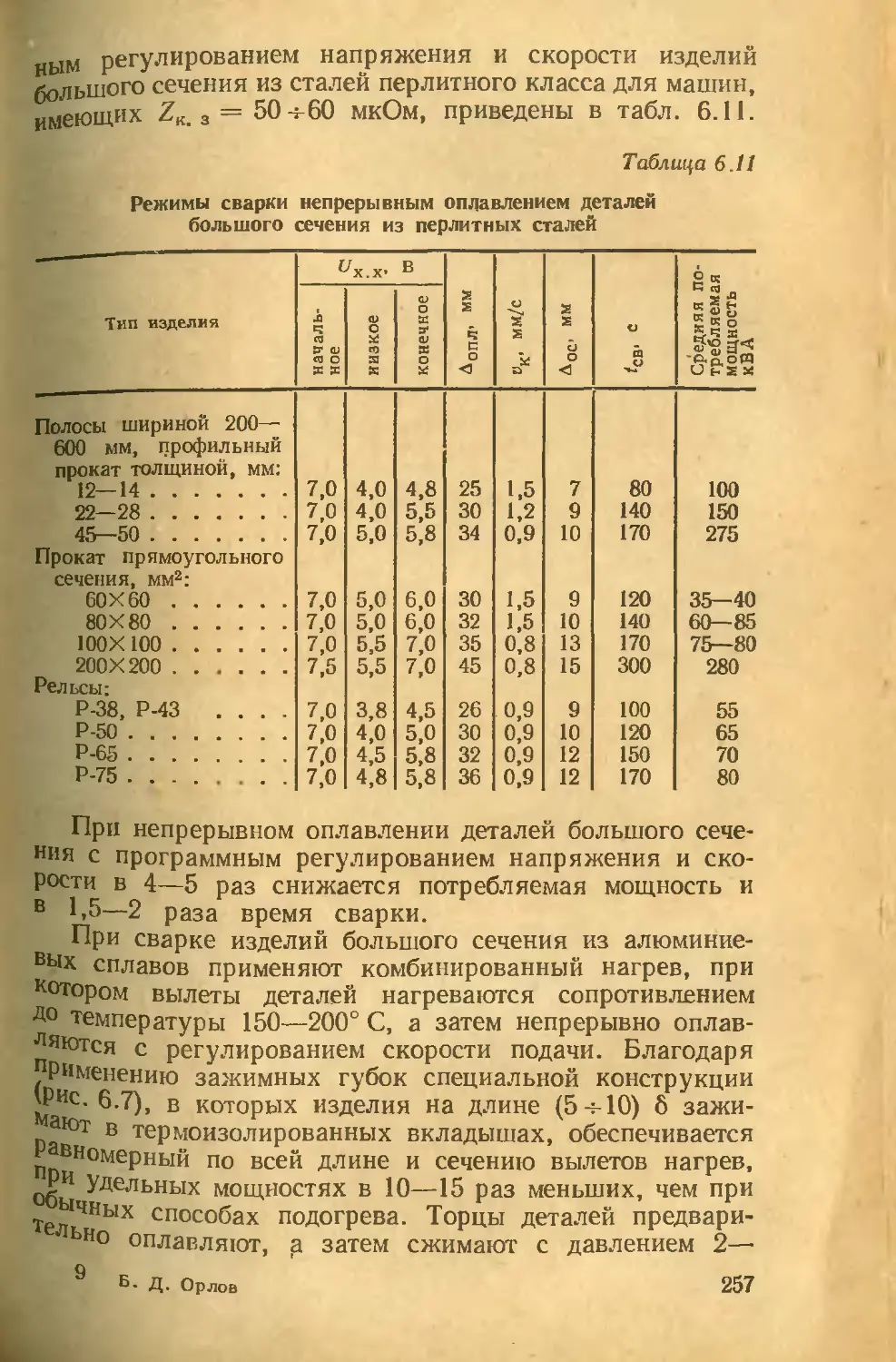
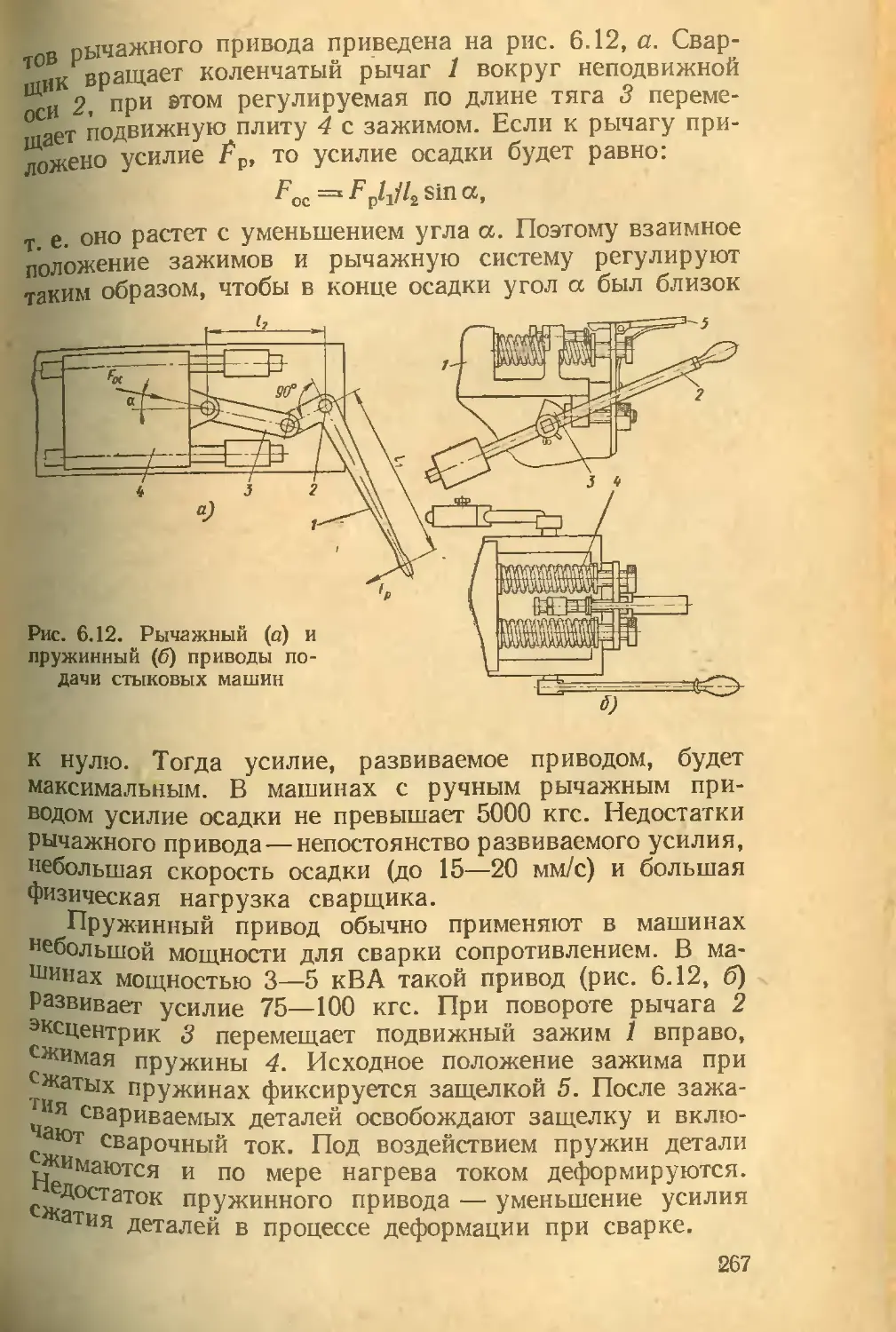
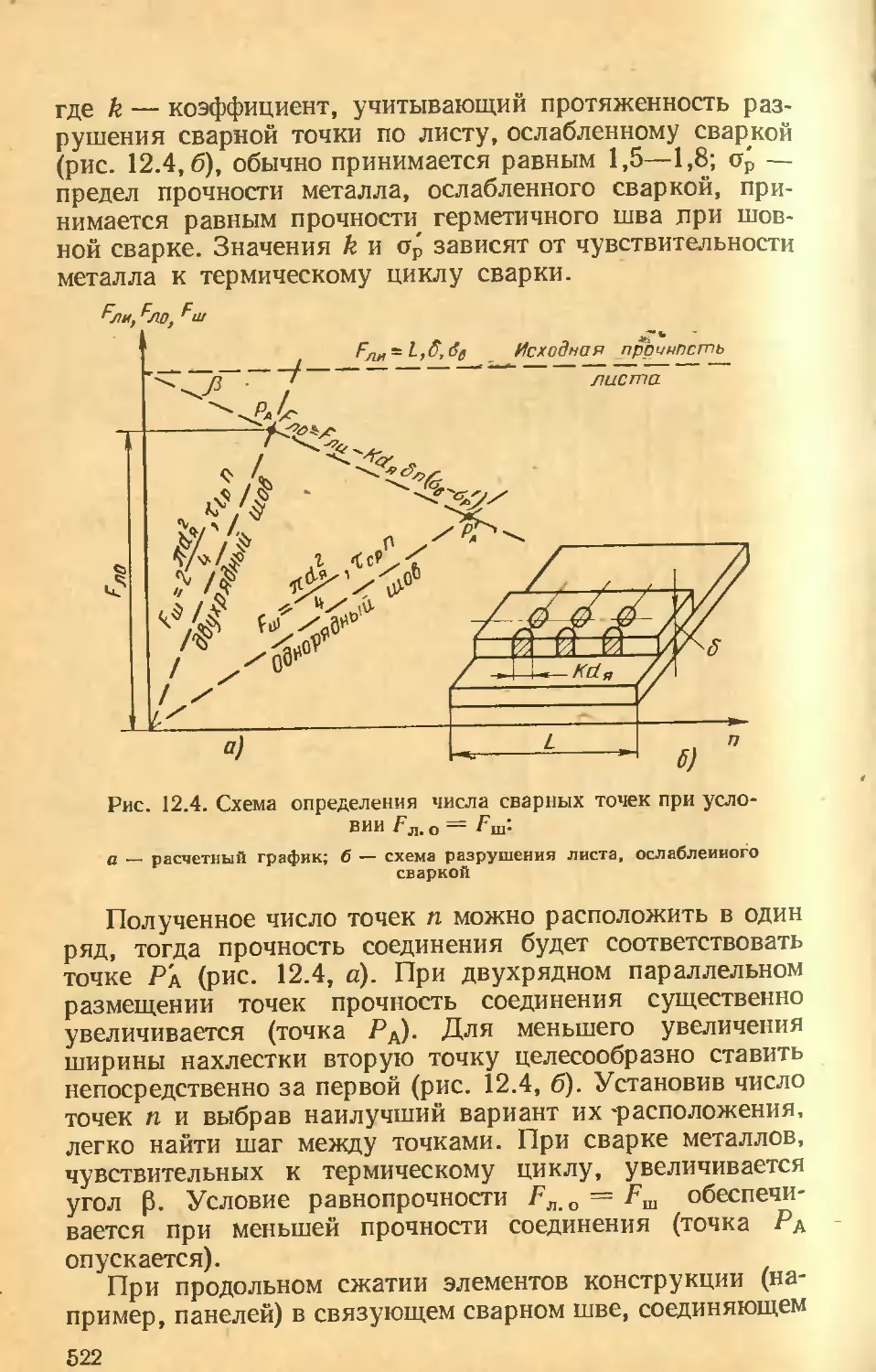
/





















































































































































































































































































































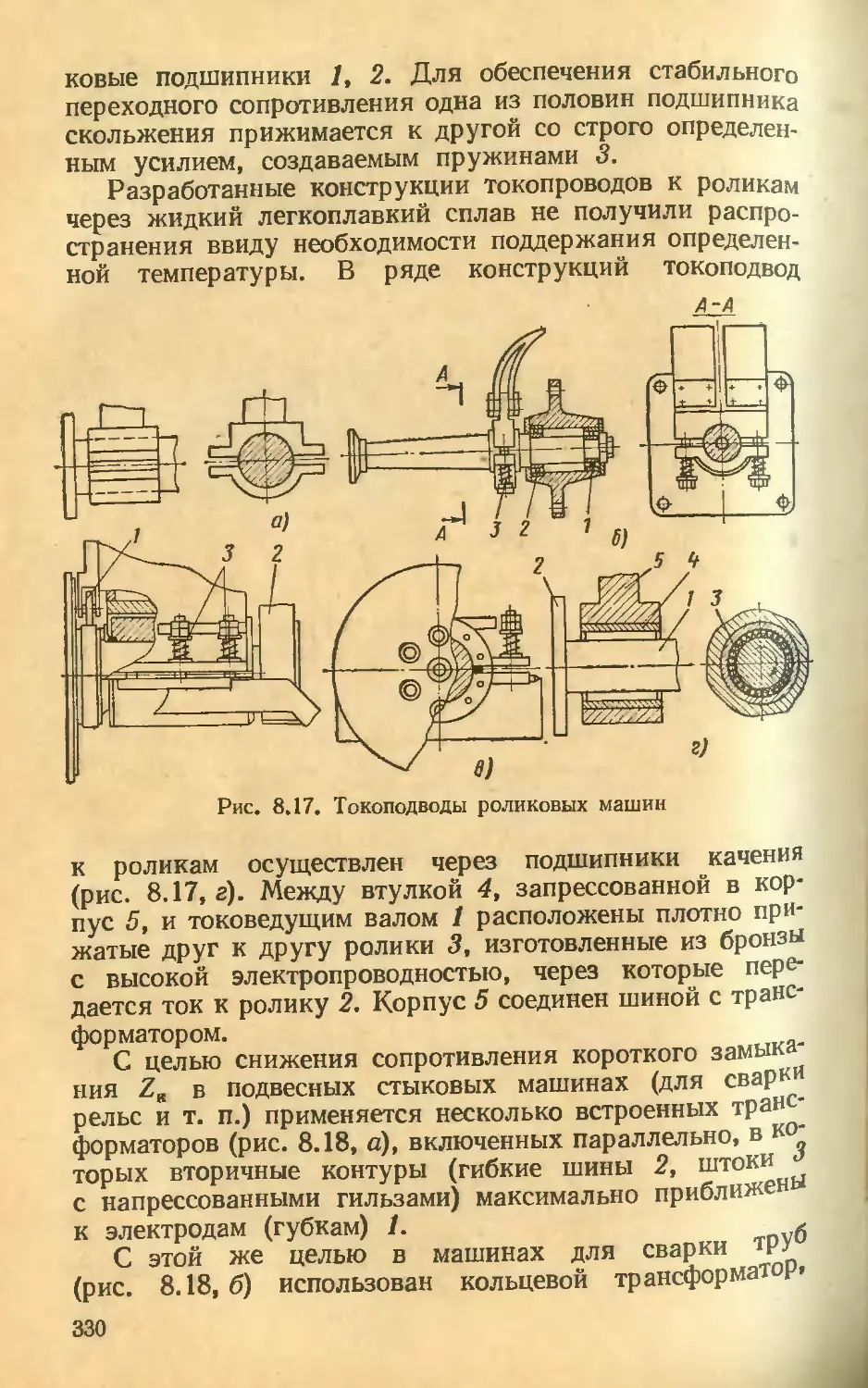
















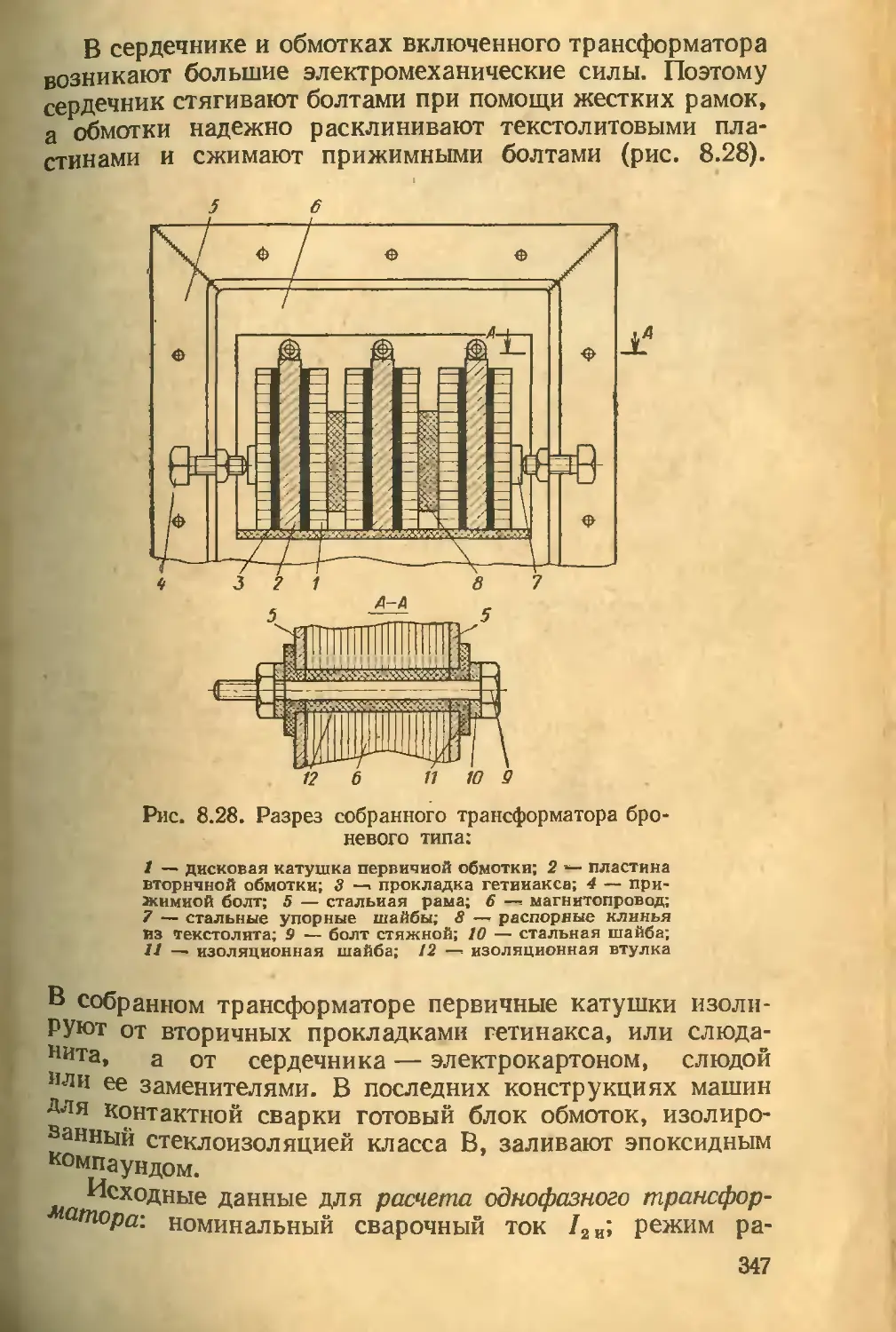


















































































































































































Text
Т-58
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
КОНТАКТНОЙ СВАРКИ
Под редакцией
проф. д-ра техн, наук Б. Д. ОРЛОВА
Допущено Министерством высшего и среднего
специального образования СССР в качестве учебного
пособия для студентов вузов, обучающихся
по специальности „Оборудование и технология
сварочного производства"
Москва
«МАШИНОСТРОЕНИЕ»
1975
I
6П4.3
Т38
УДК 621.791.76 (075.8)
Т38 Технология и оборудование контактной сварки.
Учебное пособие для машиностроительных и поли-
технических втузов по специальности «Оборудова-
ние и технология сварочного производства». М.,
«Машиностроение», 1975.
536 с. с ил.
На обороте тит. л. авт.: Б. Д. Орлов, Ю. В. Дмитриев,
А. А. Чакалев [и др. ]
В учебном пособии рассмотрены формирование сварных соедине-
ний, особенности иагрева и деформации металла, технология и обору-
дование контактной сварки современных конструкционных материалов.
Описано применение полупроводниковых элементов и логических
устройств для программирования режимов сварки, различных систем
контроля и автоматического регулирования сварки, а также средств
механизации и автоматизации вспомогательных операций. Приведены
технико-экономические показатели, характерные для контактной
сварки.
_ 31206-088
Т 038 (01)-75 °88'75 . 6П4-3
Б1БЛЮТЕК 1
4©рн1г|в1 -КОГО С$ЯТ' I
1 Диисько полетах:
1 п.етитуту
Рецензенты: Кафедра «Машины и автоматизация
сварочных процессов» МВТУ им. Н. Э. Баумана
и д-р техн, наук А. С. Гельман
Авторы: Б. Д. ОРЛОВ, Ю. В. ДМИТРИЕВ, А. А. ЧАКАЛЕВ,
В. А. СИДЯКИН, А. Л. МАРЧЕНКО
© Издательство «Машиностроение», 1975 г.
ВВЕДЕНИЕ
Контактная сварка представляет собой процесс обра-
зования неразъемного соединения, возникающего в ре-
зультате нагрева металла протекающим через детали
электрическим током и пластической деформации зоны
соединения. Под термином «контактная» сварка подразу-
мевается нагрев деталей электрическим током (существо-
вание электрического контакта) и определенная роль
контактных (переходных) сопротивлений. Контактная
сварка объединяет большую группу способов, многие
из которых широко применяют в промышленности. Основ-
ные отличительные особенности этих методов — надеж-
ность соединений, высокий уровень механизации и авто-
матизации, высокая производительность процесса и куль-
тура производства. Около 30% всех сварных соединений
выполняют контактной сваркой.
Область применения контактной сварки чрезвычайно
широка — от космических аппаратов до миниатюрных
полупроводниковых устройств и пленочных микросхем.
Видное место занимает этот способ и в самолетостроении.
На современных лайнерах насчитывается до нескольких
миллионов сварных точек и несколько сотен метров швов,
выполненных шовной сваркой.
Весьма широко применяется многоточечная и рельеф-
ная сварка в автомобилестроении. Например, в конструк-
ции автомобиля «Москвич-412» количество точек достигает
5000. Контактную сварку используют в вагоностроении,
судостроении, строительстве.
Стыковая сварка оплавлением нашла применение при
монтаже трубопроводов и укладке железнодорожных
рельсов в полевых условиях, в котлостроении при ши-
повке трубных досок, при изготовлении силовых элемен-
тов (шпангоутов) и инструмента.
Различные легированные стали и сплавы со специаль-
ными свойствами, конструкционные стали, сплавы на
основе титана и меди, алюминиевые и магниевые сплавы,
тугоплавкие сплавы и порошковые композиции типа
САП — вот далеко неполный перечень конструкционных
материалов, которые с успехом соединяют контактной
сваркой.
С каждым годом совершенствуется сварочное обору-
дование. Современная промышленность выпускает широ-
кую номенклатуру универсального и специализирован-
ного оборудования самого различного назначения. Это
оборудование отличается высокой производительностью.
Известны машины для точечной сварки, позволяющие
выполнять до 600 соединений в минуту. При изготовле-
нии заготовок токами радиочастоты скорость сварки
может достигать 100 м/мин. Установки для контактной
сварки отличаются высокой степенью автоматизации.
Системы управления современной контактной машины
позволяют с высокой точностью регулировать отдельные
параметры процесса. В цепях управления и коммутации
сварочного тока в последнее время находят широкое при-
менение полупроводниковые элементы — транзисторы, си-
ловые управляемые вентили (тиристоры) и т. п.
Следует также отметить достижения в области механи-
зации и автоматизации сопутствующих сварке вспомога-
тельных операций. Созданы высокоэкономичные поточные
и автоматические линии по сборке и сварке узлов авто-
мобилей, элементов приборов и радиосхем. Начинается
использование многофункциональных механизмов с про-
граммным управлением — промышленных роботов.
Образование соединений при контактной сварке про-
исходит в условиях сложных быстроменяющихся элек-
трических и температурных полей. Высокие скорости
нагрева и деформации, своеобразная конфигурация со-
единений — эти особенности создают значительные труд-
ности при исследовании процессов сварки. Для изучения
указанных явлений широко привлекают достижения смеж-
ных наук—теплофизики, математики, металловедения и
др. При анализе природы образования соединения исполь-
зуют представления физики твердого тела. Тепловые и
электрические поля исследуют при помощи вычислитель-
ных машин. Структуру и состав металла соединений изу-
чают с применением электронной оптики и рентгенов-
ских микроанализаторов.
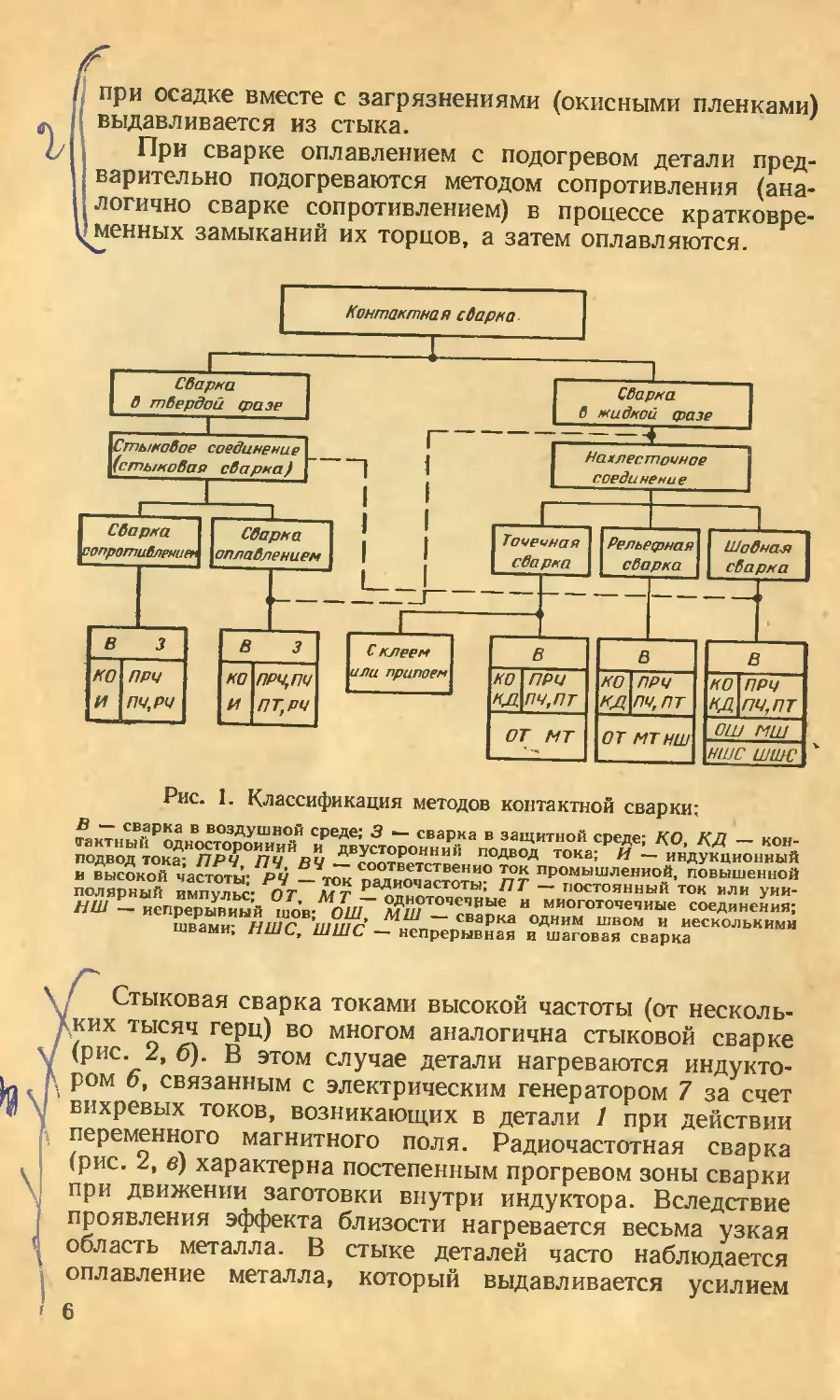
Способы контактной сварки весьма разнообразны;
их можно классифицировать по ряду признаков (рис. 1):
1) методу получения соединения, определяемого фазовым
состоянием металла в зоне сварки (соединение в твердой
4
лл.
или жидкой фазах); 2) конструкции соединений (на-
хлесточное или стыковое); 3) технологическому способу
получения соединений (например, стыковая сварка со-
противлением и оплавлением, точечная, шовная), 4) виду
атмосферы (сварка на воздухе или в защитной среде);
5) способу подвода тока и форме импульса тока (контакт-
ный и индукционный подвод, сварка переменным током
различной частоты, постоянный ток или монополярный
импульс); 6) количеству одновременно выполняемых со-
единений (одноточечная и многоточечная сварка, одиноч-
ный и непрерывный рельеф и т. д.); 7) характеру пере-
мещения деталей или электродов во время пропускания
импульса тока (сварка неподвижных или подвиж-
ных деталей, например непрерывная и шаговая шовная
сварка).
Кроме того, различают область контактной микро-
сварки, относящуюся к соединению указанными выше
способами миниатюрных деталей малой толщины (до
нескольких микрометров) и малых сечений. Простейшие
схемы основных способов контактной сварки представ-
лены на рис. 2. В твердой фазе соединения в основном
выполняются стыковой сваркой.
Стыковая сварка — способ контактной сварки, при
котором детали соединяются по всей площади их касания.
Наибольшее распространение из способов стыковой сварки
получили стыковая сварка сопротивлением и оплавлением.
' ’При сварке сопротивлением (рис. 2, а) детали 1 укреп-
ляют в токоподводах 2—3 и сжимают усилием F. Подача
напряжения на первичную обмотку сварочного транс-
форматора вызывает появление тока I во вторичном кон-
туре 4 и нагрев деталей в стыке 5 до температуры, близкой
к температуре плавления металла (0,8 -ь0,9) Тпл. Затем
резко увеличивают усилие (осадка деталей), в резуль-
тщ1£^чего в твердой фазе образуется сварное соединение.
Сварку оплавлением подразделяют на сварку непре-
рывным оплавлением и оплавлением с подогревом.
При сварке непрерывным оплавлением детали сбли-
жают с определенной скоростью при включенном свароч-
ном трансформаторе. Оплавление деталей происходит
в результате непрерывного образования и разрушения
контактов-перемычек между их торцами и сопровож-
дается интенсивным выбросом частиц расплавленного
металла и укооочением деталей. При оплавлении на торце
формируется сплошной слой жидкого металла, который
5
при осадке вместе с загрязнениями (окисными пленками)
выдавливается из стыка.
При сварке оплавлением с подогревом детали пред-
варительно подогреваются методом сопротивления (ана-
логично сварке сопротивлением) в процессе кратковре-
менных замыканий их торцов, а затем оплавляются.
Рис. 1. Классификация методов контактной сварки;
В — сварка в воздушной среде; 3 — сварка в защитной среде; КО, КД — кон-
тактный односторонний и двусторонний подвод тока; И — индукционный
подвод тока; ПРЧ, ПЧ, ВЧ — соответственно ток промышленной, повышенной
и высокой частоты; РЧ — ток радиочастоты; ПТ — постоянный ток или уни-
полярный импульс; ОТ, МТ — одноточечные и многоточечные соединения;
ПШ — непрерывный шов; ОШ, МШ — сварка одним швом и несколькими
швами; НШС, ШШС — непрерывная и шаговая сварка
\ ' Стыковая сварка токами высокой частоты (от несколь-
зких тысяч герц) во многом аналогична стыковой сварке
(рис. 2, б). В этом случае детали нагреваются индукто-
. ром 6, связанным с электрическим генератором 7 за счет
я вихревых токов, возникающих в детали 1 при действии
1 переменного магнитного поля. Радиочастотная сварка
(рис. 2, в) характерна постепенным прогревом зоны сварки
при движении заготовки внутри индуктора. Вследствие
проявления эффекта близости нагревается весьма узкая
область металла. В стыке деталей часто наблюдается
' оплавление металла, который выдавливается усилием
6
сжимающих трубу роликов 8. Как и при стыковой сварке
оплавлением слой жидкого металла защищает стык от
окисления и создает благоприятные условия для обра-
зования соединения. Радиочастотную сварку обычно при-
меняют при изготовлении труб и профилей из сталей
и цветных металлов.
Наибольшее распространение в промышленности полу-
чили способы контактной сварки в жидкой фазе — точеч-
ная, шовная и рельефная.
Точечная сварка — способ контактной сварки, при
котором детали свариваются по отдельным ограниченным
участкам касания, называемым точками.
При точечной сварке (рис. 2, д) в отличие от стыковой
используется нахлесточное соединение. Детали пред-
варительно сжимаются электродами из медных сплавов
(токоподводами 12) и нагреваются проходящим элек-
трическим током .до появления внутри деталей расплав-
ленной зоны 10 — ядра или точки. Расплавленный
металл удерживается в ядре от выплеска и надежно защи-
щается от окружающей атмосферы уплотняющим пояс-
ком 13, представляющим собой зону пластической дефор-
мации, непосредственно примыкающую к ядру.
Нагрев при точечной сварке обычно осуществляется
импульсами переменного тока (50 Гц) или униполярными
импульсами (ток одной полярности с переменной ампли-
тудой в течение импульса) относительно малой продол-
жительности (0,01—0,5 с).
По способу подвода тока точечная сварка может быть
двусторонней и односторонней. При двусторонней сварке
ток подводят к каждой из деталей (рис. 2, д), а при одно-
сторонней к одной из них (рис. 2,.е). Для того чтобы
обеспечить достаточное тепловыделение в контакте дета-
лей, часто со стороны нижнего листа используют шунти-
рующую медную подкладку 14.
Разновидностью односторонней сварки является сварка
сдвоенным электродом, которую широко применяют в ра-
диоэлектронике при изготовлении микросхем (рис. 2, ж).
Электрод в этом случае выполняют из двух половин,
разделенных изолятором 15 или металлом с высоким
электрическим сопротивлением.
Различают одноточечную сварку, когда за одну опе-
рацию выполняют одну точку (рис. 2, <Э), и многоточеч-
НУЮ — с двумя и более одновременно свариваемыми
точками (рис. 2, е).
7
Рис 2. Схемы основных методов контактной сварки
8
Шовная сварка — способ контактной сварки, при
котором между свариваемыми деталями образуется не-
прерывное соединение (шов) путем постановки последо-
вательного ряда частично перекрывающих друг друга
точек. Подобное соединение обеспечивает получение гер-
метичных (плотных) швов. В случае шовной сварки
подвод тока к деталям и их передвижение осуществляют
преимущественно при помощи двух вращающихся диско-
вых электродов (роликов) 9, связанных с приводом усилия
сжатия сварочной машины (рис. 2, з). Как и в случае
точечной сварки, металл нагревается импульсами тока
различной формы без применения специальных средств
защиты жидкого металла от атмосферы.
Можно выделить некоторые виды шовной сварки,
в частности, по способу подвода тока, по числу роликов
и одновременно свариваемых швов (рис. 2, и). Импульсы
тока могут подаваться при непрерывном вращении дета-
лей или электродов или в момент их кратковременной
остановки (шаговая сварка).
В последнее время при изготовлении листовых кон-
струкций находит распространение шовно-стыковая
сварка (рис. 2, г). При этом токоподводящие ролики 9
двигаются вдоль стыка деталей и при подаче импульса
тока происходит плавление металла.
Рельефная сварка — разновидность точечной сварки,
при которой первоначальный контакт деталей происходит
по ограниченной рельефами 16 площади (рис. 2, к),
предварительно формуемыми на деталях, например,
в форме треугольника или трапеции в сечении. В началь-
ный момент это позволяет достигать более концентри-
рованного нагрева металла проходящим током. Нагре-
ваясь, рельефы деформируются, и на определенной стадии
процесса происходит плавлениеметаллаиобразованиеядра.
Формирование соединений при контактной сварке
указанными способами определяется протеканием ряда
физико-химических процессов, составляющих теорети-
ческую основу технологии. Технология представляет
собой совокупность операций и приемов, связанных со
сваркой конкретных деталей и конструкций. К этим
операциям относятся непосредственно сварочные и вспо-
могательные, например сборка, предварительная подго-
товка поверхности, контроль качества соединений и т. д.
Технология определяет требования к сварочному обо-
рудованию, которое представляет в целом комплекс
9
различных механизмов и устройств (схема 1). Основной
элемент оборудования — сварочная машина с системой
управления, состоящая из электрической части с источ-
ником электрической энергии (например, трансформато-
ром), элементов подвода тока к деталям (электрическая
цепь из шин, консолей, электродов и т. п.), механизмов
приводов различного назначения (привод сжатия деталей
при точечной и шовной сварке, зажатия и перемещения
Схема 1
деталей при стыковой сварке и т. д.) и ряда конструк-
тивных элементов, создающих жесткость и прочность
машины (корпус или станина, кронштейны, упоры, элек-
троды, плиты и т. п.). Сварочная машина может быть
оборудована средствами сопутствующего контроля ка-
чества соединений, а также средствами механизации и
автоматизации вспомогательных операций.
Разнообразие способов контактной сварки, а также
современный уровень технологии, оборудования и кон-
троля позволяют создавать изделия самого различного
назначения и степени ответственности.
10
Глава 1
ОБЩЕЕ ПРЕДСТАВЛЕНИЕ О ПРИРОДЕ
ОБРАЗОВАНИЯ СОЕДИНЕНИЙ
ПРИ КОНТАКТНОЙ СВАРКЕ
При сварке происходит процесс принудительного об-
разования межатомных (химических) связей между атом-
ными агрегатами, принадлежащими разным деталям.
Для сварки металлических конструкций характерно воз-
никновение преимущественно металлической формы связи,
обусловленной взаимо-
действием ионов и обоб-
ществленных валентных
Рис. 1.2. Изменение потенциальной
энергии и сил взаимодействия при
сближении атомов
а) б)
Рис. 1.1. Схема образова-
ния соединения двух тел
с идеально чистыми и глад-
кими поверхностями:
а — кристаллы до соедине-
ния; б — после соединения
электронов. Металлическая связь образуется при сбли-
жении атомов на расстояния, близкие к параметру кри-
сталлической решетки (несколько ангстремов).
Соединение идеальных тел. Рассмотрим вначале про-
цесс образования сварного соединения двух тел с совер-
шенно ровными и чистыми поверхностями, а также с оди-
наковым^типом и ориентацией кристаллической решетки
Если расстояние I значительно превышает параметр
решетки, взаимодействия атомов не происходит. При этом
силы притяжения Епр (вызванные взаимодействием внеш-
11
них электронов атомов одного тела с ядрами атомов
другого тела), а также силы отталкивания FOT (вызван-
ные взаимодействием электронов поверхностных атомов
одного тела с электронами атомов другого тела и ядер
атомов обоих тел) близки нулю (рис. 1.2).
Если не учитывать небольшие силы Ван-дер-Ваальса,
то по мере сближения атомов до расстояния /2 (соизме-
римого с /0) появляются силы отталкивания FOT, так как
начинается электростатическое взаимодействие электро-
нов, находящихся на наиболее удаленных орбитах. Вну-
тренняя энергия системы двух тел повышается. Возникает
так называемый энергетический барьер.
Если энергия атомов (или внешняя сила) достаточна
для преодоления Еот, возможно дальнейшее сближение
атомов. Тогда на расстоянии 1г начинается объединение
наружных электронных оболочек, т. е. сваривание. Силы
отталкивания резко уменьшаются, а силы притяжения
возрастают. Энергия системы снижается.
Однако по мере сближения внутренних электронных
орбит сила отталкивания вновь увеличивается и на рас-
стоянии 10 становится равной F„p. Равнодействующая
этих сил Ер оказывается равной нулю. Энергия системы
достигает минимума и соответствует энергии атомов в кри-
сталлической решетке, а расстояние 10 соответствует
минимальному расстоянию между атомами в данной кри-
сталлической решетке. Между поверхностными атомами
обоих тел устанавливаются прочные металлические связи.
Заканчивается процесс сваривания (схватывания). Со-
стояние системы на расстоянии /0 устойчивое. Действи-
тельно, дальнейшему сближению атомов препятствует
резко возрастающая сила отталкивания (из-за перекры-
тия внутренних электронных оболочек). Обратному раз-
двиганию атомов препятствует сила притяжения.
Таким образом, для получения соединения необхо-
димо преодолеть энергетический барьер схватывания,
т. е. затратить дополнительную энергию извне, даже при
сварке идеальных тел. Эта энергия называется энергией
активации Еа. Ее можно вводить путем деформирования
тел (механической активации) или нагрева (термическая
активация). При контактной сварке часто применяют оба
способа активации.
При механической активации прикладывают значи-
тельные сжимающие усилия, достаточные для преодоле-
ния сил отталкивания.
12
При термической активации систему нагревают обычно
до температур, близких или равных температуре плавле-
ния. Увеличивается потенциальная и кинетическая энер-
гия атомов. Стабильность электронных конфигураций
уменьшается. Повышается вероятность объединения элек-
тронных оболочек на увеличенных расстояниях.
Соединение реальных тел. На поверхности реальных
тел обычно находятся слои окйслов, адсорбированной
влаги и газа. Кроме того, поверхность деталей неровная,
она имеет определенный макро- и микрорельеф. Толщина
пленок и размеры шероховатости на несколько порядков
превышают расстояние /0 и дополнительно препятствуют
образованию металлической связи по всей площади
контакта. Поэтому для соединения реальных тел кроме Еа
необходимо приложить дополнительную энергию Ед для
устранения неровностей, а также для высвобождения
наружных связей поверхностных атомов (т. е. очистки
поверхностей от пленок). Обычно на практике Ед Еа.
Таким образом, можно считать, что для образования
соединения реальных тел нужно затратить энергию
^общ = -а +
Если неровности и поверхностные пленки удалены,
то возможно дальнейшее сближение атомов с преодоле-
нием энергетического барьера схватывания и образова-
нием металлической связи. Однако уровень минимальной
энергии системы £mln (на расстоянии /0) в случае сварки
реальных тел оказывается выше, чем в случае идеальных
тел. Это обусловлено несовпадением ориентировки кри-
сталлической решетки, а иногда ее параметров и даже
типа. Соединяемые поверхности заменяются границей
соединения с более высокой энергией, чем у атомов внутри
неискаженной кристаллической решетки.
Последовательность формирования соединения. В про-
цессе образования сварного соединения обычно выделяют
три основные стадии (рис. 1.3): А) формирование физиче-
ского контакта; Б) образование химических (металли-
ческих) связей; В) развитие различных релаксационных
процессов на границе полученного соединения и в объеме
Деталей.
В каждой элементарной точке тела эти процессы идут
последовательно, а по отношению ко всей соединяемой
поверхности могут развиваться одновременно.
13
На первой стадии А начинается сближение атомов.
Устраняются неровности и поверхностные пленки. Стадия
заканчивается формированием физического контакта, т. е.
такого контакта тел, в котором атомы находятся на рас-
стоянии /а, необходимом для начала межатомного взаимо-
действия (преодоления электростатического отталкива-
ния электронов внешних орбит).
На второй стадии Б происходит активация атомов,
преодолевается энергетический барьер схватывания, раз-
виваются квантовые процессы электронного взаимодей-
Рис. 1.3. Кинетика изменения прочности соединений
(о) в жидкой (/) и твердой (2) фазах:
Л, Б и В — стадии образования соединения
ствия, происходит объединение электронных оболочек,
возникают химические (металлические) связи и образуется
сварное соединение. Эти процессы сопровождаются на-
гревом и деформацией деталей. Для контактной сварки
характерны высокие температуры соединяемых поверх-
ностей и сравнительно небольшая степень деформации.
Длительность стадий А и Б зависит от принятой
формы активации тел, от физико-химических и механиче-
ских свойств свариваемых металлов, режимов сварки,
состояния их поверхности, состава внешней среды и дру-
гих факторов.
При механической активации (например, при стыковой
сварке сопротивлением) длительность формирования фи-
зического контакта (от момента приложения внешнего
давления) значительно больше, чем при сварке с расплав-
лением. Она обусловлена необходимостью деформирова-
ния микро- и макрорельефа поверхностей и зависит от
14
высоты неровностей, скорости ползучести металлов, ве-
личины температуры, давления и др., а также сложностью
удаления поверхностных пленок.
При термической активации (например, при точечной
и шовной сварке) физический контакт возникает практи-
чески одновременно с расплавлением и перемешиванием
жидкого металла.
Переход от стадии А к стадии Б происходит не мгно-
венно, а с некоторой задержкой (периодом ретардации).
Величина этого периода также зависит от способа акти-
вации, свойств металлов, режимов сварки. При механи-
ческой активации он обычно значительно больше, чем
при термической. Практически при сварке с расплавле-
нием химические связи образуются одновременно с обра-
зованием физического контакта.
На третьей стадии В через границу соединения начи-
нается взаимная диффузия атомов, развиваются различ-
ные сопутствующие сварке процессы (связанные с нагревом
и деформированием металла), происходят кристаллиза-
ция и охлаждение соединения. В ряде случаев на этой
стадии проводят вторичный нагрев и охлаждение соеди-
нений (термообработка и т. п.).
Кристаллизация и охлаждение соединений резко по-
вышают прочность металлической связи (см. рис. 1.3).
Однако различные сопутствующие процессы меняют строе-
ние и свойства зоны сварки и в той или иной степени
уменьшают прирост прочности. В некоторых случаях они
приводят к разрушению соединения (штриховые линии
на рис. 1.3).
Более подробно условия протекания процессов, харак-
терных для формирования соединений, при различных
методах сварки и разнообразных металлах, изложены
в последующих разделах книги (см. гл. 2 и 3).
Глава 2
ФОРМИРОВАНИЕ СОЕДИНЕНИЙ
ПРИ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКЕ
§ 1. УСЛОВИЯ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ
Необходимое и достаточное условие образования сое-
динения при точечной и шовной сварке — образова-
ние общей зоны расплавленного металла или ядра
заданных размеров. Формирование соединений при то-
чечной (рельефной) и шовной сварке происходит в зна-
чительной мере по единой схеме, которая представляется
состоящей из трех этапов.
Первый этап (рис. 2.1) начинается с момента включения
тока и характеризуется образованием электрического
контакта, нагревом и расширением твердого металла, при-
водящим к увеличению зазоров и вытеснению под дей-
ствием сварочного усилия металла в зазор и образованию
уплотняющего ядро пояска.
Второй этап отличается дальнейшим увеличением пло-
щади контактов, возникнозением и ростом расплавлен-
ного ядра до установленного (номинального) для данной
толщины деталей диаметра daHOM. На этом этапе про-
исходит дробление и перераспределение поверхностных
пленок в жидком металле и продолжаются процессы
пластической деформации и расширения металла.
Третий этап в большинстве случаев начинается с мо-
мента выключения тока и характерен охлаждением и
кристаллизацией металла.
Основные процессы, обеспечивающие получение соеди-
нения, приведены на рис. 2.2. Степень пластической
деформации нагретого металла во внутренний зазор отно-
сительно невелика и не обеспечивает удаление окисных
пленок с поверхности контакта деталь—деталь. Тем не
менее указанная деформация относится к основным
процессам. Ее роль в формировании соединений сводится
к получению необходимой площади электрического кон-
такта, образованию вокруг ядра уплотняющего пояска
из твердого металла, который препятствует выдавлива-
нию (выплеску) жидкого металла из ядра и защищает
его от взаимодействия с окружающей атмосферой. Изме-
16
Поверхностные пленки
Рис. 2.1. Этапы формирования соединения (/—III)
Образование зоны
Взаимного расплавления (ядра)
{ocwpgw/g процессы\
Нагреб, расплавление
металла б объеме
ядра.
Кристаллизация
металла
Перемет ибиние
металла и удаление
окисных пленок \
Пластическая дефор-
маци я металла,
создание электри -
чесхого контакта
и уплотнение ядра
\ие процессы
Возни, кнобение
остаточных
напряжений
Тепловое
расширение
металла
Воздействие
деформации, и
теплоты на
околош. обнун)
зону
Процессы б
контакте
электрод -
деталь
Технологи чес к пр фа к тары'
Основной металл
Форма с седи пени й
Програ мма по току
Программа по усилию
Последующая обработка
оба онь /ж соеди нений.
Эксплуатационные свойстве
соединений
Свойства
мета лла ш ба
СВойстВа. металла
очолошобной зоны
Рис. 2.2. Схема образования соединений при точечной и шов-
ной сварке
54 Е. ЛI О Т Е К А
‘ясьного йглалу
Иил>л.ш.го поП1Тйха!чн£Гв
нение усилия дает возможность управлять процессами
кристаллизации и влияет на величину остаточных напря-
жений.
Опыт показывает, что поверхностные пленки (окислы,
слои плакировки), как правило, более тугоплавкие, чем
основной металл (исключение составляют окислы железа),
полностью разрушаются и перераспределяются лишь
в жидком металле. Этот процесс — один из основных,
Рис. 2.3. Макроструктура ядра со следами перемешивания металла.
Сплав ВЖ98 с прокладкой из 12Х18Н9Т (светлая деталь). Время
сварки 0,12 с, процесс остановлен через 0,06 с
так как он способствует удалению поверхностных пленок,
мешающих взаимодействию в жидкой фазе.
Разрушение и удаление указанных пленок в жидком
металле происходит под действием определенных сил.
Существует гипотеза, что эти силы имеют в основном
электродинамическую природу. Действиеэтих сил приводит
к интенсивному перемешиванию жидкого металла и вы-
равниванию состава ядра при сварке разнородных ме-
таллов. Следы перемешивания можно обнаружить по
шлифам лишь на ранней стадии процесса, например в на-
чале второго этапа (рис. 2.3). Локальный анализ состава
ядра микрорентгеноспектральным методом показывает
в этом случае крайне неравномерное распределение эле-
ментов по сечению ядра.
18
Действие электродинамических сил может быть пред-
ставлено следующим образом. В результате взаимодей-
ствия тока с его собственным магнитным потоком при
постоянной плотности тока (/0) на расстоянии г от оси z
Рис. 2.4. Схема определения электродинами-
ческих сил в жидком ядре и эпюры распре-
деления плотности тока, сил Fj и давления
в расплаве по осям гиг
в элементарном объеме dV (рис. 2.4) действует элемен-
тарная сила:
dFl = ^dV,
где р,а — абсолютная магнитная проницаемость среды.
Электродинамические силы — объемные силы — ма-
ксимальные на периферии и снижающиеся до нуля в центре
ядра. В результате действия этих сил в расплаве проис-
ходит распределение давления по параболическому за-
кону:
.2
p = -^-(R2— г2).
Как правило, литое ядро имеет форму эллипсоида,
поэтому для принятой схемы давление в центре макси-
2* 19
мально (например, при точечной сварке деталей из сплава
АМгб толщиной 2 -1- 2 мм это. давление достигает
150 кгс/см2). На границе ядра оно снижается до нуля.
Такое распределение давления вызывает циркуляцию
жидкости от центра к периферии. Находящаяся в рас-
плаве нерастворимая частица испытывает элементарную
силу от градиента давления:
= Лрг dVr,
где Арл — градиент давления на частицу объемом dV4,
вызванный разностью давлений в сечениях I и II (рис. 2.5).
Рис. 2.5. Характер циркуля-
ции жидкого металла в ядре
и сил, действующих на нера-
створимые частицы:
а — металлическая частица с ма-
лым электросопротивлением;
б — неэлектропроводиые ча-
стицы пленки
Плавление металла в объеме ядра протекает неравно-
мерно. В расплаве, особенно в начальной стадии, могут
присутствовать отдельные нерасплавленные металличе-
ские блог.и, частицы пленки и плакировки с различными
температурой и электропроводностью. Поэтому на ранней
стадии формирования ядра плотность тока в нем не
постоянна. Плотность тока в частице /ч может отличаться
от плотности тока в расплаве. Если /ч > /0, то на частицу
действует дополнительная сила dFjt которая при опре-
деленных условиях может быть больше силы dFp и тогда
происходит перемещение частицы в центр ядра. Если же
/ч < /о> т0 частица будет перемещаться к периферии.
Обычно частицы пленки практически не электропроводны
и перемещаются, как правило, к периферии.
/ Рассмотренные процессы показывают, что под дей-
ствием электродинамических сил расплавленный металл
и находящиеся в нем частицы испытывают движение
в различных направлениях и с различными скоростями.
Такое перемещение вызывает перемешивание металла,
разрушение пленок и концентрацию разрушенных не-
растворимых частиц пленки на периферии расплава.
20
Металл при контактной сварке подвергается термо-
механическому воздействию, оказывающему влияние на
свойства металла ядра и расположенного вокруг него
металла околошовной зоны. При точечной (рельефной)
и шовной сварке сопутствующими по отношению к основ-
ным процессам считаются следующие (рис. 2.2): 1) воз-
никновение остаточных напряжений и деформаций при
охлаждении металла; 2) изменение объема металла при
нагреве и охлаждении; 3) воздействие теплоты и пласти-
ческой деформации на металл околошовной зоны; 4) взаи-
модействие металлов в контакте электрод—деталь.
Протекание сопутствующих процессов может вызвать
появление различных трудноустранимых дефектов соеди-
нения — трещин, рыхлот, выплесков (см. § 5). Чувстви-
тельность к возникновению этих дефектов может в опре-
деленной степени регулироваться воздействием через
технологические факторы и, в частности, выбором про-
граммы нагрева и деформации металла.
7 § 2. НАГРЕВ МЕТАЛЛА СВАРОЧНЫМ ТОКОМ
1. Электрическое сопротивление деталей
Нагрев при точечной (рельефной) и шовной сварке —
ведущий процесс в формировании температурного поля
и образовании соединений. Теплота выделяется при про-
хождении тока через участок электрод—электрод, обла-
дающий сопротивлением 7?ээ. В соответствии с законом
Джоуля—Ленца за время tCP на этом участке генерируется
определенное количество теплоты фээ (в кал):
^св
<2ээ = 0,24 J P(t)R33(t)dt.
о
Общее сопротивление R53 обычно измеряется в микро-
омах и складывается (рис. 2.6) из контактных сопротив-
лений деталь—деталь RM и электрод—деталь 7?эд и соб-
ственного сопротивления металла деталей Rn:
^ээ = + 2/?эд
Все составляющие общего сопротивления непрерывно
изменяются в течение термомеханического цикла сварки.
Целесообразно рассмотреть отдельно значения R^.R^
21
и /?д при комнатной температуре («холодные» сопротив-
ления) и при нагреве.
Контактное сопротивление «холодных» деталей можно
представить следующим образом. Если через провод-
ники А и В пропустить небольшой ток и замерить микро-
вольтметром перепад напряжения AU на участках равной
длины (рис. 2.7), то Д[/ на проводнике В будет меньше,
чем на стыке АВ из-за наличия в этом стыке контактного
сопротивления. Повышение сопротивления току в кон-
Рис. 2.6. Схема (с) и эквивалентная электрическая
цепь (б) зоны сварки
тактах объясняется ограниченностью фактического кон-
такта деталей. Контакт «холодных» деталей происходит
по отдельным микровыступам в местах частичного раз-
рушения поверхностной (окисной) пленки. Это вызывает
резкое уменьшение проводящего сечения, сопровождае-
мое искривлением и локальным сгущением линий элек-
трического тока («ситовый» характер проводимости).
В этих условиях состояние поверхности деталей оказы-
вает сильное влияние на контактные сопротивления.
При измерении сопротивления двух пластин из низко-
углеродистой стали толщиной 3 3 мм и усилии сжатия
200 кгс по схеме амперметр — вольтметр получены
следующие значения R33: зачистка поверхности наждач-
ным кругом и шлифование — 100 мкОм, обработка
резцом — 1200 мкОм, ржавчина и окалина на поверх-
22
ности — 80 000 мкОм. В холодном состоянии обычно
/?д < Ядд + 2/?эд. Поэтому R33 в основном отражает
величину контактных сопротивлений.
С увеличением FCB в большинстве случаев площадь
фактического контакта растет за счет смятия неровностей
при пластической деформации и разрушения окисных
пленок. Контактные сопротивления при этом умень-
шаются. При снятии усилия значение контактного сопро-
тивления оказывается ниже первоначального (получен-
ного при повышении FCB), что свидетельствует о наличии
своеобразного гистерезиса сопротивления контактов
Рис. 2.8. Гистерезис сопротив-
ления /?ээ при изменении уси-
лия сжатия
Рис. 2.7. Схема электрического
контакта:
/ — линии тока; 2 — поверхност-
ные пленки
Наиболее заметно влияние FCB при использовании
электродов с плоской рабочей поверхностью, когда диа-
метр контактов деталь—деталь dM и электрод—деталь (1ЭД
мало изменяются. В этом случае рост усилия приводит
к заметному возрастанию напряжений в контакте. Если же
применять электроды со сферической рабочей поверх-
ностью (см. рис. 2.6), то возрастание усилия вызывает
значительное увеличение размеров контактов (с!эд и dM);
контактные сопротивления уменьшаются относительно
медленно или даже остаются постоянными. Для прибли-
женной оценки сопротивлений в контактах можно счи-
тать, что 7?эд^0,5Я^.
При нагреве деталей облегчаются процессы пластиче-
ской деформации микровыступов и разрушения окисных
пленок. При определенных для каждого металла тем-
пературах и усилиях контактные сопротивления сни-
жаются практически до нуля и R33 становится равным /?д
23
(рис. 2.9). При этом, чем выше FCB тем ниже указанная
критическая температура. Для низкоуглеродистых сталей
и различных усилий при температуре 600° С RM и /?эд
близки к нулю. Для алюминиевых сплавов эта темпера-
тура составляет около 350° С.
При сварке снижение контактного сопротивления
происходит за десятые и сотые доли от времени сварки
(например, за 0,001—0,003
Рис. 2.9. Зависимость /?ээ и
от температуры деталей
с для толщин 0,5—1 мм).
Интенсивное выделение теп-
лоты в контактах может при-
вести к образованию ряда
дефектов. Поэтому перед
сваркой обычно детали про-
ходят предварительную под-
готовку поверхности для
обеспечения достаточно низ-
ких и стабильных значений
контактных сопротивлений.
Собственное сопротивле-
ние «холодных» деталей тол-
щиной 6 при условии, что
площадь фактического кон-
такта 5ф равна кажущейся
или контурной площади
<$к = л4к/4, и dK — d3n = dm можно оценить по следу-
ющей формуле:
D Л 26
/<„ = Ар —-
26
^к/4
где р
— электрическое сопротивление цилиндра 7?ц
диаметром dx и высотой 26; р — удельное электросопро-
тивление металла при комнатной температуре, Ад —
коэффициент электросопротивления деталей, равный Rn/Ru-
Величина р зависит от рода металла (табл. 2.1) и от
вида его термомеханической обработки. Сплавы и осо-
бенно высоколегированные (например сталь 12Х18Н9Т)
отличаются высокими значениями р. Нагартовка и тер-
мообработка металла приводят к увеличению сопротив-
лений. Так, р отожженного сплава Д16 составляет
4,3 мкОм -см, а термообработанного (закалка и старение)
уже 7,3 мкОм-см.
Ввиду определенной ограниченности диаметра контак-
тов по отношению к размерам деталей наблюдается расте-
24
Таблица 2.1
Некоторые теплофизиреские свойства металлов
И
О Г
Оо с ч ропровод- 20° С, см«, Ч «и
Металл Р.СЧ S й> д. 5й юдность см- с* грг сть при /г- град, , г/см’, • ГОО и _ с — « о го £
Я - £ о 5? ° ч 5 пров кал/ о г; Я го S М л о >» m £ « « я
к = S ф л °,) Ф^,
ор 4 0 фО ж 13 6 S к
> С S Г-1 см н к е Н СЧ Е Н S
Медь 1,75 0,86 1,05- 0,09 8,90 5 083
Латунь Л62 8,0 0,26 0,33 0,09 8,50 905
Бронза Бр.Б2 6,5 0,20 0,24 0,10 8,23
Алюминий Алюминиевые сплавы; 2,8 0,49 0,73 0,21 2,71 658
Д16АТ 7,3 0,30 0,50 0,20 2,80 633
АМгб 7,1 0,25 0,45 0,20 2,78 620
АМц 4,2 0,38 0,65 0,20 2,80 654
Молибден Магниевые сплавы: 5,15 0,35 0,53 0,065 10,35 2622
МА8 5,5 0,32 0,80 0,25 1,77 650
МА2-1 12 0,23 0,52 0,25 1,78 632
Низкоу впереди стая сталь
Ст1кп Коррозионностойкая сталь 13 0,15 0,15 0,11 7,80 1530
12Х18Н9Т 75 0,039 0,05 0,11 7,86 1440
Сплав ХН78Т 98 0,035 0,04' 0,11 8,35 1320
Жаропрочный сплав ВЖ98 Титановые сплавы: 120 0,023 0,025 0,105 8,88 1400
ОТ4 142 0,023 0,035 0,14 4,59 1660
ВТ5- .... . . 10'’ 0,018 0,019 0,025 0,030 0,14 - 0,12 4,59 4,52 —
ВТ14 150 —
какие тока вне поверхности цилиндра диаметром dK.
Поэтому 7?д < 7?ц и Лд < 1. Степень растекания тока
и Лд зависят от отношения dK/6 (рис. 2.10). Очевидно
с увеличением толщины пластины (dK = const) отличие
между 7?д и 7?ц возрастает, а с уменьшением 6 падает.
Диаметр кажущейся площади контакта ориентировочно
определяется соотношением:
где од — условное сопротивление пластической деформа-
ции металла, принимамое при комнатной температуре для
25
низкоуглеродистых сталей 100 кгс/мм2, для алюминиевых
сплавов 25 кгс/мма.
Однако при комнаткой температуре вследствие вы-
сокого Од и наличия пленок площадь фактического кон-
такта весьма ограничена. В этом случае Хф << Хк и рас-
считанное по формуле сопротивление 7?д может оказаться
значитечьно меньше действительного. При нагреве де-
талей сопротивление их существенно меняется в соответ-
ствии с изменением р и dK. Удельное электросопротивле-
Рис. 2.10. Зависимость отношения = А
от dK/6. Наиболее распространенная область
заштрихована
ние металлов увеличивается с ростом температуры. Часто
зависимость р от Т можно подчинить следующему закону:
Рт — Ро (1 + ^РД),
где ар — температурный коэффициент изменения р.
Для чистых металлов оср обычно принимают равным
0,004 1/град. Для сплавов оср меньше (0,001—0,002 1/град)
и его значение падает с увеличением степени легирован-
ности сплава или р0. При критических температурах
(например, при температуре плавления) оср может резко
изменяться — в 1,5—2 раза (рис. 2.11).
С ростом температуры металла снижается его сопро-
тивление пластической деформации и диаметр контакта
возрастает в среднем за цикл сварки в 1,5—2 раза. Одно-
временно с этим Хф приближается к Хк. При этом довольно
точно можно определить диаметр контакта, например,
к концу нагрева (при том же условии dK = d3R = d№,
26
что обычно соответствует практике контактной сварки).
При этом для сталей Од. кон 20 кгс/мм2 и для алюминие-
вых сплавов Од. кон Ю кгс/мм2.
Рис. 2.11. Коэффициенты удельного электросопротив-
ления алюминия и сплава АМгб, низкоуглероди-
стой (Ст1кп) и коррозионностойкой 12Х18Н9Т
сталей
Рис. 2.12. Схема измерения иээ и / с помощью магнитоэлек-
трического осциллографа
Кинетику изменения сопротивления за термомехани-
ческий цикл сварки можно легко определить при помощи
осциллографа, применяя измерительную схему, приве-
денную на рис. 2.12. На вибратор подается напря-
жение иээ, а на вибратор В2 напряжение, пропорциональ-
27
ное /. 7?ээ рассчитывают по закону Ома. Общий харак-
тер изменения 7?ээ и RK = ^R№ + RM при сварке показан
на рис. 2.13. Первый период характерен быстрым спадом
контактных сопротивлений и нарастанием Rn за счет
Рис. 2.13. Изменение электрических сопротивлений
в процессе сварки
Рис. 2.14. Схема расчета электрического сопротивления
увеличения р. В течение второго периода наблюдается
монотонное снижение R33 (7?д) за счет расширения пло-
щади контактов.
За цикл сварки R33 снижается в несколько раз. Так,
при сварке коррозионностойких сталей R33 уменьшается
с 300—500 («холодное» сопротивление) до 100—150 мкОм,
при сварке алюминиевых сплавов с 50—100 до 10—
12 мкОм. Характер зависимости R33 (/) может меняться
в основном в первом периоде для различных металлов,
28
отличающихся значением оср. Например, для чистых
металлов наблюдается заметное возрастание в это время /?ээ.
Для оценки сопротивления деталей к концу нагрева
Ra кон используют упрощенную схему теплового состояния
металла. В частности, считают, что сопротивление двух
пластин толщиной 6 можно представить как сумму сопро-
тивлений двух других условных пластин / и //, каждая
из которых нагрета до средней постоянной температуры Тг
и Т2 (рис. 2.14) и имеет ту же толщину б. Тогда при
ков = ^эд. кон ^дд. кон-
Яд. ков- (й + рД (2-1)
кон/4
где dK. кон — диаметр контакта к концу нагрева, рх и р2 —
соответственно удельные электросопротивления для тем-
ператур и Т2, kn — коэффициент, учитывающий не-
равномерность нагрева пластин. Для сталей kn прини-
мают обычно равным 0,85. Величину Ад определяют по
графику (см. рис. 2.10) для отношения djb. Для ста-
лей 1\ и Т2 принимают равными 1200 и 1500° С.
2. Электрическое и температурное поле
мена при точечной и шовной сварке
Температурное поле определяет протекание основных
и сопутствующих сварке процессов. Зная характер тем-
пературного поля, можно количественно описать развитие
процессов нагрева и
деформации,стадию ох-
лаждения металла и тем
самым прогнозировать
изменение структуры,
величину остаточных
напряжений и в конеч-
ном счете свойства со-
единений. Температур-
ное поле — совокуп-
ность температур в раз-
личных точках деталей
в разные моменты вре-
мени — определяется,
с одной стороны, процессами тепловыделения, с другой —
теплоотводом в соседние участки основного металла и
электроды или ролики.
Для пояснения выделим небольшой элемент объема ДУ
при температуре Т вблизи поверхности деталей в виде
куба со стороной Ah (рис. 2.15). В общем случае ток
через этот объем проходит в двух направлениях — вдопь
осей г и г (соответственно составляющие тока 1г и /г).
При этом на гранях возникают потенциалы <рь <р2, <р3
и <р4. Для удобства дальнейших рассуждений используем
понятие о плотности тока /. Величина / может быть опре-
делена либо через ток:
1г ДД2 !г ’
либо через соответствующие потенциалы:
_ 1 <Pt—<Рз . _ 1 <Р4 — 4~2
‘z р Д/t ‘г р Д/г
Вводя понятие о суммарной плотности тока /s =
= j/"/z + /r и учитывая, что сопротивление элемента
объема Rh — ph/Ah, можно оценить тепловую мощность
источника теплоты в кал/с:
АР = 0,24/lpftA/i3.
Тогда повышение температуры АТ за время А( со-
ставит
дг
су
Рассматриваемый элемент объема можно представить
как элементарный источник теплоты, мощность которого
определяется плотностью тока и собственным сопротив-
лением металла при температуре Т.
Значение потенциалов и плотности тока в различных
точках деталей и электродов неодинаково, что позволяет
говорить о существовании неравномерного электрического
поля или поля источников тепла.
Наряду с тепловыделением происходит теплообмен
элемента с электродом (тепловой поток q"2) и с соседними
слоями металла (потоки q'z, q'r и q'r) за счет тепло-
проводности. С увеличением теплопроводности металла
и градиентов температур интенсивности теплообмена по-
вышается. В зависимости от соотношения между указан-
ными потоками металл в рассматриваемом объеме мсжет
нагреваться или охлаждаться.
30
При определении электрического и температурного
поля, основная роль в тепловыделении при правильно
подготовленной поверхности деталей отводится не контакт-
ным сопротивлениям, а собственному сопротивлению
деталей. Об этом, в частности, свидетельствует простой
опыт. Возьмем сначала два листа одинаковой толщины,
например, 1 + 1 мм (сопротивление 7?ад имеется) и,
подобрав режим, получим ядро диаметром 5 мм. Затем,
взяв один лист толщиной 2 мм (сопротивление Rw отсут-
ствует), на этом же режиме нагреем металл под электро-
дами. Анализ макроструктуры не показывает заметного
отличия размеров ядер в первом и втором случаях.
Рис. 2.16. Характер распределения температуры
в контакте на ранних (У) и более поздних (2)
стадиях процесса
Об относительно малой роли контактных сопротивле-
ний свидетельствует тот факт, что величина I при сварке
различных сплавов определяется в основном величиной
удельного электросопротивления металла. Однако в на-
чальной стадии процесса (сразу после включения тока)
значительная доля теплоты выделяется на контактных
сопротивлениях и Кэд, что вызывает повышение
температуры в этой части соединения. Несмотря на то
что в дальнейшем /?дд и 7?эд быстро уменьшаются, началь-
ное повышение температуры в контакте продолжает в ка-
кой-то мере сказываться до конца сварки, так как по-
вышенное сопротивление металла контакта способствует
интенсивному тепловыделению. Таким образом, контакт —
это своеобразный концентратор тепловыделения (рис. 2.16).
роль контактных сопротивлений повышается при микро-
сварке, когда 7?д мало.
Электрическое поле (без учета контактных сопротивле-
нии) в условиях точечной сварки симметрично относи-
ельно оси z. Переменные ф и / зависят лишь от двух ко-
Рдинат гиги электрическое поле определяет распреде-
31
ление потенциалов или плотности тока в сечении, проходя-
щим через ось г. Для описания поля используют экви-
потенциальные и эквитоковые линии, а также обычные
графики зависимости переменных от координат точек.
Эквипотенциальные линии представляют собой геометри-
ческое место точек, имеющих один и тот же потенциал.
Эквитоковые линии (или просто линии тока) ограничивают
объемы тела, через которые протекают определенные
доли общего тока (например, 80%). Очевидно, чем гуще
линии тока в данном сечении, тем выше /.
Существование неравномерного электрического поля
в деталях определяется двумя факторами: 1) геометри-
ческим фактором, связанным со своеобразной геометрией
соединения, которая характеризуется ограниченностью
контактов деталь — деталь и электрод—деталь по сравне-
нию с размерами деталей и электродов; 2) температурным
фактором, связанным с наличием неравномерного темпе-
ратурного поля и проявлением эффекта обтекания током
более нагретых участков, отличающихся повышенным
сопротивлением.
Для иллюстрации влияния геометрического фактора
на рис. 2.17 представлено поле при одинаковой темпера-
туре всех точек деталей и электродов и дано распределе-
ние плотности тока в сечениях вблизи контакта деталь—
деталь (сечение III), электрод—деталь (сечение /) в се-
чении z = 6/2 (сечение II) при d9a = dM= dK = 5,6 мм
и 6 = 1,2 мм (dK/6 = 4,67). Данные по / представлены
в относительных единицах /_п = —5— i .
/ср ^ср т12к/4)
По положению линий тока и кривым / (г) можно видеть,
что наибольшая плотность тока достигается вблизи границ
контактов. В сечении II величина / вблизи оси z мало
меняется и лишь за пределами dK быстро убывает.
Степень неравномерности электрического поля зависит
от отношения djb. Например, при dj(> = 3,3 около
25% тока протекает вне цилиндра с диаметром основа-
ния dK, а при dJ8 = 5 лишь 15%. Кроме того, указанная
неравномерность повышается с увеличением диаметра
электрода и при наличии в нем отверстия для охлаждения,
расположенного близко от поверхности контакта, что
проявляется в концентрации плотности тока вблизи гра-
ниц контактов (особенно контакта электрод—деталь) и
снижении ее вблизи оси г.
32
Рассмотрим, как влияет неравномерное распределение
температур на электрическое поле. При нагреве металла
и повышении его сопротивления ток стремится обтекать
Рис. 2.17. Характер электрического поля (а) и распределе-
ние плотности тока (6) по оси г при точечной сварке (дан-
ные расчета на ЭВМ). Удельное электросопротивление ме-
талла электродов и деталей соответственно 2 и 6 мкОм • см,
сопротивления 7?эд и 7?дд принимали равными нулю
эти области и плотность тока в них падает. Так, на
рис. 2.18 представлены зависимости / от г при наличии
расплавленного ядра. При этом условно принято, что
удельное электросопротивление металла ядра в 2 раза
превышает сопротивление окружающего твердого ме-
талла. В сечении I—I наименьшая плотность тока на-
блюдается в ядре; сразу за его границей плотность тока
2
Б. Д Орлов
33
резко повышается. Помимо указанных факторов на рас-
пределение плотности тока может оказывать влияние
поверхностный эффект (при сварке переменным током
промышленной и повышенной частоты) и эффект сжатия
линий тока собственным магнитным полем.
При шовной сварке электрическое поле носит сложный
характер в связи с шунтированием тока в ранее сварен-
ные точки.
Температурное поле при точечной и шовной сварке
отличается чрезвычайно быстрым изменением температур
во времени и весьма значительной неравномерностью.
Рис. 2.18. Распределение плотности
тока по оси г при наличии расплав-
ленного ядра. Сопротивления /?эд
и R№ равны нулю (расчет на ЭВМ)
Рис. 2.19. Форма ядра при
сварке на жестких (У) и мяг-
ких (2) режимах
Как и электрическое поле, температурное поле при то-
чечной сварке симметрично относительно оси г и тем-
пература зависит лишь от двух координат: г и г. Для
описания поля температур обычно используют изотермы,
расположенные в проходящих через ось г сечениях.
В силу указанной симметрии изотермы в сечениях, па-
раллельных поверхности деталей, имеют форму окруж-
ностей. При сварке деталей одинаковой толщины плавле-
ние металла происходит в области, примыкающей к кон-
такту деталей (в наиболее горячей зоне) и отличающейся
повышенной плотностью тока, сравнительно малыми гра-
диентами температур и относительно небольшим теплооб-
меном с электродами.
В зависимости от времени нагрева (длительности
импульса тока) условно различают жесткие и мягкие
режимы сварки. Жесткие режимы характеризуются мощ-
34
ними импульсами тока малой продолжительности
(обычно менее 0,1 с для толщин 0,8—4 мм). Нагрев при
этом сопрово вдается весьма высокими градиентами тем-
ператур и определяется в основном распределением
плотности тока. Зона максимальных температур (напри-
мер, Тпл) в этом случае смещена к границам контактов
(рис. 2.19).
Мягкие режимы характеризуются значительной дли-
тельностью протекания тока при существенной роли
теплообмена в самих деталях и между деталями и элек-
тродами. Изотермы высоких температур представляются
в виде эллипсов. Длительный нагрев металла при мягких
режимах существенно меняет первоначальное электриче-
ское поле. Области, отличающиеся повышенной плот-
ностью тока, нагреваются, их сопротивление повышается,
что приводит к перераспределению тока, выравниванию
неровномерности электрического и теплового полей и
смещению зоны максимальных температур от периферии
к центру контакта. Неравномерность нагрева уменьшается
также в результате пластической деформации металла
и связанного с ней эффекта саморегулирования темпера-
турного поля. Например, повышение плотности тока и
температуры на границе контакта приводит к уменьшению
сопротивления пластической деформации. Вытекающий
в зазор металл увеличивает площадь контакта, и интен-
сивность нагрева в этой зоне снижается.
Расплавленное ядро образуется лишь спустя некоторое
время с момента включения тока, составляющее в сред-
нем (0,Зч-0,5) tCB. Затем ядро продолжает расти, дости-
гая определяемых режимом размеров. При этом с увели-
чением крутизны фронта нарастания тока скорость роста
ядра возрастает. Обычно температурное поле рассматри-
вают в момент выключения тока, так как в это время
температуры, как правило, достигают максимальных
значений. На рис. 2.20 приведено положение изотерм при
точечной сварке листов из низкоуглеродистой стали тол-
щиной 12 + 12 мм. Около ядра изотермы представлены
в виде замкнутых кривых линий, на удалении от него —
это почти прямые линии, перпендикулярные оси г. Наи-
больший градиент температур наблюдается в направле-
нии оси z (около 3000 град/см). Весьма характерна ма-
ксимальная температура в контакте электрод—деталь.
Обычно считают, что она в среднем составляет 0,5ТПл
свариваемого металла. Однако при увеличении длитель-
35
ности импульса и теплопроводности (температуропровод-
ности) металла эта температура возрастает.
f Температурное поле и размеры ядра можно регули-
ровать за счет изменения величины энергетических пара-
метров — тока, ’ длительности его протекания и свароч-
ного усилия (рис. 2.21). Увеличение тока приводит к росту
ядра. Однако при данных длительности импульса и уси-
Рис. 2.20. Температурное поле к моменту выключения
тока (данные расчета на ЭВМ)
лии диаметр ядра имеет предельное (критическое) значе-
ние, так как дальнейшее повышение I приводит к выбросу
жидкого металла или выплеску (подробнее о выплеске
см. § 5). С ростом усилия ядро уменьшается за счет
развития пластической деформации, увеличения площади
контактов и снижения плотности тока.
При шовной сварке источник теплоты перемещается
и теплота вводится в металл, как правило, отдельными
импульсами. В этом случае сказывается эффект шунти-
рования тока, подогрев металла теплотой от последующей
точки за счет теплопередачи и охлаждения металла в мо-
мент паузы. Общий характер температурного поля отли-
36
чается тем, что нагрев металла околошовнои зоны про-
исходит в основном позади ролика. Изотермы соответ-
ствующих температур, как и при дуговой сварке, вытя-
нуты в направлении, обратном движению ролика. На
размеры зоны расплавления кроме перечисленных выше
факторов (/, tCB, FCB) оказывают также влияние время
паузы между импуль-
сами, скорость сварки
и расстояние между от-
дельными точками.
Количественное опре-
деление электрического и
температурного поля
основано преимущест-
венно на расчетных ме-
тодах, так как измере-
ние температур, напри-
Рис. 2.21. Характер зависимости раз-
меров ядра (диаметра ядра и проплав-
ления) от параметров режима сварки.
В — выплеск
мер, сопряжено с рядом
трудностей, связанных
с малыми размерами
нагреваемой области и
очень коротким време-
нем нагрева. При расчетах обычно используют прибли-
женные решения дифференциальных уравнений поля чис-
ленными методами с помощью ЭВМ. В частности, диффе-
ренциальное уравнение электрического поля имеет сле-
дующий вид:
° 5 _L^ = 0. (2.2)
dz \ р дг / 1 dr \ р дг / р дг ' '
Уравнение учитывает фактическое значение р в каж-
дой точке тела и решается при соответствующих граничных
условиях, определяемых размерами контактов, материа-
лом электрода и т. п. Дифференциальное уравнение свя-
зывает бесконечно малые изменения переменных, напри-
мер бесконечно малое изменение потенциала с бесконечно
малыми изменениями координаты и температуры (через
р точек). Это позволяет с любой степенью точности рас-
считать <р.
На практике аналитическое решение уравнения (2.2)
встречает непреодолимые трудности в связи с тем, что
оно нелинейно (р зависит от координаты) и граничные
условия весьма сложны (ограниченность размеров кон-
тактов и их изменение во время сварки). Поэтому для
37
расчета ф и / используют приближенные численные
решения методом конечных разностей, при котором рас-
сматривают соотношения не между бесконечно малыми
величинами, а их конечными изменениями.
Объем тела разбивают на ряд элементов в виде куба
со стороной h — 0,1^-0,2 мм. В пределах каждого эле-
мента или ячейки значения сопротивления и координаты
принимают постоянными и приложенными в центре этой
ячейки. Таким образом, процесс анализируется дискретно
по координате, а также и по времени, например, при
изменении Тир отдельных ячеек при их нагреве током.
Здесь можно привести сравнение с мозаичной картиной,
когда при наличии большого количества однотонных
элементов удается получить впечатление непрерывного
рисунка.
Рассмотрим кратко методику решения одной частной
задачи по определению электрического поля в деталях
равной толщины при р = const для данного времени t
без учета распределения потенциалов в электроде. Оче-
видно в силу симметрии поля можно решать задачу
для */4 пластины (рис. 2.22). Потенциал каждой ячейки
определяется через потенциалы соседних ячеек по из-
вестному уравнению, получаемому путем разностных пре-
образований из уравнения (2.2). Например, потенциал
ячейки № 16 (ф1С) может быть определен из формулы
Фе + Фи + Фге + Фк — 4Ф1в + -17 g,/'5- = 0,
где п — номер ячейки в направлении оси г (для ячейки
№ 16 п = 6).
Граничные условия выражаются следующими равен-
ствами:
1. фх = ф2 = ... = фв = фв = Ui = const и
ф41 = Ф«2 — • • • — Ф15 = Ф4е = ^2 ~ const;
2. ф7 = ф/, ф8 = Фе..., ф10 = ф;0 и
Ф47 = Ф47’ Ф48 = Ф48 • • • Ф50 ~ Фзо
(верхняя и нижняя границы между деталями и непрово-
дящей ток средой)
3- Ф10 = Фцр Ф20 = Ф20 • • • Ф50 ~ Фео
(граница между боковой поверхностью детали и средой).
38
Условия симметрии поля относительно осн z:
Ф1 — фр фц = Ч-’ll • • • Ф41 = ^41"
Для определения поля потенциалов очевидно необ-
ходимо решить систему алгебраических уравнений, число
z
Гваница
контакта
d3a
У,
| Деталь
I 1 \^i
У,
Ун
Уг,
Уз1
—L
Уп
Угг
Узг
Уз
Угз
Угз
Уе
Уг
У»
(«’♦г
Угв
У17
У 17
Деталь
l„ i„
<Pte
Ую
Ую
Уи>
Узо
Узо
v"A
Узо
~,7i
Деталь
daa
’*7| Уы\_
Граница
конто, кта
Электрод
dg.d
l_-L _1'Д_
I Деталь
г-т-17,;
т;
~Г_
т„
Тг1
Т„
Л,
Д
д
Zk.
Т22
Тзг
т*2
daa
.4
Д
Т,з
Тгз
И
Тв
Тге
Деталь
/ Граница
Уд Гнон такта
2k.
Тго
Гзо
71о
Уо'
Т7
Тп
Т77
T„
IL
Т,
71
7~3
T,a
T^g
у<.7|Т»а| Tts\ifO\
\ Граница
контакта.
Tft*
—L
z
7$
Я
У
Рис. 2.22. Схема расчета электрического (а) и температурного
(6) полей при точечной сварке методом конечных разностей
которых соответствует числу ячеек и весьма велико,
поэтому решают систему при помощи ЭВМ. Зная значе-
яо Ф (г, г), можно оценить плотность тока в каждой
ячейке.
39
Например, для той же ячейки № 16:
; — —||с ~(|'26 и / lh — —(f>n 41,5
/г-16 “ р 2Л 11 1г-16 ~ р Th
Известны также решения задач при наличии неравно-
мерного температурного поля (в каждой ячейке р раз-
лично) и с учетом размеров и формы электродов (см.
рис. 2.17).
При определении температурного поля пользуются
решениями дифференциального уравнения теплопровод-
ности. Электрическое и тепловое сопротивления в кон-
тактах обычно не учитываются. Роль конвективного
и радиационного теплообмена поверхности деталей со
средой невелика, и ею, как правило, пренебрегают.'
Например, при точечной сварке, когда источник теплоты
неподвижен, дифференциальное уравнение в цилиндриче-
ских координатах с учетом зависимости X от Т записы-
вают в следующей форме:
gT I г а Л аг \ , а А ат \ , мгд , Wp
dt су [ дг \ дг ) дг \ дг ) г dr J су ( • )
В левой части уравнения — скорость изменения тем-
пературы в любой точке тела. Сумма частных производных
в правой части учитывает выравнивание температур в не-
равномерно нагретом теле в зависимости от X и градиентов
температур дТ/дг и дТ/дг. Слагаемое 0,24/2р7/су выра-
жает повышение Т за счет источников теплоты. В ряде
случаев уравнение (2.3) упрощают, считая Л = const.
Тогда при Х/су = а и су = cv можно записать:
дт _ „ ( д*Т ,д2Т 1 дТ \ . 0.24/2р
dt ~ a \ дг2 + дг2 + г дг ) + су ‘ (2’4)
Даже при этих допущениях решение уравнения (2.4)
весьма затруднительно в связи с постоянно меняющимся
электрическим полем и изменением диаметров контактов.
Кроме того, в уравнениях (2.3) и (2.4) не учитывается
поглощение скрытой теплоты плавления в интервале
температур между ликвидусом и солидусом. Поэтому,
как и в предыдущем случае, прибегают к приближенным
численным методам расчета уравнений в разностной
форме. При этом помимо разделения пространства на
конечные объемы, на конечные и достаточно малые интер-
валы А/ (обычно 0,001 с и менее) разбивают время нагрева
(охлаждения). Считается, что в пределах Л£ температура
40
ячейки не меняется. Процесс, таким образом, останавли-
вается на короткое время, в течение которого до очеред-
ного шага могут вноситься уточнения в значения тепло-
физических величин и плотности тока в соответствии
с фактической температурой металла.
Повышение температуры АТ в данной ячейке (напри-
мер, № 16) в следующий момент времени t + At опре-
деляется через температуры этой и соседних ячеек в пре-
дыдущий момент времени (рис. 2.22, б). Например, для
ячейки № 16
АТ = (Т6, t + Т15, t + Т2в, t + Т17. t—ITU, t +
I Л;, t — Tls
2n “r
А
°.24/i6, <Pi6,
+ cv__________'
~B~
Член А в уравнении выражает изменение температуры
за счет теплообмена с соседними участками металла.
- Член В определяет рост температуры при нагреве металла
током плотностью jt, которую рассчитывают при усло-
виях, характерных для времени t. Теплообмен между
электродами и деталями может быть задан в граничных
условиях I рода, т. е. предполагается известным закон
изменения температуры рабочей поверхности электрода.
В частности, можно принять, что = ф (TJ, Тг =
= 'Ф (Tz) и т. д. Свободные поверхности деталей рассма-
тривают как адиабатические границы: Т7 = Т'т, Т8 =
= Т«. . Tso = Тзо; Тво = Tgo — Tso и т. д.
Условия симметрии поля относительно оси г при сварке
деталей равных толщин описываются равенствами: Т41 =
= ^<1; Ti2 = Т42; Т45 = Т45; Ti6 = Т46 и относительно
оси z: Тг = Т1г = Гй. . . ; Т31 = Тзг, Т41 = Гй-
Для построения температурного поля последовательно
решают ряд алгебраических уравнений в соответствии
с числом ячеек и интервалов времени. В самом начале
расчета (первый шаг по времени) температура ячеек
определяется лишь тепловыделением. При последующих
шагах уже сказываются процессы теплообмена между
соседними ячейками.
41
Рассмотрим пример расчета для одной ячейки (№ 16) и одного
интервала времени. Примем, что в предыдущий расчетному момент вре-
мени (например, 0,06 с) Ти t = 500° С, Те t~ 450° С, Т2& t = 700° С,
Tu,t— 550° С, Т17,/= 400° G, а = 0,15 см2/с, Л=0,01 см, Д/=0,001 с,
п = 6, Cv = 0,8 кал/см3трад, 11вг = 4-104 А/сма, р500„ = 40 X
X 10"с Ом-см.
Тогда спустя 0,001 с (/ = 0,061 с) в соответствии с формулой ДТ
составит около 150° С. Определив температуру ячейки, можно найти
соответствующие ей значения р и / для расчета температуры в следую-
щем интервале времени.
Рассматриваемый способ расчета очень гибкий, так
как позволяет учесть изменение теплофизических свойств
металла при нагреве, наличие фазовых превращений,
рост размеров контакта и ряд других факторов. Этот
способ может быть использован и на стадии охлаждения
металла.
3. Шунтирование тока
Наличие расположенных близко к зоне соединения
электрических контактов, например, при двусторонней
сварке ранее сваренных точек может привести к тому,
что
эти
часть тока будет проходить (шунтироваться) через
контакты. Очевидно можно считать:
^iu ~~ I‘ -ш» ^2 I
RCB = + /?дд и /?ш соответственно активные со-
где
противления свариваемых деталей и шунта.
Шунтирование проявляется в снижении плотности
тока главным образом в зоне, обращенной к шунтиру-
ющему контакту (рис. 2.23). Это приводит к уменьшению
тепловыделения в зоне сварки и размеров ядра. Однако
отношение RCB/RW велико, а 1Ш соответветсвенно значи-
телен лишь при «холодных» деталях (когда Rm велико).
Протекание тока через детали вызывает нагрев шунтиру-
ющей ветви и рост Кш, с одной стороны, и снижение
с другой, что приводит к уменьшению /?св//?ш и /ш.
При этом основная часть тока уже проходит через зону
сварки.
Значение шунтирования возрастает при уменьшении
расстояния (шага) между точками (рис. 2.24). В соответ-
ствии с характером распределения плотности тока при
малом шаге, меньшем диаметра ядра предыдущей точки,
сечение ядра в плане отличается по форме от круга.
В частности, ширина ядра заметно больше его длины I.
Кроме того, ядро вытянуто в сторону сварки (от преды-
42
Рис. 2.23. Схема шунтирования
тока при двусторонней точечной
сварке (о) и распределение плот-
ности тока в сечении I—I (6).
Штриховая линия-------/ (г) при
отсутствии шунтирования
Рис. 2.24. Зависимость размеров
ядра от шага между точками (сплав
12Х18Н9Т толщиной 1,5+ 1,5 мм)
Рис. 2.25. Макроструктура соединений при сварке магниевого
сплава:
а — точечная сварка, Х4; б — начало шва, х8
43
дущей точки). С ростом толщины деталей и уменьшении
удельного электросопротивления металла роль шунтиро-
вания возрастает.
В случае сварки плотными швами может показаться,
что роль шунтирования должна быть велика. Тем не
менее отличие в значениях тока при точечной и шовной
сварке деталей одной и той же толщины (при условии
tca = const, FCB = const) не превышает 15%. Это объяс-
няется повышенным теплосодержанием металла при шов-
ной сварке за счет теплопередачи от предыдущих точек
и интенсивной деформацией металла впереди ролика
в контакте деталь—деталь, что приводит к быстрому
снижению сопротивлений Rm и RCB. Электрическое поле
при этом в значительной степени подобно полю в целой
пластине. Однако на шлифах соединений часто наблюдается
заметное отличие между размерами первой и последу-
ющих точек шва (рис. 2.25).
Это вызывается не только шунтированием тока, но
и рядом других причин, вызывающих увеличение площади
контактов и дополнительное снижение плотности тока
в зоне сварки следующих за первой точек шва. Площадь
контактов может увеличиваться как за счет интенсивной
деформации металла впереди роликов, так и в результате
того, что ролик при перемещении на очередной шаг не
выходит за пределы вмятины, образовавшейся при сварке
предыдущей точки.
Весьма специфично проявляется роль шунтирования
при односторонней точечной сварке (см. гл. 5).
4. Тепловой баланс при точечной сварке.
Расчет величины тока
Теплота, выделяющаяся в соединении при протекании
тока через участок электрод—электрод (0ээ), расходуется
на плавление металла в объеме ядра (QJ и потери теплоты
за счет теплопроводности в окружающий металл (Q2)
и электроды (Q3). Таким образом, можно записать сле-
дующее равенство:
0ээ= Qi + Qa + Оз- (2-5)
Количество энергии Q33 определяется характером ре-
жима сварки и теплофизическими свойствами металла.
Режимы, отличающиеся малым временем сварки, тре-
буют меньших затрат энергии. Так, при точечной свар-
44
Этот
полу-
фор-
точечной сварке магниевых
Рис. 2.26. Зависимость т|Эф от вре-
мени сварки
ке алюминиевых сплавов, например Д16АТ, для полу-
чения диаметра ядра 6 мм на жестком режиме (/св =
=0,02 с) затрачивается около 400 Дж. Если тот же
металл сваривать на относительно мягком режиме (/св =
— 0,2 с), то для получения ядра тех же размеров необ-
ходимо уже около 1200 Дж.
Очевидно, при малом времени сварки процесс отли-
чается минимальными потерями теплоты. Это подтверж-
дается величиной коэффициента эффективности нагрева
металла, например, при
сплавов (рис. 2.26).
коэффициент можно
чить из следующей
мулы:
ЛэФ Ql/Qga*
Значение больше
для металлов с низкой
теплопроводностью (около
20%). При весьма жестких
режимах сварки величина
т]Эф может составлять бо-
лее 50%.
С увеличением темпера-
туры плавления и объем-
ной теплоемкости, значение Q3S возрастает. Наиболее энер-
гоемкий — процесс сварки сталей (около 1700 Дж при
d„ = 6 мм), несколько меньше затраты теплоты при соеди-
нении алюминиевых и титановых сплавов. Однако удель-
ное электросопротивление сплавов алюминия значительно
меньше, чем у сталей. Поэтому для выделения даже от-
носительно небольшой энергии в зоне сварки при соеди-
нении этих металлов требуются весьма большие токи.
На основе уравнения теплового баланса можно при-
ближенно оценить действующее значение сварочного тока.
Для этого уравнение (2.5) удобно представить в следу-
ющем виде:
Qas = Qi 4- Q? 4~ Qs,
где Qj энергия, затрачиваемая при нагреве до Т11Л стол-
бика металла высотой 26 и диаметром основания d„
(рис. 2.27); Q2 — теплота, расходуемая на нагрев металла
в виде кольца шириной х2, окружающего литое ядро,
реднюю температуру кольца принимают равной 0,25
(2-6)
45
максимальной температуры этого кольца Тпл, достигае-
мой на его внутренней поверхности или на границе ядра;
фз — потери теплоты в электроды или на нагрев услов-
ного цилиндра высотой х3 до средней температуры Т'э.
Считая, что температура на контактной поверхности
Т9 <=& 0,5Тпл, а П 0,25 Тэг можно принять, что
Л~ТП1/8.
Рис. 2.27. Схема расчета действующего значения
тока при точечной сварке »
Энергия Qi расходуется на нагрев до Тпл объема
металла большего, чем объем ядра. Однако, допуская
это, удается учесть скрытую теплоту плавления металла:
Qi = —26суТпл. (2.7)
При расчете Qz принимаем, что заметное повышение
температуры наблюдается на расстоянии х2 от границы
ядра. Значение х2 определяется временем сварки и тем-
пературопроводностью металла а:
х2 —4 Vat
Для низкоуглеродистых и низколегированных сталей
хе=1,2]/^св. алюминиевых сплавов ха = 3,1]/7^, и
меди х4 = 3,3 У(св.
Если площадь кольца лха (d„ + х2) и высота 26,
средняя температура нагрева Тпл/4, то ориентировочно
Q2 = /?inx2 (<1Я + Х2) 26су , (2.8)
46
где — коэффициент, близкий к 0,8, учитывает, что
средняя температура кольца несколько ниже средней
температуры Тпл/4, в связи со сложным распределением
температур по ширине этого кольца (наиболее интенсивно
нагретые участки расположены у внутренней поверхно-
сти кольца).
Потери теплоты в электроды Q? можно оценить, при-
ближенно принимая, что за счет теплопроводности нагре-
< nd?
вается участок электрода до Тпл/8 объемом /?2 —х3.
Коэффициент k2 учитывает форму электрода; при цилин-
дрическом электроде й2=1, при коническом k2 = 1,5
и в случае использования электродов со сферической
рабочей поверхностью k2 == 2. Тогда:
(2з = 2А2^х3сэТэ^, (2.9)
где сэ и уэ — теплоемкость и плотность металла элек-
трода.
Зная составляющие теплового баланса, определяем Q33.
Далее, приняв технологически целесообразное время
сварки (подход к выбору tCB рассмотрен в последующих
разделах книги), можно рассчитать силу сварочного тока
по формуле закона Джоуля—Ленца:
/д = 0.24Й3^КОИ/СВ ’ (2‘10)
где Кд, кон — сопротивление деталей к концу нагрева
[уравнение (2.1)); k3 — коэффициент, учитывающий изме-
нение сопротивления во время сварки. Для низкоуглеро-
дистых сталей и низколегированных сталей k3 = 1,04-1,1 j
для алюминиевых и магниевых сплавов k3 = 1,24-1,4/
коррозионностойких сталей и титана /г3 = 1,14-1,2.
Под действующим значением тока /д при любой
форме импульса понимается условная величина постоян-
ного тока, вызывающего тот же тепловой эффект, что и
действительный импульс (рис. 2.28).
Для оценки максимального значения тока /м через /д
при сварке на конденсаторных машинах или машинах
переменного тока при полнофазном включении можно
использовать формулу
/м = /ч/2.
Если используют машины с униполярным импульсом
тока (например, машины с выпрямлением тока), то обычно
47
зависимость I от t представляет экспоненту (рис. 2.28, в
и г), т. е.
где /уст — установившееся значение тока на данной ступени
трансформатора; at — показатель экспоненты.
Рис. 2.28. Действующие (7Д) и максимальные (7М) значения токов при
сварке на машинах переменного тока (а), конденсаторных машинах (б),
на машинах с выпрямлением тока на первичной (в) и вторичной (?)
стороне трансформатора
Для приближенной оценки /м (при /св ^0,1 с) можно
считать, что /м *=* 7ус1, и тогда:
/ = -- /д -.......
“ К1 — 3/2а;7св ‘
Пример. Определить силу сварочного тока при сварке листов
толщиной 1 + 1 мм из низкоуглеродистой стали. Время сварки 0,1 с,
диаметр ядра 4 мм, диаметр контактов 5 мм. Электроды со сферической
рабочей поверхностью.
Теплофизические свойства стали (табл. 2.1): р0 = 13 мкОм-см,
а, = 0,004 ’/град, с=0,11 кал/г-град, у = 7,8 г/см3, j Тпл = 1500° С.
Свойства электродного сплава: с =0,09 кал/гтрад, у = 8,9 г/см3.
48
Сначала рассчитываем 7?д. кои уравнения (2.1), считая, что d3„ =
= d Pi2oo° = *3 (1 + 0,004-1200) = 75 мкОм-см; р1500. =
= 13 (1 + 0,004-1500) = 91 мкОм-см; Лд = 0,90 (рис. 2.10) и
«д. кон = ~^/40,1 (75 + 91) = 65 МКОМ'
Расчет тепловых затрат формулы (2.6—2.9)
. л0 42
Qj =-—^—--2-0,1-0,11-7,8-1500 = 32,5 кал;
Q'2 = 0,8л0,38 (0,4 + 0,38) 2-0,1-0,11-7.8 — — = 48 кал;
при этом х2 = 1,2 /0,1 = 0,38 см;
. тт.0 42 1500
Q. = 2-21 05-0,09-8,9—%— =80 кал;
л 4 8
при этом х3 = 3,3 /0.1 = 1,05 см;
<2эЭ = 32,5 + 48 -~г 80 = 160,5 кал;
I — _______ 160,5_______«^9700 А
'а~ V 0,24-1,1-65-10-“-0,1 ~V7UU А-
5. Подобие процессов нагрева и методы оценки
значений параметров режима сварки
В практике контактной сварки часто используется
теория подобия для приближенной оценки параметров
режима — величины сварочного тока, длительности его
протекания, усилия сжатия. Эта теория применяется при
конструировании элементов новых сварочных машин.
При этом достаточно определить экспериментальным или
расчетным путем значения этих параметров лишь для
одного единичного случая, принятого в качестве модели
процесса, например для точечной сварки деталей толщи-
ной 1 + 1 мм. Тогда значения параметров подобных ему
процессов точечной сварки деталей другой толщины
(2 + 2, 3 + 3 мм и т. д.) рассчитывают через параметры
модели, соответствующие масштабные коэффициенты и
характерные размеры (толщину) деталей.
Из теории подобия известно, что два физических
явления подобны, если они описываются одним и тем же
дифференциальным уравнением и имеют подобные гра-
ничные и начальные условия. Подобие этих процессов
выражается в том, что при определенных условиях в сход-
ственных точках систем, т. е. точках с одной и той же
относительной координатой, например, расположенных
49
в середине листа, отличающихся геометрическими раз-
мерами, достигаются одни и те же значения переменных
(например, температуры при тепловом подобии). Условия
подобия процессов описываются обычно целым рядом
безразмерных величин — критериев подобия, имеющих
одно и то же значение для группы подобных явлений.
По этим критериям, определяемым по модели, и рассчиты-
вают масштабные коэффициенты для оценки интересу-
ющих нас параметров процесса.
В качестве примера (рис. 2.29), рассмотрим нагрев
от начальной температуры Т = 0 двух пластин толщиной
Рис. 2.29. Схема нагрева пластин толщиной и 62 в изотер-
мических границах
6! и 62 (62 = 26J с изотермическими границами St и Sa
(Т' = const и Т" — const). Дифференциальное уравнение
процесса для этого случая:
дТ д2Т
dt ~ а~д^’
Очевидно, процессы нагрева первой и второй пла-
стины подобны. Предполагаем известным, что за время
в точке х'с — 6J2 первой пластины устанавливается тем-
пература Ти. Определим, за какое время t2 будет достиг-
нута та же температура в сходственной точке х'с = 62/2
второй пластины. Критерий подобия температур во вре-
мени (критерий гомохроняости) — критерий Фурье имеет
вид
= (2.П)
хс
где хс — координата сходственных точек.
50
При тепловом подобии в сходственных точках Fo
имеет одно и то же значение: Fo = idem. Из соотношения
(2.11) при а = const следует t—ktxl, где kt=Fola,
и тогда == ktx'c, t2 = ktXc2 и t2 = ^XcVxc2. Учи-
тывая, что х'с — 2х'с, находим /2 = 4^.
При соблюдении геометрического подобия деталей
(их формы) и граничных условий, и в частности, подобия
диаметров рабочей поверхности электродов или роликов,
Рис. 2.30. Подобие процессов на-
грева при точечной сварке
процессы точечной или
шовной сварки деталей
различной толщины при
определенных условиях
могут быть подобны.
С точки зрения теплового
подобия можно считать,
что характерными сход-
ственными точками явля-
ются точки с координата-
ми h = 6/2 (рис. 2.30),
в которых к моменту вы-
ключения тока устанавливается Т„л (высота ядра, или
проплавление, составляет 50% толщины листа). При
точечной сварке условия подобия выражаются рядом
критериев, связывающих параметры режима с толщиной
деталей.
2.
3.
4.
Критерий геометрического подобия Кг = с?я/6 = idem. (2.12)
Критерий гомохронности
K<(F0)=^=idem. (2.13)
Критерий подобия тепловыделения
К,—^-=Idem. (2-14)
Критерий подобия пластических деформаций
ту Fсв o’d2 = idem, Дя (2.15)
где стд — сопротивление пластической деформации ме-
талла при сварке. При сварке деталей из одного и того же
металла или сплавов одной группы с близкими тепло-
Б1
физическими свойствами (р, с, у, Тпл — idem) соотно-
шения (2.13—2.15) упрощаются, и тогда значения пара-
метров режима точечной сварки можно определить по
следующим формулам:
/Д=М; *С„=М2;
fcb = M2; (2.16)
где kd = Kr\ kt = j/"- ; kt — Ktla\ кр=КРСд —
масштабные коэффициенты соответствующей размерности.
Значения критериев и соответствующих масштабных
коэффициентов выбирают из результатов единичного опыта.
Например, если определены параметры режима точечной
сварки листов из сплава АМгб толщиной 2 + 2 мм:
с/я — 7 мм (kd = 3,5); tCB = 0,12 с (kt = 0,03 с/мм2);
/я = 30 000 A (kj = 15 000 А/мм), FCB = 1000 кгс (kF =
= 250 кгс/мм2), то можно по формулам (2.16) оценить
значения параметров режима сварки листов из того же
металла толщиной 4 + 4 мм. Именно:
/д = 15 000-4 = 60 000 А; /св = 0,03-42 = 0,48 с;
Всв = 250-42 = 4000 кгс, d„ - 3,5-4 = 15 мм.
Однако в практике контактной сварки для прибли-
женной оценки параметров режима часто пользуются
рядом других преимущественно эмпирических соотно-
шений, аналогичных по структуре приведенным выше.
В частности, с переходом к точечной сварке деталей
больших толщин d„ увеличивается более медленно, чем
это следует из формулы (2.12); dB/6 уменьшается, tCB
растет более медленно с ростом 6 (критерий Fo умень-
шается). Это приводит к нарушению строгого подобия
процессов, но, с другой стороны, позволяет использовать
более жесткие и экономичные режимы сварки при той
же прочности соединений, ограничить время нагрева
металла и чрезмерное развитие пластической деформации
и таким образом повысить надежность соединений. Обычно
tCB и d„ изменяются следующим образом:
da =
& = -^- = idem, (2.17)
где п < 1 (обычно 0,5—0,75); tCB = kt5,
A£=-!|- = idem. (2.18)
52
При п — 0,5 d„ — k'a80-54 преобразуя формулу (2.14),
можно оценить значение 1Л. Если а, с, у, р, Тп„ = idem,
то:
/д = ^б0,5. (2.19)
В том случае, если d„ = /460-5, усилие равно
Есв=^б. (2.20)
Коэффициенты k'd, k'lt k'i, kp, как и в предыдущем
случае, выбирают из опыта. Значение k't обычно состав-
ляет 0,05—0,06 с/мм. Возвращаясь к примеру, найдем
эти величины при п — 0,5:
kd = ~ 5 мм0'5, kt = = 0,06 с/мм;
= зоооо = 21000-Ау, ^=-^-= 500 —.
2°'5 мм0-5 2 ММ
По формулам (2.17—2.20) можно оценить режим
сварки листов толщиной 4 + 4 мм:
4 = 5-40'5 = 10 мм, /св = 0,06-4 = 0,24 с, I. =
= 21 000 -4°-5 = 42 000 А, Асв = 500 -4 = 2000 кгс.
Аналогичные приведенным выше формулы могут быть
использованы для расчета параметров режима проковки
металла после выключения тока. В частности, при tCB —
= k'fi благоприятные условия для приложения ковочного
усилия достигаются, если время приложения его по отно-
шению к моменту выключения тока /к увеличивать с ро-
стом толщины деталей по зависимости, близкой к линей-
ной:
tK = А’кб.
В большинстве случаев величина k'K может быть
принята равной 0,01—0,02 с/мм. Для определения ве-
личины ковочного усилия представляется возможным
использовать следующее соотношение:
^ков^>
обычно
^КОВ
Формулы (2.18)—(2.20) можно использовать и для
приближенной оценки параметров режима шовной сварки.
Однако при расчете величины сварочного тока необхо-
53
димо учитывать явление шунтирования путем введения,
например, в формулу (2.19) соответствующего коэффи-
циента /гш:
Значение кш можно принять равным 1,1—1,15 при
рекомендуемом шаге точек в шве и изменении толщины
металла в диапазоне 1—4 мм.
В заключение следует отметить, что теорию подобия
и формулы (2.16)—(2.20) используют для приближенной
оценки режимов точечной и шовной сварки сравнительно
небольшого диапазона толщин (например 1—4 мм) сва-
риваемых металлов имеющих близкие теплофизические
свойства с, у, а, рт, Тпл. Кроме того, при переходе к сварке
деталей очень малых толщин (микросварке) не соблю-
дается подобие контактных сопротивлений (например,
подобие высоты микровыступов на поверхности и толщины
окисной пленки), роль которых в этом случае весьма су-
щественна.
§ 3. ОСОБЕННОСТИ ПЛАВЛЕНИЯ
И КРИСТАЛЛИЗАЦИИ МЕТАЛЛА
При точечной и шовной сварке металл нагревается
с большой скоростью, иногда достигающей сотен тысяч
градусов в секунду. В определенный момент температура
в зоне контакта становится выше температуры солидуса,
и начинается плавление. По мере прохождения тока раз-
меры зоны плавления (ядра) увеличиваются вплоть до
заданных режимом значений. Считается, что температура
расплавленного металла к концу процесса нагрева может
на 10—15% превысить равновесную температуру ликви-
дуса. Жидкий металл надежно защищен уплотняющим
пояском от взаимодействия с атмосферными газами.
Нагрев металлических тел сопровождается увеличе-
нием их линейных размеров и объема (дилатометрический
эффект). Именно:
/r = /0(l+az7) и Уг = Ко(1+МЪ
где 1Т и Vj- — длина побьем тела при температуре Т\
10 и Vo — длина и объем при Т = 0, а1 — термический
коэффициент линейного расширения, ру — термический
коэффициент объемного расширения, равный 3az.
При плавлении металла объем тела увеличивается
скачкообразно (рис. 2.31). В условиях точечной и шовной
64
сварки наблюдается активное проявление дилатометри-
ческого эффекта (рис. 2.32). Неравномерное температурное
поле в зоне сварки приводит к тому, что относительно сво-
бодное перемещение металла
наблюдается в направлении
оси электродов. Увеличение
объема по оси г сдерживается
более холодной массой со-
седних слоев металла деталей.
В результате торможения
объемных изменений возни-
кают дополнительные сжи-
мающие усилия во внутрен-
них слоях металла и ядре
точки. В том случае, если
исключается возможность пе-
ремещения электродов, за сч
Рис. 2.31 Относительное изме-
нение объема (Ро) при нагреве
различных металлов:
1 — алюминия; 2 — меди; 3 — кор-
розионностойкой стали
внутренних сил произой-
дет значительное увеличение усилия сжатия.
Таким образом, увеличение объема при нагреве металла
сопровождается возникновением внутренних сил FT. Эти
Рис. 2.32. Тепловое расширение металла при точечной
сварке
силы стремятся раздвинуть электроды на величину Дг.
Обычно подвижен верхний электрод, и для его перемеще-
ния необходимо преодолеть лишь силу трения в приводе
сжатия и силу инерции подвижных частей этого привода,
так как усилие сжатия в этих условиях в значительной
степени уравновешивается реакцией нижнего элек-
трода Fp. Как правило, указанные силы невелики и верх-
55
Рис. 2.33. Характер измене-
ния расширения металла
(Ду), перемещения электрода
(Ди) и пластической дефор-
мации (глубины вмятины А)
ний электрод перемещается при сварке на величину Аи.
Измеряемая величина Аи зависит не только от темпера-
туры, но и от степени пластической деформации Ад [глу-
бины вмятины под электродом (рис. 2.33) ].
Заметное перемещение электрода обычно наблюдается
с момента расплавления металла, когда изменение объема
наибольшее. Максимальное значение Аи связано с раз-
мерами ядра. При этом оптимальным для данной толщины
диаметру ядра и проплавлению соответствует Аи 7 ч-
4-10% б. Указанный эффект используют для контроля
и автоматического регулирова-
ния размеров ядра.
