и подрезными резцами
специальной формы или при наклонном положении суппорта. Резец
подают вручную параллельно обрабатываемой плоскости. Наклонные
плоскости можно также обрабатывать при помощи приспособлений;
обрабатываемую деталь закрепляют так, что ее наклонная плоскость
получает горизонтальное или вертикальное положение.
Строгание пазов и канавок (рис. 234, г, д) удобнее всего вести про-
резными прямыми и отогнутыми назад резцами при вертикальной или
поперечной подачах.
428
Фасонные поверхности (рис. 234,в) обрабатывают фасонными резца-
ми яри поперечных и вертикальных подачах обычно с помощью копи-
ров.
Обрабатываемые заготовки закрепляют на столе станка в машин-
ных тисках, при помощи болтов, брусков, планок, накладок и г. п.
Гаава XLtl
ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ
§ 1. Процесс шлифования
Шлифование —процесс обработки деталей при помощи шлифоваль-
ных кругов. В большинстве случаев шлифование является отделочной
операцией, обеспечивающей высокую точность размеров и хорошее ка-
чество обработанной поверхности.
Рассмотрим элементы режима резания при наружном круглом шли-
фовании в центрах способом продольной подачи.
Скорость резания рк представляет собой окружную скорость шли-
фовального круга. Практически она составляет 30—60 м/с и более-
Скорость резания (м/с) можно определить по формуле
рк = -KDKnJ&Q • 1000, (128)
где DK — диаметр шлифовального круга, мм; лк — число оборотов
круга в минуту.
При шлифовании обрабатываемая деталь вращается со скоростью
вд = 15 ч- 50 м/мин. Скорость вращения детали определяют по фор-
муле (90), подставляя £)д — диаметр детали; пд — число оборотов
детали в минуту. Вращение детали представляет собой круговую
подачу.
Подача s — перемещение обрабатываемой детали за один оборот
вдоль своей оси (продольная подача япр).
Г дубина резания t — толщина слоя металла, снимаемого шлифо-
вальным кругом за один проход; определяют ее по формуле (91). Глу-
бина резания при наружном круглом шлифовании является попереч-
ной подачей snon.
Машинное время — время, затрачиваемое непосредственно на про-
цесс резания металла шлифовальным кругом за один проход. Машин-
ное время Ти (в мин) определяют по формуле
TM = ~-k, (129)
где L — длина продольного хода стола, мм; Д — припуск на обра-
ботку (половина припуска на диаметр), мм; k — поправочный коэффи-
циент на дополнительные проходы с целью обеспечения заданной точ-
ности размеров (при черновом шлифовании k = 1,14-1,4; при чистовом
k = 1,34-1,8).
429
Длину продольного хода стола обычно определяют по формуле
L = l — (\ +2)тВ,
где I — длина заготовки; В — ширина круга; т = 0,34-0,5 (учи-
тывает длину перебега круга).
При шлифовании на инструмент действуют три взаимно перпенди-
кулярные силы: осевая сила или сила подачи Рх, радиальная сила Ру
и касательная сила резания Рг. При наружном круглом шлифовании
максимальной силой является Р а минимальной Р ; сила Р =
= (I,5-j-3,0)Pr.
Сила резания Р2 создает крутящие моменты на шлифовальном круге
и обрабатываемой заготовке, определяемые по формуле (100). Для оп-
ределения касательной силы резания пользуются экспериментальной
формулой
Pz = c/psVpvp, (130)
где ср — коэффициент, характеризующий условия обработки (опре-
деляется по справочным таблицам).
При шлифовании закаленной стали кругом диаметром DK = 500 мм
и шириной В 40 мм коэффициент Ср = 2,2; показатели степени хр=
= 0,6; ур — 0,7; zp = 0,7, При шлифовании чугуна ср = 2, пока-
затели степеней те же, что и для стали.
Мощность резания Nр и мощность, затрачиваемую на вращение
обрабатываемой детали Л/д, определяют по формуле (105) или по фор-
муле
Л\, = РЛ/Ю2. (131)
Наружное круглое шлифование в центрах осу-
ществляют способами продольной и поперечной подач, а также глу-
бинным способом на круглошлифовальных стайках.
При шлифовании способом продольной подачи (рис. 235,а) шлифо-
вальный круг осуществляет главное вращательное движение пк, а об-
рабатываемая деталь — вращательное движение вокруг своей оси
Оц (круговая подача) и поступательное движение продольной подачи
snp вдоль оси. Глубину шлифования t устанавливают поперечной пода-
чей зпсш шлифовального круга.
При шлифовании способам поперечной подачи (или способом вреза-
ния) шлифовальный круг получает главное вращательное движение
ки вокруг оси и поперечное движение подачи snon, а обрабатываемая
деталь — только вращательное движение од. Этот способ применяют
для чернового или чистового шлифования деталей, длина которых
полностью перекрывается шириной шлифовального круга.
Глубинный способ шлифования характерен тем, что шлифовальный
круг устанавливают обычно на полную глубину шлифования (0,1 4-0,3
мм); шлифовальный круг получает главное вращательное движение
vK, а обрабатываемая деталь — вращательное вокруг оси и очень
малую продольную подачу snP вдоль оси. Этим способом обычно шли-
фуют короткие и жесткие валики.
430
Наружное круглое шлифование детали осуществляют также при
закреплении ее в патроне.
Внутреннее круглое шлифование (рис. 235, б)
применяют при обработке сравнительно коротких деталей продольны-
ми проходами или врезанием "
проходами круг осущест-
вляет главное вращатель-
ное движение vK и про-
дольное движение подачи
snp, а обрабатываемая де-
таль — только вращатель-
ное движение вокруг оси
г„. Глубину резания t
устанавливают поперечной
подачей круга $ппп.
При шлифовании вреза-
нием ширина круга пол-
ностью перекрывает длину
обрабатываемой детали.
Работу ведут при непод-
вижном столе станка или
же при небольшом возв-
ратно-поступательном дви-
жении его в направлении
продольной подачи для
улучшения качества полу-
чаемой поверхности. Диа-
метр круга принимают
0,7—0,9 диаметра шлифуе-
мого отверстия.
Плоское шлифова
(периферией) и торцом шлифовального круга.
При шлифовании периферией круга (рис. 235, в) шлифовальный круг
осуществляет главное вращательное движение ик и поперечную подачу
s„orT, а обрабатываемая деталь, укрепляемая на столе станка, — воз-
вратно-поступательное продольное движение подачи snp. Глубину ре-
зания t устанавливают вертикальной подачей круга. Кроме того, стол
с деталью может вращаться в горизонтальной плоскости (по принципу
карусельных станков), а круг — радиально перемещаться относи-
тельно стола.
При шлифовании торцом круга (рис. 235, г) обрабатываемая деталь
осуществляет то же движение, что и при шлифовании периферией кру-
га, а шлифовальный круг — главное вращательное движение ик во-
круг вертикальной оси. Глубину резания t устанавливают вертикаль-
ной подачей вдоль оси круга.
Бесцентровое наружное шлифование (рис.
235, д) состоит в том, что цилиндрическая обрабатываемая деталь 1,
опираясь на упор 3, перемещается продольной подачей между шлифую-
щим 2 и ведущим 4 кругами. Шлифующий круг снимает слой металла,
431
а ведущий или подающий круг, расположенный под некоторым углом
к оси шлифующего круга, обеспечивает вращение детали и ее про-
дольную подачу. В результате поворота оси ведущего круга его окруж-
ная скорость ив.к раскладывается на две составляющие — скорость
вращения детали к cosa и скорость продольной подачи
vs = г'в.к Р s*na> где F — коэффициент проскальзывания детали
по ведущему кругу (р. = 0,944-0,98). Угол а принимают равным 1—5°
(рис. 235, д); чем больше этот угол, тем больше продольная подача.
Если ось ведущего круга установить параллельно оси шлифующего
круга, то a = 0° и деталь не получит осевого перемещения.
Для лучшего контакта с деталью ведущий круг выполняют не ци-
линдрическим, а вогнутым (форма гиперболоида вращения).
Профильное шлифование осуществляют при помощи
приспособлений или копиров. Профиль одной или нескольких деталей
обрабатывают одновременно или по переходам профильным кругом.
Для каждого из рассмотренных видов шлифования применяют
шлифовальные круги особой формы и специальные станки.
§ 2. Инструмент для шлифования
Шлифовальный круг состоит из абразивных зерен (режущих эле-
ментов круга), связки и пор. Связка удерживает зерна в теле круга.
Шлифовальные круги характеризуются формой, размерами, видом
абразивного материала, величиной зерна (зернистостью), видом связки,
твердостью и внутренней структурой.
По форме шлифовальные круги разделяют на следующие типы:
1) плоские прямого профиля ПП (рис. 236, а) размерами Е>=34-1100 мм,
d = 14-305 мм, В = 64-200 мм — для наружного круглого,
внутреннего, бесцентрового и плоского шлифования, а также для за-
точки резцов; 2) плоские с двусторонним коническим профилем 2П
(рис. 236, б) и плоские конические профили 4П (рис. 236, в) - для
шлифования резьбы, зубчатых колес и т. д.; 3) плоские с выточкой ПВ
(рис. 236, а) — для круглого шлифования с подрезкой торца; 4) круги-
диски D шириной (толщиной) 0,5—4 мм и наружным диаметром 80—
500 мм (рис. 236, д) — для отрезных и прорезных работ; 5) круги-
кольца К (рис. 236, е), круги-чашки цилиндрические ЧЦ (рис. 236, ж)
и круги-чашки конические ЧЛ (рис. 236, з) — для плоского шли-
фования торцом круга и др.
Шлифовальные круги изготовляют из естественных (алмаза, ко-
рунда, кварца, наждака) и искусственных абразивов (электрокорунда,
карборунда, карбида бора).
Кроме абразивных, используют шлифовальные круги из синтети-
ческого (технического) алмаза разных марок. Алмазные круги приме-
няют всех типов, за исключением кругов-чашек цилиндрических.
Алмазные инструменты в отличие от абразивных изготовляют не сплош-
ными; они имеют алмазный слой со связкой толщиной до 3 мм; за-
крепляют их на металлическом корпусе.
Зерна абразивных материалов обладают очень высокой твердостью
и термостойкостью, имеют острые режущие кромки, способные резать
432
весьма твердые металлы и сплавы (чугун с отбеленным слоем, зака-
ленную сталь и т. п.).
Зернистость шлифовального круга влияет на качество получаемой
поверхности: чем мельче зерно круга, тем чище поверхность. Зернис-
тость шлифовальных кругов характеризуется размером зерен и обозна-
Рис. 236. Формы шлифовальных кругов
чается соответствующим номером. Согласно ГОСТ 3647—71 абразив-
ные материалы разделяют на три группы: шлифовальное зерно от
№ 200 (2500—2000 мкм) до № 16 (200—160 мкм); шлифовальные по-
рошки от № 12 (160—125 мкм) до № 3 (28 мкм); микропорошки от
М40 до М5 (40—3,5 мкм).
