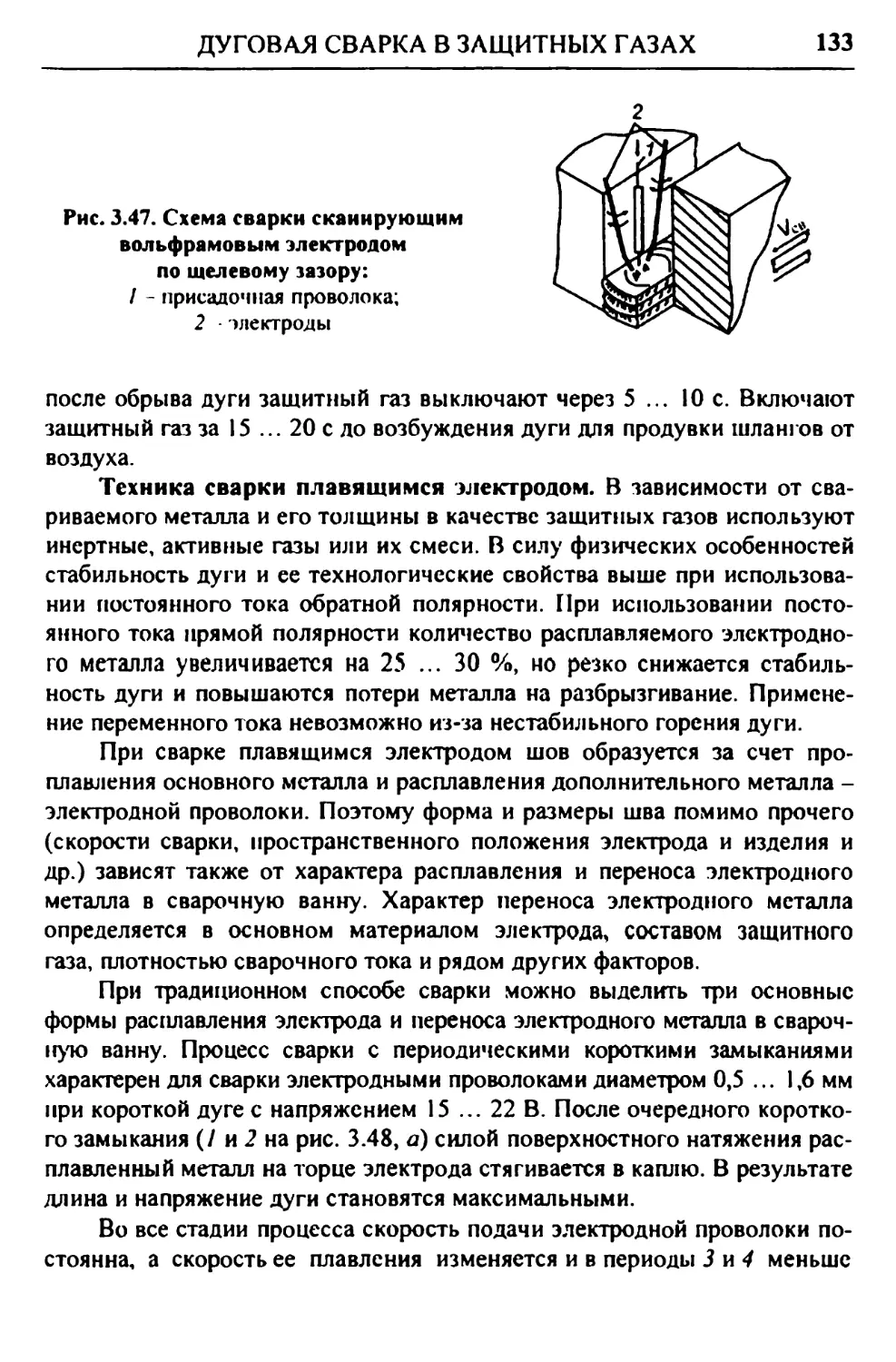
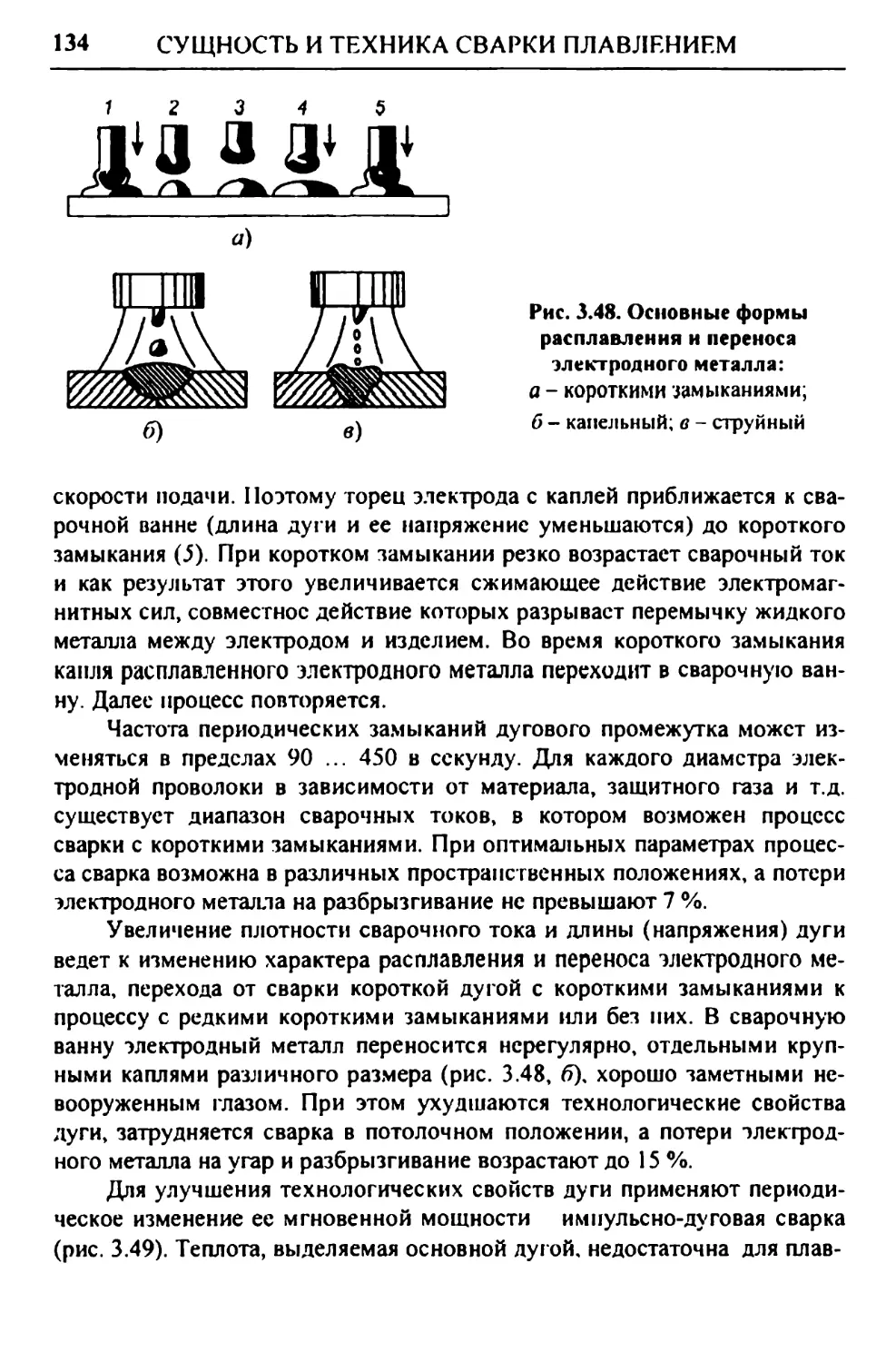
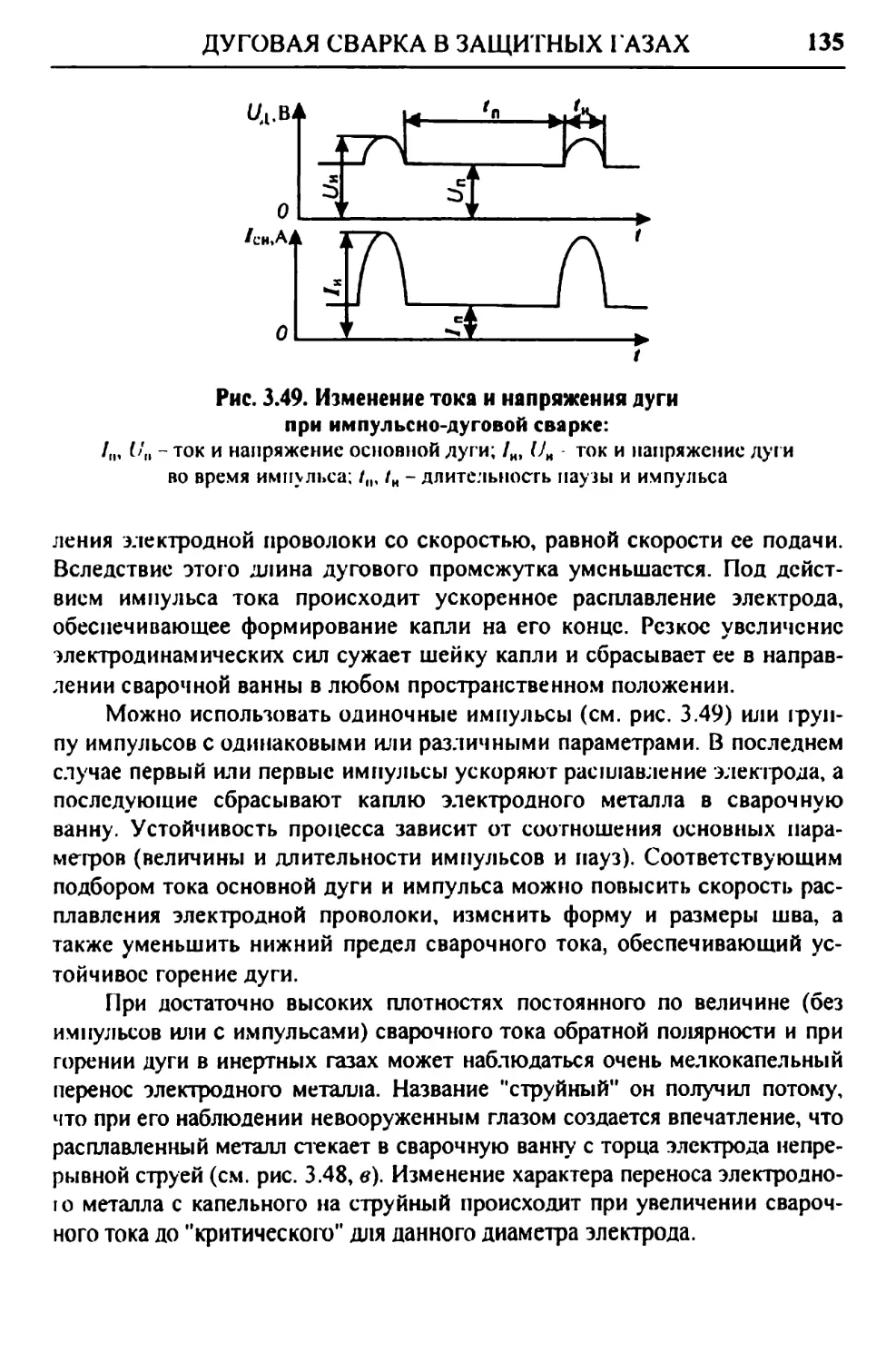







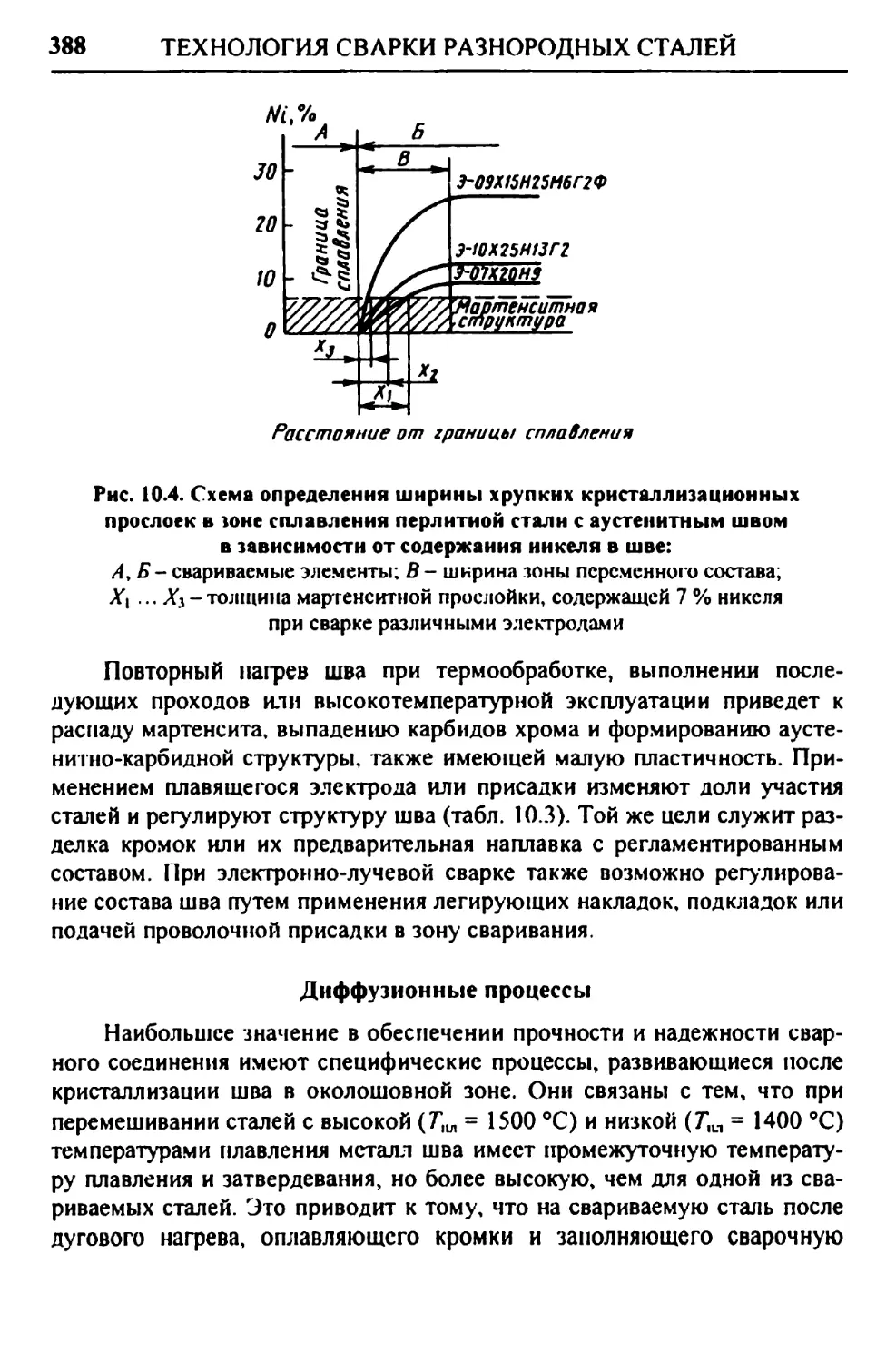
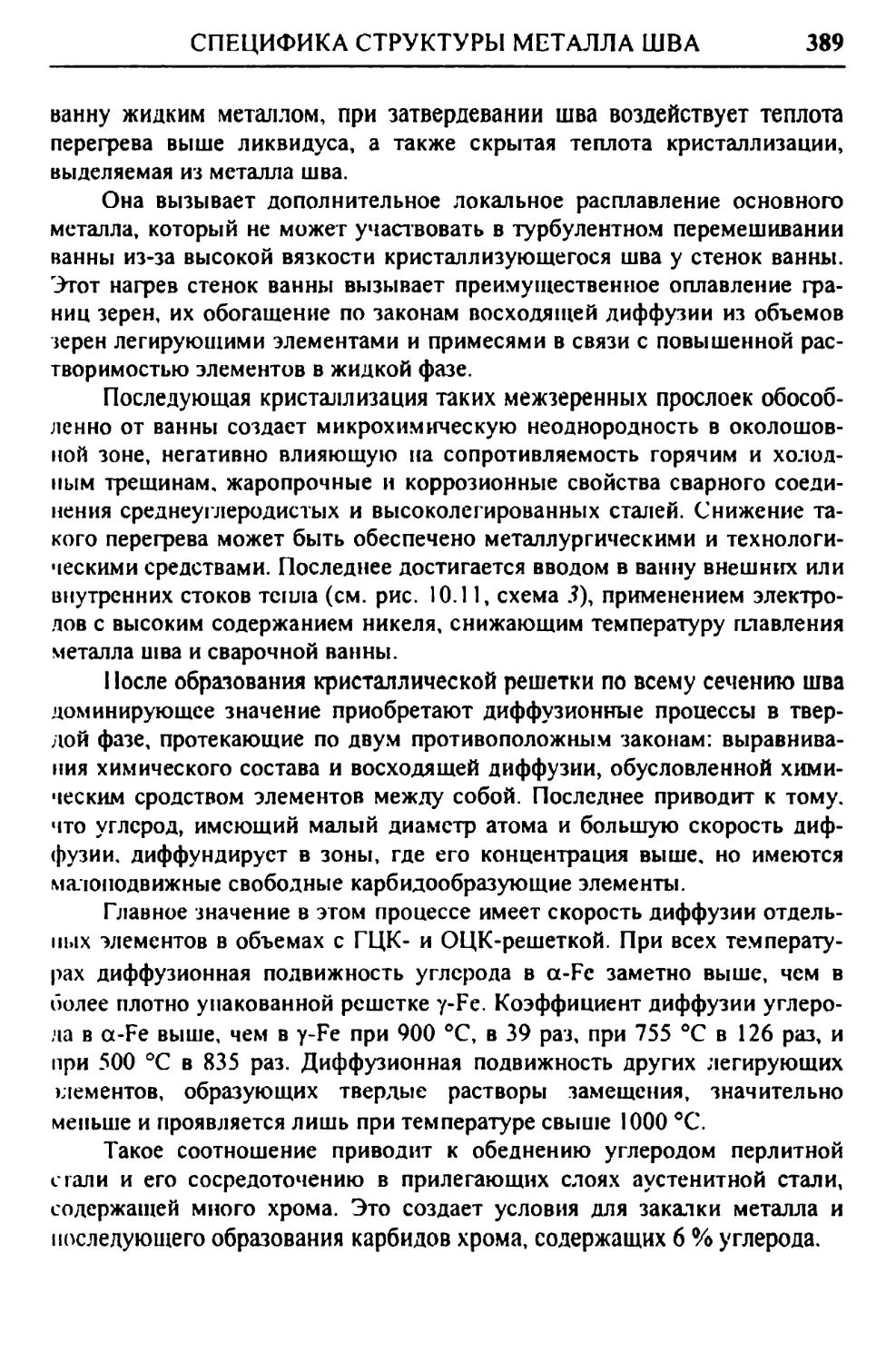
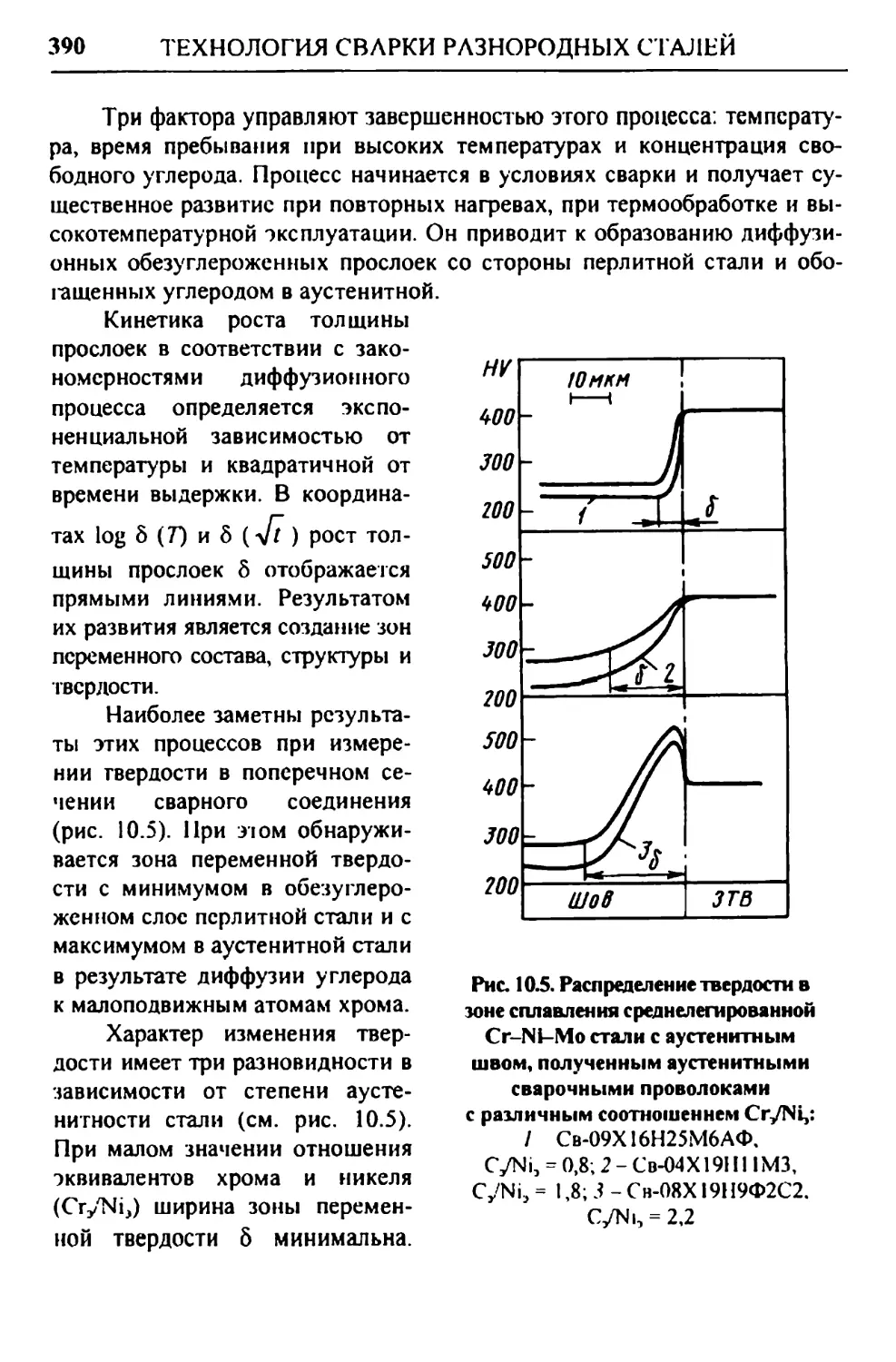
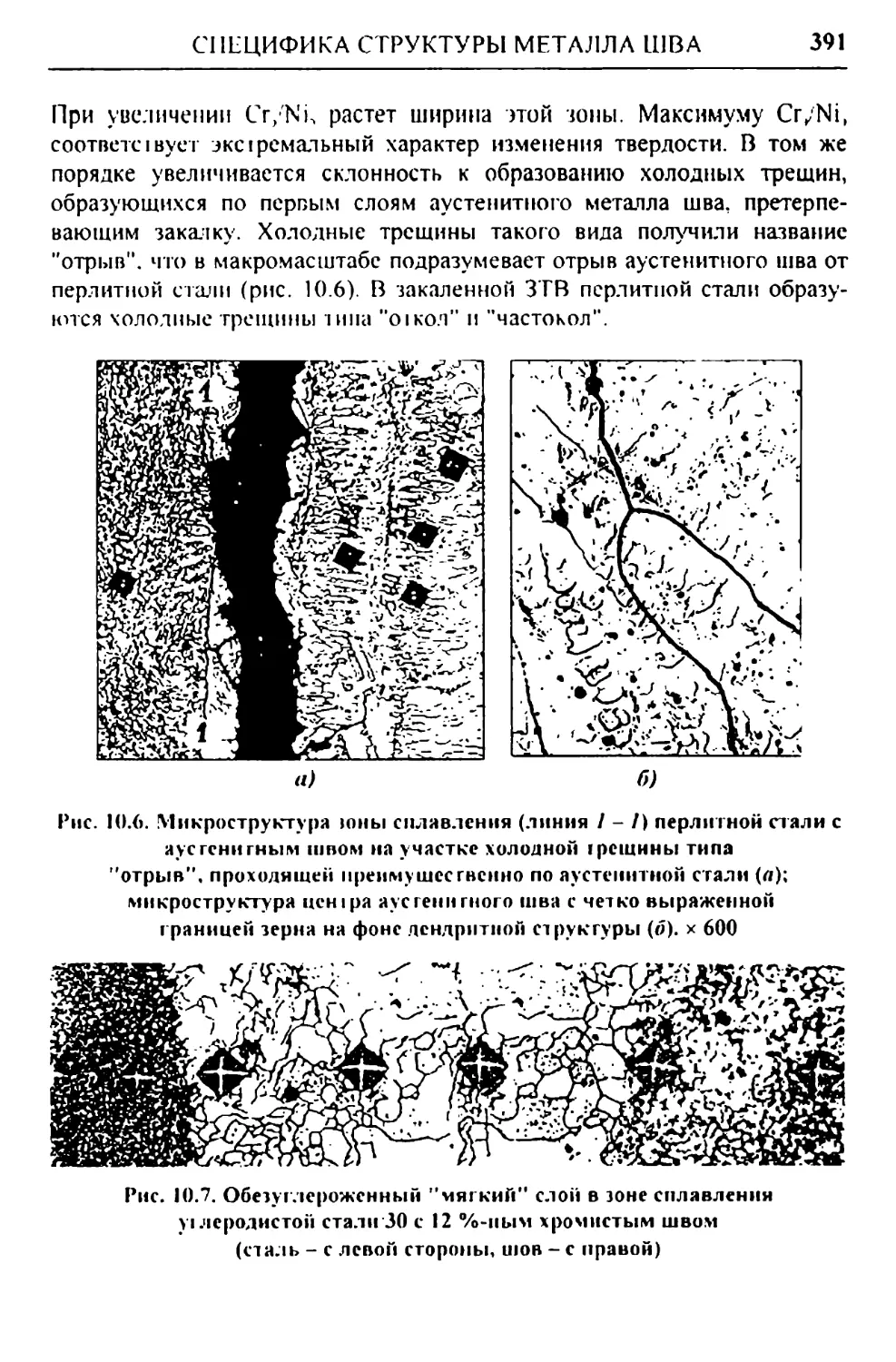




Author: Акулов А.И. Чернышов Г.Г. Полевой Г.В. Алехин В.П. Ермаков С.И. Рыбачук А.М. Якушин Б.Ф.
Tags: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления отдельные машиностроительные и металлообрабатывающие процессы и производства сварка электросварка сварные конструкции
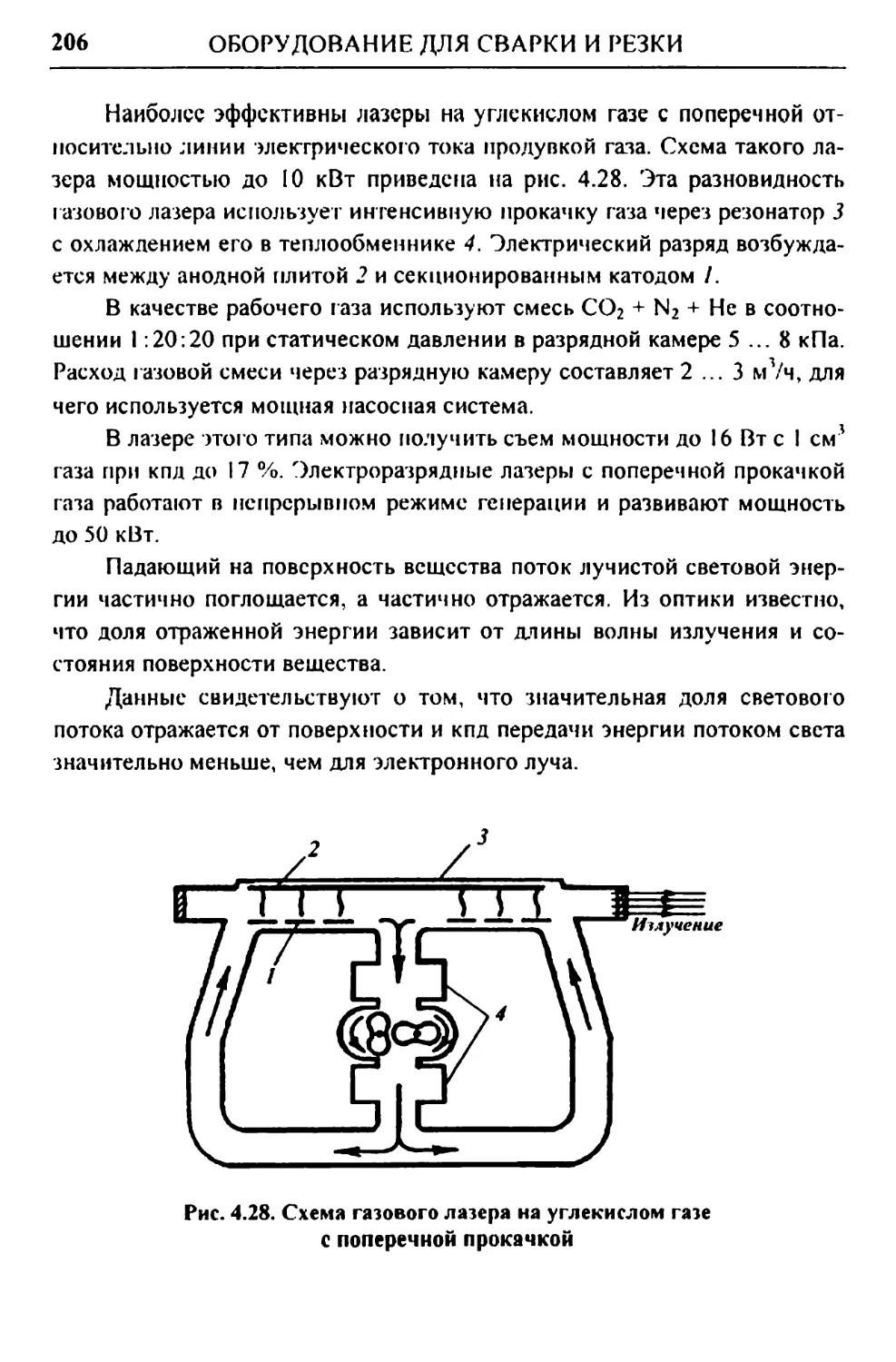
ISBN: 5-217-03130-1
Year: 2003



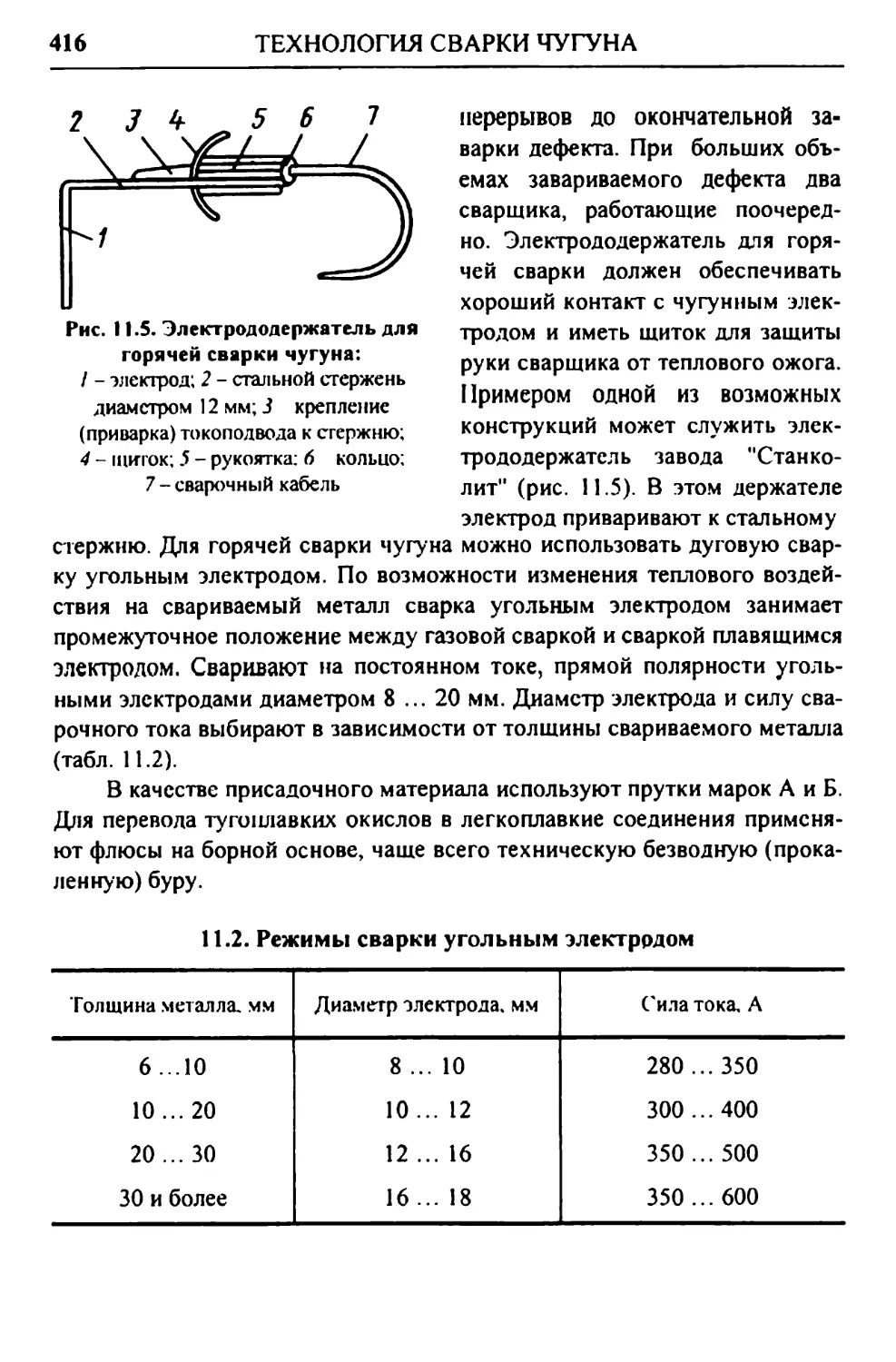
ТЕХНОЛОГИЯ
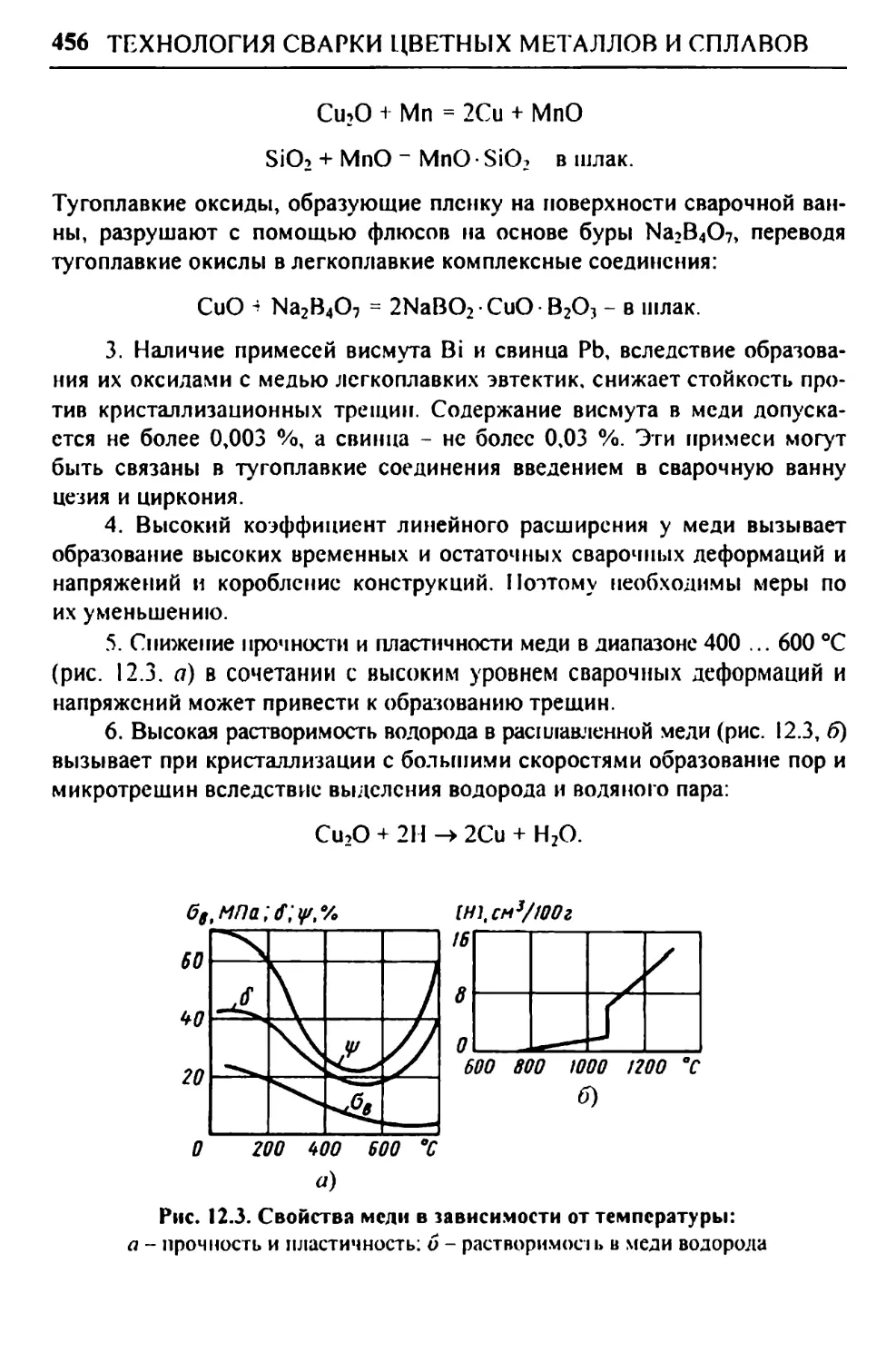
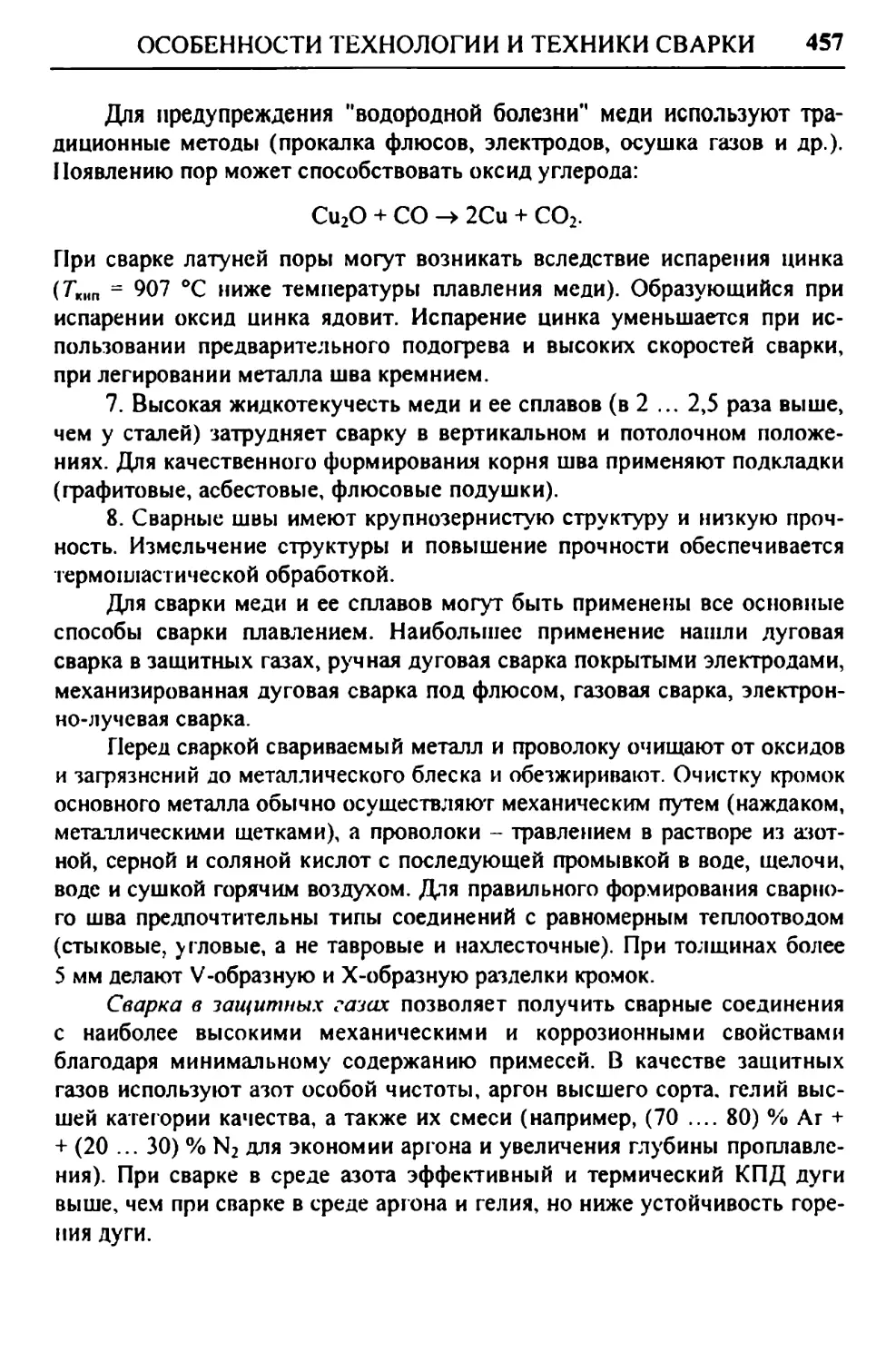
И ОБОРУДОВАНИЕ
СВАРКИ ПЛАВЛЕНИЕМ
И ТЕРМИЧЕСКОЙ РЕЗКИ
2-е издание, исправленное
и дополненное
Под редакцией д-ра техн, наук,
проф. А.И. Акулова
Допущено УМ О вузов по политехническому
университетскому образованию в качестве
учебника для студентов высших учебных
заведений, обучающихся по направлению 651400
“Машиностроительные технологии и
оборудование” по специальности 120500
“Оборудование и технология сварочного
производства ”
Москва
«Машиностроение»
2003
УДК 621.791.7(075.8)
ББК 34.641
Т38
Рецензент: кафедра «Технологии сварки и диагностики»
МГТУ им. Н.Э. Баумана
Авторы: А.И. Акулов, В.П. Алехин, С.И. Ермаков, Г.В. По-
левой, А.М. Рыбачук, Г.Г. Чернышов, Б.Ф. Якушин
Технология и оборудование сварки плавлением и термичс-
Т38 ской резки: Учебник для вузов.- 2-е изд. испр. и доп. / А.И. Аку-
лов, В.П. Алехин, С.И. Ермаков и др. / Пол ред. А.И. Акулова.- М.:
Машиностроение, 2003. - 560 с.: ил.
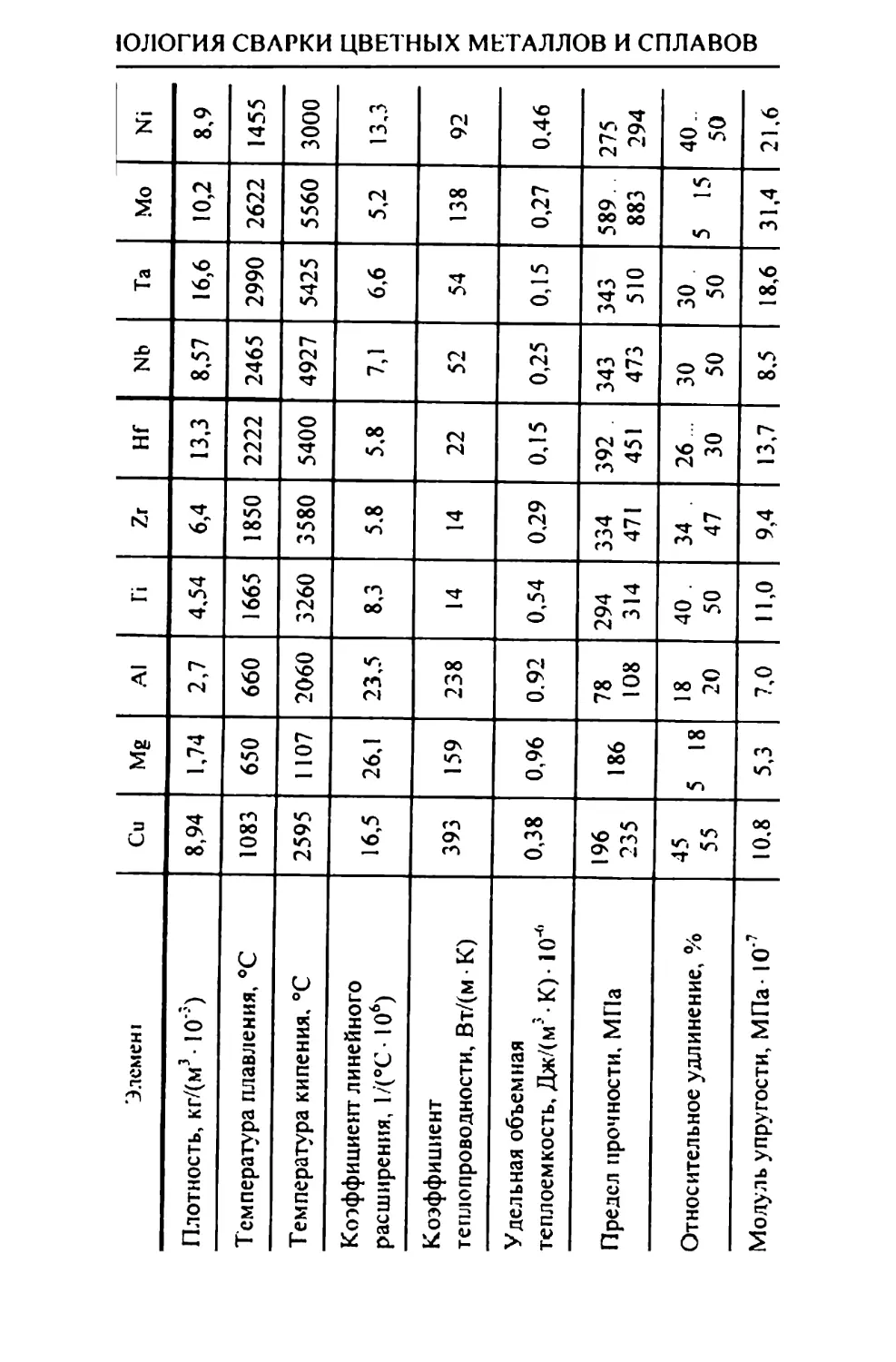
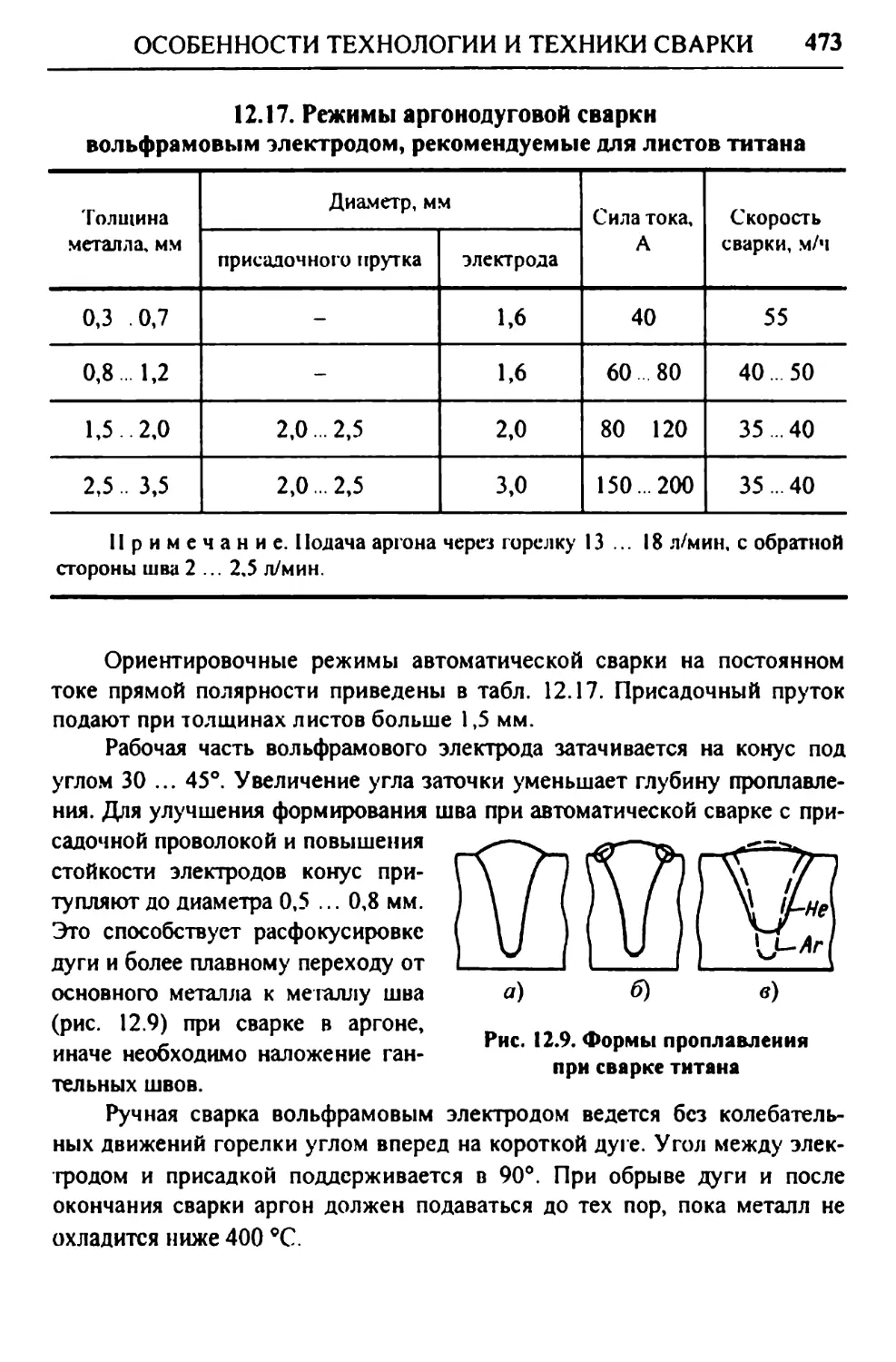
Рассмотрены основные способы сварки плавлением и термической
резки. Приведены сведения о сварочных материалах и оборудовании, тех-
нологии сварки и наплавки различных сталей, чугуна, цветных металлов и
сплавов. Даны некоюрые рекомендации по выбору параметров режимов
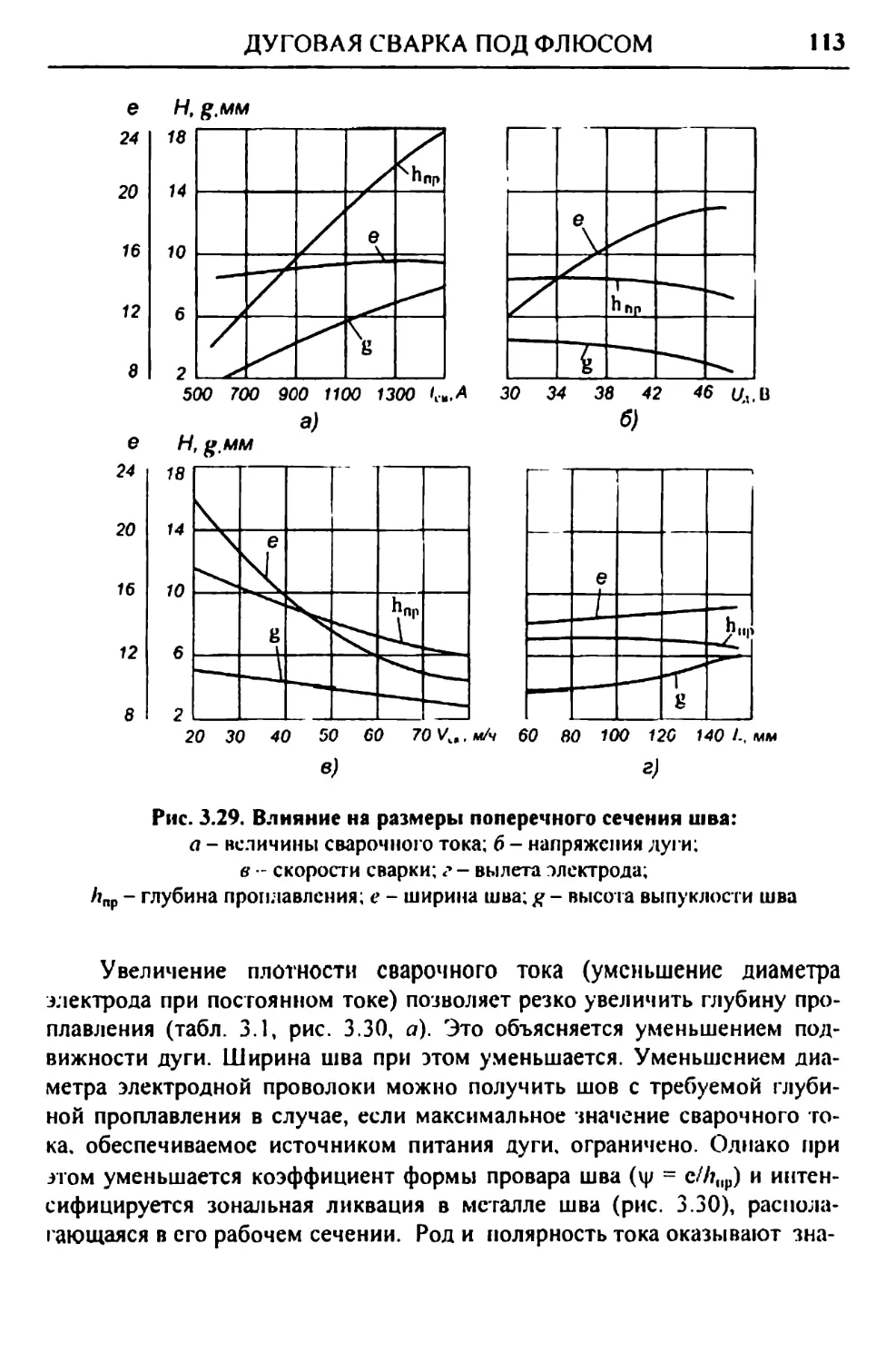
дуговой сварки.