Начало кристаллизации
жидкого металла зависит от
формы импульса тока. При
сварке импульсом переменного
тока или униполярным импуль-
сом с резким спадом кристал-
лизация обычно начинается
с момента выключения тока.
Лишь при сварке на некото-
рых конденсаторных машинах
с относительно плавным спадом
тока плавление металла может
продолжаться и на спадающей
части импульса. Высокая ин-
тенсивность отвода теплоты при охлаждении увеличи-
вает вероятность переохлаждения, и кристаллизация
происходит с очень большой скоростью, достигающей
250 см/мин.
В большинстве случаев (стали, никелевые, титановые
сплавы) структура литого ядра представляется в виде
дендритов, растущих на базе полуоплавленных зерен.
Оси этих дендритов в центральной зоне ядра совпадают
с осью электродов, т. е. с направлением максималь-
ного градиента температур и наибольшего отвода теп-
лоты.
Очевидно жидкий металл ядра хорошо смачивает по-
верхность полуоплавленных зерен, что создает благопри-
ятные условия для гетерогенного зарождения кристаллов.
Для ряда легких сплавов, отличающихся широким интер-
валом кристаллизации, например АМгб, Д16 (интервал
кристаллизации соответственно 70 и 130° С) кроме участка
дендритной структуры отмечается наличие протяженной
зоны равноосных кристаллов (рис. 2.34). Появление этсй
зоны объясняется большой склонностью указанных спла-
вов к концентрационному переохлаждению.
Рис. 2.34. Макроструктура соединений, выпол-
ненных точечной и шовной сваркэй:
а — низкоуглеродистая сталь, X 5; б — титановый
сплав, Х7; в — алюминиевый сплав АМгб, х8;
е—сталь 12Х18Н9Т, Х8
При сварке некоторых магниевых сплавов (сплава
МА2-1) направленная кристаллизация практически по-
давлена и имеет место гетерогенное зарождение кристаллов
57
в жидкости, при этом образуются равноосные зерна.
Характер кристаллизации зависит в известной степени
от режима сварки (скорости охлаждения). Так, на жестких
режимах несколько уменьшается протяженность зоны
дендритов. На структуру металла оказывает влияние
тепловое состояние электродов, время контактирования
их с поверхностью металла, предварительный подогрев
током или наличие дополнительного импульса. С точки
зрения получения более однородных свойств ядра и проч-
ности соединений благоприятна структура в форме
равноосных кристаллов.
Большие скорости охлаждения тормозят объемную
диффузию, металл ядра отличается неравновесной струк-
турой. По длине кристалла содержание легирующих
элементов неравномерно и увеличивается от основания
к вершине (внутридендритная ликвация). Между отдель-
ными кристаллами имеет место междендритная ликва-
ция; они окружены сеткой интерметаллидов и различных
эвтектик. При точечной и шовной сварке проявляется
и зональная ликвация. В частности, при сварке сплава
Д16 зона равноосных кристаллов оказывается обогащен-
ной медью. Структура литого металла отличается наличием
метастабильных фаз, например мартенсита в сталях и
а'-фазы при соединении титановых сплавов.
'/ § 4. ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ МЕТАЛЛА
Пластическая деформация металла при точечной и
шовной сварке — один из основных процессов, способ-
ствующих образованию соединений. Деформация вызы-
вается как внешними факторами — усилием со стороны
электродов, так и внутренними — напряжениями, воз-
никающими при несвободном расширении металла между
электродами. Пластическое течение металла имеет место
на протяжении всего процесса сварки: от формирования
холодного контакта до проковки соединения.
Наибольший интерес представляет развитие объемной
деформации различных участков соединения на стадии
нагрева и плавления металла. Своеобразная форма соеди-
нения и схема приложения усилия определяют неравно-
мерное распределение нормальных ог, ог и от и каса-
тельных напряжений (рис. 2.35, стрелками показано
направление максимальной деформации). Например,
в контакте электрод—деталь или деталь—деталь наи-
58
большее значение ог отмечается вблизи оси электродов,
где напряженное состояние близко к всестороннему сжа-
тию. В этой зоне металл обладает наибольшим сопротив-
лением деформации.
Под сопротивлением деформации обычно понимается
величина напряжений, достаточная для осуществления
в теле или его части пластической деформации. Наимень-
шим сопротивлением деформации отличается металл,
расположенный на периферии контактов и особенно на
Рис. 2.35. Характер пластической деформации при точечной сварке (о),
нагреве током одной пластины (б) и шовной сварке (в)
границе контакта деталь—деталь. Это объясняется на-
личием свободного пространства — зазора, в который от-
носительно свободно течет деформируемый металл. По-
добный характер деформации вызывает «оседание» элек-
тродов и образование вмятины на поверхности деталей.
В результате направленной деформации вблизи кон-
такта деталь—деталь образуется уплотняющий поясок,
легко обнаруживаемый при разрушении соединений. Диа-
метр пояска обычно несколько больше диаметра вмятины
или равен ему. Следствие подобной деформации — уве-
личение первоначальных зазоров за пределами уплотня-
ющего пояска. Рост этих зазоров может оказать благо-
приятное влияние на удержание высокой плотности тока
в зоне сварки за счет образования своеобразного рельефа
и ограничения площади контакта. Сопротивление пласти-
ческой деформации снижается при нагреве металла током.
59
Если ввести понятие о некотором условном сопротивлении
деформации металла при точечной сварке:
_« Рсв
то можно обнаружить, что значение сопротивления де-
формации к концу процесса нагрева од. кои зависит от ме-
ханических свойств металла и времени сварки (степени
нагрева зоны сварки). Так, значение од. кои для сплава
АМгб составляет около 15 кгс/мм2 (при tCB — 0,12 с),
при сварке стали 12Х18Н9Т — около 30 кгс/мм2. При пе-
реходе к жестким режимам сопротивление деформации
увеличивается и конечный диаметр вмятины уменьшается.
Это связано с наличием более узкой зоны нагрева и
малым временем пребывания металла в нагретом состоя-
нии. На самом деле, если сталь 12Х18Н9Т сваривать на
жестком режиме /сп = 0,04 с, то од. кон составит 35 кгс/мм2.
При более мягком режиме (/сп = 0,3 с) деформация облег-
чается и Од.кои приближается к20 кгс/мм2. Помимо указан-
ных выше факторов на интенсивность деформации ока-
зывает влияние наличие на поверхности деталей различных
металлических слоев, например плакировки из алюминия
на сплавах АМгб и Д16. При сварке плакированного
материала сопротивление деформации уменьшается при-
близительно на 10 %.
v- Изменение схемы нагрева и деформации существенно
меняет характер пластического течения металла. Так,
при нагреве и сжатии электродами целой пластины наи-
меньшим сопротивлением деформации обладает металл,
расположенный на периферии контактов электрод—де-
таль, что приводит к своеобразному изменению формы
тела (рис. 2.35, б). В условиях шовной сварки металл
впереди ролика, как и при точечной сварке, течет в зазор,
а позади него, по аналогии с целой пластиной,— в про-
странство под роликом (рис. 2.35, в), чему очевидно спо-
собствует подогрев металла в этой зоне за счет шунтиро-
вания тока.
На первый взгляд пластическое течение металла при-
водит лишь к нежелательным последствиям — образова-
нию зазоров и вмятин. Однако деформация играет и поло-
жительную роль, заключающуюся в формировании элек-
трического контакта и создании уплотняющего пояса,
удерживающего жидкий металл в ядре и предохраня-
60
ющего его от взаимодействия с атмосферой. Интересно,
что в ряде случаев (например, при сварке титана, отли-
чающегося высокой растворимостью окисной пленки в ме-
талле при повышенных температурах) в зоне пояска
отмечается образование развитой области металлической
связи, повышающей прочность соединений. Кроме того,
усилие сжатия и пластическая деформация создают бла-
гоприятные условия для уплотнения ядра при кристалли-
зации металла.
Таким образом, при сварке необходимо обеспечить
определенную степень объемной деформации, которая
может характеризоваться размерами (диаметром) вмя-
тины. Зная величину Од. кон и конечный диаметр вмя-
тины dBM. Кон, можно оценить величину сварочного усилия,
например, при точечной сварке:
Fcb — Цц. КОн/4.
Величина dBM. кон может быть связана с <1Я ном, именно:
^вм. кон ~ ^в^я. ном- Значение kb для легких сплавов
1,2—1,4; для низкоуглеродистых и жаропрочных сталей
и сплавов соответственно 1,1—1,3, и 1,1. При опре-
деленных условиях Од. кон мало зависит от толщины дета-
лей, что позволяет использовать простые формулы для
расчета FCB по данным единичного опыта.
§ 5. ДЕФЕКТЫ СОЕДИНЕНИЙ
И ПРИЧИНЫ ИХ ОБРАЗОВАНИЯ
Дефекты при точечной и шовной сварке возникают
в результате нарушения параметров технологического
процесса. Наличие дефектов может резко снизить надеж-
ность сварных соединений вплоть до преждевременного
разрушения конструкции. Дефекты можно разделить на
несколько групп: 1) изменение заданных размеров ядра
или полное отсутствие ядра, общего для соединяемых
деталей (дефекты типа непроваров); 2) выброс — выплеск
расплавленного металла из зоны контактов деталь — де-
таль и электрод — деталь; 3) нарушение сплошности
металла ядра и околошовной зоны (дефекты типа трещин,
раковин и т. д.); 4) интенсивный переход электродного
металла на поверхность соединений; 5) существенное
изменение структуры и свойств металла ядра и около-
иювной зоны.
61
Непровары проявляются в нескольких формах
(рис. 2.36). Наиболее опасен непровар в виде «склейки»
(рис. 2.36, б). В этом случае ядро отсутствует и соединение
деталей происходит в твердой фазе по ограниченной
площади. Небольшие зоны схватывания — островки ме-
таллической связи — наблюдаются в области отдельных
микровыступов, где условия развития пластической де-
формации были наиболее благоприятными. Такое соеди-
Рис. 2.36. Виды непроваров при точечной и шовной сварке:
а — полное отсутствие соединения; б — непровар в виде склейки; в — малые
размеры ядра (da < ЫОм); е — недостаточный диаметр зоны взаимного
расплавления в. р); д — полное отсутствие зоны взаимного расплавления
пение носит «ситовый» характер и по внешнему виду
(например по диаметру вмятины) часто не отличается
от хорошо сваренной точки. Оно может обладать достаточ-
ной прочностью на срез, но быстро разрушается при дей-
ствии отрывающих и знакопеременных нагрузок и тем-
пературы.
К другим видам непровара следует отнести снижение
размеров ядра (рис. 2.36, в) ниже установленных (номи-
нальных) значений, а также своеобразный вид непровара,
связанный с уменьшением или полным отсутствием общего
ядра. Обычно этот дефект наблюдается при наличии на
поверхности деталей относительно тугоплавких слоев,
например на поверхности жаропрочных металлов окис-
ной пленки или толстого слоя плакировки на поверхности
алюминиевых сплавов (рис. 2.36, г и д). Ограниченная
62
зона взаимного расплавления уменьшает рабочее сечение
точки и ее прочность.
В ряде случаев, например при деталях неравных
толщин, наблюдается смещение литого ядра относительно
плоскости контакта деталь—деталь в сторону более
массивной детали. При этом могут возникнуть непровары,
аналогичные описанным выше.
Общей причиной появления непроваров можно счи-
тать различные нарушения характера температурного
поля вследствие, например, отклонения энергетических
параметров от заданных значений, шунтирования тока
и т. д. При отсутствии общего ядра, очевидно, не получают
достаточного развития процессы перемешивания и оттес-
нения частиц пленки к границе ядра. Общие рекоменда-
ции по устранению этих дефектов: корректировка пара-
метров режима (величины тока, сварочного усилия) и
проверка соответствия заданным таких параметров про-
цесса, как состояние поверхности электродов и деталей,
качества сборки и т. д.
Выплески — весьма распространенный дефект
сварки. Частицы металла, выброшенные из ядра, могут
отрываться от него и, попадая в полость изделия, при-
водить к выходу из строя различных агрегатов. Кроме
того, выплески снижают стойкость электродов и повы-
шают склонность к образованию больших трещин, часто
выходящих на поверхность листов. Выплески разделяют
обычно на наружные (из зоны контакта электрод—деталь)
и внутренние — между деталями (рис. 2.37).
Наружный выплеск обычно связан с перегревом ме-
талла в контакте электрод—деталь. В частности, он воз-
никает при малых сварочных усилиях, большой плот-
ности тока, перекосе деталей, неудовлетворительном со-
стоянии поверхности деталей или электродов, из-за шун-
тирования тока при односторонней сварке (рис. 2.37, а
и г) и т. д.
Внутренний выплеск бывает начальный и конечный.
Начальный выплеск, особенно при сварке пластичных
металлов, встречается редко. Он образуется до появления
расплавленного ядра и связан обычно с перегревом
металла в контакте деталь—деталь. Конечный выплеск
происходит на конечной стадии процес а плавления.
Такой выплеск связан с локальным образованием зазора
в уплотняющем пояске за счет сил, возникающих при
Расплавлении металла (см. рис. 2.32).
63
При нормальном течении процесса раскрывающийся
зазор постоянно заполняется (залечивается) с опреде-
ленной скоростью пластически деформируемым металлом,
который уплотняет границу жидкого ядра. Если пред-
ставить себе окружающий ядро металл абсолютно не-
пластичным, то выплеск очевидно неизбежен. Естественно,
что между скоростями нагрева и деформации должно быть
Рис. 2.37. Виды выплесков:
а — наружный выплесок при перекосе деталей; б — начальный
выплеск; в — конечный внутренний выплеск; г — коиечнь 8 на-
ружный выплеск при односторонней сварке
определенное соответствие. Его нарушение — главная при-
чина конечного выплеска.
Интенсивность пластической деформации зависит от
величины действующих в контакте напряжений и сопро-
тивления металла пластической деформации. Вероятность
выплеска увеличивается с ростом диаметра ядра и про-
плавления, а также размеров контактов, в связи с воз-
растанием раскрывающих усилий и уменьшением зна-
чения действующих в зоне деформирования напряжений.
Для характеристики склонности сплава к конечным
выплескам используется понятие о критическом (макси-
мальном) диаь етре ядра dR к„ , который можно получить
в определенных условиях (гсв/св) без выплеска при со-
ответствующем увеличении тока (см. рис. 2.21). При этом
кр мало зависит от толщины детали.
64
Чувствительность процесса к рассматриваемому де-
фекту зависит от параметров режима — времени сварки,
сварочного усилия, состояния поверхности деталей и
электродов и сопротивления металла деформации в опре-
деленном интервале температур (около 0,5—0,7Тпл). Так,
например, из алюминиевых сплавов сплав АМгб наиболее
склонен к выплеску, так как он отличается высоким
сопротивлением деформации при температурах 350—
400° С. Часто также наблюдаются выплески при сварке
жаропрочных сплавов (рис. 2.38). При неудовлетворитель-
ном состоянии поверхности деталей и электродов (высокие
значения и Дзд) склонность к конечному выплеску
возрастает. Очевидно, в этом случае скорость нагрева
(раскрытия зазора) увеличивается, а деформируемый
металл не успевает залечивать образовавшийся зазор.
Для облегчения пластической деформации в области
уплотняющего пояска и предупреждения конечного вы-
плеска целесообразно использовать более мягкие режимы
сварки и повышать сварочное усилие (рис. 2.39). Кроме
того, склонность к выплеску снижается при наличии пла-
кировки или введении между деталями прокладок из
мягкого металла (например, алюминия при сварке алю-
миниевых сплавов), а также при использовании импуль-
сов с плавным нарастанием тока. Режим сварки (напри-
меР т’св и tCP) стараются выбрать таким образом, чтобы при
3 Б. Д. Орлов 65
произвольном изменении параметров в допустимом диа-
пазоне (в частности увеличении J и снижении FCB) диа-
метр ядра был меньше критического. При кр
(1,2 4-1,3) d„ ном процесс плавления, как правило,
не приводит к конечному выплеску.
Трещины, рыхлоты и усадочные ра-
ковины возникают при кристаллизации и охлаждении
металла. Температурное поле в условиях точечной и шов-
ной сварки отличается
Рис. 2.39. Необходимое сва-
рочное усилие в зависимо-
сти от времени сварки
№. кр = const = 8 мм):
1 сплав АМгб; 1 — сплав
МА2-1
значительной неравномерностью.
Охлаждение металла в этих
условиях приводит к возник-
новению растягивающих на-
пряжений. Такие напряжения
наиболее опасны, так как со-
противление металла к образо-
ванию трещин при подобном
виде нагружения оказывается
наименьшим.
При контактной сварке воз-
никают в основном горячие
трещины, их образование проис-
ходит в температурном интер-
вале хрупкости (ТИХ), соответ-
ствующем минимальной пла-
стичности сплава. Разрушение
металла носит в этом случае
межкристаллический характер. Верхняя граница ТИХ
близка к температуре ликвидуса и составляет, например,
для углеродистых и конструкционных сталей 1200—
1350° С. Обычно с увеличением интервала кристаллиза-
ции расширяется область ТИХ и возрастает склонность
сплава к образованию трещин.
Поэтому наибольшую чувствительность к горячим тре-
щинам обнаруживают легированные алюминиевые Сплавы
(Д16, АМгб), особенно при значительной величине про-
плавления (объеме расплавленного ядра). По этой же при-
чине при сварке углеродистых сталей трещины наблю-
даются чаще, чем при соединении низкоуглеродистой
стали. С другой стороны, увеличение количества легко-
плавкой составляющей сплава (эвтектики) уменьшает
вероятность образования трещин за счет увеличения пла-
стичности сплава в ТИХ и возможности залечивания (за-
полнения) несплошностей жидкостью под действием уси-
лия электродов.
66
В ядре трещины распространяются обычно от центра
ядра в радиальном (вдоль оси г) и осевом направлениях
(вдоль оси z) вплоть до наружной поверхности детали.
Характер трещин в околошовной зоне зависит от положе-
ния участка разрушения (рис. 2.40). В области уплотня-
ющего пояска трещины расположены под некоторым
углом (часто 45°) к поверхности листа. Это объясняется
направлением главных растягивающих напряжений.
Вблизи электродов градиент температур по оси г относи-
тельно мал (см. рис. 2.20), поэтому наибольшее значение
имеют напряжения ог и при
стороны электродов трещины
располагаются параллельно
поверхности детали.
Резкое уменьшение плот-
ности литого металла наблю-
дается при образовании ко-
нечного выплеска, так как в
этом случае происходит свое-
образное «зависание» элек-
трода над деталью и ядро
кристаллизуется при весьма
малых давлениях. Несплош-
ности в околошовной зоне
недостаточном усилии со
Рис. 2.40. Схема образования
трещин и рыхлот при точечной
сварке
(«усы») оказываются заполненными легкоплавким спла-
вом, обогащенным легирующими элементами, например
медью при сварке Д16. Подобное явление связано, оче-
видно, с эффектом выдавливания металла расплавленных
прослоек, находящихся по границам зерен, в возника-
ющую при образовании трещин полость.
В центре ядра наблюдаются также различные рыхлоты
усадочного происхождения, связанные с нехваткой ме-
талла при кристаллизации. Сварочное усилие или давле-
ние оказываются часто недостаточными для пластической
деформации и обжатия этих рыхлот. Роль газов, например
водорода, в образовании рыхлот в этих условиях весьма
ограничена из-за высокого давления в жидком ядре (до
нескольких тысяч атмосфер) и большой скорости охлажде-
ния, поэтому вероятность нахождения газа в растворен-
ном состоянии увеличивается.
Однако наличие больших запасов влаги в поверхност-
ной пленке, служащей источником водорода, приводит
иногда при сварке с малыми усилиями к появлению рас-
сеянной пористости в ядре. Кроме того, при повторном
67
нагреве соединений и, в частности, при нагреве преды-
дущей точки шва, находящейся вне зоны действия сва-
рочного усилия, в результате диффузии газов из твер-
дого металла в несплошности может происходить разви-
тие пористости.
Отмеченные выше несплошности («усы», рыхлоты и т. д.)
находятся вне зоны действия концентраторов напряжения
и практически не оказывают
Рис. 2.41. Схема напряженного
состояния металла ядра при охлаж-
дении:
влияния па статическую и
усталостную прочность
соединений. Значительные
внутренние напряжения и
трещины, выходящие на
поверхность, могут суще-
ственно снижать предел
Рис. 2.42. Область залегания
продуктов взаимодействия 1 на
поверхности точки (а) и шва (б)
(Гсв напряжения при применении
лишь сварочного усилия; aR0B — на-
пряжения при приложении ковки
в момент времени /к
выносливости. Основные меры борьбы с указанными де-
фектами заключаются в создании благоприятного напря-
женного состояния металла с низким уровнем растяги-
вающих напряжений и даже всесторонним сжатием. Это
достигается в первую очередь резким повышением уси-
лия на электродах (в 2—3 раза) — проковкой соедине-
ния после выключения тока, когда металл находится
в ТИХ.
На рис. 2.41 видно, что при охлаждении и кристалли-
зации металла происходит быстрый рост растягивающих
напряжений ор. Приложение ковочного усилия в момент
времени /к позволяет создать в центре ядра сжимающие
напряжения осж, а также способствует обжатию несплош-
ностей и залечиванию их легкоплавкой составляющей
сплава, поступающей из соседних участков металла.
В ряде случаев удается избежать образования трещин и
68
рыхлот, уменьшая скорость охлаждения путем подогрева
металла дополнительным импульсом тока.
Взаимодействие разнородных металлов в контакте
электрод—деталь приводит, с одной стороны, к загряз-
нению рабочей поверхности электрода продуктами взаимо-
действия, с другой — к переносу электродного металла
на поверхность детали.
Природу указанного процесса удобно рассматривать
с точки зрения представлений об образовании соединений
в твердой фазе. Формирование физического контакта,
активация атомов и возникновение металлических связей
(схватывание) происходит в основном в результате раз-
вития процессов пластической деформации в области
наибольших касательных напряжений (зоне скольжения).
Так, например, при точечной сварке часто зона взаимо-
действия имеет форму кольца, находящегося внутри вмя-
тины (рис. 2.42). Положение этого кольца отвечает наи-
большим касательным напряжениям в контакте электрод—
деталь (см. рис. 2.35, а). При шовной сварке область ин-
тенсивной пластической деформации находится позади
ролика (см. рис. 2.35, в), где в наибольшей степени на-
блюдается загрязнение поверхности металла.
Участки металлической связи служат каналами, по
которым происходит диффузия металлов. Несмотря па
малое время контактирования деталей при высокой тем-
пературе (в среднем менее 1 с) эти процессы часто полу-
чают достаточно большое развитие. Очевидно, отмечае-
мый эффект связан с тем, что наряду с процессами гомо-
генной диффузии (образования твердых растворов) имеют
место процессы гетерогенной диффузии, протекающие
с чрезвычайно большой скоростью и сопровождающиеся
образованием химических соединений (типа CuA12, Mg2Cu
и т. д.).
Особенно большую чувствительность к процессам вза-
имодействия обнаруживают алюминиевые и магниевые
сплавы, а также стали с легкоплавкими покрытиями,
например цинком. Указанное свойство этих металлов
связано с возможностью появления жидкой фазы в от-
дельных участках контакта с электродом. В частности,
температура плавления эвтектики а — Mg2Cu состав-
ляет всего 450° С. Наличие жидкой фазы значительно
ускоряет процессы диффузии. Активность взаимодей-
ствия зависит от свойств поверхностных пленок. Напри-
меР. рыхлая толстая пленка с большим запасом адсорби-
69
рованной влаги или термически нестабильные гидроокис-
ные пленки (иа алюминиевых и магниевых сплавах)
способны при нагреве освобождать влагу, что приводит
к окислению металлов и росту температуры в контакте.
Загрязнение поверхности электродов и деталей носит,
очевидно, монотонный характер. При сварке первой точки
количество продуктов взаимодействия на этих поверхно-
стях минимально. При сварке последующих точек ширина
и глубина зоны взаимодействия в приконтактном слое
электрода расширяются, тем самым существенно изменяя
его физико-химические свойства. В частности, снижается
тепло- и электропроводность металла, что приводит
к уменьшению теплоотвода в электроды и резкому уве-
личению температуры контакта. Следствием этих процес-
сов является монотонное увеличение проплавления дета-
лей при сварке сплавов с высокой теплопроводностью
вплоть до конечного выплеска.
Включения металла электродов на поверхности дета-
лей значительно снижают коррозионную стойкость соеди-
нений, особенно выполненных на химическиактивных
металлах — алюминиевых и магниевых сплавах, чув-
ствительных к коррозии в контакте с электроположитель-
ными элементами (с медью).
По аналогии с электродами по мере сварки ряда точек
металл в пределах вмятины все более и более насыщается
продуктами взаимодействия. Глубина проникновения этих
продуктов может достигать нескольких десятых долей
миллиметра.
На определенном этапе требуется зачистка рабочей
поверхности электрода для удаления продуктов взаимо-
действия, причем особенно часто это приходится делать
при сварке магниевых сплавов (через 15—20 точек и через
один оборот ролика при шовной сварке).
При сварке магниевых и алюминиевых сплавов часто
наблюдается своеобразный эффект самоочистки электро-
дов. Когда поверхность электродов сильно загрязнена
(например, через 30 точек) между электродом и деталью
образуется относительно прочная металлическая связь.
При подъеме электрода она разрушается, и значительная
часть металла с продуктами взаимодействия переходит
на деталь, обнажая чистые поверхности электрода. Дан-
ные химического анализа подтверждают, что содержание
меди на поверхности следующей (например 31-й) точки
уменьшается.
70
В целях снижения интенсивности взаимодействия це-
лесообразно уменьшить температуру поверхности и время
контактирования путем, например, применения жестких
режимов сварки, контроля за состоянием поверхности де-
талей и хорошего охлаждения электродов. К оригиналь-
ным методам следует отнести введение смазывающих ве-
ществ (масел) в контакт электрод—деталь. Это затрудняет
образование физического контакта и металлической связи
между рассматриваемыми
телами.
Изменение структуры и
свойств металла ядра и око-
лошовной зоны вызывается
термомеханическим воздей-
ствием на металл соедине-
ний. Литой металл ядра отли-
чается относительно низкой
пластичностью, особенно при
сварке металлов, чувстви-
тельных к термическому цик-
лу, например конструкцион-
ных закаливающихся сталей.
Помимо этого, при преиму-
щественно дендритной кри-
сталлизации металла в центре
ядра скапливаются (ликви-
руют) легкоплавкие сплавы,
отличающиеся повышенной
Рис. 2.43. Характер структуры
околошовной зоны при сварке
низкоуглеродистой стали:
/ — структура ядра; 2 — частичное
оплавление границ зерен; 3 —«
структура' перегрева; 4 — мелко-
зернистая структура перекристал-
лизации; 5 — структура частичной
перекристаллизации; 6 — зона ре-
кристаллизации
хрупкостью. Указанная не-
равномерность состава ядра с трудом выравнивается при
последующей термообработке. Однако в большинстве
случаев разрушение соединения происходит по металлу
околошовной зоны, что в значительной степени снижает
влияние свойств литого металла ядра на прочность
сварного шва.
В околошовной зоне могут наблюдаться изменения
исходной структуры и свойств сплава в результате раз-
вития ряда процессов, связанных с термическим циклом
сварки: закалки, оплавления легкоплавких составляющих
по границам зерен (эвтектик), отпуска, рекристаллизации
и т. п. При соединении низкоуглеродистой стали в зоне 2
(рис. 2.43), непосредственно примыкающей к ядру 1,
наблюдается оплавление границ зерен (пережог металла).
Далее расположена зона перегрева, отличающаяся круп-
нозернистым строением и участками оплавления границ
71
зерен аустенита (зона 3, рис. 2.43). В участках, которые
были нагреты выше Ас3 (зоны 3—5), иногда обнаружи-
ваются включения мартенсита, образующегося в резуль-
тате быстрого охлаждения и торможения диффузии угле-
рода. Для околошовной зоны характерно некоторое уве-
личение исходного зерна (зона 6), что может привести
к заметному снижению пла-
стичности соединения, осо-
бенно при сварке холоднока-
таной (наклепанной) стали.
Рис. 2.44. Изменение твердости
в околошовной зоне при точеч-
ной сварке низколегированной
стали:
7 —। сварка закаленной и отпущен-
ной стали; 2 — сварка закаленной
и отпущенной стали на многоим-
пульсном режиме (термообработка
под электродами); 3 — сварка ото-
жженной стали; /, II и III •— со-
ответственно зоны полной и ча-
стичной закалки и высокого от-
пуска
Рис. 2.45. Характер структурных
изменений при сварке легирован-
ных алюминиевых сплавов:
7 — литая структура ядра; 2 — зона
частичного оплавления границ зерен;
3 — зона частичной закалки; 4 — зона
отжига; 5 — исходная структура ме-
талла
Сварка закаливающихся
сталей сопровождается бо-
лее глубокими изменениями
свойств металла и, в первую очередь, его пластичности.
При сварке закаленной и отпущенной стали в околошов-
ной зоне отмечаются участки мартенсита (рис. 2.44), от-
личающиеся малой пластичностью и небольшим сопро-
тивлением образованию трещин.
При соединении высоколегированных, термически
упрочняемых алюминиевых и магниевых сплавов возни-
кает опасность оплавления легкоплавких составляющих,
расположенных по границам зерен (рис. 2.45), и снижения
пластичности сварных соединений.
Сплавы, не упрочняемые термообработкой, например
сплавы АМгб и МА2-1 склонны к рекристаллизации и
72
укрупнению зерна, что может сказаться на снятии эффекта
нагартовки и снижении прочности соединений.
Аустенитные стали, не стабилизированные введением
карбидообразующих элементов (титана или ниобия), чув-
ствительны к обеднению границ зерен хромом, что имеет
связь с диффузией углерода к границе зерна и образова-
нию на этих границах карбидов хрома. Подобное изме-
нение состава может привести к межкристаллитной кор-
розии. Однако заметное обеднение границ наблюдается
при пребывании металла в интервале температур 550—
700° С свыше 1 мин.
Степень развития указанных выше процессов можно
в значительной мере регулировать за счет режимов сварки.
В частности, процессы рекристаллизации, выпадения
(растворения) составляющих сплава и т. д., контролируе-
мые диффузией, легко подавляются при применении
жестких режимов сварки. Склонность к закалке может
быть снижена при использовании многоимпульсных режи-
мов, замедляющих скорость охлаждения.
Ширина зоны термомеханического влияния при то-
чечной и шовной сварке весьма ограничена (иногда менее
1 мм), по сравнению с шириной этой зоны при других ме-
тодах сварки в жидкой фазе, например при дуговой,
вследствие относительно малой длительности нагрева.
Благоприятное влияние на свойства металла околошов-
ной зоны оказывает в ряде случаев усилие сжатия и пла-
стическая деформация, которая приводит к измельчению
хрупких прослоек по границам зерен и снижению уровня
растягивающих напряжений. Поэтому, как правило, свар-
ные узлы, выполненные точечной и шовной сваркой, не
нуждаются в последующей термообработке.
Глава 3
ФОРМИРОВАНИЕ СОЕДИНЕНИЙ
ПРИ СТЫКОВОЙ СВАРКЕ
§ 1. УСЛОВИЯ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ
) Формирование соединения при стыковой сварке про-
1/исходит в процессе совместной пластической деформации
торцов деталей при осадке. На процесс формирования со-
единений оказывают влияние следующие основные фак-
торы: а) состояние торцовых поверхностей (температура
поверхности, наличие микронеровностей, окисных пле-
нок и других загрязнений); б) распределение темпера-
туры в деталях; в) величина и характер пластической
реформации торцов при осадке.
Условия образования межатомных связей опреде-
ляются состоянием торцовых поверхностей и для методов
сварки сопротивлением и оплавлением существенно раз-
личны. Температура торцовых поверхностей при нагреве
сопротивлением всегда ниже температуры плавления
свариваемого металла (0,8 -<-0,9'Гпл), формирование связей
, -п происходит в твердой фазе. В этом случае сближение
поверхностных атомов и создание активных центров
формирования связей осуществляется в процессе пласти-
ческого деформирования торцов. Высокая температура
торцовой поверхности облегчает пластическую деформа-
цию металла и в то же время благодаря термической
активации атомов способствует образованию активных
центров взаимодействия.
Температура торцов при нагреве оплавлением близка
к температуре плавления свариваемого металла, большая
часть торцовой поверхности обычно покрыта пленкой
расплавленного металла. При сближении деталей в про-
Л цессе осадки пленки расплавленного металла объеди-
[Л | няются в общую жидкую прослойку между торцами,
* I происходит формирование связей в жидкой фазе. Однако
I при дальнейшем сближении жидкий металл выдавливается
из зазора между торцами, и торцы пластически деформи-
руются. Часть расплавленного металла кристаллизуется
и остается в зоне соединения. Пластическая деформация
\ предотвращает возможность образования дефектов литой
Структуры и значительно улучшает свойства металла
в высокотемпературной зоне.
На оплавленной поверхности могут появиться участки,
на которых к моменту образования связей металл успел
закристаллизоваться. Формирование связей на—чакнх-
окисные пленки
исходит в твердой фазе.
Формированию связей в
жидкой фазе препятствует
также образование на
оплавленной поверхности
^твердых окисных пленок.
Решающее_влияние на
/процесс образования со-
единения как при сварке
сопротивлением, тан-и при
сварке -оплавлением ока-
зывают __________ ~
щгГ^горцовой поверхности^
г Они затрудняют мёжатом-
1 ное взаимодействие и
* препятствуют формирова-
нию прочного соединения.
Окисные пленки должны
быть вытеснены из зоны
соединения или раздроб-
лены в процессе пласти-
ческой деформации при
осадке. Условия разруше- .
ния и удаления окислов |
при осадке зависят от тем- [
I пературы поверхности тор- '
|\цов и свойств окислов^
Рис. 3.1. Схема образования окис-
лов и распределение твердости пе-
талла и окислов на торцах деталей
при стыковой сварке
___
Шри стыковой сварке возможны е.юлу-ющне случаи:
Ты а) твердая окисная пленка на твердом металле; в этом
случае условия удаления окислов зависят от соотноше-
ния твердости металла и окисла (HKJHOKy, если темпе-
ратура плавления окисла значительно выше температуры
^давления металла (например, при сварке алюминия),
вердость окисла выше твердости металла и условия раз-
решения окисла более благоприятны (рис. 31, а); если
еМпература плавления окисла соизмерима с температу-
рой плавления металла (например, при сварке низкоугле-
’одистой стали), твердость окисла близка к твердости
75
.-'металла и разрушение окисной пленки при пластической
деформации затруднено (рис. 3.1, б);
б) расплавленная окисная пленка на твердом металле,
например сварка низкоуглеродистой стали при темпе-
ратуре поверхности выше точки плавления (1370° С)
эвтектики Fe—FeO (рис. 3.1, в); удаление жидких окислов
значительно проще, чем твердых;
в) твердая окисная пленка на оплавленной поверхности
металла, например сварка оплавлением высокохромистых
сталей, дающих тугоплавкую пленку FeCr2O4 (рис. 3.1, г);
удаление твердых окислов вместе с расплавленным ме-
таллом легче, чем удаление твердого окисла на твердом
металле;
г) расплавленная окисная пленка на оплавленной
поверхности металла, например при сварке оплавлением
низкоуглеродистой стали (рис. 3.1, д)-, жидкие окислы
легко удаляются вместе с жидким металлом.
Разрушение и удаление окисных пленок при сварке
сопротивлением значительно сложнее, чем при сварке.
оплавление^ - Высокая температура торцов и особенно
"наличие слоя расплавленного металла на них при сварке
оплавлением способствуют направленному течению ме-
талла вдоль стыка при осадке и значительно облегчают
вытеснение и разрушение окисных пленок. В результате
этого при сварке оплавлением требуется значительно
меньшая пластическая деформация торцов деталей. Необ-
ходимую степень деформации в зоне стыка характери-
зуют коэффициентом площади:
^пл = 5к/5н, (3.1)
где SK — сечение стыка после осадки, SH — начальное
сечение стыка. 1 I
При увеличении &пл возрастает интенсивность очистки 1
^торцовых поверхностей от njieBOKjJQpn сварке сопротив
лением формирование соединений с высокой прочностью
идластичностью обычно возможно при fenjI j> 4 ./Ирш
/ варке оплавлением необхбдтгмая деформация характери-
зуется . коэффициентом площади < 2. —------
J На условия удаления и разрушения окисных пленок
z I большое влияние оказывает характер пластической де-
формации торцов, который зависит от распределения
/и / температуры в деталях. С уменьшением зоны нагрева де-
I талей и увеличением температуры торцов деформация
локализуется в зоне стыка и облегчается удаление окислов.
76
/ При широкой зоне нагрева степень деформации в стыке
/ может оказаться недостаточной для получения качествен-
' него соединения.
Высокая температура нагрева при стыковой сварке
способствует интенсивному окислению торцовых поверх^
< ностей. При сварке оплавлением условия окисления пор"-
цов "значительно отличаются от сварки сопротивлением.
/^Непрерывное обновление металла на торцовой поверх-
ности в процессе оплавления, образование большого
количества паров и мелких капель расплавленного ме-
талла, связывающих кислород в зоне формирования со-
единения, снижают интенсивность окисления. Меньшее
окисление при нагреве наряду с более благоприятными
условиями удаления окислов при осадке выгодно отли-
чает процесс сварки оплавлением от сварки сопротив-
лением.
Нагрев и пластическая деформация при стыковой
сварке оказывают значительное термомехапическое воз-
действие на металл в зоне соединения. Высокая темпе-
ратура и пластическая деформация обеспечивают разви-
тие процесса рекристаллизации. Образование общих зерен
в зоне стыка способствует улучшению свойств соедине-
ния (особенно его пластичности). Однако чрезмерный
рост зерна при перегреве может, наоборот, ухудшить
свойства соединения.
При анализе формирования соединения необходимо
учитывать помимо процесса образования связей в зоне
стыка (основной процесс) также и изменения в околосты-
ковой зоне (сопутствующие процессы).
Характер процессов, которые развиваются в около-
стыковой (околошовной) зоне, и соответственно, измене-
ния свойств металла в этой зоне определяются термоме-
ханическим циклом сварки и природой свариваемого
металла. При стыковой сварке имеется возможность
широкого регулирования термомеханического воздействия
на металл в околошовной зоне и регулирования ее свойств.
§ 2. ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ
• ПРИ СТЫКОВОЙ СВАРКЕ
При стыковой контактной сварке детали нагреваются
теплотой, которая выделяется сварочным током на кон-
тактном сопротивлении между деталями и на собствен-
ном сопротивлении деталей 2/?д (рис. 3.2). Контактное
77
сопротивление /?эД между электродами и свариваемыми
деталями относительно мало и практически не влияет на
нагрев зоны сварки. Общее количество теплоты, выделяе-
мое на участке между электродами, можно выразить
формулой
Q = 0,24 J (0 + 2ЯД (01Л (/) dt. (3.2)
о
В начале процесса сварки сопротивлением детали кон-
тактируют между собой только на отдельных выступа-
ющих участках, распределение которых по торцовой по-
Рис. 3.2. Схема нагрева при стыковой сварке
верхности носит случайный характер. Сопротивление
таких единичных контактов и их количество определяют
величину контактного сопротивления Сопротивление
единичных контактов слагается из сопротивления стяги-
вания линий тока и сопротивления окисных и других пле-
нок на „их поверхности. При увеличении усилия FCJK,
сжимающего детали, контактное сопротивление умень-
шается и становится более стабильным, так как рост давле-
ния в контакте способствует механическому разрушению
окисных пленок и увеличению площади контактирующих
участков. В начале процесса плотность тока на участках
контактирования значительно превышает плотность тока
в деталях. В результате интенсивного тепловыделения
контактная зона быстро нагревается. Благодаря развитию
пластической деформации растет площадь контактирую-
щих участков, образуются новые контакты и несмотря на
увеличение удельного электросопротивления металла в ре-
зультате нагрева общее сопротивление контакта быстро
уменьшается, практически исчезая при высоких тем-
пературах.
78
Собственное сопротивление деталей на участке между
зажимами равно
2/?д = А?пр2/0/8,
где р — удельное электросопротивление металла детали,
Ом-см; 2/0 — установочная длина деталей, см; S — пло-
щадь поперечного сечения детали, см2; kn — коэффициент
поверхностного эффекта.
Удельное электросопротивление растет с повышением
температуры, поэтому при нагреве собственное сопротив-
ление деталей непрерывно увели-
чивается.
В результате оттеснения тока
к поверхности (поверхностного
эффекта) активное сопротивление
деталей на переменном токе боль-
ше, чем на постоянном. Этот эф-
фект проявляется в наибольшей
степени у ферромагнитных метал-
лов. При нагреве выше темпера-
туры ферромагнитного превраще-
ния влияние поверхностного эф-
фекта незначительно. Поверхно-
стный эффект возрастает при уве-
личении диаметра свариваемых
деталей. При увеличении свароч-
ного тока поверхностный эффект
Рис. 3.3. Зависимость
коэффициента поверхно-
стного эффекта от плот-
ности тока и диаметра
стержней из низкоугле-
родистой стали
уменьшается, так как
возрастает напряженность магнитного поля и в резуль-
тате уменьшается ’относительная магнитная проницае-
мость. Практически влияние поверхностного эффекта на-
чинает проявляться при сварке деталей из низкоугле-
родистой стали диаметром более 20 мм (рис. 3.3). Резкое
уменьшение Rm в начале процесса и рост 27?д типичны
для сварки сопротивлением. Общее сопротивление сва-
рочной цепи на участке между зажимами /?ээ в начале
процесса уменьшается, а затем возрастает (рис. 3.4, а),
s’" При стыковой сварке оплавлением электрический кон-
такт между торцами свариваемых деталей осуществляется
отдельными контактами-перемычками. Величина контакт-
ного сопротивления /?оПЛ определяется числом одновре-
менно существующих контактов, их поперечным сечением,
а также сопротивлением стягивания линий тока у единич-
ных контактов. Средние размеры контактов-перемычек
растут с увеличением сечения свариваемых деталей и ско-
79
рости их сближения при оплавлении. Вечичину контакт-
ного сопротивления /?опл (мкОм) определяют эксперимен-
тально или рассчитывают приближенно по эмпирической
формуле
Ro„lr=9500kl/S2,3v^1jr
где оопл — скорост ь сближения деталей при оплавлении;
см/с; / — плотность тока, А/мм2; — коэффициент, учи-
тывающий свойства стали (для углеродистых и низколе-
гированных сталей ki = 1; для аустенитной стали kY =
КС
Эффективное значение /?опл относительно велико и при
оплавлении стали составляет обычно 100—1500 мкОм.
Сравнительно большое значение /?опл связано с очень
малым давлением на торцы (менее 0,7 г/мм2), при котором
единичные контакты-перемычки быстро плавятся и взры-
вообразно разрушаются.
Сопротивление деталей 2/?д в начальной стадии оплав-
ления значительно меньше контактного сопротивления /?огл
и сравнительно мало влияет на нагрев деталей. К концу
оплавления скорость сближения деталей возрастает и
благодаря увеличению количества контактов-перемычек
и их размеров величина /?опл уменьшается. Сопротивление
2/?д в результате нагрева при оплавлении возрастает и
в конечной стадии процесса может заметно влиять на на-
грев деталей. Суммарное сопротивление /?ээ при оплавле-
нии снижается (рис. 3.4, б), а при осадке, когда исчезает
Ronn, становится близким к 2/?д.
10
§ 3. ПРОЦЕСС ОПЛАВЛЕНИЯ
Оплавление заключается в непрерывном образовании
и разрушении электрических контактов-перемычек между
торцами деталей. При оплавлении детали сближают
с определенной скоростью, и процесс образования и раз-
рушения контактов-перемычек происходит многократно
\ во всех точках торцовых поверхностей. При этом на-
П греваются приторцовые участки деталей, а поверхности
/ торцов подготавливаются к сварке. Состояние поверхности
торцов, полученное к концу оплавления, т. е. к началу
осадки, оказывает решающее влияние на свойства сварных
соединений/ При оплавлении стремятся получить опре-
деленное распределение температуры в деталях, предот-
вратить или уменьшить окисление торцов, получить бо-
лее или менее равномерный слой жидкого металла и воз-
можнсь более ровную поверхность торцов._________________
г- В начале процесса оплавления между деталями имеется'
7 зазор, их медленно сближают при включенном источнике
у 'тока. При сближении детали соприкасаются на отдельных
\ выступающих участках торцовых поверхностей. Электри-
* ческие контакты возникают не по всей площади соприкос-
новения, а в отдельных местах, где происходит разруше-
ние поверхностных окисных пленок и образование токо-
проводящих участков. Окисные пленки разрушаются либо
в результате перегрева в случае их небольшой толщины и
достаточно высокой электропроводности, либо, в^резуль^
<гате электрического пробоя (фриттинга)/Механическое
разрушение пленок в связи с небольшим давлением в кон-
такте менее вероятно. При образовании токопроводящего
участка напряжение на контакте резко уменьшается
и зарождение новых таких участков в других местах
соприкасающихся выступов становится маловероятным.
I/Благодаря билыпбй "плотности тока на токопроводящем
N участке происходит интенсивное тепловыделение и мест-
\ное плавление контакта._________—-——
У* В результате сближения деталей и деформации высту-
/лов площадь контакта непрерывно растет. Ее увеличению
[ способствует также тепловое расширение металла. Оче-
видно, что контакт сможет разрушиться при условии, если
скорость расплавления контакта больше скорости увели-
чения его площади. Если скорость расплавления недо-
статочна, то площадь контакта достигает больших разме-
нов, и наступает короткое замыкание сварочной цепи.
81
Длительность существования контакта, его размер
и характер разрушения зависяКрт природы свариваемого
металла, формы и величины поперечного сечения деталей,
рельефа торцовой поверхности, свойств окисных пленок,
теплоього состояния торцов, а также от цздряжения источ-
ника тока и параметров ЭлектричесюайцЬци сварочной
\машины. \
В начале оплавления в контакт/вступают поверхности
твердого металла. При дальнейшем оплавлении возможно
образование контактов (между расплавленными участками
торцовых поверхностей. Образование таких жидких кон-
тактов наиболее леарактерно/для конечной стадии оплав-
ления, когда п/акт...лжи-вся поверхность торцов может
,быть покрыта пленкой расплавленного металла.
< При оплавлении деталей небольшой толщины (до
4—5 мм) площадь образующихся контактов небольшая и
ее рост ограничен. Такие контакты быстро расплавляются,
и 1 южду торцами образуются жидкие перемычки, которые
при дальнейшем нагреве взрывообразно разрушаются.
Длительность существования небольших контактов со-
ставляет 0,001—0,005 с. ‘
На жидкую перемычку действуют силы поверхнсстнсго
натяжения и объемные электромагнитные силы, которые
возникают в связи с протеканием через перемычку тока.
Поверхностное натяжение о (рис. 3.5, а) стремится уве-
личить диаметр перемычки, а электромагнитные силы 7С —
сжать и разорвать перемычку.
Под воздействием электромагнитных сил внутри пере-
мычки создается давление, подобное гидростатическому,
которое имеет максимальное значение на оси перемычки:
рч = 1,02-10-Б/2/л г2,
где рм — давление, г/см2; 1 — сила тока, А; г — радиус
перемычки, см.
Так как сечение перемычки в середине меньше, чем
у основания, возникает осевая составляющая электро-
магнитных сил, которая стремится разорвать перемычку:
Fo= 1,02-10-5/21п-^,
где £>п и d„ — диаметры основания и середины пере-
мычки.
82
Стягивание перемычки под действием электромагнит-
ных сил увеличивает плотность тока и интенсивность ее
нагрева.
В результате взаимодействия тока в перемычке с ма-
гнитным полем сварочного контура возникают электро-
магнитные силььЕк {рис. 3.5, б), которые стремятся вытол-
кнуть перемычку за пределы контура и вызывают ее
перемещение в зазоре между торцами. Эти силы про-
Рис. 3.5. Схема сил, действующих на контакт-перемычку
при сварке оплавлением:
а — объемные силы; б — сила, стремящаяся увеличить размер сва-
рочного контура; в — силы взаимодействия между перемычками
порциональны квадрату тока и зависят от коэффициента
самоиндукции сварочной цепи.
Если между торцами одновременно существуют не-
сколько перемычек, то возникают также электромагнит-
ные силы FB, стремящиеся сблизить и объединить эти
перемычки (рис. 3.5, в).
' В результате совместного действия электромагнитных
сил и интенсивного нагрева возникает большой перепад
давления и температуры внутри перемычки и на ее поверх-
ности. При достаточно большой плотности тока металл
в центре перемычки испаряется, и происходит ее взрыво-
образное разрушение. Плотность тока при взрыве пере-
мычек из низкоуглеродистой стали может достигать
3000 А/мм2. При разрушении перемычек частицы жидкого
металла выбрасываются из зазора между торцами со ско-
ростями, превышающими 60 м/с. В результате проявления
электромагнитных сил FK зона взрыва смещена с оси пере-
83
мычки, и большая часть расплавленного металла выбра-
сывается в сторону, противоположную сварочному
контуру. Давление паров металла в момент взрыва
перемычки может достигать сотен атмосфер, а их
температура 6000—8000° С.
Вследствие индуктивности сварочной цепи скачкооб-
разные изменения тока происходить не могут. Поэтому
если между торцами одновременно существуют несколько
контактов, то при взрыве одного из них ток перераспреде-
ляется между остающимися контактами и это может уско-
рить их разрушение. Если же при взрыве контакта сва-
рочная цепь размыкается полностью, то энергия, запа-
сенная в магнитном поле контура, способствует образо-
ванию перенапряжения на деталях и возникновению крат-
ковременного дугового разряда между их торцами. При ко-
ротком разрядном промежутке и высокой температуре
паров, которые имеют место при взрыве перемычек,
возбуждение дуги возможно при напряжениях, незначи-
тельно превышающих работу выхода электронов, равную
у алюминия, молибдена и железа соответственно 5,35;
7,35 и 7,83 эВ. С ее уменьшением возбуждение дугового
разряда облегчается.
Обычно напряжение холостого хода источника тока
ниже напряжения дуги и ее мощность и длительность го-
рения определяются энергией, запасенной в магнитном
поле сварочной цепи. При повышенных напряжениях
(для стали при напряжениях 13—15 В и выше) длитель-
ность горения дуги значительно увеличивается, так как
в отдельные периоды времени напряжение холостого хода
источника может превышать напряжение дуги. Образова-
ние очередного контакта между торцами вызывает шун-
тирование дугового промежутка, и горение дуги прекра-
щается. Поэтому образование дуги между торцами дета-
лей может оказать существенное влияние на процесс
оплавления лишь при условии, если наблюдается частое
размыкание сварочной цепи. Вероятность полного размы-
кания цепи возрастает при уменьшении длительности
существования контактов. Малое время существования
контактов характерно для оплавления алюминия и его
сплавов. При оплавлении алюминиевых сплавов до 50%
тепловыделения в приконтактной зоне может приходиться
на долю дуговых разрядов. В обычных условиях оплавле-
ния стали (при невысоком напряжении источника тока)
роль дуговых разрядов незначительна. При увеличении
84
напряжения источника количество и интенсивность дуго-
вых разрядов повышаются.
При увеличении индуктивности сварочного контура
возрастает энергия, запасаемая в магнитном поле, а также
вероятность одновременного разрушения контактов, по-
этому возрастает роль дуговых разрядов. Образование
дуговых разрядов при увеличении сечения свариваемых
деталей сокращается, так как увеличивается количество
W г)
Рис. 3.6. Осциллограммы тока и вторичного напряжения при оплавле-
нии стали (а) и молибдена (б) и осциллограммы тока при оплавлении
тонкой стальной полосы на переменном (в) и постоянном (г) токе
одновременно существующих контактов и время их раз-
рушения и уменьшается вероятность полного размыкания
цепи. При сварке деталей больвшх сечений из алюминие-
вых сплавов роль дуговых разрядов может быть также
незначительной.
Процесс образования и разрушения контактов-пере-
мычек сопровождается характерными пульсациями тока
и напряжения (рис. 3.6).
При разрушении контакта резко уменьшается сила тока
и возникает характерный пик на осциллограмме напряже-
ния. В секунду может возникать 500 и более пульсаций
тока. В случае образования дуги на пиках напряжения
имеются характерные перегибы (участок /, рис. 3.6, б),
85
I +
Рис. 3.7. Схема местного плавления
контакта:
/— 3 — зоны токопроводящего участка;
4 — площадка соприкосновения выступов;
5 — кратер; 6 — металл, выдавленный
в зазор
и сила тока уменьшается менее резко. При оплавлении
на переменном токе промышленной частоты ток и напря-
жение вблизи нулевого значения (точка А, рис. 3.6, а)
изменяются синусоидально. Пульсации тока и, следова-
тельно, разрушения контактов происходят в средней
части полуволны, т. е. наблюдается цикличность про-
цесса, вызванная коле-
баниями подводимой
мощности.
Контакты, которые
образуются при неболь-
шом уменьшающемся
мгновенном значении
напряжения, сущест-
вуют дольше и имеют
больший размер, чем
контакты, возникающие
в средней части полу-
волны. При оплавлении
тонкостенных деталей
образование больших
контактов (рис. 3.6, в)
может значительно
ухудшить рельеф торцо-
вой поверхности. При-
менение источника по-
стоянного тока исклю-
чает цикличность про-
цесса. Амплитуда и дли-
тельность импульсов тока меньше (рис. 3.6, г), что сви-
детельствует о меньшем размере перемычек.
При оплавлении деталей большой толщины образуются
контакты большой площади (50—100 мм2 и более). Дли-
тельность существования таких контактов может дости-
гать нескольких полупериодов тока промышленной ча-
стоты. Их разрушение происходит следующим образом.
После разрушения поверхностной окисной пленки и фор-
мирования токопроводящего участка развивается местное
плавление контакта, в процессе которого только незначи-
тельная часть металла соприкасающихся выступов выбра-
сывается из зазора в результате взрыва отдельных объемов.
Большая часть расплавленного металла под воздействием
электромагнитных сил FK выдавливается в зазор и кри-
сталлизуется на торцовой поверхности вблизи площадки
86
соприкосновения выступов. По мере выплавления контакта
на торце появляется кратер.
Токопроводящий участок, расположенный на границе
кратера, состоит из трех зон (рис. 3.7). В зоне 1 контакт
осуществляется через слой жидкого металла, а в зоне 2,
где произошло разрушение окисной пленки в результате
ее перегрева,— через твердый металл. В зоне 3 контакт
происходит через окисную пленку, температура и соот-
ветственно проводимость которой больше, чем на соседних
участках выступов.
Ширина токопроводящего участка сильно зависит от
свойств поверхностных окисных пленок. При разрушении
контактов из аустенитной стали, сплавов на основе алю-
миния, титана, никеля токопроводящий участок имеет
меньшую ширину, чем при разрушении контактов из
углеродистых сталей, так как электропроводность окисных
пленок на поверхности перечисленных сплавов при высо-
ких температурах на несколько порядков ниже, чем окис-
лов железа. По мере разрушения окисной пленки в зоне 3
токопроводящий участок и фронт плавления переме-
щаются по площадке соприкосновения выступов, вызы-
вая их постепенное выплавление. При небольшой скорости
разрушения окисной пленки возможно прерывание мест-
ного плавления и взрывообразное разрушение отдельных
объемов расплавленного металла.
При уменьшении зазора между торцами менее 0,6—
0,7 мм развивается вторичное плавление металла, закри-
сталлизовавшегося в зазоре в процессе местного плавле-
ния контакта. Вторичное плавление происходит по схеме,
аналогичной местному плавлению. Так как объем металла,
который вытесняется в зазор, непрерывно пополняется,
создаются условия для длительного вторичного плав-
ления.
Движение металла, выплавляемого в процессе местного
и вторичного плавления, имеет направленный характер.
При одностороннем токоподводе к деталям фронт плавле-
ния перемещается преимущественно по направлению из
сварочного контура. Вторичное плавление обычно закан-
чивается после того, как фронт плавления достигает края
торцовой поверхности.
В целом процесс оплавления торцов деталей достаточно
большого сечения представляет собой чередование перио-
дов вторичного плавления и нагрева отдельных контактов.
При сближении торцов происходит нагрев и разрушение
87
отдельных контактов до тех пор, пока зазор не уменьшится
до некоторого критического значения, при котором раз-
вивается процесс вторичного плавления. Роль вторичного
плавления возрастает с увеличением толщины сваривае-
мых деталей и скорости их сближения.
Сопротивление сварочной цепи контактной машины
соизмеримо с сопротивлением контакта между деталями.
Поэтому при увеличении площади токопроводящего
участка напряжение на контакте падает и уменьшается
скорость местного плавления. При чрезмерном увеличе-
нии проводимости контакта его разрушение становится
невозможным, и происходит короткое замыкание свароч-
ной цепи. Оплавление, которое переходит в короткое
замыкание, считается неустойчивым.
Для того чтобы оплавление не прерывалось, мгновен-
ная скорость сближения деталей должна соответствовать
скорости их фактического укорочения в результате раз-
рушения контактирующих выступов, т. е. мгновенной
скорости оплавления г.'оШ1.
Тепловая мощность, выделяемая на торцах при оплав-
лении, равна
допл = 0,24ЯОПЛЛ (3.3)
где /?опл — эффективное сопротивление контактов-пере-
мычек; / — эффективный сварочный ток.
Мощность расходуется на нагрев от 1\ (средней тем-
пературы торца в момент возникновения контакта) до
температуры Топл выбрасываемого ] при оплавлении ме-
талла (<?опл) и на теплопередачу в оплавляемые детали
(<7опл):
9опл ^ОПЛ ^опл
= [с(Топл-Л) + + ^SdTldx, (3.4)
где S — сечение деталей, смг; '1\ — температура торцов,
в начале непрерывного оплавления — комнатная тем-
пература; к концу его — близкая к температуре плавле-
ния; при сварке с подогревом Tt Тпор\ (Тпод — тем-
пература подогрева); Толл — средняя температура выбра-
сываемого при оплавлении металла (для стали ТоПЛ
«=« 2000° С); dTIdx — градиент температуры у торца (для
стали dTIdx 2000^-5000° С/см); с, у, X, т0 — удельная
теплоемкость, плотность, коэффициент теплопроводности
и скрытая теплота плавления свариваемого металла.
88
После преобразований:
0,24^ОПЛ/2 —2XSdT/dx
опл Т-S [с (Топл — 7\) + т0]
Следовательно, мгновенная скорость оплавления растет
с увеличением полезной мощности (0,24/?о11Л/2), с умень-
шением градиента температуры на торцах dTIdx и с повы-
шением температуры торцов 7\. В начале процесса, когда
dTIdx очень велико и 0, оплавление идет очень
медленно. По мере подогрева торцов Гопл растет. Для
поддержания непрерывного процесса при неизменной
мощности скорость сближения деталей должна соответ-
ствовать Уопл- Подогрев деталей до Тг = 7ПОД увеличивает
возможную скорость их сближения при данной мощности.
Устойчивое оплавление возможно только при саморегу-
лировании процесса, когда связь между скоростями
оплавления и сближения деталей нежесткая. При само-
регулировании увеличению проводимости контакта со-
ответствует возрастание полезной мощности, развиваемой
сварочной машиной, и наоборот. Увеличение мощности
ускоряет нагрев и разрушение контакта, предотвращая
тем самым короткое замыкание цепи. В условиях саморе-
гулирования процесса увеличение скорости сближения
деталей сопровождается увеличением мгновенной скорости
оплавления.
Учитывая, что увеличению проводимости контакта
соответствует увеличение сварочного тока, условие само-
регулирования формулируют так: устойчивое оплавление
возможно, если приращения сварочного тока и полезной
мощности имеют одинаковый знак.
Зависимость полезной мощности от тока при сину-
соидальной форме тока имеет вид
Р=^1У UL-{IX)2—I2R,
где (7ХХ — напряжение холостого хода сварочного транс-
форматора; I — сварочный ток; X, R — реактивное и
активное сопротивления-короткого замыкания сварочного
контура, включая сопротивления деталей без сварочного
контакта.
Эта зависимость носит экстремальный характер
(рис. 3.8, а). Максимальная мощность в контакте выде-
ляется, когда сопротивление контакта равно сопродивле-
нию короткого замыкания сварочного контура. Если мгно-
89
венной скорости оплавления соответствует мощность POt
то возможны два режима оплавления. Режим, соответ-
ствующий точке 1, можно считать устойчивым, так как
при увеличении тока повышается мощность в контакте.
Режим оплавления в точке 2 — неустойчивый. Небольшое
отклонение тока приведет либо к короткому замыканию,
либо к переходу на режим оплавления, соответствующий
точке 1. При увеличении производной dPIdl вблизи рабо-
чей точки ускоряется нагрев и разрушение контактов и,
Рис. 3.8. Зависимость полезной мощности машины
от тока нагрузки
следовательно, повышается устойчивость оплавления.
Расстояние между точками 1 и 2 характеризует допусти-
мый диапазон колебаний тока при оплавлении. С его
увеличением устойчивость оплавления также повышается.
Наибольшие колебания тока имеют место в начальной
стадии процесса, когда торцы холодные и время существо-
вания контактов максимальное. В начале процесса ток
может изменяться в 3—5 раз. Для возбуждения оплавле-
ния необходимо иметь определенный запас устойчивости,
который характеризуют отношением тока короткого за-
мыкания к среднему сварочному току: /К3/7ОПЛ. Возбужде-
ние устойчивого оплавления тонкостенных изделий воз-
можно при условии 7КЗ//ОПЛ 2,5-г-З. Для компактных
изделий необходимо, чтобы /кз//опл 5= 5. При повышении
температуры торцов ускоряется разрушение контактов,
и процесс оплавления протекает более устойчиво. Поэтому
возбуждение оплавления облегчается при использовании
90
предварительного подогрева деталей. Возбуждение про-
цесса облегчается также, если применить скос торцов
деталей. Тогда в начале процесса оплавляется лишь часть
поперечного сечения, и запас устойчивости увеличивается.
Устойчивость оплавления возрастает при снижении
сопротивления короткого замыкания машины ZK3 (рис.
3.8, б), так как при этом увеличивается dP'dl и расши-
ряется область допустимых колебаний тока. При уве-
личении напряжения холостого хода Uxx устойчивость
оплавления также повышается (рис. 3.8, в). Однако при
увеличении напряжения уменьшается нагрев деталей.
Кроме того, при чрезмерном повышении (/хх возможны
перерывы в протекании тока, появление которых в ко-
нечной стадии оплавления резко ухудшает свойства свар-
ных соединений. Поэтому оплавление обычно осуще-
ствляют при возможно более низких значениях Uxx
и иногда повышают напряжение лишь на стадии воз-
буждения процесса.
На устойчивость оплавления существенно влияет ха-
рактер сопротивления короткого замыкания свароч-
ной машины. При одинаковых значениях Uxx и ZK3,
но при разных cos сркз зависимости Р = f (/) различны
(рис. 3.8, г). Изменение активного сопротивления сильнее
влияет на устойчивость оплавления, чем изменение ин-
дуктивного сопротивления. Это подтверждает следующий
эксперимент. На машине с малым внутренним сопротив-
лением (ZK3 < 40 мкОм) включали дополнительные ак-
тивные и реактивные сопротивления и определяли ми-
нимальные напряжения Uxx, при которых оплавпение
стальных пластин сечением 100X10 мм2 протекало устой-
чиво при плотности тока 3—4 А/мм2. Увеличение актив-
ной составляющей сопротивления потребовало значительно
большего повышения напряжен-ия (рис. 3.9, а кривая 1),
чем увеличение индуктивной составляющей (кривая 2).
Уменьшение сопротивления короткого замыкания ма-
шины позволяет значительно повысить устойчивость про-
цесса и оплавлять детали большого сечения при достаточно
низких напряжениях Uxx. Так, при сварке на машине
с ZK3 - 53 мкОм при увеличении сечения деталей с 2000
до 6000 мм2 необходимо повысить напряжение на 1,5 В
(рис. 3.9, б). При сварке же на машине с ZK3 = 240 мкОм
потребуется увеличить {7ХХ на 5 В.
Таким образом, для обеспечения устойчивого оплав-
ления необходимо применять машины с низким сопротив-
91
лением короткого замыкания и в особенности его активной
составляющей.
При разрушении контактов-перемычек на торцовой по-
верхности деталей образуются кратеры, покрытые рас-
плавленным металлом. Размер кратеров определяется
в основном размером перемычек. Глубина кратеров может
составлять от 0,1—0,2 мм при сварке тонкостенных де-
талей до нескольких миллиметров при сварке деталей
Рис. 3.9. Зависимость минимального напряже-
ния холостого хода от сопротивления корот-
кого замыкания (а) и сечения оплавляемых
деталей (низкоуглеродистая сталь) при различ-
ных значении ZK. 3 (б)
большого сечения. Все факторы, увеличивающие размер
перемычек, ухудшают макрорельеф оплавленной поверх-
ности. Глубина кратеров, образующихся в процессе мест-
ного плавления контактов, определяется шириной токо-
проводящих участков. С увеличением сопротивления
короткого замыкания машины средняя глубина кратеров
растет. Причем, влияние активного сопротивления про-
является заметнее, чем индуктивного.
Зависимость глубины кратеров от напряжения источ-
ника тока носит экстремальный характер. Сначала при
увеличении напряжения макрорельеф улучшается из-за
уменьшения размера перемычек, а при дальнейшем повы-
шении напряжения наблюдается ухудшение рельефа,
связанное с увеличением интенсивности взрыва пере-
мычек. С увеличением сечения свариваемых деталей раз-
меры кратеров обычно возрастают. На тонкостенных де-
92
талях максимальный диаметр кратеров не превышает их
толщины, а на деталях большого компактного сечения
размеры кратеров в основном определяются параметрами
процесса. Развитие процесса вторичного плавления при
сварке компактных сечений способствует выравниванию
торцовой поверхности. Образование слоя расплавленного
металла на торцах к концу процесса также способствует
выравниванию поверхности.
Большое влияние на качество сварных соединений
оказывают пары металла, образующиеся при взрыве
перемычек. Энергичное окисление паров и капель металла
снижает окислительную способность газовой среды в за-
зоре между торцами деталей. Причем, чем интенсивнее
оплавление и чем больше образуется паров и газов при
взрыве перемычек, тем лучше самозащита торцов от
окисления. Снижению окисления может способствовать
также испарение металла, интенсивность которого воз-
растает с повышением температуры торцовых поверхно-
стей. Однако образование большого количества паров
металла при взрыве перемычек не исключает возможности
окисления оплавленной поверхности на участках, где
самозащита неэффективна. В результате окисления такие
участки торцов покрыты окисными пленками.
В зависимости от химического состава металла и от
температуры поверхности окислы могут находиться либо
в жидком, либо в твердом состоянии. Толщина окисных
пленок и характер их распределения по оплавленной
поверхности определяются природой свариваемого ме-
талла, составом окружающей газовой среды и характером
процесса оплавления (интенсивностью, равномерностью
и др.). В зависимости от природы свариваемого металла
при оплавлении возможно также растворение кислорода
и других элементов, содержащихся в окружающей газо-
вой среде, в жидком и твердом металле торцов, что может
ухудшить свойства сварного соединения.
В результате разрушения контактов-перемычек тор-
цовая поверхность деталей многократно обновляется.
Решающее влияние на качество сварных соединений ока-
зывает локальная интенсивность процесса, которая харак-
теризуется частотой образования и разрушения контактов
в отдельных точках торцовой поверхности. С увеличением
локальной интенсивности металл на торцах деталей чаще
обновляется, повышается эффективность самозащиты па-
рами металла от окисления и уменьшается доля поверх-
93
ности, которая при оплавлении находится в закристалли-
зованном состоянии. Высокая локальная интенсивность
особенно необходима в конечной стадии оплавления не-
посредственно перед осадкой.
На рис. 3.10 приведены результаты опытов, которые
наглядно подтверждают влияние локальной интенсив
ности оплавления на свойства соединений. При оплавлении
труб диаметром 32X4 мм на различных участках торцов
Количество полупериодов
перерывов тока за 0,05с
до осадки
Рис. 3.10. Влияние локальной
интенсивности процесса оплав-
ления перед осадкой на мини-
мальный угол изгиба и ко-
личество К (в%) образцов
с дефектами в изломе (труба
32;<4 мм, низкоуглеродистая
ста чь)
Рис. 3.11. Зависимость среднего
значения локального периоде
оплавления от скорости сближе-
ния и толщины деталей из стали
ВНС2 и сплава ОТ4
определили время, прошедшее между последним разруше-
нием контактов и моментом соприкосновения торцов при
осадке. Все образцы, вырезанные из участков трубы,
на которых это время превышало три полупериода тока
(0,03 с), имели дефекты.
Процесс образования контактов-перемычек — случай-
ный процесс, и оплавление деталей подчиняется опреде-
ленным статистическим закономерностям.
Последовательность обновлений металла в любой точке
торцовой поверхности в результате взрыва перемычек
можно рассматривать как поток событий, происходящих
друг за другом в случайные моменты времени, разделен-
ные интервалом to — локальным периодом оплавления.
Например, при оплавлении тонкостенных деталей локаль-
Э4
ный период оплавления имеет нормальный закон рас-
пределения вероятностей и его среднее значение to опре-
деляется в основном толщиной деталей и скоростью их
сближения (рис. 3.11).
Состояние торцовых поверхностей в произвольный
момент оплавления определяется временем, прошедшим
с момента последнего обновления металла в различных
ее точках, т. е. возрастом поверхности h. Его распреде-
ление f (Л) определяется распределением локального пе-
риода оплавления. При оплавлении тонкостенных дета-
лей максимальный возраст поверхности в произволь-
ный момент оплавления с вероятностью, близкой к еди-
нице, не превосходит 2to. Если известно время кристалли-
зации расплавленного слоя и время образования окисной
пленки, то по распределению f (h) можно оценить среднюю
долю поверхности, которая при оплавлении находится
в закристаллизованном состоянии и успевает окисляться.
Распределение интервала времени до очередного обнов-
ления поверхности аналогично распределению возраста
поверхности. В связи с этим распределение f (h) можно
определить также из анализа зазора между торцами при
оплавлении. Максимальный возраст поверхности
= ^3. м/^ОЛЛ>
где Д3 м — максимальный зазор между торцами; гопл —
скорость их сближения.
Зазор между торцами определяется макрорельефом
торцовых поверхностей. Таким образом, при улучшении
рельефа поверхности и увеличении скорости сближения
деталей возраст поверхности уменьшается, что улучшает
подготовку торцов к сварке.
Температура торцовой поверхности деталей в начале
оплавления очень неравномерна (рис. 3.12). По мере
оплавления происходит выравнивание температуры. Сред-
няя температура торцов растет и на них постепенно обра-
зуется слой расплавленного металла. Торцовая поверх-
ность будет покрыта сплошным слоем расплавленного
металла при соблюдении условия: /кр > hM, где t ___
время кристаллизации расплавленного слоя:
f ___ ^р?[(Тр Тпл) с -|- т0]
кр XdTTdi
(3.5)
где 6р — минимальная толщина расплавленного слоя;
dTIdx — градиент температуры у торца (вдоль оси сва-
95
риваемой детали); Тр — средняя температура расплав-
ленного слоя; Тпл — температура плавления металла.
Числитель в уравнении (3.5) — количество теплоты,
на которое уменьшается теплосодержание расплавлен-
ного слоя единичной площади при охлаждении и кристал-
лизации, а знаменатель — теплота, отводимая от торца
в единицу времени за счет теплопередачи.
Рис. 3.12. Схема распределения температуры при сварке оплавлением
в начальной (а) и конечной (6) стадиях процесса
Формирование расплавленного слоя облегчается с уве-
личением скорости сближения деталей и при уменьшении
градиента температуры на торце, а также сильно зависит
от теплофизических свойств свариваемого металла. Тол-
щина расплавленного слоя при оплавлении деталей не-
большого сечения из сталей составляет 0,1—0,3 мм,
а время его кристаллизации 0,02—0,10 с.
§ 4. НАГРЕВ ДЕТАЛЕЙ
Сварка сопротивлением. Контактное сопротивление
оказывает решающее влияние на нагрев деталей в зоне
сварки. В общем балансе теплоты [формула (3.2)] при
сварке сопротивлением доля теплоты, выделяемой на
контактном сопротивлении между деталями, не превышает
10—15%. Однако эта теплота выделяется в узкой при-
контактной зоне за небольшой промежуток времени и вы-
зывает быстрое повышение температуры в этой зоне.
Кроме того, после исчезновения контактного сопротивле-
ния повышенная интенсивность тепловыделения в при-
контактной зоне сохраняется, так как эта зона нагрета
сильнее других участков деталей.
96
Роль контактного сопротивления в концентрации на-
грева в приконтактной зоне возрастает с увеличением
жесткости режима, так как увеличение силы тока повы-
шает интенсивность тепловыделения, а снижение дли-
тельности нагрева уменьшает теплопередачу из прикон-
тактной зоны в глубь деталей. Величина контактного
сопротивления, а следовательно, и ин-
тенсивность тепловыделения в прикон-
тактной зоне определяются начальным
давлением на торцах деталей. При
уменьшении давления возрастает ин-
тенсивность приконтактного источника
теплоты, но в то же время ухудшается
равномерность нагрева деталей по се-
чению.
Неравномерность нагрева деталей по
сечению связана со случайным распо-
ложением участков контактирования на
торцах деталей и является серьезным
недостатком процесса сварки сопротив-
лением. Неравномерность нагрева воз-
растает с увеличением диаметра или
толщины свариваемых деталей и осо-
бенно резко проявляется при сварке
деталей с развитым сечением. Напри-
мер, при сварке полосы из стали СтЗ
сечением 160x3 мм даже через 10 с
после начала процесса перепад тем-
пературы в стыке по его ширине может
превышать 800° С (рис. 3.13). При
сварке деталей большого сечения не-
равномерность нагрева вызывается так-
Рис. 3.13. Измене-
ние температуры в
процессе сварки со-
противлением полос
из стали СтЗ сече-
нием 160Х 3 мм2 (на
расстоянии 1 мм от
плоскости стыка)
же поверхностным эффектом.
Равномерность нагрева деталей по сечению улучшается
при увеличении длительности процесса. Это объясняется
тем, что с увеличением времени нагрева распределение
тока по сечению выравнивается и возрастает роль тепло-
• передачи, которая способствует выравниванию темпе-
ратуры в плоскости стыка. Равномерность нагрева можно
улучшить специальной подготовкой торцов деталей, по-
вышающей равномерность распределения тока по сече-
нию. Например, при сварке труб равномерность на-
грева значительно улучшается при снятии фасок на их
торцах.
4 Б. Д. Орлов
97
При расчете нагрева деталей при сварке сопротивле-
нием используют схему неограниченного стержня, нагре-
ваемого равномерно распределенным неизменяющимся
током и мгновенным плоским приконтактным источником.
Предполагается, что температура деталей выравнена по
сечению, а теплота, генерируемая током за время сварки
на контактном сопротивлении, выделяется в плоскости
контакта мгновенно и затем распространяется вдоль сва-
риваемых деталей. Изменение теплофизических свойств
с температурой описывают линейным соотношением:
— = т£т-(1 +РЛ,
с-у (с-у)0 4 1 г
где рб и (су)0 — удельное электросопротивление и объем-
ная теплоемкость при Т = 0Q С; р — температурный ко-
эффициент возрастания отношения р/су.
Эта схема позволяет достаточно точно рассчитать рас-
пределение температуры в деталях в поздней стадии на-
грева, имеющей наибольший практический интерес.
Температуру Т (х, 0 рабочих участков представляют
суммой двух температур Т (х, 0 — 7\ (0 + Т2 (х, 0,
где 7\ (0 — температура нагрева бесконтактного стержня
неограниченной длины током, работающим на собствен-
ном сопротивлении стержня, линейно возрастающем с тем-
пературой; Т2 (х, 0 — температура нагрева неограни-
ченного стержня мгновенным приконтактным источником.
Температура нагрева стержня током 7\ (0 выражается
экспоненциальным законом:
Ti(0-=y(exp₽wot— 1), (3.6)
где щ0 — 0,24 — /2 — начальная скорость нагрева,
град/с; j — плотность тока, А/см2.
Температуру Т2 (х, 0 определяют по формуле
Тг (х, 0 = —ехр (К/ - ,
су у 4nal X 4dt )
k V Key
где Q, ~ — —общее количество теплоты, вы-
Р/ V O.24f5po/(c7)o
деляемое в контакте за время сварки, отнесенное к еди-
нице площади контакта; с, К, а — средние значения удель-
ной теплоемкости, коэффициента теплопроводности и ко-
эффициента температуропроводности в процессе нагрева.
98
Коэффициент k характеризует интенсивность тепло-
выделения в контакте и зависит от свойств металла и да-
вления. Экспериментально получены следующие значения
коэффициента k: сталь 10 — 2,6—3,0; сталь 45 — 2,0—
2,3; сталь 12Х18Н9Т— 0,07—0,08; алюминий — 0,34—
0,36; медь — 0,14—0,15. Большим давлениям соответ-
ствуют меньшие значения k.
На рис. 3.14 приведена схема распределения темпера-
туры вдоль деталей. При большой установочной длине
распределение температуры ха-
рактеризуется тремя участками:
узкой зоной 1, в которой ска-
зывается местное выделение
теплоты в контакте между де-
талями; равномерно нагретыми
участками 2 и участками 3, на
которых температура посте-
пенно понижается в резуль-
тате теплоотвода в электроды.
Однако при большой устано-
вочной длине в связи с увели-
чением 2/?д возрастает потреб-
ляемая мощность и возникает
опасность потери устойчивости
деталей при осадке. Поэтому
величина /0 обычно не превы-
шает диаметр или толщину сва-
риваемых деталей. В этих усло-
виях теплоотвод в электроды
Рис. 3.14. Схема распределе-
ния температуры вдоль дета-
лей при сварке сопротив-
лением при большой (а) и
малой (б) установочной дли-
не 2/0
может значительно по-
влиять на температурное поле в деталях и температуру
стыка. Охлаждающее влияние зажимов возрастает с уве-
личением длительности нагрева.
В общем случае нагрев при сварке сопротивлением
обеспечивает благоприятное распределение температуры
вдоль деталей, позволяющее осуществить необходимую
Деформацию их торцов при осадке. Однако неравномер-
ность нагрева по сечению и интенсивное окисление тор-
цов при нагреве ограничивают применение сварки сопро-
тивлением деталями относительно малого сечения.
Сварка оплавлением. Характер распределения темпе-
ратуры вдоль деталей оказывает большое влияние на усло-
вия формирования соединений. Во-первых, увеличение
глубины прогрева деталей, снижая градиент температуры
на торцах, способствует формированию жидкого слоя.
Во-вторых, температурное поле в деталях определяет
размер зоны, в пределах которой пластическая деформа-*
ция возможна при сравнительно невысоких давлениях,
и влияет на характер распределения пластической де-
формации в деталях при осадке. В-третьих, распределе-
ние температуры определяет тепловое воздействие на
металл в прпторцовых участках.
/ Главную роль в нагреве деталей при сварке непрерыв-
ным оплавлением играет теплота дОПл [формула (3.3) I,
которая выделяется сварочным током на сравнительно
большом контактном сопротивлении между деталями.
Только часть этой теплоты </оПл обеспечивает прогрев де-
талей; другая часть дйпл теряется с металлом, который
выбрасывается из зазора при разрушении контактов-
перемычек [см. формулу (3.4)]. Теплосодержание опла-
вляемых деталей увеличивается за счет теплоты:
д" — а — Sv усТ,,
“опл “опл ОПЛ» 1’
где S vonjly сТ\ — количество теплоты, уже имеющееся
в нагретых деталях и удаляемое из них с выплавляемым
металлом.
Эффективность нагрева деталей характеризуется тер-
мическим к. п. д. процесса оплавления:
^опл ^опл/^опл’
который растет с уменьшением цопл и 7\ и имеет наиболь-
шее значение в начале процесса (рис. 3.15). В конце про-
цесса при приближении к квазистационарному тепловому
состоянию т]оПЛ = 0, так как при неизменяющемся тем-
пературном поле теплосодержание оплавляемых деталей
остается постоянным и, следовательно, д'опл = 0.
Детали нагреваются также протекающим через них
током. Однако плотность тока в деталях при оплавлении
значительно меньше, чем при сварке сопротивлением, и
доля теплоты, выделяемая током на собственном сопро-
тивлении деталей, обычно незначительна и не превышает
10—15% общего тепловыделения.
Чтобы рассчитать нагрев деталей при оплавлении, не-
обходимо знать либо тепловой поток д'оПЛ, либо среднюю
температуру на оплавляемых торцах в течение всего про-
цесса. Их непрерывное изменение и зависимость от боль-
шого числа факторов, а также перемещение границы опла-
вления в общем случае с переменной скоростью значи-
мо
тельно усложняют расчеты теплового состояния деталей.
Сравнительно простые формулы для технологических рас-
четов получены только для отдельных частных случаев
59 процесса. ч
При оплавлении с постоянной скоростью сближения
деталей температурное поле стремится к квазистацио-
нарному. При квазистационарном процессе распределе-
Рис. 3.16. Распределение температуры
в зоне термического влияния (состоя-
ние близкое к квазистационарному)
при оплавлении стальных пластин:
а — с различной постоянной скоростью;
б — с различными ускорениями (парабо-
лическое оплавление)
ние температуры не за-
висит от времени и
определяется теплофи-
зическими свойствами
свариваемого металла и
Рис. 3.15. Изменение терми-
ческого к. п. д. при оплав-
лении с постоянной скоро-
стью при различных значе-
ниях уопл и t/xx:
/ — 6 В; 2 - 9 В; 3 — 12 В
условиями оплавления. Оценить температурное поле при
квазистационарном процессе можно, используя следую-
щее приближенное решение:
Т (л) — То = (Тпл—То) ехр (- поплх/2а),
где Тпл — температура на Торце, равная при квазиста-
ционарном процессе температуре плавления металла;
7'0 — начальная температура (То «=< 0 при непрерывном
оплавлении и То = ТпоД при сварке с подогревом); а —
коэффициент температуропроводности; х — расстояние
исследуемой точки от оплавляемого торца.
При увеличении скорости оплавления сужается зона
нагрева деталей и увеличивается градиент температуры
У оплавляемых торцов (рис. 3.16, а). При оплавлении ме-
101
таллов с большим коэффициентом температуропроводности
(алюминия, меди, молибдена) зона нагрева расширяется.
Время достижения квазистационарного состояния зависит
от скорости оплавления: чем больше скорость, тем быстрее
наступает теплонасыщение деталей.
< Уменьшение скорости оплавления приводит к увели-
чению глубины прогрева деталей. Однако при уменьшении
скорости ниже определенного критического значения на-
зрев деталей начинает умен:
Г °с
:аеться, что связано с пони-
жением средней темпера-
\дуры торцорГТГри сварке
изделий из углеродистых
сталей
чество
редать
ростн
0,3 мм/с, а при сварке
алюминиевых сплавов ма-
ксимальный нагрев соот-
ветствует скорости оплав-
ления 3—5 мм/с. Критиче-
ская скорость оплавления
уменьшается при увеличе-
нии сечения деталей.
1400
1200
1000
наибольшее коли-
теплоты можно пе-
в детали при ско-
оплавления 0,2—
800
2 10 18 1,мм
Расстояние от стыка
Рис. 3.17. Распределение темпера-
туры в зоне термического влияния
при оплавлении рельсов
(/, II. III — при программном сниже- .——---Z—
вин cL С 6,26 до 3.0, 3.5. 4.5 В; / НагРев деталей суще-
IV— при охх = 6.26 в) /ственно зависит от напря-
-----------------——------------жения источника (/хх. Чем
г ниже напряжение при заданной скорости оплавления,
/ \тем_ выше термический к. п. д. процесса ,'(см. рис. 3.15)
и температур”а оплавленных деталей и их торцов (рис.
3.17). Это объясняется тем, что при уменьшении на-
пряжения увеличивается длительность существования
контактов-перемычек между торцами и, следовательно,
больше теплоты передается в глубь деталей при на-
греве контактов. Кроме того, при меньшем напряжении
уменьшается интенсивность разрушения контактов и
больше расплавленного металла остается на торцах.
Значительное увеличение глубины прогрева деталей
можно получить только при достаточно низких напряже-
ниях, при которых оплавление становится неустойчивым.
LB этом случае устойчивость оплавления обеспечивается
применением специальных регуляторов скорости.
При сварке изделий крупных сечений эффективно при-
менение игнитронных регуляторов напряжения. Во-пер-
102
вых, наличие пауз в протекании тока увеличивает дли-
тельность существования контактов и, следовательно,
усиливает нагрев деталей. Во-вторых, легко осуществить
кратковременное повышение напряжения в периоды,
когда оплавление протекает неустойчиво, т. е. предотвра-
тить короткое замыкание цепи.
Эффективный способ интенсификации нагрева деталей
при оплавлении — способ импульсного оплавления, раз-
работанный в Институте электросварки им. Е. О. Патона.
При импульсном оплавлении на основное поступательное
движение, которое совершает подвижный зажим свароч-
ной машины, накладываются дополнительные колебатель-
ные движения. При этом происходит периодическое
уменьшение зазора между деталями и механическое раз-
рушение контактов.
Механическое разрушение контактов в период их су-
ществования в твердой фазе приводит к значительному
уменьшению объема металла, выплавляемого при взрыве
каждого контакта, и к увеличению интенсивности нагрева
деталей. Кроме того, механическое разрушение контактов
повышает устойчивость оплавления. Применение импульс-
ного оплавления с частотой колебаний 20—35 Гц при
сварке деталей из алюминиевых сплавов, имеющих тол-
щину стенки более 15 мм, позволяет повысить темпера-
туру в зоне термического влияния на 100—150° С по срав-
нению с обычным оплавлением.
При оплавлении часто применяют параболический
закон сближения деталей. С увеличением ускорения k
растет градиент температуры у торцов и сужается зона
нагрева (рис. 3.16, б). Для приближенных технологиче-
ских расчетов нагрева деталей при параболическом опла-
влении можно использовать следующую эмпирическую
формулу:
Т (х) — То = (Тпл — То) ехр [- 0,92 (k/a^x].
Такое распределение температуры, близкое к квази-
стационарному, устанавливается после оплавления деталей
на величину припуска:
л 1,4
т'П (й/^)1/3 *
Если при оплавлении необходимо прогреть зону ши-
риной /д выше температуры Тд, то максимально допусти-
103
мое ускорение /г,пах определяется по следующей фор-
муле:
*Шах = 1.3 Л" (1П Тпл/Тд)3.
При оплавлении часто используют другие законы уве-
личения скорости, отличные от линейного. Они позволяют
получить высокую интенсивность оплавления в конце
процесса при более медленном нарастании скорости в на-
чале оплавления, что повышает его устойчивость. Вне
зависимости от программы изменения скорости ее увели-
чение всегда повышает градиент температуры на торце
и сужает зону нагрева.
Для увеличения глубины прогрева деталей часто ис-
пользуют предварительный подогрев. Он позволяет сни-
зить мощность, необходимую для процесса оплавления,
и облегчает его возбуждение. Подогрев используют также
для управления структурой и свойствами металла в зоне
термического влияния. Подогрев проводят при возвратно-
поступательном перемещении подвижного зажима сва-
рочной машины и включенном источнике тока. Торцы
деталей периодически сдавливают, сварочная цепь замы-
кается и через детали протекает ток. Импульсы тока дли-
тельностью 0,5—4,0 с чередуются с паузами приблизи-
тельно такой же длительности.
Аналогично сварке сопротивлением, при импульсном
подогреве участки контактирования случайно распреде-
ляются по торцовой поверхности деталей и при отдельных
импульсах возможна значительная неравномерность на-
грева по сечению. Паузы между импульсами тока способ-
ствуют выравниванию температуры. Равномерность на-
грева улучшается при увеличении усилия сжатия дета-
лей, так как происходит деформация неровностей и рас-
пределение тока выравнивается по всей площади сопри-
касающихся торцов. При увеличении давления резко
уменьшается контактное сопротивление и теплота выде-
ляется в основном на сопротивлении деталей. При этом
резко возрастает потребляемая электрическая мощность.
При расчете нагрева деталей прерывистый подогрев
током рассматривают как непрерывный подогрев осред-
ненным за все время процесса среднеквадратичным током
с плотностью
/эф /
104
где ytv — суммарная длительность периодов включения
тока*"плотности /; tH — общая длительность прерывистого
подогрева.
Температуру рабочих участкбв представляют суммой
двух температур:
7’(х,0 = т1(0 + Л(^ 0,
где 7\ (t) — температура нагрева бесконтактного стержня
неограниченной длины током плотностью /эф, определяе-
мая по формуле (3.6); Т2 (х, t) — температура местного
Рис. 3.18. Номограмма для расчета местного нагрева деталей в процессе
прерывистого подогрева сопротивлением
нагрева неограниченного стержня длительным прикон-
тактным источником. Температуру Т2 (х, t) определяют
из уравнения
Т2(х, t) =—_____- f exp “7=^’
aV ’ 1 с?К4ла J Е V ° 4al ) Vt
о
где <у2 == 0,24(/к/Эф — мощность контактного источника
теплоты; UK — условное падение напряжения на кон-
105
такте, равное 0,4—0,6 В. Более высокие значения UK
соответствуют малым скоростям движения зажима ма-
шины и большим сечениям свариваемых деталей.
Значение температуры Т2 (х, t) вычисляют с помощью
номограммы (рис. 3.18) через безразмерные параметры
температуры Т2 У XryPw0/^2, расстояния xV fiwja и вре-
мени
Нагрев деталей при оплавлении после прерывистого
подогрева сопротивлением практически не изменяет рас-
пределения температуры в деталях, полученное при подо-
греве, и вызывает значительное повышение температуры
лишь в узкой приконтактной зоне. Поэтому приближенно
можно считать, что распределение температуры к концу
оплавления одинаково с распределением к концу стадии
прерывистого подогрева, а температура торцов равна
температуре плавления металла.
При сварке оплавлением возможна неравномерность
нагрева деталей по сечению, вызванная неравномерностью
оплавления. Неравномерность оплавления связана с на-
правленным характером перемещения металла в зазоре
и проявляется в более интенсивном оплавлении детали
у внешней кромки (по отношению к контуру) и наличии
в этой зоне торцов большего количества жидкого металла.
Неравномерность нагрева резче проявляется при одно-
стороннем токоподводе к деталям.
§ 5. ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ ДЕТАЛЕЙ
ПРИ ОСАДКЕ
?/ Пластическая деформация торцов деталей при осадке
(существенно влияет на качество сварных соединений.
Величина и характер распределения пластической
деформации зависят от природы свариваемого металла,
распределения температуры в зоне сварки и схемы де,-
формации.
Большое влияние на процесс осадки оказывают пла-
стичность металла и его сопротивление пластической де-
формации. Пластичность металла определяет его способ-
ность выдерживать без повреждений значительные де-
формации, необходимые для осуществления сварки, а со-
противление пластической деформации — величину уси-
ЧиДИЯ при осадке.
С повышением температуры пластичность металлов
\обычно повышается, а сопротивление деформации падает.
106
Снижение пластичности может наблюдаться в области
температур, в которой происходят фазовые превращения
и выпадение из твердого раствора дисперсных выделений.
Пластичность снижается также вблизи температуры соли-
дуса из-за ослабления границ зерен в результате выделе-
ния эвтектик, частичного оплавления и др.
Медленная деформация при высоких температурах
сопровождается разупрочнением в результате рекристал-
лизации, а при большой скорости деформации сохраняется
Рис. 3.19. Схема деформации стыка с эпюрами осе-
вых ох, радиальных аг и тангенциальных ох напряжений
наклеп. Поэтому при небольшой скорости рекристаллиза-
ции сопротивление пластической деформации возрастает
с увеличением скорости деформации и вызывает необхо-
димость повышения усилий при осадке.
S' Пластичность металла и сопротивление пластической
деформации в значительной степени зависят от схемы
деформации. В зависимости от положения в стыке металл
деформируется по схемам (рис. 3.19) всестороннего нерав-
номерного сжатия (точка Л), двустороннего сжатия с растя-
жением (точка Б) и двустороннего сжатия (точка В).
Осевое ох и радиальное ог напряжения уменьшаются по
мере приближения к периферии стыка, оставаясь отри-
цательными (сжимающими), а тангенциальное напря-
жение <гс на определенном расстоянии от оси образца
становится положительным (растягивающим). Это при-
водит к раскрытию стыка при осадке тем большему, чем
L Уже 30на нагрева и чем больше скорость осадки. Кроме
107
раскрытия стыка возможно образование продольных тре-
щин, особенно при сварке сопротивлением с большой пла-
. стической деформацией.
Течение металла при пластической деформации сопро-
вождается образованием большого количества дислока-
ций. В местах их сосредоточения скапливаются вакансии,
служащие зародышами трещин. Всестороннее сжатие
металла в зоне соединения уменьшает количество вакан-
сий, уплотняет металл и повышает его пластичность.
Значительное увеличение всестороннего сжатия и тан-
fl)
Й)
Рис. 3.20. Схема деформации
торцов деталей при свобод-
ной осадке (а) и в условиях
принудительного формиро-
вания стыка (б)
генциального напряжения от до-
стигается в условиях принуди-
тельного формирования стыка
Рис. 3.21. Схема формирования соеди-
нения при сварке оплавлением:
а — начальный момент осадки; б — мо-
мент завершения осадки
конструкции, локализующих де-
(рис. 3.20).
в зажимах специальной
формацию в зоне стыка
Степень деформации торцов в зоне стыка характери-
зуется коэффициентом площади knjI [формула (3.1) J.
Величина 1гпл зависит от схемы деформации, ширины зоны
разогрева и распределения температуры вдоль деталей
перед осадкой.
Усилие осадки определяется сопротивлением металла
пластической деформации и приближенно равно
где S — сечение детали; ат — предел текучести при тем-
пературе Т на участке начала деформации; k — коэф-
фициент, учитывающий объемно-напряженную деформа-
щию; k = 1,2-4-1,3.
При уменьшении зоны разогрева и в условиях стеснен-
ной деформации при использовании принудительного
^формирования, необходимое усилие осадки возрастает.
108
Процесс осадки при стыковой сварке оплавлением
। характеризуется следующими основными параметрами: ее
величиной Аос, скоростью осадки пос и давлением осадки рж.
S' Минимальная величина осадки определяется выраже-
нием (рис. 3.21, а):
। Лог = Л3 + 2бр + 2МкР,
% л Д
где А3 — зазор между оплавляемыми торцами; ор —
толщина слоя жидкого металла; Акр — глубина кратеров
1 на оплавленной поверхности.
*—Величина А3 + 2бр обычно не превышает 1—1,5 мм.
Коэффициент k0 зависит от состояния поверхности и ха-
рактера распределения температуры в деталях. Для сгла-
живания неровностей поверхности, удаления и разруше-
ния окисных пленок решающее значение имеет пласти-
ческое течение металла, направленное вдоль поверхности
стыка. При увеличении зоны разогрева деталей величина
осадки, необходимая для получения определенной сте-
пени деформации в стыке, как правило, возрастает. При
небольшой глубине прогрева зона деформации умень-
шается и коэффициент k0 снижается. Увеличение глубины
кратеров и окисление торцов при оплавлении вызывает
необходимость увеличивать k0. Уменьшение неровностей
на торцах при высокой локальной интенсивности опла-
вления или при использовании защитных сред позволяет
уменьшить k0.
При увеличении Аос улучшаются условия удаления
расплавленного металла и окислов из стыка. Однако
чрезмерная осадка может ухудшить свойства соединения,
в особенности его пластичность, в результате резкого
ирсрявления волокон.
/ Скорость осадки оказывает значительное влияние на
формирование сварных соединений. Если скорость осадки
I недостаточна, то увеличивается время закрытия зазора
\между деталями и время самого процесса деформации.^
o'результате" чрезмерного охлаждения металла в стыке
затрудняется удаление и разрушение акисных пленок.
Минимальная скорость осадки определяется их свой-
ствами. При сварке аустенитной сталии минимальная
скорость осадки должна быть в 2 раза вьшгеь чем перлит-
ной (рис. 3.22). Необходимая скорость осадки резко воз-
растает при сварке высокотеплопроводных металлов
(рис. 3.23). Увеличение градиента температуры на тор-
109
цах также вызывает необходимость увеличения скорости
осадки, так как возрастает скорость охлаждения стыка.
Давление осадки — зависимый параметр и опре-
деляется величиной и скоростью осадки, характером на-
грева, природой металла, формой свариваемых деталей
и схемой деформации.
Увеличение жаропрочности свариваемого металла со-
провождается увеличением необходимого давления осадки.
Давление осадки растет и при увеличении градиента тем-
Рис. 3.22. Влияние скорости Рис. 3.23. Зависимость угла изгиба
осадки на ударную вязкость соединения и давления осадки от ее
соединений труб из стали скорости при сварке оплавлением по-
различного класса: лос толщиной 6 мм из сплава АМгб
1 — трубы диаметром 32 мм из
стали 15 ХМ; 2 — то же, из стали
12Х18Н12М2Т
пературы. Из-за большого градиента температуры, свя-
занного с высокой скоростью оплавления, при сварке вы-
сокопластичных металлов (меди, алюминия) необходимое
давление осадки велико (15—40 кгс/мм2). Повышение
скорости осадки при сварке алюминиевых сплавов при-
водит к уменьшению давления (рис. 3.23). Это объясняется
тем, что при большой скорости осадки деформирование
осуществляют при более высоких температурах.
Для лучшего формирования соединения и снятия на-
клепа часть осадки проводят при включенном токе. При
этом уменьшается скорость кристаллизации металла на
поверхности наиболее глубоких кратеров и облегчается
деформация неровностей. Для увеличения длительности
осадки под током целесообразна ступенчатая осадка, ко-
торую проводят в два этапа: на первом этапе на величину
20—30% общего припуска с большой скоростью, на вто-
110
рОМ — при пониженной скорости. Ток выключают на
втором этапе. Выключение тока до закрытия зазора между
деталями при осадке недопустимо, так как это приводит
к окислению и образованию дефектов в стыке.
§ 6. ДЕФЕКТЫ СОЕДИНЕНИЙ И ПРИЧИНЫ
ИХ ОБРАЗОВАНИЯ
Стыковая сварка оплавлением при соблюдении опти-
мальных параметров процесса позволяет получать свар-
ные соединения, близкие по прочности и пластичности
к основному металлу (рис. 3.24). Однако различные воз-
мущающие воздействия могут вызвать отклонение усло-
вий формирования соединений от оптимальных и появле-
ние дефектов в стыке и околошовной зоне, резко ухуд-
шающих свойства соединений.
При анализе причин появления дефектов в стыке необ-
ходимо, с одной стороны, учитывать условия подготовки
торцовых поверхностей к сварке при оплавлении, а с дру-
гой — условия формирования соединений в процессе пла-
стической деформации при осадке.
Недостаточный и неравномерный нагрев торцов, пре-
ждевременная кристаллизация на отдельных участках
слоя жидкого металла и окислов, повышенное окисление,
связанное с недостаточной локальной интенсивностью
оплавления, и образование глубоких кратеров способ-
ствуют появлению дефектов в стыке.
Наиболее характерный и опасный дефект в стыке —
непровар —окисная пленка, не выдавленная из стыка при
осадке. Непровар уменьшает пластичность соединения.
В изломе соединений с низкой пластичностью обычно
имеются участки с окисными включениями (рис. 3.25, б).
Вероятность образования непровара возрастает при
сварке легированных сталей и сплавов, содержащих эле-
менты, образующие тугоплавкие окисли, которые в мо-
мент осадки находятся в твердом состоянии. Выдавлива-
ние таких окислов из стыка возможно только при наличии
на оплавленных торцах слоя расплавленного металла.
Если слой жидкого металла отсутствует, то окисные
пленки остаются в стыке после осадки, и получить до-
статочно высокие пластические свойства соединения
можно только путем использования больших пластиче-
ских деформаций, приводящих к дроблению окисной
пленки.
111
В изломах дефектных соединений из низкоуглероди-
стсй стали в зоне «склеек." или «матовых пятен»
(рис. 3.26, а) окисные включения имёют скругленные гра-
ницы и почти не имеют разрывов. Это связано со способ-
Рис. 3.24. Макроструктуры
сварных соединений:
а — сварка сопротивлением
прутка из иизкоуглеродистой
стали диаметром 10 мм; б —•
сварка оплавлением прутка из
иизкоуглеродистой стали диа-
метром 10 мм; в — сварка оп-
лавлением с подогревом заготов-
ки сечением 25X65 мм2 из жа-
ропрочного сплава ХН77ТЮ;
г — сварка непрерывным оплав-
лением в аргоне полосы сече-
нием'1,2Х80 мм’ из сплава ОТ4; д — сварка оплавлением с прину-
дительным формированием стыка при осадке заготовки сечением
10 000 мм* из сплава AMrG
ностью окислов железа, отличающихся сравнительно не-
большой температурой плавления, растекаться в пло-
скости стыка при осадке. Иной характер окисных вклю-
чений наблюдается при сварке аустенитной стали. При
пониженной пластичности соединения дефектные участки
излома также покрыты окисными пленками (рис. 3.26, б).
Однако эти окислы тугоплавкие и хрупкие, в процессе
112
Рис.i 3.25. Изломы сварных соединений:
а — с высокими механическими свойствами (сплав ВТ14, Х5); б — с низ-
кой пластичностью из-за окисных включений (сплав ХН77ТЮ);
в —с низкой пластичностью из-за перегрева (сплав ВТ14, Х5)
Рис. 3.26. Электронные мик-
рофрактограммы изломов со-
единений, сваренных оплав-
лением, с окисными вклю-
чениями:
а — сталь Ст20, X 10 000; б
сталь 12Х18Н9Т, значительное
окисление» X 50 000; в — то же,
небольшие включения, Х50 ООО
113
пластической деформации они растрескиваются на от-
дельные фрагменты. Мелкие окисные включения разоб-
щенного типа не вызывают недопустимого снижения пла-
стичности соединений (рис. 3.26, в). Пониженная пластич-
ность соединения может быть связана также с тем, что
на отдельных участках стыка не образовались общие
зёрна, хотя окисные пленки отсутствуют. Причина такого
непровара — недостаточные местный нагрев и пластиче-
ская деформация металла.
В связи с тем что удаление и разрушение окисных
пленок облегчается при наличии расплавленного металла
Рис. 3.27. Усадочные дефекты
в стыке, полученном сваркой
оплавлением (сплав АМгб, X 100)
Рис. 3.28. Рыхлость в около-
стыковой зоне при сварке оплав-
лением стали, Х500
на торцах, параметры оплавления следует выбирать с уче-
том обязательного выполнения условий существования
сплошного слоя жидкого металла к началу осадки.
При недостаточной осадке в местах глубоких кратеров
в стыке может оставаться невытесненный литой металл
в виде линз 1 (см. рис. 3.21, б). Кристаллизация металла
в линзах сопровождается образованием усадочных дефек-
тов (рис. 3.27). При недостаточной осадке усадочные рых-
лоты могут образовываться и в околостыковой зоне на
участке твердо-жидкого состояния (рис. 3.28).
При осадке не только удаляется расплавленный и пере-
гретый металл с окислами из стыка, но также пластиче-
ски деформируется металл в околошовной зоне. Пласти-
ческая деформация может улучшить свойства этой зоны,
например в результате измельчения структуры; однако
при сварке металлов с резко выраженной анизотропией
свойств чрезмерная осадка может привести и к ухудше-
нию работоспособности соединения в результате искривле-
114
ния волокна в области стыка. Строчечность структуры и
обогащение прослоек между волокнами примесями, умень-
шающими температуру плавления, могут вызвать при
чрезмерной осадке расслоения (рис. 3.29) и образование
горячих трещин.
Перегрев металла при оплавлении и осадке под током
вызывает резкое укрупнение зерна и снижение пластич-
ности соединения (рис. 3.25, в).
В зависимости от природы свариваемого металла ухуд-
шение свойств сварного соединения может произойти
также в результате неблагоприятных структурных изме-
нении в околошовной зоне
под воздействием термомеха-
нического цикла сварки.
Анализ причин образова-
ния дефектов показывает,
что для получения оптималь-
ных условий формирования
соединений при стыковой
сварке оплавлением необхо-
димо обеспечить:
1) к концу оплавления
равномерный нагрев торцов и
оптимальное распределение
температуры в деталях, ко-
Рис. 3.29. Расслоения между
волокнами при сварке сплава
АМгб
торое определяется исходя из анализа существования
расплавленного слоя металла на торцах, деформации де-
талей при осадке и структурных изменений в околошов-
ной зоне в результате термомеханического цикла сварки;
2) в конечной стадии оплавления высокую локальную
интенсивность процесса, необходимую для предупрежде-
ния окисления торцов и формирования сплошного слоя
жидкого металла;
3) деформацию торцов с достаточно большой скоростью,
предупреждающей преждевременное остывание металла
торцов и застревание окислов в стыке. Величина деформа-
ции должна обеспечивать определенное растекание ме-
талла в плоскости стыка, необходимое для выдавливания
перегретого и окисленного металла и разрушения твердых
окисных пленок.
Если первые два условия не выполняются, то про-
цесс формирования соединения приближается к сварке
сопротивлением. В этом случае необходимая деформация
при осадке значительно увеличивается.
115
Глава 4
ОСОБЕННОСТИ СВАРКИ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
И ОСНОВЫ ВЫБОРА РЕЖИМОВ
Свариваемый контактной сваркой металл подвергается
своеобразному термомеханическому воздействию (ТМВ),
вызывающему протекание ряда сопутствующих процес-
сов, определяющих в конечном счете свойства и надеж-
ность сварных соединений. Чувствительность металлов
к указанным процессам, склонность к неблагоприятным
изменениям свойств соединений (пластичности, прочности,
плотности металла, коррозионной стойкости и т. п.)
определяется понятием свариваемости. Это понятие обычно
служит для качественной оценки свойств соединений, по-
лученных при сварке данного металла тем или иным ме-
тодом. v
В ряде случаев можно рассматривать и количественные
сравнительные показатели по отношению к исходным
свойствам металла или сплава (относительная прочность,
пластичность и т. д.). При этом следует учитывать влия-
ние геометрического фактора, например нахлестки (под-
реза), при точечной и шовной сварке.
При оценке свариваемости нужно иметь в виду сле-
дующие особенности точечной и шовной сварки:
1. Химический состав металла литой зоны не меняется,
так как расплавленный металл надежно изолирован от
взаимодействия с атмосферными газами.
2. Высокое давление в зоне сварки практически исклю-
чает возможность образования и развития газовой пори-
стости.
3. Усилие сжатия и напряженное состояние можно
изменять в весьма широких пределах, что дает возмож-
ность избежать появления трещин и другого рода несплош-
ностей в металле шва и околошовной зоны.
4. Точечной и шовной сваркой обычно соединяют де-
тали из одного и того же сплава (например, обе детали из
ЗОХГСА) или из сплавов на основе одного металла (на-
пример, одна деталь из ЗОХГСА, другая из Ст1кп). Сварка
деталей из разнородных металлов, несмотря даже на ма-
лое отличие в теплофизических свойствах (алюминиевые
и магниевые сплавы, титановые сплавы и коррозионно-
стойкая сталь) и отсутствие затруднений в формирова-
нии общего ядра, очень часто приводят к возникновению
(весьма хрупкого соединения.
' Это объясняется тем, что согласно диаграмме состоя-
ния большинство металлов образуют при высоких темпе-
ратурах ряд интерметаллических соединений, обладаю-
щих очень малой пластичностью. Возникновение таких
соединений в металле ядра идет с чрезвычайно большой
скоростью и даже при жестких режимах сварки не удается
избежать их появления. Лишь в отдельных случаях,
когда по диаграмме состояния наблюдается существование
непрерывного ряда твердых растворов (например, для
сочетания металлов никель—сталь, титан—цирконий,
титан—ниобий), можно получить соединение разнородных
металлов с удовлетворительными свойствами.
Степенью изменения свойств соединений можно упра-
влять, комбинируя параметры режима сварки. Для каж-
дого конкретного металла можно найти некоторый оп-
тимальный режим, наиболее благоприятную программу
нагрева и усилия, которая обеспечивала бы наилучшую
свариваемость.
Определенное представление о характере структуры и
свойствах соединений можно получить, используя диа-
граммы состояния сплавов в неравновесных условиях,
например диаграммы анизотермических превращений. Су-
ществующие конструкционные материалы удобно разде-
лить на несколько групп, отличающихся физико-хими-
ческими свойствами (табл. 4.1). Анализируя свойства'^
Материалов и характер их изменения в процессе сварки,
можно установить основные требования к параметрам J
ь^ежцма (табл. 4.2). ________________„ у
^"“Величина удельнД и~ электросопротивления при”ком~’
иIатной температуре р0 в значительной степени определяете <
необходимую величину сварочного тока.} Чапрнмерт1 гтрт / 7
f е»арке_тн.1<. ’цинп.ч i>piixjou;.ioi м/е^с. снл’л тика._ •
Наоборот, при соединении сплавов алюминия требуются
большие силы тока.
Коэффициент теплопроводности X и связанный с ним
коэффициент температуропроводности а оказывают влия-
ние на степень рассеивания теплоты вне зоны плавления
и, в частности, на температуру в контакте электрод—де-
таль и ширину зоны термического влияния. Так, при
точечной сварке сплавов магния и алюминия — металлов
с высокой теплопроводностью ширина этой зоны может
117
00
Таблица 4.1
Физико-химические и механические свойства конструкционных материалов
Физико-химические свойства Механические свойства
Группа, подгруппа и сплавы представители S о О 0 ’ 5 г-град град 1Л кри- ации, °C 1тель- ТМВ н о S Я Я кгс/мм2
О а й <£ я я S ч ь А t- 8* S ч «ё 2 к а л/см8 я 2 сх Е О) 5 fc л ЧуВСТВ!: ность К S = С е ч с ч е ь о о 04 я ь jWW/XIM Do 2 и о &
1. Низкоуглеродистые стали ....... 13 1530 11,5-IO"® 0,15 0,85 1530-1510 м С 1424 18 ^600 9О$оо
2. Низколегированные и среднеуглеродистые стали (ЗОХГСА) . . . 21 1480 12,3-10'в 0,094 0,85 1480—1350 Б с (FeO) 90 5О65О 806S0
3. Легированные стали и сплавы: а) коррозионностой- кие и жаропроч- ные стали (12Х18Н10Т) 75 1440 15,5-IO’6 0,039 0,85 1440—1380 М Б 2275 20 ^900 6O,o(i
б) жаропрочные сплавы (ХН75МБТЮ) 90 — 13,5- 10-е 0,032 — С Б — 40 40воо
в) сплавы повышен- ной жаропрочно- сти (ВЖ98) . . . У* 120 1400 12,7-IO'6 0,023 — — С Б — 35 25goo 45 goo
Физико-химические свойства
Группа, подгруппа S и град
и сплавы представители S р Я
О а
S и £ и
S
о. 8* £
4. Титановые сплавы
(ВТ5) 5. Алюминиевые сплавы: 100 1700 9,6-IO'6 0,01-8
а) малопластичные
сплавы системы
А1—Mg (АМгб) б) высокопрочные 7,1 620 22,0-10-’ 0,25
термоупрочнен- ные сплавы (Д16АТ) .... 7,3 633 0,30
в) пластичные спла-
вы (АМц) . . . 4,2 654 —— 0,38
6. Магниевые сплавы
(МА2-1) 7. Медные сплавы (ла- 12 632 — 0,23
тунь Л62) 8,0 905 20,6-10-’ 0,26
Примечание. M — малое, С — среднее, Б — большое.
to
Продолжение табл. 4.1
Механические свойства
CV кал/см3-град Интервал кри- сталлизации, °C Чувствитель- ность к ТМВ Плотность пленки Гпл пленки, °C S S и (. о О от я ъ °s. Т °C»* кгс/мм2 О'* и о &
0,50 1700—1680 м Б 1840 65 17б00 on
0,56 620—550 м Б 2030 16 2,74Оо 404 оо
0,56 633—502 с Б — 28 2»2400 704 оо
0,56 654—633 м Б — 5 11^400 ЮО4ОО
0,41 632—565 м М 2800 15 1,9100 1 ОО4 00
0,76 905—890 м С 1230 47 К *-*600 50аоо
Об!
