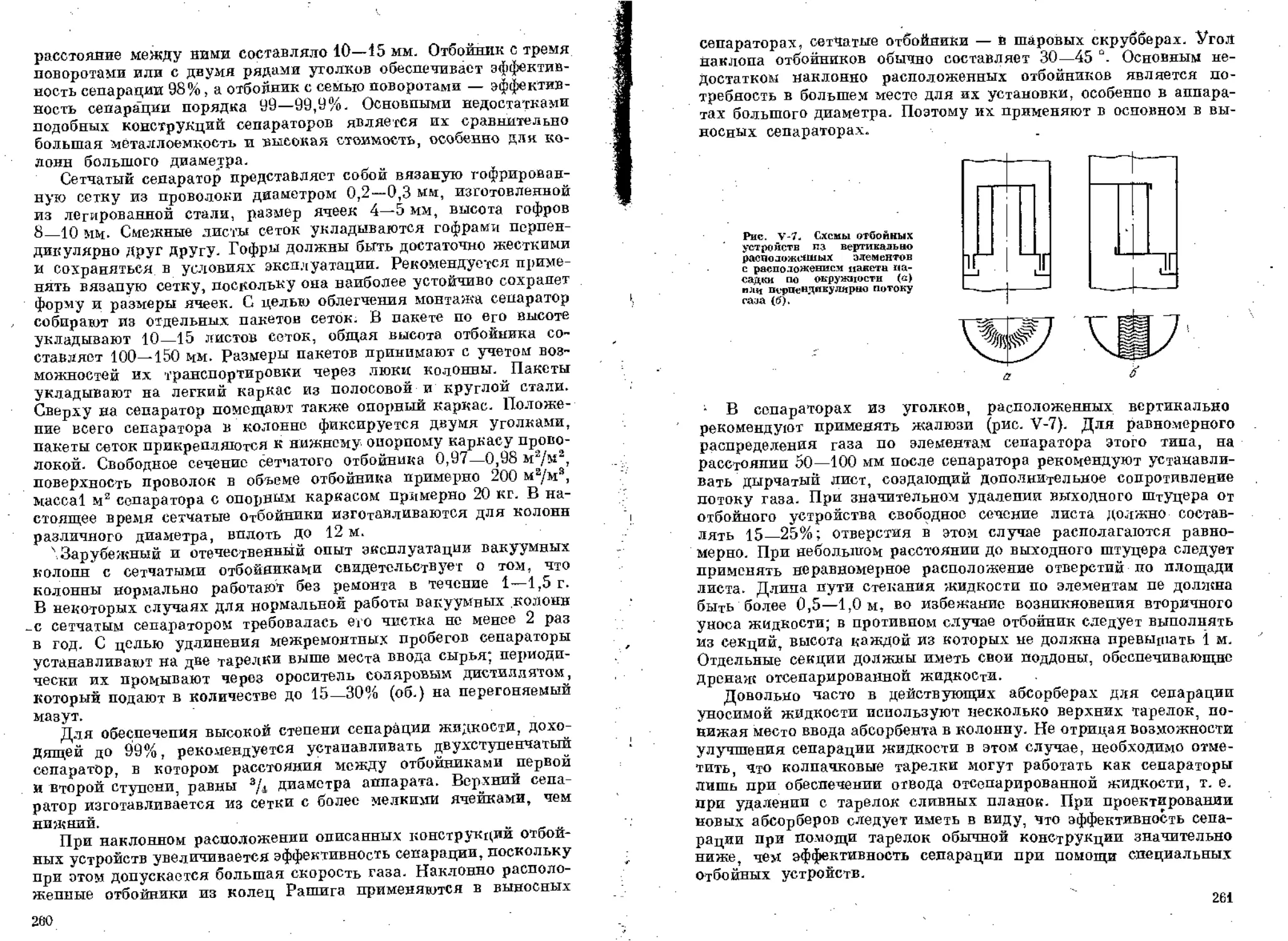
/

Author: Александров И.А.
Tags: процессы и оборудование химической технологии в целом нефтяная промышленность
Year: 1978




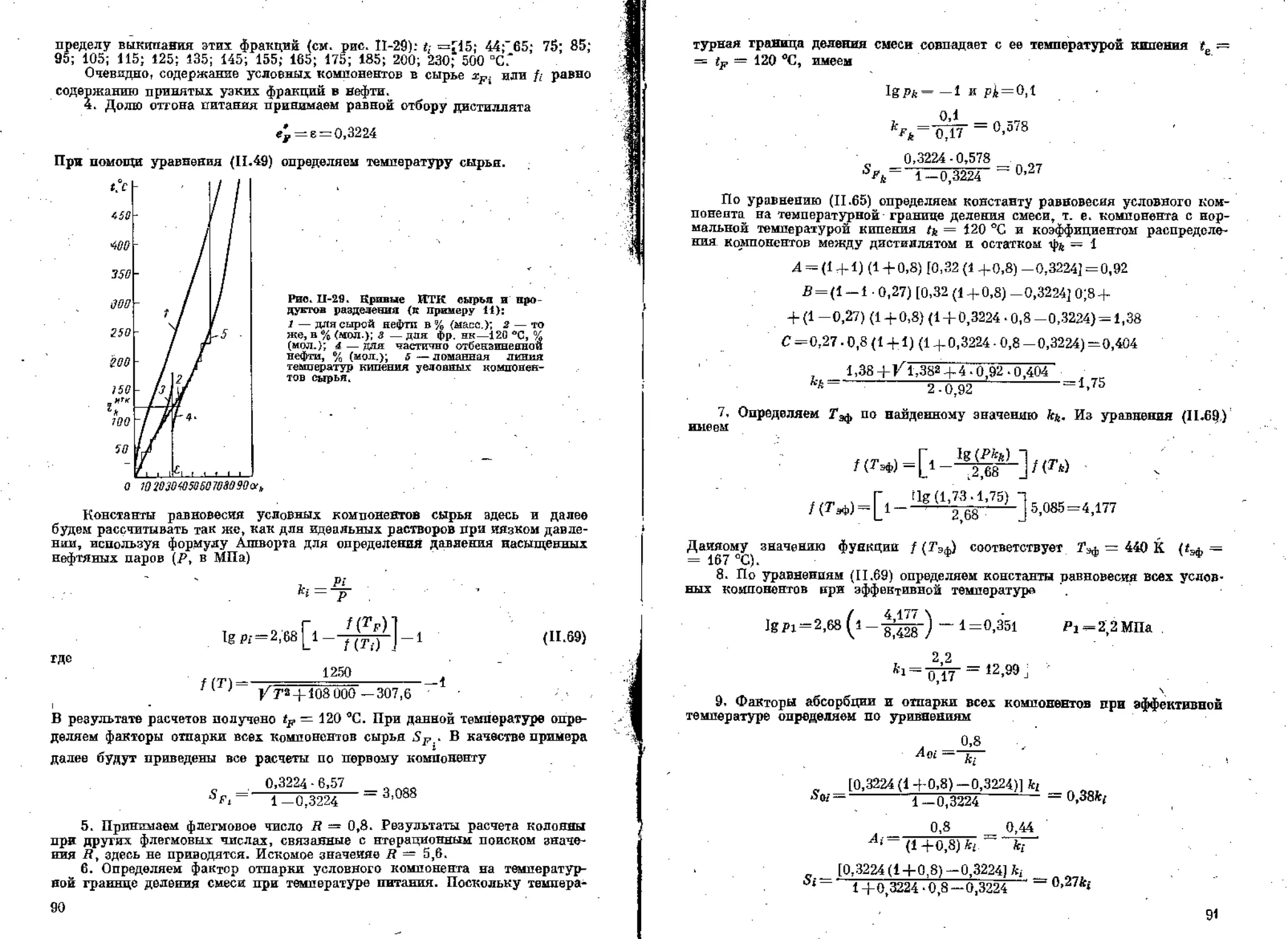
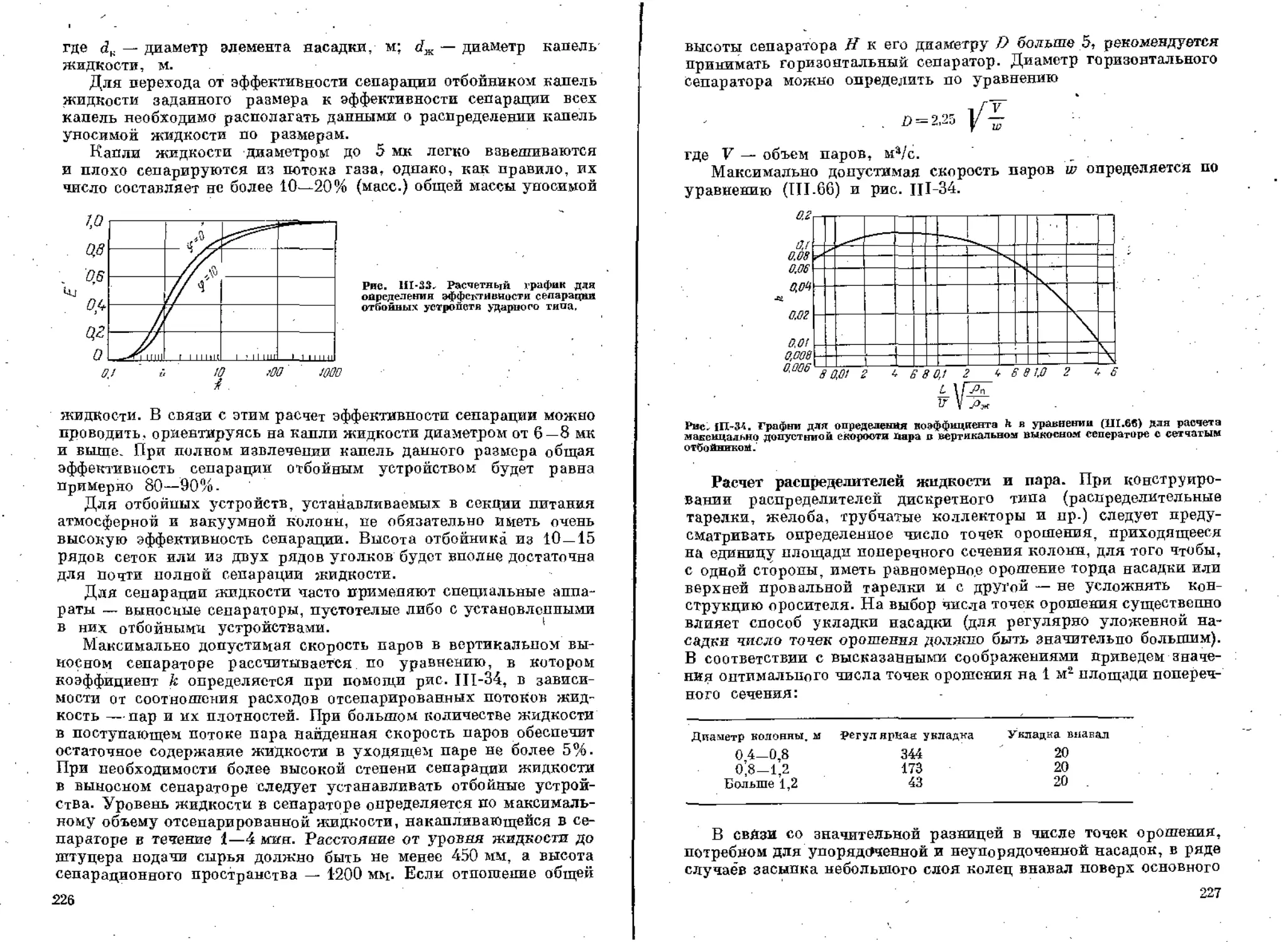
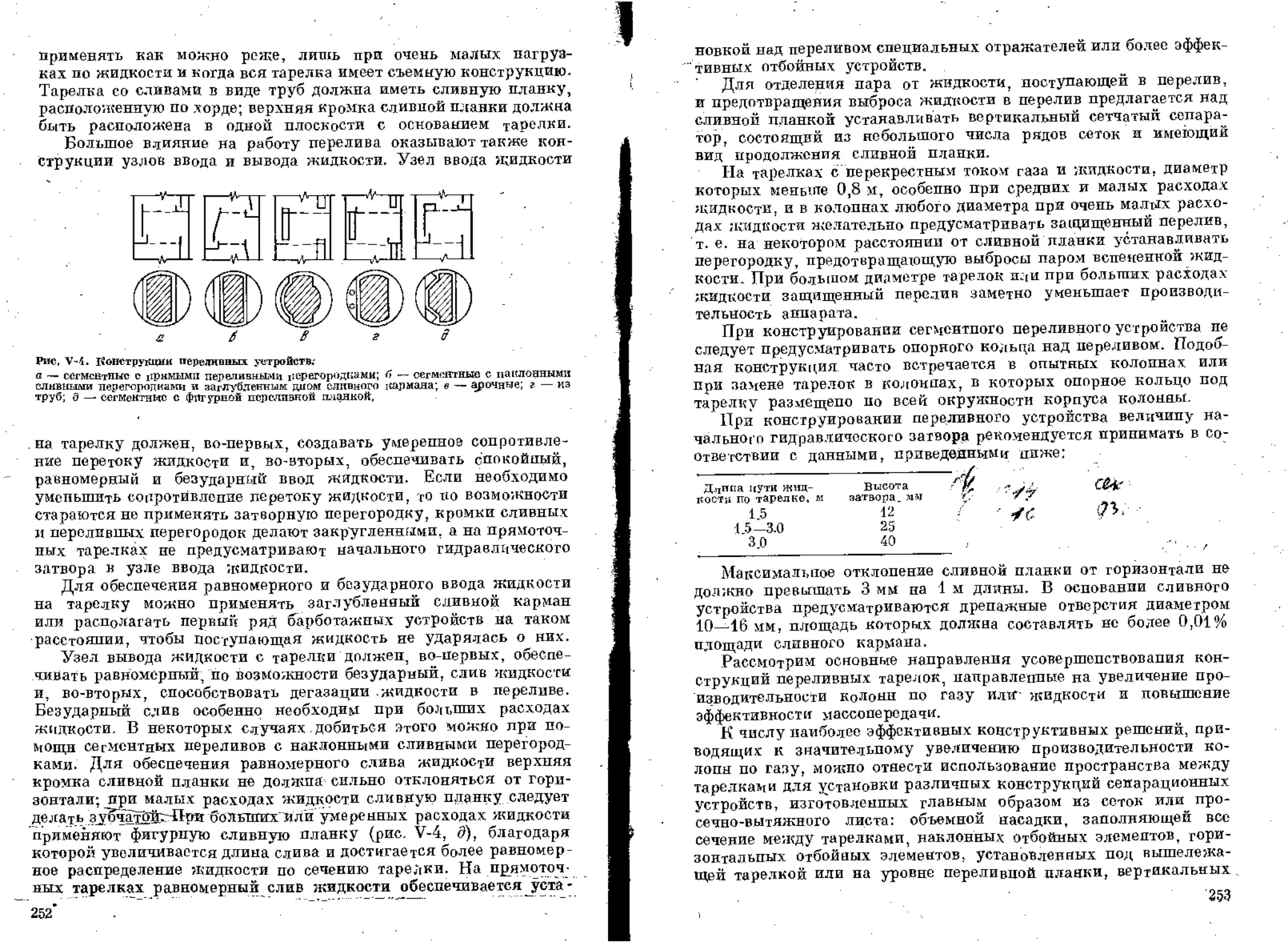
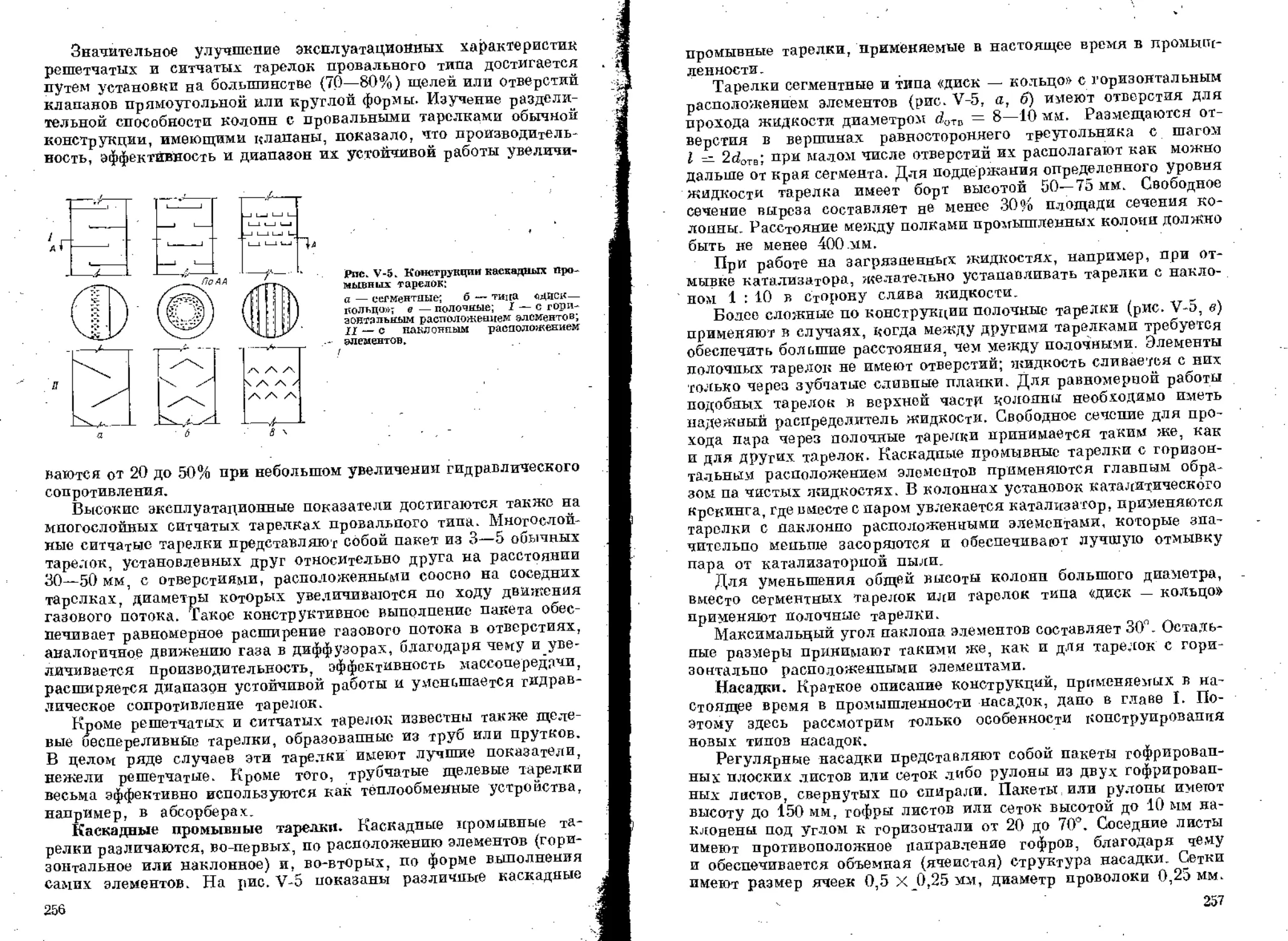
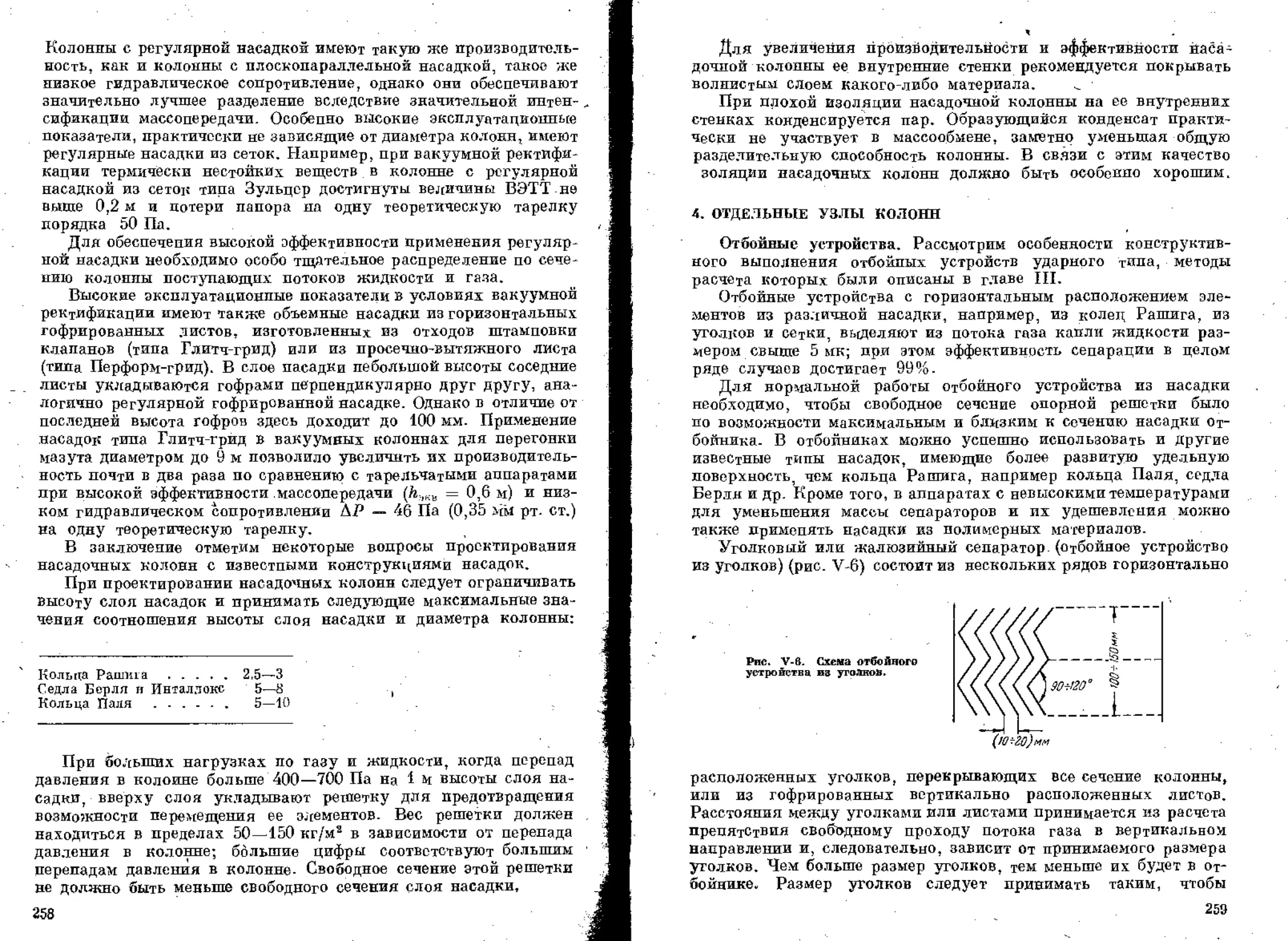
Text
И. А. Александров
Ректиф икационнь
и абсорбционные
аппараты
6П7.1
А46
УДК 66.023 : [66.048 + 66.071.7J.001.2
Александров IL А.
Ректификационные и абсорбционные аппа-
раты. Методы расчета и основы конструирова-
ния- — 3-е ияд., перераб. AJ.: «Химия», 1978. —
280 с., ил. — (серия «Процессы и аппараты хи-
мической и нефтехимической технологии^)*
В книге рассмотрены основы процессов ректифи-
кации и абсорбции, технологические схемы и основы
конструирования ректификационных и абсорбцион-
ных аппаратов. В 3-м издании (2-е изд. — 1971 г.)
даны новые методы расчета этих процессов, в том числе
ка ЭВМ- Материал дополнен конкретными примерами
расчета из практики неф тег аз о переработки.
Книга предназначена для инженерно-технических
работников предприятии и организаций химической,
нефтеперерабатывающей и нефтехимической и смеж-
ных с ними отраслей промышленности, в которых ис-
пользуются ректификационные и абсорбционные аппа-
раты. Она может быть полезна аспирантам и студентам
химико^гехнологических вузов.
280 с.; 35 табл.; 103 рис.; список литературы
101 ссылка.
31402-100
050(00-78
100-78
© Издательство «Химия», 1978 г.
Содержание
Предисловие .......................в ; $ ...........* 7
Условные обозначения ................ . / . .......... 8
Глава Г Общие сведения о ректификационных и абсорбционных
аппаратах ...................................* * И
1. Сущность процессов ректификации и абсорбции.. - * * 11
2» Технология процессов ректификации и абсорбции *♦***..* 12
3* Требования к ректификационным и абсорбционным аппаратам*
Конструкция аппаратов ............................... 17
4* Расчет ректификационных и абсорбционных аппаратов.. 23
Глава 77 Технологический расчет процессов и аппаратов. 24
1* Назначение и основное с оде ржа кие технологического расчета . * * 24
2* Расчет ректификационных колонн для разделения бинарных сме-
сей ,**♦**.**<♦♦.**.♦*♦**<***.*♦ 30
3* Расчеты фазового состояния многокомпонентных и непрерывных
смесей ............................................... 58
4* Расчеты процессов испарения и конденсации многокомпонентных
и непрерывных смесей *,.».**»**»»**,***.* 71
5, Аналитические и графические методы расчета процесса ректифи-
кации многокомпонентных и непрерывных смесей в простых ко-
лонках .......................................* * . * / 81
6. Аналитические методы расчета процесса ректификации много-
компонентных смесей в сложных колоннах............... 108
7. Эмпирические методы расчета процесса ректификации многоком-
понентных и непрерывных смесей в системе колонн, связанных ма-
териальными и тепловыми потоками..................... 117
8. Аналитические методы расчета процессов абсорбции и десорбции
многокомпонентных смесей в простых и сложных колоннах * * ♦ 135
9* Численные методы расчета процессов ректификации и абсорбции
многокомпонентных смесей *»»**»***».»,***,** 153
Глава JH. Гидравлический расчет аппаратов......... , 171
1. Назначение и содержание гидравлического расчета ректифика-
ционных и абсорбционных аппаратов.............* ♦ ♦ . 171
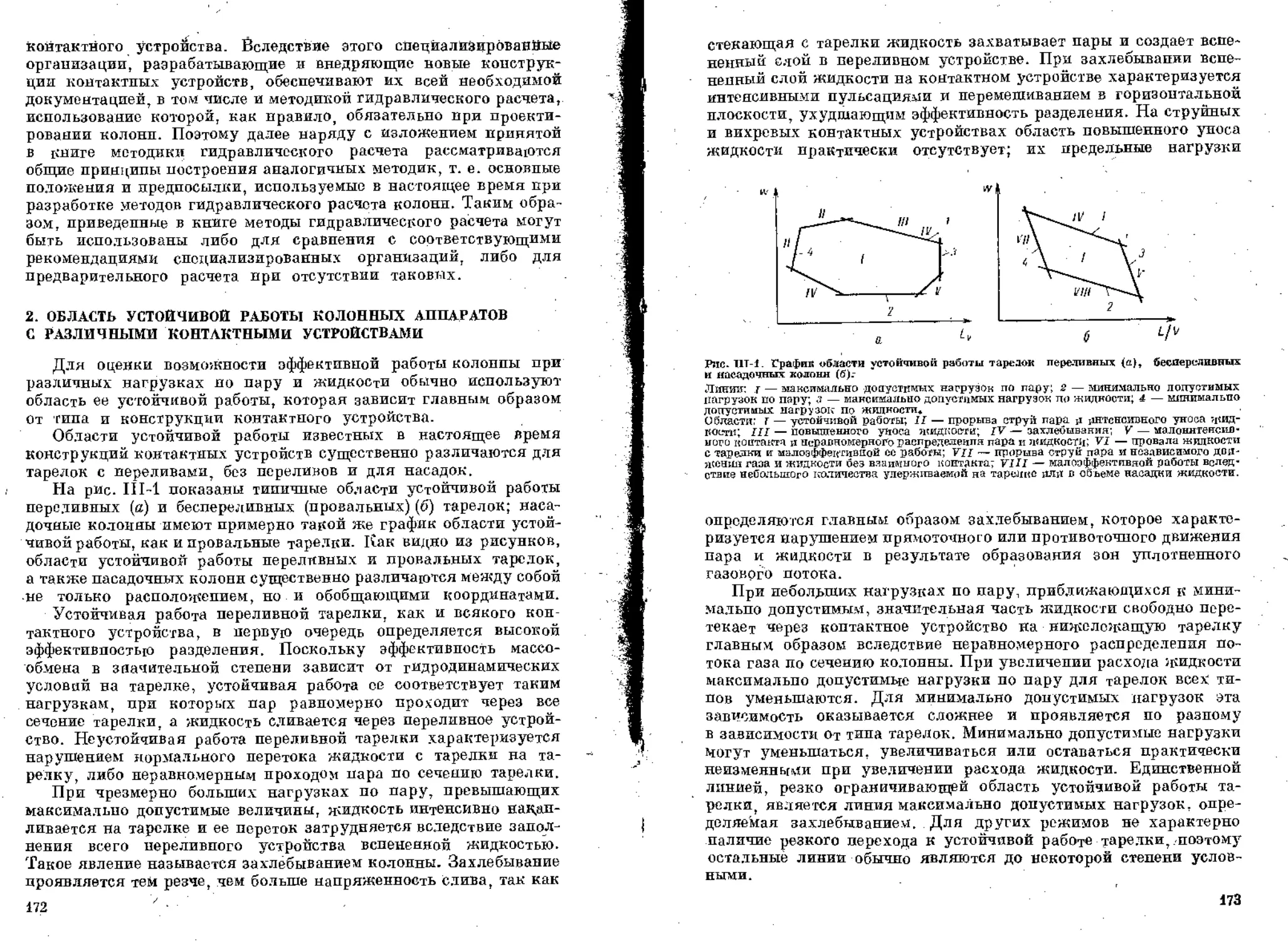
2* Область устойчивой работы колонных аппаратов с различными
контактными устройствами 172
5
3. Выбор типа и конструкция контактного устройства.. 174
4. Расчет тарельчатых колонн.....................; , 178
5. Расчет насадочных колонн .................. 209
6. Расчет отдельных узлов тарельчатых и насадочных колонн .... 219
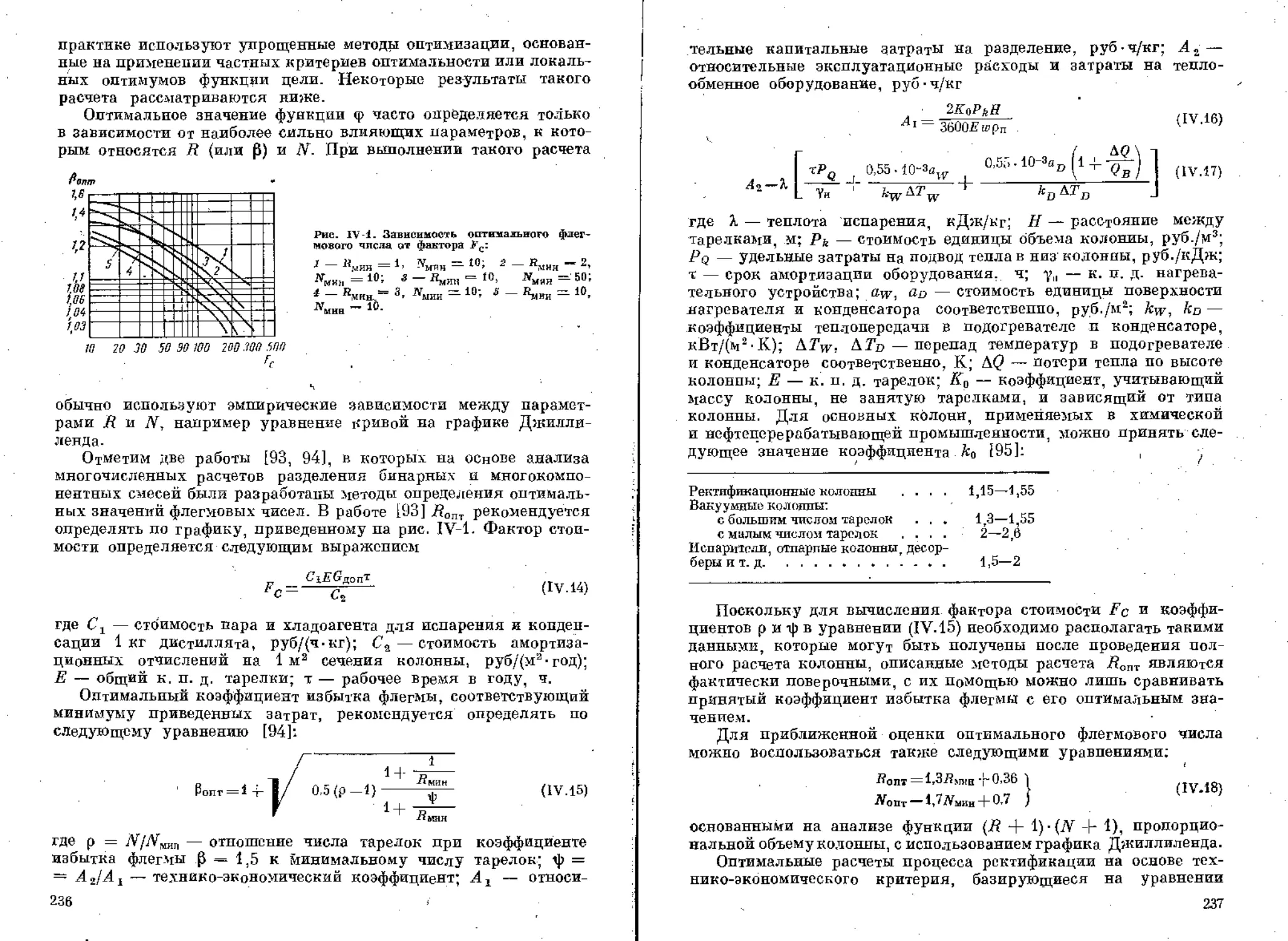
Глава IV. Оптимальный расчет процессов н аппаратов ...... 233
1_ Общая постановка задачи оптимального расчета процессов ректи-
фикации и абсорбции........................................... 233
2. Определение оптимальных параметрон процессов ректификации
и абсорбции и оптимальных размеров аппаратов . . . . . . ., .. . 235
3. Выбор оптимальной технологической схемы процессов ректифи-
кации и абсорбции многокомпонентных и непрерывных смесей . . 241
Глава V. Техно логическое конструирование ректификационных и аб-
сорбционных колопн .................. 243
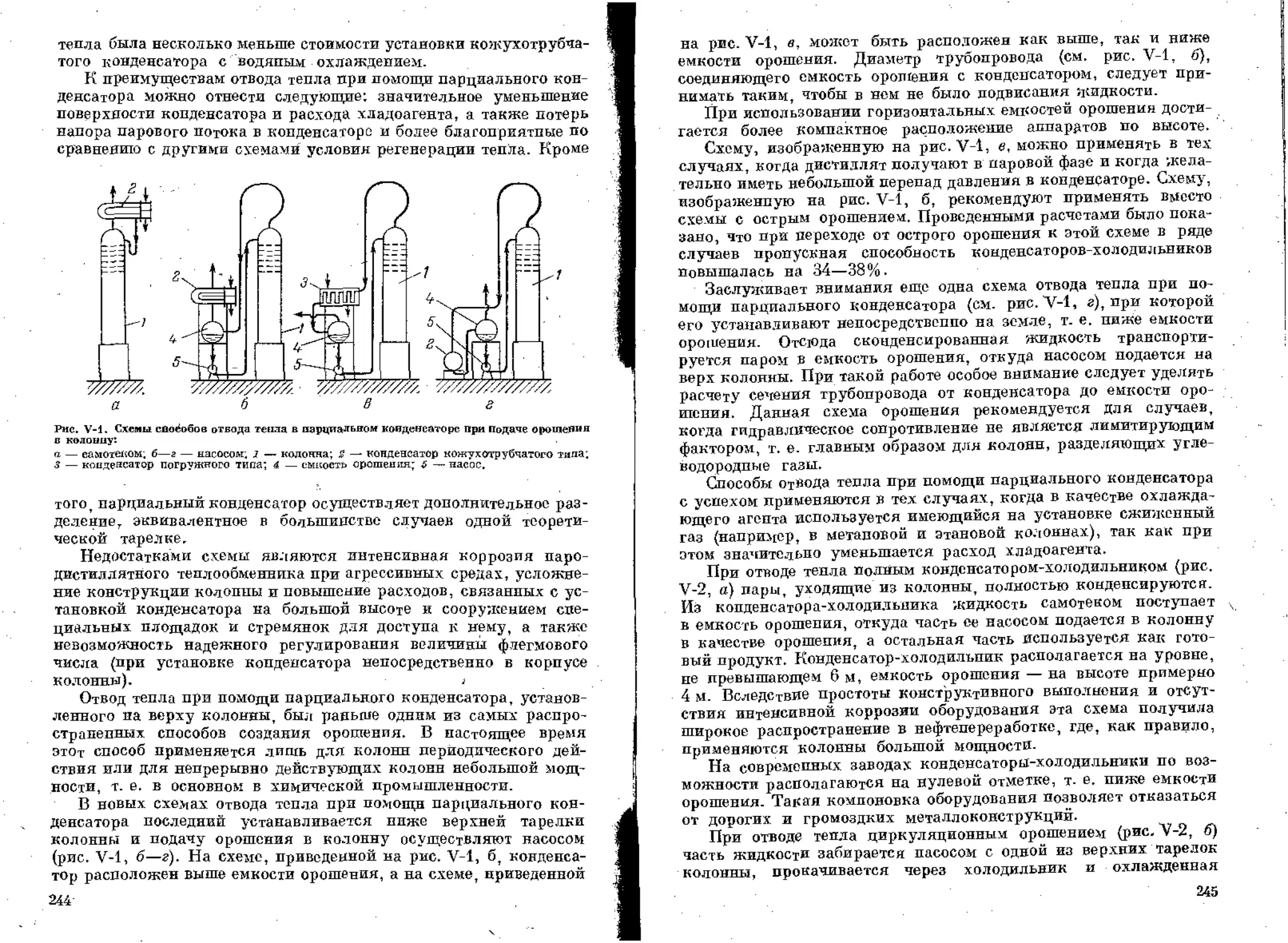
* 1. Способы отвода тепла из колопны . . . . .. . . . : 243
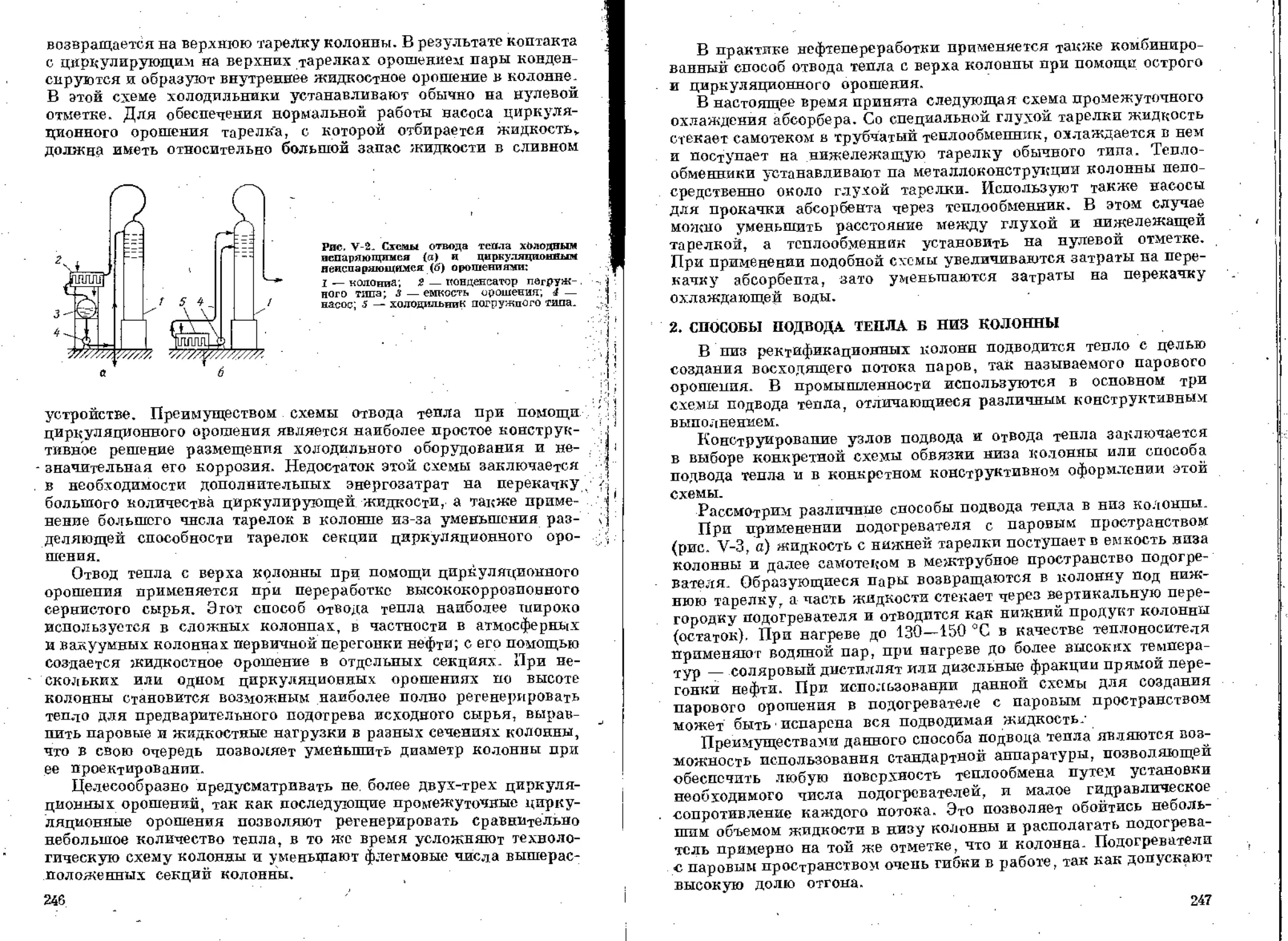
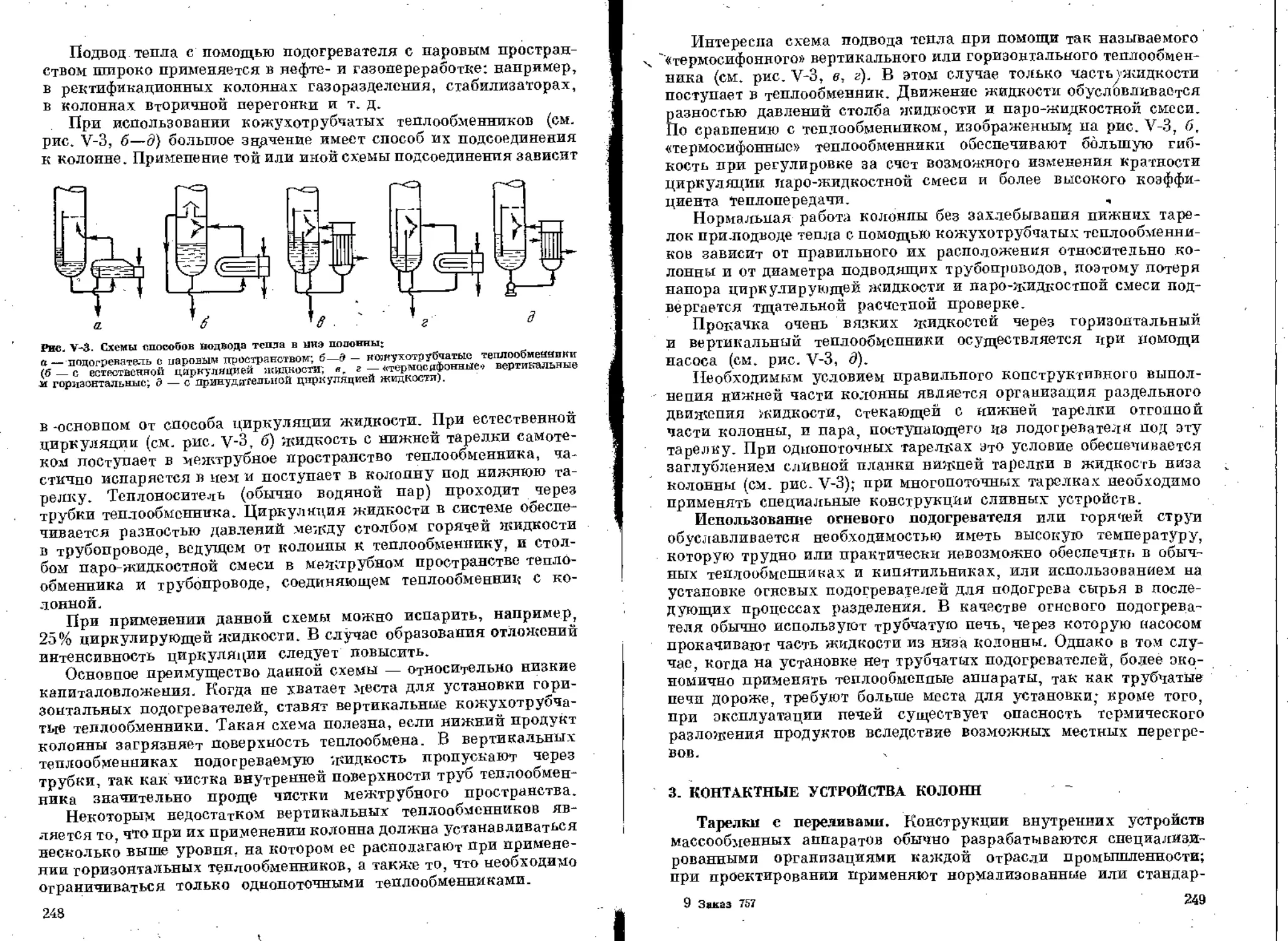
2. Способы подвода тепла в низ Колонны.............. 247
3. Контактные устройства колонн 249
4. Отдельные узлы колони............................ 259
Литераура .... . . . ....'. . ............. . . . . . 266
Предметный указатель............................... 270
1
Предисловие
За время, прошедшее после второго издания книги (1971 г.),
наметились существенные изменения в технологическом оформле-
нии процессов ректификации и абсорбции: все большее примене-
ние в промышленности находят сложные аппараты и системы
аппаратов, связанные между собой прямыми и обратными матери-
альными и тепловыми потоками. В проектировании процессов
и аппаратов происходят также качественные изменения, обуслов-
ленные использованием методов оптимального расчета, требу-
ющих в свою очередь выполнения не поверочных, а проектных
расчетов. Дальнейшее развитие получили методы расчета процес-
сов разделения многокомпонентных смесей, в том числе и с при-
менением ЭВМ
В связи с этим третье издание книги существенным образом
переработаноt и посвящено в основном технологическому расчету
процессов и аппаратов, отражающему отмеченпые выше тенденции
развития процессов ректификации и абсорбции за прошедшие
годы.
В новом издании технологические расчеты процессов ректифи-
кации и абсорбции рассмотрены на примерах, взятых из пефте-
газопсрсработки. В частности, подробно излагаются расчеты
колонн для разделения многокомпонентных углеводородных сме-
сей и нефтяных фракций, стабилизации бензинов и газоконденса-
тов, первичной перегонки нефти, перегонки мазута и т. д. Измени-
лось также содержание иллюстративного материала.
Фактически, после переработки старого издания получилась
новая книга.
При изложении материала основное внимание концентриро-
валось на методологии расчета и поэтому в книге рассматриваются
только основы процессов ректификации и абсорбции и принци-
пиальные вопросы технологического оформления аппаратов.
Большинство излагаемых методик проиллюстрировано приме-
рами наиболее сложных ручных и машинных расчетов.
При работе над книгой автор учел замечания, которые были
высказаны читателями по предыдущим изданиям. Весьма ценными
оказались замечания доцента Марушкина Б. К., в связи с чем
автор выражает ему благодарность.
7
-УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
4 — фактор абсорбции.
л — удельная поверхность контакта фаз, удельная поверхность
насадки, м2/м3. г
В — длина сливной плаини, м.
b — ширина щели, и.
bi — количество i-того компонента в остатке, кмоль/ч*
D — количество дистиллята, кмоль/ч, кг/ч; диаметр колонны, м*
doTB — диаметр отверстия, м.
— диаметр элемента насадки, м.
— количество гтого компонента в дистилляте, кмоль/ч.
— эффективность масс опере дачи по пару.
е — массовая доля отгона; относительный унос жидиости,
кмоль/кмоль, кг/кг пара.
е' — мольная доля отгона.
F — расход сырья при ректификации, кмоль/ч, кг/ч.
— свободное сечеине тарелки, м2/м2.
fi — количество г-того компонента в сырье, кмоль/ч.
£дип — допустимая скорость пара, кг/(м**ч).
g — ускорение свободного падения, м/с2.
И — расстояние между тарелками, мм; высота слоя насадки, м.
IIi — парциальная мольная энтальпия z-того компонента.
ffri, Яж — энтальпия по топов пара и жид к ости соответственно, к Дж/кмоль,
кДж/кг.’
Вс — высота сепарационного пространства, мм.
ffacn — высота вспененного слоя жидкости на тарелке, мм.
for г — высота переливной планки на тарелке, мм.
Лир — высота прорезей в колпачковой тарелке, мы.
&пог₽ — глубина погружения прорезей, мм-
&откр — высота открытия прорезей, мм.
Дй — высота подпора жидкости над водосливом, мм.
h' — высота слоя светлой жидкости в сливном устройстве, мм.
— высота насадки, эквивалентная одной теоретической тарелке,
(БЭТТ), м-
^о. г — общий коэффициент массопередачи, выраженный через кон-
центрации компонента в газовой фазе, м/ч.
^ж5 — коэффициенты масс о отдач и в жидкой и газовой фазах соответ-,
ственно, м/ч.
^Di, — константы равновесия j-того компонента при температурах
дистиллята и остатка соответственно.
ki — константа равновесия итого компонента.
L — расход жидкостного потока в Произвольном сечении колонны;
расход абсорбента, кмоль/ч, кг/ч.
Lv — расход жидкости на единицу длины сливной планки, м3/(м-ч).
Ly — расход жидкости на единицу площади поперечного сечения
колонны, мэ/(м2-ч).
li — расход жидкого Е’Того компонента в произвольном сечении
колонны, кмоль/ч, кг/ч.
М — молекулярная масса, кг/кмоль.
m — тангенс угла наклона касательной к кривой равновесия.
JV — число теоретических тарелок.
8
Л\,г — общее число единиц переноса* выраженное через- концентрации
компонента в газовой фазе,
Л7, aV?k число единиц переноса в газовой и жидкой фазах соответ -
ственно*
NT — число единиц переноса, обусловленное разностью температур
контактирующих фаз*
.л — диапазон устойчивой работы тарелки; число продуктов раз де-
ления т
Р — общее давление в системе, Па,
ДР — общий перепад давления на тарелке или в слое орошаемой
насадки, Па.
Д^сух — сопротивление «сухой» тарелки или насадки, Па.
1 ДР^к — потеря напора газового потока в слое жидкости на тарелке, Па*
р — давление насыщенных паров, Па; число компонентов смеси*
Qn — тепЛовая нагрузка на n-ю тарелку, Вт*
Qrf — тепловая нагрузка на конденсатор, Вт*
QB — тепловая нагрузка на кипятильник, Вт*
q — коэффициент, определяемый уравнением (П*8)*
В — флегмовое число (В = L/D)*
S — фактор отпарки; расход бокового отбора жидкостного потока,
кмоль/ч, кг/ч*
Т — температура, К,
- I — температура, °C.
tk — температурная граница деления смеси, °C.
U — отпарное число (£7 F/IV)*
Г — расход парового (газового) потока в произвольном сечении
колонны, кмоль/ч, кг/ч; число степеней свободы*
ut — расход паров (газов) t-того компонента в произвольном сече-
нии КОЛоНИЫ, кмоль/ч, кг/ч*
W — расход остатка, кмоль/ч, кг/ч*
ш—скорость пара в свободном сечеини колонны, м/с*
— скорость пара в рабочем сечении тарелки, м/с*
ц?о — скорость пара в наиболее узком сучении тарелки, м/с,
кЪк — скорость жидкости в свободном сечеини колонны, м/с*
и^акс^Щинц— максимально- и минимально допустимые скорости пара в сво-
бодном сеченин колонны, м/с*
я, у — массовая или мольная концентрации компонента в жидкости
и паре соответственно, масс* доля, мол. доля*
г — состав или концентрация компонент а я исходном потоке,
Мол. доля*
а — коэффициент относительной летучести компонента смеси*
а/г — общий отбор компонентов (фракций) непрерывной смеси при
температуре £*
Р — коэффициент избытка флегмы.
Д — градиент уровня жидкости на тарелке, мм*
— заданная ошибка вычисления*
е — доля отбора продукта по отношению к сырью, кмоль/кмоль;
относительная рабочая площадь тарелки, м2/м**
е' — мольная доля конденсации смеси (s' L]F)>
— относительна^ эффективная рабочая площадь тарелки, м3/мг*
(д)- фактор разделении (Х= mF/L); теплота испарения* кДж/кмоль; ‘
коэффициент сопротивления слоя насадки*
р— динамическая вязкость, Па-с*
v — кинематическая вязкость, м2/с*
। § — коэффициент сопротивления «сухой» тарелки*
Pi — плотность потока, кг/м3*
Рж — плотность жидкости по отношению к воде.
и — поверхностное натяжение жидиости, Н/мт
9
фо — соотношение расходов компонентов в дистилляте и остатке
(Фх = 47 bit
% — степень извлечения компонента на газа.
фаг’, фд/ — коэффициенты извлечения компонентов при абсорбции и де-
сорбции.
Фту? извлечение компонентов в дистиллят п остаток соответственно,
Фр1 — 4/fti Ф(у* ”
ИНДЕКСЫ
, г — газ.
ж, L — жидкость.
п — пар; перелив.
V — пар.
см ~ смесь* -
Р .— дистиллят.
F — сырье, паровые и жидкостные потоки сырья в секции питания
колонны; тарелка питания.
И7 — остаток*
S — боковой погон.
д — номер последующего приближения при итерационном расчете.
7 — номер секции.
п, пт, N — номера тарелок.
р — наиболее труд но летучий компонент.
i — произвольный компонент (1 z, . . ., к < р)*
к — компонент на температурной границе деления смеси.
. Z, h — легко- и трудно летучий ключевые компоненты.
* — равновесное значение.
1,2 — соответственно концепт рационная и отгонная части колонны.
КРИТЕРИИ . . -
Re — Рейнольдса.
Ft _ фруда.
Ре — Пек* ле.
Nn — Нуссепьта. -
Sc — Шмидта.
We —'Вебера.
Глава 1
Общие сведения
о ректификационных
и абсорбционных аппаратах
1. СУЩНОСТЬ ПРОЦЕССОВ
РЕКТИФИКАЦИИ И АБСОРБЦИИ
Ректификация и абсорбция — одни из самых распространен-
ных технологических процессов в химической, нефтеперерабаты-
вающей и во многих других отраслях промышленности.
Ректификация — это процесс разделения бинарных или много-
компонентных паровых, а также жидких смесей на практически
чистые компоненты или их смеси, обогащенные легко летучими
или тяжело ле тучи ми компонентами; процесс осуществляется в ре-
зультате Контакта неравновесных потоков пара и жидкости, f
Характерной особенностью процесса ректификации являются
следующие условия образования неравновесных потоков пара
и жидкости, вступающих в контакт: при разделении паровых сме-
сей неравновесный поток жидкости (жидкостное орошение) обра-
зуется путем полной или частичной конденсации уходящего после
контакта потока пара (рис. 1-1, а), в то время как при разделении
жидких смесей неравновесный паровой поток (паровое орошение)
образуется путем частичного испарения уходящей после контакта
жидкости (рис. 1-1, б). Вследствие указанных особенностей про-
ведения процесса неравновесные потоки пара и жидкости, всту-
пающие в контакт, находятся в состоянии насыщения, при этом
пар более нагрет, нежели жидкость, и в нем содержится больше
тяжслолетучих компонентов, чем в жидкости. После контакта
пар обогащается дегколетучпми, а жидкость — тяжелолетучими
компонентами за счет взаимного перераспределения компонентов
между фазами. li
Абсорбция — это процесс разделения бинарных пли много-
компонентных газовых смесей, осуществляемый путем, избиратель-
ного поглощения отдельных компонентов смеси жидким погло-
тителем — абсорбентом, в результате контакта неравновесных
потоков газа и абсорбента.
Характерной особенностью процесса абсорбции является неза-
висимое от газа формирование потока абсорбента и наличие в нем
более тяжелолетучих компонентов, чем в газе (рис. 1-1, в). После
контакта неравновесных потоков газа и жидкости газ обога-
11
щается ле гк о летучими, а жидкость — ТяЖел о летучими комйойей-
тами за счет перехода главным образом тяжелолетучих компонен-
тов из газа в жидкость.
На практике используются также процессы десорбции и от-
парки, предназначенные для выделения легколетучих компонентов
из жидкости путем взаимодействия неравновесных потоков жид-
кости и пара (газа). По аналогии с ректификацией при десорбции
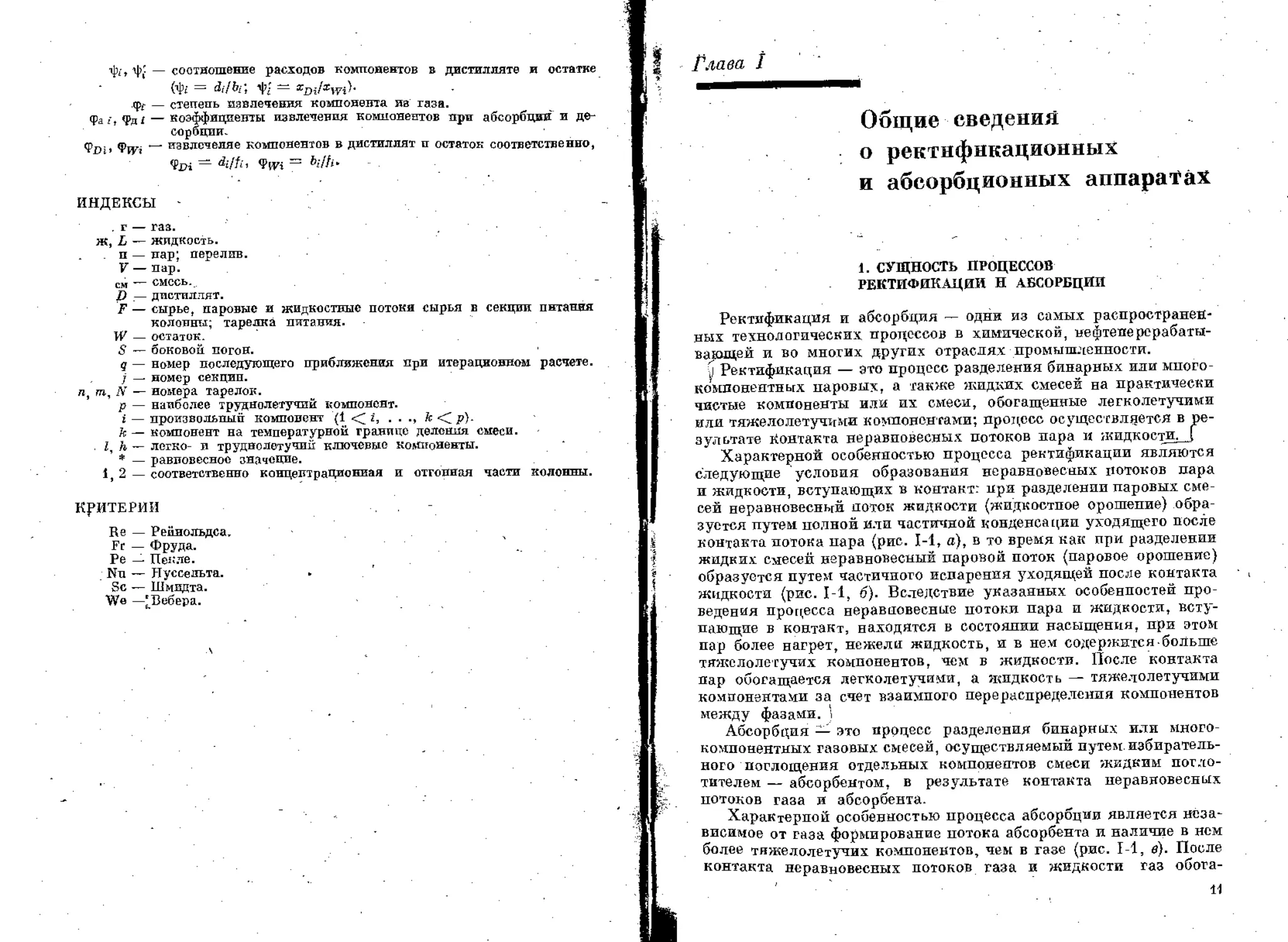
Рпс. 1-1. Принципиальные схемы ректяфпъыщи даровых (л) и жидких (б) шгесей, аб-
сорбции (в) и десорбции (г) газов;
1 — смеситепь-сепаратор; 2 — контактное устройство; з — конденсатор; 4 — испаритель;,
-* — исходные неравновесные потоки пара (газа) и жидкости; — уходящее после zton-
такта потоки лара (газа) п жидкости.
неравновесный поток пара образуется путем испарения части
прокоптактировавпгей жидкости (рис. 1-1, б) либо в качестве
такового выступает инертный газ (рис. 1-1, г).
Возможность разделения смесей при ректификации, абсорбции
и отпарке обусловлена различием относительных летучестей
компонентов смеси, вследствие чего создаются неравновесные
потоки пара и жидкости, а также происходит дальнейшее обога-
щение пара (газа) легколетучими, а жидкости — тяжелолетучими
компонентами.
Физической основой разделения в указанных процессах яв-
ляется массообмен между неравновесными потоками дара (газа)
и жидкости; двухсторонний при ректификации и преимущественно
односторонний при абсорбции и отпарке.
2. ТЕХНОЛОГИЯ ПРОЦЕССОВ РЕКТИФИКАЦИИ
И АБСОРБЦИИ
Для заданного разделения смесей используют ректификацион-
ные и абсорбционные установки, основным элементом которых яв-
ляются ректификационные и абсорбционные аппараты, представ-
ляющие собой ряд ступеней контакта! соединенных в противо-
точный разделительный каскад. Наиболее простое конструктив-
ное оформление противоточного каскада в ректификационных
и абсорбционных аппаратах достигается при движении жидкости
от одной ступени контакта к другой под действием силы тяжести.
12
В этом случае контактные устройства (тарелки) располагаются
одно над другим и разделительный аппарат выполняется в виде
вертикальной тарельчатой колонны.
При ступенчатом осуществлении процесса, ректификации или
абсорбции в колонных аппаратах контакт пара и жидкости на
тарелках может происходить в противотоке, в перекрестном токе,
в прямотоке или в смешанном токе фаз. Разделительный эффект,
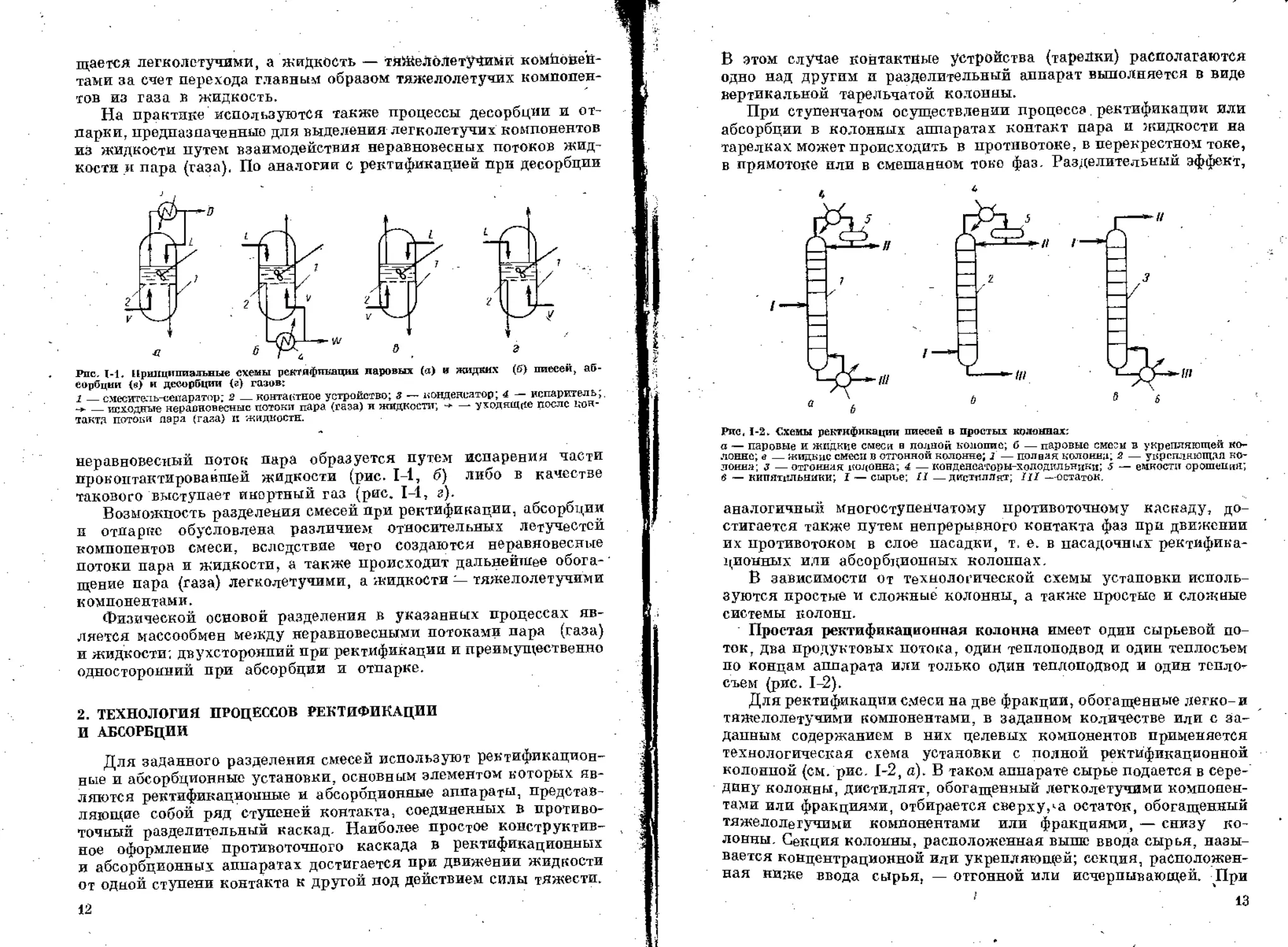
Рис, 1-2. Схемы ректификации пиесей в простых колоннах:
а — паровые и жидкие смеси н полной конопле; б — паровые омеги в укрепляющей ко-
лонне; е — жидкие смеси в отгонной колонне; / — полная колонна; S — укрепляющая но-
донна; j —отгонная колонна; 4 —конденсаторы-холодильники; 5 -— емкости орошения;
в — кипятггльники; I — сырье; I/ —дистиллят; /// —остаток.
аналогичный многоступенчатому противоточному каеггаду, до-
стигается также путем непрерывного контакта фаз при движении
их противотоком в слое насадкиэ т, е. в пасадочных ректифика-
ционных или абсорбционных колоппах.
В зависимости от технологической схемы установки исполь-
зуются простые и сложные колонны* а также простые и сложные
системы колонп.
Простая ректификационная колонна имеет одни сырьевой по-
ток т два продуктовых потокат один теплоподвод и один теплосъем
по концам аппарата или только один теплоподвод и один тепло-
съем (рис. 1-2).
Для ректификации смеси на две фракции, обогащенные легко-и
тяжело летучими гсомпонентами, в заданном количестве или с за-
данным содержанием в них целевых компонентов применяется
технологическая схема установки с полной ректификационной
колонной (см. рис. 1-2, а). В таком аппарате сырье подается в сере-
дин^г колонны, дистиллят, обогащенный легколетучими компонен-
тами или фракциями, отбирается сверху,^а остаток, обогащенный
тяжело ле г учи ми компонентами или фракциями, — снизу ко-
лонны. Секция колонны, расположенная выше ввода сырья, назы-
вается концентрационной иди укрепляющей; секция, расположен-
ная ниже ввода сырья, — отгонной или исчерпывающей. При
1 13
подаче сырья в колонну в паровой или в жидкой фазах нижняя
тарелка концентрационной или соответственно верхняя тарелка
отгонной секции колонны называется тарелкой питания. При
паро-жидкостном состоянии сырья обе указанные тарелки назы-
ваются тарелками питания. Для создания жидкостного и парового
орошения в полной колонне установка имеет конденсатор я кипя-
тильник.
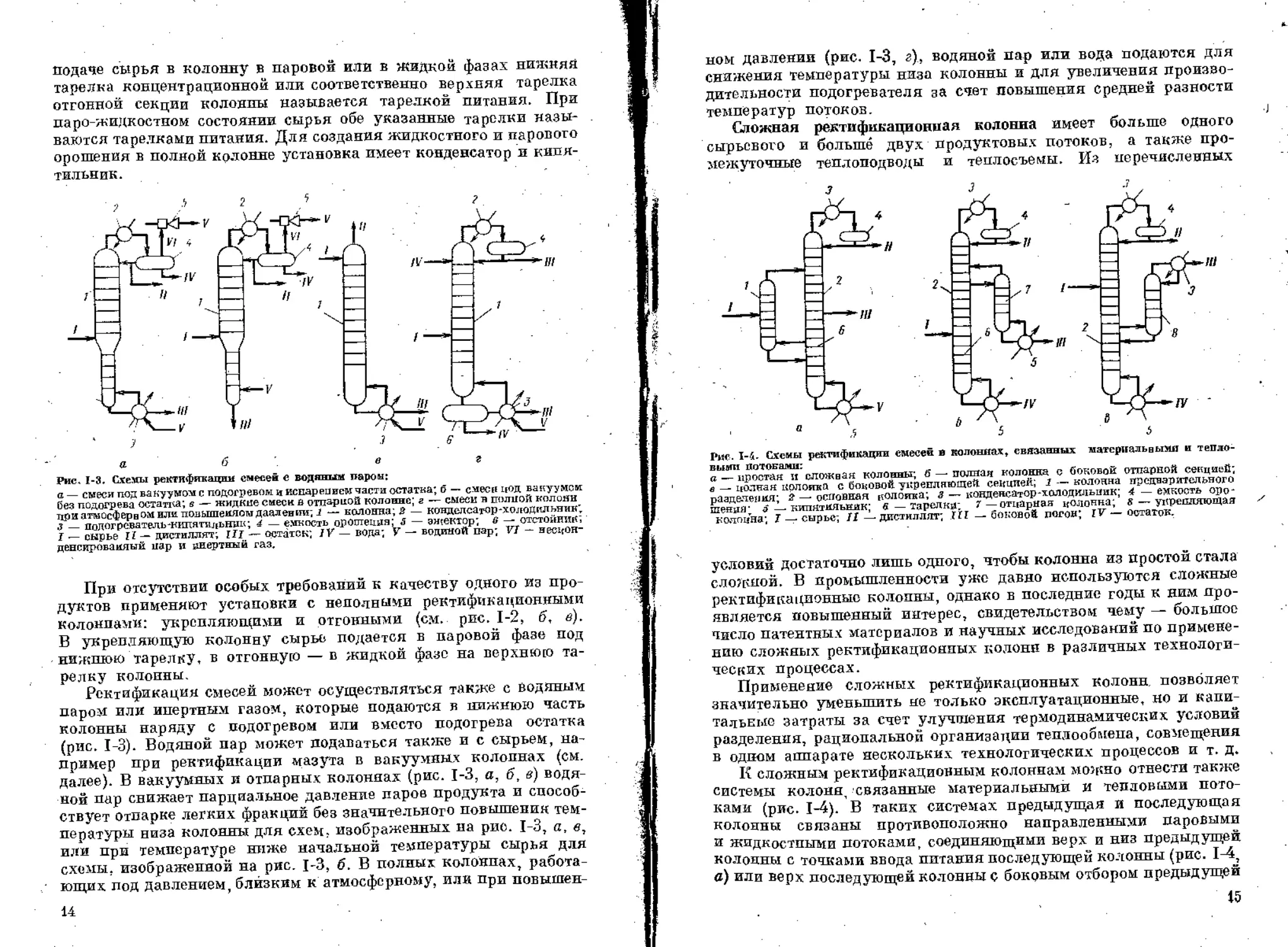
Рис. 1-3. Схемы ректификации смесей с водяным паром;
а — смеси под вакуумом с подогревом и испарением части остатка; б — смеси код вакууме и
без подогрева остатка; s — жидкие смеси в отпарной колонне; г — смеси в полной колонн
при атмосферном или повьппеияомдаалевtm; J — колонна; 2 — конденсатор-холодильник;
,? — подогреватель-кипятильник; 4 — емкость орошения; 5 — эжектор; й — отстойник;
I — сырье If — дистиллят; III — остаток; IV — вода; У — водиной пар; VT —• неедоя*
денсироваияый пар и инертный газ.
При отсутствии особых требований к качеству одного из про-
дуктов применяют установки с неполными ректификационными
колоннами: укрепляющими и отгонными (см. рис. 1-2, б. й).
В укрепляющую колонну сырье подается в паровой фазе под
нижпюю тарелку, в отгонную — в жидкой фазе на верхнюю та-
релку колонны.
Ректификация смесей может осуществляться также с водяным
паром или инертным газом, которые подаются в нижнюю часть
колонны наряду с подогревом или вместо подогрева остатка
(рис. 1-3). Водяной пар может подаваться также и с сырьем, на-
пример при ректификации мазута в вакуумных колоннах (см.
далее). В вакуумных и отпарных колоннах (рис. 1-3, a, 6t в) водя-
ной пар снижает парциальное давление пароа продукта и способ-
ствует отпарке легких фракций без значительного повышения тем-
пературы низа колонны для схем, изображенных на рис. 1-3, а,
или при температуре ниже начальной температуры сырья для
схемы, изображенной на рис. 1-3, б. В полных колоннах, работа-
ющих под давлением, близким к атмосферному, или при повышен-
14
ном давлении (рис. 1-3, г), водяной пар или вода подаются для
снижения температуры низа колонны и для увеличения произво-
дительности подогревателя за счет повышения средней разности
температур потоков.
Сложная ректификационная колонна имеет больше одного
сырьевого и больше двух продуктовых потоков, а также про-
межуточные тепл оно дв оды и теплосъемы. Из перечисленных
Рис. 1-4, Схемы ректификации смесей в колоннах, связанных материальными и тепло-
выми потоками:
а — простая и сложная колонны; б — полная колонна о боковой отпарной секцией;
б — полная колонка с боковой укрепляющей секцией; 1 — колонна прсцяарительного
разделения; 2 — основная колонка; з — конденсатор-холодильник; 4 — емкость оро-
шения' э — кипятильник; « — тарелки; 7 —огцарная колонна; 8 — укрепляющая
колонна; I — сырье; II — дистиллят; ГГГ — боковой погон; ГУ — остаток.
условий достаточно лишь одного, чтобы колонна из простой стала
сложной. В промышленности уже давно используются сложные
ректификационные колонны, однако в последние годы к ним про-
является повышенный интерес, свидетельством чему — большое
число патентных материалов и научных исследований по примене-
нию сложных ректификационных колонн в различных технологи-
чссесих процессах.
Применение сложных ректификационных колонн, позволяет
значительно уменьшить не только эксплуатационные, но и капи-
тальные затраты за счет улучшения термодинамических условий
разделения, рациональной организации тепл о о б мепа, совмещения
в одном аппарате нескольких технологических процессов и т. д.
К сложным ректификационным колоннам можно отнести также
системы колонн^ связанные материальными и тепловыми пото-
ками (рис. 1-4). В таких системах предыдущая и последующая
колонны связаны противоположно направленными паровыми
и жидкостными потоками, соединяющими верх и низ предыдущей
колонны с точками ввода питания последующей колонны (рис. 1^4,
а) или верх последующей колонны с боковым отбором предыдущей
15
(рис* 1-4, 6) и, наконец, низ последующей колонны с боковым
отбором предыдущей (рис* 1-4, в).
Применение системы ректификационных колонн, связанных
материальными и тепловыми потоками* позволяет на 20—50%
снизить общие затраты тепла и холода по сравнению с простыми
или сложными колоннами* Независимо от числа получаемых про-
дуктов технологические схемы установок, где используются
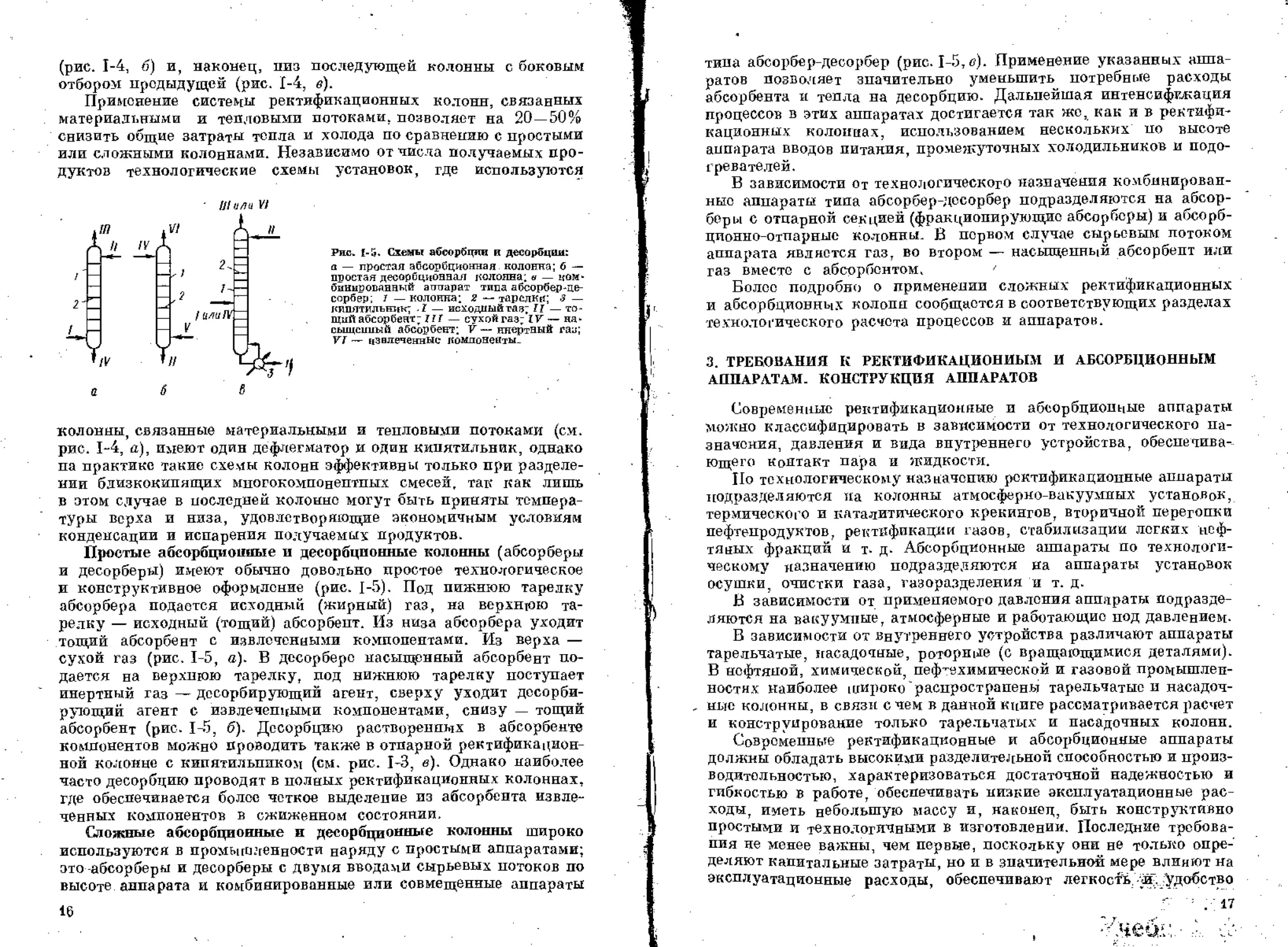
Рис* 1-Гь Схемы абсорбции и десорбции:
а — простая абсорбционная колонна; б —
простая десорбционная колонна; * — ком-
бинированный аппарат типа абсорбер-де-
сорбер; J — колонна; 2 — тарелку; 5 —
кипятильник; Л — исходный та а; II — та-
щий абсорбент; ХГГ — сухой газ; IV — на-
сыщенный абсорбент; К — инертный гаи;
VI — извлеченные компоненты,
колонны, связанные материальными и тепловыми потоками (см*
рис* 1-4, а), имеют один дефлегматор и один кипятильник, однако
па практике такие схемы колонн эффективны только при разделе-
нии бдизкокинящих многокомпонентных смесей, так как лишь
в этом случае в последней колонне могут быть приняты темпера-
туры верха и низа, удовлетворяющие экономичным условиям
конденсации и испарения получаемых продуктов*
Простые абсорбционные и десорбционные колонны (абсорберы
и десорберы) имеют обычно довольно простое технологическое
и конструктивное оформление (рис* 1-5)* Под нижнюю тарелку
абсорбера подается исходный (жирный) газ, на верхнюю та-
релку — исходный (тощий) абсорбент* Из низа абсорбера уходит
тощий абсорбент с извлеченными компонентами* Из верха —
сухой газ (рис* 1-5, а)* В десорбере насыщенный абсорбент по-
дается на верхнюю тарелку, под нижнюю тарелку поступает
инертный газ — десорбирующий агент, сверху уходит десорби-
рующий агент с извлеченными компонентами, снизу — тощий
абсорбент (рис* 1-5, б)* Десорбцию растворенных в абсорбенте
компонентов можно проводить также в отпарной ректификацион-
ной колонне с кипятильником (см* рис* 1-3, в)* Однако наиболее
часто десорбцию проводят в полных ректификационных колоннах,
где обеспечивается более четкое выделение из абсорбента извле-
ченных компонентов в сжиженном состоянии*
Сложные абсорбционные и десорбционные колонны широко
используются в промышленности наряду с простыми аппаратами;
это -абсорберы и десорберы с двумя вводами сырьевых потоков по
высоте аппарата и комбинированные или совмещенные аппараты
16
типа абсорбер-десорбер (рис-1-5, £?)- Применение указанных аппа-
ратов позволяет зпачительно уменьшить потребные расходы
абсорбента и тепла на десорбцию- Дальнейшая интенсификация
процессов в этих аппаратах достигается так же, как и в ректифи-
кационных колоннах, использованием нескольких по высоте
аппарата вводов питания, промежуточных холодильников и подо-
гревателей-
В зависимости от технологического назначения комбинирован-
ные аппараты типа абсорбер-десорбер подразделяются на абсор-
беры с отпарной секцией (фракционирующие абсорберы) и абсорб-
ционно-отпарные колонны. В первом случае сырьевым потоком
аппарата является газт во втором — насыщенный абсорбент или
газ вместо с абсорбентом, '
Болоо подробно о применении сложных ректификационных
и абсорбционных колопп сообщается в соответствующих разделах
технологического расчета процессов и аппаратов.
