









































































































































































































































































































































































Author: Алешин Н.П.
Tags: приборостроение в целом применение приборов измерительная техника весы устройства для взвешивания технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления общее машиностроение машиноведение сварка сварные конструкции сварочное производство
ISBN: 5-217-03361-4
Year: 2006


D )d;ДЛЯ ВУЗОВН.П. АлешинФИЗИЧЕСКИЕМЕТОДЫНЕРЛЗРУШАЮЩЕГОКОНТРОЛЯСВАРНЫХСОЕДИНЕНИЙ
Академик РАН
Н.П. АлешинФИЗИЧЕСКИЕ МЕТОДЫ
НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ СВАРНЫХ
СОЕДИНЕНИЙДопущено Министерством образования и
науки Российской Федерации в качестве
учебного пособия для студентов высших
учебных заведений, обучающихся по специ¬
альности “Оборудование и технология сва¬
рочного производства” направления подго¬
товки “Машиностроительные технологии и
оборудование”МОСКВА«МАШИНОСТРОЕНИЕ»2006
УДК 681.2+621.791
ББК 34.441
А 49Алешин НЛ.А 49 Физические методы неразрушающего контроля сварных соединений: учебное
пособие. - М.: Машиностроение, 2006. - 368 с.: ил.ISBN 5-217-03361-4Рассмотрены дефекты сварных соединений и физические методы неразрушающего контроля,
основанные на использовании различных излучений и их взаимодействий с объектами контроля.
Приведены классификации и рекомендации по выбору методов неразрушающего контроля.
Изложены сведения по теории, оборудованию и технологиям методов дефектоскопии
различных типов сварных соединений.Для студентов, бакалавров, магистров, подготовка которых осуществляется в области
сварочного производства, а также специалистов, проходящих сертификацию по EN 437.УДК 681.2+621.791
ББК 34.441ISBN 5-217-03361-4 © Издательство «Машиностроение», 2006Перепечатка, все виды копирования и воспроизведения материалов,
опубликованных в данной книге, допускаются только с разрешения
издательства и со ссылкой на источник информации.
ОГЛАВЛЕНИЕСписок сокращений 6Предисловие 7ГЛАВА 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ 81.1. Дефекты сварки плавлением 81.2. Дефекты контактной сварки 181.3. Дефекты паяных соединений 191.4. Влияние дефектов на работоспособность конструкций и способы их ис¬
правления 21ГЛАВА 2. КЛАССИФИКАЦИЯ И ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГОКОНТРОЛЯ 252.1. Методы неразрушающего контроля 252.2. Выбор методов неразрушающего контроля 26ГЛАВА 3. ВИЗУАЛЬНО-ОПТИЧЕСКИЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ ... 303.1. Визуально-оптический контроль 303.2. Измерительный контроль 31ГЛАВА 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ 424.1. Физические основы 424.2. Взаимодействие ионизирующих излучений с веществом 474.3. Основные единицы измерения ионизирующих излучений 534.4. Классификация и сущность методов 564.5. Источники ионизирующего излучения и материалы 584.6. Технология радиографического контроля 774.7. Методы радиоскопии, радиометрии и томографии 93ГЛАВА 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ 995.1. Основные положения теории упругости 995.1.1. Математический аппарат теории упругости 995.1.2. Теория деформаций 1005.1.3. Напряженное состояние 1005.1.4. Закон Гука 1015.1.5. Основные уравнения теории упругости 1025.1.6. Термоупругость и электромагнитоупругость 1035.2. Упругие волны в твердом теле 1035.2.1. Понятие "упругие волны" 1035.2.2. Фазовая и групповая скорости 1055.2.3. Энергетические характеристики волн 1065.2.4. Волны в неограниченном пространстве 1065.2.5. Волны в полупространстве 1085.2.6. Волны в слоях 110
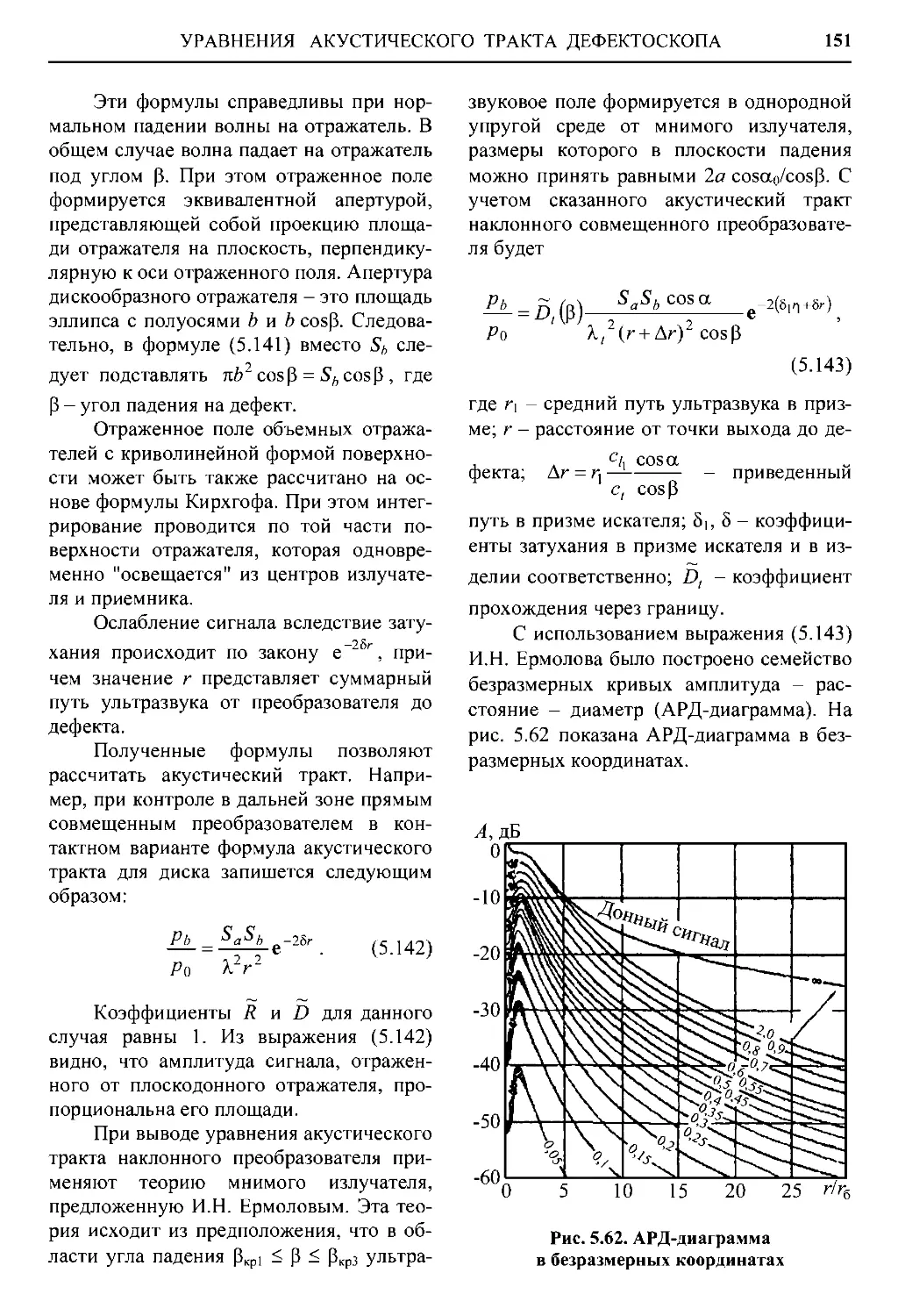
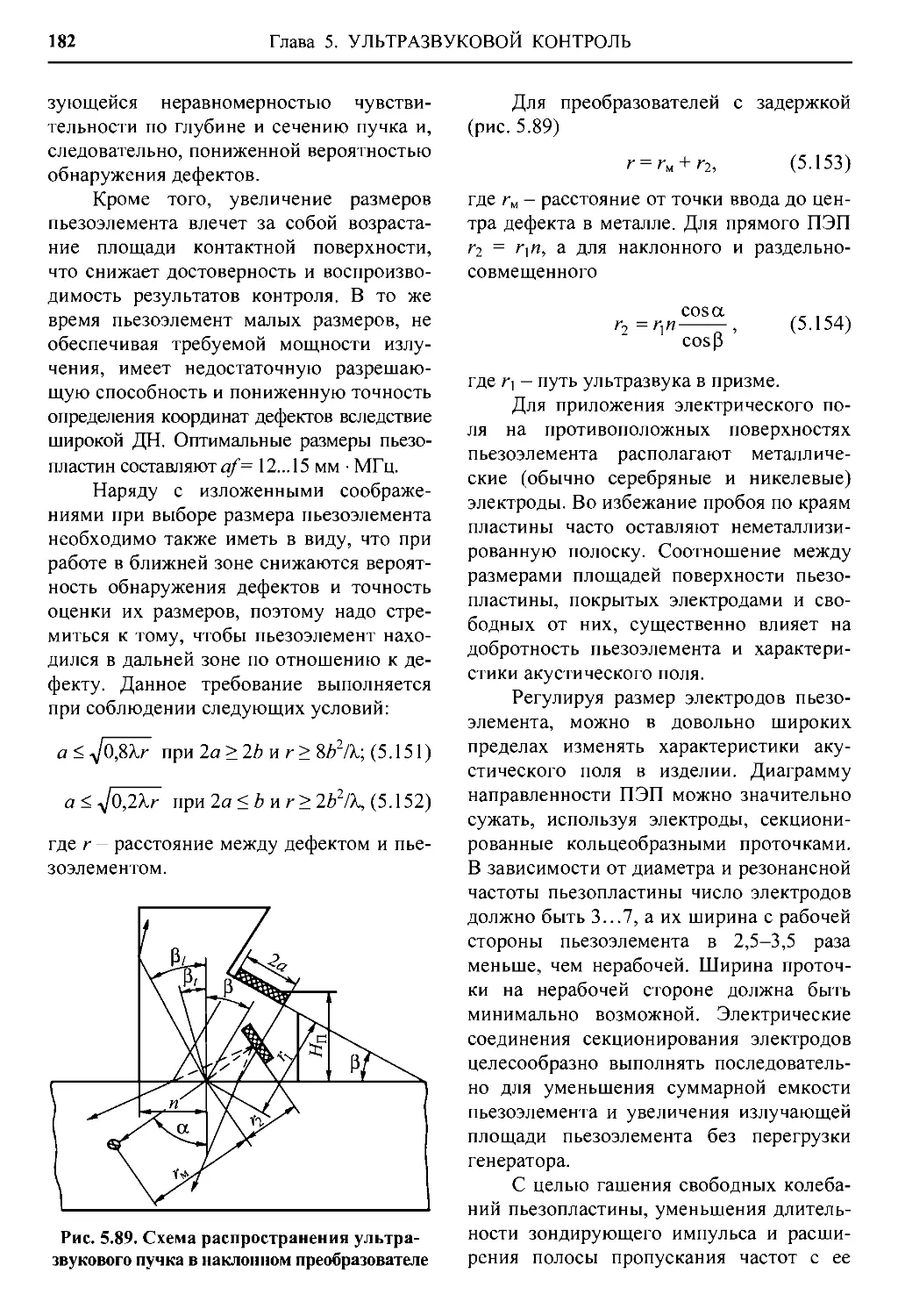
4ОГЛАВЛЕНИЕ5.2.7. Затухание волн 1135.2.8. Отражение и преломление волн 1165.2.9. Прохождение звука через плоскопараллельный слой 1195.2.10. Поляризация ультразвука 1225.2.11. Дифракция ультразвука 1255.2.12. Рефракция волн 1315.3. Акустическое поле контактного преобразователя 1325.3.1. Общие вопросы 1325.3.2. Акустическое поле прямого преобразователя 1335.3.3. Диаграмма направленности 1365.3.4. Акустическое поле наклонного преобразователя 1405.3.5. Акустическое поле раздельно-совмещенного (PC) преобразователя ... 1435.3.6. Акустическое поле фокусирующего преобразователя 1455.3.7. Акустическое поле фазированной решетки 1475.4. Уравнения акустического тракта дефектоскопа 1495.4.1. Общие вопросы 1495.4.2. Акустический тракт совмещенного преобразователя 1505.4.3. Акустический тракт наклонного PC преобразователя 1555.4.4. Акустический тракт теневого и зеркально-теневого методов 1585.5. Способы возбуждения ультразвуковых колебаний 1605.6. Методы акустического контроля 1655.7. Аппаратура и средства ультразвукового контроля 1675.7.1. Дефектоскопы 1675.7.2. Преобразователи 1755.7.3. Образцы для ультразвукового контроля 1945.8. Технология ультразвукового контроля сварных соединений 2045.8.1. Общие положения 2045.8.2. Прозвучивание сварных швов 2175.8.3. Основные параметры контроля 2215.8.4. Измеряемые характеристики дефектов 2275.9. Контроль сварных соединений 2505.9.1. Контроль стыковых сварных соединений листовых конструкций 2505.9.2. Контроль стыковых сварных соединений трубопроводов 2555.9.3. Контроль тавровых, угловых и нахлесточных соединений 2625.9.4. Контроль аустенитных сварных швов 2725.9.5. Обоснование методики УЗ контроля 2815.9.6. Помехи при контроле сварных соединений 284ГЛАВА 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯ 2896.1. Физические основы 2896.2. Магнитопорошковый метод 2966.3. Магнитографический метод 306
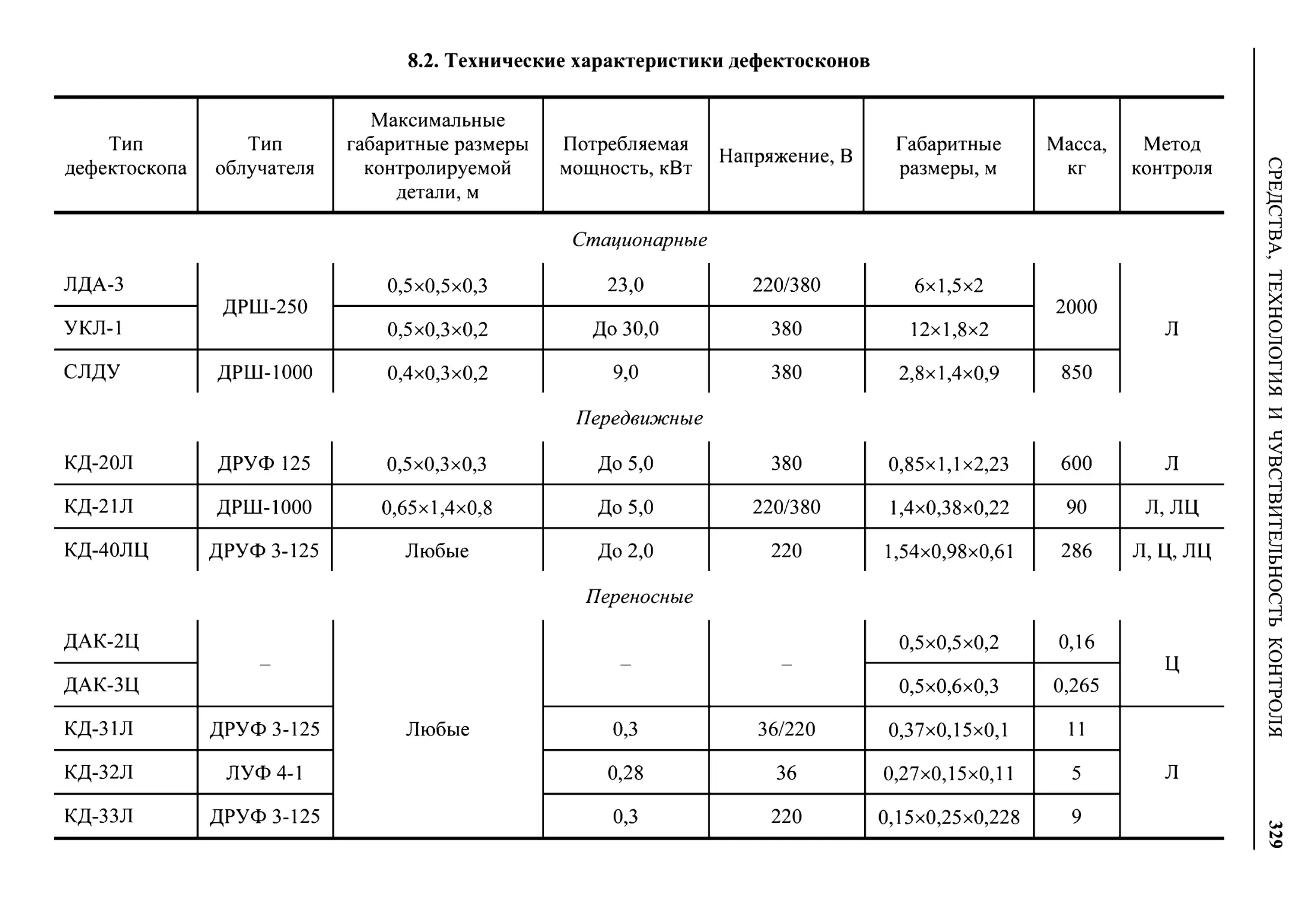
ОГЛАВЛЕНИЕ56.4. Феррозондовый метод 3096.5. Некоторые (новые) методы магнитной дефектоскопии 311ГЛАВА 7. ВИХРЕТОКОВАЯ ДЕФЕКТОСКОПИЯ 3137.1. Физические основы 3137.2. Способы и методика контроля 316ГЛАВА 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИ 3198.1. Физические основы и классификация методов 3198.2. Средства, технология и чувствительность контроля 323ГЛАВА 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ 3369.1. Классификация, физические основы и чувствительность 3369.2. Масс-спектрометрический метод 3409.3. Галогенный метод 3459.4. Манометрический метод 3499.5. Пузырьковый метод 3519.6. Гидравлический метод 3549.7. Акустические средства течеискания 356ГЛАВА 10. АКУСТИЧЕСКАЯ ЭМИССИЯ 35910.1. Физические основы 35910.2. Основные параметры акустической эмиссии 36110.3. Технология акустико-эмиссионной диагностики 364СПИСОК ЛИТЕРАТУРЫ 367
СПИСОК СОКРАЩЕНИЙАРД - амплитуда - расстояние - дефектАЧХ - амплитудно-частотная характеристикаАЭ - акустическая эмиссияВРЧ - временная регулировка чувствительностиВТП - вихретоковые преобразователиДВМ - дифракционно-временной методДН - диаграмма направленностиЗДК - зрительно-двигательная координацияЗТВ - зона термического влиянияЛ - люминесцентныйЛС - лазерная сваркаЛЦ - люминесцентно-цветнойМЖ - магнитные жидкостиМПД - магнитопорошковая дефектоскопияМЭД - мощность экспозиционной дозыНК - неразрушающий контрольНТД - нормативно-техническая документацияПАВ - поверхностно-активные веществаПАЭ - пьезоприемники акустической эмиссииПНУ - передвижные намагничивающие устройстваППЧ - полоса пропускания частотПТД - проектно-техническая документацияПЭП - пьезоэлектрический преобразовательРВП - разность времен приходаPC - раздельно-совмещенныйРШХ - реверберационно-шумовая характеристикаРЭОП - рентгеновский электронно-оптический преобразовательСВЧ - сверхвысокочастотный, сверхвысокая частотаСКО - среднее квадратическое отклонениеСНиП - строительные нормы и правилаСО - стандартный образецСОН - способ остаточной намагниченностиСОП - стандартный образец предприятияСПП - способ приложенного поляТУ - технические условияУЗ - ультразвуковой, ультразвукУФ - ультрафиолетовыйФЭУ - фотоэлектронные умножителиЦ - цветнойЦТС - цирконат-титанат свинцаЭЗМ - эхозеркальный методЭДС - электродвижущая силаЭЛС - электронно-лучевая сваркаЭЛТ - электронно-лучевая трубкаЯ - яркостный
ПРЕДИСЛОВИЕВ связи с повышением требований к
качеству и конкурентоспособности про¬
дукции существенным образом возрастает
роль физических методов неразрушающе¬
го контроля.В ряде отраслей промышленности
неразрушающий контроль выделен в са¬
мостоятельный технологический процесс,
так как в большинстве случаев затраты на
контроль соизмеримы с затратами на из¬
готовление самого изделие. Например,
при производстве изделий авиакосмиче¬
ского комплекса, к которым предъявля¬
ются особо высокие требования, затраты
на контрольные операции достигают25.. .35 % общей стоимости конструкции.На металлургических предприятиях,
изготавливающих трубы, на контроле за¬
нято 18...20 % рабочих. Из основных ме¬
тодов неразрушающего контроля наи¬
больший удельный вес приходится на
акустические. В передовых странах его
доля составляет 70...75 %. Поэтому аку¬
стические методы неразрушающего кон¬
троля освещены особенно подробно. Рас¬
тущие требования к качеству продукции
выдвинули задачу подготовки специали¬
стов, владеющих необходимой совокуп¬
ностью знаний технологии, аппаратуры и
организации производства. Изучению
данной дисциплины должны предшество¬
вать курсы, в которых излагаются элемен¬
ты теории поля, технологические особен¬ности изготовления конструкций, приво¬
дятся уравнения математической физики
и т.д.Последнее учебное пособие по рас¬
сматриваемой дисциплине было подго¬
товлено группой специалистов под редак¬
цией проф. В.Н. Волченко в 1975 г. За
истекший период в этой области знаний
получены существенные достижения, и их
отражение в учебных курсах вызвано ве¬
лением времени.Настоящий учебник рассчитан на
студентов, обучающихся по специально¬
сти "Физические методы контроля", а
также специалистов, проходящих серти¬
фикацию по EN 473.При написании учебника использо¬
ван опыт преподавания автором соответ¬
ствующей дисциплины в МГТУ
им. Н.Э. Баумана, а также труды ведущих
отечественных и зарубежных ученых.Особенно полезными оказались кни¬
ги, написанные проф. В.Г. Щербинским, а
также подготовленные автором совместно
с ним монографии и учебные пособия.
Очень пригодились при написании книги
советы профессоров А.Д. Покровского и
В.Г. Фирстова.Автор признателен канд. техн. наук
Г.А. Бигусу за ценную помощь, оказан¬
ную при подготовке книги.Гл. 5 написана при участии канд.
техн. наук С.П. Горной.
Глава 1ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ1.1. ДЕФЕКТЫ СВАРКИ ПЛАВЛЕНИЕМПри производстве сварных деталей и
конструкций образуются дефекты различ¬
ного вида, которые условно можно клас¬
сифицировать на:-дефекты подготовки и сборки;- дефекты формы шва;- наружные и внутренние дефекты.Дефекты подготовки и сборки. Ха¬
рактерными видами дефектов при сварке
плавлением являются:- неправильный угол скоса кромок
шва с V-, X- и U- образной разделкой;- слишком большое или малое при¬
тупление по длине стыкуемых кромок;- непостоянство зазора между кром¬
ками по длине стыкуемых элементов;- несовпадение стыкуемых плоско¬
стей, слишком большой зазор между
кромками свариваемых деталей, расслое¬
ния и загрязнения кромок.Рис.1.1. Основные конструктивные
элементы сварных швов:а - без подготовки кромок малых толщин;
б - с V-образной разделкойУказанные дефекты могут возник¬
нуть из-за:- неисправности станочного оборудова¬
ния, на котором обрабатывали заготовки;- недоброкачественности исходных
материалов; ошибок в чертежах;- низкой квалификации слесарей и
сборщиков.Дефекты формы шва. Форма и раз¬
меры сварных швов обычно задаются
техническими условиями, указываются на
чертежах и регламентируются стандарта¬
ми. Конструктивными элементами стыко¬
вых швов (рис. 1.1) являются их ширина е,
ширина зазора Ь, высота выпуклости q и
подварки qu угловых швов тавровых
(рис. 1.2) и нахлесточных соединений без
скоса кромок - катет К и толщина а. Раз¬
меры швов зависят от толщины 5 свари¬
ваемого металла и условий эксплуатации
конструкций.а=0,7Ка)а=К
б)а=0,5Кв)Рис.1.2. Основные конструктивные
элементы валиковых швов:а - нормальный; 6 - выпуклый;
в - вогнутый
ДЕФЕКТЫ СВАРКИ ПЛАВЛЕНИЕМ9При выполнении сварных соедине¬
ний любыми методами сварки плавлением
швы могут иметь неравномерные ширину
и высоту, бугры, седловины, неравномерную
высоту катетов в угловых швах (рис. 1.3).Неравномерная ширина швов образу¬
ется при неправильных движениях элек¬
трода, зависящих от зрительно-двига-
тельной координации (ЗДК) сварщика, а
также в результате возникших отклонений
от заданного зазора кромок при сборке.
При автоматической сварке причиной об¬
разования этого дефекта является наруше¬
ние скорости подачи проволоки, скорости
сварки и т.д.Неравномерность выпуклости по
длине шва, местные бугры и седловины
получаются при ручной сварке из-за не¬
достаточной квалификации сварщика и, в
первую очередь, объясняются особенно¬в)Рис.1.3. Дефекты формы швов:а - неравномерная ширина шва при ручной
сварке; б - то же, при автоматической сварке;
в - неравномерная выпуклость -
бугры и седловиныа) 6) в) г)Рис. 1.4. Наплывы в швах:а - горизонтальном; б - нахлесточного соеди¬
нения; в - таврового соединения; г - стыкового
соединения или при наплавке валиковстью ЗДК сварщика, неправильными
приемами заварки прихваток, неудовле¬
творительным качеством электродов.При автоматической сварке эти де¬
фекты встречаются редко и являются
следствием неполадок в механизме авто¬
мата, регулирующем скорость сварки.Перечисленные дефекты формы шва
снижают прочность соединения и косвен¬
но указывают на возможность образова¬
ния внутренних дефектов.Наружные дефекты. К ним относят
наплывы, подрезы, незаделанные кратеры,
прожоги.Наплывы образуются в результате
стекания расплавленного металла элек¬
трода на нерасплавленный основной ме¬
талл или ранее выполненный валик без
сплавления с ним (рис. 1.4). Наплывы мо¬
гут быть местными, в виде отдельных зон,
а также значительными по длине. Они
возникают из-за:- чрезмерной силы тока при длинной
дуге и большой скорости сварки;- неудобного пространственного по¬
ложения (вертикальное, потолочное);- увеличенного наклона плоскости,
на которую накладывают сварной шов;- неправильного ведения электрода
или неверного смещения электродной
проволоки при сварке кольцевых швов под
флюсом;- выполнения вертикальных швов
снизу вверх;- недостаточного опыта сварщика.Подрезы представляют собой углуб¬
ления (канавки) в основном металле, иду¬
щие по краям шва (рис. 1.5). Глубина под¬
реза может колебаться от десятых долей
миллиметра до нескольких миллиметров.Рнс. 1.5. Подрезы:а - в стыковом шве; б - в горизонтальном шве,
расположенном на вертикальной плоскости;
в - в угловом шве таврового соединения
10Глава 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИИПричинами появления этого дефекта
являются:- значительной силы ток и повышен¬
ное напряжение дуги;- неудобное пространственное поло¬
жение при сварке;- небрежность сварщика.Подрезы в шве уменьшают рабочую
толщину металла, вызывают местную
концентрацию напряжений от рабочих
нагрузок и могут быть причиной разру¬
шения швов в процессе эксплуатации.
Подрезы в стыковых и угловых швах,
расположенные поперек действующих на
них сил, приводят к резкому снижению
вибрационной прочности; даже достаточ¬
но крупные подрезы, расположенные
вдоль действующей силы, отражаются на
прочности в значительно меньшей степе¬
ни, чем подрезы, расположенные поперек.*г£;--~я*ГЩа). .v # .,в *;
% V* к*’б)уЧи|ц,в)Рис. 1.7. Характер пористости
в наплавленном металле шва:а - равномерная пористость;
б - скопления пор; в - цепочки порКратер - углубление, образующееся
в конце шва при внезапном прекращении
сварки. Особенно часто возникают крате¬
ры при выполнении коротких швов. Раз¬
меры кратера зависят от величины свароч¬
ного тока. При ручной сварке диаметр
кратера колеблется от 3 до 20 мм. При
автоматической сварке он имеет удлинен¬
ную форму в виде канавки. Незаделанные
кратеры неблагоприятно сказываются на
прочности сварного соединения, так как
являются концентраторами напряжений.
При вибрационной нагрузке снижение
прочности соединения из малоуглероди¬
стой стали достигает 25 %, а из низколеги¬
рованных - 50 % при наличии в шве кратера.Прожоги - это сквозные отверстия в
сварном шве, образующиеся в результате
вытекания сварочной ванны; при сварке
металла небольшой толщины и первого
слоя в многослойных швах, а также при
сварке снизу вверх вертикальных швов
(рис. 1.6). Причинами прожогов служат
чрезмерно высокая погонная энергия дуги,
неравномерная скорость сварки, останов
источника питания, увеличенный зазор
между кромками свариваемых элементов.
Во всех случаях отверстие, возникающее
при прожогах, заделывается, однако шов в
этом месте получается неудовлетвори¬
тельным по внешнему виду и качеству.Поджоги возникают из-за возбужде¬
ния дуги ("чирканья электродом") на краю
кромки. Этот дефект является источником
концентрации напряжений, его обязатель¬
но удаляют механическим способом.К внутренним дефектам относятся
поры, шлаковые включения, непровары,
несплавления и трещины.Поры (рис. 1.7) в виде полости округ¬
лой формы, заполненной газом, образуют¬
ся вследствие:- загрязненности кромок свариваемо¬
го металла;- использования влажного флюса или
отсыревших электродов;- недостаточной защиты шва при
сварке в углекислом газе;
ДЕФЕКТЫ СВАРКИ ПЛАВЛЕНИЕМ11- увеличенной скорости и завышен¬
ной длины дуги. При сварке в углекислом
газе, а в некоторых случаях и под флюсом
на больших токах возникают сквозные
поры - свищи.Размеры внутренних пор колеблются
от 0,1 до 2...3 мм в диаметре, а иногда и
более. Поры, выходящие на поверхность
шва, могут иметь и большие размеры.
Свищи при сварке под флюсом и в угле¬
кислом газе на больших токах могут быть
диаметром до 6...8 мм (рис. 1.8). Так на¬
зываемые "червеобразные" поры имеют
длину до нескольких сантиметров.Равномерная пористость (см. рис.1.7, а) обычно возникает при постоянно
действующих факторах: загрязненности
основного металла по свариваемым по¬
верхностям (ржавчина, масло и т.п.), не¬
постоянной толщине покрытия электродов
и т.д. Скопление пор (см. рис. 1.7, б) на¬
блюдается при местных загрязнениях или
отклонениях от установленного режима
сварки, а также при нарушении сплошно¬
сти покрытия электрода, сварке в начале
шва, обрыве дуги или при случайных из¬
менениях ее длины.Цепочки пор (см. рис. 1.7, в) образу¬
ются в условиях, когда газообразные про¬
дукты проникают в металл по оси шва на
всем его протяжении (при сварке по
ржавчине, при подсосе воздуха через за¬
зор между кромками, при подварке корня
шва некачественными электродами). Оди¬
ночные поры появляются от действия
случайных факторов (колебания напряже¬
ния в сети и т.д.). Наиболее вероятно воз¬
никновение пор при сварке алюминиевых
и титановых сплавов, в меньшей степени
при сварке сталей.Шлаковые включения в металле свар¬
ного шва - это небольшие объемы, запол¬
ненные неметаллическими веществами
(шлаками, оксидами). Вероятность обра¬
зования шлаковых включений в значи¬
тельной мере определяется маркой сва¬
рочного электрода. При сварке электрода¬
ми с тонким покрытием вероятность обра¬
зования шлаковых включений очень велика.Рис. 1.8. СвищиПри сварке качественными электродами,
дающими много шлака, расплавленный
металл дольше находится в жидком со¬
стоянии и неметаллические включения
успевают всплыть на его поверхность, в
результате чего шов засоряется шлаковы¬
ми включениями незначительно.Шлаковые включения можно разде¬
лить на макро- и микроскопические. Мак¬
роскопические включения имеют сфери¬
ческую и продолговатую форму в виде
вытянутых "хвостов". Эти включения об¬
разуются в шве из-за плохой очистки сва¬
риваемых кромок от окалины и других
загрязнений и чаще всего вследствие
внутренних подрезов и плохой зачистки
от шлака поверхности первых слоев мно¬
гослойных швов перед заваркой после¬
дующих (рис. 1.9).Микроскопические шлаковые вклю¬
чения возникают в результате образова¬
ния в процессе плавления некоторых хи¬
мических соединений, остающихся в шве
при кристаллизации.ШлакРис. 1.9. Шлаковые включения
по подрезу кромки в многослойном шве
12Глава 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИИРис. 1.10. Шлаковые включенияШлаковые включения могут иметь
различную форму: круглую, шарообраз¬
ную, плоскую в виде пленки или продол¬
говатую как вытянутые "хвосты". По
сравнению с порами шлаковым включе¬
ниям присущи более вытянутая форма и
большие размеры, благодаря чему они луч¬
ше обнаруживаются при ультразвуковом и
магнитном методах контроля (рис. 1.10).Оксидные пленки могут возникать
при всех видах сварки. Причины их обра¬
зования такие же, как и шлаковых вклю¬
чений:- загрязненность поверхностей сва¬
риваемых элементов;- плохая зачистка от шлака поверх¬
ности слоев шва при многослойной сварке;- неудовлетворительное качество
электродного покрытия или флюса;- низкая квалификация сварщика и т.п.Непровары и несплавления - это де¬
фекты в виде местного несплавления в
сварном соединении вследствие неполного
расплавления кромок или поверхностей
ранее выполненных валиков. Морфологи¬
ческое различие между ними практически
отсутствует. Поэтому по международной
классификации [стандарт ISO 6520-1982(E/F)] разделение терминов проводится по
местоположению дефекта. Если не прова¬
рен корень одностороннего или двусто¬
роннего шва, то это называется непрова-
ром (рис. 1.11).Все остальное классифицируется как
несплавление (рис. 1.12).Несплавления основного металла с
наплавленным представляют собой тон¬
кую прослойку оксидов, а в некоторых
случаях грубую шлаковую прослойку ме¬
жду основным и наплавленным металлами.Причинами образования таких не-
проваров и несплавлений являются:- плохая зачистка кромок сваривае¬
мых деталей от окалины, ржавчины, крас¬
ки, шлака, масла и других загрязнений;- блуждание или отклонение дуги
под влиянием магнитных полей, особенно
при сварке на постоянном токе;- электроды из легкоплавкого мате¬
риала: при выполнении шва такими элек¬
тродами жидкий металл затекает на неоп-
лавленные свариваемые кромки;- чрезмерная скорость сварки, при
которой свариваемые кромки не успевают
расплавится;- значительное смещение электрода
ДЕФЕКТЫ СВАРКИ ПЛАВЛЕНИЕМ13в)Рис. 1.11. Непровары в корне швов:а - односторонних стыковых; б - двусторонних стыковых; в - тавровых и угловыхРис. 1.12. Несплавления по кромкам и межваликовые
14Глава 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИИРис.1.13. Горизонтальное
межваликовое несплавлениев сторону одной из свариваемых кро¬
мок, при этом расплавленный металл на¬
текает на другую нерасплавленную кром¬
ку, прикрывая непровар;- неудовлетворительное качество ос¬
новного металла, сварочной проволоки,
электродов, флюсов и т.д.Причинами появления непроваров в
корне шва кроме указанных ранее могут
быть:- недостаточный угол скоса кромок и
большая величина их притупления;- малый зазор между кромками сва¬
риваемых деталей;- большое сечение электрода или
присадочной проволоки, укладываемой в
разделку шва, что значительно затрудняет
расплавление основного металла.Непровары между отдельными слоя¬
ми возникают из-за:- не полностью удаленного шлака,
образовавшегося при наложении преды¬
дущего валика;- трудности его удаления или не¬
брежности сварщика;- недостаточной тепловой мощности
(малый ток, излишне длинная или корот¬
кая дуга).Непровары в корне швов с X- или К-
образной разделкой кромок, по крайнеймере, одну границу имеют гладкую (по¬
верхность кромки основного металла), от
которой ультразвук отражается зеркально.
Непровары в корне швов с V-образной
разделкой являются, по существу, угло¬
выми отражателями, поэтому обладают
повышенной отражательной способно¬
стью. Границы несплавлений по кромке
гладкие, а с другой стороны шероховатые.
В многопроходных швах часто встре¬
чаются горизонтально ориентированные
несплавления, с трудом обнаруживаемые
наклонным пьезоэлектрическим преобра¬
зователем (ПЭП), но хорошо - прямым
ПЭП (рис. 1.13).Трещины - частичное местное раз¬
рушение сварного соединения в виде раз¬
рыва (рис. 1.14). Образование трещин вы¬
зывается следующими факторами:- сваркой легированных сталей в же¬
стко закрепленных конструкциях;- высокой скоростью охлаждения
при сварке углеродистых сталей, склон¬
ных к закалке на воздухе;- использованием повышенных
плотностей сварочного тока при наложе¬
нии первого слоя многослойного шва на
толстостенные сосуды и изделия;- недостаточным зазором между
кромками деталей при электрошлаковой
сварке;- слишком глубокими и узкими швами
при автоматической сварке под флюсом;- выполнением сварочных работ при
низкой температуре.Трещины относятся к числу наибо¬
лее опасных факторов и по всем дейст¬
вующим нормативно-техническим доку¬
ментам они недопустимы (рис. 1.15).Горячие трещины - это разрывы
металла в процессе кристаллизации. По¬
этому они расположены в самом шве. Как
правило, такие трещины имеют неболь¬
шие размеры, малое раскрытие, слабоше¬
роховатую, почти плоскую поверхность.
Отражение ультразвуковых (УЗ) коле¬
баний от них близко к зеркальному, и по¬
этому они выявляются плохо.Существенным фактором, влияющим
на образования горячих трещин, является
ДЕФЕКТЫ СВАРКИ ПЛАВЛЕНИЕМ15Рис. 1.14. Трещинызасоренность основного и присадочного
металлов вредными примесями серы и
фосфора. То же самое можно сказать об
усталостных трещинах (рис. 1.16).К горячим трещинам относятся так¬
же поперечные, ориентированные поперек
шва и расположенные в шве или около-
шовной зоне (рис. 1.17).Наличие в электродах ниобия при
сварке высоколегированных сталей, как
правило, приводит к поперечным трещинам.Холодные трещины образуются при
наличии составляющих мартенситного и
бейнитного типов, концентрации диффуз¬
ного водорода в зоне зарождения трещин
и растягивающих напряжений I рода.Холодные трещины характеризуются
в основном значительно большими разме¬
рами, неровной поверхностью, сильной
развитостью в трехмерном пространстве.
Довольно легко они обнаруживаются по
«блестящим точкам», т.е. по участкам,
благоприятно ориентированным к падаю¬
щему лучу УЗ.Паукообразные трещины сильно
разветвлены, поэтому их нетрудно вы¬
явить (рис. 1.18).Для электронно-лучевой (ЭЛС) и ла¬
зерной сварки (ЛС) наиболее характерны:
несплавления за счет смещения луча
вследствие намагничивания (ЭЛС) или
непостоянства зазора по длине (ЛС); газо¬
вые полости, образующиеся при неполном
закрытии газодинамического канала; де¬
фекты формирования шва за счет выброса
металла; пористость.а)Рис. 1.15. Трещины в сварных швах
и соединениях:о-в наплавленном металле; б - в зонах
сплавления и термического влияния
16Глава 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИИРис. 1.16. Усталостные трещиныРис. 1.17. Поперечные трещины
ДЕФЕКТЫ СВАРКИ ПЛАВЛЕНИЕМ17Металлические включения. В практи¬
ке наиболее распространены вольфрамо¬
вые включения (рис. 1.19) при сварке
алюминиевых сплавов. Вольфрамовые
включения обычно возникают во время
аргонодуговой сварки вольфрамовым
электродом. При этом могут наблюдаться
мгновенная нестабильность дуги и появ¬
ление одновременно с вольфрамовыми
включениями оксидных включений.
Вольфрамовые включения могут распола¬
гаться внутри шва и на поверхности со¬
единений в виде брызг. При попадании
вольфрама в жидкую ванну он обычно
погружается на дно ванны. Вольфрам в
алюминии нерастворим и обладает боль¬
шой плотностью. На рентгеновском сним¬
ке он дает характерные ясные изображе¬
ния произвольной формы (см. рис. 1.19).
Вольфрамовые включения, как правило,
образуются в местах обрыва дуги, при
этом вольфрам отлагается в вершине кра¬
теров, где часто появляются трещины.Вольфрамовые включения подразде¬
ляют на две основные группы: изолиро¬
ванные и групповые. Размер диаметра
изолированных включений 0,4...3,2 мм.
Групповые включения описывают (по
рентгенограмме) размером группы, коли¬
чеством и размером отдельных (изолиро¬
ванных) включений в группе, при этом
размер последней характеризуется размеромРис. 1.18. Паукообразные трещиныминимальной окружности, в которую
вписывается группа включений. Если
изображение нескольких включений сли¬
вается, то их принимают за одно включение.Рис. 1.19. Вольфрамовые включения в швах сварных соединений
алюминиевого сплава (рентгеновский снимок)
18Глава 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИИ1.2. ДЕФЕКТЫ КОНТАКТНОЙ СВАРКИОсновные наружные дефекты швов
сварных соединений, выполненных то¬
чечной сваркой:- наружные трещины (рис. 1.20);- прожог;- наружный выплеск;- вырыв точек;- выход на поверхность литой струк¬
туры;- разрыв металла у кромки соединения;- поверхностное нарушение сплош¬
ности металла во вмятине от электрода;- чрезмерная вмятина и неправиль¬
ная форма вмятины от электродов;- темная поверхность сварных точек.Образованию этих дефектов способ¬
ствуют следующие причины:- большая величина или длитель¬
ность импульса сварочного тока;- малая сила сжатия электродов или
ее отсутствие;- плохая подготовка поверхностей
свариваемых деталей;- малое или большое ковочное усилие;- позднее его приложение;- недостаточное охлаждение элек¬
тродов;- неисправное сварочное оборудование;- неправильная форма контактных
поверхностей электродов;- загрязнение поверхностей деталей
или электродов;- большие натяги деталей при сварке
и в процессе правки;- неверно установленные электроды;- близость сварной точки к краю со¬
единения;Рис. 1.20. Наружные трещины
сварной точки. Увеличение 10х- малая величина нахлестки;- большие величина и длительность
импульса сварочного тока;- небольшой размер рабочей поверх¬
ности электродов;- перекос деталей или электродов;- неправильная заточка или нерав¬
номерный износ рабочей поверхности
электродов;- перекос свариваемых электродов
конструкции и др.Основные внутренние дефекты то¬
чечной сварки:- непровар (рис. 1.21) - отсутствие
взаимной литой зоны соединяемых эле¬
ментов сварной конструкции;- внутренние трещины, поры и рако¬
вины;- внутренний выплеск металла
(рис. 1.22);- несимметричное расположение яд¬
ра сварной точки;- чрезмерное проплавление - свыше
80 % толщины свариваемого листа.о о* cf O'Рис. 1.21. Макроструктура непроваренной
сварной точки из сплава Д16Т
толщиной 2+2 мм. Увеличение 5хРис. 1.22. Сварные точки с выплеском
ДЕФЕКТЫ ПАЯНЫХ СОЕДИНЕНИЙ19Причины образования внутренних
дефектов:- недостаточная величина или дли¬
тельность импульса сварочного тока;- большая и малая сила сжатия элек¬
тродов;- шунтирование сварочного тока;- увеличение рабочей поверхности
электродов;- нестабильность контактного сопро¬
тивления, вызванная плохой подготовкой
поверхностей деталей;- большой плакирующий слой;- раннее приложение ковочного уси¬
лия;- малое ковочное усилие;- запаздывание его включения;- большой сварочный ток или
длительность его импульса;- длительное время сварки;- чрезмерное контактное сопротив¬
ление деталей;- плохая зачистка и загрязнение
электродов;- недолжная подготовка поверхно¬
стей деталей;- перекос свариваемых элементов
конструкции;- малая нахлестка;- смещение сварной точки к краю
нахлестки;- неправильный подбор размеров
контактных поверхностей электродов;- сварка различных по химическому
составу материалов;- сварка деталей разной толщины идр.Основным дефектом контактной сты¬
ковой сварки сопротивлением или оплав¬
лением является слипание, при котором
между свариваемыми элементами имеется
механический контакт, но отсутствует
взаимное прорастание зерен между соеди¬
няемыми границами. Подобный дефект
часто образуется при сварке трением, дав¬
лением, диффузионной и сварке взрывом.
Уверенно обнаружить слипание извест¬
ными физическими методами контроля
достаточно сложно. Для предупреждения
его образования применяют так называе¬
мые параметрические методы контроля,
при которых ряд доминирующих парамет¬
ров (ток, напряжение, величина давления,
длительность, скорость осадки и т.д.) под¬
держивается в определенных, заранее ус¬
тановленных границах.1.3. ДЕФЕКТЫ ПАЯНЫХ СОЕДИНЕНИЙПри изготовлении паяных изделий
(конструкций) образуются дефекты, кото¬
рые можно разделить на три группы: де¬
фекты заготовок и сборки изделия под
пайку; дефекты паяных швов; дефекты
готового паяного изделия.Для получения хорошего качества
паяной конструкции в первую очередь
необходимо обеспечить качество изготов¬
ления заготовок и сборки под пайку. При
сборке обращают внимание на установле¬
ние необходимых зазоров и надежное за¬
крепление соединяемых элементов изде¬
лия. Изделие, подлежащее пайке, после
нанесения и закрепления припоя устанав¬
ливают в приспособление, гарнтирующее
полное затекание припоя в зазоры и наи¬меньшее коробление конструкции.Характерные дефекты сборки под
пайку:- неравномерность зазора между со¬
единяемыми поверхностями;- смещение элементов паяемого из¬
делия.Эти дефекты возникают вследствие
неточной обработки заготовок; смещения
последних в процессе их закрепления при
сборке; отсутствия приспособлений, обес¬
печивающих надежную фиксацию изде¬
лия и отдельных его элементов.Типичные дефекты паяных швов (со¬
единений):- непропай - несплошное заполнение
зазора припоем, а также отсутствие связи
между припоем и основным металлом;
20Глава 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ- трещины;- поры и раковины;- шлаковые и флюсовые включения.Непропай возникает в результате не-смачивания паяемого металла припоем.
Чтобы избежать непропаянных мест, не¬
обходимо тщательно удалить оксидную
пленку и обеспечить установленные тех¬
нологией пайки зазоры. Наличие вредных
примесей в припоях отрицательно влияет
на качество заполнения зазора. Жидкоте-
кучесть припоев резко снижается при их
загрязнении оксидами.Трещины в паяных швах могут воз¬
никнуть под действием собственных на¬
пряжений в основном металле или вслед¬
ствие вибраций паяемой конструкции в
процессе пайки, когда закристаллизовав¬
шийся припой недостаточно прочен. К
образованию трещин склонны швы, спа¬
янные припоями, имеющими широкий
интервал кристаллизации.Различают трещины горячие и хо¬
лодные. Первые образуются в процессе
кристаллизации и усадки припоя при вы¬
соких температурах, вторые - при темпе¬
ратурах до 200° С.В зависимости от расположения
трещины делят на три группы: в шве пая¬
ного соединения; в основном металле; в
контакте припоя с основным металлом.Трещины в припое паяного шва мо¬
гут возникнуть вследствие усадки при
кристаллизации и образовании галтелей в
соединениях, паянных внахлестку. Тре¬
щины в контакте припой- основной ме¬
талл могут образоваться при пайке разно¬
родных металлов с совсем разными физи¬
ко-химическими свойствами. Наиболее
часто этот дефект наблюдается при пайке
пластин твердых сплавов к корпусам ин¬
струментов из конструкционных сталей.
Трещины могут также возникнуть при
пайке медными и серебряными припоями
коррозионно-стойких сталей в напряжен¬
ном состоянии.В основном металле горячие и хо¬
лодные трещины возникают под действи¬ем собственных напряжений, образую¬
щихся при сборке, нагреве под пайку,
кристаллизации металла шва и охлажде¬
нии паяного соединения. В основном ме¬
талле трещины могут образовываться под
действием расплавленного припоя. Появ¬
лению трещин может способствовать
проникновение припоя по границам зерен
основного металла, что ослабляет связи
между ними. При наличии собственных
напряжений или внешней нагрузки это
приводит к образованию трещин.Мелкие поры, в том числе и непро-
паи, могут вызвать выделение в процессе
пайки газов, содержащихся в припое и
образующихся при испарении отдельных
компонентов флюсов и припоев. Образо¬
ванию усадочных раковин, пор и неспаев
способствует также недостаточное коли¬
чество внесенного при пайке припоя или
слишком большой зазор. Наличие адсор¬
бированного слоя влаги во флюсе и на
прутках припоя также приводит к появле¬
нию пор и непропаев.Шлаковые включения в паяном шве
образуются вследствие плохой подготов¬
ки поверхности соединяемых элементов
перед пайкой и наличия загрязнений
(ржавчины, масла и т.д.), а также при дли¬
тельном нагреве во время пайки, когда
флюс, реагируя с основным металлом,
переходит в шлак, плохо вытесняемый при¬
поем. Избыток кислорода в пламени при
пайке газовой горелкой - тоже одна из при¬
чин образования шлаковых включений.К дефектам готового паяного изде¬
лия относятся деформации и коробление,
вызванные неравномерным нагревом и
охлаждением в ходе пайки, а также не¬
правильной сборкой изделия под пайку.Анализируя дефекты сварки, пайки,
склеивания и причины их возникновения,
можно утверждать, что для предотвраще¬
ния образования дефектов в первую оче¬
редь необходимы строгое соблюдение
технологии сварки, пайки, склеивания и
надежный контроль качества в процессе
производства.
ВЛИЯНИЕ ДЕФЕКТОВ НА РАБОТОСПОСОБНОСТЬ КОНСТРУКЦИЙ211.4. ВЛИЯНИЕ ДЕФЕКТОВ НА РАБОТОСПОСОБНОСТЬ
КОНСТРУКЦИЙ И СПОСОБЫ ИХ ИСПРАВЛЕНИЯСовременное машиностроение предъ¬
являет весьма высокие требования к каче¬
ству изготовляемых изделий и прежде
всего к их прочности, понимаемой в ши¬
роком смысле как сопротивление дефор¬
мированию и разрушению. Эти требова¬
ния обусловлены все возрастающей на¬
пряженностью условий работы деталей
машин.При расчете деталей на прочность
обычно исходили из модели сплошного
твердого тела, обладающего совершенной
структурой, а для их изготовления ис¬
пользовали простые по составу материа¬
лы (например, углеродистые и низколеги¬
рованные стали), отличающиеся высокой
технологичностью.В современных же агрегатах значи¬
тельная часть деталей подвергается дли¬
тельным статическим нагрузкам при по¬
вышенных температурах или повторным
нагрузкам (в том числе и знакоперемен¬
ным) при нормальных и повышенных
температурах или же работает в условиях
воздействия на них агрессивных сред,
резких тепловых "ударов" или радиоак¬
тивного излучения.Для изготовления таких деталей тре¬
буются высокопрочные, жаропрочные,
кислотоупорные металлические и неме¬
таллические материалы: стали, сплавы,
пластические массы, обладающие повы¬
шенными специальными свойствами
(пределом прочности, длительной проч¬
ностью, пределом ползучести, пределом
выносливости, сопротивлением термиче¬
ской усталости, коррозионной стойкостью
и т.д.).Стали и сплавы, удовлетворяющие
этим требованиям, как правило, отлича¬
ются сложным составом и характеризу¬
ются более низкими технологическими
свойствами, что весьма затрудняет изго¬
товление из них изделий, а в ряде случаев
приводит к необходимости создания но¬вых технологических процессов для при¬
дания им нужных формы и свойств.Требование сочетать указанные
свойства с малой массой изделия диктует
применение составных конструкций, на¬
пример из металлических и неметалличе¬
ских материалов, соединенных склейкой и
пайкой.Методы расчета деталей на проч¬
ность, работающих в тяжелых условиях
нагружения, значительно сложнее. Осо¬
бенно это относится к расчетам деталей
авиационной и ракетной техники, по¬
скольку в этих случаях конструктор,
стремясь в максимальной степени облег¬
чить изделие, исходит из минимального
запаса прочности. Например, для основ¬
ных деталей авиационных двигателей (ко¬
ленчатый вал, шатун, лопатки и диск тур¬
бины и компрессора) минимальный запас
прочности равен 1,3... 1,5, в то время как в
общем машиностроении и строительной
практике он доходит до 10... 15.Как известно, теоретические значе¬
ния прочности металла, рассчитываемые
по величине энергии, затрачиваемой на
образование двух новых поверхностей
при преодолении межатомных связей в
идеальной решетке монокристалла, во
много раз выше значений "технической"
прочности, получаемых при испытании
реальных образцов того же металла.Так, для чистого железа теоретиче¬
ское значение прочности >10 ООО МПа, а
"техническое" ~ 250 МПа. Это расхожде¬
ние объясняется наличием различного
рода дефектов - несовершенств строения
кристаллического тела, влияние которых
на свойства этого тела столь значительно,
что современную физику твердого тела
часто определяют как физику дефектов. К
таким дефектам - несовершенствам тон¬
кой структуры - относят прежде всего
дислокации, т.е. особые зоны искажений
атомной решетки, содержащиеся в реаль¬
22Глава 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙных кристаллах в огромных количествах
(порядка 108/см2).Дефектами более грубого порядка
считают субмикроскопические трещины,
по размерам не превышающие предела
разрешения оптического микроскопа
(< 0,2 мкм). Такие трещины, согласно ги¬
потезе Гриффитса, могут образовываться
по границам блоков кристалла в процессе
его роста, а также появляться в результате
приложения напряжений.В реальном металле - поликристал-
лическом теле - встречаются еще более
грубые дефекты, например микроскопи¬
ческие трещины размерами > 0,2 мкм.
Такие трещины образуются на поверхно¬
сти стальных деталей в ходе их механиче¬
ской обработки или эксплуатации.Несмотря на незначительную (по¬
рядка нескольких микрометров) глубину,
эти трещины резко снижают прочность
детали (особенно при работе в условиях
сложного напряженного состояния или
воздействия поверхностно-активных
сред), ускоряя ее разрушение. Удаление
поврежденного поверхностного слоя ме¬
ханически (зачисткой тонкой шкуркой,
пескоструйной обработкой) или электро¬
литическим растворением существенно
повышает прочность детали.Наконец, наиболее грубыми являют¬
ся микроскопические, видимые в ряде
случаев невооруженным глазом дефекты,
представляющие собой различного рода
нарушения сплошности или однородности
металла. Эти дефекты могут стать причи¬
ной особенно большого снижения проч¬
ности детали и даже ее разрушения. С
увеличением размеров детали вероятность
образования дефектов возрастает, поэто¬
му реальное снижение прочности на
крупногабаритных деталях проявляется
резче (масштабный фактор).Наиболее детально влияние дефектов
на работоспособность конструкций изу¬
чено для изделий, выполненных сваркой.
В большинстве случаев степень влияния
того или иного дефекта на работоспособ¬
ность конструкций устанавливают экспе¬риментально испытаниями образцов с
дефектами.При сдаче конструкции в эксплуата¬
цию прежде всего оценивают допусти¬
мость наличия наружных дефектов. Зна¬
чения их допустимости, как правило, ука¬
заны в технических условиях на изготов¬
ление конструкции и зависят от условий
ее эксплуатации.Установлено, что выпуклость шва не
снижает статической прочности, однако
сильно влияет на вибрационную проч¬
ность. Чем больше выпуклость шва и,
следовательно, меньше угол перехода от
основного металла к наплавленному, тем
сильнее оно снижает предел выносливо¬
сти. Таким образом, наличие чрезмерной
выпуклости шва может привести к нулю
все преимущества, полученные от опти¬
мизации технологического процесса по
улучшению качества сварных соедине¬
ний, работающих при вибрационных, ди¬
намических и повторно-статических на¬
грузках.Значительным (по влиянию на рабо¬
тоспособность) наружным дефектом явля¬
ется подрез. Он недопустим в конструк¬
циях, работающих на выносливость. Под¬
резы небольшой протяженности, ослаб¬
ляющие сечение шва не более чем на 5 %,
в конструкциях, работающих под дейст¬
вием статических нагрузок, можно счи¬
тать допустимыми.Наплывы, резко изменяя очертания
швов, образуют концентраторы напряже¬
ний и, тем самым, снижают выносливость
конструкции. Наплывы, имеющие боль¬
шую протяженность, следует считать не¬
допустимыми дефектами, так как они
концентрируют напряжения и нередко
сопровождаются непроварами. Неболь¬
шие местные наплывы, вызванные слу¬
чайными отклонениями сварочных режи¬
мов от заданных, разрешаются.Кратеры, как и прожоги, во всех
случаях являются недопустимыми дефек¬
тами и подлежат исправлению.Для окончательной оценки качества
сварного соединения контролер должен
ВЛИЯНИЕ ДЕФЕКТОВ НА РАБОТОСПОСОБНОСТЬ КОНСТРУКЦИИ23знать значения допустимости наружных и
внутренних дефектов, которые указаны в
нормативно-технической документации.
Результаты многочисленных исследова¬
ний показывают, что для пластичных ма¬
териалов при статической нагрузке (рис.
1.23, кривые 1, 2, 4) влияние величины
непровара на уменьшение их прочности
прямо пропорционально относительной
глубине непровара. Для малопластичных
и высокопрочных материалов при стати¬
ческой (рис. 1.23, кривые 3, 5), а также
динамической или вибрационной нагрузке
(рис. 1.24) пропорциональность между
потерей работоспособности и величиной
дефекта нарушается.Установлено, что поры и шлаковые
включения при их относительной суммар¬
ной площади в сечении шва до 5...10 %
практически мало влияют на статическую
прочность соединения (рис. 1.25). Если
швы имеют значительную выпуклость, то
поры и шлаковые включения суммарной
площадью (размером) 10... 15 % от сечения
шва тоже мало сказываются на статиче¬
ской прочности. Для ряда конструкций
(закладные детали, стыки арматуры) в
зависимости от места расположения такихРис. 1.23. Влияние относительной глубины
Д/г/6 непровара корня шва на статическую
прочность стыковых соединений
(без выпуклости):1 - сталь СтЗ; 2 - сталь 12Х18Н9Т; 3 - сталь
25ХГФА; 4 - сплав Д16Т; 5 - сталь 30ХГСНАдефектов их допустимая величина может
составлять 10...25 % от сечения шва.Такие дефекты, как трещины, оксид¬
ные пленки,несплавления, недопустимы.С учетом всех перечисленных выше
конструктивно-эксплуатационных факто¬
ров для альтернативной оценки опасности
влияния сварочных дефектов их целесо¬
образно разделить на две группы: объем¬
ные и плоскостные. Объемные дефекты не
оказывают существенного влияния на
работоспособность соединений. Эти де¬
фекты (поры, шлаки, флокены) можно
нормировать по размерам или площади
ослабления ими сечения изделия. Плоско¬
стные трещиноподобные дефекты (тре¬
щины, оксидные пленки, несплавления,
раскаты) по нормативно-технической до¬
кументации, как правило, считаются не¬
допустимыми.При обнаружении недопустимых на¬
ружных или внутренних дефектов их обя¬
зательно удаляют. Удалять наружные де¬
фекты следует вышлифовкой с обеспече¬
нием плавных переходов в местах выбо¬
рок. Места выборок можно не заваривать
в случае, если сохранилась минимальноРис. 1.24. Влияние относительной величины
ДА/6 дефектов на усталостную прочность
стыковых соединений из низкоуглеродистых
сталей (без выпуклости):1 - подрезы; 2 - поры; 3 - непровары;4 - шлаковые включения
24Глава 1. ВИДЫ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИИФ,0 8t, % с, МПа КС, Дж/м2180-36-883-0,06160-32-7 65-0,055а140-28-681-0,05\1 —/ в120-24-581-0,04 5100-20-МО-0,04\ВО- 1Б-392-0,035Yvv кс60- 12-294-0,0340- 8-196-0,025го- 4- 98-0,02.У у’0_ 0. 01 1 1 1 1 1 1О 4 8 12 16 20 24 g=s/sp, %Рис. 1.25. Влияние относительной площади дефектов (пор) на механические свойства стыко¬
вых соединений из легированной стали (ав= 850 МПа после закалки и отпуска):ав - статическая прочность; 6, - относительное удлинение; КС- ударная вязкость; ф - угол загибадопустимая толщина стенки детали в мес¬
те максимальной глубины выборки. Уда¬
ление дефектов с обратной стороны шва
проводят по всей длине заподлицо с ос¬
новным металлом. Если в процессе меха¬
нической обработки (вышлифовки) не
удалось полностью исправить наружные
дефекты, то их как недопустимые внут¬
ренние дефекты необходимо полностью
удалить.Удалять заглубленные наружные и
внутренние дефекты (дефектные участки)
в соединениях из алюминия, титана и их
сплавов следует только механическим
способом: вышлифовкой абразивным ин¬
струментом или резанием, а также выруб¬
кой с последующей зашлифовкой. В ряде
случаев в конструкциях из стали допуска¬ется удалять дефектные участки воздуш¬
но-дуговой или плазменной строжкой с
последующей обработкой поверхности
выборки абразивными инструментами.
При этом поверхности изделий из углеро¬
дистых и кремнемарганцовистых сталей
должны быть зачищены (зашлифованы)
до полного удаления следов резки.Исправлять дефекты с заваркой вы¬
борок в сварных соединениях, подлежа¬
щих обязательной термической обработке
и выполненных из легированных и хро¬
мистых сталей, следует после высокого
(при 450...650 °С) отпуска сварного со¬
единения (промежуточного, окончатель¬
ного или предварительного), за исключе¬
нием отдельных случаев, оговоренных
технологическими инструкциями.
Глава 2КЛАССИФИКАЦИЯ И ВЫБОР МЕТОДОВ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ2.1. МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯВ основу классификации методов
неразрушающего контроля (НК) положе¬
ны физические процессы взаимодействия
физического поля с объектом контроля.
По физическим явлениям, на которых эти
методы основаны, выделяют девять видов
НК: магнитный, электрический, вихрето¬
ковый, радиоволновой, тепловой, визу-
ально-оптический, радиационный, аку¬
стический и проникающими веществами
(капиллярный).Магнитный метод контроля основан
на регистрации магнитных полей рассея¬
ния, возникающих над дефектами, или на
определении магнитных свойств контро¬
лируемых изделий. Его применяют, как
правило, для контроля объектов из фер¬
ромагнитных материалов. При этом мето¬
де во всех случаях используют намагни¬
чивающие объекты и измеряют парамет¬
ры, используемые при контроле магнит¬
ными методами. В зависимости от маг¬
нитных свойств материала (коэрцитивной
силы, магнитной проницаемости, оста¬
точной индукции), формы и размеров
контролируемого изделия применяют два
способа намагничивания:- приложенного магнитного поля;- остаточной намагниченности.Информацию о магнитной прони¬
цаемости и ее изменении в зависимости от
напряженности магнитного поля получа¬
ют с помощью катушки индуктивности
(индуктивный метод).Для индицирования полей рассеяния
на дефектах и измерения магнитных ха¬
рактеристик материалов также использу¬ют датчики типа феррозондов (феррозон-
довый метод), преобразователи Холла,
магниторезисторы. Часто для регистрации
полей рассеяния над дефектом применяют
магнитные порошки или магнитные сус¬
пензии (магнитопорошковый метод).Вихретоковый метод (электромаг¬
нитный метод) основан на регистрации и
анализе взаимодействия электромагнит¬
ного поля вихретокового преобразователя
с электромагнитным полем вихревых то¬
ков, наводимых в контролируемом объек¬
те. Этим методом контролируют изделия
из электропроводящих материалов.Электрический метод НК состоит в
регистрации параметров электрического
поля, взаимодействующего с контроли¬
руемым объектом. Информативными па¬
раметрами являются электрическая ем¬
кость или потенциал. Емкостный вид ме¬
тода применяют для контроля диэлектри¬
ческих или полупроводниковых материа¬
лов. По изменению диэлектрической про¬
ницаемости контролируют химический
состав пластмасс, полупроводников, на¬
личие в них несплошностей, влажность
сыпучих материалов и др. Потенциальный
вид используют для контроля толщины
проводящего слоя полупроводников, на¬
личия в них несплошностей.Радиоволновой метод НК основан на
регистрации изменений параметров элек¬
тромагнитных волн радиодиапазона,
взаимодействующих с контролируемым
объектом. Обычно применяют волны
сверхвысокой частоты (СВЧ) длиной1...100 мм и контролируют изделия из
26 Глава 2. КЛАССИФИКАЦИЯ И ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯматериалов, где радиоволны не очень
сильно затухают: диэлектрики (пластмас¬
сы, керамика, стекловолокно), магнитоди-
электрики (ферриты), полупроводники,
тонкостенные металлические объекты.
Информативными параметрами являются
амплитуда, фаза, вектор поляризации,
частота, время распространения волн.Тепловой метод НК заключается в
регистрации изменения тепловых полей
контролируемого объекта. Он применим к
объектам из любых материалов и толщин.Визуально-оптический метод НК ос¬
нован на наблюдении и анализе парамет¬
ров оптического излучения, взаимодейст¬
вующего с контролируемым объектом.
При визульном контроле измеряемой ха¬
рактеристикой является изменение интен¬
сивности света. Зрительно контролируют
исходные материалы, полуфабрикаты,
готовую продукцию, обнаруживают от¬
клонения формы и размеров валиков
сварных швов, изъяны материала и обра¬
ботки, поверхностные дефекты.Однако возможности глаза ограни¬
чены, и поэтому применяют оптические
приборы (лупы, эндо- и микроскопы),
которые позволяют расширить пределы
возможностей человеческого глаза. Визу¬
альный контроль с применением оптиче¬
ских приборов называют визуально¬
оптическим. Он состоит в использовании
явления отражения видимого света от ис¬
следуемого объекта.Капиллярные методы основаны на
капиллярном проникновении в полость
дефектов контролируемых объектов
пробных веществ, в частности индикатор¬
ной жидкости, хорошо смачивающей ма¬
териал изделия. Их применяют для обна¬ружения слабо видимых невооруженным
глазом поверхностных дефектов в издели¬
ях из любых материалов.Методы течеискания используют
для выявления только сквозных дефектов
в замкнутых (герметичных) емкостях. В
полость дефекта пробное вещество про¬
никает под действием либо разности дав¬
лений, либо капиллярных сил. Регистра¬
ция прошедшего пробного вещества фик¬
сируется определенным образом с наруж¬
ной стороны изделия.Радиационный метод НК основан на
регистрации и анализе проникающего
через объект ионизирующего излучения.
Информативным признаком метода явля¬
ется ослабление интенсивности ионизи¬
рующего излучения. Этот метод приме¬
ним к любым материалам и позволяет
определить не только макродефекты, но и
микроструктуру металлов.Акустический метод НК заключает¬
ся в регистрации параметров упругих
волн, возбуждаемых или возникающих в
объектах. Чаще всего используют упругие
волны УЗ диапазона (с частотой колеба¬
ний /> 20 кГц). Этот метод называют еще
УЗ. К акустическим методам относится
акустическая эмиссия, когда в из¬
делии возникают упругие колебания
вследствие перестройки структуры, заро¬
ждения и развития дефектов, коррозион¬
ного растрескивания, пластического де¬
формирования и др.В зависимости от вида акустического
метода (УЗ дефектоскопия, акустическая
эмиссия) информативными признаками
являются: амплитуда, фаза, время распро¬
странения, число импульсов, амплитудно-
частотный спектр, плотность сигналов и др.2.2. ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯПри выборе метода или комплекса
методов НК конкретных деталей или уз¬
лов необходимо учитывать следующие
основные факторы: характер (вид) не-
сплошности и ее расположение, чувстви¬тельность метода контроля, условия рабо¬
ты деталей и технические условия (ТУ) на
изделие, материал детали, состояние и
шероховатость поверхности, форму и
размер детали, зоны контроля, доступ¬
ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ27ность детали и зоны контроля, условия
контроля. Ниже рассматриваются факто¬
ры, влияющие на выбор методов НК.Характер несплошностей, подле¬
жащих вьтвлению. В зависимости от
происхождения несплошности различа¬
ются размерами, формой и средой, за¬
полняющей их полости. Так, например,
трещины имеют протяженную форму,
различные раскрытие и глубину. В по¬
лости трещин могут быть оксиды, смаз¬
ка, нагар и другие загрязнения. Для тре¬
щин характерны резкие очертания, ост¬
рые углы, а неметаллические включения,
закаты и заковы часто бывают округлой
формы. Поэтому, учитывая особенности
и несплошность, которую необходимо
обнаружить, выбирают метод НК для ее
надежного выявления.Так, для обнаружения поверхност¬
ных трещин с малой шириной раскрытия
(0,5...5 мкм) на деталях из ферромагнит¬
ных материалов наиболее эффективен
магнитный метод, а из немагнитных мате¬
риалов - вихретоковый или капиллярный
метод, и совершенно непригоден, напри¬мер, радиографический. Для выявления
внутренних скрытых несплошностей це¬
лесообразно применять радиационные
или УЗ методы.Чувствительность методов НК.
Она определяется наименьшими размера¬
ми выявляемых несплошностей:- у поверхностных шириной раскры¬
тия у выхода на поверхность, протяжен¬
ностью в глубь металла и по поверхности
изделия;- у внутренних размерами неспло¬
шности с указанием глубины залегания.Чувствительность зависит от физи¬
ческих особенностей метода НК, техниче¬
ских параметров применяемых средств
контроля, чистоты обработки поверхности
контролируемой детали, толщины детали,
физико-химических свойств ее материала,
условий контроля и других факторов.
Оценочные данные о чувствительности
некоторых методов НК приведены в
табл. 2.1 (справочник "Неразрушающий
контроль металлов и изделий" / под ред.
Г.С. Самойловича. - М.: Машинострое¬
ние, 1976. 455 с.).2.1. Чувствительность методов НКМинимальные размеры выявляемых несплошностей, мкмМетодШиринараскрытияГлубинаПротяженностьВизуально¬оптический5...10-100Цветной1...2Оо100...300Люминесцентный1...210...30100...300Магнитопорошковый1Оо30Вихретоковый0,5...1150...200600...2000УЗ1...30-Радиографический100...5001 •• • 1,5от толщины1—1 При толщине металла < 7 мм относительная чувствительность радиографиче¬
ского метода резко снижается и при толщине 1 мм составляет —10 %.
28 Глава 2. КЛАССИФИКАЦИЯ И ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯМесто расположения на детали
возможных несплошностей. Несплошно-
сти можно условно разделить на поверх¬
ностные, подповерхностные (глубиной
0,5... 1,0 мм) и внутренние (глубина зале¬
гания >1,0 мм). Для выявления поверхно¬
стных дефектов применимы все методы,
но, как правило, наиболее эффективны из
них визуально-оптический, магнитопо¬
рошковый и капиллярные. Для обнаруже¬
ния подповерхностных несплошностей
эффективны УЗ, токовихревой, магнито¬
порошковый, а внутренних - только ме¬
тоды УЗ и радиографический.Условия работы детали. Они опре¬
деляют наиболее вероятные места воз¬
никновения дефектов, связанных с повы¬
шенной концентрацией напряжений, воз¬
действием знакопеременных нагрузок,
агрессивных сред, температурных усло¬
вий. Любые конструктивные или техноло¬
гические дефекты могут стать очагами
усталостного разрушения. Учет условий
работы деталей позволяет выявить крити¬
ческие места конструкции и установить за
ними тщательный контроль неразрушаю¬
щими методами.Технические условия на изделие. ТУ
на изделие включают в себя количествен¬
ные критерии недопустимости в нем раз¬
ного рода дефектов. При этом в различ¬
ных частях изделия могут быть неодина¬
ковые требования к его качеству. Часто в
ТУ указывают и методы контроля, кото¬
рые необходимо применять на данном
изделии. Требования о применении раз¬
личных методов НК могут быть изложены
и в других документах: правилах контро¬
ля, правилах эксплуатации сосудов, на
чертежах и т.д.Физические свойства материалов
деталей. Физические свойства материа¬
лов имеют важнейшее значение при вы¬
боре методов НК. Для применения маг¬
нитного метода материал должен быть
ферромагнитным и однородным по маг¬
нитным свойствам структуры. Вихретоко¬
вый метод контроля используется, если
материал электропроводен, однороден поструктуре и изотропен по магнитным
свойствам. Для УЗ контроля материал
должен обладать свойствами упругости.
Капиллярные методы оправданы при не¬
пористом и стойком к воздействию орга¬
нических растворителей материале. При¬
менение методов просвечивания ионизи¬
рующими излучениями ограничивается
лишь способностью материала поглощать
данные излучения и толщиной материала.Форма и размеры контролируемых
деталей. Применимость некоторых мето¬
дов для контроля изделий сложной формы
ограничена, например ультразвукового -
из-за трудности расшифровки результатов
контроля и наличия мертвых зон, а также
капиллярного - из-за трудности выполне¬
ния отдельных операций, особенно подго¬
товки деталей к контролю и удаления с
поверхности проникающей жидкости.Крупногабаритные изделия контро¬
лируют, как правило, по частям.Зона контроля. В ней не должно
быть конструктивных элементов, препят¬
ствующих контролю, например УЗ: отвер¬
стий, заклепок, болтов и т.д.Состояние и степень шероховато¬
сти поверхности. Чувствительность ме¬
тодов НК, особенно магнитопорошкового,
капиллярных, УЗ зависит от степени ше¬
роховатости поверхности, наличия на ней
различных защитных покрытий. Капил¬
лярные методы не могут быть выполнены
по лакокрасочным покрытиям. Вихрето¬
ковый контроль возможен при наличии
покрытий толщиной 0,2...0,5 мм. УЗ кон¬
троль сварных соединений проводят при
Rz < 40 мкм.Условия контроля и наличия подходов
к проверяемому объекту. Как правило, НК
выполняется при температуре t > 0 °С. Зона
контроля должна быть ограждена от ис¬
точников загрязнения (например, от пыли
зачистных машинок), а условия контроля
быть безопасными, чтобы внимание де-
фектоскописта было в полной мере на¬
правлено на объект контроля.Большинство методов НК может
быть применимо для контроля при досту¬
пе с одной стороны. Метод просвечивания
ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ29ионизирующими излучениями требует
доступа с двух сторон детали.Методы НК выбирают с учетом пе¬
речисленных факторов. Очень часто
применения одного метода недостаточно
для проверки качества изделия по
требуемым параметрам. В таких случаях
используют комплекс методов НК.Например, при радиографическом
контроле сварных соединений хорошо
выявляются объемные несплошности (по¬
ры, шлаковые включения) и плоскостные
дефекты с ориентацией, близкой к на¬
правлению просвечивания, и раскрытием> 100 мкм. УЗ контроль хуже выявляет
объемные дефекты, зато позволяет обна¬
руживать плоскостные дефекты с раскры¬
тием < 100 мкм. Сочетание этих методов
при контроле ответственных металлокон¬
струкций дает возможность выявить все
опасные дефекты указанных типов.Для обслуживающего персонала
наиболее опасны радиационные методы.
Определенную токсичность имеют мето¬
ды капиллярные и течеискания при ис¬
пользовании некоторых типов пробных
веществ и ультрафиолетовых осветителей.
Заметного влияния на здоровье обслужи¬
вающего персонала остальных методов не
установлено.По возможностям автоматизации
контроля наиболее благоприятны вихре¬
токовый вид контроля, магнитные методы
с феррозондовыми, индукционными и
тому подобными типами преобразовате¬
лей, радиационный радиометрический
метод и некоторые виды тепловых.Главные их преимущества заключа¬
ются в отсутствии необходимости прямо¬
го контакта преобразователя с изделием и
представлении информации о дефектах в
виде показаний приборов. Перечислен¬
ным методам уступает УЗ, для которого
обязателен акустический контакт преоб¬
разователей с изделием, например через
слой воды. Трудность автоматизации дру¬
гих методов заключается в необходимо¬
сти визуальной обработки данных о де¬
фектах, которые эти методы выявляют.По стоимости выполнения контроля
к наиболее дорогим относятся методы
радиографические и течеискания. Это
связано с длительностью операций кон¬
троля, а также необходимостью капиталь¬
ных затрат на оборудование и помещения.
Низкой производительностью также от¬
личается капиллярный контроль. Если
сравнивать, например, затраты на радиа¬
ционный и УЗ контроль сварных соедине¬
ний толщиной 10...20 мм, то для УЗ кон¬
троля они будут в 3-5 раз меньше. Пре¬
имущество будет возрастать с увеличени¬
ем толщины сварных соединений.Резюмируя изложенное, необходимо
отметить, что при сопоставлении методов
НК наиболее важной характеристикой
является обнаружение дефектов. На рис.2.1. приведены условные коэффициенты
выявляемое™ различными методами НК
наиболее частных дефектов сварных со¬
единений.Из рис. 2.1 видно, что наиболее эф¬
фективным методом является УЗ. По дан¬
ным отечественных и зарубежных иссле¬
дователей, выявляемость капиллярным и
визуальным методами - 0,2; рентгено- и
гаммаграфический методы характеризу¬
ются оценкой, близкой к 1,7. В то же вре¬
мя для УЗ метода этот коэффициент > 3,0.Рис. 2.1. Сравнительная выявляемость де¬
фектов различными методами контроля:I - визуально-оптическим; 2 - рентгено- и
у-графическими; 3 - магнитными;4 - капиллярными; J - УЗ
Глава 3ВИЗУАЛЬНО-ОПТИЧЕСКИЙ
И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ3.1. ВИЗУАЛЬНО-ОПТИЧЕСКИЙ КОНТРОЛЬЭтот метод НК является наиболее
распространенным. Он прост, требует
малой затраты времени и сравнительно
недорог. Именно вследствие простоты
визуальным контролем никогда не следу¬
ет пренебрегать даже в тех случаях, когда
объект контролируется с помощью других
методов НК.В результате внешнего осмотра опе¬
ратор может обнаружить трещины, по¬
верхностную пористость, незаполненные
кратеры, подрезы, смещения, прожоги и
выплески при контактной сварке и др. Ми¬
нимальный размер дефекта, который выяв¬
ляется при визуальном контроле без до¬
полнительных вспомогательных средств,
зависит от характера исследуемой по¬
верхности, уровня яркости и контраста
яркостей между изделием и фоном.Чувствительность человеческого гла¬
за меняется в широких пределах в зави¬
симости от длины волны воспринимаемо¬
го света. В обычных условиях глаз наибо¬
лее чувствителен к желто-зеленому цвету
с длиной волны X ~ 550 нм. Человеческий
глаз удовлетворительно работает в широ¬
ком диапазоне условий, и именно по этой
причине при зрительном восприятии
трудно судить о разности яркости или
интенсивности. Время, в течение которого
должен работать оператор, необходимо
ограничивать, чтобы избежать обуслов¬
ленного этим утомления глаз. Важно,
чтобы количество света, достигающего
глаза, было достаточным для наилучшей
различимости дефектов.Многочисленными экспериментами
установлено, что наибольшая световая
чувствительность глаза достигается при
освещенности в пределах 250.. .500 лк.Ограниченность остроты и чувстви¬
тельности глаза компенсируется приме¬
нением вспомогательных оптических
приборов. К ним относят зеркала, линзы,
лупы, микроскопы, телескопические сис¬
темы, эндоскопы. Одним из наиболее
простых способов контроля недоступных
или скрытых поверхностей является ос¬
мотр их с помощью зеркал. Зеркальная
поверхность должна быть совершенно
плоской, так как лишь при этом условии
обеспечивается хорошая четкость изо¬
бражения. Необходимо, кроме того, чтобы
зеркала были чистыми и свободными от
пыли.Для визуального контроля мелких и
близко расположенных объектов, т.е. де¬
талей и изделий, находящихся от глаза
оператора на расстоянии наилучшего зре¬
ния (250 мм), применяют лупу (собира¬
тельную линзу). Увеличение, которое
обеспечивает лупа, определяется следую¬
щим выражением:где / - фокусное расстояние, мм; цифра
250 представляет собой среднее мини¬
мальное расстояние, мм, от объекта до
"нормального", невооруженного, глаза.Для внешнего осмотра чаще всего
применяют лупы с ручкой, имеющие уве¬
личение 2; 2,5 и 5 раз.
ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ31Чтобы максимально использовать
возможность лупы, ее всегда следует дер¬
жать так, чтобы ее плоскость была
параллельна поверхности контролируемо¬
го изделия и находилась как можно ближе
к глазу. В этом случае глаз воспринимает
наибольшее количество отраженного от
поверхности изделия света.Микроскоп, как и лупа, предназначен
для наблюдения близкорасположенных
(~ 250 мм) предметов. Изучение распро¬
странения первичной макроскопической
трещины, когда возникновение трещин
равновероятно во многих его точках,
применяют микроскопы с увеличением в2...20 раз. Для исследования движения
усталостной макротрещины и определе¬
ния влияния на эти процессы границ зерен
требуются микроскопы с увеличением в
100 ... 500раз. В целях изучения природы
возникновения и развития усталостных и
микроскопических трещин, а также ис¬
следования микроструктуры материала
используют микроскопы с увеличением
до 2000 раз.При визуальном контроле далеко
расположенных объектов, например отли¬
вок, изделий аэрокосмической техники,
широко применяют телескопические сис¬
темы (лупы, бинокли). В этих системах
параллельный пучок излучения поступает
во входной зрачок системы, далее этот
пучок сжимается, оставаясь параллель¬
ным, и выходит через выходной зрачок.
Фокусы таких систем находятся в беско¬
нечности, а оптическая сила равна нулю.Для телескопической системы в воз¬
духе видимое увеличениегде /i и/2 - соответственно фокусные рас¬
стояния объектива и окуляра, D и D' -
диаметры входного и выходного зрачков
соответственно.Эндоскопы - это смотровые прибо¬
ры, построенные на базе волоконной и
линзовой оптики и механических уст¬
ройств. Принцип действия эндоскопов
заключается в осмотре объекта контроля с
помощью специальной оптической систе¬
мы (часто типа микроскопа, телескопа),
позволяющей передавать изображение на
значительные расстояния (до нескольких
десятков метров) с отношением эффек¬
тивной длины эндоскопа X (вводимой в
объект контроля части корпуса) к его на¬
ружному диаметру d, равным X / d » 1.Современный эндоскоп является
универсальным оптико-механическим
прибором, обеспечивающим любой вид
визуального контроля внутри закрытого
пространства на значительное расстояние
(до 30 м). Эндоскопы широко применяют
в авиационно-космической промышлен¬
ности для диагностики сварных швов в
закрытых камерах сгорания, определения
усталостных трещин в лонжеронах
крыльев, наличия коррозии в заклепках.
Достаточно широкое применение эндо¬
скопы нашли в атомной, нефтехимиче¬
ской промышленности, а также в автомо¬
бильной промышленности при диагности¬
ке двигателей.3.2. ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬВиды, погрешности и средства из¬
мерений. Измерением называется нахож¬
дение значения физической величины
опытным путем с помощью специальных
технических средств.Единством измерений именуется со¬
стояние измерений, при которых их ре¬
зультаты выражены в узаконенных еди¬ницах и погрешности известны с заданной
вероятностью.Процесс измерения характеризуется,
с одной стороны, восприятием и отобра¬
жением физической величины, а с другой -
нормированием, т.е. присвоением ей опре¬
деленного числового значения (размера).
32Глава 3. ВИЗУАЛЬНО-ОПТИЧЕСКИЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬЧисленное значение % величины X
представляет собой отношение измеряе¬
мой величины к величине N, принимае¬
мой за единицу измерения:Для проведения такой операции под¬
лежащая измерению физическая величина
должна быть однозначно определена.Основными единицами Междуна¬
родной системы единиц измерения (СИ)
являются:метр (м) - единица длины;
килограмм (кг) - единица массы;
секунда (с) - единица времени;
ампер (А) - единица силы тока;
кельвин (К) - единица термодинами¬
ческой температуры;кандела (кд) - единица силы света.
Распространенной единицей измере¬
ния угла является градус, который равен
1/360 окружности. Градус обозначается зна¬
ком и делится на 60', а минута - на 60".Системой СИ в качестве дополни¬
тельной единицы измерения углов преду¬
смотрен радиан. Под радианом понимает¬
ся угол между двумя радиусами круга,
длина дуги между которыми равна радиу¬
су. 1 рад = 57°17'44,8".Измерения по способу получениярезультатов подразделяют на прямые,
косвенные, абсолютные и относительные
(табл. З.1.).При выборе измерительных средств
пользуются так называемыми метрологи¬
ческими показателями.К основным показателям относятся:
цена деления шкалы, диапазон измерений,
предел допустимой погрешности средств
измерений, допустимая погрешность из¬
мерительного средства, пределы измере¬
ния и нормальные условия.При оценке годности деталей на
производстве часто пользуются понятием
"контроль изделий". Под контролем по¬
нимается не определение действительного
размера, а регистрация факта, что размер
изделия не выходит за пределы допусти¬
мых наибольшего и наименьшего размеров.Погрешностью измерения называет¬
ся отклонение результата измерения от
истинного значения измеряемой величины.Абсолютная погрешность измерения
Ах определяется формулойАх = хизм-х,где хизм - значение, полученное при изме¬
рении; х - истинное значение измеряемой
величины.Погрешности обычно подразделяют
на несколько групп (табл. 3.2).3.1. Виды измеренийИзмерениеОпределениеПрямоеИзмерение, при котором искомое значение величины находят непо¬
средственно из опытных данныхКосвенноеИзмерение, при котором искомое значение величины находят на
основании известной зависимости между этой величиной и величи¬
нами, подвергаемыми прямым измерениямАбсолютноеИзмерение, основанное на прямых измерениях одной или несколь¬
ких основных величин и (или) использовании значений физических
константОтносительноеИзмерение отношения величины к одноименной величине, играю¬
щей роль единицы, или измерение величины по отношению к одно¬
именной величине, принимаемой за исходную
ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ333.2. Погрешности измерений и их составляющиеПогрешностьОпределениеПричины возникновения
погрешностиСоставляющие погрешности измеренияСистематическаяОстающаяся постоянной
или закономерно изме¬
няющаяся при повторных
измерениях одной и той
же величиныОтклонение от нормальной темпе¬
ратуры измерения; измерение при¬
бором, у которого указатель смещен
относительно нулевой отметкиСлучайнаяИзменяющаяся случай¬
ным образом при повтор¬
ных измерениях одной и
той же величиныОкругление при считывании пока¬
заний прибора; вариации показаний
прибораСоставляющие систематической погрешности измеренияИнструментальнаяЗависящая от погрешно¬
стей применяемых средств
измеренияНесовершенство кинематической
схемы прибора; отклонения разме¬
ров, формы и расположения по¬
верхностей деталей прибора; износ
прибора при эксплуатацииМетодическаяПроисходящая от несо¬
вершенства метода изме¬
ренийНевыполнение нормальных условий
измерения; неправильная установка
прибора; применение приближен¬
ных расчетных формул; ошибочные
методики измеренияСубъективнаяОбусловленная индивиду¬
альными особеностями
наблюдателя, производя¬
щего измеренияНедостаточно точное считывание
показаний прибора; ошибки при
оценке на глаз долей деления шка¬
лы, соответствующих положению
указателя; параллакс при отсчете
показаний прибора; разная реакция
органов чувств на сигналыПри измерении линейных размеров в
зависимости от задачи измерения за нача¬
ло отсчета отклонений принимают или
номинальные размеры, или прилегающие
поверхности (контуры), или средние раз¬
меры. При контроле размеров, отклоне¬
ний формы и расположения используют
прилегающие поверхности.Номинальный размер - размер, кото¬
рый служит началом отсчета отклонения
и относительно которого определяются
предельные размеры. Номинальные раз¬
меры указывают на чертежах деталей исборочных единиц.Отклонение - алгебраическая раз¬
ность между размером (действительным,
предельным и т.п.) и соответствующим
номинальным размером.Прилегающие поверхности и конту¬
ры - это поверхности и контуры, имею¬
щие форму номинальных (и заданных
чертежом), касательные к реальной по¬
верхности, лежащие вне материала детали
и отличающиеся наименьшим значением
максимального отклонения от реальной
поверхности.
34Глава 3. ВИЗУАЛЬНО-ОПТИЧЕСКИЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬа)б)Рис. 3.1. Набор шаблонов (а)
для контроля размеров швов
и пример использования шаблонов (б)Измерение размера - это измерение
или размера прилегающего замкнутого
контура (например, для цилиндрических
поверхностей диаметр прилегающего ци¬
линдра), или максимального расстояния
между прилегающими поверхностями
(контурами).Измерение отклонений формы - это
измерение отклонений реальных поверх¬
ностей (контуров) от прилегающих.Измерение отклонений расположе¬
ния - это измерение отклонений располо¬
жения прилегающих поверхностей (кон¬
туров) или их осей относительно номи¬
нальных положений или отклонений вза¬
имного расположения.Средние поверхности (контуры) оп¬
ределяют как поверхности и контуры,
имеющие форму номинальных и пересе¬
кающие реальный профиль так, что раз¬
ность сумм квадратов положительных и
отрицательных отклонений минимальна._Утах Ч
Л min г-Га)б)Рис. 3.2. Предельные шаблоны:а-для контроля стыковых швов;6 - для контроля угловых швов;
h - выпуклости шва; Ь - ширина шваРис.3.3. Измерительные щупы в обоймеДля контроля конструкционных эле¬
ментов формы и размеров кромок, зазоров
собранных под сварку соединений, а так¬
же размеров выполненных сварных швов
используют специальные шаблоны,
имеющие вырезы под определенный шов,
размер которого иногда указан (выбит) на
шаблоне (рис. 3.1).Часто для указанных выше целей ис¬
пользуют предельные шаблоны (рис. 3.2)
с наибольшими (проходными) и наи¬
меньшими (непроходными) контрольны¬
ми вырезами и щупы-калибры, применяе¬
мые для контроля зазоров между плоско¬
стями (рис. 3.3), имеющими вид мерной
пластины определенной толщины. Тол¬
щина одной пластины 0,02... 1 мм. Щупы
длиной 100 мм поставляются наборами;
длиной 200 мм - отдельными пластинами.Средства для измерения углов. Для
контроля углов применяют такие средст¬
ва, как угольники, угловые меры, калиб¬
ры, механические и оптические делитель¬
ные головки, гониометры, синусные ли¬
нейки и другие жесткие контрольные ин¬
струменты, имеющие определенные зна¬
чения углов. Угловые меры в основном
используют для поверки и градуировки
различных средств измерений углов, но
они могут применяться и непосредствен¬
но для измерения углов и деталей изде¬
лий. Калибры - шаблоны для контроля
углов скоса кромок, углов разделки кро¬
мок - широко используют при контроле
соединений, собранных под сварку (рис. 3.4).
ИЗМЕРИТЕЛЬНЫМ КОНТРОЛЬ35Рис. 3.4. Проверка угла скоса и зазора
между кромками стыкового соединенияДля измерения углов из изделий
очень часто пользуются универсальными
угломерами, например, нониусными (рис.
3.5), оптическими, индикаторными, соот¬
ветственно с размерами величин отсчета2,5 и 5'.Перед сваркой необходимо измерять
величину притупления кромок (рис. 3.6),их угол скоса (рис. 3.7), а также смеще¬
ния стыкуемых элементов (рис.3.8).
Швы готовых сварных соединений так¬
же подвергаются измерительному кон¬
тролю с помощью универсальных шаб¬
лонов (рис. 3.9). Подробное описание
шаблонов и измерительных инструмен¬
тов приведено в табл. 3.3.Рис.3.6. Схема измерения притупления кромок
3.3. Характеристики измерительных приборовыа\Шаблоны
сварного шваОписаниеВид сварного
шваугловой§£ зОн хоXм* 3SЕ зо нDQДиапа¬зонизме¬рений,ммТоч¬
ность
отсче¬
та, ммУгол меж¬
ду свари¬
ваемыми
элемента¬
ми, градДопустимое
отклонение
угла между
свариваемы¬
ми элемента¬
миПростые шаблоны для сварного шва: а -
измеряет угловые швы толщиной 3... 15 мм,
применяется на криволинейных участках и
при этом должен обеспечивать контакт в трех
точках между участком шва и шаблоном; б -
измеряет превышение выпуклости стыково¬
го шва с помощью прямолинейной части
шаблона. Поскольку шаблон может быть
изготовлен из относительно мягкого алю-
миния, то он быстро изнашивается Набор шаблонов для сварного шва. Рассчи¬
таны на измерение сварных швов толщиной
3... 12 мм; при толщинах 3...7 мм с шагом
0,5 мм; измеряют толщину 8; 10 и 12 мм. Дей¬
ствуют по принципу соприкосновения в трех
точкахШаблон для сварного шва с нониусом. Из¬
меряет, например, катеты угловых швов;
может измерять превышение выпуклости
стыкового шва. Губки шаблона могут иметь
такую конструкцию, которая позволяет кон¬
тролировать углы разделки кромок V- и Y-
образных швов в 60; 70; 80 и 90°. Но не¬
большие отклонения этих величин приводят
к большим погрешностям X3...15XX3...12X-0,5Зави¬
сит от
набо¬
ра0...200,1Небольшое90Не преду¬
смотреноГлава 3. ВИЗУАЛЬНО-ОПТИЧЕСКИЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ
£1<N
00ч*/V kwu /Шаблон собственного изготовления. Изме¬
ряет семь параметров углового шва при угле
90° между его элементамиИзмеритель зазора в соединенииКрючковый штангенциркуль для измерения
смещения наружных кромок. Измеряет сме¬
щения во время подготовки стыковых швов
при сварке листов и трубУниверсальный шаблон для контроля стыко¬
вых швов. Измеряет подготовленные и за¬
конченные сварные стыковые швы:1 - угол скоса;2 - зазор в соединении;3 - притупление кромок, ширину сварного
шва;4 - смещение наружных кромок, выпуклость
шва;5 - диаметр электродовОкончание табл. 3.3-0...200,290Не преду¬
смотрено0...60,10...1000,06X0...300,1± 25 %ИЗМЕРИТЕЛЬНЫМ КОНТРОЛЬ
38Глава 3. ВИЗУАЛЬНО-ОПТИЧЕСКИЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬРис.3.8. Схема измерения смещения наружных кромок деталейРис.3.9. Универсальный шаблон:а - общий вид; б ив - измерение высоты углового шва;
г - измерение высоты стыкового шва; д - измерение зазора
ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ39Процедура визуально-оптического
и измерительного контроля готовых
сварных соединений. Внешний осмотр и
обмеры сварных швов и соединений яв¬
ляются первыми контрольными опера¬
циями по приемке готового узла или из¬
делия. Им подвергаются все сварные швы
независимо от того, как они будут испыта¬
ны в дальнейшем.Визуальный и измерительный кон¬
троль полезен для проверки наиболее
важных характеристик законченного из¬
делия, включая:- соответствие размеров законченно¬
го сварного соединения нормативно¬
технической документации (НТД);- определение законченности шва и
соответствие сварного шва требуемому
расположению, размерам и контуру;- приемлемость общего вида шва (в
том числе шероховатость поверхности,
наличие складок и сварных брызг);- наличие зачистки металла в местах
приварки временных технологических
креплений, гребенок индуктора и поверх¬
ности сварного соединения под после¬
дующий НК;- отсутствие (наличие) поверхност¬
ных трещин всех видов и направлений, а
также дефектов на поверхности сварных
соединений (пор, включений, отслоений,
свищей, наплывов, усадочных раковин,
подрезов, непроваров, западаний между
валиками, грубой чешуйчатости, прожо¬
гов металла, а также мест касания свароч¬
ной дугой поверхности основного металла;- контроль размеров поверхностных
дефектов;- наличие маркировки (клеймения)
шва и правильности ее выполнения.Соответствие размеров законченного
сварного соединения определяется, как
правило, обычными методами измерения.Степень коробления изделия в про¬
цессе сварки и после нее выявляется с
помощью линеек, индикаторов, прогибо-
меров и тензометров.При контроле ответственных свар¬
ных изделий, где требуется большая точ¬
ность изготовления их геометрической
формы, используют многокоординатные
измерительные приборы.Качество сварного соединения в зна¬
чительной мере характеризуется размера¬
ми сварных швов. Недостаточное сечение
шва уменьшает его прочность, завышен¬
ное увеличивает внутренние напряжения
и деформации в нем.Для проверки размеров сечения у
стыковых швов измеряют их ширину, вы¬
пуклость и вогнутость шва, глубину под¬
реза, чешуйчатость и глубину западаний
между валиками; в угловых швах, соеди¬
ненных внахлест и втавр, - катет шва
(рис. 3.10). На рис. 3.11 даны графические
изображения выпуклости (вогнутости) и
толщины углового шва.Значения указанных выше величин, а
также допустимые отклонения устанавли¬
ваются Правилами устройства и безопас¬
ной эксплуатации, стандартами (напри¬
мер, ГОСТ 5264-80 и 14771-76), ТУ,
СНиП, НТД, ПТД и рабочими чертежами
изделий.Размеры сварного шва контролируют
измерительным инструментом обычно с
точностью измерения до ± 0,1 мм или
специальными шаблонами, имеющими
вырезы под определенный шов, размер
которого указан (выбит) на шаблоне.Кроме того, есть предельные шабло¬
ны с наибольшими (проходными) и наи¬
меньшими (непроходными) контрольны¬
ми вырезами (рис. 3.12). Количество та¬
ких шаблонов должно соответствовать
номенклатуре сварных швов и типов
сварных соединений.Удобно применять универсальные
шаблоны, пригодные как для обмера
швов, так и для проверки правильности
подготовки кромок под сварку (см. рис.3.6 и 3.9). Требования к общему виду
(профилю) сварного шва неоднозначны и
должны быть определены в НТД.
40Глава 3. ВИЗУАЛЬНО-ОПТИЧЕСКИЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬРис. 3.10. Размеры сварного шва и его дефектов, подлежащие измерительному контролю:а - ширина е, выпуклость g и выпуклость корня gt сварного шва; б - вогнутость g2 корня сварного
шва; в - ширина et лицевой стороны двустороннего шва и его выпуклость g3; г - подрез Ь2 зоны
сплавления и неполное заполнение разделки Ьг кромок; д - чешуйчатость Д| и заполнение Д2 меж¬
ду валиками шва; е - размеры поверхностных дефектов; ж - катеты шва К и К|сотРис.3.11. Графическое изображение выпуклости вогнутости т
и толщины а углового шва
измерительный контроль41Эталоны для визуального контроля
или образцы сварки, согласованные с ор¬
ганами надзора или потребителем, можно
использовать как руководство по оценке
качества внешнего вида сварного шва.
Иногда требуется гладкий шов, строго
равномерный по размеру, так как шов
образует часть наружной поверхности
изделия.С целью более достоверной оценки
качества сварного соединения при визу-
ально-оптическом контроле нужно, чтобы
освещенность контролируемой поверхно¬
сти была не менее 350 лк. Подлежащая
контролю наружная поверхность должна
рассматриваться под углом более чем 30°Угол обзораРис.3.12. Условия контроляк плоскости объекта контроля и с расстояний
до 600 мм (см. рис. 3.12). Для создания хо¬
рошего контраста изображения дефекта с
фоном и его уверенного обнаружения при
необходимости применяют дополнительный
источник света.
Глава 4РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ4.1. ФИЗИЧЕСКИЕ ОСНОВЫПри радиационном контроле исполь¬
зуют три основных элемента (рис. 4.1):- источник ионизирующего излучения;- контролируемый объект;- детектор, регистрирующий прошед¬
шее ионизирующее излучение.При радиационной дефектоскопии
сварных соединений в основном приме¬
няют тормозное (рентгеновское) нейтрон¬
ное и у-излучения. Тормозное и у-
излучения представляют собой разновид¬
ность электромагнитных колебаний, кото¬
рые по сравнению с видимым светом и
ультрафиолетовым излучением имеют как
общие волновые свойства, так и специфи¬
ческие особенности, связанные с их кор¬
пускулярными (квантовыми) свойствами.
В частности, длина волны X, м, видимогорентгеновскогосвета равна 10 9 ... 4-10 7излучения 6-10 13 10 8; у-излучения
10“13 ... 4-10 12м.Разница между рентгеновским и у-
излучением заключается в механизме их
возникновения: рентгеновское излучение -
внеядерного происхождения, у-излучение -продукт распада ядер. Обладая одинако¬
вой природой, рентгеновское и у-излучения
подчиняются одинаковым закономерностям
при взаимодействии с веществами.Рентгеновское излучение, открытое в
1895 г. немецким физиком Рентгеном,
получают чаще всего с помощью элек¬
тронных рентгеновских трубок (рис. 4.2).Рентгеновская трубка представляет
собой стеклянный баллон с высокой сте¬
пенью разрежения газа (10^ 10 7 ммрт.ст.). В трубке впаяны электроды - анод
А и катод К. Катод служит источником
электронов, анод - мишенью для их тор¬
можения. Катод изготовляют в виде спи¬
рали из вольфрамовой проволоки, а анод -
из вольфрамовой пластинки. Анод впаи¬
вают в пустотелый медный стержень, ко¬
торый во время работы охлаждается.Спираль катода при работе нагревается
до температуры ~ 3000 °С током 3...6 А от
трансформатора накала напряжением5... 12 В. Для создания определенной на¬
правленности в движении электронов и
придания им необходимой скорости к1 - источник; 2 - изделие; 3 - детектор;F - фокусное расстояние; 8 - толщина контро¬
лируемого объекта; Д8 - размер дефекта;/- интенсивность излучения;Е - энергия излученияРис. 4.2. Схема рентгеновской трубки:1 - катод; 2 - фокусирующие пластины;
3 - нить накала; 4 - анод
ФИЗИЧЕСКИЕ ОСНОВЫ43электродам трубки прикладывают высо¬
кое напряжение с разностью потенциалов
порядка нескольких десятков или сотен
киловольт. Кинетическая энергия элек¬
тронов, попадающих на анод, находится в
прямой зависимости от напряжения, при¬
ложенного к трубке. При соударении
движущихся с большой скоростью элек¬
тронов с атомами материала анода движе¬
ние электронов резко замедляется, при
этом теряется кинетическая энергия, ко¬
торая частично превращается в лучистую,
выделяемую в виде фотонов рентгенов¬
ского излучения, а частично тратится на
нагревание анода.Эта часть энергии Е зависит от анод¬
ного напряжения U и порядкового номера
материала анода Z:Е= 1,14 • 107ZU.Например, при использовании
вольфрамового анода и напряжении на
трубке 60 кВ в энергию рентгеновского
излучения превращается немногим более0,1 % энергии тормозящихся электронов.
При напряжении 100 кВ КПД трубки уве¬
личивается до 1 %. При 2 МэВ он дости¬
гает 10 %, а при 15 МэВ более 50 %.Процесс возникновения рентгенов¬
ских лучей в трубке можно объяснить на
основании энергетических представлений,
сформулированных впервые М. Планком
и А. Эйнштейном. Согласно Планку,
энергия излучается не непрерывно, а от¬
дельными порциями - квантами, каждый
из которых равен произведению hv, где
h - постоянная Планка (h = 6,625 хх 10-34 Дж /с), v - частота следования.Из квантовой теории известно, что
при атомарных процессах некоторое ко¬
личество энергии движения может быть
приравнено к одному кванту лучистой
энергии, в частности кинетическая энер¬
гия одного электрона, движущегося со
скоростью v, будет равноценна одному
кванту:где т - масса электрона.Зная, что длина волны X = — , где с —vскорость света, уравнение (4.1) можно
представить в следующем виде:2 XВ рентгеновской трубке электроны,
попадающие на анод с некоторой скоро¬
стью v, сообщаемой им электрическим
полем достаточно высокого напряжения,
задерживаются поверхностью анода, тор¬
мозятся в нем и в конце концов теряют
свою скорость, а значит, и кинетическую
энергию. За счет этой потерянной энергииmv2^ электрона возникает другая формаэнергии - рентгеновское излучение (квант
hv).Полученное таким образом рентге¬
новское излучение характеризуется двумя
самостоятельными энергетическими спек¬
трами: непрерывным (тормозное излуче¬
ние) и линейчатым (характеристическое
излучение) (рис. 4.3).Длина волны лРис. 4.3. Спектры излучения рентгеновской
трубки:1 - непрерывный спектр; 2 и 3 - К- и L-серии
характеристического излучения: Хо - длина
волны, при которой интенсивность излучения
становится равной нулю; А.тах - длина волны,
при которой интенсивность рентгеновского
тормозного излучения максимальна; /тах -
максимальное значение интенсивности рент¬
геновского тормозного излучения
44Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯХарактеристическое излучение с ли¬
нейным спектром возникает только в том
случае, когда быстрые электроны е*,
взаимодействующие с веществом анода,
обладают большой энергией, например
достаточной для обеспечения перехода
/('-электронов атомов вещества анода на
более высокие энергетические уровни. То¬
гда происходит мгновенный обратный пе¬
реход электрона, например, с Z-оболочки
на /С-оболочку. Это сопровождается харак¬
теристическим излучением с частотой v,
соответствующей АЕ - разности энергий
между уровнями Ек и EL (рис.4.4):АЕ = Ек — El = hv.Характеристическое излучение ис¬
пользуют при рентгеноспектральном и
рентгеноструктурном анализах состава
вещества. Поскольку каждый элемент
Периодической системы элементов
Д.И. Менделеева обладает вполне опреде¬
ленными энергиями связи электронов на
оболочках атома, то, следовательно, каж¬
дому веществу соответствует вполне оп¬
ределенный линейчатый спектр.Тормозное излучение с непрерывным
(сплошным) спектром возникает в резуль¬
тате «постепенного» торможения в мате¬
риале анода электронов разных энергий,
испускаемых катодом. Кинетическая
энергия Е электрона у поверхности анода
равнаЕ = eU,где е - заряд электрона (е = 1,602-10“ Кл);
U- анодное напряжение трубки, В.В связи с тем что скорости электро¬
нов распределены по закону Максвелла,
эти электроны тормозятся постепенно по
толщине анода. Поэтому в рентгеновском
спектре излучения, генерируемого труб¬
кой, присутствуют кванты со всевозмож¬
ными энергиями. Полный переход кине¬
тической энергии электронов Е в макси¬
мальную энергию рентгеновского излуче¬
ния Етах происходит при минимальной
длине волны, т.е.^тах hvQ hА, лк -Приравнивая Е и Етт, получаем, м,
he 1,24-10-6eU U
Из последнего соотношения следует,
что с увеличением анодного напряжения
U длина волны Xq уменьшается, что, соот¬
ветственно, приводит к изменению спек¬
трального состава и повышению макси¬
мальной энергии непрерывного спектра
(рис. 4.5, а).Например, анодное напряжение U =
= 12,5; 125 и 1250 кВ. Тогда, соответствен¬
но, минимальная длина волны Ао = 10-10,
10“" и 10“|2м.С увеличением тока трубки при по¬
стоянном напряжении увеличивается ин¬
тенсивность излучения (см. рис. 4.5, а) безб)Рис. 4.5. Зависимость интенсивности
рентгеновского излучения от тока (а)
и напряжения (б):1 - малый ток; 2 - большой ток; 3 - низкое на¬
пряжение; 4 - высокое ускоряющее напряжение
ФИЗИЧЕСКИЕ ОСНОВЫ45изменения спектрального состава непре¬
рывного спектра. Увеличение ускоряюще¬
го напряжения при заданном анодном
токе изменяет спектр излучения со сме¬
щением максимума излучения в сторону
коротких волн (см. рис. 4.5, 6) Xmax = 1,5Х0.Экспозиционная доза рентгеновского
излучения X пропорциональна току труб¬
ки и времени просвечивания /:X = it.Для рентгеновской трубки ее КПД
пропорционален анодному напряжению U
и в зависимости от него составляет 1...2 %
от полной энергии всех электронов, тор¬
мозящихся на аноде.Гамма-излучение. Если рентгенов¬
ское излучение возникает в результате
торможения быстролетящих электронов
(е), то у-излучение - результат ядерных
превращений и возникает при переходе
ядра из одного энергетического состояния
в другое. Суть процессов заключается в
следующем.Химические элементы состоят из
атомов, отличающихся друг от друга чис¬
лом нейтронов NH в ядре. Такие атомы
называют изотопами.Атомы, ядра которых отличаются по
составу, т.е. содержат различное число
протонов или нейтронов либо тех и дру¬
гих одновременно, называют нуклидами.
Таким образом, разные изотопы одного и
того же химического элемента являются
нуклидами, отличающимися только чис¬
лом нейтронов.Между одноименно заряженными
частицами ядра (протонами) действуют
силы электростатического отталкивания.
С увеличением атомного номера элемен¬
та, т.е. числа протонов в ядре, электро¬
статические силы отталкивания дейст¬
вуют все сильнее. У тяжелых элементов
(с Z > 82) ядерные силы уже не могут
обеспечивать устойчивость ядер, и начи¬
нается самопроизвольное превращение
неустойчивых изотопов в более устойчи¬
вые (обычно в изотопы другого элемента).
Это явление называют радиоактивно¬стью, или радиоактивным распадом. Ра¬
диоактивный распад ядер сопровождается
испусканием а- и (3-частиц (а- и (3-излу-
чением) и квантов у-излучения.Альфа-частицы представляют собой
ядра гелия, состоящие из двух протонов и
двух нейтронов. Они несут положитель¬
ный заряд, равный 2 ед. заряда, отклоня¬
ются в магнитном и электрическом полях
(рис.4.6). Пробег а-частиц в веществе
мал, в воздухе достигает 11 см, в биоло¬
гической ткани - 0,1 мм; они полностью
поглощаются слоем алюминия 0,01 мм.Бета-частицы - это электроны или
позитроны, которые обладают разной
энергией (от нуля до максимума) и излу¬
чают непрерывный спектр. Под действием
магнитного и электрического полей они
отклоняются от прямолинейного направ¬
ления (пробег их в воздухе достигает 10 м,
в биологической ткани 10... 12 мм) и пол¬
ностью поглощаются 6-миллиметровым
листом из алюминиевого сплава или слоем
свинца толщиной 1 мм.Гамма-излучение представляет собой
фотонное излучение с линейчатым спек¬
тром с очень короткой длиной волны
(~ 0,1 нм) и без заряда. Магнитным и элек¬
трическим полями оно не отклоняется.
Гамма-излучение может проникать через
стальные изделия толщиной до 500 мм.Рис. 4.6. Отклонение излучений
в электромагнитном поле
46Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯРадиоизотопные источники излуче¬
ния используются либо при облучении
неактивных заготовок в нейтронных по¬
токах ядерного реактора (например, б0Со
и 1921г или за счет разделения остаточных
продуктов ядерного реактора (например,
137Cs и 90Sr).Чтобы происходили ядерные реак¬
ции, ядра бомбардируют частицами, об¬
ладающими определенной кинетической
энергией. Сообщение бомбардирующими
частицами достаточной кинетической
энергии осуществляется в специальных
ускорителях заряженных частиц.Наиболее широко распространены
реакции под действием нейтронов и дей¬
тронов. Благодаря отсутствию заряда ней¬
трон легко проникает в атомное ядро и
поэтому может быть наиболее эффектив¬
но использован для ядерных реакций. Ис¬
точниками нейтронов являются ядерные
реакторы, нейтронные генераторы, а так¬
же радиоактивные источники излучения.При бомбардировке нейтронами ядро
атома захватывает нейтрон, при этом
массовое число ядра возрастает, атомный
номер остается без изменения, т.е. образу¬
ется изотоп элемента, подвергаемого бом¬
бардировке.Примером может служить реакция
превращения нерадиоактивного кобальта
27 Со в радиоактивный 27 Со, сопровож¬
даемая излучением у-квантов27Со + И->2?Со + У>т.е. основной (стабильный) элемент 59Со
облучается нейтронами; нейтрон, не име¬
ющий заряда, "пристраивается" к ядру
кобальта и остается в нем. Заряд ядра при
этом не изменяется, но масса его увеличи¬
вается на единицу, в результате чего обра¬
зуется изотоп 27 Со. Теперь в ядре изото¬
па 60Со увеличивается избыток нейтронов,
т.е. в нем будет 33 нейтрона и 27 прото¬
нов. Одновременно количество нейтронов
и количество протонов станут нечетным.
Такие ядра неустойчивы, поэтому 60Со
будет неустойчивым и начнет самопроиз¬вольный распад; один из нейтронов в его
ядре превратится в протон, при этом из
ядра будет излучаться электрон и ней¬
трон.При таком превращении нейтрона в
протон с испусканием электрона в ядре
увеличивается положительный заряд и
элемент перемещается в Периодической
таблице Менделеева на одну клетку впе¬
ред, т.е. б0Со превращается в никель (Ni).
Однако вновь образованное ядро никеля
будет находиться в возбужденном состоя¬
нии. Переход ядра Ni из возбужденного
состояния в нормальное (основное), при
котором понижается общая энергия ядра,
происходит в две ступени.При первом переходе энергия возбу¬
ждения уменьшается за счет испускания
у -кванта с энергией 1,17 МэВ, и при вто¬
ром переходе излучается 7-квант с энер¬
гией 1,34 МэВ. Процесс распада радиоак¬
тивного кобальта можно записать в сле¬
дующем виде:2?Со->|30 +у° + 60Ni.Самопроизвольный распад неустой¬
чивых ядер имеет статистический харак¬
тер. Некоторая доля ядер распадается в
течение каждой секунды. Эта доля обо¬
значается через со и называется постоян¬
ной распада.Уменьшение активности во времени
происходит по законуN=N0ta,T,где N - число атомов на данный момент;No - число атомов в начальный момент;Т - время.Логарифмируя это выражение и под¬
ставляя вместо 1п2 его значение, получаем
окончательное выражение, связывающее
период полураспада и постоянную распа¬
да (оТ1/2 = 1п2 = 0,693, откуда35,2 =0,693/(0. (4.3)
ВЗАИМОДЕЙСТВИЕ ИОНИЗИРУЮЩИХ ИЗЛУЧЕНИЙ С ВЕЩЕСТВОМ474.2. ВЗАИМОДЕЙСТВИЕ ИОНИЗИРУЮЩИХ ИЗЛУЧЕНИЙ С
ВЕЩЕСТВОМВзаимодействие (3-излучения. При
прохождении через вещество (3-частицы
(электроны) теряют энергию, взаимодей¬
ствуя с атомами этого вещества. Различа¬
ют следующие виды взаимодействия элек¬
тронов с атомами тормозящего вещества:
упругое и неупругое рассеяние электронов
на атомных ядрах и электронах атомных
оболочек, а также торможение электронов
в кулоновском поле атомных ядер.1. Упругое рассеяние происходит
при таких столкновениях, которые сопро¬
вождаются лишь изменением направления
движения сталкивающих частиц, тогда
как их общая энергия остается неизменной.
Основную роль в рассеянии электронов
играет упругое рассеяние на атомных яд¬
рах, хотя электроны рассеиваются и на
электронах атомных оболочек. Отклонение
электронов может происходить на углы
0... 180°, причем на малые углы электрон
отклоняется с большей вероятностью.Проходя через тонкий слой материа¬
ла (фольгу), электроны испытывают
большое число единичных актов упругого
рассеяния, в результате которых они пре¬
терпевают отклонение на некоторый угол.
Величина среднего квадрата угла откло¬
нения прямо пропорциональна толщине
фольги и обратно пропорциональна квад¬
рату кинетической энергии электрона.
Рассеяние электронов будет меньшим для
поглощающих веществ с низкими атом¬
ными номерами.2. Неупругое рассеяние электронов
происходит в основном в результате их
столкновения с орбитальными электрона¬
ми, при этом часть энергии воздействую¬
щего электрона ((3 -частицы) передаетсясвязанному электрону атома. В зависимо¬
сти от количества переданной энергии
идет возбуждение или ионизация атомов
вещества.От многократного неупругого рас¬
сеяния энергия воздействующего элек¬
трона непрерывно уменьшается, пока недостигнет теплового уровня.Процесс ионизации сопровождается
возникновением вторичных электронов.
Большая часть вторичных электронов
имеет незначительную кинетическую
энергию. Процесс возбуждения сопрово¬
ждается испусканием характеристическо¬
го излучения.3. Торможение (3-частиц в электро¬
статическом поле атомных ядер влечет за
собой тормозное рентгеновское излучение.Потери энергии (3-частиц на иониза¬
цию и возбуждение атомов вещества на¬
зывают ионизационными и обозначают
(-dEydx)Hoa; потери на тормозное излуче¬
ние называют радиационными и обозна¬
чают (-dE7dx)pM. Отношение радиацион¬
ных потерь к ионизационным для 13-
излучения выражается следующим соот¬
ношением (-d£/dx)psu,/(-d£7dx)„0H = EZ!800,
где энергия (3-часгшц Е выражена в мега¬
электронвольтах .Таким образом, с повышением энер¬
гии (3-частиц Е и увеличением атомного
номера Z облучаемого вещества становит¬
ся больше выход рентгеновского тормоз¬
ного излучения. Так, при энергии (3-
частиц 1 МэВ в свинце преобразуется в
излучение 10 % этой энергии, в алюминии2 %. В вольфраме, применяемом в рентге¬
новских трубках, в качестве материала
анода при энергии 0,1 МэВ в тормозное
рентгеновское излучение будет преобра¬
зовано ~ 1 % энергии электронов, при
энергии 2 МэВ 10 % и при энергии
15 МэВ ~ 50 %.Взаимодействие рентгеновского и у-
излучений с веществом. Основными ви¬
дами взаимодействия квантов рентгенов¬
ского и у-излучений с атомами вещества
являются фотоэлектрическое поглощение,
комптоновское рассеяние и процесс обра¬
зования пар (рис.4.7).Фотоэлектрическое поглощение (фо¬
тоэффект) - это процесс взаимодействия
кванта с электроном атома (обычно элек¬
троном с одной из ближайших к ядру
48Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯб)в)Рис. 4.7. Схемы взаимодействия излучения с веществом:а - фотоэлектрическое поглощение; б - комптоновское рассеяние; в - эффект образования пароболочек), в результате которого квант
полностью передает свою энергию элек¬
трону. При фотоэлектрическом поглоще¬
нии квант прекращает существование, а
электрон, называемый фотоэлектроном,
вылетает из атома, обладая кинетической
энергией, равной разности между энерги¬
ей кванта и энергией связи электрона в
атоме. Освободившаяся вследствие поте¬
ри фотоэлектрона оболочка заполняется
электроном с внешней оболочки атома,
при этом испускается квант характери¬
стического излучения.Процесс фотоэлектрического погло¬
щения является преобладающим видом
взаимодействия квантов рентгеновского и
у-излучений с веществом при невысоких
энергиях излучения. Вероятность фото¬
электрического поглощения возрастает с
увеличением энергии.Фотоэффект характеризуют линей¬
ным коэффициентом поглощения Тф, по¬
казывающим долю квантов данной энер¬
гии, претерпевших взаимодействие с ве¬
ществом на единице пути. Поскольку ли¬
нейный коэффициент поглощения прямо
пропорционален плотности вещества р, в
расчетах часто применяют массовый ко¬
эффициент поглощения Тф/р.При комптоновском рассеянии, в от¬
личие от фотоэффекта, квант передает
электрону не всю свою энергию, а только
ее часть. Комптоновское рассеяние возни¬
кает при упругом столкновении кванта с
электроном внешней оболочки атома или
со свободным электроном. В результате
происходят увеличение длины волны
кванта, изменение его первоначальногонаправления, а также выброс из атома
электрона, который называют электроном
отдачи.Отличие электрона отдачи от фото¬
электрона при одинаковой энергии пер¬
вичных квантов состоит только в мень¬
шем значении его кинетической энергии.Рассеянный квант может вновь взаи¬
модействовать с электронами, слабо свя¬
занными в атоме, теряя каждый раз при
этом часть своей энергии и изменяя на¬
правление движения. В конечном итоге
этот процесс заканчивается фотоэлектри¬
ческим поглощением.Рассеянные кванты могут распро¬
страняться под углами 0...1800. Угловое
распределение рассеянных квантов в по¬
лярных координатах показано на рис. 4.8, на
котором а = Е/(т0с2), где Е - энергия рас¬
сеянного кванта; т0с2 = 0,511 МэВ - энер¬
гия покоя электрона. Длина радиуса век¬
тора г пропорциональна интенсивности
излучения, рассеянного подданным углом.Из рис. 4.8 видно, что с возрастанием
энергии квантов интенсивность рассеяния
в направлении, обратном действию кванта,
и в стороны уменьшается и для излучения
высокой энергии рассеянное излучение
направлено в основном в сторону первич¬
ного. Кривая а = 0 соответствует так на¬
зываемому когерентному рассеянию, ха¬
рактерному для излучения небольшой
энергии, сравнимой с энергией связи
электронов на внешних оболочках. При
когерентном рассеянии, происходящем
без передачи энергии, квант, встретив
ВЗАИМОДЕИСТВИЕ ИОНИЗИРУЮЩИХ ИЗЛУЧЕНИИ С ВЕЩЕСТВОМ49Рис. 4.8. Угловое распределение рассеян¬
ных квантов в полярных координатах
для различных энергий квантовэлектрон, вызывает его вынужденные ко¬
лебания, в результате которых возникает
вторичное рассеянное излучение той же
длины волны.Комптоновское рассеяние аналогич¬
но фотоэффекту характеризуют линейным
ар и массовым ар /р коэффициентами рас¬
сеяния.Вероятность рассеяния в сравнении с
фотоэффектом возрастает с увеличением
энергии квантов рентгеновского и у-из-
лучений и с уменьшением атомного номе¬
ра вещества.Комптоновское рассеяние является
основным видом взаимодействия излуче¬
ния с веществом в широком интервале
энергий квантов, например рассеяние
преобладает при энергиях, МэВ: 0,5...5 в
свинце; 0,1... 10 в железе; 0,05... 15 в алю¬
минии и 0,02...23 в воздухе.В результате процесса образования
пар квант излучения в электрическом по¬
ле атомного ядра (или атомного электро¬
на) превращается в пару элементарных
частиц: электрон-позитрон. Так как мас¬
сы покоя электрона и позитрона в энерге¬
тических единицах равны 0,511 МэВ, то
для образования электронно-позитронной
пары требуется, по меньшей мере, энергия
кванта 1,022 МэВ. Поэтому процесс обра¬
зования пар наблюдается при энергиях> 1,022 МэВ.В дальнейшем электрон пары тормо¬
зится в веществе, испуская квант тормоз¬
ного рентгеновского излучения, а пози¬трон взаимодействует с одним из элек¬
тронов вещества. При взаимодействии
позитрона пары с электроном обе частицы
аннигилируют (исчезают), образуя два
кванта с энергией по 0,511 МэВ, т.е., по
существу, происходит процесс, обратный
образованию пар.Процесс образования пар характери¬
зуют линейным коэффициентом аеп взаи¬
модействия или массовым коэффициен¬
том аеп/р.Вероятность этого процесса образо¬
вания пар повышается с ростом энергии
излучения и атомного номера поглотителя.Линейный коэффициент ослабления
ц, см \ Он представляет собой сумму ли¬
нейных коэффициентов взаимодействия,
определяемых фотоэффектом, комптонов-
ским рассеянием и процессом образова¬
ния пар:ц = х + о +ае.Таким образом, \х характеризует от¬
носительное уменьшение интенсивности
излучения после прохождения им погло¬
тителя толщиной 1 см. Величина, обрат¬
ная ц, называется длиной свободного про¬
бега квантов в веществе.В области низкоэнергетического
рентгеновского и у-излучений значение ц
определяется главным образом фотоэф¬
фектом и убывает с ростом энергии. В
области энергии у-излучения до 1 МэВ,
где основным процессом взаимодействия
является комптоновское рассеяние, \х мало
зависит от энергии. В диапазоне энергии
тормозного излучения ускорителей и у-
излучения > 1 МэВ ц увеличивается с по¬
вышением энергии (рис. 4.9). Воздействие
фотоэффекта и процесса образования пар
на \х сильнее в веществах с большим зна¬
чением Z. В области энергий, где сущест¬
венно только комптоновское рассеяние, ц
мало зависит от Z.У моноэнергетических источников у-
излучения, таких как W)Co и l37Cs, ц не зависит
от толщины поглотителя (рис. 4.10, а). У у-
источников со сложным спектром, например,
|921г и |70Тш, а также для радиоизотопных
50Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯД, СМ
101.0-10,10,01\м
> б\
^ V\\\\гХ\\N/х;Гч0,01 0,1
Рентге¬
новские,1,0 10 Е, МэВ
I Ускорителиаппараты
I Г-источникиРис. 4.9. Зависимость линейного коэффици¬
ента ослабления от энергии излучения Е:ц - общее поглощение; т - фотоэффект;
а - комптоновское рассеяние;
эеп - процесс образования паристочников тормозного излучения типа
(204Т1 + Be) и (90Sr + Be), на коэффициенте
|i толщина сказывается. В этом случае
мягкие компоненты спектра, проходя че¬
рез вещество, поглощаются быстрее жест¬
ких (рис. 4.10, б). Аналогичная картина
наблюдается для рентгеновского и тормоз¬ного излучении ускорителен.Во всех случаях, чем меньше энергш
излучения, тем больше зависимость ц от
толщины поглотителя. Так как для уско¬
рителей величина ц с ростом энергии уве¬
личивается (см. рис. 4.9), то проникающая
способность излучения падает. Поэтом}
целесообразно при контроле тяжелых ма¬
териалов (медь, сталь и т.д.) использовать
тормозное излучение с энергией не выше
30 МэВ, а для просвечивания легких мате¬
риалов (алюминий, магний, титан и т.д.) - с
энергией не выше 50 МэВ. Дальнейшее
повышение энергии приводит к незначи¬
тельному изменению ц, однако масса v
размеры ускорителей существенно воз¬
растают.В практике радиационной дефекто¬
скопии принято рассматривать излучение
со сложным или непрерывным спектром е
качестве моноэнергетического излучения
с некоторой эффективной энергией Е^ v
эффективным линейным коэффициентом
ослабления цЭф. Величины Еэф и |д)ф опре¬
деляют исходя из аналогичного ослабле¬
ния в поглотителе обоих видов излучения.Значения цЭф для немоноэнергетиче-
ского излучения со сложным или непре¬
рывным спектром могут быть определень;
экспериментально по схеме, приведенной
на рис. 4.11.II 20^Т, + Веl\wsг + Ве™Тт0 4-0 80 120 rf.MM 0 10 10 JO if,мма) 6)Рис. 4.10. Зависимость линейного коэффициента ослабления от толщины
стального поглотителя:а-для 192Ir, l37Cs, б0Со; б-для l70Tm, 90Sr + Be, 204Т1 + Be
ВЗАИМОДЕИСТВИЕ ИОНИЗИРУЮЩИХ ИЗЛУЧЕНИИ С ВЕЩЕСТВОМ51Результаты измерений для вычисле¬
ния цЭф подставляют в уравнение:1п^ЛИэф 5 -где J0, Jn - соответственно интенсивность
узкого пучка излучения, падающего и
прошедшего через вещество при J0 на
расстоянии 1 м.Пример. Интенсивность излучения после
прохождения через стальной поглотитель тол¬
щиной 5 = 1 см уменьшалась в 2 раза, т.е.