Круги с зернистостью до 80 мкм применяют для чернового шлифо-
вания, до 25 мкм — для обычного чистового шлифования, До 3 мкм —
для резьбошлифования и микропорошки — для отделочных работ (до-
водка и т. д).
Связку изготовляют на неорганической (керамической К, силикат-
ной С и магнезиальной М) или органической основе (бакелитовой Б и
вулканитовой В). Большинство шлифовальных кругов готовят на ке-
рамической связке, имеющей повышенную прочность и допускающей
охлаждение.
t Твердость шлифовального круга характеризуется сопротивляе-
мостью связки срыванию абразивных зерен с поверхности круга под
15-Б45
433
действием внешних сил. Установлены семь классов твердости шлифо-
вальных кругов: мягкий — Ml, М2, М3; среднемягкий — СМ1, СМ2;
средний — Cl, С2; среднетвердый — СТ1, СТ2, СТЗ; твердый Т1,
Т2; весьма твердый ВТ1, ВТ2; чрезвычайно твердый — ЧТ1, ЧТ2.
Цифры в обозначении характеризуют степень твердости абразивного
материала в порядке ее возрастания.
Правильный выбор твердости круга существенно влияет на про-
цесс шлифования и прежде всего на самозатачиваемость круга. Само-
затачиваемость — выкрашивание из круга затупленных зерен и об-
нажение новых зерен с острыми гранями. При выборе для шлифова-
ния данного материала слишком твердого круга — зерна не будут
выкрашиваться и, следовательно, самозатачивания не произойдет.
Это приведет к засаливанию круга и ожогу шлифуемой поверхности.
Из слишком мягкого круга зерна могут осыпаться и он потеряет форму.
Обычно для шлифования мягких материалов выбирают твердые круги,
и наоборот.
При засаливании круга с целью восстановления его режущей спо-
собности и исправления геометрической формы применяют правку
шарошками, твердосплавными роликами, абразивными дисками и
техническими алмазами.
Объемное соотношение абразивных зерен, связки и пор характери-
зует структуру круга-, ее обозначают номерами от Одо 12. Структуры
№ 0—3 называют закрытыми или плотными; круги с этими структура-
ми применяют при круговом шлифовании твердых и хрупких материа-
лов, когда требуется высокая чистота получаемой поверхности. Струк-
туры № 4—7 называют средними; круги с этими структурами применя-
ют для наружного круглого шлифования и плоского шлифования мягких
металлов. Круги со структурой № 8—12 называют открытыми; их
применяют для скоростного шлифования.
В последнее время применяют высокопористые шлифовальные круги
со структурой № 13—18. При скоростном шлифовании круги с такой
структурой захватывают воздух, который, создавая внутренние воз-
душные потоки, поглощает тепло, улучшая тем самым режущую спо-
собность абразивных зерен и уменьшая нагрев обрабатываемой детали.
Характеристика шлифовальных кругов отражается в их маркиров-
ке. Например, марка Э40СМ2К5 ПП600 х 20 х 305 50 м/с означает,
что круг изготовлен из электрокорунда, имеет зернистость № 40, твер-
дость СМ2, керамическую связку К, структуру № 5, плоскую форму
прямого профиля размером 600 х 20 X 305 мм и допускает скорость
вращения 50 м/с.
§ 3. Шлифовальные станки
Шлифовальные станки по конструктивным и технологическим приз-
накам (виду выполняемой работы) разделяют на кругло-, плоскошли-
фовальные, специальные, заточные и отделочные.
К круглошлифовальным относят станки для круглого шлифования
в центрах, бесцентровые, полуавтоматы и автоматы; к внутришлифо-
вальным — простые, планетарные, бесцентровые, полуавтоматы и
434
автоматы; к плоскошлифовальным — продольные и карусельные, ра-
ботающие периферией и торцом круга, полуавтоматы и автоматы; к спе-
циальным — зубо-, резьбо-, копировально-шлифовальные для шлифо-
вания шлицевых валиков, шаров и т. д.; к заточным — универсаль-
ные для заточки разных инструментов и специальные для заточки
определенных инструментов.
Отделочные станки по применению абразивного инструмента разде-
ляют на станки, работающие шлифовальным кругом, порошком и по-
лировальными пастами (притирочные, доводочные, хонинговальные,
полировальные и др.).
Каждый тип шлифовальных станков выпускают нескольких моделей.
Так, круглошлифовальные станки для наружного шлифования в цент-
рах имеют модели 3151, 31 6М, ЗА 151 и т. д.; бесцентровые станки —
модели 3180, 3181 и т. д.; внутришлифовальные станки — модели
ЗА240, 3250, ЗА229 и т. д.; плоскошлифовальные станки, работающие
периферией круга, с прямоугольным столом — модели СК371, 3726,
ЗБ722, с вращающимся столом — модели 3740, 375 и т. д.
На рис. 237 показаны общий вид и гидрокинематическая схема круг-
лошлифовального станка модели 3151 для наружного шлифования в
центрах.
Главное движение (вращательное движение круга) осуществляется
от электродвигателя М II мощностью 8 кВт через клиноременную пере-
дачу. Уравнение кинематической цепи главного движения следующее:
пк — ид — р — 1450 • -1^- • 0,98 — 1005 об/мин, (132)
232
где р — коэффициент проскальзывания ременной передачи.
Круговая подача — вращение обрабатываемой детали, укрепленной
между центрами передней и задней бабок, осуществляется от электро-
двигателя М I мощностью 0,35—0,8 кВт через плоскоременную передачу,
конический фрикцион I, ременную передачу и поводковый патрон,
свободно установленный на шпинделе.
Поперечная подача осуществляется поперечным перемещением шли-
фовального круга от гидропривода после каждого продольного хода сто-
ла благодаря возвратно-поступательному перемещению штока гидро-
пилиндра подачи 15 шлифовальной бабки. Шток получает движение
вниз от скошенного кулачка и обеспечивает поступление масла в рабо-
чий цилиндр 9 поперечной подачи, поршень которого перемещается
вправо и через ряд рычагов приводит во вращение систему зубчатых
колес. Вращение последних передается винту поперечной подачи с
шагом / = 8 мм, связанному со шлифовальной бабкой. Этим обеспе-
чивается механическая поперечная подача круга. Подачу шлифоваль-
ного круга можно осуществить вручную при помощи маховика 12.
Продольную подачу обрабатываемой детали обеспечивает возвратно-
поступательное движение стола от гидропривода или вручную. Пере-
ставные упоры 2—2, укрепленные сбоку стола, встречаясь при движе-
нии стола с рычагом 16 гидравлического цилиндра 17 продольной пода-
чи, попеременно поворачивают рычаг вправо и влево. Вследствие этого
золотники гидравлического цилиндра 17 переключают подачу масла то
15*
435
в одну, то в другую сторону рабочего цилиндра 18 продольной подачи.
Под давлением масла поршень цилиндра, а вместе с ним и стол пере-
мещается вправо или влево, обеспечивая продольную подачу обрабаты-
ваемой детали. Скорость продольного перемещения стола гидроприво-
дом можно регулировать при помощи дросселя 4. Для ручного управле-
ния столом имеется рычаг 6, через который сообщается движение зо-
лотникам гидравлического цилиндра 5, изменяется направление пода-
чи масла и достигается остановка или пуск стола. Кроме того, стол вруч-
ную можно перемещать при помощи маховика 3.
На рис. 238 показан общий вид универсального плос-
кошлифовального станка, предназначенного для шлифо-
вания периферией круга различных плоских деталей. По направляю-
щим станины / гидропривод осуществляет продольную подачу — воз-
вратно-поступательное перемещение стола 10 со скоростью 2—40
м/мин. При работе от гидропривода реверс стола производится с по-
мощью рычага 5, который переключается упорами, укрепленными с
передней стороны стола. Обрабатываемую деталь укрепляют на элект-
ромагнитной плите или непосредственно на столе.
Поперечную йодану производит шлифовальная бабка 6 с кругом,
которая при этом перемещается по горизонтальным направляющим
каретки 8. Ручная поперечная подача шлифовальной бабки осуществля-
Рис. 237. Круглошлифовальный станок модели 3151:
О — общий вид; б— гндрокн нематическая схема: Afj, Мц.
Мщ—электродвигателя (передней бабки, шлифовальной бабки,
гидропривода):/—конический фрикцион; 2—переставные упоры;
3 — маховик ручной продольной подачи; 4 — дроссель; 5 — гидро-
цилиндр ручного управления столом; 6 — рычаг ручного управ-
ления Столом; 7—насос гидроцилиндра; Я—сливной клапан;
5* — рабочий цилиндр поперечной передачи; 10 — собачка храпо-
вого механизма; 11 — рычаг регулирования поперечной подачи;
Г2— маховик ручного перемещения шлифовальной бабки; 13 —
рукоятка ручной поперечной подачи; 14 — золотник быстрого пе-
ремещения шлифовального круга; 15 — гидроцилиндр подачи
шлифовальной бабкн; 16 — рычаг гидроцнлнндра продольной по-
дачи; 17—цилиндр продольной подачи; 1S — рабочий цилиндр
продольной подачи
436
Рис. 237. Продолжение
егся маховиком 7; для автоматической попе] е шоп подачи служит гид-
рокоробка подач, панель управления 2 которой имеет рукоятки для
установки поперечной подачи. Поперечная подача шлифовальной
бабки за каждый ход стола с бесступенчатым регулированием
Рис. 238. Общий вид плоскошлифоваль-
ного станка модели ЗБ722
осуществляется в пределах
0,5—30 мм.
Вертикальное перемеще-
ние каретки со шлифоваль-
ной бабкой для установле-
ния глубины резания проис-
ходит по вертикальным нап-
равляющим колонки 9; мо-
жет быть ручное при помощи
маховика 3 или автоматичес-
кое от гидропривода. При-
водом шпинделя шлифоваль-
ной бабки является электро-
двигатель мощностью 10 кВт;
включение его производится
кнопкой 4.
Станок имеет главную на-
сосную установку, обеспечи-
вающую работу гидравличес-
кой системы, вспомогательную
установку для смазки опор
шлифовальной бабки, бак
с охлаждающей жидкостью.
§ 4. Основные виды шлифовальных работ
Наружное шлифование цилиндрических деталей производят на
круглошлифовальных станках способом продольной или поперечной
подачи, либо глубинным способом. Цилиндрические детали можно
также шлифовать иа бесцентровых станках. Шлифование до упора
на бесцентровых станках применяют для обработки ступенчатых дьта-
лей.
При наружном шлифовании цилиндрических деталей широко рас-
пространено шлифование способом продольной подачи при закрепле-
нии детали в центрах (см рис. 235,и).
Детали, имеющие большие отверстия, шлифуют на жестких или
разжимных оправках, обычно укрепленных в центрах станка. Для
вращения детали используют поводковые устройства, закрепляемые
на шпинделе передней бабки.