3. ТРЕБОВАНИЯ К РЕКТИФИКАЦИОННЫМ И АБСОРБЦИОННЫМ
АППАРАТАМ. КОНСТРУКЦИЯ АППАРАТОВ
Современные ректификационные и абсорбционные аппараты
можно классифицировать в зависимости от технологического на-
значения, давления и вида внутреннего устройства, обеспечива-
ющего контакт пара и жидкости.
По технологическому назначению ректификационные аппараты
подразделяются па колонны атмосферно-вакуумных установок,
термического и каталитического крекингов, вторичной перегонки
нефтепродуктов, ректификации газов, стабилизации легких неф-
тяных фракций и т- д- Абсорбционные аппараты по технологи-
ческому назначению подразделяются на аппараты установок
осушки7 очистки газа, газоразделеиия и т. д-
В зависимости от применяемого давления аппараты подразде-
ляются на вакуумные, атмосферные и работающие под давлением-
В зависимости от внутреннего устройства различают аппараты
тарельчатые, насадочные, роторные (с вращающимися деталями),
В нефтяной, химической, нефтехимической и газовой промышлен-
ностях наиболее широко распространены тарельчатые и насадоч-
„ ныс колонны, в связи с чем в данной книге рассматривается расчет
и конструирование только тарельчатых и насадочных колонн.
Современные ректификационные и абсорбционные аппараты
должны обладать высокими разделительной способностью и произ-
водительностью, характеризоваться достаточной надежностью и
гибкостью в работе, обеспечивать низкие эксплуатационные рас-
ходы, иметь небольшую массу и, наконец, быть конструктивно
простыми и технологичными в изготовлении. Последние требова-
ния не менее важны, чем первые, поскольку они не только опре-
деляют капитальные затраты, но и в значительной мере влияют на
эк сп л у а тац ио иные р асх оды, о беспечи в аю т лег кость, -чи; уд обе тв о
- .17
'лчей* ',.-
изготовления аппаратов (в особенности это относится к серийным),
их монтажа и демонтажа, ремонта, контроля, испытания, а также
безопасную эксплуатацию.
Особо важное значение имеет надежность работы ректифика-
ционных и абсорбционных аппаратов установок, производящих
сырье для нефтехимических процессов; это объясняется тем, что
указанные установки стоят во-главе целого нефтехимического
комплекса, стоимость которого во много раз превышает стоимость
самих установок. Кроме того, установки, производящие сырье
для нефтехимических комплексов (например, этиленовые уста-
новки), строятся заранее и до освоения остальных комплексов
работают па неполную мощность. Таким образом, оборудование
указанных производств должно работать надежно в широком
диапазоне изменений нагрузок — сначала при малых, а затем
и при полных проектпых нагрузках.
Кроме перечисленных выше требований ректификационные
и абсорбционные аппараты должны также отвечать требованиям
государственных стандартов 1 ведомственных нормалей и инспек-
ции Госгортехнадзора.
В современных ректификационных и абсорбционных аппаратах
применяются самые разнообразные конструкции контактных уст-
ройств; последние непрерывно усовершенствуются, свидетель-
ством чему — непрекращающийся Поток научных исследований
и патентных материалов,
В связи с этим описывать конструкции и работу контактных
устройств, а также способы и направления интенсификации про-
цессов массопе ре дачи в настоящее время невозможно без деталь-
ной классификации контактных устройств. Ранее предусматри-
валась раздельная классификация конструкций контактных уст-
ройств — по способам взаимодействия фаз и принципам образо-
вания межфазной поверхности. Для более полной классификации
целесообразно воспользова ться обоими признаками одновременно,
поскольку условия массопередачи определяются способом взаимо-
действия потоков и состоянием межфазной поверхности.
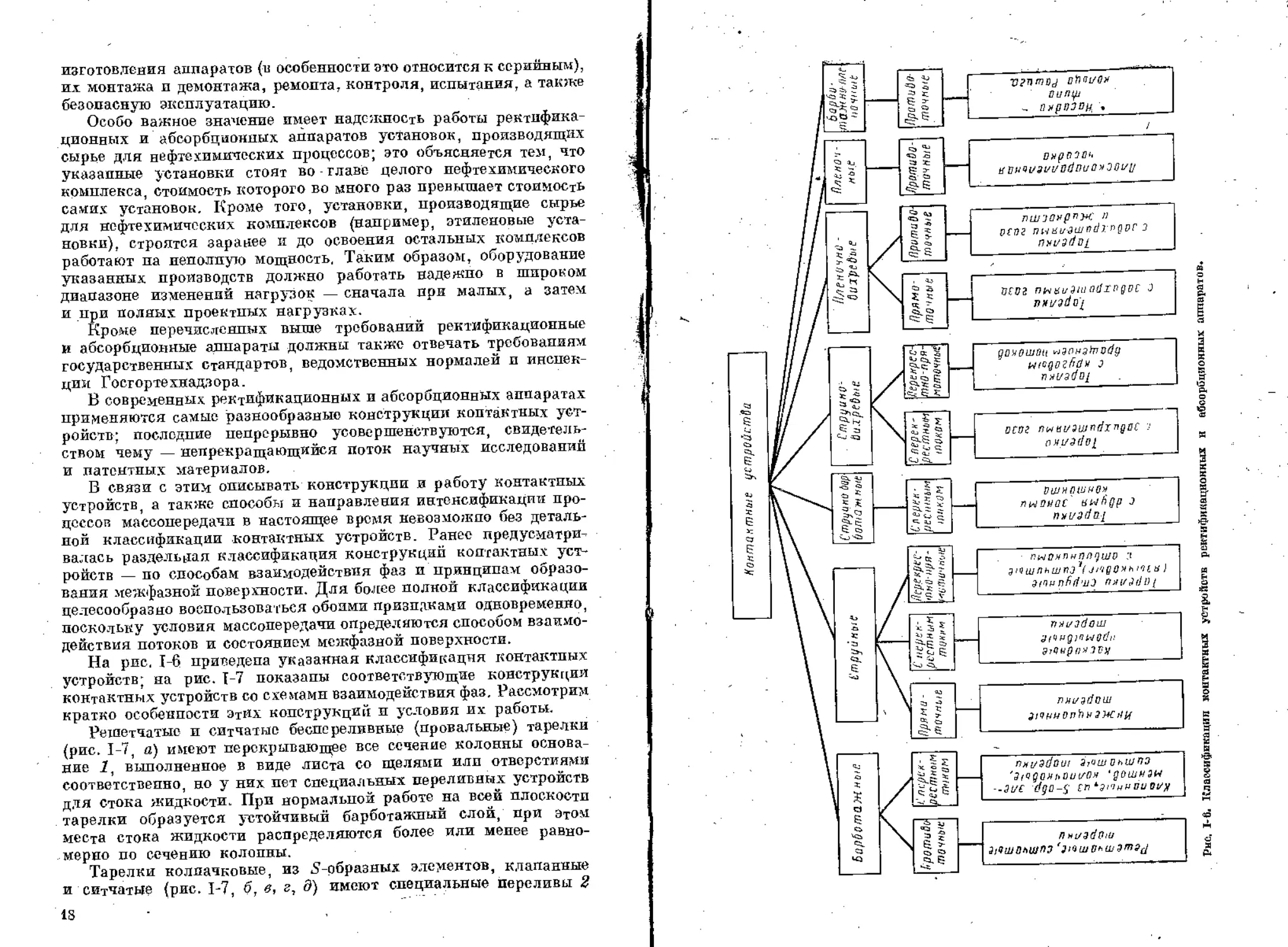
На рис. 1-6 приведена указанная классификация контактных
устройств; на рис. 1-7 показаны соответствующие конструкции
контактных устройств со схемами взаимодействия фаз. Рассмотрим
кратко особенности этих конструкций и условия их работы.
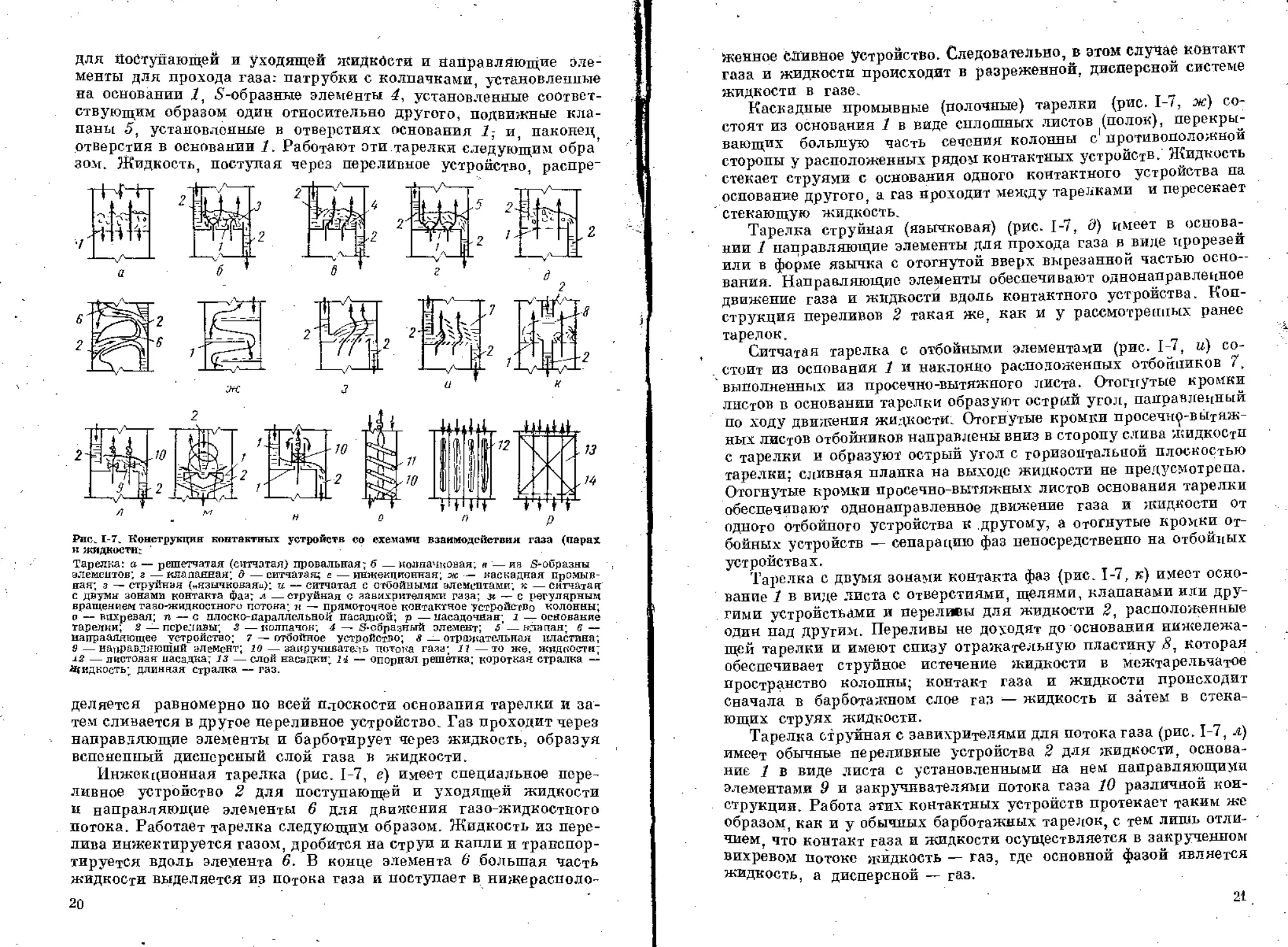
Решетчатые и ситчатые беспереливные (провальные) тарелки
(рис. 1-7, а) имеют перекрывающее все сечение колонны основа-
ние 7, выполненное в виде листа со щелями или отверстиями
соответственно, но у них пет специальных переливных устройств
для стока жидкости- При нормальпой работе на всей плоскости
тарелки образуется устойчивый барботажный слой, при Этом
места стока жидкости распределяются более или менее равно-
мерно по сечению колонны.
Тарелки колпачковые, из 5-образных элементов, клапанные
и ситчатые (рис. 1-7, б, а, &) имеют специальные переливы 2
18 .
Ao/jjtw mtfwe устройства
Рис, 1-6. Классификация контактных устройств ректификационных и абсорбционных аппаратов.
для Поступающей и уходящей жидкости и направляющие эле-
менты для прохода газа: патрубки с колпачками, установленные
на основании 7, 5-образные элементы 4. установленные соответ-
ствующим образом один относительно другого, подвижные кла-
паны 5, установленные в отверстиях основания 1- и наконец
отверстия в основании 1. Работают эти тарелки следующим обра*
зомь Жидкость, поступая через переливное устройство, распре-
Рис. 1-7. Конструкция контактных устройств со схемами взаимодействия газа (парах
и ЖИДКОСТИ:
Тарелка: а — решетчатая (ситчатая) провальная; б_колпачковая; я — ив S-образны
элементов; г — клапанная; б — ситчатая; е — инжекционная; эю — каскадная промыв-
ная; з — струйная (нязычковаян); и. — ситчатая с отбойными элементами; к —ситчатая
с двумя зонами контакта фаа; л —струйная с завихрителями газа; jt — с регулярным
вращением газо-жидкостного потока; и — прямоточное контактное устройство колонны;
о — вихревая; п — с плоско-параллельной насадкой; р — насадочная; i — основание
тарелки; 2 — переливы; 5 —колпачок; 4 — образный элемент; 5' — клапан; в —
иапрааяяющее устройство; 7 — отбойное устройство; 5 _ отражательная пластина;
$—направляющий элемент; 10 — закручмвате^ь потопа газа; 1? —то же, жидкости;
12 — листовая насадка; -Ы — слой наездки; — опорная решетка; короткая стралка —
Жидкость’ длинная стралка — газ.
деляется равномерно по всей плоскости основания тарелки и за-
тем сливается в другое переливное устройство. Газ проходит через
направляющие элементы и барботирует через жидкость, образуя
вспененный дисперсный слой газа в жидкости.
Инжекционная тарелка (рис. 1-7, е) имеет специальное пере-
ливное устройство 2 для поступающей и уходящей жидкости
и направляющие элементы 6 для движения газ о-жидк оста ого
потока. Работает тарелка следующим образом. Жидкость из пере-
лива инжектируется газом, дробится на струи и капли и транспор-
тируется вдоль элемента 6. В конце элемента 6 большая часть
жидкости выделяется из потока газа и поступает в нижерасполо-
20
Женное сЛивйое устройство. Следовательно, в этом случае контакт
газа и жидкости происходят в разреженной, дисперсной системе
жидкости в газе.
Каскадные промывные (полочные) тарелки (рис. 1-7, ж) со-
стоят из основания 1 в виде сплошных листов (полок), перекры-
вающих большую часть сечения колонны с1 противоположной
стороны у расположенных рядом контактных устройств. Жидкость
стекает струями с основания одного контактного устройства па
основание другого, а газ проходит между тарелками и пересекает
стекающую жидкость.
Тарелка струйная (язычковая) (рис. 1-7, #) имеет в основа-
нии 1 направляющие элементы для прохода газа в виде прорезей
или в форме язычка с отогнутой вверх вырезанной частью осно-
вания. Направляющие элементы обеспечивают однонаправленное
движение газа и жидкости вдоль контактного устройства. Кон-
струкция переливов 2 такая же, как и у рассмотренных ранее
тарелок.
Ситчатая тарелка с отбойными элементами (рис. 1-7, и) со-
стоит из основания 1 и наклонно расположенных отбойников 7k
выполненных из просечно-вытяжного листа. Отогнутые кромки
листов в основании тарелки образуют острый угол, направленный
по ходу движения жидкости. Отогнутые кромки просечм^-вытяж-
ных листов отбойников направлены вниз в сторону слива жидкости
с тарелки и образуют острый угол с горизонтальной плоскостью
тарелки; сливная планка на выходе жидкости не предусмотрена.
Отогнутые кромки просечно-вытяжных листов основания тарелки
обеспечивают однонаправленное движение газа и жидкости от
одного отбойного устройства к другому, а отогнутые кромки от-
бойных устройств — сепарацию фаз непосредственно на отбойных
устройствах.
Тарелка с двумя зонами контакта фаз (рис. 1-7, к) имеет осно-
вание 1 в виде листа с отверстиями, щелями, клапанами или дру-
гими устройствами и переливы для жидкости 5, расположенные
один над другим. Переливы не доходят до основания нижележа-
щей тарелки и имеют снизу отражательную пластину 8. которая
обеспечивает струйное истечение жидкости в межтарельчатое
пространство колонны; контакт газа и жидкости происходит
сначала в барботажном слое газ :— жидкость и затем в стека-
ющих струях жидкости.
Тарелка струйная с завихрителями для потока газа (рис. 1-7, л)
имеет обычные переливные устройства 2 для жидкости, основа-
ние 1 в виде листа с установленными на нем направляющими
элементами 9 и закручивателями потока газа 10 различной кон-
струкции. Работа этих контактных устройств протекает таким же
образом, как и у обычных барботажных тарелок, с тем лишь отли-
чием, что контакт газа и жидкости осуществляется в закрученном
вихревом потоке жидкость — газ, где основной фазой является
жидкость, а дисперсной — газ.
21
Тарелка с регулярным вращением газо-жидкостного Потока
(рис. 1-7, м) имеет закручяватель для потока газа 10, выполнен-
ный из набора тангенциально расположенных пластин или листов
с расположенными на пих тангенциальными просечками. Тарелка
имеет специальные переливные устройства 2; боковое устройство
соединяется с расположенным ниже центральным устройством.
Тарелка работает следующим образом. Газ, проходя через за-
кручиватель, поступает в жидкость и придает ей круговое, вра-
щательное движение по тарелке. Контакт пара и жидкости про-
исходит в высокодисперсном слое газ — жидкость, где основной
фазой является газ, а дисперсной — жидкость.
Прямоточное контактное устройство (рис. 1-7, н) состоят из
обычных переливов для жидкости 2, основания 1 в виде листа
с установленными на нем контактными элементами в виде сопла,
трубы и завихрителей для потока газа 10. Контакт фаз осущест-
вляется здесь в прямотоке между нлепкой жидкости и закручен-
ным потоком газа. В остальном работа прямоточного контакт-
ного устройства мало чем отличается от работы рассмотренных
ранее тарелок.
Вихревая колонна (рис. 1-7, о) выполняется из одной или не-
скольких труб с установленными в них завихрителями потока газа
10 и жидкости 11. Газ движется по центру трубы в закрученном
потоке навстречу стекающей ио периферии трубы жидкости.
Следовательно, контакт газа и жидкости осуществляется между
закрученным потоком газа и закрученной пленкой жидкости.
В колонне с плоскопараллельной насадкой (рис. 1-7, п) по
ходу движения газового потока на небольшом расстоянии друг
относительно друга установлены плоские или определенным обра-
зом гофрированные листы 12. Жидкость стекает топкой плепкой
по поверхности листов, взаимодействуя с газом в противотоке.
Контактные устройства в насадочной колонне (рис. 1-7, р)
выполняются в виде слоя беспорядочно или регулярно уложен-
ных на опорной конструкции 14 элементов насадки. Контакт фаз
в слое насадки осуществляется в противотоке газа и пленки жид-
кости на поверхности элементов насадки и в дисперсном слое
жидкость — газ между отдельными элементами насадки.
В качестве элементов насадки наибольшее распространение
получили кольца Рапгига и их различные модификации — кольца
Паля, Лессинга и др. Насадки этого типа представляют собой
кольцо, диаметр которого равен его высоте. Кольца Рашига
внутри полые, кольца Лессинга имеют одну внутреннюю перего-
родку, кольца Паля — несколько внутренних фигурных перегоро-
док. Широкое распространение получили также седла Берля
и Ипталлокс. На поверхности седел имеются небольшие выступыт
которые исключают возможность плотного прилегания элементов
насадки один к другому.
Весьма эффективны также различные насадки из сеток; это
насадки типа Спрейпак, Гудлое, Стедман, Зульцер Иь д. Отметим
22
еще насадку из проволочных спиралей. Перечисленные типы наса-
док не исчерпывают их многообразия.
Конструкции насадок, так же как и тарелок, постоянно совер-
шенствуются, что является ярким выражением существующей
тенденции к интенсификации работы насадочных колонн,
4. РАСЧЕТ РЕКТИФИКАЦИОННЫХ И АБСОРБЦИОННЫХ
АППАРАТОВ
Расчет аппаратов выполняется с целью определения техноло-
гического режима процесса, основных размеров аппарата и его
внутренних устройств, обеспечивающих заданную четкость разде-
ления исходного сырья яри заданной производительности» Техно-
логический режим процесса определяется рабочим давлением
в аппарате, температурами всех внешних потоков, удельным рас-
ходом тепла на частичное испарение остатка и гхолода па конден-
сацию паров в верхней части колонньц флегмовым числом или
удельным расходом абсорбента. Основными размерами аппарата
являются его диаметр и высота, зависящие главным образом от
типа контактного устройства в колонне.
В целях систематизации и выбора наиболее рациональной
схемы расчета процессов и аппаратов условно разделим его на две
части, К первой отнесем определение параметров процесса раз-
деления, контролирующих качество получаемых продуктов —
показателей технологического режима; ко второй— определение
параметров процесса^ контролирующих производительность ко-
лонны,— основных размеров колонны и ее внутренних устройств.
Первую часть назовем технологическим расчетом процессов и ап-
паратов, поскольку основным его содержанием является определе-
ние технологического режима разделения; вторую часть назовем
гидравлическим расчетом аппаратов, поскольку основные раз-
меры аппарата определяются на основе гидравлических зависи-
мостей Взаимодействия двухфазных потоков пар — жидкость.
Содержание и назначение технологического расчета процессов
и аппаратов и гидравлического расчета аппаратов подробно рас-
сматриваются в соответствующих главах.
Оптимальный расчет процессов и аппаратов излагается в от-
дельной главет так как он выполняется путем одновременного
решения всех уравнений, описывающих процесс разделения
и определяющих основные размеры аппарата.
Глаеа II
Технологический расчет
процессов и аппаратов
\ . .. .
* 1, НАЗНАЧЕНИЕ И ОСНОВНОЕ СОДЕРЖАНИЕ
ТЕХНОЛОГИЧЕСКОГО РАСЧЕТА
Технологический расчет процессов ректификации и абсорбции I
'и аппаратов проводится с целью определения технологического 1
режима, обеспечивающего заданное разделение смеси г — дав ле- Гг
ция, температур потоков, расхода орошения (абсорбента), затрат
холода на конденсацию верхнего продукта и создание орошения
и тепла на нагрев остатка и создание парового орошения* В резуль-
тате технологического расчета определяются также полные со-
ставы получаемых продуктов*
Рассмотрим некоторые общие вопросы технологического рас-
чета; исходную систему уравнений математического описания про-
цессов ректификации и абсорбции, число степеней свободы про-
ектирования процессов и аппаратов и выбор независимых пере-
менных при их расчете. Указанные вопросы достаточно полно
раскрывают основное содержание и порядок технологического
расчета*
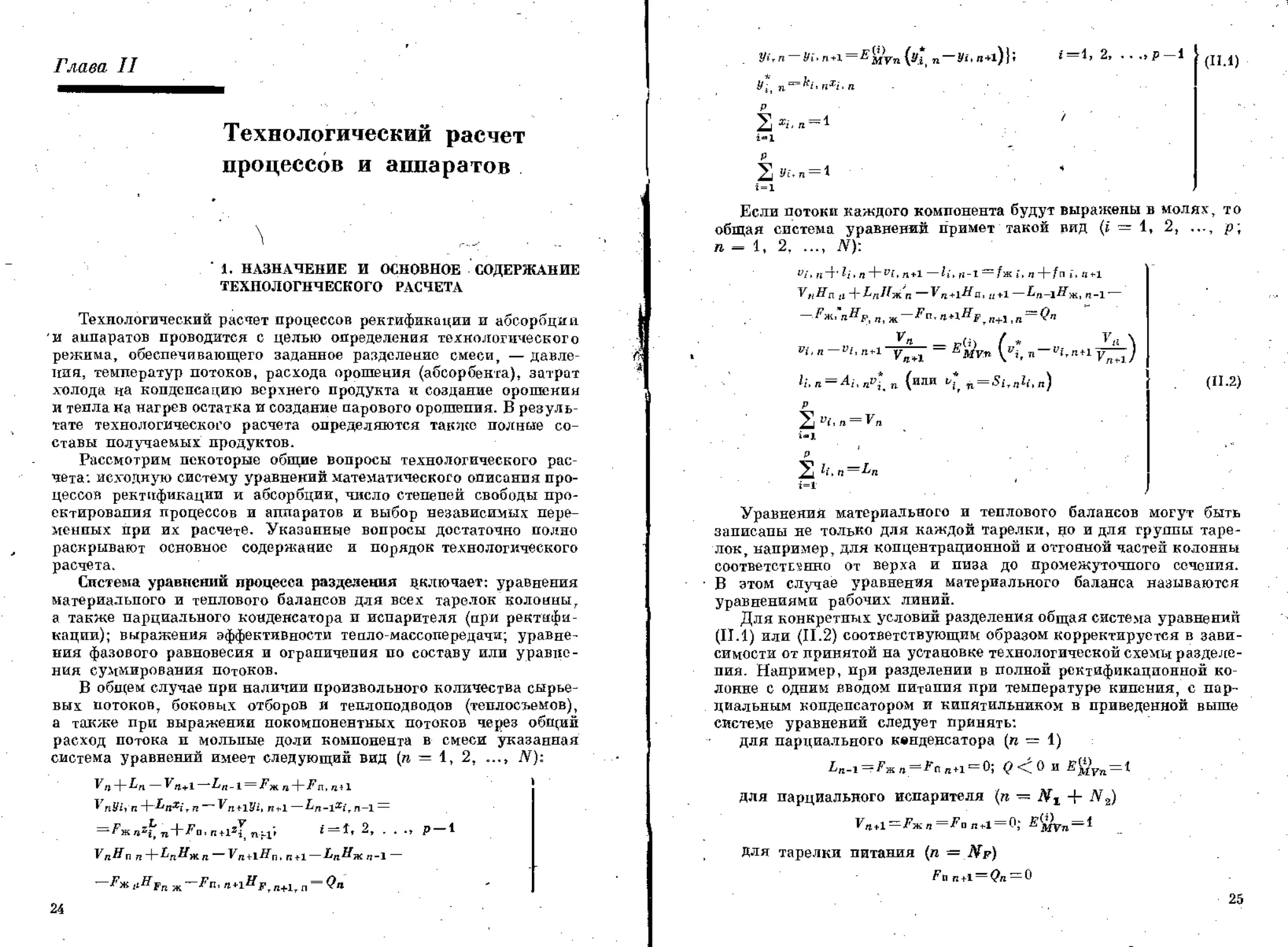
Система уравнений процесса разделения цключает: уравнения
материального и теплового балансов для всех тарелок колонны7
а также парциального конденсатора и испарителя (при ректифи-
кации); выражения эффективности тепло-массопередачи; уравне-
ния фазового равновесия и ограничения по составу или уравне-
ния суммирования потоков,
В общем случае при наличии произвольного количества сырье-
вых потоков, боковых отборов и теплоподводов (теплосъемов),
а также при выражении покомпонентных потоков через общий
расход потока и мольные доли компонента в смеси указанная
система уравнений имеет следующий вид (га — 1, 2, <.*,> 7V):
-Гя + 1 1 — -^Ж тъ Ч-jFn, Щ 1
п -|-£д£11г п — —^я-1х1гп-1 =
= nzir Tj-h-Fn я п +lsi3 п -j-i» I—1» 2, . . р 1
п — Уп-bi/Gb п +1 — л-1 —
—РжцНрп ж^-Fn, =
24
l/iy n yi*n+l — EMVn 01 h n — +1)} t
Л n
p
i«l
P
2 yt-«=1
i = l
i=l, 2,
oP—1
(IM)
Если потоки каждого компонента будут выражены в молях, то
общая система уравнений примет такой вид (ё — 1, 2, ,,, р\
га = 1, 2.... 7V):
* 7» н“Г Ё/к п + л+1-Ёк tf-1 — /ж Ь п +/п й «+1
VtlHn ц Н_^л^ж п —1\+1^д5 п +1 —Ьп-1НЖ1 п-1'
— Рж'цНу, П1 ж — Ft^n+lH^n^rL^Qn
__ rr(i) / * I Н \
V i. п —у/, П+1 V — I % 7l — yGn+l у ")
< i,n=4Xn (ra« V = ^A«) } (П.2)
p I
2 '’ь»=1?»
. i-l
P
У If» n =^n I
i=1 ' J
Уравнения материального и теплового балансов могут быть
записаны не только для каждой тарелки, но и для группы таре-
локт например, для концентрационной и отгонной частей колонны
соответственно от верха и пива до промежуточного сечения*
В этом случае уравнения материального баланса называются
Уравнениями рабочих линий*
Для конкретных условий разделения общая система уравнений
(11*1) или (11*2) соответствующим образом корректируется в зави-
симости от принятой на установке технологической схемы разделе-
ния* Например, при разделении в полной ректификационной ко-
лонне с одним вводом питания при температуре кипения, с пар-
циальным конденсатором и кипятильником в приведенной выше
системе уравнений следует приняты
для парциального конденсатора (n = 1)
En-i = ^ж п —п+1 = 0; Q <t, 0 и ^муп —I
для парциального испарителя (га = + N2)
Vfi+l — п =Fo п+1 = 0; = 1
Для тарелки питания (га = ДГр)
ti п +1= Qn — 0
25
для всех остальных тарелок
*Ж п. Ijn+J = Qn =0
Отметим, что приведенные выше уравнения описывают работу
колонн без учета межтарельчатого уноса и провала жидкости.
Процессы ректификации и абсорбции в насадочных колоннах
в принципе могут быть описаны теми же уравнениями, если
в качестве контактной ступени принять слой насадки сравни-
тельно небольшой высоты (<Ч м).
При разделении идеальных смесей константы равновесия kin
и энтальпии потоков Нп fi п и Нж,, Л являются функциями темпе-
ратур потоков на каждой тарелке, а при разделении пеидеальных
смесей они зависят также и от состава смеси. Коэффициенты
эффективности тепло-массопередачи Ем?п зависят от еще боль-
шего числа факторов, к которым относится также состав смеси,
и определяются термодинамическими, кинетическими и гидро-
динамическими условиями проведения процесса. Указанные об-
стоятельства и являются причиной сильной нелинейности общей
системы уравнений, затрудняющей не только аналитическое, но
и числспное ее решение при разделении многокомпонентных
смесей,
В настоящее время технологический расчет процессов и аппара-
тов выполняется как па основе точного (наиболее полного), так
и приближенного математического описания процессов разделе-
ния. В связи с этим далее будут описаны как точные, так и при-
ближенные методы расчета процессов ректификации и аб-
сорбции.
Вопрос о необходимой полноте математического описания про-
цессов решается дифференцированно в зависимости от целей
и задач проектирования, Так, при выборе схемы разделения целе-
сообразно использовать приближенное математическое описание
процессов; при определении технологического режима и парамет-
ров разделения по отдельным аппаратам в большинстве случаен
бывает достаточно применения точных термодинамических расче-
тов, т. е, методов расчета, основанных на решении системы уравне-
ний материального и теплового балансов и фазового равновесия.
Кинетический расчет аппаратов, учитывающий влияние реальной
гидродинамической обстановки и конечных скоростей тепло-массо-
передачи на эффективность процесса, целесообразно использовать
при таких условиях разделения, когда Применение других методов
расчета приводит к незначительным расхождениям с фактиче-
скими данными о работе промышленных колонн, например, при
разделении сильно пеидеальных смесей, при необходимости точ-
ного определения содержания примесных компонентов в продук-
тах, при уточнении нагрузок по сечениям колонны и т. д.
При использовании любого уточненного математического опи-
сания процессов необходимо иметь в виду, что применение его
26 , f
в тех или иных условиях разделения оправдывается только при
наличии достаточно надежных данных по соответствующим коэф-
фициентам математического описания в этих же условиях —
константам равновесия, энтальпиям, коэффициентам массопере-
дачи и т. д«
Последовательность выполнения технологического расчета на
основе их наиболее полного математического описания в первую
очередь зависит от принятого метода решения общей системы урав-
нение Подробно этот вопрос рассматривается в соответствующем
разделе данной главы. При выполнении технологического расчета
процессов ректификации бинарных и многокомпонентных смесей
па основе приближенного математического описания рекомен-
дуется такая последовательность расчета^ выбор рабочего давле-
ния в колонне, расчет материального баланса колонны по внеш-
нему контуру, определение флегмового числа и числа теоретиче-
ских тарелок, составление теплового баланса колонны, определе-
ние внутренних материальных потоков в колонне. Поскольку
выбор рабочего давления в колонне является общим для
всех методов расчета процессов разделения, этот вопрос (наряду
с выбором независимых переменных) также рассматривается
в данном параграфе.
Независимые переменные общей системы уравнений (П.1) или
(IL2) — это числа тарелок по секциям N? и составы, расходы,
температуры потоков пара и жидкости на каждой тарелке yin,
i ‘
Истинное число степеней свободы V проектирования процесса
ректификации, т, е, разность между общим числом независимых
переменных и числом уравнений, равно удвоенному числу полу-
чаемых продуктов разделения
V^2n (П.З)
Так, для процесса ректификации в простой Коломне с отбором
верхнего и нижнего продуктов при заданных расходе, составе
и агрегатном состоянии сырья и давлении в колонне существует
четыре степени свободы проектирования процесса ректификации,
ъ е. для выполнения расчетов необходимо предварительно за-
даться четырьмя независимыми переменными. Для процесса рек-
тификации в сложной колонне с отбором верхнего, нижнего про-
дукта и боковых погонов число степеней свободы в соответствии
с уравнением (IL3) увеличивается па удвоенное число боковых
отборов, т- е. в сложной колонне с одним боковым отбором число
Степеней свободы равно шести, с двумя боковыми отборами —
восьми н т. д.
При выполнении поверочных расчетов ректификации в простой
колонне обычно задаются числом тарелок и Лг3, флегмовым
числом R и количеством дистиллята D или долей его по отноше-
нию к сырью с. В сложной колонне с отборами боковых погонов
необходимо задаваться еще расходами боковых погонов 5/ или
27.
долями отбора боковых погонов г/ от расхода сырья и числами
тарелок в секциях; из которых производится боковой отбор. Вместо
расхода бокового погона 5/ можно задаваться коэффициентами
а^-, определяющими долю потока, поступающего из секции к
в секцию / при наличии бокового отбора потока.
При выполнении проектных расчетов в исходных данных при-
нимают заданное разделение компонентов в продуктах, используя,
однако, не более половины числа степеней свободы, остальные сте-
пени свободы предназначаются для тех же параметров, что и в по-
верочном расчете. Например, при изложении расчета ректифика-
ции многокомпонентных смесей в простой колонне приняты такие
Сочетания параметров: £), Л\, N2 или xDi, xWj, р.
Для процесса абсорбции в простой колонне также характерно
наличие четырех степеней свободы проектирования. В повероч-
ном варианте расчета обычно задаются расходом сухого газа7 коли-
чеством тощего абсорбента, числом тарелок в колонне и положе-
нием тарелки питания, В проектном расчете одну из переменных
(обычно расход абсорбента) заменяют заданным извлечением целе-
вого Компонента-
Давление в колонне является одним из основных параметров
технологического режима. При выборе давления в ректифика-
ционных колоннах обычно исходят из минимальных затрат на раз-
деление смеси- Изменение давления существенным образом влияет
на процесс разделения. Так, увеличение давления в первую
очередь‘Приводит к повышению температур кипения и конденса-
ции разделяемой смеси. Это позволяет применять более дешевые
хладоагенты или уменьшать поверхность теплообмена конденса-
тора, однако при атом может возникнуть необходимость примене-
ния специальных теплоносителей для нагрева низа колонны.
При увеличении давления уменьшается относительная летучесть
компонентов смеси и поэтому для заданного разделения требуется
большее число тарелок или увеличенный расход орошения.
Повышение давления в колонне приводит к увеличению ее произ-
водительности или к уменьшению диаметра колонны. Таким об-
разом, при оценке и выборе давления в ректификационной ко-
лонне необходимо анализировать довольно сложную зависимость
приведенных затрат на разделение от целого ряда факторов с уче-
том возможных технологических ограничений.
Многолетний опыт ректификации нефтей, нефтяных фракций
и углеводородных газов позволяет высказать следующие сообра-
жепия относительно выбора рабочего давления в колоннах.
При ректификации нефтяных фракций и углеводородов от С3
и выше оптимальным обычно является давление, которое соответ’
ствует применению более дешевых хладоагентов и теплоносителей,
т, е, минимальное давление, при котором конденсацию верхнего
продукта можно проводить водой иди воздухом без предваритель-
ного их охлаждения. Следовательно, выбранная температура
в емкости орошения и будет определять давление в колонне:
28
при парциальной- конденсации паров верхнего продукта это
давление точки росы, а при полной конденсации — давление насы-
щенных паров кипящей жидкости. При использовании в качестве
хладоагента воды температура в емкости орошения определяется
максимально возможной температурой воды, при которой раз-
ница температур на холодном конце теплообменника составляет
15—20 С'С- При использовании воздуха температура в емкости
орошения должна быть на 20 СС выше максимально возможной
> температуры воздуха.
При полной конденсации паров верхнего продукта часто
используют переохлажденную флегму — так называемое холодное
орошение. В этом случае в емкости орошения принимается давле-
ние несколько большее, чем давление насыщенных паров дистил-
лята при выбранной температуре, что и обеспечивает переохла-
ждение флегмы в этих условиях.
Для высококипящих углеводородов и нефтяных фракций (Q и
выше) давление насыщенных паров верхнего продукта при темпе-
ратуре конденсации обычно оказывается меньше атмосферного-
В связи с этим разделение высококипящих смесей производится
при избыточном давлении в емкости о решения несколько большем
атмосферного (порядка 0,01—0,06 МПа), если при этом пет необ-
ходимости специально уменьшать давление вследствие возмоЖ’
ного термического разложения продуктов. В редких случаях
необходимость понижения давления до величины более низкой,
чем атмосферное, или превышения расчетного значения опреде-
ляется условиями предыдущего либо последующего технологи-
ческих процессов.
В практике иефтегазопереработки в настоящее время наибо-
лее часто используется воздушное охлаждение вместо широко
применявшегося ранее водяного. Однако при необходимости полу-
чения давления, близкого к атмосферному при невысокой темпе-
ратуре паров, уходящих с верхней тарелки колонны, применяется
смешанное охлаждение сначала воздушное (примерно до 50 °C)
и затем водяное (до 30 СС).
При окончательном определении давления в колонне необхо-
димо учитывать сопротивление системы конденсации паров верх-
пего продукта, шлемовой д'рубы и контактных устройств -
При ректификации легких углеводородных газов, главным
образом при выделении из смеси метана и этана, оптимальное
давление может изменяться в довольно широких пределах, так
как оно связано не только с составом смеси, но и с технологиче-
ской схемой установки, определяющей возможность использова-
ния дешевых хладоагентов, получаемых непосредственно из
исходного сырья. При выборе давления необходимо также иметь
в виду, что максимальное его значение не должно приближаться
к критическому давлению смеси в нижней части колонны и что
разделяемая смесь не должна подвергаться1 химическому разло-
жению.
29
В абсорберах повышение давления и понижение температуры
благоприятно сказывается на извлечении компонентов: увеличив
давление, можно сократить расход абсорбента или уменьшить
число тарелок. Работа при повышенном давлении связана с до-
полнительными эксплуатационными затратами, в связи с чем
давление в абсорберах определяется также на основе технико-эко-
номического анализа общих затрат на разделение. Выбор тем-
пературы и давлении абсорбции в основном зависит от требуемой
глубины извлечения целевых компонентов. Чем больше глубина
извлечения легких компонентов, re^i более выгодно применять
высокие давления и низкие температуры. Например, для извле-
чения этапа из природного газа применяют давление до 4 МПа
и температуру порядка минус 80—100 °C. На современных газо-
перерабатывающих заводах Принимаемое давление абсорбции
углеводородных газов обычно зависит от давления в системе
транспорта газа в газопроводах и достигает 8 МПа.
При десорбции и отпарке понижение давления и повышение
температуры улучшает процесс извлечения компонентов и умень-
шает расходы тепла3 отпаривающего агенты или потребное число
тарелок. Если нет необходимости конденсировать отпариваемые
фракции, то давление в аппарате принимается минимальным,
в противном случае оно определяется условиями конденсации
верхнего продукта.
2. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
ДЛЯ РАЗДЕЛЕНИЯ БИНАРНЫХ СМЕСЕЙ
В промышленной практике сравнительно редко встречаются
бинарные смеси без примесей более легких или более тяжелых
компонентов. Тем не менее, технологический расчет многих про-
цессов и аппаратов может быть выполнен на основе представления
разделяемой смеси в виде бинарной. В практике не ф те г аз one ре -
работки и нефтехимии к таким процессам относятся: разделение
смеси легких непредельных углеводородов с соответствующие^
предельными углеводородами — этана с этиленом и пропана с про-
пиленом; разделение смесей бутанов или пентанов; получение
ароматических углеводородов из смесей бензола и толуола, этил-
бензола и ксилолов ц т. д. Кроме того, на основе бинарных смесей
ключевых компонентов рассчитывается также разделение много-
компонентных смесей (см. и. 5 данной главы).
Технологические схемы ректификации бинарных смесей зави-
сят прежде всего от природы разделяемых смесей.
При разделении бипарных углеводородных смесей приме-
няются главным образом схемы установок с простыми ректифика-
ционными колоннами, одаако в целом ряде случаев целесообразно
использовать и сложные, ректификационные колонны — с двумя
вводами питания, с промежуточными подогревателями или конден-
саторами по высоте аппарата. В связи с этим далее рассматри-
30
кается расчет процесса ректификаций йе только в простых, йо
Li в сложных колоннах, а в примерах расчета сравнивается эффек-
тивность применения сложной ректификационной колонны с двумя
вводами питания при разделении смеси бензол — толуол.
При разделении смесей близкокипящих легких углеводородов
применяются также усовершенствованные технологические схемы
процессов ректификации с Атолловым насосом» на верхнем или
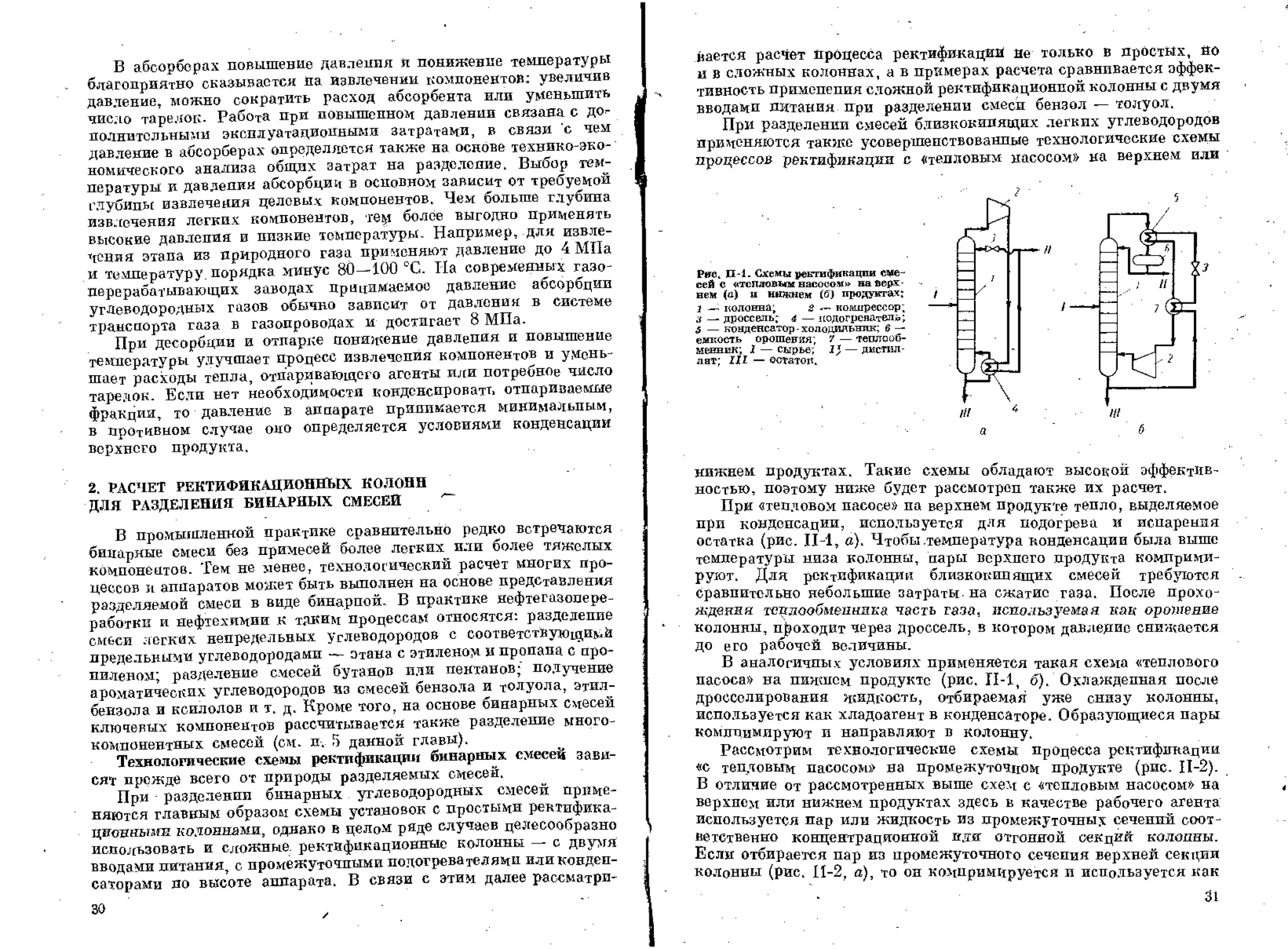
Рис. П-1. Схемы ректификации сме-
сей с «тепловым насосом^ на верх-
нем (а) и наткнем (б) продуктах;
j — колонна; £ — компрессор;
j — дроссель; 4 — подогреватели;
5 — конденсатор - холодильник; 6 —
емкость орошения; 7 — теплооб-
менник; 1 — сырье; 1} — дистил-
лят; ZXI — Остаток,
нижнем продуктах. Такие схемы обладают высокой эффектив-
ностью, поэтому ниже Судет рассмотрен также их расчет.
При «тепловом насосе» на верхнем продукте тепло, выделяемое
при конденсации, используется для подогрева и испарения
остатка (рис. II-1, а). Чтобы .температура конденсации была выше
температуры низа колонны, пары верхнего продукта комприми-
руют. Для ректификации близкокииящих смесей требуются
сравнительно небольшие затраты на сжатие газа. После прохо-
ждения тецлообмепника часть газа, используемая как орошение
колонны, проходит через дроссель, в котором давление снижается
до его рабочей величины.
В аналогичных условиях применяется такая схема «теплового
насоса» на пижпем продукте (рис. П-1, б). Охлажденная после
дросселирования жидкость, отбираемая уже снизу колонны,
используется как хладоагент в конденсаторе. Образующиеся пары
комнцимируют и направляют в колонну.
Рассмотрим технологические схемы процесса ректификации
«с тепловым насосом» на промежуточном продукте (рис. П-2).
В отличие от рассмотренных выше схем с «тепловым насосом» на
верхнем или нижнем продуктах здесь в качестве рабочего агента
используется пар или жидкость из промежуточных сечений соот-
ветственно концентрационной иля отгонной секций колонны.
Если отбирается пар из промежуточного сечения верхней секции
колонны (рис. И-2, а), то он компримируется и используется как
теплоноситель в промежуточном и концевом кипятильниках
колонны. После дросселирования и охлаждения сконденсирован-
ный пар подается в то же сечен це колонны в виде флегмы. Если же
Отбирается жидкость из промежуточного сечения нижней секции
колонны (рис. Пг2, б), то она дросселируется и используется
далее в качестве хладоагента в промежуточном и концевом конден-
саторах колонны. После компримирования пар снова направ-
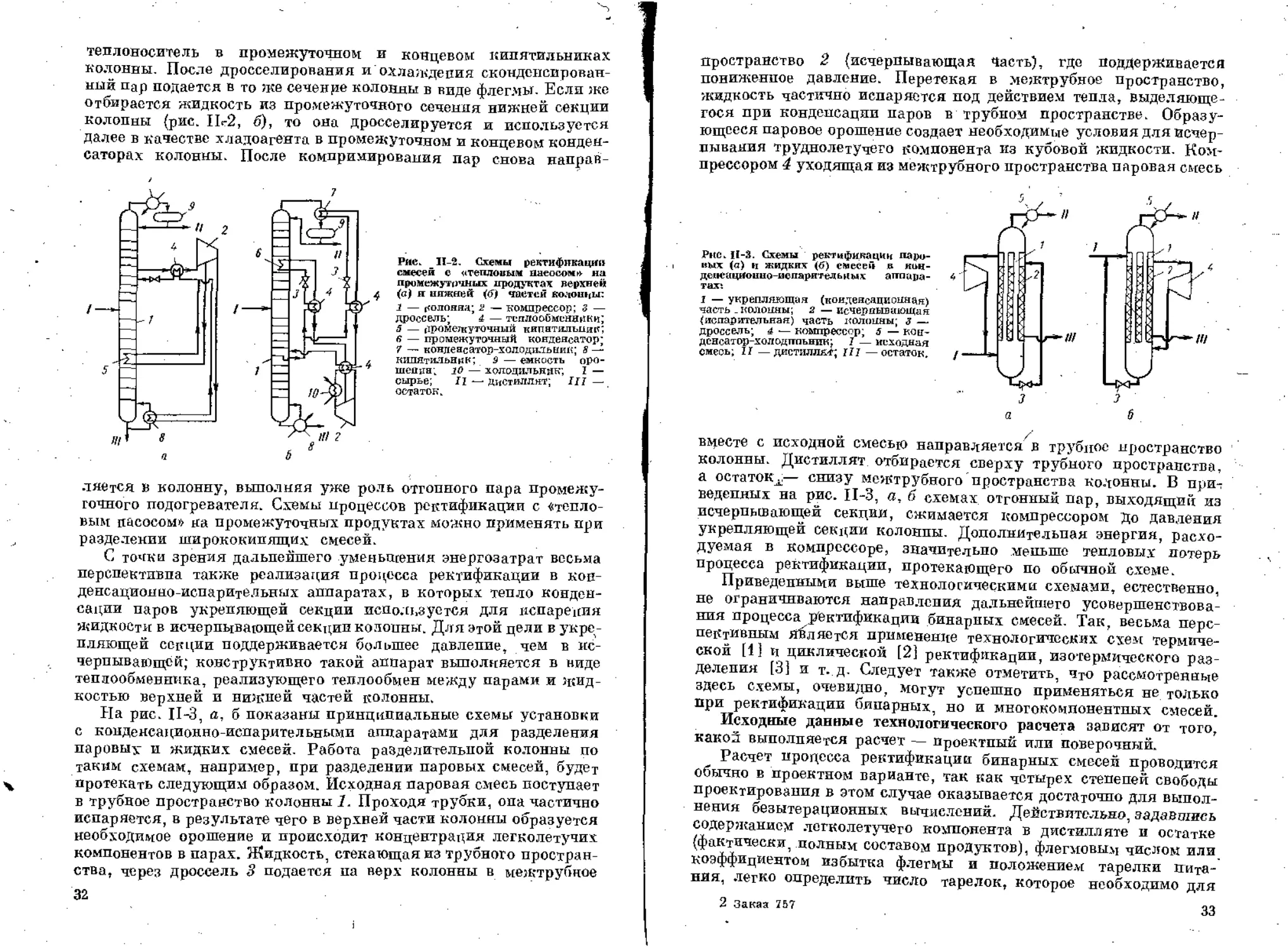
Рис. II-2, Схемы ректификации
смесей с «тепловым иаеосом» на
промежуточных продуктах верхней
(с) п нижней (oj частей колонны:
1 — колонна; 2 — компрессор; 3 —
дроссель; 4 — теплообменники;
5 — доомелсуточный кипятильник;
6 — промежуточный конденсатор;
7 — конде яс атор-холодидьиик; 8 —
кипятильник; 9 — емкость оро-
шения; Ю — холодильник; I —
сырье; II — дистиллят; III —
остаток.
ляется в колонну, выполняя уже роль отгонного пара промежу-
точного подогревателя. Схемы процессов ректификации с «тепло-
вым насосом» на промежуточных продуктах можно применять при
разделении ширококипящих смесей.
С точки зрения дальнейшего уменьшения энергозатрат весьма
перспективна также реализация процесса ректификации в кон-
денсационно-испарительных аппаратах, в которых тепло конден-
сации паров укрепяющей секции используется для испарения
жидкости в исчерпывающей секции колонны. Для этой цели в укре-
пляющей секции поддерживается большее давление, чем в ис-
черпывающей; конструктивно такой аппарат выполняется в виде
теплообменника, реализующего теплообмен между парами и жид-
костью верхней и нижней частей ко.лонны.
На рис. Ц-3, а, б показаны принципиальные схемы установки
с конденсационно-испарительными аппаратами для разделения
паровых и жидких смесей. Работа разделительной колонны по
таким схемам, например, при разделении паровых смесей, будет
протекать следующим образом. Исходная паровая смесь поступает
в трубное пространство колонны 1Й Проходя трубки, опа частично
испаряется, в результате чего в верхней части колонны образуется
необходимое орошение и происходит концентрация легколетучих
компонентов в парах. Жидкость, стекающая из трубного простран-
ства, через дроссель 3 подается па верх колонны в межтрубное
32
пространство 2 (исчерпывающая Часть), где поддерживается
пониженное давление. Перетекая в межтрубное пространство,
жидкость частично испаряется под действием тепла, выделяюще-
гося при конденсации паров в трубном пространстве. Образу-
ющсеся паровое орошение создает необходимые условия для исчер-
пывания труднолетучего компонента из кубовой жидкости. Ком-
прессором 4 уходящая из межтрубного пространства паровая смесь
Рис. П-З. Схемы ректификации паро-
вых (а) н жидких ((f) смесей к кьн-
денсакцгонно-нспарлтел ь и ы х апл ара -
тах;
2 — укрепляющая (конденсационная)
часть .колонны; $ — исчерпывающая
(испарительная) часть колонны; з —
дроссель; 4 — компрессор; 5 — кои-
дснсатор-холодтгпьвик; 1 — исходная
смесь; II —дистиллят; /77 —остаток.
вместе с исходной смесью направляется в трубное пространство
колонны. Дистиллят отбирается сверху трубного пространства,
а остаток^— снизу межтрубного пространства колонны. В при-;
веденных на рис. II-3, й, б схемах отгонный пар, выходящий из
исчерпывающей секции, сжимается компрессором До давления
укрепляющей секции колонны. Дополнительная энергия, расхо-
дуемая в компрессоре, значительно меньше тепловых потерь
процесса ректификации, протекающего по обычной схеме.
Приведенными выше технологическими схемами, естественно,
не ограничиваются направления дальнейшего усовершенствова-
ния процесса ректификации бинарных смесей. Так, весьма перс-
пективным Шаляется применение технологических схем термиче-
ской [1] и циклической [2] ректификации, изотермического раз-
деления [3] и т. д. Следует также отметить, что рассмотренные
здесь схемы, очевидно, могут успешно применяться не только
при ректификации бинарных, но и многокомпонентных смесей.
Исходные данные технологического расчета зависят от того,
какой выполняется расчет — проектный или поверочный.
Расчет процесса ректификации бинарных смесей проводится
обычно в проектном варианте, так как четырех степеней свободы
проектирования в этом случае оказывается достаточно для выпол-
нения безытерационных вычислений. Действительно, задавшись
содержанием легко летучего компонента в дистилляте и остатке
(фактическиэ полным составом продуктов), флегмовым числом или
коэффициентом избытка флегмы и положением тарелки пита-
ния, легко определить число тарелок, которое необходимо для
2 Заказ 757
33
заданного разделения, тепловые нагрузки на конденсатор и
испаритель и внутренние материальные потоки в колонне.
Положение тарелки питания обычно в исходных данных не
задается, так как процедура определения числа тарелок обеспечи-
вает нахождение оптимального положения тарелки питания при
минимальном общем числе тарелок [4].
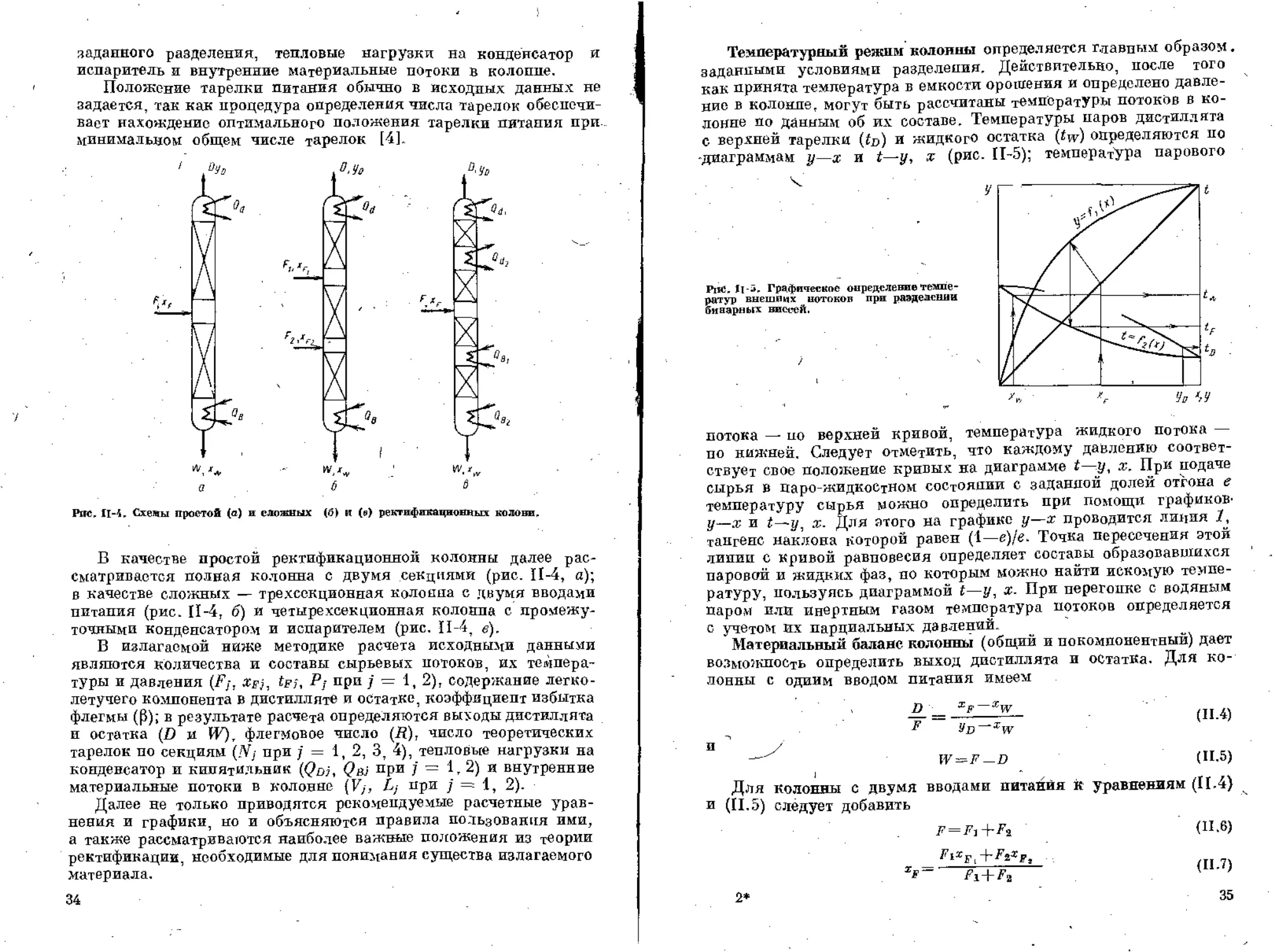
Рис. П-4, Схемы простой (а) и сложных (б) и (в) ректификационных колони.
В качестве простой ректификационной колонны далее рас-
сматривается полная колонна с двумя секциями (рис. П-4, а);
в качестве сложных — трехсекционная колонна с двумя вводами
питания (рис. II-4, б) и четырехсекционная колонна с промежу-
точными конденсатором и испарителем (рис, II-4, #),
В излагаемой ниже методике расчета исходными данными
являются количества и составы сырьевых потоков, их темпера™
туры и давления (Fj, tej, Pj при 7 = 1, 2)т содержание легко-
летучего компонента в дистилляте и остатке, коэффициент избытка
флегмы (р); в результате расчета определяются выходы дистиллята
и остатка (D и W)T флегмовое число (2?)т число теоретических
тарелок по секциям (/V/ при / = 1, 2, 3, 4), тепловые нагрузки на
конденсатор и кипятильник (Q&jt Q$j при / = 1т 2) и внутренние
материальные потоки в колонне (V;j Lj при 7 = 1, 2).
Далее не только приводятся рекомендуемые расчетные урав-
нения и графики, но и объясняются правила пользования ими,
а также рассматриваются наиболее важные положения из теории
ректификации, необходимые для понимания существа излагаемого
материала.
34
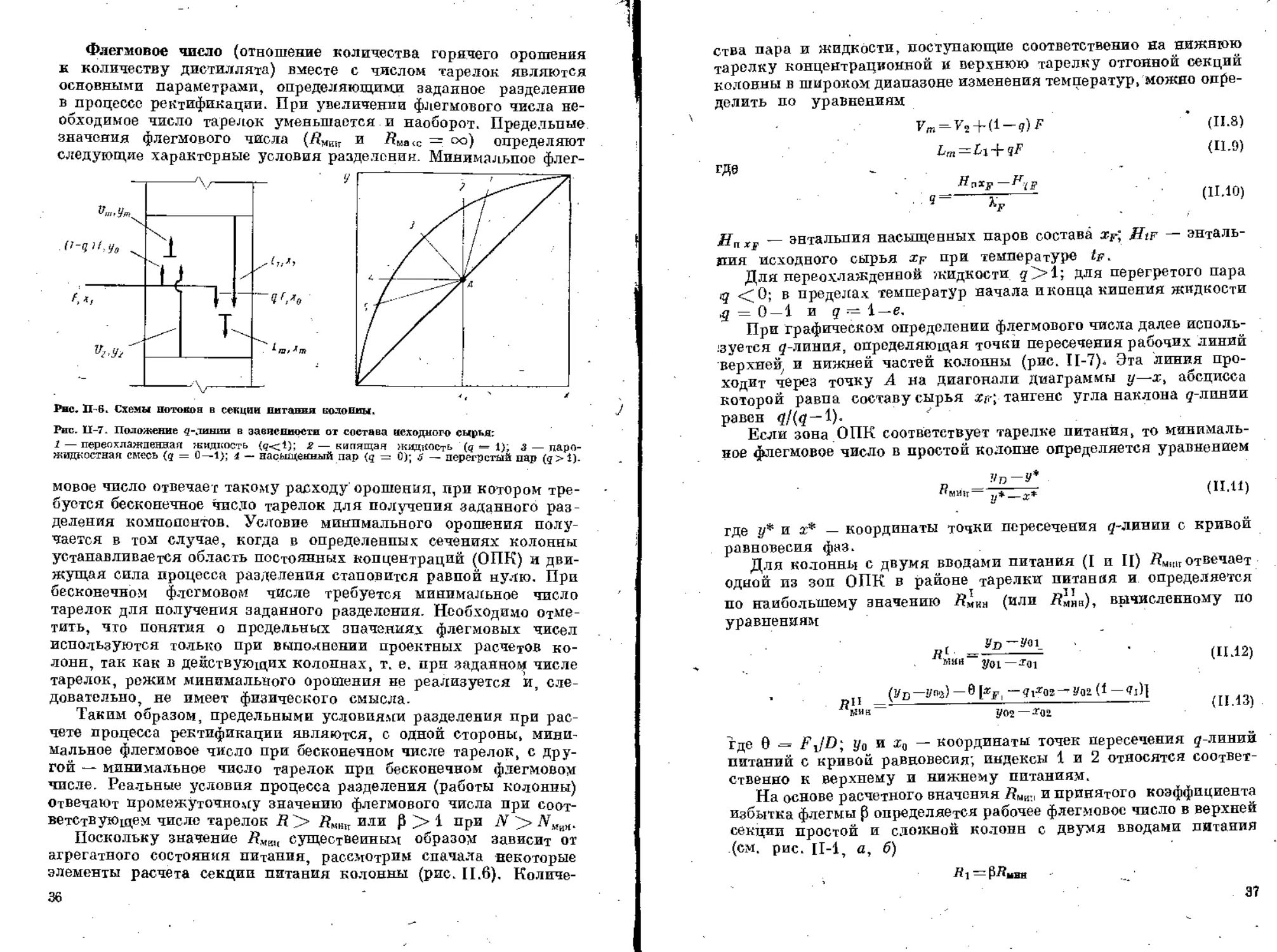
Температурный режим колонны определяется главным образом,
заданными условиями разделения. Действительно, после того
как принята температура в емкости орошения и определено давле-
ние в колоннет могут быть рассчитаны температуры потоков в ко-
лонне по Данным об их составе. Температуры паров дистиллята
с верхней тарелки (fo) и жидкого остатка (tw) определяются по
диаграммам у—$ и t—у, х (рис. П-5); температура парового
PiiC, Ip;», Графическое определение темпе-
ратур внешних потоков при разделении
бинарных ниссой,
потока — по верхней кривой, температура жидкого потока —
по нижней. Следует отметить, что каждому давлению соответ-
ствует свое положение кривых на диаграмме t—yt хг При подаче
сырья в паро-жидкостном состоянии с заданной долей отгона е
температуру сырья можно определить при помощи графиков-
у—х и i—?/, х. Для этого на графике у^х проводится линия 1,
тангенс наклона которой равен (1—е)/е. Точка пересечения этой
линии с кривой равновесия определяет составы образовавшихся
паровой и жидких фаз, по которым можно найти искомую темпе-
ратуру, пользуясь диаграммой t—у, х. При перегонке с водяным
паром или инертным газом температура потоков определяется
с учетом их парциальных давлении.
Материальный баланс колонны (общий и покомпонентный) дает
возьюзкпость определить выход дистиллята и остатка. Для ко-
лонны с одним вводом питания имеем
Д = XF~XW
(П-4)
и
j
Для колонны с двумя
и (П.5) следует добавить
W^-F-D (П.5)
вводами питания it уравнениям (IL4)
F — Fi
Х*= Fi+Fs
2*
(1L6)
(IL7)
35
Флегмовое число (отношение количества горячего орошения
к количеству дистиллята) вместе с числом тарелок являются
основными параметрами, определяющими заданное разделение
в процессе ректификации. При увеличении флегмового числа не-
обходимое число тарелок уменьшается и наоборот. Предельные
значения флегмового числа (Ямин и 2?мя<с = °а) определяют
следующие характерные условия разделения. Минимальное флег-
Рнс. П-6. Схемы потовоа в секции питания колонны.
Рис, П-7, Положение з-динин в зависимости от состава исходного сырья:
.Z — переохлажденная жидкость (<?<!); 2 — кипящая жидкость (<? — 1}; 5 — паро-
жидкостная смесь (д = 0—1); 1 — насыщенный пар (д = 0); б — перегретый пар (д>1р
мовое число отвечает такому расходу орошения, при котором тре-
буется бесконечное число тарелок для получения заданного раз-
деления компонентов. Условие минимального орошения полу-
чается в том случае, когда в определенных сечениях колонны
устанавливается область постоянных концентраций (ОПК) и дви-
жущая сила процесса разделения становится равной нулю. При
бесконечном флегмовом числе требуется минимальное число
тарелок для получения заданного разделения. Необходимо отме-
тить, что понятия о предельных значениях флегмовых чисел
используются только при выполнении проектных расчетов ко-
лонн, так как в действующих колоннах, т. е. при заданном числе
тарелок, режим минимального орошения не реализуется и, сле-
довательно, не имеет физического смысла.
Таким образом, предельными условиями разделения при рас-
чете процесса ректификации являются, с одной стороны, мини-
мальное флегмовое число при бесконечном числе тарелок, с дру-
гой — минимальное число тарелок при бесконечном флегмовом
числе. Реальные условия процесса разделения (работы колонны)
Отвечают промежуточному значению флегмового числа при соот-
ветствующем числе тарелок R_> /?мнп или Р^>1 при N Z> 7VMHrt.
Поскольку значение 2?МИ1( существенным образом зависит от
агрегатного состояния питания, рассмотрим сначала некоторые
элементы расчета секции питания колонны (рис. П.6). Количе-
36
ства пара и жидкости, поступающие соответственно на нижнюю
тарелку концентрационной и верхнюю тарелку отгонной секций
колонны в широком диапазоне изменения температур* можно опре-
делить по уравнениям
’ (П.8)
Lm=L1 + qF (IL9)
где .
— энтальпия насыщенных паров состава Htr — энталь-
пня исходного сырья Ху при температуре fr.
Для переохлажденной жидкости д>1; для перегретого пара
q <<0; в пределах температур начала иконца кипения жидкости
(д = 0 —1 и q — 1—е.
При графическом определении флегмового числа далее исполь-
зуется (/-линия, определяющая точки пересечения рабочих линий
верхней, и нижней частей колонны (рис. П-7). Эта линия про-
ходит через точку А на диагонали диаграммы д—х* абсцисса
которой равна составу сырья хг; тангенс угла наклона д-линии
равен q/(q — !)< г ’
Если зона ОПК соответствует тарелке питания* то минималь-
ное флегмовое число в простой колонне определяется уравнением
о
лмип— у*._
(И.11)
где у* и х* — координаты точки пересечения g-линии с кривой
равновесия фаз.
Для колонны с двумя вводами питания (I и II) 2?HS[lr отвечает
одной из зон ОПК в районе тарелки питания и определяется
по наибольшему значению (или 2?мнн), вычисленному по
уравнениям
лг. _ ~Уа1- ' .
мин Л-О1
г (УВ—P\F| ^1^03 J/02 (I—<7l)]
Мин j/02—
где 0 = у0 и — координаты точек пересечения
питаний с кривой равновесия; индексы 1 и 2 относятся
ственно к верхнему и нижнему питаниям.
На основе расчетного значения 2?ННТ1 и принятого коэффициента
избытка флегмы {3 определяется рабочее флегмовое число в верхней
секции простой и сложной колонн с двумя вводами питания
(см. рис. Ц-1т а. 6)
^1—Р^ння
(ПЛ2)
(ПЛЗ)
g-линий
соответ-
37
Для колонны с промежуточном конденсатором (см. рис. П-1, &)
флегмовое число во второй секции определяется аналогично
простой колонне
—р^мин z
в верхней секции принимается
Коэффициент избытка флегмы назначается обычно в пределах
Р = 1,1 —1,5. Однако можно определить и оптимальное его зна-
чение (ропт или Йопт), соответствующее минимальным приведен-
ным затратам (см. гл. IV).
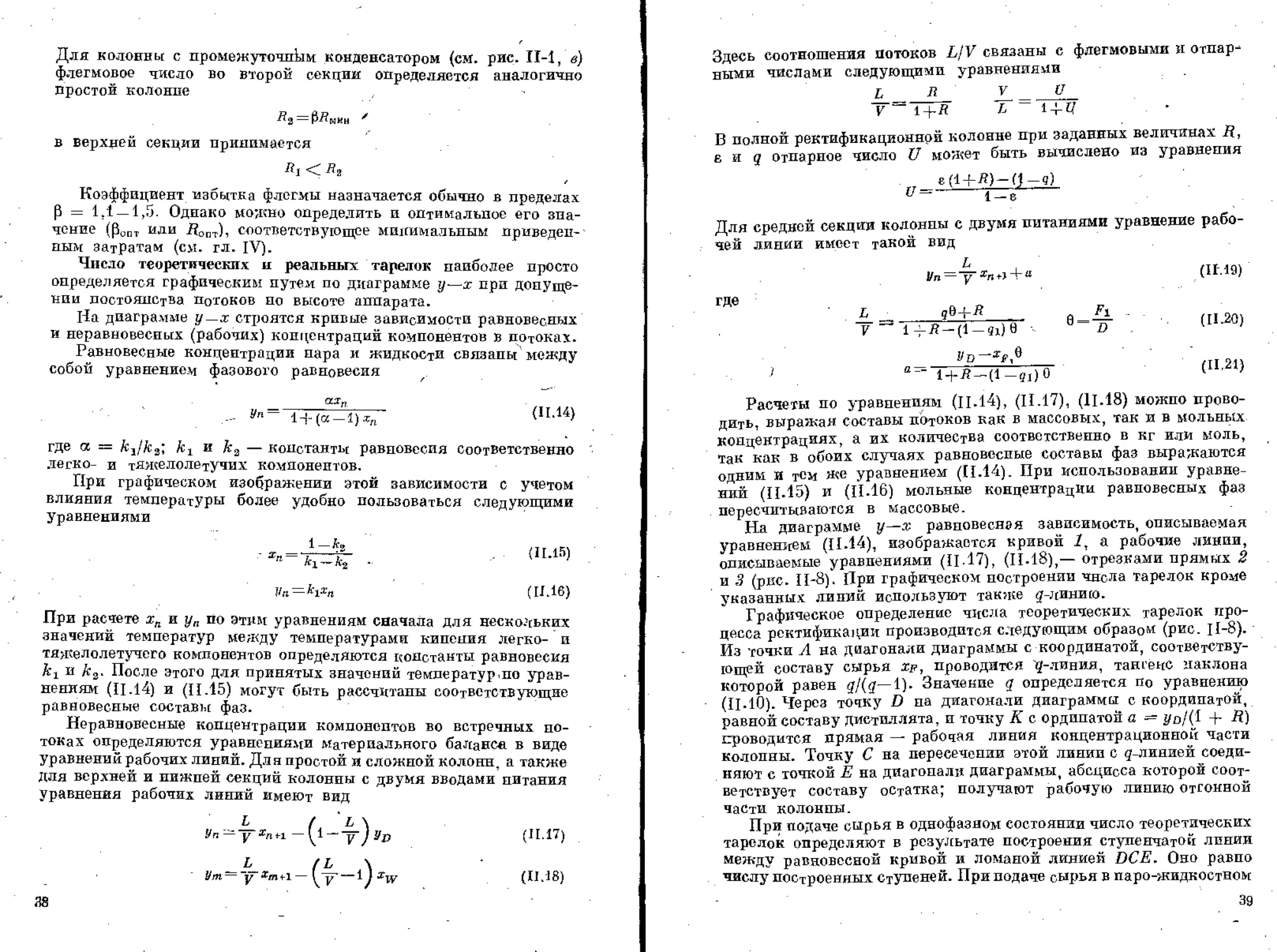
Число теоретических и реальных тарелок наиболее просто
определяется графическим путем по диаграмме у—х при допуще-
нии постоянства потоков по высоте аппарата.
На диаграмме у—х строятся кривые зависимости равновесных
и неравновесных (рабочих) концентраций компонентов в потоках-
Равновесные концентрации пара и жидкости связаны между
собой уравнением фазового равновесия
- *« = 1Н-(С!-1)Т„ <П‘14)
где а = к^к2\ к± и к% —константы равновесия соответственно
легко- и тяжело летучих компонентов.
При графическом изображении этой зависимости с учетом
влияния температуры более удобно пользоваться следующими
уравнениями
Уп—(ПД6)
При расчете хл и уп по этим уравнениям сначала для нескольких
значений температур между температурами кипения легко- и
тяжело летучего компонентов определяются константы равновесия
fci и А3. После этого для принятых значений температурило урав-
нениям (11.14) и (11.15) могут быть рассчитаны соответствующие
равновесные составы фаз.
Неравновесные концентрации компонентов во встречных по-
токах определяются уравнениями Материального баланса в виде
уравнений рабочих линий. Для простой и сложной колонн, а также
для верхней и нижней секций колонны с двумя вводами питания
Уравнения рабочих линий имеют вид
£ ( L \
Уп — у fyu — \1 V / (П.17)
L (L \
Ут — ~у &ГП4-1—у —1J (II/18)
Я8
Здесь соотношения потоков Z/V связаны с флегмовыми и отпар-
ными числам следующими уравнениями
L В. V U
V “ 1+Я Л “ 14- U
В полной ректификационной колонне при заданных величинах Ит
е и q отпарное число U может быть вычислено из уравнения
Для средней секции колонны с двумя питаниями уравнение рабо-
чей линии имеет такой вид
L
Уп — у хп Н + а
где
В . gB-i-j? F±_
V ~ 1-Н/г —(1 —gx) 0 В
Уп
(ПЛ9)
(11.20)
(ПЛ1)
Расчеты по уравнениям (И-14), (11.17), (11-18) можно прово-
дить, выражая составы потоков как в массовых, так и в мольных
концентрациях, а их количества соответственно в кг или моль,
Так как в обоих случаях равновесные составы фаз выражаются
одним и тем же уравнением (11.14). При использовании уравне-
ний (П-15) и (II-16) мольные концентрации равновесных фаз
пересчитываются в массовые.
На диаграмме у—ж равновесная зависимость, описываемая
уравнением (П-14), изображается кривой I, а рабочие линии,
описываемые уравнениями (Ц.17), (II-18),— отрезками прямых 2
и 3 (рис- П-8). При графическом построении чнсла тарелок кроме
указанных линий используют также ^-линию.
Графическое определение числа теоретических тарелок про-
цесса ректификации производится следующим образом (рис. Ц-8).
Из точки Л на диагонали диаграммы с координатой, соответству-
ющей составу сырья проводится q-линия, тангенс наклона
которой равен Значение д определяется по уравнению
(П-10). Через точку D па диагонали диаграммы с координатой,
равной составу дистиллята, и точку К с ординатой а = + R)
сроводится прямая — рабочая линия концентрационной части
колонны. Точку С на пересечении этой линии с ^-линией соеди-
няют с точкой Е на диагонали диаграммы, абсцисса которой соот-
ветствует составу остатка; получают рабочую линию отгонной
части колонны.
При подаче сырья в однофазном состоянии число теоретических
тарелок определяют в результате построения ступенчатой линии
между равновесной кривой и ломаной линией DCE, Оно равно
числу построенных Ступеней. При подаче сырья в паро-жидкостном
39
состоянии ступенчатую линию строят между равновесной кри-
вой и ломаной DLME, образованной рабочими линиями верх-
ней части колонны. При однофазном сырье тарелке питания
па графике у—х соответствует ступень изменения концентраций
которую пересекает q-линия.
При подаче сырья в паро-жидкостном состоянии одна тарелка
питания, принадлежащая отгонной части колонныт расположена
Рис, П-8. Графический расчет числа теоретических тарелок при подаче сырья в колона
в виде кипящей жидкости (а), насыщенного пара (б) и паро-жидкостной смеси (в):
I — равновесная кривая; 2 — рабочая линия верхней части нолоияы; з___то же ншкяей
части кплпттны; 4 — q-линия; 5 —тарелка питан ка.
ниже ^-линии, а другая, принадлежащая концентрационной
части, выше g-линии. Нижняя тарелка на графике у—х соответ-
ствует кипятильнику, верхняя — парциальному конденсатору.
<jhc. П-8. Графическая расчет числа теоретических тарелок в колонне с двумя вводами пи-
тания (л) и с промежуточными отводами и подводами текла (б).
если последний используется для создания орошения в колонне.
На рис. П-8 показан также графический расчет зоны питания,
т. о, определение концентраций потоков в районе тарелки питания
(см. также рис. II-6).