J„/J0 = 2. Тогда щ,|, =-0,693/1 = 0,693 см~\В практике дефектоскопии, особенно
в радиометрической, пользуются поняти¬
ем “массовый коэффициент ослабления” в
связи с тем, что этот коэффициент харак¬
теризует одновременно зависимость как
от плотности вещества, т.е. от его атомно¬
го номера, так и от энергии рентгеновско¬
го или у-излучения.Массовый коэффициент ослабления
р, см2/г. Этот коэффициент определяютпо соотношению_ т а аеЦ = —I 1—,Р Р Ргде р - удельная плотность вещества, г/см3.Для рентгеновского излучения спра¬
ведлива следующая зависимость между
массовым коэффициентом ослабления,
длиной волны и атомным номером Z ма¬
териала:JI = aX3Z\где а - коэффициент пропорциональности.Закон ослабления узкого пучка рент¬
геновского и у-излучений. Поглощенное
излучение при его прохождении через
тонкий слой вещества пропорционально
толщине 8 этого слоя и постоянной по¬
глощения, которая характеризуется ли¬
нейным коэффициентом ослабления излу¬
чения ц.Аналогично закону радиоактивного
распада можно записать1-111 -~'ое12 3 г 4-FРис. 4.11. Геометрия "узкого" пучка
излучения:I - источник; 2 - коллиматор; 3 - поглотитель;4 - детектор; F - фокусные расстоянияЕсли точечный источник излучения
удаляется от детектора на расстояние F,
то интенсивность узкого пучка излучения,
прошедшего через вещество, уменьшается
обратно пропорционально квадрату этого
расстояния так, что
/F 2Ослабление широкого пучка рентге¬
новского и у-излучения. Все приведенные
соображения по прохождению излучения
через вещество справедливы для геомет¬
рии узкого пучка (см. рис. 4.11). В этом
случае можно полагать, что всякий квант,
отклонившийся из узкого пучка, полно¬
стью поглощается объектом и детектором
не регистрируется. Условия геометрии
узкого пучка выполняются, если диаметр
поля облучения не превышает одной-двух
длин свободного пробега квантов в веще¬
стве, что для реальных условий контроля
явно недостаточно.В реальных условиях радиационной
дефектоскопии используется геометрия
широкого пучка. При этом на детектор
попадают не только те кванты, направле¬
ние движения которых совпадает с пер¬
вичным пучком, но и кванты, испытавшие
многократное рассеяние в поглотителе.Вклад рассеянного излучения в об¬
щую интенсивность прошедшего излуче¬
ния можно оценить с помощью дозового
фактора накопления В, определяемого
52Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯО50100 (Г, ммО50 Г00 150 if,мма) б)Рис. 4.12. Зависимость фактора накопления В от толщины стали 5:а - для радиоизотопных источников излучения;
б - для тормозного излучения бетатроновотношением суммы интенсивностей не¬
рассеянного Jn и рассеянного Jp излучений
к интенсивности нерассеянного излучения:в = ^.ЛНа рис. 4.12 приведена зависимость
дозового фактора накопления от толщины4.1. Дозовые факторы накопления В
в бесконечной среде (6 -стальной пластины для различных источ¬
ников излучения. Из анализа кривых сле¬
дует, что с ростом энергии излучения при
прочих равных условиях величина факто¬
ра накопления падает, а с возрастанием
толщины увеличивается. Значения В для
моноэнергетического излучения в настоя¬
щее время хорошо известны (табл. 4.1).для точечного изотропного источника- толщина материала, см)Энергия квантов ЕДозовые факторы накопления Вдля алюминия при цбдля железа при ц5ДжМэВ141514158,0-10-140,52,379,4780,81,985,9835,41,06-10"130,661*2,188,1666,41,945,8335,41,6-10“'31,02,026,5737,91,875,3928,32,0-10 131,25**1,925,9029,81,845,0524,86,4-10 134,01,533,2210,11,453,0311,21,6-10 1210,01,282,125,631,201,957,54Энергия квантов ЕДозовые факторы накопления Вдля вольфрама при ц5для свинца при ц8для урана при ц5ДжМэВ1415141514158,0-10-140,51,281,843,121,241,692,651,171,482,081,06-10-130,661---1,331,923,42---1,6-10-'31,01,442,576,251,372,264,811,311,983,672,0-10431,25---1,382,415,40---6,4-10-134,01,292,4112,001,272,259,801,242,098,011,6-10“1210,01,111,6414,001,111,5812,501,091,5110,50* Изотоп Cs.
** Изотоп 60Со.
ОСНОВНЫЕ ЕДИНИЦЫ ИЗМЕРЕНИЯ ИОНИЗИРУЮЩИХ ИЗЛУЧЕНИЙ53Значения В3ф для немоноэнергетиче-
ского излучения могут быть найдены экс¬
периментально. При этом выполняют два
измерения по схеме, показанной на рис.
4.11: один с коллиматорами для опреде¬
ления Jn, другой без коллиматоров, чтобы
узнать Jn + Jp. Затем, используя предыду¬
щую формулу, определяют величину В3ф.Пример. При измерении по схеме 4.11 с
коллиматорами Jn = 10 делениям шкалы инген-
симетра; без коллиматоров: Jn + Jp = 30 делени¬
ям. Подставляя эти значения в формулу для оп¬
ределения £эф, получаем Вэф = 30/10 = 3.Обратнорассеянное излучение (аль¬
бедо излучения). При многократном рас¬
сеянии квантов в контролируемом объек¬
те и поглотителе, расположенном за объ¬
ектом, часть рассеянного излучения вы¬
ходит обратно из поглотителя и воздейст¬
вует на детектор и обслуживающий пер¬
сонал. С ростом атомного номера вещест¬ва отражающей среды величина обратно¬
рассеянного излучения падает примерно
пропорционально Z2. Она также возраста¬
ет при косом падении излучения на объ¬
ект примерно пропорционально 1/cos 0,
где 0 - угол падения излучения. Именно
поэтому при радиационной дефектоско¬
пии следует избегать просвечивания
сварных швов, расположенных на основа¬
ниях из легких материалов (бетон, алю¬
миний и т.п.). Это существенно ухудшает
чувствительность контроля и увеличивает
интенсивность излучения, воздействую¬
щего на персонал. При использовании в
цехах защитных камер без дополнитель¬
ных потолков обратнорассеянное излуче¬
ние может создать фон на смежных уча¬
стках. Дозы этого фона могут превышать
предельно допустимые для работников,
которые по роду своей деятельности не
связаны с ионизирующими излучениями.4.3. ОСНОВНЫЕ ЕДИНИЦЫ ИЗМЕРЕНИЯ ИОНИЗИРУЮЩИХ
ИЗЛУЧЕНИЙЕдиницей измерения энергии иони¬
зирующего излучения в Международной
системе единиц измерения (СИ) служит
джоуль (Дж). 1 Дж эквивалентен механи¬
ческой работе силы в 1 Н, перемещающей
тело на расстояние 1 м в направлении
действия силы.Часто энергию рентгеновского и у-
излучений выражают в килоэлектро¬
вольтах (кэВ) или мегаэлектрон-вольтах
(МэВ). Электрон-вольт равен энергии, ко¬
торую приобретает заряженная частица,
несущая один элементарный заряд (заряд
электрона), при перемещении в электри¬
ческом поле между двумя точками с раз¬
ностью потенциалов в 1 В.Активность радиоактивного изото¬
па в источнике (любом объекте, содержа¬
щем какое-либо количество радиоактив¬
ного вещества) определяется числом ато¬
мов, распадающихся в единицу времени.
Активность радиоактивного изотопа рав¬
на произведению постоянной распада <ярна общее число радиоактивных атомов
(N):Au = g> рЛГ.Активность изотопа в источнике оп¬
ределяется числом распадов в секунду и в
системе СИ измеряется в беккерелях (Бк).
На практике широко применяют внесис¬
темную единицу активности - кюри (Ки).
Кюри - активность такого количества ра¬
диоактивного вещества, в котором проис¬
ходит 3,7101С расп/с. Столько распадов в
секунду происходит в 1 г Ra.Отношение активности изотопа в ра¬
диоактивном источнике к массе или объ¬
ему источника называют соответственно
удельной или объемной активностью
изотопа.Из определения активности следует,
что чем больше радиоактивного вещества
находится в источнике, тем выше актив¬
ность источника, и чем дольше период
полураспада изотопа, тем больше радио¬
активного вещества необходимо взять для
получения данной активности. Например,
54Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯактивностью в 1 Ки обладает источник со
стронцием 90Sr, в котором находится
<0,01 г радиоактивного вещества, в то же
время для получения такой же активности
источника с ураном 238U потребовалось
бы > 1 т природного урана.Интенсивностью ионизирующего из¬
лучения (или плотностью потока энергии)
называют энергию излучения, падающую
в единицу времени на единицу площади,
расположенной перпендикулярно к на¬
правлению излучения. Единицей интен¬
сивности служит Вт/м2. 1 Вт/м2 эквива¬
лентен энергии излучения в 1 Дж, падаю¬
щей на поверхность площадью 1 м2 в те¬
чение 1 с.Для излучения с частотой v интен¬
сивность I определяется по формуле I =
= NJtv, где NK - число квантов энергии,
падающих на поверхность площадью 1 м2
в 1 с; hv - энергия кванта.В радиационной дефектоскопии для
большей части расчетов можно принять
рентгеновский излучатель или источник
у-излучения за точечный источник, т.е. за
такой источник излучения, линейные раз¬
меры которого значительно меньше рас¬
стояния между ними и местом регистра¬
ции излучения. В таком случае к источни¬
кам рентгеновского и у-излучений приме¬
ним закон, согласно которому интенсив¬
ность излучения обратно пропорциональ¬
на квадрату расстояния от источникаhlh = г2 !г\ ■Для оценки действия ионизирующе¬
го излучения в какой-либо среде служат
так называемые дозовые характеристики
поля излучения. Одна из этих характери¬
стик - поглощенная доза излучения Du -
представляет собой энергию ионизирую¬
щего излучения, отнесенную к единице
массы облучаемого вещества. Единица
поглощенной дозы - грэй (Гр). 1 Гр - это
доза излучения, при которой облученному
веществу массой 1 кг передается энергия
ионизирующего излучения в 1 Дж. Вне¬
системная единица поглощенной дозы -
радиан (рад).Мощностью поглощенной дозы на¬
зывают дозу, поглощенную в единицу
времени. За единицу мощности погло¬
щенной дозы любого вида ионизирующе¬
го излучения принят Гр/с, внесистемная
единица - рад/с.Эквивалентная доза излучения опре¬
деляет биологическое воздействие излу¬
чения на организм человека. Эквивалент¬
ная доза излучения равна произведению
поглощенной дозы Dn излучения в биоло¬
гической ткани на коэффициент качества
К этого излучения: ВЖЕ = KDn. Коэффици¬
ент качества К служит для сравнения раз¬
личных видов ионизирующего излучения
по ожидаемому биологическому эффекту.
Например, для (3-, рентгеновского и у-
излучений К = 1; для потока нейтронов с
энергией до 10 МэВ К = 10, а для си-
излучений с энергией до 10 МэВ К =20. За
единицу эквивалентной дозы излучения
принят зиверт (Зв). Внесистемная единица
эквивалентной дозы - бэр. 1 бэр численно
равен 1 рад, деленному на коэффициент
качества К. Единицами мощности эквива¬
лентной дозы излучения являются Зв/с и
бэр/с.Экспозиционная доза - характери¬
стика, основанная на ионизирующем дей¬
ствии излучения в сухом атмосферном
воздухе. Единица экспозиционной дозы -
Кл/кг. 1 Кл/кг соответствует экспозици¬
онной дозе рентгеновского или у-излу¬
чения, при прохождении которого через
1 кг воздуха в результате всех ионизаци¬
онных процессов в воздухе образуются
ионы, несущие заряд в 1 Кл электричества
каждого знака.Внесистемная единица экспозицион¬
ной дозы - рентген (Р). Рентген - это экс¬
позиционная доза рентгеновского и у-
излучений, при прохождении которых че¬
рез 1,293-10“3 г воздуха в результате за¬
вершения всех ионизационных процессов
в воздухе создаются ионы, несущие заряд
в одну электростатическую единицу ко¬
личества электричества каждого знака
(1,293 ■ 10“3 г - масса 1 см3 атмосферного
воздуха при 0 °С и давлении 1013 ГПа).
ОСНОВНЫЕ ЕДИНИЦЫ ИЗМЕРЕНИЯ ИОНИЗИРУЮЩИХ ИЗЛУЧЕНИЙ554.2. Основные единицы измерения ионизирующих излучений в СИ
и их связь с внесистемными единицамиХарактеристикаЕдиница
измерения
в системе СИВнесистем¬
ная единицаСоотношение
между единицамиЭнергия ионизирую¬
щего излученияДжэВ1 Дж = 6,25-1012 МэВАктивность изотопаБкКи1 Бк = 2,7 -Ю’11 КиИнтенсивность иони¬
зирующего излученияВт/м2МэВ/(см2 • с)1 Вт/м2 = 6,24 • 108 МэВ/^м2 • с)Поглощенная доза из¬
лученияГррад1 Гр = 102 радМощность поглощен¬
ной дозы излученияГр/срад/с1 Гр/с = 102 рад/сЭквивалентная доза
излученияЗвбэр1 Зв = 102 бэрМощность эквивалент¬
ной дозы излученияЗв/сбэр/с1 Зв/с = 102 бэр/сЭкспозиционная доза
излученияКл/кгр1 Кл/кг = 3,88-103РМощность экспозици¬
онной дозы излученияА/кгР/с1 А/кг = 3,88-103 Р/сМощность экспозиционной дозы
(МЭД), т.е. экспозиционная доза излуче¬
ния, отнесенная к единице времени, вы¬
ражается в А/кг или Р/с. 1 А / кг равен
МЭД рентгеновского и у-излучений, при
которой за 1 с сухому атмосферному воз¬
духу передается экспозиционная доза
1 Кл/кг.Основные единицы измерения иони¬
зирующих излучений в Международной
системе единиц измерения (СИ) и их
связь с внесистемными единицами приве¬
дены в табл. 4.2.Понятие "гамма-эквивалент" (или
"радиевый гамма-эквивалент") не уста¬
новлено стандартами, однако эти характе¬
ристики источников у-излучения широко
используют при решении многих практи¬
ческих задач.Если два источника у-излучения при
одинаковых условиях измерения создают
одинаковую МЭД, то они равны по гамма-
эквиваленту.Измерениями установлено, что 1 мг
Ra в виде точечного источника, помещен¬
ного в фильтр из платины толщиной
0,5 мм, создает на расстоянии 1 см МЭД,
равную 8,4 Р/ч. Эта величина названа
ионизационной постоянной, или гамма-
постоянной Г, радия. Каждый изотоп име¬
ет свою гамма-постоянную, показываю¬
щую, какую МЭД у-излучения создает то¬
чечный источник данного изотопа актив¬
ностью 1 мКи на расстоянии 1 см в тече¬
ние 1 ч. Единица измерения гамма-
постоянной Р • см2/(ч • мКи).Гамма-постоянная зависит от схемы
радиоактивного распада изотопов, т.е. от
числа у-квантов, приходящихся на один
распад, и их энергии. Некоторые радиоак¬
тивные изотопы испускают кванты оди¬
наковой энергии, например 137Cs, у кото¬
рого энергия квантов равна 0,661 МэВ.
Такое излучение называют многоэнерге¬
тическим (монохроматическим), а его
спектр графически представляют в виде
56Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯодной линии. Большая часть изотопов ис¬
пускает кванты различных энергий, на¬
пример, спектр излучения б0Со состоит из
двух основных линий, соответствующих
энергиям 1,17 и 1,33 МэВ, спектр излуче¬
ния |921г имеет 16 основных линий и т.д.Соотношение между гамма-экви-
валентом М точечного источника излуче¬
ния и экспозиционной дозой /)экс, созда¬
ваемой источником на расстоянии г, мо¬
жет быть выражено формулой £>экс =
= 8,4 Мх / г2, где т - время облучения, ч;
8,4 - гамма-постоянная радия.4.4. КЛАССИФИКАЦИЯ И СУЩНОСТЬ МЕТОДОВВыявление внутренних дефектов при
просвечивании основано на способности
ионизирующего излучения неодинаково
проникать через различные материалы и
поглощаться в них в зависимости от тол¬
щины, рода (плотности) материалов и
энергии излучения. Для выявления дефек¬
тов в изделиях с одной стороны устанав¬
ливают источник излучения, с другой -
детектор, регистрирующий информацию о
внутреннем строении контролируемого
объекта (рис. 4.13).Излучение от источника 1 проходит
через изделие 2, имеющее внутренние де¬
фекты 3, 4, с разной плотностью. В де¬
фектном и бездефектном местах оно будетРис. 4.13. Схема просвечивания изделия
рентгеновским или у-излучением:I - источник; 2 - контролируемый объект;3 - раковина; 4 - шлаковое включение;5 - эпюра интенсивности излучения за объектомпоглощаться по-разному и выходить на
детектор с разной интенсивностью 5. Ин¬
тенсивность излучения при прохождении
через дефект 3, заполненный воздухом
или газом, ослабляется меньше, чем в
сплошном металле, а сильнее - над де¬
фектом 4, заполненным более плотным
материалом (например, вольфрамом), чем
основной.Разность интенсивностей будет заре¬
гистрирована детектором. В зависимости
от вида применяемого детектора разли¬
чают три основных метода радиационного
контроля: радиографический, радиоско-
пический и радиометрический (рис. 4.14).Радиографические методы радиаци¬
онного НК основаны на преобразовании
радиационного изображения контроли¬
руемого объекта в радиографический
снимок или запись этого изображения на
запоминающем устройстве с последую¬
щим преобразованием в световое изобра¬
жение. На практике этот метод наиболее
широко распространен в связи с его про¬
стотой и документальным подтверждени¬
ем полученных результатов.В зависимости от используемых де¬
текторов различают пленочную радио¬
графию и ксерорадиографию (электрора¬
диографию). В первом случае детектором
скрытого изображения и регистратором
статического видимого изображения слу¬
жит фоточувствительная пленка, во вто¬
ром - полупроводниковая пластина, а в
качестве регистратора используют обыч¬
ную бумагу.В зависимости от используемого из¬
лучения различают несколько разно¬
видностей промышленной радиографии:
КЛАССИФИКАЦИЯ И СУЩНОСТЬ МЕТОДОВ57Рис. 4.14. Классификация методов радиационного контроляРис. 4.15. Классификация источников ионизирующих излученийрентгенографию, гаммаграфию, ускори¬
тельную и нейтронную радиографию
(рис.4.15). Каждый из перечисленных ме¬
тодов имеет свою сферу использования.
Этими методами можно просвечивать
стальные изделия толщиной от 1 до 700 мм.Радиационная интроскопия - метод
радиационного неразрушающего контро¬
ля, основанный на преобразовании радиа¬
ционного изображения контролируемого
объекта в световое изображение на вы¬
ходном экране радиационно-оптического
преобразователя, причем анализ получен¬
ного изображения проводится в процессе
контроля.Чувствительность этого метода не¬
сколько меньше, чем радиографии, но его
преимуществами является "экспрес-
сность" и непрерывность контроля.Радиометрическая дефектоскопия -
метод получения информации о внутрен¬
нем состоянии контролируемого изделия,
просвечиваемого ионизирующим излуче¬
нием, в виде электрических сигналов
(различной величины, длительности или
количества).Этот метод обеспечивает наиболь¬
шие возможности автоматизации процес¬
са контроля и осуществления автоматиче¬
ской обратной связи контроля и техноло¬
гического процесса изготовления изделия.
Преимуществом метода является возмож¬
ность непрерывного высокопроизводи¬
тельного контроля качества изделия, обу¬
словленная высоким быстродействием
применяемой аппаратуры. По чувстви¬
тельности этот метод не уступает
радиографии.
58Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ4.5. ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И
МАТЕРИАЛЫРентгеновские аппараты. Рентге¬
новский аппарат состоит из рентгеновско¬
го излучателя, источника высокого на¬
пряжения и пульта управления (рис. 4.16).
Высоковольтный генератор преобразует
напряжение сети в напряжение питания
рентгеновской трубки. Высоковольтный
генератор включает в себя: преобразова¬
тели переменного тока в постоянный
(диоды кенотронов), конденсаторы для
фильтрации и удваивания напряжения,
трансформаторы накала рентгеновской
трубки, трансформаторы накала кенотро¬
нов, выключатели и защитные устройства.Пульт управления представляет со¬
бой группу приборов, которые служат для
измерения и регулирования времени, то¬
ка, напряжения и частоты.Основным элементом рентгеновско¬
го аппарата является рентгеновская труб¬
ка. В настоящее время в них используют
металлокерамику, для охлаждения приме¬
няют воздух или специальный газ. Благо¬
даря этому трубки оказываются более га¬
баритными, однако более долговечными.Для характеристики оптических
свойств рентгеновских трубок вводят по¬
нятия действительного и эффективного
фокусных пятен трубки. Действительным
фокусным пятном называют участок по¬
верхности мишени, на котором преиму¬
щественно тормозится пучок электронов.
Эффективным фокусным пятном, илиоптическим фокусом, именуют проекцию
действительного фокусного пятна в на¬
правлении оси рабочего пучка излучения
на плоскость, перпендикулярную к этой оси.Различают трубки с круглым и ли¬
нейным (с отношением сторон не > 1,25)
оптическими фокусами. Круглый фокус
получают с помощью нити накала в виде
плоской архимедовой спирали, линейный —
посредством нити накала в форме цилин¬
дрической спирали.Для улучшения четкости изображе¬
ния на рентгенограммах желательно
иметь фокусные пятна возможно меньших
размеров. В то же время уменьшение раз¬
меров действительного фокусного пятна
при данной эффективности системы ох¬
лаждения анода ведет к снижению мощ¬
ности рентгеновской трубки. Это вызвано
тем, что удельная электрическая нагрузка
на фокусное пятно, т.е. мощность, прихо¬
дящаяся на единицу его площади, ограни¬
чена. Например, для медного анода с
вольфрамовой мишенью удельная нагрузка
не может превышать 2200.. .2500 Вт/(мм2 ■ с).
Поэтому широко применяют трубки с ли¬
нейным фокусом, в которых можно полу¬
чить оптический фокус, значительно
меньший действительного по величине
(рис. 4.17). В этих трубках действительное
фокусное пятно имеет форму прямо¬
угольника, в то время как оптический фо¬
кус представляет собой квадрат.Сеть120/ИОВАппаратурауправленияВысоковольтная40...
250 ВаппаратаАвтотранс¬
форматоры,
выключатели,
контакторы,
реле времени,
измеритель¬
ные приборыВысоковольтныйтрансформатор,трансформаторынакала,выпрямители,выключателиРентгеновский аппаратВысоковольт¬
ный кабельВысокое
напряжение,
подаваемое
на трубкуРентгеновс¬
кая трубка~й Рис. 4.16. Структурная схема рентгеновской установки
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ59Рис. 4.17. Схема формирования оптического
фокуса рентгеновской трубки:1 - действительное фокусное пятно;2 - сечение электронного пучка;3 - анод; 4 - оптический фокусЭлектрические свойства рентгенов¬
ской трубки характеризуются анодным
напряжением щ, анодным током га и то¬
ком накала гн (рис. 4.18). На начальном
участке кривых увеличение анодного на¬
пряжения вызывает повышение анодного
тока. Это объясняется тем, что по мере
возрастания напряжения все большее чис¬
ло электронов из электронного облака,
образованного раскаленной спиралью,
приобретает скорость, достаточную для
преодоления тормозящего поля простран¬
ственного заряда к катоду трубки.При определенном для данного тока
накала анодном напряжении все электро¬
ны, покинувшие катод, достигают анода,
при этом наступает режим насыщения,
при котором дальнейшее увеличение
анодного напряжения не повышает анод¬
ный ток. На этом участке характеристики,
называемом участком насыщения, анод¬
ный ток зависит только от тока накала,
т.е. от числа свободных электронов. Уча¬
сток насыщения является рабочим участ¬
ком рентгеновской трубки. В условиях
эксплуатации энергию рентгеновского из¬
лучения регулируют изменением анодно¬
го напряжения, а интенсивность излуче¬
ния - изменением тока накала.В рентгенодефектоскопических ап¬
паратах используют трубки, различные по
конструкции и способам получения и
формирования пучка излучения. Выбор
рентгеновской трубки для конкретных ус¬
ловий контроля определяется его схемой,/, мАа’Рис. 4.18. Электрические характеристики
рентгеновской трубкиконструктивными особенностями просве¬
чиваемого объекта, его материалом, тол¬
щиной и т.д.В радиационной дефектоскопии ча¬
ще всего применяют двухэлектродные
рентгеновские трубки напряжением до
420 кВ. При более высоких напряжениях
наблюдаются автоэлектронная эмиссия,
электрические пробои, рассеяние и отра¬
жение электронов. Поэтому высоковольт¬
ные трубки не могут быть двухэлектрод¬
ными, а только секционными, состоящи¬
ми из катода, промежуточных электродов
и полого анода. Число промежуточных
электродов и напряжение на них подби¬
рают так, чтобы исключить возможность
возникновения автоэлектронной эмиссии.
Полый анод полностью улавливает отра¬
женные электроны, а большое расстояние
между анодом и катодом избавляет от
возникновения электрических пробоев.
Анод секционной трубки имеет фокуси¬
рующую катушку, которая позволяет ре¬
гулировать размеры фокусного пятна.Для просвечивания объектов со сво¬
бодной полостью внутри, доступ к кото¬
рым затруднен, предназначены также
рентгеновские трубки с вынесенным ано¬
дом (рис. 4.19). Анод трубки представляет
собой медную полую трубу, далеко вы¬
ступающую за пределы стеклянной кол¬
бы. Вольфрамовая мишень находится
внутри этой трубы, в конце ее консольной
части. Снаружи на трубу надевают тонко-
60Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯРис. 4.19. Рентгеновская трубка
с вынесенным анодомстенную латунную оболочку, в проме¬
жутке между трубой и оболочкой цирку¬
лирует охлаждающая вода. Из-за большо¬
го расстояния между катодом и анодом в
трубках подобной конструкции электри¬
ческая фокусировка электронного пучка
оказывается недостаточной, поэтому при¬
бегают к дополнительной магнитной фо¬
кусировке.Для этого на трубу анода надевают
специальную фокусирующую катушку,
при прохождении электрического тока
через которую создается магнитное поле,
суживающее электронный пучок. Степень
фокусировки пучка регулируется измене¬
нием тока катушки. В зависимости от
конструкции излучающей части вынесен¬
ного анода могут быть получены рабочие
пучки излучения различной формы: кольце¬
вой (рис. 4.20, а), направленный (рис. 4.20, б)и торцовый (рис. 4.20, в). В последнем
случае анод имеет так называемую "про-
стрельную" мишень, представляющую
собой тонкую медную стенку.Для просвечивания движущихся
объектов и в случаях, когда нужно полу¬
чить минимальный оптический фокус при
большой мощности, применяют трубки с
вращающийся анодом (рис. 4.21). В этих
трубках вращается вольфрамовая мишень
в форме усеченного конуса, на боковую
поверхность которого направлен поток
электронов, испускаемых катодом.Подобное устройство позволяет по¬
высить мощность этой трубки по сравне¬
нию с трубками с неподвижным анодом в
десятки раз. В трубках с вращающимся
анодом вал, на котором укреплена ми¬
шень, является ротором асинхронного
двигателя. Статор двигателя расположен
снаружи трубки. Поскольку охлаждение
анода осуществляется только в результате
вращения мишени, эти трубки эффектив¬
ны при экспозиции до 5 с; дальнейшее
увеличение времени экспозиции резко со¬
кращает их мощность.Рис. 4.20. Излучающая часть
полого анодаРис. 4.21. Рентгеновская трубка
с вращающимся анодом:/ - анод; 2 - стержень анода; 3 - ротор;
4 - катод; 5 - баллон
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ61Трубка с вращающимся анодом и
обычные двухэлектродные трубки могут
быть выполнены двухфокусными. Катод
двухфокусной трубки имеет две спирали:
большую и малую, позволяющие полу¬
чить два различных по величине линей¬
ных фокуса. Благодаря этому расширяется
диапазон применения этой трубки.Особый класс составляют импульс¬
ные рентгеновские трубки. Свободные
электроны в них получают в результате
автоэлектронной эмиссии при создании у
катода трубки электрического поля на¬
пряженностью > 108 В/м. Импульсные
трубки называют также трубками с "хо¬
лодным" катодом (в отличие от трубок с
"горячим" катодом, в которых для полу¬
чения свободных электронов используют
термоэлектронную эмиссию).По конструкции различают двух- и
трехэлектродные импульсные рентгенов¬
ские трубки. Наиболее распространены
двухэлектродные трубки. В такой трубке
анод представляет собой острозаточенную
вольфрамовую иглу, расположенную по
оси вакуумной колбы, а катод - диск или
цилиндр с заостренными кромками, кон-
центрично рамещенный относительно
анода. Электроды трубки выполняют за¬
остренными для увеличения напряженно¬
сти электрического поля.Источниками анодного напряжения
являются высоковольтные импульсные
трансформаторы; амплитуды анодного
напряжения обычно 200...350 кВ. При
подаче на электроды импульса напряже¬
ния в трубке возникает автоэлектронная
эмиссия, в результате которой между ано¬
дом и катодом проходит электрический
разряд, носящий характер пробоя в ва¬
кууме. Анод трубки при бомбардировке
его электронами дает импульс рентгенов¬
ского излучения длительностью 10“9.. .10”6 с.Недостаток двухэлектродных им¬
пульсных трубок - нестабильность интен¬
сивности и спектрального состава излуче¬
ния, обусловленная тем, что напряжение
на аноде, при котором происходит пробой
анодно-катодного пространства, сильноизменяется от включения к включению. В
трехэлектродных импульсных трубках
этот недостаток устраняют введением в
трубку дополнительно поджигающего
электрода. При приложении импульса
пониженного напряжения (~ 10 кВ) между
поджигающим электродом и катодом в
строго заданный момент времени возни¬
кает дуговой разряд, который затем пере¬
ходит в разряд между анодом и катодом.Импульсные трубки имеют большую
мгновенную мощность, а достигнутая
частота повторения импульса < 50 Гц.
Мощность дозы излучения на расстоянии
1 м < 2 Р/мин, тогда как трубки с горячим
катодом при таких же напряжениях
(250...300 кВ) дают до 10 Р/мин. Ресурс
работы импульсных рентгеновских тру¬
бок много меньше, чем трубок накала.В России широкое применение на¬
шли импульсные аппараты серии АРИНА
с анодным напряжением 170...240 кВ для
контроля изделий толщиной 30.. .40 мм.По виду высоковольтной электриче¬
ской изоляции рентгеновской трубки в
защитном кожухе или блок-трансформа¬
торе (моноблоке) рентгеновская промыш¬
ленная аппаратура подразделяется на
рентгеновскую аппаратуру:- с масляной высоковольтной изоля¬
цией (применяют трансформаторное мас¬
ло, обработанное дополнительно на
фильтр-прессе и в вакуумной камере, а
также специальное синтетическое масло);- с высоковольтной газовой изоляци¬
ей под давлением (применяют фреон или
шестифтористую серу под давлением
3-105 Па);- с воздушной высоковольтной изо¬
ляцией рентгеновской трубки в защитном
кожухе.Аппараты, в которых в качестве вы¬
соковольтной изоляции используется ат¬
мосферный воздух, встречаются редко.По геометрии рабочего пучка рент¬
геновского излучения блок-трансформа¬
торы и защитные кожухи с рентгеновски¬
ми трубками подразделяются на следую¬
щие основные типы:
62Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ- рентгеновские блок-трансформа¬
торы (защитные кожухи) с направленным
выходом рентгеновского излучения, на¬
пример в форме конуса с углом при вер¬
шине 30...60°;- то же, с панорамным (круговым)
выходом рентгеновского излучения.В рентгеновской аппаратуре с анод¬
ным напряжением в диапазоне 0,4.. .2,0 MB,
когда генерируемое на аноде тормозное
излучение "просвечивает" само зеркало
анода, различают отраженный пучок из¬
лучения и проходящий.Излучение проходящего пучка обла¬
дает значительно большей энергией, чем
отраженного (благодаря фильтрации мяг¬
кой составляющей тормозного излучения
в материале анода рентгеновской трубки).В настоящее время для промышлен¬
ной рентгенодефектоскопии применяют в
основном переносные рентгеновские ап¬
параты с постоянной нагрузкой в сле¬
дующем конструктивном исполнении:- переносного (транспортабельного)
блок-трансформатора (моноблок) с рент¬
геновской трубкой;- переносного пульта управления
чемоданного типа;- комплекта соединительных низко¬
вольтных кабелей (и водопроводных
шлангов для охлаждения блок-трансфор¬
матора).Современную переносную (порта¬
тивную) рентгеновскую аппаратуру раз¬Рис. 4.22. Конструкция радиоактивных
дефектоскопических источников
на резьбе и сварного:1 - наружная ампула; 2, 5- крышки; 3 - активная
часть; 4 - внутренняя ампула; 6 - баллонрабатывают и изготавливают едиными
сериями с учетом возможности просвечи¬
вания материалов в широком диапазоне
толщин. За базу построения такой серии
аппаратов принимают анодное напряже¬
ние рентгеновской трубки.Большинство ведущих иностранных
фирм принимает следующий базовый рял
наибольшего напряжения рентгеновской
трубки, кВ: 10...80; 50...140; 50...200 (220);80...300; 35...160; 60...250; 100...400.В России выпускаются портативные
рентгеновские аппараты серии "Шмель" с
анодным напряжением 80...220 кВ для
контроля изделий толщиной до 50 мм и др.Импульсная рентгеновская аппа¬
ратура. К разряду переносной аппарату¬
ры для промышленного просвечивания
можно отнести и импульсную рентгенов¬
скую аппаратуру с анодным напряжением
до 0,5 MB. Ее принцип действия основан
на явлении возникновения кратковремен¬
ной (0,1...0,2 мс) вспышки тормозного
рентгеновского излучения при электриче¬
ском пробое вакуума в двухэлектродной
рентгеновской трубке (с холодным като¬
дом) под воздействием импульса анодно¬
го высокого напряжения (220...280 кВ),
возникающего на вторичной обмотке вы¬
соковольтного трансформатора при разряде
накопительной емкости (Up = 7,5... 10 кВ)
через первичную обмотку высоковольтно¬
го трансформатора.Передвижная (разборная) рентгенов¬
ская аппаратура для промышленного про¬
свечивания предназначена для работы в
лабораторных условиях. Она позволяет
оборудовать временные (передвижные) и
стационарные рентгенодефектоскопиче¬
ские установки.Радиоактивные источники. Радио¬
активные источники у-излучения пред¬
ставляют собой ампулы, заполненные у-
активным нуклидом (рис. 4.22). Способ
герметизации, материал и число ампул
зависят от МЭД излучения физического
состояния и свойств изотопов. Основными
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ63радиационно-дефектоскопическими ха¬
рактеристиками изотопов являются: энер¬
гия излучения Е, МЭД Р. удельная актив¬
ность источника, период полураспада Тш.Источники можно разделить на сле¬
дующие группы: высокоэнергетические
(54Мп, б0Со и другие источники с Еэф >
> 0,8 МэВ), феднеэнергешческие (192Ir, 137Cs
и др. с 0,3 < £зф < 0,8 МэВ), низкоэнергети¬
ческие (170Tm, 75Se и др. с Еэф < 0,3 МэВ).Основные их характеристики приведены в
табл. 4.3, а спектр излучения одного из них
показан на рис. 4.10.В промышленности наиболее широ¬
ко применяют источники 169Yb, 170Tm,
75Se, 192Ь, 137Cs и 60Со, реже 145Sm, 155Eu,
241 Am и др. в связи с их высокой стоимо¬
стью, сложностью получения исходного
сырья и трудностью отделения сопутст¬
вующих примесей (табл. 4.4).4.3. Основные характеристики радиоизотонных источников у-излученияИсточникГ амма-
эквивалент
1 Ки изотопа,
у-экв. RaМЭД у-излучения
1 Ки на 1 мУдельная активностьА/кгР/сс :-г 1Ки/гоч31,2-10"37,2Т0“П2,79Т0“71,3-1012...3,7-1013350...10001921г0,553,3-10“81,2910"(5,5...9,2)-1012150...250137Cs0,372,2-10“80,8610"(3,7...9,2)-10п10...2560Со1,549,2-10“83,57-10"(1,85...4,4)-101250...300ИсточникГ амма-
эквивалент
1 Ки изотопа,
у-экв. RaДиапазоны энергии спектраПериод по¬
лураспада
^1/2ДжМэВоч31,2Т0“3(3) 1,48Т0“13,
1,52Т0“13у) 1,34Т0“МР) 0,867,
0,950у) 0,084129 сут1921г0,55Р) 3,84Т0_14...1,07Т0“13
у) 3,20Т0“14...1,7Т0"13Р) 0,24...0,67
у) 0,2. ..1,0674,4 сут137Cs0,37Р) 8,ЗТ0"М
у) 1,06-10“13Р) 0,52
у) 0,66129,6 года60Со1,54Р)5,М0“му) 1,87Т0"13,
2ДЗТ0-13Р) 0,318У) 1Д7,
1,335,25 года
64Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ4.4. Основные характеристики некоторых перспективных источников излученияИсточникД иапазоны энергии спектра EПериод полураспада Тц2ДжМэВ241Атп3,2-10"1б...1,1-10"150,02...0,07470 лет145Sm9,7-10“160,061340 сут155Eu9,7-10“1б...2,1-20“150,061...0,1321,81 года153Gd1,1 * 10-15... 1,64* 10-140,07...0,103242 сут169Yb1,0-10“1б...4,94-10“140,063...0,30931,8 сут75Se1,06- 10_1б...9,2-10-140,066...0,572120,4 сут54Mn1,28-10-130,8291 сут152Eu(1,95...2,25)10“150,122...1,40512,7 годаРадиоактивные источники быст¬
рых нейтронов п. Ядра некоторых ра¬
дионуклидов при распаде испускают а-
частицы или у-кванты с энергией, превы¬
шающей порог реакций (а, п) и (у, п) на
некоторых легких элементах. На основе
таких нуклидов можно создавать доста¬
точно простые и компактные источники
нейтронов. Энергия а-частиц, испускае¬
мых а-радиоактивными нуклидами (210Ро,
227Ас, 2 2Ст), обычно равна 5.. .6 МэВ.Под воздействием таких частиц ре¬
акция (а, п) с относительно большой ве¬
роятностью осуществима лишь на ядрах
некоторых легких элементов (бериллий,
бор, фтор, литий), которые в основном и
используются в качестве мишеней в рас¬
сматриваемых источниках. В зависимости
от энергии а-частиц максимальная энер¬
гия нейтронов, возникающих в реакции
(а, п) на бериллии, боре и фторе, не пре¬
вышает соответственно 10... 12, ~6 и
~3 МэВ, а средняя энергия нейтронов для
этих источников соответственно равна3,5...4,5; 2,5...3 и 1... 1,5 МэВ.Сравнивая энергию у-излучения ра¬
дионуклидов с энергией связи нейтронов
в различных атомных ядрах, видим, что
при создании фотонейтронных источни¬
ков в качестве источников у-излучения
можно использовать ограниченное число
радионуклидов, а как мишени только бе¬
риллий и дейтерий, у которых энергиясвязи нейтронов в ядрах равна соответст¬
венно 1,6665 и 2,226 МэВ. Реакцию (у, и)
могут вызвать лишь у-кванты, энергия
которых превышает указанную энергию
связи нейтрона.Конструктивно фотонейтронные ис¬
точники обычно представляют собой блок
из бериллия или тяжелой воды с линей¬
ными размерами в несколько сантимет¬
ров, внутри которого в герметичной ам¬
пуле размещается источник у-излучения.Из различных фотонейтронных ис¬
точников наиболее широко применяют
(124Sb + Ве)-источник, что объясняется
относительно большим периодом полу¬
распада 124Sb (60 сут) и возможностью
получения высокой удельной активности
сурьмы.Существенным недостатком всех ак¬
тивных фотонейтронных источников яв¬
ляются малые периоды полураспада при¬
годных радионуклидов, сложность полу¬
чения требуемых активностей и высокий
фон у-излучения.Среди радиоактивных источников
нейтронов особое место занимают источ¬
ники 238Ри, 242Cm, 244Cm, 252Cf, основанные
на спонтанном (самопроизвольном) деле¬
нии ядер.Наиболее предпочтителен для изго¬
товления 252Cf.Основные характеристики этих ис¬
точников приведены в табл. 4.5
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ654.5. Основные характеристики радиоизотонных источников быстрых нейтроновИсточникПериод
полураспада Тц2Выход
нейтронов на 1 г
изотопа, с-1Средняя энергия нейтроновДжМэВ252Cf2,63 года3-10123,7-10-132,3210Ро + Be138 сут1,28-Ю106,9-10-134,3U4Sh + Be60 сут2,7-Ю93,85-10“150,024ИсточникМЭД у-излучения на 1 мЭнергия у-излученияА/кгР/сДжМэВ252Cf2,05-10“88,0-10"16,4-10-15
1,6-10‘160,040,1210Ро + Be1,4-10-85,5-Ю"1,28-10“130,8124Sb + Be3,2-10“312,52,7-Ю-131,7Ядерные реакторы служат источни¬
ком в основном тепловых нейтронов для
радиационной дефектоскопии. Тепловые
нейтроны получаются в результате замед¬
ления нейтронов деления, образующихся
в активной зоне реактора. Энергия ней¬
тронов деления составляет от нескольких
килоэлектрон-вольт до 18 МэВ. Вследст¬
вие замедления в графите нейтроны деле¬
ния снижают свою скорость до скорости
теплового движения атомов замедлителя.
В ядерном реакторе плотность потока
тепловых нейтронов может достигать109...1012см“2 с-1. При этом потоку тепло¬
вых нейтронов сопутствует интенсивное
у-излучение, возникающее при делении
ядер.Для проведения нейтронной дефек¬
тоскопии в зоне реактора устанавливают
канал-коллиматор. Со стороны, примы¬
кающей к замедлителю, коллиматор
снабжают диафрагмой для регулирования
размеров пучка нейтронов и фильтром из
свинца, предназначенным для уменьше¬
ния вредного влияния у-излучения на ре¬
зультаты контроля.С другой стороны коллиматор снаб¬
жают затвором для выпуска и перекрытия
потока нейтронов и диафрагмой, регули¬
рующей размеры поля облучения. Кон¬тролируемое изделие и детектор разме¬
щают в непосредственной близости от
этой диафрагмы. Для обеспечения радиа¬
ционной безопасности персонала, рабо¬
тающего на реакторе, вокруг коллиматора
сооружают защитную камеру, внутри ко¬
торой при просвечивании можно увидеть
изделия и детектор.Генераторы нейтронов представля¬
ют собой ускорители заряженных частиц,
под воздействием которых мишень уско¬
рителя генерирует потоки быстрых ней¬
тронов. В качестве ускоряемых частиц в
них применяют ядра дейтерия, а мишеня¬
ми служат тяжелая вода, тритий, берил¬
лий, литий. Энергия быстрых нейтронов
составляет 2,5...22 МэВ, поток нейтронов
достигает 108...10п с-1. Линейные и цик¬
лические ускорители могут быть источ¬
никами нейтронов с энергией до 1 МэВ
при использовании в качестве мишеней
лития или трития, а в роли ускоряющихся
частиц - протонов.При просвечивании изделий в случае
использования геометрии узкого пучка
излучения (отношение длины коллимато¬
ра к его ширине не менее 10:1) степень
ослабления потока быстрых нейтронов из
источника в поток тепловых нейтронов в
месте установки детектора составляет 10“6.
66Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯГамма-дефектоскопы. Их исполь¬
зуют в основном в полевых и монтажных
условиях при отсутствии источников
электропитания изделий, расположенных
в труднодоступных местах. В общем слу¬
чае гамма-дефектоскоп состоит из источ¬
ника излучения (изотопа), заключенного в
герметичную металлическую ампулу, ко¬
торая помещается в защитную радиаци¬
онную головку (контейнер), и пульта
управления, обеспечивающего выпуск и
перекрытие пучка излучения.В комплект гамма-дефектоскопа
входят также вспомогательное оборудо¬
вание и принадлежности (транспортные
тележки, штативы для крепления радиа¬
ционной головки, контейнеры для безо¬
пасного транспортирования и перезарядки
источников излучения и др.). Выпускают
гамма-дефектоскопы двух видов: универ¬
сальные шлангового типа, у которых ис¬
точник излучения подается к месту кон¬
троля по шлангу-ампулопроводу, и для
фронтального и панорамного просвечива¬
ния (ампула не выходит за пределы ра¬
диационной головки). В аппаратах шлан¬
гового типа пучок излучения формируетсяРис. 4.23. Схема универсального
шлангового гамма-дефектоскопа:1 - коллимирующая головка;2 - радиационная головка;3 - ампулопровод; 4 - пленка;5 - привод; б - тележкас помощью сменных коллимирующих
головок. Защитные блоки радиационных
головок, контейнеры и коллиматоры гам-
ма-дефектоскопов изготавливают из
свинца, сплавов на основе вольфрама,
обедненного урана или их комбинаций.Шланговые гамма-дефектоскопы
нашли наиболее широкое применение в
промышленности в связи с тем, что они
обеспечивают подачу источника излуче¬
ния из радиационной головки 2 по шлан-
гу-ампулопроводу 3 в коллимирующую
головку на расстояние 5... 12 м.В этих аппаратах источник излуче¬
ния подается по ампулопроводу с помо¬
щью гибкого троса, находящегося в заце¬
плении с зубчатым приводным колесом
(рис. 4.23).Гамма-дефектоскопы снабжены на¬
бором источников у-излучения с различ¬
ными размерами активной части и МЭД
у-излучения. Набор источников размеща¬
ется в магазине-контейнере, что позволяет
просвечивать изделия различной толщины
на разных фокусных расстояниях.Шланговые гамма-дефектоскопы ти¬
па "Гаммарид" выполнены из унифициро¬
ванных блоков. Для промышленного ис¬
пользования наиболее эффективны гамма-
дефектоскопы, разработанные фирмой
"Энергомонтажинтернешнл" совместно со
Всероссийским НИИ технической физики
и автоматизации (Москва) и НИИ атом¬
ных реакторов (г. Дмитровград Ульянов¬
ской обл.). Ими были созданы острофо¬
кусные источники на основе радионукли¬
да 75Se ("Селен-75"), которые использу¬
ются в универсальных шланговых гамма-
дефектоскопах типа РИД-8е4/Р.В гамма-дефектоскопах РИД-ИС/120Р
источниками могут служить 192Ir 75Se. По¬
следний дефектоскоп предназначен для
контроля изделий толщиной 5...80 мм
по стали.Для контроля изделий толщиной30...200 мм весьма эффективным является
дефектоскоп "Гаммарид-К/100", в котором
в качестве источника используется ^Со.
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ67Гамма-дефектоскопы для фрон¬
тального и панорамного просвечива¬
ния. Аппараты этого типа предназначены
для использования в полевых, монтажных
и стапельных условиях в тех случаях, ко¬
гда применение шланговых аппаратов
невозможно из-за ограниченных размеров
радиационно-защитных зон. Пример тако¬
го дефектоскопа показан на рис. 4.24.Источники излучения на базе ус¬
корителей. Ввиду низкой энергии
у-квантов рентгеновских источников из¬
лучения и радиоактивных источников
предел толщины просвечиваемых деталей
ограничен, так как при их использовании
нерационально возрастает время просве¬
чивания.Для источников с определенной
энергией излучения существует предель¬
ная толщина контролируемого изделия,
выше которой контроль практически не¬
возможен.Для дефектоскопии изделий большой
толщины и сложной формы применяют
источники тормозного излучения с энер¬
гией до нескольких десятков мегаэлек-
трон-вольт. Такими источниками излуче¬
ния являются электростатические генера¬
торы, ускорители прямого действия, бета¬
троны, линейные ускорители, микротроны.Бетатрон - циклический ускоритель
электронов. Действие его основано на
законе электромагнитной индукции, со¬
гласно которому вокруг изменяющегося
во времени магнитного потока образуется
вихревое электрическое поле напряжен¬
ностью, определяемой скоростью измене¬
ния магнитного потока (рис. 4.25, б).Электроны в бетатроне ускоряются
по замкнутой орбите постоянного радиуса
под действием силы электрического поля.
Совершив полный оборот, они приобре¬
тают энергию, равную произведению на¬
пряженности электрического поля на за¬
ряд электрона и длину траектории. Энер¬
гия электрона увеличивается до тех пор,
пока электрическое вихревое поле не из¬
менит своего направления.Рис. 4.24. Гамма-дефектоскоп для контроля
трубопроводов внутри трубы:1 - труба; 2 - привод тележки; 3 - привод ис¬
точника; 4 - радиационная головка; 5 - датчик
с коллиматором; 6 - блок автоматики;7 - реперный контейнер; 8 - пленкаДля сохранения постоянства радиуса
орбиты, по которой движутся электроны в
процессе ускорения, необходимо, чтобы
скорость электронов повышалась пропор¬
ционально увеличению напряженности
магнитного поля. Это условие выполняет¬
ся в том случае, если напряженность маг¬
нитного поля на орбите в любой момент
времени меньше средней напряженности
магнитного поля внутри орбиты. Поле в
области движения электронов делают спа¬
дающим по радиусу, что обеспечивает верти¬
кальную фокусировку электронов.По способу создания магнитного по¬
ля бетатроны могут быть: 1) с магнито-
проводом из пластин трансформаторной
стали; 2) безжелезные, в которых магнит¬
ный поток создается системой соленоидов
или витков с током без применения фер¬
ромагнитных материалов; 3) полубезже-
лезные, в которых магнитный поток лишь
на отдельных участках проходит по маг-
нитопроводу из ферромагнитного мате¬
риала.На практике широко применяют бе¬
татроны первых двух типов.По условиям испольования бетатро¬
ны подразделяют на транспортабельные (пе¬
редвижные и переносные) и стационарные.Передвижные и переносные бета¬
троны предназначены для радиографиче¬
68Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯРис. 4.25. Схема ускорителей:а - линейного;
б - бетатрона; в - микротрона;
1 - камера; 2 - электромагнит;
3 - генератор; 4 - волновод;5 - электронная пушка;6 - мишень; 7 - резонатор;8 - вакуумный насосского контроля качества различных про¬
мышленных изделий и сварных соедине¬
ний непосредственно в заводских цехах и
на строительных площадках.Стационарные бетатроны рассчи¬
таны на радиационный контроль в специ¬
ально оборудованных лабораториях и от¬
личаются от транспортабельных повы¬
шенными мощностью дозы и энергией
тормозного излучения, а также большими
массой и габаритными размерами отдель¬
ных узлов и блоков ускорителя.При эксплуатации стационарных ус¬
тановок в дефектоскопических лаборато¬
риях излучатель монтируют либо на не¬
подвижном основании, либо на мостовом
кране, либо на специальном механизме
перемещения.Особую группу стационарных бета¬
тронов представляют сильноточные бета¬троны и стереобетатроны непрерывного и
импульсного действия.Сильноточные бетатроны использу¬
ют для высокопроизводительного контро¬
ля качества изделий большой толщины, а
импульсные установки применяют для
дефектоскопии движущихся объектов и
съемки быстропротекающих процессов.
Например, при просвечивании стальных
изделий толщиной 200 и 510 мм тормоз¬
ным излучением сильноточного бетатрона
время просвечивания составило 3 с и
40 мин соответственно.Максимальная энергия в спектре
тормозного излучения лишь немного
меньше максимальной энергии ускорен¬
ных в бетатроне электронов, но квантов с
такой энергией в спектре излучения очень
мало. Эффективная энергия излучения
зависит от максимальной и составляет
обычно 0,3...0,5 этой величины.
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ69Важными характеристиками ускори¬
теля являются размеры фокусного пятна и
пространственное распределение МЭД
излучения в рабочем пучке.Размеры фокусного пятна определя¬
ют геометрическую нерезкость. В отличие
от рентгеновских аппаратов, линейных
ускорителей и микротронов размеры фо¬
кусного пятна на мишени бетатрона малы
и составляют доли квадратного милли¬
метра.Благодаря наличию квантов высокой
энергии бетатронами можно проводить
радиографический контроль изделий
сложной конфигурации без применения
специальных компенсаторов. Основные
преимущества бетатрона перед другими
устройствами - простота и надежность в
эксплуатации. Кроме того, можно плавно
изменять энергию МЭД излучения, для
каждого конкретного случая выбрать ре¬
жим работы ускорителя (энергию излуче¬
ния) и улучшить выявляемость дефектов.Применяя в качестве источника про¬
никающего излучения бетатроны, можно
контролировать качество стальных изде¬
лий толщиной до 600 мм с использовани¬
ем методов и средств промышленной ра¬
диографии и радиометрической дефекто¬
скопии.Принцип действия линейного уско¬
рителя электронов основан на том, что
электроны, введенные с некоторой на¬
чальной скоростью вдоль оси цилиндри¬
ческого волновода, в котором возбужда¬
ется бегущая электромагнитная волна с
предельной компонентой электрического
поля, попадая в ускоряющую полуволну,
ускоряются под действием электрическо¬
го поля. Для непрерывного увеличения
энергии электронов необходимо, чтобы
электромагнитная волна двигалась вдоль
волновода с такой скоростью, при кото¬
рой электрон не выходит за пределы ус¬
коряющей полуволны. С целью получения
требуемой для ускорения электронов ско¬
рости электромагнитной волны внутри
волновода устанавливают диафрагмы.
Таким образом, диафрагмированный вол¬новод является основным узлом линейно¬
го ускорителя электронов.Преимущество линейных ускорите¬
лей состоит в большой интенсивности
тормозного излучения. Так, линейные
ускорители с энергией 10...25 МэВ соз¬
дают тормозное излучение, МЭД которо¬
го составляет 2000...25 000 Р/мин на рас¬
стоянии 1 м от мишени.В России создан ряд ускорителей с
энергией 6...25 МэВ для промышленной
дефектоскопии и радиационных процессов.За рубежом линейные ускорители
широко применяют при радиационном
контроле.Отечественные линейные ускорители
ЛУЭ-10/1 и ЛУЭ-10-2Д предназначены
для контроля стальных изделий толщиной400...500 мм в промышленных условиях.
Ускорители представляют собой ком¬
пактные установки, состоящие из излуча¬
теля, теплообменников и блоков электро¬
питания и управления. Излучатель снаб¬
жен рентгеновской головкой, позволяю¬
щей получить равномерное по интенсив¬
ности поле тормозного излучения. При
просвечивании стальных изделий толщи¬
ной 400 мм ускорителем ЛУЭ-10-2 экспо¬
зиция составляет примерно 7 мин при
относительной чувствительности 1 %.Микротрон - циклический ускори¬
тель с переменной кратностью ускорения.
В микротроне частицы движутся в посто¬
янном и однородном магнитном поле.
Ускорение происходит под действием
переменного электрического поля посто¬
янной частоты. Электроны, находящиеся в
вакуумной камере, движутся по орбитам -
окружностям, имеющим общую точку
касания. В этом месте расположен резона¬
тор, сверхвысокочастотное поле которого
ускоряет электроны. Резонатор возбужда¬
ется импульсным магнетроном.При прохождении через резонатор
электроны приобретают определенную
энергию АЕ и начинают двигаться по сле¬
дующей орбите. При достижении послед¬
ней орбиты они либо попадают на ми¬
шень, либо через канал выводятся из ка¬
меры (см. рис.4.25, в).
70Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯОсновное преимущество микротрона
заключается в его большой интенсивно¬
сти излучения. Так, при 12 МэВ интенсив¬
ность пучка тормозного излучения от мало¬
го микротрона составляет 3000 Р/мин.В сильноточных ускорителях прямо¬
го действия ускоряемые частицы движут¬
ся в постоянном электрическом поле,
причем их конечная энергия в электрон-
вольтах равна электрическому напряже¬
нию установки в вольтах. В ускорителях
всех типов имеется ускорительная трубка.Многообразие ускорителей прямого
действия обусловлено множеством типов
и систем генераторов высокого напряже¬
ния, в качестве которых используют кас¬
кадные электрические и роторные генера¬
торы, а также высоковольтные трансфор¬
маторы.Ускорители-трансформаторы наибо¬
лее эффективны и экономичны в диапазо¬
не энергии 0,5...5,0 МэВ.Для промышленного облучения ма¬
териалов разработан ускоритель, назван¬
ный капатроном. Источником высокого
напряжения в капатроне является каскад¬
ный генератор.Ускорители заряженных частиц.
Для получения нейтронов используются
ядерные реакции под действием заряжен¬
ных частиц (обычно дейтронов, протонов
и а-частиц), а также фотонейтронные ре¬
акции под действием тормозного (рентге¬
новского) излучения. Эффективное сече¬
ние таких реакций зависит от энергииРис.4.26.Схема строения
радиографической пленкиуказанных частиц и электростатического
барьера ядра-мишени. Энергетический
спектр возникающих нейтронов и их уг¬
ловое распределение определяются видом
и энергией частиц, а также характеристи¬
ками облучаемых ядер и толщиной мишени.При получении нейтронов с помо¬
щью ускоренных протонов, дейтронов и
а-частиц в качестве мишеней обычно
применяют вещества, имеющие ядра с
малым зарядом: дейтерий, тритий, берил¬
лий и некоторые другие. При получении
нейтронов с помощью фотоядерных реак¬
ций как мишени применяют тяжелые ма¬
териалы (уран, висмут, свинец).Радиографические пленки. Исполь¬
зование фотографических детекторов ос¬
новано на действии ионизирующего излу¬
чения на фотографическую эмульсию. К
фотографическим детекторам относят
радиографические пленки, применяемые в
радиографии и дозиметрии.Основой радиографической пленки
служит гибкая прозрачная подложка 4
толщиной 100...200 мкм из негорючей
пластмассы - ацетатцеллюлозы (рис. 4.26).На подложку с двух сторон наносят
чувствительную к излучению эмульсию 2,
представляющую собой слой желатины
толщиной 10...30 мкм, в котором равно¬
мерно распределены микрокристаллы
бромистого серебра. Размеры микрокри¬
сталлов < 3 мкм. Для увеличения прочно¬
сти соединения между эмульсией и под¬
ложкой лежит слой специального клея 3,
называемый подслоем. Снаружи на
эмульсию наносят слой 1 из задубленной
желатины толщиной до 1 мкм, предохра¬
няющий эмульсию от механических по¬
вреждений.Ионизирующие излучения в кри¬
сталлах бромистого серебра вызывают
фотохимические превращения: Ag + Вг +
+ (hv) —> Ag+ + Br + е —> Ag + Вг, т.е. под
влиянием кванта излучения hv отрица¬
тельный ион брома Вг теряет свой ва¬
лентный электрон и становится нейтраль¬
ным атомом Вг. Этот атом перемещается к
поверхности кристалла, где связывается
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ71желатиной, а освободившийся электрон,
взаимодействуя со свободным положи¬
тельным ионом серебра, превращает его в
нейтральный атом серебра Ag.Когда в результате действия излуче¬
ния в кристалле бромистого серебра нака¬
пливается определенное число атомов
восстановленного металлического сереб¬
ра, в нем образуется так называемый
центр скрытого изображения. Для пре¬
вращения скрытого изображения в види¬
мое радиографическую пленку обрабаты¬
вают в растворе проявителя. В последнем
происходит химическая реакция восста¬
новления бромистого серебра в металли¬
ческое, причем процесс восстановления
идет избирательно: наиболее эффективно
он протекает в кристаллах, имеющих цен¬
тры скрытого изображения. Эти центры,
называемые также центрами проявления,
можно рассматривать как частицы катали¬
затора, способствующие восстановлению
ионов серебра во всем объеме облучен¬
ных кристаллов.Зерна восстановленного металличе¬
ского серебра придают пленке темную
окраску, т.е. определяют ее прозрачность.
В общем случае проявленное изображе¬
ние представляет собой картину из почер¬
невших и прозрачных (светлых) мест на
пленке, отвечающих соответственно уча¬
сткам эмульсии, подвергнутым и не под¬
вергнутым действию излучения. Степень
почернения какого-либо участка изобра¬
жения зависит от числа зерен металличе¬
ского серебра на нем и определяется ин¬
тенсивностью излучения I и временем t
его воздействия на эмульсию. Произведе¬
ние It называют экспозицией.Чтобы зафиксировать полученное
изображение, т.е. сделать его не чувстви¬
тельным к свету, проявленную пленку
обрабатывают в растворе закрепителя.
Закрепитель растворяет кристаллы бро¬
мистого серебра, не прореагировавшие с
проявителем.Свойство радиографической пленки
ослаблять проходящий через нее световой
поток принято называть непрозрачно¬стью. Ее определяют как отношение пол¬
ного падающего светового потока F0 к
световому потоку F, прошедшему через
пленку. Степень почернения ра¬
диографического снимка на пленке на
практике характеризуют оптической
плотностью почернения (плотность по¬
чернения)D, = \g{F,!F), (4.4)гдеF0/F- непрозрачность пленки.Из формулы (4.4) следует, что плот¬
ность почернения совершенно прозрачно¬
го снимка (F0 = F) равна нулю. Плотность
почернения D0 = 2 соответствует ослабле¬
нию светового потока в 100 раз, D0 = 3 - в
1000 раз и т.д.Основные фотографические характе¬
ристики пленки определяются характери¬
стикой кривой, представляющей собой
зависимость плотности почернения Dt: от
логарифма экспозиции lg Нэ: D0 =/ (lg Нэ).
Для построения характеристических кри¬
вых используют сенситограммы - радио¬
графические снимки, имеющие ряд участ¬
ков с различными плотностями почернения.Сенситограммы получают с помо¬
щью специальных приборов - сенсито¬
метров - при экспонировании пленки тор¬
мозным излучением с максимальной
энергией в спектре 80 кэВ. К такому излу¬
чению эмульсии радиографических пле¬
нок наиболее чувствительны.Пленка, имеющая плотность почер¬
нения D и рассматриваемая в падающем
на нее свете интенсивностью I, ослабляет
этот свет. Вследствие этого интенсив¬
ность прошедшего света 1П становится < I.
Фотографическая плотность почернения
пленки определяется соотношением D =
= lg (/ / /п). Кривую зависимости плотно¬
сти почернения D пленки от логарифма
относительной экспозиции Alg X называ¬
ют характеристической кривой (рис. 4.27).
Последнюю кривую можно разделить на
несколько участков: АВ - область недо¬
держек; ВС и CD - области нормальных
экспозиций; DF - область передержек.
72Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯОбласть нормальной экспозиции в первом
приближении представляет собой прямо¬
линейный участок, для которого справед¬
ливо уравнениеAD = D-D0=y(lgX-lgX0), (4.5)где у - средний градиент пленки (тангенс
угла наклона прямолинейного участка
характеристической кривой); ХиХ0- экс¬
позиционные дозы, вызывающие почер¬
нение пленки Д) и D соответственно.Строго говоря, любая радиографиче¬
ская пленка подобного прямолинейного
участка не имеет. Вследствие этого кон¬
трастность пленки (тангенс угла наклона
касательной к характеристической кри¬
вой) определяется соотношениемУд =dDd{\gx)'(4.6)Контрастность пленки является функцией
плотности почернения и экспозиции и для
пленок различного типа эта зависимость
непостоянна (рис.4.28). Контрастность
безэкранных пленок увеличивается с рос¬
том плотности почернения. Именно по¬
этому наивыгоднейшей плотностью по¬
чернения пленок этого типа является та,при которой можно просмотреть ее на
расшифровочном оборудовании. Макси¬
мальная контрастность пленок экранного
типа соответствует плотности почернения
D = 1,8...2,2, т.е. лучшую радиографиче¬
скую чувствительность можно получить
именно при этих значениях D. В этом
диапазоне плотностей почернения кон¬
трастность пленки у о можно принимать
равной среднему градиенту у. Одной из
важнейших характеристик радиографиче¬
ских пленок является разрешающая спо¬
собность, которая характеризуется коли¬
чеством различных штриховых линий
одинаковой толщины на длине 1 мм.Радиографические пленки подразде¬
ляют на два класса (табл.4.6.): 1) безэк-
ранные пленки, предназначенные для ис¬
пользования без флюоресцентных экра¬
нов, или с металлическими усиливающи¬
ми экранами; 2) экранные пленки, предна¬
значенные для использования с флуорес¬
центными усиливающими экранами в свя¬
зи с их высокой чувствительностью к ви¬
димой и ультрафиолетовой частям спек¬
тра. Мелкозернистые пленки типа РТ-5, РТ-
4М отличаются более высокой разрешаю¬
щей способностью в отличие от крупнозер¬
нистых пленок типа РТ-3, РТ-1 и РТ-2.AlgXРис. 4.27. Характеристическая
кривая радиографической пленкиРис. 4.28. Зависимость контрастности радио¬
графической пленки
от плотности почернения
4.6. Классификация и основные характеристики радиографических пленокТип пленкиСредний
градиент
Y для^тах= 1,5...2,5Разрешающая
способность R,
линии/ммКласспленокГруппаРТ(Россия)Kodak(США)AGFA(Германия)Высококонтраст¬РТ-5,PT-5DМикротексD24...4,5140...180БезэкранныеныеРТ-4М,PHTM-1DКристаллексD43,5...4110...140РТ-3ИндастрексD73...3,580...110Высокочувстви¬тельныеРТ-1,PT-1DКодирексD102,5...368...73ЭкранныеС флуоресцентны¬
ми экранамиРТ-2ИндастрексS3...3,168...73Без экранов2,5...2,868...73пР имечание. Dmax - максимальная плотность почернения пленки для случая, когда все микрокристаллы бромистого се¬
ребра перейдут в металлическое серебро при проявлении; £>тах пропорциональна массе серебра на единице площади пленки, зави¬
сит от ее типа и времени проявления. Значения Dmax даны для tnp = 10 мин.ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ
74Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯУсиливающие металлические и
флуоресцентные экраны. Их применяют
для сокращения времени просвечивания.
Усиливающее действие металлических
экранов основано на освобождении из них
вторичных электронов благодаря ионизи¬
рующему излучению. Освобожденные
вторичные электроны попадают на эмуль¬
сию пленки и вызывают дополнительную
фотохимическую реакцию, усиливающую
действие первичного излучения.Для каждого источника ионизирую¬
щего излучения материал экрана следует
выбирать в зависимости от энергии излу¬
чения, в частности для рентгеновского
излучения целесообразно использовать
медь, титан, олово, свинец, вольфрам; для
у-излучения - вольфрам, свинец, медь.Практика показывает, что наиболь¬
шую эффективность обеспечивают метал¬
лические экраны из медной и титановой
фольги. В этом случае достигается гораз¬
до лучшая контрастность снимков. Тол¬
щина фольги должна быть равна макси¬
мальной длине пробега вторичных элек¬
тронов в экране. Обычно толщина экрана
(фольги) составляет 0,05...0,5 мм. Фольга
наносится на гибкую пластмассовую под¬
ложку.Металлические экраны рекомендует¬ся использовать с безэкранными радио¬
графическими пленками РТ-1, РТ-3, РТ-
4М, РТ-5. При их применении практиче¬
ски не ухудшается разрешающая способ¬
ность изображения на пленках.Усиливающее действие флуорес¬
центных экранов определяется действием
фотонов видимой, сине-фиолетовой,
ультрафиолетовой и инфракрасной облас¬
тей спектра, высвечиваемых из люмино¬
форов при прохождении через них иони¬
зирующего излучения. В качестве люми¬
нофоров используют ZnS, CdS, BaS04,
PbS04, CaW04 и др.Флуоресцентные экраны изготовля¬
ют в виде пластмассовых или картонных
подложек, на которые наносят слой лю¬
минофора. Эти экраны рекомендуется
применять с экранными радиографиче¬
скими пленками, поскольку спектральная
чувствительность эмульсии пленки и
спектр свечения экранов хорошо согла¬
суются. При использовании флуоресцент¬
ных экранов разрешающая способность
изображения на пленках существенно ухуд¬
шается из-за крупнозернистости экранов.С помощью флуоресцентных экранов
получают меньшие экспозиции (рис. 4.29), а
при использовании металлических экранов
(рис. 4.30) - лучшую чувствительность.Рис. 4.29. Зависимость экспозиции
от толщины стали 5 для различных
экранов и источников излучения50100150S, мм
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И МАТЕРИАЛЫ75При радиографии применяют флуо-
рометаллические усиливающие экраны в
виде свинцовой подложки с нанесенным
на нее слоем люминофора. Они обладают
большим коэффициентом усиления, чем
металлические, и обеспечивают лучшую
чувствительность, чем флуоресцентные
экраны.Усиливающие экраны используют в
виде заднего и переднего экранов, между
которыми размещены радиографические
пленки. При этом увеличивается коэффи¬
циент усиления и уменьшается влияние на
пленку рассеянного излучения. Толщину
металлических экранов, а также материал
люминофора и его количество в составе
флуоресцентных экранов выбирают в за¬
висимости от типа источника излучения.Флуоресцентные экраны с малым ко¬
личеством люминофоров на поверхности
применяют с низкоэнергетическими ис¬
точниками излучения, а экраны с боль¬
шим количеством люминофора - с высо¬
коэнергетическими источниками. Ввиду
крупнозернистости последних экранов
существенно уменьшается разрешающая
способность изображения (до 1,5.. .3 раз).
Экраны выполняются в виде свинцовой
фольги, которая наклеивается на гибкую
пластиковую подложку, обеспечивающую
их сохранность и хорошее состояние по¬
верхности.Эталоны чувствительности. Для
определения относительной чувствитель¬
ности радиографического контроля ис¬
пользуют специальные эталоны.Эталон представляет собой пластину
с идеальными дефектами, контуры кото¬
рых резко очерчены. На границе дефектов
эталона происходит резкое изменение
суммарной толщины просвечиваемого
материала, в то время как в реальном ме¬
талле - постепенное изменение его тол¬
щины на границе дефект - бездефектная
зона. Кроме того, реальные дефекты часто
рассредоточены и имеют неправильные
очертания. Вследствие этого поры илиО 20 40 5, ммРис. 4.30. Зависимость относительнойчувствительности рентгенографии
от толщины стали для различных экрановшлаковые включения, диаметры которых
равны соответственно высоте прорези или
диаметру проволоки эталона, могут быть
не выявлены, несмотря на то что изобра¬
жения искусственных дефектов четко
видны.В практике радиационной дефекто¬
скопии применяют несколько типов эта¬
лонов чувствительности (табл. 4.7). Наи¬
более часто используют канавочные и
проволочные эталоны четырех типораз¬
меров каждый. На канавочном эталоне
имеется шесть канавок, глубина рядом
расположенных канавок различается в
1,39 раза. Проволочный эталон представ¬
ляет собой пластиковый чехол с семью
проволоками различного диаметра, рядом
расположенные проволоки различаются
размерами в 1,25 раза. Материал эталона
должен быть аналогичен материалу кон¬
тролируемого изделия. Эталоны марки¬
руют свинцовыми буквами и цифрами.
Буквы обозначают материал эталона,
цифры - его номер, например, Cu2, Fel,
А13, Ti4. Оба вида эталона равнозначны
по чувствительности, выбор их определя¬
ется условиями работы и удобством ис¬
пользования.
76Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ4.7. Эталоны чувствительностиТип эталонаЭскизЧувствительность
(в %) для
8 = 10. ..50 ммСтандартыПроволочныйЕвропейских стран,
Великобритании,
Японии, РФКанавочный с канавка¬
ми постоянной ширины
и переменной глубины 20,5Европейских странКанавочный с канавка¬
ми переменных ширины
и глубиныРФПластинчатый с отвер¬
стиями\W\2d11,5...2,0США, ASME Code,
РФСтупенчатый с отвер¬
стиями2,0...2,5Международного
института сварки
(МИС)Геометрический ряд значений d с основанием 1,25.
Арифметический ряд значений А8.Кассеты, маркировочные знаки и
держатели. Перед радиографическим
контролем пленку вместе с усиливающи¬
ми экранами помещают в специальную
светозащитную кассету. В практике про¬
мышленной радиографии применяют гиб¬
кие и реже жесткие кассеты.Преимущественное использование
гибких кассет обусловлено тем, что они
обеспечивают плотное прилегание к кон¬
тролируемой поверхности сложной кон¬
фигурации. Гибкая кассета представляет
собой двойной конверт из черной свето¬
непроницаемой бумаги или дерматина. В
меньший конверт укладывают пленку с
усиливающими экранами, а затем заря¬
женный конверт вставляют в другой кон¬
верт, больших размеров, обеспечивая темсамым светонепроницаемость кассеты. В
кассетах предусмотрены карманы для ус¬
тановки маркировочных знаков и этало¬
нов чувствительности.Недостатком гибких кассет является
отсутствие полной гарантии плотности
прижатия пленки к усиливающим экра¬
нам. Этого недостатка лишены жесткие
кассеты, выполненные из алюминиевых
сплавов и пластмасс, но их можно приме¬
нять только при контроле изделий про¬
стой формы, когда не требуется изгибать
пленку.Наиболее качественное прилегание
усиливающих экранов к радиографиче¬
ской пленке обеспечивают вакуумные
кассеты. Они имеют герметичный корпус.
При откачивании воздуха из внутреннего
ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ77/-ч-—ца)д)б)е)в)ж)г)з)Рис. 4.31. Способы зарядки кассет:1 - радиографическая пленка; 2 - усиливающий металлический экран;3 - усиливающий флуоресцирующий экранобъема кассеты плотный контакт между
пленкой и экранами обеспечивается за
счет действия атмосферного давления.
Эти кассеты применяют крайне редко из-
за их дороговизны и сложности использо¬
вания.В зависимости от типа просвечивае¬
мого изделия и, главным образом, интен¬
сивности ионизирующего излучения ис¬
пользуют различные схемы зарядки ра¬
диографических кассет (рис. 4.31). На¬
пример, зарядку кассеты по схемам, при¬
веденным на рис. 4.31, а, д, рекомендуют
при просвечивании стальных изделий
толщиной до 4 мм; по схемам, представ¬
ленным на рис. 4.31, б, в, - при просвечи¬
вании стали толщиной > 4 мм; по схемам,
показанным на рис. 4.31, г и з, - при кон¬
троле изделий толщиной > 100 мм.Зарядку кассет двумя пленками посхемам, изображенным на рис. 4.31, е, ж, з,
осуществляют при контроле особо ответ¬
ственных изделий и изделий переменной
толщины. В последнем случае в кассету
вкладывают две пленки различной чувст¬
вительности.В целях обозначения изделий по уча¬
сткам контроля применяют маркировоч¬
ные свинцовые знаки, которые размещают
в кассете. После просвечивания их изо¬
бражения отпечатываются не снимке.
Гибкие кассеты, заряженные радиографи¬
ческой пленкой и экранами, устанавлива¬
ют на ферромагнитных материалах с по¬
мощью магнитных держателей типа
МД-1. На немагнитных материалах кассе¬
ты крепят резиновыми поясами и ремня¬
ми. Иногда применяют специальные поя¬
са, снабженные застежками и натяжными
ремнями.4.6. ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯОсновные параметры. Энергия излу¬
чения определяет его проникающую спо¬
собность и выявляемость дефектов в кон¬
тролируемом изделии.От мощности Р экспозиционной дозы
(МЭД) излучения зависят производитель¬
ность контроля, а также требования к тех¬
нике безопасности.Плотность р контролируемого ма¬
териала определяет необходимую МЭД и
получение требуемых производительно¬сти и чувствительности.По линейному коэффициенту ослаб¬
ления ц излучения в материале судят о
проникающих свойствах излучения и вы¬
являемое™ дефектов.Дозовый фактор накопления В ха¬
рактеризует рассеяние излучения в мате¬
риале изделия в зависимости от линейно¬
го коэффициента ослабления ц и толщины5 контролируемого изделия и оказывает
заметное влияние на выявляемость дефек¬
78Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯтов. Он определяется отношением суммы
интенсивностей нерассеянного и рассеян¬
ного излучений к интенсивности нерассе¬
янного излучения: В = (ja ■Разрешающая способность детекто¬
ра говорит о его способности регистриро¬
вать рядом расположенные дефекты и
бездефектные участки контролируемого
изделия и характеризуется числом линий,
равномерно распределенных на единице
длины тест-образца.Абсолютная чувствительность Wa
(мм) определяет минимальный размер
выявляемого дефекта или элемента этало¬
на чувствительности.Относительная чувствительность
И'отн (%) - это отношение минимального
размера А5 обнаруживаемого дефекта или
элемента эталона чувствительности к
толщине контролируемого изделия 5.
Зависимость относительной чувствитель¬
ности радиографии от основных параметров
просвечивания вычисляется по формуле= — = 2’3AD™Bm%, (4.7)
5где ADmin - минимальная разность плотно¬
стей почернения, различаемая глазом; yD -
контрастность радиографической пленки.На практике значение ADmin ~
= 0,006...0,01. Значения yD, В и ц извест¬
ны из литературы.Помимо указанных факторов чувст¬
вительность радиографического контроля
зависит также от формы и места располо¬
жения дефекта, величины фокусного рас¬
стояния, фокусного пятна трубки, типа
рентгеновской пленки.Техника контроля. Ввиду сложно¬
сти процессов ослабления энергии рент¬
геновского и у-излучений при прохожде¬
нии их через контролируемый металл и
многообразия перечисленных факторов
учесть одновременное воздействие их на
чувствительность метода не представля¬
ется возможным. Целесообразно рассмот¬
реть эти факторы в отдельности, оцениваявлияние каждого из них на чувствитель¬
ность метода к выявлению дефектов.Энергия излучения. Из формулы для
расчета абсолютной чувствительности
видно, что чем больше коэффициент ли¬
нейного ослабления ц, тем меньше размер
дефекта, который удается обнаружить. В
свою очередь, коэффициент ц зависит от
энергии излучения источника. Получение
рентгеновского излучения той или иной
энергии достигается регулированием на¬
пряжения на рентгеновской трубке, энер¬
гия у-излучения обусловлена выбором
соответствующего радиоактивного изото¬
па. Влияние энергии рентгеновского и у-
излучений на чувствительность контроля
показана на рис. 4.32. Как видно из гра¬
фиков, чувствительность контроля стали
одинаковой толщины тем выше, чем
меньше энергия излучения.Рассеянное излучение в зависимости
от энергии первичного излучения изменя¬
ет качество снимка, снижает контраст¬
ность и четкость изображения, а следова¬
тельно, и чувствительность самого мето¬
да. При отсутствии рассеяния дефект на
пленке будет изображаться с четкими
границами (рис.4.33). Однако практически
всегда имеет место рассеяние излучения,
нарушающее четкость изображения.
Вследствие этого дефекты малого размера
становятся трудноразличимыми (размыты
границы изображения) и часто могут быть
не выявлены совсем.Рассеяние излучения всегда сильнее в
толстостенных материалах (см. рис. 4.33, б),
чем в тонкостенных, поэтому чувстви¬
тельность метода значительно ухудшается
с увеличением толщины просвечиваемого
материала. Совершенно избавиться от
рассеяния излучения нельзя. Уменьшить
его можно применением специальных
фильтров, представляющих собой тонкий
слой оловянной (0,025 мм) или свинцовой
(0,075...0,15 мм) фольги, расположенной
либо между источником и контролируе¬
мым объектом, либо между пленкой и
объектом. Рассеяние излучения можно
также уменьшить, сократив площадь
ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ795,04,03,0.0=:2,0у1,0\\\ \£/=140 кВ
£ U= 120 кВ£/=80 кВ20160 12
-о=:8,0^ 4,0£=1,17 МэВ(е
£=0,5 МэВ(п°Со)Cs)>Е=0,3 ьЬВ(921г)0 10 20 30 40 50
Толщина стали 5, мм
Пленка РТ-1; F=500 мм0 10 20 30 40 50
Толщина стали 5, мм
Пленка РТ-1; F=150 мма) б)Рис. 4.32. Зависимость чувствительности радиографического контроля
от энергии излучения:а - рентгеновского аппарата РУП-150-10; б - изотопова) б)Рис. 4.33. Влияние рассеянного излучения на контрастность изображенияпри просвечивании:а - при параллельном нерассеянном пучке излучения; б - ухудшение контрастности от рассеянно¬
го излучения при просвечивании изделий большой толщины; в - улучшение контрастности при
просвечивании изделий малой толщины тем же пучком излученияоблучения. Последнее достигается или с
помощью диафрагмы, помещаемой у ис¬
точника излучения, или посредством
свинцовой маски с отверстием, распола¬
гаемой над просвечиваемым объектом.
Рассеяние уменьшается, если увеличить
расстояние от контролируемого объекта
до пленки.Толщина материала. Чувствитель¬
ность более сложным образом зависит от
толщины контролируемого материала
(рис. 4.34). Вначале чувствительность
возрастает вследствие того, что с увели¬
чением толщины материала убывает эф¬
фективный коэффициент ослабления.
Мягкие составляющие излучения ослаб¬
ляются сильнее, чем жесткие, и в после¬дующие слои попадает излучение, уже
частично отфильтрованное в предыдущих
слоях."-чО4-ОНООX-о■=;он5CDноCDУ\Пленка РТ-1,
F=750 мм\\\Е=\,1 МэCQ _-{7=140 кВ
|040 80 120 160 200
Толщина стали 5, ммРис. 4.34. Зависимость чувствительности
радиографического контроля от толщины
контролируемого соединения
80 Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯа)Рис. 4.35. Влияние формы Ф дефекта на контрастность его изображения:а — прямоугольной; 6 -шаровой; в — трапецеидальнойПо мере прохождения через вещест¬
во излучение становится все более жест¬
ким, и при этом одновременно замедляет¬
ся убывание эффективного коэффициента
ослабления: он приближается к постоян¬
ному значению. Для сравнительно боль¬
ших толщин подъем кривой (ухудшение
чувствительности) объясняется эффектом
рассеяния. В конечном итоге ухудшение
чувствительности из-за наличия рассеян¬
ного излучения определяет предел приме¬
няемости всего метода просвечивания
материалов до определенной толщины
(100...150 мм).Форма дефектов и их ориентация в
шве. Дефекты (непровары), имеющие
прямолинейные грани, ориентированы
параллельно направлению распростране¬
ния излучения, выявляются значительноРис. 4.36. Выявляемость трещины
в зависимости от ориентации ее
к направлению излучениялучше из-за большой резкости изображе¬
ния их границ (рис. 4.35, а), чем дефекты
цилиндрической (шлаковые включения),
шаровой (поры) или другой формы
(рис. 4.35, б, в).Действительно, непровар, как прави¬
ло, имеет постоянную высоту (AS) по се¬
чению падающего пучка излучения, тогда
как у объемных дефектов данная высота
переменна, отчего плотность потемнения
изображения в этом случае будет посте¬
пенно и равномерно снижаться от макси¬
мума, определяемого диаметром дефекта,
до плотности потемнения всего поля
пленки. Вследствие этого резкость изо¬
бражения отсутствует, а следовательно, и
контрастность снимка, воспринимаемая
глазом, значительно ухудшается.Наилучшая выявляемость наблюда¬
ется при прохождении излучения вдоль
дефектов, т.е. когда угол а (рис. 4.36) ра¬
вен 0°. При ориентации дефекта под неко¬
торым углом к направлению излучения
выявляемость ухудшается; в этом случае
пучок излучения будет проходить не всю
высоту (AS), а только определенную часть
ее. Чувствительность просвечивания при
этом станет зависеть от ширины А рас¬
крытия дефекта. В практике очень часто
встречаются дефекты, у которых ширина
раскрытия незначительна при достаточно
большой высоте.В этом случае на пленке проекция
изображения дефекта не будет видна из-за
ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ81малой разницы в плотностях потемнения
пленки в дефектном и бездефектном мес¬
тах. К подобным дефектам относят, на¬
пример, трещины, стянутые непровары,
несплавления по кромкам. Вероятность
выявления подобных дефектов очень мала
(35...40 %). Расслоения в прокатанных
листах, расположенные параллельно по¬
верхности листов, как правило, просвечи¬
ванием не выявляются. По этой же при¬
чине плохо обнаруживаются несплавле¬
ния по катетам шва в тавровых, угловых и
нахлесточных соединениях.Фокусное расстояние. Увеличение
фокусного расстояния (рис. 4.37) анало¬
гично энергии ослабления излучения де¬
лает его более мягким, вследствие чего
улучшается чувствительность контроля.
Следует заметить, что фокусное расстоя¬
ние F связано с временем просвечивания t
следующим соотношением: / / to - (F/F0)2,
где t - время просвечивания при выбран¬
ном фокусном расстоянии, см; to - то же,
при фокусном расстоянии F0, см, взятом
по номограмме.Из соотношения видно, что при уве¬
личении фокусного расстояния резко воз¬
растает время просвечивания. Чем мень¬
ше размер фокуса, тем четче рельеф изо¬
бражения дефекта на снимке, тем меньше
область полутени, тем выше чувствитель¬
ность контроля (рис. 4.38).ЛнооXн5СОноСО;i2ю\/^=150 мм/ 300л“Соу600жSs100040 80 120 160 200
Толщина стали 6, ммРис. 4.37. Чувствительность
при просвечивании стали у-нзлучением
на различных фокусных расстоянияхУсиливающие экраны. Из рис. 4.39
видно, что применение металлических
экранов несколько повышает чувстви¬
тельность, что обусловлено уменьшением
воздействия вторичного излучения, ис¬
точником которого является сам контро¬
лируемый материал. Рассеянное вторич¬
ное излучение уменьшает резкость и кон¬
трастность изображения объекта. Рассе¬
янное излучение от тяжелых элементов,
подобно свинцу, сравнительно невелико:
они выполняют роль своеобразного
фильтра, особенно для первичного излу¬
чения низких энергий.-0но01-ан,<DН£Г02 4 6 8
Толщина стали 5, мм
Рис. 4.38. Влияние размера фокуса d
на чувствительность контроля10о4Ь*Г•уТолщина стали 5, мм
Рис. 4.39. Влияние усиливающих экранов
на чувствительность радиографического
метода при просвечивании стали
у-излучением 154Еи:1 - флуороскопические экраны;2 - без экранов;3 - металлические экраны (свинец 0,1 мм)
82Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯТип пленки. В зависимости от типа
пленки, обусловленного размером зерна и
реакцией к излучению, чувствительность
радиографического контроля при прочих
равных условиях (энергия излучения, ро¬
да и толщины материала) может изме¬
няться от 0,5 (РТ-5) до 3 % (РТ). Пленки,
обеспечивающие лучшую чувствитель¬
ность, имеют мелкозернистую структуру
и слабую реакцию к излучению, но тре¬
буют большего времени для просвечивания.С учетом изложенных факторов,
влияющих на чувствительность контроля,
кратко рассмотрим операции радиографи¬
ческого контроля на примере сварных
соединений.При радиографировании изделий со¬
блюдают такую последовательность вы¬
полнения основных операций: выбирают
источник излучения, радиографическую
пленку и определяют оптимальные режи¬
мы просвечивания, просвечивают объект,
проводят фотообработку снимков и их
расшифровку, оформляют результаты
контроля.Выбор источника излучения обу¬
словливается технической целесообразно¬
стью и экономической эффективностью.
Основными факторами, определяющими30 50 80 120150 250 400 1000Напряжение, кВРис. 4.40. Номограммы областей
применения радиографических пленок
при просвечивании стали:I - РТ-5, РТ-4; II - РТ-1, РТ-3; III - РТ-2выбор источника, являются заданная чув¬
ствительность, плотность и толщина ма¬
териала контролируемого изделия, произ¬
водительность контроля, конфигурация
контролируемой детали, доступность ее
для контроля и др.Например, для контроля изделий, в
которых допускаются дефекты большого
размера, лучше всего применять изотопы
с высокой энергией, обеспечивающие ма¬
лое время просвечивания. Для изделий
ответственного назначения используют
рентгеновское излучение и только как
исключение - изотопы, по возможности с
наименьшей энергией излучения.Радиографическую пленку выбирают
по толщине и плотности материала про¬
свечиваемого объекта, а также по требуе¬
мой производительности и заданной чув¬
ствительности контроля.Пленку РТ-1 используют главным
образом для контроля сварных соедине¬
ний больших толщин, так как она облада¬
ет высокой контрастностью и чувстви¬
тельностью к излучению. Универсальную
экранную пленку РТ-2 применяют при
просвечивании деталей различной толщи¬
ны, при этом ее время просвечивания по
сравнению с другими типами пленок наи¬
меньшее. Для контроля изделий из алю¬
миниевых сплавов и сплавов черных ме¬
таллов небольшой толщины годятся вы¬
сококонтрастные пленки РТ-3 и РТ-4.Для дефектоскопии ответственных
соединений рекомендуется пленка РТ-5.
Она обладает весьма высокой контрастно¬
стью, позволяет выявлять незначительные
дефекты, хотя имеет наименьшую чувст¬
вительность к излучению, что приводит к
увеличению времени экспозиции при кон¬
троле. Ориентировочно радиографиче¬
скую пленку целесообразно выбирать по
номограммам (рис. 4.40).Для контроля сварных соединений
различных типов выбирают одну из схем
просвечивания, приведенных на рис. 4.41.
Стыковые односторонние соединения без
разделки кромок, а также с V-образной
разделкой просвечивают, как правило, по
ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ83нормали к плоскости свариваемых эле¬
ментов (см. рис. 4.41, схема 1). Швы, вы¬
полненные двусторонней сваркой с X-
образной разделкой кромок, наиболее це¬
лесообразно просвечивать по схеме 2 с
применением в ряде случаев двух экспо¬
зиций. При этом направление центрально¬
го луча должно совпадать с линией раз¬
делки кромок. Допускается просвечивать
эти швы и по схеме 1.При контроле швов нахлесточных,
угловых и тавровых соединений цен¬
тральный луч направляют, как правило,
под углом 45° к плоскости листа (схемы
3-8). Трубы большого диаметра (> 200 мм)
просвечивают через одну стенку, а источ¬
ник излучения устанавливают снаружи
или внутри изделия с направлением оси
рабочего пучка перпендикулярно к шву
(схемы 9,11).При просвечивании через две стенки
сварных соединений труб малого диамет¬
ра, чтобы избежать наложения изображе¬
ния участка шва, обращенного к источни¬
ку излучения, на изображение участка
шва, обращенного к пленке, источник
сдвигают от плоскости сварного соедине¬
ния (схема 10) на угол до 20...25°.При выборе схемы просвечивания
необходимо помнить, что непровары и
трещины могут быть выявлены лишь в
том случае, если плоскости их раскрытия
близки к направлению просвечивания
(0... 10°), а их раскрытие > 0,05 мм.При контроле кольцевых сварных
соединений труб часто применяют пано¬
рамную схему просвечивания (схема 11),
при которой источник с панорамным из¬
лучением устанавливают внутри трубы на
оси и соединение просвечивают за одну
экспозицию. Условие применения этой
схемы просвечивания следующее: размер
активной части Ф источника излучения,
при котором возможно его использование
для контроля сварного шва панорамным
способом, определяют по формуле Ф <
< (и - R)/(r - 1), где и - максимально до¬
пустимая величина геометрической не-
резкости изображения дефектов на сним¬ке, задаваемая, как правило, действующей
документацией по контролю, мм; R и г -
соответственно внешний и внутренний
радиусы контролируемого соединения, мм.После выбора схемы просвечивания
устанавливают величину фокусного рас¬
стояния F. С увеличением фокусного рас¬
стояния несколько повышается чувстви¬
тельность метода, но возрастает (пропор¬
ционально квадрату расстояния) время
экспозиции.Фокусное расстояние выбирают в
зависимости от схемы просвечивания,
толщины материала и размеров активной
части (фокусного пятна) источника излу¬
чения. Например, для схем 1—8 (см. рис.
4.41) фокусное расстояние должно быть
F > (Ф/и + 1)(5 + Н), где 5 - толщина
сварного соединения в направлении просве¬
чивания, мм; Н — расстояние от пленкич /
[=8=:3\=tfРис. 4.41. Схемы контроля
сварных соединений
84Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯдо обращенной к ней поверхности изде¬
лия. Обычно фокусное расстояние выби¬
рают в диапазоне 300.. .750 мм.Время экспозиции и длина участка
при контроле по приведенным выше схе¬
мам должны быть такими, чтобы:- плотность почернения изображения
контролируемого участка шва, околошов-
ной зоны и эталонов чувствительности
была > 1 и < 3,0 ед. оптической плотности;- уменьшение плотности почернения
любого участка сварного шва на снимке
по сравнению с плотностью почернения в
месте установки эталона чувствительно¬
сти было < (0,4...0,6) ед. оптической
плотности в зависимости от коэффициен¬
та контрастности пленки, но нигде плотность
почернения не должна быть < 1,5 ед.;- искажение изображения дефектов
на краях снимка по отношению к изобра¬жению их в его центре не превышало 10 и
25 % для прямо- и криволинейных участ¬
ков соответственно.Обычно длина / прямолинейных и
близких к прямолинейным участков, кон¬
тролируемых за одну экспозицию, должна
быть не более / < 0,8/, где /- расстояние
от источника излучения до поверхности
контролируемого участка.Подбор экспозиции при просвечива¬
нии изделий проводят по номограммам
(рис. 4.42), а уточняют ее с помощью
пробных снимков. Экспозиция рентгенов¬
ского излучения выражается как произве¬
дение тока трубки на время; у-излучения -
как произведение активности источника
излучения, выраженной в у-эквиваленте
Ra, на время. Номограммы даются для
определенных типа пленки, фокусного
расстояния и источника излучения.Напряжение на трубке, кВ
80100 1*0 180 250 350 400Толщина стали 5, мм
а)0 20 Ь0
Толщинаво во топот
стали 5, ммб)Рис. 4.42. Номограммы для определения времени экспозиции просвечивания стали:а - рентгеновским излучением при F= 750 мм и пленке РТ-1;б - у-излучением при пленке РТ-1 и F = 500 мм;1 - Тш; 2 - 75Sr; 3 - |921г; 4 - 135Cs; 5 - 152Eu; 6 - 60Co
ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ85Подготовка контролируемого объ¬
екта к просвечиванию заключается в тща¬
тельном осмотре и при необходимости в
очистке объекта от шлака и других за¬
грязнений. Наружные дефекты необходи¬
мо удалить, так как их изображение на
снимках может затемнить изображение
внутренних дефектов.Сварное соединение разбивают на
участки контроля, которые маркируют с
тем, чтобы после просвечивания можно
было точно указать расположение выяв¬
ленных внутренних дефектов. Кассеты и
радиографические пленки, заряженные в
них, должны маркироваться в том же по¬
рядке, что и соответствующие участки
контроля. Выбранную пленку заряжают в
кассету, после чего последнюю укрепля¬
ют на изделии, а со стороны источника
излучения устанавливают эталон чувстви¬
тельности. В тех случаях, когда его не¬
возможно так установить, например при
просвечивании труб через две стенки,
разрешается располагать эталон со сторо¬
ны детектора (кассеты с пленкой).После выполнения перечисленных
операций и обеспечения безопасных ус¬
ловий работы приступают к просвечива¬
нию изделий. При этом источник излуче¬
ния необходимо установить таким обра¬
зом, чтобы во время просвечивания он не
мог вибрировать или сдвинуться с места,
иначе изображение на пленке окажется
размытым. По истечении времени просве¬
чивания кассеты с пленкой снимают, и
экспонированную пленку подвергают фо¬
тообработке.Процесс фотообработки пленки
включает в себя следующие операции:
проявление, промежуточную промывку,
фиксирование изображения, промывку в
непроточной воде, окончательную про¬
мывку и сушку пленки. При проявлении
происходит восстановление кристаллов
бромистого серебра в металлическое.
Пленку проявляют в специальном раство¬
ре - проявителе. Время проявления указа¬
но на упаковках пленки и раствора. После
проявления пленку ополаскивают в кюве¬те с водой. Такая промежуточная промыв¬
ка предотвращает попадание проявителя в
фиксирующий раствор - фиксаж. В фик¬
саже растворяются непроявленные зерна
бромистого серебра, а восстановленное
металлическое серебро не претерпевает
изменений.После фиксирования пленку необхо¬
димо промыть в проточной воде с после¬
дующим извлечением и сбором серебра.
Затем пленку промывают в ванне с про¬
точной водой в течение 20...30 мин для
удаления оставшихся после фиксирования
химических реактивов. После промывки
пленки ее сушат 3...4 ч. Температура
сушки не должна превышать 35 “С.Для обеспечения высококачествен¬
ной фотообработки рентгеновских пленок
промышленного назначения следует при¬
менять технические устройства, гаранти¬
рующие точность установки и поддержа¬
ния режимов фотообработки при заданной
производительности работ.В зависимости от объемов контроля
можно применять "танковые", полуавто¬
матические и автоматические проявочные
машины. Эти машины могут монтиро¬
ваться в полустационарных лабораториях,
а также в составе мобильных передвиж¬
ных лабораторий, изготавливаемых на
базе автомашин высокой проходимости с
закрытыми кузовами, полуприцепами или
прицепами.Поскольку объем лабораторного по¬
мещения жестко ограничен габаритными
размерами автомобилей, при создании
полевых лабораторий необходимо мини¬
мизировать размеры используемого обо¬
рудования. При этом оператор должен
иметь удобный доступ к средствам кон¬
троля и эргономичные условия для рабо¬
ты внутри лаборатории.На практике, особенно при строи¬
тельстве трубопроводов, широкое приме¬
нение нашли установки, разработанные
НПП "Политест" (Москва):- настольные наборы танков (кювет)
серии "Экспресс" для фотообработки
форматных и рулонных пленок с органи-
86Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯзадней герметичных емкостей для фото¬
реактивов, их сливом и циркуляцией, пор¬
тативными устройствами для сушки обра¬
ботанных пленок в потоке встречного
подогреваемого воздуха;- комплекс химико-фотографической
обработки "Компакт", дополнительно
имеющий цифровые индикаторы темпе¬
ратуры и времени фотообработки.Проявочная машина танкового типа
"Экран-80П41" снабжена системами ус¬
тановки температуры проявителя, цирку¬
ляции и слива растворов, а также необхо¬
димыми системами блокировки и сигна¬
лизации. Помимо пяти баков (танков) для
проявителя, фиксажа и промывки пленки
она может быть укомплектована дополни¬
тельным баком вместимостью 180 л, ко¬
торый обеспечивает ее бесперебойную
работу в автономных условиях передвиж¬
ной лаборатории. В комплект проявочной
машины танкового типа может входить
установка для сушки рентгеновских пле¬
нок "Экран-АСУ" со скоростью сушки2 м/мин.Автоматическая проявочная машина
"Экран-80П44" - полностью автомати¬
зированный комплекс с временем фото-
обработки «от сухого до сухого» порядка4 мин. Этот комплекс в обязательном
порядке снабжают полным набором ин¬
дикаторов температуры химических ре¬
активов, готовности машины к работе,
автоматических блокираторов перегрева,
устройств для циркуляции и слива рас¬
творов и т.д.В комплект поставки любого набора
должны входить кассеты для форматных
или рулонных пленок ("улитки").Машина "Экран-80П44" может рабо¬
тать в стационарных условиях. Комплек¬
сы "Экспресс", "Компакт", "Экран-
80П41" и "Экран-АСУ" монтируются ста¬
ционарно, а при эксплуатации в составе
передвижных автолабораторий - на борту
автомобиля.Расшифровка снимков - наиболее
ответственный этап в проведении работпо фотообработке. Задача расшифровщи¬
ка заключается в выявлении дефектов,
установлении их видов и размеров. Ра¬
диограммы расшифровывают в проходя¬
щем свете на негатоскопе - устройстве, в
котором имеются закрытые молочным
или матовым стеклом осветительные лам¬
пы для создания равномерно рассеянного
светового потока. Помещение для рас¬
шифровки затемняют, чтобы поверхность
пленки не отражала падающий свет.Современные негатоскопы обеспечи¬
вают регулирование яркости освещенного
поля и его размеров. Если освещенность
негатоскопа не регулируется, то при
слишком ярком свете могут быть пропу¬
щены мелкие дефекты с незначительными
изменениями оптической плотности по¬
чернения пленки.Расшифровка радиограмм состоит из
трех основных этапов: оценки качества
изображения; анализа изображения и оты¬
скания на нем дефектов; составления за¬
ключения о качестве изделия. Качество
изображения в первую очередь оценивают
с позиции отсутствия на нем дефектов,
вызванных неправильной фотообработкой
или неаккуратным обращением с пленкой:
радиограмма не должна иметь пятен, по¬
лос, загрязнений и повреждений эмульси¬
онного слоя, затрудняющих расшифровку.Затем оценивают оптическую плот¬
ность, которая должна составлять 2...3;
проверяют, видны ли элементы эталона
чувствительности, гарантирующие выяв¬
ление недопустимых дефектов; есть ли на
снимке изображение маркировочных зна¬
ков. Оптическую плотность измеряют на
денситометрах или на микрофотометрах.Заключение о качестве проконтроли¬
рованного сварного соединения дается в
соответствии с техническими условиями
на изготовление и приемку изделия. При
этом качество изделия оценивают только
по сухому снимку, если он отвечает сле¬
дующим требованиям:- на рентгенограмме четко видно
изображение сварного соединения по всей
длине снимка;
ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ87- на снимке нет пятен, царапин, от¬
печатков пальцев, потеков от плохой про¬
мывки пленки и неправильного обраще¬
ния с ней;- на снимке видны изображения эта¬
лонов.В противном случае проводят по¬
вторное просвечивание.Для сокращения записи результатов
контроля применяют сокращенные обо¬
значения обнаруженных на снимке дефек¬
тов: Т - трещины; Н - непровар; П - по¬
ры; Ш - шлаковые включения; В - вольф¬
рамовые включения; Пдр - подрез; Скр -
смещение кромок; О - оксидные включе¬
ния в шве.По характеру распределения обна¬
руженные дефекты объединяют в сле¬
дующие группы: отдельные дефекты, це¬
почка дефектов, скопление дефектов. К
цепочке относят расположенные на одной
линии дефекты числом > 3 с расстоянием
между ними, равным трехкратной вели¬
чине дефекта или меньше. К скоплению
дефектов относят не менее трех кучно
расположенных дефектов с расстоянием
между ними, равным трехкратной вели¬
чине дефекта или меньше. Размером де¬
фекта считают наибольший линейный
размер изображения его на снимке в мил¬
лиметрах. При наличии группы дефектов
разных размеров одного вида указывают
средний или преобладающий размер де¬
фекта в группе, а также общее число де¬
фектов.В ООО "Ханк" (г. Санкт-Петербург)
разработан и внедрен на объектах Госгор¬
технадзора России аппаратно-програм¬
мный комплекс серии МАРС для автома¬
тизированной расшифровки радиографи¬
ческих снимков.Комплекс обеспечивает объектив¬
ность измерений и увеличение скорости
обработки благодаря совмещению в од¬
ном комплексе различных измерительных
приборов, используемых при визуальной
расшифровке снимков (негатоскоп, ден¬
ситометр, измерительная линейка, измери¬
тельная лупа, шаблон дефектоскописта).Комплекс состоит из системы ввода
снимков и программного обеспечения,
реализующего функции обработки и хра¬
нения данных, а также предоставляющего
интерфейс управления.Системой ввода снимков является
сканер, позволяющий осуществлять
оцифровку крупноформатных снимков с
размерностью шкалы яркости на один
канал минимум в 14 бит. Для калибровки
системы ввода используют специальные
эталоны оптической плотности и длины, с
помощью которых проводится калибровка
комплекса по оптической плотности и
линейным размерам.Программное обеспечение позволяет
обрабатывать снимки, проводить коррек¬
тировку во время обработки и отображать
в удобном виде полученные данные.Персональный компьютер является
аппаратной платформой для выполнения
программной части комплекса.Работа комплекса основывается на
требованиях следующих нормативных
документов:- ГОСТ 7512-82. Контроль неразру¬
шающий. Соединения сварные. Радиогра¬
фический метод;- ГОСТ 23055-78. Контроль нераз¬
рушающий. Сварка металлов плавлением.
Классификация сварных соединений по
результатам радиографического контроля;- ГОСТ 16037-80. Соединения свар¬
ные стальных трубопроводов. Основные
типы, конструктивные элементы и размеры;- СНиП 42-01-2002. Газораспреде¬
лительные системы;- ВСН 012-88. Строительство маги¬
стральных и промысловых трубопрово¬
дов. Контроль качества и приемка работ;- СНиП 3.05.05-84. Технологическое
оборудование и технологические трубо¬
проводы.В процессе расшифровки снимка ком¬
плексом выполняются следующие функции:-• с помощью сканера снимок вво¬
дится в компьютер;
88Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ- по снимкам, относящимся к одному
стыку, определяется соответствие норма¬
тивным документам количества экспози¬
ции и периметра сварного соединения;- оценивается расстояние от этало¬
нов до шва;- определяется чувствительность
контроля снимков с точностью до 0,1 мм;- измеряется оптическая плотность
изображения шва и эталонов чувстви¬
тельности с точностью до 0,1 Б в любой
точке снимка;- определяется соответствие снимка
требованиям нормативных документов в
части допуска к расшифровке по всем
параметрам;- выявляется наличие дефектов, их
местоположение и классификация;- измеряются геометрические разме¬
ры дефектов с точностью до 0,1 мм;- оценивается соответствие сварного
соединения требованиям нормативных
документов;- формируется протокол или заклю¬
чение по результатам расшифровки;- фиксируются изменения, вносимые
дефектоскопистом в протокол или заклю¬
чение;- сохраняются данные о снимках и
протоколах.Кроме расшифровки снимка ком¬
плекс позволяет измерять следующие па¬
раметры:- размеры дефектов на снимке с точ¬
ностью до 0,1 мм;- расстояние между дефектами и
элементами снимка с точностью до 0,1 мм;- оптическую плотность в любой за¬
данной точке снимка с точностью до 0,1 Б;- относительную высоту над уров¬
нем основного металла любой точки ва¬
лика выпуклости, эталона и других эле¬
ментов снимка с точностью до 0,1 мм.Предоставляется возможность про¬
смотра трехмерного изображения снимка
шва для оценки относительного уменьше¬
ния толщины металла в местах располо¬
жения дефектов.При архивации снимков на дешевых
долговременных носителях удается
проследить динамику развития дефектов
сварного соединения в процессе длитель¬
ной эксплуатации трубопроводов.На первом этапе отдельные снимки
объединяются в стыки, а стыки - в объек¬
ты контроля (рис. 4.43).После создания стыка осуществляет¬
ся сканирование необходимого числа
снимков стыка, исходя из заданного типа
экспозиции и диаметра трубы. Снимки
могут быть отсканированы как за один
проход, так и за несколько, если все
снимки стыка не помещаются в области
сканирования.После того как все снимки отскани¬
рованы, осуществляется их автоматизиро¬
ванная расшифровка. Первым ее шагом
является поиск шва и эталона чувстви¬
тельности на снимке. Если последние
найдены, измеряются оптические плотно¬
сти и определяется взаимное расположе¬
ние элементов шва. Если какой-либо из
элементов снимка не был найден автома¬
тически, он устанавливаются вручную. По
полученным данным система принимает
решение о допуске снимка к расшифровке.СнимокСнимокСнимокСтык МСтык 1*\>Объект 11Протокол-Рис. 4.43. Этапы форми¬
рования протоколаСнимок
ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ89В случае, когда снимок не допущен к
расшифровке, система сообщает о причи¬
нах недопуска с соответствующей ссыл¬
кой на нормативную документацию, и
процесс останавливается.Если снимок к расшифровке допу¬
щен, то проводится поиск дефектов в об¬
ласти шва, измеряются их параметры и
принимается решение о годности сварно¬
го соединения данного стыка. Обнару¬
женные дефекты и параметры их измере¬
ний доступны для просмотра в таблице,
решение о годности стыка доступно в
удобной форме в таблице стыков текуще¬
го объекта.В случае необходимости система
также позволяет проанализировать оди¬
ночный стык, состоящий из снимков, не
принадлежащих какому-либо объекту.
Результаты обработки одиночного стыка
будут выданы стандартным образом, за
исключением того, что не будет сформи¬
рован протокол.Ксерорадиография. Этот метод кон¬
троля представляет собой процесс полу¬
чения изображения на поверхности пла¬
стины, электрические свойства которой
изменяются в соответствии с энергией вос¬
принятого рентгеновского или у-излучения.
Если зарядить такую пластину электриче¬
ским зарядом до определенного уровня, а
затем подвергнуть ионизационному облу¬
чению, то величина остаточного заряда на
любом участке пластины будет однозначно
связана с интенсивностью излучения, па¬
дающего на данный участок. При этом ос¬
таточный заряд будет тем меньше, чем
больше интенсивность излучения.Следовательно, в тех местах пласти¬
ны, на которые попало излучение, про¬
шедшее через какой-либо дефект (непровар,
пора, раковина), остаточный заряд будет
меньше, чем в других местах пластины.Таким образом, в пластине образует¬
ся скрытое изображение, проявляемое с
помощью различных красящих мелкораз-
молотых порошков на основе талька, ок¬
сида цинка, мела. Порошок предваритель¬
но электризуют и опыляют им пластину,
при этом скрытое изображение превраща¬
ется в видимое. Затем на пластину накла¬дывают обычную бумагу, где фиксирует¬
ся полученное изображение объекта. Весь
процесс проявления занимает 30...40 с.
Пластина представляет собой подложку
(алюминий, латунь, стальная фольга),
сверху которой нанесен слой полупровод¬
ника (селен, оксид цинка, сера, сульфид
кадмия и др.). Чаще всего в качестве под¬
ложки применяют алюминий, а полупро¬
водником является аморфный селен.Чтобы ксерографические пластины
оказались чувствительными к излучению,
их необходимо предварительно зарядить
коронным разрядом при напряжении7... 12 кВ. Длительность зарядки состав¬
ляет 10...20 с. К заряженной пластине
нельзя прикасаться пальцами и любыми
предметами, так как это отводит электриче¬
ский заряд с поверхности и вызывает появ¬
ление пятен на проявленном изображении.Кроме того, под действием видимого
света заряд будет утекать через металли¬
ческую подложку. Поэтому ксерографи¬
ческие пластины помещают в кассеты.
Заряд пластины при хранении ее в темном
месте сохраняется < 60 мин. Время между
окончанием просвечивания и началом
проявления не должно превышать 1.. .2 ч.Продолжительность экспозиции при
просвечивании изделий рентгеновским
или у-излучением на ксерографические
пластины зависит от энергии и интенсив¬
ности излучения, толщины и плотности
просвечиваемого материала, фокусного
расстояния, чувствительности применяе¬
мой ксерографической пластины к излу¬
чению данной энергии. Продолжитель¬
ность экспозиции зависит также от тол¬
щины селенового слоя и величины заряда
пластины. При одинаковых условиях про¬
свечивания продолжительность экспози¬
ции на ксерографические пластины при
энергии излучения 100...400 кэВ меньше
в 2-4 раза, чем на рентгеновскую пленку,
различие тем больше, чем меньше энергия
излучения.В широком диапазоне энергий (от
50 кэВ до нескольких мегаэлектрон-вольт)
плотность и контрастность ксерографиче¬
ских отпечатков уменьшается с повыше¬
нием энергии излучения. При просвечи¬
90Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯвании изделий на ксерографические пла¬
стины целесообразно применять усили¬
вающие экраны, представляющие собой
слой тяжелых металлов (свинец, олово),
которые располагают между подложкой и
слоем селена. Их применение позволяет
увеличить контрастность и четкость изо¬
бражения. Особенно эффективны свинцо¬
вые экраны в случае просвечивания изделий
жестким рентгеновским и 7-излучениями.Применять обычные флуоресци¬
рующие экраны в этом случае нецелесо¬
образно, так как из-за крупнозернистости
флуоресцирующего слоя и невозможно¬
сти создать тесный контакт между флуо¬
ресцирующим экраном и чувствительным
слоем заряженной пластины (касание с
заряженной пластиной отводит заряд с ее
поверхности) сильно снижается четкость
изображения.Чувствительность ксерографическо¬
го метода контроля зависит от энергии
излучения, степени ослабления излучения
в материале, разрешающей способности
пластин и процесса проявления (свойств
проявляющего порошка и метода его на¬
несения). Практически разрешающая спо¬
собность ксерографической пластины8... 12 линий/мм и зависит от размера час¬
тичек проявляющего порошка. Практика
показывает, что чувствительность ксеро¬
графического метода несколько ниже ра¬
диографического на рентгеновскую пленку.К преимуществам ксерографического
метода относят оперативность получения
снимка и сухой метод проявления. Мето¬
дом фотосъемки с одной ксерограммы
можно сделать высококачественные фото¬
графии с большим числом копий.При ксерографии отпадает необхо¬
димость в дефицитных материалах и про¬
цессах фотообработки. Стоимость кон¬
троля по сравнению с радиографическим
снижается в 6-7 раз.Однако ксерография имеет ряд не¬
достатков, что сдерживает ее массовое
применение в промышленности. Прежде
всего это низкое качество пластин, труд¬
ности контроля больших изделий из-за
ограниченных размеров пластин, возмож¬
ность использования только плоских пла¬стин. У выпускаемых промышленностью
пластин наблюдаются существенные по¬
верхностные дефекты (сетка трещин, ца¬
рапины), которые резко снижают чувст¬
вительность метода.Кроме того, вследствие неравномер¬
ной толщины покрытия селенового слоя
для каждой пластины необходимо подби¬
рать собственный режим просвечивания и
проявления. Непостоянная толщина по¬
крытия приводит к неравномерному рас¬
пределению потенциала по поверхности
пластины, что в дальнейшем сказывается
на качестве переноса изображения. Пла¬
стины подвержены влиянию влажности и
низкой температуры.Отмеченные недостатки не могут
служить препятствием для развития ксе¬
рографического метода контроля, так как
все они вызваны несовершенством техно¬
логии изготовления ксерографических
пластин и легко устранимы при серийном
производстве.Флюорография. Этот метод контро¬
ля заключается в регистрации рентгенов¬
ского или у-излучения на фотобумагу или
фотопленку, которые содержат в 7-9 раз
меньше серебра, чем рентгеновская плен¬
ка. Необходимым условием является обя¬
зательное сочетание фотобумаги или фо¬
топленки и усиливающих флуоресцент¬
ных экранов. Ионизирующее излучение
падает вначале на экран с флуоресцент¬
ным слоем для формирования оптическо¬
го изображения, которое фиксируется на
фотобумаге, контактирующей с флуорес¬
центным экраном.В зависимости от энергии ионизи¬
рующего излучения применяют опреде¬
ленную комбинацию фоторегистратора и
усиливающего экрана, при которой дости¬
гается наилучшая чувствительность. Тре¬
буется, чтобы основные характеристики
(разрешающая способность, максимум
спектра поглощения и высвечивания и
др.) с фоторегистратора и экранов были
достаточно близкими по значениям.Практикой установлено, что при
энергии излучения до 240 кэВ целесооб¬
разно использовать флуорографическую
пленку РФ-У (или РФ-3) совместно с эк¬
ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ91раном из Csl (Т1). Фотобумага "Фототеле¬
графная БС" и фотопленка "Микрат-300"
хорошо сочетаются с экранами, имеющи¬
ми люминофоры из CaW04, Csl (Т1) и Nal
(Т1). Для энергии излучения от 240 кэВ до
8 МэВ оптимальна комбинация флуоро-
графической пленки РФ-У с люминесцент¬
ным усиливающим экраном из Csl (Т1).Не менее важным фактором, опреде¬
ляющим условия контроля (максималь¬
ную чувствительность, минимальное вре¬
мя экспозиции), является тип источника
ионизирующего излучения. Практикой
установлено, что максимальная чувстви¬
тельность (К = 1.. .3 %) достигается в случае
просвечивания стали толщиной 5...50 мм
рентгеновскими аппаратами, а толщиной50...250 мм - линейными ускорителями.
При необходимости удовлетворительные
данные по чувствительности (К = 2.. .4,5 %)
в диапазонах толщин 15...70 мм и70... 130 мм можно получить с примене¬
нием у-изотопов 1921г и 60Со соответствен¬
но. Указанная чувствительность достига¬
ется при фокусном расстоянии F =
= 500...750 мм. При F = 250 мм чувстви¬
тельность контроля будет в 2 раза хуже.Цветная радиография. Обычный
черно-белый рентгеновский снимок со¬
держит только один оценочный параметр:
яркость серого оттенка. Цветное изобра¬
жение в отличие от черно-белого позволя¬
ет получить два добавочных параметра:
цвет и насыщенность. Благодаря этому
увеличивается информативная способ¬
ность радиографического снимка.Для получения цветного изображе¬
ния с помощью черно-белой фотопленки
делают два или три снимка контролируе¬
мого объекта рентгеновским излучением
различных энергии и интенсивности
(косвенный метод). При этом экспо¬
нируют поочередно каждую пленку или
все одновременно с использованием
фильтров для селекции рентгеновского
излучения. В результате изменения его
эффективной энергии изображения на
каждой пленке отличаются друг от друга.
Затем черно-белые негативы окрашивают,
например, первый снимок в красный цвет,
второй в зеленый, третий в синий и со¬ставляют вместе. Расшифровку получен¬
ного цветного изображения проводят на
негатоскопе. Оператор воспринимает боль¬
ше опенков цвета, чем градаций яркости,
что облегчает контроль качества и повыша¬
ет его достоверность благодаря учету одно¬
временно большего объема информации.Другим способом цветной радиогра¬
фии является использование цветной фо¬
топленки (прямой метод). Этот метод
основан на различных чувствительности и
контрастности эмульсионных слоев мно¬
гослойных фотографических или рентге¬
нографических цветных пленок при воз¬
действии на них ионизирующего излуче¬
ния. Если пленку просвечивать рентге¬
новским или у-излучением, то она ока¬
жется разбалансированной как по контра¬
сту, так и по чувствительности. После
проявления на ней возникают различные
цветовые оттенки, обусловленные интен¬
сивностью падающего света.При просвечивании применяют
цветные радиографические пленки, кото¬
рые принципиально ничем не отличаются
от обычных фотопленок, но обладают
большей чувствительностью к рентгенов¬
скому излучению и состоят из двух или
трех эмульсионных слоев. Каждый слой
имеет свой коэффициент контрастности и
чувствительности, благодаря чему опре¬
деляется изменение цвета и яркости изо¬
бражения при изменении толщины или
плотности образцов.К числу подобных пленок относится
отечественная цветная рентгеновская
пленка РЦ-2.Для сокращения экспозиции и
уменьшения влияния рассеянного излуче¬
ния применяют металлические и флуо¬
ресцентные усиливающие экраны. Обыч¬
но используют комбинации флуоресцент¬
ного (передний) и металлического (зад¬
ний) экранов.При цветной радиографии косвен¬
ными методами и на пленку РЦ-2 время
просвечивания выбирают так же, как и
при обычной. Чувствительность радио¬
графии с использованием обычных много¬
слойных фотоматериалов несколько хуже
чувствительности в случае применения
92Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯРис. 4.44. Схема просвечивания при
нейтронной радиографии:/ - источник медленных нейтронов;2 - защита; 3 - диафрагма; 4 - затвор;5 - коллиматор; 6 - пучок нейтронов;7 - изделие; 8 - детектор; 9 - камеравысококонтрастной черно-белой радио¬
графической пленки и в производствен¬
ных условиях не превышает 3...4 %.При цветной радиографии улучшают¬
ся выявляемость дефектов и возможность
контроля изделий с большими перепадами
толщин, а также определение размеров де¬
фектов в направлении просвечивания.Нейтронная радиография. Она ос¬
нована на облучении объекта контроля
коллимированным пучком нейтронов и
регистрации теневого изображения объек¬
та на рентгеновской пленке или другом
детекторе (рис. 4.44).Физической основой нейтронной ра¬
диографии является зависимость излуче¬
ния от химического состава вещества и
прежде всего от его атомного номера и
массового числа. В отличие от рентгенов¬
ского и у-излучений эта зависимость для
нейтронов выражена более сильно. Прин¬
ципиально важное значение нейтронной
радиографии состоит в возможности раз¬
дельного контроля химических компонен¬
тов материала.Например, с использованием обыч¬
ных методов контроля нельзя даже обна¬
ружить наличие легких или органических
материалов на стали при близких толщи¬
нах, а нейтронная радиография позволяет
контролировать детали размером ~ 1 мм
из органических материалов сквозь слои
металлов толщиной в сантиметры. Это
позволяет применять нейтронную радио¬
графию при контроле композиционных
материалов.В зависимости от решаемой задачи
поток нейтронов получают от маломощ¬
ных радиоизотопных источников или уст¬
ройств типа ядерных реакторов. Нейтро¬
ны необходимых энергий выделяются с
помощью металлических фильтров. Ввиду
сильного взаимодействия нейтронов с
водородсодержащими материалами и дру¬
гими элементами с малыми атомными
номерами следует обращать внимание на
используемое оборудование, приспособ¬
ления и тщательно готовиться к нейтрон¬
ной радиографии.Держатели, кассеты, маркировочные
знаки и т.п. должны быть изготовлены из
материалов, имеющих малое сечение ак¬
тивации нейтронами, например кассеты и
держатели - из алюминия, маркировоч¬
ные знаки - из кадмия. С поверхности
контролируемого изделия надо хорошо
удалить все следы влаги, смазки и загряз¬
нений, содержащих вещества, которые
имеют большие сечения взаимодействия.Нейтронную радиографию исполь¬
зуют при контроле: радиоактивных изде¬
лий и деталей, в первую очередь тепловы¬
деляющих элементов ядерных реакторов;
деталей из некоторых легких материалов,
например пластмасс; слоистых многоком¬
понентных материалов и тонких биологи¬
ческих образцов, а также при обнаруже¬
нии водородсодержащих включений в
металлах.Для регистрации нейтронного излу¬
чения наиболее распространены рентге¬
новские и фототехнические пленки и де¬
текторы, состоящие из нитроцеллюлозы,
слюды и стекла. Для повышения воздей¬
ствия нейтронов на детектор применяют
специальные экраны - преобразователи,
которые изготавливают в виде однород¬
ных тонких пластин или фольги.Чувствительность к выявлению де¬
фектов методом нейтронной радио¬
графии при толщине стального изделия10...80 мм составляет 0,5...2%.Протонная радиография. Она осно¬
вана на использовании потока протонов
(а-частиц) для НК и базируется на осо¬
бенностях распространения и взаимодей¬
МЕТОДЫ РАДИОСКОПИИ, РАДИОМЕТРИИ И ТОМОГРАФИИ 93ствия их с веществом. Источниками про¬
тонов служат те же аппараты, что и при
рентгено- и у-графировании. Главной осо¬
бенностью применения протонной радио¬
графии является контроль тонких изделий
или их частей (типа листа, фольги и т.п.),
поскольку протоны поглощаются сравни¬
тельно тонкими слоями. В отдельных слу¬
чаях протонная радиография обеспечива¬
ет значительно более высокую чувстви¬
тельность (~ 0,1 %) по сравнению с рент¬
генографией.Контроль с помощью позитронов.
Данный метод контроля может быть при¬
менен для определения накопления уста¬
лостных напряжений в металлах до появ¬
ления усталостных трещин, нахождения
величины и степени пластической дефор¬
мации. Контроль основан на том, что в
начальной стадии усталостных явлений,
когда образуются дислокации, в их облас¬
ти возникают отрицательные заряды. По¬зитроны, облучающие металл, притяги¬
ваются к областям расположения дисло¬
каций и взаимодействуют с электронами.
При аннигиляции (превращении) пози¬
трона и электрона возникают у-кванты.
По количеству у-квантов и среднему вре¬
мени жизни позитронов можно опреде¬
лить начало усталостных нарушений в
металле.Авторадиография. Она заключается
в регистрации собственного излучения
изделия, в простейшем варианте осущест¬
вляется помещением на поверхность кон¬
тролируемого образца мелкозернистой
чувствительной фотопленки, на которой
фиксируется распределение ионизирую¬
щего излучения от близкорасположенных
участков. Метод авторадиографии успеш¬
но применяют для контроля полуфабри¬
катов и изделий, содержащих радиоак¬
тивные вещества в составе материала или
какой-либо его части.4.7. МЕТОДЫ РАДИОСКОПИИ, РАДИОМЕТРИИ И ТОМОГРАФИИРадиоскопия. Этот метод контроля
основан на просвечивании контролируе¬
мых объектов рентгеновским излучением
с последующим преобразованием радиа¬
ционного изображения объекта в светоте¬
невое или электронное и передачей дан¬
ного изображения на расстояние с по¬
мощью оптики или телевизионной тех¬
ники для визуального анализа на выход¬
ных экранах. Назначение радиоскопиче-
ского метода в основном то же, что и
радиография.Целесообразность этого метода оп¬
ределяется с учетом того, что по сравне¬
нию с радиографией его чувствительность
к дефектам примерно в 2 раза ниже, а
производительность в 3-5 раз выше. Этот
метод позволяет просматривать внутрен¬
нюю структуру контролируемого изделия
в процессе его перемещения относительно
входного экрана со скоростью 0,3...1,5 м/мин в зависимости от типа преобра¬
зователя и толщины изделия.В качестве преобразователей тенево¬
го радиационного изображения в светоте¬
невое или электронное применяют флуо-
роскопический экран, сцинтилляционный
кристалл, электронно-оптическое устрой¬
ство и реже электролюминесцентный эк¬
ран. Особое положение занимает рентген-
видикон, преобразующий рентгеновское
изображение объекта непосредственно в
видеосигнал без потери информации.Флуороскопические экраны изготов¬
ляют нанесением на картонную основу
флуоресцентного вещества (люминофо¬
ра), которое представляет собой, напри¬
мер, смесь кристаллов сульфида цинка
(ZnS) и сульфида кадмия (CdS), активизи¬
рованную серебром. В результате процес¬
сов взаимодействия рентгеновского и
у-излучений с веществом люминофора
возникает люминесценция со свечением в
зеленой или желто-зеленой части видимо¬
го спектра. Чувствительность контроля
оказывается в 3-6 раз ниже, чем при ра¬
94Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯдиографии. Эти экраны служат для реги¬
страции электронов, протонов, а-частиц, а
также могут быть использованы как вход¬
ные элементы рентгеновских электронно¬
оптических преобразователей (РЭОП) и
во флуорографии.Сцинтилляционные кристаллы - это
монокристаллы неорганического (щелоч-
но-галоидные) и органического (антра¬
цен) происхождения с различными акти¬
ваторами. Наиболее распространены мо¬
нокристаллы первого типа на основе йо¬
дистого натрия (Nal), йодистого калия
(KI), йодистого цезия (Csl), активирован¬
ные таллием (Т1). Принцип действия
сцинтилляционных кристаллов основан на
способности люминофоров светиться
кратковременными вспышками (порядка
100 мкс ...1 не). Кристаллы Csl имеют
меньшую яркость сечения, чем кристаллы
Nal, при воздействии на них одинаковыми
дозами излучения одной энергии. Однако
большее применение нашли первые из
них в связи с высокой гигроскопичностью
кристаллов Nal.Сцинтилляционные кристаллы по
ряду параметров превосходят флуо-
роскопические экраны, в частности раз¬
решающая способность кристаллов Csl
составляет 10... 12 линий/мм, тогда как
при использовании флуороскопических
экранов разрешающая способность кон¬
троля не превышает 3 линий/мм.К преимуществам этих кристаллов
относят:- беззернистую структуру, позво¬
ляющую создавать детекторы большой
толщины для эффектной регистрации вы¬
соких энергий (15...30МэВ);- малый промежуток времени между
свечениями (10_5...10“8 с), что обеспечи¬
вает безынерционность появления и ис¬
чезновения изображения;- удовлетворительное совпадение
спектра свечения кристалла со спектраль¬
ной характеристикой фотокатодов усили¬
телей яркости изображения;- большую плотность вещества и про¬
зрачность для собственного излучения;- возможность получения монокри¬
сталлов большого размера (до 230 мм).Эти кристаллы широко применяют в
рентгенотелевизионных установках типа
"Интроскоп". При их использовании чув¬
ствительность контроля в 2,5-2 раза ниже,
чем при радиографии, скорость контроля1... 1,5 м/мин.Электролюминесцентные экраны
основаны на свечении некоторых люми¬
нофоров под действием переменного
электрического поля. Они работают по
следующему принципу.К экрану в местах проводящих по¬
крытий подведено высокое напряжение
(600...800 В), которое падает на фотопро¬
воднике из-за его высокого электрическо¬
го сопротивления, в то время как на слой
люминофора приходится незначительная
часть падающего напряжения. При облу¬
чении сопротивление фотопроводника
резко снижается, а на люминофоре воз¬
растает, что вызывает его свечение.К недостаткам элекгролюминесцент-
ных экранов следует отнести небольшой
промежуток времени между свечениями, а
также свечение люминофора, приводящее
к возникновению при приложенном на¬
пряжении первоначального фона, который
снижает контраст получаемого изображения.Электролюминесцентные экраны,
используемые в качестве преобразовате¬
лей, увеличивают яркость свечения в 100
раз.При непосредственном наблюдении
флуороскопический экран и сцинтилля-
ционный монокристалл не могут обеспе¬
чить оптимальную для расшифровки яр¬
кость изображения. Для создания таких
изображений применяют специальные
усилители рентгеновского изображения -
РЭОП (рис. 4.45). В РЭОП совмещены
флуороскопический экран 6 (преобразова¬
тель радиационного изображения в опти¬
ческое) и фотокатод 7 (преобразователь
оптического изображения в электронное).