Титановые сплавы Сплавы обычной и повышенной жа- ропрочности Низколегированные и среднеугле- родистые стали Легированные стали и сплавы, коррозионностойкие и жаро- прочные стали Низкоуглеродистые стали .... Группы и подгруппы сплгвов
3 3 3 о 3 шва По1 пр И 01
3 3 3 о 3 околошовной зоны Ц 9 л> s а
3 3 3 ст 3 Снижение пластичности со- единения
3 ст о О 3 Чувствительность к выпле- скам
3 3 3 3 3 Склонность к взаимодействию в контакте электрод—деталь и износу электродов
3 о 3 СТ 3 Склонность к образованию рыхлот и трещин
3 3 3 п о Значения тока
о СТ о ст о Длительность импульса
3 ст tn о 3 Сварочное усилие
* * * ч * Ковочное усилие
о о о Плавное нарастание тока
о о н о Подогрев до сварки
с о —1 о Подогрев после сварки
о о о я о Термообработка после сварки
Показатели свариваемости и требования к режимам точечной и шовной сварки
1ST
Примечание. М — малое, С — среднее, Б — большое, О — отсутствует (не требуется), Ж — желательно, Т — тре-
буется, * — при сварке толщины свыше 2 — 3 мм.
Медные сплавы Магниевые сплавы пластичные, упрочняемые на- гартовкой высокопрочные термоупроч- ненные системы А1—Mg Алюминиевые сплавы: Группы и подгруппы сплавов
S о п S шва = я о о тз 2
S S s S S околошовной зоны геря оч- сти
S S s S S Снижение пластичности со- единения
о S s о о Чувствительность к выпле- скам
СП СП о о о Склонность к взаимодействию в контакте электрод—деталь и износу электродов
п 01 S 01 о Склонность к образованию рыхлот и трещин
01 01 от 01 от Значения тока
s s S s о Длительность импульса
п s S п 01 Сварочное усилие
# н * н Ковочное усилие
о о о о Плавное нарастание тока
о о о о * Подогрев до сварки
о о о * Подогрев после сварки
о о о о о Термообработка после сварки
Продолжение табл. 4.2
быть весьма значительной. Снижение потерь теплоты и
уменьшение ширины зоны термического влияния дости-
гаются при использовании жестких режимов сварки.
Температура ликвидуса (Тлнкв) сплава влияет на не-
обходимые затраты теплоты (силу тока и длительность
импульса), а также температуру в контакте электрод—
деталь и, таким образом, на интенсивность процессов
массоиереноса в указанном контакте.
•/(2 увеличением коэффициента линейного расширения az
и температуропроводности повышается склонность ме-
талла к короблению. В наименьшей степени подвержены
I короблению титановые сплавы. Степень коробления мо-
I жет быть снижена при применении цикла с ковочным уси-
хгшеди
Интервал кристаллизации и связанный с ним темпе-
ратурный интервал хрупкости- влияют на склонность к
образованию горячих трещин. Особенно чувствительны
к этим процессам высоколегированные сплавы, например
сплав Д16. Для предупреждения возникновения дефектов
рекомендуется поддерживать достаточное давление на
металл во время его кристаллизации путем повышения
усилия (ковка).
Предел текучести as и пластичность металла, например
относительное сужение ф, определяют интенсивность пла-
стической деформации и склонность металла к выплеску.
Наиболее пластичными в условиях точечной и шовной
сварки представляются легкие — алюминиевые, магние-
фзые и титановые сплавы.
v Наибольшим сопротивлением деформации и большой
чувствительностью к выплеску отличаются жаропрочные
стали и сплавы. Степень пластической деформации повы-
шается при увеличении усилия сжатия и продолжитель-
ности импульса (смягчение режима), а также при исполь-
зовании подогрева.
Плотность поверхностной окисной пленки влияет на
тепловыделение в контактах и интенсивность взаимодей-
ствия металлов в контакте электрод—деталь. Это свой-
ство сплавов определяет требования к предварительной
подготовке поверхности деталей, чистоте зачистки элек-
тродов и роликов. Так,, алюминиевые сплавы, на поверх-
ности которых образуется плотная окисная пленка, обя-
зательно требуют предварительной подготовки. Магние-
вые сплавы с рыхлой пленкой весьма чувствительны к взаи-
модействию с металлом электродов.
122
Наиболее чувствительны к термическому циклу упроч-
няемые закалкой конструкционные стали, например сталь
ЗОХГСА. Сварку алюминиевых сплавов для уменьшения
разупрочнения и снижения активности металла в контакте
электрод—деталь рекомендуется вести на жестких режи-
мах. Коррозионностойкие стали, нестабилизированные
введением карбидообразующих элементов (титана или
ниобия) для предупреждения обеднения границ зерен
Т — температура в зоне соединения; /п— время
паузы
хромом и возникновения вследствие этого склонности
к межкристаллитной коррозии, целесообразно сваривать
на более жестких режимах.
В свете изложенных данных, наиболее рациональным
(идеальным) для всех сплавов представляется следующий
график — программа по усилию и току при точечной и
шовной сварке (рис. 4.1). По этом программе применяют
три импульса тока для подогрева, сварки и замедления
охлаждения металла. Скорости нарастания подогреваю-
щего и сварочного импульсов, а также пауза между ними
должны быть определенными. Весьма важный параметр
также — величина паузы между сварочным и замедляю-
щим охлаждение импульсами тока, так как она влияет
на скорость охлаждения и, следовательно, на окончатель-
ную структуру металла.
График по усилию характерен предварительным об-
жатием металла для формирования начального контакта
123
и ликвидации зазоров; сварочным усилием, плавно нара-
стающим в определенном соответствии с током, и ковоч-
ным усилием, прикладываемым сразу после окончания
сварочного импульса. Однако на практике в зависимости
от чувствительности металла к термомеханическому циклу
указанную программу упрощают, используя чаще всего
одноимпульсный режим по току и цикл со сварочным и
ковочным усилием (в случае шовной сварки — без ко-
вринагл усилия).
При оценке технологической свариваемости металлов
при стыковой сварке необходимо учитывать их отношение
к основным процессам, протекающим в зоне сварки и око-
лошовной зоне.
Изменения свойств металла в зоне сварки связаны
с изменениями химического состава, макро- и микрострук-
туры, которые происходят в результате термического
цикла сварки, пластической деформации и взаимодей-
ствия нагретого металла с окружающей средой.
Изменение состава металла в зоне стыка может проис-
ходить в результате: испарения элементов (например,
цинка из латуни и магния из алюминиевомагниевых спла-
вов); взаимодействия с кислородом и азотом воздуха;
удаления из зоны сварки при осадке относительно легко-
плавкого расплава, богатого легирующими элементами и
примесями (например, при стыковой сварке оплавлением
стали в стыке понижается содержание серы и углерода).
Наибольшее практическое значение имеют процессы
окисления. Окислы, остающиеся в стыке, резко понижают
механические свойства соединений. Продукты реакции
окисления в зависимости от химического состава свари-
ваемого металла и температуры торцов могут находиться
в газообразном, жидком или твердом состоянии. Летучие
окислы не препятствуют формированию соединения. На-
пример, при сварке углеродистой стали в результате окис-
ления углерода образуется летучий окисел СО. Окись
углерода, являясь восстановителем железа, уменьшает
его окисление.
При сварке легированных сталей из-за наличия эле-
ментов, обладающих большим сродством к кислороду,
чем углерод, реакция образования СО подавляется, и
происходит образование окисных плёнок.
Наибольшую опасность представляют твердые окислы,
так как их трудно удалить из зоны сварки при осадке.
Тугоплавкие окислы образуются также при сварке жаро-
124
прочных сплавов и сталей, легированных хромом, алю-
минием и кремнием.
Наличие жидкого металла на торцах при сварке опла-
влением способствует удалению и разрушению окисных
пленок. Толщина и свойства жидкого слоя металла (жид-
котекучесть, теплоемкость и др.) оказывают большое влия-
ние на удаление окислов. Увеличение толщины и жидко-
текучести расплавленного слоя металла, снижение ско-
рости его кристаллизации облегчают удаление окислов.
Наоборот, при небольшой толщине слоя и быстрой его
кристаллизации удаление окислов затрудняется.
Например, при оплавлении алюминия разрушение кон-
тактов происходит более интенсивно, чем при оплавлении
стали; количество расплавленного металла, которое удер-
живается на поверхности торцов, значительно меньше.
Высокая теплопроводность алюминия приводит к быстрой
кристаллизации расплавленного слоя. Поэтому при опла-
влении алюминия отдельные участки торцовой поверх-
ности находятся в твердом состоянии. Удаление и разру-
шение окисных пленок на таких участках возможно только
при значительной пластической деформации в результате
осадки.
Механические свойства соединений могут снижаться
в связи с растворением кислорода и азота в металле тор-
цов (например, при сварке титановых сплавов, молибдена
и пр.).
При сварке стали в зоне стыка наблюдается снижение
содержания углерода — образуется обезуглероженная
полоска с пониженной твердостью (рис. 4.2, а). Обезугле-
роживание стыка связано с выдавливанием при осадке
металла, находящегося в жидком и твердо-жидком состоя-
нии и обогащенного углеродом, и с выгоранием углерода.
Ширина полоски уменьшается при сокращении длитель-
ности нагрева, увеличении осадки и уменьшении окисле-
ния. Длительная термообработка устраняет неравномер-
ное распределение углерода..
Макро- и микроструктура зоны сварки определяется
условиями ее нагрева и пластической деформации.
В зоне стыка при сварке оплавлением возможно обра-
зование различного рода дефектов, характерных для
литой структуры (усадочные рыхлоты, раковины, горячие
трещины). Сплавы с большим интервалом кристаллиза-
ции и повышенной жаропрочностью особенно чувстви-
тельны к образованию таких дефектов. Понижать меха-
125
нические свойства сварного соединения и, в первую оче-
редь, его пластичность может также искривление волокон
в зоне сварки.
Чрезмерный рост зерна и быстрое охлаждение стыка
при сварке углеродистых сталей часто сопровождается
образованием видманштеттовой структуры (рис. 4.2, 6),
при которой избыточный феррит выделяется параллель-
ными пластинками внутри зерен аустенита, что снижает
Рис. 4.2. Микроструктура
зоны стыка:
а — обезуглероженная зона в
стыке (Х70) при сварке перлит-
ной стали; б — видманштеттова
структура (Х300); в — игольча-
тая cz'-фаза при сварке сплава
ОТ4 (Х500)
пластичность сварного соединения. Видманштеттова
структура устраняется термообработкой с перекристал-
лизацией (нормализацией или отжигом).
При продолжительном нагреве стали до температуры,
близкой к солидусу, возможен ее пережог, при котором
происходит оплавление и окисление границ зерен аусте-
нита. Пережог резко снижает пластичность соединений
и не устраняется -термообработкой.
При сварке сталей, склонных к закалке, в зоне стыка
возможно образование мартенситной структуры. Харак-
терная игольчатая структура мартенсита образуется
в стыке и при сварке большинства титановых сплавов
(рис. 4.2, в). Причем, увеличение зерна, вызванное более
длительным пребыванием металла стыковой зоны при
126
высоких температурах, сопровождается образованием
более грубой мартенситной структуры.
Изменение свойств металла в околошовной зоне про-
исходит в результате термомеханического цикла сварки
и зависит от состава металла и предшествующей термиче-
ской и механической
обработки.
Характерными на-
рушениями макро-
структуры в около-
шовной зоне на уча-
стках, примыкающих
к стыку, являются
значительный рост
зерна, образование
усадочных рыхлостей
(в зоне частичного
расплавления), рас-
слоение металла. Ве-
роятность образова-
ния усадочных рых-
Рис. 4.3. Распределение
температуры и твердости
в околошовной зоне при
сварке:
а — отожженной закаливаю-
щейся стали; б — той же
стали в закаленном и отпу-
щенном состояниях; в — ие-
вакаливающейся холоднока-
таной стали
лостей возрастает с увеличением температурного интер-
вала кристаллизации свариваемого металла, а расслое-
ний — с увеличением строчечное™ структуры. При сварке
алюминиевых сплавов (например, АМгб) в околошовной
зоне возможно образование несплошностей, обусловленных
повышенным содержанием водорода в металле.
На изменения структуры и свойств металла в около-
шовной зоне решающее влияние оказывают фазовые пре-
вРащения (перекристаллизация в перлитной стали, рас-
творение упрочняющих фаз в алюминиевых сплавах и др.).
оПлРри сварке закаливающихся сталей (например,
блгСА) в отожженном состоянии на участках околошов-
Ои зоны, нагреваемых при сварке выше температуры
127
Таблица 4.3
Показатели свариваемости и требования к режимам стыковой сварки оплавлением
Группа сплавов Потеря прочности Снижение пластич- ности Склонность к обра- зованию непрова- ров Склонность к обра- зованию рыхлот и трещин Значение плотно- сти тока щ Ч Я та Ч С о л и о О. О к * 5 CJ S Давление осадки Скорость осадки Подогрев до сварки Защитная среда Термообработка 1 после сварки 1
я я 3 околошов- ной ЗОНЫ
Низкоуглер.одистые стали м м м м м с м - м м О О о
Среднеуглеродистые и низколеги- рованные стали м с Б м Б с с с с ж О ж
Углеродистые стали м с Б м Б с м с с О О ж
Коррозионностонкие и жаропроч- ные стали м м •М . с . м с с с с О О О
Жаропрочные сплавы м м . М Б Б . с Б. b ж Ж О
Титановые сплавы м м м С М с Б М с О Ж О
Алюминиевые сплавы: упрочняемые термообработ- кой . . с м м Б Б Б Б Б Б О О ж
упрочняемые нагартовкой м м м Б М Б Б Б Б О О О
Медные сплавы м м м С М Б Б Б Б О О О
Примечание. М — малое, С — среднее, Б — большое, О — отсутствует (не требуется), Ж — желательно.
начала перекристаллизации наблюдается повышение
твердости и снижение пластичности в результате закалки
(рис. 4.3, а). При сварке стали в закаленном и отпущенном
состоянии на участках околошовной зоны, нагреваемых
выше температуры отпуска Тотп, но ниже температуры
перекристаллизации, наблюдается местное разупрочне-
ние (рис. 4.3, б). При сварке термически упрочненных
алюминиевых сплавов и металлов, упрочненных наклепом,
в околошовной зоне наблюдается разупрочнение. Напри-
мер, при сварке холоднокатаной незакаливающейся стали
разупрочняется зона, нагреваемая выше температуры воз-
врата Гво3 (рис. 4.3. в).
В табл. 4.3 приведены показатели свариваемости и тре-
бования к режимам стыковой сварки оплавлением различ-
ных металлов.
Б • Д. Орло|
5
Глава 5
ТОЧЕЧНАЯ И ШОВНАЯ СВАРКА
§ I. ТЕХНОЛОГИЯ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКИ
1. Типы сварных соединений и узлов
Точечной и шовной сваркой обычно соединяют детали
толщиной 0,05—6 мм. Однако яот диапазон иногда
расширяется от 10 + Ю мкм (в микрорадиоприборах) до
30 + 30 мм (при изготовлении крупных стальных балок,
рам). Детали под сварку изготовляют из листовых метал-
лов, прессованных полуфабрикатов (труб, профилей),
литых, кованых, обработанных резанием, размерным хи-
мическим травлением.
Выбор того или иного способа сварки определяется
толщиной и металлом деталей, конструкцией узла, масш-
табом и характером производства, предъявляемыми тре-
бованиями к качеству соединений и производительности
процесса.
Соединения, выполненные точечной сваркой, в напра-
влении нахлестки обычно негерметичны. Они обеспечивают
лишь необходимую прочность узла. Иногда точки ставят
с перекрытием литого ядра (на 40—60%). Тогда шов ста-
новится герметичным. Однако для получения герметич-
ных швов чаще применяют шовную сварку с таким же
перекрытием точек. Иногда на шовных машинах выпол-
няют точечные соединения.
3 большинстве случаев применяют' двустороннюю
сварку. При ограниченном доступе к узлам используют
одностороннюю точечную и шовную сварку. С целью по-
вышения производительности и уменьшения коробления
широко применяется многоточечная, а также рельефная
сварка.
Основной тип соединения — нахлесточное (рис. 5.1).
Оно должно быть спроектировано с учетом специфики
точечной и шовной сварки из металла с хорошей свари-
ваемостью, при строгом соблюдении номинальных раз-
меров литого ядра, ширины шва, шага между течками,
величины нахлестки (табл. 5.1).
130
Таблица 5.1
Размеры точечных и шовных соединений, мм
i П сс о ЙЕ эго ядра Минималь- ная нахлест- ка при однорядном Минимальный технологический шаг
точек
шве
ЕС О <0 S
Толщина 1 талн б Диаметр л 4я. ном Ширина ш: Легкие сплавы * Стали, тя тановые сплавы Легкие сплавы Низколеги- рованные стали КоррОЗИОН' нестойкие, жаропроч- ные стал и сплавы
0,3 2,5+1 2,0+1 8,0 6 8 7 5
0,5 3,0+1 2,5+1 10,0 8 И 10 7
0,8 3,5+1 3 )+1 10—12 10 13 11 9
+о 4.0+1 _3,5+1 12—14 12 14 12 10
Г.2 5,0 +‘1 4,5+1 14—16 13 15 13 11
1,5 6,0+1 5,5+1 16—18 14 20 14 12
2,0„ 7,0+1,5 6,5+1,5 18—20 16 25 18 14
2,5 3,0+1,5 7,5+1,5 20—22 18 30 20 16
3,0 9,0+1,5 8,0+1,5 24—26 20 35 24 18
3,5 10+2 9,0+1,5 26—28 22 40 28 22
4,0 11+2 10,0+1,5 28—30 26 45 32 24
4,5 12+2 И,0+1,5 32—34 30 50 36 26
5,0 13+2 12,0+1,55 34—36 34 55 40 30
5,5 14+2 13,0+1,5 36—38 38 60 46 34
6,0 15+2 14,0+1,5 38—43 44 65 52 40
* Большие значения — для точечной сварки, меньшне — для шовной. *
Величину проплавления А = о/б 100% определяют
(рис. 5.1) для каждой из соединяемых деталей отдельно.
Она должна находиться в интервале 30—80%. При сварке
деталей разной толщины допускается проплавление тон-
кой детали не менее 20%. Уменьшение проплавления сни-
жает надежность соединений.
Глубину отпечатка определяют как С = с/б 100 %
(рис. 5.1, а), она не должна превышать 15—20%. При
сварке деталей с соотношением толщины более 1 : 2
глубина вмятины может достигать 20—25%. Минималь-
ный шаг выбирают с учетом шунтирования тока в пре-
дыдущую точку.
Величина нахлестки Ьн представляет собой ширину
плоской части соединяемых деталей без радиусов изгиба
ее элементов (рис. 5.1). Чем выше тепло-и электропро-
одиость металла, тем больше должны быть шаг между
ками и величина нахлестки. Например, при сварке
131
алюминиевых сплавов нахлестка примерно на 20% больше,
чем на сталях. При точечной и шовной сварке двухряд-
ным швом или сопряжении трех и более деталей нахлестка
увеличивается на 25—35%.
Узлы, соединяемые точечной и шовной сваркой, по кон-
структивному признаку можно разделить на несколько
Рис. 5.1. Основные типы нахлесточных соединений;
а — рабочие с подсечкой и без подсечки нахлестки; б — свя-
зующие
групп (рис. 5.2): различные емкости типа тел вращения (а),
слегка изогнутые или плоские панели (б, в), узлы сложной
пространственной формы (г, д).
Для повышения жесткости обшивку обечаек и конусов
подкрепляют обычно силовым набором из поперечных
шпангоутов и продольных стрингеров. Герметичные сое-
динения получают шовной сваркой, а соединение внутрен-
него силового набора — чаще точечной *. При изготовле-
нии емкостей внутренний набор должен быть тоньше
* На рис. 5.2, а точечные соединения и герметичные швы показаны
по ГОСТ 2.312—68: для однорядных точечных соединений указан
номинальный диаметр ядра (6 мм), графический символ и шаг между
точками (20 мм); для соединений, выполненных шовной сваркой, —
ширина шва (5,5 мм) и соответствующий графический символ.
132
Рис. 5.2. Примеры узлов, соединяемых точечной и шовной
сваркой
п
б)
Рис. 5.3. Элементы сварных узлов
лл.
обшивки. Иначе при разрушении точек система разгерме-
тизируется. Плоские или изогнутые панели усиливаются
обычно продольно-поперечным набором из профилей или
гофрированных листов. Сложные пространственные кон-
струкции коробчатого типа часто имеют ограниченный до-
ступ к месту сварки и требуют применения фигурных
электродов.
В зависимости от доступности к месту сварки конструк-
тивные элементы можно разделить на три типа: открытые,
полуоткрытые и закрытые (рис. 5.3). Первые, как более
технологичные в условиях контактной сварки, предпочти-
тельнее, чем вторые. Третий тип элементов резко услож-
няет процесс сварки.
2. Общая схема технологического процесса
производства сварных узлов
При помощи точечной и шовной сварки обычно изго-
товляют узлы (секции). Затем их соединяют между собой
сваркой, клепкой, винтами и т. п.
Технологический процесс изготовления конструкций
и узлов (секций) включает ряд операций: предваритель-
ную сборку (если требуется), подготовку поверхности,
окончательную сборку, щигхватку, сварку, антикорро-
зионную защиту, правку, механическую доработку;
В зависимости от масштаба производства, степени
взаимозаменяемости деталей, металла, размеров и формы
узла, его ответственности, а также конкретных условий
производства отдельные сопутствующие операции могут
быть исключены. Может изменяться последовательность
их выполнения.
Сборка должна обеспечивать точную установку, сва-
риваемых деталей в соответствии с чертежом, а также
наилучшие условия для последующей прихватки и
сварки.
При невысокой точности изготовления деталей (от-
сутствии взаимозаменяемости) сборка резко затрудняется
подгоночными операциями. Поверхность деталей загряз-
няется. Поэтому вначале выполняют предварительную
сборку, а затем узел разбирают и подготовляют поверх-
ность. При хорошей взаимозаменяемости свариваемых
деталей сборку ведут после подготовки поверхности (т. е.
окончательную сборку). Во избежание загрязнения ника-
ких подгоночных операций при этом не допускают.
134
Состояние поверхности свариваемых деталей оказывает
существенное влияние на формирование соединения, ве-
личину контактного сопротивления, склонность ^процесса
к выплескам 'и образованию других дефектов' Толстые
поверхностные пленки резко снижают стойкость электро-
ов. Поэтому для удаления поверхностных пленок детали
обычно подвергают специальной обработке. Чем выше
тепло-, электропроводность металла и жестче режимы
сварки, тем, тщательнее должна быть обработана поверх-
ность. Способы выполнения отдельных операций обра-
ботки поверхности различны. Окисные пленки, например,
можно удалять механическими, химическими или элек-
трохимическими методами.
Прихватка служит для жесткого фиксирования дета-
лей, предотвращения их смещения при сварке, сохране-
ния формы и размеров узла,, уменьшения остаточных де-
формаций.
Сварка деталей должна обеспечивать необходимое ка-
чество соединений, т. е. получение ядра требуемых раз-
меров и без недопустимых дефектов, а также устойчи-
вость процесса, т. е. малую чувствительность к произ-
вольным отклонениям параметров режима. Добиться
этого можно путем выбора наилучшего (оптимального)
режима сварки.
Антикоррозионная защита имеет цель повысить кор-
розионную стойкость сварных узлов. Наиболее уяз-
вимые участки коррозионного поражения — зазоры между
деталями и вмятина от электродов.
Обычно величина зазоров в сварных узлах составляет
0>05—0,3 мм. В них развивается так называемая ще-
левая коррозия. Ее причина заключается в плохой
аэрации тонких зазоров. Чем тоньше щель, тем хуже воз-
духообмен с атмосферой. По мере уменьшения зазора ко-
личество кислорода снижается, меняется ионный состав
среды. ’Между отдельными участками щели возникают
гальванические пары, вызывающие растворение металла.
Но мере растворения фронт щелевой коррозии способен
проникать в поясок уплотнения, а в наиболее сильных
коррозионных средах (например морской воде) — Вы-
зывать даже разрушение соединений. Коррозия сильно
активизируется, если в зазоре остаются даже в незначи-
льном количестве щелочные и кислотные растворы, на-
ПОСле химической или электрохимической обра-
j ° и сварного узла.
135
Чем выше коррозионная стойкость металла вообще,
тем медленнее протекает щелевая коррозия. Поэтому
защита от щелевой коррозии в первую очередь оказывается
необходима для низкоуглеродистых и низколегированных
сталей, сплавов системы А1—Си, А1—Zn—Mg, Al—Си—Ni,
магниевых сплавов; в меньшей степени — для сплавов
системы А1—Мп, А1—Mg. Титановые, никелевые сплавы,
коррозионностойкие стали обычно дополнительной за-
щиты не требуют.
Антикоррозионная защита может быть проведена до
сварки и после сварки двумя способами: полной гермети-
зацией зазора и нанесением на контактные поверхности
деталей специальных защитных слоев. Выбор того или
иного способа определяется металлом, размерами и фор-
мой узлов, требованиями к их качеству и условиями про-
изводства.
Правка служит для уменьшения коробления сварных
узлов и получения требуемой точности. Необходимость и
способы правки зависят от многих факторов (толщины
и металла деталей, конструкции узла, качества сборки
и прихватки, способов и режимов сварки, состояния сва-
рочного оборудования и т. д.). В ряде случаев на базовых
поверхностях деталей предусматривают припуск для
механической обработки.
3. Сборка
Важнейшие условия достижения высокого качества
сварных конструкций —^минимальные зазоры между со-
единяемыми деталями. При сварке с большими зазорами,
в особенности деталей, обладающих повышенной жестко-
стью, часть усилия электродов тратится на устранение
этих зазоров. Фактическое сварочное усилие уменьшается.
Поэтому увеличивается склонность к выплескам, усили-
ваются колебания размеров и прочности соединений, воз-
растает деформация зоны сварки. В результате может
произойти либо прожог, либо полный непровар.
Величина допустимых зазоров зависит от жесткости
узла (толщины и формы деталей), длины участка с этими
зазорами, способа сварки и составляет обычно 0,1—2 мм.
Чем толще детали и короче участок, тем меньше допу-
скаемые зазоры. Например, при точечной сварке деталей
из сталей и легированных сплавов толщиной 1 мм зазоры
должны быть менее 0,4 мм на длине 100 мм и менее 1,2 мм
136
на длине 300 мм. При толщине 3 мм эти значения умень-
шаются соответственно до 0,3 и 0,9 мм. Для шовной сварки
во избежание накопления металла в конце шва сборочные
зазоры должны быть примерно в 3 раза меньше, чем для
точечной.
Особое внимание при сборке уделяют сопряжениям на
участках с повышенной жесткостью (рис. 5.4): на закруг-
Рис. 5.4. Дефекты сборки (увеличенные зазоры):
а — неточность радиусных сопряжений; б — несовпаде-
ние полок профиля с обшивкой; в — непврпендикуляр-
ность отбортовки, взаимный поворот деталей
лениях (а), участках вблизи ребер жесткости (б, в), в ко-
торых наиболее вероятны увеличенные и трудноустраняе-
мые зазоры. Сборочные операции весьма трудоемки.
Поэтому обычно используют различные средства меха-
низации, которые не только увеличивают производитель-
ность труда, но и повышают качество сборки.
После сборки контролируют базовые размеры узла,
а также величину зазоров.
4. Подготовка поверхности
Подготовка поверхности в общем случае включает
ряд основных операций: предварительное удаление масла,
маркировочной краски и других загрязнений; окончатель-
ное обезжиривание; удаление исходной грубой и неоди-
наковой (по толщине и свойствам) окисной пленки, пас-
сивирование поверхности; промывка; сушка; контроль
состояния поверхности.
Маркировочную краску, масло удаляют протиркой
Щетками, тканью, смоченными растворителями. Окон-
чательно обезжиривают растворителями в ваннах различ-
ного состава. В автомобиле- и вагоностроении холодно-
го^ сталь час''° не подвергают дополнительной под-
цр.о2ВКе’ так как тонкий слой масла мало влияет на про-
чесе сварки.
137
Детали из сталей и титановых сплавов промывают
з содовых растворах (с последующей промывкой в воде)
и в растворителях органического происхождения./^Алю-
чиниевые детали обезжиривают погружением на 3—5 мин
в нагретый до 60—75° С раствор следующего состава
(в г/л):
Тринатрийфосфат (Na8PO4-12Н2О).......... 40—60
Жидкое стекло (Na2SiO3) ................ 25—30
Вода......................................Остальное
* Широкое применение для обезжиривания алюминие-
вых и магниевых сплавов нашли щелочные растворы.
После обработки в таких ваннах детали тщательно про-
мывают в горячей и холодной воде. Окончательное обез-
жиривание часто совмещают с химическим травлением
Окисные пленки удалять труднее, так как они хими-
чески связаны с атомами металла. Холоднокатаные и хо-
лодноштампованные детали из низкоуглеродистых сталей
(без окалины) могут свариваться без удаления исходной
окисной пленки.
Для листов из низкоуглеродистых сталей в ряде отрас-
лей машиностроения (вагоностроении) иногда применяют
газопламенную очистку поверхности. Окислы удаляются
из-за разницы в коэффициенте термического расширения
(металла и окисла), а также химического воздействия аце-
тилено-кислородного пламени. Листы автоматически пере-
мещаются в специальной! установке с несколькими горел-
ками и сразу охлаждаются струями воды.
Детали из конструкционных горячекатаных сталей
или холоднокатаных, но прошедших термообработку,
подвергают механической, дробеструйной подготовке по-
верхности, химическому травлению. При этом снимают
грубую и неоднородную окисную пленку, заменяя ее
новой тонкой и сравнительно однородной. Обработка
щетками и дробеструйная зачистка создают определенный
микрорельеф, усиливающий разрушение поверхностные
пленок при сварке (окисных, фосфатных и т. п.). Для
очистки окалины используют дробь из отбеленного чугуна,
мелконарезанную стальную проволоку. Последняя обеспе-
чивает лучшее качество поверхности, так как оставляет
минимальное количество металлической пыли.
Травление деталей из конструкционных холодно- и
горячекатаных сталей проводят в растворах серной и со-
ляной кислот, либо в ваннах на основе фосфорной кислоты
138
С тиомочевиной (табл. 5.2). Последний состав эффективно
используют для одновременного обезжиривания и тра-
вления деталей. Менее концентрированные растворы при-
меняют для деталей с тонкими жировыми пленками и не-
большой окалиной. Верхние пределы активных компо-
нентов берут для сильных загрязнений и толстого слоя
окалины.
Оцинкованное железо особой обработки, кроме обез-
жиривания, не требует. Детали из алитированного железа
подвергают дробеструйной обработке или травлению в рас-
творах серной кислоты с хромпиком.
Поверхность деталей из коррозионностойких, жаро-
прочных сталей и сплавов зачищают перед сваркой сталь-
ными щетками на достаточную глубину или подвергают
химическому травлению (табл. 5.2). Иногда для особо
ответственных случаев применяют электролитическое по-
лирование. Однако процесс сложен и малопроизводителен.
Окалину на деталях из титановых сплавов удаляют
глубоким травлением в растворах из смеси соляной, азот-
ной кислот и фтористого натрия. Хорошие результаты
дает также механическая очистка щетками и дробеструй-
ная обработка.
Поверхность деталей из медных сплавов обрабатывают
в растворе азотной и соляной кислот с последующей ней-
трализацией и зачисткой места сварки.
'^'ЛАа деталях из алюминиевых сплавов исходную окис-
ную пленку снимают в основном химическим методом.
/ После обезжиривания и промывки детали опускают в ванну
с раствором ортофосфорной кислоты. Для замедления ско-
рости нарастания новой пленки и ее уплотнения травле-
ние ведут с одновременным пассивированием. В качестве
пассиватора наибольшее применение нашли калиевый и
натриевый хромпики (см. табл. 5.2). При этом удаление
окислов не сопровождается заметным травлением мате-
риала деталей.
После промывки детали обрабатывают (осветляют)
в растворе азотной кислоты и вновь тщательно промывают.
(Сушку ведут в камерах при температуре до 75° С или
теплым воздухом. В условиях, предотвращающих загряз-
нение поверхности, детали сохраняют пригодное для
сварки состояние до 5 суток.
Иногда детали из алюминиевых сплавов подвергают
механической обработке поверхности. Однако она повре-
Дает поверхность и активизирует повторное окисление.
139
Состав растворов для травления деталей
Таблица 5.2
Металл Раствор для травления Раствор для нейтрализации Допускае- мые значе- ния Дээ мкОм
Низкоуглеродистые стали 1, H2SO4 (200 г), NaCl (10 г), ре- гулятор травления КС (1 г) на 1 л воды, температура 50 -60°С. 2. НС1 (200 г), КС (10 г) на 1 л во- ды, температура 30—40° С NaOH или КОН (50—70 г) на 1 л воды, температура 20—25° С 600
Конструкционные, низколе- гированные стали ' 1. H2SO4 (100 г), НС1 (150 г), КС (1G г) на 1 л воды, температура 50— 60° С. 2, Н3РО4 (65—98 г), Na3PO4 (35- 50 г), эмульгатор ОП-7 (25—30 г), тиомочевина (5 г) на 0,8 л воды То же NaNO3 (5 г) на ’ л воды, температура 50— 60° С 800
Коррозионностойкие и жаро- прочные стали, никелевые сплавы ' H2SO4 (110 г), НС1 (130 г), HNO3 (10 г) на 0,75 л Виды, температура 50—70° С 10%-ый раствор соды, температура 20—25° С 1000
Титансвые сплавы НС1 (416г), HNO3 (70 г), HF (50 г) на 0,6 л воды — 1500
Продолжение табл. 5.2
Металл Раствор для травления Раствор для нейтрализации Допускае- мые значе- ния ₽ээ мкОм
Медные сплавы 1. HNO3 (280 г), НС1 (1,5 г), сажа (1—2 г) на 1 л воды, температура 2. HNO3 (100 г), H2SO4 (180 г), НС1 (1 г) на 1 л воды, температура 15—25° С — 300
""Алюминиевые сплавы Н3РО4 (110—155 г), КзСгзОуИЛн Na2Cr2O7 (1,5—0, ’ г) на 1 л воды, температура 30—50° С HNO3(15—25 г) на 1 л воды, температура 20—25° С 80—120
Магниевые сплавы NaOH (300—600 г), NaNO3 (40— 70 г), NaNO2 (150—250 г) на 0,5— 0,3 л воды, температура 70—100" С — 120—180
Примечание. Составы даны для кислот с плотностью (г/см’) серной — 1,84, азотной — 1,40, соляной — 1,19, орто-
фосфорной — 1,6.
Поэтому вводят некоторые ограничения в конструкцию
вращающихся щеток и процесс зачистки (диаметр стальных
проволочек не более 0,2 мм„ длина выступающей части
не менее 40 мм, усилие прижатия не более 1,5—2 кгс
и т. п.). При этом сваривать следует не позже 2—3 часов
после обработки.
= Магниевые сплавы обычно подвергают химической под-
готовке поверхности (см. табл. 5.2) с последующим пас-
сивированием в растворе хромового ангидрида. После
такой обработки образуется тонкая плотная окисная плен-
ка со стабильными электрическими характеристиками,
которые почти не меняются при выдержке до 10 суток и
более. Большое применение нашла механическая обра-
ботка поверхности этих сплавов стальными щетками.
Химическую обработку (обезжиривание, травление,
пассивирование, промывку, сушку, а также оксидирование
деталей после сварки) проводят в изолированном помеще-
нии с усиленной общей приточно-вытяжной вентиляцией
и местными бортовыми отсосами вани. Детали транс-
портируют, загружают и вынимают из ванн обычно меха-
. ническими подъемниками.
Качество подготовки поверхности контролируют ви-
1 зуально, сравнением с эталонными,образцами и измере-
нием общего электросопротивления двух сжатых образ-
цов. Поверхность должна быть матовой или иметь равно-
мерный металлический блеск.
Наиболее объективную характеристику качества по-
верхности дает величина Дээ, которую измеряют на уста-
/йовках типа точечной машины с изоляцией одного элек-
трода от электрододержателя. Усилие сжатия и размеры
рабочей поверхности электродов устанавливают для ка-
ждой толщины и металла близкими к' условиям сварки.
Сопротивление измеряют по схеме амперметр—вольтметр
илимикроомметром М-246.
х^Для легированных сталей, титановых сплавов обычно
достаточно визуального контроля. Однако в спорных слу-
чаях, при длительном перерыве между подготовкой по-
верхности и сваркой на этих металлах также измеряют
/?ээ. Если измеренное значение превышает допустимое
(см. табл. 5.2), обработку поверхности'повторяют.
д Для алюминиевых сплавов визуального контроля не-
достаточно, поэтому в обязательном порядке измеряют
R39. Для сплавов Д16, В95, АМгб оно не должно пре-
вышать 120 мкОм. Сразу после обработки R99 составляет
142
обычно 40—50 мкОм. Для более электропроводных алю-
миниевых сплавов (АЛД, АМц), а также материалов
типа САП оно не превышает 28—40 мкОм.
5. Прихватка
В зависимости от металла, формы и размеров сварного
узла, масштаба и конкретных условий производства спо-
собы прихватки различны. Чаще детали прихватывают
точечной сваркой на стационарных машинах. Тонколисто-
вые детали сложной формы либо больших размеров прихва-
тывают с помощью передвижных контактных машин
(клещей, пистолетов, см. рис. 5.35, 5.36) или аргоно-
точечной сваркой. Крупные узлы можно прихватывать
различными методами сварки плавлением (аргоно-дуговой,
ручной дуговой и т. п.) с последующим вырубанием при-
хваточных швов.
Для повышения качества сварных узлов и производи-
тельности операций прихватки целесообразно максимально
использовать сборочные или сборочно-сварочные приспо-
собления.
Расстояние между местами прихваток (например, при-
хваточными точками) зависит от металла и толщины дета-
лей, жесткости узла, качества сборки и вида сварки.
Чем больше коэффициент линейного расширения, тем
больше коробление узла, тем меньше должен быть шаг
между прихватками. Для деталей простой формы типа
панелей небольшой кривизны толщиной 0,5—4 мм шаг
между прихватками составляет: для легких сплавов 70—
150, для сталей—ц. титановых сплавов 50—80 мм. При
сварке обечаек герметичным швом для предотвращения
накопления металла к концу шва необходимо более равно-
мерно распределять зазоры по всему периметру. Крпмр.
того, шовной сварке вообще свойственны большие коро-
бления, чем при точечной сварке, поэтому шаг прихватки
уменьшают до 20—70 мм.
Протяженные швы прихватывают от середины к краям;
узлы переменной жесткости начинают прихватывать
с участков наибольшей жесткости. Перед точечной сваркой
Детали прихватывают по линии шва, режим устанавливают
аналогичным сварочному/Перед шпвнлй сваркой прихва-
точпые точки, располагают либо по оси шва, либо рядом,
Диаметр прихваточных точек устанавливают несколько
меньше ширины шва (до 2,56).
143
Небольшие детали простой формы и узлы, жестк.0 за-
фиксированные в сборочно-сварочных приспособлениях,
можно вообще не прихватывать. Сварку таких узлов ведут
с соблюдением рациональной последовательности поста-
новки точек (от середины к краям, от мест с высокой
жесткостью к местам пониженной жесткости, через точку
и т. д.) либо соединяют сразу по всем точкам (на много-
точечных машинах).
6. Точечная и шовная сварка
различных металлов и деталей
Сварка детатей равной толщины. Выбор наилучшего
режима сварки — важнейшее условие создания качествен-
ных сварных конструкций. Исходными данными для опре-
деления режима сварки служат свойства и толщина метал-
ла деталей, а также особенности сварочного оборудования.
Режимы можно определять расчетным путем, расчетно-
экспериментальным методом и экспериментально. Суще-
ствуют многочисленные рекомендации по режимам, пред-
ставленные обычно в виде таблиц, номограмм, графиков.
Однако это ориентировочные режимы и, как правило,
требуют корректировки до некоторого оптимального ре-
жима, при котором удается получить необходимое качество
соединений и устойчивость процесса.
Свойства соединений определяют испытаниями образ-
цов и методами дефектоскопии. При положительных ре-
зультатах испытаний и дефектоскопии разрешается сварка
узлов, установленные параметры режима записывают в тех-
ническую документацию (операционные карты).
В табл. 5.3 приведены результаты обработки много-
численных экспериментальных данных по режимам то-
чечной и шовной сварки деталей из различных групп ме-
таллов (см. табл. 4.1). Эти данные охватывают наиболее
распространенный диапазон толщины (1—3 мм). Циклы
точечной и шовной сварки показаны на рис. 5.6 и 5.7,
в табл. 5.3 приведены рекомендуемые индексы циклов.
Ток и усилие даны в виде плотности тока и давления,
т. е. в абсолютных значениях, условно отнесенных к пло-
щади ядра в контакте деталей. Это облегчает сравнение
режимов и нахождение промежуточных значений /, F
ПО Йя. ном"
Сварку большинства групп металлов можно выполнять
на машинах различного типа: переменного и постоянного
144
Таблица 5.3
Ориентировочные режимы точечной и шовной сварки деталей равной толщины
Группа метал- 1 лов ' 1 1 Металлы Толщина дета- лей, мм Рекомендуемый цикл (см. рис. 5, 6) Точечная сварка Рекомендуемый цикл (см. рис. 5, 7) Шовная сварка
Я а < й о М S -Д а S С5. О й рк, кгс/мм2 о i д S S и й сх □ й О осв, и/мин
1 Ст 1кп, Ст 2сп 1+1 а 700 22 0,14. __ б 850 22 0,06 0,06 0,85
3+3 б+д 200 15 0,26 30 0,06 б 280 15 0,26 0,30 0 45
о ЗОХГСА, 45, 40ХН2МА, 1-|~ 1 б, г 510 36 0,46 __ б 850 36 0,12 0,12 0,50
11ХЧН2В2МФ • 3+3 214 19 1,30 38 0,18 б 300 19 0,30 0,34 0,35
3, а 12Х18Н9Т, ХН78Т, 1+1 а 415 38 0,16 — . б 630 38 0,08 0,’0 0,65
15Х18Н12С4ТЮ 3+3 д 166 20 0,36 42 0,06 б 210 20 0,20 0,34 0,35
Q X ХН75НБТЮ, ХН70Ю, 1-J-1 а 500 68 0,32 __ б 620 68 0,16 0,24 0,35
О, О ВЖ85, ВЖ120, ХН38ВТ 3+3 д 138 28 0,90 62 0,16 ь 200 28 0/0 0,08 0,20
з, В ХН70ВМТЮФ, ХН77ТЮР, 1+1 а, г 500 76 0,36 —— — б 610 70 0,18 0,24 0,35
ВЖ98 3+3 д, е 138 33 1,10 70 0.18 б 200 34 0,42 0,68 0,20
Л ОТ4, ВТ6С, ЕТ20, ВТ5 1 +1 а 440, 22 0,16 — — б 500 22 0,12 0,16 0,50
4 3+3 д 166 14 0,34 30 0,06 б 190 14 0,32 0,46 0,30
Продолжение табл. 5.3
Группа метал- лов Металлы Толщина дета- лей, мм Рекомендуемы й цикл (см. рис. 5, 6) Точечная сварка Рекомендуемы й цикл (см. рис. 5, 7) Шовная сварка
/св- А/мм! S S о* а ё сх и а S S W а Й Ci и S ,3 < а , и Я S £ а и Ci и а О ник/и ,нэд
5, а АМгб 1-Н з+з д д 2760 880 35 21 0,08 0,20 72 51 0,02 0,04 в в 3500 970 35 21 0,12 0,24 0,28 0,52 0,25 0,35
5, б Д16Т, Д19Т, Д20Т, В95Т 1-М 34-3 д д 3200 1100 32 19 0,06 0,16 72 51 0,02 0,04 в в 3700 1200 32 19 0,10 0,22 0,30 0,64 0,25 0,35
5, в Д16М, Д19М, Д20М, В95М, АМц, АМг 1+1 34-3 а д 2800 970 24 13 0,06 0,16 30 0,04 S в 3600 1100 25 13 0,10 0,20 0,30 0,66 0,25 0,35
6 MAI, МА2, МА8, МА2-1 1+1 34-3 а д 2400 760 20 10 0,04 0,14 32 0,06 в в 3200 910 20 10 0,08 0,16 0,45 0,86 0,18 0,25
7 Л62, Бр.Б2 1+1 34-3 а д 1600 700 21 14 0,12 0,22 30 0,06 б 6 2200 900 21 14 0,10 0,22 0,30 0,60 0,30 0,32
Примечания. 1. / = /CB.S: ^св = Рсв"®: FK = Pk’s< гДе 5 = Я1#я/4’ + — номинальный диаметр ядра (см. табл. 5.1).
2 Таблица составлена для электродов со сферической формой поверхности, Радиус сферы 75 мм (для t + 1 мм) и 150 мм
(для 3 + 3 мм). Стали, никелевые и титановые сплавы могут свариваться на этих режимах электродами о плоской рабочей поверх-
ностью. Диаметр ее 5 мм (для 1+1 мм) и_10 мм (для 3+3 мм).Ролики имефт радиусную форму рабочей поверхности (см.
рис. 5.59, а, е).
тока, низкочастотных, конденсаторных (формирование им-
пульса тока и его энергетические характеристики см.
гл. 6). Однако технологические особенности этих машин
определенны, поэтому для каждой группы металлов су-
ществуют наиболее пригодные типы машин.
Машины переменного тока имеют ограниченную мощ-
ность, но широко регулируемый по величине и форме им-
пульс тока (рис. 5.5, а, б). Они позволяют модулировать
Ь— 6) Рис. 5.5. Импульсы сварочного
тока на машинах различного
типа:
о — переменного тока без модуляции; б — переменного тока с модуляцией;
в — постоянного тока; г низкочастотных; д — конденсаторных
ток (плавное нарастание tK и плавный спад /сп амплитуды),
а также сваривать несколькими импульсами. Эти машины
главным образом применяют для сталей, в особенности
закаливающихся, никелевых, титановых сплавов при
сравнительно небольшой толщине (до 3 Ч- 3 мм). В отдель-
ных случаях на них можно сваривать легкие сплавы (тол-
щиной до 1,5 + 1,5 мм).
Машины постоянного тока имеют большую мощность
и наиболее универсальную форму импульса тока, напри-
меР, с замедленным спадом тока tcn (рис. 5,5, в). Такие
машины используют практически для всех групп металлов,
но в особенности для сталей и сплавов, требующих мяг-
КИх режимов сварки.
Низкочастотные машины также имеют большую мощ-
/5 СТЬ’ГП° меньи1ие возможности регулирования импульса
фис. 5.5, е)_ Их в основпом применяют для сварки алюми-
147
ниевых, магниевых, медных сплавов, низкоуглеродистых
сталей.
Конденсаторные машины имеют различную мощность
и весьма жесткий импульс тока, который плохо регули-
Рис. 5.6. Циклы точечной сварки:
а — с постоянным усилием и одним импульсом тока; б — то же,со сварочным
и дополнительным импульсом тока; в— то же, со сварочным и двумя дополни-
тельными импульсами; г — то же, с модулированным импульсом тока; д —
с переменным усилием (проковкой); е — с предварительным обжатием и про-
ковкой; ж —. со ступенчатым увеличением FCB и проковкой; з — с плавным
увеличением FCB и проковкой
руется по форме (рис. 5.5, д). Мощные конденсаторные
машины применяют для сварки металлов с высокой тепло-
электропроводностью (алюминиевых, магниевых, медных
сплавов). Машины небольшой мощности используют для
сварки деталей толщиной до 1 мм из различных групп
металлов.
148
Из табл. 5.3 видно, что начиная с толщины 3 + 3 мм
для всех металлов после выключения тока рекомендуется
прикладывать ковочное усилие, в 2—3 раза превышаю-
щее сварочное (рис. 5.6, д). Это обусловлено тем, что с уве-
личением толщины деталей повышается склонность к об-
разованию в ядре дефектов типа несплошностей (трещин,
раковин, рыхлот). Дополнительное сжатие кристаллизую-
щегося ядра предотвращает их появление. Для металлов
с особой склонностью к трещинам (группа 5, а, б) про-
ковку применяют, начиная с толщины 1 -f- 1 мм. Вели-
чина Лк возрастает с повышением жаропрочности, интер-
вала кристаллизации, толщины металла, радиуса сферы
электродов, скорости кристаллизации (жесткости режима
сварки).
Момент приложения FK не менее важен, чем величина
усилия. Сильное запаздывание делает проковку бесполез-
ной, поскольку металл успевает закристаллизоваться с об-
разованием трещин. Совпадение начала проковки с мо-
ментом окончания импульса тока хотя и предотвращает
трещины, но создает повышенные деформации максимально
прогретой зоны сварки (глубокие отпечатки электродов,
зазоры между деталями). Более ранняя проковка (под
током) вызывает непровар. Поэтому проковку начинают
с небольшим, строго контролируемым запаздыванием /к
по отношению к моменту выключения тока (рис. 5.6, д).
В современных машинах момент приложения FK часто
отсчитывают не от момента выключения тока, а от момента
его включения (/к, см. рис. 5.6, 0). При сварке тонких
деталей на жестких режимах (например, на конденсатор-
ных машинах) устанавливают минимальным (0,002—
0,005 с). Увеличение толщины деталей и длительности
импульса понижают темп кристаллизации и дают возмож- ..
ность увеличить запаздывание. На машинах переменного
тока, низкочастотных и с выпрямлением во вторичном кон-
туре /к составляет обычно 0,02—0,18 с.
Проковка вообще повышает качество соединений. Она
предотвращает не только трещины, усадочные раковины
и рыхлоты, но уменьшает общую деформацию деталей, сни-
жает остаточные напряжения и резко повышает усталост-
ную прочность точек.
При сварке деталей толщиной более 5 + 5 мм или
с повышенной жесткостью, например после холодной
Деформации (наклепа), целесообразно предварительное
Жатие зоны сварки (рис. 5.6, е). Оно уменьшает сбороч-
149
ные зазора, а также стабилизирует контакты деталь-
деталь и электрод—деталь.
Приведенные данные по плотности тока показывают,
что она уменьшается с ростом толщины. Это соответствует
теории подобия. Сварочное давление по теории подобия
должно сохраниться постоянным вне зависимости от тол-
щины деталей. Однако на практике с увеличением толщины
его снижают с целью расширения технологических воз-
можностей машины (увеличения максимально возможной
толщины свариваемых деталей). Длительность импульса
тока /си с ростом толщины увеличивается примерно про-
порционально толщине, что соответствует теории подобия.
Однако в ряде случаев на деталях большой толщины ре-
жимы сварки устанавливают несколько более жесткими
с целью повышения стойкости электродов.
Шовную сварку можно осуществлять при непрерыв-
ном и прерывистом включении сварочного тока (рис. 5.7).
Непрерывное включение тока (а) позволяет резко повы-
сить скорость сварки. Однако качество соединений и стой-
кость роликов снижаются. Наибольшее распространение
получила сварка с включением тока отдельными импуль-
сами (б, в). Во время паузы между импульсами за время t„
ролики и детали успевают частично охладиться. Поэтому
стойкость роликов возрастает, уменьшается ширина зоны
термического влияния, снижаются остаточные деформации.
Шовную сварку чаще выполняют при непрерывном
вращении роликов (рис. 5.7, б). Так сваривают стали,
никелевые и титановые сплавы толщиной до 1,5 4- 1,5 мм.
Металлы 5—7-й групп соединяют при шаговом вращении
роликов (рис. 5.7, в). Остановка роликов в момент пропу-
скания тока способствует более сильному охлаждению
деталей и рабочей поверхности роликов. Стабилизируются
контакты, снижается температура в контакте электрод —
деталь. Уменьшается химическое взаимодействие метал-
лов электрода и детали. Стойкость электродов возрастает.
Повышается устойчивость размеров и качества точек.
Кроме того, остановка роликов позволяет приложить ко-
вочное усилие (см. рис. 5.7, в), необходимое для сварки
деталей из алюминиевых и магниевых сплавов толщиной
более 4-ф4 мм.
Сравнение режимов точечной и шовной сварки пока-
зывает, что сила тока при шовной сварке значительно
больше (на 20—60%). Это объясняется сильным ^шунтиро-
ванием тока в ранее сваренные точки и более жестким ре-
150
жимом сварки. Из-за более широкой зоны нагрева сопро-
тивление деформации уменьшается, появляется возмож-
ность сваривать детали без выплесков с уменьшенным tCB.
Кроме того, 4в уменьшают для повышения скорости свар-
ки. Сварочное давление рсв при шовной сварке устанав-
ливают примерно на уровне точечной. При сварке тепло-
проводных металлов (алюминиевых, магниевых спла-
вов) tn увеличивают. Скорость сварки VCB зависит от tCB
и /п; ее выбирают с учетом обеспечения данного шага между
точками (перекрытия точек).
Рис. 5.7. Циклы шовной
сварки:
а »— с непрерывным включе-
нием /. непрерывным вра-
щением роликов S и по-
стоянным FCB; б — с преры-
вистым включением I, непре-
рывным вращением роликов
S и постоянным Fc^; в —
с'прерывистым включением
/.прерывистым (шаговым)
вращением роликов S и по-
стоянным или переменным
усилием (с проковкой)
/В процессе уточнения оптимального режима необхо-
димо предотвращать появление наружных и внутренних
дефектов. Для предупреждения наружных дефектов (на-
ружных вы-плесков, искажения формы вмятины, наруж-
ных трещин и т. п.) необходимо тщательно отрабатывать
весь технологический процесс: проводить качественную
подготовку поверхности деталей, при сварке следить за
отсутствием перекосов деталей относительно электродов,
применять повышенное сварочное усилие, интенсивно ох-
лаждать и своевременно зачищать электроды, соблюдать
правильную форму и размеры ядра.
Искажение формы отпечатков не происходит, если де-
тали правильно собраны и прихвачены, установлены точно
относительно оси электродов, рабочая поверхность элек-
тродов имеет правильную форму, смещение электродов
ри сварке минимально и одинаково, не возникает грубых
нутренних дефектов (например, выплесков). Выходящие
поверхность трещины — следствие значительных на-
рушений технологического процесса; они связаны обычно
внУтренними дефектами.
151
При химическом взаимодействии металла деталей и
электрода (например, при сварке магниевых сплавов) не
удается предотвратить потемнения вмятины. Для предот-
вращения последующей коррозии поверхность вмятины
зачищают стальными щетками.
Для предотвращения внутренних дефектов (непровара,
начальных и конечных выплесков, трещин, раковин),
понижения остаточных деформаций и напряжений при-
меняют способы, основанные на выборе наиболее пригод-
ных циклов сварки, параметров режима, формы и раз-
меров электродов, а также на тщательном соблюдении
всего технологического процесса изготовления узлов.
Начальный внутренний выплеск предотвращают тща-
тельной подготовкой поверхности, сборкой, прихваткой,
выбором сравнительно мягких режимов и достаточно
большим FCB. При сварке деталей толщиной более 4 +
+ 4 мм особенно эффективно предварительное обжатие
деталей (см. рис. 5.6, е) и модуляция тока (см. рис. 5.6, г).
Конечный выплеск предупреждают снижением скоро-
сти нагрева и расплавления металла, уменьшением сопро-
тивления деформации зоны сварки, поддержанием в уплот-
няющем пояске высокого давления на протяжении всего
цикла сварки.
Уменьшение скорости расплавления и развития ядра
достигают на более мягких режимах, а также плавным на-
растанием тока или дополнительным импульсом подо-
грева.
Для снижения сопротивления пластической деформа-
ции можно использовать пластичную плакировку или
промежуточную пластичную фольгу, а также стремиться
к более глубокому прогреву слоев вокруг ядра.
Для повышения давления в пояске обычно увеличивают
сварочное усилие и радиус сферы электродов. Однако эти
меры в ряде случаев оказываются недостаточными, по-
скольку давление в пояске к концу процесса неизбежно
снижается. Более эффективно плавное увеличение свароч-
ного усилия во время пропускания импульса тока (см.
рис. 5.6, з). Таким способом можно не только скомпенси-
ровать снижение давления, но даже увеличить его к концу
сварки.
Эффективное средство подавления внутренних выпле-
сков — искусственное перераспределение общего свароч-
ного усилия для дополнительного обжатия периферии.
С этой целью сварку ведут специальными электродами
152
(рис. 5.8), имеющими обжимающую втулку. Характери-
стику пружины следует выбирать из условия сжатия
втулки усилием 100—400 кгс и хода 0,5—2 мм. Это ока-
зывается достаточным для устранения внутренних вы-
плесков практически на любых металлах. Чем боль-
ше Гпериф, тем меньше ^опасность
может быть допустимый диапазон
колебаний возмущающих факто-
ров.
Появление внутренних дефек-
тов типа несплошностей преду-
преждают применением ковочного
усилия.
Металлы группы 1 мо-
гут свариваться в широком диа-
пазоне параметров режима. Из-за
малой чувствительности к терми-
ческому циклу, небольшой склон-
ности к трещинообразованию при-
меняют машины с простейшим
циклом сварки (см. рис. 5.6, а),
либо с двумя импульсами тока
(при толщине более 3 + 3 мм).
Из-за малой прочности сварочное
выплеска, тем шире
Т св ивщ
Fnepuip. ’ * перйф
F центр.
Комбинирован-
Рис. 5.8.
ныч электрод для предот-
вращения внутренних вы-
плесков:
1 — центральный электрод;
2 — обжимающая втулка;
3 — упругий элемент; 4—ре-
гулировочная гайка; 5-ста-
кан с резьбой; 6 — электро-
додер житель
усилие устанавливают небольшим.
В связи с высокой тепло-,электро-
проводностью отдают предпочте-
ние более жестким режимам.
При точечной и шовной сварке
металлов группы 2 в зоне
термического влияния могут об-
разовываться закалочные струк-
туры. Высокая скорость охлажде-
ния способствует образованию твердого и хрупкого мартен-
сита. Могут возникнуть трещины, поэтому после сварки
гаких металлов обычно проводят термообработку точек
между электродами машин при помощи дополнительного
импульса тока (см. рис. 5.6, б). Величину тока второго
импульса подбирают из условия нагрева зоны термиче-
д ог° влияния до температуры, близкой к (рис. 5.9).
лительность дополнительного импульса обычно в 1,5
За больше сварочного.
Ких этой же причине сварку таких сталей ведут на мяг-
Режимах с длительностью сварочного импульса, в 3,5
1ЕЗ
раз большей, чем на низкоуглеродистой стали. Чем больше
толщина сталей, тем тщательнее должна быть проведена
термообработка точек. Например, при толщине 3 + 3 мм
и более двухимпульсный режим сварки сталей ЗОХГСА
не обеспечивает снижения скорости охлаждения до необ-
ходимого уровня. Для сварки деталей такой толщины
необходим трехимпульспый режим (см. рис. 5.6, в): 1-й
импульс сварочный, 2-й — замедляющий скорость кри-
сталлизации и охлаждения, 3-й — термообрабатывающий.
Причем, пауза между 1 и 2-м импульсами должна быть
меньше, чем между 2 и 3-м. Более высокая прочность по
Рис. 5.9. Изменение температуры в зоне термического
влияния при двухимпульсной точечной сварке зака-
ливающихся сталей
сравнению с прочностью металлов группы 1 требует уве-
личения FCb (примерно в 1,5 раза).
Металлы группы 3 из-за низкой тепло-,элек-
тропроводности сваривают на более мягких режимах, чем
низкоуглеродистые стали, но более жестких, чем низко-
легированные. Повышенная прочность заставляет суще-
ственно увеличивать FCB. Высокая термическая стабиль-
ность, нечувствительность к образованию трещин позво-
ляют применять простейшие циклы сварки (см. рис. 5.6, а).
Из этой группы металлы подгруппы в обладают наиболь-
шей жаропрочностью, поэтому требуют особо больших
значений FCB (в 2,5—3,5 раза больших, чем для низко-
углеродистых). Эти металлы имеют особо высокую склон-
ность к внутренним выплескам. Их сваривают, как пра-
вило, на мягких режимах с длительностью импульса,
в 2,5—4 раза превышающей tCB при сварке низкоуглеро-
дистой стали.
Металлы группы 4 по свойствам приближают-
ся к коррозионностойким сталям, а по режимам — к низ-
коуглеродистым. Они имеют сравнительно малую жаро-
прочность, поэтому значения FCB практически совпадают
154
с аналогичными для низкоуглеродистых сталей. Однако
тепло-,электропроводность сплавов значительно ниже, по-
этому необходимая плотность тока на 30—40 % меньше.
Вообще по сравнению с другими группами металлов
титановые сплавы обладают лучшей свариваемостью как
на мягких, так и на жестких режимах.
Свариваемость металлов группы 5 зависит
не только от состава, но и от термообработки сплава.
С увеличением пластичности алюминиевых сплавов в на-
правлении Д16-Д16М-АМц во избежание сильной дефор-
мации величина FCB быстро уменьшается. Это вызывает
снижение /св (несмотря на рост тепло-,электропроводно-
сти). Обладая вообще высокой тепло-электропроводностыо,
алюминиевые сплавы свариваются кратковременным им-
пульсом тока большой величины.
В отличие от сталей и титановых сплавов алюминиевые
сплавы, в особенности термообрабатываемые, склонны к го-
рячим трещинам в ядре. Их сваривают с обязательным
приложением FK (см. рис. 5.6, 6). Для деталей большой
толщины (более 4 -ф 4 мм) из плакированных листов (Д16,
В95, АМгб) целесообразно увеличивать сварочное усилие
во время пропускания тока (рис. 5.6, ж). Это позволяет
поддерживать на протяжении всего процесса сварки вы-
сокую концентрацию теплоты в контакте деталей, необ-
ходимую для полного расплавления тугоплавкого плаки-
рующего слоя. Среди этой группы несколько выделяется
сплав АМгб. Он обладает наибольшей склонностью к вы-
плескам. Для предупреждения выплесков увеличивают FCB
и смягчают режим сварки.
М е т а л л ы группы 6 (магниевые сплавы) в от-
личие от алюминиевых имеют повышенную пластичность,
поэтому их можно сваривать на более жестких режимах
и с меньшими усилиями, чем, например, для сплава Д16.
Особенность сварки металлов группы 7 за-
ключается в их высокой тепло-,электропроводности и пла-
стичности. Латуни, низколегированные бронзы сваривают
на жестких режимах и больших плотностях тока, прибли-
жающихся к условиям сварки алюминиевых сплавов. Сва-
рочные усилия выбирают как при сварке низколегирован-
ных сталей.
Значительную проблему вызывает сварка чи-
стой меди. Из-за исключительно высокой тепло-элек-
тропроводности на обычных режимах литое ядро не обра-
зуется. Поэтому медь соединяют с применением тепловых
экранов под электродами (см. рис. 5.17, в) или электрод-
ных вставок из вольфрама, кирита (см. табл. 5.5), умень-
шающих отвод теплоты в электроды. В последнее время
изучают возможность прямого расплавления меди приме-
нением весьма жестких режимов сварки (на мощных кон-
денсаторных машинах).
Трудность сварки никеля связана с малым
удельным электросопротивлением, высокой теплопровод-
ностью и пластичностью металла, поэтому он требует
большой плотности тока, жестких режимов и малых сва-
Планировка
Рис. 5.10. Точечное
соединение листов из
спеченой алюминиевой
пудры (САП)
сварочного тока
рочных усилий. Однако при этих
условиях в контакте электрод —
деталь развиваются столь высо-
кие температуры, что наружная
поверхность деталей подплавляется,
электрод «прилипает», и образуются
наружные выплески. Сварку никеля
обычно ведут двумя импульсами
тока: первый подогревает зону свар-
ки (увеличивается удельное элек-
тросопротивление), второй — свароч-
ный. При этом используют повышен-
ную зависимость электросопротивле-
ния никеля от температуры. Подо-
грев позволяет резко снизить силу
и повысить стойкость электродов.
Из-за малой склонности к трещинам ковочное уси-
лие обычно не применяют.
Особенность сварки деталей из спе-
ченной алюминиевой пудры (САП) — ис-
ключительно высокая вязкость расплавленного материала
в ядре, что связано с необыкновенно большой термической
устойчивостью материала, состоящего из алюминиевой
основы (около 90%) и дисперсных тугоплавких частиц
А12О3 (около 10%). Движение металла в таком ядре не
происходит, поэтому поверхностные окислы в контакте
деталей не удаляются, и соединение не образуется.
Сварка САП резко улучшается после плакирования их
поверхности техническим алюминием или сплавами типа
АМг (0,5—0,8% Mg) с толщиной плакирующего слоя не
менее 5% толщины листа на сторону (рис. 5.10). Соеди-
нение формируется за счет расплавленной плакировки,
металл которой в процессе интенсивного движения заме-
шивает поверхностную пленку. Одновременно в расплав-
156
ленную плакировку переходят близлежащие слои основ-
ного металла. Жаропрочность соединений повышается (по
сравнению с жаропрочностью плакировки).
F По своим теплофизическим свойствам плакированный
САП близок к сплавам АМг, АМц. Поэтому их режимы
сварки сходны. Однако из-за повышенной жаропрочности
сварочное усилие увеличивают в 1,3—1,5 раза. Во избе-
жание появлений несплошностей усадочного характера
прикладывают ковочное усилие.
Такие металлокерамические материалы можно свари-
вать и через промежуточные прокладки (из обычных спла-
вов алюминия) или по схеме диффузионной сварки. В по-
следнем случае вначале на точечной (или шовной) машине
получают хрупкое соединение давлением с частично раз-
дробленной окисной пленкой («хрупкую склейку»). Затем
весь узел подвергают диффузионному отжигу, при кото-
ром окисная пленка из контакта мигрирует в глубь ме-
талла. Прочность и пластичность соединений повышаются.
Сварка химически активных туго-
плавких металлов (W, Мо) имеет значительные
трудности, обусловленные чрезвычайно высокой темпера-
турой плавления (Тпл молибдена 2625° С, вольфрама —
3400° С) в сочетании с малой тепло-,электропроводностью,
близкой к подобному показателю алюминиевых сплавов.
При сварке температура на поверхности достигает обычно
(0,5—0,6) Тпл, т. е. для молибдена 1300—1500° С. Элек-
троды на медной основе (Tnj} = 1083° С) в таких условиях
оплавляются, ядро не формируется. Поэтому либо ис-
кусственно понижают температуру контакта электрод—
деталь, либо сваривают эти металлы через промежуточные
прокладки, либо соединяют по типу диффузионной сварки.
Снижения температуры Та достигают за счет много-
импульсного цикла сварки (рис. 5.11) и временного устра-
нения плотного контакта электрода с деталью. Кроме того,
постепенный подогрев повышает удельное электросопро-
тивление металла, облегчая расплавление и достижение
необходимой температуры внутреннего контакта Т в к.
Проблема точечной и шовной сварки сплавов молиб-
дена и вольфрама усиливается также хрупкостью зоны
оединения, связанной с повышением температурного ин-
в упЗЛа пеРехода сплавов из пластичного состояния
такп ПК°е П° меРе УкРУпнения зерен. Точечную сварку
Пп х металлов часто проводят через более легкоплавкие
ладки. Процесс по существу представляет собой
157
контактную пайку. В качестве промежуточных прослоек
используют прокладки или плакирующие слои из техни-
ческого титана, жаропрочных никелевых сплавов (напри-
мер, ВЖ98), дисилицида молибдена (MoSi2) и др. Жаро-
прочность таких соединений зависит главным образом от
свойств металла прокладки. Диффузионный отжиг узлов
из молибдена и вольфрама проводят обычно в вакууме.
Рекристаллизация зоны сварки и основного металла обыч-
Рис. 5.11. Трехимпульсный цикл
точечной сварки молибденовых
сплавов с периодическим снятием
сварного усилия
но снижает механиче-
ские характеристики
узла.
Лучше свариваются
ниобий, тантал и их
сплавы. Они обладают
меньшей теплопровод-
при точечной сварке
разноименных метал-
лов
ностью и более высоким электросопротивлением, чем
молибден. Цирконий вообще соединяется без особых за-
труднений на режимах, близких к режимам сварки тита-
новых сплавов, но с увеличенной (на 60—70 %) плотно-
стью тока.
Сварка деталей из разноименных
металлов осложняется их различными физико-ме-
ханическими и химическими свойствами.
Если одна из деталей (например, верхняя) имеет боль-
шую тепло-.электропроводность, температуру плавления,
либо меньшую сопротивляемость деформации, ядро при-
обретает особую форму (рис. 5.12). Чем больше разница
свойств, тем сильнее искажение ядра. Это может вызвать
полный непровар. Для уменьшения искажения ядра уси-
ливают тепловыделение в верхней детали или ограничи-
вают отвод теплоты от нее в электрод. Например, со сто-
158
оны верхней детали (рис. 5.12) устанавливают электрод
₽ меНьшей рабочей поверхностью или из менее теплопро-
водного металла, чем со стороны нижней.
Проблема точечной и шовной сварки разноименных ме-
таллов часто усиливается неравной толщиной деталей.
Если, однако, тепло-,электропроводность и температура
плавления тонкой детали оказываются ниже, чем толстой,
то задача, наоборот, облегчается.
Сварка деталей малой толщины (ме-
нее 0,5 мм) отличается повышенным влиянием контактного
сопротивления на формирование соединений. Поэтому
усиливается чувствительность процесса к состоянию по-
верхности. Значительные температуры на поверхности де-
талей понижают стойкость электродов. Несколько сни-
жается также устойчивость процесса (при колебаниях па-
раметров режима).
Сварку таких деталей ведут на жестких режимах (чаще
с использованием конденсаторных машин) и с небольшими
усилиями сжатия. Электроды применяют обычно со сфе-
рической формой рабочей поверхности. Например, для
сварки сталей 12Х18Н9Т Дсф устанавливают 10 мм для
0,15 + 0,15 мм и 25 мм для 0,5 -ф 0,5 мм. Радиус закруг-
ления роликов составляет соответственно 3 и 15 мм. Де-
тали толщиной менее 0,1 мм часто соединяют на установ- '
ках для микросварки сдвоенным электродом с незначитель-
ными усилиями сжатия.
Сварка деталей большой толщины
(более 10 4- 10 мм) затрудняется сложностью сборки жест-
ких и тяжелых деталей, подготовки поверхности, сильным
шунтированием тока и низкой стойкостью электродов.
Для сборки применяют приспособления с механиче-
скими, пневматическими и гидравлическими зажимами.
Перед сваркой поверхность деталей на ширину нахлестки
обрабатывают вращающимися щетками или подвергают
дробеструйной обработке. Во избежание сильного шунти-
рования тока точки ставят с большим шагом (например,
д.пя толщины деталей 10 Д 10 мм /ш составляет 100—
20 мм). По этой причине шовная сварка практически не
применяется.
Из-за увеличенной длительности импульса и большого
личества теплоты, отводимой от детали, рабочая поверх-
лопТЬ электРодов перегревается. Для охлаждения электро-
и накопления теплоты в контакте деталей применяют
ногоимпульсную сварку с регулируемой паузой
159
(рис. 5.11), но с постоянным FCB. В отличие от одноим-
пульсной сварки температура поверхности деталей за
каждый импульс повышается незначительно, стойкость
электродов возрастает.
При соединении трех деталей необ-
ходимо добиваться устройчивого проплавления всех де-
талей (рис. 5.13). Если с внешней стороны находятся более
толстые или близкие по толщине детали (до 1:3), сварка
таких узлов не вызывает особых сложностей. Режимы
ориентируют на более тонкую деталь и сквозное про-
плавление центральной. Однако устойчивость процесса
сварки ниже, чем при соединении двух деталей.
Рис. 5.13. Соединение трех
деталей:
а — тонкой детали между двумя
толстыми; б — одинаковая тол-
щина деталей или несколько бо-
лее тонкие (до 1 : 3) снаружи
Для надежного проплавления наружных деталей пред-
почтение отдают жестким режимам. Если снаружи нахо-
дятся более тонкие детали одинаковой толщины, важна
идентичность рабочей поверхности обоих электродов.
Сварка деталей неравной толщины. При необходимости
соединять детали неравной толщины возникает ряд труд-
ностей вследствие специфического распределения плот-
ности тока в обеих деталях, неодинакового отвода теплоты
от расплавленной зоны в электроды и пониженного со-
противления деформации тонкой детали.
По сравнению со сваркой деталей одинаковой толщины
(рис. 5.14, а) из-за сильного растекания тока в толстом
листе (рис. 5.14, б) резко возрастает плотность тока на
периферии контакта деталей. Кроме того, неодинаковое
удаление зоны расплавления от рабочей поверхности элек-
тродов (рис. 5.14, в) создает в тонком листе более высо-
кий градиент температур dT.'dx, а поэтому более сильный
поток теплоты в электрод.
В результате этих явлений ядро располагается несим-
метрично относительно стыка деталей и смещается к центру
деталей (рис. 5.15). Проплавление тонкой детали умень-
шается. При большой разнице в толщине может возник-
нуть полный непровар. Стремление повысить температуру
тонкой детали резко усиливает ее деформацию: в ней по-
160
вляются глубокие вмятины от электродов, раскрываются
зазоры между деталями. Все эти обстоятельства понижают
устойчивость процесса.
Рис. 5.14. Плотность тока при
сварке деталей:
а — одинаковой толщины; б — не-
равной толщины; в — распределе-
ние температур по сечению деталей
неравной толщины
Применение мягких режимов с относительно малой
плотностью тока усиливает отвод теплоты в электроды и
смещение ядра. Увеличивается деформация тонкой детали
(рис. 5.15, а). Применение жестких режимов повышает
°?
Рис. 5.15. Зона расплавления и плотность тока при сварке
деталей неравной толщины:
а — на мягком режиме; б — иа жестком режиме
возг)3 Т0Г° ВЫСокУю плотность тока на периферии: резко
СКлонность к выплескам (внутренним и даже
скуюДф^уМ П^од ЭЛ|КТР°Д)> ядро приобретает специфиче-
' Б. д. Орлов
161
Перечисленные трудности проявляются уже при отно-
сительно небольшой разнице в толщине, однако смещение
ядра и деформации при этом еще не велики.
Увеличение разницы в толщине (более 1 : 3 для сталей
и 1 : 2 для алюминиевых сплавов) ставит перед технологом
серьезную проблему повышения устойчивости процесса.
Для предотвращения смещения ядра в толстую деталь,
а также устойчивого проплавления тонкой детали разра-
ботано много способов. Все они направлены на повышение
температуры нагрева тонкой детали. Некоторые преиму-
щественно усиливают тепловыделение в ней (и в контакте
деталей), другие в основном уменьшают отвод теплоты.
Наилучший эффект достигается при комплексном воздей-
ствии обоих факторов.
Способы, основанные на усилении тепловыделения,
используют обычно более жесткие режимы. К таким спо-
собам относят применение рельефов, прокладок, специ-
альных электродов, искусственное сжатие линий тока
магнитным полем. Способы, основанные на изменении
схемы отвода теплоты, используют обычно мягкие режимы.
К таким способам можно отнести изменение размеров
контактной поверхности электрода и применение электрод-
ных металлов с меньшей теплопроводностью, использо-
вание тепловых экранов.
На рис. 5.16 показаны основные способы регулирования
места расположения литой зоны, направленные на увели-
чение тепловыделения в тонкой детали и внутреннем кон-
такте.
Рельефы на тонкой или толстой деталях (а) позволяют
перераспределитв плотность тска. В контакте деталь-
деталь плотность тока резко увеличивается (за счет малой
площади касания рельефа) и мало изменяется в процессе
сварки. Концентрация теплоты в контакте и тонкой детали
возрастает. Иногда вместо выштампованных рельефов при-
меняют так называемые «вводимые рельефы» в виде шайб,
шариков и т. п. (б).
у-4 Размещение в контакте деталей прокладок из металлов
£ более высоким удельным электросопротивлением по-
зволяет при относительно малых плотностях тока полу-
чить надежное проплавление тонкой детали (в). В каче-
стве таких прокладок можно использовать фольгу (на-
пример, из сплава АМц1 с удельным электросопротивле-
нием, почти в 2 раза большим, чем у сплава АМгб), пла-
кирующие слои на листах и трубах. Температура в тон-
162
ной детали растет не только из-за большого сопротивле-
ния самих прокладок, но и добавочного контактного со-
противления между прокладкой и деталями.
Для повышения плотности тока со стороны тонкой де-
тали иногда ставят электроды с кольцевой проточкой (г),
Рис. 5.16. Основные технологические способы повы-
шения тепловыделения в более тонкой детали
искусственно сужающей токовые линии вблизи р
можно
трод (со стороны тонкой детали) кольц к ИСКус-
с малой электропроводностью (д). Это пр верХНОсти
ственному сжатию линий тока на рабоч
163
*
электродов. Такая конструкция электрода позволяет од-
новременно несколько уменьшить деформацию тонкой де-
тали. Однако эксплуатация электродов затруднена, так
как должны выдерживаться жесткие допуски по высоте
этих колец относительно рабочей поверхности электрода.
Кроме того, износ центральной части создает дополнитель-
ные трудности (меняется исходное распределение усилий
и устойчивость процесса).
Известны попытки фокусировать линии электрического
тока за счет взаимодействия сварочного тока с его соб-
ственным магнитным полем. Для этого магнитное поле со
Рис. 5.17. Основные технологические способы уменьшения отвода теп-
лоты от тонкой детали (в электрод)
стороны тонкой детали усиливают размещением вокруг
электрода ферромагнитных сердечников, вставок или дру-
гих устройств. Рис. 5.17 иллюстрирует основные способы
предотвращения смещения ядра, основанные главным об-
разом на уменьшении теплоотвода от тонкой детали.
Чаще всего применяют электроды с разной рабочей
поверхностью (а). Различие в площади контактов электро-
дов позволяет уменьшить отвод теплоты из тонкой и уве-
личить — от толстой, т. е. получить необходимый гра-
диент температур в тонкой детали. Чем выше тепло- и
электропроводность свариваемых металлов, тем больше
должно быть различие в электродах. Например, для сварки
листов толщиной 1 -)- 4 мм из сплава Д16Т радиусы сферы
выбирают соответственно 75 и 150 мм, а для более электро-
проводного сплава АМгб—75 мм и плоскую форму по-
верхности. Такой способ особенно эффективен при мягких
режимах и небольшой разнице в толщине.
Иногда со стороны тонкой детали устанавливают элек-
трод из менее теплопроводного металла, чем со стороны
164
лстой (б)- Чем больше разница в толщине, тем меньшей
теплопроводностью должен обладать этот металл. Приме-
нение электродов с малой теплопроводностью позволяет
в большинстве случаев не только предотвратить смещение
яцра, но получить выпуклую изотерму ГПл в тонкой де-
тали’с надежным ее проплавлением.
Тепловые экраны, помещаемые между тонкой деталью
и электродом (в), служат преградой на пути отвода теп-
лоты в электрод. Их, как правило, изготовляют из ме-
таллов с низкой теплопроводностью толщиной 0,05—
0,15 мм. Регулируя толщину и металл экранов, Можно
смещать зону расплавления в широких пределах: от устой-
чивого формирования ядра в контакте до сквозного про-
плавления топкой детали (рис. 5.18).
Рис. 5.18. Расположение литой зоны при точечной сварке алю-
миниевого сплава с применением экранов из различных металлов
Экраны бывают сменные и остающиеся. Сменные эк-
раны допускают многократное использование, их изго-
товляют из более тугоплавких металлов, чем сами детали,
и применяют в виде ленты, сматываемой на барабаны.
Остающиеся, напротив, предполагают не только сквозное
расплавление тонкой детали, но обязательно хотя бы
частичное подплавление экрана. По существу этот случай
представляет собой сварку деталей тройной толщины с на-
дежным проплавлением средней (тонкой).
Для повышения сопротивления деформации тонкой
детали с ее стороны устанавливают электроды со сфериче-
ской формой рабочей поверхности. Глубина вмятины и за-
зоры несколько уменьшаются. Однако наиболее эффектив-
ное средство — дополнительное, регулируемое сжатие пе-
риферии точки при помощи специальных электродов (см.
рис. о.8). Например, при сварке сталей, титановых и жаро-
прочных сплавов толщиной от 0,5 + 0,5 до 2 -ф 2 мм за-
во°бще не образуются при усилии Гпсри11) = 100 ч-
‘ u к„гс’ а глубина вмятины оказывается в 3—5 раз
ьшеи, чем при сварке обычными электродами.
в ел Э п»рактике нередко возникает необходимость сварки
Диныи узел трех деталей, сильно отличающихся по тол-
165
щине (более 1 : 3). Если снаружи находятся более тонкие
детали, устойчивость процесса резко снижается. К не-
достаткам, присущим сварке деталей неравной толщины,
прибавляются проблемы одновременного проплавления
всех деталей. Поэтому сварку таких сочетаний чаще ведут
в два приема (рис. 5.19). Вначале соединяют тонкую де-
таль с толстой (а, б) или тонкие между собой (в), а затем —
с третьей. При сварке тон-
кой детали с толстой ре-
жимы выбирают, ориенти-
руясь на тонкую с не-
которым увеличением I и
FCB. Одновременно исполь-
зуют рассмотренные выше
технологические способы,
Рис. 5.19. Последовательность
сварки трех деталей, сильно от-
личающихся по толщине:
а — две тонкие детали снаружи тол-
стой; б — одна тонкая деталь снару-
жи; в две тонкие детали вместе
Рис. 5.20. Схема образования на-
ружного выпласка и плотность
тока при односторонней сварке
с сильным шунтированием тока
в верхнюю деталь:
/ — электрод; 2 — верхняя деталь;
3 — нижняя деталь; 4 — подкладка
повышающие устойчивость процесса (предотвращающие
смещение ядра в толстую деталь, выплески и деформа-
цию тонкой детали).
Односторонняя сварка. Односторонняя сварка чаще
всего выполняется по схеме двухточечной или двухшов-
ной и нашла широкое применение при сварке узлов из
сталей, никелевых и титановых сплавов с толщиной дета-
лей со стороны электродов 0,1—3 мм и с противоположной
стороны — до 8 мм.
За счет уменьшенной площади вторичного контура
понижается потребляемая электрическая мощность, рас-
тет производительность процесса (примерно пропорцио-
нально количеству одновременно свариваемых точек), по-
166
вляется возможность соединять узлы с односторонним
доступом к месту сварки; уменьшается деформация узлов
7 счет более равномерного и одновременного сжатия
соединяемых элементов); облегчаются операции разметки.
Важная особенность односторонней сварки — шунти-
рование части общего тока /2 в верхнюю деталь 2 (рис. 5.20).
Ток шунтирования /ш не участвует в формировании ли-
того ядра. Складываясь с током в нижней детали /нд и
подкладке /п он увеличивает общий ток, нагревает верх-
нюю деталь и усиливает ее деформацию. Повышается плот-
ность тока на периферии контакта электрод — деталь, что
вызывает искажение температурного поля в зоне сварки,
повышенный износ электродов и даже наружные выплески.
Величина /ш зависит от соотношения сопротивления
верхней и нижней деталей, режимов сварки, расстояния
между электродами и увеличивается с уменьшением со-
противления металла деталей вообще и верхней детали,
в частности, а также расстояния между точками. Так,
например, при сварке стали 12Х18Н9Т (1,5 +1,5 мм)
и /ш = 50 мм /ш = 0,27/общ. При сварке стали ЗОХГСА,
имеющей меньшее удельное электросопротивление, при
тех же 6 и /ш 1Ш = 0,52/общ. Из-за малого удельного
электросопротивления детали из алюминиевых, магние-
вых и медных сплавов односторонней сваркой обычно не
сваривают.
Для уменьшения сварку проводят с увеличенным
(в 2—3 раза по сравнению с данными табл. 5.1) шагом.
С этой же целью применяют дополнительный импульс тока
(подогрев) или плавно нарастающий основной импульс.
Предварительный нагрев верхней детали повышает ее
электросопротивление, /ш уменьшается.
Одностороннюю сварку можно выполнять несколькими
вариантами (рис. 5.21). Сварку без подкладки (а) приме-
няют на узлах высокой жесткости, способных воспринять
сварочные усилия без недопустимого продавливания. Од-
нако сварка «на весу» сопровождается сильным нагревом
верхней детали и повышенной деформацией.
Вторая схема (б) получила большое применение в ав-
мобилестроении, вагоностроении, сельскохозяйственном
ашиностроении, производстве летательных аппаратов.
из₽мИМеНе11Ие токоведущей подкладки из медных сплавов 3
ТивеНЯеТ хаРактеп распределения токов. Электросопро-
Лисление параллельно соединенных между собой нижнего
та и подкладки становится меньше, чем одного ниж-
167
него листа. В связи с этим /ш уменьшается, снижается
нагрев и деформация верхней детали. Уменьшается мини-
мально допустимое расстояние между точками. Процесс
сварки становится устойчивее, стойкость электродов выше.
Применение подкладок с дополнительными электро-
дами (в) сохраняет преимущества сварки на подкладке.
Однако в отличие от предыдущей схемы электроды до-
полнительно локализуют контакт, увеличивают плотность
Рис. 5.21. Различные схемы
односторонней двухточечной
сварки:
а — без подкладки; б — с токо-
проводящей подкладкой; в — со
специальной токопроводящей
подкладкой и установленными
в ней электродами; 1 — верх-
няя деталь; 2 — нижняя деталь;
3 — подкладка; 4 — электроды
подкладки
тока в зоне сварки со стороны нижней детали и тем самым
создают лучшие условия сварки, в особенности, если
снизу находится более тонкая деталь. Кроме того, при
износе электродов (подкладки) меньше расходуется меди.
Иногда один из электродов делают «холостым» (увеличи-
вают d3). Плотность тока под ним становится недостаточ-
ной для формирования литого ядра. Получается одното-
чечная односторонняя сварка (см. рис. 5.24).
Для двухшовной односторонней сварки роль токове-
дущей подкладки часто выполняют два ролика, соединен-
ные между собой гибкой медной шиной (рис. 5.22).
Односторонняя сварка нашла большое распростране-
ние в многоточечных (см. рис. 5.37) и многошовкых роли-
168
ых (см. рис. 10.31) машинах для сварки тонколистовых
конструкций. Односторонний доступ к месту сварки и
малый вторичный контур позволяют легче «вписать» элек-
тродные головки в свариваемые детали.
F Принцип выбора режимов односторонней сварки та-
кой же, как при обычной двусторонней. Однако значи-
тельная сила тока шунтирования вносит некоторые осо-
бенности.
Необходимую для свар-
ки силу тока увеличивают
на 20—60% по сравнению
с силой тока для двусто-
ронней сварки (см. табл.
5.3). Несколько увеличи-
вают (на 10—15%) /ов. Для
уменьшения склонности
к выплескам применяют
сферическую форму рабо-
чей поверхности электро-
дов и несколько повышают
Рис. 5.22. Схема двухшовной одно-
сторонней сварки;
1 — свариваемые детали; 2 — верхние
приводные ролики; 3 — нижние ролики;
4 — гибкая шина
(на 10—20%)FCB.
Рельефная сварка. Этот
вид сварки обычно приме-
няют для увеличения про-
изводительности процесса,
снижения размеров на-
хлестки. В одной из де-
талей предварительно де-
лают рельефы, размеры
которых зависят от тол-
щины деталей. Чаще этим
способом соединяют детали из сталей, титановых и жаро-
прочных сплавов толщиной 0,2—3 мм. Различные ва-
рианты рельефной сварки отличаются числом одновре-
менно свариваемых точек, способом подвода тока и
усилия, формой, размерами и способом изготовления
рельефов.
Наиболее эффективна рельефная сварка при поста-
пепКе,сразУ гРУппы точек (до 10—15). Сжатые по всем
Р льефам с помощью массивных электродов детали на-
сжааЮТСЯ (РИС‘ 5-23). Выступы под действием усилия
обп™Я °Л1[овреме^но оседают. Во внутреннем контакте
Разо3^011 литое ЯДР° нормальных размеров. Таким об-
м> за один цикл получается многоточечный сварной
169
шов без дополнительной разметки и с заданным располо-
жением точек.
Рельефную сварку чаще всего выполняют с двусторон-
ним подводом тока и усилия. Однако при ограниченном
Рис. 5.23. Многоточечное рельефное соединение:
а — до сварки; б « после сварки; 1 электроды; 2 детали;
3 рельефы
доступе к месту сварки или соединении деталей, имеющих
диэлектрическое покрытие, она может быть односторон-
ней (рис. 5.24).
Обычно при рельефной сварке площадь контакта элек-
трод—деталь оказывается значительно большей, чем при
Рис. 5.24. Односторонняя
одноточечная рельефная
сварка:
1 i— трансформатор; 2 — элек-
троды; 3 — детали; 4 —- изоля-
ционный слой
точечной сварке, а /э д — мень-
шей, поэтому стойкость элек-
тродов возрастает.
Пластическая деформация
выступа сопровождается не
только его «утапливанием» и за-
полнением впадины, но и те-
чением металла в зазор между
деталями. В месте сварки обра-
зуется «плоский рельеф», слу-
жащий концентратором тока.
Появляется возможность соеди-
нять детали с большой разни-
цей по толщине (до 1:6) и
уменьшить /ш.
Более концентрированный нагрев уменьшает зону
термического влияния. Появляется возможность распола-
гать точки ближе к краю листа, стенке профиля; умень-
шается необходимая ширина нахлестки и масса конструк-
ции. Этому способствует также плоская или слегка сфе-
рическая форма рабочей поверхности электрода, умень-
шающая раздавливание нахлестки.
Пластическая деформация рельефа усиливает разру-
шение поверхностных пленок еще до расплавления. Чем
170
ыше концентрация теплоты и более «живучи» рельефы,
м полнее разрушение. В связи с этим уменьшаются
требования к качеству поверхности деталей. Вокруг ядра
появляется более широкая и прочная зона сварки давле-
нием, повышающая общую прочность соединений.
Скорость деформации рельефа должна быть определен-
ной. Чрезмерно высокая скорость быстро снижает концен-
трацию теплоты в контакте деталей. По этой причине
рельефная сварка пластичных металлов (алюминиевых,
магниевых и медных сплавов) не нашла практического
применения. Чрезмерные сварочные усилия могут сдефор-
мировать рельеф задолго до формирования качественного
соединения. Завышенные значения тока могут вызвать
не только резкую осадку, но и преждевременное рас-
плавление выступа, а следовательно, выплеск металла
(главным образом из рельефа). Чрезмерная длитель-
ность нагрева усиливает смятие рельефа и затрудняет
подбор режима.
Неожиданно быстрому смятию и даже расплавлению
рельефа может способствовать низкая динамическая ха-
рактеристика привода сжатия машины. Большая сила
трения в подвижных элементах, значительная масса самой
сварочной головки, ее инерционность уменьшают факти-
ческое усилие сжатия. Поэтому стремятся уменьшить
трение, снизить массу подвижных частей, увеличить внеш-
нее усилие, а также сделать нагрев более плавным. Од-
нако медленное смятие рельефов также нежелательно,
так как оно препятствует сокращению зазоров между
деталями.
При многоточечной рельефной сварке особое значение
приобретают идентичность рельефов, одинаковые плот-
ности тока и усилия. Отклонение в высоте отдельных рель-
ефов, перекос электродов и износ их рабочей поверхности,
недостаточная жесткость консолей могут приводить к зна-
чительным колебаниям прочности соединений. Непарал-
лельность плит допускают не более 0,25 мм (между край-
ними рельефами); желательно применять модулирование
тока с плавным нарастанием амплитуды, предваритель-
ный подогрев дополнительным импульсом или неболь-
УЮ предварительную опрессовку рельефов.
ыельефы должны иметь достаточно высокую холодную
рочность, оптимальную массу, быть простыми и техно-
логичными в изготовлении (рис. 5.25). Круглые рельефы
ню всего изготовляют штамповкой и высадкой (а, с>).
171
Ю-so'
Рис. 5.25. Наиболее распространенные типы рельефов
172
Пля повышения площади соединения им иногда придают
продолговатую форму (б). При высадке квадратных, пря-
моугольных деталей оказывается удобным делать вместо
круглых квадратные рельефы (е). Кольцевую форму (в, ж)
используют часто для сварки герметичным швом неболь-
ших фланцев или штуцеров с емкостью.
Кольцевые рельефы характерны также для многих
вариантов контакта «острой гранью» (з, и, к). Высокая
плотность тока поддерживается малой площадью сопри-
косновения острой кромки отверстия с наклонной поверх-
ностью другой детали. Такие сопряжения получают обычно
развальцовкой, точением, сверлением. Особую группу
рельефов «острой гранью» представляют крестообразные
соединения прутков, толстостенных труб между собой и
с поверхностью листа (л, м). Можно считать, что такие
рельефы сделаны прессованием прокаткой. К этой
же группе примыкает шовная сварка с раздавливанием
кромок (н).
В ряде случаев изготовлять рельефы на деталях трудно
или невыгодно. Тогда их делают отдельно, а затем вводят
между деталями. Они представляют собой круглые и про-
долговатые шайбы (п, р), проволочные кольца (с, т),
шарики, цилиндры с закругленными торцами (о).
Размеры выштампованных рельефов (рис. 5.25, а) вы-
бирают по эмпирическим формулам: dp — 26 + 0,75 мм;
Ар = 0,46 + 0,25 мм.
Для уменьшения зазоров и склонности к выплескам
вокруг рельефов иногда делают углубление или канавку.
Для сталей ориентировочные режимы одноточечной
рельефной сварки деталей'толщиной 1—3 мм можно вы-
брать исходя из плотности тока 400—500 А/мм2, удельного
усилия 4—6 кгс/мм2 и длительности сварочного импульса
0,16—0,24 с. Для многоточечной сварки ток и усилие
увеличивают в соответствии с числом точек, а длительность
импульса повышают на 20—25%. При сварке жаропроч-
ных сплавов для уплотнения зоны соединения применяют
ковочное усилие.
Точечная сварка сеток (из проволоки или арматурных
стержней) представляет собой частный случай рельефной
сварки (рис. 5.25, л0. Малая площадь контакта электрод —
Деталь вызывает повышенный нагрев и износ рабочей по-
рхности электродов. При сварке может происходить
льная деформация стержней, вызывающая снижение их
рочности. Для изготовления сеток применяют обычно
173
проволоку из низколегированных и коррозионностойких
сталей диаметром 1—19 мм.
При малом объеме производства одноточечную сварку
сеток можно выполнять на обычных точечных машинах
электродами с плоской рабочей поверхностью. Находят
применение также специальные многоэлектродные головки
для сеток из проволоки диаметром до 4 мм (рис. 5.26, а).
Они позволяют ставить на универсальных машинах одно-
Рис. 5.26. Двусторонняя сварка арматурной сетки одновре-
менно в нескольких точках;
а — многоэлектродная головка; б — пластинчатые электроды: I —.
консоль; 2 — корпус головки; 3 — медная шина; 4 — пружина;
5 — электр од ©держатель; 6 — электрод; 7 «— детали; 8 — пластин-
чатый электрод
временно несколько точек. При этом общее усилие сжа-
тия Гобщ при помощи пружин 4 распределяется на отдель-
ные FCB (в соответствии с числом электродов). По существу,
такие головки превращают обычную схему двусторонней
одноточечной сварки в двустороннюю многоточечную.
Сваривать можно также специальными электродами
типа пластин (рис. 5.26, б). Для более равномерного рас-
пределения плотности тока между отдельными соедине-
ниями ток подводится к противоположным концам верх-
него электрода гибкими шинами. Для более равномер-
ного распределения FCB верхний электрод устанавливают
в электрододержателе шарнирно.
При значительном объеме производства, а также сварке
стержней большого диаметра применяют специализирован-
ные многоточечные машины-автоматы.
174
Высокая плотность тока между стержнями облегчает
нагрев и расплавление металла. Поэтому I и FCB уста-
навливают сравнительно небольшими. Например, для
сварки проволоки из коррозионностойкой стали 12Х18Н9Т
диаметром 5 мм I = 3,5-?-4 кА, а 7'с(1 = 230 кгс. При
сварке сеток из низколегированных сталей проводят тер-
мообработку точек вторым импульсом.
Особые случаи сварки. К особым случаям можно отнести
сварку специфических конструкций, получение ориги-
нальных (для точечной и шовной сварки) типов соедине-
ний.
Рис. 5.27. Схема точечной сварки трехслойной панели с гофри-
рованным заполнителем
Сварка трехслойных панелей харак-
теризуется ограниченным доступом к месту сварки и не-
высокой местной жесткостью деталей.
Гофрированные панели (рис. 5.27) состоят из несущих
листов и находящегося между ними заполнителя в виде
гофра. Сварка гофра с нижним листом не вызывает затруд-
нений и может быть проведена, как обычная двусторонняя
или двухточечная односторонняя. Для сварки гофра с верх-
ним листом применяют промежуточный электрод 1 или
двухклинную токоведущую вставку 2. Иногда канал зали-
вают легкоплавким металлом, например алюминием 3.
После сварки его вытравливают. Первый и второй варианты
применяют на плоских или слегка изогнутых панелях,
третий — на панелях значительной кривизны. Если па-
нель имеет небольшую кривизну, ее можно сваривать, как
плоскую с последующей небольшой деформацией в валках.
Особую группу трехслойных панелей представляют
сотовые конструкции, состоящие из несущих листов (тол-
щиной 0,3—1 мм), между которыми находится заполни-
ль шестигранного или квадратного сечения из фольги
лщинои 0,05—0,15 мм. Сотовый заполнитель сваривают
ычно точечной сваркой. С несущими листами его соеди-
175
няют склеиванием, пайкой или сваркой. На рис. 5.28 пока-
зан прогрессивный способ изготовления сотовых панелей
сваркой на специальной установке, состоящей из машины
для двусторонней шовной и односторонней многоточеч-
ной сварки.
Рис. 5.28. Изготовление сотовых панелей точечной
сваркой:
а — сварка заполнителя о несущими листами; б — сварка
гофрированных лент между собой
Заполнитель 4 изготовляют из гофрированной ленты
с квадратными полуячейками и отбортовкой (полками).
Ленту устанавливают на разжимную рейку 2 (рис. 5.28, а).
сделанную из электропро-
водного металла в соот-
ветствии с формой гофра.
С помощью клина 3 ее
фиксируют на рейке и
автоматически вводят ме-
жду несущими листами 1,
разматывающимися из бух-
ты 6. Ленту с листом
сваривают на шовной ма-
шине (для устойчивого
формирования точек кон-
тактная поверхность рей-
ки имеет небольшие вы-
Рис. 5.29. Шовная сварка деталей
встык с накладками:
а — до сварки; б — после сварки
ступы).
Затем рейку сжимают и удаляют из зоны сварки. Вме-
сто нее вводят многоэлектродную головку 7 (рис. 5.28, б) и
соединяют данную ленту односторонней точечной сваркой
с предыдущей по всей высоте с шагом 1,5—3 мм. Головку
отводят, а панель перемещают на величину полугофра-
176
Пикл повторяют. Такая технология резко снижает тру-
Uемкость изготовления и массу сотовых панелей, а также
Улучшает их эксплуатационные характеристики.
У УШ о в н а я сварка встык (рис. 5.29) позво-
пяет повысить прочность соединений при статических и
вибрационных нагрузках, исключить щелевую коррозию.
В ряде случаев она может заменить методы сварки плав-
лением. Детали собирают в специальном приспособлении,
Рис. 5.30. Схема торцовой сварки:
/ — сварочный трансформатор; 2 — ролик; 3 — детали; 4 — токопод-
водящие зажимы; 5 — шов
обеспечивающем надежное фиксирование и сжатие кромок
(зазоры между кромками должны быть менее 0,26). В этом
Же приспособлении их сваривают.
Для увеличения проплавления деталей и защиты ро-
ликов от загрязнения применяют тонкие промежуточные
экраны (накладки) в виде ленты шириной (2н-2,5) 6 и
толщиной 0,1—0,4 мм. В процессе прохождения свароч-
н°го тока образуется ядро с полным проплавлением дета-
лей и частичным подплавлением накладок.
борцовая сварка представляет собой особый
с учай шовной сварки, когда ролик (или просто пластина)
н»еГКа СЛавливает торец, пропускает ток и движется вдоль
хлестки (рис. 5.30). В ряде случаев может перемещаться
177
сама деталь. Роль противоположного электрода обычно
выполняют зажимные приспособления из медных сплавов
в которых укреплен свариваемый узел.
При непрерывном или прерывистом пропускании тока
в области контакта электрод—деталь металл расплав-
ляется. От растекания он удерживается силами поверх-
ностного натяжения и образующейся окисной пленкой.
При сварке химически активных металлов зону сварки
защищают инертным газом.
7. Антикоррозионная защита
Для защиты от щелевой коррозии узлов из сталей,
алюминиевых и магниевых сплавов нахлесточное соеди-
нение герметизируют при помощи электропроводных ла-
ков, грунтов, клеев. Иногда для этих целей используют
припои.
Герметизация нахлестки до сварки заключается в на-
несении на одну из поверхностей тонким слоем одного из
этих герметиков. Важно, чтобы он не попал в контакт элек-
трод—деталь.’ При точечной сварке под действием Гсп он
почти полностью выдавливается из контакта деталей в за-
зор. Для этого сварочное усилие увеличивают на 10—20%.
' Находясь вокруг уплотняющего пояска, герметик не-
сколько повышает плотность тока в контакте деталей, по-
этому силу тока уменьшают на 10—15%.
При таком способе герметизации грунты, лаки, клеи
должны иметь достаточно длительную жизнеспособность,
т. е. находиться в состоянии пониженной вязкости не ме-
нее нескольких часов. Например, клей ФЛ-4С сохраняет
низкую вязкость в течение 8 ч, поэтому сваривать детали
с нанесенным клеем следует именно в этот период.
Герметизировать нахлесточное соединение можно
и после сварки. При этом отпадает ограничение в сроке
сварки деталей, улучшается качество сварных соедг не-
ний, снижается трудоемкость сварки. Для затекания в за-
зор герметик должен обладать высокими адгезионными
свойствами. Чаще всего используют клей.
Достаточно жидкий клей специальным шприцем на-
носят у кромки нахлестки в виде небольшого валика.
Под действием капиллярных сил клей втягивается в за-
зор между деталями и надежно герметизирует его. Глу*
бина проникновения клея зависит от состояния поверх-
ности деталей (шероховатость, степень очистки), свойств
178
величины зазора. В обычных условиях клей может
КЛон'икать на глубину до 50 мм. Поэтому после точечной
ПРапки достаточно нанести валик лишь с одной стороны,
адосле шовной — необходимо вводить клей с обеих сто-
он Для улучшения адгезии и увеличения глубины про-
никновения клея внутренние поверхности нахлестки до-
почнительно обрабатывают вращающимися стальными
щетками и обезжиривают. Глубина затекания клея уве-
личивается, если использовать силу его веса (изделие
наклоняют на 30—40°).
Чаще применяют клеи горячего твердения. После за-
полнения нахлестки сварной узел подвергают специаль-
ной термообработке для полимеризации клея. Темпера-
тура и режим нагрева зависят от марки клея. Иногда
используют клеи холодного твердения, не требующие тру-
доемких операций термообработки. Однако жизнеспособ-
ность таких клеев резко сокращается.
Применение клея наряду с хорошей герметизацией на-
хлесточного соединения значительно повышает прочность
сварных узлов при статических и динамических нагрузках.
После затвердения клеев сварные узлы из алюминие-
вых сплавов подвергают электрохимическому оксидиро-
ванию в растворе серной или хромовой кислоты, в резуль-
тате которой весь узел покрывается защитной окисной
пленкой толщиной до 15 мкм.
Стальные конструкции после герметизации обычно
окрашивают. При использовании высокоадгезионных кра-
сок предварительная герметизация нахлестки необяза-
тельна. Применение для герметизации припоев в виде
фольги или порошка требует значительного увеличения
силы тока, так как будучи сравнительно легкоплавкими,
они расплавляются до образования-ядра номинальных раз-
меров и выдавливаются в зазор. Плотность тока в кон-
такте деталей резко уменьшается.
Между припоем и деталями за пределами ядра обра-
зуется металлическая связь, характерная для пайки,
рочность таких сварно-паяных соединений возрастает.
Днако температурные условия пайки в зоне сварки не-
лагоприятны, так как в направлении от ядра темпера-
Ура быстро падает.
н *^Ля защиты от щелевой коррозии можно на внутрен-
сло 1)овеРхн°сти нахлестки наносить тонкие защитные
по/1 0—50 мкм). Такую защиту чаще всего применяют
Р сварке узлов из коррозионнонестойких сталей. Слои
179
наносят обычно до сварки, например, металлические по-
крытия (Zn, Cd, Pb, Sn, Al, Cr, Ni, Cu, Ag, Au, 12X18H9T
и др.), или неметаллические (фосфатные, окисные и др.)
Их можно наносить непосредственно перед сваркой при
изготовлении деталей (хромирование, никелирование, на-
пыление тонких слоев из коррозионностойких сталей,
кадмирование, оксидирование и др.), а также заранее при
производстве металлов (плакирование медью, никелем,
сталью, титаном, цинкование и т. п.).
^-Сварка деталей с защитными покрытиями имеет ряд
особенностей, зависящих от свойств и толщины покрытия.
Электропроводные слои с теплофизическими свойства-
ми, близкими к свойствам свариваемых металлов, оказы-
вают незначительное влияние на формирование соедине-
ний. Легкоплавкие слои (Pb, Zn, Cd, Al, Ag) при сварке
сталей расплавляются преждевременно и понижают плот-
ность тока. Кроме того, они могут разрушаться и под-
плавляться в контакте электрод—деталь, ухудшая анти-
коррозионную защиту узлов и снижая стойкость электро-
дов. Поэтому для сварки применяют жесткие режимы,
электроды из металлов с высокой теплопроводностью и
со сферической формой поверхности. Качество поверх-
ности и стойкость электродов повышаются, если в контакт
электрод — деталь поместить специальные смазки или
К^сты, уменьшающие химическое взаимодействие с покры-
тиемТ
Для сварки стальных узлов с весьма легкоплавкими
покрытиями (например, луженные припоем ПОС-12, ос-
винцованные), часто применяют защитные экраны (проклад-
ки) в виде стальной фольги. Для защиты роликов при
шовной сварке иногда между деталями и роликами по-
мещают медную проволоку (диаметром 2—4 мм), которая
движется вместе с роликами, перематываясь с одной ка-
тушки на другую. На рабочих поверхностях роликов
в этом случае делают соответствующие канавки.
Изоляционные слои (фосфатные, толстые окисные плен-
ки) резко увеличивают контактное сопротивление. Силь-
ная склонность к выплескам и низкая стойкость электро-
дов типичны для сварки деталей с такими покрытиями.
При толщине защитных пленок менее 10 мкм условия
сварки зависят главным образом от степени разрушения
покрытия в контактах. Для повышения стойкости элек-
тродов и устойчивого формирования ядра целесообразно
предварительное обжатие зоны сварки повышенным уси-
180
ием и применение мягких режимов. Лучшие результаты
ЛоСТигают при шероховатой контактной поверхности де-
Д„лей и электродов. Если изоляционный слой находится
лишь с одной стороны детали, то применяют односто-
ронюю рельефную двухточечную и одноточечную сварку
(см. рис. 5.24). При толщине слоя более 10 мкм точечная
сварка возможна лишь после разрушения слоя выштам-
повками, наложения дополнительных сдвиговых коле-
баний ультразвуковой частоты и т. п.
Наносить защитные слои можно и после сварки. На-
пример, толстые окисные пленки (до 10 мкм) получают
на внутренних поверхностях нахлестки при обработке
узлов из сплавов алюминия в растворе хромовой кислоты,
которая не только не вызывает растворения металла, но
оказывает пассивирующее действие.
8. Правка и механическая доработка
сварных узлов
Остаточные деформации и внутренние .напряжения,
возникающие в соединениях и деталях, приводят к иска' /
жению формы и размеров сварных узлов — короблению.
Из-за сокращения длины швов сужается диаметр обечаек
с внутренними силовыми элементами, теряется устойчи-
вость тонкостенных деталей при сварке замкнутым швом.
Если жесткость деталей не одинакова, они изгибаются.
Причина коробления при точечной и шовной сварке
связана, во-первых, с неравномерным температурным по-
лем, во-вторых, с несовершенством технологического про-
цесса сборки и сварки узлов.
Величина остаточных напряжений и деформаций за-
висит от метода сварки, жесткости узла, темпа и режимов
сварки, металла деталей. Например, при шовной сварке
из-за более широкой зоны нагрева, высокого темпа и боль-
шого количества точек деформация намного больше, чем
ПР» точечной. С увеличением жесткости деталей или узла
Деформация, как правило, уменьшается.
Жесткие режимы сокращают зону высоких температур,
° приводит к уменьшению деформаций.
в м СКЛЮчительна роль ковочного усилия. Приложенное
омент начала кристаллизации, оно деформирует еще
т ^ЯчУю зону сварки и выдавливает металл в стороны,
Щее Вдоль контакта. Этот металл компенсирует последую-
еокращение шва. Увеличивая ковочное усилие, при-
181
ближая его приложение к моменту выключения тока
можно не только значительно уменьшить продольные де-
формации, но и вообще предотвратить их.
/ Обычно, чем выше коэффициент темпер атуропровод.
'ности металла (при прочих равных условиях), тем меньше
деформация, так как температурное поле становится
более равномерным. Чем выше коэффициент линейного рас-
ширения, тем, напротив, деформация сильнее (увеличи-
вается свободное тепловое расширение). Например, в уз-
лах из коррозионностойких сталей и жаропрочных спла-
вов коробление сильнее, чем в узлах из низкоуглеродистых
и низколегированных сталей,\ а при сварке алюминиевых
сплавов — больше, чем низкоуглеродистых сталей.
В сталях с мартенситным превращением при низких
температурах появляется мартенсит, имеющий больший
параметр кристаллической решетки, чем аустенит. Уве-
личение объема при этом не только компенсирует усадку,
но может вызвать даже удлинение шва.
Вообще при точечной и шовной сварке вследствие крат-
ковременности нагрева и малых размеров литой зоны,
а также значительных сварочных и в особенности ковоч-
ных усилий деформация значительно ниже, чем при дру-
гих методах сварки плавлением.
Технологическими причинами коробления могут быть:
плохая сборка деталей, большой шаг между прихваточными
точками, перекос деталей относительно электродов,
неправильная последовательность сварки, неодинаковые
размеры рабочей поверхности электродов и др. Например,
при соединении симметричных профилей с листом дефор-
мация узла уменьшится, если профиль вначале прихва-
тить к листу (от центра к краям), а затем сваривать по-
переменно отдельными короткими участками (150—200 мм)
с той и другой стороны профиля. Еще лучшие результаты
можно получить при односторонней двухточечной или
двухшовной сварке (см. рис. 5.21, 5.22).