Подготовка к наружному круглому шлифованию, как и при других
видах шлифования, состоит в следующем: выбирают соответствующий
шлифовальный круг и устанавливают его на шпинделе шлифовальной
бабки; производят балансировку и правку круга; устанавливают де-
таль в центрах или на оправке. Устанавливают упоры продольной по-
дачи, поперечную подачу и глубину резания. Проводят пробные про-
438
ходы и подналадку станка. После этого осуществляют шлифование
обьннэ за два прохода (черновой и чистовой).
Внутреннее шлифование цилиндрических деталей выполняют на
внутришлифовальных, планетарно-шлифовальных и бесцентровых стан-
ках.
Для обработки внутреннего цилиндрического отверстия деталь
небольших размеров закрепляют в патроне внутр и шлифовального
станка и сообщают ей вращательное движение (см. рис. 235,6). Шли-
фовальный круг прямого плоского профиля получает вращательное
движение и две подачи — продольную вдоль оси и поперечную (ради-
альную) после каждого прохода.
Глубину резания в зависимости от диаметра шлифуемого отверстия
принимают равной 0,006—0,03 мм при черновом и 0,002—0,01 мм при
чистовом шлифовании.
При внутреннем шлифовании круг должен иметь перебег на -у
своей ширины.
Внутреннее шлифование обычно ведут кругами небольших диамет-
ров, сообщая им большие числа оборотов. Диаметр шлифовального
круга определяется диаметром отверстия. При внутреннем шлифовании
выбирают более мягкие круги, чем при наружном, так как площадка
контакта в нервом случае больше, чем во втором. Стальные детали
шлифуют, как правило, с охлаждением, а чугунные и бронзовые —
всухую.
Обрабатываемые детали закрепляют в ручных, пневматических,
гидравлических или электрических зажимных приспособлениях (обыч-
но патронах). Крупные детали,которые неудобно или невозможно за-
креплять в патронах, устанавливают на столе планетарно-шлифоваль-
ного станка, шпиндель круга которого вращается не только вокруг сво-
ей оси, но и вокруг оси обрабатываемого отверстия; кроме того, шли-
фовальный круг получает продольную подачу вдоль оси.
Отверстия колец шлифуют на бесцентровом станке. Бесцентровое
шлифование обеспечивает очень высокую точность обработки.
Наружное шлифование конических деталей ведут на круглошлифо-
вальных ставках тремя способами: поворотом верхней части стола на
угол а = 6—7° (что позволяет получить конусность детали до 12—14°);
поворотом шлифовальной бабки и поворотом передней бабки вместе с
деталью.
При первом и третьем способах продольная подача осуществляется
возвратно-поступательным движением стола, поперечная — радиаль-
ным перемещением шлифовальной бабки; при втором способе продоль-
ная подача производится шлифовальной бабкой, а поперечная — про-
дольным перемещением стола.
Наружное шлифование конических деталей ведут также путем за-
правки шлифовального круга на конус; улучшение качества шлифо-
вания деталей достигается при этом продольным колебательным дви-
жением круга.
Внутреннее шлифование конических деталей выполняют на универ-
сальных внутришлифовальных станках поворотом на определенный
439
угол передней бабки с деталью, а также на бесцентровых станках пово-
ротом корпуса с рабочими роликами и детали.
Фасонные детали обрабатывают на кругло- и плоскошлифовальных
станках с помощью копиров и профилированных или фасонных кругов
способом врезания. К фасонному шлифованию относят также обработ-
ку направляющих станин сложной формы.
Плоские детали шлифуют на плоскошлифовальных станках пери-
ферией или торцом круга; средняя скорость шлифовального круга в
зависимости от обрабатываемого материала составляет 35—50 м/с.
Крупные детали закрепляют на столе станка при помощи упоров, пла-
нок и других приспособлений, а мелкие — при помощи машинных
тисков, электромагнитных и магнитных плит.
Шлифование зубчатых колес осуществляют на зубошлифовальных
станках методом обкатки или профильным копированием, применяя
фасонные шлифовальные круги. При обкатке зубья шлифуют двумя
тарельчатыми кругами. Боковые профили зубьев обрабатывают при
сложных движениях зубчатого колеса и шлифовальных кругов.
При профильном копировании зубья шлифуют фасонным кругом,
имеющим форму впадины между зубьями. Таким шлифовальным крутом
одновременно обрабатывают оба боковых профиля зубьев колеса.
Резьбу шлифуют на резьбошлифовальиых станках одно- или много-
ниточными профильными шлифовальными кругами. Шлифование резь-
бы бывает наружное и внутреннее.
Глава XLIII
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ СПОСОБЫ
ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ
Электрофизические и электрохимические способы обработки ме-
таллов и сплавов получают в машиностроении и металлообработке все
более широкое применение. Этими способами обрабатывают материалы,
которые обычными механическими методами обрабатывать трудно или
вообще невозможно.
§ 1. Электрофизические способы обработки
К электрофизическим способам обработки металлов и сплавов от-
носят: электроискровой, электроимпульсный, электроконтактнодуго-
вой, анодно-механический и ультразвуковой, а также лучевые спо-
собы.
Первые четыре способа обработки, называемые иногда электроэро-
зионной обработкой токопроводящих металлов и сплавов, основаны на
явлении местного разрушения металла под действием электрической
энергии. Эта энергия вводится непосредственно в зону обработки, где
она преобразуется в тепло, выплавляющее частицы обрабатываемого
металла.
440
При ультразвуковой обработке используют механические колеба-
ния повышенной частоты (свыше 20 кГц) инструмента в суспензии, сос-
тоящей из смеси абразивного порошка и жидкости, для ударного воз-
действия частиц абразива на обрабатываемый материал. К ультразву-
ковым способам обработки относят механическую размерную обработ-
ку (разрезание, сверление. Долбление, шлифование) твердых и весьма
твердых металлических и других материалов, очистку металла от ока-
лины, удаление поверхностных пленок и загрязнений и т, д.
Рис. 239. Схема электроискровой обработки металлов (а) и прошивочно-
копировальный станок (б) модели 18М2
При лучевых способах обработки используют воздействие на обра-
батываемый материал концентрированных электронных или световых
лучей с высокой плотностью энергии. При этом съем определенной час-
ти материала происходит в результате преобразования энергии в теп-
ло непосредственно в зоне обработки.
Электроискровая обработка металла основана на
использовании кратковременных искровых разрядов. Схема такой об-
работки приведена на рис. 239,а. Заготовку (анод) 1 и инструмент (ка-
тод) 2 подключают к источнику питания с напряжением, достаточ-
ным для возбуждения искровых разрядов. Для их получения испо-
льзуют релаксационные генераторы импульсов. При работе таких
генераторов по схеме сопротивление—конденсатор электрическая энер-
гия поступает от источника энергии (например, от сети) через сопротив-
ление 5 и постепенно заряжает конденсатор 6. По окончании зарядки
напряжение на обкладках конденсатора повышается.
При сближении заготовки и инструмента происходит ионизация
межэлектродного промежутка и его пробой, т. е. возникает электри-
ческий разряд в ваде узкого проводящего канала (столба) с температу-
441
рой от G000 до 50 000°С. Канал разряда обычно образуется между дву-
мя самыми близкими выступами на электродах. У основания этого
канала на поверхности выступов электродов происходит разрушение
(оплавлением с частичным испарением материала) — электрическая
эрозия.
В зависимости от длительности разряда изменяется глубина рас-
пространения тепла в электродах и характер их разрушения. При
кратковременных (искровых) разрядах длительностью 10-1 — 10~8 с
тепло распространяется на очень малый объем металла, который, рас-
плавляясь и частично испаряясь, удаляется, оставляя углубление —
лунку, точно воспроизводящую форму инструмента. При более дли-
тельных разрядах (10"’ с и более) и особенно при непрерывном (дуго-
вом) разряде тепло распространяется на больший объем металла и точ-
ного воспроизведения формы инструмента на металле не получается.
Канал, образовавшийся в процессе разряда, заполняется сильно
ионизированными парами металла с появлением значительных удар-
ных давлений, выбрасывающих капли расплавленного металла за
пределы электродов, где они (капли) застывают в виде мелких частиц.
Следующий разряд возникает между двумя другими выступами, ока-
завшимися в данный момент наиболее близко друг к другу. Так про-
должается до тех пор, пока разряды не снимут с поверхности электро-
дов все точки, лежащие на пробивном расстоянии. При увеличении
расстояния между электродами (за счет съема металла) настолько,
что приложенное напряжение окажется недостаточным для пробоя
межэлектродного промежутка, процесс эрозии автоматически прекра-
тится. Для возобновления и продолжения этого процесса электроды
нужно сблизить. Постоянное расстояние между инструментом и заго-
товкой при заданном приложенном напряжении поддерживается спе-
циальным реле 4 (рис. 239,а), которое при съеме слоя металла с заго-
товки автоматически опускает шпиндель <3, в нижней части которого
закреплен инструмент.
В ванне 7 с диэлектрической жидкостью частицы выплавляемого
металла быстро отвердевают и в виде шариков оседают на дно ванны;
жидкость препятствует расширению зоны действия разряда и способ-
ствует концентрации его тепловой энергии на малом участке поверх-
ности. В качестве рабочей жидкости используют керосин и минераль-
ные масла.
Электрод-инструмент изготовляют из латуни, меди, алюминия;
реже из чугуна, медно- или углеграфитовой массы.
При обработке используют генераторы импульсов МГИ-2М, МГИ-
ЗМ, ВГ-ЗВ и др. Генераторы МГИ дают ток частотой 400 с-* и силой
350 А.
Оборудование, применяемое для электроискровой обработки, сос-
тоит из стационарных и переносных станков различных моделей и
приспособлений для выполнения отдельных операций.
На рис. 239, б показан общий вид универсального элект-
роискрового станка модели 18М2 для прошивки отверстий
и обработки плоскостей. На основании 8 закреплена станина 6. по го-
ризонтальным направляющим 5 которой может перемешаться каретка
442
4. Шпиндель 3 с инструментом имеет ручное перемещение и автомати-
ческую регулировку межэлектродного расстояния. Обрабатываемая
деталь закреплена на столе 2. После опускания шпинделя бак 1 с ми-
неральным маслом поднимают так, чтобы обрабатываемая деталь и ин-
струмент полностью погрузились в масло. На пульте управления 7
включают кнопку «Пуск» и начинается процесс обработки.
Промышленность выпускает электроискровые станки модели 18В
для извлечения обломков сверл и других инструментов из глубоких
отверстий, станки модели 37М для плоского шлифования и автомати-
ческие станки модели 62 для получения отверстий диаметром до
0,15 мм с точностью обработки до 0,01 мм.
Точность и чистота обрабатываемой поверхности зависят от энер-
гии импульсов и длительности (частоты) разрядов. Чем меньше энер-
гия импульсов и больше частота разрядов, тем более гладкой получа-
ется поверхность детали. При чистовой обработке (1000—10 000 имп/с)
получается поверхность V6—V 8-го классов чистоты, а при черновой
обработке (50—3000 имп/с)—у? 1—у 4-го классов чистоты.