Полупрозрачный сурьмяно-цезиевый фо¬
токатод под действием свечения люмино¬
фора, которое вызывается рентгеновским
МЕТОДЫ РАДИОСКОПИИ, РАДИОМЕТРИИ И ТОМОГРАФИИ953 4 5 6, /8 9Рис. 4.45. Схема РЭОП:1 - источник излучения; 2 - свинцовая диафрагма; 3 - просвечиваемый объект; 4 - стеклянная
вакуумная трубка; 5 - алюминиевая подложка; 6 - флуороскопический экран; 7 - фотокатод;
8,9 - выходные экраны; 10 - оптика; 11- передающая телекамера; 12 - анод; 13 - металлизиро¬
ванное покрытие; 14 - экран телевизора; ЛЭ - люминесцентный экранизлучением, испускает электроны в коли¬
честве, пропорциональном интенсивности
света.Электроны, ускоренные по энергии в
104 раз (разность потенциалов 25 кВ),
фокусируются на выходных экранах 8 и 9,
где посредством люминофора электрон¬
ное изображение преобразуется в оптиче¬
ское. Усиление яркости изображения дос¬
тигается, с одной стороны, увеличением
светового потока на выходном экране
примерно в 100 раз благодаря ускоряю¬
щему напряжению и, с другой стороны,
увеличением светимости выходного экра¬
на примерно в 16 раз в результате умень¬
шения электронно-оптического изобра¬
жения в 4 раза. Изображение на выходном
экране рассматривается с помощью опти¬
ки 10 или передается посредством теле¬
камеры 77 на видеоконтрольное устройст¬
во - экран 14.РЭОП классифицируют:- по схемам организации сбора ин¬
формационных данных на преобразовате¬
ли с использованием широкого, веерного
и игольчатого пучков;- по коэффициенту усиления яркости
на усилители радиационного изображе¬
ния, т.е. преобразователи, в которых бла¬годаря дополнительным источникам энер¬
гии, не связанным с ионизирующим излу¬
чением, в процессе облучения происходит
радиационно-оптическое преобразование
с коэффициентом усиления яркости > 1, и
на флуоресцентные экраны с коэффици¬
ентом усиления, равным 1.Основными параметрами РЭОП яв¬
ляются относительный квантовый выход,
чувствительность, предел разрешения,
динамический диапазон, степень чистоты
рабочего поля, временное разрешение.Для РЭОП, регистрирующих кванты
проникающего через контролируемый
объект излучения, относительный кванто¬
вый выход Q является существенным па¬
раметром. Величина Q - это доля падаю¬
щих на преобразователь квантов, обра¬
зующих измеримое событие, например
импульс фотонов. Квантовый выход все¬
гда < 1. На практике эти события в пол¬
ном процессе регистрации почти всегда
имеют разные статические веса, т.е. в фо¬
тонных импульсах разное число фотонов.Пределом разрешения радиационно¬
го преобразователя называют наибольшее
число штрихов в 1 мм исходного изобра¬
жения, созданного штриховой мирой, ко¬
торые обнаруживаются раздельно при
96Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯРис. 4.46. Принципиальная схема
установки РИ-60ТЭ на монокристалле:/ - излучение; 2 - сварное соединение;3 - монокристалл; 4 - объектив;5 - передающий блок; 6 - ЭОП;7 - телевизионная трубка;8 - информационная телевизионная системаанализе выходного изображения в опти¬
мальных условиях работы преобразователя.Динамический диапазон РЭОП -
наибольшее отношение плотностей пото¬
ка энергии излучения на двух полях ис¬
ходного изображения, при котором на
выходном изображении каждого из этих
полей одновременно обнаруживаются
(визуально) объекты заданного размера,
причем контрастность исходного изобра¬
жения указанных объектов имеет одина¬
ковое значение для каждого из полей.Временное разрешение - реакция
преобразователя на изменение радиаци¬
онного изображения во времени.Следует отметить, что все указанные
параметры взаимосвязаны сложным обра¬
зом. Так, относительный квантовый вы¬
ход Q зависит от размера элемента исход¬
ного выходного изображения, т.е. от про¬
странственной частоты, и неодинаков в
разных участках рабочего динамического
диапазона. Разрешение РЭОП также раз¬
ное в различных участках динамического
диапазона.В установках РИ-60ТЭ использован
монокристалл, сблокированный с однока¬
нальным ЭОП и передающей телевизион¬
ной трубкой (рис.4.46). Установка позво¬
ляет контролировать толщины до 70 мм
при относительной чувствительности ме¬
тода 2...4 %.Рентген-видиконы сочетают в себе
световую передающую телевизионную
камеру (видикон) с чувствительным к
рентгеновскому излучению фотопрово¬
дящим слоем на основе оксида цинка,
оксида свинца, аморфного селена, серни¬
стой сурьмы и других соединений, нане¬
сенным на алюминиевый диск (рис. 4.47).Под действием ионизирующего из¬
лучения с фотопроводящего слоя испус¬
каются фотоэлектроны, которые ускоря¬
ются электрическим полем и регистриру¬
ются катодом трубки. Далее полученный
сигнал передается через телевизионный
блок связи на приемную трубку, где элек¬
тронное изображение преобразуется в
световое. Увеличение рентген-видикона
составляет 2...50х, разрешающая способ¬
ность 30...50 линий/мм.Недостатками рентген-видикона яв¬
ляются значительная инерционность и
низкий динамический диапазон. Малая
толщина (< 0,3 мм) входного экрана не
позволяет применять рентген-видиконы
для регистрации фотонов в диапазоне вы¬
соких энергий.Радиометрический метод. Он осно¬
ван на просвечивании изделий ионизи¬
рующим излучением с преобразованием
плотности потока или спектрального со¬
става прошедшего излучения в пропор¬
циональный электрический сигнал. ЛюбаяРис. 4.47. Принципиальная схема рентген-видикона:/ - излучение; 2 - сварное соединение; 3 - рентген-видикон; 4 - блок связи;
5 - информационная телевизионная система
МЕТОДЫ РАДИОСКОПИИ, РАДИОМЕТРИИ И ТОМОГРАФИИ9721Рис. 4.48. Схема радиометрического метода контроля:1 - источник излучения; 2 - коллиматоры; 3 - контролируемый объект;
4 - направления перемещения; 5 - сцинтилляционный кристалл;
б - ФЭУ; 7 - усилитель; 8- регистрирующий приборсистема радиометрического контроля со¬
держит источник излучения, детектор,
схему обработки и регистрации информа¬
ции (рис. 4.48). В качестве источников
излучения применяют в основном у-
изотопы, ускорители и реже рентгенов¬
ские аппараты. Детекторами излучения
являются в основном сцинтилляционные
кристаллы с фотоэлектронными умножи¬
телями (ФЭУ), реже - ионизационные
камеры и газоразрядные счетчики.Узкий (коллимированный) пучок ио¬
низирующего излучения (см. рис. 4.48)
перемещается по контролируемому объ¬
екту, последовательно просвечивая все
его участки. Излучение, прошедшее через
объект, регистрируется счетчиком, на вы¬
ходе которого образуется электрический
сигнал величиной, пропорциональной
интенсивности поступающего излучения.
Электрический сигнал, прошедший уси¬
литель, регистрируется устройством, ко¬
торым может быть самописец, осцилло¬
граф, миллиамперметр и т.д. При наличии
дефекта в шве регистрирующее устройст¬
во отмечает возрастание интенсивности.Для увеличения разрешающей спо¬
собности метода просвечивать объекты
следует как можно более узким пучком.
Однако чрезмерное уменьшение попереч¬
ного сечения коллиматора снижает число
фотонов, падающих на детектор. Площадь
окна коллиматора у современных радио¬
метрических дефектоскопов ~ 1 см2.Радиометрические методы дают воз¬
можность определить две координаты
дефекта: протяженность и его лучевой
размер. Разнообразие типов дефектов, ихслучайное группирование и расположение
не позволяют сделать однозначное заклю¬
чение о характере дефекта, так как раз¬
личные дефекты могут приводить к оди¬
наковому возмущению электрического
сигнала на выходе детектора.Длину дефекта /деф вычисляют по
следующей формуле: /деф = /„v0/(v, - а),
где /и - протяженность импульса на диа¬
граммной ленте; Vo - скорость контроля;
V| - скорость записи; а - размер окна кол¬
лиматора в направлении контролируемого
изделия. Объемные дефекты определяют с
точностью до 3.. .5 %.Преимущества радиометрии:- высокая чувствительность (0,3.. .3,0 %);- возможность бесконтактного кон¬
троля;- сравнительно (с радиографией) вы¬
сокая производительность.Недостатки: необходимость одно¬
временного перемещения на одинаковые
расстояния по разные стороны от объекта
источника и детектора; невозможность
определения формы и глубины дефекта;
влияние рассеянного излучения.В промышленности при контроле сталь¬
ных изделий толщиной, мм, 20... 100 при¬
меняют установки РДР-21; 70...200 -
РДР-25; 100... 1000 мм - РДР-ЮР и др.Томография. Сущность метода за¬
ключается в получении резкого изобра¬
жения только тех частей объекта, которые
находятся в тонком (< 2 мм) слое на опре¬
деленной глубине или в нескольких тон¬
ких слоях, разделенных интервалами за¬
данной толщины (шагом томографии).
98Глава 4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯРис. 4.49. Схема образования
томографического изображения:I - рентгеновская трубка; II - объект контроля;III - кассета с пленкойЭтого добиваются, например, синхрон¬
ным перемещением (рис. 4.49) рентгенов¬
ской трубки (А\—ь43) и кассеты с экрана¬
ми и пленкой (0\—>03) относительно про¬
странственного центра качения О. В ре¬
зультате получают изображение выделен¬
ного слоя MN, расположенного в плоско¬
сти, проходящей через центр качения. Это
изображение представляет собой геомет¬
рическое место точек выделенного слоя,
тени которых неподвижны по отношению
к пленке.Таким образом, в томографии ис¬
пользуют эффект динамической нерезко-
сти изображения. При этом методе син¬
хронное движение источника излучения и
пленки относительно объекта позволяет
размыть изображения неанализируемых
дефектов или слоя, изображения которых
в обычно принятом методе радиографии
накладываются друг на друга, и более
резко выделить изображение, требуемое
для обнаружения дефекта или слоя.В настоящее время широко исполь¬
зуют вычислительную томографию. Она
реализует возможность решения обратнойзадачи интроскопии - по объемной ин¬
формации об интенсивности прошедшего
в различных направлениях излучения
найти распределение линейного коэффи¬
циента ослабления, связанного с плотно¬
стью материала внутри контролируемого
объекта.Томограммы по сравнению с обыч¬
ным рентгеновским изображением гораз¬
до более информативны, поскольку де¬
тально показывают внутреннюю геомет¬
рическую структуру, распределение плот¬
ности и элементного состава материалов,
что невозможно при обычной радиогра¬
фии. Повышенный объем информации в
рентгеновской вычислительной томогра¬
фии получается благодаря применению
большого числа (250...500) первичных
преобразователей и непрерывному вра¬
щению системы преобразователь-детек¬
тор вокруг объекта на 360°.Томографы дают возможность ре¬
шать многие задачи НК - как интроско¬
пии, так и количественной оценки пара¬
метров различных объектов. Сейчас их
широко применяют для контроля объек¬
тов с небольшим затуханием излучения, в
частности для контроля композитов, уг¬
лепластиков, резины и т.п. толщиной до
20 мм и длиной до 1,5 м при разрешении
по плотности 0,2 %.Необходимо отметить, что при ис¬
пользовании томографов относительная
чувствительность контроля при выявле¬
нии объемных дефектов в пластмассах
составляет 0,2...0,4 %, тогда как для ра¬
диографии этот показатель равен 3...4 %.
С помощью томографов уверенно обна¬
руживаются трещины с раскрытием
0,01...0,02 мм, что на порядок выше, чем
при обычной радиографии.В промышленности нашли примене¬
ние отечественные вычислительные томо¬
графы ВТ-300, ВТ-1000 и ВТ-1500, в ко¬
торых изделие вращается, а источник ли¬
бо неподвижен, либо совершает угловое
перемещение. В качестве источника излу¬
чения используются рентгеновские аппа¬
раты, а в последних - линейные ускорите¬
ли, микротроны, бетатроны с энергией
излучения 1... 10 МэВ.
Глава 5УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ УПРУГОСТИУльтразвуковая дефектоскопия явля¬
ется одним из наиболее распространен¬
ных методов акустического неразрушаю¬
щего контроля (НК). Используются ульт¬
развуковые колебания - механические
колебания упругой среды, частота которых
лежит за порогом слышимости человеческо¬
го уха, т.е. > 20 кГц. На практике используют
колебания частотой 1,0... 15 МГц.Метод ультразвуковой дефектоско¬
пии был открыт российским ученым Сер¬
геем Яковлевичем Соколовым в 1928 г.5.1.1. МАТЕМАТИЧЕСКИЙ
АППАРАТ ТЕОРИИ
УПРУГОСТИДля описания механических процес¬
сов, происходящих в упругих телах, ис¬
пользуют понятия, рассматриваемые ниже.Скаляром называется математиче¬
ский объект, не зависящий от направле¬
ния и характеризуемый некоторым чис¬
лом - величиной.Вектором именуется математиче¬
ский объект, определяемый как своей ве¬
личиной (длиной), так и направлением.
Задать вектор - значит задать его направ¬
ление и длину или его проекции на оси
выбранной системы координат.а = {а,, а2> аъ} = ахтх + а2т2 + аът 3 =з= ^яД , (5.1)1=1где т1}т2)тг13 - орты координатных осей.Произведение вектора на скаляр есть
вектор, имеющий то же направление, про¬
екции которого равны3а * b = '^^jxibmi . (5.2)j=iСкалярное произведение векторов -
число,равноеза-Ь='^а1Ь1. (5.3)Z=1Векторное произведение векторов
есть векторт\т27W3axb -а\а2а3*1hТензором второго ранга называется
математический объект, характеризуемый
сочетаниями пар ортов координатных
осей3 3a = 'YJ'YjaiJmtThj . (5.5);=1 /=1Тензор первого ранга - это вектор,
тензор нулевого ранга - скаляр. Тензоры
более высоких рангов определяются соче¬
таниями большего числа ортов коорди¬
натных осей.Произведение тензора на скаляр есть
тензор, равный3 3a-v = 'Y^Ejaay™i™i ■ (5'6);=i j=\Скалярное произведение тензора на
вектор есть вектор, равный
100Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬах а = '^\sjjaimi{mjmi) • (5.7)Векторное произведение тензора на
вектор есть тензор, равныйзсха = 2^0yajihj^ihj х/я(.). (5.8)/=1Векторный символический диффе¬
ренциальный оператор "набла" есть век¬
тор с координатамиV = тдх.- + т,дх0- + m-icL.дх-.V-1 - д...ЭХ: '(5.9)Градиентом называется величинаgrad(...) = V(.„). (5.10)Применение градиента повышает
ранг тензора на единицу. Например, гра¬
диент скаляра есть вектор, градиент век¬
тора есть тензор второго ранга и т.д.Дивергенция - это величинаdiv (...) - V (...). (5.11)Применение дивергенции понижает
ранг тензора на единицу. Например, ди¬
вергенция тензора второго ранга есть век¬
тор, дивергенция вектора - скаляр, дивер¬
генция скаляра - тождественный ноль.Ротор есть величинаrot(...) = Vx(...) (5.12)Применение ротора не меняет ранг
тензора.5.1.2. ТЕОРИЯ ДЕФОРМАЦИЙРассмотрение деформаций начнем с
простого случая растяжения стержня. Рас¬
смотрим упругий прямой стержень дли¬
ной L, конец которого жестко закреплен
(рис. 5.1). Под действием растягивающей
силы F стержень удлиняется. При этом
точки М и N, отстоящие друг от друга на
расстоянии Ах, смещаются на и(х) и и(х +
Ах) и переходят в положения М' и N'. Де¬
формация S в точке М:№N"М IМNРис. 5.1. К понятию "деформация"^Ит^х + Аx)-u(x) = du (513)
Ах—>о Ах dxВ общем случае отдельные участки
деформированного тела могут отклонять¬
ся от положения равновесия не только на
разную величину, но и под разными угла¬
ми к направлению приложенной силы
(две близкие точки MwN отклоняются на
разные расстояния и в различных направле¬
ниях). Компоненты тензора деформаций
(тензор второго ранга) принимают вид:S'=lv5xy_ + ^j_+duk дикЛдх i дх: дх(5.14)JВ случае малых деформаций, т.е. при
незначительных относительных измене-9м,-ниях расстоянии в твердом теле —- «1,dxjвеличиной второго порядка малости мож¬
но пренебречь. Тогда компоненты тензора
деформаций принимают вид:^ди, ди
—- + —:дх • дх\ J(5.15)Тензор Sy симметричен (Sy = Sy,), по¬
этому из девяти его компонент различны
только шесть.5.1.3. НАПРЯЖЕННОЕ СОСТОЯНИЕВ деформируемом теле возникают
упругие напряжения, которые стремятся
вернуть его в первоначальное состояние и
ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ УПРУГОСТИ101АХРис. 5.2. Элемент объемаобеспечивают равновесие среды. Напря¬
жения от взаимодействия между атомами
передаются от точки к точке. Отсюда сле¬
дует, что среда, окружающая некоторый
объем, действует на него только через
поверхность раздела.Выделим объем среды в виде куба с
ребром а (рис. 5.2). Рассмотрим силы,
действующие на каждую грань. К грани
куба, нормаль к которой параллельна оси
Х2, приложена сила F(F],F2,F3). Напря¬
жение о(/ определяется как предел отно¬
шения компоненты силы F,■ (г = 1, 2, 3) к
площади грани куба S', (J = 1, 2, 3) при
а—>0. Таким образом, напряжение пред¬
ставляет собой г-ю компоненту силы, дей¬
ствующей на единицу поверхности, пер¬
пендикулярной К ОСИ Xj.Напряжения, действующие вдоль
нормали к поверхности, называют нор¬
мальными. Их будем обозначать о(у. На¬
пряжения, действующие вдоль касатель¬
ной к поверхности, именуют касатель¬
ными. Последние станем обозначать тТаким образом, в системе координат
X, Y, Z к элементарному объему будут
приложены нормальные напряжения отт,
Оуу, gzz и касательные хху, xxz, хух, xyz, xzx, xzy.
Согласно принципу равенства действия и
противодействия хху = хух, xxz = xzx,т = т . Девять компонент напряженийGy, определяющих упругие силы в дефор¬мируемой среде, образуют тензор второго
ранга, называемый тензором напряжений:°11°12°136 =°21°22°23-+■°31а32°335.1.4. ЗАКОН ГУКАДеформации в твердом теле появля¬
ются под действием внешних сил. Эти
силы могут быть поверхностными или
объемными. В деформированном теле
возникают напряжения, которые стремят¬
ся вернуть его в первоначальное состоя¬
ние, обеспечивая равновесие среды. Меж¬
ду напряжениями и деформациями суще¬
ствует однозначное соответствие:д = С • S или G(j= Cjkl41 >(5.16)где С - тензор модулей упругости, ранг
которого равен 4.В общем случае анизотропного твер¬
дого тела с учетом симметрии число неза¬
висимых компонент тензора модулей уп¬
ругости равно 21. При дальнейшем учете
свойств симметрии материалов число не¬
зависимых компонент уменьшается. Для
изотропного тела, на свойствах которого
не отражаются направления, число неза¬
висимых компонент равно 2. Эти компо¬
ненты называются константами Ламе и
обозначаются X, |д.Константа X характеризует связь на¬
пряжений с изменением объема элемента
материала, а константа ja — с изменением
формы этого элемента. Константу ц часто
называют модулем сдвига. В технической
литературе чаще пользуются модулем
Юнга Е и коэффициентом Пуассона v,
которые связаны с константами Ламе сле¬
дующими соотношениями:Ev ЕХ =(l + vXl - 2v) ’ Ц 2(1 + v)(5.17)
102Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5.1.5. ОСНОВНЫЕ УРАВНЕНИЯ
ТЕОРИИ УПРУГОСТИРазличают две системы сил, дейст¬
вующих на сплошное тело. Силы, прило¬
женные по всему объему, действующие в
каждой точке сплошного тела, называют¬
ся объемньши.Примерами объемных сил могут
служить сила тяжести, сила инерции и др.
Эти силы, каким-либо образом распреде¬
ленные по объему, характеризуются век¬
торной функцией р(рх■,Ру,PZ), отнесен¬
ной к единице объема. Если элементар¬
ный объем представить в виде параллеле¬
пипеда со сторонами dx, dy, dz, то проек¬
ции силы, приложенной к этому объему,
будут Pxdxdydz, Pydxdydz, Pzdxdydz.Силы, приложенные только к по¬
верхности сплошного тела, называют по¬
верхностными. Они возникают в резуль¬
тате механического взаимодействия рас¬
сматриваемого тела с другими телами.
Эти силы относят к единице поверхности.Пусть на тело действует некая сис¬
тема объемных и поверхностных сил, ста¬
тически эквивалентная нулю. Тогда рас¬
сматриваемое тело будет находиться в
равновесии. Следовательно, любая эле¬
ментарная область рассматриваемого тела
также будет в равновесии. Взаимодейст¬
вие этого параллелепипеда с остальной
частью сплошного тела приводит к появ¬
лению на его гранях поверхностных сил,
которые ввиду малости сторон можно
считать приложенными к центральной
точке каждой грани. Действующие на тот
же элемент объемные силы будем считать
приложенными к центру параллелепипеда.Записывая условия равновесия для
выделенного элемента (равенство нулю
суммы сил и моментов), получаем урав¬
нения равновесия сплошной среды в на¬
пряжениях:Эа*dxf- + R =0(5.18)Учитывая среди всех объемных сил
только силы инерцииР = - р^4, (5.19)
dtприходим к уравнению движения сплош¬
ной средыдву d2Uiдх j ^ dt2(5.20)Полученные соотношения дают урав¬
нения движения в напряжениях. Это
уравнение содержит в общем случае де¬
вять неизвестных: шесть компонент тен¬
зора напряжений и три компоненты век¬
тора смещений. Уменьшить число неиз¬
вестных функций можно, используя для
этого определяющие соотношения сплошно¬
го тела.Определяющими соотношениями на¬
зывается связь тензора напряжений с век¬
тором смещений, определенная в каждой
точке сплошной среды для данного мате¬
риала. В качестве определяющих соотно¬
шений материала сплошного тела можно
использовать закон Гука, а также следую¬
щие уравнения: электроупругосга, магнито-
стрикции, вязко- и термоупругосги.Металлы при небольших деформа¬
циях являются линейно-упругими мате¬
риалами и подчиняются закону Гука.
Принимая в уравнении (5.20) в качестве
определяющих соотношений закон Гука,
получаем уравнение движения линейно¬
упругой среды в видеС,ijklО Ujdxkdxt= Р-О Н;dt1(5.21)В случае изотропного телаЯ2 ’(А,+n)graddiv(M) + n- Д(н) = р—(5.22)dtСистема уравнений (5.22) относи¬
тельно компонент вектора смещений на¬
зывается уравнениями Ламе.
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ1035.1.6. ТЕРМОУПРУГОСТЬ И
ЭЛЕКТРОМАГНИТОУПРУГОСТЬВыше предполагалось, что темпера¬
тура сплошного тела остается постоянной
и одинаковой для всех точек тела. Однако
на практике возможен предварительный
(до начала деформирования внешними
силами) нагрев тела, неодинаковый в раз¬
ных точках. Само деформирование любых
участков тела может вызвать изменение
их температуры. Определяющими соот¬
ношениями, учитывающими распределе¬
ние температуры по объему тела, является
закон Дюгамеля - Неймана, который гла¬
сит, что при изменении температуры на
величину Т в теле возникает линейное
поле смещений, приводящее к однород¬
ным деформациям:ей = аТ, Sjj = 0 . (5.23)Коэффициент а называется коэффи¬
циентом температурного расширения
(сжатия), показывающий, во сколько раз
изменяется элементарный объем при из¬
менении его температуры на 1°. Опреде¬
ляющие соотношения сплошного термо¬
упругого тела имеют видст, = 2цег + XQ-aT, >тг> =2цугу при i ф j\е = Г (5'24)j=i£у = (3>ь + 2ц)а = а.1 -2v jОбобщение уравнений Ламе на слу¬
чай термоупругого тела получается при
подстановке определяющих соотношений
(5.24) в уравнения движения (5.20):(jЛи + (>ь + 2(j,)graddivw - у gradr =Учет влияния температуры приводит
к появлению в уравнениях Ламе слагае¬
мых, аналогичных массовым силам.Для описания явлений, происходя¬
щих в пьезоматериалах или ферромагне¬
тиках, необходимо учитывать связь между
напряжениями, деформациями и внешни¬
ми электрическими и магнитными полями.
Полная система уравнений, описывающая
движение таких материалов, включает в
себя не только уравнения, аналогичные
уравнениям Ламе, но и уравнения Максвел¬
ла. Уравнения движения при наличии
электромагнитных полей принимают видЗа*,- (~ -\ д2и—1 + (/х4+рД=р—L, (5.26)ctXj atгде j - вектор плотности тока; В - век¬
тор магнитной индукции; ре - плотность
электрических зарядов; Е - вектор на¬
пряженности магнитного поля.При этом второе слагаемое в форму¬
ле (5.26) соответствует пондеромоторной
силе, а третье - силе, обусловленной су¬
ществованием зарядов в электрическом
поле. Эти уравнения используются при
расчете пьезоэлектрических и электро¬
магнитоакустических преобразователей.5.2. УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ5.2.1. ПОНЯТИЕ "УПРУГИЕ ВОЛНЫ"Любое локальное нарушение равно¬
весия среды создает распространяющееся
в ней возмущение, т.е. бегущую волну. Для
описания волны вводятся следующие па¬
раметры: скорость распространения вол¬
ны, частота волны и волновой вектор,
причем их определение не зависит отприроды возмущения. Для наблюдения за
распространением возмущения необхо¬
димо в некоторой фиксированной точке
пространства регистрировать изменение
во времени соответствующей величины,
характеризующей возмущение. Для на¬
блюдателя, находящегося в точке с коор¬
динатой хо, эта величина в момент време¬
ни t0 принимает значение и (рис.5.3).
104Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬДопустим, что возмущение не изме¬
няется в процессе распространения, на¬
пример не затухает, а лишь перемещается
с постоянной скоростью с. Тогда величи¬
на и имеет одинаковые значения в точках
х в моменты времени t, удовлетворяющие
соотношениюx = x0+c(t-t0)(5.27)t-x/c = t0-x0/c0 . (5.28)Функция и{х, t), описывающая дан¬
ное явление, зависит лишь от величины
t-x/c, так как она принимает одни и те
же значения для любых х и t при постоян¬
ной величине t-x/c, т.е.u(x,t) = F(t - х/с). (5.29)Эта функция описывает волну, бегу¬
щую в положительном направлении оси
X. Если распространение происходит в
отрицательном направлении, тоu(x,t) = F(t + x/c). (5.30)При одновременном распростране¬
нии в одной среде волн, бегущих в проти¬
воположных направлениях, получается
результирующее возмущениеu{x,t) = F(t - х/с) + F(t + х/с). (5.31)Среди всех возможных видов воз¬
мущений особенно большое значение
имеют синусоидальные колебания, по¬
скольку возмущения других видов можно
рассматривать как суперпозицию сину¬
соидальных колебаний.Рассмотрим акустическую волну, из¬
лучаемую плоской мембраной, совер¬
шающей синусоидальные колебания:и = Л cos со/. (5.32)На расстоянии х от начала координат
эта волна будет иметь види = A cos со(/ - х/с). (5.33)Здесь величина и обозначает смеще¬
ние точек некоторой плоскости среды.
Она может также представлять изменение
плотности в сечении, параллельном плос¬
кости мембраны.Если через Т обозначить период ко¬
лебаний, то величина /= 1/Т называется
циклической частотой, которая связана
с круговой частотой соотношением2%со = — = 2л/ .
Т(5.34)Тогда соотношение (5.33) можно
записать в видеи = Acos2n\ — — | илиТ сТ,(5.35)где X = сТ - длина волны, т.е. расстояние,
на которое распространяется возмущение
за один период.Поскольку через промежуток време¬
ни Т состояние среды повторяется, то в
каждый данный момент времени длине
волны X соответствует расстояние, разде¬
ляющее точки, состояние среды в которых
одинаково, например два последователь¬
ных максимума величины и.Выражение для волны удобно
записывать в видеI ахи = A cos Ш = A cos(co? - kx), (5.36)где к = со/б'=2тг/7. называется волновым
числом.
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ105Величина кх в каждый момент вре¬
мени характеризует сдвиг фаз в точке х
относительно начала координат. В нашем
случае это сдвиг фаз между колебаниями
в точке х среды и колебаниями мембраны.
Фаза волны определяется соотношениемф = со t-kx. (5.37)Множество точек среды, колеблю¬
щихся с одинаковой фазой, образуют
фронт волны. Волновое число к связано с
изменением фазы волны ср в зависимости от
расстояния х в данный момент времени как
г. дх,к = —(5.38)а круговая частота выражается через из¬
менение фазы во времени в данной точке:dtСО :(5.39)Скорость распространения возмуще¬
ния с = со /к носит название фазовая ско¬
рость. Это скорость, с которой должен
перемещаться наблюдатель для того, что¬
бы видеть в каждый момент времени ко¬
лебания в одной и той же фазе. Волна при
этом для наблюдателя будет неподвижной.В произвольной точке Р, определен¬
ной вектором х = ОР (рис. 5.4), колеба¬
ние, создаваемое волной, распростра¬
няющейся вдоль единичного вектора п,
имеет види = Л-cosl со?-— I = Acos(cot-kx). (5.40)Здесь введен волновой вектор к :(5.41)г сой 2 %п _к = = = кп .с XЕсли распространение волны сопро¬
вождается затуханием, то ее амплитуда
зависит от расположения точки наблюде¬
ния х. Тогдаи = A(x)cos(co/ - кх). (5.42)5.2.2. ФАЗОВАЯ И ГРУППОВАЯ
СКОРОСТИФазовой скоростью называется ско¬
рость перемещения фазы волны. Фазовая
скорость есть свойство материала, в кото¬
ром распространяется волна. Ее величина
определяется значениями плотности и
упругими постоянными.До сих пор мы рассматривали лишь
монохроматические волны, т.е. синусои¬
дальные колебания, заданные на беско¬
нечном временном интервале и имеющие
постоянные амплитуду и частоту. На
практике чаще всего имеют дело с более
сложными волнами - волновыми паке¬
тами, которые можно представить в виде
суммы бесконечного числа монохромати¬
ческих волн с различными амплитудами и
частотами:u(x,t) =оиJ'А(к)е‘(ш-кх)dk, (5.43)где А(к) — спектральная плотность ампли¬
туды волнового пакета.Групповой скоростью называется
скорость распространения волнового па¬
кета в целом. Если в среде отсутствует
дисперсия, т.е. скорость распространения
волнового пакета не зависит от частоты,
волновой пакет распространяется без ис¬
кажений. При этом групповая скорость
совпадает с фазовой. Если в среде имеется
дисперсия, то фазовая скорость зависит от
частоты, волновой пакет искажается по
мере распространения, а групповая ско¬
рость определяется из выражения
106Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬda~dk(5.44)гдек0 =2л/оцентральное значениеволнового числа; /0 - частота несущей
волны (частота несущей волны велика по
сравнению с частотой модулирующего
сигнала).5.13. ЭНЕРГЕТИЧЕСКИЕ
ХАРАКТЕРИСТИКИ ВОЛНРаспространение волны в упругом
теле сопровождается переносом энергии.
Он может быть выражен через поток век¬
тора Умова - Пойнтинга, равного коли¬
честву энергии, переносимой волной за
единицу времени через единицу площади.Полная энергия волны складывается
из кинетической энергии движения час¬
тиц среды и потенциальной энергии де¬
формаций. Плотность кинетической энер¬
гии выражается через плотность р мате¬
риала и скорость v смещений его частиц:
\2ди~Ы1 2
= -pv(5.45)Потенциальная энергия упругих де¬
формаций зависит от компонент тензора
деформаций и упругих постоянных мате¬
риала:Ф=-С(„ijkldui дик
дх; дх;(5.46)Полная энергия упругой волны равнаW =Е + Ф=ру7(5.47)Энергия, содержащаяся в некотором
объеме, меняется со временем. Изменение
энергии обусловлено ее притоком (или
оттоком) извне (во вне) и выражается по¬
током вектора Р через поверхность, ог¬
раничивающую рассматриваемый объем.
Вектор Р называется вектором Умова -
Пойнтинга, его направление является на¬
правлением распространения энергии, аего модуль равен количеству энергии,
переносимой через единицу поверхности
за единицу времени:Р = pv с.(5.48)где v, с - скорость смещения частиц и
фазовая скорость распространения волны
соответственно.Интенсивностью упругой волны на¬
зывается среднее по времени значение
вектора плотности потока энергии. Для
гармонической волны усреднение вектора
проводят по интервалу времени, кратному
периоду этой волны. Интенсивность гар¬
монической бегущей волны без учета за¬
тухания равнаr 1
I=2P °V0’(5.49)где £>о и v0 - амплитуды звукового давле¬
ния и колебательной скорости.5.2.4. ВОЛНЫ В НЕОГРАНИЧЕННОМ
ПРОСТРАНСТВЕРассмотрим неограниченное про¬
странство из упругого изотропного мате¬
риала, свойства которого определяются
постоянными Ламе X, ц и плотностью р.
Предположим, что в некоторой точке про¬
странства на очень короткий промежуток
времени приложена сила Р . В результате
этого в пространстве появятся распро¬
страняющиеся возмущения, которые бу¬
дем характеризовать вектором смещений
и . Он должен удовлетворять уравнению
движенияq2(А, + m)grad div(w) + \iAu + Ь(М)Р = р —,dt(5.50)где 8(М) - пространственная функция
Дирака; М- точка приложения силы.Поместим декартову систему коор¬
динат OXYZ в точку приложения силы Р ,
направив ось OZ по линии действия силы
Р. При удалении в любом направлении
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ107точки наблюдения от точки приложения
силы, т.е. от начала координат, величина
вектора смещений должна уменьшаться,
обращаясь в ноль на бесконечности. Это
условие следует из закона сохранения энер¬
гии и называется условием излучения.Для решения уравнения (5.50) вектор
смещений представляют в виде суммым = grad Ф + rot Ч', (5.51)где Ф есть скалярный, а Т - векторный
потенциал.Подставляя представление (5.51) в
уравнение (5.50), учитывая свойства диф¬
ференциальных операторов, получаем
уравнения для потенциалов:АФ + -АЧ +;|5«5(.y)5(z)5(02п(к + 2|i)|^5«5005(2)5(02тфд2Фс,2 8t2(5.52)1 дЛх¥
с,2 dt2(5.53)В уравнениях величины с/, с, опреде¬ляются соотношениямиС, =А, + 2 ц(5.54)(5.55)Приближенным решением уравнений
(5.52), (5.53) являются функцииРФ=-2тс(А, + 2|i)5Цх2 + у2 +z2 - c/t);(5.56)=-271 (i8(-\Jx2 + у2 +z2 -c,t). (5.57)По свойству функции Дирака Фи*?
обращаются в ноль всюду, кроме множе¬
ства точек пространства, удовлетворяю¬
щих соотношениямiх2 + у2 +z2 -ctt = 0Iх2 + у2 +z2 -c,t = 0(5.58)(5.59)т.е. точек, принадлежащих сферам, радиусы
которых равны ctt и ctt соответственно.Таким образом, во время приложения
сосредоточенной импульсной силы Р в
пространстве возникают две волны: про¬
дольная и поперечная, как показано на
рис. 5.5. Продольная волна, определяемая
скалярным потенциалом, удаляется от
точки приложения силы со скоростью с/, аРис. §.§. Волновая картина
в упругом пространствеРис. 5.6. Распределение амплитуды вдоль
фронтов продольной и поперечной волн
108Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬее фронт L в любой момент времени име¬
ет форму сферы радиусом R, = c}t. Попе¬
речная волна, определяемая векторным
потенциалом, также удаляется от точки
приложения силы, но со скоростью с,.
Фронт Т поперечной волны в любой мо¬
мент времени тоже имеет форму сферы
радиусом Rt = ctt.Поскольку смещения в продольной
волне определяются градиентом скаляр¬
ного потенциала Ф, то частицы среды бу¬
дут смещаться по нормали к поверхно¬
сти фронта L. В поперечной волне сме¬
щения зависят от ротора векторного по¬
тенциала W, поэтому частицы среды бу¬
дут передвигаться по касательной к по¬
верхности фронта Т.Амплитуда колебаний вдоль фронтов
продольной и поперечной волн распреде¬
лена неравномерно, как показано на рис. 5.6.
Максимальная амплитуда вдоль фронта
продольной волны имеет место на линии
действия приложенной силы. Амплитуда
поперечной волны на линии действия си¬
лы обращается в ноль. Амплитуда попе¬
речной волны максимальна в направлени¬
ях, перпендикулярных к линии действия
силы.Эти типы волн являются основными,
характерными для самого материала.Все остальные типы волн вторичны, свя¬
заны со взаимодействием основных типов
волн с границами упругих тел.Выше рассмотрен случай, когда в
пространстве приложена одна сосредото¬
ченная сила. Если же в пространстве при¬
ложено несколько сил или приложенные
силы непрерывно распределены в некото¬
рой области пространства, то, согласно
принципу суперпозиции, возмущение в
любой точке пространства будет равно
сумме возмущений, создаваемых в этой
точке каждой из приложенных сил.Одним из наиболее важных следст¬
вий полученного решения является прин¬
цип Гюйгенса, гласящий, что в линейных
изотропных или даже анизотропных сре¬
дах возмущения передаются от одних то¬
чек к другим всегда по линиям наикрат¬
чайших расстояний между этими точками.5.2.5. ВОЛНЫ
В ПОЛУПРОСТРАНСТВЕВ большинстве прикладных задач
контроля УЗ колебания возбуждаются в
объекте с поверхности. Если время рас¬
пространения зондирующего импульса до
противоположной поверхности объекта
больше, чем длительность этого импуль¬
са, то сигнал распространяется так, как
это происходило бы при отсутствии про¬
тивоположной границы. В качестве моде¬
ли таких объектов применяют полупро¬
странство - часть пространства, ограни¬
ченную плоскостью.Введем декартову систему координат
OXYZ таким образом, чтобы оси OX, OY
лежали в плоскости границы полупро¬
странства, а ось OZ была направлена
внутрь его. В этой системе координат по¬
лупространство описывается соотношени¬
ем z > 0.Пусть на границе полупространства
из упругого изотропного материала, с па¬
раметрами Ламе X, ц установлен источник
колебаний Р(х, у, t). ТогдаР * 0 при (х, у) е ;Р = 0 при (x,y)iS„, (5'6°)где - площадь контактной поверхности
источника.Функция Р(х, у, !) имеет смысл дав¬
ления, оказываемого источником на полу¬
пространство в каждой точке (х, у) его
поверхности в любой момент времени t.
При включении источника в полупро¬
странстве появятся колебания. Исследуем
возникающую волновую картину. Коле¬
бания будем характеризовать вектором
смещений и. Смещения точек полупро¬
странства должны удовлетворять уравне¬
нию Ламе:д^й(Я, + ц) grad div(zi) + рАм = р —— . (5.61)dtПо закону сохранения энергии век¬
тор смещений в бесконечно удаленных от
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ109источника точках равен нулю (условие
излучения):u[z —»оо)=0. (5.62)В большинстве практически важных
случаев поверхность контакта S источни¬
ка и полупространства покрывают слоем
жидкости для улучшения качества аку¬
стического контакта. Как известно, жид¬
кость не имеет собственной формы, и ка¬
сательные напряжения в ней отсутствуют.
Условия на границе полупространства
внутри площадки контакта примут вид:az=P, gхг =°yz = 0- (5.63)Будем искать вектор смещений в ви¬
де суммыи = grad Ф + rot ¥ , (5.64)где Ф есть скалярный, а — векторный
потенциалы.В выбранной системе координат
уравнения для потенциалов примут вид2д2Фд2Фд2Ф8xz дуд2Уд2Ц>дхдугdz8dz2соС/соФ = 0;Ч/ = 0.(5.65)Численные исследования решения
системы уравнений (5.65) с условиями на
границе (5.62) - (5.64) показали, что в уп¬
ругом изотропном полупространстве име¬ет место картина распространения волно¬
вых фронтов, показанная на рис. 5.7.В произвольный момент времени t
фронт L продольной волны, распростра¬
няющийся со скоростью cL, имеет форму
полусферы, радиус которой равен te/
Фронт поперечной волны Т также являет¬
ся полусферой, но радиус ее составляет ic/.
Фронт головной поперечной волны G име¬
ет форму конуса, начинающегося вдоль
окружности, образованной пересечением
фронта продольной волны с поверхно¬
стью объекта, и касающегося сферическо¬
го фронта поперечной волны. Направле¬
ние на окружность касания фронтов го¬
ловной и поперечной волн определяется
по формулег \с,(5.66)\С1)Вдоль свободной поверхности по¬
лупространства распространяется рэле-
евская (поверхностная) волна, фронт ко¬
торой имеет форму окружности радиусом
t ■ 0,9с,. Скорость распространения по¬
верхностной волны -0,9 скорости распро¬
странения поперечной. Амплитуда коле¬
баний вдоль поверхности волновых фрон¬
тов распределена неравномерно. На
рис. 5.8 - 5.10 показано распределение
амплитуды колебаний вдоль фронтов про¬
дольной, поперечной и головной волн.Рис. 5.7. Сечение картины волновых
фронтов в упругом полупространстве:L - продольная волна; Т— поперечная волна;
G - головная волна; R - поверхностная волнаРис. 5.8. Распределение интенсивности
колебаний вдоль фронта продольной волны
110Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.9. Распределение интенсивности коле¬
баний вдоль фронта поперечной волныТаким образом, при контроле объек¬
тов из упругого изотропного материала
преобразователь любого типа излучает
в общем случае и продольную, и попе¬
речную, и поверхностную, и головную
волны, каждая из которых распространя¬
ется со своей скоростью. Применение
преобразователей различных типов (с раз¬
личными передаточными функциями)
позволяет увеличивать интенсивность
излучаемой волны одного типа и
уменьшать интенсивность излучаемых
волн других типов.Это существенно упрощает волно¬
вую картину в контролируемом объекте,
снижает вероятность ошибки при анализе
сигналов в акустическом тракте. Напри¬
мер, прямой преобразователь частотой2,5 МГц и круглой пьезопластиной диа¬
метром 12 мм излучает продольную, по¬
перечную и поверхностную волны. Одна¬
ко интенсивность продольной волны на50...70 дБ больше, чем поперечной, и на70...90 дБ больше, чем поверхностной.Следовательно, сигналы, обуслов¬
ленные поперечной и поверхностной вол¬
нами, будут иметь интенсивность на
уровне собственных шумов приемника
дефектоскопа, не мешая контролю.5.2.6. ВОЛНЫ В СЛОЯХРассмотрим общую схему решения за¬
дачи о распространении волн в упругомРис. 5.10. Распределение интенсивности ко¬
лебаний вдоль фронта головной волныизотропном теле, ограниченном свобод¬
ной поверхностью. Вектор смещений бу¬
дем, как и ранее, представлять в виде
суммы двух векторов:й = grad Ф + rot . (5.67)Подставив смещения й в виде (5.67)
в уравнение динамикиd2~(А, + n)graddiv(w) + цДм = > (5-68)получим уравнения относительно скаляр¬
ного и векторного потенциалов:1 д2ФДФ = ■L/ДУ =-д2Ч>(5.69)(5.70)Константны с/, cf обозначают скоро¬
сти распространения продольных и попе¬
речных волн в материале слоя.Рис. 5.11. Слой
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ111Из множества решений уравнений(5.69), (5.70) реализуются только те, кото¬
рые удовлетворяют условиям на свобод¬
ной поверхности слоя= ° xz = °kz = 0 (5-71)и условиям затухания на бесконечностиm(z-»oo)=0. (5.72)В зависимости от формы свободной
поверхности в качестве решения высту¬
пают те или иные волновые функции, ха¬
рактеризующие различные типы волн,
поэтому дальнейшее изучение вопроса
должно быть связано с конкретным видом
граничной поверхности. Рассмотрим слу¬
чай, когда ограничивающей поверхностью
являются две параллельные плоскости
z = ± Ь, а в направлениях х и у слой без¬
граничен (рис. 5.11).Подставляя общие решения в гра¬
ничные условия, получаем систему шести
однородных линейных уравнений относи¬
тельно шести неизвестных констант. Ус¬
ловием существования ненулевого реше¬
ния таких систем является равенство ну¬лю главного определителя системы. Су¬
ществуют четыре независимых случая
подобного равенства. Каждый из вариан¬
тов определяет свой тип связанных коле¬
баний, которые могут распространяться в
слое. Волны всех этих типов принято на¬
зывать нормальными.Первые два типа колебаний характе¬
ризуются тем, что смещение и направ¬
лено по оси у, т.е. перпендикулярно к на¬
правлению распространения волны и па¬
раллельно граничным плоскостям. Эти
волны называют горизонтальными сдви¬
говыми. Они могут быть как симметрич¬
ными, так и асимметричными. Наглядное
представление о первых двух типах волн
дает рис. 5.12.Вторые два типа колебаний отлича¬
ются тем, что смещения имеют две ком¬
поненты: сдвиговую и объемную, как
показано на рис. 5.13. Эти волны также
могут быть симметричными и асим¬
метричными. В плоскости симметрии
может распространяться только продоль¬
ная антисимметричная или симметричная
поперечная волна.Рис. 5.12. Смещения в горизонтальных сдвиговых волнах:а - асимметричных; б - симметричныхРис. 5.13. Смещения в волнах, содержащих объемную составляющую деформации:а - симметричных; 6 - асимметричных
112Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬИз решения уравнений для волн всех
рассматриваемых типов (нормальных
волн) следуют дополнительные ограниче¬
ния, называемые дисперсионными соот¬
ношениями. Дисперсионные соотноше¬
ния устанавливают связь между частотой
колебаний, фазовой и групповой скоро¬
стью распространения нормальных волн.
Для нормальных волн первых двух типов(у mb)2 + (mnf = f—1 , (5.73)Iе/ )где ут - волновое число; т = 1, 2, 3, ... -
номер моды; с, - скорость поперечных
волн.На рис. 5.14 приведены несколько
первых значений решения дисперсионно¬
го уравнения. Каждое из таких решений
называют модой волны. Мод волны может
быть бесконечно много.Фазовая скорость с нормальной вол¬
ны определяется из соотношения'2 1 1(5.74)[со Ь/(тп)]2Ее удобно представлять по отноше¬
нию к скорости с, в безразмерном виде:с =l/V1-^)2 - (5.75)
со Ь/(тп)где с' = с/с, , с'ю =с<Таким образом, для данного типа волн
существует условие распространениясо Ь/с, = тп.(5.76)Групповая скорость выражается фор¬
мулой(5.77)Формула групповой скорости полу¬
чается при дифференцировании уравне¬
ния (5.73) по волновому числу.Для вторых двух типов волн диспер¬сионные соотношения рассматривают как
уравнения с параметрами и называют их
дисперсионными уравнениями Рэлея -Лэмба.На рис. 5.15 показаны дисперсион¬
ные кривые для нормальных волн в пла¬
стине из стали (v « 0,3), содержащих объ¬
емную составляющую деформации.Нулевыми индексами отмечены мо¬
ды волн, которые при увеличении толщи¬
ны слоя переходят в поверхностную вол¬
ну. Эти волны существуют при любых
частоте и толщине слоя.Кроме рассмотренного существует
приближенный способ расчета моды нор¬
мальной волны в слое.Пусть на слой толщиной b под углом
а падает плоская волна, фронт которой
AD (рис. 5.16). В результате преломления
на границе в слое возникает волна с фрон¬
том СВ, распространяющаяся под углом у и
претерпевающая многократные отражения в
слое. При определенном угле падения а
волна, отраженная от нижней поверхно¬
сти, совпадает по фазе с прямой волной,
идущей от верхней поверхности, т.е.АЕВ DB(5.78)«,2 'Чгде X] и \2 - длины волн в среде, грани¬
чащей со слоем, и в слое соответственно.Im(yb)Re(yb)Рис. 5.14. Дисперсионные кривые
для нормальных горизонтальных волн
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ113р:-12-14-16-18-20-22-30о 2 4 6 8 fh, МГц-ммРис. 5.15. Дисперсионные кривые для волн Лэмба в твердом теле:cf, с„ с, - скорости распространения соответственно продольных, поперечных
и поверхностных волн; а0, аь а2 - асимметричные волны; Jf i, s2 _ симметричные волныальной, т.е. отсутствует трение между
элементами ее структуры, то распростра¬
нение этой волны не будет сопровождать¬
ся какими-либо изменениями ее амплиту¬
ды и спектрального состава. В реальных
средах распространение волны сопровож¬
дается рассеянием энергии упругой вол¬
ны, так что по мере удаления от источни¬
ка интенсивность волны убывает. Это
происходит как из-за необратимого пре¬
вращения упругой энергии в энергию мо¬
лекулярного движения среды (поглоще¬
ния энергии), так и за счет рассеяния
энергии волны на различных микронеод¬
нородностях. Процесс уменьшения интен¬
сивности упругих волн (как это подтвер¬
ждается опытом) подчиняется закону,
согласно которому уменьшение интен¬
сивности АI плоской волны на пути рас¬
пространения Аг пропорционально интен¬
сивности / и величине пути Аг.AI = -8Э/Дг.После перехода к пределу при
Аг —> 0 получаемy = -S Л- (5.81)Интегрируя в пределах от г0 до г, на¬
ходимРис. 5.16. Образование нормальных
волн в слоеУчитывая, что АС/\2 = DB/X^ , по¬
лучаем условие распространения нор¬
мальных волн в слое6cosa = ^тк2 ■ (5.79)При нормальном падении (а = 0)
условие резонанса колебаний в слоеb = —тХ7.2 2(5.80)5.2.7. ЗАТУХАНИЕ ВОЛНЕсли среда, в которой распространя¬
ется упругая плоская волна, является иде¬ср -10 , см-с-1
114Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ/=/0е“5Л (5.82)Здесь /о - интенсивность упругой
волны в плоскости с координатой r = ro = 0;
I - интенсивность, соответствующая ко¬
ординате г; d3 - энергетический коэффи¬
циент затухания.Интенсивность / плоской волны пря¬
мо пропорциональна квадрату ее ампли¬
туды А. ПоэтомуJh.rА = А0е 2 =А0е~5г, (5.83)где 6 - коэффициент затухания упругих
волн.Таким образом, плоская гармониче¬
ская волна может быть представлена в
видеА = A0e~Srcos (соt - кг) (5.84)или комплексной функциейА = A<fi-SreJ('a,-kr). (5.85)Эту функцию можно записать как
формулу плоской волны с комплексным
волновым числом к :А = А0еЛю^г), (5.86)где к = к-j8 .Выше отмечалось, что коэффициент
затухания 6 складывается из коэффициен¬
тов поглощения 6П и рассеяния 8Р, т.е.8 = §п + 5Р.При поглощении звуковая энергия
переходит в тепловую, а при рассеянии ос¬
тается звуковой, но уходит из направлен-Рис. 5.17. Схема распространения
ультразвуковых волн в поликристалличе-
ском твердом телено распространяющейся волны в резуль¬
тате отражений на границах зерен и неод¬
нородностей.Поглощение звука в твердых телах
обусловливается в основном внутренним
трением и теплопроводностью. Поглоще¬
ние поперечных волн меньше, чем про¬
дольных, так как они не связаны с адиаба¬
тическими изменениями объема, при ко¬
торых появляются потери на теплопро¬
водность. Коэффициент поглощения в
твердых телах пропорционален / (стекло,
биологические ткани, металлы) или/2 (ре¬
зина, пластмассы).В монокристаллах затухание опреде¬
ляется поглощением ультразвука. Метал¬
лы, применяемые на практике, имеют по-
ликристаллическое строение, и в них
обычно затухание связано прежде всего с
рассеянием. В кристаллах скорость звука
имеет разное значение в зависимости от
направления его распространения относи¬
тельно осей симметрии кристалла. Это
явление называют упругой анизотропией.В куске металла кристаллы ориенти¬
рованы различным образом, поэтому при
переходе ультразвука из одного кристалла
в другой скорость звука может изменяться
в большей или меньшей степени. В ре¬
зультате возникают частичное отражение,
преломление и трансформация ультразву¬
ка, что обусловливает механизм рассеяния
(рис. 5.17).Большое влияние на коэффициент
рассеяния в металлах оказывает отноше¬
ние средней величины зерна D и длины
волны ультразвука X (рис. 5.18).При X « D звук поглощается в каж¬
дом зерне как в одном большом кристал¬
ле, затухание определяется в основном
поглощением. При X <; D рассеяние ульт¬
развука очень велико. Ультразвук как бы
проникает, диффундирует между отдель¬
ными кристаллами. Это область диффуз¬
ного рассеяния.Особенно велико затухание при X ~
~ (2...4)D. Здесь к диффузному рассеянию
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ115добавляется поглощение. На рис. 5.19 по¬
казано затухание продольной и попереч¬
ной волн в зависимости от частоты.При X > (8...10)D происходит рассея¬
ние мелкими зернами и коэффициент 8
пропорционален Df4 (рэлеево рассеяние).
При 4D < X > 10D коэффициент затухания
пропорционален произведению Df1. Наи¬
меньшее затухание будет при X > (20... 100)0.
Если это условие выполняется, то можно
контролировать изделия толщиной
8...10 м.Сварное соединение состоит из трех
зон, которые отличаются структурой и
размером зерна: основного металла, зоны
термического влияния (ЗТВ) и наплавлен¬
ного металла.Основной металл - это в большинст¬
ве случаев трубный или листовой прокат с
мелким зерном и малым затуханием ульт¬
развука.ЗТВ характеризуется большим разме¬
ром зерна и повышенным затуханием
ультразвука. Степень увеличения зерна
зависит от марки металла и технологии
сварки. Например, в сварных швах труб
поверхностей нагрева ширина ЗТВ со¬
ставляет единицы миллиметров, а размер/ // /// IVРис. 5.18. Зависимость коэффициента зату¬
хания звука от отношения длины волны X
к среднему диаметру зерна D металла:/- зона рэлеевского рассеяния; II - зона по¬
глощения за счет теплопроводности;III- зона диффузного рассеяния; IV-зона
поглощения за счет вязкости
(неупругого гистерезиса)зерна возрастате всего в 2-3 раза, но при
этом X » D3, а в электрошлаковых швах
ширина ЗТВ составляет 20...50 мм, а зер¬
но увеличивается в десятки раз (X « D3).Кроме того, в ЗТВ могут образовы¬
ваться твердые и хрупкие структуры, что
приводит к значительному снижению
прочности и текучести. Поэтому контро¬
лировать надо не только наплавленный
металл, но и ЗТВ.Наплавленный металл имеет крупное
зерно. При сварке электродом в углероди¬
стых и малолегированных сталях величи¬
на зерна в вертикальном сечении не пре¬
вышает толщину наплавленного слоя. В
аустенитных сталях шов имеет транскри-
сталлитную текстуру, т.е. кристаллиты
прорастают из нижнего наплавленного
слоя до валика выпуклости. Кроме того,
они упругоанизотропны, что вызывает
большое рассеяние звука, высокий уро¬
вень структурных шумов и немалые про¬
блемы при контроле. При электрошлако-
вой сварке зерно очень крупное
(X « D2). Поэтому при контроле также
имеются существенные трудности.Рис. 5.19. Зависимость коэффициента
затухания продольной 8/ и поперечной
8, волн в зависимости от частоты
116Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬЗначение 5 во многом определяет
частоту ультразвуковых колебаний. С
одной стороны, с увеличением частоты
возрастает амплитуда сигнала вследствие
улучшения направленности излучения, а с
другой - уменьшается амплитуда сигнала
из-за увеличения затухания.Коэффициент затухания чаще всего
выражают числом отрицательных децибел на
участке пути в 1м, а именно: 20 lg (л//10) =
= 205r lge = 8,6865г. На практике 5 удоб¬
нее всего определить по выражению:5 = 20184/^-iOlg^/r, (5g7)17,3 б(г2-г})где А\ - амплитуда опорного сигнала на рас¬
стоянии г1;А2- то же, на расстоянии г2.5.2.8. ОТРАЖЕНИЕ И
ПРЕЛОМЛЕНИЕ ВОЛНЕсли среда, в которой распространя¬
ется волна, граничит со средой, имеющей
другие свойства, то волна на границе раз¬
дела будет частично отражаться, а час¬
тично проходить в другую среду. По¬
скольку эти среды находятся в контакте
друг с другом, то в каждой точке их об¬
щей границы в любой момент времени
должны быть непрерывны нормальные
составляющие смещений (в противном
случае произойдет разрыв контакта) и
напряжений (согласно третьему закону
Ньютона).Контакт двух сред может быть
скользким и жестким. В случае скользко¬
го контакта вдоль общей границы непре¬
рывны только нормальные к ней состав¬
ляющие векторов смещений и напряже¬
ний, в то время как касательные состав¬
ляющие вектора напряжений должны
быть равны нулю, а касательные состав¬
ляющие вектора смещений терпят разрыв.
Скользкий контакт реализуется при ульт¬
развуковом контроле пьезоэлектрически¬
ми преобразователями через контактную
жидкость.При жестком контакте в каждой точ¬
ке границы должны быть непрерывны всекомпоненты смещений и напряжении.
Примером жесткого контакта является со¬
единение при помощи сварки, пайки, клея.При прохождении плоской монохро¬
матической волны через границу раздела
в общем случае могут возникать до трех
волн по каждую сторону границы. Гра¬
ничные условия любого типа требуют,
чтобы в каждой точке поверхности разде¬
ла в любой момент времени выполнялись
соотношения(5.88)((5-89)V R ) Т
Здесь индексами I, R, Т обозначены
соответственно падающая, отраженные и
прошедшие волны; I - нормаль границы.
Для плоских синусоидальных волн из ус¬
ловия непрерывности смещений0 и / ехр(/й/ t-ik1 х) ++ ^ V ехр(кЛ - ikRx) =R= У °uf exp(iayTt-ikTx), (5.90)
тгде °и1 - i-я компонента амплитуды сме¬
щения, следует, что в любой момент времени
ag =ат =а1 (5.91)и в любой точке границыkRx = kTx = kIx . (5.92)Выражение (5.91) показывает, что
при отражении и преломлении волн их
частота не меняется. Из выражения
(5.92), представленного в виде(&л= 0 , {kT -k1 ]jc = 0,вытекает, что векторы {kR ~ к1) и
{кТ - к1) перпендикулярны к границе
раздела. Следовательно, все волновые
векторы лежат в плоскости падения, оп¬
ределяемой нормалью к границе и волно¬
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ117вым вектором к1, а проекции всех волно¬
вых векторов на плоскость границы равны
(рис. 5.20). Последнее условие записыва¬
ется в видеkR sinB^ = кт sin0r = к' sinB7. (5.93)Здесь Q* ,QR,QT есть соответственно
углы падения, отражения и преломления.
Так как частоты всех волн равны между
собой, направление распространения рас¬
сматриваемых волн записывается сле¬
дующим образом:sin0я sin0r sinG7
с с сСоотношение (5.94) принято назы¬
вать законом Снеллиуса.Эффективность преломления опре¬
деляется отношением скоростей прошед¬
шей и падающей волн: п = спр/спад, назы¬
ваемым коэффициентом преломления.
Чем больше п, тем сильнее преломляется
падающая волна.Совместное решение уравнений(5.88) и (5.89) позволяет получить коэф¬
фициент отраженияR = ur/u (5.95)и коэффициент прохожденияD = иТ jи' . (5.96)Коэффициенты отражения и прохож¬
дения соотносят амплитуды отраженной и
прошедшей волны соответственно с ам¬
плитудой падающей волны.Рис. 5.20. Взаимодействие волн с границейраздела двух средНаиболее простым является случай
распространения волн через границу двух
изотропных сред, когда обе среды изо¬
тропные. При этом падающая волна по¬
рождает не более двух волн в каждой из
сред: продольную и поперечную. Матери¬
ал каждого из полупространств характе¬
ризуется своими константами Ламе и
плотностью.Волновую картину в обеих средах
получают так же, как и в полупространст¬
ве со свободной границей, учитывая усло¬
вия жесткого или скользкого контакта на
общей границе. Построение точного ре¬
шения - очень сложная процедура, поэто¬
му волновая картина в общем случае до
сих пор никем не исследовалась.В большинстве прикладных задач
вполне достаточным оказывается при¬
ближение, основанное на применении
закона Снеллиуса, который имеет видsin рп _ sin р,, _ sin а,2 _ sina/2
с1\ cl\ Cl2 с125.97)где а, р, с - соответственно углы и ско¬
рость распространения волны; индексы I и
t определяют тип волны, а индексы 1 и 2 -
среду, в которой она распространяется,
как показано на рис. 5.21.С помощью закона Снеллиуса в де¬
фектоскопии определяют критические
углы (рис. 5.22). Критическим называют
угол падения (угол, образованный волно¬
вым вектором падающей волны и норма¬
лью к границе), при котором либо отра¬
женная, либо прошедшая волна будут
распространяться вдоль границы. Угол
падения, при котором прошедшая про¬
дольная волна распространяется вдоль
границы, называют первым критиче¬
ским. Угол падения, при котором про¬
шедшая поперечная волна распространя¬
ется вдоль границы, именуют вторым
критическим. Угол падения поперечной
волны, при котором отраженная продоль¬
ная волна распространяется вдоль грани¬
цы, - это третий критический угол.
118Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.21. Закон преломленияС'> С', I РкI"м/ш/нш/тшта)б)«)Рис. 5.22. Образование критических углов:а - первого; б - второго;в - третьегоРкр1 = arcsinW 2\_ск 01РкР2 = arcsin( \
счРкрз = arcsin р2_'/2(5.98)Большое практическое значение име¬
ет процесс перехода ультразвуковых волн
через границу плексиглас - металл, реали¬
зующийся при работе наклонного преоб¬
разователя. Коэффициенты отражения R и
прозрачности D, рассчитываемые по вы¬
ражениям (5.95) и (5.96), представляют со¬
бой коэффициенты отражения и прохожде¬
ния по амплитуде. На практике, в частности
при контроле совмещенным преобразовате¬
лем, эти коэффициенты характеризуются не
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ119Ркр! 30^9-40 50 6070 8090 ai°pJ L.50 ркр2 60 708090 р,°
-1 р-г708090 а,°0,5 0,6 0,7 0,8 0,9 1,0 sinaРис. 5.23. Коэффициенты прохождения границы плексиглас-сталь продольной Df и попе¬
речной Dt волнами; р - угол падения продольной волны; а;- угол преломления продольной
волны; а-угол преломления поперечной волныамплитудой, а энергией. Коэффициенты
отражения R и прозрачности D по энер¬
гии определяются как отношение плотности
потоков энергии отраженной Роф и про¬
шедшей Р„р волн к падающей Р0 и для изо¬
тропных сред связаны с коэффициентом
отражения по амплитуде соотношениямиR = RD = 1- R(5.99)Формулы коэффициентов отражения
и прозрачности для границы двух твердых
тел, допускающей скольжение одной
твердой среды относительно другой, по¬
лучены Д.Б. Диановым. При наклонном
падении продольной волны выражения
для расчета R и D имеют видR =Z, cos 2a, + Z, sin 2a,-Z,
Zt cos2 2a, +Z, sin2 2a, +ZX j\ 2D, =-4Z/Z, cos 2a,D, =\Zl cos 2a,+Z, sin 2a,+Z,
4Z,Z, sin2 2a,Z/ cos2 2a, +Z, sin2 2a, +Z,)(5.100)Здесь Z, =p2c;2; Zt =p2cr2’ = Pic/i —
удельные акустические сопротивления
(pi, p2 - плотности первой и второй сред;
с/ь С/2, с,2 — скорости продольной волны в
первой среде, продольной и поперечной
волн во второй среде соответственно).Коэффициенты прохождения по энер¬
гии продольной и поперечной волн через
границу плексиглас-сталь, рассчитанные по
уравнениям (5.100), приведены на рис. 5.23.В области углов падения 0...10° в
стали существует практически только
продольная волна. Эту область использу¬
ют для возбуждения продольных волн
раздельно-совмещенными преобразовате¬
лями. Далее, вплоть до первого критиче¬
ского угла, одновременно присутствуют и
продольная, и поперечная волны. К дан¬
ной области в дефектоскопии прибегают
редко. При первом критическом угле наи¬
более интенсивно возбуждается головная
поперечная волна. В интервале между
первым и вторым критическими углами
существует только поперечная волна. Эту
область наиболее часто используют в де¬
фектоскопии для возбуждения в контро¬
лируемом материале поперечных волн.
При углах падения, больших второго кри¬
тического, возбуждается поверхностная
волна.5.2.9. ПРОХОЖДЕНИЕ ЗВУКА ЧЕРЕЗ
ПЛОСКОПАРАЛЛЕЛЬНЫЙ СЛОЙВследствие интерференции в кон¬
тактной жидкости наблюдаются осцилля¬
ции (колебания) амплитуды эхосигнала,
зависящие от толщины слоя и существен¬
но влияющие на достоверность результа¬
тов контроля. С целью исключить или
снизить эти колебания необходимо выби¬
120Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬрать слой контактной жидкости такой
толщины, при какой осцилляции амплиту¬
ды сигнала минимальны или отсутствуют.Для упрощения задачи вначале рас¬
смотрим случай нормального падения
плоской волны на границу двух протя¬
женных сред, разделенных тонким слоем
жидкости толщиной hc. В таком слое су¬
ществуют две волны, распространяющие¬
ся в прямом и обратном направлениях.
Формулы для коэффициентов отражения
и прохождения наиболее целесообразно
получить с использованием понятия
"обобщенный акустический импеданс".
Акустическим импедансом Z называется
отношение давления в жидкости к колеба¬
тельной скорости. Для плоской волны,
падающей на слой сверху:(5-101)Рссс -jZtg{kchc)Комплексное значение импеданса
означает, что давление и колебательная
скорость для жидких сред не совпадают
по фазе. Сдвиг фазы происходит в резуль¬
тате многократных отражений волн в
слое. Коэффициент отражения по ампли¬
туде определяется по формулеКоэффициент прозрачности
42 BXZ,D =-(2 вx+Z,)2(5.102)(5.103)Если толщина слоя равна целому чис¬
лу полуволн, т.е. hc = 0,5п/^, то kchc = гас и
= Z = рс. Следовательно, полуволновой
слой как бы не влияет на отражение и
прохождение плоской волны. В этом слу¬
чае достигается максимум прохождения
энергии. Для hz = 0,25 (2п + 1)ХС характер¬
ны минимум прохождения и максимум
отражения. Если характеристический им¬
педанс слоя лежит в интервале между ха¬
рактеристическими импедансами сред,
картина отражения и прохождения изме¬няется: максимум прохождения наблюда¬
ется при hc = 0,25(2п + 1)Хс и Zc = ^ZZ, .Существование максимумов и мини¬
мумов объясняется интерференцией волн
в слое. Для коротких импульсов и слоев с
большим коэффициентом затухания звука
указанные закономерности выполняются
приближенно, максимумы и минимумы
появляются неотчетливо. Для очень тон¬
кого слоя, т. е. при hc « по обе сторо¬
ны от которого расположены одинаковые
среды с импедансами Z = Zb справедлива
формула1R =l + zcxc/(nhczf(5.104)Полученные закономерности спра¬
ведливы для непрерывного излучения нор¬
мально падающего неограниченного пучка.Для практики наибольший интерес
представляет случай, когда учитываются
импульсный характер излучения и огра¬
ниченный пучок, наклонно распростра¬
няющийся в прямом и обратном направ¬
лении. Такая задача решена в МГТУ им.
Н.Э. Баумана.Импульс, падающий на границу раз¬
дела сред, представлен на рис. 5.24 в виде
плоской волны (пучка лучей), фронт ко¬
торой ограничен в пространстве диамет¬
ром 2а преобразователя, а амплитуда вол¬
ны одинакова в пределах фронта пучка.
Затухание в слое в расчетах не учитывается.Решение для импульса плоской вол¬
ны, прошедшего слой в прямом направле¬
нии, представляет собой бесконечную
сумму импульсов, образованных много¬
кратными отражениями исходного им¬
пульса от границ слоя. Учет ограниченно¬
сти пучка в пространстве приводит к не¬
обходимости введения для каждого им¬
пульса некоторого энергетического коэф¬
фициента , определяющего ту частьсечения пучка, в пределах которой им¬
пульс, к раз отраженный от границ слоя,
может интерферировать со всеми импуль¬
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ121сами, число отражений которых меньше к.
Общее число импульсов, из которых со¬
ставляется прошедший импульс, стано¬
вясь ограниченным, определяется отно¬
шением длительности импульса к "набе¬
гу" фазы между импульсами, число отра¬
жений которых от границ слоя отличается
на единицу (см. рис. 5.24).Лучи, прошедшие слой без отраже¬
ний, попадают в среду 1 через площадку
F0 с размером ВС в плоскости рисунка.
Лучи, однократно отраженные от каждой
границы слоя, попадают в среду 1 через
площадку F\ с соответствующим разме¬
ром BE, а дважды отраженные проходят в
среду 1 через площадку F2 с размером BF
и т.д. Амплитуды соответствующих им¬
пульсов пропорциональны энергетиче¬
ским коэффициентам Qk = ^Fk /F0 (к == 0; 1; 2; 3).При обратном прохождении импуль¬
са через слой каждый из многократно от¬
раженных от его границ при прямом про¬
хождении импульсов образует свою сум¬
му аналогично тому, как и при прямом про¬
хождении. Вклад в амплитуду результи¬
рующего импульса вносят только те мно¬
гократно отраженные от границ слоя им¬
пульсы, для которых суммарная временнаяФ3(0 = jDD^< МQk0^qk+mf0[t - (кк= 0 [ т=0где %- целая часть числа c2T/(2t/cos02);
X' - наименьшее число из к или % — к, к, т —
номера отражений при прямом и обрат¬
ном прохождении слоя соответственно;+ т)Т0 ] - функция, описывающаяформу импульса; 7’0=2t/cos92 - набег
фазы между ближайшими по времени от¬
раженными импульсами; х - длительность
зондирующего импульса; Qkо, Qkm — энер¬
гетические коэффициенты:Qka = Qkm ПРИ m = 0;Рис. 5.24. Схема прохождения ультразвукового
пучка через слой контактной жидкости:01 и 02 - углы преломления соответственно в
среду и в слой 2; 03 - угол падения ультразву¬
кового пучка; А-А - фронт падающего
импульса; В-В - фронт прошедшего
слой импульсазадержка относительно падающего им¬
пульса не превышает его длительности.
Возмущение, создаваемое в среде I после
двукратного прохождения слоя в прямом
и обратном направлениях для совмещен¬
ной схемы контроля, можно вычислить по
формуле"Уо] + Yfikm4k+mhМ* + .(5.105)к+\ \Qkm = \-kl{%%) при к> m;Qkm = \~m/(ях) при k<m;q = RnR32 exp(-jmT0).Таким образом, прошедший импульс
в отличие от известных решений описы¬
вается конечной суммой многократно от¬
раженных импульсов, амплитуда которых
убывает с ростом числа отражений не
только благодаря коэффициентам отраже¬
ния от границ слоя, но и в связи с умень-
122Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ6?COS04а)t/cOS02б)t/cOS02в)Рис. 5.25. Кривые изменения коэффициента
прозрачности в зависимости
от толщины d контактного слоя:а - т = 2,42 мкс, / = 2,5 МГц, р = 40°;6- т = 1,98 мкс, / = 2,5 МГц, (3 = 40°;
в - т = 1,17 мкс, / = 5 МГц, р = 50° ;
т - длительность зондирующего импульсашением энергетических коэффициентов.
Так как максимум амплитуды прошедше¬
го импульса формируется в области мак¬
симума амплитуды исходного импульса,
то число М импульсов, характеризующих
амплитуду прошедшего импульса, опре¬
деляется целой частью соотношенияМ = -2d cos 09(5.106)где ?2 — суммарная длительность переднего
фронта и вершины исходного импульса.Результаты расчета (кривые 1) по
выражению (5.105) и эксперимента (кри¬
вые 2), представленные на рис. 5.25 и, как
видно, достаточно хорошо совпадающие,
имеют большое практическое значение
для оценки изменения чувствительности
при контроле изделий с различной шеро¬
ховатостью. При толщине контактного
слоя, равной XJ4, осцилляции достигают
20 дБ и практически полностью исчезают
при толщине контактного слоя 2,5АС (для
жидкости соответствует ~1,5 мм). Ско¬
рость убывания интерференционных экс¬
тремумов тем больше, чем меньше дли¬
тельность импульса и диаметр пучка. Ус¬
тановлено, что коэффициент прозрачно¬
сти иммерсионного слоя толщиной ЪХС
для системы оргстекло-масло-сталь при¬
мерно на 9... 10 дБ меньше коэффициента
прозрачности идеального контактного
слоя.5.2.10. ПОЛЯРИЗАЦИЯ УЛЬТРАЗВУКАПри падении продольной волны на
границу раздела двух сред возникают
смещения и напряжения, ориентирован¬
ные только в плоскости падения (плос¬
кость на рис. 5.21). Следовательно, векто¬
ры смещения частиц в отраженных и пре¬
ломленных волнах лежат в этой же плоско¬
сти. Для продольных волн данные векторы
ориентированы вдоль направления распро¬
странения волны, для поперечных - пер¬
пендикулярно к нему. В рассматриваемом
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ123случае поперечная волна линейно поляри¬
зована в плоскости падения.В реальных условиях, когда излуча¬
тель продольной волны имеет ограничен¬
ные размеры, на линейно поляризованную
поперечную волну, вводимую в изделие,
накладывается так называемая естествен¬
ная, или неполяризованная, поперечная
волна. Она возникает в связи с неожидан¬
ными изменениями каких-либо свойств
излучателя ультразвука, например нерав¬
номерностью распределения пьезомоду¬
лей по поверхности пьезопластины или
случайными локальными нарушениями
плоскости контактных поверхностей. Ко¬
лебания частиц в таких волнах лежат в
плоскости, перпендикулярной к направ¬
лению распространения волны, но с рав¬
ной вероятностью могут быть ориентиро¬
ваны в любом направлении этой плоскости.Для оценки степени поляризации по
аналогии с оптикой введен коэффициентg={Amax- AhJAA™ + Aj > (5.107)где и Атш — амплитуды сигналов,
измеренные при повороте приемника-
анализатора (кварц У-среза или электромаг¬
нитно-акустический преобразователь) в
плоскости фронта регистрации волны на 90°.Согласно результатам эксперимен¬
тов, соотношение амплитуд линейно по¬
ляризованной и естественной частей со¬
ставляет > 30 дБ.Коэффициент поляризации линейно-
поляризованной волны g = 1, волны с кру¬
говой поляризацией g = 0, а эллиптически
поляризованной волны имеет промежу¬
точное значение, т.е. g = 0,5.Практически во всех случаях, пред¬
ставляющих интерес, можно считать, что
поперечная волна, вводимая в изделие с
помощью наклонного пьезопреобразовате¬
ля, линейно поляризована в плоскости, пер¬
пендикулярной к границе раздела сред.Такая волна называется вертикально
поляризованной, или ^К-волной. Если
частицы в поперечной волне колеблются
перпендикулярно к плоскости падения,т.е. вдоль границы раздела двух сред, та¬
кую волну называют горизонтально поля¬
ризованной, или Ж'-волной. Эти волны
могут быть возбуждены с помощью спе¬
циальных преобразователей, которые рас¬
смотрим далее.Отметим, что при определении, ка¬
кой является падающая на отражатель
поперечная волна - SV- или Ж'-поляри-
зованной, необходимо учитывать взаим¬
ную ориентацию отражателя (неоднород¬
ности) и плоскости поляризации волны.Остановимся подробнее на вычисле¬
нии коэффициента отражения поляризо¬
ванной волны от свободной плоскости
границы упругой среды. Обозначим его
ДЭф. При вертикальной поляризации вол¬
ны от границы раздела распространяются
две волны: поперечная со скоростью с, и
продольная со скоростью с}. Коэффици¬
енты отражения этих волн по смещениям
можно найти из соотношенийVc(2 - с/2 sin2 Р •tg22p-c/cosPt I ?ус,2 -с2 sin2 Р - tg2 2Р +С/ cospD _ 2с, cos р tg2p
щ — . = .■^с,2 -с2 sin2 Р •tg22p + c/ cosp(5.108)В данном случае = |i?rv|.На рис. 5.26 приведены зависимости,
полученные в результате расчета по этим
формулам. При угле падения, близком ктретьему критическому (когда с2 -
-c2sin2p = 0), резко падает амплитуда
поперечной и возрастает амплитуда про¬
дольной волны. При углах падения, боль¬
ших третьего критического,Дэф -1 /?,v | - 0 . При этом коэффициент от¬
ражения RJ становится комплексным чис¬
лом, что физически означает изменение фазы
отраженной волны. В этом случае возможно
незеркальное отражение (рис. 5.27), про-
124Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.26. Зависимости коэффициентов
отражения от угла паденияAs, ммРис. 5.27. Зависимости смещения As ультра¬
звукового пучка при отражении от угла
ввода поперечной волны а:1 -/= 1,8 МГц; 2 -/= 2,5 МГцявляющееся в смещении ультразвукового
пучка при отражении. Чем ближе уголРис. 5.28. Схема проведения эксперимента по
отражению поляризованной волны:£о, ^2 _ проекции углов разворота плоскостей
поляризации источника и приемника на плоскость
листа; И - излучатель; П - приемник;Р - угол падения (отражения);иQ - смещение в падающей волне;
щ - смещение в отраженной волнепадения к третьему критическому, тем
больше амплитуда неоднородной волны.Коэффициент отражения горизон¬
тально поляризованной поперечной волны
независимо от угла падения равен едини¬
це, поэтому использование такой волны при
выявлении дефектов предпочтительнее.Если вектор смещения отраженной
поперечной волны составляет с плоско¬
стью падения угол то такая волна име¬
ет вертикально и горизонтально поляри¬
зованные компоненты (рис. 5.28), причем
у каждой свой коэффициент отражения. В
этом случае эффективное значение коэф¬
фициента отражения определяется по
формуле
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ125R3ф = - R? cosс,0 cosp,. + R? cosc,0 sinP;- + sin£,0£, (5Л09)где i, j, к - единичные векторы осей коор¬
динат х, у, z.При (3 < ркр3 формула (5.109) прини¬
мает простой вид:Я,ф =Jsin4o+W cos^o - (5-110)При этом отраженная волна линейно
поляризована, а вектор смещения в этой
волне и\ отклонен от плоскости падения
на угол ^ и ctg£,1 = i?rvctg£,0 * так чт0
^1 ф •Для закритических углов падения, т.
е. р > Р„рз, отраженная поперечная волна
может иметь эллиптическую поляриза¬
цию. Эллиптически поляризованной на¬
зывается поперечная волна, в которой
конец вектора смещения каждой колеб¬
лющейся частицы описывает эллипс, ле¬
жащий в плоскости, перпендикулярной к
направлению распространения волны.
Такая поляризация волны возникает, ко¬
гда колебания частиц в двух взаимно пер¬
пендикулярных направлениях сдвинуты
по фазе, т.е. как раз в случае отражения
поперечной волны от свободной границы
при условии Р > Рвр3.5.2.11. ДИФРАКЦИЯ УЛЬТРАЗВУКАВ основе большинства способов, реа¬
лизующих ультразвуковые методы нераз¬
рушающего контроля, используется
лучевое представление о распространении
и рассеянии ультразвуковых волн на
дефектах, размеры которых существенно
больше длины волны, подчиняющееся
законам геометрической оптики (ГО).
Согласно этому представлению, каждую
точку дефекта рассматривают как вторич¬
ный излучатель звука, а амплитуду отра¬
женной волны в области акустической
тени дефекта считают равной нулю.Замечательной особенностью зако¬
нов ГО является их локальность. Поле вприближении ГО как бы распадается на
совокупность лучевых трубок, которые
можно рассматривать как каналы; по каж¬
дому из них распространяется энергия
независимо от наличия соседних каналов.Законы ГО правильно описывают
поля распространения и рассеяния в ши¬
роком интервале углов падения, частот
колебаний и форм отражателей. Однако
существуют зоны, в которых законы ГО
не выполняются, и тем не менее поле в
окрестности этих зон не имеет разрывов.
Составляющие поля, "сшивающие" раз¬
рывы, и представляют собой дифракцион¬
ные поля.Под дифракцией в широком смысле
понимают явление, возникающее при
встрече волны с препятствиями. Ампли¬
туда и фаза волны, встретившей при рас¬
пространении в однородной среде препят¬
ствие, изменяются, и эта волна проникает
в область тени, отклоняясь от прямоли¬
нейного пути.В электродинамике и акустике под
дифракцией понимают особенности пове¬
дения волновых полей, которые не могут
быть описаны посредством законов ГО. В
соответствии с этим определением законы
ГО нарушаются в переходных зонах, где
образуются не учитываемые этими зако¬
нами дифракционные поля.В твердом теле существуют зоны, в
которых законы ГО неприменимы. Рас¬
смотрим их.1. Острые края дефектов и как пре¬
дельный случай края трещин. Лучи пер¬
вичного поля, касаясь края трещины, по¬
рождают дифракционное поле первого
типа (рис. 5.29, а).2. Зоны поверхности гладких тел, в
которых лучи касаются поверхности
(рис. 5.29, б). В этом случае формируются
волны, огибающие поверхности тел, кото¬
рые, в свою очередь, порождают дифрак¬
ционные волны соскальзывания. В этих
зонах формируется дифракционное поле
второго типа.
126Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬОгибающая
волна
Волна
соскальзыванияа)б)Рис. 5.29. Классификация зон и типов дифракции в металлахДифракция на краю трещины (ди¬
фракция первого типа). С теоретической
точки зрения трещина - это двухмерная
поверхность с конечной или бесконечной
площадью внутри упругого твердого тела.
Например, дискообразную трещину мож¬
но представить как результат изъятия из
твердого тела части материала, имеющего
форму тонкого диска.С акустической позиции в ГО-
приближении трещина - это двухмерная
поверхность, на которой напряжения
скачком обращаются в нуль, а смещения
меняют знак. На краях трещины послед¬
ние претерпевают разрыв. В этих зонах
образуется дифракционное поле.В ультразвуковой дефектоскопии
широко используют модели дефектов в
виде диска и полосы, поскольку диск (от¬
верстие с плоским дном) является одним
из основных отражателей, по которомуосуществляют настройку чувствительно¬
сти и оценивают результаты контроля.
Этот отражатель введен в большинство
нормативно-технических документов по
контролю. Кроме того, диск и полоса хо¬
рошо моделируют плоскостные дефекты
(трещины, непровары) с острыми краями.
В связи с этим под трещиной будем под¬
разумевать модели в виде диска и полосы.При падении упругой волны на тре¬
щину в общем случае вокруг нее могут
возникнуть волны различного происхож¬
дения (рис. 5.30). Возбуждаемая излуча¬
телем 1 волна 3, падающая на трещину 2,
порождает отраженную волну 4 (ГО-по-
ле); краевые волны 5, отходящие от ост¬
рых краев трещины, головные б и поверх¬
ностные 8 волны, распространяющиеся
вдоль обоих "берегов" трещины, а также
боковые волны 7, переизлучаемые голов¬
ными волнами.Рис. 5.30. Схема возникновения волн
на трещинеРис. 5.31. Схема образования волн дифрак¬
ции при их падении на край трещины под
острым (а) и прямым (б) углами
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ127Рассмотрим кратко важные для прак¬
тики свойства и закономерности краевых
волн. Свойства остальных дифракционных
и объемных волн будут описаны далее.В соответствии с первым законом
дифракции дифракционное поле образу¬
ется только теми лучами, которые падают
на острый край. При падении волны 1 на
ребро под углом (рис. 5.31, а) излучаются
краевые дифрагированные волны 2, за¬
ключенные в кольцо, угол при вершине
которого р = 2а. При р = 90° краевые
волны распространяются цилиндрическим
фронтом 2а = 180° (рис. 5.31, б), а при
падении волны на острие конуса - сфери¬
ческим фронтом.Любая волна, падающая на ребро, в
результате трансформации на нем образу¬
ет краевые дифракционные поля продоль¬
ных и поперечных волн (рис. 5.32 и 5.33).
Если луч падает под третьим критическим
углом к поверхности трещины, то появля¬
ется дополнительное поле дифрагирован¬
ных волн, свойства которых будут рас¬
смотрены ниже.Амплитуда дифрагированных лучейсущественно (на 20...30 дБ) меньше ам¬
плитуды луча, их порождающего. Исклю¬
чение составляют дифрагированные лучи,
направление которых совпадает с направ¬
лением прошедшего луча, коснувшегося
края, поскольку они компенсируют раз¬
рывы ГО-поля и сливаются с ним.Амплитуда каждого дифрагирован¬
ного луча в процессе распространения
снижается пропорционально г°'5 (г - рас¬
стояние от точки ввода вдоль луча), в то
время как амплитуда падающей волны
остается постоянной.Здесь и далее, где приводятся законы
распространения дифракционных волн,
подразумевается, что падающая волна
имеет плоский фронт. Разумеется, объем¬
ные падающие волны, излучаемые аку¬
стическими преобразователями конечных
размеров, имеют фронты, отличающиеся
от плоских, вследствие чего законы рас¬
пространения волн дифракции отличают¬
ся от приводимых. Тем не менее для луч¬
шего понимания свойств волн дифракции
целесообразно представлять падающую
волну в виде плоской.Рис. 5.32. Зависимости амплитуды эхо-
сигнала поперечной 1 и продольной 2 волн,
дифрагировавших на краю полубесконечной
трещины, от угла ввода (образец из стали 45;
размер 100 х 250 х 50 мм;
высота трещины 10 мм;/= 2,5 МГц):П - приемник; И - излучательА, дБРис. 5.33. Спектральные характеристики
принятых сигналов:I - падающего импульса (донного сигнала);2 - принятого сигнала, соответствующего
трансформации на краю трещины Г-волны в
L-волну (приемник П; см. рис. 5.32);3 - принятого импульса, соответствующего
дифракции Г-волны в Г-волну (приемник И; П);
образец из стали 45 размером 100 х 120 х 50 мм;
трещина высотой 10 мм; а = 49°
128Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬВ случае полубезграничной трещины
с острым краем амплитуда дифрагирован¬
ных волн слабо зависит от угла. При па¬
дающей поперечной волне амплитуда ди¬
фрагированных поперечных волн остается
практически постоянной в диапазоне уг¬
лов 15...60° (см. рис. 5.32 и 5.33). Отме¬
тим, что амплитуда дифрагированных
волн не зависит от частоты.Дифракция на гладкой выпуклой по¬
верхности (дифракция второго типа). В
ультразвуковой дефектоскопии также
применяют модели дефектов в виде ци¬
линдра и сферы. Искусственные отража¬
тели в форме цилиндра часто используют
для настройки чувствительности и оценки
результатов контроля в тех случаях, когда
применение модели дефекта в виде плос¬
кодонного отверстия нецелесообразно или
невозможно.Кроме того, цилиндр и сфера хорошо
моделируют реальные дефекты типа пор,
шлаковых включений, округлых непрова-
ров, которые можно объединить в класс
объемных дефектов.При падении волны на гладкую вы¬
пуклую поверхность формируется поле
рассеяния, представляющее собой супер¬
позицию отраженных и дифрагированных
волн (рис. 5.34).В каждой точке цилиндра, на кото¬
рую падает 5У-волна при малых 0' (лучи
а), возникает зеркально отраженная попе¬
речная у, волна, проходящая вне зоны
геометрической тени. При г» b потенци¬
ал такой волны описывается выражением^j-cos-^l-jexp.ikA r-2bcos-(5.111)Если луч падает на поверхность под
углом а, меньшим третьего критического
(лучи Ъ), продольная волна скользит вдоль
касательной к цилиндру - направление 2.
Потенциал ср, определяется выражениемJb sin а
хс cos fiR,i (а)ехрik\ г -bsin 9sin а(5.112)Рис. 5.34. Области поля рассеяния:/ - освещенная, докритическая;II и III - освещенные, закритические;IV- геометрическая тень; I - зеркально отра¬
женные поперечные волны; 2 и 3 - отраженные
продольные волны; а, Ь,с - падающие лучиЗдесь а - угол падения луча на по¬
верхность цилиндра; а + Р^Оиа^ 0/2.Обегающая волна может быть по¬
верхностной рэлеевского типа (R), попе¬
речной (7) или продольной (L) (рис. 5.35).
Следует заметить, что эти волны, как пра¬
вило, возбуждаются одновременно. Рас¬
смотрим механизм их образования.Лучи падающей поперечной волны,
касающиеся поверхности цилиндра, воз¬
буждают скользящую вдоль его поверх¬
ности волну поперечного типа, потенциал
которой равен-(rc-9)lm kf, (5.113)где Д = 4...5 - коэффициент дифрак¬
ции, определяющий эффективность воз¬
буждения и переизлучения скользящей
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ129волны; к] - угловое волновое число;ImA:,' =2,2...5,3-Лучи, падающие на поверхность под
третьим критическим углом, порождают
скользящую волну продольного типа
(рис. 5.35, в), описываемую выражениемV' =-/t"'Nxх < exp- 2ik,b( yfl —m - m arccos m x<exp-(тг-9)1т к,(5.114)где m = kl/kt .Скользящая волна рэлеевского типа
возбуждается лучами, проходящими
вблизи поверхности в направлении каса¬
тельно к ней (рис. 5.35, б). Потенциал
скользящей волны рэлеевского типа равен(тг-9)1тА:я(5.115)0,45...0,6.где |£>я| ~4; \mk'RОценка полученных зависимостей
показывает, что ц// пренебрежимо мал.На рис. 5.36 приведены рассчитан¬
ные по формулам (5.113) и (5.115) зави¬
симости амплитуд сигналов vj/, и от
угла 9. Видно, что при малых углах 9
(вплоть до 9 = 0) в сигнал дифракции вно¬
сят вклад лишь скользящие волны рэлеев¬
ского типа. С увеличением 9 возрастает
амплитуда скользящей поперечной волны.
Это объясняется тем, что поперечные
волны возбуждаются эффективнее рэле-
евских, но затухают значительно быстрее.Как показали результаты эксперимен¬
тальных исследований, амплитуда волны
обегания рэлеевского типа на 25...30 дБ
выше амплитуды аналогичной попереч¬
ной волны. Запаздывание этих сигналов
по отношению к зеркально отраженному^T(R) = (п/ст{Я) + 2/cr)fe . (5.116)Рис. 5.35. Схемы образования и распростра¬
нения воли обегаиия-соскальзывания на
полом цилиндре в твердом теле:а-в- при падении поперечной волны;
г - е - то же, продольнойП, дБ-16-24-32</ , А//А^А =—
А аА/ АA JАА /д2-"-""л д д 1Д Д дГ30 60 120 180 0,°
Рис. 5.36. Амплитуда сигналов, рассеянных
на цилиндре диаметром 6 мм:I - зеркально отраженный сигнал;2,3- сигналы, переизлученные скользящими
волнами рэлеевского и поперечного типов
соответственно
130Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.37. Зависимость отношения ам¬
плитуд зеркально отраженного и дифрагиро¬
ванного сигнала от радиуса цилиндра
при совмещенной схеме контроля
(образец из стали 45; / = 2,5 МГц)Рассуждая таким образом, можно по¬
казать, что для падающей продольной
волны тоже существуют три комбинации
волн обегания-соскапьзывания (см. рис. 5.35).Согласно экспериментальной про¬
верке, при падении продольной волны на
поверхность цилиндра амплитуда дифра¬
гированных волн на 30...40 дБ меньше,
чем амплитуда зеркально отраженного
сигнала, что находится на пределе чувст¬
вительности аппаратуры.В то же время для падающей попе¬
речной волны амплитуда дифрагирован¬
ных волн составляет 15...25 дБ от ампли¬
туды зеркально отраженного сигнала, что
вполне может быть зарегистрировано ап¬
паратурой, поэтому основной схемой фор¬
мирования волн обегания-соскальзывания
стала схема, представленная на рис. 5.35, 6.Задача дифракции на сфере решается
в основном аналогично решению задач
дифракции на цилиндре. Волны обегания-
соскальзывания в этом случае формиру¬
ются по тем же законам, что и при ди¬
фракции на цилиндре, за исключением
некоторых различий.Если рассматривать сигналы дифра¬
гированных волн в точке приема зеркаль¬
но отраженных волн, то соотношение ам¬плитуд сигналов первых и вторых волн, в
особенности для продольной падающей
волны, выше, чем при дифракции на ци¬
линдре. Это объясняется наличием акси¬
альной симметрии для сферы, результа¬
том которой является фокусировка лучей,
обогнувших полость по разным направле¬
ниям. Однако фокусировка наблюдается
только при 0 = 0.Таким образом, несмотря на то что
волна обегания-соскальзывания продоль¬
ного типа затухает быстрее аналогичной
волны рэлеевского типа, амплитуда ди¬
фрагированного сигнала продольной вол¬
ны может быть более высокой и доста¬
точной для регистрации аппаратурой.При падении на границу сферы по¬
перечной волны фокусировки лучей не
происходит вследствие ее разложения на
сфере на SH- и ^К-волны, которые дифра¬
гируют на гладкой выпуклой поверхно¬
сти различным образом.На основании анализа теоретических
и экспериментальных исследований вы¬
делены следующие основные закономер¬
ности дифракции волн обегания-соскаль-
зывания на цилиндре и сфере.При падении волны любого типа
(продольной, поперечной,поверхностной)
на цилиндр по касательной формируется
обегающая и соскальзывающие волны.
При этом волны обегания-соскальзывания
формируются не всеми лучами, падаю¬
щими на поверхность, а только теми, ко¬
торые попадают на криволинейную поверх¬
ность по касательной в соответствии с пер¬
вым законом дифракции (см. рис. 5.35) или
под третьим критическим углом.Из шести наиболее вероятных спосо¬
бов образования дифрагированных волн
обегания-соскальзывания наиболее при¬
менима для практических целей схема
T-R-T, приведенная на рис. 5.35, б, по¬
скольку амплитуды этих волн достаточны
для их регистрации.Амплитуда обегающей рэлеевской
волны убывает пропорционально exp(-kR),
где R - радиус цилиндра.
УПРУГИЕ ВОЛНЫ В ТВЕРДОМ ТЕЛЕ131Это означает, что волна быстро зату¬
хает, причем гораздо быстрее, чем объем¬
ная. Быстрое затухание связано с переиз-
лучением энергии волны обегания в волну
соскальзывания в каждой точке распро¬
странения.На рис. 5.37 показана зависимость
отношения амплитуд двух сигналов,
первый из которых соответствует отра¬
женному сигналу от цилиндра, а второй -
сигналу волны соскальзывания (см. рис.
5.35, б). За ноль децибел принята ампли¬
туда первого сигнала. Видно, что волны
обегания-соскальзывания наиболее эф¬
фективно возбуждаются для дефектов
малых размеров (радиус R = 2,5 мм).5.2.12. РЕФРАКЦИЯ ВОЛНВ некоторых объектах скорость рас¬
пространения ультразвуковых волн не
постоянна, а изменяется с глубиной. При¬
мерами таких объектов могут быть желез¬
нодорожный рельс, валки прокатных ста¬
нов, проходящие упрочняющую обработ¬
ку поверхности качения. Ультразвуковые
колебания в таких объектах распростра¬
няются не по прямой линии, как в обыч¬
ном материале. Явление искривления тра¬
ектории ультразвуковых колебаний назы¬
вается рефракцией ультразвука.Рассмотрим объект, скорость с рас¬
пространения ультразвука в котором из¬
меняется только вдоль у, и не зависит от х
(см. рис. 5.38). Будем рассматривать мате¬
риал объекта как совокупность тонких
слоев толщиной dy, параллельных по¬
верхности. В каждом слое скорость рас¬
пространения ультразвука будем считать
постоянной, но изменяющейся от слоя к
слою на величину dc. Для того чтобы най¬
ти угол наклона и траекторию ультразву¬
кового луча, применим закон Снеллиуса к
слою, лежащему на глубине у.sin a sina + dsinaРис. 5.38. Объект с изменяющейся
скоростью распространения ультразвукаЗдесь а обозначает угол падения лу¬
ча на рассматриваемый слой. Преобразуя
уравнение (5.117), получаем дифференци¬
альное уравнение, связывающее угол на¬
клона луча со скоростью распространения
ультразвука:dsinadcsin aс(у)(5.118)Решая уравнение (5.118), находим за¬
висимость угла наклона луча от скорости:• / ч sina0
sin a(j') = -с(у).(5.119)Траектория луча есть решение диффе¬
ренциального уравненияdx _ sin acdy c0■c(y)1--sin ar-c(y)-0,5(5.120)c + dc(5.117)Из формулы (5.119) следует, что угол
наклона луча на любой глубине не зави¬
сит от изменений скорости на других глу¬
бинах и может быть рассчитан по закону
Снеллиуса для скорости на этой глубине.Если скорость распространения
ультразвука монотонно растет с увеличе¬
нием глубины, то луч, постепенно пово¬
рачиваясь в сторону меньшей скорости, в
конце концов будет распространяться го¬
ризонтально. Предельное значение глуби¬
ны проникновения луча в объект утт мо¬
жет быть получено из решения уравнения
132Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬх, ммО 20 40 60 80Рис. 5.39. Деформация ультразвукового
пучка лучей в объекте
с увеличивающейся скоростьюsinaCjO = sina° сОтах) = 1. (5.121)с0На рис. 5.39 показана траектория рас¬
пространения пучка лучей для объекта,
скорость распространения ультразвука в
котором растет линейно. Предельная глу¬
бина проникновения ультразвука для ка¬
ждого луча своя и тем больше, чем мень¬х, ммРис. 5.40. Деформация ультразвукового
пучка лучей в объекте
с уменьшающейся скоростьюше начальный угол ввода луча в объект. Луч,
угол ввода которого составляет 0°, не изме¬
няет своего первоначального направления.На рис. 5.40 показана траектория рас¬
пространения пучка лучей для объекта,
скорость распространения ультразвука в
котором линейно убывает. Поворот луча
по-прежнему происходит в сторону
меньшей скорости.5.3. АКУСТИЧЕСКОЕ ПОЛЕ
КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ5.3.1. ОБЩИЕ ВОПРОСЫАкустическое поле излучения преоб¬
разователя определяется давлением (или
действующей компонентой тензора на¬
пряжения), которое создается преобразо¬
вателем и действует на элементарный
приемник, помещенный в произвольной
точке пространства перед преобразовате¬
лем. Поле приема определяется сигналом
приемного преобразователя при действии
на него точечного излучателя, располо¬
женного в некоторой точке пространства.
Поле излучения-приема определяется сиг¬
налом приемного преобразователя, возни¬
кающим в результате отражения излуче¬
ния того же преобразователя от точечного
рефлектора в некоторой точке простран¬
ства и рассеивающего падающие волны
равномерно по всем направлениям. Поле
приема обычно пропорционально полю
излучения того же преобразователя,поэтому поле излучения-приема пропор¬
ционально квадрату поля излучения.Длительность излучаемых акустиче¬
ских импульсов первоначально будем
считать настолько большой, что при ис¬
следованиях акустического тракта коле¬
бания можно принять за непрерывные
гармонические. Вместе с тем, условимся
считать импульсы настолько короткими,
что процессы излучения и приема проис¬
ходят в разные интервалы времени.
Влияние малой длительности импульса на
акустическое поле преобразователя учи¬
тывают в виде поправок.Выведем выражения акустических
полей контактных преобразователей при
следующих граничных условиях: в месте
контакта непрерывны только нормальные
к поверхности составляющие векторов
смещений и напряжений; касательные
составляющие вектора напряжений равны
нулю, а вектора смещений терпят разрыв.
АКУСТИЧЕСКОЕ ПОЛЕ КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ133Таким образом, преобразователь при кон¬
троле данного объекта всегда создает на
его поверхности нормальные напряжения,
описываемые функцией WK(A, t):oz=W„(A,t),(5.122)где А - точка поверхности контакта.Функция Ww является финитной, ко¬
торая не равна нулю только вдоль кон¬
тактной поверхности. Форма контактной
поверхности, как правило, совпадает с
формой пьезоэлемента преобразователя и
для большинства случаев представляет
собой круг или прямоугольник.Согласно принципу суперпозиции
(принципу Гюйгенса), полное поле преоб¬
разователя складывается из полей точеч¬
ных источников, каждый из которых име¬
ет свои амплитуду и фазу. Амплитуда и
фаза точечного источника, расположенно¬
го в точке А, определяются значениями
функции Ww (А). Смещение в точке В оп¬
ределяется так:и(В)= jju0(A,B)W„(A)dS(A), (5.123)где В - точка наблюдения.5.3.2. АКУСТИЧЕСКОЕ ПОЛЕ
ПРЯМОГО ПРЕОБРАЗОВАТЕЛЯДля простоты расчета разобьем всю
площадь на элементарные площадки
(рис. 5.41) и в соответствии с принципом
суперпозиции (принципом Гюйгенса) бу¬
дем находить звуковое поле в виде супер¬
позиции волн, излучаемых элементарны¬
ми источниками dS.Для прямого преобразователя функ¬
ция W„ (А) запишется так:fV„(A) =р0> если AeSnP;О, если A<eSnp,(5.124)где ро - акустическое давление, оказываемое
преобразователем на поверхность объекта.Рис. 5.41. Расчет поля излучения круглого
пьезоэлектрического преобразователя
(ПЭП)Из соотношения (5.124) следует, что
колебания вдоль поверхности контакта
преобразователя с объектом начинаются
одновременно, поскольку время распро¬
странения ультразвука от пьезоэлемента
до поверхности не зависит от координаты
х точки на поверхности контакта. Благо¬
даря этому поля точечных источников,
сумма которых определяет полное поле
преобразователя, будут иметь приблизи¬
тельно одинаковую фазу в направлении
нормали к поверхности объекта, а наи¬
большая интенсивность поля излучения
будет наблюдаться в том же направлении.
В других направлениях поля точечных
источников имеют различные фазы, по¬
этому интенсивность их суммарного поля
будет существенно меньше.Амплитуду звукового давления в
любой точке поля можно определить с
помощью формулы Кирхгофа, которая
для излучения в полупространство выгля¬
дит так:
134Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬР =ЫРо cos 6^ eXp^dS . (5.125)При равномерном распределении ко¬
лебательной скорости по поверхности
пьезопластины величина р0 как постоян¬
ная, а функция 1/г как медленно меняю¬
щаяся могут быть вынесены за знак инте¬
грала. Тогда для модуля амплитуды аку¬
стического давления можно записатьР оff<2nr JJCOS0АВ 'exp(/fo-)tdS. (5.126)Эта формула является интегральным
представлением поля излучения преобра¬
зователя в полупространство.Поле прямого преобразователя - это
сложная функция от координат точки на¬
блюдения. Проследим поведение функции
(5.126) по мере удаления точки наблюде¬
ния от дискового преобразователя. В не¬
посредственной близости от пьезопласти¬
ны амплитуда поля определяется действи¬
ем ближайших к точке В точек преобразо¬
вателя. Здесь г = 0 и вАВ = 90°, cos 9АВ = 1.
Раскрывая неопределенность 0/0 по пра¬
вилу Лопиталя, получаем \р/ро\ = 1, т.е.
вблизи преобразователя амплитуда давле¬
ния максимальна.Для анализа распределения поля на
оси преобразователя можно воспользо¬
ваться следующим выражением:и,■ exp(-//c?z) - ехр( - ik;y[.2 2
lz + а(5.127)Из выражения (5.127) видно, что рас¬
пределение смещений на оси прямого
преобразователя с круглым пьезоэлемен¬
том представляется разностью двух пло¬
ских волн с различной фазой. Фаза первой
из них зависит только от глубины точки
наблюдения z, фаза второй зависит от рас¬
стояния точки наблюдения от края пьезо-/ 2 2 У2элемента г = \z + а ) .Найдем абсолютную величину сме¬
щения на оси преобразователя:Uиг- л/2^1 - cos к^4.lz2 +а2 -z= 2ki( [
sin— V2(5.128)Из выражения (5.128) следует, что в
области, где г- z > X, распределение поля
неравномерно: функция имеет максимумы
при z = а2 /[(2и + ф.] (и = 0,1,2, ...) и ми¬
нимумы при z = а2/(2пХ) (и = 0, 1, 2, ...).Последний максимум будет при п = 0, т.е.
при z = а IX. Эта область называется
ближней зоной преобразователя. Протя¬
женность ближней зоны= а2/х .(5.129)В области, где г - z <Х, распределе¬
ние поля становится монотонно убываю¬
щей функцией, порядок убывания на бес¬
конечности равен 1/z. Эта зона называется
дальней зоной преобразователя. Если z » я,Vz2 +а2 » z + (a2/2zj и формулато V-z +а »z +(5.128) запишется следующим образом:и_ип2 sink[az4 zка
2 zпаXzS_Xz(5.130)Из выражения (5.130) видно, что в
дальней зоне акустический сигнал не ис¬
пытывает осцилляций, а монотонно
уменьшается с расстоянием. Этот закон
справедлив в области z >3гб и с точностью
до ± 2 дБ совпадает при z > 2г6. Образова¬
ние максимумов и минимумов в ближней
зоне объясняется разностью фаз сигналов,
приходящих в точку В (см. рис. 5.41) от
различных точек преобразователя. Эти
сигналы интерферируют один с другим,
образуя суммарный сигнал в точке В. Пе¬
риод осцилляций определяется разностью
фаз, кратной п.На рис. 5.42 показано распределение
амплитуды поля на оси прямого преобра¬
АКУСТИЧЕСКОЕ ПОЛЕ КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ135Рис. 5.42. Распределение поля на оси прямого преобразователя: и — - соответственно непрерывное и импульсное излучениязователя частотой 2,5 МГц с круглым пье¬
зоэлементом радиусом 6 мм, рассчитан¬
ное по формуле(5.128).Максимумы и минимумы заметно
сглаживаются при импульсном излуче¬
нии: чем короче импульсы, тем сущест¬
веннее сглаживание. Это объясняется тем,
что импульсный характер излучения при¬
водит, с одной стороны, к неполному га¬
шению сигналов, поступающих в иссле¬
дуемую точку поля в противофазе, а с
другой - к уменьшению максимальных
сигналов, поступающих в фазе.В ближней зоне сигнал осциллирует
не только вдоль, но и поперек оси преоб¬
разователя. Энергия излучения в ближней
зоне сосредоточена в пределах лучевой
трубки, опирающейся на контур преобра¬
зователя. Среднее значение сигнала в се¬
чении трубки длиной rg с погрешностью
<20 % равно /Jo-Эти энергетические соображения
лежат в основе весьма наглядного, но
очень приближенного представления поляа/ХРис. 5.43. Изменение интенсивности поля
круглого ПЭП на границе и
в окрестностях ближней зоныв ближней зоне в виде параллельного пуч¬
ка лучей (плоская волна). Расчеты и
эксперименты показывают, что вблизи
излучателя и на границе ближней зоны
существует область, в которой концен¬
трируется энергия ультразвуковых коле¬
баний. Это можно видеть по сужению
ультразвукового поля (рис. 5.43). Ввиду
такого эффекта концентрации колебаний
преобразователь обладает наибольшей
чувствительностью к дефектам, располо¬
женным на глубине г = г5.Распределение поля излучения пря¬
мого преобразователя вдоль прямой, пер¬
пендикулярной к его акустической оси и
отстоящей от поверхности на расстоянии
Я, показано на рис. 5.44.Максимальная амплитуда поля излу¬
чения наблюдается при х = 0, т.е. на аку¬
стической оси преобразователя, посколь¬
ку изменение фазы полей элементарных
источников в этой точке не превосходит
л/2. В точках, где амплитуда поля равна0, фаза полей элементарных источниковРис. 5.44. Распределение поля
в поперечном направлении (z = Н)
136Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬФ(0)0,80,60,40,21Ч'\V\|Ф|\\Агг1ак sin0Рис. 5.45. ДН круглого ПЭП в
декартовых координатахменяется более чем на 271. Число точек, в
которых амплитуда поля обращается в
ноль, зависит от волновых размеров излу¬
чающей поверхности: чем больше этот
размер, тем больше число таких точек.Расчет функции <t>(a£sin0), харак¬
теризующей диаграмму направленности
преобразователя, показан на рис. 5.45.
Полное ослабление сигнала от 1 до 0 про¬
исходит в угловом секторе 28, называе¬
мом основным лепестком ДН. В пределах
основного лепестка сосредоточено ~85 %
энергии излучения. Остальная часть энер¬
гии сосредоточена в боковых лепестках.Расчеты поля излучения дискового
излучателя, выполненные численным ин-Ф (9)1тегрированием на ЭВМ одной из формул
Рэлея, показывают, что с точностью до5 % можно пользоваться выражением ДН
Ф только для значений углов 9<10°.5.3.3. ДИАГРАММА
НАПРАВЛЕННОСТИДН Ф(9, ф) преобразователя называ¬
ется характеристика его поля, определяе¬
мая как распределение амплитуды поля
А{г, 0,ф) вдоль поверхности сферы бес¬
конечно большого радиуса г, отнесенное к
его максимальному значению.Л(г,8, ф)Ф(9,ф) = limГ—»эс max ДгДф)9,Ф(5.131)ДН состоит из основного лепестка и
нескольких боковых (рис. 5.46).Число боковых лепестков зависит от
волновых размеров излучающей поверх¬
ности преобразователя. Чем больше вол¬
новой размер, тем большее количество
боковых лепестков имеет ДН.ДН характеризует угловое распреде¬
ление энергии поля излучателя. Поэтому
от одинаковых отражателей А и Б, распо¬
ложенных на одном расстоянии, фиксируют¬
ся сигналы, разные по амплитуде (рис. 5.47).Это ДН в полярных координатах.0,750,50,250\\ Ос-ювной лепестокгБоковые' лепестси/-15 -10 -5 0 5 10 0,
Рис. 5.46. ДН прямого преобразователя
АКУСТИЧЕСКОЕ ПОЛЕ КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ137В дальней зоне дискового излучателя
известно асимптотическое приближение
интеграла в формуле (5.126):Я'tikrdS = Sгде /1 - функция Бесселя первого рода
первого порядка; х = ка sin 0 - корень
функции Бесселя; к = 2 %/Х — волновое
число; а - радиус пьезоэлемента.Подставляя это приближение в фор¬
мулу (5.130), получаем выражение для
модуля ослабления акустического давле¬
ния в поле излучения (рис. 5.48):Р о= АФХг и( 5.132)Функция Фи, характеризующая ДН
поля излучения дискового пьезоэлемента,
описывается выражениемФи =2/,(*)/*.Отсюда может быть найден угол рас¬
крытия 0 на заданном уровне ре /р0 , в
частности угловая ширина основного ле¬
пестка ДН - 0О на уровне рв/р0= 0.= arcsin3,83А.2 па= arcsinСтепень направленности определяет¬
ся соотношением — (af): чем оно больше,
A.v 'тем направленность выше (рис. 5.49).В основном лепестке ДН поле в каж¬
дой точке находится в одной фазе и в нем
сосредоточено >85 % всей энергии излу¬
чения. Поле во втором лепестке находится
в противофазе по отношению к полю в
первом лепестке и имеет амплитуду на
20 дБ меньше.При уменьшении длительности им¬
пульсов фазовые соотношения проявля¬
ются менее заметно. Это приводит к ос¬
лаблению осцилляций по оси пучка и не¬
которому расширению ДН.Б *А А
♦Рис. 5.47. Изменение амплитуды сигнала
от положения отражателя в пределах ДН:АА - разность амплитуд сигналов
от отражателей А и Б0 1 2 3 4 5 6 7х=ак sin0Рис. 5.48. ДН в декартовых координатах:1 - дискового излучателя; 2 - прямоугольного;
3 - тонкого кольцеобразногоНа практике ДН в пределах основно¬
го лепестка описывают с помощью при¬
ближенного выраженияФ„*1,32-0,5.г-0,14*Поле излучения прямоугольной пье¬
зопластины имеет более острую ДН в
дальней зоне, определяемую отношением
138Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.49. ДН дисковых излучателей:а - 2а/Х =16; б- 2а/Х = 4; в — прямоугольной
пластины с 2at/X = 4 и 2а21Х = 2Фи = |(sin х, / х, )(sin х2 / х2) |,где Х| = ка\ sin0t, х2 = ка2 sin02. Здесь 2а\ и
2а2 - размеры пьезоэлемента; 0) и 02 -
соответственно углы между акустической
осью и направлением измерения в плос¬
кости, параллельной одной из сторон (см.
рис. 5.49, б). В отличие от дисковых излу¬
чателей эта ДН не имеет осевой симмет¬
рии, что можно использовать для решения
некоторых практических задач.Границы ближней зоны для квадрат¬
ного и дискового излучателей совпадают.
Для прямоугольного излучателя имеет
место сглаживание максимумов и мини¬
мумов в пределах ближней зоны.Если на отражатель в форме диска
(плоскодонное отверстие) или прямо¬
угольника перпендикулярно к их поверх¬
ности падает плоская волна, то их диа¬
грамма отражения (индикатриса рассея¬
ния) описывается теми же выражениями,
что и для ДН излучателя.Если пластина отделена от изделия
акустической задержкой, например в виде
плоскопараллельного слоя жидкости, то
при оценке поля излучения в изделии не¬
обходимо учитывать преломление лучей
(рис. 5.50, а).Рис. 5.50. Схема формирования поля излучения прямого (а) и
наклонного ПЭП (б) с задержкой:« = Сир/С
АКУСТИЧЕСКОЕ ПОЛЕ КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ139В наклонных ПЭП ДН формируется
с учетом изменения угла и уменьшения
ширины лучевой трубки во второй среде,
как показано на рис. 5.50, б.На практике чаще всего под терми¬
ном "ДН" понимают эффективную шири¬
ну ДН на заданном уровне от максимума,
например по изобаре ргофо = 20 дБ от
максимума амплитуды по оси. Эффектив¬
ная ширина ДН определяет ее направлен¬
ность и чаще всего измеряется при метро¬
логической аттестации и определении
параметров ПЭП.На рис. 5.51 приведены ДН с реаль¬
ным соотношением линейных и угловых
размеров с толщиной шва, а в табл. 5.1 -
некоторые расчетные значения эффектив¬
ной ширины (диаметра) ДН наиболее ши¬
роко распространенных ПЭП.Расчеты выполнены для дальней зо¬
ны (г = 250 мм) за пределами ближней и
переходной зон.Как видно из табл. 5.1, соотношение
диаметра пьезоэлемента и частоты
подобраны таким образом, что ширина
ДН у всех ПЭП примерно одинакова.Рис. 5.51 наглядно показывает, что в
сварных швах малых толщин эф¬
фективная ширина ДН соизмерима с раз¬
мерами шва. А это означает, что при од¬
ном и том же положении ПЭП относи¬
тельно оси шва (особенно при прозвучи-
вании отраженным от дна пучком) основ¬
ной лепесток поля излучения перекрывает
края нижнего и верхнего валиков выпук¬
лости, что приводит к появлению ложныхРис. 5.51. Поле излучения прямых (а) и
наклонных (б) преобразователей
с типовыми размерами пьезоэлементов и
частотсигналов как вследствие прямого отраже¬
ния от этих элементов, так и в результате
возникновения трансформированных волн.
А при прозвучивании прямым пучком
зона контроля попадает в ближнюю или
переходную зону ультразвукового поля,
ширина которой соизмерима с размером
пьезоэлемента.Отсюда следует, что реальные раз¬
меры пучка (эффективная ширина ДН),
причем расширяющегося с расстоянием и
с неравномерным распределением звуко¬
вого давления по фронту волны, - одна из
главных причин появления ложных сигналов
от валика выпуклости при контроле швов
малой толщины и во многих других случаях.5.1. Эффективная ширина ДН в плоскости падения пучка на уровне изобары р^/ро, дБЧастота,МГцДиаметр
пьезо¬
элемен¬
та, ммВеличина
ближней
зоны, мм6 дБ12 дБ20 дБУгол при
вершинеммУгол
при вер¬
шинеммУгол при
вершинемм1,818455°46'5,07°50’6,810°2'8,752,51227,96°1Г5,398°26’7,3610°48'9,415,0613,96° 13’5,418°27’7,3610°49'9,43
140Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5.3.4. АКУСТИЧЕСКОЕ ПОЛЕ
НАКЛОННОГО ПРЕОБРАЗОВАТЕЛЯНаклонный преобразователь предна¬
значен для возбуждения в объектах ульт¬
развуковых волн, распространяющихся
под углом к поверхности ввода.Wa(A) = \В наклонных преобразователях меж¬
ду пьезопластиной и изделием размещают
призму из материала, скорость звука в
котором меньше, чем в изделии. Для на¬
клонного преобразователя функция WJA)
имеет видесли А е Snf;(5.133)Р0 ехр[-/ш(хsin (3/сир +Гпр)],
0, если А & Sn ,где Спр и Гпр - скорость и время распро¬
странения продольных волн в призме.Из соотношения (5.133) следует, что
колебания вдоль поверхности контакта
преобразователя с объектом начинаются
неодновременно в отличие от прямого
преобразователя, поскольку время рас¬
пространения ультразвука от пьезоэле¬
мента до поверхности зависит от коорди¬
наты х точки на поверхности контакта.
Благодаря этому поля точечных источни¬
ков, сумма которых определяет полное
поле преобразователя, будут иметь при¬
близительно одинаковую фазу в направ¬
лении наклона призмы, а наибольшая ин¬
тенсивность поля излучения будет на¬
блюдаться в том же направлении.В других направлениях поля точеч¬
ных источников имеют различные фазы,
поэтому интенсивность их суммарного
поля будет существенно меньше. Линия,
вдоль которой интенсивность поля на¬
клонного преобразователя максимальна,
называется его акустической осью.Распределение поля вдоль акустиче¬
ской оси наклонного преобразователя оп¬
ределяется аналогично распределению
поля прямого преобразователя, но с уче¬
том того, что часть пути ультразвуковые
колебания проходят в призме.Одним из наиболее важных элемен¬
тов расчета наклонных преобразователей
является выбор угла призмы, поскольку
именно он определяет угол ввода преоб¬
разователя. Для расчета используют закон
Снеллиуса:где аир- углы ввода и призмы соответ¬
ственно; спр и с - скорости распростране¬
ния продольных волн в материале призмы
и используемого типа ультразвуковых
волн в материале контролируемого объекта
соответственно.При анализе акустического поля на¬
клонного преобразователя будем исполь¬
зовать следующие термины. Акустиче¬
ской осью преобразователя в изделии ON
будем называть преломленную акустиче¬
скую ось ОлО пьезопластины (см.
рис. 5.50, б). Точку преломления О име¬
нуют точкой ввода; будем считать, что
для призмы и изделия это одна точка, так
как слой контактного смазочного мате¬
риала между ними очень тонкий.Акустическая ось преобразователя
может не совпадать с центральным лучом,
который также начинается в точке ввода,
но всегда соответствует максимуму ДН.
Угол преломления центрального луча на¬
зывают углом ввода. Основной плоско¬
стью (плоскостью падения) будем считать
плоскость преломления акустической оси,
дополнительной - перпендикулярную к
ней плоскость, также проходящую через
акустическую ось.Задача расчета акустического поля
наклонного преобразователя решалась
многими исследователями ввиду ее прак¬
тической важности и достаточной слож¬
ности. Одно из наиболее простых и на¬
АКУСТИЧЕСКОЕ ПОЛЕ КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ141глядных решении основано на введении
мнимой пьезопластины, которой заменя¬
ют действительную.Принцип замены состоит в том, что
для каждого элементарного источника
действительного излучателя А строят рас¬
ходящийся пучок лучей с учетом прелом¬
ления на границе призма-изделие. Пре¬
ломленные лучи продолжают за пределы
границы преломления, определяя точку А\
наибольшей концентрации расходящегося
пучка. Эту точку принимают за мнимый
источник, излучение от которого распро¬
страняется как бы в однородной среде -
изделии. Совокупность мнимых источни¬
ков образует мнимый излучатель.Согласно этому представлению
центр мнимого преобразователя распола¬
гают на продолжении акустической оси наспр cos арасстоянии г, = г0 от точкис cos(3ввода (>0 - путь от центра реальной пла¬
стины до точки ввода). Мнимая пластина
имеет размеры ау cos а / cos р в основнойи а2 в дополнительной плоскостях (ау, а2 -
размеры реальной пластины). Поле в из¬
делии образуется в результате излученияР =-такого преобразователя как бы в однород¬
ную среду.Точность данного представления по¬
ля вполне удовлетворительна при плоско¬
параллельной акустической задержке (а =
= р = 0) (см. рис. 5.50, а). В этом случае
оно позволяет описать поле как в ближ¬
ней, так и в дальней зоне. Например,
вдоль оси х дискообразного преобразова¬
теля поле имеет видр = 2pQDsm^za2 [4(./с)}*хе5пр*0 sхв(5.135)Границу ближней зоны определяют
из условияка2 [4-(;хв + сщ,х0/с)]=я/2;хв +спрх0/с = а IX.(5.136)Удовлетворительные результаты для
дальней зоны получают при слабом изме¬
нении коэффициента прозрачности в пре¬
делах ДН, а именно: при углах преломле¬
ния 0...10° для возбуждения продольных
волн и при 40...70° для возбуждения по¬
перечных волн. В этом случае поле опи¬
сывают формулойcos а/cos р'x[rB + ro спр cos а/(с cos р)]-л(Р)ф(е,)«Snpr0(5.137)где Ф - ДН для соответствующего мнимо¬
го излучателя; S - площадь пьезоэлемента.Предложенное представление не
учитывает изменения коэффициента про¬
зрачности D границы в зависимости от
направления луча. Считают, что этот ко¬
эффициент равен коэффициенту прозрач¬
ности для акустической оси, т.е. для угла
р. Точность данного представления не¬
сколько повышается, если считать коэф¬
фициент прозрачности меняющимся в
зависимости от направления в ДН. Так,
если луч диаграммы направлен под углом
01 к акустической оси в основной плоско¬
сти, то для него угол преломления равена + 0Ь Угол падения можно вычислить по
закону синусов, а по графику D(P) (см.
рис. 5.23) - определить коэффициент про¬
зрачности.Обратим внимание, что в формулах
(5.135) и (5.137) затухание учитывают для
пути вдоль оси реального, а не мнимого
излучателя. В этих формулах можно выде¬
лить постоянный множитель раx(cosa/cos р)е 5прГ°, который определяетакустическое давление в изделии на кон¬
тактной поверхности. С учетом сделан¬
ных замечаний формулу (5.137) записы¬
вают в виде
142Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ(5.138)Зная, что расстояние мало, в каче¬
стве центра излучения рассматривают
точку выхода О (см. рис. 5.50).Расчет акустического поля может
быть выполнен путем разложения сфери¬
ческих волн, излучаемых в призму эле¬
ментарными источниками, на плоские
гармонические волны с комплексным зна¬
чением вектора к. Поле в изделии полу¬
чают в предположении, что граница
призма-изделие попадает в дальнюю зону
поля излучения и каждый луч на границе
с изделием преломляется и ослабляется на
величину, соответствующую коэффици¬
енту прозрачности. Однако если путь в
призме меньше длины ближней зоны (как
это бывает на практике), рассчитанное
таким образом поле может отличаться от
реального.При формулировании условий зада¬
чи по расчету акустического поля рас¬
смотренным способом приняты два суще¬
ственных допущения.1. Затухание в призме преобразова¬
теля считают равным нулю, а размеры
призмы вдоль границы раздела сред -
бесконечными. В действительности зату¬
хание ультразвука в материале призмы
довольно значительное, поэтому разный
путь, проходимый различными лучами,
вызывает существенно разное их ослабле¬
ние, что не учтено.2. Не учитывают дифракционные яв¬
ления, которые возникают по контуру
реальной призмы, контактирующей с из¬
делием. Особенно заметно влияют линии
контакта в основной плоскости (на плос¬
кости рис. 5.50 они вырождаются в точки
Си!)).Недостатки частично устраняет ме¬
тодика расчета, в которой принято вовнимание то, что путь ультразвука в
призме обычно существенно меньше
ближней зоны преобразователя. В связи с
этим предполагают, что в призме распро¬
страняется ограниченная плоская волна,
которая возбуждает колебания на поверх¬
ности изделия в области S2 с размерами
C’D' =2a>,/cospB основной и 2аг в до¬
полнительной плоскостях. Распределение
начальных фаз колебаний меняется (толь¬
ко в основной плоскости) с учетом разных
путей, проходимых лучами от разных то¬
чек пластины. Меняется также амплитуда
в результате разного затухания ультразву¬
ка на этих путях. Расчетные формулы для
прямоугольной пластины получены в ска¬
лярном приближении.Рассмотренная методика уточнена с
учетом того, что изделие является не
жидкой, а твердой средой и что ограни¬
ченные размеры области обусловливают
дифракционные явления. Изменение ам¬
плитуды, связанное с затуханием в приз¬
ме, не учтено. Решение получено в виде
степенного ряда, первый член которого
соответствует объемным продольным или
поперечным волнам в зависимости от угла
падения, второй определяет волны ди¬
фракции от краев области возбуждения
(краев призмы с минимальными размера¬
ми, т. е. C'D'). Сумма членов ряда опре¬
деляет ДН в виде основного и многочис¬
ленных боковых лепестков.Изложенный способ решения задачи
в отличие от ранее рассмотренных позво¬
лил получить решение, достаточно точно
описывающее поле излучения при крити¬
ческих углах падения. В этом случае пер¬
вый член ряда обращается в нуль и поле
определяется дифракционной волной. При
первом критическом угле продольная
волна, распространяющаяся вдоль по¬
верхности, в каждой точке свободной по¬
верхности порождает головную попереч¬
АКУСТИЧЕСКОЕ ПОЛЕ КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ143ную волну, идущую под углом а =
= arcsin(c, /с,) (см. рис. 5.7).На рис. 5.52 показаны нормирован¬
ные по максимуму (0 дБ) ДН преобразо¬
вателей с призмой из оргстекла при излу¬
чении в сталь. Общий ход расчетных и
экспериментальных кривых удовлетвори¬
тельно совпадает (см. рис. 5.52, а). Отсут¬
ствие многочисленных лепестков в экспе¬
риментальных результатах можно объяс¬
нить большими размерами приемного
элемента и импульсным характером излу¬
чения, сглаживающими экстремумы.
Причина несовпадения может заключать¬
ся также в условиях расчета: поле в приз¬
ме не соответствует ограниченной пло¬
ской волне, а размеры призмы вдоль по¬
верхности изделия больше области Si'.
CD > C'D' (см. рис. 5.50).Сравнив ДН на рис. 5.52 б, в, видим,
что при критических углах падения уро¬
вень боковых лепестков больше, чем при
докритических. Следует отметить также
довольно интенсивное обратное излуче¬
ние (т. е. под углом а = -90°), особенно
для первого критического угла падения
(см. рис. 5.52, а).При критических углах направление
максимума излучения не совпадает с на¬
правлением вдоль поверхности. Макси¬
мум максиморум излучения соответствует
подповерхностному лепестку, и направ¬
ление соответствующего луча нельзя рас¬
считывать по закону синусов.Результаты расчета показывают, что
если медленно увеличивать угол падения
в закритическую область, значение мак¬
симума лепестка вблизи поверхности бы¬
стро уменьшается. Когда угол преломле¬
ния приблизительно соответствует мини¬
муму ДН, максимум излучения скачком
переходит на значение, приблизительно
отвечающее максимуму следующего ле¬
пестка ДН, т.е. главным в отношении наи¬
большей амплитуды становится первый
боковой лепесток.60 40 20 0 дБа)80 60 40 20 0 дБв)Рис. 5.52. ДН наклонного преобразователя:а - продольных волн при первом критическом
угле падения р = 27,16°,/= 1,8 МГц,2а = 18 мм (точки - экспериментальные данные);
б - поперечных волн при Р = 40°,/= 2,5 МГц,
2а = 12 мм; в - при втором критическом угле
р = 55,75°,/= 2,5 МГц, 2а = 12 мм5.3.5. АКУСТИЧЕСКОЕ ПОЛЕ
РАЗДЕЛЬНО-СОВМЕЩЕННОГО (PC)
ПРЕОБРАЗОВАТЕЛЯPC преобразователь состоит из кон¬
структивно объединенных излучающего и
приемного преобразователей, обычно
расположенных на призматических аку¬
стических задержках. Такие преобразова¬
тели отличаются минимальным уровнем
144Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬсобственных шумов, очень малой мертвой
зоной, повышенной чувствительностью
при высоком уровне структурных помех.