Если электроды и ролики имеют разную контактную
поверхность (рис. 5.31, а), сопротивление деформации
свариваемых деталей становится различным, усиливается
коробление конструкции. То же наблюдается при сварке
деталей разной толщины (см. рис. 5.31, б). Дополнитель-
ное коробление появляется также из-за взаимного смеше-
ния электродов. Если жесткость свариваемых деталей
неодинакова, то относительное перемещение электродов
может привести к местной потере устойчивости менее жест-
182
кой детали (рис. 5.31, в), при одинаковой и невысокой жест-
кости они совместно изгибаются. Изгиб деталей может
появиться также вследствие проскальзывания приводного
ролика относительно детали.
Нарушение правил эксплуатации электродов, в част-
ности, их съема, вызывает преждевременный износ поса-
дочного конуса. Относительное смещение резко возрастает
и становится практически нерегулируемым. Подобное
Рис. 5.31. Технологические де-
формации узлов:
а — разные площади контакта с ро-
ликами; б — разные размеры рабо-
чей поверхности электродов; в —
неодинаковое смещение электродов
в процессе сварки
может иметь место, когда с одной стороны применяют
менее жесткий фигурный электрод, а с другой более
жесткий прямой. Смещение усиливается при расплавле-
нии, когда резко снижается трение между деталями. Од-
нако сдвиг может происходить и в момент приложения
ковочного усилия.
Борьба с остаточными деформациями и напряжениями
идет обычно разными путями. Зачастую, чем сильнее по-
давляются сварочные деформации, тем больше оказы-
ваются внутренние напряжения. Главная задача при кон-
тактной сварке — уменьшение коробления узлов, т. е.
°Рьба с деформациями.
Существующие способы снижения остаточных дефор-
^аДий можно разделить на две группы: предупреждающие
исправляющие (схема 5.1).
183
Одинаковая жесткость деталей, упругие компенса-
ционные вставки, прерывистые швы вместо
замкнутых, хороший доступ к месту сварки, выбор
металла с учетом сопротивления деформации
Тщательная сборка с минимальными зазорами,
рациональная прихватка, жесткие приспособления,
предварительная упругая деформация
Схема 5.1
Сварка с ковочным усилием, повышенное сварочное
усилие, жесткие режимы сварки, ограничение зоны
расплавления, симметрия пластической деформа-
ции, рациональная последовательность сварки,
ограничение взаимного смещения электродов
С местным нагревом узла
Термические
Постановка холостых ТО'
чек, термофиксация
Термомеханические
Правка холодной лефор
мацией
Механические
до сварки при сварке
Способы снижения остаточных деформаций
Раниональное конструирование позволяет рассчиты-
ть на снижение не только сварочных, но итехнологичес-
ва деформаций. Например, проектирование элементов
К1Хорошим доступом к месту сварки (см. рис. 5.3, а) позво-
сяет вместо фигурных использовать более жесткие прямые
Лпектроды. Изгиб деталей уменьшается, если продольная
жесткость деталей одинакова, меньше их разница в тол-
щине и'т. п. Потерю устойчивости можно недопустить за-
меной непрерывных замкнутых швов прерывистыми, вве-
дением демпфирующих упругих
вставок и пр.
Уменьшить деформации мож-
но и в готовых конструкциях,
например, правкой, термиче-
ской или термомеханической
обработкой.
После точечной и шовной
сварки термообработку прово-
дят сравнительно редко и весьма
осторожно, так как значитель-
ный нагрев в тонкостенных .де-
Рис. 5.32. Механическая до-
работка фланца сварного
узла:
1 — фланец; 2 — обечайка
талях может вызвать дополни-
тельное коробление. Поэтому
чаще используют правку ме-
стным нагревом. Выпуклый уча-
сток детали нагревают (обычно
многопламенными газовыми горелками) до температуры
при которой металл начинает пластически деформиро-
ваться. Эффективно совместное воздействие температуры
и усилия.
Среди термомеханических методов значительное рас-
пространение получили вакуумный отжиг и охлаждение
узлов из титановых сплавов в жестких приспособлениях
(термофиксация). Силы реакции зажимов приспособления
препятствуют свободному тепловому расширению и сжа-
тию металла. Остаточные деформации снижаются. Сокра-
тить вытянутые участки деталей можно также постановкой
в них холостых точек.
Механическую правку пластической деформацией про-
водят различными путями: обстукиванием шва и точеч-
Ых соединений, в особенности на вогнутой стороне де-
®Ли» прокаткой стальными роликами с усилиями, доста-
чными для некоторой деформации металла. Характер
Роцессов при этом напоминает действие ковочного усилия.
185
Рассмотренные выше способы повышают точность свар,
ных конструкций. Однако после сварки узлов, имеющих
базовые и посадочные плоскости или отверстия (рис. 5.32)
необходимо применять последующую механическую обра-
ботку: точение, фрезерование, шлифование, развертыва-
ние и др. Для этого на свариваемых деталях предусматри-
вают технологический припуск, за счет которого узел
приводят в точное соответствие с чертежом.
§ 2. МАШИНЫ ДЛЯ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКИ
Машины для точечной и шовной сварки (рис. 5.33)
должны обеспечивать сжатие деталей определенным уси-
лием и подвод к ним сварочного тока. Они имеют соответ-
ственно привод сжатия 3 (рис. 5.33, а) и источник тока 2.
Машины для шовной сварки обычно перемещают детали
на шаг точек. Поэтому они имеют привод вращения роли-
ков (рис. 5.33, б). Конструктивные элементы машин:
консоли 4, электрододержатели, электроды, ролики
корпус, кронштейны, подкосы. Они воспринимают зна-
чительные усилия от привода сжатия и теплового рас-
ширения металла в зоне сварки. Некоторые из них, вхо-
дящие во вторичный контур машины, служат одновре-
менно токоподводящими элементами.
1. Классификация машин
Машины для точечной и шовной сварки можно клас-
сифицировать по многим признакам:
1) по назначению: универсальные, специализирован-
ные, специальные;
2) по способу установки: стационарные и подвижные;
3) по виду импульса сварочного тока: переменного
тока, низкочастотные, конденсаторные, постоянного тока
и др.;
4) по направлению движения электродов: с прямоли-
нейным (чаще вертикальным) ходом и движением по дуге
окружности или радиальным ходом;
5) по способу подвода тока к месту сварки: со стороны
двух деталей и со стороны одной детали;
6) по числу одновременно свариваемых точек: одно-
точечные (одношовные), двухточечные (двухшовные), мно-
готочечные (многошовные);
186
Рис. 5.33. Схемы машин:
а — точечная: I — корпус; 2 — сварочный трансформатор, 3 — привод сжатия; 4 — консоли; 5 — электрододержатели;
6 — электроды; 7 — детали; 8 — подкос; 9 — кронштейн (держатель); 10 — гибкие шины; 11 — вторичный виток трансфор-
матора;
б =- шовная: 1 — корпус; 2 — сварочный трансформатор; 3 — привод сжатия; 4 — консоли; 5 — ролики; 6 — детали; 7 крон-
штейн (держатель); 8 — гибкие шины; 9 — вторичный виток, трансформатора; 10 = привод вращения ролика
7) по направлению вращения роликов: для сварки
продольных, поперечных швов, универсальные (для обоих
швов).
Универсальные машины (см. рис. 5.33) применяют ддя
сварки деталей различной формы и размеров при значи-
тельном разнообразии толщины и металлов. Специализи-
рованные машины (рис. 5.34) позволяют сваривать детали
лишь определенного типа, близкие между собой по форме,
Рис. 5.34. Специализированная машина для односто-
ронней сварки:
1 — корпус; 2 — сварочные головки; 3 — свариваемый узел
размерам, толщине и металлу, или строго определенные
детали. Такие машины часто применяют в массовом про-
изводстве в составе автоматических линий.
Машины средней и большой мощности имеют значи-
тельную массу (0,5—16 т). Их обычно устанавливают
стационарно, а детали перемещают во вторичном контуре
машины. При сварке тонкостенных деталей сложной кон-
фигурации или крупногабаритных целесообразно переме-
щать не деталь, а саму машину (клещи) относительно
детали (рис. 5.35). Сварочный трансформатор либо выно-
сят отдельно и закрепляют стационарно (рис. 5.35, о),
либо встраивают в сами клещи (рис. 5.36). В первом слу-
чае трансформатор соединяют с клещами длинным кабе-
лем. Во втором — непосредственно с токопроводящими
188
। Рис. 5.35. Подвесная точечная машина МТПГ;
а — общая схема машины: 1 — клещи; 2 — трос; 3 — гидрошланг; 4 — двой-
' ной кабель; 5 — пневматический мультипликатор; 6 — трансформатор; 7 —
' груз; 8 — шкаф с контактором и асинхронным прерывателем; 9 — реле вре-
, мени;
б =- одна из конструкций клещей с гидроприводом: I — консоли; 2 — силовой
гидроцилиндр
Рис. 5.36. Подвижные машины для точечной сварки со встроен-
ным малогабаритным трансформатором:
° клещи для двусторонней сварки с пневмоприводом сжатия;
б пистолет для односторонней сварки
189
элементами вторичного контура. В этом случае за
счет уменьшения длины контур обладает минимальным
общим сопротивлением. Потери электрической мощности
снижаются.
Стационарные машины универсального назначения ча--
ще всего имеют прямолинейный ход электродов (см.
рис. 5.33). Обычно нижний электрод неподвижен, а верх-
ний перемещается в вертикальном направлении. При то-
чечной сварке особо больших панелей машины изготовляют
с горизонтальной осью электродов, а для сварки деталей
сложной формы — даже с наклонной осью (см. рис. 5.34).
Стационарные машины малой мощности, а также пере-
движные обычно имеют радиальный ход одного из элек-
тродов или роликов (см. рис. 5.35, 5.39, в), доступ к месту
сварки улучшается. В таких машинах привод сжатия де-
талей устанавливают чаще за осью качания подвижной
консоли.
Сварочный ток подводится обычно с обеих сторон де-
талей. Это позволяет соединять детали в широком диапа-
зоне толщины, металла, формы и размеров. За один цикл
получается одна точка. По такой схеме работает подав-
ляющее большинство универсальных точечных машин.
В машинах некоторых типов применяют односторон-
ний подвод тока (см. рис. 5.34, 5.36,6). Повышается произ-
водительность процесса (за один цикл выполняются сразу
две точки или два шва), уменьшаются остаточные дефор-
мации, появляется возможность сваривать детали с огра-
ниченным (односторонним) доступом к месту сварки.
В массовом производстве часто применяют многоточеч-
ные машины (рис. 5.37). Иногда используют и многошов-
ные. Они резко повышают производительность при из-
готовлении определенных либо однотипных деталей. В та-
ких машинах бывает двусторонний и односторонний под-
вод тока.
В схеме многоточечной машины для односторонней
сварки, показанной на рис. 5.37, а, пары цилиндров 2
последовательно сдавливают детали 1. Через гидрорас-
пределитель ГР масляный насос МН, приводимый в дви-
жение электродвигателем ЭД, попеременно подает масло
в каждую из трех пар цилиндров. Сварку проводят через
две точки при соответствующем синхронном включении
игнитронного контактора ИД.
Схема многоточечной машины (рис. 5.37, 6) в отличие
от предыдущей сразу сдавливаетдетали всеми электродами-
190
P ic. 5.37. Схемы многоточечных машин с односторонним подводом тока:
° с последовательным сжатием деталей; б — с одновременным сжатием
деталей
Рис. Б.38. Схема шовной сварки:
продольных швов; б — поперечных швов обечайки
191
Сварку выполняют через точку последовательным включе-
нием групп трансформаторов.
Машины для сварки продольных швов предназначены
для соединения разнообразных деталей. Однако для них
характерна сварка продольных швов обечаек, конусов
и т. п. (рис. 5.38, а). Машины для сварки поперечных
швов позволяют выполнять кольцевые швы обечаек или
других тел вращения (рис. 5.38, б). На универсальных
(перенастраивающихся) машинах возможно выполнять оба
вида швов. В таких машинах верхняя электродная го-
ловка может поворачиваться вокруг вертикальной оси,
а нижняя консоль имеет две сменные вставки для по-
перечной и продольной сварки (машины типа МШ,
МШПР).
2. Привод сжатия свариваемых деталей
Привод сжатия в машинах для точечной и шовной свар-
ки обеспечивает сдавливание деталей с заданной величи-
ной и длительностью, а также подъем и опускание элек-
тродов.
Форма применяемых графиков усилия сжатия различна
(см. рис. 5.6). Они могут быть с постоянным усилием
(а—г), с переменным, например с проковкой (д), с пред-
варительным обжатием точки (е), со ступенчатым (ж) и
с плавным ростом FCR (з). Выбор того или иного графика
зависит от толщины и металла деталей, требований, предъ-
являемых к качеству соединения.
Привод точечных машин должен осуществлять два вида
перемещения электродов: рабочий и дополнительный ход.
Рабочий ход происходит во время паузы между точками
и позволяет беспрепятственно передвигать детали (или
машину) на шаг точек. Дополнительный (увеличенный)
ход служит для зачистки рабочей поверхности электро-
дов, первоначального ввода деталей в рабочее простран-
ство машины, перемещения деталей с высокими ребрами
жесткости поперек шва и т. п. Если основной привод не
имеет большого рабочего хода, то применяют дополнитель-
ный электровинтовой привод.
Привод сжатия шовных машин обычно проще, чеМ
точечных. Ковочное усилие применяют сравнительно
редко, а предварительное обжатие точек не делают. Крогле
того, необходимость двойного хода роликов часто отпа-
дает, так как привод имеет увеличенный рабочий хоД-
192
Привод сжатия должен быть таким, чтобы по возмож-
ности снизить увеличение Асв из-за теплового расшире-
ния свариваемого металла. Поэтому стремятся умень-
шить трение, например, использовать пневмодиафрагмы
пли пневмоцилиндры с пружиной между штоком поршня
и ползуном (см. рис. 5.33, а), роликовые направляющие.
Иногда, напротив, резко ограничивают тепловое расши-
рение металла по оси электродов (ползун заклинивается).
На величину FCB влияет также масса подвижных частей.
Большая масса ухудшает динамическую характеристику
привода и увеличивает минимальную толщину сваривае-
мых деталей (на данной машине).
Для получения необходимого графика сварочного уси-
лия можно применить тот или иной тип привода
(рис. 5.39).
Педально-грузовой (рис. 5.39, а) — наиболее простой
и надежный привод, с помощью которого можно получить
простейший график с постоянным усилием (например
а — г, рис. 5.6).
Перемещением груза 1 по штанге 2 можно плавно
менять FCB на электродах. Опускание, сжатие и подъем
осуществляют нажатием педали через систему рычагов.
Чем больше Дсв, тем больше усилие на педали, сильнее
утомляемость сварщика. Такой привод применяют в ма-
шинах мощностью до 10 кВА и с усилием от несколь-
ких десятков граммов до 100 кгс (в небольших кон-
денсаторных машинах, монтажных столах для микро-
сварки).
Пружинный привод (рис. 5.39, б, в) также прост по
конструкции и в эксплуатации. Сварочное усилие прикла-
дывается при нажатии на педаль <3 (рис. 5.39, б) и сжатии
пружины 1. Его регулируют изменением предваритель-
ного сжатия пружины гайкой 2. Большое усилие на пе-
дали и быстрая утомляемость оператора ограничивают
применение педально-пружинного привода лишь неболь-
шими машинами переменного тока мощностью до 25 кВА
и Усилием до 300 кгс. В отличие от предыдущего электро-
магнитное сжатие пружины (рис. 5.39, в) освобождает
ВаРШика от необходимости сильного нажатия на педаль.
\роме того, такой привод позволяет резко повысить темп
ВаРки. Пружина сжимается при выталкивании сердеч-
ника 3 из катушки 4. Как и педально-грузовой, пружин-
ки привод обеспечивает лишь простейший график с по-
°янным усилием.
7
Б. Д. Орлов
193
Пневматический привод (рис. 5.39, г) наиболее рас-
пространен в стационарных машинах средней и большой
мощности (до 1000 кВА) при усилии от 150—200 кгс до
Рис. 5.39. Типы механизмов сжатия точечных машин
15—20 тс. Быстродействующий, легко управляемый, ой
работает чаще в сочетании с синхронными прерывателями
тока. Пневматический привод весьма универсален. В за-
194
исимости от конструкции пневмоцилиндра, камер, их
числа, вида, пневмо- и электроаппаратуры можно создать
почти'любой график усилия, за исключением графика з
, ис. 5.6). Однако исследуют возможность программиро-
ванного дросселирования сжатого воздуха для получения
и этого графика. Работу пневмопривода обычно автомати-
зируют и синхронизируют с работой прерывателя (может
быть автоматизирован также дополнительный ход элек-
тродов).
На рис. 5.40 показана схема работы пневмопривода
точечной машины с трехкамерным силовым цилиндром,
с помощью которого можно получить графики а—е
(рис. 5.6).
Верхняя камера Л7 силового цилиндра 5 при работе
машины постоянно заполнена через трехходовой кран 8
воздухом с сетевым давлением. Поэтому верхний пор-
шень 4 находится в крайнем нижнем положении, т. е.
«висит» на гайке регулировки рабочего хода 6. Средняя
камера К2 — рабочая. При включении электропневма-
тического клапана А воздух под рабочим давлением рраб
опускает нижний поршень 3 и через пружину 2 ползун 1
сдавливает детали. Величина Бсъ зависит не только от рраб,
но и от противодавления рпрот в камере КЗ. Чем больше
Рпрог. тем меньше FCB. При одновременной работе кла-
панов Лип Fce имеет малое и постоянное значение.
Если клапан противодавления Б выключить при вклю-
ченном клапане А, то воздух из нижней камеры выйдет
в атмосферу и усилие сжатия возрастает. Так получают
график с проковкой. Эффект проковки повышается при
быстром стравливании воздуха, поэтому применяют спе-
циальный клапан 9 с повышенным сечением выхлопных
каналов. Несложно получить и предварительное обжатие
зоны сварки.
Для подъема электрода при рабочем ходе выключают
клапан А и включают клапан Б. Величина хода равна рас-
стоянию между поршнями и регулируется гайкой 6. При
стравливании воздуха из верхней камеры под дей-
ствием рпрот оба поршня перемещаются вверх до предела.
Роисходит дополнительный ход электродов.
। быстроходных точечных машинах, например типа
*-1615, в приводе сжатия вместо нижнего поршня при-
КотЯЮТ <<ПлаваюЩУю» резиновую диафрагму 4 (рис. 5.41),
орая обеспечивает малую инерционность привода и
н°сть приложения усилия сжатия. В такого рода при-
* 195
«5
СП
10
Рис. 5.40. Пневмопривод машины МТПУ-300:
4
J
а — принципиальная схема; б — включение (+) и выключение (—) электро-
пневматических клапанов А и Б\ в — конструкция цилиндра: / — ползун;
2 — пружина; 3 — нижний поршень; 4 — верхний поршень; 5 — корпус
цилиндра; 6 — гайка; 7 — дроссель; 8 — трехходовый кран; 9 — быстро-
действующий клапан; 10 — электропневматический клапан; 11 — редуктор
с манометром
машинах большой мощности типа
силовой привод (рис. 5.42) вы-
одах шток 6 обычно соединяют с диафрагмой непосред-
ственно без дополнительных пружин. В остальном прин-
цип работы не отличается от рассмотренного выше
(рис. 5.40, а).
В точечных
МТПТ-600, МТИП-1000
полнен на базе трех си-
ловых пневмокамер на
одном штоке и создает
наиболее универсаль-
ный цикл вплоть до
ступенчатого увеличе-
ния FCB в процессе про-
текания тока. Такой
график приближается
к идеальному (плавно
возрастающему) и осо-
бенно эффективен при
сварке деталей из алю-
миниевых и магниевых
сплавов толщиной бо-
лее 4 + 4 мм.
В первой камере К1
постоянно находится
воздух под давлением
Ро. и электрод нахо-
Рис. 5.41. Пневмодиафраг-
менный привод быстродей-
ствующей машины МТ-1615:
* корпус цилиндра; 2 — труб-
3 — верхний поршень; 4 —
Диафрагма; 5 — корпус машины;
_ ,ш?ок: 7 — электрододержа-
ЛЬ, 8 верхняя консоль; 9 —
электрод
KI
K2
0140
дится в поднятом положении. При этом клапаны Б и В
сообщают между собой камеры: КЗ с К4 под давлением pt
н Кб с Кб под давлением р2. При срабатывании кла-
пана А воздух из К2 выходит в атмосферу. Электроды
опускаются и сдавливают детали с начальным уси-
Ие^*сЕ1. Величина FCB1 определяется давлением р0.
Ьсли через определенный, регулируемый отрезок вре-
ни включить клапан Б и параллельный ему Д (с увели-
нным проходным сечением), то воздух из поддиафраг-
197
менной камеры К4 быстро выбросится. Сварочное усилие
возрастет до конечной величины Есв2 и будет определяться
суммой усилий от давлений р0 и рг.
Ковочное усилие получается при срабатывании ниж-
них клапанов В, Г. Величина FK обусловлена суммой уси-
лий от р0, Pi и р2. Аналогично ковочному устанав-
ливают усилие предварительного обжатия. Если кла-
паны Г и В не включают, сварка ведется на усилии FCBJ
без обжатия и проковки. Если не включают клапаны Б,
Д и Г, В, то сварка проходит с постоянным усилием Тсв1
(штриховые линии на графике).
Рис. 5.42. Трехдиафрагменный привод:
а принципиальная пиевмосхема; б — включение и выключение
клапанов
Гидравлический привод (рис. 5.39, г) применяют глав-
ным образом в передвижных контактных машинах типа
клещей для точечной и шовной сварки, а также в много-
точечных машинах.
Использование в качестве рабочей жидкости масла,
воды под большим давлением (50—100 ат) позволяет резко
уменьшить площадь цилиндров и массу привода. Такие
давления создают различными насосами (шестеренчатыми,
поршневыми, лопастными и пр.), а также пневмогидрав-
лическими мультипликаторами. Последние получили зна-
чительное распространение в подвесных клещах
(рис. 5.43).
Для сжатия деталей воздух из сети через редуктор 1,
рессивер 2, лубрикатор 3, электропневматический клапан 4
и дроссель 5 подается в верхнюю камеру мультиплика-
тора 6. Пневмопоршень 7 опускается, и его плунжер 9
создает давление масла, превышающее воздушное во
столько раз, во сколько площадь плунжера меньше поршня
198
^обычно в 20 раз). По шлангу с особо прочными стенками
масло попадает в силовой гидроцилиндр клещей. При
обратном ходе клапан 4 выпускает воздух из мультипли-
катора в атмосферу, а возвратная пружина мультиплика-
Рис. 5.43. Схема пневмогидравлического привода
тора S и клещей вытесняет масло обратно. Усилие в мощ-
ных клещах может достигать 800 кгс, рабочий ход 30 мм.
Гидроцилиндр многоточечной машины — типичный си-
или лабиринтным уплотне-
Рис.
5.44. Электромагнитный
привод сжатия
ловой цилиндр с резиновым
нием поршня и возвратной
пружиной. При давлении
масла 100 ат и диаметре
поршня всего 25 мм он раз-
вивает^усилие около 500 кгс;
рабочий ход может дости-
гать 50 мм и более.
Электромагнитный при-
вод (рис. 5.39, д и рис. 5.44)
позволяет получить практи-
чески любой график усилия
(см. рис. 5.6).
На корпусе машины не-
подвижно укреплена катуш-
ка 1 (статор), на подвиж-
ном штоке—ферромагнитный
Диск 2 (якорь). При подклю-
чении катушки возникающее
магнитное поле притягивает
як°рь. Сварочное усилие ста-
новится больше начального. Катушка питается либо от
самостоятельного источника электроэнергии 4 (по заранее
^Данной программе), либо от первичной цепи сварочного
Рансформатора 5. В последнем случае при увеличении
199
силы тока плавно возрастает сварочное усилие. Чем
больше меняется сила тока, тем круче кривая сварочного
усилия.
Начальное усилие может быть задано любым из ранее
рассмотренных систем, например, грузом 3. Однако наи-
более универсально сочетание электромагнитного с пнев-
моприводом. В этом случае можно получить не только
начальное усилие FCB1 (см. рис. 5.6, ж), но также усилие
предварительного обжатия проковку FK. Электро-
магнитный привод находит применение в небольших то-
чечных машинах, где требуется тонкая регулировка формы
FCB с плавным, но быстрым его нарастанием. Исследуется
возможность применения привода и в машинах средней
мощности.
Дилатометрический привод (см. рис. 5.39, е), объеди-
ненный с пневматическим, также обеспечивает плавно
возрастающий график усилия, как впрочем и любой гра-
фик (см. рис. 5.6). Принцип основан на использовании
эффекта теплового расширения нагреваемого металла
как средства для дополнительного сдавливания зоны
сварки. Специальным заклинивающим устройством 1
(см. рис. 5.39, е) ограничивают тепловое расширение ме-
талла по оси электродов. Для этого предотвращают дви-
жение ползуна 2 вверх, жестко соединяя его с корпусом.
Головка заклинивается после сжатия деталей и прило-
жения FCB1. При кристаллизации ядра можно приложить
ковочное усилие или через некоторое время систему про-
сто расклинить.
Эффективность работы такого привода в сильной сте-
пени зависит от жесткости консолей и корпуса машины.
В большинстве случаев жесткость силового контура се-
рийных машин недостаточна. Наиболее удобны для этого
машины с увеличенной жесткостью консолей и корпуса
(например, машины для рельефной сварки), а также уста-
новки портального типа.
3. Привод вращения роликов
Привод вращения должен обеспечивать надежное и регу-
лируемое перемещение свариваемых деталей на шаг точек.
Он вносит дополнительное разнообразие в конструкцию
и компоновку шовных машин.
В зависимости от назначения, мощности и типа ма-
шины вращение роликов может быть непрерывным и пре-
200
ывистым. Приводным роликом может быть верхний,
например в машинах для сварки продольных швов и с уни-
версальной головкой (рис. 5.45, б), или нижний, напри-
/. к я 7 я 9 10 11
мер для сварки попе-
речных швов (см. рис.
5.33, б). Существует так-
Рис. 5.45. Схема (с) и конструкция (б)
привода непрерывного вращения верх-
него ролика универсальной машины
МШ-2001
же привод вращения
с подачей крутящего мо-
мента сразу на оба
ролика.
Привод непрерыв-
ного вращения пред-
ставляет собой обычно
электроредукторную си-
стему со сменными ше-
стернями и карданным
валом. Вал соединен
с нижней консолью
непосредственно или с
верхней консолью через
ионические шестерни.
Для регулирования ско-
рости применяют бес-
ступенчатый вариатор
скоростей (машина типа /..„пшня типа
^ШП), двигатель постоянного тока ( . ТППа
МШПР-300/1200) или муфту скольжения (маши
МШ-2001).
201
На рис. 5.45 показан один из таких приводов. Враще.
ние от асинхронного двигателя 11 (рис. 5.45, а) через
электроупрявляемую муфту скольжения 10, планетарный
редуктор 9 и карданный вал 8 передается на конические
шестерни 7—4 (см. рис. 5.45, б). Затем через пару ци.
линдрических шестерен 3, 2 крутящий момент передается
верхнему ролику 1.
Рис. 5.46. Пневмопривод шагового вращения ролика
Для прерывистого (шагового) вращения роликов при-
меняют несколько систем. Ранее основным элементом та-
кого механизма служил мальтийский крест. В современ-
ных шовных машинах используют главным образом
пневматические шаговые устройства и магнитные муфть'1
которые обеспечивают необходимое быстродействие и на‘
дежны в работе.
Одна из конструкций пневматического шагового при'
вода вращения верхнего ролика (машины типа МШШТ-бОо)
показана на рис. 5.46. Привод состоит из пневматиче'
ского цилиндра /, храпового механизма 2 и зубчатог
редуктора 3. При срабатывании соответствующего элен
тропневматического клапана воздух подается в нижн}0|У
202
амерУ цилиндра и выходит из верхней. Поршень 4 пере-
мещается вверх, с помощью собачки поворачивает хра-
повое колесо.5 и через редуктор 3 — приводной ролик 6.
при подаче воздуха в верхнюю камеру поршень опуска-
ется, и вторая собачка поворачивает колесо еще на один
шаг.' Шаг регулируют изменением хода поршня при по-
мощи гайки 7. Привод рассчитан на движение с шагом
2__40 мм. При включении тока через шаг перемещение
увеличивается в 2 раза.
Пневмопривод позволяет получить большие крутя-
щие моменты, однако частое стравливание воздуха создает
шум, а поступательное движение поршня — вибрацию
сварочной головки.
На рис. 5.47, а показана схема привода вращения ниж-
него ролика универсальной машины постоянного тока
типа МШВ-6301. Вращение от двигателя постоянного
тока 8 через электромагнитную муфту 7, пару кониче-
ских шестерен 6, 5 и червячный редуктор 4 передается
на сменные шестерни 3, откуда через карданный вал 2
крутящий момент прикладывается к нижнему ведущему
ролику 1.
Магнитная муфта работает с меньшим шумом и вибра-
цией. Приводной вал 2 (рис. 5.47, б) вместе с электромаг-
нитом 3 постоянно вращается от двигателя 1. Если под-
ключить катушку электромагнита 3 к источнику тока,
то под действием магнитного поля упругий ферромагнит-
ный диск 5, неподвижно укрепленный на ведомом валу 8,
притянется к тарельчатому диску 4 и быстро передаст
вращение роликам. При выключении катушки 3 и вклю-
чении катушки 7 вращающийся диск 5 прижмется к не-
подвижному тарельчатому диску 6 и быстро затормозится,
абота электромагнитной муфты легко синхронизируется
с работой аппаратуры управления циклом сварки. Ско-
рость вращения роликов регулируют сменными шестернями
и Двигателем постоянного тока. Длительность вращения
остановки регулируют включением и выключением ка-
УШек электромагнита 3 и 7.
cnei Э РИс' 5-48 помещена схема двустороннего привода
авизированной шовной машины для сварки баков
Синхронного двигателя 1 через редуктор 2, смен-
Вал ^Стерни 3, конические шестерни 4 и коленчатый
следн вРаЩ'ение передается стальным шарошкам 6. По-
ие имеют накатку и плотно прижимаются к рабочей
203
6)
Рис. 5.47. Привод шагового вра-
щения ролика с электромагнит-
ной муфтой:
а — схема привода машины
МШВ-6301; б — одна из конструк-
ций электромагнитной муфты
поверхности роликов 7. Равенство линейных скоростей
обоих роликов вне зависимости от их диаметра и степени
износа обеспечивается постоянством диаметра шарошек
(которые в отличие от роликов почти не изнашиваются).
Кроме того, шарошки непрерывно зачищают рабочую
поверхность роликов, снимая тонкую стружку.
В некоторых специализированных машинах привод
вращения роликов отсутствует. В этом случае сварочная
головка с роликом или стол с изделием перемещаются на
шаг точек обычным электровинтовым механизмом.
4. Конструктивные элементы машин
Корпус / (см. рис. 5.33) должен обеспечивать удобное
Расположение всех узлов точечных и шовных .машин,
быть достаточно прочным и жестким, а также оказывать
минимальное влияние на электрические параметры ма-
Для удобства монтажа и хорошего доступа к узлам
шнпны корпус обычно имеет окна, проемы, закрывае-
мые быстросъемными щитками, дверьми. При работе он
пытывает значительные статические и динамические
сте УЗКИ’ Особое значение имеет жесткость передней
Щинки> часто ослабляемой окном (для пропуска гибких
вдия° . ‘РансФ0РматоРа к консолям). С целью уменьшения
соппНИЯ Ферромагнитных масс корпуса на индуктивное
Ио Р°ГИВЛение вторичного контура последний стараются
Зможности удалить от стенок корпуса.
205
Корпус стационарной машины представляет собой
стальную цельносварную конструкцию. В машинах ма-
лой и средней мощности типа МТ, МШ, МР его изготовляют
в виде сварного жесткого каркаса из труб или профилей
(рис. 5.49, а), к которому затем приваривают сравнитель-
но тонкую обшивку (3—6 мм). В более мощных машинах
типа МТБ, МШВ, МТК его выполняют коробчатой
формы из несущих стальных плит толщиной 10—30 мм
(рис. 5.49, б). Для увеличения жесткости передней стенки
трансформатор располагают сбоку.
Рис. 5.49., Конструкции корпусов стационарных машин
В клещах и пистолетах со встроенным трансформато-
ром применяют небольшой литой корпус из алюминие-
вых сплавов. В клещах с отдельным траснформатором,
а также в машинах с радиальным ходом сварочное усилие
воспринимается главным образом консолями.
Консоли служат для передачи сварочного тока от вто-
ричной обмотки трансформатора к электрододержателям-
Они воспринимают также (полностью или частично) уси-
лие сжатия деталей и бывают различной длины L (см-
рис. 5.33). Их изготовляют из медных сплавов в виде труб,
стержней, пластин с внутренним (водяным) или наружны^
(воздушным) охлаждением.
В машинах с поступательным движением электроде0
средней и большой мощности консоли обычно разгружают
стальными или чугунными кронштейнами 9 (опорами или
держателями), винтовыми подкосами 8. Последние вос-
206
принимают усилие сжатия, а консоли в основном пере-
дают ток.
Для регулировки соосности рабочей поверхности элек-
тродов консоли можно выдвигать из кронштейнов, пово-
рачивать вокруг оси. Кроме того, нижняя консоль может
переставляться вверх и вниз на шаг болтов, крепящих
кронштейн к корпусу, или перемещаться плавно по на-
правляющим.
Жесткость консолей и кронштейнов оценивают по
величине упругого перемещения электродов при номи-
нальном усилии. Увеличенный изгиб консоли может
вызвать относительное смещение электродов и дополни-
тельную деформацию сварных узлов. Поэтому прогиб
ограничивается ГОСТом (для консолей длиной до 500 мм
не более 1,2 мм, до 1200 мм — 1,6 мм, более 1200 мм —
2,5 мм).
Применение подкосов несколько сужает технические
возможности машины (ограничивает длину и минималь-
ный диаметр свариваемой обечайки), но резко уменьшает
деформацию нижней консоли.
Электрододержатели (рис. 5.50) служат для крепления
электродов, являются токопроводящими и силовыми эле-
ментами. Изготовленные из прочных, высокоэлектро-
проводных медных сплавов, они имеют обычно конусное
отверстие для электродов и систему внутреннего охла-
ждения.
Конусная посадка электродов обеспечивает надежный
электрический контакт, хорошую герметизацию внутрен-
ней полости и центровку осей. Система внутреннего охла-
ждения обычно состоит из штуцеров, внутренней подаю-
щей трубки и наружного сливного канала (рис. 5.50, а,
б>- Срез трубки делают под углом 45° с тем, чтобы вода
Могла свободно омывать дно электрода даже при касании
тРУбки. В электрододержателях, применяемых в трудно-
доступных местах, система каналов может быть более
кожной (рис. 5.50, в, г).
При необходимости частой смены электродов услож-
ни-электрододержатели, встраивая в них выталкиватели.
Рис \ И3 КОНстРУкЦий выталкивателя показана на
лов Выталкивание осуществляют ударом по го-
“ке штока.
теЛи небольшпх точечных машинах электрододержа-
могут отсутствовать, тогда электроды закрепляют
КОНСОЛЯХ.
207
Электроды и ролики служат для непосредственного
подвода к свариваемым деталям тока и усилия.
Условия работы электродов и режимы весьма
сложные, определяемые следующими факторами: 1) вы-
сокой температурой в контакте электрод—деталь; 2) зна-
чительными усилиями на рабочей поверхности, носящими
Рис. 5.50. Электрододержатели универсальных точечных машин:
а — обычный цилиндрический; б — цилиндрический со встроенным выталк’"
вателем; в—г—изогнутые; д — цилиндрический для специальных электроде
ударный характер; 3) циклическим нагревом и нагруже"
нием рабочей поверхности; 4) изменением химического
состава металла рабочей части электрода или ролика>
находящегося в контакте со свариваемыми деталями.
Температура в контакте электрод — деталь (Л)''
наиболее важная характеристика условий работы эле*'
тродов и роликов. Ее величина зависит от тепловыД6'
208
пения в контакте электрод—деталь и самом электроде,
теплопередачи со стороны деталей, а также степени охла-
ждения электрода за счет теплообмена с окружающей
средой и охлаждающей жидкостью. Тепловыделение играет
существенную роль лишь при плохой подготовке поверх-
ности деталей и электродов (повышенные значения /?эд.)
или при недостаточном охлаждении электродов (напри-
мер при большом темпе работы). Более существенное зна-
чение имеет теплопередача от зоны сварки. Увеличение
Рис. 5.51. Изменение фактической температуры рабочей по-
верхности электрода в процессе точечной сварки:
/ — без охлаждения; 2 — с внутренним охлаждением
теплопроводности деталей, темпа сварки, длительности
импульса тока повышает температуру рабочей поверх-
ности.
Фактическая температуры! контактной поверхности
электрода колеблется (рис. 5.51). Достигая в момент вы-
ключения тока (или несколько позже) максимального
значения, во время паузы между импульсами она пони-
а ается. В начале сварки средние температуры возрастают,
"° Достижении теплового равновесия достигают наиболь-
щего значения.
200°рЗНОСГЬ температуры Тгаах и 7mln, составляющая
ства И более, определяется многими факторами: свой-
МомМИ металла свариваемых деталей, выбранным режи-
формСВ"аРКИ’ интенсивностью охлаждения, темпом сварки,
°и и размерами литого ядра и др. Факторы, повыша-
209
ющие Ттах, объективно способствуют расширению этого
интервала, как и факторы, усиливающие охлаждение.
Наиболее опасны максимальные температуры, и важней-
шей задачей становится их снижение.
Увеличение паузы между точками понижает Ттах, так
как способствует охлаждению поверхностей. Например,
уменьшение темпа сварки листов низкоуглеродистой стали
(1,5 + 1,5 мм) с 200 до 30 точек в минуту понижает Тгаах
в 2—3 раза. Активное охлаждение водой снижает и макси-
мальную, и минимальную температуры. Эффект усили-
вается с уменьшением тем-
па сварки, увеличением
расхода воды. Примене-
ние специальных жидких
сред с отрицательными
температурами еще более
снижает нагрев контакт-
ной поверхности и повы-
шает стойкость электро-
дов, однако усложняет
эксплуатацию машин.
В результате нагрева
и повторяющихся ударных
нагрузок на рабочей по-
верхности электрода по-
являются напряжения,
близкие к пределу теку-
Рис. 5.52. Влияние износа элек-
трода (диаметра рабочей поверх-
ности) на размеры литого ядра и
величину проплавления при сварке
сталей 12Х18Н9Т (1,5 + 1,5 мм)
на машине МТП-150/1200
чести электродного металла. Возникает деформация (из-
нос) рабочей поверхности: меняются ее форма и размеры.
По мере сварки ряда точек или шва площадь контакта
электрод—деталь постепенно увеличивается. На рабочей
поверхности электрода могут появляться микротрещины,
резко уменьшающие сопротивление пластической дефор-
мации электродного металла и усиливающих износ.
При сварке большинства металлов с малой тепло-, элек-
тропроводностью (сталей, никелевых, титановых сплавов)
на машинах с большим индуктивным сопротивлением
вторичного контура износ приводит к снижению da и А,
т. е. к непровару (рис. 5.52).
Кинетика роста диаметра контактной поверхности
вне зависимости от металла деталей и электродов, режимов
и темпа сварки остается примерно одинаковой (рис. 5.53).
Разница заключается лишь в скорости этого процесса,
т. е. в числе точек, полученных до переточки электрода-
210
Например, при сварке листов из коррозионностойкой
стали толщиной 1,5 4- 1,5 мм электродами из Бр. X
(см. табл. 5.5) число точек достигает 3000, электродами
из Бр- НБТ — более 10 000.
Число точек п
Рис. 5.53. Изменение диаметра контактной поверх-
ности электрода при сварке
Таблица 5.4
Износ и загрязнение электродов
Металл деталей Число точек до увеличения на 20% Число точек до недопустимого за- грязнения поверх- ности электрода
08кп . . 12Х18Н9Т Оцинкованное железо . . . АМгб .... МА2—1 8 000—10 000 7 000— 8 000 1 000—2 000 3 000—5 000 3 000—5 000 1000—2000 1000—2000 400—600 20—100 10—15
В процессе приработки (на первых 50—100 точках)
скорость деформации оказывается повышенной. Посте-
пенно процесс стабилизируется и скорость уменьшается,
ю своему характеру процесс напоминает график высоко-
темпсратурной ползучести.
При сварке между металлом электрода и деталей воз-
никло также химическое взаимодействие. Ролики обычно
гРязняются быстрее электродов, так как испытывают
ИоЛее интенсивный нагрев. Загрязнение рабочей поверх-
СТи не менее опасно, чем смятие. В отличие от сварки
211
сталей и титана при сварке алюминиевых и магниевых
сплавов загрязнение наступает значительно раньше, чем
смятие (табл. 5.4). Если своевременно не прервать сварку
таких металлов, химическое взаимодействие распростра-
няется в электроде на большую глубину и приводит к рас-
трескиванию рабочей поверхности, образованию наружных
выплесков, появлению других дефектов.
Стойкость электродов и роликов-
это способность сохранять исходную форму, размеры
и свойства рабочей поверхности. В процессе эксплуата-
ции все эти характеристики изменяются.
Е оценке стойкости электродных материалов до на-
стоящего времени нет единого критерия. Существует
несколько методик оценки: по числу точек или длине
шва до 20%-ного увеличения диаметра рабочей поверх-
ности электрода, по числу удовлетворительно сваривае-
мых точек (сохранению d„) до фактической переточки
или зачистки электродов, по изменению холодной и го-
рячей (одночасовой) твердости, по сопротивлению ползу-
чести при максимальной температуре рабочей поверхно-
сти и суммарном времени сварки, по изменению массы,
длины, объема электрода после постановки некоторого
числа точек, по изменению прочности свариваемых точек
и т. д.
Из перечисленных методик наиболее простая — изме-
рение числа точек до увеличения рабочей поверхности
на 20% от исходной. Она учитывает также опасность умень-
шения диаметра литого ядра и понижения прочности то-
чек. Подобным образом можно оценить и стойкость роли-
ков: по длине' шва, сваренного до увеличения ширины
рабочей поверхности на 20%.
Однако при сварке алюминиевых, магниевых сплавов,
деталей с легкоплавкими покрытиями 20%-ный крите-
рий износа не отражает действительную стойкость элек-
тродов. Более точным критерием может служить число
точек, свариваемых без зачистки рабочей поверхности.
Такая оценка одновременно учитывает и опасность появле-
ния дефектов, снижения антикоррозионных свойств де-
талей, изменения размеров и механических свойств точек
при чрезмерном загрязнении контакта.
Необходимость зачистки определяют визуально (по
началу прилипания электродов к деталям). При сварке
алюминиевых сплавов необходимость зачистки может быть
установлена более точно прибором, измеряющим скорость
212
нарастания напряжения между электродами (рис. 5.54).
При удовлетворительном состоянии контакта электрод-
деталь величина du33/dt обычно не превышает 20—35 В/с.
Если детали имеют толстые окисные пленки или в процессе
сварки образовались продукты диффузионного взаимо-
действия, то скорость нарастания напряжения резко
увеличивается (вплоть до 100 В/с). По мере постановки
точек и достижения определенного (заданного) значения
скорости сигнальный блок подает команду «зачистка».
Металл электро-
дов и роликов дол-
жен иметь высокую тепло-,
электропроводность (для
уменьшения температуры
рабочей поверхности и
электрических потерь), вы-
сокую жаропрочность и
горячую твердость (для
повышения сопротивления
пластической деформации
и ограничения расплющи-
вания рабочей поверхно-
сти), малую склонность
к взаимодействию с ме-
Рис. 5.54. Изменение напряжения
между электродами при нормаль-
ном процессе сварки (/) и загрязне-
нии контакта электрод—деталь (2)
таллом деталей (для повышения стойкости рабочей по-
верхности к загрязнению).
Медь наиболее полно отвечает первому требованию.
Однако она имеет низкое сопротивление деформации при
повышенной температуре, поэтому наибольшее распро-
странение нашли различные сплавы на медной основе.
Твердость и прочность меди можно повысить различными
способами: наклепом, легированием меди с образованием
твердого раствора, выделением из пересыщенного твер-
дого раствора дисперсных фаз, созданием по границам
зерен тугоплавкого каркаса.
Эффект от холодной деформации сохраняется лишь
До температур (0,3-т-0,5) Тпл. Упрочнение от легирования
МеДИ—до т-0,6) Тпл. Наиболее жаропрочные элек-
тродные сплавы получают дисперсионнымтвердением и
Докировкой границ зерен тугоплавкой фазой (в виде
астиц, сетки, скелета), которая слабо взаимодействует
с основой при нагревании.
легирующих элементов наибольшее рас-
получили кадмий, хром, серебро, кобальт
° качестве
пР°странение
213
и др. Обычно их количество не превышает 1—1,5%
чтобы сохранить высокую тепло- и электропроводность
сплавов. После холодной деформации, термической, либо
термомеханической обработки эти сплавы в 1,5—2 раза
увеличивают твердость и жаропрочность, сохраняя вы-
сокую электропроводность.
На сопротивление пластической деформации рабочей
поверхности электродов и роликов большое влияние
оказывает температура рекристаллизации сплава. По-
этому для ее повышения в сплавы часто вводят в малых
количествах дополнительные элементы: бериллий, бор,
титан, цирконий и др. Что касается сопротивления загряз-
нению, то возможности регулирования этого процесса
при использовании в качестве основы меди крайне огра-
ничены.
В табл. 5.5 приведены состав и основные свойства
металлов, применяемых для изготовления электродов
и роликов. Наиболее высокой электропроводностью обла-
дают холоднотянутая медь и сплавы Бр. Кд1, MCI. Эти
сплавы представляют собой твердые растворы и термиче-
ски не упрочняются, применяются исключительно для
сварки легких сплавов (алюминиевых, магниевых).
Для сварки сталей и титановых сплавов широко исполь-
зуют более твердые, но не менее электропроводные сплавы
меди с хромом (и добавками кадмия, алюминия, магния,
циркония), с никелем (и добавками бериллия, титана).
Среди них наибольшее распространение нашли сплавы
Мц5Б, Бр. X, Бр. ХЦр, Бр. НБТ. Это — дисперсионно-
твердеющие сплавы, упрочняемые термомеханической об-
работкой: закалкой, холодной деформацией и отпуском.
Наиболее электропроводный из них — сплав Мц5Б.
Его применяют для точечной сварки низкоуглеродистых,
низколегированных сталей и легких сплавов. Хорошими
сочетаниями твердости, температуры начала рекристалли-
зации и уровня электропроводности обладают хромистые
бронзы типа Бр.Х и Бр.ХЦр, которые нашли самое ши-
рокое применение для точечной и шовной сварки низко-
углеродистых и низколегированных сталей, а также ти-
тановых сплавов. Наиболее высокой твердостью и жаро-
прочностью из сплавов на медной основе обладает никель-
бериллиевая бронза Бр. НБТ, применяемая для жаро-
прочных сталей, никелевых и кобальтовых сплавов. При
сварке этих металлов необходимо прикладывать особенно
высокие усилия, поэтому твердость электродов должна
214
Состав и свойства электродных металлов
Таблица 5.5
Группы свариваемых металлов Металл электрода Состав, % Электро- провод- ность в % к элек- тропро- водности меди Темпе- ратура начала рекри- сталли- зации, °C Твердость НВ Вид термообработки
в ото- жженном состоя- нии после термооб- работки (наклепа)
6; 5 Холоднотянутая медь Ml 100 Си 98 200 50 80 Наклеп
5; 6; 7 Кадмиевая бронза Бр.Кд1 (МК) 0,9—1,2 Cd, остальное Си 85—90 350 60 95—115 »
6; 5 Сплав меди с се- ребром MCI 0,07—0,12 Ag, остальное Си 97—99 360 55—65 95—100 »
1; 2; 5; 6; 7 Хромокадмиевая бронза Мц5Б 0,2—0,4 Сг, 0,2—0,35 Cd, остальное Си 80—85 370 60—70 120—125 Термообработка и наклеп (20— 30%)
1; 2; 3, а; 4 Хромовая бронза Бр.л 0,4—0,7 Сг, остальное Си 80—83 400 80—100 130—150 Термообработка
1; 2; 3, а; 4 Хромоциркониевая бронза Бр.ХЦр 0,5—0,7 Сг, 0,03—0,06 Zr, остальное Си 80—82 500 90—100 140-160 Термообработка и наклеп (40— 60%)
3, б; в; 4 Никельбериллиевая бронза Бр.НБТ 1,4—1,6 N1, 0,2—0,4 Be, 0,05—0,15 Ti, остальное Си 50-55 500 90—110 170—240 То же
1; 2; 3; 4; 7 ВМ (кирит) 55—80 W, остальное Си 20—45 1 900—1000 200—250 200—250 Спекание
1; 2; 3; 4; 7 Вольфрам 100 W 30—32 1000 400—450 — —
1; 2; 3; 4; 7 Молибден ВМ1, ВМ2 98—99 Мо 34—37 1000 220—300 —
быть не менее НВ 180, а температура начала рекристал-
лизации не менее 450—500° С.
Особую группу представляют металлы для электрод-
ных вставок: кирит, вольфрам, молибден. Они имеют вы-
сокую твердость и жаропрочность, но низкую электро-
проводность (около 30%). Применение их часто обуслов-
лено большой твердостью (например при рельефной
сварке). Иногда более ценным оказывается пониженная
тепло- и электропроводность, например при сварке де-
талей с большой разницей в толщине, из разноименных
металлов, а также имеющих малое удельное электросо-
противление (серебро, медь, латунь).
Кирит — порошковая композиция, состоящая из 70—
80% W и 20—30% Си или 55—60% W и 40—45% Си.
Изготовляемый спеканием, он представляет собой ком-
пактный материал из твердых тугоплавких частиц воль-
фрама, соединенных мягкой электропроводной связкой
из меди.
Для точечной и шовной сварки разрабатывают также
металлокерамические электроды на основе меди и окислов
(карбидов). Например, для сварки алюминиевых и магни-
евых сплавов получен материал системы Си—А12О3
с содержанием окислов около 3% (по объему), изготовля-
емый методом внутреннего окисления сплава Си ф- 0,5 —
1% А1 с последующим распылением расплава в воду, бри-
кетированием, спеканием в атмосфере водорода (при 850° С)
и горячим прессованием. Электроды применяют без ка-
кой-либо дополнительной термической или механической
обработки. Тепло-, электропроводность материала близка
к свойствам сплава Бр. Кд1, а горячая твердость и тем-
пература разупрочнения существенно выше. Поэтому
возрастает сопротивление деформации и несколько за-
медляются процессы химического взаимодействия со сва-
риваемой деталью.
За рубежом большое распространение получила хро-
мистая бронза с добавками либо циркония, либо кремния,
бериллия (до 0,01 %). В ряде стран применяют электроды
с большим содержанием серебра (6—7%). При сварке
коррозионностойких и жаропрочных сплавов широкое
применение нашли сплавы с кобальтом (2—3%) и добав-
ками бериллия, кремния. Имеются сведения об исполь-
зовании материалов типа кирит.
Конструкции электродов для то-
чечной и шовной сварки разнообразны-
216
Электроды бывают прямые, фигурные и специальные
(рис. 5.55). Конструктивное оформление определяется ме-
таллом, толщиной и формой деталей, размерами нахле-
стки, доступом к месту сварки. Прямые электроды, как
более простые, технологичные и жесткие, получили наи-
большее применение для конструкций с хорошим доступом
к месту сварки.
Рис. 5.55. Электроды для точечной сварки:
о прямой; б — прямой со смещенной рабочей поверхностью; в —
сдвоенный (для микросварки); г — изогнутый; д — прямой (вставка)
с Фигурным переходником; 1 — рабочая поверхность; 2 — корпус; 3
хвостовик; 4 — электрододержатель; 5 — переходник _
Фигурные электроды, у которых центр рабочей поверх-
ности смещен относительно оси посадочной части, огра-
ичивают сварочное и, в особенности, ковочное усилие.
То несколько снижает стойкость рабочей поверхности.
д^пако такие электроды нашли большое распространение
лев СваРки тонколистовых конструкций из стали, нике-
ых и титановых сплавов.
йто °РПУС электрода воспринимает большие усилия
(Гогт ^Го изг°т°вляютиз прутков или отливок диаметрами
сна/1 14111—69) 12, 16, 20, 25, 32 и 40 мм. Для микро-
рки (рис. 5.55, в) его диаметр значительно меньше.
217
Вообще диаметр выбирают из расчета D3 = (0,04-*-0,06) F
где F — наибольшее усилие сжатия.
Плоскую форму рабочей поверхности (рис. 5.55, б
г) используют главным образом для сварки сталей, жаро-
прочных сплавов. Диаметр рабочей площадки при этом
выбирают близким к номинальному диаметру ядра. УГОл
наклона а составляет около 30°. Увеличение угла пони-
жает стойкость электродов из-за более интенсивного смя-
тия рабочей поверхности. Уменьшение угла усиливает
колебания размеров d3 даже при небольших деформа-
циях. При сварке электродами с плоской рабочей по-
верхностью колебания FCB меньше влияют на d„, чем со
сферической.
Сферическая форма рабочей поверхности имеет лучшие
технологические характеристики: обеспечивает хорошие
условия отвода теплоты от деталей в электроды, боль-
шую стойкость, уменьшенную склонность к образованию
наружных выплесков, обеспечивает плавные и минималь-
ные отпечатки от электродов даже при небольших накло-
нах конструкции. Такая форма целесообразна для сварки
узлов из алюминиевых и магниевых сплавов, а также для
сварки латуней, титановых сплавов, деталей неравной
толщины. Однако она требует несколько большей на-
хлестки.
Радиус сферы и диаметр d3 зависят от толщины деталей
и режима сварки. Например, при толщине деталей 0,3 ф
+ 0,3 мм = 25 мм, при 5 + 5 мм /?сф = 250 мм. Как
правило, более жесткие режимы требуют увеличения ра-
диуса сферы (для уменьшения опасности выплеска).
Иногда с целью полного устранения отпечатка от элек-
тродов (на одной из деталей) намеренно увеличивают диа-
метр плоской] рабочей поверхности одного из электродов-
Однако с противоположной стороны глубина отпечатка
почти удваивается.
Хвостовик электрода 3 (рис. 5.55) обычно конусно*1
формы должен обеспечивать надежный электрический кон-
такт с конусным отверстием электрододержателя, герметич-
ность сочленения и легкий съем. Конусность устанавл11'
вают в зависимости от максимального усилия и диаметр3
электрода (при усилии до 1500 кгс и диаметре до 25 мм
1 : 10, свыше 1 : 5). .
Извлекают электроды из конусного гнезда вращение
или выталкиванием (рис. 5.56). Для вращения (о) ПР’
меняют специальные съемники с винтовым зажимом э-пе
218
пода 1 стальными призмами 5. Рабочая поверхность призм
делана с насечкой для предотвращения их проскальзы-
вания относительно электрода при повороте съемника.
Однако при таком способе извлечения усиливается износ
садочных (конусных) поверхностей, а также боковой
(цилиндрической) поверхности электрода.
При выталкивании клином (б) электрод должен иметь
буртик. Клин 4 в виде стальной вилки с небольшим углом
наклона (10—15°) вводят между торцом электрододержа-
теля 3 и буртиком электрода 1. Ударом молотка по торцу
Рис. 5.56. Способы извлечения электрода из конусного гнезда:
а — вращение; б — выталкивание клином; в — выталкивание гайкой
клина электрод быстро выталкивают из гнезда. Однако при
таком способе изнашивается буртик, возникает опасность
изгиба электрододержателя и электродов.
Эффективнее выталкивание вращением гайки 2 (в)
Ча электрододержателе 3. Таким способом можно быстро
Удалить электрод без повреждения посадочных поверх-
ностей. Для извлечения электрода в ряде случаев можно
применять выталкиватели, встраиваемые в электродо-
Держатели (см. рис. 5.50, б).
Внутри электроды обычно имеют канал для охлажде-
я водой (рис. 5.55, а), которая поступает по трубке
н можно ближе к рабочей поверхности. Диаметр ка-
тпоп ВЬ1бирают равным (0,5—0,6) D3. На новых элек-
На Лах„Расстояние h = (0,75-ь 0,8) D3. Оно сильно влияет
тонкость электрода, общее число сваренных точек.
Вых ЛектР°Ды для одноточечной рельефной сварки листо-
0бычГалей (Рис> 5-57, а) практически не отличаются от
стью С ПЛ0СК0Й или сФеРической рабочей поверхно-
сти сварке крепежных деталей (небольших штуце-
219
Рис. 5.57. Электроды для одноточечной рельефной сварки
Рис. 5.58. Электроды для многоточечной рельефной сварки и метод*1
крепления вставок:
д — электроды в электрододержателе; б— электрод без вставок (целиков^,
вг г — запрессовка вставок; 0 — конусная посадка; в — клиновидное кр*' к£Г
ние; Ж — соединение пайкой; 1 — вставки; 2 — держатель вставок; •>
налы для охлаждения водой; 4 — основание
220
ра-
ро-
ров, развальцованных труб и т. п.) с листом рабочую
поверхность электродов делают по форме деталей (б—е).
Если возникает опасность касания детали обоих электро-
дов, устанавливают изолирующие втулки или шайбы
(д, е)-
Нижние электроды для многоточечной сварки обычно
укрепляют на общем основании через переходные держа-
тели (рис. 5.58), а затем устанавливают на плиту свароч-
ной машины. Часто такие электроды
входят как составные элементы сва-
рочных приспособлений. На рис.
5.58, б—ж показаны наиболее типич-
ные варианты крепления электрод-
ных вставок в переходные держа-
тели основания. Верхние электроды
могут иметь индивидуальный привод
сжатия или выполняются анало-
гично нижним.
Ролики (рис. 5.59) представляют
собой массивные диски диаметром
до полуметра (чаще 120—400 мм).
Для внутреннего охлаждения в них
делают канавки с уплотнением, пре-
дотвращающим вытекание воды при
вращении ролика. Для охлаждения
роликов воду нередко подводят
внутрь массивной оси, через кото-
рую отводится теплота от ролика
(см. рис. 5.45, б; 5,46). Нижний ро-
лик машины для продольной сварки обычно частично по-
гРУжен в воду, находящуюся в корытообразной части
консоли. Чаще всего внутреннее охлаждение роликов со-
четают с наружным (рис. 5.60).
Размеры и форма роликов определяются толщиной,
металлом и формой свариваемых деталей, видом привода
вращения.. Толщина роликов обычно в 2—3 раза больше
Ирины их рабочей поверхности.
/ Рабочая поверхность роликов бывает без закругления
н ^видрическая) либо с радиусным закруглением. Пре-
имущества и недостатки той или иной формы такие же,
п У Электродов для точечной сварки. Размеры рабочей
Реж^ХН°СТи определяются толщиной детали, жесткостью
ветстМа сваРки> Ширина контактной площадки b соот-
гвует диаметру плоской поверхности электрода d3,
221
Рис. 5.59. Форма
бочей поверхности
ликов:
а — без закругления (ци-
линдрическая) с односто-
ронним скосом; б — то
же, с двусторонним ско-
сом; в — закругленная
с двусторонним скосом;
г — загругленная без
скоса
а радиус закругления г увеличивается от 15 мм при тол-
щине деталей 0,3 4- 0,3 мм до 400 мм при толщине 5 +5 мм
Ширина контактной площадки зависит также от диаметра
ролика Dp, поэтому его размеры дополнительно характе-
ризуют рабочую поверхность.
Рис, 5.60, Схема охлаждения токоведущих элементов вторичного кон-
тура шовной машины с индивидуальной регулировкой расхода воды
в каждом из шести каналов
(СТ — сварочный трансформатор, ПК— игнитронный контактор, ПРОД "
вентиль продувки каналов сжатым воздухом, Сл. — слнв)
Как и при точечной сварке, иногда увеличивают пло-
щадь контакта одного из роликов (сварка с минимальными
отпечатками, деталей различной толщины или из рази0'
родных металлов). При сварке обечаек наружный роли
должен иметь увеличенную площадь контакта по сравне,
нию с внутренним с целью выравнивания условий тепло
выделения и теплоотвода в деталях.
При сварке трубчатых элементов небольшой толШИЯ ’
например сильфона 1 с арматурой 2 или мембранных к
222
робок 3 (рис. 5.61), вместо одного из роликов часто при-
меняют специальные токоподводящие устройства. Во мно-
гих случаях арматуру закрепляют в токоведущих патро-
нах 4, планшайбах 5 (рис. 5.61, а—в). При использовании
патронов толщина арматуры должна быть не менее 2 мм
для того, чтобы избежать значительной деформации узла.
Если толщина арматуры меньше указанного выше зна-
чения, рекомендуется использовать цанговые зажимы.
Вместо цанг можно использовать и гладкие оправки,
Рис. 5.61. Схема сварки сильфона и коробок:
°, б — с патроном; в — с планшайбой; г — с вращающимся сто-
лом; I — сильфон 2 — арматура; 3 — коробка; 4 — патрон;
Б — планшайба; 6 — стол
обеспечивающие плотную посадку арматуры. Однако в
этом случае могут возникнуть затруднения при съеме
Деталей. При сварке мембранных коробок часто исполь-
зуют вращающийся токоподводящий стол 6 (рис. 5.61, г).
язательное условие при использовании указанных
Редств — надежный токоподвод, который должен нахо-
ТЬСя на минимальном расстоянии от зоны сварки. Это
эНрВ0ЛЯет избежать перегрева деталей и снизить потери
Ргии во вторичном контуре машины.
р0 ₽авильная эксплуатация электродов и
Нию1Ков повышает их стойкость и способствует достиже-
р высокого качества соединений.
ц3 г абОчУю поверхность зачищают без съема электродов
Иость ЗДа‘ Сильно ДеФоРмированную контактную поверх-
перетачивают чаще со съемом электродов, однако
223
в ряде случаев такая обработка может быть выполнена
непосредственно в сварочной машине.
Сферическую поверхность электродов обычно зачи-
щают наждачным полотном 2, обернутым вокруг жесткой
резиновой пластины 1 толщиной 15—20 мм (рис. 5.62).
Рис. 5.63. Пневмозаправник ра-
бочей поверхности электродов
Рис. 5.62. Зачистка элек-
тродов
Сжатую электродами с небольшим усилием пластину
вращают относительно оси электрода, после чего рабочую
поверхность протирают чистой тканью. Шероховатость
электрода должна быть минимальной, поэтому наждачН°
полотно должно быть мелкозернистым (№ 3, 4). ОдяаК
при плохой подготовке поверхности деталей зернистост
полотна следует, наоборот, увеличить для лучшего ко
тактирования.
224
Плоские электроды зачищают личным напильником
и наждачным полотном. Снимают тонкий слой загрязнен-
ного металла, не нарушая параллельности поверхностей.
При износе рабочей поверхности из-за деформации
необходимо снимать более толстый слой металла, т. е. за-
правлять электроды. Размеры контролируют шаблонами
или по отпечатку в пластичном металле (например,
свинце).
Рис. 5.64. Стационарная фрезерная головка для заправки элек-
тродов со сферической рабочей поверхностью
Как исключение, заправку сферических электродов
в сварочной машине можно выполнять специальным на-
пильником с вогнутой поверхностью, а затем наждачным
полотном. Однако в ответственных случаях электроды
обрабатывают специальной пневматической фрезерной го-
ловкой (рис. 5.63), устанавливаемой непосредственно на
электрод 1. Радиусной фрезой 2, вращающейся от пневмо-
привода 3 вокруг собственной оси и оси электрода, сни-
мают слой металла.
Находят применение также специальные фрезерные
Установки стационарного типа (рис. 5.64). Электроды 2
Удаляют из гнезд и устанавливают в неподвижный шпин-
дель. Сменная грибковая фреза 1 определенного радиуса
Ращается вокруг собственной оси и оси электрода, обес-
б0ЧиЕг‘я постоянство скорости фрезерования по всей ра-
чеи поверхности. Заправку плоской рабочей поверхно-
8 Б- д. орлов 223
сти делают непосредственно в сварочной машине ручными
заправниками или пневматическими головками (рис. 5.65).
Для повышения производительности зачистки и за-
точки роликов используют шарошки (см. рис. 5.48),
Рис. 5.65. Заправка и зачистка электродов с плоской рабочей
поверхностью:
а «= ручным запрэвинком; б ~ пневматической уголковой дрелью с фре-
зерной головкой; / « корпус; 2 — резцы; 3 — рукоятка
Рис. 5.66. Калибровка рабочей поверхности роликов:
а стальными роликами; б обоймой о роликами; в — стальным коль-
цом; 1 электроды; 2 я= стальной ролик; 3 — обойма; 4 — кольцо
а также абразивные круги, стальные щетки, устанавли-
ваемые на корпусе головки и консоли. Они имеют электро-
и пневмопривод. Если сварку ведут с наружным охлаж-
дением и ролики имеют непрерывное вращение, то за-
правку делают в процессе сварки. При отсутствии промы-
вания рабочей поверхности и шаговой сварке заправка
226
производится после сварки, а рабочую поверхность затем
протирают чистой тканью.
н Иногда для восстановления исходной формы роликов
применяют обкатку стальными роликами, кольцами
(рис. 5.66).
5. Основные технологические характеристики
универсальных машин
Выбор машины для сварки конкретных деталей опре-
деляется методом сварки, металлом и толщиной деталей,
размерами и конфигурацией узла, требованиями к ка-
честву соединений, производительностью процесса и пр.
В табл. 5.6 помещены основные технологические ха-
рактеристики современных универсальных машин ста-
ционарного типа с радиальным движением верхней кон-
соли (МТР, МТПР, МШПР) и с поступательным (осталь-
ные). Условные обозначения типа машин: П-переменного
тока, Н — низкочастотные, К — конденсаторные, В —
с выпрямлением во вторичном контуре. Максимально
возможные размеры свариваемых обечаек даны для ма-
шин со снятым подкосом.
Цифровые обозначения в машинах ранних выпусков
соответствуют номинальной мощности (кВА), например
МТП-200, МТПУ-300, МТПТ-400 и т. д. В современных
машинах за основу цифрового обозначения приняты номи-
нальный вторичный ток (кА) и модификация разработки,
например, МТ-1607 (сила тока 16 кА, 7-я модификация),
МШВ—6301 (сила тока 63 кА, 1-я модификация).
Машины переменного тока типа МТ, МТП, МТПУ,
MUJ, МШП предназначены главным образом для сварки
сталей, титановых сплавов с толщиной деталей 0,8—3 (4) мм
и длиной до 2400 мм (машина МТП 200/1200). Машина
МТПУ-300, обладая возможностью двухимпульсного
никла, модулирования импульса тока и приложения ко-
вочного усилия, позволяет сваривать низколегированные
стали и даже алюминиевые сплавы (небольшой толщины).
мтпЛизка по технологическим характеристикам к машине
М1 ПУ-300 машина МТ-2517 (рис. 5.67, а), позволяющая
соединять стали и алюминиевые сплавы.
На рис. 5.67, б показана современная шовная машина
еременного тока МШ-2001, привод вращения которой
Рассмотрен ранее (см. рис. 5.45). Опа отличается просто-
м 11 и строгостью форм, удобным доступом к элементам
шины и позволяет при непрерывном вращении роликов
227
Технологические характеристики универсальных машин
228
Таблица 5.6
Точечные машины
Параметры машины 608-1W МТ-1206 МТ-1209 МТ-1607 609I-1W МТ-2507 МТП-75-15 МТП-200-7 МТП-150-1200 МТП-200-1200
Сила номинального тока, кА Тип машины Номинальная мощность, кВА Толщина, мм: коррозионностойких сталей алюминиевых спла- вов . Длина консолей, мм . Усилие, кгс: сварочное максимальное ко- 8 П 20 0,25— 0,8 315 50—300 12,5 П 54 0,3-1,5 500 120—500 12,5 П 50 0,3-1,5 400 80—500 16 П 90 0,3-1,8 500 120—630 16 п 85 0,3-1,8 600 120— 630 25 П 170 0,5—3 0,5-1,2 500 220— 1600 12,5 П 56 1 0,4-1,5 500 150—650 25 п 180 0,5-2,9 0,5-1,2 500 250— 1400 16 П 170 0,5—2,8 1200 200— 1500 20 п 190 0,8—4 1200 250—2400
Сопротивление вторич- ного контура, мкОм Скорость движения ро- ликов, м/мин .... Диаметр обечайки, мм Длина обечайки, мм 100 230 , 300 80 490 480 75 250 400 63 490 480 65 300 570 37 480 480 45 400 480 32 400 480 / Йо 520 ] 1100 1 40 480 950
Параметры машины МТПУ-300 МТР-1П МТПТ-400
Сила номинального тока, кА Тип машины Номинальная мощность, кВА Толщина, мм: коррозионностойких сталей алюминиевых спла- вов Длина консолей, мм Усилие, кгс: сварочное максимальное ко- вочное Сопротивление вторич- ного контура, мкОм Скорость движения ро- ликов, м/мин .... Диаметр обечайки, мм К Длина обечайки, мм . . <£> 32 П 300 0,3—3 0,3—1,5 500 100- 640 1500 28 480 470 16 П 170 0,3—2,2 1200 100— 1000 60 480 1150 73 Н 400 0,5—8 0,8—2,5 1500 250— 1000 3200 26 500 650
Продолжение табл. 5.6
Точечные машины
о о О о О ю ео о О О
Н t*' СО СО о
С X X И И
н Н а
< < S
102 50 63 80 63 80 10
Н К к К в В п
600 30 40 75 500 675 —
1—4 0,3—1,2 0,4—1,5 0,5—1,5 3—12 0,8-6 0,3—1
1,5—4,5 0,3—1,8 0,4-2 0,8—2,5 — 1—4,5 __
1500 500 1200 1500 1 200 1500 400
550— 150—800 150—950 250— 1 000— 375— 75—300
2500 1400 6 000 3500
5500 1750 2000 3200 10 000 6300 —
23 25 33 26 12 13 50
— — — . —_ 1—5
650 480 32С 500 1 100 1100 210
650 470 1000 650 1 200 1500 300
Параметры машины
МШ-1601 МШ-2001 ei-osi-umw
Сила номинального тока,
кА 16 20 20
Тип машины Номинальная мощность, П П П
кВА Толщина, мм: 75 130 150
коррозионностойких сталей алюминиевых спла- 0,4—1,2 0,5-1,8 0,5-2
ВОВ — — —
Длина консолей, мм Усилие, кгс: 400 800 800
сварочное максимальное ко- 160—500 230—800 250—800
вочное . . -ч . . . — —- —
Сопротивление вторич-
ного контура, мкОм Скорость движения ро- 60 45 32
ликов, м/мин .... 0,6—4,5 0,6—4,5 0,5—1,9
Диаметр обечайки, мм 210 300 400
Длина обечайки, мм 300 750 400
Продолжение табл. 5.6
Точечные машины
р
сч сч
о о о, о Яр S О о <о О о 5301 1601
с а а 3 Й Й
а а а а в В
S S S S S S
25 63 100 160 63 16
П н н н в в
300 400 600 1000 450 120
0,5-2,5 0,5—2,5 1—3,5 1,5—4 0,3—2,5 0,4—1,8
0,5—1,2 0,5—2,8 1,2— 3,5 1,5—4,5 0,5—2,5 0,5—1,2
1200 1200 1500 1500 1200 1200
250—1600 250—800 550—2200 700—3800 200—1100 200—950
— — 5000 7000 2200 2200
36 45 23 19 17 22
0,5—2 —. 0,2— 3 0,2—8
340 350 850 950 320 600
1150 1150 1450 1450 1 1000 1450
соединять детали из коррозионностойких сталей тол-
щиной до 1,8 1,8 мм.
Низкочастотные машины МТПТ-400, 600, МШШИ-400,
МШШТ-400, 600, 1000 обладают высокой мощностью и уни-
версальным графиком усилия сжатия. Они предназначены
главным образом для сварки алюминиевых и магниевых
сплавов, латуней. При сварке сталей для уменьшения
Рис. 5.67. Универсальные машины переменного тока:
а — МТ-2517; б — МШ-2001
силы тока необходимо несколько менять электрическую
схему машины.
^а Рис. 5.68 показана конденсаторная машина типа
МТК-6301. Имея короткий импульс тока (см. рис. 5.5, д).
Достаточно высокую мощность и возможность приложения
ковочного усилия, она позволяет соединять стали и алюми-
СПЛавы- Жесткость корпуса машин данной серии
1 * К-6301, МТК-5001) увеличена за счет бокового распо-
ОНмНИЯ тРансФ°РматоРа-
Машины постоянного тока типа МТВ, МШВ — ма-
МпНы широкого назначения. Их выпускают различной
бол Н°СТИ (120—075 кВА), они предназначены для сварки
с ЬЦ1инства конструкционных материалов. По сравнению
и блИЗкочасто™ыми эти машины имеют меньшую массу
льшие технологические возможности. Одна из мощных
231
Рис. 5.68. Конденсаторная точечная машина
МТ К-6301
Рис. 5.69. Шовная машина с выпрямлением тока во вто-
ричном контуре МШВ-6301
повных машин этой серии показана на рис. 5.69. Эта
машина имеет непрерывное и шаговое вращение роликов
и предназначена в основном для сварки сталей.
Машины для рельефной сварки должны иметь мало-
инерционный привод сжатия, небольшие усилия трения
в направляющих ползуна, возможность широкого изме-
нения формы импульса тока. Для многоточечных рельеф-
ных машин требования к жесткости привода сжатия воз-
растают, поэтому их вторичный контур стараются делать
небольшим. Для одноточечной рельефной сварки исполь-
зуют обычно точечную машину переменного тока
МТПУ-300, для кольцевого рельефа — низкочастотные
машины типа МТПТ или постоянного тока.
Для многоточечной сварки основной вид оборудования
— машины переменного тока типа МРП мощностью 100—
400 кВА и с выпрямлением тока во вторичном контуре
(МРВ-63). В отличие от точечных машин типа МТП они
имеют не только лучший привод, но и снабжены мощными
медными плитами для крепления электродов. Небольшой
вылет (до 500 мм) в сочетании с высокой точностью регу-
лировки привода позволяют развивать усилие до 3,5 тс
без заметных перекосов плит. Эти машины предназначены
для соединения деталей толщиной от 0,5 0,5 до 8 ф 8 мм.
Для сварки стальных конструкций большой толщины
применяют машины с выпрямителем тока в первичной цепи
(МРПТ-600) и с выпрямителем во вторичном контуре
(типа МРТВ). Они позволяют сваривать детали соответ-
ственно до 15 -|- 15 и 30 4- 30 мм.
Одностороннюю сварку можно выполнить автономными
головками типа ГСК со встроенным трансформатором,
приводом сжатия, устройством для обеспечения равенства
г'св на обоих электродах, механизмом раздвигания элек-
тродов и дополнительного подъема головки. Ими могут
Ь1ть оснащены универсальные или специализированные
Установки (см. рис. 5.34).
Для односторонней прихватки и сварки тонколистовых
онструкций применяют пистолеты (см. рис. 5.36, б). Они
меют пневматический или гидравлический привод сжа-
я> а также встроенный трансформатор. Для двухшовной
посторонней сварки применяют машины консольного
портального типов.
подв ОГот°чечные машины могут иметь разную схему
трп,°Да тока, число электродов, различную последова-
^ьность сварки (см. рис. 5.37).
233
Глава 6
СТЫКОВАЯ СВАРКА
§ 1. ТЕХНОЛОГИЯ стыковой СВАРКИ
1. Общая схема технологического процесса
Контактная стыковая сварка широко применяется:
а) для получения из проката длинномерных изделий (труб-
чатых змеевиков поверхностей нагрева котлов, железно-
дорожных рельсов, арматуры железобетона, заготовок
в условиях непрерывной прокатки и т. д.); б) для изгото-
вления сложных деталей из простых заготовок (элемен-
тов шасси летательных аппаратов, тяг, валов, кожухов
карданных валов автомобилей и др.); в) для изготовления
деталей замкнутой формы (ободьев автомобильных колес,
колец жесткости реактивных двигателей, шпангоутов,
звеньев цепей и др.); г) с целью экономии легированных
сталей (например, рабочую часть инструмента изготовляют
из быстрорежущей стали, а хвостовую — из углеродистой
или низкоуглеродистой стали).
Способ стыковой сварки выбирают в зависимости от
материала, величины и формы поперечного сечения сва-
риваемых деталей, а также с учетом имеющегося оборуДО"
вания и требований к качеству соединений.
Наиболее широко применяют сварку непрерывным оп-
лавлением и оплавлением с подогревом. Сваркой сопро-
тивлением соединяют в основном детали небольшого
сечения (не более 250 мм2).
Непрерывное оплавление обеспечивает наиболее рав"
номерный нагрев деталей по сечению. При использовании
стыковых машин с жестким программированием скорости
подачи подвижного зажима непрерывным оплавлением
сваривают детали с компактным сечением до 1000
(из низкоуглеродистой стали) и детали несколько боль'
шего сечения с развитым периметром (трубы, листы и ДР-л
Сварка непрерывном оплавлением деталей большого
чения невозможна из-за плохой саморегулируемости ПР°
цесса оплавления, поэтому детали большего сечения св
ривают на таких машинах оплавлением с подогревом.
234
Необходимость использования подогрева может опре-
деляться и другими факторами — целесообразностью
смягчения режима, уменьшения потерь металла на опла-
вление, повышением производительности и др.
/ Область рационального применения сварки оплавле-
нием с подогревом сопротивлением ограничивается се-
чениями 5000—10 000 мм2.
При больших сечениях
неравномерность нагрева
по сечению приводить сни-
жению стабильности каче-
ства соединений. Кроме
того резко возрастает не-
обходимая мощность обо-
рудования.
Детали с площадью се-
чения более 10 000 мм2
сваривают непрерывным
оплавлением на машинах
с программным управле-
нием напряжением сва-
рочного трансформатора и
скоростью подачи подвиж-
ного зажима.
Рис. 6.1. Подготовка деталей к сты-
ковой сварке оплавлением:
а — рациональная; б — нерациональ-
ная (Дсв — суммарное укорочение де-
талей при сварке)
Высокой эффективно-
стью обладает способ сты-
ковой сварки импульсным
оплавлением, который по-
зволяет сваривать сталь-
ные заготовки сечением до
Ю0 000 мм2 и получать качественные соединения из раз-
личных трудносвариваёмых металлов.
Детали, подлежащие стыковой сварке, должны быть
Рационально сконструированы. Во-первых, форма дета-
еи должна обеспечивать воможность надежного закрепле-
“я их в зажимах сварочной машины и токоподвод вблизи
~ ''Ь| Сварки.> Во-вторых, необходимо создать условия для
ма Н0МеРного нагрева и одинаковой пластической дефор-
вб11Ш °^еих заготовок, форму и размеры сечения которых
(р11с3с с™ка следует выполнять примерно одинаковыми
15о/‘ Различие в диаметрах не должно превышать
а по толщине 10%.
Ханцче^ОТ“ВКа ТоРцов Деталей к сварке производится ме-
еской резкой на ножницах, пилах, металлорежущих
235
станках, а также при помощи плазменной и газовой резки
с последующей очисткой торцов от шлака.
При сварке сопротивлением целесообразно использо-
вать подготовку торцов труб и прутков на конус, по сфере
или на конус с притуплением. Такая подготовка улуч-
шает равномерность нагрева деталей и способствует уда-
лению окислов из стыка. Для облегчения возбуждения
оплавления при сварке деталей большого сечения на тор-
цах делают скос, уменьшающий торцовую площадь деталей.
С целью обеспечения надежного электрического кон-
такта поверхность деталей, зажимаемую губками, под-
вергают зачистке. При плохой зачистке деталей и губок
возрастают потери мощности и снижается качество сое-
динений. Кроме того, увеличивается износ губок и воз-
можно образование пригаров в местах токоподводов. Для
зачистки применяют наждачные круги, металлические
щетки, галтовочные барабаны, а также травление.
Сварку выполняют на универсальных или специали-
зированных стыковых машинах по определенному режиму.
Режим сварки — комплекс основных контролируемых
параметров процесса.
При сварке сопротивлением режим включает следую-
щие параметры: ток /, продолжительность нагрева /св,
усилие осадки Foc, установочную длину деталей 2/0
(рис. 6.2). Вместо усилия осадки можно задавать ее да-
вление Род.
При сварке сопротивлением выбор параметров начи-
нают с определения оптимального соотношения между
плотностью тока / и длительностью нагрева /св. При этом
можно использовать эмпирическую формулу:
/VT^-л.ю»,
где / — плотность тока, А/сма; /св — время, с; k — ко-
эффициент, равный 10 для стали диаметром до 10 мм,
и 8 — диаметром более 10 мм; 20 для алюминия, 27 для
меди.
На практике рекомендуются определенные соотноше-
ния между максимальным током и минимальной продол-
жительностью нагрева (табл. 6.1). С уменьшением се-
чения применяют более жесткие режимы, характеризуе-
мые большей плотностью тока и меньшей продолжитель-
ностью нагрева.
Например, при сварке проволок из низкоуглеродисто
стали диаметром 0,3—3 мм плотность тока может дост1
236
conn 6’2’ Схема изменения параметров процесса при сварке
фотивлением (а), непрерывным оплавлением (б) и оплав-
лением с подогревом (в):
перемещение подвижного зажима; F — усилие сжатия дета-
лей; / — сварочный ток
237
гать 700—250 А/мм2, а из меди диаметром 0,4—2 мм
3500—1000 А/мм2. При чрезмерной плотности тока возмо-
жен выплеск. Уменьшение длительности /св увеличивает
неравномерность нагрева деталей по сечению, а увеличе-
ние — усиливает окислительные процессы на торцах.
Усилие осадки влияет на тепловыделение в контакте
и пластическую деформацию деталей. Для низкоуглероди-
стой стали рекомендуется давление осадки 1—3 кгс/мм2,
а для цветных металлов 0,3—1,5 кгс/мм2. Уменьшение
давления облегчает нагрев металла, поэтому нагрев ве-
Таблица 6.1
Плотность тока / и
продолжительность нагрева <св
при сварке сопротивлением
стержней из углеродистой
стали сечением S
дут при небольшом давлении,
а при осадке его резко уве-
личивают. Давление осадки
при сварке легированных
сталей может достигать
10—15 кгс/мм2. Чрезмерное
уменьшение давления при
нагреве может привести к об-
разованию выплеска, пори-
стости в околостыковой зоне и
усилению окисления торцов.
При выборе установоч-
ной длины деталей 2/0 учи-
тывают два фактора: устой-
чивость деталей при осадке и
S, мм® /, А/мм? ^св» с
25 200 0,6
50 160 0,8
100 140 1,0
250 90 1.5
теплоотвод в губки. При чрезмерной установочной длине
возможно искривление нагретых деталей при осадке,
кроме того, возрастает потребляемая мощность. При ма-
лой установочной длине наблюдается интенсивное охла-
ждение деталей за счет теплоотвода в губки. Вылет /о
деталей диаметром d составляет (0,6—1,0 )d. Минималь-
ную установочную длину 210 при сварке сопротивлением
компактных деталей выбирают в зависимости от сечения
деталей S:
S, мм2 25 50 100 250
2/0, мм 3 3 4 -ф 4 54-5 6 4* 6
Иногда между губками встраивают изолированные
вставки, уменьшающие установочную длину деталей. Они
обеспечивают устойчивость деталей при осадке и локали-
зуют деформацию в зоне стыка.
С целью уменьшения окисления при нагреве и получе'
ния качественных соединений при небольшой деформаий1
238
деталей стыковую сварку сопротивлением иногда выпол-
няют в защитной газовой атмосфере или в вакууме.
Режим сварки оплавлением определяется следующими
параметрами: припуском на оплавление Допл (суммарное
укорочение деталей пр~й "оплавлении), скоростью оплавле-
ния Щпп, током оплавления /ЗП1. величиной' осадка. Д.
п-рескоростью ипг, током осадки /пг, длительностью осадки
пДД^током ~/ос, т или величиной осадки под током Дос. т, ’
угплйемТ’ос или давлением рпс осадки, установочной^длй-
jtun деталей 2/'о. При сварке с подогревом задают темпе-
ратуру"ПбдОгреВ<г Тпо/1, ток подогрева /Под, длительность
Рис. 6.3. Зависимость
общего припуска на
сварку Д'в, ДОпл> вре-
мени процесса tCB при
сварке непрерывным
оплавлением и общего
припуска Д"в, (Допл 1
+Дпод). времени 4>пл
при сварке оплавле-
нием с подогревом от
сечения деталей
подогрева /под, количество импульсов подогрева и их
длительность /имп, припуск на подогрев Апод, усилие за-
жатия деталей в губках машины F33]K. Иногда задают
напряжение холостого хода Uxx или его программу.
На рис. 6.2, б, в приведены диаграммы изменения тока,
усилия и перемещения подвижного зажима при сварке
непрерывным оплавлением и оплавлением с подогревом.
Основные параметры режима сварки выбирают на осно-
®а“иИ3 анализа формирования соединений, изложенного
Припуск Допл выбирают из условий получения равно-
мерного нагрева по сечению, оптимального распределения
НаМпеРатУры в деталях и слоя расплавленного металла
Из. нх Т0Рйах при оплавлении с определенным законом
О СКОРОСТИ уопл- Обычно Допл составляет 0,7—
с’под щего припуска на сварку (рис. 6.3). При сварке
3 п ДогРеврм припуск на оплавление сокращается в 2—
чения°Р0СТЬ оплавления Попл выбирают из условий полу-
Лях и опРеДеленного распределения температуры в дета-
иысокой интенсивности оплавления перёд осадкой.
239
Кроме того, скорость сближения деталей должна обеспе-
чивать устойчивое возбуждение и протекание процесса
при заданной мощности машины.
J При сварке стальных деталей небольшого сечения
скорость оплавления плавно возрастает от начального
значения пн =0,1 -^0,5 мм/с до значения перед осадкой
t>K = 6-=-8 мм/с. При сварке высокотеплопроводных ме-
таллов скорость оплавления значительно увеличивают,
так как поток теплоты в детали очень велик и затрудняется
разогрев приторцовой зоны. Для увеличения глубины
прогрева при сварке деталей большого сечения их опла-
вляют при небольшой скорости, но в конце процесса ее
резко увеличивают. Кратковременное повышение ско-
рости перед осадкой создает высокую локальную интен-
сивность процесса и в то же время практически не умень-
шает глубины прогрева деталей.
Ток оплавления 1ОПЛ зависит от поперечного сечения
свариваемых деталей и плотности тока /опл, необходимой
для их оплавления. Величина /опл определяется следую-
щими основными факторами: теплофнзическими свой-
ствами металла, скоростью сближения деталей при опла-
влении, величиной и формой их поперечного сечения, теп-
ловым состоянием торцов. В связи с этим /опл может
изменяться при оплавлении в достаточно широких пре-
делах. В начале оплавления при холодных торцах плот-
ность тока наибольшая. По мере прогрева торцов плот-
ность тока уменьшается; однако увеличение скорости
оплавления к концу процесса вызывает повышение плот-
ности тока.
Таблица 6.2
Ориентировочные плотности тока оплавления /опл и осадки /ос
Металл /опл» А/мм8 /оо А/мм1
среднее макси- мальное
Сталь: 4Q-—60 3^50.
низкоуглеродистая 5—15 20—30
высоколегированная 10—20 25—45
Сплавы: алюминиевые 15—25 40—60 70—150
медные 20—30 50—80 100—200 20—40
титановые 4—10 15-25
240
При увеличении сечения свариваемых деталей плот-
ность тока уменьшается, что связано со снижением ско-
рости сближения деталей и увеличением глубины их
прогрева. При сварке деталей большого сечения из сталей
средняя плотность тока обычно не превышает 5 А/мм2.
В табл. 6.2 приведены ориентировочные значения плот-
ности тока при оплавлении и осадке деталей сечением
900-1000 мм2.
7 Величину напряжения холостого хода t/xx выбирают
минимальной при заданном сопротивлении сварочного
контура, обеспечивающей устойчивое оплавление деталей.
Оплавление устойчиво, если мощность, выделяемая в кон-
такте деталей Рк в 3—5 раз меньше максимальной возмож-
ной мощности, которая определяется значениями С/х.х,
ZK 3 и cos <рк. з машины (с учетом вылетов деталей):
„/2 D_____________________
П/опл^опл 2ZK.3(l + cOS<pK.3)’
где п = (3 -=-5) — коэффициент, характеризующий запас
устойчивости.
Величину припуска на осадку Дос выбирают из усло-
вий удаления перегретого металла и окислов из стыка.
Припуск на осадку под током Дос- т составляет (0,5 -г-
-s-1,0) Дос. При сварке тонкостенных деталей время осадки
под током во избежание перегрева не должно превышать'
0,01—0,06 с. Давление осадки рпс выбирают в зависимо-
сти от природы свариваемого металла и степени нагрева
деталей (табл. 6.3).
Таблица 6.3
Ориентировочные давления осадки при сварке оплавлением ,5
Давление осадки, кгс/мм®
Металл непрерыв- ным оплав- лением оплавлением с подогревом
Сталь: низкоуглеродистая среднеуглеродистая высокоуглеродистая низколегированная . . ^аустенитная Латунь . . “Ронза ^«ОМИЙИЙ . ^«тан 6—8 8—10 10—12 10—11 15—22 25-30 14—18 14—18 12—15 5-6 4—6 4—6 4—6 4—6 , 10—14 2
241
Скорость осадки выбирают с учетом ее влияния на уда-
ление окислов и перегретого металла из стыка при форми-
ровании соединений. Минимальное среднее ее значение
при закрытии зазора в процессе осадки должно составлять
20—30 мм/с для чугуна, 50—60 мм/с для высокоуглеро-
дистой стали, 60—80 мм/с для низкоуглеродистой стали,
80—100 мм/с для сложнолегированных сталей и 200 мм/с
для алюминиевых сплавов.
При сварке оплавлением с подогревом температуру
подогрева Тпод выбирают в зависимости от величины се-
чения свариваемых деталей и их материала. При сварке
конструкционных сталей температура подогрева обычно
составляет 800—1000е С и возрастает до 1000—1200° С
при сварке деталей сечением 10 000—20 000 мм2. Темпе-
ратура подогрева деталей из труднодеформируемых аусте-
нитных сталей на 100—150° С выше. Время подогрева воз-
растает с увеличением площади сечения деталей от
нескольких секунд при сварке деталей сечением 500—
1000 мм2 до нескольких минут при сварке деталей сече-
нием 15 000—20 000 мм2. Длительность импульсов подо-
грева /имп обычно составляет 2,0—8,0 с, а припуск на
подогрев Дпод изменяется в пределах 1,0—12,0 мм в за-
висимости от величины сечения деталей и свойств свари-
ваемого металла.
Установочная длина деталей
2/0 = Допл + Д>с + ^к.
где Дк — конечное расстояние между зажимами.
С увеличением установочной длины возрастает сопро-
тивление сварочного контура и потребляемая мощность,
что уменьшает запас устойчивости оплавления. Кроме
того, уменьшается жесткость деталей, что может вызвать
их искривление при осадке. При малой установочной
длине много теплоты отводится в губки, и зона интенсив-
ного нагрева сужается. Это затрудняет пластическую де-
формацию и требует значительного увеличения давления
осадки. При сварке круглых стержней и толстостенных
труб /0 = (0.7 -г-1,0) d, где d— диаметр стержня или
трубы. При сварке полос установочная длина растет с уве-
личением их толщины б и не превышает (4 ч-5) б.
Усилие зажатия деталей F3ZX выбирают из условия
предупреждения проскальзывания деталей в губках при
осадке : Кзаж 2s k^F^. Коэффициент k0 обычно колеблется
от 1,5 (сварка круглых деталей из мягких сталей) до 4
242
(сварка широких холоднокатаных листов из аустенитных
сталей). Выбор режимов стыковой сварки различных по-
добных деталей облегчается при использовании теории
подобия, согласно которой подобие температурных полей
и деформаций при геометрическом подобии соединений
определяется четырьмя критериями:
_____ Д^СВ . Т-! РОПЛ^ . Г1 б/2 . _ F____Р
111— р ' п2 а ’ 3~~ р/.Т ’ 4 /2от ~ ат ’
где I — линейный размер (диаметр стержня при стыковой
сварке); V — напряжение на свариваемых деталях; F
н р —• соответственно усилие сжатия свариваемых дета-
лей и давление сжатия; от — предел текучести металла.
Теплофизические характеристики металла р, с, у, X и а
принимают постоянными, не зависящими от температуры.
Из приведенных критериев подобия вытекают следую-
щие зависимости параметров режима сварки от линейного
размера детали I:
1) длительность сварки пропорциональна второй сте-
пени линейного размера, т. е. (св = /2 (из критерия П t);
2) скорость оплавления оопл = 1/1 (из критерия П2);
3) напряжение U не зависит от размера I (из крите-
рия /73);
4) сварочный ток 1 = 1, так как U = IR, a R s 1/Z;
5) из соотношения / = Z//2 следует, что плотность
тока / = 1/1;
6) усилие сжатия F = I2 (из критерия /74).
После сварки удаляют грат и усиление шва, при необ-
ходимости соединение правят. Грат и усиление шва уда-
ляют механическим путем на металлорежущих станках,
и специальных гратоснимателях, резцовыми головками,
Дорнами и другими способами. При сварке профилей и
полос грат можно срезать губками при осадке.
В зависимости от природы свариваемого металла и пред-
шествующей термомеханической обработки после сварки
назначают тот или иной вид термообработки. Термообра-
ботку можно проводить непосредственно в губках стыко-
вой машины путем дополнительного нагрева током после
садкщ Дополнительный подогрев током после осадки
сталей из сталей, склонных к закалке, уменьшает ско-
^реиц 0ХЛажДения металла и вероятность образования
осм^аЧеСТВО соеДинений обычно контролируют внешним
отРом и обмером, механическими испытаниями, метал-
243
лографическими исследованиями и неразрушающими ме-
тодами контроля. При стыковой сварке контролируют
также основные параметры процесса сварки. Вопросы
контроля рассмотрены в гл. 10.
2. Особенности технологии сварки
различных металлов
Низкоуглеродистая сталь хорошо сваривается при
стыковой сварке вследствие отсутствия элементов, даю-
щих тугоплавкие окислы; узкого интервала кристалли-
зации; малой чувствительности к закалке; пластичности
в широком интервале температур и относительно высокого
электросопротивления.
Плотность тока при непрерывном оплавлении низко-
углеродистой стали 8—30 А/мм2, средняя скорость
оплавления 0,8—1,5 мм/с, конечная скорость при непре-
рывном оплавлении 4—5 мм/с. Удельная мощность при
непрерывном оплавлении 0,2—0,3 кВА/мм2, а при сварке
с подогревом 0,1—0,2 кВА/мм2. Скорость осадки должна
быть не менее 30 мм/с. Давление осадки при непрерывном
оплавлении составляет 6—8 кгс/мм2.
При сварке среднеуглеродистых и низколегированных
сталей давление осадки приходится увеличивать на 25—
50% в связи с их большей прочностью при высоких тем-
пературах. Повышение содержания углерода уменьшает
вероятность окисления и облегчает формирование соеди-
нений, свободных от окислов. Пластичность соединений
из этих сталей повышают подогревом и замедленным охла-
ждением или последующей термообработкой.
Особенности сварки высокоуглеродистых сталей свя-
заны с большим интервалом их кристаллизации и склон-
ностью к закалке. Большое содержание углерода приво-
дит к интенсивному выделению при оплавлении окиси
углерода, что резко уменьшает окисление оплавленной
поверхности торцов и позволяет сваривать высокоугле-
родистые стали при умеренных скоростях оплавления
и осадки. Для предотвращения образования усадочных
рыхлот в зоне частичного расплавления эти стали целе-
сообразно сваривать при возможно меньшей глубине про-
грева деталей и применять повышенное давление осадки
{до 10—12 кгс/мм2). Пластичность соединений повышают
замедленным охлаждением, отпуском после охлаждения
деталей или изотермическим отпуском сразу после сварки-
244
Особенность сварки высоколегированных перлитных
сталей связана с их склонностью к закалке и высоким
сопротивлением пластической деформации. В зависимости
от рода и степени легирования давление осадки повышают
на 50—100% по сравнению с давлением осадки низкоугле-
родистой стали. При сварке желательны повышенные
скорости оплавления и осадки. После сварки изделия из
этих сталей обычно подвергаются местной или общей термо-
обработке.
Аустенитные стали хорошо свариваются при условии
интенсивного оплавления перед осадкой и большой ско-
рости осадки. Это связано с образованием на оплавленной
поверхности тугоплавких окислов хрома. Конечная ско-
рость оплавления должна быть не менее 5—6 мм/с, а ско-
рость осадки не менее 50 мм/с. В связи с жаропрочностью
этих металлов необходимое давление осадки в 2—3 раза
выше, чем при сварке низкоуглеродистой стали.
Особенности сварки алюминия и его сплавов связаны
с высокой.теплопроводностью этих сплавов и образованием
на торцах тугоплавкой окисной пленки. Необходимо
применение большой конечной скорости оплавления
(до 20 мм/с), большой величины осадки и большой ско-
рости осадки (более 150 мм/с). Алюминиевые сплавы опла-
вляются при больших плотностях тока перед осадкой (40—
60 А/мм2). Давление осадки при обычной схеме деформа-
ции составляет 15—30 кгс/мма. Для сварки алюминиевых
сплавов целесообразна осадка с принудительным формиро-
ванием стыка. Применение формирующих губок устра-
няет расслоения и рыхлости, которые часто образуются
при свободной осадке, и значительно улучшает качество
соединений.
Принудительное формирование стыка обеспечивается
и при сварке со срезанием грата ножами в процессе осадки.
При использовании принудительного формирования да-
вление осадки может достигать 50 кгс/мм2. На выбор
параметров режима существенно влияет состав и состояние
сплава. Упрочненные сплавы и сплавы с широким интер-
валом кристаллизации сваривают с кратковременным
нагревом при больших конечных скоростях оплавления
'*6—20 мм/с). Неупрочненные сплавы можно сваривать
с Длительным нагревом при меньших конечных скоростях
оплавления. При сварке деталей большого сечения исполь-
Уют предварительный подогрев сопротивлением при
Увеличенной установочной длине и плотности тока 5—
245
7 А/мм2. Подогрев длительностью 30—40 с сплавов АМц
и Д16 до 150—200° С и сплава АМгб до 300° С не разупроч-
няет эти сплавы.
Медь и ее сплавы свариваются хуже алюминия из-за
более высокой теплопроводности и температуры плавле-
ния. При сварке меди оплавление проводится по зависи-
мости s = kt312 при конечной скорости 20 мм/с. Плотность
тока при оплавлении составляет 50—80 А/мм2, а удель-
ная мощность достигает 2,5 кВА/мм2. Осадку выполняют
со скоростью 200 мм/с при давлении 40—95 кгс/мм2.
При сварке латуни из-за опасности выгорания цинка
и высокой тепло- и электропроводности также применяют
большие конечные скорости оплавления и осадки. Прутки
диаметром 10—20 мм из латуней Л62 и ЛС59-1 оплавляют
при небольшой постоянной скорости (0,7—1 мм/с), кото-
рую постепенно повышают до 2 мм/с, а перед осадкой резко
увеличивают до 15 мм/с. Скорость осадки составляет
200—300 мм/с, а давление осадки 25 кгс/мм2. Прутки диа-
метром 12,5 мм сваривают при 2/0 = 40 мм, Допл — 12 мм,
Аос = 15 мм. При этом свойства соединения из однофаз-
ной а-латуни (Л62) близки к свойствам основного металла
и допускают волочение, а в соединении а + Р латуни
(ЛС59-1) в результате закалки наблюдается повышение
твердости. Пластичность стыка повышается последующей
термообработкой.
Медь и латунь сваривают также сопротивлением при
большой установочной длине с использованием специаль-
ных формующих устройств, локализующих деформацию
при осадке.
Никель имеет умеренную электропроводность и срав-
нительно мало окисляется в условиях стыковой сварки.
Поэтому он хорошо сваривается оплавлением и сопроти-
влением. Из-за роста зерна чистый никель целесообразно
сваривать при кратковременном нагреве со значительной
деформацией при осадке.
Особенности сварки никелевых сплавов определяются
их жаропрочностью и наличием элементов, образующих
тугоплавкие окислы (хром, алюминий). Соединения, сво-
бодные от окисных включений, формируются при интен-
сивном оплавлении с большой конечной скоростью (8—
10 мм/с) при скорости осадки более 60 мм/с. Необходимое
давление осадки при сварке непрерывным оплавлением
никелевых сплавов достигает 35—50 кгс/мм2. Для сниже-
ния давления осадки и улучшения фсрмирования распла-
246
военного слоя на торцах применяют предварительный
подогрев сопротивлением.
При сварке титана и его сплавов необходимо учитывать
его взаимодействие с газами, склонность зерна [3-фазы
к перегреву и возможность образования закалочных струк-
тур при охлаждении. При высокой интенсивности про-
цесса титановые сплавы могут свариваться непрерывным
оплавлением без газовой защиты. При малой скорости
оплавления и осадки, а также при сварке с подогревом
без защиты, титан поглощает газы из воздуха и поэтому
в стыке присутствуют хрупкие структуры, резко снижаю-
щие пластичность соединения. При сварке в аргоне это
явление устраняется и значительно облегчается формиро-
вание качественных соединений. Конечная скорость опла-
вления при сварке титановых сплавов составляет 4—
6 мм/с, а давление осадки 3—10 кгс/мм2. Удельная мощ-
ность при оплавлении равна 0,05—0,20 кВА/мм2. При-
пуски на оплавление и осадку примерно такие же, как
при сварке стали.
Локализация деформации при осадке титановых спла-
вов обеспечивается без специальных формирующих
устройств, так как предел прочности этих материалов
при температурах 1200—1300° С достаточно высокий,
и деформируются в основном слои, нагретые до более
высокой температуры. Поэтому качественная сварка воз-
можна при меньшей величине осадки, чем при сварке
алюминиевых сплавов. Сварка тонкостенных деталей из
титановых сплавов возможна только в защитной атмосфере
аргона или гелия. Многие сплавы титана после сварки
подвергают термообработке.
Тугоплавкие металлы — молибден, цирконий, ниобий
и тантал сваривают в защитных камерах с нейтральным
газом. При кратковременном нагреве ниобий и молибден
можно сваривать без защиты.
3. Особенности технологии сварки
различных изделий
Сварка проволоки. Проволоку диаметром d ==S 5 мм
обычно соединяют сваркой сопротивлением. Концы про-
волоки правят, зачищают и обрезают перпендикулярно
ли придают им шаровидную, грибовидную или кониче-
кую форму. В связи с малой жесткостью большое вни-
ание уделяют центрированию концов проволоки и
247
выбору оптимальной установочной длины. Смещение
проволоки не должно превышать (0,05—0,07) d. На ста-
бильность нагрева решающее влияние оказывает состоя-
ние поверхности губок и постоянство установочной длины.
Сварку осуществляют при большой плотности тока с рас-
плавлением торцов. Плотность тока и давление осадки
повышаются с уменьшением диаметра проволоки, повыше-
нием теплопроводности и снижением удельного сопроти-
вления металла (табл. 6.4).
Таблица 6.4
Ориентировочные режимы сварки сопротивлением
проволоки на машине Л1С-3
Металл d, мм 2/0, мм 1. А ^СВ’ с
Углеродистая сталь 0,8 3 300 0,3 1
2,0 6 750 1,0 8
3,0 6 1200 1,3 14
Медь 2,0 7 1500 0,2 10
Алюминий 2,0 5 900 0,3 5
Нихром 1,85 6 400 0,7 8
Примечание. Для стали рос == 2,5-5-4 кгс/мм2, для меди рос =
== 2-5-3 кгс/мм2, Дос ~ d, Дос т — (0,2-j-0,3) d.
Проволоку из легированных сталей, предназначенную
для волочения, сваривают на жестких режимах с последу-
ющим отпуском. При диаметре проволоки более 5 мм це-
лесообразно использовать сварку оплавлением, обеспе-
чивающую более высокие свойства соединений.
Мощность машин выбирают из зависимости от диа-
метра проволоки (при ПВ 50%):
Диаметр проволоки, мм ... 0,2—0,5 0,35—1 0,5—1,5 1,0—3,5
Мощность, кВА............ 0,5 0,75 1,0 3,0
Проволоку малых диаметров, а также из разнородных
металлов сваривают конденсаторной стыковой сваркой
сопротивлением или оплавлением. Очень жесткие режимы,
характерные для конденсаторной сварки, обеспечивают
тепловыделение в узкой приконтактной зоне. При этом
резко уменьшается влияние теплофизических свойств
свариваемого металла на формирование соединения и тор-
мозится развитие диффузионных процессов.
Сварка стержней. Стержни сваривают непрерывным
оплавлением или оплавлением с подогревом. Используют
248
бки полукруглой, призматической и плоской (для стерж-
с плоскими гранями) формы. Наиболее удобны приз-
матические губки, не требующие центровки при каждом
Говом диаметре стержня. Концы стержней правят и за-
1 щцают при помощи дробеструйной обработки, металли-
ческими щетками, стальными рифлеными колодками или
абразивными кругами. Стержни диаметром до 60 мм можно
сваривать непрерывным оплавлением, а стержни больших
диаметров — оплавлением с
подогреврм. Ориентировоч-
ные припуски на сварку при-
ведены в табл. 6.5. Стержни
диаметром 15—20 мм на ма-
шинах с ручным приводом
сваривают с подогревом. При
сварке стержней среднего и
большого диаметра приме-
няют двусторонний или
крестообразный токоподвод,
улучшающий равномерность
нагрева по сечению.
Сварка стержней
шого диаметра более
нальна по режимам
рывного оплавления
граммным снижением
женин и импульсного
ления.
Сварка полос. Полосы
сваривают только непрерыв-
ным оплавлением, обеспечивающим равномерный нагрев по
Длине стыка. Обычно используют односторонний токопод-
в-2?- ^Качество соединений зависит от правильной обрезки
J точному установкцдюлос^зажимах. При износе кромок
субок понижается жесткость концов полос и при осадке
роисходит смещение торцов. Надежное закрепление тон-
их (менее 1-мм) полос обеспечивается при использовании
Дл ХНИХ гУбок со скосом или губок с режущими кромками.
л я получения одинаковой установочной длины и парал-
Ном\?И°СТИ ТОРЦОВ полосы устанавливают по калибровоч-
У ножу, симметрично расположенному между губками.
Нии Олосы сваривают при небольшом конечном расстоя-
теряМеждУ зажимами Дк, при котором не происходит по-
н Устойчивости их при осадке. Однако при чрезмерном
Таблица 6.5
Ориентировочные припуски
на сварку оплавлением стержней
из углеродистых сталей, мм
Непре-
рывное
оплав-
ление
Оплавление
с подогревом
боль-
рацио-
непре-
с про-
напря-
оплав-
5
Ю
20
30
40
50
80
100
5
5
9
12
17
19
2
3
4
4,5
5
6
2,5
4
4
4
5
8
9
4,5
7
8
11
12
15
18
3,5
4
4
4
5
8
9
Примечание.
током составляет 50—60%
осадки.
Осадка
под
всей
249
уменьшении Дк резко увеличивается теплоотвод в зажимы
и грат впрессовывается в губки. Достаточная жесткость
и соосность концов полос толщиной 6 = 2+3 мм обеспе-
чивается при Дк = (2,5 -т-3,0) 6. С увеличением толщины
полос допустимая минимальная величина Дк растет. При
б = 5 мм Дк = 18 20 мм, а при б = 10 мм Дк = 35 мм.
Полосы сваривают при непрерывно возрастающей ско-
рости оплавления. При сварке полос из углеродистых
сталей обычно применяется закон сближения s = kt2,
при сварке полос из высоколегированных сталей более
целесообразен закон s = kt512. Для лучшего прогрева
толстых полос их оплавляют с малой нарастающей ско-
ростью при невысоких t/x х, в конце оплавления скорость
кратковременно увеличивают в 1,5—1,8 раза.
При сварке полос в отличие от сварки компактных се-
чений ускоряется охлаждение расплавленного слоя на
торцах и облегчается их окисление, поэтому конечная
скорость оплавления при сварке полос выше, а скорость
осадки не менее 60—80 мм/с. Минимальная величина
осадки составляет (О^Г+ТТВрб? При сварке полос неболь-
шой толщины длительность осадки под током должна
быть малой и стабильной. Увеличение ее до двух-трех
периодов при сварке полос с б — 0,3 +0,5 мм сопрово-
ждается местным выплавлением и пережогом стыка.
Величина осадки полос небольшой толщины ограничи-
вается упорами между подвижной и неподвижной пли-
тами машины.
В табл. 6.6 приведены режимы сварки оплавлением
полос при срезании грата на отдельно стоящем гратосни-
мателе. Грат удаляют после сварки в специальных грато-
Таблица 6.6
Режимы сварки полос оплавлением
Сталь Сечение, мм* X X сч И X к X X о °опл. ср мм/с 2 2 о О 2 2 ci О
12Х18Н9Т ^700+ 900) X 1,5 15 8—10 8 3,0-4,0 2 1 Q
(700-?-900) X 5 38 10—12 18 2,5—3,5 5 А
(700-?-900) X 10 45 12—14 20 2,5—3,0 7 ч
Низкоугле- 800X2 21 8—10 10 3,0—3,5 3 £ 4
родистая 800X5 41 10—12 13 3,0—3,2 6 5
1000Х 10 66 12—14 23 2,0—2,2 9
250
имателях или непосредственно в сварочной машине.
Для срезания грата используют резцовые и плужковые
ратосниматели. В резцовом гратоснимателе (рис. 6.4, а)
грат срезается вдоль стыка при перемещении резцовых
головок / относительно неподвижной полосы 2 непосред-
ственно в машине или вне ее. В плужковом гратоснима-
теле (рис. 6.4,75) грат срезается при протягивании полосы 2
между неподвижными косыми ножами 1. Для удаления
Рис. 6.4. Удаление грата при сварке полос:
а — многорезцовыми головками; б — косыми ножами
грата используют также плоские протяжки. Для умень-
шения наклепа в стыке, затрудняющего последующую
прокатку, целесообразно срезать грат в горячем состоя-
нии после сварки.
При сварке закаливающихся сталей стык подвергается
отпуску. При термообработке в машине нагрев осуще-
ствляют сразу же после сварки, что концентрирует выде-
ление теплоты непосредственно в стыке; для предотвра-
щения изгиба полос обеспечивают обратный ход подвиж-
ного зажима.
в Сварка труб. Стыковую сварку труб применяют
„^•построении, при изготовлении нефтяного оборудова-
Tpvfi ПРИ стРоительстве магистральных и промысловых
сти ОПР°ВОДОВ и т. д. В котлостроении трубы в зависимо-
опла01 Их сечения и металла сваривают непрерывным
трубБЛением или оплавлением с подогревом. При сварке
необходимо обеспечить проходное отверстие не ме-
251
нее 86—90% внутреннего диаметра трубы. В зависимости
от жесткости трубы и усилия зажатия применяют губки
с цилиндрической или призматической поверхностью.
При сварке непрерывным оплавлением труб из низко-
углеродистой и легированной стали зажим перемещают
по закону, близкому к параболе: s = kt2 или s = kfii~
Процесс начинают при небольшой скорости, а заканчивают
при скорости 6—10 мм/с. Перед осадкой часто резко по-
вышают скорость оплавления, обеспечивая равномерный
расплав на торцах и их хорошую защиту от окисления
(табл. 6.7).