При расчете числа теоретических тарелок колонны с двумя
вводами питания (рис, П-9, а) рабочие линии проводятся следу-
ющим образом. Через точку D с координатой, равной составу
40
дистиллята, и через точку с ординатой at = Уд/(1 ~г R) про-
водится рабочая линия верхней секции колонныг Через точку Ст
на пересечении прямой DK± с (/-линией верхнего питания и точку
К3 с ординатой «2 = ат определяемой уравнением *(11,21), прово-
дится рабочая линия средней секции колонны. Через точку Са
на пересечении линии с ^-линией нижнего питания и точку Е
с координатами, равными составу остаткат проводится рабочая
Рис, П-10, Графический расчет числа тео-
ретических тарелок при высоких и низких
концентрациях извлекаемого компонента
и дистилляте н остатке соответственно,
линия нижней секции колонны. Число теоретических тарелок
определяется в результате построения ступенчатой линии между
равновесной кривой и ломаной линией DC^C^E.
При наличии промежуточных подводов и отводов тепла по-
строение проводится следующим образом (рис. П-9Т б). Сначала
проводятся две рабочие линии верхней секции колонны соответ-
ственно через точки D, и D, ЛГа. Далее через точки Е и С
проводится рабочая линия третьей секции колонны и через точки
Е и М — рабочая линия нижней секции колонны. При этом на >
осях координат откладываются следующие значения отрезков
а1~ 1+Я1
д3
/ °2 1-1-я. Vd . '
«4=
Определение числа теоретических тарелок производится в та-
кой последовательности: в верхней секции колонны построение -
ступенчатой линии проводят между кривой равновесия и рабочей
линией секции до тарелки PSTt на которой предполагается про-
межуточная конденсация парового потока, далее — между кри-
вой равновесия и рабочей линией следующей секции до тарелки
питания и д. На рис. П-9 сырье подается в колонну при тем-
пературе кипения.
41
При малых и больших значениях концентраций одного из
компонентов (<г <;0т01 и у > 0,95 мольных долей) число теоре-
тических тарелок целесообразно определять, используя диаграмму
у—х (рис. 11-10) в координатах: lg qjLy (ордината) и
(абсцисса).
При ректификации идеальных бинарных смесей в условиях
незначительного изменения потоков по высоте аппарата число
теоретических тарелок можно определять также аналитическим
путем [5 L При этом расчетные уравнения имеют следующий вид:
для концентрационной части колонны
(Л. 22)
где
аз — b
d^=a —У а% — b
а 1+d (<х-1)
для отгонной части колонны
/ d с
Л2^ 1g с?
(П.23)
где
>- -
> = yV2 —Ь'
d'=af —У^а'2 — bf
l-M'(a-l)
Пример расчета колояны Но данным уравнениям рассматривается
в п. 5 настоящей главы.
При значительном изменении давления по высоте колонны,
например, при ректификации под вакуумом, относительные лету-
чести компонентов смеси могут также сильно изменяться. В этом
случае расчет лучше проводить не по средним летучестям, а с ис-
пользованием кривых равновесия для различных давлений, при-
чем рабочие линии со ступенями изменения концентраций следует
строить, учитывая изменение давления в каждой ступени.
Число теоретических тарелок процесса, в котором массовые
или мольные потоки пара и жидкости заметно изменяются по
высоте колонны (главным образом вследствие различных значений
скрытых теплот испарения компонентов), следует определять но
тепловой диаграмме Н—х, у или но диаграмме у—х^ используя
при этом тепловую диаграмму для построения рабочих линий
колонны. Посколг*ку построение числа теоретических тарелок
при помощи диаграммы у—х изложено достаточно подробно. рас-
смотрим только способы уточнения положения рабочих линий па
этой диаграмме при переменных потоках пара и жидкости по
высоте аппарата?
Как известно, тепловая диаграмма связывает энтальпии равно-
весных потоков с их составами (рис. 11-11). На оси абсцисс тепло-
вой диаграммы отложены составы пара и жидкости, а на оси
ординат — их энтальпии. Верхняя ветвь диаграммы соответствует
состоянию насыщенного пара, нижняя — кипящей жидкости. Ли-
нии ab, соединяющие точки равновесных составов пара и жид-
кости, называются конодаыи. Неравновесные составы фаз, отвеча-
ющие рабочим линиям ас, находят на тепловой диаграмме при
помощи следующих соотношений, полученных в результате сов-
местного решения системы уравнений материального и теплового
балансов
= ЯпР 1Т^ п
#n л—#Жг п+1
—^т,у 1^жт m+1—-^\i< W "
------------ --------т?------ (П-25)
где
н* -н —
ЛЖ W —ЛЖ И' иг
Ляп и Нпт — энтальпии потоков пара Gn и при соответству-
ющей температуре; ДЖрГ1+1 и Лм,т+1 — энтальпии потоков жид-
кости £л41 и Lm+1 при соответствующей температуре; тепло
кипятильника без учета тепловых потерь в колонне.
43
Поскольку тепло ороыейия
Qd^
имеем
По уравнению (П*24) рабочие линии проходя! Через точку
с координатами Ящ п и yD<t по уравнению (11.25) — через точку
Рис* П-11* Построение ра-
бочих линий па диаграмме
у—Л’ при помощи тепловой
диаграммы;
1 — равновесная кривая;
2 — рабочие пинии при L
и У == const; з — то же при
переменных потежах пара
и жидкости по. высоте ко-
лонны,
с координатами Яж, w и Точки7?х и 5Й называются полю-
сами. Кроме того* на верхней и нижней ветвях диаграммы каждая
рабочая линия проходит через две точки с текущими координа-
тами встречных потоков. Следовательно t рабочая линия на тепло-
вой диаграмме Я^у? х соответствует точке на рабочей линии
диаграммы у—х. Таким образом, проводя серию рабочих линий
на тепловой диаграмме и используя координаты точек а и с.
J
Мойсйб иолуййть ря/L точек рабочих линий на диаграмме у—Я.
Построение этих точек ясно из рис. П-И.
При построении рабочих линий ко'лонны по уравнениям (IL17)
и (IL18) изменение массы потоков но высоте аппарата можно
также достаточно точно учесть при помощи приведенных ниже г-
уравнений, отражающих только влияние скрытых теплот испа-
рения компонентов смеси:
для концентрационной части
LjV__________Ха+(1-Ур)(^Д—„
(L/V)i ~ Xa + (ZO-Aw) + }
и для отгонной части
*
у/£
{rty -~ (^rn “^w) И j ( )
где и (^/^)i — соотношения расходов потоков в верхнем
и нижнем сечениях колонны соответственно при а:л+1 — у& и
ут = Хп, 51 w — теплоты испарения легко- и тяжелокипящего
компонентов.
Приведенные зависимости (11,26) и (IL27) могут быть исполь-
зованы не только при определении числа теоретических тарелок
процесса, но и для оценки изменения массы потоков по высоте
аппарата при расчете нагрузок по сечениям колонны.
В заключение необходимо отметить, что учет изменения массы
потоков по высоте аппарата обычно уменьшает потребное число
теоретических тарелок. Поэтому в практике проектирования
колонн методика расчета числа теоретических тарелок по тепло-
вой диаграмме не нашла широкого применения.
Число реальных тарелок в колонне (ДГР) определяется как
частное от деления числа теоретических тарелок процесса на
среднюю эффективность тарелок в каждой секции колонны
Средняя эффективность тарелок Е связана с эффективностью
массопередачи Ему на каждой тарелке уравнением
1ф+2?лгу(^-1)]
е=—-----------Ь------— - (п-28х
Величина комплекса mV/L изменяется обычно от 0,75 до 1,5
и поэтому в расчетах часто принимают Е Ему*
При значительной кривизне равновесной линии и изменяю-
щихся значениях эффективности массопередачи па каждой тарелке
расчет числа реальных тарелок выполняют графическим путем
при помощи диаграммы у—#. В Этом случае ступенчатая линия,
характеризующая фактическое изменение концентраций потоков
45
no имейте аппарата, Проводится Мейсду кинетической й рабочими
линиями (рис. 1Ы2), при этом точки кинетической кривой опре-
деляются на основе исходного выражения эффективности массо-
передачи *
кт Уп Уп*1
*
Уп— Уд+1
Методика расчета коэффициентов эффективности мдссопередачи
рассматривается в гл. Ш.
Рис, П-12. Графический
расчет числа реальных та-
релок;
2 — равиовесная кривая;
2 — кинетическая кривая;
М — рабочие линии верх-
ней и нижней частей колон-
ии соответственно.
Тепловой баланс колонны составляется с целью определения
необходимых затрат тепла и холода.
Уравнение теплового баланса колонны имеет следующий вид
Qb — Qj?Ht ^ж, w+ Qd (П.20)
где Q& — тепло, уходящее с дистиллятом; при парциальной
конденсации паров вверху колонны Q& = DHll} & и при полной
конденсации паров фо -=
Количество тепла ф^, отнимаемое в верхней части колонны,
определяется из уравнения теплового баланса парциального
конденсатора при частичной конденсации паров верхнего продукта
Qd=D [(^4-ft)#n —ft-ftjKj конд—^п, J?] (П.Зр)
или из уравнения теплового баланса верхней части колонны^
включающей конденсатор-холодильник и верхнюю (Л"-ю) тарелку
колонны
&-/>1(1 + Я)Яп (IL31)
При небольшом изменении концентраций потоков в парциальном
конденсаторе или па верхней тарелке колонны вместо приведен-
ных выше уравнений можно использовать следующие приближен-
ные зависимости:
при парциальной конденсации
+ ' (IL32)
46
при полной конденсации паров верхнего продукта с подачей
орошения при температуре кипения смеси
(11.33)
Приход тепла с сырьем определяется следующими уравне-
ниями: .
для простой колонны
для колонны с двумя вводами питания
для колонны с промежуточными конденсаторами и кипятиль-
никами
то же при парциальной конденсации паров верхнего продукта1
Qdi
Qd2=D
Обычно из уравнения теплового’баланса колонны по предвари-
тельно найденному значению Q# определяют величину Qb; для
промежуточного кипятильника принимают <CQb* Для
лонны, работающей с водяным паром, по найденному значению
Q& определяют Qd> Для компенсации потерь тепла в окружа- \
гощую среду количество тепла, подводимого в нижнюю часть
колонны, увеличивают на 5—10% по сравнению с расчетным
значением.
Расход воды в конденсатор или в конденсатор-холодильник
равен
7П -=----—------
(^вах—Гвх)£в
где ТвХ, Твых — температуры воды па входе и выходе из конденса-
тора, ,К; св — теплоемкость воды, кДж/(кг<К).
Расход водяного пара PVn в подогреватель низа колонны
можно определить по уравнению
7В, п = Qs/r
где г — тепло конденсации водяного пара, кДж/кг*
Рассмотрим порядок составления теплового баланса колонны
с «тепловым насосом», например, на верхнем продукте, т, е. по
схеме, изображенной на рис. П43.
Исходными данными к составлению.теплового баланса, в том
числе и величинами, определенными в предыдущем расчете, яв-
ляются: состав сырья, его температура, давление в колонне Рг;
47
составы дистиллята и остатка у& и ад расходы дистиллята и ос-
татка D, W; температуры tb и tw', расход орошения Z, его тем-
пература Ъъ и состав хщ == yDit Сначала определяют темпера-
турь! всех потоков в контуре , «теплового насоса»: Температура
Pirc» П-18. Схема к состав’
лснию теплового баланса
ректификации с ««тепловым
насосом» на верхнем про-
дукте:
j __колонна; 2 — компрео
сор; «з — теплообменник;
4 — кипятильник; 5 — кон-
денсатор-холодильник; s —
дроссель; 7 — холодильник.
дистиллята tn определяется по степени недорекуперации тепла
остатка в теплообменнике 3
и при этой температуре по уравнению изотермы определяется
давление Р2 полной конденсации верхнего продукта (см. и» 3
настоящей главы)
ч р
X k‘XDi = i
i=l
Затем определяют ^темпера ту ру нагнетания компрессора
где ГЕС = ТЬ (все температуры измеряются в К); о — показа-
тель политропы
к
и= А —1 Лад
к == Ср/Су — показатель адиабаты; iqFlA — 0,85 — адиабатический
к» п. д. компрессора; Ср, Су — удельные теплоемкости пара соот-
ветственно при постоянных давлении и объеме»
После определения всех температур потоков по тепловому
балансу рассчитывается тепло QBil подводимое в кипятильник
где Qoy Qw — тепло, отводимое с дистиллятом и остатком; —
тепло, подводимое с сырьем; Qa “ тепло, отводимое в конденса-
торе-холодильнике 5; QS1 — тепло э подводимое с компримиру-
емым паром.
Qb, =(£ + £>)
В зависимости от температур дистиллята и остатка и
а также расхода дистиллята 8 тепло имеет отрицательный
или положительный знак. При QBa <0 излишнее количество
тепла отводится в дополнительном холодильнике 7, при QBs 0
тепло подводится в низ колонны с помощью внешнего теплоно-
сителя.
Если Qbj — тепло кипятильника 4 — меньше тепла конден-
сации (\0,[Д теплообменника 3
Qkl < (?конд = + /д)
применять «тепловой насос» выгоднее, чем обычные схемы про-
цесса ректификации.
Внутренние материальные потоки в колонне. Количество
жидкости в верхней секции колонны определяется в зависимости
от принятого флегмового числа
L=Rd
При подаче в колонну переохлажденного орошения (холодного
орошения) нагрев жидкости до температуры кипения происходит
только на второй или даже третьей тарелках колонны, В этом
случае количество жидкости э поступающее на верхнюю тарелку
колонны, может быть найдено из уравнения теплового баланса
к он де нса то ра-х о л о ди льпик а
Qd—D\
^ХОЛ- JJ EJ ' (11.34)
где .ffn, n — энтальпия пара, уходящего с верхней тарелки ко-
лонны; Яж,хил — энтальпия холодного орошения; к — скрытая
теплота испарения дистиллята.
Расход пара в верхней секции колонны определяется как
сумма количеств орошения и дистиллята.
Жидкостные и паровые нагрузки в промежуточных и нижних
секциях колонны определяются как сумма соответствующих пото-
ков сырья и поступающих в секцию потоков жидкости или пара.
Изменение массы потоков пара и жидкости по высоте аппарата
находится в результате совместного решения общей системы урав-
нений, описывающей процесс ректификации. В то же время изме-
нение массы потоков можно оцепить при помощи уравнений мате-
риального и теплового баланса для каждой секции колонны,
принимая составы и температуры потоков жидкости и пара,
49
уходящих из секции, на основе приближенных расчетов процесса
ректификации
(*п D п тг) Д + Qd
1 II п то—II
ИЛИ
(^ж’ т1 ~~ **ж; w) W-i- Q&
где На, те И На, а — ЭНТАЛЬПИЯ ПОТОКОВ Пара Vjrtz И V3 при соответ-
ствующей температуре; Дж, mi и НЖ1 — энтальпия потоков жид-
кости и £т при соответствующей температуре.
Найденные массовые расходы паровых потоков пересчиты-
ваются в объемные по уравнению
22,4F (273+0
Иоб= 3600М273Р
где Уоб — объем пара, м3/с5 — расход пара, кмоль/ч; z —
коэффициент сжимаемости; Ро — атмосферное давление, Па.
Пример 1 - Выполнить технологический расчет процессу ректификации
в полкой колонне для разделения смеси бензол — толуол с содержанием
бензола xF — 0,5 массовых долей *, Сырье додается в колонну в иаро-жидко-
сти ом состоянии при массовой доле отгона е = 0,3, Содержание бензола
в дистилляте yD = 0,95, в остатке — 0,03, Производительность колонны
F = 10 000 кг/ч.
Расчет. Примем технологическую схему процесса ректификации с острым
орошением. Орошение будем подавать в колонну в перо охлажденном со-
стоянии, В качестве хлад о агента используем воду, максимальная темпера-
тура которой 25 °C. При разнице температур воды,и продукта на холодном
конце конденсатора-холодильника, составляющей 10 °C, температура в ем-
кости орошения будет равна 35 °C. Давление насыщенных паров дистиллята
при зтой температуре составит
> .. р^'0,95’0,021+0,05^0.006^0,02 МПа
Для получения переохлажденной флегмы примем давление в емкости оро-
шения равным 0,12 МПа, Пренебрегая потерей напора при движении паро-
вого потока через конденсатор-хо.чодильпик, шлемовую трубу и колонну,
кривую равновесия фаз и изобару будем строить в пределах температур
кипения бензола и толуола при давлении верха колонны. Опытные данные ,
и расчетные уравнения для построения Этих кривых приведены в справоч-
ной литературе [6]. Результаты расчетов представлены в табл, 11,1,
В качестве примера приведем расчеты при t = 90 GC,
0 135 t 1—0.454
kl= 0,12 1,125 x ^1,125 — 0,454 — °’>12
0,054
fca = +^- = 0,454 y'=l, 125-0,812=0,918
_ X'M«______________________0,812-78 _
~ 0,812 -78 + (1-0,812) 92 u’ °'
У'Мб_________0,918.78________________”
У^г/'Л7б + (1 — у') Мт — 0,918-78+(1— 0,918) 92 u,au*
* Здесь и далее концентрации массовые.
50
Координаты кривых равновесия и изобар
(к примеру 1)
ТАБЛИЦА ПЛ
Темпера- тура, ’С Давление насытцеаных паров, МПа Мольная доля бензола Массовая доля бензола
бензола толуола X' яг ?/
86 0,12 - 1 1 1 1
90 - 0,135 0 054 0,Й12 0,918 0,787 0,904
95 0,154 0,063 0,628 0,806 0,589 0,780
100 0,178 0,074 0,442 0,655 0,402 0,618
105 0,205 0,085 /0,283 0,483 0,251 0,442
НО 0,233 0,101 0,146 0,283 0,127 0,251
116 — 0,12 0 0 0 0
При построении кривых равновесия и изобар использованы массовые
концентрации (рис. IT-14),
Определяем температуры низа и верха колонны: tw 114 °C, iD =
— 88 сС, Для определения температуры сырья через точку А проводим
линию АВ (д-линия), тангенс угла наклона которой равен
_1г± = _1Ц^и_2,33
е О , -э
а затем определяем составы парового и жидкостного потоков сырья в секции
питания колонны; у0 = 0,645; д?{) = 0,435, Откладываем ити значения на
графике изобар и определяем температуру сырья fp = 99 °C.
Выход дистиллята определяем по уравнению (IL4)
D = Ъ о< ' 10.000^5100 кг/ч (1,417 кг/с)
e=^/F=0,51
Количество остатка равно 4900 кг/ч (1,363 кг/с).
Рис, 11*14. Графическое определение тем-
ператур внешних потоков и числа теоре-
тических тарелок в колонне (в призеру 1)7
Координаты точек пересечения д-линий жидкостного и парового пото-
ков питания с кривой равновесия фаз определяем графически: — 0,708;
я^т = 0,5; уоа = 0,5; тоа = 0,3. Минимальное флегмовое число определяем
при помощи уравнения (П.9)
п 0^-0.645
2'мин“ 0,645 — 0,435
51
Примем коэффициент избытка флегмы Р — 1,*2, тогда рабочее флегмовое
число будет равно
7? = 1,2 -1,45 = 1,74
Число теоретических тарелок находим графически. Построение произво-
дим следующим образом- Через точку D и точку К, ордината которой
0.95
1 + 1,74
= 0,347
проводим рабочую линию верхней части колонны РТС. Через точку С пере-
сече ли я рабочей линии верхней части колонны с линией АВ и точку Л' про-
водим рабочую линию нижней частк колонны SC и через точки М п 7? про-
водим рабочую линию секции литалия колонны. Между равновесной кривой
и образовавшейся ломаной лилией DBMS строим ступеичатую линию,
число ступеней которой определяет число теоретических тарелок. В резуль-
тате построения получаем; вверху колонна имеет 5, а внизу 9 теоретических
тарелок, из которых роль одной тарелки выполняет кипятильник.
Рис. 11-15.-Зависимость средней
теплоемкости едкости от тем-
вературы (к примеру 1).
Из справочной литературы [61 определяем необходимые для расчета
теплофизические свойства бензола и толуола. Так как теплоемкости бензола
и толуола мало различаются между собой, для упрощения расчетов в каче-
стве их теплоемкостей примем средние значения, вычисленные по их истин-
ным теплоемкостям (табл. Ц,2 п рис. П-15).
Тепло, отнимаемое в конденсаторе-холодильнике, определяем по урав-
нению (П.31)
. ^1,417 [(1 + 1,74) 540—1,74 170—61,3]—1590 кВт
где
f=9I оС =1,93 -91 + 0,9.368+0,1 -337^540 кДж/кг
. 1 t=8S *С “1*93 * 88 = 170 кДж/кг
<=35 ..С^ 1,75-35-61,3 кДж/кг
Определим приход и расход тепла с материальными потоками
FeH i-sa"^2-78-0-3^’95 ®-^,64.368-i-Q,36-337)=466 нВт Ц.
F (1-е) (=ВЙ .с =2,78-0,7.1,95,99=375 кВт
ВЯЖ t=36.c = 1,417.1,75.^35 =86,5 кВт
<.1гд т =1,363 - 2.114 = 312 кВт
52
Тейлофизичёскиё свойства бейзола й толуолй
(к примеру 1)
ТАБЛИЦА 11,2
Компонент Удельная тепло см кость жидкости, кДж /(кг- град) при температуре, еС Теплота испарения при Р—0,12 МПа, кДж/кг Температура кипения при Р=0Д2 МПа, °C
35 88 99 114
Бензол Толуол Принятые средние значе- ния теплоемкостей (см, также рис. П-15) 1,77 1,73 1.75 1,94 1 90 1,92 1 98 1 93 1,95 2,03 1 98 2.0 368 337 86 116
Количество тепла, которое необходимо подвести в нижнюю часть ко-
лонны через кипятильник, определяем из уравнения общего теплового ба-
ланса процесса
()В=151Ю+ 86,5+312—466—375 = 1147,5 кВт
С учетом тепловых потерь в окружающую среду количество тепла, подводи-
мого в нижнюю часть колонны, увеличиваем на 10%, т. е. принимаем =
— 1260 кВт. Результаты расчета теплового баланса сведены в табл. 11,3.
Количество холодного орошения (4чол) определяем по уравнению (11.34)
1590—1,417'376
Лсол—”----54К—el 1---= 2,1S кг/с //850 кг/ч)
где
Нп f=se.G -1,93 -88 + 376=546 кДж/кг
Расход водяного пара (при давлении 0,3 МПа) на нагрев низа колонны
“1260
FE.n-^140 =а59 кг/с (212° кг/ч}
где г =. 2140 кДж/кг.
Тепловой баланс колонны ТАБЛИЦА 11,3
(к примеру 1)
Поток Температура, °C Энтальпия, • кДж/кг Расхрд^ кг/с Количество тепла, кВт
Приход С сырьем (е гг 0,3) 99 559 0,835 466
99 193 1,945 375
В кипятильнике -— — — 1260
Итого — — 2,78 2101
Расход С дистиллятом 35 61Л 1 417 86,5
С остатком 114 229 1,363 312
В кенденсаторе-холоднль- - * — -— 1590
нике Потери л -—- 112,5
Итого — 2,78 2101
53
Расход Воды в нойдейсаторе-холодильйике при разйости температур
охлаждающей воды на входе и выходе ив конденсатора-холодильника Л Т =
1590
Ув~ 4 178-20 кг''с (Й8,7 мя/ч)
Определяем внутренние материальные потоки в колонне* В концентра-
ционной части колонны
4 = 1,74*5100 = 8870 кг/ч
^=8870+5100 = 13 978 кг/ч 4/V-^0>637
Объем паров
22"4>13970(273+92)ОЛ
Ио6’- 3000*80,2*273-0,12 —м /с
где Мср = 0,85* 78 + (1 — 0,85) 92 = 80,2 — средняя мольная масса па-
ров, уходящих с тарелки при t = 92 °C. Плотность паров
13 970 „
Рг1“~ 3600-1,22 =ЗЛ8 кг/м
Плотность жидкости Дв] рж =- 834 кг/м1.
Объемный расход жидкости
8870 , -
= 106 м3/ч
В отгонной части колонны
L = 8870+ 7000= 15 870 кг/ч
L ’ ,
15 870—4900 = 10 870 кг/ч -^ = 1,45
Объем паров
22.4*10 970 * (273 +106) - 0*1
У°6 = 3600 -86,5 -273 -0,12 “
где Мер = 0,39- 73 + (1 — 0,39)* 92 = 86,5 — средняя мольная масса па-
ров, уходящих с тарелки при j = 106 °C* '• =
Плотность паров
10 970 '
f)n= 3600 0,927 =3'29 кг/м3
‘Цлотность ЖИДКОСТИ [6[ Рж "v803 кг/м3-
Объемный расход жидкости ч. .
15870 , „ ,
LV~ 803 —197 и3/4
Пример 2* Выполнить технологический расчет процесса ректификации
смеси бензол — толуол в сложной колонне с двумя вводами питания при
исходных данных из примера In
Расчет. Для разделения исходной смеси примем технологическую схему
установки, изображенную па рис* П-16, в соответствии с которой сырье
делятся на два потока, .один из них нагревается и испаряется в теплообмен-
нике 4 и подается затем в нижнюю часть колонны, а другой при начальной
температуре исходного сырья подается в верхнюю часть колонны*
0>927 мЗ/с
54
Давление в колонне пример таким же, как и в примере 1, равным
0,12 МПа* Исходную температуру сырья примем £г = tFi — 35 °C*
По диаграмме £ — у, х найдем температуру нижнего питания колонны
= 104 °C* Так же как и в примере 1, имеем
iD—88°С и *^=114 °C
Составляем материальный баланс колонны
£>==5100 кг/ч (1,417 кг/с)
W =4900 кг/ч (1,363 кг/с)
Рис. II-16- Схема ректифи-
кации бинарных смесей в
колоане с двумя вводами
питания (к примеру 2):
1 — колонна; 2 — кондепса-
ТОР“ХОЛОдцЛЬИИК; г — кипя-
тильник; 4 — теплообмен-
ник; 5 — еияость орошения;
I — сырЕ,е; /I — дистил-
лят?; Ill — остаток.
(см. пример 1). Количества верхнего и нижнего питании примем
1=^2=5000 кг/ч (1,39 кг/с) ^—^, = 0,5
Определяем флегмовое число и число теоретических таре л он* Найдем
значение коэффициента по уравнению (И. 10)
568 — 61,1
= 361 -1’4
где
Яп =1.98 -104 + 0.5 368+0.5 • 337=568 кДж/кг
.#^=1/75 *35=61Л кДж/кг
На диаграмме у—х (рис. П-17) проводим g-линию (линию АВ), тангенс
угла наклона которой равен
. ^1-=-14________35
^1-1 1Д-1
На пересечении ^-лцнии с кривой равновесии находим координаты точек
В^ и В2: о т = 0*775^. xqi — 0,585; у о а = 0,5, ~ 0,3.
Минимальное флегмовое число определяем по уравнениям (П.12)
и (11.13)
т 0,95 — 0/775
Лмин— 0/775—0,585 “°’92
и 0,95 —0,5—0,98 [р,5 —1,4-0,3—6.5 (1—1,4)J
•"мин — " h с; п ч г’ " — О,о* О
0.5—0,3
55
где
n 5000
5100 -^a9S
Следовательно, Ямин — = 0,92.
При коэффициенте избытка флегмы [J — 1,2 рабочее флегмовое число
будет равно
Я = 1.2-0,92“ 14
Для построения рабочих линий колонны определим отрезки ях и аа
по уравнению (11.21)
0.95 0.95—0,5-0,98
“>= 1 + 1,1 И “2“ 1+1,1—(1-1.4)0.98
В результате построения ступенчатой линии меледу равновесной кривой
и ломаной йС^С^Е получаем потребное число теоретических тарелок в ко-
лонне: до нижнего питания — 8 шт, (включая испаритель), от нижнего до
верхнего витании — 8 шт. И выше верхнего питании — 5 шт.; всего 21 шт.
г • %.
а
150 .
МО
130 Рис. 1Ы7. Графическое
. определение (температуры
/zt/ сырья и числа теоретиче-
ских тарелок к коло ине
iQQ (ь- примеру 2).
30
ВО
0 (?4 04 *f 06 0,8
Составляем тепловой баланс колонны.
Тепло, отнимаемое в конденсаторе-холодильнике
—1,417 [(1 + 14)550—14 *169—61,11=1285 кВт
Теплр теплообменника 4 (см. рис. 1Ы6)
(^ =1,39(565—61,1) =703 йВт
Приход и расход тепла с внешними материальными потоками
ИС t ,^< =278 1,75 *35 = 170 кВт
ВЯж#<=3<0(,-^86,5 кВт
И^ж,(=114=С=312 кВт
Тепло, подводимое в кип ятильнике колонны
QBt = 1285 + 86,5 + 312 — 170-7Q3 =810,5 кВт
С учетом потерь в окружающую среду QBi = 1,1-810,5 — 895 кВт,
Результаты расчета теплового баланса сведены в табл. 11,4.
Количество холодного орошения
~^546—114 376 ^155 кг/с (558° Kr/4J
56
Тепловой баланс колонии ТАБЛИЦА ТТ,4
(к ф пример у 2)
Поток Температура, °C □пта.тыдгя, кДж/КГ Расход, /с Количество тепла, нВт
Приход
С сырьем (е — 0) .35 6+1 2,78 170
В теплообменнике — —~ — 703
В кипятильнике -— — — 895 *
Итого • — . 2,78 1768
.РабгоЗ
С дистиллятам 35 611 1,417 86 5
С остатком 114 229 1,363 312
В конденсаторе^холодиль- — —— — 1285
нике
Потери -—— — — 84,5
Итого — — 2,78 1768
Расход водяного пара при давлении 0,3 МПа
V*-n=WT =°>417 мЭ/с (1500 кг/ч)
Paes од воды в конденсатор-холодильник при разности температур охлажда-
ющей воды на входе и выходе из теплообменника АГ — 20°
1285
Vb — 2t 178 • 20 ~15,4 к1'/с ^5’2
Определяем внутренние материальные потоки:
в верхней части колонны
£1=1,1 -5100—5610 кг/ч
71—5100+5610 = 10 710 1<г/ч £/V=0h526
в средней части колонны
У., = О (1 + J?) _Р\ (1-9г)—5100 (1-1-1,1)— 5000(1—1,4) =12 700 кг/ч
Дй =G3 4-Fj — D =12 700 + 5000 -Z 5100 = 12 600 кг/ч L/V = 0,993
в нижней части колонны
£а =£3 = 12 000 кг/ч
У3=Л2-Ж—12 600—4900=7700 кг/ч
Сравнение результатов расчетов, выполненных в примерах 1 и 2, пока-
зывает, что применение технологической схемы с двумя вводами питания,
изображенной на рис* П-17, при практически одинаковых затратах на нагрев
сырья даст заметное уменьшение общих затрат на разделение смеси за счет
сокращения примерно на 30% расхода тепла на нагрев низа колонны
21Q1—13
703+895
и на 25% затрат на охлаждение верха колонны
- -^-124
1285
57
Анализ изменения внутренних материальных истоков колонны пока-
зывает заметное уменьшение нагрузок на тарелках колонны. Очевидно,
улучшение технологических показателей процесса в данном случае дости-
гается не только вследствие рационального использования холода исход-
ного сырья, по и за счет приближения режима работы колонны к условиям
разделения в идеальном противоточном каскаде,
3, РАСЧЕТЫ ФАЗОВОГО СОСТОЯНИЯ МНОГОКОМПОНЕНТНЫХ
И НЕПРЕРЫВНЫХ СМЕСЕЙ
Температура кипения многокомпонентной жидкой смеси —
это температура, при которой в условиях равновесия смесь со-
става образует пар, давление насыщенных паров которого
равно внешнему давлению. Температура конденсации многоком-
понентной газовой смеси — это температура точки росы, т. е*
наивысшая температура, при которой в данной смеси состава у/
может происходить образование жидкой фазы. Следовательно,
температура кипения и конденсация смеси компонентов соответ-
ствуют началу фазовых переходов — соответственно жидкости
в пар и наоборот.
Температуры кипения и конденсации многокомпонентных иде-
альных смесей определяются в результате итерационного решения
уравнений изотерм жидкой и паровой фаз
.'•fti'-Sia-
(11,36)
(П,37)
Сложность решения данных уравнений связана с их нелинейностью,
обусловленной нелинейным характером зависимости констант рав-
новесия от температуры. Пр к выполнении практических расчетов
целесообразно воспользоваться некоторыми преобразованиями
уравнений (11,36) и (11,37). Из многочисленных преобразований
рассмотрим здесь только два.
Прологарифмировав уравнения (11,36) и (11,37), получим
б (т)=1п
р
£ Ь (П
*=1
(11*38)
й(7)=1п
(П
(11*39)
Решение этих выражений относительно Т выполняется, при мень-
шем числе итераций, чем для исходных уравнений (11,36) и (11,37),
Дальнейшее уменьшение числа итераций при устойчивой сходи-
мости достигается использованием функций й (I/?1) [7] и й (In Т)
[8] в уравнениях (11*38) и (IL39) вместо функции Й (Г),
58
Для получения достоверных значений температур необходимо
ориентироваться на небольшую величину относительной ошибки б,
поскольку во многих случаях опа слабо зависит от определяемых
параметров. Для расчетов, выполняемых вручную, следует при-
нимать б 0т01, для машинных расчетов — б 0,001,
При выполнении расчетов вручную можно воспользоваться
функциями 6 (Г) и 6 (1/Z) и методами линейной интерполяции по
двум начальным значениям соответствующего аргумента. Напри-
мер, для функции б (Т) имеем:
(Л>-Т1)б(Л)
(11,40)
Для функции б (1/Г) искомое значение температуры также опре-
деляется интерполяцией по двум значениям аргументов 1/7т1
и 1/Т% с использованием уравнения, характер которого аналогичен
уравнению (IL40). При выполнении расчетов вручную с исполь-
зованием функций б (71) или б (1/71) после определения темпера-
туры Т4 по уравнению (IL40), т, е, после тр<5х итераций, можно
не делать проверки условия сходимости расчета, так как указан-
ные функции практически линейны.
При выполнении расчетов на ЭВМ можно воспользоваться
функцией б (In Г), которая обеспечивает достаточную эффектив-
ность при использовании метода линейной интерполяции. Расчет-
ное уравнение в этом случае будет иметь следующий вид:
1п^+3=1в + (11-41)
где 1 .
_ т4—1д
“ = а (г*'г)—а Сг<0
Для определения температуры второго приближения можно
принимать следующие значения: при расчете температур кипения
а = —ОД; при расчете температур конденсации а = 0,1, Скорость
сходимости расчета по уравнению (11,41) не зависит от первона-
чально принятой температуры: для обеспечения условия б (Т)
0,001 обычно требуется не более 4—5 итераций.
Запишем теперь уравнения изотерм через константы равно-
весия ведущего компонента:
р ' а
77 0 (IL42)
t=i i=i
В таком виде эти уравнения могут быть решены достаточно просто
методом последовательного приближения, поскольку при расчете
температур кипения многокомпонентных смесей между темпера-
турой очередного приближения и выражением 2 существует
i
прямая зависимость — при >> ТКН11 выполняется неравенство
59
S ktxc> 1 и наоборот; при расчете температур конденсации много- J
компонентных смесей между температурой очередного приближе- |
нйя и выражением существует обратная зависимость —
i 1 ;1я
при TQ Лоид выполняется неравенство ~ и наоборот^
Таким образом, при использовании уравнения (11.42) очередное
значение температуры можно определить по скорректированному jl
значению константы равновесия ведущего компонента (/сн): Я
при расчете температур кипения Я
тл Я
Аж_.____. Е .. Я
яв ” р Я
2 1
i=l I
•\ I
при расчете температур конденсации 1
р J
**."-*: St - I
t-i J
В качестве первого приближения можно принять среднемольнуто I
температуру кипения и конденсации Тс^ ц многокомпонентной 1
смеси I
р р I
- Тср,м = У ^=2 Ш.43) 1
i =1 t =1 I
Пример 3, Определить температуру кипения многокомпонентной жид- I
кой смеси парафиновых углеводородов следующего состава (в мол- долях): I
С2 — 0,05; Сд — 0,25; лС4 — 0,4; при Р = 1,6 МПа, I
Расчет. Сначала определим среднемольную температуру кипения 1
смеси Гср.м, используя график Максвелла [9] для нахождения температур I
кипения индивидуальных компонентов. I
Гср.м =0,05 ‘ 276+ 0,25‘313 +0,3 -366+ 04‘423^371 К (98 °C) |
Для дальнейших расчетов примем одну температуру значительно меньше I
среднемольной и другую примерло равной ей, например Г, = 328 К (55 °C) 1
и Т2 = 373 К (100 °C). При определения температур конденсации много- I
компонентных смесей следует принимать первую температуру примерно J
равной и вторую — значительно большей среднемольной. . я
Принимая к о нет акты равновесии компонентов соответствующими и де- Я
альным растворам [10], определим значения ДТ и 6 (Л но уравнениям (II.36) Я
и (11.38) при 7\ 328 К и = 373 К, Результаты расчетов приведены Я
в табл. 11,5 и Ii,6. Температуру очередного приближения определим по Я
уравнению
Уз ==328+ ( о 17+0175 5 =360 К (87°С) |
60
результаты итерационного решения уравнения
изотермы жидкой фрзы (к примеру 3)
ТАБЛИЦА 11,5
т in Т г б (Г) А (Г)
°C к
55 328 5 77 0,637 —0,4500 —0,363
82 355 5>87 1>001 0,0 0Р001
87 360 5,88 1.093 0,0875 0.093
100 373 5,92 1,192 0 1750 0,192
Расчет температуры ь-ниемпя многокомпонентной ТАБЛИЦА II ,6
жидкой смеси (к примеру 3)
ком- понент . fl и ГС 14 'Ч i bi г i ^kixi i
.^Ф Ф И S Г4 55 °C 1 00 °C 87 aC 82 °C
^2 0,05 3 0,150 46 0,230 4,2 0,210 4,1 0,205
С3 0,25 1,15 0 288 2 0,500 1,9 0,475 1,8 0,450
н С4 Gh30 0 41 0^123 0,9 0,270 0,8 0,240 0,7 0,210
и С5 0 40 0,19 0,076 0,48 0,192 0,42 0,168 0,34 0 136
2 | 1,0 | — | 0,637 j — | 1,192 | — | 1,093 | - | 1,001
При Тъ = 360 К снова определим величины А (Т) и б (Г) (см. табл. 11,5)
и по уравнению (11.40) найдем очередное значение температуры 7\, поль-
зуясь вычисленными ранее значениями пр^ ?т1 = 328 К л Га — 360 К
Т4=328
(360— 328) >Ог45
0,45+0.0875 .
—355 К (82 °C)
Данную величину можно принять за температуру кипения смеси, так как
ей соответствует А (Г) = 0,001 <7 0а01.
При использовании уравнения (11.41) уже на втором шаге получаем
температуру более близкую к искомой, а именно:^Г3 = 353 К (80 °C),
/
Рис. II* 18. Графический расчет тен-
ператур кипения многокомпонент-
ной смеси (кхпримеру 3).
На рис. 11-18 приведен графни изменения функций А (Т)г б (Г) н d (In Г),
достаточно наглядно показывающий преимущества использования лога-
рифмических зависимостей по сравнению с линейными прн определении
температур_фазовых превращений многокомпонентных смесей.
61
Расчет температуры конденсации многокомпонентной газовой смеси (к примеру 4) ТАБЛИЦА 11,7
Компонент 1/j, k? Vi'^i 'Ч . yifhi У j/ kj
мол. ДОЛЯ 1 DO DG 124 ч: J 17 DC
С2 0,05 4,6 0,011 5,5 0,009 5 0,01
Q1 0,25 2,0 0,125 2,6 ,0,096 2,5 0,1
йС4 0,30 0,9 0,334 1,35 0,222 1,3 0,231
я С5 J 0,40 0,48 0,833 0,626 0,638 0,604 0,663
2 1,о —— 1,303 — 0,965 1,004
Пример 4. Определить температуру конденсации многокомпонентной
газовой смеси для условий к примеру 3, используя уравнение (IL42) и кон-
станты равновесия идеальных растворов [10]*
Расчет* В качестве первого приближения, так же как и в примере 3,
примем среднемольную температуру конденсации смеси Тг — 373 К* При
этой температуре найдем (см- табл* 11,7) выражение
р
/=1
Температуру очередного приближения определим по скорректированному
значению константы равновесия н-пентана ч
^^=048^.303=0,626
Данному значению копстанты соответствует температура Т2 = 397 К
(124 °C)* Повторяя аналогичные вычисления, получим
и далее будем мнеть
=0,626* 0,965=0,604
rt Lj 5
II
Тз—390 К (117 °C)
Соответствующие расчеты показывают, что эта температура может быть
принята в качестве искомой температуры конденсации заданной много-
компонентной смеси.
Температуры кипения и конденсации идеальных многоком-
понентных смесей с инертным компонентом, т* е* с компонентом
практически не растворяющимся в жидкости (например, с азотом
или водяным паром) при низком давлении системы, моТут быть
определены при помощи следующих уравнений
р р
IEj = IE= * (IL44)
4=1 f=l
где
62
Zj V — расходы инертного и всех остальных компонентов; Р, pz—
общее давление системы и парциальное давление паров инертного
компонента; yz — концентрация инертного компонента в газо-
вой фазе; у^ — концентрации компонентов (кроме инертного)
р
в смесиj удовлетворяющие условию 3^ — 1*
t=i
Как следует из приведенных уравнений, наличие инертного
компонента в газовой фазе уменьшает температуры кипения икон-
/денсации многокомпонентных смесей, т* е* облегчает кипение
жидкости и затрудняет конденсацию паров*
Пример 5* Определить температуру конденсации многокомпонентной
газовой смеси парафиновых углеводородов с водяным паром следующего
состава (в мол* долях): НаО — 0,2; С2 — 0,04; С3 — 0,2; яС4 — 0,24;
«Сд — 0,32; при Р 1,6 МПа*
Расчет. Константы равновесия компонентов, так же как и в предыдущих
примерах, будем определять, ориентируясь на идеальные растворы. Пере-
считаем углеводородный состав газовой смеси без водяного пара
0.04 _ 0.2 0.24 ' 0.32
= о,8—^с4- о,8 y«cs- 03 — °'2
В качестве первого приближения примем температуру конденсаций
, смеси дапного состава без водяного пара (см* табл* 11,8) — 390 К. При
данной температуре найдем выражение
2Vi
i
Температуру второго приближения определим по скорректированному
значению константы равновесия и С5?
к(. =0,604*0,803—0,485
Об
Данному значению константы равновесия соответствует температура =
= 375 К (102 йС)* Выполняя аналогичные расчеты при данной температуре,
убеждаемся, что она и является искомой температурой конденсации много-
f компонентной смеси* Как следует из приведенных расчетов, подача водяного
пара в количестве 20 молей на 80 Молей газа снижает температуру конден-
сации смеси на 15° (см- пример 3)*
Расчет температуры конденсации многокомпонентной ТАБЛИЦА II ,8
газовой смеси с инертным компонентом (к примеру 5)
Но мп о нет *0* мол. долл Ч’ VilNki А-
11 1 °C 10 2 °C
С2 0,05 5 0,008 4,6 0,009
0,25 2,5 0,080 2*2 0,091
ft Сд 0,3 1*3 0,185 1,0 0,240
ft С5 0,4 0,604 0*530 0,485 O.fiGO
1,о - 0,803 - 1,000
63
Температуры кипения и конденсации неидеальных многоком-
понентных смесей зависят не только от состава рассматриваемой
фазы, но и от состава другой фазы, находящейся с ней в равно-
весии. Поэтому они определяются уравнениями изотерм (II.36),
(11.37) и условиями фазового равновесия многокомпонентной
смеси в виде равенства фугитивностей компонентов в обеих фазах
/ж i —/п I (11,45)
Решение системы уравнений (II .36), (11.37), (11.45) относительно
температуры при заданном давлении и составе одной из фаз произ-
водится методом последовательного приближения с использова-
нием двух итерационных циклов — внутреннего (по константам
равновесия компонентов смеси) и внешнего (по температуре).
Принципиальные блок-схемы расчета температур фазовых пре-
вращений неидеальных многокомпонентных смесей представлены
на рис. П-19. Последовательность расчета понятна из рисунка
и не требует пояснений.
Рис. TI-19. Блоктсхема расчета температур кипения (u) и конденсации (б) неидеальных
многокомпонентных смесей.
При расчете внешнего итерационного цикла могут быть ис-
пользованы рассмотренные ранее методы сходимости. Наличие
внутреннего итерационного цикла незначительно увеличивает
общее время счета по сравнению со случаем идеальных смесей.
64
Температуры кипения и конденсации непрерывных смесей.
Рассмотрим сначала способы определения физико-химических
и термодинамических свойств непрерывных смесей.
Непрерывные смеси типа нефти и ее фракций состоят из боль-
шого числа компонентов с близкими температурами кипения
и относительными летучестями, поэтому они характеризуются
непрерывным изменением этик свойств в зависимости от состава
Рис. II-20. Типичные кривые,
характеризующие состав и свой-
ства непрерывных смесей:
2 — НТК; 2 — фракционная
разгонка; 5 — ОИ.
смеси. Обычно в качестве характеристики состава и указанных
выше свойств непрерывных смесей используют зависимости тем-
ператур кипения исследуемой смеси при атмосферном давлении от
общего отбора сц при этой температуре. В зависимости от условий
нагрева и отбора фракций различают кривые истинных темпе-
ратур кипения (кривые НТК), кривые стандартной разгонки по
ГОСТ 2177—66 и кривые однократного испарения (кривые ОИ);
показаны на рис. П-20. Указанные кривые строятся по результа-
там экспериментальных исследований непрерывных смесей на
специальных приборах и установках [111- Однако в целом ряде
случаев можно использовать также и аналитические методы пере-
счета точек одной из указанных кривых в другую. Так, например,
взаимный' пересчет кривых ИТК, фракционной разгонки и ОИ
может быть выполнен при помощи графиков Эдмистера (рис. П-21)
или следующего уравнения [12]
гитк=^ост_д? (1Ь46)
где температурная поправка Af (в °C) определяется в зависимости
от величины отгона в % (об.). Для керосина, топлива ТС-1
и дизельного топлива «3»
1,005—0,0211^
Л*=0,0315+0.00075а*
для дизельного топлива «Л»
L
0.982—0,023^
0,03+0,0012^
3 Закав 757 1 65
Для бензинов кривая ИТК до температур выкипания порядка
100 °C имеет ступенчатый характер. Численные значения попра-
вок Аг для бензинов приведены в работе [12], однако для ориен-
тировочных расчетов можно воспользоваться также приведен-
ными выше уравнениями.
Между температурами начала (iHK) и конца кипения (iKK)
непрерывных смесей, а также температурами 50%-него отбора
Наклон лриЗой стандартной
разгонки , °C/% отгона
Рис» II121. Расчетные графики для построения кривых НТК г О И По кривым фракциовиого
состава, полученным стандартном раэх'овиой ио ГОСТ 2177-6В:
Отгон по кривой ИТК; J — 0—10%; S’— Ю—30%;«?—30—50%; 4—50—70%’ 5 — 70—
90%; 5 — 90—100%.
Отгон по кривой ОН: 7 — Ю—30%; 8 — 30—50%; Р"— 50—70%; J0 — 70—90%; л
0—10%', 12 — 90—100%; а —наклон кривой стандартной разгонки в материале' между
10- и 30%-ным отгонами.
(£50) по кривым ИТК и стандартной разгонки существуют следу-
ющие эмпирические зависимости [12]: г
для топлива ТСЛ и дизельного топлива «3»
^кТК = 1.5(иГк°рТ-“8
еК=0.78£>СТ+57
для дизельного топлива «Л»
г Н™ =0.W™CT+1034
Отметим, что для фракций, имеющих среднюю температуру
кипения в пределах 90—350 °C; ifo ст.
Рассмотрим теперь методы расчета температур кипения и кон-
денсации непрерывных смесей.
66
Температуры кипения и конденсации непрерывных смесей опре-
деляются либо по аналогии с многокомпонентными, используя
кривые ИТК, либо по кривым OIL
В первом случае непрерывную смесь представляют состоящей
из фиксированного числа условных компонентовт каждый из кото-
рых отвечает узкой фракции на кривой ИТК. Способы дискрети-
зации непрерывных смесей подробно рассмотрены Б. К. Маруш-
Рис. Н-22. Зависимость отгона по
кривой ИТК, совпадающего по тем-
пературе с крайними отгонами по
кривой ОИ, ст а — угла паи лома
кривой НТК. (Кривые соответ-
ствуют температурам выкипания
50% ао кривой ИТК.)
киным и А. А. Кондратьевым. Чис л о условных к омнопон то в реко-
мендуется принимать такимт чтобы ломаная линия, образованная
этими компонентами, с достаточной точностью воспроизводила
изменение истинных температур кипения, т. е. характер кривых
ИТК; при этом отношение констант равновесия соседних услов-
ных компонентов или их относительные летучести должны быть
небольшими. При определении температур кипения непрерывных
смесей на более узкие фракции следует разбивать легколетучую,
а при определении температур конденсации — тяжелолетучую
часть смеси. При заданном числе условных компонентов темпера-
турный предел двухфазного состояния непрерывных смесей су-
жается, т. е. температура начала ОИ повышается, а конца ОИ
понижается.
При использовании кривых ОИ температуры кипения опреде-
ляются по нулевому отгону, а температуры конденсации —по
100%-пому отгону.
Температуры начала и конца кривых ОИ нефтяных смесей при
атмосферном давлении можно определить при помощи графиков
Эдмистера (см. рис. 11-21) и Обрядчикова и Смидович (рис. II-22).
3* 67
Графики Эдмистера позволяют строить кривые ОИ по задан-
ному фракционному составу смеси, полученному в результате
стандартной разгонки этой смеси на аппарате Энглера (ГОСТ
2177 — 66). Построение проводится следующим образом? По из-
вестной температуре выкипания 50% (об.) при стандартной раз-
гонке (/so*™) на графике, приведенном на рись П-21, в, опреде-
ляют разность между температурой выкипания 50% (об.) по ОИ
(£?tF) и указанной выше температурой (ifo0™). Затем опреде-
ляют наклон отдельных участков имеющейся кривой стандартной
разгонки и при помощи соответствующих кривых, приведенных
па рис. П-21, я, находят наклон кривой ОИ на тех же участках.
Аналогичным образом, но с помощью графика П-21, б, вместо
11-21, проводится построение кривой ИТК, необходимой для
дальнейшего пересчета кривой ОИ на другие давления, а также
для определения четкости разделения сложных смесей и потреб-
ного числа теоретических тарелок.
Если принять, что кривая ОИ является прямой, то ее можно
построить по графику Обрядчикова и Смидович (см. рис. 11-22).
Крайние точки прямой ОИ находят но температуре выкипания
50% (об.) на кривой ИТК и углу ее наклона. Для построения
кривой ОИ (в данном случае прямой О И) при давлении, отлича-
ющемся от атмосферного, поступают следующим образом. Прини-
мают ординату точки пересечения кривой ИТК и прямой О И за
температуру кипения некоторого условного компонента при атмо-
сферном давдепии и при помощи этой температуры определяют,
например, по номограмме, взятой из работы [9], температуру
кипения этого компонента при заданном давлении. После этого
найденную температуру используют как новое значение ординаты
точки пересечения кривой ИТК и прямой ОИ, т. е. через получен-
ную точку проводят прямую, параллельную прямой ОИ при атмо-
сферном давлений.
Кроме расчетных кривых ОИ для нефтяных смесей и особенно
для нефтей широко используют также опытные кривые ОИ, кото*
рые строятся по данным испытания смесей на установке одно-
кратного испарения. )
Пример 6. Определить температуры: кипения (начала О И) и температуру
конденсации (конца ОИ) нестабильного прямогонного бензина при Р
= 0,3 МПа. Состав бензина ir % (об.): С[ц — 0,01; СаНе — 0,27; СаНа —
3,14; 7tGjH.o — 1,79; «CJIlD — 4,66; wC5H13 — 8,47; *С5Н12 — 8,36; цикло-
пентан — 4,63; 2,2-диметилбутан — 0,03; 2,3-диметннбутан — 1,06; 2^етял-
пентан — 5,12; 5-мотилпентан — 5,26; ?*СвЦ14 — 6,18; фракция 68,7 —
180 °C - 51,02.
НТК фракции 68,7—180 °C1.
5% (об.) .............88° С
10........................93
20........................97
30........................102
40........................107
50..............115
60..............123
70 .... ........132
80..............143
95 .......... . 164
, 68
Мольная масса и относительная плотность бензина: М = 91/78; р|псм =*
= 0,648.
Расчет*. Разбиваем фракцию (68,7—180 °C) па 10°-ные фракция, кото-
рые будем рассматривать как условные индивидуальные компоненты. Опре-
деляем среднюю температуру кипения этих фракций — плотность, мольную
массу и константы равновесия. При расчете констант равновесия давления
насыщенных паров определяем по номограмме Максвелла [9]. Рассчиты-
ваем объемные и мольные концентрации реальных и условных компонентов
Рис. 11-23. । Зависимость истинных темпе-
ратур кипения Нестабильного прямогон-
ного бензина от доли отгона ц определе-
ние температур начала и гонца однократ-
ного испарения примеру 6)i
j — ИТК тяжелой части бензина (фр.
68,7 — 180 °C); 2 — условная ИтН неста-
бильного бензина' а — ОИ при Р —
= 0,1 МПа; 4 — ОИ при Р = 0,3 МПа.
смеси. Результаты указанных расчетов сводим в таблицу. В качестве при-
мера в таблице 11,9 приведены все расчеты для двух компонентов и двух
10 -ных фракции. На рис. Ц-2Э показан углеводородный состав легкой
головки бензина и кривая НТК оставшейся жидкой смеси.
На основе полученных данных определяем температуры кипения и кон-
денсации смеси по уравнениям изотерм (11.38) и (11.39). В результате расче-
тов получено’ 62,5 °Q и = 137,3 °C.
Теперь найдем температуры 1®и и с помощью графика Обрядчи-
кова и Смидович. Определяем угол наклона кривой ИТК
108^10 °C
аитк— 70—Ю = % отгона
По графику, приведенному на рис. 11-22, при — 80 °C йаходим,
что 0% отгона ио ОИ соответствует 16% отгона по ИТК, а 100% отгона
по ОИ 70% f отгона по ИТК. Находим температуру, соответствующую
пересечению кривой ОИ при Р ~ 0,1 МПа (кривая J7) с кривой ИТК
в точке Ло; она составляет 48 °C.
По номограмме [9] при Р=0,ЗМПа она соответствует температуре 85 °C;
таким образом точка Ло переходит в точку А. Через полученную точку А
проводим прямую ОИ (кривая 4), параллельную прямой ОИ при Р= 0,1 МПа.
Окончательно находим = 60 °C и = 144 аС; эти значения весьма
близки к определенным ранее.
* Выполнен совместно с Илембитовой Р. Н.
69
Расчет температур кипения и конденсация нестабильного ТАК лип а па прямопншого бензина (к примеру 6) 1 J1,J К расчету |-чГ OJ о со st -cf1 CD | CQCTh- 1 О Сз о о о О’
1ц при 137т3 &С СЧ оО OJQ СО сч s? сч со ио 4>- со Т-Ч О -ч-t 41 cd -гД о 41 сч
’ ч. > L Сч S О £ Е- CJ и я & к । 41 О ‘П О О г- о СЧ сч -fl о о о о о о’ О о о
при 62,5 °C Отнщ СО О О CS Ш о LO О Oimri о CDOQQ СЧ
Состав, свойства бензила zi’ мод,доли сч О Ю ОСОп О ОСО е-Ч е-Ц ООтн О О О О О
Mi 1 со сч О тч.СЧ сч О тч 00 О xf
? % ! 02 | СО сч 00 со сч сю со st1 1.0 ОЭ hw СЧ СО СО Г' о о о* о
ПИН*Q3j 1-0 Г' VH сбо Ю О О съ Г"- 41 41 [
re* N я в <u 77' 00 СО О о о to О О со СО О Осо О ОООт4
zit об. ДОДЯ 1 СО СО СО О ч-i О СО О со сч 41 О С 4-f о бобо
Компонент или фракция о uL. . « о 1 nolo О £
Давления фазовых превращений
многокомпонентных и непрерывных
смесей находятся при помощи урав-
нений изотерм. На основе уравне-
ния (11.36) изотермы жидкой фазы,
определяется давление полной кон-
денсации газовой смеси состава
при температуре Т* т, е. давление
насыщенных паров, находящихся
в равновесии с жидкостью состава т, .
На основе уравнения (И.37) изотермы
газовой фазы определяется давле-
ние полного испарения жидкой
смеси Kt при температуре Т. Оче-
видно, при полной конденсации га-
зовой смеси или при полном испа-
рении жидкой смеси составы исход-
ных и конечных фаз будут одинаковы,
т- е. V; = Методика расчета дав-
ления фазовых превращений такая
же, как и при определении темпе-
ратур фазовых превращений.
Однако при известных значе-
п иях к оэ ффицие нт ов фуг ит и в ноет и
(<pf) и активности (yf) компонентов
смеси давление насыщепных паров,
находящихся в равновесии с жид-
костью состава может быть вы-
числено также по уравнению
m
P^JjViPixi (П.47)
а давление полного ^испарения жид-
кой смеси — по уравнению
Г ---- (П.48)
2 Xi
ViPi
В уравнениях (11.47) и (11,48)
Г “ <p7y"
Pi — давление паров чистых ком’
понентов при температуре Т; m —
число компонентов смеси.
70
Уравнения (П-47), (II-48) обычно используют для определения
фазовых превращений в идеальных растворах, для которых
Гг = 1, так как в этом случае расчет проводится прямым путем,
без итераций.
4. РАСЧЕТЫ ПРОЦЕССОВ ИСПАРЕНИЯ И КОНДЕНСАЦИИ
МНОГОКОМПОНЕНТНЫХ И НЕПРЕРЫВНЫХ СМЕСЕЙ
Расчеты процессов однократного испарения и конденсации
идеальных многокомпонентных и непрерывных смесей, Расчеты
процессов однократного испарения и конденсации имеют само-
стоятельное значение, так как на их основе определяется темпе-
ратура питания, доля отгона или доля конденсации сырья, со-
ставы паровой и жидкой фаз дистиллята при парциальной кон-
денсации паров верхнего продукта и т. д.
Процессы однократного испарения и конденсации многоком-
понентных смесей описываются следующей системой уравнений
р р
2**^2 —1 (ПЛ9)
f 1-t Z-I
Vi=№i (11.50)
где — состав исходной газовой или жидкой смеси; xt —
мольные составы образовавшихся газовой и жидкой фаз; kL —
константы равновесия компонентов при температуре и давлении
процесса; ег — мольная доля отгона при однократном испарении
исходной жидкой смеси, или мольная доля не сконденсированного
газа ири однократной конденсации исходной газовой смеси.
Для процессов конденсации часто пользуются долей конденсации
смеси с' = 1—
В качестве независимых переменных процессов однократного
испарения и конденсации принимается состав исходной жидкой
или газовой смеси (zf) и в зависимости от целей и задач проекти-
рования — еще два параметра: температура, давление или доля
отгона (Tj Pt е). Зависимые переменные или определяемые пара-
метры находятся в результате итерационного решения уравне-
ния (11-49)*
При парциальной конденсации паров верхнего продукта ректи-
фикационной колонны, т. е. когда дистиллят может быть получен
в паровой Dy и жидкой Dl фазах (D = Dy Dв)? при заданных
температуре to конденсации верхнего продукта и суммарном
составе дистиллята ярг, полученным в результате выполненного
расчета процесса ректификации (см, пи. 5—7)т из уравнения
(П-49) при z- — хт вычисляется доля парового потока дистил-
лята е' = Dy/D и при помощи уравнений (11.49) и (П-50) опреде-
ляются составы жидкого (хпы и %i) и парового (yovi = Vi) пото-
ков дистиллята. По уравнению (11.49) может быть вычислена
71
также температура, необходимая для частичной конденсации
паров верхнего продукта с получением дистиллята в паровой
и жидкой фазах в заданных .количествах.
При определении температуры и давления однократного испа-
рения могут быть использованы рассмотренные ранее методы
решения уравнений изотерм паровой и жидкой фаз.
При расчете доли отгона или доли конденсации вначале необ-
ходимо определить фазовое состояние многокомпонентной смеси.
Состояния насыщенного пара и кипящей жидкости определяются
уравнениями изотерм (11.36)т (11.37). Состояния перегретого пара
и переохлажденной жидкости определяются соответственно урав-
нениями
t L
S г
и, наконец, состояние парожидкостпой смеси определяется следу-
ющими уравнениями
(11.52)
При определении доли отгона или доли конденсации рекомен-
дуется следующий вид расчетного уравнения однократного испа-
рения [7]:
р р р
= =° (П-53)
1=1 / = 1 1-1
так как относительная ошибка S (е'), определяемая данным выра-
жением, практически линейно зависит от ef. Tdk же как и при
расчете температур фазовых превращений, относительную ошибку
S следует принимать. равной S ^0,01 при ручном и S 0,001
при машинных расчетах.
При наличии инертного компонента процессы однократного
испарения и конденсации рассчитываются на основе тех же зависи-
мостей (II.49) и (П.50), с заменой в них на kLN\ где коэффи-
циент ЛГ определяется по уравнению (II.44а).
При расчете процессов однократного испарения и конденсации
непрерывных смесей можно пользоваться теми же уравнениями,
что и для многокомпонентных смесей, представляя непрерывную
смесь, характеризуемую кривой ИТК, как бы состоящей из услов-
ных компонентов — отдельных фракции, выкипающих в узком
диапазоне температур. Обычно каждой фракции ставится в соот-
ветствие углеводород парафинового ряда, соответствующий сред-
ней температуре кипения фракции.
При однократном испарении непрерывных смесей долю отгона
можно определить также по кривым ОН, методы построения кото-
рых были рассмотрены ранее.
72
Пример 7. Определить фазовое состояние многокомпонентной смеси
парафиновых углеводородов следующего состава (в мол- долях): С2 — ОД;
С3 — 0,2; С4 — 0,7; в интервале температур от 30° до 70 °C при Р — 1,0 МПа;
рассчитать долю отгона ОИ смеси при f = 50 °C. _ Е'
Расчет- Проверка условий фазового состояния^ меси пе уравнениям
изотерм жидкой и паровой фаз (11*51) показывает, что при г < 39 °C смесь
находится в виде переохлажденной жидкости; в интервале температур
39 °C < i < 63 °C — в виде парожидкостноп смеси; при t > 63 °C — в виде
перегретого пара (табл* ПД0). В соответствии с приведенными в табл. 11,10
Рис. II-24х График’функций
Д (<?') и 6 (е*) при однократ-
ном испарении много ко иио-
нентной смеси (к примеру
7)-
расчетными данными долю отгона
в интервале значений еТ = 0,2 и е*
определим линейной интерполяцией
0,25 по уравнению типа (11.40) _ .
(0,25 -0.20) -0.008
е -0.25- o,OQ8-J-0,028 -°-249
При данной доле отгона по уравнениям (П.49) и (II*50) определяем составы
образовавшихся фаз щ и zs-. На рис. II-24 показано изменение функции
(11.54)
и для сравнения — изменение функции
1 +
(II.54а)
Приведенный график достаточно наглядно иллюстрирует преимущества
использования функции й (е') по сравнению с Д (е') при расчете однократ-
ного испареиня и конденсации.
Пример 8* Рассчитать долю отгона мазута Западно-Сибирских нефтей
при Р — 10,65 кПа (80 мм ръ ст.); £ = 300 °C; MCir — 415,6; р^м = 0,9336;
ИТК мазута:
% (об,)°C % (сб.) cg
нк ............ 212 40 ....... .... 410
5 . . ......... 284 50 ........... 443
10 ... ......... 309 60 .... .......475
20 ...... ч .... 346 70 ........... 510
30 ............ 376
73
Расчет фазового состоянии многокомпонентной смесп и доли ТАБЛИЦА II» 10
отгона при однократном непаропиц (к примеру 7)
1 Перегретый пар (70 43) ы 1 .₽* ы [Л1 • СО чч Г— чч СТ1** оо V’ odd со со о
- г* -=г оД од ст ст од о 1
Насыщенный пар (63 °C) ,£Г 1?- ю еЧ О0 О ТЧ оо ООО од о о -ЧЧ
л* СТ ООО t- ю of о 1
Пйрояшдкостная сшейь (50 °C) 1 6VE‘D=,s Ю ю о ’ со г- ОД ОД xf ООО СТ СТ
б^'о=<* !х од од ст о1" o' о о О О О t
№*Ц=,э - ?х од од ед СТчН -₽ч ч-f ООО 1 со О о П
ifl — О- «га *cf« r^-HO ОД ЧН со ООО 1 00 од о о
t-Г од од ст О -И о о I'- о ГО чч
ы* t'-C© O?i srjcq м< ООО OJ ОД
Ji 113 xfd 6 г
Килятая жидкость (39 °С^ Ь4 о С- ОД М< ОД СО 00’6 • о о сп о
^в_ Ю г- СО Sf << ч-< о 1
Переохлаж- денная ЖИДКОСТЬ (й S= 3 0 °C) №* ►X О О СО ю од ст оэ од од ООО СТ го СО о
л: 00 СТ чч со of ХН о 1 о чч И
1 Birolf if С К 'lz -—ч ОД • о о о
К owner нент □ и «
Расчет цели атгапа мазута Зайадна-Сибирской нефти (к примеру 8) ТАБЛИЦА 11,11 -- - - - ~ — — _-i_. „ ~ - Расчет с*я^0.з&а7 «X ₽ ’«л #» ч О. Ощ^’!4 ' Фоз-н О СХ> чИ о о оо с о о о о
сд 1П с© О Ю !Л <э чч
1 ИЛОН' •дои ч-м qO -ч-» О 03 ОД 'О КО •С 0>нОО О оо о
! Х\- мол. доля 10^0 чгЧ Q0 04 СО О <о М< О О о го о о О О
JT од го со го 4^^050 ооооо • го со од а ОчН О’О' м*
* 2i‘ 1 мол. ! доля О го t*~ [" ОД СО т-f р1-- 04 ао со од Cocci о о о <6
*i, | ?лаес» дедя О 00 со 1Л 00 чЧ СТ СТ q© со со СО Crt о о а 6
3 ГОСД М1 16 со' м* м7 0Q ОД чч Ъ-- ’’гч 03 ср
*CTh Кип. °C СО о Ю 1© оз с- со 00 ОД СО ю
-SQ 1 ОД ЧЧ Г'- OQ СТ 1Л 03 00 од ст од ст CCIjOCTCT dead
и II в О СО о иэ тч из СО ^ч чН 00 о о СО] \?О О о о' чч
i zi, об. доли О V3 ст о Ю ч-4 со СТ? Х# о о сто? ст о” о” о’
Фракция, *С 005 ОЯ’-ОЕ? 08£“09£ 09Z “ яи
Расчет *. В пределах 260—400 °C разбиваем мазут на 20°-ные фракции,
а при более высокой температуре — на 10°-ные фракции.
Определяем среднюю температуру кипения фракций, плотность, моль-
ную массу и константы равновесия- Мольные массы фракций определяем
по утопленному уравнению {6], константы равновесия рассчитываем, ориен-
тируясь на идеальные растворы № = Р//Р), давления насыщенных па-
ров pz определяем по номограмме [9].
Рис. П-25, Графический расчет доли
отгона при испарении непрерывной
смеси (к пример? &):
J — ИТН исходной смеси; Я — О И
при Р = ОД МПа; 5 — ОИ при
Р=Н\7 кПа_
Рассчитываем объемную, массовую и мольную концентрации фракций
в исходной смеем. Результаты указанных расчетов сводим в таблицу.
В качестве примера в табл- 11,11 приведены все расчеты для двух край-
них и двух средних фракций. На основе этих данных по уравнению (IL53)
определяем долю отгона ef — 0,3557, составы образовавшихся фаз т/ и
мольные массы и плотность паровой фавы, Результаты этих расчетов также
представлены в табл. 11.11.
Найдем теперь долю отгона при помощи крпвой ОИ, пользуясь графи-
ками, приведенными на рис. 11-21. Определим угол 'наклона кривой ИТК
(рис. П-25)
510-3Q9 СС
- аитк- 70 — 10 % отгона
Принимая t^0TK <0°СТ= 443 °C по гРафику, приведенному на рис. II-21, а,
11
при X = 30-50% , Находки агост - 3- и аои - 2,1 % 0Tf-Ha- Далее по
граф ли у приведенному на рис, находим 15а и, следова-
тельно, = 443 4- 15 — 458 °C- Пользуясь номограммой [9], находим,
что при Р = 10,65 кПа = 350 °C. Проводим через 50%-ные точки
(см, рис. 11-23) соответствующие кривые ОИ и находим объемную долю
отгона при t = 300 °C; е — 0,27. Пересчитывая объемную долю в мольную,
получим.
0,27 0,8762.4156
е"~ 0,9336*300,6 “0ь351
т. е. значение, близкое в найденному ранее.
Расчеты процессов однократного испарения и конденса
иеидеальных многокомпонентных смесей выполняются аналогично
писанным
выше расчетам температур фавовых
превращений
• Выполнен совместно с Илембитовой Р.
75
не идеальных смесей, l е. на основе решения системы уравнений
(П.48)/(11.49) и (II.50) г Указанная система уравнений решается
методом последовательных приближений при помощи двух итера-
ционных циклов — внутреннего (для определения констант равно-
весия компонентов) и внешнего (для определения искомого пара-
метра процесса). На рис. 11-26 показана принципиальная блок-
схема распета доли отгона или конденсации при однократном
Рис. П-26. Блок-схема расчета однократных испарения и конд&нсацмн ттеидедлъной много-
компонентной смеси.
процессе фазовых превращений неидеальной многокомпонентной
смеси. Последовательность расчета понятна из рисунка.
Пример EL Определить долю конденсации природного газа, состоящего
из смеси азота и легких парафиновых углеводородов] при Р=6 МПа и тем-
пературах Т == 253 К, 233 К и 213 К. Состав газа приведен в табл. 11,12.
Расчет- Б табл. 11,12 приводятся результаты расчетов процесса одно-
кратной конденсации, выполненных на ЭВМ в соответствии с приведен-
ной па рис. П-26 принципиальной блок-схемой. Константы равновесия
76 , -
ем чн НН w СТ) □О <s л - W g * 2 ° S ti се S1- о • со о о • а •тн S CJO o’ а ем Sfi о о £ О о о" S? со о о 0, о" СТа СО О О о" о см О о о о" * «О см о о о о ео ста сз о о о
s и < н тН О II су Ен if R в 2 § Е Ч чН г* 00 чН Ф О LO СО во со о 00 со Ч"Н 3 о см о . г- Q о" г- о о (М TH СО см О О см Ста ста О О “• о" со о ю s о $ ф тН <О О
р*
О ей сц а! £ <*э 4 —ы <М II В О О СО со S ем <?м <н ч-н м< ста о ю И0 м* о т-а О со 05 Я2 о о" 5 со со О о" eq со О GM о о о о" О о о
о СС1 - W SS Е- 9 а Д и со со ю ю о о ём о So о ч-н . см ал ал О О СО □О СО чН Ф о 05 § о" О а о о" о ю о о о о ю CD О о о ф" СТа ЧЧ О О О о
ю
О о II ч оэ &» о *г * tc g О о й*х со со о о о Ф со о во ф CD СО • СО о" СТа СТ» СМ т-а о" со § о o’ Ста О СО UO о о о ста □О ' см Q о" чН eq 1Л Ф о о LO нф со о о
в А £ м е* Ttl tN II В. нН о СТз ю со ю я LfO ей Г4- «1 00 М< со со о М* СТа со О а" <э о" со . Т-1 ио со О О чн СО С'-* тН О о § о о со ю о о о
я £ф СО ь ’е* Л ° § Е g СТа со со ю о о оО ем к 00 о о§ Ст) >о о о о со • со О о" ста см со о сз о" CD 00 СО О О о" см о о о GM ч—1 о <э о со CD сз о о .о*
о л Е* о р, о а t— с ЦЭ о о К i! * rt со ф о о S со со о см см ал TH ♦- GO § о со о кГЬ <э о" со со СТа О сэ о со О, o’ с» О О ста ее о о
п II
э sc я CJ Jrf « А о А S'« II | о о со в! СМ о €М ч о о о а о 1-0 о о" о CQ СО О О чН О о" о о о о о о о
я: л X В
и Q ай О В Ен Св Л! t4 сгЭ eq И В Ч—»' LQ СМ 00 05 СТз ш" <о й ся см см’ о <35 см мр о" . м< о" ста со ш со о о" [-- об о о" со о ем о о СО СТа Сэ О о <зэ о ф о"
Р-. И к
В со о U К| ей Ен о а п * , -g СО 'г< ич- GJ N - t* И Q X СО Ю Ч > а я <30 со" ч-н со О о О' eq о о м* о о о LO о о о" см сз о о со о -О о* СО ф о о
о W о & 5 ₽ я Рн 5м Я в Он К ₽н S* № о g о и С4 >; •ч о С1 и « и сГ iC у кВ о « Q и я
компонентов определялись с учетом влияния состава смеси для неидеальньгх
растворов по методике, изложенной в работе [13]. В табл- II ,12 показаны
также константы равновесия компонентов Сс при температуре Г = 253 К.,
определенные по номограмме [10], т. е. без учета влияния неидеальностп
смесей. Сравнение констант равновесия неидеальных и условно идеальных
растворов показывает значительное их расхождение, особенно для высоко-
кипящих компонентов,
Расчет процесса однократной конденсации влажного углево-
дородного газа выполняется в результате решения системы урав-
нений фазовых превращений в трехфазной системе, так как при
однократной конденсации влажного природного газа, например,
в процессе низкотемпературной ректификации, вследствие низкой
температуры и высокого общего давления может образоваться
трехфазная система газ — углеводородный конденсат — вода
с компонентами газа, распределенными между обеими жидкими
фазами. Процесс однократной конденсации в этом случае описы-
вается следующими уравнениями
р
2?
*=1 ^21 Н* е1
(11.55)
(11.56)
где Zi — состав исходной газовой смеси; x2i — составы -
образовавшихся газовой и жидкой фаз; el, el — мольные доли
конденсации eJ — LJF Для углеводородного конденсата и el =
= LjF для воды; ки и к^ — константы равновесия (распределе-
ния) компонентов между газом и соответствующей жидкой фазой
при температуре и давлении конденсации.
При определении долей конденсации el и el необходимо
совместно решать уравнения (П.55)—(П-56). Вместо одного из
этих уравнений, по аналогии с расчетом двухфазных систем, сле-
дует принять другое уравнение, например
___________^(1—
(1 —Arir)+ea J (l“^0
При klt = k2i или L2 = 0 данное уравнение приводится к урав-
нению (11.49), описывающему процесс однократной конденсации
смеси.
Один из методов определения констант равновесия в трехфаз-
ной системе углеводородный газ — конденсат — вода описан
в работе [14].
78
Отмстим, что при высокой температуре и низком давлении
растворимость углеводородов в воде невелика -> оо)т и по-
этому распределение компонентов между паровой и жидкой фа-
зами в этом случае будет определяться более простыми уравне-т
ниями (II .49), (Н.56) с учетом влияния водяного пара как инерт-
ного компонента. Такие условия конденсации, например, имеют
место в. атмосферных колоннах для перегонки нефти.
Расчет процессов дросселирования и детапдирования много-
компонентных смесей. G процессами дросселирования или изо-
энтальпийного (адиабатного) расширения смесей приходится часто
Рис. П-2”. Блок-схема расчета однократных лепареыия а конденсации при д россе лирона-
йии блиукокяпягцпх (а) к ширококипящах (б) многокомпонентных смесей.
встречаться при расчете процесса ректификации — при определе-
нии температуры и доли отгона питания в трансферном трубопро-
воде атмосферных и вакуумных колонн; при составлении матери-
ального и теплового балансов процессов ректификации с «тепло-
вым насосом», ко н де нс а циоиио-иен а ригельных аппаратов, слож-
ных ректификационных колонн и т. д.
Детандирование многокомпонентных смесей иди изоэнтропий-
пое их расширение широко применяется в настоящее время в про-
цессах низкотемпературной ректификации многокомпонентных
углеводородных смесей.
При из о энтальпийном или нзоэнтронийяом расширении много-
компонентной смеси от давления Рх Д° давления Р2 происходят
79
L
не только фазовые превращения смеси, но и уменьшение темпера-
туры от Тг до 7Й. Следовательнот в отличие от рассмотренных
ранее условий однократного испарения и конденсации неизвест-
ными здесь являются доля отгона е (или доля пекопденсировав-
ного потока) и конечная температура системы поэтому расчет
проводится с использованием двойных итераций по внешнему
и внутреннему итерационным циклам.
Расчеты процессов однократного испарения и конденсации
при дросселировании близко- и ширококипящих смесей разли-
чаются последовательностью выполнения итерационных циклов
[71, обеспечивающей устойчивую сходимость расчета и наимень-
шее число итераций. Для близкой и пящих смесей внутренний
итерационный цикл строится на основе уравнения (11.49), которое
решается относительно температуры; при этом внешний итера-
ционный цикл строится на основе уравнения теплового баланса,
которое решается относительно доли отгона е или доли цеконден-
сированного потока (рис. П-27, а). Для ширококипящих смесей
принимается обратный порядок расчета (рис. П-27, б).
Аналогичным образом строятся также расчеты процессов
дстандирования многокомпонентных смесей с тем лишь отличием,
что функции f (е) и / (71) определяются в виде разности энтропий
исходной смеси и полученных продуктов (5пРод—57)'
Пример 10. Рассчитать процессы дросселирования и детайдирования
природного газа в виде многокомпопетттной смеси азота и легких парафино-
вых углеводородов Сг—Сй от давления Рг = 6 МПа до давления =
= 2 МПа при исходной температуре = 258 К в процессе дросселирования
и 7Т1^ 283 К в процессе детандирования^ Исходный состав гава при-
веден в табл. 11,13.
Расчет^ В табл, 11,13 п 11,14 приводятся результаты расчетов указанных
процессов, выполненных на ЭВМ в соответствии с приведенной на рись П-27
принципиальной блок-схемой, Константы равновесия компонентов опре-
делялись с учетом влияния состава смеси и не идеальности смеси по методике,
изложенной в работе [13}.
Расчет процесса дросселирования природного газа ТАБЛИЦА 11,13
(к примеру Ю)
Ком- по- нент zi . мол. доля Расчет е*=Ь/У
Е'=0.009 'i G е'=0ДИШ
при Pi=G МПа Ti=258K мол. доли »lOJ[. ДОЛИ npii Рг=2 МПа Т«=233 К 1;. мол. ДОЛИ мод. доли
N. 0,05300 7,35122 03 00727 0 05344 26303000 0,00207 0 >05394
Ct 0,85000 2 42146 0,35284 О385475 4,95447 0,17404 0,86248
С3 0 06100 0,47592 0,12680 0,06037 0 47749 0,12524 0,05981
Сп 0302000 0,15696 0,12120 0,01903 0,09638 0,17732 0,01709
^Сд 0,00400 0,07175 О3О4965 0,00356 0.03074 0,08278 0,00255
0300500 0,05329 0,08029 0з00428 0,02023 0,13158 0з00266
uC- 0,00200 0.02660 0,05583 0,00149 0,00746 0,07856 0,00059
fiCij 0.00300 0 02210 0,09564 0,00211 0,00572 0,12629 0,00072
nCe 0,00200 0з00872 0,11049 0 00096 0,00148 0,10213 0,00015
S0
расчет процесса детандпредания природного газа .ТАБЛИЦА Ц,14
(к примеру 10)
Компонент ыол. доля • Расчет
в' = 0,02885
npuPi=6 МПа П = Й83 К Ч при Р2=2МПа Т±=233 К МОЛ- ДОЛЯ МОЛ, доля
N2 0.05300 6,72410 23,72614 0 00230 0.05541
Ci 0,85000 2,78000 4.23488 0 20538 0.86915
С. 0,06100 0 52690 0^36507 0 15921 0,05808
с3 . 0,02000 0.21269 0,06809 0^21069 0,01434
0,00400 ОД 5468 0302044 0,08216 0.00168
0,00500 0 10185 0,01322 0,11997 0.00158
иСь 0,00200 0.05920 0.00466 0 05993 0,00028
о]оозоо 0305141 0,00353 0.09295 0 00033
нСв 0,00200 0 02748 0 00085 0 06740 0,00006
5. АНАЛИТИЧЕСКИЕ И ГРАФИЧЕСКИЕ МЕТОДЫ РАСЧЕТА
ПРОЦЕССА РЕКТИФИКАЦИИ МНОГОКОМПОНЕНТНЫХ
И НЕПРЕРЫВНЫХ СМЕСЕЙ В ПРОСТЫХ КОЛОННАХ
В настоящее время ректификация многокомпонентных углево-
дородных смесей в простых колоннах является одним из самых
распространенных процессов в нефтегазопереработке; сюда отно-
сится выделение легких углеводородов из смеси широких фракций
(деметанизация, деэтанизация, стабилизация бензинов и газокон-
денсатов), получение технического пропана и бутана из широких
фракций, разделение смеси бутанов, пентанов, гексанов, ксило-
лов и т- д.