С их помощью можно добиться выравни¬
вания чувствительности к дефектам, рас¬
положенным на разной глубине.Акустическое поле PC преобразова¬
теля рассчитывают, построив мнимые
пьезопластины для излучателя и прием¬
ника с центрами О' и О" (рис. 5.53). Поле
в точке наблюдения В находят, вычислив
расстояния г’, г" вдоль лучей О'В, 0"В и
углы 9', 9" между этими лучами и акусти¬
ческими осями мнимых пластин:Fa -- sin е')Ф(д>">с sin е") (5139)
г'г"Здесь а', а" - размеры мнимых пьезо¬
пластин в основной плоскости (постоян¬
ные множители и коэффициенты про¬
зрачности опущены).Для выравнивания чувствительности
по глубине необходимо применять PC
преобразователь с прямоугольными пье¬
зоэлементами, наклоненными под углом(3 = 0...20, причем площадь излучающего
пьезоэлемента должна быть в 2,5-3 раза
больше площади приемного пьезоэлемен¬
та, а большие стороны обоих пьезоэлемен¬
тов перпендикулярны к экрану (рис. 5.54, а).Выравнивание чувствительности
объясняется тем, что основные лепестки
ДН излучателя и приемника не пересека¬
ются, а пересекается основной лепесток
ДН одного из пьезоэлементов с первым
боковым лепестком ДН другого пьезоэле¬
мента. Равномерной чувствительности по
глубине можно достичь и при использо¬
вании двух излучающих пьезоэлементов,
расположенных на одной призме под раз¬
ными углами (рис. 5.54, б).Созданные на основе сформулиро¬
ванных требований PC ПЭП обладают
весьма равномерной чувствительностью
по глубине. Например, PC ПЭП, габарит¬
ные размеры излучателя которого 20x16 мм,
приемника 20x5 мм, угол (3 = 0 и/= 1,8 МГц,
имеет неравномерность чувствительности
на глубине 5...200 мм, равную ±3,5 дБ, а
уровень помех получается таким, что уве¬
ренно обнаруживается плоскодонное свер¬
ление диаметром 2,2 мм на всей толщине.0 дБРис. 5.53. Акустическое поле на оси
PC преобразователяРпр-112\ризл, = 1°Рис. 5.54. Схема расположения и геометриче¬
ские размеры пьезоэлементов PC ПЭП с
выравненной чувствительностью
по глубине (f= 1,8 МГц):а - вид сверху; б - вид сбоку
АКУСТИЧЕСКОЕ ПОЛЕ КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ1455.3.6. АКУСТИЧЕСКОЕ ПОЛЕ
ФОКУСИРУЮЩЕГО
ПРЕОБРАЗОВАТЕЛЯФокусирующие системы применяют
для повышения разрешающей способно¬
сти, чувствительности и точности опреде¬
ления координат и размеров дефектов.
Известно четыре основных типа фокуси¬
рующих систем: активные концентрато¬
ры, рефракторы, рефлекторы и дифлекто-
ры. На практике применяют первые три.Активные кот^ентраторы - изогну¬
тые пьезоэлементы, представляющие со¬
бой часть сферы или цилиндра (рис. 5.55, а).
Фокусное расстояние F таких концентра¬
торов равно их радиусу R кривизны; ра¬
диус а зрачка и фокусное расстояние оп¬
ределяют угол раскрытия фронта0m = arcsin {a/F). (5.140)Рефракторы - линзы, преобразующие
плоскую волну в сходящуюся (рис. 5.55, б).
Линзы делают вогнутыми (ускоряющими)
и выпуклыми (замедляющими) в зависи¬
мости от соотношения скоростей ультра¬
звука в среде сс и материале линзы сл, ко¬торое называется показателем преломле¬
ния: п = cjc„. Для фокусировки ультра¬
звука при п < 1 линза должна быть вогну¬
той, при п > 1 - выпуклой.Если среда - иммерсионная жид¬
кость, а линза сделана из органического
стекла, то п < 1. Фокусное расстояние во¬
гнутой линзы связано с ее радиусом кри¬
визны соотношениемF = R/(\-n).Рефлекторы - отражатели, преобра¬
зующие плоскую волну в сходящуюся. В
дефектоскопии применяют рефлекторы в
виде криволинейных зеркал в призме
(рис. 5.55, в), в которых формирование
сходящегося фронта осуществляется од¬
новременно с поворотом пучка.Дефлекторы - зональные пластины
(рис. 5.55, г), состоящие из чередующихся
акустически прозрачных и непрозрачных
колец, внутренний ав и наружный о„ ра¬
диусы которых определяются соотноше¬
ниямиав = yllmFk; ан = y](2m + \)Fk,
где т = 0, 1,2, ...Рис. 5.55. Основные типы фокусирующих систем:а - активные концентраторы; б - рефракторы; в - рефлекторы; г - дефлекторы
146Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.56. Фокусирующий преобразователь
ИЦ-ЗБ:1 - пьезопластина; 2 - призма;3 - линза-протектор; 4 - изделие (труба)Существенного повышения ампли¬
туды сигнала при фазовой фокусировке
можно достичь, разделив пластину на
кольца, соответствующие зонам Френеля
(например, глубокими бороздками), и по¬
дав на электроды четных и нечетных ко¬
лец сигналы в противофазе.Наибольшее применение в ультра¬
звуковой дефектоскопии нашли фокуси¬
рующие устройства в виде линз.На рис. 5.56 показан фокусирующий
преобразователь ИЦ-ЗБ, предназначенный
для контроля труб в контактном варианте.
Протектор преобразователя выполнен в
виде цилиндрической линзы из алюминия,ИЦ-13 с переменным углом падения луча:1 - пьезопластина; 2 - призма; 3 - обоймаРис. 5.58. Фокусирующий преобразователь
ИЦ-22:1 - экран; 2 - корпус; 3 - демпфер;4 - пьезопластины; 5 - торическая линзаскорость поперечных волн в котором
больше скорости продольных волн в
плексигласе, поэтому вогнутая форма
протектора соответствует собирающей
линзе. Многократные отражения ультра¬
звука в протекторе приводят к концентра¬
ции не вошедшей в изделие энергии у
боковых границ призмы и протектора, где
она гасится.Преобразователь ИЦ-13 (рис. 5.57)
имеет сферическую фокусировку. Призма
в форме сферического слоя может вра¬
щаться внутри обоймы, которая одновре¬
менно служит и линзой, и протектором, в
связи с чем такой преобразователь имеет
переменный угол ввода ультразвуковых
колебаний. Наружные обоймы выполнены
с разными радиусами кривизны, что по¬
зволяет использовать этот преобразова¬
тель для контроля плоских изделий и труб
различного диаметра.На рис. 5.58 показан фокусирующий
преобразователь ИЦ-22 if = 5 МГц) более
сложной конструкции, предназначенный
для контроля прутков в иммерсионном
варианте. Этот преобразователь содержит
корпус цилиндрической формы, внутри
которого размещены демпфер, раздели¬
тельный экран, пьезопластины и ториче¬
ская линза.
АКУСТИЧЕСКОЕ ПОЛЕ КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ147Преобразователь имеет фокусировку
в двух взаимно перпендикулярных плос¬
костях благодаря применению торической
линзы, позволяющей концентрировать
энергию пучка в осевой части прутка.
Большой и малый радиусы тора выбраны
такими, чтобы углы падения ультразвука
на пруток составляли 17...23° для преоб¬
разователей, излучающих в металл попе¬
речные волны; и 2... 10° для преобразова¬
телей, излучающих в металл продольные
волны.Преобразователь имеет несколько
"размытые" фокальные пятна А и В (см.
рис. 5.58), что позволяет контролировать
прутки в большом диапазоне их диамет¬
ров одним преобразователем. Для этого
центральный участок линзы выполнен
плоским. Для проточки линзы применяют
специальные фасонные резцы.5.3.7. АКУСТИЧЕСКОЕ ПОЛЕ
ФАЗИРОВАННОЙ РЕШЕТКИПьезопреобразователи в виде фази¬
рованных решеток для управления па¬
раметрами акустического поля находят в
ультразвуковой дефектоскопии все боль¬
шее распространение. Основные их пре¬
имущества состоят в значительном повы¬
шении производительности контроля по
сравнению с механическим сканирова¬
нием; возможности управления ДН; обес¬
печении статической и динамической фо¬
кусировки. Применение фазированных
решеток особенно эффективно при созда¬
нии приборов, позволяющих осуществ¬
лять визуализацию изображений с раз¬
вертками типа А, В и С.Фазированная решетка представляет
собой набор идентичных пьезоэлементов,
расположенных на расстоянии < X друг от
друга (рис. 5.59). В линейной решетке
центры пьезоэлементов расположены на
одной оси, причем длина пьезоэлемента,
как правило, значительно превосходит их
ширину.Рис. 5.59. Линейная решетка пьезоэлемен¬
тов со схемой фазированияУгол максимума излучения акусти¬
ческой волны, излучаемой фазированной
решеткой, определяется выражениемsin 0р =X(tf + p)/d,где 0Р - угол максимума излучения;
d - период решетки; ! - время задержки
ультразвуковых сигналов на соседних
пьезоэлементах, связанное с фазовым
сдвигом \|/ соотношением t = 7\|//(2тг) =
= \|//(2л/); Т и/- период и частота ультра¬
звуковых сигналов на пьезоэлементах;
р = 0, ±1, ±2,... - индекс излученной волны.Условие однолучевого сканирования
имеет вид«^/Л. < l + |sinOmax|_1,где 0тах - наибольший угол отклонения
распространяющейся волны от оси z.Приведенные формулы позволяют
выбрать число и шаг расположения пьезо¬
элементов, а также фазовый сдвиг для
обеспечения заданного диапазона измене¬
ния угла отклонения ДН преобразователя.На рис. 5.60 приведены зависимости
углов ввода продольной и поперечной
волн в стали от времени задержки ультра¬
звуковых сигналов для решетки с перио¬
дом d = 1мм, работающей на частоте
2,5 МГц. Этот период меньше половины
длины продольной волны в стали, поэто¬
му во всем секторе сканирования присут-
148Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ/\//\0,2 t, мксРис. 5.60. Зависимости углов ввода
продольных и поперечных волн в стали
от времени задержки для решетки
с периодом d = 1 мм:/ - поперечная волна, Р = 0; 2 - продольная
волна, Р = 0; 3 - поперечная волна, Р = -1ствует продольная волна с Р = 0. В то же
время данный период больше половины
длины поперечной волны в стали, в связи
с чем при электрическом сканировании
наряду с продольной и поперечной вол¬
нами нулевого индекса появляется и по¬
перечная волна с Р = —1.Ширина ДН и уровень боковых ле¬
пестков зависят от вида амплитудного
распределения на отдельных пьезопла¬
стинах и числа пьезоэлементов в фазиро¬
ванной решетке (табл. 5.2).Узкий луч ДН, а следовательно, и
наибольшую разрешающую способность по
углу обеспечивает решетка с равномерным
распределением; при этом, однако, уровень5.2. Взаимосвязь между типом амплитудного распределения и шириной ДНАмплитудноераспределениеФормула для расче¬
та множителя ком¬
бинированияПараметрШирина ДН 01,
град, по уров¬
ню 0,5 мощно¬
стиРасчетный
уровень пер¬
вого бокового
лепестка, дБРавномерное. (мрУ . фsin jV sin —[2 ) 2-51 —
D-13,2Экспоненци¬альноеехр(-тр)1 - ехр[- 7V(p + /ф)]
1 - ехр(- Р + г'ф)1IIк>о55 —
D-15,2«Конус на пье¬
дестале»(\ — b cos ——
' D(i-i,)si"*f’ +№рь = 0,3357 —
D-20,5^ 2cosMp69 —
Dft(l -Л^2ф2/я2)Ь= 1,00-23,5«Парабола на
пьедестале»sin N(p /, ,\ d2Ы + ^ Ь> , 2 Хмр б/ф2sin Nw>X -Ъ = 0,8053-D-15,8>-м)4;Ъ = 0,5056 —
D-17,1МрЪ = 062^D-20,6Дольф-Чебы-шевское--66^D-36,0Примечание, ф = W(sin0-sin0О); D = {N-\)d - ширина решетки; N - число
элементов решетки.
УРАВНЕНИЯ АКУСТИЧЕСКОГО ТРАКТА ДЕФЕКТОСКОПА149боковых лепестков максимален. Симмет¬
ричное, убывающее к краям решетки ам¬
плитудное распределение обеспечивает
уменьшение боковых лепестков и расши¬
рение главного луча ДН. Наименьший и
постоянный уровень боковых лепестков
обеспечивает Дольф-Чебышевское рас¬
пределение.К основным конструктивным пара¬
метрам линейной решетки (см. рис. 5.59)
относят период d, число элементов N ре¬
шетки, а также длину L и ширину а пьезо¬
элемента. Эти параметры существенно
влияют на характеристики направленности
в режиме электрического сканирования.Период решетки следует выбирать
так, чтобы во всем секторе сканирования
отсутствовали побочные дифракционные
лучи. Этому условию в секторе сканиро¬
вания -90...+90° удовлетворяет решетка с
полуволновым периодом, однако изготов¬
ление такой решетки часто сопряжено с
техническими трудностями.Ширина а элемента характеризует
ширину ДН. Для обеспечения широко¬
угольного сканирования требуется умень¬
шить ширину элементов решетки. Реально
удается достичь ширины а = (0,40—0,45) X.Число элементов решетки наряду с
периодом и видом амплитудного рас¬
пределения определяет ширину ее ДН в
плоскости сканирования, а следовательно,
и разрешающую способность по углу.
Увеличивать число элементов целесооб¬разно до тех пор, пока зона контроля не
попадет в ближнюю зону преобразовате¬
ля. Исходя из этого условия, можно опре¬
делить максимальное число элементов
решетки:лС =V^cose0),где 5 - толщина контролируемого металла.Для решетки с полуволновым перио¬
дом это соотношение принимает вид^тах = 2^5/Г/COS 0 0 .Длина пьезоэлемента определяет
ширину ДН решетки в плоскости скани¬
рования. Для обеспечения требуемой ши¬
рины ДН длину пьезоэлемента следует
выбирать из соотношенияL =5R/(2A0o).Акустическое поле фазированной
решетки определяется как произведение
поля отдельных элементов на множитель,
учитывающий совместное действие всех
элементов:р Sa sinx sinjV^y
р о Хг х sinFЗдесь Sa - суммарная площадь; х = ак sin 0;
у = 0.5fa/(sin Q-Xd); ф = t/T (t - задерж¬
ка; Т - период колебаний).5.4. УРАВНЕНИЯ АКУСТИЧЕСКОГО ТРАКТА ДЕФЕКТОСКОПА5.4.1. ОБЩИЕ ВОПРОСЫВ ультразвуковой дефектоскопии так
же, как в гидро- и радиолокации, инфор¬
мация об объекте содержится в акустиче¬
ском поле рассеяния отраженного сигнала
в трехмерном пространстве (диаграмма
отражения).По аналогии с оптикой такое поле
называют индикатрисой рассеяния (ИР).ИР - это диаграмма распределения ампли¬
туд и фаз отраженного поля в пространст¬
ве. В ней зашифрована вся информация об
отражателе.На практике наиболее часто прозву-
чивание выполняется одним ПЭП. При
этом регистрируют только доступную
часть акустического поля, т.е. индикатрису
обратного рассеяния, которая в дальней¬
шем для простоты и будет называться ИР.
150Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.61. Общая схема акустического трактаПространственные и энергетические
характеристики ИР отражателя правиль¬
ной геометрической формы с гладкой по¬
верхностью (плоскодонные и боковые
сверления, зарубки, сегменты и др.), т.е.
детерминированного отражателя, пред¬
сказуемы и хорошо описываются уравне¬
ниями акустического тракта. В отличие от
реальных дефектов их модели в виде де¬
терминированных отражателей легковос¬
производимы по геометрическим и отра¬
жательным характеристикам и техноло¬
гичны в изготовлении.Характеристики отраженного поля
реального дефекта можно оценивать толь¬
ко с какой-то вероятностью, зависящей от
множества факторов. Поэтому в ультра¬
звуковой дефектоскопии приходится ба¬
зироваться на постулатах и строгих расче¬
тах акустического тракта для детермини¬
рованных моделей отражателей, учиты¬
вающих большинство физических про¬
цессов в тракте, и сразу же их корректи¬
ровать на основе вероятностных оценок.Акустическим трактом преобразова¬
теля называют путь ультразвука в мате¬
риале от излучателя до отражателя и от
отражателя до приемника. Математически
он представляется в виде расчетных фор¬
мул ослабления амплитуды эхосигнала в
зависимости от акустических свойств
объекта контроля, параметров ПЭП, раз¬
меров и формы отражателя и расстояния
до него.Расчетная схема реального акустиче¬
ского тракта с плоским отражателем, при¬
веденная на рис. 5.61, является достаточ¬но общей для методов отражения: плоские
излучатель / и приемник II разнесены в
пространстве; их конфигурация, размеры
и ориентация различны. Акустический
тракт совмещенной схемы контроля пред¬
ставляет собой частный случай, когда
приемник и излучатель совмещены.5.4.2. АКУСТИЧЕСКИЙ ТРАКТ
СОВМЕЩЕННОГО
ПРЕОБРАЗОВАТЕЛЯДля упрощения математических рас¬
четов рассмотрим акустический тракт для
жидкой среды и затем введем поправки,
характерные для твердого тела. Ранее был
приведен расчет звукового поля круглого
излучателя. Следующий этап состоит в
расчете отражения падающего поля от
дефекта.Реальные дефекты могут иметь са¬
мые различные формы, ориентацию и
акустические свойства, которые заранее
не известны, поэтому формулы акустиче¬
ского тракта выводят обычно для моделей
дефектов, отличающихся простой геомет¬
рической формой.За отражатель примем отверстие с
плоским дном, поскольку это наиболее
удобно для расчета.Поле отражения для подобного от¬
ражателя точно так же, как и поле излуче¬
ния, полностью описывается интегралом
Кирхгофа. Его можно представить как
результат излучения некоторыми вторич¬
ными (мнимыми) источниками на поверх¬
ности отражателя с амплитудой, равной
амплитуде падающей волны, умноженной
на коэффициент отражения R для полого
диска при нормальном падении на него
волны, т.е. R = 1.С учетом сказанного для плоскостно¬
го отражателя размером 2b ослабление
сигнала рь на пути г2 до приемника опи¬
сывается формулой (5.132):pb/p0=(Sb/\ryt>b (5.141)
при 0 = 0, Ф* = 1 и рь /р0 = (Sb /Хг).
УРАВНЕНИЯ АКУСТИЧЕСКОГО ТРАКТА ДЕФЕКТОСКОПА151Эти формулы справедливы при нор¬
мальном падении волны на отражатель. В
общем случае волна падает на отражатель
под углом р. При этом отраженное поле
формируется эквивалентной апертурой,
представляющей собой проекцию площа¬
ди отражателя на плоскость, перпендику¬
лярную к оси отраженного поля. Апертура
дискообразного отражателя - это площадь
эллипса с полуосями b и b cosp. Следова¬
тельно, в формуле (5.141) вместо Sh сле¬
дует подставлять nb2 cosP = Sh cosP , где
Р - угол падения на дефект.Отраженное поле объемных отража¬
телей с криволинейной формой поверхно¬
сти может быть также рассчитано на ос¬
нове формулы Кирхгофа. При этом интег¬
рирование проводится по той части по¬
верхности отражателя, которая одновре¬
менно "освещается" из центров излучате¬
ля и приемника.Ослабление сигнала вследствие зату¬
хания происходит по закону е-25г, при¬
чем значение г представляет суммарный
путь ультразвука от преобразователя до
дефекта.Полученные формулы позволяют
рассчитать акустический тракт. Напри¬
мер, при контроле в дальней зоне прямым
совмещенным преобразователем в кон¬
тактном варианте формула акустического
тракта для диска запишется следующим
образом:РьРаS„S■к2 г2Ь е-26г(5.142)Коэффициенты R и D для данного
случая равны 1. Из выражения (5.142)
видно, что амплитуда сигнала, отражен¬
ного от плоскодонного отражателя, про¬
порциональна его площади.При выводе уравнения акустического
тракта наклонного преобразователя при¬
меняют теорию мнимого излучателя,
предложенную И.Н. Ермоловым. Эта тео¬
рия исходит из предположения, что в об¬
ласти угла падения ркр] < Р < Ркрз ультра¬звуковое поле формируется в однородной
упругой среде от мнимого излучателя,
размеры которого в плоскости падения
можно принять равными 2a cosao/cosp. С
учетом сказанного акустический тракт
наклонного совмещенного преобразовате¬
ля будет^вм /Ас°:° ,Ро X, (r + Ar) cosp-2(8,П+8г)(5.143)где Г\ - среднии путь ультразвука в приз¬
ме; г - расстояние от точки выхода до де¬'1приведенныйс, cosPпуть в призме искателя; 5Ь 8 - коэффици¬
енты затухания в призме искателя и в из¬
делии соответственно; Dt - коэффициентпрохождения через границу.С использованием выражения (5.143)
И.Н. Ермолова было построено семейство
безразмерных кривых амплитуда - рас¬
стояние - диаметр (АРД-диаграмма). На
рис. 5.62 показана АРД-диаграмма в без¬
размерных координатах.А, дБРис. 5.62. АРД-диаграмма
в безразмерных координатах
152Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.63. Сравнительные АРД- и AVG-диаграммы для прямого ПЭП (2а = 8 мм,/= 5 МГц):1 - приближенная формула; 2 - уточненная формула; 3 и 4 - экспериментальные данные; 5 - рас¬
четная зависимость с учетом дифракции ультразвукаПо оси ординат отложено расстояние
до диска, причем за единицу принята
длина ближней зоны гб, а параметром се¬
мейства кривых является отношение диа¬
метра диска d к диаметру преобразователя
D. Из рис. 5.62 видна немонотонная зави¬
симость амплитуды в ближней зоне.
Удовлетворительное совпадение расчет¬
ных кривых с экспериментальными дан¬
ными наблюдается только в дальней зоне
ПЭП, поэтому АРД-диаграммы применя¬
ют лишь для изделий толщиной >50 мм.
При производственном контроле исполь¬
зуют рабочие диаграммы, построенные на
основе обобщенных диаграмм примени¬
тельно к конкретному преобразователю.За рубежом чаще всего используют
AVG-диаграммы, построенные Ф. Краут-
кремером. Их принципиальное отличие от
АРД-диаграмм состоит в том, что если
последние выполнены по максимуму от¬
раженного сигнала, то AVG-диаграммы
получены экспериментально из условия
соосного расположения преобразователя
и диска.На рис. 5.63 приведены АРД-, AVG-
диаграммы и результаты расчетов ампли¬
туды сигнала от диска в твердом теле с
учетом огибания его ультразвуком. При
г/г б > 1 наблюдается хорошее совпадениерезультатов расчетов в твердотельном
приближении и экспериментальных дан¬
ных, в то же время заметно различие экс¬
перимента и жидкостного приближения
при г/гб < 5.Следовательно, при построении ра¬
бочих АРД-диаграмм целесообразно при¬
менять расчеты в твердотельном прибли¬
жении, обеспечивающем более высокую
точность. Эти диаграммы можно исполь¬
зовать при настройке чувствительности,
измерении эквивалентной площади де¬
фектов и затухания, что позволяет отка¬
заться от сложных и дорогостоящих ис¬
пытательных образцов с искусственными
дефектами.Если размер дефекта 2b < X, то при¬
ближение Кирхгофа, примененное для
расчета, неверно. В этом случае необхо¬
димо использовать поправки к коротко¬
волновому приближению, взятые из точ¬
ных расчетов полей рассеяния малых де¬
фектов. Существующее мнение о невыяв-
ляемости дефектов, у которых 2Ъ < X, не¬
достаточно обосновано. Такие дефекты
отражают ультразвук, но гораздо слабее, и
для их выявления требуется повышать
чувствительность. Например, для об¬
наружения дефектов размером 2ЫХ = 0,1
надо увеличить чувствительность по от-
УРАВНЕНИЯ АКУСТИЧЕСКОГО ТРАКТА ДЕФЕКТОСКОПА153ношению к дефекту 2ЫХ = 3 не менее чем
на 10 дБ.Вводя обоснованное для большинст¬
ва случаев упрощение, что коэффициент
прохождения через границу D = 1, аку¬
стический тракт наклонного совмещенно¬
го преобразователя в области г > S/(nX)
рассчитывается по формулам, приведен¬
ным в табл. 5.3.В табл. 5.3 r0 = гп с/п cosa/(c, cosp),
где гп - путь в призме; с/п и с, - соответст¬
венно скорости продольных ультразвуко¬
вых волн в призме и поперечных в изде¬
лии; аир- угол ввода в металле и угол
призмы соответственно; В = 28г; с = 2(8г +
+ 8пгп), где 8 и 8П - коэффициенты затуха¬
ния соответственно в изделии и призме; г- путь ультразвука в изделии от точки
выхода до отражателя.Если отражатель лежит не на оси
пучка, а под углом 8 к ней (рис. 5.64), то
это значит, что он озвучивается боковыми
лучами ДН. Поэтому все формулы в табл. 5.310,8
0,6
0,4
0,2-30-20-10 0 10 ф,°б)Рис. 5.64. Акустический тракт прямого
ТТЭТТ при наклоне плоскости отражателя
относительно акустической оси (а) и
уменьшение амплитуды сигнала
при отражении от наклонных дефектов
в дальней зоне (&) (2а =12 мм; X = 2,35 мм)2 а5.3. Формулы для расчета ослабления сигнала в акустическом тракте
в дальней зоне ПЭП для различных отражателей, расположенных
на акустической оси пучка (по И.Н. Ермолову)Вид отражателяПреобразовательпрямойнаклонныйДиск площадью Sh = nb2
(плоскодонное отверстие)Р _ -В
Ро Ъ2г2Р SaSh cosa с_с
Ро X2(r + r0)2cospСфера диаметром dР _ Sad е-В
Ро 4Хг2р Sad cosa _с
Ро 4X(r + r0)2 cospБесконечная полоса шири¬
ной d = 2ЬР sc,d -в
Ро V2 (Xrf2р Sad cosa _с
Ро ^2[Х(г + г0 )]3^2 cos рБесконечный цилиндр диа¬
метром d = 2Ь (боковой ци¬
линдрический отражатель)= I d с~вРо ^ V 8г3p Sacosa 1 d с_с
р0 XcosР ^8{r + r0fБесконечная плоскость (дон¬
ный сигнал)_^ = 1^е-в
Ро ^р Sa cos a 1 _с
pQ 2Xcosp (r + r0)Цилиндрическая вогнутая
поверхность (CO-3, V-1)( с Л1/2
Ро К2^)Г I-1/2
p Sa cos a 1 _cp0 2XcosP (r + r0)
5.4. Формулы для расчета ослабления сигнала в акустическом тракте в дальней зоне ПЭП для различных отражателей,
расположенных под углом 0 к акустической оси пучка (по И.Н. Ермолову)Вид отражателяПреобразовательпрямойнаклонныйДиск площадью Sb = nb2
(плоскодонное отверстие)S Sр = а b cos 0 cos(cp - 0)ф 2 (0)х
A2геx2^[2».in(»-e)]e_J/i( j2&6sin((p-0)p = cosa cos0cos(cp-0)<D2(0)xX (re + r0) cos Px 2^, [2*6 sin(<p - e)] = -с д(ч, _ 0)2&Z? sin(cp - 0)Сфера диаметром d= Sad СО80хф2/0^-£
44Sndcos oc 9 / \p = cos 0 x Ф (0)e4X(rQ + r0) cos PБесконечная полоса шириной
d=2bS dP = ~!=—- — cos 0cos((p-0)<I>2(0)xV2(X.re)3'2xsin[2tosin(9-0)]e.^((p_0)2&6sin((p-0)S ,,d cos cx / \ 9 / \
P= rr 13/2 cos0cos(9 0)ф (0)x
V2 [A.(re +r0)]3/2 cos Pxsin[2ttsin(9-e)]e.c^_e)2tosin(9-0)Бесконечный цилиндр диа¬
метром d = 2Ъ (боковой ци¬
линдрический отражатель)Sa A d f COS 0^1 ^2/гЛ -b
P= л COS0-\ о ф V0)6S cos a 1 d од2М -с£> = — -cos0O (0)eXcosP у 8(r0 + r0)Бесконечная плоскость (дон¬
ный сигнал), двугранный
уголp = cos 0Ф2 (ф)е_5/?(ф - 0)
2 XrQft ( чСоз0Ф2(ф)е с/?(ф 0)
2a cos p (r0 + r0)154 Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
УРАВНЕНИЯ АКУСТИЧЕСКОГО ТРАКТА ДЕФЕКТОСКОПА155должны быть умножены на произведение
ДН излучения и приема фи(б)фп(0) == ФДе) и вместо г по оси в них необхо¬
димо подставить фактический путь го =
= r/cos0 и коэффициент отражения от де¬
фекта Л(<р-0) (табл. 5.4), где ср - угол на¬
клона дефекта к оси пучка.При практических расчетах вместо
амплитуды звукового давления р исполь¬
зуют амплитуду сигнала А.Формулы подтверждены экспери¬
ментально и применяются при решении
многих задач ультразвуковой дефекто¬
скопии.5.4.3. АКУСТИЧЕСКИЙ ТРАКТ
НАКЛОННОГО PC ПРЕОБРАЗОВАТЕЛЯВ общем случае при ультразвуковом
контроле наклонными PC преобразова¬*1ча)б)телями, плоскости излучения-приема ко¬
торых развернуты под углом друг к другу,
возможны различные схемы контроля.Часто используют схему, где один
преобразователь излучает, а другой при¬
нимает отраженные от дефекта колебания,
достигающие как дефекта, так и приемни¬
ка без отражения от внутренней поверх¬
ности. Такие преобразователи называют
симметричными (рис. 5.65).Достаточно широко применяют не¬
симметричные PC преобразователи; в них
один преобразователь озвучивает дефект
прямым лучом, а другой принимает отра¬
женные от дефекта колебания, которые на
пути отражаются от внутренней поверх¬
ности (рис. 5.66). Предпочтительна по¬
следняя схема, обеспечивающая более
уверенное обнаружение плоскостных и
объемных дефектов.в)Рис. 5.65. Расположение ПЭП "дуэт" (отражение от дна не используется):а - вид сбоку; б - вид сверху; в - ориентация в металле ультразвуковых лучей и плоскостей поля¬
ризации и падения на отражатель; И - излучатель; П - приемник
156Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5.5. Значение коэффициента ВдуэтРис. 5.66. Расположение ПЭП '
с отражением от дна
(несимметричный преобразователь)Наклонные PC преобразователи, как
будет показано далее, применяют при
контроле конструкций различных видов и
типоразмеров, и поэтому углы призм ис¬
пользуемых преобразователей колеблются
в интервале 20...53°. Расчет уравнения
акустического тракта выполнен с приме¬
нением разработанного Д.Б. Диановым
уточненного способа, справедливого для
любых углов падения. Применение более
простого способа расчета с использовани¬
ем теории "мнимого излучателя" возмож¬
но только при ркр, < Р < Ркр2, что не удов¬
летворяет отмеченной выше области уг¬
лов падения. Кроме того, при использова¬
нии теории "мнимого излучателя" расчет
необходимо проводить либо в плоскости
падения центрального луча ДН, либо в
перпендикулярной к ней плоскости, тогда
как уточненный способ справедлив для
любых расчетных плоскостей.Выражение (5.143) получено из ус¬
ловия, когда плоскости падения и от¬
ражения перпендикулярны друг к другу, и
поэтому R = 1. При обнаружении дефек¬
тов PC преобразователем угол между
этими плоскостями всегда отличен от 90°,
и в этом случае отражение учитывается
коэффициентом А. Отражательные свой¬
ства дефекта в твердом теле учитываются
коэффициентом В, полученным Л.Ю. Мо-
гильнером для различных моделей дефек¬
тов (табл. 5.5).Тип отражателяДиск диаметром 2ЬСфераЦилиндр диаметром 2Ь
при нормальном про-
звучиванииЦилиндр диаметром 2Ь
при прозвучивании под
угломПолоса шириной hВnb2/(Xr)Ь/(2г)2 гcospb cos2p
2г sincp2 h XX V г:COsPС учетом сказанного выражение аку¬
стического тракта для преобразователя
типа "дуэт" в общем случае имеет вид^ = Ъ{$,)А^Ф2*Г2&г< ,Ро Чгде г, - приведенное расстояние от излу¬
чателя до дефекта.Рассматривая пирамиду АВСО (см.
рис. 5.65), нетрудно обнаружить связь
между конструктивными параметрами PC
преобразователя (углы ввода do и разво¬
рота А) и его акустическими параметрами
(углы падения на дефект 0/2 и отклонения
плоскостей поляризации и падения %):.0 . . .sin— = sin Asina;
2cos^ =sin A cos a
Vl-sin2 Asin2 a(5.144)Результаты расчета по этим форму¬
лам, полученные для a = 65, 55, 45°, при¬
ведены на рис. 5.67. Для других углов
ввода значения 0/2 и £, можно определить
интерполяцией. Например, при a = 65° и
А = 24° углы £, и 0/2 соответственно равны
85 и 28°.
УРАВНЕНИЯ АКУСТИЧЕСКОГО ТРАКТА ДЕФЕКТОСКОПА1579/2,°906030"4s1Л111 д2.>4"3Ан/Ау, дБ
200-20л*15дЬ_]—L1—1-3*V30 60 90 Д, 0
а)30 60 90 Д,°
б)Рис. 5.67. К выбору параметров симметричных
раздельно совмещенных наклонных (РСН) ПЭП:1 - а = 65°; 2 - а = 55°; 3 - а = 45°; 0/2Соотношение амплитуд SH- и SV-
компонент в падающей волне составляет
AH/AV = sin£, cos£, = 0,2, т.е. SF-компонента
примерно на 15 дБ меньше S/Z-компо-
ненты и практически не искажает послед¬
нюю. Соотношения SH- и SF-компонент для
различных а и Д приведены на рис. 5.67, б.Итак, выбирать параметры PC прео¬
бразователей необходимо следующим
образом:1) выбрать угол ввода (в зависимости
от толщины изделия, частоты колебаний);2) определить уровень отношения
SH- и SF-компонент в падающей волне
(например, 15 дБ, как было в рассмотрен¬
ном примере: горизонтальная штриховка
на рис. 5.67, б)\3) найти максимально допустимое
значение угла А как абсциссу точки пере¬
сечения соответствующей кривой на рис.
5.67, б и линии выбранного уровня.Для полученных значений а и А
можно по рис. 5.67, а определить угол
падения колебаний на полость. Для выбран¬
ного уровня N = 2Q\gAH/Ау =15дБ, оп¬
тимальные значения углов А следующие:
кривая 1 — а = 65°, А < 24°; 2 — а = 55°,
А < 18°; 3 - а = 45°, А < 15° . Минимально
допустимые значения этого угла во всех
случаях 10°. При этом исключается фоку¬
сировка дифрагированных волн.Аналогично можно рассмотреть схе¬
му "дуэт", использующую сигнал, отра¬
женный от дна. Рис. 5.66 иллюстрируетнаправления распространения лучей.
Штриховкой показаны плоскости поляриза¬
ции источника и приемника, а незаштри-
хованный треугольник определяет плос¬
кость падения-отражения. В этом случае
для обеспечения ввода преимущественно
горизонтально поляризованных относи¬
тельно отражателя колебаний необходимо
увеличить угол разворота 2Д. Расчетные
формулы для углов падения и наклона
плоскости поляризации относительно плос¬
кости падения могут быть получены анало¬
гично формуле (5.144). Они имеют вид• 0 л •
sin— = cosAsina ;2.. cosAsina (5.145)cosc, = . .-\/l -cos2 Asin2 aРезультаты расчета по этим форму¬
лам приведены на рис. 5.68, а и б. "Иде¬
ально" отвечающие изложенным сообра¬
жениям параметры преобразователей (для
случая, когда в падающей волне N =
= 20 \gAH/Av >15 дБ) такие: кривая 1 -
а = 65°, А > 65°; 2 - а = 55°, А > 71°; 3 -
a = 45°, А > 74° . Однако практически
удается реализовать лишь ситуацию, ко¬
гда a = 65°, А » 65°. Дальнейшему увели¬
чению угла А препятствует геометрия
сварного соединения. Кроме того, при
А > 60° лучи падают на поверхность отра¬
жателя под углом 9/2 > 60°, а это ухудшает
выявляемость дефектов.
158Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬа)б)Рис. 5.68. К выбору параметров несимметричных РСН ПЭП:/ - а = 65°; 2 - а = 55°; 3 - а = 45°; 4; 0/25.4.4. АКУСТИЧЕСКИЙ ТРАКТ
ТЕНЕВОГО И ЗЕРКАЛЬНО¬
ТЕНЕВОГО МЕТОДОВПри анализе акустического тракта
теневого метода ставится следующая за¬
дача: определить ослабление сквозного
сигнала рс вследствие дефекта. Сигнал,
принимаемый при наличии дефекта, вы¬
числяют таким образом (рис. 5.69). Опре¬
деляют давление в плоскости залегания
дефекта MN, возникающее под действием
излучателя. Далее все точки В\ плоскости
MN, лежащие вне дефекта, рассматриваюткак вторичные источники и находят сум¬
марный сигнал от них на приемнике. Аку¬
стическое давление позади дефекта счита¬
ется равным нулю. Такое допущение
справедливо, когда размеры дефекта зна¬
чительно больше длины волны.Для определения сигнала на прием¬
нике р1 выполняют интегрирование по
бесконечной плоскости MN за вычетом
площади дефекта. Подробное решение
этой задачи выполнено И.Н. Ермоловым.
Получены инженерные формулы для расче¬
та сигнала на приемнике. Например, ослаб¬
ление сигнала на оси ординат имеет видРис. 5.69. Расчет акустического тракта
теневого дефектоскопа:I - излучатель; 2 - дефект; 3 - приемникРт/Рг =\-{Ь/аУ > (5.146)где рт и рс - соответственно амплитуда
давления на приемнике при наличии де¬
фекта и амплитуда давления сквозного
сигнала, прошедшего от излучателя к
приемнику.Экспериментально установлено, что
при г < 5rg и Ыа < 0,5 наибольшее ослаб¬
ление сигнала наблюдается, когда дефект
находится на оси преобразователей. В
области г > 5гб максимальное ослабление
сигнала (т.е. наибольшую чувствитель¬
ность) наблюдают только тогда, когда
дефект смещают в сторону от оси излуча¬
теля и приемника.Если дефект имеет квадратную или
прямоугольную форму (непровар), то
УРАВНЕНИЯ АКУСТИЧЕСКОГО ТРАКТА ДЕФЕКТОСКОПА159максимум ослабления соответствует рас¬
положению дефекта ближе к оси, где поле
излучения максимально. Минимальный
размер выявляемого дефекта, находяще¬
гося на оси, определяют по формуле*тт = °>83+г2)] . (5.147)Следовательно, чувствительность
повышается с уменьшением длины волны
X, расстояния от излучателя до дефекта гь
расстояния от дефекта до приемника г2.
Кроме того, чувствительность максималь¬
на при небольших расстояниях гг и г2, т.е.
при контроле сравнительно тонких изде¬
лий, что вполне согласуется с практикой.
Наименьшая чувствительность будет при
vj = г2, т.е. когда дефект находится посе¬
редине между излучателем и приемником,максималь-l(r\ + ri)так как значение г, г2но при ri = r2.Максимальная чувствительность от¬
мечается, если v! или г2 (при неизменной
сумме rx + r2 = const) стремится к нулю,
т.е., если дефект расположен вблизи пе¬
редней или задней поверхности контро¬
лируемого изделия, чувствительность
возрастает. При увеличении размеров из¬
лучателя она повышается благодаря более
направленному излучению, как, напри¬
мер, при просвечивании рентгеновскими
лучами, когда условия контроля улучша¬
ются при использовании трубки с "ост¬
рым фокусом".Аналогичным образом получены
уравнения акустического тракта для зер¬
кально-теневого метода контроля. Ис¬
пользуя обобщенное уравнение, получен¬
ное Б.А. Кругловым, А.К. Гурвич пред¬
ложил инженерную формулу для расчета
ослабления сигнала диском при зеркаль¬
но-теневом способе:Е±Ря= 1-kHbz12Я-г,■cos а, (5.148)где Н - толщина контролируемого изде¬
лия; к - волновое число; р3 - сигнал на
приемнике при наличии дефекта; ря - дон¬
ный сигнал; Ъ - размер дефекта.Если дефект расположен в корне
шва, что наиболее часто бывает при кон¬
троле реальных сварных соединений, то г-
= Н и выражение (5.148) имеет видРз_Ря7 Т 2,= 1—— cos а. (5.149)Выражения (5.147) - (5.149) справед¬
ливы для полубезграничной среды без
учета потерь на шероховатость поверхно¬
сти и коэффициента отражения от донной
поверхности.Расчеты существенно усложняются
для изделий ограниченного размера кри¬
волинейной формы, имеющих большую
шероховатость поверхности, например
для сварных стыков арматуры периодиче¬
ского профиля диаметром = 20...70 мм,
у которого высота неровностей составляет
1,5...3 мм.Экспериментально-теоретическим
путем получено выражение для расчета
амплитуды прошедшего сигнала при те¬
невом методе контроля таких изделий:=ехр -каЪП Мл +r2)j(5.150)где кп = 10... 12 - коэффициент, учиты¬
вающий влияние кривизны и потери на
профиле.Погрешность расчетов для внутрен¬
них дефектов с соотношением djb < 8... 10
не превышает 20 %.Для зеркально-теневого метода кон¬
троля сварных стыков арматуры получен
коэффициент потерь кп = 0,2...0,8, кото¬
рый вводится в числитель правой части
выражения (5.149). Точность расчетных
данных ~25 %.
160Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5.5. СПОСОБЫ ВОЗБУЖДЕНИЯ
УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙВ настоящее время известно не¬
сколько способов возбуждения УЗ коле¬
баний, применяемых в УЗ дефектоскопии.
Эти способы основаны на различных фи¬
зических явлениях.Наибольшее распространение полу¬
чил способ, основанный на пьезоэлектри¬
ческом эффекте.В 1880 г. французские ученые братья
Кюри заметили, что деформация пластин¬
ки кварца вызывает появление на ее гра¬
нях электрических зарядов. Если на пла¬
стинку кварца нанести электроды и с по¬
мощью проводников подсоединить их к
чувствительному прибору, то окажется,
что при сжатии пластинки возникает
электрическое напряжение. При растяже¬
нии пластинки также получается напря¬
жение, причем той же величины, но про¬
тивоположного знака.Возникновение электрических заря¬
дов на поверхностях пластинки при ее
деформации называют прямым пьезо¬
электрическим эффектом ("пьезо" по-
гречески означает "давить").Спустя год, основываясь на теорети¬
ческих предположениях Липимана, братьяКюри обнаружили и обратное явление.
Если к электродам пластинки подвести
электрический заряд, то размеры ее уве¬
личатся или уменьшатся в зависимости от
полярности приложенного напряжения.
При изменении знака последнего кварце¬
вая пластинка то сжимается, то растягива¬
ется в такт со знаком приложенного на¬
пряжения. Явление изменения размеров
пластинки под действием электрического
поля называют обратным пьезоэлектри¬
ческим эффектом.Явление пьезоэлектрического эффек¬
та в кварце может быть объяснено на основе
рассмотрения следующей модели (рис. 5.70).На рис. 5.70, а схематически показа¬
но строение элементарной ячейки кри¬
сталла кремния SiC>2. " © " обозначены
атомы кремния с зарядом 4+," ©" группы
из двух атомов кислорода с зарядом 4“.
Ячейка недеформирована и является элек¬
трически нейтральной. Заряд атома 1 ком¬
пенсируется зарядами групп 2 и 6,
расположенных от плоскости А дальше,
чем атом 7.а) б) в)Рис. 5.70. Объяснение пьезоэлектрического эффекта:а-в - соответственно пластина свободна, сжата и растянута
СПОСОБЫ ВОЗБУЖДЕНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ161При сжатии пластины (см. рис. 5.70, б)
отрицательные группы 2 и б выдвигаются
к плоскости А и на ней появляется избы¬
точный отрицательный заряд. У поверх¬
ности Б по той же причине возникает из¬
быточный положительный заряд. При
изменении направления деформации (см.
рис. 5.70, в) полярность поверхностей А и
Б меняется на противоположную.Пьезоэффект является свойством
кристаллов и связан с наличием одной
или многих осей. Естественный кристалл
кварца представляет собой весьма ста¬
бильный материал: как по химическим,
так и по физическим показателям отлича¬
ется высокой твердостью. Кристалл квар¬
ца имеет форму шестигранной призмы,
оканчивающейся пирамидоподобными су¬
жениями на концах (рис. 5.71).Если провести линию, параллельную
граням призмы, то эта линия определит
оптическую ось кристалла (ось Z). Элек¬
трическая ось определяется линией, со¬
единяющей противоположные углы шес¬
тигранной призмы - ось X, поэтому име¬
ется три оси X в каждом естественном
кристалле кварца (рис. 5.72). Ось Y на¬
правлена перпендикулярно к каждой
площадке призмы, этих осей в кристалле
также три. Оси X и Y перпендикулярны к
оси Z.Пьезоэффект наблюдается лучше
всего в том случае, если пластины выре¬заны в плоскости, параллельной оси Z и
одной из осей Y, и перпендикулярны оси
X. Такая пластина называется ^-срезом.Если пластину, вырезанную таким
способом, деформировать в направлении
оси X, то на ее поверхности возникнут
электрические заряды. В случае помеще¬
ния пластины в переменное электрическое
поле, направленное вдоль оси X, пластина
будет совершать толщинные колебания.
Иногда изготовляют пластины У-среза,
т.е. такие, которые вырезаны перпендику¬
лярно к оси Y и параллельно осям X и Z.
При помещении такой пластины в пере¬
менное электрическое поле Е она будет со¬
вершать поперечные колебания (рис. 5.73).Пластины X- и У-срезов служат для
возбуждения соответственно продольных
и поперечных волн.
162Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬЕ==3"а)б)Рис. 5.73. Колебания пьезоэлектрической пластины в переменном электрическом поле:а-Х-срез; б - 7-срезЭлектромагнитоакустический (ЭМА)принцип возбуждения и регистрации
ультразвуковой сдвиговой волны поясня¬
ет рис. 5.74. При подаче на высокочастот¬
ную катушку переменного тока возни¬
кающее переменное магнитное поле будет
наводить вихревой ток в поверхностном
слое. В результате взаимодействия пере¬
менного вихревого тока с постоянным или
переменным магнитным полем частицы
металла будут совершать колебательное
движение в плоскости, параллельной
плоскости объекта, возбуждая попереч¬
ную волну, распространяющуюся перпен¬
дикулярно к этой плоскости.Отраженная от неоднородности или
противоположной стороны поверхности
ультразвуковая волна возвращается к по¬
верхности сканирования, вызывает коле¬
бательное движение частиц среды в маг¬
нитном поле и приводит к возникновению
вихревых токов. Электромагнитное поле
этих токов, пересекая высокочастотную. \ N /
II \OOOOfW./'$2£ро*-4с‘ ШИК*л-вгзътп.\| ■!■■■■ ^ЫИЙЯДЛу 1 1 Г ^ IРис. 5.74. Схема возбуждения ультразвука
ЭМА-методом:/ - контролируемое изделие; 2 - постоянный
магнит; 3 - высокочастотная катушка;4 - контур вихревого тока; 5 - электродинами¬
ческая сила, действующая на частицы металла;6 - возбужденная поперечная волнакатушку, будет наводить в ней перемен¬
ную ЭДС, которая преобразовывается в
электрический сигнал, усиливается и ре¬
гистрируется индикатором.Описанный электродинамический
эффект позволяет возбуждать как попе¬
речные, так и продольные волны в любых
токопроводящих материалах. В ферро¬
магнитных материалах эффективность
возбуждения продольных волн хуже в
сравнении с поперечными вследствие
большой магнитной проницаемости этих
материалов. Для возбуждения волн под
углом к поверхности, волн Рэлея и Лэмба
применяют катушки с противоположным
направлением тока, в которых проводни¬
ки расположены на расстоянии Сф/(2/), где
Сф - фазовая скорость.С помощью ЭМА-метода удается
возбудить нормальные поперечные вол¬
ны, что крайне трудно сделать другими
способами. Одним из важных достоинств
метода является стабильность амплитуды
сигнала при наличии неровностей по¬
верхности, окалины или краски. К досто¬
инствам метода следует также отнести
возможность контроля при высоких тем¬
пературах (до 1300 °С), избирательную
возможность приема того типа волн, ко¬
торый в данный момент нужен. Послед¬
ний фактор особенно важен при изучении
типа волн от источников акустической
эмиссии.Недостатками надо считать громозд¬
кость преобразователей и резкое умень¬
шение чувствительности с увеличением
зазора (рис. 5.75). Установлено, что чув¬
ствительность метода при d= 0,1...0,2 мм
в 2-3 раза ниже по сравнению с пьезо¬
СПОСОБЫ ВОЗБУЖДЕНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ163электрическим методом возбуждения
ультразвуковых колебаний. В настоящее
время способ нашел применение при кон¬
троле рельсов, труб и т.д.Лазерное возбуждение ультразвуко¬
вых колебаний - достаточно перспектив¬
ное направление. Суть метода состоит в
следующем. При облучении энергией све¬
тового потока какого-либо участка тела
другие его участки приобретают повы¬
шенную температуру не сразу, а лишь
спустя некоторое время. Неравномерное
распределение температуры приводит к
неравномерному тепловому расширению
тела, к появлению термомеханических
напряжений. Эти напряжения изменяются
во времени, и в результате возникают аку¬
стические волны, излучаемые слоем с из¬
меняющейся температурой. Амплитуда
акустического импульса линейно зависит
от энергии лазерного импульса.Необходимо отметить, что длитель¬
ность и спектральный состав акустическо¬
го импульса не критичны к плотности
потока энергии, а определяются только
упругими и тепловыми характеристиками
материала, а именно отношением с2/у, где
у - коэффициент температуропроводности.Например, при с2/у = 1(Г|0...1(Г8 1/с
т3 = 1 (Г10... 1 (Г8с, т.е. эффективная частота
будет значительно больше обычной рабо¬
чей частоты ультразвукового контроля.0,8
0,6
0,4
0,20 1 2 3 4 d, ммРис. 5.75. Изменение чувствительности
ЭМА-метода от величины зазораЭто позволяет контролировать изделия
малой толщины. Если принять С/ = 5,7х
х106 мм/с, тз =5 ■ Ю^с, то минимальная вели¬
чина мертвой зоны Hmin = (т3С/ /2) = 0,14 мм.Помимо термомеханического эффек¬
та для изделий небольших размеров (дис¬
ки диаметром 10...30 мм и толщиной1 мм) появление акустических волн обу¬
словлено импульсом отдачи, возникаю¬
щим при выбросе части материала с по¬
верхности образца. Акустический им¬
пульс может возбудиться также вследст¬
вие эффекта светового давления. Однако
интенсивность возбуждаемых колебаний от
этого воздействия крайне низка, и их труд¬
но зарегистрировать обычной аппаратурой.Одна из сложных задач при данном
способе возбуждения связана с приемом
ультразвуковых колебаний, например
применение интерферометров (рис. 5.76).©/сРис. 5.76. Схема возбуждения ультразвука лазером:/ - твердотельный лазер; 2 - объект контроля; 3 - полупрозрачное стекло;
4 - интерферометр; 5 - усилитель; 6 - регистратор; 7 - гелиевый лазер
164Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.77. Схема возбуждения ультразвука пучком электронов:1- ускоритель электронов; 2 - мишень; 3 - объект контроля; 4 - ЭМА-преобразователь;5 - усилитель; 6 - осциллографЛуч от гелиевого лазера расщепляется
полупрозрачным стеклом на два луча.
Один из них проходит на колеблющееся
от ультразвуковой волны изделие, а дру¬
гой в интерферометр. Отраженный от из¬
делия луч также поступает в интерферо¬
метр, сравнивается с опорным, усиливает¬
ся и поступает на осциллограф. Диапазон
частот принимаемых сигналов 0,05...
10 МГц.Однако интерферометры имеют ряд
недостатков, главные из которых - нали¬
чие шумов фотоумножителя, чувстви¬
тельность к вибрациям, сложность и гро¬
моздкость. Чувствительность приведен¬
ной схемы контроля значительно ниже по
сравнению с обычным способом контро¬
ля. Основные причины, сдерживающие
применение лазерного возбуждения, - это
нерешенная проблема приема сигналов и
отсутствие твердотельных лазеров, отве¬
чающих необходимым требованиям по
частоте посылаемых импульсов и их на¬
дежности.Тем не менее, лазерный способ воз¬
буждения ультразвуковых колебаний
весьма перспективен, учитывая большую
амплитуду (в 500... 1000 раз больше, чем
пьезопреобразователем), малую длитель¬
ность (единицы наносекунд) зондирую¬
щего импульса, практическое отсутствие
мертвой зоны.Радиационное возбуждение. При
облучении твердого тела потоками час¬
тиц-ускорителей (электронными пучками)
в нем генерируются акустические волны
вследствие термомеханических напряже¬ний, динамического удара и черенковско-
го излучения заряженных частиц, причем
доминирующий вклад вносит термомеха¬
нический эффект. При достаточно корот¬
ких импульсах потока электронов генери¬
руются весьма короткие акустические
импульсы.В настоящее время в качестве источ¬
ника электронов е используют установку
типа МИРА-2Д с двухэлектродной труб¬
кой с холодным катодом (рис. 5.77). Вы¬
водят электронный пучок в атмосферу
через тонкое бериллиево окно толщиной
0,1...0,2 мм, которое обеспечивает надеж¬
ную герметизацию, пропускание электро¬
нов с малым поглощением и высокую
температуру плавления.В сильноточном пучке при большой
концентрации ионов средняя плотность
потока электронов в пучке остается прак¬
тически постоянной на значительном рас¬
стоянии от источника. При малых концен¬
трациях ионов расходимость пучка очень
сильная. Установлено, что максимальное
расстояние, на котором хорошо возбужда¬
ются ультразвуковые импульсы, ~60 мм.Длительность ультразвукового им¬
пульса незначительна и составляет 25...
30 не, а амплитуда 20 мВ, акустическое
давление, возникающее в образце, при¬
мерно такое же, как и при лазерном воз¬
буждении, и составляет 5-107 Па. При ла¬
зерном и радиационном облучении мате¬
риала в металле возбуждается только про¬
дольная волна. Данному способу возбуж¬
дения присущи те же преимущества и
недостатки, что и лазерному.
МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ165Известны и другие бесконтактные
способы возбуждения ультразвуковых
колебаний: магнитострикционный, воз-
душно-акустический, емкостный, элек¬троискровой, которые не применяются
для обнаружения дефектов и поэтому
здесь не рассматриваются.5.6. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯКлассификация. Из большого мно¬
гообразия методов акустического контро¬
ля для контроля сварных швов применяют
эхометод, теневой, зеркально-теневой,
эхозеркальный методы и дельта-метод.
Кратко рассмотрим их характеристики.Эхометод (рис. 5.78) основан на ре¬
гистрации эхосигнала, отраженного от
дефекта. Кроме преимущества односто¬
роннего доступа он также обладает наи¬
большей чувствительностью к выявлению
внутренних дефектов (S^ск « 0,5 мм2 и2b ~ 0,8 мм), высокой точностью опреде¬
ления координат дефектов. К недостат¬
кам метода следует отнести прежде всего
низкую помехоустойчивость к наружным
отражателям, большую зависимость ам¬
плитуды сигнала от ориентации дефекта
(см. рис. 5.64). Этим методом контроли¬
руют -90 % всех сварных соединений
толщиной > 4 мм.Теневой метод. При теневом методе
контроля о наличии дефекта судят по
уменьшению амплитуды ультразвуковых
колебаний, прошедших от излучателя к
приемнику (рис. 5.79). Чем больше раз¬
мер дефекта, тем меньше амплитуда про¬
шедшего сигнала. Излучатель и прием¬ник ультразвука располагают при этом
соосно на противоположных поверхно¬
стях изделия. Теневой метод можно при¬
менять только при двустороннем доступе
к изделию. При ручном контроле этим
методом контролируются лишь сварные
швы ограниченного сечения небольшой
толщины.Недостатками метода являются
сложность ориентации ПЭП относительно
центральных лучей ДН, невозможность
точной оценки координат дефектов и бо¬
лее низкая чувствительность (в 10-20 раз)
по сравнению с эхометодом.К преимуществам следует отнести
низкую зависимость амплитуды сигнала
от ориентации дефекта (см. рис. 5.64),
высокую помехоустойчивость и отсутст¬
вие мертвой зоны. Благодаря первому
преимуществу этим методом уверенно
обнаруживаются наклонные дефекты, не
дающие прямого отражения при эхометоде.Эхозеркальный метод (рис. 5.80)
наиболее достоверен при обнаружении
плоскостных вертикально-ориентирован-
ных дефектов. Он реализуется при про-
звучивании шва двумя ПЭП, которые пе¬
ремещаются по поверхности околошов-Рис. 5.78. Контроль эхометодом: Рис. 5.79 . Контроль теневым методом:1 - генератор; 2 - усилитель; 3 - индикатор; I - генератор; 2,4- ПЭП; 3 - шов; 5 - элек-4 - объект контроля; 5 - преобразователь тронно-лучевая трубка (ЭЛТ); 6 - усилитель
166Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬной зоны с одной стороны шва таким об¬
разом, чтобы фиксировать одним ПЭП
сигнал Аъ, излученный другим ПЭП и
дважды отразившийся: от дефекта и про¬
тивоположной поверхности изделия.
Этим методом контролируют изделия с
эквидистантными поверхностями, а если
их толщина < 40 мм, то нужны специаль¬
ные ПЭП.Одно из основных преимуществ ме¬
тода - возможность оценки формы дефек¬
тов размером >3 мм, которые отклонены в
вертикальной плоскости не более чем на
0 < 10°. При оценке формы дефектов не¬
обходимым условием является использо¬
вание ПЭП одинаковой чувствительности.
Метод нашел широкое применение при
контроле толстостенных изделий, когда
требуется высокая надежность обнаруже¬
ния вертикально-ориентированных пло¬
скостных дефектов, а также при арбит¬
ражных оценках.Зеркально-теневой метод (рис. 5.81).
При этом методе признаком обнаружения
дефекта служит ослабление амплитуды
сигнала, отраженного от противополож¬
ной поверхности (ее обычно называют
донной) изделия. Другими преимущест¬
вами этого метода по сравнению с тене¬
вым являются односторонний доступ и
более уверенное обнаружение дефектов,
расположенных в корне шва. Оба эти ме¬
тода нашли широкое применение при
контроле сварных стыков арматуры.Рис. 5.80. Контроль эхозеркальным методом:1 - генератор; 2 - усилитель; 3 - ЭЛТ;4 - ПЭП; 5 - шов; Н - толщина изделия;
^обр - обратно отраженный от дефекта сигнал;
А2 - зеркально отраженный сигналДельта-метод. Здесь (рис. 5.82) ис¬
пользуется ультразвуковая энергия, пере-
излученная дефектом. Падающая на де¬
фект поперечная волна частично отража¬
ется зеркально, частично трансформиру¬
ется в продольную, а частично переизлу-
чает дифрагированную волну. Трансфор¬
мированная продольная волна распро¬
страняется нормально к нижней поверх¬
ности, отражается от нее и улавливается
прямым ПЭП. Им же будет улавливаться
компонента продольной дифрагированной
волны, срывающейся с верхнего кончика
трещины и распространяющейся верти¬
кально вверх. К недостаткам метода сле¬
дует отнести необходимость зачистки
шва, сложность расшифровки принятых
сигналов при контроле соединений тол¬
щиной <15 мм, трудности при настройке
чувствительности и оценке величины де¬
фектов.Наиболее достоверные результаты
получают, если применяют СОП с реаль¬
ными дефектами. Применение СОП с ис¬
кусственными дефектами, имитирующи¬
ми трещины, может привести к ложным
результатам. Это связано с тем, что ис¬
кусственные дефекты имеют с торца
сравнительно большую отражающую по¬
верхность, поэтому процессы рассеяния
ультразвуковых колебаний от искусст¬
венных дефектов могут резко отличаться
от реальной картины рассеяния.Рис. 5.81. Контроль зеркально-теневым
методом. Обозначения см. на рис. 5.80
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ167Из перечисленных методов контроля,
при которых необходимо применять два
ПЭП, один из которых выполняет функ¬
ции излучателя, другой - приемника,
схему включения называют раздельной.
Когда используется один ПЭП, то в этом
случае он выполняет функции излучения
зондирующих импульсов и приема эхо-
сигналов, и такая схема называется со¬
вмещенной. При эхозеркальном методе
ПЭП включены по совмещенной схеме, а
также принимают сигналы по раздельнойРис. 5.82. Контроль дельта-методом.Обозначения те же, что на рис. 5.80схеме. В этом случае схема называется
раздельно-совмещенной.5.7. АППАРАТУРА И СРЕДСТВА
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ5.7.1. ДЕФЕКТОСКОПЫУльтразвуковой контроль сварных
соединений является весьма специфичной
технологической операцией. Специфика
определяется необходимостью работы в
цехе, в поле на монтаже в различных по¬
годных условиях (высота, ветер и т.п.).Это предъявляет особые требования
к конструкции дефектоскопа и, в частно¬
сти, к его массе, габаритным размерам,
автономности питания, простоте индика¬
ции дефектов, ударостойкости и другим
эксплуатационным качествам. В то же
время, оператор-дефектоскопист должен
надежно обнаруживать дефекты и пра¬
вильно оценивать их величину и степень
допустимости для данного изделия. По¬
этому к дефектоскопу предъявляется обя¬
зательный минимум функциональных
блоков, позволяющий выполнить необхо¬
димые операции.Аппаратура ультразвукового контро¬
ля состоит из электронного блока (собст¬
венно дефектоскопа), набора пьезоэлек¬
трических преобразователей (ПЭП), со¬
держащих пьезоэлементы для излучения и
приема ультразвуковых колебаний, и раз¬
личных вспомогательных устройств.Ультразвуковой дефектоскоп пред¬
назначен для генерирования импульсовультразвуковых колебаний, приема отра¬
женных сигналов, преобразования этих
сигналов к виду, удобному для наблюде¬
ния их на экране ЭЛТ и управления до¬
полнительными индикаторами, а также
для измерения координат дефектов и
сравнения амплитуд сигналов.Для достоверного контроля дефекто¬
скоп как минимум должен обеспечивать:• линейную пропорциональность
между амплитудами эхосигнала на входе
дефектоскопа и индикаторе;• получение максимальной инфор¬
мации о дефекте, точное измерение ам¬
плитуды и временных интервалов между
зондирующим импульсом и эхосигналом от
дефекта;• селектирование эхосигналов из лю¬
бого заданного временного интервала и
автоматическую сигнализацию (звуковую,
световую) об их наличии;• выравнивание чувствительности
дефектоскопа по всей зоне контроля для
компенсации затухания ультразвука в ме¬
талле.Дефектоскопы делятся на аналого¬
вые и процессорные. В состав последних
входит процессор (компьютер) для управ¬
ления и цифровой обработки информа¬
ции, содержащейся в сигнале.
168Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬБлок пита¬ния от сетинапряжением127,220(24, 36) ВРис. 5.83. Структурная схема ультразвукового дефектоскопа:АСД - автоматический сигнализатор дефектовПринцип работы аналогового дефек¬
тоскопа поясняется структурной схемой,
приведенной на рис. 5.83. К основным
узлам функциональной схемы дефекто¬
скопа относятся: генератор зондирующих
радиоимпульсов (ГЗИ); синхронизатор;
усилитель; схема автоматического сигна¬
лизатора дефектов; глубиномер, включая
генератор стробирующих импульсов; ге¬
нератор напряжения развертки; ЭЛТ; блок
питания.Генератор синхронизирующих им¬
пульсов (ГСИ) вырабатывает последова¬
тельность импульсов, которые синхронно
запускают ГЗИ, глубиномер и генератор
напряжения развертки. В качестве ГСИ
чаще всего используют автоколебатель¬
ный блокинг-генератор, который выраба¬тывает импульсы отрицательной полярно¬
сти амплитудой до 400 В, или триггер.Частота следования синхроимпуль¬
сов обычно регулируется в пределах
200...1000 Гц. Выбор частоты посылок
зондирующих импульсов определяется
задачами контроля, габаритными разме¬
рами и геометрической формой объекта
контроля. Малая частота посылок ограни¬
чивает скорость контроля, особенно в ав¬
томатизированных установках, но в этом
случае незначителен уровень шумов, воз¬
никающих при объемной реверберации в
объекте контроля. При повышении часто¬
ты посылок надежность обнаружения де¬
фектов возрастает, яркость свечения экра¬
на ЭЛТ увеличивается. Однако возникает
опасность попадания на рабочий участок
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ169экрана дефектоскопа многократно отра¬
зившихся от стенок объекта контроля
сигналов от предыдущего зондирующего
импульса.Рекомендуемая частота посылок при
ручном контроле сварных швов 600...800 Гц.ГЗИ предназначен для получения ко¬
роткого импульса высокочастотных элек¬
трических колебаний, которые использу¬
ются для возбуждения пьезопреоб¬
разователей. Основными элементами ГЗИ
являются колебательный контур, вклю¬
чающий в себя пьезоэлемент, и электрон¬
ная схема (ключ), обеспечивающая гене¬
рацию коротких импульсов.Частота высокочастотных колебаний,
заполняющих импульс, является основной
характеристикой дефектоскопа. Она оп¬
ределяется параметрами колебательного
контура и выбирается в зависимости от
величины затухания ультразвука в кон¬
тролируемом материале.Отраженные от дефекта импульсы
упругих колебаний попадают на пье¬
зопластину и благодаря прямому пьезо¬
эффекту преобразуются в ней в элек¬
трические сигналы. Приемно-усилитель¬
ный тракт дефектоскопа служит для уси¬
ления этих сигналов и содержит предуси¬
литель, измеритель амплитуд сигналов
(аттенюатор), усилитель высокой частоты,
детектор и видеоусилитель.Предусилитель обеспечивает элек¬
трическое согласование усилительного
тракта с приемным преобразователем.
Входное сопротивление предусилителя
должно быть согласовано с выходным
сопротивлением преобразователя. Он со¬
держит ограничитель амплитуды, предо¬
храняющий усилитель от воздействия
мощного зондирующего импульса, когда
преобразователь включен по совмещен¬
ной схеме. При этом сигналы небольшой
амплитуды практически не искажаются.В дефектоскопе предусмотрен спе¬
циальный переключатель, с помощью ко¬
торого усилитель может быть непосредст¬
венно подключен к ГЗИ (при работе по
совмещенной схеме) или отключен от
него (при раздельной схеме).Для измерения отношений сигналов
на входе усилителя высокой частоты име¬
ется калиброванный делитель напряжения -
аттенюатор, на переднюю панель которо¬
го выведены проградуированные регуля¬
торы с диапазоном измерения 80...110 дБ.
В последнее время разработаны автома¬
тические измерители амплитуды с цифро¬
вым выходом.В большинстве дефектоскопов атте¬
нюатор проградуирован в отрицательных
децибелах, т.е. численная величина отсче¬
та в децибелах пропорциональна вводи¬
мому с помощью аттенюатора коэффици¬
енту усиления. При этом максимальному
сигналу соответствует минимальный от¬
счет в децибелах. В ряде приборов отече¬
ственного производства по конструктив¬
ным причинам аттенюатор проградуиро¬
ван в положительных децибелах, т.е.
большему сигналу отвечает большее зна¬
чение численного отсчета в децибелах.Усилители высокой частоты бывают
двух типов: узко- и широкополосные.
Первые обладают высокой помехоустой¬
чивостью, большим коэффициентом уси¬
ления (до 80...90 дБ) и более просты в из¬
готовлении.Ширину полосы пропускания обыч¬
но выбирают равной 0,2/, что обеспечива¬
ет минимальные искажения сигналов. Од¬
нако применение узкополосных усилите¬
лей увеличивает габаритые размеры де¬
фектоскопа при необходимости работы в
широком диапазоне частот. Широкопо¬
лосные усилители имеют коэффициент
усиления на порядок меньше, помехо¬
устойчивость их ниже, но зато и габарит¬
ные размеры меньше.Усиленные высокочастотные сигна¬
лы поступают на детектор, на нагрузке
которого выделяется однополярная оги¬
бающая радиоимпульса. Продетектиро-
ванные сигналы поступают на видеоуси¬
литель с коэффициентом усиления 20...
30 дБ. Видеосигналы подаются на экран
ЭЛТ и схему автоматической сигнализа¬
ции дефектов, предназначенную для фик¬
сации с помощью звукового или светово¬
170Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬго индикатора сигналов, превышающих
заданный пороговый уровень.В ряде случаев возникает необходи¬
мость выявления мелких дефектов на фо¬
не значительных по амплитуде сигналов
(от подкладного кольца сварных соедине¬
ний или донного сигнала при контроле
листа продольными волнами). Для этих
целей дефектоскопы снабжают двумя
усилителями и соответствующими схема¬
ми АСД. Устанавливая различный коэф¬
фициент усиления каждого канала, можно
избавиться от мешающего влияния боль¬
ших по амплитуде сигналов.Для получения дополнительной ин¬
формации о дефекте, например о фазе
отраженного сигнала, в некоторых дефек¬
тоскопах предусмотрен выход на трубку
недетектированного сигнала.Для того чтобы подавить на экране
реверберационно-шумовые помехи в на¬
чале развертки или выровнять чувстви¬
тельность по глубине, в усилительном
тракте имеется схема временной регули¬
ровки чувствительности (ВРЧ). Эта схема
вырабатывает импульс определенной
формы (чаще всего экспоненциальный),
который подается на усилитель высокой
частоты, запирая его непосредственно
после излучения зондирующего импульса и
изменяя коэффициент усиления во времени.Длительность, амплитуда и форма
импульса ВРЧ могут регулироваться в
зависимости от задач контроля. В целях
выравнивания чувствительности к равным
отражателям, залегающим на различной
глубине, закон изменения усиления дол¬
жен быть обратным закону уменьшения
амплитуды отраженных сигналов, вы¬
званного затуханием ультразвука и рас¬
ширением пучка по мере увеличения рас¬
стояния.Генератор напряжения развертки
служит для формирования пилообразного
напряжения, необходимого для получения
линии развертки на экране ЭЛТ, а также
импульса подсвета для увеличения яркости
изображения во время прямого хода луча.В некоторых дефектоскопах генера¬
тор напряжения развертки может исполь¬
зоваться в режиме "от поверхности" и в
режиме "по слоям". В первом случае за¬
пуск генератора напряжения развертки
проводится одновременно с излучением
зондирующего импульса положительным
импульсом синхронизатора. Импульсы
пилообразного напряжения положитель¬
ной и отрицательной полярности с выхода
генератора подаются на горизонтально
отклоняющие пластины ЭЛТ. Прямо¬
угольный импульс положительной поляр¬
ности, вырабатываемый этим генерато¬
ром, используется в качестве импульса
подсвета прямого хода луча. В режиме
"по слоям" (задержанная развертка) гене¬
ратор напряжения развертки запускается
импульсом глубиномера.В дефектоскопах обычно предусмот¬
рены плавная регулировка длительности
развертки и ступенчатые диапазоны дли¬
тельности, которые выбирают в зависимо¬
сти от толщины изделия.Глубиномер служит для определения
координат дефектов и толщины изделия
путем измерения интервала времени меж¬
ду моментами излучения зондирующего
импульса и приходом отраженного сигна¬
ла. Для выполнения этой функции он со¬
держит калиброванную схему временной
задержки синхронизирующего импульса.
В момент окончания задержки глубино¬
мер вырабатывает импульс, который ис¬
пользуется для запуска генератора стро-
бирующего импульса, позволяющего про¬
вести временную селекцию сигналов, от¬
раженных от несплошностей, располо¬
женных в данном слое контролируемого
изделия. Стробирующий импульс подает¬
ся на вертикально отклоняющие пластины
ЭЛТ и наблюдается на экране в виде пря¬
моугольного импульса положительной
полярности. Передний фронт этого им¬
пульса и является меткой глубиномера.
Плавный регулятор последнего програ¬
дуирован в миллиметрах.
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ171Осциллоскопический индикатор на
ЭЛТ служит для визуального наблюдения
эхосигналов, определения расстояния до
дефектов и измерения амплитуды.Дефектоскопы общего назначения
обычно снабжены дублированной систе¬
мой питания от сети и автономной от ак¬
кумуляторной батареи. Дефектоскоп име¬
ет выход синхронизации для работы дру¬
гих измерительных приборов и может
быть засинхронизирован внешним источ¬
ником. Кроме того, предусмотрены выхо¬
ды с видеоусилителя для аналоговой ре¬
гистрации результатов контроля на само¬
писце и со схемы АСД для использования в
автоматических устройствах с альтернатив¬
ной (больше - меньше) оценкой качества.Придаваемые дефектоскопу вспомо¬
гательные устройства призваны облегчить
труд оператора и повысить достоверность
контроля. К ним относятся магнитные
держатели, обеспечивающие надежный
акустический контакт с изделием; ограни¬
чители перемещения в околошовной зоне;
приспособления для симметричного од¬
новременного перемещения преобразова¬
телей для контроля по схеме "тандем" и др.Сейчас в основном эксплуатируются
аналоговые отечественные дефектоскопы
УД2-12, "Рельс-6", УДС2-РДМ-3 и зару¬
бежных фирм Krautkramer (ФРГ), Sonotest
(Великобритания), Тосотас (США) и др.
Эти приборы имеют: улучшенные пара¬
метры схемы ВРЧ, обеспечивающей мак¬
симальную равномерность выравнивания
амплитуд сигналов в диапазоне зоны кон¬
троля величиной 10... 180 мм не ниже 6 дБ;
компенсированную схему отсечки шумов;
разделение органов настройки и управления
на настроечные и оперативные, что повы¬
шает эргономические характеристики при¬
бора и достоверность контроля и т.п.К недостатку дефектоскопа УД2-12
следует отнести применение в нем двоич¬
ного кнопочного аттенюатора, очень не¬
удобного в работе.Рассмотренные дефектоскопы массо¬
вого применения, к сожалению, не облег¬
чают труд оператора, поскольку не осво¬бождают его от многих операций, в том
числе от таких, как вычисление эквива¬
лентной площади и оценка допустимости
дефекта. Снизить психофизиологическую
нагрузку, повысить информативность
контроля и, следовательно, его достовер¬
ность можно путем максимальной авто¬
матизации измерительных операций.Принципиально новые возможности
дает применение цифровой техники. Соз¬
дание мощных процессоров малых разме¬
ров обеспечило активное совершенство¬
вание всей дефектоскопической техники,
в том числе и ультразвуковых дефекто¬
скопов.Здесь можно выделить три конструк¬
тивных направления. Одно из них - соз¬
дание дефектоскопов путем сочетания
серийных ПЭВМ, в первую очередь типа
"ноутбук", с соответствующим электрон¬
ным блоком, содержащим ГЗИ и усилитель.Преимуществами таких конструкций
являются: гибкость управления, широкие
возможности по обработке информации с
решением нестандартных задач, возмож¬
ность постоянного совершенствования
программного продукта.К недостаткам следует отнести: не-
компактность конструкции; необходи¬
мость дополнительных операций в кла¬
вишном наборе при вызове соответст¬
вующей программы, что приводит к вре¬
менным затратам; невозможность исполь¬
зования в полевых или загрязненных це¬
ховых условиях.Дефектоскопы, развивающиеся по
второму направлению, конструктивно
выполнены в виде моноблока, а про¬
граммное обеспечение, записанное на
дискетах или флэш-дисках, заменяется в
зависимости от задач контроля [Hitachi-
2200 (Япония) и Epoch-Ill (США)]. Пре¬
имуществами этих дефектоскопов явля¬
ются минимальное количество клавиш
управления, гибкость в перестройке про¬
грамм, независимость сложности конст¬
рукции и габаритных размеров от числа и
сложности решаемых задач.
AIИ1AHA 1 У У А И СНЬДСША УЛЫ РА^ВУ KUBUI U KUH1PUJ1»УНконтакта. При использовании СК-1 не
требуется специальных образцов для на¬
стройки чувствительности. Наличие в со¬
ставе прибора трехмерного ультразвуко¬
вого датчика положения преобразователя
позволяет обеспечить заданную методи¬
кой траекторию сканирования объекта,
восстановить двух- и трехмерные томо¬
графические изображения дефектов.Автоматическая расшифровка ре¬
зультатов, осуществляемая в реальном
масштабе времени, является существен¬
ной составляющей обеспечения безопас¬
ности функционирования ответственных
объектов.Главное преимущество дефектоско¬
пов общего назначения - возможность их
применения для контроля широкого клас¬
са объектов, несмотря на его сложность.
Специализированные дефектоскопы от¬
личаются высокой эффективностью и
простотой контроля объектов своего на¬
значения, однако номенклатура таких
объектов невелика.Благодаря мультипрограммной орга¬
низации СК-1 может содержать до семи
независимых виртуальных специализиро¬
ванных приборов ультразвукового кон¬
троля. Это позволяет существенно повы¬
сить достоверность и производительность
контроля, а значит, и экономическую эф¬
фективность применения СК-1. Простота
управления прибором, высокая надеж¬
ность в работе, отсутствие дополнитель¬
ных требований квалификации операто¬
ров позволяют немедленно приступить к
внедрению СК-1 на любом предприятии
без дополнительных затрат.Среди зарубежных ручных процес¬
сорных дефектоскопов наиболее эффек¬
тивны USM52P и USM25 фирмы Krautkra-
mer (Германия) и Epoch фирмы Panametric
(США), Sonic фирмы Nomicon (Италия).Применение процессорных дефекто¬
скопов существенно облегчает труд и
снижает психофизиологическую нагрузку
на оператора, поскольку освобождает его
от большинства измерительных операций;
улучшает производительность контроляРис. 5.85. Портативный мультипрограм¬
мный дефектоскоп-томограф СК-1за счет резкого сокращения (в десятки
раз) времени на настроечные операции
при переходе с одного объекта на другойи, самое главное, повышает достоверность
контроля. Последнее, в первую очередь,
определяется новыми возможностями
данных дефектоскопов:- наличием "заморозки" (накопле¬
ния) сигнала и измерением его макси¬
мальных параметров в этом режиме при
многократном сканировании дефекта;- настройкой дефектоскопа в каме¬
ральных условиях, что снижает уровень
ошибок;- заданием через меню времени про¬
хождения ультразвуковых колебаний в
призме, что повышает точность измере¬
ния координат,- одновременным измерением двух
координат дефекта, что необходимо при
контроле сложных по геометрии объек¬
тов, например угловых швов врезки "тру¬
ба в трубу";- запоминанием осциллограммы де¬
фектного участка и его анализом в каме¬
ральных условиях с привлечением спе¬
циалистов более высокого уровня;- архивированием результатов кон¬
троля (осциллограмм и комментариев к
ним) на ПЭВМ для дальнейшего монито¬
ринга за поведением дефектов, оставших¬
ся в конструкции.
174Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬОдним из основных недостатков
ультразвукового контроля традиционным
ручным методом является то, что после
него не остается объективных документов
(дефектограмм), по которым можно было
бы контролировать работу самих опера¬
торов. Это обусловливает зависимость
оценки качества шва от квалификации,
психофизиологического состояния и ус¬
ловий работы оператора. Иными словами,
можно констатировать, что достоверность
ручного контроля почти целиком опреде¬
ляется персональной надежностью опера¬
тора. Поэтому очевидна необходимость
автоматизации ультразвукового контроля.Автоматизация ультразвукового кон¬
троля развивается по пути многофунк¬
циональности и роботизации операций
сканирования и измерения. Быстродейст¬
вующие средства контроля создаются на
основе применения аналоговых и цифро¬
вых методов обработки многомерного
сигнала, а также многоканальных акусти¬
ческих систем с одновременным или
коммутируемым действием. В координа¬
тах амплитуда - частота - время строятся
двух- и трехмерные изображения акусти¬
ческих полей, что дает возможность оце¬
нивать тонкую структуру отражающей
поверхности.Механизированное сканирование по¬
зволяет облегчить труд оператора, исклю¬
чить ошибки, связанные с несоблюдением
регламента сканирования при поиске де¬
фектов, а в некоторых случаях даже по¬
высить общую производительность кон¬
троля (с учетом подготовительно-вспо¬
могательных операций).Для дефектоскопии протяженных
сварных стыковых соединений металло¬
конструкций толщиной 4...40 мм эффек¬
тивно используется автоматизированная
установка "Сканер-9312".Механизм сканирования установки
состоит из восьмиканального акустиче¬
ского блока на магнитных колесах; элек¬
тродвигателя; датчиков пройденного пути
и слежения за сварным швом; емкости для
контактной жидкости.В состав установки входят восьмика¬
нальный дефектоскоп, принтер и ак¬
кумуляторные батареи. Установка обес¬
печивает контроль со скоростью 1 м/мин.С 2002 г. в МГТУ им. Н.Э.Баумана
производится портативный восьмика¬
нальный мультипрограммный дефекто¬
скоп СК-2 для автоматического, механи¬
зированного или ручного ультразвукового
контроля. СК-2 предназначен для измере¬
ния основных параметров дефектов: ам¬
плитуды эхосигналов, координат дефек¬
тов, их эквивалентной площади и высоты,
а также для определения типа дефектов.
Он позволяет сохранять результаты кон¬
троля в процессе его проведения и доку¬
ментировать результаты по завершении
контроля.Маленькая масса, небольшие габа¬
ритные размеры, широкий динамический
диапазон и простота управления позволя¬
ют успешно применять СК-2 в атомной и
других отраслях промышленности для
контроля как металлических, так и неме¬
таллических объектов. Благодаря хорошо
защищенному ударопрочному корпусу и
встроенному источнику питания, СК-2
может использоваться для контроля сты¬
ковых сварных соединений трубопрово¬
дов, сварных конструкций другого назна¬
чения в самых труднодоступных местах.Одним из наиболее важных элемен¬
тов программного обеспечения СК-2 яв¬
ляется возможность осуществлять слеже¬
ние за качеством акустического контак¬
та во всех каналах одновременно, что
значительно повышает достоверность ре¬
зультатов контроля. Существенная со¬
ставляющая обеспечения безопасного
функционирования ответственных объек¬
тов - своевременная и правильная рас¬
шифровка результатов контроля. В отли¬
чие от подавляющего большинства со¬
временных приборов в СК-2 расшифровка
результатов проводится автоматически в
реальном масштабе времени.Автоматическая ультразвуковая ус¬
тановка "Автокон-МГТУ" предназначена
для ультразвукового контроля качества
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ175кольцевых сварных соединений трубо¬
проводов диаметром 530... 1420 мм с
толщиной стенки 5...25 мм (рис. 5.86).Конструктивно она выполнена в виде
двух блоков: электронного с принтером и
механизма сканирования на магнитных
колесах с электроприводом и акустиче¬
ским блоком. Акустический контакт
обеспечивается с помощью ферромагнит¬
ной жидкости. Скорость контроля 1...2 м/мин. Общая масса установки <20 кг.Преимуществом установки является
отсутствие направляющих для передви¬
жения сканера. Робот-сканер перемещает¬
ся на магнитных колесах, а его направле¬
ние по шву обеспечивается с высокой
точностью (до ± 1 мм) специальными дат¬
чиками слежения. Сканер может передви¬
гаться в любом пространственном поло¬
жении на расстоянии до 20 м от элек¬
тронного блока. Обработка результатов
осуществляется в реальном масштабе
времени с изображением сечения изделия
и возможных дефектов, а также указанием
мест нарушения акустического контакта.
Самое главное, на дефектограмме дается
полная информация о дефекте (размер,
форма, ориентация и координаты).Рис. 5.86. Установка «Автокон-МГТУ»
для автоматизированного ультразвукового
контроля трубопроводов
диаметром 530...1420 ммУстановки серии "Авгур" фирмы
"Эхо+" (Москва) обеспечивают контроль
сварных швов трубопроводов в широком
диапазоне толщин и диаметров на часто¬
тах 0,5...6 МГц. Результаты документи¬
руются в виде голограмм.5.7.2. ПРЕОБРАЗОВАТЕЛИКлассификация. Достоверность
ультразвуковой дефектоскопии во многом
зависит от надежной работы преобразова¬
теля - одного из главных элементов в сис¬
теме НК этого вида. Преобразователи
классифицируют по ряду признаков.По способу акустического контакта
твердотельной части преобразователя
(протектора, призмы) с контролируемым
объектом различают следующие преобра¬
зователи:• контактные, которые прижимают к
поверхности изделия, предварительно
смазанной жидкостью (маслом, глицери¬
ном и т. п.); в некоторых случаях слой
жидкости заменяют эластичным материа¬
лом (эластичным протектором);• иммерсионные, имеющие слой
жидкости между поверхностью и издели¬
ем (толщина этого слоя во много раз пре¬
вышает длину волны); при этом изделие
целиком или частично погружают в им¬
мерсионную ванну, используют струю
воды и т. д.;• контактно-иммерсионные, снаб¬
женные локальной иммерсионной ванной
с эластичной мембраной, контактирую¬
щей с изделием непосредственно или че¬
рез тонкий слой жидкости;• щелевые (менисковые), между по¬
верхностью которых и изделием создается
зазор около длины волны ультразвука;
жидкость в зазоре удерживается силами
поверхностного натяжения;• с сухим точечным контактом,
имеющие шарообразную поверхность,
соприкасающуюся с изделием; площадь
соприкосновения 0,01...0,50 мм2;
176Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ• бесконтактные преобразователи,
возбуждающие акустические колебания в
изделии через слой воздуха (воздушно¬
акустическая связь) с помощью элек-
тромагнитно-акустического и оптико¬
теплового эффектов; эти преобразователи
не нашли широкого практического при¬
менения, так как их чувствительность в
десятки тысяч раз ниже чувствительности
других преобразователей.Использование контактных преобра¬
зователей с эластичным протектором, а
также щелевых, контактно-иммерсионных
и бесконтактных позволяет снизить тре¬
бования к параметрам шероховатости по¬
верхности контролируемого изделия.В зависимости от способа соедине¬
ния преобразователей с электрической
схемой прибора их можно подразделить на:• совмещенные, которые соединяют¬
ся одновременно с генератором и усили¬
телем прибора и служат как для излуче¬
ния, так и для приема ультразвука;• раздельные, включающие в себя
излучатель, соединенный с генератором
прибора, и приемник, соединенный с уси¬
лителем;• раздельно совмещенные, состоя¬
щие из излучающего и приемного элемен¬
тов, конструктивно связанных между со¬
бой, но разделенных электрическим и
акустическим экранами.По направлению акустической оси
преобразователи классифицируют на пря¬
мые, излучающие волны нормально к по¬
верхности изделия, и наклонные.Раздельно совмещенные преобразо¬
ватели называют нормальными или на¬
клонными в зависимости от направления
их общей акустической оси, соответст¬
вующей направлению максимальной чув¬
ствительности таких преобразователей.
Преобразователи с переменным углом
наклона позволяют изменять угол ввода
лучей.По форме акустического поля разли¬
чают преобразователи:• обыкновенные с пьезопластиной
плоской формы, форма акустическогополя которых зависит от формы электро¬
дов, поляризации пьезопластины и т. п.;• фокусирующие, обеспечивающие
сужение акустического поля в некоторой
области контролируемого объекта;• широконаправленные (веерные),
гарантирующие расхождение акустиче¬
ского поля;• фазированные решетки (мозаичные
преобразователи), представляющие собой
плоские преобразователи, состоящие из
ряда отдельно управляемых элементов;
подавая различные по фазе и амплитуде
сигналы на эти элементы, можно изменять
направление излучения (т.е. угол ввода),
добиваться фокусировки или расфокуси¬
ровки, устранять боковые лепестки.В зависимости от ширины полосы
рабочих частот выделяют узко- и широ¬
кополосные преобразователи. К первому
типу условно относят преобразователи с
шириной полосы пропускания, меньшей
одной октавы, а ко второму, если она
больше одной октавы (отношение макси¬
мальной частоты к минимальной >2).
Увеличить ширину полосы можно, ис¬
пользовав пьезоэлемент переменной тол¬
щины, а также включив в конструкцию
несколько активных (т.е. из пьезоэлектри¬
ческих материалов) и пассивных (непье¬
зоэлектрических) слоев или применив
толстый пьезоэлемент, излучающий толь¬
ко своей поверхностью (остальная часть
пластины служит просто волноводом). В
зависимости от способа достижения ши-
рокополосности различают преобразова¬
тели переменной толщины, многослойные
и толстые (апериодические).В серийно выпускаемых ультразву¬
ковых дефектоскопах для излучения и
приема ультразвука чаще всего использу¬
ют пьезопластины, обладающие пьезо¬
электрическим эффектом. Прямой пьезо-
эффект состоит в появлении электриче¬
ских зарядов на обкладках пьезопластины
в результате ее деформации, обратный
заключается в деформации пьезопластины
под действием приложенного элекгриче-
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ177ского поля. Обычно применяют деформа¬
ции растяжения-сжатия пластины по тол¬
щине.Обратный пьезоэффекг, вызываю¬
щий такую деформацию, служит для из¬
лучения продольных волн, а прямой, свя¬
занный с деформацией по толщине, - для
их приема. Для возбуждения и приема
поперечных волн используют деформа¬
цию сдвига по толщине. В этом случае
для передачи деформации от пластины к
изделию применяют густые смазочные
материалы, так как через жидкотекучие
вещества поперечные волны практически
не проходят. В качестве такой передаю¬
щей среды используют нетвердеющие
эпоксидные смолы.Основные характеристики. К ос¬
новным характеристикам преобразователя
относят: передаточные функции (коэффи¬
циент электромеханического преобразо¬
вания); электрические сопротивления;
временные характеристики; параметры
акустического поля; общетехнические
характеристики.Коэффициент преобразования опре¬
деляется соотношением между взаимосвя¬
занными акустическими и электриче¬
скими величинами. Вследствие обратного
пьезоэффекта при подаче на пьезопласти¬
ну электрического напряжения Uu она
излучает упругие колебания с амплитудой
р„. Коэффициент преобразования (переда¬
точная функция) при излучении Кк =
= pJUu- В режиме приема, когда на пьезо¬
элемент падается акустический сигнал с
амплитудой р„, на обкладках пьезоэле¬
мента возникает напряжение [/„. Коэффи¬
циент преобразования на приеме КП =
= Un/pn. Работу преобразователя в со¬
вмещенном режиме характеризует коэф¬
фициент двойного преобразования по на¬
пряжениюкш=кИка=иа/иИ,где U„, UM - напряжение на выходе и входе
соответственно.Аналогично выражение для коэффи¬
циента преобразования по току. Вы¬
ходные характеристики U„ и /п определя¬
ют в условиях холостого хода на электри¬
ческих клеммах преобразователя ZM >>Z*3/(lO...20)или короткого замыкания
Z3 > Z\ J{10...20) , где Z3 - сопротивление
электрической нагрузки преобразователя;
Zn.3 - электрическое сопротивление пре¬
образователя; (10...20) - численный коэф¬
фициент.Зависимость коэффициента преобра¬
зования от частоты называют амплитуд-
но-частотной характеристикой (АЧХ)
преобразователя. В качестве параметров
АЧХ принимают следующие величины:- рабочую частоту /, соответствую¬
щую максимальному значению коэффи¬
циента преобразования Кии и предопреде¬
ляющую достижение максимальной чув¬
ствительности пьезоэлектрического пре¬
образователя (ПЭП);- полосу пропускания частот (ППЧ)
A/~ = /i - f2, где/1 и /2 - частоты, при кото¬
рых Кци уменьшается на 3 дБ (0,707) по
сравнению с максимальным значением
при излучении либо приеме, или на 6 дБ
(0,5) в режиме двойного преобразования
(совмещенном).Чем больше ППЧ, тем меньше иска¬
жение формы излученного и принятого
акустических импульсов, меньше размеры
мертвой зоны, выше разрешающая спо¬
собность и точность определения коорди¬
нат дефектов.Расширить ППЧ можно путем
уменьшения электрической добротности
Q3 или увеличения акустической Q3, одна¬
ко при этом снижается чувствительность.
Применяя четвертьволновый просвет¬
ляющий слой и подбирая оптимальное
демпфирование, удается расширить ППЧ,
одновременно повышая чувствитель¬
ность, так как протектор снижает акусти¬
ческую добротность за счет отвода энер¬
гии ультразвука в сторону изделия. Высо¬
кая чувствительность в сочетании с ши¬
рокой ППЧ достигается при Q3 = Qa ~ 2...4.
178Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬЭлектрическое сопротивление пре¬
образователя Zn э - это комплексное элек¬
трическое сопротивление, измеренное на
зажимах преобразователя при определен¬
ной акустической нагрузке на его рабочей
поверхности.Значение Zn3 обычно представляют
графически в зависимости от частоты f
Частоты, при которых Zn3 имеет минимум
и максимум, называют соответственно
частотами резонанса и антирезонанса^.
Значения Zn 3 и его параметры используют
для определения оптимальных условий
согласования преобразователя с элек¬
тронным блоком дефектоскопа.Сопротивление электрической на¬
грузки Z3 преобразователя - также ком¬
плексная величина, составляющими кото¬
рой являются сопротивления емкости,
индуктивности и резистора, включенные
параллельно или последовательно с пье¬
зопреобразователем и обусловливающие
наилучшее его согласование с усилителем.К временным характеристикам пре¬
образователя относят импульсный коэф¬
фициент преобразования Кщ, представ¬
ляющий собой отношение максимальной
амплитуды эхосигнала к максимальной
амплитуде тока зондирующего импульса,
и реверберационно-шумовую характери¬
стику (РШХ) — временную зависимость
отношения электрического напряжения на
преобразователе к амплитуде электриче¬
ского напряжения эхоимпульса.На практике вместо Kfjj наиболее
целесообразно и просто измерять услов¬
ный коэффициент импульсного преобра¬
зования, представляющий собой отноше¬
ние измеренного максимального эхосиг¬
нала в стандартном образце № 3 (СО-3) и
импульса генератора, т.е. KjJj = U3X0/UT .
РШХ связана с длительностью трш ре-верберационных шумов, которая отсчи¬
тывается от переднего фронта импульса
генератора до точки пересечения ревербе-
рационного сигнала с горизонтальной
линией шкалы осциллографа, располо¬женной на уровне максимальной ампли¬
туды эхосигнала в СО-2.РШХ в значительной мере определя¬
ет возможность выявления дефектов, рас-
по-ложенных вблизи поверхности (в
мертвой зоне). Она зависит прежде всего
от коэффициента затухания волн в демп¬
фере и задержке (призме) преобразователя.Кроме того, длительность тр ш опре¬
деленным образом коррелирована с вре¬
менем задержки эхосигналов в преобразо¬
вателе, которое представляет собой двой¬
ное время задержки сигнала от момента
подачи электрического сигнала на разъем
преобразователя до момента появления
акустического сигнала в точке выхода. На
практике тпр находят по формулеТдр = 0,5(т01 - т02), где т01 и т02 - интерва¬
лы времени соответственно между зонди¬
рующим импульсом и первым эхосигна-
лом и между первым и вторым эхосигна-
лами в СО-3.Каждый серийно выпускаемый ПЭП
должен быть метрологически аттестован с
оформлением соответствующего паспор¬
та. В паспорте на преобразователь содер¬
жатся следующие сведения: название и
тип преобразователя; дата выпуска; на¬
значение; перечень метрологических ха¬
рактеристик, которые подлежат аттеста¬
ции; результаты аттестации; отметка о
соответствии метрологических характе¬
ристик преобразователя заданным; усло¬
вия эксплуатации; подпись ответствен¬
ного лица.Кроме того, паспорт целесообразно
снабжать графиками наиболее часто
употребляемых характеристик: формы
акустического импульса, АЧХ, АРД-диа-
грамма.Основная акустическая характери¬
стика ПЭП - ДН. Центральную часть ДН,
в пределах которой амплитуда сигнала
уменьшается от единицы до нуля, назы¬
вают основным лепестком. На практике за
нижнее значение амплитуды основного
лепестка, определяющее угол расхожде-
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ179ния пучка лучей, принимают 0,1 (20 дБ)
для поля излучения или приема и 0,01
(40 дБ) для поля излучения-приема.Шириной ДН 01 считают угол между
боковыми лучами основного лепестка, в
пределах которого амплитуда изменяется
не более чем на 3 дБ (6 дБ для поля излу-
чения-приема).Кроме основного лепестка ДН может
иметь боковые лепестки с интенсивно¬
стью ~15...20 %. Помимо этого использу¬
ют такие характеристики акустического
поля, как протяженность ближней зоны,
неравномерность поля на определенном
расстоянии от излучателя. Для фокуси¬
рующих преобразователей важно знать
фокусное расстояние F(] (расстояние от
центра излучателя до точки, где достига¬
ется максимальная чувствительность),
протяженность и ширину фокальной об¬
ласти, на границе которой максимальное
значение чувствительности уменьшается
на 3 дБ (6 дБ для поля излучения-приема).Для наклонного преобразователя по¬
мимо ширины ДН 0| важной характери¬
стикой является угол ввода а в плоскости
падения.Акустическое поле PC ПЭП характе¬
ризуется теми же параметрами, что и поле
фокусирующего преобразователя, однако
в первом случае диапазон изменения ам¬
плитуды сигнала в фокальной плоскости
более широкий.Общетехнические характеристики
определяют требования к надежности,
износостойкости, стойкости к внешним
воздействиям. Надежность ПЭП оцени¬
вают наработкой на отказ за счет процес¬
сов старения и релаксации или средним
сроком службы; износостойкость - про¬
тяженностью (площадью) проконтроли¬
рованного металла, при которой истира¬
ние призмы или протектора еще не вызы¬
вает изменения угла призмы выше допус¬
тимого. Стойкость к внешним воздейст¬
виям зависит от устойчивости к измене¬
нию температуры, влажности, механиче¬
ским ударам и действию электромагнит¬ного поля. К этим характеристикам отно¬
сят также габаритные размеры, угол
призмы, стрелу преобразователя (расстоя¬
ние от точки выхода акустической оси до
передней грани преобразователя) и др.Конструкции. Прямые совмещенные
преобразователи. Выбор ПЭП определя¬
ется конфигурацией изделия, условиями
доступа для контроля, наиболее вероят¬
ным местоположением, типом и ориента¬
цией дефектов, наличием ложных сигна¬
лов и т. д. Промышленность выпускает
ПЭП различных типов, описать конструк¬
тивные особенности которых не пред¬
ставляется возможным. В связи с этим
ограничимся рассмотрением конструкций
наиболее распространенных серийных
преобразователей.Прямые преобразователи (рис. 5.87)
предназначены для возбуждения и приема
продольных волн под прямым углом к
поверхности изделия, находящейся в кон¬
такте с преобразователем. Основной эле¬
мент преобразователя - пьезоэлемент. При¬
меняют, как правило, пьезоэлементы из ке¬
рамики - цирконат-титаната свинца (ЦТС)а)б)Рис. 5.87. Прямые контактные
совмещенные преобразователи
из комплекта "Приз-4":а - без акустической задержки; б — с аку¬
стической задержкой; 1 - пьезоэлемент;2 - протектор; 3 - демпфер; 4 - заливочная
масса; 5 - корпус; 6 - твердая задержка
5.6. Технические характеристики пьезоматериаловМатериалТипсрезаСкорость
звука
с • 1СГ3, м/сПлотность
р • КГ3,
кг/м3Характери¬
стический
импеданс
Z • кг6,
Пас/мДиэлектри¬ческаяпостоянная8Пьезомо¬
дуль
d - 1012,
Кл/НКоэффици¬
ент элек¬
тромехани¬
ческой связи
КДопускае¬
мая темпе¬
ратура, °СКварцX5,742,6515,204,52,310,094570ТурмалинZ7,153,1022,207,54,930,098-Сульфат ли¬
тияV5,462,0611,2010,318,300,38075СегнетовасольL3,081,775,4670,054,000,56025Титанат ба¬
рия ТБК-3Вдольна-пра-вле-нияполя¬риза¬ции4,70±0,205,302,501200+260190,000,290...0,350105+10Цирконат-титанатсвинца:ЦТС-19ЦТСНВ-1ЦТС-23ЦТБС-33,30±0,30
2,96+0,15
3,00...3,35
3,45+0,157,007,30+0,307,407,1023,0021,6022.20...24.8023.40...25.601525+325
2050±550
1050+250
2400+400200,00400.0400.000,350...0,450
0,700
0,430Св. 290280+10
До 453ЦТСС-13,50Св. 7,30Св. 24,501000+250-0,550548+15Ниобат свин¬
ца НБС-14,00±0,305,6022,501600+300Св. 0,280265±20Иодат лития4,10+0,204,5418,60-42,000,500...0,600-180 Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ181или титаната бария. В преобразователях
зарубежных фирм чаще используют кварц
X- и 7-среза. Применение кварца, имею¬
щего сравнительно низкую чувствитель¬
ность, объясняется его высокой стабиль¬
ностью и равномерностью излучения всех
элементов пьезопластины. Основные тех¬
нические характеристики пьезоматериа¬
лов приведены в табл. 5.6.Для эффективного возбуждения пье¬
зопластины необходимо, чтобы собствен¬
ная частота / толщинных колебаний пье¬
зоэлемента совпадала с частотой электри¬
ческих колебаний f0, т.е./=_/,. Это условие
обеспечивается, когда толщина пьезопла¬
стины h = \J2 = cj(2f), где Х,„ и сп - соот¬
ветственно длина волны и скорость звука
в материале пьезопластины, а соотноше¬
ние lath ~ 20.Пьезопластина, параметры которой
удовлетворяют этим требованиям, обес¬
печивает максимальную амплитуду излу¬
ченного импульса при прочих равных ус¬
ловиях.В серийных преобразователях, рабо¬
тающих на частоте >2,5 МГц, выполняют¬
ся оба условия, тогда как в преобразова¬
телях с более низкой частотой - только
первое из них. Например, в преобразова¬
телях на частоту 0,2 МГц 2a/h~4, и для
удовлетворения условия 2a/h ~ 20 необ¬
ходимы пьезоэлементы диаметром 150 мм.Поэтому для обеспечения второго
условия низкочастотные преобразователи
часто изготовляют в виде пакетов, скле¬
енных из нескольких пьезопластин, элек¬
трически соединенных между собой па¬
раллельно (рис. 5.88). При этом суммар¬
ная толщина пакета h должна отвечать
условию h = \J2 = сп/(2/).Число пластин в пакете выбирают с
учетом конкретного типа электрического
генератора. Например, в режиме излуче¬
ния увеличение числа пластин (при за¬
данной частоте / это эквивалентно
уменьшению их толщины) ведет к повы¬
шению напряженности электрического
поля в каждой из них. Однако при этом Ок-/Г-ОРис. 5.88. Многослойный пьезоэлемент
с параллельным соединением
электрических слоев:1 - демпфер; 2 - нагрузкавозрастают общая емкость преобразователя
и растет нагрузка на электрический гене¬
ратор и, как результат, падает возбуж¬
дающее напряжение. При одном и том же
значении af чувствительность многослой¬
ных преобразователей существенно ниже,
чем однослойных.Конструкция многослойных преоб¬
разователей достаточно сложна, так как к
каждой пластине необходимо подвести
электрическое напряжение, для чего меж¬
ду ними помещают фольгу, к которой
припаивают подводящие провода.При соблюдении требований к раз¬
мерам пьезоэлемента можно получить
максимальный электрический сигнал на
обкладках пластины. Наряду с этим выбор
формы и размера (площади) пьезоэлемен¬
та обусловлен необходимостью формиро¬
вания определенного акустического поля
по глубине и сечению.В серийных ПЭП применяют пьезо¬
элементы круглой и прямоугольной фор¬
мы. Более предпочтительно использова¬
ние прямоугольных пьезопластин, кото¬
рые при одних и тех же линейных разме¬
рах имеют большую площадь и обеспечи¬
вают формирование более узкой ДН.При выборе поперечных размеров
пьезоэлемента следует учитывать, что
увеличение поперечных размеров сужает
ДН и повышает чувствительность в даль¬
ней зоне, одновременно увеличивая про¬
тяженность ближней зоны, характери-
182Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬзующеися неравномерностью чувстви¬
тельности по глубине и сечению пучка и,
следовательно, пониженной вероятностью
обнаружения дефектов.Кроме того, увеличение размеров
пьезоэлемента влечет за собой возраста¬
ние площади контактной поверхности,
что снижает достоверность и воспроизво¬
димость результатов контроля. В то же
время пьезоэлемент малых размеров, не
обеспечивая требуемой мощности излу¬
чения, имеет недостаточную разрешаю¬
щую способность и пониженную точность
определения координат дефектов вследствие
широкой ДН. Оптимальные размеры пьезо¬
пластин составляют af- 12... 15 мм ■ МГц.Наряду с изложенными соображе¬
ниями при выборе размера пьезоэлемента
необходимо также иметь в виду, что при
работе в ближней зоне снижаются вероят¬
ность обнаружения дефектов и точность
оценки их размеров, поэтому надо стре¬
миться к тому, чтобы пьезоэлемент нахо¬
дился в дальней зоне по отношению к де¬
фекту. Данное требование выполняется
при соблюдении следующих условий:а < д/0,8Хг при 2а >26 и г> 8й2/^.; (5.151)а < *JO,2Xr при 2а < b и г > 2Ь2/Х, (5.152)где г - расстояние между дефектом и пье¬
зоэлементом.Для преобразователей с задержкой
(рис. 5.89)г = гы + г2,(5.153)где гм - расстояние от точки ввода до цен¬
тра дефекта в металле. Для прямого ПЭП
Г2 = пп, а для наклонного и раздельно-
совмещенногог, =т-cosacosp(5.154)Рис. 5.89. Схема распространения ультра¬
звукового пучка в наклонном преобразователегде г| - путь ультразвука в призме.Для приложения электрического по¬
ля на противоположных поверхностях
пьезоэлемента располагают металличе¬
ские (обычно серебряные и никелевые)
электроды. Во избежание пробоя по краям
пластины часто оставляют неметаллизи-
рованную полоску. Соотношение между
размерами площадей поверхности пьезо¬
пластины, покрытых электродами и сво¬
бодных от них, существенно влияет на
добротность пьезоэлемента и характери¬
стики акустического поля.Регулируя размер электродов пьезо¬
элемента, можно в довольно широких
пределах изменять характеристики аку¬
стического поля в изделии. Диаграмму
направленности ПЭП можно значительно
сужать, используя электроды, секциони¬
рованные кольцеобразными проточками.
В зависимости от диаметра и резонансной
частоты пьезопластины число электродов
должно быть 3...7, а их ширина с рабочей
стороны пьезоэлемента в 2,5-3,5 раза
меньше, чем нерабочей. Ширина проточ¬
ки на нерабочей стороне должна быть
минимально возможной. Электрические
соединения секционирования электродов
целесообразно выполнять последователь¬
но для уменьшения суммарной емкости
пьезоэлемента и увеличения излучающей
площади пьезоэлемента без перегрузки
генератора.С целью гашения свободных колеба¬
ний пьезопластины, уменьшения длитель¬
ности зондирующего импульса и расши¬
рения полосы пропускания частот с ее
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ183нерабочей стороны приклеивают демп¬
фер. Для обеспечения указанных условий
материал демпфера должен обладать аку¬
стическим сопротивлением, близким к
волновому сопротивлению пьезопласти¬
ны, и большим коэффициентом затухания.
Выполнить одновременно оба требования
достаточно сложно.Например, если демпфер изготовлять
из латуни или бронзы, акустическое со¬
противление которых примерно такое же,
как пьезокерамики, не удается эффектив¬
но гасить сигналы, излученные в сторону
демпфера. Пьезопреобразователи с по¬
добными демпферами наиболее целесооб¬
разно использовать в режиме приема сиг¬
налов, в частности сигналов акустической
эмиссии.Чаще всего демпферы изготовляют
из композиционных материалов, состоя¬
щих из связующего элемента и рассеива¬
телей. В качестве первых применяют
компаунды или эпоксидные смолы типов
ЭД-5, ЭД-6, а в качестве вторых - порош¬
ки тяжелых металлов и их оксидов, а так¬
же измельченные кварц, карбид титана,
вольфрама или свинца. В серийных пря¬
мых ПЭП используют демпферы, полу¬
ченные горячим прессованием порошка
вольфрама и связующего пенопласта,
клеящей массой служат эпоксидные клеи.
Эти демпферы обладают достаточно высо¬
ким коэффициентом затухания (до 420 м-1)
и большим удельным акустическим со¬
противлением (до 15-106 Па-с/м). Вследст¬
вие высокой электрической проводимости
таких демпферов и электрического кон¬
такта между ними и пьезоэлементом при
приклеивании к последнему исключается
необходимость припаивания контакта к
нерабочей поверхности пьезопластины.В качестве пластификатора широко
применяют также силикон, полиуретан,
каучук, сырую резину. Демпферы с этими
компонентами обладают гораздо более
высоким коэффициентом затухания, чем
эпоксидные смолы, при одном и том же
количестве рассеивателей (порошков).
Для оптимального демпфирования необ¬ходимо, чтобы акустическое сопротив¬
ление демпфера по высоте изменялось по
экспоненте, причем максимальное значе¬
ние должно быть со стороны пьезоэле¬
мента. Этого можно достичь вибрацион¬
ной обработкой массы компаунд-
наполнитель, при которой тяжелые части¬
цы наполнителя (порошка) опускаются к
поверхности, в дальнейшем приклеивае¬
мой к пьезопластине.Экспериментально установлено, что
для поверхности, прилегающей к пьезопла-
сгине, соотношение масс между компаун¬
дом и наполнителем должно составлять1:10... 1:12; при этом максимальное значение
импеданса демпфера Z0 = (6...8) 10б Па-с/м.
С целью более эффективного гашения
многократных отражений демпфер вы¬
полняют в виде конуса либо срезают его
тыльную поверхность под определенным
углом к поверхности пьезопластины.Для защиты пьезопластины от исти¬
рания и повреждения к ней с рабочей сто¬
роны приклеивают или припаивают про¬
тектор. Помимо высокой износостойкости
он должен обеспечивать наилучшее про¬
хождение ультразвука через границу пье¬
зоэлемент - контролируемое изделие и
высокую стабильность акустического
контакта. Чтобы выполнить последнее
условия, необходима толщина протекто¬
ра, равная 7J4, а его характеристический
импеданс Zn выбирают из условия Zn == yjz0zx , где Zq и Zx - характеристиче¬
ские импедансы демпфера и контактной
жидкости соответственно.В качестве материала протектора в
прямых совмещенных преобразователях
используют минералокерамику (берил¬
лий, твердые износостойкие сплавы и др.).
Протекторы из этих материалов характе¬
ризуются высокой износостойкостью, но
не обеспечивают стабильности акустиче¬
ского контакта при контроле изделий с
различной шероховатостью поверхности.
Так, при Rz 0,63...320 амплитуда отра¬
женного от дна сигнала может изменяться
на 20 дБ. В связи с этим широко приме¬
184Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬняют полимерные пленки из эластичного
материала, например полиуретана.Такой протектор, обладая большим
коэффициентом поглощения ультразвука,
гарантирует хорошее гашение многократ¬
ных отражений. Он может легко дефор¬
мироваться и в определенной мере обле¬
гать неровности поверхности изделия, что
также благоприятствует стабильности
акустического контакта. Колебания ам¬
плитуды <5 дБ. На практике толщину та¬
ких протекторов выбирают равной 0,2...
1,0 мм.Так как акустические сопротивления
полиуретана и пьезоэлемента сильно раз¬
личаются, между ними помещают согла¬
сующие слои, улучшающие прохождение
ультразвуком этой границы. Эти слои в
серийных ПЭП выполняют из эпоксидной
смолы с вольфрамовым наполнителем, на¬
носимой непосредственно на пьезоэлемент.Применение твердых задержек (см.
рис. 5.87) позволяет проводить УЗ кон¬
троль изделий с температурой до 1200 °С.
Для контроля изделий с температурой до
500 °С при непрерывном контакте изде¬
лия с ПЭП в течение 10... 15 с в роли за¬
держек целесообразно использовать теп¬
лостойкие пластмассы, плавленый кварц
или специальное стекло, обладающие
низкой теплопроводностью, а как контак¬
тирующую среду - силиконовые смазоч¬
ные материалы. Пьезопластину можно
изготовлять из пьезокварца или ЦТС спе¬
циального сорта.При необходимости контроля изде¬
лий с температурой до 1200 °С и длитель¬
ном его проведении применяют задержки
из латуни или бронзы с водоохлаждаемы¬
ми рубашками и расплавы солей в качест¬
ве контактной жидкости. Значительное
различие акустических импедансов мате¬
риала задержки и контактной жидкости
вызывает интенсивное отражение ультра¬
звука от торца задержки и резкое умень¬
шение (более чем в 100 раз) интенсивно¬
сти прошедшего сигнала.Отраженные от торца импульсы так¬
же сильно затрудняют расшифровку при¬
нятых сигналов. С этих позиций более
эффективны задержки из пластиков, квар¬
ца и стекла, имеющие меньший характе¬
ристический импеданс и нашедшие гораз¬
до более широкое применение в промыш¬
ленности по сравнению с металлически¬
ми. При контроле листового проката ис¬
пользуют специальные преобразователи с
водоохлаждаемыми рубашками, обеспе¬
чивающие ввод и вывод УЗ колебаний в
объект контроля без специальных кон¬
тактных сред благодаря созданию сильно¬
го давления на поверхность. Под действи¬
ем давления окалина разрушается и ПЭП
через вращающуюся цилиндрическую
задержку контактирует с нагретой по¬
верхностью контролируемого листа.Наклонные совмещенные преобразо¬
ватели. Прямой (нормальный) преобразо¬
ватель применяют для ввода в изделие
продольных волн; возбуждение же и од¬
новременный наклонный ввод не столько
продольных, сколько волн других типов
осуществляют наклонным преобразовате¬
лем. Это обеспечивается вследствие того,
что в отличие от прямого наклонный пре¬
образователь имеет призму (линию за¬
держки), на которую под определенным
углом приклеивают пьезоэлемент. По¬
следний излучает в призму продольные
волны, которые на границе ее с изделием
преломляются, трансформируются и час¬
тично отражаются в призму (см. рис. 5.89).Вероятность возбуждения волны то¬
го или иного типа и ее энергия зависят от
угла наклона р . Для возбуждения про¬
дольной волны в изделии угол р выби¬
рают меньше первого критического на 4...
10°. Преобразователи с р = 20...24° < р^для системы плексиглас-сталь успешно
применяют в случае контроля аустенит-
ных сварных швов. При р = Ркр1 в изде¬
лии возбуждается головная волна, которая
успешно используется для обнаружения
подповерхностных дефектов в сварных
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ185швах. Если р = (Зкр1, в контролируемомизделии имеет место поверхностная вол¬
на, позволяющая уверенно выявлять по¬
верхностные и подповерхностные дефек¬
ты. При (3 = Ркр1 ...p^ в изделии возбуж¬
дается только поперечная волна. Для
уменьшения влияния неоднородных волн,
возникающих при критических углах,
выбирают углы призмы, которые на 3...40
больше первого критического и меньше
второго критического, т.е. (ркр1 + 3°)< р <<(Р*Р2-3°). Например, для системыплексиглас-сталь Ркр1 = 27,5° и р^ = 58°,а углы наклона серийных ПЭП лежат в
интервале 30...55°.Одним из важных элементов, опре¬
деляющих эксплуатационные характе¬
ристики наклонных преобразователей,
является призма. При разработке ПЭП
габаритные размеры, форму и материал
призмы надо выбирать таким образом,
чтобы она обладала наилучшей РШХ и по
возможности удовлетворяла следующим
требованиям:- обеспечивала эффективное затуха¬
ние колебаний, переотраженных от гра¬
ницы раздела призма-изделие и
распространяющихся в призме;- не очень ослабляла ультразвуковые
волны на коротком участке пути от пьезо¬
элемента до изделия;- имела минимальную скорость зву¬
ка в материале призмы, так как чем ниже
скорость продольных волн в материале
призмы, тем выше коэффициент прелом¬
ления (трансформации) п и меньше веро¬
ятность образования поверхностной вол¬
ны при прозвучивании нижней части шва.Наряду с отмеченными требования¬
ми материал призм должен обладать хоро¬
шими износостойкостью, смачиваемостью и
значительным пределом термосгабильности.Всем перечисленным требованиям не
может удовлетворять какой-то один мате¬
риал, поэтому в зависимости от конкрет¬
ных условий предпочтение отдают томуили другому материалу. В эхоимпульсной
дефектоскопии на частотах 2...8 МГц наи¬
более распространены материалы на ос¬
нове акрильных пластмасс (оргстекло,
полистирол, полиамид и т. п.). Благодаря
хорошей смачиваемости этих материалов
ПЭП характеризуются достаточно высо¬
кой стабильностью акустического контак¬
та. Кроме того, материалы этой группы
легко поддаются механической обработке
и весьма доступны.Используют также полимерные ма¬
териалы: капролон, поликарбонат, - кото¬
рые в отличие от оргстекла обладают по¬
вышенной износостойкостью (в 3-7 раз),
термостабильностью и низким водопо-
глощением. Вследствие более высокого (в
3-4 раза) коэффициента затухания ультра¬
звука в этих материалах ПЭП отличаются
более благоприятной РШХ. Однако адге¬
зия этих материалов по отношению к пье¬
зокерамике и смачиваемость контакт¬
ными жидкостями значительно хуже, чем
оргстекла.При выборе материала, формы и
размера пьезоэлемента наклонных ПЭП
руководствуются теми же соображения¬
ми, что и для прямых ПЭП.Демпфер в наклонных ПЭП либо со¬
всем отсутствует, либо его изготовляют с
малым акустическим сопротивлением.
Обычно в качестве демпфера используют
тот же компаунд, которым приклеивают
пьезопластину к призме.РШХ наклонного ПЭП в значитель¬
ной мере зависит от конструкции призмы
и ее геометрических размеров, прежде
всего стрелы (расстояние от точки выхо¬
да до передней грани призмы) п и высоты
Ип призмы. Для уменьшения влияния ре-
верберационных помех, которые возни¬
кают от падающей на нижнюю грань под
углом Pi продольной волны, необходимо,
чтобы стрела ПЭП n > a cos р.Это соотношение выполняется в том
случае, когда крайний луч от верхней час¬
ти пьезопластины не падает на переднюю
грань призмы или на двугранный угол, а
лучи пучка считаются параллельными.
186Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬЕсли это условие не соблюдается, луч
значительной интенсивности отражается
назад, к пьезопластине, создавая сущест¬
венные шумы в ПЭП.В призме должна гаситься и отра¬
женная поперечная волна, распростра¬
няющаяся под углом р,. Это требование
выполняется при условии, если лучи, от¬
раженные от поверхности призмы, не по¬
падают на пьезопластину. Минимальная
высота призмы, при которой удовлетворя¬
ется данное требование, Нп > 2а ctg (Р + Р,) +
+ a sin р. Поскольку при углах < Ркр1 впризме отраженная поперечная волна об¬
ладает крайне малой энергией, вместо р,
следует брать р. При Р > Ркр] + 7° отра¬
женная поперечная волна не попадает на
пьезопластину и минимальное значение
Нп определяется только ее размером:
Н„>а sin р.Боковые лепестки ДН также создают
дополнительные шумы в ПЭП. Учесть их
влияние расчетным путем достаточно
сложно. ПЭП на частоту >5 МГц облада¬
ют значительно более благоприятной
РШХ, чем ПЭП на частоты 1,25 и
2,5 МГц, благодаря большему затуханию
УЗ колебаний внутри призмы.Рис. 5.90. Наклонный преобразователь
типа ПНЦ:1 - призма; 2 - корпус; 3 - ловушка;
4,8 - переходные согласующие элементы;
5,7 - клеевые слои; 6 - пьезоэлемент;9 - демпфер; 10 -электрический разъемДля улучшения РШХ наклонных
ПЭП призму делают ребристой или при¬
дают ей сложную форму, предусматрива¬
ют специальные ловушки, изготовленные
из материала с большим коэффициентом
затухания, но с тем же импедансом, что и
материал призмы.Для повышения износостойкости
ПЭП и улучшения качества акустического
контакта, особенно при контроле изделия
с грубообработанной поверхностью, при¬
меняют либо скользящий эластичный
протектор в виде непрерывной ленты из
маслостойкой резины или полиуретана,
либо в виде приклеенной пластины из
ситалла или лигнофоля (прессованной
древесины).В НПО "ЦНИИТмаш" разработаны
наклонные преобразователи типа ПНЦ
(рис. 5.90), в которых помехоустойчи¬
вость и разрешающая способность повы¬
шены благодаря выбору оптимальной гео¬
метрии акустической задержки (призмы),
уменьшению длительности зондирующего
импульса, улучшению акустического со¬
гласования пьезопластины с призмой и
демпфером, обладающим высоким коэф¬
фициентом затухания. Призма изготовле¬
на из оргстекла. Для обеспечения наилуч¬
шей РШХ преобразователей с углами
ввода 38...65° предпочтительна призма
трапецеидальной формы с ловушкой из
поглощающего материала на передней
грани.ПЭП, разработанные в МВТУ им.Н.Э. Баумана (теперь МГТУ), по сравне¬
нию с аналогичными ПЭП производства
ПО "Волна" (г. Кишинев, Молдова) обла¬
дают существенно более высоким отноше¬
нием полезный сигнал / помеха (18...20 дБ),
незначительной длительностью ревербе-
рационных шумов (тр ш = 4... 5 мкс), высо¬
кой эксплуатационной надежностью. От¬
личительная особенность этих ПЭП в
сравнении с известными (рис. 5.91) - на¬
личие промежуточного демпфера из кожи,
который приклеивают с нерабочей сторо¬
ны пьезопластины перед заливкой демп¬
фирующей массы.
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ187Рис. 5.91. Серийный наклонный
преобразователь:I - пьезоэлемент; 2 - призма; 3 - соединяющие
проводники; 4 - кабель; 5 - заливочная масса;5 —дополнительный демпферЕще более благоприятны параметры
ПЭП конструкции МГТУ им. Н. Э. Бау¬
мана (рис. 5.92), в которых помимо про¬
межуточного демпфера между призмой и
основным демпфером помещают чет¬
вертьволновой согласующий слой. Благо¬
даря наличию согласующего слоя крайние
лучи практически не отражаются от по¬
верхностей, а проходят в демпфер, где
полностью гасятся. Вследствие этого рез¬
ко возрастает отношение полезный сиг¬
нал / помеха и улучшается РШХ. Напри¬
мер, для ПЭП с а = 45° и/= 2 МГц харак¬
терно отношение сигнал /помеха, равное30...32 дБ, что на 10...12 дБ выше, чем у
аналогичных ПЭП фирмы Krautkramer
(ФРГ), при практически одинаковом зна¬
чении тр ш = 2...4 мкс.Раздельно совмещенные (PC) пре¬
образователи. В зависимости от решае¬
мых задач PC преобразователи могут
быть прямые (рис. 5.93) и наклонные (рис.
5.94). Прямые ПЭП широко применяют
при контроле проката, тавровых сварных
соединений, стыковых соединений со
снятой выпуклостью шва, нахлесточных
паяных соединений, при толщинометрии
и т.д. В последние годы для контроля тон¬
костенных стыковых сварных и паяных
соединений труб, аустенитных сварных
швов, соединений, выполненных контакт¬Рис. 5.92. Наклонный преобразователь типа
ПН-МВТУ:I - пьезоэлемент; 2 - призма; 3 - согласующий
промежуточный слой; 4 - соединяющие
проводники: 5 - кабель; 6 - корпус; 7 - зали¬
вочная масса; 8 - дополнительный демпферной стыковой сваркой, и т.д. стали широ¬
ко применять наклонные PC ПЭП. Конст¬
рукции преобразователей обоих типов
довольно схожи.ПЭП состоят из двух пьезоэлемен¬
тов, приклеенных к призмам, разделенных
между собой акустическими и электриче¬
скими экранами и залитых демпфирую¬
щим материалом на эпоксидной основе в
корпусе. В прямых PC преобразователях
излучатель приклеен к призме, высота
которой больше высоты другой призмы
на CiT, (ci — скорость ультразвуковых
волн в призме; т3 - длительность зонди¬
рующего импульса).Различие высот призм обусловлено
стремлением к уменьшению электриче¬
ских помех на приемнике. Основной эле¬
мент, который защищает приемник от
высокочастотных электрических колеба¬
ний, - электрический экран из медной
фольги. Для защиты от акустических по¬
мех применяют акустический экран из
пенополистирола или кожи, обернутый
медной фольгой. Благодаря акустическо¬
му и электрическому разделению излуча¬
теля и приемника уровень ревербераци-
онных шумов в PC ПЭП на 8... 12 дБ ниже,
чем в рассмотренных выше совмещенных
ПЭП, а мертвая зона уменьшается до
0,5...1,0 мм.
188Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬА-А5 4 32 1Рис. 5.93. Прямой PC ПЭП:1 - кабель: 2 - демпфер; 3,7 - пенополистирол;
4 - корпус; 5 - соединяющие проводники;6 - пьезоэлемент; 8 - медная фольга;9 - призмаРис. 5.94. Наклонный PC ПЭП конструкции
МВТУ им. Н.Э. Баумана (ныне МГТУ):1 - кабель; 2 - дополнительный демпфер;3 - пьезоэлемент; 4 - промежуточный согла¬
сующий слой; 5 - призма; 6 - кварцевый песок;
7 - заливочная масса; 8 - корпус;9 - постоянный магнит; 10 - экранПрямые PC ПЭП входят в состав
комплекта "Приз-4"; их выпускают на
частоты 2,5 и 5,0 МГц в нормальном, ми¬
ниатюрном исполнении, а также ши¬
рокозахватными. Следует отметить, что
PC ПЭП на эти частоты в нормальном
исполнении не обеспечивают монотон¬
ной, круто возрастающей зависимости
амплитуды эхосигнала от размера дефекта
(рис. 5.95). Например, при увеличении
диаметра плоскодонных отражателей,
расположенных на глубине 20 мм с 2 до
6 мм, разность амплитуды для отмеченных
PC ПЭП составляет всего ДА = 4...6 дБ.Это объясняется тем, что при увели¬
чении размера дефекта и постоянной ши¬
рине эффективного диаметра пучка озву¬
чивается не весь дефект, а только его
часть, что аналогично отражению от дон¬
ной поверхности.Чтобы исключить этот недостаток,
необходимо размер а пьезоэлемента и
длину г 1 (см. рис. 5.95) задержки выби¬
рать согласно выражениям (5.151)—(5.154).
Определив расстояние г по формуле
(5.151) или (5.152) и зная гм (как правило,
оно равно минимально возможной глубине
залегания дефекта), по формуле (5.153)
находят Г2, а из (5.154) - искомое значение г\.Высоту Нп и ширину 2а„ призмы
(рис. 5.96) выбирают таким образом, что¬
бы УЗ пучок не претерпевал ревербераций
внутри призмы. Это условие обеспечива¬
ется при #п = у 1 cos Р; 2а„ ~ 2a/cos р + #п.Известно, что PC ПЭП отличаются
неравномерной чувствительностью по
глубине. Зона максимальной чувстви¬
тельности соответствует зоне пересечения
основных лепестков ДН пьезоэлементов.
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ189Рис. 5.95. Зависимости амплитуды эхосигна-
ла от диаметра плоскодонного отражателя
для PC ПЭП различной конструкции:1,2 - серийных ПО "Волна" (Кишинев);
3...5 - серийных НПО "Прибор" (Моск. обл.);
6 - фирмы Krautkramer; ■ -/= 1,8 МГц;X - 2,5 МГц; ▲ - 4,0 МГц; • - 5,0 МГцРис. 5.96. Схема к расчету параметров
прямого PC ПЭПГлубина прозвучивания (максималь¬
ная и минимальная) зависит от угла на¬
клона пьезоэлементов. Значение р, при
котором предполагаемая глубина выяв¬
ляемых дефектов находится в области
максимальной чувствительности ПЭП,
определяют по формулеР = arctgп{а + т)
пН„ + Н(5.155)где п = Сц/сI (с/1 И С/ — скорости продоль¬
ных волн в призме и металле).Установлено, что для системы орг¬
стекло-сталь области оптимальных зна¬
чений углов р лежат в интервале 4... 10°.