Электроимпульсная обработка металлов осно-
вана на использовании явления электрической эрозии металлов в жид-
кой диэлектрической среде (обычно минеральное масло). Наиболее час-
то ее применяют для прошивки, объемного копирования и при обработ-
ке резцов, фрез и штампов из жаропрочных и твердых сплавов.
При электроимпульсной обработке заготовка является катодом, а
инструмент — анодом. Это означает, что основное воздействие на
обрабатываемую поверхность оказывают не электроны, а ионы. Про-
цесс обработки состоит в последовательном возбуждении прерывистых
разрядов между инструментом и заготовкой, расположенных друг от
друга на расстоянии не более 0,1—0,12 мм.
Процесс обработки основан на плавлении малых частиц металла в
зоне электрических разрядов, возникающих между электродами. Каж-
дый разряд сопровождается выделением большого количества тепла,
вызывающего плавление металла в зоне разряда и выброс расплавлен-
ных частиц металла из межэлектродного пространства. Расплавлен-
ный металл распыляется в жидком диэлектрике и затвердевает в виде
мельчайших шариков. Плавление происходит преимущественно на за-
готовке. При обработке снимается до 6000 мм3/мип металла. Чтобы
зазор между электродами не увеличивался, инструмент непрерывно и
автоматически подается в направлении обработки. При электроимпульс-
ной обработке применяют низкое напряжение (от 10—12 до 24—26 В) и
относительно большой ток (50—200 А).
Обрабатываемость материала определяется температурой его плав-
ления и теплопроводностью и не зависит от механических свойств.
Качество поверхности зависит от частоты импульсов и вида обрабаты-
ваемого материала. Так, при обработке стали и жаропрочных сплавов
на установках с частотой тока 400 с'1 получают у? 2—у 4-й классы чис-
тоты; при обработке тех же материалов па установках с частотой тока
до 25 000 с-1 и более получают \?5—^7 6-й классы чистоты.
Для обработки обычно применяют специальные станки различных
моделей с машинными генераторами МГИ-2М, МГИ-ЗМ, ВГ-3 и высоко-
443
частотными импульсными установками с частотой 400—35 000 с~*
и мощностью до 28 кВт или электронным генератором с частотой 7000
и 25 000 с-1 и мощностью 3 кВт.
Электроконтактно-дуговая обработка ос-
нована на электромеханическом разрушении обрабатываемого металла
Рис. 240- Схемы различных видов электро-
контактно-дуговой обработки металлов
преимущественно на возду-
хе без применения элект-
ролита. Металл разрушает-
ся под воздействием элек-
тродуговых разрядов при
быстром перемещении ин-
струмента относительно
обрабатываемой заготов-
ки. Эту обработку приме-
няют для резки заготовок
(рис. 240, а), обдирки отли-
вок или слитков(рис. 240,
б), заточки инструмента
(рис. 240, в), плоского шли-
фования (рис. 240, г) или
очистки от окалины, об-
работки круглых загото-
вок (рис. 240, д'), а также
для сглаживания шерохо-
ватостей поверхности ме-
таллических изделий, про-
шивки отверстий и другой
черновой обработки плос-
ких и криволинейных по-
верхностей (например, ша-
ров — рис. 240, е).
Обрабатываемую заго-
товку 1 и инструмент 2
(обычно диск) подключают
к источнику постоянного или переменного тока. Соприкосновение
под небольшим давлением двух металлических электродов (заготовки
и инструмента) приводит к образованию в месте контакта повышенного
электросопротивления, разогреву, размягчению и плавлению материала
заготовки. Для предотвращения плавления диска ему придают боль-
шую скорость перемещения относительно заготовки (30—80 м/с), что
сокращает продолжительность контакта диска с заготовкой, или при-
меняют охлаждение 3. При повышении напряжения до 30—40 В полу-
чается искродуговой разряд без заметного механического контакта меж-
ду инструментом и заготовкой.
При обработке плоских и криволинейных заготовок металл снимают,
последовательно проходя диском вдоль обрабатываемой поверхности.
Заготовку перемещают по направлению к вращающемуся диску. Он
должен вращаться так, чтобы расплавляемый металл заготовки вы-
брасывался в сторону ее необработанной поверхности. Для лучшего
444
удаления частиц расплавляемого металла пространство между диском
и заготовкой продувают сжатым воздухом через сопло.
Обработку круглых заготовок осуществляют при одновременном вра-
щении заготовки и диска; последний перемещается вдоль обрабатывае-
мой заготовки.
При обработке шаров между двумя дисками-электродами шары оп-
лавляются в непрерывно изменяющихся точках контакта и получают
точную сферическую форму.
Электроконтактную обработку применяют для черновой отделки
плоских и криволинейных поверхностей (\71—у/2-й классы чистоты).
Анодно-механи-
Рис. 241. Схема анодно-механической обра-
ботки :
с— резка заготовок; б — долбление полостей штам-
пов, матриц; в — обдирка отливок; г — шлифование
ческая обработ-
к а основана на элект-
рохимическом и электро-
термическом разрушении
обрабатываемого металла.
Инструмент 2 (рис, 241, а)
является катодом, заготов-
ка /— анодом. В процессе
работы установки обраба-
тываемую зону заготовки
поливают электролитом
через шланг 3 так, чтобы
зазор между диском и за-
готовкой всегда был за-
полнен рабочей жидкостью.
Иногда заготовку погру-
жают в ванну с электроли-
том (рис. 241, б), в качестве
которого обычно применя-
ют водный раствор жидкого
стекла (силиката натрия).
При прохождении по-
стоянного тока через электроды и электролит поверхность
заготовки подвергается анодному растворению и на ней обра-
зуется токонепроводящая пленка, которая снимается переме-
щающимся или вращающимся инструментом, обеспечивая непрерывное
растворение металла. Кроме того, инструмент и заготовка способны
при определенных условиях возбуждать искродуговые разряды. При
приближении (подаче) вращающегося диска к заготовке они контак-
тируют по отдельным выступам, на небольших участках которых удале-
на пленка. При достаточно высоком напряжении, регулируемом рео-
статом, на малых участках поверхности возникают кратковременные
дуговые разряды. Эти разряды, развивая высокую температуру, вы-
плавляют металл заготовки и на месте выступов возникают впадины.
В результате соседние участки оказываются выступами, которые при
дальнейшем сближении инструмента с заготовкой также выплавляются.
Следовательно, при анодно-механической обработке направленное
разрушение металла происходит при совместном электрохимическом
446
Рис. 242. Схема анодно-механичес-
кого станка модели АМО-14
и электротермическом действии тока на обрабатываемую заготовку.
Переход от электрохимических к электротермическим (электроэрози-
онным) процессам обусловливается энергетическими параметрами:
с увеличением удельной мощности, подводимой в зону обработки, про-
цесс приближается к эрозионному; с понижением этой мощности — к
электрохимическому.
При чистовой анодно-механической обработке (шлифование, обра-
ботка полостей штампов и т. д. — рис. 241, б, г) используют электро-
химический процесс анодного растворения и механическое удаление об-
разующейся пленки. Процесс про-
текает в среде жидкого стекла при
напряжении на электродах 10—
12 В. При чистовом шлифовании
достигается V8—V Ю-й классы
чистоты и 2—3-й классы точности.
Однако производительность этого
процесса низка (снимается не
более 2—10 мм®/мин).
При черновых операциях (резка,
обдирка и т. д. — рис. 241, а, в)
используют, главным образом,
электротермический (эрозионный}
процесс направленного разрушения
обрабатываемого металла. В ре-
зультате с увеличением произво-
дительности снижается чистота
обработанной поверхности (до
V2 — v4-ro классов чистоты).
Получающиеся частицы металла
выбрасываются из зоны обработки
вращающимся инструментом (чаще
всего диск). Скорость вращения
диска обычно равна 10—30 м/с,
а скорость его радиальной подачи — 40 мм/мин. Для разрезки
заготовок диск обычно изготовляют толщиной 1—2 мм из меди, мяг-
кой стали, чугуна или других материалов.
На рис. 242 показана схема станка модели АМО-14 для резки раз-
ных профилей на мерные длины. В станине 3 расположено зажимное
приспособление 4 для закрепления разрезаемой штанги. Режущий диск
5 укреплен на коромысле 11 и получает вращение от электродвигателя
10. Подача диска производится демпфером-регулятором 7 и уравнове-
шивается противовесом 9. При работе диск закрыт кожухом 6. Управ-
ление станком кнопочное (приборная панель <5). Электролит из бака 1
подается через сопло 2. Подача автоматическая.
Применяют также другие модели станков, например: дисковые
разрезные; ленточные отрезные; заточные (для резцов); полуавтомат
АФГ-3 для заточки фрез; станки для долбления полостей в штампах
и отверстий в волоках и матрицах.
Ультразвуковую обработку — обработку с по-
«46
мощью ультразвуковых колебаний — обычно применяют для про-
шивки отверстий любого профиля, долбления полостей, разрезания и
других видов размерной обработки твердых и хрупких материалов.
Сущность этого способа обработки состоит в том, что частицы абрази-
ва, будучи взвешенными в
воде или масле, непрерыв-
но поступают под торцо-
вую поверхность вибрирую-
щего с ультразвуковой час-
тотой инструмента, кото-
рый наносит удары по зер-
нам абразивного материа-
ла и направляет их на об-
рабатываемую заготовку.
Частицы абразива ударяют
по ее поверхности, отка-
лывая и выбивая частички
металла.
Кроме того, в образо-
вавшиеся под ударами
зерен абразива трещины
попадают кавитационные
пузырьки, образующиеся
в жидкости вследствие из-
быточного давления и спо-
собствующие отслоению
отколовшихся частиц. Съем
материала происходит в
основном с площадок, рас-
положенных перпендику-
лярно к направлению ко-
лебаний инструмента.
Циркуляция воды или
масла в зоне обработки
обеспечивает унос выкрошенных частичек металла с обрабатываемой
заготовки и притупившихся зерен (частиц) абразива. В результате
под инструментом образуется углубление, соответствующее форме и
размерам этого инструмента.
Для практического использования ультразвуковой размерной обра-
ботки применяют разнообразные установки. Основные ее узлы — ко-
лебательная система для приведения в движение инструмента с ульт-
развуковой частотой и система подачи абразивной суспензии в зону
обработки и для удаления отходов.
На рис. 243,а приведена схема ультразвуковой обработки. Коле-
бательная система, основанная на явлении магнитострикции, включает
ультразвуковой генератор 4, магнитострикционный преобразователь
или вибратор 3 и акустический концентратор 5. Обрабатываемую заго-
товку 1 помещают в ванну 7, наполненную водой или маслом. Инстру-
мент 6 прикреплен к нижней части акустического концентратора, полу-
Рис. 243. Схема ультразвуковой обработки («)
и прошивочный станок (б) модели 4772А
447
чающего ультразвуковые колебания от магнитострикционного преобра-
зователя или вибратора. Последний обеспечивает преобразование элект-
рических колебаний мощного ультразвукового лампового генератора в
механические колебания. При его помощи вырабатывается перемен-
ный ток частотой 15—30 кГц, который поступает на обмотку вибрато-
ра, создающую переменное магнитное поле ультразвуковой частоты.