2-е изд. (1-е изд. 1977 г.) дополнено и переработано в соответствии с
современным сосотоянисм технологии сварки плавлением и термической
резки, введена новая глава по сварке металлических композиционных и
пористых материалов.
Учебник предназначен для студентов вузов, обучающихся на специ-
альности 120500 ''Оборудование и технология сварочного производства".
Может быть полезен для студентов. обучающихся па друтх специально-
стях. связанных с общим, энергетическим, i ранспортым. химическим
машиностроением, производством металлоконструкций. а >акже конструк-
торов и технологов, связанных с проектированием и производством свар-
ных конструкций.
УДК 621.791.7(075.8)
1>ЬК 34.641
ISBN 5-217-03130-1
© Издательство "Машиностроение", 2003
ОГЛАВЛЕНИЕ
Предисловие................................................... 7
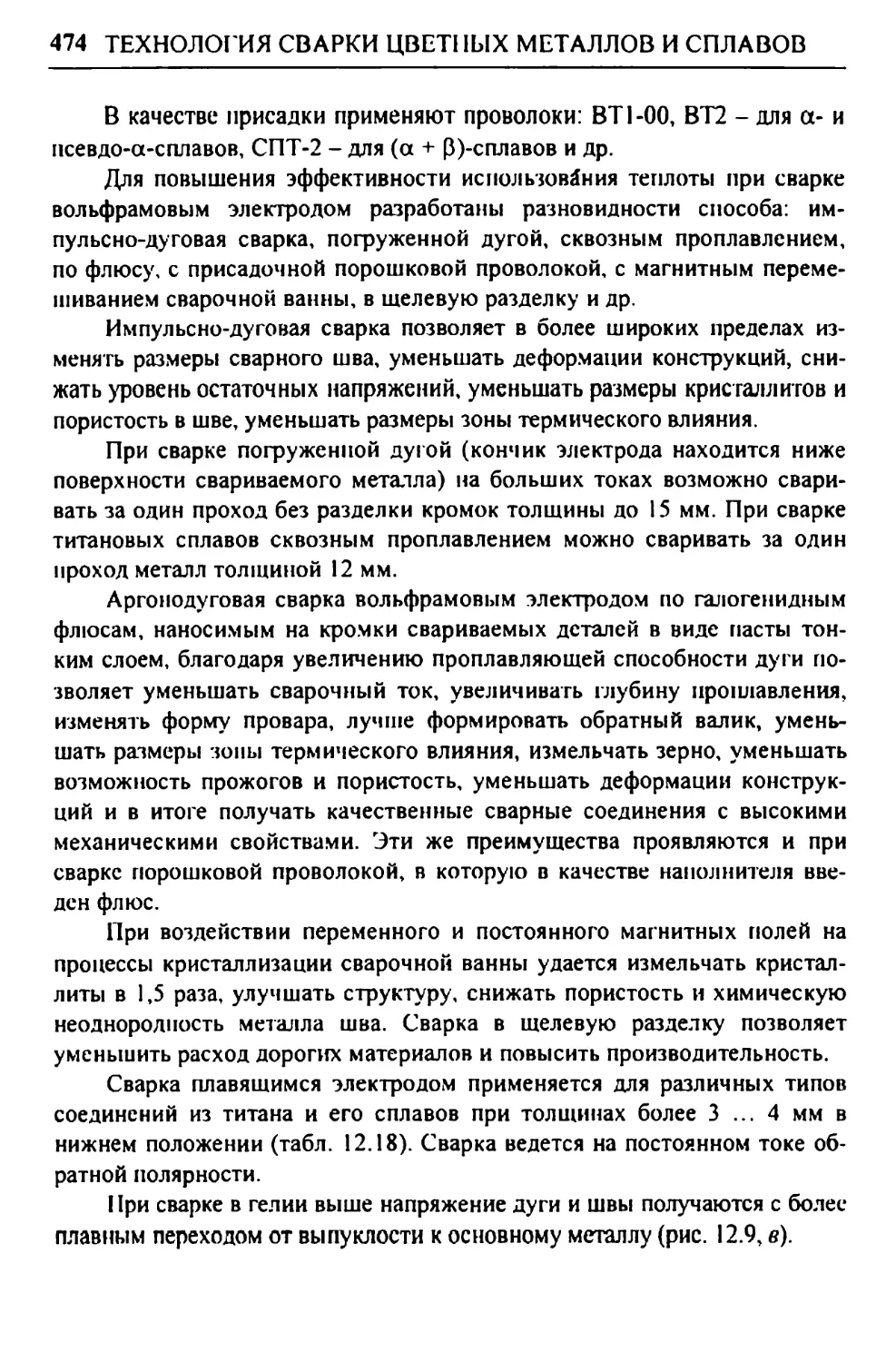
Введение...................................................... 8
Глава 1. Типы сварных соединений и швов. Конструктивные
элементы сварных соединений.............................. 10
1.1. Классификация сварных соединений и швов............. 10
1.2. Конструктивные элементы сварных соединений.... 16
Контрольные вопросы...................................... 21
Глава 2. Сварочные материалы................................. 22
2.1. Назначение сварочных материалов..................... 22
2.2. Покрытые электроды для дуговой сварки и наплавки ... 24