При Р > 10° возникают акустические по¬
мехи, источниками которых являются
поверхностные волны, распространяю¬
щиеся от излучателя к приемнику. Чем
выше направленность пучка, тем ниже
интенсивность акустических помех.На основе разработанной методики
расчета в МГТУ им. Н. Э. Баумана созда¬ны прямые PC ПЭП с более благоприят¬
ными АРД-диаграммами, чем серийные
(см. рис. 5.95). Как следует из анализа
зависимостей, для этих ПЭП характерен
достаточно высокий градиент амплитуды
АА при увеличении размера дефекта.Пьезоматериалы для излучателя и
приемника выбирают одинаковые (чаще
всего ЦТС-19), хотя раздельные излуче¬
ние и прием позволяют улучшать харак¬
теристики ПЭП путем выбора пьезоэле¬
ментов из разных материалов, наилучшим
образом работающих либо на излучение,
либо на прием.Требования к материалам акустиче¬
ских задержек аналогичны сформулиро¬
ванным применительно к линиям задерж¬
ки прямых и наклонных ПЭП. PC ПЭП с
кварцевыми задержками успешно исполь¬
зуют при контроле изделий с температу¬
рой до 600 °С.Наклонные PC ПЭП можно условно
разделить на две группы: в одну входят
190Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬА.Са) б)Рис. 5.97. Схема расположения
пьезоэлементов в PC ПЭП типа "дуэт" (а) и
типа "тандем" (б)ПЭП с излучателем и приемником, распо¬
ложенными рядом (рис. 5.97, а), в другую -
следующими один за другим (рис. 5.97, б).
Первую схему называют "дуэт", вторую
"тандем". Широкое применение PC ПЭП
типа "дуэт" стало возможно благодаря в
первую очередь работам сотрудников
МГТУ им. Н.Э. Баумана, а PC ПЭП типа
"тандем" - вследствие разработок НПО
"ЦНИИТмаш".В зависимости от траектории рас¬
пространения УЗ пучка относительно по¬
верхности сканирования PC ПЭП типа
"дуэт" бывают хордовыми и угловыми
(рис. 5.98, а, б). Применение хордовых
PC ПЭП возможно только для контроляизделий с большой кривизной поверхно¬
сти (прежде всего труб с диаметром D << 100 мм).Принципиальная особенность этих
ПЭП - прозвучивание дефекта горизон¬
тально поляризованной волной, распро¬
страняющейся параллельно стенке трубы.
Такие условия распространения ультра¬
звукового пучка выполняются, если рас¬
стояние по хорде между точками выхода
излучателя И и приемника П 21 == ^2DH -Н2 (Н — толщина стенки тру¬
бы), а призмы наклонены под определен¬
ными углами.С целью уменьшения интенсивности
поверхностной волны и выравнивания
чувствительности по толщине изделия
применяют фокусирующие линзы или
многослойные призмы с неравномерной
скоростью по сечению, перпендикуляр¬
ному к падающему лучу. Благодаря этому
при контроле не требуется поперечного
сканирования ПЭП, причем уровень по¬
лезного сигнала таких ПЭП более высо¬
кий по сравнению с известными, что
обеспечивает выявление небольших объ¬
емных и плоскостных дефектов.Рис. 5.98. Схемы распространения центрального луча в
хордовом (а) и угловом (б) наклонных PC ПЭП
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ191Например, при прозвучивании шва
отраженным от плоскодонного отражате¬
ля диаметром 2b = 0,8 мм лучом на глуби¬
не 2 мм уровень полезного сигнала равен10... 12 дБ. Угол призмы данных ПЭП ра¬
вен 50°, частота 5 МГц, диаметр пьезо¬
элемента 6 мм. Радиус кривизны рабочей
поверхности ПЭП должен быть равен ра¬
диусу кривизны наружной поверхности
трубы или превышать его на 1 мм.Для контроля тонкостенных изделий
(Н < 20 мм) с небольшой кривизной по¬
верхности {НЮ < 0,05) или плоских более
эффективны PC ПЭП с угловым вводом и
выравненной чувствительностью по высо¬
те и ширине (рис. 5.99). Выравнивание
чувствительности обеспечивают выбором
угла разворота 2Д таким образом, чтобы
средняя и верхняя части шва прозвучива-
лись однократно отраженным централь¬
ным лучом, а нижняя часть - прямым пе¬
риферийным лучом, падающим на дефект
под углом 0. При этом эхосигналы от од¬
ного и того же отражателя, расположен¬
ного в верхней и нижней частях шва,
должны быть равны. Это условие можно
обеспечить выбором соответствующей
ДН при определенных углах ввода.Исходя из сформулированных усло¬
вий разработан алгоритм расчета пара¬
метров наклонного PC ПЭП с выравнен¬
ной (не хуже ±1,5 дБ) чувствительностью
по высоте и ширине шва.Установлено, что подобные ПЭП
эффективны для контроля сварных соеди¬
нений без нижнего валика шва высотой4...16 мм и шириной 8...18 мм. При этом
необходимо использовать всего лишь
один ПЭП со следующими параметрами:
af= 8 мм-МГц; р = 53°, 2Д = 70°. Приме¬
нение такого ПЭП, как и хордового, не
требует сканирования поперек шва.зк-И;П07Рис. 5.99. Схема распространения
центрального (/) и бокового (2) лучей
ДН в PC ПЭП с выравненной чувствитель¬
ностью по высоте Н и ширине Ьт шваПомимо ПЭП с описанной выше схе¬
мой прозвучивания часто используют
преобразователи, один пьезоэлемент ко¬
торых излучает, а второй принимает от¬
раженные от дефекта колебания, дости¬
гающие дефекта и приемника без отраже¬
ния от внутренней поверхности. Такие
ПЭП называют симметричными (рис. 5.100).ПЭП, один пьезоэлемент которых оз¬
вучивает дефект прямым лучом, а другой
принимает колебания, отраженные от де¬
фекта и донной поверхности, называют
асимметричными (рис. 5.101). Связь меж¬
ду конструктивными параметрами (углы
а и Д) и акустическими (углы 0 и Ц сим¬
метричного PC ПЭП определяют согласно
выражениямsin 0 = sin Asin а;sin Д cos аcos£, =Vl -sin2 Asin2 а(5.156)
192Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬб)Рис. 5.100. Схема расположения пьезоэлементов в симметричных PC ПЭП:а - вид сбоку; б - вид сверху; в - ориентация ультразвуковых волн и
плоскостей поляризации и падения на отражательАк\\ ,Чг/ 1а)Рис. 5.101. Схема расположения пьезоэлементов в асимметричных PC ПЭП:а-в - то же, что на рис. 5.100
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ193О 30ASH/ASV, дБ60 90 А, 03060 90 Д,°Рис. 5.102. Зависимости акустических параметров от угла разворота симметричных (а) и
несимметричных (б) PC ПЭП при а = 65; 55 и 45° (кривые 1...3 соответственно)Для асимметричного преобразователя
cos0 = cosAsina; 'jcosAcosa л (5.157)cosq = ,л/1 -cos2Acos2a _Результаты расчета параметров по
выражениям (5.156) и (5.157) приведены
на рис. 5.102, а, б (сплошные и штрихо¬
вые линии - соответственно % и 0).На основании полученных данных
нетрудно выбрать оптимальные значения
углов. Критерием выбора является макси¬
мум отношения ASH/ASV = sin i;cos t,. Как
следует из анализа зависимостей, для
преимущественного формирования гори¬
зонтально поляризованной волны в сим¬
метричных ПЭП угол разворота 2А необ¬
ходимо уменьшать, а в асимметричных -
увеличивать.Симметричные PC ПЭП, возбуж¬
дающие поперечные и продольные волны,
достаточно эффективны при контроле
изделий с крупнозернистой структурой, впервую очередь аустенитных сварных
швов. Наклонные PC ПЭП для возбужде¬
ния поверхностных волн являются прак¬
тически единственным устройством для
обнаружения поверхностных и подпо¬
верхностных дефектов в тонкостенных
анизотропных металлах и сплавах. При¬
менение для этих целей наклонного со¬
вмещенного ПЭП крайне затруднено
вследствие большого уровня помех, вы¬
званных интерференцией основного и
бокового лепестков ДН.Для обеспечения максимально воз¬
можной чувствительности при выявлении
поверхностных и подповерхностных де¬
фектов в указанных материалах в МГТУ
им. Н.Э. Баумана разработаны специаль¬
ные PC ПЭП на частоту 5 МГц с углом
призмы, равным 58°, и менисковым кон¬
тактом (рис. 5.103). При их применении
удается уверенно обнаруживать все пло¬
скостные и объемные дефекты с линейными
размерами 0,7...0,15 мм, выходящие наружу
или залегающие на глубине до 1,5 мм.
194Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5 4 32 1Рис. 5.103. Наклонный PC ПЭП конструк¬
ции МГТУ им. Н.Э. Баумана для обнаруже¬
ния поверхностных дефектов:I - кабель; 2 - дополнительный демпфер;3 - пьезоэлемент; 4 - промежуточный согла¬
сующий слой; 5 - призма; 6 - заливочная мас¬
са; 7 - корпус; 8 - трубка для подачи контакт¬
ной жидкости; 9 - жидкость; 10- крышка кор¬
пуса; II- постоянный магнит; 12 - экранС целью обнаружения подповерхно¬
стных дефектов наиболее эффективно
использовать PC ПЭП типа "дуэт" для
возбуждения головных волн, разработан¬
ные в НПО "ЦНИИТмаш" (Москва). Тре¬
бования к размерам пьезоэлементов и
призмы аналогичны рассмотренным вы¬
ше, однако для повышения амплитуды
полезных сигналов необходимо увеличить
размеры пьезоэлементов и, как следствие,
размеры призм.В преобразователях ИЦ-70 и ИЦ-91
применяют пьезоэлементы диаметром
18 мм на частоты 1,8 и 2,5 МГц; угол Р =
= 27,5°. Такими ПЭП уверенно обнаружи¬
ваются подповерхностные дефекты, экви¬
валентные плоскодонному отверстию
диаметром 2 мм, на расстоянии 5...20 мм
вдоль поверхности и глубине 5...6 мм.Для лучшего обнаружения верти¬
кально ориентированных плоскостных
дефектов и оценки их формы при контро¬
ле толстостенных изделий (Н > 40 мм) в
НПО "ЦНИИТмаш" разработан ряд PC
ПЭП типа "тандем". В этих преобразова¬
телях излучающий и приемный пьезоэле¬
менты, будучи кинематически связаны
между собой, совершают взаимно проти¬
воположное поступательное симметрич¬
ное движение. В ИЦ-76, например, связь
осуществляется бесконечным стальным
тросиком, а в ИЦ-92 - с помощью кулач¬
кового механизма. Чаще всего ПЭП име¬
ют следующие параметры: 2а = 12...18 мм,
/=1,8...2,5 МГц, р = 30...40°.Разнообразие в конструкцию ПЭП
вносят типоразмер, конфигурация изде¬
лия, различного рода выступы, галтели,
буртики, выпуклость и ширина сварного
шва, доступность к месту контроля и т.д.
Эти особенности обусловливают необхо¬
димость доработки и усовершенствования
существующих ПЭП или создания новых
конструкций.5.7.3. ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУ¬
КОВОГО КОНТРОЛЯОбразцом называют средство ультра¬
звукового контроля в виде твердого тела,
предназначенное для хранения и воспро¬
изведения значений физических величин
(геометрических размеров, скорости зву¬
ка, затухания), используемых для провер¬
ки или настройки параметров дефекто¬
скопа и преобразователей.Различают стандартные образцы (СО)
и стандартные образцы предприятия (СОП).К СО относят СО-1, СО-2, СО-3,
описанные в ГОСТ 14782-86, а также об¬
разцы Kl, К2, VW, CBU, широко приме¬
няемые в европейской международной
практике. Образец СО-1 (рис. 5.104) изго¬
тавливается из органического стекла мар¬
ки ТОСП по ГОСТ 17622-72. Коэффици¬
ент затухания продольной ультразвуковой
волны в образце при частоте (2,5 ± 0,2) МГц
и температуре (20 ± 5) °С составляет (0,30 ±
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ195Рис. 5.104. Стандартный образец СО-1± 0,04) см4. Скорость продольных волн в
образце С| = (2670 ± 133) м/с. Стандарт¬
ный образец СО-1 предназначен для:- определения условной чувстви¬
тельности (мм) глубины залегания цилинд¬
рического отверстия (ПЭП в положении А);- оценки точности работы глубино¬
мера (прямой ПЭП в положении Б) для
дефектоскопов, у которых глубиномер
калиброван в единицах времени. Время
прохождения ультразвуком расстояния от
поверхности, на которую установлен
ПЭП, до пропила 20 мкс;- оценки лучевой разрешающей спо¬
собности прямого ПЭП (прямой ПЭП в
положении В). Если все три отражателя
разрешаются, то в этом случае на экране
дефектоскопа наблюдаются три импульса
(рис. 5.105), расстояние между которыми
соответствуют по стали: 1-2 - 5,5 мм;
2-3 - 11 мм;- оценки лучевой разрешающей спо¬
собности наклонного ПЭП (наклонный
ПЭП в положении Г). При этом на экране
дефектоскопа наблюдаются три импульса
от поверхностей цилиндров, расстояния
между которыми (импульсами) соответст¬
вует по стали: 1-2 - 5,5 мм; 2-3 - 11 мм.Образец СО-2 (рис. 5.106) изготов¬
ляют из стали марки 20 по ГОСТ 1050-88.
Скорость продольной волны в образце
при температуре (20 ± 5)° равна q = (5900 ±
± 59) м/с. Его используют для настройки и
проверки параметров при ультразвуковом
контроле объектов из малоуглеродистой инизколегированной сталей и определения
условной чувствительности при контроле
любых материалов. Его применяют для:- определения погрешности глуби¬
номера (прямой ПЭП в положении А).
Время прохождения ультразвуком рас¬
стояния от поверхности до дна 20 мкс;- измерения угла ввода луча (на¬
клонный ПЭП в положении Б или Б').
Перемещая наклонный ПЭП около этих
положений, получают максимальный эхо-
сигнал. Величину угла ввода считают по
риске напротив точки выхода;- проверки мертвой зоны дефекто¬
скопа с преобразователем (ПЭП в поло¬
жении В или В');- определения условной чувстви¬
тельности в децибелах (ПЭП в положении
Б или Б');- определения предельной чувстви¬
тельности (с использованием опорного от¬
ражателя диаметром 6 мм, ПЭП в положе¬
нии Б или Б');5.105. Картина на экране дефектоскопа
при оценке разрешающей способности
по образцу
196Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.106. Стандартный образец СО-2Рис. 5.107. Стандартный образец СО-3- измерения ширины основного ле¬
пестка ДН (перемещение наклонного пре¬
образователя около положения Б или Б');- настройки глубиномера дефекто¬
скопа с прямым ПЭП (ПЭП в положении
А или Г);- настройки чувствительности де¬
фектоскопа с использованием опорного
сигнала от отверстия диаметром 6 мм (на¬
клонный ПЭП в положении Б или Б').При контроле соединений из метал¬
лов, отличающихся по акустическим ха¬
рактеристикам от малоуглеродистой и
низколегированной сталей, для определе¬
ния указанных параметров (исключая по¬
грешность глубиномера) следует приме¬
нять образец СО-2А, изготовленный из
соответствующего материала. КонструкцииА-АРис. 5.108. Стандартный образец К1образцов СО-2А и СО-2 одинаковы, одна¬
ко угловые деления и время пробега про¬
дольной волной пути 59 мм должны быть
определены для данного материала.Образец СО-3 (рис. 5.107) изготов¬
ляют из стали 20 по ГОСТ 1050-88 или
СтЗ по ГОСТ 14637-89. Скорость продоль¬
ной волны в образце с/ = (5900 ± 59) м/с.
Этот образец предназначен для:- определения точки выхода ультра¬
звукового луча (для этого наклонный
ПЭП устанавливают над центральной
риской, небольшими перемещениями на¬
ходят положение, соответствующее мак¬
симальному эхосигналу. Точка выхода
расположена точно над центральной рис¬
кой образца);- изучения условной чувствительно¬
сти для наклонного ПЭП;- определения предельной чувстви¬
тельности для наклонного ПЭП;- настройки глубиномера для на¬
клонного ПЭП;- настройки чувствительности для
наклонного ПЭП.Все указанные операции выполняют
в положении наклонного ПЭП, когда его
точка выхода совпадает с центром 0 об¬
разца. Три последние операции могут вы¬
полняться только для объектов из малоуг¬
леродистой и низколегированной сталей.Стандартный образец К1 (рис. 5.108)
изготовляют из углеродистой стали. В
отверстие диаметром 50 мм запрессовы¬
вают цилиндр из органического стекла.
Скорость продольных волн в образце К1
с/ = (5920 ± 30) м/с; сдвиговых - с, = (3255 ±
± 15) м/с. Образец К1 предназначен для:- настройки глубиномера дефекто¬
скопа и проверки линейности развертки.
При этом в зависимости от требуемого
диапазона настройки прямой ПЭП уста¬
навливают в одно из положений Ai...A4
(рис. 5.109). Время прохождения продоль¬
ной волной пути в оргстекле (положение
А4) соответствует времени прохождения
расстояния 50 мм по стали;
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ197Рис. 5.109. Использование образца К1
для настройки глубиномера- настройки глубиномера дефекто¬
скопа для сдвиговых волн. Для этого на¬
клонный ПЭП устанавливают в положе¬
ние В;- настройки скорости развертки для
сдвиговых волн. При этом прямой ПЭП
помещают в положение Б. Время прохо¬
ждения продольными волнами пути 91 мм
соответствует времени прохождения
сдвиговыми волнами пути 50 мм. Таким
образом, данные импульсы следует уста¬
навливать на 50, 100, 150,... мм;- определения точки выхода наклон¬
ного ПЭП. Для этого последний устанав¬
ливают в положение В, небольшими его
перемещениями получают максимальный
эхосигнал от цилиндрической поверхно¬
сти радиусом 100 мм. В этом положении
точка выхода расположена над пропилом
в образце К1;- определения угла ввода наклонного
ПЭП. Для этого его устанавливают в по¬
ложения А; Б и В (рис. 5.110) для углов35...60°, 60...75° и 75...80° соответствен¬
но. Получают максимальный эхоимпульс
от цилиндрической поверхности радиусом
50 мм. Угол ввода считывают с делений,
расположенных под точкой выхода луча;- проверки мертвой зоны прямых
или PC ПЭП (см. рис. 5.110), ПЭП в по¬
ложениях Г, Д);- проверки разрешающей способно¬
сти прямого ПЭП (ПЭП в положении Е);- задания условной чувствительности
дефектоскопа с прямым ПЭП (рис. 5.111).
При этом в качестве опорного отражателяРис. 5.110. Определение угла ввода
наклонного ПЭП (А, Б, В) и разрешающей
способности прямого ПЭП (Б), оценка
мертвой зоны (Г, Д)используют поверхности образца, распо¬
ложенные на разных расстояниях (ПЭП в
положениях А, В) или в материале с по¬
вышенным затуханием (ПЭП в положе¬
нии Б - на поверхности цилиндра из орг¬
стекла);- задания условной чувствительно¬
сти дефектоскопа с наклонным ПЭП. За
опорный отражатель принимают двугран¬
ный угол, образованный плоскостью об¬
разца К1 и цилиндрической поверхностью
отверстия диаметром 1,5 мм (см. рис.
5.111, ПЭП в положении Г);- настройки чувствительности де¬
фектоскопа при работе с наклонным ПЭП.
Как опорные используют эхоимпульсы от
внутренней поверхности цилиндра радиу¬
сом 100 мм (см. рис. 5.109, положение В),
наружных поверхностей радиусом 50 мм
(см. рис. 5.110, положения А, Б) и радиу¬
сом 1,5 мм (см. рис. 5.110, положение В).
Эти же поверхности могут служить для
задания условной или определения пре¬
дельной чувствительности.Рис. 5.111. Задание условной
чувствительности дефектоскопа с
использованием образца К1
198Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ12,5Рис. 5.113. Применение стандартного
образца К2V л' 1 1 1 1 „ 1 1 „
,1 40 50 60° ,-,70°
'-'111>_ Кольцевая риска 09tBДве кольцевые риски 0121/'Вид Б ОРис. 5.114. Стандартный образец CBUРис. 5.115. Настройка глубиномера
дефектоскопа с помощью
стандартного образца CBUСтандартный образец К2 (рис. 5.112)
предназначен для:- настройки глубиномера дефекто¬
скопа при работе с прямыми (положение
А) и наклонными (положение Б) преобра¬
зователями (рис. 5.113);- определения точки выхода луча для
наклонных ПЭП. Преобразователь уста¬
навливают в положение Б (см. рис. 5.113),
получают максимальный эхоимпульс от
цилиндрической поверхности радиусом
25 мм. В этом положении точка выхода
расположена под центром дуги радиусом
25 мм;- определения угла ввода наклонных
ПЭП (положение В для углов 35...65° и
положение Г для углов 65...70°). Полу¬
чают максимальный эхоимпульс от отвер¬
стия диаметром 5 мм. В этом положении
угол ввода считывают по метке, находя¬
щейся под точкой выхода ПЭП;- настройки чувствительности де¬
фектоскопа при работе с наклонными
ПЭП. В качестве опорных используют
эхосигналы от вогнутых цилиндрических
поверхностей радиусом 25 (ПЭП в поло¬
жении Б) или 50 мм (ПЭП в положении Б
с разворотом на 180°) и от отверстия диа¬
метром 5 мм (ПЭП в положении В или Г
в зависимости от угла ввода). Эти же от¬
ражатели годятся для задания условной
или определения предельной чувстви¬
тельности.Материал и акустические свойства
образца К2 такие же, как у образца К1.Стандартный образец CBU (рис. 5.114),
изготовленный из материала с такими же
акустическими свойствами, как у образца
К1, предназначен для:- настройки глубиномера дефекто¬
скопа для прямого ПЭП и проверки ли¬
нейности развертки. В зависимости от
требуемого диапазона настройки прямой
ПЭП устанавливают в одно из положений
Аь А2 (рис. 5.115);
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ199Рис. 5.116. Определение угла ввода
наклонного и разрешающей
способности прямого ПЭП- настройки глубиномера дефекто¬
скопа при работе с наклонными ПЭП (по¬
ложение Б);- определения точки выхода наклон¬
ного ПЭП (положение Б);- измерения угла ввода наклонного
ПЭП (положения Вь В2 на рис. 5.116);- проверки разрешающей способно¬
сти прямого ПЭП (положения Гь Гг на
рис. 5.116);- контроля мертвой зоны прямых и
PC ПЭП (положение Д на рис. 5.117);- настройки чувствительности де¬
фектоскопа с прямым или PC ПЭП, ис¬
пользуя эхосигнал от плоскости (положе¬
ния А], Аг на рис. 5.115), плоскодонных
отражателей (положения Г|, Гг на рис.
5.116 и Д на рис. 5.117) или цилиндриче¬
ского отражателя (положение Г3 на рис.
5.116). Эти же отражатели могут служить
для задания условной или определения
предельной чувствительности;- настройки чувствительности для
наклонных ПЭП, используя опорный сиг¬
нал от внутренней поверхности дуги ра¬
диусом 50 мм (положение Б на рис. 5.115)
или цилиндрический отражатель (поло¬
жение В] на рис. 5.116). Эти же отражате¬
ли годятся для задания условной или опре¬
деления предельной чувствительности.Стандартный образец VW (рис. 5.118),
изготовленный из материала с такими же
акустическими свойствами, как у образца
К1, предназначен для настройки глуби¬
номера дефектоскопа при измерении ма¬
лых толщин.Стандартные образцы Kl, К2, VW,
CBU применяют для настройки и провер¬
ки параметров при ультразвуковом кон¬
троле объектов из малоуглеродистой и
низколегированной сталей, за исключением фДI +1+1Рис. 5.117. Проверка мертвой зоны прямых и
PC ПЭП1500X876543?1иУГ)1-4Рис. 5.118. Образец VW. Толщину каждой
ступени указывает цифра над нейпараметра условной чувствительности,
который можно использовать для любых
материалов.СОП получили широкое распростра¬
нение для настройки глубиномера и (или)
чувствительности дефектоскопа. СОП
воспроизводят акустические свойства ма¬
териала, конфигурацию, а также форму и
шероховатость поверхности контроли¬
руемых изделий.В СОП выполняют искусственные
отражатели, расположенные на различных
глубинах и имитирующие естественные
дефекты изделий. Конкретные типы СОП
и области их применения определяются
стандартами и другими методическими
документами, регламентирующими ульт¬
развуковой контроль. На рис. 5.119 при¬
ведены некоторые из контрольных образ¬
цов, рекомендуемых EN 12668.Наибольшее распространение полу¬
чили СОП с искусственными несплошно-
стями в виде плоскодонных дисковых от¬
ражателей (ПДО), ориентированных пер¬
пендикулярно к УЗ лучу, и цилиндриче¬
ских отверстий (ЦО), образующая кото¬
рых направлена перпендикулярно к УЗ лучу.Эти образцы наиболее просты по
конструкции и предназначены в основном
для двух операций: настройки скорости
200Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.119. Контрольные образцы
по EN 12668развертки (глубиномера) и чувствитель¬
ности дефектоскопа. По существующей
терминологии их называют СОП, хотя на¬
звание не соответствует назначению этих
образцов.СОП изготовляют из материала той
же марки, такой же номинальной толщи¬
ны и кривизны, что и контролируемое из¬
делие. Обязательными условиями являют¬
ся соответствие качества поверхности ис¬
пытательного образца качеству поверхно¬
сти контролируемого изделия и термооб¬
работка, если она предусмотрена для
штатного изделия.На образце на расстоянии >20 мм от
одного из краев изготовляются искусст¬
венные эталонные отражатели, соответст¬
вующие по эквивалентной площади тре¬
буемым значениям предельной или бра¬
ковочной чувствительности. Настраивать
чувствительность по СОП с реальными
дефектами нельзя. Это объясняется не¬
возможностью точного измерения вели¬
чины и формы реальных дефектов и вос¬
произведения их при тиражировании об¬
разцов.В соединениях толщиной >30 мм за¬
тухание в швах некоторых сталей может
существенно отличаться от затухания в
основном металле. Оценить его относи¬
тельную величину можно с помощью
двух наклонных ПЭП, направленных на¬
встречу друг другу (зеркально-теневым
способом). Если максимальная разница
амплитуд сигналов, прошедших через шов
и основной металл, <2 дБ, то наличие шва
в образце не обязательно. В противном
случае СОП должен иметь шов. Это тре¬
бование несколько усложняет изготовле¬
ние СОП, так как в нем не должно быть
дефектов сварки. Поэтому предваритель¬
но образец следует прозвучивать и про¬
свечивать на завышенной чувствительно¬
сти. СОП надо вырезать из бездефектного
участка образца.Наличие банка образцов с реальными
дефектами очень полезно для обучения и
повышения квалификации операторов, но
их нельзя использовать для настройки
чувствительности дефектоскопа.При проработке СОП у разработчика
методики ультразвукового контроля
обычно возникают следующие вопросы:а) какой тип контрольного отражателя
выбрать? б) на какой глубине его распо¬
ложить? в) необходимо делать СОП со
швом или без него?Выбор типа отражателя определяется
его отражательными свойствами, техно¬
логичностью и воспроизводимостью изго¬
товления.ГОСТ 14782-86 предусматривает
применение отражателей такого вида:
плоскодонное отверстие, боковой цилин¬
дрический отражатель, угловой (зарубка)
и сегментный (рис. 5.120).Плоскодонное отверстие высверли¬
вают в контрольном образце таким обра¬
зом, чтобы его ось совпадала с прелом¬
ленной осью УЗ пучка (рис. 5.120, а). При
настройке PC ПЭП ось отверстия должна
быть перпендикулярна к поверхности об¬
разца.Сначала обычным сверлом заданного
диаметра просверливают отверстие глу¬
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ201в) г)Рис. 5.120. СОП с отражателями по ГОСТ 14782-86:а - плоскодонным; б - боковым цилиндрическим; в - плоским угловым (зарубкой);
г - сегментным; 1 - отражатель; 2 - преобразователь; 3 - образец;4 - направление акустического лучабиной на 1,5...2 мм меньше, чем по черте¬
жу. Затем на наждачном камне торцуют
режущую кромку сверла. Доводку торцо¬
вой части выполняют абразивной шкур¬
кой. Качество торцовки проверяют с по¬
мощью инструментального угольника на
просвет. Затем этим сверлом доводят от¬
верстие до заданной глубины. Качество
отражающей поверхности (наличие ри¬
сок) контролируют путем прощупывания
тонкой иголкой или булавкой.Эталонный отражатель в виде плос¬
кодонного отверстия обладает существен¬
ным достоинством: крутой монотонной
зависимостью приращения амплитуды
эхосигнала с увеличением диаметра отра¬
жателя. Но этот отражатель весьма трудно
изготовить под заданным углом к поверх¬
ности образца. Кроме того, не всегда уда¬
ется выполнить плоской и гладкой его от¬
ражающую поверхность.Боковое отверстие - наиболее техно¬
логичный тип отражателя (см. рис. 5.121, б).Радиус расположенного на расстоя¬
нии h от точки ввода ультразвука боково¬
го цилиндрического отражателя Ьп беско¬нечной длины, эхосигнал от которого ра¬
вен эхосигналу от плоскодонного отвер¬
стия радиусом Ьп, находящегося на том же
расстоянии, может быть найден по рис. 5.121.
Сигнал от бокового отверстия уменьшает¬
ся с расстоянием более медленно, чем от
плоскодонного (рис. 5.122).и плоскодонного цилиндрических
отражателей от глубины залегания:4; 5; 6; 8 и 10 - диаметры плоскодонных
отверстий
202Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬА,-60-50-40-30-200 2 4 6 810 2 0 2ЬП,
ммРис. 5.122. Зависимость амплитуды сигнала
от диаметра отражателей:1,2 - боковых; 3,4 - плоскодонных,
расположенных на глубине 50... 100 мм;50 (кривые 2 и 4) и 100 мм (кривые 1 и 3)Боковое отверстие необходимо свер¬
лить на расстоянии >8... 10 мм от нижней
поверхности образца. Если это условие не
соблюдается, то на прямой эхосигнал от
отверстия накладывается эхосигнал, от¬
раженный от поверхности и дефекта, и ре¬
зультирующий эхосигнал осциллирует с
размахом по амплитуде до 8.. .9 дБ.Существенный недостаток боковых
отверстий - влияние боковой грани об¬
разца. При настройке максимум эхосигна-
ла от отверстия можно фиксировать, на¬
правляя преобразователь перпендикуляр¬
но к оси отверстия, что правильно, или
на угол, образованный отверстием и боко¬
вой гранью образца. В последнем случае
амплитуда сигнала в 1,5-2,5 раза может
быть выше. Настройка в таком положении
преобразователя приведет к заниженному
уровню предельной чувствительности.Основными преимуществами боко¬
вого отверстия являются легкость изго¬
товления, хорошая воспроизводимость и
возможность использования для любых
типов преобразователей. Следует отме¬
тить, что в образцах большинства зару¬
бежных стандартов и нормалей этот от¬
ражатель основной.Угловой отражатель (зарубка) (см.1 1,5 2 2,5 3
S3, мм2Рис. 5.123. Сопоставление размеров равно¬
сигнальных цилиндрических угловых отра¬
жателей диаметром d и зарубок. Отражатели
выполнены в стальных пластинах толщиной
6 и 14 мм (кривая /) и в образцах труб диамет¬
ром 32 мм с толщиной стенки 6 мм (кривая 2)рис. 5.120, в) хорошо имитирует выходя¬
щие на поверхность трещины и непрова-
ры и является весьма удобной заменой
плоскодонного отверстия.Однако рассеяние ультразвука на по¬
верхностных (угловых) и подповерхност¬
ных отражателях имеет сложный интер¬
ференционный характер, а значит, обыч¬
ные методы лучевой акустики для расчета
полей здесь неприемлемы.Поэтому для сопоставления размеров
равносигнальных отражателей различного
типа (плоскодонных отверстий, зарубок и
т.п.) нельзя использовать приближенные
расчетные методы, а, учитывая сложность
строгих расчетов, целесообразно пользо¬
ваться экспериментальными данными
(рис. 5.123).Если ширина Ь3 и высота А3 зарубки
больше длины поперечной ультра¬
звуковой волны, а отношение 4 > hjbs > 0,5,
то, как и плоскодонное отверстие, зарубка
обладает крутой и линейной зависимо¬
стью амплитуды эхосигнала от ее площа¬
ди S3. При меньших размерах зарубки
эхосигнал от нее осциллирует по ампли¬
туде. Для перерасчета предельной чувст¬
вительности S,, от плоскодонного отвер¬
стия к зарубке можно применить экспе¬
АППАРАТУРА И СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ2030 50 45 40 35 30 25 20 е,°Рис. 5.124. Усредненная кривая N= ф(е) для зарубкириментально найденное соотношение Sj =
= SJN. Коэффициент N определяют по
графику N = ф(а) (рис. 5.124).Отражатели типа зарубок выдавли¬
вают в тисках или на гидравлическом
прессе специально заточенным инстру¬
ментом - бойком. Конец бойка должен
быть заточен и установлен таким образом,
чтобы плоская передняя грань углубления
была перпендикулярна к поверхности об¬
разца. Валик вытесненного металла уда¬
ляют. Глубину зарубки измеряют индика¬
тором с игольчатым нутромером или ост¬
ро заточенным глубиномером штанген-
маузера. Если в зоне зарубки обнаружена
трещина, то использовать зарубку нельзя.Зарубка как эталонный отражатель
обладает одним преимуществом: она мо¬
жет изготовляться непосредственно на
контролируемом изделии (естественно, если
оно имеет плюсовой допуск по толщине).В химическом машиностроении для
настройки чувствительности дефектоско¬па широкое распространение получил
сегментный отражатель (см. рис. 5.120, г).
Его выполняют с помощью фрезы на по¬
верхности образца. Отражающая поверх¬
ность сегмента площадью Sc должна быть
перпендикулярна к преломленной акусти¬
ческой оси ПЭП.Теоретически и экспериментально
показано, что для а = (50±5)° Sc = S„. Для
других значений а это соотношение на¬
рушается. Чтобы уменьшить погреш¬
ность, сегментные отражатели целесооб¬
разно выполнять на координатно¬
расточных станках со шлифовкой в каче¬
стве доводочной операции.Разновидностью зарубки является угло¬
вой вертикальный отражатель (рис. 5.125, а).
Как показано, амплитуда сигнала от него
слабо зависит от волнового размера отра¬
жателя, поэтому он применяется при кон¬
троле тонкостенных изделий.
204Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ✓/1™/ ™/;Вид сникВид снизу4— 44— (Цй) 6)в) г)Рис. 5.125. СОП с нестандартными
отражателями:а - угловое вертикальное сверление; б - паз,
риска; виг - вогнутая цилиндрическая
поверхность СО-3 и V2 соответственноб)Рис. 5.126. СОП для настройки по проход¬
ному цилиндрическому отражателю (а) и
секториальная гистограмма распределения
дефектов в сечении нахлесточных швов (б)Л, дБ
2428
32
36
40
44
480,4 0,8 1,2 1,6 2 2,4 2,8 3,2 2Ъц/ХРис. 5.127. Амплитуда сигнала в
зависимости от 2Ьа /к проходного цилиндри¬
ческого отражателя:X — длина волныДля настройки чувствительности при
контроле нахлесточных соединений пред¬
ложен проходной цилиндрический отра¬
жатель, ось которого лежит в плоскости
падения луча и ортогональна ему
(рис. 5.126). Амплитуда эхосигнала от
этого отражателя не испытывает осцилля¬
ций при изменении bJX (рис. 5.127), что
гарантирует воспроизводимость уровня
настройки.5.8.ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
СВАРНЫХ СОЕДИНЕНИЙ5.8.1. ОБЩИЕ ПОЛОЖЕНИЯТехнологический процесс ультразву¬
кового (УЗ) контроля включает в себя сле¬
дующие последовательно выполняемые
операции:- оценку дефектоскопичности (кон-
тро-лепригодности) изделий;- подготовку изделия к контролю;- настройку дефектоскопа;- поиск и обнаружение дефектов;- измерение координат, размеров де¬
фектов и определение их формы; оценка
допустимости дефектов и качества изделия;- оформление результатов контроля.Операции настройки, поиска, обна¬
ружения, измерения и оценки дефектов
обычно объединяют термином "методика
контроля". Описание технологического
процесса оформляют в виде инструкции
(ОСТ, нормаль), которая является рабо¬
чим документом дефектоскописта.
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 205Кроме методических приемов и тех¬
нологических операций в инструкцию
вклю-чают общие положения, регламен¬
тирующие организацию контроля, его
технические возможности, номенклатуру
контролируемых изделий, требования к
квалификации дефектоскопистов, основ¬
ные правила поверки аппаратуры, меры
безопасности.Оценка дефектоскопичности изде¬
лия. Под дефектоскопичностью пони¬
мают совокупность свойств изделия, оп¬
ределяющих возможность контроля с за¬
данной достоверностью.На дефектоскопичность конструкции
влияют толщина и кривизна изделия, на¬
личие доступа для контроля, технология
изготовления, структура материала, нали¬
чие ложных отражателей и др.Требования, определяющие пригод¬
ность изделия к контролю, следует учи¬
тывать уже на стадии конструкторской
разработки изделия. Корректировка чер¬
тежной документации с целью обеспече¬
ния возможности контроля в процессе из¬
готовления или после выпуска изделия
приводит к значительным трудовым, вре¬
менным и материальным затратам.Изделие считают полностью пригод¬
ным к контролю (дефектоскопичным), ес¬
ли, во-первых, центральный луч УЗ пучка
при оптимальной (обеспечивающей за¬
данную достоверность) схеме прозвучива-
ния хотя бы один раз проходит через все
точки контролируемого сечения; во вторых,
если выполняются следующие условия:5г < 0,7; d« X, (5.158)где 5 - коэффициент затухания; г - пол¬
ный путь ультразвука в металле; d - сред¬
ний размер структурного зерна; X - длина
волны.Смысл первого условия в том, что
ослабление эхосигнала за счет затухания
при любом расстоянии до дефекта не
должно превышать 6 дБ. При этом обес¬
печивается уверенное обнаружение де¬
фекта требуемого минимального размера
на максимальном удалении от преобразо¬вателя. Например, контроль листа толщи¬
ной 100 мм эхометодом с использованием
нормального преобразователя будет дос¬
таточно надежен, если коэффициент затуха¬
ния материала листа не превышает значения5 = 0,7/(2-100) = 0,0035 мм_1(0,03 дБ/мм).Второе условие регламентирует раз¬
мер зерен и их ориентацию, при которых
рассеяние УЗ волны в материале опти¬
мально по образованию структурных аку¬
стических помех. Крупнозернистая струк¬
тура с хаотичным расположением зерен,
как известно, вызывает интенсивное мно¬
гократное рассеяние УЗ волн на произ¬
вольно ориентированных границах зерен
(структурная реверберация). Это приво¬
дит к высокому уровню акустических (ре-
верберационных) помех и большому зату¬
ханию.По этой причине затруднен контроль
литой структуры (литые поковки и изде¬
лия из них, швы элекгрошлаковой сварки
и сварки, выполненной аустенитными
электродами). Уровень структурных по¬
мех и затухание снижаются после термо¬
обработки изделия, которая стабилизиру¬
ет и размельчает структуру металла. В
связи с этим сдаточный контроль прово¬
дят после окончательной термообработки.Весьма затруднен контроль изделий
с неоднородной структурой, когда раз¬
личные участки изделия отличаются по
химическому составу, физическим и ме¬
ханическим свойствам. Структурной не¬
однородностью по толщине и длине могут
отличаться изделия металлургического
производства: поковки, листы - при не¬
стабильности и нарушениях технологии
изготовления. К этой группе можно отне¬
сти сварные, паяные, клеевые соединения,
а также изделия из композиционных, би¬
металлических и плакированных мате¬
риалов. Неоднородность структуры, влияя
на стабильность акустических свойств
(прежде всего скорости УЗ колебаний, ко¬
эффициента затухания), приводит к не¬
равномерной чувствительности, погреш¬
ностям измерения координат дефектов.
206Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬПо акустическому критерию дефек-
тоскопичность оценивают путем предва¬
рительных измерений размера зерна
структуры и коэффициента затухания на
различных участках изделия. В производ¬
ственных условиях определяют прозвучи-
ваемость изделия прямым измерением
донных сигналов и уровня шумов. По
данным этих измерений с помощью АРД-
диаграмм устанавливают дефекты с за¬
данной эквивалентной площадью.Условия (5.158) определяют макси¬
мальный уровень требований. Их можно
смягчить, но для этого необходима разра¬
ботка специальных методик и аппарату¬
ры, обеспечивающих достаточные поме¬
хоустойчивость и чувствительность при
большом рассеянии и высоком затухании
ультразвука. Например, аустенитные
сварные швы большой толщины, чугун¬
ные литые детали в большинстве случаев
не удовлетворяют условиям (5.158) из-за
крупности зерна и большого затухания.Интенсивно ведущиеся в последнее
время исследования возможности надеж¬
ного УЗ контроля этих изделий в случае
положительных результатов позволят
снизить требования к дефектоскопично-
сти, определяемые условиями (5.158).Дефектоскопичность изделия из ма¬
териалов с заведомо стабильными акусти¬
ческими свойствами вполне можно оце¬
нить на основании имеющегося опыта
контроля и таблиц акустических свойств
материалов. Хорошо прозвучиваются из¬
делия из углеродистой и низколегирован¬
ной сталей, титана, алюминия, характери¬
зующихся мелкозернистой структурой и
низким коэффициентом затухания. Гораз¬
до хуже контролируются медь, чугун,
пластмассы, пористые материалы вслед¬
ствие крупности зерна и высокого коэф¬
фициента затухания.Под ложными отражателями подра¬
зумевают конструктивные непровары при
сварке, центральные зоны поковок с
крупным зерном, различные конструктив¬
ные элементы, расположенные вблизи или
даже внутри контролируемого объема(отверстия, галтели, подкладки, выпук¬
лость и вогнутость сварных швов).Радикальный путь борьбы с ложны¬
ми сигналами - разработка технологии
изготовления и конструкции изделия, ис¬
ключающих наличие таких отражателей.
Например, в изделиях атомного машино¬
строения сварка с конструктивным непро-
варом не допускается.Подготовка изделия к контролю.
Качество поверхности ввода ультразвука
должно обеспечивать его максимальное
прохождение в изделие по всей площади
сканирования. Для этого необходимо ос¬
вободить контролируемый материал от
неплотно прилегающих наслоений, под
которыми может образоваться прослойка
воздуха, не пропускающая ультразвук, а
затем сгладить неровности для обеспече¬
ния стабильного акустического контакта.
С поверхности удаляют отслаивающуюся
окалину и краску, сглаживают забоины,
задиры, галтельные переходы, переходы
от выпуклости сварного шва к основному
металлу, брызги металла, сварочный
флюс.Подготовку поверхности проводят
вручную (шабером, металлической щет¬
кой, наждачной шкуркой) или механиче¬
ским способом (шлифовальной машин¬
кой, на станке). Для изделий, хорошее ка¬
чество поверхности которых регламенти¬
руется условиями поставки и требования¬
ми к их эксплуатации, например вра¬
щающихся деталей турбин, вкладышей
подшипников, сверленых труб, достаточ¬
но ручной подготовки. В большинстве
случаев перед контролем сварных соеди¬
нений, поковок, отливок, штампованных
деталей приходится проводить специаль¬
ную механическую обработку.Качество подготовленной поверхно¬
сти оценивают по параметрам шерохова¬
тости (ГОСТ 2789-73). Оптимальной счи¬
тается поверхность с шероховатостью
Rz 20...40 (рис. 5.128) и волнистостью (от¬
ношение максимальной стрелы прогиба к
длине неровности) <0,025. Грубообрабо-
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 207Рис. 5.128. Зависимость амплитуды донных сигналов продольной (о) и
поперечной (х) волн от шероховатости контактной поверхности изделиятайная поверхность (Rz » 40) обусловли¬
вает снижение чувствительности и ее не¬
стабильность. При Rz < 20 ослабляются
фрикционные свойства поверхности и
контактная жидкость "выскальзывает" из-
под преобразователя.При абразивной обработке целесооб¬
разно применять лепестковые шлифо¬
вальные круги. В некоторых случаях эф¬
фективны различные способы сглажива¬
ния шероховатой поверхности без меха¬
нической обработки. Для повышения ка¬
чества контроля:- на поверхность накладывают не¬
сколько слоев тонкой эластичной пленки
(например, рентгеновской) со смазочным
материалом между ними;- грунтуют поверхности самотвер-
деющими пластмассами;- применяют специальные преобра¬
зователи с протекторами из эластичной
резины, которая в процессе сканирования
облегчает неровности поверхности изделия.Эти способы дают важное дополни¬
тельное преимущество: меньше изнаши¬
вается контактная поверхность преобра¬
зователей.Предельное значение волнистости,
равное 0,025, установлено для серийных
преобразователей в целях обеспечения
стабильности акустического контакта и
угла ввода.При контроле отраженным лучом на¬
клонными преобразователями для сохра¬нения максимальной интенсивности от¬
раженного сигнала и правильной геомет¬
рии пути до дефекта важно получить на
донной поверхности зеркальное отраже¬
ние. Отражение будет зеркальным в слу¬
чае выполнения соотношения Рэлея
27?zcosPo0 < 0,25А,.Предельные значения параметра ше¬
роховатости в зависимости от схемы кон¬
троля можно определить по графику на
рис. 5.129, построенному в соответствии с
соотношением Рэлея.При покрытии донной поверхности
защитным плакирующим слоем необхо¬
димо учитывать дополнительные потери
энергии при прохождении волны через
этот слой. Ослабление донного сигнала
продольной волны в аустенитном плаки¬
рующем слое толщиной Н„ < 10 мм, наплав¬
ленном на основной металл с перлитной
структурой, <2 дБ. При донном отраженииРис. 5.129. К расчету предельных значений
параметров шероховатости
донной поверхности, обеспечивающих
зеркальное отражение
208Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬнаклонно ориентированной поперечной
волны потери значительно больше; кроме
того, они нестабильны и зависят от техно¬
логии наплавки, волнистости границ на¬
плавленного слоя и угла падения УЗ волны.В связи с этим изделия с плакиро¬
ванной донной поверхностью рекоменду¬
ется контролировать только прямым лу¬
чом (без отражения на дне). Нельзя про¬
водить контроль через наплавленную кон¬
тактную поверхность изделия. В этом
случае потери чувствительности также
очень велики, нестабильны и быстро воз¬
растают с увеличением угла ввода.Так, при контроле изделия с плаки¬
рующим слоем из аустенитной стали
толщиной 7 мм изменение угла ввода от
35 до 70° сопровождается потерей чувст¬
вительности на 15...35 дБ.Коррозия, наличие накипи на донной
поверхности, контакт ее с рабочей жидко¬
стью, характерные для эксплуатируемых
конструкций, ослабляют отраженный сиг¬
нал вследствие резкого повышения про¬
зрачности границы основного материала.
Величина ослабления нестабильна, по¬
этому рекомендуется настраивать чувст¬
вительность непосредственно на контро¬
лируемом узле или на вырезанном из него
образце.Не менее важен, чем подготовка по¬
верхности, выбор контактной жидкости -
смазочного материала, который, будучи
правильно подобранным, частично ком¬
пенсирует потери чувствительности при
прохождении ультразвука через грубооб-
работанную поверхность. По эксперимен¬
тальным данным, при контроле нормаль¬
ным преобразователем через поверхность
с шероховатостью Rz 20...50 замена кон¬
тактного смазочного материала с кинема¬
тической вязкостью 22-10-2 м2/с (транс¬
форматорного масла) на смазочный мате¬
риал с вязкостью 1275- 10-2 м2/с (авиаци¬
онное масло) повышает чувствительность
на 4...5 дБ.Контактная жидкость должна обла¬
дать хорошей смачиваемостью по отно¬
шению к контролируемому материалу,оптимальной вязкостью и однородностью
(образование пузырьков не допускается),
быть пожаробезопасной, не должна вызы¬
вать коррозии контролируемой детали.
Выбор смазочного материала определяет¬
ся геометрией изделия, его пространст¬
венным положением, температурными
условиями контроля.При контактном варианте контроля
применяют различные минеральные мас¬
ла. Они наиболее полно соответствуют
перечисленным требованиям при нор¬
мальной температуре (5...40 °С). При
контроле по поверхностям, близким к
плоским, используют жидкие масла (ма¬
шинное, компрессорное). На изделиях с
повышенной кривизной, на вертикальных
и наклонных плоскостях, при контроле в
потолочном положении рекомендуется
применять масла с повышенной вязко¬
стью (солидол, тавот). Однако масла по¬
жароопасны, поэтому все чаще использу¬
ют водные растворы глицерина и крахмала.Однородности растворов и отсутст¬
вия в них пузырьков воздуха добиваются
тщательным перемешиванием и кипяче¬
нием. Технологична и дешева контактная
жидкость, для приготовления которой
достаточно развести в холодной воде раз¬
мельченный обойный клей типа КМЦ и
выдержать раствор в течение 6...8 ч. Нуж¬
ная консистенция смазочного материала
достигается варьированием объемного
соотношения клея и воды в пределах от 1 : 3
до 1 : 1. Для обеспечения антикоррозионных
свойств водных растворов в них добавляют
ингибиторы (соду, нитрит натрия и др.).В качестве контактной среды приме¬
няют и коллоидные растворы ферро¬
магнитного порошка в жидкости - маг¬
нитные жидкости (МЖ). Промышленно¬
стью освоено производство МЖ на основе
керосина. Перед контролем МЖ наносят
на контактную поверхность преобразова¬
теля (смазывать поверхность изделия не
требуется).Удержание МЖ обеспечивается посто¬
янным магнитным полем, которое созда¬
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 209ется встроенным в корпус преобразовате¬
ля достаточно сильным магнитом, напри¬
мер самарий-кобальтовым. В зазоре тол¬
щиной до 1 мм МЖ удерживается при
намагниченности 25...35 кА/м. При мень¬
шей намагниченности МЖ вытекает из
зазора, при большей налипает на поверх¬
ность изделия. Установлено, что средний
расход МЖ в указанных условиях 0,02 см3
на 1 дм2 поверхности сканирования с па¬
раметром шероховатости Rz < 40 мкм.При повышении температуры изде¬
лия изменяются акустические свойства
контактной жидкости, снижается ее аку¬
стическая прозрачность. Во время закипа¬
ния смазочный материал переходит в га¬
зообразное состояние и связь преобразо¬
вателя с изделием полностью нарушается.
В случае низких (минусовых) температур
обычные контактные жидкости замерзают
и охрупчиваются. Переход жидкости в
твердую фазу с порами неизбежно приво¬
дит к разрыву акустического контакта.В настоящее время освоено произ¬
водство термостабильных паст, которые в
сочетании со специальными преобразова¬
телями (призма из аэролона) обеспечива¬
ют стабильность амплитуды сигнала при
температурах -40...+400 °С. Магнитные
жидкости стабильны в диапазоне темпе¬
ратур -40...+40 °С.Настройка дефектоскопа - первая
и, пожалуй, наиболее ответственная мето¬
дическая операция в технологическом
процессе УЗ контроля, поскольку после¬
дующие операции оценки эквивалентных
размеров и допустимости дефектов за¬
ключаются в сравнении измеренных вре¬
менных и амплитудных характеристик
дефектов с параметрами, установленными
при настройке.Настройка сводится к выполнению
двух обособленных операций: настройке
шкалы расстояний (скорости развертки
дефектоскопа) и настройке чувствитель¬
ности.Зондирующий || f
импульс '"'•■^1ЭкранРабочий участок
/ развертки^Ось разверткиРис. 5.130. Схема настройки
скорости разверткиНастройка скорости развертки
(рис. 5.130) заключается в выборе опти¬
мального масштаба видимой на экране
части временной оси электронно-лучевой
трубки (ЭЛТ). Масштаб должен обеспе¬
чивать появление сигналов от дефектов в
пределах экрана дефектоскопа. Скорость
развертки устанавливают такой, чтобы
рабочий участок развертки ЭЛТ занимал
большую часть экрана. Горизонтальная
ось экрана после настройки является по
существу выпрямленной траекторией лу¬
ча в масштабе 2гтах/хэ, где гтах - путь
ультразвука до максимально удаленной
точки контролируемого сечения; хэ - раз¬
мер рабочего участка развертки, который
в пределе равен горизонтальному габа¬
ритному размеру экрана.Рабочий участок развертки можно
легко проградуировать в значениях коор¬
динат дефекта с учетом соотношений h =
= г cos а0; х = г sin а0, где г - расстояние
по лучу до дефекта с координатами h, х.Такой способ наиболее целесообра¬
зен для ремонтопригодных изделий
небольшой толщины (до 20 мм), когда не
требуется высокой точности определения
координат дефектов.При контроле изделий большей тол¬
щины используют глубиномерное уст¬
ройство дефектоскопа. В процессе на¬
стройки добиваются правильных показа¬
ний глубиномера при измерении коорди¬
нат искусственных отражателей в об¬
разце. Точность настройки повышается с
210Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬувеличением числа отражателей в рабо¬
чем диапазоне расстояний. Разновидно¬
стью этого способа является настройка по
вспомогательным координатным шкалам —
линейкам.Испытательные образцы, согласно
нормативным требованиям, должны быть
идентичны с изделием в том смысле, что
размеры и материал образцов выбирают
по чертежам изделия. Однако допускае¬
мые отклонения размеров изделия от но¬
минальных могут существенно влиять на
результаты контроля. Отличие скорости
ультразвука в материалах образца и изде¬
лия, неравномерность распределения ско¬
рости вдоль траектории УЗ волн (при
сварке разнородных материалов, при кон¬
троле биметалла), дисперсия скорости в
основном металле также могут быть при¬
чиной ошибок при настройке скорости
развертки, усугубляющихся при контроле
толстостенных изделий.Указанных ошибок можно избежать
только настройкой непосредственно на
изделии, подлежащем контролю. Особен¬
ность настройки на изделии состоит в
том, что его толщина заранее не известна,
во всяком случае на изделиях с односто¬
ронним доступом (смонтированный тру¬
бопровод, закрытый сосуд, листовая об¬
лицовка). Чтобы рабочий участок раз¬
вертки дефектоскопа точно соответство¬
вал фактической толщине в пределах зо¬
ны сканирования, можно воспользоватьсяследующими простыми методическими
приемами.Левая граница рабочего участка
(глубина залегания дефекта h = 0) уста¬
навливается по положению на экране сиг¬
нала, прошедшего через сдвоенные призмы
двух идентичных преобразователей, кото¬
рыми будет проводиться контроль (рис.5.131, а). Если преобразователи включены
электрически последовательно (раздель¬
ная схема включения, показанная на рис.5.131, а, слева), то положение сигнала на
развертке точно соответствует началу ра¬
бочего участка, поскольку длина пути
ультразвука от излучающей до приемной
пьезопластины равна двойному (в прямом
и обратном направлениях) пути в призме
совмещенного наклонного преобразователя.Второй преобразователь можно не
подключать к дефектоскопу (см. рис. 5.131,
а, справа). В этом случае его пьезопласти¬
на играет роль отражателя, путь до нее и
обратно равен двойному пути ультразвука
в призме рабочего преобразователя, а на¬
чалу зоны контроля соответствует точка
на развертке, лежащая посредине между
зондирующим и отраженным сигналами.Для установления правой границы
зоны контроля (h = Н или h = 2Н) те же
преобразователи нужно подключить к
дефектоскопу, развернуть навстречу друг
другу, установить в одной плоскости (рис.5.131, б) и разводить их до момента получе¬
ния максимальных прошедших сигналов.АлРис. 5.131. Схемы настройки левой (а) и правой (б) границ рабочего участка развертки наконтролируемом изделии:гъ - задержка в призме
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 211Сигналы А\ w А2 соответствуют пра¬
вой границе рабочего участка при контро¬
ле прямым и однократно отраженным
лучами (см. рис. 5.131, б, внизу). Если
отключить от дефектоскопа один из пре¬
образователей, т.е. использовать его как
отражатель, то сигнал Л2 появится при
однократном разведении преобразователей,
что позволит избежать дополнительной
зачистки поверхности изделия на участке х2.Технологией контроля часто преду¬
сматривается применение двух и более
преобразователей с различными углами
ввода. Например, на АЭС сварные швы
сосуда как минимум контролируют двумя
наклонными и одним прямым преобразо¬
вателями. Чтобы избежать перенастройки
скорости развертки при смене преобразо¬
вателей, пользуются следующим методи¬
ческим приемом.Настраивают шкалу расстояний пря¬
мого преобразователя по координатам
донных сигналов, полученных на изделии.
Далее, при контроле наклонными преоб¬
разователями используют их координат¬
ные шкалы, предварительно совмещенные
со шкалой прямого преобразователя.Цель настройки чувствительности -
установление такого усиления в акустиче¬
ском тракте дефектоскопа, которое обес¬
печивает надежную регистрацию эхо-
сигналов от дефектов, минимально допус¬
тимых для данного изделия размера.Типовая схема настройки включает в
себя три основных уровня рабочей
чувствительности (рис. 5.132):1 - поисковый, при котором проводят
поиск дефектов путем сканирования пре¬
образователем по заданной траектории;2 - контрольный (уровень фикса¬
ции), когда определяют измеряемые ха¬
рактеристики обнаруженных дефектов и
оценивают допустимость дефектов по их
предельным значениям;3 - браковочный, при котором оце¬
нивают допустимость дефектов по
амплитуде эхоси гнала.А, дБРис. 5.132. Зависимости амплитуды
эхосигналов от глубины залегания дефекта,
соответствующие различным уровням
чувствительности контроляБраковочный и контрольный уровни
чувствительности должны быть заданы
нормативной документацией. Как прави¬
ло, контрольный уровень ниже браковоч¬
ного, а поисковый ниже контрольного на6 дБ.Требуемую чувствительностьустанавливают путем получения опорных
сигналов с последующим переходом от
них на заданный уровень. Чтобы получить
опорный сигнал, можно использовать раз¬
личные отражатели (искусственные де¬
фекты) в образцах, поверхности и углы в
изделиях, вспомогательные электрические
сигналы. Желательно применять стан¬
дартные образцы, что обеспечивает вос¬
производимость результатов контроля.Разность между опорным и требуе¬
мым уровнями чувствительности опреде¬
ляют экспериментально или расчетом эк¬
вивалентной площади отражателя, ис¬
пользуемого для получения опорного сиг¬
нала. Отражатели выполняют равномерно
по всей толщине образца. Последователь¬
но, при неизменной чувствительности
дефектоскопа получая эхосигналы от них,
строят на экране кривую изменения ам¬
плитуды в зависимости от глубины зале¬
гания отражателя или запоминают значе¬
ния амплитуды для каждого отверстия.Значения браковочного и контроль¬
ного уровней чувствительности зависят от
глубины залегания дефектов (см. рис.
5.132). Современные дефектоскопы со
встроенными блоками временной регули¬
212Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬровки чувствительности (ВРЧ) позволяют
выравнивать опорные эхосигналы от рав¬
новеликих отражателей в заданном диапа¬
зоне глубины их залегания. В этом случае
методика оценки дефектов существенно
упрощается, повышается производитель¬
ность контроля. При автоматической ре¬
гистрации и оценке дефектов контроль
без ВРЧ вообще невозможен.Поскольку уровни чувствительности
задаются в единицах эквивалентной пло¬
щади, основным искусственным дефектом
является плоскодонное отверстие, ориен¬
тированное вдоль направления прозвучи-
вания. Применяют также модели дефектов
в виде бокового отверстия, углового от¬
ражателя.Так, при контроле сварных соедине¬
ний с односторонней разделкой кромок
применяют зарубку, представляющую
собой плоский угловой отражатель (рис.5.133, а). Эта зарубка хорошо имитирует
наиболее опасные и характерные для та¬
ких соединений корневые непровары и
трещины. Однако, несмотря на внешнюю
простоту, изготовить ее довольно трудно.
Зарубку выполняют путем вдавливания в
металл образца 2 режущей кромки бойка
7; при этом точка приложения силы Р
оказывается смещенной относительно точки
приложения реакции Рр образца (см. рис.5.133, а). Возникающая здесь пара сил соз¬
дает изгибающий момент, который воз¬
растает с увеличением приложенной к
бойку силы и, в конечном счете, приводит
к разрушению режущей кромки бойка.Кроме того, отклонение отражающей
грани зарубки от перпендикуляра к по¬
верхности образца существенно ослабляет
амплитуду эхосигнала (при а,о > 60° это
ослабление на 1° составляет приблизи¬
тельно 1 дБ).Указанных недостатков лишен пло¬
ский угловой отражатель в виде кли¬
новидной зарубки (рис. 5.133, б). Отража¬
тель имеет две одинаковые параллельные
отражающие грани с ломаным контуром в
форме клина. Режущая грань бойка лежит
в плоскости действия приложенной к не¬
му силы, что исключает возможность воз¬
никновения изгибающего момента, раз¬
рушающего режущую кромку. При рав¬
ных площадях зарубка, показанная на рис.5.133, а, и клиновидная зарубка дают
одинаковые эхосигналы. Зарубку площа¬
дью 5, < 7 мм2 можно заменить клиновид¬
ной зарубкой шириной V и глубиной
h'=S-Jb'+b'/4.Экспериментально установлено, что
усредненное по результатам измерений с
противоположных сторон отражателя
значение амплитуды эхосигнала соответ¬
ствует правильному (строго перпендику¬
лярно к поверхности образца) выполне¬
нию клиновидной зарубки.При контроле тонкостенных (до 6 мм)
сварных соединений вместо зарубки при¬
меняют цилиндрический угловой отража¬
тель в виде сквозного вертикального от¬
верстия. Он хорошо имитирует характер¬
ные канальные дефекты типа свища. Из
экспериментальных данных следует, чтоРис. 5.133. Схема изготовления зарубки (а) и клиновидная зарубка (б):УЗ - ультразвук
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 213эквивалентные по амплитуде эхосигнала
диаметр dy отверстия и площадь 53 зарубкисвязаны соотношением dy ~ 6,5 (53 - 1) приS3 > 1 мм2. Иногда применяют искусст¬
венный дефект в виде сегмента, фрезе¬
руемого на поверхности образца перпен¬
дикулярно к направлению прозвучивания.
Эквивалентная площадь сегмента равна
его геометрической площади.При настройке по боковому отвер¬
стию для получения уровня чувствитель¬
ности, определяемого эквивалентной
площадью 5Э, диаметр отверстия должен
быть d6 = 8S2cosa0/(A.2/z).Поиск и обнаружение дефектов.
Схема поиска (схема контроля) должна
обеспечивать:- максимальный эхосигнал от дефек¬
та заданного минимального размера при
контроле методами отражения или мак¬
симальное ослабление прошедшего сигна¬
ла при контроле способами прохождения;- получение информации, достаточ¬
ной для оценки дефектов по действую¬
щим нормативам;- прозвучивание всего объема изделия;- технологичность контроля, т.е. воз¬
можность реализации методики простыми
средствами при наименьших затратах.Выполнение этих требований опре¬
деляется в первую очередь обоснованным
выбором типа и длины (частоты) УЗ вол¬
ны, направлений прозвучивания, схемы
сканирования.При выборе типа и длины волны на¬
до руководствоваться следующим прак¬
тическим опытом контроля с использова¬
нием волн различных типов.Продольными волнами контролиру¬
ют в основном изделия правильной гео¬
метрической формы: листы, поковки, обе¬
чайки сосудов и трубы. Продольными
волнами уверенно обнаруживают плоско¬
стные дефекты, ориентированные парал¬
лельно поверхности изделия: расслоения
проката, раскатанные поры, отслоения
покрытий от основного металла, непрова-ры и непроклеи плоских протяженных и
достаточно толстостенных деталей.Благодаря меньшему по сравнению с
поперечными волнами затуханию и боль¬
шей длине волны, продольные волны ус¬
пешно используют при контроле крупно¬
зернистых материалов, в том числе на¬
плавленного металла сварных соединений
аустенитного класса. Малое затухание,
отсутствие потерь в акустической задерж¬
ке обусловливают максимальную глубину
прозвучивания. Поэтому особо крупные
изделия толщиной >1 м контролируют
нормальными совмещенными преобразо¬
вателями.Наибольшая по сравнению с волнами
других типов скорость ограничивает воз¬
можности контроля тонкостенных изде¬
лий прямыми преобразователями. Мини¬
мальная толщина контролируемого изде¬
лия, определяемая акустической мертвой
зоной и расположением донных сигналов
на временной развертке ЭЛТ, составляет
для отечественных серийных дефектоско¬
пов и преобразователей ~20 мм. Изделия
меньшей толщины успешно контролиру¬
ются PC преобразователями продольных
волн благодаря принципиальному отсут¬
ствию мертвой зоны при разделении из¬
лучателя и приемника.Так, серийными PC преобразовате¬
лями на частоте 5 МГц можно выявлять
расслоения в листах толщиной от 5 мм.При контроле поперечными волнами
благодаря стабильной прозрачности кон¬
тактного слоя в большом диапазоне углов
падения предъявляют менее жесткие тре¬
бования к геометрии изделия, чем при
контроле продольными волнами. Воз¬
можность ввода поперечных волн на¬
клонно в широком диапазоне углов (а =
= 35...80° для пары плексиглас - сталь),
являясь важным преимуществом контроля
поперечными волнами, позволяет решить
большой класс задач контроля, связанных с
неопределенностью ориентации дефектов.В общем случае плоскость дефекта не¬
параллельна контактной поверхности из¬
214Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬделия, а форма и ориентация дефектов
случайны. Поэтому сформулированное
ниже условие оптимизации направлений
прозвучивания может быть реализовано с
помощью наклонно падающих попереч¬
ных волн.Кроме того, решается задача обеспе¬
чения полноты прозвучивания контроли¬
руемого объекта, поскольку, варьируя
угол ввода, можно прозвучить каждый
элемент объема.При выборе длины волны, опреде¬
ляющей рабочую частоту прозвучивания,
следует стремиться обеспечить выполне¬
ние условия 2Z>minA, > 1, при котором на¬
блюдается направленное отражение от
дефекта минимального размера 2bmin. Чем
больше волновой размер 2ЫХ дефекта,
тем интенсивнее отраженный сигнал.По выявляемое™ дефектов предпоч¬
тительней поперечные волны, длина ко¬
торых примерно в 2 раза меньше длины
продольных. Однако это справедливо для
контроля изделий небольшой толщины с
мелкозернистой структурой, когда можно
пренебречь затуханием УЗ колебаний.
Если влияние затухания значительно
(большая толщина, крупное зерно), воз¬
можности поперечных и продольных волн
по выявлению дефектов выравниваются,
поскольку коэффициент затухания попе¬
речных волн больше, чем продольных.Направления прозвучивания выби¬
рают, исходя прежде всего из соображе¬
ний обеспечения надежного обнаружения
характерных для данного изделия реаль¬
ных дефектов. Для этого на основании
анализа чертежей и технологии изготов¬
ления с определенной вероятностью уста¬
навливают преимущественные координа¬
ты, ориентацию, размеры, форму дефек¬
тов, которые могут образоваться в гото¬
вом изделии. Такой анализ позволяет вы¬
явить слабые места конструкции, на кото¬
рые при контроле следует обратить осо¬
бое внимание.Например, в сварных сосудах это
места пересечений продольных и кольце¬
вых швов, подверженных знакоперемен¬ным нагрузкам; в цилиндрических поков¬
ках, роторах - центральная зона с концен¬
трацией неметаллических включений; в
изделиях с плакирующим слоем - зона
сплавления основного и наплавленного
металлов с возможными отслоениями; в
изделиях сложной формы - галтельные
переходы, выточки, пазы, где возможно воз¬
никновение поверхностных трещин, и т.д.Для некоторых дефектов преимуще¬
ственные координаты и ориентация полно¬
стью определяются конструкцией изделия.
Например, глубина залегания непровара
корня сварного шва с симметричной X-
образной разделкой кромок всегда со¬
ставляет половину толщины, а угол на¬
клона в вертикальной плоскости несплав-
ления по кромкам сварного соединения
равен углу скоса кромок.Наиболее вероятные размеры, харак¬
тер и места образования эксплуатацион¬
ных дефектов можно установить, проана¬
лизировав режимы эксплуатации, харак¬
тер механических и тепловых нагрузок. С
этой же целью необходимо внимательно и
систематически исследовать каждый слу¬
чай выхода из строя оборудования вслед¬
ствие дефектов.Статистические данные о характере
распределения, размерах, типе, ориента¬
ции дефектов, полученные на основании
анализа результатов достаточно большого
числа наблюдений, отличаются постоян¬
ством для установившегося технологиче¬
ского процесса. Они остаются стабиль¬
ными до тех пор, пока технология или
условия производства существенно не
изменятся.Основные направления прозвучива¬
ния, обеспечивающие максимальный сиг¬
нал от дефекта, выбирают с учетом выяв¬
ленной преимущественной ориентации
типичных для данного изделия плоскост¬
ных дефектов. Присутствие их в схеме
контроля обязательно.Условие построения оптимальной
акустической системы, реализующей
главные направления прозвучивания, сво¬
дятся к следующему: направления в про¬
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 215странстве оси отраженного УЗ поля и оси
излучения-приема должны быть по воз¬
можности близки друг к другу, т.е.|е,,е6,е2|^о, (5.159)где 0,,06,02 - углы, показанные нарис. 5.61.Это условие позволяет оптимизиро¬
вать общую схему акустического тракта
(см. рис. 5.61) с учетом реальных геомет¬
рии изделия и ориентации дефекта, т.е.
рассчитать оптимальные углы ввода и
волновые размеры преобразователей.
Максимального сигнала (наилучшей вы¬
являемое™) достигают при 0, =0Ь =
= 02 = 0 .Это условие выполняется, например,
при прозвучивании плоского дефекта со¬
вмещенным преобразователем, ориентиро¬
ванным нормально к плоскости дефекта, или
при прозвучивании вертикально ориентиро¬
ванного дефекта по схеме "тандем".Наиболее полно условие (5.159) реа¬
лизуется с помощью раздельных акусти¬
ческих систем, что подтверждается факти¬
ческой выявляемостью реальных дефектов.В зависимости от числа типов потен¬
циально возможных дефектов можно вы¬
брать несколько основных направлений
прозвучивания. Например, при контроле
Х-образного сварного соединения с углом
скоса кромок, равным 30°, для которого
характерно наличие несплавления по на¬
клонным кромкам и вертикально ориен¬
тированного непровара корня шва, следу¬
ет применять наклонный преобразователь
с углом ввода а = 60° и систему "тандем".Для обнаружения различно ориенти¬
рованных случайных дефектов и с целью
получения дополнительной информации о
характере дефектов в схему контроля вво¬
дят дополнительные направления прозву¬
чивания, как можно более далеко отстоя¬
щие от основного. На практике это дости¬
гается иногда без увеличения числа пре¬
образователей - путем прозвучивания
прямым и отраженным лучами, с проти¬
воположных сторон контролируемогосечения, с нескольких поверхностей изде¬
лий, поворотом преобразователя вокруг
эпицентров излучения и отражения.Для повышения надежности выявле¬
ния трещин, непроваров целесообразно
применять различные способы, основан¬
ные на фиксации времени распростране¬
ния краевых волн, дифрагированных на
острых концах дефекта. Эффект от ис¬
пользования соответствующих методик
снижается вследствие невысокой времен¬
ной разрешающей способности серийных
дефектоскопов. Не всегда хватает и их
чувствительности для регистрации слабых
дифрагированных сигналов.Разработка специализированной ап¬
паратуры откроет эффективный путь пе¬
рехода от дефектоскопии с ее целью уста¬
навливать факт наличия или отсутствия
дефектов к измерению линейных разме¬
ров дефектов - дефектометрии.С целью обеспечения полного про¬
звучивания контролируемого изделия вы¬
бранные по указанным выше критериям
преобразователи перемещают по поверх¬
ности изделия, последовательно сканируя
каждую точку контролируемого объема с
основных и дополнительных направле¬
ний. Траектория, шаг и скорость сканиро¬
вания определяются геометрией изделия,
формой контролируемого объема, факти¬
ческими плотностью распределения де¬
фектов и объемной формой поля излуче¬
ния преобразователя. При ручном контро¬
ле скорость сканирования, ограниченная
физиологическими возможностями дефек-
тоскописта, составляет 0,2...0,5 м/с.Учитывая фактор нестабильности
акустического контакта, помехи, ложные
сигналы, поиск осуществляют при завы¬
шенной по сравнению с минимально не¬
обходимой для фиксации дефектов чувст¬
вительностью (см. рис. 5.132). Оконча¬
тельный контроль следует проводить по¬
сле термообработки изделия, повышаю¬
щей выявляемость дефектов в результате
измельчения структуры металла.Указания о параметрах схемы кон¬
троля включаются в технологическую
216Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬкаргу контроля данного узла, которая явля¬
ется рабочим документом дефекгоскописта.Измерение координат, размеров
дефектов и определение их формы. За¬
фиксированный в процессе поиска отра¬
жатель, амплитуда эхосигналов от кото¬
рого превышает контрольный уровень
чувствительности (см. рис. 5.133), счита¬
ют дефектом и измеряют его координаты,
эквивалентные и условные размеры, оп¬
ределяют геометрическую форму. Изме¬
рение координат и размеров дефектов
является обязательной операцией; данные
измерений используют при оценке допус¬
тимости дефекта. Сведения о форме де¬
фекта в соответствии со сложившейся
практикой контроля расценивают как до¬
полнительную информацию, вопрос об
использовании которой в качестве крите¬
рия отбраковки решают в каждом кон¬
кретном случае отдельно (исключение
составляет практика отечественного энер¬
гомашиностроения, учитывающая форму
дефекта при оценке его допустимости
согласно ОСТ 108.004.108-80).Информативность различных изме¬
ряемых характеристик дефектов оценива¬
ется степенью их корреляции с действи¬
тельными размерами дефектов. Так, на
основании результатов статистического
анализа установлено, что для внутренних
дефектов условная высота менее инфор¬
мативна, чем эквивалентная площадь.Оценка допустимости дефектов.
Последнюю оценивают путем сравнения
измеренных значений характеристик де¬
фектов с их предельными (нормативны¬
ми) значениями.Основной браковочный критерий -
амплитуда эхосигнала (эквивалентная
площадь). Измеренное значение амплиту¬
ды А сравнивают со значением контроль¬
ного As и браковочного А6р уровней чув¬
ствительности (см. рис. 5.132) с учетом
глубины залегания дефекта. Если А >
> Acv, дефект считают недопустимым по
амплитуде (бракуют), если Абр > Л > Ак -допустимым. Иногда контрольный уро¬
вень не используют. В этом случае отбра¬
ковывают любой зафиксированный (А > Afv)
дефект, понятие "допустимый дефект"
здесь не используется. Такая альтерна¬
тивная система оценки обычно вводится,
когда разность размеров недопустимых и
допустимых дефектов сопоставима с точ¬
ностью измерения амплитуды эхосигна¬
лов и, следовательно, не может быть дос¬
товерно зафиксирована. Кроме того, она
целесообразна, когда исправление де¬
фектного участка экономически выгоднее,
чем наблюдение за допустимыми дефек¬
тами в последующей эксплуатации изде¬
лия. Примером может служить контроль
сварных швов тонкостенных труб (3...
5 мм) малого (25...40 мм) диаметра.Отражатели с А <АК и с А < Afv (при
отсутствии контрольного уровня) фиксации
не подлежат, т. е. дефектами не считаются.Окончательную оценку допустимо¬
сти дефектов с А6р > А > А% проводят по
условным протяженности, высоте, пло¬
щади и числу дефектов на единицу длины
(площади, объема) изделия. Если изме¬
ренное значение хотя бы одной из этих
характеристик превышает предельно до¬
пускаемое, дефект считают недопустимым.Данные определения геометрической
формы и характера дефектов служат до¬
полнительной информацией при обсуж¬
дении вопроса о потенциальной опасно¬
сти дефекта. Использовать эту информа¬
цию в качестве браковочного критерия
позволяет система оценки с двумя брако¬
вочными уровнями, которая будет описа¬
на ниже.Как правило, нормативной доку¬
ментацией регламентируется одно пре¬
дельное значение для изделия определен¬
ной толщины, т.е. действует один брако¬
вочный уровень Абр для всех дефектов
независимо от их потенциальной опасно¬
сти. При этом неизбежна перебраковка по
мелким неопасным объемным включени¬
ям, порам.
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 217Согласно современным представле¬
ниям о потенциальной опасности дефек¬
тов различной объемной формы, уровни
отбраковки плоскостных и объемных де¬
фектов должны быть различными. Воз¬
можность достоверной количественной
идентификации формы дефектов по дан¬
ным УЗ контроля позволяет ввести вто¬
рой, более "мягкий" уровень Адр отбра¬
ковки для объемных дефектов.Реализация двухуровневой системы
оценки допустимости дефектов иллюст¬
рируется схемой на рис. 5.134. При одно¬
уровневой системе (штриховые линии)
дефект признают или допустимым, если
А < АбР, или недопустимым при А > АбР. В
случае двухуровневой системы (сплош¬
ные линии) для дефектов с А > АбР опре¬
деляют их форму. Если дефект оценен как
плоскостной, его признают, безусловно,
недопустимым. Допустимость объемного
эффекта оценивают на другом, более
"мягком" уровне чувствительности Адр.Далее дефекты с А > А’6р отбраковы¬
вают как крупные объемные, дефекты же
с А < А'6р как мелкие объемные считаютдопустимыми (при одноуровневой систе¬
ме их отбраковывают).Отметим, что разделение дефектов
на недопустимые плоскостные и крупные
объемные, с одной стороны, и допусти¬
мые мелкие объемные, с другой, соответ¬
ствует действующим нормативам радио¬
графического контроля.Полученные в результате контроля
данные измерений и вывод о наличии или
отсутствии дефектов нормативного раз¬
мера фиксируют в отчетном протоколе
(заключении). Вывод о качестве изделия
записывают в альтернативной форме: со¬
ответствует или не соответствует техни¬
ческим условиям. Протокол входит в пас¬
портную документацию изделия, переда¬
ваемую заказчику, который организует
наблюдение за развитием допустимых (в
изготовлении) дефектов посредством сис¬
темы эксплуатационного контроля.В заключение отметим, что решение
вопроса о допуске к эксплуатации изделия
с зафиксированными дефектами не явля¬
ется функцией системы контроля.5.8.2. ПРОЗВУЧИВАНИЕ
СВАРНЫХ ШВОВПоиск дефектов проводится путем
продольно-поперечного или поперечно¬
продольного сканирования (перемещения)
ПЭП по всей контролируемой зоне снача¬
ла с одной, а затем с другой стороны. В
соединениях толщиной > 60...80 мм необ¬
ходимо контролировать с двух поверхно¬
стей, если они доступны. Шаг сканирова¬
ния ПЭП должен быть не более половины
диаметра пьезоэлемента. Плотность веро¬
ятности распределения дефектов в плос¬
кости сканирования относительно норма¬
ли к оси шва соответствует нормальному
со средним квадратическим отклонением
(СКО) 4,93°.£<D<DДефект допустимыйРис. 5.134. Одно- и двухуровневая системы оценки допустимости дефектов
218Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ0=10...15°Рис. 5.135. Сканирование при контроле
сварных соединений:а - диаметр пьезоэлементаОтсюда следует, что прозвучивание
швов стандартными ПЭП при ориентации
строго нормально к оси шва позволит об¬
наружить только 17...46 % всех дефектов.Поэтому в процессе сканирования
наклонный ПЭП необходимо непрерывно
проворачивать вокруг его вертикальной
оси на ± 15°, чтобы обнаружить различно
ориентированные дефекты (рис. 5.135).Для компенсации флуктуаций акусти¬
ческого контакта чувствительность дефек¬
тоскопа в режиме поиска должна увеличи¬
ваться не менее чем на 6 дБ по отношению
к контрольной чувствительности. Чтобы
уменьшить вероятность пропуска дефекта,
целесообразно работать при включенном
звуковом индикаторе схемы АСД (автома¬
тический сигнализатор дефектов).Поскольку PC преобразователи ха¬
рактеризуются несимметричностью УЗ
пучка, их также рекомендуется провора¬
чивать вокруг оси.Акустический контакт надо обеспе¬
чивать легким нажатием руки на ПЭП
(10...15 Н).В сварных соединениях УЗ прозву-
чиванию и оценке подлежат металл шва,
зоны сплавления и термического влияния.Схема прозвучивания является осно¬
вой любой методики контроля. При¬
менимость схемы прозвучивания опреде¬
ляется следующими независимыми пере¬
менными:- величиной прозвученной площади
поперечного сечения сварного соединения
(полнота прозвучивания);- вероятностью обнаружения наибо¬
лее потенциально опасных плоскостных
дефектов (трещин, непроваров);- возможностью появления ложных
сигналов от конструктивных элементов
соединения (неблагоприятная геометрия,
конструктивные зазоры, наличие привар¬
ных элементов и т.п.).Полнота прозвучивания является ко¬
личественным критерием контроледо-
ступности и может оцениваться коэффи¬
циентомF = S’/S • 100 % ,где S' — площадь прозвученного сечения;
S - площадь наплавленного металла и
зоны термического влияния с обеих сто¬
рон шва.Поскольку нормы оценки качества
основного металла (листа, трубы), как
правило, слабее, чем сварного соедине¬
ния, то для исключения проблем с оцен¬
кой контроледоступности и унификации
оценки качества для большинства ответ¬
ственных объектов Госгортехнадзором и
Госатомнадзором РФ стандартизованы
границы сварного соединения. В их пре¬
делах металл контролируется и оценива¬
ется по нормам, действующим для свар¬
ных швов. При этом ширина контроли¬
руемой и оцениваемой зоны основного
металла - В определяется от границы раз¬
делки шва под сварку и составляет:• >5 мм для стыковых сварных со¬
единений, выполняемых дуговыми спосо¬
бами сварки; не менее номинальной тол¬
щины свариваемых деталей при их тол¬
щине 5...20 мм включительно; >20 мм
при номинальной толщине свариваемых
деталей >20 мм;• >3 мм независимо о толщины для
угловых и торцовых сварных соединений
и вварки труб в трубные решетки, полу¬
чаемых дуговыми способами сварки;• >50 мм независимо от толщины для
сварных соединений, выполненных элек-
трошлаковой сваркой.В сварных соединениях деталей раз¬
личной номинальной толщины ширина
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 219указанной зоны определяется отдельно
для каждой из сварных деталей.В самом общем виде функция F за¬
висит от следующих переменных: нали¬
чия и величины валика выпуклости (для
стыковых соединений) или катета сечения
(для нахлесточных и угловых соедине¬
ний), толщины стыкуемых элементов,
ширины околошовной зоны и доступно¬
сти прозвучивания всего сечения соеди¬
нения, угла ввода, эффективной ширины
УЗ пучка (рис. 5.136).Оптимальной с позиции полноты
прозвучивания будет такая схема, при
которой F = 1.Оценка влияния каждой из незави¬
симых переменных и их реальных ком¬
бинаций представляет весьма трудоемкую
задачу и является основой создания опти¬
мальной методики контроля. Например,
совокупность направлений прозвучивания
данного сварного соединения определяет¬
ся выбором наиболее благоприятного угла
встречи (ракурса озвучивания) УЗ луча с
плоскостным дефектом, поэтому базиру¬
ется на основе вероятностных оценок рас¬
пределения плоскостных дефектов по
ориентации и местоположению, получен¬ных из статистического анализа.Для исключения вольного толкова¬
ния термина "полнота прозвучивания" при
выполнении производственного контроля,
исходя из постулата, что официально ут¬
вержденная методика оптимальна, в ряде
отраслей промышленности введены сте¬
пени (градации) контроледоступности
шва, выраженные через возможность
обеспечения полноты прозвучивания в
предписанных методиками направлениях.Сварное соединение считают некон-
троледоступным, если центральный луч
УЗ пучка не пересекает все элементы кон¬
тролируемого сечения ни по одному из
направлений прозвучивания, кроме под¬
поверхностного слоя, или если площадь
непрозвучиваемых участков >20 % от об¬
щей площади контролируемого сечения.Направления считаются разными, ко¬
гда угол между центральными лучами УЗ
пучков волн одного типа (моды) отлича¬
ется не менее чем на 35°.Ограниченная возможность контроля
на выявление поперечно-ориентирован¬
ных дефектов (поперечных трещин) не
изменяет степень контроледоступности
сварного соединения.7060-о•о'5S-. 50
40
30
20
10/J ,4-5114J/? 7
у/—4--Ъ*?*-/ .<ttx-уу-//—- ж-1■4:V*-//ъt4-т'-7 7UKLi&п -
1 1ZTpQJ
1 1m п:1 1эп10 20 40 60 80 100 120 140 160 180 120
Толщина сварного соединения, ммРис. 5.136. Номограмма для выбора параметров ПЭП в зависимости
от конструкции и типоразмера соединений:I - (3 = 53°,/= 5 МГц, я = 5 мм; 2 - (3 = 50°,/= 2,5 МГц, я = 10 мм; 3 - Р = 50°, /= 2,5 МГц,
я = 23 мм; 4 — Р = 40°, /= 2,5 МГц, я = 14 мм; J - р = 40°, /= 1,8 МГц, я = 24 мм; 6 - р = 30°,
/= 2,5 МГц, я = 14 мм; 7— Р = 30°,/= 1,8 МГц, я = 24 мм; ЬТ и Ьст - соответственно ширина
выпуклости таврового и стыкового сварных соединений
220Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.137. Способы прозвучивания сварных соединений:а - прямым лучом; б - прямым и однократно отраженным лучом;
в - многократно отраженным лучом; г - по слоямСледует заметить, что в швах суще¬
ствуют участки, полноценный контроль
которых из-за конструктивных особенно¬
стей заведомо невозможен. Эти участки
не классифицируются при оценке контро-
ледоступности. К ним относятся:• места пересечения швов с неуда¬
ленной выпуклостью;• краевые участки незамкнутых свар¬
ных соединений в пределах ширины LK
зоны, определяемой большей из величинLk=JwK\Lk=DJ2(Н — номинальная толщина свариваемых
элементов; D„ - диаметр или ширина пье¬
зоэлемента в дополнительной плоскости;
X - длина волны);• сварные соединения труб с внут¬
ренней расточкой, если длина цилинд¬
рической части расточки менееZ,p = Htga + b/2 + В + 5(а - угол ввода; Ь - ширина выпуклости
шва; В - ширина околошовной зоны, под¬
лежащей контролю по нормам оценки
сварных соединений);• сварные соединения с конструк¬
тивным непроваром, кроме случаев, когда
размеры исключаемого из контроля сече¬
ния < 3 % от общей площади контроли¬
руемого сечения.Степень контроледоступности может
быть повышена изменением конструкции
соединения или сварного узла, снятием
выпуклости, расширением зоны переме¬
щения ПЭП, обеспечением дополнитель¬
ного доступа ПЭП к сварному шву, изме¬
нением схемы прозвучивания.Основные способы прозвучивания
и последовательность технологических
операций. Для контроля обычно приме¬
няют прозвучивание эхометодом: только
прямым лучом, прямым и однократно от¬
раженным лучами, многократно отра¬
женным лучом, по слоям (по совмещен¬
ной схеме включения в дефектоскоп), а
также эхозеркальным, зеркально-теневым
методами и дельта-методом (рис. 5.137).Способ прозвучивания прямым
лучом (рис. 5.137, а) - основной способ
контроля. ПЭП при прозвучивании пря¬
мым лучом перемещается в околошовной
зоне между валиком выпуклости шва
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИИ Ш(точка 1) и точкой 2, расположенной от
оси шва на расстоянии х2 = Н tg а + Ь/2.
Этот способ наиболее помехоустойчив,
т.е. при его применении наблюдается ми¬
нимум ложных эхосигналов от каких-либо
элементов конструкции в зоне соединения
(приварных косынок или штуцеров, раз¬
личных выфрезеровок валика выпуклости
и т.п.). Недостаток состоит в наличии
мертвой зоны, вызванной тем, что преоб¬
разователь упирается в валик выпуклости
шва. Для плоских соединений размер
мертвой зоны Ны может быть найден из
выражения#м = (Ы2 + щ) ctg а.Следовательно, условием пересече¬
ния всего объема шва осью УЗ пучка, т.е.
условием полного прозвучивания, являетсяЫ2 <#tga.При контроле необходимо выбирать
такие параметры ПЭП (угол ввода и стре¬
лу п0), чтобы Нм была минимальна. Для
особо ответственных изделий и в случае
выявления неблагоприятной статистики
распределения дефектов под валиком
верхнюю часть шва целесообразно про-
звучивать преобразователем с углом a =
= 60...72° или поверхностными волнами
(см. далее).Способ применяется для контроля
швов всех толщин, является единственно
пригодным для прозвучивания также
швов толщиной 3,5...10 мм, выполненных
односторонней сваркой с проплавлением,
дефекты в которых находятся в корне
шва. В последнем случае ПЭП обычно
перемещается только вдоль шва.Контроль прямым и однократно
отраженным лучами осуществляется
при перемещении ПЭП между точками1...3 (рис. 5.137, б), позволяет вести кон¬
троль с одной стороны изделия, а также
прозвучивать мертвую зону. ПЭП при
прозвучивании прямым и однократно от¬
раженным лучом перемешают вдоль линии,
отстоящей от оси шва на расстоянии
х'2 = 2#tga + 6/2.Недостаток этого способа - зависи¬
мость предельной чувствительности к
дефектам, выявляющимся отраженным
лучом, от состояния поверхности. По¬
этому, в частности, если сосуд заполнен
жидкостью, то перед контролем она
должна быть удалена.Контроль многократно отражен¬
ным лучом сопровождается большим
числом ложных сигналов от валика вы¬
пуклости шва и является наименее поме¬
хоустойчивым (рис. 5.137, в). Применение
его ограничивается случаями, когда не
имеется доступа непосредственно к шву
(например, стыковое соединение с обеих
сторон закрыто приварными накладками).Контроль по слоям наиболее досто¬
верен. Он заключается в том, что прозву-
чивание проводят любым из перечислен¬
ных способов, но эхосигналы фиксируют
только на определенном рабочем участке
развертки Д/„ выделяемом путем строби-
рования (рис. 5.137, г). Способ помехо¬
устойчив, позволяет уменьшить ошибки в
оценке дефектов благодаря тому, что пре¬
дельная чувствительность при контроле
устанавливается для каждого слоя от¬
дельно. Но он, естественно, отличается
наименьшей производительностью, по¬
этому наиболее эффективно его применение
для контроля швов толщиной > 50...60 мм.5.8.3. ОСНОВНЫЕ
ПАРАМЕТРЫ КОНТРОЛЯК основным параметрам контроля
относят параметры, которые обусловли¬
вают достоверность результатов УЗ кон¬
троля. Эти параметры определяются соот¬
ветствующими параметрами аппаратуры
(табл. 5.7).Допуск Д/ на отклонение частоты /0
при эталонировании чувствительности по
образцу из контролируемого материала
определяется выражением/оJ_f10KLx/20.2 q{
222Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5.7. Основные параметры эхометодаПараметр контроляПараметр аппаратурыДлина волны X
Угол ввода аФронтальная разрешающая способность
ip (ширина углового захвата 0Р)Тип преобразователя, частота /, угол в
призме, размеры пьезоэлементаМертвая зона hMДлительность зондирующего импульса х3 и
реверберационных шумов в призме хрРазрешающая способность по дальностиДлительность зондирующего импульса х.ЧувствительностьУровень настройки чувствительности де¬
фектоскопа с преобразователем по задан¬
ному эталонному отражателюНаправленностьПлощадь ПЭП Sa, частота /Погрешность измерения координат, %Погрешность глубиномера, %Шаг сканированияРазмеры пьезоэлементагде q - коэффициент, определяемый ви¬
дом дефекта и эталонного отражателя; Ка -
условный коэффициент выявляемое™
дефекта (Кд « /4); |А^д|тах « 2 дБ - слу¬
чайная погрешность измерения коэффи¬
циента Кд, обусловленная колебаниями
стабильности акустического контакта и
неточностью установки преобразователя в
положение, соответствующее максималь¬
ной амплитуде эхосигналов от дефекта и
эталонного отражателя.Если дефект близок по форме к дис¬
ковому отражателю, то при эталонирова¬
нии чувствительности по отражателю в
виде бокового цилиндрического отвер¬
стия допуск Af/fo » 12 %, по вогнутой ци¬
линдрической поверхности 8,5 %.Для измерения длины волны X и час¬
тоты колебаний / используют две группы
способов. Способы первой группы осно¬
ваны на измерении частоты / и после¬
дующем вычислении длины волны X по
известному значению скорости с2 распро¬странения упругой волны в контролируе¬
мом материале.Способы второй группы предусмат¬
ривают измерение длины упругой волны
X и дальнейший расчет частоты f если
известно значение скорости с2 в материале,
для которого было измерено значение X.В практике НК используют способ
первой группы, основанный на измерении
длительности х эхосигнала и числа N ко¬
лебаний в нем (рис. 5.138). Частоту fv вы¬
числяют по формуле/р = N/x,гдеУр в мегагерцах; х в микросекундах.Длина УЗ волны X в материале оп¬
ределяется задаваемой частотой излучае¬
мых колебаний /.Угол а ввода УЗ луча в контроли¬
руемый металл - угол между перпендику¬
ляром к поверхности, проходящим через
точку ввода луча, и линией луча.Разрешающая способность при УЗ
контроле эхометодом зависит от мини-
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 223мального расстояния между двумя одина¬
ковыми отражателями, на котором они
регистрируются раздельно. Различают
лучевую А г и фронтальную АI разрешаю¬
щие способности (рис. 5.139). Первая оп¬
ределяется минимальным расстоянием А г
между двумя раздельно выявляемыми
отражателями, расположенными в на¬
правлении хода луча вдоль акустической
оси ПЭП. Величина А г диктуется часто¬
той и длительностью т„ излучаемого им¬
пульса, максимальной скоростью разверт¬
ки и наличием задержанной развертки.
Влияние частоты связано с зависимостью
от частоты времени свободных колебаний
тс. Обычно Аг = (1,5.. .2,0)^..Фронтальная разрешающая способ¬
ность определяется минимальным рас¬
стоянием АI между двумя раздельно вы¬
являемыми отражателями, залегающими
на одной глубине. Значение АI должно
превышать большую из двух величин:АI >А»'У А>где Do - диаметр пьезоэлемента.Мертвая зона. При УЗ контроле
эхоимпульсным методом на вход прием¬
но-усилительного тракта кроме эхосигна-
лов от дефектов поступает импульс от
генератора импульсов возбуждения. Если
дефект расположен в зоне под поверхно¬
стью так, что эхосигнал от него возвраща¬
ется раньше, чем окончилось излучение
генератора, то дефект обнаружен не будет
(рис. 5.140). Мертвой зоной называется
подповерхностная область изделия со
стороны установки преобразователя, в
которой дефекты заданного размера не
могут быть выявлены данной испыта¬
тельной системой (дефектоскоп и преоб¬
разователь).Рис. 5.138. Схема измерения частоты упру¬
гих колебаний, возбуяедаемых наклонным
преобразователем:1 - дефектоскоп; 2 - ждущий генератор задер¬
жанного импульса; 3 - широкополосный ос¬
циллограф; 4 - образец с фокусирующей ци¬
линдрической поверхностью (СО-3); 5 - пре¬
образователь, частоту излучаемых колебаний
которого измеряют; Т - период колебаний;С - конденсаторыРис. 5.139. К понятию "разрешающая
способность":а - лучевая; б - фронтальнаяРазмер мертвой зоны Мпри контроле
прямым и наклонным преобразователями
зависит от:— длительности электрического им¬
пульса ти, поступающего на пьезоэлемент
с генератора импульсов возбуждения;- конструкций и характеристик ПЭП.
Степень демпфирования пьезоэлемента
влияет на длительность его свободных
колебаний тс после окончания воздейст¬
вия электрического импульса.
224Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.140. К понятию "мертвая зона":3 - импульс от генератора (зондирующий);Д - донная поверхность; д - несплошностьЗная значения ти и тс можно произве¬
сти оценку мертвой зоны для прямого
ПЭП:^ = С/(т„+тс)/2, (5.160)где С/ - скорость продольной волны в кон¬
тролируемом изделии.Для наклонных ПЭП мертвая зона
уменьшается с увеличением угла призмы.
Этому способствует также повышение
частоты УЗ колебаний и размеров приз¬
мы. Объясняется это тем, что с возраста¬
нием частоты и габаритных размеров
призмы падает уровень реверберацион-
ных шумов, обусловливающих в основ¬
ном мертвую зону наклонного ПЭП.При экспериментальном определе¬
нии мертвой зоны дефект считается выяв¬
ленным, если впадина между зондирую¬
щим и эхоимпульсами от дефекта состав¬
ляет > 6 дБ (рис. 5.141).Чувствительностью называют па¬
раметр УЗ контроля, определяющий воз¬
можность выявления при контроле отра¬
жателей заданного размера. Функцио¬
нальную характеристику параметра "чув¬
ствительность", указывающую на его на¬
значение, именуют уровнем чувствитель¬
ности. Понятие "уровень чувствительно¬
сти" широко используют в практической
дефектоскопии.Рис. 5.141. Экспериментальное определение
мертвой зоныНеобходимый уровень чувствитель¬
ности устанавливается органами регули¬
ровки дефектоскопа и зависит от акусти¬
ческих свойств контролируемого изделия.
Для того чтобы результаты УЗ контроля
были достоверны и воспроизводимы, по¬
иск несплошностей, регистрация и оценка
их допустимости должны осуществляться
на строго определенных уровнях чувстви¬
тельности. Различают следующие уровни
чувствительности.Опорным считают уровень чувстви¬
тельности, при котором эхосигнал от ис¬
кусственного или естественного отража¬
теля в образце из материала с определен¬
ными акустическими свойствами или в
контролируемом изделии имеет заданную
высоту на экране дефектоскопа. Отража¬
тель, применяемый при установке опор¬
ного уровня, также называют опорным.
Например, при настройке чувствительно¬
сти часто используют эхосигнал от ци¬
линдрического отверстия диаметром 6 мм
в образце СО-2. Уровень чувствительно¬
сти, установленный при этом, именуют
опорным, а отверстие диаметром 6 мм -
опорным отражателем.Контрольным называют уровень чув¬
ствительности, при котором измеряются
характеристики обнаруженных несплошно¬
стей и оценивается их допустимость по
предельным значениям характеристик
(условной протяженности, высоте и др.).
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 225В некоторых документах этот уровень
чувствительности именуют уровнем фик¬
сации, или уровнем регистрации. Во мно¬
гих случаях на контрольном уровне чув¬
ствительности фиксируют непротяженные
несплошности.Браковочным считают уровень чув¬
ствительности, при котором оценивается
допустимость обнаруженной несплошно¬
сти по амплитуде эхосигнала. В отечест¬
венных документах браковочный уровень
обычно задают максимальными эквива¬
лентными размерами отражателя, допус¬
тимого по техническим условиям на дан¬
ное изделие. В некоторых зарубежных
документах браковочный уровень задают
превышением (в дБ) амплитуды эхоим-
пульса от дефекта над контрольным уров¬
нем. Обычно браковочный уровень ниже
контрольного не менее чем на 6 дБ.Поисковым называют уровень чув¬
ствительности, устанавливаемый на де¬
фектоскопе при поиске дефектов. Обычно
он превышает контрольный уровень не
менее чем на 6 дБ. Необходимость уста¬
новления поисковой чувствительности
связана с тем, что в динамическом режиме
(при перемещении ПЭП) ухудшается аку¬
стический контакт ПЭП с изделием, а
следовательно, через границу раздела
проходит меньшее количество звуковой
энергии, чем в статическом режиме.Кроме того, поиск дефектов прово¬
дится с определенным шагом. Это значит,
что не всегда акустическая ось ПЭП про¬
ходит над центром отражателя (дефекта),
т.е. необязательно в режиме поиска де¬
фект дает максимальный эхосигнал. Для
компенсации этих потерь и увеличивают
чувствительность при поиске. Излишнее
повышение чувствительности приводит к
возрастанию мертвой зоны и снижает
производительность контроля в случае
большого числа мелких несплошностей в
связи с необходимостью оценки эхосиг-
налов от них.Поисковому уровню соответствует
самая высокая чувствительность, т.е. бу¬
дут выявляться самые маленькие не¬сплошности. Обнаружится все, что даст
эхосигнал, равный или выше линии поис¬
кового уровня. Браковочному уровню от¬
вечает самая низкая чувствительность,
когда выявляются только крупные не¬
сплошности.По способу задания различают сле¬
дующие виды чувствительности.Эквивалентной называют чувстви¬
тельность, характеризуемую минималь¬
ными размерами искусственного отража¬
теля определенных форм и ориентации,
который еще обнаруживается на заданной
глубине в изделии при такой настройке
дефектоскопа. Например, если чувстви¬
тельность задана размерами зарубки или
цилиндрического отражателя, то ее име¬
нуют эквивалентной.Если в качестве искусственного от¬
ражателя используют торец отверстия с
плоским дном, то получают частный слу¬
чай эквивалентной чувствительности -
предельную чувствительность. Предель¬
ную чувствительность характеризуют
минимальной площадью отверстия с плос¬
ким дном, ориентированным перпендику¬
лярно к акустической оси ПЭП, которое
еще обнаруживается на заданной глубине
в изделии при данной настройке дефекто¬
скопа. Если хотят охарактеризовать воз¬
можности дефектоскопа по выявлению
несплошностей наименьших размеров на
заданной глубине, то говорят о макси¬
мальной предельной чувствительности -
предельной чувствительности при макси¬
мальной чувствительности приемника и
мощности генератора и заданном соотно¬
шении сигнал/помеха.Уровень чувствительности можно
задать и косвенным путем с использова¬
нием условной чувствительности. В соот¬
ветствии с ГОСТ 14782-86 условной на¬
зывают чувствительность, характеризуе¬
мую размерами и глубиной залегания вы¬
являемых искусственных отражателей,
выполненных в образце из материала с
определенными акустическими свойствами.Условную чувствительность по об¬
разцу СО-1 выражают наибольшей глуби¬
226Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬной (в мм) расположения цилиндрическо¬
го отражателя, фиксируемого индикато¬
рами дефектоскопа, а по стандартному
образцу СО-2 - разностью (в дБ) между
показанием аттенюатора при данной на¬
стройке дефектоскопа и показанием, при
котором цилиндрическое отверстие диа¬
метром 6 мм на глубине 44 мм фиксиру¬
ется индикаторами дефектоскопа.Понятие "условная чувствитель¬
ность" было введено в связи с желанием
иметь простой и надежный способ зада¬
ния чувствительности, воспроизводимой
с высокой точностью любым дефекто-
скопистом в любой точке страны. Доста¬
точным условием для этого является на¬
личие образца СО-1 или СО-2, а в случае
использования СО-2 необходим также
дефектоскоп с аттенюатором, градуиро¬
ванным в децибелах.Общим для всех трех способов зада¬
ния чувствительности является то, что
речь идет о воспроизведении данной на¬
стройки дефектоскопа. Принципиальная
разница заключается в том, что эквива¬
лентная и предельная чувствительности
учитывают акустические характеристики
(в первую очередь затухание) объекта
контроля, а условная не связана с ними.В некоторых зарубежных стандартах
(в частности, в США) принято задавать
чувствительность в процентах от заданно¬
го опорного уровня. Например, в специ¬
фикации SA-388 это записано следующим
образом: "...регистрируют отдельные ин¬
дикации, равные или превышающие 10 %
от амплитуды донного сигнала...". Такой
способ задания чувствительности напря¬
мую не вписывается ни в одно из отечест¬
венных понятий.Рис. 5.142. Экспериментальное определение
ширины ДН наклонного ПЭП
в плоскости паденияС целью характеристики техниче¬
ских возможностей дефектоскопа в части
усиления электрических сигналов введено
понятие "абсолютная чувствительность".Абсолютная чувствительность
определяется отношением минимального
акустического сигнала, который регист¬
рируется дефектоскопом, к амплитуде
акустического зондирующего импульса.
Она выражается в децибелах. Используя
ее, можно определить максимальную пре¬
дельную чувствительность.И, наконец, когда хотят поставить
вопрос о фактических размерах несплош-
ностей, выявляемых при контроле, то го¬
ворят о реальной чувствительности. Ре¬
альная чувствительность характеризу¬
ется минимальными размерами реальных
несплошностей конкретного типа, выяв¬
ляемых в конкретном объекте на заданной
глубине данными средствами контроля,
при заданных параметрах контроля и схе¬
ме прозвучивания. Она может быть опре¬
делена в результате статистической обра¬
ботки результатов контроля и металло¬
графического исследования большой се¬
рии объектов этого вида. Реальная чувст¬
вительность может служить основанием
для оценки эффективности УЗ контроля.Направленность поля ПЭП доста¬
точно подробно описана в разд. 5.3. Здесь
дополнительно рассмотрим способ экспе¬
риментального определения ширины ДН
на уровне п дБ наклонного ПЭП в плоско¬
сти падения (рис. 5.142).Для этого наклонный ПЭП устанав¬
ливают на поверхность А (для углов ввода< 65°) или Б (для углов ввода > 65°) стан¬
дартного образца СО-2. Получают макси¬
мальный эхосигнал от отверстия диамет¬
ром 6 мм и аттенюатором доводят высоту
эхоимпульса до заданного уровня. Считы¬
вают показание аттенюатора Aq (дБ), а
напротив точки выхода ПЭП на образце
считывают угол ввода а. Затем повышают
усиление на и дБ и ПЭП смещают в на¬
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 227правлении отверстия до тех пор, пока вы¬
сота эхоимпульса не уменьшится до за¬
данного уровня. В этом положении на¬
против точки выхода считывают величину
угла а„.После этого возвращаются к макси¬
муму и смещают ПЭП в направлении от
отверстия до тех пор, пока высота эхоим¬
пульса не уменьшится до заданного уров¬
ня. Считывают значение угла ав. Ширина
ДН на уровне п дБ вверх от акустической
оси 9В = а„ - а, а вниз от нее 9Н = а н - а.Точность измерения координат
дефектов при использовании современ¬
ных средств контроля зависит от:- точности измерения дефектоско¬
пом временных интервалов, которая вы¬
ражается в единицах времени или рас¬
стояния (если используется цифровой
глубиномер) либо определяется линейно¬
стью горизонтальной развертки (если ко¬
ордината отсчитывается по положению
эхоимпульса на горизонтальной линии
развертки);- соответствия фактической скорости
звука установленной на дефектоскопе;- соответствия фактического угла
ввода принятому значению при использо¬
вании наклонных ПЭП;- правильности установки нуля от¬
счета расстояний (задержки развертки);- точности определения наклонным
ПЭП положения, в котором достигается
максимальный эхоимпульс от дефекта.Шаг сканирования. Обычно приме¬
няют один из двух вариантов сканирова¬
ния: поперечно-продольное или продоль¬
но-поперечное. Способ сканирования, при
котором ПЭП перемещают в поперечном
направлении относительно контролируе¬
мого сечения, систематически сдвигая на
определенное расстояние в продольном
направлении, называют поперечно¬
продольным (рис. 5.143, а). При продоль¬
но-поперечном способе сканирования
ПЭП перемещают в продольном направ¬
лении относительно контролируемогоАс,,I/Сварной шовПЭП
□ «□ <а)А сиПЭПб)Рис. 5.143. Схемы сканирования шва
посредством поперечно-продольного (а) и
продольно-поперечного (&)
перемещения ПЭПсечения, систематически сдвигая на опре¬
деленное расстояние в поперечном на¬
правлении (рис. 5.143, б).Расстояние между соседними траек¬
ториями точки ввода упругих колебаний
при любом способе сканирования назы¬
вают шагом сканирования.При поперечно-продольном переме¬
щении ПЭП шаг сканирования для изде¬
лий толщиной > 50 мм обычно выбирают
равным половине размера пьезоэлемента
в направлении, перпендикулярном к пе¬
ремещению. Для изделий толщиной< 50 мм он находится экспериментально и
соответствует половине условной протя¬
женности дискового отражателя, опреде¬
ленной на поисковой чувствительности,
причем площадь отражателя при этом
равна фиксируемому дефекту.5.8.4. ИЗМЕРЯЕМЫЕ
ХАРАКТЕРИСТИКИ ДЕФЕКТОВВведение. Обнаружить, измерить
дефект, оценить степень его допустимо¬
сти для данной конструкции - в этом ос¬
новная задача УЗ контроля.В настоящее время эта задача еще не
решена в полной мере, что объясняется
двумя основными причинами: 1) большим
разнообразием дефектов сварных соеди¬
нений по отражательным свойствам, ори¬
ентации и расположению; 2) низкой ин¬
228Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬформативностью УЗ метода, не обеспечи¬
вающего надежной дешифровки дефекта.При падении УЗ волны на дефекте
возникает акустическое поле рассеяния,
содержащее волны различного типа. За¬
висимость интенсивности рассеянного
поля от направления на точку наблюдения
называют индикатрисой рассеяния де¬
фекта.Если регистрируется только та часть
энергии, которая отразилась обратно к
преобразователю, например при контроле
по совмещенной схеме, то измеряется
индикатриса обратного рассеяния. Про¬
странственно структурная форма инди¬
катрисы рассеяния определяется парамет¬
рами как акустического тракта (длиной
волны, длительностью импульса, шири¬
ной пучка, ракурсом озвучивания), так и
самого дефекта как отражателя.Реальные дефекты сварных швов от¬
личаются большим разнообразием, имеют
неповторяемые конфигурацию, ориента¬
цию, шероховатость поверхности и раз¬
ную отражательную способность. Инди¬
катриса рассеяния отражателя правильной
геометрической формы с гладкой поверх¬
ностью сильно отличается от индикатри¬
сы рассеяния реальной несплошности.
Характеристики отраженного поля искус¬
ственных отражателей предсказуемы и
воспроизводимы.Все уравнения акустического тракта
основаны на использовании искусствен¬
ных отражателей правильной геометри¬
ческой формы. Только эти акустические
модели как обеспечивающие воспроизво¬
димость параметров должны использо¬
ваться для настройки чувствительности
дефектоскопа. Но оператор всегда должен
помнить, что такой отражатель - только
грубая модель дефекта, и понимать суще¬
ствование разницы между отражательны¬
ми свойствами реальных дефектов и их
акустических моделей.Индикатриса рассеяния содержит
информацию о дефекте. Поэтому УЗ де-
фекгометрия основана на анализе про¬
странственных амплитудно-фазовых ха¬рактеристик волн различного типа в ин¬
дикатрисе рассеяния реального дефекта,
выделении в ней устойчивых информа¬
тивных признаков (параметров) и уста¬
новлении корреляционных связей с раз¬
мером и типом дефекта.В последнее время благодаря бурно¬
му прогрессу вычислительной техники
появилось много методов и аппаратурных
решений по многопараметровой обработ¬
ке индикатрисы рассеяния и реконструк¬
ции изображения (образа) дефекта, позво¬
ляющих с высокой точностью определить
его тип и размеры.Описание и сравнительный анализ
этих методов требуют специального рас¬
смотрения, поэтому далее будут описаны
способы дефектометрии, которые реали¬
зуются при ручном контроле, проводимом
в цеховых и полевых условиях, при ис¬
пользовании дефектоскопов общего на¬
значения без дополнительной вычисли¬
тельной техники.В зависимости от вида обрабатывае¬
мой первичной информации методы УЗ
дефектомегрии подразделяются на две
основные группы: амплитудные и вре¬
менные.В амплитудных способах величина
дефекта оценивается по амплитуде отра¬
женного от него (в случае эхометода) или
прошедшего (теневой, зеркально-теневой)
через него сигнала. Амплитудные спосо¬
бы не позволяют в полной мере учесть
конфигурацию дефекта и поэтому дают
усредненную информацию, выражаемую
через так называемые условные размеры.Временные способы позволяют су¬
дить об истинных размерах дефекта, оп¬
ределив временную задержку, связанную
с рассеянием волн на краях (верхнем и
нижнем) дефекта.Основным преимуществом этих спо¬
собов перед амплитудным является
меньшая погрешность измерений, вноси¬
мая нестабильным качеством акустиче¬
ского контакта, неоптимальным ракурсом
озвучивания, неверно выбранным уров¬
нем чувствительности дефектоскопа и т.п.
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 229а) в)Рис. 5.144. Определение координат дефекта наклонным ПЭП:а - в изделии с плоской поверхностью; при хордовом прозвучивании продольных швов в трубах
снаружи и изнутри (соответственно бив)Однако недостатком их является не¬
обходимость применения двух ПЭП, раз¬
мещенных в одной вертикальной плоско¬
сти по обе стороны от дефекта, и наличия
специальной аппаратуры, обеспечиваю¬
щей измерение временных интервалов с
погрешностью до ±0,1 не.На практике проведение большого
числа измерений индикатрисы рассеяния
и ее полный анализ требуют значитель¬
ных трудозатрат. В то же время объем
измерений не должен быть сведен к ми¬
нимуму из-за опасности потерять важную
информацию о дефекте.Структура существующей норматив¬
ной документации (СНиП, Правил кон¬
троля и т.п.) регламентирует проведение
оценки качества сварных соединений по
совокупности ряда информативных при¬
знаков: координат по сечению и длине
шва, истинных или условных размеров
дефекта, числа дефектов на единицу дли¬
ны шва, наименьшего расстояния между
дефектами, типа (характера) дефекта.Определение координат дефектов.
Местонахождение дефекта в сварном шве
определяют три координаты: h — глубина
залегания дефекта, отсчитываемая по
нормали к поверхности; X— расстояние от
центра излучения преобразователя до де¬фекта вдоль поверхности изделия (рис. 5.144)
(иногда отсчет X ведется от передней гра¬
ни призмы); L — расстояние вдоль оси шва
от дефекта до какой-либо выбранной точ¬
ки отсчета.Глубиномерное устройство дефекто¬
скопа измеряет временной интервал меж¬
ду зондирующим импульсом и эхо-
сигналом от дефекта Т. Так как скорости
УЗ колебаний в металле и призме и углы
ввода определены, то по Т можно опреде¬
лить h и X.В случае прямого или PC ПЭП без
акустической задержки h = Тс ill.Для PC ПЭП с задержкой2[T-(l'Jcn+l'Jcn)] с,2Для наклонных ПЭП(Г-2/п) с,
h = rcosa = ——Lcosa =2= [Г~2^п/Сп)] CI cos a;2
230Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬV - 2tu ) ct .X = rsma = - — sma =2[Т~2(1п/Сп)] ct ■_ _L sm a2Здесь r - расстояние от точки выхода
луча до дефекта;tn, lm сп, ci - соответственно время
прохождения (в одном направлении), путь и
скорость ультразвука в призме и изделии.Глубиномеры современных дефекто¬
скопов позволяют легко измерять все ко¬
ординаты отражателя. Дефектоскопами
старых типов можно выявлять только Т
или h при прозвучивании продольными
волнами. В этом случае для определения h
и X удобны координатные линейки типа
УКЛ-1, позволяющие учитывать время
прохождения ультразвука в призме. При
контроле конструкций из титановых спла¬
вов и некоторых сталей необходимо при¬
нимать во внимание характерную для них
существенную анизотропию скорости
ультразвука в зависимости от направле¬
ния прозвучивания по отношению к тек¬
стуре проката.Координаты дефектов в изделиях с
криволинейной поверхностью определяют
с помощью номограмм.Измерение эквивалентной площа¬
ди. Амплитуда эхосигнала в УЗ дефекто¬
скопии измеряется относительным мето¬
дом - сравнением эхосигнала от дефекта с
каким-либо опорным сигналом, получен¬
ным тем же ПЭП от отражателя извест¬
ных величины и геометрической формы.
Относительный метод измерений весьма
удобен на практике, так как позволяет
полностью отказаться от необходимости
расчета коэффициента преобразования
электрической энергии в механическую,
определяемого физическими константами
пьезоэлемента, влиянием переходных
клеевых слоев, величиной зондирующего
импульса, условиями согласования пьезо¬
элемента с усилителем и т.п.Еще раз следует подчеркнуть важ¬
ность унификации процесса измерений.
Чтобы обеспечить воспроизводимость
результатов контроля, выполняемого раз¬
личными операторами и на разной аппа¬
ратуре, размер дефекта должен выражать¬
ся через стандартизованную величину,
воспроизводимую при любых измерениях.
Поэтому в УЗ дефектоскопии в качестве
стандартизованной единицы измерения
принята эквивалентная площадь (эквива¬
лентный диаметр) S3 дефекта, которая
измеряется площадью дна плоскодонного
отверстия, расположенного на той же глу¬
бине, что и дефект, и амплитуда эхосиг¬
нала от которого равна амплитуде эхосиг¬
нала от дефекта. Аналогично определяет¬
ся эквивалентный диаметр.При измерении эквивалентного раз¬
мера дефекта по совмещенной схеме на¬
клонным или прямым преобразователем
ось плоскодонного отражателя должна
быть соосна оси пучка; при измерении PC
ПЭП ось отверстия нормальна поверхно¬
сти, при измерении наклонными преобра¬
зователями эхозеркальным методом
("тандем") ось отверстия параллельна по¬
верхности. При измерении хордовыми
преобразователями отражатель должен
быть в фокусе акустической системы, а его
плоскость перпендикулярна к оси трубы.Если дефект прозвучивается не¬
сколькими ПЭП различных типов, то за
эквивалентный размер дефекта принима¬
ется наибольшее измеренное значение.Применяют два способа измерения
эквивалентной площади дефектов: с по¬
мощью образцов и по АРД-диаграммам.Первый способ состоит в том, что
эхосигнал от дефекта последовательно
сравнивается с сигналами от плоскодон¬
ных отверстий различной величины, вы¬
полненных на той же глубине, что и де¬
фект, в тест-образце, акустические свой¬
ства и качество поверхности которого
точно такие же, как в контролируемом
изделии.
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 2315.8. Усредненные значения коэффициентов затуханияМатериал
сварного соединения
(наплавленного и
основного металлов)Толщинасоединения,ммУсредненные значения коэффициента
затухания 5, см-1поперечных волн на
частоте, МГ цпродольных волн
на частоте, МГц2,501,25...1,802,5000оМалоуглеродистая низко¬
легированная сталь< 1500,0150,0100,0100,010Малоуглеродистая сред¬
нелегированная сталь<600,0200,0200,0150,015Сплавы на основе титана0,0600,025...0,0350,0250,020Основные преимущества способа -
простота и минимум погрешностей изме¬
рения. Все операции по измерению экви¬
валентного размера сводятся к тому, что
оператор должен найти отверстие, от ко¬
торого фиксируется эхосигнал, равный
эхосигналу от дефекта.Недостаток способа - в необходимо¬
сти изготовлять большое число образцов с
широким набором плоскодонных отража¬
телей по диаметру и глубине.При измерении размера дефектов по
АРД-диаграммам надо определить коэф¬
фициент затухания ультразвука 5. Как
видно из табл. 5.8, коэффициент затуха¬
ния поперечных волн 5 в низколегирован¬
ных сталях, применяемых в машино¬
строении, мало изменяется для большин¬
ства марок стали.Однако в легированных сталях он
значительно выше, а в аустенитных еще
выше, что необходимо учитывать.Эквивалентный размер дефектов по
АРД-диаграмме измеряют в следующей
очередности:1) выбирают АРД-диаграмму, соот¬
ветствующую выбранному типу преобра¬
зователя;2) устанавливают косоугольную сис¬
тему координат путем совмещения гори¬
зонтальной оси диска с соответствующим
делением шкалы затухания на планшете;3) измеряют максимальную ампли¬
туду эхосигнала от дефекта А и его глуби¬
ну залегания Н\4) на свободном от дефектов участке
контролируемого изделия или контроль¬
ного образца измеряют амплитуду опор¬
ного (донного) сигнала А0 и глубину от¬
ражателя Н0. В качестве опорного сигнала
при контроле ПЭП и PC ПЭП чаще всего
используется отражение от противопо¬
ложной стенки изделия. При контроле
наклонными ПЭП с углом а = 39...55°
опорным сигналом может служить отра¬
жение от двугранного угла свободного
края или контрольного образца. При этом
обязательно, чтобы двугранный угол был
прямой, а чистота обработки поверхности
грани была не хуже Rz 10. В этом случае
глубина отражателя Н0.Отражение от двугранного угла по¬
перечной волны имеет свои особенности,
что поясняется рис. 5.145. Как видно, если
Ф° или 90° - ф меньше значения третьего
критического угла, то на одной из граней
возникает трансформированная продоль¬
ная волна и коэффициент отражения R на
этой грани < 1 (рис. 5.145, я, б). График
изменения коэффициента отражения в
зависимости от угла ф показан на рис.5.145, е. Если углы ф или 90° - ф равны
третьему критическому (рис. 5.145, в, г),
то коэффициент отражения поперечной
232Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.145. Схема отражения поперечной
УЗ волны от двугранного угла ср, равного:а -28°; б -62°; в -32°; г -58°;д - 58° > (р > 32°; е - зависимость
коэффициента отражения от угла падения
для поперечной (сплошная линия) и
продольной (штриховая) волнволны R минимален и близок к 0. Если
58° > ф > 32°, то трансформации типов
волн нет, коэффициент отражения R = 1 и
поперечная волна в результате двукратно¬
го отражения возвращается назад (рис.5.145, д). В этом случае характер отраже¬
ния идентичен отражению от бесконечной
плоскости нормальной акустической оси
ПЭП и эхосигнал можно использовать в
качестве опорного;5) по АРД-диаграмме определяют
расчетное значение донного сигнала А0
без учета коэффициента затухания на той
же глубине Н0 (точка F) (на рис. 5.146);6) в косоугольной системе координат
проецируют точку F на ось ординат диа¬
граммы и определяют расчетное значение
амплитуды донного сигнала на той же
глубине с учетом коэффициента затуха¬
ния (точка В);100 200 I 300 400 500
| Расстояние до дефекта г, мм60 100 140 180 220 260 300
Глубина залегания дефекта Н, ммРис. 5.146. Настройка чувствительности и
определение эквивалентной площади дефекта
по АРД-диаграмме7) измеряют модуль разницы между
амплитудами сигналов от дефекта и дон¬
ного АА = | А0 - А |, дБ (отрезок ВС);8) вниз по оси ординат от точки В
откладывают величину АА, дБ (ВС);9) в косоугольной системе координат
из точки С проводят линию до пересече¬
ния (точка D) с перпендикуляром, восста¬
новленным из точки Н, соответствующей
глубине залегания дефекта;10) по проходящей через точку D
кривой определяют эквивалентный диа¬
метр дефекта.Опорный сигнал может быть полу¬
чен от отверстия диаметром 6 мм СО-2.
Его величина АЕ соответствует ординате
точки Е на АРД-диаграмме. В этом слу¬
чае, если качество поверхности эталона
СО-2 и изделия идентичны, А' находят по
вышеприведенному алгоритму. Проеци¬
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 233руют точку Е на ось ординат (точка К),
вычисляют величину АЛ, (дБ), отклады¬
вают ее вниз по оси ординат от точки К и
далее проводят операции по пп. 9 и 10.Для построения АРД-диаграмм обыч¬
но используют комплект образцов с набо¬
ром отверстий, диаметры которых и рас¬
положение по глубине перекрывают за¬
данный диапазон вариаций.В ЦНИИТМАШе разработана рас-
четно-экспериментальная методика по¬
строения АРД-диаграмм на меньшем (чем
обычно требуется) числе образцов. Спо¬
соб основан на аппроксимации основного
уравнения акустического тракта функцией
видаАд = 20 lgадЯз ехР(К2л)г-ехр(-25г),где Ki - параметрические коэффициенты,
определяющие форму кривых АРД-
диаграмм (Ki и К2 при г<гб ,КЪ я К4 при
г > гб ); К0 - нормирующий параметриче¬
ский коэффициент дальней зоны.Все эти коэффициенты находят экспе¬
риментально.Так как наклон кривых АРД-
диаграмм в ближней зоне зависит от диа¬
метра отражателя, то для повышения точ¬
ности аппроксимации необходимо иметь
несколько рядов отражателей разного
диаметра и для каждого определять
коэффициенты К1...К4.Описанные АРД-диаграммы по¬
строены для полубезграничной среды, т.е.
для случая, когда отраженный эхосигнал
не интерферирует с сигналом от стенок
изделия. В листовых конструкциях малой
толщины (до 30...40 мм) при многократ¬
ных отражениях от стенок вследствие ин¬
терференции становится заметным волно¬
водный эффект. В этом случае пользо¬
ваться стандартными АРД-диаграммами
нельзя. При контроле трижды и более от¬
раженным лучом и для заданных пара¬
метров контроля необходимо построить
экспериментальные АРД-диаграммы для
конкретной толщины листа.Измерение условных размеров де¬
фектов. Наряду с амплитудным широкое
распространение получил способ оценки
величины дефектов путем определения их
условных размеров на поверхности изде¬
лия. Он состоит в том, что при сканирова¬
нии вдоль дефекта на поверхности изде¬
лия измеряется расстояние между поло¬
жениями преобразователя, в которых при
заданном уровне чувствительности де¬
фектоскопа эхоимпульс от дефекта исче¬
зает с экрана.Как видно из рис. 5.147, условные
размеры дефектов превышают их дейст¬
вительные размеры за счет широкой диа¬
граммы направленности преобразователя.
Полуширина ДН А/ определяется относи¬
тельным уровнем чувствительности, на ко¬
тором проводится измерение: N = AJAa, где
Ап и Аж - амплитуды сигналов от отража¬
теля, измеренные центральным и боковым
(эталонными) лучами ДН.Поэтому условные размеры дефектов
зависят от ДН преобразователя и ампли¬
туды отраженного сигнала Аа> пропор¬
циональной величине дефекта.Измерение условных размеров путем
определения координат его крайних точек
может проводиться двумя способами: от¬
носительным и абсолютным. При относи¬
тельном способе крайними считают по¬
ложения преобразователя, в которых для
данного дефекта N = const. Для дефектов
размером Ъ< а этот способ не дает пред¬
ставления о действительных размерах, так
как дефект при смещении преобразовате¬
ля будет фиксироваться всегда при каком-
то одном угле ф = const. Для дефектов
размером Ъ > а этот способ дает хорошие
результаты, поскольку AL линейно будет
связан с размером дефекта.При абсолютном способе условные
размеры измеряются на постоянном уров¬
не чувствительности, установленном при
эталонировании Аэт = const. В этом случае
при увеличении b, N возрастает и AL
(см. рис. 5.147). Поэтому обычно измере¬
ние условной протяженности дефекта
вдоль шва и условной высоты по сечению
шва проводится абсолютным способом.
234Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬа) б)Рис. 5.147. Измерение условной протяженности дефектов прямым (а) и наклонным (б)
преобразователями и условной высоты (в):I.. .III - положения преобразователя и соответствующие им виды экрана дефектоскопаДля отражателей малых размеров а >
Ъ их условная протяженность определяет¬
ся только шириной ДН на данном уровне
ТУфис. 5.148). Такие дефекты на практике
называются точечными, или компактными.kaL//\l l}+r2п' п°xVLto—¥-fOmim мм4-Д 0,2
о 0,44
+ 0,8• 1,29• 1,752=Рис. 5.148. Зависимость условного
размера b отражателя от уровня
чувствительности N =АЦ/А1ТПри увеличении размеров дефектов
(N > 0,5) наблюдается замедление возрас¬
тания AL по сравнению с расчетом и экс¬
периментальная зависимость близка к
линейной. Это объясняется тем, что с уве¬
личением Ъ индикатриса рассеяния сужа¬
ется и дефект фиксируется при меньшихуглах ф. В области b = эхосигнал от
дефекта равен отражению от плоскости и
зависимость AL = у (2Ъ, Ау/Аэт) линейна.
При этом величина AL определяется
уровнем чувствительности АЭТ; она по¬
стоянна для этого уровня.Условная ширина ДА’’ измеряется дли¬
ной зоны перемещения преобразователя
перпендикулярно ко шву между двумя
крайними положениями, в которых появ¬
ляется и исчезает эхосигнал от дефекта.