К процессам ректификации непрерывных смесей в простых
колоннах в практике нефтепеработки относятся: предварительное
отбензинивание нефти на установках АВТ, вторичная перегонка
бензиновых фракций, разделение продуктов реакции (катализа-
тов. изомеризатов, риформатов и т. Д.), получение узких масля-
ных фракций и пр.
Из аналитических методов расчета процесса ректифкации мно^
гокомвонептных смесей наиболее удобными для выполнения
проектных расчетов являются методы характеристической темпе-
ратуры [17, 18], температурной границы деления смеси [15, 16]
и ключевых компонентов I19L Ниже рассматривается содержание
указанных методов расчета с соответствующими изменениями
и дополнениями^ внесенными при дальнейшем их развитии и до-
работке. Вследствие недостатка места вывод основных уравнений
в книге не приводится; более подробное изложение новых мето-
дов расчета будет сделано в периодической литературе.
- Наиболее простым, как известно, является метод ключевых
компонентов, однако он используется обычно только при чет^
ком делении смесей. Методы характеристической температуры
81
и температурной границы деления смеси позволяют рассчитывать
четкое и нечеткое разделение; соответствующие области примене-
ния каждого из них определяются поставленными целями и зада-
чами проектирования, поскольку в исходных данных этих мето-
дов принимают разные независимые переменные.
Отметим, что рассматриваемые аналитические методы расчета
имеют погрешность второго порядка относительно малого пара-
метра по сранению с потарелочными методами расчета [21],
Метод ключевых компонентов предназначен в основном для
ручных расчетов. Для получения надежных результатов расчета
по методам характеристической температуры и температурной
границы деления смеси (несмотряна возможность практической их
реализации вручную) необходимо применять ЭВМ, так как в ос-
нове этих методов лежат итерационные вычисления.
Особенности расчета непрерывных смесей (типа нефти и ее
фракций). Расчеты ректификации непрерывной смеси обычно
выполняются путем ее дискретизации, т_ е. представления вепре-
4 рывной смеси' в виде псевдомногокомпонентной, состоящей из
условных . компонентов — фракций, выкипающих в узких интер-
валах температур; свойства этих узких фракций приравниваются
к свойствам ипдвидуальных компонентов.
Для непрерывных смесей типа нефти и ее фракций за условные
компоненты принимают такие углеводороды, физические свойства
которых совпадают со свойствами узких нефтяных фракций.
Идентификация условных компонентов производится по средней
температуре кипения и плотности узких фракций. При целевом
выделении из непрерывной смеси фракций, обогащенных опреде-
ленными углеводородами, разбивку па условные компоненты сле-
дует проводить с учетом химического состава смеси.
Необходимо отметить, что применение методов дискретизации
непрерывных смесей приводит в итоге к заниженным значениям
расхода орошения и нбобходимого числа тарелок по сравнению
с результатами интегральных методов расчета. Однако указанное
различие становится несущественным и практически пе имеет зна-
чения при правильной разбивке непрерывной смеси па условные
компоненты в соответствии с высказанными ниже замечаниями.
Так, рекомендуется производить неравномерную разбивку смеси
на условные компоненты в зависимости от заданной четкости раз-
деления. Фракции, примыкающие к границе деления смеси,
следует принимать в таких температурных пределах, чтобы их
содержание в сырье не превышало доли нежелательных компонен-
тов в продуктах разделения.
Разделение непрерывных смесей может задаваться темпера-
турной границей деления смеси по кривой ИТК ТК с соответ-
ствующим выходом дистиллята б или четкостью разделения в виде
налегания температур кипения соседних фракций Д(итк.
[На рис. 11-28 показаны кривые ИТК сырья и продуктов разде-
ления, построенные на одном графике. Такое изображение кривых
82
ИТК удобно для определения температурной границы деления
смеси и четкости ректификации. Действительно, из рисунка сле-
дует, что температурная граница деления соответствует
температуре четкого деления смеси но кривой ИТК сырья при
заданном отборе при этом четкость ректификации определяется
как налегание температур кипения соседних фракций, т. е. как
разность температур конца выкипания и начала кипения соответ-
Рис, И-2 8. Совмещенный график кривых
ИТК сырья (ECdF), дистиллята (ВС Е) и
остатка (DAF) при разделении непрерыв-
ных смесей в простой ректификационной
колонне.
ственно легкой и тяжелой фракций по кривой ИТК (Дгитк =
~ £1оол ^от)«
При оценке четкости ректификации используется также по-
нятие о налегании или разрыве температур выкипания 95 и 5%-ных
отборов соответственно легкой и тяжелой фракций по кривым
фракционной стандартной разгонки Afr0CT.
Очевидно, температура конца кипения дистиллята пе может
быть выше температуры выкипания самого тяжелого распределяе-
мого компонента, так же как температура начала кипения остатка
не может быть ниже температуры выкипания самого легкого рас-
пределяемого компонента, т. е. точки А и В должны соответст-
вовать температуре £100л и точки С и D — температуре £от (см.
рис. П-28).
Температурная граница деления смеси располагается
симметрично относительно температур ^оОл и t0T7 т. о. она равна
среднему значению этих температур.
Содержание примесей в дистилляте и остатке, т. е. высок о-
кипящих и легкокипящих фракций соответственно, может быть
вычислено но уравнениям
р
Д1= S XDl
Jfe-I
Да = 2 xwi
83
где к — индекс условного компонента, температура кипения кото-
рого равна температурной границе деления смеси {Ц — ^ТБ).
Потенциальные отборы дистиллятной и остаточной фракций опре-
деляются выражениями
п=1-да
Расчет методом характеристической температуры* В методе
характеристической температуры уравнения потарелочного мате-
риального баланса и фазового равновесия решаются при одной
(характеристической или эффективной) температуре; благодаря
этому получаются сравнительно простые уравнения для соотно-
шения покомпонентных потоков в дистилляте и остатке в режиме
заданного ф^, минимального 'Ф1>вмян и бесконечного ф^ оро-
шений, а также уравнения, определяющие константу равновесия
компонента при заданном его распределении между дистилля-
том и остатком.
Указанные уравнения приведены в табл. 11,15*
Рассмотрим сначала расчет пол пой ректификационной ко-
лонны, используя четыре степени свободы проектирования ко-
лонны в режиме заданного орошения. В качестве исходных дан-
ных (в дополнение к составу питания, его температуре и давле-
нию процесса) примем выход дистиллята 8, соотношение расходов
какого-либо компонента в продуктах разделения фд и число теоре-
тических тарелок в концентрационной и отгонной частях колонны
ЛГ1 и Л\* В то же время для обеспечения оптимальных условий
работы колонны (см. гл. IV) числа теоретических тарелок будем
определять соответствующим расчетом на основе заданных зна-
чений е и фй. Следовательно, в результате расчета определяются
погребные для заданного разделения флегмовое число /?, числа
теоретических тарелок и и полные составы продуктов
Ут и агтуь
Мольный отбор дистиллята в целесообразно принимать рав-
ным потенциальному содержанию извлекаемых компонентов или
фракций в сырье, что также обеспечит условия разделения, близ-
кие к оптимальным (см. гл. IV)*
При назначении заданного разделения одного компонента
следует иметь в виду, что в условиях фиксированного выхода
дистиллята в значение ф^ можно произвольно изменять лишь
в ограниченных пределах, зависящих главным образом от состава
сырья.
При разделении непрерывных смесей в качестве компонента
с заданным разделением ф^ принимается условный компонент на
штк
температурной границе деления смеси , т- е* такой компо-
нент, температура кипения которого по кривой ИТК соответ-
ствует принятому отбору дистиллята. Для этого компонента
обычно принимается условие фй = 1. Однако для получения
84
симметричного распределения кривых ИТК продуктов разделения
относительно температурной границы заданное разделение fc-того
компонента следует принимать равным фй = (l-ej/k
Порядок расчета приведен ниже.
1. Уточняется расчетный состав сьфья. В частности, для
непрерывных смесей кривая ИТК сырья пересчитывается из
объемных или массовых процентов в мольные. Исходная смесь
разбивается на узкие фракции, которые рассматриваются как
условные компоненты.
2. Рассчитывается доля отгона питания при заданпой темпе-
ратуре или определяется температура питания при заданной доле
отгона. Рассчитываются факторы отпарки компонентов питания
(см. табл. 11,15).
3. Рассчитывается режим бесконечного орошения, в результате
чего определяется минимальное число тарелок Для этого
решается система уравнений, включающая уравнения покомпо-
нентного материального баланса, уравнения (II.58а) и ограниче-
ния по составу:
fi —
(11.65a)
£
р
Независимыми переменными этой системы уравнений являются
Л^мин и характеристическая температура так как kL = / (£Эф)*
Число тарелок jVmhi1 может быть найдено по заданному разделе-
нию компонента из уравнения
In
jV1UI!H - 2 in kk
(11.656)
Тогда характеристическая (эффективная) температура £эф опре-
делится в результате итерационного решения следующего урав-
нения:
г
1 V № _
1 “И ф/
{=1
<б0
(П.66)
в котором -ipj = ijte при i = к; при i =)= к определяется уравне-
нием (II.58а); Л^ин — уравнением (11.656), Следовательно, в ре-
зультате решения уравнения (11.66) сначала определяется £Эф,
а затем по уравнению (11.656) Л^нн*
При вычислении факторов абсорбции и отпарки А о; и 5 о; кон-
станты равновесия компонентов кг& и k^w рассчитываются при
температурах и tw соответственно; в свою очередь последние
определяются на основе составов продуктов при лотком делении
смеси.
85
Основные уравнения метода характеристической температуры *
ТАБЛИЦА ПД5
Определяй* ыый пара* MBTpj Вид колонны , ! Номер уранне- нин ч
полная унрешшющая отгонная ;
2iAKi-SF.L(l + SPi)-i S •% ^4^-1 . (П.57)
'К, Й1ИИН 'fhSttffi (1 — SO ф. _ 1-^.- ф. -.. _ 1 — Si (П.58)
Я -► со й , где Zi = __ (1 — e) [14- e& (fyp — 1) ^D?/D — (11.58a)
Zi ZiAN, — AjoAj 1 + д£ — 1 ZiAN~ ZiANt (IL59)
Zi ^Na+1 ziSW,=siOs"-+4—j- . — (IL60)
Л^о j X __ ( , ^Dv\ 1+«Ь (kjJ5 -1)’’Va IT/ л- R i+e'D&iD-V ’ \ D~ [) ) — (11.61)
Az 4 Я 1 (14-й) k{ 4 R Al~ (1+ЯИч — (11*62)-
5/0 e (1-|-Д) — tfp kiW Sia " i-e — (11*63)
Si C [B(l + 7?)-4]fc; □ /= =— >' -1 . Ц-ЕЙ— eF р Q Uki Si 1-i-U (IL 64)
kk . Я+Ув^+4АС . kk 2A где A = (l + W (1 + й) [е(1-Ь7?)-4] Я=(1-ф^Рр [В(1 + Д)„е^ Д4- 4-(^-SPft)(i4-B) ц+ед-е^ C = (Ц-ф4) (l-i-tR_,p) при £у=0 ь = Д 4.. 1+Л • е (1т-фь)(1 + R) ь- Л^+W) 14-я " U 1’+^ (11.65)
• В Уравнениях (IL57), (11,58), (IL6 5) Sp,=------:--kF.
1 1 — 1
4. Принимаются оптимальные условия работы колонны, на
основе которых определяются общее число тарелок JV и оптималь-
ное положение тарелки питания Лг1/Лг. Например, значение N
может быть вычислено по уравнению (IV. 18), а правильность
принятого значения N\/If может быть проверена после выпол-
нения расчетов по уравнению (IV.22).
5. Рассчитывается режим минимального орошения, в резуль-
тате чего определяются минимальное флегмовое число /?инн и ко-
эффициент избытка флегмы 0 = /?//?мин-
Эффективная температура здесь определяется по константе к^
вычисленной из уравнения (11.65), а /?иин рассчитывается в ре-
зультате итерационного решения уравнения общего материаль-
ного баланса в виде:
где
(П.67)
ЯМщ, f t
1 + ^'. «ми,,
Здесь индексы i = 1, .га—1 относятся к легколетучим компо
нентам смеси, полностью переходящим в дистиллят, для которых
Ai <1 и S(- > 1; индексы t = га, ..., Z, Л, ..., т откосятся к рас-
пределяемым компонентам, для которых Л£ <^1 и Si <<1.
6. Рассчитывается режим заданного орошения, в результате
чего определяются фактическое флегмовое число 7? и распреде-
ление компонентов в дистиллят и остаток у di и яууь Так же как
и для режима бесконечного орошения, решается система уравне-
ний, включающая уравнения материального баланса, уравнения
(11-57) и ограничения по составу, в которой независимыми пере-
менными являются эффективная температура н флегмовое
число Я.
Эффективная температура определяется сначала по заданному
разделению компонента па основе уравнения (11.57) или на-
ходится приближенно по константе А^, вычисленной из уравне-
ния (11.65). Затем находится флегмовое число в результате итера-
ционного решения уравнения (11.66), в котором значения ф/
определяются уравнением (II.57) при найденной эффективной тем-
пературе. При расчете флегмового числа в качестве первого при-
ближения принимается Я?"1 — 7?мин.
Составы продуктов разделения рассчитываются до уравнениям
=/£ _
Далее определяются температуры верха и нива колонны на
основе найденных составов и при помощи описанных в пн. 3 и 4
методов расчета температур фазовых превращений.
Расчеты теплового баланса процесса и внутренних материаль-
ных потоков в колонне производятся аналогично соответству-
ющим расчетам ректификации бинарных смесей.
В заключение отметим, что при малой величине коэффициента
избытка флегмы '(0 1) итерационный поиск флегмового числа
затрудняется, так как небольшому изменению б о по уравнению
(11.66) будет соответствовать довольно широкий диапазон измене-
ния флегмового числа, в то же время при оптимальном коэффи-
циенте избытка флегмы значительному изменению So соответствует
относительно небольшое изменение флегмового числа /?, благо-
даря чему итерационный поиск R в этом случае не представляет
особых трудностей.
При выполнении расчетов ректификации в укрепляющей и от-
гонной колоппах в качестве исходных данных принимается выход
дистиллята е и заданное разделение одного компонента ip£. В ре-
зультате расчетов определяются потребное для заданного разделе-
ния число теоретических тарелок и полные составы продуктов.
Флегмовое и отпарное числа связаны с выходом дистиллята
следующими соотношепнями:
Порядок расчета неполной колонны будет следующим. Рассчи-
тывается эффективная температура процесса по константе
вычисленной из уравнения (11.65). На основе уравнения общего
материального баланса (11.66) при соответствующих значениях ip£t
полученных по уравнениям (11.57), в результате итерационного
расчета вычисляется потребное число теоретических тарелок N 1
и разделение каждого компонента лр£. Составы дистиллята и
остатка определяются по уравнениям (II.68).
Пример 11. Рассчитать материальный баланс процесса ректификации
смеси Мухановских нефтей (кривая ИТК смеси нефтей приведена на рис. 11-29)-
в колонне Х-1 установки АВТ для предварительного отбензинивания нефти
с получением в качестве головного погона фракции ик — 120 сС и определить
необходимое флегмовое число при следующих исходных данных: Р =
= 0,17 МПа; = 8 шт.; Лра = 6 шт.
Расчет. 1. Пересчитываем кривую ИТК сырой нефти из массовых в моль-
ные проценты (кривая 2 на рис. П-29).
2. Принимаем мольный отбор дистиллята равным потенциальному
содержанию фракции ик — 120 °C в нефти а — 0,3224.
3. Разбиваем исходную смесь на условные компоненты, принимая рас-
творенные в нефти парафиновые углеводороды С1— С4 за первый компонент,
фракцию выше 250 °C — в а последний компонент; между этими фракциями
принимаем неравномерную разбивку компонентов; в районе деления смеси —
на 10а-ные, выше п ниже ее — на 20—ЗО’-ные фракции. Всего получаем
18 фракций, или условных компонентов, температуры кипения которых
в нормальных условиях принимаем равными среднему температурному
89
пределу выкипания этих фракций (см. рис. 11-29): =Г15; 44;’65; 75; 85;
95; 105; 115; 125; 135; 145; 155; 165; 175; 185; 200; 230; 500 °СГ
Очевиднее содержание условных компонентов в сырье xFi или ft равно
содержанию принятых узких фракций в нефти.
4. Долю отгона питания принимаем равной отбору дистиллята
<?* — 6 = 0,3224
определяем температуру сырья.
При помощи уравнения (НЛ9)
Рио. П-29. Кривые ИТК сырья и про-
дуктов разделения (к примеру 11):
7 — для сырой нефти в % (масс,); а — то
же, в % (мол.); з — для фр. нк—120 °C, %
(мол.); 4 — дня частично отбензиненной
нефти, % (мол.); 5 —ломанная линия
температур кипения условных компонен-
тов сырья.
Константы равновесия условных компонентов сырья здесь и далее
будем рассчитывать так же, как для идеальных растворов при иязком давле-
нии, используя формулу Ашворта для определения давления насыщенных
нефтяных паров (Р, в МПа)
к._к
Kl~ р
Г ^(гр)1
Igp—2,68^1- Z (V,-/ I —1 <IL69)
где -' '
__________1250________
у /-а _|Л08000 —307,6
В результате расчетов получено — 120 °C. При данной температуре опре^
деляем факторы отпарки всех компонентов сырья 5р.. В качестве примера
далее будут приведены все расчеты по первому компоненту
0,3224 * 6,57
SFi~ 1—0,3224 3,088
5. Принимаем флегмовое число R = 0,8. Результаты расчета колонны
при других флегмовых числах, связанные с итерационным поиском значе-
ния 1?, здесь не приводятся. Искомое значение R — 5,6.
6. Определяем фактор отпарки условного компонента на температур-
ной границе деления смеси при температуре питания. Поскольку темпера-
90
турная граница деления смеси совпадает с ее температурой кипения “
= tF — 120 *С, имеем
Igpfc= —1 и pi = o,t
0,1
+ = 0,17 “ °’0/8
0,3224-0,578 .
SFk~ 1—0,3224 ~ 0,27
По уравнению (IL65) определяем константу равновесия условного ком-
понента на температурной границе деления смеси, т. е^ компонента с нор-
мальной температурой кипения = 120 °C и коэффициентом распределе-
ния компонентов между дистиллятом и остатком ф* = 1
А -=(1 + 1) (1 + 0,8) 10,32 (4+0,8)-0,32241 = 0,92
5 = (1 — 1 0,27) [0,32 (1 + 0,8)-0,3224] 0;8 +
+ (1-0,27) (1+ 0,8) (1 + 0,3224 0,8-0,3224) = 1,38
С=0,27 0,8 (1 +1) (1 + 0,3224 - 0,8 — 0,3224)—0,404
1,38 + /1,382 + 4 0,92 0,404
2-0,92 —1,75
7, Определяем 2*эф по найденному значению кь. Из уравнения (11.69)
имеем
j (J эф) —1^1— 2 68 J / (=* *)
Г tig (1,73 Л,75) “|
/(Т’5ф)= 1--^-’- -
5,085=4,177
Р1^=2;2МПа
2,68
Данному значению функции f (Т+Л соответствует Гдл = 440 К (#=* =
= 167 °C).
8. По уравнениям (IL69) определяем константы равновесия всех ус лов-
ных компонентов при эффективной температура
/ 4 177 Ч
IgPl = 2,68^1--g^8"J — 1=0,351
~ Q 17 = 12,99 j
9т Факторы абсорбции и отпарки всех компонентов при эффективной
температуре определяем по уривнениям
0,8
_ [0,3224(1 +0,8)^-0,3224)] _
— d _П 3^7А —
=
1—0,3224
0,8
Ai~ (1+0,8) Ai ki
[0,3224 (1+0,8) —0,3224] kt
Si ~ i +0,3224 0,8—0,3224 — °’27**
91
f
Например, для первого компонента имеем
Л&1— £2 99 0,062
501 = 0,38-12,99 = 4,935
0,44
' Л1 12,99 °’03^
4 51 —0,27 12,99 = 3,507
10. Определяем коэффициенты фг по уравнению (IL62)- Например, для
первого компонента имеем
4,935 *3,5076-?-(3,5077-1) (3,507 -1)-1~-(1 + 3,088)-1
ф1= 0,062-0,0348 + (0,034»—1) (0,034—I)-1—3,088 (1+ 3,088)-! “ 42000
11. На основе найденных значений ф; определяем покомпонентный со-
став продуктов разделения и относительную ошибку вычисления выхода
дистиллят» frot т- проверяем условие сходимости расчета материального
баланса
р
4*2тяг=°’зз28э
6о^ 0,33289 —0,32240^0,01
Результаты выполненных расчетов сводим в таблицу. Для примера
в табл. 11,16 приведены указанные расчеты для первых четырех фракций.
Расчет методом температурной границыо Основные уравнения
этого метода записываются по аналогии с уравнением Фенске,
в соответствии с которым в режиме бесконечного орошения суще-
ствует следующая зависимость между числом теоретических
тарелок и содержанием в дистилляте и остатке двух компонентов:
= (11.70)
где " п.7-
Расчет материального баланса колонны £-1 установки АВТ (к примеру 11)
КОМПОЕбЕТЬТ илз фракции, Мольная масса Сырье SFj ч при Тэф А i0
*Fif масс, доли ^0 кмоль/ч И rw II "
о № 1—1 © ООО и м 1 Со -К] СЪ'а О OO^J О 44 83 88 90 0.0130 0,0311 0 0182 0,0083 6,26 7,94 4 38 1 96 6 26 14,20 18 58 20,54 3,088 1,772 1,203 0 916 12,99 8,48 6,012 4,81 0,062 0,094 0,133 0,166 4,935 3,224 2,284 1,826
92
Если в качестве j-того компонента принять реальный или услов-
ный равнораспределенный между дистиллятом и остатком компо-
нент, для которого ф/ = — 1, 70 нормальная температура
кипения этого компонента будет соответствовать температур-
ной границе деления исходной смеси, так как компоненты более
летучие, чем компонент Ад будут переходить преимущественно
в дистиллят, а менее летучие — в остаток. При этом уравнение
(II.70) запишется следующим образом
(П.71)
В режиме с конечным орошением было замечено, что для ком-
понентов, расположенных вблизи температурной границы деления
смеси, уравнение (ПЛ) выполняется в виде аналогичной зависи-
мости
(II.72)
в которой показатель /г, называемый индексом фракционирования
[15], принимает различные значения для компонентов, располо-
женных слева и справа от температурной границы деления смеси.
Рассмотрим порядок и особенности выполнения проектного
расчета процесса ректификации многокомпонентных или непрерыв-
ных смесей при заданном разделении двух компонентов в дистил-
лят или остаток одновременно или порознь.
Используем четыре степени свободы проектирования процесса
ректификации в полной колонне; в качестве исходных данных вы-
бираем величины фиг, (ржя, р, в дополнение к составу сырья,
его температуре и давлению в колонне. В результате расчета
должны быть найдены выход дистиллята а, флегмовое число R,
потребное число тарелок N и полные составы продуктов и
В указанной постановке задачи расчет ректификации много-
компонентных смесей полностью идентичен расчету ректификации
бинарных смесей, изложенному выше.
При расчете ректификации непрерывных смесей в качестве
условных компонентов с заданным разделением в дистиллят
ТАБЛИЦА П,16
* Si Дистиллят 11 Д - I Остаток
нмоль/ч УРД мол.доли ч кмоль/ч мол. доли II . « +
и 0,034 0,052 0 073 0,092 3,507 2 291 1,623 1,297 42 000 1 738 164 41,2 6.260 7,935 4,353 1,913 0,188 0,238 0,131 0,054 6,260 14 195 18,548 20,461 0,005 0,027 0,047 0,0003 0,0007 33,289 33,294 33,321 33,368
93
и остаток могут быть приняты наиболее легкокипящий и высоко-
кипящий компоненты, которые являются практически нераспрсде-
ляемыми; это соответственно компоненты в точках С и А на кри-
вой ИТК (см, рис. П-28). Процент отгона этих компонентов из
исходной смеси может быть вычислен в зависимости от заданных
условий разделения: температурной границы деления смеси по
кривой ИТК (iff™) и налегания температур (Д£итк) конца
и начала кипения соседних фракций
А*итк
' ^tgajlTK
А^итк .
a^-^+2tgaHTK
где «итк — угол наклона кривой ИТК сырья, °С/% отгона;
— отбор дистиллята, соответствующий температурной гра-
нице деления смеси по кривой ИТК,
Извлечение легкокинящего «и и высококипящего ком-
понентов соответственно в дистиллят и остаток следует принимать
-достаточно высоким, например фОг = <pw/i = 0,98.
Порядок расчета приведен ниже.
1. Уточняется расчетный состав сырья. Если в исходной
многокомпонентной смеси Присутствуют высококипящие компо-
ненты, сильно отличающиеся по летучести от целевых компонен-
тов, их можно объединить в один компонент. Например т при рас-
чете процесса деметанизации газоконденсатов состав сырья сле-
дует принимать состоящим из компонентов до С3 включительно,
а все высококипящие компоненты и фракции можно представить
в виде компонента нС4 или (яС1+ или нС5+). Аналогичным
образом уточняется расчетный состав сырья и в других процессах
разделения легких углеводородов. В процессах стабилизации
бензинов и газоконденсатов состав сырья принимается состоящим
из компонентов до С& или Се включительно;-все высококипящие
компоненты принимаются за компонент С? или Св (С7+ или Са+).
2. Рассчитывается фазовое состояние сырья и определяется
доля отгона ер (см. п. 4 данной главы),
3, Определяются составы дистиллята, остатка и выход дис-
тиллята. Для этого решается общая система уравнений, включа-
ющая уравнения покомпонентного материального баланса, соот-
ношения (11.72) и ограничения по составу
^Fi = ea:Di“b(^
ФХа (11.74)
i i
94
Для выполнения расчетов уравнения (II .74/ приводятся к виду
(11,75)
Поскольку относительные летучести компонентов ос/_ь слабо
зависят от температуры, независимыми переменными системы
(II.75) являются отбор дистиллята в и температурная граница
деления смеси Уравнения (11.75) решаются относительно с
и tk методом итераций, например, методом Ньютона — Рафсона.
При решении системы (11,75) производятся следующие вы-
числения.
С помощью очевидных соотношений между заданной степенью
извлечения целевых компонентов срщ и Фуиа, составом сырья
и выходом дистиллята е определяется содержание целевых
компонентов в дистилляте и остатке
XWi^
(1176)
и далее при помощи соотношений
Фдг , 1—г ,
= i-фр. Ф; = “Г" Фх>i =1—Фтг£ (11 77)
определяются значения для целевых компонентов.
Вычисляются относительные летучести всех компонентов а-_А;
в качестве определяющей температуры здесь может быть принята
температура питания tp.
При расчете ректификации смесей с заданным разделением
близ ко кипящих компонентов для компонента, соответствующего
температурной границе деления смеси, принимается условие
кь = 1 [22}, тогда = к£ и = / (£эф)7 т. е> независимой
переменной системы (11.75) будет эффективная температура
вместо температурной границы деления смеси t^. Следовательно,
в этом случае относительные летучести компонентов вы-
числяются при эффективной температуре
В качестве первого приближения для принимается темпе-
ратура, соответствующая отбору дистиллята е^=1 по кривой ИТК/
т. е. = d?™. В первом приближении отбор дистиллята-
принимается равным потенциальному содержанию в сырье ком»
h
понентов до температурной границы деления смеси —
(=1
для эффективной температуры принимается такое зпаченне Йф1,
при котором значение константы равнораспределенного компо-
95
нента kk находится как среднеарифметическое значений констант
равновесия легколетучего и тяжелолетучего компонентов.
Определяются также индексы фракционирования п по урав-
нениям
1g
4-fe>i~Ti^T <п-78)
п„ ~ T.V7 ' ~ (1179)
Если принятые значения отбора дистиллята е? и темпера-
туры Йф или й не удовлетворяют условию суммирования лото'
ков по уравнениям (IL77) с заданной точностью, то расчет повто~
ряется с новыми значениями и или tf, ; процедура продол-
жается до получения удовлетворительного соответствия.
4* Рассчитывается минимальное флегмовое число* Для этого
могут быть использованы, например, уравнения Андервуда.
Отметим сначала, что режим минимального орошения имеет
дае степени свободы проектирования, т. е. в исходных данных
может быть принято, например, либо извлечение двух компонен-
тов (ipf, фл )т либо извлечение одного компонента и выход дистил-
лята (фг, 8), (фА, 8)*
Минимальное флегмовое число и полный состав продуктов
должны определяться одновременно в результате решения системы
уравнений материального баланса и приведенных далее соотно-
шений Андервуда. Однако для упрощения расчетов уравнения
Андервуда обычно решаются при заданном составе дистиллята,
найденном, например, предварительно для режима полного оро-
шения. В приведенной методике для определения минимального
флегмового числа используется состав дистиллята, полученный
в режиме заданного орошения.
Сначала определяется корень 9 уравнения
р
2^-^рг
(П.80)
1=1
Искомое значение корня 0 находится в интервале значений отно-
сительных летучестей легкого и тяжелого ключевых компонентов,
т. е. 1 <0 <аг_Л. i
Затем определяется Длин из уравнения
и/ _А _ е (П-81)
i=»l
5. Определяется рабочее флегмовое число па основе вычи-
сленного значения и принятого коэффициента избытка
флегмы
/г-Ммнн r (H.S2)
69
6* Определяется число теоретических тарелок* Обычно его
с достаточной для практики точностью определяют по графику
Джиллиленда (рис* Ц~30), который построен на основе точных
термодинамических расчетов для большого числа бинарных и мно-
гокомпонентных смесей методом «от тарелки к тарелке». При ВЫ-
РОС. II-30. Расчетный график для опре-
деления числа теоретических тарелок
при ректификации, бинарных и много-
компонентных смесей.
пол нении расчетов можно использовать также следующую анали-
тическую зависимость для Этого графика [22]:
г 1+54.4Х X—1\
• у/ j- ) (11.83)
Положение тарелки питания обычно фиксируется с помощью
какого-либо эмпирического правила или соотношения, обеспечи-
вающего выполнение оптимального расчета колонны, и поэтому
число теоретических тарелок по секциям колонны может быть
найдено в результате потарелочного расчета процесса ректифика-
ции после определения полного состава продуктов или на основе
более простых уравнений, приведенных в гл. IV*
Определение температурного рещима процесса производится
на основе найденных составов продуктов в результате решения
уравнений изотерм или уравнений однократного испарения и кон-
денсации смесей* Составление теплового баланса процесса и опре-
деление внутренних материальных потоков в колонне произво-
дится так же, как и для случая ректификации бинарных смесей*
Пример 12* Рассчитать процесс стабилизации газового конденсата в пол-
ной ректификационной колонне* Конденсат состоит из углеводородов пара-
финового ряда нормального строения и сероводорода; состав конденсата
(в мольных долях) г
G. ............* 0,0(504 СБ.............. 0 203
С2 ’.............0,07 Са.........* * * 0 035
С3...........* * 0,099 С7+ . .......... 0,35
С4 ....... 0/144 H2S ...........0,038В
Исходные данные*- F — 100 кмоль/ч, Р = 0,9 МПа, tF = 90 °C»
Стабилизацию следует провести в режиме дебутанизации с целью полу-
чения стабильного конденсата, практически свободного от сероводорода
4 Заказ 757 .97
Расчет стабилизации газового конденсата по методу температурной границы
Ком- понент Сырье Режим заданного орошения
МОЛ.’ доли с с с- о 1 *04 *i—h и и о ч-н II & мол, доли Ж1Г.' мол, ДОЛ 11
§ H2S с3 иС4 иС5 иСв Ст. 0,0604 0Т0700 0,0386 0,0990 0,1440 0,2030 0т0350 0,3500 21,6 8,0 5,52 3,19 1,19 0,52 0,24 0г04 41,6 15,4 10,62 6,14 2,28 1 0 46 0,077 25т5 8,2 6,0 3,8 1,7 0,78 0,38 04 20,3 6,5 4,76 3,02 1 35 0,618 0 302 0,079 4 8-10® 2,5-10> 3,16404 1,55 Л0» 7,35 0,405 0,107 0,0087 0,1360 0Д575 0,0870 0,2235 0 2770 ОДИб 0 0062 O'fiOOfj оо о о о С) О № О О 1 I I М СЛ си О Г суз да с» -о о . Ф © © -Ч 1
2 1 1,0000 | — | — | — -1 1 0,9994 0,9978
* Л1У1ЬЯ =- io ’
и не требующего последующего защелачивания. В связи с этим приняты
следующие значения извлечений Сд в дистиллят и С5 в остаток; с ™
= 0,855; ф1у с* = 0,757.
Требуется определить выход дистиллята е, флегмовое число R, потреб-
ное число теоретических тарелок (7V1, ууа) и полные составы продуктов
и при оптимальных коэффициенте избытка флегмы и положении тарелки
питания.
Расчет, 1. Фракцию конденсата С7* будем рассматривать как компо-
нент Св. Для расчета констант равновесия компонентов использована номо-
грамма де Пристера [10]. Летучесть сероводорода определена как среднее
между летучестями Этана и пропана*
2, Рассчитываем фазовое состояние сырья и определяем = 0,315.
Определяем константы равновесия компонентов и их относительные лету-
чести ai-fi (табл. 11,17).
3. Определяем состав продуктов. По уравнениям (11.77) определяем
содержание целевых компонентов в продуктах разделения прл a — 0,444
(последующим расчетом проверяем принятое вначение)
0,855 0444
с. — 0,444
0,2770
0,144 - 0,444-0,2770+ (1-0,444)^ Q
2^^=0,0378
0,757 - 0,203 гпп„п
xw,ct= 1—0,444 0,2760
0,2030 - 0,444»D С| + (1 -0,444) 0,2760
*D,c.=0-1116
98
деления смеси (к примеру 12) ТАБЛИЦА Пт17
Режим минимального орошении (Кмяч) («г - h —6) Температура верха колонны Температура низа колонны Паровой и жидкостной потоки дистиллята
е = is54 1 е-и,5 e = is5i й Г* А л ** xDi с о £ ES. н и о © -if II Q т* при ffj2=0s73S3
>+eO (+~1) U3 н 11
0 0617 0,0618 0,0618 21.74 0.0063 — - 20.31 0.0089 0.18104
0.0780 0,0777 0,0778 5.31 0.0296 — II — 4,34 0,0455 0Л9733
0/0452 0.0449 0,0449 4,08 0.0213 — — 3.39 04)315 0,10667
0Д32О 0,1310 0.1310 £91 ОД167 — — 1Лз 0Л693 0,24272
0,4430 0,4200 0.4260 0.71 0,3920 3,0 0,1130 0.487 0.4468 0,21762
-0.3760 -0.4060 —0.3980 0.30 0,3730 . 1.7 0,4680 ОД 92 0.2763 0.05324
—0.0149 —0,0155 -0.0153 0,12 0.0495 0,99 0,0575 0,075 0.0196 0.00146
—0.0184 —0,0190 -0.0188 0.05 0.0115 0.57 0,3610 0,029 0,0021 0.00006
0,3496 0.2949 | 0.3094 — 0.9996 j — 10,9996 “ в 1,0000 14)0014
Следовательно
।
0,2770 _ , , 0,1116
= 0,0378 — 7,33 %6 = 0,2760 — 0,404
Принимаем такое значение эффективной температуры при котором
константа равновесия компонента на границе деления (&* ==• 1) соответствует
примерно среднему значению констант равновесия целевых компонентов*
Так, например, при &ф = 110 °C имеем
Ч + *с. „ 1,45 + 0,66
fcjfe’"-' 2 ~ 2 — ^06
Определяем относительные летучести компонентов при темпера-
туре Зэф (см, табл. 11,17) и индексы фракционирования по уравнениям (П.78)
и (IL79)
_ lg7,33 _ 1g 0,404
rt(zx>i-lglT35 “'6’Ьд nctz< [-lg0,618 - V7
Вычисляем коэффициенты и при помощи уравнений (11.75) опреде-
ляем полные составы продуктов и xDi (см, табл. П Д7). Так, например,
для компонента Cff имеем
0,302М? = СГ107
_____________0,035______
cs = 1-^0,444 (0,107—1) " °’058
Gte°^ *0,107-0Т0062
4*
09
2 — 0,0022
Проверка условия суммирования полученных значения концентраций
компонентов в дистилляте и в остатке показывает, что принятая в начале
расчета температура *эф = НО вС обеспечивает решение системы уравнений
(II.77) с высокой точностью
, р
г^=1-2 ^ = 0,0006
7=1
Таким образом, распреденяемыми компонентами в заданных условиях
разделения кроме целевых компонентов являются также С3, Св и С7, при этом
пропан практически нацело переходит в дистиллят, в то время как гексан
и более тяжелые компоненты и фракции уже заметно распределяются между
продуктами. Так, в дистиллят попадает около 8% гексана
0,0062-44,4
с.-11 3,5
а более тяжелых фракций — около 0,1%
л.попг:.'4_д
1 *₽Bl с,,.= ч5 .100 = 0,076
.100 — 7,85
Выполненный расчет показывает также, что принятые условия стабили^
зации (отбор дистиллята и заданное извлечение С4 и С5) обеспечат получение
стабильного конденсата, не требующего последующего защелачивания,
так как при содержания сероводорода в нем Нгя = 1,6*10-6 мол. доли
он будет выдерживать испытание на коррозию на медной пластинке [11 ].
4. Рассчитываем минимальное флегмовое число. Вначале определяем
корень уравнения (1L80), получаем 6 = 1,51 (см. табл. 11,17). По уравне-
нию (11.58) определяем значение Ямин
„ , л 41,6 -0,1360 т 15,1.0,1575 , 10,627 -0,087 г
^мин—41,6 — 1,51 15,4 — 1,51 “И 10,62 — 1,51
, 6,14 + 0.2235 . 2,28*0,2770 r 1 0,1116 г 0,46*0,0062
П” 6,14-1,51 2,28 — 1,51 + 1-1,51 + оД-1,51
Откуда Ямин = 0,31.
5. Оптимальный коэффициент избытка флегмы определяем по уравне-
0,35
₽ = 1?Зо+о^р=М6
Флегмовое число будет равно R — 2,46*0,31 = 0,76. В соответствии
с проектными данными для последующих расчетов примем несколько боль-
шее значение R = 1,1.
6. Определяем число теоретических тарелок по графику Джиллиленда
(при Я = 1,1)
. 1,1-0,31
х =; V+r 01376
По рис. П-ЭО У = 0,325 и, следовательно
0 325 + 3,52 .
— ------—— = 5,7 6
1-0,325
Оптимальное положение тарелки питания определяем по уравнению (IV,22)
/ЛЧ\ _ Г 0,203 / 0,0377 V _1-2О1444']отаов
/опт — L 0,144 \ 0,1116 / 0,444 J =о’45
Следовательно, 1VI — 3 и V3 = 3.
100
7. Определяем температуры верха и низа колонны при помощи уравне-
нии изотерм паровой и жидкой фаз (11*36), (11*37), а также рассчитываем
дони парового я жидкостного потоков дистиллята и их составы при помощи
уравнений (11.49), (Ц.бЬ) при температуре в конденсаторе-холод иль нике
zd = °^* В результате расчетов получаем температуры верха колонны
t'D 57 °C, нГ1за колонны = 157 °C и долю парового потока дистиллята
= 0,7383* Результаты выполненных расчетов, а также составы парового
и жидкого потоков дистиллята представлены в табл^ 11,17*
Расчет ректификации многокомпонентных смесей по ключевым
компонентам. При четком делении многокомпонентных смесей
и отсутствии особых требований к качеству продуктов по примес-
ным не целевым компонентам расчет может быть выполнен так же,
как для псевдобинарной смеси, состоящей из ключевых компо-
нентов.
Легкий (легколетучий) ключевой компонент — это наиболее
тяжелый компонент, извлечение которого в дистиллят больше,
чем в остаток; тяжелый (тяжелолетучий) ключевой компонент —
это наиболее легкий компонент, извлечение которого в остаток
больше, нежели в дистиллят* Ключевыми компонентами обычно
являются целевые компоненты, находящиеся па температурной
границе деления смеси, т* е. компоненты, между которгами про-
изводится заданное разделение. Так, например, в процессах деме-
танизации разделение происходит между углеводородами С; иСй,
в процессах деэтанизации — между углеводородами С2 и С3?
в процессах стабилизации — между углеводородами нС$ и яС5 и
т- д*; указанные углеводороды и принимаются соответственно за
легкий и тяжелый ключевой компоненты*
Условия четкого деления в принципе отвечают полному извле-
чению в продукты ключевых компонентов — легколетучего в дис-
тиллят и тяжелолетучего в остаток (ср/ 1 и ср^ —> 0)* Однако
в реальных условия* даже при четком делении tp/ <; 1 и <р^ 0
и в дистиллят н остаток распределяются все компоненты смеси*
В то же время при достаточно высокой степени извлечения клю-
чевых комповгеитов дистиллят будет состоять преимущественно из
легколетучих (i = 1, 2, .... Z), а остаток — из тяжелолетучих
компонентов (i — А, *.., р). Поэтому при отсутствии особых тре-
бований к содержанию примесных нецелевых компонентов за
наименее летучий компонент в дистилляте можно принять легкий
I и за наиболее летучий в остатке — тяжелый Л ключевой компо-
ненты. Таким условиям в большинстве случаев будет удовлетво-
рять разделение многокомпонентной смеси, в которой компо-
ненты. прилегающие к ключевым, значительно отличаются от них
по летучести, при следующих предельных значениях извлечений
ключевых компонентов в дистиллят и остаток
Фиг и °.8 Флл 11 < °’2 (IIS4)
Прк расчете по ключевым компонентам с учетом принятых
выше допущений внешний материальный баланс процесса ректи-
101
фикации определяется путем элементарных вычислений по урав-
нениям материального баланса на основе принятых исходных дан-
ных но заданному разделению ключевых компонентов.
Если задано содержание одного из компонентов в дистилляте
и остатке, то количество дистиллята определяется по уравне-
нию (11*4)* Распределение компонентов в дистиллят и остаток
находят из условия, согласно которому компоненты более лету-
чие, чем легкий ключевой, полностью переходят в дистиллят,
а компоненты менее летучие, чем тяжелый ключевой, полностью
переходят в остаток. После этого определяется содержание дру-
гого ключевого компонента в дистилляте и остатке ит следова-
тельно, находится полный состав продуктов,
В том случае, когда задано содержание одного ключевого
компонента в дистилляте, а другого в остатке и общий выход
дистиллята, расчет материального баланса по методу ключевых
компонентов выполняется так жет как для условий четкого деле-
ния смеси, если принять полное извлечение в дистиллят или оста-
ток только одного из компонентов, прилегающих (по летучести)
к ключевым компонентам* Более подробно такой расчет будет рас-
смотрен в последующих примерах*
Дальнейший расчет процесса ректификации но методу клю-
чевых компонентов с определением потребного числа тарелок
и флегмового числа при заданном коэффициенте избытка флегмы
выполняется для псевдобинарной смеси, состоящей из ключевых
компонентов, при следующих составах сырья, дистиллята и
остатка:
// /Т| дгл.
Расчет по ключевым компонентам обычно дает значения И
и УУ на 20—50% заниженные по сравнению с нотарелочным рас-
четом*
Пример 13 *, Рассчитать процесс ректификации стабильного бензина
с получением дистиллятной фракции, содержащей 95% (масс.) изопентана;
содержание изопентана в остатке не должно превышать 2,13% (масс,)*
Производительность колонны по стабильному бензину составляет
700 т/сутки (при следующем составе сырья, % (масс*));
Бутан * . * * * , .* . 0,4 Цяклопентан............0тЗ
(^Пентан 15,4 Гексан и выше * * * * 60,4
д-П&нтап 23,5
Сырье подается в колонну в виде кипящей жидкости (q = 1 иди е = 0).
Расчет. Количество дистиллятной фракции .определяем по уравне-
нию (П*4)
\ 0454-0,0213 _ ?
° " 0,95—0 0213 •'00 —100 тлсутки
* Исходный данные взяты из расчетного примера? нриледеиного в моно-
графии Нормана [21],
102 4
Распределение и между дистиллятом и остатком найдем по заданным
условиям разделения
d^C( =0,95-100 — 95 т/сутки; Ьц с& =0,0213 600 = 12,8 т/сутки
Следовательно, извлечение целевого компонента иСБ
с, — 95-1-12,8 = 0,88 > 0,8 ,
1:>-s
Cs~9512,8
соответствует условию четкого деления смеси 1см* уравнения (IL84)J* По-
скольку извлечение последующего более тяжелого компонента н Св в дистил
лят не может быть больше, чем извлечение целевого компонента кС5, по-
следний очевидно, будет являться легким ключевым компонентом, а тяже-
лым ключевым компонентом будет и СЕ> Для расчета колонны воспользуемся
методом ключевых компонентов
Внетлпий материальный баланс колонии определим из условия, согласно
которому компоненты более летучие, чем легкий ключевой, будут полностью
переходить в дистиллят, а менее летучие, чем тяжелый ключевой, — в оста-
ток, т. с. #-бутан будет полностью переходить в дистиллят, а циклопентан
и более тяжелые компоненты — в остаток. Следовательно, количества этих
Компонентов в продуктах разделения найдем до исходному количеству
их в сырье-
dC+=0,00+700 = 2,8 т/еутки
Ьс =0,003-700 = 2,1 т/сутки
6Св=0,604-700^=422?8 т/сутки
Распределение тяжелого ключевого компонента н СБ между дистиллятом
и остатком нацдем из уравнений материального баланса дистиллята и остатка
Сл = 100 —(2,8 | 95)- 2,2 т/сутки
Ъ г - 600-(12,8+ 2,14-422,8) = 162,3 т/суткй
Результаты расчетов состава получаемых продуктов представлены
в табл, 11,18, а общий материальный баланс процесса приведен в табл, 11,19*
Состав продуктов ТАБЛИЦА 11Т18
Компонент Дистиллят Остаток
т/сутки % (масс.) т/сутки % (масс.)
Бутан Изопентан н-Пентан Циклононтан Гексан и выше 2,8 95 2,2 2.8 95 2,2 12,8 162,3 2,1 422,8 2,13 27,02 0,35 70,5
Итого ь 100 100 100 100
103
Материальный баланс процесса ТАБЛИЦА ПД9
Компоне нт Мольная масса Состав
мод. дол и % (ма.?с.) кмоль/я КГ/Ч
Сырь*? Бутан 58 0,0059 0,4 2,0 116
Изопептан 72 0/18 15 4 62Д 4 480
и -Центам 72 0 275 23,5 95,3 6 860
Цикл! шептан 70 0,003(1 0,3 1,2 87
Гексан и выше 95 * От5355 60т4 185,5 17 610
Итого -— 1,0 100 346,1 29 153
Дистиллят Бутан 58 0,035 2,8 2,0 Ififi
Изопентан 72 0,943 95,0 54,8 3950
х «-Лентан 72 0,022 2,2 1,2 90
Циклопентан 70 — -—
Гексан и выше 95 * — — — ——
Итого -— 1,0 100 58,2 4156
Остаток Бутан 58 , —
Изопентан 72 0,0254 2,13 7,3 - 530
н-Пеятан 72 0,326 27,02 94,1 6 770
Цпклопептан 70 0,0043 0.35 1,2 87
Гексан п выше 95* 0,6443 70,50 185,5 17 610
Итого | - 1 /1.0 Юо 1 .288,1 | 24 997
* Средняя мольная мазса гексана и высших угле б о пор о до л определена опыт,
пым путем.
Примем давление в верхней части колонны Р — 0,22 МПа, и пи ж не п
Р = 0,25 МПа, Расчетные температуры верха и низа колонны составляют
55 и 97 ЧС (см. табл, 11,20). Константы равновесия принимались ио данями
работы [10),
К определению температур дистиллята и остатка ТАБЛИЦА 11,20
Компонент В верхней ча?ти колонны f ^55 °C В штанги ча^ти колонны <1? =с
щ‘!Ч Л
Бутан 0т035 2,19 0.016
Изопентан 0,943 0,985 0,9^8 0.0254 223 0.056
«-Пентан 0,022 0,80 0,027 0.326 1,85 0.604
Цнклопенган — — —г- 0.0043 1,24 0.005
Гексан и выше — ——.. — 0,6443 0,536 * 0-345
Итого 1,0 — 1т001 1,0 —- 1т010
* Средняя величина.
104
Определим концентрации легколетучего компонента в лсевдобвнарной -
смеси, состоящей из ключевых компонентов
0Д54
жл— 0,154+0,235 ~ 0,396
0,0213 __ •
*W= 0,0213 +0,2702 0,0733
0,95
Vd= 0,022 + 0,95 ~()’9'8
Относительную летучесть изопентана (по отношению к нормальному
пентану) найдем как среднее геометрическое от летучестей в верхней и ниж-
ней частях колонны (см. табл. И,20) "
/ 0х085 2т23у.з г
а" К 0,8 1,85 / —I,217
Минимальной флегмовое число определим по уравнению (IIЛ1) при
== ,
ОЛЯй— Vi 44
Нм|ч-=0]444-0,39б = 11’1
где *•
1,217+396 _
'Al - Z 1 + 0,396 (1,217 — 1) "0tl44
Отмстим, что расчет Минимального флегмового числа но Андервуду
дли указанных условий разделения даст значенью ^ыпн = И,3 [24}.
Примем р= 1,3. Тогда
7?~1 3*11,3 = 14,7
Число теоретических тарелок определим аналитически по уравнениям
(IL22)~ (IL23).
Для концентрационной части колонны имеем
^=0-5|_1‘7' (1,217-1)1'1,7 — 14,7 J — 0,658
0,978
Ь= (1,217'-1) 14,7 = °-307
с 0,658 + У 0.6582“—0,307 1,11
d = 0.658 - /6,6582 - 0,3&7 =0,305
(1/217 _1}(1,И —0.305)
+ 1 —0,305(1,217—1) - 1,1
Г 0.978 — 0,305 1,Ц -0,3964
lg 4 1,11 -0,978 0,396—0,305/
1g 1,164
Для отгонной части колонны: имеем
05396 -0,0733 л
е™ 0,978 -0,0733 “°‘358
0,358 (1 + 14,7)
1 - 0т358
/ , . Г. 1,217 , 0,0733 "I
а -0,5 |_1— Ц 217 —1)9.7 9Т7 J °’207
105
(1,07-33
b (1,217—1)9,7 °’035
c' -0,20.7 4- K'0,2073-Ь0,035 =0,486
d' =0,207 — K0,02072-F 0,035 = —0,072
„ , , (1,217— 1) (0,486 (-0,072) _
a — L+ 1-0.072(1,217-1) 11
/ 0,396 + 0,072 0,486—0,0733
lg \ 0,486 — 0,396 ' 0,0733+0,072
'V'2 = 1g 1,123
Следовательно, при флегмовом числе R = 14,7 требуется 49 теорети-
ческих тарелок с подачей сырья на 26 тарелку снерху колонны.
Пример 14. Рассчитать процесс стабилизации газового конденсата на
основе метода ключевых компонентов по исходным данным из примера 12.
Расчет- Составим материальный баланс процесса
Количества целевых компонентов С4 и С5 в продуктах Определим, исходя
из заданного их извлечения
--0344^0,855^0 123 6Г =0Д44—0,123~0Д)21
Ъс = О 203-0,757 =-0.1535 Ъ„ =0 203 — 0 1535=0,0495
Легким ключевым компонентом здесь является бутан, а тяжелым —
мептан, так сак извлечение С5 в дистиллят меньше, чем С4, а на влечение С4
в остаток меньше, чем С5:
0,0495
сь ~ 0,203 <\244 < 0т355
0,021
— 0,Ы6< 0,757
Поскольку пропан является более лстколетучим компонентом по о тио"
шению к бутану, нежели пентан по отношению к гексану (см. табл. П,17)т
примем, что пропан полностью переходит в дистиллят, а гексан является
распределяемым компонентом. Для компонента С7+ примем ужо полное
извлечение в остаток. Тогда распределение компонента Cs в дистиллят
И остаток определится из материального баланса и заданных услоаий раз-
делении
'Alfl ^^~{XF с, gs + C:|“f’^C4 +^сБ)==
=0,444- (0+6044-0,07 +0,0386 + 0,099+ 0Д23 +0,0495) =0,0(135
1 — 0 0350 —0,0035 — 0,0315
ъв * *
•и
Материальный баланс процесса, базирующийся на полученных данных,
принедеп в табл. 11,21.
Определим исходные концентрации псевдобинарной смеся, состоящей
- из ключевых компонентов
0,144 л ‘
“0,144 + 0,203 “ °’414
0123 п-1/
QJ23 + 0,0495
0,021
0т021 + 0,1535 -°’12
100
Материальный баланс стабилизации газового ТАБЛИЦА TI,2t
конденсата по методу ключевых компонентов
(к примеру 14)
Компонент a’Fit МОЛ. дол. rii. кмоль/ч МОЛ. ДОЛ- кмоль/ч xWit мол. пол.
С. 0,0604 0,0604 0,1360 —. <— ™
с‘ 0,0700 0 0700 0 1575
FLS 0 0386 О’,0386 0 0869 —
с? 0;0990 0 0990 0.2230 —. —
^c< 0,1440 0,1230 0,2770 0,0210 0,0371.
яС5 нСе - 0,2030 0,0350 0,0495 0 0035 0 1116 0.0080 0,1535 0 0315 0,2760 0.0565
С-+ 0,3500 —- — 0,3500 0,629(5
Итого 1,0000 0,4440 1 0000 0,5560 1,0000
При относительной летучести псевдобинарной смеси (см. табл. 11,17) а =-
— 1,19/0,52= 2,29; определим координаты кривой равновесия по уравне-
г нню’(ПД4) и построим ее на графике у—х (рис. Н-31).
У
Рке. Графическое определение
числа теоретических тарельк (к при-
меру 14), лх
OS
f
О 02 8,4 OS Л
Определяем минимальное" флегмовое число при жидкостном питании.
Находим координаты равновесных составов питания: уо = 0,617; = 0,414,
По уравнению (IL11) имеем
R 0,714-0,617
Ы11н^ 017-0,414
Оптимальной флегмовое число определим при помощи уравнения
(IV.18)
=1,30 0,477 + 0,36-0,98
Принимаем /?элт = 1,1.
Записываем уравнение рабочей Линии верхней части колонны
1,1 0,714
Уп1 j ) 1 +i + 3 [-11^* 0j524#n-ь! +0-34
107
На диаграмме у—а? этому уравнению соответствует линия DK.
Определяем тангенс наклона д-линии
1—0,315
tg <? С _4 .И =-= — 0 315 — — 2,17
Проводим g-линию и через образовавшиеся точки С и Л1 проводим рабочую
линию лижней части колонны,
В результате построения определяем число теоретических тарелок
в колонне
3 Л2 —3.5 (пример 2Уа_4)
Сравнение выполненного и проведенного ранее (в примере 12) расчетов
показывает, что в данном случае метод ключевых компонентов даст резуль-
таты , практически совпадающие с результатам гЦ полученными методом тем-
пературной границы деления смеси?
6- аналитические методы расчета процесса ректификации
многокомпонентных смесей в сложных колоннах
Технологические схемы ректификации многокомпонентных сме-
сей в сложных колоннах. Рассмотрим наиболее простые техноло-
гические схемы процесса ректификации многокомпонентных смесей
в сложных колоннах, При ректификации близкокипящих углеводо-
родных смесей, в составе которых имеется небольшое количество
компонентов летучесть которых заметно отличается от летучести
остальных компонентов смеси, применяются колонны с одним
боковым отбором продукта. Если в смеси содержится неболь-
шое количество легколетучих компонентов, их отводят с дистилля-
том. Остальные продукты разделения выводят с остатком и с бо-
ковым погоном в виде жидкости, отбираемой с одной из тарелок
колонны, расположенной в се концентрационной части. При этом
в боковой погон попадает лишь небольшая часть легколетучего
компонента. Таким условиям, в частности, отвечает разделение
смеси бутанов с небольшим количеством пропана (рис. 11-32, а)
или разделение смеси этан — этилена с небольшим количествен
метана. Аналогичным образом при наличии в смеси небольшого
количества тяжело летучих компонентов их выводят из колонны
с нижнем продуктомт а остальные компоненты отводят с дистил-
лятом и боковым погоном в виде пара, отбираемого с одной из
тарелок колонны, расположенной в нижней ее части. При этом
в боковой погон попадает лишь небольшое количество тяжело-
летучих компонентов. Такие условия могут встретиться, напри-
мер, при разделении смеси пентанов с небольшим количеством
бензиновых фракций,
В схеме разделения продуктов реакции алкилирования изо-
бутана олефинами применяют колонны с двумя боковыми отбо-
рами (рис. 11-32, б). Из верхней части такой колонны отбирается
пропановая фракция, верхним боковым погоном является изо-
бутановая фракция, нижним — фракция нормального бутана и,
наконец, с остатком уходит алкилат.
108
,/
Технологические схемы процессов разделения со сложными
ректификационными колоннами при нескольких вводах сырья
обычно используют для энергоемких процессов разделения: при
разделении близкокипящих смесей — колонны с двумя вводами т
при разделении ширококипящих смесей — колонны с несколь-
кими вводами* В качестве примера па рис* П-32, в показана техно-
логическая схема деэтанизации углеводородного конденсата, обес-
Рпе* П-32. Схемы ректификации многокомпонентных углеводородных смесей в сложных
волоцнах:
а — блок разделения смеси бутанов ГФУ; б — баок ректификации установки сернокис-
лотного алкилирования; в — деэтанизатор установки [низкотемпературной ректификации
природного газа; J — колонна; 2 — тарелки?, J — конденсатор-холодильник; 4 — емкость
орошении; <5 _кипятильник; d — сепараторы; 7 — турбодстаядер; I — смесь пара-
финовых углеводородов С, С*; Л — рропапо а ан фракции; II г — изобутанован фракция;
TV -- франции нормального бутана; V — смесь парафиновых углеводородов Ся — СБ+;
V7 — алкилат (фракции С^Л; VII — природный газ (iC( — СЬЛ; УШ — сухой газ (метан-
этановая фракция); IX — фракция — 04 (обиженный газ;) X — еталильный [конден-
сат (фракция СБ+).
испивающая значительное уменьшение общих затрат на его раз-
деление по сравнению со схемой, где используется простая ко-
лонна.
Приведенными примерами, конечно, не исчерпываются об-
ласти применения сложных ректификационных колонн для раз-
деления многокомпонентных смесей в условиях переработки
нефти и газа* Однако и этих примеров достаточно, чтобы составить
полное представление о существе рассматриваемого вопроса.
Проектный расчет ректификации многокомпонентных смесей
в сложных колоннах может быть выполнен достаточно просто
по ключевом компонентам* Рассмотрим сначала исходную систему
уравнений, используемую в методе ключевых компонентов.
109
Применяя понятия о ключевых компонентах к условиям раз-
деления в сложных колоннах, примем, что при четком делении *
в каждом продукте будет содержаться три компонента: в. дистил-
ляте нераспределяемый легкий, ключевой и тяжелый примесный
компоненты; в боковых погонах—легкий примесный, ключевой
и тяжелый примесный компоненты и? наконец, в остатке — легкий
примесный, ключевой и переопределяемый тяжелый компоненты.
По аналогии с разделением в простой колонне примем также, что
легкий не распределяемый компонент в дистилляте включает
в себя все нераспред ел немые компоненты, так же как тяжелый
нераспределяемый компонент в остатке включает в себя все тяже-
лые переопределяемые компоненты. Тогда общее число компонен-
тов будет равно
= (11,86)
где ns — число боковых погонов.
Определим теперь число степеней свободы проектирования
процесса роггтификации на основе метода ключевых компонентов.
Процесс описывается уравнениями покомпонентного материаль-
ного баланса, число которых равно числу компонентов (zn), и
ограничениями по составу, число которых равно числу внешних
потоков (?г). Общее число переменных будет равно числу ком-
понентов в потоках (3ft) и числу получаемых продуктов (ft)* Сле-
дователвно, число степеней свободы равно
V = (3n. + rt) —(и-рто) =3« —
Подставляя п = ns + 2 и значение т ио уравнению (11,86)
получим
K-=2(ns Н) (П.87)
Следовательно, для колонны с одним боковым отбором (ns = 1)
можно записать, что V = 4; при Двух отборах (п$ = 2) уже
V = 6 и т, д. Данное уравнение определяет число степеней сво-
боды проектирования процесса не только в сложной, но и в про-
стой колонне, так как при п& 0 имеем V = 2,
Целесообразно в качестве независимых переменных принять
величины отборов боковых погонов, кроме одного, и содержание
в них одного ключевого компонента; например, при наличии
ОДНОГО бокового отбора ИМИ будут Elt Eg, Яря, %Sn~
Таким образом, исходными данными рассматриваемого ниже
проектного расчета являются т концентраций ключевых компо-
нентов в п продуктах (при t = 1, 2, ,,,, т) флегмовое число
вверху колонны Z? — L/D (или коэффициент избытка флегмы fj)
и отборы продуктов: ех — дистиллята и Eg — боковых погонов
(при 5=2, 3* ***, п-1); определяются же потребные числа
тарело[; по секциям колонны Nj и полные составы продуктов
110
Переходим к расчету.
1. В результате решения системы уравнений покомпонентного
материального баланеа.с учетом ограничений по составу опреде-
ляются концентрации т ключевых компонентов в п продуктах
н-2
3=[
Z '
f\
£>si-l 5==2, 3, . . n-1
i«l 5-
-h P
= 1 SxWi = 1
i»l i=f
При указанном расчете материального баланса процесса
ректификации zn-компонентноЙ смеси в сложной колонне , обеспе-
чивающей получение дистиллята, остатка и (п—2) боковых пого-
нов , определяются полные составы продуктовт что аналогично
расчету процесса ректификации бинарной смеси в полной ко-
лонне.
2. При заданном флегмовом числе R мз уравнений материаль-
ного баланса по секциям колонны определяются составы паровых
потоков, поступающие в каждую из них,
3. Каждая секция колонны рассчитывается на заданное раз-
деление двух ключевых компонентов по методике, изложенной
в и, 6 настоящей главы. В результате расчета определяются
потребные числа тарелок минимальные флегмовые числа по
секциям Дчин/ и коэффициенты избытка флегмы 0;.
Следует иметь в виду, что чем больше боковых отборов, тем
более жесткими являются ограничения на произвольное задание
численных значений исходных данных (допустимых отборов и за-
данных концентраций ключевых компонентов). В связи с Этим
для получения реальных концентраций потоков по всем компонен-
там целесообразно принимать отборы продуктов равными потен-
циальному содержанию целевого компонента в исходной смеси.
В атом Случае всегда будут обеспечены положительные значения
всех распределяемых концентраций компонентов в продуктах
разделения. Кроме того, следует учитывать также, что высокие
концентрации ключевых компонентов в целевых продуктах не
всегда могут быть достигнуты разделением в одной сложной
колонне.
Пример 15^ Рассчитать процесс ректификации смеси парафиновых угле-
водородов Сг-Са+ (состав смеси приведен в табл. Ц,21) при давлении Р —
= 1,2 МПа в сложной колонне, обеспечивающей отбор сухого газа (фрак-
ция Ci—Са) из верхней части в количестве sD = 0т1, фракции: Са в виде
бокового погона, отбираемого выше ввода сырья в количестве es _ 0,4,
и фракции СЛ в виде остатка, соответствующего извлечена^ в целевые про-
дукты пропана qpC5 = 0,8 и бутана = 0,8. Расчеты выполнить на
1 кмоль сырья-
111
Материальный баланс процесса
(к примеру 15)
ТАБЛИЦА II.22
Компо- нент Сырье Дистиллят Боковой погоц Остаток
XF, мол. доли di. МОЛ0 Vd. мол. ДСк'ТИ Si, моли мол. доли ь,-. моли Х1У. мол. доли
С[ 0+3 о+з 0,30
с‘ 0,07 0+3 0t30 0+4 од — —
С3 0 40 0 04 0.40 0 32 0+ 0+4 0+8
нС4 0,20 1 П—1 0.04 0,1 0Д6 0,32
С5 0 30 1 1 1 0,30 060
2 1 + од 1 + 0 4 1.0 0.5 1,0
Расчет приведен ниже,
L В качестве ключевых компонентов примем Сй, С3 и С4, Следовательно,
нерас пред© л немыми компонентами будут Сх и С5±* Определим содержание
компонентов в продуктах.
Ъ„ =0,3 Ъ г =0,8-0,2—016 Ьс =0,5 — (0,3+0,1(1)—0,04
<>о Н Ci4 '-.2 V
s .. =0,2—0,16—0.04 V =0.8.0.4 = 0,32 . s„ =0,4 -(0,32-1-0,04) =
- 0.04
г2Ся 0,4 -(0.32 + 0.04) _0,04 d^ ^=0+7 -0,04 =0.03 ^G1 -0,03
' Общий материальный баланс и составы продуктов приведены в таб-
лице 11,22.
2* Верхнюю часть колонны до отбора бокового продукта рассчитаем
на разделение двух ключевых компонентов С5-С3 при yD Gsj = 0,03/0,07 —
= (\428 и TSGj = 0,04/0,4 = 0,1.
При /?р — 28 °C определяем относительную летучесть смеси Са—С^
*Са 2,75
“ = 17" ~ 0.88 ~ 3,13
и по уравнению (IIЛ 4) рассчитываем координаты кривой равновесия
(рис. Н-ЗЗт а, кривая 7), Например, при у — 0.5 имеем
0,5
* 0,5 + 3.13 (1 —0,5) -°^41
Примем R = 5 и определим из уравнен на материального баланса по кон-
туру I (рис. 11-33, а) содержание легкого ключевого компонента в паровом
потоке, поступающем в верхнюю секцию колонны, т* е. и потоке питания
этой секции
5
^оСг= 1 +5 '
О’42*
л . g = ОД 546
< _L. ’
,тогда
0,1546
0,1546 +3,13 (1 —0,154*5} 0,0553
112
Минимальное флегмовое чиело определим ио уравнению (II/И)
0,428—0,1546 _ь .
0,1546-0.0533 ~ 2,75
Следовательно, при R = 5 коэффициент избытка флегмы будет равен
₽ = "275" = 1'Й2
Выполняя аналогичным образом расчеты при меньших значениях Я,
^найдем, что при R = 2 р = 1,2 (рис, 11-33, б).
Рн<\ П-33. Графический расчет ректификации икегоколщонентной омесл в сложной ко-
лонне (к примеру 15):
а — схема кг>лонны с обозначением материальных и тепловых потоков; б — графах зави-
симости 3 “ / (Я); е —графический расчет числа теоретических тарелок;, 1 — привал
фазового равновесия смеси С8 — Ся; 5 — то же, Са — С4; 3 — д-линия; 4, 5t 6 — рабочие
линии верхней, средней и нижней частей колонны соответственно.
Через точку D с ординатой Св 0,428 и точку X е ординатой, равной
0,428
= 0442
проводим рабочую линию верхней части колонны DL. Далее, в результате
построения ступенчатой линии между рабочей линией и равновесной кривой
получаем №г = 2.
3. Часть колонны от бокового отбора до нпжнего продукта рассчитаем
теперь как полную ректификационную колонну для разделения ключевых
компонентов С$—С4 при
0,32
0.32 + 0.04 ' °’887
и
0JJ4
^тгсз— 0.044-0,16 ~ 0,2
При заданных отборах и рассчитанных значениях концентраций клю-
чевых компонентов в потоках, в том числе при с, —1, иэ общего
113
материал ь ног о баланса колонны определим условное содержание легкого
ключевого компонента в потоке питания
ся" 0 1 1 + °/*'а837 + °*5 ' °*2 = <Х555
При fLр = 72 °C определим относительную летучесть смеси Са—Сл
А'ся „ 1-9 „й
а~ kG 0.73 “ -
<-14
и по уравнению (II.14) рассчитаем координаты кривой равновесия
(рис. П-ЗЗ, <?)* Например, при х — 0,4 имеем
2,6 *0Л
у= 1+ (2,6—1) 0,4 “ 0,634
Из уравнения материального баланса по контуру ц (риг. Ц-33, л)
при у tn — уо и хп = х$ определим минимальный расход орошения Дм™
в средней секции колонны
Г xs \ f У в
Ьммн = I ~ ТТ" I I D I “777
Принимая для питания колонны t?p = 0,5, получим уц = 0,672; — 0,43
и Дч1|»/^
LMHH •
Л , 0,887 0J672 , у , 1 —0,672 Л ’
0,4 0.672 — 0,43 +W 0,672-0.43 0,4J
При коэффициенте избытка флегмы 0 — 1,2 для средней секции колонны
определим потоки пара и жидкости (в кмоль)
L --L2 0,491 = 0,6
Р^-ОД + О/ |-0?1 = 1,1
' L 0*6 л _
Таким образом, уравнение рабочей линии средней части колонны будет
иметь вид 1
у — 0.545# -|^ а
где
5 Lxs + DVd 0h4 . 0,887 । 04.1
«==------У----- =----------;--------- = 0.414
Рабочая линия по данному уравнению проходит через точку А с ординатой
и точку К с координатами х — 0 и у = 0,414 (рис* П-33, а)*
Далее построение проводим описанным ранее способом как для случая
разделения бинарной смеси; через точку О проводим ^линию, полученную
точку С соединяем с точкой В, а между равновесной кривой и образовав
впгейся ломаной линией AMNB строим ступенчатую линию. В результате
указанных построений получим следующее число тарелок, потребное для
заданного разделения: = 4,5 (для середины), и Лга = 3 (для низа ко-
лонны)* При к. п* д. тарелок Е = 0,5 получим; iVi = 4, Лга 9 и jV3 — 4
(одна теоретическая тарелка в пижпей части колонны соответствует кипя-
тильнику)*
114
Для обеспечения принятого флегмового числа в средней части колонны
У? = 0,6/0,4 = 1,5, очевидно^ необходимо сконденсировать часть парового
цотока в промежуточное сечении выше отбора бокового погона, например,
при помотци циркулирующего на трех тарелках промежуточного орошения.
Полученные в результате расчетов материальные потоки по колонне
представлены на рис. Ц-ЗЗ, а,
Найденным составам соответствуют температура верха колонны in =
— —10 °G и температура отбора бокового погона £$ = 15 °C, т, е. средняя
температура в верхней секции £ср — 2,5 °C сильно отличается от принятой
ранее, и поэтому необходимо сделать повторный расчет при новом значении
относительной летучести ct = 1,9/0,49 — 3,89. Эти расчеты выполняются
аналогично рассмотренным ранее, поэтому в дальнейшем они не приводятся.
Отметим только, что заметного влияния на конечный результат эта поправка
нс оказывает.
Расчет теплового баланса колонны производится обычным путем; он не
содержит принципиальных трудностей и поэтому здесь не рассматривается.
Поверочный расчет ректификации многокомпонентных смесей
в сложных колониях, В силу отмеченных выше ограничений,
затрудняющих выполнение проектного расчета процесса ректифи-
кации в сложной колонне, следует рассмотреть также некоторые
особенности выполнения поверочного расчета, в котором при
заданных значениях чисел тарелок в каждой секции колонны,
флегмовом числе вверху колонны и заданных отборах опреде-
ляются составы продуктов разделения.
Для расчета ректификации в сложной колонне с одним или
двумя боковыми отборами продуктовт расположенными выше
и ниже ввода сырья, получены простые уравнения [25], примене-
ние которых дает возможность легко и в то же время достаточно
надежно определять содержание примесных компонентов в боко-
вых продуктах.
Так, извлечение легких примесных компонентов в верхний
боковой отбор жидкостного потока с одной из тарелок колонны,
расположенной выше ввода сырья, рассчитывается при помоши
уравнений
l 1
fi ~ В1ч (IL8R)
где
L
А‘=~^Г
V и L — мольные расходы пара и жидкости на тарелках колонны,
расположенных выше бокового отбора продукта Sl; к[ — кон-
станты равновесия примесных компонентов при характеристиче-
ской температуре; N — число теоретических тарелок в секции,
расположенной выше бокового отбора жидкостного потока.
Извлечение тяжелых примесных компонентов в нижний боко-
вой отбор парового потока с одной из тарелок колонны^ располо-
115
женной ниже ввода сырья, определяется при помощи следующих
уравнений:
*Sy; 1
Т“ = W (П.89)
? ' 1 Л --------—
iSyljjgy^i
где
{ 1 — 1SP<V-J \ iy
^57 = 1 ’1’^ 1—^7 7 ~Т7
У и Z — мольное расходы пара и жидкости на тарелках, распо-
ложенных ниже бокового отбора продукта (5v)^ — константы
равновесия примесных компонентов при характеристической тем-
пературе; ;V — число теоретических тарелок б секции, располо- j
женкой ниже бокового отбора парового потока.
В качестве характеристической температуры без большой
погрешности может быть принята средняя температура в секции
колонныт расположенной в одном случае выше и в другом — ниже
бокового отбора продуктов.
' Определение полного состава продуктов сложной колонны
требует решения на ЭВМ значительно более сложной системы ;
уравнений, В связи с зт^м такие расчеты рассматриваются далее j
в соответствующем разделе, посвященном изложению численных
Методов расчета процессов ректификации и абсорбции.
Пример 16. По данным из примера 15 определить содержание легкого
примесного компонента (этана) в боковом продукте, используя уравне-
ние (IL8S)- В качестве исходных данных имеем: 7? — 2, = 2, АьСг = 1,9
(при fcp =- 2,5 °C); D/Sf = 0,1/0,4 0,25,
Пандем соотношение потоков в верхней секции колонны
= 0.666
и соотношение
1
В
V
1
т-гг = 0,333
Далее имеем
/Г,
( <2
0 >666
-пг = 0.35
2 <1У
1—0,35
1 -0.35
sc2l
0,25 Л,9 0,59
/
1 0,683
Извлечение отана в боковой продукт, рассчитанное ранее методом ключевых
компонентов, составляет 0,04/0,07 = 0,571 (см, табл, 11,22), т, е. практи-
чески совпадает с полученной величиной.
116
7. ЭМПИРИЧЕСКИЕ МЕТОДЫ РАСЧЕТА ПРОЦЕССА РЕКТИФИКАЦИИ
МНОГОКОМПОНЕНТНЫХ и НЕПРЕРЫВНЫХ СМЕСЕЙ В СИСТЕМЕ
КОЛОНН, СВЯЗАННЫХ МАТЕРИАЛЬНЫМИ И ТЕПЛОВЫМИ
ПОТОКАМИ
Использование эмпирических методов расчета, основанных на
опыте промышленной эксплуатации колони, позволяет без при-
менения ЭВМ достаточно просто и в то же время вполне надежно
определять тепловые нагрузки процессрв и внутренние потоки
Рис. П-З^г Схема атмосферной колонны
для перегонки нефти;
I — основная колонна; 3 — отпарные ко-
лонны; 3 — глухая тарелка; 4 “ отбой’
ник; j — конденсатор-холодильник; $ —
холодильники: 7 - емкость орошения;
S — тарелки; I — нефть; Г/ — газ; JZT —
бензин; п7 — керосин; У — легкое ди-
зельное топливо; У! — тяжелое дизель-
ное топливо; VII — атмосферный газойль;
VI7 7 — мазут; 7Х — вода; JT — водя-
ной кар.
в аппаратах, т* е. все основные параметры, необходимые для их
проектирования и анализа.
Из большого числа известных в настоящее время сложных
систем колонн рассмотрим расчеты только трех систем, широко
применяемых в нефтепереработке: атмосферной ректификационной
колонны для перегонки нефти, вакуумной колонны для перегонки
мазута и основной ректификационной колонны установки ката-
литического крекинга для разделения катализата*
Ректификационная колонна для перегонки нефти на фракции
называется атмосферной, поскольку она работает под давлением
несколько превышающим атмосферное. Сырьем атмосферной ко-
лонны является сырая обезвоженная и обессоленная нефть или
полуотбензиненная нефть соответственно при одно- или двухсту-
117
пеичатой перегонке. В последнее время предпочтение отдается
одноступенчатой схеме перегонки (разделения) нефти, Продук-
тами атмосферной перегонки нефти являются (рис, П-34): газ,
состоящий из углеводородов С3—С4 (при одноступенчатой схеме
перегонки); фракция бензина до 180 °C; фракция керосина 160—
250 °C; фракция легкого дизельного топлива 220—300 °C; фрак-
ция тяжелого дизельного топлива 280—350 °C; фракция атмо-
сферного газойля 350—380 йС (в основном в зарубежных схемах)
и, наконец, мазут — фракция выше 350—380 °C. Указываемые
здесь, а также и далее цифры фракционного состава получаемых
продуктов являются ориентировочными, так как обычно они опре-
деляются внутризаводскими нормами. Кроме того, в зависимости
от целей перегонки температурные пределы выкипания получае-
мых фракций могут существенно меняться. Поскольку на изложе-
ние методики расчета этот вопрос не оказывает прямого влияния,
он здесь не рассматривается.
Каждый боковой иогон из основной колонны направляется
в отпарную колонну (секцию), где происходит отпарка из него
легких фракций. Из отпарных колонн пары возвращаются в основ-
ную колонну, а жидкость отбирается в виде целевых фракций.
Поскольку возвращаемые в основную колонну пары имеют более
низкую температуру по сравнению с жидкостью, поступающей на
отпарку, они возвращаются в колонну на одну — две тарелки выше
вывода бокового отбора. Вверху основная колонна имеет конден-
сатор-холодильник и емкость орошения, желательно в виде трех-
фазного сепаратора. На верхнюю тарелку колонны подается острое
орошение; по высоте колонны имеются еще 2—3 циркуляцион-
ных орошения в виде промежуточных холодильников с циркули-
рующей в них жидкостью. Места установки циркуляционных
орошений достаточно произвольны и не обязательно должны быть
расположены непосредственно иод тарелками отбора боковых
погонов; нецелесообразно только подавать охлажденное орошение
на тарелку, с которой производится отбор бокового погона. Глав-
ное — обеспечить максимальную эффективность регенерации текла
и равномерное распределение нагрузок по высоте колонны; в этом
и состоит одна из важнейших задач технологического проектиро-
вания и расчета атмосферной колонны.
Вместо циркуляционных орошений применяются также про-
межуточные холодильники флегмы на линиях боковых отборов
продуктов в отпарные колонны. В этом случае вся жидкость отби-
рается с глухой тарелки и охлаждается до минимально возможной
температуры. Применение промежуточных холодильников флегмы
вместо циркуляционных орошений уменьшает жидкостную на-
грузку тарелок.
Необходимо отметить, что за счет использования тепла горя-
чих продуктов атмосферных и вакуумных колонн и тепла цирку-
ляционных орошений на установках АВТ удается предварительно
нагреть нефть до 200—210 °C, Благодаря применению отпарных
118
колонн и циркуляционных орошений процесс ректификации
нефти на установках АВТ характеризуется высокой термодинами-
ческой эффективностью.
Для отпарки легких фракций в низ основной колонны и в от-
парные колонны подается перегретый водяной пар, В последнее
время верхние отпарные секции оборудуются кипятильниками,
так как применение «глухого* подогрева вместо подачи водяного
пара экономически выгоднее и обеспечивает более высокое каче-
ство подучаемых продуктов.
Характерной особенностью технологической схемы атмосфер-
ной колонны является отсутствие подогревателя или горячей
струи, подаваемой в нижнюю часть колонны, а это значит, что
практически все тепло подводится в колонну с сырьем. Указан-
ное обстоятельство дает возможность с достаточной для практики
точностью определять тепловые нагрузки и флегмовые потоки по
колонне из-теплового баланса колонны^ не прибегая к сложному
нотарелочному расчету материальных и тепловых балансов.
В этом случае расчет выполняется в проектной постановке при
заданном действительном числе тарелок во всех секциях Л^т
заданных отборах продуктов 8/ и температурных границах деле-
ния смеси Определению подлежат флегмовые числа Дут составы
продуктов и тепловые нагрузки на конденсаторы-холодильники.
Расчет выполняется в такой последовательности.
1. Составляется материальный баланс колонны исходя из
условий четкого деления смеси,
2, Определяются давление и температуры основных потоков
в колонне.
3. Составляется тепловой баланс колонны в целом и по сече-
ниям с определением тепловых нагрузок на конденсатор и холо-
дильники.
4. Рассчитываются внутренниедиатериальные потоки в колонне
и в отпарных секциях,
5ц Определяются составы продуктов и уточняются температуры
потоковц
6. Принятые ранее температуры сравниваются с уточненными
значениями; при значительном их расхождении расчет повто-
ряв ТСЯц
Рассмотрим теперь более подробно исходные данные и некото-
рые этапы расчета.
Вначале остановимся на характеристике нефти и продуктов
перегонки. При выполнении технологического расчета атмосфер-
ной колонны используются следующие характеристики нефти
и продуктов перегонки: общая плотность нефтип кривая ИТК
нефтит плотность отдельных фракций нефтит содержание легких
компонентов (до Са или С&) в нефти, кривая ОИ нефти при атмо-
сферном давлении, пределы температур выкипания получаемых
фракций и допустимые значения налегания соседних фракций,
т. е_ заданная четкость ректификации.
119
Современными нормами на нефтепродукты допускается до-
вольно значительное налегание температур начала и конца кипе-
ния соседних фракций, таких, как например:
°с
Беняин — керосин * . , , . * , < . . 20—50
Керосин — дизельное топливо ..... 30—40
Керосин — топливо Т-\...................100—150
Легкое — тяжелое дизельное топливо . . 40—80
Пересчитав кривую ИТК нефти из объемных процентов в мас-
совые и воспользовавшись заданной четкостью ректификации
н пределами температур кипения фракций, можно определить
отборы компонентов по фракциям (в/) и соответствующие темпе-
ратурные границы деления смеси (4/)*
В табл. II, 23 приведены действительные числа тарелок, кото-
рые рекомендуется принимать в атмосферной колонне [26].