Таблица 6.7
Режимы сварки труб на машине ЦСТ • 200
Сталь Сечение, мм2 «и1 CQ Й И S 2S ч Е О °опл. ср, мм/с S S о О <3 S 2 и О <3
20 25X3 60—70 6,5—7,0 11—12 1,37—1,50 3,5 3,0
32X3 60—70 6,5—7,0 11—12 1,22—1,33 2,5—4,0 3,0
32X4 60—70 6,5—7,0 15 1,25 4,5—5,0 3,5
32X5 60—70 6,5—7,0 15 1,0 5,0—5,5 4,0
60X3 60—70 6,5—7,0 15 1,15—1,0 4,0-4,5 3,0
12Х18Н12Т 32X4 60—70 6,5—7,0 15 1,07 5,0 4,0
Толстостенные трубы большого диаметра сваривают
с подогревом. Для защиты от окисления можно исполь-
зовать продукты разложения бензина (по технологии
ЦНИИТМАШа). Перед сваркой концы труб на расстоя-
нии 100—150 мм от стыка забивают шлаковатой, а на рас*
стоянии 40—60 мм от стыка закладывают томпоны из шла-
коваты, смоченной бензином. При нагреве бензина без
доступа воздуха интенсивно выделяются газы, содерж3'
щие много водорода и окиси углерода. Ориентировочные
режимы сварки труб большого сечения со стенками тол
щиной 12—50 мм из низкоуглеродистой стали на маши
мощностью 600 кВА приведены в табл. 6.8.
Магистральные трубопроводы большого диаметра св
ривают непрерывным оплавлением. Для сварки прим
няют установки, оснащенные кольцевым трансформат^
ром, обеспечивающим равномерный подвод сварочно
тока по периметру трубы и резко снижающим сопро?
ление сварочного контура.
262
Таблица 6.8
Ориентировочные режимы сварки труб большого сечения
из низкоуглеродистой стали
Сечение трубы, мм® 2/в, мм Й Sc и Подогрев ИИ иопл.ср’ мм/с Аос. мм S £ ь о о <
8 JR О Е 2
4 000 240 6,5 60 5,0 15 1,8 9 6
10 000 340 7,4 240 5,5 20 1,2 12 8
16 000 380 8,5 420 6,0 22 0,8 14 10
20 000 420 9,3 540 6,0 23 0,6 15 12
32 000 440 10,4 720 8,0 26 0,5 16 12
Внутренний грат и усиление в прямолинейных трубах
удаляют дорнами со смещенными режущими кромками,
которые разделяют грат и уменьшают усилие резания
(рис. 6.5), или протяжками, состоящими из серии коль-
цевых резцов. Иногда грат и усиление удаляют вращаю-
Рис. 6.5. Удаление внутреннего грата при сварке
труб;
а — ступенчатый дорн; б — снаряды
Д Мся режущим инструментом или на токарных станках.
мёгГ ПР°®ИВКИ стыка при сварке гнутых элементов при-
лЯюЯЮт специальные снаряды, формы которых позво-
РядТ ИМ пР°х°Дить через изгибы труб. После сварки сна-
сКо’ Уплекаемый сжатым воздухом, развивает большую
1цак)2Сть и пробивает отверстие. Иногда в трубу поме-
Повеп РазличНые вставки, предохраняющие внутреннюю
рхность от грата и облегчающие его удаление.
253
Образование внутреннего грата можно предотвратить
продувкой трубы защитным газом. Газ, выходящий
с большой скоростью через зазор между оплавляемыми
торцами, увлекает за собой частицы расплавленного
металла, не допуская его попадания внутрь трубы. Внут.
ренний грат при сварке труб большого диаметра удаляют
специальным гратоснимателем. Бойки гратоснимателя
шарнирно закреплены на быстровращающейся траверсе
и под действием центробежных сил сбивают грат и сгла-
живают поверхность высаженного металла в стыке.
Сварка рельсов. Рельсы сваривают на стационарных
или передвижных установках мощностью 350—1200 кВА
оплавлением с подогревом или непрерывным оплавле-
нием. Для сварки оплавлением с подогревом применяют
машины МСГР-500, РСКМ-320 (табл. 6.9).
Таблица 6.9
Ориентировочные режимы сварки рельсов оплавлением
с подогревом на стационарных машинах
Рельс 2Е сч ш и >< Подогрев кк -ИЮV уопл. ср» мм/с Дос, мм Дос. т, мм
о g О к S ^32
Р-43 90—100 8,4—9 180 5,0 18 1,0 9 5
Р-50 110—120 9—9,5 240 5,5 20 1,0 10 6
Р-65 140—160 9,5—10 300 6,0 20—23 0,8 12 8
Более высокая стабильность качества рельсовых сты-
ков обеспечивается при сварке непрерывным оплавле-
нием с программным снижением напряжения на стацио-
нарных машинах К-190, К-155 и передвижных К-255Л
и др. После сварки горячий грат обрубают пневмати-
ческим зубилом, а затем шлифуют по периметру, что повы-
шает его усталостную прочность. Для удаления грата
применяют также специальные гратосниматели; удале'
ние грата возможно непосредственно в стыковой машй11е
при осадке. Качество соединения проверяют изгибом-
Стрела прогиба для рельсов с пределом прочности Д
85 кгс/мм2 должна быть не менее 30 мм. Для РеЛЬС°
с более высоким пределом прочности — не менее 20 м '
Для улучшения свойств соединений применяют нормаЛ*
зацию или отпуск.
254
Сварка кольцевых деталей. Особенность сварки коль-
ых деталей — шунтирование тока изделием и дефор-
цев 1Я самого кольца при сварке. Оба эти фактора вызы-
мают необходимость использовать при сварке кольцевых
Сталей более мощное оборудование, чем при сварке ра-
зомкнутых изделий равного сечения. При сварке неболь-
ших колец из-за шунтирования тока необходимая мощ-
ность возрастает на 15—50%. Иногда для уменьшения
тока шунтирования на кольцо надевают разъемный магни-
топровод, который увеличивает сопротивление цепи шун-
тирования. Иногда для облегчения деформации кольца
его подогревают в губках машины при разомкнутых тор-
цах. Технология сварки колец включает следующие ос-
новные операции: вальцовку заготовок, травление, под-
гибку концов, сварку, удаление грата и усиления, правку
и контроль (табл. 6.10).
Таблица 6.10
Ориентировочные режимы сварки профильных колец
из стали 12Х18Н9Т
Сечение, мм’ 2 S С1 CQ И и Гд Подогрев 2 2 £ К о < э/ян ,яо О с -ьР 2 2 о О О ИИ ’’•’у
и g О С as •Л3
875 70 7,5—8,0 30 5 16—18 3,5 35 8 6
1500 90 8,4—9,0 50 5 24—26 3,5 50 11 8
3215 120 9,0—9,5 70 6 34—36 3,5 75 15 11
Сварка деталей большого сечения. В связи с недостат-
ками прерывистого подогрева — малой энергетической
эффективностью и недостаточной стабильностью каче-
CT?L соединений при сварке деталей большого сечения
г а С им‘ Е' О- Патона разработаны два способа интен-
ификации нагрева, позволяющие сваривать детали мето-
ом непрерывного оплавления: с программным снижением
пряжения при оплавлении и импульсным оплавле-
(риР^и сваРке с программным снижением напряжения
Во ' °-®) деталей из перлитной стали оплавление про-
обесп С Постоянной скоростью подачи 0,2—0,25 мм/с,
Пост ечиваюи^й максимальный нагрев торцов. Длитель-
услОк пРоцесса и припуски на оплавление выбирают из
ия установления квазистационарного температур-
255
кого поля. Изделия толщиной более 40 мм имеют скосы
торцов под углом 5—7° с двух сторон.
Устойчивость процесса оплавления обеспечивается ре.
гулятором скорости подачи. Из-за работы регулятора
скорости общее время сварки изделий сечением 30 -
Рис. 6.6. Программы изменения напряжения при ис-
пользовании игнитронного регулятора (/) и контак-
торной схемы (2) и изменение скорости оплавления
40 тыс. кв. мм увеличивается, что связано со значитель-
ным уменьшением скорости подачи в начале оплавления.
Время оплавления на высоком начальном напряжении
составляет 25—35% общего времени сварки. Снижение
напряжения начинается через 10—15 с после начала
Рис. 6.7. Конструкция
зажимных губок для
сварки изделий боль-
шого сечения из алю-
миниевых сплавов:
1 — изделие; 2 — элек*
тротеплоизоляционные
вставки; 3 — токоподво^
дящие элементы; 4
формирующие режуЩ”
элементы
устойчивого оплавления и в зависимости от площаД1
сечения продолжается 20—50 с.
В конечной стадии оплавления скорость подачи пов
шается до 1,5—2 мм/с и соответственно увеличиваете
напряжение. Время повышения скорости равно 6—9
время оплавления на повышенной скорости 1,5—'
Большее время соответствует большей толщине детаДi '
Режимы сварки непрерывным оплавлением с програм
256
ным регулированием напряжения и скорости изделий
большого сечения из сталей перлитного класса для машин,
имеющих ZK. з = 50ч-60 мкОм, приведены в табл. 6.11.
Таблица 6.11
Режимы сварки непрерывным оплавлением деталей
большого сечения из перлитных стилей
В
2
S
ч
I-.
я
Я
Тип изделия
и
«о
S
к
К
5*
<U
X
О
5.4 я
Расход
OhSM
Полосы шириной 200—
600 мм, профильный
прокат толщиной, мм:
12—14.................
22—28 ............
45—50 ............
Прокат прямоугольного
сечения, мм2:
60 X 60 ..........
80 X 80 ..........
100Х 100..........
200X 200 .........
Рельсы:
Р-38, Р-43 . . . .
Р-50..............
Р-65..............
Р-75..............
7,0
7,0
7,0
4,0
4.Э
5,0
4,8
5,5
5,8
25
30
34
1,5
1,2
0,9
7
9
10
80
140
170
100
150
275
7,0
7,0
7,0
7,5
7,0
7,0
7,0
7,0
5,0
5,0
5,5
5,5
3,8
4,0
4,5
4,8
6,0
6,0
7,0
7,0
4,5
5,0
5,8
5,8
30
32
35
45
26
30
32
36
1,5
1,5
0,8
0,8
0,9
0,9
0,9
0,9
9
10
13
15
9
10
12
12
120
140
170
300
юо
120
150
170
35—40
60—85
75—80
280
55
65
70
80
я я
S
к
оплавлении
деталей большого
сече-
При непрерывном
ния с программным регулированием напряжения и ско-
рости в 4—5 раз снижается потребляемая мощность и
в 1,5—2 раза время сварки.
При сварке изделий большого сечения из алюминие-
вых сплавов применяют комбинированный нагрев, при
котором вылеты деталей нагреваются сопротивлением
Д° температуры 150—200° С, а затем непрерывно оплав-
ляются с регулированием скорости подачи. Благодаря
Рименению зажимных губок специальной конструкции
щис. 6.7), в которых изделия на длине (5-И0) 6 зажи-
ают в термоизолированных вкладышах, обеспечивается
н вномерьый по всей длине и сечению вылетов нагрев,
обь Удельных мощностях в 10—15 раз меньших, чем при
Т’ЧНЬ1Х спос°бах подогрева. Торцы деталей предвари-
ьно оплавляют, а затем сжимают с давлением 2—
9
Ь- Д. Орлов
257
5 кгс/мм2 при напряжении Ux х = 1 <-3 В. После подо-
грева напряжение повышают и возбуждают процесс сплав,
ления. Скорость подачи в начале оплавления 0,5~_
1,0 мм/с, в процессе оплавления 3—5 мм/с, в конце 10—
25 мм/с. Давление осадки 15—25 кгс/мм2 (табл. 6.12).
Таблица 6.12
Режимы сварки изделий больших сечений из сплава АМгб
Сечение* мм1 Ux х, в ИИ •Ifuov Скорость подачи, мм/с О к г S CJ О <1 О д о Потребляемая мощность, кВА
макси- мальное мини- мальное 33 ч с о о X о
1 800 5,0 2,0 36 0,8 3,5 24 10 24 42 40
5 600 6,3 3,5 40 0,5 3,2 10 15 32 75 160
15 300 13,6 8,0 75 0,5 3,0 10 20 45 140 320
22 000 15,4 10,0 75 0,5 3,0 10 20 45 170 400
При импульсном оплавлении имеются более широкие
возможности для регулирования термического цикла
сварки. При импульсном оплавлении по мере увеличения
плотности тока тепловыделение становится более объем-
ным, и значительная часть теплоты выделяется в прикон-
тактной области. В результате можно обеспечить суще-
ствование жидкого слоя металла на торцах при мини-
мальной ширине зоны термического влияния.
Режимы сварки импульсным оплавлением условно
разделяют на жесткие и мягкие. Жесткие режимы ха-
Режимы сварки импульсным оплавлением
Таблица 6.13
Металл Сече- ние, мм* ^х.х- В WW ,1Гио^ Частота ко- лебаний, Гц Амплитуда колебаний, мм vK, мм/с ни *эоу О и о 1 Потребляв- 1 \ мая мощ- ' \ кость, кВ А
макси- мальное мини- мальное
Перлит- 300X 20 6,3 __ 7 25 0,4 0,9 7 35 230
ная 100Х100 8,9 — 8 35 о,з 0,9 8 70 320
сталь 270X 400 6,8 — 6 35 ’ 0,3 0,5 12 450 600
АМгб 12 000 13,2 8,0 45 3,5 0,3 13,0 45 120 200
ХН38ВТ 1 400 5,0 4,3 4 4—8 0,8—1 3.8 16 28 200
ВЖЮ1 2 000 6,8 5,0 5 4—8 0,8—1 4,0 20 55 22U
258
теризуются высокой удельной мощностью, минималь-
₽8й длительностью нагрева и шириной зоны термиче-
Н° го влияния и небольшими припусками на оплавление.
Ппотность тока на жестких режимах при оплавлении
перлитных сталей составляет 5—10 А/мм2. Мягкие ре-
жимы применяют при сварке изделий с большим, попе-
оечным сечением, они отличаются низкой удельной мощ-
ностью п широкой зоной нагрева. Плотность тока не
режимах
речным
превышает 1 А/мм2 (табл. 6.13).
F При импульсном оплавлении на жестких
потребляемая мощность в 2—3 раза меньше, чем при
обычном оплавлении, а припуск в 3—4 раза ниже, чем
при сварке с подогревом. При сварке изделий большого
сечения потребляемая мощность меньше в 5—8 раз, а дли-
тельность сварки — в 1,5—2 раза.
§ 2. МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
1. Классификация машин
У На стыковой машине выполняют следующие опера-
ции: установку и закрепление свариваемых деталей за-
жимами, их перемещение приводом подачи при подогреве,
оплавлении и осадке, нагрев деталей током.
Машины для стыковой сварки классифицируются:
по способу нагрева деталей — машины для сварки
сопротивлением, непрерывным оплавлением, оплавлением
с подогревом и импульсным оплавлением;
по приводу подачи — машины с рычажным, пружин-
ным, электрическим, пневматическим, гидравлическим,
пневмогидравлическим и комбинированным механизмами
перемещения деталей при сварке;
по зажимным устройствам — машины с рычажным,
эксцентриковым, винтовым, электрическим, пневматиче-
ским, гидравлическим, пневмогидравлическим и комбини-
рованным механизмами зажатия деталей;
по роду тока — машины переменного тока промыш-
ленной частоты (однофазные), конденсаторные машины,
изкочастотные машины (трехфазные) и машины постоян-
ном0 Т°Ка (тРехФазные с выпрямлением тока в свароч-
по степени автоматизации процесса сварки — машины
черВТОматические (с ручным приводом), полуавтомати-
и кие (подогрев ведется неавтоматически, оплавление
Осадка — автоматически) и автоматические;
259
по назначению — машины универсальные и специа-
лизированные;
по способу установки — машины стационарные и пе-
редвижные. V
Автоматические машины подразделяют на две группы-
машины, в которых автоматизирован только сварочный
процесс (подогрев, оплавление и осадка), и машины-авто-
маты, в которых автоматизированы также установка
закрепление и съем свариваемых деталей. В настоящее
время наиболее широко распространены машины первой
группы. Машины-автоматы применяют в массовом про-
изводстве небольшого ряда изделий: цепей, заготовок
клапанов, инструмента и др.
Универсальные машины используют для сварки раз-
личных деталей в мелкосерийном и индивидуальном про-
изводстве, а специализированные — для сварки однотип-
ных деталей в условиях крупносерийного и массового
производства.
В настоящее время стыковые машины обозначают
двумя буквами и цифрами. -Первая буква означает авто-
мат, агрегат, машину (А или М); вторая — вид сварки
(С — стыковая); первые две цифры — номинальный ток
(в килоамперах), две последние — номер модели. Напри-
мер, обозначение машины МС-1602 означает: машина
стыковая, 16 кА, модель 2. Машины более ранней разра-
ботки обозначают тремя буквами, например МСР, МСГ,
МСМ, МСТ, МСЛ. Третья буква указывает на род при-
вода подачи (Р — рычажный, Г — гидравлический, М —
моторный), а в специализированных машинах — на их
назначение (Т — для сварки труб, Л — для сварки ли-
стов). Иногда назначение машины указывается четвер-
той буквой (например, МСГР-500 — машина стыковая
с гидроприводом для сварки рельсов). Цифра обозначает
номинальную мощность в киловольтамперах.
2. Основные узлы машин
Стыковая машина имеет следующие основные узлу
и элементы (рис. 6.8): станину 2, неподвижную плиту
подвижную плиту 8, которая перемещается по направ-
ляющим 10 приводом подачи 9, зажимные устройства 6
и 7, трансформатор 1 (или другой преобразователь энер-
гии), токоподводы 5, губки 5 и аппаратуру управле-
ния 11.
260
Электрическая силовая часть. В качестве источника
энергии в стыковых машинах наиболее широко приме-
няют однофазные трансформаторы промышленной ча-
стоты. Они преобразуют электрическую энергию сети
стандартного напряжения в энергию низкого напряже-
ния (0,2—25 В) с большим током (1000—300 000 А).
Наряду с однофазным током промышленной частоты
для стыковой сварки деталей большого сечения (рельсов,
толстостенных труб) иногда
f -I- - | I I ! применяют ток пониженной
Г” ' частоты (10 Гц). Сопротив-
; I zx I i 7 ление короткого замыкания
Рис. 6.8. Конструктивная схема стыковой
машины
Рис. 6.9, Сварочный
контур стыковой ма-
шины МСМУ-150
низкочастотных машин в 3—4 раза меньше сопротивле-
ния обычных однофазных машин. Перспективно созда-
ние трехфазных стыковых машин постоянного тока (с вы-
прямлением тока во вторичном контуре). Такие машины
Успешно опробованы при сварке тонкостенных деталей.
На рис. 6.9 приведен типичный вторичный контур
Рыковой машины, включающий в себя вторичный виток
сварочного трансформатора, токоподводы и губки. Токо-
подводы — медные проводники большого сечения — обес-
печивают передачу тока от трансформатора через губки
свариваемым деталям. На изгибаемых участках их
абпрают из медной фольги или тросиков. Во вторичном
конТуре обычно имеется 6—10 переходных контактов,
опротивление которых зависит от их площади и состоя-
я поверхности, тщательности сборки и усилия зажатия.
261
Одна из главных характеристик стыковой машины —
сопротивление короткого замыкания вторичного контура.
Для машин средней и большой мощности оно не превы-
шает 150—300 мкОм. Сопротивление короткого замыка-
ния оказывает решающее влияние на устойчивость про-
цесса оплавления и условия формирования качествен-
ных соединений (см. гл. 3). В машинах, предназначен-
ных для сварки деталей большого сечения, уменьшение
Рис. 6.10. Губки стыковых машин
сопротивления короткого замыкания достигается сле-
дующими способами: а) максимальным сокращением раз-
меров вторичного контура; б) созданием дополнительных
параллельных цепей питания с отдельными трансформа-
торами; в) применением трансформаторов специальной
конструкции. На рис. 8.18, а показана электрическая
силовая часть стыковой машины К-190, предназначен-
ной для сварки профильного проката сечениемдо 10000 мм2»
Благодаря использованию дополнительной параллельной
цепи сопротивление короткого замыкания машины не
превышает 70 мкОм.
Значительное уменьшение сопротивления короткого
замыкания достигается при использовании контурных
трансформаторов, у которых форма магнитопровода приб-
лижается к контуру свариваемого изделия. Например,
сердечник трансформатора для сварки труб представляет
собой кольцо, набранное из трансформаторной стали
262
, м рис. 8.18, б). Первичная обмотка равномерно рас-
пределена на сердечнике, а вторичный виток выполняет
также функции защитного кожуха. Сопротивление корот-
кого замыкания кольцевого трансформатора для сварки
труб диаметром 720 мм (площадь поперечного сечения
свыше 20 000 мм2) находится в пределах 8—12 мкОм.
Губки стыковых машин обеспечивают подвод тока
к деталям и удерживают детали от проскальзывания при
осадке. Форма губок зависит от формы свариваемых дета-
лей (рис. 6.10). Для губок применяют сплавы на основе
меди. Наибольшей стойкостью в условиях стыковой сварки
обладают сплавы НБТ, Мц2 и МцЗ (табл. 5.6). Нетоко-
подводящие губки часто делают стальными, иногда с на-
сечкой для увеличения коэффициента трения. Длину
губок выбирают такой, чтобы обеспечить соосность сва-
риваемых деталей и предупредить их проскальзывание
при осадке. При сварке труб и стержней диаметром d
она составляет (3 -=-4) d, а при сварке полос — не ме-
нее 106 (6 — толщина полос).
Минимальную площадь контакта губки с деталью
определяют исходя из максимально допустимого давле-
ния, которое равно для меди 2 кгс/мм2, а для специальных
броиз 4—5 кгс/мм2. Плотность тока в контакте детали
с губкой обычно не превышает 7—10 А/мм2, а темпера-
тура контакта достигает 250—300° С. Иногда в губках
имеются специальные каналы для охлаждения их водой.
Станины, направляющие и плиты. Все основные узлы
машины устанавливают на станине. Конструкция ста-
нины должна выдерживать значительные усилия, возни-
кающие при осадке. При недостаточной жесткости ста-
нины при осадке нарушается соосность свариваемых де-
талей и возможно образование трещин в стыке.
Станины стыковых машин изготовляют сварными или
литыми. Конструкции станин очень разнообразны и за-
висят от мощности машины, характера свариваемых дета-
лей и условий, предъявляемых к машине. На рис. 6.11, a
показан один из вариантов сварной станины. Для уве-
личения жесткости в направлении усилий осадки станина
сделана из стальных листов 1, связанных между собой
промежуточными планками и ребрами. Направляющие
Для подвижной плиты устанавливают на планках 2.
Рансформатор располагают с левой стороны машины
а планках 3. Вспомогательное оборудование монтируют
нутри станины. На рис. 6.11,6 приведена станина
263
Рис. 6.11. Станины, направляющие и плиты стыковых машин
стыковой машины мощностью 300 кВА с литым корпу-
сом 1, установленным на сварную подставку 2. Для уве-
личения жесткости корпус изготовлен в виде двух коро-
бок А и Б, которые, в основном, и воспринимают на себя
изгибающие усилия. Вторичный виток трансформатор3
264
чрп^ИНен с гУбками зажимов гибкими медными шинами
сРез окно 3.
Как' Танин„Ь1 стыковых машин имеют горизонтальный,
лее ГНЫЙ ИЛИ вертикальный стол (рис. 6.11, в). Наибо-
ироко распространены станины с горизонтальным
265
столом. Их применяют в машинах мощностью до 200 кВД
для сварки деталей небольшого сечения. Наклонный
стол облегчает установку деталей и применяется на маши-
нах мощностью 300—500 кВА. Машины с вертикальным
столом используют для сварки тяжелых деталей. На та-
ких машинах губки зажимов находятся вблизи свар,
щика, и это значительно облегчает установку деталей
На столе машины устанавливают неподвижный зажим
и направляющие, по которым перемещается подвижная
плита. Подвижная плита с укрепленным на ней подвиж-
ным зажимом перемещается по одной или двум направ-
ляющим цилиндрической или прямоугольной формы или
вращается около регулируемых опор по дуге большого
радиуса, близкой к прямой.
В. мощных машинах (например МСГ-500, рис. 6.11, г)
подвижная плита (зажим) крепится непосредственно
к круглым штангам /, установленным в направляющих
втулках 4, закрепленных на жесткой коробчатой станине 6.
Неподвижный зажим 3 крепится к станине через изоля-
цию 5. Трансформатор 7 соединяется с нижними губками
гибкими шинами 2.
Один из зажимов (обычно неподвижный) электрически
изолирован от стола и станины. Один из способов изоля-
ции показан на рис. 6.11, д. Промежуточная плита 2
изолирована от основной плиты 6 гетинаксовой про-
кладкой 4. Плиты скреплены между собой болтами 1
с изоляционными втулками 5 и текстолитовой шпон-
кой 3.
Привод стыковых машин. Привод подачи стыковых
машин выполняет следующие функции. При сварке со-
противлением он обеспечивает сжатие деталей и их дефор-
мацию при нагреве током и осадке; при сварке оплавле-
нием — плавное сближение деталей по определенному
закону при оплавлении и быстрое сближение и деформа-
цию деталей при осадке. При использовании прерыви-
стого подогрева сопротивлением привод осуществляет
возвратно-поступательное движение, а также сжатие 11
некоторую деформацию деталей при отдельных замыка'
ниях сварочной цепи.
Самый простой привод — рычажный. Его применяет
в неавтоматических машинах мощностью до 100 кВА>
он состоит из системы коленчатых рычагов, позволяю-
щих получить усилие осадки, в десятки раз превышают6,
усилие, прилагаемое сварщиком. Схема одного из вариай'
266
рычажного привода приведена на рис. 6.12, а. Свар-
т°иК вращает коленчатый рычаг 1 вокруг неподвижной
® 2, при этом регулируемая по длине тяга 3 переме-
щает подвижную плиту 4 с зажимом. Если к рычагу при-
ложено усилие /р, то усилие осадки будет равно:
/7oc = ^i//8sina,
т е. оно растет с уменьшением угла а. Поэтому взаимное
положение зажимов и рычажную систему регулируют
таким образом, чтобы в конце осадки угол а был близок
(О)
развиваемое приводом, будет
Рис. 6.12. Рычажный
пружинный (б) приводы по-
дачи стыковых машин
к нулю. Тогда усилие,
максимальным. В машинах с ручным рычажным при-
водом усилие осадки не превышает 5000 кгс. Недостатки
рычажного привода—непостоянство развиваемого усилия,
небольшая скорость осадки (до 15—20 мм/с) и большая
физическая нагрузка сварщика.
Пружинный привод обычно применяют в машинах
небольшой мощности для сварки сопротивлением. В ма-
шинах мощностью 3—5 кВА такой привод (рис. 6.12, б)
Развивает усилие 75—100 кгс. При повороте рычага 2
эксЦентрик 3 перемещает подвижный зажим 1 вправо,
сжимая пружины 4. Исходное положение зажима при
жатых пружинах фиксируется защелкой 5. После зажа-
„ я Свариваемых деталей освобождают защелку и вклю-
сж°Т CBaP°™ ток. Под воздействием пружин детали
ц^имаются и по мере нагрева током деформируются.
сжя°СТаток пружинного привода — уменьшение усилия
тия деталей в процессе деформации при сварке.
267
Электропривод применяют в автоматических и полу,
автоматических машинах для перемещения подвижного
зажима при оплавлении и осадке. В полуавтоматических
машинах с таким приводом предварительный подогрев
обычно осуществляют при помощи рычажной системы.
В машинах, предназначенных для сварки однотипных
Рис. 6.13. Электропривод подачи с кулачковым (а) и винтовым (б)
механизмами перемещении плиты
деталей, когда не требуется частого изменения режима
сварки, широко используют кулачковый механизм пе-
ремещения зажима, кинематическая схема которого при-
ведена на рис. 6.13, а. Перемещение подвижной плиты '
с зажимом производится кулачком 3 через опорный р0'
лик 2. Кулачок вращается от электродвигателя 6 через
клиноременную 4 и червячную 5 передачи. Полному циклу
сварки обычно соответствует один оборот кулачка.
Скорость увеличения радиуса профиля кулачка в точке
соприкосновения с опорным роликом определяет скорость
268
перемещения подвижного зажима при оплавлении и
осадке. Поэтому профиль кулачка и скорость его враще-
ния рассчитывают по заданному технологическими усло-
виями закону сближения деталей. При использовании
двигателя переменного тока скорость вращения кулачка
при сварке постоянна, но может изменяться при настройке
машины при помощи вариатора скорости 7 или сменных
шестерен. При использовании двигателя постоянного
тока скорость вращения кулачка при сварке может зада-
ваться специальным программирующим устройством.
В этом случае кулачок на участке оплавления может
иметь линейный профиль. Усилие, развиваемое приводом
при осадке не превышает 7000—8000 кгс. Для увеличения
усилия осадки в мощных машинах (400—750 кВА) между
кулачком и подвижным зажимом используют рычажную
передачу.
Недостаток кулачкового электропривода — ограни-
ченная скорость осадки (до 20—25 мм/с)- из-за того, что
при переходе от оплавления к осадке резко возрастает
нагрузка и в приводе выбираются люфты. Кроме того,
при чрезмерной крутизне кулачка на участке осадки
система заклинивается. Поэтому многие стыковые ма-
шины имеют комбинированный привод — электрический
при оплавлении и пневматический, пневмогидравлический
или гидравлический при осадке.
В некоторых мощных машинах для сварки с предвари-
тельным подогревом применяют электропривод с винто-
вым механизмом перемещения подвижного зажима
(рис. 6.13, б). Винт /, соединенный с подвижным зажи-
мом 8, приобретает поступательное движение при вра-
щении гайки 2, которая через червячную пару 3—7
связана с двигателем. При перемещении винта гайка 2
Упирается в подпятник 4. Осевое усилие передается
через втулку 5 на пружинящие кольца динамометра 6.
Усилие осадки ограничивается сжатием динамометра —
пРи заданном его укорочении конечный выключатель
отключает двигатель. Для получения резкого увеличе-
ния скорости при переходе от оплавления к осадке в та-
°м приводе применяют двухскоростные двигатели или
Два двигателя с самостоятельными передачами. Приме-
ение двигателя постоянного тока облегчает программ-
ен регулирование скорости оплавления. Максимальное
2о^де осаДки в машинах с таким приводом составляет
269
Гидравлический привод подачи широко применяют
в машинах средней и большой мощности. Он надежен
в работе, обеспечивает широкие пределы регулирования
скорости подачи и развивает практически любые усилия
осадки (300 тс и более).
270
В машинах с гидравлическим приводом скорость пе-
ремещения подвижного зажима изменяется при помощи
либо регулирования проходного сечения дросселя,
через который протекает масло, либо следящего золотни-
кового устройства. На рис. 6.14, а приведена схема при-
вода, в котором использован первый способ управления
скоростью.
При подогреве и оплавлении масло из бака 12 насо-
сом 11 через гидравлический клапан 9 и разгрузочный
клапан 8, который определяет давление в гидросистеме,
подается на вход распределительного золотника 3. При
смещении штока золотника вправо масло поступает в пра-
вую полость гидроцилиндра 2, а из левой полости через
клапан 14, золотник 3 и дроссель 5 оно сливается в бак 12.
Рис. 6.14. Приводы
подачи стыковых ма-
шин:
а — гидравлический с
дросселем; б — гидрав-
лический со следящим
золотником; в — пневма-
тический с гидротормо-
зом; г — пневматический;
д — пневмогидравличе-
ский
271
При этом подвижный зажим 1 перемещается влево, и
скорость сближения деталей регулируется дросселем 5
При смещении штока золотника влево масло поступает
в левую полость гидроцилиндра, а из правой через золот-
ник 3 и дроссель 4, который определяет скорость обрат-
ного хода подвижного зажима, сливается в бак.
Дроссель 5 управляется либо механически при по-
мощи тяги, связанной с подвижным зажимом, либо элек-
тромеханическим устройством. При осадке переключаются
гидравлические клапаны 9 и 14 и масло под повышенным
давлением, определяемым разгрузочным клапаном 6,
поступает непосредственно в правую полость гидрр-
цилиндра, а из левой через клапан 14 сливается в бак.
Это обеспечивает большую скорость осадки. Обратные
клапаны 7, 10 и 13 применены для создания замкнутой
гидравлической системы и обеспечения плавности работы
гидропривода. Клапаны 3, 9 и 14 имеют электрическое,
пневматическое или комбинированное управление.
Существенный недостаток гидропривода с дросселем—
зависимость закона перемещения зажима от давления
в гидросистеме и вязкости рабочей жидкости. С целью
стабилизации закона перемещения зажима в машинах
с гидроприводом используют следящее золотниковое
устройство (рис. 6.14, б). Следящий золотник установлен
на подвижном зажиме и состоит из корпуса 3 и штока 2.
В корпусе золотника имеется пять цилиндрических выто-
чек, ссздиненных с гидросистемой машины. В нейтраль-
ном положении шток перекрывает выточки Л и Б и
доступ масла в полости гидроцилиндра перемещения 1
закрыт.
Если шток золотника переместить влево, то масло от
насоса 9 через гидравлический клапан 8, разгрузочный
клапан 7, золотник и гидравлический клапан 4 будет
поступать в правую полость гидроцилиндра, а левая
полость через гидравлический клапан 5 и золотник сое-
динится со сливом. При этом подвижный зажим вместе
с корпусом золотника переместится влево. Движение
прекратится, когда шток займет нейтральное положение
и снова перекроет выточки А и Б. Величина перемещения
зажима будет равна исходному смещению штока золот-
ника. При непрерывном перемещении штока подвижный
зажим машины повторяет все его движения, и поэтому
скорость сближения деталей равна скорости перемещения
штока.
272
Управление перемещением штока золотника осуще-
твляется с помощью маломощного кулачкового электро-
привода. Поэтому аналогично рассмотренному выше элек-
троприводу направление и скорость, перемещения под-
вижного зажима определяются профилем и скоростью
вращения кулачка. Управление перемещением штока
золотника может быть комбинированным — электриче-
ским при оплавлении и пневматическим при подогреве.
При осадке переключаются клапаны 4, 5, 8, и масло под
повышенным давлением, определяемым разгрузочным кла-
паном 6, поступает через клапан 4 в правую полость
гидроцилиндра, а из левой через клапан 5 сливается
в бак.
Усилие осадки в машинах с гидравлическим приводом
зависит от давления масла и диаметра рабочего цилиндра.
Оно не зависит от величины осадки. Скорость осадки опре-
деляется пропускной способностью золотника и соедини-
тельных трубопроводов, а также производительностью
насоса. Иногда при осадке для увеличения ее скорости
масло подается из специального аккумулятора.
В ряде машин использован пневматический привод
с гидротормозом. Он также обеспечивает большую скорость
осадки и широкий диапазон регулирования скорости
при оплавлении. Пневматический 3 и гидравлический 2
цилиндры (рис. 6.14, в) расположены на одной оси и
связаны общим штоком 1, который крепится к подвиж-
ному зажиму сварочной машины. При оплавлении вклю-
чается пневматический клапан 5 и гидравлический кла-
пан 8. Воздух поступает в правую полость пневмоцилиндра,
а масло перетекает из левой полости гидроцилиндра
в правую через клапан 8 и дроссель 7.
Скорость перетекания масла определяет скорость пере-
мещения подвижного зажима и регулируется дроссе-
лем 7. При осадке включается гидравлический клапан 9,
и скорость перетекания масла резко возрастает, что обес-
печивает большую скорость осадки. При обратном ходе
зажима воздух подается через пневматический клапан 4
в левую полость цилиндра 3, а скорость перетекания
масла определяется дросселем 6. Дроссельный кран 7
обычно управляется специальным приводом.
Пневматические механизмы подачи — быстродействую-
кяИе’ ИХ используют главным образом при осадке, так
к они не обеспечивают необходимой плавности и ста-
^льности перемещения зажима в процессе оплавления.
273
Наряду с использованием пневмоцилиндров в таких
приводах применяют диафрагменные камеры. На
рис. 6.14, г приведен пневматический диафрагменный при-
вод. Камера 1 разделена на две полости эластичной диаф-
рагмой 2 из плотной тканевой резины. При подаче воз-
духа в левую полость камеры диафрагма упирается в диск 4
и перемещает шток 3, связанный с подвижным зажимом
вправо. Обратный ход штока совершается под действием
пружины 5. Величина перемещения штока обычно со-
ставляет 20—30 мм. Диафрагменный привод значительно
проще и долговечнее привода с пневмоцилиндром.
В некоторых машинах (МСЛ-300, МСЛ-500 и др.)
электропривод оплавления совмещен с пневмогидравли-
ческим приводом осадки. При осадке открываются кла-
паны 6 и 8 (рис. 6.14, д), и воздух из ресиверов 5 и 7
устремляется через большие проходные отверстия в пнев-
матические цилиндры 4 и 9. Штоки перекрывают отвер-
стия масляных бачков 3 и 10 и создают давление в
цилиндрах 2 и 11, под действием которого перемещаются
направляющие 1 и 12. Основной недостаток такого при-
вода — зависимость скорости осадки от давления воз-
духа в ресиверах 5 и 7.
Зажимные и упорные приспособления. Зажимы выпол-
няют следующие функции: обеспечивают точную уста-
новку деталей относительно друг друга, создают токо-
подвод к деталям от источника тока и исключают про-
скальзывание деталей при осадке. Применяют два спо-
соба установки деталей в зажимах: с упорами и без упо-
ров. Без упоров сваривают длинные детали (полосы,
рельсы, трубы и др.). В этом случае применяют большие
давления зажатия, так как усилие осадки передается на
детали силами трения, развиваемыми между деталями
и губками. При сварке с упорами усилие осадки пере-
дается на детали главным образом упорами и токопод-
водящие губки значительно разгружаются. Усилие зажа-
тия в этом случае должно обеспечивать только хороший
электрический контакт губок с деталями.
Конструкции зажимов очень разнообразны и опреде'
ляются формой и размерами свариваемых деталей, вели-
чиной необходимого усилия зажатия и характером ПР0'
изводства.
На машинах малой и средней мощности применяю1,
ручные (эксцентриковые, винтовые или рычажные) и
пневматические зажимы; на машинах большой мощности
274
пневмогидравлические, гидравлические и зажимы с элек-
троприводом.
В эксцентриковом зажиме (рис. 6.15, а) зажатие де-
тали происходит при повороте ручки 6. Эксцентрик 7,
действуя на рычаг 3, поворачивает его вокруг оси 2 и
зажимает детали между губками 8 и 9. Расстояние между
губками регулируется винтами 1 и 5. Пружина 4 удер-
живает рычаг 3 в верхнем положении. Эксцентриковые
зажимы развивают небольшое усилие зажатия, но
отличаются быстродействием.
На рис. 6.15, б приведена конструкция винтового
зажима с максимальным усилием зажатия 4 тс. Зажим
прикреплен к плите машины винтами 6, которые уста-
новлены в Т-образных пазах плиты. После установки
детали верхнюю часть зажима опускают за ручку 4 и
серьгу 5 набрасывают на конец рычага 2. Деталь зажи-
мают поворотом винта 3 за ручку 4. С задней стороны
зажима находится противовес 1, облегчающий подъем
верхней части зажима. Основные недостатки винтового
зажима — небольшая производительность и большая фи-
зическая нагрузка сварщика.
Рычажный зажим, приведенный на рис. 6.15, в, при-
меняют на машинах мощностью до 100 кВА, он разви-
вает усилие около 3 тс. Деталь зажимают рычагом 4,
связанным с системой рычагов 1. Усилие регулируют
винтом 2. При повороте рычага 4 спрямляются рычаги 1
и верхняя губка 3 опускается. Положение нижней губки 7
регулируют по высоте винтом 6, а по горизонтали —
смещением планок 5. Рычажные зажимы отличаются
быстродействием и удобны в условиях массового произ-
водства при сварке небольших деталей с упорами.
В машинах мощностью 100—200 кВА широко исполь-
зуют различные быстродействующие пневматические за-
жимы. Для уменьшения диаметра цилиндра обычно при-
меняют рычажную систему (рис. 6.16, а). Усилие от пнев-
моцилиндра / через шток 2 и рычаг 3, который вращается
вокруг оси 4, передается на деталь 5. Усилие зажатия
определяется давлением воздуха в пневмоцилиндрах,
конструкцией рычагов и не зависит от размера деталей,
силие зажатия пневматических зажимов составляет
4 10 тс.
Рав мощ-ных стыковых машинах применяют пневмогид-
лические и гидравлические зажимы, обеспечивающие
усилие зажатия 20—500 it.
275
276
На рис. 6.16, б приведен безнасосный пневмогидрав-
лический зажим машин МСЛ и МСГА. Верхняя губка 8
поднимается и опускается при помощи сжатого воздуха,
подаваемого в камеры 6 и 5 пневмоцилиндра. При поступ-
Рис. 6.16. Зажимы стыко-
вых машин:
а — пневматический; б — пнев-
могидравлический; в — с элек-
троприводом
нии воздуха в камеру 5 губка 8 опускается и предва-
^рТел?Но зажимает деталь. Затем воздух подается в ка-
И/У втоР°го цилиндра. Шток 3 перекрывает доступ масла
и у ачка и создает большое давление масла в камерах 2
’ Необходимое для окончательного зажатия детали.
277
Гидравлические зажимы применяют в мощных маши-
нах с гидроприводом подачи, когда требуются очень боль-
шие усилия зажатия. Масло подается в цилиндр зажатия
от насосов высокого давления (50—200 кгс/см2).
В мощных машинах с электроприводом подачи иногда
применяют винтовые зажимы с электрическим приводом
(рис. 6.16, в). Верхняя губка 1 укреплена в ползуне,
перемещаемом винтом 9 в направляющих 10. Винт дви-
жется поступательно при вращении червячным колесом 4
гайки 2, скользящей по шпонке 3. При вращении червяка 8
двигателем 7 винт опускает губку до упора в зажимае-
мую деталь. Дальнейшее вращение двигателя приводит
к свертыванию гайки 2 с неподвижного винта. Она нажи-
мает через подпятник 5 на пружинный динамометр 6
и при определенном его сжатии конечный выключатель
останавливает двигатель.
Упорные приспособления воспринимают на себя уси-
лие осадки и предотвращают проскальзывание деталей
в зажимах, которое приводит к снижению давления осадки
и, как следствие, к ухудшению качества сварки. Кроме
того, при использовании упоров уменьшается износ
губок. Конструкции упорных приспособлений опреде-
ляются формой и размерами свариваемых деталей. Упоры
устанавливают на плитах сварочной машины, а при сварке
длинных деталей — на специальных направляющих.
На рис. 6.17, а показано типовое неподвижное упорное при-
способление, применяемое на машинах мощностью 100—
300 кВА. Кронштейн 9 закреплен на неподвижной плите
машины болтами 10. Штанги 4 укреплены на кронштейне
гайками 8. Длина штанг определяется длиной сваривае-
мых деталей.
При сварке конец детали упирается в опорную часть 11.
Грубую регулировку осуществляют перестановкой упор-
ной планки 3, которая закреплена на штанге при помощи
собачек 14. Для точной регулировки служит маховичок 2,
связанный с ползуном 5. После регулировки винт махо-
вика законтривается гайкой 1. На ползуне укреплено
центрирующее устройство 6, которое регулируют по
вертикали и горизонтали винтами 7 и 13. Для удобства
установки детали центрирующее устройство снабжено
опорным желобком 12.
На машинах, предназначенных для сварки коротких
деталей, когда не требуется большого диапазона РегУ'
лирования, упоры объединяют с зажимными приспособ-
278
лениями. Усилие осадки может передаваться через упор-
ные винты, связанные с корпусом зажима (рис. 6.17, б),
или через заплечики в губках (рис. 6.17,в).
Помимо упорных устройств на стыковых машинах при-
меняют различные центрирующие устройства, облегчаю-
б) в)
Рис. 6.17. Упорные приспособления:
° — универсальные; б — упор в корпусе зажимов; в — упор в губках
Щие совмещение осей свариваемых деталей, и опорные
Устройства, поддерживающие штанги упорных приспо-
соблений и исключающие прогиб длинных и недоста-
точно жестких деталей.
Центрируют детали путем смещения губок при помощи
специальных клиньев или путем регулировки по верти-
кали и горизонтали положения одного из зажимов. В ма-
шинах с радиальным перемещением подвижного зажима
Детали центрируют эксцентриками в осях поворота или
Клиньями.
279
Аппаратура управления. Аппаратура управления обес-
печивает определенную последовательность работы всех
узлов машины, автоматически управляет различными
стадиями процесса сварки, поддерживает и регулирует
основные его параметры.
Существующие системы управления предварительным
подогревом подразделяют на три группы. Системы пер-
вой группы управляют длительностью импульсов тока
при подогреве и пауз между ними, переход к оплавлению
происходит самопроизвольно, когда торцы заготовок на-
греваются настолько, что становится возможным устой-
чивое оплавление при установленной скорости подачи.
Подобная система использована в машине МСГА-300.
Длительность импульсов тока задается электронным
реле времени, команда на реверс подвижного зажима
вырабатывается при помощи реле напряжения. Если при
сближении торцов происходит короткое замыкание сва-
рочной цепи, то напряжение на зажимах резко падает,
срабатывает реле напряжения и после определенной
выдержки включается реверс подачи. Спустя определен-
ное время детали вновь сближаются и цикл подогрева
повторяется. Если при очередном сближении торцов воз-
буждается оплавление, то напряжение на зажимах умень-
шается незначительно, команда на реверс не вырабаты-
вается и оплавление продолжается вплоть до включения
осадки.
Более стабильный подогрев деталей обеспечивается
системами управления второй группы, в которых жестко
задаются длительности импульсов тока и пауз между
ними, а также общая длительность подогрева. По исте-
чении заданного времени подогрева осуществляется при-
нудительный переход на оплавление путем либо сниже-
ния скорости подачи, либо повышения напряжения сва-
рочного трансформатора до значений, при которых обес-
печивается устойчивое оплавление.
Наиболее совершенны системы управления третьей
группы — системы с обратными связями по энергии, мой'
ности или температуре. Они обеспечивают стабильное
температурное поле в деталях, исключая влияние коле‘
баний напряжения сети, сопротивления сварочного кон-
тура и других возмущающих факторов.
Существуют различные системы управления пронеС^
сом оплавления. Наиболее широко распространены ей
стемы жесткого программного управления скорость
280
плавления. Такие системы надежно работают в условиях,
пои которых в широком диапазоне параметров обеспе-
чивается саморегулируемость оплавления, т. е. при сварке
деталей сравнительно небольшого сечения (для сталей
по 1000—1500 мм2) и при сварке с подогревом.
Программа изменения скорости обычно задается при
помощи кулачков. Скорость вращения кулачка и его
профиль определяют скорость оплавления (кулачковый
электропривод, следящий гидропривод). Применяют
также различные способы электрического программиро-
вания скорости оплавления. Они обеспечивают большую
стабильность закона перемещения подвижного зажима
и упрощают настройку машины на новую программу.
Наряду с жестким программированием скорости оп-
лавления используют системы с одновременным программ-
ным управлением скоростью и напряжением холостого
хода сварочного трансформатора. Наиболее широко та-
кие системы применяются при сварке непрерывным
оплавлением деталей большого сечения (на машинах
К-190, К-354 и др.). Напряжение изменяется по задан-
ной программе либо контакторными схемами (переклю-
чением ступеней автотрансформатора в первичной цепи
стыковой машины), либо игнитронными прерывателями
(изменением углов поджигания игнитронов). Закон изме-
нения напряжения трансформатора, так же как и закон
изменения скорости оплавления, устанавливают в функ-
ции времени оплавления или величины перемещения
подвижного зажима.
В машинах с жестким программным управлением
иногда прибегают к коррекции скорости оплавления
в зависимости от сварочного тока. Корректор скорости
вступает в действие периодически и на короткое время,
когда сила тока оплавления превышает установленное
значение. Применение систем программного управления
с корректором скорости оплавления позволяет сваривать
Детали больших сечений на машинах с достаточно высо-
ким сопротивлением короткого замыкания при небольших
1 апряжениях.
Для управления процессом оплавления применяют
пег^6 Системь1 с обратными связями — программные
рег^яторы тока оплавления и мощности, экстремальные
ос, Управление переходом от оплавления к осадке обычно
УЩествляется конечным выключателем после оплав-
281
ления деталей на заданную величину. Иногда для этой
цели используют реле времени или систему, измеряющую
нагрев деталей при оплавлении. Отключается ток при
осадке конечным выключателем или реле времени. Реде
времени обеспечивает более точное и стабильное задание
длительности осадки под током, что особенно важно при
сварке тонкостенных деталей.
В схемах управления машин обычно имеются различ-
ные блокирующие и защитные устройства, предотвращаю-
щие поломку узлов машины при несоблюдении заданной
последовательности в их работе. Например, исключается
возможность включения сварочного трансформатора без
зажатия деталей, работа привода подачи без включения
трансформатора и т. п.
В машинах для сварки сопротивлением процессом
управляют по длительности нагрева (при помощи реле
времени), по величине перемещения зажима при осадке
(конечными выключателями или датчиками перемещения)
или по температуре нагрева деталей (фотопирометрами
и др.).
3. Стыковые машины общего
и специального назначения
Стыковые машины общего назначения можно подраз-
делить натри группы (табл. 6.14): 1) автоматические малой
мощности для сварки сопротивлением; 2) неавтоматические
средней мощности с рычажным управлением для сварки
оплавлением и сопротивлением; 3) автоматические для
сварки оплавлением.
Третья группа объединяет большой ряд машин сред-
ней и большой мощности, отливающихся между собой
способом нагрева деталей: а) для сварки непрерывным
оплавлением; б) для сварки оплавлением с подогревом
и в) для сварки импульсным оплавлением.
Машины первой группы мощностью 0,75—12 кВА
используют в основном для сварки сопротивлением про-
волоки различного диаметра из сталей и цветных метал'
лов. Машины имеют пружинно-рычажный или эксцентри
ковый механизм зажатия и пружинный привод осадки-
В машинах предусмотрена термообработка (отжиг) свар
ных соединений. Стыковая машина МС-0,75-2 (рис. 6.1 >
имеет подставку 1 с трансформатором 2, на котором Ра3,.
мещена сварочная головка 7, состоящая из подвижно!
и неподвижной плит с рычажно-пружинными зажимами
282
Характеристики стыковых машин общего назначения
Таблица 6.14
Показатели Автоматические машины для сварки сопротивлением Машины неавтоматиче- ского действия
МС-0,75-2 мс-з МС-301 МС-501 МС-1202 МС-1602
Напряжение питающей однофаз- ной сети, В Номинальная мощность, кВА 220 380 220 или 380 220 или 380 220 или 380 220 или 380
0,8 3,3 5 П,7 55 96,5
Продолжительность включений (ПВ), % 8 20 12,5 12,5 20 20
Пределы регулирования вторич- ного напряжения, В 0,5-1,! 1,0—2,2 1,0—1,9 1,35—3 2,5—5,0 3,2—6,4
Номинальный сварочный ток, А 790 1625 3200 5000 12 500 16 000
Привод подачи Пружин- Пружин- Пружин- Пружин- Рычажный Рычажный
Максимальный ход подачи, мм ный 7 НЫЙ 10 НЫЙ 18 НЫЙ 18 40 40
Максимальное усилие осадки, кгс 3 18 120 200 3 200 5 000
Тип зажимов Пружинно- Пружинно- Эксцентри- Эксцентри- Эксиентри- Эксцентои-
Максимальное усилие зажатия, кгс ... рычажный 7 рычажный 75 ковый 500 КОВЫЙ 500 КОВЫЙ 5 000 КОВЫЙ 7 500
Максимальное сечение сваривае- мых деталей из низкоуглеродистой стали, мм2 1 9 50 78 700 1 400
Количество свариваемых изде- лий в час 540 300 200 200 100 60
м Масса машины, кг 00 СО 19 70 170 180 720 750
Продолжение табл. 6.14
Показатели Автоматические машины для сварки^о^ авлением
МСМУ 150 МС 1604 МСГА-3,00 МСГА-500 К-190П К-617
Напряжение питающей однофаз- ной сети, В 220 или 380 380 380 380 380 380
Номинальная мощность, кВА Продолжительность включений 150 100 300 500 170 150
(ПВ), % 20 20 20 30 50 20
Пределы регулирования вторич- ного напряжения, В 4,0—8,1 3,55—6,8 5,42—10,84 7,9—15,8 4,2—7,3 4,05—8,1
Номинальный сварочный ток, А 19 000 16 000 30 000 35 000 20 000
Привод подачи Электри- Пневмаги- Гидравли- Гидравли- Гидравли- Гидравли-
ческий ческий с гидро- тормозом 70 ческий ческий ческий ческий
Максимальный ход подачи, мм Максимальное усилие осадки, 20 170 170 65 95
кгс 6 500 5 000 25 000 25 000 40 000 16 000
Тип зажимов Пневмати- Пневмати- Пневмо- Пневмо- Гидравли- Гидравли-
ческий ческий гидравли- гидравли- ческий ческий
ческий ческий
Максимальное усилие зажатия,
кгс 10 000 10 000 35 000 35 000 80 0П0 32 000
Максимальное сечение сваривае- мых деталей из низкоуглеродистой
стали, мм2 .......... Количество свариваемых изде- 2 000 1 500 5 000 8 000 10 000 4 000
лий в час 80 100 20 20 12—14 / 30
Масса машины, кг \ 2 000 1 750 7 500 8 000 1 7 500 / 3 700
i зажимами для термообработки 4. Подвижная плита
при нагреве и осадке перемещается сменными пружинами.
Малая пружина обеспечивает усилие до 600 гс, а боль-
шая — до 3200 гс.
Подвижная плита отводится в исходное положение
на шариковых направляю-
эксцентриком и расположена
щих, обеспечивающих коэф-
фициент трения 0,05. Ма-
шина имеет дисковые ножи
для обрезки проволок, осве-
титель 5 и лупу 6. Машины
МС-0,75-2, МС-3, МС-301 и
МС-501 позволяют сваривать
проволоку из низкоуглеро-
дистой стали сечением соот-
ветственно до 1, 9, 50 и
78 мм2.
Во вторую группу вхо-
дят машины мощностью 25—
100 кВА: МСР-25, МСР-50,
МСР-75, МСР-100, и машины
более поздних выпусков:
МС-801-2, МС-1202 и МС-1602.
Машины имеют рычажный
привод подачи. Они предназ-
начены преимущественно для
сварки непрерывным оплав-
лением и оплавлением с подо-
гревом, но могут быть ис-
пользованы также для свар-
ки сопротивлением. Машины
МСР-25 и МС-804-2 наряду
с рычажным имеют пружин-
ный привод подачи, облег-
чающий выполнение сварки
МСР-50, МСР-75 и МСР-100
Рис. 6.18 Машина МС-0,75-2
для стыковой сварки проволок
сопротивлением. Машины
снабжены рычажно-винто-
выми зажимами, а машины МСР-25, МС-1202 и МС-1602 —
эксцентриковыми. Машины МС-1202 и МС-1602 позволяют
вваривать непрерывным оплавлением детали из низко-
г .^рРОДистой стали сечением соответственно до 300 и
О мм2, а оплавлением с подогревом—до 700 и 1400 мм2.
^ля автоматической сварки оплавлением деталей сред-
сечения применяют машины СМ-50, МСМУ-150,
1604 и др. Машины СМ-50 и МСМУ-150 имеют кулач-
285
1300
Рис. 6.19. Автоматическая стыковая машина МСМУ-150 для сварки непрерывным оплавлением
Ковый электропривод подачи, пневматические зажимы
и позволяют сваривать непрерывным оплавлением детали
н3 низкоуглеродистой стали сечением соответственно до
600 и Ю00 мм2. Машина МСМУ-150 оснащена также ры-
чажным приводом подачи, который позволяет осуществлять
сварку оплавлением с подогревом. При полуавтомати-
ческой сварке с подогревом сечение свариваемых дета-
лей из низкоуглеродистой стали достигает 2000 мм2.
Рис. 6.20. Стыковая машина МС-1604
Привод подачи машины включает (рис. 6.19) электро-
двигатель 5, клиноременную передачу 4, червячный ре-
дуктор 3. Вариатор скорости 1 позволяет регулировать
скорость вращения кулака, перемещающего подвижную
плиту при оплавлении и осадке. Плита возвращается
в исходное положение и прижимается к кулаку сжатым
воздухом, поступающим в цилиндры 2.
Машина МС-1604 (рис. 6.20) предназначена для сварки
непрерывным оплавлением и оплавлением с подогревом
Деталей из углеродистых и легированных сталей, а также
из цветных металлов и сплавов. Максимальное сечение
свариваемых деталей из низкоуглеродистой стали состав-
нет 1500 мм2, из цветных металлов — 300 мм2. Машина
меет пневматические зажимы. Привод подачи — пнев-
ТИческий с гидротормозом, обеспечивающий регулиро-
ние скорости оплавления в пределах 0,15—20 мм/с
скорость осадки до 250 мм/с.
287
Для сварки оплавлением с подогревом деталей боль-
шого сечения применяют машины МСГА-300, МСГА-500
РСКМ-320У и др. Машины МСГА-300 и МСГА-5об
(рис. 6.21) имеют гидравлический привод подачи и пнев-
могидравлические зажимы. Неподвижный зажим 4 уста-
новлен на наклонном столе 1. Подвижный зажим 5 укреп-
лен на двух жестких штангах 3, перемещающихся в на-
правляющих 2. Привод подачи имеет два гидроцилиндра 6
установленных на столе машины. Машина снабжена ко-
мандным устройством 8 и указателем перемещения под-
вижного зажима 7. Скорость подачи при оплавлении регу-
лируется дроссельным краном в гидросистеме.
Машина РСКМ-320У имеет электропривод подачи
и зажимов. Привод подачи состоит из двух электродвига-
телей, двух червячных редукторов, ходового винта, сое-
диненного с подвижным зажимом, и динамометра с регу-
лятором давления. При подогреве и оплавлении зажим
перемещается двигателем мощностью 1,7 кВт. Для бы-
строго перемещения подвижного зажима при осадке ис-
пользуют двигатель мощностью 17 кВт. Для быстрой
остановки механизма осадки на двигателе установлен
электромагнитный тормоз. На машине сваривают изде-
лия из низкоуглеродистой стали сечением до 8500 мм2.
Для сварки деталей больших сечений методом непре-
рывного оплавления применяют машины с программным
регулированием напряжения при оплавлении. Эти машины
имеют значительно более высокие технические показатели
по сравнению с машинами, предназначенными для сварки
оплавлением с подогревом. Например, машина К-190П
с номинальной мощностью 170 кВА предназначена для
сварки непрерывным оплавлением деталей сечением до
10 000 мм2. Машина имеет гидравлический привод зажа-
тия деталей и гидравлический привод подачи со следя-
щим золотниковым устройством.
В последние годы в НЭС им. Е. О. Патона разработана
серия высокопроизводительных машин для сварки им-
пульсным оплавлением с усилием осадки 16, 100 и 150—
285 тс. В эту серию входит универсальная машина
типа К-617, предназначенная для сварки кольцевых 11
прямолинейных деталей из низкоуглеродистой стали се
чением до 4000 мм2, жаропрочных сплавов сечение'*
до 1200 мм2 и алюминиевсмагниевых сплавов сечение
до 1000 мм2. Машина имеет гидравлические приводы п°
дачи и зажатия деталей.
288
• Орлов
Конструкция машины (рис. 6.22) существенно Отлн.
чается от конструкции обычных стыковых машин. Под?
вижная часть станины 4 колеблется относительно непод.
вижной части 1 на оси 7, установленной в подшипниках
качения, при помощи гидравлического вибратора. Сило-
вой шток 6, передающий усилие осадки, связан с подвид,
ной частью станины через гибкий элемент 5. Зазор с
соответствует амплитуде колебаний. Элементы силового
гидроцилиндра и направляющий шток не участвуют в ко-
лебательных движениях и работают в таких же условиях,
как на обычных машинах.
Рис. 6.22. Кинематическая схема ма-
шины К-617 для сварки импульсным
оплавлением
Рис. 6.23. Стыковая машина
Л-500 для сварки полос
При осадке фланец штока упирается в подвижную часть
станины, и она перемещается вместе со штоком. Частота
колебаний составляет 5—20 Гц, а амплитуда 0,5—1,2 мм.
Свариваемые детали зажимают рычажными механиз-
мами 3 с приводом от качающихся гидроцилиндров 2.
В машине использован эксцентриковый центрирующий
механизм с приводом от электродвигателя мощностью
0,4 кВт, позволяющий корректировать положение свари-
ваемых торцов относительно друг друга в зажатом со-
стоянии.
Специализированные машины предназначены Дл __
сварки однотипных деталей: полос и листов, труб, РеЛЬ*
сов, шпангоутов, цепей, специализированные установи
для сварки труб в полевых условиях и т. д. Для свар к»
полос и листов применяют машины МСЛ-50, МСЛ-200- >
МСЛ-300-2, МСЛ-500-2, Л-120, Л-500, 1700А, 2500 и ДР;
Машина МСЛ-50 предназначена для сварки неПР
рывным оплавлением лент из углеродистых и легир
290
энных сталей шириной 18—НО мм и толщиной 0,4—
I 25 мм. Для перемещения подвижного зажима при оп-
лавлении служит электропривод, а при осадке — пнев-
мопривод. Для питания электродвигателя постоянного
тока привода оплавления используют двигатель—генера-
торный агрегат. Механизм зажатия лент — пневмогид-
равлический.
В машине Л-120, предназначенной для сварки полос
размером 120 X (0,5-г-5) мм, использован кулачковый
электропривод при оплавлении со стабилизацией ско-
рости магнитным усилителем, гидравлическая система
осадки, гидравлические зажимы и игнитронный контак-
тор. Машина имеет встроенный гратосннматель резцо-
вого типа с гидравлическим приводом, зачищающим
полосы толщиной более 0,8 мм в горячем состоянии сразу
после осадки. На машине можно сваривать полосы из
алюминия сечением до 70 мм2 с одновременным среза-
нием грата стальными губками.
В машине Л-500 (рис. 6.23), предназначенной для
сварки полос шириной 50—500 мм и толщиной 1—6 мм,
предусмотрен автоматизированный способ точной и бы-
строй установки полос и обрезки их концов. Концы полос
обрезаются ножницами 3 после установки полос центро-
вателем 2 по оси ножниц и зажатия их в передаточном
устройстве 1. При сварке подвижный стол машины сбли-
жается с неподвижным по дуге большого радиуса, близ-
кой к. прямой, вращаясь в подшипниках 5, расположен-
ных в эксцентриковых устройствах, предназначенных
для регулирования зажимов по высоте. Машина имеет
гидравлический привод и зажимы и встроенный грато-
сниматель 4 резцового типа.
Машина 1700А предназначена для сварки полос и
листов из низкоуглеродистой стали толщиной 2—4,5 мм
11 шириной 500—1550 мм. Машина имеет гидравлический
привод оплавления со следящим золотниковым устрой-
ством и гидравлический привод осадки. Для равномер-
ного зажатия полос служат зажимы, имеющие по три
гидравлических цилиндра, которые питаются от допол-
нительного насоса высокого давления (до 170 кгс/см2).
Машине установлены три сварочных трансформатора
Юностью по 500 кВА. Полосы устанавливают по калиб-
н ВО1»'ОМУ ножу центрирующими роликами и специаль-
д и ПэвоРотно-подающими устройствами. Усилие осадки
игает 120 тс, скорость осадки не превышает 35 мм/с.
291
Машина 2500 для сварки полос толщиной 2—6
и шириной 1000—2350 мм имеет гидравлический привод
подачи и зажатия деталей. Полосы зажимаются пятью
гидроцилиндрами, равномерно распределенными по щн.
рине полос. Усилия осадки и зажатия соответственно
равны 200 и 500 тс. Привод подачи развивает скорость
при осадке более 80 мм/с. Машины 1700А и 2500 снаб-
жены отдельно стоящими гратоснимателями резцового
или плужкового типов.
Рис. 6.24. Стыковая машина ЦСТ-200 для сварки труб
Ряд машин предназначен для сварки труб котельных
агрегатов. Это машины ЦСТ-200, МС-2001, МСТ-200 и др-
Машина ЦСТ-200 (рис. 6.24) предназначена для сварки
непрерывным оплавлением и оплавлением с подогревом
труб из перлитных и аустенитных сталей сечением Д°
900 мм2. В машине использован электрический привод
подачи при оплавлении и пневматический при осадке-
Скорость оплавления регулируется изменением профиля
кулачка и частоты вращения двигателя постоянного тока-
Машина снабжена пневматическими зажимами с верти-
кальным разъемом, обеспечивающим сварку змеевиков
с малым радиусом гиба. Скорость осадки превышав.
80 мм/с. При подогреве плита перемещается возвратно
поступательно механизмом осадки и цилиндрами Б°
врата.
292
Машину МС-2001 с номинальной мощностью 150 кВА
используют для сварки труб из перлитных и аустенитных
сталей диаметром 25—42 мм с толщиной стенок 2,5—5 мм.
Машина имеет рычажные пневматические зажимы с разъ-
емом в горизонтальной плоскости и кулачковый электро-
привод подачи. Электродвигатель постоянного тока при-
вода оплавления и осадки питается от агрегата с электро-
машинным усилителем.
Для сварки рельсов в стационарных условиях при-
меняют машины МСГР-500 и К-190П. Машина МСГР-500
служит для сварки оплавлением с подогревом. Машина
имеет гидравлический привод подачи, пневмогидравли-
ческие зажимы и трехфазный преобразователь частоты
(частота сварочного тока 7—12 Гц). При номинальной
мощности 500 кВА на машине можно сваривать рельсы
сечением до 10 000 мм2. На универсальной машине К-190П
рельсы сваривают непрерывным оплавлением с программ-
ным регулированием напряжения. Машина К-190П имеет
значительно меньшую массу и потребляет в 3—4 раза
меньшую мощность, чем машина МСГР-500.
Передвижные машины К-155, К-255Л (рис. 6.25),
К-355, и К-555 применяют для соединения рельсов непо-
средственно в пути. В машинах К-155 и К-255Л проис-
ходит сварка непрерывным оплавлением со ступенчатым
регулированием напряжения по программе. Машины
К-355 и К-555 предназначены для сварки рельсов импульс-
ным оплавлением (частота колебаний зажима 5 Гц).
На машине К-355 сваривают рельсы сечением до 10 000 мм2.
Машины оборудованы следящим гидроприводом, позво-
ляющим независимо от веса свариваемых рельсовых пле-
тей (10—200 м) с высокой точностью воспроизводить
заданный закон изменения скорости оплавления.
Машины К-354, К-393 и К-375, предназначенные для
сварки изделий из легких сплавов, имеют гидравлический
привод подачи, позволяющий изменять скорость оплав-
ления от 0,3 до 30 мм/с и обеспечивающий скорость осадки
До 300 мм/с. Машины оборудованы зажимными губками
специальной конструкции с термоизолированными вкла-
Дьтшами, а также устройствами для автоматического кон-
роля нагреза сопротивлением вылетов деталей. Ма-
п Ина К-354 (рис. 6.26) номинальной мощностью 4000 кВА
озволяет сваривать профили из алюминиевых сплавов
ВеЧеннем Д° 20 000 мм2. Усилия осадки и зажатия соот-
тственно равны 300 и 600 тс. При подогреве и оплавле-
293
Рис. 6.25. Передвижная стыковая машина К-255Л для сварки рельсов.
1 « цилиндр зажатия; 2 — цилиндр осадки; 3 — корпус левый; 4 — зажн^"
ные губкн; 5 = корпус правый; 6 = сварочный трансформатор
294
ГО
<£>
СЛ
Рис. G.26. Машина К-354 для стыко-
вой сварки алюминиевых профилей
большого сечения:
1 — сварочная машина; 2 — насосная стан-
ция; 3 — гидрошкафы; 4 — шкафы управ-
ления; 5 — дозатор с мультипликатором
g НИИ подвижной зажим
§ перемещается гидропри-
g водом со следящим зо-
лотниковым устройст-
з вом. При осадке ис-
§ пользуют специальный
е аккумулятор-дозатор.
® Машины МСГК-150
2. МСГК-500 и другие ис-
s пользуют для сварки
= оплавлением с подогре-
о вом кольцевых загото-
| вок из сталей и жаро-
g прочных сплавов. Для
$ сварки кольцевых заго-
л товок импульсным оп-
давлением предназна-
=\чены машины К-617,
°. К-607 и К-566.
5 Для сварки труб в
О.
о
S
Q.
полевых условиях при
изготовлении магист-
ральных и промысло-
вых трубопроводов при-
меняют трубосвароч-
ные контактные установ-
ки полустационарные
(ТКУС) и передвижные
(ТКУП). Главные эле-
менты установок — сва-
рочные головки—имеют
гидравлический привод
подачи со следящим
золотниковым устрой-
ством и гидравлические
механизмы центровки и
зажатия труб. Трубы
диаметром 114—529 мм
сваривают с использо-
ванием наружных сва-
рочных головок СГ-1»
СГ-2 и СГ-3, в которых
устройства центровки и
зажатия, привод п°"
296
дачи и сварочный трансформатор расположены снаружи
труб.
В двухагрегатных сварочных головках СГ-4 и СГ-5,
предназначенных для сварки труб диаметром 720—1020 мм,
сварочный трансформатор с токоподводящим устройством
расположены снаружи трубы, а все остальные элементы —
внутри трубы. Все механизмы внутренней части двух-
агрегатной сварочной головки (рис. 6.27) смонтированы
на штанге 1. Разжимные кулаки 7 при движении поршня
гидроцилиндра 8 перемещаются в радиальном направле-
нии и служат для центровки и зажатия труб. Гидро-
цилиндр 6 обеспечивает перемещение левой трубы отно-
сительно правой при оплавлении и осадке. Гидравличе-
ский следящий золотник 3 управляется программным
кулачком 4, который вращается электроприводом 5.
Вблизи гидроцилиндра перемещения расположен гид-
роаккумулятор 2. Снаружи трубу охватывает кольцевой
или блочный сварочный трансформатор 9.
Контактные башмаки прижимаются к наружным по-
верхностям труб при помощи гидроцнлиндров. Внутрен-
ний гратосниматель 10 приводится во вращение электро-
двигателем 12 через редуктор 11. Грат удаляется в горя-
чем состоянии при помощи быстровращающихся бойков,
которые под действием центробежной силы прижимаются
к поверхности шва, сбивают грат и раскатывают усиле-
ние шва. Питание к установкам типа ТКУС подается от
передвижных дизель-электрических станций, а к уста-
новкам типа ТКУП — от дизель-генераторов, смонтиро-
ванных на гусеничном ходу. При сварке труб диаметром
^20—1020 мм используют станции мощностью 500 кВА.
Машины-автоматы А622, А623, А624 предназначены
Для стыковой сварки сопротивлением звеньев стальных
Цепей диаметром 6—20 мм, предварительно связанных на
Цепевязальном автомате. После сварки специальным ме-
ханизмом обжимается грат и обрезаются заусенцы. Про-
изводительность машин в зависимости от диаметра цепи
составляет 4—20 сварок/мин. Цепи диаметром более
сваривают оплавлением из полузвеньев на машинах
МСЦ-200, АСГЦ-150 и др.
СВаИмеется также целый ряд машин, предназначенных для
ДРУГИХ изДелий: ободьев автомобильных колес
пацо ' МСО-ЮОО), фланцев (МС-4001), заготовок кла-
297
Глава 7
СВАРКА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
В ряде сварочных процессов формирование соединений
происходит при совместной пластической деформации
свариваемых кромок деталей, нагретых токами высокой
частоты (т. в. ч.).
Нагрев и формирование соединения могут происхо-
дить одновременно по всей поверхности свариваемых
кромок деталей, например при стыковой сварке труб,
когда их торцы нагреваются т. в. ч. одновременно ио
всему периметру. Однако более широкое применение
имеют процессы, в которых нагрев и формирование сое-
динения происходят в небольшой зоне, непрерывно пере-
мещающейся вдоль свариваемых кромок деталей (напри-
мер, формирование продольного шва при изготовлении
сварных труб).
Различают процессы сварки т. в. ч. с кондукционным
и индукционным подводом тока к деталям. При кондук-
ционном подводе тока детали через токоподводящне кон-
такты подключают непосредственно к источнику т. в. ч.
При индукционном подводе тока детали нагреваются вих-
ревыми токами, которые наводятся в них магнитным полем,
создаваемым индуктором, расположенным вблизи от дета-
лей и подключенным к источнику т. в. ч. Индуктором
служит плоский или изогнутый по форме детали полый
охлаждаемый водой проводник.
Нагрев т.в.ч. характеризуется значительной неравно-
мерностью, вызванной неравномерным распределением
плотности тока из-за поверхностного эффекта и эффекта
близости.
В результате поверхностного эффекта ток высокой
частоты течет в основном в поверхностном слое деталей-
Для количественной оценки толщины поверхностного
проводящего слоя используют понятие глубины проника^-
ния тока, равной расстоянию от поверхности, на которой
плотность тока снижается в е раз:
Д = V-4-,
г л/хр ’
298
д — глубина проникания тока; f — частота тока;
и х — магнитная проницаемость и удельная электро-
проводность металла детали в зоне нагрева.
С увеличением частоты f глубина проникания тока
уменьшается. Уменьшение удельной электропроводности х
металла в зоне сварки при нагреве приводит к увеличе-
нию Л и снижению неравномерности распределения тока.
Уменьшение магнитной проницаемости р. также увеличи-
вает глубину проникания тока. Особенно резко это про-
является при нагреве сталей, претерпевающих магнитное
превращение, выше точки Кюри (табл. 1).
Таблица 7.1
Глубина проникания тока для сталей, мм
Сталь Температура °C Частота тока, кГц
70 450
Углеродистая 20 1000 0,11 2,3 0,045 0,9
Аустенитная 20 1000 1,7 2,3 0,67 0,9
Эффект близости проявляется в том случае, когда по
двум близко расположенным проводникам протекает ток
высокой частоты противоположной направленности (пря-
мой и обратный ток). Распределение тока по периметру
таких проводников неравномерно — наибольшая плот-
ность тока имеет место в близко расположенных поверх-
ностных слоях проводников.
в связи со значительной неравномерностью рас-
пределения тока по сечению деталей нагрев т. в. ч. исполь-
зуют прп сварке деталей сравнительно небольшой тол-
щины (обычно не более 10 мм). Особенно широко нагрев
т- в. ч. применяют при изготовлении сварных труб с пря-
мым ШВОМ.
Применяют две различные схемы процесса сварки
£ нагревом т. в. ч. — индукционную и радиочастотную
кондукционным или индукционным подводом тока.
/ При индукционной сварке трубная заготовка 1
Рыв "' I* °)’ сФ°РМ0Ванная из рулонной ленты, непре-
д но Движется со скоростью v под индуктором 2, сое-
енным с машинным генератором частотой 2,5 или
299
8 кГц. Для нагрева кромок труб применяют плоский
индуктор с магнитопроводом. Магнитный поток, созда.
ваемый током индуктора, пересекает трубную заготовку
Рис. 7.1. Схема сварки труб;
а —< индукционной; б — радиочастотной с к о иду к ц ион-
ным подводом тока; в — то же, с индукцционным подво-
дом тока
перпендикулярно ее поверхности. Индуктируемый в за-
готовке ток, мгновенное направление которого показано
на схеме стрелками, концентрируется под индукторов'
ЗОС
течет вдоль обеих кромок и нагревает их. Расположенные
за индуктором ролики 3 сжимают заготовку силами F,
формируя сварное соединение.
Токи, текущие по свариваемым кромкам трубной
заготовки, одинаково направлены. Поэтому в результате
эффекта близости они не притягиваются, а отталкиваются,
что способствует увеличению ширины нагреваемой зоны.
Относительно болыпая ширина нагрева кромок не поз-
Рис. 7.2. Зависимость скорости сварки труб от толщины
станки при различной мощности источника т. в. ч.:
а — индукционная сварка; б — радиочастотная сварка с кондук-
ционным подводом тока
воляет осуществлять процесс сварки с оплавлением по-
верхности кромок из-за опасности выплавления больших
объемов металла.
При индукционной сварке нагреваемые кромки доста-
точно длительное время (2—10 с) находятся в контакте
с атмосферой, что приводит к значительному окислению
их поверхности.
Отсутствие слоя расплавленного металла на свари-
ваемых кромках, облегчающего удаление окислов из
СТЬ1ка при формировании соединения, и интенсивное
окисление поверхности кромок при нагреве, не позво-
использовать индукционную сварку для изготовле-
я труб из легированных сталей и цветных металлов,
о^ислы которых тугоплавки. Индукционную сварку
Род14110 ?Рименяют Для изготовления труб из низкоугле-
ДИстой стали. Причем для облегчения удаления обра-
зец
зующихся окислов кромки нагревают до температуру
1370—1450Q С (выше температуры плавления эвтектики
Fe— FeO).
При сварке труб с толщиной стенки б = 34-6 мм при-
меняют ток с частотой 8 кГц, а при б = 74-10 мм — ток
частотой 2,5 кГц. Величина осадки кромок составляет
(0,64-1,2)6, давление осадки 4—8 кгс/мм2. Скорость
индукционной сварки зависит от толщины стенки и мощ-
ности источника т. в. ч. и достигает 30—45 м/мин
(рис. 7.2, а).
При радиочастотной сварке для нагрева деталей ис-
пользуют токи частотой 70—450 кГц; источниками пита-
ния служат ламповые генераторы.
В кондукционном варианте сварки (см. рис. 7.1,6)
высокочастотный ток подводят к трубной заготовке 1
6)
Рис. 7.3. Схемы радио-
частотной сварки спи-
рально-шовных труб (а)
и приварки ребер (б, в)
при помощи контактов 2 и 3. Сварочный ток проходит
вдоль кромок трубы и через точку их схождения вблизи
сжимающих роликов 5. Направление тока в кромках
трубы противоположное. В связи с этим эффект близости
приводит к концентрации тока на поверхности кромок
тем большей, чем выше частота тока (см. табл. 7.1). $еР'
ритовый стержень 4 повышает концентрацию нагрева
кромок благодаря увеличению реактивного сопротивле-
ния прохождению тока вокруг трубной заготовки. Высо-
кая концентрация нагрева токами радиочастоты вызывает
оплавление свариваемых кромок. Скорость сварки Д0'
стигает 100—120 м/мин (см. рис. 7.2, б). Большая ско-
рость и наличие на кромках слоя расплавленного металла
302
позволяют сваривать без защиты трубы из легких сплавов,
коррозионностойкой стали, меди, латуни, циркония и
других металлов.
Благодаря концентрированному нагреву радиочастот-
ная сварка позволяет также соединять трубы с неболь-
шой толщиной стенки. При 6 = 1-н2 мм используют ток
частотой 450 кГц, а при б <^0,5 мм—частотой 1600 кГц.
Важное преимущество радиочастотной сварки — обра-
зование сравнительно небольшого количества грата в сое-
динении. Например, при сварке труб из низкоуглеро-
дистой стали с толщиной стенки до 3 мм высота валика
грата составляет 0,1—0,4 мм.
При индукционном подводе тока (рис. 7.1, в) трубную
заготовку 1 перед сжимающими роликами 3 охватывают
индуктором 2. При прохождении тока высокой частоты
по индуктору в трубной заготовке индуктируется ток.
Ток стремится проходить по кольцевому пути под ин-
дуктором, но из-за наличия щели в трубной заготовке он
отклоняется к точке схождения кромок и концентрируется
на них так же, как при кондукционном токоподводе.
При индукционном подводе тока процесс сварки труб
проходит более стабильно. При контактной схеме сварки
требуется точная установка контактов относительно кро-
мок труб. При сварке труб из ленты с загрязненной и кор-
родированной поверхностью возможно образование под-
жогов на поверхности трубы в местах токоподвода.
Однако при индукционном подводе тока потребляемая
мощность на 40—50% выше, чем при контактном.
Радиочастотную сварку используют также для изго-
товления труб со спиральным швом внахлестку, с раздав-
ливанием кромок или со скосом встык (рис. 7.3, а), с про-
дольными (рис. 7.3, б) и поперечными (рис. 7.3, в) реб-
рами. Ток подводится контактами 3. Ребро 2 фиксируется
относительно трубы 1 одним или несколькими роликами 5.
Соединение формируется в зоне 4.
Глава 8
электрическая силовая часть
МАШИН ДЛЯ КОНТАКТНОЙ СВАРКИ
§ 1. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ ПОЛУЧЕНИЯ
СВАРОЧНОГО ТОКА
Электрическая силовая часть машин для контактной
сварки обеспечивает получение необходимого сварочного
тока (2—200 кА) от питающей сети напряжением 380 В
(иногда 220 В для машин мощностью до 50 кВА). Для
подвода сварочного тока к деталям 1 (рис. 8.1) служит
вторичный контур 2, состоящий из различных элемен-
тов токоподвода. Необходимая форма и величина свароч-
ного тока, протекающего через детали, получается путем
преобразования или накопления электрической энергии
сети промышленной частоты (50 Гц) с помощью трансфор-
маторов 3, 9, выпрямителей 6 или накопителей энергии 8
(например, батареи конденсаторов).
Преобразователи (трансформаторы, выпрямители)
включаются в сеть или к накопителю энергии 8 контакто-
ром 5 (см. гл. 9 § 2), а необходимая чередующаяся по-
лярность тока в сварочном трансформаторе обеспечи-
вается коммутатором полярности 7.
Сварочный трансформатор 3 служит для получения
больших токов при пониженном напряжении (1—25 В),
безопасном для работающих. Ступенчатую регулировку
величины сварочного тока осуществляют путем изменения
вторичного напряжения трансформатора 3 секционным
переключателем ступеней 4, при помощи которого изме-
няется число витков первичной обмотки, включаемых
под напряжение сети. Вторичное напряжение (свароч-
ный ток) плавно регулируют путем изменения момента
включения вентилей контактора 5 (выпрямителя 6) отно-
сительно фазы напряжения сети (в каждой полуволне)
аппаратурой управления 10. Аппаратура управления
обеспечивает также заданную последовательность и про-
должительность всех или части операций сварочного цикла
(см. гл. 9).
По роду питания, преобразования или накоплена
энергии машины для контактной сварки могут быт
304
Рис. 8.1. Блок-схемы электрической части основ-
ных типов машин для контактной сварки:
а — однофазного переменного тока; б — постоянного
тока с выпрямлением тока во вторичном контуре; в —
низкочастотного трехфазного тока; г —с запасенной энер-
гией в конденсаторах; / — свариваемые детали; 2 —
вторичный контур; 3 — сварочный трансформатор; 4
переключатель ступеней; 5 — контактор; 6 — силовой
выпрямитель; 7 — коммутатор полярности; 8 — нако-
питель энергии (батарея конденсаторов); 9 — промежу-
точный трансформатор; 10 — аппаратура управления
о)
Рис. 8.2. Схема силовой
части машины перемен-
ного тока (а) и форма им-
Ульсов сварочного тока
/ •2 (б—а)
г)
305
разбиты на следующие типы: 1) однофазные, переменного
тока промышленной или повышенной частоты; 2) постоян-
ного тока (с выпрямлением тока во вторичном контуре)-
3) трехфазные, низкочастотные с игнитронным или тири-
сторным преобразователем; 4) с накоплением энергии
(в конденсаторах, аккумуляторах, электромагнитных си-
стемах, вращающихся массах).
В однофазных машинах перемен-
ного тока сварочный трансформатор ТС (рис. 8.2, а)
включается в электрическую сеть после включения ру-
бильника / через предохранитель 2 и переключатель
ступеней Пс контактором — прерывателем Пр. В зависи-
мости от момента включения контактора-прерывателя Пр,
определяемого аппаратурой управления ЛУ (рис. 8.2, а)
во вторичном контуре сварочный ток 12 имеет синусои-
дальную (б) или близкую к ней (в) форму (рис. 8.2).
При использовании специальных устройств (модуляторов
тока) можно получить импульсы тока с плавным изме-
нением амплитуды (рис. 8.2, г).
Приведенная электрическая схема получения свароч-
ного тока имеет наибольшее распространение и осуще-
ствлена в точечных, рельефных, шовных и стыковых
машинах. Преимущество данной схемы: относительная
простота преобразования энергии сети и широкие воз-
можности в регулировании длительности и величины тока,
т. е. возможность регулирования длительности и харак-
тера нагрева и охлаждения зоны сварки.
Области применения однофазных машин для контакт-
ной сварки в значительной мере ограничиваются возмож-
ностями включения в заводские трехфазные распредели-
тельные сети однофазных нагрузок большой мощности
(из-за возможного перекоса фаз). Трудности включения
машин для контактной сварки усугубляются повторно-
кратковременным характером их работы, вызывающим
периодические изменения напряжения сети, что часто
недопустимо по ограничениям в изменении светового
потока и из-за нарушений в работе включенных парал-
лельно с машиной в сеть других электроприемников.
Необходимая мощность, потребляемая из сети машиной,
в большой степени зависит от полного сопротивления
вторичного контура, которое определяется его разме-
рами, в том числе площадью SK = LH (см. рис. 5.33,
Например, необходимая мощность, потребляемая машин0
из сети, при точечной сварке листов толщиной 4—5
306
из алюминиевых сплавов при вылете L = 1,5 м дости-
гает2—4 тыс. кВА, что недопустимо для цеховой нагрузки.
Коэффициент мощности (cos <р) однофазных машин пере-
менного тока составляет 0,2—0,3 при вылетах L = 1,2-ь
-д-1,5 м и 0,4—0,5 при вылетах 0,3—0,5 м вследствие
большого индуктивного сопротивления сварочного кон-
тура. В машинах для стыковой сварки коэффициент
мощности больше из-за значительного активного сопро-
тивления деталей при сварке.
Повысить энергетические
показатели однофазных ма-
шин (уменьшить потребляе-
мую мощность из сети и
улучшить коэффициент мощ-
ности при том же сварочном
токе и необходимых размерах
сварочного контура) можно
путем понижения частоты
вторичного напряжения сва-
рочного трансформатора. На-
пример, при снижении ча-
стоты вторичного напряже-
Рис. 8.3. Частотная характе-
ристика машины для точечной
сварки МТП-300
ния до 5—10 Гц полное
сопротивление короткого за-
мыкания ZK машины для то-
чечной сварки типа МТП-300
уменьшается в 3—4 раза, индуктивное сопротивление
машины Х2 в 4—5 раз и активное в 1,5—2 раза
(рис. 8.3). Мощность, потребляемая машиной из сети
при заданном токе, падает так же, как и полное сопро-
тивление. Следовательно, для максимального снижения
мощности целесообразен переход на постоянный ток;
однако сечение и масса железа трансформатора при этом
резко возрастают [см. уравнение (8.11) ].
Исходя из вышеизложенного, можно отметить области
рационального использования однофазных машин пере-
менного тока (50 Гц): при сварке деталей из сплавов
е большим электросопротивлением с размерами, не тре-
Ующими больших вылетов. Потребляемая мощность
точечных и роликовых машин не превышает 300—400 кВА,
мощность же рельефных и стыковых машин переменного
°ка иногда достигает 1000 кВА и более.
В отдельных случаях с целью уменьшения габарит-
1Х размеров сварочного трансформатора (многоточеч-
307
ные и подвесные машины) к нему подводится напряжение
повышенной частоты (200—400 Гц). В этом случае транс-
форматор подключают к сети через преобразователь
частоты. Помимо сравнительно сложного и дорогостоя-
щего преобразователя частоты такая машина имеет повы-
шенное индуктивное сопротивление и низкий коэффициент
мощности.
В машинах постоянного тока (трех-
фазные с выпрямлением тока во вторичном контуре),
выпускаемых в нашей стране, первичные обмотки сва-
рочного трансформатора ТС (рис. 8.4, а), соединенные по
схеме треугольник, включают в сеть, а ко вторичным
обмоткам, соединенным по схеме звезда, подключают
(через вентили 1—3 и общую точку) вторичный контур.
Общая схема обмоток трансформатора и вентилей пред-
ставляет собой трехфазный выпрямитель. При разработке
таких машин возникают трудности из-за необходимости
выпрямления очень больших сварочных токов. Кроме
этого вентили должны обладать очень малым падением
напряжения в направлении проводимости, так как э. д. с.
во вторичном контуре при питании его постоянным током
даже при вылете 1,5 м обычно не превышает 3—4 В.
Таким требованиям удовлетворяют кремниевые не-
управляемые вентили с водяным охлаждением на среднее
значение тока 2500 А и обратное напряжение 50 В. Мак-
симальный импульсный ток составляет 5—6 кА при пря-
мом падении напряжения 1,6—2 В. Управление машиной—
включение и выключение трехфазного понижающего транс-
форматора ТС и регулирование тока — осуществляют
при помощи трех игнитронов (или тиристоров), вклю-
ченных последовательно с первичными обмотками.
При мгновенной коммутации ток через игнитрон И! 11
связанную с ним первичную обмотку трансформатора
проходит в течение одной трети периода, а именно тогда,
когда напряжение в данной обмотке (фазе) больше, чем
в двух других, т. е. в точке р (рис. 8.4, б). Ток в эту треть
периода через два других игнитрона проходить не может,
так как потенциалы их анодов ниже общего потенциал3
катодов. В следующую треть периода ток будет пропускать
второй вентиль И % и т. д. Переход тока от одного вентил
к другому (рис. 8.4, е) происходит в момент пересечени
положительных полусинусоид напряжения (точки р, ’
на диаграмме (рис. 8.4, б); аналогично коммутация то
проходит и в сварочной цепи (рис. 8.4, г, д).
308
Несмотря на униполярное протекание тока в первич-
ных обмотках (рис. 8.4, в), магнитные потоки в стержнях
трехфазной магнитной системы (рис. 8.4, е) не имеют
постоянных составляющих (потоков вынужденного на-
магничивания, которые возникают при отсутствии вен-
.Рис. 8.4. Выпрямитель машины постоянного тока:
в схема; в, г, д — зависимость токов, напряжений и магнитных Потоков от
ремеии; е — направление магнитных потоков в магнитопроводе; ж, з, и —.
форма импульсов сварочного тока
тилей в первичной обмотке), так как алгебраическая
сУмма магнитных потоков в трехстержневой магнитной
системе равна нулю. Размагничивание того или иного
сржня происходит намагничивающими силами обмоток,
Р сполэжениьщ на ДВУХ ДРУГИХ стержнях. Благодаря
Вединедию первичных обмоток в треугольник и наличию
ПяхТИлей не только во вторичных, но и в первичных це-
• сумма ампер-витков обмоток, расположенных на
309
одном стержне, в любой момент времени практически
равна нулю.
Во время переходного процесса, возникающего при
включении выпрямителя, значение сварочного тока
Ч = — (8Л)
где т = — — эквивалентная постоянная времени; 17 2 —
выпрямленное вторичное напряжение; £2 — индуктив-
ность вторичной цепи машины; R 2 — активное сопро-
тивление вторичной цепи машины.
При выключении выпрямителя происходит спад тока
до нуля по экспоненте, крутизна которой также опреде-
ляется величиной т (рис. 8.4, ж). При этом после выклю-
чения выпрямителя через небольшую паузу возможно его
повторное включение. В зависимости от длительности
паузы, а также угла поджигания игнитронов (тиристо-
ров) а импульс тока будет иметь различную форму
(рис. 8.4, з, и).
Импульсы тока всегда имеют одну полярность и прак-
тически нет ограничения по длительности. Максималь-
ная скорость нарастания сварочного тока ограничивается
индуктивностью контура £2. Изменением угла отпирания
вентилей, включенных в первичную обмотку трансфор-
матора, обеспечивается широкая регулировка сварочного
тока. Эта схема получения тока принципиально может
быть применена в машинах для точечной, рельефной,
шовной и стыковой сварки.
Преимущество машин постоянного тока: равномер-
ная загрузка фаз; широкая возможность регулирования
формы и длительности импульса тока, а также получе-
ния многоимпульсного режима; по сравнению с однофаз-
ными машинами значительно меньшая потребляемая мощ-
ность, особенно при больших вылетах и при сварке
деталей с малым удельным электросопротивлением
(вследствие малого индуктивного сопротивления контура);
отсутствие влияния вносимых в сварочный контур
ферромагнитных масс на величину сварочного тока.
Рациональная область их применения: для сварки
деталей с размерами, требующими больших вылетов и
растворов.
В низкочастотных машинах использо-
вано преобразование трехфазного тока промышленно
3ia
частоты в импульсы тока низкой частоты (5—10 Гц), осу-
ществляемое кратковременным включением силового игни-
тронного выпрямителя на первичную обмотку трансфор-
матора ТС сварочной машины (рис. 8.5, а).
Выпрямитель собран по трехфазной мостовой схеме
с использованием игнитронов. Первичная обмотка пони-
жающего сварочного трансформатора присоединена к сто-
роне постоянного тока управляемого выпрямителя через
Два двухполюсных электромагнитных контактора /7/7,
механически и электрически заблокированных так, что
одновременное их включение невозможно. При помощи
контактора /7/7, который срабатывает поочередно во
время пауз между сварками, полярность подаваемых
импульсов постоянного напряжения чередуется, в ре-
Ультате чего удается избежать насыщения магнитопро-
МПпг?РансФ0Рмат°Ра. В мощных шовных машинах типа
ШШТ полярность напряжения изменяется поочередным
лючением двух отдельных силовых выпрямителей. За ру-
311
бежом для контактной сварки применяют другие системы
преобразования частоты 60 Гц в низкую.
Коммутация тока в низкочастотной машине осуще.
ствляется следующим образом. Приложенное к первич-
ной обмотке сварочного трансформатора напряжение
почти полностью уравновешивается э. д. с. самоиндук-
ции:
б/Ф
Отсюда магнитный поток:
t
Ф= — f mdt—Фо = -^и f—ф
wL J 1 ° w, 1 °’
о
где — число витков первичной обмотки трансформа-
тора; Фо — остаточный поток в магнитопроводе; t/j —
среднее значение выпрямленного напряжения.
Время включения трансформатора у этих машин огра-
ничено с тем, чтобы магнитный поток, вследствие насыще-
ния стали, не превысил некоторое предельное значение Фы,
при котором намагничивающая составляющая первичного
тока находится в допустимых пределах. Этому предель-
ному Фм должно соответствовать наибольшее время вклю-
чения трансформатора /м:
/ — + ф°
м и± и2 ’
где U2 — вторичное напряжение при w2 = 1.
При чрезмерном увеличении времени включения вы-
прямителя для данной ступени трансформатора первичный
ток резко возрастает, а вторичный ток начинает падать
вследствие снижения коэффициента связи между первич-
ной и вторичной обмотками (рис. 8.5, б). Магнитные по-
токи Фм и Фо определяются размерами трансформатора
и маркой стали, из которой изготовлен его сердечник.
Поэтому для каждой ступени данной конструкции транс-
форматора произведение U2tu = Фм + Фо — величина по-
стоянная. Вторичный (сварочный) ток i2 (рис. 8.5, о)
при включении машины изменяется по экспоненциальному
закону [см. выражение (8.1)].
Энергия, потребляемая из сети, расходуется на нагрев
токоведущих элементов и свариваемых деталей, а такж'е
312
накапливается в магнитном поле машины. Как и во вся-
кой цепи, имеющей индуктивность, в конце сварки ток
не может снизиться до нуля мгновенно. При прекращении
подачи отпирающих импульсов на вентили одна пара
игнитронов будет продолжать гореть. При этом ток будет
постепенно спадать, изменяясь по экспоненте с наложе-
нием синусоидальной составляющей промышленной ча-
стоты (рис. 8.5, б). Для предотвращения переходных
процессов между сварочным трансформатором и выпря-
мителем во время его выключения служит шунтирующий
игнитрон ШИ (рис. 8.5, а), включенный параллельно
первичной обмотке трансформатора. Шунтирующий игни-
трон зажигается после изменения полярности напряжения
на первичной обмотке трансформатора, благодаря этому
ток быстро спадает до нуля (рис. 8.5, в).
Преимущество низкочастотных машин: благоприятная
технологическая форма импульса сварочного тока —
плавное его нарастание и спад, равномерная загрузка
трехфазной сети при снижении потребляемой мощности
(относительно однофазных машин вследствие уменьшения
индуктивного сопротивления контура) и повышенном
коэффициенте мощности.
К недостаткам этих схем следует отнести большие раз-
меры и массу сварочного трансформатора, ограниченное
время включения выпрямителя (не более 0,5 с), отсут-
ствие возможности быстро изменять форму импульса тока,
что препятствует созданию аппаратуры автоматического
регулирования процесса сварки с использованием тока
в качестве регулирующего воздействия.
Низкочастотные машины (однополу пер иодные или че-
редующейся полярности) применяются для точечной и
шовной сварки различных крупногабаритных конструк-
ций из легких сплавов, хотя на этих машинах можно
также сваривать черные металлы.
В машинах контактной сварки с накоплением
энергии во время паузы, применяемых
в основном при точечной сварке, происходит медленное
накопление энергии с потреблением небольшой мощности
3 сети и кратковременное использование ее во время
ГиаРки- Эффективность применения аккумулятора энер-
и как средства снижения потребляемой мощности из
ти может быть оценена соотношением
рэ!рр =
313
где 1а и tp — время зарядки и разрядки; Р3 и Рр — сред,
няя мощность этих периодов работы аккумулятора; т]а _
к. п. д. аккумулятора.
Чем меньше отношение tp/t3, тем ниже отношение
средних мощностей. Например, при вылете 1,5 м машина
с накоплением энергии в электрическом поле конденса-
торов позволяет сваривать точечной сваркой детали из
алюминиевых сплавов толщиной 2,5 + 2,5 мм (сила сва-
рочного тока до 80 кА) при потребляемой мощности из
сети 75 кВА. Низкочастотные машины при этих же
условиях потребляют мощность 300—400 кВА, а одно-
фазного переменного тока 1500 кВА.
Рис. 8.6. Схема силовой части конденсаторной
машины
Накопить энергию, достаточную для получения необ-
ходимых сварочных токов, удается в электрических кон-
денсаторах, сердечниках трансформаторов, во враща-
ющихся массах, в электрохимических аккумуляторах и
специальных униполярных электрических генераторах.
В настоящее время нашла промышленное применение
лишь схема снакоплением энергии в кон-
денсаторах.
В этой схеме батарея специальных низковольтных
электролитических конденсаторов на максимальное рабо-
чее напряжение 400 В, емкостью С (рис. 8.6) заряжается
от сети переменного тока через однофазный или трех-
фазный выпрямитель В и зарядное сопротивление Рз<
а затем разряжается через первичную обмотку сварочного
трансформатора ТС. Во время разряда — протекания
первичного тока — от изменения магнитного потока в сер-
дечнике во вторичной обмотке возникает э. д. с. и соот-
ветственно кратковременный импульс сварочного тока-
Энергия, накапливаемая в конденсаторе:
Wc == CU2J2,
где Uc — напряжение на конденсаторах,
314
Соотношение средних электрических мощностей за-
ряда и разряда определяется практически отношением
t /I (темп сварки) и находится в пределах от 3 : 1 до
10 Г1- Серийные точечные машины обеспечивают не
более 30 сварок в минуту.
Процесс заряда конденсатора емкостью С (рис. 8.7, а)
через зарядное сопротивление 7?3 протекает следующим
образом. В первый момент включения цепи на постоян-
Рис. 8.7. Схема заряда конденсатора (а) и изменение t3
и ис при зарядке (б)
ное (выпрямленное) напряжение ток заряда ограничи-
вается только сопротивлением /?3:
7ЗМ — t//7?3,
так как напряжение Uc = 0.
При окончании заряда емкости С до напряжения U
1а = О* Напряжение на емкости и зарядный ток в лю-
бой момент времени (рис. 8.7, б)
и — U (1 — e-z/'R3C ) и i3 = /3Me-z/J?3°.
Время заряда конденсатора
/3 = ЗЯ3С.
разряда конденсатора на активно-индуктив-
. . „ ч-У с эквивалентными параметрами R' и L1
но"С’ сварочной машины, приведенными к первич-
и цепи машины, описывается уравнением
t
+ = (8.2)
о
Процесс
нУк> нагпи:
Ток во вторичной цепи можно определить из соотно-
шения:
ш. . < .
4 = ^»i = ^i. (8.3)
где kT — коэффициент трансформации.
При этом пренебрегают влиянием намагничивающего
тока (из-за его малой величины — менее 5% /1м) на
скорость разрядки батареи и на падение напряжения
в первичной обмотке трансформатора. В этом случае
разность фаз токов и i2 равна 180°.
Рис. 8.8. Схема замещения конденсаторной машины, приведенной к пер-
вичной цепи (а) и виды разрядов (б):
/ — апериодический; 2 — колебательный
В зависимости от соотношения параметров цепи раз-
ряд может быть апериодическим (кривая 1, рис. 8.8, б)
пли колебательным (кривая 2). Если /?' > 2 уТТС,
разряд апериодический, а при < 2 у L'/C — коле-
бательный, затухающий.
Решение уравнения (8.2) при начальных условиях
ис (0) = t/c; i'i(O) = 0 и колебательном разряде, имеющем
место в конденсаторных машинах, с учетом уравнения
(8.3):
i = e-bz sin
z (0 L
И
I/
uc — ------sin (co 7 4- (p),
c sin <p v
где b = R'I2L'-, o' = l/L'C — 62; Uc — начальное на-
пряжение на конденсаторе; b — коэффициент затухани •
sin <р = о»' ]/ L'C; o’ — угловая частота собственно
затухающего колебательного контура.
316
Ток достигает максимального значения (рис. 8.8, б)
при
t = t = Д- arctg Д- = Д-;
м (o' ъ Ь со
/2м^адус777е-ь4
Колебательный разряд заканчивается, когда множи-
тель затухания e~bt окажется близким к нулю, практи-
чески при t = 3/Ь = SL'IR'. Для сварки используется
лишь первый полупериод колебательного разряда с вре-
менем Т — л/ы, в течение которого концентрированно
отдается основная часть накопленной энергии.
В машинах контактной сварки с накоплением энергии
в конденсаторах применяют различные схемы коммута-
ции разрядного первичного тока ц: с использованием
электромагнитного контактора, однополупериодного вен-
тиля, шунтирующего трансформатор вентиля и др.
В схеме коммутации с электромагнитным контакто-
ром ЭМК (рис. 8.9, а) в начале разряда запасенная энер-
гия в конденсаторе 1^с тратится на тепловыделение и
запасение энергии в магнитном поле тока. К моменту,
когда ток станет максимальным (точка 1, рис. 8.9, б),
конденсаторы разряжаются настолько, что не могут
поддерживать ток i2 во вторичном контуре, и в дальней-
шем он уменьшается. (На рис. 8.9, в и д приведено зер-
кальное отображение кривой i2 относительно горизон-
тальной оси). Когда напряжение ис становится равным
нулю, ток i2 поддерживается только за счет расходова-
ния^ магнитной энергии (участок 2—3), причем часть
этой энергии идет на перезарядку конденсаторов. Когда
ток i2 снизится до нуля (точка 3), напряжение на кон-
енсаторах достигнет вторичного максимума—U"c. Далее
процесс повторится с той же частотой, но с меньшей
амплитудой до полного затухания.
Технологически более эффективен апериодический раз-
Т1ЯД’ '?ля полУчения такого разряда в схему вводят вен-
/ 1ЛИ (рис. 8.9, в) или В1 и В2 (рис. 8.9, г). Вентиль В/
torC it ’ в' пропускает только первую полуволну
анап" точки (Рис- 8-9» д) процесс разряда происходит
Р] огично рассмотренному выше при коммутации ЭМК.
в маНаЯ С точки К0ГДа ис = 0» накопленная энергия
гнитном поле машины расходуется на поддержание
317
токов t'i и i2 и перезарядку конденсаторов до значения
-U'c:
— U'c = -Uc<T*cte'p
Колебательный разряд становится апериодическим,
так как первичная цепь отключается вентилем. После
Рис. 8.9. Схемы разрядных цепей:
а — с электромагнитным контактором; в — с однопол у пе-
ри одним вентилем; е — с шунтирующим сварочный транс-
форматор вентилем; б и д — зависимость и t*2 от
времени
Зарядки конденсатора неизрасходованная часть магнит-
ной энергии идет на выделение теплоты в деталях и свароч-
ном контуре (участок 3—4). Для заряда конденсаторов
до исходного напряжения Uc необходимо израсходовать
дополнительную энергию, которая тратится на разрядку
конденсатора (при уменьшении ис от —U'c до нуля)-
В схеме с шунтирующим вентилем В2 (рис. 8.9, г), кото-
рый отопрется, когда начнут перезаряжаться конденса
торы (точка 2, рис. 8.9, д), переходный процесс им^1
^периодический характер (штриховая линия тока
Ток i2 поддерживается" в цепи накопленной магнитно
818
энергией, которая преобразуется в тепловую во вторич-
ном контуре и магнитопроводе трансформатора. Обратное
напряжение исш на конденсаторах незначительно и равно
падению напряжения на вентиле В2.
Применяют также более сложные схемы разрядных
цепей: с накопительной емкостью; с использованием
сварочного трансформатора с выводом средней точки
первичной обмотки (машина МТК-75) и др. Во избежание
выплесков расплавленного металла из зоны сварки стре-
мятся сгладить передний фронт тока либо предварительно
подогреть металл импульсом малой мощности (обычно
зарядным током).
Требуемую по технологическим соображениям форму
кривой тока в сварочной цепи получают путем включения
в разрядную цепь дополнительной реактивной катушки
с железным сердечником, имеющим небольшой зазор.
Вначале, пока сердечник реактивной катушки не насыщен,
скорость нарастания тока невелика. После насыщения
сердечника влияние реактивной катушки на переходный
процесс становится небольшим.
В зарядную цепь можно также включить несколько
конденсаторов, имеющих разную емкость и зарядное
напряжение. Подключая их с определенным интервалом
друг за другом, можно получить требуемую форму
импульса тока.
В общем случае величину тока и форму импульса
регулируют изменением зарядного напряжения Uc, коэф-
фициента трансформации kT и емкости С батареи конден-
саторов. При изменении напряжения Uc в основном
изменяется /2М (пропорционально Uc), незначительно
изменяется общая длительность импульса Т и практиче-
ски не изменяется длительность нарастания тока tM
(рис. 8.10, а). При изменении коэффициента трансформа-
ции изменяются 1.2М, Т и tM (рис. 8.10, б). Изменение
Длительностей tM и Т происходит примерно пропорцио-
нально изменению коэффициента трансформации. При из-
менении емкости конденсаторов значительно изменяются
амплитуда тока /2М, его длительность /м и Т (рис. 8.10, в).
‘ 'JcHOBHbIe преимущества конденсаторных машин: точ-
сваПДОЗИРОВКа энеРг.ии» подводимой к машине для каждой
пол И (ПРИ стабилизации зарядного напряжения (7С);
пНтУче11и.е большой сварочной мощности при загрузке
номеп'Ш>е“” СеТИ небольшой мощностью; возможность рав-
Рнои загрузки фаз. Недостатки: относительно крутой
319
фронт нарастания импульса сварочного тока, вследствие
чего необходимы более тщательная подготовка поверх-
ностей деталей под сварку и применение повышенных
усилий сжатия во избежание выплесков; отсутствие воз-
можности изменения величины тока в процессе сварки
(при автоматическом управлении с обратной связью по
току); громоздкость батареи конденсаторов.
Рис.
короткого
конденсаторной точечной ма-
шины МТК-6301 при изме-
нении напряжения Uc (а);
коэффициента трансформа-
ции Кц (б) и емкости кон-
денсаторов С (в)
Графики токов
замыкания /2К
кА Ггк
60
40
20
60
40
Z0
8.10.
80*10 С
О
кА I гк
°)
Область применения конденсаторных машин: точечная,
рельефная сварка деталей из черных и цветных металлов
толщиной 0,2—0,7 мм, точечная сварка деталей из легких
сплавов толщиной до 2,5 мм (с вылетом до 1,5 м), ударно-
стыковая сварка деталей, особенно из неодинаковых
сплавов небольшой толщины и диаметра.
В схеме накопления энергии в элек-
тромагнитном поле необходимая для полУ"
чения сварочного тока энергия аккумулируется в магнит-
ном поле сварочного трансформатора, который отличается
от обыкновенного своими увеличенными размерами и и3'
личием воздушного зазора в сердечнике (2,5—3% среД'
ней длины сердечника). При включении быстродействУ'
ющего контактора и приложения выпрямленного напря'
жения в первичной обмотке протекает ток и происход11
запасение энергии в магнитном поле трансформатор3'
320
Вторичная цепь машины в процессе накопления энергии,
как правило, замкнута на свариваемые детали и в ней
также протекает небольшой ток. По мере намагничивания
трансформатора и роста тока в первичной обмотке до
заданной величины реле тока размыкает контактор.
При этом происходит интенсивное изменение магнитного
потока, что вызывает резкое возрастание сварочного
тока. Накопленная в трансформаторе энергия выделяется
в свариваемых деталях, во вторичном контуре машины
и частично теряется в отключающем устройстве. Чем
быстрее размыкается контактор, тем меньше энергии
возвращается в первичную цепь.
Рис. 8.11. Схема машины дли сварки накопленной энергией во вращаю-
щихся массах (с) и циклограмма ее работы (б):
*р — время разгона; /св — время сварки; /п — время паузы
В настоящее время электромагнитные машины не при-
меняют из-за возникших трудностей в создании надежного
и быстродействующего отключающего устройства — кон-
тактора.
Машина для сварки кинетической энер-
ГИей вращающихся масс (рис. 8.11, а) со-
стоит из трехфазного асинхронного двигателя Д, вра-
щающего импульсный генератор Г и импульсный возбу-
дитель ИВ. На валу агрегата насажен маховик. Процесс
^Роисходит следующим образом: включается двигатель Д
мащ°СЛе полного разворота всей вращающейся системы
Дами111111 сваРиваемые детали зажимают между электро-
Обмо' затем ключом К кратковременно замыкают цепь
сист/КИ В03^УжДения генератора Г. Число оборотов
Кинет*1*1 нес^олько снизится (рис. 8.11,6), и часть ее
ической энергии преобразуется в электрическую,
11 Е- Д. Орлов 321
которая используется для сварки. Величина этой энергии
ориентировочно может быть подсчитана по уравнению
<01 —<4
где J — момент инерции; toj и о2 — угловые скорости
маховика в начале и в конце сварки.
Мощность двигателя в 5—6 раз меньше мощности
генератора. Несмотря на энергетические преимущества
применения эта схема не имеет, по-видимому, из-за
сложности системы, наличия непрерывно вращающихся
масс и создаваемого ими шума.
В машинах для сварки энергией, запасен-
ной в аккумуляторах, используется электро-
химическая энергия. Аккумуляторная батарея непре-
рывно заряжается через зарядное сопротивление от вы-
прямителя (или генератора постоянного тока). Сварочная
цепь включается специальным графитовым контактом на
время, определяемое регулятором времени. Используя
эту схему, удалось получить при монтажных работах
сварочные токи 20—30 кА. Однако громоздкость и слож-
ность эксплуатации аккумуляторов, низкая стойкость
графитовых переключателей с относительно большим
сопротивлением и другие причины обрекли на неудачу
попытки использовать эту схему для контактной сварки.
§ 2. ОСНОВНЫЕ ЭЛЕКТРИЧЕСКИЕ ПАРАМЕТРЫ
МАШИН И ВНЕШНЯЯ ХАРАКТЕРИСТИКА
Важнейший электрический параметр машин для кон-
тактной сварки — номинальный сварочный
ток Iin, т. е. ток, который может обеспечить мапшна
при сварке деталей с соблюдением номинальных размеров
рабочего пространства (вылет и раствор). Каждая сва-
рочная машина может обеспечить ток 1г„ лишь при опре*
деленном повторно-кратковременном Р е'
жиме работы, при котором имеет место регулярно
чередование времени включения сварочного тока ‘св
и времени пауз tn (выключения сварочного тока).