Измерение АХ удобно проводить при ме¬
ханизированном контроле. Однако необ¬
ходимо учитывать, что дефекты, ориенти¬
рованные в плоскости листа (расслоения),
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 235будут характеризоваться малой величиной
АН и значительной АХ. Поскольку изме¬
рение АХ часто дает ложную информа¬
цию, на практике, особенно при ручном
контроле, более важной характеристикой
является условная высота АН.Условная высота дефекта АН = Hi - Н\
определяется разностью глубин, измерен¬
ных в крайних положениях искателя при
перемещений его перпендикулярно к дли¬
не шва. При измерении условной высоты
АН импульс на экране ЭЛТ передвигается
в пределах некоторой зоны по огибаю¬
щей, а затем исчезает (см. рис. 5.147, в).Величина АН измеряется на том же
уровне чувствительности Аэт и при тех же
положениях преобразователя на поверх¬
ности, при которых измеряется X.Для небольших дефектов с широкой
индикатрисой рассеяния АН и АХ связаны
пропорциональной зависимостью, выра¬
женной через простые тригонометриче¬
ские соотношения. Но для больших де¬
фектов, обладающих направленными
свойствами, эта зависимость нарушается,
что позволяет по их соотношению АХ/АН
судить о типе дефекта.Определение условной высоты не¬
больших дефектов связано с большими
измерительными погрешностями и прак¬
тически не дает новой информации об их
величине по сравнению с измерением ам¬
плитуды, поэтому ее целесообразно изме¬
рять только из опасения не пропустить
какой-либо крупный плоскостной дефект
со слабой отражательной способностью
(вертикальная трещина).На рис. 5.149, а приведен график за¬
висимости АН от высоты h корневых тре¬
щин и непроваров в сварных швах паро¬
проводов с толщиной стенки 36 мм, полу¬
ченный на уровне чувствительности S0T =
= 10,5 мм2 (f= 1,8 МГц, а = 50°).ГОСТ 14782-86 рекомендует при
контроле наклонным преобразователем
определять условную высоту дефекта пу¬
тем сравнения времени пробега по линии
развертки эхосигналов от дефекта и отh, ммЖ—tИИг—1Г314 б8 10 12 14 110 20 304050 607080 90 АН, ммРис. 5.149. Зависимость условной высоты
АН (кривая /) и пробега Ат (кривая 2) от
истинной высоты h корневых трещин и
непроваров (а); кривые зависимости в
функции от глубины залегания бокового
цилиндрического отверстия. Цифры на
кривых - частота и угол ввода ПЭП (&)бокового цилиндрического отверстия на
уровне 6 дБ, т.е. при уменьшении ампли¬
туды эхосигнала на 6 дБ от максимально¬
го значения. Отражение от отверстия по¬
зволяет учесть ДН преобразователя. Если
время пробега от дефекта больше, чем от
отверстия, это означает, что дефект имеет
развитие по высоте.Если пренебречь затуханием, то в
дальней зоне преобразователя время про¬
бега от отверстия At линейно возрастает с
увеличением глубины залегания h этого
236Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬотверстия, причем прямая проходит через
начало координат. Действительно, зада¬
ние раскрытия ДН на определенном уров¬
не означает, что задан угол расхождения
ее лучей, а расстояние между задаными
лучами с увеличением расстояния от цен¬
тра преобразователя (вершины угла) ли¬
нейно возрастает.Линейная зависимость удобна для
практического контроля, поскольку дос¬
таточно измерить время пробега от отвер¬
стия на некоторой глубине h и, экстрапо¬
лируя результат, получить величину At
для других глубин залегания.И.Н. Ермоловым получены экспе¬
риментальные зависимости А/(й) для
некоторых наклонных преобразователей
(рис. 5.149, б).Им показано, что зависимость At в
функции от h, как правило, представляет¬
ся прямыми линиями, искривляющимися
на больших расстояниях под влиянием
затухания. На малых расстояниях h на ход
кривых влияет ближняя зона преобразова¬
теля. В то же время для некоторых преоб¬
разователей кривые сильно отличаются от
прямых. Это, например, относится к кри¬
вой 2,5; 65 для преобразователя на часто¬
ту 2,5 МГц с углом ввода 65°, которая
имеет "горб" для значений h ~ 20 мм.Этот эффект объясняется тем, что
стрела преобразователя недостаточно ве¬
лика, излучаемый пьезопластиной УЗ пу¬
чок попадает на передний угол призмы
преобразователя, вершина угла становит¬
ся "блестящей точкой" - вторичным ди¬
фракционным излучателем ультразвука,
излучение которого интерферирует с ос¬
новной ДН.Таким образом, отступление от ли¬
нейной зависимости вызывается недоста¬
точной величиной стрелы наклонного
преобразователя. Поэтому для надежной
оценки развития дефекта по высоте путем
сравнения времени пробега эхосигнала по
линии развертки для естественного де¬
фекта и бокового цилиндрического отра¬
жателя последний необходимо выполнять
на той же глубине, что и дефект, не пола¬гаясь на существование линейной зависи¬
мости времени пробега от глубины зале¬
гания отражателя.В большинстве существующих норм
оценки качества протяженные дефекты не
допускаются (AL/ALo). Здесь параметр с
индексом "0" характеризует условные
размеры эталонного компактного отража¬
теля, находящегося на глубине дефекта.
Поэтому для уменьшения погрешностей
оценки величины дефектов целесообразно
измерять относительные условные разме¬
ры: AL/ALo, АЛГ/АЛГо, АЯ/АЯ0.Значение AL0 легко может быть оп¬
ределено по полученной автором и под¬
твержденной экспериментально формулеAL0 = l,33rN'/2(2af). (5.161)Здесь г = гп + ги - общий путь от пье¬
зопластины в призме и металле, мм; 2а -
размер (диаметр) пьезопластины в плос¬
кости ортогональной плоскости падения,
мм; / - частота УЗ колебаний, МГц;
^ = 20^/^), где S„ - площадь кон¬
трольного отражателя на глубине дефек¬
та; 5’бр соответствует значению наиболь¬
шей допустимости эквивалентной площа¬
ди одиночного дефекта для данной толщи¬
ны изделия по действующей НТД (СНиП,
Правила контроля, ТУ и т.д.).По выражению (5.161) целесообраз¬
но построить номограммы. Дефект счи¬
тают протяженным, если AL >AL0, и ком¬
пактным (точечным), если AL < AL0.
Практически установлено, что в среднем
AL0 = 7 мм при Н < 30 мм; AL0 = 10 мм
при Н= 30...50 мм.Условная протяженность дефектов в
кольцевых швах трубопроводов повыша¬
ется с увеличением толщины стенки и
уменьшением диаметра трубы. Для этих
швов вычисляется приведенная условная
протяженность AL*, по формулеALh=AL[(DH-2h/DH)],где AL - протяженность дефекта, изме¬
ряемая по наружной поверхности; DH -
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 237наружный диаметр контролируемой тру¬
бы, мм; И - глубина залегания дефекта, мм.Приведенная протяженность дефек¬
тов, залегающих у корня шва, вычисляет¬
ся по формулеal,, = al{dJdh),где D„ - внутренний диаметр трубы, мм.Значительный объем информации о
дефекте может быть получен при измере¬
нии условной высоты АН и условной ши¬
рины АХ дефекта по обратному Аобр и зер¬
кальному сигналам и сравнению полу¬
ченных численных значений между со¬
бой. Измерение этих информативных при¬
знаков производится по принципам, из¬
ложенным в ГОСТ 14782-86.В случае небольших размеров дефек¬
тов (b < а) измерение крайних сигналов
может быть выполнено как при одновре¬
менном перемещении искателей, так и
при одном неподвижном искателе (обыч¬
но первом). Для дефектов значительных
поперечных размеров (b > о)измерения
АН и ДА" должны проводиться при по¬
строчном сканировании по асимметрич¬
ной или симметричной схеме.Ширину огибающей последователь¬
ности зеркальных сигналов измеряют на
экране дефектоскопа при постоянном
уровне чувствительности, установленном
при эталонировании (Лэт = const), либо на
определенном уровне от максимальной
амплитуды измеряемого сигнала (обычно
принимают А1Т = 0,5/4, тах). Иногда за
опорный уровень полезно принимать уро¬
вень максимального обратного сигнала.При измерении первым способом ус¬
ловный размер пропорционален амплиту¬
де зеркального сигнала и, соответственно,
будет уменьшаться с увеличением глуби¬
ны залегания дефекта. При измерении
вторым способом условный размер не
зависит от Л3 и, следовательно, от глуби¬
ны залегания. В этом случае он несет ин¬
формацию о размерах дефекта по сечению.Соотношение условных размеров по
^обр и А3 позволяет судить о типе дефекта
и ориентации плоскостных дефектов в
вертикальной плоскости.Временные способы определения
величины дефектов. Они подразделяют¬
ся на собственно временные, когда реги¬
стрируется временная задержка прихода
посланной волны, обусловленная ее обега-
нием по поверхности дефекта, и дифракци-
онно-временные, основанные на явлениях
дифракции и трансформации объемных и
поверхностных волн на трещинах.Схема применения чисто временного
метода для оценки глубины поверхност¬
ных трещин показана на рис. 5.150. Ис¬
пользуются два ПЭП с углом ввода 90°.При наличии трещины на поверхно¬
сти контролируемого изделия вдоль нее
распространяется поверхностная волна.
Измеряя последовательно с помощью
двух ПЭП на фиксированной базе время
распространения поверхностной волны на
бездефектном участке t\ и на участке с
трещиной t2 и полагая, что на всем пути
скорость неизменна, определяют глубину
трещины по формуле Н = (/2 - /|)спов/2, где
сПов - скорость поверхностной волны.Рис. 5.150. Дифракция ультразвука на
кончике трещины (а) и схема измерения
глубины поверхностной трещины
временным методом (б)\7гС по в ^4
238Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.151. Измерение величины трещины по
времени задержки дифрагированных
сигналов при прозвучивании двумя ПЭП
с двух сторон дефекта:L - головная волна; D - дифрагированные
волны; S - донный сигналЭтот метод наиболее эффективен при
контроле трещин в изделиях, где дейст¬
вуют растягивающие напряжения. При
отсутствии таких напряжений трещины
имеют небольшое раскрытие и большая
часть энергии проходит через них.Дифракционно-временной метод
(Time of Flight Diffraction Dimension Tech¬
nique - TOFD) основан на регистрации
времени прихода сигналов от дифрагиро¬
ванных на верхнем и нижнем кончике
дефекта продольных или поперечных волн.Дифракционно-временной метод
(ДВМ) базируется на использовании од¬
ного или двух идентичных наклонных
ПЭП. Во втором случае они расположены
по разные стороны от дефекта. Волны от
излучателя, попавшие на дефект форми¬
руют на верхнем и нижнем краях (кончи¬
ках) дифракционные волны (см. 5.2.11),
которые принимаются приемником ПЭП
(рис. 5.151). Сигнал от нижнего кончика
трещины приходит с запозданием относи¬
тельно верхнего. Измерив времена прихо¬
да дифракционных волн D от кончиков
трещины, расстояния между ПЭП и де¬
фектом и зная толщину изделия, можно
легко определить размеры дефекта по вы¬
соте. Пространственное (или временное)Рис. 5.152. Измерение величины трещины по
времени задержки дифрагированных
сигналов от верхнего и нижнего кончиков
при прозвучивании одним ПЭП и оценки А
по задержке между импульсами
в двойном сигналеразрешение зависит от размера дефекта,
его ориентации и точности измерения
временных интервалов.В крупнозернистых материалах, на¬
пример аустенитных сварных швах, где
структурные шумы велики, использовать
ДВМ не удается. Из-за трудоемкости наи¬
более целесообразное использование
ДВМ - как экспертного. Это предполагает
контроль с целью обнаружения и предва¬
рительной оценки величины дефекта по
обычной технологии, а для уточнения
размеров - использование ДВМ.На рис. 5.152 показана реализация
ДВМ с одним стандартным наклонным
ПЭП. Попавшая на верхний край трещи¬
ны поперечная волна (1) со скоростью с,
частично отражается обратно (А,), а час¬
тично трансформируется в поверхност¬
ную со скоростью cR, которая распростра¬
няется вдоль дефекта сверху вниз. Дос¬
тигнув нижнего края, поверхностная вол¬
на вновь трансформируется в поперечную
(2), которая переизлучается и достигает
приемника.Поверхностная волна, обогнувшая
дефект с другой стороны, также возбуж¬
дает на верхнем крае дважды трансфор¬
мированную поперечную волну. Но она,
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 239как это видно из схемы, для дефекта с
малой высотой совпадает во времени с
поперечной волной (2) и отдельно не раз¬
решается.Высота трещины h может быть опре¬
делена из простого выражения:( 1 А
cos а 1
1 ч с, CR уДля повышения точности измерений
этим методом основные рекомендации
сводятся к следующим:- целесообразно использовать на¬
клонные PC ПЭП на частоту 2,0...4,0 МГц
с углом ввода 45...70°, обеспечивающим
падение волны на дефект под углом > 25°;- очень перспективны фокусирую¬
щие ПЭП;- наиболее точна оценка высоты
одиночных вертикально ориентированных
дефектов с минимальными волнистостью
и шероховатостью.Метод с одним ПЭП наиболее эф¬
фективен для усталостных трещин, кото¬
рые, как правило, имеют вертикальную
ориентацию и относительно гладкую отра¬
жающую поверхность. Настройку обычно
проводят по узкому надрезу шириной 0,5 мм.Основные недостатки метода:1) большие ошибки в определении разме¬
ра проекции невертикально ориентиро¬
ванных дефектов на вертикальную плос¬
кость, который и входит в прочностные
расчеты; 2) невозможность измерения
пространственно-развитых дефектов
(паукообразных трещин) и др.Поскольку до вырезки мы не знаем
ничего о дефекте, то эти недостатки нала¬
гают существенные ограничения на его
использование.Наиболее универсален ДВМ с ис¬
пользованием двух наклонных ПЭП: из¬
лучателя и приемника, устанавливаемых
по обе стороны от дефекта. Такая схема
позволяет фиксировать дифрагированные
сигналы малой амплитуды.В зависимости от предполагаемого
размера дефекта можно применять два
способа использования ДВМ.Рис. 5.153. Измерение величины трещины
ДВМ при изменении базы между ПЭПЕсли дефект развит по сечению, то
целесообразно использовать вариант с
изменяемой базой между ПЭП, как пока¬
зано на рис. 5.153. Сначала измеряют
время прихода дифрагированного сигнала
от верхнего края дефекта t\ (мкс) и длину
базы измерения между ПЭП - 2S| (мм).
Затем базу увеличивают и измеряют t2 и
2S2 при новом положении ПЭП. Если ме¬
сто для размещения ПЭП ограничено или
затухание в металле очень высокое, то
можно применять различные углы ввода у
излучателей И и приемников П или
уменьшать угол ввода при измерении
сигнала от нижнего края дефекта.Если дефект небольшой и целиком
попадает в ДН ПЭП, то можно проводить
измерения на одной базе, без перемеще¬
ния ПЭП. Этот вариант технологически
проще. Поэтому его применяют чаще все¬
го с использованием ПЭП с углами ввода
до первого критического и с более широ¬
кой ДН, чем обычно. При этом озвучива¬
ние производят продольными волнами.
Поскольку их скорость больше, они пер¬
вые появляются на экране, что упрощает
их идентификацию.На рис. 5.154, взятом из британского
стандарта BS7706:1993, показаны различ¬
ные схемы применения ДВМ с использо¬
ванием ПЭП, работающих при первом
критическом угле.
240Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.154. Различные варианты применения ДВМ,
рекомендуемые британским стандартом BS7706:1993:Т, R- соответственно излучающий и приемный излучатели;Dif дифрагированная волна на кончике щели; В - донный сигналРис. 5.155. Схема определения
величины трещины ДВМ при асимметрич¬
ном расположении ПЭПДля определения размера трещины
по высоте на экране дефектоскопа изме¬
ряют времена прихода головной волны L,
а именно tc, дифрагированных волн от
верхнего и нижнего краев трещин t\ и t2 и
донного сигнала t%. Если дефект выходит
на поверхность, то головная волна не
фиксируется.На практике трудно выдержать сим¬
метричное расположение ПЭП относи¬
тельно дефекта. А если он ориентирован
не строго вертикально, то это сделать и
просто невозможно. В соответствии со
схемой на рис. 5.155 время прохождения
излученной волны L до края дефекта
(точка D) и волны М, дифрагированной в
этой точке и пришедшей на приемник,
определяется по формулеtn —[j2+(S-x)21'/2 + [j2+(S+x);1/2Здесь с - скорость УЗ волны, d- глу¬
бина залегания точки D под поверхностью
ввода, х — сдвиг точки D относительно
плоскости симметрии базы ПЭП; S - рас¬
стояние от преобразователя до плоскости
симметрии базы ПЭП.Значение tD минимально, когда х = 0.
В этом случаеZ^+S2)1/2Если за начало отсчета временных
интервалов принять время прохода сигна¬
ла головной волны tL, тогдаd = 0,5(tD2c2 + 4tDcS^ ^ .Очевидно, что размер дефекта по вы¬
соте Ad= d2 — d\, мм.Преимуществом данного метода яв¬
ляется то, что амплитуда регистрируемого
сигнала практически не зависит от накло¬
на трещины и состояния поверхностей
изделия и трещины. Таким методом мож¬
но измерять глубину трещин в изделиях с
неэквидистантными поверхностями. Точ-
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 241Г~г\—\-'■ilРис. 5.156. Схема расположения ПЭП
производства ЦНИИТмаша для повышения
точности измерений ДВМРис. 5.157. Схема настройки
чувствительности ДВМ по пропилу:Т - излучающий преобразователь;R - приемный преобразователь; Dif — дифра¬
гированная волна на кончике щели;В - донный сигнал; М- щельность метода, как и методов, основанных
на использовании поверхностных волн, в
основном определяется точностью изме¬
рения временных интервалов.Амплитуды сигналов дифрагирован¬
ных лучей зависят от углов и типов волн
падающего луча, а также от степени рас¬
крытия трещины и очень малы. Однако
они достаточно уверенно фиксируются УЗ
дефектоскопом. Стянутая трещина про¬
зрачна для падающего луча, и на ней ди¬
фракции не возникает. Амплитуда дифра¬
гированного луча, регистрируемого при¬
емником, тем больше, чем больше угол
между падающим и дифрагированными
лучами.Временное разрешение максимально,
когда в треугольнике дифракции, стороны
которого составляют лучи (опорный, па¬
дающий и дифрагированный), угол 2у =
= 140°. С этой же целью целесообразно
применение поперечных волн, но при
этом возникают проблемы с идентифика¬
цией сигналов на развертке.Для продольных волн оптимальный
угол ввода а = 65°, для поперечных а = 40°.
В тонкостенных изделиях для измерения
высоты трещины наиболее целесообразно
применять продольные волны (ai = 60...
70°), а в толстостенных - поперечные (а =
= 37...47°).Абсолютная ошибка в определении
размеров дефектов по сечению шва ±1,5 мм.Эксперименты в ЦНИИТмаше пока¬
зали, что повысить точность измерения
ДВМ можно, если использовать не одну, а
две пары ПЭП, включенных по схеме
И|П2 + И2П| и жестко соединенных между
собой, как показано на рис. 5.156.Попеременно подключая каждую па¬
ру И| + П) и И2 + П2 к дефектоскопу и
одновременно перемещая их с фиксацией
на экране, можно добиться такого поло¬
жения дифрагированного сигнала, чтобы
оно оставалось постоянным. Это будет
означать, что отражатель является цен¬
тром симметрии системы. На стандартном
дефектоскопе ошибка измерения высоты
тонких прорезей, выполненных электроэро-
зионным способом, не превышала 0,6 мм.В британском стандарте BS7706:1993
рекомендуется четыре способа настройки
и поверки чувствительности при исполь¬
зовании ДВМ: по образцам с характерны¬
ми реальными дефектами; по сигналам,
отраженным от боковых отверстий; по
уровню структурных помех; по сигналам,
дифрагированным на V -пропиле. Образец
для реализации последнего способа изо¬
бражен на рис. 5.157.Пропил должен выполняться только
с поверхности ввода, а не с донной. В по¬
242Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬследнем случае к дифракционному сигна¬
лу от кончика добавляется нежелательная
отраженная компонента. При настройке
уровень чувствительности устанавливают
обычно таким, чтобы амплитуда сигнала
от кончика составляла 80 % от высоты
полного экрана.Следует заметить, что, как правило,
дифракционные сигналы имеют амплиту¬
ду значительно меньше контрольного
уровня настройки дефектоскопа. Поэтому,
основное назначение ДВМ - экспертная
оценка размеров дефектов, предваритель¬
но найденных на повышенном уровне
чувствительности.Способы оценки характера дефек¬
тов. Информация о типе дефекта может
быть получена анализом индикатрисы
рассеяния, т.е. анализа распределения
АЧХ и амплитудно-временных характе¬
ристик рассеяния на дефекте поля. В за¬
висимости от вида измеряемых парамет¬
ров, метода их получения и обработки
можно провести условную классифика¬
цию информативных признаков:1) анализ пространственного распре¬
деления амплитуд эхосигналов на одной
частоте и, в частности, по выбранным
фиксированным направлениям (в верти¬
кальной и горизонтальной плоскостях);2) амплитудно- и фазочастотный
анализ эхосигналов в одном или несколь¬
ких направлениях (спектральный метод);3) анализ временных характеристик
дифрагированных и трансформированных
на дефектах волн;4) анализ характеристик поляризации
отраженных от дефектов линейно-поля-
ризованных сдвиговых волн;5) ультразвуковая голография и то¬
мография (методы).Оценка допустимости обнаруженно¬
го в сварном шве дефекта должна макси¬
мально полно и точно отражать степень
потенциальной опасности его для экс¬
плуатационной прочности шва.Потенциальная опасность дефекта
определяется его формой. Элементы тон¬кой структуры несплошности, по которым
проводятся ее идентификация и оценка
степени опасности, в частности острота
края дефекта, измеряются десятыми и
сотыми долями миллиметра, что не по¬
зволяет оценивать этот параметр в приме¬
няемом для дефектоскопии частотном
диапазоне УЗ волн. При контроле воз¬
можно распознавание элементов структу¬
ры, больших длины волны акустического
излучения X, т.е. больше 0,4...0,5 мм.По этой причине возможности УЗ
контроля в идентификации дефектов
принципиально ограничены.Сопоставление результатов исследо¬
ваний морфологических (профиль по¬
верхности) и отражательных характери¬
стик дефектов позволило сформулировать
количественные признаки плоскостных и
объемных дефектов.Трещиноподобные и объемные де¬
фекты имеют резко отличные числовые
выражения морфологических и отража¬
тельных характеристик у различных ти¬
пов и в то же время достаточно тесно кор-
релированы между собой в пределах од¬
ного типа (табл. 5.9). При этом средние
значения отражательных характеристик
реальных дефектов различных типов при¬
няты за эталоны классов в системе распо¬
знавания.На уровне значимости ОД плоскост¬
ным предлагается считать дефект, у кото¬
рого а/b > 5, объемно-плоскостными, если
а!Ъ = 3.. .4, объемными при а/b = 1.. .2.Для того чтобы обеспечить досто¬
верную идентификацию дефектов, прово¬
димую при штатном контроле на произ¬
водстве, к информативным признакам
предъявляются следующие требования:• возможность представления ин¬
формации о типе дефекта в виде количест¬
венного критерия (числового выражения);• высокий уровень распознавания,
определяемый расстоянием X между эта¬
лонами классов в пространстве признака
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 2435.9. Характеристики дефектовДефектОценкамоментаПараметры макрогеометрииА, ммА/1S/,, мм1ь, ммtg25AWLd/LТрещиныСреднее вы¬
борочноеО 95+0,18
-0,040,070,662,60,28ОД0,12ско0,870,060,620,73Коэффициентвариации0,930,281,0ОбъемныеСреднее вы¬
борочноеСКО1±0,040,15Параметры поляодин ПЭПДефектОценкамоментап5/1/5 р ,
дБ/градЪА50’дБ/градАЛ2 ’
дБИнтервал кор¬
реляции 1Лг мм<IIверти¬каль¬ныйгори-зон-таль-ныйТрещиныСреднеевыбо¬рочное0,96±0,121,150,523,82...42,650,28СКО0,42,8U2,7Ооа\0,93-Коэффи¬циентвариации-0,35-0,5...0,670,35Объем¬ныеСреднеевыбо¬рочное2,01+0,230,554,2-0,21СКО0,360,18зд-
244Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬОкончание табл. 5.9Параметры поляЭхозеркальный методдефектыстационарная поверхностьДефектОценкаАабр/А3моментаммаООIIУ^обрнаклонныйУ-кварцасиммет¬ричныйсиммет¬ричныйSVSHТрещиныСреднеевыборочное-15-0,023...0,0930,24СКО5,8-Коэффици¬
ент вариации-0,210,110,320,17...0,180,24...0,28Объем¬ныеСреднеевыборочное+6,5СКО5Д(это расстояние X должно превышать Х0
для выбранного коэффициента правдопо¬
добия, учитывающего статистические
характеристики дефектности и стоимость
ошибок идентификации);• простота измерения и, в частности,
серийно выпускаемой аппаратурой (стан¬
дартными дефектоскопами и ПЭП);• возможность распознавания дефек¬
тов, заложенных в толщине сварного шва.Правильный выбор информативных
признаков описания дефектов, т.е. таких
признаков, в которых сосредоточена наи¬
более существенная для распознавания
информация, является одной из важней¬
ших и необходимых предпосылок успеш¬
ного решения задачи распознавания в целом.Выполненные исследования характе¬
ристик дефектов позволили предложить
информативные признаки, удовлетво¬
ряющие этим требованиям, установить их
числовые значения и границы измерения.Коэффициент формы дефектов
определяют в виде отношения амплитуд
сигналов: отраженного от дефекта обрат¬но к искателю Аобр и испытавшего двой¬
ное зеркальное отражение от дефекта и
внутренней поверхности изделия А3 при
прозвучивании дефекта двумя однотип¬
ными наклонными ПЭП (рис. 5.158)На основании теоретического анали¬
за и представленных экспериментальных
данных на реальных дефектах стыковых
сварных швов толщиной до 150 мм уста¬
новлено, что с вероятностью 0,95 для пло¬
скостных дефектов < 1, а для объем¬
ных > 1. Идентификацию дефекта не¬
обходимо производить по наименьшему
значению К$.Метод позволяет не только отличать
плоскостные дефекты от объемных, но и в
сочетании с другими информативными
признаками дает возможность более точ¬
но распознавать характер плоскостных
дефектов, кроме паукообразных трещин.Так, если < 0,5 (6 дБ) и дефект
расположен на кромке, то с большой веро¬
ятностью можно считать, что это несплавле-
ние; если же он находится в наплавленном
металле, то это трещина. При 0,5 < К~, < 0,9,
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 245вероятнее всего, это дефект типа непро-
вара в корне шва (при двусторонней свар¬
ке) или межваликовое несплавление. Рас¬
познавание типа дефекта по Кф может
применяться для швов малых толщин и в
других случаях (см. рис. 5.158, б).У метода имеется ряд преимуществ.Во-первых, он не требует эталониро¬
вания чувствительности дефектоскопа.
Поскольку метод, по существу, диффе¬
ренциальный, то уровень чувствительно¬
сти может быть любой, поэтому измере¬
ние Кф эффективно для анализа возмож¬
ного возникновения и подрастания объ¬
емных дефектов в процессе эксплуатации
оборудования.Во-вторых, весьма существенно, что
тип дефекта характеризуется легко изме¬
ряемым числовым значением.Ширина индикатрисы рассеяния в
азимутальной плоскости является весьма
информативным признаком. Плоскостные
дефекты в силу направленных отража¬
тельных свойств дают узкую индикатрису
рассеяния. Если при повороте ПЭП на 45°
в каждую сторону относительно направ¬
ления максимального сигнала амплитуда
сигнала уменьшается на 8 дБ, то такой
дефект считается плоскостным (рис. 5.159).Для распознавания типа дефекта эф¬
фективно измерение отношения эквива¬
лентных площадей при прозвучивании
ПЭП с разными углами ввода: а,| и а2 (ко¬
эффициент Ка). Для объемных дефектов
зависимость от угла проявляется слабо.
Если последовательно сравнивать отно¬
шение амплитуды эхосигнала от дефекта
Аа к амплитуде эхосигнала от бокового
цилиндрического отражателя А'а(Ка) на
разных углах ввода, то можно оценить
тип дефекта.Метод распознавания, основанный
на озвучивании дефектов поперечными
волнами и приеме продольных трансфор¬
мированных волн, показан на рис. 5.160.Для плоскостных дефектов амплитуда
обратно отраженной волны меньше ампли¬
туды трансформированной продольной,'Ж*2 ^2б)3 1 -1 2JJL? JilLРис. 5.158. Измерение коэффициента
формы Кф объемного / и
плоскостного //дефектов:о-в толстостенных соединениях; б - в прут¬
ках, валах; в - в тонкостенных сварных швах;
Лобр, А, - амплитуды эхосигналов, принятых
первым и вторым ПЭП; 1,2- обратноотражен¬
ные сигналы излучения, принятые ПЭП 1 и 2;3 - зеркально отраженный сигналволны, а для объемных - наоборот. Для
распознавания типа дефектов корня шва
последовательно изменяют угол ввода и
при этом фиксируют и измеряют амплитуды
продольных волн.В случае плоскостных дефектов опти¬
мальные углы ввода составляют а = 57...
62°. Если изделие имеет радиус кривизны
в плоскости падения УЗ луча, угол а на¬
ходят по специальным номограммам.
246Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬа)б)г)Рис. 5.159. Измерение информативных признаков дефектов:а - угловой ширины индикатрисы рассеяния в горизонтальной плоскости посередине
дефекта 0И„Л и на его краях 0'; б - ориентации в горизонтальной плоскости (азимут);
в - коэффициента Ка (при h = h\ Ка = AaJА'а] ■ А'аг /Аа2 );г - эквивалентного размера при прозвучивании продольными волнами
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 2471 ге,=(90-а)° Мэ
02=arcsin(sin0i^) wч_ШОТС)УРис. 5.160. Схема определения типа дефекта
по соотношению амплитуд обратноотра¬
женной поперечной и трансформированной
на дефекте продольной волны:RLt и Rll ~ коэффициенты отражения соответ¬
ственно от дефекта продольной волны при па¬
дении поперечной волны и от донной поверх¬
ности продольной волныРис. 5.161. Схема определения типа дефекта
четырьмя ПЭПБольшинство объемных дефектов
(~70 %) сварных соединений трубопрово¬
дов малого диаметра (42... 133 мм) в плане
равноосны, вытянуты в направлении ра¬
диуса кольцевого шва и имеют вид вере¬
тена. При озвучивании с разных сторон
под одинаковым углом к оси вытянутости
сигналы коррелированы. Это позволяет
распознать плоскостные и объемные де¬
фекты акустической системой, состоящей
из четырех ПЭП, направленных под ази¬
мутальным углом 45° к оси шва (рис. 5.161).Достаточно уверенно можно разли¬
чать поперечную трещину от мелкого
шлакового включения или поры. Ведь
сигнал от поперечной трещины при обыч¬
ном прозвучивании очень мал. В резуль¬
тате объемных исследований было уста¬
новлено, что дефект можно считать попе¬
речной трещиной, если амплитуда эхосиг¬
нала от него при озвучивании наклонным
совмещенным ПЭП вдоль шва на 9 дБ
больше, чем при озвучивании поперек него.Если разница амплитуд эхосигналов
в указанных направлениях озвучивания< 9 дБ, несплошность не квалифицируют
как поперечную трещину.Отличить трещину от несплавления
по кромке можно, если знать угол раздел¬
ки. Измерение проводят в такой последо¬
вательности. Сначала определяют коор¬
динаты дефекта и маркируют эпицентр
последнего на шве. С помощью КФ, изме¬ренного по схеме "тандем", убеждаются,
что дефект плоскостной и определяют
сторону, с какой величина меньше.
Зафиксировав положение ПЭП при мак¬
симальном зеркальном сигнале, измеряют
расстояние 1\ и /2 от точки ввода до эпи¬
центра дефекта.По номограмме (рис. 5.162) опреде¬
ляют угол наклона дефекта ф в верти¬
кальной плоскости. Если этот угол совпа¬
дает с углом разделки, а эпицентр дефекта -
с границей разделки, то с очень высокой
вероятностью можно сказать, что это не-
сплавление.300200(100£К'\%\-10-5 0 5 10 Ф,Рис. 5.162. Номограмма для измерения угла
отклонения плоскости дефекта от вертикали
248Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5.10. Корреляция между размерами дефектов и информативными признакамиДефектыЭквивалентнаяплощадьдефектаУсловнаяпротяженностьдефектаУсловная высо¬
та
дефектаP,(S',S3)Р, (£',£)Рк (AH', АН)ОбъемныеШлаковыевключения0,820,780,58ПлоскостныеНепровары0,740,750,51(планарные)Трещины0,70,520,36Имеется еще ряд физических и ста¬
тистических признаков, которые могут
быть полезны при идентификации типа
дефекта. Однако они не имеют опреде¬
ленных числовых выражений и поэтому
пока не могут быть внесены в НТД.К ним можно отнести:- число сигналов и динамику изме¬
нения огибающей эхосигналов на экране
дефектоскопа;- площадь огибающей;- дисперсию вариаций чувствитель¬
ности дефектоскопа;- степень экранирования дефектов
подкладного кольца при сварке с остаю¬
щимися подкладными кольцами;- азимут дефекта - весьма информа¬
тивный признак для идентификации по¬
перечных трещин;- разницу азимутов, измеренных с
обеих сторон шва одним и тем же ПЭП;- среднестатистическое отношение
условной протяженности к условной вы¬
соте и т.п.Важную информацию дают коорди¬
наты дефекта в плоскости по поперечному
сечению шва. Например, если дефект рас¬
положен по кромке разделки, то, скорее
всего, это несплавление; если - в наплав¬
ленном металле, то это трещина, шлако¬
вое включение или пора.Дефектометрия истинных размеров
дефекта по тем или иным измеряемым
информативным признакам является ве¬
роятностным процессом и характеризует¬
ся теснотой корреляционных связей меж¬
ду информативными признаками и дейст¬
вительными размерами дефектов. Точ¬ность оценки размеров дефекта повыша¬
ется с увеличением коэффициента корре¬
ляции рк.В табл. 5.10 приведены коэффициен¬
ты корреляции рк между эквивалентной
площадью S3, условной протяженностью
вдоль шва AL, условной высотой по сече¬
нию шва АН и соответствующими разме¬
рами дефектов (S', AL", AH').Из приведенных в табл. 5.10 данных
следует, что наиболее достоверной изме¬
ряемой характеристикой дефекта является
эквивалентная площадь S3, а наименее
достоверной условная высота АН'. По¬
скольку обе характеристики измерялись
для одних и тех же дефектов, можно сде¬
лать вывод, что это различие обусловлено
не отражательными свойствами дефекта, а
погрешностью измерений.На рис. 5.163 приведена зависимость
эквивалентного диаметра d3 от истинных
ds размеров реальных дефектов в верти¬
кальной плоскости. В области размеров
объемных дефектов 2 < ds < 8 мм эта за¬
висимость аппроксимируется выражением
d3 = 2dl’Si, что свидетельствует о воз¬
можности приближенного определения
истинных размеров объемных дефектов
по тарировочной кривой (кривая 1). Для
плоскостных дефектов, измеренных од¬
ним ПЭП (кривая 2), низкое значение гра¬
диента ddjdds < 0,1 предопределяет
большую ошибку в оценке их эквивалент¬
ной площади. Эти же дефекты, прозву-
ченные по схеме "тандем" (кривая 3),
обеспечивают ddjdds ~ 0,8.
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ 249Более тесная корреляционная связь
наблюдается между условной и действи¬
тельной протяженностями дефекта вдоль
шва. Относительно низкое значение р*(Х', L)
для трещин, по-видимому, объясняется
тем, что их концы имеют малое раскрытие
и не выявляются на рентгенопленке.Из табл. 5.11 следует, что для не¬
больших дефектов (L'< 10 мм) при изме¬
рении УЗ методом размер дефекта полу¬
чается больше действительного, а для
протяженных - меньше.5.11. Корреляция условной и истинной
протяженности дефектаПротяжен¬Коэффи¬Абсолют¬ность де¬циент кор¬ная по¬фектареляциигрешностьLx, ммрк (£;,£,)AL100,72-0,35ОL/iо0,81±5,6Достаточно тесная корреляция ис¬
тинных и условных размеров дефектов
наблюдается, когда размер дефекта в из¬
меряемом направлении превышает эффек¬
тивный диаметр УЗ пучка и соответствует
указанным значениям с плюсовым допуском.В частности, протяженность 65 %
протяженных плоскостных дефектов из¬
меряется с погрешностью не более ± 5 мм,
а 87 % - с погрешностью не более ±10 мм.При меньших размерах дефекта кор¬
реляция значительно хуже и соответству¬
ет минимальным значениям с минусовым
допуском, а в ряде случаев и меньше. На¬
пример, в выборке из 50 коррозионных тре¬
щин под напряжением длиной 2... 10 мм по¬
казано, что их протяженность по результа¬
там измерения занижается на 30...50 %.Условная высота дефекта, оценивае¬
мая как разность высот крайних точек
дефекта, измеренных на заданном уровне
чувствительности или на определенном
(например, 6 дБ) уровне от максимума
сигнала, весьма слабо коррелирует с ис¬
тинной высотой дефекта (рк = 0,53).Рис. 5.163. Корреляционная зависимость
между эквивалентным диаметром и
его истинным размером
в поперечпом сечепии d$\• - объемные дефекты; х, А - трещины
соответственно при измерении одним ПЭП и
по схеме "тандем"Установлена хорошая корреляция
между реальными и условными размера¬
ми усталостных трещин, находящихся в
сечении шва. При этом наиболее тесная
корреляция наблюдается между фактиче¬
ской площадью трещины и площадью
эквивалентого эллипса Su = (nHyLy)/4, где
Ly и Ну - соответственно условная протя¬
женность, измеренная на уровне 0,5 (-6 дБ),
и условная высота, определенная как раз¬
ность координат эхосигналов от нижнего
и верхнего краев трещины, измеренных
при одном положении ПЭП.Результаты важны для прочностных
расчетов, при которых исходят из формы
трещины в виде эллипса.Серьезной проблемой УЗ дефекто-
метрии является воспроизводимость
оценки величины дефектов при контроле,
проведенном до и после термообработки.
Флуктуации коэффициента затухания
ультразвука в пределах контролируемого
объема металла вследствие его неодно¬
родности и изменения после термообра¬
ботки могут привести к ошибке до 300 %.Аналогичные исследования вариаций
эквивалентной площади несплавлений в
250Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬаустенитной наплавке после термообра¬
ботки показали, что в результате трех
термообработок большинство дефектов
увеличивает эквивалентную площадь,
хотя некоторые дефекты после термооб¬
работки закрываются и их эквивалентная
площадь уменьшается.Глубина залегания дефекта и его раз¬
мер также оказывают существенное вли¬
яние на точность измерения его коор¬
динат и размеров. В частности, в исследо¬
ваниях по программе PISCII установлено,
что ошибка в определении координат за¬
легания дефекта до глубины 30...40 мм
весьма мала. Если же дефект лежит на
глубине 250 мм, то ошибка в определении
его местоположения может достигать15... 18 %, причем, как правило, в плюсовую
сторону.Малые дефекты (до 10 мм) завы¬
шаются в размере на 10...28 %, дефекты> 25 мм занижаются на 5...15 %. По дан¬
ным программы PISCII, при контроле
кольцевого сварного шва патрубка тол¬
щиной 20 мм ручным методом средняя
абсолютная ошибка в определении разме¬
ра в вертикальном направлении состав-5.9. КОНТРОЛЬ СВА5.9.1. КОНТРОЛЬ СТЫКОВЫХ
СВАРНЫХ СОЕДИНЕНИЙ ЛИСТО¬
ВЫХ КОНСТРУКЦИЙКонтроль сварных соединений лис¬
товых конструкций проводится наклон¬
ными ПЭП прямым или прямым и одно¬
кратно отраженным лучом с одной или
двух поверхностей изделия. Каждый шов
контролируется с двух боковых сторон.Так же как и при контроле труб, осо¬
бенности акустического тракта и, следо¬
вательно, параметры контроля, методы
настройки и возможности идентификации
сигналов прежде всего определяются тол¬
щиной сварного соединения.Швы толщиной 3,5...15 мм. Кон¬
троль таких соединений осуществляют
наклонным ПЭП прямым или прямым и
однократно отраженным лучами.ляет 3,9 % и вдоль продольной оси 9,9 %.
При механизированном контроле эти же
ошибки равны 5,7 и 1,7 %.Данные факторы весьма значимы и в
действительности не могут быть нейтра¬
лизованы даже самым квалифицирован¬
ным оператором, о чем свидетельствуют
результаты исследований во всех странах.
Даже при измерении длины искусствен¬
ных дефектов абсолютная ошибка ± 3...
6 мм, а средняя ошибка в измерении сиг¬
нала от плоскодонных отражателей 5,6 дБ.На наш взгляд, эта цифра недопус¬
тима и говорит о низкой квалификации
операторов. Поэтому, в частности, на За¬
паде некоторые авторы считают, что в
нормативной документации должна быть
заложена погрешность измерений ± 6 дБ.
По результатам нашего анализа, СКО в
измерении величины S3 составляет 0,3S3.Приведенные данные получены по
результатам лабораторных исследований.
При штатном контроле корреляционная
связь менее тесная, а в ряде случаев ее
вообще может не быть.1ЫХ СОЕДИНЕНИЙДля сварных швов листовых конст¬
рукций, выполненных односторонней
электродуговой сваркой или в среде за¬
щитных газов, так же как и для трубопро¬
водов, характерно наличие непроваров,
выпуклости корня шва и смещения кромок.В ряде случаев по существующим
техническим условиям непровар опреде¬
ленной высоты допускается. Эхометод
позволяет определять высоту непровара по
экспериментально полученным кривым,
как, например, приведенным на рис. 5.149.Для УЗ контроля сварных швов ма¬
лых толщин наиболее эффективны PC
ПЭП с большими углами ввода (а =
= 70...72°) и малой стрелой. Рабочая
частота 4...5 МГц. Прозвучивание
проводится с одной поверхности.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ251Важной проблемой при контроле од¬
носторонних швов является отстройка от
ложных сигналов.При падении УЗ волны на выпукло¬
сти корня шва возникают как волны, от¬
раженные в точке, удовлетворяющей ус¬
ловию нормального падения луча на по¬
верхность выпуклости, так и волны, рас¬
ходящиеся от изломов поверхности. Это
обусловливает появление на экране де¬
фектоскопа ложных эхосигналов от дан¬
ных дефектов при контроле прямым лу¬
чом, совпадающих по времени с эхо-
сигналами, отраженными от надкорневых
дефектов, обнаруженных однократно от¬
раженным лучом. Так как эффективный
диаметр УЗ пучка соизмерим с толщиной
стенки, то отражатель не удается иденти¬
фицировать по местоположению ПЭП
относительно валика выпуклости шва.Для повышения помехоустойчивости
контроля швов с выпуклостью корня шва
и контроля их пересечений эффективно
прозвучивание акустической системой,
состоящей из двух жесткосвязанных на¬
клонных PC ПЭП, ось которой ориенти¬
рована перпендикулярно к оси шва. Углы
схождения ПЭП 20О1ТГ выбираются, исходя
из условияarcsm<arcsm|-^-c£al,где b и Н, мм, - соответственно ширина
выпуклости и номинальная толщина шва.При таком прозвучивании на дефект,
лежащий в плоскости акустической сис¬
темы, волны падают под углом, близким к
третьему критическому, и возникают ди¬
фрагированные волны, принимаемые обо¬
ими ПЭП. Эквивалентная площадь торцов
трещин в швах толщиной 10 мм составля¬
ет 1,8...2,5 мм2, что позволяет уверенно их
выявлять. По соотношению амплитуд
сигналов к одному и другому ПЭП можно
судить о типе дефекта (плоскостной или
объемный).Двусторонние швы с гладкими и по¬
логими валиками выпуклости можно кон¬тролировать при многократном отраже¬
нии УЗ луча, что в известной степени уп¬
рощает методику контроля. В этом случае
распространение УЗ луча в листе носит
уже волноводный характер, что способст¬
вует выявлению непроваров.Швы толщиной 16...40 мм. В швах,
выполненных односторонней сваркой,
также велико влияние ложных сигналов
от выпуклости в корне шва.Если технология сварки такова, что
провисания не образуются или они очень
малы, то контроль проводится одним
ПЭП прямым и однократно отраженным
лучами за один прием с одной по¬
верхности. Наиболее эффективно здесь
применение стандартного ПЭП: a = 60...
70°,/= 2,5...4,0 МГц. Если же ложные
сигналы от выпуклости корня шва велики,
то для повышения помехоустойчивости
контроль целесообразно проводить раз¬
дельно в корневой и остальной частях шва.
При этом верхнюю часть шва предпочти¬
тельнее контролировать ПЭП с a = 45.. .50°.Односторонняя сварка без подварки
листовых конструкций имеет весьма не¬
удовлетворительное качество. При ней в
корне шва образуются выпуклости и ме¬
ниски значительной величины (3...5 мм).
Контроль корневой зоны таких швов воз¬
можен только после удаления всех неров¬
ностей шлифмашинкой.Швы толщиной 41...120 мм. Эти
швы выполняются двусторонней сваркой
или односторонней сваркой с подваркой
корня шва. Обычно они контролируются
двумя наклонными ПЭП: корневая часть с
a = 45...50° и верхняя с a = 60...70° на
частоты 1,8 и 2,5 МГц только прямыми
лучами. Швы сосудов толщиной > 60 мм
обычно контролируют с двух поверхно¬
стей. Помимо наклонных эти швы также
контролируются прямым ПЭП, если в
технологии предусмотрено удаление вы¬
пуклости шва, или головными волнами
при наличии выпуклости.Контроль через антикоррозионную
наплавку, если она имеется, не допуска¬
252Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬется. Особенно важное требование при
контроле толстостенных швов - проведе¬
ние сдаточного контроля только после
термообработки. Статистика показывает,
что в этих швах 20...25 % плоскостных
дефектов (из них трещин 5...7 %). В ряде
сталей, особенно если соединения выпол¬
нены электрошлаковой сваркой, по гра¬
нице сплавления появляются мелкие по¬
перечные трещины. В этом случае должен
быть предусмотрен их контроль.Наиболее опасные дефекты: стяну¬
тые непровары в корне шва и трещины -
ориентированы преимущественно в вер¬
тикальной плоскости. Такие дефекты,
расположенные в сечении шва, плохо
выявляются при контроле одним ПЭП. В
этом случае рекомендуется завышать чув¬
ствительность. Но наиболее эффективно
применение эхозеркального (ЭЗМ) или
дельта-метода. Например, ЭЗМ можно
определить отклонение ориентации де¬
фекта от вертикальной плоскости. Для
повышения точности измерений целесо¬
образно в приемном ПЭП использовать
широконаправленную апертуру - пьезо¬
пластину малой ширины или выпукло-
вогнутую.Если ориентация дефекта в верти¬
кальной плоскости совпадает с углом раз¬
делки кромок, то этот дефект можно счи¬
тать несплавлением (непроваром) по
кромке и оценивать его с менее жестких
позиций.Схема применения дельта-метода и
индикатрисы рассеяния дифрагированных
продольных волн при падении попереч¬
ных волн на несплавление высотой 3 мм
приведены на рис. 5.164. Обращает на
себя внимание наличие интенсивной ди¬
фрагированной компоненты вверх, что
позволяет использовать для обнаружения
дефектов различные варианты дельта¬
метода.Оказалось, что дельта-метод очень
хорошо выявляет дефекты, разноориенти¬рованные по отношению к направлению
излучаемого пучка.Эта особенность дельта-метода по¬
зволяет существенно пересмотреть под¬
ход к разработке средств и методов авто¬
матизированного контроля сварных со¬
единений больших толщин и шире реко¬
мендовать дельта-метод в производствен¬
ном контроле для обеспечения надежного
обнаружения вертикально ориентирован¬
ных плоскостных дефектов (рис. 5.165).В то же время, при контроле толсто¬
стенных швов, ремонт которых очень до¬
рог, важно не только найти дефект, но и
распознать его тип.Для исключения неоправданной бра¬
ковки необходимо использовать количе¬
ственные информативные признаки, в
частности, коэффициент формы К$. Одна¬
ко существенно может помочь оператору
в правильной дешифровке качества шва
знание качественных информативных
признаков.Односторонний непровар характери¬
зуется появлением одиночного отражен¬
ного сигнала с координатами, соответст¬
вующими расположению его по одной из
границ линий сплавления с разной услов¬
ной высотой. Со стороны наплавленного
металла (положение А преобразователя на
рис. 5.166) непровар характеризуется зна¬
чительными неровностями, что способст¬
вует формированию эхосигнала большой
амплитуды.При прозвучивании со стороны ос¬
новного металла (положение В) механи¬
чески обработанная и несплавившаяся
кромка листа почти зеркально отражает
ультра-звук. Эхосигнал может появиться
лишь от отдельных оплавленных неров¬
ных участков. Односторонний непровар
одной из поверхностей изделия наиболее
эффективно выявляется при контроле с
противоположной стороны изделия (по¬
ложение С). В этом случае амплитуда
сигнала и его пробег на экране больше,
так как имеет место угловой эффект.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ253Рис. 5.164. Схема контроля дельта-методом (а); индикатрисы рассеяния при падении попе¬
речных 5И-волн на несплавление высотой 3 мм (6)Рис. 5.165. Зависимость нормированных
амплитуд эхосигналов (а) и азимутального
угла Q (б) в различных сечениях
протяженного непровара:А[,А2- дифрагированные поперечные и про¬
дольные волны (дельта-метод); А., - зеркальный
сигнал ЭЗМ; I - координата вдоль
протяженного дефекта сварного шваА/А06, дБ
О
-4АА\s ,МО 10 20 30 40 50 60 /, мм0 10 20 30 40 50 60 /, ммб)
254Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.166. Выявление дефектов типа
непроваров и трещин:а - от одностороннего непровара;
б- от двустороннего непровара;
в - от трещины и непровараДвусторонний непровар характери¬
зуется тем, что в положении преобразова¬
теля А на экране дефектоскопа могут по¬
являться одновременно два сигнала, соот¬
ветствующие отражению ультразвука от
его границ по обеим кромкам сварного
шва. В положении преобразователя В
ультразвук отражается только от ближней
кромки сварного шва, поскольку условия
выявления дефекта обычные для односто¬
роннего непровара.Несплавление отличается от непро¬
вара тем, что поверхность основного ме¬
талла расплавляется, но не сплавляется с
наплавленным металлом. Выявленные
несплавления характеризуются теми же
признаками, что и непровар. В некоторых
случаях несплавление можно отличить от
непровара, так как от него возникает эхо-
сигнал значительной амплитуды при кон¬
троле со стороны наплавленного и основ¬
ного металлов, поскольку обе поверхно¬
сти несплавления неровные.В отличие от непровара и несплавле¬
ния трещины обычно располагаются в
средней зоне наплавленного металла шва.
Эта характерная особенность трещин,
особенно в швах, полученных электро-
шлаковой сваркой, в известной мере по¬
зволяет идентифицировать характер де¬
фекта путем определения координат. Од¬нако наиболее эффективно здесь измере¬
ние коэффициента формы Кф.Для шлаковых включений характер¬
но, что амплитуда эхосигнала от них при¬
близительно одинакова при прозвучива-
нии под различными углами. Они имеют
широкую индикатрису обратного рассея¬
ния в горизонтальной плоскости, а К^> 1.
Скопление мелких шлаков и пористые
зоны характеризуются появлением серии
эхосигнапов небольшой амплитуды.Иногда, казалось бы, принципиально
невыявляемый непровар удается обнару¬
жить, использовав зеркальное отражение
от конструктивных элементов.На практике при контроле толсто¬
стенных трубопроводов или сосудов часто
возникает одна неприятная проблема. Об¬
наружили дефект (трещину), вскрыли,
заварили, подвергли термообработке.
Проводится повторный контроль, и снова
находятся недопустимые дефекты, при
первичном контроле не выявленные.При добросовестном контроле при¬
чина этого явления только одна. В каждом
шве есть небольшие трещины с малым
раскрытием, которые не обнаруживаются
при заданных параметрах прозвучивания.
Но в процессе заварки и термообработки
ремонтного участка происходит неравно¬
мерный нагрев шва, создаются локально
напряженные зоны, и попавшие в эти зо¬
ны микротрещины вследствие этого рас¬
крываются и увеличиваются в размере.Прогноз этого явления невозможен.
Выход здесь один: после обнаружения
недопустимого дефекта объяснить свар¬
щикам и прочим заинтересованным лицам
ситуацию, с которой они могут столк¬
нуться, предложить проконтролировать
еще раз весь шов на повышенной (скажем,
на 6...9 дБ) чувствительности относитель¬
но штатной по НТД и за один раз отре¬
монтировать все дефектные участки, об¬
наруженные при штатном и новом уровне
чувствительности, а затем проконтроли¬
ровать их на штатном уровне чувстви¬
тельности.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ2555.9.2. КОНТРОЛЬ СТЫКОВЫХ
СВАРНЫХ СОЕДИНЕНИЙ
ТРУБОПРОВОДОВКонтроль кольцевых стыков труб.По дефектоскопичности сварные стыки
труб можно условно разделить на три
группы: 1) D = 28...100, Н = 3...7 мм;2) D = 108...920, Я = 4...25 мм; 3) D =
= 530... 1420, Н= 12...30 мм.Стыки труб первой группы выпол¬
няют односторонней сваркой, что часто
приводит к выпуклостям внутри труб.
При контроле прямым лучом с помощью
совмещенного ПЭП на экране дефекто¬
скопа появляются сигналы от выпуклости
в корне шва, совпадающие по времени с
эхосигналами, отраженными от надкорне-
вых дефектов, обнаруженных однократно
отраженным лучом (схема//на рис. 5.167).Так как эффективная ширина пучка
соизмерима с толщиной стенки трубы, то
отражатель, как правило, не удается иден¬
тифицировать по местоположению преоб¬
разователя относительно выпуклости шва.
В центре шва существует неконтролируе¬
мая зона, наличие которой связано с боль¬
шой шириной валика шва.Отмеченные обстоятельства обу¬
словливают низкую вероятность (10...
12 %) обнаружения недопустимых объем¬
ных дефектов, хотя недопустимые пло¬
скостные дефекты выявляются гораздо
надежнее (~85 %). Основные параметры
выпуклости в корне шва: ширина, глубина и
угол смыкания с поверхностью изделия -
являются случайными величинами для
труб данного типоразмера; их средние
значения равны соответственно 6,5 и2,7 мм и 56,5°.Для этих параметров выпуклости в
корне шва максимальная перебраковка,
соответствующая углам ввода а = 50...60°,
составляет 80 %. При а = 40 и 70° пере¬
браковка снижается до 20 %; это объясня¬
ется высокой отражательной способно¬
стью углового дефекта в первом случае и
низкой отражательной способностью вы¬
пуклости в корне шва во втором.Рис. 5.167. Схема обнаружения
надкорневых дефектов:/- настройка скорости развертки;II- обнаружение сигнала от надкорневых де¬
фектов и выпуклости в корне шва; III - деле¬
ние рабочего участка на зоны; Д - сигнал от
дефекта; Дь Д2 - сигналы от нижнего и
верхнего контрольных отражателей;П - сигнал от выпуклости в корне шваТаким образом, максимальная поме¬
хозащищенность при контроле этих швов
достигается путем использования фоку¬
сирующих ПЭП с острой ДН и углами
ввода а = 40...42 или 70°.Для повышения достоверности кон¬
троля швов толщиной 3,5...8,0 мм, осущест¬
вляемого совмещенным ПЭП с одним
пьезоэлементом, предложено вводить
временную селекцию, исключающую из
обзора ту часть развертки, где возможно
появление сигналов от неровностей. В
этом случае при прозвучивании прямым
лучом, естественно, будет пропускаться
какое-то число дефектов в надкорневой
зоне. Однако результаты статистической
обработки (> 80 % трещин и непроваров
находятся в корне шва) показывают, что
риск от введения такой системы селекти-
рования невелик и вполне окупается
практически полным исключением на¬
прасной браковки.Отметим, что эта система требует
повышенной точности настройки разверт¬
ки дефектоскопа (схема III на рис. 5.167).
256Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬУчасток а развертки является зоной
возникновения эхосигналов от дефектов,
расположенных в корне шва.Участок х - зона совпадений эхо-
сигналов как от дефектов, находящихся
непосредственно под корнем шва, так и от
выпуклости в корне шва. По существу,
это зона неуверенного контроля.Участок Ъ соответствует эхосигна-
лам, отраженным от дефектов в верхней
части шва. Здесь возможно также появле¬
ние эхосигналов, отраженных от дефектов
левее сигнала Д 2 или в непосредственной
близости от него.Смещение кромок стыкуемых эле¬
ментов может быть также ошибочно при¬
нято за дефект в корне шва. Смещение
кромок вследствие разной толщины эле¬
ментов характеризуется обнаружением
сигнала, выявляемого с одной стороны
шва, по всему шву или на большей его
части. В этом случае следует измерять
толщину стенок. Смещение кромок ввиду
несоосности стыкуемых труб характери¬
зуется выявлением сигналов с разных
сторон шва в диаметрально противопо¬
ложных точках.Помехоустойчивость контроля суще¬
ственно возрастает при использовании
наклонных хордовых PC ПЭП (рис. 5.168).Равномерная чувствительность по
глубине Н этих ПЭП (рис. 5.169) обуслов¬
ливает некоторую специфику настройки
скорости развертки по угловому (рис. 5.170,
а) и вертикальному (рис. 5.170, б) отража¬
телям в случае применения PC ПЭП.Для выбора начала рабочего участка
развертки ПЭП перемещают от положе¬
ния I на 5 мм ближе к контрольному от¬
ражателю (рис. 5.170, в). Передний фронт
строб-импульса совмещают с передним
фронтом полученного сигнала. Затем
ПЭП перемещают от положения 11 на5 мм дальше от контрольного отражателя:
задний фронт строб-импульса совмещают
с задним фронтом полученного сигнала.Такая настройка рабочего участка обу¬
словлена, с одной стороны, отсутствием
поперечного сканирования, а с другой -
тем, чтобы в рабочий участок могли при¬
ходить сигналы от дефектов, образую¬
щихся во всем объеме шва. Контроль хор¬
довыми ПЭП обеспечивает обнаружение
объемных дефектов размером 0,5 мм с
вероятностью > 90 % и плоскостных пло¬
щадью 0,7 мм2 с вероятностью 95 %. При
контроле соединений данного типоразме¬
ра широкое распространение получили
ПЭП конструкции НПО "ЦНИИТмаш"
РСП-2 и РСП-3 с углом 2А = 8... 10°.Рис. 5.168. Схема лрозвучивания сварного
шва хордовым PC ПЭП:И - излучатель; П - приемникРис. 5.169. Зависимости изменения чувстви¬
тельности хордового PC ПЭП с трехслойной
призмой 1; с призмой из композиционного
материала 2; с цилиндрической фокусирую¬
щей линзой 3 от глубины h
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ257Рис. 5.170. Схемы настройки скорости
развертки и установления длины /р
рабочего участкаДо последнего времени соединения
труб второй группы контролировали со¬
вмещенными ПЭП по методике, изложен¬
ной выше. Однако она предусматривает
наличие достаточно большой зоны совпа¬
дений х (зоны неопределенности), длина
которой примерно в 2 раза превосходит
зоны аи Ь, вместе взятые. Это снижает дос¬
товерность оценки качества соединения.Кроме того, совмещенные ПЭП ха¬
рактеризуются высоким уровнем ревербе-
рационных шумов, затрудняющих рас¬
шифровку сигналов, и неравномерностью
чувствительности, которую не всегда
можно компенсировать имеющимися
средствами. Применение хордовых PC
ПЭП для контроля сварных соединений
этой группы нерационально, так как из-за
ограниченности значений углов ввода УЗ
колебаний с поверхности сварного соеди¬
нения габаритные размеры преобразова¬
телей несоразмерно растут, увеличивается
и площадь акустического контакта.При наличии небольших выпукло¬
стей в корне шва эти соединения целесо¬
образно контролировать угловым PC ПЭП с
выравненной чувствительностью (см. рис.
5.99), имеющим параметры: af= 8 мм • МГц,
Р = 53°, 2А = 70°, причем сканирования
поперек шва не требуется.Настраивать чувствительность и ско¬
рость развертки таких ПЭП лучше по вер¬
тикальному отверстию. При этом брако¬
вочный уровень определяют как среднее
значение амплитуд сигналов, зафиксиро¬ванных с противоположных сторон. Раз¬
ность амплитуд не должна превышать 2 дБ.Следует особо подчеркнуть, что ис¬
пользование разработанных PC ПЭП по¬
зволяет почти в 2 раза уменьшить зону
неопределенности х и увеличить соответ¬
ственно, зоны а и Ъ, а значит, повысить
достоверность контроля.Контроль сварных стыков третьей
группы сопряжен с некоторыми трудностя¬
ми, вызванными анизотропией свойств.Такие трубы применяются в трубо¬
проводном транспорте (нефте- и газопро¬
воды) и энергетике.В инструкциях на УЗ контроль свар¬
ных соединений труб предполагается, что
скорости распространения поперечных
волн постоянны по сечению стенки трубы
и не зависят от направления прозвучива¬
ния. Однако при УЗ контроле сварных
соединений магистральных газопроводов,
изготовленных из отечественных и зару¬
бежных труб, выявлены пропуск крупных
дефектов в корне шва и неправильная
оценка их координат.Установлено, что основная причина
пропуска дефекта - наличие заметной
анизотропии упругих свойств основного
материала, влияющей на скорость, зату¬
хание и на отклонение от прямолинейно¬
сти распространения УЗ пучка.Прозвучивание металла более чем
200 труб по схеме, представленной на
рис. 5.171, показало, что отклонения ско¬
ростей от табличных на >100 м/с неслу¬
чайны и связаны, по-видимому, с техно¬
логией изготовления проката и труб. Та¬
кие отклонения существенно влияют на
распространение поляризованных попе¬
речных волн.Кроме того, обнаружена неоднород¬
ность скорости звука по толщине стенки
трубы.Листовой прокат имеет слоистую
структуру (текстуру), которая представля¬
ет собой вытянутые в процессе деформа¬
ции волокна металла и неметаллических
включений.
258Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ90° а=50 „
60Рис. 5.171. Обозначение направлений
в металле трубы:X, Y, Z- направления распространения
ультразвука; x,y,z- направления поляризации;Y- направление проката;Z- перпендикуляр к плоскости трубыКроме того, вследствие воздействия
на металл термомеханического цикла
прокатки неодинаковые по толщине зоны
листа подвержены различным деформа¬
циям. Эти факторы приводят к тому, что
скорость звука зависит и от глубины зале¬
гания слоя, который прозвучивается.Изменение скорости звука примерно
симметрично относительно середины се¬
чения листа, причем вблизи последней
скорость поперечной волны может суще¬
ственно (до 10 %) снижаться относитель¬
но окружающих областей. В общем, ско¬
рость поперечной волны в исследуемых
образцах меняется в диапазоне 3070...
3420 м/с. На глубине до 3 мм от поверх¬
ности проката возможно незначительное
(до 1 %) повышение скорости поперечной
волны.Эти данные свидетельствуют о том,
что расчет углов ввода по известным вы¬
ражениям при больших углах ввода не¬
приемлем. Кроме того, ошибка в задавае¬
мом значении скорости звука на 10 % при
толщине изделия 15 мм и угле ввода 60°
приводит к ошибке в измерении коорди¬
наты дефекта на > 3...4 мм.На рис. 5.172 приведены амплитуды
сигналов, отраженных от пересечения180210270Рис. 5.172. Изменение амплитуды сигнала от
направления прозвучивания и угла ввода:-х - а = 50°, а = 60°; а =70°сверления с внутренней поверхностью
трубы при озвучивании совмещенными
ПЭП с различными углами ввода. Из это¬
го рисунка видно, что в отличие от изо¬
тропного материала амплитуда сигнала
зависит от направления распространения
волны. Это вызвано двумя причинами.Во-первых, как показывают измере¬
ния, при ф = 90° (рис. 5.172) поперечная
волна затухает значительно быстрее, чем
при ф = 0°. Вызвано это, по-видимому,
текстурой проката. Во-вторых, анизотро¬
пия скорости и кривизна трубы приводят
при углах 90 и 270° для а = 60 и 70° к то¬
му, что отверстие озвучивается при угле,
близком к третьему критическому, где
коэффициент отражения мал.Аналогичные измерения проведены с
применением раздельного излучения и
приема УЗ волн. Рассмотрено два наибо¬
лее важных для практики варианта реали¬
зации схемы прозвучивания "дуэт": 1)
нормаль к поверхности дефекта в точке
отражения параллельна образующей тру¬
бы (оси;у) и 2) перпендикулярна к ней.Первый случай соответствует такой
ситуации при контроле, когда один ис¬
точник и приемник расположены с одной
стороны от стыкового шва труб, а другой -
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ259А, дБ
35
3025201510riF"
\ */:\><>0 20 40 60 80 100 2Д,б)Рис. 5.173. Изменение амплитуды сигнала в верхней части листа в зависимости
от угла разворота А и направления прозвучивания при а = 60°:а - перпендикулярно к оси X; б - вдоль оси Xкогда преобразователи находятся по раз¬
ные стороны от стыка. Для однородного
изотропного материала амплитуда сигна¬
ла, отраженного от рассматриваемой мо¬
дели дефекта, должна возрастать при уве¬
личении угла разворота преобразователей
Д. Однако неоднородность проката при¬
водит к прямо противоположному эффек¬
ту: амплитуда сигнала, отраженного от
сверления, уменьшается с ростом угла Д.Выбирая параметры УЗ преобразова¬
телей и оптимальные направления про¬
звучивания металла сварных соединений
труб большого диаметра, необходимо
учитывать анизотропию металла. Наи¬
большую чувствительность можно дос¬
тичь, если применить PC ПЭП, в котором
излучатель и приемник ориентированы
под наибольшим возможным углом схож¬
дения Д при контроле вдоль образующей
трубы и под наименьшим при контроле
поперек нее. Этот вывод особенно важен
при использовании больших углов ввода
(а = 60 и 70°).При больших углах ввода ультразву¬
ка в металл введенная поперечная волна,
отражаясь от внутренних слоев, возвра¬
щается к наружной поверхности металла.На рис. 5.173 показано, как амплиту¬
да волны, отраженной от паза глубиной1 мм, зависит от угла Д и максимальна
при Д = 60...80°. В данном случае исполь¬
зование такой волны особенно эффектив¬
но, так как она слабее, чем волна Рэлея,реагирует на поверхностные неровности
основного металла, и в то же время по¬
зволяет легко селектировать по времени
сигнал, отраженный от дефекта, располо¬
женного вблизи поверхности листа.Анизотропия скорости распростра¬
нения волн более ярко выражена у труб,
имеющих большую толщину стенок. Это
свойство следует учитывать при выборе
параметров контроля и для труб с не¬
большой толщиной стенок.Сварные стыки труб диаметром600...1420 мм с Н = 12...30 мм выполняют
двусторонней сваркой или односторонней
с подваркой обратного валика шва. В
швах, выполненных двусторонней свар¬
кой, как правило, ложные сигналы от зад¬
ней кромки валика выпуклости дают
меньшую помеху, чем в односторонних
швах. Они меньше по амплитуде вследст¬
вие плавных очертаний валика и к тому
же дальше по развертке. Поэтому для де¬
фектоскопии это наиболее благоприятный
типоразмер труб.Однако металл этих труб имеет наи¬
большую анизотропию. Для уменьшения
влияния анизотропии рекомендуется ис¬
пользование PC ПЭП на частоту 2,5 МГц
с углом ввода 60°. Наибольшая достовер¬
ность контроля достигнута при использо¬
вании ПЭП типа РСМ-Н12 (МГТУ им.Н.Э. Баумана), которые имеют угол схож¬
дения 2Д = 17°, а расстояние между точ¬
ками ввода лучей 18 мм.
260Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.174. Прозвучивание стыка,
сваренного на подкладном кольце:а - эхосигнал от кольца К; б - эхосигнал от
надкорневого дефекта Дь
обнаруженного прямым лучом;
в - то же, однократно отраженным лучом Д2При контроле таких швов отсутству¬
ет зона неопределенности. При исполь¬
зовании PC ПЭП настройка чувствитель¬
ности проводится по вертикальному свер¬
лению, а в случае совмещенных ПЭП - по
зарубкам соответствующей нормативной
величины. В околошовной зоне таких
труб часто встречаются расслоения. По¬
этому перед прозвучиванием наклонным
ПЭП околошовную зону необходимо про¬
контролировать прямыми ПЭП.Контроль швов труб, выполнен¬
ных на подкладных кольцах. Характер¬
ной особенностью таких швов в трубах с
Н = 4...60 мм является получение весьма
стабильного сигнала от подкладки (или
уса). В сварных швах большой толщины
этот сигнал легкоразличим от дефектов и
даже полезен, так как позволяет контро¬
лировать качество акустического контак¬
та. Тем не менее, настройку скорости раз¬
вертки дефектоскопа необходимо провес¬
ти особенно тщательно (рис. 5.174, а).Для облегчения дешифровки целесо¬
образно в месте появления этого сигнала
на экране дефектоскопа приклеить линей¬
ку и на ней или прямо на экране нанести
метку тушью или стеклографом.При контроле малых толщин это раз¬
личие затруднено. Существует ряд прие¬
мов, позволяющих распознавать эхо-
сигналы от подкладки и дефекта при про-
звучивании швов толщиной 7...60 мм.Дефекты, располагающиеся над кор¬
невым слоем, могут быть выявлены двоя¬
ким способом: прямым или дважды отра¬
женным лучом (рис. 5.174, б). Несплавле-
ние по ближней кромке сварного шва на¬
дежней выявляется именно отраженным
лучом. В последнем случае время прихода
сигналов от подкладки и дефекта может
быть одинаковым.Различить эти сигналы можно, изме¬
рив линейкой расстояние от точки ввода
луча (или от передней грани преобразова¬
теля) до середины выпуклости шва на
СОП. Сигнал от подкладки появляется
при меньшем расстоянии Хк между швом
и ПЭП, чем сигнал от дефектов, располо¬
женных выше корня шва X. В процессе
контроля следует периодически сравни¬
вать эти расстояния с измеренными на
образце.Глубину залегания несплошностей,
эхосигналы от которых совпадают с эхо-
сигналами от кольца (глубина залегания
зоны совпадения на рис. 5.174, в) с по¬
грешностью до ± 1 мм можно определить
из соотношенияа^(пНк)2 + (Ьк/2)2 ,где п - число отражений в кольце; Нк и
LK - толщина и ширина кольца.Для стандартных размеров кольца
(HKLK = 3-20 мм), /гс = 7,5 мм для а = 50°, 5,8
мм для а = 60° и 5,2 мм для а = 65°. В
частности, при контроле швов с Н < 5 мм
эхосигнал от кольца находится за грани¬
цей рабочей зоны развертки (отметка 2Н
на экране) и не мешает контролю.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ261С помощью прямого ПЭП предвари¬
тельно сравнивают толщину стенки каж¬
дого из стыкуемых элементов с толщиной
образца и вносят соответствующую по¬
правку в настройку скорости развертки.
Если стыкуемый элемент имеет толщину,
большую, чем СОП, то при контроле шва
со стороны этого элемента сигнал от под¬
кладки смещается вправо по сравнению с
тем же сигналом, полученным от тест-
образца.Для того чтобы определить, к какой
из кромок стыкуемых элементов ближе
расположен дефект в корне шва, руково¬
дствуются следующими признаками:• если дефект в корне шва находится
ближе к линии сплавления с тем элемен¬
том, со стороны которого ведется кон¬
троль, то при медленном приближении
преобразователя к шву на экране дефек¬
тоскопа первым появляется сигнал от де¬
фекта, а затем, когда УЗ лучи пройдут над
дефектом, частично экранирующим под¬
кладку, на экране высветится сигнал от
подкладки;• при контроле этого участка шва со
стороны второго элемента на экране пер¬
вым возникает сигнал от подкладки, а
затем от дефекта.Возможно также повременное появ¬
ление сигналов.Существует ряд косвенных призна¬
ков, позволяющих судить о характере не¬
которых дефектов в сварных швах Н =1...
20 мм, выполненных на подкладках.Если дефект выявляется из двух по¬
ложений ПЭП - отраженным и прямым
лучами, а кольцо - только прямым лучом
из одного положения, то для использова¬
ния этого отличительного признака реко¬
мендуется удалить выпуклость шва.Эхосигнал от кольца, как правило,
наблюдается по всему периметру шва, а
сигнал от дефекта - лишь на отдельных
участках. Первый из них обычно имеет
большую амплитуду, чем от дефекта.Если у шва толщиной < 20 мм угол
разделки кромок < 14°, то не следует при¬
ближать ПЭП к шву ближе, чем на 5 ммот его положения, при котором фиксиру¬
ется максимальный сигнал от кольца, так
как при этом возможно появление допол¬
нительного сигнала от кольца, который
может быть ошибочно принят за сигнал от
дефекта в корне шва.Для прожога кольца характерны сле¬
дующие признаки: сигнал от прожога на¬
блюдается левее сигнала от кольца, при
этом его амплитуда меньше, чем от коль¬
ца без прожога. При перемещении ПЭП
вдоль образующей трубы на экране, в зо¬
не расположения сигнала от кольца появ¬
ляется один сигнал с двумя вершинами
или два близких сигнала. При контроле с
разных сторон форма и характер измене¬
ния сигналов от прожога аналогичны. Ес¬
ли последний переходит в непровар, то он
приобретает признаки непровара.Трещины и несплавления по кром¬
кам в корне шва обычно начинаются от
зазора, образованного кромкой стыкуемо¬
го элемента и подкладки. Распространяясь
по наплавленному металлу, пройдя пер¬
вый или второй слой, они выходят на се¬
редину шва.В связи с этим отличительным при¬
знаком трещин в корне шва является то,
что они частично или полностью экрани¬
руют отражение от подкладки только при
контроле со стороны того из стыкуемых
элементов, у кромки которого они берут
свое начало.При контроле шва с противополож¬
ной стороны трещина не экранирует под¬
кладки и УЗ лучи свободно проходят в
последнюю. На экране дефектоскопа воз¬
никают два сигнала: от подкладки и от
трещины. Сигнал от подкладки имеет
примерно те же амплитуду и пробег на
экране, что и на участках, где дефект от¬
сутствует. Трещины с этой стороны выяв¬
ляются значительно хуже, а при неболь¬
шой высоте могут совсем не обнаружиться.На рис. 5.175 показана схема выявле¬
ния трещины в корне шва высотой > 3 мм.
Непровар, расположенный выше корне¬
вых слоев сварного шва, мало или совсем
не экранирует отражение от подкладки.
262Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬfiD (CD)\ 12 3 4 5 6 7 J \ 12 3 4 5 6 7 JI / IIРис. 5.175. Схема обнаружения трещины в
корне шва с подкладным кольцом:а - одним ПЭП; б - тандемом;Д - эхосигнал от дефекта;К - эхосигнал от кольцаНа экране (рис. 5.175, а) при контроле с
одной из сторон (положение ПЭП - Г)
возникают сигналы от подкладки и де¬
фекта. При установке ПЭП с противопо¬
ложной стороны (положение ПЭП - II)
сигнала от подкладки может не быть. Рас¬
стояние между этими сигналами несколь¬
ко больше, чем при дефектах, располо¬
женных в корне шва. В некоторых случа¬
ях от дефекта и подкладки на экране на¬
блюдается несколько сигналов.Характерной особенностью обнару¬
жения шлаковых включений или пор яв¬
ляется наличие на экране дефектоскопа
импульсов, быстро исчезающих и появ¬
ляющихся вновь при незначительных пе¬
ремещениях преобразователя в продоль¬
ном или поперечном направлении. Скоп¬
ления мелких шлаковых включений или
пор в наплавленном металле дают на эк¬
ране один сигнал или группу близко рас¬
положенных сигналов.Повысить информативность данныхо качестве стыковых сварных соединений
толщиной 2...5 мм в конструкциях с ос¬тающимся подкладным кольцом можно
при раздельной регистрации импульсов,
отраженных от дефектов в свариваемом
стыке и от стенок подкладного кольца, в
частности с использованием "корневого
тандема" (рис. 5.175, б).Если происходит сплавление под¬
кладного кольца со свариваемым стыком,
то УЗ импульсы проникают в подкладное
кольцо и, отражаясь от его стенок, фор¬
мируют эхосигнал, амплитуда которого
зависит от ширины провара подкладного
кольца. Ширина провара коррелирована с
глубиной проплавления подкладного
кольца.Таким образом, по амплитуде сигна¬
лов, отраженных от непровара в стыке и
от стенок кольца, можно судить о качест¬
ве сварного соединения, поскольку при
отсутствии сплавления подкладного коль¬
ца сигнала от кольца нет.5.9.3. КОНТРОЛЬ ТАВРОВЫХ,
УГЛОВЫХ И НАХЛЕСТОЧНЫХ
СОЕДИНЕНИЙВ соответствии со СНиП 111-18-75
выявлять внутренние дефекты в рассмат¬
риваемых соединениях рекомендуется
ионизирующим излучением и УЗ дефек¬
тоскопией. Однако первый способ мало¬
эффективен вследствие того, что в боль¬
шинстве случаев, применяя их, не удается
выявить наиболее опасные дефекты типа
трещин, несплавлений и непроваров в
корне шва (рис. 5.176). Поэтому наиболее
объективным и оптимальным методом
контроля тавровых, нахлесточных и угло¬
вых соединений является УЗ.Контроль угловых соединений пло¬
ских элементов. При контроле угловых
швов с К-образной разделкой или без нее,
но с полным проплавлением стенки воз¬
можно применение трех схем (рис. 5.177).Контроль угловых швов таврового
соединения с К-образной разделкой, в
которых требуется полный провар корня
шва, начинают с поиска непровара в кор¬
не шва прямым или однократно отражен¬
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ263ным лучом. При отсутствии непровара
контролируется часть шва: нижняя - пря¬
мым лучом, верхняя - однократно отра¬
женным.Наиболее эффективна схема ввода
УЗ колебаний через основной металл при¬
вариваемого листа (схема Г), так как она
позволяет выявить все виды внутренних
дефектов в угловых швах и тавровых со¬
единениях при минимальном уровне лож¬
ных сигналов. При контроле тавровых
соединений по схеме / появление ложных
сигналов может быть обусловлено только
отражением от грубых неровностей на
наружной поверхности плоскости полки,
встречающихся весьма редко и связанных
с повреждением металла. При прозвучи-
вании угловых соединений по схеме 1
ложные эхосигналы могут появляться при
отражении УЗ пучка от верхней выпукло¬
сти валика шва или от угла элемента кон¬
струкции (рис. 5.177).Эти эхосигналы можно легко селек¬
тировать по времени, а также "прощупы¬
вать". В тех случаях, когда затруднен дос¬
туп со стороны стенки, т.е. невозможен
контроль по схеме I, прозвучивание вы¬
полняют по схемам II и III.Контроль по схеме II обеспечивает
выявление пор, шлаковых включений,
несплавлений и трещин, благоприятно
ориентированных к УЗ лучу. Однако кон¬
троль по данной схеме осложняется необ¬
ходимостью ориентировки ПЭП относи¬
тельно соединения и появления ложных
эхосигналов от поверхности противопо¬ложного валика шва (рис. 5.178, а), при¬
чем амплитуда ложного эхосигнала обыч¬
но выше амплитуды сигнала от дефекта.Разделение полезных и ложных сиг¬
налов выполнняется по времени прохож¬
дения УЗ луча. Выявить непровар в цен¬
тре двустороннего или корне односто¬
роннего шва при контроле по схеме III (см.
рис. 5.177) практически невозможно, так
как УЗ пучок испытывает зеркальное отра¬
жение. Этот опасный дефект при доступе
контроля только с наружной поверхности
полки обнаруживается по схеме III (рис.
5.178, б) с помощью PC ПЭП и двух жест¬
ко соединенных призматических ПЭП,
включенных по раздельной схеме. При
толщине полки > 40 мм можно применять
прямой ПЭП. В угловых соединениях при
доступе только со стороны вертикального
листа непровар можно обнаружить при
использовании прямого или PC ПЭП.Модель RтрещиныАх, ммОбласть
невыявления
трещины\кч\к^60 а,Рис. 5.176. Выявляемость модели трещины
от угла просвечиванияРис. 5.177. Контроль двусторонних швов:а - тавровых; б - угловых
264Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.178. Анализ схем контроля тавровых
и угловых соединений:а - без дефектов; б- с непроваром в корне
шва; в — с трещиной; г-с порой или
шлаковым включением;Л, Л |, Л2, Л3 - ложные эхосигналыОдно из основных условий, обеспе¬
чивающих наиболее вероятное выявление
дефектов по сечению шва, - необходи¬
мость прозвучивания всего сечения шва с
равномерной чувствительностью.Выполнение отмеченных условий
гарантируется правильным выбором угла
ввода УЗ луча.Целесообразно применять ПЭП с та¬
кими углами а и параметром п (см.
рис. 5.177), при которых обеспечивается
контроль нижней части шва прямым, а
верхней однократно отраженным лучом.
Это считается возможным, если цен¬
тральный луч ПЭП при расположении его
вплотную к шву проходит через середину
шва или выше ее (при толщинах шва< 10 мм допускается прохождение цен¬
трального луча ниже середины сечения
шва не более чем на 1 мм).При контроле нижней части шва тав¬
рового и углового соединений это условиеможет быть проверено по соотношениям2к,+2п е + 2 па, > arctg——;а, > arctg ■ (5.162)н нВерхнюю часть шва этих соединений
целесообразно проверять искателями,
обеспечивающими2к, +2z e + 2zа2 > arctg——;а2 > arctg——. (5.163)
н нНаилучшее выявление подповерхно¬
стных дефектов (минимальная величина
мертвой зоны) при контроле верхней час¬
ти тавровых соединений шва достигается
в случаеа= 90° - [arctg(£2/£])+ 7°] . (5.164)При этом область оптимальных зна¬
чений z лежит в интервале 0,2Н < Н << 0,5Н. На рис. 5.136 приведены графики,
которые позволяют определить оптималь¬
ный угол ввода, а следовательно, выбрать
ПЭП с определенными стрелой и углом
призмы.Если контроль прямым и однократно
отраженным лучами невозможен, то не¬
обходимо увеличить угол ввода или, в
крайнем случае, проводить контроль одно¬
кратно и двукратно отраженными лучами.После нахождения оптимальных уг¬
лов ввода устанавливаются зона переме¬
щения искателей хтт и xmax и соответст¬
вующий ей рабочий участок на экране
дефектоскопа.При контроле верхней и нижней час¬
тей шва таврового соединения прямым и
однократно отраженным лучами ПЭП
перемещают в пределах от xmin до хтах,
раВНЫХ. Xmin к\ "Ь /7о> -^тах 2Н tg &2 к\.Для простоты работы, более точной
и быстрой расшифровки эхосигналов на
экране дефектоскопа устанавливается ра¬
бочий участок. Его можно установить по
СОП (рис. 5.179). Для этого вначале пря¬
мым лучом находят максимальный эхо-
сигнал от нижнего бокового отражателя, а
однократно отраженным - эхосигнал от
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ2652-2Рис. 5.179. СОП для настройки рабочего участка и чувствительности дефектоскопа
при контроле двусторонних швов:а - тавровых; б - угловыхверхнего отражателя и замечают эти по¬
ложения сигналов на экране дефектоско¬
па, после чего строб-импульс между эти¬
ми метками перемещают влево наполови¬
ну его величины, а затем задний фронт
строб-импульса доводят до метки, соот¬
ветствующей эхосигналу от верхнего бо¬
кового отражателя.Рабочий участок на экране дефекто¬
скопа можно устанавливать не только по
боковым цилиндрическим сверлениям, но
и по угловым отражателям (зарубке).Настройка чувствительности дефек¬
тоскопа может проводиться по одному из
искусственных дефектов, например за¬рубке (рис. 5.179), или по СО-1.Контроль односторонних швов тав¬
ровых и угловых соединений с К-
образной разделкой или без нее при от¬
сутствии обратной подварки корня шва
ведется по схеме, представленной на рис.
5.180, прямым и однократно отраженным
лучами. Выполнение этих условий прове¬
ряется по формулам (5.162) и (5.163) или
графикам на рис. 5.136.Если швы доступны для контроля,
целесообразен контроль со стороны,
противоположной разделке, так как при
этом улучшаются условия прозвучивания
верхней части шва.Рис. 5.180. Контроль односторонних швов:а - тавровых; б - угловых
266Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬгоV/п1Г /иа)ilб)Рис. 5.181. СОП для настройки рабочего
участка и чувствительности дефектоскопа
при контроле односторонних швов:а - тавровых; б - угловыхВыбор пределов перемещения xmjn и
Хтзх и установление соответствующего
рабочего участка на экране дефектоскопа
тавровых и угловых соединений с V-
образной разделкой аналогичны рассмот¬
ренному при контроле этих соединении с
К-образной разделкой. В тавровых и уг¬
ловых соединениях с V-образной раздел¬
кой, у которых допускается конструктив¬
ный непровар в корне шва определенной
величины, его размеры оцениваются по
СОП (рис. 5.181) следующим образом.Если допустимая высота непровара< 3 мм, то сравниваются амплитуды эхо-
сигналов от выявленного непровара и мо¬
дели непровара допустимой величины в
СОП. Если допустимая высота непровара> 3 мм, оценка величины непровара про¬
водится сравнением условной высоты
выявленного непровара с условной высо¬
той от модели непровара допустимой ве¬
личины в СОП.Выявление и оценка дефектов в верх¬
ней части шва выполняются так же, как и
при контроле верхней части данных
соединений с полным проваром.Контроль угловых соединений тру¬
бопроводов. По конструкции угловые
сварные соединения трубных элементов,
как и плоских, делятся на две категории: с
полным проплавлением; конструктивным
зазором и непроваром. Выбор метода кон¬
троля определяется диаметром приварно¬
го патрубка (штуцера) и возможностью
контроля изнутри, наличием конструк¬
тивного зазора. Контроль угловых свар¬
ных соединений патрубков или труб с
номинальной толщиной стенки 4,5...65 мм
с сосудами (корпусами), фланцами и т.п.без конструктивного зазора проводится с
наружной стороны патрубка наклонными
совмещенными ПЭП.Контроль путем сканирования по по¬
верхности сосуда осуществляется при
диаметре последнего > 800 мм.Угол ввода а выбирают из тех же ус¬
ловий, что и для плоских элементов. В слу¬
чае сканирования по поверхности патрубка
это условие определяется выражением
а > arctg[(« + Я, + + к2 )/Я2 ],
где п - стрела ПЭП;Я| и Н2 — соответственно толщины стенки
сосуда и патрубка;к\ и к2 — размеры катетов швов, приле¬
гающих к патрубку снаружи и внутри со¬
суда.При сканировании по поверхности
сосудаа > arctg[(« + к)/0,5Н2 ],где к - размер катета шва, прилегающего
к сосуду.Обычно для контроля используют
наклонные ПЭП со следующими парамет¬
рами:1) Н = 4,5...11,5 мм, р = 53...55°, f =
= 5 МГц;2)Н= 12...19,5 мм, р = 50°,/= 1,8...2.5 МГц;3) Н = 20...65 мм, р = 40°,/= 1,8...2.5 МГц;4) Н >65 мм, Р = 30 и 40°,/= 1,25...1,8 МГц.ПЭП должны иметь стрелу, обеспе¬
чивающую контроль корня шва прямым
лучом. Если это условие не выдерживает¬
ся, необходимо срезать фаску на передней
грани призмы или увеличить рекомендуе¬
мый угол ввода.Особенность контроля состоит в том,
что угол скоса кромки штуцера меняется
от 0 до 30°. В центре секторов А и В угол
равен 0, в центре секторов Б и Г - 30°
(рис. 5.182).Ширина выпуклости шва также ме¬
няется: в секторах А, В она может быть в1.5 раза больше, чем в секторах Б, Г, по¬
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ267этому при сканировании надо учитывать,
что при попадании прямым лучом в ко¬
рень шва и однократно отраженным лу¬
чом в его выпуклость расстояние между
передней гранью ПЭП и краем выпукло¬
сти будет неодинаковым в различных
секторах шва.При контроле сварных соединений с
толщиной стенки штуцера < 20 мм точно
измерить координаты не удается, поэтомуо наличии дефектов судят по положению
ПЭП относительно края выпуклости шва.
Для этого при появлении эхосигнала в
рабочей зоне развертки оператор должен
измерить расстояние от точки ввода ПЭП
до ближней грани выпуклости шва х, если
эхосигнап на экране расположен вблизи
левой границы рабочей зоны развертки
или если он находится вблизи правой гра¬
ницы. Измеренные границы X] и х2 срав¬
нивают с этими же величинами, получен¬
ными из геометрических расчетов. Совпа¬
дение измеренных и расчетных значений
с точностью до ±5 мм свидетельствует о
наличии дефекта.На внутренней стороне штуцера по¬
сле удаления подкладного кольца могут
оставаться мелкие неровности (риски,
впадины, буфы), которые способны дать
ложные сигналы. Признаком неровностей
внутренней поверхности штуцера являет¬
ся несоответствие положения эхосигнала
на развертке положению ПЭП на поверх¬
ности штуцера.Так, если на экране появляется эхо-
сигнал у левой границы рабочей зоны
развертки, а ПЭП при этом находится в
таком положении, при котором луч не
может попасть в корень шва, то считают,
что обнаружена неровность внутренней
поверхности.При контроле сварных соединений с
толщиной стенки штуцера 40...50 мм в
центре секторов Б и Г может появляться
эхосигнал от двугранного угла внутри
трубы. Признаком принадлежности сиг¬
нала двугранному углу является то, что
сигнал находится на экране у левой гра¬
ницы рабочей зоны развертки, а ПЭП при
этом вплотную придвинут к выпуклости.Рис. 5.182. Разметка углового сварного
соединения на секторы:А, Б, В, Г; /. ..4 - секторыОсобенность контроля сварных со¬
единений с неудаленными подкладными
кольцами - наличие в рабочей зоне экрана
дефектоскопа эхосигнала от подкладного
кольца. Кромки кольца в разных секторах
удалены от корня шва на различные рас¬
стояния: наибольшее в секторах Б и Г и
наименьшее в секторах А и В, - поэтому
максимальный эхосигнал от кольца в сек¬
торах А и В обнаруживается при меньших
расстояниях от точки до шва, а в секторах
Б и Г - при больших. В секторах Б и Г
сигнал от подкладного кольца может сов¬
пасть с сигналом от двугранного угла
трубы. Схемы контроля таких тройников
в различных секторах шва приведены на
рис. 5.183.Угловые сварные соединения труб
различного диаметра с конструктивным
зазором контролируют по описанной ра¬
нее методике ПЭП с Р = 50...53°,/= 5 МГц.
Отличие ее заключается в очень точной
настройке рабочего участка экрана дефек¬
тоскопа по СОП с зарубками и тщатель¬
ном измерении координаты х преобразо¬
вателя.
268Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.183. Контроль углового сварного
соединения в разных секторах:а - контроль в секторах Б, Г; б - контроль в
секторах А, В; в - контроль в секторах 1.. .4
(см. рис. 5.182)Для труб малого диаметра (28...42
мм) с толщиной стенки 4...8 мм применя¬
ется методика контроля специальными
преобразователями с р = 53° и/= 5 МГц с
неортогональным вводом ультразвука.Сущность контроля состоит в том,
что акустическая ось преобразователя не
находится в одной плоскости с образую¬
щей трубы, как в обычных призматиче¬
ских ПЭП, а составляет с ней угол 25°.
Благодаря этому при контроле отсутству¬
ют мешающие сигналы от двугранного
угла, образованного внутренней поверх¬
ностью и торцом трубы. Кривизна кон¬
тактной поверхности ПЭП должна соот¬
ветствовать кривизне контролируемой
трубы. Контроль проводят раздельно двумя
ПЭП - с левым и правым направлениями
оси.УЗ (так же, как и радиографический)
контроль угловых соединений с конструк¬
тивным зазором имеет низкую достовер¬
ность.Контроль двусторонних тавровых
соединений с конструктивным непро-
варом и сварных закладных деталей.При изготовлении ряда тавровых и угло¬
вых конструкций в центре шва допускает¬
ся конструктивный непровар, размер ко¬
торого требуется определять.Существуют две методики измерения
ширины непровара: 1)сравнением ампли¬
туд эхосигналов от непровара в шве и мо¬
делей непровара, выполненных в СОП;2) сравнением амплитуд эхосигналов от
непровара в шве и бесконечной плоскости
(безэталонный метод). В обеих методиках
используют ПЭП конструкции НИИ мос¬
тов (Санкт-Петербург), которые представ¬
ляют собой призму с приклеенными к ней
пьезоэлементами, наклоненными под уг¬
лом, обеспечивающим пересечение ДН
искателей на глубине, равной толщине
полки (рис. 5.184).Расстояние между точками ввода
х = 2Н tg а.При перемещении ПЭП по наружной
поверхности полки в случае полного про¬
вара и отсутствия других крупных дефек¬
тов УЗ колебания от передающего ПЭП
через зону наплавленного металла пере¬
ходят без отражений в лист стенки
(рис. 5.184, а). Если же в соединении ока¬
жется непровар, то часть УЗ колебаний
отразится от него к приемному ПЭП
(рис. 5.184, б). Амплитуды эхосигнала
зависят в основном от ширины непровара
2Ъ. При измерении ее по первому способу
применяют специальный СОП, изготов¬
ленный из того же материала, что и полка.
В СОП делают прорези различной шири¬
ны на глубине, соответствующей толщине
полки Н.Соединения с недопустимой величи¬
ной непровара 2b контролируют на той
чувствительности, при которой в СОП
выявляются прорези шириной 2Ъ мм. При
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ269НепроварРис. 5.184. Безэталонный метод контроля тавровых соединений:а - при отсутствии дефекта; б - при наличии дефекта;
в - установление уровня опорного (донного) сигналатаком уровне чувствительности дефекто¬
скопа будут уверенно выявляться непро-
вары, ширина которых превосходит до¬
пустимую величину на > 1 мм. Практикой
установлено, что погрешность в опреде¬
лении ширины непровара < 1... 1,4 мм.
Влияние качества поверхности на резуль¬
таты измерения и необходимость исполь¬
зования СОП исключаются при безэта-
лонном методе.Он основан на сравнении амплитуд
эхосигналов от непровара А и от беско¬
нечной плоскости Aq, расположенной на
той же глубине, что и непровар. В качест¬
ве такой плоскости следует использовать
поверхность полки. Безэталонный метод
может быть реализован с помощью де¬
фектоскопов, имеющих калиброванный
аттенюатор.В связи с тем что этот метод заклю¬
чается в сравнении амплитуд эхосигналов
от непровара А и плоскости Aq, контролю
должен предшествовать расчет зависимо¬
сти АА = f (2b) или ее экспериментальное
построение.На рис. 5.185 в качестве примера по¬
казана зависимость АА = f (2b), снятая
посредством дефектоскопа УД-11ПУ для
соединений с толщиной полки Н =25 мм и
ПЭП с параметрами р = 40°,/= 1,8 МГц,
2а = 5 мм. На основе большого числа ста¬
тистических данных, накопленных при
применении безэталонного метода кон¬
троля тавровых соединений с конструк¬
тивным непроваром, установлено, что
погрешность измерения ширины непрова¬
ра 0,5...1 мм.Рис. 5.185. Зависимость относитель¬
ной величины эхосигнала АА от ши¬
рины непровара 2b—-*12) а) —б)Рис. 5.186. Контроль закладных деталей:а - установление опорного сигнала;б - измерение амплитуды эхосигнала от дефекта
270Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬММ*Рис. S.187. Зависимость относительной
величины эхосигнала ДА от площади
реального дефекта 5ДХтахI/*
1'г.nin11 it;\)—ч
к1Х/£1а)И 111 ~1°s1Г4 1б) iafв)Рис. 5.188. Контроль нахлесточных
соединений:а - по совмещенной схеме; б - зеркально¬
теневым методом при отсутствии дефекта;
в - то же, при его наличииМетод НК сварных соединений за¬
кладных деталей, изготовленных сваркой
под флюсом, впервые разработан в МГТУ
им. Н.Э. Баумана. Доказано, что единст¬
венно приемлемым НК данных конструк¬
ций является УЗ, а оценка размеров де¬
фектов - по амплитуде эхосигнала.В основу методики контроля поло¬
жен безэталонный метод оценки с исполь¬
зованием PC ПЭП конструкции МГТУ
им. Н.Э. Баумана (рис. 5.186).Для практической реализации без-
эталонного метода контроля построены
зависимости амплитуды эхосигнала от
площади реальных дефектов ДА = f (5Д)
для закладных деталей всех типоразмеров.На рис. 5.187 в качестве примера по¬
казана зависимость, полученная при про-
звучивании специальным PC ПЭП на час¬
тоту 5 МГц реальных сварных соединений
и последующем вскрытии.Контроль нахлесточных соедине¬
ний. Ультразвуковой контроль соедине¬
ний, сваренных внахлестку, проводится
ПЭП на частоту 2,5...5 МГц обычно со
стороны нижнего листа однократно отра¬
женным лучом по совмещенной схеме (рис.
5.188, а). При такой схеме контроля выяв¬
ляются трещины, непровары вертикаль¬
ной кромки и корня шва, а также одиноч¬
ные дефекты по сечению шва.Угол ввода луча выбирается из сле¬
дующих соотношений: если к\/к2 < 1, то
(3 = 30°; при 1 < к\/к2 < 1,5, угол (3 = 40°;
когда к\/к2 > 1,5, то Р = 50°.В случае ограниченной протяженно¬
сти основного листа контроль следует
вести ПЭП с максимально возможным уг¬
лом ввода, определяемым по выражениюamax > arctg [(хтах + 20)/2Я|].Для обеспечения прозвучивания всего
сечения шва ПЭП перемещают в пределахxmin = 2Я, tg a; xmax = 2Я, tg а +&,.Исходя из условий максимальной
прозвучиваемости сечения шва (90...95 %),
сформулированы требования к форме и
размерам выпуклости шва. Установлено,
что максимальный размер вогнутости шва
относительно гипотенузы, соединяющей
катеты шва, не должен превышать 2 мм, а
выпуклости - 3 мм. Рабочий участок на
экране дефектоскопа, соответствующий
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ271найденным пределам перемещения, уста¬
навливается по СОП (рис. 5.189, а) в соот¬
ветствии с порядком, изложенным выше.Чувствительность дефектоскопа на¬
страивается по СО-1 или СОП с искусст¬
венным дефектом. При контроле нахле¬
станных соединений наиболее оптималь¬
ным отражателем для настройки чувстви¬
тельности дефектоскопа является так на¬
зываемый проходной цилиндрический
отражатель (см. рис. 5.126).Однако данная схема не гарантирует
надежного выявления непровара и не¬
сплавления у нижней кромки. Это объяс¬
няется тем, что УЗ луч, попадая на гори¬
зонтальный плоский дефект, отражается
под тем же углом и не возвращается на
ПЭП. Для лучшего обнаружения дефек¬
тов, залегающих в зоне кромки нижнего
пояса, рекомендуют дополнительное
(дублирующее) прозвучивание со стороны
верхнего листа прямым лучом (схема I, на
рис. 5.188, а) ПЭП с углом призмы 30° на
частоту 2,5 МГ ц изделий толщиной> 20 мм. При контроле изделий меньших
толщин наиболее эффективен контроль
однократно отраженным лучом (схема II,
на рис. 5.188, а) ПЭП с углом призмы 50°
на частоту 5 МГц.Для конструкций ответственного на¬
значения целесообразнее применять зер-
кально-теневой метод (см. рис. 5.188, б,
в), обеспечивающий уверенное обнаруже¬
ние горизонтальных дефектов. При отсут¬
ствии дефекта УЗ колебания проходят от
излучателя через бездефектное место к
приемнику и на экране появляется им¬
пульс. Если в соединении имеется дефект,
то амплитуда эхосигнала отсутствует или
незначительна.При данной схеме контроля расстоя¬
ние между точками ввода ПЭП должно
строго соблюдаться: х = (2Н\ +3Н2) tg а,
что выполняется благодаря закреплению
ПЭП в держателе, позволяющем повора¬
чиваться им в вертикальной плоскости и
обеспечивающем тем самым их перемеще¬
ние на разных уровнях при постоянном х.Рис. 5.189. СОП для настройки
чувствительности дефектоскопа
при контроле нахлесточных соединенийЗона перемещения ПЭП, при которой
гарантируется прозвучивание всего сече¬
ния шва, должна быть примерно равной
к.2. При перемещении ПЭП в случае отсут¬
ствия дефектов эхосигнал на экране де¬
фектоскопа будет исчезать только на кон¬
цах зоны перемещения.Чтобы оценить степень годности
изделия к эксплуатации, изготовляют
СОП (см. рис. 5.189, б), в котором
диаметр отражателей соответствует
допустимому размеру. Далее уста¬
навливают ПЭП на СОП и определяют
начало и конец зоны перемещения на оп¬
ределенном уровне чувствительности.Условно за конец и начало зоны пе¬
ремещения можно принять положения,
при которых амплитуда эхосигнала сни¬
жается в 2 раза от максимальной. Если
при контроле в производственных усло¬
виях окажется, что зона перемещения
ПЭП на реальной конструкции меньше
величины, полученной по СОП, то такое
соединение бракуется.Одной из основных сложностей пе¬
ред разработчиками методик УЗ контроля
является назначение уровня браковочной
чувствительности. Учитывая это обстоя¬
тельство и зная нормы допустимых де¬
фектов, оговоренных СНиП 111-18-75,
предлагается один из возможных вариан¬
тов назначения примерного уровня брако¬
вочной чувствительности при оценке
одиночных дефектов в стыковых, тавро¬
вых, нахлесточных и угловых соединени¬
ях (табл. 5.12).
272Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ5.12. Примерный уровень браковочной чувствительностиТолщина сты¬
куемых эле¬
ментов, мм,
включительноУгол призмы ПЭП р °,
при контроле лучомРабочаячастота,МГцБраковочная чувствитель¬
ность при контроле, ммпрямымоднократноотраженнымнижней частиверхней части4...6555051515Св. 6 до 10535320» 10 » 2053/50502,52540» 20 » 40504035» 40 » 802,5/1,840455.9.4. КОНТРОЛЬ АУСТЕНИТНЫХ
СВАРНЫХ ШВОВТрудности при УЗ контроле. УЗдефектоскопия в ряде отраслей промыш¬
ленности (железнодорожный транспорт,
судостроение, энергетическое и химиче¬
ское машиностроение) является основным
методом НК сварных соединений из ма¬
лоуглеродистых и низколегированных
сталей. Это обусловлено прежде всего
высокой достоверностью (90...95 %) обна¬
ружения плоскостных дефектов, низкой
стоимостью и оперативностью.В то же время существует группа со¬
единений с анизотропной крупнозерни¬
стой структурой (аустенитные и аусте-
нитно-ферритные сварные швы), УЗ кон¬
троль которых затруднен и до сих пор
является одной из актуальных проблем УЗ
дефектоскопии.Сложность УЗ контроля указанных
соединений связана с высоким уровнем
структурных помех, большим затуханием
и аномальным распространением ультра¬
звука.Применение традиционного метода
контроля наклонными совмещенными
преобразователями далеко не всегда обес¬
печивает необходимое отношение полез¬
ный сигнал/помеха, равное 6 дБ. Это при¬
водит к тому, что на фоне сигналов струк¬
турных помех на экране дефектоскопапрактически невозможно различить эхо-
сигналы от дефектов.Изменение параметров контроля, ос¬
нованное на полученных аналитических
зависимостях между амплитудами полез¬
ных сигналов и структурных помех, не
обеспечило существенного повышения
отношения полезный сигнал/помеха. Свя¬
зано это с тем, что уровень структурных
помех рассчитывался для условий объем¬
ной реверберации (рассеянии ультразвука
на равноосных зернах) с учетом первич¬
ного рассеяния:• длительность рассеяния отдельны¬
ми зернами равна длительности излучен¬
ного импульса;• рассеяние считается равномерным
по всем направлениям.В работах НИИхиммаша (Москва)
показано, что затухание УЗ волн и, соот¬
ветственно, уровень структурных помех в
значительной мере обусловлены содержа¬
нием в аустенитно-ферритных швах фер¬
рита, который способствует измельчению
зерна и тем самым повышает отношение
полезный сигнал/помеха. На использова¬
нии этой особенности основана специаль¬
ная методика УЗ контроля аустенитных
швов толщиной 4...25 мм.Отношение полезный сигнал/помеха
можно повысить применением статисти¬
ческих методов выделения сигналов на
фоне структурных помех. Однако при
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ273статистическом накоплении сигналов в
процессе перемещения преобразователя
невозможно точно указать местоположе¬
ние дефектов, а также теряется информа¬
ция о максимальном значении амплитуды
сигнала от дефектов. Кроме того, статисти¬
ческие методы выделения сигналов разра¬
ботаны и опробованы на крупноструктур¬
ных материалах с равноосными зернами.Отношение полезный сигнал/помеха
зависит также и от частоты УЗ колебаний.
Однако рекомендации по выбору опти¬
мальных значений частоты не обеспечи¬
вают требуемой помехоустойчивости,
поскольку эти рекомендации справедливы
при X » D. В то же время эксперимен¬
тально путем плавного изменения частоты
можно выбрать оптимальное ее значение,
при котором наблюдается минимальный
уровень структурных помех.На этой основе разработаны пере¬
менно-частотный способ, специальные
преобразователи и аппаратура. Сущест¬
венным недостатком этого способа явля¬
ется необходимость специальной аппара¬
туры и выбора частоты не только для кон¬
кретного шва, но и для отдельного его
участка.Во всех перечисленных способах
контроля аустенитных сварных швов на¬
плавленный металл рассматривается как
акустически изотропный в виде крупно¬
зернистой структуры, образованной рав¬
ноосными зернами.За общей совокупностью сигналов
структурных помех при УЗ контроле ау¬
стенитных швов можно выделить такие, у
которых огибающие последовательностей
эхосигналов аналогичны огибающим от
дефектов: амплитуда сигналов таких по¬
мех осциллирует с изменением частоты
ультразвука, зависит от угла ввода луча.
Помехи названы помехами второго типа, а
причина их появление связана с отраже¬
нием УЗ волн от "слоистых отражателей",
образованных наиболее крупными кри¬
сталлитами.При расчете амплитуд сигналов та¬
ких помех сварной шов рассматривали в
виде акустически изотропной среды, вкоторой хаотично расположены слоистые
отражатели, ориентированные произволь¬
ным образом. Для контроля такой модели
швов были предложены многочастотный
(двухчастотный), многолучевой и вари-
импульсный способы.Промышленную апробацию прошел
двухчастотный способ, оказавшийся эф¬
фективным для швов, в которых основ¬
ным видом структурных помех являются
помехи второго типа с ярко выраженной
огибающей. Однако известно, что во мно¬
гих аустенитных швах сигналы структур¬
ных помех случайным образом распреде¬
лены на экране дефектоскопа и не имеют
четко выраженной огибающей. Это так
называемые реверберационные помехи, не
учитываемые при двухчастотном способе.Снижение уровня структурных по¬
мех может быть обеспечено использова¬
нием раздельного излучения и приема УЗ
волн.Эксперименты, выполненные в
МГТУ им. Н.Э. Баумана в 1972 г. (тогда
МВТУ), показали возможность УЗ кон¬
троля аустенитных сварных швов наклон¬
ными PC ПЭП типа "дуэт" продольными
волнами, которые обеспечивают отношение
полезный сигнал/шум, равное 10...20 дБ.Эффективность применения ПЭП
подобного рода подтверждена работами
ВТИ им. Ф.Э. Дзержинского (Москва),
ЦНИИТмаша и зарубежных исследователей.Среди многообразия рекомендаций и
подходов к повышению помехоустойчи¬
вости при УЗ контроле аустенитных свар¬
ных швов нет единого мнения о решении
указанной проблемы. На наш взгляд, этот
недостаток обусловлен прежде всего тем,
что исследователи мало уделяли внима¬
ние главному вопросу - изучению влия¬
ния реальной структуры аустенитных
швов на прохождение УЗ волн.Структура аустенитного шва. Тео¬
ретически и экспериментально доказано,
что именно структура обусловливает на¬
правление распространения упругой волны
в металле шва, которая формируется в ре¬
зультате кристаллизации жидкого металла и
часто называется первичной кристалли¬
зацией.
274Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬРис. 5.190. Расположение кристаллографи¬
ческих направлений [100], [010], [001] и
плоскостей (100), (010), (001), (110)В сварочной ванне всегда существует
готовая поверхность раздела между жид¬
кой и твердой фазами - частично оплав¬
ленные дугой зерна основного металла
или столбчатые кристаллиты нижележа¬
щего слоя сварного шва. Кристаллит - это
совокупность кристаллов, оси которых
параллельны. Первые кристаллиты, про¬
растающие от линии сплавления в глубь
ванны, имеют ориентацию оплавленных
рекристаллизованных зерен околошовной
зоны. Число кристаллитов сварного шва
на линии сплавления равно числу оплав¬
ленных зерен.Кроме того, рядом с краем ванны в
результате термического или концентра¬
ционного переохлаждения образуется
слой новых кристаллитов, которые опре¬
деляются условиями и режимами сварки.
Первоначально, т.е. до момента столкно¬
вения, все кристаллиты растут хаотично.
Направлением преимущественного роста
кристаллитов феррита (объемно-центри-
рованная кубическая решетка) и аустени-
та (гранецентрированная кубическая ре¬
шетка) является одно из кристаллографи¬
ческих направлений: [100], [010] или [001]
(рис. 5.190).Это приводит к тому, что те кристал¬
литы, у которых направление [100] близко
или совпадает с направлением теплового
потока, разрастаются за счет соседних.
Оси кристаллитов представляют собой
пространственные кривые, что обуслов¬
лено изменением формы сварочной ванны
и перемещением теплового поля в на¬
правлении сварки.Следовательно, главной особенно¬
стью макроструктуры аустенитных швов
является их столбчатое, транскристаллит-
ное строение. Металл сварного шва мож¬
но рассматривать в виде совокупности
столбчатых кристаллитов аустенита. Ори¬
ентация столбчатых кристаллитов зависит
от режимов сварки, направления теплоот¬
вода, скорости охлаждения и кристалли¬
зации, объема сварочной ванны и пр. По¬
этому существующее в технике огромное
разнообразие типоразмеров аустенитных
швов обеспечивает множество вариантов
их макроструктуры. Но столбчатая макро¬
структура швов - их характерная особен¬
ность (рис. 5.191).Столбчатое строение металла аусте¬
нитных швов приводит к неравномерности
(анизотропии) их механических свойств.
Так, например, в зависимости от направ¬
ления измерения предел прочности свар¬
ных швов толщиной 50 мм с V-образной
разделкой кромок из стали типа 18-8 изме¬
няется от 402 до 593 МПа (на 40 %), относи¬
тельное удлинение - от 2 до 32 %. Значе¬
ние модуля Юнга Е в аустенитных швах
также зависит от направления измерения.Минимальные значения модуля Юн¬
га соответствуют направлению вдоль оси
кристаллитов (в кристаллографическом
направлении [001]), его максимальное
значение - направлено под углом 45° к
оси кристаллитов (рис. 5.192, кривые 2 и5). Закономерности изменения Е практи¬
чески не зависят от того, проводилась
наплавка в одном направлении или оно
менялось для разных слоев. Для феррит-
ных или перлитных наплавок значения Е
во всех направлениях одинаковы и близки
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ275а)б)Рис. 5.191. Макроструктура аустенитных швов:а - двухпроходного; 6 - многопроходногосредней величине Е кованых сталей (кри¬
вая 1 на рис. 5.192). В аустенитно-
ферритных швах с содержанием феррита> 40 % значение модуля упругости во всех
направлениях соответствует перлитным
(ферритным) швам. Причиной анизотро¬
пии модуля Е металла шва является ани¬
зотропия упругих свойств кристаллита
аустенита.На рис. 5.192 (кривая 4) показано из¬
менение Е для отдельного кристаллита,
рассчитанное в предположении, что наи¬
больший размер кристаллиты имеют в
поперечном сечении шва (см. рис. 5.191),
находящемся в кристаллографической
плоскости [010] (плоскость грани куба).
Расчетное изменение Е для отдельного
кристаллита близко к экспериментально¬
му, полученному для всего наплавленного
металла в области углов ф = 20...65°. Не¬
совпадение расчетных и эксперименталь¬
ных значений в области углов 0...650 объ¬
ясняется некоторой разориентацией кри¬
сталлитов.Для аустенитных швов характерна
анизотропия акустических свойств. Так
как аустенитный шов представляет собой
совокупность отдельных кристаллитов, то
его акустические свойства будут опреде¬
ляться акустическими свойствами кри¬
сталлитов. Особенностями акустических
свойств кристаллов кубической сингонии,
к которой относят кристаллиты аустенита,
являются следующие:Е, Па-10л0 10 20 30 40 50 60 70 80 90‘Рис. 5.192. Анизотропия модуля упругости в
зависимости от направления оси кристалла:/ - многослойная ферритная наплавка
типа Х26; 2 - многослойный аустенитный
шов типа 18-22; 3 - многослойная аустенитная
наплавка типа 18-22; 4 - монокристалл
аустенита (расчет)• по произвольному направлению в
кристалле могут распространяться три
волны, векторы смещения которых вза¬
имно-перпендикулярны;• в общем случае фазовые скорости
этих трех волн не равны между собой;• вектор Умова, определяющий на¬
правление переноса энергии волной, в
общем случае не совпадает с направлени¬
ем волнового вектора;• ослабление упругих волн зависит
от направления их распространения отно¬
сительно оси кристаллита.
276Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬТеоретические аспекты УЗ контроля
сварных швов аустенитных сталей.Значительное ослабление УЗ волн является
одной из основных проблем УЗ контроля
аустенитных сварных швов. При расчете
ослабления УЗ волн в аустенитном свар¬
ном соединении необходимо учитывать:• затухание (поглощение и рассея¬
ние) в зоне термического влияния (ЗТВ) и
сварном шве;• преломление на границе сплавле¬
ния и ее прозрачность;• отклонение направления распро¬
странения луча от волновой нормали в
металле шва и деформациию звукового
пучка.В аустенитных сварных соединениях
можно выделить три области: крупнозер¬
нистую с равноосными кристаллами (ЗТВ
сварки), крупнокристаллическую со
столбчатыми кристаллами (металл шва) и
мелкозернистую (основной металл). Гра¬
ница сплавления - граница между круп¬
нозернистой и крупнокристаллической
областями. Поведение УЗ волн в основ¬
ном металле хорошо описывается моде¬
лью упругого изотропного материала (см.
подразд. 5.2) и специального интереса не
представляет.Распространение УЗ волн в ЗТВ. ЗТВ
сварки представляет собой агрегат слоев с
неоднородной структурой. Основной ме¬
талл претерпевает в этой зоне рекристал¬
лизацию, а именно небольшое число зерен
интенсивно растет за счет остальных.
Размер зерен в ЗТВ может достигать
200 мкм, а ширина зоны 6 мм.Акустические свойства такой среды
характеризуются упругими модулями,
полученными путем усреднения упругих
модулей монокристалла по возможным
его ориентациям. Расчет упругих модулей
показал, что ЗТВ является макроскопиче¬
ски изотропным упругим материалом с
увеличенным зерном структуры. Все ха¬
рактеристики распространения УЗ волн,
за исключением затухания и структурных
шумов, аналогичны обычному изотроп¬
ному материалу.Затухание в ЗТВ складывается из по¬
глощения упругой энергии и рассеяния назернах структуры. Поскольку размер зе¬
рен близок к длине волны, определяющим
фактором является рассеяние.На основе анализа УЗ полей, рассе¬
янных отдельным зерном (рассеиватель),
находящимся в системе разориентиро-
ванных зерен (окружающая среда), было
установлено, что коэффициенты рассея¬
ния б1 имеют вид, характерный для рэле-
евского рассеяния (w я3/4).Распространение волн в наплавлен¬
ном металле шва. Металл сварного шва
формируется в процессе остывания и за¬
твердевания наплавленного металла и
представляет собой совокупность кристал¬
литов, размеры которых по длине изменя¬
ются в соответствии с глубиной проплавле¬
ния шва, а поперечное сечение их связано
с величиной зерна аустенитной стали.Известно, что отдельный кристаллит
характеризуется упругими модулями Сщмонокристалла аустенита, относящегося к
кубической системе, а система разориен-
тированных кристаллитов - упругими
модулями Cjjkl гексагональной системы,полученными усреднением упругих мо¬
дулей монокристалла по его возможным
кристаллографическим ориентациям. Гек¬
сагональная система является трансвер-
сально-изотропной средой.Скорости волн. В трансверсально-
изотропной среде, характеризуемой упру¬
гими модулями гексагональной системы,
плоские упругие волны не являются чис¬
тыми модами. Их скорости могут быть
получены из решения уравнения Кри-стоффеля \ci]kln]nk-РК26„| = 0 (и,, щ -компоненты единичного вектора п, пер¬
пендикулярного к фронту волны) для
волн, распространяющихся в плоскости;
проходящей через ось шестого порядка
кристаллов гексагональной системы.Однако формулы расчета скоростей
квазипродольной и квазипоперечной волн
для инженерного приложения довольно
сложны. Используя координатную сис¬
тему, связанную с волновым вектором;
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ277\L, м/сV, м/сРис. 5.193. Зависимости скоростей продольной \L(a) и поперечной SF-типа волн(р)
от угла падения на кристаллитыполучили достаточно простые формулы
для определения скоростей волн в транс-
версально-изотропной среде:v L (0) = VCI1 - 0,254sin 4 0 + 2 sin 2 (20)] х1Vvsv (0)= д/с44 _ 0,44Л sin2 (20) —;V Р(0) = д/с44 + 0,25 A sin2 0 •—|=,VP(5.165)где 0 - угол между волновым вектором и
осью кристаллита; Сц и С44 - упругие
постоянные монокристалла аустенита;
А = Сп + С]2 - 2С44 ; р - плотность; ин¬
дексы L, SV и SH относятся к продольной,
вертикально поляризованной и горизон¬
тально поляризованной поперечным вол¬
нам соответственно.Скорости продольной и вертикально
поляризованной поперечной волн, рас¬
считанные по этим формулам, приведены
на рис. 5.193. Для сравнения представле¬
ны графики, полученные решением урав¬
нения Кристоффеля (пунктирная линия).Рефракция ультразвука. В анизо¬
тропных материалах направление распро¬
странения энергии не совпадает с направ¬
лением волнового вектора. Это приводитк отклонению УЗ луча от волновой нор¬
мали. В направлении вектора Умова
наблюдаются максимальные амплитуды
смещений частиц в волне, которые и реги¬
стрируются преобразователями (рис. 5.194).На основе анализа направлений пе¬
реноса энергии волн получены соотноше¬
ния, связывающие отклонение лучей Д с
упругими постоянными монокристалла и
направлением волнового вектора:Д/,(0) = arctgA sin 20(cos2 0 - 0,75 sin 2 0)2 Си■ /l(cos40 + 2sin2 0)/2Д5(/(0) = arctgдда(0) = arctgA sin 20(sin2 0 - 0,75cos2 0)
2C44 + 7/1 sin 2 (20)/8
/4sin(20)8C44 + 2/1 sin2 0 (5-166)Расчеты отклонений Д представлены
на рис. 5.195. Наибольшее отклонение
волнового вектора от направления пере¬
носа энергии (до 33°) наблюдается у вер¬
тикально поляризованной поперечной
волны при углах падения на кристаллиты
30 и 60°. Максимальное отклонение про¬
дольной волны 10°, горизонтально поля¬
ризованной поперечной волны - 12°.Анализ изменения скорости УЗ волн и
отклонения акустического луча от волно¬
вой нормали показывает, что в аусте-
нитном сварном шве с изменяющимся
направлением кристаллитов луч будет
278Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬАОгЕГLа]«а2Рис. 5.194. Отклонение лучей
от волновой нормали:п - волновой вектор; А - вектор Умова (луч);
Д* - угол между лучом и волновой нормалью;
Ф - угол между волновым вектором и
осью кристаллитаРис. 5.195. Отклонение акустической оси
от волновой нормали в металле
аустенитного сварного шва в зависимости
от направления падения на кристаллитРис. 5.196. Прохождение УЗ волн .УК-типа через модель аустенитного сварного шва:а - положение лучей УЗ пучка; б - положение волновых фронтовотклоняться в сторону большей скорости,
причем отклонение станет тем заметнее,
чем сильнее градиент изменения скоро¬
сти. Таким образом, в кристаллитной
структуре наблюдается рефракция ультра¬
звука.Отклонение луча от волновой норма¬
ли приводит к деформации звукового
пучка. В результате при прохождении
сварного шва можно наблюдать измене¬
ние направления распространения, иска¬
жение волновых фронтов, фокусировку и
расфокусировку звукового пучка. Ано¬
мальное распространение ультразвука
наблюдается как в поперечном сечении
шва (рис. 5.196), так и вдоль продольной
оси шва (рис. 5.197).Эти эффекты необходимо учитывать
при УЗ контроле аустенитных сварных
швов. Игнорирование аномального рас¬
пространения ультразвука может привес¬
ти к ошибкам в определении координат
дефектов и их размеров.Затухание волн. Как и в ЗТВ, опре¬
деляющим фактором затухания в наплав¬
ленном металле является рассеяние. Ме¬
талл сварного шва в отличие от ЗТВ свар¬
ки не является равноосной средой. Длина
рассеивателя превышает длину УЗ волны.
Рассеяние в этой области не подчиняется
закономерностям, характерным для рав¬
ноосных поликристаллических сред. Рас¬
чет показал, что в диапазоне частот, для
которых отношение длины волны к попе¬
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ279речному размеру кристаллита превышает
л, коэффициент рассеяния 5s в металле
сварного шва приближенно подчиняется
закону 5s ~ а2/3 (рис. 5.198) и зависит от
направления падения волны и ее поляри¬
зации (рис. 5.199).Для всех типов волн коэффициенты
рассеяния обращаются в ноль в случаях,
если направление распространения волны
или (и) ее поляризация параллельны
большой оси кристаллита. Для продоль¬
ной и горизонтально поляризованной по¬
перечной волны коэффициенты рассеяния
максимальны, если она распространяется
перпендикулярно к длинной оси кристал¬
литов. Максимум рассеяния поперечной
волны вертикальной поляризации наблю¬
дается при угле падения на кристаллиты 45°.Образование помех. Поле рассеяния
при прохождении плоских волн в транс-
версапьно-изотропном материале неизо¬
тропно по направлениям наблюдения и
зависит от угла падения волны на кри¬
сталлиты. Учитывая, что интенсивность
рассеянного сигнала определяет уровень
структурных помех, применительно кммРис. 5.197. Зависимость отклонения цен¬
трального луча от прямолинейного рас¬
пространения вдоль продольной оси шва
от толщины сварного соединения:1 - дефект; 2 - ПЭП в положении,
соответствующем максимуму амплитуды
эхосигнала от дефекта; Т- поперечная вол¬
на; L - продольная волназадачам УЗ дефектоскопии сварных швов
получено угловое распределение интен¬
сивности структурного шума (при этом
учитывались только рассеянные волны того
же типа, что и падающая):Ли(а>у)‘(а)= cos (у), (5.167)где /ш(а,у) - интенсивность шума при
угле наблюдения а и у; /™х(а) - макси¬
мальное значение интенсивности струк¬
турного шума при угле наблюдения а.5, дБ/мм
0,6'0,450,30,15sv\//У'Г'15 f
МГцРис. 5.198. Зависимость коэффициента рас¬
сеяния понеречной волны SV-типа от частоты
(0 = 45°; а = 100 мкм; b = 4 мм)8, дБ/ммРис. 5.199. Изменение коэффициентов рас¬
сеяния в зависимости от угла падения на
кристаллиты (f = 2,5 МГц; а = 100 мкм;Ь = 4 мм)
280Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬУгол падения на кристаллиты 0 бу¬
дет входить как параметр.Для построения алгоритмов обработки
сигналов, содержащих структурные поме¬
хи, недостаточно знать средние значения
и угловые распределения интенсивности
помех. Необходимо умение рассчитывать
и сами сигналы структурных помех, вклю¬
чая их временные формы. Интенсивность
структурного шума в каждый момент
времени 21, определяют суммированием
сигналов, рассеянных на всех кристалли¬
тах, озвучиваемых в момент времени
С учетом затухания имеемОО = £п^у(а)/>л)е-2(5г)^.,i(5.168)где п - концентрация рассеивателей в
единице объема; Sp - площадь j-го участка
фронта УЗ волны в момент времени т -
длительность УЗ импульса; v(a) -
скорость УЗ волны; 5 - коэффициент за¬
тухания; г - путь j-го УЗ луча от излуча¬
теля до рассеивателя; D, - коэффициент
прохождения у'-го луча границы сплавле¬
ния аустенитного сварного шва.Прохождение границы аустенитно¬
го шва. ЗТВ и наплавленный металл отли¬
чаются не только скоростями волн, но и
кристаллической структурой. Направле¬
ние преломленных в наплавленный ме¬
талл волн определяется совместным ре¬
шением соотношений Снеллиуса и урав¬
нений фазовой скорости:v(a) = f(Cijkha);' sinp _ sin a (5.169)v(a)где a - угол преломленной в сварной шов
волны; р - угол падения волны на грани¬
цу; Vo - скорость волны в основном ме¬
талле; v(a) - то же, в сварном шве.Коэффициенты отражения и прохож¬
дения границы сплавления аустенитного
шва, полученные с помощью уравнений
распространения для каждой среды и гра¬ничных условии на поверхности раздела:
непрерывности смещений и механических
напряжений, - представлены на рис. 5.200.Для горизонтально поляризованной
поперечной волны получены аналитиче¬
ские выражения для расчета коэффициен¬
тов отражения и прохождения:Д(р) =vn cos В ==— * cos apv(a)-44pv(a)D(P) =cos a + v0 cosp
2v0 cos p(5.170)-44pv(a)cos a + v0 cos pПри углах падения на границу
0.. .70° горизонтально поляризованной
волны отражение от границы незначи¬
тельно, волна почти полностью входит в
шов. Фазы падающей и преломленной
волн совпадают. Отраженная от границы
волна сдвинута по фазе на 180°. В случае
падения на границу продольной или верти¬
кально поляризованной поперечной волны
решение задачи возможно только численно.До первого критического угла ам¬
плитуда смещений прошедшей попереч¬
ной волны близка к единице. Смещения в
отраженной продольной волне незначи¬
тельны вплоть до угла падения на границу
27° (при этом угле скорость продольной
волны во второй среде достигает макси¬
мума, а у отраженной продольной волны
происходит скачок фазы на противопо¬
ложную), после чего амплитуды прелом¬
ленной и отраженной волн резко увеличи¬
ваются и достигают максимума при первом
критическом угле (при этом фазы всех
волн изменяются скачком на различную
величину).Для углов, больших первого крити¬
ческого, амплитуды смещений в прелом¬
ленных поперечной и продольной и в от¬
раженной продольной волнах постепенно
уменьшаются до нуля, а смещения в от¬
раженной поперечной волне, напротив,
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ281растут (фазы всех волн при этом изменя¬
ются монотонно).Коэффициент прозрачности границы
сплавления для продольной волны близок
к единице при углах падения 0...800.
Смещения в прошедшей поперечной и
отраженной продольной волнах посте¬
пенно растут и достигают максимума
(~ 60 % от амплитуды смещений в па¬
дающей волне) при угле падения на гра¬
ницу 68°. Амплитуды смещений в отра¬
женной поперечной волне < 25 % от ам¬
плитуды падающей на границу продольной
волны. При этом фаза данной волны дваж¬
ды изменяется скачком на противополож¬
ную. Фазы прошедших волн постоянны.5.9.5. ОБОСНОВАНИЕ МЕТОДИКИ
УЗ КОНТРОЛЯПроведенные в МГТУ им. Н.Э. Бау¬
мана исследования по оценке помехо-
устой-чивости УЗ контроля сварных швов
из стали 12Х18Н10Т толщиной 20. ..50 мм
при X, ~ XI показали, что отношение по¬
лезный сигнал / помеха в случае примене¬
ния совмещенных преобразователей для
продольных волн составляло в среднем
12 дБ. Для наклонных PC ПЭП при ис¬
пользовании продольных волн отношение
сигнал/помеха было равно 18...20 дБ, а
поперечных волн - 6...20 дБ. Углы ввода
изменялись от 40 до 68°, углы между на¬
правлением излучения и приема (угол
разворота) - от 20 до 60°.Максимальные значения отношения
сигнал/помеха для поперечных волн на¬
блюдались для вполне конкретных значе¬
ний углов ввода а и углов разворота А.