В секции циркуляционного орошения принимается обычно 3 та-
релки.
Давление в колонне следует принимать как можно меньшим,
с тем чтобы обеспечить максимальный отбор светлых при задан-
ной температуре сырья или минимальную температуру сырья при
заданном отборе. Так, в емкости орошения рекомендуется под-
держивать давление порядка 10 кПа [27]„ В то же время па дей-
ствующих заводах в результате наращивания производительности
давление в емкости орошения часто бывает значительно более
Число реальных тарелок в колоннах для разделения ТАБЛИЦА 11,23
нефтей и нефтяных фракций
Колонна Фрак пин- - 'ь 4kcjiO тарелок по дав- ным [28]
Атмосферной Бензин — керосин 5-6
перегонки Керосин — днзтонлнвп 4-5
нефти с видя- Дизтопливо — масляный дистиллят 4—5
ным паром НпЖНПЙ боковой ПпгОН — ввод сырья 2-4
Остаток 4-5
Возврат из отпарных колонн 3-5
Вакуумной Газойль — парафинистый дистиллят 2—3
ШфЫОШШ Масляные дистилляты средней и высокой вязкости 2—3
мазута Масляный дистиллят средней вязкости —цилиндро- вый остаток 3-5
Цилиндровый остаток — ввод сырья 2—4
Возврат [fa отпарных колонн 2-4
Установки Крекинг-бензин — широкая фракция 10-12
каталитичес- Крек [tHF-бе азин — керосин 6—8
кото крекинг^ Крекинг-бензин — циркулирующая флегма 8—11
Керосин — циркулирующая флегма 4-6
120
высоким, что в итоге неблагоприятно сказывается не только на
четкости ректификация фракций, но и на глубине их отбора*
При определении давления в колонне следует учитывать измене-
ние его по высоте колонны и принимать следующие перепады
давлений {в кПа):
Между вгр.хней Tapir л я ой и емкостью оро-
шения ............................. 35 кПа
На одной тарглю?...............-. * * 1—2
В трансферном трубопроводе .......... 35
Расход водяного пара, подаваемого в низ колонны и в отпар-
ные секции* составляет порядка 2—5% (масс*) соответственно на
остаток или на продукты, те, на отпаренные фракции*
При определении температурного режима процесса следует
руководствоваться такими соображениями* Максимальная тем-
пература нагрева нефти достигается на выходе из печи и опреде-
ляется началом термического разложения углеводородов* Обычно
Эта температура находится в пределах 340— 360 °C, Однако на
действующих установках нефть часто нагревают до 390—430 °C без
заметного разложения углеводородов* Это говорит о том, что
условия термического разложения углеводородов нефти зависят
не только от температуры и давления, но и от целого ряда других
факторов, определяемых конкретными условиями эксплуатации
атмосферных колонн, и в первую очередь от времени пребывания
паро-жидпостной смеси в трансферном трубопроводе* Темпера-
тура ввода сырья в колонну может определяться также по задан-
ной доле отгона в секции питания; при этом температура сырья на
выходе из печи будет примерно на 2—4° выше температуры ввода
сырья*
Температуру острого орошения рекомендуется принимать
равной 50 °C* При данной температуре и указанном выше давле-
нии в емкости орошения легкие углеводороды, которые были
растворены в нефти, будут находиться в паровой фазе; для даль-
нейшего использования их необходимо скомпримировать.
Температуры флегмы на тарелках вывода боковых погонов
определяются по нулевому отгону кривых ОИ при парциальном
давлении нефтяных паров* Для ориентировочных расчетов эти
температуры можно определять по 50 %-ной точке выкипания
соответствующего погона
f^o.g*5O% ПТ.9П)
Температура паров, уходящих с верхней тарелки колонны*
определяется по 100%-ному отгону кривых ОИ при парциальном
давлении пефтяных паров* Температура остатка принимается на
20—30 °C ниже температуры потока сырья, а температуры фрак-
ций, уходящих из отпарных колонн при подаче в них водяного
пара, принимаются на 10—15 °C ниже температуры жидкости,
121
поступающей в отпарную секцию. Температура циркуляционного _ =
орошения на выходе из холодильника должна быть не менее чем i
’ на 60—70 DC ниже температуры жидкости на тарелке, куда посту-
пает этот поток. !
Тепловые потоки острого и циркуляционного орошений в раз-
ных сечениях колонны определяются следующим образом. Запи-
сываются уравнения материального и теплового балансов для
части колонны, расположенной ниже тарелки, под которую по-
дается нижнее циркуляционное орошение. Неизвестными в этих
уравнениях являются следующие количества: жидкости, поступа-
ющей в секцию циркуляционного орошения; пара, поднима-
ющегося с тарелок секции циркуляционного орошепия, и тепла,
отнимаемого циркуляционным орошением. Принимая количество
жидкости, стекающей в рассматриваемую секцию колонны, рав-
ным нулю и решая данную систему уравнений, определяют макси-
мально возможный съем тепла нижним циркуляционным Ороше-
нием. Затем принимают фактическое количество тепла, отнимае-
мого в данной секции колонны циркуляционным орошением; оно
должно быть меньше максимально возможного.
Далее, составляя уравнения материального и теплового балан-
сов для части колонны, расположенной ниже тарелки, под кото-
рую подается рассматриваемое циркуляционное орошение, анало-
гичным образом находят количество тепла, отнимаемого в следу-
ющей секции колонны, и т. д. Фактическое количество тепла,
отнимаемого в каждой секции колонны, принимают исходя из
условий наилучшей регенерации тепла либо получения необхо-
димых флегмовых чисел. Если желательны наиболее благоприят-
ные условия регенерации, максимально возможное количество
тепла необходимо снимать в нижележащих секциях колонны,
В этом случае количество тепла,-снимаемого в каждой секции
колонны, принимают равным 70—80% максимально возможного
значения. Так, например, для атмосферной колонны с отбором
верхнего и трех боковых продуктов при наличии острого проще-
ния в верхней части колонны и двух промежуточных циркуля-
ционных орошений оптимальным оказывается такое распределе-
ние тепловых нагрузок, при котором острым орошением отводится
40% тепла, а промежуточными циркуляционными орошениями —
по 30% каждым [281.
Для определения четкости ректификации нефтяных смесей
различного фракционного состава в атмосферных колоннах
' можно воспользоваться следующими уравнениями
182
АтКк = (Д7У)о13 (И-.91)
/ 162
(11-92)
полученными в результате анализа и обработки фактических
данных о работе промышленных ректификационных колонн [291.
122
В уравнениях (11.91). (П.92)
; 'кк-^к д . *L-£l
АТКК^ _ -100 Ат95~ ,т _,Л "ЮО
£кк ЕНК скк £нк
fHK, tKK — температуры начала и конца кипения фракций по
кривым НТК, °C; t5 и t05 температуры выкипания соответ-
ственно 5 и 95% объема фракций по ГОСТ 2177—66; верхние
индексы относятся соответственно к легким и тяжелым фракциям.
Данные уравнения рекомендуются к применению для условий
R = 0,5 — 10 и N - 4—12.
Заканчивая описание методики расчета атмосферных колонн,
отметим, что установки АВТ зачастую перерабатывают различные
нефти, т/е. работают при нагрузках, значительно отличающихся
от проектных. В связи с этим технологический, а также и гидрав-
лический расчеты атмосферной колонны целесообразно выпол-
нять для двух крайних условий разделения — для перегонки
легкой и тяжелой нефтей.
Пример 17. Выполнить технологический расчет атмосферной колонны
для перегонки отбензиненной Ромашкине кой нефти горизонта г + [30],
с тем чтобы получить следующие фракции (в °C): 85—190; 190—240; 240—
350; выше 350- Кривые НТК и ОИ отбензиненной нефти показаны на
рис. П-35»
Схема колонны с обозначением внутренних и внешних материальных
потоков показана на рис. 11-36.
На основе опыта эксплуатации аналогичинх аппаратов (см. табл. 11,23)
распределим числа тарелок по секциям концентрационной части колонны:
Франции
85—190 °C (1 секция)
190—240 °C (2 секция)
240—350 °C (3 секция)
Число
тарелок, шт.
8
6
г.
В секциях циркуляционного орошения примем по 3 тарелки. Таким
образом, при наличии двух циркуляционных орошений общее число тарелок
в концентрационной части колонны будет равно 25. В отгонной части ко-
лонны примем 5 тарелок.
Для установки в колонне примем клапанные тарелки.
Расчет начнем с составления материального баланса колонны на основе
кривой НТК нефти (рис. П-35). Фактический выход отдельных франций
определяем по потенциальному их содержанию в нефти.
Результаты расчетов сведем в табл. 11,24.
Загрузка кблонны определена в расчете на 330 рабочих дней я году.
Определим давление и температуры в колонне. Принимаем^ что давле-.:
ние вверху колонны равно 0,15 МПа, а перепады давлений нн тарелке при.:
максимальных нагрузках составляют (в кПа): ?.
В верхней части колонны ..............» » . 0,9
В секции циркуляционного орошения . » » . 1,3
В пинтой части колоттны........., ... » 0,4
123
Рис. 11-35. Кривые ИТК и ОИ нефти и
нефтяных фракцийт получаемых в атмо-
сферной колонке (к примеру 16):
ИТК: J —отбензиненной нефти; 2 —
фр, 240- 550 °C; 3 — фр, 190—240 Ч?
4 „ фрк 85—190 °C;
ОИ: 5, 5а —нефти (Р — 0,098 и 0,176 МПа
соответственно); я, ял — фр. 240—350 °C
(/’ — 0,098 и 0,037 МПа соответственно);
7, 7а — фр. 190—240 °C (Р = 0Т09Б и
0.0676 МПа соответственно); £ За — фр,
85—190 °C (F = 0,098 и 0,073 МПа соот-
ветстаенно).
Рис. 11-36, Суема атмосферной ко ленты
для перегонки отбензиненной нефти с обо-
значением внешних материальных и теп-
ловых потоков (к примеру 16).
Правильность принятых значений перепадов проверяется последу-
ющим гидравлическим расчетом тарелок. Определим давления в разданных
селениях колонны-
Номер тарелки, давление ко-
торой ра<хчитавеется . , 3 10 16 20 25 30
Абсолютное давление, МПа 0,151 0,157 0,162 0,167 0,172 0,176
Температуру верхнего продукта определяем по прямой ОИ при парци-
альном давлении паров этой фракции. Для определения парциального давле-
ния на роя верхнего продукта предварительно задаемся расходом водяного
пар а, по ступающего;
в ннжнюю часть колонны в количестве 2% на сырье
712.5-0,02 = 14,25 т/ч
в отпарные колонны в количестве 2% на отбираемые фракция;
124
Материальный баланс процесса
ТАБЛИЦА 11,24
Пото к (% масс?) на. исходную нефть % (ма?с,) на загружу колонны БГ/Ч
Г/рихид Отбшаиненная нефть ' 94 100 712 000
Итого Р i2 ехид Фр. 85—190 °C Фр. 190—240 сС Фр. 240—350 °C Мазут 94 15.5 7,5 17 54 100 16.5 8,0 18/1 57^4 712 000 117 500 57 000 129 000 408 000
Итого 94 400 712 000
в первую отпарную колонну
57 -0,02 —1 Л.4 т/ч
во вторую отпарную колонну
129 0.02 = 2,518 т/ч
Общий расход водяного пара составит 17,97 т/ъ Характеристика водя-
ного пара: абсолютное давление Р — 0,3 МПа, температура t = 350
Парциальное давление паров фракции 85 — 190 °C
Vz 117 500
М; 124,5
v. -0.1,э 11750о ,17{)70-0,073 МПа
Z Mi 124,5 1,3
i
Мозгьпая масса паров фракции 85—190 °C определена по приближенному
уравнению Воинова.
Температура верхнего продукта t = 145 flC найдена по рис. 11-35. Пря-
мая ОИ при атмосферном давлении построена при помощи графика Обрядин-
кова и Смидович, а поправка на давление вычислена по методу Пирумова.
Температуру жидкости на тарелках вывода боковых погонов из колонны
определяем в первом приближении по эмпирическому уравнению (11.90);
принимаем, что температуры фракций, получаемых из отпарных колонИ|
на 10° ниже этой температуры. В результате получены следующие темпера-
туры (в °C):
Жидкость на 11 тарелке 190 Жидкость на 17 таре;;ко 253
Фракция 190—240 °C . . 180 Фракция 240— 350 °C . . 243
Для определения температуры ввода сырья задаемся массовой долей
отгона £ = 0,45 (величиной, близкой к отбору светлых, равному 0,426)
и по прямой ОИ при абсолютном давлении р = 0,176 МПа находим t =
= 330 °C (см. рис. 11-35). Температуру низа колонны определяем из расчета
снижения температуры сырья на 20°1 т. е. t = 310 °C.
125
Ориентируясь на определенные ранее температуры, оценим температуры
жидкости на некоторых тарелках (в °C):
Номер тарелки Номер тарелки
3.....................150 18....................260
10 ................... 185 20 280
16 , , , '............246
Температуру подаваемого г колонну циркуляционного орошения при-
мем равной 60 °C.
Составив тепловой баланс холошш. Предварительно определим тепло-
физические свойства всех внешгих материальных потоков (табл» Пг25) [6]»
Теплофизические свойства потоков ТАБЛИЦА 11,25
Поток Мольная масса Относи- тельна!! ПЛОТ- / НОСгЬ, Темпера- тура, °C Энтальпия, кДж/кг
ни
Отбензиненная нефть 0,84 330 784 1005
Фр, 85—190 °C 124,5 0,75 145 —- 028
Фр. 190-240 °C 171 0,82 180 398
Фр. 240—350 °C 234 0,85 243 554 —
Мазут — 0,87 310 733 ——
Водяной пар 18 — 350 — 3160
То же 18 — 145 — 2650
Приходные и расходные статьи теплового баланса, за исключением
орошения, приведены в табл, 11,26»
Тепловой баланс процесса ТАБЛИЦА 11,26
Поток Темпе- ратура, °C Энталь- пии, кДж/ кг Расход лотона Расход тепла, МВт
т/ ч кг/с
flp&zod Отбензиненная нефть н парах (е? = 0,45) 330 1005 320 88,8 89,3
в жндяости 330 784 392 109 85,2
Водяной пар 350 3160 17,95 5 15,75
Итого —- — 729,95 202,8 180,25
Расхо д Фр, 85—190 °C 145 628 117,5 32 7 20,4
Фр. 190—240 DG 180 398 57 15.8 6,3
Фр; 240—250 СС 243 554 129 35,8 19,8
Мазут 310 733 408,5 113,5 83,2
Водяной пар 145 2650 17,95 5 13,2
Итого Ч. — — 729,95 202,8 142,9
126
Общее количество тепла, которое необходимо_отнять с помощью оро-
шения
" d =190,25 —142,9 — 47,35 МВт
Количество тепла, отнимаемого первым (нижним) циркуляционным
' орошением, найдем н результате совместного решения уравнений материаль-
ного и теплового балансов для части Колонны, заключенной между 17-й
и 13-й тарелками и низом колонны, т* е. по контуру I (см. рис. 11-36)
+ W (Яп, г -Яж w) -М (HR, п - IIR, п, j) ±D3 (ff п, 1 -НЖ1 Dg)
_ Здесь индекс 1 относится к сечению колонны между 17-й и 18-й тарел-
ками: Ян, л — энтальпия водяного пара; В — расход водяного пара.
Подставляем в приведенное выше уравнение известные величины
di —197,8 [1005» 0,3+ (1—0,3)784] —197,8» 850—(850 — 578) +
+ 113,5 (850 —733)+ 3.96 (3170—2970)+35,8 (850—553)
я после преобразований получаем
tii~31300—272£i
Примем йх = 0,8 £макх = 0,8» 31 200 == 25 000 кВт.
При данном количестве отводимого тепла получим L± = 23,2 кг/с
(83,5 т/ч).
Количество первого (верхиэго) циркуляционного орошения
25 000 .
£1 = 602 — 113" = 456 кг^с т/ч)
где 662 и 113 кДж/кг — энтальпии первого циркуляционного орошения
при 280 и 60 °C.
Количество тепла/ отнимаемого вторым циркуляционным орошением
47,35—24,9^22,45 МВт - .
Количество второго циркуляционного орошения
22 450
£2 = 113 = 99-3 кг/с (358 т/ч)
где 339 и ИЗ кДж/кг — энтальпии второго циркуляционного орошения
при 150 и 60 °C соответственно.
Определим внутренние материальные потоки в колонне. Количеств j
горячей флегмы, стекающей с 3-й тарелки
22 450
L ="636-335 = 744 1!Г/С (268 т/ч)
- где 636 и 335*кДж/кг — соответственно энтальпии паров и жидкости при
150 °C. Количество паров, поднимающихся с 4-й тарелки
V = 117,5+ 268+ 17,97^403.47 т/ч
Количество горячей флегмы, стекающей с 20-й тарелки
24 900
L = 895-658 “ 105 кг/с <377
где 895 и 658 кДж/кг соответственно энтальпии паров и жидкости при
температуре 280 *С.
127
।
Количество паров, поднимающихся с 21-ii тарелки
V - 712 Н-377 — 408,5 +14,25 — 726,25 т/ч
В результате совместного решения уравнений материального и тепло-
вого балансов по контуру Н (см. рис. П-36) находим количество жидкости,
стекающей с 16-й тарелии, и пара, поднимающегося с 17-й тарелки. Анало-
гичным образом находим нагрузки на 10-ю и 26-ю тарелки. При составлении
теплового баланса по контуру [V температуры жидкости, поступающей на
26-ю тарелку, и пара, уходящего с этой тарелки, принимали .равными тем-
пературе сырья. Доля отгона в нижней части колонны оказалась равной
93 : 408,5 = 0,227.
Определим флегмовые числа в раалых сечениях колонны:
1-я секция
2-я секция
7?1^268 : 117.5^2,28
„ 238
117.5 + 57 ~ 1'37
(тг^и, условии, что в выносной секции отпаривается до 20% фракции 190—
;+я секция ^>-1U,5 +Й + 129 =1’24
Проверим принятые в начале расчета температуры жидкости на 11-й
и 17-й тарелках. Парциальное давление паров фракции 190—240 °C на
+'1-й тарелке
л 250 : 171
0,15/ 250 117 5 17 97 —0 0076 МПа
171 124,5 ИГ"
Температура начала кипения фракции 190—240 °C прц данном давлении
равна 190 °C (см. рис. Ц-35); таким образом, полученная температура соот-
ветствует величине, принятой в начале расчета. Парциальное давление ларов
фракции 240—350 °C на 17-й тарелке
123 : 234
Pi -0,162 123 Я7 5 16 8 -0.0407 МПа
"234 “1“ 171 + 124,5 ’ 18
Температура начала кипения фракции 240—350 °C при данном давлении
равна 240 °C (см, рис. П-35)> Эта температура уже заметно отличается от
принятой ранее (253 °C), Для получения более точных значений температур
жидкости па тарелках отбора боковых- ногонов было проведено несколько
аналогичных расчетов при новых дначенцях температуры жидкости на 17-й
тарелке. Проведенные расчеты показали, что фактические температуры жид-
кости на 11-й и 17-й тарелках близки к 190 и 240 °C соответственно. По-
скольку при данпых температурах внутренние материальные потоки ко-
лонны мало отличаются от рассчитанных в первом приближение они далее
не приводятся.
Полученные массовые нагрузки но пару в разных сеченних колонны
пересчитываем в объемные и определяем плотность паров. Для третьей
секции колонны, имеющей максимальные нагрузки, получим
/ 117 500 57 000 । 129 000 + 377 000
124:5 + 171 “1“ 234 “1“
. 14 250 \ 22,4(273 1-280)01 *
- + ‘ .273-0.71 = 112 000 1,5/4
726 000
Рл ! 12000 = 6148 Кг/^3 Рж —660 кг/.?
128
Вакуумная колонна для перегонки мазута выполняется в двух
вариантах ™ масляном и топливном. По масляному варианту
мазут делится на несколько дистнллятпых фракций, являющихся
сырьем для производства смазочных масел, в остатке получается
высоковязкий продукт — гудрон. По топливному варианту мазут
делится на легкую фракцию с концом кипения до 350 °C и широ-
кую фракцию 350—500 °C, являющуюся обычно сырьем для уста-
Рис, п-37, Схемы вакуумных колонн двд перегонки мазута по масляному (о) и топливному
(б) вариантам;
1 основная колонна; 2 —отпарные колонны; 5 — тар елки; 4 — отбойвики; 5 ___на-
садка; в — «глухие» тарель-и; 7 — распределители жидкости; 5 — конденсаюры-холо-
дильники; 9 — холодильники; 10 — лечь; — сепараторы; 12 — эжектор; I — мазут;
JT—легкий вакуумный газойль (до 350 °C); ПТ—У — масляные дистилляты: FI—
некондиционный продукт на циркуляцию в печь; УГГ — гудрон; VIII — уакал фракция
вакуумного раэойля; IX — тировав фракция вакуумного газойли; X — водяной пар; XI —
а ода; XII — нес конденсированный пар и инертный гаа,
новой каталитического крекинга; в остатке получается также
гудрон.
Вакуумная колонна, работающая по масляному варианту
(рис, П-37, а)? имеет практически такую же технологическую
схему, как и атмосферная колонна. Каждый боковой погон из
основной колонны направляется в отпарную колонну, где при
5 Заказ 757 х 129
помощи водяного пара или выносного подогревателя происходит
отпарка легких фракций. Отпаренные фракции возвращаются в ко-
лонну на 2—3 тарелки выше бокового отбора флегмы. Вверху
вакуумной колонны, в отличие от атмосферной, имеется секция
циркуляционного орошения, заполненная насадкой и снабжен-
ная холодильником, распределителем жидкости и «глухой» отбор-
ной тарелкой. Верхняя секция предназначена для выделения лег-
ких фракций до 350 °C, присутствие которых в масляных дистил-
лятах нежелательно. По высоте колонны имеется также несколько
циркуляционных орошений, В вакуумной колонне особое внима-
ние уделяется технологическому оформлению секции, располо-
женной выше ввода сырья; это объясняется повышенными требо-
ваниями к качеству продуктов, касающимися цвета погонов и со-
держания в них смол и асфальтенов. Для этого нижняя секция
концентрационной части колонны имеет несколько орошаемых
тарелок, промывной сепаратор и «глухую» тарелку, флегма, кото-
рая стекает с нижней тарелки концентрационной колонны, ваби—
рается с «глухой» тарелки насосом и подается на рециркуляцию
в печь либо на отпарку в нижшою часть колонны. В низ колонны,
а также в испарительную секцию змеевика печи подается пере*
гретый водяной пар.
По топливному варианту вакуумная колонна (рис, 11-37, б)
имеет три секции и два боковых отбора: верхняя секция пред-
назначена для полной конденсации нефтяных паров, т, е, для
выделения легких фракций вакуумного газойля; секция, распо-
ложенная ниже отбора основного продукта, обеспечивает каче-
ство получаемых фракций по содержанию в них асфальто-смо-
листых соединений и металлов. Верхняя и средняя секции ко-
лонны имеют промежуточные теплоотводы в виде циркуляционных
орошений. Нижний боковой погон направляется на рециркуляцию
в печь либо на отпарку в нижнюю часть колонны, В нижней
части концентрационной секции колонны имеются специальные
отбойные тарелки и промывной сепаратор с «глухой» тарелкой,
В последнее время в качестве контактных устройств для вакуум-
ных колонн вместо тарелок используют насадку, что обеспечивает
значительно меньший перепад давления по колонне при доста-
точно высокой разделительной способности, В нижнюю часть
колонны и в испарительную секцию змеевика печи также подается
перегретый водяной пар.
Вакуумная колонна рассчитывается в такой же последователь-
ности, как и атмосферная, поэтому остановимся только на некото-
рых особенностях расчета, присущих вакуумной ректификации
тяжелого продукта,
В качестве исходных данных принимают заданные отборы
и температурные границы деления смеси. Возможное налегание
температур кипения соседних фракций можно определить при
помощи графика, приведенного на рис, 11-38 [31]. В то же время
фракционный состав продуктов уже не является здесь таким
130
определяющим фактором, как в атмосферной колонне, так как
наиболее важными показателями качества масляных фракций
являются; вязкость, цвет и содержание (в широкой масляной
фракции) металлов, главным образом никеля и ванадия.
Числа тарелок, принимаемые для вакуугмных колонн, приве-
дены в табл. 11,23. При использовании насадки высоту ее слоя
в каждой секции принимают равной 2—3 м.
Ряс. П-38. Зависимость налегания темпе-
ратур началу н конца вииения соседних
фракций, получаемых в вакуумных колон-’
нак для перегонки мазута, от флегмового
числа я числа теоретпчесакх тарелок:
7 — колонны с промежуточными цирку-
лящтоак ими орошениями; 2—верхние
секцак коловк; 3 __колояны с верхним
орошением.
Давление в колонне является сложной функцией многих
параметров и в первую очередь расхода водяного пара и темпе-
ратуры охлаждающей воды в вакууысоэдающей системе: чем
меньше давление в колонне, тем меньше должен быть расход
водяного пара в инз колонны и в отпарные секции, однако тем
больше его расходуется на эжекцию и тем ниже должна быть
температура охлаждающей воды. Очевидно, оптимальное давление
соответствует общим минимальным затратам.
В настоящее время большинство вакуумных колонн работает
при остаточном давлении порядка 5—10 кПа (40—80 мм рт. ст.)
в верхней части колонны, однако расчеты показывают, что опти-
мальное давление значительно ниже и находится в пределах
1,5—2,5 кПа. В зарубежной практике некоторые вакуумные
колонны высокопроизводительных установок АВТ работают при
остаточном давлении в верху колонны порядка 0,7 кПа.
При определении давления в колонне следует принимать
следующие перепады давления (в кПа):
На тарелках ............0,25—0 т4
В слое насадки высотой 1 м ..... 0,13—0,26
В сепараторе............. 0,13
На отборной тарелке ........ 0,13^-0 25
В трансферном трубопроводе .... 1,2 '
5*
131
При глубоком вакууме принятые значения потери напора
следует проверять соответствующими гидравлическими расчетами.
Расход водяного пара в низ колонны и в печь (УН1П), соответ-
ствующий минимальным затратам на разделение, можно опреде-
лить аналитическим путем по величине оптимального давления
в секции питания (Р)?
Зная расход нефтяных паров в колонну (/у), количество
Инертных газов (газы разложения и воздух) (/’нн)> температуру
в секции питания колонны и температуру охлаждающей воды
в конденсатореt можно воспользоваться следующими расчетными
уравнениями 1321
Рэ
Руу
Ру
Р&
6,9 Рэ—Руу 1°^’3
P°'eL^-<Ww
(11.93)
(П,94)
(IL95)
(IL96)
где рэ — давление на входе в эжектор, Па; ДР “ общий перепад
давления в колонне и в конденсаторе, Па; С3/Сн — отношение
стоимостей водяного пара, подаваемого к эжектору и в низ ко-
лонны; Р — давление в секции питания колонны, Па; р^ — пар-
циальное давление водяных паров на входе в эжектор, Па; pv —
парциальное давление нефтяных паров в секции питания колонны,
Па; Fv — количество дистиллятных паров в сырье д кмоль/ч;
FttH — количество инертпых газов, кмоль/ч; W — производи-
тельность эжектора, т. е. расход несконденсированных водяных
паров и инертных газов, кмоль/ч; — расход_ водяного пара
на эжекцию, кмоль/ч.
Уравнение (11,94) определяет удельный расход водяного пара
на двухступенчатую эжекцию с промежуточной конденсацией при
давлении газов на входе в эжектор от 2 до 12 кПа,
Расчет величины р3 по уравнениям (11,93)— (11.96) проводится
методом последовательного приближения. При заданных темпе^
ратуре в секции питания колонны и охлаждающей воды на выходе
ив конденсатора определяют соответственно давления насыщен-
ных паров pv и /?уу. Для первого приближения задаются отноше-
нием W3jW = 4 (указанное отношение изменяется в пределах
от 3 до 10) и по уравнению (IL93) определяют р3. Используя
полученное значение, по уравнению (11.94) проверяют правиль-
ность принятого отношения WajW. Пр и значительном расхожде-
нии вычисленных и принятых рапсе значений расчет проверяют,
выбрав новое значение ЖЭ/ИЛ
132
При определении температурного режима колонны максималь-
ную температуру сырья, т. е. температуру на выходе из печй,
принимают в пределах 400—430 QC, температуру низа колонны —
на 20° ниже температуры в секции питания колонны, темпера-
туры остальных потоков определяются так же, как и для атмосфер-
ной колонны.
Температурная граница деления исходного мазута находится
в пределах 580—000 °C и зависит от содержания в нефти ас-
фальто-смолистых соединений и металлов. Доля отбора светлых,
ъ е. дистиллятных фракций, в вакуумной колонне обычно состав-
ляет порядка 30% (об.) на нефть.
Поскольку с верха колонны в конденсационную систему
вакуумсоздающей аппаратуры уходят водяной пар, воздух и газы
разложения вместе с нефтяными парами, необходимо определять
потери углеводородов. Потери определяются по составу пара
равновесного, циркулирующей флегме при температуре верха
колонны и парциальном давлении этих паров,
В качестве параметра контроля правильности распределения
тепловых нагрузок циркуляционных орошений следует принять
расход флегмы па нижней «глухой» тарелке концентрационной
части колонны. При особо жестких требованиях в отношении
качества нижнего бокового погона по цвету и содержанию в нем
металлов количество этой флегмы должно быть порядка
4% (об.) на исходную нефть, при менее жестких требованиях —
2% (об.).
Основная ректификационная колонна установки каталити-
ческого крекинга предназначена для разделения продуктов реак-
ции, поступающих непосредственно из реактора, на несколько
фракций — газ, легкий бензин, легкий каталитический газойль,
тяжелый каталитический газойль и остаток (рис. 11-39), Ката-
литические газойли имеют более широкий фракционный состав,
нежели продукты атмосферной колонны. Так, легкий каталитиче-
ский газойль по своему составу примерно равен смеси легкого
и тяжелого дизельных топлив.
Газ и бензин уходят сверху колонны, каталитические газойли
получают в виде боковых погонов, отбираемых из отпарных
секций. В связи с тем, что сырье поступает в колонну из реакторов
в виде перегретого пара с катализаторной пылью, нижняя часть
колонны является секцией хщркуляционного орошения, пред-
назначенной для охлаждения паров сырья, их отмывки от катали-
' заторной пыли, конденсации наиболее тяжелой части сырья
и отпарки от нее легких фракций, В этой секции обычно устанав-
ливают каскадные промывные тарелки. В низ колонны и в от*
парные колонны подается перегретый водяной пар. В верху
колонны устанавливается конденсатор-холодильник для пар-
циальной конденсации паров верхнего продукта; по высоте ко-
лонна имеет одно — два циркуляционных орошения, одно из них
расположено вверху колонны.
133
Расчет основной ректификационной колонны установки ката-
литического крекинга производится в той же последовательности,
что и для атмосферной колонны. В связи с этим отметим только
некоторые его особенности.
Рис. II-39. Схема ректификационной колонны
установки каталитического крекинга:
2 — основная колонна; г___отпарные колон-
ны; .? —тарелки; 4 — каскадные промывные
тарелки; 5 — конденсатор-холодильник; 5 —
холодильники; 7 — сепаратор; I—широ-
кая фракция из реактора; II — газ; III —
легкий бензки; If — легкий каталитический
газойль; V — тяжелый каталитический га-
зойль; VI — остаток тяжелого каталитиче-
ского газойля; КП — водилой пар; VIII —
вода.
Число тарелок, принимаемое в колонне, зависит от получае-
мых фракций (см. табл. 11,23). Для схемы колонны, изображенной
на рис. П-39, рекомендуются следующие числа тарелок в секциях
колонны:
Нише ввода сырья . . ...................... 4
От ввода сырья до вывода первого бокового
погона .....................................4—
От лишнего до верхнего бокового отбора (бея
тарелок секции циркуляционного ороше-
ния) ................................9—10
Выше верхнего бокового отбора (без тарелок
секции циркуляционного орошения) ... 3
Всего 35—40
Давление в колонне принимается таким же, как и в реакторе,
за вычетом потерь в трансферном трубопроводе. Потери напора
от верха колонны до ввода сырья принимаются равными 35 кПа,
а от верхней тарелки до емкости орошения — 30 кПа*
134
Температура сырья соответствует температуре реакции; для '
уменьшения ’возможности термического разложения остатка его
температура принимается равной 370 °C. Значения остальных
температур выбираются такчже, как и для атмосферной колонны.
Составы фракций или четкость ректификации могут быть
определены при помощи рекомендаций, приведенных в работе 127],
8- АНАЛИТИЧЕСКИЕ МЕТОДЫ РАСЧЕТА ПРОЦЕССОВ АБСОРБЦИИ
И ДЕСОРБЦИИ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ В ПРОСТЫХ
И СЛОЖНЫХ КОЛОННАХ
Технологические схемы процессов абсорбции и десорбции
с применением простых и сложных колонн. Процессы абсорбции
и десорбции (отпарки) широко применяются главным образом на
газоперерабатывающих заводах при извлечении целевых компо-,
центов из природного или попутного нефтяных газов; в практике
нефтепереработки для этих целей они применяются реже.
Принципиальные технологические схемы процессов абсорбции
и десорбции в простых и сложных абсорбционных и десорбционных
аппаратах кратко были рассмотрены в гл, I, поэтому здесь отме-
тим только основные направления дальнейшего их усовершенство-
вания.
Для повышения эффективности процесса абсорбции и умень-
шения расхода абсорбента широко применяется предварительное
насыщение тощего абсорбента легкими углеводородами и охлаж-
дение смеси сырого газа с насыщенным абсорбентом в холодиль-
нике для предварительного выделения фракции Cfi+ из газа, т. е.
для отбензинивания газа (рис, П-40, «).
Для уменьшения потерь легких фракций абсорбента с сухим
газом производят дополнительное охлаждение сухого газа или
применяют двухступенчатую абсорбцию, В двухступенчатом аб-
сорбере (рис, 11-40, б) легкие фракции абсорбента поглощаются
в верхней части аппарата более тяжелым абсорбентом, который
подается на верхнюю тарелку и выводится с четвертой, пятой
тарелки сверху аппарата. В этом случае легкий абсорбент
подается на тарелку, расположенную ниже отбора тяжелого
абсорбента.
Предварительное насыщение с охлаждением тощего абсорбента
широко используется также и в абсорбционно-отпарных колоннах
(рис. IM0, в).
В связи с разработкой и освоением в промышленности новых
технологических схем установок разделения с применением слож-
ных ректификационных и абсорбционных аппаратов, а также
систем ректификационных колонн со связанными материальными
и тепловыми потоками, предназначенных для разделения много-
компонентных и непрерывных смесей на заданные фракции,
вместо рассмотренных выше технологических решений предла-
гается использовать системы сложных абсорбционных-десорб-
135
ционных комплексов, применение которых обещает еще большую
экономию энергетических и капитальных затрат. Чтобы дать
представление о структуре новых сложных разделительных систем,
на рис. 11-40, г показана принципиальная технологическая схема
разделения широкок ипящих многокомпонентных смесей в одном
сложном абсорбционно-отпарном аппарате 133]. Анализ анало-
Рие. H-4Q. Усовершенствованною схемы абсорбции и десорбции:
— абсорбции с предварительным насыщением тощего абсорбента с отбензини на-
Наем жирного газа; б — двухступенчатая абсорбция; е — абсорбции п дссорб^
Ция в абсорбциовво-отпарной колонне с предварительным насыщевием тощего
абсорбента; &—абсорбция и десорбция в ело твои абсорбциоыно-отпарном аппарате;
1 — колонна; $ — тарелки; з — холодильник; 4 — емность-сепаратор: $ — «глухая»
ар елка; $ — кипятилки и^; I — исходный газ; П — тощий абсорбент: III — сухой газ;
IV — насыщенный абсорбент; V — тощий легкий абсорбент; VI — тощий тяжелый аб-
сорбент; VII — насыщенный тяжелый абсорбент; VIII — деэтанизированный насыщенный
абсорбент; IX — Нг, ^г, парафиновые углеводороды С, — Св; фр. нк — 120 flG; х—
фр. нк^-250 °C; XI — Ь’г, С, — Cz XII — фр. цк—150 °C; ХШ — фр. 150—230 аС;
Xi V — фр, >230а С; XV — легкий абсорбент; XV/ — тяжелый абсорбент.
гичных технологических схем разделения многокомпонентных
смесей по данным патентной и научно-технической литературы
показывает исключительную перспективность их применения,
объясняемую возможностью разделения щирококипящих смесей
в одном аппарате.
Расчет процесса абсорбции в простых колоннах может быть
выполнен на основе метода Крсмсера и различных его модификаций,
фактически являющихся разновидностью рассмотренного ранее
метода характеристической температуры для расчета процесса
ректификации многокомпонентных и непрерывных смесей. При-
менение этих методов при расчете .процессов абсорбции и десорб-
ции позволяет с достаточной для практики точностью определять
количества и составы продуктов, а также необходимые расходы
абсорбента или отпаривающего агента. Сравнение различных
аналитических методов расчета доказало, что расчет по Кремсеру
дает составы продуктов, близкие к реальным, не только для то-
щих, но и для жирных газов,
136
На рис. П-41 приведены схемы абсорберов и десорбера с нане-
сенными обозначениями основных потоков.
Основными параметрами процесса абсорбции являются: расход
тощего абсорбента Lo, число теоретических тарелок и степень
и з в л ечения к ом попел то в фа £
vFi—vn
Фа t — р
(П-97)
При небольшом соде ржании остаточных компонентов в тощем
абсорбенте основные параметры процесса абсорбции связаны
между собой уравнением
(П.98)
Факторы абсорбции компонентов определяются. при средней
температуре абсорбции по верхнему или среднему сечению ко-
лонны соответственно
Д ; (11.»)
ь Ь Л
2£о + *7-У1
А‘^ ki(Vi + VF) ' (ПЛОО)
С целью облегчения расчетов по уравнению (IL98) можно
воспользоваться графиком, приведенным на рис. П-42.
Рис. П-41. Схемы потоков в абсорбере (а), десорбере (б) и в абсорбере с предварительным
насыщением тощего абсорбента а отбензиниванием сырого газа О):
Гр—газ в абсорбер; V& — отпаривающий агент в десорбер; Lo—тощий абсорбент
в абсорбер; Lp—яапьттраный абсорбевт в десорбер; Vx — сухой газ из абсорбера.
137
При расчете процесса абсорбции обычно задаются извлечением
целевого компонента и по заданному расходу абсорбента
определяют необходимое число теоретических тарелок либо при
заданном числе теоретических тарелок вычисляют необходимый
расход абсорбента; последний расчет проводится чаще*
Опыт эксплуатации абсорбционных колонн и анализ их ра-
" боты показывают, что число теоретических тарелок для процессов
Рис. 11-42- Зависимость степени извлечения от факторов абсорбции п отпарки 8^.
абсорбции углеводородных газов не должно быть более де-
сяти.
При выборе абсорбента необходимо стремиться к тому, чтобы
по природе он был подобен разделяемому газу, так как при атом
абсорбент обладает наибольшей растворяющей способностью к ком-
понентам газовой смеси* При абсорбции углеводородных газов
обычно в качестве абсорбента принимают бепзинокые или кероси-
новые фракции. При выборе абсорбента следует учитывать также
его химическую стабильность, потери с сухим газом и влияние
качества абсорбента на производительность колонны. Чем ниже
молекулярная масса абсорбента, тем меньшее его количество по-
требуется для получения заданного извлечения компонентов и,
следовательно, тем выше может быть производительность колонны.
Однако при больших скоростях газа в колонне и при более лег-
ком абсорбенте увеличиваются его потери с сухим газом.
Потери абсорбента с сухим газом можно определить из урав-
нения
•ч-в_
rit — (П.101)
138 . ' . -
где kj — константы равновесия наиболее летучих компонентов
абсорбента или легкокипящих его фракций при температуре
сухого газа*
Порядок расчета Процесса абсорбции при заданном давлении
процесса, составах, количестве и температурах исходного газа
и тощего абсорбента, заданном извлечения целевого компонента
Фа л и принятом числе теоретических тарелок будет следующим:
1. Принимается температура сухого газа, которая на 2—3°
(абсорбция газов средней жирности) или на 4—8° (абсорбция
жирных газов) превышает температуру тощего абсорбента; эффек-
тивная температура абсорбции £эф определяется как средняя
между температурой исходного и сухого газов. При Этой темпера-
туре определяются константы равновесия всех компонентов к^
2. По графику, приведенному на рис. П-42, определяется
фактор абсорбции целевого компонента А^ Факторы абсорбции
всех компонентов А; рассчитываются по уравнению
Л(=Лй-^- (11.102)
3. По этому же графику или по уравнению (Ц.98) рассчиты-
ваются степени извлечения остальных компонентов фа£, после
чего определяется количество каждого компонента в сухом газе
Cl-qPai) ]
v v <1L103)
V'l J
4. Расход тощего абсорбента находится из уравнений (П.99)
и (11.100)
ЛО = Л^УГ (11.104)
ИЛИ
л о --------—2------------- (11.1 ио)
где кь — константа равновесия целевого компонента при средней
температуре процесса абсорбции.
Расход и состав насыщенного абсорбента определяются из
уравнения материального баланса процесса
— Fi | т
+ — ^11 ) (ПЛ06)
5* Температура нагрева насыщенного абсорбента определяется
по уравнению
У — А//хе л
' <П-107>
где — теплоемкость тощего абсорбента; ДДдол — тепло, отво-
димое в промежуточном холодильнике.
139
Температура насыщенного абсорбента определяется с учетом
найденной разности температур
TLN = TLt + *T - (П.108)
6. Из уравнения теплового баланса процесса определяется
температура сухого газа 7\г±, значение которой сравнивается
с принятой ранее температурой. Если найденное значение темпе-
ратуры будет заметно отличаться от рассчитанного, необходимо ь
повторять весь расчет, принимая новые значения температур
сухого газа, до достижения удовлетворительного их совпадения.
Пример 18. Рассчитать процесс абсорбции углеводородного газа» со-
стоящего из смеси парафиновых углеводородов и азота, % (мол.):
N3 ..................15
С±...................36
Са...................22
G3..........................18
. ................... 6
...................... 3
Давление в колонне Р = 1,3 МПа, температуры исходного газа = 35 °C
и тощего абсорбента = 27 °C.
Требуется определить составы и расходы сухого газа и насыщенного
абсорбента, расход тощего абсорбента^ необходимый для извлечения 50%
пропапа в абсорбере с шестью теоретическими тарелками.
Pattern, проведен на 100 молей исходного газа и отражен в табл. II,27.
1. Принимаем температуру сухого газа iv± — 27 4- 8 35 °C, тогда
эффективная температура абсорбции будет равна — 35 °C.
2. При заданном извлечении целевого компонента <рС] = 0,5 и 7V = 6
по графику, приведенному на рис. II-42, находим ЛГз — 0,5. По уравнению
(11.102) определяем факторы абсорбции Л/ всех компонентов.
3. По ураенецйю (11.98) или но тому же графику определяем коэффи-
циенты извлечения всех остальных компонентов ф , состав н расход сухого
газа. В результате расчетов получено Ух =. 77,45 кмоль/ч.
Расчет абсорбции углеводородных газов
(к примеру 18)
ТАБЛИЦА 11,27
Компонент при *ср - ==35°С, Р — =. 1,ЗМПа ч <Pai Исходный газ НМОЛЬ/Ч Сухой гаэ X (1 4Pja)г кмоль/ч Насыщенный абсорбент Itfi—TFi — кмоль/ч Теплота абсорбции АНа= fjYjAy, кВт
n2 50 - 0,010 0,01 15 14,85 0,15
Ct 15,7 0,031 0,03 36 34.9 1,1 2Д5
С2 2,8 0 173 0,173 22 18,2 3,80 12.2 .
С3 0,97 0,5 0,5 18 9,0 9,0 33 2
нС4 0,40 Ц21 0,925 6 0.5 55 22,6
nGg 0,10 4.85 1,0 3 — 3,0 14,1
Абсорбэнт — — * — —- 37,5 ——
Итого - 100 77,45 60 05 82,15
140
4. Число молей тощего абсорбента определяем по уравнению (11.104)
Lo =0,5 0п97 77,45 = 37,5 кмоль/ч
расход насыщенного абсорбента и количество извлеченных компонентов
определяем из уравнения общего материального баланса, получено LN =
= 60т05 кмоль/ч.
5. Температуру нагрева абсорбента определяем по уравнению (11.107)
82,15*3600
37,5-402
= 20 °C
где с 402 кДж/(кмоль- град) — удельная теплоемкость тощего абсор-
бента., мольная масса которого М = 180, а средняя температура кипения
jcp — 193 flC. Температура насыщенного абсорбента
/rfv-=27-3-20 = 47 °C
. Температуру сухого газа определяем из теплового баланса процесса
абсорбции — jyi — 36 ’С. Таким образом, эффективная температура про-
цесса выбрана правильно, и расчет можно считать законченным.
Расчет процесса абсорбции с предварительным насыщением
тощего абсорбента и отбензиниванием сырого газа (см. рис. П-40)
выполняется на основе следующего выражения [34]
Ф‘ -4f (а/+ 4(- —фа i) + ®iPi (1 —Фа £)“ (КЛОУ)
определяющего общее извлечение компонентов в абсорбере, снаб-
женном N теоретическими тарелками, одной теоретической тарел-
кой в узле предварительного насыщения абсорбента и одной
в узле отбензинивания сырого газа.
Для процессов абсорбции с предварительным насыщением
тощего абсорбента и отбензиниванием сырого газа имеем соответ-
ственно такие выражения, определяющие общее извлечение ком-
понентов
Л—ф3; (1— а;)
At — Фаг + “г
Aj
ф‘“ 4; + р;(1-<Ра,)
(П.110)
(11.111)
В уравнениях (11.109) — (11.111) ф31- — степень извлечения компо-
нентов в абсорбере, определяемая уравнением (II.98); = к^к^
= k3f/kLi\ ки, k2h k& — константы равновесия компонентов соот-
ветственно при средней температуре в абсорбере, температурах
предварительного насыщения абсорбента и отбензинивания сы-
рого газа.
При а; = = 1 уравнения (II. 109) и (11.110), (11.111) после
преобразования приводятся к уравнению (11.98) с числом тарелок
соответственно (2V + 2) и (/V + 1).
Расчет процесса абсорбции с предварительным насыщением
тощего абсорбента или отбензиниванием сырого газа производится
141
при заданном давлении процесса, составах исходного газа,
температурах сырого газа и в узлах предварительного насыщения
и (или) отбензинивания, заданном общем извлечении целевого
компонента ср& и числе теоретических тарелок в абсорбере ЛГ.
В результате расчета определяются составы и количества сухого
газа и насыщенного абсорбента и расход тощего абсорбента.
Порядок расчета процесса абсорбции с предварительным
насыщением тощего абсорбента приведен ниже,
1, Эффективная температура абсорбции определяется так же,
как и при расчете абсорбции без предварительного насыщения
абсорбента. При этой температуре, а также при температуре пред-
варительного насыщения абсорбента определяются константы
равновесия всех компонентов к1Г и
2, При помощи уравнения (11,110) определяется фактор аб-
сорбции целевого компонента Факторы абсорбции остальных
компонентов определяются по уравнению (П,102),
3, По уравнению (И,НО) рассчитываются степени извлечения
остальных компонентов ср-. Количество и состав сухого газа
определяются по уравнениям
(1 — Ф/) 1
' 4 (П.112)
ИО— 1’о£
4, Факторы абсорбции компонентов в узле предварительного
насыщения абсорбента определяются по уравнению
(П.ПЗ)
5, Рассчитываются коэффициенты извлечения компонентов
в узле предварительного насыщения
, j
Ф^ТТТ" <П'Ш)
6, Количество остальных компонентов в абсорбенте, поступа-
ющем в абсорбер из узла предварительного насыщения, опреде-
ляется по уравнению
/<м = —(11.115)
1— фг
Количество и состав газа, поступающего из абсорбера в узел
предварительного насыщения, находится по уравнениям
V vli = p0i + Joi
e=l j
142
7, Количество предварительно насыщенного абсорбента LQi
поступающего на верх абсорбера т определяется по уравнениям
<11,104) и (11,105),
Количество тощего абсорбента L находится уже как разность
между найденным значением £0 и общим количеством остаточных
компонентов в абсорбенте S поступающем в абсорбер из узла
г
предварительного насыщения
L=La-^ loi. ' У (П.117)
Дальнейший расчет выполняется аналогично описанному ранее
расчету процесса абсорбции без предварительного насыщения
абсорбента.
Порядок расчета процесса абсорбции с предварительным от-
бензиниванием сырого газа состоит в следующем,
1. Определяется эффективная температура процесса абсорбции
как среднее значение температур потоков газа, уходящего с верх-
ней тарелки абсорбера (М) и поступающего на нижнюю тарелку
(£ff), При эффективной температуре, а также при температуре
предварительного отбензинивания определяются константы рав-
новесия всех компонентов k±i и к3^
"2. При помощи уравнения (ИЛИ) определяется фактор аб-
сорбции целевого компонента Факторы абсорбции остальных
компонентов определяются по уравнению (ПЛ02).
3. По уравнению (11.111) рассчитываются степени извлечения
всех остальных компонентов Состав и количество сухого газа
определяются по уравнениям (11.103) при фа Е = фЕ.
4. Рассчитываются факторы абсорбции компонентов в узле
предварительного отбензинивания сырого газа
(11,118)
5, Рассчитываются коэффициенты извлечения компонентов
в узле предварительного отбензинивания
» Ai
ф1' = ТУУГ (11.119)
1 “Г А 4
6. Находятся состав и количество насыщенного абсорбента,
уходящего из абсорбера
^Le
р
— lFi
г-1
(IL120)
143
а также состав и количество газа, поступающего в абсорбер из
узла предварительного отбензинивания сырого газа
(П.121)
Дальнейший расчет процесса, js к л юная определение количества
тощего абсорбента, производится аналогично расчету обычного
процесса абсорбции.
Рис. 11-43, Схема абсорбции (а) и графическое определение фактора абсорбции (б) (к при
меру 19).
Пример £9, Рассчитать процесс абсорбции природного газа, состоящего
из смеси парафиновых углеводородов с азотом л двуокисью углерода, в абсор-
бере с предварительным насыщением тощего абсорбента (рис, 11-43, а)
при следующих исходных данных [35]: Р = 4,9 МПа, tv^ = 2 °C; ==
= tv — —12 °C; <рСз = 0,575 и jV = 4. Состав и расход исходного газа
в кмоль/сутки:
со2 101.2 нС4 104.7
n2 . - . . , , 444,9 21,6
с, . . 17950,6 нС$ 10,1
са . . 3399,8 с, . . . 3,2
С3 - - . . . . . 737,5 С7+ 0,3
пСд - - 65,0
В результате расчета необходимо определить состав и количество сухого
газа i?Of, состав и количество насыщенного абсорбента Zvi, и расход
тощего абсорбента L.
Расчет. Основные результаты приведенного ниже расчета представлены
в табл, 11,28.
1, Принимаем, что температура газа, уходящего с верхней тарелки
абсорбера, на 2° выше температуры предварительно насыщенного абсор-
бента — —10 °C и определяем эффективную температуру абсорбции
—10 + 2
---— = -4°С
&
144
Расчет абсорбции природного газа е предварительным насыщением ТАБЛИЦА II,28
тощего и б сорбента (к примеру 19)
ОТ ОТ ОТ О С'- с о £"- 00 Ф ч-i см со Ой « г-Г О] *ч|Г о" оз г-Г ©* C1Q О 1 ’«ч 1' Ф OJ Ф о СМ чН J ОТ ф ЧГ чЧ от от со ч—• ао
1 Nit кмоль в X Cj
от
’К кмоль у утки N O О* ю" в)" СО’ Л "Ч О . I I I I 1 О sr' с и? с? ’Н / / / / 1 к*| ОТ СО ОТ со со 35 -ф сч см
411'OWH еутни о l'. ф со чЧ ОТ ОТ О ф Ф. о * . г-* со ф* ©" 40 с* ** | I I 1 . £5 чЧ От ОТ О] *-» 1 £ . от от оз ;| о» РО 2262,53
*10, нмоль сутки • от от _ ^-н Ф со -чч СМ ОТ от -7 от" V- СП Sf7 ^-7 1 1 Г 1 1 оо чч Г" а? -чч 1 .1 1 1 1 03 ео Г'- со □о оз от' ф о см ф см
ч& ©8 ОТ СО СО СО Ф СО « Г 1 1 1 1 S 8 8 3 5 Ч Mill о о" сГ о о ° о 1
от об м« *-» on со СП г>. ОТ ОТ -ф Q0 О О Ь т>- со оо _. _ .Л Л Л Хп о о ’ч от от от Ф Ф Ф Ф Ф © О © О ф О О чч 'Ч тч — 1
ю Ф <N go *Ф с~‘ ю I I I I I ф СП О ’«ч ф sff С4 О Ф C'j Г- L- со 1 1 1 1 1 О О О Ф о ч-4 <N 1
1Л хЧ 00 Qi СО LO □П И Ч г, 00 LO Фозсо Q0 о СО [ч. V3 со » Ч* по о_ ф °- *4 ф ЧЧ \-Г to ЧЧ О СЗ . о О О ф ОФ ' • ч-» С-1 1
«I Й 1-ге • II г* а 1Л |ГЗ Ч* ю <1< От <J1 со ОО С-3 ОТ СО j 1 I I L 00 От ОТ СО GO L- Е- | J | | 1 ф О -о о ф Ф Ф 1
«ПИ 6*7=d -Оо udii ЬО ОТ CS3 м< <о Oj от “чТ1 Ю Ф М* । । I I । П -7 П Ч Ч Г 1 1 1 1 ф О1 ОТ Ф ф| ф ф 1
«IIW 6* V ийп 1 ОТ XJI От ОТ OJ от со о от ОТ о ОТ ф ОТ СОФГ'-^гчф —» сО’счсюаоЩ с^озффф 3) ОТ *31 Ф -и о ОВ О ©, ф_ ф ф (—j- с-з от ©" сГ ф ф ф ф ф фГ от* 1
^Fih нмоль | сутни от от со со От О £'~ ФччСЧСО ’ЧЧ чн7 о" ОТ [> ОТ ^ч Ф СО ф j Ф “ZT ОТ ОТ со От о оз -Ч-Ч *ГЧ ОТ со Г-* чч 1 со сГ со 00 CQ 03
Компо- j пент о ю Pt о 4 ЧЯ лс ю « J CJ O«~t??UU О и и е- 5 и и О U a s з^йи^ Итого
При этой температуре, а также при температуре предварительного насыще-
ния абсорбента f2 = —12 °C определяем константы равновесия всех компо-
нентов 4ji и к%> (см. табл, 11,28). Б таблицу записываем значения констант
fc8: только тех компонентов, для которых ф/ <1- Константы равновесия
найдены при помощи номограмм ЛгС?Рл4,
2, Из уравнения (11,109) нрн фСэ = 0,575, У = 4 л 0Ся = 0,152 : 0,185
= 0,823 методом последовательного приближения или графическим путем,
построив предварительно зависимость ф[ = ф^ (Л;) (см. рис, IL43, б), нахо-
дим ЛГа — 0,589. Отметим, что искомое значение обычно находится
близко и заданному значению ф£, так как при ДГ -+ со ф^ =
Факторы абсорбции остальных компонентов определяем ио уравне-
нию (11.102). Так, например, для uCd имеем
0485
A/C\^a5S9 0.0805 ” 1353
3, По уравнению (11.110) определяем коэффициенты извлеченли всех
компонентов. Например, для фи имеем
1,3535-1,353
1,3535—1 “°’9
0.064 ' „ п '
f 0.0805 “ 0h795
1,353-0,9(1 -0,795) _
1 1,353-0,9 4-0795 “ °’935
\
ч•
Количество и состав сухого газа определяем по уравнениям (П-112).
Например, для Са имеем
Сз — 735,5 (1 —0,575)— 313,1 кмиль/сутки
а расход сухого газа получаем (см, табл, П,28) равным
V о —21 020.65 кмоль/су тки
4. Определяем факторы абсорбции компонентов в узле предварительного
насыщения абсорбента. Например, для С3 имеем
, 0,589 ,
4с= = 0,823 ~ °’7*7
5, По уравнению (11.114) определяем коэффициенты извлечения ф^.
Например, для Са имеем
0,717
Фс, — 14-0,717 - 0418
Затем находим количество компонентов, извлеченных в узле предваритель-
ного насыщения абсорбента = 1404 кмолъ/сутки (см. табл. 11,28),
г
состав и расход газа, поступающего из абсорбера в узел предварительного -
- насыщения абсорбента, определяем по уравнениям (11.116). Например,
для Са имеем
с* = 3134 4-225 = 538,1 кмоль/сутки
и общий расход газа оказывается равным — 22424,65 кмоль/сутки.
146
6* Определяем количество остаточных компонентов в абсорбенте foil
поступающем в абсорбер, по уравнению (IIЛ15), Например, для Сэ имеем
Zo, Са = 11а418 ’3134 = 225 км^ь/суткн
Общее количество остаточных компонентов равно У = 1404 кмоль/сутки,
7, Количество предварительно насыщенного абсорбента определяем
по уравнению (ЦЛ05)
0,589 - 0485 (22 839.6 + 22 424.65 — 22 839,6 — 22 424,65) _
Lo— 2
= 2262.53 кмоль/су тки
’ Количество тощего абсорбента определяем по уравнению (ПЛ 17)
L = 2262,53 — 1404 = 858,53 кмоль/сутки
Дальнейший расчет процесса абсорбции с определением температур
потоков и Jrjv показал, что эффективная температура = —4 °C)
ныб ра па и р авильно,
Расчет процесса десорбции (отпарки) газов из насыщенного
абсорбента выполняется с помощью аналогичных уравнений.
Отношение количества извлеченного компонента к первоначаль-
ному содержанию его в насыщенном абсорбенте называется коэф-
фициентом извлечения или относительным извлечением компо-
цента из жидкости
<Рд^ =---z---- (11,122)
При десорбции (отпарке) из компонентов насыщенного абсорбента
водяным паром т инертным газом или отпаривающим агентом с не-
большим содержанием остаточных компонентов т папример, сухим
газом из абсорбера, параметры процесса разделения свнзаны
с ле ду ющи м у р а в нение м
- *
5^+1 __ 1 (И-123)
в котором факторы отпарки определяются выражением
. №
s*=~lT
(11,124)
где Zq — константа равновесия компонентов при эффективной
температуре десорбции (отпарки).
Порядок расчета процесса десорбции (отпарки) при заданных
давлении процесса, составе, количестве и температуре насыщен-
ного абсорбента и отпаривающего агентат заданном извлечении
целевого компонента <рд & и принятом числе теоретических тарелок
jV будет следующим,
1. Принимается, что температуры отпаренного газа на не-
сколько градусов выше температуры исходного насыщенного
147
абсорбента; эффективная температура процесса определяется
как средняя между температурами отпаривающего газа и отпарен-
пых фракций* При эффективной температуре определяются кон-
станты равновесия всех компонентов А;*
2. По графику, приведенному на рис. 11-42, определяется фак-
тор отпарки целевого компонента 5^, факторы отпарки остальных
компонентов рассчитываются по уравнению
‘ (IM25)
3, По графику на рис. П-42 или но уравнению (IL123) рас-
считываются степени извлечения остальных компонентов (рд f и
определяется количество каждого компонента в отпаренном тощем
абсорбенте и расход уходящего снизу колонны абсорбента
— G'T 0 "Фа е)
i = i
4. Расход газа, уходящего с нижней тарелки десорбера, опре-
деляется по уравнению
' (П.127)
где kk — константа равновесия целевого компонента при эффек-
тивной температуре процесса десорбции.
5. Определяется температура, до которой охлаждается уходя-
щий снизу колонны абсорбент
Уг Фд j?A/—АЯтепл
' <п-128)
где с& — теплоемкость насыщенного абсорбента; А//1егтл — тепло,
отводимое в промежуточном теплообменнике*
Температура уходящего (тощего) абсорбента определяется
с учетом найденной разности температур
tLlT=tLF~ (П*129)
6* Потребный расход отпаривающего газа определяется по
уравнению
Vo-r, (11.130)
где pV1 — давление насыщенных паров отпаренных фракций
внизу колонны при t — tbv b
Общий расход отпаренных фракций определяется из уравне-
ния материального баланса процесса
= (1ГД31)
7* Из уравнения теплового баланса процесса определяется
температура Ivn Отпаренных фракций вверху аппарата, которая
сравнивается с принятой ранее температурой. Если значения их
148
будут значительно расходиться, принимается новое значение
температуры tyN и расчет повторяется вплоть до удовлетвори-
тельного совпадения этих температур.
Если поглощенные компоненты десорбируются в отпарной ко-
лонне путем нагрева и испарения остатка, то расчет процесса де-
сорбции выполняется по методике, изложенной в п. 6 данной главы.
На основе большого опыта работы промышленных аппаратов
десорбции легких углеводородов из широких нефтяных фракций
(насыщенного абсорбента) принимаемое для них число теорети-
ческих тарелок обычно не превышает десяти*
Расчет процессов абсорбции и десорбции в абсорбционно-
отпарной колонне. Абсорбционно-отпарная колонна (АОК) пред-
назначена для деметанизация или деэтанизации широких нефтя-
ных фракций* Например, при деэтанизации насыщенного абсор-
бента в верхней части такой колонны происходит главным обра-
зом абсорбция тяжелых компонентов ив газа (С3+), а в иижпей
части — в основном десорбция (отпарка) легких углеводородов
(С!—Са). Работа колонны возможна с предварительным насыще-
нием тощего абсорбента или без такового* В первом случае усло-
вия разделения в АОК приближаются к процессу ректификации,
однако наличие высококипящих компонентов вверху колонны
существенным образом влияет на режим и условия ее работы,
поэтому расчет процесса разделения необходимо проводить по
аналогии с расчетом процессов абсорбции и десорбции, а не
ректификации.
На рис. ПЛ4 изображена схема абсорбционно-отпарной ко-
лонны с нанесенным обозначением основных внешних и внутренних
потоков в секции питания колонны*
149
Применение излагаемой ниже методики дает вполне удовлет-
ворительное совпадение расчетных и фактических составов и рас-
ходов сухого газа и тощего абсорбента*
Расчет АОК производится с целью определения количества
и состава получаемых продуктов (сухого газа и отпаренного
насыщенного абсорбента W) и определения количества тощего
абсорбента Исходными данными для расчета являются: со-
став сырья и его температура, температура тощего абсорбента,
давление в колонне, число теоретических тарелок в абсорбцион-
ной ЛГ1 и десорбционной N2 частях, четкость разделения по клю-
чевым компонентам*
В качестве ключевых компонентов при деэтанизации прини-
мают этан (этилен) и пропан (пропилен)* Технологическими усло-
виями процесса обычно определяются заданные содержания этапа
в нижнем продукте (ZGJ и извлечение пропана в нижний продукт
|ZCJ
2c,=ir (1ыз2)
Предварительно следует задаться коэффициентом извлечения
пропана в абсорбционной части колонны фаЛт коэффициентом
извлечения этана фд/ в отпарной части колонны и средними тем-
пературами абсорбции и отпарки
1т ’Hr.
* Ln
fcp* a —
(П*134)
^cp. a “h
fcp* д = 2
Расчет проводится следующим образом* По заданному извлече-
нию фа* и принятому числу теоретических тарелок при по-
мощи графика, приведенного на рис* 11-42, определяют факторы
абсорбции и отпарки тяжелого (Л^) и легкого (5J ключевых
компонентов. На основе полученных величин вычисляют факторы
абсорбции и отпарки всех остальных компонентов по уравнениям
(11*101) й (11*125), а затем по уравнениям (11*98) и (11*123) или
по графику, приведенному на рис. 11-42, и числу теоретических
тарелок определяют коэффициенты извлечения при абсорбции и де-
сорбции всех остальных компонентов (фа и фд£)* Далее по урав-
нениям (II *49) и (11*50) определяют долю отгона сырья в секции
питания колонны и составы образовавшихся фаз vyi и Ifi* Затем
находят составы и количества суммарной жидкости, поступающей
в отпарную секцию колонны
* 1—фа/фд;
(11*135)
150
- остальных потоков в секции питания
^'т/ ~ £с еФд s
^с£ = р^£"1"Ут^
2п1 = ^сГфа/
и внешних потоков колонны
— UC Е Jn? 1
6/ — lc i — Vmi J
(ПЛ38)
(IL137)
Температуры суммарного газа, поступающего в абсорбцион-
ную часть колонны £ус, отпаренного газа, уходящего из отпарной
секции колонны tv t и отпаренного насыщенного абсорбента
определяются обычным путем по уравнениям изотерм.
Расход тощего абсорбента рекомендуется определять по урав-
нениям
р
(IL138)
ИЛИ ’
U=AhkhV^ (11.139)
Полученные в результате расчетов величины ZC(T ZG1T £ср а и
£срд сравнивают с принятыми в начале расчета* При появлении
значительных расхождений принимают новые значения и расчет
повторяют сначала*
Пример 20* Выполнить технологический расчет абсорбционно-отпарной
колонны, предназначенной для деэтанизации насыщенного абсорбента сле-
дующего состава, % (мол.)*
СИ, * . * ** . 2,35 «С4Н:о 7,38
СгН6 *****. 5,84 нС6Н12 6,08
C3HS * * * * * * 16*92 Тощий абсорбент
(М=200) , * * 61,43
Давление » колонне Р 1 МПа* температура сырья — 47 °C; тем-
пература тощего абсорбента = 26 °C*
Требуется определить количества и составы получаемых продуктов
(сухого газа и деэтанизированного насыщенного абсорбента) при заданном
содержании атана в нижнем продукте ZCj = 0т04 и заданном извлечении
пропана в нижний продукт ZCa — 0,9 в колонне с восемью теоретическими
тарелками в абсорбционной части. и десятью теоретическими тарелками
в отгонной части*
Расчет* Принимаем-
ФаС1 = 0-^ ФдС.^0’92
^срйа = 45°С £Сргд = 90°С
Расчет проведен на 100 молей исходного сырья и отражен в табл* 11,29.
15b
Л П,29 ешние токи, эяь/ч -Q1 1 co О 15,30 сю о СО со см Гз CTJ со со" О -
К £2 а ь Ю co oi oo Ю о cq_ [ [ 00 о 05 —*
£ CO ^1 co о со 00 Vj
S Й о , cm OQ "Т“1 о 2 со см
к о О oo of co iF- о м* о 1 о о см см
о co in о со со со ю 1 сю
ё •fc ’T-т t-- о? тн о 1 о’ оз
>• № и o чЛ о oo *- GM О Г-» о • СО О] СО О о СО ю со со со л
<s у gp * «S' £ Ri GO co О co co o’ о о со о о’ см о о 1 см ш
CJ - ee -r? *r “ 5» s r- cO co L'O OJ ю со" rq со о со г со н S СО' об о
Ф CD to Д & s-g - J IQ 0 Л £ LO • co Cm" co in’ 03 о со’ OQ СО GO о со СО *$< *ч S о ТЧ
«• & о CO o’ □0 СП о’ ю сю о’ >о со со о о" [ I
►ji Л к s «s S x CQ см о iff CM о —-f 00 CTJ о ю S с’ сю со о о [ [
I co Л t E- o S P- t= II d* ed p -Q -° II td |[g II CO CQ co *- <м СО 1О о 1 [
R Ф И © aS EE -J ю — Лд •pi GO Jo O_ o’ co CM CO О со со 00 о’ о *. о 1 1
Е & с? В А © ячЬ CM Ю о 4 co CM cQ o’ S3 о СМ см 1 1
Расчет абсорбцноппо* Ss to ed К л? 1.1 J о -,rt “ II cd „ Й IIE 0ч- II cl ю -ei LO О QO о’ 1 1
₽« № . flj № о E J ° И I Щ o. « Щ СЧ u « я п и о Д о Щ С? н..- № Ю Си о Q 1jO < с А О Е“< а
Факторы, абсорбции и отпарки, а также коэффициенты извлечения
и отпарки всех компонентов определяем в соответствии с описанной ранее
методикой, примененной при расчете абсорбционной колонны.
При помощи уравнений (11,49), (II,50) определяем долю отгона сырья
в секция питания колонны и составы vFi и образовавшихся фаз (см,
рис, П-44), Составы и количества внутренних Потоков в секции питания
колонны и внешних потоков колонны определяем по уравнениям (ПЛ35)—
(11,137), В качестве примера приведем указанные расчеты для этана
(в кмоль/ч):
5Л8 + 0.36-0,326
гстсэ— 1-0,326*0.916 — 692
у =7,92 - 0,916 = 7,25
Шу Uf
г = 0,36 + 7,25 = 7,61
С* ijj 1
1п _ = 7,61’0,326 = 2,48
\ '-'i
' ' и!Се = 7,61 — 2,48 — 5,13
ЬР —7,92 — 7,25 = 0,67
Результаты аналогичных расчетов для всех компонентов представлены
в табл. П,29*
Количество тощего абсорбента Lq определяем по уравнению (ПЛ38)
Lo = 0,873-1,5 22 —12,92 = 15г83 кмоль/ч
Проверим правильность принятых в начале расчета величин
0.67 „ ' „
Zcs — 15,3 - °’0436
15 3
zc. =ТМ2 = 0,906 '
По заданным составам потоков жидкости, стекающей с нижних тарелок
концентрационной и отгонной частей колонны (/„ я &/), определяем темпе-
ратуры tL — 63 °C и tw = 135 °C; при этом средние температуры абсорбции
и отпарки будут равны
26 -F- 63
*ср,а = —2— = 44,5 йС
44,5 + 135 л
—90
Поскольку сравнение полученных значений извлечений ключевых компо-
нентов с заданными, а также принятых средних температур абсорбции и от-
парки с величинами, полученными в результате расчетов, показывает доста-
точно хорошую сходийость, расчет считаем законченным,
9, ЧИСЛЕННЫЕ МЕТОДЫ РАСЧЕТА ПРОЦЕССОВ РЕКТИФИКАЦИИ
И АБСОРБЦИИ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ
Рассмотрим основы численных методов расчета процессов рек-
тификации и абсорбции многокомпонентных смесей на ЭВМ; для
более подробного ознакомления с ними необходимо обратиться
к специальной литературе [36—38].
153
Численные методы расчета процессов ректификации и абсорб-
ции различаются выбором независимых переменных, способом
решения общей системы уравнений и способом сходимости.
Наибольшее распространение в настоящее время получил
метод Тилле и Геддеса, обеспечивающий раздельное определение
концентраций каждого компонента последовательно на всех та-
релках колонны; в качестве независимых переменных принимается
распределение температур и потоков по тарелкам колонны. Значи-
тельно реже применяется метод Льюиса и Маттесона, предусматри-
вающий одновременное определение концентраций всех компонен-
тов последовательно на каждой тарелке колонны; независимыми
переменными являются составы продуктов разделения. Послед-
ний метод расчета называют потарелочньш, поэтому в отличие от
него первый метод расчета будем называть покомпонентным.
Кроме отмеченных методов за последнее Время большое внимание
уделяется также разработке различных модификаций релакса-
ционного метода, в котором независимыми переменными яв-
ляются не только потоки, но и их составы на всех тарелках ко-
лонны.
В различных методах расчета используется раздельное или
одновременное решение уравнений системы.
Способы сходимости численных методов расчета обеспечивают
не только уменьшение времени Счета, но и устойчивость решения,
т. е. надежность алгоритма.
Рассмотрим наиболее распространенные способы обработки
вычисленных значений переменных при очередном приближении,
обеспечивающие^ нахождение искомого решения (сходимость за-
дачи).
Способ простых итераций. Вычисленные значения исполь-
зуются в качестве исходных данных для последующего прибли-
жения, Способ обеспечивает медленную сходимость либо вообще
не приводит к сходимости и поэтому применяется редко.
Метод секущих (линейное интерполирование). Последующие
значения находят на основе двух предыдущих по одному из урав-
нений
j
^+2 (11.141)
при постоянном значении коэффициента а <$1, ”
Метод Миллера (нелинейное интерполирование), В качестве
секущей используется квадратичная зависимость —кривая, про-
ходящая через три точки рассматриваемой функции f (я). Для на-
чальных условий принимают точки zx, z3. Интерполяционная
формула имеет вид "
(11,142)
154
где
U — ...- 1 1 1
b ± у № — 4/ (z^1) dВ 9~* (14~ d^“x) c
23^gB
b = f tf-*) (d*'1)3 - f (z^) (1 + ^-1)4 f l) (1 + 2d*"1)
c - / (z*-3) d*-1 -/ (z*“2) (1+d^1)+/ (s*-1)
В процессе расчетов я?-1 заменяется на z? и расчет повторяется
до получения заданной сходимости*
Метод Ньютона (метод карательных) * Но этому методу пред-
лагается следующая интерполяционная формула
/(Л)
{UAiS)
Успешное применение данного метода зависит от правильного
выбора начальных значений и проведения анализа зависимости
f = 0 в окрестностях корня. Метод Ньютона дает быструю
сходимость, однако не всегда обеспечивает решение задачи*
Метод Ньютона — Рафсона является распространением метода
касательных на систему уравнений с несколькими переменными,
например, /\ (#* у} == 0 и /2 (х, у) = 0* Последующие значения
аргументов и у11'1 определяют, решая следующую систему
уравнений
,, <ГМ44)
h+'&T As’+1 + Л^+1 ==0 .
где
Дх?"*"1 —яг^ Лу^-1 — гр
В уравнениях (11*144) функции /г (х7 у). (х, у) и их производные
определяются при г ~ и у = ^. Так же как и в методе Нью-
тона, в каждом конкретном случае необходимо исследовать на-
чальные значения и поведение функции в окрестностях корня*
Покомпонентный метод расчета процессов ректификации и аб-
сорбции в простых и сложных колоннах. Вначале рассмотрим
алгоритмы численного расчета процессов ректификации и аб-
сорбции идеальных многокомпонентных смесей в условиях равно-
весного контакта фаз* С целью сокращения записи излагаемого
далее материала общую систему уравнений запишем для колонны,
состоящей из 7V одинаковых Ступеней, выражая покомпонентные
потоки через мольные расходы компонентов*
При покомпонентном методе уравнения материального баланса
решаются аналитически совместно с уравнениями фазового рав-
новесия, а уравнения теплового баланса решаются совместно
155
с уравнениями общего материального баланса* В результате ука-
занных преобразований общая система уравнений математического
описания процесса разделения записывается следующим образом
—^п+11 i 4“ (1 * Ь ?ni — i I n-1, i —^nzni (11*145)
(11*146)
£
ИЛИ J
(11*147)
. i ►
2 ri4-l i ihi+1, i Т^ж, л-i^Uft-ir i
L .
+ (11*148)
В уравнениях (11*145)—(11*148) i = 1, 2, **., M\ n = 1T 2T ***, N
$П~1> l=^n-l, Ах-l/
Sn+1, i
; (ПЛ49)
—1^14“ ^n—^0
При раздельном решении уравнений (11*145)—(11*149) наи-
большее распространение получили алгоритмы расчета, изобра-
женные на рис* 11-45, а. 6. В соответствии с приведенными блок-
схемами используется следующий порядок расчета* Для первого
приближения задаются значениями потоков и температур по
высоте аппарата* При заданных значениях Ln и Тп уравнения
(11*145) становятся линейными относительно мольных покомпо-
нентных потоков lni и поэтому легко решаются известными мето-
дами линейной алгебры, например, методом исключения Гаусса*
По найденным значениям 7Zil в одном алгоритме (рис* 11-45, а) из
уравнений изотермы жидкой фазы (11*146) определяются темпера-
туры Тп и, наконец, из уравнений (П*148) — потоки Ltl. По Дру-
гому алгоритму (pnch 11-45, б) после определения покомпонентных
потоков lni в результате решения уравнений (11*145) определяются
потоки Ln по уравнениям (ЦЛ47) и из уравнений (Ц*148) мето-
дом Ньютона определяются температуры 7\* При определении
температур и потоков для очередного приближения в описанных
алгоритмах используются методы простых итераций или линейной
интерполяции* В качестве критерия сходимости расчета в обеих
алгоритмах принимается ограничение, накладываемое на сред-
нюю дисперсию температур Одт-
Первый алгоритм неоднократно использовался для расчета
процесса ректификации бдизкокипящих многокомпонентных сме-
156
сей, второй — для расчета процессов абсорбции и ректификации
ширококипящих многокомпонентных смесей. Предпочтительность
указанных областей применения этих алгоритмов объясняется
тем, что более четко температуры потоков контролируются в пер-
вом случае изменением констант равновесия компонентов, а во
втором — изменением энтальпий потоков. Действительно, с изме-
нением температуры константы равновесия тяжелых компонентов
Рис. П-45. Блок-схемы поверочного расчета ректификации и абсорбции многокомпонент-
ных смесей покомпонентным методом е раздельным (я), (б) и совместным (е) решением об*
тцей стстемы уравнений:
„ Г , ж ЛГ ,
(БМ„ + <И„); °АТ = -^Х (Г«-1^+Х)2
П-1 Л=4
меняются почти неограниченно, в то время как у легких компо-
нентов они практически не меняются.
При одновременном решении системы уравнений (11*145) —
(IIЛ49) (см. рис. Г Г-45, б) после определения покомпонентных
потоков 1п[ рассчитываются невязки материальных балансов
См по уравнению (11.147) и тепловых балансов пу уравнению
(IIЛ48). В качестве критерия сходимости расчета принимается
значение средней дисперсии невязок Значения темпера-
тур и потоков для очередного приближения определяются мето-
дом Ньютона. Одновременное решение общей системы уравнений
методом Ньютона обеспечивает устойчивую и быструю сходимость
расчета любых условий разделения. Однако при этом приходится
выполнять большой объем вычислений для определения частных
производных от невязок материального и теплового балансов по
независимым переменным Ьл и Тп- Различные способы определения
этих производных рассмотрены в монографии 138]* Заслуживает
особого внимания применение новых методов одновременного
157
решения нелинейных алгебраических уравнений, требующих
значительно меньшего объема вычислений [39],
При расчете разделения неидеальных многокомпонентных сме-
сей появляется еще один внутренний итерационный цикл (но
константам равновесия компонентов к^ (рис, П-46), аналогичный
описанным ранее циклам, содержащимся в алгоритмах расчет»
фазового состояния и процессов однократного разделения не-
Рнс, П-46. Блок-схема поверочного расчета ректификаций и абсорбции неидеальных много-
компонентных смесей.
Рис, П-47, Блок-схема поверочного ресчета ректификации и абсорбции многокомпо-
нентных смесей в условиях неравновесного контакта фаз.
идеальных многокомпонентных смесей. Таким же образом строится
алгоритм расчета разделения смесей в условиях неравновесного
контакта фаз (рис- П-47)* Поскольку константы равновесия ком-
понентов неидеальных многокомпонентных смесец и коэффи-
циенты эффективности массопередачи определяются сложными
зависимостями, требующими выполнения большого объема вы-
158
числений, целесообразно расчеты по внутренним итерационным
циклам проводить без проверки условий сходимости расчета, огра-
ничиваясь только несколькими приближениями, например, двумя
или тремя (на рис. П-47 г — 2—3). Методы расчета эффективности
массопередачи в бинарных смесях рассмотрены в^гл. III, в много-
компонентных смесях — в монографии 138].
Дальнейшее усовершенствование отмеченных выше алгорит-
мов численного расчета достигается выбором новых независимых
переменных — относительных летучестей компонентов ос^ и фак-
торов отпарки Sni. мало меняющихся при изменении температур
и потоков [40]. В целом уравнения и алгоритмы расчета остаются
неизменными, за исключением того, что уравнения изотерм запи-
сываются через относительные летучести [см, уравнения (11.42)],
и поэтому температуры потоков определяются но константе равно-
весия ведущего компонента А’в.
Пот а ре л очный метод расчета ректификации в простых колон-
нах был одном из первых реализован на практике еще до приме-
нения ЭВМ. Однако опыт расчетов на ЭВМ показал, что, несмотря
на кажущуюся простоту и естественность расчетной процедуры,
потарелочный метод не лишен целого ряда принципиальных не-
достатков, вследствие которых он не получил широкого примене-
ния. К основным недостаткам потарелочного метода расчета отно-
сятся: накопление ошибок вычисления и округления в процессе
счета, сложность расчета практически нераспределяемых компо-
нентов и отсутствие надежных методов сходимости общего итера-
ционного расчета.