23. Сварочная сплошная и порошковая проволока, прутки,
порошки, неплавящиеся электроды...................... 56
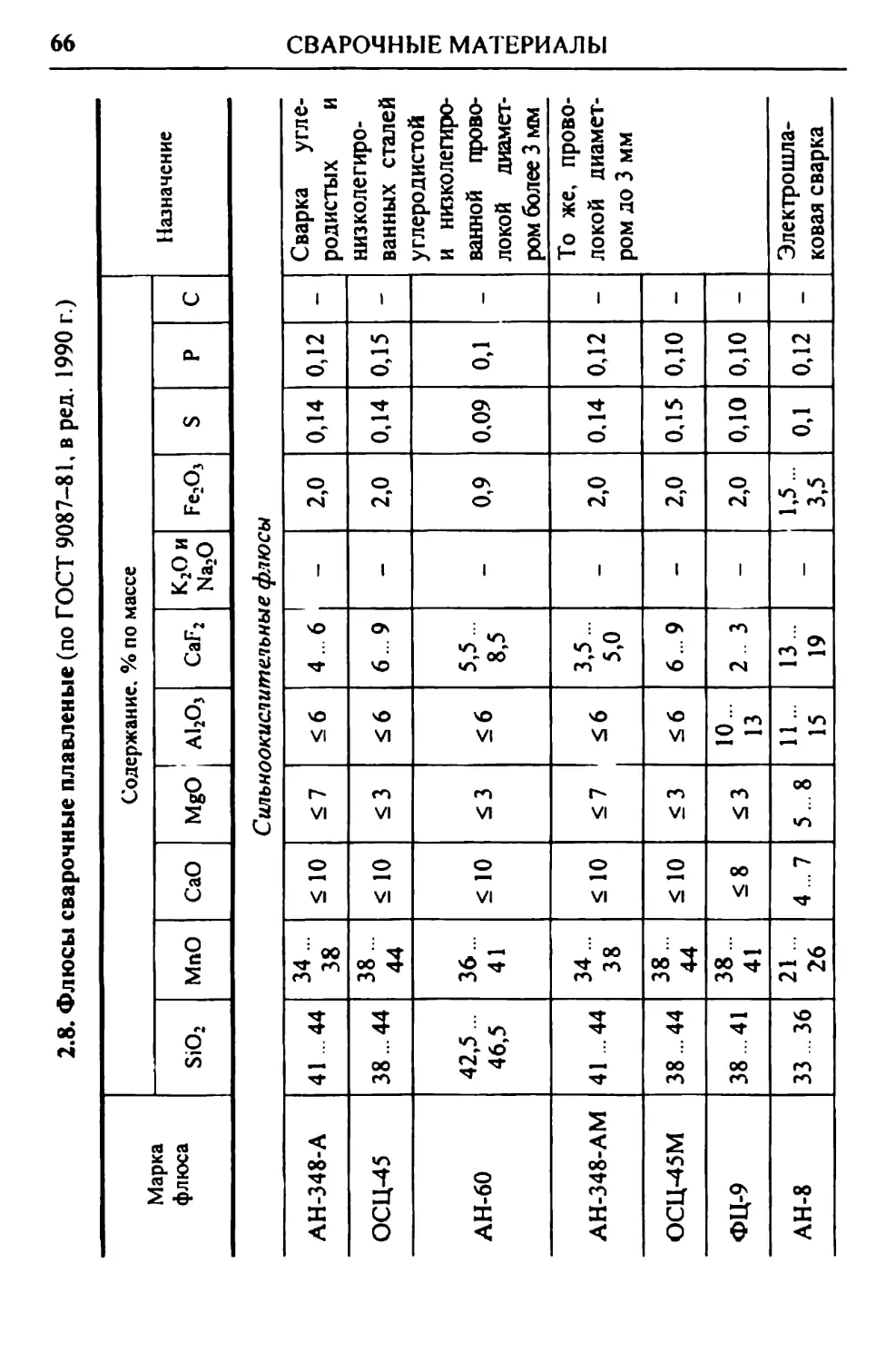
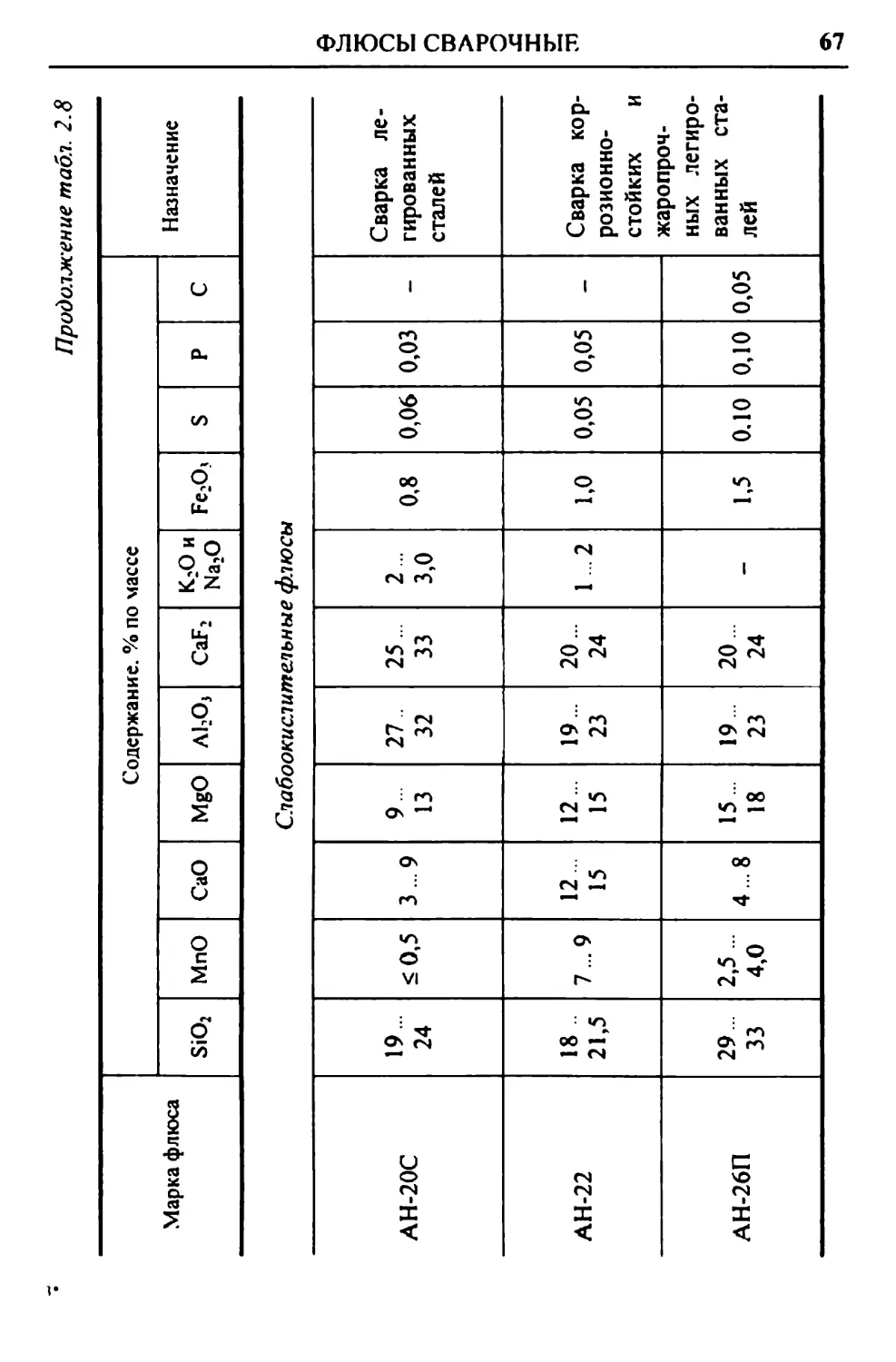
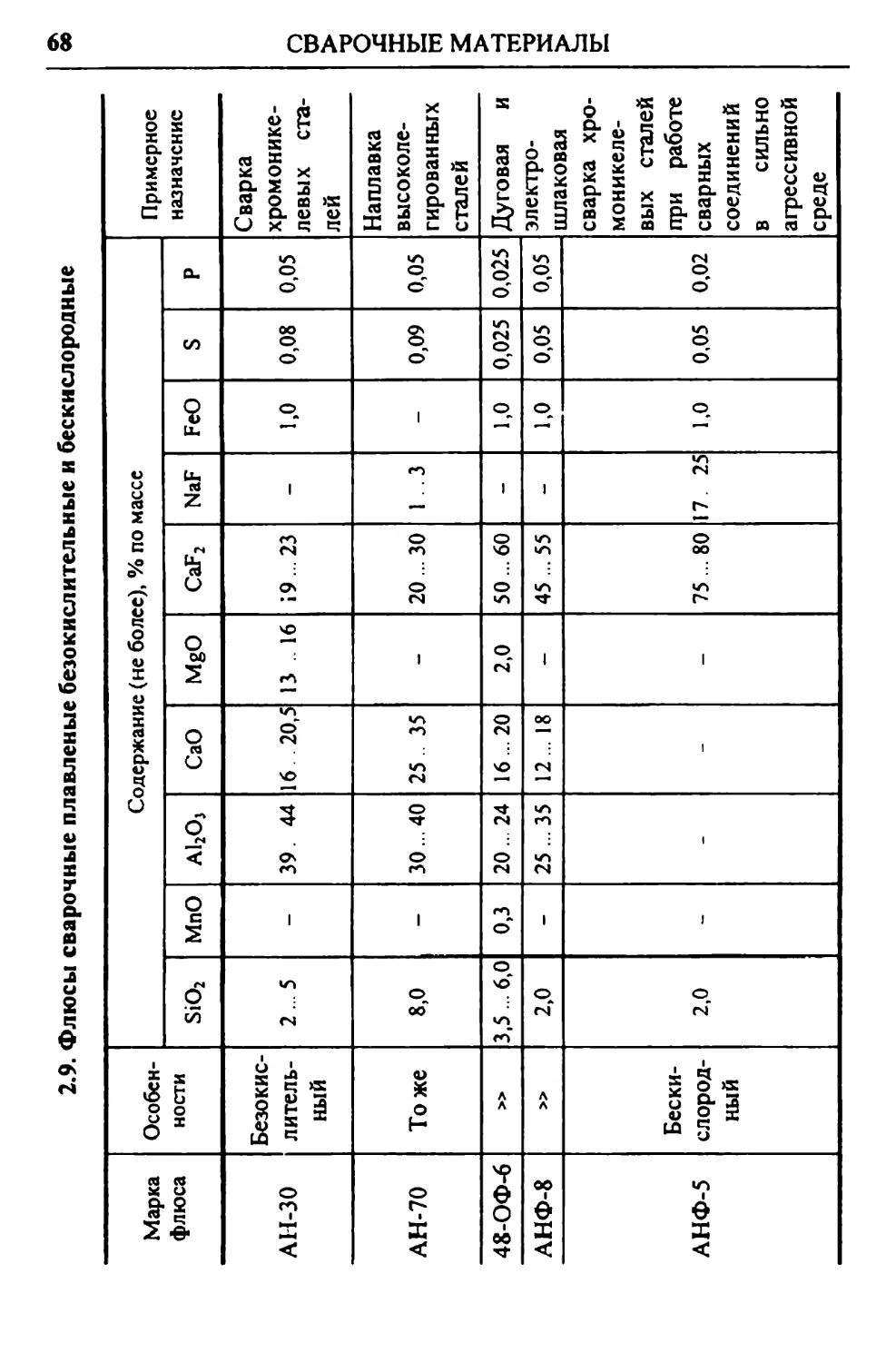
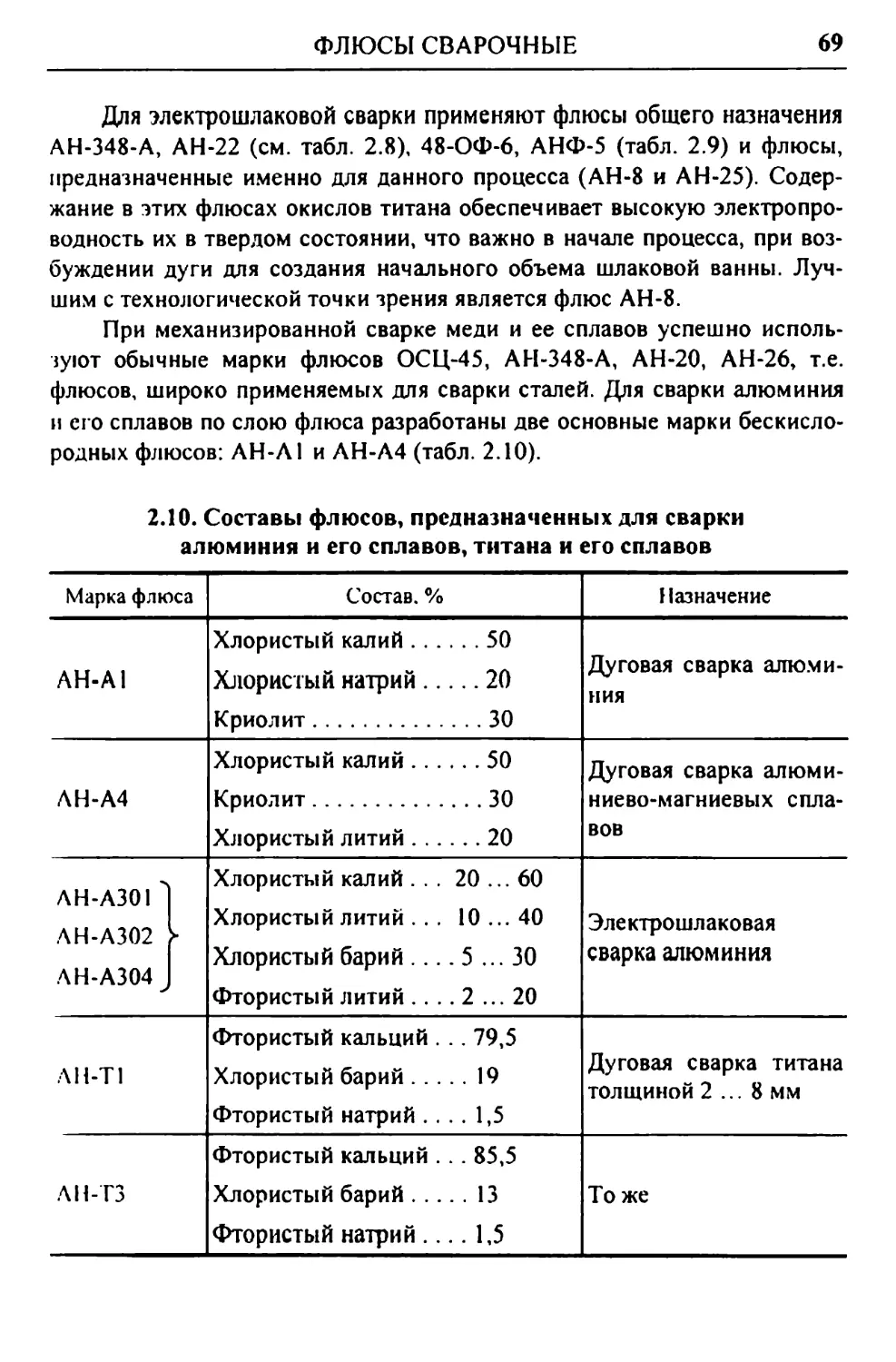
2.4. Флюсы сварочные..................................... 63
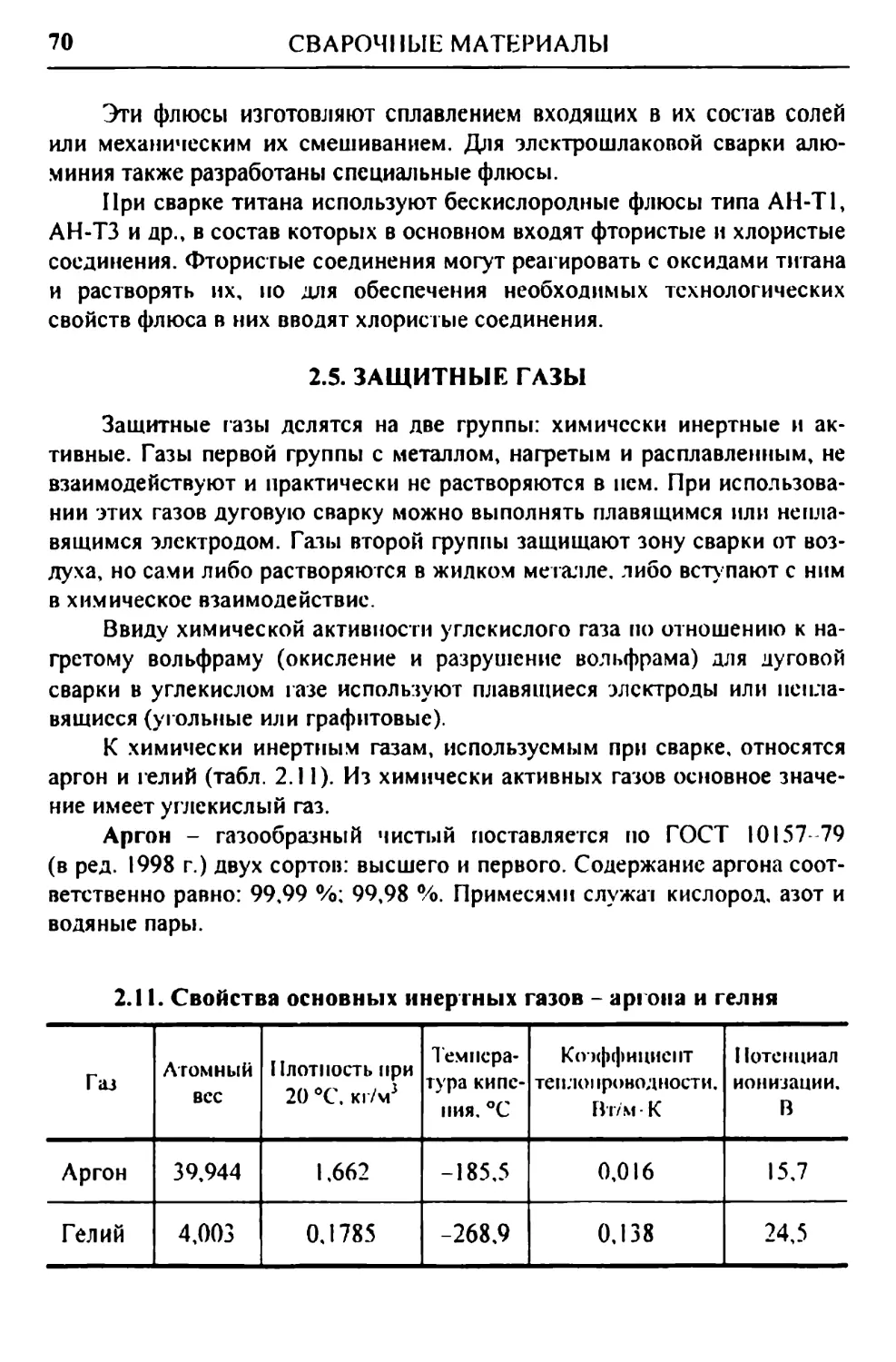
2.5. Защитные газы....................................... 70
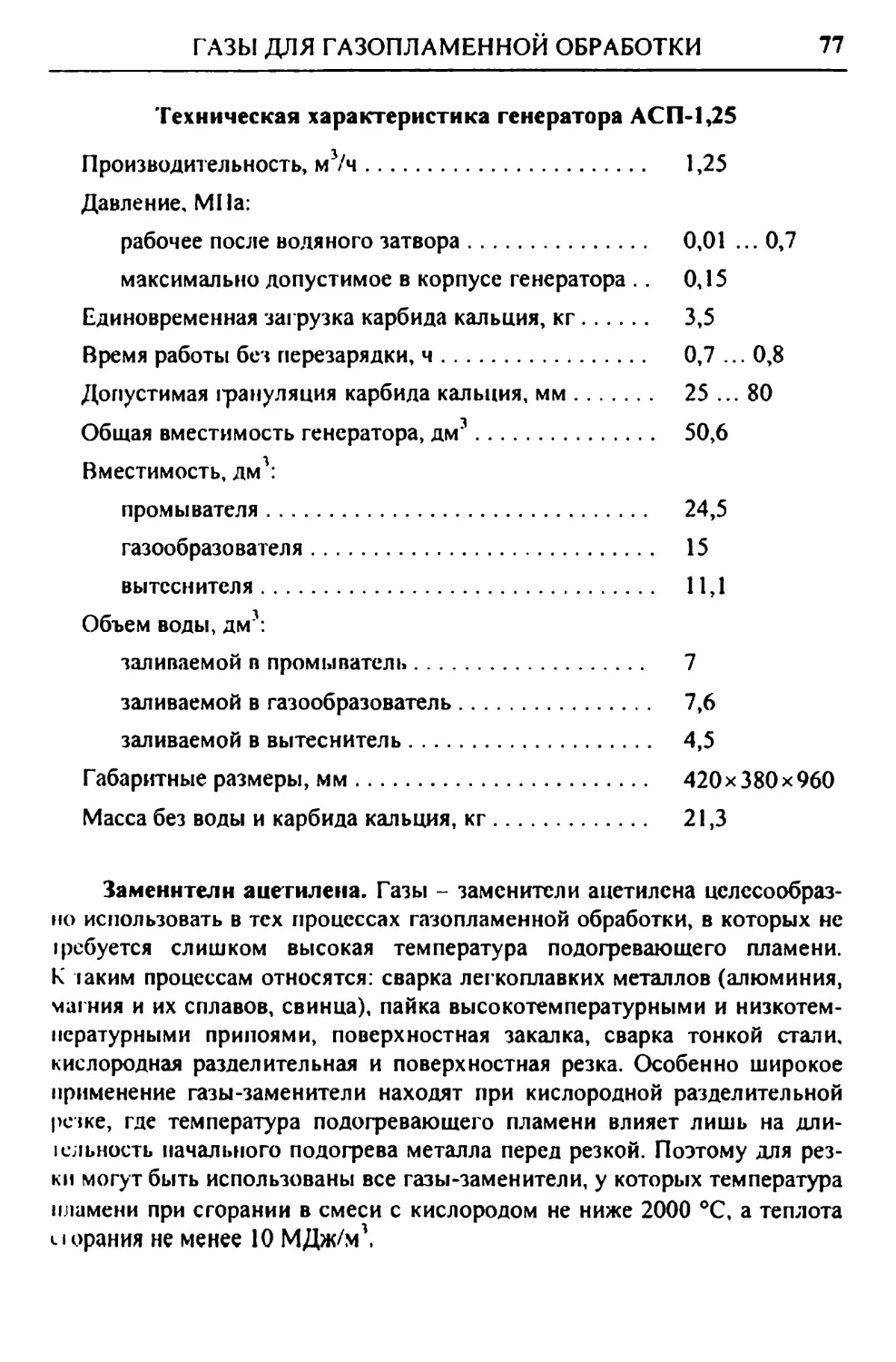
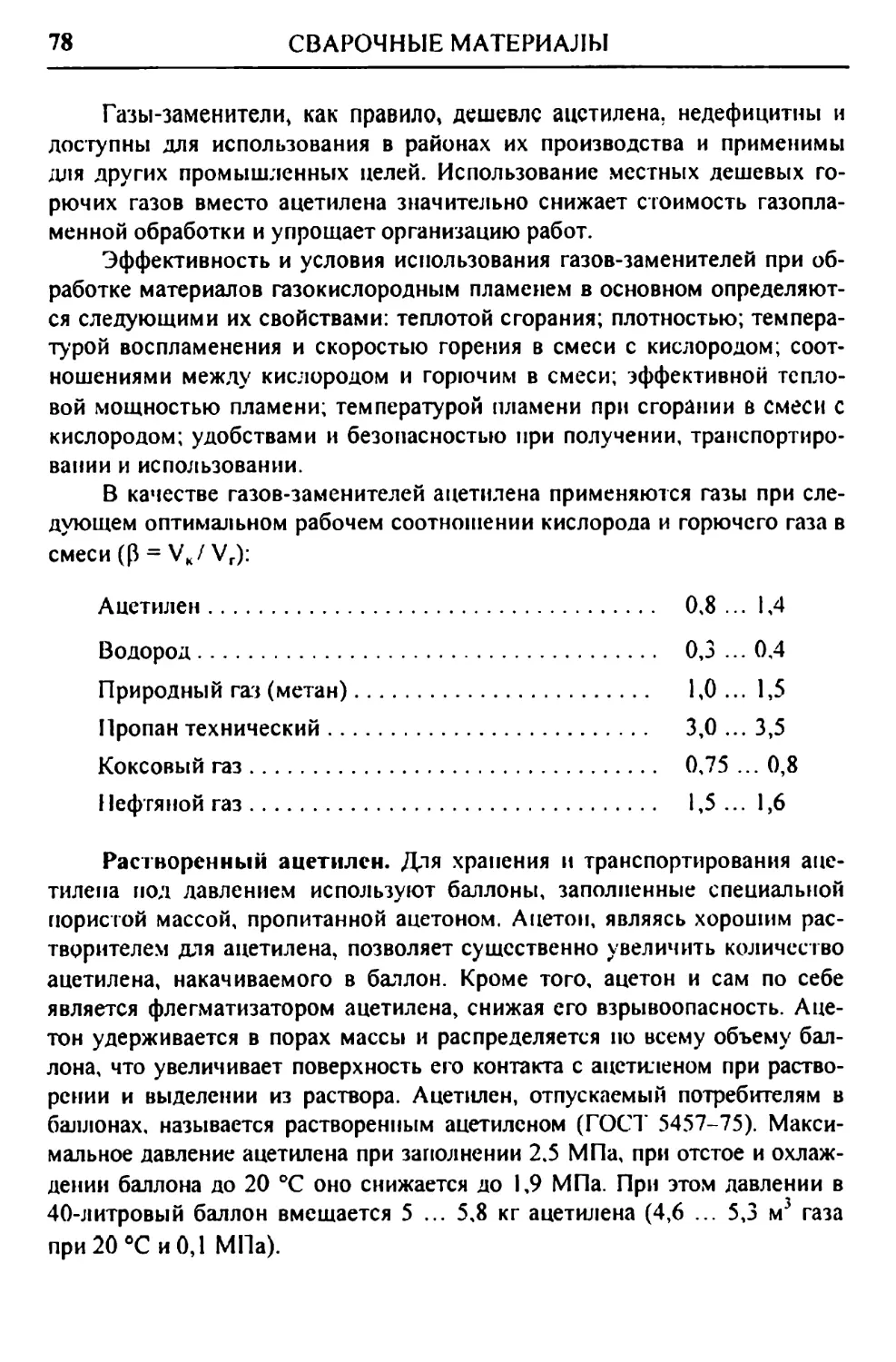
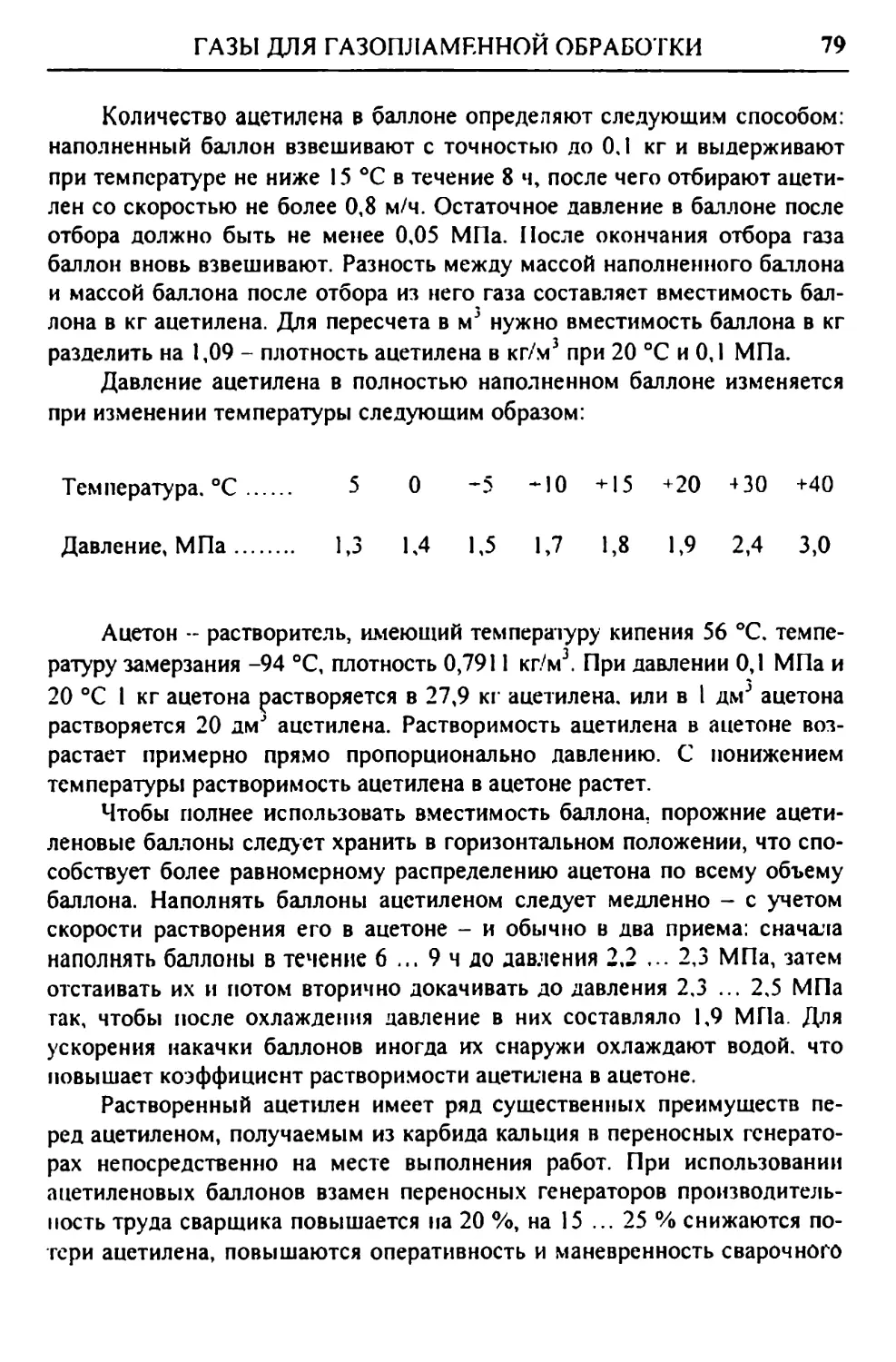
2.6. Газы для газопламенной обработки.................... 72
Контрольные вопросы...................................... 80
Глава 3. Сущность и техника различных способов сварки плав-
лением и термической резки......................... 81
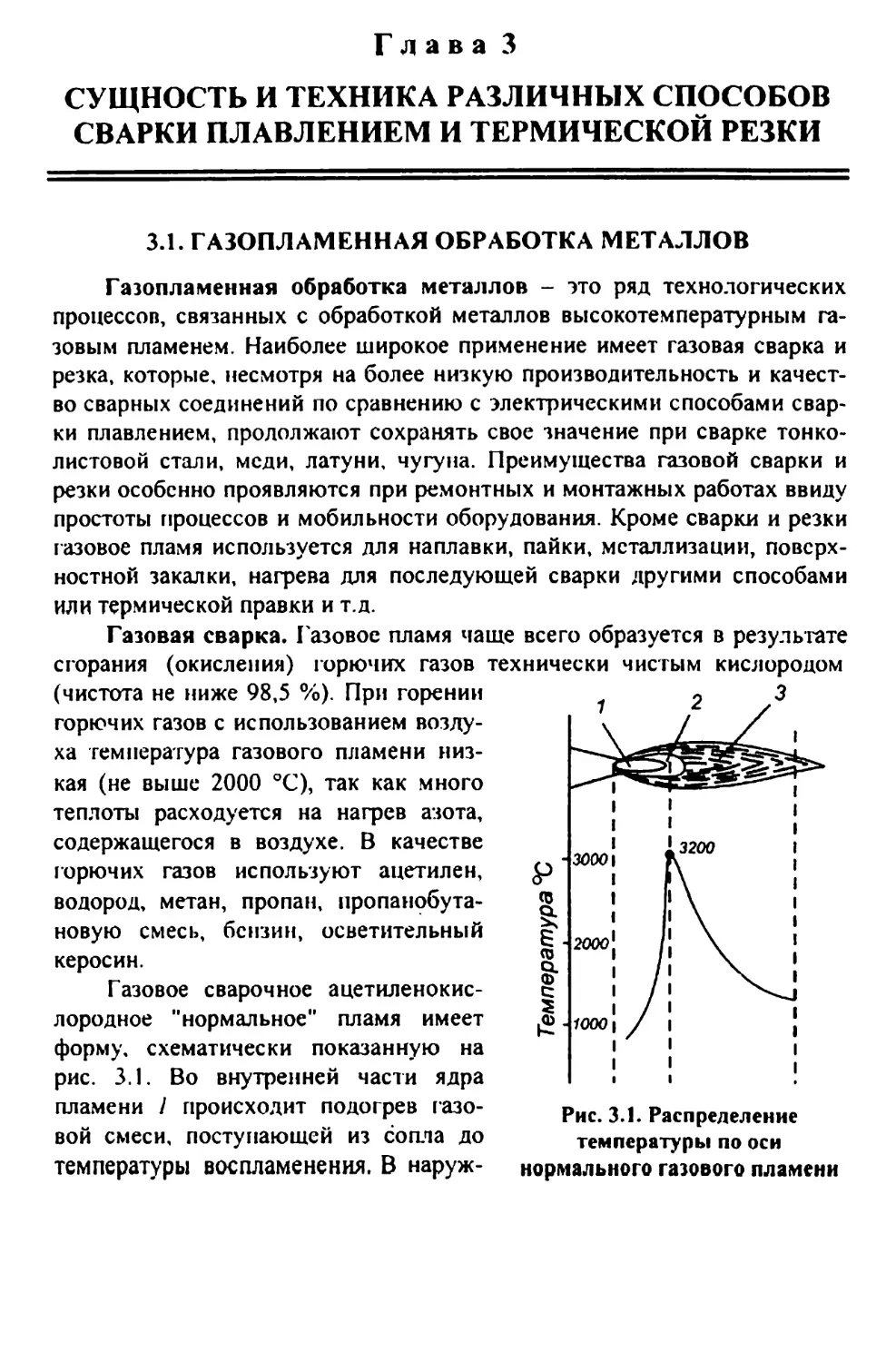
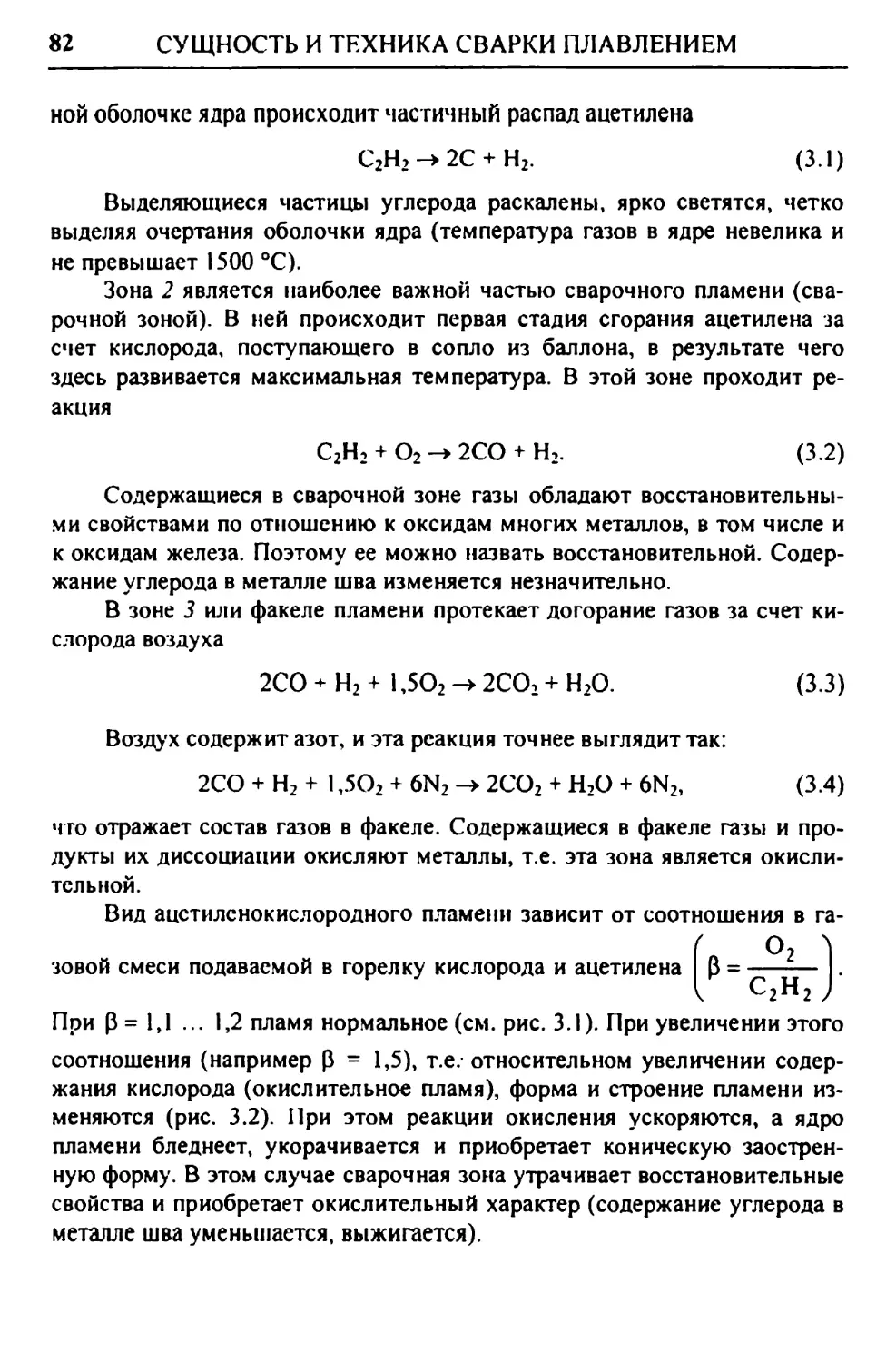
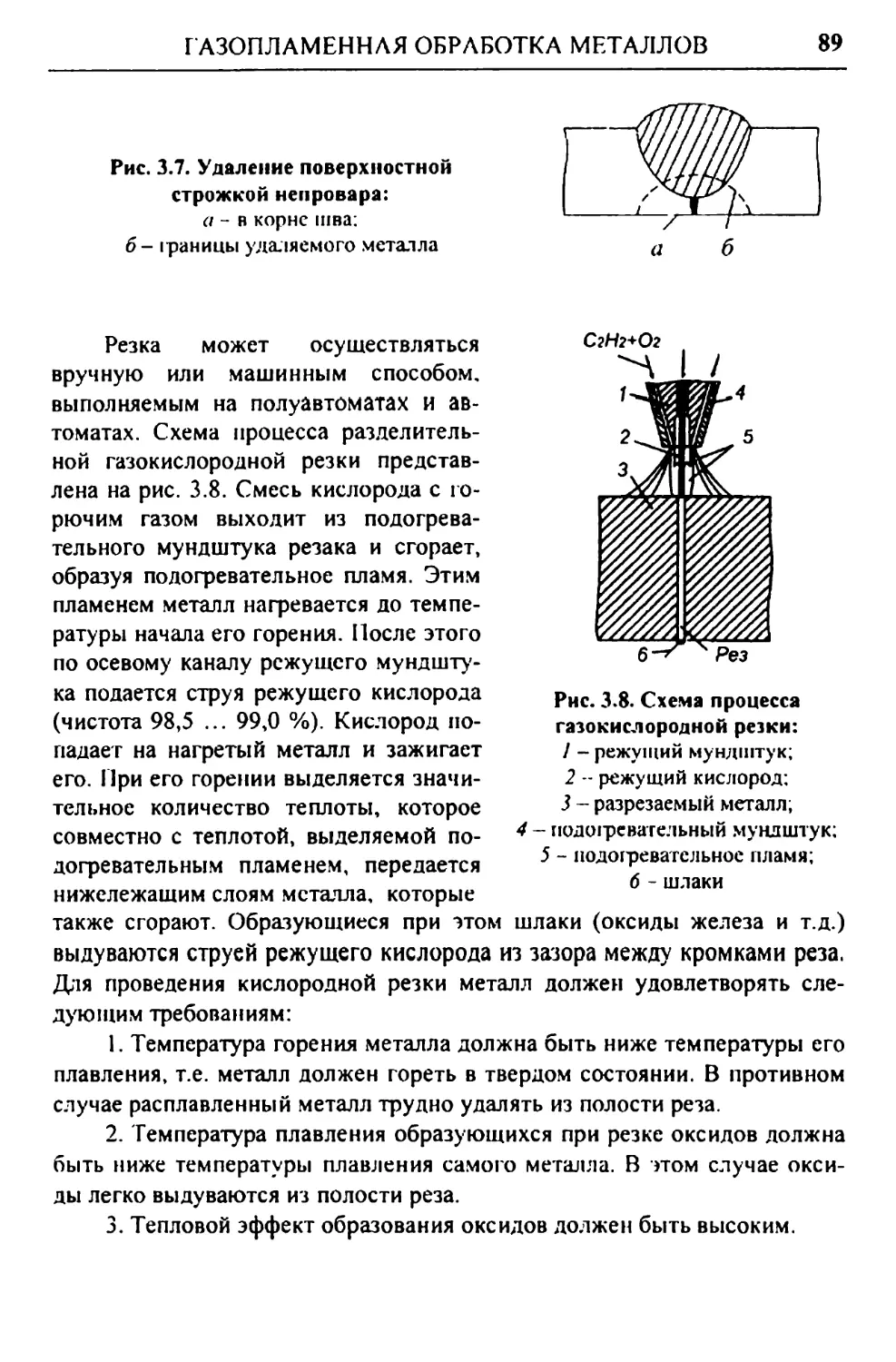
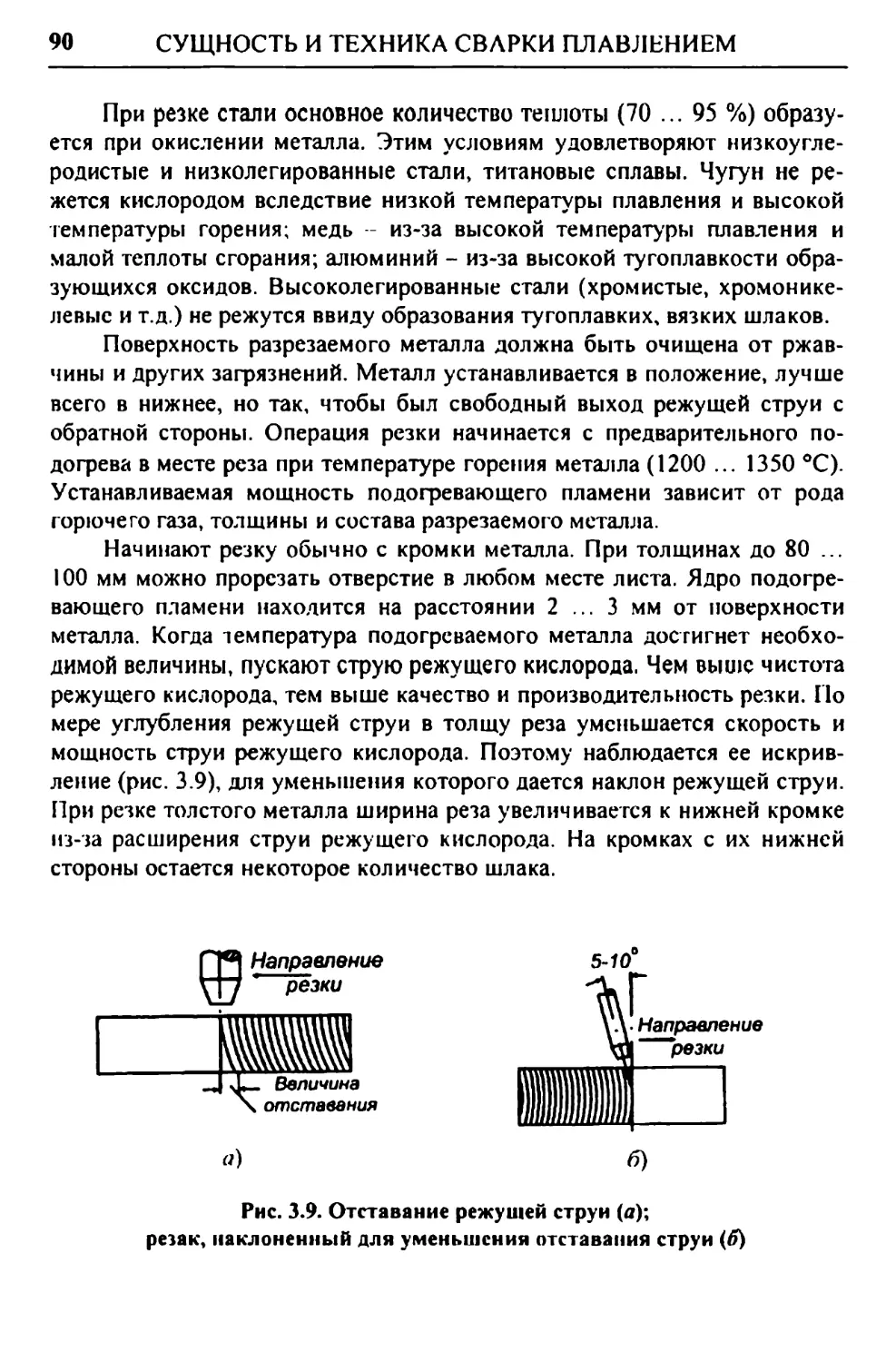
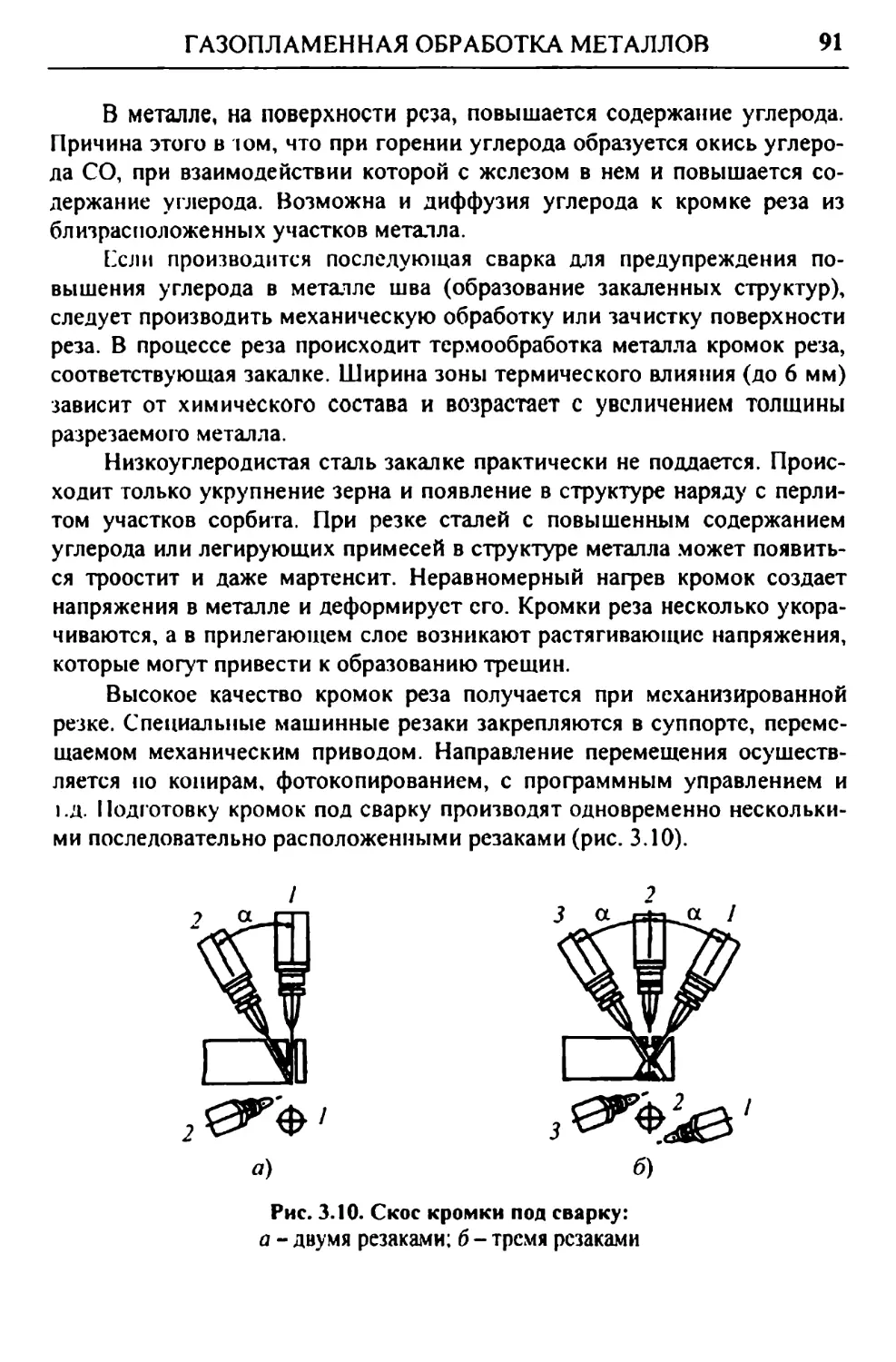
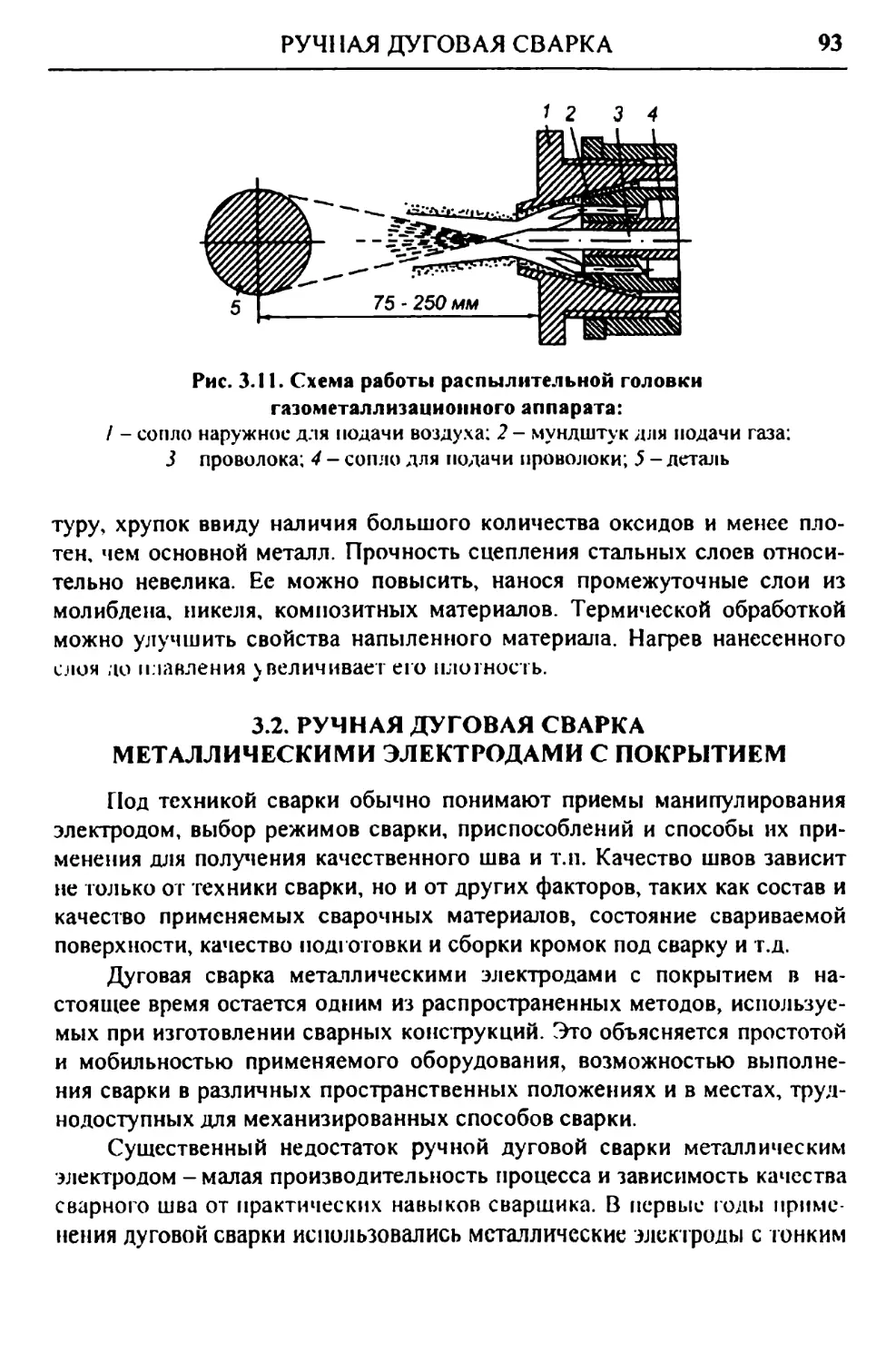
3.1. Газопламенная обработка металлов................. 81
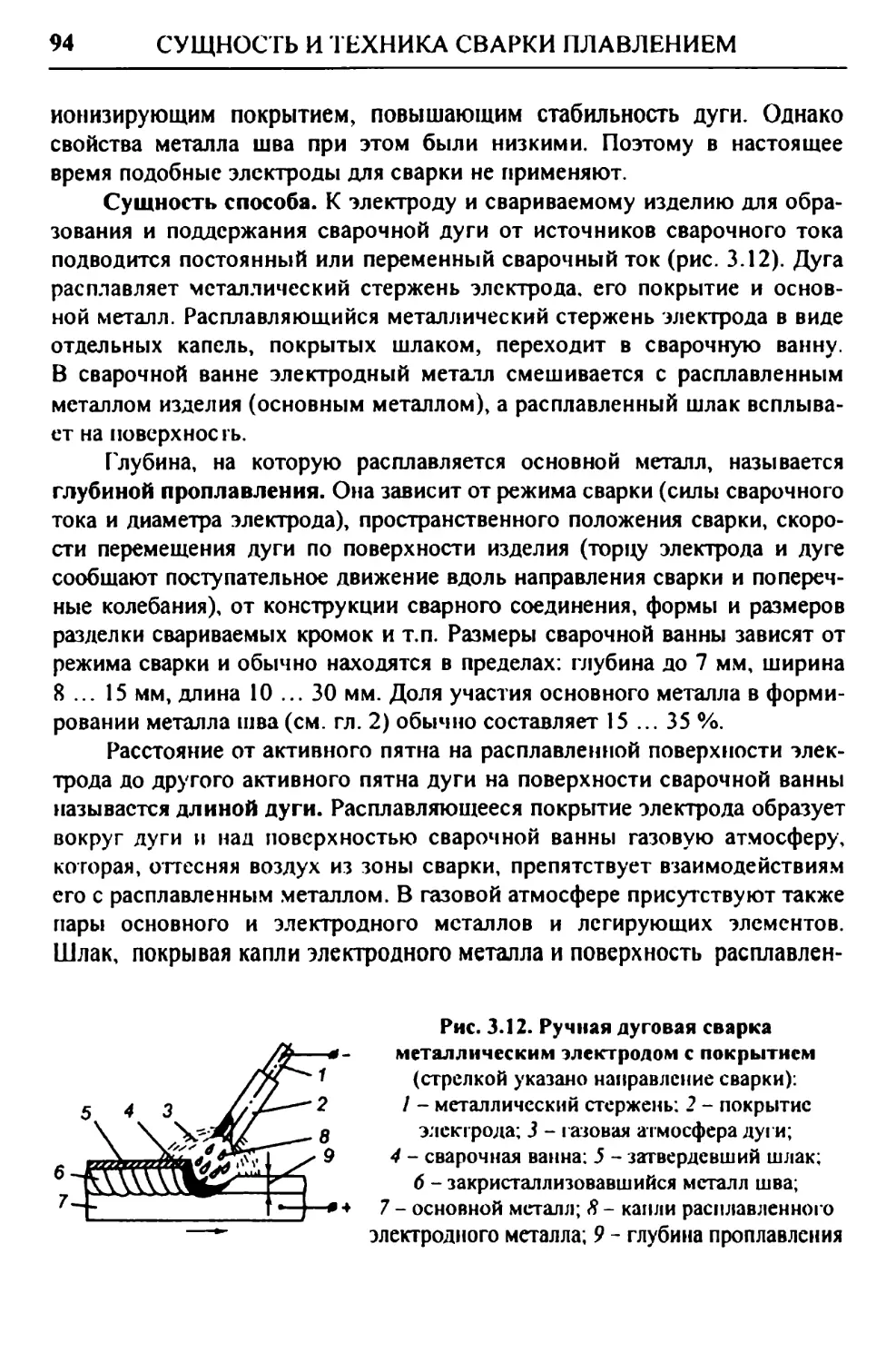
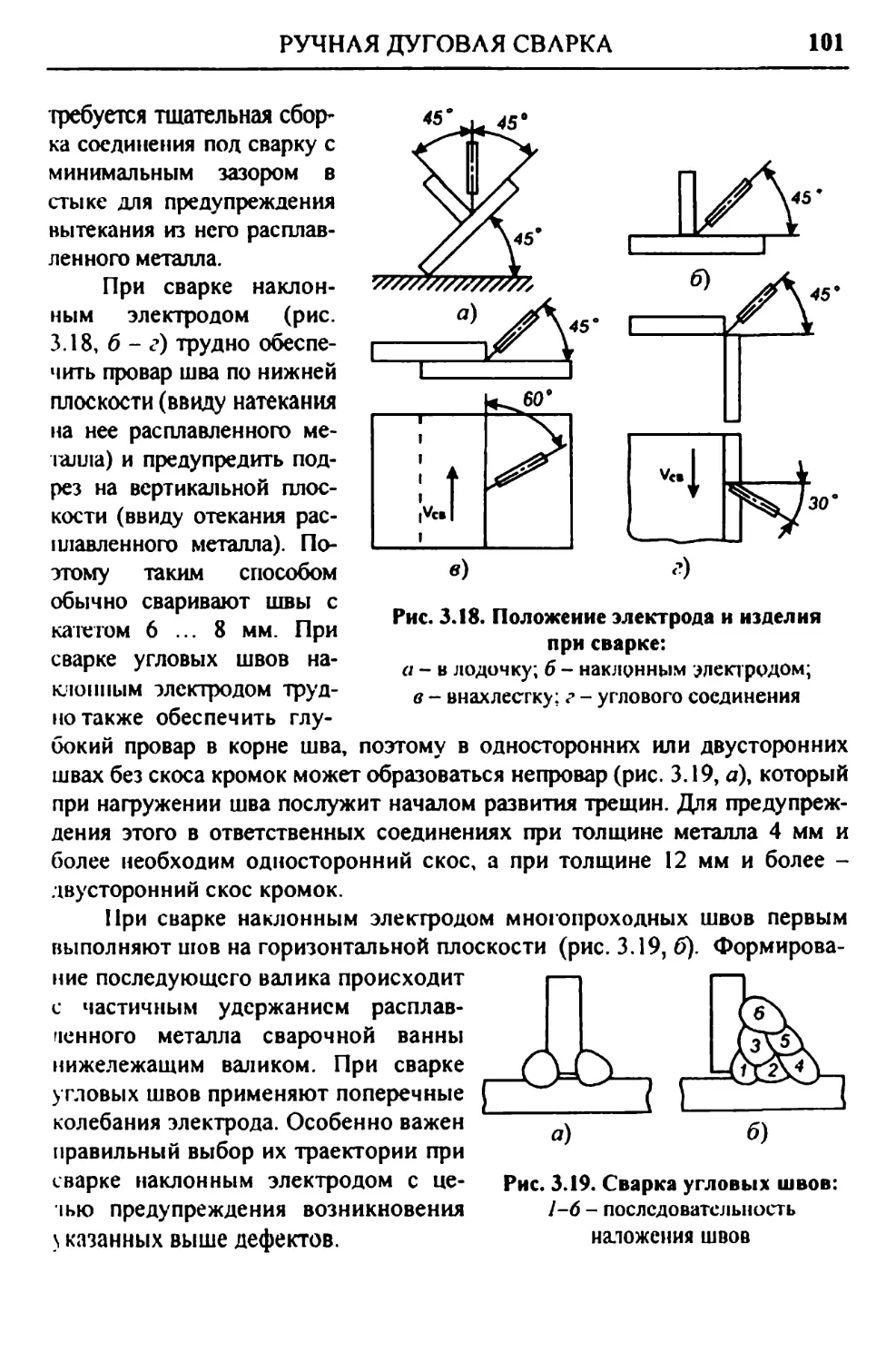
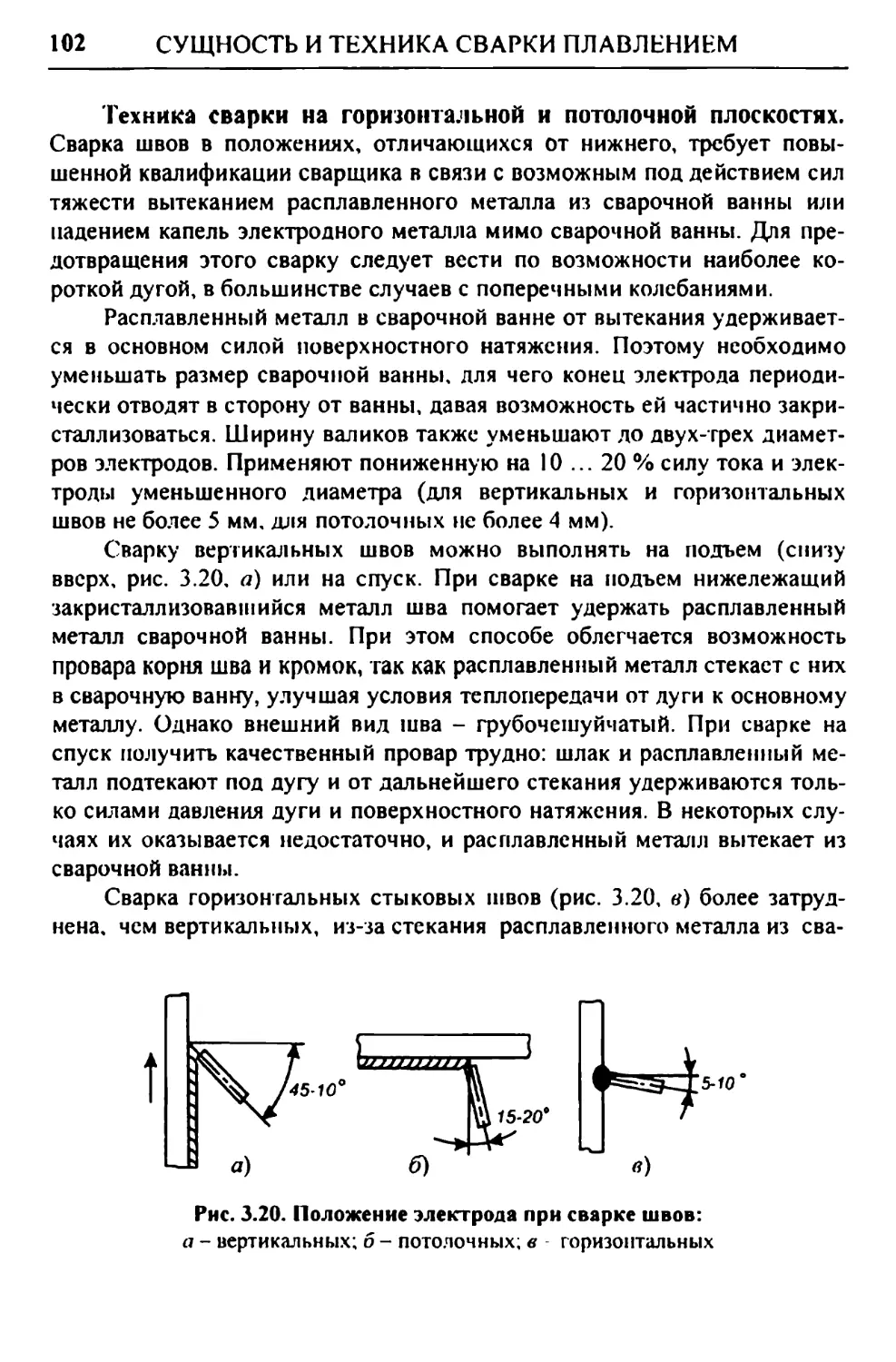
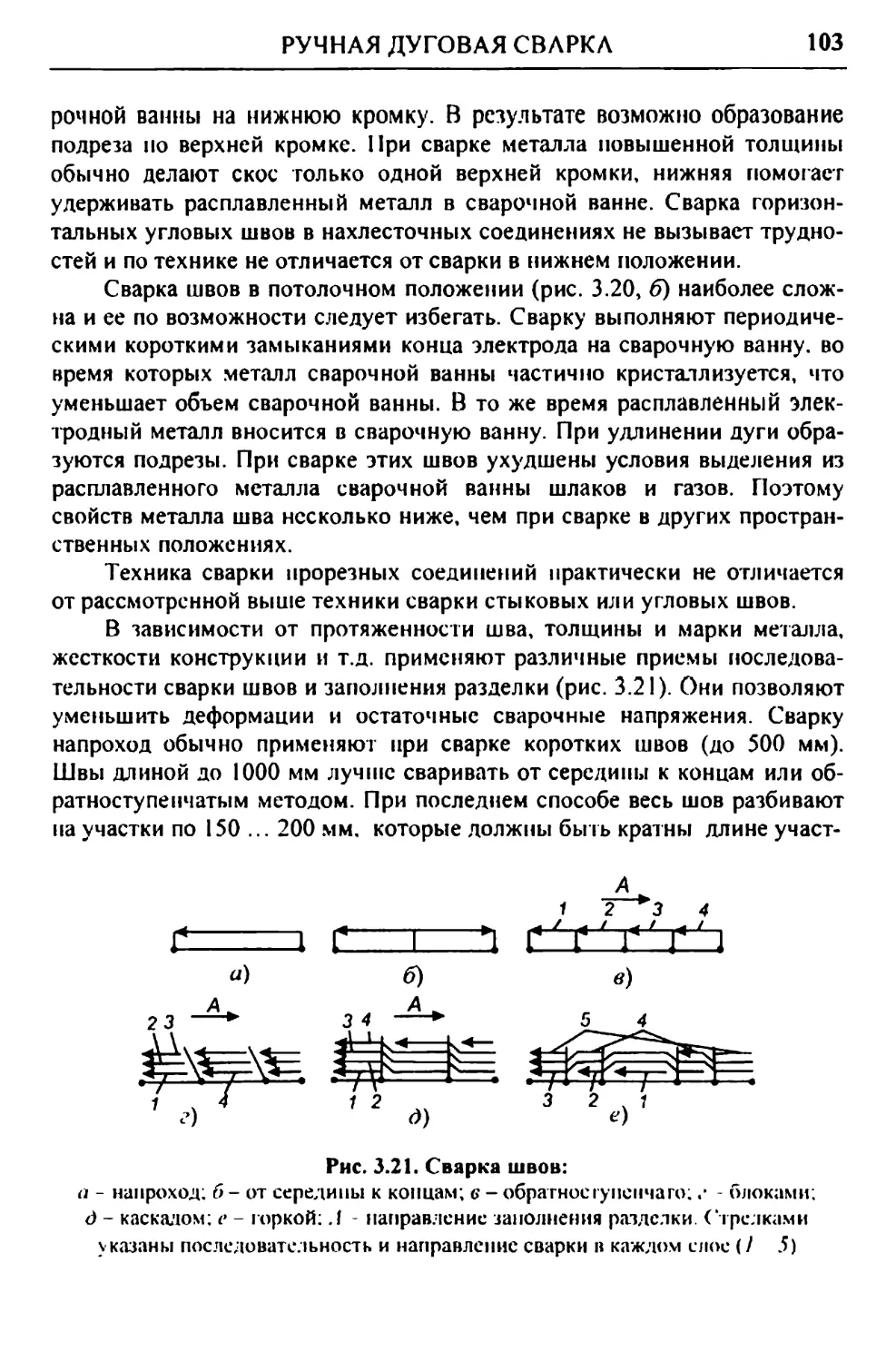
3.2. Ручная луговая сварка металлическими электродами с
покрытием............................................ 93