Минимум имеет место при а = 64°, А =
= 20°. Для увеличения отношения полез¬
ный сигнал/помеха рекомендуют вводить
продольные волны так, чтобы волновой
вектор составлял с осью кристаллита угол0 = 45°. Действительно, в этом направле¬
нии угол Дк = 0, и при 20°< 0 < 60° на¬
блюдается фокусировка УЗ пучка. При из¬
менении угла 0 от 30 до 60° изменение ско¬
рости продольных волн не превышает 5 %R,10,75
0,5
0,25°0 10 20 30 40 50 60 70 80 р,°а)R, D1,180,880,590,29°0 10 20 30 40 50 60 70 80 р,°б)R, D10,75
0,5
0,25°0 10 20 30 40 50 60 70 80 р,°
в)Рис. 5.200. Коэффициенты отражения R и
преломления D по амплитуде смещений при
падении горизонтально ноляризованной
поперечной (а), вертикально поляризован¬
ной поперечной (б) и продольной (в) волн
под углом. (3 на границу основной металл-
сварной шов. Индексы L, SV, SH относятся
к продольной, поперечной SV- и поперечной
5//-волиамD
282Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬот их максимального значения при 0 = 45°.
Следовательно, высокое значение отно¬
шения сигнал/помеха отмечается не толь¬
ко при 0 = 45°, но и в широком диапазоне
углов падения продольной волны на кри¬
сталлиты.Анализ литературных источников и
результаты, полученные в МГТУ им.
Н.Э. Баумана, показывают, что для УЗ
контроля аустенитных швов целесообраз¬
но использовать наклонные PC ПЭП. При
контроле продольными волнами парамет¬
ры PC ПЭП следует выбирать, исходя из
обеспечения равномерности чувствитель¬
ности по толщине шва. При этом углы
ввода необходимо изменять от 40 до 70°
при изменении углов разворота от 20 до
60°. Углом разворота мы называем проек¬
цию угла между направлением излучения
и приема на горизонтальную плоскость.Для того чтобы ввести в металл на¬
клонный пучок продольных волн, приме¬
няют призмы с углами, меньшими перво¬
го критического. В результате в металле
будут одновременно присутствовать про¬
дольные и поперечные волны.При контроле швов толщиной > 20 мм
сигналы поперечных волн практически не
мешают селекции полезных сигналов от
дефектов, выявленных продольными вол¬
нами. При контроле же швов толщиной< 20 мм источником сигналов помех яв¬
ляются не только структурно-ревербера-
ционные помехи, но и помехи, возникаю¬
щие вследствие отражения и трансформа¬
ции поперечных и продольных волн на
донной поверхности, валике выпуклости
шва, линии сплавления. Причем уровень
последних существенно выше уровня
структурных помех. Поэтому с целью
уменьшения уровня помех в металл необ¬
ходимо вводить только один тип волны.
Это возможно, если контроль проводится
на чисто поперечных волнах.При использовании горизонтально
поляризованных (SH) относительно по¬
верхности контролируемого изделия волн
можно добиться минимального уровняструктурных помех. Но ввести в изделие
волну Ж-типа технически достаточно
сложно. На практике обычно имеют дело
с поперечными волнами SF-типа. Для это¬
го типа волн максимальное отношение
сигнал/помеха наблюдается при углах
волнового вектора с осями кристалли¬
тов, близкими к 45°. Действительно (см.
рис. 5.193), при изменении угла 0 от 38 до
52° изменение скорости SV-волн < 5% от
их максимального значения. Угол Д£
(см. рис. 5.195) при этом близок к нулю, а
диапазон углов 0 лежит в интервале
5. ..10°.Проведенные нами эксперименты под¬
твердили вышесказанное предположение и
показали, что высокая помехоустойчивость
(до отношения сигнал/помеха ~20 дБ) обес¬
печивается в достаточно узком диапазоне
углов ввода и разворота, когда направле¬
ние излучения и приема составляет с осями
кристаллитов угол 0, близкий к 45°.Для однопроходных сварных швов из
сталей типа 18-8 толщиной 6...20 мм по¬
лучено аналитическое выражение, связы¬
вающее режимы сварки и параметры на¬
клонных PC ПЭП:/e2a(sin2 А + cos2 A cos 2у) +S ^ П (5.171)+ 2 tg a cos A sin 2у-2 cos у = 0,где a - угол ввода; 2А - угол разворота;
у - функция, зависящая от режимов сварки.Функция у определяет наклон кри¬
сталлитов в зависимости от условий свар¬
ки. Это позволяет выбирать углы ввода и
разворота PC ПЭП на поперечные волны,
если направление излучения и ввода со¬
ставляет с осью кристаллитов угол 45°.Таким образом, можно констатиро¬
вать, что УЗ контроль аустенитных швов
толщиной < 20 мм целесообразно прово¬
дить наклонными PC ПЭП на поперечные
волны, швов толщиной >20 мм (до 50...
60 мм) - наклонными PC ПЭП на про¬
дольные волны.Методика контроля наклонными PC
ПЭП практически мало отличается от
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ283<2d, 3 отв.Рис. 5.201. СОП для настройки чувствительности и скорости развертки:1-8 - положения ПЭП при настройке чувствительности и скорости развертки;
Ую - условный угол ввода PC ПЭПтрадиционной методики с использовани¬
ем совмещенных ПЭП. Для настройки
чувствительности, установки рабочей зо¬
ны развертки, настройки глубиномера
следует применять СОП обязательно со
сварными швами, по своим акустическим
свойствам, шероховатости поверхности,
толщине и форме шва, ширине выпукло¬
сти шва практически тождественные
штатным сварным соединениям. В каче¬
стве контрольных отражателей примене¬
ны боковые отверстия и вертикальное
сверление, выполненные в металле свар¬
ного шва (рис. 5.201).Контроль продольными волнами
следует проводить прямым лучом по воз¬
можности с четырех сторон. Контроль
поперечными волнами можно выполнять
прямым и однократно отраженным луча¬
ми с двух сторон. Учитывая анизотро¬
пию акустических свойств металла швов,
настройку чувствительности надо осуще¬
ствлять так: при контроле с двух (четырех)
сторон определить значения амплитуд
эхосигналов от боковых отверстий с каж¬
дой стороны и минимальное из них при¬
нять за браковочную.Настройку глубиномера и установку
рабочей зоны экрана ЭЛТ также нужно
проводить по боковым отверстиям с каж¬
дой стороны шва.Для того чтобы исключить возмож¬
ные ошибки при определении положения
дефекта в направлении продольной оси
шва, в СОП предусмотрены вертикальные
отверстия (см. рис. 5.201). Поправку AL
определяют, перемещая ПЭП так, чтобы
получить максимальную амплитуду эхо-
сигнала от вертикального отверстия. Если
максимум эхосигнала соответствует по¬
ложению, при котором ось ПЭП находит¬
ся напротив оси сверления, то поправку
вводить не требуется. Когда максимум
эхосигнала отвечает положению, в кото¬
ром ось ПЭП не пересекает ось сверления,
то при определении местоположения де¬
фекта следует вводить поправку, значение
которой равно расстоянию между осью
ПЭП и осью сверления. Поправка берется
со знаком "+", если ПЭП смещен относи¬
тельно сверления в направлении сварки,
или со знаком если он смещен в про¬
тивоположную сторону.
284Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬПри определении координат дефек¬
тов желательно сопоставлять результаты,
полученные при контроле с разных сто¬
рон шва на штатном изделии и на образце.5.9.6. ПОМЕХИ ПРИ КОНТРОЛЕ
СВАРНЫХ СОЕДИНЕНИЙПри УЗ контроле часто возникают
помехи - ложные сигналы, влияющие на
достоверность контроля. Основой досто¬
верного контроля является необходимость
расшифровки каждого сигнала, возни¬
кающего на рабочем участке развертки,
т.е. должно быть объяснено его происхо¬
ждение. Все помехи можно разделить на
два вида: помехи в электрическом тракте
и в акустическом.Электрические помехи бывают внеш¬
ние и внутренние.Внешние помехи имеют импульсный
характер и случайны во времени. Их по¬
явление вызвано работой тиристорных
пускателей, сварочных постов, релейных
переключателей и т.п. Эти помехи по ви¬
ду легкоотличимы от полезных сигналов
при ручном контроле, но весьма мешают
при контроле с автоматической обработ¬
кой информации.Внутренние электрические помехи
связаны с неисправностью элементов де¬
фектоскопической аппаратуры и должны
быть устранены путем ремонта последней.Причины возникновения ложных
сигналов в акустическом тракте весьма
разнообразны. К ним относятся:Рис. 5.202. Фантомы - сигналы, попавшие
на экран из предыдущей ссылки:/ре1| - время реверберации• реверберационные шумы в призме,
демпфере, ПЭП и контактном слое;• ложные сигналы, возникающие при
объемной реверберации зондирующего
импульса предыдущей посылки;• сигналы вследствие структурной
реверберации в крупнозернистом металле;• сигналы от локальных зон с повы¬
шенным уровнем напряжений, упругоани¬
зотропных зон и т.д.Улучшение РШХ достигается опти¬
мизацией конструкции ПЭП. Очень эф¬
фективно для этой цели применение пере¬
ходных слоев между пьезоэлементом и
демпфером и пьезоэлементом и призмой.Длительная объемная реверберация,
в результате которой фиксируются сигна¬
лы (фантомы) от предыдущей посылки,
возникает в изделиях ограниченного объема
с малым затуханием ультразвука (рис. 5.202).
Устраняют ее изменением частоты посы¬
лок зондирующего импульса исходя из
толщины объекта контроля: чем он толще,
тем меньше частота посылок, и наоборот.Структурная реверберация обычно
возникает в аустенитных сварных соеди¬
нениях или нетермообработанных соеди¬
нениях сталей перлитного и ферритно-
мартенситного классов.После термообработки структура со¬
единения выравнивается и уровень шумов
существенно снижается.Значительное число ложных сигна¬
лов обусловлено геометрией объекта кон¬
троля, высотой и формой валика выпук¬
лости сварного соединения, неоптималь¬
ными углами падения УЗ контроля и
трансформацией волн на элементах со¬
единения.Самый простой способ расшифровки
сигнала - это пальпирование (прощупы¬
вание) возможных зон появления ложных
сигналов. При пальпировании сигнал из¬
меняется по амплитуде, как показано на
рис. 5.203, а, за исключением случаев,
когда сдвиговая волна падает на отража¬
тель нормально (перпендикулярно), на¬
пример как показано на рис. 5.203, б.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ285«)Рис. 5.203. Прощупывание УЗ волны на поверхности:а - трубы; б - выпуклости при нормальном падении; в - трубы с врезным штуцеромОчень часто за сигналы от дефектов
принимают отражения от различных кон¬
структивных элементов сварного соеди¬
нения (подкладок, усов, проточек в око-
лошовной зоне и т.п.). В большинстве
случаев эти сигналы легко идентифици¬
руются путем определения истинных раз¬
меров и конструкции сварного соедине¬
ния (рис. 5.203, в).Одна из причин появления ложных
сигналов при контроле сварных соедине¬
ний из сталей аустенитного класса - это
ошибочное определение координат отра¬
жателей (рис. 5.204). Для идентификации
сигналов необходимо учитывать измене¬ние скорости волн, рефракцию и прелом¬
ление на границе сплавления.Полезно измерить разницу в скоро¬
стях поперечных волн в шве и основном
металле. Проще всего это сделать регист¬
рацией времени прихода сигнала от боко¬
вого цилиндрического отражателя, про¬
сверленного на границе сплавления, и
измерением времени /ш и /ом соответст¬
венно при установке ПЭП на шов и ос¬
новной металл (рис. 5.205). Так как рас¬
стояние / остается постоянным, тоДС/=[('ш-0/('о.м-0]100%,где t„ - время прохождения звука в призме.Рис. 5.204. Появление ложных сигналов
(пунктир) при прохождении волной через
границу наплавленного металлаРис. 5.205. Определение изменения скорости
ультразвука в металле шва
286Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬО ОРис. 5.206. Полярные диаграммы поля поверхностной волны различных наклонных ПЭП:1-а = 80°,/= 2 МГц; 2 - а = 34°,/= 2 МГц; 3- сх = 63°,/= 1,5 МГц; 4 - а = 60 °;/= 2,5 МГцПо мере увеличения чувствительности
УЗ контроля повышается уровень ложных
сигналов. По той же причине можно не¬
правильно определить координаты отра¬
жателя в биметаллических трубах и сосудах.Причиной появления ложных сигна¬
лов могут быть помехи, создаваемые по¬
бочными волнами, излучаемыми ПЭП.На рис. 5.206 приведена эксперимен¬
тальная оценка уровня помех, созда¬
ваемых отражениями от конструктивных
элементов объекта контроля, брызг ме¬
талла, неровностей выпуклости и т.п. по¬
верхностных волн, излучаемых наклон¬
ным ПЭП, работающим в диапазоне меж¬
ду первым ркр] и вторым Ркр2 критически¬
ми углами: ркр, < р < ркр2.Рис. 5.207. Влияние угла ввода на
отношение полезный сигнал / помеха: отражение от плоскодонного отверстия;— • - - отношение сигнал / помехаЛожные сигналы от поверхностных
волн легко идентифицируются прощупы¬
ванием.Источниками помех могут быть эхо-
сигналы, обусловленные отражением волн.Основной помехой при контроле
сварных соединений малых и средних
толщин (до 25...30 мм) является отраже¬
ние ультразвука от неровностей шва. Эта
помеха состоит из поперечных волн, об¬
ратно отраженных по законам геометри¬
ческой акустики, - геометрических, и
волн, перизлученных неровностями, -
дифрагированнных.Из рис. 5.207 следует, что при кон¬
троле по стандартной схеме совмещен¬
ным ПЭП соотношение полезный сиг¬
нал / помеха сильно зависит от угла паде¬
ния УЗ колебаний на ребро сопряжения
валика или, соответственно, угла ввода.
Уровень дифракционных помех падает с
уменьшением угла ввода, но при этом
ухудшается и выявляемость отражателя
типа плоскодонного отверстия.В большинстве случаев при средне¬
статистических размерах и конфигурации
выпуклости шва интенсивность дифрак¬
ционной помехи является превалирующей.Дифракционные помехи имеют не¬
сколько составляющих.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ287Во-первых, при падении поперечной
волны на ребро сопряжения валика уси¬
ления шва с поверхностью основного ме¬
талла возникает поверхностная волна,
распространяющаяся по цилиндрической
поверхности. Эти волны последовательно,
переотражаясь от заднего и переднего
ребер сопряжения, трансформируются в
этих точках и переизлучают объемные вол¬
ны, фиксируемые как помеха.Поверхностные волны всегда возни¬
кают на сопрягаемой поверхности. Мак¬
симальное амплитудное значение они
имеют при соотношении угла ввода а и
угла сопряжения у, определяемом выра¬
жением: а = 90° - у. При этом вектор сме¬
щения падающей на ребро поперечной
волны перпендикулярен к сопрягаемой
плоскости.Во-вторых, при падении на ребро
поперечной волны всегда появляются
трансформированные продольные волны,
причем их интенсивность обратно пропор¬
циональна интенсивности поверхностных.В диапазоне углов сопряжения у =
= 10...50°, что соответствует реальным
среднестатистическим значениям у швов
толщиной 6...20 мм, наименьшие измене¬
ния амплитуд поверхностных и продоль¬
ных волн наблюдаются при углах ввода
а = 60...70°, при этом помехи от продоль¬
ных волн минимальны.В-третьих, на ребрах сопряжения по¬
являются головные волны. Помехи от них
имеют максимальное значение при усло¬
вии а = -0,52у + 92°, а область существо¬
вания этих волн определяется уравнением
а > —0,52у + 92°.В-четвертых, на ребрах сопряжения
падающие поперечные волны непосредст¬
венно трансформируются в продольные,
которые также рассматриваются как помехи.Вследствие неопределенной геомет¬
рии выпуклости шва и углов сопряжения
энергетические и временные характери¬
стики сигналов помех являются стохасти¬
ческими. При этом в силу отличия скоро¬
стей различных волн зона помех занимаетдостаточно большой временной интервал
на развертке дефектоскопа, что затрудняет
идентификацию полезного сигнала и пре¬
допределяет невозможность применения
метода временного селектирования (от¬
стройка путем стробироваиия) при про-
звучивании прямым или однократно от¬
раженным лучом.Одним из технологических приемов
повышения достоверности контроля швов
малых толщин является метод прозвучи¬
вания многократно отраженным лучом.
Увеличение числа отражений повышает
соотношение полезный сигнал/помеха, и,
кроме того, при этом выравнивается чув¬
ствительность по толщине листа.Существенное снижение уровня по¬
мех достигается при использовании ПЭП
типа "дуэт", у которых угол осмотра (т.е.
азимутальный угол между осью пучка и
нормалью к оси шва) составляет 36°, а
угол ввода а = 65...67°. При этом наибо¬
лее эффективно использование разной
кратности отражений акустических осей
приемного и излучающего пьезоэлемен¬
тов. В этом случае выявляемость дефек¬
тов различного типа гораздо выше, чем
при равной кратности.Рис. 5.208 иллюстрирует эффектив¬
ность применения PC ПЭП типа "дуэт"
(а = 67°) по сравнению с однощуповой
схемой прозвучивания. Как видно, значи¬
тельное снижение уровня помех от вы¬
пуклости шва позволяет выявлять распо¬
ложенные по границе наплавленного ме¬
талла небольшие по размерам дефекты
(трещины), в отраженном сигнале кото¬
рых преобладает дифракционная со¬
ставляющая от краев трещин. Такие де¬
фекты радиографированием и при про-
звучивании по традиционной технологии
не выявляются.Внедрение PC ПЭП с углом осмотра
Ф = 36° для производственного контроля
полотнищ нефтехранилищ толщиной6...26 мм подтвердило высокую помехо¬
устойчивость и достоверность результа¬
тов (до 0,95) при негативном влиянии раз¬
288Глава 5. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬА,дБ 40
30
20
10Рис. 5.208. Зависимость амплитуды сигналов от площади дефекта при лрозвучивании
совмещенным наклонным ПЭП (а) и PC ПЭП типа "дуэт" с углом <р = 36° и а = 67° (б)личных факторов: смещения осей верхней
и нижней выпуклости, смещения точки
пересечения акустических осей относи¬
тельно оси шва, вариаций типа и ориента¬
ции дефектов и др.В эксплуатирующихся паропроводах
тепловых электростанций в местах их
подвески возникают локальные напря¬
женные зоны. От этих зон фиксируются
сигналы, превышающие по амплитуде бра¬
ковочный уровень. При изменении места
подвески сигналы исчезают (рис. 5.209).Рис. 5.209. Отражение УЗ колебаний от
напряженной зоныВ многослойных сварных швах объ¬
екта контроля из титана толщиной> 50 мм возникают слои с повышенной
твердостью, от которых также фиксиру¬
ются значительные эхосигналы. Распо¬
знают такие сигналы по фазе первого по-
лупериода отраженного сигнала (в режи¬
ме недетектированного радиоимпульса).
При отражении от дефекта фаза положи¬
тельна, а от зоны повышенной твердости
отрицательна.При сканировании по сильношеро¬
ховатой поверхности прямым ПЭП (осо¬
бенно, если шероховатость регулярная),
например после станочной механической
обработки, на ней происходит транс¬
формация волн: помимо продольной /
волны в металле возникает поперечная с
другой скоростью УЗ волн (ложный сигнал).При контроле поверхностными вол¬
нами в результате трансформации их в
поперечные могут формироваться ложные
сигналы от внутренних конструктивных
элементов.Как было упомянуто ранее, в биме¬
таллических трубах возникают ложные
сигналы от двугранного угла на границе
аустенитной наплавки и основного металла.
Глава 6МАГНИТНАЯ ДЕФЕКТОСКОПИЯ6.1. ФИЗИЧЕСКИЕ ОСНОВЫЭти методы основаны на регистра¬
ции и измерении магнитных полей и их
неоднородностей. Магнитное поле суще¬
ствует вблизи проводника с током и по¬
стоянных магнитов. Причина его возник¬
новения - упорядоченное движение заря¬
дов в проводнике или электронов в атомах
вещества магнита.Характеристики постоянного маг¬
нитного поля. Основной характеристи¬
кой магнитного поля является вектор маг¬
нитной индукции В. Вектор В направ¬
лен по касательной к магнитным силовым
линиям, поэтому по их виду можно су¬
дить о направлении вектора индукции.
Вектор В имеет смысл плотности маг¬
нитного потока Ф. Для наглядности пред¬
ставления магнитного поля линии маг¬
нитной индукции условно проводят так,
чтобы их число, приходящееся на едини¬
цу площади перпендикулярной к ним по¬
верхности, было пропорционально маг¬
нитной индукции В .Поэтому магнитный поток Ф через
какую-либо поверхность пропорционален
общему числу силовых линий, пронизы¬
вающих ее. В однородном магнитном по¬
ле магнитный поток Ф через площадку S,
расположенную перпендикулярно к маг¬
нитным линиям, равен произведению
магнитной индукции В на площадку.
Магнитный поток выражается в веберах, а
магнитная индукция - в теслах.Ф = BS.Другой важной характеристикой
магнитного поля является вектор напря¬женности Н . Он определяет поле, созда¬
ваемое внешним по отношению к данно¬
му телу источником. На практике эти по¬
ля чаще всего создаются различными на¬
магничивающими катушками или посто¬
янными магнитами. Между индукцией и
напряженностью магнитного поля суще¬
ствует зависимость:В=\хй\Л ,где - магнитная проницаемость в ва-
кууме, ц0 = 4л-10-7 Гн/м; ц - относитель¬
ная магнитная проницаемость; Н - напря¬
женность магнитного поля, А/м.Магнитные свойства материала.
Все вещества в той или иной степени об¬
ладают магнитными свойствами. Магнит¬
ные свойства вещества характеризуются
магнитной проницаемостью ц. В зависи¬
мости от ее значения все материалы под¬
разделяют на три группы:- диамагнитные, у которых jj. на не¬
сколько миллионных или тысячных долей< 1 (медь, цинк, серебро и др.);- парамагнитные с ц на несколько
миллионных или тысячных долей > 1
(марганец, платина, алюминий);- ферромагнитные, у которых ji дос¬
тигает десятков тысяч. К таким материа¬
лам относят только четыре элемента (же¬
лезо, никель, кобальт, гадолиний) и неко¬
торые сплавы металлов.Ферромагнитные свойства металлов
обусловлены внутренними молекулярны¬
ми токами, в основном вращением элек¬
тронов вокруг собственной оси. В преде¬
290Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯРис. 6.1. Ориентация доменов в ферромагнитном материале:а - деталь размагничена; б - деталь намагничена до индукции насыщения;
в - деталь намагничена до остаточной намагниченностилах малых объемов (~ 10“ ...10“ см ) эле¬
ментарных областей, так называемых до¬
менов, магнитные поля молекулярных
токов образуют результирующее поле
домена.Магнитные поля доменов при отсут¬
ствии внешнего магнитного поля напра¬
влены произвольно и компенсируют друг
друга. Суммарное поле доменов в этом
случае равно нулю, деталь оказывается
размагниченной (рис.6.1, а). Если на де¬
таль действует внешнее поле, то под его
влиянием поля отдельных доменов уста¬
навливаются по направлению внешнего
поля с однородным изменением границ
между доменами. В результате образуется
общее магнитное поле доменов, деталь
оказывается намагниченной (рис.6.1, б).
При намагничивании магнитное поле до¬
менов накладывается на внешнее магнит¬
ное поле в контролируемой детали.Искажение магнитного поля, про¬
исходящее при внесении в него диамаг¬
нитных и парамагнитных тел, незначи¬
тельно. Напротив, магнитное поле иска¬
жается весьма существенно, если в него
будут помещены ферромагнитные тела.Железный образец, обладающий прони¬
цаемостью в сотни и тысячи раз больше
магнитной проницаемости в вакууме,
вбирает в себя магнитное поле. Это явле¬
ние характеризуется намагниченностью
М, которая определяет состояние веще¬
ства при его намагничивании (воздейст¬
вии на него магнитного поля Н). Количе¬
ственно она равнаМ = Нт(У т/к),где V - объем вещества; т — элементар¬
ный магнитный момент.Намагниченность, как и магнитное
поле, выражается в амперах на метр.Значение намагниченности определя¬
ется из уравнения для магнитной индукции:В = (10[н + м).Рис. 6.2. Зависимость В и от Н для
ферромагнитного материалаМагнитная восприимчивость — без¬
размерная величина х„„ характеризующая
способность вещества (магнетика) намаг¬
ничиваться в магнитном поле. Для изо¬
тропного магнетика хт = м/Н , у диа¬
магнетиков она меньше 0, у парамагнети¬
ков больше 0, у ферромагнетиков много
больше 0 (104 и более).Принципиальное отличие ферромаг¬
нетиков от других веществ заключается в
отсутствии линейной зависимости маг¬
нитного состояния вещества от напря¬
женности магнитного поля (рис. 6.2).Сначала индукция [кривая В = J{H)]
растет медленно, затем быстро и, наконец,
наступает магнитное насыщение. Кривую
В =f(H) называют кривой первоначального
ФИЗИЧЕСКИЕ ОСНОВЫ291намагничивания (индукции), а кривую
= j(H) - кривой магнитной проницае¬
мости. Она показывает зависимость отно¬
сительной дифференциальной проницае¬
мости от напряженности магнитного
поля Н. является весьма важной харак¬
теристикой материала, если говорить о
дефектоскопии, и определяется выраже¬
ниемV-d = lim M/VoAtf]-ДЯ-»0Полная проницаемость ц ферромаг¬
нетика определяется отношением величи¬
ны индукции В к соответствующему зна¬
чению магнитного поля Н в данной точке
кривой индукции:ц = В!Н.К наилучшим условиям выявления
дефектов относятся такие, при которых
магнитная проницаемость мала, а индук¬
ция велика. Подобное магнитное состоя¬
ние может быть достигнуто в магнитных
полях, превышающих поле Н^тт, т.е. на
участке кривой = j[H), где проницае¬
мость убывает. Если начальное намагни¬
чивание металла таково, что точка Р ока¬
зывается слева от точки Hjmax на кривоймагнитной проницаемости, то уменьше¬
ние поперечного сечения металла за счет
дефекта вызовет увеличение магнитной
индукции, а также может привести к бо¬
лее высокой магнитной проницаемости, в
результате чего дефект может быть не
обнаружен.Эти обстоятельства необходимо учи¬
тывать при выборе режимов намагничи¬
вания материалов.Характерная особенность ферромаг¬
нетиков состоит также в явлении эффек¬
та гистерезиса (рис.6.3).Пусть в первоначальный момент же¬
лезо доведено до магнитного насыщения
Bs. При плавном уменьшении напряжен¬
ности магнитного поля индукция убывает
уже по другой кривой, лежащей выше
кривой первоначального намагничивания.
Напряженность поля может быть доведе¬
на до нуля, но намагниченность не будет
снята (см. Вс на рис. 6.3).Чтобы снять остаточную намагни¬
ченность, необходимо сменить направле¬
ние поля. Полное размагничивание про¬
изойдет, если напряженность поля дос¬
тигнет некоторой величины Нс, называе¬
мой коэрцитивной силой.Коэрцитивная сила численно равна
напряженности поля, при которой диффе¬
ренциальная проницаемость дойдет до
максимума: Нс = (см. рис. 6.2). Придальнейшем увеличении поля тело намаг¬
ничивается в обратном направлении до
той же степени насыщения, что и в на¬
чальном процессе. Достигнув отрицатель¬
ного максимума, можно вести процесс в
обратную сторону и получить петлю гис¬
терезиса. Петлю, полученную при усло¬
вии, что ферромагнитное тело доводится
до магнитного насыщения Bs, называют
предельной петлей гистерезиса.Магнитные свойства железа и его
сплавов могут меняться в широких преде¬
лах в зависимости от структуры, фазового
состава, величины зерна металла, пласти¬
ческой деформации и т.д. Различают фер¬
ромагнитную (феррит) и парамагнитную
(аустенит) фазы железа.Безуглеродистые сплавы железа, а
также аустенитные стали обычно пара¬
магнитные; они содержат лишь небольшое
количество феррита (a-фаза), поэтому для
их намагничивания требуются большие
намагничивающие поля (до 1 ООО ООО А/м).Рис. 6.3. Петля гистерезиса при
перемагничивании образца
292Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯДля обычных конструкционных низ¬
ко- и среднелегированных сталей, у кото¬
рых преобладает ферромагнитная фаза
(феррит, мартенсит), а количество аусте-
нита <10... 15 %, магнитное насыщение
достигается при полях до Н ~ 100 ООО А/м.
Определяя изменение магнитных характе¬
ристик сталей, можно установить количе¬
ственное соотношение их фаз, содержание
аустенита, феррита, а также исследовать
состояние сталей после термообработки,
сварки, прокатки и т.д.Особенности переменного магнит¬
ного поля. При внесении ферромагнетика
в переменное магнитное поле в нем воз¬
никают вихревые токи, создающие свое
собственное электромагнитное поле. Вих¬
ревые тока по правилам Ленца стремятся
противодействовать изменению внешнего
магнитного поля. Это в отличие от посто¬
янного магнитного поля приводит к не¬
равномерному распределению индукции и
напряженности магнитного поля, а также
электрического поля по сечению образца.Плотность вихревых токов макси¬
мальна на поверхности изделия, и ампли¬
туды В и Н убывают в глубь изделия по
экспоненциальному закону (в случае пло¬
ской поверхности):Hz=H0ek.где Hz - амплитуда напряженности маг¬
нитного поля на некотором расстоянии z
от поверхности изделия, Hz = Н0; к - ко¬
эффициент затухания, м-1, к = J\i0\infa(здесь /- частота электромагнитных коле¬
баний, Гц; о - удельная электрическая
проводимость, См/м; /х - магнитная про¬
ницаемость, Гн/м).Для приближенной оценки глубины
проникновения электромагнитного поля
можно воспользоваться формулой глуби¬
ны проникновения z (м) плоской волны:г = а°,где /ха = BI(\if)H) - абсолютная магнитная
проницаемость.По мере увеличения частоты электри¬
ческой проводимости и магнитной прони¬
цаемости уменьшается глубина проник¬
новения электромагнитного поля. Факти¬
чески высокочастотные электромагнит¬
ные поля распространяются в тонком по¬
верхностном слое, а в глубине ферромаг¬
нетика они пренебрежимо малы. Это яв¬
ление носит название скин-эффекта.Вследствие этого эффекта при на¬
магничивании переменным магнитным
полем не удается обнаружить подповерх¬
ностные дефекты (на глубине 2...4 мм),
которые уверенно выявляются при работе
в постоянном магнитном поле. Перемен¬
ное магнитное поле обычно создают с
помощью катушек (соленоидов), питае¬
мых переменным током.Обнаружение дефектов магнит¬
ными методами. Магнитные методы
контроля ферромагнитных металлов ос¬
нованы на обнаружении локальных воз¬
мущений поля, создаваемых дефектами в
намагниченном изделии. Магнитный по¬
ток, распространяясь по изделию и встре¬
чая на своем пути поверхностный дефект,
огибает его вследствие того, что магнит¬
ная проницаемость дефекта значительно
ниже (в 1000 раз) магнитной проницаемо¬
сти основного металла. Это можно пояс¬
нить следующим образом (рис. 6.4, а, б).Часть магнитно-силовых линий как
бы обрывается на одной грани дефекта и
снова начинается на другой. Конец линии
можно рассматривать как некоторый по¬
ложительный магнитный заряд, а начало -
как отрицательный магнитный заряд. Ка¬
ждый магнитный заряд создает магнитное
поле, направленное из него как из центра.Суммарное поле магнитных зарядов
называют полем дефекта. Поле Hj
имеет сосредоточенный характер, поэто¬
му результирующее поле, которое скла¬
дывается из внешнего намагничивающего
поля #0 и поля дефекта Hj, становится
неоднородным и имеет сложную картину.
ФИЗИЧЕСКИЕ ОСНОВЫ293Рис.6.4. Распределение намагниченности Ми в ферромагнитном изделии и поля рассеяния Hj
над поверхностным дефектом (а), а также топография (б) тангенциальной Н,а и
нормальной Hnij составляющих напряженности поля поверхностного дефектаАмплитудные значения составляю¬
щих и Hncj поля дефектов зависят от их
размеров и ориентации по отношению к
внешнему полю, от соотношения прони¬
цаемостей среды и дефекта, а также от
расстояния до точки наблюдения. Чем
значительнее размеры дефекта и ближе к
нему точка наблюдения и чем заметнее
различие проницаемостей, тем больше
амплитудные значения составляющих
полей дефектов.Вектор намагничивающего поля дол¬
жен быть направлен перпендикулярно к
плоскости дефекта, тогда поле дефекта по
направлению совпадает с внешним полем
и будет иметь максимальное значение. В
противном случае поле Hj ориентируется
в направлении нормали к стенкам трещи¬
ны, а интенсивность его быстро убывает с
увеличением угла между нормалью и на¬
правлением намагничивания.Следует подчеркнуть, что магнитное
поле рассеяния возникает не только над
дефектами, но и над любыми локальными
изменениями однородности магнитных
свойств. Интенсивность поля рассеяния в
этом случае зависит от соотношения про¬
ницаемостей.Поле внутреннего дефекта, моделью
которого обычно служит цилиндрическое
отверстие диаметром D, показано на
рис.6.5.Рис.6.5. Распределение намагниченности Мк
в ферромагнитном изделии и поля
рассеяния Ннад внутренним дефектомВ отличие от поля поверхностного
дефекта поле внутреннего дефекта стано¬
вится заметным только при некотором
пороговом значении Н0, причем тем
больше, чем толще покрывающий не-
сплошность слой металла. Амплитудное
значение поля дефекта определяется ре¬
жимом намагничивания (величиной Но),
размерами дефекта и глубиной залегания.
При неизменной глубине залегания отвер¬
стия поле меняется обратно пропорцио¬
нально квадрату диаметра D в слабых
магнитных полях и обратно пропорцио¬
нально D в сильных.В переменном магнитном поле де¬
фекты сплошности среды вызывают ло¬
кальное изменение вектора напряженно¬
сти магнитного поля Н , аналогичное в
первом приближении рассмотренному
выше для постоянного магнитного поля.
294Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯОднако из-за скин-эффекта информация
может быть получена только о дефектах,
залегающих сравнительно неглубоко (как
правило, на глубине < 1 мм).Структура поля рассеяния над
сварным соединением. Контроль свар¬
ных соединений имеет ряд особенностей,
для понимания которых необходимо рас¬
смотреть структуру поля рассеяния, воз¬
никающего над сварным соединением при
его намагничивании в поперечном на¬
правлении. Поле рассеяния над сварным
соединением является суперпозицией по¬
лей шва, поверхностных неровностей, а
также поля выпуклости шва или внутрен¬
него грата. Магнитная проницаемость шва
обычно ниже проницаемости основного
металла, поэтому поле шва совпадает по
направлению с намагничивающим полем,
т.е. оно ведет себя так же, как и поле по¬
верхностного дефекта (см. рис. 6.4.). Раз¬
личие заключается в том, что топография
поля Hj значительно уже и, кроме того,
амплитуда его гораздо больше, так как
различие в магнитных проницаемостях
более существенное.Выпуклость шва (внутренний грат)
уменьшает уровень результирующего по¬
ля (рис.6.6, а). При намагничивании здесь
образуются магнитные заряды, которые
создают поле рассеяния Нв обратного зна¬
ка по отношению к намагничивающему
полю Н(}. Поскольку поверхность выпук¬
лости шва расположена намного ближе к
точке наблюдения, поле рассеяния свар¬ного соединения определяется тангенци¬
альной составляющей поля выпуклости
Н1В (рис.6.6, б). Поле же самого шва прак¬
тически не чувствуется на фоне поля вы¬
пуклости.Если в шве имеется внутренний де¬
фект, то он может быть выявлен при ус¬
ловии, что дефект достаточно большой по
локальному максимуму, различимому на
фоне поля выпуклости шва (рис.6.6, в).
Неровности поверхности выпуклости шва
также существенно влияют на поля де¬
фектов и создают трудности в распозна¬
вании последних.Методы регистрации и измерения
магнитных полей. В зависимости от спо¬
соба индикации магнитных полей разли¬
чают методы с непосредственным преоб¬
разованием магнитного поля в электриче¬
ский сигнал и методы без преобразования
в электрический сигнал.Для регистрации и измерения маг¬
нитных полей и их неоднородностей в
промышленной дефектоскопии чаще все¬
го применяют плоские катушки поля,
феррозонды, индукционные головки, маг¬
нитные ленты и магнитные порошки.С помощью катушек проще всего
измерять переменное магнитное поле. В
соответствии с законом электромагнитной
индукции в катушке наводится электро¬
движущая сила (ЭДС), пропорциональная
изменению магнитного потока в единицу
времени.ЯвРис.6.6. Распределение намагниченности Ми в сварном соединении и поля рассеяния Нв
над ним (а), а также топография тангенциальной составляющей напряженности поля шва
без дефекта Н,в (б) и с дефектом H,d (в)
ФИЗИЧЕСКИЕ ОСНОВЫ295Для измерения постоянных и
переменных, однородных и неоднородных
полей применяют феррозонды. Наиболее
распространены дифференциальные
феррозонды с продольным возбуждением.
Принцип работы феррозонда состоит в
следующем.Если магнитопровод из магнитомяг¬
кого материала (пермаллоя) поместить в
соленоид с первичной и вторичной об¬
мотками и намагничивать его синусои¬
дальным полем Н~, одновременно нало¬
жив на него постоянное поле Н, то во вто¬
ричной обмотке появится ЭДС, пропор¬
циональная продольной составляющей
этого поля, которая имеет удвоенную час¬
тоту по сравнению с частотой возбуждения.Для регистрации постоянного маг¬
нитного поля без преобразования в элек¬
трический сигнал широко используется
тонкая ферромагнитная лента. Магнитные
ленты, как правило, состоят из слоя маг¬
нитного порошка оксида железа, взве¬
шенного в лаке, и немагнитной основы из
ацетилцеллюлозы, полиэфиров или лавса¬
на. При внесении ленты в постоянное
магнитное поле происходит ее намагни¬
чивание под действием составляющей
поля Hh направленной вдоль поверхности
ленты. После прекращения действия на¬
магничивающего поля магнитоактивный
слой ленты сохраняет информацию о ве¬
личине и однородности этого поля в виде
остаточной намагниченности ленты и ос¬
таточного магнитного потока от магнит¬
ных зарядов, возникающих на краях лен¬
ты, а также на участках ленты, распола¬
гавшихся в областях с большей неодно¬
родностью магнитного поля.Особенность работы с лентами за¬
ключается в необходимости вторичного
преобразования информации, записанной
на ленте, в электрический сигнал. Считы¬
вание полей записи ленты обычно прово¬
дят с помощью феррозондов либо индук¬
ционной головкой (рис. 6.7).На магнитопроводе из материала с
высокой магнитной проницаемостью на¬
мотана обмотка с большим числом витков.Рис. 6.7. Разветвление локального
магнитного потока Ф,:1 - магнитная лента; 2 - магнитная головкаМагнитопровод имеет немагнитный зазор
Д, образованный прокладкой из тонкой
(10...20 мкм) бронзовой фольги. В про¬
цессе считывания положение магнитной
ленты относительно головки должно не¬
прерывно изменяться. Для этого индукци¬
онная головка перемещается относитель¬
но поверхности ленты либо, наоборот,
лента перемещается относительно непод¬
вижной головки. При постоянной скоро¬
сти перемещения в обмотке головки наво¬
дится ЭДС, пропорционально скорости
изменения магнитного потока.Феррозондовые преобразователи
представляют собой два пермаллоевых
сердечника с первичными обмотками воз¬
буждения и вторичными измерительными
обмотками на каждом. Они предназначе¬
ны для измерения напряженности маг¬
нитного поля. Их действие основано на
нелинейности кривых намагничивания
сердечников из магнитных материалов.
При создании в первичной обмотке поля
возбуждения H(t) в сердечнике возникает
индукция B(t), которая индуцирует ЭДС.Преобразователи Холла работают
по принципу возникновения разности по¬
тенциалов в результате искривления пути
носителей тока в металлах и полупровод¬
никах, находящихся в магнитном поле
под действием сил Лоренца. Промышлен¬
ность выпускает кремниевые, германие¬
вые и арсенидгаллиевые преобразователи.
296Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯДругим способом индикации неодно¬
родностей магнитного поля является ме¬
тод с использованием магнитного порош¬
ка, заключающийся в эффекте взаимодей¬
ствия неоднородного магнитного поля с
ферромагнитными частицами. Этот метод,несмотря на отсутствие преобразования в
электрический сигнал, обладает большой
наглядностью и очень высокой чувстви¬
тельностью. Принцип метода будет рас¬
смотрен ниже.6.2. МАГНИТОПОРОШКОВЫЙ МЕТОДМагнитопорошковая дефектоскопия
(МПД) в системе методов НК занимает
одно из ведущих мест. Это связано с ее
высокой чувствительностью к поверхно¬
стным и подповерхностным дефектам,
простотой, универсальностью и наглядно¬
стью представления результатов контро¬
ля. Магнитопорошковый метод применя¬
ют для контроля изделий, деталей, свар¬
ных соединений конструкций из ферро¬
магнитных материалов с относительной
магнитной проницаемостью > 40 с целью
выявления невидимых невооруженным
глазом поверхностных и подповерхност¬
ных нарушений сплошности типа трещин,
непроваров.Магнитопорошковый метод основан
на регистрации магнитных полей рассея¬
ния, возникающих над дефектами в дета¬
ли при ее намагничивании, с помощью
ферромагнитных частиц (магнитного по¬
рошка), которые находятся во взвешен¬
ном состоянии в дисперсионной среде или
воздухе. На магнитную частицу в неодно¬
родном магнитном поле дефекта действу¬
ет сила F, стремящаяся затянуть ее в мес¬
та наибольшей концентрации силовых
линий и приблизить к месту дефекта:F= цо'/ VHAH/Ax,где % - магнитная восприимчивость час¬
тицы (как тела); = 4тг10_7Гн/м; V - объ¬
ем частицы, м3; АН/Ах - градиент поля,
А/м2.Кроме этой силы на частицу действу¬
ют силы: тяжести, выталкивающая жид¬
кости (сила Архимеда) и трения.Под действием силы F происходит
перемещение частицы и образуется над
дефектом валик порошка. Таким образом,
эффективность выявления дефекта на¬
ходится в тесной связи с интенсивностью
поля рассеяния и его градиентом, а также
зависит от магнитных свойств и размеров
используемых частиц.Величина поля рассеяния и его гра¬
диент максимальны, когда дефект выхо¬
дит на поверхность изделия. В этом слу¬
чае значительная часть силовых линий
выступает на поверхность изделия в
окрестности дефекта. Если дефект подпо¬
верхностный, то часть вытесненных сило¬
вых линий будет принята наддефектной
частью изделия и поток рассеяния будет
небольшим.Для обнаружения дефекта с помо¬
щью магнитного порошка необходимо,
чтобы поле рассеяния Hj превышало не¬
которое критическое значение Ц&р, начи¬
ная с которого, частицы порошка хорошо
втягиваются в дефект и осаждаются над
ним. определяется отношением индук¬
ции материала контролируемого изделия
к дифференциальной магнитной прони¬
цаемости, а также геометрическими пара¬
метрами дефекта.Согласно ГОСТ 21105-87, все выяв¬
ляемые поверхностные дефекты подраз¬
деляют на три группы, которым соответ¬
ствуют условные уровни чувствительно¬
сти А, Б и В, указанные в табл. 6.1.
МАГНИТОПОРОШКОВЫЙ МЕТОД2976.1. Выявляемые поверхностные
дефектыРазмеры эталонно¬
го дефекта, мкмУровеньчувствительностиАБВШирина2,51025Длина>0,5>0,5>0,5Глубина25100250Каждому уровню соответствует оп¬
ределенное значение 5м/цА при котором
выполняется условие выявления дефекта
указанных выше размеров, т.е. Hd/Hdsp,
причем это отношение тем больше, чем
меньше размеры дефекта, который необ¬
ходимо обнаружить (чем выше требуемая
чувствительность контроля).Допускается проведение МПД с чув¬
ствительностью не ниже условного уровня
В. Этому уровню соответствует магнитное
состояние материала контролируемого
изделия в области перегиба кривой ин¬
дукции В = ДЯ). Условному уровню чув¬
ствительности А отвечает состояние,
близкое к техническому насыщению, ко¬
гда |i—>1.Однако следует помнить, что по мере
приближения к этому состоянию на не¬
значительных неровностях поверхности
изделия уже появляются поля рассеяния,
которые затрудняют выявление самого
дефекта. Поэтому большое значение для
достоверности контроля имеет качество
обработки поверхности. Уровень чувстви¬
тельности А достижим при шероховатости
поверхности не грубее Ra 2,5, а уровни чув¬
ствительности Б и В - не грубее Ra 10.Для всех уровней чувствительности
введены оптимальные режимы намагни¬
чивания, которые рекомендуется рассчи¬
тывать по приведенным в ГОСТ 21105-87
номограммам в зависимости от магнит¬
ных характеристик материала контроли¬руемого изделия. Например, необходимое
намагничивающее поле для режима чув¬
ствительности В рассчитывают по форму¬
ле Япр= 21 + 1,1 Яс, где Яс - напряжен¬
ность приложенного поля.Режимы необходимо опробовать в
производственных условиях и оценивать,
является ли напряженность поля доста¬
точной для проведения контроля. Если
поле мало, магнитный порошок не будет
оседать в местах расположения дефектов.
Наоборот, при слишком большой напря¬
женности поля он будет скапливаться на
неровностях поверхности, а также на вы¬
ступах или углах деталей, давая ложные
следы. В этом случае, чтобы улучшить
условия выявления дефектов, надо кор¬
ректировать режимы намагничивания.Выше говорилось об определении
оптимальной напряженности поля, необ¬
ходимой для контроля с нужной чувстви¬
тельностью. Не менее важен вопрос о том,
как эту напряженность поля на контроли¬
руемой поверхности получить и измерить.
Намагничивание детали является одной из
основных операций контроля. От пра¬
вильного выбора способа, направления и
вида намагничивания во многом зависят
чувствительность и возможность обнару¬
жения дефектов.Граничные условия. При намагни¬
чивании реальных изделий приходится
иметь дело с двумя средами: металлом
(чаще всего ферромагнитным) и окру¬
жающей средой (как правило, воздухом).
При переходе из среды 1 в среду 2 (рис. 6.8)-®л1 - -®и2 и Нл - Я,2 ,(6.1)где индексы гг и t означают нормальную и
тангенциальную (касательную) состав¬
ляющие, аВ,,Н„i±LМ-2Яп2М-i(6.2)(6.3)
298Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯ©Н„в„777777777777777777777Он„а)Вп©Рис. 6.8. Напряженность поля н индукция на границе раздела двух сред > ц2;а и б - соответственно тангенциальные и нормальные составляющиеДля дальнейшего полезно ввести по¬
нятие "линия магнитной индукции", под
которой будем понимать линию, каса¬
тельная к которой в каждой точке совпа¬
дает с вектором В . Из формул (6.1) и
(6.2) легко показать, что при переходе из
одной среды в другую линии индукции
будут преломляться по следующему зако¬
ну (рис. 6.9):tgai Hi
tga2 Ц2 '(6.4)Поскольку цжел » цВ03д, то из железа
в воздух линии индукции будут выходить
почти перпендикулярно. Число линий
индукции через нормальную к ним пло¬
щадку AS определяет поток индукции че¬
рез эту площадку:ДФ = В AS.Полный поток индукции через про¬
извольную поверхностьФ = В AS cos a = BnS.Наконец, если поверхность замкнута,
то через нее Ф = 0 (число входящих и вы¬
ходящих линий одинаково).Однородное и неоднородное на¬
магничивание. Однородное поле можно
создать только внутри бесконечно длин¬
ного соленоида или в тороиде. Если на¬
магничиваемое кольцо не полностью ох¬
ватывается катушкой, то линия индукции
проходит не только по кольцу, но и вовнешнем пространстве, т.е. в верхней час¬
ти кольца намагниченность будет меньше.Воздушная щель в железном кольце
вследствие повышенного магнитного со¬
противления вызывает поле рассеяния,
которое с увеличением ширины щели рас¬
тет. Аналогичное поле рассеяния вызы¬
вают и несквозная трещина, и внутренний
дефект длиной I. Ясно, что поток рассея¬
ния над поверхностью изделия определя¬
ется потоком Ф2, аФ2 = BS2 = Bl cos 0,где 9 - угол между направлениями векто¬
ра В и нормали к площадке S.Отсюда правило: для того чтобы по¬
лучить наибольший поток рассеяния над
дефектом (а он определяет выявляемость
последнего), необходимо изделие намаг¬
ничивать так, чтобы силовые линии пере¬
секали большую площадь дефекта.
МАГНИТОПОРОШКОВЫЙ МЕТОД299аб)фРис.6.10. Схемы намагничивания при МПД:а - циркулярного; б - продольного полем постоянного магнита;- продольного электромагнитом; г - продольного в соленоиде; д - комбинированногоВ зависимости от того, как ориенти¬
рованы ожидаемые дефекты, применяют
различные способы намагничивания.При МПД используют три способа
намагничивания: циркулярный, продоль¬
ный (полюсный) и комбинированный.
При намагничивании циркулярным спо¬
собом ток (переменный, выпрямленный
или импульсный) пропускают через изде¬
лие или сварной шов или через их участки
(рис. 6.10).Для продольного намагничивания
изделие, сварной шов или их участки по¬
мещают в магнитное поле электромагни¬
та, соленоида или постоянного магнита.При комбинированном намагничива¬
нии магнитное поле возбуждается одно¬
временно двумя полями: продольным
электромагнита или соленоида и цирку¬
лярным.Величину намагничивающего тока,
необходимого для создания требуемой
напряженности циркулярного поля, в ряде
случаев можно рассчитать. При цирку¬
лярном намагничивании участков корпус¬
ных изделий выпрямленный ток рассчи¬
тывают по формулегде / - расстояние между электродами или
длина контролируемого участка; Ъ - ши¬
рина контролируемого участка.При намагничивании участков пере¬
менным током/ = 1,5#,пр+1 = 1Для циркулярного намагничивания
изделий, имеющих в сечении круг, шести¬
гранник или квадрат,1 = 7Ш#пр ,где d— диаметр или приведенный диаметрсечения, d = 2-JsJtz (здесь S - площадьсечения, м2).Для пластин шириной Ъ/=2Щ,Р.Для продольного намагничивания
изделий с помощью гибкого кабеля, нави¬
того на изделие кольцевой формы с чис¬
лом витков w, намагничивающий ток/ = 2nRHl[p/w.где R - радиус кольцевого изделия.При циркулярном намагничивании
деталей сложной формы рассчитать на¬
пряженность поля на контролируемой
300Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯповерхности можно лишь приблизительно,
поэтому расчет рекомендуется подтвер¬
ждать измерением напряженности поля.Во время продольного намагничива¬
ния на концах детали возникают магнит¬
ные полюсы, которые создают собствен¬
ное размагничивающее поле, направлен¬
ное навстречу намагничивающему, что
приводит к уменьшению истинного поля
внутри детали. Рассчитать внутреннее
поле в этом случае практически невоз¬
можно (это удается сделать только для
изделий, имеющих форму эллипсоида,
шара и цилиндра), а знать его необходимо
для установления требуемой чувствитель¬
ности контроля. Поэтому на практике
обычно непосредственно измеряют на¬
пряженность магнитного поля на контро¬
лируемой поверхности с помощью изме¬
рительных катушек, феррозондов, датчи¬
ков Холла и т.д. По результатам измере¬
ний корректируют режим контроля: соот¬
ветствующей регулировкой тока добива¬
ются нужной напряженности поля.Наилучшие условия контроля имеют
место, когда направление намагниченно¬
сти изделия ортогонально плоскости де¬
фекта. Если магнитные линии параллель¬
ны плоскости дефекта, рассеяние магнит¬
ного потока в месте дефекта незначи¬
тельно, что затрудняет его выявление.В зависимости от магнитных свойств
материала, размеров и формы изделия
применяют два способа контроля: прило¬
женного поля (СПП) и способ остаточной
намагниченности (СОН).Контроль СПП характеризуется об¬
разованием валика порошка над дефектом
за время действия на контролируемое из¬
делие внешнего намагничивающего поля.
При контроле СПП начало обработки из¬
делия или сварного шва магнитной сус¬
пензией или порошком должно совпадать
с началом намагничивания (или несколько
опережать его). Намагничивающий ток
выключается после полного стекания сус¬
пензии с детали.Контроль СОН заключается в пред¬
варительном намагничивании контроли¬руемого изделия или сварного шва и по¬
следующем нанесении на него магнитной
суспензии или порошка. При этом оседа¬
ние порошка в зоне дефекта происходит в
отсутствие внешнего намагничивающего
поля. Наибольшая чувствительность СОН
имеет место, когда величина остаточной
индукции в изделии отвечает предельно¬
му гистерезисному циклу. Следовательно,
при индукции, соответствующей проме¬
жуточным гистерезисным циклам, чувст¬
вительность метода будет ниже.Изделия и сварные соединения из
магнитомягких материалов, коэрцитивная
сила которых Нс < 1000 А/м, контролиру¬
ются только СПП. Для контроля изделий
с коэрцитивной силой материала Нс << 1000 А/м и остаточной индукцией Вт >> 0,5 Тл, применяют оба способа (СПП и
СОН).При соблюдении оптимальных усло¬
вий контроля магнитопорошковый метод
отличается высокой чувствительностью к
тонким и мелким трещинам. Он позволяет
выявлять поверхностные дефекты шири¬
ной 0,001 и глубиной 0,01 мм, а также
крупные внутренние дефекты, располо¬
женные на глубине до 6 мм.Чувствительность контроля. Чув¬
ствительность магнитопорошкового ме¬
тода зависит от ряда факторов:- размера частиц порошка и способа
его нанесения;- напряженности приложенного на¬
магничивающего поля;- рода приложенного тока (перемен¬
ный или постоянный);- формы, размера и глубины залега¬
ния дефектов;- от их ориентации относительно по¬
верхности изделия и направления намаг¬
ничивания;- состояния и формы поверхности, -
способа намагничивания.Частицы порошка должны иметь раз¬
мер 5... 10 мкм. Для выявления глубоко
залегающих дефектов применяют более
крупный магнитный порошок. Для маг¬
нитных суспензий ("мокрый" метод) ис¬
пользуют порошок с мелкими частицами.
МАГНИТОПОРОШКОВЫЙ МЕТОД301ДАРис. 6.11. Зависимость чувствительности
магнитопорошкового метода от вида тока и
способа нанесения порошка:/ - переменный ток, мокрый метод;2 - переменный ток, сухой метод;3 - постоянный ток, мокрый метод;4 - постоянный ток, сухой методКроме того, частицы магнитного по¬
рошка должны обладать максимальной
подвижностью. С этой целью необходимо
применять частицы неправильной формы.
Дополнительную подвижность частицы
магнитного порошка получают после по¬
крытия их пигментом с низким коэффи¬
циентом трения.Намагничивание постоянным или
переменным током, а также сухой или
мокрый метод нанесения порошка суще¬
ственно не влияют на обнаружение по¬
верхностных дефектов (рис.6.11). Однако
род тока намагничивания и метод нанесе¬
ния порошка сильно сказываются на об¬
наружении подповерхностных дефектов.
В этом случае особенно видно преимуще¬
ство постоянного тока перед переменным,
что объясняется созданием при постоян¬
ном токе магнитного поля, глубоко про¬
никающего в металл.В то же время детали с толщиной
стенки 20 мм не следует намагничивать
постоянным током, поскольку такие дета¬
ли невозможно размагнитить после кон¬
троля. При намагничивании переменным
током из-за так называемого скин-эффек-
та плотность тока, а следовательно, и
плотность магнитного потока будет боль¬ше у поверхности намагничиваемого из¬
делия. По этой причине при намагничива¬
нии переменным током лучше выявляют¬
ся только поверхностные дефекты.Сухой метод контроля обладает пре¬
имуществом перед мокрым при обнару¬
жении подповерхностных дефектов (см.
рис.6.11). Это объясняется тем, что сус¬
пензия имеет определенную вязкость и
для перемещения ферромагнитной части¬
цы в этой вязкой среде требуется большая
сила воздействия магнитного потока, чем
для перемещения той же частицы в воздухе.С увеличением напряженности при¬
ложенного поля (до достижения индукции
насыщения, см. рис. 6.2) возрастает чув¬
ствительность метода.При контроле магнитными методами
наиболее уверенно выявляются плоскост¬
ные дефекты: трещины, непровары и не-
сплавления, наибольший размер которых
ориентирован под прямым или близким к
нему углом относительно направления
магнитного потока. Дефекты округлой
формы (поры, шлаковые включения, ра¬
ковины) не могут создавать достаточного
потока рассеяния и, как правило, при кон¬
троле обнаруживаются плохо.Практикой установлено, что магни¬
топорошковым методом выявляются по¬
верхностные и подповерхностные (на
глубине залегания < 2 мм) трещины с рас¬
крытием от 0,001 мм, глубиной (высотой
дефекта) от 0,05 мм и длиной > 0,5 мм.Могут быть выявлены также относи¬
тельно крупные дефекты (непровары, по¬
ры, шлаковые включения и др.) площадью
сечения > 2...3 мм2, лежащие на глубине5...6 мм под поверхностью. Плоские де¬
фекты обнаруживаются в случае, если они
ориентированы к поверхности детали под
углом > 20° (максимум чувствительности
под углом 90°). С увеличением глубины
залегания дефектов уменьшается скорость
скопления магнитного порошка, что за¬
трудняет выявление дефектов и определе¬
ние их характера.
302Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯВ значительной мере чувствитель¬
ность контроля зависит от качества по¬
верхности, на которую наносят суспензию
или порошок. Оптимальная шерохова¬
тость поверхности деталей, подвергаемых
магнитопорошкову контролю, соответст¬
вует по параметру Ra 2,5... 1,25. На такой
поверхности может быть получена наи¬
высшая чувствительность.Увеличение шероховатости поверх¬
ности снижает чувствительность контро¬
ля. Шлифованные поверхности (начиная с
шероховатости Ra 0,32) из-за наличия
бликов на поверхности трудно осматри¬
вать и разбраковывать, особенно при пря¬
мом освещении лампами накаливания.
При контроле шлифованных поверхно¬
стей осмотр желательно проводить в рас¬
сеянном свете или покрывать блестящие
поверхности очень тонким, снимающим
блеск слоем (<15 мкм) краски, например
нитроэмалью НЦ-25.Если на поверхности контролируе¬
мого изделия имеются резкие переходы
(например, выпуклость валика шва, че-
шуйчатость, подрезы) или крупные мик¬
ронеровности, то магнитный порошок
интенсивнее скапливается не над дефек¬
тами, а в местах переходов и вогнутостей.
Поэтому при контроле сварных швов с
выпуклостью или грубой чешуйчатостью
нельзя однозначно судить о наличии
внутренних дефектов. Чтобы избавиться
от ложного оседания порошка, уменьша¬
ют напряженность намагничивающего
поля и сварные соединения, выполненные
автоматической сваркой, контролируют с
чувствительностью не выше уровня Б, а
полученные ручной сваркой - уровня В.Методика контроля. Методика маг¬
нитопорошкового способа включает в себя
следующие операции (ГОСТ 21105-87):• подготовку поверхностей перед
контролем и очистку их от загрязнений,
окалины, следов шлака после сварки;• подготовку суспензии, заключаю¬
щуюся в интенсивном перемешивании
магнитного порошка с транспортирующей
жидкостью;• намагничивание контролируемого
изделия;• нанесение суспензии или порошка
на поверхность контролируемого изделия;• осмотр поверхности изделия и вы¬
явление мест, покрытий отложениями
порошка;• размагничивание.Поверхности изделий, сварных со¬
единений и околошовных зон основного
металла шириной, равной ширине шва, но< 20 мм с обеих сторон, очищают от гря¬
зи, масла, шлаков, окалины и других по¬
крытий, мешающих контролю. Не допус¬
каются резкие неровности поверхности,
наплывы, натеки, незаполненные кратеры
и другие дефекты. Видимые дефекты не¬
обходимо устранить до проведения кон¬
троля. Шероховатость контролируемой по¬
верхности должна быть не грубее Ra 10,0.На детали с темной поверхностью и
большой шероховатостью целесообразно
наносить грунтующее покрытие: быстро¬
сохнущие лаки и краски, алюминиевую
пудру (со связующими добавками) или
растворы на основе жидкого стекла (ки¬
стью в один-два слоя или распылением).
Цвет покрытия должен быть контрастен
цвету порошка, тогда не будет затруднен
осмотр деталей с целью определения мест
скопления порошка. Толщина покрытия
не должна превышать 30 мкм. Контроли¬
руемую поверхность перед контролем
обезжиривают водными моющими рас¬
творами, если контроль проводят с при¬
менением водной магнитной суспензии, и
просушивают при контроле сухим спосо¬
бом. Обычно применяют моющий раствор
следующего состава: 4...5 г поверхно-
стно-активного вещества - эмульгатора
ОП-7 (ОП-Ю) и 95...96 мл питьевой воды.Наносить магнитный порошок на
контролируемое изделие можно двумя
способами: сухим и мокрым. В первом
случае для обнаружения дефектов исполь¬
зуют сухой магнитный порошок. Этот
способ рекомендуется для контроля дета¬
лей с шероховатой поверхностью для об¬
наружения подповерхносных дефектов.
МАГНИТОПОРОШКОВЫЙ МЕТОД303Высокодисперсный сухой порошок (с
частицами 0,1... 10 мкм) наносят на кон¬
тролируемую поверхность в виде воздуш¬
ной смеси, получаемой распылением по¬
рошка с помощью портативных устройств -
распылителей. При этом следует созда¬
вать такие условия, при которых частицы
медленно распределяются по поверхно¬
сти, не ударяясь о нее.При мокром способе применяют маг¬
нитную суспензию (взвесь магнитного
порошка в дисперсионной среде). К дис¬
персионной среде предъявляют следую¬
щие требования: она должна иметь хоро¬
шую смачивающую способность, быть
антикоррозионной и иметь кинематиче¬
скую вязкость <36...10^6 м2/с при темпе¬
ратуре контроля в соответствии с требо¬
ваниями ГОСТ 21105-87. Магнитные по¬
рошки должны обладать определенными
магнитными свойствами. Чем выше маг¬
нитная проницаемость частиц, тем легче
обнаруживать небольшие дефекты. Час¬
тицы меньше некоторого определенного
размера не осаждаются в применяемой
дисперсионной среде. Такой размер час¬
тиц является предельным для данной сре¬
ды. Для МПД обычно используют черный
магнитный порошок Fe304.В качестве дисперсионной среды
применяют керосин, масло, их смесь
(50 % керосина и масла) или воду.При мокром способе магнитную сус¬
пензию наносят на контролируемую по¬
верхность поливом слабой струей, не
смывающей осевший над дефектом поро¬
шок. Магнитная суспензия должна обяза¬
тельно стекать с поверхности, поэтому
последнюю располагают с наклоном. При
поливе сосуд, в котором находится сус¬
пензия, необходимо постоянно встряхи¬
вать, не давая порошку оседать на дно.
Поливать контролируемое изделие сус¬
пензией нужно непосредственно в про¬
цессе намагничивания. Осмотр контроли¬
руемого изделия проводят в ходе полива и
после него, по окончании намагничива¬
ния. Освещенность контролируемой по¬
верхности измеряют с помощью люкс¬
метра, она должна быть > 1000 лк.Результаты контроля оценивают по
наличию на контролируемой поверхности
валика магнитного порошка, который
можно обнаружить невооруженным гла¬
зом или с помощью оптических средств,
например лупы двух-, четырехкратного
увеличения. Валик должен воспроизво¬
диться каждый раз при повторном нане¬
сении магнитной суспензии или порошка.Четкий нерасплывшийся валик сви¬
детельствует о дефекте, выходящем на
поверхность, расплывшийся говорит о
наличии подповерхностного дефекта.
Длина валика равна протяженности выяв¬
ленного дефекта с погрешностью, равной
ширине валика. Дефект округлой формы с
поперечным размером 0,5... 1 мм характе¬
ризуется линейным осаждением магнит¬
ного порошка независимо от направления
намагничивающего поля.Осаждение магнитного порошка не
всегда указывает на наличие дефекта.
Иногда магнитный порошок скапливается
над магнитно-неоднородными местами
изделия с местным наклепом, структур¬
ной неоднородностью и резким изменени¬
ем площади поперечного сечения. Это
явление относят к ложным, или мнимым,
дефектам. Осаждение порошка на ложных
дефектах, не связанное с нарушением
сплошности металла изделия, не является
основанием для браковки последнего при
магнитном контроле. Чтобы отличить де¬
фекты, выходящие на поверхность, от
ложных, можно применять в качестве
контрольных капиллярные методы дефек¬
тоскопии.Разбраковку изделий проводят по на¬
личию валиков порошка, соответствую¬
щих наличию трещин. При необходимо¬
сти дефектное место фотографируют или
с него снимают дефектограмму. Наиболее
простой способ получения дефектограмм -
использование бытовой прозрачной лип¬
кой ленты. Ее осторожно наносят на под¬
сохшую поверхность, плотно прижимают
к поверхности, затем снимают ленту с
прилипшим к ней магнитным порошком и
наклеивают на бумагу.
304Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯРезультаты магнитопорошкового
контроля регистрируют в специальных
журналах и протоколах, заполняемых по
установленной форме.После контроля изделие размагничи¬
вают (если это оговорено в ТУ). Любое
размагничивание, кроме нагревания выше
точки Кюри (720...750 °С), независимо от
способа его осуществления сводится к
периодическому изменению величины и
направления магнитного поля, в котором
находится деталь, с постепенным уменьше¬
нием этого поля до нуля. Обычно применя¬
ют следующие способы размагничивания:- медленное протаскивание намагни¬
ченной детали через отверстие катушки,
питаемой переменным током промыш¬
ленной частоты (50 Гц). Деталь удаляют
на расстояние > 1 м от катушки, и пере¬
менное поле, обладая ограниченной глу¬
биной проникновения, эффективно раз¬
магничивает в этом случае только по¬
верхностный слой детали;- пропускание переменного тока,
равного намагничивающему, непосредст¬
венно через деталь с постепенным
уменьшением его до нуля;- коммутацию постоянного тока в
соленоиде или обмотках электромагнита с
постепенным снижением тока до нуля;- с помощью электромагнита, питае¬
мого переменным током, который посте¬
пенно снижают до нуля.Последний способ размагничивания
можно применять при контроле деталей с
использованием приставных электромаг¬
нитов. Наилучшие результаты при раз¬
магничивании получают, когда размагни¬
чивание проводят с применением тех же
средств, которыми осуществлялось на¬
магничивание изделий. Начальное поле
размагничивания должно быть не меньше
поля, действовавшего на деталь при на¬
магничивании. Ток нельзя выключать,
если деталь находится внутри размагни¬
чивающего устройства или в сфере влия¬
ния поля. При размагничивании нужно
стремиться к тому, чтобы направления на¬магничивающего и размагничивающего
полей в детали совпадали, тогда для сня¬
тия остаточной намагниченности требует¬
ся меньшее магнитное поле.В процессе контроля необходимо пе¬
риодически проверять работоспособность
применяемого комплекса средств (дефек¬
тоскопа, индикаторного материала). Для
этой цели обычно служат специальные
контрольные образцы с тонкими дефекта¬
ми, подобранные из забракованных дета¬
лей. Размеры дефектов в контролируемом
образце должны соответствовать приня¬
тому уровню чувствительности. Испыта¬
тельные образцы для контроля сварных
соединений могут быть изготовлены по
следующей методике.Из малоуглеродистой стали (СтЗ,
стали 10 и 20) изготовляют пластину раз¬
мером 150 х 150 мм и толщиной 10...
15 мм. На одной поверхности пластины
(посередине) выфрезеровывают сплошной
трапециевидный паз так, чтобы толщина
металла под пазом была 2...2,5 мм. Одну
половину пластины закрепляют в тисках,
а другую сгибают и разгибают по пазу до
тех пор, пока на стороне без выфрезеро-
ванного паза не появится трещина. Затем,
чтобы избежать деформации пластины,
паз заваривают в кондукторе. Вершину
паза заваривают электродами диаметром2 мм при силе тока < 90 А, чтобы не до¬
пустить полного провара трещин.Выпуклость шва зачищают заподли¬
цо, после чего пластину разрезают попе¬
рек шва на две равные части. Плоскость
реза полируют и измеряют высоту дефек¬
та. Изменяя режимы сварки и толщину
слоя металла над пазом, можно получить
трещины желаемой глубины.К контрольным образцам прилагают
паспорт и фотографию поверхности об¬
разца с выявленными дефектами. В нем
указывают материал образца, размеры и
число дефектов, уровень чувствительно¬
сти, которому соответствуют дефекты.
Режим контроля считается стабильным,
если число и длина обнаруживаемых на
контрольном образце трещин при много¬
кратных проверках остаются постоянными.
МАГНИТОПОРОШКОВЫЙ МЕТОД305Аппаратура и материалы. К основ¬
ным средствам, используемым при МПД,
относят намагничивающие устройства и
индикаторные материалы. Контроль осу¬
ществляют с помощью универсальных
или специализированных дефектоскопов,
позволяющих получать необходимые по¬
ля и создавать оптимальные условия кон¬
троля. В комплект дефектоскопа входят
следующие основные устройства:- намагничивающие, которые обес¬
печивают циркулярное, полюсное или
комбинированное намагничивание;- для установки деталей на позиции
контроля и подвода к ним тока цир¬
кулярного намагничивания;- для обработки деталей индикатор¬
ными составами (суспензией или сухим
порошком);- осветительные (источники видимо¬
го или ультрафиолетового излучения);- измерительные, позволяющие кон¬
тролировать намагничивающие токи или
магнитные поля.Для магнитопорошкового контроля в
основном применяют дефектоскопы трех
типов: стационарные универсальные; пе¬
редвижные и переносные, специализиро¬
ванные (стационарные и передвижные).Стационарные универсаль¬
ные дефектоскопы широко распростра¬
нены на предприятиях с крупносерийным
выпуском разнотипных деталей. На таких
установках можно контролировать детали
(или их партии) различной конфигурации
с производительностью от десятков до
многих сотен деталей в час. На стацио¬
нарных универсальных установках можно
проводить намагничивание всеми извест¬
ными способами (полюсным, циркуляр¬
ным, комбинированным).В СССР выпускалось несколько ти¬
пов стационарных установок, например
УМДЭ-2500, ХМД-10П, МД-10П, МДС-5,
МДС-1,5.Эти установки различаются родом
намагничивающих токов, мощностью и
размерами контролируемых деталей.Из группы переносных и пере¬
движных дефектоскопов серийно вы¬
пускаются дефектоскопы ПМД-70 и МД-
50П. Переносный магнитный дефектоскоп
ПМД-70 предназначен для магнитного
контроля изделий в полевых условиях. В
нем реализовано полюсное и циркулярное
намагничивание. Передвижной дефекто¬
скоп МД-50П предназначен для контроля
крупногабаритных массивных изделий по
участкам.В стадии серийного производства
находятся дефектоскопы МД-87Ц, ПМД-
87, разработанные в МНПО "Спектр" и
рассчитанные на контроль изделий раз¬
личного назначения. По своим характери¬
стикам они заметно превосходят сущест¬
вующие дефектоскопы. За рубежом вы¬
пускается широкая номенклатура дефек¬
тоскопов для магнитопорошкового кон¬
троля типа YH фирмы Karl Deutsch (ФРГ),
КРН-40 фирмы Magnaflux (США) и др.Современные дефектоскопы, как пра¬
вило, комплектуются устройствами для
размагничивания суспензий и изделий.
Они представляют собой соленоиды,
плоские катушки или электромагниты,
питаемые током промышленной частоты,
либо выпускаются в виде коммутацион¬
ных устройств, обеспечивающих пропус¬
кание через детали разнополярных им¬
пульсов выпрямленного тока с умень¬
шающейся до нуля амплитудой. Размаг¬
ничивание изделий контролируют с по¬
мощью приборов типа ФП-1.В качестве материала для приготов¬
ления порошков в основном используют
мелко молотый оксид железа с размерами
частиц 5...20 мкм. Иногда применяют
чистую железную окалину, получаемую
при ковке и прокатке, а также стальные
опилки, образующиеся при шлифовании
стальных изделий.Для лучшей индикации дефектов из¬
делий хорошо зарекомендовали себя цвет¬
ные порошки и пасты (черные, красные,
серые, магнитно-люминесцентные с зеле¬
ным свечением). Черные порошки приме¬
няют для контроля деталей со светлой
306Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯповерхностью. Детали с темной поверх¬
ностью предварительно покрывают тон¬
ким слоем белой краски, а затем наносят
на нее черный порошок.Для контроля деталей с темной по¬
верхностью рекомендуется использовать
магнитно-люминесцентный метод, обес¬
печивающий яркую индикацию дефект¬
ных мест и не требующий нанесения слоя
краски. Однако для реализации этого ме¬
тода необходимо специальное оборудова¬
ние и затемненное помещение. Иногда
применяют красные порошки в виде ок¬
сида Fe203, но он характеризуется более
низкими магнитными свойствами и, как
следствие, более низкой выявляемостью
дефектов.Среди большого многообразия маг¬
нитных суспензий наиболее широко ис¬
пользуют масляные и масляно-кероси-
новые:• (20±5) г черного магнитного по¬
рошка, 0,5 дм3 керосина и трансформа¬
торного масла;• (20±5) г черного магнитного по¬
рошка и 1 дм3 масла РМ. Широкое рас¬
пространение получили также водные
магнитные суспензии:• (20±5) г черного магнитного по¬
рошка, (4±1) г хромпика калиевого, (10±1)
г кальцинированной соды, (5±1) г эмуль¬
гатора ОП-7 или ОП-Ю, 1 дм3 воды;• (20±5) г черного магнитного по¬
рошка, (10±1) г углекислого натрия,
(15±5) г хозяйственного мыла, 1 дм3 воды;• (20±5) г черного магнитного по¬
рошка, 1 г хозяйственного мыла, (12±2) г
кальцинированной соды, 1 дм3 воды.Приготовление водной суспензии на¬
чинают с растворения в воде (40...50°С)6.3. МАГНИТОГРАСущность этого метода заключается
в намагничивании контролируемого уча¬
стка сварного шва и околошовной зоны с
одновременной записью магнитного поля
на магнитную ленту (рис. 6.12, а) и по-поверхностно-активных и антикоррози¬
онных компонентов. Затем магнитный
порошок предварительно смешивают с
небольшим количеством дисперсионной
среды до получения сметанообразной
массы, а потом, добавляя в нее дисперси¬
онную среду, доводят магнитную суспен¬
зию до нужной концентрации. Водную
суспензию необходимо оберегать от мас¬
ла, которое вызывает коагуляцию магнит¬
ного порошка, что снижает его чувстви¬
тельность к полям дефектов.Промышленность выпускает специ¬
альные магнитные пасты, необходимые
для приготовления суспензии, в частности
черную водяную ЧВ-1, красную водяную
КВ-1, красную масляно-керосиновую КМ-К,
магнитно-люминесцентные МЛ-1 и МЛ-2.Преимущество применения этих паст
заключается в том, что потребитель дол¬
жен лишь развести некоторое их количе¬
ство в соответствующей дисперсионной
среде.Для измерения концентрации по¬
рошка в суспензии разработан ряд прибо¬
ров, в том числе феррозондовый прибор
АКС-1, а также струйный анализатор
концентрации суспензии АКС-1 С, пред¬
назначенный для измерения концентра¬
ции порошка непосредственно в струе
поливочного устройства дефектоскопа.
Перед применением порошка или суспен¬
зии их качество проверяют на контроль¬
ном образце с искусственными дефектами
на предмет определения уровня чувстви¬
тельности контроля.Размагничивают суспензии с помо¬
щью соленоидов переменного тока, кото¬
рыми обвивают шланги для стекания сус¬
пензий в накопительный бак.НЧЕСКИЙ МЕТОДследующем считывании полученной ин¬
формации с нее специальными воспроиз¬
водящими устройствами магнитографиче¬
ских дефектоскопов, оснащенных вторич¬
ными преобразователями в виде ферро-
МАГНИТОГРАФИЧЕСКИЙ МЕТОД3074 2 3а)6)Рис. 6.12. Схема магнитографического контроля сварного шва:1 - намагничивающее устройство; 2 - сварной шов; 3 - дефект; 4 - магнитная лентазондов или индукционных головок. Этот
сигнал после преобразования поступает
на экран ЭЛТ (рис. 6.12, б).Методика контроля. Технология
магнитографического контроля включает
в себя ряд операций (ГОСТ 25225-82).
Назовем их.1. Осмотр и подготовка поверхности
контролируемого изделия. При этом с
поверхности контролируемых швов
должны быть удалены остатки шлака,
брызги расплавленного металла, грязь и т. д.2. Наложение на шов отрезка маг¬
нитной ленты. Перед началом работы
магнитную ленту подвергают размагни¬
чиванию. Прижим ленты к шву плоских
изделий выполняют специальной эла¬
стичной "подушкой".При контроле кольцевых швов труб,
сосудов и других изделий магнитную лен¬
ту к поверхности шва прижимают по все¬
му периметру эластичным резиновым
поясом.3. Намагничивание контролируемого
изделия при оптимальных режимах в за¬
висимости от типа намагничивающего
устройства, толщины сварного шва и его
магнитных свойств.4. Расшифровка результатов контро¬
ля, для чего магнитную ленту устанавли¬
вают в считывающее устройство дефекто¬
скопа и по сигналам на его экранах выяв¬
ляют дефекты. Перед воспроизведениемсигналов дефектоскоп настраивают по
эталонной магнитограмме с записью маг¬
нитного поля дефекта минимально допус¬
тимых размеров. Во время воспроизведе¬
ния регистрируются все дефекты, ампли¬
туда импульса от которых на экране ос¬
циллографа превышает амплитуду им¬
пульса от эталонного дефекта.Магнитографический метод в основ¬
ном применяют для контроля стыковых
швов, выполненных сваркой плавлением,
и в первую очередь при дефектоскопии
швов магистральных трубопроводов.
Этим методом можно контролировать
сварные изделия и конструкции толщиной
до 20...25 мм.Чувствительность метода. Чувст¬
вительность магнитографического метода
контроля К определяется как отношение
вертикального размера (глубины) As ми¬
нимально выявляемого дефекта к толщине
л основного металла контролируемого
изделия: К= As /s.Критерием выявляемое™ служит до¬
пустимое отношение амплитуды сигнала
от дефекта Ая к амплитуде сигнала от по¬
мех Ап. При уменьшении допустимого
отношения Ад/Ап чувствительность увели¬
чивается, однако достоверность метода
снижается. Поэтому в каждом конкретном
случае необходимо оптимизировать этот
критерий в зависимости от вида дефекта,
положения его внутри изделия, режима
308Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯнамагничивания и типа применяемой
ленты.Чувствительность магнитографиче¬
ского контроля зависит от размеров, фор¬
мы, глубины и ориентации дефектов, гео¬
метрии поверхности, параметров считы¬
вающей головки дефектоскопа и типа
магнитной ленты. Магнитографией наи¬
более уверенно выявляются плоскостные
дефекты (трещины, непровары, несплав¬
ления), а также протяженные дефекты в
виде цепочек шлака, преимущественно
ориентированные поперек направления
магнитного потока. Значительно хуже
фиксируются округлые дефекты (поры,
шлаковые включения).Практикой установлено, что этим
методом уверенно обнаруживаются внут¬
ренние плоскостные дефекты, когда их
вертикальный размер составляет 8... 10 %
от толщины сварного шва. При снятой
выпуклости шва максимальная чувстви¬
тельность контроля к указанным дефек¬
там достигает 5 %. Округлые внутренние
дефекты обнаруживаются, когда их раз¬
мер по высоте > 20 % толщины изделия.Чувствительность магнитографи¬
ческого метода к поверхностным дефек¬
там примерно такая же или несколько
хуже, чем у магнитопорошкового. Чем
глубже расположен дефект от поверхно¬
сти изделия, на которую укладывается
магнитная лента, тем хуже он выявляется.
Современная аппаратура позволяет нахо¬
дить дефекты с вертикальным размером10... 15 % от толщины изделия на глубине
залегания до 20.. .25 мм.3Рис. 6.13. Структурная схема
магнитографического дефектоскопа:1 - электродвигатель; 2 - блок головок; 3 -
магнитная лента; 4 - усилитель; 5 - генератор
развертки; 6 - ЭЛТНа чувствительность магнитографи¬
ческого метода сильно влияют высота и
форма выпуклости шва, а также состояние
его поверхности. Для лучшей выявляемо-
сти дефектов необходимо выполнять
сварку так, чтобы высота выпуклости шва
не превышала 25 % от толщины основно¬
го металла, а переход от наплавленного
металла к плоскости был плавным. При
этом чешуйчатость на поверхности шва
должна составлять < 25...30 % от высоты
выпуклости, но < 1 мм. При контроле
швов с грубой чешуйчатостью шов следу¬
ет защищать. Не допускается проводить
контроль сварных швов со смещением
кромок стыкуемых элементов. Наилучшие
результаты получают при контроле свар¬
ных швов, выполненных автоматической
сваркой.Чувствительность метода можно по¬
высить путем увеличения чувствительно¬
сти магнитных лент и избирательности
аппаратуры считывания результатов кон¬
троля с магнитной ленты.Схемы намагничивания. При маг¬
нитографическом контроле изделия на¬
магничивают с помощью специальных
электромагнитов (см. рис. 6.12), реже
применяют циркулярное намагничивание.Для обнаружения внутренних дефек¬
тов намагничивание производят постоян¬
ным током, а для обнаружения поверхно¬
стных и подповерхностных дефектов -
переменным током.Аппаратура и материалы. Считы¬
вание результатов контроля с магнитной
ленты выполняют магнитографическими
дефектоскопами. Простейшая структур¬
ная схема магнитографического дефекто¬
скопа изображена на рис. 6.13. Он имеет
электродвигатель, приводящий во враще¬
ние барабан с несколькими магнитными
головками. Последние перемещаются по¬
перек магнитной ленты. Электрические
сигналы с головки поступают в усили¬
тель, усиливаются в нем и попадают на
ЭЛТ.
ФЕРРОЗОНДОВ ЫЙ МЕТОД309Промышленность выпускает дефек¬
тоскопы, имеющие два вида индикации:
импульсную и телевизионную. При им¬
пульсной индикации на экране ЭЛТ воз¬
никают импульсы, амплитуда которых
характеризует величину дефектов в вер¬
тикальном направлении, а при видео¬
индикации магнитный потенциальный
рельеф полей рассеяния от дефектов пе¬
реносится на экран ЭЛТ в виде телевизи¬
онного изображения магнитограммы от¬
дельных участков шва.Известны дефектоскопы типа МД-9 с
импульсной индикацией и МД-11 с види¬
мым изображением. Наиболее совершен¬
ные дефектоскопы МДУ-2У, МД-10ИМ и
МГК-1 имеют двойную индикацию. Из
зарубежных дефектоскопов широко при¬
меняют магнитофоны типа 9.052 (инсти¬
тут Ферстера, ФРГ).В комплект дефектоскопа входит на¬
магничивающее устройство, которое со¬
стоит из П-образного магнитомягкого
сердечника (магнитопровода) и обмотки.
Намагничивающее устройство выполня¬
ется с удлиненными полюсами, опираю¬
щимися на четыре немагнитных ролика.
Опорные ролики создают между поверх¬
ностью контролируемого изделия и полю¬
сами намагничивающего устройства воз¬
душный зазор (2...3 мм) постоянной ве¬
личины, позволяющий электромагниту
свободно перемещаться вдоль сварного
шва.Промышленность выпускает несколь¬
ко типоразмеров передвижных намагни¬
чивающих устройств (ПНУ): ПНУ-М1,ПНУ-М2, УНУ, которые предназначены
для намагничивания сварных стыков труб
диаметром 150... 1200 мм и плоских изде¬
лий толщиной до 16 мм. Для магнитогра¬
фического контроля сварных швов труб
большого диаметра (до 1420 мм) и пло¬
ских конструкций толщиной до 20 мм
применяют шаговые намагничивающие
устройства (МНУ-1). Намагничивание
кольцевых швов труб диаметром 57...
150 мм проводят неподвижным намаг¬
ничивающим устройством типа НВУ-1.Все перечисленные намагничиваю¬
щие устройства питаются постоянным
током. В заводских условиях источниками
тока служат выпрямители, а в полевых
часто применяют переносные автономные
станции типа СПП-1 или СПА-1.Для записи магнитных полей при
магнитографическом контроле использу¬
ют магнитную ленту. Она выполнена на
триацетатной или лавсановой основе, на
которую нанесены мельчайшие ферро¬
магнитные частиц. В настоящее время
серийно выпускают ленты типа МК-1 (на
триацетатной основе) и МК-2 (на лавса¬
новой основе) шириной 35 мм.Эти ленты имеют низкую коэрци¬
тивную силу (#с = 800 А/м), поэтому их
используют при контроле изделий из ма¬
лоуглеродистых и низколегированных
сталей. Лента МК-2 обладает более высо¬
кими физико-механическими свойствами,
чем лента МК-1, и может применяться
при температурах окружающего воздуха
+70...-70 °С; лента МК-1 при температу¬
ре ниже -30 °С теряет эластичность.6.4.ФЕРРОЗОНДОВЫЙ МЕТОДФеррозондовый метод основан на
обнаружении полей дефектов с помощью
магниточувствительных элементов - фер¬
розондов. Феррозонд состоит из двух по-
лузондов: двух совершенно одинаковых
пермаллоевых магнитопроводов, каждый
из которых окружен первичной и вторич¬
ной обмотками, распределенными по егодлине. На практике применяют феррозон-
ды-полемеры и феррозонды-градиентоме-
ры. Их принципиальное отличие состоит в
том, что у первых первичные обмотки
соединены последовательно навстречу
друг другу, а во вторых такая схема вклю¬
чения реализована во вторичных обмот¬
ках (рис. 6.14).
310Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯРис.6.14. Схема феррозонда-полемера (а) н
феррозонда-градиеитомера (б)Феррозонд-полемер функционирует
следующим образом (рис. 6.14, а). Пер¬
вичные обмотки W] и w\, включенные
последовательно (дифференциально), пи¬
таются переменным током с такой ампли¬
тудой, при которой материал маг-
нитопровода доводится до насыщения.
Вторичные обмотки и w'2, образующие
индикаторную цепь, соединены последо¬
вательно так, что наводимые в них ЭДС
при отсутствии постоянного магнитного
поля взаимно компенсируются. При нали¬
чии постоянного магнитного тока в инди¬
каторной цепи возникают гармоники. Их
амплитуда пропорциональна напряженно¬
сти измеряемого постоянного поля.В схеме феррозонда-градиентомера
(рис. 6.14, б) первичные обмотки соеди¬
нены последовательно, образуя цепь воз¬
буждения; вторичные, включенные на¬
встречу друг другу, образуют индикатор¬
ную цепь. Если на катушки наряду с оди¬
наковыми переменными полями будут
действовать и одинаковые постоянные
намагничивающие поля, то ЭДС на выхо¬
де индикаторной цепи будет равна нулю.
При наличии дефекта постоянная состав¬
ляющая магнитного поля будет разная в
обеих катушках, что приведет к возник¬
новению ЭДС во вторичной обмотке.По сравнению с феррозондом-поле-
мером градиентомер обладает преимущест¬
вом в том, что на его показания не влияют
посторонние магнитные поля, имеющие го¬
раздо меньший градиент, чем поле дефекта.У измерительных схем с феррозон¬
дами, несмотря на их разнообразное при¬
менение, общая структура. Для периоди¬
ческого перемагничивания магнитопрово-
дов феррозонда служит схема возбужде¬
ния, включающая в себя задающий гене¬
ратор. С индикаторных обмоток сигнал
поступает на вход резонансного усилите¬
ля, настроенного на частоту второй гар¬
моники, амплитуда которой связана с из¬
меряемым магнитным полем. Выделяе¬
мый сигнал фиксируется регистратором.В магнитной дефектоскопии приме¬
няют обычно феррозонды длиной 0,5...2 мм, что необходимо для выявления де¬
фектов малых размеров. Частота тока воз¬
буждения 100...300 кГц. С помощью та¬
ких феррозондов могут выявляться по¬
верхностные дефекты глубиной >0,1 мм,
а также дефекты, залегающие на глубине8... 15 мм. Контроль проводят как в про¬
цессе намагничивания, так и на остаточ¬
ной намагниченности. В последнем слу¬
чае контроль более прост и удобен, но он
эффективен только для изделий из маг¬
нитожестких материалов, т.е. материалов с
достаточно большой коэрцитивной силой.Метод широко применяют при дефек¬
тоскопии цельнотянутых труб небольшого
диаметра, прутков, заготовок и др. Чаще
всего эти изделия контролируют в авто¬
матизированном варианте. Весьма эффек¬
тивен феррозондовый метод при контроле
продольных швов труб, выполненных
высокочастотной сваркой. Примером мо¬
гут служить установки типа МДСШ.Для механизированного контроля
основного металла и сварных швов обеча¬
ек, котлов и корпусов реакторов с целью
обнаружения в них поверхностных и
подповерхностных дефектов (на глубине
5 мм) применяют установку "Радиан-1М".
Изделие намагничивают переменным
магнитным полем, а обнаружение полей
дефектов осуществляют с помощью фер-
розондов-градиентомеров.Феррозондовый метод применяют
также в толщинометрии, структуроскопии
и для определения степени размагничен¬
ности изделий после магнитного контроля.
НЕКОТОРЫЕ (НОВЫЕ) МЕТОДЫ МАГНИТНОЙ ДЕФЕКТОСКОПИИ 3116.5. НЕКОТОРЫЕ (НОВЫЕ) МЕТОДЫ
МАГНИТНОЙ ДЕФЕКТОСКОПИИМетоды магнитной дефектоскопии,
как мы уже отмечали, различаются по
средствам преобразования магнитного
поля (дефекта) в электрический или опти¬
ческий сигналы. Ниже рассмотрим ис¬
пользование некоторых, в том числе но¬
вых, преобразователей.Полупроводниковые преобразова¬
тели магнитного поля. В последнее вре¬
мя появилось много новых преобразова¬
телей магнитного поля в электрический
сигнал, которые отличаются принципом
действия, чувствительностью, габаритны¬
ми размерами, но имеют одну общую чер¬
ту: используют процессы, происходящие
в полупроводниках. Вследствие этого им
присущи некоторые общие свойства: вы¬
сокая механическая прочность, надеж¬
ность, дешевизна при массовом производ¬
стве, но и сложность изготовления, значи¬
тельный разброс параметров, чувстви¬
тельность к вибрациям, радиации и коле¬
баниям температуры.Датчики Холла. Эффект Холла, как
известно, заключается в том, что при по¬
мещении проводника с током I в магнит¬
ное поле с индукцией В на носители заря¬
да действует сила Лоренца, отклоняющая
заряды на поверхность проводника. Воз¬
никающая при этом разность потенциалов
Ux = кВ1 (где к - магнитная чувствитель¬
ность), т.е. пропорциональна току и вели¬
чине индукции, а также зависит от разме¬
ра проводника в направлении поля и
свойств материала. Соответствующий
анализ показывает, что заметную разность
потенциалов можно получить лишь в по¬
лупроводниках с высокой подвижностью
носителей заряда, например в германии,
кремнии.Достоинствами датчиков Холла яв¬
ляются малые размеры (0,7 х 0,7 х 25 мм),
линейность характеристики в очень ши¬
роком интервале полей (до нескольких
тесла), что позволяет размещать их прямомежду полюсами электромагнита; отсут¬
ствие ферромагнитных элементов в кон¬
струкции, искажающих исследуемое поле.
Однако имеется и существенный недоста¬
ток - малая чувствительность. Лучшие
датчики дают пока 90 мВ/(А Тл), что при
номинальном токе соответствует реаль¬
ной чувствительности < 1 мВ/(А/См). Тем
не менее при контроле на предмет по¬
верхностных дефектов индикаторы этого
типа уже нашли применение.Магнитодиоды. Если через диод
пропускать ток в прямом направлении, то
в отсутствие магнитного поля инжектиро¬
ванные в базу носители заряда уменьшат
ее сопротивление, и включением поля
перпендикулярно к току сила Лоренца
будет отклонять электроны и дырки на
одну и ту же поверхность диода. Вследст¬
вие этого велика вероятность рекомбина¬
ции; кроме того, грани специально обра¬
батываются для катализации поверхностей
рекомбинации. В итоге число носителей в
базе резко падает, что увеличивает ее со¬
противление и добавочно уменьшает ток.Процесс снижения тока диода под
действием магнитного поля идет лави¬
нообразно. Это обеспечивает гораздо бо¬
лее высокую по сравнению с датчиками
Холла чувствительность в столь же широ¬
ком интервале полей, однако характери¬
стика прибора значительно нелинейна.
Лучшие лабораторные образцы (5-магни-
тодиоды) при низких температурах дают
5 х 105 В/(А • Тл), что соответствует реаль¬
ной чувствительности 200 мВ/(А/См),
т.е. не хуже, чем феррозонды такого же
размера. Однако у серийных образцов
КД 301 при 25 °С она равна только
4 мВ/(А/см).Как показал зарубежный опыт, эти
приборы пригодны для контроля в усло¬
виях производства, несмотря на три не¬
достатка: нелинейность характеристики,
высокую температурную нестабильность
312Глава 6. МАГНИТНАЯ ДЕФЕКТОСКОПИЯи необходимость сложных схем выравни¬
вания чувствительности для системы дат¬
чиков.В магниторезисторах используется
эффект Гаусса, суть которого заключается
в изменении сопротивления проводника
или полупроводника с изменением воз¬
действующего на него магнитного поля.В качестве материалов для изготов¬
ления магниторезисторов используют ан-
тимонид (InSb) и арсенид индия (InAs),
эвтектические сплавы типа InSb-NiSb и
InSb-GaSb, а также германий (Ge), теллу-
рид (HgTe) и селенид ртути (HgSe), антимо-
нид и арсенид галлия (GaSb, GaAs) и др.Прочие полупроводниковые дат¬
чики. Сейчас предложено большое коли¬
чество других магниточувствительных
элементов на полупроводниковой основе:
биполярные магнитотранзисторы, магни-
тотиристоры, мадисторы и т.д.Методы визуальной и
оптической индикации полейВизуализация магнитной жидко¬
стью. Магнитная жидкость представляет
собой очень стойкую взвесь тонко из¬
мельченных ферромагнитных частиц в
среде такой вязкости, что при взаимодей¬
ствии с магнитным полем перемещаются
не только частицы, но и вся жидкость.
Соответственно, на ровной поверхности
жидкость в области дефекта будет де¬
формироваться, что можно обнаружить
по интерференционной картине или го¬
лограмме.Предполагается, что интерференци¬
онная картина будет зависеть от величины
поля дефекта. Однако были выполнены
только предварительные опыты, поэтому
судить о возможности практической реа¬
лизации этих идей трудно.Визуализация жидкими кристал¬
лами. Известно, что некоторые жидкок¬
ристаллические вещества реагируют на
магнитное поле изменением окраски. Это
позволяет установить количественные
критерии для оценки полей дефектов;
кроме того, жидкие кристаллы немагнит¬
ны и при контроле сварных швов не будут
стягиваться на края валика. Но даже пред¬
варительных экспериментов примени¬
тельно к НК, насколько нам известно, по¬
ка не проводилось.Магнитооптический метод инди¬
кации. Практически реализованный в
лабораторной установке метод основан на
вращении плоскости поляризации луча
света, отраженного поверхностью танген¬
циально намагниченной ферромагнитной
пленки (экваториальный эффект Керра),
хотя могут быть использованы и другие
магнитооптические эффекты. Если пленку
поместить в исследуемое поле, то измене¬
ние намагниченности приведет к враще¬
нию плоскости поляризции, что улавлива¬
ется анализатором.Главное достоинство метода - воз¬
можность использования преобразова¬
теля очень малых размеров. В описанной
установке преобразователь представляет
собой пленку толщиной 0,2 и диаметром3 мкм, освещаемую лучом лазера с до¬
полнительной фокусировкой. Это позво¬
ляет измерить поля наружных дефектов
вплотную к поверхности металла с малым
усреднением. Например, имеется описа¬
ние исследования топографии поля ин¬
дукционной головки записи со щелью
шириной 7 мкм на высоте 5 мкм. Однако
чувствительность метода мала, требуются
сложные усилители, и для успешного ис¬
пользования магнитооптического метода
в практике НК потребуются значительные
усилия.
Глава 7ВИХРЕТОКОВАЯ ДЕФЕКТОСКОПИЯ7.1. ФИЗИЧЕСКИЕ ОСНОВЫМетоды, основанные на использова¬
нии вихревых токов, могут быть приме¬
нены для контроля электропроводящих
изделий на выявление дефектов, неодно¬
родностей структуры и отклонений от
химического состава. Методы вихревых
токов находят также применение для сор¬
тировки металлов, обнаружения трещин,
пор и включений, измерения толщины
покрытий, листовых металлов и труб, а
также толщины непроводящих пленок,
нанесенных на основной металл.Методы вихревых токов наиболее
эффективны при выявлении дефектов,
расположенных вблизи поверхности изде¬
лия. Результаты испытаний могут послу¬
жить лишь для косвенной оценки иссле¬
дуемых характеристик изделия; в каждом
конкретном случае должно быть установ¬
лено соотношение между измеряемыми
величинами и этими характеристиками.Когда к поверхности металлического
изделия подносится катушка (рис.7.1.), по
которой протекает переменный электри¬
ческий ток (J) с наведенным в ней пере¬
менным магнитным потоком Ф0, то в ме¬
талле возбуждаются вихревые токи с
плотностью ja. Величина возбуждаемых
(наведенных) вихревых токов зависит от
величины и частоты переменного тока,
электропроводности, магнитной прони¬
цаемости и формы изделия, а также от
наличия в изделии неоднородностей или
несплошностей.Наведенные вихревые токи концен¬
трируются вблизи поверхности изделия.
Для плоского проводника изменение ве¬
личины тока в зависимости от глубины
проникновения носит экспоненциальный
характер.Глубина проникновения для плоско¬го проводника определяется следующим
выражением:Z = ■(л/цаа)1/2(7.1)где Z- глубина проникновения, м;/- час¬
тота, Гц; ца — магнитная проницаемость
(4л: • 107 Гн/м для немагнитных материа¬
лов); о - удельная электрическая прово¬
димость, См/м.Условная глубина проникновения
для плоского проводника в однородном
поле определяется как глубина, на кото¬
рой величина тока становится равной 1/е
(37 %) своего значения на поверхности.
Для неоднородных полей и проводников,
форма которых отличается от плоской,
характер распределения вихревых токов
не подчиняется уравнению (7.1).Величина наведенных вихревых то¬
ков может быть вычислена на основании
закона индукции Фарадея:h = г'о ехр[- (тгУр.сг)1/2 г]хxexp;[(27i/r)-(7i/^o)1/2z], (7.2)где 4 - ток на глубине z; /0 - ток при z = 0;
j = V—Т; t - время.Рис.7.1. Электромагнитное поле
вихретокового датчика
314Глава 7. ВИХРЕТОКОВАЯ ДЕФЕКТОСКОПИЯРис.7.2. Схемы формирования поля
вихревых токов при наличии трещиныПервый экспоненциальный член в
уравнении (7.2) определяет уменьшение
величины тока при возрастании глубины,
второй описывает соотношение между
фазой вихревых токов на данной глубине
и фазой поверхностных токов. Величина
наведенного магнитного поля как функ¬
ция глубины проникновения определяется
подобным выражением.Из уравнения (7.1) можно видеть, что
чем больше частота возбуждения, элек¬
тропроводимость или магнитная прони¬
цаемость материала, тем меньше глубина,
на которой могут быть наведены вихре¬
вые токи в металле. Для неферромагнит¬
ных металлов, имеющих величину ц = 1,
желательная глубина проникновения мо¬
жет быть достигнута выбором необходи¬
мой частоты. Для ферромагнитных метал¬
лов, характеризующихся высоким значе¬
нием ц, проникновение мало даже при
весьма низких частотах.С целью увеличения глубины про¬
никновения и повышения эффективности
контроля надо снизить эффективную ве¬
личину магнитной проницаемости; это
можно сделать путем создания в материа¬
ле изделия магнитного насыщения.Информацию о свойствах изделия
датчик получает через магнитный поток
Фв, созданный вихревыми токами с плот¬
ностью Векторы напряженности воз¬
буждающего поля Н0 и поля вихревых
токов Нв направлены навстречу друг
другу. Электродвижущая сила в обмотке
датчика в каждый момент времени про¬
порциональна разности потоков Фо - Фи.
Регистрируя приращение комплексногосопротивления параметрической катушки
или приращение комплексного напряже¬
ния на выходе трансформаторного преобра¬
зователя, судят о результатах испытаний.Нарушение сплошности является
препятствием для вихревых токов, их
действие эквивалентно увеличению со¬
противления поверхностного слоя метал¬
ла и приводит к изменению сигнала дат¬
чика. Если под датчиком окажется длин¬
ная глубокая трещина Т, то контур вихре¬
вых токов, представляющий собой при
отсутствии трещины окружность (рис.7.2, а),
разделится ею на две части (рис. 7.2, 6).Вихревые токи вдоль трещины идут
в противоположных направлениях, обра¬
зуя дополнительное магнитное поле де¬
фекта, которое и обусловливает прираще¬
ние сигнала датчика. По изменению фазы
тока в катушке можно определить нали¬
чие дефекта.Годограф. Когда измерительная ка¬
тушка подносится к поверхности провод¬
ника, сопротивление катушки претерпева¬
ет определенные изменения. Анализ этого
изменения крайне усложнен вследствие
большого числа переменных, от которых
зависит указанная величина. Сопротивле¬
ние изменяется по амплитуде и фазе; гра¬
фик, показывающий характер этих изме¬
нений, носит название "диаграмма годо¬
графа". Такой график для катушки, окру¬
жающей сплошной металлический ци¬
линдрический стержень, приведен на
рис. 7.3.Сопротивление измерительной ка¬
тушки может быть разложено на две
составляющие: реактивную и активную.
Штриховые линии на графике соответст¬
вуют изменению сопротивления при по¬
мещении в катушку изделий одинаковой
удельной электрической проводимости а,
но различного диаметра.Для исключения любой зависимости
результатов измерений от конкретной
конструкции или геометрии катушки кри¬
вые на рис.7.3 нормализованы путем де¬
ления активной и реактивной составляю¬
щих сопротивления, отложенных по осям
графика, на величину индуктивности пус¬
ФИЗИЧЕСКИЕ ОСНОВЫ315той катушки (coZ-o). Величину реактивной
составляющей, отложенной по оси орди¬
нат, можно сопоставить с количеством
энергии, сконцентрированной в изделии и
катушке в течение каждого цикла пере¬
менного тока, а величину активной со¬
ставляющей - с количеством энергии, рас¬
сеянной в изделии в течение каждого цикла.Если изделие имеет нулевую элек¬
тропроводимость (является изолятором),
вихревые токи в нем не наводятся; при ее
увеличении до некоторого определенного
значения возникают вихревые токи. Это
влияет на сопротивление измерительной
катушки двояким образом. Наведенные
вихревые токи создадут свое собственное
электромагнитное поле, направленное
против магнитного поля катушки, что
приведет к уменьшению энергии, сосре¬
доточенной в системе, и рассеянию ее в
виде теплоты. Увеличение удельной элек¬
трической проводимости вызовет умень¬
шение реактивной составляющей; при
этом активная составляющая сначала воз¬
растет до некоторого максимального зна¬
чения и затем начнет снижаться. В пред¬
ложенной Форстером форме диаграммы
импеданса переменным параметром явля¬
ется величина fs, значение которой опре¬
деляется следующим выражением:_ 5060*8 ~ 7^ 2 ’G|iDгде - относительная магнитная прони¬
цаемость; а - удельная электрическая
проводимость, МСм/м; D - диаметр, см.Воспользовавшись отношением flfg9
диаграмму на рис. 7.4 можно применить
для материалов с любыми электропровод¬
ностью, магнитной проницаемостью, а
также для стержней любого диаметра.Вихретоковый метод пока широко не
применяют при контроле сварных швов,
так как электропроводимость отдельных
зон и околошовной зоны значительно ме¬
няется, что создает большие помехи при
выявлении дефектов сварки. Вихретоко¬
вые методы могут быть использованы для
фазового и структурного анализа указан¬
ных зон.<а£,0Рис.7.3. Диаграмма сопротивления для ка¬
тушки, охватывающей сплошной цилинд¬
рический образец:/; 2 и 3 - N = 1; 0,63 и 0,65 соответственно
(N — коэффициент заполнения, равный отно¬
шению квадрата радиуса образца к квадрату
радиуса катушки); соL - сопротивление катуш¬
ки с образцом; соL0 - сопротивление пустой
катушки; R - активное сопротивлениеМетодика контроля. Методика кон¬
троля включает в себя следующие основ¬
ные операции (рис. 7.5):1) внешний осмотр изделия и устра¬
нение наружных дефектов, мешающих
контролю;2) установление полезадающей систе¬
мы 1 на контролируемое изделие 2 и пропус¬
кание тока через возбуждающую катушку;3) сканирование датчика 3 и регист¬
рирующих приборов 4, 5 вдоль поверхно¬
сти контролируемого объекта;4) расшифровку результатов контро¬
ля и оценку качества изделия.
316Глава 7. ВИХРЕТОКОВАЯ ДЕФЕКТОСКОПИЯю L0Рис.7.4. Нормализованная диаграмма
импеданса измерительной катушки в
зависимости от отношения flfg для
неферромагнитных материалов (ц=1)Чувствительность метода. На чув¬
ствительность электромагнитного метода
значительно влияют зазор между датчи¬
ком и поверхностью контролируемого
изделия, их взаимное расположение, фор¬
ма и размеры. С увеличением зазора резко
падает чувствительность метода. Допус¬
каемый максимальный зазор 2 мм. Струк¬
турная неоднородность существенно сни-Рис. 7.5. Схема электромагнитного
контроляжает чувствительность метода к обнару¬
жению дефектов. Этим методом удается
выявить поверхностные и подповерхност¬
ные трещины глубиной 0,1...0,2 мм и
протяженностью > 1 мм, расположенные
на глубине до 1 мм.Перечисленные геометрические фак¬
торы обусловили ряд новых возможно¬
стей вихретокового метода: измерение
толщины слоя гальванических, лакокра¬
сочных, теплоизоляционных покрытий и
пленок, определение толщины труб, пус¬
тотелых деталей и других тонколистовых
изделий при одностороннем доступе к ним,
измерение диаметра прутков и проволоки.Однако в ряде случаев геометриче¬
ские факторы существенно затрудняют
практическое применение метода. По¬
следнее объясняется тем, что при контро¬
ле деталей, например, по свойствам их
материала, связанным с электропроводи¬
мостью, отклонения в размерах деталей
(даже в пределах допусков) могут более
сильно влиять на параметры датчика, чем
исследуемые свойства материала деталей.7.2. СПОСОБЫ И МЕТОДИКА КОНТРОЛЯЭлектромагнитные методы подраз¬
деляют в основном по полезадающим
системам. Последние могут быть проход¬
ные, если катушка с током охватывает
деталь или вставляется в нее (рис. 7.6, а, б),
и накладные, когда катушку с током уста¬
навливают на деталь торцом (рис.7.6, б).Измерительные катушки (датчики)
могут выполняться отдельно от полеза¬
дающих (генераторных) и обычно распо¬лагаются вблизи поверхности контроли¬
руемого изделия (рис. 7.7).Накладные преобразователи изго¬
товляют с ферромагнитным сердечником
или без него. Ферромагнитный сердечник
(обычно ферритовый) повышает абсолют¬
ную чувствительность преобразователя и
уменьшает зону контроля за счет локали¬
зации магнитного потока.
СПОСОБЫ И МЕТОДИКА КОНТРОЛЯ317б)Рис. 7.6. Основные схемы (а - в) полезадающих систем электромагнитного контроля:Н - вектор напряженности магнитного поля; v - направление электромагнитной волныПроходные вихретоковые преобразо¬
ватели (ВТП) подразделяют на наружные
и внутренние. Такая классификация про¬
ходных преобразователей основана на
том, что они в процессе контроля прохо¬
дят или снаружи объекта, охватывая его,
или внутри объекта.Накладные ВТП применяют в основ¬
ном при контроле качества объектов с
плоскими поверхностями и объектов
сложной формы, а также в тех случаях,
когда требуется обеспечить локальность и
высокую чувствительность.Наружные проходные ВТП исполь¬
зуют при контроле линейно-протяженных
объектов (проволоки, прутка, трубы и
т.д.), а также при массовом контроле мел¬
ких изделий. Внутренними проходными
ВТП контролируют внутренние поверх¬
ности трубы, а также стенки отверстий в
различных деталях.Дефектоскопы с проходными пре¬
образователями. При автоматизирован¬
ном, высокоскоростном и бесконтактном
контроле качества эффективно применя¬
ют дефектоскопы с проходными преобра¬
зователями, позволяющими проверять вРис. 7.7. Схема регистрации параметров
электромагнитного поля:I - полезадающая (генераторная) катушка;2 - измерительная катушка;3 — контролируемое изделиешироком диапазоне типоразмеров протя¬
женные объекты (трубы, прутки, прово¬
локу с поперечными размерами 0,15...
135 мм) и мелкие детали (шарики и роли¬
ки подшипников, метизы и т.д.). При этом
производительность контроля может дос¬
тигать 50 м/с (для проволоки) или не¬
скольких тысяч мелких деталей в час.
Производительность контроля труб, прут¬
ков ограничивается инерционностью уст¬
318Глава 7. ВИХРЕТОКОВАЯ ДЕФЕКТОСКОПИЯройств транспортирования и разбраковки
и редко > 3 м/с.Основной параметр дефектоскопа -
порог чувствительности - определяется
минимальными размерами дефекта задан¬
ной формы, при которых отношение сиг¬
нал/помеха равно 2. Порог чувствитель¬
ности устанавливают по образцу с искус¬
ственными дефектами различной формы,
например в виде отверстий разных диа¬
метров и глубины в трубах и прутках,
продольных рисок на проволоке и т.д.
Реальный порог чувствительности зависит
от уровня помех, связанных с вариацией
параметров объекта, например шерохова¬
тости поверхности и др. Порог чувстви¬
тельности дефектоскопа с проходными
преобразователями обычно определяется
глубиной узкого длинного продольного
дефекта, выраженной в процентах от по¬
перечного размера (диаметра детали).Дефектоскопы отличаются главным
образом конструкцией, наличием блоков:
сортировки; представления и регистрации
информации; маркировки дефектных уча¬
стков; подмагничивания и т.д. В настоя¬
щее время широко применяют отечест¬
венные дефектоскопы ИПП-1М, ИДП-1,
ВД-ЗОП, ВД-20П.Дефектоскоп ИПП-1М предназначен
для выявления в условиях поточного про¬
изводства поверхностных дефектов в
прутках круглого и шестигранного про¬
филей диаметром 4...47 мм, выполненных
из ферромагнитных и неферромагнитных
металлов и сплавов. Глубина порогового
дефекта 1...2 % от диаметра, но > 0,1 мм;
длина 2 мм.Прибор ИДП-1 рассчитан на выявле¬
ние в прутках диаметром 1...5 мм из не¬
ферромагнитных и ферромагнитных ме¬
таллов и сплавов поверхностных дефек¬
тов: трещин, волосовин, раковин и т.п.
Глубина порогового дефекта 0,05 мм.Ферромагнитные сварные трубы диа¬
метром до 60 мм контролируют дефекто¬
скопом ЭЗТМ. Проходной преобразова¬
тель, выполненный в виде трехвитковой
трансформаторной системы, обеспечивает
надежную работу устройства в условиях
высоких температур при наличии окали¬ны, масел. Дефектоскоп обнаруживает
непровары в сварном шве и служит надеж¬
ной основой для замены гидроиспытаний.Для контроля протяженных деталей
широкого сортамента, многих типоразме¬
ров и марок материалов разработан
универсальный дефектоскоп ВД-ЗОП.Дефектоскопы с накладными пре¬
образователями. Для контроля линейно¬
протяженных объектов круглого сечения
(прутки, трубы) применяют сканирующие
дефектоскопы с вращающимися вокруг
объекта накладными преобразователями.В настоящее время в России выпус¬
каются приборы типов ВД-89НМ, ВД-96 и
др., которые по техническим характери¬
стикам не уступают зарубежным анало¬
гам. Такие дефектоскопы предназначены
для выявления поверхностных дефектов в
изделиях из ферромагнитных и слабо¬
магнитных сталей, а также из цветных
металлов и сплавов.Для контроля плоских деталей типа
листов, а также изделий, имеющих малую
кривизну поверхности, разработан ряд
переносных малогабаритных дефектоско¬
пов с преобразователями, вращающимися
в плоскости, параллельной поверхности
объекта. Наиболее характерен дефекто¬
скоп типа ЭДМ-65. Он предназначен для
выявления поверхностных дефектов в
зачищенных сварных швах деталей из
алюминиевых сплавов.Сканирующие дефектоскопы со
сравнительно большим диаметром голов¬
ки трудно применять для контроля изде¬
лий сложной конфигурации. В этих слу¬
чаях обычно используют переносные и
малогабаритные дефектоскопы с малым
диаметром преобразователя, работающего
в статическом режиме.На предприятиях широко распро¬
странены вихретоковые структуроскопы
типов ВС-10П, ВС-30НП, ЭМИД-4М, ВС-
30 и др., предназначенные для контроля
термической обработки и сортировки ма¬
териалов по маркам. Эти же задачи при¬
менительно к неферромагнитным мате¬
риалам можно решать с помощью измери¬
телей электрической проводимости типов
ИЭ-1, ИЭ-1М, ВЭ-20М, ВК-10Б и др.
Глава 8КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИ8.1. ФИЗИЧЕСКИЕ ОСНОВЫ И КЛАССИФИКАЦИЯ МЕТОДОВКапиллярные методы НК основаны
на капиллярном проникновении инди¬
каторных жидкостей (пенетрантов) в по¬
лости поверхностных и сквозных не-
сплошностей материала объектов контро¬
ля и регистрации образующихся инди¬
каторных следов визуальным способом
или с помощью преобразователя.Капиллярный НК предназначен для
обнаружения невидимых или слабовиди¬
мых невооруженным глазом поверхност¬
ных и сквозных дефектов в объектах кон¬
троля, определения их расположения,
протяженности (для дефектов типа тре¬
щин) и ориентации по поверхности. Этот
вид контроля позволяет диагностировать
объекты любых размеров и форм, изго¬
товленные из черных и цветных металлов
и сплавов, пластмасс, стекла, керамики, а
также других твердых неферромагнитных
материалов.Этот метод применяют также для
объектов, изготовленных из ферромаг¬
нитных материалов, если их магнитные
свойства, форма, вид и месторасположе¬
ние дефектов не позволяют достичь тре¬
буемой чувствительности магнитопорош¬
ковым методом или магнитопорошковый
метод контроля не допускается применять
по условиям эксплуатации объекта.Капилляр, выходящий на поверхность
объекта контроля только с одной стороны,
называют поверхностной несплошностью,
а соединяющий противоположные стенки
объекта контроля - сквозной. Если по¬
верхностная и сквозная несплошности
являются дефектами, то допускается при¬
менять вместо них термины "поверхност¬
ный дефект" и "сквозной дефект".Изображение, образованное пенет-
рантом в месте расположения несплошно¬сти и подобное форме сечения у выхода
на поверхность объекта контроля, имену¬
ют индикаторным рисунком (следом).
Применительно к несплошности типа
единичной трещины вместо термина "ин¬
дикаторный рисунок" допускается приме¬
нение термина "индикаторный след".Глубина несплошности - размер по¬
следней в направлении внутрь объекта
контроля от его поверхности. Длина не¬
сплошности - ее продольный размер на
поверхности объекта. Раскрытие не¬
сплошности - поперечный размер не¬
сплошности у ее выхода на поверхность
объекта контроля.Необходимым условием выявления
капиллярным контролем дефектов нару¬
шения сплошности материала типа поло¬
стных, имеющих выход на поверхность
объекта и глубину распространения, зна¬
чительно превышающую ширину их рас¬
крытия, является относительная их неза¬
грязненность посторонними веществами.Капиллярные методы контроля
подразделяют в зависимости от типа про¬
никающего вещества на следующие:- метод проникающих растворов -
жидкостный метод капиллярного НК, ос¬
нованный на использовании в качестве
проникающего вещества жидкого индика¬
торного раствора;-метод фильтрующихся суспензий -
жидкостный метод капиллярного НК, ко¬
гда в качестве жидкого проникающего
вещества служит индикаторная суспензия,
которая образует индикаторный рисунок
из отфильтрованных частиц дисперсной
фазы.Капиллярная дефектоскопия заклю¬
чается в капиллярном проникновении ин¬
дикаторных пенетрантов во внутреннюю
320Глава 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИполость дефектов, сорбции и диффузии,
яркостном и цветовом контрастах дефек¬
тоскопических материалов.Размеры дефектов, которые должны
быть выявлены методами капиллярной
дефектоскопии, так малы, что обнаружить
их невооруженным глазом практически
невозможно. Дефект на поверхности из¬
делия можно заметить в том случае, если
имеется яркостный колористический кон¬
траст между самим дефектом и бездефект¬
ной частью контролируемого изделия - фо¬
ном поверхности, причем если фон тем¬
ный, то дефекты должны быть светлыми,
или наоборот.Поэтому для обнаружения дефектов
невооруженным глазом следует искусст¬
венно повысить контрастность дефектно¬
го и неповрежденного участков контроли¬
руемой поверхности. Это достигается из¬
менением светопоглощения и светоиспус-
кания поверхностей после нанесения спе¬
циальных индикаторных пенетрантов.Заполнение полостей дефектов спе¬
циальными свето- и цветоконтрастными
индикаторными пенетрантами - первая и
основная задача капиллярной дефекто¬
скопии. Макроскопическое раскрытие и
длину дефектов уподобляют их капилляр¬
ным сосудам, обладающим своеобразной
способностью всасывать смачивающие
жидкости под действием капиллярных сил.Явления, обусловленные втягивани¬
ем смачивающих жидкостей в капилляры
или выталкиванием несмачивающих жид¬
костей из капилляров, называются капил¬
лярными.б)Рис.8.1. Смачивание твердых тел
жидкостямиНа границе соприкосновения твер¬
дых тел с жидкостью наблюдается смачи¬
вание, заключающееся в искривлении
свободной поверхности жидкости около
твердой стенки сосуда (дефекта). Поверх¬
ность жидкости, искривленная на границе
с твердым телом, называется мениском, а
линия пересечения мениска с твердым
телом - периметром смачивания.Смачивание характеризуется крае¬
вым углом 0К - углом между поверхно¬
стью твердого тела и мениском в точках
их пересечения, т.е. в точках периметра
смачивания. Жидкость называется смачи¬
вающей твердое тело, если краевой угол
острый, 0 < 0К < я/2 (рис. 8.1, а). Для жид¬
костей, не смачивающих твердое тело,
краевой угол тупой, я/2< 0К <я (рис. 8.1, б).
Если 0К = 0, смачивание считается иде¬
альным. Угол 0К = я соответствует иде¬
альному несмачиванию. При 0К = 0 и 0 = я
наблюдается мениск сферической формы:
вогнутой или выпуклой. При 0К = я/2
жидкость имеет плоскую свободную по¬
верхность, и в этом случае смачивание и
несмачивание отсутствуют. Значения
краевых углов при смачивании и несма-
чивании зависят от соотношения сил при¬
тяжения между молекулами твердого тела
и жидкости и сил межмолекулярного при¬
тяжения в жидкости.Если силы взаимодействия между
молекулами жидкости и твердого тела
больше этих же сил между молекулами
самой жидкости, то жидкость хорошо
смачивает поверхность твердого тела,
образует с ним устойчивую поверхность
раздела, т.е. прилипает к нему.При статическом смачивании капля
жидкости на поверхности твердого тела
принимает форму линзы. Условие равно¬
весия капли:°т.в -°т.ж = °>K.BCOS0K(8.1)где от в, о, ж, ож з - поверхностное натяже¬
ние соответственно на границе твердое
тело - воздух, твердое тело - жидкость и
жидкость - воздух, Н/м.
ФИЗИЧЕСКИЕ ОСНОВЫ И КЛАССИФИКАЦИЯ МЕТОДОВ321а) б)Рис. 8.2. Изменение уровня жидкости h в капиллярах в зависимости от ее свойств:а - смачивающая жидкость; б - несмачивающая жидкостьКосинус краевого угла является ме¬
рой статического смачивания'.cos6K =(атв -атж)/ажв . (8.2)Разность а, и - а1Ж называется напря¬
жением смачивания. Чем она больше, тем
меньше краевой угол и лучше смачивание.Диаметр пятна, образованного строго
дозированной каплей смачивающей жид¬
кости; скорость, с которой фронт пятна
наступает на чистую поверхность твердо¬
го тела, а также характер изменения этой
скорости могут быть приняты за меру
смачивания жидкостей, применяемых для
капиллярных методов дефектоскопии.Степень смачивания жидкости зави¬
сит и от ее вязкости, плотности, летучести
и характеризуется максимальной высотой
растекающегося пятна жидкости, по кото¬
рому судят о смачивании одной и той же
жидкостью разных твердых тел.Из формулы (8.2) видно, что лучшее
смачивание обеспечивают жидкости с
малым поверхностным натяжением, что в
первую очередь должно учитываться при
выборе жидкостей для капиллярных ме¬
тодов дефектоскопии.Наряду с этими факторами на смачи¬
вание существенно влияет шероховатость
поверхности. Чем она больше, тем лучше
смачивание. У стенок дефектов (трещин)
шероховатость выше, чем у контролируе¬
мой поверхности, поэтому считается, что
при капиллярных методах дефектоскопиив полостях дефектов у жидкостей будет
более высокая смачивающая способность
по отношению к твердому телу.При проникновении жидкости в де¬
фекты искривление поверхности жидко¬
сти создает дополнительное (избыточное)
давление на жидкость по сравнению с
давлением под плоской поверхностью.
При выпуклом мениске (Р> 0, рис. 8.2, а)
увеличивается давление, которое сущест¬
вует под плоской поверхностью жидко¬
сти, например атмосферное давление на
свободную поверхность жидкости. При
вогнутом мениске (Р < 0, рис. 8.2, б) дав¬
ление под плоской поверхностью умень¬
шается на величину Рм.Трубки диаметром < 1 мм называют¬
ся капиллярами. Уровень идеально смачи¬
вающей (несмачивающей) жидкости в
капилляре радиусом г выше (ниже), чем в
сообщающемся с ним широком сосуде, на
высоту h, мм:/г = 2аж.в/(р,?'')> (8-3)где р - плотность жидкости, кг/м3; g -
ускорение силы тяжести, м/с .Время проникновения смачивающей
жидкости, с:- в капиллярные сквозные цилинд¬
рические отверстия радиусом гt = 2h2r[/(raXBcosQK);, (8.4)
322Глава 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИ- в щели (трещины) с раскрытием а,t = 3/г2т1/(тж.вСО5 0к), (8.5)где т| - коэффициент вязкости жидкости,
Пас.Если на мениск в устье трещины на¬
ложить какое-либо пористое вещество, то
вместо него образуется система малых
менисков различной формы и большой
кривизны. Каждый мениск создает капил¬
лярное давление рм„, которое существен¬
но превышает давление и действует в
противоположном направлении. При
8рм п » рм жидкость покидает полостья=1трещины и поднимается на поверхность
изделия, образуя индикаторный след.Проникновение индикаторных пе-
нетрантов в мелкие поверхности не-
сплошности затруднено из-за наличия в
них воздушных пробок П (рис. 8.3), соз¬
дающих противодавление капиллярным
силам. В связи с этим время проникнове¬
ния индикаторных пенетрантов в дефекты
достигает нескольких минут. Это необхо¬
димо учитывать при определении момен¬
та, когда поверхности контролируемых
изделий можно очищать от избытка инди¬
каторного пенетранта.Для отыскания дефекта следует воз¬
можно большее количество индикаторно¬
го пенетранта, находящегося в его микро¬
полости, извлечь на поверхность, подвер¬
гаемую осмотру. В этом состоит следую¬
щая основная задача капиллярных мето¬
дов дефектоскопии.Рис. 8.3. Схема проникновения жидкости в
полость трещины:П - воздушная пробкаИзвлечение и локализация индика¬
торного пенетранта у кромок поверхност¬
ных и сквозных несплошностей (дефек¬
тов) достигаются благодаря молекуляр¬
ным силам и сорбционным свойствам
проявителей пенетранта.При физической адсорбции молеку¬
лы индикаторного пенетранта сохраняют
свое первоначальное строение, а при хи¬
мической адсорбции образуют на контро¬
лируемой поверхности изделия химиче¬
ское соединение с проявителем пенетранта.При использовании в качестве про¬
явителя красок и лаков наблюдается аб¬
сорбция жидкости: проявитель, находя¬
щийся над дефектом, поглощает находя¬
щуюся в полости дефекта жидкость (ин¬
дикаторный пенетрант), и она растворяет¬
ся в проявителе. При наличии в послед¬
нем частиц твердого пигмента процесс
поглощения жидкости (индикаторного
пенетранта) связан с адсорбцией и аб¬
сорбцией.Если в ходе проявления дефекта
жидкость имеет высокую летучесть и
проявитель быстро сохнет, то над дефек¬
том образуется стабильный индикаторный
след, длительное время сохраняющий
свою форму и цвет. При использовании
малолетучей жидкости или медленно со¬
хнущего проявителя на контролируемой
поверхности изделия возникает неста¬
бильный, расплывающийся со временем
индикаторный след.Скорость сорбционных процессов в
проявителе главным образом зависит от
скорости диффузии жидкости и раство¬
ренных в ней веществ в слой проявителя.
Количество т диффундирующего вещест¬
ва, проходящего за время t через площад¬
ку S, определяется по следующей зависи¬
мости, мм3:т = DSt(cy - с2)//,
где С] и С2 - концентрации диффундирую¬
щего вещества (индикаторного пенетранта)
в двух слоях проявителя пенетранта, от¬
стоящих друг от друга на расстоянии /, м;
D - коэффициент молекулярной диффу¬
зии, м2/с.
СРЕДСТВА, ТЕХНОЛОГИЯ И ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ323При повышении температуры коэф¬
фициент диффузии увеличивается, что
ускоряет выявление дефектов в том слу¬
чае, если жидкость не испаряется. Для
летучей жидкости потеря ее массы вслед¬
ствие испарения может превышать при¬
рост поступления в проявитель индика¬
торной жидкости, что приведет к ухудше¬
нию выявляемое™ или даже к невыяв-
ляемости дефектов.Капиллярные методы в зависимо¬
сти от способа выявления индикаторного
рисунка подразделяют на:- люминесцентный (Л), основанный
на регистрации контраста люминесци-
рующего в длинноволновом ультрафиоле¬
товом (УФ) излучении видимого индика¬
торного рисунка на фоне поверхности
объекта контроля;- цветной (Ц), состоящий в регист¬
рации контраста цветного в видимом из¬
лучении индикаторного рисунка на фоне
поверхности объекта контроля;- люминесцентно-цветной (ЛЦ), за¬
ключающийся в регистрации контраста
цветного или люминесцирующего инди¬
каторного рисунка на фоне поверхности
объекта контроля в видимом или длинно¬
волновом УФ излучении;- яркостный (Я), основанный на ре¬
гистрации контраста в видимом излуче¬
нии ахроматического рисунка на фоне
поверхности объекта контроля.Л и ЛЦ методы контроля проводят
при облучении изделий УФ лучами. Это
невидимые лучи, расположенные за край¬
ней фиолетовой частью спектра, которые
обладают ярко выраженным химическимдействием и имеют длину волны 180...