Рассмотрим основное содержание и расчетные уравнения одного
из алгоритмов численного потарелочного метода, в котором ука-
занные недостатки были успешно преодолены, благодаря чему
Этот алгоритм и был доведен до широкого практического исполь-
зования [411. Решая совместно уравнения общего материального
и теплового балансов, записанные по типу уравнений рабочих
линий, уравнения покомпонентного материального баланса, фазо-
вого равновесия и суммирования потоков, а также логарифмируя
уравнения покомпонентного материального баланса и фазового
равновесия, получим вместо исходной системы уравнений пре-
образованную систему. Например, для отгонной части колонны
имеем
(11,150)
(II. 151)
In гп_1г f=ln JP+ln л^-f-ln
у “11
ln-^+lnynf-In Wj +1|
-In + Ю
(11.152)
2 ^n+lr i — 1 (U.153)
In Ув+ii i =1и **71+1. i -|- In frn+i, i (11.154)
159
Выполненные преобразования практически полностью исклю-
чили влияние ошибок вычисления и округления при определении
концентраций потоков вследствие значительного расширения
диапазона представления чисел в логарифмах, а также позволили
одновременно решать новую систему уравнений, т, е. на основе
этих уравнений был реализован устойчивый алгоритм потарелоч-
ного расчета. Для устранения возможности появления отрица-
тельных потоков рекомендовано при определении Vn по уравне-
нию (ПЛ51) использовать массовые концентрации потоков. Прин-
ципиальная блок-схема нотарслочного расчета процесса ректифи-
кации в отгонной части полной колонны при помощи уравнений
(11.150)—(11.154) показана на рис. 11-48. Аналогичным образом
преобразуется также общая система уравнений для концентра-
ционной части колонны, вг соответствии с которой потарелочиый
расчет проводится сверху вниз но колонне.
В качестве критерия входимости общего расчета используется
среднее отклонение составов паровых и жидких потоков в зоне
питания.
Для определения очередных составов дистиллята и остатка
в последующих приближениях может быть использован 0-метод
[37]
y+i_0/^ у
где параметр 0 определяется из уравнения
V _ F1Fi______________________________
В работе [41] для вычисления составов продуктов при очередном |
приближении был использован другой метод, расчетные ура вне- ij
ния которого имеют следующий вид
i)z[ б" (11.157)
(11.155)
Zr
< W n
(11,158)
(11.159)
(11.160)
В уравнении (11,175) ^lpI; 4^-i.r; Уп^у,^ ^^—концентра-
ции компонентов в жидкости, поступающей на верхнюю тарелку
отгонной секции колонны, и в паре, поступающем на нижнюю
160
тарелку концентрационной секции колонны; они определены в ре-
зультате расчета соответственно отгонной и концентрационной
секций с учетом баланса смешения потоков в зоне питания. Блок-
схема расчета колонны показана на рис. 11-49.
Релаксационные методы расчета ректификации составляют
особую группу потарелочиых методов расчета, т. к. в них незави-
симыми переменными являются концентрации компонентов хП£ й
Pjic. 21-48» Б^ок-схема погарелочного расчета ректификации многокомпонентных смесей
от остатка к питанию,
Рис. П-49. Блок-схема поверочного расчета ректификации многокомпонентных смесей
в простой колонне потарелочным методом-
расходы одного из потоков по высоте аппарата Впервые такой
метод расчета был использован для решения уравнений материаль-
ного баланса и фазового равновесия [42]. Дальнейшее развитие
6 Заказ 757 161
StOt метод получил в работе [431. Основным расчетным уравне-
нием нового метода является уравнение однократного испарения
при смешении поступающих на гс-ю тарелку потоков пара Vn^.1
жидкости Л/г_1 и сырьевых потоков F^l при температуре Тп
znj
(П.161)
где
ж-^х+^п, Л-Г1, i' i + Рл+гУя + Ь I
и + ^п,ли + £/1’1 +
П ^++т +£^"1 +£)К. п hii? п *1
Алгоритм расчета по этому методу строится следующим образом*
По предварительно заданным апаче пням концентраций компонент
тов и расходам потоков при помощи уравнения (Г1Л61) опреде-
ляются температура Тп и составы уходящих потоков хп£ и
которые При очередном приближении принимаются в качестве
исходных составов для потоков, поступающих на выше- и ниже-
рнеположенные тарелки.
Несмотря на значительное увеличение общего числа независи-
мых переменных, алгоритмы, достроенные па основе этих методов,
обладают исключительной устойчивостью — сходимость расчета
практически всегда обеспечивается даже при использовании ме-
тода последовательного приближения. Следовательно, надеж-
ность, универсальность и простота подобных алгоритмов говорят
о перспективности их применения для расчета сложных условий
разделения, например разделения не идеальных смесей, расчета
сложных систем ректификационных и абсорбционных колонн, раз-
деления азеотропных смесей и то д< Дальнейшее усовершенство-
вание этих алгоритмов, очевидно, должно быть направлено в пер-
вую очередь на увеличение скорости сходимости расчета за счет
уменьшения общего числа итераций<
Так, предлагается [44] расчет последующей тарелки выполнять
с учетом характеристик потоков, полученных на последующих
ступенях в атом же цикле, или коррекцию встречных потоков на
каждой ступени производить в соответствии с материальным ба-
лансом по контуру от рассчитываемой ступени до конечной. Кор-
рекция может быть выполнена путем усреднения составов и коли-
честв встречных потоков предыдущего расчета и найденных по
материальному балансу.
Проектный расчет ректифниацнп многокомпонентных смесей
в простых колоннах. Рассмотрим алгоритм проектного расчета
процесса разделения многокомпонентной смеси в простой колонне,
независимыми переменными которого являются: данные по со-
ставу и расходу сырья, температура сырья и давление процесса,
расход дистиллята D, флегмовое число R, заданное содержание
162
двух компонентов в продуктах разделения (например, легкого
ключевого компонента в дистилляте хщ и тяжелого ключевого
компонента в остатке В результате расчета определяется
потребное для заданного разделения число тарелок в колонне QV),
положение тарелки питания (Nx/N^) й полный состав продуктов
разделения,
В указанной постановке задачи расчет выполняется с исполь-
зованием методов проектного и поверочного расчетов, построен-
ных соответственно на основе приближенного и полного математи-
ческого описания процесса.
Проектный расчет ректификации непрерывных смесей в про-
стых колоннах. При заданном содержании в дистилляте и остатке
примесных компонентовt т. е* при заданном налегании температур
их выкипания, расчет выполняется путем сочетания приближен-
ного и полного математических описаний процесса разделения
соответственно на основе уравнения (11.60) и системы уравнений
(II. 145) — (И. 149) [20]о Так же как и для многокомпонентных
смесейт расчет выполняется сначала на основе приближенного
математического описания по методике, изложенной в п. 5 данной
главы, и затем производится потарелочный расчет процесса в пове-
рочном варианте на основе полученных данных по выходу дистил-
лята, флегмовому числу и числу тарелок.
Поверочный расчет ректификации и абсорбции многокомпо-
нентных смесей в системе колонн, связанных материальными
и тепловыми потоками. Основное отличие алгоритма расчета
таких систем от рассмотренных ранее обусловлено наличием
редкой не диагональной матрицы системы уравнений материаль-
ного и теплового балансов, обусловленной обратными связями
материальных и тепловых' потоков. G точки зрения расчетной
процедуры решение системы уравнений, содержащей редкие
матрицыt как известно реализуется с использованием специальных
методов вычислительной математики и не вызывает особых труд-
ностей. Поэтому'основная сложность расчета таких систем будет
заключаться в достижении заданной сходимости при большем
объеме вычислительных операций.
В связи с этим целесообразно понизить размерность общей
системы уравнений, уменьшив тем самым общее число переменных
путем использования рекуррентных соотношений для группы
тарелок вместо уравнений потарелочного материального баланса
и фазового равновесия, т. е. выполнить расчет сложной системы
не но теоретическим тарелкам, а по секциям. Результаты такого
расчета могут быть использованы в первую очередь для выбора
оптимальной схемы процесса разделения-
Рассмотрим общую систему уравнений для установки, состоя-
щей из К произвольных секций (у — 1, 2, к) и показанной
на рис. 11'50. Каждая секция может рассматриваться как ступень
противоточного массообменного аппарата, имеющего Л} тарелок,
и как теплообменник. Б любую из таких ступеней может подаваться
6* 163
сырье в виде жидкостных и паровых /у/ потоков, а также
подводиться или сниматься тепло Суммарные паровые и жид-
костные потоки, выходящие из секций, могут подаваться в любую
Другую секцию в количестве, пропорциональном заданным коэф-
фициентам распределения потоков и Коэффициенты
afe;- обозначают долю потока, поступающего в секцию К из сск-
к
ции р Очевидно aki = 0—1 и2^/ = 1.
&=1
Уравнения покомпонентного материального баланса и фазо-
вого равновесия в виде рекуррентных соотношений для покомпсь
пентных потоков в жидкости совместно с уравнениями покомпо-
нентного материального баланса по секциям в матричной форме
приведены па стр 166, 167*
В уравнении (IL162)
4 4 -
-Д /п -1
l!~ Зц~1 Bii- Sit—I
„ Wi
Константы равновесия компонентов k^ вычисляются при темпе-
ратуре Г/, являющейся средней величиной температур уходящих
потоков пара и жидкости Ту] и TlI*
' Уравнение материального баланса по суммарным потокам
совместно с уравнениями теплового баланса в матричной форме
приведены на стр 166, 167.
164
Энтальпии сырьевых IliF и промежуточных (между секциями)
потоков ," HJ определяются при фактических температурах
соответствующих потоков Tyj, Tli и Гу}, Поскольку решение
системы уравнений (11*162), (IIЛ63) выполняется в поверочном
варианте, в исходных данных принимают число тарелок по сек-
циям флегмовое число R =- расход дистиллята
и коэффициенты и ад. Система уравнений (11-162), (IIЛ 63)
решается аналогично рассмотренной ранее системе уравнений
(11*145)—(IL149) для процессов разделения на основе покомпо’
нентного метода* Так, например, при раздельном решении общей
системы уравнений алгоритм расчета выглядит следующим об-
разом,
В первом приближении произвольно задаются значения темпе-
ратур Tf в секциях; суммарные жидкостные Lj и паровые Уу потоки
определяются из уравнения материального баланса всех секций
при условии постоянства потоков по высоте секций, при этом
Ьг = ЯУг, Далее из системы уравнений (IL1G2) определяются
покомпонентные жидкостные и паровые потоки. На основе ВЫ’
численных значений /д и Vji определяются концентрации потоков
!/]1 =
и соответствующие им температуры [см* уравнения изотерм па-
ровой и жидкой фаз (IL36) и (IL37)1* По найденным значениям
температур Ту$ и TLj определяются средние температуры Т; в сек-
циях* Новые значения потоков находятся в результате решения
системы уравнений (ПЛ63),
‘ В качестве критерия сходимости при таком расчете может
быть принята дисперсия температур Г; по секциям
«ь-т/ 2 «+’-г?>’
Константы равновесия компонентов кц и энтальпии компо-
нентов Hji и Нд целесообразно задавать в виде гиперболи-
ческих или полулогарифмических зависимостей от температуры
Ai
In kji
А' А"
Рассмотренный алгоритм является достаточно универсальным,
так как он может быть использован для расчета процессов раз-
деления не только в любой сложной системе колонн, но и в отдель’
ных аппаратах, в том числе для расчета распределения потоков
и температур по всем тарелкам при Д'} = 1 в уравнениях (IL162),
165
fear п)
ХЛ + Т7+1Л~^- ’д"
*44 ♦ * ’ *4* • л ’ Л Л • и м«
cd+l£fUXjo“^x7x^-^^/—л\н^~ ел лН^
Ч>-Ь дН1 Л д»- 4ят7™»- ^н|/-Л^*/- Ы_Л* ЕЛ X
t' ¥7 т-—
£ <3 1^ ч". ' . ‘ 1 >. -. 1 7 Т ' - * Л -'7 • d d af л"
ч 1—1 а 1 1—1 I-J со « ’ t ^'к 7 1-J X 7 е7 Vev Л
1 1—1 ** ₽3 е 1^ кг?1 1 t>CJ i*4 г3 т 1 - Z'I . ^т> _* ЛС
(Ш'П)
'Il- !^-‘ -?¥л" ц . >
li- ' V-
JS/ у- >
^1- л* №а 'л”
А;- ф- ?Л7 л’
'I/- - — - 0.
,^- ' ^~ - • а а !/г 11 я1/ ',8> ц 0
1:1- тг ?У>
VH- - 17, Г 7^ ?е7 ^1” ' ?»
7>‘л/- ?т/_ _ -!Х; *
• « « ’ ч° * • < Е7В
-• • * ' - * * « 4 4 а * 4 < * * * • ’ * * 4 * * • * * I
•V ₽ • > 4 4 + ля- м° ли л 7*7° • * * 4и- 4не> 7^ 7
г * * I 7/аи лЕЯ- № 1 4 Ч « 7^- sffzED 7^ 7
£ V* « « < х> >- rz^^u 7Я 7 • ч 7Я-
4 4 ' ^г> л I™ * ' 1 7V
• * * 4 • * » л » <• 4 4 * * * > < **< i i 4 4 4 4
* W * 1“ Ч’ < < « I” 7^ Е>
* J ' ® л 1— “.< л Ч7°- * 4 * 7И 1- г>
•л Fa ' 1 ' Е> V- * л t > E3D J— _
' а л т?» л Т~ г а а 4 7 ’?•
' ' 4 * • « * ' < . * « * * * * * 4 4 4 4 * ’ 4 4 * *
1 ЕУ sr, AV > 1“ Е> ! <« -» т/р
fl. р д’ 7П Т“
1- > ’> л а / ЕЪр 7 f—
е> D л т— ч > ;.1О I-
V? !*s~ 4 а « 7^ 1^,
4 1 4 ’ ' I I ' I 4 * » а 4 4 ’ «
ij * '№ «. Л Л л /71- '
0 ’ а 4 -в
[ ч 0 ^в1 7' 4 4 4 {> 1ZS — 1Е°
ВТ > ?У> yi° 0 * « * Е? 118-1
Рис. 11’51. Технологическая <а) и расчетная (б) схемы разделения нефтяного попутного
газа н системе колонн, связанных материальными и тепловыми потоками (7 секций}}
j1 — сепаратор; 2 — колонны; 3 — конденсатор; 4 — кипятильник; I — сырье; Л —
сухой газ; III — сжиженный газ; /И — стабильный конденсат.
Расчет процесса разделения природного газа в системе ректификационных
потоками иа еухой газ, сжиженный газ (в количестве 5 L4a^; =64,316
Компонент j=i J = 2 j_3
Sl‘* V2i т;и
£ » я ПП С] ПОП» « 1- t| А #. 0,6119 0 2965 0,0913 0,0002 0,0001 0,1274 0r3917 0 4765 ооозо 0,0014 0,3334 0,3512 0,3127 0,0018 "0,0009 Rl 0,0461 0,1131 0 5522 0,0821 0,1785 0,0280 0,3540 0,1932 0,2892 0,0444 0 1016 0,0176 0,0540 0,0769 0 2186 0,0863 0,3192 0,2450
2 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000
К-, L{\ кмоль/ч Tvj, Tbj,K Г эф, К (?;,кВт 114,62 249 6 249,6 673 155 0 249,6 249,6 269,62 279,6 289,6 132,09 304,6 289,6 198,37 68,70 318,7 f 330,7 323,7
* Состав сухого газа. '
** Состав сжиженного газа.
*** Состав стабильного конденсата.
168
Пример 21, Выполнить технологический расчет процесса разделения
нефтяного газа на сухой газ^ сжиженный газ и стабильный конденсат на
ректификационной установке, состоящей из системы колонн, связанных
материальными и тепловыми потоками (рис. П-51, а) при следующих исход-
ных данных: F 100 000 ма/сутки; =* 31,74 кг/м3; MF = 34,1 (F =
— 185,988 кмоль/ч); = 35 °C, Р ~ 1,9 МПа; Л\ = A7? 1; Яа Яд =
= дг6 = =5; Лз = 3; Гг — 114,62 кмоль/ч; Л = 1,352; аД = 0,7;
%L4 = 0,4073; 46 = 0,4.
Исходный газ состоит из углеводородов парафинового ряда, % мол.:
с, ... , , , . 37,97 иС4 . . , . , . , , 4,12
с ., , , . , . . . 19,77 . . , 10.52
С3 . . . . . , , 22,93 с,, . . . . . . . , 4,69
Требуется определить составы, температуры л расходы всех потоков
по секциям, а также потребные затраты тепла и холода.
Расчет *, В соответствии с приведенными на рис, П-51 технологической
и расчетной схемами коэффициенты распределения обозначенных потоков
имеют следующие значения: а*2 =« а23 == = ап> аз1 “
— “ а7в «роме того
=1-^0,4 = 0,6
&О ’ ч.
И 1
=1-0,7^0,3
Остальные коэффициенты распределения а/,/ = — 1 при к — j и akj — 0
при к =/= /-
* Выполнен совместно с Зибертом Г, К.
колони, связанных материальными и тепловыми ТАБЛИЦА II ,30
кмоль/ч) и стабильный конденсат (к примеру 21)
з j=5 Э ; = (> i=7
У4г *41“ Ъг x7;
0,1218 0 2182 0,5402 0 0429 0^0723 0,0046 0,0075 0 0432 0^5004 0 1179 0 2942 0,0368 0,0398 0 0761 0*4534 0,1127 0,2935 . 0,0245 0,0056 0,0168 0,1077 0,0867 0,4095 0,3736 0,0380 0,0578 0,1884 0 0917 0.3715 0т2525 0 0001 0^0049 0 0178 0*1340 0,8432 0,0001 0t0051 0,0182 0,1365 0 8400 0,0020 0,0107 0,0903 0,8970 l
1,0000 1 0000 1,0000 1,0000 1,0000 1,0000 <0000 1,0000
48,60 323,8 33 104 91 342,6 5,6 61,05 360,9 38: 42,01 388,9 ML 103,66 394,2 41J 127,43 416,2 it2 120137 417 9 41 ft 7,05 - 417,9 7,9 SO
169
Константы равновесия определялись но номограмме ЛСРЛ, а энталь-
пии потоков — по монограммам Максвелла- Фракция Cfih рассматривалась
как нормальный, пентан. 4
Расчет процесса однократной конденсации исходного газа показал сле-
дующее распределение компонентов между паровой и жадной фазами
(в кмоль/ч);
с, са нСч нС&
68,41 82,88 31,36 4,44 9,83 2,48
22,08 3,88 11,29 3,24 9,73 6,24
Результаты выполненных расчетов представлены в табл. П,30 (все кон-
центрации выражены в мол. долях).
Отметим, что аналогичное разделение нефтяного газа на типовой уста-
новке низкотемпературной конденсации с последующей деэтанизацией и раз-
делением конденсата требует примерно в 1,5 раза больших затрат тепла
и холода при той же изотерме холода. Кроме того, существенно уменьшаются
также и потребные капитальные затраты в связи с сокращением общего коли-
чества теплообменной аппаратуры и уменьшением внутренних потоков
в колоннах.
Глава III
Гидравлический расчет
аппаратов
1. НАЗНАЧЕНИЕ И СОДЕРЖАНИЕ
ГИДРАВЛИЧЕСКОГО РАСЧЕТА
РЕКТИФИКАЦИОННЫХ
И АБСОРБЦИОННЫХ АППАРАТОВ
Гидравлический расчет колонн проводится с целью определе-
ния основных размеров аппарата — диаметра, высоты, конструк-
тивных размеров контактных устройств, а также диапазона
допустимого изменения нагрузок. Следовательно т назначение
гидравлического расчета — обеспечить заданное разделение
исходного количества сырья в колонне, основные размеры внут-
ренних устройств которой рассчитаны при заданном диапазоне
изменения нагрузок.
Возможное изменение пагрузок и состава исходного сырья
является следствием взаимосвязанности работы всего завода и
колебаний собственного технологического режима на установке.
Поэтому для обеспечения заданного разделения колонна должна
обладать эксплуатационной гибкостью.
Особо следует подчеркнуть необходимость выполнения гид-
равлического расчета колонны по нескольким сечениям в связи
с тем, что многие аппаратыт в особенности сложные колонны,
имеют разные нагрузки по пару и жидкости в различных сечениях.
В этих случаях диаметр колонны следует принимать неодинако-
вым по высоте, либо менять конструктивные размеры тарелок.
Дальнейшее изложение материала дается в последователь-
ности, рекомендуемой для гидравлического расчета колонн;
1. Выбор типа и конструкции контактного устройства;
2. Определение диаметра колонны;
3. Определение основных размеров контактных устройств;
' 4. Расчет гидравлического сопротивления контактных уст-
ройств;
5. Проверка работоспособности контактных устройств, т^ о.
определение величины межтарельчатого уноса жидкости и про-
пускной способности переливного устройства;
6. Определение эффективности контактных устройств, вклю-
чающее расчет числа реальных тарелок (или высоты слоя насадки)
и общей высоты колонны.
Конкретное содержание гидравлического расчета колонны,
как известно, в значительной мере зависит от типа и конструкции
\
171
контактного устройства. Вследствие этого специализированные
организации, разрабатывающие и внедряющие новые конструк-
ции контактных устройств, обеспечивают их всей необходимой
документацией, в том числе и методикой гидравлического расчета,
использование которой, как правило, обязательно ври проекти-
ровании колонн. Поэтому далее наряду с изложением принятой
в книге методики гидравлического расчета рассматриваются
общие принципы построения аналогичных методик, т. е. основные
положения и предпосылки, используемые в настоящее время при
разработке методов гидравлического расчета колонн. Таким обра-
зом, приведенные в книге методы гидравлического расчета могут
быть использованы либо для сравнения с соответствующими
рекомендациями специализированных организаций, либо для
предварительного расчета при отсутствии таковых.
2. ОБЛАСТЬ УСТОЙЧИВОЙ РАБОТЫ КОЛОННЫХ АППАРАТОВ
С РАЗЛИЧНЫМИ КОНТАКТНЫМИ УСТРОЙСТВАМИ
Для оценки возможности эффективной работы колонны при
различных нагрузках но пару и жидкости обычно используют
область ее устойчивой работы, которая зависит главным образом
от типа и конструкции контактного устройства.
Области устойчивой работы известных в настоящее время
конструкций контактных устройств существенно различаются для
тарелок с переливами? без переливов и для насадок.
На рис. II1-1 показаны типичные области устойчивой работы
переливных (а) и беспе ре дивных (провальных) (б) тарелок; наса-
дочные колонны имеют примерно такой же график области устой-
чивой работы, как и провальные тарелки. Как видно из рисунков,
области устойчивой работы переливных и провальных тарелок,
а также насадочных колонн существенно различаются между собой
не только расположением, но и обобщающими координатами.
Устойчивая работа переливной тарелки, как и всякого кон-
тактного устройства, в первую очередь определяется высокой
эффективностью разделения. Поскольку эффективность массо-
обмена в значительной степени зависит от гидродинамических
условий па тарелке, устойчивая работа ее соответствует таким
нагрузкам, при которых пар равномерно проходит через все
сечение тарелки, а жидкость сливается через переливное устрой-
ство. Неустойчивая работа переливной тарелки характеризуется
нарушением нормального перетока жидкости с тарелки на та-
релку, либо неравномерным проходом пара по сечению тарелки.
При чрезмерно больших нагрузках по пару, превышающих
максимально допустимые величины, жидкость интенсивно накап-
ливается на тарелке и ее переток затрудняется вследствие запол-
нения всего нереливпого устройства вспененной жидкостью.
Такое явление называется захлебыванием колонны. Захлебывание
проявляется тем резче, чем больше напряженность слива, так как
172
стекающая с тарелки жидкость захватывает пары и создает вене*
ненный слой в переливном устройстве* При захлебывании вспе-
ненный слой жидкости на контактном устройстве характеризуется
интенсивными пульсациями и перемешиванием в горизонтальной
плоскости? ухудшающим эффективность разделения* На струйных
и вихревых контактных устройствах область повышенного уноса
жидкости практически отсутствует; их предельные нагрузки
Рис* ПТ-1. График области устойчивой работы тарелок переливных (а}, беслерслнвных
и насадочных колонн (б).-
Линии: г — максимально допустимых нагрузок по пару; 2 — минимально допустимых
нагрузок по пару; — максимально допустимых нагрузок по жидкости; 4 — минимально
допустимых нагрузок по жидкости*
Области: г — устойчивой работы; Л — прорыва струй пара ji интенсивного уноса жид-
кости; III — повышенного уноса жидкости; IV — захлебывания; V — ыалоннтенсив-
мог о контакта и нсфавномерногораепределеипя пара и жидкости; VI — провала жидкости
с тарелки и малоэффективной со работы; КГ1 — прорыва струй пара и независимого дои-
яссыми газа и жидкости без взаимного контакта; УЛ! — малоэффективной работы вслед-
стане небольшого Тхоличества удерживаемой на тарелке или в объеме насадки жидкости.
определяются главным образом захлебыванием, которое характе-
ризуется нарушением прямоточного или противоточного движения
пара и жидкости в результате образования зон уплотненного
газового потока*
При небольших нагрузках но паруп приближающихся к мини-
мально допустимым, значительная часть жидкости свободно пере-
текает через контактное устройство на нижележащую тарелку
главным образом вследствие неравномерного распределения по-
тока газа по сечению колонны* При увеличении расхода жидкости
максимально допустимые нагрузки по пару для тарелок всех; ти-
пов уменьшаются* Для минимально допустимых нагрузок эта
зависимость оказывается сложнее и проявляется по разному
в зависимости От типа тарелок* Минимально допустимые нагрузки
Могут уменьшаться* увеличиваться или оставаться практически
неизменными при увеличении расхода жидкости. Единственной
линией, резко ограничивающей область устойчивой работы та-
релки , является линия максимально допустимых нагрузок, опре-
деляемая захлебыванием* Для других режимов не характерно
наличие резкого перехода к устойчивой работе тарелки?/поэтому
остальные линии обычно являются до некоторой степени услов-
ными*
173
Область устойчивой работы беспереливных тарелок и Насадоч-
ных колонн ограничивается в основном линиями верхних 1 и ниж-
них 2 предельных нагрузок по газу (пару). Верхняя предельная
нагрузка по Нару для колонн с тарелками провального типа
определяется расходом одной из фаз, при котором происходит
захлебывание. Внешне захлебывание проявляется довольно четко:
сопротивление тарелок резко возрастает, давление в колонне
начинает сильно колебаться вследствие пульсаций в барботажном
слое. Нижняя предельная нагрузка по пару соответствует обра-
зованию вспененного слоя жидкости на тарелках и определяется
началом устойчивой и эффективной работы тарелок и всего аппа-
рата. При очень малых нагрузках ио жидкости наблюдается
прорыв струй пара через слой жидкости, при очень больших —
независимое движение жидкости и пара через различные участки
тарелки. Как при слишком малых, так и при слишком больших
нагрузках по жидкости работа тарелки малоэффективна, в связи
с чем область устойчивой работы ограничивается линиями макси-
мально £?'и минимально 3 допустимых нагрузок по жидкости
и пару.
В насадочных колоннах верхняя предельная нагрузка также
соответствует захлебыванию, а нижняя — началу зависания жид-
кости в насадке. Для насадочных колонн принимаемые значения
максимально допустимых нагрузок обычно ниже величины, соот-
ветствующей захлебыванию, в то же время в ряде случаев (в- ре-
жиме эмульгирования) рекомендуются и более высокие нагрузки-
/
3. ВЫБОР ТИПА И КОНСТРУКЦИИ
КОНТАКТНОГО УСТРОЙСТВА
Применение разных контактных устройств в колонных аппа-
ратах обусловлено следующими факторами:
условиями разделения в аппарате — разными нагрузками по
пару и жидкости, разными физическими свойствами систем, на-
личием в сырье механических частиц, взвесей и т. д.;
особыми требованиями к технологическому процессу — напри-
мер, необходимостью обеспечить небольшой перепад давления
на тарелке, широкий диапазон устойчивой работы колонны,
малое время пребывания жидкости в аппарате и т. Д.;
особыми требованиями к аппаратурному оформлению процес-
сов, такими, как создание единичного или серийно выпускаемого
аппарата, аппарата малой или большой единичной мощности, обес-
печение переработки сырья в условиях сильно коррозионной
среды, создание условий повышенной надежности в работе аппа-
рата и т XL
В настоящее время наиболее широко применяются тарельчатые
колонны, при этом предпочтение отдают тарелкам с переливными
устройствами нежели бе сиере л явным или каскадным промывным
тарелкам.
174
Насадочные колонны применяются главным образом для пере-
работки высокоагрессивных или вязких продуктов, при разделе-
нии сильно пенящихся жидкостей, а также при необходимости
иметь небольшой перепад давления или малый запас жидкости
в колонне. Новые типы высокоэффективной насадки применяют
также для разделения близ кок ипящих компонентов. Применение
насадочных колонн в настоящее время сдерживается возможной
неравномерностью распределения потоков по сечению и поэтому
ограничивается в основном небольшим (не более 1,2 м) диаметром
аппарата. Однако равномерное распределение поступающих на
насадку потоков газа и жидкости и применение высокоэффектив-
ной насадки позволяет значительно уменьшить избирательное
движение фаз и получить высокую эффективность разделения
даже в колоннах большого диаметра. Так, например, в вакуум-
ных колоннах диаметром 9 м для перегонки мазута на широкую
фракцию и гудрон на установках АВТ производительностью 6
и более млн. тонн нефти в год успешно применяется насадка
типа Глитч-грид [24].
Достаточно просто очерчивается также область применения
каскадных промывных тарелок. Эти тарелки применяются глав-
ным образом при выделении из пара механических частиц (на-
пример, катализаторной пыли и частиц кокса из широкой фрак-
ции после реактора каталитического крекинга), при ректифика-
ции паров, склонных к цоксообразовапию, и при теплообмене
горячих паров с холодной жидкостью.
Основные показатели тарелок ТАБЛИЦА 111,1
Тин тарелки г л Е- О а Е 5^ R St £ Et ’ Ei а to q о со S н к О 5 о. О G Относительная эф- фективность (при нагрузке составляю- щей 85% максималь- ной) Диапазон устойчи- вой работы * при Н = 4б0—*60С мм । и двух значениях ыа/(м-ч) Величина гидравли- ческого сопротивления при оптимачльной нагрузке, Па Отн ос и тель- ная стои- мость тарел- ки
из углероци- | стой стали 1 из легиро- ванной стали ।
30—60 <30
Катшачконал Из 5-образных эле- ментов Клапанная Ситчатая ** Струйная - Снгчатая о отбой- никами Решетчатая про- вальная 1 1-1,1 1,2—1,5 1,2-1,4 1,2 1,4 1,2—1,4 1 1-1,1 1-1,1 1-1,1 0,8 0,8—0,9 0,75 1 2 2 3 2 2 2 1,5 ьл_и^ со сгГед 'JF го от? м 700—1000 700—1000 500—800 300—400 200—500 100—300 300—400 1 0,6 0,65 0,6 0,5 0,5 0т5 Г 1 1 0,85 0,85 0,85
♦ Отношение максимально и минимально допустимых нагрузок.
** Си ободное сечение тарелки равно 10%.
175
Значительно сложнее решается вопрос выбора конкретной
конструкции контактного устройства. Для выбора конструкции
контактного устройства полезными могут быть сравнительные
данные по основным показателям тарелок и насадок, приведен'
ные в табл* IIIД и на рис. Ш-2*
Применение номограммы проиллюстрируем следующим при-
мером* Определим относительную стоимость колонны с различ-
ными насадками при D = 0т24 м и Н = 8 м. Результаты сведем
в табл, III ,2
На основе этих данных можно следующим образом разграни-
чить области применения различных конструкций контактных
устройств, учитывая при этом также особые требования к техно-
логическому процессу и его аппаратурному оформлению. В ко-
лоннахт работающих с малыми нагрузками по жидкости и высо-
кими плотностями паровт при отсутствии особых требований
к перепаду давления целесообразно применять струйные вихре-
вые контактные устройства* В колоннах, работающих с умерен-
ными нагрузками по газу и жидкости, в основном применяют
барботажные и струйно’барботажные конструкции контактных
устройств. Для колонн, работающих с большими нагрузками по
жидкости и малыми по газут наилучшис показатели обеспечивает
применение барботажных тарелок многопоточного типа или
тарелок с двумя зонами контакта фаз* При условии небольшой
рис. Ш-2* Номограмма отно-
сительной стоимости колонн
с насадкой различного типа:
.? — стальные кольца Рашита
25 X 25 х 2 мм; 2 — седла
BepJiH 2а мм; з — то ?кет 50 мм;
4 — стальные кольца Рашита
50 х 50 х 16 мм; 5 — [iepaMJj-
чесние кольца Рэяюта 25 X
х 25 х 3 мм; е — то лее,
50 х 50 х 6 мм; И — диаметр
колонны; С .— относительная
стоимость колонны с насадкой;
р___тип насадки (нов. 1—6);
Н :— нысота насадки*
170
ТАБЛИЦА 111,2
ТгШ насадии Относительная стоимость
по номограмме по отношению к колонне с кольцами Рашцга
1 3,5 2,7
2 2 2Т31
3 2,6 2
4 2Д 1,62
5 1,5 1Д5
6 1,3 1
задержки жидкости или малого времени пребывания потоков
в аппарате целесообразно применять струйно-вихревые и плепоч’
ные аппараты. При необходимости иметь небольшой общий пере-
пад давления? в особенности это касается вакуумных колонн?
используются самые различные контактные устройства^ от барбо-
тажных — типа колпачковых (с низким колпачком)? струйных —
типа ситчатых с отбойниками, до пленочных — типа насадки из
плоскопараллельных листов. При наличии промежуточных холо-
дильников или подогревателей по высоте аппарата применяют
специальные конструкции барботажных тарелок типа трубчато-ре-
шетчатых или ситчатых с установленными на них теплообменными
поверхностями* И, наконец, при необходимости обеспечения пщ-
рокого диапазона устойчивой работы колонны применяют клапан-
ные тарелки, которые рекомендуются последнее время также для
работы в условиях наличия механических взвесей в жидкости
или при возможности их образования в процессе разделения.
На основе данных рис* Ш-2 можно следующим образом раз-
граничить области применения различных конструкций насадок*
Если нужен небольшой перепад давления при сравнительно не-
большой четкости разделения, лучше применять наиболее деше-
вые насадки: кольца Рашига, Лессинга, Паля и седла* При раз-
делении компонентов с близкими летучестями следует применять
более эффективные насадки: кольца Диксон и Борад, насадки
Стедмана и Гудлое* При переработке больших объемов сырья
применяют насадку Спрейпак? а также плоскопараллельную
или из стекловолокна.
Относительно выбора материала насадки можно сказать сле-
дующее* Металлическая насадка применяется в тех случаях,
когда возможно отложение осадка и необходима частая чистка
аппарата (в особенности Это касается насадки сложной конфигу-
рации)? а также в вакуумных колоннах, поскольку металлическая
насадка имеет значительно больший свободный объем по сравне-
нию с фарфоровой и керамической. Фарфоровая и керамическая
насадки применяются в тех случаях, когда не требуется частой
чистки аппарата или при разделении смесей, оказывающих
177
корродирующее действие на материал насадки. Графит и различны
пластики целесообразно применять при переработке высоко-
агрессивного сырья. Насадки из пластиков можно применять
лишь при невысокой температуре в колонне.
При выборе размеров насадки следует руководствоваться
такими соображениями. Чем больше размер элемента насадки,
тем выше производительность колонны, но ниже ее эффективность
и гидравлическое сопротивление, а также общая стоимость ко-
лонны. К применению в промышленных колоннах обычно реко-
мендуются насадки, для которых отношение максимального соб-
ственного размера к диаметру аппарата не превышает 0,125.
Отмеченные выше соображения относительно выбора типа
и конструкции контактного устройства во многих случаях не
являются определяющими и поэтому их следует рассматривать
лишь как предварительные или ориентировочные. В этом случае
наиболее объективный выбор типа й конструкции контактного
устройства может быть сделан лишь на основе технико-экономи-
ческого анализа приведенных затрат на разделение.
Выбор типа и конструкции контактного устройства на основе
технико-экономического анализа производится в результате срав-
нения приведенных затрат в зависимости от фактора скорости
Fs — во всем диапазоне изменения нагрузок. Очевидно,
оптимальной конструкции соответствует минимум приведенных
затрат.
4. РАСЧЕТ ТАРЕЛЬЧАТЫХ КОЛОНН
Диаметр колонны определяется по максимально допустимой
скорости пара ^мак^ и объему паров F (в м*/с) цз уравнения
if
Д=1/—------- (1ЦД)
По расчетной величине D и нормальному ряду диаметров колонн
выбирается ближайшее значение, которое и используется в даль-
нейших расчетах.
Ниже приведен принятый в нефтяной промышленности
нормальный ряд диаметров колонн (в м), предусматривающий
равномерное увеличение площади поперечного сечения колонны
нри переходе от одного диаметра к другому: 1,0; 1,2; 1Т4; 1,6;
1,8; 2,0; 2,2; 2,4; 2,6; 2Т8; 3.0; 3,2; 3,4; 3,6; 3,8; 4,0; 4,5; 5,0; 5,5;
6,0; 6,4; 7т0; 8,0; 9,0.
В химической промышленности принят другой нормальный
ряд диаметров колонн (в м)г 0,4; 0,5; 0.6; 0,8; 1,0; 1,2; 1.4; 1,6;
1,8; 2,2; 2,6; 3,0.
Максимально допустимая скорость пара должна быть несколько
ниже предельной скорости, лимитирующей повышение произво-
дительности колонны. Опыт промышленной эксплуатации колонн
и многочисленные исследования показали, что величина предо ль-
178
нои нагрузки зависит от большого Числа факторов— типа я кон-
струкции тарелки, расстояния между тарелками, расхода жид-
кости и физических свойств системы. Сложное влияние указанных
факторов затрудняет достаточно надежное обобщение экспе-
риментальных данных но предельным нагрузкам тарелок различ-
ных конструкций едиными зависимостями, справедливыми в ши-
роком диапазоне изменения влияющих параметров. В связи
с этим в практике проектирования в настоящее время пользуются
разными уравнениями или расчетными графиками, справедли-
выми только в ограниченных условиях разделения.
Рассмотрим два метода определения предельных или макси-
мально допустимых скоростей пара для колонн с переливными
тарелками. В настоящее время в практике проектирования наи-
большее распространение получила следующая зависимость для
расчета максимально допустимой скорости пара
И о ' (Ш.2)
Г Рп
в которой вся сложность влияния указанных выше факторов пере-
носится на коэффициент Смакс. В том случае, когда предельные
нагрузки по газу в значительной степени зависят от удельных
жидкостных нагрузок, имеется в виду разделение под атмосфер’
пым и повышенным давлением при Ly 20 м3/(м-ч), значение
коэффициента Счакс можно определить по уравнению
Смаке —М7 *10-5 (X — 35)] (Ш-3)
0.655Z 1/ Рж -рп /ттглх
При Ly > 65 мэ/(М'Ч) в уравнении (Ш-4) следует принимать, что
л - 65.
Коэффициенты и принимают такие значения:
Тарелка ь. С
КолтЕачковая . . г . . . . 1.0 4
Ии ^-образных элементов ....... 1,0 4
Клапанная (^Св ОД) 1 15 4
Ситчатая и струйная = 0,08) .... 5
Ситчатая с отбойными элементами . . 1,4 4
Значение коэффициента определяется по рис. 111.3,
В том случае, когда стендовые испытания переливных таре-
лок приводят к довольно сложной зависимости коэффициента
Смаке бт жидкостной нагрузки Ly, вместо определения аналитиче-
ской зависимости коэффициента которая по типу соответ-
ствует уравнению (IIL3), Строят расчетные графики для определе-
ния диаметра колонны. Располагая для каждого диаметра ко-
лонны и типа тарелки основными ее конструктивными размерами
179
(Я и &), воспользовавшись уравнениями (III.1) и (III.2), экспери-
ментальную зависимость См^кс / (Лу) нетрудно представить
в виде зависимости комплекса V 1/ ———от расхода жидкости L
г Рж'—рП
(рис. Ш-4)» Удобство использования подобных графиков заклю-
чается в возможности быстрого определения не только диаметра
колонны, но и диапазона ее устойчивой работы на основе построен-
ных линий предельных нагрузок.
Рис» П1-3. Зависимость коэффициента Ct уравнеимя (ПГЗ) от расстосимя между тарелками
t
Рис» Ш-4. График для определения диаметра колонны с переливными тарелками:
Рц, D£ — диаметры колони► ч
Для условий работы колпачковых и ситчатых тарелок с ма-
лыми жидкостными нагрузками при Ly <20 м3/(м-ч) и атмосфер-
ном давлении или вакууме предельные скорости пара рекомен-
дуют рассчитывать в зависимости от величины комплекса (лг)
X (“)°’5 (рис. П1-5) [45].
Коэффициент уменьшения предельной скорости пара ,(ф —
= Слакс/Атрсд) следует принимать, руководствуясь такими сообра-
жениями. Если стоимость ректификационных и абсорбционных
колонн составляет меньше 30% общей стоимости установки? то
чтобы обеспечить возможность дальнейшего форсирования про-
изводительности всей установки, расчетные или максимально
принимаемые значения допустимых скоростей пара должны быть
па 20—25% меньше, чем их предельные значения» Ес»ти стои-
мость колонн составляет больше 30% стоимости установки? для
них следует запроектировать максимальную нагрузку. Если же
колонны являются основными аппаратами нового процесса, то
рекомендуется предусматривать возможность дальнейшего уве-
личения их нагрузок».
180
,|
Учитывая сложность обобщения экспериментальных данных
по предельным нагрузкам и важность данного этапа гидравли-
ческого расчета колонны, отметим монографии 124, 46—48], где
собраны немногочисленные рекомендации по расчету предельных
и максимально допустимых нагрузок, которые могут быть исполь-
зованы не только самостоятельно, но и в дополнение к двум
рассмотренным выше методам расчета.
Рис» lil-5» График для определения пре-
дельных нагрузок по пару в тарельчатых
колонияхт работающих при атмосферном
давлении или под вакуумом.
В заключение отметим, что приведенные зависимости, несмотря
на их эмпирический характер, являются достаточно падежными,
так как они получены на .основе обработки и обобщения промыш-
ленных экспериментальных' данных.
Для колонн с решетчатыми и ситчатыми беспереливными
(провальными) тарелками предельную скорость пара u?np<!fl можно
определить по уравнению [49]
w пред
gbF^
-0,14
-0,78
+ ' (III,5)
где b ~ ширина щели; D — диаметр колонны; А = 9,4-10” 3 для
тарелок со щелями шириной 3 мм и А = 6,5-10“ 3 для тарелок
с другими размерами щелей.
Если диаметр колонны, вычисленный по максимально допу-
стимой скорости пара, будет значительно отличаться от нормали-
зованного, следует изменить принятое вначале значение свобод-
ного сечения тарелок с тем, чтобы обеспечить фактическую их
работу в заданном гидродинамическом режиме:
/ U? \1,12о
Усе =-fCH V "77 )
где Fcb свободное сечение тарелок, принятое в начале расчета;
^доп — максимально допустимая скорость пара, ^доп = 0,8и>пред;
w — фактическая скорость пара в колонне, диаметр которой
выбран по нормали.
181
Допустимую скорость паров в колоннах с решетчатыми про-
вальными тарелками можно определить также на основе зависи-
мости для расчета гидравлического сопротивления тарелок [50]
W — Т^св
2<т Ч 2(1-т)3 (1--Р)
b J 1рпР
(Ш.6)
приняв в нем ДРЖ = 250—350 Па, Долю свободного
редки, занятую стекающей жидкостью (т, м3/м2),
сечения та-
находят по
уравнению
(И U7)
Коэффициент истечения жидкости р 0,62. Коэффициент сопро-
тивления сухой тарелки определяется по уравнению
/ ь
| = 1,75 (l-^)3^) (Ш.8)
Коэффициент р, характеризующий различную всдениваемость
жидкости на тарелке, для малопснящихся жидкостей можно
определить по уравнению
/ рп \0,.[18
(Ш.9)
к Рж /
В уравнениях (III.6)—(II 1.9) —ширина щелей выражена в м;
6. — толщина тарелки, м; о — поверхностное натяжение жид-
кости, Н/м*
Основные размеры тарелок определяют равномерную, устой-
чивую и эффективную работу колонны в заданном диапазоне
изменения нагрузок, К ним относятся такие конструктивные
размеры тарелки, как соотношение рабочей площади и площади
переливов, периметр слива жидкости, свободное сечение тарелки,
основные размеры контактных элементов и расстояние между
ними*
Тарелка работает устойчиво и равномерно всем сечением лишь
в том случае, когда величина градиента жидкости значительно
меньше сопротивления сухой тарелки (например, при Д/ДРсух
<С0,5) или когда градиент уровня стекающей жидкости не превы-
шает 20—25 мм, а нагрузка по жидкости — 90—100 м3/(м-ч)*
Указанные цифры предельных нагрузок по жидкости являются
основой для выбора числа потоков и схемы движения жидкости
по тарелке*
На рис. II1-6 показаны конструкции тарелок, имеющих раз-,
личные схемы движения жидкости. Однопоточные тарелки приме-
няются при небольших расходах жидкости, при больших расходах
применяются главным образом двух- и четыре хпоточиыс тарелки.
Однако применение тарелок с тремя и пятью потоками жидкости
182
также может оказаться целесообразным. При применении тарелок
с большим числом потоков следует учитывать, что такие конструк-
ции уменьшают длину пути жидкости и, следовательно, эффектив-
ность тарелок. Кроме того, они разбивают колонну на несколько
самостоятельных отсеков, что препятствует перераспределению
пара по сечению колонны и нарушает равномерность работы
тарелок. Минимальная длина пути жидкости на каждом потоке
п п---п m—п п—тт] п пт п г
©©©•••
a f о г 3 е
Рис. Ш-6. Конструкции тарелок, схемы движения жидкости по которым различны:
а— пптпнгтчнъге: б—двухпоточные; в — трехпоточные; г—четырехиоточные; д—
пятиппточшле; е — двухиоточные каскадами.
должна быть не менее 0,5—0,6 м, т. с, на одном потоке следует
размещать не менее 3—4 iS-образных элементов или столько же
рядов колпачков и клапанов.
Ориентировочные значения эффективной рабочей площади
тарелки, т. е. площади, непосредственно занятой под барботаж-
ные устройства, и длину пути жидкости на тарелке можно опреде-
лять при помощи графиков, приведенных-иа рис. III-7 и Ш-8.
Основные параметры нормализованных тарелок, необходимые
для проведения дальнейших расчетов колонны, приведены в ра-
боте [24].
При заданном расстоянии между тарелками их свободное
сечение является основным фактором, определяющим диапазон
устойчивой работы тарелки. В связи с этим безразлично, что надо
определять, а что задавать: свободное сечение тарелок или диапа-
зон их устойчивой работы. На практике можно поступать следу-
ющим образом — диапазон устойчивой работы определять для
тарелок, свободное сечение которых практически постоянно (кол-
пачковые, из iS-образных элементов, клапанные), а свободное >
сечение — для тарелок, у которых оно может^изменяться в до-
вольно широких пределах (ситчатые, струйные, ситчатые с отбой-
никами). Определение свободного сечения тарелок и проверка
диапазона их устойчивой работы являются особо важными эле-
ментами расчета в следующих случаях: когда предусматривается
возможность работы колонны с ^нагрузками, составляющими
менее 50—70% максимально допустимых, при замене в действу-
ющих колоннах старых тарелок новыми, более высоконроизводи-
- тельными и при изменении паровых и жидкостных нагрузок по
183
высоте колонны. Во всех этих случаях фактически проверяется
равномерная и устойчивая работа тарелок при нагрузках, значи-
тельно меньших максимально допустимых.
Диапазон устойчивой работы тарелок определяется но гра-
фику области устойчивой работы (рис. Ш-9)т построенному в коор-
динатах С, Lv, на котором кроме линий максимально и мини-
мально допустимых нагрузок проведена рабочая линия, соответ-
Рнс. Ш-7. Зависимость ориентировочных значений эффективной рабочей площади одио-
пото'шых (7) in диухиоточных (71) тарелок от имаметра колонны.
Рис. IIT-8. Зависимость длины пути нкщвооти на тарелке от диаметра колонны:
J — одяопоточпая тарелка; Ц— днухпоточяаа тарелка; III — чстырехпоточная тарелка.
ствующ^я i конкретным условиям работы колонны. При работе
колонны с постоянным флегмовым числом рабочая линия про-
ходит через начало координат, при работе же с постоянным рас-
ходом жидкости рабочая линия располагается параллельно оси
ординат* Отношение ординат точек А и Б, а также Аг и Б' опре-
деляет диапазон устойчивой работы тарелок п.
Линию минимально допустимых нагрузок для колпачковых
тарелок [48] можно построить, пользуясь графиком, приведен-
ным па рис. 111’10. На этом графике ^мигг обозначает скорость
пара в свободном сечении колонны, соответствующую началу
равномерной работы тарелок. Расчетная минимально допустимая
скорость пара, при которой наблюдается устойчивая и эффектив-
ная работа колпачковой тарелки, должна быть несколько увели-
чена, а именно:
«'мн^1А’ипн + 8,47 ’ 10-з Рл
График, приведенный на рис. Ш-10, особенно полезен при кон-
струировании тарелок, работающих с повышенными жидкостными
и паровыми нагрузками, так как ов позволяет правильно выбрать
и лр, которые будут способствовать равномерной и устойчивой
работе тарелок.
Для обеспечения равномерной и эффективной работы колпач-
ковой тарелки величина статического погружения прорезей
должна составлять не менее 12 мм, так как это предотвратит отдув
жидкости от колпачка.
Рис, Ш-9. График для определения диа-
пазона устойчивой работы колонны и та-
релок:
Линии: 1 —максималено допустимых на-
грузок’ 2 — минимально додустнных на-
грузок^ з__рабочая, для колонны, произ*
воддггельиость которой изменяется при
постоянном флегмовом числе; 4 — то же,
при постоянном расходе жидкости.
Для колпачковых тарелок линию минимально допустимых на-
грузок можно построить также на основе соотношения между
традиентом уровня леи д к ости на тарелке и сопротивлением сухой
тарелки, воспользовавшись уравнением
/ ~ Л/'сух"20Д (ШЛО)
Считается, что при указанном соотношении нагрузка по пару
колпачков, ряды которых расположены со стороны входа жид-
кости, будет составлять 85% номинальной, а расположенных со
стороны выхода жидкости уже 120%, т. е, тарелка будет работать
U' ij
Рп
п ff
Рис. Ш-10. Линии мини-
мально допустимых нагру_
зов по пару для колпачко-
вых тарелок с круглыми кас _
пачками диаметром ТОО мм.
J (^П[?гр — 0,2
<лпогр + д*> = 12 мм; 5 —
<лпогр + д*> = 25 мм; I —
= 10 мм; П —Лэ =
= 25 мм; ZZ Т — = 45 мм;
TV — Лэ = 60 мм.
достаточно равномерно по всему сечению. Порядок расчета со-
противления сухой тарелки и градиента уровня жидкости на та-
релке описывается ниже. Определение минимально допустимых
нагрузок по уравнению (111,10) требует достаточно трудоемких
185
вычислений поскольку градиент уровня жидкости на тарелке
является сложной функцией скорости пара.
Для тарелок с ^-образными элементами линию минимально
допустимых нагрузок можно построить по -уравнению
^=смнн ]/ -"У(^РП (111.11)
причем
при —
лр
( '
CMKH=5,75-10-3^7-“J
Lr
при -^->4,7
пр
^мин=1 110“3 -
Здесь через пр обозначено число паровых патрубков на один
поток жидкости. Равномерная работа клапанных тарелок обычно
определяется уравнением
Визуальные наблюдения за работой клапанных тарелок в абсор-
бере диаметром 2 м показали, что при указанном условии силь-
ный провал жидкости через клапаны прекращается [51 ]. На основе
приведенного соотношения коэффициент СМ1[Н в уравнении (II 1.11)
-можно выразить следующим образом
5^св
Смин=(III42)
У рж — рд
Для клапанных балластных тарелок рекомендуется следующая
зависимость [231
^мин—0Т091 (ШЛЗ,
Свободное сечение клапанных тарелок можно определить по урав-
нению
Гев-0,Ш (Ш.14)
Свободное сечение струйных тарелок, включая тарелки с отбой-
никами, можно определить по уравнению
г :__б*макс _
\ Св — aLv ~\-bn
186
Коэффициент Смакс находится по уравнению (IIL3). Для струйных
тарелок я = 20; Ъ = 2430. Проведенные расчеты показали, что
умеренные величины сопротивлений тарелок получаются в том
случае, когда диапазон их устойчивой работы определен по гра-
фику, приведенному на рис. Ш-11-
Свободное сечение ситчатых тарелок можно определять по
уравнению, полученному при анализе минимально допустимых
Рис. ПТ-11. Зависимость диапазона устой-
чивой работы тарелок от- коим леиса
смйк^Ь¥:
Тарелки: J — струйная и ситчатая с от-
бойымкнмл: 2 — ситчатая.
нагрузок, соответствующих прекращению провала жидкости через
перфорацию
Расчетные величины свободного сечения следует подвергать про
верке.
Для струйных тарелок возможность использования расчетного
свободного сечения проверяется с помощью следующего выра-
жения
________________________________
2^1 + ^) (fr2-R2)
здесь лр — размеры отверстий и расстояние между
ними, м; еЭф — определяется по графику, приведенному на
рис. Ш-7.
Возможность использования расчетного свободного сечения
ситчатых тарелок с отбойниками проверяется на основе следу-
ющего соображения: свободное сечение просечно-вытяжного листа
может составлять от 10 до 20%.
Возможность использования расчетного свободного сечения
ситчатых тарелок подтверждается в том случае, когда соотно-
шение ?ш/е/атв, определяемое по уравнению
= 0,95 14-^* (III.15)
Оотв т т /*Св '
не выходит из пределов своих оптимальных значений (2,0—2,5).
Если /шМпв <<2,5, следует применять наклонные сливные пере-
городки, так как при этом увеличивается рабочая площадь
187
тарелки. Если Zm/dOTE >2,5. необходимо либо заглушить часть
тарелки, либо увеличить длину слива и, следовательно, умень-
шить рабочую площадь тарелки. После конструктивной прора-
ботки основных узлов определяется действительное значение еЭф.
Подставляя его в уравнение (III.15), определяем отношение
W^TBi соответствующее равномерному распределению отверстий
по основанию тарелки.
При значительном изменении паровых и жидкостных нагрузок
по высоте колонны свободное сечение некоторых тарелок следует
уменьшать, перекрывая часть рабочей площади тарелки сплош-
ными листами. Новое значение свободного сечения опреде-
ляется по уравнению
здесь Смаке и Сраб — коэффициенть!, соответствующие макси-
мально допустимым и рабочим скоростям пара в колонне. Свобод-
ное сечепие тарелки целесообразно уменьшать в направлении,
встречном движению жидкости.
Гидравлическое сопротивление тарелок определяется на основе
следующей схемы расчета: сопротивление орошаемой тарелки
рассматривается как суммарная потеря напора на сухой тарелке
ДРсуК и в слое жидкости ДРЖ
ДР=ДРсух + ДРж (П1.16)
Потерей напора, обусловленной действием сил поверхностного
натяжения жидкости, для рассматриваемых в книге тарелок
можно пренебречь.
Первую составляющую в уравнении (III.16) обычно рассмат-
ривают как потерю скоростного напора газа (пара) вследствие
преодоления ряда местных сопротивлений на сухой, неорошаемой
тарелке:
—рп (Ш.17)
Коэффициенты сопротивления сухой тарелки имеют следу-
ющие значения:
Колпачковая ........................ 4 0—5,0
С S-образцыми элементами ..... 41
Клапанная ....................... 3,6
Ситчатая ........................ 1Д—2,0
Ситчатая с отбойниками ...... 1,5
Струйная с элементами нормальных
размеров....................... . 1,2
Коэффициенты сопротивления колпачковых тарелок можно опреде-
лять как сумму местных сопротивлений, возникающих, например,
188.
при поворотах, внезапных расширениях и сужениях потока, по
уравнению _
где Б, — коэффициенты местных гидравлических сопротивлений;
u?t — скорость пара в различных сечениях колпачка, м/с;
скорость пара в патрубках, м/с.
Рве. Ш-12. Завяениость веэффициента
сопротивления колпачковых тарелок
с круглыми колпачками от соотношения
площадей ^/^Патр-
С некоторым приближением коэффициент сопротивления кол-
пачковых тарелок можно определить также по графину, приведен-
ному на рис. III-12, в зависимости от отношения площади кольце
вого зазора между колпачком и патрубком FK к площади па-
трубка Л\атр.
Коэффициент сопротивления клапанных тарелок, диаметр кла-
пана которых равен 50 мы, а размер отверстия под клапан —
40 мм, определяется по величине отношения высоты подъема
клапана h к диаметру
h
при-5-------<0,23
Оотв
отверстия [52]:
/ fe \-l.J75
^=Ot541 Н------)
X С&ОТВ /
h
при ~Г~
Оотв
В-3,12
Коэффициент сопротивления тарелок при полностью открытых
клапанах
£-0,541 (8: 40)=3,63
Коэффициент сопротивления ситчатых тарелок [53] можно
определить по уравнению
11-^) (шл8)
Коэффициент к из уравнения (IIL18) определяется по графику,
приведенному на рис. 1П-13.
189
Для колпачковых тарелок второе слагаемое уравнения (111-16)
пропорционально общей высоте слоя невспененпой жидкости.
Однако это условие не всегда выполняется и поэтому в расчет
вводят поправку — так называемый фактор аэрации. Если не
вводить подобной поправки, как это делается в книге, то расчет
даст несколько завышенные значения сопротивлений.
Рис. Ш-13- Зависимость коэффициента k
из уравнения (Ш.18) от критерия Не и ком-
плекса 5/ciOTBT
1 _ Re ~ 4000—20 000; 2 — Re = 3000;
3 — Не = 2000.
Высота погружения прорезей определяется как разность
отметок верхней кромки сливной перегородки и верхнего обреза
прорезей (рис. III-14). Высота открывания прямоугольных проре-
зей /^тгср определяется по уравнению [54]
, Г ^п-р- у
A°™p=7j6L & у рж-Рп
где Уп — объем газа, проходящего через одну прорезь колпачка,
' мэ/с; Ъ — ширина прорези колпачка, м.
Рис. II [-14- Схема работы колпач-
ковых тарелок с круглыми колпач-
ками и тарелок с S -образными
элементами (жидкость на терслке
условно изображена как ызетлая,
невспененнан) .
Для треугольных и трапециевидных прорезей рекомендуется
сначала найти нагрузку при полностью открытых прорезях,
190
а ^атем определить высоту действительного открывания, поль-
зуясь схемой, приведенной на рис. Ш-15. Для приближенных
расчетов сопротивления при максимально допустимых нагрузках
можно принимать, что h = а/3Апр- Уравнения, определяющие
высоту открывания прорезей, иногда применяются также для
оценки устойчивой работы тарелок*
рне. III-15- Зависимость открывания прорезей Y (в % от ее высоты) от нагрузки ио
пару X (в % от нагрузки при полностью открытой прорези):
Прорези: i — треугольная; 2 — трапециевидная; а — прямоугольная.
Рис. 1П-16. Завясимооть коэффициента k2 па уравнения (Ш.19) от комплексов В /Й
и Ьу/вЗ/-з.
Подпор жидкости над сливной планкой (в мм) определяется
по уравнению
(IJL19)
где кх — коэффициент, зависящий от формы сливной планки;
к* — коэффициент, учитывающий сжатие потока станками ко-
лонны. При прямой сливной планке кх = 2,8—3,2 [26], при
зубчатой сливной планке с треугольными вырезами (угол при
вершине равен 90°) и высотой выреза, не превышающей подпора
жидкости над водосливом, /сг = 6,13 [26]. Коэффициент к% опре-
деляется по графику, приведенному на рис. 111-16. Для большин-
ства колонн к % = 1,01—1,02*
Градиент уровня жидкости на колпачковой тарелке можно
определить при помощи графика, приведенного на рис. 111-17, а
и следующего уравнения [55 J:
Ло’5+ (1>р-1,4) /п + ЛЛ+^з
= 0
^’5 -
Пс (1,5пр —1,4)
(III.20)
. где В — Средняя ширина потока жидкости на тарелке, м; С —
коэффициент, определяемый по графику, приведенному на
191
рис* Ш-17, б; пр —число рядов колпачков на одном потоке
жидкости; — зазор между колпачком и основанием тарелки, мм;
Ц — суммарное расстояние между колпачкамичв ряду, перпенди-
кулярном потоку жидкости, мм; — шаг между колпачками, мм.
Уравнение (III.20) может быть решено методом последователь-
ных приближений или графически*
Рис* ш 17* Расчетный график дня определения градиента уровня жидкости^ на колпачковоД
тарелке но уравнению Щ 20;
а — определение Д/До; б — определение коэффициента С.
Для тарелок с 5-образными элементами составляющая ДРЖ из
уравнения (III-16) определяется по высоте слоя светлой жидкости
и дополнительному сопротивлению, вызванному трением газа
о струи и капли жидкости
— [^погр + + 0,02 (и?о "Кри )3’4]
Для тарелок со стандартными 5-образными элементами глубина
погружения прорезей ЛПОгр — шь
Для клапанных тарелок ДРЖ определяется высотой слоя
светлой жидкости на тарелке. Сопротивление жидкости можно
приближенно оценить по уравнению
АРж = (ftn + Aft) Рж£
Для ситчатых тарелок ДРЖ определяется высотой сливной планки
Ап и подпором жидкости над водосливом:
AP^ = <P (ftn + Aft) р^я
Коэффициент аэрации <р зависит от расхода пара и жидкости
и общей высоты светлой жидкости па тарелке. По некоторым
данным ф изменяется от 1,2 до 0,4, по другим — остается постоян-
ным и равно 0,85 [46, 47 [. Поскольку в большинстве случаев,
<р <^1, для технических расчетов можно принять, Что ср = 1
либо 0,85.
192
Для струйных тарелок величина зависит главным образом
от расходов пара и жидкости и определяется по уравнению
( L V
&Рж = 2,7 10 а AT*tyS у j РпРж
Для струйных тарелок и отбойниками можно иснбльзовать
следующее уравнение
ДРЖ^18,7 ДРСух —г-—- р
Величина составляющей Арж дает возможность оценить вы-
соту вспененного слоя жидкости Я^С[1 на тарелках (колпачковых,
с 5-образными элементами, клапанных и ситчатых) по уравнению
где к — коэффициент вспенивания жидкости, для мало- и средне -
пенящихся жидкостей к = 4—5.
Для расчета сопротивления решетчатых провальных тарелок
из большого количества уравнений, приведенных в литературе,
отметим лишь одно, получившее наибольшее распространение
в расчетной практике [50]
2(Т
ЛР~ 2^в(1-р)(1-т)3 +
Величины тД и Р определяются соответственно по уравнениям
(IIL6)—(IIL9). Отметим также, что сопротивление решетчатых
тарелок в режиме захлебывания может быть рассчитано при по-
мощи следующего уравнения [56];
Д/^хл-310(Л/10°'25
Проверка работоспособности тарелок производится по допу-
стимой величине межтарельчатого уноса жидкости или по про-
пускной способности переливного устройства.
Для определения величины межтарельчатого уноса жидкости
используют различные эмпирические корреляции, полученные при
обработке опытных данных по испытанию тарелок главным обра-
зом на холодных стендах. Ниже приводится несколько различных
методов расчета, применение которых позволит более надежно
определять величину межтарельчатого уноса жидкости.
Унос жидкости с тарелки можно определять по обобщенному
уравнению [57 [
А (0,052йб—1>72) / у,т
\ Еэфт }
(ПТ.21)
7 Заказ 75Т
193
где — глубина барботажа, мм; т ~ коэффициент, определяе-
мый по уравнению Я
(а / 0Ж — On) X CL426 Я
—-) (— (Ш.22) Ц
Ря / Рет / и
ф и А — коэффициенты; И
при Н <400 мм 4=9,48Л07; р_/±}зе I
при Я 400 мм 4=0,159; ₽ — 0,95 I
Для колпачковых тарелок величина Лб определяется с учетом I
открывания прорезей, Аб 52 мм. В зависимости от скорости I
пара и? расчетное значение коэффициента ф можно принимать Н
по следующим данным: ' И
----------------------:-----------------------------.....
Тарелки Црии)= При •
рп Л«\
Колпачковые ............. 0,4 0,6
G 5-образными элементами ...... 0,3 0,6
Клапанные . . ................ 0,6 0,8
Ситчатые...................... 0,8 0,9
В пределах допустимых нагрузок величина уноса жидкости
со струйных тарелок, включая тарелки с отбойниками, обычно
не превышает 0,1 кг/кг. Поскольку струйные, а также ситчатые
тарелки с отбойниками могут применяться в вакуумных колоннах,
приведем некоторые зависимости, позволяющие оценить величину
уноса жидкости с этих тарелок J58L При Н = 450 мм можно
пользоваться следующими уравнениями; для тарелок, изготовлен- :
пых из просечно-вытяжного листа со свободным сечением, состав-
ляющим 20% у основания и 50% у отбойников
( W \4,7 |
\ «ЭфГО ) j
при Ly < 10 м3/(М1ч) 4 2,7 ‘ 10" % при Ly > 10 м3/(м л) <
А = 5,5 40"% коэффициент т определяется по уравнению (111,22). j
Для тарелок, изготовленных из просечно-вытяжного листа j
со свободным сечением, составляющим 30% у основания и 50% ?
у отбойников j
/ ш \2’4 л а
е = 1г5‘10-« ——Л°-®
\ СэфЮ / у
Большое распространение получил также метод обработки
опытпых данных и расчета величины уноса жидкости в зависи-
мости от комплекса w/HCi где Нс выражено в м [59—64]. Исполь-
зуя методику перехода от системы вода — воздух к реальной
газожидкостной системе 157], расчетные графики можно привести
к следующему виду (рис. И [48). Различное положение кривых
на этом графике лишний раз подтверждает отсутствие надежных
194
методов расчета величины уноса жидкости. Рекомендуется пользо-
ваться только кривыми 1 и 2, так как они обеспечивают некоторый
запас при дальнейшем расчете числа тарелок.
Определенный практический интерес, в частности, для ваку-
умных колонн, представляет метод расчета уноса жидкости
в зависимости от комплекса (Л/Г)(рп/рж)0& и относительной паро-
вой нагрузки при помощи графиков, приведенных на рис. Ш-19,
а7 б для колпачковых и ситчатых тарелок [45] и на рис. Ill-19, в
Рис, Ш-18- Зависимость относительного уноса
жидкости с тарелок от комплекса wJemWc:
Тарелки: 1—[Солцачковая (601; 2—ситча-
тая [59]; 5 — ситчатая с краями отверстий,
отогнутыми Вверх [64]; 4 — Из 5-6бразнь1х
элементов [58]; 5 —решетчатая провального
тяиа [61]; 6 — струйная [62]; 7 — клапанная
балластная [63J.
г •
>
для струйных тарелок [65]. Расчет но этим графикам произвол
дится следующим образом. Для определенного значения комп-
лекса (Л/Г)(р(]/рж)°Л и принятого расстояния между тарелками И
по графику, приведенному на рис. Ш-5, определяется величина
2Спред/(1 + в). Далее вычисляется аналогичная величина для
рабочей нагрузки 2Сраб (1 + s) и определяется отношение ф =
— Сраб/Спрсд. По полученному значению ф из графиков, приведен-
ных на рис, ИГ-19, а—находят величину комплекса c/[e+(£/V)l
и далее — искомую величину с. Условная предельная нагрузка
для струйных тарелок (см, рис, II1-19, в) определяется такой
скоростью пара, при которой общий перепад давления на тарелке
(в мм столба жидкости) численно равен расстоянию между тарел-
ками [65].
Для практических расчетов достаточно определять величину
уноса жидкости с точностью до ±10—20%. Столь невысокая
точность расчета оправдывается тем, что при изменении величины
уноса жидкости н указанных пределах эффективность тарелок
будет изменяться незначительно.
7* W5
в результате расчетов ректификационных колонн с колпачко-
выми тарелками прд скоростях пара, определенных по уравне-
нию Саудерса и Брауна, при расстоянии между тарелками Н =
— 450—600 мм было найдено [57], что величина уноса жидкости
(в кг/кг) представляет:
В колоннах, работающих под давле-
нием ............................ 0,01—0,015
В атмосферных колоннах.......... 0Г03^0,06
В вакуумных колоннах 0,26—0,54
В связи с этим межтарельчатый унос жидкости надо определять
лишь в колоннах, работающих при атмосферном давлении и под
вакуумом.
Для колонн с беспереливными тарелками расстояние между
ними должно быть больше высоты вспененного слоя жидкости на
тарелке и сепарационного пространства
^ВСпЧ“^С
Высоту- вспененного слоя жидкости на решетчатых тарелках
можно определять по величине сопротивления тарелки
___Af t ц,3рп
p;iw 2^е (i ~
где Явсп выражено в мм; рп — относительная плотность вспенен-
ной жидкости (рп = 0,2—0,4); при нагрузках соответствующих
скоростям захлебывания, плотность вспененной жидкости (в кг/м3)
можно определить по уравнению
/ L \о 14
рн =0,24 (-у-J
Значения т и £ находят по уравнениям (III.7) и (IIL8).
Высоту сепарационного пространства можно определить ис-
ходя из величины межтарельчатого уноса жидкости, которая
должна составлять, например, не более 5%. С учетом влияния
физических свойств системы расчетное уравнение для определе-
ния высоты сепарационного пространства колопны будет иметь вид
-ffc^=6,08 ’ ICHu?
Un \ 0,43 / рп \ 0,285
О / \Рж — Рп /
Высота сепарационного пространства не должна быть меньше
100 мм, Для ориентировочных расчетов можно принять, что
Яс = 100—300 мм, Величина уноса жидкости е = 0,05 кг/кг в ко-
лоннах промышленного , размера соответствует высоте сепарацион-
ного пространства 250—300 мм.
В результате расчета переливного устройства определяются
размеры наиболее узкого сечения перелива и проверяются высота
197
слоя жидкости в сливном устройстве, вылет ниспадающей струи
Л жидкости и время пребывания жидкости в переливе (см. рис.Ш-14).
Высота слоя невспененной жидкости в сливном устройстве
определяется по уравнению
X
g
где ДРЖ П — сопротивление движению жидкости в переливе, Па.
В данном уравнении hu обозначает высоту сливной или затвор-
ной планки. Для расчетов следует принимать большую величину
Лп. Для колпачковых тарелок с круглыми колпачками Д опреде-
ляется по уравнению (Ш.20). Для тарелок с ^-образными эле-
ментами величину Д можно уменьшить в 1,5 раза; для клапанных
и ситчатых тарелок — в 2 раза по сравнению со значением, вы-
численным для колпачковых тарелок.
Градиент уровня жидкости на ситчатых тарелках можно опре-
делить но уравнению [66]
/ 1 V
I Z 5“|“Л-б )
Д =.2.10-4-----, ' „--------~
где Лб глубина барботажа, м; — длина пути жидкости по
тарелке, м.
Для струйных тарелок и ситчатых с отбойниками величину
Д можно не учитывать. Сопротивление движению жидкости в пере-
ливе определяется по уравнению
/ i'y
4РЖ-П = ^ 3600л )
где а — линейный размер наиболее узкого сечения перелива, м;
к — коэффициент. Для тарелок без затворной планки к — 190,
с затворной планкой 250. Наиболее узкое сечение перелива а
должно.составлять не менее 40 мм. Однако в целях обеспечения
равномерного распределения жидкости по длине переливной
планки, этот размер не должен значительно превышать 40 мм.
При этом сопротивление перетоку жидкости должно быть не
более 250 Па.
Как правило^ жидкость в переливном устройстве содержит
пузырьки пара. Степень насыщения ее паром настолько велика,
что необходимо учитывать вспениваемость жидкости, которая
зависит, во-первых, от интенсивности пенообразования самой
жидкости, во-вторых, от ее расхода, так как падающая струя
жидкости увлекает с собой пузырьки пара. С учетом вспенива-
емости уровень жидкости в сливном устройстве (Я„) определяется
равенством t
198
Величины средней относительной плотйбсти вспененной жид-
кости в переливном устройстве приведены в следующей таблице.
Интенсивность ценообразования рд при различных значениях расхода жидкости, м*/(ььч)
<65 65—ЮО >100
Слабая 0,65 0,6 0,5
Средняя 0,55 0,5 0,4
Большая 0,4 —— —
Различным условиям разделения соответствуют примерно следу-
ющие интенсивности пенообразования жидкости в сливном уст-
ройстве:
В колоннах стабилизации и разделения
углеводородных газов (кроме легких угле-
водородов типа метана и этана).......... Малая
В атмосферных колоннах для перегонки
нефтит абсорберах и десорберах.......... Средняя
В вакуумных колоннах для перегонки
мазута и в колоннах очистки и осушки га-
за растворами гликолей и аминов . . . * . Большая
Величину вылета ниспадающей Струи м) определяют по
уравнению [67 ]
? = (м4х-°’36) 1^7^+^ 4-1,7 АЛ-Л') (Ш.23)
или по уравнению [68]
y=0,8/ib {H±hn—h/) (I1L24)
В уравнениях (III .23) и (IIL24) все линейные размеры выра-
жены в м, a Ly — в ма/(м^с).
Для колонн с колпачковыми и ситчатыми тарелками, работа-
ющих с большими нагрузками по жидкости или под давлением,
рекомендуется определять условное время пребывания жидкости
в переливе
3600V пер
(111*25)
и сравнивать его с допустимым значением [661
h'
'Тдоп—8—6 тт (Ш.26)
В уравнениях (III.25) и (III.26) Упер — объем перелива, м3;
т и тД0[Т выражено вс.
Для средне- и сильноленящихся.жидкостей допустимое время
должно быть увеличено в 1,5 и 2 раза. На Основе рекомендуемой
199
в работе [691 допустимой скорости жидкости в переливе для
колонн с клапанными и балластными тарелками допустимое время
пребывания жидкости в переливе можно определить по уравне-
нию
4J л/ ~
Тдоп= f г Рж-Рп
Коэффициент /, характеризующий вснениваемость жидкости в пе-
рс ливе, принимается по следующим данным:
Жидкость пепелящаяся (ректификация неф-
тяных фракции, углеводородных газов и т. д_) 1,0
Интенсивность ледообразования жидкости:
слабая . . . ........................... 0,9
средняя (абсорбция углеводородных газов
керосином, растворами аминов) .... 0,85
сильная (осушка газа растворами глико’ '
лей)................—................... 0,73
Для нормальной работы колонн без захлебывания необходимо,
чтобы выполнялись три условия:
тдоп < Т>
где 15 — максимальная ширина переливного устройства.
Если первое условие не выполняется, то обычно увеличивают
расстояние между тарелками; если не выполняются второе и
третье, то увеличивают ширину сливного устройства, что, однако,
пе всегда возможно, так как это может привести к уменьшению
рабочей площади тарелки. Однако в большинстве случаев, если
не вьшолняются второе и третье условия, уменьшают производи-
тельность или при заданной производительности увеличивают
диаметр колонны до ближайшего большего значения по нормаль-
ному ряду диаметров и снова проверяют выполнение указанных
выше условий.
При расчете переливного устройства следует учитывать меж-
тарельчатый унос жидкости, если его величина превысит 20%
от соотношения расходов жидкости и пара (е >> 0,2Л/У). В этом
случае расчетная величина расхода жидкости определяется соот-
ношением
/ eV \
Рекомендуемая методика проверки условий нормальной работы
тарелки без захлебывания в основном справедлива лишь для
колпачковых, клапанных и ситчатых тарелок, а при больших
расходах жидкости и для тарелок из S-образных элементов.
Расчет эффективности тарелок. Рассмотрим методику определе-
ния коэффициентов эффективности тарелок Ему Для процессов
200,
разделении бинарных смесей. Коэффициенты Ему являются
сложной функцией гидродинамических и кинетических парамет-
ров процессов* Их значения для перекрестного и перекрестно-пря-
моточного движения потоков могут быть найдены при помощи
следующих зависимостей
Е ЕМУ
„ £rMv-' еь
1+1 —
(III.27)
(111.28)
(III.29)
(1П.30)
В = / Тг \
(1-0) (1 + т)
— l exp ( 'jVof)
где 0 — доля байпасирующей жидкости; Еу — локальная эффек-
тивность контакта.
Приведенные зависимости учитывают соответственно: влияние
поперечной неравномерности потока жидкости, продольного пере-
мешивания жидкости 7 уноса жидкости и продольного перемешива-
ния пара* Параметрами гидродинамических моделей здесь яв-
ляются: доля байпасирующей жидкости 0, характеризующая сте-
пень поперечной неравномерности потоков, число секций полного
перемешивания характеризующее степень продольного переме-
шивания жидкости, относительный упос жидкости е.
При прямоточном и противоточном движении потоков вместо
уравнений (111.28)—(III. 30) следует принимать
, 1 ± ехр [ —(1-ЬМ Лог]
ехр [ —(1-рХ) Л^г]
В числителе знак плюс соответствует прямотоку, а минус — про-
тивотоку*
Для определения величины 0 можно использовать график,
приведенный на рис. Ш-20 [70] или рекомендации из работы
[711. При определении числа секций полного перемешивания з
можно воспользоваться выражением эквивалентной связи сек-
ционной и диффузионной моделей
s — 0,5Ре + 1 (1IL31)
и следующими уравнениями для коэффициента продольной турбу-
лентной диффузии
для колпачковых тарелок [59]
Z>T=9,3 • 10-а £14-0,044 (о 025 ~3)У (°’М24+
+ 0,056tpI + 010033LF + oi59fcn)2 (1П.32)
2()1
для клапанных тарелок (721
Пт = 0т955и’ж (IIL33)
для ситчатых тарелок [73] _____
л / ш жш
^ОЖ у (Ш-34)
В уравнениях (IIL31)—(Ш-34) Ро = 2ж/{О^ж); DT — коэффи-
циент турбулентной диффузии, м2/с; 2Ж — длина пути жидкости
0
0 ? z J
Рис. III-20. Зависимость доли байпасирующего потока жидкости 0 (система толуол —
ортоксилол) от фактора скорости F$ для тарелок диаметром 1200 мм:
1 — с круглыми колпачками; 2 — из З-образных элемеатол; 5 — ляпанных врямоточяытг
4 — ситчатых, с отбойниками.
по тарелке, м; — условное время пребывания жидкости на
тарелке, с; dK — диаметр колпачка, м; ф — газонасыщение жид-
кости на тарелке.
При расчете Ему для тарелок провального типа без большой
погрешности можно принять наличие полного перемешивания
жидкости (s = 1)* Оценку степени продольного перемешивания
жидкости в области средних нагрузок по газу и жидкости (в диа-
пазоне устойчивой работы тарелок) можно проводить на основе
следующих рекомендаций [741: число секций s для колпачковых
и клапанных тарелок следует принимать на единицу больше
числа рядов колпачков или клапанов; для тарелок из 5-образных
элементов — равным числу барботажных зон или числу паровых
патрубков; для ситчатых и клапанных тарелок — из расчета,
что одна секция примерно соответствует длине пути жидкости,
равной (2—3)ЛП? или 150—200 мм.
Относительный унос жидкости может быть рассчитан по урав-
1 непиямт приведенным в предыдущем пункте настоящей главы*
При расчете кинетических параметров массопередачи обще-
принятым является выражение общего сопротивления массопере-
дачи через сопротивления в паровой и жидкой фазах* С учетом
термического сопротивления на границе раздела фаз, обусловлен-
ного разностью температур контактирующих потоков, общее
сопротивление массопередачи можно рассчитать по уравнению
1 1 . mV 1 . 1
JVor ~ Nr + L NK + Nr (HI-35)
202
где тп = m + Л; А — коэффициент, учитывающий влияние тер*
мической массопередачи; при (Гг—Гж)->0 А = 0.
Широко распространенными уравнениями для расчета частных
сопротивлений массопередачи па колпачковых тарелках являются
следующие 1591
^г=₽(0,776+4>57Лп-0,338«71Р^5+0,031у) Sc;0’5 ’ (П1.36)
Л+=344^5 (0+21^р«^ + 0Д5) тж (IIL37)
где
Zc~-= 0,042+ 0Д9Ьп-0,0135tf ip£5 +0,0007Лу
Scr= vr/Z)r; vr — кинематическая вязкость газа; м2/с; Z)r —
коэффициент молекулярной диффузии, м2/с; Zc — запас жидкости
на тарелке, м3/м2; Яж — длина пути жидкости на тарелке, м;
hn выражено в м; Lv — в м3/(м-с).
Достаточно надежными являются также критериальные урав-
нения для расчета числа единиц переноса в газовой фазе на кол-
пачковых и ситчатых тарелках 175]
Nr = A Re"’WeniSc"a (111,38)
где
w-ih^T a vr
Rer = ;+ We = --^--- Scr=Tj-
Лс"тРж
Для колпачковых тарелок А == 0,265; пх = 0?03; — —0,32;
= —0,5,
Для ситчатых тарелок Л — 2.5; =* — 0,28; = —0,25;
— 0,5*
Для определения числа единиц переноса в жидкой фазе на
ситчатых тарелках можно воспользоваться следующими зависи-
мостями, полученными на основе теоретического анализа массо-
передачи при интенсивном барботаже [76]
—0,12
_г
Л ж = —7=—
1 — У
1 — <р°/а
(^п^ж) ''''4
(Ш.39)
(ШЛО)
(Ш.41)
(Ш.42)
dep— 5,12
£pOiC5
(Ш.43)
В уравнениях (III.39)—(III-43) g выражено в см/с2; dcp — диа-
метр пузыря, см; Лст выражено в см.
' 203
Отметим еще следующие уравнения Дйй рас^ёФа кинетики
массопередачи на колпачковых тарелках [771
^^(0,051 +0,0105К) - (I1L44)
Уж = (22т3£у + № - 44) L, (III.45)
(III.46J
к изобаре
где Г = w г]/р,; 1>ж выражено в м2/с; Lv — в м3/(м2‘с).