3.3. Дуговая сварка угольным электродом без защиты. 107
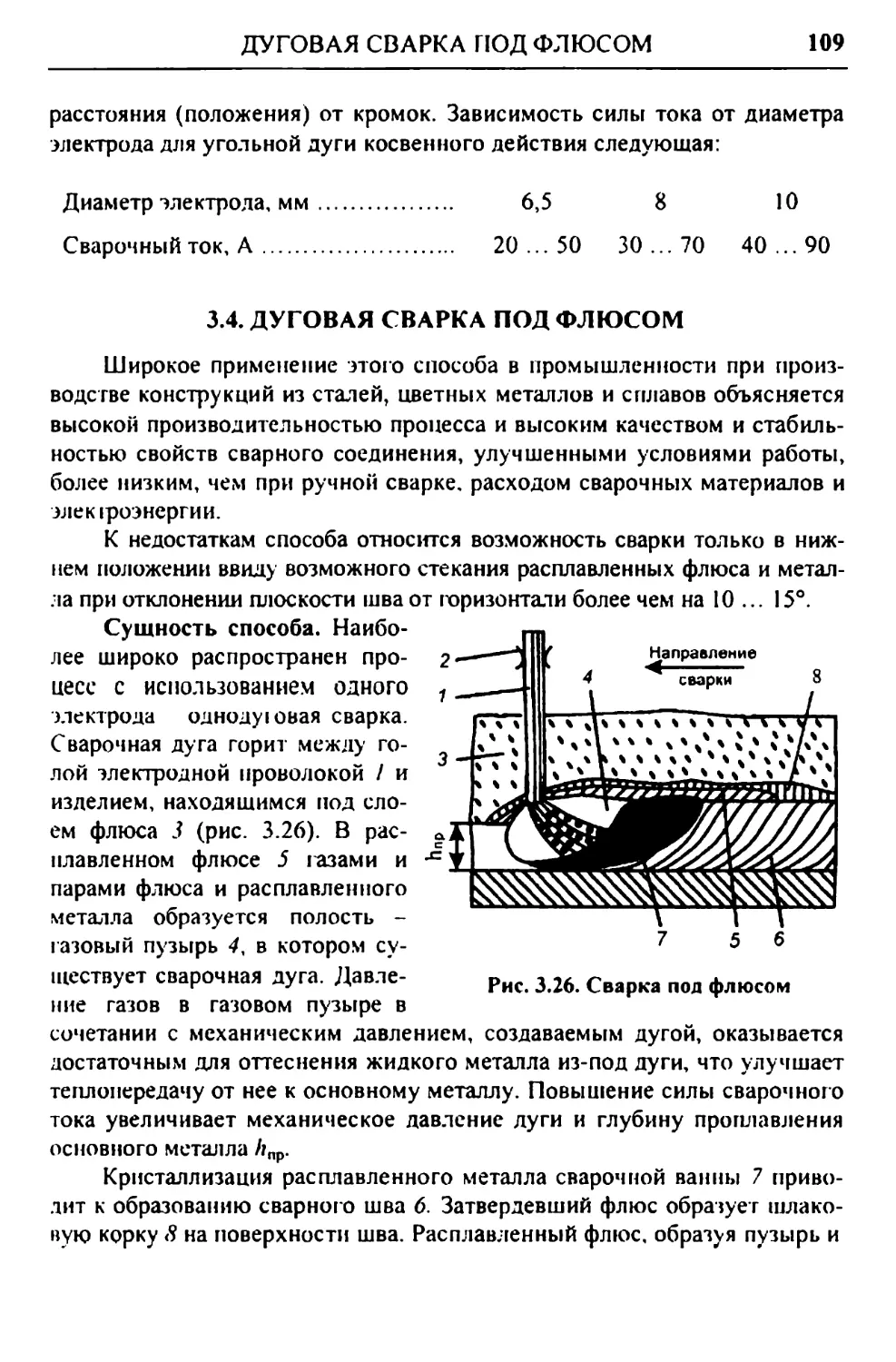
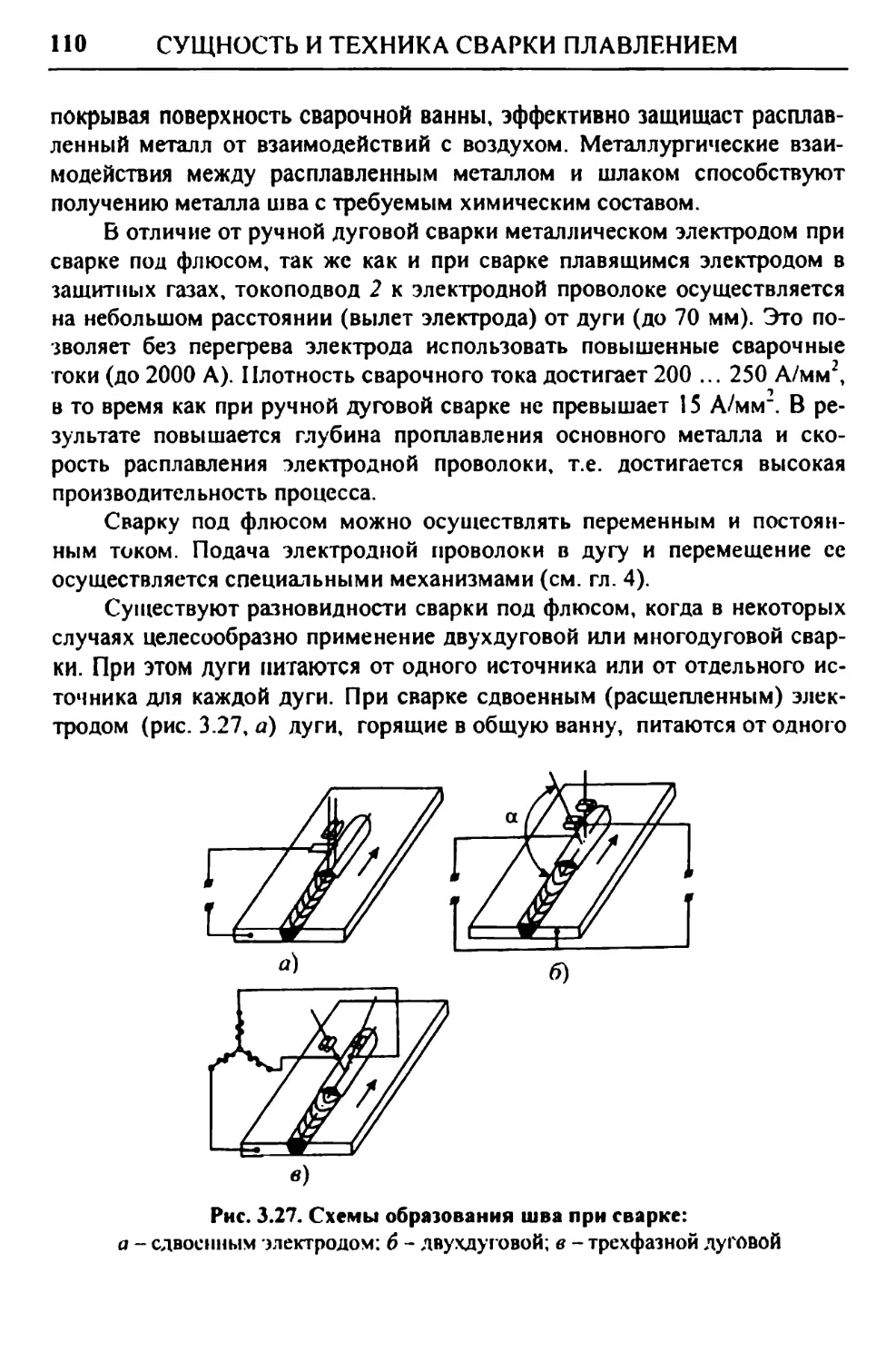
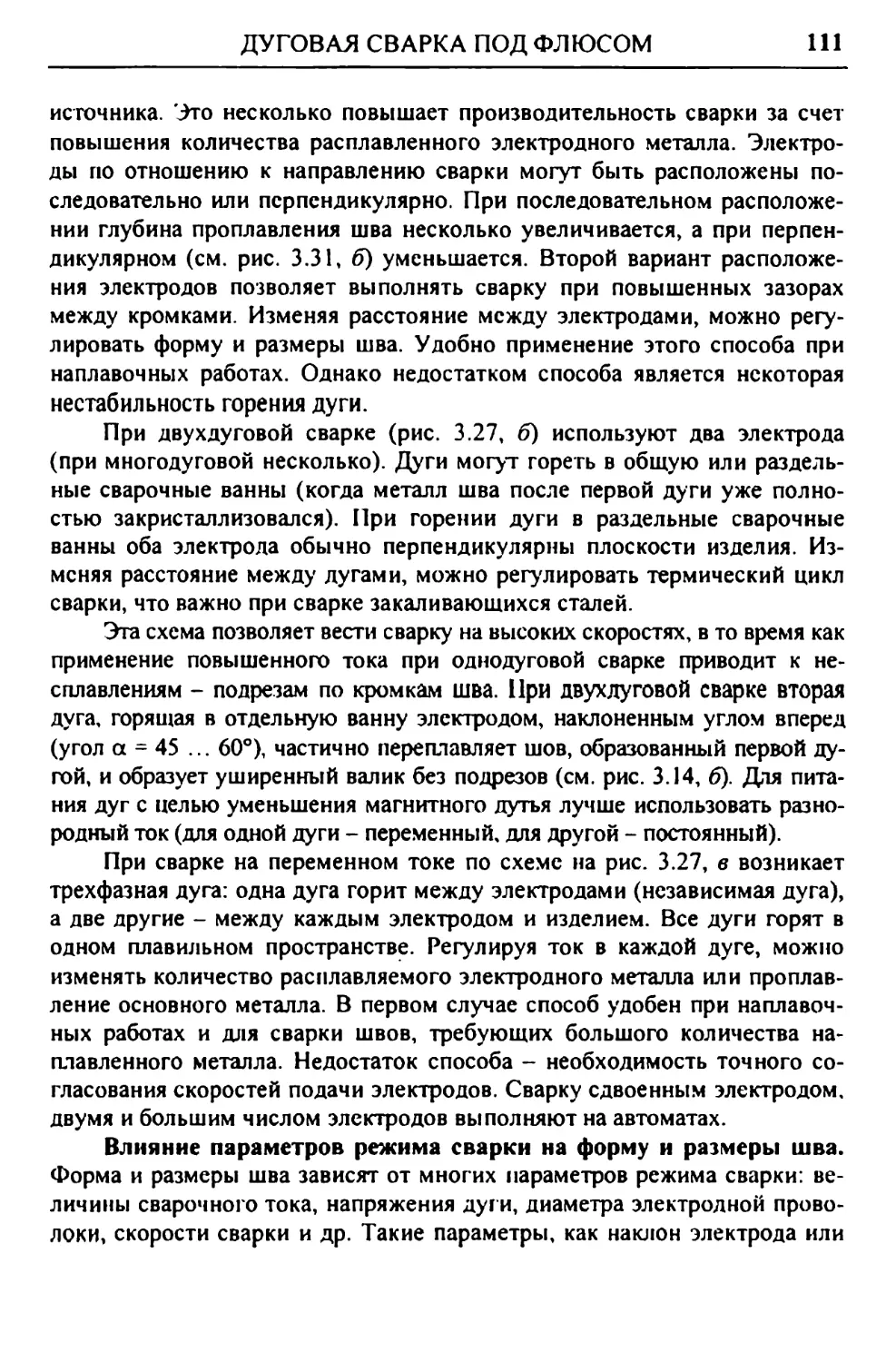
3.4. Дуговая сварка под флюсом........................ 109
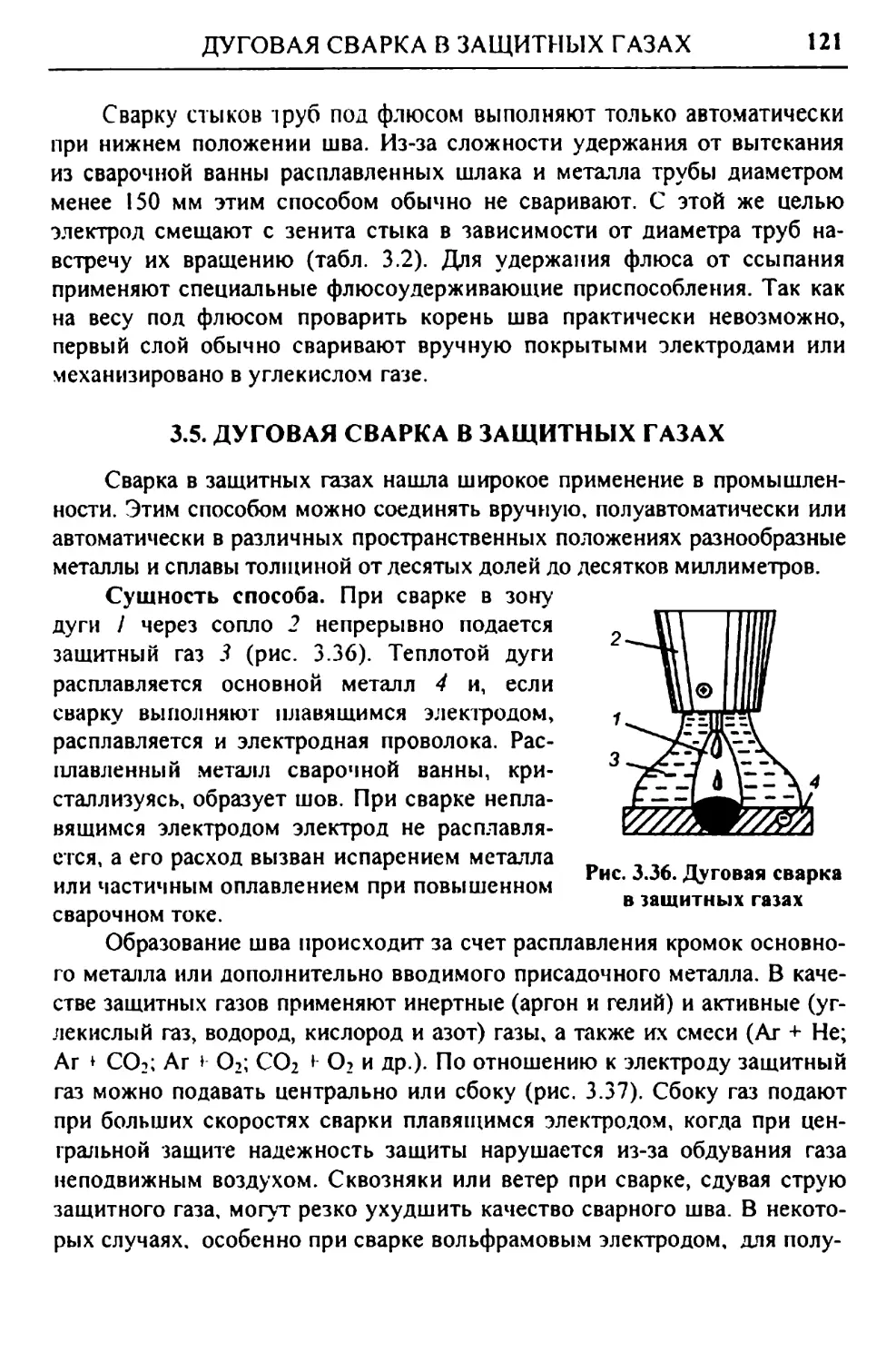
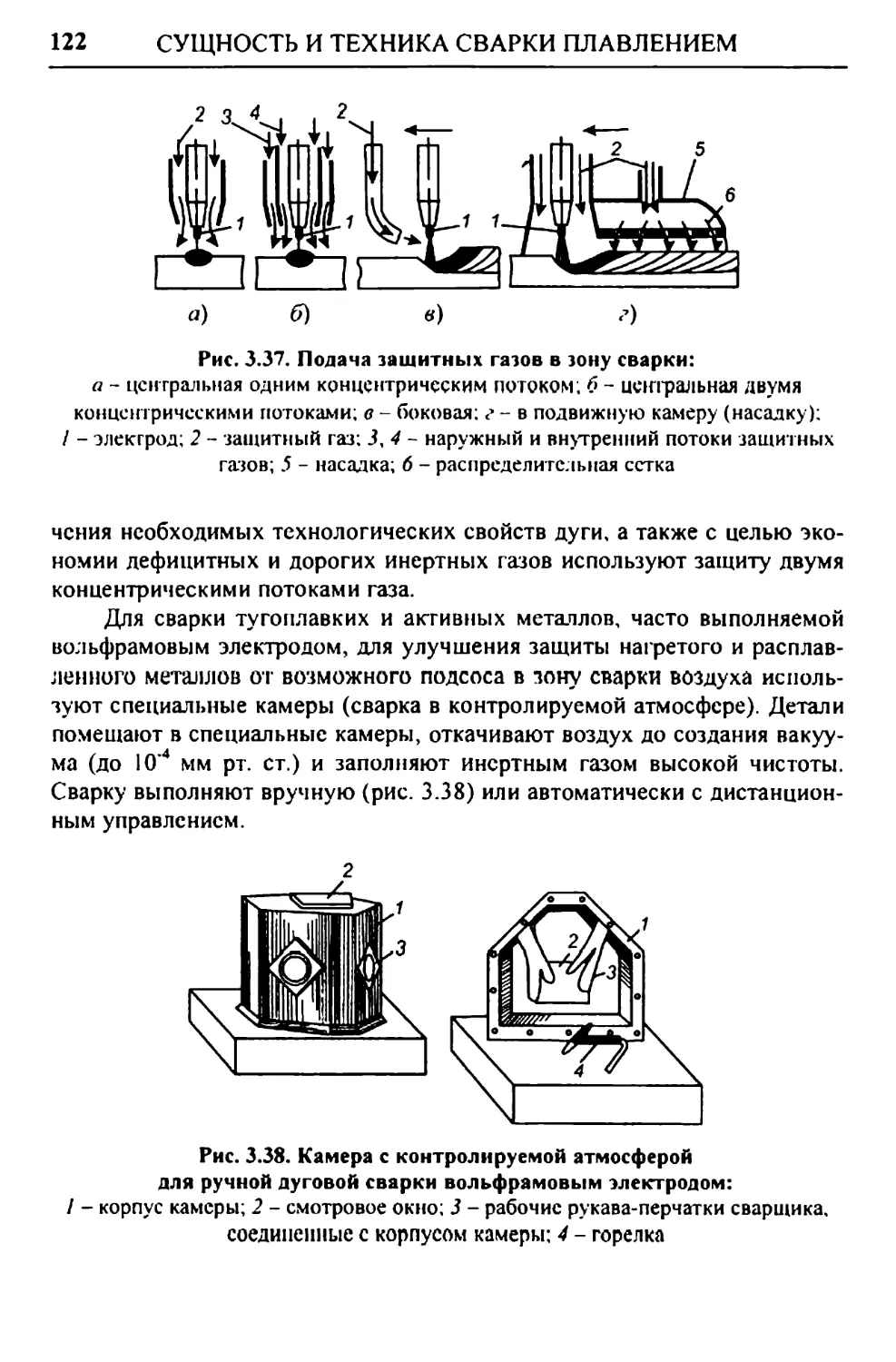
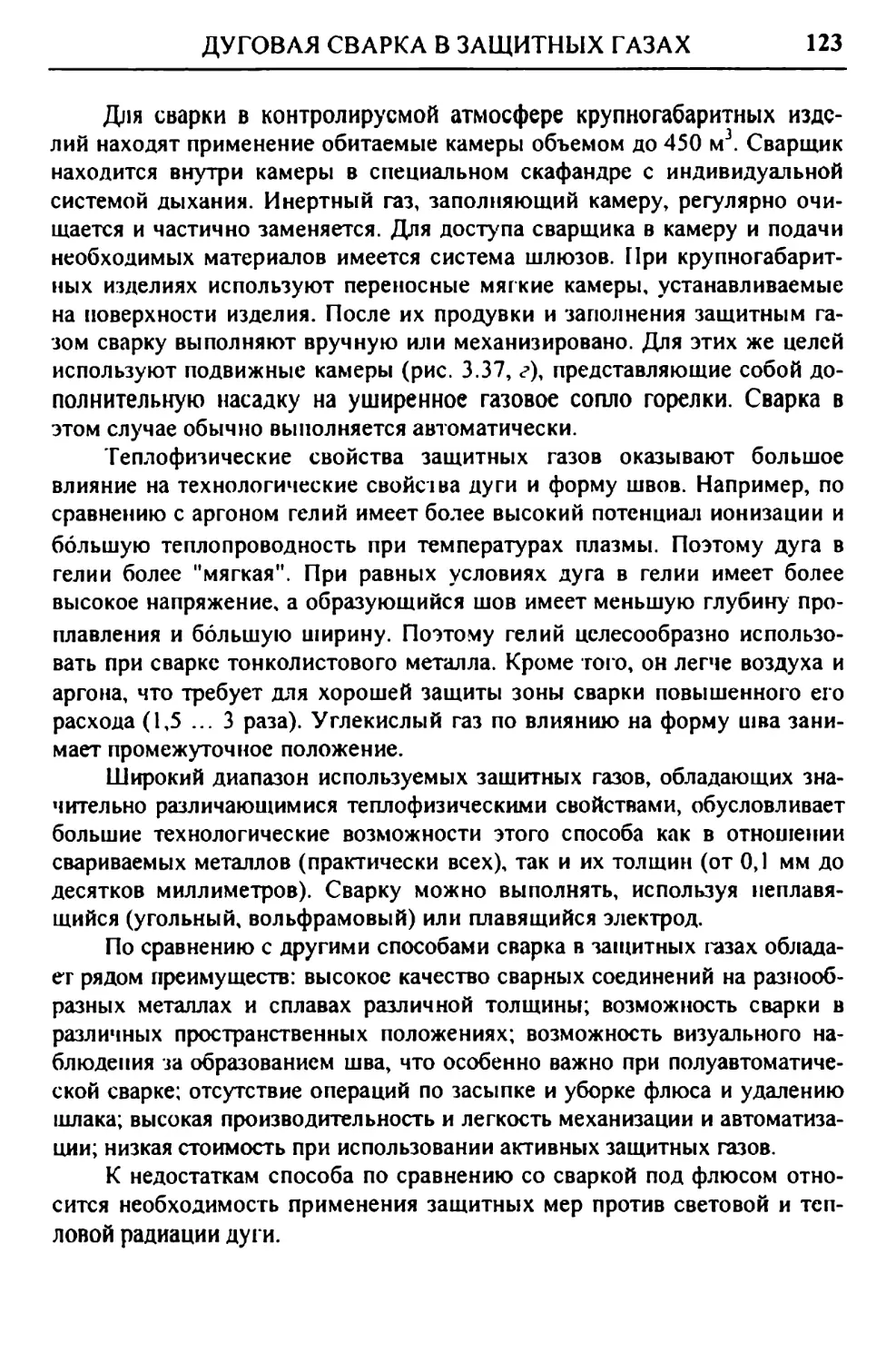
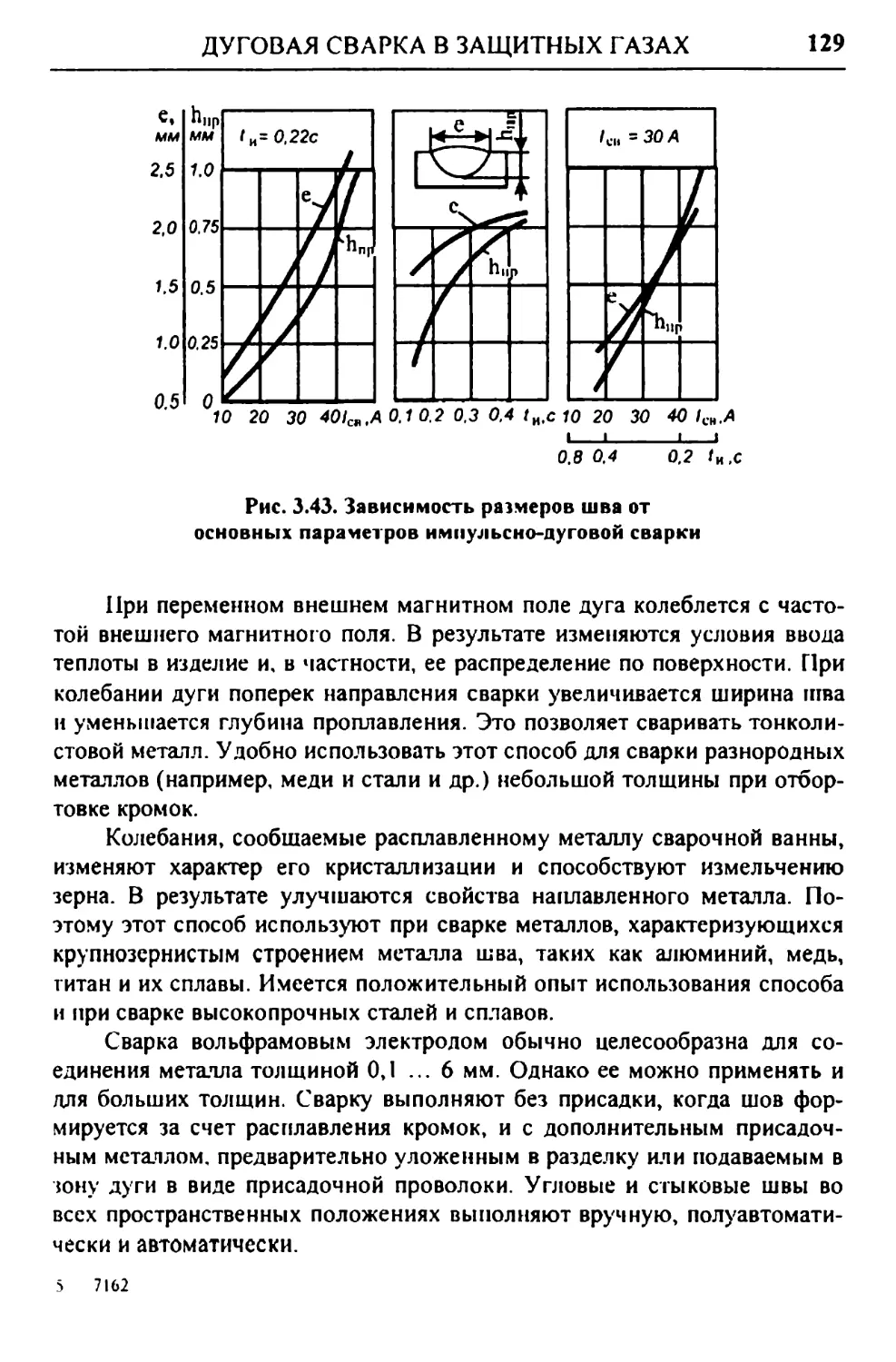
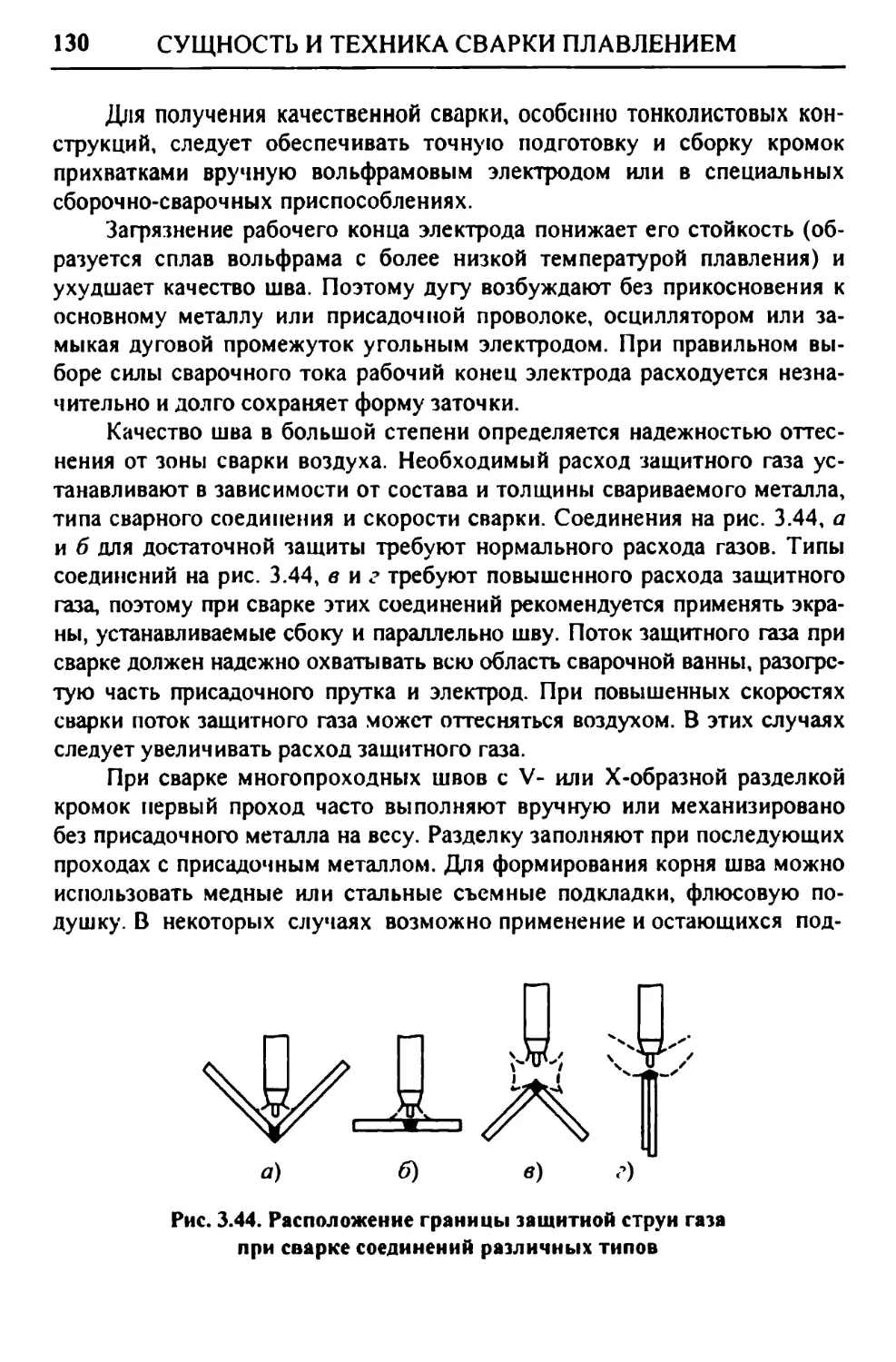
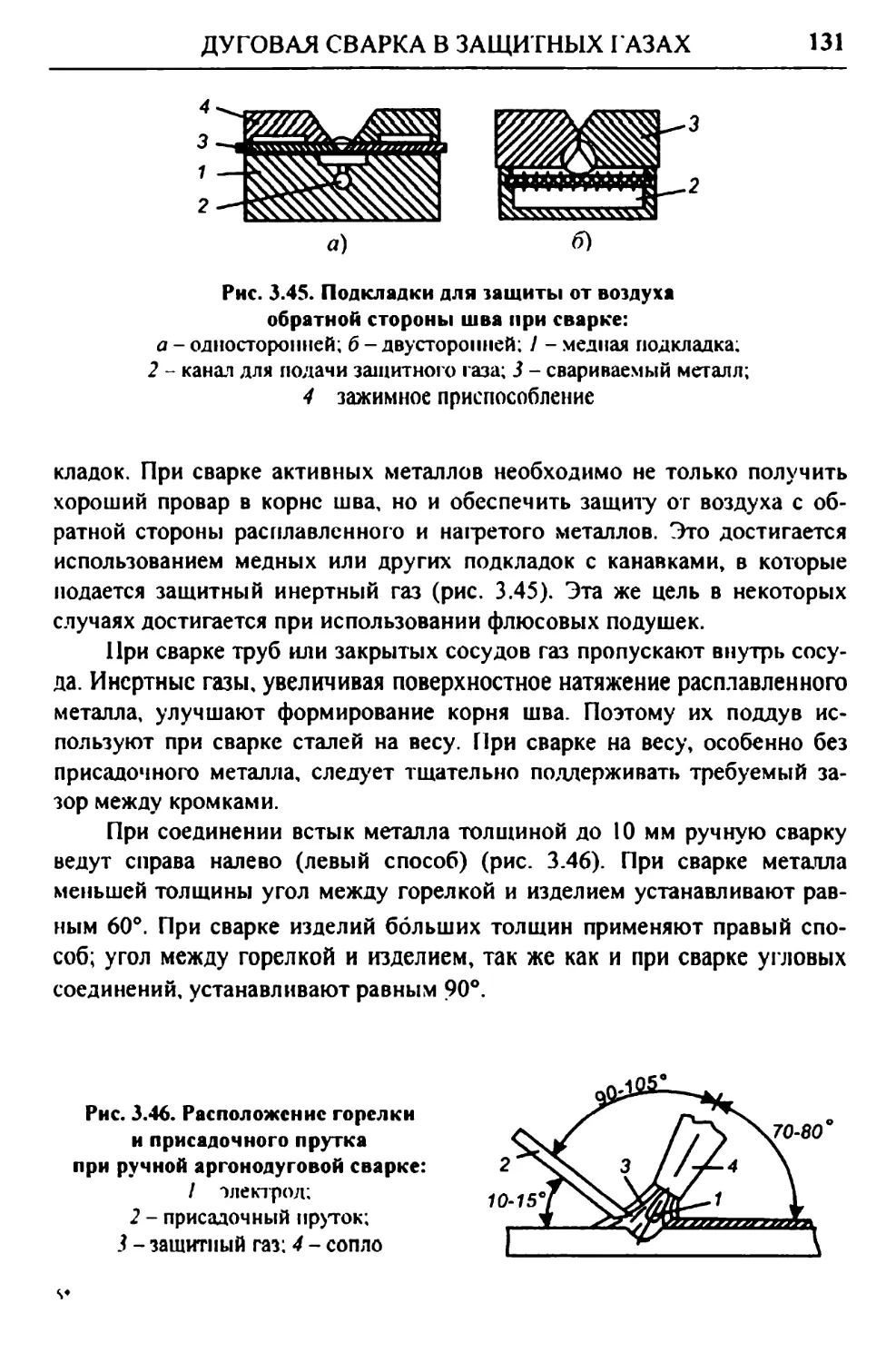
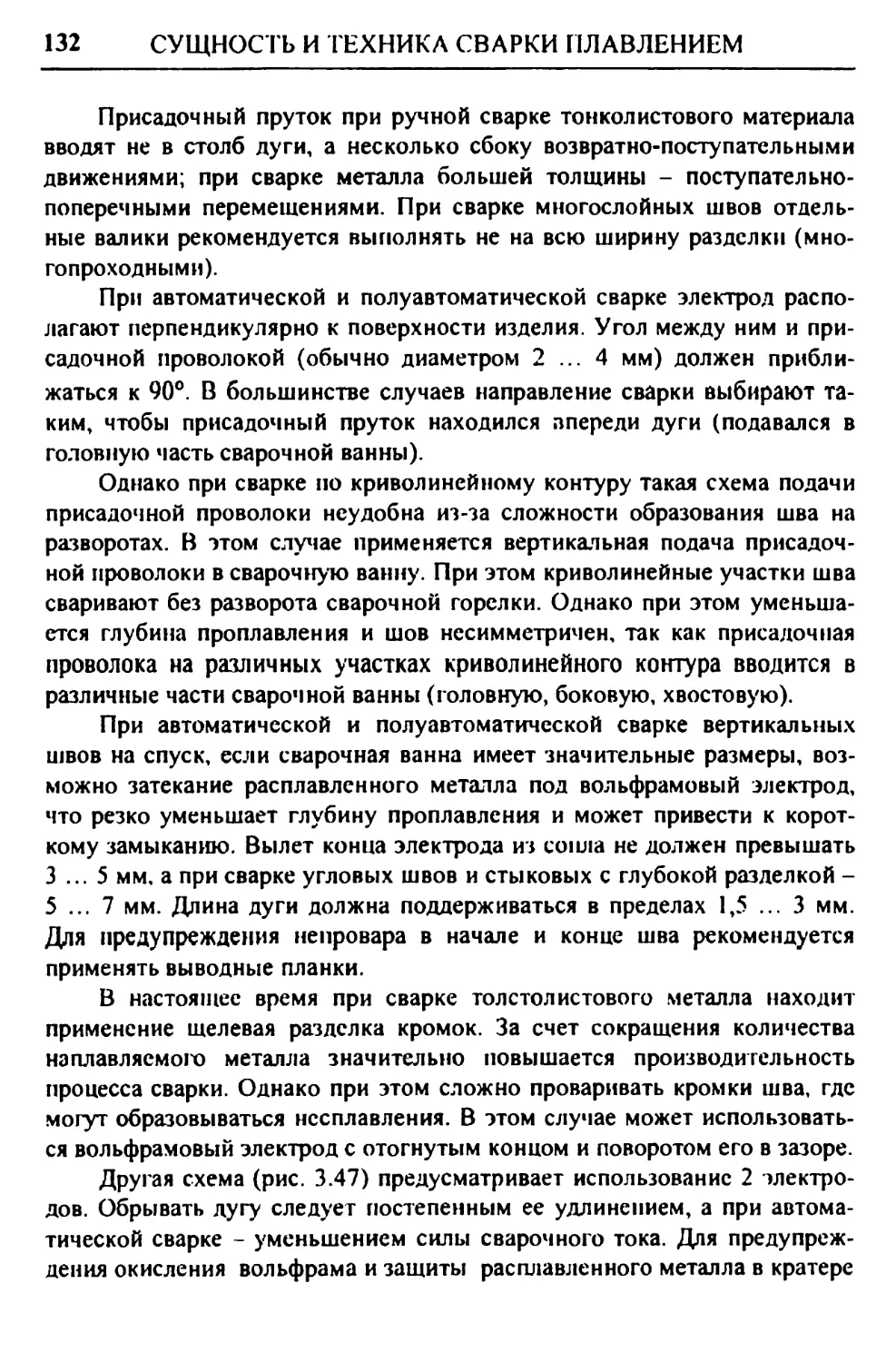
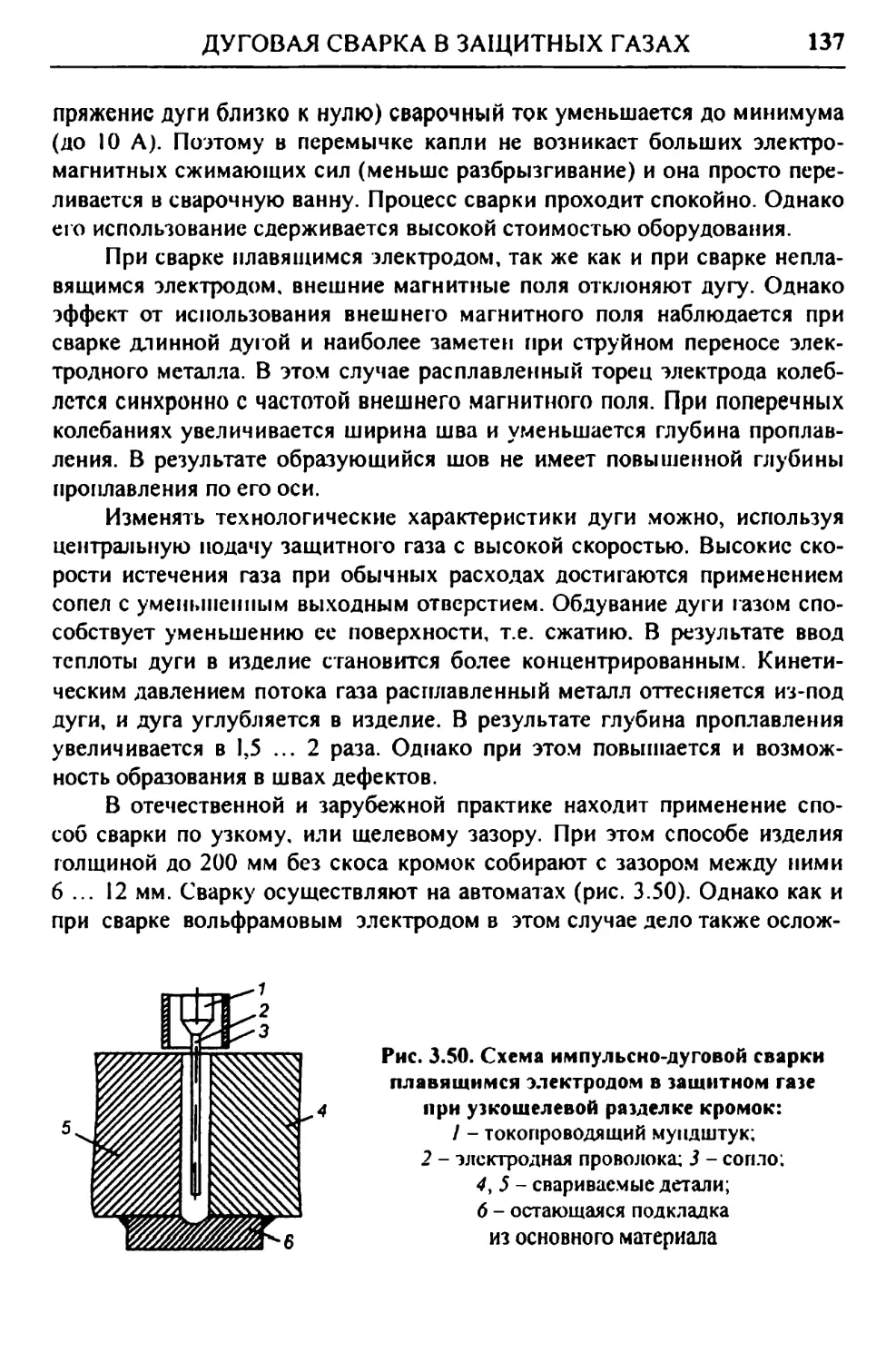
3.5. Дуговая сварка в защитных газах.................... 121
3.6. Дуговая сварка порошковыми проволоками............. 146
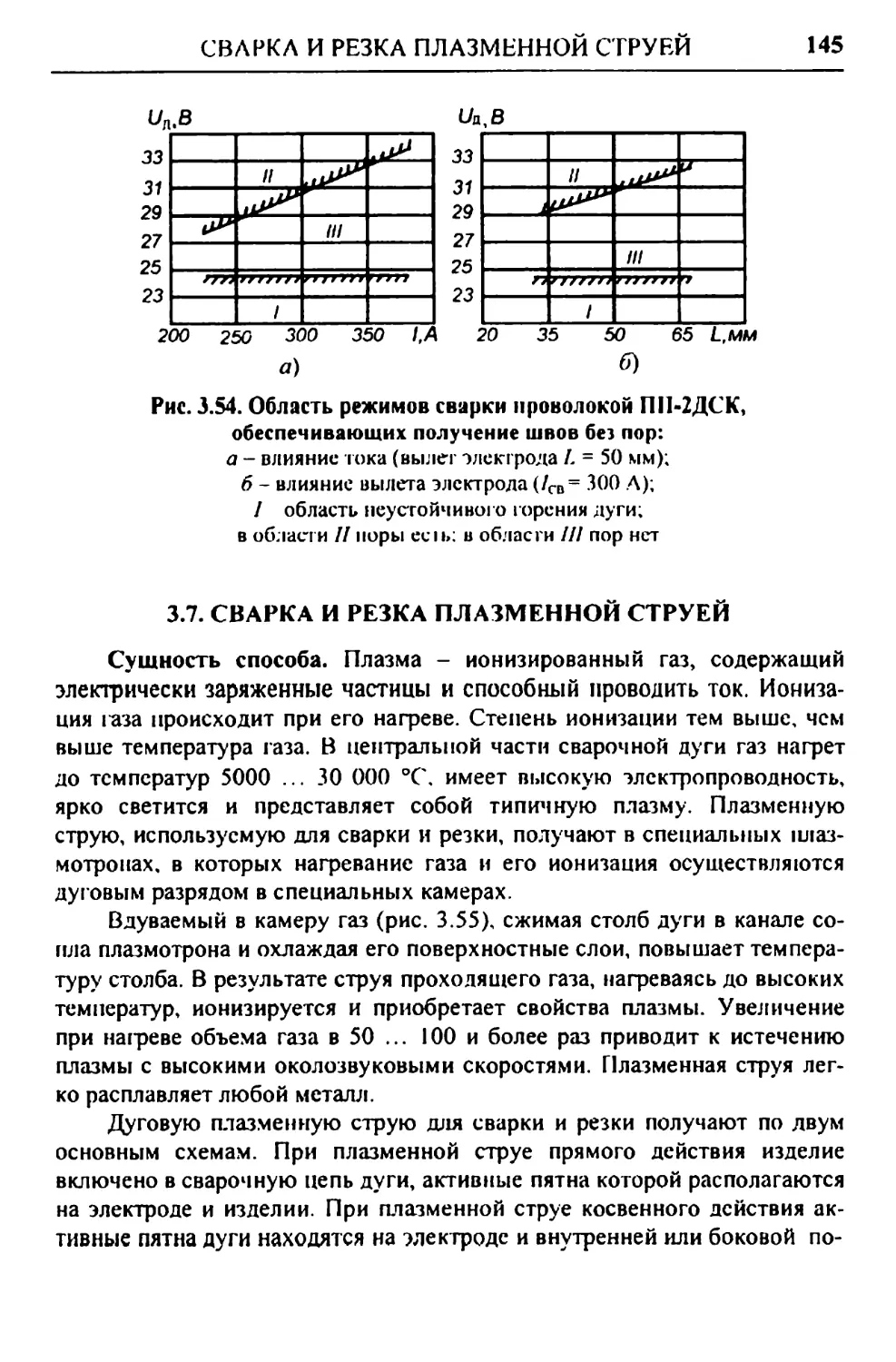
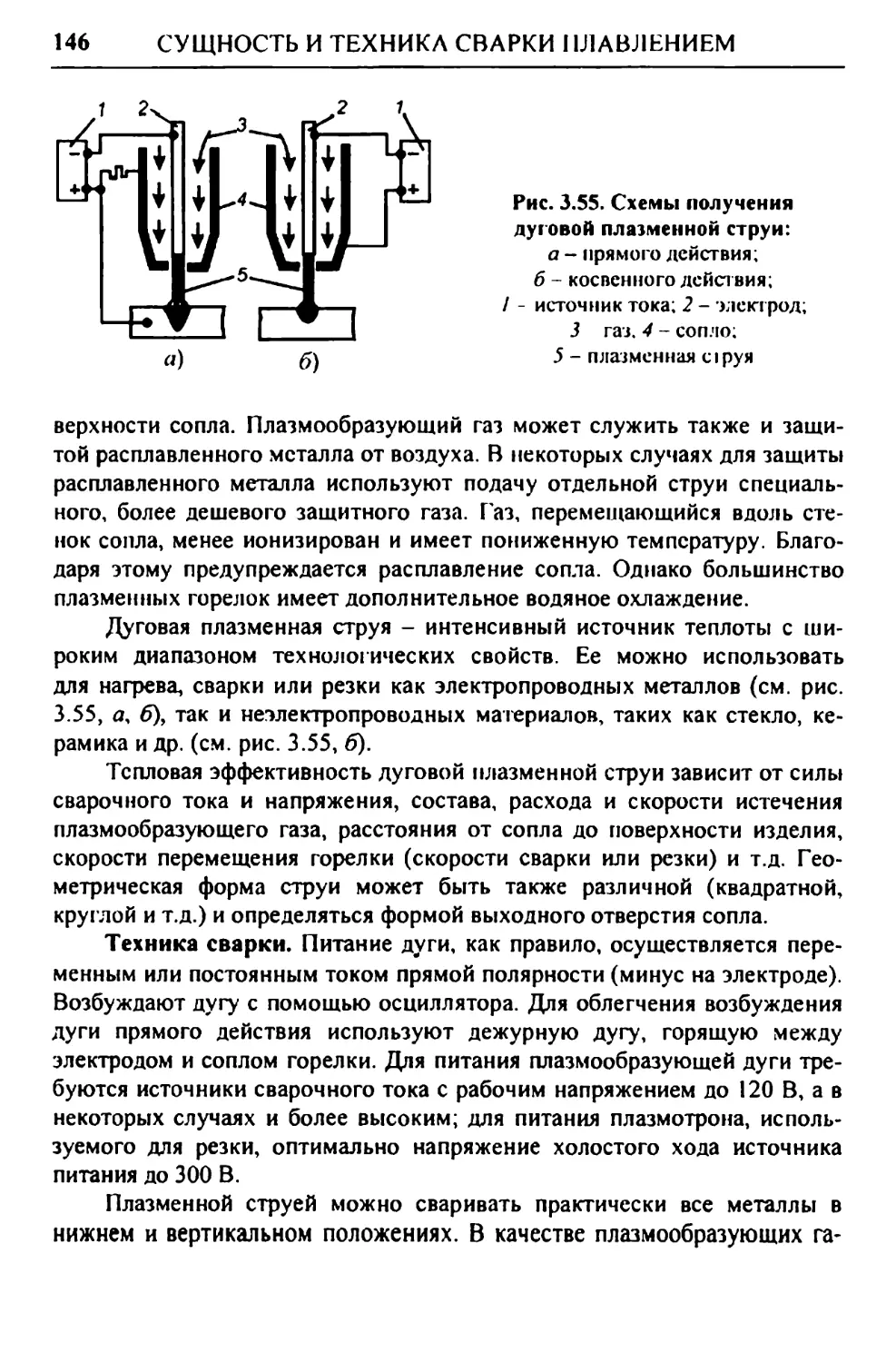
3.7. Сварка и резка плазменной струей................. 145
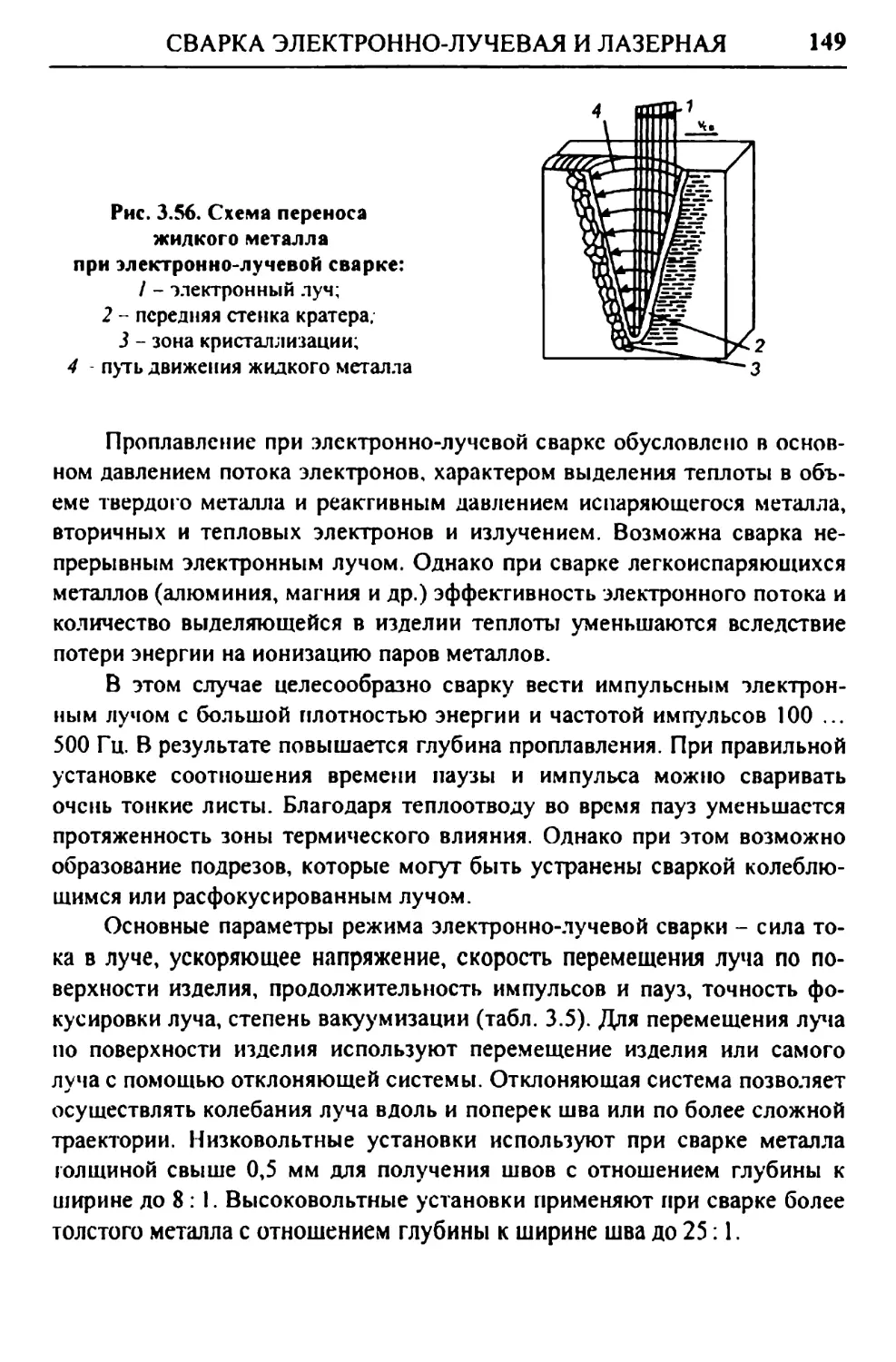
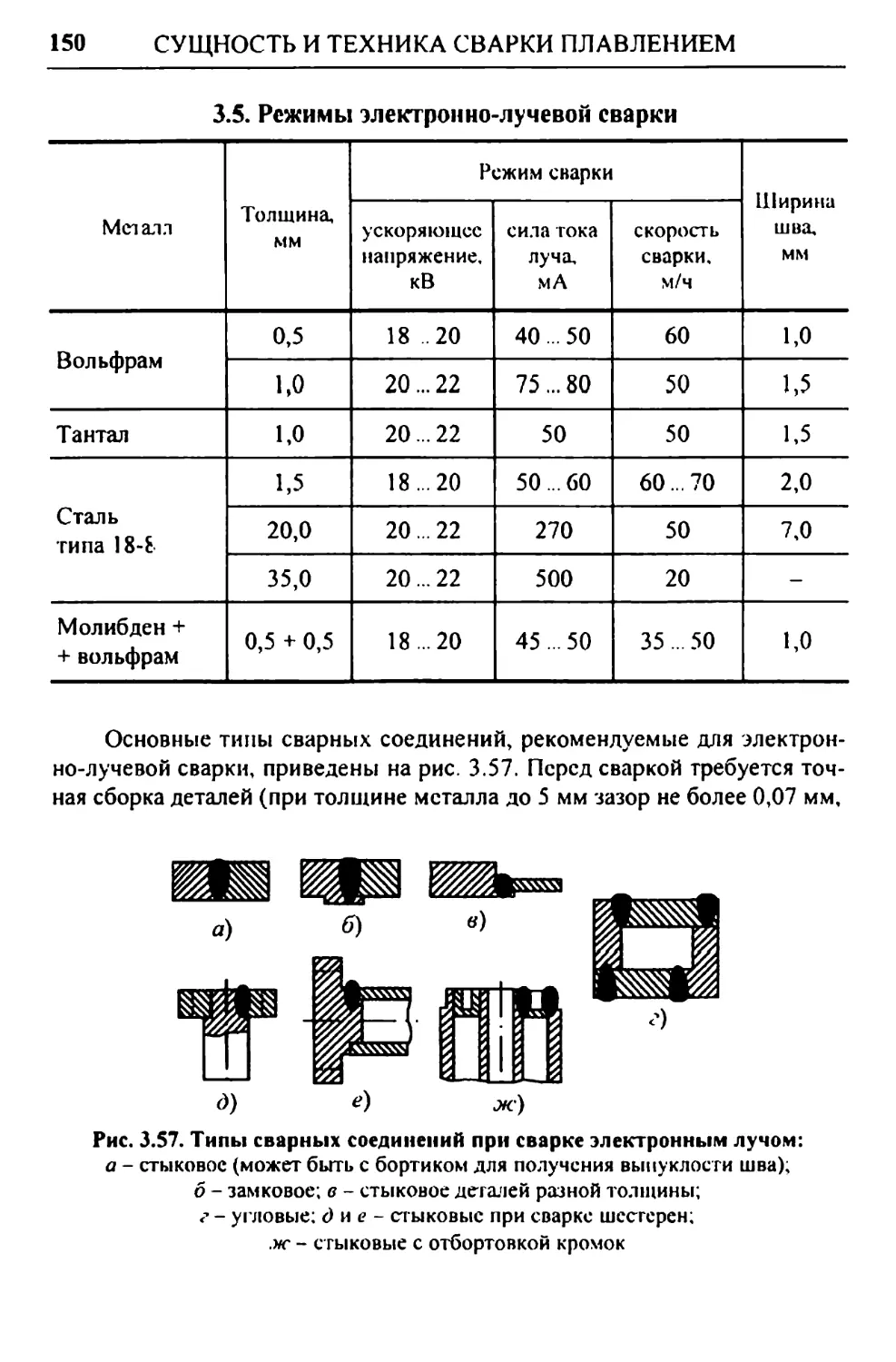
3.8. Сварка электронно-лучевая и лазерная............. 148
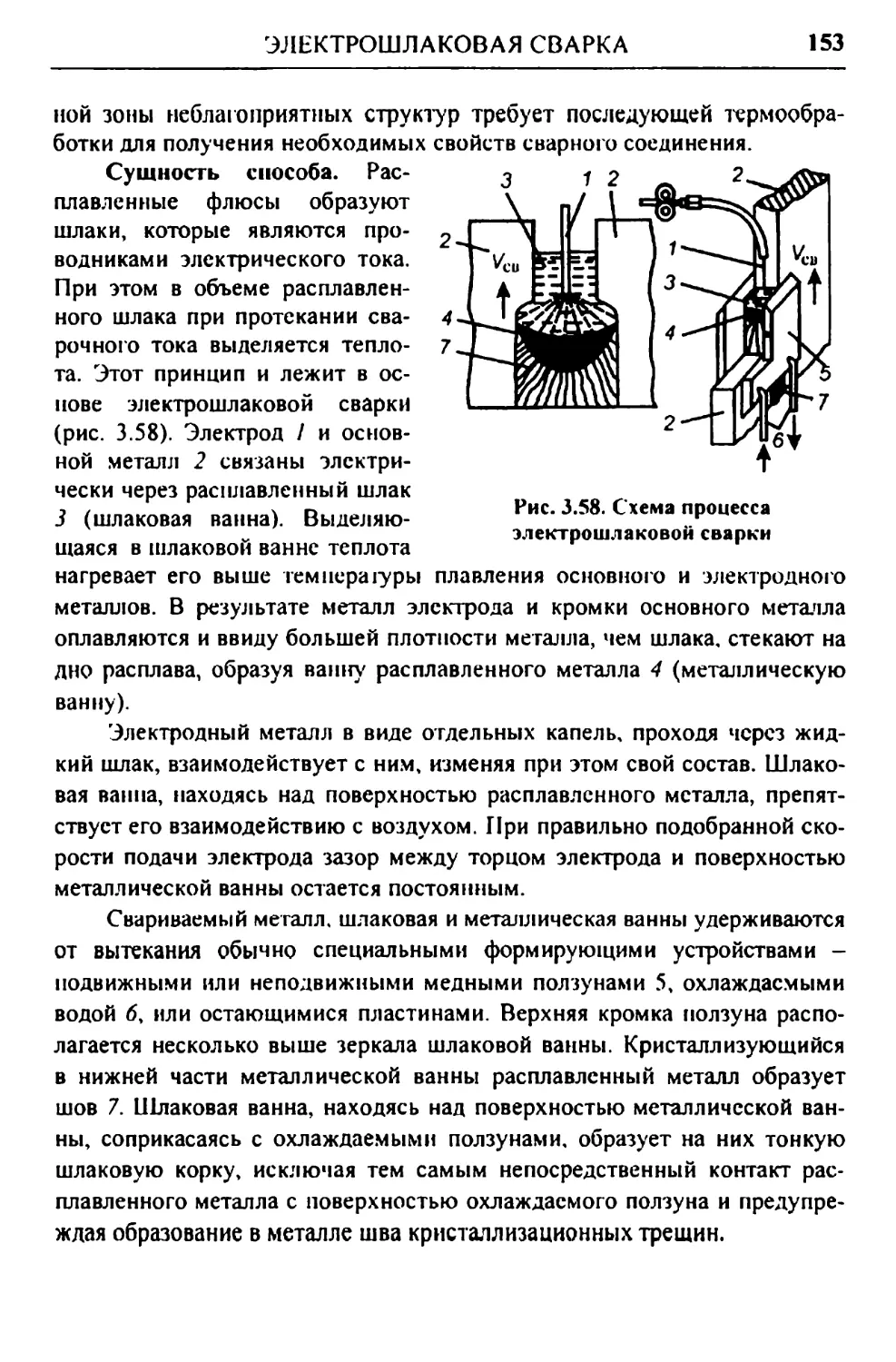
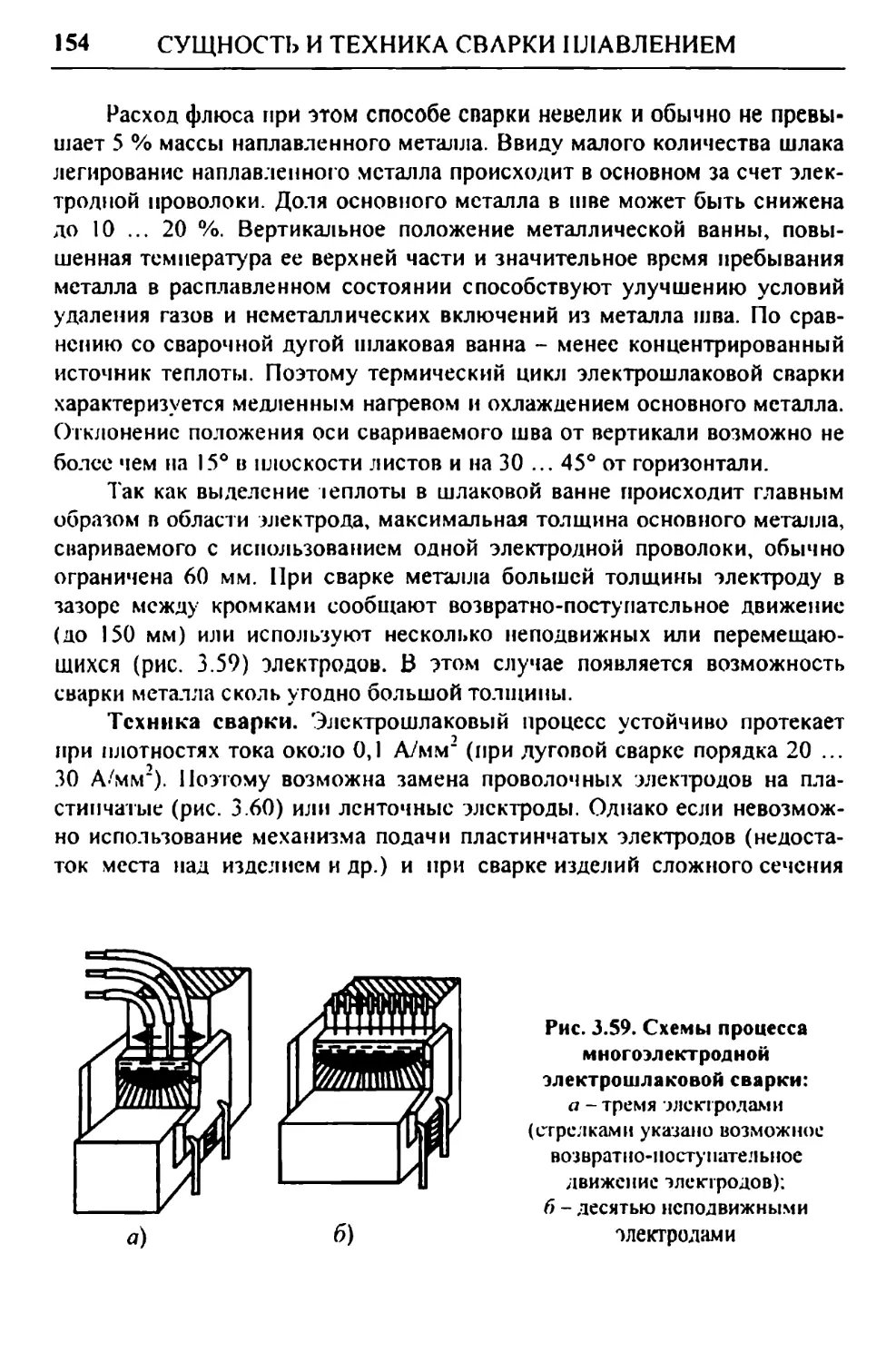
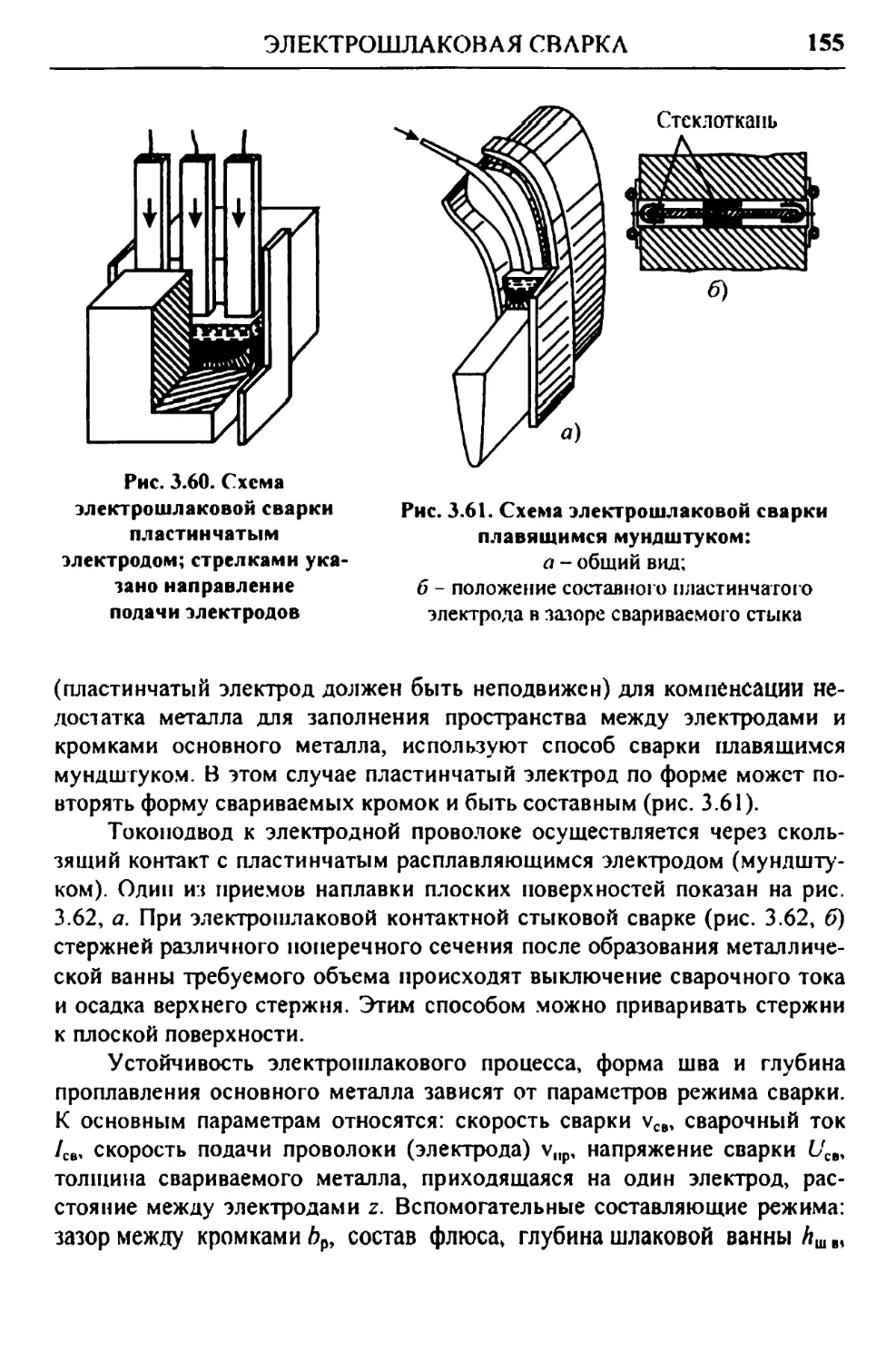
3.9. Электрошлаковая сварка........................... 152
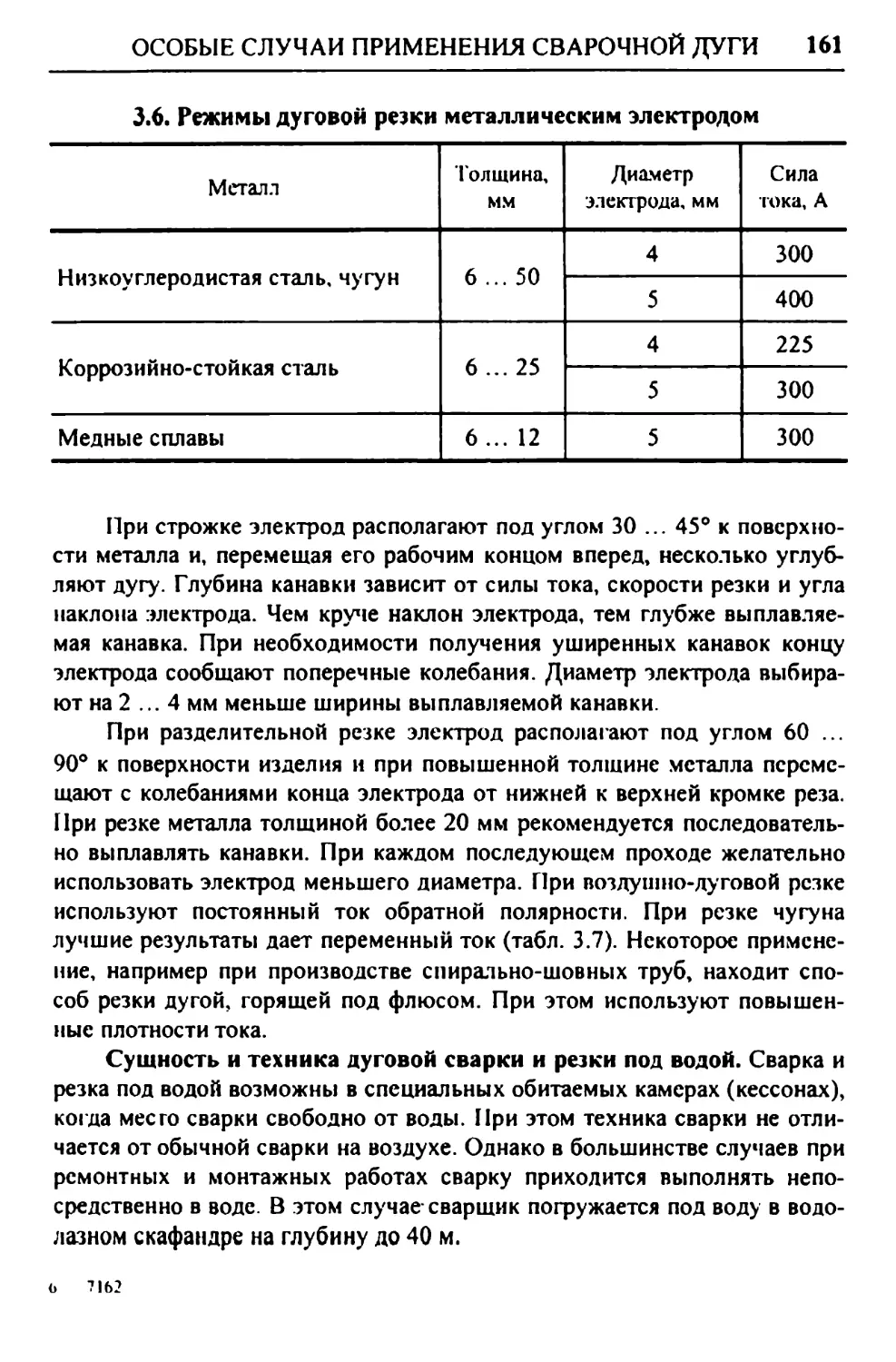
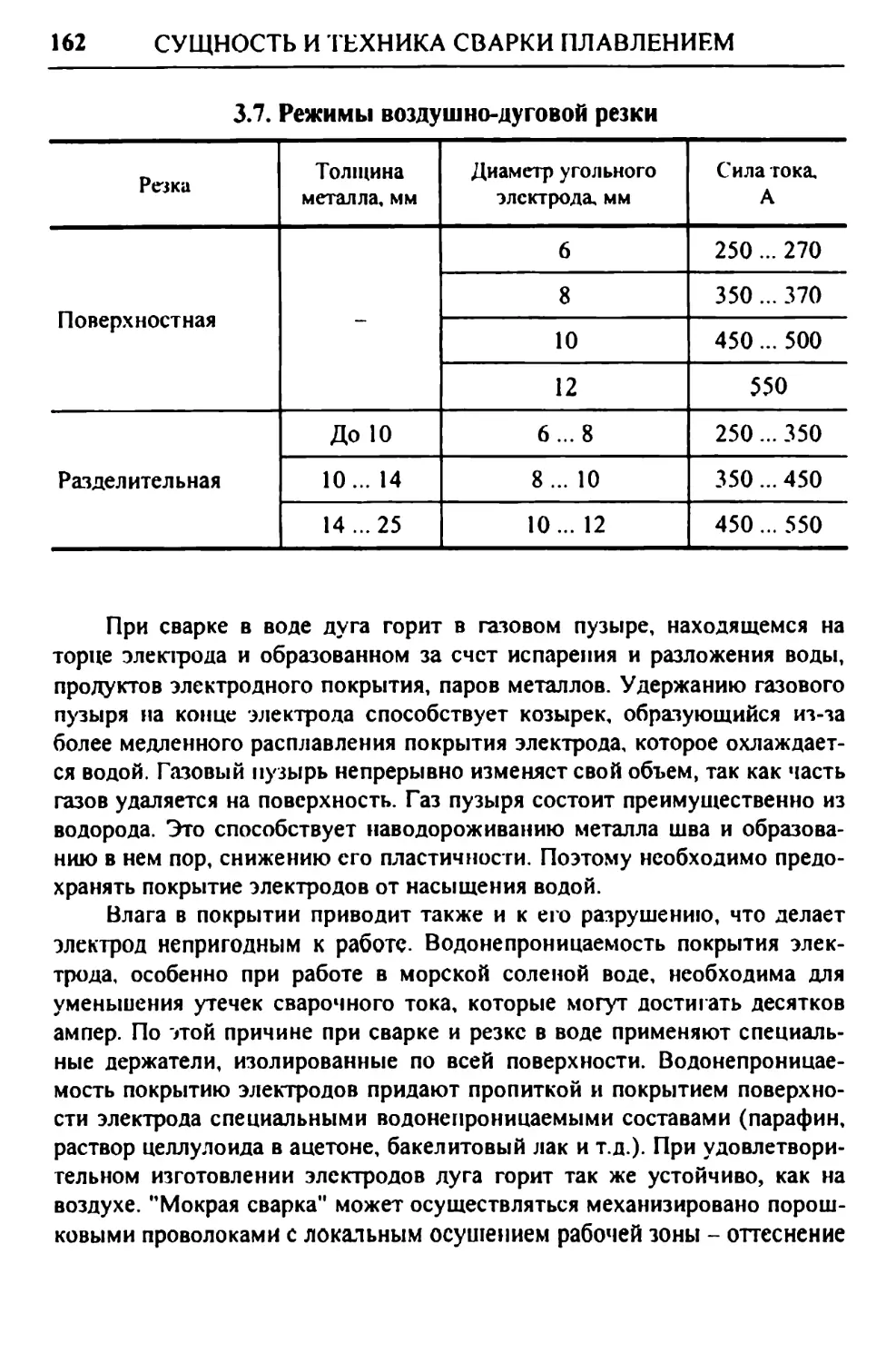
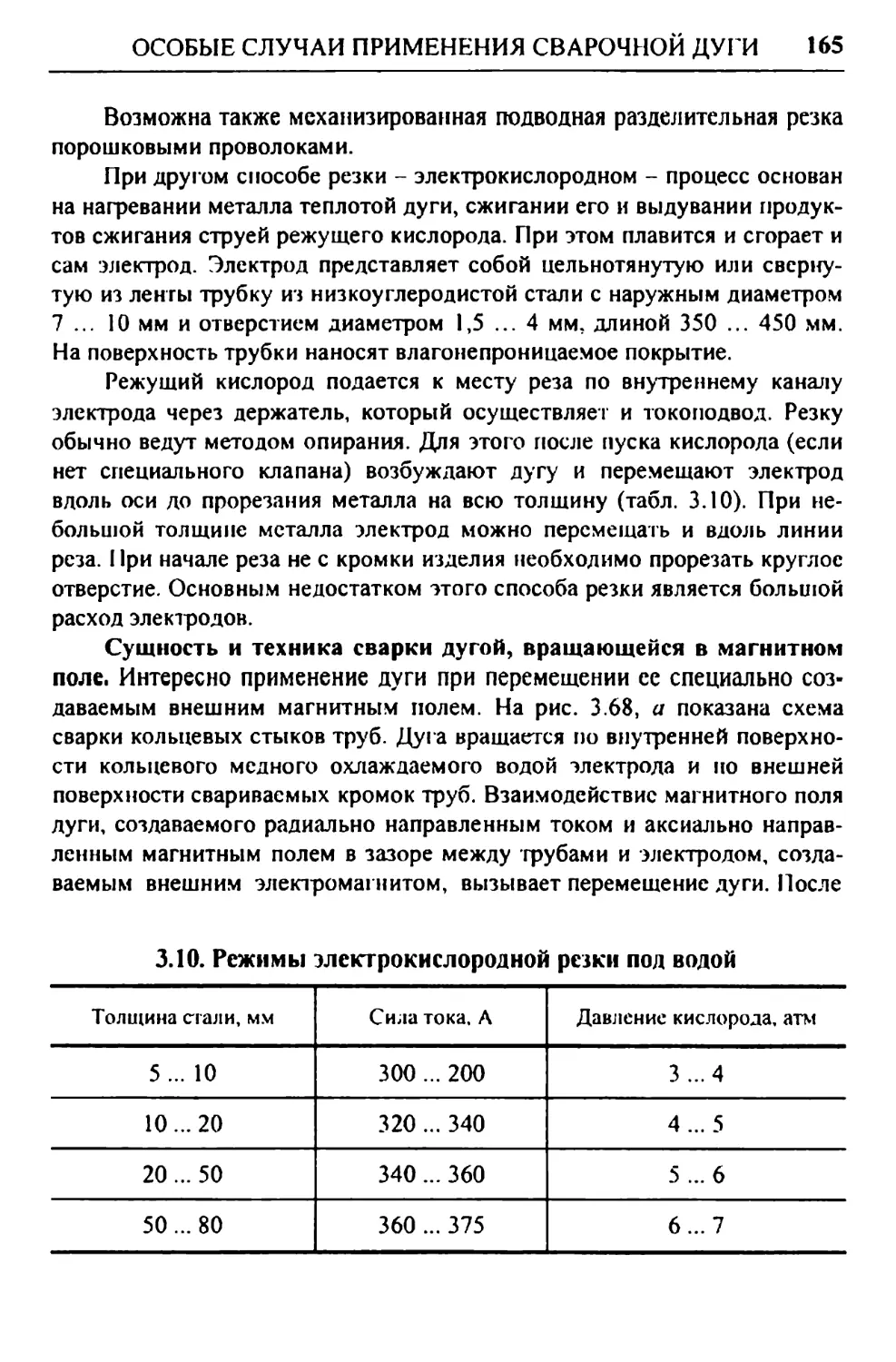
3.10. Особые случаи применения сварочной дуги......... 159
Контрольные вопросы................................... 167
4
ОГЛАВЛЕНИЕ