Такой режим характеризуется величиной ПВ (в ПР
центах):
(8.4)
77В = 100,
‘и
322
где t в — длительность полного цикла опе-
рации*
Номинальная величина ПВН зависит от назначения
машины и обусловлена технологией изготовления изде-
лий тем или иным видом контактной сварки, в частности,
необходимостью установки или перемещения деталей при
сварке. Наиболее распространенные значения ПВа: для
точечных машин 20%, роликовых — 50%, стыковых —
go__39%, для трубосварочных станов—100%.
Рис. 8.12. Нагрев токопровода при непрерывном и прерывном
включении тока (а) и зависимость допустимого по условиям
нагрева отношения кратковременного и длительного тока от
ПВ (б)
Сварочная машина может работать при токе, превыша-
ющем /2[1, но при этом ПВ должно быть соответственно
меньшено за счет уменьшения tCB и увеличения /п.
По заданным /3 н и ПВИ легко определить допустимый
ток 12 при другом ПВ:
12 = 12нУпВа;ПВ. (8.5)
Значения токов и ПВ выбирают исходя из необхо-
димости избежать нагрева трансформатора и элементов
контура сверх допустимой температуры: для вторичного
спНтУРао не более 100° С, для обмоток трансформатора
140° С в зависимости от охлаждения и типа изоляции.
Ри непрерывной работе (ПВ = 100%) температура в лю-
ц ИагРвваемом элементе плавно нарастает по экспонен-
альному закону (кривая А, рис. 8.12, а) и достигает
Ранного Установившегося значения Ттях. При пов-
рно-кратковременном включении тока температура в эле-
' • 323
менте изменяется по кривой В, так как происходит его
охлаждение за время пауз. Температура Т'тах < 7
хотя величина тока в обоих случаях одинакова.
При расчетах широко пользуются условной эквива-
лентной величиной тока 72д — длительный вто-
ричный ток, при длительном (непрерывном) прохо-
ждении которого через вторичный контур составные части
последнего будут нагреты до той же температуры, что
и при прохождении реального (кратковременного) тока /2
в повторно-кратковременном режиме.
Соотношение между токами /2Д и /2 определяется
из следующих соображений. Количество теплоты, выде-
ляемой в токоведущем элементе машины с сопротивле-
нием 7? за время /ц при длительном режиме работы (ПВ =
= 100%, равно /2дА/ц. При повторно-кратковременном
режиме работы за то же время-выделится теплоты 7^7?/св.
Одинаковый нагрев элемента при длительном и повторно-
кратковременном режиме будет получен при =
= /2д/?/ц, откуда
= = 12д^12упв1юо. (8.6)
Аналогичное соотношение существует и между дли-
тельной PR (кВА) и кратковременной мощностями ма-
шины [если умножить обе части уравнения (8.6) на U2]-
Рд = \ У 775/100,
где SH — мощность при кратковременной работе (ука-
зываемая в паспорте), которую машина может отдавать
при работе в повторно-кратковременном режиме при
заданном ПВ без недопустимого перегрева ее частей.
Из соотношений (8.5) и (8.6) следует, что кратковре-
менный ток во вторичном контуре 7г может быть различ-
ным в зависимости от номинального или длительного тока
и принятого ПВ, причем при малом ПВ можно получить
очень большой кратковременный ток /г (рис. 8.12, о)-
Это справедливо только с точки зрения нагрева эле-
ментов машины. Максимальное же значение тока А
зависит от установленного вторичного напряжения tAo
(при холостом ходе сварочного трансформатора) и полное
сопротивления Z сварочной цепи:
520
j ___ ____________________Ц20_________________. (8.7)
2 “ Z ~ V(Bi + Rtk + W + (Х2 + ХткТ* ’
324
R , Rw R33— активные сопротивления вторичного
контура, сварочного трансформатора (приведенное ко
вторичной обмотке) и свариваемых деталей; Х2 и Хтк —
индуктивное сопротивление вторичного контура и сва-
рочного трансформатора (приведенное ко вторичной об-
мотке).
Полное сопротивление сварочной цепи Z можно пред-
ставить графически (рис. 8.13, а). При коротком замы-
кании (R33 = 0) значение тока во вторичном контуре 1гк
Я.ЗЭ + @2
О 7 2 3
а)
Рис. 8.13. Треугольник сопротивлений (а) и зависимость по-
лезной мощности Рээ и к. п. д. т] от сопротивления свари-
ваемых деталей /?ээ (б)
при коротком замыкании). При этом полезная мощность
Рээ = /1R33 и к. п. д. т] = Рээ(Рг равны нулю (Рг —
активная мощность, потребляемая из сети).
На рис. 8.13,6 представлены зависимости полезной
мощности Р33/Р33 м и т] от величины сопротивления R33,
где Рээ. м — максимальное значение полезной мощности,
которая достигается при Рээ = ZK.
Величина т) при R33 = ZK равна 0,5 и стремится
к 1 при рээ ZK, как это имеет место при стыковой
уварке оплавлением. При точечной и шовной сварке т) =
~~ Полезная мощность Р33 значительно меньше
КИвНой мощности, потребляемой из сети в связи с по-
рами в сварочном контуре, трансформаторе и преобра-
(рис16™^ ос°бенно при сварке легких сплавов
п П?лная номинальная мощность 5Н машины (после
Р образовательных или накопительных устройств), не-
325
обходимая для выполнения сварочной операции, SH =
= I%nZ при коэффициенте мощности
Rj 4* #тк ~г~ Rsa
ф “ К(Ri + «ТК + Яээ)2 + (*2 + -CF ’ (8'8)
Коэффициент мощности cos <р универсальных однофаз-
ных машин переменного тока низкий (см. § 1, гл. 8),
а при регулировании тока углом отпирания вентилей
Рис. 8.14. Ориентировочное распределение затрат мощности при точеч-
ной сварке стали на однофазных машинах переменного тока (о) и алю-
миниевых сплавов на трехфазных машинах с игнитронными преобра-
зователями (б)
контактора он еще ниже. Степень полезного использова-
ния мощности машины, определяющую совершенство кон-
струкции силовой части машины для контактной сварки,
можно охарактеризовать коэффициентом
'X = = tj cos <р = Rs3/Z,
где т] — к. п. д. машины; % = 0,1 -^0,4 при сварке сталей
и 0,025^-0,08 при сварке легких сплавов.
Энергетические показатели (cos <р, т], у) машин для
контактной сварки улучшаются, если удается снизит
величину сопротивления короткого замыкания машины А-
Это достигается путем снижения частоты (см. например,
рис. 8.3) тока во вторичном контуре, а также за сче
уменьшения (где это возможно) размеров вторично
контура машины, например, путем приближения тран
форматора к месту сварки (встроенные трансформатор
подвесных машин, контурные трансформаторы и т. •>'
326
Значение величины ZK определяет также внеш-
ю ю характеристику машины — зависи-
мость напряжения U33 на электродах от тока во вторич-
ном контуре I2, т. е. U33 = f(I2).
Внешние характеристики машины для контактной
сварки можно построить для каждой ступени трансформа-
тора непосредственным измерением вторичного напряже-
ния и тока при различном сопротивлении свариваемых
деталей (опытным путем) или по данным аналитического
Рис. 8.15. Внешние характеристики машин с различным сопротивле-
нием короткого замыкания (а) и при различных ступенях регулирова-
ния (б)
расчета, при котором используют параметры холостого
хода и короткого замыкания машины. При холостом ходе
{Иэз = оо) /2 = 0и U20 = Е2 (э. д. с. вторичной обмотки
трансформатора), а при номинальном первичном напря-
жении ток короткого замыкания /2К = (1,2-ь1,5)/2Н и
‘ ээ = 0 (рис. 8.15, а). При заданном (У20 ток короткого
замыкания /2К тем больше, а внешняя характеристика
тем положе (кривая II, рис. 8.15, а), чем меньше полное
сопротивление машины, так как /2К = UVi!ZK.
По внешней характеристике машины можно определить
ее пригодность для сварки заданных деталей и необхо-
димую ступень регулирования напряжения трансформа-
°ра. Например, известно, что /?ээ = 100 мкОм, а необ-
ходимая сила тока для сварки /2 = 10 кА, при этом
„ ээ ~ 'г^ээ = 1 В. Этим значениям тока и напряжения
и °твегствует точка А на рис. 8.15, б. Если на графике
НачДСТа“ВЛеНЫ внешние характеристики машин на номи-
ьнои ступени, то машины I и II не обладают достаточ-
327
ной мощностью, а машины III и IV пригодны для сварки.
Если на графике представлены внешние характеристики
одной машины, то сварку деталей нужно проводить на
III ступени и выше (при регулировании напряжения
углом поджигания вентилей).
По внешней характеристике можно судить о некоторых
особенностях машины и о целесообразности стабилизации
отдельных электрических параметров (тока, напряжения).
Например, в процессе работы машины вторичный контур
Рис. 8.16. Относительное изменение /2 и <7ЭЭ при изменении R2 (с)
и Пээ (6):
^2’ ^ээ “ в машинах с крутопадающей характеристикой; /2» ^ээ — в машинах
с пологопадающей характеристикой; /2 — необходимое изменение тока
чины тока 12 (рис. 8.16, а). При относительно одинако-
вом увеличении R2 у машин с пологопадающей харак-
теристикой (кривая /2, рис. 8.16, а) уменьшение сва-
рочного тока будет сильнее, чем при сварке на машинах
с крутопадающей (кривая /2, рис. 8,16, а) характери-
стикой.
Уменьшение тока /2 может привести к получению
дефектного соединения — непровара. Для получения ка-
чественных соединений при изменении R2 может быть
применена аппаратура, стабилизирующая ток 12 илИ
напряжение С1ЭЭ за счет автоматического изменения угла
отпирания вентилей. При отсутствии такой аппаратуры
при точечной и шовной сварке при изменении R? пеле’
сообразно применение машины с крутопадающей хараК'
теристикой.
При колебаниях сопротивления 7?ээ изменение тока
для машин с небольшим ZK (пологопадающая характе
ристика) будет больше, чем для машин с крутопадаюте
328
характеристикой (рис. 8.16, 6). Если в машине преду-
смотрена автоматическая стабилизация сварочного тока
по изменяемому параметру (току), то это приведет при
уменьшении R33 к более резкому ухудшению качества
сварки для машин с небольшим сопротивлением ZK вслед-
ствие устранения так называемого эффекта саморегули-
рования.
При уменьшении 7?ээ сварочный ток увеличивается
по прямым /2 и I'i (рис. 8.16, б). Однако этого увеличения
токов недостаточно для компенсации необходимой плот-
ности тока в зоне соединения деталей при уменьшении R3j
(пропорциональное увеличение тока должно идти по более
крутой прямой, например /2 (рис. 8.16, б). В этом слу-
чае, по-видимому, более эффективно применение аппа-
ратуры, стабилизирующей падение напряжения на элек-
тродах U33 за счет автоматической корректировки тока.
При отсутствии такой аппаратуры целесообразно исполь-
зовать машины с пологопадающей характеристикой (не-
большим ZK) с использованием эффекта саморегули-
рования.
При стыковой сварке оплавлением целесообразно при-
менение машины с пологопадающей характеристикой, так
как при этом обеспечивается более устойчивый процесс
разрушения жидких перемычек. При росте количества
или диаметра перемычек снижается R33, что приводит
к резкому возрастанию сварочного тока и разрушению
перемычек.
§ 3. ТОКОВЕДУЩИЕ ЭЛЕМЕНТЫ ВТОРИЧНОГО КОНТУРА
Вторичный контур машины (см. рис. 5.33 и 6.9)
состоит из консолей, гибких шин, электрододержателей и
электродов (роликов, губок). Во вторичном контуре
точечных машин все контакты между указанными эле-
ментами неподвижны.
Отличительная особенность вторичного контура шов-
ных машин — наличие подвижного контакта для обеспе-
чения подвода тока к вращающимся роликам (рис. 8.17, а).
Для обеспечения надежной работы токоподводов тру-
щиеся пары выполняют из разных материалов и приме-
яют токопроводящую графито-касторовую смазку. В ма-
т ИНах средней и большой мощности скользящие кон-
а КТЬ1 служат только для подвода тока (рис. 8.17, б и в),
механическое усилие на ролики передается через шари-
329
ковые подшипники 1, 2. Для обеспечения стабильного
переходного сопротивления одна из половин подшипника
скольжения прижимается к другой со строго определен-
ным усилием, создаваемым пружинами 3.
Разработанные конструкции токопроводов к роликам
через жидкий легкоплавкий сплав не получили распро-
странения ввиду необходимости поддержания определен-
ной температуры. В ряде конструкций токоподвод
А-А
Рис. 8.17. Токоподводы роликовых машин
к роликам осуществлен через подшипники качения
(рис. 8.17, г). Между втулкой 4, запрессованной в кор-
пус 5, и токоведущим валом 1 расположены плотно при-
жатые друг к другу ролики 3, изготовленные из бронзы
с высокой электропроводностью, через которые пере-
дается ток к ролику 2. Корпус 5 соединен шиной с транс-
форматором.
С целью снижения сопротивления короткого замыка-
ния Za в подвесных стыковых машинах (для сварки
рельс и т. п.) применяется несколько встроенных транс-
форматоров (рис. 8.18, а), включенных параллельно, в ко-
торых вторичные контуры (гибкие шины 2, штоки 3
с напрессованными гильзами) максимально приближены
к электродам (губкам) 1. ,
С этой же целью в машинах для сварки трУ°
(рис. 8.18,6) использован кольцевой трансформатор.
330
в котором сердечник трансформатора 4 представляет собой
кольцо, набранное из электротехнической стали. На
сердечнике равномерно распределена первичная обмотка 5,
а вторичный виток, выполненный в виде пустотелого
кольца коробчатой формы, присоединен с помощью
гибких шин 2 непосредственно к электродам (губкам) 3.
Вторичный контур представляет собой систему же-
стких и гибких элементов, последовательно (а иногда
и параллельно) соединенных неподвижными (постоянными
6)
Рис. 8.18. Вторичный контур:
а — подвесной рельсосварочной машины; б — машины для стыковой
сварки труб с кольцевым трансформатором
или разбираемыми) и подвижными контактами. Размеры
контура (полезный вылет L и раствор И, см. рис. 5.33)
определяют габаритные размеры свариваемых деталей,
которые могут быть сварены на данной машине, и уста-
новлены (ГОСТ 297—73) для машин с консольным рас-
положением электродов в пределах L = 50->2000 мм и Н
не менее 25 ф 0,157, мм для вылетов до 500 мм и 40 ф-
+ 0,087, мм для вылетов от 600 мм и более.
Сечения всех элементов подбирают так, чтобы при
протекании сварочного тока и номинальном режиме
Работы не было чрезмерных потерь мощности и нагрева
лементов. Значительную часть активного сопротивления
онтура составляют контактные сопротивления. Они воз-
растают со временем, особенно при перегревах. Поэтому
«тактирующие элементы необходимо охлаждать, перио-
дае5СКИ зачищать и затягивать болтами. Большой эффект
серебрение контактируемых поверхностей.
331
При расчете вторичного контура
определяют необходимые сечения элементов контура и
контактов между ними и его активные и индуктивные
сопротивления. Исходными в расчете принимают номи-
нальный сварочный ток /2 н, номинальный режим работы
ПВЯ, размеры (L и И), конструктивную схему (например,
рис. 5,33, а) и действующие в ней усилия. Сечение 32
элементов контура и площадь контактов рассчитывают по
допустимой длительной плотности тока /2Д:
е __ ^2 д _ ^2 н ~\ f
2“/2д “/зд V 100 ’
где /2д— длительный ток в сварочной цепи [см. выра-
жение (8.6)].
Так как отдельные элементы вторичного контура пере-
дают механические усилия, то эти элементы, а также
их сопряжения (как правило, контактные) следует про-
верять на прочность. Сечения этих элементов по условиям
прочности (и особенно жесткости контура под воздей-
ствием усилия сжатия или осадки) часто больше сечений,
необходимых по расчету на плотность тока, поэтому
целесообразно такие элементы изготовлять не из меди,
а из ее сплавов с меньшей электропроводностью, но повы-
шенной прочностью.
Допустимая плотность тока зависит от электропровод-
ности материала, размеров и типа сечения токоведущего
элемента и условий охлаждения. Значения допустимой
продолжительной плотности тока /2Д в элементах вторич-
ного контура и во вторичном витке трансформатора:
для водоохлаждаемых электродов из сплавов Бр.Х,
Бр.Кд1 /2д=20-т-30 А/мм2, электрододержателей
= 12-т-18 А/мм2, консолей без водяного охлаждения из
меди марки Ml /2д=1<-2 А/мм2, вторичного витка
(диска) из сплава Ml с припаянными трубками охлажде‘
ния /2Д = 4 <-5,5 А/мм2 и гибких шин /2Д = 2 <-2,5 А/мм
и т. д.
После выбора сечений элементов контура проводят
проверку сечений на нагрев обычно по графикам, разра-
ботанным на основе опытных данных. На рис. 8.19 при_
ведена зависимость /2Д от диаметра медного провода
сечения плоских медных шин, охлаждаемых воздухом,
при температуре 70°С и окружающей среды 25° С. При
дяном охлаждении расход воды QK (м3/с) находят с учете
332
потерь мощности Рэ в охлаждаемом элементе по формуле
Qx=PJcB(TB—То),
где рд = — потери мощности в элементе, Вт;
р . — активное сопротивление элемента, Ом; св — тепло-
емкость воды (св = 4.15-106 Вт-с/град); Тв, То — тем-
пература соответственно на выходе и входе, С.
Определив необходимый расход воды и задаваясь
скоростью воды в трубке (и не более 1,5—2 м/с), находят
внутренний диаметр канала:
do = 1^4^/™-
Зная длину и сечение от-
дельных элементов и габа-
ритные размеры контура,
определяют полное сопротив-
ление вторичного контура'.
Рис. 8.19. Зависимость длитель-
ного тока /2Д от диаметра d мед-
ного провода (------) и сечения
S2 плоских шин (------------):
1 — постоянный ток; 2 — перемен-
ный ток 50 Гц
z2K = ypl + x22,
где Р2 — активное сопротив-
ление контура; Х2 — его ин-
дуктивное сопротивление.
Активное сопротивление
слагается из сопротивле-
ний отдельных элементов
контура и контактов между
ними. Для нахождения сопротивлений элементов контур
разбивают на участки по конфигурации поперечных
сечений и роду материала. Активное сопротивление i-ro
элемента
Д2/ = knpTli/Si,
где рт — удельное электросопротивление при максимально
Допустимой температуре (100° С); kn — коэффициент, учи-
тывающий поверхностный эффект; lt и S, — длина и
поперечное сечение i-ro элемента.
Коэффициент поверхностного эффекта обычно задают
Функции критерия подобия, записанного в форме
р= <8л///?п.10в,
f ~~ частота; Дп — сопротивление 1 см проводника
постоянному току, Ом.
333
На рис. 8.20 приведены зависимости /гп для провод-
ников круглого (а) и прямоугольного (б) сечений от пара-
метра р и коэффициента формы, равного отношению
большей стороны к меньшей. Для гибких шин из фольги
kn = 1.
Сопротивления контактов зависят от размеров, состоя-
ния поверхности и усилия сжатия. Поэтому величина
сопротивления контакта колеблется в довольно широких
пределах: для неподвижных постоянных 1—8 мкОм (чаще
порядка 3 мкОм), для непо-
Рис. 8.20. Зависимость коэффициента поверхностного эффекта kn от
параметра р для проводников круглого (а) и прямоугольного (б) сече-
ний при различных соотношениях сторон
создается болтами, число и размер которых определяют
из необходимого сопротивления контакта, обеспечива-
ющего его надежную работу. Число болтов рекомендуется
не менее четырех с диаметром 10—16 мм и с усилием
нажатия болта соответственно 1000—2000 кгс.
Индуктивное сопротивление вторичного контура:
^2 == 2^-2»
где £2 — индуктивность контура, Г.
Величину L2 определяют, используя метод расчета
по площадям и метод отдельных участков. На основании
опытных данных по замерам индуктивностей контуров
контактных машин установлена зависимость индуктив-
ности контура от его площади при частоте 50 Гц:
1, - -2^-SS’73- , х2 =S°B-73-10-6,
334
гдб Л — площадь, охватываемая контуром, взятая по
осям сечений сторон, см2.
По приведенной зависимости, а также по эксперимен-
тальной кривой на рис. 8.21 можно определить индуктив-
ное сопротивление контура с точностью ±25%.
При расчете индуктивности методом отдельных уча-
стков вторичный контур рассматривают как двухпровод-
ную линию с перемычкой
на конце; индуктивность на
единицу длины вылета на
участках, имеющих одинако-
вые поперечные сечения и
одинаковые расстояния друг
от друга, постоянна. Исходя
из этого вторичный контур
разбивают на участки, имею-
щие постоянные сечения;
подсчитанные индуктивные
сопротивления отдельных
участков суммируют и нахо-
дят Х2. Индуктивное сопро-
тивление при частоте 50 Гц
на единицу длины контура
(Ом/см) составляет:
о woo гооо зооо s^cm^
Рис. 8.21. Зависимость индук-
тивного сопротивления Х2 от
площади вторичного контура
для круглого сечения сторон радиусом г, расположен-
ных на расстоянии b
X = 1,37 (_*Z1L)0-38. IO-
для прямоугольного сечения сторон со сторонами а
(ширина) и р
X = 0,38 ^)°’45- Ю-6;
для прямоугольного и круглого сечения сторон
X = 0,97 (—- \°Л1 ЮЛ
’ \ г Р Р /
Все размеры в формулах взяты в сантиметрах. Индук
тивное сопротивление всего участка длиной /э:
Х9 = Х/Э.
^^Индуктивное сопротивление свечей при круглых кон
XCL = О,95е0,05 (Ь±_ 2г) • ЮЛ
Ь35
где rx — радиус свечи; bY — 2г — расстояние в свету
между консолями, равное суммарной расчетной длине
свечей.
Этот метод расчета более точен для подсчета Х2,
погрешность не превышает ±5%. Индуктивное сопротив-
ление контура при меньшей частоте (до 5 Гц) подсчиты-
вают по величине Х2, уменьшенной в //50 раз.
Рис. 8.22. Схема замещения
машины для контактной
сварки (а) и векторная диа-
грамма напряжений и тока (б)
С увеличением L и Н контура, т. е. с увеличением
<SK = LH его индуктивное сопротивление быстро растет,
что при неизменной настройке машины приводит к умень-
шению сварочного тока. Введение в контур ферромагнит-
ных сталей повышает как его индуктивное Х2 (за счет
изменения магнитной проницаемости контура), так й
активное сопротивление /?2 (вследствие возбуждения
в стали вихревых токов), что также приводит к умень-
шению установленного сварочного тока.
При введении в контур магнитных масс, например
при шовной сварке, обечаек, режим сварки целесообразн
автоматически корректировать для поддержания устано^
ленного значения сварочного тока. Увеличение L и
336
(повышение в основном Х2) контура конденсаторных,
низкочастотных и машин постоянного тока изменяет
величину и форму импульса сварочного тока, при этом
увеличивается длитечьность нарастания и спада тока.
Внесение магнитных масс в контур низкочастотных ма-
шин и машин постоянного тока несколько увеличивает
длительность нарастания тока, но не изменяет/2М. В связи
с этим указанные машины и особенно машины постоянного
тока при сварке магнитных материалов не требуют кор-
ректировки тока по мере введения в контур свариваемых
деталей.
Величина сопротивления вторичного контура универ-
сальных машин однофазного переменного тока типа МТ,
МТП, МШП и т. п. находится в пределах Т?2 = 704-
4-120 мкОм, аХ2 = (1,64-4) R2, активное сопротивление
постоянному току сварочных контуров низкочастотных,
конденсаторных машин и машин постоянного тока (без
учета сопротивлений вентилей) при вылетах 1,5 м состав-
ляет 30—60 мкОм.
Активное Rn и индуктивное Хтк сопротивления сва-
рочного трансформатора, приведенные к сварочной цепи
(рис. 8.22), определяют по формулам
Rtk = Rt2 + RtI и Хтк = Хт2 + ХТ1,
где RTi и Хт2 — активное и индуктивное сопротивления
вторичной обмотки; R'\ и Х^ — активное и индуктивное
сопротивления первичной обмотки, приведенные к числу
витков вторичной обмотки.
Векторная диаграмма напряжений на отдельных участ-
ках сварочной цепи и тока /2 представлена на рис. 8.22, б.
Величина падения напряжений Д{/2 на сварочном транс-
форматоре невелика (не более 5% £2), поэтому прибли-
женно требуемое вторичное напряжение U20 = Ег транс-
форматора
U20 = t/2 + ДУ2 1,051/а, (8.9)
где U2 = /2 у (/?2 + ^2 + xl
§ 4. ТРАНСФОРМАТОРЫ
Сварочный трансформатор характеризуется следу-
Jmh основными параметрами: номинальным сварочным
н °м *2н’ номинальным режимом работы ПВИ, первич-
напряжением 1/± и его частотой flt электродвижущей
337
силой вторичной обмотки Ег, номинальной мощностью S
которая потребляется машиной при номинальных I р
ПВ„ (см. § 2, гл. 8).
Для сварки требуются большие токи (обычно 2000—
80 000 А) при низком напряжении. Величину тока опре-
деляют исходя из толщины и марки сплава свариваемых
деталей. Номинальный режим работы ПВН выбирают
из условий возможной производительности машины и тех-
нологии сварки.
Трансформаторы однофазных машин переменного
(50 Гц) тока и трехфазных машин постоянного тока обычно
включают непосредственно в сеть с напряжением 380
или 220 В (реже 660 В). В трехфазных низкочастотных
машинах типа МТПТ и МШШТ их подключают к выпрям-
ленному напряжению 390 В, в конденсаторных машинах
трансформаторы питаются разрядом конденсаторов. В от-
дельных случаях трансформаторы питаются током пони-
женной (3—10 Гц), повышенной (100—2500 Гц) или
высокой (до 450 000 Гц) частоты.
Напряжение холостого хода вторичной обмотки транс-
форматора U20 *= Е2, необходимое для получения в ма-
шине заданного сварочного тока /2, зависит от конструк-
ции и размеров вторичного контура, материала и размеров
свариваемых деталей, способа сварки и др. Обычно
t/20 = 1 -г-12 В. Более высокое U20 иногда требуется в под-
весных машинах, в которых трансформатор соединен
с рабочим инструментом длинными проводами.
Трансформаторы для контактной сварки отличаются
от обычных силовых тем, что вследствие низкого Его
вторичная обмотка имеет всего один или (в подвесных
машинах при U20 = 15-^20 В) два последовательных
витка. При этом необходимое для ступенчатого регули-
рования сварочного тока изменение U2o обычно дости-
гается изменением числа включенных витков первич-
ной обмотки. Увеличение повышает коэффициент
трансформации, что при неизменном t/х ведет к сниже-
нию U2o и уменьшению тока /2.
Трансформатор состоит из трех основных узлов: маг-
нитного сердечника, первичной и вторичной обмотки-
В зависимости от конструкции магнитного сердечник
в машинах для контактной сварки применяют трансф°Р
маторы трех типов (рис. 8.23): стержневого (а), бр°^
вого (б) и кольцевого (в). Магнитопровод трансформатор
стержневого типа прост в изготовлен!
338
грис. 8.23, г), однако из-за больших потоков рассеяния
и трудностей механического крепления обмоток широ-
кого распространения эти трансформаторы не имеют.
Магнитопровод трансформатора броневого типа (наи-
более распространенного) изготовляют из отдельных Ш-
или П-образных пластин (рис. 8.23, д и е). Трансфор-
маторы с кольцевым (разъемным или неразъем-
Т 2 1
1 ряд
Рис. 8.23. Основ-
ные типы транс-
форматоров машин
для контактной
сварки и их эле-
менты:
1 — сердечник; 2 —•
первичная обмотка;
3 — вторичный виток
в основном для
их заменяют не-
стержневыми, параллельно работающими
предназначены
ным) магнитопроводом
сварки труб (см. рис. 8.18, б). Иногда
сколькими стержневыми, i .
трансформаторами (см. рис. 8.18, с), так как они сложны
в изготовлении и возникают трудности при ремонте.
Сердечники трансформаторов выполняют из электро-
технической стали (листовой горячекатаной) ЭН, Э41,
толщнной 0,5 мм. Одну сторону листа покрывают лаком
Для уменьшения потерь от вихревых токов. В отдельных
сДучаях сердечники изготовляют из листовой холодно-
катаной рулонной стали Э310, Э320 и ЭЗЗО (толщиной
0,35 и 0,5 мм), обладающей высокой магнитной прони-
цаемостью и меньшими потерями на нагрев по сравнению
с горячекатаной сталью Э41 и Э11.
339
Сердечники из холоднокатаной стали навивают из
ленты, на поверхность которой предварительно наносят
специальный изоляционный состав, состоящий из жидкого
стекла и каолина. Навитые пакеты сердечника помещают
в специальную печь для их спекания и отжига. Пакеты
пропитывают клеем БФ-4, разрезают и торцы покрывают
влагостойким покрытием. Сердечники броневого типа
составляют таким же образом, как и в случае их изго-
товления из пластин П-образной формы.
Выбор марки стали сердечника определяется магнит-
ной индукцией и потерями мощности (магнитными поте-
рями при перемагничивании) при выбранном режиме
работы (ПВ) машин. Так, в трансформаторах точечных
машин, которые работают с малым ПВ, применяют сталь
Э11 (у нее повышенные магнитные потери и индукция),
в трансформаторах роликовых и стыковых машин с ПВ =
= 50% применяют сталь Э41 (с уменьшенными магнит-
ными потерями и пониженной магнитной индукцией).
Для уменьшения магнитного сопротивления сердеч-
ника количество зазоров и их величина должны быть
минимальными. В магнитопроводе стержневого типа
имеется четыре стыка (если изготовляется из отдельных
элементов) или два (при сборке из П-образных листов).
Столько же стыков в броневом сердечнике, состоящем
из двух симметричных цепей (рис. 8.23, д и е).
Первичные обмотки выполняют двух ти-
пов: цилиндрические и дисковые (рис. 8.24). Цилиндри-
ческая обмотка (рис. 8.24, а) состоит из одной или двух
катушек, расположенных на стержнях; применяется
обычно в трансформаторах стержневого типа малых
мощностей с небольшим количеством ступеней, а следова-
тельно, отпаек. Катушку наматывают из изолированного
обмоточного провода, имеющего круглое или прямоуголь-
ное сечение в несколько рядов (по высоте) и несколько
слоев по ширине (рис. 8.24, б).
Дисковые обмэтки имеют широкое распространение.
Дисковая обмотка (рис. 8.24, е) разделяется на несколько
(4—16) последовательно или последовательно-параллельно
соединенных дисковых катушек 2, чередующихся с эле-
ментами вторичного витка 3 (рис. 8.23, б), чем дости
гается их малое расстояние между собой и сердечником-
Это уменьшает потоки рассеяния трансформатора. УЛУ
шается также охлаждение первичной обмотки за сч^
теплоотвода в элементы обычно водоохлаждаемого втор
340
ного витка. Наконец, при дисковой обмотке облегчается
ремонт, так как при повреждении отдельной катушки
ее заменяют без общей перемотки трансформатора.
Р',с- 8.24. Цилиндрическая (а, б) и дисковая (в) катушки первичной
°омотки; сечение (г) дисковой катушки и крепление отводов в ней (д):
обмпт1аГНитопрово‘д’’ 2 — зазоры для воздушного охлаждения; 3 — вторичная
6 —_°УКа’ 4 — катушка первичной обмотки; 5 — стягивающее устройство;
Лентя 7 — распорный клин; 8 — провод; 9 — изоляционный слой; 10 —
а~токопровод; // — картон электротехнический; 12 — киперная лента
„^итки первичной обмотки наматывают из прямоуголь-
°и обмоточной меди (ширина 5,1—14,5 мм) или алюми-
я (ширина 4,7—19,5 мм) и изолируют друг от друга и от
тальных элементов машины электрокартоном (толщина
341
0,2—0,5 мм), слюдинитом (толщиной 0,2—0,3 мм), стек-
лоэскапоном толщиной 0,17 мм (рис. 8.24, г).
Готовые катушки стягивают и изолируют по всей
поверхности киперной лентой или стеклоэскапоновой
лакотканью; пропитывают лаком и подвергают сушке
при температуре около 100° С.
Первичная обмотка делится на секции. Отпайки
(рис. 8.24, д) от секций подключают к специальному
переключателю ступеней, где с помощью перемычек,
ножей или рукояток осуществляют различные комбинации
соединения секций для получения требуемого U20 и
коэффициента трансформации
kT =
где и щ2 — числа витков первичной и вторичной обмо-
ток трансформатора.
При наличии одного вторичного витка tt2 — 1, коэф-
фициент трансформации численно равен числу последо-
вательно включенных витков первичной обмотки.
Число ступеней регулирования вторичного напряже-
ния обычно выбирают 4—16. За номинальную ступень
выбирают предпоследнюю. Числа последовательно вклю-
ченных первичных витков для получения различных 1/20
изменяют по различным схемам, которые вместе с пере-
ключателем должны обеспечить: 1) надежность и безопас-
ность в работе (величина напряжения между двумя
любыми выводами первичной обмотки не должна быть
более 150% максимального первичного напряжения);
2) равномерность распределения тока в витках обмотки
на всех ступенях регулирования; 3) плавность измене-
ния U20 (при переходе от ступени к ступени изменение
U20 должно быть не более 20%) и значительный коэф-
фициент kc его регулирования:
где U2M—максимальное вторичное напояжение (на пос-
ледней ступени); U21 — минимальное вторичное напря-
жение (на первой ступени).
Удовлетворить всем указанным требованиям не всегда
удается.
Наиболее простая схема изменения числа витков И’и
применяемая для машин малой мощности, получаете
при секционировании первичной обмотки трансформатор
342
соединении ее ответвлений /—7 (рис. 8.25, а) с клеммами
секционного переключателя П. При включении на клем-
с у ток обтекает все витки, этому соответствует мини-
мальное t/20 (низшая ступень). При включении на
клемму 7 (высшая ступень) U2o наибольший. При этом
напряжение сети U подводится к участку обмотки АВ,
а между концами А и С, как в автотрансформаторе, по-
явится напряжение
17лс=^1и’1/и’1га1п,
где Wi — общее число вит-
ков первичной обмотки;
mm — число витков в
секции АВ.
При коэффициенте ре-
гулирования /?с 1,8
(обычно 2) в первичной об-
мотке могут возникать
опасные напряжения, зна-
чительно превышающие
напряжения сети. Это пре-
вышение по ГОСТ 297—73
Рис. 8.25. Схемы регулирования
вторичного напряжения трансфор-
маторов
допускается не более, чем
на 50% L/j. Поэтому в схеме на рис. 8.25, а можно
обеспечить коэффициент регулирования U2(l не более 1,5,
что ниже минимального значения (kc 1,8), установлен-
ного указанным ГОСТ.
Для выполнения условий kc 1,8 и <31,5
в первичной обмотке делают разрыв (точка А, рис. 8.25, б),
а переключатель ступеней должен иметь два ножа П1
ч П2. При их установке в положение 1 первичная обмотка
включена полностью. При установке ножа П1 в положе-
ние 2 левая группа витков (секция АС) отключается.
Если при этом нож П2 установлен в положение 4 (высшая
ступень), то включается минимальное количество витков.
При этом можно обеспечить напряжение между точками А
й " ПЛв <5 l,5t/lf а коэффициент регулирования kc «С 3.
СхемУ на рис. 8.25, б применяют для машин средней
мощности. В схемах на рис. 8.25, а и б и им подобных
е Удается обеспечить обтекание током всех витков на
любой ступени.
Заводом «Электрик» р азработана схема последовательно-
n Раллельного переключения витков первичной обмотки,
Ри которой на любой ступени током обтекаются все витки
343
первичной обмотки (рис. 8.25, в). Однако токи в витках
(на многих ступенях) неодинаковы. Эту схему применяют
в машинах средней и большой мощности. Для уменьшения
потоков рассеяния, лучшего охлаждения и обеспечения
параллельной работы катушки al и а2, Ы и Ь2, cl и с2
имеют равное число витков и расположены симметрично
вокруг вторичных дисков.
При указанном на схеме положении переключате-
лей П1, П2 и ПЗ витки всех катушек соединены после-
довательно, а при положении переключателей, указан-
ном штриховыми линиями, витки катушек al и а2, Ь1
и Ь2, cl и с2 соединены параллельно. В первом случае
= 2а + 2Ь + 2с + d, во втором te»x mln = а 4- Ь +
4~с 4~ d. При других положениях переключателей часть
витков катушек включается параллельно, другая — после-
довательно. При наличии только одних параллельно-
последовательных групп (без катушки d) kc = 2.
Для переключения витков обмоток трансформатора
используют пластинчатые, ножевые переключатели и
переключатели барабанного типа. Простейший и надеж-
ный переключатель — пластинчатый (рис. 8.26, с), при-
меняемый в основном для машин большой мощности.
Ступени переключают путем изменения положения от-
дельных перемычек для каждой секции. Недостаток их
заключается в необходимости использования гаечного
ключа при переключении ступеней и отключения сети.
Барабанные переключатели (рис. 8.26, б) со сколь-
зящими контактами применяют также для машин боль-
шой мощности (свыше 300 кВА). С лицевой стороны
переключателя расположены три (на 8 ступеней) или
четыре (на 16 ступеней) рукоятки 1, на осях которых
жестко насажены барабаны 2, изготовленные из изоля-
ционного материала. В каждый барабан вмонтированы
две контактные ламели 3 и ограничитель 4
рабана. К барабану плотно прижимаются
четыре медных скользящих контакта 5.
устанавливают в два положения: в одном положении
контакты соединяются между собой попарно, что обеспе-
чивает параллельное соединение частей секции. Переклю-
чать ступени в данном случае можно при включенном
трансформаторе, но при холостом ходе.
В ножевом переключателе (рис. 8.26, в), применяемом
в машинах мощностью до 300 кВА, медный нож 1 вводя
в зазор между пружинящими контактными пластинами >
поворота ой
пружинами
344
«крепленными на плите 3 из изоляционного материала.
Нож закреплен в текстолитовой рукоятке 4. В положе-
нии 1 шины ножа замыкают концы частей секций парал-
Рис. 8.26. Переключатели ступеней сварочного трансформатора
лельно, а в положении 2 — последовательно. Переклю-
чать можно при включенном трансформаторе, но при
холостом ходе.
Выбор конструкции вторичного витка
нределяется типом сердечника и первичной обмотки,
345ч
а также условиями охлаждения (воздушное или водя-
ное).
При цилиндрической обмотке вторичный виток делают
обычно гибким, набранным из фольги, толщиной 0,2—
0,4 мм (рис. 8.24, а), концы его часто соединяют непосред-
ственно с подвижными элементами сварочного контура.
По ряду причин, изложенных выше, применение цилин-
дрических обмоток в трансформаторах машин для кон-
тактной сварки ограничено.
В современных трансформаторах с дисковой первич-
ной обмоткой вторичный виток состоит из трех или более
плоских (дисковых) элементов, соединенных параллельно
(рис. 8.27, а). Эти элементы штампуют из листовой меди.
По периметру к ним припаивают трубки водяного охлаж-
дения, а по концам — колодки для крепления шин сва-
рочного контура.
При серийном производстве особенно для трансформа;
торов большой мощности наиболее предпочтителен литои
виток с залитой внутрь трубкой для водяного охлаждения
(рис. 8.27, б). Причем отливать виток можно также и из
алюминиевого сплава АЛ2 (силумина).
346
В сердечнике и обмотках включенного трансформатора
возникают большие электромеханические силы. Поэтому
сердечник стягивают болтами при помощи жестких рамок,
а обмотки надежно расклинивают текстолитовыми пла-
стинами и сжимают прижимными болтами (рис. 8.28).
Рис. 8.28. Разрез собранного трансформатора бро-
невого типа:
1 — дисковая катушка первичной обмотки; 2 пластина
вторичной обмотки; 3 —« прокладка гетииакса; 4 — при-
жимной болт; 5 — стальная рама; 6 магнитопровод;
7 — стальные упорные шайбы; 8 распорные клннья
из текстолита; 9 — болт стяжной; 10 — стальная шайба;
11 — изоляционная шайба; 12 изоляционная втулка
В собранном трансформаторе первичные катушки изоли-
руют от вторичных прокладками гетинакса, или слюда-
Ннта» а от сердечника — электрокартоном, слюдой
или ее заменителями. В последних конструкциях машин
Для Контактной сварки готовый блок обмоток, изолиро-
ианный стеклоизоляцией класса В, заливают эпоксидным
компаундом.
Исходные данные для расчета однофазного трансфор-
atnoPa: номинальный сварочный ток /2И; режим ра-
347
боты ПВН\ первичное напряжение Ur и частота коэф-
фициент регулирования kc вторичного напряжения (У2
число ступеней регулирования Л'с. Трансформатор дол-
жен развивать номинальную мощность на предпоследней
(номинальной) ступени включения. Последняя ступень
считается резервной и позволяет работать при мощности,
превышающей номинальную, но при соответствующем
снижении ПВ.
Вначале выбирают тип трансформатора. Наибольшее
распространение получили трансформаторы броневого
типа с дисковыми катушками. После этого выбирают
способ охлаждения обмоток. В трансформаторах машин
контактной сварки, как правило, применяют водяное
охлаждение вторичного витка. В редких случаях для
уменьшения размеров применяют также водяное охлаж-
дение и первичной обмотки. Воздушное охлаждение витков
используют только в машинах небольшой мощности (до
10—15 кВА).
Выбрав тип и систему охлаждения обмоток трансфор-
матора, определяют напряжения (э. д. с.) на номиналь-
ной ((72н) и промежуточных (U?i) ступенях. Желательно,
чтобы отношение напряжений на смежных ступенях
^гп/^2(п-1) = const. При этом коэффициент трансфор-
мации на всех ступенях должен равняться целому числу.
Так как потери в реальном трансформаторе относительно
невелики (см. [8.9]), основные его размеры, определяе-
мые сечениями сердечника и обмоток, рассчитывают для
идеального трансформатора, в котором Е1₽«[/1и[/2о =
= Е2.
Если трансформатор предназначен для машины, рас-
считанной на выполнение конкретной сварочной опера-
ции, то величина (72н может быть определена исходя из
технологических параметров этой операции (силы тока
в сварочной цепи Z2H, увеличенной в 1,2—1,25 раз для
учета падения напряжения в схеме коммутации и необ-
ходимости плавного регулирования тока углом отпира-
ния вентилей; сопротивления свариваемых деталей А’эр
а также сопротивления сварочного контура машины)-
^2н ~ E2t, — l2Z,
где Z ]/"(/?2 + /?ээ)2 + (обозначения см. § 2); / 2 =
= (1,2-5-1,25). /2И — расчетная величина тока в свароч-
ной цепи.
348
Величина U.2H может быть также ориентировочно опре-
делена по внешним характеристикам прототипной ма-
шины (см. рис. 8.15). Зная величину U2ti, определяют
число витков первичной обмотки при w2 = 1 на номи-
нальной ступени:
= (8.10)
с округлением до ближайшего целого числа и корректи-
руют расчетное значение (У2Н.
Далее выбирают закон изменения U20 по ступеням.
Например, изменение числа витков (по арифметической
прогрессии) первичной обмотки по ступеням для схем б
и в (рис. 8.25) можно определить по уравнению:
Л (^-O^n-D
йс + (^с-2) •
Изменение Дс округляют до целого числа и разбивают
числа витков по секциям. Для наиболее широко распро-
страненной схемы регулирования (рис. 8.25, в) при kc = 2
каждая из секций состоит из двух одинаковых частей
(катушек) с числами витков Дс, 2ДС, 4ДС, 8ДС и т. д. По-
лученные значения количества витков и рассчитанные по
уравнению (8.10) U20 сводят в таблицу.
Сечение витков первичной обмотки рас-
считывают по длительному первичному току:
пвн
100 ’
ток; ПВН — заданная
включения.
I — 1/ -
где /2 — расчетный вторичный
номинальная продолжительность
Сечение первичной обмотки
— Лд//1д>
где/1д— допустимая плотность тока (/1д = 2,8ч-3,2 А/мм2
Для дисковой катушки, плотно прижатой к дискам вто-
ричной обмотки, охлаждаемых водой, и /1д = 1,5ч-
~=~2,1 А/мм2 при охлаждении водой только колодок вто-
ричной обмотки).
По сечению Sj для всех дисковых катушек выбирают <
°Дин тип прямоугольного провода.
При расчете вторичного витка определяют
то° с^?ение и разбивают на число параллельных элемен-
в- Сечение вторичного витка
*^2 ^2д//гд>
349
где ^д ~ ^2 V пвн! 100 — расчетный длительный вто-
ричный ток; /2Д— допустимая плотность тока в витке
„Число элементов определяется числом катушек первич-
ной обмотки и для схемы на рис. 8.25, в в 2 раза меньше
числа катушек первичной обмотки (см. рис. 8.28).
Расчет магнитопровода включает опреде-
ление сечения и размеров сердечника: толщины набора,
высоты и ширины окна и т. д. Сечение (м8) сердечника
разно
Sc=t/2M/4,44Au-2B, (8.П)
где 172м — напряжение на последней ступени, В; В —'
индукция в сердечнике, Тл.
Индукция В = 0,84-1,5 Тл, ее выбирают в зависи-
мости от ПВН, мощности трансформатора и формы пла-
стин стали, из которых собран сердечник. Из-за неплоТ'
350
ной сборки стальных листов и наличия изоляции факти-
ческое сечение сердечника несколько больше:
Sc = SJkc,
где k0 = 0,88—0,92.
В стержневом трансформаторе Sc относится ко всем
участкам магнитной цепи, а в трансформаторах броневого
типа — к среднему стержню, на котором расположены
обмотки; сечение остальных стержней равно половине Sc
(рис. 8.29, а).
Форму сечения сердечника из учета уменьшения раз-
меров трансформатора обычно выбирают прямоугольной
с соотношением сторон h/b = 1 — 2,5 (рис. 8.29, а). Раз-
мер окна (d и с) выбирают в зависимости от полного сече-
ния обмоток, которые должны быть уложены в окне
трансформатора, изоляции, прокладок и каналов охлаж-
дения:
о j + ^2
So = cd =-----т-----•
^3 о
где k3 0 — коэффициент заполнения окна (обычно
= 0,4-0,6).
Из условий экономичного раскроя стандартного листа
железа соотношение сторон окна dd выбирают в преде-
лах 2—3 (рис. 8.29, с).
Определив соотношение сторон сердечника и окна
трансформатора, проверяют укладку меди в окне с одно-
временным установлением размеров катушек первичной
обмотки и дисков вторичного витка. При выборе броне-
вого трансформатора с дисковыми катушками укладку
дисков рассчитывают согласно эскизу, приведенному на
рис. 8.29, бив. Между средними катушками оставляют
зазор Дп = 10—14 мм для размещения отводов и клиньев.
Внутренний размер изолированной катушки по ширине
выбирают на 8—15 мм больше [ширины сердечника:
^1к = b ф- (8—15) мм, а по длине на 20—40 мм: /i1K =
~~ /г + (20—40) мм для установки клиньев и свободного
надевания катушек. Радиальный размер катушки hx
/ii = wja + 6) 4- Д,
•где wK — число витков в катушке; а — толщина обмоточ-
вой° пРОВода с изоляцией, мм; 6 — толщина межвитко-
и изоляции, мм; Д = 7—12 мм — суммарная толщина
наРУжной изоляции катушки.
351
Аксиальный размер катушки Дх
+ ^и.
где Ьп — высота провода с изоляцией; h„ — суммарная
толщина наружной изоляции.
Высота катушки в месте вывода
А1к = + Лв»
где hB — суммарная толщина вывода с изоляцией.
Внутренний размер дисков вторичного витка выбирают
меньше по ширине на 2—3 мм, а по длине на 1—2 мм
внутренних размеров катушек. Радиальный размер диска
принимают больше радиального размера катушек с уче-
том припаянных трубок охлаждения.
При проверке укладки катушек должно быть соблю-
дено условие:
с^Я0 + (6—12) мм, (8.12)
где Но = Дх Д2&д'-}~ 2ДХ2£д Дц (&д — 1) — пол-
ная высота обмоток в окне; Дх — аксиальный размер ка-
тушки первичной обмотки; Д2 — толщина диска вторич-
ной обмотки; Д12 — толщина изоляционных прокладок
между первичной и вторичной обмотками; Дхх — рас-
стояние между первичными обмотками; ka — число дисков
вторичной обмотки.
Если условие (8.12) не соблюдается, уточняют раз-
меры окна.
Далее проводят проверочный расчет
трансформатора для определения его потерь, к. п. д-
и. условий охлаждения.
Ток холостого хода
fO = J^/oa + 4
Активную составляющую тока холостого хода /0аопРе’
деляют по формуле
Л)а = Pffcx/Ult
где Ро — pcG — потери холостого хода, Вт; 1/х —• пеР
вичное напряжение, В; рс — удельные потери в
Вт/кг; G — масса железа сердечника, кг; kx
коэффициент добавочных потерь.
352
Удельные потери рс увеличиваются с ростом индукции
и зависят от марки стали (рис. 8.30).
Реактивную составляющую тока холостого хода (на-
магничивающий ток)-/и определяют по формуле
Ль
Mb
где AWilcp. м — суммарные ампервитки, необходимые для
создания потока в железе; Aw, — ампер-витки на 1 м
длины участка, определяемые из графика (рис. 8.31);
Рис. 8.30. Зависимость удель-
ных потерь в стали ре от
индукции:
/ — сталь ЭН; 2 — сталь Э41;
3 — сталь ЭЗЗО; толщина Листов
0,5 мм
Ампервитки/м
Рис. 8.31. Зависимость
индукции от удельных ам-
первитке^ для электро-
технических сталей:
/ — сталь Э41; 2 — сталь
ЭН; 3 — сталь ЭЗЗО; тол-
щина Листов 0,5 мм
Лр. м— средняя длина силовой линии (см. рис. 8.29, б),
— индукция в стыках, Тл; п и 6 — число и величина
(о = 5-10~6 м) зазоров в магнитной цепи; kr — коэффи-
циент, учитывающий уменьшение тока холостого хода
из-за наличия высших гармоник; и>п — число витков
первичной обмотки на последней ступени.
Для индукций 1,2—1,8 Тл kr может быть определен
по соотношению: kr == 1/(1,9—0,8 Вс).
Относительное значение тока холостого хода ie =
7 10 юо %//1д не должно быть более значений, указан-
ных в ГОСТ 297—73: 50% при /2Д до 2б00 А> 32% при
ченД° 5-000 20% ПРИ Дд свыше 5000 А. В случае полу-
ив io более допустимого сердечник трансформатора
Б- Д- Орлов 853
пересчитывают с уменьшением значения расчетной индук-
ции.
Активные сопротивления обмоток
П _ t. ^Cp^Cn-l) „ п _ „ I, 12СУ^2
Дг1 — Pi^nl Ч ^ts Рг^пг S2 ’
где Pi и р2 — удельные электросопротивления материала
обмоток при 75° CvCty -мм2/м; /1ср и Z2cp — средняя длина
одного витка обмоток; fenl и &,12 — коэффициенты по-
верхностного эффекта (см. рис. 8.20).
Величина активного сопротивления обмоток транс-
форматора, приведенная ко вторичной обмотке: /?тк ==
= /?т2 -|- 7?г1/аУ(П-1). Потери энергии (Вт) в обмотках
в процессе их нагрева при номинальном режиме
" Дк = Л, + Д2-
Приведенное к первичной обмотке индуктивное сопро-
тивление (Ом) обмоток для трансформаторов с дисковыми
обмотками при симметричном их расположении
, SS/jD^^s-lO-8
Лтк “ Pfe ’
где О — расстояние между серединами обмоток в окне, см;
wn_! — число последовательно соединенных витков пер-
вичной обмотки (при номинальной ступени); р — число
групп катушек; 6s — эквивалентное расстояние между
первичной и вторичной обмотками, см;
6s-A12+ д1+зМ.-|-Лз-; (8.13)
Is — расчетная длина индукционной линии рассеяния;
» _ ________________________ ZO J
5 । Ala ~H Аг -j- A2/3 + An/2
Для крайних катушек в формулы (8.13) и (8.14) поД'
ставляют ДХ1 — 0. Полученную величину .Х™ увеличи-
вают в 1,2—1,4 раза для учета увеличения индуктивност11
за счет выводов вторичной обмотки.
Полное индуктивное сопротивление обмоток, приве-
денное ко вторичной обмотке, равно
(1,2-1,4)х;к
;------•
354
Коэффициент мощности
cos <р2 =
____Р% 4~ ____
|/’(^2 + «ээ)2+хГ
где <р2 — угол сдвига вектора вторичного тока относи-
тельно вектора напряжения t/2 на зажимах вторичной
обмотки.
К. п. д. трансформатора
и = 1-----------= 0,9 -ь- 0,96,
^2^2Н COS<f2+ >, Р
где = Ро + ^тк — суммарные потери в стали и
меди; U2 —’напряжение на зажимах вторичной обмотки
трансформатора при нагрузке, которое определяется из
внешней характеристики машины по заданному значению
вторичного тока на номинальной ступени или из вектор-
ной диаграммы (см. рис. 8.22, б) напряжений и токов
при номинальной нагрузке.
Количество воды, необходимое для охлаждения транс-
форматора,
_ 0,24Ртк
<2 = смз/с,
где &.Т = 54-10° С — перепад температур входящей и вы-
ходящей воды.
Диаметр трубки охлаждения dB (см) обычно равен
толщине диска.
Скорость воды в трубке
0.01Q
nd*/4
sg:3 м/с.
Рассчитывать трансформаторы машин
постоянного тока, низкочастотных и
конденсаторных машин в основном можно по
приведенным выше формулам; однако в определении
коэффициента трансформации, сечения витков и сердеч-
ника имеются отличия.
При расчете трансформатора низкочастотных машин по
«сходным данным (максимальный вторичный ток /2м и
Длительность его протекания — включения трансформа-
°Ра /£в, индуктивность L2 и активное сопротивление
Деталей и вторичного контура R",= R2 ф- RJ3, выпрям-
355
ленное напряжение Ux) вначале находят вторичное напря-
жение
и число витков первичной обмотки
Можно считать, что при включении выпрямленного
напряжения на первичную обмотку трансформатора, воз-
растание индукции в сердечнике происходит по линей-
ному закону (см. рис. 8.5, б); в этом случае сечение же-
леза определяется по формуле
Sc = kJUxtc1Jw^B,
где kB = 1,2 — коэффициент, учитывающий влияние вих-
ревых токов; ДВ = Во 4- Ви — изменение.индукции в про-
цессе включения, Тл; Во — 0,5-ь0,7 Тл — остаточная
магнитная индукция в сердечнике от предыдущего им-
пульса; Вы — 1,5-5-1,6 Тл — индукция в сердечнике
в конце импульса.
В связи с низкой частотой и малыми потерями в стали
сердечник трансформатора собирают из низкоуглероди-
стой горячекатаной стали толщиной 2—3 мм. Зная /2М
и сечение сердечника Sc, расчет ведут по приведенным
выше формулам. В конце расчета проверяют максималь-
ное значение вторичного тока:
где .— приведенное к первичной обмотке активное
сопротивление машины.
По исходным данным трансформатора кон-
денсаторных машин (запасаемая в конденса-
торах энергия 1^с, Вт с; первичное напряжение транс-
форматора Ult В; максимальный сварочный ток /2М,
сопротивление машины, приведенное ко вторичному
контуру, и индуктивность La гторичного контура) опрС"
деляют емкость батареи
C = 2Wc/Ut
Далее находят число витков первичной обмотки (обычно
«»> = 1):
2cos<p
цу ~ --- г
7?2/С/£2
356
Значение cos <р находят из соотношения <р ctg <р = tb,
h =
где t = (12-®-15) • 10” с (см. рис. 8.8, б); <р — началь-
ная фаза тока.
По значению емкости проверяют максимальный сва-
рочный ток. _____
I2M = UrV^L^bl«.
Сечение железа трансформатора
Sc = ЬФ/ЬВ,
где ДФ — изменение магнитного потока при разряде, Вб:
ДФ = U r VCiLi [е"'Л-Ч)) с‘8 ф + 2 cos <р].
Значение индукции В вычисляют так же, как и при рас-
чете трансформатора низкочастотных машин:
ДВ = В„ + ВМ.
Далее расчет проводят по приведенным выше формулам
для однофазных трансформаторов.
После расчета трансформатора и установления его ос-
новных параметров и параметров сварочного контура про-
водят проверочный расчет максимального значения вто-
ричного тока и времени нарастания тока до максимального
значения:
4,= <PCtg(J)/6.
Для расчета сечений обмоток длительный ток опреде-
ляют по формуле
г ^2М
2д~ /з
ПВ„
100 •
Глава 9
СИСТЕМЫ УПРАВЛЕНИЯ МАШИНАМИ
КОНТАКТНОЙ СВАРКИ
§ 1. НАЗНАЧЕНИЕ И СТРУКТУРА
СИСТЕМЫ УПРАВЛЕНИЯ
Под системой управления машиной контактной сварки
следует понимать комплекс аппаратуры, предназначен-
ной для обеспечения последовательности различного рода
операций цикла сварки, а также регулирования параме-
тров режима сварки.
Особенность цикла сварки заключается в кратковре-
менности его составляющих элементов, определяющих,
в частности, процессы сжатия и нагрева свариваемых
деталей. Качество сварных соединений зависит от правиль-
ности выбранного режима сварки и его стабильной повто-
ряемости. Стабильность в сочетании с кратковременностью
(иногда сотые доли секунды) цикла сварки определяет
особые требования к аппаратуре управления, которая
должна быть максимально автоматизирована, малоинер-
ционна, обладать высокой чувствительностью, точностью
работы и эксплуатационной надежностью.
При помощи аппаратуры управления осуществляется
включение, регулирование величины и выключение сва-
рочного тока; регулирование последовательности и про-
должительности отдельных операций цикла сварки в том
числе и времени протекания сварочного тока; изменение
' скорости вращения роликов (шовные машины) или пере-
мещения подвижной плиты (стыковые машины); включение
и регулирование усилия сжатия электродов и т. п. Обеспе-
чивается заданный цикл сварки электрическими, пневма-
тическими и гидравлическими системами (приво-
дами) сварочного оборудования, которые включаются в рэ-
боту через соответствующую электрическую, пневматиче-
скую, гидравлическую, так называемую функцио-
нальную аппаратуру (контакторы, золотники,
клапаны и др.).
Программа работы аппаратуры обычно заранее за-
дается (по различной системе) соответствующими блокам11
управления. Так, например, величина, продолжительность
358
повторяемость включения и выключения сварочного
иока задается блоками БТ и БВ (рис. 9.1), программа пере-
мещения подвижной плиты при стыковой сварке и пере-
мещение роликов при шовной сварке — блоком БПП
или БВР, программа изменения усилия сжатия деталей
или их осадки — блоком БУ. Первоначальное включение
и"выключение сварочной машины и подача энергопитания
(электрической энергии, сжатого воздуха или жидкости
под давлением) осуществляется блоком БПВ.
Рис. 9.1. Структурная
схема аппаратуры уп-
равления машинами
для контактной сварки:
р' ис и F соответствен-
но — давление сжатого
воздуха, напряжение
электрической сети, уси-
лие сжатия; СТ — сва-
рочный трансформатор;
К — контактор; Б Т —
блок тока; Б В — блок
времени; БУ — блок уси-
лия; БПП, БВР — блок
перемещения плиты, вра-
щения роликов; БПВ —
блок включения и вы-
ключения аппаратуры; Б С — блок синхронизации; / — узел фазорегулиро-
вания; 2 — узел стабилизации; 3 — узел модулирования; 4 — узел програм-
мирования
Последовательность включения блоков БУ, БВ, БТ,
БПП, БВР и блока БПВ (при автоматических режимах
сварки), т. е. синхронизация параметров режима сварки,
производится блоком синхронизации БС (связь БС с дру-
гими блоками показана на рис. 9.1 штриховыми ли-
ниями).
Связь между выходными командами с блоков управле-
ния и функциональной аппаратурой, а также аппарату-
рой блока синхронизации БС обеспечивается при помощи
Релейных контактных и бесконтактных устройств.
Совокупность коммутационной аппаратуры блоков К,
Т, БВ и узлов 1—4 (рис. 9.1) для однофазных машин
неременного тока принято называть прерывателями сва-
рочного тока.
Управление преобразователем частоты в трехфазных
вИЗк°частотных машинах и выпрямителем напряжения
машинах постоянного тока осуществляется соответству-
35»
ющими блоками, скомпонованными в специальных стан-
циях питания и управления (типа СПУ, ШУ и др.).
Аппаратура блока усилия БУ обеспечивает программу
усилия сжатия и осадки деталей при точечной, шовной и
стыковой сварке, а аппаратура блоков БПП или БВР __
программу перемещения подвижной плиты или сварочных
роликов при стыковой или шовной сварке.
Устройство механизмов сжатия, осадки, перемещения
плиты и вращения роликов рассмотрено в гл. V и VI..
Аппаратура БПВ обычно объединяет в себе не только
устройства для включения и выключения аппаратуры
управления, но также и системы сигнализации и стабили-
зации напряжения питания аппаратуры управления и ряд
других второстепенных функций.
Некоторые особенности управления низкочастотными
и конденсаторными машинами, машинами постоянного
тока, а также устройство отдельных блоков и узлов ука-
занных машин рассмотрены в § 4.
§ 2. КОНТАКТОРЫ
Контактор устанавливают в первичной обмотке свароч-
ного трансформатора, он служит для включения и выклю-
чения сварочного тока. От четкости и надежности его ра-
боты зависит постоянство температурного поля в деталях
и качество сварного соединения.
В зависимости от назначения машины и требуемой на-
дежности получаемых сварных соединений применяют
электромагнитные, ионные (игнитронные или тиратрон-
ные) и полупроводниковые (тиристорные) контакторы.
В дальнейшем ионные и полупроводниковые контакторы
будем называть вентильными.
Электромагнитный контактор (ЭМК) представляет со-
бой электромагнит 3 (рис. 9.2, а), к которому притяги-
вается якорь 2 с укрепленными на нем подвижными кон-
тактами 1 в момент подачи тока в катушку 3 от блока
БТ-БВ. При этом замыкается силовая цепь машины и по-
дается напряжение сети к первичной обмотке трансформа-
тора СТ. При отключении катушки 3 (рис. 9.2, б) якорь
с подвижными контактами 1 быстро возвращается в исход-
ное положение пружинами. Электромагнитные контакторы
на большую разрывную мощность имеют значительные
габаритные размеры, малый срок службы из-за образова-
ния дуги при выключении ы низкую производительность
360
e g включений в минуту). Кроме того, обладая большим
пеменем срабатывания и отпускания (см. рис. 9.4, б),
ни не способны пропускать строго дозированные и ста-
бильные порции энергии, что особенно сказывается при
работе на жестких режимах. Поэтому в настоящее время
Рис. 9.2. Электромагнитный контактор (а) и схема его подсоедине-
ния (б):
1 — контакты; 2 — якорь; 3 — катушка; 4 — СТ — сварочный транс-
форматор; БТ и БВ — блоки тока и времени
Рис. 9.3. Вентильные контакторы:
а — ионный (игнитронный или тиратрониый); б — полупроводниковый
(тиристорный)
электромагнитные контакторы используют только в про-
стейших точечных машинах малой мощности и произво-
дительности и в отдельных типах стыковых машин.
В машинах средней и большой мощности устанавли-
вает вентильные контакторы, которые представляют со-
“°и два игнитрона (тиратрона) или тиристора, включен-
Ые встречно-параллельно (рис. 9.3). Анод каждого вен-
361
тиля соединен с катодом другого вентиля, и эта группа
включена последовательно со сварочным трансформатором.
Если полярность полуволны переменного напряжения
такова, что напряжение линии Л1 положительно отно-
сительно Л2, то проводить ток будет вентиль слева. При
обратной полярности проводящим окажется вентиль
справа.
Рассмотрим особенности устройства и работы элемен-
тов вентильных контакторов: игнитрона, тиратрона и ти-
ристора.
Игнитрон представляет собой трехэлектродный управ-
ляемый ионный прибор с жидким катодом (ртутью).
Третий электрод—поджигатель (карбид бора, карборунд
и др.) частично погружен в ртуть. Игнитрон пропускает
ток только при положительном потенциале на аноде и
наличии в это время дуги между поджигателем и катодом.
При подаче положительного потенциала по отношению
к катоду на поджигатель между ними мгновенно (менее
чем за 0,001 с) возбуждается дуга, ионизирующая запол-
ненное парами ртути пространство между анодом и като-
дом. При наличии положительного потенциала на аноде
между ним и катодом возбуждается дуговой разряд, и
игнитрон зажигается, в нем начинает протекать анодный
ток.
При переходе тока через нуль игнитрон гаснет. В тече-
ние отрицательного полупериода тока межэлектродное
пространство игнитрона успевает полностью деионизиро-
ваться, и для зажигания игнитрона в следующем положи-
тельном полупериоде требуется новый импульс через под-
жигатель-катод. В настоящее время применяют игни-
троны в стальном корпусе марки И1 на максимальные
средние токи 70, 140 и 350 А и обратное напряжение
800 В.
Тот или иной игнитрон выбирают в зависимости оТ
коммутируемой мощности, максимального среднего тока,
времени усреднения, ПВ, падения напряжения на игни-
тронах и др. Игнитроны мало чувствительны к перегрУ3'
кам; длительность их работы ограничена стойкостью
поджигателя и составляет 1000 ч и более. К недостатка*’
игнитрона следует отнести большие размеры (по сравне'
нию с тиристором), ненадежное поджигание, особенно
при низкой температуре (рабочий диапазон температур
15—40° С) и в начале работы машины, большой импУ‘п1,се
ный ток зажигания (до 30 А при напряжении не мен
362
_____180 В), большое падение напряжения (20—25 В) на
игнитроне. Игнитронные контакторы широко применяют
для точечных и шовных машин средней и большой мощ-
ности. о
Тиратрон — трехэлектродныи газоразрядный (с ртут-
ным наполнением) прибор с накальным катодом и управ-
ляемой сеткой. На сетку, расположенную между анодом
и катодом, подается запирающий отрицательный потен-
циал (Ю—25 В). Для отпирания тиратрона необходимо
подать на сетку импульс положительного потенциала.
При наличии в этот момент положительного потенциала
на аноде между анодом и катодом возбуждается дуговой
разряд, тиратрон зажигается — в нем начинает протекать
анодный ток. При этом сетка теряет свое управляющее
действие даже при подаче на нее отрицательного смеще-
ния. Гашение разряда в тиратроне происходит после
снижения анодного напряжения ниже напряжения горе-
ния разряда, т. е. при снижении синусоидального напряже-
ния анода до нуля.
Роль сетки сводится к установлению момента разряда
в тиратроне. Выбор типа тиратронов определяется мак-
симальным и средним током. Тиратроны в основном при-
меняют для поджигания игнитронов, средний ток поджи-
гания которых не превышает 5 А. Для этих целей исполь-
зуют тиратроны с ртутным наполнением Тр1-5/2 и
ТГР1-2.5/2 при соответственно средних токах 5 и 2 А,
максимальных 15 и 30 А и обратном напряжении 2 кВ.
В контакторах тиратроны применяют для точечных
и шовных машин небольшой мощности (до 5 кВА), напри-
мер, при герметизации полупроводниковых приборов шов-
ной сваркой.
Тиристор — управляемый ключевой полупроводнико-
вый вентиль, обычно изготовляемый из кремния. При
подаче небольшого тока на управляемый электрод и по-
ложительного потенциала на анод по отношению к катоду
тиристор пропускает прямой ток. При обратной поляр-
ности анодного напряжения через прибор проходит незна-
чительный обратный ток. Управляемый электрод выпол-
яет только операцию включения тиристора.
В контакторах применяют тиристоры с воздушным ох-
лаждением типа ТВ-200, ТВ-500 и ТВ-800.
Шой ^еимУЩество тиристорных контакторов состоит в боль-
меп долговечности (12 000 ч), малых габаритных раз-
₽ах, высоком к. п. д. (падение напряжения на тиристоре
363
0,5—1,5 В, управляемый ток до 0,5 А при амплитуде ца.
пряжения не более 20 В), надежности отпирания. К Не'
достаткам тиристорного контактора можно отнести чув.
ствительность к перенапряжению (что приводит к необхо-
димости установки устройств для их защиты) и к перегреву;
в)
Рис. 9.4. Процессы включения (а) и выключения
тока электромагнитными (б) и вентильными (<?)
контакторами:
/св — время сварки; tK — момент подачи команды на вы*
ключение; — время задержки фактического выклю-
чения тока
ограниченная скорость нарастания анодного тока (10—
20 А/мкс). Некоторые характеристики контакторов, уст&‘
навливаемых в контактных машинах, приведены в табл. 9-1
При включении и выключении источника питания
в электрической цепи возникает переходный процесс уста*
новления тока. Сварочная машина (зажатые между элек*
тродами детали, сварочный контур и трансформатор) Дла
источника тока представляет активно-индуктивную на‘
грузку, поэтому установившийся ток iy (рис. 9.4, а) оГ
стает от напряжения по фазе на угол <р.
364
Характеристики контакторов
Таблица 9.1
Тип .сонтактора Основное назначение для машин Возмож- ность синхрон- ного вклю- чения Включение Вели- чина среднего тока, А Возмож- ное число включе- ний, мин Падение напряже- ния на одном вентиле В Чувстви- тельность к перена- пряжению Вероятность игкаэа (не- включения)
Электромагнитный Стыковых Нет Асинхрон- ное зоб 40—60 0 Малая Малая
Вентильный: игнитронный Т очечных Шовных Стыковых Есть Синхрон- ное 350 1500 20-35 Малая Большая
тиратронный Точечных и шовных небольшой мощности Есть Синхрон- ное 5 1500 10—15 Малая Малая
тиристорный S? СЛ Точечных, шовных, стыковых Есть Синхрон- ное 300 1500 0,5—1,5 Большая Малая
Если включение тока происходит в заданной точке его
синусоиды, т. е. при постоянном значении угла а
(рис. 9.4, а), то включение называется синхронным. Если
угол а произволен, т. е. включение тока происходит
в произвольный момент времени, не связанный по фазе
с синусоидой напряжения, то такое включение тока на-
зывается асинхронным.
Например, включение и выключение переменного тока
с помощью электромагнитного контактора производится
асинхронно.
Выключение вентильных контакторов В К, автоматиче-
ски происходит при нулевом значении тока. Возможная
задержка выключения тока с момента подачи команды
для этих контакторов не превышает 0,01 с (рис. 9.4, в).
Осуществить выключение тока при значениях, отличных
от нуля, для этих контактов пока практически не удается,
за исключением частных случаев. При применении не-
сложных систем управления вентильными контакторами
обеспечивается синхронное их включение, а также регу-
лирование времени включения (угла а).
При включении активно-индуктивной нагрузки на
синусоидальное напряжение ток в цепи в общем случае
не достигает сразу своего окончательного установившегося
значения в связи с тем, что энергия магнитного поля,
накапливаемая в катушке индуктивности, не может мгно-
венно измениться на конечную величину. Только в случае,
если ток случайно включится при нулевом значении
(рис. 9.5, а), система сразу входит в установившийся
режим. В остальных случаях мгновенное значение тока
в переходной период больше установившегося и зависит
от того, в какой момент времени будет включен контактор-
Наибольшего значения достигает ток при его включе-
нии в момент времени, соответствующего амплитудному
значению. При этом величина 1т почти вдвое больше ам*
плитуды установившегося значения при большой постоян-
ной времени цепи (рис. 9.5, б).
Явление неустановившегося режима гораздо сложнее
при включении в цепь синусоидального напряжения транс'
форматора с ферромагнитным сердечником. При этом
возможен случай включения трансформатора, когда оста-
точный магнитный поток Фо (рис. 9.5, в), сохранившийся
от предыдущего включения, и вновь создаваемый перехоЛ"
ным током магнитный поток совпадут по знаку,
мальное не установившееся значение магнитного
366
постигает значения Фо + 2Фт (рис. 9.5, в), а неустано-
еивШийся намагничивающий ток для создания такого
потока может катастрофически возрасти (из-за магнит-
ного насыщения сердечника). Неустановившиеся процессы
особенно сильно проявляются и медленно затухают в пер-
вичной цепи сварочного трансформатора, что неблаго-
приятно влияет на работу других потребителей энергии,
Рис. 9.5. Переходные процессы при
включении цепи с индуктивностью на
синусоидальное напряжение:
а — для включения при прохождении
тока через 'нуль; б — для включения при
прохождении тока через максимум; в —
при включении трансформатора без на-
грузки
включенных параллельно с контактными машинами («тол-
чки» тока). Такое включение тока характерно при исполь-
зовании электромагнитного контактора.
При включении тока вентильным контактором при угле
Отпирания вентиля а = <р пропускаемый через вентиль-
ный контактор ток сразу принимает установившееся зна-
чение. Переходный процесс в этом случае отсутствует
(ем. рис. 9.5, о). Если а =£ ср, то при включении возни-
кает ток переходного режима. При напряжении питания
и — Um sin (со/ -ф а)
^ок переходного процесса складывается, как и при вклю-
нии цепи ЭМК, из установившегося синусоидального
367
тока iy и свободного тока 1в, меняющегося по экспоненте,
т. е.
i = iy + k = lm sin (<of + a—ip) + Ae~'/X, (9.1)
где A — значение свободного тока в момент включения;
т = L/2? — постоянная времени; L и R — индуктивность
и активное сопротивление нагрузки.
Рис. 9.6. Диаграммы токов и напряжений при
работе вентильного контактора с активно-индук-
тивной нагрузкой в случае регулирования
угла а:
о) а > ф; б) а < ф
Из начальных граничных условий определяют значе-
ние величины А. В момент включения ток в цепи должен
быть равен нулю, т. е. t = 0, i = 0 и
Im sin (ос — <р)4-Д==0 или А = — Zmsin(a— <р). (9.2)
Если установить а>> <р (рис. 9.6, а), то ток в каждом
полупериоде будет равен разности между установившимся
iy и свободным ia током, существующими во время от-
крытия вентиля. Амплитуда пропускаемого тока снижается
и появляются разрывы между полуволнами. Действующее
значение тока за период будет меньше, чем у установив-
шегося синусоидального тока. Если еще больше увели-
чить угол а, можно значительно уменьшить действующе®
значение тока и заметно сократить длительность сваро4'
ного импульса за полупериод 0.
На рис. 9.7 приведены экспериментальные кривые за-
висимости действующего значения тока для схемы ветре4'
но-параллельного включения вентилей при разных Уг'
368
Рис. 9.7. Зависимость действующего
значения тока от угла регулирова-
ния а
лах ф и переменном угле регулирования а. По ординате
отложено действующее значение тока в процентах от дей-
ствующего значения тока при полнофазном состоянии.
Включение вентилей при ос <р обеспечивается синхрон-
ной сварочной аппаратурой. В случае включения венти-
лей при углах 0 <] ос < <р (рис. 9.6, б) величина А (см.
уравнение (9.2) 1 имеет положительное значение и, посколь-
ку свободный ток существует время, примерно равное Зт,
все это время наблюдается асимметрия в форме тока.
При ос, близких к нулю, асимметрия может вызвать
частичные пропуски в поджигании противоположного
вентиля и тем самым
большие толчки первич-
ного тока.
Трансформатор при
асинхронном включе-
нии ЭМК или ВК рабо-
тает в тяжелых усло-
виях. Кроме отмечен-
ных выше процессов
насыщения магнитной
системы и возможных
случаев возрастания на-
магничивающего тока,
вследствие появления в намагничивающем токе большой
апериодической составляющей, а также сдвига фаз между
периодическими составляющими первичного и вторичного
тока на обмотки воздействуют значительные знакопере-
менные силы. Для работы с асинхронными контакторами
необходимы трансформаторы с пониженной магнитной
индукцией, малой остаточной намагниченностью и хорошо
укрепленными обмотками.
При использовании синхронных контакторов включе-
ние машины также сопровождается переходным процес-
сом намагничивания, однако этот процесс протекает более
благоприятно. Синхронный контактор обычно работает
так, что начало сварки приходится на полупериод одной
волны вполне определенной полярности, а конец — на
полупериод обратной полярности. Поэтому остаточный
магнитный поток Фо и вновь создаваемый магнитный поток
имеют противоположные знаки, что способствует сниже-
нию максимального значения магнитного потока; при этом
сутствуют апериодические составляющие первичного
36Э
§ 3. ЭЛЕКТРИЧЕСКИЕ БЛОКИ И УЗЛЫ
УПРАВЛЕНИЯ КОНТАКТОРОМ
Наиболее совершенный прерыватель предназначен ддя
включения и выключения тока, регулирования его по
длительности и величине. Он содержит также специальный
узел стабилизации тока и программатор модулирования
и плавного регулирования действующего значения сва-
рочного тока. Прерыватель включает две части: вентиль-
ный контактор и систему управления. В зависимости от
типа контактора, требований к регулированию тока, при-
меняют различные системы управления контактором
(рис. 9.8).
Конто, ктор
Система управления конто к тором
Рис. 9.8. Блок-схема
прерывателя тока для
точечных и шовных
машин однофазного пе-
ременного тока:
1 — блок пуска и выклю-
чения; 2 — блок управ-
ления временем сварки;
3 — блок управления сва-
рочным током; 4 — блок
контактора; 5 — свароч-
ная машина; 6 — узел программирования времени; 7 — узел синхронизации;
8 — узел фазорегулирования; 9 — узел автоматической стабилизации тока;
10 — узел модулирования
Блок пуска и выключения 1 (рис. 9.8) содержит
аппаратуру пуска, сигнализации, источники питания ти-
ратронов, электронных ламп, полупроводниковых триодов
и т. п. и собран на элементах и по схемам, типичным для
любых электротехнических устройств и агрегатов.
Блок контактора 4 (рис. 9.8) предназначен
для отпирания вентилей на время сварки. В зависимости
от элементов, из которых собран контактор, применяют те
или иные блоки включения с соответствующими параме-
трами включения (током, напряжением и т. д.). Тиристор-
ный контактор управляется обычно блоком, выполненным
на полупроводниковых элементах. Если в прерывателе
использован игнитронный контактор, то этот блок преД'
ставляет собой блок поджигания игнитронов. При этом
поджигание игнитронов может быть осуществлено по за-
висимой или независимой схеме с использованием селе-
новых выпрямителей, тиратронов или тиристоров.
Для зависимых схем характерно, что их источнике
питания является напряжение, приложенное к аноДУ
370
игнитрона, и поэтому ток и напряжение на поджигателе
зависят от величины анодного напряжения. Независимые
схемы поджигания применяют при временах сварки 0,01—
0 02 с, они имеют собственный источник питания. Ток
и'напряжение на поджигателе не зависят от параметров
анодной цепи игнитрона и момента его поджигания, что
позволяет обеспечить более точный момент поджигания
тиратронов.
’2
Рис. 9.9. Независимая («) и зависимые (б, в) схемы поджигания игни-
тронов
В схеме независимого поджигания (рис. 9.9, а) конден-
сатор С заряжается через ограничительное сопротивле-
ние R3 от однопол упер иодного выпрямителя В. Зарядное
напряжение трансформатора Тр находится в противофазе
с анодным напряжением на игнитроне и к моменту требуе-
мого включения разрядной цепи конденсатор будет уже
заряжен. Зажигание тиратрона Т от блока управления БТ
приводит к разряду конденсатора в цепи поджигатель—
катод игнитрона (через ограничительное сопротивле-
ние Ro), после чего тиратрон гаснет. Вследствие большой
величины разрядного тока (амплитуда до 50 А) и крутого
Фронта нарастания тока обеспечивается высокая точность
°ДДержания заданного угла регулирования.
В простейшей схеме зависимого поджигания игнитро-
ов> осуществленной в асинхронном контакторе типа КИА
371
(рис. 9.9, б), поджигатели к сети подключаются через
вспомогательные вентили—полупроводниковые выпрями-
тели В1—В4. При росте прямого напряжения сети на
игнитроне и определенной величине тока через поджига-
тель игнитрон отпирается.
Если по каким-либо причинам игнитрон не пропускает
тока, цепь поджигателя может быть перегружена, и при
длительном прохождении через нее тока могут выйти из
строя поджигатель и выпрямитель. Во избежание этого
в цепи поджигания включены предохранители Пр на 2,5_
5 А, выдерживающие кратковременные токи 20—30 А.
В этой схеме время поджигания игнитрона не регулируется.
Продолжительность сварки регулируется длительностью
включения контакта К, при этом должен быть замкнут
контакт ГК, срабатывающий при протекании охлаждае-
мой воды в машине.
Недостаток контакторов типа КИА заключается в от-
сутствии регулировки действующего значения тока (бло-
ка 3, рис. 9.8), невозможности корректировки постоянной
составляющей тока через сварочный трансформатор, воз-
никающей из-за неполной симметричности пропускаемых
положительных и отрицательных полуволн тока.
В более сложной схеме зависимого поджигания поджи-
гатели игнитронов (рис. 9.9, в) последовательно соединены
с управляемыми тиратронами Т1 и Т2, в сеточные цепи
которых подается отрицательное напряжение смещения В„
от выпрямителей В1 и В2 и синусоидальное напряжение (7С
с обмоток трансформаторов ТрЗП и ТрЗШ (рис. 9.10).
Первичная обмотка трансформатора ТрЗ включена в фазо-
регулирующий мост, который позволяет изменять момент
подачи управляющего напряжения Uc и тем самым изменять
момент зажигания тиратрона, а следовательно, игнитрона
(рис. 9.10, б). Для устранения постоянной составляющей
тока служит потенциометр R5 (рис. 9.9, в), регулирующий
величину постоянного отрицательного смещения ^л
(рис.9.10, в). При этом увеличение напряжения (7Двызывает
увеличение угла а на угол ф и наоборот. Меняя угол «
одного из игнитронов при помощи R5 добиваются полной
симметричности полуволн тока. Индикатором служ11Т
вольтметр U (рис. 9.9, в). Время сварки определяется
временем замыкания контактов РЗ и Р4, определяемым
выдержкой «сварка» регулятора времени.
Описанная схема поджигания игнитронов осущестВ'
лена в прерывателях типа ПИА, которые не обеспечивав
372
синхронность момента включения контакторов относи-
тельно напряжения сети. Кроме того, управление при
помощи синусоидального напряжения не обеспечивает по-
стоянство действующего значения тока, так как тира-
троны имеют широкую область пусковой характеристики
и поджигание их происходит при разных фазовых углах.
Рис. 9.10. Диаграммы напряжений и токов при регулирова-
нии угла поджигания с помощью синусоидального напряжения:
а, б — регулирование путем фазового изменения управляющего на-
пряжения; в — регулирование путем изменения управляющего сме-
щения
Для осуществления точных и стабильных режимов про-
пускания тока через игнитроны применяют импульсные
электронные схемы управления, в которых момент под-
жигания игнитронов увязан с фазой напряжения сети,
а количество отпирающих импульсов пропорционально
частоте напряжения сети и устанавливается заранее. Эти
схемы используют в так называемых синхронных, преры-
вателях тока (рис. 9.11).
Рассмотрим принцип работы блока управления вре-
менем протекания сварочного тока и блока тока и их уз-
лов на примере серийных прерывателей типа ПИШ и ПИТ
игнитронным контактором, а также бесконтактную схему
Управления контактором на элементах «Логика».
373
Рис. 9.W. Электрическая схема шовного игнитронного прерывателя типа Г1ИШ-100-4
Блок управления временем (см. блок 2
рис. 9.8) состоит из двух узлов: узла программирования
времени 6 и узла синхронизации 7.
Узел программирования времени 6 собран на лампах
jj3_JJ6, в анодные или сеточные цепи которых включены
обмотки трансформаторов ТрЗ—Тр5, сопротивления и
конденсаторы (рис. 9.11). Его задача — обеспечить вы-
полнение устанавливаемой переключателями П1 и П4 про-
граммы времени «импульса» и времени «пауза» путем подачи
на аноды лампы Л6 постоянного напряжения чередую-
щейся полярности: минус при паузе и плюс при сварке,
что приводит в конечном итоге к чередованию включения
и выключения первичных обмоток трансформаторов Тр51
и Тр61. Импульсы с вторичных обмоток этих трансформа-
торов поджигают тиратроны Т1 и Т2.
Работа узла происходит следующим образом. После
включения прерывателя через определенное время, необ-
ходимое для накала ламп, замыкаются контакты реле Р2
и на аноды ламп ЛЗ и Л2 подается стабилизированное на-
пряжение +400 В. При этом тиратрон ЛЗ зажигается,
так как потенциал его сетки по отношению к катоду равен
нулю. Тиратрон Л4 не загорается, так как разомкнуто
реле P4I. Анодный ток тиратрона ЛЗ, протекая по сопро-
тивлению R6, создает на нем падение напряжения по вели-
чине, равное анодному напряжению, за вычетом напря-
жения на самом тиратроне (15—20 В).
Этим напряжением заряжаются конденсаторы С1 и С4.
Цепь заряда конденсатора С1: плюс (катод ЛЗ) — С1 —
РЗ — минус (вторая точка R6). Цепь заряда конденса-
тора С4: плюс (катод ЛЗ) — С4 — анод — катод Л5 (пра-
вый триод) — минус. За счет заряда конденсатора С1
к катоду тиратрона Л4 прикладывается «минус», а за счет
заряда конденсатора С4 «минус» прикладывается к сетке
тиратрона ЛЗ. К аноду лампы Л6 прикладывается «минус»
с конденсатора СР, трансформаторы Тр51 и Тр61 отклю-
Чен.,ы «пауза». На этом заканчивается подготовитель-
ный период включения узла в работу.
При замыкании контакта Р41 (в блоке синхронизации),
т. е. при подаче анодного напряжения на тиратрон Л4,
оследний зажжется, а тиратрон ЛЗ погаснет. Это происхо-
дит потому, что потенциал сетки тиратрона Л4 по отноше-
ию к катоду равен нулю, а тиратрон ЛЗ гаснет, так как
^апряжение конденсатора С1 оказывается приложенным
тиратрону ЛЗ («минус» к аноду, «плюс» к катоду).
375
Тиратрон ЛЗ вновь загореться не сможет, так как будет
заперт отрицательным напряжением заряженного кондеи-
сатора С4.
Анодный ток тиратрона Л4 создает падение напряже-
ния на сопротивлении R8, которое заряжает конденсатор
Рис. 9.12. Графики токов и напряжений в элементах блока управле-
ния времени:
1 — импульсы анодного тока, проходящего через Л2; 2 — синхронизирован"
иые импульсы со вторичной обмотки трансформатора Тр411; 3, 4 — суммарн
сеточные напряжения тиратронов ЛЗ и Л4; 5 — напряжение на сопротивл
нии R8, подаваемое иа анодные цепи Л6
С5 и перезаряжает конденсатор С1 обратной полярностью-
К сетке тиратрона Л4 будет приложен «минус» заряжен-
ного конденсатора С5, а к катоду ЛЗ — «минус» конден-
сатора С1. На анод лампы Л6 с сопротивления R8 №
дается + Пд8 (5, рис. 9.12). Наступает выдержка вРе'
мени «сварка». В зависимости от величины сопротивле
ний, включенных переключателем П1, происходит пост
376
пенкое уменьшение отрицательного потенциала сетки ти-
ратрона ЛЗ за счет разряда конденсатора С4.
" Когда напряжение на конденсаторе повысится до ве-
личины напряжения зажигания тиратрона ЛЗ, он за-
жжется а тиратрон Л4 погаснет аналогично тому, как
это было с тиратроном ЛЗ. Наступит время выдержки
«пауза». Теперь начнет разряжаться конденсатор С5 через
свое разрядное сопротивление 772, и по истечении опре-
деленного промежутка времени тиратрон Л4 вновь за-
жжется, а тиратрон ЛЗ погаснет. Этот процесс поочеред-
ного зажигания и погасания тиратронов ЛЗ и Л4 будет
происходить до тех пор, пока контакт P4I будет замкнут.
Такая схема, в которой происходит двухпозиционное
переключение с двумя устойчивыми состояниями, храня-
щими информацию, называется триггером. Таким образом
триггер обеспечивает выполнение заданных выдержек вре-
мени «сварка» и «пауза».
Узел синхронизации 7 блока 2 (рис. 9.8) управления
временем предназначен для связи сеточных цепей тира-
тронов ЛЗ и Л4 с частотой сети (для синхронизации вре-
мени включения игнитронов). Узел собран на лампе Л2, в
сеточной цепи которой включена вторичная обмотка транс-
форматора Tp3IV. Первичная обмотка ТрЗ! этого транс-
форматора включена в сеть переменного тока, питающего
сварочную машину. В анодной цепи лампы Л2, работаю-
щей в режиме двустороннего ограничения тока, включена
первичная обмотка трансформатора Тр41. При положи-
тельной полуволне напряжения на обмотке Tp3lV в транс-
форматоре Тр41 формируются почти прямоугольные им-
пульсы анодного тока (рис. 9.12, 7). При изменении анод-
ного тока в начале и конце импульса в первичной и вторич-
ной обмотках трансформатора Тр4 возникают пикообраз-
ные импульсы напряжения 2, которые синхронизированы
с частотой сети. Тиратроны ЛЗ и Л4 поджигаются этими
импульсами синхронизации, накладываемыми на напря-
жение смещения их сеток (рис. 9.12, 3 и 4).
Работа блока управления временем сварки в прерыва-
теле типа ПИТ (в точечных машинах) несколько отли-
ается от работы рассмотренного блока 2 прерывателя
ипа ПИШ. В точечном варианте перед началом сварки
Ратрон Л4 заперт отрицательным напряжением выпря-
1теля В4, поданным на его управляющую сетку; при
ом горит тиратрон ЛЗ (рис. 9.13). При включении реле Р4
Далью или каким-либо промежуточным устройством)
377
к выпрямителю В4 через сопротивления R28 и R29 под.
ключается конденсатор С5. Отрицательное напряжение
на сетке тиратрона Л4 при этом снижается за счет падения
напряжения на сопротивлении R29 при прохождении
через него зарядного тока конденсатора С5. Параметры
сеточной цепи тиратрона Л4 (емкость С5, сопротивления
R28, R29), а также величину импульса синхронизации,
Рис. 9.13. Блок управления временем сварки точечного пре-
рывателя типа ПИТ
снимаемого с потенциометра R5, выбирают так, чтобы он
открылся этим импульсом.
При зажигании тиратрона Л4 напряжение конденса-
тора С1, предварительно заряженного через тиратрон ЛЗ,
оказывается приложенным к тиратрону ЛЗ («минусом»
к аноду, «плюсом» к катоду), благодаря чему он гаснет.
Тиратрон ЛЗ может вновь открыться импульсом синхро-
низации, снимаемым с потенциометра R4, только после
соответствующего разряда емкости С4, чем и определяется
время горения тиратрона Л4, а следовательно, и длитель-
ность протекания сварочного тока. Время разряда кон-
денсатора С4 определяется его емкостью, которая является
постоянной величиной, а также величиной подключен-
ных параллельно конденсатору сопротивлений Rlu—-Rio^
изменение которой и используется для регулировки Длй
378
тельности сварки. Для повторного запуска необходимо
снять команду с реле Р4, разрядив тем самым конденса-
тор С5, и снова подать команду на запуск.
Блок управления током 3 (рис. 9.8) со-
стоит из трех узлов: узла фазорегулирования 8, узла авто-
матической стабилизации тока 9 и узла модулирования 10.
Блок управления током предназначен для обеспечения фор-
мирования стартовых импульсов в обмотках трансформа-
торов Трб и Трб согласно поступающей программе с блока
времени. При этом за счет угла автоматического фазорегу-
лирования он должен обеспечить необходимый момент
включения вентилей по отношению к фазе питающего
напряжения и автоматически стабилизировать действую-
щее значение тока в первичной (соответственно в свароч-
ной) цепи при отклонениях напряжения в сети, а при на-
личии модулятора — обеспечить изменение действующего
значения сварочного тока по задаваемой программе.
Узел фазорегулирования 8 и узел стабилизации 9
(рис. 9.8) включают в себя лампы Лб и Л7, обмотки транс-
форматора ТрЗ, Трб, Трб, сопротивления фазорегулирую-
щего моста (R15—Р16, R10—R12, R13—R14 и др.) и ем-
кости С8—СЮ (рис. 9.11).
Получение формирующих положительных импульсов,
отпирающих тиратроны, и обеспечение необходимой их
фазы достигается следующим образом. При отсутствии
положительного потенциала на анодах лампы Лб система
не работает. При подаче к анодам Лб положительного по-
тенциала с сопротивления R8 через лампу Лб и обмотки
трансформатопов Тр51 и Трб! протекает тск анода.
Лампа Лб работает в режиме двустороннего ограничения
(рис. 9.14). На сетку левой части лампы Лб (двойного
триода 6Н9С) подается постоянное напряжение смеще-
ния С'д и синусоидальное напряжение t/BX с амплитудой,
в несколько раз превышающей рабочий диапазон сеточ-
ного напряжения лампы (рис. 9.14, б).
Ограничение по максимуму (положительной полуволны
напряжения) осуществляется за счет сеточного тока, для
ч®Го последовательно в ее цепь включено сопротивле-
Ние R32; по величине R32 значительно больше сопротив-
Ления сетка—катод. При этих условиях напряжение на
^тке с появлением сеточного тока будет близко к нулю.
гРаничение в пределах отрицательного полупериода
озникает при потенциалезапирания лампы сеткой, и
ачение анодного тока становится равным нулю.
379
При достаточно большой амплитуде входного напряже-
ния разность между длительностью основания импульса 0
и его верхушки 02 становится чрезвычайно малой, и им-
пульс тока ia в анодной цепи принимает почти прямоуголь-
ную форму. Анодное напряжение при этом также имеет
8,
Uo
Трб1
ua
8й
сг Ю
Рис. 9.14. Схема форми-
рования импульсов (а) и
их фазового сдвига (6) и
векторная диаграмма на-
пряжений фазорегулиру-
ющего моста (в)
t
I
почти прямоугольную форму. Во вторичной обмотке транс-
форматора ТрбН индуктируются импульсы выходного на-
пряжения С/вых> открывающие тиратрон Т2. Аналогично
работает схема формирования импульсов в обмотке транс-
форматора ТрбН.
Форма управляющих импульсов, а следовательно,
момент поджигания игнитронов могут управляться,
первых, путем изменения сопротивления R16 (рис. 9.
и, во-вторых, путем изменения сеточного смещения. lJe"
380
ое используется для ручной регулировки нагрева, вто-
ое__для автоматической стабилизации.
" Переменное напряжение на управляющие сетки Л6
подается с выхода фазорегулирующего моста, предназна-
ченного для ручной регулировки действующего значения
сварочного тока (регулировка «нагрева»). Фазорегулирую-
щий мост состоит из обмотки трансформатора ТрЗП, двух
регулируемых сопротивлений R15 и R16 и емкости С8.
Векторная диаграмма напряжений фазорегулируемого мо-
ста приведена на рис. 6.14, в. Напряжение питания моста
UTp3II, падение напряжения на переменных сопротивле-
ниях R15, R16 и конденсатора С8, представленные соот-
ветственно векторами UTp, Urib-rm и Ucg, образуют
треугольник. При изменении величины сопротивлений вер-
шина треугольника перемещается по дуге окружности.
Следовательно, напряжение, снимаемое с диагонали моста
при изменении сопротивлений R15 и R16, будет сдвигаться
по фазе относительно напряжения Utp, оставаясь постоян-
ным по амплитуде (точки Cl, С2).
Сопротивление R16 используется для ручной регули-
ровки нагрева, сопротивление R15 — для первоначаль-
ной установки фазового угла в зависимости от cos <р ма-
шины с тем, чтобы угол а был немного больше или
равен углу <р. Для получения на управляющих сетках
лампы Л6 напряжений, сдвинутых по фазе на 180°,
в диагональ фазового моста включены сопротивления
R13 и R14, равные по величине. Средняя точка делителя
соединена через сопротивления R18, R31 и R24 с катодом
лампы Л6.
Одно из сеточных напряжений снимается непосред-
ственно между точками С2—К, второе напряжение сни-
мается с делителя, включенного параллельно обмотке
ГрЗП (С/ — R). Этим обеспечивается возможность допол-
нительной регулировки сдвига фаз этого напряжения
в пределах угла, близкого к 180° (угол р), что исполь-
зуется для симметрирования полуволн сварочного тока
фор6ЛЬЮ УстРакения подмагничивания сварочного транс-
Анодное напряжение на лампу Л6 (см. рис. 9.12) фор-
с Р°вания импульсов подается через триггерное устрой-
г ° На вРемя. равное заданной длительности импульса
варочного тока.
о5е^3ел ста(>илизации 9 в схеме прерывателя (рис. 9.8)
печивает автоматическое смещение импульсов и со-
381
стоит из лампы Л7 (6Н6С) и связанных с ней элементов
(см. рис. 9.11).
Как видно из рис. 9.14, б, начало и длительность им-
пульса анодного тока лампы-ограничителя Лб опреде-
Рис. 9.15. Узел модулирования:
а — схема; б, в, г, д — диаграммы, поясняющие полу-
чение модулированного тока
сетка*
до U&'
лаМ°^
ляются величиной напряжения смещения UR на
лампы. С ростом сетевого напряжения (например,
уменьшается положительное смещение на сетках
ограничителя, при этом импульсы анодного тока лампы J ’
а следовательно, и импульсы напряжения, (7'вых, отК1 f0
вающие тиратроны, запаздывают относительно сетево
382
напряжения. Длительность протекания сварочного тока Л
"пи этом уменьшается. При изменении сетевого напряже-
ния на ±10% действующее значение сварочного тока
меняется не больше чем на ±3%.
В качестве напряжения смещения лампы Л6 исполь-
зуется разность выпрямленных напряжений: напряжения,
пропорционального сетевому, и стабилизированного на-
пряжения. Для получения выпрямленного напряжения,
пропорционального сетевому, в схеме прерывателя преду-
смотрен двухполупериодный выпрямитель на лампе Л7
(pir 9.11). Ь качестве стабилизированного напряжения
используется напряжение питания вспомогательных це-
пей (выпрямитель на лампе Л1). Стабилизированное вы-
прямленное напряжение приложено к цепочке сопротив-
лений R21—R24. Часть этого напряжения сравнивается
с выпрямленным нестабилизированным напряжением на
сопротивлении R20 (трансформатор ТрЗ включен до фер-
рорезонансного стабилизатора). Разность этих напряже-
ний, подаваемая на сетку лампы Л6, меняется с изменением
напряжения сети и определяет фазовое положение импуль-
са поджигания.
Конденсаторы С9 и СЮ сглаживают пульсации пода-
ваемого смещения. Ввиду нелинейной зависимости дей-
ствующего значения сварочного ток? от угла регулирова-
ния (см. рис. 9.7) сеточное напряжение лампы Л6, необ-
ходимое для компенсации колебаний напряжения сети,
зависит от регулировки нагрева. Чем больше начальный
угол регулирования а, тем меньше фазовый сдвиг ф
управляющих импульсов (рис. 9.14, б) требуется для
обеспечения заданной точности стабилизации. Поэтому
движок потенциометра R18 сблокировал с движком со-
противления R16 с учетом усиления чувствительности
системы по мере увеличения сварочного тока.
Узел модулирования 10 (рис. 9.8), применяемый в пре-
рывателях типа ПИТМ и ШУ-123, предназначен для из-
менения скорости нагрева и охлаждения зоны сварки. Из-
менение термического цикла достигается в общем случае
За счет одновременного регулирования импульса тока по
времени и величине. Последнее достигается заданием про-
гРаммы изменения угла зажигания тиратронов.
Фаза отпирающих тиратроны импульсов управляется
^личиной сеточного напряжения UR (рис. 9.15, 6) на
мпе Лб так же, как это выполнено для стабилизации
арочного тока. Дополнительно в цепь смещения этой
283
лампы последовательно включена емкость С20, зашунтц.
рованная сопротивлением R38 (рис. 9.15, а).
Во время пауз между сварками реле Р6 (рис. 9.15, Q)
включено, и емкость С20 заряжается от выпрямителя В5,
Таким образом, на сетку лампы Лб подается три напрд!
жения: постоянное U„ о с сопротивления R18, синусои-
дальное переменное (7ВХ от ТрЗП с сопротивления R13
и изменяющееся напряжение U„ р и UM 3 с сопротивле-
ния R38 (рис. 9.15, б). При включении прерывателя на
сварку срабатывает реле Р4 (см. рис. 9.13), тиратрон J14
триггерного устройства включается, тиратрон ЛЗ гаснет.
На лампу Лб подается анодное напряжение с сопротивле-
ния R8. При этом реле Р6, включенное в анодную цепь
левой части лампы Л5 (рис. 9.13), выключается и начи-
нается разряд конденсатора С20 через сопротивление R38.
С этого момента начинается нарастание сварочного
тока г2 (заштрихованные полуволны рис. 9.15, д), так как
суммарное напряжение смещения на лампе Лб 1/Д умень-
шается, а фаза отпирающих импульсов Utps (рис. 9.15, г)
сдвигается. Работа левой части лампы Лб и изменение
второй полуволны тока г2 происходит подобным образом.
Скорость нарастания сварочного тока регулируется со-
противлением R38 в пределах 0,02—0,16 с.
Начало снижения сварочного тока определяется мо-
ментом включения тиратрона ЛЗ. Однако его зажигание
не приводит к погасанию лампы Л4, так как разряду
конденсатора С1 препятствует диод Д (рис. 9.13). С этого
момента горят оба тиратрона: ЛЗ и Л4\ положительное
смещение на Л5 (левый триод) заставляет сработать
реле Р6-, конденсатор С20 включается на заряд, а фазовое
положение импульсов определяется кривой зарядного на-
пряжения 1/ы з (рис. 9.15, б). Происходит плавный спад
сварочного тока до нуля. Время спада регулируется за-
рядным сопротивлением R37 от 0,06 до 0,5 с.
После окончания времени позиции «сварка» регулятор
времени выключает реле Р4-, лампа Л4 погасает. Цепь
управления сварочным током вновь готова к пропусканию
следующего импульса. Действие модулирующего устр°«
ства можно прекратить выключателем В К (рис. 9.13г
В этом случае прерыватель работает обычным образом ь
Взамен прерывателей типа ПИТ и ПИШ примени
блоки управления на унифицированных логически
элементах, обеспечивающие дискретный отсчет
зиций сварки, синхронное включение и стабилизаН
384
сварочного тока
регулировку то
органы.
Блоки тока
при изменении напряжения сети, фазовую
ка и выдачу команд на исполнительные
и управления временем включения тока,
а также управления другими системами созданы с исполь-
зованием тиристоров, декатронов, магнитных элементов
и др- В указанной аппаратуре происходит бесконтактный
запуск блока тока и блока управления временем. Благо-
даря бесконтактному принципу работы и применению
функциональных блоков значительно возрастает надеж-
ность системы и возможность ее ремонта. Вышедший из
строя блок может быть заменен за несколько минут.
Бесконтактные логические элементы реализуют те или
иные логические связи между элементами и узлами си-
стем прерывателя. Любую, самую сложную логическую
связь можно представить в виде логического уравнения,
содержащего ту или иную комбинацию трех логических
связей: отрицания — инвентор (логическая связь «НЕ»),
конъюнкции — схема совпадения (логическая связь «И»)
и дизъюнкции — собирательная схема (логическая связь
«ИЛИ»). Эти связи осуществлены в логических элементах
с использованием магнитных, полупроводниковых, пнев-
матических и других приборов.
В аппаратуре управления контактными машинами
применены серийные полупроводниковые элементы си-
стемы «Логика» типа Т. В настоящее время выпускают
19 элементов типа Т, разделенных на четыре группы:
семь логических («И», «ИЛИ», «НЕ» и др.), три функ-
циональных, пять выходных (усилителей) и четыре эле-
мента времени. Они предназначены для работы от ди-
скретных сигналов («ДА» и «НЕТ») с двумя уровнями на-
пряжений (малого 0 и большого, обозначаемого 1).
Выполнены элементы на германиевых транзисторах и
работают в диапазонах температур от —50 до 4-50°. Эле-
менты «Логика» допускают работу с бесконтактными и кон-
тактными датчиками, а также с другими элементами, на
выходе которых должен быть сигнал не менее 4,5 В. Га-
рантированная безотказная работа элементов 40 000 ч.
Конструктивно элементы оформлены в виде неразборных
модулей.
Рассмотрим работу отдельных элементов.
Элемент Т-107 предназначен для реализации функ-
ии «и», в элементе имеется две схемы «И»: одна — на
етыре входа 2, 4, 6, 8 с выходом 10 и вторая — на два
13 Б. Д. Орлов
385
входа 5, 7 с выходом 11 (рис. 9.16, я). На выходе появ-
ляется сигнал (нужного знака) только тогда, когда одц0.
временно на все его входы введены сигналы того же знака
Так, на входы в, 6, 4, 2 импульсы поступают в различно^
сочетании, причем, на вход 4 приходят, например, Н|Т
пульсы, синхронизированные с частотой сети.
Сопротивление R2 выбирают большим для того, чтобы
источник питания (—12 В) работал в режиме источника
тока.
В этом случае независимо от числа открывающихся
диодов через R2 проходить будет один и тот же ток. Любой
Рис. 9.16. Принципиальная схема элемента Т-107:
а — диодная приставка; б — логическая функция; в ь— услов-
ное обозначение
из диодов открывается и пропускает ток, когда потенциал
его на аноде более положителен, чем —12 В. Если один
из диодов открыт, через него и сопротивление R2 про-
ходит ток, и на выходе 10 устанавливается «О». Для того
чтобы получить на выходе «1», одновременно на все входы
должны быть поданы потенциалы —12 В («единицы»)
(рис. 9.16, 5). Сопротивления R2 и R3 составляют дели-
тель напряжения и служат для улучшения работы тран-
зисторов.
Элемент Т-102 — триггер (рис. 9.17, а) выполняет опе-
рацию «НЕТ». Элемент имеет два (/, 2) входа и два вВ1’
хода (7, 8). Он представляет собой переключающее устрой'
ство, имеющее два устойчивых состояния.
Если в данный момент открыт триод Т2, a Т1 закрь1Т’
то при подаче отрицательного потенциала на вход А
откроется и запрется правый триод. Выходной сигнал
386
евом триоде станет близок к нулю, а с закрытием пра-
' ого триода — выходной сигнал t7Bblx2 станет близок
. __J2 В («1»). При подаче отрицательного потенциала на
вход 2 триггер перейдет в другое устойчивое состояние,
Рис. 9.17. Принципиальная схема элемента Т-102:
а — триггер; б — диаграммы, иллюстрирующие режим его работы; в — услов-
ное обозначение
а)
Рис. 9.18. Принципиальная схема элемента Т-404:
а Усилитель мощности; б — логическая функция; в — условное обозначение
выходной сигнал на левом триоде станет близок к —12 В,
а на выходе правого триода установится «О» (рис. 9.17, б).
Элемент времени Т-303 обеспечивает появление ди-
скретного выходного сигнала с задержкой на время, уста-
навливаемое заранее, после подачи входного сигнала
<см. рис. 9.4Q).
Элемент Т-404 (рис. 9.18) — выходной усилитель —
еспечивает управление тиристорным блоком контак-
387
тора или управление катушкой пневмоклапана с мОп.
ностью срабатывания до 30 В при токе до 1,25 А. Он пре?"
ставляет собой четырехкаскадную схему усиления, в ко-
торой первые два транзистора включены по схеме с обцщм
эмиттером, а выходные — по схеме составного транзи-
стора.
Блоки тока и управления временем, собранные из эле-
ментов Т-107, Т-102, Т-303 и Т-404, работают следующим
образом (рис. 9.19).
I Сеть
Т2
Рис. 9.19. Схема синхронного включения тока
и выдержки времени сварки прерывателя
РЦС-403
При поступлении постоянного напряжения с выдерж-
ки / времени «сжатия» на схему И1, импульсный сигнал
с последней с частотой 50 Гц поступает на триггер Т1
вследствие того, что на схему И1 в это же время подается
напряжение с триггера 7'3 (заштрихованное плечо триг-
гера обозначает наличие на нем напряжения, т. е. триод
этого плеча закрыт) и импульсы напряжения, пропорцио-
нальные частоте напряжения сети, с триггера синхрони-
зации Т2 (см. рис. 9.16, б). В момент первого пропадания
напряжения на схеме И1 срабатывает триггер 7'/ и с его
левого плеча напряжение поступает через схему И2 на
выдержку ВВ «сварка». Одновременно напряжением на ле'
вом плече триггера Т1 закроется диод Д1 и на вход си-
стемы поджигания вентильного контактора ВК с фа30‘
вращателя 2 через усилитель начнут поступать импульсы,
отпирающие тиристоры.
388
До срабатывания триггера Т1 импульсы с фазовраща-
я 2 не поступают на усилитель, так как они шунти-
оуются через диод Д1 и открытый триод левого плеча
триггера Т1 на общий провод.
k Через установленный промежуток времени с элемента
выдержки времени ВВ «сварка» на его выходе появится
напряжение, которое через диод Д2 поступит на базу
триода правого плеча триггера ТЗ и откроет его. При этом
триггер перебросится в другое устойчивое состояние и
с левого плеча поступит напряжение на схему ИЗ, куда
поступают также импульсы напряжения с триггера Т2.
Триггер Т1 перейдет в другое устойчивое состояние.
Импульсы с фазовращателя через диод Д1 снова будут
шунтироваться на общий провод, и ток сварки прекра-
тится. Таким образом осуществляется синхронное с сетью
включение сварочного тока и обеспечивается четное число
полуволн сварочного тока в процессе сварки.
Современные достижения радиоэлектроники и вычисли-
тельной техники создали условия для разработки и произ-
водства аппаратуры управления сварочными машинами
с применением интегральных ячеек (плат) и функциональ-
ных узлов или модулей. Последние в миниатюрном испол-
нении (микромодули) могут иметь до 20 элементов на
1 см3.
Одновременное совмещение транзисторов, сопротив-
лений, конденсаторов и диодов, выполняющих опреде-
ленные функции, упрощает разработку схем управления
сварочными машинами и создание аппаратуры управле-
ния, которой в ближайшие годы будут комплектоваться
выпускаемые контактные машины.
§ 4. БЛОКИ И УЗЛЫ
НИЗКОЧАСТОТНЫХ И КОНДЕНСАТОРНЫХ МАШИН
Управление выпрямителем машин с трехфазным пита-
нием выполняют следующим образом (рис. 9.20). Силовой
выпрямитель (см. рис. 8.4, а), выполненный по двухтакт-
ной схеме (схема Ларионова), включается при подаче
команды с узлов управления игнитронами верхнего и ниж-
”его рядов. Поджигание каждого из игнитронов проис-
одит от индивидуального тиратрона. Игнитроны анод-
ов группы могут поджигаться одним тиратроном. Управ-
яиНИе „тиРатронами— фазово-импульсное. Управление
одной и катодной группами вентилей выпрямителя —
389
раздельное от двух одинаковых по схеме устройств форми.
рования импульсов поджигания.
Для стабилизации среднего значения выпрямленного
напряжения при колебаниях напряжения питающей сети
имеется узел стабилизации, который управляет фазовым
положением поджигающих импульсов с узла управления
игнитронами анодной группы.