Для определения коэффициента At учитывающего влияние
термического сопротивления массопередачи, в первом приближе-
нии можно воспользоваться аналогией между тепло- и массопере-
дачей; тогда расчетное уравнение будет иметь вид
- Л=А ) \ хж ) ру
д dT |
где р ~ -7—1 — тангенс угла наклона касательной
(J- я); У =- у*—х*; А,ж — коэффициент теплопроводности,
кВт/(м-К); Ка — скрытая теплота испарения жидкости, кДж/м3;
Ср ж — удельная теплоемкость, кДжДкг-К); /)ж — выражено
в м2/с-
Учет термического сопротивления маесопередаче существенным
образом уточняет расчетные значения локальной эффективности
в области высоких и низ1шх концентраций распределенного ком-
понента. Поэтому при четкой ректификации смесей локальную
и общую эффективности массопередачи необходимо определять для
нескольких сечений колонны, а реальное число тарелок опреде-
лять в результате графического построения ступенчатой линии
между кинетической кривой и рабочей линией колонны.
Приведенная методика расчета чисел единиц переноса с уче-
том термического сопротивления массопередаче проверена только
для условий барботажа [78]. В частности, при пленочном взаимо-
действии фаз эффективность массопередачи (вследствие дополни- J
тельной разности температур между фазами) увеличивается [79| .з®
и поэтому возможно, что в подобном случае па поверхности раз- Я
дела фаз не создаются условия пузырькового кипения жидкости, Я
т. е^ условия термического сопротивления массопередачи, а про- Я
исходит только испарение. ’Ч
В заключение отметим некоторые эмпирические зависимости Я
для определения к. п. д. тарелок (/?). которые могут быть исполь- Л
зованы при оценке числа реальных тарелок (7Ур) на основе дан- л
ных термодинамического расчета, в том числе и при рсктифи- Л
нации многокомпонентных смесей [80, 81 ] Я
/ L \ и q/*
Е = 0,0865 (цжа(_л)-о-2« 1 Ю ’ п (Ш.47) Я
£ = 0,316f-E0’a5fc«’25Sc®-143 (П1.48) Я
204
где Цис — вязкость Жидкости. Па-с; — относительная лету-
честь летного ключевого компонента по отношению к тяжелому
ключевому компоненту; выражена в м; = ^Ж/РЖ*
При оценке общего числа реальных тарелок в абсорберах
для разделения углеводородных газов можно воспользоваться
графиком па рис* Ш-21 [82 Ь
1*ис> Ш-21. Общин к. и. д. тарелок как
функция числа рабочих тарелок для про-
цессов абсорбции углеводородных газон:
I — метан; 2 — этап; 3 — пролай; £ —
бутан.
Пример 22. Выполнить гидравлический расчет тарельчатой ректификат
ционной колонны с клапанными тарелками и определить число реальных
тарелок в колонне по исходным данным и результатам технологического
расчета иэ примера 1.
Расчет^ Примем расстояние между тарелиами Я = 400 мм. Диаметр
колонны определим раздельно дли верхней и нижней частей колонны.
Допустимую скорость паров определим по уравненним (Ш-2) — (Ш,4).
Для верхней части колонны
/Чд5 ’ 520 х Л 834-ЖЖ , ft
Л — 0,655 10,6 |/ 36ОО.1>22 V 3,18 ~10’2
где = 520 при Я = 400 мм (см* рис, Ш-3)
Смаке-8.47 10'4^15 -520-4 (10,2-35)3 = 0,0593
7 < 834-348
юмакс = 0,0593 у - ~------= 0t065 м/с
j f 4 - L22 >
D~ V 344-0,965 = 1,2' M
Для нижней части колонны
t 1 Г 1,15-520 1 / 803^3,29 _ ,
X = 0,655 19,7 |/ ]/ 329 ~21‘5
С’макс = 8,47 10-3 [ 1,15 - 520 -4 (21,5 -35)] = 0,0555
1 Г 803-3.29
и’мгкс 0,0555 у —“jog-------= 0.8/ м/с
D~ г 3,14 -0,87 -1,1/ м
В соответствим е нормальным рядом диаметров колони примем D — 1,2 м.
205
Фактические Скорости паров вверху it внизу колонны будут равны
- соответственно
4Л,22
^“344'1^ = м/с
4 - 0,927
Ш-ЗД4Л,22
— 0,88 м/с
Следовательно, при примерно одинаковых физических свойствах пара
и жидкости по высоте колонны в верхней, ее части скорости ларов б 1/32 раза
больше, чем в нкжней, а нагрузки ио жидкости на единицу слива в 1,80 раза
меньше. Такое распределение нагрузок говорит о том, что условия работы
тарелок будут примерно одинаковыми, что и подтверждается, в частности,
расчетом диаметра колонны. В связи с этим все последующие гидравлические
расчеты будем проводить по одному верхнему сечению колонны.
Определим основные размеры тарелок и проверим диапазон устойчивой
работы. Примем однопоточные тарелки, для которых общая длина слива
В ID — 0,75 или В = 0,9 м, Эффективная рабочая площадь тарелки соста-
вит Еэф = 0,586 м2/ма (см, рио> Ш-7), При диаметре колпачков 50 мм, диа-
метре отверстия под колпачки 40 мм я расстоянии между центрами колпач-
ков 100 мм свободное сечение тарелки будет равно .
0ч91 * 0‘586
^C]i = —--------= ОД 33 мЗ/м* . .
Длина пути жидкости по тарелке 2Ж = 0т8 м (см. рис, Ш-8),
Для нормализованных конструкций основные размеры-тарелки, есте-
ственно, определяются по нормалям-
Минимально допустимую скорость пара определим при помощи уравне-
ний (111,11)—(Ш,12),
5-ОЛЗЗ
1Рмин^—/пТ"“0ь21 м/с
Диапазон устойчивой работы колонны будет равен
1,08
п = —— =: 5 .1
Следовательно, производительность колонны может быть уменьшена в 5 раз
без заметного понижения эффективности разделения.
Найдем гидравлическое сопротивление тарелки.
Сопротивление «сухой» тарелки
3,63 / 1.08 V
ДРСуХ— г) 0133 ) ЗЛ8-—382 Па
Высоту подиора жид и ости над водосливом определим по уравнению (111,19)
Дй—3-1,02- Н,81/з = 16 мм
где + .
10,6
= 11,8 мЗ/(м-ч)
£а = 1Д)2 (см. рис, Ш-16) при
206
При высоте слшшой планкп hn 60 мм общее сопротивление тарелки
будет равно
_ 382-Ь (60+ 1^)0.834-9.8 = 1000 Па .
Определим межтарельчатый унос жидкости. Величину коэффициента т
найдем по уравнению (1П.22)
ГЛ = 1,15 -10-3
19' Ю"3 \<М9& / 834 — 3.18X0-425
3,18 / V 7,2-10-s )
“0-68
где о = 19 10"3 Н/м и ^п — 7,2 -10-6 Па' с [6]
По уравнению (III,21) величина уноса жидкости будет равна
0,159(0,052-72-1,72) ( 1,08
4000-^5-0Л3 I 0,586 -0,68/ 0,1^ нг/кг
Проверим работоспособность тарелок. Условная высота слоя светлой
жидкости в переливе составляет
/ 1000 X 1
60 -1-164- ^’oW + 3OJ) W 200 501
/ 13.3
где ДРж, п==350 -9,8 звдд А о 04 J —30 Па
^Урасч ^1*’8 б'58Т) = 13,3 ^/(М'Ч)
Высота вспененного слоя жидкости в сливном устройстве
200
77' =30S мм где рп =0,65
Величину вылета ниспадающей струн жидкости определим по уравне-
нию (IIL23)
У= (й^ИУо ~°*36) V(0.4 + 0,06 + 1.7- 0.016 -0,308)-0.13 м
Очевидно, 308 ,мм <5 400 -4 60 = 460 мм и 130 мм <д 200 мм, где макси-
мальная ширина сливного устройства равна
D " 1,2 — 0,8
----2---= 0.2 „
Приведенный гидравлический расчет тарелок показывает, что принятые
размеры колонны и тарелок обеспечивают некоторый запас производитель-
ности.
Для определения числа реальных тарелок рассчитаем величину эффек-
тивности масс one редачи по Мерфри,
Сначала определим величины Лгг и Лгж по уравнениям (III,44)т (111,45)
для концентрационной части колонны- Предварительно определим нагрузки
по жидкости на единицу рабочей площади тарелки
'-V = ~3600 "0.785П^ = 3600 - 0.785 - L2® 0,586 0X305 ’ с)
207
и коэффициент диффузии бензола в толуоле, находящемся в жидкой фазе [6]
при /ср ™ 94 °C:
0.0278 ?/ 1 . 1
ж“ /0277(Ш’/’ +134,б’-'’)2 У 78 -дГ-8,ЗЛО-® м2/с
Dx. ср =8,3 IO ® [1 + 0,0112 (94-20)] = 1,53 • 10’5 М2/ч=4,25.1Q-0 м2/с
, 6,34 / 2,78 .10-4
где Ь~---------57=------= 0,0112
р>ж* ср -— 2,78 * W Па * с
Таким образом
/834
Лг = (0,051 + 0,0105 • 1,93)-lgj =1,08
где /’ = 1.08/3.18^1,93
/ 4.25-10-0
JV* = 22,3 • 13,3 -1-155 -1,93 - 44-ппдц =-7,15
tAUUO
Рассчитаем теперь значение коэффициента д по уравнению (Ш.46)
f 8.66 -10’8 X о,5 /4,25 - IO"® • 3,04 - Юй^ 1
Л \ 4,25 • 10-» ) \ 1,43-10’4 ) ’66,6-0,16’ “ 0,384 '
1,43-10-*
вт“Т97~834 8.66-10’8 мз/с
„ 92 - 90
Р= 0,78-0.69 ~ 06,0
У =0,85 — 0.69 = 0,16
где Лж — 1,43-10-4 кВт/(м- К) при Мср =82; Ср >к = 1,97 кДж/(кг- К) при
icp = 94 °C; «= 365 кДж/кг — 3,04* 105 кДж/м3.
Далее определим общее число единиц переноса NQr по уравнению (1И;35)
1 _ 1 . 0,61+0,384
Уог - 1,08 + 0,637-7,15 “ 1,144
откуда Лог = 0,874*
Локальную эффективность массопередачи определим по уравнению (Ш.30)
£у-_^1--е-(Ь£74 = 0,584
Общую эффективность массопередачи по Мерфри определим по уравнениям
(Ш*27)~ (IIL29) при з -= 4 (s Z* i 0,2 == 0}8 : 0,2 - 4); 0 = 0,1 (см*
рис* Ш-20) и е = 0,125 - .
1 + 0.69 + 0,5 Л_
TTJ-cp — — 0т/и
Л 0.73
Л~ 0.637
= 1,145
208
0425
1445 0,584+ Tift*?
B -------7--ЛЩ=ода
£mv = 1,33.0,584-0.776
0,776 „
0.1-1,145 = 0’392
i+ 1—0,1 -°-'76
К.п. д, тарелок определяем по уравнению (IL28)
In [Г+0,392 (L145-1)]
“ In 1,145
-0,415
Определим теперь эффективность тарелок по уравнениям (Ш.47) и
(Ш.48)
Е = 0,0865 (2,83 * Ю^4 - 2Zi6)-<)- 0,637<М . 100,3.0,006 =0,47
о л / 2,83 г Ю-4*3600\о,143
£ -0,316 0,133-0,2j . 0,060.25 ^347—^ 1Q_5 ) = 0,51
где
Рж^ВЗ-Ю-* Па*с
Таким образом, расчета эффективности тарелок по уравнениям,
учитывающим влияние гидродинамики и кинетики массопередачи и по
эмпирическим уравнениям х дали примерно одинаковые результаты? что
говорит о возможности достаточно надежного использования последних
в заданных условиях разделения.
Для нижней части колонны эффективность тарелок определим условно
по наиболее простому уравнению, которое дало значение Е, превышающее
среднее, а именно
Е = 0,0865 (2,81 - IO"4 г 2,33)-0.24& 1,43о.э лоо.з о,о7 == 0,525
Действительное число тарелок в колонне будет равно
5 8 * * * * * *
8 л г
^“" 0,525 “ 15
5. РАСЧЕТ НАСАДОЧНЫХ КОЛОНН
Диаметр насадочной колонны, так же как и тарельчатой,
определяется в зависимости от максимального расхода паров и их
допустимой скорости в свободном сечении колонны, выраженной в
долях скорости захлебывания. Скорость захлебывания колонн
209
с нерегулярной укладкой насадки можно определить по уравне-
нию
(Ш.49)
где
Y=4 exp (-SX)
(ПТ.49а)
а — удельная поверхность насадки, м2/м3; рж — вязкость жид-
кости, Па; А и В — коэффициенты.
Значение коэффициента А для скорости захлебывания колонн
равно для насадки из колец Рашига 0т35; для седел Берля ОД
Для указанных насадок во всех случаях В = 4. Для определе-
ния скорости захлебывания можно рекомендовать также корреля-
цию Шервуда между комплексами Y и X по уравнениям (Ш.49а)
[46, 47, 83], изображенную на рис. 111-22. Кроме линий пре-
дельных нагрузок па этом рисунке показаны линии постоянных
перепадов давления на 1 м высоты слоя насадки. Следует обра-
тить внимание на значительно большие скорости пара, достига-
емые в колоннах с регулярной укладкой насадки.
Рис. ’ 1П-22. Обобщенный
график для предельных на-
грузок насадочных колонн:
Лилии; 7 — захлебывания
колонн с регулярной насад-
кой или с регулярной
укладной насадки; 2 — за-
хлебыввнин колонн с насад-
кой, загруженной внавал;
5 — подвдеання жидкости
в насадке, загруженной вна-
вал; 4 _постоянного пере-
пада давления в слое на-
садки высотой 1 м.
Для облегчения расчетов по уравнению (III.49) можно вос-
пользоваться преобразованной формой этого Уравнения
Ида
210
где к1 — коэффициент, определяемый по графику, приведенному
на рис. Ш-23; fc2 = Vg^B/a — коэффициент, зависящий от кон-
струкции насадки.
Для более точных расчетов следует использовать опытные
значения этого комплекса. При отсутствии опытных данных
можно воспользовался табличными данными, например, приве-
денными в работе 124].
ис. ЦЬ23. Зависимость коэффициента в’уравнении (Ш.50) от комплексов L/V и
/Рж'Рп-
Рис. Ш-24. Зависимость коэффициента ft в уравнении (III.5L) от комплекса L/V X
х /Рп'Рис-
Максимально допустимые нагрузки ректификационных и аб-
сорбционных колонн с указанными выше насадками можно опре-
делять также на основе линий постоянных перепадов давления,
изображенных на рис. 111-22. При этом значения комплекса
ДР/Я (в Па/м) для ректификационных колонн, работающих при
атмосферном или повышенном давлении, рекомендуется прини-
мать равным 600—800г для абсорберов 200 — 400 и для ректифи-
кационных вакуумных и отпарных колонн 80—400 [84].
Скорость захлебывания для регулярной насадки из гофриро-
ванных листов можно определять также по уравнению (111.49),
принимая А = 0,55; В — 0,57 [851 и а = Ml, где I — расстояние
между соседними гофрированными листами, м.
При ректификации под вакуумом расчет по уравнению (III.49)
дает несколько завышенную допустимую скорость паров. В связи
с этим для расчета диаметра вакуумных колони с насадкой из
колец Рашига и Паля рекомендуется уравнение, полученное в ре-
зультате обработки большого количества опытных данных по раз-
делению различных смесей на стендах промышленных размеров
при давлении (1,3—100) кПа (от 10 до 760 мм рт. ст.) [86]
^ = 2г08/с(-^-.“ЙгЧ) (Ш.51)
’ св
211
адесь ф — отношение плотности воды к плотности рабочей жид-
кости; к — коэффициент, определяемый при помощи графика,
приведенного на рис. Ш-24,
Для насадки Спрейиак скорость захлебывания можно опреде-
лить по графику, приведенному па рис, Ш-25 [54], где диа-
Рис. til-25' График для определения скорости захлебывания для насадки Спройпак ив
сетки с ячсйкани размером 3 мм,
метр проволоки насадки, мм; р — расстояние между ромбами
(элементами) насадки, мм; h — высота между изгибами слоя
насадки, мм. Для насадки Гудлое скорость захлебывания в усло-
виях вакуумной ректификации определяется по следующему урав-
нению [54]:
ш-0,042
Изложенная выше методика определения предельных нагрузок
удобна в том случае, когда предварительно заданы или могут
быть вычислены соотношения расходов жидкости и пара, т* е>
в основном при проектном расчете колонны. В случае, если жела-
тельно проверить скорость захлебывания при определенном
расходе жидкости в колонне заданного размера, для расчетов
более удобно Воспользоваться графиком Зенза и Эккерта [87],
приведенным на рис, Ш-26, иля следующим уравнением [88];
У=-ехр(_2,9/1иХ) (IIE52)
где
Q
*
D& — диаметр колонны, м; цж выражено в кПа^с; р — в кг/м3;
а — в м2/м3; FCB — в м2/м2; w — в м/с; н?ж — скорость жидкости
в полном сечения колонны, м/с.
212
Для колонн с регулярной насаДкой типа колец Рашига &
<р= а!?^ а для колонн с плоскопараллельной насадкой е =
= (0,25—0,75) Dk„
Высота слоя насадки в процессах ректификации и абсорбции
определяется по числу теоретических тарелок N, потребных для
Рис, 111-2 В, График для определения око роста
захлебывания насадочных колонн при посто-
янном расходе жидкости t цж выражено
в Па-с; Lp — в ма/(тиа ч).
заданного разделения, и по высоте насадки, эквивалентной одной
теоретической тарелке, /цкв
Я = 1У/1ЭКЙ (Ш.53)
Значения высоты пасадки, эквивалентной одной теоретической
тарелке (ВЭТТ), по аналогии с понятием к, п, д. тарелки в та-
рельчатых колоннах, обозначает эффективность контакта или
эффективность насадки. Эффективность насадочной колонны зави-
сит от различных факторов: расходных параметров, физических
свойств пара и жидкости, типа насадки. Кроме того, на эффек-
тивность колонны сильно влияет неравномерность распределения
потоков по сечению колонны, приводящая к избирательному дви-
жению пара и жидкости.
Для насадочной колонны характерна определенная закономер-
ность перераспределения потоков: пар имеет тенденцию, двигаться
в центре колонны, а жидкость — на ее периф^рить Перераспреде-
ление потоков увеличивается в колоннах большого диаметра,
особенно при плохом распределении фаз по сечению при их по-
ступлении в колонну. Влияние размера колонны на ее эффектив-
ность становится значительным для колонн диаметром от 500—
760 мм и выше, На неравномерность распределения потоков по
сечению колонны и, следовательно, на ее эффективность влияют
также следующие факторы: первоначальное распределение ороша-
ющей жидкости, размер насадки и материал, из которого она
изготовлена, высота слоя насадки и способ ее укладки. Последнее
обстоятельство особенно важно для легко бьющейся насадки
(керамика, фарфор, графит и Др*)-
Несмотря на большой опыт изучения^ насадочных колонн,
величины ВЭТТ до настоящего времени определяются при помощи
полуэмпирических и эмпирических уравнений. Ниже приводятся
некоторые из них.
213
Для колонн с насадкой из колец Рашига можно пользоваться
следующим уравнением [461
(111,54)
Для процессов абсорбции А — 48; = 0,405; п2 = 0,225; —
= 0,045. Для процессов ректификации- А — 28; nL — 0,342;
т?2 = 0,19; п3 — 0,038.
Уравнение (III. 54) справедливо при нагрузках, близких
к захлебыванию*
Для колонн с насадками различного типа рекомендуется
следующее уравнение [92]
Аэкв = С -10® (3600ыфг)аП&Я0 -33
/ аиж
V Рж
где D — выражено в м; — в Па*с; Л —в м. Значения коэф-
фициентов С ц показателей степени а и b для различных насадок
приведены в таблице, поме щепной ниже*
Тии насадки Размер, мм С а ъ
Кольца Рашига 9 5 13,1 —0.37 1,24
25,0 2,31 —0,10 1 24
50 0 1 46 0 1,24
Седла Берля 12 5 25,2 -0 45 1.11
25,0 2.06 —0,14 1,11
Насадка Стедмана 50 0,016 0,48 0,24
75 0.048 0 26 0,24
150 0,032 0,32 0.24
Данное уравнение рекомендуется для ректификации при атмо-
сферном давлении и умеренных нагрузках по жидкости* При его
выводе были использованы экспериментальные данные по колон-
нам диаметром до 0,76 м.
Эффективность насадки можно определить также на основе
кинетических уравнений массопередачи* В этом случае расчет
высоты слоя насадки выполняется с учетом влияния гидродинами-
ческой структуры потоков. Ограниченный объем книги не позво-
лил рассмотреть этот метод расчета; с его содержанием можно
ознакомиться в специальной литературе |46, 47].
Гидравлическое сопротивление слоя насадки рассчитывается
по следующей методике [891.
Сопротивление слоя сухой насадки определяется по уравнению
= Н Рет / & V
Р сух — Аи , ' 2 ( F )
Озкв £ \ ^С8 /
(Ш.55)
214
где
л
“ экэ —
Для насадки из колец Рашига, загруженных внавал, при
Rer 40
—НёГ (HI.56)
при Всг j> 40
1 fi
(1И‘56а>
Для насадки из колец Рашига, загруженных в укладку
£^<4|Сп / С?п X 1,37 1
А-3,12-1-17 -гМтгЧ
1 «1 \ «н /
где dn> dB — внутренний и наружный диаметры колец, м; hL —
высота слоя насадки, м.
Вег=^- (1П.58)
*Г** СВ
Сопротивление орошаемых иасадок из колец Рашига опреде-
ляется по уравнению
ДР 1
' ДРсух ~ (<х-М)3 (HL59)
где -' __
3 ?/ ufyib
; л=-^у т (IIL60)
1 74
‘Ttp <,,LM>
/т„ ЛЛ.
Неж"^ж (i~Fcs) (Шб2)
Коэффициенты сс и р в уравнении (IIL58) имеют следующие
значения для различных видов насадки:
Керамические кольца размером:
менее 30 мм .............
более 30 мм (Л 0,3)..............
более 30 мм (Л 0,3)
Стальные кольца ......................
Ct ft
(1—1 65)'10-1о 1
1 1
При высокой плотности орошения, не превышающей
150 м3/(м2' ч)т сопротивление орошаемой насадки можно определить
215
при помощи графика, приведенного па рис. Ш-27 [90], на кото-
ром комплекс X определяется до уравнению
X ~ РгжВе^’8 [1 +5.10-зВег ( _
где Ргж — Rer и Кеж определяются по уравнениям
'(111,58) и (Ш-62).
Для приближенного расчета сопротивления слоя орошаемой
насадки из колец Рашига, седел Б ер ля, седел Инталлокс высо-
той 1 м можно воспользоваться следующим уравнением [91]:
= а£рпи^10
(III.63)
Значения коэффициентов аир, зависящих от размера насадки t
Приведены в табл. III.3.
Сопротивление слоя насадки из колец Рашига высотой 1 м
при нагрузках, соответствующих захлебыванию и инверсии фаз,
можно определить по следующему уравнению [56]:
/ L Х-0Д84
ДР^250Ц-^
Призер 23. Выполнить гидравлический расчет насадочной ректифика-
ционной колонны с насадкой из колец Рашига ио исходным данным и резуль-
татам технологического расчета, приведенным в примере 1 (см. также при-
мер 22).
Расчет. В качестве элемента насадки примем кольца размером 25 X
X 25 X 3, загруженные в навал.
Диаметр колонны определим раздельно дик верхней и нижней частей
колонны. Скорости захлебывания определим по уравнению (Ш.50).
Для верхней части колонны
0 42-0Д48 ,
ш — 0,350’5 |2J7 10^)0^ 16,2 = 1,15 м/с
216
Значения коэффициентов и показателей степени ТАБЛИЦА 111,3
в уравнении (ITL63) для расчета сопротивления
орошаемых насадок)
Тип насадки Размер, ММ Свобод- ное сечение, % <х 10» Пределы изменения расхода жидкости Lyp^ нг/(Мг^ч)
Кольца 19 74,2 45,5 1460 9 250—52 500
Рашига 25 68,5 444 1400 1 750—131 000
38 71 1 16,7 1300 3 500-87 500
50 73т4 15т5 955 3 500—104 000-
Седла 19 71 33т3 955 1 750—70 000
Берля . 25 76,4 22.2 955 3 500-136 000
38 76 11,1 730 3 500—105 000
СеДла 25 74 17,2 895 12 200-68 000
Ивталлокс 38 80,8 7,8 730 12 200—68 000
Коэффициент — 0,42 определен по графику, приведенному на рис, 111-23
при __ _________
/^ = /хй- = «.2-4=<М®
О
Для колец, засыпаемых в колонну без встряхивания, —=?• 446 [24]
^=)Лйг=«48
Допустимая скорость паров
1 10до(1 = 0,85 ’ 1,15 = 0.977 м/с
й диаметр колонны
1/ 4 1,22
D~y 3,14.0,977 — 1’26 м
Для нижней части колонны
0,32-0,148
и? = 0,35°>б ^2,81 . i(W)G,oa ' ^,6 0,845 м/с
Коэффициент кг = 0,32 определен по графику, приведенному на рис, Ш-23,
яри __ ________
. К^=/тя-‘«*т = '-«
Допустимая скорость паров
1ГДОП=0,85 - 0,845=0,718 м/с
1/ 4^0.927 ,
г ЗД4-О3718 —1,29 м
2Д7
В соответствии с нормальным рядом диаметров колонй примем & =
— 1,4 м. Фактические скорости паров и* вверху и внизу колонны будут
равны (см- пример 22) 0,792 м/с и 0,Ъ02 м/с соответственно.
Высоту слоя насадки определим по величине В ЭТТ, которую определим
по уравнению (1IL54):
для верхней части колонны
/0,74> [ 0,792-3,18 \о,з / 1 \о,34з f 834 \0-1е
V 200 Д 0,94-10^-200 / I 0,637 / ' V 3,18 } Х
1
v. /0.94-10-S \о,сзв ^1,145
Х ^27,7-10-8/ 1 — 1,145 “°'®5м
где рг_0,94-Ю-5 Па-с; рж = 27,7-10~5 Па-с
для нижней части колонны
/ 0.74 X / 0.602 - 3.29-9,8 X. о,2 / I Хо,343 / 803 ХОД®
Лэкп™28 1- 200 ДоМо-Ю-а^ОО/ 11,45/ I 3,29 ) О
т 1
/О-94 -iO-^ X о,оз8 0 906
Х \ 284-10-* / 1-0.906 “ 0,59 м
где рг = 0,94 -10-5 Па» с; рж = 28,1-10-5 Па» с;
1,45
= 0,906
Высота слоя насадки в колонне равна:
в верхней части \ ч
Я =5»0,805 = 4,2 м
в ниживй части
Н—8-0,59 = 4,7 м
Гидравиическое сопротивление слоя насадки высотой 1 м для верхней
части колонны определим по уравнению (П1.55). Сопротивление слоя сухой
насадки
f 2-87 X/ 3,18 X / 0.792 X2
Д^су.хЦ О ОИ8 Д 2 Д 0.74 ) - 446 Па
где
4F 4-0,74
<?экй ~~а ' — 20q ” 0,0148 м
, 16 „ h 0,792-0,0148 -3,18
1 ™ 5450о>2 — йег - о,74 - 0,94 - Ю"& ~ 5450
; Сопротивление слон орошаемой насадки высотой 1 м определим по урав-
нению (111.59)
446
"2003 \э — 8^4 Па
( 1 —1,65 - Ю-ic -------о,1 )
\ и,/ч /
3 3/ (1,91-10-3)2 200-0,395
Л”0,74 V 2-9,8 "°4
218
b ~ 552<h3 0,262
1-91*10-3-0,025*834
Неж'= 27,7*10-5 -9,8(1 — 0,74) 552
10,6
3600 -0,785 - 1.4й ~ Л91'10 3 м/с
Сопротивление слоя насадки в верхней ласти колонны
ДР = 4,2'804 = 3380 Па
Сопротивление слоя орошаемой насадки высотой 1 м в ниэкней части
колонны определим по уравнению (II1.63) 7
ДР = 44,4- 9,8 ' Зт29 * 0.602й . Ю^.ю-в-гал*яоз ^735 Па
тде
19,7
Ly — 0,785 * 148 = I2*8 м3/(мй *ч)
Сопротивление слоя насадки внизу колонны
ДР = 4,7 * 735 = 3450 Па
Общее сопротивление слоя насадки в колонне
ДР = 3380-г 3450 = 6830 Па ,
6. РАСЧЕТ ОТДЕЛЬНЫХ УЗЛОВ ТАРЕЛЬЧАТЫХ
И НАСАДОЧНЫХ КОЛОНН
Расчет каскадных промывных тарелок. Каскадные промывные
тарелки перекрывают только часть сечения колонны, в то же
время они не имеют специальных переливных устройств с гидро-
затвором. В отличие от обычных тарелок контакт дара и жидкости
происходит здесь только в межтарельчатом пространстве. При на-
личии отверстий в тарелках жидкость стекает с них в виде отдель-
ных мелкий струй, что обеспечивает большую поверхность кон-
такта. В случае применения промывных тарелок, выполненных
в виде перфорированных листов, жидкость переливается через
водослив сплошной завесой-
Диаметр колонны с каскадными промывными тарелками реко-
мендуется рассиитывать по скорости пара в свободном сечении,
которая определяется по уравнению (III.2)- Значение коэффи-
циента Снакс в этом уравнении принимают по графику, приведен-
ному на рис- II1-28. в зависимости от расстояния между тарел-
ками. В Случае, когда каскадные промывные тарелки используются
в колонне вместе с тарелками других типов, имеющими меньшую
производительность, например с колпачковыми тарелками и та-
релками из 5-образных элементов, по конструктивным соображе-
ниям можно принимать диаметр колонны одинаковым по ее высоте
и равным наибольшему диаметру тарелки.
Минимальную площадь для прохода газа в вертикальной пло-
кости выбирают таким образом, чтобы скорость газа в этом
219
сечении была примерно в 2,5—3 раза больше скорости газа в
свободном сечении колонны.
Число отверстий п в каскадных тарелках можно определить
из уравнения
.. Lv
где /отн — площадь отверстия, ма; р — коэффициент расхода
(р - 0,62),
Рис, Ш-28. Зависимость коэффициента С^акс от расстояния между тарелками Н.
Рис. П1'29. Расчетный график для определения члена промывных каскадных тарелок
и их сопротивления в вакуумных келоннах при L/V (Ря/Рж)°’* = 0,023.
Когда каскадные тарелки используют для охлаждения пара,
их число определяется обычным способом по экспериментальным
значениям коэффициентов теплопередачи.
Для процессов абсорбции и ректификации число каскадных
тарелок находят по уравнению
JV У
ВТ - HNh
где Н — расстояние между тарелками, м; Nh — число теорети-
ческих тарелок, приходящееся на 1 м высоты колонны. Значение
Nh для вакуумной колонны можно определить по графику, при-
веденному на рис. Ш-29, полученному при испытании каскадных
тарелок на опытном стенде диаметром 4 м с расстоянием между
тарелками 750 мы. На стенде проводилась десорбция ацетона из
воды воздухом. На этом же графике имеется кривая, с помощью
которой можно определить сопротивление тарелок. Как видно из
графика, эффективность разделения каскадных промывных таре-
лок довольно низка, к тому же они обладают относительно боль-
шим гидравлическим сопротивлением.
Расчет отбойных устройств. Отбойные устройства предназна-
чены для сепарации капель жидкости из потока пара (газа); уста-
навливаются вверху абсорбционных колонн и в различных сече-
ниях ректификационных колонн. Отбойные устройства, устанав-
ливаемые вверху колонны, должны обладать высокой эффектив-
ностью сепарации и надежно работать в широком диапазоне
изменения нагрузок по пару.
В некоторых ректификационных колоннах при вводе сырья
в секцию питания поток пара уносит жидкость с мал о летучими
соединениями: асфальтенами, солями металлов и т. д, При нали-
чии уноса жидкости с тарелки на тарелку эти соединения могут
попасть в дистиллят и ухудшить его качество (цвет, коксуемость,
содержание золы, металлов и цр,). Подобное явление наиболее
часто встречается в вакуумных колоннах для перегонки мазута,
особенно при работе на форсированных режимах; в некоторых
случаях унос жидкости в секции питания ограничивает произво-
дительность колонны.
Отбойные устройства, устанавливаемые в секции питания
колонны, должны обеспечивать достаточно высокую эффективность
сепарации, легко подвергаться чистке и ремонту,
В случае, когда колонна работает с большими величинами -
межтарельчатого уноса жидкости, равными оптимальному значе-
нию или превышающими его, можно применять межтарельчатые
отбойные устройства, позволяющие создать более экономичную
конструкцию колонны.
Иногда применение- отбойных устройств межщу тарелками
обусловлено спецификой работы или конструкцией колонны на-
пример, отбойные устройства под каждой тарелкой применяются
при необходимости иметь небольшую высоту колонны; при уста-
новке колонн в помещении; в колоннах разделения воздуха, где
высота колонны лимитируется поверхностью теплообмена.
К отбойным устройствам, устанавливаемым под каждой тарел-
кой, предъявляются следующие требования: простота конструк-
ции, малая масса, низкая стоимость, легкость монтаж-а и обслужи-
вания, малое гидравлическое сопротивление и, наконец, достаточ-
ная, но не обязательно высокая эффективность сепарации при
заданных рабочих условиях.
Для сепарации капель жтадкости из потока пара (газа) в аппа-
ратах нефтяной и химической технологии применяют в основном
отбойники ударного типа, В атмосферных и вакуумных колоннах
первичной перегонки нефти применяют отбойники из сеток и угол-
ков (рис. ПрЗО, «), ав абсорберах — из вертикально установлен-
ных уголков (рис. Ш-30, о). Встречаются также отбойники с на-
клонно расположенными элементами (рис. Ш-30, в). В том я дру-
гом случае жидкость из потока пара (газа) выделяется в резуль-
тате соприкосновения капель с поверхностью элементов. Однако
отвод отсенариров анной жидкости осуществляется по-раэноыу,
что и обусловливает разную картину их работы и различные
221
допустимые скорости движения газа. В отбойном устройстве из на-
садки отсел ариров анная жидкость стекает навстречу восходя-
щему потоку пара, а в отбойниках из вертикально установленных
пластин она стекает ио элементам в специальное устройство и да-
лее через гидро затвор выводится из системы.
В отбойных устройствах из насадки уносимая жидкость про-
никает в слой насадки и создаст ла ёс поверхности ламинарную
Рис. Ш-30. Схемы отбойных устройств горизонтальных из насадки (а), из вертикально рас-
положенных элементов (б), из наклонно расположенных элементов или из наездки (а).
пленку жидкости. Эта пленка стекает на нижние элементы, обра
зуя там крупные капли, которые отрываются и движутся на-
встречу потоку пара. Подобная картина сепарации жидкости
наблюдается лишь до определенных значений нагрузок по пару
и жидкости. Начиная с некоторой скорости пара, жидкость за-
полняет весь объем слоя насадки и часть ее уносится с отбойника
вместе с уходящим паром, т. е. возникает вторичный унос жид-
кости. Нагрузки, при которых еще нет вторичного уноса жидкости,
считаются максимально допустимыми, поскольку им соответст-
вует максимальная эффективность сепарации.
При нормальной работе отбойных устройств из вертикально
расположенных уголков жидкость ламинарной пленкой стекает по
поверхности уголков. По достижении некоторой скорости пара
движение жидкости становится волнообразным. Затем происходит
срыв пленки с - поверхности уголков и появляется вторичный
унос жидкости, уменьшающий эффективность сепарации. На-
грузки, при которых еще нет срыва пленки жидкости, считаются
максимально допустимыми, поскольку они отвечают максималь-
ной эффективности сепарации.
Рассмотрим расчет допустимых скоростей газа в свободном
сечении сепараторов различных типов.
Для сепараторов из насадки с горизонтально расположенными
элементами можно пользоваться уравнением (П1.66).
Коэффициент /cj, зависящий от количества жидкости в потоке
газа и от физических свойств газо-жидкостной системы, опреде-
ляется по рис. Ш-23 и рис.Ш-31; коэффициент характеризует
ко нет ру кти вн ы е э л емепт ы от бой ника.
222
Для отбойника из различной насадки коэффициент можно
определить но уравнению
**= V GST35 ’ <ш-б4)
Для отбойника из уголков коэффициент к2 определяется по
уравнению
, г--- / Л, \0t35
(Ш.65)
В уравнениях (Ш-64), (III.65) F? — свободное сечение опорной
решетки иод насадку отбойника, ма/м2; s — зазор между угол-
ками, м.
Если в уравнениях (Ш-64), (III.65) F^^F^ отношение
этих величин принимается равным единице.
Величину коэффициента А в уравнении можно принимать
равной 0,35—0т4 (нижний предел — для системы газ — жидкость,
верхний — для системы нар — жидкость).
Рис. Ш-31. Графив для определешгя ко-
эффициента в уравнении: (Ш.66) при
расчете отбойных устройств.
Кроме описанной методики определения рабочей скорости газа
в отбойнике, для контроля можно рекомендовать также и другие
уравнения. Для сепаратора из вязаных и тканых сеток можно
пользоваться следующим уравнением:
7/-P^_L££ (II 1.66)
" гп
Коэффициент к зависит от условий перегонки и количества
жидкостит поступающей на отбойник, и от его конструкции.
Для стандартного сепаратора (FCB — 0,98 ма/м2: а = 200 м^/м3)
при небольшом уносе жидкости на отбойник принимают к =
= 0,107, для высокопроизводительного сепаратора (FCD
^0,99 м3/м2, а 100 м*/м3Х к = 0,152.
Считается, что рабочая скорость газа в сечении отбойника
должна быть на 25% меньше вычисленной по уравнению (111-66).
223
Еще более низкие скорости газа рекомендуется принимать в сле-
дующих случаях:
при высоком вакууме в колонне (меньше 4—5,3 кПа) или
высоком давлении;
нри работе с высоковязкими жидкостями;
нри работе на сырье, загрязненном механическими примесями;
нри работе с вспениваемыми жидкостями или водными раство-
рами, имеющими низкое поверхностное натяжение.;
Рис. Ш-32. Зависямсмзть нагрузки от вто-
ричного уноса жидкости о сетчатого от-
бойника вакуумной колонны при пере-
гонке мазута.
. . г
Для вакуумных колонн, в которых остаточное давление пре’
вышает 5,3 кПа (40 мм рт. ст.), предельные скорости пара в сече-
нии отбойника можно определять по рис. 111-32 в зависимости
От количества уносимой жидкости.
Высокая эффективность сепарации сетчатого отбойника со-
храняется. если скорость газа не выходит за пределы 30—110%
оптимальных значений, определяемых по предложенным выше
уравнениям.
Для сепараторов из насадки при наклонном расположении
элементов иди самого отбойьшка допустимые скорости газа,
подсчитанные по приведенным выше уравнениям, следует отно-
сить также к сечению отбойника. При этом получается, что в сво-
бодном сечепии-колонны можно допускать значительно большую
скорость газа, чем нри горизонтальном расположении отбойника.
Таким образом, наклонные сепараторы следует применять в слу-
чаях, когда расчетная скорость газа в сечении сепаратора меньше,
чем в свободном сечении колонны.
Следует отметить, что наклонно установленное отбойное
устройство работает нормально только при сравнительно неболь-
шом уносе жидкости на отбойник, так как выделяемая из потока
газа жидкость стекает по его. поверхности и концентрируется
внизу отбойника, что при больших величинах уноса жидкости
может привести к нарушению дермальной его работы.
Для сепараторов с вертикально расположенными элементами
рабочую скорость газа можно определить по уравнению
У g2O (Рж-Рп)
w = 0тО45-----77=------
V Рп
(III.67)
224
Скорость газа, рассчитанная по этому уравнению т соответ-
ствует величине уноса жидкости после сепаратора, примерно
равной 25 мг/м3 газа. Высокая эффективность сепарации Наблю-
дается в тех случаях, когда скорость газа не выходит па пределов
80—120% от вычисленных значений. Данное уравнение было
проверено па сепараторах газовых промыслов.
В сепараторах абсорбционных колонн расчетная скорость газа
должна быть на 30—50% медыне вычисленной но уравнению
(Ш.67).
Перепад давления в сепараторах ударного типа обычно не-
велик. Потерю напора в отбойнике из колец можно определять по
уравнениям для расчета сопротивлений сухих и орошаемых
насадок.
При испытании отбойных устройств из вязаных и тканых
сеток на системе вода — воздух при общей толщине слоя 100—
150 мм потеря напора равна 120—250 Па? а при толщине слоя до
300 мм сопротивление достигает 750 Па.
Расчет эффективности сепарации дозволяет более обосно-
ванно принимать высоту отбойного устройства, обеспечивающую
желаемую степень сепарации.
Высокое извлечение жидкости из потока газа необходимо в тех
случаях, когда унос из аппарата представляет собой прямые
потери ценных продуктов (например, абсорберы и контакторы)
или вызывает загрязнение атмосферы (например? нри работе
с радиоактивными и агрессивными веществами).
Для определения эффективности сепарации отбойных устройств
из насадки (Е) можно воспользоваться методом и уравнениями,
предложенными для расчета эффективности сепарации жидкости
с помощью сетчатого отбойника, выразив общую поверхность
проволоки в объеме отбойника через удельную поверхность
насадки.
После несложных преобразований, которые здесь не приво-
дятся,' конечное выражение будет иметь следующий вид.-
(ah \ Л
1 — 0.2-Е' }
п /
где а — удельная поверхность насадки отбойника, м2/м3: h —
высота слоя насадки, м; п — число рядов насадки в отбойнике,
распоцоженных перпендикулярно потоку газа; Ег — эффектив-
ность сепарации капель жидкости заданного размера одним рядом
насадки отбойного устройства. Для определения Ег может быть
использован рис. IIP 33. Значения безразмерных параметров к
и <р определяются по уравнениям:
1
9
Рп<*ни>
<р = 9 •---
Т ЦлРж
^йвзакавТЭ? 225
где dh — диаметр элемента насадки, м; сГж — диаметр капель
жидкости, м.
Для перехода от эффективности сепарации отбойником капель
жидкости заданного размера к эффективности сепарации всех
капель необходимо располагать данными о распределении капель
уносимой жидкости по размерам.
Капли жидкости диаметром до 5 мк легко взвешиваются
и плохо сепарируются из потока газа, однако, как правило, их
число составляет не более 10—20% (масс.) общей массы уносимой
Рис. II1-33. Расчетной график для
определения эффективности сепарации
отбойных устройств ударного типа,
жидкости. В связи с этим расчет эффективности сепарации можно
проводить, ориентируясь на капли жидкости диаметром от 6—8 мк
и выше. При полном извлечении капель данного размера общая
эффективность сепарации отбойным устройством будет равна
примерно 80—90% -
Для отбойных устройств? устанавливаемых в секции питания
атмосферной и вакуумной колонн, не обязательно иметь очень
высокую эффективность сепарации. Высота отбойника из 10—15
рядов сеток или из двух рядов уголков будет вполне достаточна
для почти волной сепар арии жидкости.
Для сепарации жидкости часто применяют специальные аппа-
раты — выносные сепараторы, пустотелые либо с установленными
в них отбойными устройствами. 1
Максимально допустимая скорость паров в вертикальном вы-
носном сепараторе рассчитывается по уравнению, в котором
коэффициент к определяется при помощи рис. Ш-34, в зависи-
мости от соотношения расходов отсепарированных потоков жид-
кость — пар и их плотностей. При большом количестве жидкости
в поступающем потоке пара найденная скорость паров обеспечит
остаточное содержание жидкости в уходящем паре не более 5%.
При необходимости более высокой степени сепарации жидкости
в выносном сепараторе следует устанавливать отбойные устрой-
ства. Уровень жидкости в сепараторе определяется по максималь-
ному объему отсепарированной жидкости, накапливающейся в се-
параторе в течение 1—4 мин. Расстояние от уровня жидкости до
штуцера подачи сырья должно быть не менее 450 мм, а высота
сепарационного пространства — 1200 мм. Если отношение общей
226
высоты сепаратора Я к его диаметру D больше 5, рекомендуется
принимать горизонтальный сепаратор. Диаметр горизонтального
Сепаратора можно определить по уравнению
. Р = 2.25
где V — объем паров, м3/с.
Максимально допустимая скорость паров и? определяется по
уравнению (Ш-66) и рис. Ш-34.
Рис, Ш’ЗА. Графим для определения коэффициента к в уравнении (Ш.66) для расчета
масеицально допустимой скорости Пара в вертикальном выкосы ом сепер&торе с сетчатым
отбойником.'
Расчет распределителей жидкости и пара. При конструиро-
вании распределителей дискретного типа (распределительные
тарелки, желоба, трубчатые коллекторы и пр-) следует преду-
сматривать определенное число точек орошения, приходящееся
на единицу площади поперечного сечения колонн, для того чтобы,
с одной стороны, иметь равномерное орошение торца насадки или
верхней провальной тарелки и с другой — не усложнять кон-
струкцию оросителя. На выбор числа точек орошения существенно
влияет способ укладки насадки (для регулярно уложенной на-
садки число точек ссрошепяя Rojano быть значительно большим).
В соответствии с высказанными соображениями Приведем значе-
ния оптимального числа точек орошения на 1 м2 площади попереч-
ного сечения:
Диаметр колонны, м 0 4-0,8 0,8—1,2 Больше 1,2 регулярная укладка Укладка внавал 344 20 173 20 43 20 .
В связи со значительной разницей в числе точек орошения,
потребном для упорядоченной и неупорядоченной насадок, в ряде
случаев засыпка небольшого слоя колец внавал поверх основного
227
упорядоченного слоя может улучшить распределение жидкости
и повысить эффективность работы насадки»
Для перераспределительных тарелок с раздельным движением
пара и жидкости через различные патрубки допустимые скорости
потоков в патрубках можно принимать в соответствии с рекомен-
дациями по расчету штуцеров; для жидкости 0,2—0,6; для пара
10—30 м/с при атмосферном давлении»
Площадь одного отверстия трубчатого распределителя опре-
деляют по уравнению расхода жидкости при истечении через
отверстие
“Рл/отв "К 2/Г
где п — число отверстий; /Отв — площадь одного отверстия, ма;
h — напор жидкости, Па; р — коэффициент расхода; Ly — рас-
ход жидкости, м3/с*
Коэффициент расхода при отношении толщины трубы к диа-
метру отверстия, составляющем 1,3—5, можно принять равным 0,8,
число отверстий п принимается численно равным числу точек
орошения» Обычно жидкость подается под напором не менее
20—60 кПа» В тех случаях, когда в процессе работы колонны
возможно изменение общего расхода жидкости, принимаются
большие значения напора»
Для размещения отверстий в трубе необходимо задаться
распределением струй жидкости по сечению колонны. Угол, под
которым должны быть расположены отверстия (сс, град), можно
определять из следующего уравнения
-1,45fc-Fy2JZi2+2’9A//i-ra '
ctga = —-----------------------
где h = hr!g\ hT — напор жидкости, Па; Н± — высота слоя на-
садки, м; г — вылет струи жидкости, и»
Высота расположения распределителя над насадкой или тарел-
кой для трубчатого распределителя принимается равной 0,7—
1,0 м»
Для распределительных желобов рекомендуются следующие
размеры: ширина не менее 120 мм; высота не более 350 мм; ско-
- рость жидкости в желобе не более 0,3 м/с» Расстояние от прорези
до дна желоба и до торцевой стенки должно быть больше ширины
прорези не менее чем в 3 раза. Высота прямоугольной прорези
принимается несколько большей высоты подпора жидкости,
определяемой из уравнения расхода жидкости через водослив
где Ly — расход жидкости, м3/с; п — число прорезей; Ъ — ши-
рина прорези; h — подпор жидкости, Па.
228
Число прорезей п принимается равным числу точек орошения.
Распределительные желоба устанавливают па расстоянии 1,2—
1,4 м от слоя насадки или от тарелки.
Расчет трубопровода, соединяющего низ колонны с кожухо-
трубчатым теплообменником. При подводе тепла в низ колонны
при помощи выносных кож ухо трубчатых теплообменников боль-
шое влияние на получение заданной циркуляции жидкости О ка-
рие. 111-35. Схема к расчету потерь напора циркулирующей жидкости через теплообменник
внизу колонны;
а — при полной циркуляции остатка; б — при частичной циркуляции остатка.
зывает правильный выбор диаметра подводящих трубопроводов.
Прямой расчет этих трубопроводов довольно сложен, так как,
кроме диаметра, требуется еще определить количество испарив-
шейся жидкости и кратность ее циркуляции, вследствие чего
такой расчет возможен только с помощью метода последователь-
ного приближения.
Ниже приводится метод расчета, предусматривающий про-
верку сопротивления в принятой схеме подсоединения трубопро-
водов. На рис. Ш-35 показаны схемы подсоединения трубопро-
водов и теплообменникам при полной и частичной циркуляции
остатка.
Для упрощения примем, что в теплообменнике и трубопроводе,
соединяющем теплообменник с колонной, движется паро-жидкост-
ная смесь. Тогда уравнение, определяющее нормальную работу
всей системы, будет иметь следующий Вид:
ДР
, &жРж—‘йп,жрл,ж?> 0 (И 1.68) ;
5
где АР — общая потеря напора, Па; hn ж — высоты столбов
жидкости и паро-жидкостной смеси (см. рис. II1-35), м.
Плотность двухфазного потока пар — жидкость определяется,
по уравнению
Рп,Ж — Рп (1—Рж)Ч“рж^ж
Объемная доля 7?ж в системе определяется по рис. Ш-36 в зависи-
мости от комплекса X
' / £ V9 f Р<\°’5 \0>I
- % \ У / X Рж / \ Цп )
8 Заказ 757
229
где V и L — количества соответственно образовавшегося пара
и оставшейся жидкости; кг/ч.
Общую-потерю напора циркулирующей жидкости можно рас^
сматривать как сумму
ЛР = ДР1 н ЛРа -НДР* (II 1.69)
где APj — сопротивление движению нагретой жидкости на уча-
стке АВС (см. рис. Ш-35); АРа— сопротивление движению
Рве. Ш-36. Зависимость объемного содержания жидкости в двухфазном потоке нар—жид
кость от комплекса X.
Рис. Iji-37. Расчетный графин для определения сопротивления двухфазного турбулент-
ного потока пар—жидкость.
паро-жидкостной смеси на участке CDE', &Р3 — сопротивление,
вызванное различной скоростью движения фаз смеси на участке
CDE.
Сопротивление однофазного потока в трубопроводе ДР1 опре-
\ деляется по уравнениям гидравлики.
Для определения сопротивления двухфазного потока пар — жид-
кость можно воспользоваться уравнением, которое, как показы-
вают расчеты, даст удовлетворительную сходимость с экспери-
ментальными данными нри турбулентном ре яшме
где ДРа— сопротивление однофазного жидкостного потока-на
том же участке; Ф — параметр, определяемый по рис* Ш-37.
Последняя составляющая уравнения (П1.69) определяется
следующим образом:
ЛР _ О7')2 _ №'-т2
3 РжРж (1------Рж) Рп рж
где £' и F — количества соответственно жидкой и паровой фаз,
проходящих через поперечное сечение трубопровода в направле-
нии от теплообменника к колонне, кг/(ма-с).
Для расчетной проверки уравнения (Щ.68) следует задаться
долей отгона. Обычно максимальное количество жидкости, испа-
ряющейся в кожухотрубчатом теплообменнике, не превышает 25%
230
общего количества циркулирующей жидкости {VjL 0,33). На эту
величину следует проверять заданную кратность циркуляции
или сечение трубопровода.
Расчет трубопровода, соединяющего парциальный конденсатор'
с емкостью орошения* При размещении парциального конденса-
тора непосредственно на нулевой отметке большое значение имеет
правильный выбор диаметра трубопровода, соединяющего емкость
орошения с конденсатором. Сконденсированная жидкость посту-
пает в емкость орошения вместе с паром, при этом диаметр трубо-
провода должен быть таким, чтобы сопротивление паровому
потоку было минимальным. Режим движения паро-жидкостной
смеси должен быть турбулентным, а не поршневым, так как порш-
невой режим приводит к сильному колебанию давления в колонне.
Ниже приводятся проверенные в промышленных условиях
уравнения для расчета диаметра трубопровода
(?п
0,007Fr > 1,056 - л j п
, V п “I V5K
где
Fr=----Jd-----~ 0465----55----
где Qny — расходы пара и жидкости, ма/с; tpn, ю* — скорости
пара и жидкости, м/с; D — диаметр трубопровода, и.
При колебаниях расхода дистиллята следует предусматривать
два трубопровода: основной — с клапаном, который будет откры-
ваться при больших расходах и закрываться при малых, и допол-
нительный; диаметр дополнительного трубопровода рекомен-
дуется определять из соотношения
। / X 2’5
Фдоп Т^досг /
Расход жидкости через дополнительный трубопровод выби-
рается по минимальному значению расхода дистиллята.
Определение диаметров штуцеров. Диаметры штуцеров обычно
определяют по допустимой скорости потока, величина которой
изменяется в зависимости от назначения штуцера и фазового
состояния потока (в м/с):
Скорость жидкостного потока
нт приеме насоса и в самотечных
трубопроводах ............ 0,2—0,6
па выкиде насоса ....... 1—2
Скорость парового потока
в шлемовых трубах и из кипятиль-
ника в колонну (при атмосферном
давлении) ........... 10—30
в трубопроводах из отпарных сек-
ций ............... 10—40
в шлемовых трубах вакуумных ко-
। лонн ............. 20—60
при подаче сырья в колонну . * » 30—50
S* 231
Скорость паро-жидкостного потока сы-
рья в колонну в пересчете на однофаз-
ный жидкостной поток ....... 0,5—1,0
Для колонн, работающих под давлением, расчетная скорость пара
в штуцерах определяется по уравнению
г^о
иТр=/р
где wo, wp — скорости пара при атмосферном и повышенном
давлениях соответственно, м/с.
При чрезмерно больших диаметрах штуцеров сильно услоЖ’
няется конструкция аппарата; в таких случаях можно уменьшит с
диаметры штуцеров, но при этом обязательно надо проверить
общее сопротивление потока в штуцере и в трубопроводе.
Рассчитанные по допустимым скоростям потока диаметры шту-
церов должны быть равны диаметрам подсоединяемых трубопро-
водов или меньше их.
Определение диаметров технологических трубопроводов по
приведенным выше минимальным значениям скоростей в ряде
случаев может привести к излишним затратам и перерасходу ме-
талла . В то же время чрезмерное уменьшение диаметров трубопро-
водов может привести к ограничению производительности колонны.
В тех случаях, когда потеря давления в системе не является
решающим фактором, принятый диаметр трубопровода прове-
ряется с точки зрения оптимальных его размеров на основе тех-
нико-экономического анализа.
Диаметры трубопроводов, размеры которых зависят только от
гидравлического сопротивления системы, проверяются на задан’
ные расходы.
Аналогичным образом проверяют линии трубопроводов цирку-
ляционного орошения после насоса; линии, по которым продукт
из колонны с большим давлением подают в колонну с меньшим
давлением; и, наконец, линии, по которым жидкость самотеком
перетекает из одного аппарата в другой.
Определение емкости низа колонны. Емкость низа колонны
рассчитывают исходя из запаса для 5—10-минутной работы насоса
в случае прекращения поступления сырья в колонну. При опас-
ности коксообразования или термического разложения нижнего
продукта принимают меньшие цифры. Расстояние от уровня
жидкости в низу колонны до нижней тарелки, колеблющееся от 1
до 2 м, выбирают таким образом, чтобы распределение поступа-
ющего из кипятильника пара по сечению колонны было равно-
мерным; большие расстояния соответствуют колоннам большего
диаметра.
Глава IV
Оптимальный расчет
процессов и аппаратов
1. ОБЩАЯ ПОСТАНОВКА ЗАДАЧИ
ОПТИМАЛЬНОГО РАСЧЕТА ПРОЦЕССОВ
РЕКТИФИКАЦИИ И АБСОРБЦИИ
Оптимальный расчет процессов ректификации и абсорбции
заключается в определении таких параметров разделения и раз-
меров аппаратов, которые соответствуют экстремальному значе-
нию выбранной функции цели (критерия оптимальности).
В качестве функции цели используют технологические, термо-
динамические и экономические критерии. Технологические кри-
терии — это извлечение целевого компонента, производительность
аппарата или съем продукции с единицы объема аппарата
\ <Р = -ЙУ-
Для процессов абсорбции и ректификации под вакуумом
в качестве функции цели (технологического критерия) часто
используют общее сопротивление газовому (паровому) потоку
— (IV.2)
“Ч
Термодинамические критерии — это, например, термодинами-
ческая эффективность процесса разделения, равная отношению
минимальных работ разделения при получении продуктов задан-
ной чистоты (Ат) и чистых продуктов, для которых уд -> 1 (А?)
4 = 7^ (IV.3)
Возможно использование и более общих термодинамических
критериев, например, изменения энтропии системы в целом или
при смешении потоков
ДУ -4- мин
Ит наконец, в качестве экономических критериев используют
себестоимость продукции, прибыль или приведенные затраты.
Остановимся более подробно на последнем критерии; он исполь-
зуется более часто, чем все остальные критерии, так как является
233
• наиболее объективным показателем экономической эффективности
проектируемого процесса.
Приведенные затраты на процессы ректификации (<рр) и абсорб-
ции (сра) без учета стоимости сырья могут быть рассчитаны по
уравнениям ।
Фр Эхлад + Эте пл “к Энр ^НП -FYK (IV.4)
фа = Эк^ ЭНа + ТК (IV.5)
где
Эхлад = е (1 4-/?) Т^Схлад (IV.6)
ЭтепЛ ТИуу & “Ь ^уу^тепл (IV.7)
\Pbtf -
£NHb
Эй,р—jj—Сэл (IV.9)
IHbN ' t л
Эн. а— g ^эл (IV.10)
Ээ.п— £Гап4-6,9£нк (^f1—ДР^'ОЛ
&P-PW ]О.5й|
pf—n^ap--^pw { Се^ п
к=
4ле (1 J- 7?) “[0,5 е (7 + Я) j¥£
— ^ЬДгдКОрПС’корп 4" шрп 7тар^тар (IV.1^)
с₽рп
Значения Т& и 7\у определяются как температуры кипения
жидкости при составах дистиллята и остатка соответственно
и при давлениях
P^P-Nrf ДР ;
Pw = P^N%b др
В уравнениях (IV.4)—(ГУЛ2) приняты следующие обозначения:
Эхлад — эксплуатационные затраты на хладоагент для создания
орошения и конденсацию паров верхнего продукта, руб/кг (все
эксплуатационные и капитальные затраты рассчитаны на единицу
производительности колонны); Этепл — эксплуатационные затраты
на теплоноситель для подогрева низа колонны, руб/кг; Э|(.р,
3Hi э —эксплуатационные затраты на привод пасоса дйя пере-
качки орошения и абсорбента соответственно, руб/кг; Эк—экс-
плуатационные затраты на привои компрессора для обеспечения
заданного расхода газа в колонну или для дожатия газа после
колонны до заданного давления, руб/цг; 3riI7 — эксплуатацион-
ные затраты на водяной пар, подводимый в низ колонны и в эжек-
тор, руб/кг; К — капитальные затраты, руб/(кг/год); у — отрасле-
234
вой нормативный коэффициент амортизации и экономической
эффективности, год-1; г — доля отбора дистиллята по отношению
к сырью, кг/кг; b — коэффициент эффективности тарелок и на-
садки, для тарелок b — 1/£ (где Е — к, и. д, тарелки), для на-
садки -НЬ = ^орп, £тэр — металлоемкость корпуса и таре-
лок соответственно, кг/м3; СХЛад — удельная стоимость хл а до-
агента при остром орошении, руб/кДж; б’тепЛ — удельная стои-
мость теплоносителя, подводимого к кипятильнику, руб/кДж;
C0in —стоимость водяного пара, руб/кг; Сэл — Стоимость элек-
троэнергии, руб/кДж; Скорп, Стар стоимости корпуса и таре-
лок колоппы соответственно, руб/кг; gHitl — расход водяного пара
в низ колонны, кг/Кг сырья; — количество газов разложения
и воздуха, кг/кг сырья; Pf — давление в секции питания ко-
лонны, Па; Pw — давление водяного пара на входов эжектор, Па;
Р — давление в зоне питания колонны, Па; ^Vj, — число
теоретических тарелок в концентрационной и отгонной частях
колонны соответственно; ДР — средний перепад давления на
тарелке, Па; I — удельный расход абсорбента, кг/кг.
Эксплуатационные затраты Эк в абсорбционных колоннах
рассчитываются без учета требуемой конечной величины давления
газа, так как оно должно быть одинаковым для всех типов кон-
тактных устройств.
В качестве определяемых или варьируемых переменных функ-
ции цели при расчете процессов ректификации и абсорбции ис-
пользуют те параметры, которые в соответствии со степенью сво-
боды их проектирования принимаются в качестве исходных дан-
ных, а именно: Р, fr, е, Е (или Р), A7, Н. D (иди Р^в. Таким
образом, оптимальный расчет процессов и аппаратов заключается
в определений таких параметров разделения и размеров аппа-
рата, которые при заданном составе сырья и содержании целе-
вого компонента в дистилляте уш обеспечивают экстремальное
значение функции цели, например минимум приведенных затрат.
Следовательно, математическая задача оптимального расчета
процессов и аппаратов формулируется как определение минимума
следующей функции
Ф = Ф(Л е, 0, JV, Я, Dt Fc?)
Кроме перечисленных параметров на оптимальное значение
функции цели оказывают влияние также технологическая схема
разделения и конструкция контактного устройства.
2. ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ ПРОЦЕССОВ
РЕКТИФИКАЦИИ И АБСОРБЦИИ И ОПТИМАЛЬНЫХ РАЗМЕРОВ
АППАРАТОВ
В связи с многомерностью функции цели оптимальный расчет
процессов и аппаратов для ректификации и абсорбции в общей
постановке является чрезвычайно сложной задачей. Поэтому на
235
практике используют упрощенные методы оптимизации, основан-
ные на применении частных критериев оптимальности или локаль-
ных оптимумов функции цели. Некоторые результаты такого
расчета рассматриваются ниже.
Оптимальное значение функции ф часто определяется только
в зависимости от наиболее сильно влияющих параметров, к кото-
рым относятся 7? (или 0) и N. При выполнении такого расчета
обычно используют эмпирические зависимости между парамет-
рами 7? и Л\ например уравнение кривой на графике Джилли-
ленда.
Отметим две работы [93, 94], в которых на основе анализа
многочисленных расчетов разделения бинарных и многокомпо-
нентных смесей были разработаны методы определения оптималь-
ных значений флегмовых чисел. В работе [93] 7?опт рекомендуется
определять по графику, приведенному па рис. IV-1. Фактор стои-
мос ти оп ре де л яе тс я с л ед у ющи м вы р а жен нем
С 1_£"GЛОП^
FC = с. " <rv.i4)
где С± — стоимость пара и хладоагента для испарения и конден-
сации 1кг дистиллята, руб/(ч-кг); С\ — стоимость амортиза-
ционных отчислений на 1м2 сечения колонны, руб/(м2- год);
Е — общий к. п. д. тарелки; т — рабочее время в году, ч.
Оптимальный коэффициент избытка флегмы, соответствующий
минимуму приведенных затрат, рекомендуется определять по
следующему уравнению [94]:
Г 1
1 Роит = 1 +-1/ 0,5 (р -1)---(IV.15)
^?ЫНН
где р = N/Nymn — отношение числа тарелок при коэффициенте
избытка флегмы р = 1,5 к минимальному числу тарелок; ф =
= Л2/Л1 — технико-экономический коэффициент; — относи-
236
тельные капитальные затраты на разделение, руб-ч/кг;
относительные эксплуатационные расходы и затраты на
обменное оборудование, руб-ч/кг
я2-
тепло-
(IV.16)
(IV.17)
Л: - 36002? е^Рп
0,53Л0-зЯр 14-
^ЛТ
л
где А. — теплота испарения, кДж/кг; Н — расстояние между
тарелками, м; Р* — стоимость единицы объема колонны, руб./м3;
Pq — Удельные затраты на подвод тепла в низ колонны, руб./кДж;
т — срок амортизации оборудования, ч; — к. п, д. нагрева-
тельного устройства; aw, &d — стоимость единицы поверхности
нагревателя и конденсатора соответственно, руб./м2; kw7 kD —
коэффициенты теплопередачи в подогревателе и конденсаторе,
кВт/(м2-К); Д7\у. Л То — перепад температур в подогревателе
и конденсаторе соответственно, К; AQ — потери тепла по высоте
колонны; Е — к. п. д, тарелок; — коэффициент, учитывающий
массу колонны, не занятую тарелками, и зависящий от типа
колонны. Для основных колонн, применяемых в химической
и нефтеперерабатывающей промышленности, можно принять сле-
дующее значение коэффициента 195]: , у
Ректификационные колонны . . . . 1,15—1,55
Вакуумные колонны:
с большим числом тарелок . . * 1т3—1,55
с малым числом тарелок .... 2—2,6
Испарители, отпарпые колонныт десор-
беры и т. д...................... 1,5—2
Поскольку для вычисления фактора стоимости Fc и коэффи-
циентов р и ф в уравнении (IV. 15) необходимо располагать такими
данными, которые могут быть получены после проведения пол-
ного расчета колонны, описанные методы расчета 7?опт являются
фактически поверочными, с их помощью можно лишь сравнивать
принятый коэффициент избытка флегмы с его оптимальным зна-
чением.
Для приближенной оценки оптимального флегмового числа
можно воспользоваться также следующими уравнениями;
^опт =1,32?мын т0,36 | (IV 18}
Мшт ” 1»7ЛГмин “I- 0т7 J
основанными на анализе функции (R + 1)-(7V -F 1), пропорцио-
нальной объему колонны, с использованием графика Джиллиленда.
Оптимальные расчеты процесса ректификации на основе тех-
нико-экономического критерия, базирующиеся на уравнении
237
(IV. 4) или ему подобномт показываютт чт оптимальный коэффи-
циент избытка флегмы изменяется от 1,04 до 1,5, а оптимальное
число тарелок превышает минимальную величину в 2—3 раза.
При этом оптимальное флегмовое число довольно часто бывает
всего лишь на несколько процентов больше минимального значе-
ния, Однако пользоваться небольшими значениями коэффициента
избытка флегмы (р <1,2) не рекомендуется в следующих слу-
чаях: при малой летучести компонентов и при четком делении
смесей, когда неизвестны точные значения некоторых исходных
данных или когда возможны заметные возмущения по расходу
и составу питания.
При разделении многокомпонентных смесей к числу наиболее
сильно влияющих параметров функции ф (см. уравнение (1УЛЗ)]
относится также доля отбра дистиллята е. Если в качестве функ-
ции цели использовать термодинамический критерий, определяй
емый по уравнению (IV. 3), то оптимальный отбор дистиллята
оказывается равным содержанию в сырье компонентов до легкого
ключевого включительно [96]
i
Som = (IV,19)
1=1
Однако данное уравнение можно использовать только как ориен-
тировочное, так как минимум функции ф может не совпадать
с расчетным, полученным по уравнениям (IV.4) и (IV\5) [97L
К числу параметров, оказывающих меньшее влияние на изме-
нение функции ср, чем отмеченные выше, относятся температура
питания Jf, давление Р и положение тарелки питания 1Ур.
Оптимальная температура питания t? определяется в основном
затратами на теплоноситель и хладоагент- Анализ приведенных
затрат показывает, что при дорогом хладоагенте невыгодно пере-
гревать сырье, т^ е. лучше направлять его в колонну при темпе-
ратуре кипения иди даже в переохлажденном состоянии, В связи
с этим в процессах низкотемпературной ректификации сырье
всегда подается при температуре кипения. В то же время при
использовании дешевых хладоагептов и дорогих теплоносителей
становится выгодным подавать сырье в колонну в паро-жидкост-
ном состоянии. При отсутствии особых требований к хладоагенту
и теплоносителю анализ эксплуатационных затрат н термодина-
мический анализ процесса на основе критерия оптимальности,
описываемого уравнением (IV-3). показывает, что в этом случае
оптимальная температура питания примерно соответствует доле
отгона сырья, равной мольному отбору дистиллята [96].
eQnT —е (Iv.20)
Отметим, что дешевыми хладоагентами являются вода и воздух,
а дешевыми'теплоносителями при температуре остатка до 180 °C —
водяной пар, при более высокой температуре — нефтяные фрак-
238
циит пределы температур кипения которых составляют 200™
450 3С, При высоких температурах низа колонн применяется
также подогрев остатка в трубчатых печах.
Оптимальное давление процесса ректификации определяется
в основном затратами па хладоагент. Этот вопрос подробно рас-
смотрен в главе II. Оптимальное давление существенно зависит
также от принятой технологической схемы процесса разделения-
Оптимальное положение тарелки питания с достаточной для
Практики точностью определяется на основе минимума прираще-
ния энтропии при смешении потоков на тарелке питания, которое
происходит вследствие скачков концентраций компонентов в пото-
ках и их температура Как показывают расчеты, энтропия системы
менее заметно изменяется вследствие скачков концентраций,
нежели скачков температур потоков. Поэтому лучше использо-
вать не концентрационный критерий по типу равного соотноше-
ния ключевых компонентов в сырье и в жидкости на тарелке пита-
ния (критерий Джиллиленда)
= ' (IV.21)
а температурный критерий, фиксирующий монотонное и непрерыв-
ное изменение температур потоков по высоте секции питания
колонны'.
Отметим еще два эмпирических уравнения для определения
оптимального положения тарелки питания, взятых из работ [98]
и [20]
( 2Vj X ______ ^Умнн 1 ___ _____Л^мин 1
\ jVa /ОПТ Лмин 2 jVmuK-------------^Мйн 1
(IV,22)
(IV. 23)
где 7VMHH ! и 7VHHII 2 — минимальные числа тарелок, подсчитанные
по уравнению Фенске, соответственно для укрепляющей и отгон-
ной частей колонны-
Из варьируемых параметров уравнений (IV. 13) наименьшее
Влияние на изменение функции цели оказывают параметры Н
и 2). Тем не менее анализ функции ср в широком диапазоне изме-
нения производительностей показывает, что значение 1/опт суще-
ственным образом зависит от производительности аппарата или
от его диаметра:
ММ
Z>, ММ
200—350 350—400 400—500 500—600 ^600
0.8 0>8—1.6 1.6— 2.0 2,0—2,4 > 2.4
Анализ зависимости приведенных затрат от диаметра колонны
показывает также, что последний необходимо рассчитывать на
239
основе такой скорости пара, при которой относительный унос
жидкости определяется следующим выражением
„ / L \ -1 / ~ ~
. *О1ТТ = 0-^р ) у ^£Л1у + £
Данное уравнение может быть использовано для контроля опреде-
ленной ранее допустимой скорости паров. Для реальных условий
разделения (тУ/Л и Ему <1) величина #опт хможет изме-
няться в пределах от 0,05 до 0,3 кг/кг, т. е. с точки зрения опти-
мальной конструкции колонны в отдельных ее сечениях допустим
высокий межтарельчатый унос жидкости.
Таким образом, оптимальный расчет процессов ректификации
и абсорбции может быть выполнен на основе анализа функции
цели в виде приведенных затрат по уравнениям (IV-4) — (IV-12)
либо с учетом отмеченных выше зависимостей для определения
отдельных параметров разделения и размеров аппаратов. В обоих
случаях при выполнении оптимального расчета, как правило, -
используют упрощенные методы технологического расчета процес-
сов, изложенные в главе II.
Пример 24* Определить оптимальное флегмовое число по исходным
данным и результатам расчета процесса ректификации в примере 1 и основных
размеров аппарата в примере 22,
Расчет. Оптимальное флегмовое число определим при помошд графика,
приведенного на рис. IV-1. Количество тепла, необходимое для конденсации
или испарения 1 кг дистиллята, можно принять равным теплоте испарения
бензола, т. е. 377 кДж/кг. При использовании водяного пара для подогрева
низа колонны затраты на испарение значительно превысят затраты на кон-
денсацию. поэтому
% 377 ’
с2=; _ СЕ±Э___и3л,10-з_^б-10’4 руб./ч
где с = 3,4* 10^3 руб/кг — стоимость водяного пара при давлении 0.3 МПа*
При стоимости колонны 5400 руб. и времени амортизаций колонны,
составляющем 10 лет, получим
5400
сг ~ 10-0,785-1.22 = 477 РУб-Лм2 г0«)
Сдоп =0,965.3600-3,18—11 000 кгДм® • ч)
ч h =330 -24 =8000 ч
По уравнению (IVЛ4) фактор стоимости будет равен
6-КУ*.8000 0,583 11 000
По трафику, приведенному на рис* IV. 1Т при Л мин — 1,45, 7Умиа— 7,4
я Fc — 64,4 получим ропт = 1,23*
Рассчитаем [теперь оптимальное флегмовое число по уравнениям
(IV.15)—(IV.17)
5400 ' *
$k~ 0,785-1,22.12,2 390 РУб./м3
240
где Н = 12,2м — общая высота цилиндрической части колонны
с 34'10-3
pq-~ = ~ 2140------= 1.61 • 10-е руо./кДж
т—10-336-24=8 10* а
Примем также следующие значения ряда величин» входящих в уравне-
ние (IVЛ7), и» ориентируясь на цифры» приведенные в работе [94 ], получим:
Ун*~0>9; —3L8 руб,/м3: ^«0,303 кВт/(м3 ’ К);
frw=L56 кВт/(ма.К); ДТп=35й; ATW=53°
Из уравнений (IVJ6) и (IV.17) находим
2'145-390'0,4 ллг .
41 == 3600 ’ 0.525 ’1,08 - 348 — 0,055 РУб»/кг
Г 8Л0*Л,бЫ0-б 0.55 НТ3 ’ 31,8 / 0.55 10’3 (1 +04) .
А~3;7|_ , ir56’53 0.303’35 J
=54 руб» (ч/кг)
- 54 п
ф*=;-лл^г =980
v V,0oo5
По уравнению (IV' 15) имеем
1+ 1
0:5 (1.35 -1)--=1,055
• 1 _L---
1 7,4
где . ..
ЛГмин—7,41 ЛГ = Ю нри fl ^1,5 п р = 10/7.4 — 1,35
Таким образом, принятый в примере 1 коэффициент избытка флегмы (fl
-.= 1,2) несколько превышает оптимальное значение*
3* ВЫБОР ОПТИМАЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПРОЦЕССОВ
РЕКТИФИКАЦИЙ И АБСОРБЦИИ МНОГОКОМПОНЕНТНЫХ
И НЕПРЕРЫВНЫХ СМЕСЕЙ
Технологическая схема процесса разделения многокомпонент-
ной и непрерывной смесей зависит от состава разделяемой смеси»
требований к качеству получаемых продуктов, от степени исполь-
зования тепла обратных потоков, использования тепла конден-
сации орошения и испарения остатка, назначения аппарата, его
места в технологической цепочке всей установки и от многих
других факторов, учесть которые для выдачи однозначной реко-
мендации по выбору технологической схемы процесса можно
только на основе анализа приведенных затрат на разделение.
Следует отметить, что правильный выбор технологической схемы
вновь проектируемого процесса или изменение существующей:
схемы в целом ряде случаев позволяет получить более заметное
241
улучшение качества продуктов, увеличение производительности
аппарата и снижение энергетических затрат по сравнению с тем
эффектом, который дает применение новых конструкций внутрен-
них устройств.
В качестве примера хинтеза технологической схемы процесса
разделепия, охватывающего часть или же всю технологическую
схему установки, на основе анализа приведенных затрат, можно
отметить работы [97, 99, 100L
В связи с необходимостью выполнения большого числа расче-
тов при синтезе оптимальных многоколонных схем разделения
рекомендуются следующие эвристические правила, применение
которых при анализе приведенных затрат позволяет резко сокра-
тить необходимый объем вычислений.
1. Исходную смесь следует делить на такие фракции, для
ректификации которых при заданном хладоагенте и исходных тер-
модинамических параметрах состояния требуются минимальные
затраты на сжатие этой смеси до давления конденсации дистил-
лята. Во многих случаях эта рекомендация совпадает и правилом
делении исходной смеси пополам, е. па равные фракции по
мольному расходу.
2. Если количество одного из компонентов смеси значительно
больше, чем количество каждого и^ остальных, то данный компо-
нент должен выводиться из схемы по возможности первым.
3. В первую очередь из схемы следует выводить также компо-
нент, который оказывает наиболее агрессивное воздействие на
аппаратуру.
4. Разделение компонентов, предусматривающее высокую чи-
стоту продуктов или же разделение близкокипящих компонентов,
должно быть последним в технологической цепочке.
Оптимальная многоколонная схема разделения получается
не только за счет выбора оптимальных параметров разделения
в каждой простой колонне и нахождения соответствующих связей
между ними по сырьевым и продуктовым потокам, но и в резуль-
тате рационального использования тепла уходящих потоков,
а также тепла конденсации и испарения продуктов в конденсато-
рах-холодильниках и кипятильниках [101L Эти вопросы здесь
подробно не рассматриваются, так как изложение их выходит за
рамки целей и задач настоящей книги. Однако отметим, что при-
менение оптимальных и многоколонных схем разделения зачастую
дает большую экономию энергетических затрат, чем использова-
ние рассмотренных в главе II технологических схем процессов
разделения с простыми и сложными ректификационными колон-
нами.
Глава V
Технологическое
конструирование
ректификационных
и абсорбционных колонн
1. СПОСОБЫ ОТВОДА ТЕПЛА ИЗ КОЛОННЫ
•ч
Жидкостное орошение, необходимое для осуществления про-
цесса разделения в ректификационных колоннах, создается в ре-
зультате отвода тепла с верха аппарата, В сложных колоннах
тепло может отводиться из верхних частей отдельных секций для
создания в них самостоятельного орошения.
Конструирование узла колонны для отвода тепла заключается
в выборе способа отвода тепла или конкретной схемы орошения
колонны и конструктивном оформлении этой схемы.
В промышленности применяют способы отвода тепла при по-
мощи парциального и полного конденсаторов, острого орошения
и циркулирующего жидкого продукта (циркуляционного ороше-
ния) в системе холодильник — колонна. Поскольку каждому
способу присущи свои преимущества и недостатки, применение
их зависит от конкретных условий разделения: мощности уста-
новки, качества и состава сырья и получаемых продуктов.
Рассмотрим более подробно каждую схему орошения колонны
в отдельности.
КЦ При отводе тепла парциальным конденсатором (рис. V-1) лишь
часть паров, уходящих из колонны, конденсируется и возвра-
щается на верхнюю тарелку в виде флегмы острого испаряюще-
гося орошения; остальная часть паров является целевым продук-
том (дистиллятом). Если парциальный конденсатор устанавли-
вают на верху'колонны или непосредственно в корпусе колонны,
то сконденсированная жидкость стекает самотеком па верхнюю
тарелку, В этом случае парциальный конденсатор представляет
собой кожухотрубчатый теплообменный аппарат, по трубкам кото-
рого движется охлаждающий агент, а в межтрубном простран-
стве — пары дистиллята. При установке парциального конденса-
тора на верху колонны пары дистиллята можно отбирать также
и до конденсатора, уменьшив паровую нагрузку на межтрубное
пространство.
Известны случаи, когда в качестве парциального конденсатора,
устанавливаемого на верху колонны, применяли воздушный
конденсатор. При этом общая стоимость сооружения узла отвода
243
тепла была несколько меньше стоимости установки к о жухо трубча-
того конденсатора с водяным охлаждением.
К преимуществам отвода тепла при помощи парциального кон-
денсатора можно отнести следующие: значительное уменьшение
поверхности конденсатора и расхода хладоагента, а также потерь
напора парового потока в конденсаторе и более благоприятные по
сравнению с другими схемамй условия регенерации тепла. Кроме
Рис» V-1. Схемы епоёобое отвода тепла в парциальном конденсаторе при Подаче орошения
в колонну:
а — самотеком; б—г — насосом; 7 — колонна; S — конденсатор кожухотрубчатого типа;
5 — конденсатор погружного типа; 4 — емкость орошения; £ — насос»
• >
того, парциальный конденсатор осуществляет дополнительное раз-
деление т эквивалентное в большинстве случаев одной теорети-
ческой тарелке.
Недостатками схемы являются интенсивная коррозия паро-
дистиллятного теплообменника при агрессивных средах, усложне-
ние конструкции колонны и повышение расходов, связанных с ус-
тановкой конденсатора на большой высоте и сооружением спе-
циальных площадок и стремянок для доступа к нему, а также
невозможность надежного регулирования величины флегмового
числа (при установке конденсатора непосредственно в корпусе
колонны), i
Отвод тепла при помощи парциального конденсатора, установ-
ленного па верху колонны, был раньше одним из самых распро-
страненных способов создания орошения. В настоящее время
этот способ применяется лишь для колонн периодического дей-
ствия или для непрерывно действующих колонн небольшой мощ-
ности, т. е. в основном в химической промышленности.