Глава 4. Оборудование для сварки плавлением и термической
резки.................................................... 168
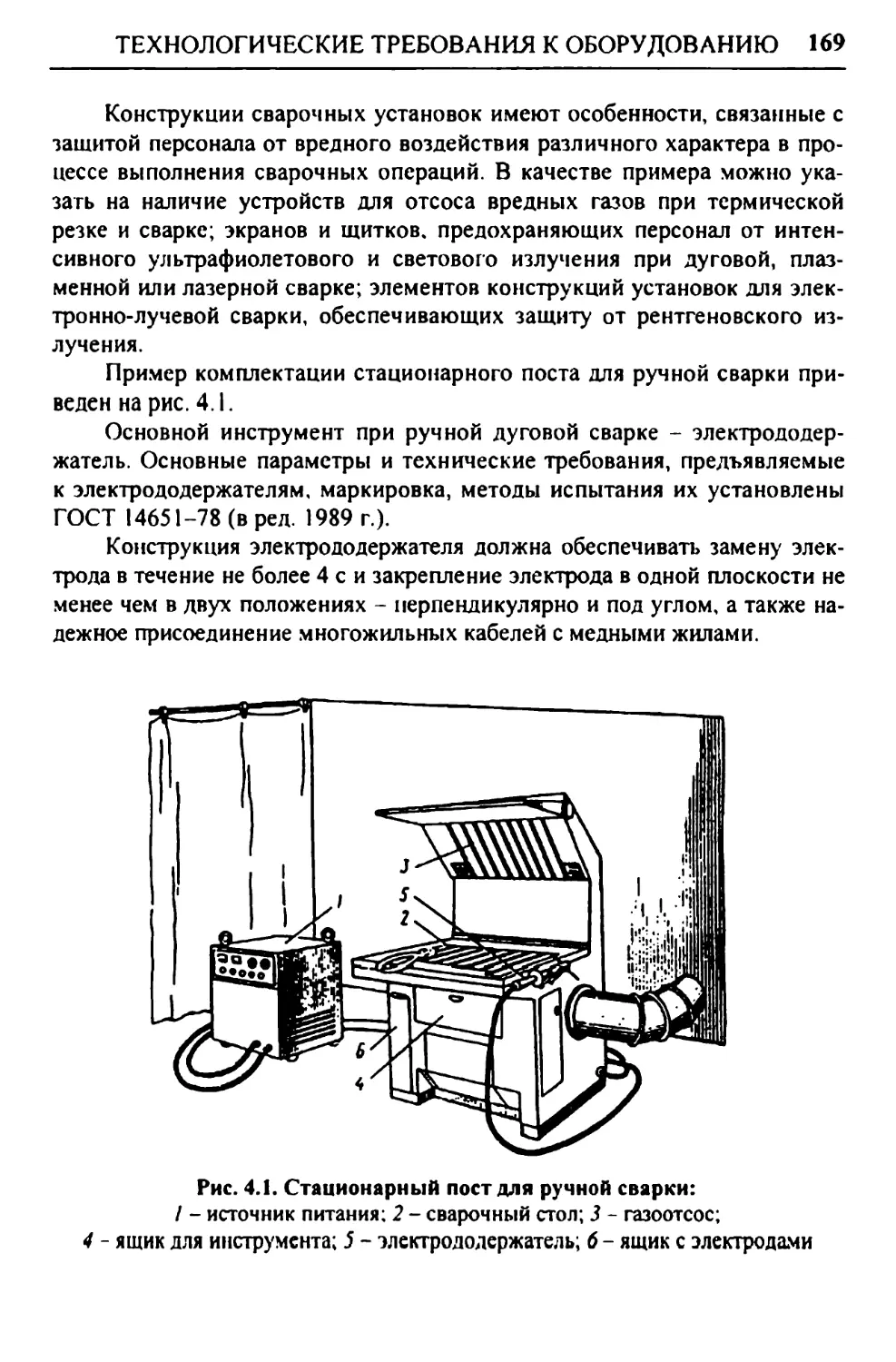
4.1. Технологические требования к оборудованию...... 168
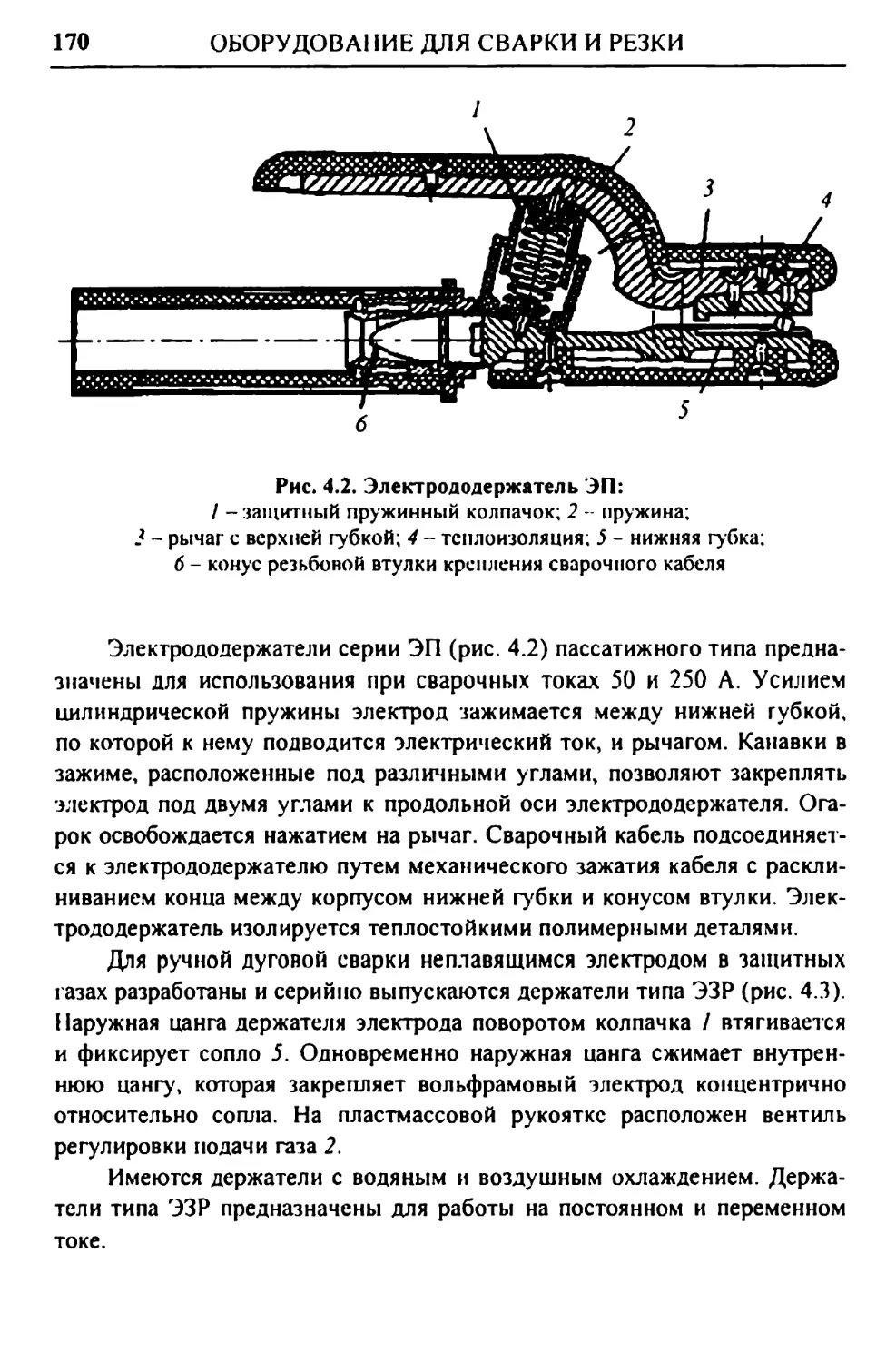
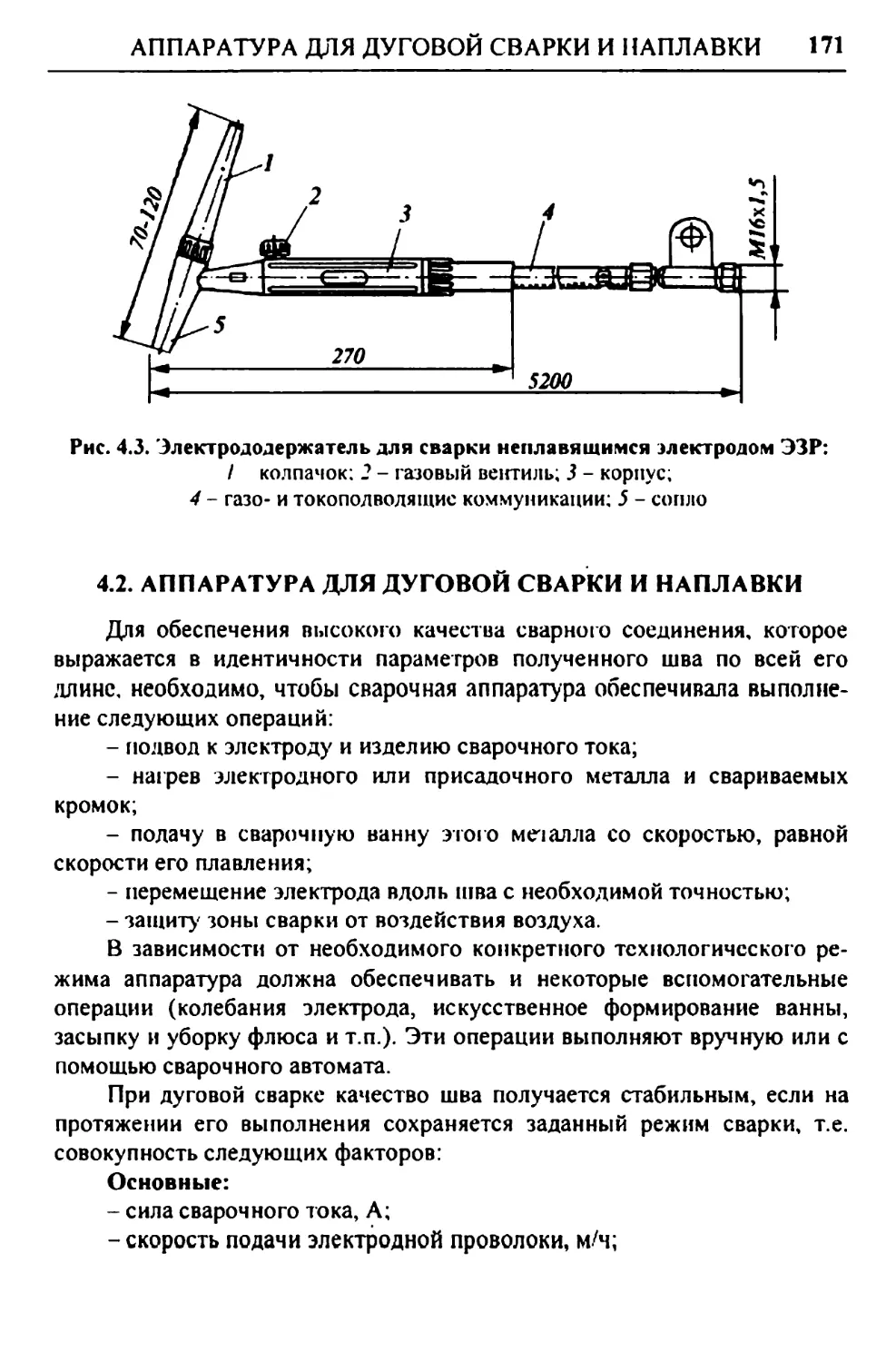
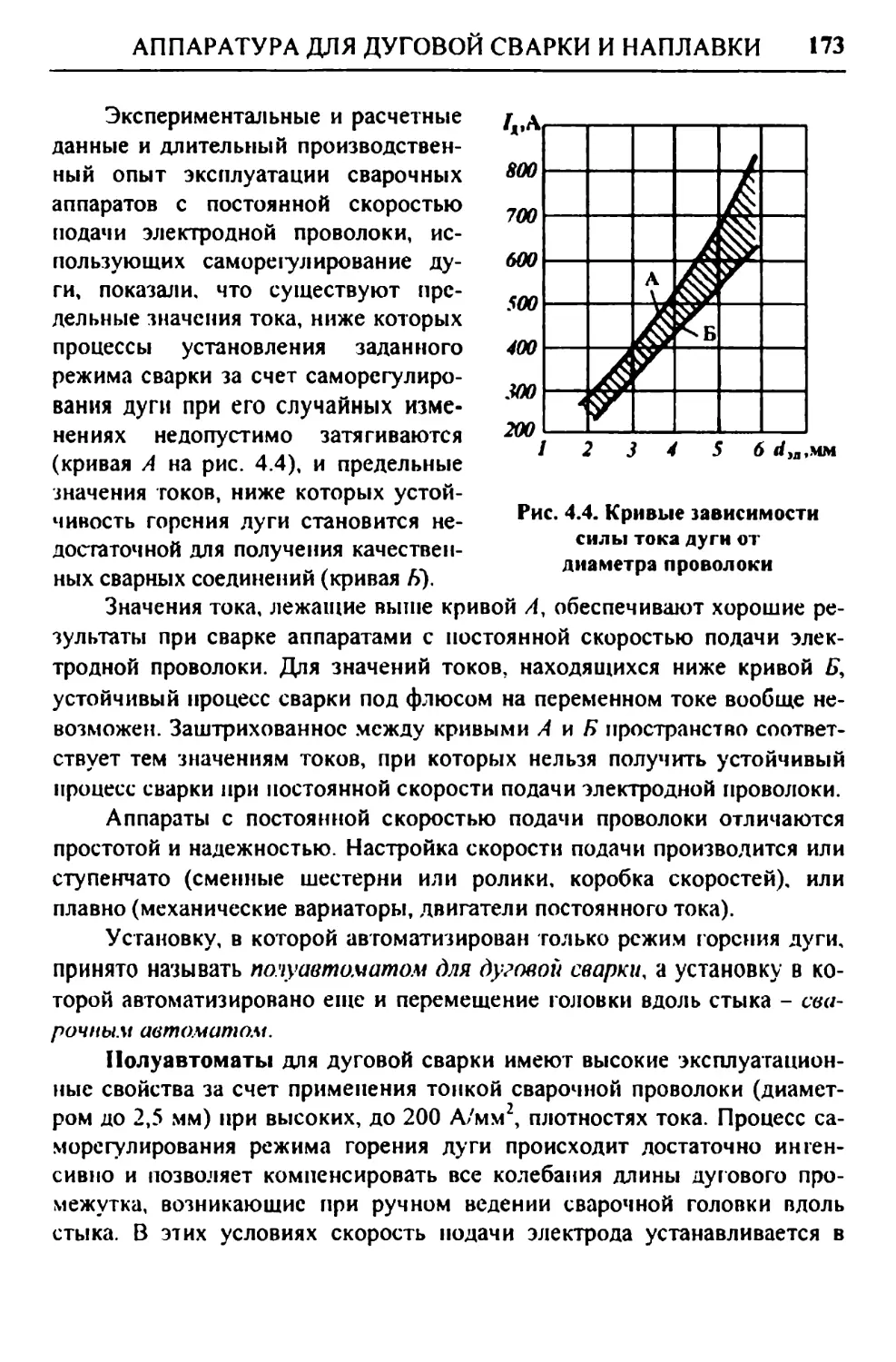
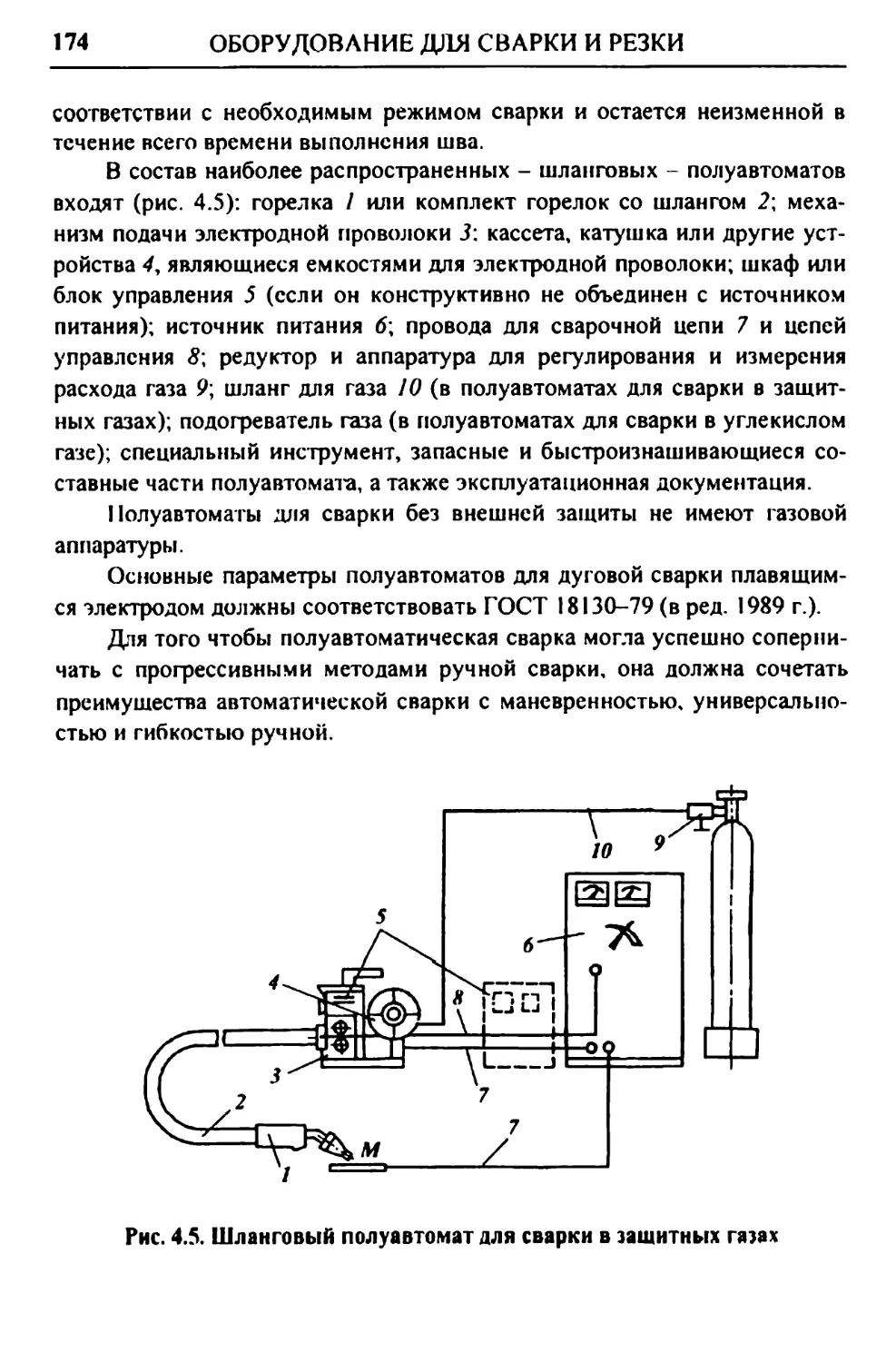
4 2. Аппаратура для дуговой сварки и наплавки...... 171
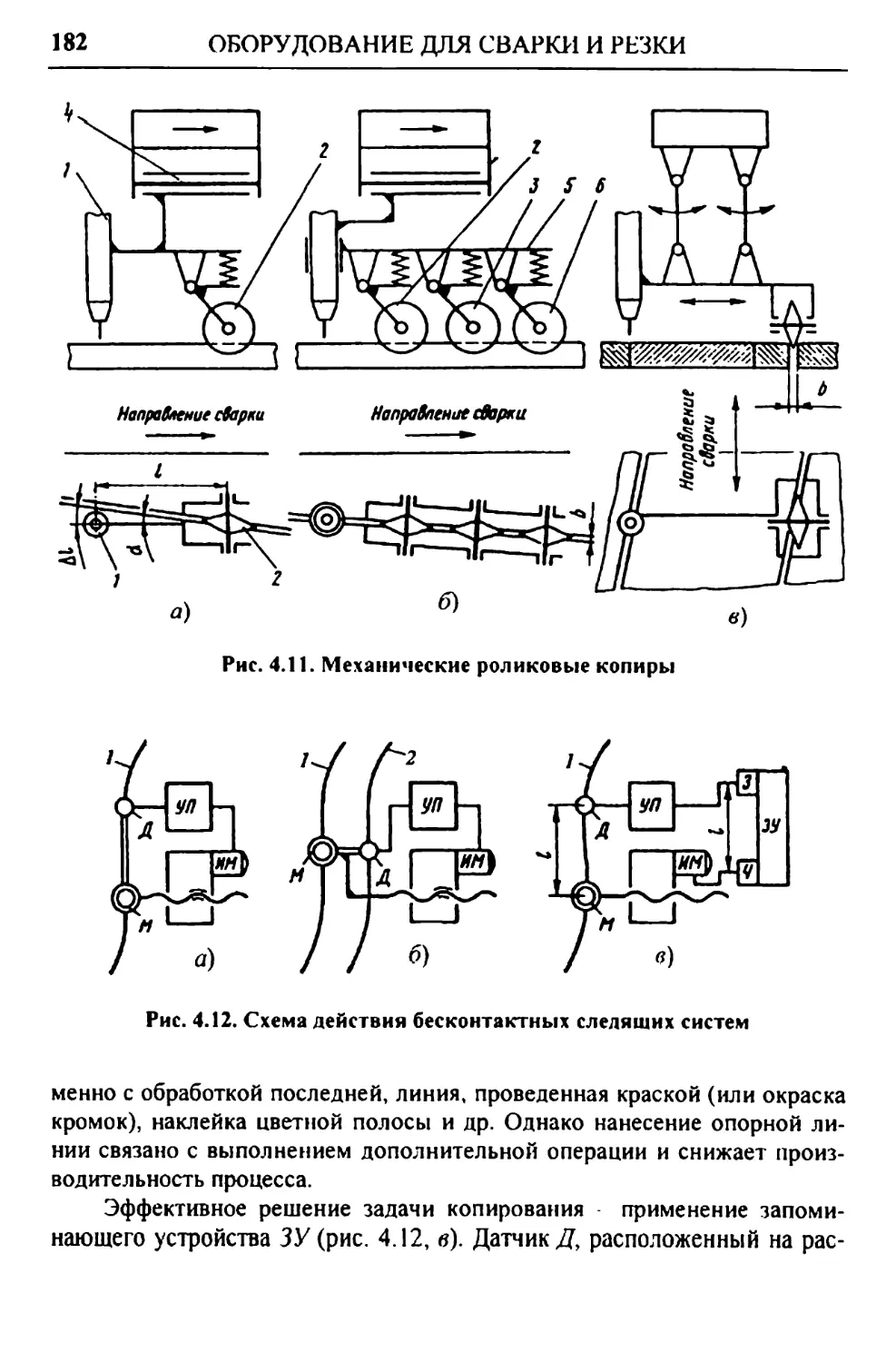
4.3. Аппаратура для сварки неплавящимся электродом и
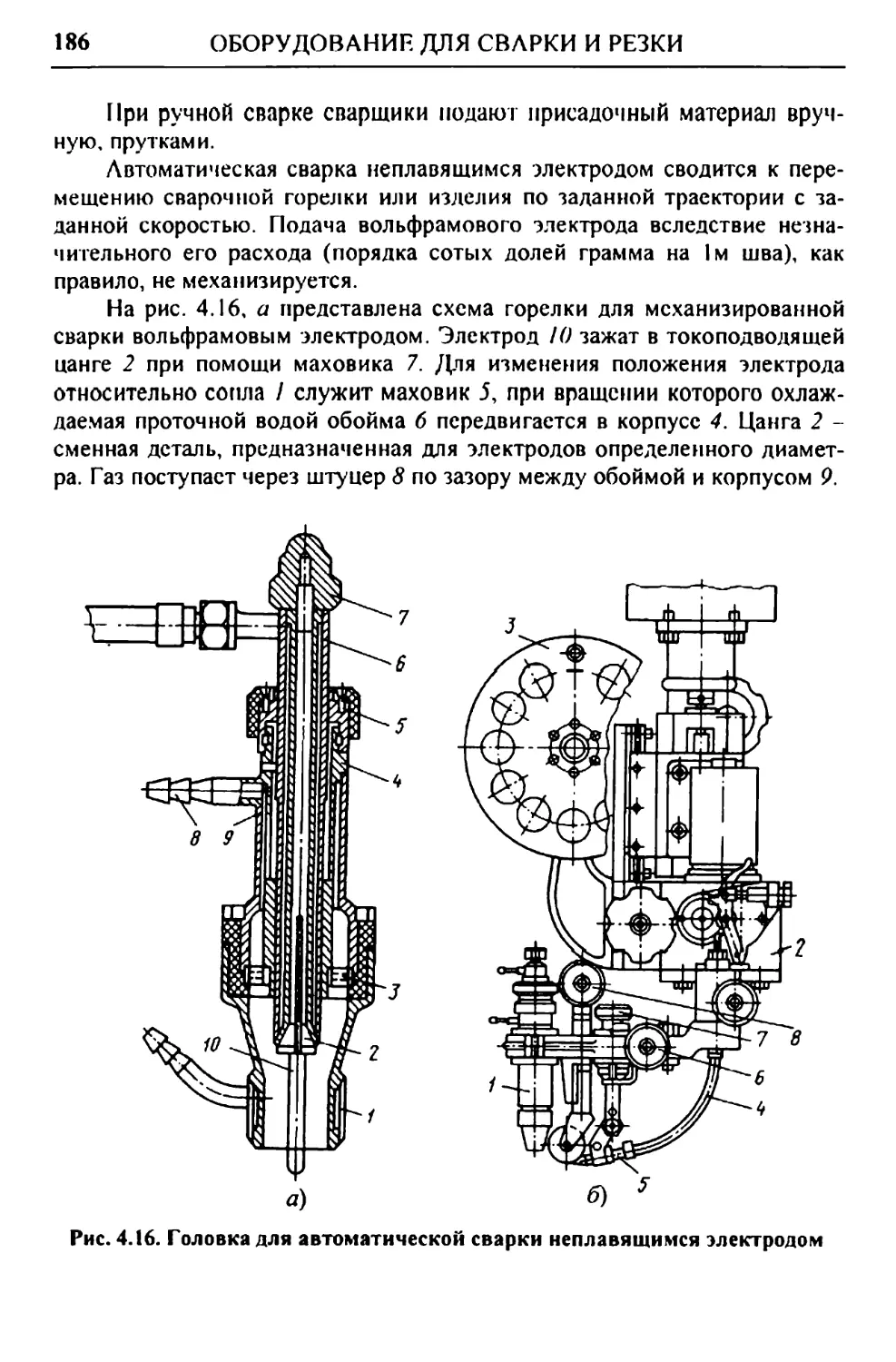
плазменной сварки.................................... 184
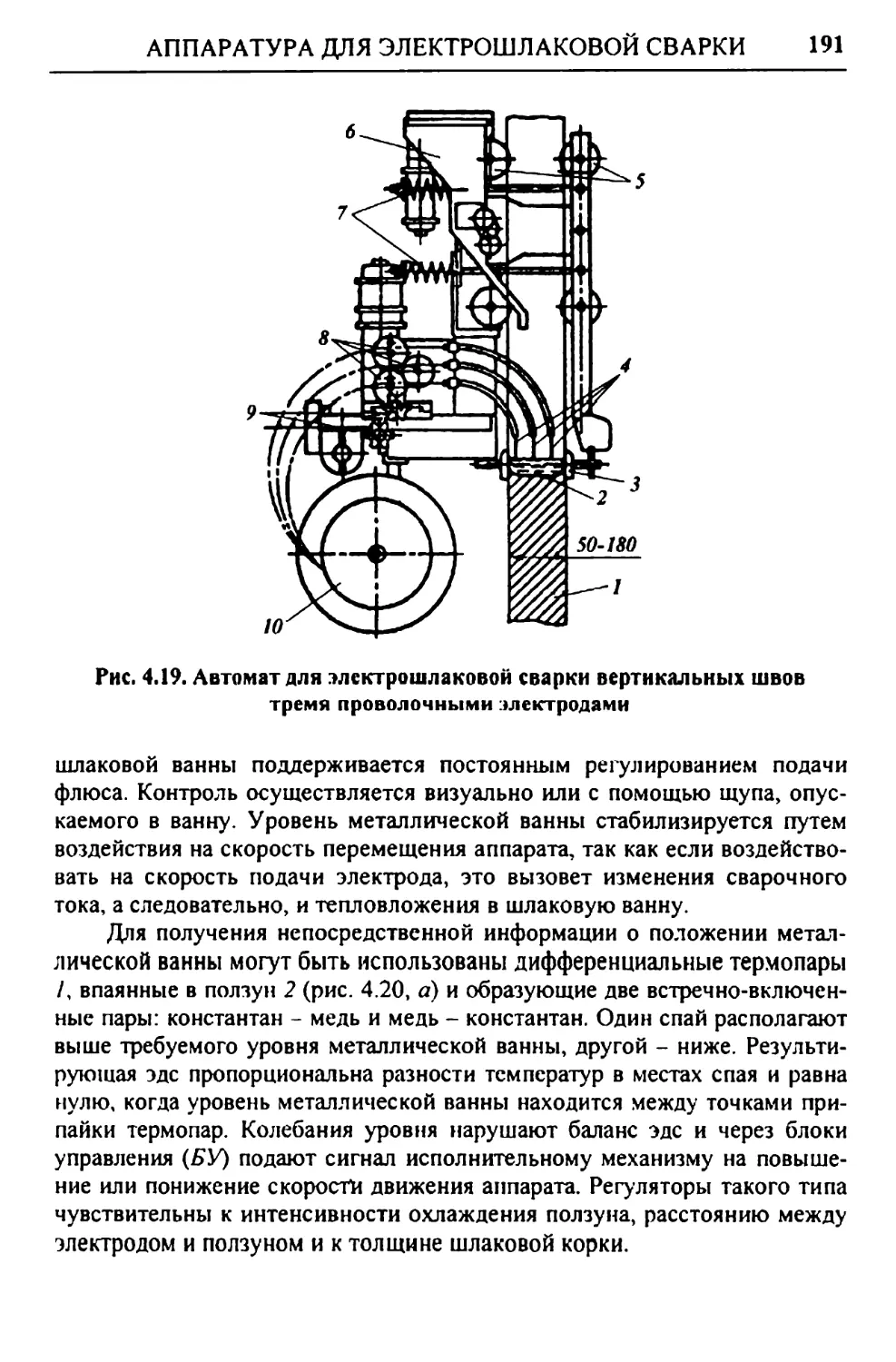
4.4. Аппаратура для электрошлаковой сварки........... 190
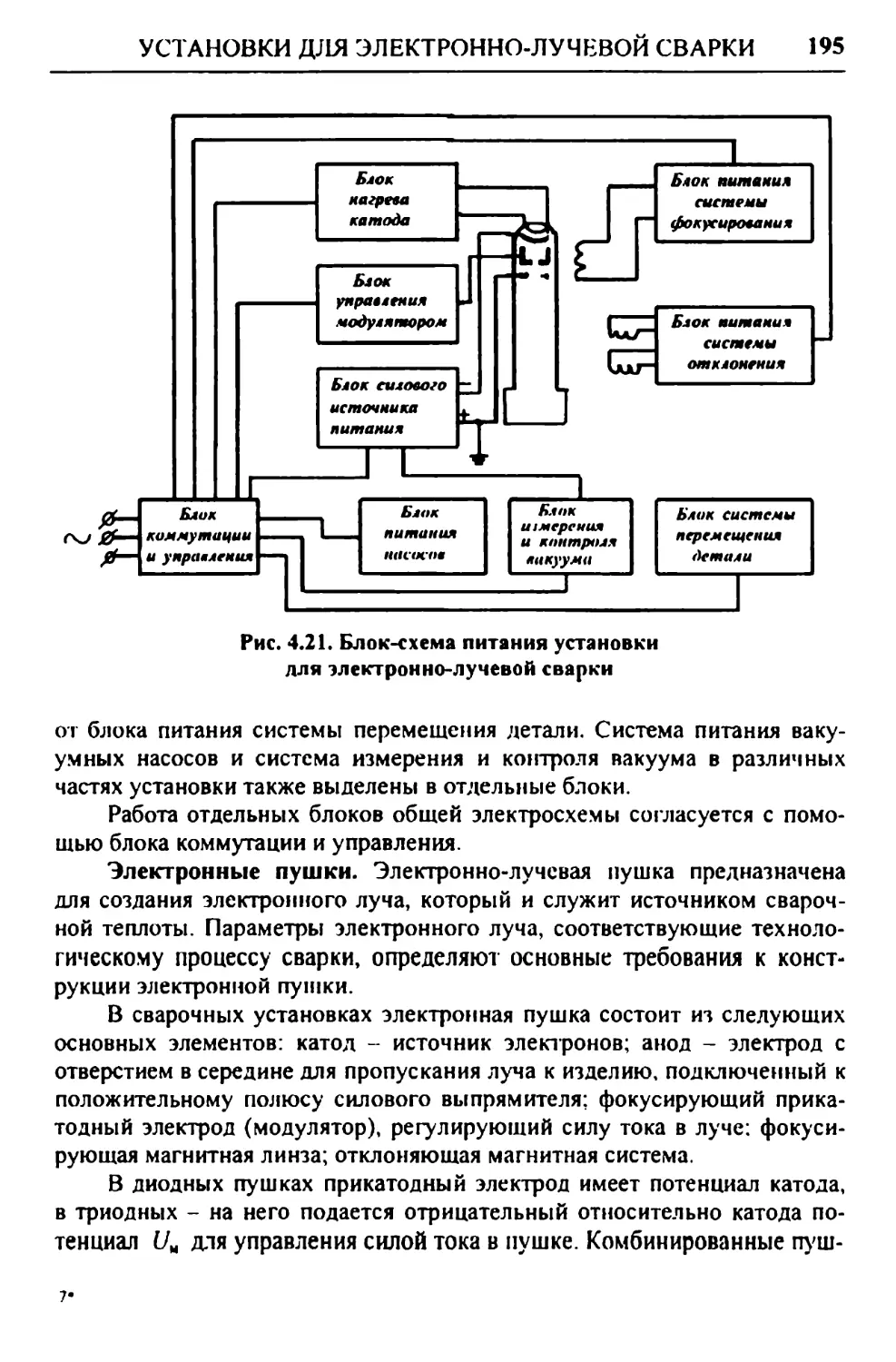
4.5. Установки для электронно-лучевой сварки......... 194
4.6. Аппаратура для сварки световым лучом и лучом лазера 199
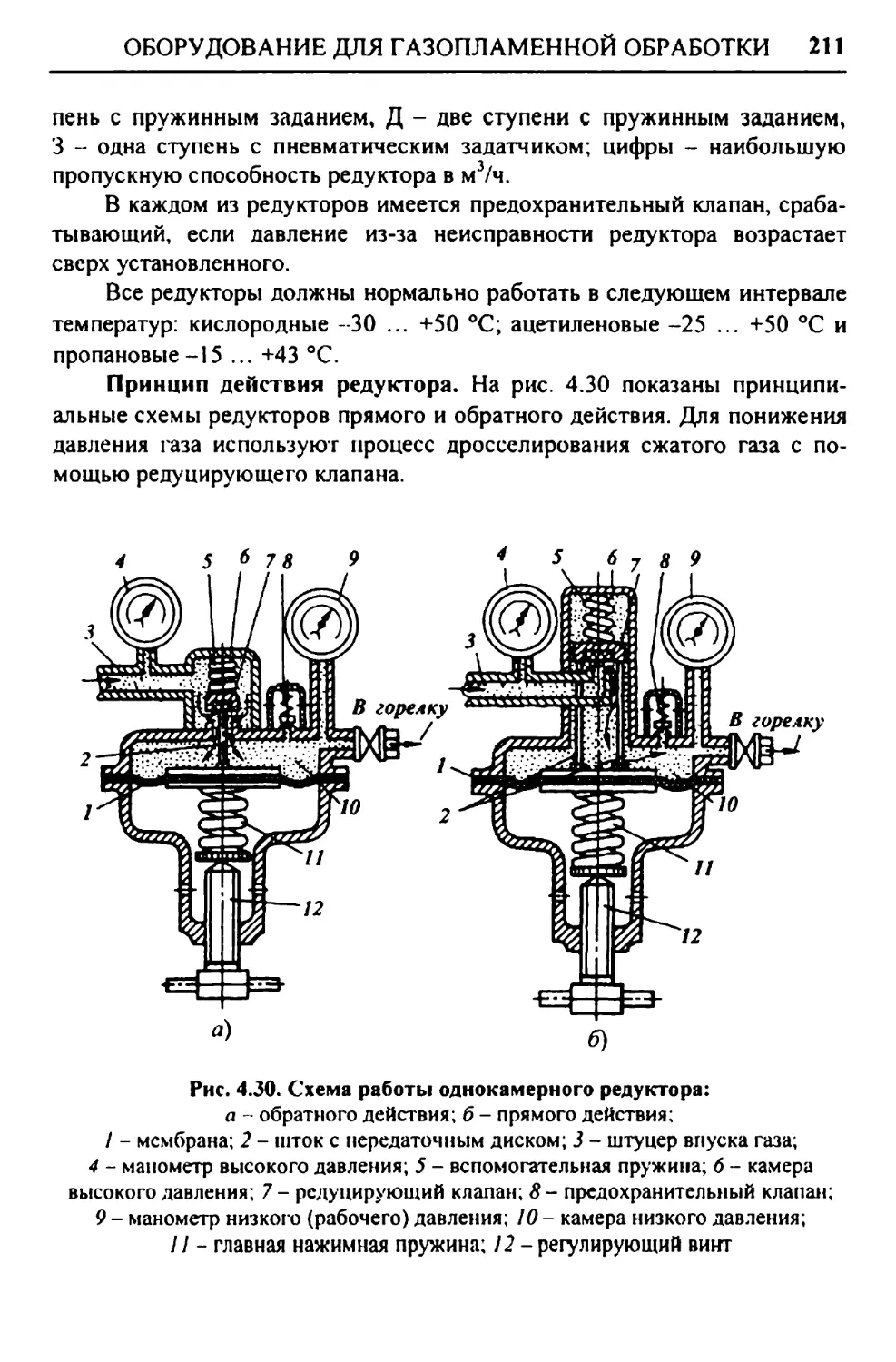
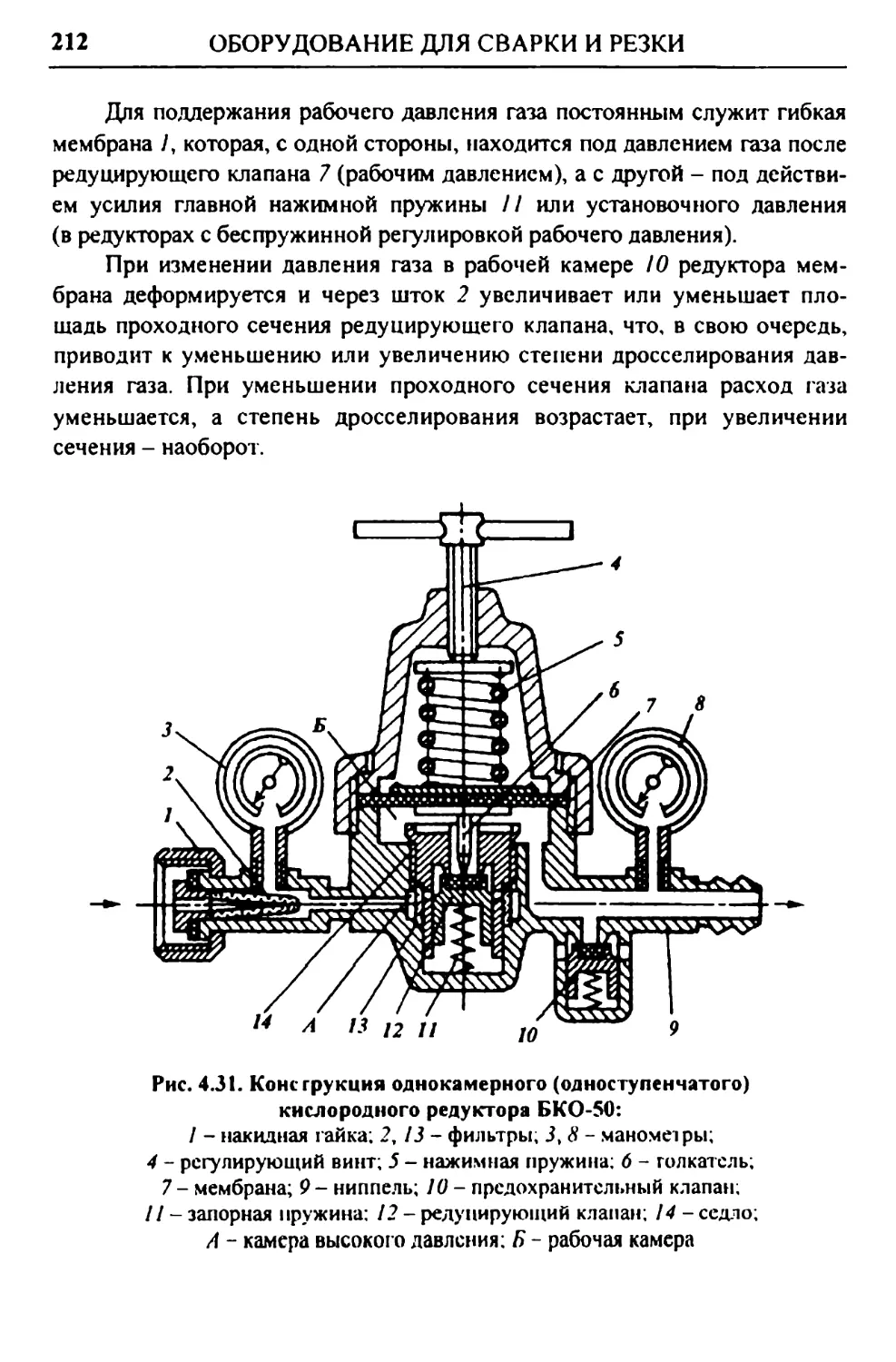
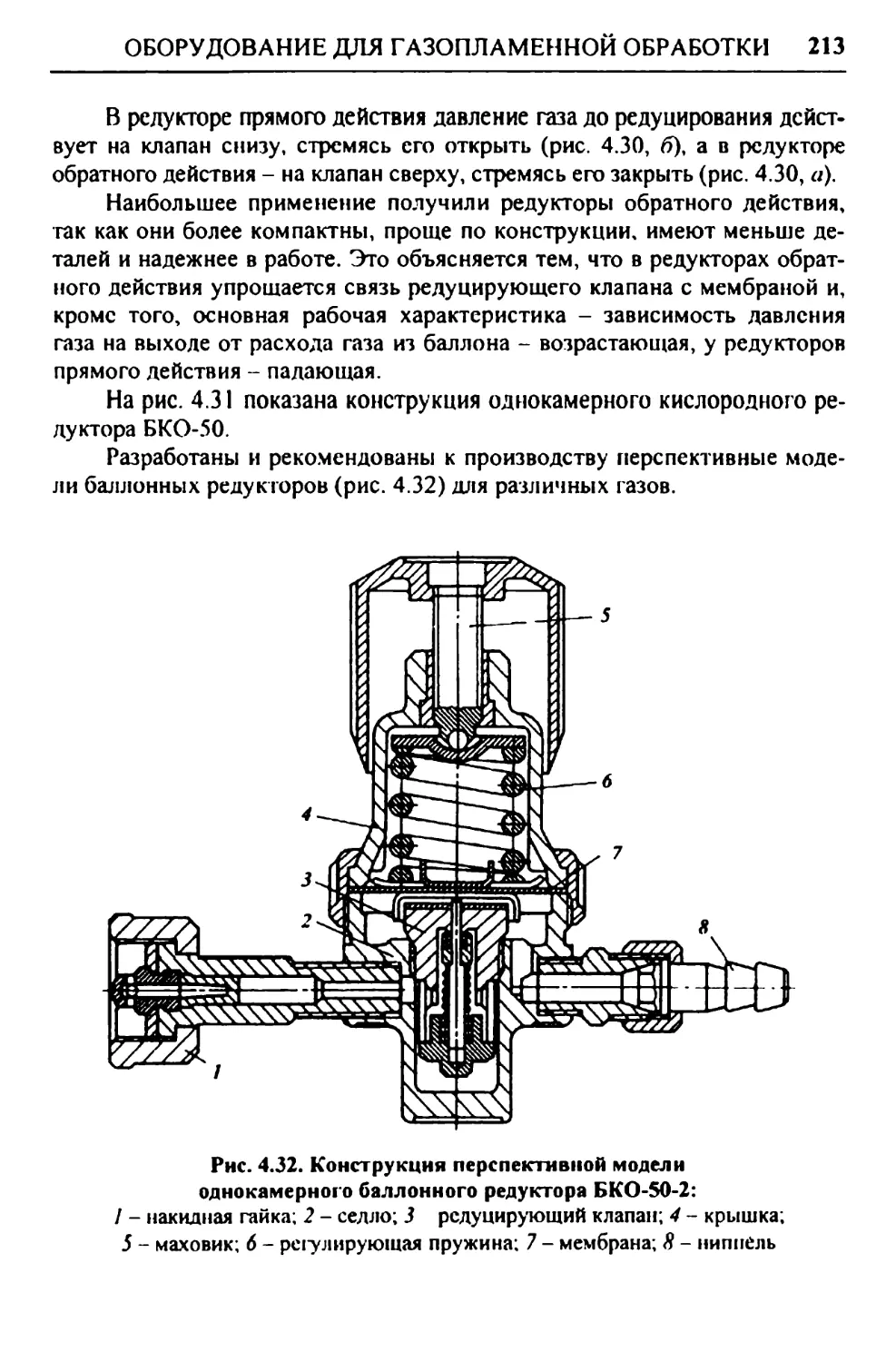
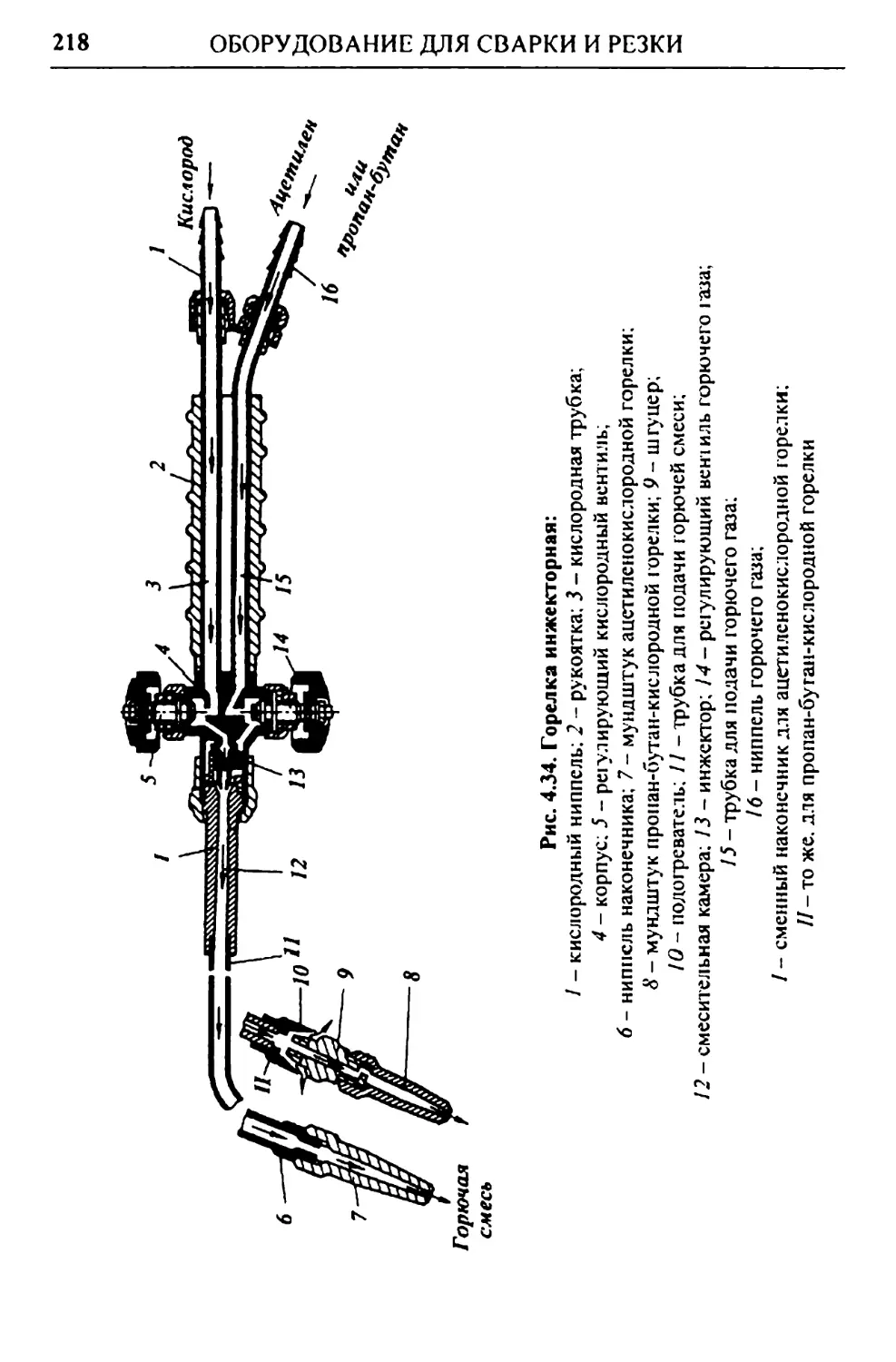
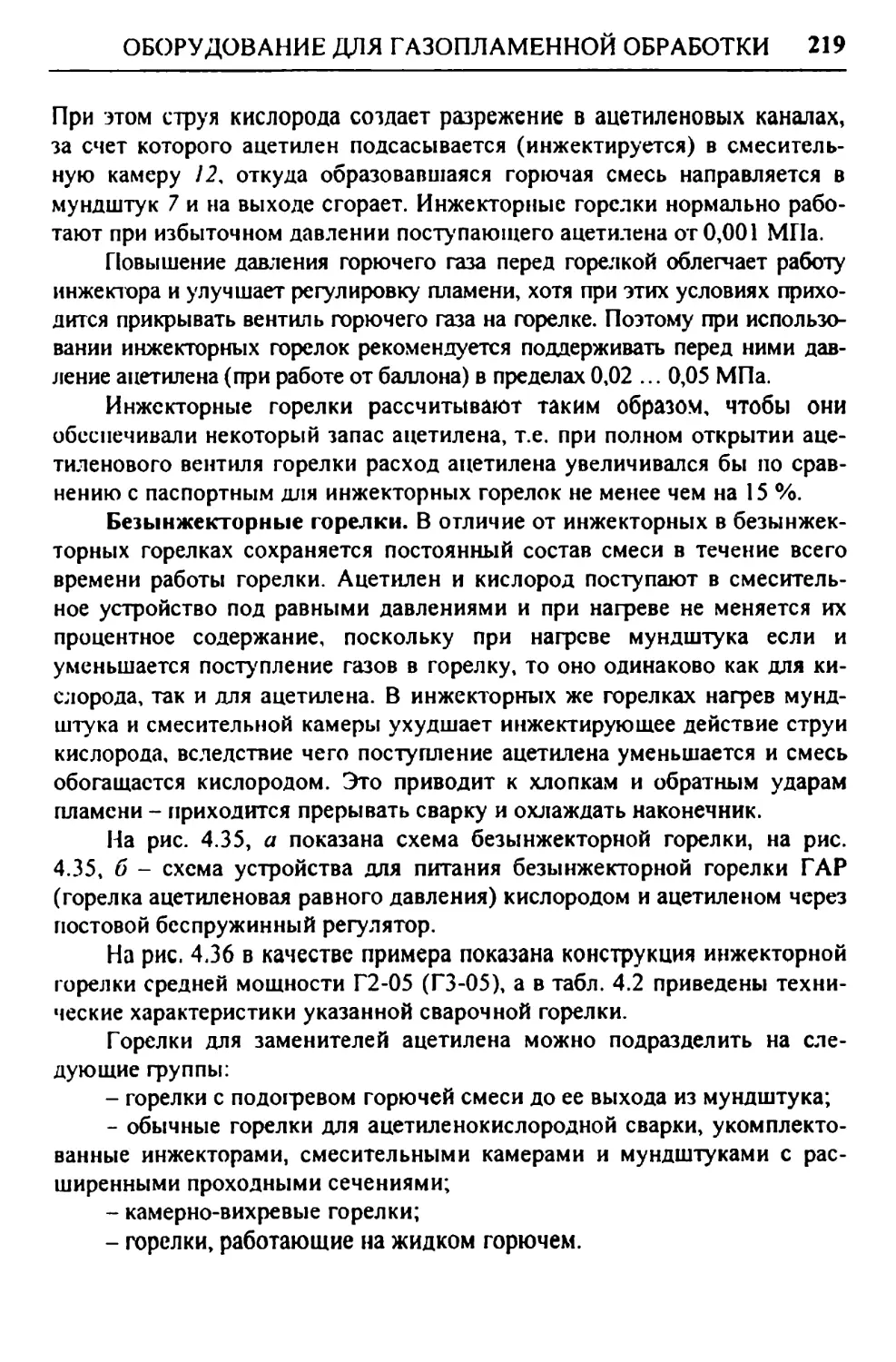
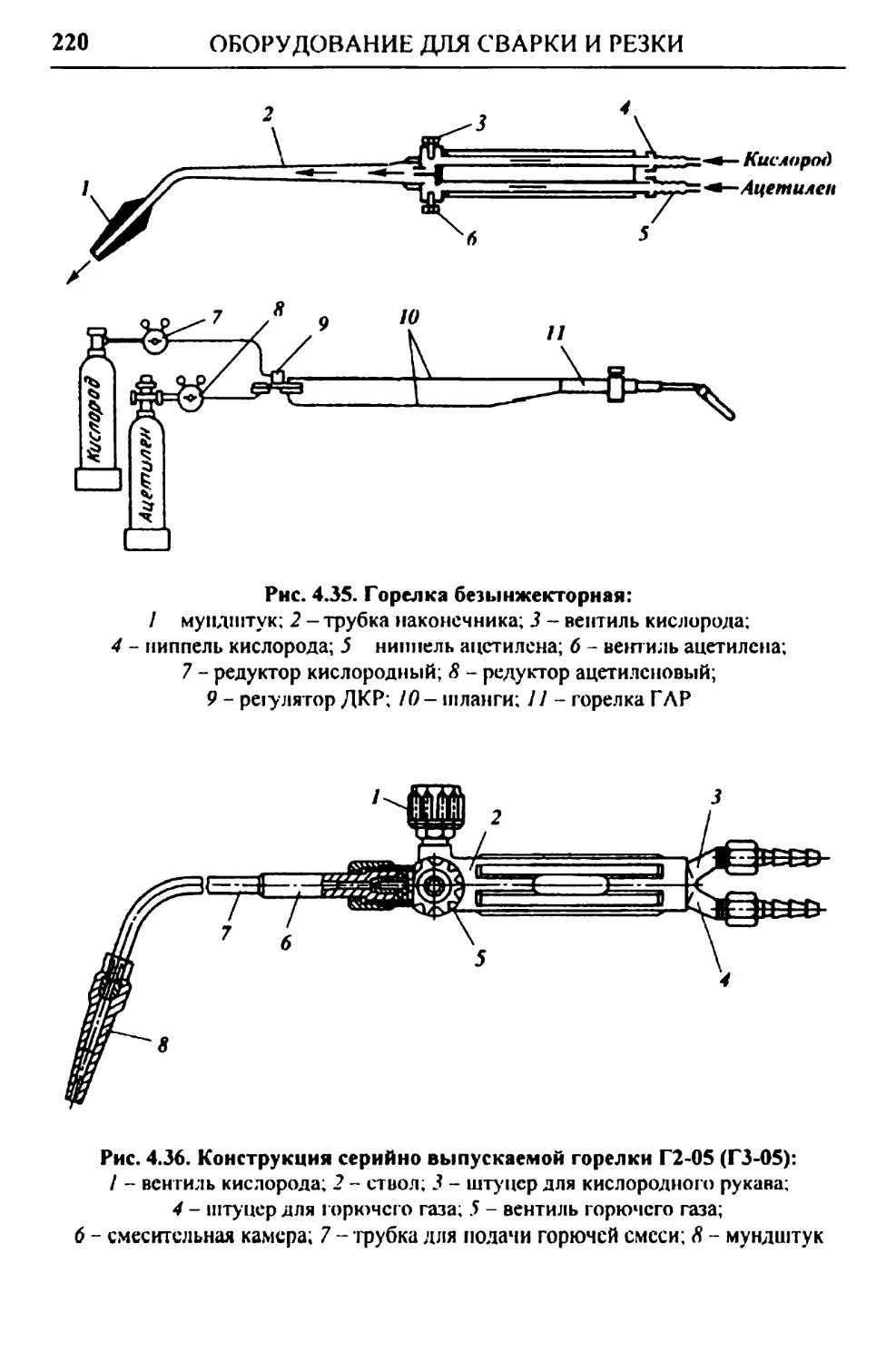
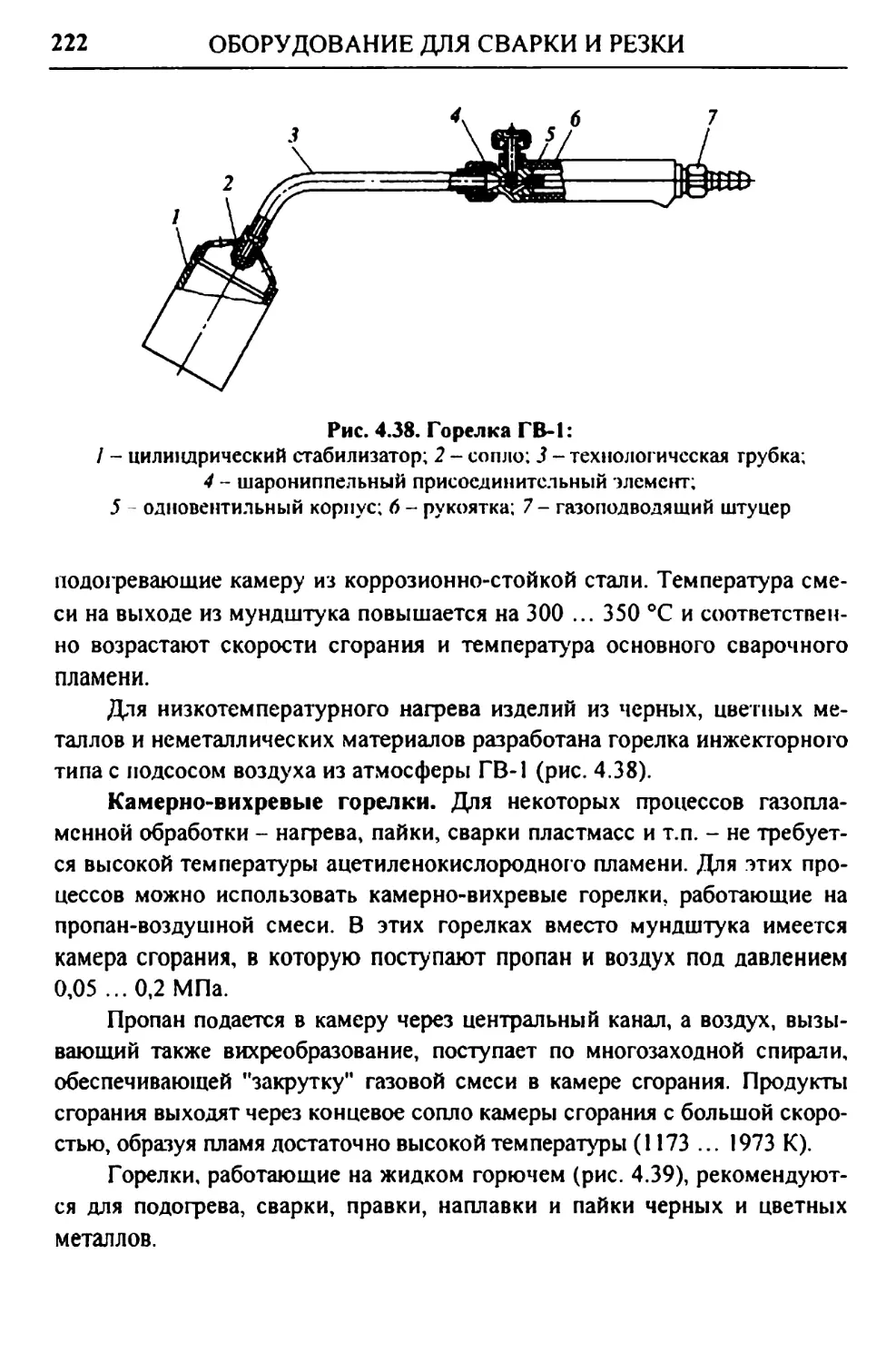
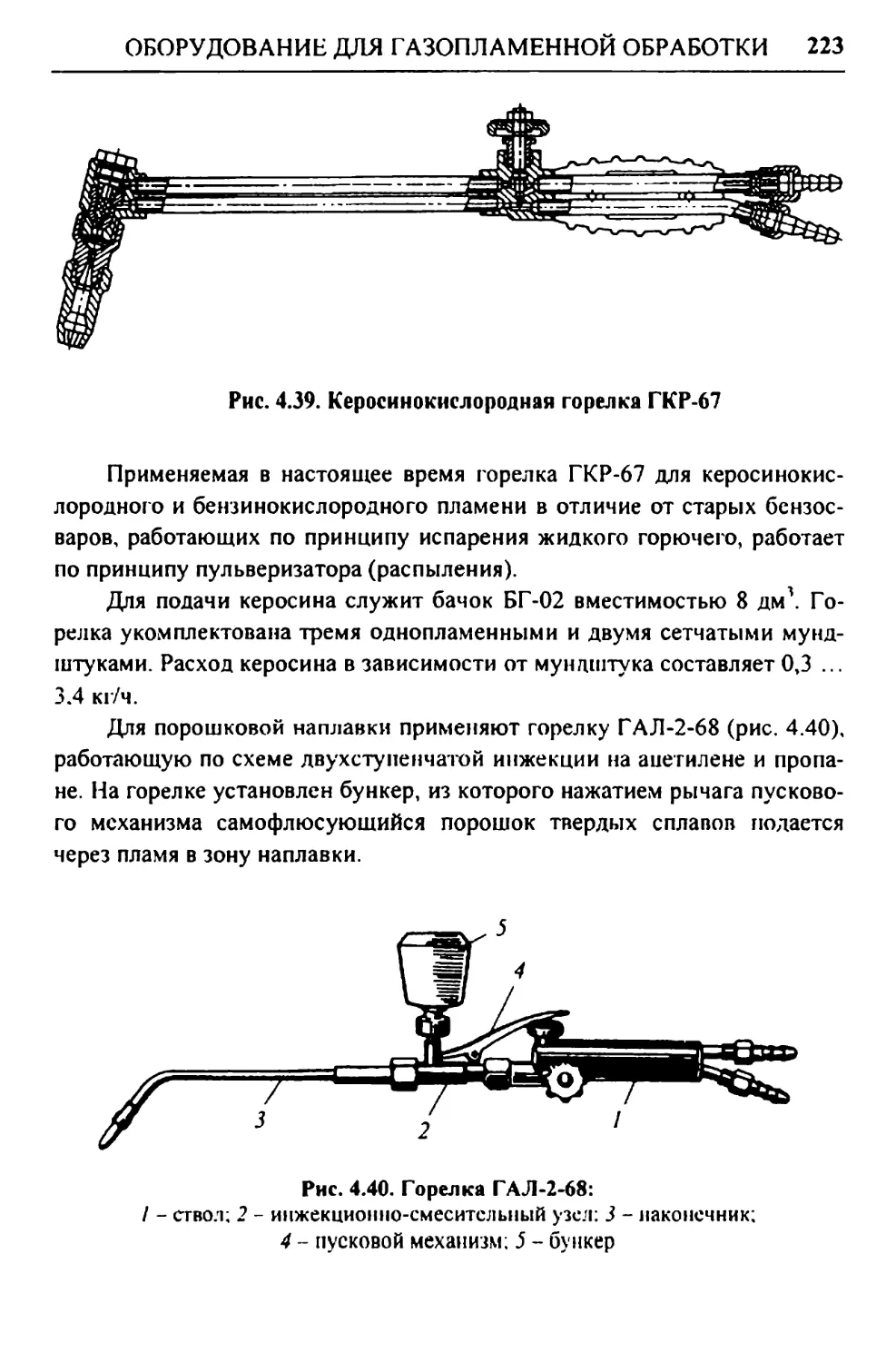
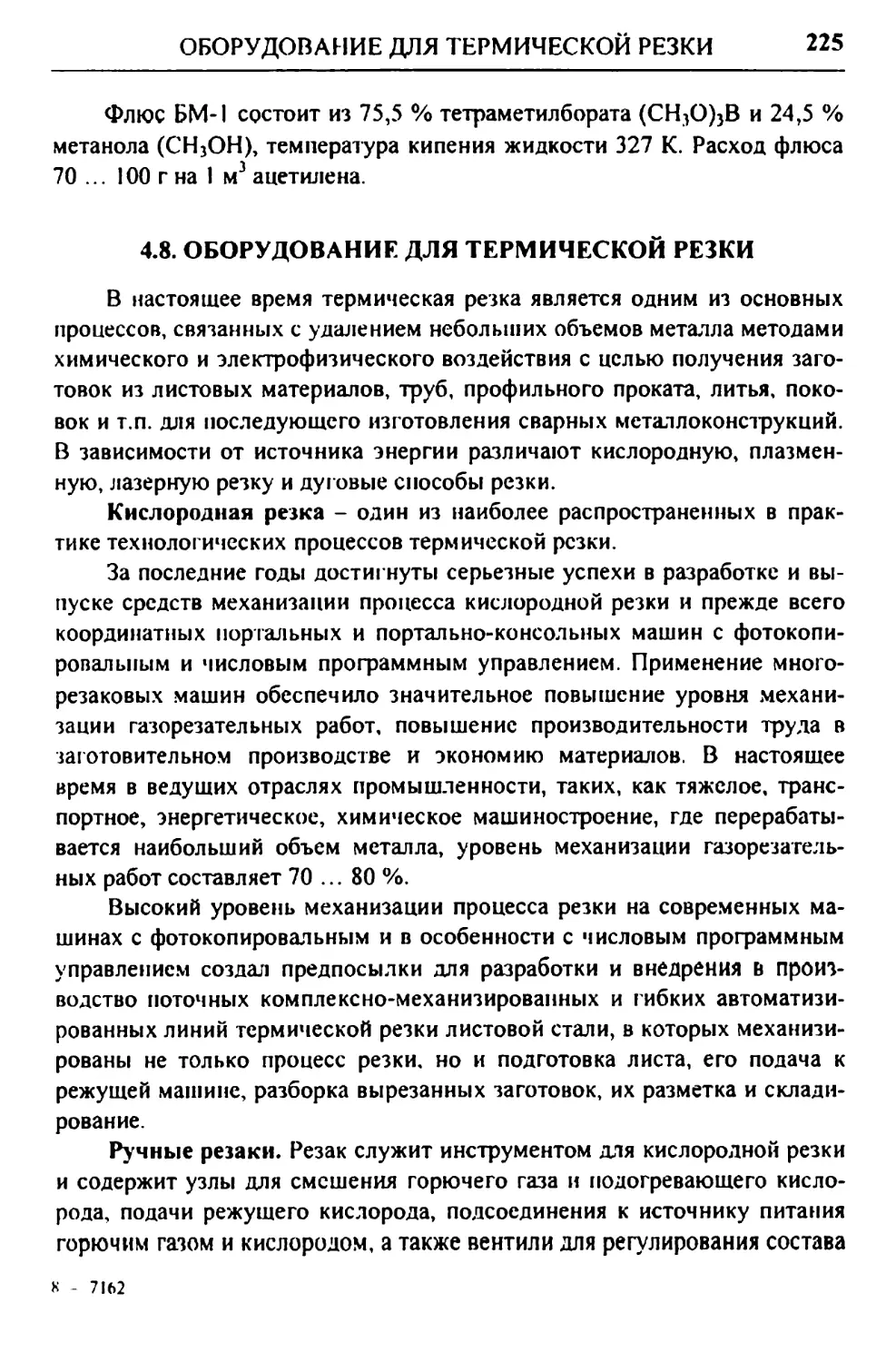
4.7. Оборудование для газопламенной обработки. Газовые
редукторы и газовые коммуникации..................... 210
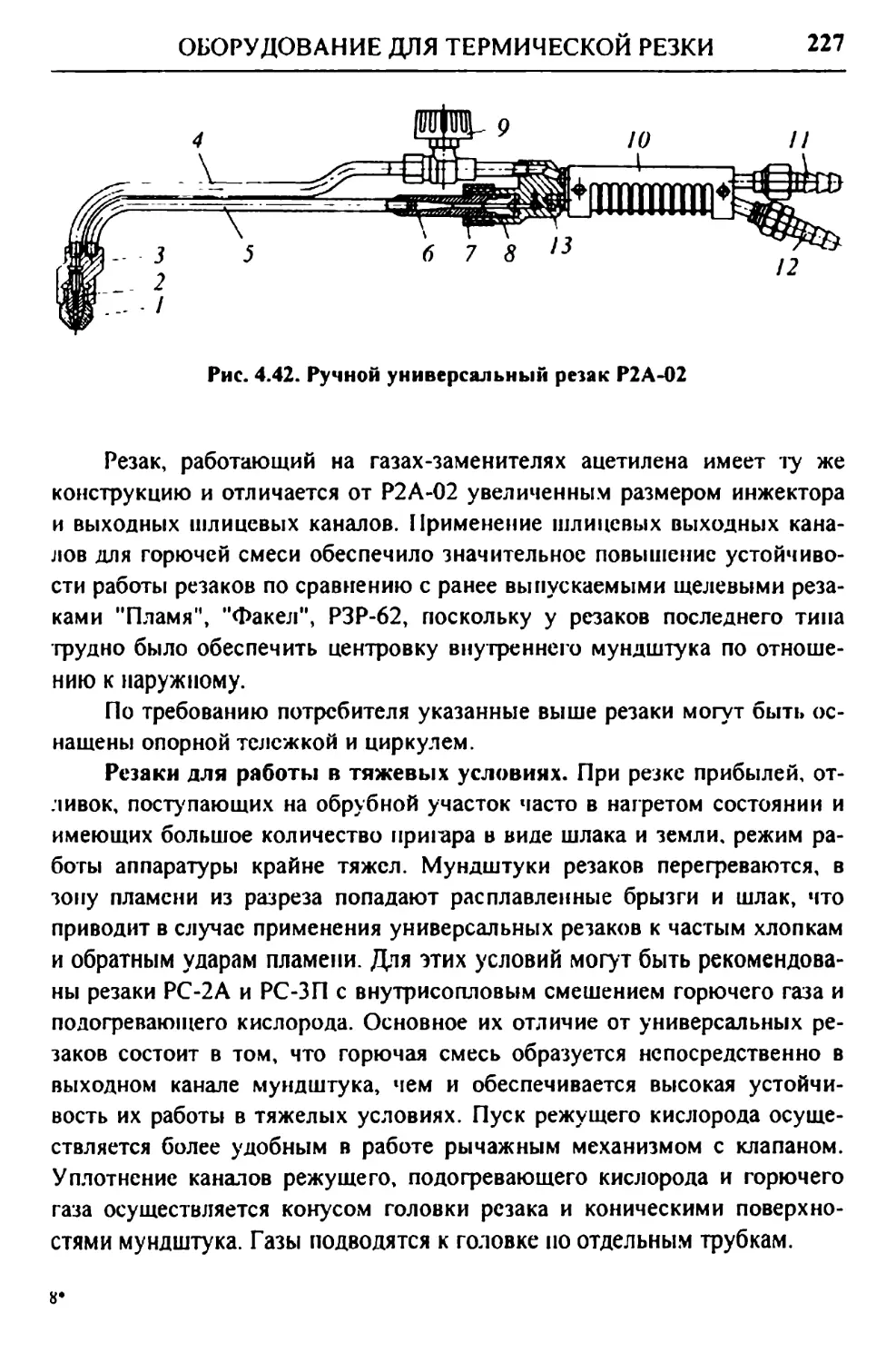