В этом поле длина сердечника уменьшается и увеличивается со ско-
ростью ультразвуковых колебаний. Для увеличения их амплитуды при-
меняют акустические концентраторы, в результате чего механические
колебания инструмента имеют амплитуду 0,02—0,06 мм с частотой
15—30 кГц.
Систему подачи абразивной суспензии составляют центробежный
насос, трубопроводы, сопло 2 и ванна 7. В зону обработки через сопло
2 ст центробежного насоса подают жидкость (вода, масло) со взвешен-
ными частицами абразива.
Процесс ультразвуковой размерной обработки и ее производитель-
ность зависят от ряда факторов: амплитуды и частоты колебаний, дав-
ления инструмента на деталь, размера абразивных зерен, концентра-
ции суспензии и др. Амплитуда колебаний инструмента определяет
интенсивность ударов зерен абразива. При амплитудах 20—60 мкм
скорость съема материала пропорциональна квадрату амплитуды.
При увеличении амплитуды свыше 60 мкм рост производительности
замедляется, а при амплитудах ниже 20 мкм скорость обработки резко
снижается. В качестве абразива обычно применяют карбид бора зер-
нистостью № 90—120. С увеличением номера зернистости и величины
амплитуды интенсивность обработки повышается, а чистота обработки
снижается.
Частота колебаний, принимаемая при ультразвуковой обработке
в пределах 16—30 кГц, незначительно влияет на производительность.
Давление инструмента на деталь оказывает определенное влияние
на производительность. Максимальная производительность достигает-
ся при давлениях в пределах 75—125 кН/м2 (0,75—1,25 кгс/см2).
Оптимальная концентрация абразива в суспензии составляет 35—•
55% (по объему) при использовании для ее приготовления воды. При
использовании керосина, машинного масла и т. д. при прочих постоян-
ных факторах длительность обработки возрастает, а производитель-
ность уменьшается.
Инструмент изготовляют из конструкционной стали 40, 45 и .50.
Различные технологические операции ультразвуковой размерной об-
работки выполняют на специальных станках.
На рис. 243,6 показан общий вид ультразвукового станка для обра-
ботки полостей и отверстий в деталях из хрупких и твердых материалов
(стекла, керамики, фарфора, твердых сплавов и т. д_). На нем можно
изготовлять и восстанавливать вырубные, высадочные, чеканочные
матрицы и волоки из твердого сплава; обрабатывать отверстия в фер-
ритах; вырезать линзы из оптического стекла, пластины из германия и
кремния; клеймить детали из хрупких и твердых материалов и т. д.
Станок состоит из станины 1, на которой расположен стол 2 с про-
дольной, поперечной и вертикальной подачами. На столе укреплена
448
ванна 3 с жидкостью, в которую помещают обрабатываемую деталь.
Стол перемещается с точностью до ±5 мкм при помощи оптической
системы, расположенной в станине, К станине прикреплена стойка 5
с головкой 4, в которой расположены магнитострикционный вибратор
и акустический концентратор. Станок обеспечивает постоянную ско-
рость обработки независимо от глубины отверстия обрабатываемой
детали. Система автоматики позволяет обрабатывать детали по задан-
ному циклу. Точность обработки на станке обеспечивается до ±10 мкм.
Можно обрабатывать отверстия при сплошном инструменте диаметром
80 мм при наибольшей глубине обработки 50 мм. Максимальная
производительность при обработке твердых сплавов 50 мм3/мин, вы-
ходная мощность 1,6 кВт.
Промышленность серийно выпускает настольные станки различ-
ных моделей малой (0,4 кВт), средней (1—3 кВт) и большой мощности
(3—4 кВт), а также станки модели МЭ-22 для сверления алмазных
фильер, модели УЗМ-5М для обработки минералов, модели МЭ-46 для
обработки полупроводниковых материалов и др.
Ультразвуковой метод обработки позволяет получать изделия с по-
верхностью высокой чистоты (V7—V9-й классы) и высокой точности
размеров (2—3-й класс). Скорость обработки твердых сплавов состав-
ляет 0,5—0,3 мм/мин; закаленной стали (HRC45—55) — 0,05 —
0,1 мм/мин; стекла, керамики, кварца — 2—7,5 мм/мин.
Введением ультразвуковых колебаний в систему резец — изделие
можно повысить производительность и улучшить качество обработан-
ной поверхности при обработке металлов резанием. Наиболее эффек-
тивно и рационально вводить колебания в направлении резания, так
как при этом улучшается чистота поверхности и уменьшается усадка
стружки. Вибрирование режущего инструмента с ультразвуковой
скоростью снижает пластическую деформацию срезаемого слоя металла,
уменьшает силы резания и влияет на ряд других показателей процес-
са резания металлов. Обработку металлов резанием с наложением
ультразвуковых колебаний осуществляют при точении, сверлении,
шлифовании.
Ультразвуковая очистка металлов или точнее ин-
тенсификация ультразвуком процессов химического и электрохимичес-
кого травления и очистка металла от окалины, различных поверхност-
ных пленок и загрязнений получила в промышленности широкое при-
менение.
При химическом травлении (очистке) металла окалина растворяется
в соответствующем растворе сравнительно долго. При прохождении
ультразвука через травильный раствор образуются газовые или кави-
тационные пузырьки. Они собираются на очищаемой поверхности де-
тали, проникают в поры окалины или загрязнения и в период сжатия
захлопываются; каждый захлопнувшийся пузырек становится центром
новой сферической волны, которая оказывает силовое воздействие на
близлежащий слой жидкости и на очищаемую деталь. Это обеспечивает
разрушение или отслаивание окалины и загрязнений, в результате
чего процесс очистки металла значительно ускоряется.
При заданной интенсивности ультразвуковой энергии кавитацион-
449
ное разрушение зависит от температуры и вязкости раствора, частоты
колебаний и других факторов. При ультразвуковой очистке не только
значительно сокращается ее продолжительность, но и облегчается уда-
ление окалины и загрязнений, прочно сцепленных с поверхностью ме-
талла или находящихся в труднодоступных местах изделия. Так, на-
пример, если продолжительность химического травления металла при
60° С без ультразвука составляет 30 мин, то с применением ультразву-
ка — 20 с.
Важным преимуществом ультразвуковой очистки является возмож-
ность замены в ряде случаев огнеопасных или дорогостоящих органи-
ческих растворителей безопасными и дешевыми водными растворами
щелочных солей.
Для осуществления ультразвуковой очистки промышленность из-
готовляет ультразвуковые ванны УЗВ, ультразвуковые агрегаты УЗА
и ультразвуковые установки УЗУ. Они позволяют производить трав-
ление и очистку проволоки от окалины (в волочильном производстве),
напильников и надфилей после термообработки (в инструментальном
производстве), горячекатаной ленты от окалины (в прокатном произ-
водстве), трубок радиаторов и других деталей от загрязнений (в автомо-
бильной промышленности), стальных и латунных деталей перед галь-
ваническим покрытием, жести перед лужением, а также удалять радио-
активные загрязнения с металлических поверхностей, жировые и мас-
ляные пленки на любых металлических поверхностях и т. д.
Электроннолучевая обработка — размерная об-
работка труднообрабатываемых металлов и сплавов, при которой ис-
пользуют свойство электронного луча передавать кинетическую энер-
гию и превращать ее в тепловую. Источником электронного луча явля-
ется термоэлектронная эмиссия, т. е. выход электронов из метал л а при
его нагревании. При повышении температуры металла электроны на
внешней электронной орбите возбуждаются и некоторые из них могут
получать скорости, достаточные для преодоления потенциального
барьера. При сфокусировании этих электронов на малой площади по-
лучится электронный луч.
Для создания значительной энергии электронного луча необходимо
протекание термоэлектронной эмиссии в среде с достаточно высоким ва-
куумом и с использованием высоких ускоряющих напряжений. Эффек-
тивность действия электронного луча еще более повышается, если его
сфокусировать на весьма малой площади (до 1 -10“7 см2). В этих усло-
виях плотность энергии электронного луча достигает весьма больших
значений (107 —10’ Вт/см2). Такой луч, проходя через электрическое
поле ускоряющего напряжения U = 10 000 30 000 В, имеет ско-
рость электронов v = 6-(107 ~ 10й) м/с, примерно определяемую урав-
нением
Р = 6-1051/Г-. (133;
При ударении электронного потока о поверхность металла с такой
большой скоростью каждый электрон проникает в толщу металла на
определенную глубину 6 (см), определяемую по уравнению
6 = 2,1 • 10'12 • U2/p, (134)
450
Рис. 244. Схема электронно-
лучевой установки для раз-
мерной обработки
где 6 — свободный пробег электрона в толщу металла, см: U — уско-
ряющее напряжение, В; р — плотность металла, г/см3.
Из формулы (134) следует, что в тяжелых металлах пробег электро-
нов меньше, чем в легких.
Количество электронов, ударяющихся о поверхность обрабатывае-
мого металла в единицу времени, зависит отсилы тока от катода к аноду.
Даже при сравнительно малой силе тока, например 0,1 А, в секунду
ударяется об обрабатываемый металл
5 • 1017 электронов.
Таким образом, огромное коли-
чество электронов, сфокусированных
в луч диаметром 0,1—10 мкм и дви-
жущихся с большой скоростью,
падает на обрабатываемый материал
и проникает на определенную глу-
бину; там движение электронов тор-
мозится. В таких условиях кине-
тическая энергия этого движения
превращается с большим к. и. д.
(97—99,9%) в тепловую энергию.
Металл мгновенно нагревается до
весьма высокой температуры (свыше
6000°С), благодаря чему он вместе
воздействия луча плавится и испа-
ряется, образуя отверстия, канавки,
пазы, а также обеспечивая разрезку
и другие виды размерной обработки.
Этот вид обработки позволяет полу-
чать отверстия и пазы диаметром до 10 мкм.
Размерная электронно-лучевая обработка производится на уста-
новке с электронной пушкой, обеспечивающей получение, ускорение,
фокусировку и отклонение мощного электронного луча (рис. 244).
От импульсного генератора напряжение накала и возбуждения посту-
пает на катод 1, который нагревается и является источником электро-
нов. В установках малой мощности катод изготовляют из вольфрамо-
вой нити; в установках больших мощностей из вольфрама изготовляют
только нагреватель, а эмиттирующий элемент выполняют из гексабо-
рида лантана LaB2, отличающегося высокой эмиссионной способностью.