В новых схемах отвода тепла при помощи парциального кон-
денсатора последний устанавливается ниже верхней тарелки
колонны и подачу орошения в колонну осуществляют насосом
(рис. V-1, б—г). На схеме, приведенной на рис. V-1, б, конденса-
тор расположен выше емкости орошения, а на схеме, приведенной
244
на рис. V-1, а, может быть расположен как выше, так и ниже
емкости орошения. Диаметр трубопровода (см. рис. V-1, б),
соединяющего емкость оролюния с конденсатором, следует при-
ни мать таким, чтобы в нем не было нодвисания жидкости.
При использовании горизонтальных емкостей орошенин дости-
гается более компактное расположение аппаратов по высоте.
Схему, изображенную на рис. V-1, в, можно применять в тех
случаях, когда дистиллят получают в паровой фазе и когда жела-
тельно иметь небольшой перепад давления в конденсаторе. Схему,
изображенную на рис. V-1, б, рекомендуют применять вместо
схемы с острым орошением. Проведенными расчетами было пока-
зано, что при переходе от острого орошения к этой схеме в ряде
случаев пропускная способность конденсаторов-холодильников
повышалась на 34—38%.
Заслуживает внимания еще одна схема отвода тепла при по-
мощи парциального конденсатора (см. рис. V-1, а), при которой
его устанавливают непосредствеппо на земле, т- е. ниже емкости
орошения. Отсюда сконденсированная жидкость транспорти-
руется паром в емкость орошения, откуда насосом подается на
верх колонны. При такой работе особое внимание следует уделять
расчету сечения трубопровода от конденсатора до емкости оро-
шения. Данная схема орошения рекомендуется для случаев,
когда гидравлическое сопротивление не является лимитирующим
фактором, т. е. главным образом для колонн, разделяющих угле-
водородные газы.
Способы отвода тепла при помощи парциального конденсатора
с успехом применяются в тех случаях, когда в качестве охлажда-
ющего агента используется имеющийся на установке сжиженный
газ (например, в метановой и этановой колоннах), так как при
этом значительно уменьшается расход хладоагента.
При отводе тепла полным конденсатором-холодильником (рис.
V-2, а) пары, уходящие из колонны, полностью конденсируются.
Из конденсатора-холодильника жидкость самотеком поступает
в емкость орошения, откуда часть ее насосом подается в колонну
в качестве орошения, а остальная часть используется как гото-
вый продукт. Конденсатор-холодильник располагается на уровне,
не превышающем 6 м, емкость орошения — на высоте примерно
4 м. Вследствие простоты конструктивного выполнения и отсут-
ствия интенсивной коррозии оборудования эта схема получила
широкое распространение в нефтепереработке, где, как правило,
применяются колонны большой мощности.
На современных заводах конденсаторы-холодильники по воз-
можности располагаются на нулевой отметке, т- е. ниже емкости
орошения- Такая компоновка оборудования позволяет отказаться
от дорогих и громоздких металлоконструкций.
При отводе тепла циркуляционным орошением (рис-\-2, б)
часть жидкости забирается насосом с одной из верхних тарелок
колонны, прокачивается через холодильник и охлажденная
245
возвращается на верхнюю тарелку колонны, В результате контакта
с циркулирующим на верхних тарелках орошением пары конден-
сируются и образуют внутреннее жидкостное орошение в колонне.
В этой схеме холодильники устанавливают обычно на нулевой
отметке. Для обеспечения нормальной работы насоса циркуля-
ционного орошения тарелкаj с которой отбирается жидкость у
должна иметь относительно большой запас жидкости в сливном
Ряс, V-2. Схемы отвода тепла холодным
испаряющимся (а) я циркуляционным
неиспаряннцимся (б) орошениями;
I — колоний; 2 — конденсатор погруж-
ного типа; 5 — емкость орошения; 4 —
насос; 5 — холодильник погружного типа.
устройстве. Преимуществом схемы отвода тепла при помощи
циркуляционного орошения является наиболее простое конструк-
тивное решение размещения холодильного оборудования и не-
- значительная его коррозия. Недостаток этой схемы заключается
. в необходимости дополнительных энергозатрат на перекачку,
большого количества циркулирующей жидкости, а также приме-
нение большего числа тарелок в колонне из-за уменьшения раз-
деляющей способности тарелок секции циркуляционного оро-
шения.
Отвод тепла с верха колонны при помощи циркуляционного
орошения применяется при переработке высококоррозионного
сернистого сырья. Этот способ отвода тепла наиболее широко
используется в сложных колоннах, в частности в атмосферных
и вакуумных колоннах первичной перегонки нефти; с его помощью
создается жидкостное орошение в отдельных секциях. При не-
скольких или одном циркуляционных орошениях по высоте
колонны становится возможным наиболее полно регенерировать
тепло для предварительного подогрева исходного сырья, вырав-
пить паровые и жидкостные нагрузки в разных сечениях колонны,
что в свою очередь позволяет умейыпить диаметр колонны при
ее проектировании.
Целесообразно предусматривать не. более двух-трех циркуля-
ционных орошений, так как последующие промежуточные цирку-
ляционные орошения позволяют регенерировать сравнительно
небольшое количество тепла, в то же время усложняют техноло-
гическую схему колонны и уменыцают флегмовые числа вышерас-
положенных секций колонны,
246
В практике нефтепереработки применяется также комбиниро-
ванный способ отвода тепла с верха колонны яри помощи острого
и циркуляционного орошения.
В настоящее время принята следующая схема промежуточного
охлаждения абсорбера. Со специальной глухой тарелки жидкость
стекает самотеком в трубчатый теплообменник , охлаждается в нем
и поступает на нижележащую тарелку обычного типа. Тепло-
обменники устанавливают па металлоконструкции колонны непо-
средственно около глухой тарелки- Используют также насосы
для прокачки абсорбента через теплообменник. В этом случае
можно уменьшить расстояние между глухой и нижележащей
тарелкой, а теплообменник установить на нулевой отметке.
При применении подобной схемы увеличиваются затраты на пере-
качку абсорбента, зато уменьшаются затраты на перекачку
охлаждающей воды.
2. СПОСОБЫ ПОДВОДА ТЕПЛА Б НИЗ КОЛОННЫ
В низ ректификационных колонн подводится тепло с целью
создания восходящего потока паров, так называемого парового
орошения. В промышленности используются в основном три
схемы подвода тепла, отличающиеся различным конструктивным
выполнением.
Конструирование узлов подвода и отвода тепла заключается
в выборе конкретной схемы обвязки низа колонны или способа
подвода тепля и в конкретном конструктивном оформлении этой
схемы.
Рассмотрим различные способы подвода тепла в низ колонны.
При применении подогревателя с паровым пространством
(рис. V-3, а) жидкость с нижней тарелки поступает в емкость низа
колонны и далее самотеком в межтрубное пространство подогре-
вателя. Образующиеся пары возвращаются в колонну под ниж-
нюю тарелку, а часть жидкости стекает через вертикальную пере-
городку подогревателя и отводится как нижний продукт колонны
(остаток). При нагреве до 130—150 °C в качестве теплоносителя
применяют водяной пар, при нагреве до более высоких темпера-
тур — соляровый дистиллят или дизельные фракции прямой пере-
гонки нефти. При использовании данной схемы для создания
парового орошения в подогревателе с паровым пространством
может быть испарспа вся подводимая жидкость/
Преимуществами данного способа подвода тепла являются воз-
можность использования стандартной аппаратуры, позволяющей
обеспечить любую поверхность теплообмена путем установки
необходимого числа подогревателей, и малое гидравлическое
сопротивление каждого потока. Это позволяет обойтись неболь-
шим объемом жидкости в низу колонны и располагать подогрева-
тель примерно на той же отметке, что и колонна. Подогреватели
с паровым пространством очень гибки в работе, так как допускают
высокую долю отгона.
247
Подвод тепла с помощью подогревателя с паровым простран-
ством широко применяется в нефте- и газопереработке: например,
в ректификационных колоннах газоразделсиия, стабилизаторах,
в колоннах Вторичной перегонки и т. д.
При использовании кожухотрубчатых теплообменников (см-
рис. V-3, б—д) большое значение имеет способ их подсоединения
к колонне. Применение той или иной схемы подсоединения зависит
Рис. Схемы способов подвода тепла в ина поповны;
а — подогреватель с паровым ттросгранствоги; б—д — козкухатрубчатые теплообменники
(б — с естественной циркуляцией жидкости; г—«термос дфонные-> вертикальные
и горизонтальные; д — с принудительной циркуляцией жидкости).
в -основном от способа циркуляции жидкости. При естественной
циркуляции (см- рис- У-Зт б) жидкость с нижней тарелки самоте-
ком поступает в межтрубное пространство теплообменника, ча-
стично испаряется в нем и поступает в колонну под нижнюю та-
релку. Теплоноситель (обычно водяной пар) проходит через
трубки теплообменника. Циркуляция жидкости в системе обеспе-
чивается разностью давлений между столбом горячей жидкости
в трубопроводе , ведущем от колонны к теплообменнику, и стол-
бом паро-жидкостной смеси в межтрубном пространстве тепло-
обменника и трубопроводе, соединяющем теплообменник с ко-
лонной-
При применении данной схемы можно испарить, например,
25% циркулирующей жидкости. В случае образования отложений
интенсивность циркуляции следует повысить.
Основное преимущество Данной схемы — относительно низкие
капиталовложения- Когда не хватает места для установки гори-
зонтальных подогревателей, ставят вертикальные кожухотрубча-
тые теплообменники. Такая схема полезна, если нижний продукт
колонны загрязняет поверхность теплообмена. В вертикальных
теплообменниках подогреваемую жидкость пропускают через
трубки, так как чистка внутренней поверхности труб теплообмен-
ника значительно проще чистки межтрубного пространства.
Некоторым недостатком вертикальных теплообменников яв-
ляется то, что при их применении колонна должна устанавливаться
несколько выше уровня- на котором ее располагают при примене-
нии горизонтальных теплообменников, а также то, что необходимо
ограничиваться только однопоточными теплообменниками.
248
t
Интересна схема подвода тепла при помощи так называемого
^термоснфояного» вертикального или горизонтального теплообмен-
ника (см. рис, V-3, в. г)- В этом случае только часть ^жидкости
поступает в теплообменник. Движение жидкости обусловливается
разностью давлений столба жидкости и паро-жидкостной смеси.
По сравнению с теплообменником, изображенным на рис, V-3, б,
«термосифонныс» теплообменники обеспечивают большую гиб-
кость при регулировке за счет возможного изменения кратности
циркуляции паро-жидкостной смеси и более высокого коэффи-
циента теплопередачи. ч
Нормальная работа колонны без захлебывания нижних таре-
лок пришодводе тепла с помощью кожухотрубчатых теплообменни-
ков зависит от правильного их расположения относительно ко-
лонны и от диаметра подводящих трубопроводов, поэтому потеря
напора циркулирующей жидкости и паро-жидкостной смеси под-
вергается тщательной расчетной проверке.
Прокачка очень вязких жидкостей через горизонтальный
и вертикальный теплообменники осуществляется при помощи
насоса (см, рис- V-3, д).
Необходимым условием правильного конструктивного выпол-
нения нижней части колонны является организация раздельного
движения жидкости, стекающей с нижней тарелки отгонной
части колонны, и пара, поступающего из подогревателя под эту
тарелку. При однопоточных тарелках это условие обеспечивается
заглублением сливной планки нижней тарелки в жидкость низа
колонны (см, рис. V-3); при многопоточных тарелках необходимо
применять специальные конструкции сливных устройств.
Использование огневого подогревателя или горячей стр у и
обуславливается необходимостью иметь высокую температуру,
которую трудно или практически невозможно обеспечить в обыч-
ных теплообменниках и кипятильниках, или использованием на
установке огневых подогревателей для подогрева сырья в после-
дующих процессах разделения- В качестве огневого подогрева-
теля обычно используют трубчатую печь, через которую насосом
прокачивают часть жидкости из низа колонны- Однако в том слу-
чае, когда на установке нет трубчатых подогревателей, бодее эко-
номично применять теплообменные аппараты, так как трубчатые
печи дороже, требуют больше места для установки; кроме того,
при эксплуатации печей существует опасность термического
разложения продуктов вследствие возможных местных перегре-
вов-
s. КОНТАКТНЫЕ УСТРОЙСТВА КОЛОНН -
Тарелки с переливами, Конструкции внутренних устройств
массообменных аппаратов обычно разрабатываются специализи-
рованными организациями каждой отрасли промышленности;
при проектировании применяют нормализованные или стандар-
9 Заказ 757 249
тйзОваМйые контактные устройства. В связи с этим вместо по-
дробного описания конструкций контактных устройств, преду-
смотренных отраслевыми нормалями или общесоюзными стандар-
тами. целесообразно остановиться только на принципиальных
особенностях технологического их конструирования, следует
также осветить основные направления усовершенствования кон-
4 г.трукций контактных устройств, приводящие к повышению про-
изводительности и разделительной способности колонн. Краткое
описание конструкций переливных тарелок было дано в главе I.
Рассмотрим сначала некоторые особенности конструирования
клапанных и ситчатых тарелок, представляющих наибольший
интерес с точки зрения их промышленного использования.
Среди многочисленных конструкций клапанных ларелок в пер-
вую очередь следует отметить клапанные прямоточные тарелки,
как более высокопроизводительные по газу, обладающие низким
гидравлическим сопротивлением и обеспечивающие малое время
пребывания жидкости па тарелке (вследствие перекрестно-прямо-
точного движения фаз). Тарелки с прямоугольными клапанами,
работающие в режиме перекрестного тока, характеризуются
компактным расположением клапанов на основании, что обеспе-
чивает большую площадь «ухода» газа или зеркала барботажа
и способствует повышению производительности этих тареяоХс по
газу. Специальные конструкции клапанных тарелок с клапа-
нами круглой или прямоугольной формы или с отверстиями
под клапаны, имеющими кромки, отогнутые в виде сопла вниз,
применяются в вакуумных колоннах. При работе в условиях
вакуума рабочая площадь тарелки должна составлять 85—90%
общей площади, а свободное сечение не менее 12—15%; все кон-
тактные элементы тарелки должны иметь по возможности скруг-
ленную форму.
На ситчатых тарелках диаметр отверстий принимают в преде-
лах от 3 до 25 мм. Исследования показали, что изменение диа-
метра отверстий в этих пределах не влияет на ..эффективность
массопередачи. Кроме того, была подтверждена также высокая
эффективность и стабильность работы ситчатых тарелок с от-
верстиями малого диаметра в достаточно широком диапазоне
изменения нагрузок при работе на загрязненных средах (ректифи-
кация продуктов реакции каталитического крекинга).
Для ситчатых тарелок важным является не только размер
отверстий, но и условия их образования. Так, конструкции сит^
чатых тарелок с выступающими вверх краями отверстий имеют
более высокую производительность. пшрокий диапазон устойчи-
вой и эффективной работы, низкое гидравлическое сопротивле-
ние. Заметное улучшение основных характеристик ситчатых
тарелок достигается, возможно, за счет направленного ввода струи
газа в жидкость, стабилизирующего движение газо-жидкостной
смеси, т. е. устраняющего поперечно направленные пульсации
дисперсного слоя на тарелке.
250
Отметим теперь следующие принципиальные вопросы техноло-
гического конструирования типовых конструкций переливных
। тарелок: выбор высоты статического уровня жидкости и порядок
установки тарелок в колонне.
, При нормализованных конструкциях клапанных тарелок вы-
сота сливной планки может изменяться От 40 мм и выше, что
f обеспечивает высоту статического уровня жидкости на тарелке
1 для различных колонн в пределах от 60 до 100 мм. Очевидно,
меньшие цифры следует принимать для вакуумных колонн и боль-
шие — для всех остальных. Для обеспечения равномерной работы
ситчатых тарелок общую высоту невспененного слоя жидкости
следует принимать в пределах 50—70 мм.
Весьма важными являются следующие Вопросы, связанные
с установкой тарелок в колонне: уплотнение секций тарелок на
опорном каркасе и горизонтальность установки тарелок.
При установке в колонне тарелок всех конструкций уплотне-
ние мест соединении осуществляется при помощи прокладок
либо асбестового шнура с последующей заливкой соединений жид-
i ким стеклом. Особо тщательно надо уплотнять секции тарелок,
устанавливаемые в вакуумных колоннах, так как объемные рас-
ходы жидкости в них невелики, а также вследствие того, что
в колоннах большого диаметра число соединении велико, !
Действующими отраслевыми нормалями допускается отклоне-
ние плоскости тарелок от горизонтали (при их изготовлении) не
более 3 мм на 1 м длины. Некоторые авторы указывают, что общее
максимальное отклонение плоскости тарелки от горизонтали не
должно превышать 6 мм. Допускаемый максимальный прогиб
балок опорного каркаса в колоннах малого и среднего диаметров
не должен превышать 3 мм, а в колоннах большого диаметра —
В мм.
Работы различных исследователей показали, что в ряде слу-
чаев можно допустит? значительно большую негоризонтальность
тарелок без заметного уменьшения ее разделяющей способности.
Специально поставленные опыты показали, что при больших
расходах жидкости, т, е, главным образом в колоннах, работа-
ющих под давлением, в абсорберах и десорберах, можно допу-
стить отклонение от горизонтальной плоскости, не превышающее
10—12 мм.
Отметим особенности технологического конструирования пере-
ливных устройств. На рис, V-4 приведены различные конструкции
переливных устройств, В большинстве случаев применяют сегмент- '
ные переливы с прямыми переливными планками. При больших
расходах жидкости для лучшей ее дегазации следует применять,
сегментные переливы с наклонными планками, площадь которых
О вверху должна быть в 2 раза больше, чем внизу, В колоннах
большого диаметра целесообразно применять арочные переливы,
так как они способствуют более эффективному использованию
рабочей площади тарелки. Переливные устройства из труб следует
9* 251
применять как можно реже, лишь при очень малых нагруз-
ках по жидкости и когда вся тарелка имеет съемную конструкцию-
Тарелка со сливами в виде труб должна иметь сливную планку,
расположенную по хорде; верхняя кромка сливной планки должна
быть расположена в одной плоскости с основанием тарелки.
Большое влияние на работу перелива оказывают также кон-
струкции узлов ввода и вывода жидкости. Узел ввода жидкости
Рис, V-i> Конструкции: переливных устройств;
g — сегментные о прямыми переливными перегородками; б — сегментные с наклонными
сливными перегородками и заглубленным дном сливного 1<армала; в — арочные; г — из
труб; 3 — сегментные е фигурной переливной планкой,
на тарелку должен, во-первых, создавать умеренное сопротивле-
ние перетоку жидкости ит во-вторых, обеспечивать спокойный,
равномерный и безударный ввод жидкости. Если необходимо
уменьшить сопротивление перетоку жидкости, то по возможности
стараются не применять затворную перегородку, кромки сливных
и переливных перегородок делают закругленными, а на прямоточ-
ных тарелках не предусматривают начального гидравлического
затвора в узле ввода жидкости.
Для обеспечения равномерного и безударного ввода жидкости
на тарелку можно применять заглубленный сливной карман
или располагать первый ряд барботажных устройств на таком
расстоянии, чтобы поступающая жидкость не ударялась о них.
Узел вывода жидкости с тарелки должен, во-первых, обеспе-
чивать равномерный/по возможности безударный, слив жидкости
и, во-вторых, способствовать дегазации .жидкости в переливе.
Безударный слив особенно необходим при больших расходах
жидкости, В некоторых случаях добиться Этого можно при по-
мощи сегментных переливов с наклонными сливными перегород-
ками. Для обеспечения равномерного слива жидкости верхняя
кромка сливной планки не должна сильно отклоняться от гори-
зонтали; при малых расходах жидкости сливную планку следует
д^гать зу^ахй&^рн больпшх'или умеренных расходах жидкости
применяют фигурную сливную планку {рис, V-4, #), благодаря
которой увеличивается длина слива и достигается более равномер-
ное распределение жидкости но сечению тарелки. На прямотой’
пых тарелках равномерный слив жидкости обеспечивается уста-
252’
повкой над переливом специальных отражателей или более эффек-
тивных отбойных устройств.
Для отделения пара от жидкости т поступающей в перелив,
и предотвращения выброса жидкости в перелив предлагается над
сливной планкой устанавливать вертикальный сетчатый сепара-
тор т состоящий из небольшого числа рядов сеток и имеющий
вид продолжения сливной планки.
На тарелках с перекрестным током газа и жидкости, диаметр
которых меньше 0,8 и, особенно при средних и малых расходах
жидкости, и в колоннах любого диаметра при очень малых расхо-
дах жидкости желательно предусматривать защищенный перелив,
т, е, на некотором расстоянии от сливной планки устанавливать
перегородку, предотвращающую выбросы паром вспененной жид-
кости. При большом диаметре тарелок или при больших расходах
жидкости защищенный перелив заметно уменьшает производи-
тельность аппарата.
При конструировании сегментного переливного устройства не
следует предусматривать опорного кольца над переливом. Подоб-
ная конструкция часто встречается в опытных колоннах или
при замене тарелок в колоннах, в которых опорное кольцо под
тарелку размещено по всей окружности корпуса колонны.
При конструировании переливного устройства величину на-
чального гидравлического затвора рекомендуется принимать в со-
ответствии с данными, приведенным и ниже:
Дчина кути жид- Высота -
кости по тарелке» м затвора „ мм
15 12
15-3.0 25
зо 40
Максимальное отклонение сливной планки от горизонтали не
должно превышать 3 мм на 1 м длины, В основании сливного
устройства предусматриваются дренажные отверстия диаметром
10—16 мм, площадь которых должна составлять не более 0,01 %
площади сливного кармана.
Рассмотрим основные направления усовершенствования кон-
струкций переливных тарелок, направленные на увеличение про-
изводительности колонн по газу илтг жидкости и повышение
эффективности массопередачи,
К числу наиболее эффективных конструктивных решений, при-
водящих к значительному увеличению производительности ко-
лопн по газу, можно отнести использование пространства между
тарелками для установки различных конструкций сепарационных
устройств, изготовленных главным образом из сеток или про-
сечно-вытяжного листа: объемной насадки, заполняющей все
сечение между тарелками, наклонных отбойных элементовт гори-
зонтальных отбойыых элементов, установленных под вышележа-
щей тарелкой или на уровне переливной планки, вертикальных
253
отбойных устройств и наклонно расположенных отбойных уст^
ройств.
Для высокопроизводительных конструкций контактных уст-
ройств. в том числе и с установленными между тарелками спе-
циальными отбойными элементами, характерно большое свободное
сечение для прохода газа. При свободном сечении порядка (25—
30)% конструкция контактных устройств уже не оказывает за-
метного влияния на производительность колонны, т. е. колонны
с разными конструкциями тарелок при большом свободном сече-
нии имеют примерно одинаковую производительность. Промыш-
ленные испытания этих тарелок показали, что эффективность их
остается практически такой же7 как и у тарелок с малым свобод-
ным сечением, по диапазон устойчивой и эффективной работы
значительно уменьшается. Для сохранения высокого диапазона
устойчивой работы высокопроизводительных тарелок часть их
свободного сечения закрывают клапанами. К подобным конструк-
циям относятся ситчато-клапанные тарелки, тарелки из S-образ-
ных элементов с клапанами и т. д^
Для увеличения производительности контактных устройств
по жидкости применяют специальные многопоточные конструкции
тарелок с большой площадью переливов и тарелки с двумя зо-
намц контакта фаз. Целый ряд специальных конструктивных
решений для переливных устройств (наклонные переливные
планки, эжектирующис элементы для вытекающей из перелива
жидкости, устройства для дегазации жидкости непосредственно
в переливе и т. д.) также способствуют повышению производи-
тельности колони по жидкости.
Увеличение эффективности массопередачи на контактных уст-
ройствах с переливами в первую очередь достигается за счет улуч-
шения гидродинамической обстановки: устранения продольного
перемешивания потоков и различных видов продольной и попе-
речной неравномерностей в их работе (застойных зоп, байпасных
и циркуляционных потопов, неравномерного распределения газа
по сечению колонны и жидкости по длине слива)г устранения
провала жидкости на нижележащую и уноса жидкости па выше-
лежащую тарелки. В связи с этим используют поперечное или
продольное секционирование потока жидкости специальными
перегородками высотой не более переливной планки с расстоя-
нием 150—200 мм друг от друга и с зазором по отношению к по-
лотну тарелки 10—15 мм. Для предотвращения провала жидкости
перед контактными элементами на выходе из перелива рекомен-
дуется устанавливать отражательную перегородку высотой 10—
15 мм, которая должна гасить энергию поступающей на тарелку
жидкости и способствовать более равномерному ее распределе-
нию по длине слива. Провал жидкости уменьшается также при
групповом креплении клапанов.
К увеличению эффективности приводит также целый ряд спе-
циальных конструктивных решений по усовершенствованию кон-
254
тактйых элементов (полотна тарелки): использование отверстий
большого диаметра с установленными над ними горизонтальными
отражательными пластинами; применение локальных закручи-
ватолей потока газа и жидкости в виде вихревых элементов;
использование вращающихся колпачков или клапанов7 клапанов
с волнистыми или зубчатыми краями; создание просечки на
полотне тарелки, направленной против движения жидкости,
и т» д; В заключение отметим, что усовершенствование кон-
струкций контактных элементов переливных тарелок в боль-
шинстве случаев увеличивает не только эффективность массопе-
редачи, но и производительность колонн по газу^ и жидкости.
Беспереливные тарелки. Беспереливные (провальные) тарелки,
как уже было отмечено ранее, представляют собой перфорирован-
ный щелями иди отверстиями горизонтальный лист,. перекрыва-
ющий все сечение колонны.
При выборе ширины щелей па решетчатых тарелках следует
руководствоваться такими соображениями. С увеличением ши-
рины щелей от 4 до 12 мм производительность колонны несколько
уменьшается, а эффективность массопередачи остается практи-
чески постоянной. В связи с этим ширину щелей принимают обычно
равной 4—6 мм. Аналогичным образом диаметр отверстий на сит-
чатых провальных тарелках принимают равным 6—8 мм.
Свободное сечение решетчатых и ситчатых тарелок проваль-
ного типа принимают равным 18—20%, при больших сечениях
увеличивается производительность колонн, но в то же время не-
сколько уменьшается эффективность массопередачи и заметно
уменьшается диапазон устойчивой и эффективной работы ко-
лонн.
Для увеличения производительности и эффективности таре-
лок провального типа необходимо в первую очередь обеспечить
равномерное распределение потоков по сечению колонны. Для
этого предлагается предусматривать гофрированную поверхность
тарелок наподобие ситчатых волнистых тарелок или тарелок из
просечного диета с кромками отверстий или щелей, отогнутыми
в одну или в разные стороны. Экспериментальное определение
основных характеристик указанных конструкций показало, что
производительность их примерно в 2 раза выше производитель-
ности обычных решетчатых тарелок при несколько лучшей или
одинаковой эффективности разделения; такие тарелки создают
небольшое гидравлическое сопротивление и на них удерживается
невысокий слой вспененной жидкости.
.Для равномерного распределения потоков по сечению решет-
чатых тарелок и, следовательно, для увеличения их эффективности
можно делать щели разной ширины и располагать их неравно-
мерно по сечению колонны. На тарелках со щелями разной ши-
рины при малых нагрузках по газу будут работать главным обра-
зом узкие щели; по мере увеличения нагрузки в работу будут
включаться остальные щели.
255
Значительное улучшение эксплуатационных характеристик
решетчатых и ситчатых тарелок провального типа достигается
путем установки на большинстве (70—80%) щелей или отверстий
клапанов прямоугольной или круглой формы. Изучение раздели-
тельной способности колонн с провальными тарелками обычной
конструкции, имеющими клапаны, показало, что производитель-
ность, эффективность и диапазон их устойчивой работы увеличи"
Рис. V-5. Конструкции каскадных про-
мывных тарелок:
а — сегментные б — типа «диск—
кольцо»; е — полочные; I — с гири-
аонтальйым расположением элементов;
II — с наклонным расположением
элементов.
ваются от 20 до 50% при небольшом увеличении гидравлического
сопротивления.
Высокие эксплуатационные показатели достигаются также на
многослойных ситчатых тарелках провального типа. Многослой-
ные ситчатые тарелки представляют собой пакет из 3—5 обычных
тарелок, установленных друг относительно друга на расстоянии
30—50 мм, с отверстиями, расположенными соосно на соседних
тарелках, диаметры которых увеличиваются по ходу движения
газового потока. Такое конструктивное выполнение пакета обес-
печивает равномерное расширение газового потока в отверстиях,
аналогичное движению газа в диффузорах, благодаря чему и уве-
личи в ае тс я Производители! ость, эф фек т ивно ст ь м а осone р ед ачи,
расширяется диапазон устойчивой работы и уменьшается гидрав-
лическое сопротивление тарелок.
Кроме решетчатых и ситчатых тарелок известны также щеле-
вые беспереливнйе тарелки, образованные из труб или прутков,
В целом ряде случаев эти тарелки имеют лучшие показатели,
нежели решетчатые. Кроме того, трубчатые щелевые тарелки
весьма эффективно используются как теплообменные устройства,
налример, в абсорберах.
Каскадные промывные тарелки* Каскадные промывные та-
релки различаются, во-первых, по расположению элементов (гори-
зонтальное или наклонное) и, во-вторых, по форме выполнения
самих элементов. На рис. V-5 показаны различные каскадные
промывные тарелки, применяемые в настоящее время в промьшг-
ленности.
Тарелки сегментные и типа «диск — кольцо» с горизонтальным
расположением элементов (рис. V-5, а, б) имеют отверстия для
прохода жидкости диаметром dOTD = 8—10 мм. Размещаются от-
верстия в вершинах равностороннего треугольника с шагом
I ~ 2dOTB; при малом числе отверстий их располагают как можно
дальше от края сегмента. Для поддержания определенного уровня
жидкости тарелка имеет борт высотой 50— 75 мм. Свободное
сечение выреза составляет не менее ЗОН площади сечения ко-
лонны. Расстояние между полками промышленных колони должно
быть не менее 400 мм.
При работе на загрязненных жидкостях, например, при от-
мывке катализатора, желательно устанавливать тарелки с накло-
ном 1 : 10 в Сторону слива жидкости.
Более сложные по конструкции полочные тарелки (рис. V-5, в)
применяют в случаях, когда между другими тарелками требуется
обеспечить большие расстояния, чем между полочными. Элементы
полочных тарелок не имеют отверстий; жидкость сливается с них
только через зубчатые сливные планки. Для равномерной работы
подобных тарелок в верхней частЦ колонны необходимо иметь
надежный распределитель жидкости. Свободное сечение для про-
хода пара через полочные тарелки принимается таким же, как
и для других тарелок. Каскадные промывные тарелки с горизон-
тальным расположением элементов применяются главным обра-
зом па чистых жидкостях. В колоннах установок каталитического
крекинга, где вместе с паром увлекается катализатор, применяются
тарелки с наклонно расположенными элементами, которые зна-
чительно меньше засоряются и обеспечивают лучшую отмывку
пара от катализаторной пыли.
Для уменьшения общей высоты колонн большого диаметра,
вместо сегментных тарелок или тарелок типа «диск — кольцом
применяют полочные тарелки.
Максимальцый угол наклона элементов составляет 30\ Осталь-
ные размеры принимают такими же, как и для тарелок с гори-
зонтально расположенными элементами.
Насадки* Краткое описание конструкций, применяемых в на-
стоящее время в промышленности насадок, дано в главе I. По-
этому здесь рассмотрим только особенности конструирования
новых типов насадок.
Регулярные насадки Представляют собой пакеты гофрирован-
ных плоских листов или сеток либо рулоны из двух гофрирован-
ных листов, свернутых по спирали. Пакеты или рулоны имеют
высоту до 150 мы, гофры листов или сеток высотой до 10 мм на-
клонены под углом к горизонтали от 20 до 70°. Соседние листы
имеют противоположное направление гофров, благодаря чему
и обеспечивается объемная (ячеистая) структура насадки. Сетки
имеют размер ячеек 0,5 X 0,25 мм, диаметр проволоки 0,25 мм.
257
Колонны с регулярной насадкой имеют такую же производитель-
ность, как и колонны с плоскопараллельной насадкой, такое же
низкое гидравлическое сопротивление, однако они обеспечивают
значительно лучшее разделение вследствие значительной интвн-
сификации массопередачи. Особенно высокие эксплуатационные
показатели, практически не зависящие от диаметра колоннг имеют
регулярные насадки из сеток. Например, при вакуумной ректифи-
кации термически нестойких веществ в колонне с регулярной
насадкой из сеток типа Зульцср достигнуты величины ВЭТТ не
выше 0,2 м и потери папора па одну теоретическую тарелку
порядка 50 Па,
Для обеспечения высокой эффективности применения регуляр-
ной насадки необходимо особо тщательное распределение по сече-
нию колонны поступающих потоков жидкости и газа.
Высокие эксплуатационные показатели в условиях вакуумной
ректификации имеют также объемные насадки из горизонтальных
гофрированных листов, изготовленных из отходов штамповки
клапанов (типа Глитч-грид) или из просечно-вытяжного листа
(типа Перформ-грид). В слое пасадки небольшой высоты соседние
листы укладываются гофрами перпендикулярно друг другу, ана-
логично регулярной гофрированной насадке. Однако в отличие от
последней высота гофров здесь доходит до 100 мм. Применение
насадок типа Глитч-грид в вакуумных колоннах для перегонки
мазута диаметром до 9 м позволило увеличить их производитель-
ность почти в два раза по сравнению с тарельчатыми аппаратами
при высокой эффективности массопередачи (А-.жв = 0,6 м) и низ-
ком гидравлическом сопротивлении ДР — 46 Па (0,35 мм рт- ст,)
на одну теоретическую тарелку,
В заключение отметим некоторые вопросы проектирования
насадочных колонн с известными конструкциями насадок.
При проектировании насадочных колонн следует ограничивать
высоту слоя насадок и принимать следующие максимальные зна-
чения соотношения высоты слоя насадки и диаметра колонны:
Кольца Рашига ..........2,5—3
Седла Берлл и Инталлокс 5—8
Кольца Паля ............ 5—10
При больших нагрузках по газу и жидкости, когда перепад
давления в колонне больше 400—700 Па на 1 М высоты слоя на-
садки, вверху слоя укладывают решетку для предотвращения
возможности перемещения ее элементов. Вес решетки должен
находиться в пределах 50—150 кг/ма в зависимости от перепада
давления в колонне; большие цифры соответствуют большим
перепадам давления в колонне- Свободное сечение этой решетки
не должно быть меньше свободного сечения слоя насадки,
258
Для увеличения производительности и эффективности наса-
дочной-колонны ее внутренние стенки рекомендуется покрывать
волнистым слоем какого-либо материала.
При плохой изоляции насадочной колонны на ее внутренних
стенках конденсируется пар. Образующийся конденсат практи-
чески не участвует в ыассообмене, заметно уменьшая общую
разделительную способность колонны. В связи с этим качество
золяции насадочных колонн должно быть особенно хорошим.
4, ОТДЕЛЬНЫЕ УЗЛЫ КОЛОНН
и
Отбойные устройства. Рассмотрим особенности конструктив-
ного выполнения отбойных устройств ударного типа, методы
расчета которых были описаны в главе III,
Отбойные устройства с горизонтальным расположением эле-
ментов из различной насадки, например, из колец Рашига 7 из
уголков и сетки, выделяют из потока газа капли жидкости раз-
мером свыше 5 мк; при этом эффективность сепарации в целом
ряде случаев достигает 99%.
Для нормальной работы отбойного устройства из насадки
необходимо, чтобы свободное сечение опорной решетки было
по возможности максимальным и близким к сечению насадки от-
бойника. В отбойниках можно успешно использовать и другие
известные типы насадок, имеющие более развитую удельную
поверхность, чем кольца Рашига, например кольца Паля, седла
Берлн и др. Кроме того, в аппаратах с невысокими температурами
для уменьшения массы сепараторов и их удешевления можно
также применять насадки из полимерных материалов.
Уголковый или жалюзийный сепаратор, (отбойное устройство
из уголков) (рис. V-6) состоит из нескольких рядов горизонтально
Рис. V-8. Схема отбойного
устройства из уголков.
расположенных уголков, перекрывающих все сечение колонны,
или из гофрированных вертикально расположенных листов.
Расстояния между уголками или листами принимается из расчета
препятствия свободному проходу потока газа в вертикальном
направлении и, следовательно, зависит от принимаемого размера
уголков. Чем больше размер уголков, тем меньше их будет в от-
бойнике. Размер уголков следует принимать таким, чтобы
259
расстояние между ними составляло 10—15 мм- Отбойник с тремя
поворотами или с двумя рядами уголков обеспечивает эффектив-
ность сепарации 98%, а отбойник с семью поворотами — эффектив-
ность сепарации порядка 99—99,9% - Основными недостатками
подобных конструкций сепараторов является их сравнительно
большая металлоемкость и высокая стоимость, особенно для ко-
лонн большого диаметра,
Сетчатый сепаратор представляет собой вязаную гофрирован-
ную сетку из проволоки диаметром 0,2—0,3 мм, изготовленной
из легированной стали, размер ячеек 4—5 мм, высота гофров
8—10 мм» Смежные листы сеток укладываются гофрами перпен-
дикулярно друг другу- Гофры должны быть достаточно жесткими
и сохраняться в условиях эксплуатации- Рекомендуется приме-
нять вязаную сетку, поскольку опа наиболее устойчиво сохраяет
форму и размеры ячеек- С целью облегчения монтажа сепаратор
собирают из отдельных пакетов сеток- В пакете по его высоте
укладывают 10—15 листов сеток, общая высота отбойника со-
ставляет 100—150 мм. Размеры пакетов принимают с учетом воз-
можностей их транспортировки через люки колонны- Пакеты
укладывают на легкий каркас из полосовой и круглой стали.
Сверху на сепаратор помещают также опорный каркас- Положе-
ние всего сепаратора в колонне фиксируется двумя уголками,
пакеты сеток прикрепляются к нижнему опорному каркасу прово-
локой- Свободное сечение сетчатого отбойника 0,97—0,98 м3/м2,
поверхность проволок в объеме отбойника примерно 200 ма/м3,
масса! м3 сепаратора с опорным каркасом примерно 20 кг- В на-
стоящее время сетчатые отбойники изготавливаются для колонн
различного диаметра, вплоть до 12 м.
^.Зарубежный и отечественный опыт эксплуатации вакуумных
колонн с сетчатыми отбойниками свидетельствует о том, что
колонны нормально работают без ремонта в течение 1—1,5 г.
В некоторых случаях для нормальной работы вакуумных колонн
^с сетчатым сепаратором требовалась его чистка нс менее 2 раз
в год- С целью удлинения межремонтных пробегов сепараторы
устанавливают на две тарелки выше места ввода сырья; периоди-
чески их промывают через ороситель соляровым дистиллятом,
который подают в количестве до 15—30% (об-) на перегоняемый
мазут.
Для обеспечения высокой степени сепарации жидкости, дохо-
дящей до 99% г рекомендуется устанавливать двухступенчатый
сепаратор, в котором расстояния между отбойниками первой
и второй ступени, равны 3Д диаметра аппарата. Верхний сепа-
ратор изготавливается из сетки с более мелкими ячейками, чем
нижний.
При наклонном расположении описанных конструкций отбой-
ных устройств увеличивается эффективность сепарации, поскольку
при этом допускается большая скорость газа- Наклонно располо-
женные отбойники из колец Рашига применяются в выносных
200
сепараторах, сетчатые отбойники — в шаровых скрубберах- Угол
наклона отбойников обычно составляет 30—45 й- Основным не-
достатком наклонно расположенных отбойников является по-
требность в большем месте для их установки, особенно в аппара-
тах большого диаметра- Поэтому их применяют в основном в вы-
носных сепараторах.
Рис. V-7- Схемы отбойных
устройств пз вертикаль цо
расположенных элементов
с расположением пакета на-
садки по окружности (а)
плц перпендикулярно потоку
газа (б).
* В сепараторах из уголков, расположенных вертикально
рекомендуют применять жалюзи (рис- V-7)- Для равномерного
распределения газа по элементам сепаратора этого типа, на
расстоянии 50—100 мм после сепаратора рекомендуют устанавли-
вать дырчатый лист, создающий Дополнительное сопротивление
потоку газа- При значительном удалении выходного штуцера от
отбойного устройства свободное сечение листа должно состав-
лять 15—25%; отверстия в этом случае располагаются равно-
мерно- При небольшом расстоянии до выходного штуцера следует
применять неравномерное расположение отверстий по площади
листа. Длина пути стекания жидкости но элементам пе должна
быть более 0,5—1,0 м, во избежание возникновения вторичного
уноса жидкости; в противном случае отбойник следует выполнять
из секций, высота каждой из которых не должна превышать 1 м-
Отдельные секции должны иметь свои поддоны, обеспечивающие
дренаж отсенарированнон жидкости.
Довольно часто в действующих абсорберах для сепарации
уносимой жидкости используют несколько верхних тарелок, по-
нижая место ввода абсорбента в колонну- Не отрицая возможности
улучшения сепарации жидкости в этом случае, необходимо отме-
тить, что колпачковые тарелки могут работать как сепараторы
лишь при обеспечении отвода отсепарированной жидкости, т- е-
при удалении с тарелок сливных планок- При проектировании
новых абсорберов следует иметь в виду, что эффективность сепа-
рации при помощи тарелок обычной конструкции значительно
ниже, чем эффективность сепарации при помощи специальных
отбойных устройств-
261
Ё последние годы для высокоэффективной сепараций мелкий
частиц жидкости из потока газа диаметром менее 3 мк успешно
применяют различные конструкции центробежных сепараторов,
а также различные пористые материалы: керамику, пластики
и металлы, стеклянную вату и стекловолокно из тонких нитей,
обработанных кремпийорганическими соединениями. Сепараторы
из пористых материалов конструктивно выполняются либо как
обычные сетчатые сепараторы, либо как трубы, в которых одна
сторона заглушена. Допустимые скорости газа в подобных сепара-
торах значительно меньше, чем скорости в сепараторах, описанных
выше, а перепад давления значительно больше и доходит до
25 кПа; зато эффективность сепарации очень высока.
Узел ввода сырья в колонну. При подаче сырья в колонну
только в паровой фазе конструктивное выполнение узла ввода не
вызывает особых затруднений.
Жидкостное питание необходимо подавать через специальный
штуцер с отражательной фигурной перегородкой либо через
трубу с боковым вырезом и прямой отражательной перегородкой,
обеспечивающими гашение энергии струи и спокойный слив
жидкости на тарелку или в сливное устройство. Подача сырья
непосредственно в сливное устройство недопустима из-за возмож-
ного захлебывания колонны.
Конструкция ввода паро-жидкостного питания в колонну
должна обеспечить эффективную сепарацию фаз, равномерное
распределение паров по сечению колонны и отвод отсепарирован-
ной жидкости в сливное устройство нижер неположенной тарелки.
С этой целью ввод сырья осуществляется через тянготтция явный
штуцер. Далее паро-жидкостная смесь по спирали направляется
к центру колонны при помощи вертикально установленного от-
бойного листа*
В насадочных колоннах конструкция узла ввода сырья должна
не только разделить паровую и жидкую фазы, но и равномерно
распределить их по сечению колонны.
В эвапорационном пространстве колонны переточные устрой-
ства не должны мешать установке распределителей пара и сепара-
торов жидкости- При наличии бокового отбора жидкости с нижней
концентрационной тарелки переток жидкости из концентрацион-
ной части в отгонную лучше осуществлять при помощи насоса.
Узлы отбора и подвода жидкости. Конструкция узла отбора
жидкости должна предусматривать достаточную емкость для того,
Чтобы обеспечить нормальную работу^насоса, и не должна до-
пускать пропуск паров при малых расходах жидкости. Опыт
эксплуатации колонн показал, что нормальный отбор бокового
погона осуществляется через штуцер внизу незагдубленного слив-
ного устройства. С многопоточных тарелок жидкость отбирается
из центральных сливов. В то же время отбор -циркуляционных
орошений следует производить из заглубленных но сравнению
с уровнем тарелки сливных устройств* При больших расходах
262
циркуляционных орошений над местом отбора полезно устанавли-
вать перегородку, которая обеспечит гашение энергии струи
падающей жидкости и будет способствовать поступлению на прием
насоса дегазированной жидкости, В этом случае переливные
планки сливного устройства целесообразно делать наклонными.
Жидкость, отбираемая в виде бокового погона, обычно посту-
пает в отпарные колонны самотеком через гидрозатвор, образо-
ванный трубопроводом. Как правило боковой отбор жидкости
должен составлять не более 60% общего количества жидкости
в колонне, с тем чтобы колебания отборов пе вызывали резкого
нарушения работы колонны. Если необходимо отбирать значи-
тельно большее количество жидкости, то лучше откачивать весь
продукт насосом и возвращать в колонну часть жидкости. Такой
способ отбора позволяет более точно контролировать малые
расходы горячего орошения в колонну.
Для того, чтобы обеспечить отбор всей или части жидкости
в колонне с боковыми погонами, можно отбирать жидкость со
специальной тарелки, где предусмотрено регулирование уровня,
✓ что возможно при отсутствии на этой тарелке барботажа.
Узел ввода жидкости на тарелки должен быть таким же как
и узел отбора жидкости.
В колоннах, где возможна конденсация водяного пара на верх-
них тарелках, весьма важно выводить воду, так как ее накопление
в сливпом устройстве может привести к захлебыванию колонны.
Отвод воды наиболее просто можно осуществить из заглубленного
сливного устройства одной из верхних тарелок. При наличии
вспененной жидкости в переливе лучше удалять воду со специаль-
ной тарелки, на которой предусмотрена зона отстоя.
Распределительные устройства для жидкости и пара. Ввод
паров в колонну (паровое питание, пары из отпарных секций, из
подогревателя низа колонны и т. д.) должен осуществляться
через специальные распределители в виде труб или трубчатых
коллекторов. При использовании лишь одной трубы штуцер
ввода паров не должен располагаться близко к вышележащей
тарелке, с тем чтобы пар успел равномерно распределиться по
сечению колонны.
При подаче парового потока на многопоточную тарелку реко-
мендуется с целью равномерного распределения пара по отдель-
ным потокам в центральных сливах предусматривать специальные
каналы для выравнивания давления*по сечению колонны.
Узел ввода'парпв из подогревателя под нижнюю тарелку от-,
тонной секции колонны должен обеспечить"’ раздельное движение
стекающей жидкости и поступающего пара.
В колоннах с тарелками провального типа и с насадкой рас-
пределительные устройства являются весьма важными узлами,
особенно для жидкости.
Наиболее часто применяют следующие конструкции распреде-
лительных устройств^ обеспечивающие хорошее распределение
263
жидкости по сечению аппаратов различного размера: распредели-
тельные тарелки, желоба, коллекторы и центробежные устрой-
ства*
Распределительные тарелки имеют патрубки для прохода
паров и ниппели для стока жидкости. Для того чтобы пар про-
ходил только через патрубки, их делают выше, чем ниппели,
и сверху защищают от стекающей жидкости козырьками* При не-
больших расходах жидкости ниппели имеют боковой срез или
прорези. Такая конструкция менее чувствительна к отклонению
тарелки от горизонтального положения. Распределительные та-
релки применяются для орошения насад очных колонн, главным
образом с кольцами Рашига, при небольшом изменении жидкост-
ных нагрузок* Применяют их так же, как и перераспределитель-
ные тарелки, в колоннах с тарелками провального типа и с па-
садкой*
Распределители из желобов довольно просты по конструкции,
но требуют особо тщательной установки в колоннах большого
диаметра*
Часто в качестве распределителей пара и жидкости применяют
перфорированные трубы* Основным их недостатком является то,
что они склонны к засорению, и поэтому применяются только на
чистых продуктах* Кроме того, трубчатые распределители рабо-
тают равномерно лишь тогда, когда для заданного расхода и на-
пора пара или жидкости правильно выбрана площадь перфора-
ции. В частностидля распределителей пара, находящихся в жид-
кости, рекомендуется принимать площадь отверстий, равную
25% площади поперечного сечения трубы, а отверстия для выхода
пара располагать вдоль нижней образующей трубы. Для жидкости
распределители из труб применяют в случае, когда необходимо
иметь около распределителей большое свободное сечение для
прохода пара (до 50%)*
Отражательные распределители могут с успехом применяться
как для парового, так и для жидкостного потоков* Они отличаются
простотой конструкции и высокой производительностью, мало засо-
ряются и обеспечивают равномерное распределение потоков даже
в аппаратах сравнительно большого диаметра* Ширина кольце-
вых каналов в распределителе должна быть равна 8—10 мм-
Хорошее распределение жидкости достигается также при по-
мощи статических центробежных и вращающихся реактивных
распределителей*
При конструировании распределителей число орошающих точек
принимается в соответствии с расчетом или в зависимости от
размера аппарата.
Когда штуцер вывода дара из колонны расположен выше рас-
пределителя жидкости, около него необходимо иметь достаточную
площадь для прохода паров: при насадке из колец Рашига —
30%, из седел Бер ля и седел Инталлокс — 50% и из колец Паля—
65% сечения колонны.
2$4
Опорные конструкции под насадку. Наиболее часто опорную
конструкцию делают в виде решетки из полос, поставленных на
ребро. Расстояние между полосами должно быть не более 0,7
диаметра насадки. Для облегчения монтажа вся решетка изготав-
ливается из отдельных секций, транспортируемых через люки
колонны.
В качестве опорной конструкции под насадку не следует при-
менять плиты с отверстиями или ситчатые тарелки, поскольку они
уменьшают производительность колонны.
Для высокопроизводительной насадки следует применять опор-
ные конструкции, выполненные в виде решетчатых волнистых
тарелок провального типа. Для колонн небольшого диаметра
хорошей опорной конструкцией является решетка из просечно-вы-
тяжного гофрированного листа, сетки или полос либо прутьев.
Площадь свободного сечения опорной конструкции под насадку
для отбойного устройства должна быть равна свободному сечению
насадки; для насадочных колонн она должна составлять не менее
75% свободного сечения насадки.
ЛИТЕРАТУРА
1. Попов Д. М^ Мартыненко Р. Л\ Авт. свпд. СССР 239919, 15/IX 1965 г.,
Бюлл. изобр., 1969, М 12, с. 10.
2. Furzer Z. A. Chem. Eng. Sci,, 1973, v. 18, № 1, p. 296—299.
3. Gunter А. Пат. США 3575007, 13/IV 1971 г.
4, Базатуров С. А. Основы теории и расчета перегонки и ректификации»
Изд. 3-е, М., «Химия», 1974. 440 с.
5. Попов 5. B.t Молоканов J0. Я., Сверчинский Б. С. Химия и технол.
топлив и масел, 1965, Яг 10, с. 39—41.
6. Дубсвкин Я. ф, Справочник по углеводородным топливам и их продув
там сгорания. М,— Л., Госэнергоиздат, 1962. 288 с.
7. King С. У. Separation Processes, McGraw-Hill, X. J., 1971. 740 p,
8. Галиаекдров Ф. M,, Ахтямов Р. А, —В ни,: Алгоритмизация расчета
процессов и аппаратов химических производств, технологии переработки
л транспорта нефти и газа па ЭВМ. Вып, 6. Киев, «Наукова Думка»,
1974, с. 61—68.
9. Maxwell J. В. Data Book on Hydrocarbons. Princeton. N. Y., D. van
Nortrand Co., 1965. 205 p.
10, De Priester C, L. Chem. Eng. Progr. Symposium Series, 1953, v. 49, Я 7,
p. 1—43.
11. Рыбак Б. M. Анализ нефти и нефтепродуктов. М,, Гостоптехиздат, 1962.
888 с.
12, Плембитоеа Р, К, Ахмадеева Е, At, Байрамова Е> НЕ Тезисы докладов
Всесоюзного совещания по теории и практике ректификации нефтяных
смесей, Уфа, 1975, с. 150—153,
13. Барсук С. Д. «Газовая промышленность», 1973, № 8, с. 4у.
14. Heidemann R. A. AlChE J., 1974, v. 20, № 5, р. 84?—855.
15, Зыков Д. Д. Иэв. АН СССР, ОТН, 1958, Я 1, с. 100—106.
16. Молоканов 70. Я. ТОХТ, 1967, т. I, № 3, с. 328—335,
17, Edmister IV. С. AlChE J., 1957, V. 3, № 2, р. 165—171.
18. Филиппов Л 71., Шевырева Л, И. Математическое обеспечение расчетов
ректификационных колонн на ЭЦВМ» Метод характеристических тем-
ператур» М., НИИТЭхим, 1972, с. 31.
19. Hengstebeck Я. J. AlChE Тгацз., 1946, р. 309—329,
266
20. Сучков Б, Л. tt др, ТОХТ, 1976, т. 10, № 4, с. 25—3(1
21. Портнов Л\ П.ч Филиппов Г, Г. ТОХТ, 1976, т. 10, Лг 2, с. 287-^
289,
22. Молоканов 70. Я. и др. Химия и технол. топлив и масел, 1971, № 2
с, 36—39.
23, Norman Ж. S. Absorption, Distillation and Water Cooling. Longmans,
1961, 474 p. '
24. Александров If, А. Ректификационные л абсорбционные аппараты.
Методы расчета и основы конструирования. Изд. 2-е. М., «Химия»
1971. 296 с.
25. Ог Вгег'н N. G. Hydrocarb. Processing, 1965, v, 44, Ле 7, р. 139—144.
26. Nelson Ж, Z, Petroleum Refinery Engineering. 4th ed. N, Y., McGraw,
Hill Book Co., Inc., 1958. 960 p.
27. Watkins R. F, Petroleum Refinery Distillation. Houston, Texas, Gulf
Publishing Co,, 1973, 162 p.
28. Манойян А. К., Лозин R. Л., Сучков В. А, Тезисы докладов Всесоюзного
совещания по теории и практике ректификации нефтяных смесей. Уфа,
1975, с. 259—262.
29. Мановян А. К. Дое^т. дисс. МИНХ и ГП им. И. М. Губкина, 1976. 210 с.
30. Нефти СССР. Справочник в 5 томах. Под ред, 3, В. Дриацкой,
М. А. Мхчиян и Н, М. Жмыховой. М., «Химия», 1971—1976,
31, Одинцов О. «Нефтяник», 1975, Ле 2, с, 12—13.
32. Westbook G. Т, Petrol. Ref., 1961, v, 40, № 2, р. 113—115,
33. Stafford Г. Я. Пат. США 3607734, 21/IX 1971 г,
34. Туревский £’. Н., Александров И. А., Халиф А. Л\ «Газовая промышлен-
ность», 1969, № 9, с. 41—43.
35, Туревский Е. Я., Александров И, А., Халиф А. Л. Схемы и методы рас-
чета процесса абсорбции. М., ВНИИЭгазпром, I960, 51 с.
36, Платонов Я. Л/., Берео Б. Л Разделение многокомпонентных смесей.
М,, «Химия», 1965. 368 с.
3?. Холланд V. Д, Многокомпонентная ректификация. М., «Химия», 1969.
351 с.
38. Александров S, А. Массопередача при ректификации многокомпонент"
ных смесей. Л., «Химия», 1975 320 с.
39. Greenstadt J. Methem. Combut., 1972, v, 26, Ле 117, p. 145—166.
40. Boston Z. F^ Sullivan S. L. Сап. J, Chem. Eng., 1974, v, 52, Ле lt
p. 52—63.
41. Галиаскаров Ф. M> и др. Труды БатНИИ НП, 1975, вып. 14, с. 198—
209.
42, Rose A., Sweeney R. Е., Schrodt U. N> Ind. Eng. Chem., 1958, v. 50, Ле 5,
p. 737—742.
43. Кондратьев A. A. TOXT, 1972, t. 6, Ke 3, c. 477—479,
44. Кондратьев А. А,, Богданов В* Ct TOXT, 1976, t. 10,'Л? 3, c. 453—455.
45. Fair J. 7L, Natthews R. Z. Petrol, Ref., 1958, v. 37, Л° 4, p. 153—158
46. Кафаров В, В, Основы массопередачи. Изд. 2-е. М.,« Высшая школа»?
1972, 496 с.
47. Рамм R. ЛГ. Абсорбция тазов. М., «Химия», 1966, 767 с.
267
48* Перри Дж. *¥* Справочник инжеяера-химика* Пер, с англ* Йод реД*
IL Г* Романкова* Л*, «Химиям, 1972* 940 с*
49* Александров Л* и др* «Газовая промышленность», 1965, Я° 3, с* 40—46*
50* Сум-Шик Л. E.t Аэроа М. Быстрова Г- А* ^Хщщчсская промышлен-
ность», 1963, № 1, с. 63—68*
51* Hitschke X* Chem* Technol., 1967, v* 19, Яг 6, p* 365—367*
52* Norman 1У* 5*, Grecott G. Z. Trans* Inst* Chen* Eng., 1961, v* 30, Я 4,
p* 305—312*
53. Kolodzie P* А., ИТиИе J. 7?* Am. Inst* Chem. Eng*, 1958, v.3r Я 3t
p* 305—312*
54* Hengstebeck R. J* Distillation, Principles and Design Procedures* New
York .— London, Champan a* Hall, 1961* 365 p*
55* Davis I. A. Ind* Eng. Chem*, 1947, v* 36, M 6, p* 774—778*
56* Гореченкве В. Г.^ Вахшиян Д* Zf* Химии н технод* топлив ц масел, 1969,
Яг 7, с* 31—37.
57* Молоканов Ю. Zf*, Скобло А* И. Иэв* вузов* Нефть к газ, 1959, Яа 1,
с* 49—55.
58* Шейнман В. А Александров Я* А* Труды Гидронефтемаша, М*, «Недра»,
1964, вып* 3, с* 3—49*
59* Bubble Tray Design Manual. N* Y*, Am* Inst* Chem* Eng., 1958*
60* Brown G., Hanson D. N.t Wilke C\ R. Am* Inst* Chem* Eng.r 1955, v* 1,
Яг 4, p* 441—451*
61* Александров И. А*, Скобло А* Я* Химия и техпол. топлив и масел, I960,
Яа 9f с* 42—46,
62* Масумов Д. Я*и др*Азерб. нефть хоз*-во 1965, Яг 10, с* 36—39*
63* Дыщнерский Ю. И. и др* Хим* и дсфт* мааш*, 1964, Я 2, с* 15—20*
64* Teller А* 7*, Chertg SJ^ Davit Н. Л., AlChE J*, 1963, v* 9, Яг 3.
p* 407—410*
65* Todd W. G.t Van Winkle M. Ind* Eng. Chem* Process Design a. Deve-
loping 1967, v* 6, Яг 1, p* 95 — 101*
66* Davis J* A*, Gordon K* Z\ Petro/Chem* Eng*, 1961, v* 33, Я 11, p. 54—57*
67* Хамди A* M.t Скобло А* И., Молоканов Ю. Zf* Химия и техно л* топлив
и масел, 1963, Я 2, с* 42—45*
68* Rolles W~ L. Petrol* Ref*f 1946, v* 25, Я 12, p* 613—620*
69* Valentin /** 1Z* Я* Absorption in Gas-Liquid Dispersion. London, 1967*
212 p*
70. Лебедев IO. H.f Александров И. А*, Зыкое Дг Д. Химия и технол* топлив
и масел, 1969, Яг 5, с* 38—42*
71* Strand С. Р. Chem* Eng* Progr*t 1963т V* 59, № 4, р* 58—64*
72* Welch E.t Durbin L. D., Holland C. Dr AlChE J*, 1964, v* 10, Яг 3,
p* 373—379*
73* Miyauchi Т.ч Imai H.^ Kubo K. Chem* Eng* Japan, 1967, v* 5, Ml,
p* 20—24*
74* Молока ное Ю. Zf* Химия и техно л* топлив и масел, 1967, Яг 4, с* 33—37*
75* Соломаха Г~ ZL Автореф* докт* дисс* МИХМ, 1969, 45 с.
76* Парожеипо А* Ф* Автореф* канд* дисс* М*т ВЗПИ, 1969* 45 с*
77* Hughmark G. A* AlChE J*, 1971, v* 17, N 6Т р* 1295—1297*
268 .
78, Александров И. Л,, Гройсман С, Л* ТОХТ, 19/5, т* 9, *N° 1, с* 11—'19.
79* Малюсов В, А, и др* ТОХТ, 1975, т*9, № 1, с* 3—10*
80* Englisch И7*, Van Winkle. Chem* Eng*T 1963, v* 11, К 5, p, 241*
81* Chidambaram 5* Brit* Chem* Eng*, 1966, v. 11, № 4, p. 288*
82* Mogsett Д E.t Maddox R. N. Oil a* Gas J*, 1962, v* 60, № 18, p. 64—66* ...
83. Prahl W. H. Chem. Eng*, 1969, v* 76, Ke 17, p. 89—96*
84* Eckert J. iS* Chem* Eng., 1975, v. 82, № 8, p* 70—76*
85. Белъцер II. И.ч ТСорчергин II. А., Олевский В. В кя.г III Всесоюз-
ная конференция по т^оряи и практике ректификация* Ч* 2* Сек* 3—5,
Север одо не цк\ 1973, с* 131—135*
86* Billet В. Chem.Hng*-Techn*, 1968, Bd* 40, М 8, S. 377—383*
87* Z^z Е. Л*, Eckert ТС A. Petrol. Ref., 1961, V* 40, № 2,'р. 130.
88. Takahashi Т. е* a* J* Chem. Eng. Japan, 1974, v* 7, K° 3? p* 223—225*
89. Жаворонков H. M.> Авров М. Э*, Ум ник Н. II. «Химическая промышлен-
ность», 1948, К 9, с. 291—300*
90. Jackson 8.7 Calvert 8. Am. Inst* Chem* Eng* J., 1966, V* 12, Яг 6,
p* 1075—1081*
91* Leva M. Tower Pakings and Faked Tower Design* 2nd ed* Akron, Ohio,
US Stoneware Co., 1953* 232 p*
92* March D. P. Ind. End* Chem., 1953, v* 45, p* 2616*
93* Happel J. Chem* Eng*, 1958, v* 65, № 14, p* 114*
94* Попов В. B.7 Авров М. Э. Вестник техн* ц эконом* информ* М*, НИИТЭ-
хим, 1962, № 9Т с. 23.
95. Молокапое Ю. К. Хим* маш., 1961, <№ 5, с. 24*
96. Майков В. П. ТОХТ, 1975, т. 9, М 1т с* 104—112*
97* Александров И. А. и дргИзв* вузов. Нефть и газ, 1975, -Я» 6, с* 45—50-
98* Kirkbride С. G. Petrol* Ref., 1945, v* 23, р* 32*
99* King С. J.r Gantz D. W., Barnes O. J. Ind* Eng. Chem. Process. Des*
Develop*, 1972, v. 11, Кг 2, p* 271—283.
100* Кафаро# В. В. И др* ТОХТ, 1975, т* 9, Кг 2, е* 262-269*
101* Bant W. 8. R.r Van Warmer К. A., Pouters G. J. AlChE J*, 1974* v* 20,
К 5, p. 940—950*
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абсорбент
выбор 136
потери 136, 137
Абсорберы
давление 30
к л ас сифни аци я 17
конструирование 243 сл.
конструкция 17 СЛ.
простой 16
расчет 23
сложный 16 т 17
фракционирующий 17
Абсорбер-десорбер 17
Абсорбционная колонна см. Абсорбер
Абсорбционио’отпарная колонна 17,
149 сл.
Абсорбция 11, 12
затраты 234, 235
многокомпонентная, аналити-
ческий расчет колони
абсорбционно-отпарных
149 сл,
простых 136 сл.
с предварительным насыще-
нием тощего абсорбента
141 сл.
----отбензиниванием сырого
газа 141 сл.
тех пол огйчес кая с к ема
оптимальная 241, 242
усовершенствования 135, 136
оптимальные параметры 235 сл-
Аналитический расчет 81 сл,, 136 ел*
270
Андервуда уравнения 96
Атмосферная колонна 117 сл,
давление 120, 121
расход водяного пара 121
температурный режим 121 т 122
четкость разделения 122, 123
число реальных тарелок 12
эмпирические методы проектно-
го расчета 117, 119 сл.
Баланс ректификационных колонн
материальный 35
тепловой см- Тепловой баланс
Берна седла 22
Бинарные смеси
график для определение числа
теоретических тарелок 97
расчет колонны
полной 50 сл.
сложной 54 сл»
схемы разделения 30 ел.
Вакуумная колонна 129 сл.
давление 131, 132
маелнный и топливный вари-
анты 129
налегание соседних фракций 131
особенности эмпирического рас-
чета 130
расход водяного пара 132 '
температурный режим 133
Ввод сырья в колонну 262
Вылет ниспадающей струи 199
Высота
сепарационного пространства
197
слоя жидкости
вспененного 197
невспенснного 198
“ насадки 21 3, 214
— — эквивалентная теорети-
ческой тарелке 213, 214
Гидравлическое сопротивление
слоя насадки 214 сл.
тарелки 188 сл»
Градиент уровня жидкости на та-
релке 191, 192
Графни(и)
Джи л ли ленд а 97
Обрядчиков а и Смидович 67, 68
Эдмпстера 66 сл»
Гудлое насадка 22
Давление
в абсорбере и десорбере 30
— колонне 28, 29
----атмосферной 120, 121
— — вакуумной 131, 132
— — оптимальное 239
фазового превращения 70
Десорбер
давление 30
простой 16
сложный 16, 17
Десорбционная колонна см. Десор-
бер
Десорбция 12
аналитический расчет 147 сл»
Д ж и л д и ленд а
графян 97
критерий 239
Диаметр(ы)
колонны
насадочной 209 сл.
тарельчатой 178
Штуцер он 231, 232
Диапазон устойчивой работы та-
релки 184 од.
Доля отбора дистиллята оптималь-
ная 238
Дросселирование и детандирование
79 сл.
Емкость низа колонны 232
Затраты
на процессы ректификации и аб-
сорбции 234 т 235
эксплуатационные 235
Захлебывание 210 ел»
Зульцер 22
Идентификация условных компо-
нентов 82
Инталлокс 22
Интенсивность пенообразования 199
Интерп одирование
линейное 154
нелинейное 154, 155
Классификация
абсорберов 17 г
контактных устройств 18, 19
ректификационных колонн 17
Ключевые компоненты 101 сл.
Колониа(ы) '
абсорбционная см» Абсорбер
абсорбционно-отпарная 17, 149
вакуумная см» Вакуумная ко-
лонна
ввод сырья 262
десорбционная см» Десорбер
насадочные см» Насадочные ко-
лонны
неполная (укрепляющая и от-
гонная) см- Неполная ко-
л<шна
оптимальные размеры 235 сл.
' отвод тепла 243 сл»
подвод тепла в низ 247 сл»
полная см. Полная колонна
простая см» Простая колонна
ректификационные см. Ректи-
фикационные Колонны
371
Колонна (ы)
сложная см. Сложная колонна
тарельчатые см. Тарельчатые
КОЛОННЫ
технологическое конструиро-
вание 243 сл.
Кольца
Лессинга 22
Паля 22
Рашига 19, 22 -
Конденсатор »
парциальный 244, 245
полный 245
К онд енс а ци онн о-ис п арнте л ьны й ап-
парат 32 , 33
Конструирование
абсорберов 243 сл.
колонн 243 сл.
Конструкция(и)
абсорберов 17 сл.
контактных устройств 18 с л.
174 сл.
под насадку опорные 265
насадок 257
, ректификационных и абсорбци-
онных аппаратов 17 сл.
К опт а Ктпы е у стр о йс тв а
барботажно-пленочные 19
барботажные 19
классификация 18, 19
конструкции 18 сл.т 174 с л*
в насадочной кол0нне 22
область применения 175 , 177
— устойчивой работы 172s 173
пленочно-вихревые 19, 20
пленочные 19
прямоточные 19, 20, 22
струйно-барботажные 19
струйио-вихревые 19, 20
струйные 19
типы 174 сл.
Коэффициент
аэрации 192
полезного действия тарелки 204,
205
сопротивления тарелки 188, 189
эффективности тарелки 200 сл.
Кривые
ИТК 65 сл.
ОИ 65 сл.
фракционной разгонки 65? 66
Криторий(и)
ч Джиллиленда 239
концентрационный 239
температурный 239
терм о динам ичес ки е 233
технологический 233
экономические 233
Лессинга кольца 22
Льюиса и Mamecoita численный ме-
тод 154
Маллера метод 154, 155
Математическое описание процесса
разделения точное и при-
ближенное 26, 27
Материальный баланс колонны для
разделения бинарной
смеси 35
Межтарельчатый Унос 193 сл.
Метод (ы)
аналитические 81 сл., 136 сл.,
14? сл.
графические 81 сл. *
Льюиса и Матесопа 154
Маллера 154, 155
Ньютона 155
Ньютона — Рафсона 155
релаксационные 161
секущих 154
температурной границы 92 с л.
Тило и Геддеса 154
характеристической температуры
89
численные 153 сл.
эмпирические 117 сл.
Многокомпонентная ректификация
график для определения числа
теоретических тарелок 97
давление фазовых превращений
70, 71
расчет
по ключевым компонентам
101 сл.
272
Многокомпонентная ректификация
методом температур ной гра-
ницы 92 сл.
— характеристической тем-
пературы 84 сд,
однократного испарении и Кон-
денсации смесей
неидеальных 75 сл*
идеальных 71 сл*
с инертным компонентом 72
однократной конденсации 78 т
79
температуры кипения и конден-
сации смесей
неидеальных 64
идеальных 58 сл*
Натруска колонны предельная
насадочной 210, 211
по пару 180, 181
Налегание соседних фракций
вакуумной колонны 131
или разрыв 82, 83
Насадка (и)
выбор материала 177, 178
высота слоя 213, 214
гидравлическое сопротивление
214 сл.
Гудлое 22
Зульцер 22
типа кольца Рашига 19, 22
конструкции 257
опорные конструкции 265
плоскопараллельная 19, 20, 22
Спрейпак 22
Стедман 22
эффективность 214
Насадочные колонны 209 сл*
контактные устройства 22
область применения 175
расчет узлов 219 с л.
стоимость 175 сл.
Неполная колонна
расчет методом характеристиче-
ской температуры 89
укрепляющая и отгонная 14
Непрерывные смеси
давление фазовых превращений
70, 71
налегание или разрыв соседних
фракций 82, S3, 131
расчет
доли отгона мазута 73 сл*
методом температурной гра-
ницы 92 сл.
однократного испарения и
конденсации 72
проектный 92 сл,
простых колонн 82 сл,
температуры кипения и конден-
сации 65 сл*
условные компоненты 82
четкость разделения 82
Низ колонны, определенно емкости
232
jffbwznowa метод 155
Ньютона — Рафсона метод 155
Область
применения
контактных устройств 175, 176
насадочных колонн 175'
устойчивой работй колонны 172 ?
173
Обрядчико&а и Смидввич график 67,
68
Огневой подогреватель 249
Однократное испарение и конден-
сация 71 с л.
Опорные конструкции под насадку
265
Орошение колонны
паровое и жидкостное 11
схемы 243 сл*
циркуляционное 254 сл*
Отбойные устройства 259
расчет 221
Отгонная ректификационная тссн
лонна 14
Отпарка см. Десорбция
Паля кольца 22
Парциальный конденсатор .244, 245
273
Пенообразовайпе 19$
Переливные устройства, конструк-
ция 252
Плотность вспененной жидкости 199
Поверочный расчет
v исходные данные 33, 34
колонн, связанных материалу
ними и тепловыми пото-
ками 163 сль
сложной ректификационной ко-
лонны 115 сл.
Подогреватель огневой 249
с паровым пространством 247
248
Подпор жидкости над сливной план-
кой 191, 192
Покомпонентный расчет ректифи-
кации и абсорбции 154
идеальных смесей 155 сл.
Полная колонна 13, 16
расчет 50 сл,
— методом температурной гра-
ницы 97 сл.
— — характеристической тем-
паратуры 94 сл.
Потарелочный расчет 154 -
простых колони 159 сл*
Проектный расчет колонны
исходные данные 33, 34 ,
методом температурной границы
92 сл.
простой 162 г 163
для разделения смеси мн^гст
компонентной 162т 163
-------непрерывной 163
сложной 109 сл.
Простая колонна
расчет
абсорбции 136
поверочный 155 сл.
покомпонентный 155 сл.
потарелочный 159 сл.
для смесей идеальных 155 с л*
----- непрерывных 82 сл.
-------и многокомпонент-
ных 162 сл.
схема 34
ПсевдомногокомпоНейтйая смесь 32
Работоспособность тарелки 193
Размеры тарелки основные 182,
183
Разрыв или налегание соседних фрак-
ций 82, 83, 131
Распределители жидкости и пара
227 ~сл.
Распреденнтельные устройства
263
Расход водяного пара в низ колонны
атмосферной 121
вакуумной 132
Расчет
f абсорберов 23, 171 сл.
абсорбции 135 сл., 153 сл.
оптимальный 233 сл. ,
— и десорбции 135 сл.
аналитический 81 с л*, 136 сл.,
147
гидравлический 171 сд.
графический 81 сл.
испарения и конденсации 71 сл.
колонн
насадочных 209 сл.
простых 81 сл», z135 сл*
ректификационных 24, 171 с л*
связанных материальными и
тепловыми потоками
117 сл*
сложных 108 сл., 135 сл.
тарельчатых 178 сл.
оптимальный 233 сл.
отбойных Устройств 221
распределителей жидкости и
пара 227 сл.
ректификации смесей
бинарных 30 сл.
многокомпонентных 81 сл.т
108 сл., Ц7 сл., 153 сл.
непрерывных смесей 81 с л.,
117 сл.
оптимальный 233 сл.
тарелок каскадных промывных
219, 220
технологический 24 с л.
274
Расчет
трубопровода, соединяющего
низ колонны с кожухо-
трубчатим теплообмен-
ником 229 сл*
*---- парциальный конденсатор
с емкостью орошения 231
фазового состояния 58 Сл.
численный 153 сл*
эмпирический'см* Эмпирический
расчет
Рашина кольца 22
Реальная тарелка, число в колоннах
38, 45
расчет 205 сл*
— графический 46
Ректификацпонная(ые) колонна(ьР
атмосферная см* Атмосферная
Колоппа
вакуумная см* Вакуумная
колонна
- внутренние материальные по-
токи 49
классификация 17
конструкция 17 сл*
неполная см. Неполная Колонна
ионная см* Полная колонна
простая см. Простая колонна
расчет 23
сложная см* Сложная колонна
установки Ката литического кре-
кинга 133 сл*
особенности расчета 134
температурный режим 135
четкость разделения 135
число тарелок 134
Ректификация 11^ 12
бинарных смесей 30 сл*
с водяным паром 14, 13
затраты 234, 235
в конденсационно-испаритель-
ном аппарате 32,33
многокомпонентная см* Много_
компонентная ректифи-
кация
оптимальная схема 241 ел*
оптимальные параметры 235 сл*.
Ректификация
релаксационные методы расчета
161
Релаксационные методы расчета рек-
тификации 161
*
Седла
Берли 22
Ипталлокс 22
Секция
исчерпывающая 13
Концентрационная 13
отгонная 13
питания 36, 37
укрепляющая 13
Система уравнений процесса разделе-
ния 24 сл*
независимые переменные 27
Скорость
захлёбывания 210 сл*
пара в колонне 180 сл *
Сл0>кпая(ые) колонна(ы) 15т 16
расчет 54 сл.
поверочный 115 сл*
— покоъшонснтный 115 сл*
— — для идеальных смесей
155 сл*
проектный 109 сл*
схемы 34, 108
Спрейпак: насадка 22
Стедман насадка 22
Стоныость насадочных колонн отно-
сительная 175 сл*
Сходимость численны к методов
метод Ма*члерд (нелинейное ин-
терполирование) 154, 155
— Ньютона 155
— Ньютона Рафсона 155
— секущих (линейное интерпсн
лирование) 154
способ простых итераций 154
Сырье, ввод в колонну 262
Тарелна(и)
беспереливные 255
275'
Тарелка(и)
гидравлическое сопротивление
188 ел,
с двумя зонами контакта 19 сл^
диапазон устойчивой работы
184 сл.
с завихрителями 19 сл.
инжекционные 19, 20.
каскадные промывные 19 сл.
219, 220
клапанные 18 ел.
колпачковые из S-образных зле'
ментов 18 ел.
коэффициент полезного действия
204, 205
— сопротивления 188, 189
— эффективности 200 сл.
с круговым вращением потоков
19 сп.
с переливами 249
питания 14
оптимальное положенно 239
показатели 176
провальные 18 сл.
работоспособность 193
размеры 182 сл.
реальная см. Реальная тарелка
решетчатые 18 сл.
ситчатые 18 сл.
— с отбойником 19 сл,
струйные 19 сл,
теоретическая см. Теоретиче'
ская тарелка
эффективность
расчет 200
средняя 45, 46
язычковые 19 г л.
Тарельчатые колонны 178 сл,
расчет узлов 219 сл.
Температура кипения смесей
идеальных 58 сл.
с инертным компонентом 62»
63
неидеалъных 64
непрерывных 65 сл.
налегание соседних фракций
82, 83
Температура конденсации смесей
идеальных 58 сл.
с инертным-компонентом 62, 63
неидеальных 64
Температура питания оптимальная
238
Температурный режим колонны 39
атмосферной 121, 122
Теоретическая тарелка, число в ко-
доннах
абсорбционных 138
определение но расчетному гр а
фику 97
для разделения продуктов ката'
литического крекинга 134
расчет
аналитический^ 42, 43
графический 38 сл., 97
по тепловой диаграмме 43 сл .
Тепловая диаграмма 43 сл.
Тепловой баланс колонны
для бинарных смесей 46 сл.
с «тепловым насосом?) 47 сл
«Тепловой насос» 31, 32, 47 сл.
Теплообменники «термосифонные»
249
Технологические схемы ректифи-
кации бинарных смесей
30 сл.
Тиле и Геддеса численный метод 154
Узел ввода сырья в колонну 262
Укреп л яюща я рек тифнн ационна я
колонна 14
Укос жидкости . межтарельчатый
193 ел*
Уравненио(я)
Андервуда 96
рабочих линий 25 1
Фенске 92
Условные компоненты 82
Фазовое состояние 58 сл.
фазовые превращения смесей 70, 71
276
Фенске уравнение 92 х
Флегмовое число 36
оптимальное 236, 237
расчет 240, 241
Функция цели 233, 240
Циркуляционное орошение 245 с л*
Четкость разделении 82
нефтяных смесей 122, 123
продуктов каталитического кре-
кинга 135
Численный метод
Льюиса и Матесона 154
Тиле и Геддеса 154
Число
единиц переноса 203, 204
степеней свободы проекгирова-
пня 27
тарелок
реальных 38, 45
в атмосферных колонных 120
расчет 205 сл.
— графический 46
теоретических
Число
для абсорбции 138
определение по расчетному
графику 97
для разделения продуктов
* каталитического крекинга
134
расчет аналитический 42,
43
— графический 38 сл<, 97
— по теп л оной диаграмме
43 сл.
флегмовое см. Флегмовое Число
Штуцер, определение диаметра 231 т
2 32
Эдмистсра графики 66 сл.
Эмпирический расчет колонны 117сл*
атмосферной 117, 119 сл.
вакуумной 130
Эффективность
насадки 214
сепарации отбойных устройств
из насадки 225 сл.
тарелок 45, 46, 200
средняя 45
4
ИГОРЬ АРКАДЬЕВИЧ АЛЕКСАНДРОВ
Ректификационные
и абсорбционные *
аппараты
Методы расчета
и основы
конструирования
Редактор Р» М. Степанова
Художник А. С. Александров ?
Художественный редактор Н. В* Носов i
Технический редактор Р- М- Вознесенская
Корректор Л. В- Лазуткика
ИБ № 354 □ ;
<
Сдано в наб. 13 .0 I г78. Подп. к печ. J 0.07.78. Т-1 39 07. i
Формат бумаги 60 X 90’Л а. Бумага тип, М3. ..
Гарнитура обыкновенна л, новая. Высокая печать»
Уел. пен. л, 17,5. Уч*-изп* л. 18,13* Зак. ?57* i,
Тираж 10400 экз. Цана 1 р. 20 к. Изд. № 1366. J ' |
iT; i
Издательство «Химия». 107076. Москва, у •
Стромынка, 13, -L !'
.Типография № 6 Союэполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств полиграфия и книжной торговли
196006, Ленинград Московский пр., 91,
ИЗДАТЕЛЬСТВО „ХИМИЯ11
ГОТОВИТ К ВЫПУСКУ В 1978 году
ДЫТНЕРСКИЙ Ю. И.
„Обратный осмос и ультрафильтрация1*
20 л. Цена 1 р. 45 к.
В книге изложены теоретические основы и техноло-
гические расчеты процессов обратного осмоса и ультра-
фильтрации, указаны особенности аппаратурного оформ-
ления этих эффективных и перспективных процессов,
рассмотрены способы получения полупроницаемых мем-
бран из различных материалов и методы определения их
характеристик* Показаны области и перспективы широ-
кого практического применения процессов обратного ос-
моса и ультрафильтрации для разделения, очистки и кон-
центрирования жидких систем, очистки промышленных и
бытовых ctokoBj опреснения морских bO£j при производ-
стве и выделении биологически активных веществ и др*
Книга предназначена для инженерно-технических ра-
ботников предприятий научно-исследовательских и про-
ектных организаций химическойj нефтеперерабатываю-
щей, пищевой, медицинской, микробиологической и дру-
гих отраслей промышленности* Она может быть также
полезна аспирантам и студентам старших курсов соот-
ветствующих вузов и факультетов.