Смена полярности выпрямленного напряжения, по-
даваемого на сварочный трансформатор, осуществляется
Коммутатор
полярности
Силовой
Выпрямитель
Узел управления
коннутаторон
полярности
Узел формирования
импульсов прджи-
гания тиратронов
катодной группы
модель
игнитронного
Выпрямителя
Узел формирования
импульсов поджи-
гания тиратронов
анодной группы
Узел
стабилизатора
Программный
регулятор
бремени
Рис. 9.20. Схема управления током трехфазной машины типа МТПТ
коммутатором полярности при подаче команды с устрой-
ства управления коммутатором.
Последовательностью выполнения отдельных операций
сварочного цикла управляют многопозиционным програм-
мным регулятором времени, составленным из ряда эле-
ментарных ячеек времени. Отсчет длительности протека-
ния сварочного тока происходит так же, как и в игнитрон-
ных однофазных прерывателях при помощи триггерной
схемы.
Контроль правильности работы схемы управления,
а также настройку системы стабилизации осуществляют
при помощи устройства, которое представляет собой мо-
дель игнитронного преобразователя с индикаторным*1
приборами. Блок питания обеспечивает подачу на все
элементы требуемых напряжений. Система управления
включает также ряд блокировочных и пусковых устройств>
элементы защиты и сигнализации.
Рассмотрим устройство и работу ряда отдельных узл°Б’
390
Узел формирования импульсов. Чередование горения
игнитронов преобразователя происходит через 120°. По-
этому естественно, что импульсы, управляющие поджига-
нием игнитронов анодной группы, должны отстоять друг
от друга на 120° и иметь смещение по фазе. На рис. 9.21
приведена схема формирования таких управляющих
импульсов. На сетки обоих триодов лампы Л1 и левого
триода лампы Л2 подано синусоидальное напряжение от
Рис. 9.21. Схема узла управления игнитронами анодной группы
преобразователя
трехфазного трансформатора ТрЗ. Благодаря двусторон-
нему ограничению, через триоды протекает импульсный
анодный ток, а на сопротивлениях RIO, R19 и R20 фор-
мируются прямоугольные импульсы напряжения, сдви-
нутые относительно друг друга по фазе на 120 '.
При помощи цепочек R1C2, R4C3, R5C4 прямоуголь-
ные импульсы дифференцируются в остроконечные, ко-
торые затем ограничиваются по отрицательной полярности
Диодами Д1, Д2 и ДЗ. Положительные импульсы сумми-
руются на сопротивлении R9. Полученные импульсы с ча-
стотой следования 150 Гц усиливаются правым триодом
лампы Л2 и через четырехобмоточный разделительный
трансформатор Тр2 подаются на управляющие сетки соот-
ветствующих тиратронов. Длительность включения игни-
тронного преобразователя определяется временем вклю-
391
чения правого триода лампы Л2, анодное напряжение
которого подается через триггерную схему.
Запуск игнитронов катодной группы можно пропз-
водить аналогичными устройствами формирования им-
пульсов, которые номинально должны быть сдвинуты от-
носительно управления верхнего ряда на 60°, или же про-
стым снятием отрицательного смещения с поджигающих
тиратронов нижнего ряда. В этом случае нижние игни-
троны работают без начального угла отсечки (полнофазное
состояние).
Узел стабилизации. Среднее значение выпрямленного
напряжения стабилизируется изменением угла поджига-
ния игнитронов в зависимости от напряжения питающей
сети. Для этого фазы импульсов, поджигающих тира-
троны, должны автоматически смещаться относительно
фазы переменного напряжения на их анодах. Управление
фазовым положением импульсов достигается, как и в одно-
фазных игнитронных прерывателях, путем автоматичес-
кой подачи изменяемого сеточного напряжения на лампы,
формирующие импульсы, с узла автоматического смеще-
ния.
Узел автоматического смещения (рис. 9.21) представ-
ляет собой трехфазный однополупериодный выпрямитель
на диодах Д4, Д5, Д6, нагруженный на два потенцио-
метра (сопротивления R17, R18 и R16, R15). Падение
напряжения на потенциометре R17, R18 стабилизировано,
так как параллельно ему включен газовый стабилитрон ЛЗ.
На втором потенциометре напряжение меняется пропор-
ционально напряжению питающей сети. Разность ста-
билизированного и нестабилизированного напряжении по-
дается в узел формирования управляющих импульсов-
Следовательно, фаза этих импульсов следит за колеба-
нием питающей сети. Переключателем П можно отклю-
чить автоматическую стабилизацию выпрямителя и по-
тенциометром R13 вручную отрегулировать выпрямлен-
ное напряжение.
Узел управления коммутатором полярности. В точеч-
ных машинах типа МТПТ коммутация полярности осу-
ществляется электромагнитными контакторами (рис. 9-22/-
Допустим, что в момент включения машины поляри30
ванное двухпозиционное реле Р1П, включенное чере3
диод Д1 и контакты параллельно сварочному трансф°Р
матору, находится в положении, изображенном на
(контакт Р1П замкнут, Р1П разомкнут). В этом полол*
392
нии замкнуто промежуточное реле Р2 и контактор К.П2,
контактами которого первичная обмотка сварочного транс-
форматора подключена к выпрямителю. При поступлении
сигнала от программного регулятора времени на включе-
ние сварочного тока одновременно замыкается контакт Р6.
При этом замыкается цепь зарядки конденсатора С на
выпрямленное напряжение, кото-
рый заряжается через сопротив-
ление R и один из диодов (Д/
или Д2).
При окончании сварки кон-
такт Р6 размыкается, а одним из
реле (контакт Р7) программного
регулятора во время паузы между
импульсами конденсатор С разря-
жается через обмотку реле Р1П,
что приводит к его переключению.
При этом его контакт Р1П раз-
мыкается, выключаются реле Р1
и контактор КП2, замыкается
контакт Р1П, включаются реле РЗ
и контактор КП1. Таким образом,
подготовлена смена полярности
напряжения к следующему им-
пульсу тока через трансформатор.
После прекращения второй
сварки включение катушек повто-
рится. Но при этом ток через
катушку реле Р1П пойдет в об-
ратном направлении. Так как
поляризованное реле сохраняет
положение контактов в зафикси-
рованном положении и после его
Рис. 9.22. Схема узла
управлени ^коммутатором
полярности трехфазных
машин типа МТПТ
выключения, то даже
после продолжительного выключения машины трансфор-
матор будет включен с полярностью, обратной последнему
сварочному импульсу до его выключения.
К аппаратуре управления конденсаторных машин
предъявляются два основных требования: 1) обеспече-
ние возможности регулирования напряжения на конден-
саторах и его стабилизации при колебаниях напряжения
Б сети, питающей машину; 2) обеспечение стабильного раз-
ряда конденсаторной батареи на сварочный трансформатор.
Эти требования удовлетворяются применением в за-
Рядной цепи конденсаторов управляемых выпрямителей,
393
а в разрядной цепи — тиратронов и игнитронов или тири-
сторов.
В зависимости от назначения и мощности машин, раз-
работано большое количество зарядных и разрядных схем
с различной степенью точности стабилизации напряжения
на конденсаторах. Рассмотрим наиболее типичные эле-
менты схем конденсаторных машин.
Рис. 9.23. Блок-схема ^зарядных устройств конденсаторных
машин
Зарядное устройство конденсаторных машин. В ка-
честве источника зарядного напряжения обычно исполь-
зуют выпрямители однофазные и трехфазные (машины
большой и средней мощности). Как правило, конденса-
торы заряжают не до полного напряжения выпрямителя
с тем, чтобы можно было выбрать оптимальный режим ра-
боты зарядного устройства. Отключаются конденсаторы
от выпрямителя при достижении заданной величины на-
пряжения заряда. В качестве измерительного устройства
применяют реле напряжения, управляющее отключением
контактора. Регулируют напряжение зарядки конденса-
торов, изменяя пределы срабатывания реле напряжения.
На рис. 9.23 приведены блок-схемы зарядных устройств
конденсаторных машин: с постоянным зарядным напря*
жением и сопротивлением (а) и ступенчатым изменением
394
зарядного сопротивления (б) или напряжения (в). При
зарядке конденсатора С до определенной величины сраба-
тывает реле напряжения Р1 (рис. 9.23, б), управляющее
контактом Л, который закорачивает часть зарядного со-
противления /?з1. Далее зарядка идет с пониженным за-
рядным сопротивлением (через /?311) и при заданном на-
пряжении срабатывает реле Р2, отключающее зарядку
конденсатора. Зарядное напряжение изменяется, напри-
мер, с помощью двух реле напряжения/3/и Р2 (рис. 9.23, в).
Рис. 9.24. Разрядное устройство низковольтной конденсатор-
ной машины с контакторами (а) и игнитронами (б)
При определенном напряжении UCI на конденсаторе
срабатывает реле Р1. При этом контакты К2 отключаются,
контактами К1 включается полное напряжение силового
трансформатора. Реле Р2 срабатывает при достижении
заданного напряжения зарядки и отключает выпрямитель.
Использование схемы с изменяющимся напряжением
заряда требует применения промежуточного трансформа-
тора или автотрансформатора и более сложной коммута-
ционной аппаратуры, чем схема с изменением сопротивле-
ния. В машинах малой мощности для упрощения схемы
применяют однофазные выпрямители и режим полного
заряда (рис. 9.23, а). В последнее время для зарядки
конденсаторов находят применение устройства с управляе-
мыми вентилями: тиратронами, игнитронами или тири-
сторами. Фаза включения вентиля во время зарядки кон-
денсатора непрерывно изменяется так, что зарядный ток
стается приблизительно на одном уровне.
395
Разрядные устройства конденсаторных машин. Раз.
рядное устройство служит для подключения рабочих кон-
денсаторов к сварочному трансформатору и их разряда
при сварке. Сварочный трансформатор ТС подключается
к конденсаторной батарее электромеханическими (а) кон-
такторами X/, К2, включенными поочередно, или вентиль-
ными (6) (рис. 9.24). Применение электромеханических
контакторов обычно ограничивается максимально допус-
тимым темпом их работы. В машинах с малым разрядным
током применяют тиратроны.
В приведенной на рис. 9.24, б схеме разрядного устрой-
ства на игнитронах коммутатор изменения полярности от-
сутствует, однако при разряде используется поочередно
только половина первичной обмотки трансформатора.
Более сложная схема разрядного устройства применена
в машинах МТК-75, МТК-5001, где предусмотрено шунти-
рование первичной обмотки вентильным прибором, за-
корачивающим ее при прикладывании к ней напряжения
обратной полярности для избежания перезарядки кон-
денсаторов при колебательном характере разряда.
§ 5. БЛОК И АППАРАТУРА УПРАВЛЕНИЯ
УСИЛИЕМ СЖАТИЯ
Блок усилия сжатия БУ (см. рис. 9.1) со-
стоит из двух узлов: узла программирования и узла ста-
билизации.
Узел программирования предназначен для выполнения
установленной программы изменения усилия сжатия и
осадки деталей путем подачи команд на функциональную
аппаратуру (клапаны, золотники, электродвигатели и т. п.).
Чаще всего для изменения усилия сжатия деталей ис-
пользуют сжатый воздух, который подается через электро-
пневматические клапаны ЭПК в исполнительные органы
(цилиндры, камеры и т. п.).
В зависимости от циклограммы усилия сжатия с узла
программирования (программатора) должны подаваться
или сниматься электрические сигналы на катушку ЭПК-
Наиболее простое управление ЭПК — при постоянном
усилии сжатия деталей (см. рис. 5.6, а—в). По команде
с блока синхронизации БС (см. рис. 9.1) включается ЭПК
и по окончании цикла сварки он выключается. Для вы-
полнения более сложной программы изменения усилия
сжатия и осадки деталей (см. рис. 5.6, д—з и рис. 6.2)
396
программатор значительно усложняется, так как при этом
необходимо иметь несколько параллельных ветвей с вы-
держкой по времени, желательно синхронизированных
с частотой сети.
В этом случае узел программирования состоит обычно
из ряда ЭПК (рис. 9.25), через которые сжатый воздух
Рис. 9.25. Узел програм-
мирования усилия сжа-
тия электродов:
ЕС — блок синхронизации;
ВР _ воздушный регулятор;
рс — давление сжатого воз-
духа в сети; РЭПУ — рабо-
чий элемент привода усилия
проходит к соответствующим рабочим элементам системы
привода усилия сжатия машины. Регулирование величины
усилия сжатия достигается редуцированием сжатого воз-
духа регуляторов ВР, а также количеством одновременно
включаемых клапанов. Программу работы клапанов
можно задавать различными
электрическими контакт-
ными и бесконтактными
устройствами непрерыв-
ного и дискретного дей-
ствия с использованием
систем, применяемых
для программирования
электрических парамет-
ров режима сварки (на-
пример, тока).
Рассмотрим бескон-
тактное включение ка-
тушки клапана, исполь-
Рис. 9.26. Управление клапаном:
° переменного тока; б — постоянного
тока
зуя для этой цели тран-
зистор. При отсутствии команды на включение участок
эмиттер — коллектор представляет собой большое сопро-
тивление (рис. 9.26, а). Поэтому ток в цепи катушки
намного меньше тока срабатывания. Если на уча-
сток база—эмиттер (Б—Э) подать напряжение (команду
На включение клапана), то сопротивление участка К,—Э
Резко снизится, и через катушку клапана пойдет ток, до-
статочный для его срабатывания. Транзистор играет здесь
Роль бесконтактного ключа.
397
В другом варианте (рис. 9.26, б) катушка ЭПК вклю-
чена параллельно транзистору Т. При отсутствии вход,
ного напряжения 7/вх триод заперт и напряжение кол-
лектора —Ек подается на катушку ЭПК, в результате
чего клапан срабатывает. При подаче входного напря-
жения —t/BX транзистор открывается, сопротивление Э—ц
становится значительно меньшим, чем Ек, ток в катушке
ЭПК, (от небольшого падения напряжения на переходе
Э—К) резко снижается, и клапан выключается. Цепь ЕС
Рис. 9.27. Схема стабилиза-
ции усилия сжатия по давле-
нию сжатого воздуха
Рис. 9.28. Схема стабилизации
усилия сжатия специальным
клапаном
на входе обеспечивает более крутой фронт входного им-
пульса для более четкой работы транзистора в режиме
ключа.
Узел стабилизации обеспечивает постоянство задан-
ного минимального усилия сжатия деталей и ограничивает
его максимальный уровень (последнее особенно важно при
точечной и шовной сварке).
Узел стабилизации обычно применяют в машинах с пнев-
моприводом. В таких машинах постоянное усилие сжа-
тия можно обеспечивать по давлению воздуха в рабочей
камере цилиндра или по деформации различных элемен-
тов сварочной машины, воспринимающих усилие. Необ-
ходимое давление воздуха в камерах (цилиндрах) усилия
сжатия поддерживается обычно воздушными регулято-
рами, реже определяется контактным манометров
(рис. 9.27); при этом, устанавливая электрические кон-
такты на шкале манометра, задают допустимый интервал
давлений сжатого воздуха. Если стрелка манометра на-
398
ходится в установленном промежутке давлений, дается
команда на включение сварочного тока. При такой сис-
теме фактически фиксируется давление сжатого воздуха,
а не усилие сжатия на электродах. Последнее вслед-
ствие сил трения и заклиниваний в элементах привода
давления может отличаться от расчетного, устанавливае-
мого по манометру.
Стабилизировать усилие сжатия электродов в машинах
с пневматическим приводом можно путем введения в цепь
питания сжатым воздухом рабочей камеры цилиндра спе-
циального клапана (рис. 9.28). При сжатии электродов
пружина деформируется на заранее заданную величину
(устанавливается винтом В), замыкаются контакты микро-
выключателя ВМ, включающие электромагнитную
катушку клапана. При этом клапан перекрывает отверстие
рабочей камеры цилиндра, где, таким образом, стабили-
зируется ранее установившееся давление сжатого воздуха.
Клапан выключается по окончании сварки. Вместо пру-
жинного устройства могут быть применены потенциоме-
трические датчики, измеряющие прогиб консолей машины.
Для обеспечения программы усилия сжатия наряду
с нормализованными типами пневматической и гидравли-
ческой аппаратуры, применяемой во многих отраслях про-
мышленности, в машинах контактной сварки получила
большое распространение специальная аппаратура для
управления исполнительными органами машин. Это объ-
ясняется повышенными требованиями по обеспечению
быстродействия машин, быстрого нарастания и спада уси-
лия сжатия деталей и другими причинами.
К ней относятся электропневматические клапаны, воз-
душные редукторы, дросселирующие клапаны, лубрика-
торы, перепускные гидравлические клапаны, редукцион-
ные клапаны и др.
Электропневматические клапаны
осуществляют впуск и выпуск (переключение) сжатого
ноздуха в схемах пневмопривода машин.
Применяют электропневматические клапаны постоян-
ного (КПЭ-4 и др.) и переменного (КПЭМ и др.) тока. На
Рис. 9.29 показан электропневматический клапан КПЭ-4-44,
состоящий из двух частей: силового пневматического
Распределителя и управляющего электропневматического
клапана. Силовой пневматический распределитель состоит
3 пластмассового корпуса /, внутри которого находится
Ток движущийся в двух направляющих втулках-
399
ограничителях 17. На шток насажены два армированных
металлической втулкой клапана 6. Для поджатия штока
с клапанами к седлам снизу служит пружина 3, находя-
щаяся в нижней втулке, а вверху шток упирается через
толкатель 16 в резиновую диафрагму 15.
Рис. 9.29. Элсктропневматический клапан КПЭ-4-44
Управляющий электропневматический клапан-состонт
из литой стальной крышки 13, литого стального корпуса П
и основания 7, в котором выполнены отверстия для про-
хода управляющего воздуха. Выходные отверстия
в крышке и основании оканчиваются седлами, которЫе
перекрываются подвижным сердечником 10 с резиновыми
уплотнениями 9. Внутри корпуса находится обмотка
катушка клапана 12. Остальные детали клапана: диск
2,
400
1аНжеты 4, пружина 8, штепсельный разъем 14 и штиф-
Ь1 /g — служат для сборки и правильного взаимодей-
ствия основных узлов клапана.
Конструктивное выполнение клапанов данного типа —
притычное. Они крепятся непосредственно на пневматиче-
ском цилиндре или на специальной колодке, имеющей
отверстия для крепления и ниппели для шлангов, подво-
дящих воздух к цилиндру.
При установке клапана на машину к нему необходимо
подвести напряжение и воздух: рабочий — к отверстию П,
управляющий — к отверстию Пу.
Принцип действия клапана заключается в следующем.
Каналы Цг и Ц2 соединяются с полостями цилиндра,
а каналы В х и В2 — с атмосферой. Конструктивно входные
отверстия каналов Вг и В2 выполнены так, что на них
могут быть установлены глушители для снижения шума.
При отсутствии напряжения на катушке 12 подвижный
сердечник 10 под действием пружины 8 находится в ниж-
нем положении, перекрывая седло основания 7 и запирая
управляющий воздух. При этом камера над диафрагмой 15
соединяется с атмосферой, и пружина 3 поднимает шток 5
с клапанами 6 в верхнее положение. Рабочий воздух из
полости П через канал lh подается в верхнюю камеру
цилиндра, а нижняя камера через канал Ц2 и отверстие
канала В2 сообщается с атмосферой. Подавая напряжение
на катушку 12, включают клапан. Подвижный сердеч-
ник 10 втягивается, перекрывает седло крышки 13 и за-
крывает выход воздуха в атмосферу. Через седло и отвер-
стие в основании 7 воздух поступает на диафрагму 15
и переключает клапаны 6 в нижнее положение. Рабочий
воздух из полости П начинает поступать в нижнюю ка-
меру цилиндра, а верхняя соединяется с атмосферой.
Поршень цилиндра совершает ход. Воздух подается в
управляющий клапан непосредственно от сети.
Ответвление должно быть выполнено до регулятора
Давления воздуха в рабочем цилиндре.
Клапаны типа КПЭ-4 могут работать в любом простран-
ственном положении.
Воздушные редукторы служат для регу-
ирования давления сжатого воздуха в рабочих камерах
илиндров и позволяют плавно снижать давление от сете-
вого до нуля (рис. 9.30).
Редуктор ВР-1 состоит из силуминового корпуса, раз-
ленного на две полости мембранной 3 (рис. 9.30, а).
401
Рис. 9.3Q, Воздушные ре-
дукторы типов ВР-1 (л) й
РД-10 (С) и регулятор воз-
душный типа РВ (в)
402
Внутри корпуса смонтирована пружина 2, усилие сжатия
которой регулируется винтом 1. Воздух из сети через
канал 4 при наличии зазора между соплом 5 и резиновой
шайбой 6, связанной с мембраной 3 хомутиком 8, подается
в исполнительный механизм через резьбовое отверстие 7.
При отсутствии давления под действием пружины 2
мембраны 3, хомутик 8 и резиновая шайба 6 находится
в нижнем положении, оставляя открытым сопло 5. При
подаче сжатого воздуха во внутренней полости редуктора
создается давление, под действием которого мембрана 3
начинает подниматься и сжимать пружину 2. При равен-
стве усилий диафрагмы и пружины сопло 5 перекрывается
шайбой 6 и подача воздуха прекращается. С изменением
давления сжатого воздуха в сети произойдет изменение
давления и во внутренней полости редуктора. Под дей-
ствием пружины мембрана опустится и откроет сопло 5
до наступления равновесного состояния усилий пружины
и диафрагмы, давление в исполнительном механизме под-
держивается постоянным.
В редукторе типа РД (рис. 9.30, б) при отсутствии дав-
ления диафрагма 9 под действием пружины 6 опускается,
и толкатели открывают тарельчатый клапан 2. Сжатый
воздух через отверстие 11, сопло 3 и отверстие 4 посту-
пает в камеру цилиндра. Одновременно с этим воздух через
соединительное отверстие 5 поступает под диафрагму 9
и сжимает пружину 6. При равенстве усилий диафрагмы
и пружины клапан 2 перекрывает сопло 3, и подача воз-
духа прекращается. При падении давления в сети машины
мембрана опускается и открывает проход воздуху через
сопло 3. Как только давление воздуха и усилие пружины
уравновешиваются, клапан 2 вновь перекрывает сопло 3.
Таким образом поддерживается -постоянство давления,
величина которого устанавливается винтом 7.
Пропускная способность редукторов ВР-1 и РД-10
невелика и составляет соответственно 1—2 и 8—12 л/с.
При больших расходах воздуха применяются воздушные
регуляторы типа РВ (рис. 9.30, в), служащие исполни-
тельными механизмами, работающими совместно с редук-
торами типа ВР-1, РД-10 и др. Работа регулятора давле-
ния протекает следующим образом. Редуцируемый воздух
через канал 1, внутреннюю полость нижней крышки 4,
канал 3, стакан 11 и канал 10 поступает в пневматическую
еть машины. Одновременно через канал 6 под диафрагму 9
одается воздух, давление которого регулируется на за-
403
данную величину. При увеличении давления воздуха на
диафрагмой стакан 11 прижимается к резиновому седлу 2
и перекрывает доступ воздуха к каналу 10. При паденИи
давления диафрагма поднимается и воздух проходит в ка-
нал 10. Установочный винт 12 служит для создания не-
большого расхода воздуха под диафрагмой, что предотвра-
щает натечки и повышение давления. Расход воздуха воз-
душного регулятора РВ-15-1 составляет 25—30 л/с
РВ-25 — до 50 л/с.
Дросселирующие клапаны применяют
для регулирования скорости исполнительных механизмов
и предотвращения резкого спада давления при выходе воз-
духа из пневмоцилиндров (или диафрагменной камеры сва-
рочной машины), чтобы избежать ударов подвижной
части механизма усилия сжатия. Дросселирующие кла-
паны при давлении более 0,5 кгс/см2 пропускают воздух
в одном направлении и тормозят его выход в противопо-
ложном.
В дросселирующем клапане типа КДП-1-1 (рис. 9.31, с)
воздух, подаваемый в канал 5 крышки 6, отжимает шарик
с пружиной 8 и свободно проходит в канал 1 и далее в ка-
меру цилиндра. При обратном движении воздуха шарик
закрывает отверстие и воздух вынужден выходить через
отверстие 4, величина которого регулируется винтом 3.
В дросселирующем клапане типа КДП-25-1
(рис. 9.31, б), подаваемый в канал 2 в корпусе 7 воздух
отжимает диафрагму 4 и свободно проходит через отвер-
стие диска 6 в камеру цилиндра через отверстие 8. При
обратном движении воздуха резиновая диафрагма закры-
вает отверстие в диске и воздух проходит через регулируе-
мые винтом 1 отверстия между седлом корпуса 3 и ди-
ском 6.
Для быстрого выпуска воздуха из рабочих пневмока-
мер (для получения ковочного усилия сжатия)применяют
быстродействующие выхлопные клапаны типа КПВМ-15м°
(рис. 9.31, в), которые обычно устанавливают непосреД'
ственно на выходе из цилиндра (или диафрагменной ка^
меры). Входящий воздух подается через отверстие
в верхней крышке 6 и отжимает резиновую диафрагму
к седлу корпуса 2. При этом диафрагма перекрывает от
верстие 7 и воздух через отверстия 5, отжимая клапан •
поступает через канал 1 в рабочую камеру цилиндра- ПР
включении электропневматического клапана и прекр
щении подачи воздуха в канал 4 резиновая диафрагм3
404
оД действием избыточного давления в цилиндре подни-
мается и воздух быстро выходит из рабочих камер в атмо-
сферу через большое проходное сечение отверстий 7.
ФГ идравлический дроссель ДГ-10
(рис. 9.31, г) служит для регулирования скорости движе-
ния исполнительных механизмов. Дроссель состоит из
корпуса 3, крышки 7, диафрагмы 5, иглы 1 и пружины 2.
Масло под давлением подается в канал 6 и через отверстие
в Диафрагме 5 проходит в канал 4 и далее на слив. Регу-
лируя иглой 1 величину проходного отверстия в диафрагме,
можно изменять скорость слива и добиваться необходимых
скоростей перемещения рабочих органов машины.
Разгрузочный гидропневматиче-
с к и й клапан типа КРГП-20 (рис. 9-31, 3) регули-
рует давление в гидравлической системе. Воздух давле-
нием до 5 кгс/см2 подается через ниппель 5 в верхнюю по-
лость корпуса 6. Масло от насоса через тройник подается
в гидравлическую систему машины и в канал 8 клапана.
405
Под действием давления воздуха игла клапана 1 перекры-
вает канал 8 и препятствует проходу масла в сливное от-
верстие 7. Благодаря отсутствию слива, давление в си-
стеме начинает повышаться. При равенстве усилий давле-
ния воздуха под поршнем и давления масла под иглой ка-
нал 8 открывается и часть масла сливается в бак через
канал 7. Таким образом поддерживается постоянное дав-
ление в гидросистеме машины.
Золотник (рис. 9.32) обеспечивает запуск, ре-
версирование и выключение исполнительного гидромеха-
Рис. 9.32. Двухпозиционный золотник с гидроэлект-
рическим управлением
низма. В расточке стального корпуса 1 может двигаться
собственно золотник 2, стальной, закаленный и тщательно
прошлифованный. При своем перемещении золотник может
перекрывать или открывать отверстия, ведущие к поло-
стям цилиндра (Л и В), к насосу (С) и баку D. Трубы,
идущие к золотнику, присоединены к нему фланцами, на-
винченными на концы труб. Отверстие Е служит для слива
утечек масла внутри золотника.
Перемещается золотник при помощи электромагнита а»
толкающего при включении тока вспомогательный золот-
ничок 4 (пилот), который при этом опускается и создает
проход для масла под давлением от отверстия F к левому
торцу золотника. Золотник идет вправо, сжимая прУ^
жину 5. При включении электромагнита пилот подни
мается под действием своей пружины, отключая масл
под давлением и открывая отверстие для стока масл •
В.это время пружина 5 передвигает золотник в левое п
ложение.
406
В правом положении золотника масло через отверстие С
/насоса) по трубе А подается в одну из полостей цилиндра,
' из другой полости цилиндра через отверстия В и D
оно сливается в бак. В левом положении, изображенном
на рисунке, масло полости цилиндра через отверстия А
и D сливается в бак, а через отверстия С и В оно поступает
в ранее освобожденную (от масла) полость цилиндра. На-
ряду с двухпозиционными зо-
лотниками существуют кон-
струкции с тремя положения-
ии— средними перекрывающи-
ми доступ масла в обе полости
цилиндров. Золотник управ-
ляется двумя электромагни- '
тами.
Лубрикатор предна-
значен для смазки подвижных
частей пневматической аппара-
туры и исполнительных меха-
низмов. Лубрикатор типа ЛП
(рис. 9.33) состоит из силуми-
нового корпуса, внутри кото-
рого проходит канал 7 с не-
большим сужением. В месте
сужения канала имеются от-
верстия и установлен шарико-
вый клапан 3, соединяющий
через отверстие 1 внутреннюю
полость 8, образованную пласт-
массовым бачком, в который Рис< Лубрикатор
заливается масло. Сжатый воз-
дух, проходя через канал 7, попадает также через
трубку 4, нормально закрытую шариком 3 с пружиной 2,
и отверстие 1 во внутреннюю полость лубрикатора 8
и создает в ней избыточное давление. Под действием давле-
ния воздуха масло по трубке 9 поднимается в соединенную
с Нен камеру клапана 5, из нее отдельными каплями стекает
в канал 7. Под действием очередной подачи сжатого воз-
духа масло распыляется и вместе с воздухом поступает
в соответствующие элементы машины. Количество пода-
аемого масла регулируют винтом 5 и определяют наблюде-
ием через прозрачную втулку 6.
рубрикатор ЛП-10-2 отличается от приведенного выше
Убрикатора ЛП отсутствием шарикового клапана. Прин-
407
цип работы его тот же, только подача масла в канал проис
ходит в моменты подачи воздуха.
Лубрикатор устанавливают до входа воздуха в электро-
пневматический клапан. Если в машине применен клапан
типа КПЭМ, то лубрикатор устанавливают между ним и
цилиндром для сохранения прорезиненных диафрагм.
С целью упрощения монтажа и облегчения обслужива-
ния пневматическая аппаратура выпускаемых машин
скомпонована в группы. Регулятор давления, лубрикатор,
влагоотделитель, предназначенный для осушения подво-
дящего воздуха, расположены непосредственно друг за
другом, что исключает необходимость в дополнительных
соединениях, переходах и т. д.
§ 6. БЛОК СИНХРОНИЗАЦИИ
(УПРАВЛЕНИЕ ЦИКЛОМ РАБОТЫ МАШИН)
Блок синхронизации согласовывает работу механиче-
ских, электрических и других устройств, т. е. автомати-
чески синхронизирует их работу.
Последовательность работы узлов и отдельных элемен-
тов зависит от типа машины и ее назначения.
При точечной (шовной) сварке прерыватель должен
включать и выключать ток в то время, когда электроды
(ролики) и детали между ними находятся под требуемым
усилием сжатия. После сжатия деталей включается ток,
в конце выдержки «сварка» он выключается (см. рис. 5.6, а
и 5.7, б). Во многих случаях после выключения тока вклю-
чается ковочное усилие сжатия деталей, а в отдельных
случаях при протекании тока изменяется сварочное уси-
лие сжатия (см. рис. 5.6, д—в).
При непрерывной шовной сварке после сжатия деталей
включается механизм вращения роликов и далее происхо-
дит включение тока (сварка) и его выключение (пауза)
(см. рис. 5.7, в). Для настройки включение вращения роли-
ков возможно и до сжатия деталей. По окончании сварки
шва ролики освобождают детали.
При стыковой сварке непрерывным оплавлением после
зажатия деталей контактор включает трансформатор
в электрическую сеть, после этого начинает перемещатьс
подвижная плита (см. рис. 6.2, б) с постоянной скорость
или изменяющейся по наперед заданному закону. Пр11 с°
прикосновении деталей, находящихся под напряжение»»
происходит оплавление торцов (припуск на оплавление/»
408
В это время включается привод осадки и детали осажи-
ваются на установленную величину.
Сварочный ток выключается во время осадки. После
выключения приводов осадки и перемещения подвижной
плиты сваренная деталь освобождается и подвижная плита
возвращается в исходное положение.
В настоящее время в качестве блоков синхронизации
Рис. 9.34. Кулачок механиче-
ского регулятора времени
3, замыкающий или раз-
для обеспечения выполнения элементов сварочных циклов
в заданной последовательности применяют регуля-
торы времени: механические и электрические (с ис-
пользованием электровакуумных, полупроводниковых,
ионных и Других приборов и
элементов).
Механический регулятор
обычно используют для ма-
шин с электроприводом, он
представляет собой валик
с несколькими насаженными
на него кулачками. При вра-
щении кулачка на валу 1
(рис. 9.34) его выступающая
часть в течение определен-
ного интервала времени, ре-
гулируемого взаимным сме-
щением шайб 2, образующих
кулачок, нажимает на рычаг
мыкающий соответствующую контактную систему. Нали-
чие на одном валу нескольких кулачков позволяет регу-
лировать длительность и последовательность нескольких
операций, например, при стыковой сварке, включение и
выключение сварочного тока, начала и окончания осадки,
раскрытия зажимов и др.
Электрические регуляторы времени применяют обычно
в машинах с пневматическим и гидравлическим приводом.
По принципу действия электрические регуляторы времени
Делятся на непрерывные и дискретные. В первом случае
подготовительные процессы, отрабатывающие команду на
включение каждой последующей позиции для окончания
заданной выдержки времени, протекают монотонно и свя-
заны с накоплением и разрядом электрической энергии
в системах RC.
В схемах дискретного (прерывистого) действия вы-
держки времени и команды на начало или окончание ка-
ких-либо процессов цикла сварки определяют счетом по-
409
ступающих тактовых импульсов, связанных, например
с частотой напряжения питающей сети, или другой вели-
чиной, задаваемой специальными генераторами импульсов
Регуляторы времени содержат несколько элементар-
ных реле времени, каждое из которых регулирует время
выдержки одной позиции и по истечении заданной вы-
держки дает команду на включение следующей пози-
ции. В качестве элементов реле в регуляторах времени
используют реостатно-емкостные зарядно-разрядные цепи,
Рис. 9.35. Схема электронного реле времени (а) и диаграмма (б) его
работы (fcp6 — выдержка времени)
ферритдиодные ячейки, тиратроны с холодным катодом,
декатроны, транзисторные (типа «Логика») и тиристорные
элементы.
В электронном реле переменного тока (рис. 9.35, о)
при разомкнутой кнопке К анодная цепь лампы Л разом-
кнута. В сеточную цепь лампы Л параллельно включены
конденсатор С1 и сопротивление/?/через потенциометрR2.
Во время положительных полуволн напряжения между
точками А и Гв лампе проходит сеточный ток ic, обозна-
ченный стрелками, и за три-четыре полупериода конден-
сатор С1 заряжается до напряжения, близкого к ампли-
тудному значению напряжения между точками А и Г•
При замыкании кнопки R включается анодная цепь лампы
на напряжение между точками А и В трансформатора Тр
и одновременно замыкается на разряд цепь конденса-
тора С1. Реле Р срабатывает при определенной величине
анодного тока, отключая и подключая соответствуют66
устройство.
Напряжение зарядки конденсатора и время срабаты-
вания реле определяются напряжением, которое регул11'
410
„уется потенциометром R2. При перемещении движка по-
тенциометра от точки В к точке Б одновременно с уменьше-
нием зарядного напряжения увеличивается напряжение
переменного тока, вводимое в сеточную цепь лампы. Это
напряжение, налагаясь на напряжение разряжающегося
конденсатора (рис. 9.35, б), уменьшает отрицательный
потенциал сетки в те полупериоды, когда лампа может
быть проводящей, так как совпадает по фазе с анодным
напряжением. Чем больше величина напряжения Б'тВГ,
тем больше остаточное напряжение на конденсаторе, при
котором срабатывает реле, или меньше время его разряда.
Таким образом, изменяя сопротивление R2, одновре-
менно изменяют напряжение заряда и напряжение раз-
ряда конденсатора, что позволяет обеспечить широкие
пределы регулирования выдержек времени электронного
реле. Выдержка времени от момента замыкания контакта К
до момента срабатывания реле Р пропорциональна следу-
ющей величине:
t~RlCllnUcl.olUcl.p,
где Uci.a—начальное напряжение на конденсаторе СР,
Pci.?—напряжение на конденсаторе С1, при котором
реле Р срабатывает.
Длительность выдержек времени может плавно или
ступенчато регулироваться в пределах 0,03—8 с и более.
Недостатки электронного реле с реостатно-емкостной за-
рядно-разрядной цепью: наличие контактных элементов
и отсутствие строго фиксированных шкал выдержек вре-
мени. Первое снижает надежность и быстродействие ра-
боты аппаратуры при сварке на жестких режимах, второе
усложняет наладку и контроль работы машины.
На рис. 9.36, б представлена ферритдиодная ячейка,
используемая в качестве элемента схемы дискретного дей-
ствия. Ферритдиодная ячейка представляет собой транс-
форматор, в цепь одной из обмоток которого включен полу-
проводниковый диод. Сердечник трансформатора выпол-
нен из феррита с прямоугольной петлей гистерезиса.
Практически в используемых ферритах отношение индук-
ции остаточного намагничивания Вг к максимальной ин-
Дукции Вт равно 0,85—0,95 при Н = 10Дт (рис. 9.36, а).
остаточная индукция устойчиво сохраняется после пре-
кращения действия магнитного поля. Принцип работы
Ферритдиодпой ячейки (рис. 9.36, б) следующий. В об-
отку 1 трансформатора подается импульс тока /х, в ре-
411
зультате чего возникает поле напряженностью Нт, под
действием которого сердечник намагничивается до насыще-
ния Вт.
После окончания действия импульса величина индук-
ции несколько уменьшается и становится равной остаточ-
ной индукции Вг. Сердечник трансформатора остается в на-
магниченном состоянии и может пребывать в нем сколь
угодно долго. В двоичном коде это соответствует записи «1»
(рис. 9.36, а). Если пропускать импульс тока /2 через об-
мотку 2, то сердечник намагнитится в противоположном
в
Рис. 9.36. Принцип работы ферритдиодной
ячейки
направлении до —Вт. После окончания действия импульса
индукция будет равна —Вг. Это соответствует «О» в двоич-
ном коде.
При изменении индукции от Вг до —Вг в обмотке 3 ин-
дуктируется напряжение выходного сигнала (рис. 9.36, в).
Это соответствует считыванию «1». Диод необходим для
того, чтобы сигнал на выходе появлялся только при счи-
тывании «1», а не при записи «1». Следующий импульс,
подаваемый в обмотку 2, вызывает только небольшой
сигнал помехи, так как индукция изменяется только в пре-
делах —Вг, —Вт, —Вг. Чем ближе Вг к Вт, тем меньше
сигнал помех (рис. 9.36, в).
Для получения повторного сигнала на выходе от сиг-
нала, подаваемого в обмотку 2, необходимо предварительно
записать «1» при помощи подачи импульса в обмотку В
т. е. перемагнитить сердечник от —Вг до Вг.
Схему реле времени собирают из целого ряда феррит-
диодных ячеек, которые образуют сдвигающие регистры
(рис. 9.37). Тактовые однополярные импульсы напряже-
ния с частотой повторения f, синхронизированной с часто-
той сети, подаются на последовательно соединенные об;
мотки 2 трансформаторов. Предварительно в первой
412
ячейке записывается «1», а во всех остальных «О», что соот-
ветствует индукции в сердечнике первого трансформатора
р а во всех остальных —Вг. Хотя тактовые импульсы
подаются в обмотку 2 всех трансформаторов, однако вы-
ходное напряжение, снимаемое с обмотки 3, появляется
только в первом трансформаторе. От этого импульса заря-
жается конденсатор С. После окончания действия импульса
этот конденсатор разряжается через обмотку 1 второго
трансформатора и переводит его в состояние «1», а во всех
остальных ячейках сохраняется «О».
Тактовые
импульсы
Рис. 9.37. Схема сдвигающего регистра на ферритдиодных
ячейках
От действия второго тактового импульса срабатывает
трансформатор Тр2, и будет подготовлен ТрЗ и т. д., пока
не сработают все п трансформаторов. Это соответствует
перемещению «1» от первого до последнего трансформа-
тора. Замкнув эту схему в кольцо, т. е. соединив третью
обмотку последнего трансформатора со второй обмоткой
первого трансформатора, получим условие, необходимое
для непрерывной ее работы.
Если выходными сигналами с трансформаторов соот-
ветственно запускать и останавливать исполнительные
устройства, то будет отработана выдержка времени:
где t — время выдержки, с; f — частота тактовых импуль-
сов, Гц; kx — число включенных ячеек между подачей и
снятием команды.
Обычно устройства дискретного счета содержат нес-
колько счетных регистров, и каждый последующий регистр
питается тактовыми импульсами с частотой в Л, раз
меньше, чем предыдущая (где kt — число включенных
ячеек предыдущей декады). Поэтому такие устройства
обеспечивают сколь угодно большую выдержку времени
413
(причем отработанное время всегда будет точно соответ-
ствовать заданному, всегда будет кратно частоте тактовых
импульсов на его входе), имеют большой срок службы
бесконтактных магнитных элементов.
К недостаткам схемы на ферритдиодпых ячейках сле-
дует отнести: недостаточную помехоустойчивость, возмож-
ность сбоев в работе, отсутствие визуального контроля
правильности работы схемы, необходимость подбора фер-
ритов по характеристикам при
Рис. 9.38. Схема счетной ячейки,
собранной на тиратроне с холод-
ным катодом
ячейки. С первым тактовым
изготовлении, зависимость
параметров ферритдиод-
ной ячейки от темпера-
туры.
На рис. 9.38 приведена
первая ячейка счетной де-
кады ячеек, собранных на
тиратронах с холодным
катодом. С подачей анод-
ного напряжения U сразу
же загорается тиратрон
ЛО нулевой ячейки, так
как на его управляющий
электрод подан потенциал
анода. Счет может на-
чаться только в случае
размыкания управляю-
щего электрода нулевой
импульсом, синхронизиро-
ванным с частотой напряжения сети, загорается тира-
трон Л1 в первой ячейке, так как в ней диод Д1 заперт
положительным напряжением с катодного сопротивления
ДО горящей лампы ЛО и поэтому тактовый импульс прямо
проходит на управляющий электрод тиратрона Л1-
В остальных ячейках тактовый импульс шунтируется на
землю через открытые диоды и катодные конденсаторы-
При зажигании тиратрона Л1 предыдущая лампа ДО
гаснет, так как в анодной цепи декады стоит общее сопро-
тивление R, падение напряжения на котором увеличи-
вается и анодное напряжение на лампе ЛО становится
меньше напряжения горения.
Со следующим тактовым импульсом загорится тиратрон
второй ячейки, так как запертым окажется диод Д2 управ-
ляющей цепи этой лампы, а лампа Л1 погаснет. Ка»Да_
предыдущая лампа, таким образом, подготовляет к за*1^
ганию последующую, и процесс передвижения инфорМа
414
цин идет по кольцу до тех пор, пока поступают тактовые
импульсы. Выдержка времени операции определяется
аналогично вышерассмотренной счетной декаде с феррит-
диодными ячейками.
Элементом устройств дискретного действия является
также специальная счетная лампа-декатрон.
Рис. 9.39. Декатронный счетчик
Декатрон представляет собой лампу тлеющего разряда
с холодным катодом, но имеет (например, декатрон А101)
один анод и 10 раздельных катодов (рис. 9.39, а). Между
каждыми из этих катодов расположены два управляющих
электрода (подкатода), объединенных в две группы.
Принцип работы декатронного счетчика (рис. 9.39, б)
следующий. При подаче анодного напряжения между ано-
дом и катодом возникает разряд. За счет повышения по-
тенциала катода относительно анода можно перебросить
разряд на любой из требуемых катодов. После этого раз-
ряд будет находиться на этом катоде сколь угодно долго.
Допустим, что разряд установлен между анодом и като-
415
дом КО. Входной отрицательный импульс напряжения
через конденсатор С1 поступает на управляющие электроды
декатрона ПК1 и ПК2. Напряжение импульса подается
на подкатод ПК1 через сопротивление R1 без задержки
(рис. 9.39, в). Это напряжение повышает потенциал между
анодом и подкатодом ПК1 и обеспечивает переброс заряда
с катода КО на ПК1- На катод ПК2 отрицательный им-
пульс напряжения поступает с задержкой, вызванной
зарядом емкости СЗ через сопротивление R2. После
окончания действия второго импульса разряд возникает
на катоде К1 (около которого ионизировано простран-
ство) .
Следующий отрицательный импульс напряжения, по-
ступающий на подкатоды, вызовет переброс разряда с ка-
тода К1 на К2 и т. д. Напряжение выхода [/вых (около
15 В), образующееся на катодном сопротивлении, когда
разряд находится на этом катоде,\ подается на исполни-
тельную схему. Исполнительное устройство может быть
подключено к любому катоду и может быть отработана лю-
бая выдержка времени. Один декатрон обеспечивает отсчет
времени 1—10 периодов.
При необходимости отсчета больших выдержек времени
сигнал с выхода первого декатрона (катод К9) подается
через усилительную схему на следующий декатрон, от-
считывающий при каждом перебросе десятки периодов,
и т. д.
Схемы на декатронах обладают высокой надежностью
и помехоустойчивостью. Они допускают значительные
колебания параметров цепей без сбоев в процессе работы.
Работу схемы можно контролировать визуально по поло-
жению свечения разряда. Недостаток таких схем регуля-
торов — наличие большого количества усилителей.
В регуляторах, созданных на базе элементов «Логика»,
для обеспечения выдержек времени использован элемент
времени Т-303, принципиальная схема которого приведена
на рис. 9.40, а. Элемент Т-303 обеспечивает появление
выходного сигнала с задержкой на время t (рис. 9.40, б)
после подачи входного сигнала. Сигнал на выходе исче-
зает одновременно с исчезновением' входного сигнала.
Выдержку времени элемента можно регулировать пр11
помощи переменного сопротивления R или емкости О-
В элементе применен принцип перезаряда предвар11'
тельно заряженной емкости С через большое сопротивл6'
ние R5 + R напряжением обратной полярности.
416
Элемент работает следующим образом. При отсутствии
входного сигнала напряжение на коллекторе триода Т1
близко к напряжению питания, так как R3 < R4. На-
пряжение базы Т2 близко к нулю, так как напряжение на
участке эмиттер—база Т2—ТЗ мало. В этом случае напря-
жение на емкости С примерно равно напряжению питания
(потенциал точки 6 положителен по отношению к потен-
циалу точки 2). Триоды Т2—ТЗ представляют собой со-
ставной транзистор для повышения коэффициента уснле-
-!2в
Рис. 9.40. Принципиальная схема элемента Т-303:
а — выдержка времени; б — логическая функция; в — условное обозначение
ния и получения типового сопротивления выхода 0,8 кОм.
Триод Т4 выполняет роль элемента «ИЛИ—НЕ» с двумя
входами R4 и Д6. Напряжение на выходе может появиться
только при отсутствиии напряжений на обоих входах
триода Т4. При сигнале «0» на входе элемента триод Т1
закрыт, а Т2—ТЗ и Т4 открыты. В этом случае триод Т4
насыщен базовым током, протекающим по сопротивлениям
Входной сигнал (4,5—12 В) открывает триод Т1, в ре-
зультате чего потенциал точки 2 становится равным нулю,
а р°тенциал точки 6 положительным, и Т2—ТЗ закры-
ваются. При этом триод Т4 продолжает оставаться откры-
тым током, протекающим по R8, R9. Триоды Т2—ТЗ за-
крыты в течение времени t 0,7 (,? -f- R5) С.
После окончания разряда емкости С триоды Т2—ТЗ
открываются, а Т4 запирается. Таким образом, сигнал на
1ходе элемента (4,5—12 В) появляется через время t
осле подачи входного сигнала (рис. 9.40, б).
14
Б. Д. Орлов 417
При исчезновании входного сигнала триод Т1 запи-
рается и начинается заряд емкости С. При этом время
заряда определяется произведением C-R13. Так как
R13 <£ (R + R5), то время заряда конденсатора незначи-
тельно по сравнению с временем срабатывания реле.
РЛ РЗ Р2 РР Pf Р2
рг+Л гнн1 рп-л
0 И1 Р Р И 2 Р 0 ИЗ 0
Рис. 9.41. Временная диаграмма работы (с) и
структурная схема (б) многопозиционного регуля-
тора времени
После заряда конденсатора элемент готов к повторному
действию. Если сигнал 1 на входе исчезнет до того, как
исчезла выдержка времени, импульс на выходе не появится
(триод Т4 откроется током, протекающим через R4, R5)'
При построении многопозиционного ре'
гулятора сначала устанавливают количество регул11'
руемых позиций и последовательность включения элемен-
тов контактной сварочной машины.
Предположим, что в машине имеется три исполни'
тельных элемента, к которым должна поступать команд
418
от многопозиционного регулятора, и что включение и вы-
ключение этих элементов должны подчиняться временной
диаграмме, изображенной на рис. 9.41, а. Поскольку вы-
держки времени второй и четвертой позиций не могут
последовательно включаться с выдержкой времени третьей
позиции, то естественно, что в регуляторе должны быть
две параллельные ветви, запускаемые от одной команды.
Кроме того, к регулятору предъявляются требования
прохождения полного цикла при кратковременном нажа-
тии на педаль, а также автоматического повторения сва-
рочных циклов при нажатой кнопке.
Такой многопозиционный регулятор (рис. 9.41, б)
состоит из двух параллельных ветвей с общим числом по-
зиций, равным пяти. В нормальном положении все анод-
ные цепи разорваны.
При замыкании педали П срабатывает пусковое
реле РП и одним из своих контактов блокирует педаль.
Поэтому цикл будет полностью выполнен и при опущенной
педали. Двумя другими контактами реле РП включает
исполнительное устройство и цепь выдержки времени
первой позиции. При исполнении выдержки времени
первой позиции срабатывает реле Р1 и включает цепи вы-
держек времени второй и третьей позиций, а также и ис-
полнительное устройство ИЗ. С этого момента начинают
самостоятельно действовать две параллельные ветви мно-
гопозиционного регулятора. После выдержки времени
второй позиции реле Р2 включит исполнительное устрой-
ство И2 и выключит ИЗ. Одновременно включится в работу
цепь выдержки времени четвертой позиции.
Вместе с выдержкой времени второй позиции идет счет
времени третьей позиции, после которой срабатывает
реле РЗ. Одним из своих контактов реле РЗ станет на само-
блокировку, вторым отключит исполнительное устрой-
ство И1, третьим и четвертым подготовит цепь включения
пятой позиции и выключение пускового реле РП.
Наконец, при выполнении выдержки четвертой пози-
ции релеР^ срабатывает, самоблокируется, включает цепь
выдержки времени пятой позиции и выключает пусковое
реле РП. Своим четвертым контактом реле Р 4 выключит
последний исполнительный элемент И2. В этот момент
Цикл работы машины заканчивается, так как все ее испол-
нительные элементы выключены. Регулятор заканчивает
свой цикл работы отсчетом выдержки времени пятой пози-
ции. По ее окончании реле Р5 выключит цепи реле РЗ и Р4,
которые, в свою очередь, отключат реле Р5. По описан-
ному принципу составляются регуляторы на любое число
позиций.
Рассмотрим работу регуляторов с использованием раз-
личных элементов для выдержки времени и подачи испол-
нительных команд.
На основе электронных реле, использующих в каче-
стве элементов выдержки времени зарядно-разрядные
Рис. 9.42. Принципиальная схема регулятора времени РВЭ-7-1А-2
цепи (/?С), работает регулятор времени РВЭ-7-1А-2.
Он. представляет собой четырехпозиционный регулятор
и предназначен для выполнения операций «сжатие»,
«сварка», «проковка», «пауза» (рис. 9.42). На базе РВЭ-7
выпущены различные модификации этого регулятора.
Плавная регулировка выдержки времени в пределах
0,04—1,2 с в регуляторе достигается изменением напря-
жения заряда сеточных конденсаторов (СП, С21, С31, С41)-
Для уменьшения числа ламп оегулятор выполнен на двой-
ных триодах типа 6Н8С. В качестве исполнительных эле-
ментов в анодных цепях ламп регулятора применены
чувствительные телефонные реле типа РКН и промежуточ-
ные силовые реле типа РКС (реле Р6 для включения пнев-
матического клапана и релеР7для включения контактора)-
Схема работает следующим образом. При подаче на-
пряжения конденсатор СП заряжается через сопротивле*
420
ние RH, сеточную цепь левой половины ламп Л1 и сопро-
тивление R13 так, что к сетке лампы прикладывается отри-
цательный потенциал. Конденсаторы С21, С31 и С41 заря-
жаются аналогично. При нажатии на педаль П срабаты-
вает реле Р5 и Р6, обеспечивая замыкание анодной цепи
левой половины лампы Л1 и включение электропневмати-
ческого клапана привода усилия сжатия. Конденсатор СИ
разряжается на сопротивление R12, потенциал сетки по-
вышается, и через некоторое время срабатывает реле/3К
Выдержка времени первой операции «сжатие» задается
Рис. 9.43. Блок-схема декатронного регулятора времени
потенциометром R11, который определяет напряжение
заряда конденсатора СИ.
После срабатывания реле Р1 включается реле Р7, ко-
торое включает игнитронный (или тиристорный) контак-
тор. Выдержка времени операции «сварка» определяется
временем разряда конденсатора С21 и задается потенцио-
метром Р21. После окончания выдержки времени операции
«сварка» реле Р2 срабатывает и выключает реле R7. Затем
аналогично отрабатывается время операций «проковка»
и «пауза». После окончания времени операции «проковка»
отключается катушка пневмоклапана и снимается усилие
с электродов машины; электрические цепи выдержек вре-
мени первых двух операций возвращаются в .исходное по-
ложение. После окончания времени операции «пауза»
срабатывает реле Р4, и если педаль опущена, цикл работы
схемы заканчивается. При нажатой педали цикл машины
автоматически повторяется.
11ринцип работы схемы регулятора времени на д е к а -
₽ ° н а х типа РВД (рис. 9.43) следующий.
421
При включении питания разряд декатронов единиц и
десятков устанавливается на произвольных катодах, а раз-
ряд декатрона, коммутирующего операции, на определен-
ном катоде. В момент замыкания педали триггер схемы
задержки переходит из одного устойчивого состояния
в другое и обеспечивает переброс разряда коммутирующего
декатрона на катод, соответствующий первой операции
(например сжатию), а в счетной схеме (декатроны единиц
и десятков) — на катоды, соответствующие началу от-
счета. Одновременно на вход счетной схемы подаются
импульсы напряжения с частотой 50 Гц.
Предварительно задается время каждой операции пу-
тем подключения катодов обоих декатронов к схеме совпа-
дения «И». Если время операции равно 35 периодов, то
схема совпадения подключается к пятому катоду дека-
трона единиц и к третьему катоду декатрона десятков.
После отсчета заданного для первой операции числа
периодов на выходе схемы совпадения образуется импульс
напряжения, который через усилитель подается на вход
коммутирующего декатрона и перебрасывает разряд
с катода «сжатие» на следующий; например, «сварка».
Этот же импульс через схему возврата приводит счетчик
в исходное положение, т. е. перебрасывает разряд дека-
тронов на катоды, соответствующие началу отсчета.
При этом напряжение с катода коммутирующего дека-
трона через усилитель подается на фазовращатель, где
образуются остроконечные импульсы напряжения, под-
жигающие тиратроны игнитронного контактора.
Поступающие с формирователя импульсы напряжения
отсчитываются счетной схемой и вновь перебрасывают
разряд в коммутирующем декатроне на катод, соответ-
ствующий следующей операции. При одиночном режиме
работы схема в конце цикла возвращается в исходное поло-
жение независимо от положения педали включения, при
автоматическом режиме повторяется цикл работы пока на-
жата педаль КП. '
Принцип действия регулятора времени
РЦС-403, собранного на элементах «Логика» (рис. 9.44),
состоит в последовательном включении четырех 1—4 эле-
ментов времени Т-303, работающих одна за другой по
циклу «сжатие», «сварка», проковка», «пауза». Для регу-
лирования действующего значения сварочного тока в фазо-
вращателе также используют элементы времени Т-303-
Для получения синхронного включения сварочного тока
422
и блокировок в процессе работы регулятора используют
элементы Т-102 (триггеры Т1—Т4) и Т-107, М-111 (схемы
совпадения И1—ИЗ). Выходными устройствами служат
два усилителя У1, У 2 типа Т-404.
После включения регулятора в сеть триггеры Т1—Т4
занимают исходное состояние, показанное на схеме. При
этом на вход усилителя У1 не поступает напряжение,
через клапан ЭПК не проходит ток, и электроды машины
находятся в исходном состоянии.
Рис. 9.44. Блок-схема регулятора цикла сварки
РЦС-403
Импульсы с фазовращателя 5 через диод ДЗ и открытое
плечо триггера ТЗ шунтируются на общий провод и на
вход усилителя У2 не поступают. На выходе усилителя У2
нет импульсов включения тиристоров контактора. На вход
выдержки времени «пауза» поступает напряжение и через
время «пауза» оно появится и на выходе, но дальше через
разомкнутые контакты педали К не подается. На входах
выдержек времени «сжатие», «сварка», «проковка» напря-
жение отсутствует.
При замыкании контактов К педали напряжение с вы-
держки 4 «пауза» поступает на левое плечо триггера Tin
открывает его. При этом пропадает напряжение на входе
и выходе выдержки 4 «пауза» и появляется на входе уси-
лителя У1 и выдержки 1 «сжатие». Происходит опускание
электрода. Через установленный промежуток времени на
выходе выдержки 1 «сжатие» появляется напряжение и
поступает на схему И1. На нее поступает также напряже-
Ние с триггеров Т4 и Т2\ последний выдает напряжение
423
с частотой 50 Гц, увязанное по фазе с напряжением пита-
ния.
Со схемы И1 напряжение с частотой 50 Гц поступает
на вход триггера ТЗ и в момент первого пропадания напря-
жения на выходе И1 срабатывает триггер ТЗ. Напряжение
левого плеча триггера ТЗ поступает через схему И2 на
выдержку 2 «сварка». Одновременно напряжением на ле-
вом плече триггера ТЗ закроется диод и иа вход усилителя
У2 с фазовращателя 5 начнут поступать импульсы. С вы-
хода усилителя У2 они будут включать тиристоры. Через
промежуток времени, установленный на выдержке 2
«сварка», на выходе выдержки времени появится напряже-
ние, которое через диод Д5 поступит на базу правого плеча
триггера Т4 и откроет его. При этом триггер перебросится
в другое устойчивое состояние и с левого плеча поступит
напряжение на схему ИЗ и выдержку 4 «проковка».
На схему ИЗ поступает также напряжение с триггера 2
с частотой 50 Гц. Выходное напряжение схемы ИЗ (после
первого пропадания) перебросит триггер ТЗ в первоначаль-
ное состояние и диод ДЗ снова будет шунтировать им-
пульсы с фазовращателя на общий провод. Ток сварки пре-
кратится. Таким образом осуществляется синхронное
с сетью включение сварочного тока и обеспечивается чет-
ное число полуволн сварочного тока в процессе сварки.
Далее, через промежуток времени, определяемый вы-
держкой 3 «проковка», на ее выходе появится напряжение,
которое через диод Д2 поступит на правое плечо триг-
гера Т1 и переведет его в исходное состояние. При этом
снимется напряжение с выхода усилителя У1 и выдержки 1
«сжатие». Клапан выключится, поднимутся электроды.
Одновременно подастся напряжение на вход выдержки 4
«пауза» и левое плечо триггера Т4, который возвратится
в исходное положение. На выходе выдержки 3 «пауза»
через промежуток времени, определяемый положением
сопротивления и ручки «пауза» появится напряжение.
Если контакты педали К замкнуты (или вновь замкнуть),
то цикл повторится.
Некоторые параметры типичных регуляторов времени
цикла сварки приведены в табл. 9.2.
В большинстве контактных машин исполнительными
органами служат силовой контактор на игнитронах или
тиристорах и электропневмоклапаны. Система автомати-
ческого управления должна обеспечивать синхронное
включение импульса сварочного тока заданной формы и
424
Таблица 9.2
Технические параметры некоторых регуляторов сварочного цикла
Марка регулятора Основной элемент для выдержки времени Принцип действия Пределы регулирования, с Включение тока Включение эпк Произво- дитель- ность точек/мнн Гаранти- рован- ный срок службы элемен- тов
сварки паузы
РВЭ-7-1А-2 R С-ячейки Непрерыв- ный 0,3—6,75 0,04—1,35 Асинхрон- ное Через элек- тромагнит- ное реле Де 120—150 500 ч
РЦС-4 Тиратроны с холодным катодом Дискрет- ный 0,02—2 0,02—0,20 То же То же До 350 25 000 я
ПШШ-1 (прерыва- тель) Ферритдиод- ные ячейки То же 0,02—1 0,02—10 Синхрон- ное Бескон- тактное До 750 8 лет
РВД-200 Декатроны В 0,02 -3,96 0,02—3,96 То же То же До 750 5 лет
РЦС-403 Транзисторно- диодные эле- менты типа «Логика» Непрерыв- ный 0,02—2 через 0,02 с 0,02-20 В В \ До 750 5 лет
РВТУ-200 (для точеч- ной сварки) Маломощные тиристоры типа КУ-201 Дискрет- ный 0,02—2 через 0,02 с 0,04—4 через 0,04 с » в До 750 12 000 ч
длительности. При применении регуляторов времеци
типа РВЭ и асинхронного контактора синхронное включе
ние тока не обеспечивается. В случае работы регуляторов
с синхронными контакторами (прерывателями), команда
от регулятора времени (обычно замыкается контакт реле)
поступает на прерыватель, схема которого обеспечивает
синхронное включение тока и его продолжительность (про-
порционально частоте сети). При этом время выдержки
«сварка» регулятора больше выдержки времени протека-
ния тока прерывателя.
Рис. 9.45. Схема универсального программирующего устройства с за-
писью программы на перфодиске
В случае применения регуляторов времени дискрет-
ного действия и применения малоинерционных реле можно
путем смещения фазы импульсов по отношению к напряже-
нию сети (с учетом cos <р машины) обеспечить синхронное
включение сварочного тока асинхронных контакторов!
начиная с одного периода.
В «последних регуляторах дискретного действия (на
декатронах, ферритдиодных ячейках, элементах «<Л°‘
гика») отсутствуют контактные элементы для передачи
информации и включения исполнительных элементов (кон-
тактора, электропневмоклапанов). В качестве исполни-
тельных элементов использованы усилители мощности на
тиристорах или полупроводниковых триодах, вместо тир3'
тронов или электромагнитных реле.
Если наряду с программированием лишь отдельны
интервалов времени цикла сварки (время сжатия, вреь
сварки, время проковки, время паузы и т. п.) надле^и
426
-улировать форму импульса тока, скорость вращения
РеЛиков или перемещения плиты, усилие сжатия и др., то
Р°ема программного устройства значительно усложняется.
Для управления сварочным током во времени необхо-
пимо подать от узла модулирования (см., например,
вис. 9.15) на вход фазовращателя напряжение, форма кото-
вого будет определять изменение сварочного тока. В этом
случае управляющее напряжение поступит в виде непре-
рывной плавной кривой. В ряде случаев с технологической
точки зрения желательно иметь дискретное управляющее
напряжение в виде ступенчатого графика и иметь возмож-
ность выбирать наиболее выгодный закон изменения сва-
рочного тока. Тогда необходимо применять более сложные
программирующие устройства, обеспечивающие любой на-
перед заданный закон изменения тока.
Режим сварки можно задать при помощи программо-
носителя, в качестве которого используют перфокарту,
перфоленту, киноленту, магнитную ленту и др.
Меняя перфокарты, например, можно быстро сменить
режим сварки. На рис. 9.45 приведена схема программи-
рующего устройства с записью программы (последователь-
ность включения и длительность операций, а также дли-
тельность, форма и величина импульса сварочного тока,
тока подогрева и отжига, величина усилия сжатия) на
перфодиске. Носитель информации — перфодиск из свето-
непроницаемой бумаги с отверстиями, соответствующими
записанной программе двоичного кода, — установлен на
прозрачном диске и приводится во вращение синхронным
электродвигателем Д, что дает возможность синхронизи-
ровать программу с частотой напряжения сети.
В момент прохождения отверстий перед источником
света на фотодиоды Ф падает световой поток. В результате
этого возникают импульсы напряжения, которые после
Усиления поступают в дешифратор и оттуда воздействуют
на блоки управления усилием сжатия и сварочным током.
В Дешифраторе поступающие импульсы считывания преоб-
разуются в управляющее напряжение (7упр ступенчатой
формы. Это напряжение программы подается на фазовра-
щатель Фр, где преобразуется в фазу угла контактора си-
ловой цепи. При этом форма импульса сварочного тока со-
ответствует заданной программе.
Блок преобразования программы БППУ предназначен
Для преобразования поступающих импульсов, записанных
а дорожке усилия сжатия, в заданную программу усилия
427
сжатия. Блок состоит из рабочих и гасящих тиратронов
В анодные цепи рабочих тиратронов включены исполни-
тельные реле. В момент поступления импульса из блока
ввода программы рабочий тиратрон зажигается, реле сраба-
тывает и включается соответствующий клапан свароч-
ной машины. Следующий импульс программы зажигает
гасящий тиратрон, который обеспечивает гашение рабочего
тиратрона и выключение реле и клапана.
Программа режима сварки может быть записана на не-
подвижной перфокарте, вводимой в контактную панель
блока считывания. Контактная панель представляет собой
набор пружинных контактов, которые в зависимости от
наличия или отсутствия отверстий в перфокарте оказы-
ваются замкнутыми или разомкнутыми. При запуске счет-
ного блока записанная таким образом программа дис-
кретно разворачивается во времени.
Импульсы напряжения, снимаемые с сопротивлений
в цепях индикаторных катодов декатронов, усиливаются
и поступают в блок дешифратора, где заданная программа
преобразуется в поочередно следующие ступенчатые им-
пульсы напряжения. Далее программа выполняется опи-
санным выше образом.
Аппаратура с контактными элементами и RC-ячейками
(РВЭ, ПИТ, ПИШ, СПУ) эксплуатационно надежна, поз-
воляет задавать любую программу нагрева и усилия сжа-
тия, а также легко и быстро менять установленный режим
сварки, поэтому нашла широкое применение в промышлен-
ности в ранее выпушенных серийных контактных машинах.
При кодировании режима сварки на перфокарту (пер-
фодиск) мобильность настройки ухудшается, любая сте-
пень корректировки режима вызывает необходимость из-
готовления новой карты. В то же время сам процесс ее
изготовления представляет достаточно сложную техноло-
гическую задачу. Поэтому такие программирующие уст-
ройства получили распространение там, где не нужно
часто изменять режим сварки, например на поточных ли-
ниях.
Применение декатронных программных регулятор00
типа РВД кроме значительного сокращения размеров аП-
паратуры управления увеличивает производительности
работы машин. Они долговечны и надежны, дают возмо#
ность визуальной проверки длительности протекани
операций; установлены на нескольких типах машин
контактной сварки.
428
Многопозиционные регуляторы типа РВТ (на тиристо-
рах) и типа РЦС (на элементах типа «Логика» и РТ) с бло-
ками управления тиристорными и игнитронными контак-
торами обеспечивают нормальную работу при температуре
окружающего воздуха 5—40° С, колебаниях напряжения
питающей сети в пределах от +5 до—15% номинального
значения, работу в одиночном и автоматических циклах,
синхронное включение сварочного тока, модуляцию перед-
него фронта сварочного импульса, регулирование свароч-
ного тока в пределах 40—100% установленного значения.
Включение электропневматического клапана бесконтакт-
ное. Игнитронный контактор управляется тиратронным
или тиристорным блоком поджигания. Такими регуля-
торами комплектуются в настоящее время контактные
машины, взамен регуляторов РВЭ-7, РЦ-4 и других.
Глава 10
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ПРИ КОНТАКТНОЙ СВАРКЕ
§ 1. ОСНОВНЫЕ СРЕДСТВА МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ
При изготовлении узлов с использованием контактной
сварки различают собственно сварочный процесс и вспомо-
гательные операции, например сборку и закрепление дета-
лей перед сваркой, поддержание и перемещение узлов,
подготовку поверхности узлов до сварки, механическую
обработку сварных швов после сварки, нанесение клеев
и герметиков и т. п.
На долю вспомогательных операций обычно приходится
свыше 70—80% общей трудоемкости сварочного процесса.
Процессы собственно контактной сварки в настоящее
время практически полностью автоматизированы, а сте-
пень механизации вспомогательных операций составляет,
как правило, не более 10%.
В механизации и автоматизации вспомогательных опе-
раций скрыты большие резервы повышения производи-
тельности труда и снижения себестоимости выпускаемых
сварных конструкций, увеличения качества и надежности
соединений. Средства механизации и автоматизации опе-
раций, связанных со сваркой, весьма разнообразны
(схема 10.1).
Степень и средства механизации и автоматизации опре-
деляются программой выпуска изделий и связанной с ней
системой организации производства. В частности в опыт-
ном и мелкосерийном производстве находят применение
несложные сборочные приспособления, различного р°Да
немеханизированные поддерживающие устройства. ДлЯ
массового и крупносерийного производства характерно
применение высокопроизводительных приспособлении,
многоточечных и многошовных машин, механизированных
поддерживающих и перемещающих устройств, промышлен-
ных роботов, машин-автоматов.
Сварочные машины, средства механизации и автомати-
зации часто располагают по ходу технологического пр0'
цесса и организуют в механизированные поточные и авт°
430
магические линии. Наивысшая степень автоматизации до-
стигается на комплексных автоматических линиях, где
все операции, в том числе заготовительные и контроль-
ные, выполняются без участия человека.
Специфика контактной сварки определяет следующие
особенности конструирования средств механизации и авто-
матизации.
1. Детали устройств и приспособлений, вводимые
в сварочный контур машины, желательно изготовлять из
немагнитных материалов — алюминиевых сплавов, не-
магнитных сталей и т. п.
2. Токоведущие элементы машины должны быть изо-
лированы от приспособления во избежание шунтирования
тока и повреждения (прожога) поверхности детали.
Схема 10.1
431
3. Узлы при точечной и шовной сварке необходимо
демпфировать для компенсации износа электродов и про-
гиба консолей.
4. Вид приспособлений — переносные или стационар,
ные, определяется размерами и массой изделий.
5. Приспособления не должны затруднять свободный
доступ к месту сварки.
6. Приспособления для стыковой сварки должны обла-
дать достаточной жесткостью, обеспечивая тем самым соос-
ность деталей при осадке.
В конструкции приспособлений рекомендуется ис-
пользовать унифицированные узлы (профили, редукторы,
шаговые механизмы, стандартные сварочные головки, эле-
менты пневмоэлектрической аппаратуры и т. п.).
§ 2. СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Сборочные приспособления — шаблоны, кондукторы,
стапели, сборочные стенды предназначены для правильной
установки деталей в соответствии с чертежом. Эти устрой-
ства часто используют для прихватки деталей перед то-
чечной или шовной сваркой. При небольших размерах
деталей, собираемых в. переносных приспособлениях, при-
хватку осуществляют на стационарных сварочных маши-
нах. Более крупные и тяжелые узлы собираются в стацио-
нарных приспособлениях и прихватывают при помощи
переносных машин (клещей, пистолетов). Кроме того, их
можно временно закреплять заклепками, фиксаторами и
монтажными болтами. Иногда в сборочных приспособле-
ниях детали сваривают, в этом случае приспособления
являются сборочно-сварочными.
Ниже приведены некоторые сборочные приспособле-
ния На рис. 10.1 представлены два типа стационарных
сборочных стендов, на которых прихватку осуществ-
ляют переносными сварочными машинами. В первом типе
ток к детали подводится через кондуктор 1, соединен-
ный медной шиной с одним из выводов сварочного
трансформатора 2, другой вывод которого связан с писто*
летом 3.
Во втором типе стенда трансформатор связан гибким
кабелем лишь со сварочным инструментом — клещами
(рис. 10.1, б), что значительно упрощает конструкН11
кондуктора. Особенно удобны клещи со встроенным маЛ°
габаритным сварочным трансформатором.
432
Шаблоны и кондукторы пэименяют для сборки относи-
тельно небольших деталей. При этом отпадает необходи-
мость проверки заданных по чертежу размеров узла. Эти
размеры обеспечиваются специальным расположением
Рис. 10.1. Переносные установки для точечной сварки:
а — с ручным пистолетом; б — с клещами
Рис. 10.2. Кондуктор для сборки
и прихватки конусов
фиксаторов и надежным закреплением узла в приспособ-
лении, например в кондукторе для сборки и прихватки
конуса 5 с фланцем 4 (рис. 10.2). Конус устанавливается на
нижний опорный диск 6 и фиксируется в нем с помощью
канавок и стержня с направ-
ляющей втулкой. Фланец
прижимается к конусу верх-
ним кольцом 3, имеющим
специальную проточку по
форме фланца. Собранный
узел закрепляется с помощью
гайки на верхнем конце
стержня. В этом же приспо-
соблении осуществляется и
прихватка деталей электро-
дами 2, 7, укрепленными
в консолях машины 1, 8.
После прихватки узел осво-
бождают из кондуктора и
сваривают конус с фланцем
на щовной машине.
Детали сложной формы (узлы крыши вагонов, панели
и отсеки летательных аппаратов) собирают в специальных
стапелях или на сборочных стендах, представляющих со-
си устройства с базовой плитой (обычно горизонтальной),
°борудованной крепежными элементами — фиксаторами,
433
прижимами и т. п. Сборочные стенды могут быть универ,
сальные — переналаживаемые (при мелкосерийном про-
изводстве) или специализированные (в условиях серийного
или массового производства). В сборочных стапелях де-
тали фиксируют и закрепляют в различных плоскостях.
На рис. 10.3 приведен стапель для сборки плоских или
слегка изогнутых панелей. Стапель состоит из массивной
рамы 1, шаблона 2, ложементов, укрепленных на шарни-
рах 5. Детали — обшивку 3 с профилями 4 прижимают
к ложементам рубильниками 6, облицованными резино-
выми прокладками и имеющими прорези в соответствии
с количеством и расположением профилей. Особенность
этой конструкции — вертикальное расположение стапеля,
обеспечивающее экономию производственных площадей и
удобный подход к приспособлению. Детали собирают на
фиксаторах или при помощи прихватки пистолетом или
клещами.
На рис. 10.4 показана конструкция стапеля для сборки
и сварки обечайки с набором жесткостей (бандажами)-
На станине 1 укреплен полый зал, на котором установлено
сборочное приспособление 5. Обечайка фиксируется отно"
сительно вала медными секторами, связанными со штоко
диафрагменных пневмокамер, неподвижно укрепленнь
434
1 2
Рис. 10.4. Стапель для сборки и сварки обечайки с набором элемен-
тов жесткости
Рис. 10.5. Стапель для сборки обечаек со шпангоутами
435
на валу приспособления. При подаче воздуха в камеру
через воздухораспределительную головку и отверстие
в валу секторы плотно прижимаются к обечайке. Возврат
штока происходит при выпуске воздуха из камеры под дей-
ствием пружины. Положение бандажей устанавливают
рубильниками, шарнирно соединенными с передним и зад-
ним 6 опорными узлами. На консоли стапеля располо-
жены сварочные головки 2 с пневмоприводом 4, имеющие
возможность при помощи ру-
коятки 3 передвигаться вдоль
оси изделия. При одновре-
менной сварке двумя элек-
тродами трансформатор сое-
динен шинами и кабелем со
сварочными головками, а
медные сектора выполняют
роль токопроводной под-
кладки (соединение по схеме
односторонней двухточечной
сварки).
Для сборки шпангоутов
с обечайками используют
устройства с механической
подачей деталей (рис. 10.5).
На степеле закрепляют пнев-
моцилиндр 1, на штоке кото-
рого находится подвижная
планшайба 2. Обечайку 5
Рис. 10.6. Разметчик для точеч-
ной сварки
устанавливают на фиксатор неподвижной планшайбы 8, на
которой имеется упор 7. Дополнительно обечайку фикси-
руют гибкой стальной лентой, 4, связанной с ложемен-
том 3. На планшайбе 2 закрепляют шпангоут 6, подают
воздух в камеру пневмоцилиндра и передвигают шпангоут
вместе со штоком до упора 7. Шпангоут закрепляют в обе-
чайке, а шток возвращают в исходное положение. Упор 7
выдвигают, устанавливают другой шпангоут, который
заводят в обечайку подобным образом. Положение пневмо-
цилиндра регулируют при помощи ходовых винтов рукоят-
кой 10. Для избежания повреждения шпангоутов пр’1
сборке подвижная планшайба армирована резиновым
кольцом 9.
При сборке и сварке используют различные размет*
чики. Наиболее прост механический разметчик (рис. 10.6)-
На верхний электрододержатель 1 при помощи винта за*'
436
репляют кронштейн 2. В отверстие кронштейна впрессо-
вана изоляционная втулка 3, через которую свободно про-
ходит стержень 4. Для постановки 'очередной точки шва
детали передвигают до тех пор, пока стержень не окажется
напротив отпечатка от предыдущей точки. Вместо стержня
может быть использован сфокусированный световой луч
источника, неподвижно закрепленного на электрододер-
жателе или корпусе машины.
§ 3. ПОДДЕРЖИВАЮЩИЕ И ПЕРЕМЕЩАЮЩИЕ
ПРИСПОСОБЛЕНИЯ
Эти устройства предназначены для установки узла
в определенном положении по отношению к электродам и
другим токоведущим элементам (роликам, плитам и т. д.).
В ряде случаев эти же устройства служат для перемеще-
ния изделия в процессе сварки.
Немеханизированные поддерживающие устройства
представляют собой различного рода опоры, тележки,
рольганги, подвески и другие специализированные при-
способления. В отдельных случаях, например при сварке
крупногабаритных конструкций, нашли применение уст-
ройства, перемещающие детали на воздушной подушке.
Машинные устройства — это устройства, вмонти-
рованные в универсальные сварочные машины.
Механизированные устройства отличаются наличием
механического привода для перемещения узлов. В ряде
случаев, например при точечной сварке, изделия переме-
щают при помощи шаговых механизмов и то лишь при под-
нятых электродах, т. е. работа сварочной машины и при-
вода поворотного устройства должна быть строго синхро-
низирована.
На рис. 10.7 приведены конструкции относительно
простых поддерживающих приспособлений, применяемых
при шовной и точечной сварке. Основная часть этих уст-
ройств — опорные ролики, установленные на раме и име-
ющие возможность перемещаться в вертикальном направ-
лении для выравнивания изделия. Рабочую поверхность
роликов выполняют обычно из мягких изоляционных
материалов. [Изделия перемещают роликами машины, а
при точечной сварке — вручную.
Для ввода изделия в рабочее пространство машины и
го перемещения опорные узлы часто устанавливаются
а тележках. Так, на рис. 10.8 представлено устройство
437
Рис. 10.7. Способы поддержания узла при шовной сварке:
1 — рычаг; 2 рама; 3 — деталь; 4 — опорные ролики; 5 — механизм
подъема; 6 — машина
438
для шовной сварки узлов конической формы в виде пере-
движной каретки и стола, имеющего механизм продоль-
ного и вертикального перемещения.
Поддерживающее приспособление для сварки крупно-
габаритных плоских панелей показано на рис. 10.9, а.
Свариваемый узел помещен на раме 7, которая может пере-
мещаться в поперечном направлении по роликам 2. Ролики
Рис. 10.8. Поддерживающее приспособление для конусной обечайки
установлены на подвижной каретке 3, расположенной на
роликах 4 стола 5 приспособления. Таким образом, па-
нель относительно электродов и машины 7 может переме-
щаться вдоль шва (на шаг точек) и перпендикулярно плос-
кости контура (при переходе на другой ряд точек). Стол
связан с основанием приспособления через пневмодиа-
Фрагменные камеры 6, которые поднимают панель над
нижним электродом в момент пауз между импульсами
тока, что позволяет избежать трения деталей о поверх-
ноСТЬ электРода 11 предотвратить их преждевременный из-
На рис. 10.9, б показан один из элементов поддержива-
Щсго приспособления — узел подъема панели в момент
439
о
Рис. 10.9. Поддерживающее приспособление:
а — общий вид приспособления; б — узел для поддержания и подъема деталей
паузы. Ролики 4, на которых находится изделие 5, подни-
маются при подаче воздуха в пневмокамеру 2 одновременно
с подачей воздуха в пневмосистему привода сжатия ма-
шины на подъем электрода. Шток диафрагменной камеры
перемещается вверх и через тягу 3 передает движение на
поддерживающие ролики. Тяга свободно двигается в па-
зах электрододержателя 1. После передвижения детали и
подачи команды на опускание электродов электропневма-
тический клапан выпускает воздух из камеры 2. Под дей-
ствием пружины, находящейся в этой камере, шток и тяга
перемещаются вниз и изделие вновь устанавливается на
нижний электрод и ролики 4.
Поскольку объем камеры 2 меньше объема пневмоци-
линдра сварочной машины, то панель опустится раньше,
чем электроды. Операции подъема и опускания синхрони-
зированы с рабочим циклом машины. Высота подъема из-
делия над нижним электродом составляет 3—5 мм. Кон-
струкция рассматриваемого приспособления за счет нали-
чия упругого элемента — диафрагмы позволяет также пре-
дупредить деформацию детали при уменьшении высоты
нижнего электрода, например, после многократной его
заправки или зачистки. Иногда для создания плавающих
опор используют пружины.
При сварке тонкостенных обечаек большого диаметра
может быть использовано приспособление, приведенное
на рис. 10.10. Деталь — обечайку 2 закрепляют при сборке
в кольцах 3 и устанавливают на опорные ролики 4, кото-
рые могут свободно вращаться вокруг своей оси. Высоту
роликов и положение изделия относительно пола регули-
руют при помощи винтовых подъемников, смонтированных
на тележке 5. Тележку перемещают вдоль контура ма-
шины 1 по направляющим. Обечайка при снятии свароч-
ного усилия может подниматься над нижним электродом
за счет действия упругих элементов (пружин), располо-
женных между верхней и нижней частями тележки. При
сварке обечаек большого диаметра машина может быть под-
нята на фундамент над уровнем пола.
При сварке крупногабаритных изделий сложной формы
применяют немеханизированные подвесные приспособле-
ния (рис. 10.11), представляющие собой захваты, укреп-
ленные на кран-балке. Детали обычно уравновешивают
пРи помощи пружинного или грузового противовеса. По-
добного рода приспособления часто применяют и при
сварке плоских панелей на машинах с горизонтальным рас-
441
442
положением электродов. Поддерживающие тросы и подъ-
емные устройства (например, тельферы) позволяют пере-
стать деталь в вертикальном направлении.
Машинное поддерживающее устройство для сварки
дВух конусных секций показано на рис. 10.12. Приспособ-
ление укреплено при помощи хомута 2 на нижней кон-
соли 1 машины. Свариваемый узел 9 устанавливают в при-
способлении 6 на опорном кольце 7 и поворачивают вокруг
Рис. 10.12. Устройство для сварки конусных секций
оси в подшипнике опорных дисков 5 и 11, закрепленном на
машине при помощи пружинно-рычажной подвески (ры-
чаг 12, седла, 4 пружины 3). Левую деталь собирают на
фиксаторах 10, расположенных на съемном диске 8. *
На рис. 10.13, а представлена конструкция самозажим-
ного устройства, применяемого при рельефной сварке шар-
нирных петель оконных рам. Одну из деталей петли — ко-
нУс 1 укрепляют в верхнем электроде машины пружиной,
Другую — профиль 3 в виде уголка — в нижнем разъ-
еме 2. При движении электрода 6 вниз упор 4 нажимает на
клиновую вставку 5 приспособления и через ползун 7
сжимает разъем 2, надежно фиксируя деталь 3. После
сварки и подъема электрода и упора освобождение детали
происходит за счет пружины 8.
Можно отметить также приспособление для сборки и
Рельефной сварки круглой пластины с кольцом
443
(рис. 10.13, б). Нижнюю деталь (кольцо) устанавливают
на подвижный (плавающий) фиксатор 1, по оси которого
расположен изолированный упор 2. Пластину (верхнюю
деталь) фиксируют в углублении диска 3. Подвижный
прижим 4 изготовлен из магнитного материала. При сжа-
тии электродов 5 плавающие фиксаторы и прижимы уто-
пают в гнездах.
Рис. 10.13. Приспособления для рельефной сварки:
а — самозажимное устройство для сварки петель оконных рам; б — устрой-
ство с магнитными фиксаторами
Устройство, применяемое для сварки баков, собирае-
мых из двух штампованных половин, приведено на
рис. 10.14. Приспособление состоит из двухшарнирнои
консоли 1, устанавливаемой на передней плите сварочной
машины. На стойке 2 консоли укреплены поворотный
стол 3, поддерживающий бак. Приспособление позволяет
без затраты значительных усилий направлять бак во время
сварки.
В практике контактной сварки распространены при'
способлення, позволяющие автоматически перемещать
узел на заданный шаг. На рис. 10.15 приведено устройство
для сварки обечаек с элементами жесткости. Деталь
444
Рис. 10.14. Устройство для шовной сварки бака автомобиля
Рис. 10.15. Перемещающее приспособление для точечной сварки обечаек
445
укреплена на опорных роликах 5 и планшайбе торцового
вращателя 3, связанного с механизмом шагового пово-
рота 2. Все приспособление смонтировано на тележке /
для ввода изделия в рабочее пространство машины.
В качестве шаговых механизмов обычно используют
электромагнитные муфты, пневматические системы ко-
лесо—рейка, храповые механизмы и иногда устройства
других типов, например мальтийский крест.
Рис. 10.16. Полуавтоматическое выравнивающее приспособление
для сварки крупногабаритных панелей:
1 — следящая система; 2 — рама; 3 — панель; 4 — направляющая; 5, J5
каретки; 6, 9, 10 —14 — приводы перемещения; 7 — поворотное устройство,
8 — колонна
Более высокой степенью механизации отличаются по-
луавтоматические выравнивающие приспособления. На
рис. 10.16 показан манипулятор для точечной сварки круп-
ногабаритных панелей двойной кривизны. Панель
укреплена на подвижной раме 2, которая может передви-
гаться по трем осям в вертикальном, продольном и п0‘
перечном направлениях при помощи кареток 5 и 15, свя-
занных с соответствующими электроприводами (9, Ю—1$''.
Рама может вращаться вокруг продольной оси при по-
мощи поворотного устройства 7 и привода 6. На сварочно
головке установлен датчик со щупами — следящая с
стема, которая посредством указанных приводов п03В°
ляет автоматически устанавливать поверхность панели
446
удобства
камера,
нормали к оси электродов. Помимо этого рама с деталью
может автоматически перемещаться на заданный шаг. Для
управления устройством имеется телевизионная
позволяющая оператору на экране видеть зону
сварки.
§ 4. СПЕЦИАЛИЗИРОВАННЫЕ ПРИСПОСОБЛЕНИЯ.
МАШИН Ы-АВТОМАТЫ
Указанные устройства весьма различны по назначению
и отличаются высокой степенью механизации и автомати-
зации вспомогательных операций, широким использова-
нием разнообразных программирующих систем, что опре-
деляет их большое распространение в массовом произ-
водстве автомобилей, вагонов, узлов сельскохозяйствен-
ных машин и предметов широкого потребления.
К этой группе устройств в первую очередь можно от-
нести многоэлектродные или многороликовые специализи-
рованные машины. На рис. 10.17 представлена схема мно-
гоэлектродной машины для односторонней сварки. Деталь
помещают на кондуктор 3, который укреплен на подъем-
ном столе 2, имеющем гидропривод 14. Электроды 5 нахо-
дятся на верхней части штампа и связаны с гидроприво-
дом 6. В ряде случаев может быть использован и пневма-
тический привод сжатия электродов. Наибольшее распро-
странение в промышленности получили многоэлектродные
машины, выполненные по многотрансформаторной схеме
(каждый трансформатор питает пару или группу электро-
дов) с последовательным или одновременным зажатием
электродов (число электродов на больших машинах может
превышать 100 штук).
Многошовные машины используют при изготовлении
холодильников, плоскосворачиваемых труб, корпусов ще-
лочных аккумуляторов, штампованных батарей водяного
отопления и других изделий. Например, внутренний шкаф
холодильника 2, сваривают шестироликовой машиной
(Рис. 10.18). В конструкции машины имеются три свароч-
ные каретки 3. На каждой каретке укреплены сварочная
головка 5 с двумя роликами, связанными с пневматиче-
ским приводом сжатия, и сварочный трансформатор 4
•ощностью 200 кВА. Каретки и ролики перемещаются
с^°ль изделия в трех плоскостях с помощью гидравличе-
их цилиндров 6. Машина оборудована двумя кондук-
рами. На одном кондукторе 1 изделие сваривают; одно-
447
Рис. 10.18. Шестишовная машина для шовной сварки
корпуса холодильника
Рис. 10.17. Схема многоэлектродной машины:
1 — станина; 2 — подъемный стол; 3 — кондуктор; 4 — сменный
штамп; 5 — электроды; 6 — гидропривод электродов; 7 — болты
крепления штампа; 8 — неподвижный контакт; 9 — подвижный
контакт; 10 — гидропривод подвижного контакта; 11 — транс-
форматор; 12 — буферные гидроцнлиндры и их штоки 13; 14 —
гидропривод стола
временно на другом — снимают готовый шкаф и устанав-
ливают следующий узел для сварки. Таким образом, по-
движные кондукторы поочередно подводят собранные де-
тали под сварочные ролики.
Последовательность выполнения отдельных операций
определяется системой концевых выключателей и элек-
тронным регулятором времени. Темп работы машины —
один шкаф в минуту.
Рис. 10.19. Установка для сварки секций крыши вагона
Специализированные сварочные машины оборудованы
многокоординатными системами перемещения деталей или
сварочных головок, поворотными столами и т. п. устрой-
ствами. Например, установка для точечной сварки секций
крыши цельнометаллического вагона снабжена самоход-
ной двухэлектродной головкой, которая может переме-
щаться в поперечном и продольном (вдоль ребер жесткости)
направлениях (рис. 10.19). На рис. 10.20 представлена
Другая специализированная машина с поворотным столом
Для односторонней сварки кольцевых деталей. Подобного
Рода установки часто оборудуют приводами с программ-
ам управлением, например с записью и воспроизведением
15 Б. Д. Орлов 449
Рис. 10.20. Специализированная машина для точечной сварки
с поворотным столом
полунервюр панелей
крыла
450
программы с магнитной ленты. Память таких систем
весьма велика и может содержать около 80 команд (опера-
ций).
Установка с программным управлением для точечной
сварки полунервюр панелей отсека крыла показана на
рис. 10.21. Сварка производится при горизонтальном по-
ложении электродов, укрепленных на консолях, которые
могут перемещаться вдоль нервюр шаговым механизмом.
Свариваемый узел / при помощи рубильников 2 укреплен
на подвижном столе 3. Перемещение электродов и консо-
лей 4 машины 5 вдоль шва, сварка, обратный ход электро-
дов и движение стола по направляющим 6 осуществляется
автоматически по заданной программе.
Комплексная автоматизация сварочных и вспомогатель-
ных операций достигается при использовании специализи-
рованных высокопроизводительных машин-автоматов.
Так, на рис. 10.22 показан автомат для стыковой сварки
сопротивлением цепей. Для изготовления цепей исполь-
зуют две машины: на одной пруток разрезается на заго-
товки требуемой длины, загибаются звенья и вяжется цепь,
на другой сваривают стыки звеньев. Сварочная машина
имеет два трансформатора 1 и 5 мощностью до 250 кВА.
Цепь в зону сварки подается квадратными звездочками 2
и 3, связанными с храповым механизмом и гидравлическим
приводом. При повороте звездочек на 90° под сварку уста-
навливается очередное звено и при этом звенья распола-
гаются вертикально и поочередно свариваются в двух
местах в левом и правом зажиме. После сварки грат обжи-
мается пуансонами 4, связанными с гидроцилиндрами 6
и 7.
Звенья 8 и 21 зажимаются между изолированными
стальными колодками 9 и 22, связанными с рычагами 12
ц 20 и через них со штоками гидроцилиндров 14. В момент
осадки в гидроцилиндр 14 быстро подается масло -под
повышенным давлением. Ток к звеньям подводится через
четыре электрода 10, 11, 23, 24, связанных рычагами 13,
25 с соответствующими гидроцилиндрами. Сварочные
трансформаторы включаются поочередно управляющими
Контактами 16—18, которые замыкаются при подаче масла
в Цилиндры 15 и 19. Работа всех механизмов машины син-
хронизируется кулачковым устройством.
Резкое повышение производительности труда на вспо-
могательных операциях может быть достигнуто при приме-
енни специальных питателей, автоматически подающих
451
детали в рабочее пространство машины. В качестве npJb
мера на рис. 10.23 представлена конструкция автоматиче-
ского питателя для сварки контактной планки и пластины
Рис. 10.22. Автомат для сварки сопротивлением
цепей:
а « схема подачи цепи к трансформаторам; б — меха-
низм зажатия и осадки
аккумулятора. Контактные планки подаются под элек-
троды 8, 10 из питателя 5 при подаче воздуха в пневмати-
ческий цилиндр 1 и движении отсекателя 4 и направля10'
щего вала 2. При остановке отсекателя подается напряже-
ние на электромагнит 7. Далее планка 6 перемещается
.452
Рис. 10.23. Автоматический пита гель для сварки контактной планки к пластине аккумулятора
другим пневмоцилиндром 3, который досылает планку под
электроды машины. Подача другой детали — пластины 9
осуществляется роликами, снабженными пневматическим
приводом и вращающимися от двигателя постоянного тока.
При движении вниз верхнего электрода 8 электрома-
гнит опускается по направляющим 12, сжимая при этом
пружину 11, и планка 6 прижимается к пластине 9. Элек-
тромагнит отключается и механизм при помощи пру-
жины 11 и пневмоцилиндра 3 возвращается в исходное
положение. После сварки стол подачи пластин автомати-
чески наклоняется и готовый узел по роликовым направ-
ляющим попадает на транспортер и далее на контроль.
Производительность автомата 30 изделий в мин. Автомати-
ческие питатели получили наибольшее распространение
при сварке миниатюрных деталей в радиоэлектронике и
приборостроении.
§ 5. МНОГОФУНКЦИОНАЛЬНЫЕ АВТОМАТИЧЕСКИЕ
УСТРОЙСТВА С ПРОГРАММНЫМ УПРАВЛЕНИЕМ —
ПРОМЫШЛЕННЫЕ РОБОТЫ
Промышленные роботы представляют собой устрой-
ства с программным управлением, которое снабжено рабо-
чим органом, напоминающим руку человека (рис. 10.24),
и способным перемещать значительные грузы в простран-
стве. Таким образом можно подавать детали в контур ма-
шины, передвигать их по заданной программе. В ряде слу-
чаев робот оперирует сварочными клещами, которые можно
подвести к труднодоступным местам.
В конструировании промышленных роботов различают
два основных направления.
1. Движение кисти соответствует сферической системе
координат — повороты в вертикальной и горизонтальной
плоскостях и радиальное движение.
2. Движение в соответствии с цилиндрической систе-
мой — поворот вокруг вертикальной оси, вертикальное
и радиальное поступательное перемещение.
Сначала оператор с пульта «обучает» робота при по-
мощи соответствующих датчиков, операции кодируются J1
запоминаются, например, на магнитной ленте. В дальней-
шем записанная программа уже выполняется автомати-
чески, без участия человека. Движение руки робота ocyine'
ствляется обычно электрогидравлическими исполнитель-
ными устройствами. При этом точность перемещения илй
454
Рис. 10.24. Кинематические
схемы и внешний вид промышленных
роботов
455
Рис. 10.25. Робот для точечной сварки узлов автомобиля
456
расположения сварных точек достигает ±1,5 мм. Рабочий
орган роботов, выполненный по образу руки человека,
отличается сравнительно малой грузоподъемностью и же-
сткостью, что снижает точность его работы и ограничивает
применение при точечной сварке. Поэтому в последнее
время для точечной сварки находят применение специали-
зированные роботы (рис. 10.25, а и б), рабочий орган
которых способен нести, например, мощные сварочные
клещи, рассчитанные на работу при больших усилиях.
Отмеченные выше роботы работают по заранее установ-
ленной или жесткой программе и не реагируют на измене-
ние условий сварки. Сейчас разрабатывают самонастраи-
вающиеся роботы (роботы второго поколения), имеющие
специальные датчики — органы зрения и осязания и изме-
няющие свое поведение в соответствии с конкретной обста-
новкой.
Роботы целесообразно использовать для сварки в труд-
нодоступных местах в крупносерийном и массовом произ-
водстве, а также там, где имеются вредные условия труда.
При этом снижается процент брака и существенно возрас-
тает производительность труда.
§ 6. ПОТОЧНЫЕ И АВТОМАТИЧЕСКИЕ ЛИНИИ
Поточные и автоматические линии выгодно использо-
вать в основном в условиях крупносерийного и массового
производства (производство товаров народного потребле-
ния, автомобилестроение). Механизированной поточной
линией называют комплект основного и вспомогательного
оборудования, которое обеспечивает выполнение большей
части операций механизмами и машинами, включая пере-
мещение изделия от одного рабочего места к другому.
При этом оборудование и рабочие места расположены
в порядке выполнения отдельных операций технологиче-
ского процесса.
Автоматическая линия — это комплект основного,
вспомогательного и подъемно-транспортного технологиче-
ского оборудования, машин и механизмов, осуществляю-
щих без участия человека в определенной технологической
последовательности и с определенным ритмом все опера-
ции, необходимые для изготовления изделия и перемеще-
ния его в процессе изготовления по позициям линии. Все
операции на линии выполняются автоматически, а человек
ыполняет только функции наладки, наблюдения и регу-
457
пирования оборудования. В отдельных случаях допу,
скается выполнение человеком начальных загрузочных и
конечных разгрузочных операций.
Ниже рассмотрены некоторые примеры механизиро-
ванных поточных и автоматических линий, применяемых
в промышленности.
На рис. 10.26 приведена схема поточной линии для то-
чечной сварки пола пассажирского вагона. Передвижная
сварочная установка 1 портального типа может передви-
Рис. 10.26. Схема точечной сварки пола вагона
гаться вдоль изделия, находящегося на неподвижном при-
способлении. Опоры, поддерживающие приспособление,
могут убираться и пропускать раму портала машины.
При этом штанги 2 включают пневматические краны 3 и 4
управления подъема опор. Когда определенная пара опор
убирается, изделие в этом месте временно поддерживается
роликами, расположенными на портале сварочной ма-
шины. На этом портале находятся механизмы, обеспечи-
вающие поперечное перемещение при помощи электродви-
гателя и механических передач верхних и нижних электро-
дов со скоростью 100 мм/с. Кроме того, имеется механизм
продольного перемещения машины вдоль изделия (пола)-
Привод сжатия электродов — пневматический
пневмогидравлический. Производительность такой ма-
шины, обслуживаемой одним человеком, — до 1500 т°ч®
в час. Машины аналогичного типа применяют в судострое
нии для сварки секций судовых надстроек.
458
Сборка и сварка боковых панелей кузова автомобиля
Долгая производится на круговом конвейере карусель-
ного типа, представляющем собой диск диаметром около
10 м, поднятым над полом на высоту 200 мм. На конвейере
расположено шесть сборочно-сварочных приспособлений
с системой пневматических зажимов.
Панели, поступающие с мойки, укладывают в центре
кольца и оттуда они поступают на приспособления 1
(рис. 10.27). При вращении конвейера производится после-
Рис. 10.27. Схема сборочно-сварочной линии панелей автомо-
биля «Волга»
довательная сборка и сварка на подвесных машинах 2.
Окончательные сборочные операции проводят в стацио-
нарных приспособлениях 3 и на отдельных рабочих ме-
стах 4. После сварки узел проходит промежуточный кон-
троль 5 и передается дальше на сборку. Линия оснащена 21
подвесной машиной, 15 из которых подвешены над кон-
вейером на тележках. Пневмосистема, расположенная на
конвейере, питается от воздушной сети через распредели-
тельное устройство. Скорость движения конвейера около
м/мин, производительность одной линии в смену 180 па-
нелей. Обслуживают линию 14 рабочих.
На механизированной поточной линии для сварки диска
с ободом колеса автомобиля изделия перемещаются по
лннии при помощи конвейеров 2 и 3. Колеса предвари-
ельно собирают на прессе 4 и подают по рольгангу на
онвейер. Вдоль конвейера расположены точечные ма-.
ины 1, сварка на которых производится при помощи
459
механических операторов. После сварки изделия подвер-
гаются контролю на позициях 5 и 6 (рис. 10.28).
На московском заводе им. Лихачева эксплуатируется
высокопроизводительная четырехпозиционная автомати-
ческая линия для окончательной сборки цельнометалли-
ческих кабин автомобиля ЗИЛ-130. Она состоит из четырех
многоэлектродных многотрансформаторных точечных ма-
шин, соединенных между собой шаговым транспортером
и гидравлическим толкателем для передачи кабины с од-
ной позиции на другую и установки ее в заданное положе-
Рис. 10.28. Механизированная линия для сварки колес авто
мобиля
ние. На траверсах расположены малогабаритные свароч-
ные трансформаторы и гидравлические головки (писто-
леты), которые последовательно сваривают кабину в 274
точках группами приблизительно по 30 точек. Приме-
няемые пистолеты — плавающего типа и могут самоуста-
навливаться относительно поверхности детали, что весьма
важно при сварке такого сложного узла, как кабина авто-
мобиля.
На рис. 10.29 представлена схема автоматической л11"
нии для сборки и сварки кузовов автомобиля «Фольксва-
ген-1200». Линия имеет 16 позиций, на которых многото-
чечные машины производят точечную сварку отдельны-4
элементов кузова. На первых трех позициях сваривак,г
заднюю и переднюю части кузова. Затем крыша, пода'^'
щаяся на сборку, захватывается специальным приспосо^
лением и укладывается на поворотное устройство, котор°~
разворачивается на 180°, и крыша собирается с кузовоь
460
рвс. 10.29. А.™™« «»»« *»я кузовов в..омо«»в .Фо.жко.зг.в-12».
На последующих позициях производится сварка на много-
точечных машинах и в конце линии изделие передается ца
параллельный поток для дальнейшей сборки и сварки
Отличительная особенность этой линии — возможность
в процессе сборки поперечного движения изделия, что
позволяет сократить необходимые производственные пло-
щади.
На рис. 10.30 представлена схема автоматической ли-
нии для изготовления отопительных радиаторов. Стальная
лента разматывается из рулонов 1 и подается с большой
скоростью (до 20 м/мин) в формовочную клеть 2, где проис-
Рис. 10.30. Схема автоматической линии для изготовления отопитель-
ных радиаторов
ходит штамповка заготовок двух половин радиатора вра-
щающимися роликами, один из которых служит пуансо-
ном, а другой — матрицей. Далее к верхней заготовке
приваривается штуцер на машине 3, производится при-
хватка заготовок на точечной машине 4 и соединение их
герметичными швами на шовных машинах 5. При выпол-
нении поперечных швов используют летучие машины,
которые движутся во время сварки вместе с деталями и
конвейером, а затем возвращаются в исходное положение
на повышенной скорости. В конце линии готовые радиа-
торы обрезаются ножницами 6 от движущейся ленты и
направляются на склад.
При производстве труб широко используют трубосва-
рочные автоматические установки (рис. 10.31). Лента с за-
грузочного устройства 1 поступает на размыватель 2, тя-
нущими роликами 3 подается в правильную машину 4 и
обрезается на ножницах 5. Отдельные полотна соеди-
няются на стыковой машине 6, грат с обеих сторон попереч-
ного стыка лент удаляется резцовым гратоснимателем • •
При дальнейшем движении ленты стружка, образовав-
шаяся при снятии грата, сдувается сжатым воздухом на
462
Рис. 10.31. Схема трубосварочного агрегата
конвейер. Далее тянущие ролики 8 подают ленту в петле-
образователь 9. Петлеобразователь предназначен для обес-
печения запаса ленты в линии и непрерывной ее работы во
время заправки и стыковки ленты нового рулона.
Следующие ролики 10 подают заготовку на дисковые
ножницы И, которые служат для обрезки кромок ленты
до ширины, необходимой для формовки трубной заготовки
заданного диаметра. Дробеструйная установка 12 очищает
поверхность ленты от окалины. Эта установка имеет не-
сколько головок, одни из которых работают, а другие
в это время заполняются дробью ковшовым элеватором.
Очищенная лента подается далее в трубоформовочный
стан 13, где заготовка проходит ряд формовочных клетей,
постепенно приобретая форму трубы.
После формовки, заготовка направляется в трубосва-
рочный стан 14. Трубы можно сваривать различными ме-
тодами — шовно-стыковой и индукционной сваркой. В по-
следнее время находит широкое применение радиочастот-
ная сварка (частота тока до 450 Гц) с индукционным спосо-
бом подвода тока.
За сварочной клетью расположен резцовый гратосни-
матель 15, за которым установлен гладильный узел 16,
подобный по конструкции клети формовочного стана.
После охладителя 17 трубная заготовка направляется
в калибровочный стан 18 для обеспечения необходимой
геометрической формы и размеров. На трубоотрезном
станке 19 дисковыми ножами или пилами получают от-
резки мерной длины. Далее трубы проходят термообра-
ботку в печи 20, охлаждаются в холодильнике 21 и попа-
дают в стан холодной калибровки 22 и правильные ма-
шины 23. На станке 24 обрабатываются торцы, на стенде 25
проводят гидроиспытания, а на станках 26, 27 на трубе
нарезается резьба и навертывается муфта. Наконец, труба
подается на стенд 28 окончательного контроля и уста-
новку 29 для покраски и нанесения масла.
Глава 11
КОНТРОЛЬ ПРИ КОНТАКТНОЙ СВАРКЕ
§ 1. ДЕФЕКТЫ ПРИ СВАРКЕ И ПРОГРАММА КОНТРОЛЯ
Существующий уровень технологии и сварочного обо-
рудования не может гарантировать полное отсутствие
дефектов в сварных соединениях. Их возникновение свя-
зано с воздействием на процесс сварки различного рода
случайных возмущений, которые обычно разделяют на
возмущения от произвольных отклонений технологиче-
ских факторов (подготовка поверхности деталей, площадь
рабочей поверхности электродов, шунтирование свароч-
ного тока, наличие сборочных зазоров, недостаточно проч-
ное закрепление деталей в зажимах стыковой машины
и т. п.) и на возмущения от произвольных колебаний пара-
метров режима сварки во время работы сварочного обору-
дования. Следует отметить также, что иногда невысокий
уровень технологичности спроектированного изделия уве-
личивает вероятность возникновения дефектов.
Для своевременного обнаружения и принятия техниче-
ских и организационных мер по предупреждению дефек-
тов необходим систематический контроль всех звеньев
производства сварных узлов: в стадии проектирования
конструкции; при выполнении операций, сопутствующих
сварке; собственно сварочных операций; сварочного обо-
рудования, а также квалификации наладчиков и сварщи-
ков.
В табл. 11.1 приведен систематизированный перечень
наиболее часто встречающихся внутренних дефектов,
Указаны наиболее эффективные способы их обнаружения,
Даны рекомендации по методам исправления дефектов.
Количество дефектов, допускаемых без исправления и
подлежащих исправлению, зависит от ответственности
сварного узла и регламентируется соответствующими
техническими условиями. Качество рассматриваемых
сварных соединений определяется по наличию сплошной
еталлической связи в зоне взаимного расплавления тре-
Уемых размеров при точечной и шовной сварке и по всей
оверхности торцов при стыковой сварке. Расположенные
465
Дефекты сварных соединений, выполненных контактной сваркой
Таблица 1.11
Дефект Способ обнаружения Наиболее вероятная причина образования дефекта Способы исправления дефекта
Непровар — отсутствует или мала зона взаимного проплавления а) при точечной Внешний осмотр. Мест- ное отгибание кромки при малой толщине деталей. Испытание на герметич- ность. Рентгеноскопия и шовной сварке Отклонения в режиме сварки. Увеличение рабо- чей поверхности электро- дов. Велики зазоры между деталями. Велика толщина плакировки. Шунтирова- ние тока Постановка двух новых точек рядом с дефектной, Повторная сварка по де- фектной ^очке, шву. Вы- сверливание дефектной точ- ки, постановка заклепки. Разделка шва и сварка плав- лением
Дефекты литой зоны шва (раковины, трещины, поры) Физические методы кон- троля Велика скорость шов- ной сварки. Отклонения в режиме сварки Повторная сварка по де- фектной точке или шву. Высверливание дефектной точки, постановка заклепки, или сварка плавлением
Внутренний выплеск Внешний осмотр. Физи- ческие методы контроля Отклонения в режиме сварки. Велики сборочные зазоры. Плохая подготовка поверхности Удаление выплеска спе- циальным инструментом
Продолжен ие т абл. 11.1
Дефект Способ обнаружения Наиболее вероятная причина образования дефекта Способы исправления дефекта
Хрупкость сварного со- единения (низколегирован- ные стали) Внешний осмотр. Изме- рение твердости Неправильно выбран тер- мический цикл сварки Общий отпуск детали или сварной точки в электродах
Негерметичность сварного шва Проверка на герметич- ность Отклонения в режиме сварки, в частности увели- чение скорости сварки и длительности паузы. Уве- личение рабочей поверхно- сти электродов Повторная сварка по де- фектной точке или шву. Высверливание дефектных точек или разделка шва и сварка плавлением
б) при стыковой сварке
Внутренние дефекты сплошности (непровары, посторонние включения, трещины, раковины) Внешний осмотр. Физи- ческие методы контроля Отклонения в режиме сварки. Недостаточный ра- зогрев при оплавлении. Не- достаточная осадка. Не- устойчивое оплавление пе- ред осадкой
Дефекты структуры (пе- регрев, пережог) Внешний осмотр. Изме- рение твердости Мала скорость оплавле- ния. Преждевременное вы- ключение тока Дополнительная термо- обработка (при перегреве)
в плоскости соединения деталей внутренние дефекты (ра.
ковины, поры, трещины, посторонние включения), сравни-
тельно легко выявляются при рентгеноскопии, локации
ультразвуком и некоторыми методами магнитной дефекто-
скопии. Если эти дефекты попадают в зону высоких напря-
жений, то они влияют на прочность, особенно цикличе-
скую. При точечной и шовной сварке соединений их влия-
ние невелико. В ряде случаев их наличие (в определенных
пределах) допускается в конструкциях без исправления,
а иногда даже используется как косвенный признак нали-
чия расплавления и служит критерием оценки качества
точечной и шовной сварки. Влияние этих дефектов более
заметно в связующих соединениях.
Известные методы контроля качества сварных узлов
направлены, естественно, на выявление и предупреждение
всех указанных дефектов в сварных соединениях. Однако
главным их назначением применительно к условиям кон-
тактной сварки является диагностика и предупреждение
непроваров, так как остальные дефекты сравнительно
легко обнаруживаются общеизвестными методами дефекто-
скопии.
В зависимости от способа сварки, организации произ-
водства, назначения, материала, формы и других специфи-
ческих особенностей сварной конструкции могут быть со-
ставлены различные варианты программ контроля с раз-
личным качеством и последовательностью выполнения
входящих в нее контрольных операций. Варианты про-
грамм контроля обычно регламентируют в технических
условиях на изготовление изделия.
Одна из таких наиболее полных программ, рассчитан-
ная на изготовление конструкций ответственного назначе-
ния, представлена на схеме 11.1.