Лантаноборидный катод окружен фокусирующим электродом 2, ко-
торый вместе с катодом имеет форму вогнутой линзы, чтобы создать
менее расплывчатое электронное облако. В непосредственной близости
от катода (на расстоянии 3—10 мм) устанавливают анод 3. Между като-
дом и анодом действует ускоряющее напряжение Uv (обычно для уста-
новок малых и средних мощностей 10—30 кВ). Под влиянием этого нап-
ряжения поток электронов в виде пучка проходит через отверстие в
аноде и дальше пронизывает катушку с током — так называемую элект-
ромагнитную линзу 4, которая своим магнитным полем фокусирует
луч диаметром 2,5—10 мкм. Сфокусированный луч затем проходит
через магнитную юстировочную систему 7, которая позиционирует (от-
451
клоняет) луч по двум координатам, перемещая его относительно обра-
батываемой детали 8, чтобы обеспечить резание или формообразование.
Деталь укрепляют на координатном столе 9. Все системы электронной
пушки, координатный стол и обрабатываемую деталь помещают в ва-
куумную камеру. За ходом обработки наблюдают при помощи микро-
скопа 5. Рабочая зона освещается верхним источником света 6 для
отражательного освещения и нижним 10 — для сквозного просвечива-
ния. Стол перемещают при помощи рукоятки 11 только для установки
деталей в начальное положение; при обработке перемещается луч,
стол неподвижен.
Импульсный режим работы электронной пушки при механической
размерной обработке необходим для локализации нагрева участков
обработки. Длительность импульсов выбирают так, чтобы за время од-
ного импульса участок металла под лучом успел нагреться и испарить-
ся, а тепло не успело распространиться на всю деталь. В интервале
между импульсами материал должен охладиться. В существующих ус-
тановках длительность импульса изменяется от 1Сгг до 10-* с при час-
тоте 50—5000 Гц.
При таком режиме обработки ширина зоны оплавления не превы-
шает диаметра луча. Глубина проникновения луча в 100 раз больше
его диаметра, что позволяет прорезать паз (канавку) шириной 10 мкм
и глубиной 1 мм. Механическими методами обработки это неосущест-
вимо.
Кроме размерной обработки электроннолучевой способ применяют
для оплавления поверхностного слоя металла с целью устранения тре-
щин, образующихся при закалке и других видах обработки деталей;
для упрочнения закаленной поверхности после заточки и шлифования;
для сварки и т. д., а также для напыления защитных пленок металли-
ческих и неметаллических материалов.
Обработка световым лучом (лазером) — раз-
мерная обработка труднообрабатываемых материалов производится
также световым лучом, получаемым в квантовых генераторах света
(лазерах). В основу этого способа обработки металлов положено ис-
пользование внутренней энергии возбужденных атомов и молекул
некоторых веществ.
Возбужденный атом в большинстве случаев удерживается на высо-
ких уровнях возбуждения миллиардные доли секунды и переходит на
более низкий основной или промежуточный уровень. Атомы некоторых
материалов (например, розового рубина), возвращаются на основные
уровни с большой задержкой (несколько тысячных долей секунды)
на промежуточных уровнях. Это позволяет организовать их накопле-
ние на определенном уровне. Как только на нем накопится возбужден-
ных атомов более половины всех атомов вообще, процесс разрядки
завершается лавинным их переходом на основной уровень и излучением
энергии, соответствующей разности верхнего и нижнего энергетичес-
ких уровней.
Переход возбужденных атомов с верхнего или промежуточного
энергетического уровня на основной можно индуцировать (стимулиро-
вать) внешней силой. Например, электромагнитной волной той же час-
452
тоты, фазы и направления, что и возбужденные атомы, можно создать
условия одновременного излучения атомами света и получать при этом
интенсивное когерентное излучение. Придавая такому световому потоку
импульсный режим и фокусируя его луч в очень тонкий пучок, можно
обеспечить в кем большую концентрацию энергии. Луч выделяет тепло
на поверхности; вглубь тепло распространяется благодаря теплопро-
водности. Очень малый участок обрабатываемого материала, на кото-
рый направлен световой луч, мгновенно
нагревается, плавится и испаряется. Это _.
обеспечивает разрезку обрабатываемого 2 3 b
материала при помощи светового луча, ril -g
получение очень малых отверстий и вы- ( W /
полнение других видов размерной обра- L 1 J
ботки. Т? чт| ?|1
Лазеры работают в импульсном режи-
ме с частотой до 1 Гц и сосредоточением Рис- ,^д'ово^оеМлазера^оты
луча в пучок диаметром до 0,01 мм при PJr инового лазера
длительности импульса в тысячные доли
секунды.
Оптический квантовый генератор состоит из трех основных эле-
ментов: активного вещества, являющегося источником индуцированно-
го излучения; источника возбуждения (подкачки), который снабжает
внешней энергией активное вещество; резонансной системы, обеспечи-
вающей фокусирование излучения.
Сущность работы лазера состоит в следующем (рис. 245). Активное
вещество 4 помещают внутри импульсной спиральной лампы вспышки
5 (обычно ксеноновая), которая является источником возбуждения
(подкачки). Эта лампа питается током от высоковольтного конденсато-
ра 8. В качестве активного вещества используют рубиновый стержень;
наибольшее применение получил розовый синтетический рубин —
кристалл корунда с примесью окиси хрома А12О3-Сг2О3. В одной из
эффективных конструкций лазера рубиновый стержень имеет диаметр
6,35 мм и длину 63,5 мм.
Резонансной системой является рубиновый стержень, плоские тор-
цы которого полируют до оптически ровных строго параллельных
поверхностей; при этом один торец покрыт плотным непрозрачным сло-
ем серебра, а другой, также посеребренный, имеет коэффициент пропус-
кания света порядка 8%. Рубиновый стержень заключен внутри стек-
лянной трубки 3, через которую непрерывно подается охлаждающая
среда от входа 1 к выходу 7. Стержень фиксируется пружиной 2.
От конденсатора 8 импульсная лампа 5 получает возбуждение —
вспышки света длительностью около 0,001 с — и посылает эти излу-
чения (внешнюю энергию) активному веществу — рубину. Свет импульс-
ной лампы посылает на рубиновый стержень поток фотонов с колеблю-
щейся длиной волны 4100 и 5600 А.
Потоки фотонов выходят наружу через полупрозрачный торец ру-
бинового стержня и при помощи Дополнительной фокусирующей сис-
темы направляются на обрабатываемый материал, выполняя работу
резания путем нагрева металла до температуры испарения. При обра-
453
ботке световым лучом обеспечивается съем металла до 50 мм3/мин.
Один из советских лазеров промышленного назначения (модель ГОР-
100) обладает такой значительной энергией, что даже его несфокусиро-
ванный луч света способен прожечь металлические пластины.
В настоящее время для размерной обработки применяют главным
образом лазеры на синтетическом рубине, а также на кристаллах фто-
ристого кальция с примесями урана и фтористого кадмия. Используют
также газовые лазеры из смеси гелия и неона.
Обработка материалов с помощью лазеров не требует вакуумных
камер; работу можно осуществлять в любой атмосфере или в стеклян-
ных ампулах; в последнем случае обработка производится через стек-
ло, которое, так же как и воздух, для красного луча не является пре-
пятствием. Недостатком лазеров является низкий к. п. д. (около 1%).
§ 2. Электрохимические способы обработки
К электрохимическим способам обработки металлов и сплавов,
получивших в промышленности наибольшее применение, относят элект-
ролитическую очистку от загрязнений, электролитическое полирование,
электролитическую размерную обработку в проточном электролите,
а также химико-механическую притирку, чистовую доводку и шлифо-
вание поверхности изделий и т. д.
Электрохимическая обработка металлов основана на использовании
химического действия электрического тока, т. е. анодного растворения
металлов воздействием на них электрического тока в среде электролита.
При погружении в электролит двух электродов, одним из которых явля-
ется обрабатываемое изделие (обычно анод) и подключении их к ис-
точнику постоянного тока поверхность анода растворяется.
Один из распространенных в промышленности видов электрохими-
ческой обработки — электрохимическое травление металлов для уда-
ления окалины и других химических загрязнений с поверхности изде-
лий. При этом виде обработки в ванну 1 (рис. 246,с) с электролитом
(растворы кислот или солей) помещают обрабатываемое изделие 2
и два катода 3, которые подключают к источнику постоянного тока.
При соответствующей плотности тока происходит растворение металла
изделия (анода). Этот процесс протекает в тонком слое электролита,
непосредственно прилегающем к поверхности обрабатываемого изде-
лия. Вместе с растворяемым металлом удаляется находящаяся на по-
верхности окалина, ржавчина, пригар. Эту обработку часто применяют
в качестве промежуточной операции при прокатке листов, получении
жести и других видов обработки металлов давлением.
Для удаления механических загрязнений (жировых пленок и т. д.)
применяют электролитическую очистку. Принципиальная схема та же,
что и при травлении, но очистку проводят при меньшей плотности
тока. Эту операцию часто используют в приборостроении для очистки
мелких деталей от поверхностных загрязнений. При электролитичес-
кой очистке металлов применяют щелочные и щелочно-кислотные элект-
ролиты.
454
При электролитическом полировании внутренней поверхности труб
для удаления окалины, загрязнений и сглаживания неровностей катод
помещают внутрь трубы (рис. 246,6). Процесс обычно ведут в проточном
электролите который по-
дают по трубке 4, а изли-
шек электролита удаляют
через патрубок 5.
Непрерывное электро-
литическое полирование
проволоки или ленты (рис.
246,в) осуществляют по
принципу бесконтактного
подвода тока. Анодное
растворение, приводящее
к полированию непрерыв-
но движущейся проволоки
или ленты, происходит
при подаче тока к аноду
через жидкостный контакт
с ванной. Лента или про-
волока, перематывая сь с
подающего барабана на
приемный, проходит через
контактную ванну 6 (ванну
для подвода тока к прово-
локе или ленте) и полиро-
вочную ванну 7, наполнен-
ную рабочим электроли-
том, а затем проходит
промывную ванну 8.
При электролитичес-
ком полировании выступа-
Рис. 246. Схемы электрохимических методов
обработки:
а — травление; б—полирование труб и фасонных де-*
талей; я — полирование пронплоки и ленты; г — изго-
товление конусных изделий; 5 — профилирование; е —
Сверление
ющие части шероховатой
поверхности (гребешки,
выступы) растворяются
быстрее, чем металл в
углублениях между ними.
Это связано с тем, что на
выступах создаются новы-
шейные концентрации (более высокая плотность) тока. Ускоренному
растворению выступов способствует также и то, что они обычно
сильнее деформированы, чем вся масса металла.
Электролитическое полирование широко применяют для обработки
режущих инструментов (сверл, фрез, калибров и т. д.), зубьев шесте-
рен, клапанов для подачи горючего и других деталей сложной конфи-
гурации. Электрополирование изделий, кроме улучшения их поверх-
ности, повышает коррозионную стойкость, предел выносливости и уста-
лостную прочность металла за счет съема ослабленного поверхностного
455
слоя (в частности, удаляет поверхностные микротрещины, которые мо-
гут стать концентраторами напряжений).
В составе электролита для электрополирования в основном имеется
фосфорная, серная и хромовая кислоты, иногда с добавками лимонной
кислоты или глицерина в зависимости от полируемого металла. Так,
для электрополирования углеродистой и низколегированной стали при-
меняют электролит, состоящий из 70% фосфорной кислоты, 5—12%
серной кислоты, 6—8% хромового ангидрида и 12—15% воды.