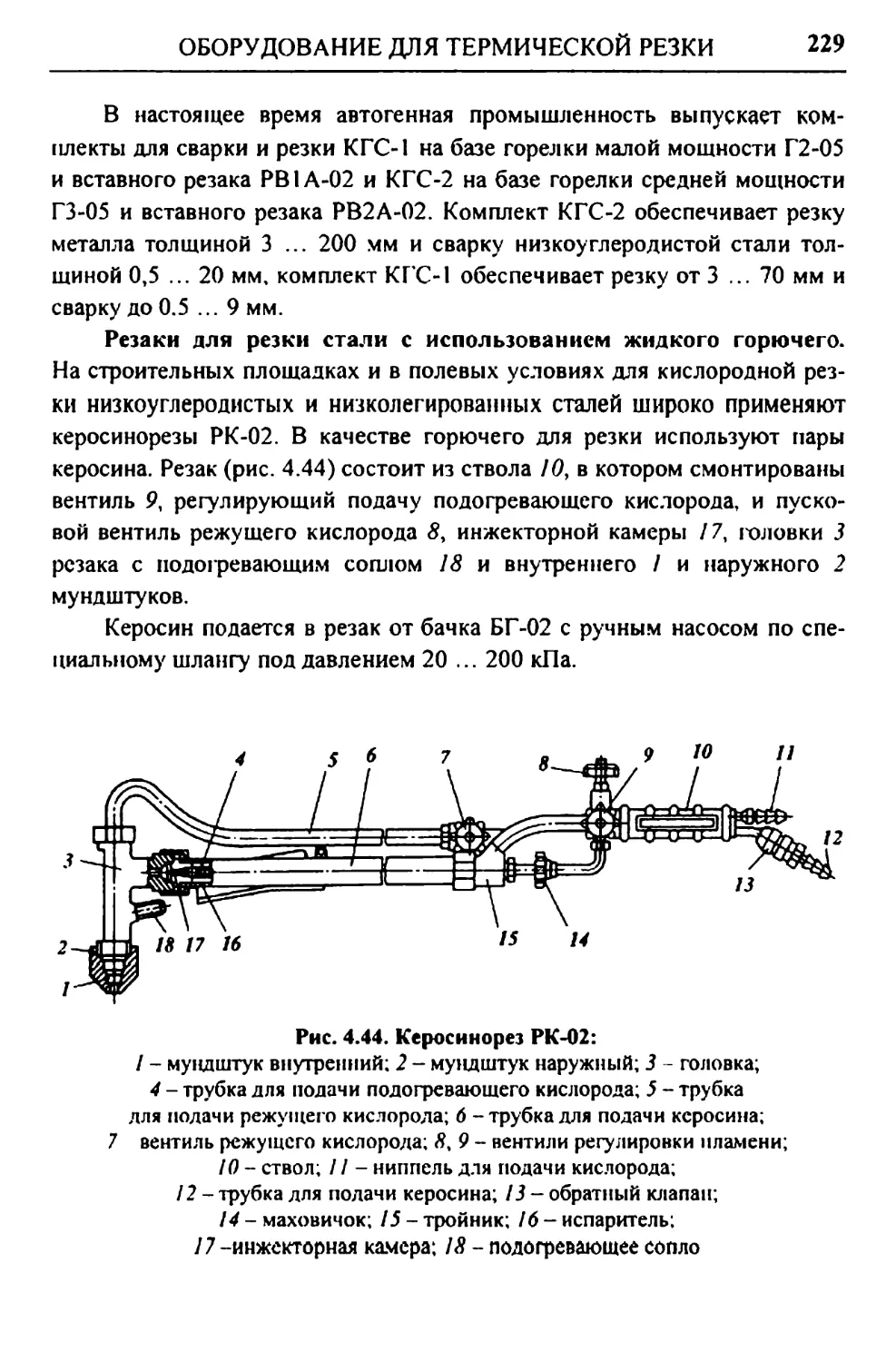
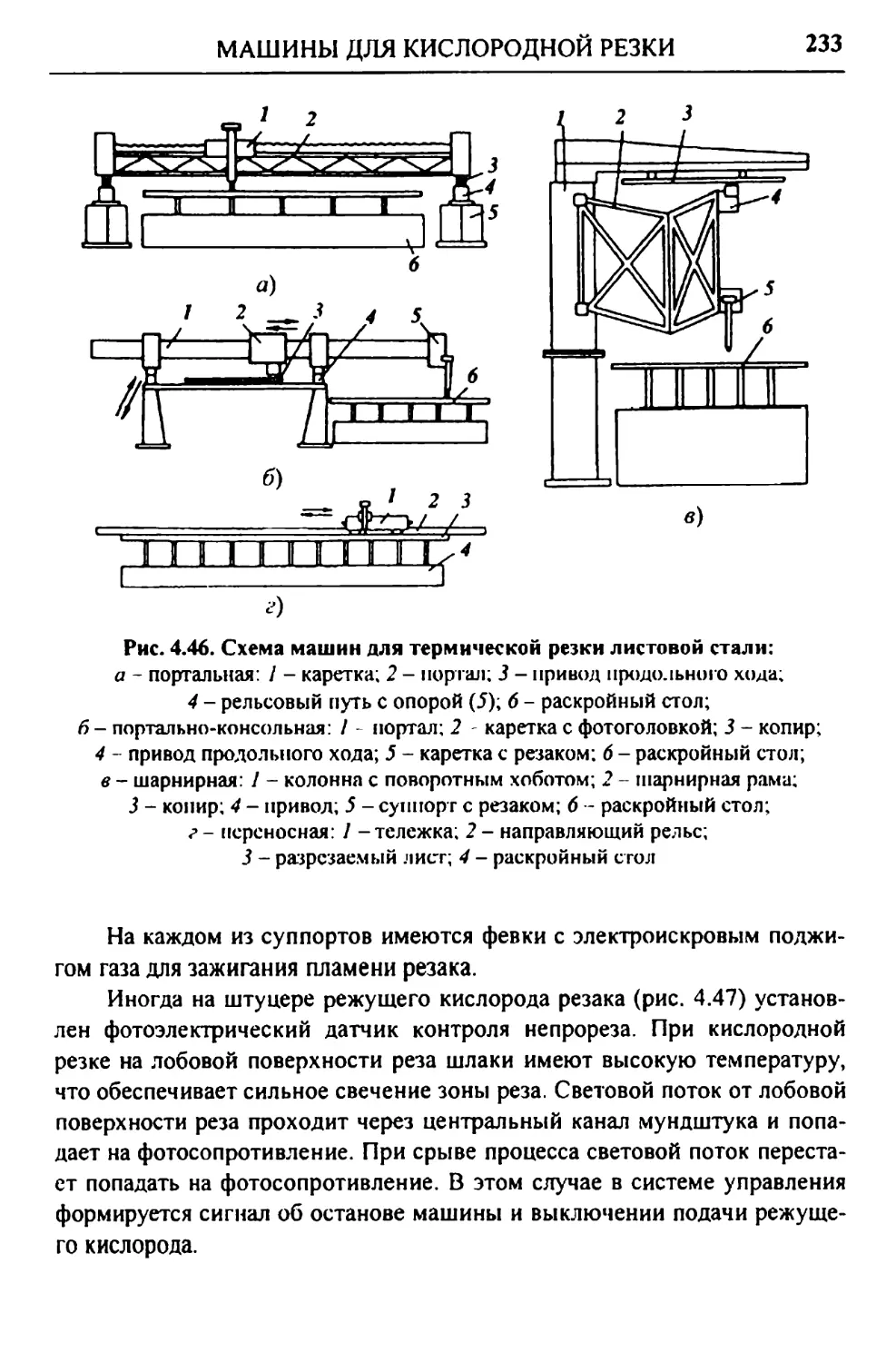
4.8. Оборудование для термической резки.............. 225
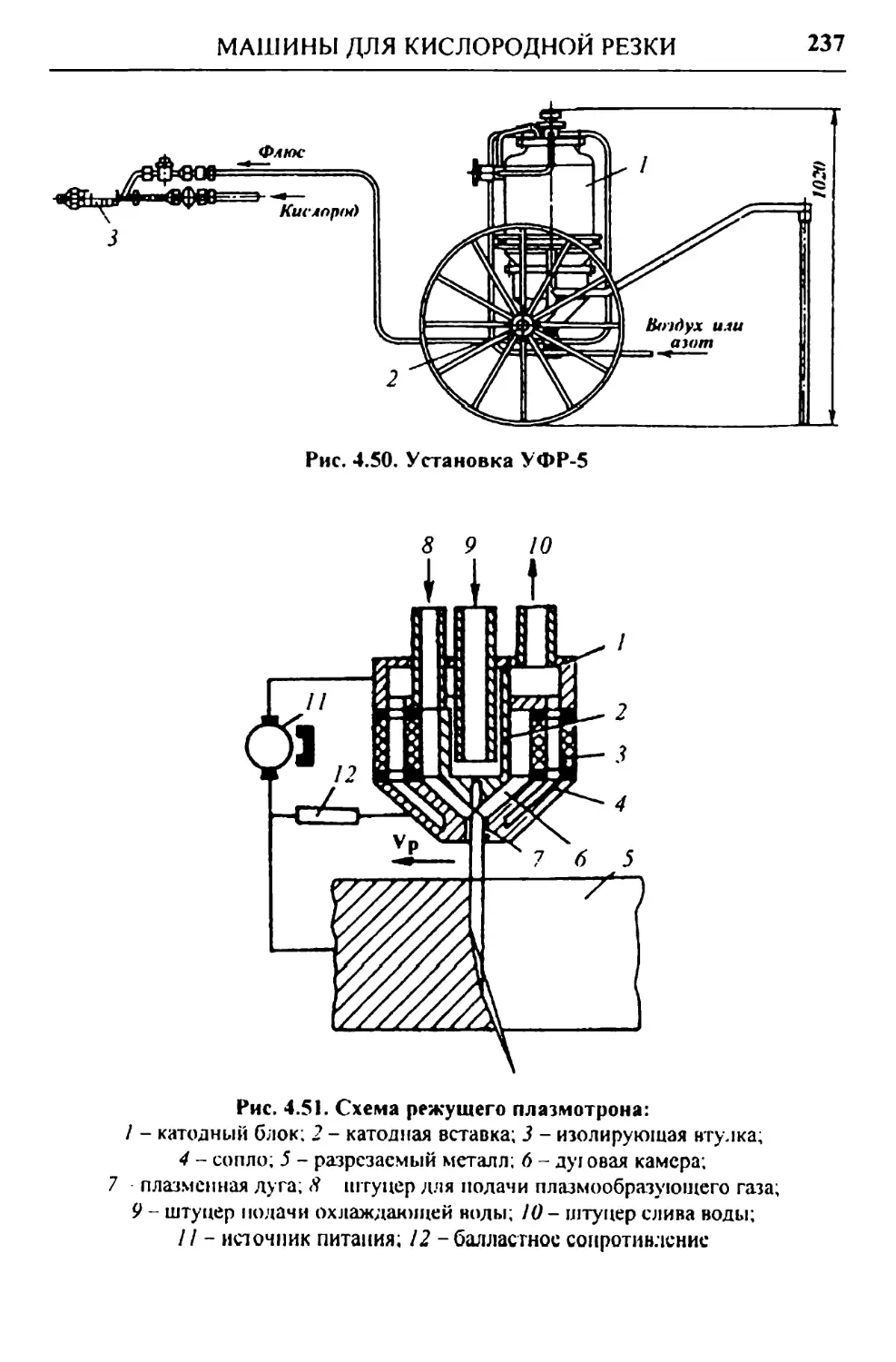
4.9. Машины для кислородной резки.................... 232
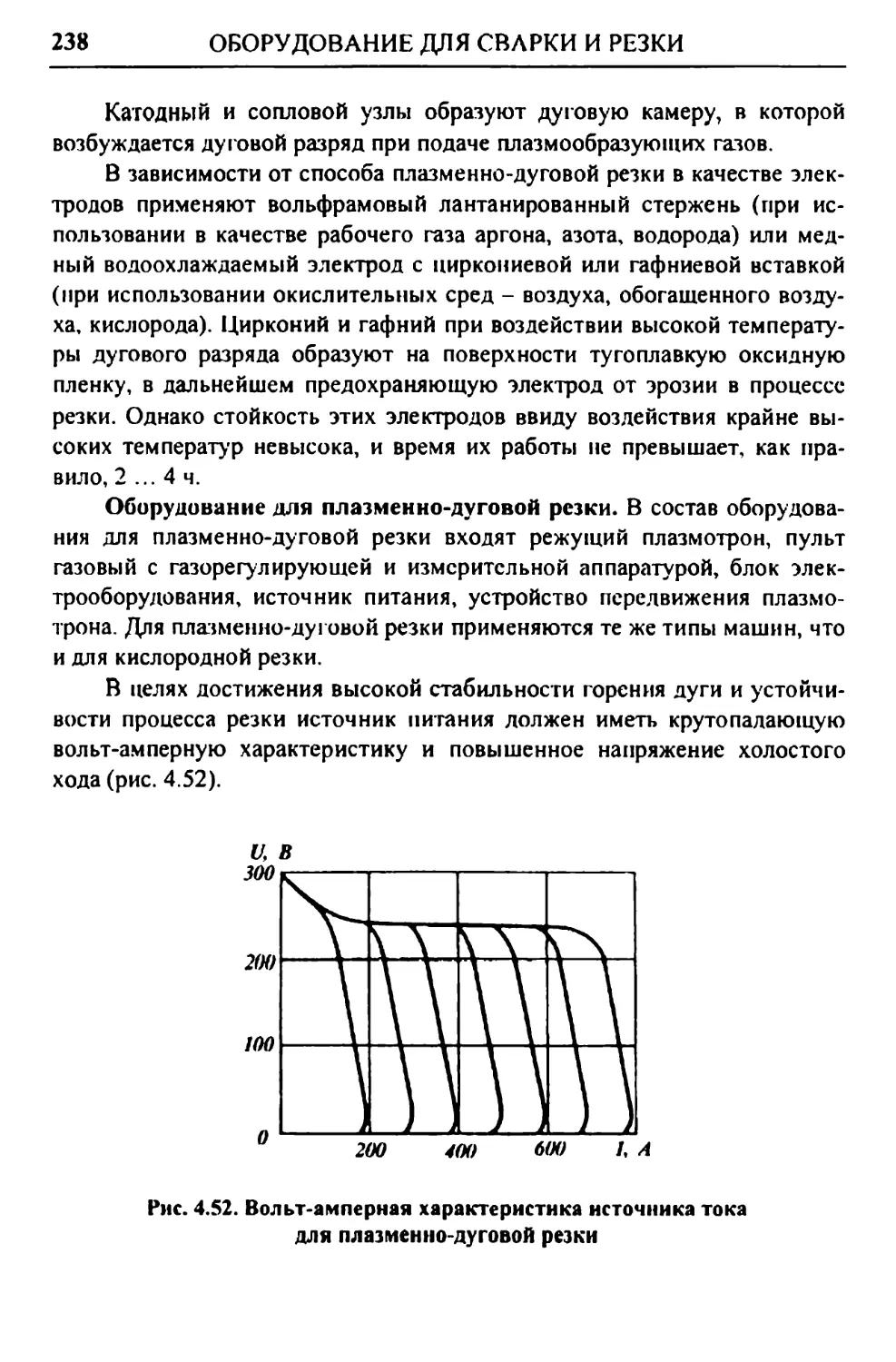
Контрольные вопросы.................................. 239
Глава 5. Выбор параметров режима дуговой сварки.......... 240
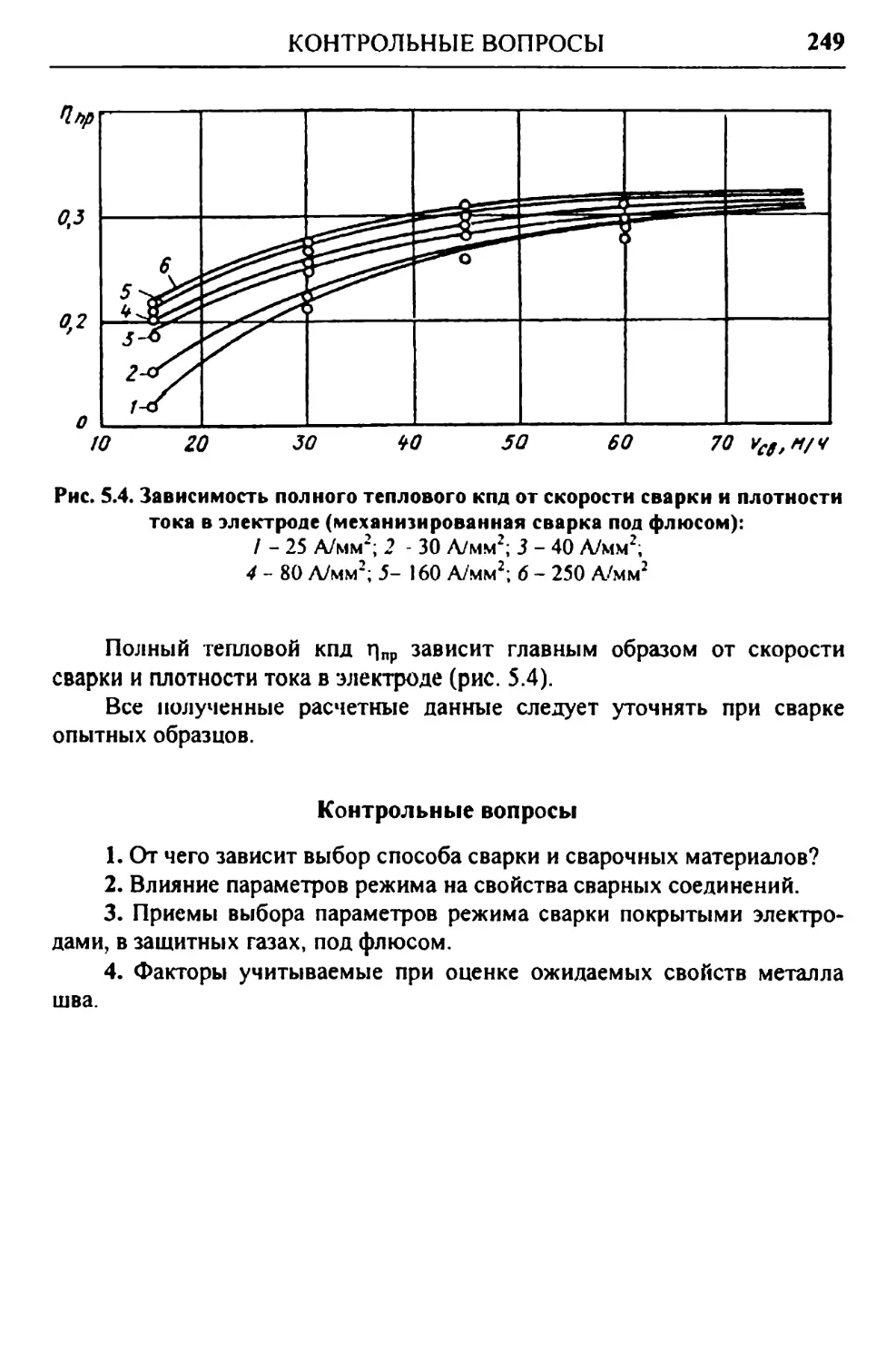
5.1. Общие положения................................ 240
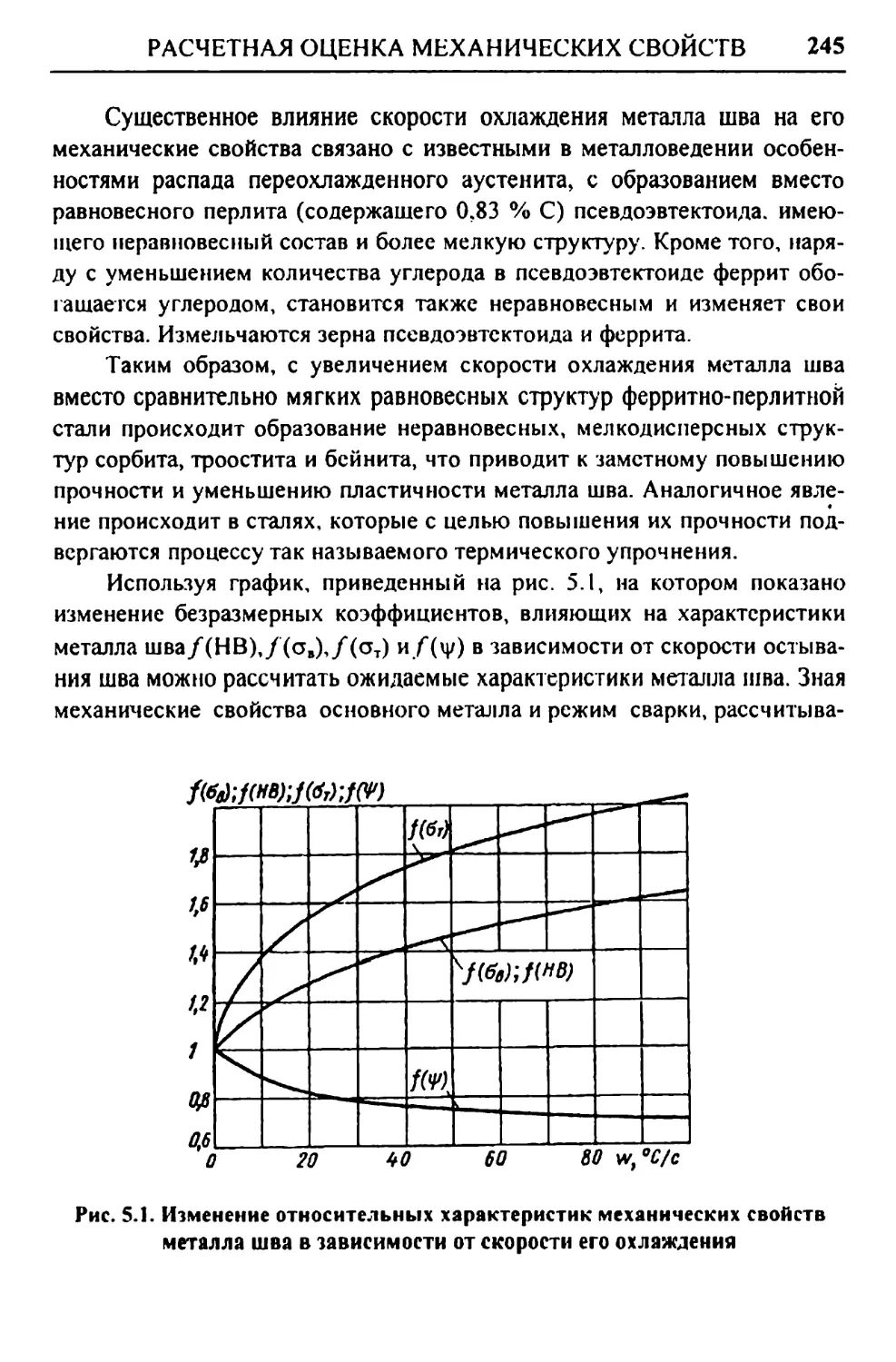
5.2. Расчетная оценка ожидаемых механических свойств
металла шва..................................... 243
Контрольные вопросы................................. 249
Глава 6. Технология сварки углеродистых и низкоуглеродистых
низколегированных конструкционных сталей................ 250
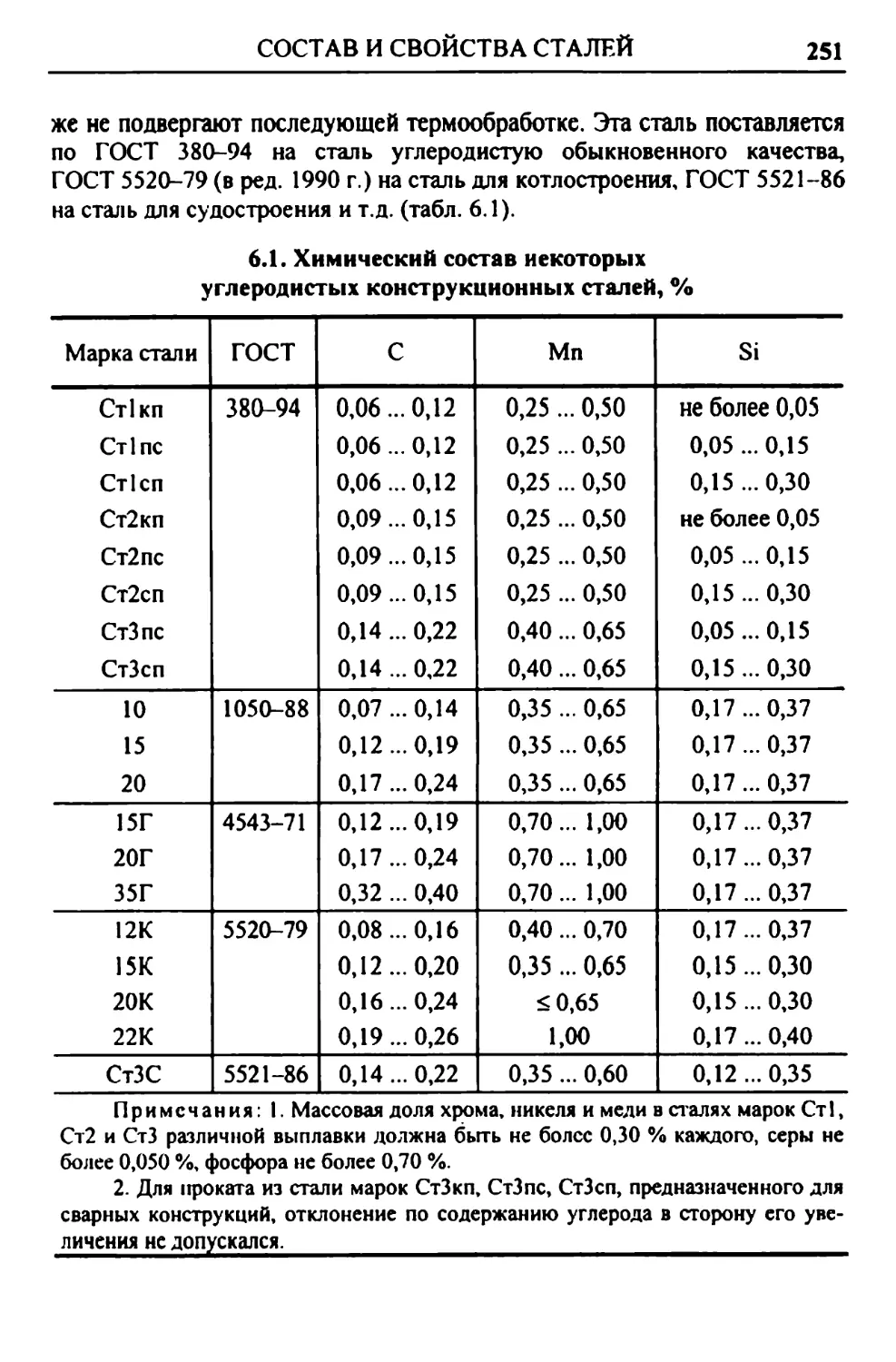
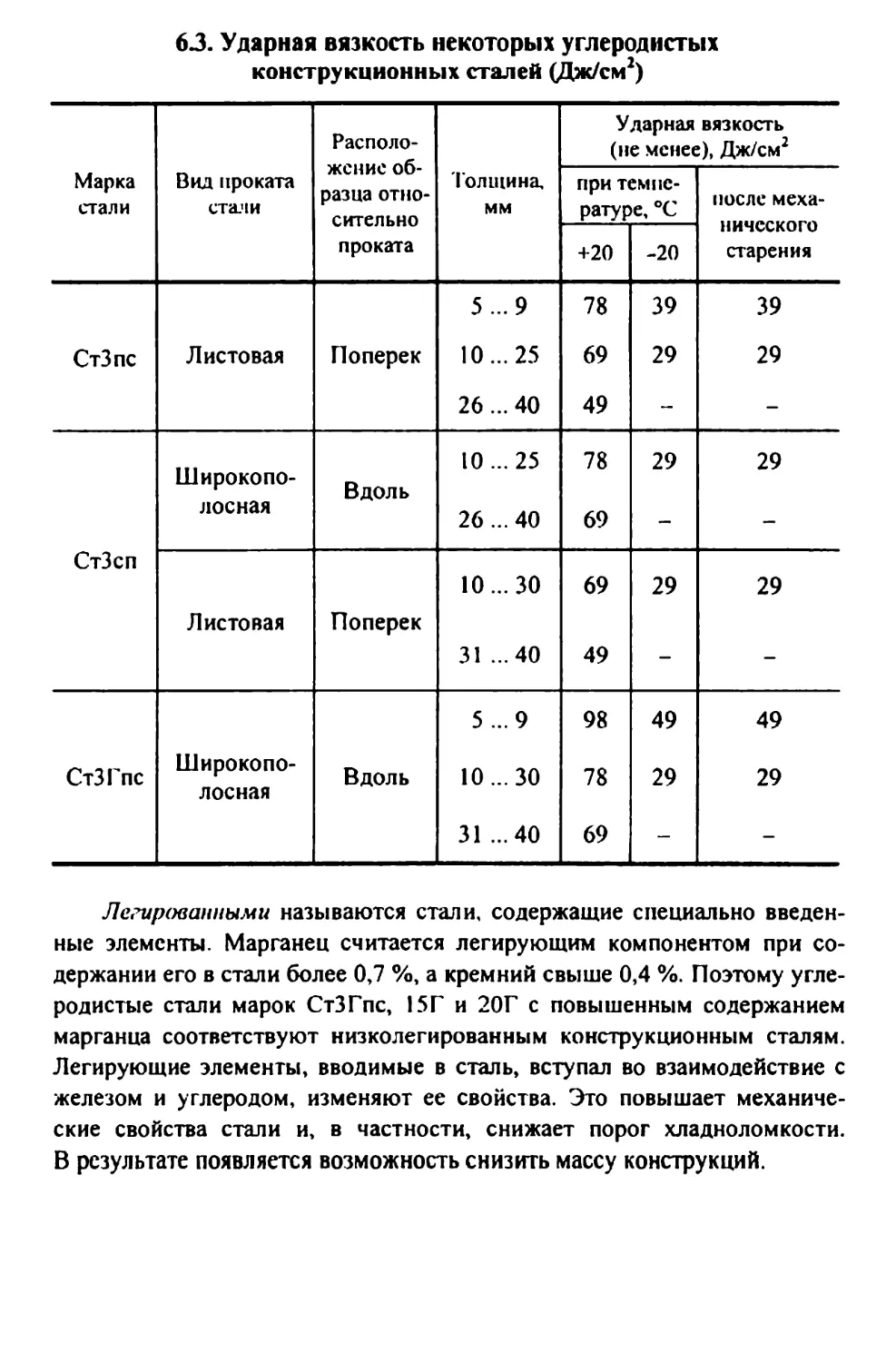
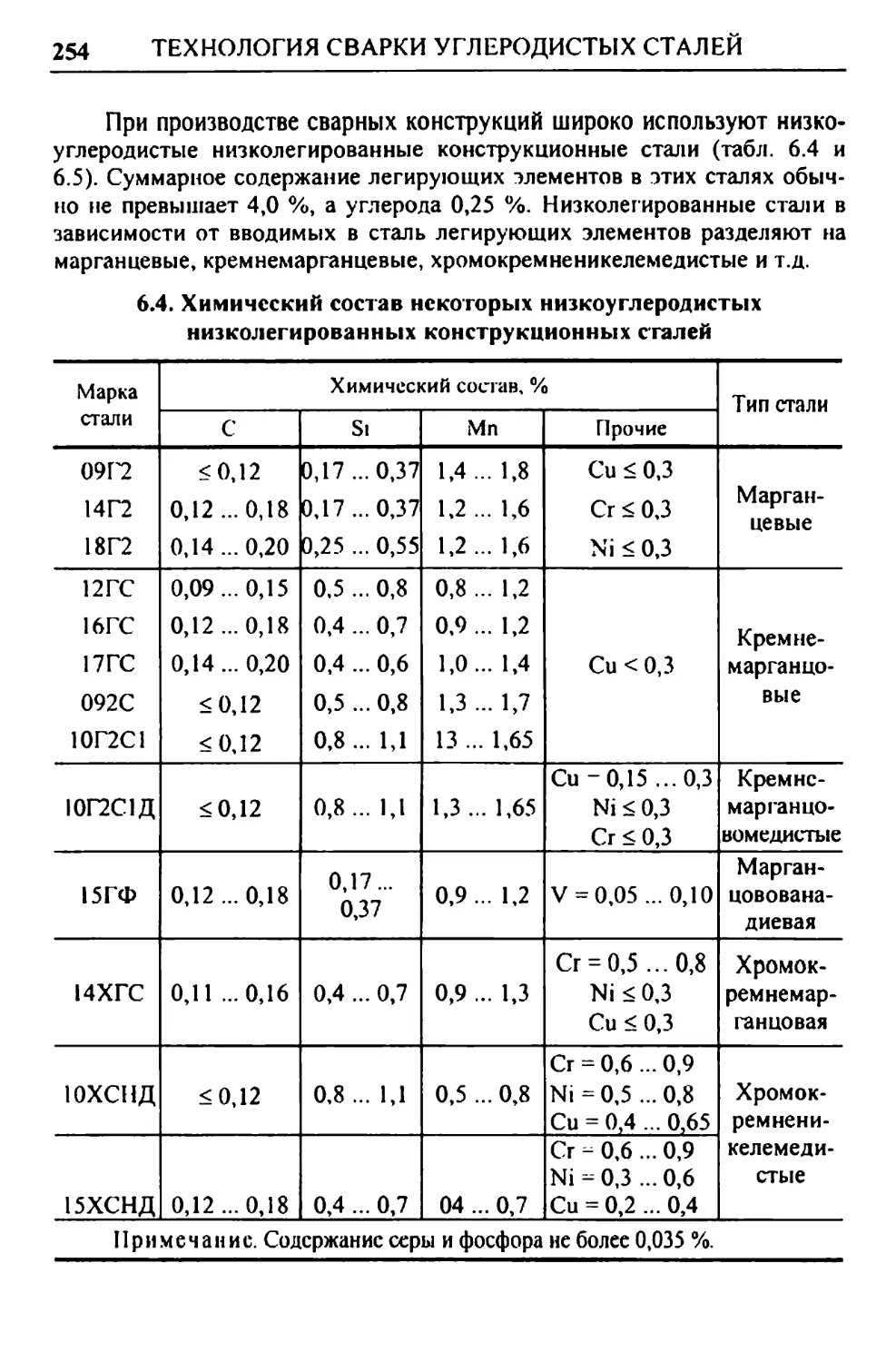
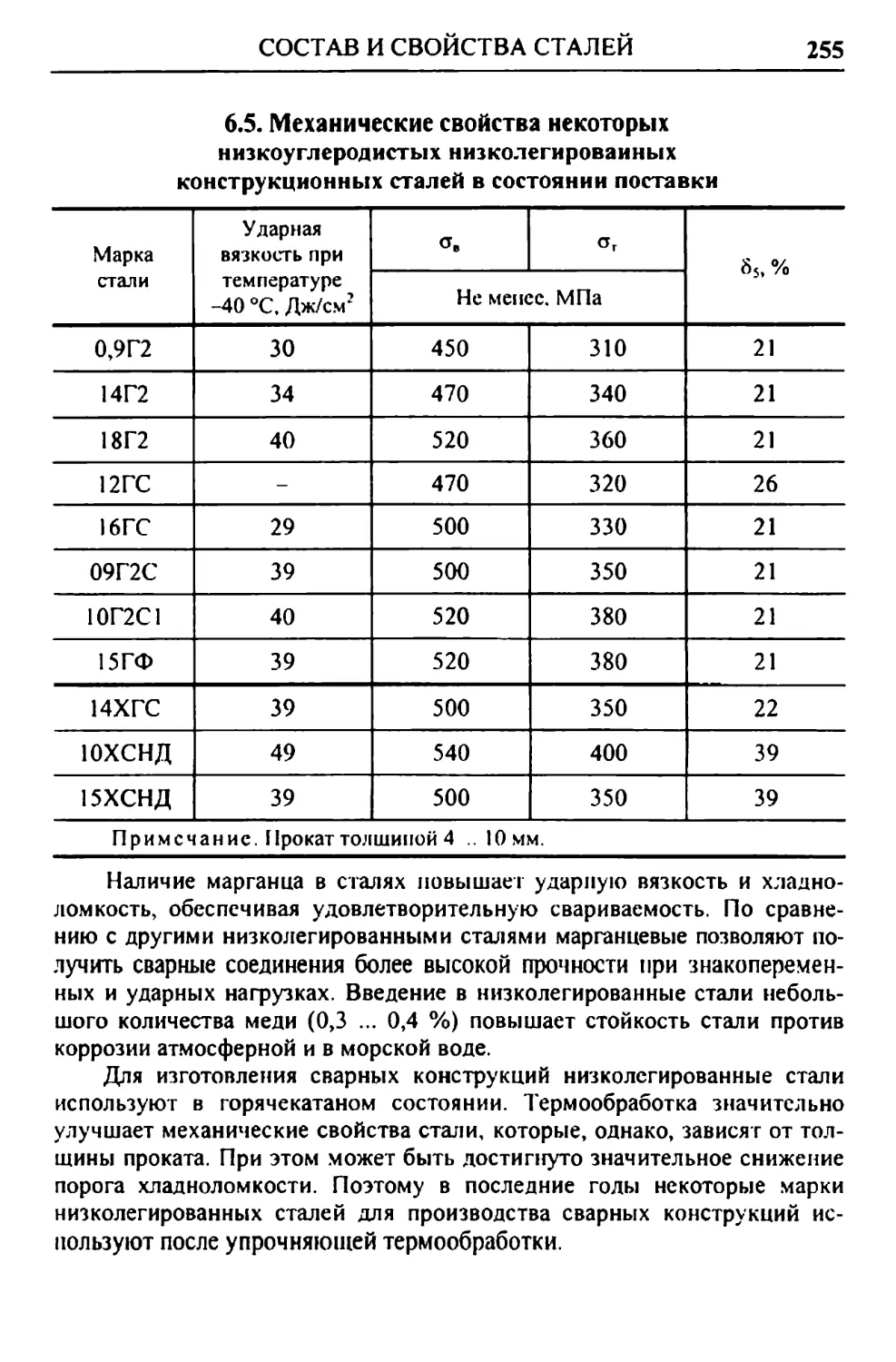
6.1. Состав и свойства сталей....................... 250
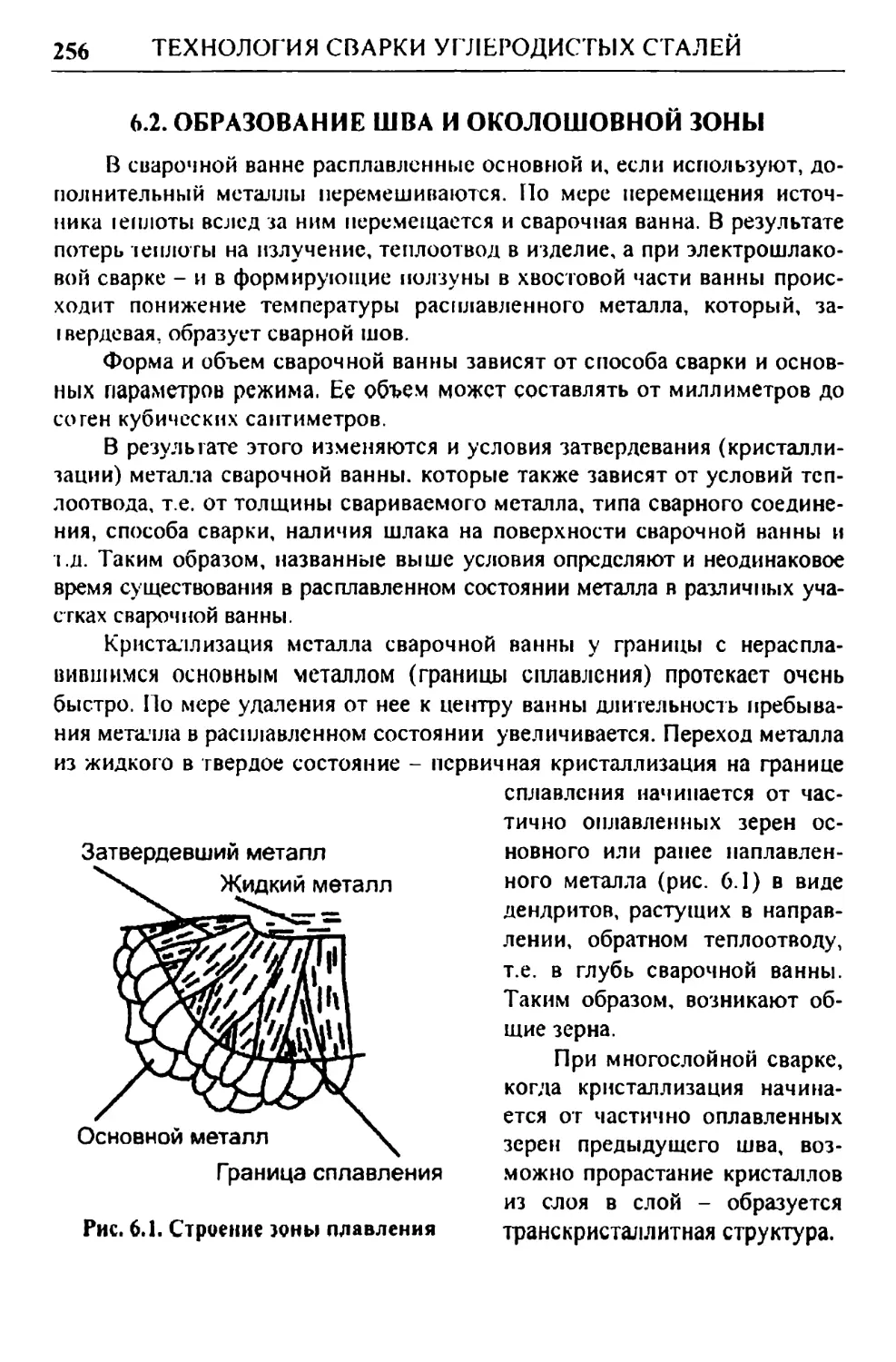
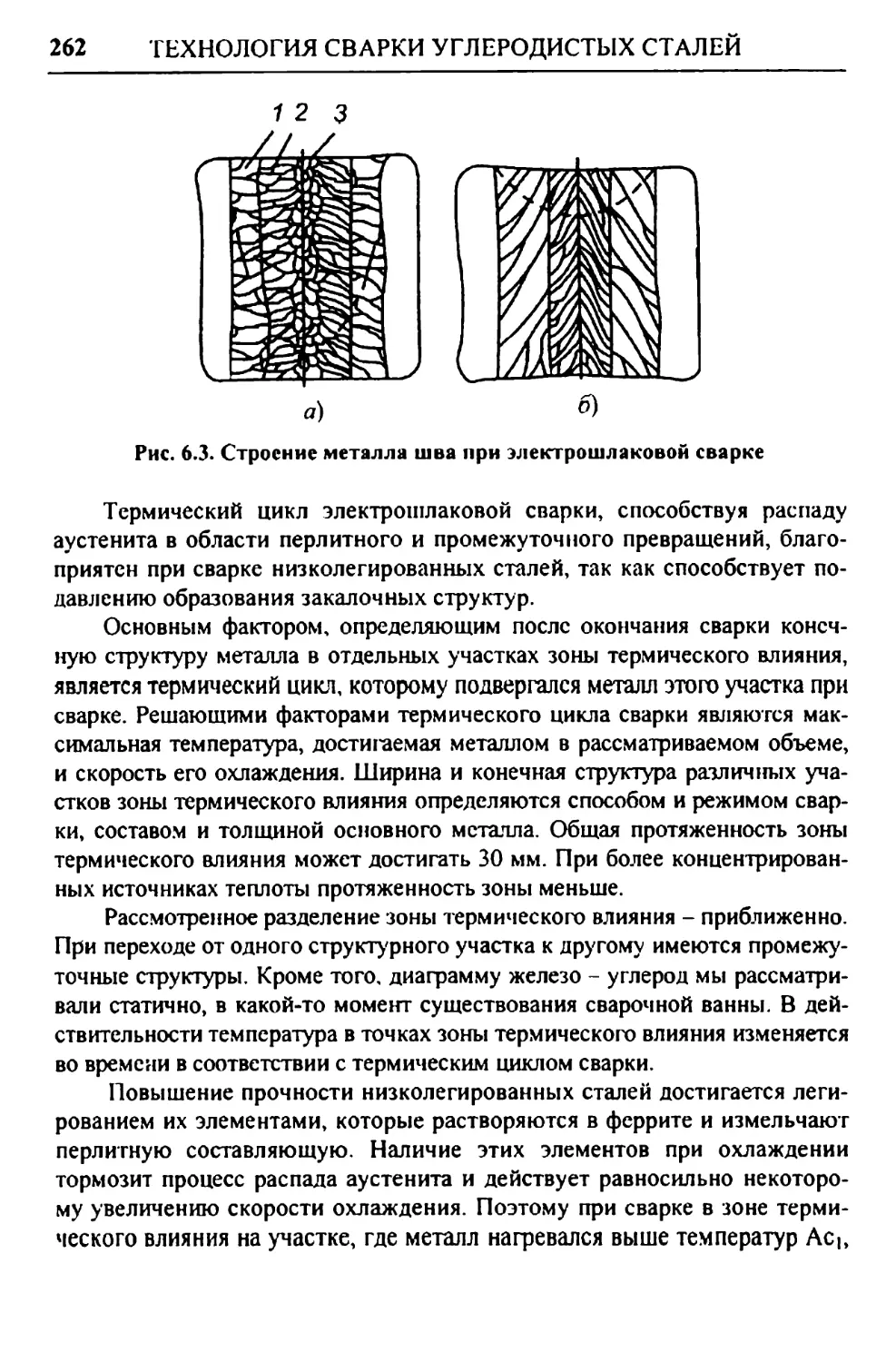
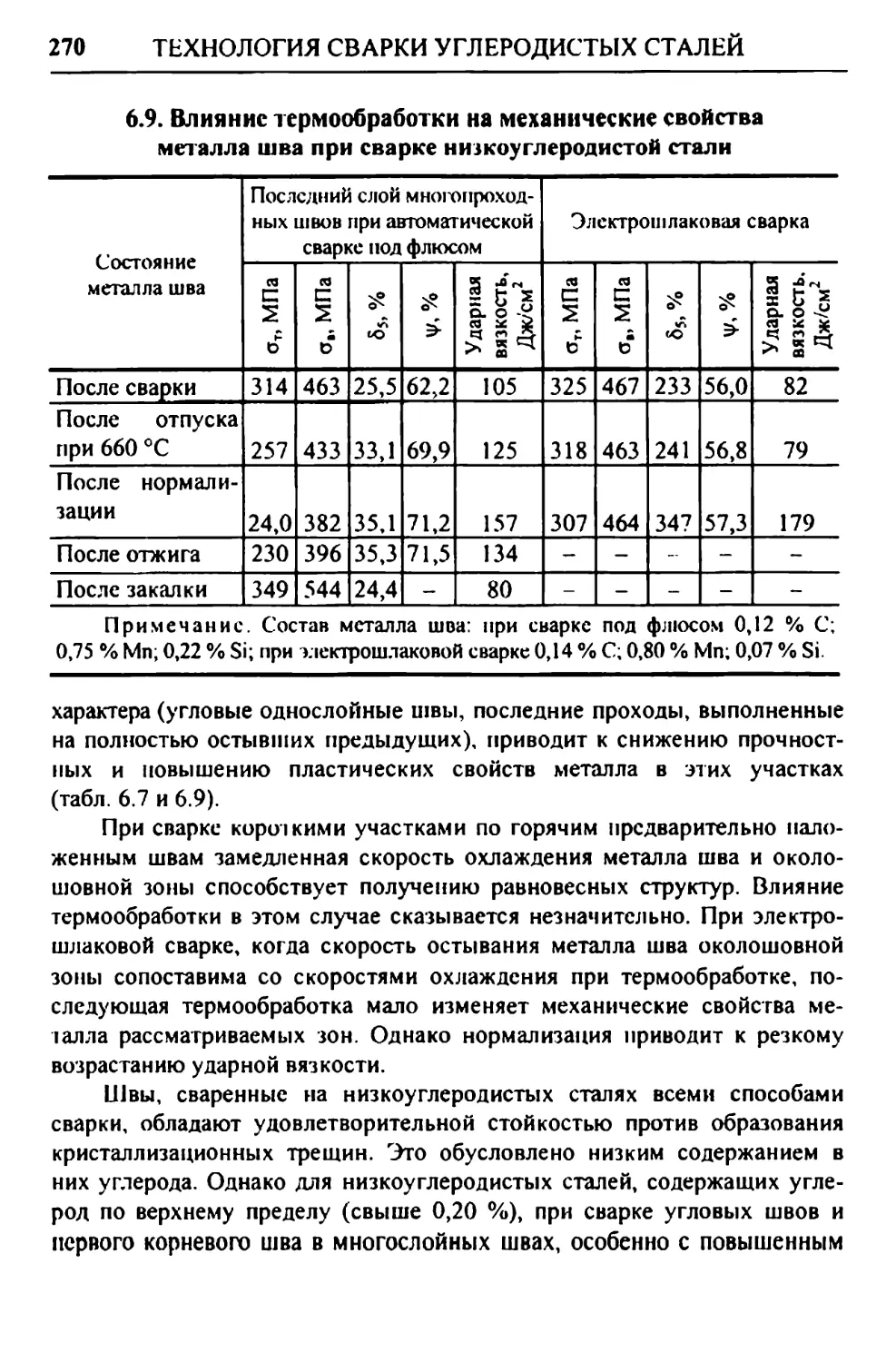
6.2. Образование шва и околошовной зоны............. 256
6.3. Основные сведения о свариваемости.............. 263
6.4. Особенности технологии и техники сварки........ 271
Контрольные вопросы................................. 282