Современное производство, как правило, характери-
зуется большим объемом работ, связанных с контролем.
Трудоемкость контроля становится сопоставимой с трудо-
емкостью процесса изготовления изделий. В связи с этим
возникает необходимость резкого увеличения производи-
тельности контроля без ущерба для качества соединении.
Это достигается путем механизации и автоматизации рУ4'
ных контрольных операций, создания систем автоматиче-
ского пассивного и активного контроля в процессе сварки
(сопутствующий контроль), внедрения методов статистиче-
ского контроля. При пассивном контроле соответствующая
аппаратура констатирует лишь качество сварки, не вме-
468
Контроль сварки
Схема -11.1
шиваясь в процесс сварки. При активном контроле проис-
ходит автоматическое корректирование процесса до полу-
чения заданного качества сварки.
Технологический контроль чертежей — первый и важ-
нейший этап контроля; он способствует созданию техноло-
гичной конструкции сварного узла в стадии его проектиро-
вания и выполняется наиболее квалифицированными тех-
нологами-сварщиками. На этом этапе проверяется пра-
вильность выбранного сочетания толщин и марок металла,
размещение сварных швов и выбор размеров сварных
соединений, возможность свободного подхода к месту
сварки рабочими элементами машины, возможность кон-
троля сварных швов, а также механизации и автоматиза-
ции процессов сварки и контроля.
Контроль операций, сопутствующих сварке, включает
проверку размеров входящих деталей и узла после сварки
и прихватки, марки материала и его технологического
состояния, физического состояния поверхности деталей;
качества антикоррозионных покрытий, правильности их
размещения и времени нанесения под нахлестку; марки
электродов и формы их рабочей поверхности, качества
сборки; размеров и расположения прихваток, а также
базовых размеров сборочных и прихваточных приспособ-
лений^ При стыковой сварке, кроме того, проверяется
С"сооТЩ'ость и качество закрепления деталей, наличие упо-
) ров, охлаждения токоведущих элементов; качество элек-
трического контакта деталь—электрод и т. п. Краткая
методика контроля этих операций изложена в соответ-
ствующих разделах книги.
—------При автоматизации цикла сварки повторяемость вы-
бранной программы в значительной мере определяет каче-
ство сварки, которое таким образом зависит от надежности
работы сварочного оборудования. Машины в установлен-
ные сроки подвергаются текущему (предупредительному)
и капитальному ремонту, а также периодически проходят
так называемую аттестацию, которая заключается в про-
верке паспортных данных и выдаче свидетельства о при*
годности машины к эксплуатации.
В паспорт заносят и проверяют основные механические
и электрические характеристики оборудования, которые
не должны изменяться во времени свыше установленного
допуска. Свидетельство о пригодности сварочных маш»н
к эксплуатации выдается на основе всесторонних испыта_
ний технологических образцов. При этом основное вни
470
манне уделяется показателям стабильности размеров
литой зоны шва и результатов механических испытаний.
На качество сварки оказывает влияние квалификация
наладчиков и сварщиков. От навыка наладчиков зависит
надежность сварочного оборудования и аппаратуры кон-
троля; от навыка сварщика зависит качество прихватки и
сварки узлов. В связи с этим к сварщикам предъявляются
определенные квалификационные требования, отнесенные
к соответствующему разряду работы, предусмотренному
тарифно-квалификационными справочниками. Для кон-
троля квалификации наладчиков и сварщиков периоди-
чески производят их аттестацию — проверку теоретиче-
ских знаний и практических навыков в объеме специаль-
ных программ, включающих вопросы техники безопас-
ности. На основании результатов аттестации специальные
аттестационные комиссии выдают наладчикам и сварщи-
кам свидетельство' о допуске к самостоятельной работе.
Статистический контроль в условиях контактной сварки
может быть использован как при операциях промежуточ-
ного контроля (для оценки качества работы оборудования,
правильности подобранного режима сварки, качества под-
готовки поверхности), так и при окончательном контроле,
например при рентгеноскопии, испытаниях на герметич-
ность и других способах испытания сварных швов и целых
узлов.
Для суждения о качестве процесса, однородности ре-
зультатов сварки показатели качества, обследованные по
отобранной пробе, немедленно обрабатывают и предъяв-
ляют контролерам и наладчикам. Распространенная и
удобная форма записи результатов обработки испытаний
проб — точечные графики, вывешиваемые на видном месте
на соответствующих позициях контроля.
§ 2. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
Контроль сварных соединений заключается в каче-
ственной или количественной оценке основных призна-
ков, характеризующих их работоспособность. Контроль
осуществляют с разрушением и без разрушения соеди-
нений. Контроль с разрушением дает практически лишь
консультативную информацию, информацию по аналогии,
так как качество рабочих соединений в изделиях остается
непроверенным. В то же время простота и наглядность ре-
зультатов послужили причиной широкого применения
471
контроля с разрушением в промышленности. Контроль
сварных соединений с разрушением проводят путем испы-
тания технологических образцов и выборочных испытаний
сварных конструкций.
Подбор режима сварки, качество соединения в про-
цессе сварки, а также качество работы сварочного обору,
дования проверяют путем соответствующих испытаний
технологических образцов. Технологические образцы
должны соответствовать свариваемым деталям по марке
Рис. 11.1. Форма образцов для испытаний:
а, б “ для разрушения в тисках, макроанализа, рентгеноконтроля;
в, г — для механических испытаний на срез; д — карта для изготов-
ления образцов типа г\ е — крестообразные одноточечные образцы для
механических испытаний на отрыв и скручивание; ж — для испытания
швов на герметичность
материала, сочетанию толщин или сечению, шагу сварных
точек, а в отдельных случаях и по форме.
При точечной и шовной сварке листовых конструкций
обычно изготовляют несколько типов образцов (рис. 11.1)-
Образцы типа а и б разрушают в тисках зубилом или
специальным инструментом, используют для изготовления
шлифов продольного и поперечного сечения шва, подвер-
гают рентгеновскому просвечиванию.
По результатам разрушения предварительно опреде-
ляют диаметр литой зоны сварной точки или поперечное
сечение шва. Шлифы используют для металлографических
исследований сварного соединения. При этом уточняют
размеры ядра, определяют глубину проплавления, вмя-
тину от электрода и наличие внутренних дефектов по
макроструктуре (см. § 1, гл. 5). По рентгенограммам
в общем случае судят о наличии внутренних выплесков,
472 .
трещин, раковин и других внутренних дефектов сварного
соединения.
По образцам типа виг определяют прочность сварных
точек и шва на срез. Образцы типа в изготовляют одно-
точечными или многоточечными; последние перед испы-
танием разрезают на одноточечные. Образцы для испыта-
ния швов типа г нарезают из широкой карты (рис. 11.1, д).
Качество сварной точки оценивают по величине раз-
рушающего усилия, а качество шва коэффициентом
прочности соединения Кр. ш:
_ gcb. in
ЛР-ш- Ов ’
где осв ш — предел прочности сварного шва, полученный
при испытании; ов — предел прочности основного ме-
талла.
Разброс результатов механических испытаний на срез
характеризует стабильность процесса сварки и для се-
рии из десяти образцов должен находиться в следующих
пределах:
для точечных образцов
Ртах — Рmln q 3.
Рср
для шовных образцов
Рmax Рmm q 2
Л:р
где Pmax, PmIn, Рср — соответственно наибольшая, наи-
меньшая и средняя разрушающая нагрузка на точку
(шов) при срезе.
По образцам типа е определяют прочность точки на
огрыв и угол поворота при скручивании. Полученные
Данные механических испытаний сравнивают с мини-
мально допустимыми нормами прочности, предусмотрен-
ными для данного изделия.
Для проверки герметичности швов применяют образцы
в виде двух сваренных между собой по периметру пластин
(рис. 11.1, ж). Испытание швов обычно ведут путем за-
полнения пространства между пластинами сжатым воз-
духом с погружением образца в водяную ванну. Для
Подачи сжатого воздуха в одной из пластин сверлят
отверстие и приваривают трубку-штуцер.
473
При стыковой сварке конфигурация технологических
образцов в большинстве случаев повторяет форму свар,
него соединения в изделии. После сварки образец разру.
шают по шву для проведения анализа изломов (визуально
с просмотром через лупу, с использованием металлографий
ческих исследований и электронной микрофактографии).
Обычно полученный излом желательно сравнивать с эта-
лонным. Кроме того, образцы подвергают металлографи-
ческим исследованиям, испытаниям на статический изгиб
ударный разрыв и т. п. При испытании на изгиб изме-
ряют угол изгиба, при котором образовалась первая-
трещина в растянутой зоне. гПри испытании трубных
Рис. 11.2. Схема испытания технологических образцов,
сваренных стыковой сваркой:
а—на статический изгиб и поперек шва; б, в—испытание трубных
образцов
образцов определяют размер просвета b при появлении
первой трещины. При ударном растяжении сварной шов
располагают поперек образца (рис. 11.2).
По результатам испытаний технологических образцов
(если не требуются данные по другим видам контроля)
дается разрешение на сварку и приемку сваренного изде-
лия, а также выдается заключение о пригодности к экс-
плуатации сварочного оборудования.
Для определения качества сварных соединений в кон-
струкции иногда практикуется выборочное разрушеН1'е
одного-двух готовых изделий из партии. Такие испытани^
часто совмещают с общими квалификационными испы-
таниями изделий для определения параметров их про4^
ности и ресурса при заданных эксплуатационных нат
грузках. Виды испытаний сварных соединений завис
от конфигурации и назначения изделия и определяют
специальной программой. В связи с единичным хаРа
тером разрушений нельзя говорить о какой-либо мате
474
тически обоснованной степени совпадений полученных
результатов при выборочном контроле с качеством свар-
ных соединений й остальных изделиях данной партии.
Неразрушающий контроль — наиболее перспективный
при дефектоскопии сварных соединений. При контроле
без разрушения применяют в первую очередь следующие
методы физического контроля: рентгеновский, ультра-
звуковой и частично электромагнитный.
К неразрушающим методам контроля следует отнести
также контроль внешним осмотром, контроль на герме-
тичность и на сопротивление соединений заданным на-
грузкам.
Наиболее простой способ неразрушающего контроля —
внешний осмотр соединений невооруженным глазом или
через лупу 7—10-кратного увеличения. При осмотре
проверяют расположение точек и швов в соответствии
с чертежом, форму, размеры вмятин от электродов, на-
личие наружных дефектов, величину зазоров между дета-
лями и деформацию узла. При стыковой сварке внешним
осмотром или обмером выявляют дефекты геометрической
формы (перекосы, смещения, укорочения), подгар поверх-
ности, трещины, пережог металла стыка. Иногда внешний
осмотр необходим для обнаружения наружных трещин,
непровара и структуры шва после удаления высаженного
металла и грата, полирования и травления поверхности.
В соединениях из легированных сталей измеряют их
твердость. При необходимости швы сварных конструкций
проверяют на герметичность: в открытых конструкциях
керосино-меловой пробой, в закрытых сосудах — сжатым
воздухом в водяной ванне, аммиаком с индикаторной бу-
магой, гелиевыми или фреоновыми течеискателями и
Другими известными методами.
К методам неразрушающего контроля следует отнести
также испытания соединений нагружением до расчетных
или несколько превышающих этот уровень значений.
Изделия, выдержавшие эти испытания, считаются год-
ивши. Этот метод испытаний нашел широкое применение
при изготовлении радиоэлектронных приборов, у которых
проверяют электрические и механические параметры.
Некоторые емкости ответственного назначения кроме
испытания на герметичность испытывают на сопротивле-
ние расчетным вибрационным и ударным нагрузкам.
В некоторых случаях подобные или близкие к расчет-
ным значениям нагружения составляют неотъемлемую
475.
часть технического процесса производства изделий. Так
например, сваренные стыковой сваркой ободья колес
испытывают раздачей их на экспандере, кольцевые заго-
товки штангоутов после сварки подвергают правке с рас.
тяжкой, соединения из полос проверяют последующей
прокаткой до заданной формы.
Рентгеноконтроль — один из наиболее распростра-
ненных методов неразрушающего контроля сварных соеди-
нений при контактной сварке. Интенсивность рентгенов-
ских лучей после прохождения через просвечиваемый объ-
ект при прочих равных условиях зависит в основном
от длины волны излучения, толщины и атомного веса
'--исследуемого металла.
Наличие литой зоны или изменение расположения
окисных пленок в общем случае не оказывают влияние
на интенсивность рентгеновского излучения, и таким обра-
зом рентгеноскопия не в состоянии констатировать нали-
чие и степень непровара.
Тем не менее иногда при точечной и шовной сварке
можно, используя рентгеноконтрастность границ шва,
выявлять размеры зоны взаимного расплавления. В за-
висимости от свойств свариваемых металлов возникло
два варианта контроля: рентгеноскопия, в которой кон-
трастность границ расплавления достигается за счет
перераспределения элементов, находящихся в исследуе-
мом сплаве и рентгеноскопия с использованием специально
вводимых перед сваркой на поверхность соединяемых тел
рентгеноконтрастных слоев (РКС).
В первом случае в процессе кристаллизации металла
шва на его границе за счет ликвационных процессов или
сепарации нерастворимых частиц, находящихся в рас-
плаве, создается локальная химическая неоднородность,
что при просвечивании вызывает изменение интенсивности
рентгеновских лучей. На рентгенограмме возникает спе-
цифическая светотеневая картина, по которой легко
установить необходимые границы расплавления в гори*
зонтальной плоскости. При сварке деталей одинаковой
толщины этот параметр характеризует также и глубину
проплавления.
Так, например, при точечной сварке сплава Д16, за
счет дендритной ликвации (обеднения основания дендР'-1'
тов легирующими элементами) и скопления частиц ал10'
миниевой плакировки увеличивается локальная интен-
сивность рентгеновских лучей. Граница зоны расплавле-
47Б
ния представляется на негативе рентгенограммы в виде
относительно темного кольца, которое с внешней стороны
в связи с утолщением от пояска и скоплением упрочня-
ющей фазы окружено светлой короной (рис. 11.3). При
сварке неплакированного металла четкость темного кольца
значительно снижается.
При сварке сплава системы А1—Mg—Li под действием
электродинамических сил на границе расплава скапли-
Рис. 11.3. Рентгеноскопия соединений из сплава Д16Т, сварен-
ных точечной сваркой:
а — схема образования светотеневой картины на рентгенограмме (нега-
тив): 1 — место скопления алюминия; 2—диаграмма интенсивности рент-
геновских лучей; 3 темное кольцо; 4 — светлое кольцо; б — рент-
генограмма (негатив)
ваются частицы интерметаллидов типа AlLiFe, AlLiMn,
имеющие в своем составе более тяжелые элементы, кото-
рые снижают интенсивность рентгеновских лучей больше,
чем основной сплав. В этом случае граница литого шва
выявляется на рентгенограмме в виде светлой цепочки
рентгеноконтрастных частиц. При сварке магниевых спла-
вов МА2-1, МА8 и ВМД-7 индикатором границы шва
служит скопление частиц марганца. Свойством «само-
контроля» обладает лишь ограниченное количество
сплавов.
При контроле по второму варианту границы зоны
взаимного расплавления выявляют за счет «видимости»
искусственно нанесенного перед сваркой на внутреннюю
поверхность соединяемых деталей РКС из более тяжелых
элементов. В процессе сварки РКС частично или пол-
477
ностью расплавляется и замешивается в ядре. Частичц0
расплавляемые — тугоплавкие РКС обычно состоят^
мелкогранулированного п0
Рис. 11.4. Рентгеноскопия соединений сваренных точечной сварк0’1
с введением тугоплавкого рентгеноконтрастного порошка:
а схема образования светотеневой картины на рентгенограмме (негатив8'
/ — место скопления частиц порошка при расплавлении; 2 — диагра»*
интенсивности рентгеновских лучей; 3 — светлое кольцо на рентгенрграьП"
от скопления частиц при расплавлении; б — рентгенограмма (негатнв) то«е
ной сварки сплава АМгб с порошком вольфрама при наличии расплавлена '
в —-То же, но без расплавления — полный непровар; г — рентгенограмм
(негатив) точечной сварки стали ЗОХГСА с порошком вольфрама прн нали4’
расплавления
действием электродинамических сил нерастворившисс**
частицы тугоплавкого порошка замешиваются в распла®®
и отбрасываются к периферии ядра. По их располо#6
478
I ию на рентгенограмме можно судить о размерах зоны
взаимного расплавления.
При отсутствии расплавления частицы РКС остаются
в исходном состоянии — равномерно распределенными
на поверхности под нахлесткой (рис. 11.4). Расплавляе-
мые РКС обычно выполняют в виде тонких лент, состоя-
; щих из сплава, близкого по составу к свариваемым ме-
I таллам и легированного небольшим количеством рентге-
; ноконтрастных элементов; перед сваркой ленту размещают
I между деталями. Во время сварки она расплавляется и
I1 перемешивается с металлом шва. Граница оплавления
ленты обычно совпадает с зоной взаимного расплавления и
I отчетливо видна на негативе рентгенограммы в виде свет-
лого кольца. Контрастность изображения кольца увеличи-
। вается за счет некоторого утолщения оплавленных краев
I ленты в результате общей пластической деформации пери-
ферийных участков сварного соединения (рис. 11.5).
Для увеличения разрешающей способности метода
контроля стремятся к тому, чтобы коэффициент контраст-
ности Кк как можно больше отличался от единицы. Это
условие зависит от соотношения между коэффициентами
ослабления рентгеновских лучей, проходящих через сва-
I риваемый металл (Л4С. м) и РКС (А1ркс); М — показывает
, степень ослабления слоем, содержащим один грамм
вещества на площади 1 см2:
Кк = Л4ркс/Л4с.м5 1.
В табл. 11.2 для некоторых сплавов приведены про-
веренные в лабораторных и производственных условиях
рекомендуемые тугоплавкие и расплавляемые РКС.
Рассмотренный метод позволяет определять размеры
; зоны взаимного расплавления при сварке деталей одина-
, ковой и разной толщины, а также при сварке соединений
। более чем из двух деталей. В последнем случае целесооб-
разно при просвечивании располагать сварной шов под
’,1 Угл°м 20—30° к оси рентгеновского излучения.
I Для выявления макродефектов в соединениях, выпол-
*1 пеннь1х стыковой сваркой, иногда применяют гамма-
; Рентгенодефектоскопию. Схему просвечивания выбирают
i1 Зависимости от конструкции узла, физических пара-
•л тодР0® и толщины свариваемых металлов. При сварке
сооГОСтен11Ь1х заготовок, в том числе и трубных, целе-
le- hpv Разна схема с установкой источника излучения под
, Оторым углом к оси шва.
; I 479
I1 I
Ультразвуковая дефектоскопия осно-
вана на способности ультразвуковых колебаний (У31\)
распространяться в металле
в виде направленных волн
на большие расстояния и от-
Pitc. 11.5. Рентгеноскопия соединений, выполненных точечной свар-
кой с введением расплавляемой рентгеноконтрастной ленты:
а — схема образования светотеневой картины на рентгенограмме (негатив);
/ — лента; 2 — диаграмма интенсивности рентгеновских лучей; 3 — оплавлен-
ный край ленты — граница зоны расплавления; б — рентгенограмма (не~
гатив) точечной сварки сплава АМгб и ленты А1 4- 5% Ag при наличии
расплавления; в — рентгенограмма (негатив) точечной сварки сплава О*4
н ленты ЦН-25 при наличии расплавления; г — то же, но без расплавления
полный непровар
ражаться от участков разной плотности, например дефек-
тов, при условии, что их размеры больше длины ультра-
звуковой волны. Современные дефектоскопы в основном
480
Состав и назначение рентгеноконтрастных материалов
при рентгенодефектоскопии соединений, выполненных точечной сваркой
Орлов
Т аблица 11.2
Свариваемый металл Тугоплавкие РКС Расплавляемые РКС Примечание
Наполнитель (порошок) Основа
Алюминиевые сплавь (6 = 0,5-4- 4-4 мм) Вольфрам, ре- лит, молибден, марганец, цинк и т. п. Лак Э4100, эмаль ЭГ-63, грунт АПГ, клен Лента толщиной 0,1— 0,2 мм из сплава алюминия с серебром СрА5, СрАЮ Расплавляемые РКС (лен- та) разработаны для спла- вов типа АМг, АМц и чи- стого алюминия
Магниевые спла- вы (6 = 0,54- 4-4 мм) То же То же Лента толщиной 0,12— 0,15 мм из сплава магния с 9% Cd Расплавляемая РКС (лен- та) оазработана для спла- ва МА2-1
Сплавы на осно- ве титана (6 —- = 0,54-3 мм) Вольфрам, ре- лит, молибден, цирконий и т. п. Лак, эмаль и т. п. Лента толщиной 0,1 мм из сплава циркония с нио- бием ЦН25ТЗ Расплавляемая РКС (лен- та) разработана для сплава ОТ4
Стали (6 от 0,6 и выше) Вольфрам, ре- лит и т. п. То же Лента толщиной 0,2 мм из припоя ВПР —
Никелевые спла- вы (6 от 0,6 и вы- ше) 1о же То же Лента толщиной 0,1— 0,2 мм из сплава на основе никеля (ВЖ98) —
работают с частотой до 107 Гц и способны четко обна-
ружить дефект размером примерно не менее 10 мкм.
Ультразвуковой дефектоскопией можно в общем слу.
чае определять следующие дефекты соединений, выпол-
ненные контактной сваркой: полный непровар (при нали-
чии зазора между деталями), поры, раковины и трещины.
S)
Рис. 11.6. Схема ультразвукового контроля точечной и шов-
ной сварки:
а — качественная сварка; б — полный непровар с зазором;,/ —
излучатель; 2 — приемник; 3 — призматический щуп; 4 — экран
дефектоскопа (отраженный сигнал отсутствует); 5 — экран дефек-
тоскопа (отраженный сигнал от зазора)
Может быть также обнаружена разница в структуре
металла сварного соединения — косвенный показатель
качества сварки. Вызывает сомнение возможность доста-
точно четкого выявления всех случаев непровара, й
в частности, непровара типа склейки, так как толщина
окисных пленок обычно несоизмерима с разрешающей
способностью ультразвуковых дефектоскопов.
Для контроля качества точечной или шовной сварки
применяют призматические щупы, в которые обычно
встраивают два пьезокристалла. Акустический контакт
между корпусом щупа из оргстекла и поверхностью
482
детали создается путем нанесения смазки из вазелинового,
машинного или трансформаторного масла. Ультразвуко-
вые волны от излучателя 1 (рис. 11.6) под некоторым
углом проходят через литую зону и поясок шва и в ре-
зультате внутреннего многократного отражения в ниж-
ней детали не попадают в приемник 2; при этом на экране
электроннолучевой трубки дефектоскопа отраженный сиг-
нал отсутствует, что указывает на наличие соединения.
Если на пути ультразвуковой волны между деталями
оказывается воздушный зазор, возникший в связи с пол-
ным непроваром или деформацией металла за границей
пояска, то волна отражается от внутренней поверхности
верхней детали, попадает в приемник 2 и выдает сигнал
дефекта на экран трубки.
Передвигая щуп поперек шва и отмечая на экране
участок, где отсутствуют импульсы, можно определить
(зная скорость горизонтального перемещения луча на
электроннолучевой трубке) размеры области соединения.
При непроваре в виде склейки условия распростра-
нения ультразвуковой волны аналогичны тем, которые
создаются на пояске. Область склейки, как правило,
прозрачна для ультразвука и на экране дефектоскопа
сигнал либо полностью отсутствует, или имеет относи-
тельно малую и неравномерную амплитуду. В этом слу-
чае степень точности расшифровки качества сварки резко
снижается.
Точность оценки качества соединения снижают раз-
личного рода наводки, дающие на экране дефектоскопа
ложные сигналы, связанные с движением призматиче-
ского щупа по поверхности свариваемых деталей. Экспе-
риментально установлено, что совпадение данных ультра-
звукового контроля с истинными размерами зоны взаим-
ного расплавления составляет всего 80—85%.
Точность расшифровки сигналов можно повысить,
заменив подвижный акустический контакт неподвижным
Шупом прямого действия. В последнем случае желательно,
чтобы рабочая поверхность щупов совпадала с формой
отпечатка электрода, а давление между щупом и деталью
было бы повышено. По такой схеме более вероятна воз-
можность расшифровки непроваров типа склейки. При
Этом может быть использован либо теневой метод с дву-
сторонним размещением щупов (излучатель и приемник),
при котором измеряют интенсивность проходящего через
сварочный контакт сигнала, либо импульсный эхо-метод
483
(толщина деталей не менее 2 мм) с односторонним разме-
щением прямого совмещенного щупа. В последнем случае
при наличии дефекта в соединении на экране дефекто-
скопа возникают последовательно расположенные три
сигнала — начальный импульс, импульс от дефекта и
конечный (донный) импульс.
Ультразвуковой контроль соединений, выполненных
стыковой сваркой, применяют главным образом для опре-
деления таких дефектов, как поры, раковины, скопления
окисных включений и трещины. Они располагаются
Центр сборного шба
Рис. 11.7. Схема ультразвукового кон-
троля искателями типа «тандем»:
1 — излучатель; 2 — приемник; 3 — стенка
трубы
обычно в плоскости
соединения и снижают
соответствующие пока-
затели прочности (по-
давляющее большин-
ство включений имеет
протяженность 10—
40 мкм).
Как и при точечной
сварке, обнаружение не-
провара типа склейки
маловероятно. Приме-
нение той или иной
схемы прозвучивания
соединений (обычно эхо-
метод) во многом зави-
сит от конфигурации сварного узла. Так, например, для
контроля стыков труб (диаметром от 100 мм и толщиной
от 10 мм и выше) применяют призматические совмещен-
ные щупы в сочетании с импульсным дефектоскопом.
Целесообразно применять щупы с плоской поверхностью,
позволяющие вводить большое количество энергии. Же-
лательна также внутренняя и наружная обработки уси-
ления труб в местах стыка.
В процессе контроля щуп перемещают вдоль образу-
ющей (для контроля по толщине соединения) и по пери-
метру трубы. Следует учесть, что иногда отраженный
сигнал, характерный для дефекта, возникает от струк-
турной неоднородности, например от области с ярко
выраженной столбчатой структурой на участке стыка.
Для повышения надежности контроля по глубине
торца стыка трубы применяют раздельные подвижные
призматические щупы (рис. 11.7). Последние имеют воз-
можность перемещаться в специальной рамке, которая
484
позволяет жестко фиксировать расположение искателя
и приемника на пути отражения ультразвуковой волны
от границы дефекта.
Электромагнитная дефектоскопия объединяет большое
число способов, которые можно разделить на две группы:
намагничивание контролируемого соединения с выявле-
нием магнитных потоков рассеяния и наведение вихре-
вых токов с оценкой электропроводности металла.
Первая группа способов нашла применение при кон-
троле главным образом соединений, выполненных стыко-
вой сваркой. Хорошо обнаруживаются поверхностные
дефекты или дефекты на глубине не более 10—15 мм.
Магнитный рисунок на поверхности контролируемого
изделия может изменяться не только от дефектов, но и от
локальной структурной или магнитной неоднородности
металла, что может быть причиной ложной расшифровки
полученного сигнала.
При точечной сварке установлена зависимость между
величиной (диаметром) литого ядра и электропроводно-
стью зоны сварки. Так, при сварке алюминиевых спла-
вов в присутствии ядра номинальных размеров электро-
проводность на 10—15% ниже электропроводности основ-
ного материала, а при непроварах — на 5—7%. Электро-
проводность измеряют дефектоскоп'м ДСТ-5РПИ.
Переменное магнитное поле датчика дефектоскопа,»»
который располагают на поверхности сварной точки, воз-
буждает в деталях вихревые токи, величина которых
зависит от размеров литого ядра. При уменьшении ядра
увеличивается электропроводность металла, т. е. изме-
няются электрические параметры системы датчик — де-
таль. Это вызывает изменение фазы выходного напряже-
ния и соответствующее отклонение стрелки измеритель-
ного прибора. Наличие вмятин от электрода учитывают
при настройке.
Ведутся исследования по использованию термогра-
фического метода при контроле качества точечной и шов-
ной сварки. Одну сторону шва нагревают сканирующим
источником теплоты (в пределах 60—300° С). С проти-
воположной стороны с некоторым запозданием вдоль
Шва двигается бесконтактный радиометр (фотосопротив-
Ление, фотодиод), измеряющий и записывающий на бу-
мажную ленту интенсивность инфракрасных излучений
(обычно используют волны длиной 0,8—19 мкм).
16 Б. Д. Орлов 485
При наличии нормального расплавления за счет более
высокой теплопроводности сварного соединения обеспечи-
вается относительно высокая интенсивность излучения.
При непроварах, порах и других дефектах теплопровод-
ность и интенсивность излучения снижаются; тепловой
поток рассеивается, и соответственно падает температура
поверхности шва. Термографирование радиометром может
быть заменено нанесением на поверхность шва специаль-
ных индикаторных красок, меняющих цвет под влиянием
нагрева.
§ 3. АВТОМАТИЧЕСКИЙ КОНТРОЛЬ И ИЗМЕРЕНИЯ
В ПРОЦЕССЕ СВАРКИ
Принципиальная функциональная схема автоматиче-
ского контроля в процессе сварки приведена на рис. 11.8.
Если контроль пассивный, то аппаратура контроля,
работающая по разомкнутой системе, вырабатывает в той
или иной форме (световой, звуковой, печатной и т. п.),
Рис. 11.8. Принципиальная функциональная
схема автоматического контроля в процессе
сварки
сигнал, характеризующий качество выполненного соеди-
нения (замкнут контакт /, разомкнут контакт II —•
включен блок 6). Если контроль активный (замыкают
контакт II), то аппаратура контроля работает по замкну-
той системе автоматического регулирования. Измеренный
блоком 2 в процессе сварки на машине 1 сигнал ка-
чества — сигнал обратной связи — преобразуется блоком
3 в напряжение Uг сравнивается блоком 5 с номинальным
486
[/s, поступающим с задатчика ч. Полученная разность
д/у = U3 — U!, воздействует на органы управления
машины (блоки 7—10), автоматически стабилизирующие
номинальное значение выбранного признака качества пу-
тем изменения корректирующего или зависимого пара-
метра (4В. Лв. FCB, оопл и т. д.). При этом разность
у3 — иг стремится к нулю. При контактной сварке полу-
чили распространение две системы автоматического регу-
лирования: по вели-
чине конечного сигнала
и дискретного дейст-
вия.
В первом случае сиг-
нал качества U г срав-
нивается лишь с конеч-
ным значением U3\ в те-
чение цикла сварки Uх
изменяется произволь-
но. График, поясняю-
щий принцип автомати-
ческого регулирования
по величине конечного
Рис. 11.9. График, поясняющий прин-
цип автоматического регулирования
по конечному сигналу
сигнала, приведен на рис. 11.9. Заданное напряжение
обратной связи U3 и /св н для данных условий сварки
определяют экспериментально. При отсутствии возму-
щений процесс сварки характеризуется кривой 1 и полу-
чение качественного соединения соответствует точке
При возмущениях процесс сварки характеризуется кри-
вой 2, качественное соединение соответствует точке Д2.
За счет At/ в точке Б tCB увеличивается до значения
^СВ. н -f- A t.
В системе дискретного действия текущее напряже-
ние t/1 сравнивается с промежуточными значениями U3
в течение всего цикла сварки через определенные дискрет-
ные промежутки времени (например, через каждый полу-
период переменного тока).
Типичный пример дискретного регулирования, син-
хронизированного с частотой электрической сети, — про-
цесс автоматической стабилизации сварочного тока в ма-
шинах переменного тока.
Большинство методов автоматического контроля яв-
ляются сопутствующими, т. е. контроль совпадает со
Ременем сварки, а информация о качестве может вы-
зваться на ранних стадиях изготовления изделия.
487
Контроль в процессе сварки обычно разделяют На
контроль параметров режима сварки и контроль процесса
по обобщающим параметрам.
Контроль параметров режима сварки предусматривает
обнаружение или автоматическую отработку возмущений
воздействующих на сварочное оборудование с целью
стабилизации этих параметров, что способствует повыше-
нию надежности сварочного оборудования и сварных
Рис. 11.10. Электрическая схема датчика ДСТ-1
соединений. Задача контроля режима решается путем
создания специальной аппаратуры периодического и не-
прерывного измерения, а также автоматической стабили-
зации главных параметров режима сварки.
Кратковременность включения сварочных машин, не-
синусоидальность формы тока исключают возможность
его измерения стандартными электроизмерительными при-
борами. Качество сварки в наибольшей степени зависит
от действующего значения тока /2Д при сварке на машинах
переменного .тока и от максимального значения /2М на
машинах с униполярным импульсом. Поэтому для реги-
страции и контроля этих значений сварочного тока раз-
работана специальная аппаратура.
Для наблюдения и записи формы импульса сварочного
тока на магнитоэлектрическом или катодном осциллографе
предназначен датчик ДСТ-1 (табл. 11.3). В датчике ис-
пользован эффект Холла. При взаимодействии протека-
ющего через полупроводниковую пластинку 5 (рис. 11-Ю)
488
Назначение и основные характеристики приборов для измерения
и стабилизации параметров режима сварки
Таблица 11.3
Назначение Марка прибора Измеряемые параметры Диапазон работы Временной показатель Погреш- ность измере- ния, % Примечание
Регистрация формы сварочного тока ДСТ-1 «2 От 5 кА — — Датчик приме- няется в комплекте с осциллографом
Периодическое из- мерение сварочного тока АСУ-1М ^2Д '2М 2,5— 200 кА Минималь- ное 1св 0,01 с ±3 —
Непрерывный кон- троль сварочного то- ка КАСТ-2М Лм 5—200 кА Минималь- ное tCB 0,01 с ±1 Контролируемое отклонение от но- минала ±(1ч-10)%
То же КСТ-1 ^2Д 3—20 кА Минималь- ное 1св 0,02 с ±3 —
Автоматическая стабилизация свароч- ного тока РТС-1 /2 ср 5—40 кА Постоянная времени ре- гулирования 0,04 с ±5 Отработка воз- мущений ± 15% от номинала
То же СТ-67 Лд 2,5— 200 кА Постоянная времени ре- гулирования 0,01 с ±3 Отработка воз- мущений + 15-S- —30% от номи- нала
Назначение Марка прибора Измеряемые параметры
Измерение длитель- ности элементов цикла сварки СИ-2 —
Измерение усилия сжатия электродов ДПС-1 ДПС-2 Усилие сжатия
То же ДД-60 Усилие сжатия и его изменение в процессе сварки ^СВ И ^св (0
Комбинированный датчик коммутатор- ного типа К-63 Форма свароч- ного тока и уси- лие сжатия
Комбинированный датчик РТУ-63 То же
То же РТУМ-2 Форма свароч- ного тока, полез- ная мощность и усилие сжатия
Продолжение табл. 11.3
Диапазон работы Временной показатель Погреш- ность измере- ния, % Примечание
0,01—1,0 с Минимальная длительность элемента цикла 0,01 с ±3 —
100— 10 000 кгс — ±2,5 —
♦ — — — Датчик приме- няется в комплекте с осциллографом
— — — То же
— — — >
— »
б)
491
постоянного тока /б от батареи Б с магнитным полем токо-
ведущего участка 6 сварочной машины напряженностью Ц
на клеммах 1—2 возникает э. д. с. Холла:
UX = KJ6H,
где Лх — коэффициент, зависящий от материала и раз-
меров полупроводниковой пластинки.
Пропорциональность величин Ux и Н позволяет изме-
рять магнитное поле машин, а следовательно, и свароч-
ный ток. Для этого лишь необходимо знать масштаб
сигнала Ех в амперах при постоянном значении /б, кото-
рое устанавливают переменным сопротивлением R и
Измеряют миллиамперметром рЛ при замыкании BR.
Для периодического измерения /2Д в наибольшем
полупериоде или 12ы используют универсальный прибор
АСУ-IM (рис. 11.11, а и б). При измерении датчик 1,
представляющий собой тороидальную катушку без же-
лезного сердечника, надевают на токоведущий элемент
сварочной машины 2 (например, консоль или электродо-
держатель сварочной машины). Если в общем случае
в сварочном контуре машины протекает несинусоидаль-
ный (за счет угла а) ток t2 (рис. 10.13, б), то на клеммах
датчика возникает напряжение, пропорциональное ско-
рости изменения магнитного потока или сварочного тока:
(Д = К dijdt,
где Л — коэффициент, зависящий от площади сечения
среднего витка катушки и числа витков на 1 см длины
тороида.
Тороидальная форма датчика позволяет получить
сигнал, величина которого практически не зависит от
местоположения катушки в контуре машины. В интегри-
рующем усилителе 3 происходит формирование сигнала,
пропорционального мгновенному значению сварочного
тока:
и, = \к^-л.
о
В диодном квадраторе 4 формируется сигнал, пропор-
циональный квадрату мгновенного значения сварочного
тока:
(Г >2
J I .
0 /
492
I в интегрирующем усилителе 5 интегрируется кри-
I1 рая (U2)2 за время одного полупериода 772. При этом
формирУется сигнал, пропорциональный энергии, выде-
денной за время 772 при произвольной форме импульса
। сварочного тока:
Г ^=j
о \о J
Это выражение равно энергии постоянного тока за
। время 772:
г Т/2 / t х 2
4772 = J
о \о /
Конденсатор 6 для запоминания заряжается напря-
жением U3, что соответствует квадрату действующего
значения в наибольшем полупериоде:
Г/2 , t х 2
&=-м пф *
О \0 J
Стрелочный прибор 7 считывает напряжение заряда
конденсатора; для получения действующего значения
тока квадратный корень извлекается путем соответству-
ющей градуировки шкалы прибора 7:
Сброс отсчета осуществляется разрядом конденса-
тора 6 кнопкой 8. При измерении /2М выключают эле-
менты 4 и 5 функциональной схемы (рис. 11.11, а). Сиг-
нал, пропорциональный величине тока, формируется
интегрирующим усилителем 3, запоминается конденсато-
ром 6 и считывается по линейной шкале стрелочного при-
бора 7. Предусмотрено устройство, обеспечивающее по-
стоянство отсчета независимо от полярности импульса
тока сварочной машины (при измерении тока на машинах
с чередующимися по полярности импульсами).
Для непрерывного слежения за /2д или /гм разрабо-
тано много различных вариантов аппаратуры. Так, на-
пример, на рис. 11.13, а приведена функциональная
схема прибора для контроля на машинах с униполярным
493
импульсом амплитуды сварочного тока КАСТ-2М. В ка-
честве датчика тока использована катушка 1 без желез,
него сердечника, постоянно устанавливаемая во вто-
ричном контуре сварочной машины 2. Сигнал с датчика 1
поступает на интегрирующий усилитель 4, который
формирует сигнал U2, пропорциональный мгновенному
значению сварочного тока. Далее сигнал U2 поступает
в реверсирующее устройство 5, которое выдает сигнал Д
пропорциональный U2 и всегда одной полярностц.
Для оценки амплитуды тока используют устройства 6
и 7, срабатывающие лишь при определенной величине
входного сигнала U3. Такими устройствами, снабженными
соответствующими индикаторами (световыми, звуковыми,
печатающими на ленту и т. д.) могут быть, например,
два тиратрона, возбуждаемые при разных значениях
сеточного напряжения или специальные триггеры. При до-
стижении выходного напряжения U3 (минимально до-
пустимое) срабатывает тиратрон 6 (рис. 11.12,6). Если
тиратрон не сработал, то значение тока меньше допусти-
мого. Если срабатывают оба тиратрона 6 и 7, то ток
выше допустимого. Если сработал тиратрон 6 и не сра-
ботал 7, то значение тока соответствует заданному значе-
нию в установленном поле допуска. Настраивают прибор
путем изменения входной проводимости сопротивления 3
усилителя 4.
Для непрерывного контроля действующего значения
сварочного тока за цикл шовной сварки на машинах пере-
менного тока применяют прибор КСТ-1.
В процессе сварки величина тока может отклоняться
от заданных значений. Если отклонения выходят за до-
пускаемые пределы, качество сварки ухудшается. Основ-
ные причины произвольного изменения сварочного тока —
колебания напряжения питающей сети и изменение сопро-
тивления электрического контура машины вследствие
нагрева, окисления переходных контактов и введения
в контур магнитных масс (деталей или приспособлении
из ферромагнитных материалов). В современных преры-
вателях тока при колебаниях напряжения сети действу-
ющее значение автоматически поддерживается специаль-
ными устройствами (см. § 3 гл. 9).
Для поддержания постоянства тока при колебаниях
напряжения сети и воздействия других возмущении,
используют стабилизаторы тока, работающие по замкну-
той системе автоматического регулирования с обратной
494
связью. Функциональная схема стабилизатора типа РТС-1
; (стабилизирует значение тока, близкое к действующему
। / р), подключаемого к прерывателю тока ПИШ (см. § 3
1 гл. 9), приведена на рис. 11.13. Напряжение, пропор-
циональное сварочному току, снимается с трансформатора
тока 1 и подается на измерительное устройство 2. При по-
мощи блока настройки 6 это напряжение при любой
заданной величине сварочного тока устанавливается всегда
постоянным (А/и); при этом выходной сигнал регуля-
тора Uy не изменяет установленный сварочный ток.
Рис. 11.13. Автоматический стабилизатор сварочного тока РТС-1:
а — функциональная схема; б — электрические процессы в узлах стаби-
лизатора
Напряжение UK сравнивается с напряжением Uo
задающего устройства 7, а во время паузы — с напря-
жением UK корректирующего устройства 4, которое
получает команду от узла программирования времени
сварки прерывателя; при этом UK = UK. При настройке
UK = U0 = UK. На вход усилителя 3 непрерывно по-
ступает разность U о — UK или U 0 — UK. При пониже-
нии сварочного тока к сеточной цепи лампы фазорегу-
лирующего узла прерывателя 5 прикладывается положи-
тельный потенциал Uy, при повышении тока — отрица-
тельный. Это соответственно корректирует угол поджи-
гания силовых ламп контактора прерывателя, тем самым
автоматически стабилизируя заданное среднее значение
сварочного тока.
Аналогичная схема может быть использована и при
автоматической стабилизации напряжения на электродах
495
или полезной мощности. Для этого в первом случае
на вход измерительного устройства 2 подают напряже-
ние, снимаемое с электродов сварочной машины. После-
довательно в цепь измерения включают индуктивную
катушку, компенсирующую наводку в подводящих на-
пряжение проводах. При стабилизации по мощности
соответствующий сигнал можно получить, используя
датчик тока типа ДСТ-1, подав на клеммы 3—4 (см.
рис. 11.10) напряжение с электродов машины. В этом
случае
их = к н==%
где R — сопротивление цепи питания датчика; U33, iQBt
N2 — соответственно мгновенные значения напряжения
на электродах при сварке, сварочного тока и полезной
мощности.
Для стабилизации действующего значения сварочного
тока на точечных и шовных машинах переменного тока,
оборудованных соответственно прерывателями ПИТ и
ПИШ, служит стабилизатор СТ-67. Длительность интер-
валов времени цикла сварки может быть измерена в ре-
зультате наблюдения и регистрации соответствующих
процессов на осциллографе. Так, при измерении дли-
тельности тока на импульсных машинах используют
датчик тока ДСТ-1 при одновременном включении отмет-
чика времени, а на машинах переменного тока — подсчиты-
вают число периодов. Для определения длительности
паузы при шовной сварке осциллограф подключают
к вторичной обмотке вспомогательного трансформатора,
первичная обмотка которого присоединена параллельно
прерывателю. В этом случае во время паузы амплитуда
импульсов будет значительно больше, чем во время
сварки.
Длительность тока на машинах переменного тока,
низкочастотных и с выпрямлением тока во вторичном
контуре может быть измерена декатронным счетчиком
СИ-2. Прибор имеет два индикаторных декатрона, пер-
вый считает единицы полу периодов (0,01 X 10), второй —
десятки (0,01X10X10). Отсчет ведется по свечению
последнего индикаторного катода одного из декатронов.
Цифры счета нанесены на панель прибора.
При измерении на машинах переменного тока сигнал
напряжения с индуктивного датчика / (рис, 11.14),
,496
который на время счета располагают в зоне действия
магнитного поля сварочной машины 2, преобразуется
интегрирующим блоком 3 в сигнал, пропорциональный
сварочному току. Каждый полупериод сварочного тока
воздействует на генератор 4. При этом последний выра-
батывает два сдвинутых по времени стартовых импульса,
которые, последовательно воздействуя на подкатоды,
перебрасывают газовый разряд за время 0,01 с с одного
индикаторного катода декатрона 6 на другой. Каждый
десятый импульс тока через 0,1 с запускает декатрон 8
Рис. 11.14. Функциональная схема счетчика импуль-
сов СИ-2
через второй генератор стартовых импульсов 7. При
измерении длительности тока на импульсных машинах
сигналом с датчика 1 до конца сварки возбуждается
катушка реле Р, а генератор 4 запускается в этом случае
через замкнутый контакт Р' от специального встроен-
ного в прибор трансформатора 5.
Усилие сжатия на электродах машины измеряют пру-
жинным динамометром ДПС (см. табл. 11.3), устанавли-
ваемым между электродами машины. Усилие восприни-
мается плоской пружиной, прогиб которой в пре-
делах упругой деформации измеряется индикатором
(рис. 11.15). Усилие определяют по показаниям индика-
тора и тарировочному графику, прилагаемому к прибору.
Ограниченное применение для измерения усилия сжа-
тия электродов находят гидравлические динамометры,
снабженные манометрами, которые измеряют давление
Жидкости в плоской емкости, сжимаемой электродами
Машины. Для регистрации изменений этого усилия за
497
цикл сварки используют специальные датчики (напримеп
датчик ДД-60), преобразующие усилие в электрический
сигнал и подключаемые к осциллографу.
Датчик ДД-60 (рис. 1116), устанавливают между
нижней точкой электрододержателя нижней консоли ма-
шины и местом крепления подкоса. Под действием усилия
сжатия упруго деформируется нижняя консоль машины
Перемещение консоли пропорционально усилию сжатия
Рис. 11.15. Измерение
усилия сжатия электро-
дов динамометром ДПС
Рис. 11.16. Схема размещения и прин-
цип работы датчика ДД-60
электродов. Консоль при своем движении нажимает
через упор 2 на рычаг 3. Последний поворачивается вокруг
неподвижной оси 4, укрепленной в корпусе 5, через
тягу 6 перемещает зубчатый сектор 7 и соответственно
шестерню 8. При повороте шестерни закручивается пру-
жина 9 и поворачивается движок потенциометра Ю-
К потенциометру от батареи 11 приложено напряжение Ue-
Часть этого напряжения {Д, изменяемого пропорционально
усилию от электродов, подается на клеммы осциллографа-
При снижении усилия пружина 9 раскручивается и воз-
вращает систему в исходное положение.
Кроме ДД-60 иногда используют тензометрические
проволочные датчики, которые наклеивают на электро-
додержатель, воспринимающий нагрузку привода свароч-
ной машины. Сигнал, пропорциональный приложенному
498
усилию, передается с датчика (иногда через усилитель)
ла осциллограф. Имеются устройства для автоматической
стабилизации давления сжатого воздуха в рабочей камере
цилиндра пневмопривода механизма сжатия машины и
усилия сжатия на электродах (см. § 5 гл. 9).
При проверке работы сварочной машины, а также при
определении режима сварки часто необходимо провести
одновременные наблюдения формы импульса тока и уси-
лия сжатия на осциллографе. Для этого имеются спе-
циальные приборы — совмещенные датчики К-63, РТУ-63
и РТУМ-2 (см. табл. 11.3).
у/ При стыковой сварке оплавлением в большинстве
случаев контролируют одновременно несколько пара-
метров режима сварки. Так, например, при сварке тонко-
стенных элементов из сплавов на основе титана и спе-
циальных сталей разработана аппаратура автоматиче-
ского цифрового контроля параметров: toc, оопл к toc т,
/пк, А ос, ЛОпл, С одновременной регистрацией скорости
сближения деталей уопл (/), сварочного тока i2cp (/) и ча-
стоты пульсации сварочного тока f„ (/) в виде непре-
рывных графиков на бумажной ленте трехканального
самописца.
Функциональная схема этой аппаратуры (рис. 11.17)
состоит из следующих элементов: датчиков контролируе-
мых параметров датчика тока 1, импульсного датчика <3
отсчета времени и импульсного датчика перемещения
подвижной плиты 2; устройств, предназначенных для
измерения, преобразования, запоминания и сравнения
сигналов, пропорциональных значению контролируемых
параметров (4—11); выходных элементов — регистриру-
ющие и сигнализирующие устройства (декатронные счет-
чики 12 импульсов, трехканальный самопишущий мил-
лиамперметр Н320-3 13, блок 14 управления записью
сигналов и цифропечатающей машинки 15).
Регистрация параметров счетчиками 12 происходит
в Цифровой форме, их значение запоминается на декатро-
нах и автоматически отпечатывается на ленте цифропе-
чатающей машинки. При этом они сравниваются с за-
данным допустимым диапазоном значений; прй недопу-
стимых отклонениях изменяется цвет записи и включается
система сигнализации брака. Трансформатор тока дат-
чика 1 устанавливают в первичной или вторичной цепи
сварочного трансформатора. После выпрямления сигнал,
Пропорциональный току t2, подается па самописец 13,
499
туда же после соответствующих преобразований подается
напряжение, пропорциональное частоте пульсации тока [
Датчиком перемещения подвижной плиты 2 служит
фотоэлектрический импульсный преобразователь, кото-
рый вырабатывает электрические импульсы дискретно
Рис. 11.17. Принципиаль-
ная структурная схема
автоматического пассив-
ного контроля парамет-
ров режима при стыковой
через каждые 0,02 мм перемещения подвижной плиты.
Определив количество импульсов при установленных
величинах Аос, Допл, иопл можно контролировать факти-
ческую величину этих параметров. В качестве датчика
времени 2 используют генератор импульсов с периодом
0,001 с.
Ток оплавления — один из главных параметров режима
стыковой сварки, который наиболее полно связан с каче-
ством сварного соединения. Поэтому при сварке котельных
труб средних размеров (40x6 мм) из низкоуглеро-
500
дистых и низколегированных сталей разработано устрой-
ство автоматического поддержания в процессе оплавле-
ния заданной оптимальной программы изменения среднего
значения сварного тока (с его нарастанием к концу оплав-
ления). В разработанной замкнутой системе автоматиче-
ского регулирования заданная программа тока поддержи-
вается путем соответствующего корректирующего воз-
действия на изменение скорости перемещения подвижной
плиты.
В других приборах кроме автоматической системы
стабилизации тока предусмотрен автоматический пассив-
ный контроль следующих параметров: характера нара-
стания тока во времени, продолжительности коротких
замыканий, величины зазора между свариваемыми дета-
лями, скорости оплавления перед осадкой и скорости
осадки, времени осадки под током. Отклонения пара-
метров от заданных пределов фиксируются сигнальной
аппаратурой.
Длительная эксплуатация такой аппаратуры показала
ее эффективность. Принудительная стабилизация тока
на 40% увеличивает показатели общей и локальной ста-
бильности процесса, время оплавления сокращается при-
близительно на 10%, резко улучшается макрорельеф
поверхности, увеличивается толщина слоя жидкого ме-
талла на 20—40% и стабилизируется тепловое состояние
деталей перед осадкой. Это обеспечивает улучшение каче-
ства сварных соединений. Перспективно автоматическое
управление сварочным током путем фазорегулирования
на машинах переменного тока и особенно на машинах
с выпрямлением тока во вторичном контуре.
Обобщающим параметром называют признак, одно-
значно определяющий качество соединений при действии
разнообразных возмущений, связанных с работой обо-
рудования и нарушения технологии.
Наиболее распространены следующие обобщающие па-
раметры: при точечной и шовной сварке — перемещение
подвижного электрода, интенсивность инфракрасного из-
лучения нагретых деталей или степень поглощения ультра-
звуковых колебаний и др.; при стыковой сварке — ча-
стота пульсаций тока от разрушения перемычек при
оплавлении, температура нагрева деталей и др.
Тепловое расширение металла и вызываемое им пере-
мещение электрода наиболее тесно связаны с диаметром
ядра.
501
При сварке алюминиевых сплавов и коррозионностой-
ких сталей фактическое перемещение электродов при
номинальных размерах литой зоны шва примерно состав
ляет Ди = 4-ь7% суммарной толщины свариваемых де-
талей. При полном непроваре Ди снижается более чем
в 2 раза. В производственных условиях перемещение
можно измерять только между подвижной, обычно верх-
ней сварочной головкой и верхней консолью, которую счи-
Рис. 11.18. Схема сил, действую-
щих при точечной сварке
тают условно абсолютно
жесткой (рис. 11.18).
Эта особенность накла-
дывает определенные огра-
ничения на использование
рассматриваемого способа
контроля. Так, при малой
жесткости нижней кон-
соли и наличия сил тре-
ния в подвижных элемен-
тах механизма привода
усилия FTP измеряемое пе-
ремещение Ди может быть
недостаточным в связи
с дополнительным проги-
бом нижней консоли /д
в процессе сварки. Для
эффективного контроля из-
меряемое перемещение Ди
должно быть не меньше
60% общего фактического
раздвигания электродов
(Добщ = Ди + /д) Можно показать, что для выполнения
этого требования должно быть соблюдено условие:
FTpfH/FCB.HS< 0,032 - 0,056,
f
где-т—----жесткость механического контура машины;
св. н
FCB н — номинальное сварочное усилие на электродах;
/н — прогиб нижней консоли при FCB н; 6 — толщина
более тонкой детали в соединении.
Этим условиям удовлетворяют серийные машины
МТПТ, МТ К, МТР, а также машина МТПУ-300 с уста-
новленным откосом (жесткость контура этих машин
составляет 0,001—0,0003 мм/кг, FTP = 25-?-50 кгс).
При FTP = 0; fR = 0; Ди = Добщ. При Дтр оо, /д
502
Добщ, Ди 0. На рис. 11.19 приведены эксперимен-
тальные зависимости Ди от (Ц для различных материалов.
Принципиальная схема аппаратуры пассивного кон-
троля качества по перемещению подвижного электрода,
получившая промышленное распространение, приведена
на рис. 11.20. Основная часть аппаратуры — измеритель
перемещения — представляет собой стандартное электро-
контактное устройство ЭКД-
Ожидаемое номинальное пере-
мещение Ди. н задается вели-
чиной зазора К между кон-
тактами ЭКД при помощи
винта В. При подъеме и опу-
Рис. 11.20. Принципиаль-
ная схема аппаратуры для
контроля качества точеч-
ной сварки по переме-
щению подвижного элек-
'трода
Рис. 11.19. Зависимость Ди от
диаметра литого ядра
/ — АМгб, 1 + 1 мм. МТПТ-400;
2 — OT4, 1 + 1 мм, МТПУ-300;
3 — 12Х18Н10Т, 1 + 1 мм,
МТПУ-300
скании электрода якорь Д ЭКД не связан с электро-
магнитом ЭМ. При обжатии деталей усилием Гсв на об-
мотку ЭМ подается напряжение, и якорь прижимается
к электромагниту. При включении тока и перемещении
вверх подвижного электрода стержень якоря сближает
электрические контакты ЭКД и при достижении заданного
перемещения их замыкает. Одновременно с этим инди-
катор И показывает величину перемещения Ди.
При замыкании контактов на табло электронного
устройства ЭУ загорается зеленый сигнал 3 («качествен-
ная сварка»). Если перемещение электрода меньше номи-
нального Ди н, то загорается красный сигнал К («непро-
вар»), при этом срабатывает счетчик дефектных точек СД,
подается звуковой сигнал ЗВ и команда на включение пнев-
503
момеханического печатающего устройства, делающего от-
метку непосредственно на свариваемых деталях. Для
измерения перемещений электрода могут быть использо-
ваны и другие контактные и бесконтактные устройства
(потенциометрические, индуктивные датчики, пьезодат-
чики, фотоприборы й т. п.).
В рассмотренной промышленной аппаратуре преду-
смотрена возможность ее работы также и в режиме актив-
ного контроля. В последнем случае в качестве корректи-
рующего параметра используют длительность протекания
сварочного тока. Ток выключается автоматически, как
только произойдет замыкание контактов измерителя пере-
мещения, т. е. когда величина перемещения Ди будет
равна номинальному значению Ди н.
Один из перспективных обобщающих параметров кон-
троля точечной и шовной сварки — падение напряжения
между электродами U33, которое связано с электрическим
сопротивлением R33 зоны сварки, плотностью тока /
в контакте и при прочих равных условиях с размерами
литой зоны. Падение напряжения между электродами
состоит из следующих элементов:
^э = ^дд + 2ДЯ9 + 2Дэд + 2Дд,
где Ддд и Ц, — падение напряжения соответственно
в контактах деталь — деталь и деталь—электрод; 6/д —
падение напряжения в деталях; {/эд — падение напря-
жения на участках электрода от места крепления провода
до контакта электрод—деталь.
Величина U33 изменяется за время протекания сва-
рочного тока, обычно снижаясь к концу сварки. Причина
этого — снижение составляющих С/зд, идд, ид в соответ-
ствии с характером изменения сопротивлений участков
зоны сварки (см. § 2 гл. 2).
При уменьшении R33, несмотря на некоторое увели-
чение сварочного тока /2 за счет эффекта саморегули-
рования (см. § 2 гл. 8), величина U33 также снижается;
характеристика U33 = [ (/) при этом пройдет ниже харак-
теристики, снятой при номинальном R33 (рис. 11.21).
Наоборот, при возмущениях, приводящих к увеличению
R33, характеристика U33 (t) пройдет выше характеристики
U33 (/) при номинальном R33.
На U33 воздействуют также и колебания 12, однако
в значительно меньшей степени, чем рассмотренные выше
возмущения. Это связано с тем, что, например, при сни-
504
жен и и 12 за счет более устойчивой геометрии контакта 7?ээ
несколько увеличивается, хотя в целом U33 все же сни-
жается. Характер зависимости U33 = f (t) при воздей-
ствии различных возмущающих факторов приведен на
рис. 11.22, а в табл. 11.4 показана связь U33 с диаметром
литой зоны d„.
Анализ кривых на рис. 11.21 и данных табл. 11.4
показывает, что U33 во всех случаях связано с качеством
Рис. 11.21. Характер изменения U33
за цикл точечной сварки:
/ — номинальный режим сварки; б—
г — области перемещения характери-
стик: а — при увеличении /г; б — при
увеличении /?ээ; в — при снижении /х;
г —* при снижении R33
Рис. 11.22. Зависимость /2д
от изменения — /?эз при
б'ээ. н= const (точка Д)
сварки —с размером зо-
ны расплавления. Уста-
новив заранее экспери-
U ээ. к И допу-
ментальным путем номинальные значения
стимые пределы его колебаний при помощи несложной
аппаратуры, можно контролировать качество сварки.
Параметр £7ЭЭ используют также в качестве сигнала
обратной связи в замкнутых системах автоматической
стабилизации по Ua3 в сочетании с корректирующим воз-
действием путем соответствующего изменения /гд (рис.
11.22). Требуемое напряжение U33 н и /2Д п подбирают
опытным путем (точка А) и затем поддерживают автомати-
ческим регулятором. При любом изменении сопротивления
— А7?ээдля стабилизации П9Э Н регулятор соответственно
уменьшает или увеличивает исходное значение тока.
Для регулирования процесса сварки по U33 на одно-
фазных машинах переменного тока можно использовать
рассмотренный выше стабилизатор РТС-1.
17 52 , 505
Таблица 11,4
Характер изменения U33, R33, /2Д и
от различных возмущений в процессе сварки
Возмущения "ээ ^ээ '2д “я
Увеличение d3 м м Б М
Увеличение FCB м м Б м
Увеличение /2Д Б м Б Б
Шунтирование м м Б М
Снижение d3 Б Б'. М Б
Снижение FCB Б Б М Б
Снижение /2Д Примечание. М — уменьшение; Б — м увеличу Б *ние. м М
При значительном изменении /2 стабилизация {/ээ
не обеспечивает постоянство номинального Ая (см.
табл. 11.4). Поэтому целесообразно наряду с регулято-
ром РТС-1 применять автоматическую стабилизацию тока
по напряжению сети, предусмотренную, например, в схеме
прерывателей ПИТ и ПИШ. В большинстве случаев
при контроле используют среднее или конечное зна-
чение U33 за цикл сварки. Обычно для легких спла-
вов U33 колеблется в пределах 0,4—0,7 В, а для ста-
лей и сплавов на основе титана в пределах 1,2—1,8 В.
Среднее значение U33 обеспечивает также снижение ве-
роятности образования начальных выплесков вследствие
получения в этом случае плавно нарастающего импульса
сварочного тока. В начале сварки за счет снижения U33
сила сварочного тока несколько снижается, а в конце за
счет увеличения U33 — несколько увеличивается.
Существуют также системы преимущественно активного
контроля дискретного действия, в которых измеряется
506
амплитуда U33 каждого полупериода, с последующим
корректированием напряжения за счет соответствующего
изменения момента включения вентилей контактора.
Контроль по иээ наиболее целесообразно использовать
при точечной сварке деталей с высоким значением удель-
ного электросопротивления (стали, сплавы на основе
титана). В этом случае увеличивается абсолютное значе-
ние сигнала U33 и, соответственно, снижается роль £7ЭД.
Достоверность результатов контроля снижается при
сварке деталей неравной толщины (так как учитывается
общее сопротивление 7?ээ) и при неудовлетворительной
подготовке поверхности (увеличивается 1/дэ). Следует
отметить трудности, связанные с возникновением в про-
водах, подключаемых к электродам, наводок от магнит-
ных полей машины, которые часто соизмеримы с U33
и могут давать ложные сигналы, а также трудности,
связанные с измерением U33 при шовной сварке.
При деформировании твердого тела освобождение
упругой энергии сопровождается возникнованием упру-
гих волн, которые вызывают звуковые колебания. Про-
цесс образования соединений всегда связан с той или
иной степенью деформирования деталей. При точечной
сварке существует связь между качеством сварки и ампли-
тудой упругих звуковых колебаний, распространяющихся
по металлическим элементам сварочной машины. Изме-
рение колебаний осуществляется специальной преобра-
зующей и сигнализирующей аппаратурой, работающей
от сигнала с пьезоэлектрического датчика, установленного
на верхней или нижней консоли. Природа возникновения
звукового сигнала окончательно не установлена. Наряду
с указанным выше деформационным механизмом на обра-
зование гаммы звуковых волн могут влиять колебания
системы рабочих элементов машины и деталей от электро-
динамических сил с изменением их амплитуды в момент
нагрева и расплавления деталей.
Можно предполагать, что рассмотренный способ до-
статочно универсален, однако и не лишен ряда недостат-
ков, из которых главный — появление наводок от сопут-
ствующих колебаний рабочих элементов сварочной ма-
шины.
Поперечные ультразвуковые колебания используют для
обнаружения образования зоны расплавления в процессе
сварки. Принцип контроля основан на том, что попереч-
ные ультразвуковые колебания распространяются в твер-
507
дом теле и не могут проходить через жидкость (распла-
вленный металл), полностью отражаясь от ее поверхности.
Существует несколько способов контроля, основанных
на этом принципе. При теневом методе пьезоэлектрический
излучатель И и приемник П вводят на подвесках в охлаж-
даемый проточной водой канал верхнего и нижнего элек-
тродов (рис. 11.23). Наличие воды и усилия сжатия элек-
тродов обеспечивает постоянный акустический контакт
0)
Нормальное
вдрв
ядра нет
непровар
Рис. 11.23. Ультразвуковой кон-
троль ядра сварной точки в про-
цессе сварки (теневой метод):
а — схема контроля; б — сигналы
ультразвука на экране дефектоскопа
и тем самым надежную передачу продольных ультразву-
ковых колебаний. Продольные колебания, возбуждаемые
излучателем, преобразуются на конусной поверхности
охлаждаемого канала электрода в поперечные. Последние
проходят через систему электрод — свариваемая деталь —
электрод. Если расплавление металла отсутствует, в ниж-
нем электроде колебания снова преломляются и в виде
продольных колебаний поступают в приемник. При вклю-
чении сварочного тока и расплавлении металла проходи-
мость снижается. В соответствии с этим уменьшается сиг-
нал напряжения U„ с пьезоэлектрического датчика П.
Таким образом, по величине сигнала (размеру А на
рис. 11.23, 6) можно судить о качестве шва в процессе
сварки. Аппаратура работает на частотах 2,5—5 мГц.
508
Метод успешно применен при контроле точечной сварки
коррозионностойкой стали и дуралюмина. Недостаток
метода состоит в сложности изготовления специальных
электродов и возможном образовании воздушных пузырь-
ков в водном акустическом контакте, существенно иска-
жающих сигналы качества.
При импульсном эхо-методе пучок упругих ультра-
звуковых колебаний через совмещенный призматический
щуп под некоторым углом вводят в свариваемое изделие.
При этом на экране дефектоскопа возникает стартовый
Рис. 11.24. Ультразвуковой эхо-метод контроля сварной точки
в процессе сварки:
а — схема контроля; б — сигналы ультразвука на экране дефекто-
скопа; 1 — стартовый импульс; 2 и 3 — импульсы отраженных сигна-
лов от границы жидкой фазы
сигнал излучения. Если расплавление отсутствует, то
УЗК многократно отражается от границ верхней детали,
рассеивается; сигнал приема в этом случае отсутствует.
При наличии расплавления УЗК отражаются от границы
жидкой фазы и дают соответствующий сигнал на экран
дефектоскопа. Измеряя время от посылки импульса
(стартового импульса) до момента приема эхо-сигнала
и зная /j (рис. 11.24), можно определить расстояние
щупа до границы расплавления и ширину литой зоны.
Последний метод контроля находится в стадии лабо-
раторных исследований. Можно предполагать, что при
внедрении возникнут трудности, связанные с точностью
определения границ расплавления, особенно при сварке
сплавов с широким интервалом кристаллизации, а также
с обеспечением постоянства акустического контакта Щупа
с поверхностью криволинейных изделий.
509
В качестве обобщающего параметра было предложено
использовать измерение температуры на поверхности
свариваемых деталей в предположении, что она однозначно
связана с температурой границы плавления, и таким
образом с размерами литой зоны шва. Измерение прово-
дили контактными (термопарой, встроенной в корпус
одного из электродов) или радиационными устройствами.
Были разработаны различные варианты аппаратуры пас-
сивного и активного контроля. Однако вследствие за-
поверхности деталей от ряда
висимости температуры
Рис. 11.25. Зависимость средней
частоты пульсации /п от скорости
перемещения подвижной плиты
иопл
переменных факторов (ка-
чества подготовки поверх-
ности, шунтирования тока,
интенсивности охлажде-
ния, темпа сварки) метод
контроля не получил рас-
пространения в промыш-
ленности.
Как было указано
(гл. 3), процесс стыковой
сварки оплавлением со-
стоит из трех этапов:
предварительного подогре-
ва, оплавления и осадки.
Существует большое коли-
чество вариантов сопутствующего поэтапного контроля.
Для предварительного подогрева наиболее перспективна
система активного контроля по уровню конечного сиг-
нала. Команда на переход к оплавлению подается после
достижения заданной конечной температуры подогрева.
Взрывы перемычек жидкого металла вызывают пуль-
сацию сварочного тока частотой порядка 1000 Гц и более.
С увеличением уровня пульсации при сварке компактных
деталей сечением до 8—12-103 мм2 создаются более благо-
приятные условия для формирования соединений. Это
позволило рекомендовать частоту пульсации /п как обоб-
щающий параметр, характеризующий качество процесса
оплавления.
На машине с электромеханическим контактором по-
строены экспериментальные зависимости между /п и
скоростью перемещения подвижной плиты ц)ПЛ; при
малой уопл процесс обрывается, а при большой — пере-
ходит в короткое замыкание. С увеличением /п возра-
стает интенсивность обновления металла на торце деталей.
510
Как видно из рис. 11.25, эта зависимость носит экстре-
мальный характер, что позволяет определить величину
оптимальной скорости с/опл. э, соответствующую устой-
чивому оплавлению при экстремальной частоте /п э.
В системах активного контроля процесса оплавления
(сМ. структурную схему рис. 11.26) в качестве обратной
связи применяют сигнал, пропорциональный значению /п,
а в качестве корректирующего параметра — значение п0ПЛ.
Рис. 11.26. Принципиальная структурная схема автоматического
регулирования процесса оплавления
С трансформатора тока 6 сигнал поступает в измери-
тель частоты 7, на выходе которого снимается постоянное
напряжение, пропорциональное частоте пульсаций сва-
рочного тока. Это напряжение усиливается и подается
на вход автоматического оптимизатора 8, который, воз-
действуя на привод стыковой машины 9, 10, изменяет
скорость оплавления в ту или другую сторону, чтобы
вывести систему на заданный режим работы.
Однако рассмотренная система вследствие возмущений
полностью не гарантирует постоянства температурного
поля в момент осадки. Поэтому целесообразно команду
на осадку связать с автономной системой определения
фактической температуры То на торцах деталей. Изме-
511
рить То очень трудно, и поэтому температуру по оси
деталей (Тх) при оплавлении обычно рассчитывают по
формуле = Toe~kxt
где х — расстояние от оплавляемого торца, k — показа-
тель экспоненты.
Определив температуры Т\ и Т2 в некоторых точках А
и £ и зная расстояние между ними, можно найти То
и величину оплавления к моменту отсчета.
Структурная схема устройства для получения сиг-
нала — команды на переход к последнему этапу — осадке
приведена на рис. 11.26. Фотоэлектрические датчики 1
и 2 измеряют температуру в точках А и Б и преобразуют
ее в напряжение, которое вместе с напряжением, пропор-
циональным перемещению плиты sn, поступает в аналого-
вое вычислительное устройство 3. Полученные значе-
ния То, Т1г Т2, k и sn регистрируются самопишущим
пятиканальным прибором Н320-4. Одновременно с этим
сигналы напряжения U„, пропорциональные Т0, сравни-
ваются с заранее заданным опорным напряжением И3
задатчика 5. При равенстве этих напряжений (Д£7 = 0)
срабатывает устройство, дающее команду на осадку.
При необходимости аппаратура позволяет автомати-
чески вычислять и другие характеристики теплового
состояния деталей, например градиент температурного
поля и т. п. Измерение температуры осуществляется
обычно фотодиодами, установленными в специальных
трубчатых кожухах. В некоторых случаях в них разме-
щают оптическую часть в виде фокусирующей линзы.
Для предупреждения налипания искр в процессе оплавле-
ния кожух непрерывно продувают сжатым воздухом.
К сожалению, контроль по температуре нагрева пока
не вышел из стадии лабораторных разработок.
Исследования ИЭС им. Е. О. Патона показали, что
при сварке больших компактных сечений (20—40 -103 мм2)
целесообразно применять так называемые регуляторы
устойчивости, позволяющие вести процесс оплавления
при низких напряжениях, на пределе, близком к корот-
кому замыканию, что повышает термическую эффектив-
ность процесса и резко снижает потребляемую мощность.
В этих регуляторах обычно автоматически стабилизи-
руется заданное значение сварочного тока, а в последнее
время — величина отталкивающих сил, возникающих
в процессе нагрева и разрушения перемычек. При под-
512
держании заданного уровня этих сил обеспечивается
постоянство площади контактирования деталей при оплав-
лении. В качестве корректирующих параметров для
стабилизации сварочного тока или отталкивающего уси-
лия используют изменение скорости подачи или ампли-
туды колебаний подвижной плиты машины.
Выходные параметры процесса осадки при стыковой
сварке оплавлением — скорость и величина осадки. Эти
параметры зависят от свойств материала и теплового
состояния свариваемых деталей. Усилие осадки можно
измерять, например, при помощи тензометрических дат-
чиков. По изменению усилия во времени можно судить
о стабильности повторения заданного оптимального' тер-
момеханического цикла сварки, т. е. судить о качестве
процесса сварки. Если есть уверенность в стабильности
теплового состояния деталей, то достаточно контроли-
ровать скорость и величину осадки.
На формирование соединений при контактной сварке
оказывают влияние большое количество факторов-пара-
метров. Связи их между собой и с качеством сварки не
достаточно ясны, что не позволяет дать точное математи-
ческое описание протекающих явлений. Поэтому для
получения информации о качестве соединений исполь-
зуют экспериментальные исследования. С увеличением
числа исследуемых параметров степень точности прогно-
зирования качества увеличивается, но одновременно с этим
и увеличивается трудоемкость подготовительной экспери-
ментальной работы.
В связи с этим в ИЭС им. Е. О. Патона применен
специальный метод математического моделировання<
Рис. 11.27. Принципи-
альная блок-схема много-
факторного контроля про-
цесса точечной сварки:
1 — сварочная машина; 2—4
датчики «а, ксв, Г/ээ; 5 -
аналоговое вычислительное
устройство; 6 — блок зада-
ния программы (математиче-
ской модели); 7—9 — бло-
ки формирования; 10 —
индикатор t*2; 11 — инди-
катор FCB; 12 — индика-
тор £7ЭЭ; 13 — вычисленное
значение </я фактическое
513
в основе которого лежит создание путем машинной об-
работки экспериментальных данных математической мо-
дели, формально связывающей основные параметры про-
цесса с качеством сварки независимо от физической
природы происходящих процессов. Так, для контроля
точечной сварки деталей толщиной 0,8—1,5 мм из сплава
марки Д16АТ создана формализованная модель связи
с рядом обобщающих параметров и параметров режима
сварки (£/6Э, i2, FCB, Q93), которую определяли путем
экспериментально-статистической обработки наблюдений
на специальных автоматизированных электронно-вычисли-
тельных устройствах. Так как на процесс сварки, помимо
управляемых воздействует ряд неуправляемых перемен-
ных, то по результатам наблюдений точная функциональ-
ная зависимость получена быть не может и составленные
уравнения являются лишь условным математическим ожи-
данием случайной величины или уравнениями регрессии.
Принципиальная блок-схема соответствующей аппа-
ратуры, созданной на этом принципе для пассивного
контроля, установленной на точечной машине МТПТ-400,
приведена на рис. 11.27.
Математическая модель для данной толщины и марки
металла устанавливается перед сваркой и запоминается
блоком 6. Во время сварки с датчиков 2—4 информация
о фактическом течении процесса поступает в блок вычис-
лительного устройства 5, где определяется значение d„
(блок 13) и отклонения параметров сварки, если они
выходят за установленные допуски. Сигналы об откло-
нениях («больше» или «меньше» номинального) отрабаты-
ваются блоками 7—8—9 и запоминаются индикаторными
блоками 10—12. Возможность автоматического анализа
причин, вызывающих отклонения выходного параметра, —
одно из главных преимуществ рассматриваемой аппара-
туры. Ведутся исследования по разработке аналогичных
систем в варианте активного контроля.
Многофакторный контроль может быть также успешно
использован для контроля качества при стыковой элек-
троконтактной сварке.
Недостаток метода — относительно большая слож-
ность вычислительной аппаратуры как для отработки
математической модели, так и для контроля в процессе
сварки. Тем не менее, по-видимому, многофакторный конт-
роль — одно из перспективных направлений на пути созда-
ния средств автоматического контроля в процессе сварки.
514
Глава 12
ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
Прочность сварных швов зависит от свойств металла
сварного соединения, геометрии соединения и условий
его нагружения в реальной конструкции. Обычно пока-
затели прочности сварных швов определяют главным
образом, используя элементарные образцы, иногда не-
сложные макеты сварных соединений! и, реже, макеты
конструкций. В последнем случае говорят о конструктив-
ной прочности соединений. Способы испытаний назна-
чают в зависимости от условий эксплуатации конструкций.
Большое влияние на показатели прочности соединений
оказывает геометрический фактор, поэтому рассмотрим
отдельно прочность нахлесточных соединений, при точеч-
ной и шовной сварке и соединений, выполненных стыко-
вой сваркой.
/
§ 1. ПРОЧНОСТЬ СОЕДИНЕНИЙ,
ВЫПОЛНЕННЫХ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКОЙ
Сварные соединения в зависимости от схемы нагруже-
ния (в упругой области) преимущественно работают на
срез (растяжение) и отрыв. Обычно в соединениях, рабо-
тающих на срез, одновременно возникают и напряжения
отрыва.
Высокая концентрация напряжений на узком участке
периферии шва (на границе литого ядра или уплотня-
ющего пояска) в ряде случаев в два и более раза превос-
ходит средние напряжения.
Действующие силы и эпюры напряжений при работе
сварного соединения на срез (растяжение) представлены
на рис. 12.1. Внешняя сила F, приложенная к пласти-
нам 1, 2, вызывает сложнонапряженное состояние, при
котором в точках 3 и 4 наряду с напряжениями среза
(от /ср) из-за эксцентриситета А появляются напряжения
отрыва (от Котр).
На некотором удалении от соединения в сечении I—1
действуют равномерные растягивающие напряжения ор.
Кроме того, в сечении II—II продольный силовой поток
Б15
меняет направление и стягивается (при точечной сварке)
на периферии шва. Оба фактора вызывают неравномер-
ность растягивающих напряжений с высокой их кон-
центрацией в точках 3—4. Наряду с этим от изгиба со-
единения по ширине шва возникают напряжения отрыва
Рис. 12.1. Действующие силы и напряжения
при работе сварного соединения на срез (растя-
жение):
а — схема нагружения; б, в — эпюры напряжений
в сечениях I—I; II —II; г — эпюра напряжений от
изгиба; д — схема деформации соединения
°отр> которые возрастают с увеличением толщины деталей
и уменьшением ширины шва (1Я.
С увеличением силы F система стремится занять более
устойчивое положение (рис. 12.1, д) и под действием
пластической деформации деталей поворачивается на
некоторый угол а. В этом случае -несмотря на уменьшение
эксцентриситета FOTP возрастает за счет увеличения угла а
(FOTP = F sin а).
Размеры шва выбирают обычно из условии равенства
прочности на срез и отрыв или с некоторым запасом проч-
516
ности на срез. Поэтому образующийся очаг разрушения
из зоны концентрации напряжения (точки 3, 4) распро-
страняется по толщине детали и заканчивается полным
или частичным вырывом литой зоны. Таким образом,
концентрация отрывающих напряжений и служит основ-
ной причиной преждевременного разрушения соединения,
в котором еще далеко не исчерпана прочность, определяе-
мая работой шва на чистый срез. Так, например, при
шовной сварке плоских образцов из сплава Д20АТ тол-
щиной 4 4 мм, из-за значительного эксцентриситета
разрушающие напряжения сварного соединения состав-
ляют всего 57% разрушающего напряжения при испыта-
нии образцов толщиной 1+1 мм.
Для повышения прочности соединений увеличивают
жесткость узла, препятствуя тем самым образованию
угла а и развития отрывающих напряжений. Это можно
осуществить, например, путем сжатия между собой кро-
мок нахлестки скобой-струбциной, что, как показывает
опыт, позволяет увеличить прочность соединения на
30—40%. Аналогичный эффект получают лри испытании
цилиндрических образцов на срез. Так, среднее разру-
шающее усилие каждой из 6 точек при разрушении ци-
линдра диаметром 350 мм (сплав АМгб 4 + 4 мм, dn =
— 12 мм) составило 1811 кгс, а при испытании одноточеч-
ного образца, вырезанного из цилиндра, —только 1325 кгс.
Соединение, работающее на отрыв от внешней силы F,
приведено на рис. 12.2. Скобы 1 сварены между собой
одной точкой и через просверленные отверстия болтами
прикреплены к элементам приспособления 2. При нагру-
жении силой F силовой поток стекает в основном к пери-
ферии ядра, где возникает высокая концентрация растя-
гивающих напряжений. В связи с этим разрушение
заканчивается, как правило, полным вырывом литой зоны.
Обычно вследствие малой жесткости пластины в точках 3
и 4 возникают дополнительные растягивающие напря-
жения, связанные с изгибом участка I. Изгиб вызывает
локальные увеличения напряжений вдоль границы ядра,
что сопровождается преждевременным разрушением со-
единения.
Как и при срезе, прочность на отрыв можно повысить
увеличением жесткости узла. Так, при испытании сталь-
ных стаканчиков, выточенных из прутка и сваренных
донышками, прочность соединений удалось повысить на
20—30%.
617
Приведенный анализ показывает, что при работе
соединений на срез (растяжение) и отрыв за счет кон-
центрации напряжений на границе шва происходит сни-
жение прочности. При статических нагружениях вслед-
ствие частичного перераспределения напряжений этот
эффект проявляется в меньшей степени. Значительно
большее снижение прочности наблюдается при испытании
соединений на повторную статику и усталость.
Рис. 12.2. Схема работы
соединения на отрыв и эпюра
напряжений:
а — схема нагружения; б —
эпюра растягивающих напря-
жений
14
б)
В последнем случае многократное приложение относи-
тельно малых нагрузок на узком участке соединения
активизирует процесс накопления микропластической де-
формации. Образуется зародыш разрушения, который
затем быстро развивается в усталостную трещину. Этой
причиной, вероятно, можно объяснить небольшую раз-
ницу в пределах выносливости одноточечных образцов,
сваренных из металлов с различными свойствами. Так,
предел выносливости для соединений из сплавов Д16АТ,
АМгб, ВТ1Д, I2X18H9T изменяется лишь в пределах
2,2—2,5 кгс/мм2.
Несмотря на это, учитывая геометрический эффект
концентрации напряжений, можно путем правильного
учета технологических и конструктивных факторов улуч-
шить показатели прочности соединений. Показатели ста-
тической и динамической прочности (на 20—40%) можно
518
повысить, увеличив жесткость соединения путем соответ-
ствующего размещения профилей, накладок и т. п.
Показатели прочности можно, как показывает опыт,
увеличить в 2—3 раза при использовании клее-сварпых
или паяно-сварных соединений. Монолитный клеевой
слой или припой препятствуют концентрации высоких
напряжений на периферии шва и способствуют их более
равномерному распределению по всей площади нахлестку.
При этом обеспечиваются более благоприятные условия
работы соединения на срез и отрыв. При нагружениях,
близких к разрушающим, клей или припой обычно отслаи-
ваются и процесс заканчивается вырывом сварного шва.
В условиях знакопеременных нагрузок монолитность
клеевого слоя или припоя сохраняется до появления
усталостной трещины.
В связи с неравномерным нагревом и несвободным рас-
ширением металла в околошовной зоне соединения обра-
зуются остаточные растягивающие напряжения, которые
существенно снижают его предел выносливости. Измене-
нием величины и знака этих напряжений путем деформации
соединения, например ковочным усилием или обжатием
специальным пуансоном после сварки, можно на 50—80%
увеличить предел выносливости. В центральной зоне шва
вследствие указанных выше причин, а также в связи с тем,
что в этой зоне фактически участвует в работе двойная
толщина металла, напряжения значительно меньше, чем
на периферии. В связи с этим внутренние дефекты (ра-
ковины, трещины) не служат очагами статического или
динамического разрушения, и их наличие часто допу-
скается в конструкциях. Показатели прочности таких
соединений не отличаются от соединений без дефектов.
Однако, если дефекты выходят на поверхность шва, то
динамическая прочность соединения резко снижается.
Геометрический эффект концентрации напряжений за-
тушевывает влияние режима сварки на показатели проч-
ности соединения. Например, при точечной сварке спла-
вов Д16АТ и АМгб с длительностью протекания тока
0,015—0,4 с заметного различия в статической и динами-
ческой прочности не наблюдалось.
Сварные соединения в конструкциях бывают рабочими
и связующими. В первом случае они передают эксплуата-
ционные нагрузки с одной детали на другую. При этом
сварной шов может работать преимущественно на срез
или отрыв (рис. 12.3, а и б). Во втором случае шов в основ-
519
ном связывает детали между собой. Если детали работают
на сжатие, то соединение работает на отрыв, а если на
растяжение — то на срез (рис. 12.3, в и г).
Конструирование рабочих соединений, работающих на
статический срез, заключается в определении размеров dK<
рядности швов, числа точек и шага между ними. С умень-
шением возрастает рассеяние показателей прочности
точек, а при увеличении d„ несмотря на небольшое увели-
чение прочности соединения (на 5—10%) резко возра-
стают размеры нахлестки. Таким образом, принятые
значения dK ном (табл. 5.1) являются оптимальными.
Экспериментально установлено, что в многорядных
швах свыше 85% действующей на соединение нагрузки
воспринимается первым рядом точек. Поэтому рацио-
нально проектировать соединения с одним или двумя
рядами точек (швов). Оптимальное число точек удобно
определять из условия равенства прочности точек на
срез Рш и прочности листа соединения, ослабленного
сваркой Fn o (рис. 12.4). Зная размеры листа (длину,
толщину), его предел прочности ав, предел прочности
точки на срез тср или разрушающее усилие среза на точку
(табл. 12.1), можно определить необходимое оптимальное
число точек:
п=___________b6gB________
520
Таблица 12.1
Минимально допустимые разрушающие усилия на одну сварную точку
при статическом срезе, кгс
Толщина тонкой детали, мм Прочность основного металла, кгс/мм®
ав< 13 13 <ав < < 20 20 < <«в< < 32 егв>32 Пв<50 50 < < 6П 60 < <сгв< < 70 70 < <ав< < 8П 80 < «7В< < 90 % >90
Легкие сплавы Стали, сплавы титана
0,3 10 15 30 35 80 100 115 130 145 160
0,5 35 45 55 70 140 175 200 230 260 280
0,8 75 95 105 135 273 345 395 455 520 590
1,0 100 130 140 160 385 485 555 635 730 825
1,2 130 170 180 220 525 655 750 855 990 1150
1,5 165 230 250 330 /60 950 1100 1260 1450 1600
2,0 235 345 385 480 1100 1370 1550 1770 2000 2250
2,5 315 430 540 670 1400 1800 2000 2300 2550 2850
3,0 360 470 650 890 1700 2150 2400 2750 3100 3450
Примечание. Минимально допустимые усилия даны для соединений с номинальными размерами литой зоны.
где k — коэффициент, учитывающий протяженность раз-
рушения сварной точки по листу, ослабленному сваркой
(рис. 12.4,6), обычно принимается равным 1,5—1,8; Ор —
предел прочности металла, ослабленного сваркой, при-
нимается равным прочности герметичного шва при шов-
ной сварке. Значения k и зависят от чувствительности
металла к термическому циклу сварки.
^ЛО,
Исходная пвоонпсть
Рис. 12.4. Схема определения числа сварных точек при усло-
вии Дл, о == F щ'
а — расчетный график; б — схема разрушения листа, ослабленного
сваркой
Полученное число точек п можно расположить в один
ряд, тогда прочность соединения будет соответствовать
точке РА (рис. 12.4, а). При двухрядном параллельном
размещении точек прочность соединения существенно
увеличивается (точка РА). Для меньшего увеличения
ширины нахлестки вторую точку целесообразно ставить
непосредственно за первой (рис. 12.4, 6). Установив число
точек п и выбрав наилучший вариант их -расположения,
легко найти шаг между точками. При сварке металлов,
чувствительных к термическому циклу, увеличивается
угол р. Условие равнопрочности Рло = Рш обеспечи-
вается при меньшей прочности соединения (точка Рд
опускается).
При продольном сжатии элементов конструкции (на-
пример, панелей) в связующем сварном шве, соединяющем
522
несущий лист элементом жесткости, возникают отрыва-
ющие напряжения. С увеличением числа точек увеличи-
вается монолитность конструкции и потеря устойчивости
наступает при больших значениях внешней сжимающей
силы. Если известны действующие силы отрыва на точку,
а также прочность сварной точки на отрыв, можно при-
ближенно рассчитать необходимое число точек. Однако
в большинстве случаев эти данные устанавливают экспе-
риментально при испытании макетов.
Сварные швы связующих соединений в конструкциях,
работающих на растяжение, не воспринимают рабочих
усилий. Разрушение таких конструкций определяется
прочностью несущего элемента и степенью ослабления
его сваркой.
При расчетах соединений, работающих в условиях
динамических нагрузок, пользуются значениями пределов
выносливости или усталости, полученными эксперимен-
тально на образцах или макетах.
Обычно показатели механической прочности сварных
швов устанавливают на основании комплекса испытаний
элементарных образцов. Образцы не могут полностью
соответствовать условиям работы соединений в реальных
конструкциях вследствие, например, различия в дефор-
мации кромок нахлестки и других факторов. Однако дан-
ные, полученные на образцах (при условии равенства da),
дают исходный материал для использования его при рас-
четах, для сопоставления работоспособности различных
типов соединений, выбора вариантов технологии, свароч-
ного оборудования, а также при контроле качества сварки.
Для оценки прочности и пластичности образцы под-
вергают испытанию при воздействии статических и дина-
мических нагрузок на срез, отрыв, кручение, удар, по-
вторную статику и усталость. Испытания в зависимости
от условий работы проводят при комнатной, повышенной
и пониженной температурах.
На статический срез испытывают образцы растяжением
в разрывной машине. В табл. 12.1 приведены установлен-
ные практикой минимальные допустимые разрушающие
усилия сварных точек для различных металлов (легких
сплавов, сталей, сплавов на основе титана) при номи-
нальном значении размеров литой зоны шва. Средние
значения FcP обычно на 15—20% выше минимально до-
пустимых. Коэффициент прочности шва для ме-
таллов, мало чувствительных к термическому циклу
523
сварки (например 12Х18Н9Т, АМц и др.), обычно равен
80—90% и резко снижается для металлов, чувствитель-
ных к термическому циклу сварки, до 50—60% (напри-
мер, Д16АТ и др.).
Обычно наблюдается следующий характер разрушения.
Так, если околошовная зона достаточно прочна (при
отношении dH/6 < 3), разрушение распространяется по
ядру вдоль стыка и завершается срезом точки при незна-
чительном изгибе нахлестки. При dB/6 > 3 обычно раз-
рушается основной металл с вырывом точек и изгибом
нахлестки. Шовные соединения разрушаются по зоне
термического влияния с большим изгибом.
Прочность образцов из пластичных сплавов АМц,
АМг, АМгб, латуни 12Х18Н9Т и т. п. со связующими
швами, работающими на растяжение, мало отличается
от прочности основного металла. При сварке сплавов
(Д16Т, В95), чувствительных к термическому циклу,
разупрочнение часто достигает 15% и более.
Для испытания на отрыв применяют в большинстве
случаев крестообразные образцы (см. рис. 11.1, е), кото-
рые закрепляют в специальном приспособлении. Прочность
оценивают по разрушающему усилию отрыва FOTp. Для
большинства промышленных сталей и сплавов Fmp
находится в интервале (0,25 4-0,5) Fcp. Большие значения
относятся к более пластичным металлам, меньшие —
к хрупким. Отношение FVTP/Fcp называют коэффициентом
пластичности точечных соединений. Чем выше этот коэф-
фициент, тем меньше опасность хрупкого отрыва точки
во время эксплуатации.
Испытание на скручивание выполняют для исследо-
вания пластических свойств литого металла шва. Образцы
(рис. 11.1, е), сваренные в центре одной точкой, скручи-
ваются в машине для' испытаний материалов на кручение.
Автоматически ведется запись диаграммы зависимости
крутящего момента от угла взаимного поворота образцов.
По ней определяют агпах, при котором Л4круч достигает
наибольшего значения. На пластичных металлах аП1.,х
может достигать 35° и более, на закаливающихся сталях
с хрупким ядром — значительно меньше. Так, например,
для латуни Л62 а = 35 4-37°, стали 12Х18Н9Т а =
= 234-27°, стали 20 а = 184-20°, ЗОХГСА а = 4 4-15°,
Д16Т а = 2 4-4°.
Динамическими испытаниями оценивают прочность
соединений при повторно-статических нагрузках с часто-
524
той 10—15 циклов в минуту (статическая выносливость)
и циклических нагрузках с частотой 2000—2500 циклов
в минуту (усталостная прочность). В обоих случаях
точечные и шовные соединения испытывают при асимме-
тричном осевом растяжении с коэффициентом асимметрии
k = 0,1. Статическая выносливость определяется экспери-
ментальной кривой, построенной в координатах напря-
жение в образце или шве — число циклов до разрушения.
Испытания ведут на базе 2-104 циклов. Усталостная
прочность (на базе 107 циклов) определяется также экспе-
Рис. 12.5. Кривые практиче-
ского (/) и теоретического (2)
распределения результатов
испытания образцов, сварен-
ных точечной сваркой, на
статический срез:
О’ — среднеквадратичное откло-
нение; X — разность между
средним теоретическим и прак-
тическим распределением
риментальной кривой, в координатах напряжение в об-
разце или шве — число циклов до разрушения.
Обычно началом разрушения рабочих соединений при
циклических нагрузках служит трещина, возникающая
у периферии литой зоны или пояска, которая постепенно
увеличивается и распространяется к внешней поверхности
образца.
В табл. 12.2 приведены некоторые данные повторно-
статической и усталостной прочности соединений, полу-
ченные по результатам испытания образцов.
Характеристики рассеяния показателей статической
прочности точечных соединений на срез и отрыв, а также
размеров d„ образцов из Д16АТ, АМгб, М40 и МА2-1,
сваренных на низкочастотных машинах (МТПТ-400 и
600), определены в результате статистической обработки
данных испытаний по стандартной методике. Обрабаты-
вали результаты испытаний нескольких партий по 50
и 100 образцов. Получены следующие предельные откло-
нения =i=3cr от среднего значения при испытании на срез —
до 25%, при испытании на отрыв — до 30%, при измере-
нии da — до 22 %.
525
Таблица 12.2
Повторно-статическая и усталостная прочность соединений
Вид сварки Соединение Размеры образца, мм Металл Прочность соединения при нагрузках
повторно-статических усталостных
Ши- рина Тол- щина Напря- жение в листе, кгс/мм2 Разрушаю- щее усилие на точку,- кгс Напря- жение в листе, кгс/ммг Разрушаю- щее усилие на точку, кгс
40 3,0 МА8 0,55 70
25 2,0 Д16АТ 9 260 2,5 90
25 2,0 АМгб — —- 2,2 88
Рабочее на 20 1,5 ВТ1Д 11 300 2,5 75
срез 30 1,5 15Х18Н12СЧТЮ и 500 2,7 125
25 1,5 СН2 12 450 3,0 НО
Точечная 25 1,5 12Х18Н9Т — — 2,2 85
25 1,5 ЗОХГСА — *— 3,3 125
Связующее на 25 2,0 Д16АТ 8,0 ——
растяжение 25 2,0 АМгб — — 10,5 —
—. 2,0 Д16АТ 2,0
Рабочее на — 2,0 АМгб —— 2,5 —,
Шовная срез — 1,5 ВТ1Д 15 — 5,0 —
—- 1,5 15Х18Н12СЧТЮ 23 — 5,0 —•
— 1,5 12X18Н9Т — — 7,0 —
Таблица 12.3
Показатели прочности и пластичности соединений,
выполненных стыковой сваркой оплавлением
Металл Основной металл (о) Механические показатели
сварное соединение (с) ав- кгс/мм1 в, % сн- кгс- м/см2 «в- кг/мм‘ а, град угол изгиба Предел выносливости при испытаниях, кгс/мм’
на усталость повторно* статических
ОТ4 о с 79 80 — — — 120 116 — 60 56
ЗНС-2 О с 133 123 — — — — 48 44 92 86
12Х18Н9Т О с 58 60 40 10 13 — — — —
Низкоуглеродистая сталь (0,2% С) О с 30 35 27 20 15 12 125 150 — —' —
Углеродистая сталь (0,4% С) О с 50 55 20 12 11 8 155 200 — — —
АК6 О с 39 37 — — — — — —
g ЛС59-1 О с 42 42 40 26 — — — — —
На рис. 12.5 в качестве примера приведены кривые
теоретического (по нормальному закону) и практиче-
ского распределения результатов испытаний партии из
50 образцов на срез из сплава АМгб толщиной 1,5 ~f_
1,5 мм. Кривая практического распределения весьма
удовлетворительно совпадает с теоретической.
Для определения показателей долговечности соеди-
нений необходимо построение полной диаграммы уста-
лости в координатах напряжение—долговечность—вероят-
ность разрушения. Однако попытки построения такой
диаграммы наталкиваются на большой разброс экспери-
ментальных данных по усталости, что, по-видимому,
связано с неправильной формой границ сварных швов, что
в сильной степени изменяет данные по долговечности.
Эта причина, а также весьма трудоемкие эксперименталь-
ные работы не дали возможности накопить соответству-
ющий по этому вопросу материал.
§ 2. ПРОЧНОСТЬ СОЕДИНЕНИЙ,
ВЫПОЛНЕННЫХ СТЫКОВОЙ СВАРКОЙ
Сварные соединения, полученные стыковой сваркой,
обычно имеют высокую статическую и динамическую
прочность и пластичность. Это объясняется отсутствием
литой структуры в соединении и значительных неблаго-
приятных изменений в околошовной зоне под воздей-
ствием термомеханического цикла сварки. Форма сты-
кового соединения особенно после удаления грата имеет
плавные очертания, что не вызывает значительной кон-
центрации напряжений.
В табл. 12.3 приведены некоторые показатели проч-
ности и пластичности сварных соединений образцов пло-
ской или цилиндрической формы. Испытания проводили
после сварки со снятым гратом.
В некоторых случаях механические показатели могут
быть улучшены проведением соответствующей термооб-
работки.
Глава 13
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
КОНТАКТНОЙ СВАРКИ
и техника безопасности
§ 1. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Основные технико-экономические показатели, харак-
теризующие эффективность использования различных ме-
тодов контактной электросварки: трудоемкость процесса
(производительность), себестоимость изготовления свар-
ных узлов, металлоемкость сварных изделий, затраты
энергии и вспомогательных материалов.
Трудоемкость определяется затратами времени на
сварочную операцию — штучным временем 1ШТ:
^шт == Ч- ^пр Ч~ ^п,
где /м — машинное или основное технологическое время,
зависящее от режима сварки; tB — вспомогательное время,
расходуемое на установку, зажатие и съем детали, ее
перемещение и т. п. Доля tB в штучном времени достигает
70—80% и зависит от степени механизации вспомогатель-
ных операций, удобства подхода к изделию и т. д.; /пр —
прибавочное время на техническое обслуживание обору-
дования (пуск и регулировку машины, заправку электро-
дов, уборку и т. п.) и составляет 10—15% + /в); tn —
продолжительность естественных перерывов в работе и
отдыха.
При нормировании всего технологического процесса
следует также учитывать затраты времени на подготовку
поверхности (около 10% /шт), контроль (10—15%) и опе-
рации по обработке узлов, например снятие грата (10—
15%).
Для контактной сварки характерно малое значение /шт
и особенно /м, что определяет высокую производитель-
ность этого процесса.
Так, например, известны установки для одноточечной
сварки сталей, позволяющие сваривать до 200 точек
в минуту, высокопроизводительные многоточечные ма-
шины, автоматические линии по высокочастотной сварке
труб и профилей различного сечения со скоростью дви-
жения заготовок до 60—-100 м/мин. По сравнению с клеп-
529
кой точечная и шовная сварка легких сплавов обеспечи-
вает повышение производительности в 3—4 раза, корро-
зионностойких сталей в 8—10 раз. Так, например, за-
траты времени на сварку панели из алюминиевого сплава
Д16 (100 точек) составляют около 12 мин, а клепка зани-
мает 53 мин. Наибольшее снижение трудоемкости наблю-
дается при замене клепки точечной с клеем и шовной
сваркой в герметичных соединениях.
При этом следует также учитывать, что клепаные
соединения быстро разрушаются при работе в условиях
теплосмен.
Весьма эффективно внедрение точечной сварки при
изготовлении слоистых и сотовых панелей. В частности,
переход с дуговой на точечную сварку подобных узлов
из алюминиевых сплавов в конструкциях геофизических
ракет (около 5000 точек) позволил снизить трудоемкость
процесса в 5 раз. Значительная экономия времени иногда
в десятки раз достигается при использовании стыковой
сварки оплавлением взамен дуговой при соединении
элементов больших сечений.
Зная штучное время, разряд работы, количество одно-
временно занятых рабочих и действующую тарифную
сетку, можно легко найти денежное выражение трудоем-
кости сварочной операции. Эти данные для всех видов
контактной сварки приведены в соответствующих норма-
тивах, действующих в каждой отрасли техники.
Себестоимость изготовления всего сварного узла вклю-
чает помимо этого затраты на электроэнергию, вспомога-
тельные материалы, амортизацию оборудования и т. п.
Относительно низкая трудоемкость процесса кон-
тактной сварки определяет и малую ее себестоимость.
В частности, замена клепки точечной сваркой в произ-
водстве панелей из дюралюминия позволяет снизить
себестоимость производства почти в 3 раза.
Высокие механические свойства сварных соединений,
выполненных контактной сваркой, позволяют создавать
разнообразные прочные и легкие конструкции, отлича-
ющиеся малой металлоемкостью. Внедрение контактной
сварки в различных отраслях промышленности в боль-
шинстве случаев обеспечивает значительную экономию
металлов.
Контактная сварка — относительно энергоемкий про-
цесс. Удельные затраты энергии (рис. 13.1) зависят от
вида свариваемых сплавов, жесткости режима сварки,
530
типа оборудования и т. п. Расход электроэнергии может
быть существенно уменьшен при использовании жестких
режимов (сварка на больших мощностях). Большие ре-
зервы в этом отношении скрыты в использовании точечных
и шовных машин с регулируемым вылетом (площадью)
вторичного контура, что легко достигается при приме-
нении машин с радиальным ходом электродов. Высокой
Толщина одной детали
°)
Рис. 13.1. Расход электро-
энергии при точечной (а),
стыковой (б) и шовной (в)
сварке
Толщина одной детали
е)
экономичностью отличаются и машины для стыковой
сварки с контурными или охватывающими трансформа-
торами.
К вспомогательным материалам при контактной сварке
обычно относятся электродные сплавы, вода для охлаж-
дения токоведущих частей и сжатый воздух.
Потребление электродных материалов при точечной
сварке составляет в среднем 10—30 г на 1000 точек, при
шовной — до 300 г на 100 м шва. Стойкость металла за-
жимных устройств из медных сплавов до полного износа
обеспечивает сварку 20 000—100 000 стыков. Потребление
электродных сплавов может быть снижено при исполь-
зовании рациональных режимов сварки и охлаждении
электродов, хорошей подготовке поверхности деталей и
при применении сплавов, обладающих высокой стой-
костью.
531
Расход охлаждающей воды, например, для машин
переменного тока, составляет 300—1200 л/ч. Верхний из
пределов относится к более мощным машинам. Экономия
воды может быть достигнута при использовании замкнутой
системы охлаждения.
Средний расход воздуха для однофазных машин с пнев-
матическим приводом сжатия при номинальных значе-
ниях ПВ составляет: а) для точечных машин с номиналь-
ной мощностью до 100 кВА и свыше 100 кВА соответ-
ственно 20—23 и 30—60 м3/ч; б) для шовных машин —
около 10—12 м3/ч; в) для стыковых машин — 20 м3/ч.
Высокие технико-экономические показатели контакт-
ной сварки по сравнению с другими методами получения
неразъемных соединений, очевидно, определяют постоянно
возрастающую роль этого процесса в промышленности
и особенно при массовом производстве сварных кон-
струкций.
§ 2. ТЕХНИКА БЕЗОПАСНОСТИ
Основные мероприятия по технике безопасности при
работе на контактных сварочных машинах связаны с воз-
можностью поражения оператора электрическим током,
ожогами от брызг или выплесков, наличия движущихся
частей привода сжатия или подачи деталей и загрязнения
атмосферы, особенно при стыковой сварке.
Вторичное напряжение машин не превышает 20—25 В
и не опасно для человека. Наибольшая опасность возни-
кает при контакте с элементами первичного контура,
находящимися под напряжением 220 или 380 В, или
в случае пробоя или замыкания обмотки на вторичный
виток.|Для предохранения от поражения током вторичный
виток и корпус прерывателя и машины надежно зазем-
ляют. иСечение заземляющего медного провода должно
быть не менее 4 мм2 для открытой проводки и 5 мм2 для
закрытой. Все органы управления — кнопки, педали
и т. д. — обычно питаются напряжением, не превыша-
ющим 36 В. Во время работы дверцы машины и станции
управления должны быть закрыты.
Блокировочные устройства, например, на конденса-
торных машинах должны быть в исправности. Для бы-
строго отключения машины от сети необходимо обеспе-
чить легкий доступ к рубильникам, кнопкам и другим
отключающим устройствам. Пол перед машиной должен
быть сухим и застлан резиновым ковриком. К работе
532
на машине допускаются лишь лица, имеющие соответ-
ствующую квалификацию и прошедшие инструктаж, rfr"
технике безопасности.
Для защиты от ожогов сварщик должен иметь очки
с прозрачными стеклами, спецодежду и рукавицы. Про-
странство зажимного механизма машины для стыковой
сварки следует закрывать откидным щитком. Для умень-
шения опасности возникновения пожара вокруг машины
на расстоянии 5—6 м не должно быть горючих веществ.
Стыковая сварка сопровождается загрязнением атмо-
сферы металлической пылью. При сварке цветных ме-
таллов или стали с покрытиями возможно выделение
вредных веществ. В последнем случае помимо использо-
вания общей приточно-вытяжной необходима местная
вентиляция.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Гельман А. С. Технология и оборудование контактной электро-
сварки. М., Машгиз, 1963, 368 с.
2. Гельман А. С. Основы сварки давлением. М., «Машиностроение»,
1970, 312 с.
3. Глебов Л. В., Пескарев Н. А., Файгенбаум Д. С. Расчет и конструи-
рование машин контактной сварки. М., «Энергия», 1968, 410 с.
4. Гостев В. И. Статистический контроль качества продукции, М.,
«Машиностроение», 1965, 204 с.
5. Гуляев А. И. Технология точечной и рельефной сварки сталей.
М., «Машиностроение», 1969, 240 с.
6. Зайчик Л. В., Орлов Б. Д., Чулошников П. Л. Контактная электро-
сварка легких сплавов, М., Машгиз, 1963, 219 с.
7. Кабанов Н. С., Слепак Э- С. Технология стыковой контактной
сварки, М., «Машиностроение», 1970, 264 с.
8. Контроль точечной и роликовой электросварки. М., «Машинострое-
ние», 1973, 304 с. Авт.: Орлов Б. Д., Чулошников П. Л., Верден-
ский В. Б. и Марченко А. Л.
9. Кочергин К- А. Сварка давлением. Л., «Машиностроение», 1972,
216 с.
10. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проекти-
рование и изготовление сварных конструкций, М., «Высшая школа»,
1971, 760 с.
11. Патон Б. Е-, Лебедев В. К- Электрооборудование для контактной
сварки, М., «Машиностроение», 1969, 440 с.
12. Рыкалин Н. Н. Расчеты тепловых процессов при сварке. М., Маш-
гиз, 1951, 296 с.
13. Рыськова 3. А. Трансформаторы для контактных электросварочных
машин. М., Госэнергоиздат, 1963, 243 с.
14. Слиозберг С. К-, Чулошников П. Л. Электроды для контактной
сварки. Л., «Машиностроение», 1972, 96 с.
15. Теоретические основы сварки. Под ред. Фролова В. В. М., «Высшая
школа», 1970, 592 с. Авт.: Фролов В. В., Винокуров В. А., Вол-
ченко В. Н. и др.
16. Чулошников П. Л. Точечная и роликовая электросварка легиро-
ванных сталей и сплавов. М., «Машиностроение», 1974, 232 с.
ОГЛАВЛЕНИЕ
Введение..............................................
Глава 1. Общее представление о природе образования
соединений при контактной сварке ......................
Глава 2. Формирование соединений при точечной и шов-
ной сварке ............................................
§ Г Условия получения сварного соединения . .
§ 2. Нагрев металла сварочным током..........
§ 3. Особенности плавления и кристаллизации
металла.......................................
§ 4. Пластическая деформация металла.........
§ 5. Дефекты соединений и причины их образо-
вания ........................................
Глава 3. Формирование соединений при стыковой сварке
§ 1. Условия получения сварного соединения . .
§ 2. Электрическое сопротивление при стыковой
сварке........................................
§ 3. Процесс оплавления .....................
§ 4. Нагрев деталей..........•'..............
§ 5. Пластическая деформация деталей при осадке
§ 6. Дефекты соединений и причины их образо-
вания ........................................
Г л а в а 4. Особенности сварки конструкционных материа-
лов и основы выбора режимов ...........................
Глава 5. Точечная и шовная сварка ....................
§ 1. Технология точечной и шовной сварки . . .
§ 2. Машины для точечной и шовной сварки . . .
Глава 6. Стыковая сварка .............................
§ 1. Технология стыковой сварки .............
§ 2. Машины для стыковой сварки..............
Глава 7. Сварка токами высокой частоты................
Глава 8. Электрическая силовая часть машин для кон-
тактной сварки.........................................
§ 1. Электрические схемы получения сварочного
тока..........................................
#г. § 2. Основные электрические параметры машин и
внешняя характеристика .........
§’3. Токоведущие элементы вторичного контура
§ 4. Трансформаторы..........................
Глава 9. Системы управления машинами контактной
сварки ................................................
§ 1. Назначение и структура системы управления
§ 2. Контакторы .............................
§ 3. Электрические блоки и узлы управления
контактором ..................................
§ 4. Блоки и узлы низкочастотных и конденсатор-
ных машин ....................................
3
11
16
16
21
54
58
61
74
74
77
81
96
106
111
П6
130
130
186
234
234
259
298
304
304
322
329
337
358
358
360
370
389
535
§ 5. Блок и аппаратура управления усилием
сжатия......................................... 396
§ 6. Блок синхронизации (управление циклом
работы машин).................................. 408
Глава 10. Механизация и автоматизация при контактной
сварке ................................................. 430
§ 1. Основные средства механизации и автомати-
зации ......................................... 430
§ 2. Сборочные приспособления ................. 432
§ 3. Поддерживающие и перемещающие приспо-
собления ...................................... 437
§ 4. Специализированные приспособления. Ма-
шины-автоматы ......................'.......... 447
§ 5. Многофункциональные автоматические уст-
ройства с программным управлением — про-
мышленные роботы............................... 454
§ 6. Поточные и автоматические линии........... 457
Глава 11. Контроль при контактной сварке................ 465
§ 1. Дефекты при сварке и программа контроля 465
§ 2. Контроль сварных соединений............... 471
§ 3. Автоматический контроль и измерения в про-
цессе сварки .................................. 486
Глава 12. Прочность сварных соединений............... 515
§ 1. Прочность соединений, выполненных точечной
и шовной сваркой .............................. 515
§ 2. Прочность соединений, выполненных стыко-
вой сваркой..................................... 528
Глава 13. Технико-экономические показатели контактной
сварки и техника безопасности .......................... 529
§ 1. Технико-экономические показатели.......... 529
§ 2. Техника безопасности...................... 532
Сйисок рекомендуемой литературы ............... 534
Борис Дмитриевич Орлов, Юрий Васильевич Дмитриев,
Алексей Андреевич Ч а к а л е в, Виталий Александрович Сидякин,
Алексей Лукнч Марченко
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ
Редактор издательства Т. Е. Черешнева
Технические редакторы Н. В. Тимофеенко вН.Ф. Демкина
Корректор И. И. /Царунина
Переплет художника Ф. Ю. Элинбадм
Сдано в набор 24/i 1875 г. Йодписаио к печати 7/V 1975 г. Т-09046
Формат 84х1081/зг Бумага типографская № 3
Усл печ. л. 28.14. Уч.-изд. л. 29,2 Тираж 40 000 экз.
Заказ 52. Цена 1 р. 13 к.
Издательство ^Машиностроение» 107885, Москва, Б-78,
1-й Басманный пер., 3
Ленинградская типография № 6 Союзнолиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10