Электрохимическая размерная обработка — метод направленного
анодного растворения металла при высоких плотностях тока. В этой
обработке анодное растворение металла с поверхности изделия ведется
на строго ограниченных участках, расположенных на небольшом рас-
стоянии от катода, имеющего нужную для детали форму. При размер-
ной обработке для изготовления, например, конусных изделий (таких
как иглы и др., рис. 246,г) анод прикрепляют к механизму подъема.
В процессе растворения заостряемое изделие 2 постепенно вытягивает-
ся из ванны /; при этом концевые участки, дольше подвергающиеся
растворению, соответственно растворяются больше, чем лежащие вы-
ше. Величина конусности регулируется скоростью подъема изделия.
Имеется и другой вид электрохимической размерной обработки—
электрохимическое профилирование металлических заготовок (рис. 246,
д); оно происходит при вращении детали (анода) квадратного или любо-
го иного профиля в катоде круглого или другого фасонного профиля.
Направленное анодное растворение фасонного изделия, помещенного
внутрь катода, происходит интенсивнее на участках, более близких к
катоду (например, на углах квадрата), результатом чего являются
изменение первоначальной формы и получение заданной (в данном
случае круглой).
Электрохимическое сверление (долбление, прошивание) также отно-
сят к размерной обработке. Оно осуществляется по схеме рис. 246, е
в проточном электролите. Под действием струи электролита, выходя-
щей под давлением из полого катода 3, в месте ее соприкосновения с об-
рабатываемой деталью — анодом 2 металл растворяется; при этом
форма образующейся полости точно соответствует форме поперечного
сечения струи электролита, т. е. форме трубки-катода, внутренний
диаметр которой на 0,1—0,2 мм меньше диаметра требуемого отверстия.
Электролит, выходящий из трубки, возвращается по зазору между стен-
ками отверстия и трубки и по каналам откачивается в систему цирку-
ляции для повторного использования. По мере растворения металла
трубка-катод опускается.
При размерной электрохимической обработке скорость съема ме-
талла, зависящая от химического состава металла, составляет 1200—
1800 ммэ/мин на 100 А силы тока, протекающего между электродами.
Чистота обработки достигает V^-ro классов; точность обработки
может достигать ±20 мкм.
Химико-механическая обработка—это обработка, при которой из-
меняют форму заготовок вследствие протекания Химических и электро-
химических реакций с применением поверхностно-активных и химичес-
ки активных веществ или электролитов (растворов солей — в основном
456
сульфата меди). Заготовки могут быть из черных и цветных металлов и
сплавов, а также из металло-керамических материалов.
При погружении изделия / (рис. 247) в ванну 2 с раствором метал-
лической соли (обычно сернокислой меди) с абразивным порошком
происходит обменная реакция, в результа-
те которой металл изделия переходит в
раствор в виде солей, а металлическая медь
оседает в виде рыхлого порошка на обра-
батываемой поверхности. Осевший рыхлый
порошок механически удаляют путем шли-
фования порошком, взвешенным в растворе.
Шлифование осуществляют в ванне взаим-
ным перемещением обрабатываемого изде-
лия / и притира 3 при помощи специаль-
ных приспособлений. Скорость обработ-
ки зависит от концентрации раствора и
периодичности снятия меди, оседающей на
2
Рис. 247. Схема химико-ме-
ханической обработки
обрабатываемой поверхности.
Химико-механической обработкой выполняют притирку, чистовую
доводку и шлифование поверхности, прежде всего металло-керамичес-
ких изделий, а также их разрезание (если в качестве притира принять
диск). Кроме того, этим способом производят химическое фрезерование
титана, а также алюминиевых, магниевых и некоторых других сплавов
цветных металлов.
ПРИЛОЖЕНИЕ
I. Основные величины и их измерение в единицах СИ
Величина Единица измерения Обозначение русскими буквами
Площадь Объем Плотность (объемная масса, насыпная масса) Сила Давление (механическое на- пряжение) Модуль сдвига, модуль упру- гости, модуль объемного сжатия Поверхностное натяжение Удельный вес (объемный вес, насыпной вес) Работа, энергия, количество теплоты Мощность Удельная теплоемкость Ударная вязкость Коэффициент теплопроводности Ча стета Скорость Квадратный метр Кубический метр Килограмм на кубический метр Ньютон Ньютон на квадратный метр или паскаль Ньютон на квадратный метр или паскаль Ньютон на метр Ньютон на кубический метр Джоуль Ватт Джоуль на килограмм-градус Джоуль на квадратный метр Ватг на метр-градус Герц Метр в секунду мг м3 кг/м3 н Н/м2 (или Па) Н/м2 (или Па) Н/м Н/м3 Дж Вт Дж/кг • град Дж/м3 Вт/м • град Гц м/с
2. Образование дольных и кратных единиц, производимое путем делении
или умножения на степень числа 10
Приставки кратных единиц Отношение к основной одинмне Обозначение русскими буквами Приставки крат егых единиц Отношение К ОСНОВНОЙ единице Обозначение русскими буквами
Мега 10ч м Санти ИГ3 с
Кило 103 к Милли 10'3 м
Гекто 102 г Микро 1(Г* мк
Деци КГ1 д Нано КП и
458
3. Переводные множители
Единица измерения Обозначение русскими буквами Переводной множитель СИ
Микрон NKM 1 микрон = 10-3 м
Ангстрем А 1 А = 10-10 м (мера длины)
Литр Л 1 л = 10 3 м3
Грамм на кубический саити- г/см3 1 г/см3 = 1 т/м8 = 10s кг/м3
метр Килограмм-сила на квадратный кгс/м2 1 кгс/м2 = 9,80665 Н/м2 (Па)
метр Миллиметр водяного столб? мм вод. СТ- 1 мм вод. ст. =
Килограмм-сила на квадратный 1 кге/мм2 = 9,80665 Н/м® (Па) 1 кгс/1 мм2=9.81 МН/м3 (МПа)
миллиметр Килограмм-метр на квадратный кге -м/см2 1 кге-м/см2 = 98066,5 Дж/м2
сантиметр Миллиметр ртутного столба мм рт- ст» 1 мм рт. ст. = 133,332 Н/м2 (Па) 1 пз = 0,1 Нс/м2
Пуаз пз
Калория кал 1 кал = 4,1868 Дж
Килокалория ккал i ккал = 4186,8 Дж
ОГЛАВЛЕНИЕ Стр.
Предисловие ......................................................... 3
Введение ............................................................ 4
РАЗДЕЛ ПЕРВЫЙ
ПРОИЗВОДСТВО ЧЕРНЫХ И НЕКОТОРЫХ ЦВЕТНЫХ МЕТАЛЛОВ
Глава I. Топливо и огнеупорные материалы, применяемые и металлур-
гическом производстве ............................................ 8
§ 1, Топливо ................................................ 8
§ 2. Огнеупорные материалы................................... 9
Глава II. Производство чугуна................................... 11
§ I. Железные и марганцевые руды........................... 12
§ 2. Топливо и флюсы ...................................... 14
§ 3. Подготовка шихты к плавке............................. 14
§ 4. Устройство доменной печи.............................. 16
§ 5. Работа доменной печи ............................... 18
§ 6. Продукты доменного производства....................... 22
§ 7. Технико-экономические показатели и перспективы произ-
водства чугуна.......................................... 23
Глава III. Производство стали.................................... 25
/’-/ § 1. Производство стали в конверторах..................... 26
§ 2. Мартеновское производство стали...................... 31
г - ? § 3. Производство стали в электропечах.................... 37
§ 4. Комбинированные способы производства стали ... 42
§ 5. Разливка стали ...................................... 43
§ 6. Способы повышения качества стали..................... 45
§ 7. Строение стального слитка............................ 47
Глава IV. Производство некоторых цветных металлов................... 49
§ 1. Производство алюминия ............................... 49
§ 2. Производство магнии . 53
§ 3. Производство меди .................................. 54
£ /4 § 4, Производство титана ................................. 57
РАЗДЕЛ ВТОРОЙ
МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
Глава V. Общие сведения ....................................... 58
§ 1. Атомное строение металлов и сплавов........... 59
§ 2. Аллотропические превращения в металлах .... 61
§ 3. Понятие о теории дислокации ........................... 63
§ 4. Плавление и кристаллизация металлов ................... 68
Глава VI. Металлические сплавы ................................. 71
§ I. Строение и характеристика сплавов.......... . 71
§ 2. Основные типы диаграмм состояния двойных сплавов . 73
§ 3. Характер изменения свойств сплавов в зависимости от сос-
тава для разного типа диаграмм состояния................... 80
Глава VII. Испытания и исследования металлов и сплавов ... 81
§ 1. Механические испытания металлов................. 81
§ 2. Технологические испытания металлов ....... 87
§ 3. Методы исследования структуры металлов и сплавов . . 88
§ 4. Физические методы исследования ........................ 90
Глава VI11. Деформация и рекристаллизация металлов и сплавов. 90
§ 1. Деформация металлов .................................. 90
§ 2. Отдых и рекристаллизация ............................ 92
Глава IX. Железоуглеродистые сплавы................................. 94
§ 1. Основные структуры железоуглеродистых сплавов . 94
§ 2. Диаграмма состояния железоуглеродистых сплавов.. . 95
§ 3. Микроструктура железоуглеродистых сплавов ... 99
§ 4. Влияние некоторых элементов на свойства стали и чугуна 102
460
Глава X. Основы термической обработки стали....................
§ 1. Превращения в стали при нагревании..............
§ 2. Превращение аустенита при охлаждении ...........
§ 3. Превращения при отпуске закаленной стали ....
§ 4. Старение стали............................
Глава XI. Технология термической обработки стали...............
§ 1. Отжиг и нормализация стали .....................
§ 2. Закалка и отпуск стали..........................
§ 3. Закаливаемость и прокаливаемость стали..........
§ 4. Дефекты, возникающие при закалке стали ....
§ Б. Термомеханическая обработка стали ......
Глава XII. Химико-термическая обработка стали..................
§ 1. Цементация стали ..............................
§ 2. Азотирование стали .............................
§ 3. Цианирование стали .............................
§ 4. Диффузионная металлизация.......................
Глава ХП1. Классификация углеродистой стали....................
§ 1. Углеродистые стали ... ...............
§ 2. Строительные стали .............................
Глава XIV. Легированные стали и особые сплавы..................
§ 1. Распределение легирующих элементов и их влияние на
свойства стали.......................................
§ 2. Классификация легированных сталей...............
§ 3. Легированные конструкционные стали .............
§ 4. Легированные строительные стали ................
§ 5. Легированные инструментальные стали ............
§ 6. Стали с особыми свойствами .....................
§ 7. Твердые сплавы и керметы.......................
Г л а в а^ XV. Цветные металлы и сплавы. Антифрикционные материалы
1. Алюминий и сплавы иа основе алюминия J.........
§ 2. Строительные алюминиевые сплавы^................