Глава 7. Технология сварки низко- и среднелегированных зака-
ливающихся сталей................................... 283
7.1. Основные сведения о свариваемости.............. 283
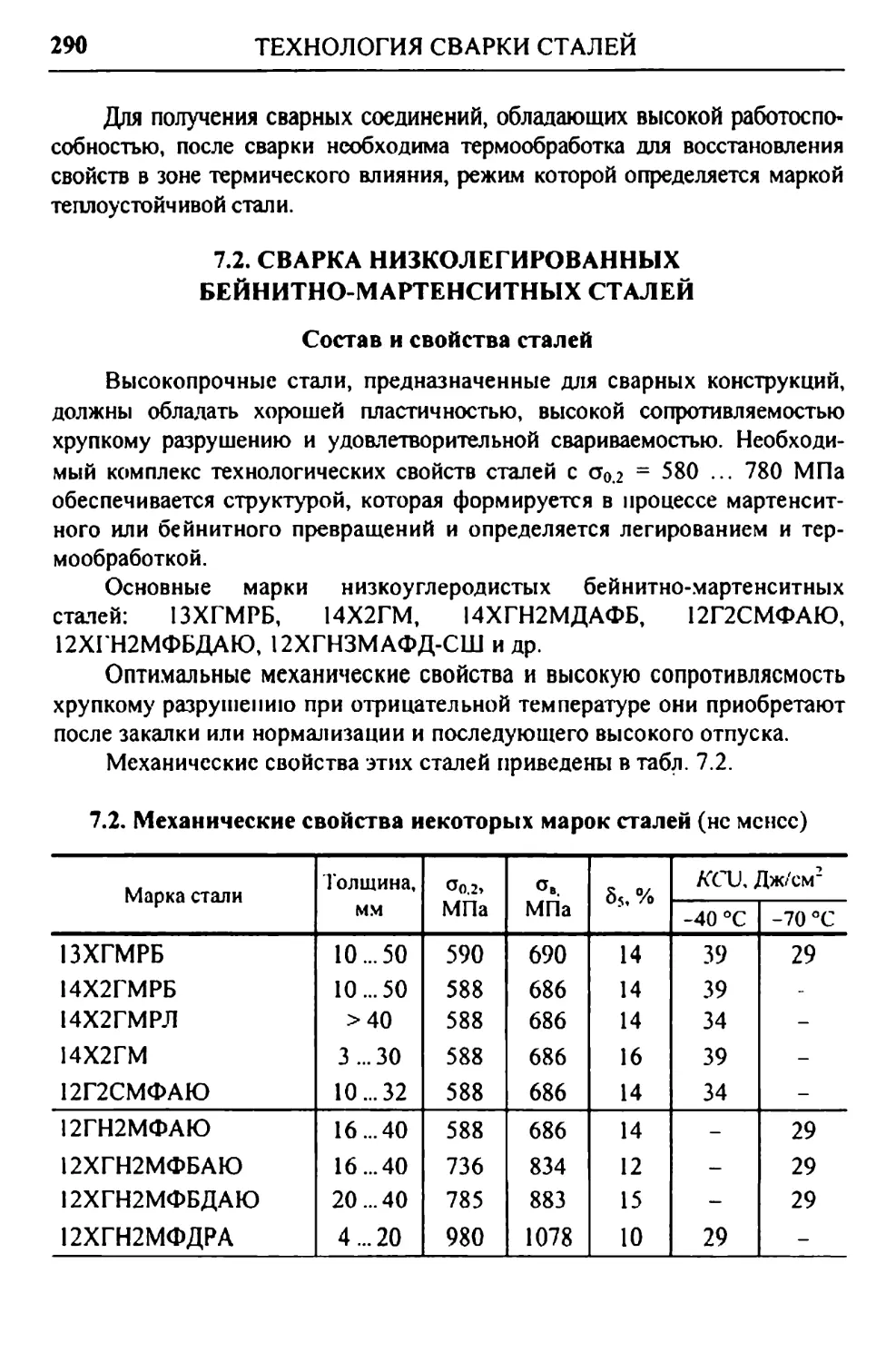
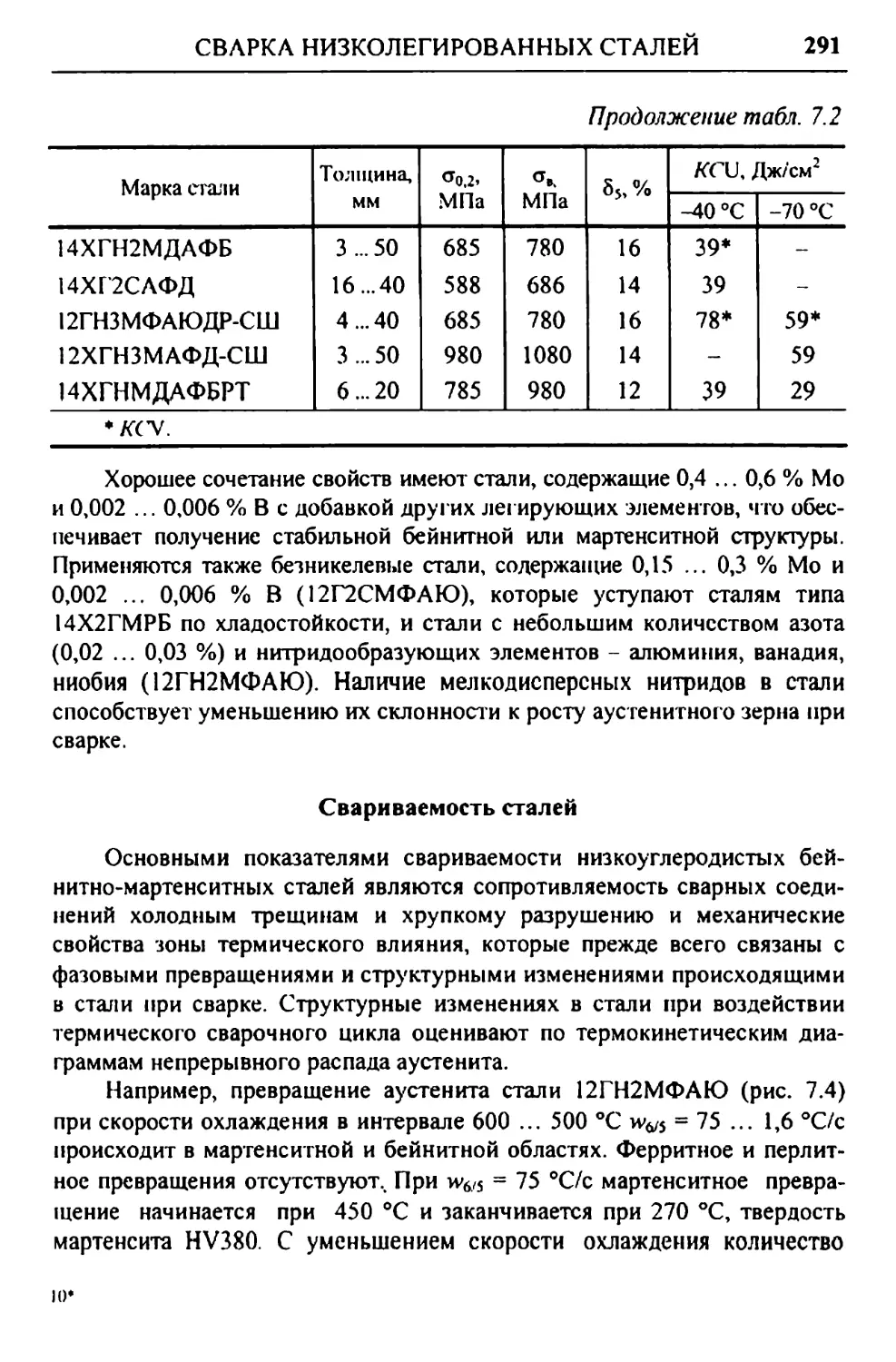
7.2. Сварка низколегированных бейнитно-мартенситных
сталей............................................... 290
ОГЛАВЛЕНИЕ
5
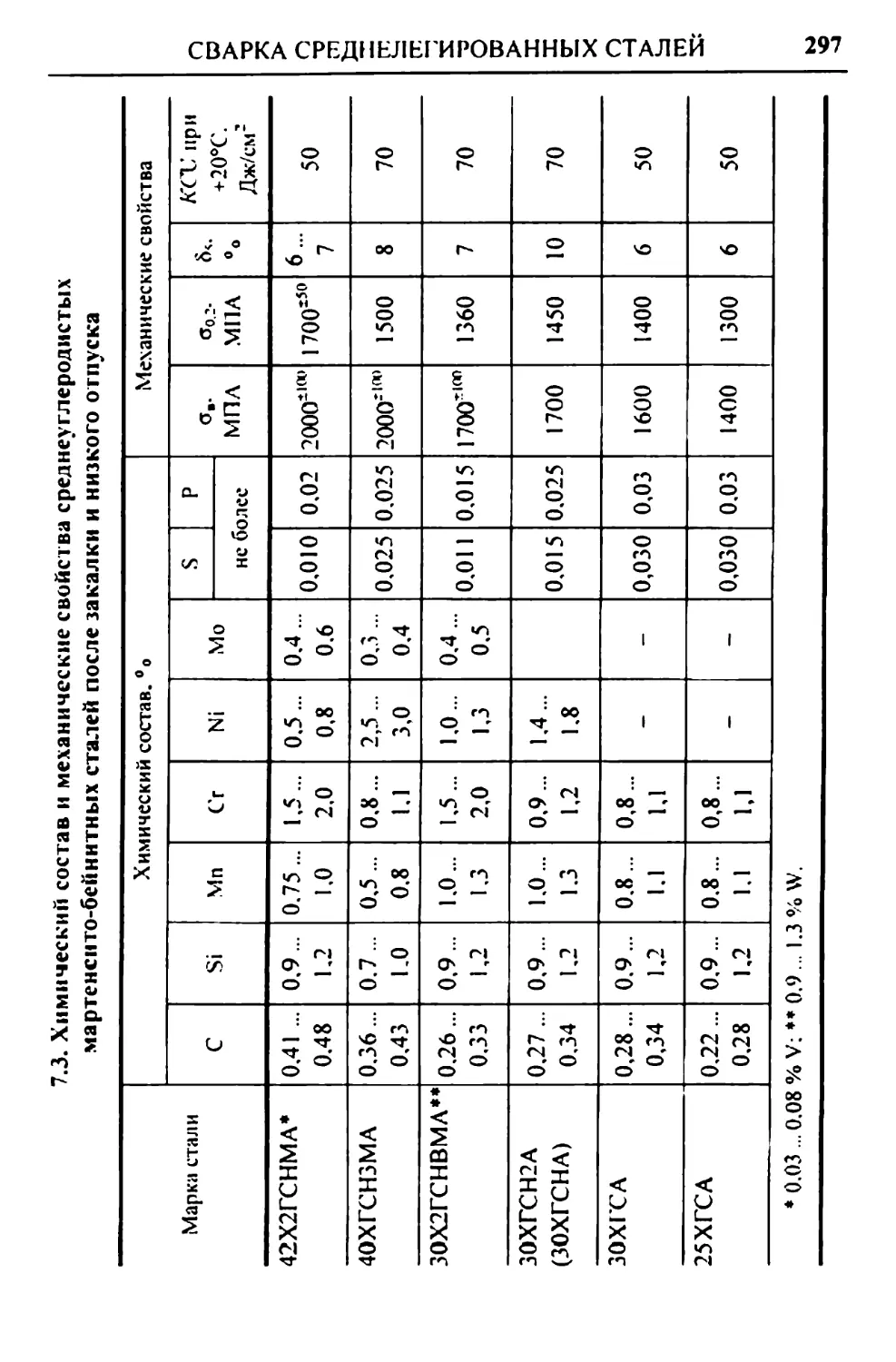
7.3. Сварка среднелегированных мартенситно-бейнитных
сталей.......................................... 296
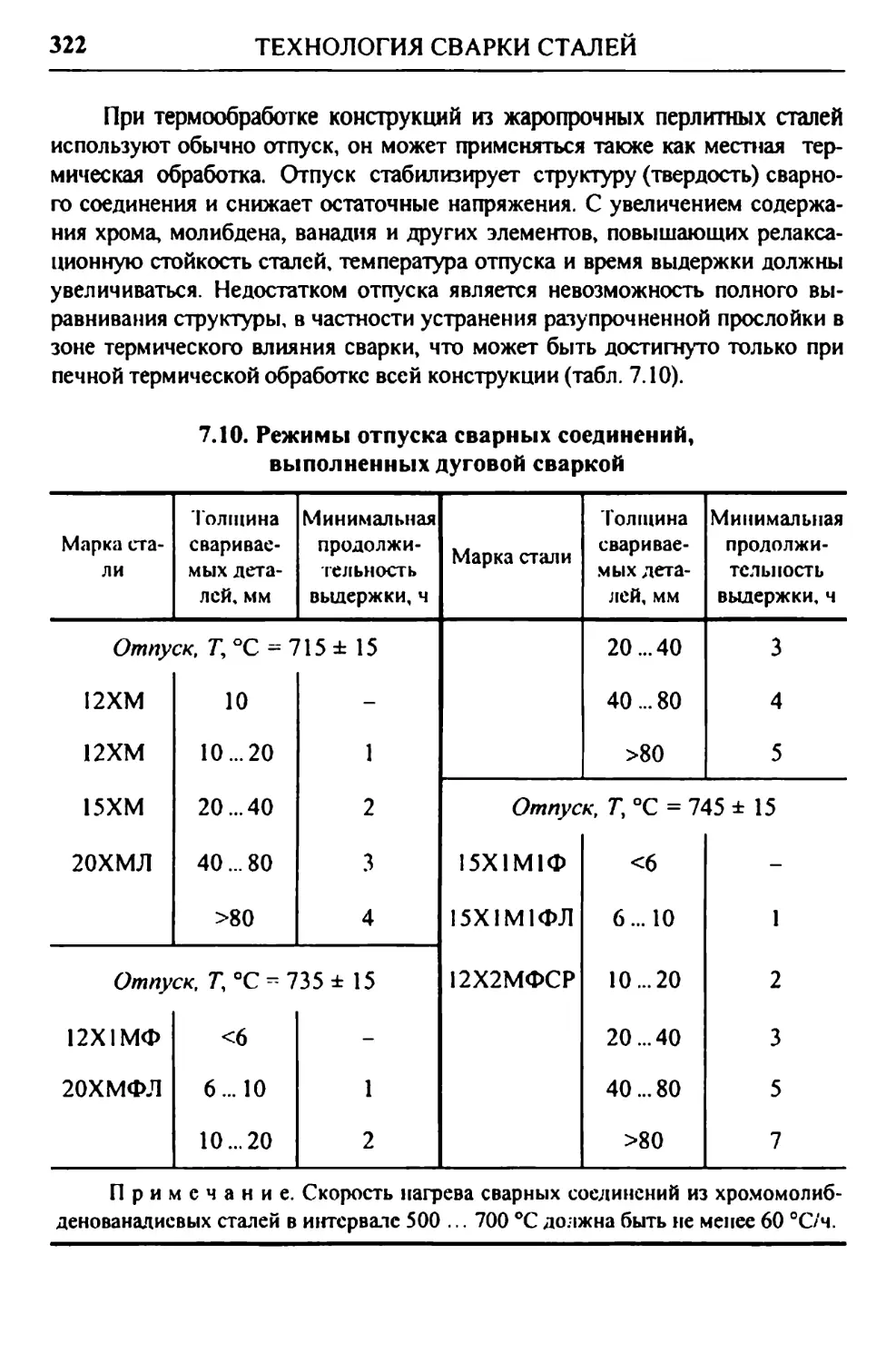
7.4. Сварка жаропрочных перлитных сталей............ 318
Контрольные вопросы................................. 324
Глава 8. Технология сварки высокохромистых мартенситных,
мартенситно-ферритных и ферритных сталей................ 325
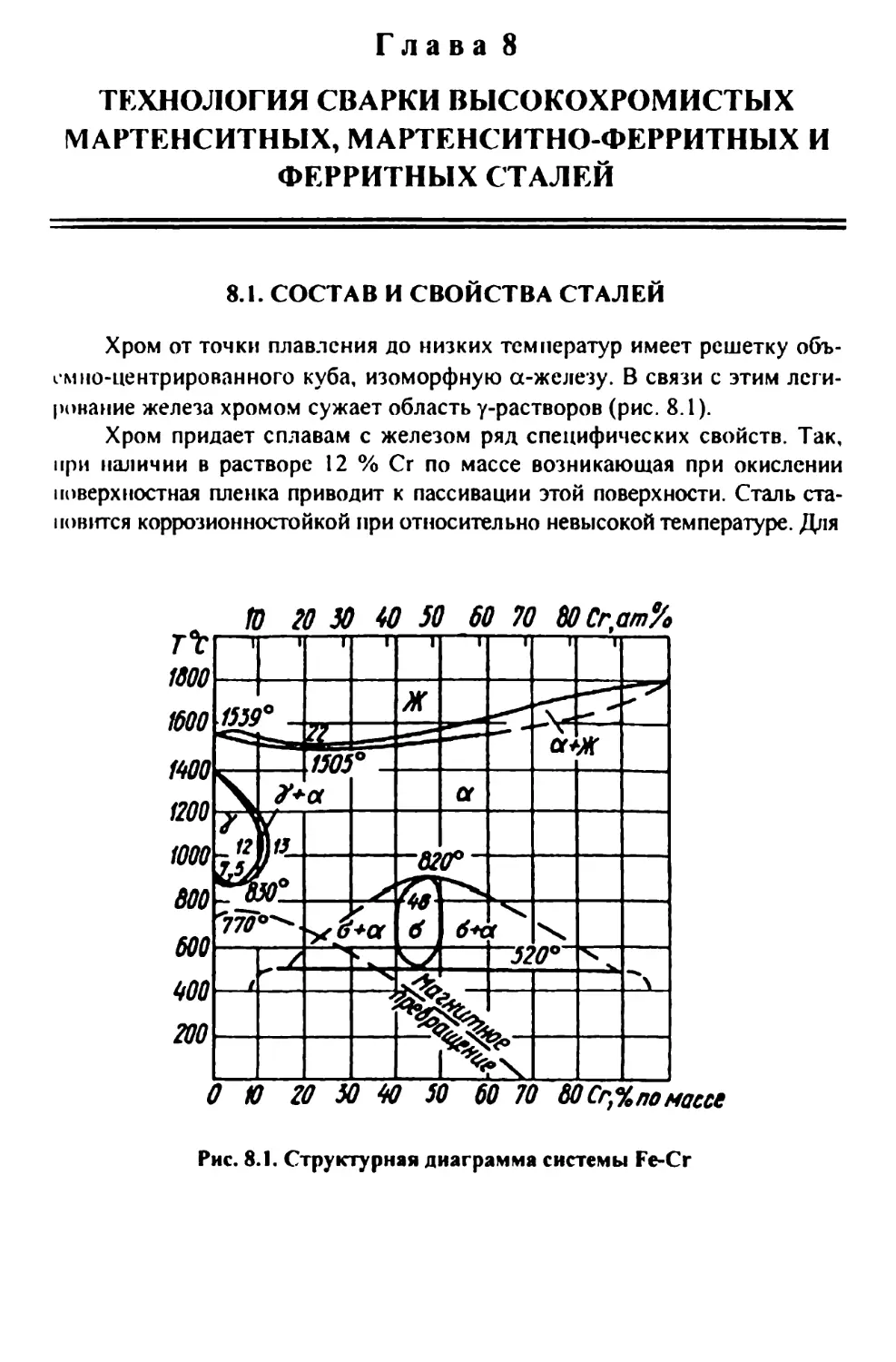
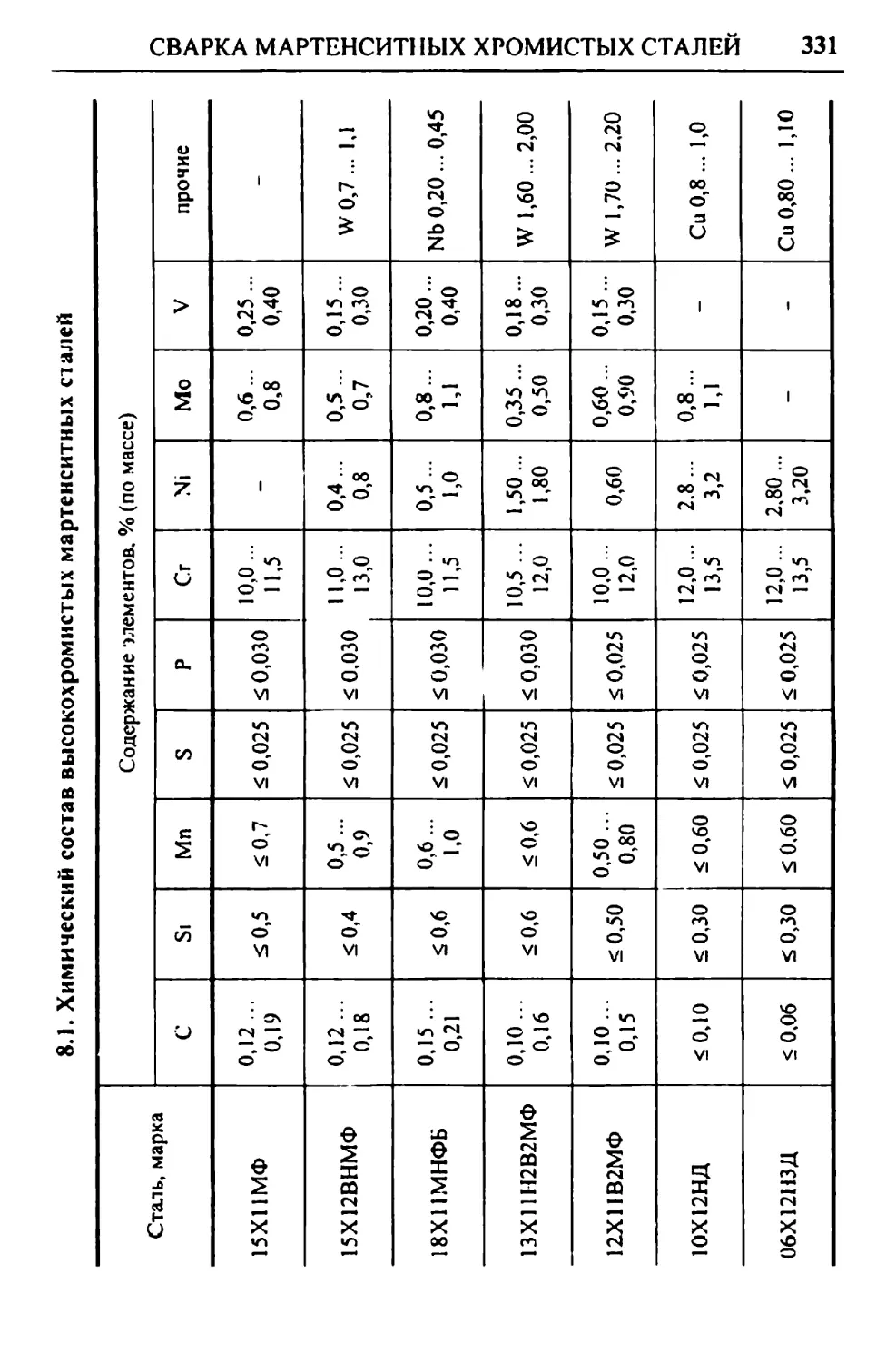
8.1. Состав и свойства сталей....................... 325
8.2. Выбор способов сварки и сварочных материалов.. 327
8.3. Сварка мартенситных хромистых сталей........... 330
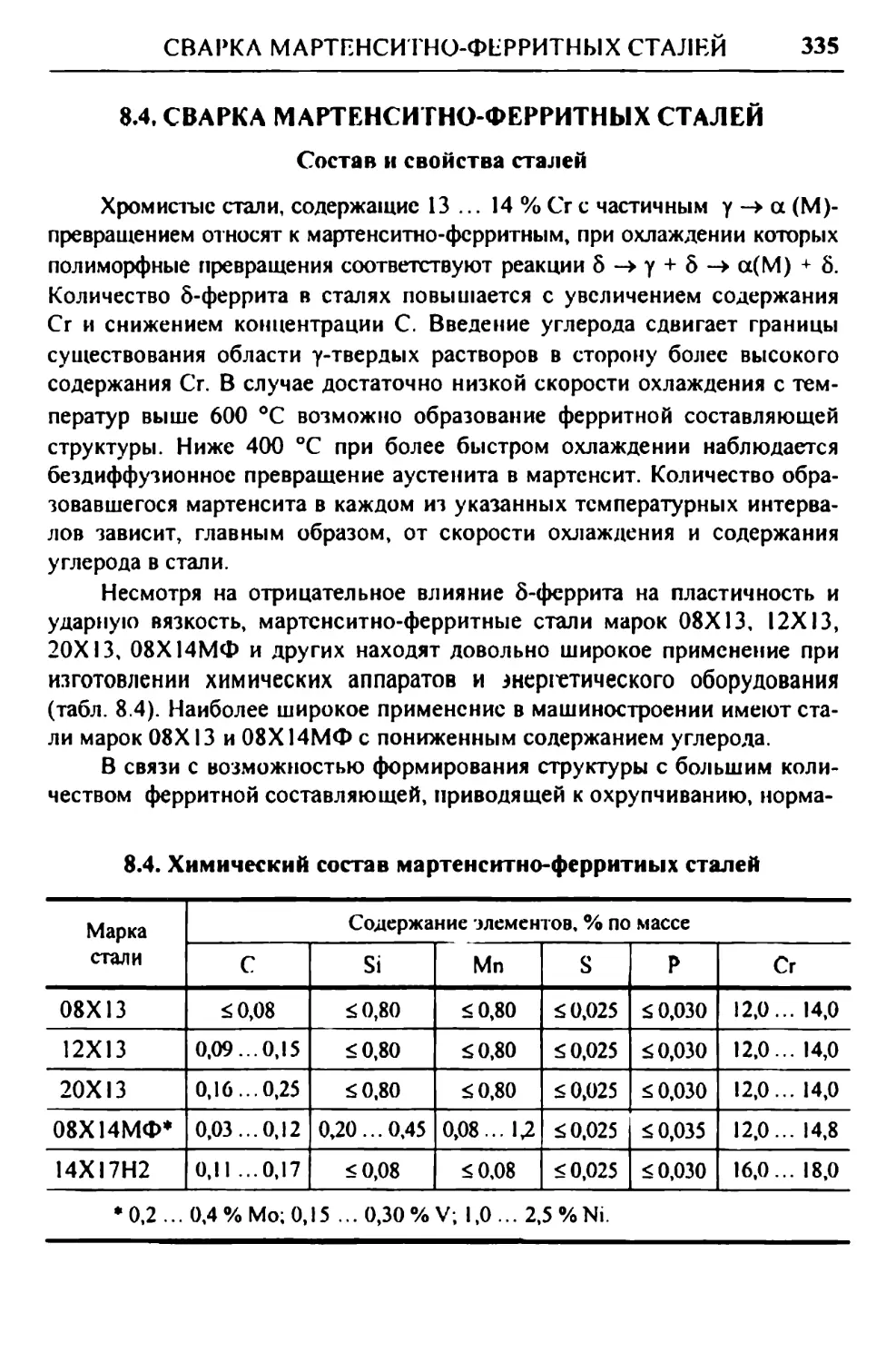
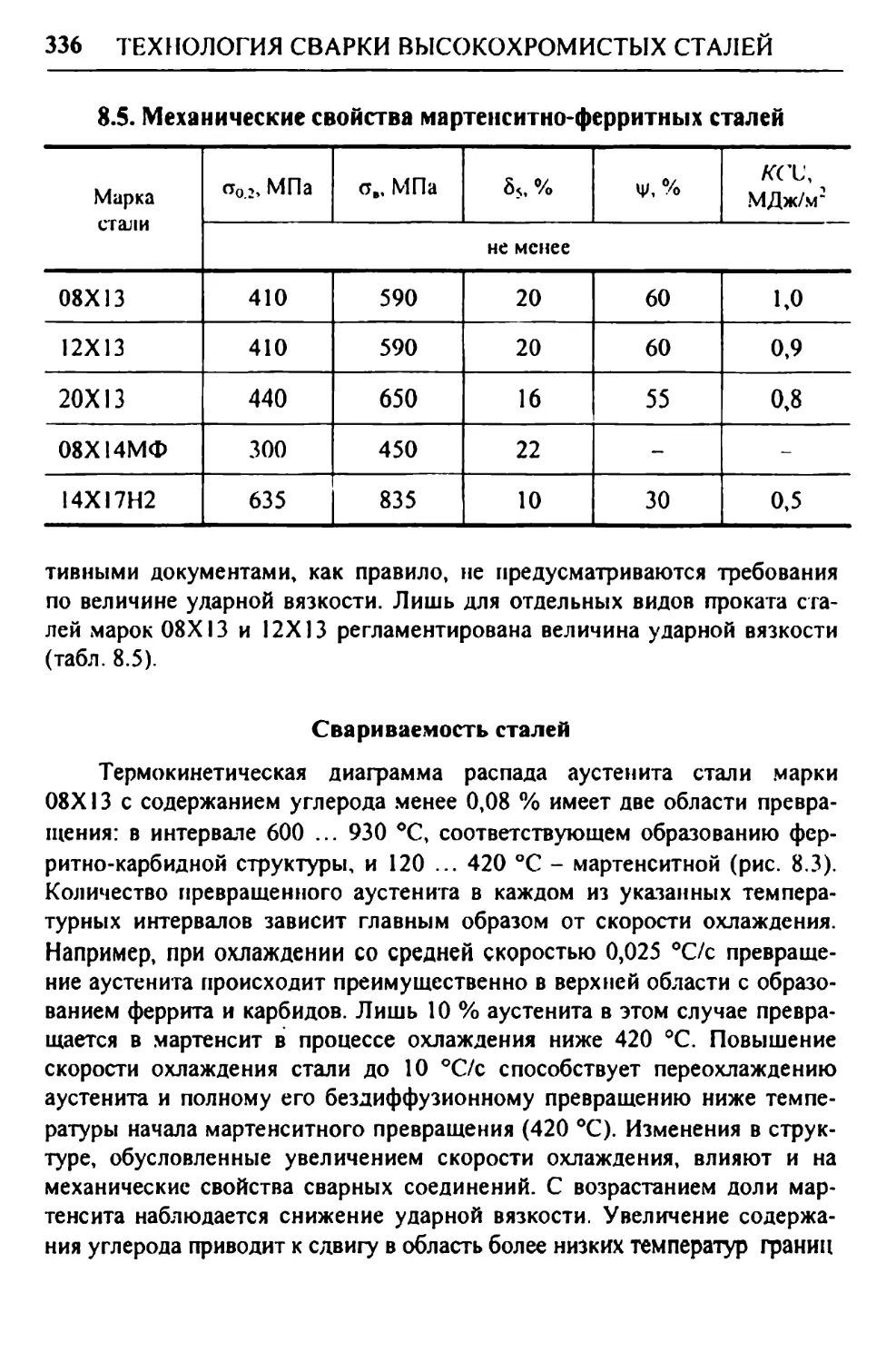
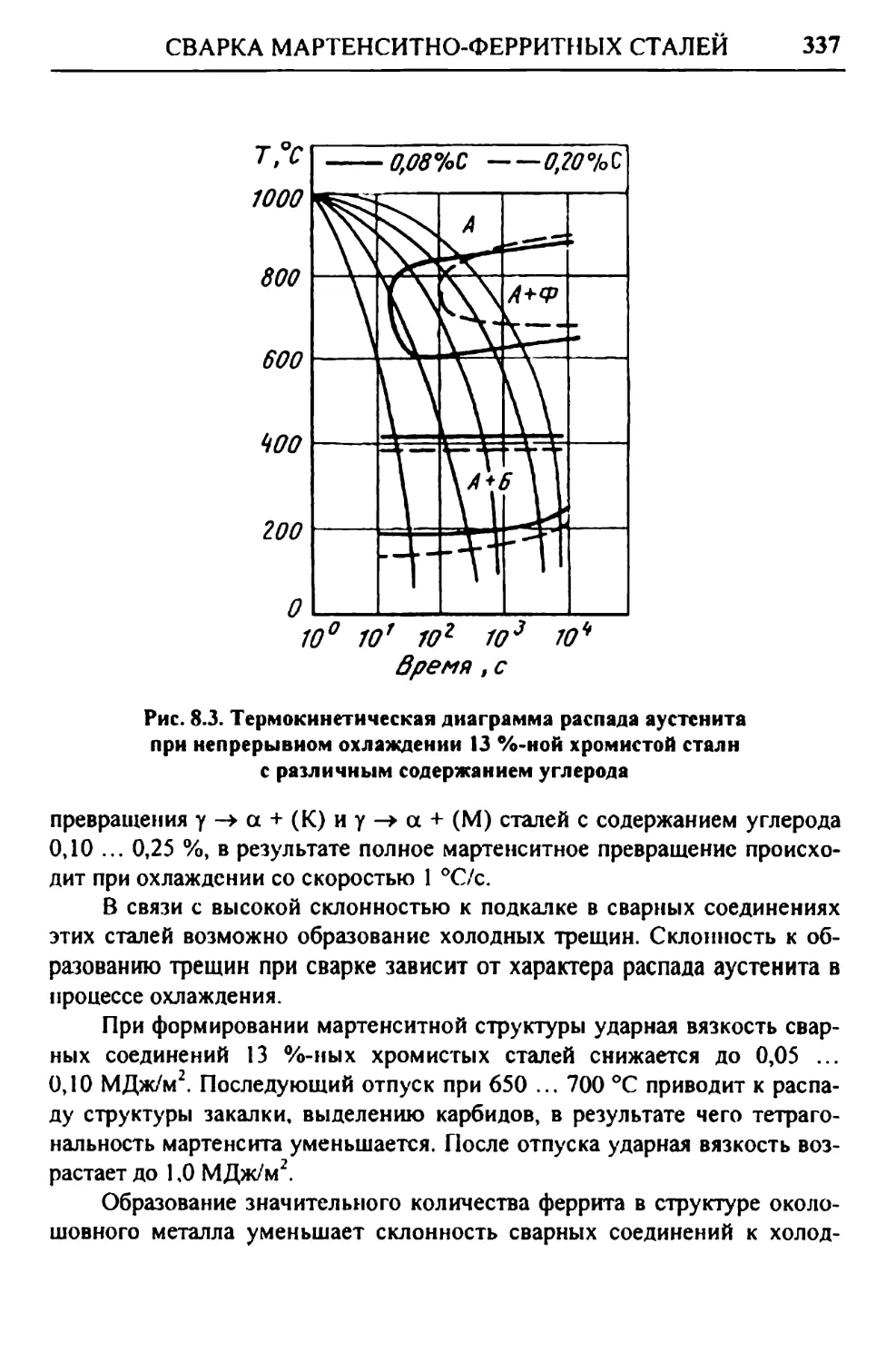
8.4. Сварка мартенситно-ферритных сталей............ 335
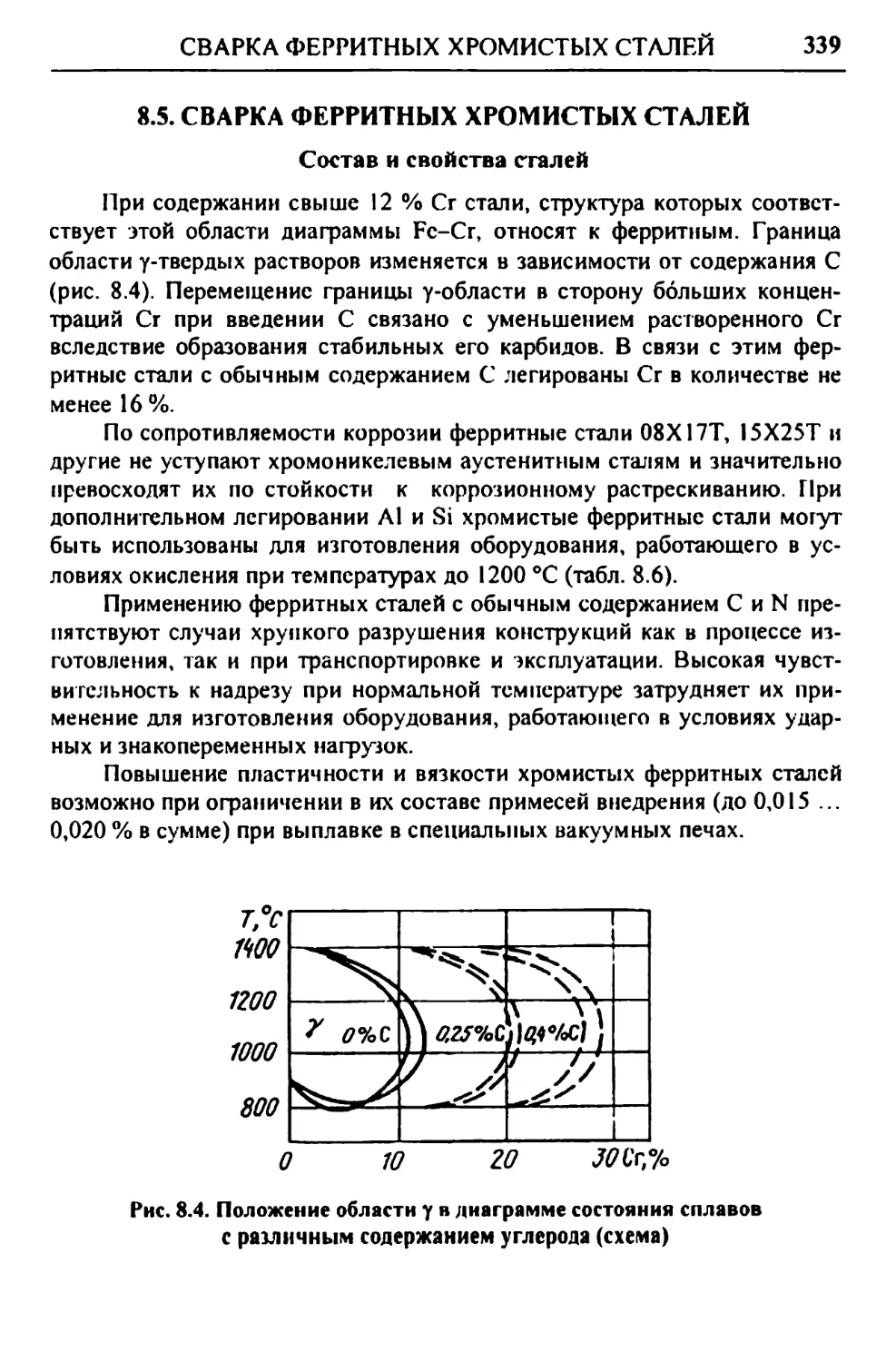
8.5. Сварка ферритных хромистых сталей.............. 339
Контрольные вопросы................................. 342