400 нм. При Л методе контроля с визуаль¬
ным способом обнаружения дефектов
применяют УФ излучение с длиной волны315...400 нм.При облучении контролируемой по¬
верхности УФ лучами многие вещества их
поглощают и начинают испускать види¬
мый свет. Если между моментом погло¬
щения энергии телом и ее выделением в
виде излучения проходит измеримый
промежуток времени, то это излучение и
вызванное им свечение называются лю¬
минесцентными .Люминесценция, которая прекраща¬
ется сразу после того, как заканчивается
действие возбудителя свечения, именует¬
ся флуоресценцией. Люминесценция,
длительное время сохраняющаяся после
прекращения действия возбудителя све¬
чения, называется фосфоресценцией.При Л контроле некоторые вещества,
поглощая световую энергию УФ невиди¬
мого спектра, отдают ее как видимое све¬
товое излучение. Это явление называется
фотолюминесценцией. Как правило, при
фотолюминесценции твердых веществ и
жидкостей наблюдается излучение более
длинных волн, чем у поглощенного излу¬
чения. При УФ облучении фотолюминес-
центное излучение возникает в видимой
части спектра, происходит как бы транс¬
формация излучения. Эта особенность
фотолюминесценции описывается прави¬
лом Стокса: спектр фотолюминесценции
сдвинут в сторону длинных волн по срав¬
нению со спектром поглощенного излу¬
чения.8.2. СРЕДСТВА, ТЕХНОЛОГИЯ И
ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯМатериалы. Капиллярный дефекто¬
скопический материал применяют при
капиллярном НК и используют для про¬
питки, нейтрализации или удаления из¬
бытка проникающего вещества с поверх¬
ности и проявления его остатка с цельюполучения первичной информации о на¬
личии несплошности в объекте контроля.Дефектоскопические материалы вы¬
бирают в зависимости от требований,
предъявляемых к объекту контроля, его
состояния и условий контроля. Их уком¬
324Глава 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИплектовывают в целевые наборы, в кото¬
рые входят полностью или частично
взаимообусловленные совместимые де¬
фектоскопические материалы, рассматри¬
ваемые ниже.Набор дефектоскопических мате¬
риалов - взаимозависимое сочетание де¬
фектоскопических материалов: индика¬
торного пенетранта, проявителя, очисти¬
теля и гасителя.Индикаторный пенетрант (пенет-
рант) И - капиллярный дефектоско¬
пический материал, обладающий способ¬
ностью проникать в несплошности объек¬
та контроля и индицировать их.Очиститель от пенетранта (очи¬
ститель) М - капиллярный дефектоскопи¬
ческий материал, предназначенный для
удаления индикаторного пенетранта с
поверхности объекта контроля самостоя¬
тельно или в сочетании с органическим
растворителем или водой.Проявитель пенетранта (прояви¬
тель) П - капиллярный дефектоскопиче¬
ский материал, служащий для извлечения
индикаторного пенетранта из капилляр¬
ной полости несплошности с целью обра¬
зования четкого индикаторного рисунка и
создания контрастирующего с ним фона.Наборы материалов для капил¬
лярной дефектоскопии. Капиллярный
метод дефектоскопии позволяет обнару¬
жить микроскопические поверхностные
дефекты на изделиях практически из лю¬
бых конструкционных материалов. Разно¬
образие дефекгоскопируемых изделий и
различные требования к их надежности
требуют дефектоскопических средств
различной чувствительности.В настоящее время разработан зна¬
чительный ассортимент материалов, при¬
меняемых при капиллярном НК и предна¬
значенных для пропитки, нейтрализации
или удаления избытка проникающего ве¬
щества с поверхности и проявления его
остатков с целью получения первичной
информации о наличии несплошности в
объекте контроля. Они широко исполь¬зуются предприятиями различных отрас¬
лей промышленности.Совместимость дефектоскопических
материалов в наборах является обяза¬
тельным признаком их комплектации. Их
нужно выбирать таким образом, чтобы не
ухудшать эксплуатационные свойства
материала контролируемого изделия и
обеспечивать необходимую чувствитель¬
ность контроля.Очистители поверхности изделия от
загрязнений - органические растворители,
их применяют для очистки и обезжирива¬
ния изделия перед контролем. Они долж¬
ны обладать высокой растворяющей спо¬
собностью ко многим видам загрязнений,
легко проникать в полости дефектов, по¬
сле чего относительно быстро испаряться,
очищая эти полости.В качестве растворителей используют
технический ацетон, авиационный бензин
Б-70, технический бензин, растворители
645 , 646, Р-4, метиленхлорид, четырех¬
хлористый углерод, трихлорэтилен и др.Индикаторный пенетрант - это про¬
никающая индикаторная жидкость,
имеющая в своем составе вещества (лю¬
минесцентные, цветные, люминесцентно¬
цветные и т.д.), химически активные по
отношение к проявителю пенетранта и
предназначенные для заполнения полос¬
тей открытых поверхностных дефектов и
последующего образования индикаторно¬
го следа с необходимыми яркостно-цвето-
выми или другими свойствами, достаточ¬
ными для его индикации и регистрации.Индикаторные пенетранты подразде¬
ляют в зависимости от физического со¬
стояния и светоколористических призна¬
ков на растворы и суспензии: ахроматиче¬
ские, цветные, люминесцентные или лю¬
минесцентно-цветные.Индикаторный пенетрант представ¬
ляет собой раствор либо суспензию жиро¬
растворимого темно-красного Ж или 5С
красителей, широко применяемых при Ц
методе контроля, либо смесь люминофора
с различными органическими растворите¬
лями, маслами, керосином, ПАВ и други¬
СРЕДСТВА, ТЕХНОЛОГИЯ И ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ325ми веществами. Люминесцирующими ве¬
ществами в пенетрантах, применяемых при
Л и ЛЦ методах контроля, могут быть но-
риол А и (или) Б, родамин С, желто-зеленый
люминофор 490 РТ (люмоген II) и др.В качестве очистителя пенетранта
используют ПАВ типа ОП-Ю, моющие
порошки "Лотос" и др., а также этиловый
ректификованный спирт и другие жидкости.Гаситель пенетранта - состав, пред¬
назначенный для устранения фоновой
окраски при Ц методе контроля или лю¬
минесценции при Л и ЛЦ методах кон¬
троля остатков индикаторного пенетранта
на контролируемой поверхности.Как гаситель для люминесцентных
индикаторных пенетрантов применяют
смесь резорцина с изопропиловым спир¬
том или ацетоном.В зависимости от характера взаимо¬
действия с индикаторным пенетрантом
очистители и гасители подразделяют на
растворяющие, самоэмульгирующие и
эмульгирующие при внешнем воздействии.Для проявления дефектов на контро¬
лируемой поверхности изделия исполь¬
зуют растворенные в воде, спирте, ацето¬
не или других жидкостях: каолин, белую
нитроэмаль "Экстра", медицинский кол¬
лодий, активированный бентонит (аска¬
нит), оксид магния (MgO), углекислый
магний (MgC03), углекислый кальций
(СаС03), тальк и другие вещества. Про¬
явители бывают в виде порошка, суспен¬
зии, краски (лака) и пленки.В качестве основы условных обозна¬
чений отдельных дефектоскопических
материалов принимают буквенно-цифро-
вые символы, разделенные на группы,
приведенные в табл. 8.1.Наборы дефектоскопических мате¬
риалов для каждого метода капиллярной
дефектоскопии выбирают исходя из тре¬
буемой чувствительности, производи¬
тельности контроля и возможности его
автоматизации и механизации, стабильно¬
сти качества материалов в условиях при¬
менения и хранения, химической инерт¬
ности материалов по отношению к кон¬
тролируемым изделиям.При прочих равных условиях пред¬
почтение следует отдавать нетоксичным и
малотоксичным материалам, негорючим и
не вызывающим коррозии составам.В некоторых наборах дефектоскопи¬
ческих материалов отдельные составы
можно заменять другими после опробова¬
ния или исследования совместимости по¬
следних с остальными материалами набо¬
ра. Иногда один и тот же состав (особенно
очистители и проявители пенетрантов)
применяют в разных дефектоскопических
комплектах.Дефектоскопические материалы ток¬
сичны и высыхают со временем, поэтому
обычно их хранят расфасованными в по¬
лиэтиленовой или коррозионно-стойкой
металлической посуде с пробками или
плотно завинчивающимися крышками.8.1. Унифицированные обозначения дефектоскопических материаловСпособ обнаружения
индикаторного следаИндикаторный
пенетрант (И)Очиститель
пенетранта(М)Проявитель
пенетранта (П)ЯИ1...И99iMi... ]V^ 99П1.. . П99ЛИюо* • .И199о\о\ЩооПюо- • -П199ЦИ200---И299Мгоо- • -М299П200- ■ -П299ЛЦИз00---Из99М300.. .М399Пзоо- ■ -П399кИ400. • .И499—-
326Глава 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИ8В последнее время для контроля ка¬
чества деталей и сварных соединений в
производственных условиях методами
капиллярной дефектоскопии нашел широ¬
кое применение аэрозольный способ на¬
несения дефектоскопических материалов
на контролируемую поверхность изделия
с использованием аэрозольных баллонов.Аэрозольный баллон представляет
собой аэрозольную упаковку дефектоско¬
пического материала (индикаторного пе-
нетранта, очистителя и проявителя) в спе¬
циальные металлические или пластмассо¬
вые баллоны.Дефектоскопические аэрозольные
баллоны постоянно готовы к употребле¬
нию и наиболее удобны для локального
контроля деталей или сварных соедине¬
ний изделий. Все частицы аэрозоля имеют
одинаковый химический состав. Исполь¬
зование аэрозольных баллонов исключает
потери, связанные с усыханием дефекто¬
скопических материалов, что особенно
важно при выявлении дефектов с малым
углом раскрытия.9 10 11Аэрозольный баллон состоит из кор¬
пуса 1, клапана б со съемной головкой 7 и
сифонной трубкой 2 (рис. 8.4), в котором
находятся насыщенные пары дефектоско¬
пического материала и пропеллента 3.
При нажатии сверху на клапан раствор
дефектоскопического материала 4 под
давлением пропеллента 5 проходит через
сифонную трубку и оказывается на кон¬
тролируемой поверхности изделия в
мелкодисперсном виде.Превращение дефектоскопических
веществ в аэрозоль происходит следую¬
щим образом: жидкость, попадая в усло¬
вия нормального давления, быстро теряет
легкоулетучивающийся пропеллент и
струя превращается во множество мелко¬
дисперсных частиц смеси. Особенность
струи заключается в изменении состава по
ее длине.На расстоянии А (~ 100 мм) от бал¬
лона расширяющиеся частицы аэрозоля 8
еще не сформировались, на расстоянии В
(~ 200 мм) аэрозоль уже представляет со¬
СРЕДСТВА, ТЕХНОЛОГИЯ И ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ327бой смесь дефектоскопического материа¬
ла и паров фреона Р, на расстоянии С
(~ 300 мм) аэрозоль раствора дефектоско¬
пических материалов 10 свободен от фре¬
она. На этом расстоянии обычно и распо¬
лагают контролируемое изделие 11.При работе объем, занимаемый в
баллоне газообразным фреоном, посте¬
пенно увеличивается в результате умень¬
шения количества дефектоскопической
жидкости. Однако давление в нем остает¬
ся постоянным, так как фреон из раствора
переходит в газообразное состояние. По¬
стоянное давление сохраняется до тех
пор, пока в баллоне есть жидкий фреон.Эта важная особенность аэрозольных
баллонов позволяет при прочих равных
условиях обеспечивать хорошее распыле¬
ние дефектоскопических материалов по
мере их расходования. Исключение со¬
ставляет лишь случай, когда открывают
клапан и баллон поворачивают вверх
дном. Тогда выходит только фреон без
дефектоскопического материала.Описанный прием следует использо¬
вать лишь для продувки каналов головки
клапана парами фреона.Основными условиями надежной и
высококачественной работы дефектоско¬
пических аэрозольных баллонов являются
чистота клапанного узла и исправность
съемной головки. Для очистки клапанного
узла от загрязнений сначала нужно снять
съемную головку, затем извлечь клапан¬
ный узел и промыть их в ацетоне или дру¬
гом растворителе, а потом продуть сжа¬
тым воздухом.Качество промывки и продувки кла¬
панного узла со съемной головкой прове¬
ряют после его установки в аэрозольный
баллон трехкратным сильным нажатием
на головку клапана.В практических условиях дефекто¬
скопические аэрозольные баллоны следу¬
ет использовать комплектно. В составодного комплекта должны входить один
баллон с индикаторным пенетрантом, два
баллона с очистителем и три баллона с
проявителем пенетранта. В настоящее
время серийно выпускают алюминиевые и
жестяные аэрозольные баллоны разной
емкости.Дефектоскопы. При контроле основ¬
ного металла деталей и сварных соедине¬
ний изделий применяют капиллярные де¬
фектоскопы различных типов, состоящие
из приборов и вспомогательных средств,
позволяющих дефектоскописту, исполь¬
зуя набор дефектоскопических материа¬
лов, осуществлять весь технологический
процесс капиллярной дефектоскопии.Дефектоскопы изготовляют в сле¬
дующих исполнениях: переносные, пере¬
движные и стационарные. Переносные
дефектоскопы применяют для контроля
конструкций, трубопроводов и оборудо¬
вания в цеховых, монтажных и ремонтных
условиях. Передвижные и стационарные
дефектоскопы предназначены только для
капиллярного НК изделий в цехах, где
налажено поточное производство.В зависимости от функционального
назначения и эксплуатационной закон¬
ченности дефектоскопы включают в себя
полностью или частично следующие
функциональные устройства:- подготовки объектов к контролю;- обработки объектов дефектоскопи¬
ческими материалами;- выявления дефектов;- контроля качества дефектоскопи¬
ческих материалов;- контроля УФ, видимого, теплового
и других используемых излучений;- контроля технологических процес¬
сов подготовки объектов и обработки их
дефектоскопическими материалами.По технологическому назначению
аппаратура и оборудование для капилляр¬
ного НК подразделяются на унифициро¬
ванные группы:
328Глава 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИ• КД-10...КД-19 - ряд стационарных комплексных дефектоскопов (КД-10 - базо¬вая модель);• КД-20...КД-29 - ряд стационарных и передвижных установок для выполненияотдельных операций, например осмотра изделия в УФ излучении
(КД-20 - базовая модель);• КД-30.. .КД-39 - ряд переносных УФ облучателей (КД-30 - базовая модель);• КД-40...КД-49 - ряд переносных аэрозольных дефектоскопов (КД-40 - базоваямодель);1 КД-50.. .КД-59 - ряд вспомогательных средств (КД-50 - базовая модель);1 КД-60...КД-69 - ряд УФ облучателей с источниками УФ излучения в колбах из
черного стекла (КД-60 - базовая модель).Тип аппаратуры и оборудования для
контроля объектов методами капиллярной
дефектоскопии выбирают с учетом их
габаритных размеров и массы, условий и
объема работы, требуемой производи¬
тельности и типа используемых дефекто¬
скопических материалов.В табл. 8.2 приведены технические
характеристики стационарных, передвиж¬
ных и переносных дефектоскопов, приме¬
няемых при контроле качества основного
металла и сварных соединений изделий Ц,
JI и ЛЦ методами. Качество деталей и
сварных соединений изделий с помощью
Л и ЛЦ методов контролируют при облу¬
чении их УФ лучами.В качестве источников УФ лучей
применяют газоразрядные источники све¬
та: специализированные ртутные лампы в
черных колбах низкого, высокого и
сверхвысокого давления, а также неспе¬
циализированные лампы с приставными
светофильтрами из стекла УФС-6 и УФС-8.
Иногда допускается применение других ис¬
точников со светофильтрами, пропускаю¬
щими волны длиной 315...400 нм (в основ¬
ном 365 нм). В излучающем потоке волн
длиной 300.. .320 нм может быть < 10 %.Ртутные лампы низкого давления
ЛУФ наполнены аргоном при давлении в
несколько гекгопаскалей и содержат не¬
сколько миллиграммов ртути. Лампы об¬
ладают высокой механической прочно¬
стью и выдерживают многократные ударыи длительную вибрацию. Они работоспо¬
собны при температуре 213...333 К, отно¬
сительной влажности окружающего воз¬
духа 95.. .98 % и давлении до 5,5 кПа.Лампы типа ЛУФ4-1 практически не
имеют периода неустановившейся рабо¬
ты, поскольку после включения они сразу
излучают УФ свет, интенсивность которо¬
го существенно зависит от температуры
окружающей среды. Максимальная ин¬
тенсивность наблюдается при нормальной
температуре, при более низких и более
высоких температурах она значительно
снижается, а при отрицательных может и
не загореться.Ртутные лампы высокого давления
ДРУФ - источники света с линейчатым спек¬
тром излучения (ДРУФ 125-1, ДРУФ 250,
ДРУФ 125, ДРУФ 3-125). Они содержат
трубки различных диаметров (1,0...40 мм)
и длины (20... 1500 мм), изготовленные из
тугоплавкого стекла или плавленого кварца,
прозрачного в УФ области спектра.Лампы наполнены инертным газом
до давления в несколько килопаскалей и
определенным количеством ртути, кото¬
рая при работе лампы полностью испаря¬
ется, создавая давление 1,2 МПа. В сеть
их включают только со специальным пус¬
корегулирующим устройством - балласт¬
ным дросселем.Мощность излучения лампы при ее
эксплуатации уменьшается до 60 % от
исходной величины.
8.2. Технические характеристики дефектоскоповТипдефектоскопаТипоблучателяМаксимальные
габаритные размеры
контролируемой
детали, мПотребляемая
мощность, кВтНапряжение, ВГ абаритные
размеры, мМасса,кгМетодконтроляЛДА-3ДРШ-2500,5x0,5x0,3Стационарные23,0220/3806x1,5x22000УКЛ-10,5x0,3x0,2До 30,038012x1,8x2ЛСЛДУДРШ-10000,4x0,3x0,29,0Передвижные3802,8x1,4x0,9850К Д-20 ЛДРУФ 1250,5x0,3x0,3До 5,03800,85x1,1x2,23600ЛКД-21ЛДРШ-10000,65x1,4x0,8До 5,0220/3801,4x0,38x0,2290Л, ЛЦКД-40ЛЦДРУФ 3-125ЛюбыеДо 2,02201,54x0,98x0,61286л, Ц, ЛЦПереносныеДАК-2Ц0,5x0,5x0,20,16ЦДАК-ЗЦ0,5x0,6x0,30,265КД-31ЛДРУФ 3-125Любые0,336/2200,37x0,15x0,111КД-32ЛЛУФ 4-10,28360,27x0,15x0,115ЛКД-ЗЗЛДРУФ 3-1250,32200,15x0,25x0,2289СРЕДСТВА, ТЕХНОЛОГИЯ И ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ 329
330Глава 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИТемпература окружающего воздуха
не влияет существенно на работу ламп и
на интенсивность УФ излучения. Чем ни¬
же температура, тем больше времени за¬
трачивается на разогревание люминес¬
центной лампы. Лампы работают при
температуре окружающего воздуха248...313 К и влажности < 95 % при тем¬
пературе (298 ± 5) К. Напряжение зажи¬
гания ламп должно быть 180 В.Ртутные лампы сверхвысокого дав¬
ления ДРШ (1,5... 10 МПа) имеют кварце¬
вую колбу шаровой формы. Спектр этих
ламп отличается от спектра ламп высоко¬
го давления: спектральные линии расщеп¬
лены, ширина спектра увеличена. Вклю¬
чение ламп сверхвысокого давления воз¬
можно только с помощью высоковольтно¬
го импульса, дающего искру длиной
15 мм. Эти лампы нашли широкое приме¬
нение в автоматизированных люминес¬
центных установках.Люминесцентные ртутные лампы из¬
лучают не только УФ, но и видимые, и
инфракрасные лучи. Для выделения УФ
лучей применяют светофильтры двух ти¬
пов: абсорбционные, действие которых
основано на избирательном поглощении
света, и интерференционные, использую¬
щие интерференцию света в тонких про¬
зрачных пленках.Интерференционные светофильтры
бывают трех типов. Одни из них работают
в проходящем свете (фильтры), а другие -
в отраженном или одновременно в том и
другом (светоделители, отражатели).
Важным преимуществом этих фильтров
является их термоустойчивость. Интерфе¬
ренционные светофильтры не поглощают
УФ излучения, если длина волн больше
или меньше, чем пропускаемых, а отра¬
жают их.При контроле качества деталей и
сварных соединений Л методом широкое
распространение получили абсорбцион¬
ные светофильтры (УФС-6, УФС-8) из
увиолевого силикатного или фосфатного
стекла, в состав которого входят оксидыкобальта и никеля. Отдельные участки
УФ спектра (линии ртути 365 мм) выде¬
ляют с помощью комбинированных све¬
тофильтров типов БС-5, БС-6 и БС-7 с
УФС-6. Для отражающих зеркальных по¬
верхностей ближнего УФ излучения в
ртутных лампах применяют алюминий,
хром, никель, сталь, медь и серебро.Технология контроля. Основные
технологические операции методов ка¬
пиллярного НК деталей, сборочных еди¬
ниц и сварных соединений изделий за¬
ключаются в следующем:- подготовке дефектоскопических
материалов и проверке их качества;- подготовке изделий к контролю, их
очистке и обезжиривании;- сушке изделий и удалении раство¬
ров из полости дефектов;- нанесении на контролируемую по¬
верхность изделия индикаторного пенет-
ранта;- удалении избытка пенетранта с
контролируемой поверхности изделия;- нанесении проявителя пенетранта и
выдержке, необходимой для того, чтобы
проявитель вытянул пенетрант на поверх¬
ность из полости дефектов;- обнаружении дефектов при наблю¬
дении контролируемой поверхности изде¬
лия в темноте, в УФ или видимом свете;- разметке дефектов и оценке каче¬
ства изделия;- удалении проявителя и следов дру¬
гих дефектоскопических материалов с
контролируемой поверхности изделия.Отдельные из перечисленных опера¬
ций при контроле по той или иной кон¬
кретной технологии Л, Ц или ЛЦ методов
могут быть исключены из технологиче¬
ского процесса.Перед производственным контролем
осуществляют подготовку дефектоскопи¬
ческих материалов и проверку их качест¬
ва. Дефектоскопические материалы под¬
вергают входному контролю: проверяют
наличие паспортов заводов-изготовителей
на дефектоскопические наборы или их
отдельные составные части, а также соот¬
СРЕДСТВА, ТЕХНОЛОГИЯ И ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ 331ветствие материалов государственным
стандартам и техническим условиям и т.д.При проверке дефектоскопических
материалов применяют обычно не менее
двух образцов-имитаторов с трещинами
одинакового характера и примерно рав¬
ных размеров. Один образец рабочий, его
используют постоянно, второй служит
эталонным при неудовлетворительном
выявлении трещин на рабочем образце-
имитаторе.Качество дефектоскопических мате¬
риалов проверяют при поступлении или
изготовлении каждой новой партии де¬
фектоскопических составов, а также перед
началом производственного контроля на
рабочих образцах-имитаторах.В тех случаях, если с помощью про¬
веряемого набора дефектоскопических
материалов не удается выявить дефекты
на рабочем образце-имитаторе, набор
должен быть приготовлен заново со стро¬
гим соблюдением требований технологии
приготовления завода-изготовителя, от¬
раслевых стандартов или инструкций ка¬
пиллярной дефектоскопии.Конструкция и методика изготовления
образцов-имитаторов должна соответство¬
вать требованиям ГОСТ 23349-78. К об¬
разцам-имитаторам должны быть прило¬
жены паспорта с фотографиями и эскиза¬
ми индикаторных следов в УФ (если об¬
разцы применяют при Л и ЛЦ методах) и
видимой (при Ц методе) областях спектра.В паспорте указывают материал об¬
разца, методику выявления дефектов,
размеры и геометрические параметры ин¬
дикаторных следов дефектов, а также дату
и результаты аттестации и переаттестации
рабочих образцов-имитаторов. Выбор
материала образца-имитатора не имеет
существенного значения для контроля
дефектоскопических составов в производ¬
ственных условиях, так как при каждой
проверке качество состава оценивают от¬
носительно, сравнивая индикаторные сле¬
ды трещин на одном и том же образце.После окончания работы вторично
проверяют дефектоскопические материа¬лы на рабочем образце-имитаторе. Если
при этом на нем не удастся выявить ис¬
кусственные дефекты, то контроль нужно
провести на эталонном образце. Если на
эталонном образце трещины также не бу¬
дут выявлены, то дефектоскопические
материалы признают негодными и заме¬
няют новыми, а также повторно контро¬
лируют все проконтролированные в тече¬
ние работы детали, сборочные единицы
или сварные соединения изделий данным
набором с помощью вновь приготовлен¬
ных дефектоскопических материалов. Ес¬
ли на эталонном образце трещины выяв¬
ляются удовлетворительно, значит рабо¬
чий образец-имитатор загрязнен и подле¬
жит очистке или замене.Загрязнение, а также различные по¬
крытия на контролируемой поверхности
могут перекрывать полости дефектов или
полностью заполнять их. Они способны
снижать интенсивность окраски или лю¬
минесценции индикаторного пенетранта,
улучшать смачиваемость материала, спо¬
собствовать образованию окрашенного
или светящегося фона и вызывать появле¬
ние ложных индикаторных следов (мни¬
мых дефектов).Все это в производственных услови¬
ях приводит к перебраковке или недобра-
ковке контролируемых изделий. Поэтому
при подготовке изделий к контролю кон¬
тролируемые поверхности и полости де¬
фектов очищают от всевозможных загряз¬
нений, лакокрасочных покрытий, ржавчи¬
ны, окалины, рыхлых оксидных пленок,
моющих составов и дефектоскопических
материалов, оставшихся от предыдущего
контроля, а затем сушат.Если поверхность сварного соедине¬
ния перед производственным контролем
подвергалась травлению, то травящий со¬
став необходимо удалить (10... 15) %-ным
раствором кальцинированной соды. Затем
поверхность нужно промыть водой и про¬
сушить подогретым воздухом или прока¬
лить в течение 1 ч при температуре, не
приводящей к структурным изменениям
металла. При контроле в условиях низких
332Глава 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИтемператур (233...281 К) после обез¬
жиривания контролируемую поверхность
следует протереть чистой тканью типа ма¬
даполама, смоченной в этиловом спирте.Сушку изделий проводят для удале¬
ния растворителей, применяемых при
промывке; влаги и других летучих загряз¬
нений с поверхности контролируемых
изделий и главным образом из полостей
дефектов. Затем контролируемую поверх¬
ность проверяют на обезжиривание мето¬
дом оценки степени обезжиривания кап¬
лей растворителя или смачиванием.В производственных условиях сушку
проводят инфракрасными лампами, фена¬
ми, принудительной циркуляцией возду¬
ха, обдувкой сжатым воздухом и т. п.
Температуру сушки устанавливают в пре¬
делах 373...423 К, если при очистке были
использованы водные моющие растворы,
а если были применены органические рас¬
творители, сушку проводят при темпера¬
туре окружающей среды.Недостаточно обезжиренные по¬
верхности следует подвергать дополни¬
тельной очистке, а затем проверять на
степень обезжиривания. Промежуток
времени между сушкой и нанесением ин¬
дикаторного пенетранта не должен пре¬
вышать 30 мин.Индикаторный пенетрант обильно
наносят на контролируемую поверхность
сварного соединения для того, чтобы за¬
полнить полости поверхностных дефек¬
тов. Различают пять способов заполнения
полостей дефектов: капиллярный, ваку¬
умный, компрессионный, УЗ и деформа¬
ционный.Капиллярный способ заполнения по¬
лостей дефектов индикаторным пенетран-
том является наиболее простым и нашел
широкое применение при контроле каче¬
ства деталей и сварных соединений в про¬
изводственных условиях при температуре
окружающей среды 233...313 К. В случае
использования индикаторных пенетран¬
тов при минусовой температуре для уско¬
рения заполнения полостей дефектов ре¬
комендуется пенетрант или проверяемоеизделие предварительно подогреть до323...333 К. Индикаторный пенетрант с
помощью аэрозольного баллона или кисти
наносят 3-4 раза на контролируемую по¬
верхность в течение 5... 10 мин, не давая
ему при этом высыхать. Полости дефек¬
тов заполняются под действием капил¬
лярных сил.Другие способы заполнения полос¬
тей дефектов в условиях изготовления,
монтажа и ремонта изделий широкого
применения не нашли.Избыток индикаторного пенетранта
удаляют (или гасят) с контролируемой
поверхности очистителем или без него в
возможно короткий промежуток времени:
от момента окончания заполнения полостей
дефектов до момента начала проявления.Избыток пенетранта удаляют по¬
средством протирки, промывки, обдувки
или гашения. Способ выбирают, учиты¬
вая: необходимость сохранения пенетран¬
та в полостях дефектов; тип используемо¬
го пенетранта; чистоту обработки поверх¬
ности; объемы работ; условия контроля, а
также требуемую производительность
труда.В условиях изготовления, монтажа и
ремонта изделий избыток пенетранта
снимают с контролируемой поверхности
протиркой мадаполамом, смоченным очи¬
щающим составом, или промывкой
струей воды с растворенным в ней сти¬
ральным порошком (10 г/л) с помощью
краскораспылителя. Струя воды при этом
направлена по касательной к очищаемой
поверхности.Избыток воды с контролируемой по¬
верхности удаляют сжатым (неподогре-
тым) воздухом или чистой сухой тканью
мадаполам.При контроле в условиях низких
температур (233...281 К) избыток индика¬
торного пенетранта с контролируемой
поверхности снимают сухой тканью ма¬
даполам с последующей протиркой чис¬
той тканью, смоченной в этиловом спирте.Во всех случаях после удаления из¬
бытка пенетранта контролируемая по¬
СРЕДСТВА, ТЕХНОЛОГИЯ И ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ333верхность не должна иметь розового (при
Ц методе контроля) или светящегося в УФ
свете (при JI методе контроля) фона. Пло¬
хо очищенные поверхности подлежат по¬
вторной очистке.Проявитель пенетранта наносят на
контролируемую поверхность для выяв¬
ления индикаторного пенетранта, остав¬
шегося в полостях дефектов, а также для
получения соответствующего фона обна¬
ружения и, следовательно, нахождения
самих дефектов. Проявитель наносят сра¬
зу же после окончания сушки.Способ нанесения проявителя выби¬
рают с учетом таких основных факторов:
требуемой чувствительности контроля;
типа проявителя; степени сложности
формы контролируемой поверхности; ус¬
ловий воздухообмена при контроле и на¬
личия вентиляции; степени локальности
контроля; объема работ и необходимой
производительности труда, а также усло¬
вий проведения производственного кон¬
троля.Проявитель наносят:- распылением жидкого проявителя
струей воздуха, инертного газа или без¬
воздушным методом;- электрораспылением в электриче¬
ском поле струей воздуха или механиче¬
ским путем;- созданием воздушной взвеси по¬
рошкообразного проявителя в камере, где
размещен объект контроля;- нанесением жидкого проявителя
кистью, щеткой или заменяющими их
средствами;- погружением объекта контроля в
жидкий проявитель;- обливанием жидким проявителем;- электроосаждением проявителя пу¬
тем погружения в него объекта контроля с
одновременным воздействием электриче¬
ского тока;- посыпанием порошкообразного
проявителя, припудриванием или обсыпа¬
нием объекта контроля;- наклеиванием ленты пленочного
проявителя путем прижатия липкого слоя
к объекту контроля.При использовании самопроявляю-
щихся, фильтрующихся и других индика¬
торных пенетрантов обходятся без про¬
явителя.Проявитель наносят тонким равно¬
мерным слоем с помощью краскораспы¬
лителя или аэрозольного баллона с рас¬
стояния 30...40 см от поверхности. Нане¬
сение проявителя начинают и заканчива¬
ют на участках изделия, не подлежащих
контролю. При невозможности использо¬
вания краскораспылителя или аэрозольно¬
го баллона допускается наносить прояви¬
тель кистью. Этот способ широко практи¬
куют при недостаточной вентиляции в
закрытых и полузакрытых конструкциях,
баках, резервуарах и т.д.После нанесения проявителя изделие
выдерживают при температуре окружаю¬
щей среды или высушивают до окончания
процесса проявления, т.е. образования
индикаторного следа в местах наличия
дефекта.Существуют следующие способы
проявления индикаторных следов дефек¬
тов: временной, тепловой, вакуумный и
вибрационный. При производственном
контроле дефекты проявляют в основном
временным и тепловым способами или
тем и другим одновременно. Продолжи¬
тельность выдержки контролируемого
изделия зависит от физических свойств
дефектоскопических материалов, темпе¬
ратуры окружающей среды и выбирается
экспериментально такой, чтобы обеспе¬
чить максимальную чувствительность
контроля и наибольшую четкость индика¬
торных следов дефектов.Осмотр контролируемых поверхно¬
стей и анализ индикаторных следов де¬
фектов обычно проводятся дважды: через3...5 мин и через 15...20 мин после высы¬
хания проявителя. Повторный осмотр не¬
обходим для выявления наиболее тонких
и малых по размерам дефектов с неболь¬
шим раскрытием.
334Глава 8. КАПИЛЛЯРНЫЕ МЕТОДЫ ДЕФЕКТОСКОПИИПри производственном контроле
деталей или сварных соединений изделий
Ц и Я методами контроля с визуальным
способом выявления дефектов применяют
обычно комбинированное освещение: к
общему освещению добавляют местное. В
качестве источников света используют
люминесцентные лампы, а также лампы
накаливания.При JI методе контроля с визуальным
способом обнаружения дефектов кон¬
троль деталей и сварных соединений про¬
водится в затемненном помещении или
при местном затемнении при освещенно¬
сти < 10 лк. Прямая подсветка зоны кон¬
троля и глаз дефектоскописта от источни¬
ков видимого света не допускается. На
контролируемой поверхности разрешается
освещенность от УФ облучателя < 30 лк.Освещенность контролируемой по¬
верхности выбирают в зависимости от
ширины протяженного индикаторного
следа, образующегося при выявлении ми¬
нимальных для заданного класса чувстви¬
тельности дефектов и их контраста на
фоне проявителя.Осмотр деталей и сварных соедине¬
ний проводят в три этапа. Сначала визу¬
ально оценивают качество нанесенного
слоя проявителя, затем осуществляют
общий осмотр поверхности в целях обна¬
ружения индикаторных следов от дефек¬
тов, после этого анализируют и оценива¬
ют выявленный индикаторный след.При осмотре изделий отыскивают
окрашенный или люминесцирующий ин¬
дикаторный след от дефекта, обращая
внимание на следующие его основные
признаки:- трещины, непровары, несплавле¬
ния, оксидные пленки проявляются в виде
четких, резких, иногда прерывисто окра¬
шенных или люминесцирующих линий
различной конфигурации;- поры и язвенная коррозия имеют
вид расплывшихся отдельных точек и
пятен; при этом интенсивность окраски
различная: более глубокие поры более
яркие, менее глубокие - менее яркие;- межкристаллитная коррозия прояв¬
ляется чаще всего как межзеренная мел¬
кая сетка (у материала с крупнозернистой
структурой);- коррозионное растрескивание пред¬
ставляет собой мелкую сетку в виде пауков.Индикаторный след на контролируе¬
мом изделии помимо дефектов может
быть также образован загрязнениями. Об¬
наружение индикаторного следа на кон¬
тролируемой поверхности еще не являет¬
ся основанием для браковки изделия. Де-
фектоскопист должен на основе анализа
индикаторного следа оценить, есть ли
дефект и каковы его характеристики, и
только после этого браковать изделие.Чувствительность контроля. Чув¬
ствительность метода капиллярной де¬
фектоскопии условно определяется наи¬
меньшими значениями раскрытия надеж¬
но выявляемого дефекта типа трещины по
его индикаторному следу и зависит от
свойств применяемых дефектоскопиче¬
ских материалов; качества и состояния
контролируемой поверхности, а также
условий контроля.Уверенное выявление поверхностных
несплошностей возможно, если их глуби¬
на значительно превышает раскрытие.Чувствительность капиллярной де¬
фектоскопии характеризуется нижним и
верхним порогами (табл. 8.3).8.3. Определение класса чувствитель¬
ности капиллярного контроляКласс чувст¬
вительностиМинимальный размер
(ширина раскрытия)
дефектов, мкмI< 1II1...10IIIООоIV100...500Технологиче¬скийНе нормируют
СРЕДСТВА, ТЕХНОЛОГИЯ И ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ335Нижний порог чувствительности
определяется максимальной величиной
раскрытия протяженного дефекта. Этот
параметр ограничивает его выявляемость
(применяемыми дефектоскопическими
материалами и технологией контроля) из-
за интенсивного вымывания индикаторного
пенетранта из устья полости дефекта.Верхний порог чувствительности за¬
висит от минимальной величины раскры¬
тия протяженного дефекта. Верхний по¬
рог ограничен из-за потери окрашиваю¬
щей способности весьма малых количеств
индикаторного пенетранта при данной
толщине проявителя пенетранта.Достигаемую чувствительность в не¬
обходимых случаях определяют на натур¬
ных объектах или искусственных образ¬
цах с естественными или имитируемыми
дефектами, размеры которых уточняют
металлографическими или другими мето¬
дами анализа.Требуемый класс чувствительности,
объем, периодичность и нормы оценки
качества устанавливает разработчик объ¬
екта контроля.При выборе класса чувствительности
определяющим параметром является рас¬
крытие дефекта. Класс чувствительности
зависит также от сочетания колористиче¬
ских и технологических условий контро¬
ля. Глубина зародышевых трещин дефор¬
мационного происхождения в поликри-
сталлических материалах обычно оцени¬
вается значением 10_3 мм. Начиная с глу¬
бины 10_б мм эти трещины становятся
энергетически устойчивыми (стадия за¬
рождения). Впоследствии из таких микро¬
дефектов формируются макродефекты,
которые практически и выявляются мето¬
дами капиллярной дефектоскопии.Минимальные размеры дефектов по-
ликристаллических материалов и опреде¬
ляют границу класса чувствительности
капиллярного НК. Поэтому его следует
применять в первую очередь для контроля
качества сварных соединений, наплавки и
основного материала изделий, выполнен¬
ных из немагнитных материалов: сталей
аустенитного класса, алюминия, латуни,
титана и других, для которых непримени¬
мы магнитные методы контроля.
Глава 9МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ9.1. КЛАССИФИКАЦИЯ, ФИЗИЧЕСКИЕ ОСНОВЫ И
ЧУВСТВИТЕЛЬНОСТЬВажнейшим эксплуатационным тре¬
бованием для сварных изделий замкнутых
объемов (баки, цистерны, резервуары, газо¬
проводы и т.д.) является герметичность.Герметичность - это способность
сварного изделия сохранять в рабочих
условиях начальное количество содержа¬
щихся в нем веществ.Контроль герметичности сварных
соединений изделий основан на проник¬
новении пробных веществ (газов или
жидкостей) через сквозные дефекты (те¬
чи) и их регистрации с помощью различ¬
ных приборов, например течеискателей и
других средств регистрации индикатор¬
ных веществ.Под газом понимают физическое те¬
ло, молекулы которого можно представить
как упругие материальные частицы, силы
межмолекулярного воздействия между
которыми отсутствуют, а объем, занимае¬
мый собственно молекулами, мал по
сравнению с объемом, свободным от них.Жидкость - это физическое тело,
обладающее текучестью, крайне мало из¬
меняющее свою плотность при изменении
давления, из-за чего не имеющее посто¬
янной формы и принимающее форму, в
которую жидкость помещают.Пробным называют вещество, изби¬
рательно регистрируемое при данном ме¬
тоде контроля, например гелий при масс-
спектрометрическом контроле, фреон при
галогенном и т. д. Контрольным вещест¬
вом называют смесь пробного вещества с
каким-либо технологически и экономиче¬
ски целесообразным наполнителем, на¬
пример гелиево-воздушную или гелиево¬
азотную смесь при масс-спектрометричес¬ком контроле. В качестве пробных и кон¬
трольных веществ при контроле герме¬
тичности используют газы и их смеси
(воздух, гелий, фреон, аргон, азот, оксид
азота, аммиак, радиоизотопные газы), а
также жидкости и их смеси (водные рас¬
творы аммониевой и динатриевой солей
флуоресцина, различные органические
растворы люминофоров, воду с хромпи¬
ком, керосин, керосин с люминофором,
гидросмеси с люминофором, обессолен¬
ную воду с люминофором, спирт с люми¬
нофором, жидкости, газированные окси¬
дом азота или пробным газом для газо-
люминесценции, и др.).В ряде случаев индикаторное веще¬
ство может быть одновременно пробным
и контрольным (вода при гидравлическом
методе контроля или керосин при исполь¬
зовании способа керосиновой пробы).Методы и способы контроля герме¬
тичности сварных соединений по эффек¬
тивности их использования позволяют
проводить как качественную, так и коли¬
чественную оценку утечки газов и жидко¬
стей. Степень герметичности изделий ко¬
личественно характеризуется интеграль¬
ным (суммарным) потоком пробного ве¬
щества в пересчете на поток воздуха, ко¬
торый вытекает за единицу времени из
атмосферы в вакуум через все имеющиеся
в изделии сквозные дефекты — течи при
нормальных условиях.Течь - это канал или пористый уча¬
сток изделия либо его элементов, нару¬
шающих их герметичность. Как правило,
малые характерные размеры течей исклю¬
чают возможность их визуального наблю¬
дения или обнаружения всеми другими
КЛАССИФИКАЦИЯ, ФИЗИЧЕСКИЕ ОСНОВЫ И ЧУВСТВИТЕЛЬНОСТЬ 337методами дефектоскопии, кроме методов
проникающих веществ. Малые размеры
сечений и неоднородность их по длине
произвольно извилистых каналов не по¬
зволяют характеризовать течи геометри¬
ческими размерами. Поэтому величину
течей принято определять потоками про¬
никающих через них веществ. Соответст¬
венно, в величинах потоков выражается
порог чувствительности аппаратуры и
методов, так же, как и диапазон выявлен¬
ных течей.Поскольку количество перетекающе¬
го через течь вещества зависит от его
свойств, температуры и перепада давле¬
ния на канале течи, то для однозначности
принято характеризовать количество течи
потоком воздуха, проходящего через нее
из атмосферы в вакуум при температуре
~ 18 °С. Обозначают величину течи бук¬
вой В.Требования к порогу чувствительно¬
сти испытаний изделий устанавливают,
исходя из требований к их герметичности.
Абсолютная герметичность недостижима
и неконтролируема. Герметичными при¬
нято считать конструкции, если перетека¬
ние через них проникающих веществ дос¬
таточно мало для того, чтобы его влияни¬ем можно было пренебречь в условиях
эксплуатации и хранения.Контроль герметичности сварных
соединений проводят в тех случаях, когда
изделия предназначены для работы под
давлением газов или жидкостей. Необхо¬
димость контроля, метод или способ ис¬
пытания на герметичность и его объем
устанавливает проектная организация в
соответствии с требованиями действую¬
щей НТД в зависимости от назначения, ус¬
ловий работы изделия и выполнимости тех
или иных методов или способов контроля.Существующие в настоящее время
методы контроля герметичности, опреде¬
ляющие утечку пробного вещества через
различные несплошности, можно условно
подразделить на газовые, жидкостные,
газожидкостные и технологические.Методы контроля герметичности, в
свою очередь, классифицируют по спосо¬
бам контроля (рис. 9.1).К газовым отнесены методы и спосо¬
бы контроля герметичности, определяю¬
щие утечку пробного вещества через не¬
сплошности сварного соединения при
создании в контролируемом изделии из¬
быточного давления или вакуума с при¬
менением пробного газа.Контроль герметичности сварных соединени1 1 Классификационный признакРис.9.1. Классификация методов и способов контроля герметичности
338Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ9.1. Предельные значения чувствительности методов контроля герметичностиМетод контроляЧувствитель¬
ность, мм3-МПа/сМетод контроляЧувствитель¬
ность, мм3-МПа/сАкустическийМО-2Г идравлический5 • 10-3КапиллярныйМО"3Манометриче¬ский5 -10-2Г азоаналитиче-
ский4^О1ГалогенныйМ0“бХимический210“5Масс-спектро¬метрический6,6-10'8ПузырьковыйМО-5РадиационныйМО-11Жидкостные методы и способы кон¬
троля герметичности основаны на опреде¬
лении утечки пробных веществ (жидко¬
стей или их смесей с различными индика¬
торными добавками) при атмосферном
или избыточном давлении.К газожидкостным относятся методы
и способы контроля герметичности, осно¬
ванные на определении утечки пробных
веществ: газов или жидкостей, находя¬
щихся под избыточным давлением или
вакуумом и проникающих через сквозные
дефекты сварных соединений, - путем
регистрации их пузырьков на поверхности
сварного соединения.С помощью технологических мето¬
дов и способов контроля герметичности
сварных соединений можно определять
утечку пробных веществ посредством
вскрытия или вырезки сварных соедине¬
ний для определения внутренних дефек¬
тов или изготовления испытательных
(контрольных) образцов сварного соеди¬
нения и последующего их исследования.Самой важной характеристикой каж¬
дого метода или способа контроля герме¬
тичности является его чувствительность,
которая характеризуется минимальным
надежно регистрируемым потоком проб¬
ного вещества (табл. 9.1).При определении течей течеискате-
лями чувствительность последних опре¬деляют в зависимости от давления, вели¬
чины потока или концентрации пробного
газа, приходящихся на одно деление шка¬
лы выходного прибора, т.е. в виде стати¬
ческой чувствительности.В сварных соединениях основными
дефектами, определяющими негерметич-
ность соединения, являются свищи, про¬
жоги, сквозные трещины и непровары.Сквозные дефекты в сварных соеди¬
нениях имеют различные размеры, форму,
и характеризовать дефект (течь), напри¬
мер, формой и размерами его поперечного
сечения практически невозможно. Поэто¬
му все виды дефектов условно можно раз¬
делить по эффективному диаметру d, течи
на сверхкапиллярные (d3 >0,5 мм), макро-
капиллярные (0,5< d3 < 2-10^ мм) и мик-
рокапиллярные (d3 < 2-10-4 мм).Прохождение жидкостей и газов че¬
рез такие дефекты подчиняется в основ¬
ном законам молекулярно-кинетической
теории и гидроаэромеханики. Молекуляр-
но-кинетическая теория позволяет изу¬
чить разнообразные физические явления,
происходящие при прохождении жидко¬
стей и газов через дефекты, а гидроаэро¬
механика рассматривает законы равнове¬
сия и движения жидкостей и газов, а так¬
же их взаимодействие с твердыми телами.При определении герметичности из¬
делий используют понятия "давление газа"
КЛАССИФИКАЦИЯ, ФИЗИЧЕСКИЕ ОСНОВЫ И ЧУВСТВИТЕЛЬНОСТЬ 339и "давление жидкости". Давление газа или
жидкости с позиции кинетической тео¬
рии есть суммарный импульс силы, кото¬
рый сообщается в результате теплового
движения молекул газа или жидкости
единице поверхности в единицу времени.При контроле герметичности свар¬
ных соединений самой важной характери¬
стикой является величина потока газа или
жидкости через течь.Для упрощения расчета потока течь
представляют в виде гладкого цилиндри¬
ческого канала (эффективный диаметр
течи).Тепловое движение молекул газов и
жидкостей в цилиндрическом канале со¬
провождается не только ударами молекуло стенки канала, но и их взаимными
столкновениями (рис. 9.2). Вследствие
этого путь молекулы - это пространст¬
венная ломаная линия, прямолинейные
участки которой соответствуют ее сво¬
бодному пути (без столкновений), а пово¬
роты, где она меняет свое направление, -
моментам столкновения с другой молекулой.Поскольку тепловое движение моле¬
кулы в канале (течи) беспорядочно, пря¬
молинейные участки ее пути не могут
быть одинаковыми, поэтому вводят поня¬
тие "средняя длина свободного пути мо¬
лекулы'' Хм, т.е. среднее расстояние, про¬
ходимое молекулой между двумя столк¬
новениями. В связи с физико¬
химическими различиями течения жидко¬
стей и газов в каналах режим их прохож¬
дения через течи обычно рассматривается
раздельно.В зависимости от соотношения сред¬
ней длины свободного пути молекул и
эффективного диаметра канала различают
три режима течения газов: вязкостный
(Хм « dj), молекулярно-вязкостный (Х« ~ dj,
молекулярный (Хм > d?).Условию X, « dr, отвечают сверх- и
макрокапиллярные течи. Условие Хм > d-,
справедливо для микрокапиллярных течей.Полный переход от вязкостного ре¬
жима течения газа к молекулярному про¬
исходит в интервале давлений примерно в2 порядка, причем при условии Хм ~ d3 для
макрокапиллярных течей приведенные
выше соотношения неприменимы.Молекулы жидкостей значительно
крепче связаны друг с другом, чем моле¬
кулы газа. Для жидкостей условие Х« « d3
справедливо также в сверх- и макрока¬
пиллярных течах.Через микрокапиллярные течи жид¬
кость может проходить и при отсутствии
внешнего перепада давления за счет сил
поверхностного натяжения и создаваемо¬
го ими капиллярного давления, адсорбции
и других физических явлений.При взаимодействии газов с твердым
телом происходят одновременно два яв¬
ления: сорбция (адсорбция и абсорбция)и
десорбция. Адсорбция — поглощение газа
путем удержания его на поверхности
твердого тела (адсорбента), а абсорбция -
это поглощение газа твердым телом (аб¬
сорбентом). Десорбция - выделение газа
из твердого тела.Теория процессов сорбции и десорб¬
ции показывает, что для уменьшения ко¬
личества газа, адсорбированного на по¬
верхности, при применении вакуумных
методов контроля необходимо повышать
температуру испытуемого изделия.Величину потока Q газа или жидкости
в международной системе СИ измеряют в
единицах потока воздуха - мм3-МПа/с.Рис. 9.2. Схема теплового движения
молекул газа
340Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ9.2. МАСС-СПЕКТРОМЕТРИЧЕСКИЙ МЕТОДМасс-спектрометрический метод
контроля герметичности сварных соеди¬
нений изделий широко применяют при
испытании газовых, гидравлических и
других систем для определения локаль¬
ных и интегральных утечек замкнутых и
открытых конструкций, в которых можно
создать избыточное давление или вакуум.
Этот метод основан на регистрации ионов
пробного газа, проходящего через сквоз¬
ные дефекты контролируемого изделия с
помощью масс-спектрометров.В качестве пробных газов при масс-
спектрометрическом методе контроля
герметичности широкое применение на¬
шел гелий, поскольку он содержится в
атмосфере и земле в незначительных ко¬
личествах (всего 1/200000 часть), химиче¬
ски инертен, не образует с элементами
химических соединений, безвреден и
безопасен. В качестве контрольного газа
применяют либо чистый гелий, либо его
смесь с воздухом или азотом при10. ..75 % Не.В настоящее время в практике ши¬
рокое распространение получили статиче¬
ские масс-спектрометры, разделение ио¬
нов в которых осуществляется с помощью
постоянных или медленно изменяющихся
магнитного и электрического полей, при¬
чем период изменения полей намного
больше времени движения ионов в анали¬
заторе. Образовавшиеся в масс-спектро-
метре положительные ионы разделяются
по характерному для каждого из них от¬
ношению массы иона М к его заряду е.
Отношение М/е носит название "массовое
число иона".В других отраслях промышленности
находят применение также времяпролет-
ные (хронотроны) и радиочастотные масс-
спектрометры, а также десорбционные
спектрометры.Основными параметрами масс-спек-
трометров являются чувствительность,
разрешающая способность, диапазон ана¬лизируемых масс и минимальное регист¬
рируемое давление.Чувствительность определяется
минимальным регистрируемым парциаль¬
ным давлением газа и зависит от характе¬
ристик датчика масс-спектрометра и воз¬
можностей измерительной схемы. Для
статических масс-спектрометров чувстви¬
тельность выражается в единицах на пас¬
каль или амперах на паскаль, а также в
долях процента и показывает, какую долю
каждого компонента газа способен обна¬
ружить данный прибор. Чувствительность
масс-спектрометров неодинакова для раз¬
ных газов.Разрешающая способность пред¬
ставляет собой отношение массового чис¬
ла М к наименьшему различаемому его
изменению ДМ, т.е. она численно равна
массовому числу, при котором могут быть
полностью разделены соседние массы,
отличающиеся друг от друга на единицу,
и составляет для статических масс-
спектрометров > 30 ед.Диапазон анализируемых масс для
вакуумных измерений 2... 100. Нижняя
граница рабочего диапазона определена
трудностью выделения небольшого пика
рабочего газа над фоновым отсчетом
(сигнал / шум), а верхняя определяется
отклонением от линейного закона зависи¬
мости тока ионов анализируемого компо¬
нента от давления и, соответственно, рав¬
на для статических масс-спектрометров
КГ2...10“9Па.Для обнаружения гелия при контроле
герметичности сварных соединений изде¬
лий применяют гелиевые масс-спекгро-
метрические течеискатели.Масс-спекгрометрический течеисктель
состоит из трех основных частей: анали¬
затора (масс-спекгрометрической камеры
с магнитом), вакуумной системы и элек¬
трических блоков питания и измерения.Принципиальная схема течеискателя
показана на рис. 9.3.
МАСС-СПЕКТРОМЕТРИЧЕСКИЙ МЕТОД341Молекулы газа, входящего в масс-
спектрометр, бомбардируются ионами,
испускаемыми нагретой нитью. Пучок
образованных в результате этого ионов
ускоряется и фокусируется электрическим
полем. Ионы, выходящие из щели, дви¬
жутся узким пучком. Все ионы имеют
одну и ту же энергию, но разные массы и,
соответственно, разные скорости, м/с:Уи=^иуск/(Ме),где е - заряд иона.Затем ионы проходят между полю¬
сами постоянного магнита, магнитное
поле которого отклоняет ионы на круго¬
вые орбиты. Радиус их движения, м, будет
равенr = \,47-W~4jMUycK/B,где М - масса электрона; UyCK - ускоряю¬
щее напряжение; В - индукция магнитно¬
го поля.Ионы, имеющие равные массы, по¬
сле выхода из магнитного поля будут со¬
бираться в одной точке. Гелиевый течеи-
скатель устроен таким образом, что в нем
собираются только ионы гелия. Их поток
образует слабый электрический ток, кото¬
рый может быть детектирован, усилен и
использован для того, чтобы привести в
действие электрический прибор, регули¬
рующий уровень звукового сигнала.Гелий хорошо зарекомендовал себя
при обнаружении утечек потому, что он
является инертным газом и не реагирует с
другими газами и материалами испытуе¬
мой системы. Он не присутствует в
сколько-нибудь значительной степени в
атмосфере, что позволяет избежать неко¬
торых неудобств, связанных с понижени¬
ем чувствительности испытаний. Кроме
того, гелий, обладая малой молекулярной
массой, более свободно проникает через
небольшие отверстия, чем тяжелые газы.Основной технической характеристи¬
кой гелиевых течеискателей является чув¬
ствительность, или минимально регист¬К источнику
питанияРис.9.3. Схема гелиевого течеискателя:I - нагретая сетка отражателя; 2 - электрон¬
ный пучок; 3 — молекулы газа из испытуемого
изделия; 4 - постоянный магнит; 5 - тяжелые
ионы; б - ионы гелия; 7 - электрометрическая
лампа; 8 — мишень; 9 - легкие ионы; 10- пу¬
чок ионов; 11- щель; 12- вольфрамовая нитьрируемый поток пробного газа Q„lm. Во
многих случаях чувствительность течеис¬
кателя характеризуют также наименьшей
отмечаемой концентрацией пробного ве¬
щества ymjn в смеси газов, проходящей
через течеискатель, а при наличии фоно¬
вого содержания этого газа - наименьшим
регистрируемым изменением этой кон¬
центрации.Ввиду того что масс-спектрометри¬
ческий течеискатель реагирует на измене¬
ние парциального давления пробного ве¬
щества (гелия) в рабочем пространстве
анализатора масс-спектрометра, характе¬
ристикой его чувствительности является
также предельно малое парциальное дав¬
ление пробного газа рт\п.Мерой статической чувствительно¬
сти течеискателя служит отношение пар¬
циального давления р пробного газа в
объеме чувствительного элемента к вызы¬
342Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬваемому им отсчету по выходному прибо¬
ру ап, Па/деление:Sp=p/an, (9.1)где Sp - статическая чувствительность по
давлению при р = р0у (ро - рабочее давле¬
ние в течеискателе, Па; у - концентрация
пробного газа, %).Статическая чувствительность может
характеризоваться также концентрацией
пробного газа, Уделение:Sy = у/ап. (9.2)Поток пробного газа Q связан с
эффективной скоростью откачки рабочего
объема течеискателя S3 отношением Q =
pS3, поэтому статическая чувствитель¬
ность по потоку при постоянной скорости
откачки анализатора масс-спектрометра
может быть определена потоком пробного
газа, мм3-МПа/с на деление:Se = Q! ап. (9.3)При минимальном отсчете ап min, ко¬
торый может считаться достоверным,
наименьший уверенно регистрируемый
системой датчик - течеискатель поток
пробного газа, его концентрация и парци¬
альное давление соответственно опреде¬
ляются по следующим соотношениям:Qmin SqV-п min э Ymin SyCLn m{n,Pmin mm- (9.4-JГрадуировку течеискателя и опреде¬
ление чувствительности метода нужно
проводить перед началом контроля герме¬
тичности изделий с применением специ¬
альной калиброванной течи. Поэтому чув¬
ствительность гелиевых масс-спектро-
метрических течеискателей, обладающих
собственной вакуумной откачной систе¬
мой и фиксированным рабочим давлени¬
ем, выявляют двумя способами:- по потоку гелия через калиброван¬
ную диффузионную течь известных раз¬
меров;- по смеси известной концентрации.Настройку гелиевых течеискателей
на определенную чувствительность про¬
водят с помощью диффузионной течи
типа "Гелит".Действие калиброванных течей в
масс-спекгрометрических гелиевых те-
чеискателях основано на диффузии гелия
сквозь мембрану, изготовленную из плав¬
леного кварца или молибденового стекла.
В комплектах течеискателей всех типов,
выпускаемых промышленностью, имеют¬
ся две гелиевые течи.Одна из них встроена в вакуумную
систему и предназначена для определения
реальной чувствительности течеискателя.
Величина потока встроенной гелиевой течи
имеет пределы 1-10-5.. .6,6-КГ7 мм3 • МПа/с.Вторую гелиевую течь прикладыва¬
ют к течеискателю вместе с насадкой,
устанавливаемой на течи с помощью спе¬
циального уплотнения. Насадка позволяет
зафиксировать положение всасывающего
сопла щупа на определенном расстоянии
от сквозного дефекта, через который ис¬
текает гелиево-воздушная смесь. При
этом поток гелия равен величине, указан¬
ной в паспорте калиброванной течи, с
учетом поправки на время изготовления
течи. Величина потока, проходящая через
течь, 6,6-10“5...М0“5 мм3-МПа/с.При испытании на герметичность
масс-спекгрометрическим методом ис¬
пользуют четыре основных способа: об¬
дув, вакуумирование, гелиевый щуп (зон¬
дирование) и опрессовку.Способ обдува (рис.9.4). Испытуе¬
мое изделие непрерывно вакуумируется
вспомогательным насосом или насосами.
Проба откачиваемого газа непрерывно
подается в течеискатель через дроссели¬
рующий клапан. Последний используется
для регулирования количества газа, чтобы
не превышалось рабочее давление течеи¬
скателя (допускается работа при повы¬
шенных давлениях, но в этом случае чув¬
ствительность уменьшается).Чтобы обнаружить утечки, внешнюю
поверхность изделия с помощью полой
МАСС-СПЕКТРОМЕТРИЧЕСКИЙ МЕТОД343Рис.9.4. Контроль на герметичность
с помощью гелиевого течеискателя
методом обдува:1 - баллон с гелием; 2 - головка с соплом;3 - испытуемая система; 4 - вспомогательный
насос; 5 - гибкий шланг; б - дросселирующий
клапан; 7 - течеискательиглы обдувают тонкой струей гелия. Ге¬
лий втягивается в любое отверстие в
стенках изделия, и его следы регистриру¬
ются течеискателем в виде визуального
или звукового сигнала. Использование
тонкой струи гелия дает возможность
точно определить размеры и положение
отверстия или отверстий.Если воздух, окружающий изделие,
содержит большое количество гелия, то
отыскание течи вследствие высокого фоно¬
вого сигнала становится затруднительным.
Размер отверстий, выявленных этим спосо¬
бом, может быть определен с помощью ка¬
либрованного отверстия: чувствительность
способа 6,6(10-7... 10-9) мм3-МПа/с.При контроле способом обдува гели¬
ем поверхности сварного соединения из¬
делие соединяется с течеискателем и ва-
куумируется до давления, которое дает
возможность полностью открыть дроссе¬
лирующий клапан течеискателя; после
этого наружная поверхность сварного
соединения изделия обдувается струей
гелия. При наличии сквозного дефекта
гелий попадает во внутреннюю полость из¬
делия и фиксируется течеискателем.Этот способ применяют для опреде¬
ления локальных дефектов в сварных со¬
единениях. Скорость перемещения обду-Рис.9.5. Контроль на герметичность
с помощью гелиевого течеискателя
методом вакуумируемой камеры:1 - течеискатель; 2 - вакуумированная камера;3 - герметично закупоренное изделие,
заполненное гелиево-воздушной смесью;4 - клапан; 5 - вспомогательный насосвателя по поверхности изделия должна
быть 1 см/с. Чувствительность способа
6,6 (10 7 10 8) мм3-МПа/с.Способ вакуумирования. При кон¬
троле этим способом (гелиевой или ваку¬
умной камерой) проверяемое изделие по¬
мещают в герметичную металлическую
камеру. К камере или изделию через сис¬
тему вспомогательной откачки подсое¬
диняют течеискатель, после чего в камеру
(способ гелиевой камеры) или в изделие
(способ вакуумной камеры) подается под
давлением гелий (рис.9.5). При наличии
сквозного дефекта гелий в результате пе¬
репада давления поступает в вакуумиро-
ванный объем, соединенный с течеиска¬
телем, и фиксируется стрелочным прибо¬
ром выносного пульта управления течеи¬
скателя.Чувствительность способа вакууми¬
рования контроля герметичности 6,6(10-8...
1(Г7) мм3-МПа/с.Способ гелиевого щупа. При кон¬
троле герметичности этим способом ис¬
пытуемое изделие заполняется гелием или
гелиево-воздушной смесью до давления,
превышающего атмосферное, после чего
наружная поверхность сварного соедине¬
ния контролируется специальным щупом-
улавливателем, соединенным резиновым
344Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ1 2 3Рис. 9.6. Контроль на герметичность
с помощью гелиевого течеискателя
методом зондирования:1 - система, заполненная гелиево-воздушной
смесью под давлением; 2 - зонд с подсасы¬
вающим устройством; 3 — течеискательшлангом с течеискателем. В результате
перепада давления гелий проникает через
имеющийся сквозной дефект, через щуп и
шланг в камеру масс-спектрометра течеи¬
скателя (рис. 9.6).По поверхности сварного соединения
щуп перемещается с постоянной скоро¬
стью, равной 0,1 см/с. Удаление щупа от
контролируемой поверхности сварного
соединения на 5 мм снижает выявляе¬
мость дефектов в -15 раз, поэтому при
контроле щуп должен соприкасаться с
контролируемой поверхностью.Конструкция насадки гелиевого щу¬
па должна соответствовать профилю про¬
веряемого сварного соединения для соз¬
дания под насадкой практически замкну¬
того объема. Если зона утечки обнаруже¬
на, насадку щупа заменяют на специаль¬
ную, предназначенную для точного оты¬
скания местоположения дефекта.Чувствительность способа гелиевого
щупа от 6,6( 10-6... 10 7) мм3-МПа/с.9.2. Технические харакОпрессовка может быть использо¬
вана для испытания изделий, к которым
нельзя присоединить течеискатель или
источник гелия. Этот способ находит
применение в области реакторостроения
для обнаружения мельчайших трещин,
отверстий и щелей в оболочках и конце¬
виках тепловыделяющих элементов. По
этому способу испытаний изделие поме¬
щают в емкость, содержащую гелий под
давлением, и некоторое время выдержи¬
вают в гелиевой атмосфере (рис. 9.7, а).
Затем изделие переносят во вторую каме¬
ру, соединенную с вакуумным насосом и
гелиевым течеискателем (рис. 9.7, б). Ка¬
меру вакуумируют, после чего открывают
дроссельный клапан на линии к
течеискателю.Относительное количество высвобо¬
дившегося гелия регистрируется на шкале
течеискателя.Масс-спектрометрические течеиска-
тели. Для контроля герметичности свар¬
ных соединений широкое распростране¬
ние получили масс-спектрометрические
течеискатели ПТИ-7А, ПТИ-10 и СТИ-11
статического типа с фокусировкой ион¬
ных пучков в 180-градусном однородном
поле, настроенные на регистрацию гелия
(табл. 9.2.) Эти течеискатели предназна¬
чены для испытаний на герметичность
различных конструкций и трубопроводов,
допускающих откачку внутренних полос¬
тей, а также заполненных гелием или сме¬
сью, содержащей гелий, в лабораторных,
заводских и монтажных условиях.жстики течеискателейТиптечеис¬кателяМаксимальная
чувствительность
к потоку гелия,
мм3-МПа/сСреднее время
безотказной
работы, чМощность,кВтГ абаритные
размеры, ммМас¬
са, кгПТИ-7А2,66-10"'°4001,51250x750x600250ПТИ-106,6-10 1015000,91470x675x620210СТИ-111,11245x780x1325300Примечания: 1. Время непрерывной работы течеискателей 24 ч.2. Напряжение питания 220/380 В, частота 50 Гц.
ГАЛОГЕННЫЙ МЕТОД345б)Рис.9.7. Контроль на герметичность с помощью гелиевого течеискателя
методом опрессовки:а - схема установки; б - емкость для выдержки изделия при повышенном давлении;1 - испытательная камера; 2 - кольцевая прокладка; 3 - герметические клапаны;4 - холодная ловушка; 5 - вакуумметр; 6 - гибкая вакуумная линия; 7 - гелиевый течеискательТечеискатели обеспечивают поиск
локальных и интегральных утечек в кон¬
тролируемых изделиях. Конструктивно
течеискатель представляет собой пере¬
движной прибор консольного типа, соб¬ранный на стальном сварном каркасе и
установленный на четырех поворотных
колесах с резиновыми шинами, на боко¬
вых стенках которых имеются вентиляци¬
онные отверстия.9.3. ГАЛОГЕННЫЙ МЕТОДГалогенный метод контроля гер¬
метичности обладает высокой чув¬
ствительностью и применяется для обна¬
ружения локальных и интегральных течей
в закрытых конструкциях и изделиях, ра¬
ботающих под давлением: конденсаторов
паровых турбин, дистилляционных емко¬
стей, топливных и газовых систем и т. д.
Галогенный метод основан на регистра¬
ции пробного газа по увеличению эмис¬
сии ионов примесей щелочных металлов
или по изменению цвета газового пламенив случае проникновения галогенов в сквоз¬
ные дефекты контролируемого изделия.В качестве пробного и контрольного
веществ чаще всего применяют фреон-12,
поскольку он неядовит и сравнительно
дешев. Однако давление, которое можно
создать в контролируемом изделии при
использовании фреона-12, ограничивается
упругостью его пара и при нормальной
температуре составляет -0,6 МПа. По
этой причине в диапазоне давлений
0,6.. .0,93 МПа следует применять фреон-22,
346Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ9.3. Технические характеристики галогенных течеискателейЧувствительность при
использовании щупа,
мм3-МПа/сОSаз<иSCQ§XМощность, ВтГ абаригные
размеры изме¬
рительного
блока, ммМасса, кгТиптечеиска¬телявакуум¬ногоатмо¬сферного&3аазIооСс<ия81аЗкизмеритель¬
ного блокавакуумногощупао
<3
& р
•е* &о ЯО5ЙГТИ-6*1,33-10“61,33-10"1,5220,
50 Гц85390x240x220101,21,3БГТИ-5**9,3-10"1,5Ак-куму-30328x238x300110,65БГТИ-7**5,3-10"3лятор-ное3589x304x330120,7* Индикация течи стрелочная, акустическая и световая.
** Индикация течи стрелочная и акустическая.а в диапазоне 0,83...3,24 МПа - фреон-13.
Иногда применяют четыреххлористый
углерод, хлористый метил, дихлорэтан и
другие галогеносодержащие газы.При давлениях, превышающих
0,6 МПа, применяют не чистый фреон, а
его смесь с воздухом, но при этом чувст¬
вительность метода резко падает. Умень¬
шение чувствительности контроля в дан¬
ном случае компенсируется повышением
давления фреоно-воздушной смеси.Регистрация пробных газов осущест¬
вляется с помощью галогенных течеиска¬
телей, обладающих небольшими габарит¬
ными размерами и массой, что в произ¬
водственных условиях является опреде¬
ляющим фактором. Галогенный течеиска-
тель представляет собой устройство, со¬
стоящее из датчика (щупа) и измеритель¬
ного блока.Для обнаружения галогенных газов,
содержащихся в анализируемых газовоз¬
душных смесях, используют детекторы
трех видов:- платиновые электроды, нагревае¬
мые до температуры 1000... 1200 К и из¬
меняющие в присутствии галогенных га¬
зов эмиссию положительных ионов;- датчики с открытым пламенем или
факелом, изменяющим свой цвет и размер
пламени в присутствии галогенных газов;- датчики с высокочастотной газо¬
разрядной трубкой, в которой при опреде¬
ленном вакууме в присутствии галогенных
газов изменяются цвет и размер разряда.Широкое распространение получили
галогенные течеискатели (табл. 9.3), ис¬
пользующие детекторы с платиновыми
электродами. В них используется гало¬
генный эффект, основанный на свойстве
накаленной до 1000... 1200 К платины в
присутствии галогеносодержащих ве¬
ществ резко увеличивать эмиссию поло¬
жительных ионов и регистрировать ее с
помощью электроизмерительных прибо¬
ров. Возрастание эмиссии в галогенных
течеискателях наблюдается во время ра¬
боты прибора как при атмосферном дав¬
лении, так и в вакууме.Чувствительным элементом галоген¬
ного течеискателя является датчик - пла¬
тиновый диод с анодом, нагретым до вы¬
сокой температуры (800...900 °С) прямым
пропусканием постоянного тока (рис. 9.8).
Анодом-эмиттером /, эмитирующим по¬
ГАЛОГЕННЫЙ МЕТОД347ложительные ионы, служит платиновый
цилиндр, нагреваемый платиновым по¬
догревателем 2. С положительным полю¬
сом источника постоянного тока анод свя¬
зан через вторичную обмотку трансфор¬
матора накала, к отрицательному полюсу
того же источника подсоединен цилинд¬
рический коллектор ионов 3, изготовлен¬
ный из коррозионно-стойкой стали и рас¬
положенный вокруг анода 1. При проник¬
новении галогеносодержащих веществ в
датчик увеличивается ионный ток анода,
который затем регистрируется микроам¬
перметром 4.Для получения ионной эмиссии не¬
обходимо присутствие кислорода. При
работе выносным атмосферным щупом
это условие выполняется автоматически.
В случае использования вакуумного щупа
надо принимать дополнительные меры
для непрерывного поступления кислорода
к датчику.Обнаружение течей в сварных соеди¬
нениях изделий с помощью галогенных
течеискателей проводится методом опрес¬
совки с использованием атмосферного
щупа с датчиком, когда контролируемое
изделие заполняется чистым фреоном или
смесью фреона с воздухом до избыточно¬
го давления, а также методом обдува фре¬
оном посредством вакуумного щупа с дат¬
чиком, когда в контролируемом изделии
поддерживается определенное разрежение.При контроле способом галогенного
атмосферного щупа испытуемое изделие
заполняется чистым фреоном или фреоно¬
воздушной смесью с содержанием фреона
25; 50 или 75 % от установленного рабо¬ISJРис.9.8. Схема датчика галогенного
течеискателячими чертежами до давления выше атмо¬
сферного (рис. 9.9).В результате перепада давления фре¬
он проникает через сквозные дефекты и
улавливается щупом течеискателя, соеди¬
ненным электрическим кабелем с измери¬
тельным блоком течеискателя.Контролируемое изделие 10 перед
испытаниями предварительно откачивают
при открытых кранах 7 и 9 с помощью
вакуумного насоса 8 до давления не выше
6,6-102... 1,33-103 Па. Перекрытием крана7 вакуумный насос отключают и после
открытия крана 2 (краны 3 и 4 закрыты) в
систему подается фреон до необходимого
испытательного давления. Изделие кон¬
тролируется путем перемещения вынос¬
ного щупа 11 по поверхности сварного
соединения со скоростью <0,1 см/с, при
этом щуп должен находиться в непосредст¬
венном соприкосновении с контролируемойРис. 9.9. Схема контроля герметичности сварных соединений трубопроводов
способом галогенного щупа
348Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ£1[ту7
? 6 г-4- 10-Л-12Рис. 9.10. Схема контроля герметичности
сварных соединений изделий способом
вакуумного датчикаповерхностью с регистрацией дефектов
измерительным блоком течеискателя 12.Контроль начинают с верхних участ¬
ков изделия и регистрируют места и вели¬
чину локальных течей. При испытании
следует учитывать возможность снижения
чувствительности контроля из-за увели¬
чения расстояния между щупом и течью, а
также в результате больших наплывов и
вогнутостей на валике выпуклости свар¬
ного соединения.По окончании испытания фреон, как
правило, собирают в баллон 1 с помощью
компрессора 5 и конденсатора 6. Его ос¬
татки должны быть удалены из изделия за
пределы рабочего помещения откачкой до
давления 1,33-102 Па. После этого в испы¬
танное изделие нужно подать чистый воз¬
дух и провести повторную откачку до
давления < 1,33-102 Па.Двукратная откачка изделия до дав¬
ления < 1,33-102 Па гарантирует, что оста¬
точное содержание фреона-12 не будет
превышать 0,01 мг/дм3, а фреона-22 -0,006 мг/дм3.При заполнении изделия смесью воз¬
духа с фреоном контроль проводят анало¬
гичным образом при максимально воз¬
можном давлении выше атмосферного,
которое должно быть оговорено в техни¬
ческих условиях на контроль изделия.
При контроле герметичности сварных
соединений изделий смесью фреона с воз¬
духом чувствительность способа галоген¬
ного щупа, с одной стороны, снижается за
счет уменьшения содержания фреона в
потоке через течь, но, с другой стороны,
может быть существенно увеличена путем
применения больших давлений опрессов¬ки без конденсации фреона. В этом случае
марку пробного вещества следует подби¬
рать в зависимости от опрессовочного
давления.Чувствительность способа галогенного
щупа по фреону-12 - до 5-10-4 мм3-МПа/с.Способ вакуумного датчика приме¬
няют при контроле герметичности свар¬
ных соединений изделия для определе¬
ния величины локальных и интегральных
утечек (рис. 9.10). Вакуумный датчик 8 с
тройником 9 встраивают в вакуумную сис¬
тему откачки контролируемого изделия 4.При контроле больших по объему
изделий с собственными средствами от¬
качки вакуумный датчик устанавливают в
форвакуумную линию над вакуумным
краном 12, разделяющим низковакуумный
(механический) 11 и высоковакуумный
(пароструйный) 5 насосы. Затем откачи¬
вают систему до давления 10-10-1 Па с
использованием вакуумных кранов 6, 10 и12. Контролируемые поверхности свар¬
ных соединений обдувают галогеносо¬
держащим газом 1 путем перекрытия вен¬
тиля 2 с помощью выносного обдувателя3 и по индикаторам течеискателя 7 уста¬
навливают место и величину течи.При испытании герметичности не¬
больших по объему изделий вакуумный
датчик целесообразно устанавливать ме¬
жду контролируемым изделием и вакуум¬
ным насосом.При быстроте откачки в месте распо¬
ложения вакуумного датчика, равной
1 дм3/с, течеискатель обеспечивает реги¬
страцию потока фреона-12 на уровне
10-6 мм 3 • МПа/с по шкале стрелочного
прибора течеискателя, при использовании
фреона-13 чувствительность несколько
выше.Необходимо помнить, что при уве¬
личении быстроты откачки пропорцио¬
нально уменьшается чувствительность
контроля, поэтому для обеспечения мак¬
симальной чувствительности устанавли¬
вают минимальную быстроту откачки,
гарантирующую нормальную работу вы¬
соковакуумного насоса. Это достигается
МАНОМЕТРИЧЕСКИЙ МЕТОД349дросселированием вакуумного крана 12,
расположенного между форвакуумным и
высоковакуумным насосами. Во всех слу¬
чаях между контролируемым изделием и
датчиком не должно быть ловушек с жид¬ким азотом, так как в них будет
конденсироваться фреон.Чувствительность галогенного мето¬
да с использованием вакуумного датчика
достигает 1СГ6 мм3-МПа/с.9.4. МАНОМЕТРИЧЕСКИИ МЕТОДМанометрический метод контроля на
герметичность изделий проводят, чтобы
определить величину интегральных и ло¬
кальных утечек в сварных соединениях
трубопроводов, конструкций, сосудов и
емкостей, работающих под давлением.
Этот метод основан на измерении давле¬
ния индикаторной жидкости или газа с
помощью манометрических преобразова¬
телей (манометров).В качестве пробного и контрольного
веществ при манометрическом методе
контроля применяют различные жидкости
и газы.В настоящее время известны два ос¬
новных способа реализации данного ме¬
тода: падения давления (для определения
величины интегральных утечек); диффе¬
ренциального манометра (для измерения
величины локальных утечек).Испытание сварных соединений из¬
делий на герметичность способом падения
давления (рис. 9.11) проводят после кон¬
троля их методами НК. Устранив имею¬
щиеся в сварных соединениях недопусти¬
мые дефекты, выявленные методами НК,
изделие опрессовывают.Для опрессовки изделие заполняют
контрольным веществом под давлением,
превышающим рабочее, и выдерживают
его в этом состоянии в течение опреде¬
ленного времени. Величина давления и
время опрессовки оговариваются в техни¬
ческих условиях на изделие или указыва¬
ются на рабочих чертежах. После опрес¬
совки давление контрольного вещества в
изделии снижают до испытательного из¬
быточного и выдерживают изделие под
этим давлением в продолжение времени,
как правило, превышающего время опрес¬
совки. Величину испытательного давле¬
ния и время выдержки также указывают в
технических условиях или на рабочих
чертежах на изделие.Интегральную утечку изделия уста¬
навливают по падению в нем давления
контрольного вещества за время выдерж¬
ки, падение давления при этом измеряют
манометрами, например типа ОБМ1-ЮО.Давление воздуха определяют мано¬
метром класса точности 1,5...2,5 с преде¬
лом измерения, на 1/3 большим испыта¬
тельного давления. На подводящей трубе
всегда устанавливают запорный кран для
регулирования подачи воздуха.Рис. 9.11. Схема контроля герметичности сварных соединений
изделий способом падения давления:1 - редукционный клапан; 2 - манометр регулирования редукционного клапана;3 - вентиль заполнения; 4 - предохранительный клапан; 5 - клапан воздушный автоматический;
6 - контрольный манометр; 7 - вентиль сброса давления;8 - контролируемое сварное соединение изделия; 9 - изделие; 10 - клапан
350Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬРис.9.12. Схема контроля герметичности
сварных соединений способом дифференци¬
ального манометрического преобразователя:/ - вакуумный насос; 2- магистральный тру¬
бопровод; 3 - вентиль; 4 - дифференциальный
манометрический преобразователь;5 - контролируемое изделие;6 -сварное соединение-о U о-R1R2К вакуумной
системеЛРис.9.13. Дифференциальный манометр:R1 и R2 - резисторы; mV- милливольтметрВеличину утечки контрольного ве¬
щества QKa определяют по падению в
объеме контролируемого изделия давле¬
ния, которое измеряют контрольным ма¬
нометром. При контроле герметичности
следует учитывать, что падение давления
в изделии существенно зависит от темпе¬
ратуры контрольного газа и окружающей
среды, атмосферного давления и т. п.Чувствительность контроля герме¬
тичности изделий по способу падения
давления вычисляется по формуле,
мм3-МПа/с,Qk.Bгде К - коэффициент, учитывающий со¬
отношение единиц измерения течей; Ven -
внутренний объем изделия и других эле¬
ментов испытательной системы, м3; а -
цена деления шкалы контрольного мано¬
метра; т - время выдержки, с.В зависимости от условий контроля
чувствительность метода составляет
(1 ...7)-1(Г3 мм3-МПа/с.Способ дифференциального маномет¬
ра применяют для обнаружения и оценки
величины локальных утечек (рис. 9.12).
Сущность его заключается в следующем.С помощью вакуумного насоса кон¬
тролируемое изделие вакуумируется до
давления, оговоренного техническими
условиями или технологическим процес¬
сом на контроль. Снаружи сварные со¬
единения обдувают пробным газом или
опрыскивают жидким пробным вещест¬
вом. Наличие пробного вещества в ваку¬
умной системе устанавливают с помощью
дифференциального манометра.Дифференциальный манометр (рис.
9.13) содержит два тепловых манометри¬
ческих преобразователя МП, чувстви¬
тельные элементы которых включены в
мостовую схему. Перед одним из мано¬
метров расположена ловушка Л, охлаж¬
даемая жидким азотом. Принцип действия
теплового манометрического преобразо¬
вателя основан на зависимости теплопро¬
водности газа от давления.При отсутствии пробного вещества
через течи сварных соединений проникает
лишь атмосферный воздух, который не
вымораживается в ловушке и потому про¬
никает в оба манометрических преобразо¬
вателя (условия измерений для обоих
преобразователей одинаковы). В это вре¬
мя проводится балансировка моста.При обдувке или опрыскивании свар¬
ных соединений пробным веществом
(эфиром, ацетоном, бензином и т. п.) вы¬
мораживаемые в ловушке пары пробного
вещества попадают в один из преобразо¬
вателей и не проходят через ловушку в
другой, в результате чего происходит раз-
ПУЗЫРЬКОВЫЙ МЕТОД351балансировка моста, а напряжение разба-
лансировки позволяет судить о величине
течи в изделии.В зависимости от условий контроля
чувствительность способа составляет
1 -10-6 мм3-МПа/с. В последнее время при¬
меняют также способ определения ло¬
кальных течей с использованием высоко¬
вакуумного манометрического преобразо¬
вателя, например электронного ионизаци¬онного вакуумметра, чувствительность
которого при выявлении течей составляет
10“5...Ю-6 мм3-МПа/с.Чувствительность манометрического
метода снижается при контроле конст¬
рукций больших объемов. Длительность
испытания; температуры контрольного
газа и окружающей среды, а также вели¬
чина атмосферного давления влияют на
погрешность испытаний.9.5. ПУЗЫРЬКОВЫЙ МЕТОДПузырьковый метод контроля герме¬
тичности сварных соединений проводят
для обнаружения мест локальных течей.
Он основан на регистрации пузырьков
индикаторного газа или жидкости, про¬
никших через сквозные дефекты контро¬
лируемого изделия. Различают три основ¬
ных способа пузырькового метода:- пневматический (надувом воздуха
и обдувом струей сжатого воздуха);- пневмогидравлический (аквариум¬
ный и бароаквариумный);- вакуумный (с применением ваку-
ум-камер).Пневматический способ надувом
воздуха применяют для контроля герме¬
тичности сварных соединений замкнутых
изделий, рабочим веществом которых
является газ или жидкость, а обдувом
струей сжатого воздуха - для контроля
сварных соединений открытых крупнога¬
баритных изделий. В качестве пробного и
контрольного веществ используют в ос¬
новном воздух.Сущность контроля надувом воздуха
заключается в следующем. После герме¬
тизации контролируемого изделия в нем
создается избыточное давление, величина
которого определяется техническими ус¬
ловиями на изделие и составляет обычно1... 1,25 рабочего давления. Давление воз¬
духа измеряют манометрами класса точ¬
ности 1,5...2,5 с пределом измерения на
1/3 больше испытательного давления. На
подводящей трубе устанавливают запорный
кран для регулирования подачи воздуха.На каждой контролируемой конст¬
рукции должны быть просмотрены два
манометра и клапан для предохранения
изделия от разрушения при случайном
повышении давления сверх испытатель¬
ного. Штуцера для установки манометров,
предохранительных клапанов и подклю¬
чения воздушных шлангов размещают в
местах, удобных для обслуживания. Из¬
быточное давление воздуха окончательно
устанавливают через 10... 15 мин после
подачи его в изделие.Для определения мест нахождения
утечек контролируемое изделие снаружи
смачивают пенообразующим раствором.
Для контроля изделий при отрицательной
температуре окружающего воздуха этот
раствор необходимо приготовлять на не¬
замерзающем и незагусгевающем раствори¬
теле, который не должен ухудшать качество
пены и вызывать коррозию металла.Если падение давления во время кон¬
троля превысит допустимое, сварные со¬
единения и другие герметичные элементы
контролируемого изделия повторно сма¬
чивают пенообразующим раствором. Воз¬
дух, применяемый при контроле, должен
быть сухим и чистым, из сварных соеди¬
нений, контролируемых при отрицатель¬
ной температуре окружающего воздуха,
следует полностью удалить замерзшую
воду.При работе в летнее время применя¬
ют пенообразующие растворы: в 1 дм3
воды растворяют 50 г туалетного или
65%-ного хозяйственного мыла.
352Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ>— i4>Рис. 9.14. Схема пневмогидравлического аквариумного способа контроля герметичности:1 - редукционный клапан; 2 - манометр; 3,5 — вентили; 4 - клапан воздушный автоматический;
6 - контролируемое изделие; 7 - бак с индикаторной жидкостьюПри работе в зимнее время широкое
распространение получил пенообразую¬
щий раствор следующего состава: 1 дм3
воды и до 15 г раствора экстракта лакрично¬
го солодкового корня с добавлением хлори¬
стого кальция или хлористого натрия.Изделие считают герметичным, если
при смачивании сварных соединений и
других герметичных элементов пенообра¬
зующим раствором не образуются воз¬
душные пузырьки, а падение давления и
время выдержки изделия при избыточном
давлении не превышают норм, указанных
в технических условиях на изделие.Чувствительность контроля изделий
надувом воздуха с покрытием пенообра¬
зующим раствором оценивают по формулеQ = pKnDlj6x,где Q - наименьший регистрируемый по¬
ток воздуха, мм3-МПа/с; р - атмосферное
давление, Па; К - коэффициент, учиты¬
вающий соотношение между единицамиизмерения течей; Z?min - диаметр наи¬
меньшего различимого пузырька, мм; т -
время с момента образования пузырька до
его исчезновения, с.Чувствительность способа надувом
воздуха У-Ю^.Л-КГ3 мм3-МПа/с.Для контроля мест приварки деталей,
участков исправления дефектов сварки,
люков и т. п. проводят контроль обдувом
струей сжатого воздуха. Струю воздуха из
шланга надо направлять перпендикулярно
к контролируемому соединению. Конец
шланга должен быть снабжен ниппелем
диаметром 10... 15 мм, при контроле нуж¬
но помнить, чтобы расстояние между
концом ниппеля и поверхностью контро¬лируемого сварного соединения не долж¬
но превышало 100 мм. Одновременно
контролируемое соединение смачивают с
противоположной стороны пенообразую¬
щими растворами, составы которых при¬
ведены выше.Контроль проводят при температуре
окружающего воздуха не ниже -263 К.
Предварительно контролируемые участки
нагревают до положительной температу¬
ры и тщательно просушивают. Сжатый
воздух, подаваемый гибким шлангом под
давлением 0,3...0,5 МПа, должен быть
сухим и чистым. Контролируемый уча¬
сток считается герметичным, если на про¬
тивоположных участках сварного соеди¬
нения не образуются воздушные пузырьки.Чувствительность способа обдува
струей сжатого воздуха достигает
НО 2 мм3-МПа/с.Пневмогидравлический способ при¬
меняют для контроля сварных соединений
небольших замкнутых изделий, работаю¬
щих под давлением. Сущность способа
заключается в следующем. В контроли¬
руемое изделие подается контрольный
или пробный газ под избыточным давле¬
нием, затем изделие погружается в инди¬
каторную жидкость (рис. 9.14).Место утечек определяют по пу¬
зырькам контрольного газа в индикатор¬
ной жидкости. В качестве контрольного
газа применяют воздух, азот или воздуш¬
но-азотную смесь, а как индикаторную жид¬
кость - воду или спирт.В зависимости от степени разреже¬
ния воздуха над индикаторной жидкостью
различают аквариумный и бароаквариум¬
ный способы.
ПУЗЫРЬКОВЫЙ МЕТОД353При аквариумном способе контроль
проводят при давлении воздуха над инди¬
каторной жидкостью, равном атмосфер¬
ному, а при бароаквариумном простран¬
ство над индикаторной жидкостью вакуу-
мируют и наблюдают за пузырьками газа,
проходящими сквозь несплошности свар¬
ных соединений, через специальные
смотровые отверстия. Испытательное
давление, время выдержки, а также сте¬
пень вакуума при втором способе уста¬
навливают в соответствии с техническими
условиями или рабочими чертежами на
изделие.Чувствительность аквариумного и
бароаквариумного способов контроля
герметичности сварных соединений изде¬
лий составляет соответственно 1-1СГ3 и
5-1ОЛ.. 1 • 10-5 мм3-МПа/с.Вакуумный способ применяют для
местной проверки сварных соединений при
одностороннем доступе к контролируе¬
мому изделию, широко используют в
ядерной энергетике при контроле сварных
соединений конструкций и замковых
кольцевых сварных соединений трубо¬
проводов. Он основан на регистрации пу¬
зырьков в замкнутом объеме вакуум-
камеры.На контролируемую поверхность
сварного соединения наносят пенообра¬
зующий раствор. После этого на контро¬
лируемый участок сварного соединения
помещают вакуум-камеру и с помощью
вакуумного насоса создают в ее полости
разрежение. В зависимости от требований
к степени герметичности сварного соеди¬
нения перепад давления устанавливается
в пределах 0,09...0,095 МПа.Под перепадом давления понимается
разность между атмосферным давлением
и давлением в вакуум-камере. В результа¬
те разности давлений воздух проникает в
камеру при наличии течей в сварномРис.9.15. Прямоугольная вакуум-камера:1 - вакуумметр; 2 - трехходовой кран;3 - органическое стекло; 4 - рамка; 5 - губча¬
тая резина; 6 - мыльный пузырь; 7 - дефект
сварного соединениясоединении. В местах сквозных трещин,
непроваров, свищей и других дефектов
образуются стойкие мыльные пузыри,
хорошо видимые через прозрачный верх
камеры. Местоположение дефекта отме¬
чают мелом, цветным карандашом или
краской.По окончании контроля трехходовым
краном в полость камеры впускают атмо¬
сферный воздух и перемещают ее на сле¬
дующий участок контролируемого соеди¬
нения. Для обеспечения надежного кон¬
троля всего сварного соединения вакуум-
камеру устанавливают так, чтобы она не
менее чем на 100 м перекрывала преды¬
дущий проконтролированный участок
шва.В зависимости от конструкции кон¬
тролируемых изделий вакуум-камеры мо¬
гут быть различной формы, например та¬
кой, какая показана на рис. 9.15.Для контроля герметичности стыко¬
вых сварных соединений изготовляют
плоские камеры: для угловых - угловые,
для кольцевых швов - кольцевые.Сварные соединения считаются гер¬
метичными, если при испытании контро¬
лируемого участка в пенообразующем
растворе не образуются воздушные
пузырьки. Чувствительность вакуумного
способа контроля с применением вакуум-
камер достигает МО-2 мм3-МПа/с.
354Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬ9.6. ГИДРАВЛИЧЕСКИЙ МЕТОДГидравлический метод применяют
для обнаружения мест интегральных и
локальных течей в сварных соединениях
открытых и закрытых конструкций, рабо¬
тающих под давлением, а также для кон¬
троля прочности. В качестве пробного и
контрольного веществ при этом исполь¬
зуют, как правило, рабочую жидкость.
Некоторые системы, в которых рабочим
веществом является газ, контролируют
обычно водой или какой-либо другой
жидкостью, не влияющей на коррозион¬
ную стойкость контролируемого изделия.Этот метод основан на проникнове¬
нии воды или какой-либо другой жидко¬
сти в полости сквозных дефектов сварных
соединений и регистрации их на противо¬
положной поверхности контролируемого
изделия.Г идравлический метод контроля
герметичности сварных соединений в за¬
висимости от предъявляемых к ним тре¬
бований может быть осуществлен сле¬
дующими способами:- гидравлическим с применением лю¬
минесцентных индикаторных покрытий;- падения давления;- наливом воды под напором;- наливом воды без напора;- поливанием струей воды под напором;- поливанием рассеянной сгруей воды.Сущность гидравлического способа сприменением люминесцентного индика¬
торного покрытия заключается в том, что
на наружную поверхность контролируе¬
мого изделия наносят индикаторное по¬
крытие, изделие опрессовывают водой,
выдерживают под испытательным давле¬
нием в течение заданного времени, сни¬
мают давление и осматривают сварные
соединения в УФ лучах. При наличии
сквозного дефекта вода проникает на на¬
ружную поверхность изделия и в месте
дефекта на индикаторном покрытии воз¬
никает свечение.Индикаторное покрытие содержит
водорастворимый люминофор, дающийпри контакте с водой зеленое свечение в
лучах УФ света, и сорбент, удерживаю¬
щий воду в течение длительного времени.Недостатком этого способа контроля
является то, что недопустимо попадание
влаги на индикаторное покрытие из рабо¬
чего помещения, так как это может при¬
вести к ложной картине распределения
дефектов на контролируемой поверхности
и перебраковке при оценке качества свар¬
ного соединения.Время выдержки, избыточное давле¬
ние и требуемая чувствительность кон¬
троля оговариваются в технических усло¬
виях на изделие или рабочими чертежами,
но во всех случаях время выдержки изде¬
лия под избыточным давлением должно
быть >1 ч. В зависимости от требований и
условий контроля чувствительность гид¬
равлического способа с люминесцентным
индикаторным покрытием достигает
5-1СГ6 мм3МПа/с.Гидравлический способ контроля па¬
дением давления применяют для оп¬
ределения интегральной и локальной уте¬
чек сварных соединений изделий, рабо¬
тающих под давлением, а также при про¬
верке прочности основного металла и
сварных соединений трубопроводов, ар¬
матуры и их элементов. Гидравлические
испытания являются заключительной
операцией контроля качества изделий.В тепловой и атомной энергетике
трубопроводы подвергаются гидравличе¬
ским испытаниям пробным давлением рТМ,
указанным на рабочих чертежах. При от¬
сутствии последних значение пробного
давления (МПа) нужно принять равным
не менееРт.и ~ .т)’где р - рабочее давление, МПа; отг - до¬
пустимое напряжение при температуре
гидроиспытаний, МПа; орт - допустимое
напряжение при расчетной температуре,
МПа.
ГИДРАВЛИЧЕСКИЙ МЕТОД355При рабочем давлении <0,5 МПа
давление гидроиспытаний должно быть
> 1,5/?, но > 0,2 МПа (избыточного). При
рабочем давлении > 0,5 МПа необходимо,
чтобы давление гидроиспытаний было
более значения, определяемого по приве¬
денной выше формуле, но >р + 0,3 МПа.Для гидравлических испытаний нуж¬
но использовать воду, температура кото¬
рой >278 Ки<313К. Проводить их сле¬
дует при положительной температуре ок¬
ружающей среды во избежание замора¬
живания воды в корпусах арматуры и ту¬
пиковых участках трубопровода.Перед гидравлическими испытания¬
ми или внутренней очисткой трубопрово¬
да снимают распорные приспособления с
пружинных подвесок, за исключением
подвесок, не рассчитанных на массу тру¬
бопровода, заполненного водой.Давление в трубопроводе нужно из¬
мерять двумя проверенными манометра¬
ми, один из которых должен быть кон¬
трольным. Давление в трубопроводе
должно подниматься и снижаться посте¬
пенно. О заполнении трубопровода водой
свидетельствует ее появление через спе¬
циальные отверстия, которые после этого
надо закрыть. Время выдержки трубопро¬
вода и его элементов под пробным давле¬
нием должно быть >10 мин. После сни¬
жения пробного давления до рабочего
следует осмотреть трубопровод по всей его
длине. Сосуды, являющиеся неотъемлемой
частью трубопровода, испытываются тем
же давлением, что и трубопроводы.Испытуемый трубопровод должен
присоединяться к насосу или гидравличе¬
скому прессу, создающему испытательное
давление через два запорных клапана.Испытуемый участок трубопровода
при гидравлических испытаниях должен
отключаться от оборудования и других
участков трубопровода с помощью за¬
движек или заглушек. До начала гидрав¬
лических испытаний проверяемый уча¬
сток трубопровода надо отключить от
всех действующих коммуникаций. За¬глушки, установленные между фланцами
трубопровода и арматуры, должны иметь
выступающие части - хвостовики, по ко¬
торым судят о наличии заглушки в системе.Можно поставить также временную
заглушку, толщину (мм) которой опреде¬
ляют по формулеН = 0,4Ш-/р/(Ю0он) ,где р - рабочее давление, МПа; D - на¬
ружный диаметр трубы (при расчете тол¬
щины заглушки, зажатой между фланца¬
ми) или ее внутренний диаметр (при рас¬
чете толщины заглушки, вваренной в ко¬
нец трубы), мм; он - допустимое напря¬
жение, МПа.Пребывание людей во время гидрав¬
лических испытаний вблизи фланцевых
соединений трубопровода, арматуры и
сосудов запрещается. Степень герметич¬
ности контролируемого изделия и места
сквозных дефектов определяют по паде¬
нию давления воды, появлению на наруж¬
ной поверхности изделия течей в виде
струек и капель воды, а также по отпоте¬
ванию участков поверхности.Чувствительность гидравлического
способа контроля падением давления для
определения течей 1-10-3.. .5-10_3 мм3-МПа/с.Испытанию наливом воды под напо¬
ром подвергают сварные соединения за¬
крытых изделий, баков, цистерн и т.п.,
работающих под давлением, для обнару¬
жения мест локальных течей. Гидростати¬
ческое давление (напор) создают механи¬
ческими или ручными насосами, оно ого¬
варивается техническими условиями на
изделие или рабочими чертежами. Давле¬
ние, создаваемое в изделии, измеряют
двумя манометрическими преобразовате¬
лями класса точности 1,5...2,5 с пределом
измерения на 1!ъ больше испытательного
давления.Манометры помещают на испытуемом
изделии и напорном трубопроводе вблизи
насоса. На подводящей трубе должен
быть установлен запорный кран для регу¬
лирования подачи воды.
356Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬПри заполнении водой не допускает¬
ся образования воздушных подушек в
верхних частях контролируемого изделия,
для чего в его верхних частях предусмат¬
риваются специальные отверстия или
трубки диаметром 8...10 мм, которые по
окончании испытаний заваривают и про¬
веряют на герметичность с помощью ва¬
куум-камер или иным способом.Для испытаний используют техниче¬
скую воду без загрязнений. Продолжи¬
тельность нахождения изделия под напо¬
ром воды определяют временем, необхо¬
димым для осмотра всей поверхности из¬
делия, но > 1 ч.При температуре окружающего воз¬
духа < 273 К используют воду с темпера¬
турой 313...343 К. Изделия считают не¬
проницаемыми, если на контролируемой
поверхности не будут наблюдаться течи в
виде струй, протеков и капель.Чувствительность гидравлического
способа наливом воды под напором со¬
ставляет 3-ЮЛ. .2-10-2 мм3-МПа/с.Наливом воды без напора испытыва¬
ют на герметичность открытые изделия,
баки, цистерны и т.п. для обнаружения
мест локальных течей. Перед контролем
сварные соединения изделий протирают
водой и сушат сжатым воздухом. Изделия
заполняют водой до заданного уровня и
выдерживают в таком состоянии в тече¬
ние определенного времени. Технология и
условия проведения контроля такие же,
как и при контроле наливом воды под на¬
пором.Чувствительность гидравлического
способа наливом воды без напора
< 110"2 мм3 • МПа.При определении герметичности
сварных соединений открытых конструк¬
ций поливом струей воды под напором
используют брандспойт с диаметром вы¬
ходного отверстия > 16 мм. Напор воды в
штанге должен обеспечивать высоту
струи воды, выбрасываемой вверх из
ствола, > 10 м. Необходимо, чтобы при
контроле струя воды была направлена
перпендикулярно к поверхности шва, рас¬
стояние от ствола брандспойта до кон¬
тролируемого участка составляло < 3 мм.Вертикально расположенные свар¬
ные швы поливают с любой стороны сни¬
зу вверх. Изделия считают герметичными,
если на контролируемой поверхности (об¬
ратной поливаемой) не будет течей в виде
струй, подтеков и капель.Чувствительность данного способа
контроля герметичности < МО-1 мм3-МПа/с.
Чувствительность может быть повышена
применением люминесцентно-индикатор-
ного покрытия и осмотром контролируе¬
мых поверхностей сварных соединений в
УФ лучах.При выборе и использовании мето¬
дов течеискания необходимо руковод¬
ствоваться европейскими стандартами
EN 1779 и EN 1593.9.7. АКУСТИЧЕСКИЕ СРЕДСТВА ТЕЧЕИСКАНИЯАкустические средства течеискания
занимают особое место среди течеиска-
телей других типов, поскольку они про¬
сты и надежны в эксплуатации, не требу¬
ют каких-либо сложных специальных
приспособлений, не нарушают основных
технологических процессов, безопасны
для здоровья обслуживающего персонала.Существует несколько групп акусти¬
ческих приборов, каждая из которых со¬
ответствует определенному методу тече¬
искания.Первая группа - это УЗ расходомеры
двух типов. Первый тип - расходомеры с
проходными измерительными секциями.
Расход определяется, как правило, по раз¬
АКУСТИЧЕСКИЕ СРЕДСТВА ТЕЧЕИСКАНИЯ357ности времен прохождения УЗ импульсом
наклонного сечения трубопровода по на¬
правлению потока жидкости и против
него. Конструкция канала расходомера
показана на рис.9.16. Проходные УЗ рас¬
ходомеры обладают малым гидросопро¬
тивлением, легко монтируются в техноло¬
гических трубопроводах.Второй тип - так называемые бес¬
контактные УЗ расходомеры, в которых
преобразователи не контактируют непо¬
средственно с протекающей в трубе жид¬
костью. Преобразователи устанавливают
на наружную поверхность трубы, что по¬
зволяет оперативно проводить измерения
без каких-либо вмешательств в техноло¬
гический процесс. Для измерения расхода
чистых жидкостей (содержание твердых
частиц и пузырьков газа не должно пре¬
вышать 2 %) используют приборы, реали¬
зующие обычный времяимпульсный ме¬
тод, а для загрязненных жидкостей следу¬
ет применять доплеровские расходомеры.
Основной недостаток бесконтактных рас¬
ходомеров - невысокая точность (2...
3 %).Вторая группа течеискателей - аку¬
стические корреляционные приборы.
Схема применения корреляционного те¬
чеискателя приведена на рис. 9.17.Датчики устанавливают на концах
контролируемого участка непосредствен¬
но на трубу 2 или на детали запорной ар¬
матуры. Они принимают акустические
сигналы, возникающие в месте 3 в резуль¬Рис. 9.16. Конструкция канала расходомера:I - канал с установочными фланцами;2 и 3 - приемно-передающие реверсируемые
преобразователи; 4 - УЗ волнатате истечения жидкости или газа из тру¬
бы. Усиленные сигналы передаются по
кабелю или радиоканалу в блок обработ¬
ки, где вычисляется их взаимная корреля¬
ционная функция. Положение пика кор¬
реляционной функции соответствует по¬
ложению места 3 утечки.Достоинство корреляционных течеи¬
скателей заключается в том, что они обес¬
печивают контроль протяженных участ¬
ков трубопроводов, и результаты практи¬
чески не зависят от наличия внешних аку¬
стических шумов.Третья группа приборов - акустиче¬
ские течеискатели, работающие по методу
непосредственного прослушивания шума
утечки с поверхности земли. Перемещаясь
вдоль трубы, оператор определяет место
утечки по характерному шуму или мак¬
симуму сигнала (рис. 9.18).Максимальная глубина обнаружения
утечки зависит от давления в трубе, ха¬
рактера повреждения, типа почвы и дру¬
гих условий, и на практике достигает 4...5 м. Для работы на теплотрассах подобные
течеискатели оснащают термоканалом, ко¬
торый обеспечивает измерение температу¬
ры в точке установки геомикрофона.Основное преимущество течеискате¬
лей данной группы заключается в том, что
они обнаруживают места повреждения
трубы с высокой точностью без вскрытия
грунта. Однако ввиду большой трудоем¬
кости контроля с их помощью невозмож¬
но оперативно обследовать протяженныйРис. 9.17. Схема применения корреляцион¬
ного течеискателя:I - датчики; 2 - контролируемая труба;3 - место утечки в трубе
358Глава 9. МЕТОДЫ КОНТРОЛЯ НА ГЕРМЕТИЧНОСТЬотрезок трубопровода. Поэтому, как пра¬
вило, приборы второй и третьей групп
променяют в совокупности. Сначала кор¬
релятором определяют отрезок трубы с
предполагаемым местом повреждения, а
затем с поверхности грунта локализуют
дефект.Четвертая группа - течеискатели,
контролирующие герметичность запорной
арматуры и мест соединения. Контроль
запорной арматуры осуществляется кон¬
тактно по уровню шума, создаваемого при
просачивании жидкости или газа через
запорное устройство. Герметичность со¬
единений определяется бесконтактно по
тому же принципу.СигналРасстояниеРис. 9.18. Зависимость амплитуды
акустического сигнала от
места расположения дефектаПриборы этой группы используют
для контроля любой запорной арматуры,
сосудов и резервуаров, имеющих внут¬
реннее давление, отличное от наружного,
а также для контроля газонаполненных
кабелей связи.у/ ////// я*////// ///V/ /////////////// ///
Глава 10АКУСТИЧЕСКАЯ ЭМИССИЯПервые фундаментальные работы по
изучению явления акустической эмиссии
(АЭ) были выполнены в конце 40-х годов
XX века в США и начале 50-х годов в
ФРГ. На практике явление АЭ впервые
было применено в 1964 г. в США при ис¬пытании ракеты "Полярис" для слежения
за ростом трещины в ходе гидростатиче¬
ских испытаний. При обнаружении рас¬
тущей трещины можно было снять давле¬
ние, чтобы избежать аварии и отремонти¬
ровать поврежденный участок.10.1. ФИЗИЧЕСКИЕ ОСНОВЫАкустическая эмиссия пред¬
ставляет собой явление генерации волн
напряжений, вызванных внезапной пере¬
стройкой в структуре материала. Класси¬
ческим источником АЭ служит процесс
деформирования, связанный с ростом де¬
фектов, например трещины или зоны пла¬
стической деформации. Процесс генера¬
ции и обнаружения АЭ приведен на
рис. 10.1.Внезапное движение источника
эмиссии вызывает волны напряжений,
которые распространяются в структуре
материала и попадают на приемник. Помере роста напряжении активизируются
многие из имеющихся в материале объек¬
та источников эмиссии. Электрические
сигналы эмиссии, полученные в результа¬
те преобразования пьезодатчиком волн
напряжения, усиливаются, регистрируют¬
ся аппаратурой и подвергаются дальней¬
шей обработке и интерпретации.Итак, источником АЭ энергии слу¬
жит поле упругих напряжений в материа¬
ле. Без напряжений нет и эмиссии, поэто¬
му акустико-эмиссионный контроль
обычно проводится путем нагружения
контролируемого объекта.Сигнал АЭРис. 10.1. Основной принцип АЭ
360Глава 10. АКУСТИЧЕСКАЯ ЭМИССИЯНаправление
на приемник АЭб)Рис. 10.2. Типичный вид импульса АЭ (а) и
направленность излучения(ff)В момент изменения напряженно-
деформированного состояния объекта
контроля любой зарождающийся дефект
может стать источником АЭ. При этом он
излучает волну, типичный вид которой
приведен на рис. 10.2, а.Сначала смещение в волне представ¬
ляет собой практически ступенчатую
функцию, а напряжение - импульс, дли¬
тельность, энергия и амплитуда которого
зависят от характера процесса перестрой¬
ки структуры материала. Импульсы, излу¬
ченные при скачке микротрещины, на¬
пример, отличаются малой длительностью
(порядка долей микросекунды), а разви¬
вающаяся трещина порождает импульсы
длительностью в несколько микросекунд.В процессе распространения форма
волны существенно меняется. От природы
источника также зависит характер на¬правленности излучения: от практически
сферического до ярко выраженного,
зависящего от угла между направлением
роста дефекта и направлением на
приемник АЭ, как показано на рис. 10.2, б.АЭ отличается от большинства мето¬
дов НК в двух ключевых аспектах.Во-первых, источником сигнала
здесь служит сам материал, а не внешний
источник, т.е. метод является пассивным
(а не активным, как большинство других
методов контроля).Во-вторых, в отличие от прочих мето¬
дов АЭ обнаруживает изменение дефекта, а
не статические неоднородности, связанные
с наличием дефектов, т.е. развивающиеся,
а потому наиболее опасные дефекты.Основное преимущество метода АЭ
связано с возможностью проведения НК
всего объекта за один цикл нагружения.
ОСНОВНЫЕ ПАРАМЕТРЫ АКУСТИЧЕСКОЙ ЭМИССИИ361Данный метод является дистанционным,
он не требует сканирования поверхности
объекта для поиска локальных дефектов.
Необходимо просто правильно располо¬
жить нужное число датчиков и использо¬
вать их для локации источника волн на¬
пряжений.Возможности, связанные с дистан¬
ционным применением метода, дают
большие преимущества по сравнению с
другими методами контроля, которые
требуют, например, удаления изоляцион¬
ных оболочек, освобождения конвейеров
контроля от внутреннего содержания или
сканирования больших поверхностей.
Контроль АЭ может применяться во всех
случаях, когда имеют место процессы
нагружения, приводящие к постоянному
деформированию материалов.Моменты излучения волн эмиссии
распределены статистически по времени,
а возникающие при этом дискретные им-
пульсы-вспышки имеют широкий частот¬ный диапазон (от десятков килогерц до
единиц, десятков мегагерц).Наряду с полезными сигналами, ко¬
торые генерируются указанными выше
источниками, на приемный тракт посту¬
пают весьма существенные помехи. Ис¬
точниками их могут быть:- шумы, возникающие от действую¬
щего оборудования компрессорных и
газоперекачивающих станций, вращаю¬
щих турбин атомных станций;- горение электрической дуги при
сварке;- отслаивание шлака в сварном шве;- трение и разрушение абразивных
материалов.Спектральные характеристики шумов
весьма неопределенны и для разных объ¬
ектов контроля различны. Для выделения
полезного сигнала из помех необходимо
снятие экспериментальных спектров. Как
правило, спектры помех существенно от¬
личаются от полезных сигналов.10.2. ОСНОВНЫЕ ПАРАМЕТРЫ АКУСТИЧЕСКОЙ ЭМИССИИВ настоящее время насчитывается
более 50 информационных признаков аку-
стико-эмиссионной диагностики. Основ¬
ными из них являются пять: число осцил¬
ляций, амплитуда, длительность, время
нарастания сигнала и площадь под оги¬
бающей сигнала (MARSE), представляю¬
щей собой аналог энергии.Амплитуда (А) представляет собой
максимальное значение напряжения сиг¬
нала, В. Этот важнейший параметр опре¬
деляет возможность регистрации события
АЭ. Амплитуды сигналов прямо связаны с
магнитудами событий в источнике и
варьируются в широких пределах: от
микровольт до вольт.Среди других стандартных параметров
амплитуда наиболее пригодна для стати¬
стической обработки данных АЭ путем
получения функций распределения процес¬
са. Амплитуды АЭ принято выражать в де¬
цибелах; при этом 1 мкВ на выходе датчикапринимается за 0 дБ: 10 мкВ соответствует
20 дБ; 100 мкВ отвечает 40 дБ и т.д.Число осцилляций представляет со¬
бой число превышений сигналом уста¬
новленного порога. Измерение числа - это
простейший способ количественной
оценки сигнала. Этот параметр зависит от
магнитуды источника сигналов, а также
от акустических и резонансных свойств
среды и датчика.MARSE - параметр, известный также
как число осцилляций энергии, вычисля¬
ется по площади под огибающей сигнала.
Этот параметр чувствителен и к амплиту¬
де, и к длительности сигнала, поэтому в
последнее время он стал очень распро¬
страненным.Кроме того, он менее зависим от ус¬
тановленного порога и рабочей частоты.
Суммарная акустико-эмиссионная актив¬
ность должна измеряться суммированием
магнитуд всех зарегистрированных сиг¬
362Глава 10. АКУСТИЧЕСКАЯ ЭМИССИЯналов; среди всех измеряемых параметров
MARSE наилучшим образом подходит
для этих целей.Длительность (ти) - это полное
время: начиная от пересечения сигналом
порога и заканчивая уходом его под по¬
рог. Измеряемый в микросекундах, этот
параметр зависит от магнитуды источни¬
ка, а также от акустических и резонанс¬
ных свойств среды и датчика (как и число
осцилляций). Параметр используется при
идентификации процессов, имеющих ха¬
рактерные большие длительности сигна¬
лов, например процессы расслаивания
композиционных материалов. Кроме того,
данный параметр полезен при отфильтро-
вывании различных шумов (по длитель¬
ности) или других типов источников.Время R нарастания сигнала - это
время от первого пересечения сигналом
порога до достижения сигналом макси¬
мальной амплитуды. Данный параметр во
многом зависит от функции распростра¬
нения и передаточных свойств датчика.
Он может использоваться для определе¬
ния типа некоторых источников сигналов
и при отфильтровывании шумов.К дополнительным признакам сигна¬
ла АЭ следует отнести частотные спектры
S(f) и распределения вероятности пара¬
метров сигнала АЭ Р(х), измеренных за
определенный промежуток времени.В настоящий период развивается но¬
вый подход к обработке сигнала АЭ,
дающий возможность определить не
только наличие и положение источника
АЭ в объекте контроля, но и в ряде случа¬
ев тип развивающегося дефекта. В рамках
этого подхода для идентификации типа
источника используются статистические
характеристики сигнала АЭ, анализируе¬
мые попарно. Например, на диагностиче¬
ской диаграмме по оси х откладывают
величину, равную отношениюН = С/м -/mm)//max "/mm .где 7^ - частота моды, на которую прихо¬
дится максимум энергии спектра сигналаАЭ; fmm - нижняя частота полосы
пропускания частот приемника АЭ; /т1Х -
то же, верхняя.По оси у откладывают среднюю
энергию сигнала АЭ Еср за некоторый
промежуток времени. Точки на диаграм¬
ме, относящиеся к источнику одного типа,
компактно группируются в некоторой
области, которую можно ограничить "эл¬
липсом рассеяния". Размеры и положение
такого эллипса с высокой достоверностью
(~90 %) идентифицируют различные ис¬
точники АЭ (рис. 10.3).Необходимо обратить внимание на
процессы повторного нагружения и свя¬
занные с этим возникающие эмиссии волн
напряжения.В материалах с хорошо выраженной
площадкой текучести на диаграмме на¬
пряжение-деформация кривая зависимо¬
сти активности АЭ от напряжения
(рис. 10.4) имеет один максимум, соответ¬
ствующий пределу текучести материала
аТ. На кривой зависимости амплитуды от
напряжения имеется три максимума, по¬
следний из которых совпадает с пределом
прочности ав, и не более двух миниму¬
мов, совпадающих обычно с пределом
упругости а у. Начальная амплитуда сиг¬
налов зависит, в частности, от уровня ос¬
таточных напряжений в материале.При повторном нагружении АЭ не
возникает вплоть до достижения макси¬
мального напряжения предыдущего цикла
(с точностью до ~1,5 %). Это явление по¬
лучило название эффекта Кайзера. Его
используют при механических испытани¬
ях образцов, а также при контроле изде¬
лий в процессе эксплуатации.АЭ, связанная с пластической де¬
формацией кристаллической решетки,
проявляется в виде сигналов небольшой
амплитуды с характеристиками, близкими
к белому шуму. Разрыв материала в об¬
ласти, где действуют напряжения, превы¬
шающие предел упругости, вызывает появ¬
ление импульсов с большой амплитудой.
ОСНОВНЫЕ ПАРАМЕТРЫ АКУСТИЧЕСКОМ ЭМИССИИ363£ср, дБО 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0Н, отн.ед.Рис. 10.3. Результаты акустико-эмиссионных испытаний крупногабаритных образцовна диагностической диаграмме:1 - нестабильная трещина, непровар; 2 - подрастающая трещина; 3 - расслоение;4 - множественные объемные дефекты; 5 - пластическая деформация, стабильная трещина;6 - коррозионное растрескиваниеЭмпирическая связь между энергией
АЭ и параметрами трещины выражена
формулой2>,2=K2£2AL/£,где К - коэффициент интенсивности на¬
пряжения (КИН) в вершине трещины;AL - приращение длины трещины;Е - модуль упругости.Число излучаемых импульсов про¬
порционально К4.Особое внимание необходимо обра¬
тить на процессы регистрации страгива-
ния и развития трещины. При подраста¬
нии ее резко изменяются амплитуда сиг¬
нала и скорость счета импульсов.При статическом нагружении на ста¬
дии до начала видимого роста трещины
Данеган предложил формулу, связываю¬
щую число сигналов АЭ N с КИН:N = АК1,где Л - коэффициент пропорциональности.Однако следует отметить, что связь
числа импульсов АЭ N с интенсивностью
напряжений К, не характеризует в полной
мере размер трещины и вид разрушения
(микротрещины, пластическое течение,
трение берегов трещины).Кроме того, число событий АЭ - не¬
устойчивый показатель, который зависит
от многих факторов, в том числе от тща¬
тельности отбраковки ложных событий. Рас-Рис. 10.4. Зависимости амплитуды U и
активности N^ сигналов АЭ от напряжения,
полученные для образца из
конструкционной стали
364Глава 10. АКУСТИЧЕСКАЯ ЭМИССИЯпределение импульсов по амплитуде и
частоте следования несет информацию
лишь об этапах макроскопического разви¬
тия трещины.Длительность фронта импульса АЭ
совпадает со временем раскрытия трещи¬
ны. Время раскрытия внутренней трещи¬
ны нормального отрыва до состояния ста¬
тического равновесия находится из соот¬
ношения7/ = ILIci,где с — скорость продольной волны; L —
длина трещины.Время раскрытия трещины сдвигаt]= 1,2 LI ci.Установлено также, что длитель¬
ность фронта импульса АЭ совпадает со
временем раскрытия трещины.10.3. ТЕХНОЛОГИЯ АКУСТИКО-ЭМИССИОННОЙ
ДИАГНОСТИКИПеред проведением акустико-эмис-
сионной диагностики необходимо по¬
верхность объекта в местах установки
пьезоприемников (ПАЭ) зачистить от ла¬
кокрасочного покрытия и отслаивающей¬
ся окалины до металлического блеска с
чистотой обработки не хуже Rz < 40 и
обезжирить. ПАЭ устанавливают через
тонкий слой контактной смазки и крепят с
помощью магнитных прижимов, обеспе¬
чивающих неподвижность приемника и
силу прижима, равную 3...20 Н.После установки ПАЭ калибруют по
чувствительности. С этой целью исполь¬
зуют пьезоэлектрический преобразователь
на расстоянии 10...20 см от ПАЭ № 1, воз¬
буждаемый короткими электрическими
импульсами от генератора, а чаще - ими¬
татор Су-Нильсена (излом грифеля каран¬
даша диаметром 0,3...0,5 мм, твердостью2 Н). Излом выполняют с углом наклона
стержня -30° к поверхности, выдвинутого
на 2,5 мм.До начала контроля методом АЭ не¬
обходимо измерить скорость распростра¬
нения и коэффициент затухания упругих
волн в материале контролируемого изде¬
лия. При этом рекомендуется устанавли¬
вать параметры настройки АЭ каналов
такие же, как и при контроле, а расстояние
между ПАЭ № 1 и 2 - равным расстоянию
между ПАЭ при контроле (рис. 10.5).Скорость распространения упругой вол¬
ны в материале рассчитывают по формулеvc = — М.где Ln - расстояние между ПАЭ № 1 и 2;
t\ - время прихода упругой волны на ПАЭ
№ 1; t2 - то же, на ПАЭ № 2.Имитатор АЭПАЭ № 1
*77)77777777777777777777^7777777777,ПАЭ № 27~Рис. 10.5. Схема измерения скорости распространения и
среднего значения коэффициента затухания упругих волн
ТЕХНОЛОГИЯ АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ36520 40 60 80 100 120 140 160 180 220 240 260 280 300 320 340 360 380 400 540 580Расстояние, смРис.10.6. Примерная кривая затухания упругих волн в материале стенки изделияОриентировочное значение скорости
распространения упругих волн 5000...
5500 или 3000...3300 м/с, что соответст¬
вует значению групповой скорости нуле¬
вой симметричной So или асимметричной
А о моды волны Лэмба для данной толщи¬
ны листов стенки и рабочей полосы час¬
тот АЭ каналов.Волны Лэмба обладают свойством
дисперсии, и значение скорости рас¬
пространения упругой волны зависит от
рабочей частоты ПАЭ и толщины мате¬
риала.Среднее значение коэффициента за¬
тухания упругой волны в материале изде¬
лия вычисляют по формуле8 = (А \ — Ai)IL\2,где А | - амплитуда сигнала от имитатора
на ПАЭ № 1;А2 - то же, на ПАЭ № 2.Ориентировочная величина среднего
значения коэффициента затухания упру¬
гой волны в материале изделия 8...
12 дБ/м.Скорость распространения и коэф¬
фициент затухания упругих волн опреде¬
ляют не менее чем по 10 сигналам от
имитатора АЭ.Радиус зоны уверенного приема L30H
находят для каждого типа используемых
ПАЭ. Он соответствует максимальному
расстоянию от имитатора АЭ до ПАЭ, при
котором сигнал АЭ, приходящий от ими¬
татора АЭ, может быть зарегистрированна ПАЭ со значением амплитуды, превы¬
шающим заданный порог дискриминации.Радиус зоны уверенного приема оп¬
ределяют по кривой затухания упругой
волны в материале стенки резервуара. Для
построения кривой затухания на горизон¬
тальной линии через интервалы в 200 мм
от места установки отдельного ПАЭ про¬
водят изломы грифеля карандаша диамет¬
ром 0,5 мм твердостью 2 Н (имитатор Су-
Нильсена). В каждой точке выполняют не
менее пяти изломов, регистрируя ампли¬
туду сигнала АЭ на ПАЭ. По средним
значениям амплитуды в каждой точке
строят график зависимости амплитуды от
расстояния между ПАЭ и имитатором АЭ
(кривая затухания), как изображено на
рис. 10.6.Координата по оси расстояний точки
пересечения линии заданного порога дис¬
криминации с кривой затухания будет
являться радиусом зоны уверенного
приема для данного типа ПАЭ.После проведения предварительных
операций проверяют работоспособность
системы в целом.Установка параметров контроля
включает в себя:- выбор рабочей полосы частот (с
учетом типа используемого датчика, ми¬
нимального затухания упругих волн в
контролируемой среде, получения макси¬
мального отношения сигнал/помеха и
точности определения координат);
366Глава 10. АКУСТИЧЕСКАЯ ЭМИССИЯРис. 10.7. Иллюстрация неоднозначности
определения координат по РВП сигналов
АЭ на группу из трех приемных ПЭП- установление требуемого режима
работы аппаратуры (коэффициентов уси¬
ления, уровня дискриминации и т.д.);- выявление и устранение источников
постороннего акустического излучения.Калибровку системы АЭ проводят
для проверки работоспособности системы
в целом, определения чувствительности
каналов и точности локализации.Для определения чувствительности
каналов осуществляют несколько изломов
грифеля источника Су-Нильсена на близ¬
ком и одинаковом расстоянии (1.. .5 см) от
каждого приемника, вычисляют средние
значения амплитуд по каждому каналу.Значение амплитуды сигнала от из¬
лома грифеля источника Су-Нильсена
должно быть > 87 дБ. Разброс средних зна¬
чений амплитуд не должен превышать 3 дБ.Вычисление координат источников АЭ
основано на учете времени распространения
волны напряжения от источника АЭ до
нескольких датчиков, установленных на
поверхности конструкции. Причинами
ошибок определения координат являются:- неправильно измеренная скорость
распространения упругих волн в материале;- регистрация разными датчиками
различных типов волновых мод;- погрешность измерения моментов
прихода волны на датчики;- наличие анизотропии скорости рас¬
пространения упругих волн;- отличие реальных путей распростра¬
нения упругих волн от теоретически при¬
нятых и используемых в расчетах;- изменение формы волны напряже¬
ния при ее распространении.Координаты источников АЭ можно
определять различными методами. Наи¬
более простым является метод зонной
локации. Он применяется достаточно ши¬
роко, но не позволяет точно найти коор¬
динаты источника. Среди методов точной
локации наиболее широко известны две
группы, имеющие различную физическую
основу.В одном случае используется ампли¬
тудная локация, основанная на измерении
отношения амплитуд сигнала в каналах
различных датчиков, относящихся к од¬
ной пьезоантенне. В этом случае исходят
из условия, что акустическая волна при
распространении в изделии затухает по
экспоненциальному закону. Однако этот
метод пока не нашел практического при¬
менения вследствие различия АЧХ ПАЭ,
которых должно быть не менее трех¬
четырех.Вторая группа методов точной лока¬
ции основывается на измерении времени
прихода сигнала на датчики пьезоантен¬
ны. Координаты источника находятся пу¬
тем решения системы уравнений, связы¬
вающей расстояния от источника до ПАЭ,
и разности времен прихода сигнала на
ПАЭ. В общем случае для нахождения
координат источника сигналов использу¬
ются триангуляционные методы.Для определения координат источ¬
ника сигналов АЭ на поверхности кон¬
струкции, как минимум, необходимость
иметь три ПЭП. При этом измеряются два
независимых значения разности времен
прихода (РВП) волны напряжения. Ис¬
пользуя их, можно построить две гипер¬
болы, в фокусах которых расположены
приемники. Пересечение гипербол дает
положение источника. Однако двух РВП
недостаточно для однозначного опреде¬
ления координат источника. Однозначное
вычисление координат возможно только
внутри треугольника, образованного при¬
емными ПЭП (рис. 10.7).
СПИСОК ЛИТЕРАТУРЫ1. Алешин Н.П., Щербинский В.Г.Радиационная, ультразвуковая и магнит¬
ная дефектоскопия металлоизделий. М.:
Высш. шк., 1991. 280 с.2. Визуальный и измерительный кон¬
троль / В.В. Клюев, Ф.Р. Соснин, В.Ф. Му¬
жицкий и др.; под ред. В.В. Клюева. М.:
РОНКТД, 1998. 245 с.3. Гурвич А.К., Ермолов ИЛ. Ульт¬
развуковой контроль сварных швов. Киев:
Техшка, 1972. 460 с.4. Ермолов И.Н. Теория и практика
ультразвукового контроля. М.: Машино¬
строение, 1981. 240 с.5. Ермолов И.Н., Останин ЮЛ.
Методы и средства неразрушающего кон¬
троля качества. М.: Высш. шк., 1988. 368 с.6. Контроль качества сварки /
В.Н. Волченко, А.К. Гурвич, А.Н. Майоров
и др.; под ред. В.Н. Волченко. М.:
Машиностроение, 1975. 328 с.7. Кретов Е.Ф. Ультразвуковая де¬
фектоскопия в энергомашиностроении.
СПб: Радиоавионика, 1995. 325 с.8. Методы акустического контроля
металлов / Н.П. Алешин, В.Е. Белый,А.Х. Вопилкин и др.; под ред. Н.П. Алешина.
М.: Машиностроение, 1989. 456 с.9. Методы дефектоскопии сварных
соединений / В.Г. Щербинский, В.А. Фе¬
октистов, В.А.Полевик и др.; под общ.
ред. В.Г. Щербинского. М.: Машино¬
строение, 1987. 328 с.10. Неразрушающий контроль и диаг¬
ностика: справочник / В.В. Клюев, Ф.Р. Со¬
снин, В.Н. Филинов и др.; под ред.В.В. Клюева. М.: Машиностроение, 1995.
488 с.11. Румянцев С.В. Радиационная
дефектоскопия. Изд.2-е. М.: Атомиздат,
1974.512 с.12. Сварка. Резка. Контроль: Спра¬
вочник. В 2 т. / под общ. ред. Н.П. Але¬
шина, Г.Г. Чернышова. М.: Машино¬
строение, 2004. 1108 с.13. Щербинин В.Е., Горкунов Э.С.
Магнитный контроль качества металлов.
Екатеринбург: УрО РАН, 1996. 264 с.14. Щербинский В.Г., Алешин Н.П.
Ультразвуковой контроль сварных соеди¬
нений. М.: Изд-во МГТУ им. Н.Э. Баумана,
2000. 496 с.15. Щербинский В.Г. Технология
ультразвукового контроля сварных соеди¬
нений. М.: Тиссо, 2003. 326 с.