§ 3, Магний и его сплавы ............................
§ 4. Медь и ее сплавы................................
§ 5. Титан и его сплавы..............................
§ 6. Антифрикционные материалы.......................
Глава XVI. Коррозия металлов и сплавов.........................
§ 1. Общие сведения .................................
§ 2. Химическая коррозия.............................
§ 3. Электрохимическая коррозия......................
§ 4. Виды коррозионных разрушений....................
§ 5. Методы защиты от коррозии ................. .
РАЗДЕЛ ТРЕТИЙ
ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Глава XVII. Литейные формы.....................................
§ 1. Общие сведения .................................
§ 2. Модельные комплекты, формовочный инструмент, опоки
§ 3. Формовочные и стержневые смеси..................
§ 4. Технология изготовления форм....................
§ 5. Автоматизация изготовления форм и производства отливок
§ 6. Технология изготовления стержней................
§ 7. Литниковая система..............................
Глава XVIII. Получение жидкого металла и отливок ....
§ 1. Шихтовые материалы и плавильные агрегаты . . .
§ 2. Получение отливок ..............................
§ 3. Характеристика чугунных и стальных отливок . . .
Глава XIX. Специальные способы литья...........................
§ 1. Кокильное литье................................
§ 2. Центробежное литье.............................
§ 3. Литье под давлением............................
§ 4. Литье по выплавляемым моделям..................
107
107
109
112
113
114
114
116-
123
124
125
132
133
136
137
133
139
139
141
143
144
145
147
149
159
151
153
154
154
162
162
164
168
179
172
172
173
174
176
177
181
181
183
186
190
199
201
205
208
208
213
216
218
218
220
220
222
461
§ 5. Литье в оболочковые формы . . . ................. 224
§ 6. Штамповка из жидкого металла....................... 226
§ 7. Литье по газифицируемым моделям.................... 226
§ 8. Лито-сварные изделия .............................. 226
§ 9. Литье неметаллических материалов.............. . 227
Глава XX. Контроль производства отливок......................... 229
§ 1. Методы контроля.................................... 229
§ 2. Дефекты отливок и их исправление................... 229
РАЗДЕЛ ЧЕТВЕРТЫЙ
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Глава XXI. Способы обработки металлов давлением. Нагрев металлов 231
§ 1. Пластичность металлов.............................. 231
§ 2. Способы обработки металлов давлением .............. 233
§ 3. Нагрев металлов и нагревательные устройства . . . 234
Глава ХХП. Процесс прокатки. Устройство станов................... 238
§ 1. Процесс прокатки................................... 238
§ 2. Понятие о калибровке вилков........................ 242
§ 3. Устройство и классификация станов.................. 244
Глава XX111. Производство проката................................ 250
§ 1. Технология прокатного производства................. 250
§ 2. Производство заготовок и фасонных профилей . . . 253
§ 3. Производство сортовой стали .... .... 258
§ 4. Производство листовой стали ....................... 260
§ 5. Производство гнутых профилей....................... 262
§ 6. Производство труб ................................. 264
Глава XXIV. Волочение и прессование металла...................... 267
§ 1. Волочение металла ................................. 267
§ 2. Прессование металла................................ 269
Глава XXV. Ковка и штамповка металла............................. 272
§ 1. Свободная ковка ................................... 272
§ 2. Горячая штамповка ............................. . 278
. § 3. Холодная объемная штамповка....................... 285
§ 4. Листовая штамповка................................. 827
Глава XXVI. Обработка давлением цветных и редких металлов и
сплавов .................................................. .... 290
J} 1. Обработка давлением меди и ее сплавов . . . . 290_
§ 2. Обработка давлением алюминия и его сплавов . . . 292'
3. Обработка давлением магниевых сплавов........ 293
§ 4. Обработка давлением титана и его сплавов .... 294
РАЗДЕЛ ПЯТЫЙ
СВАРКА, ПАЙКА И ОГНЕВАЯ РЕЗКА МЕТАЛЛОВ
Глава XXVII. Физическая сущность, классификация и характерис-
тика способов и видов сварки .................................... 297
§ 1. Физическая сущность и основные способы сварки . . 297
§ 2. Виды сварных соединений и швов..................... 299
§ 3. Строение сварного шва.............................. 301
Глава XXVIII. Электроцуговая сварка.............................. 303
§ 1. Свойства электрической дуги ........................ 303
§ 2. Основные способы электродуговой сварки .... 305
§ 3. Электроды, сварочные машины и аппараты .... 306
§ 4. Ручная электродуговая сварка ....................... 310
§ 5. Автоматическая электродуговая сварка................ 315
§ 6. Электрошлаковая- сварка ............................ 321
Глава XXIX. Контактная электрическая сварка ..................... 322
§ 1. Общие сведения .................................... 322
§ 2. Стыковая сварка ................................... 322
462
§ 3. Точечная сварка ................................ 324
§ 4. Роликовая или шовная сварка .................... 324
§ 5. Импульсная (конденсаторная) сварка.............. 325
Глава XXX. Газовая сварка..................................... 326
§ 1. Газы, применяемые при сварке.................... 326
§ 2, Аппаратура для газовой сварки................... 327
§ 3. Сварочное ацетилено-кислородное пламя........... 333
§ 4. Технология газовой сварки ...................... 334
§ 5. Газопрессовая сварка.................... 336
Глава XXXI. Технологические особенности сварки различных ме-
таллов и сплавов............................................... 336
§ 1. Сварка углеродистой стали ... ............ 337
§ 2. Сварка легированной стали ...................... 338
§ 3. Сварка чугуна .................................. 339
ji 4. Сварка алюминия и его сплавов . 340_:
§ 5. Сварка магниевых сплавов........................ 342
§ 6. Сварка титана и его сплавов .................. 342
§ 7. Сварка меди и медных сплавов.................... 343
§ 8. Наплавка ....................................... 344
Г л а в а XXXII. Особые способы сварки ....................... 346
§ 1. Термитная сварка................................ 346
§ 2. Сварка трением .... ........... . . 347
§ 3. Холодная сварка давлением .............. . . 347
§ 4. Диффузионная сварка в вакууме................... 348
§ 5. Ультразвуковая сварка . ........... . . 349
§ 6, Сварка электронным лучом ....................... 349
§ 7. Электродуговая сварка под водой ................ 350
§ 8. Лазерная сварка ................................ 350
§ 9. Плазменная сварка .............................. 351
Глава JCXXIII. Контроль качества и виды брака при сварке . . 351
§ 1> Напряжения и деформации при сварке.............. 351
§ 2. Дефекты и методы контроля сварных соединений . . . 352
Глава XXXIV. Пайка металлов и сплавов......................... 353
§ 1. Припои .........................•........... 354
§ 2. Технологический процесс пайки................... 355
§ 3. Пайка алюминия и его сплавов.................... . 356
Глава XXXV. Огневая резка металлов и сплавов . . . 357
§ 1. Электродуговая резка................ .... 357
§ 2. Технологический процесс газовой резки........... 358
§ 3. Фторная резка и резка больших толщин............ 360
§ 4. Подводная резка ................................. 3GI
РАЗДЕЛ ШЕСТОЙ
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
Глава XXXVI. Основные сведения о допусках и посадках; точность
изготовления деталей ......................................... 362
§ 1. Взаимозаменяемость, номинальные и предельные размеры
деталей .............................................. 362
§ 2. Допуски и припуски .... ............... 363
§ 3, Система вала и система отверстия................. 363
§ 4. Посадки ............. . ............... 364
§ 5. Точность изготовления и чистота поверхности деталей 365
Глава XXXVII. Основные сведения о процессе резания металлов.
Типы металлорежущих станков.................................... 368
§ I. Способы обработки металлов резанием и основные элементы
режима резания ....................................... 368
§ 2. Геометрическая форма и углы резца............... 371
§ 3. Процесс образования и виды стружки.............. 373
§ 4. Силы, действующие на резец .................... 374
§ 5. Стойкость и износ резцов........................ 375
463
§ 6. Скорость резания. Высокопроизводительное резание ме-
таллов .................................................
§ 7. Мощность резания ...............................
§ 8. Классификация металлорежущих станков ...........
Глава XXXVIII. Обработка на токарных станках..................
§ I. Устройство токарного станка.....................
§ 2. Кинематическая схема токарного станка ...
§ 3. Токарные автоматы ............................
§ 4. Токарные резцы .................................
§ 5. Основные виды токарных работ ...................
Глава XXXIX. Обработка на сверлильных станках . ...
§ 1. Процесс сверления ..............................
§ 2. Инструмент для сверления и обработки отверстия . .
§ 3. Сверлильные станки .............................
§ 4. Основные виды сверлильных работ ................
Глава XL. Обработка на фрезерных станках......................
§ 1. Процесс фрезерования ...........................
§ 2. Инструмент для фрезерования...................
| 3. Фрезерные станки.................................
§ 4. Основные виды фрезерных работ....................
Глава XLL Обработка на строгальных станках....................
§ 1. Проиесс строгания .... ...............
| 2. Строгальные резцы ...............................
§ 3. Строгальные станки .............................
§ 4. Основные виды строгальных работ.................
Глава XLII. Обработка на шлифовальных станках..................
§ 1. Процесс шлифования .... ...............
§ 2. Инструмент для шлифования.......................
§ 3. Шлифовальные станки .............................
§ 4. Основные виды шлифовальных работ.................
Гл а в a XLIII. Электрофизические и электрохимические способы обра-
ботки металлов и сплавов .....................................
§ 1. Электрофизические способы обработки ............
§ 2. Электрохимические способы обработки ............
Приложение............................................
376
378
379
380
380
387
389
392
394
399
399
403
406
409
411
413
417
421
421
422
424
428
429
429
432
434
438
440
440
454
458
Петр Иванович Полухин, Борис Григорьевич Гринберг, Василий Тимофеевич Жа-
дан, Станислав Константинович Кантеник, Дмитрий Иванович Васильев
ТЕХНОЛОГИЯ МЕТАЛЛОВ И СВАРКА
И. Б. № 670
Редактор 3. Г, Овсянникова. Художник С. В. Митурнч. Художественный редактор
Т А. Дурасова Технический । ед актор А. К. Нестерова. Корректор Р. К. Косинова
Т—228| 1. Сдано в на гор 10/VI-76 г. Подл, «печати 15/ХП—76 г. Формат 60x90‘/lt. Бум. тип. № I
Объем 29 печ. л. Уел. п. л. 29. Уч.-изд. л. 31,04. Изд. № От-233773. Тираж 90 000 эка.
Зак. 545. Цена I р. 01 к.
План выпуска литературы для вузов и техникумов издательства «Высйсая школах на 1977 г.
Позиция № 87. Издательство «Высшая школа», Москва, К-51, Неглиниая чл., д. 29/14
Ярославский полиграфкомбинат Союзполиграфпроыа при Государственном комитете Совета Ми-
нистров СССР по делам издательств, полиграфии и книжной торговли. 150014, Ярославль, ул.
Свободы, 97.
-464