Глава 9. Технология сварки высоколегированных аустенитных
сталей и сплавов........................................ 343
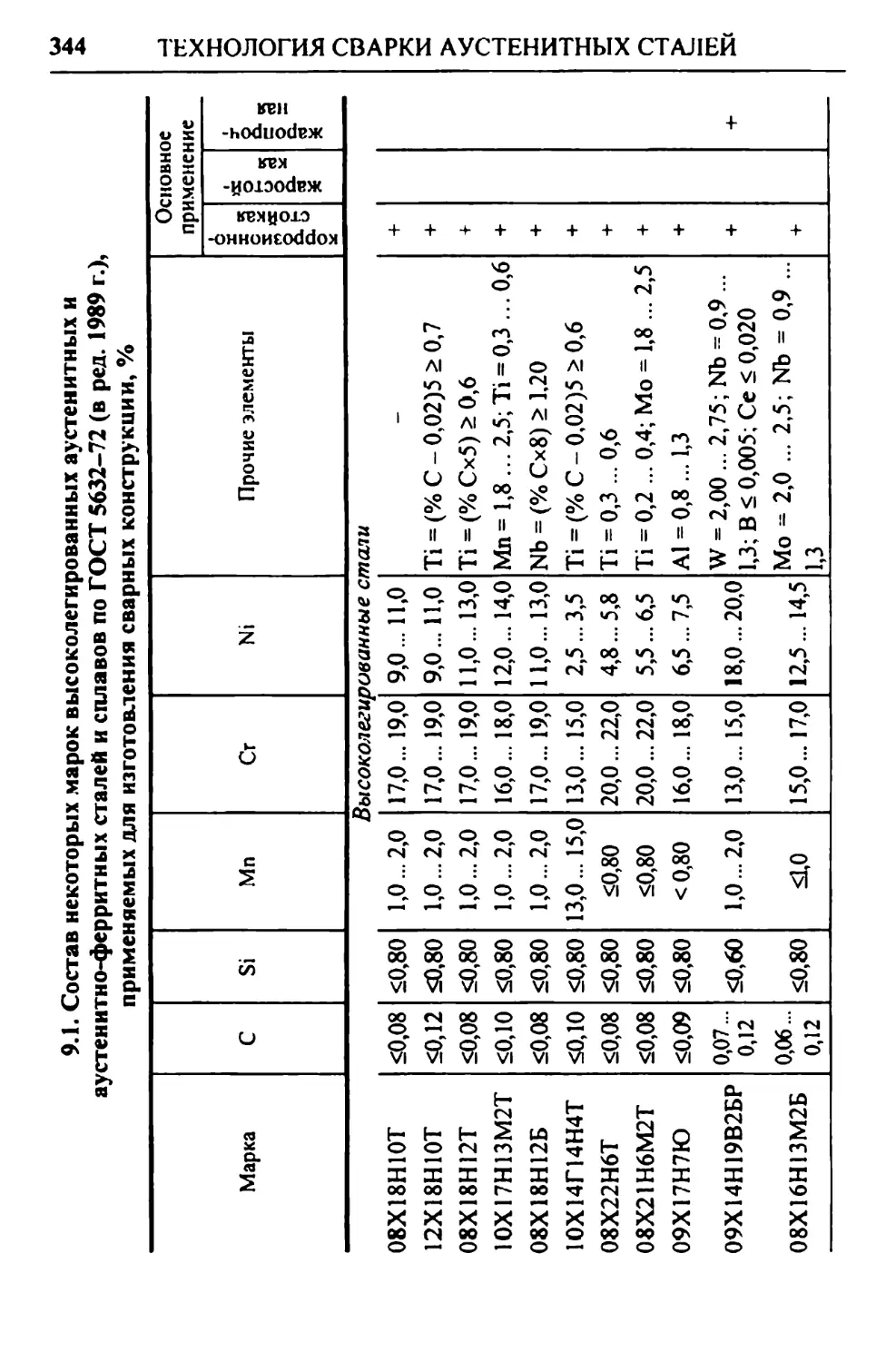
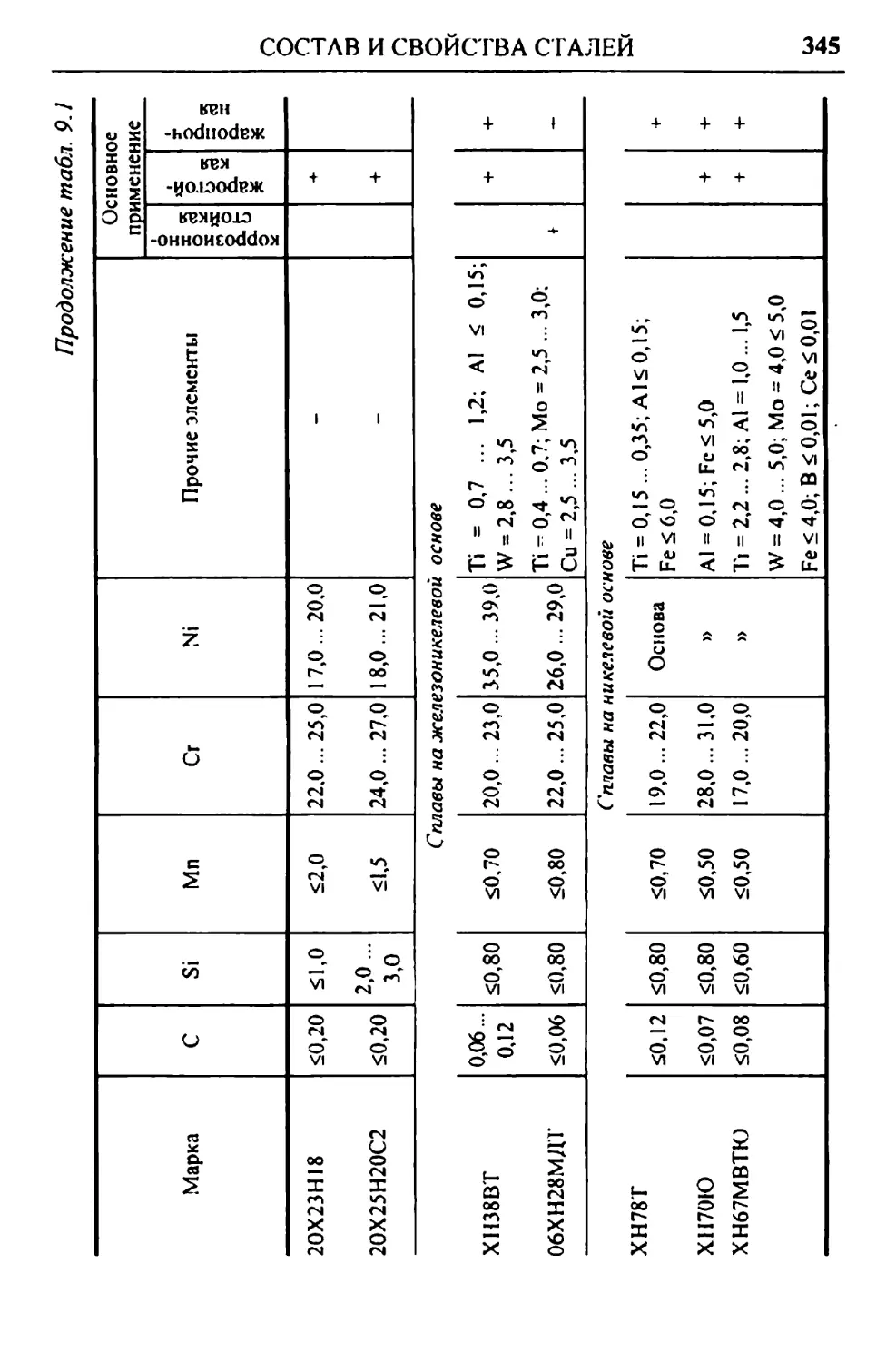
9.1. Состав и свойства сталей....................... 343
9.2. Основные сведения о свариваемости.............. 353
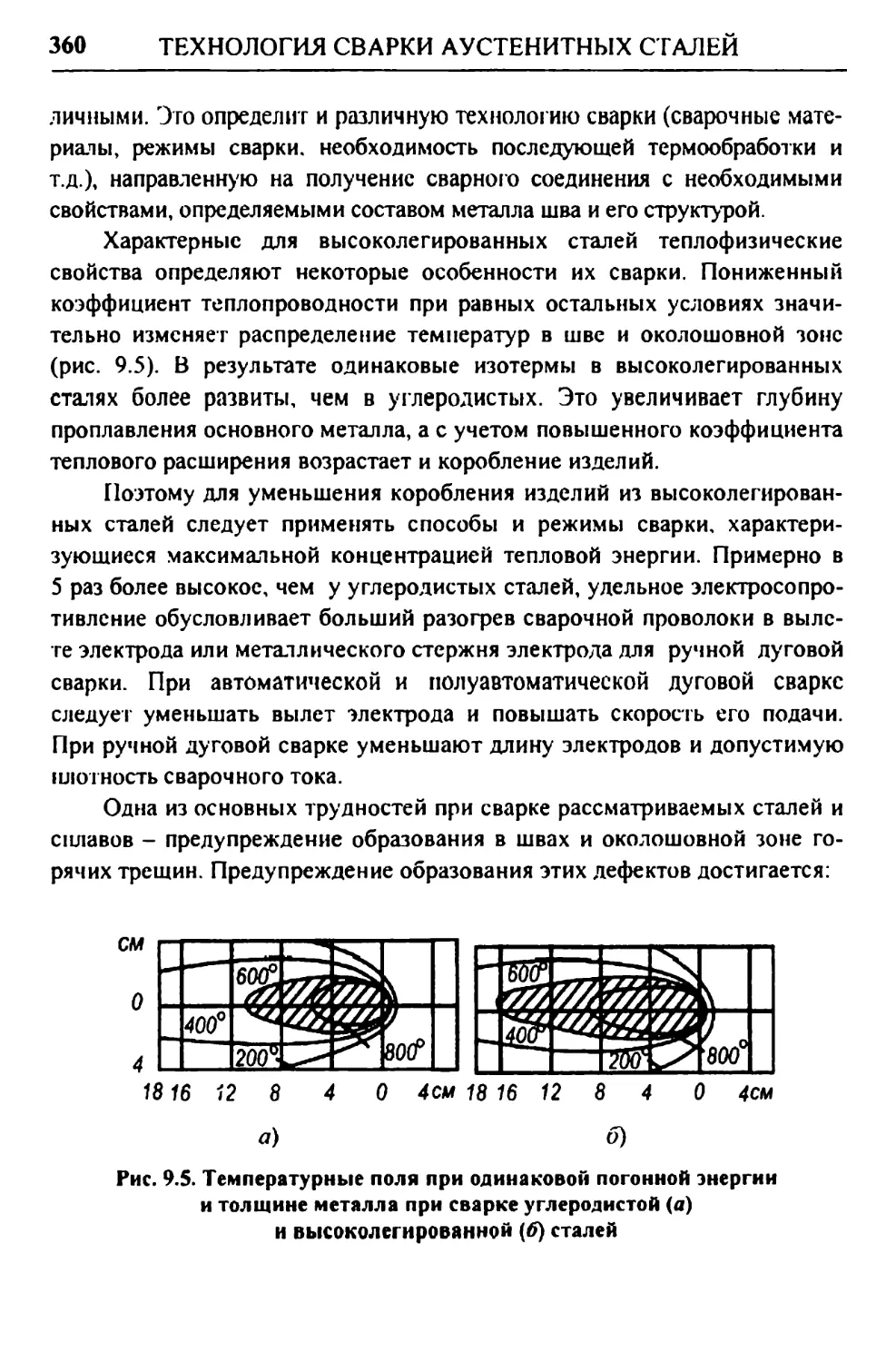
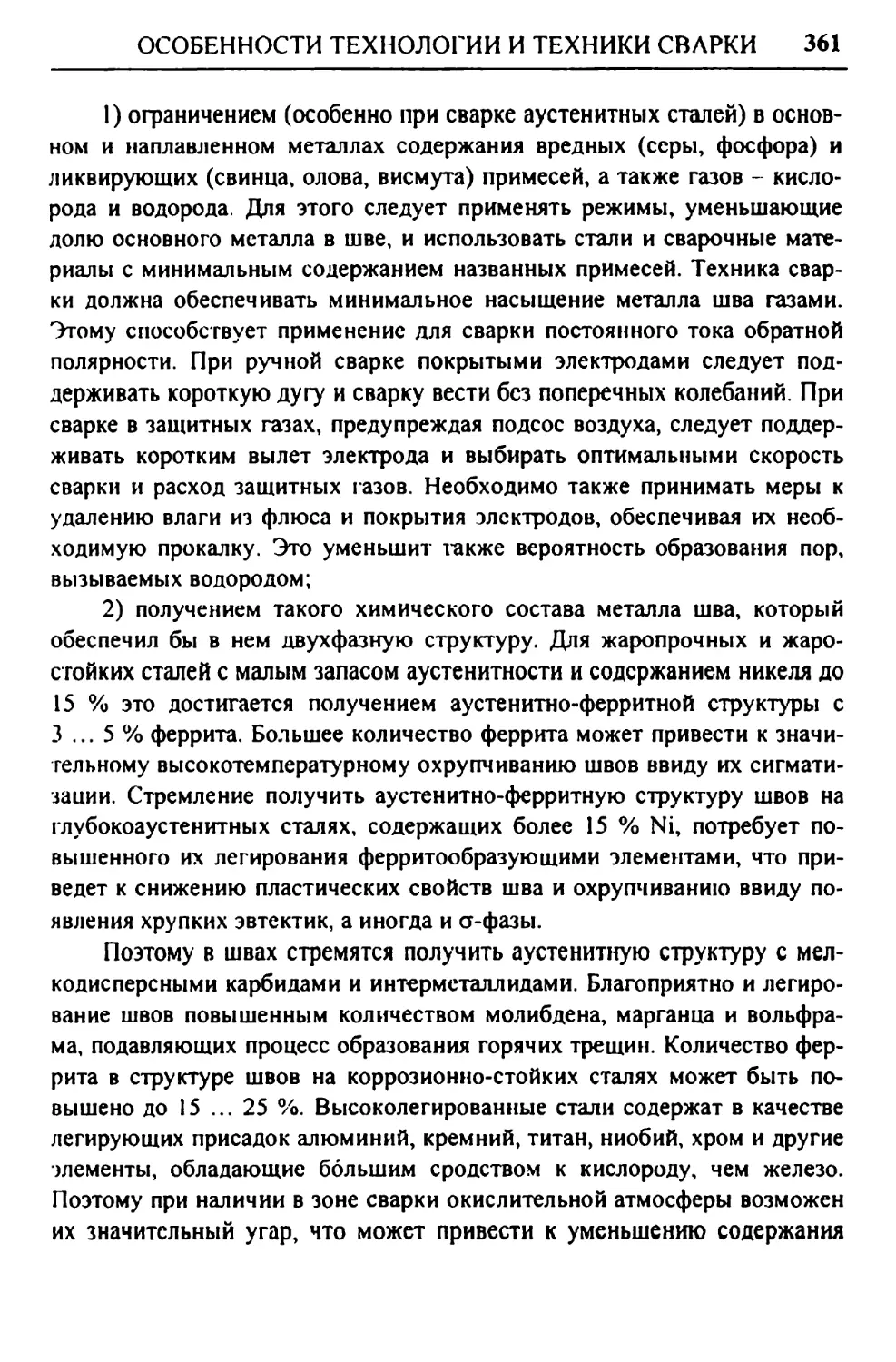
9.3. Особенности технологии и техники сварки........ 359
Контрольные вопросы................................. 379
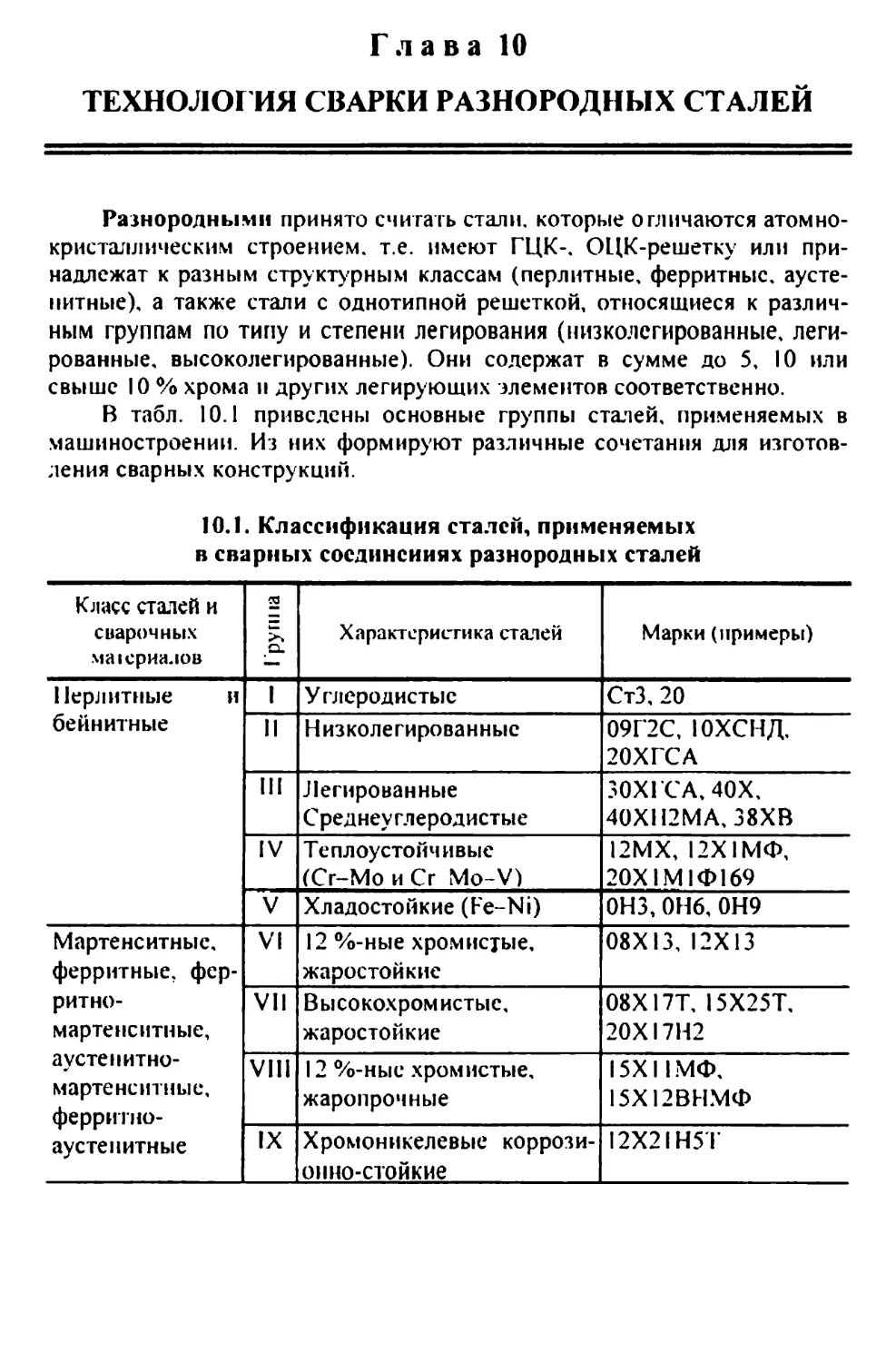
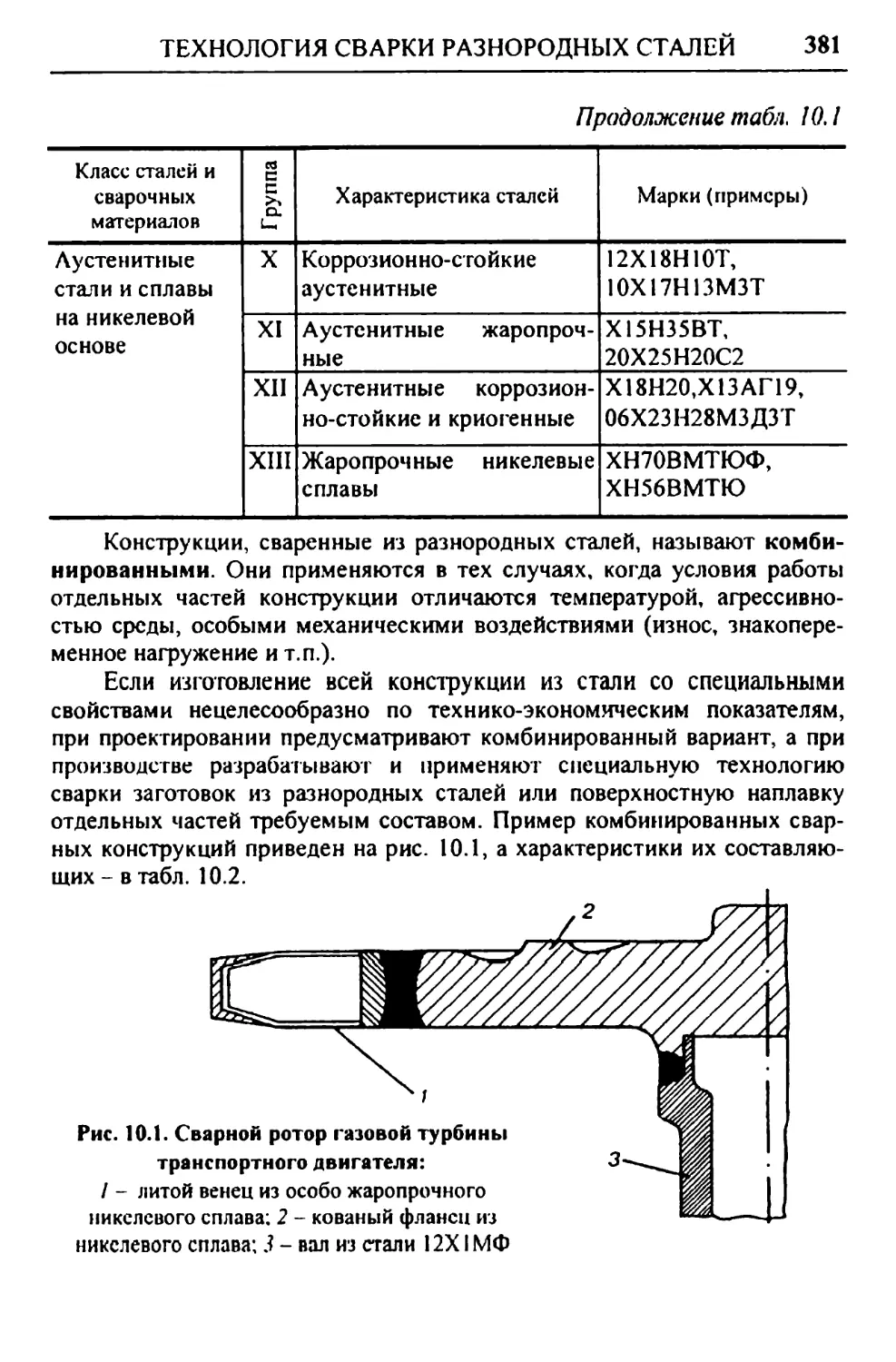
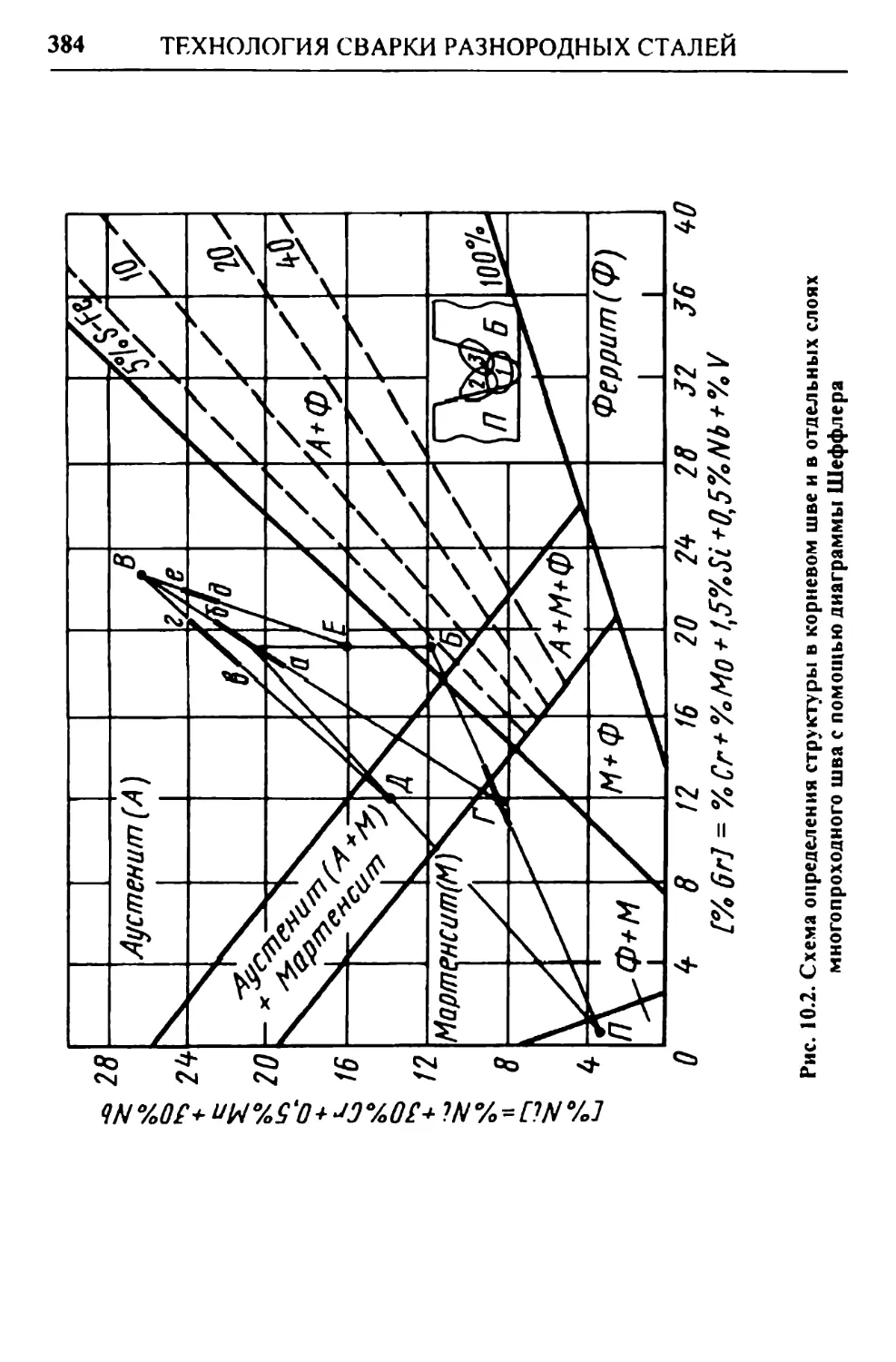
Глава 10. Технология сварки разнородных сталей.......... 380
10.1. Свариваемость разнородных сочетаний сталей.... 382
10.2. Специфика формирования структуры металла шва и
околошовной зоны.................................... 385
10.3. Особенности технологии сварки комбинированных
конструкций из сталей различных структурных клас-
сов ................................................ 393
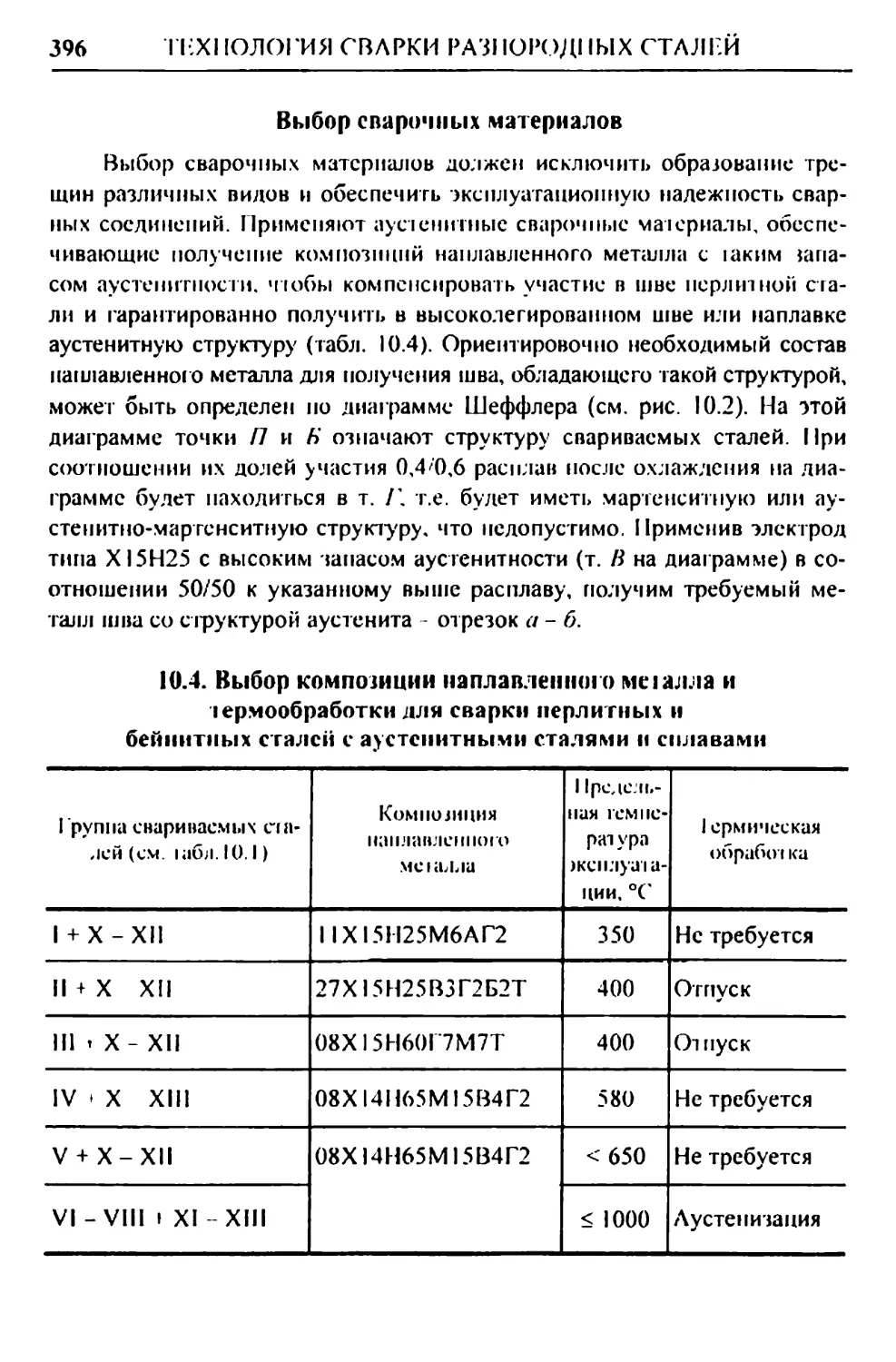
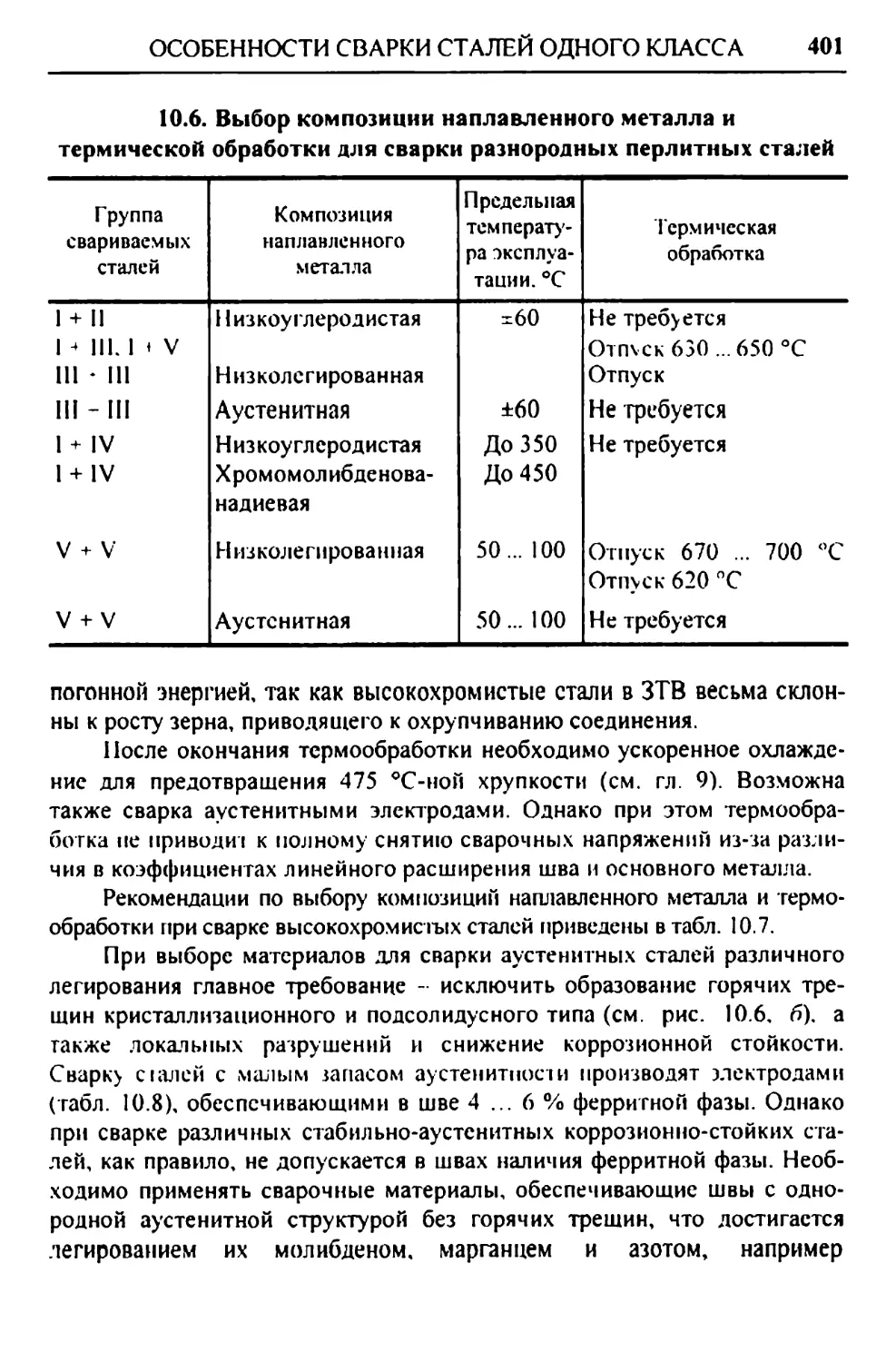
10.4. Особенности технологии сварки комбинированных
конструкций из разнородных сталей одного струк-
турного класса...................................... 400
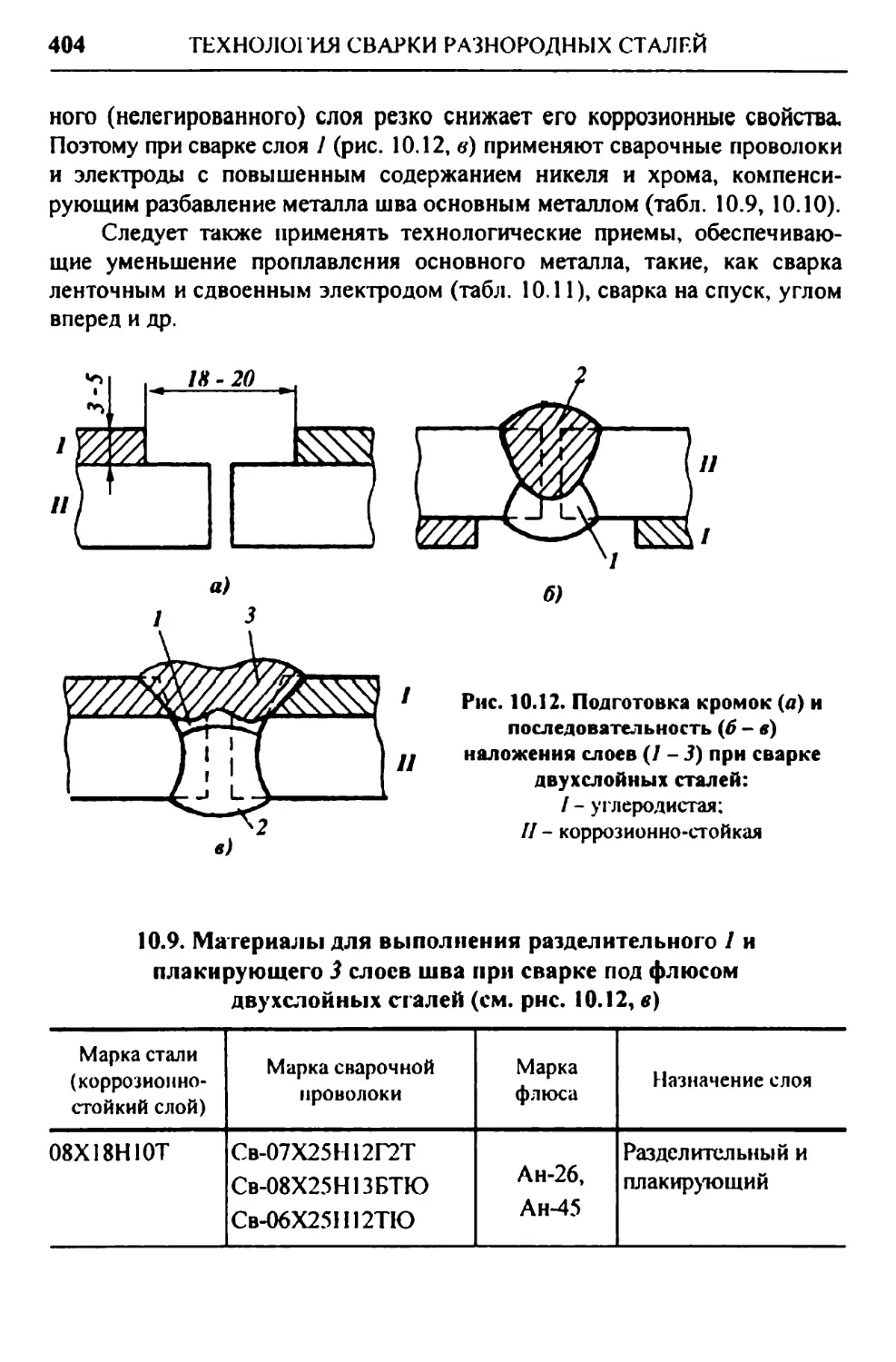
10.5. Сварка двухслойных (плакированных) сталей.... 403
Контрольные вопросы................................. 408
6
ОГЛАВЛЕНИЕ
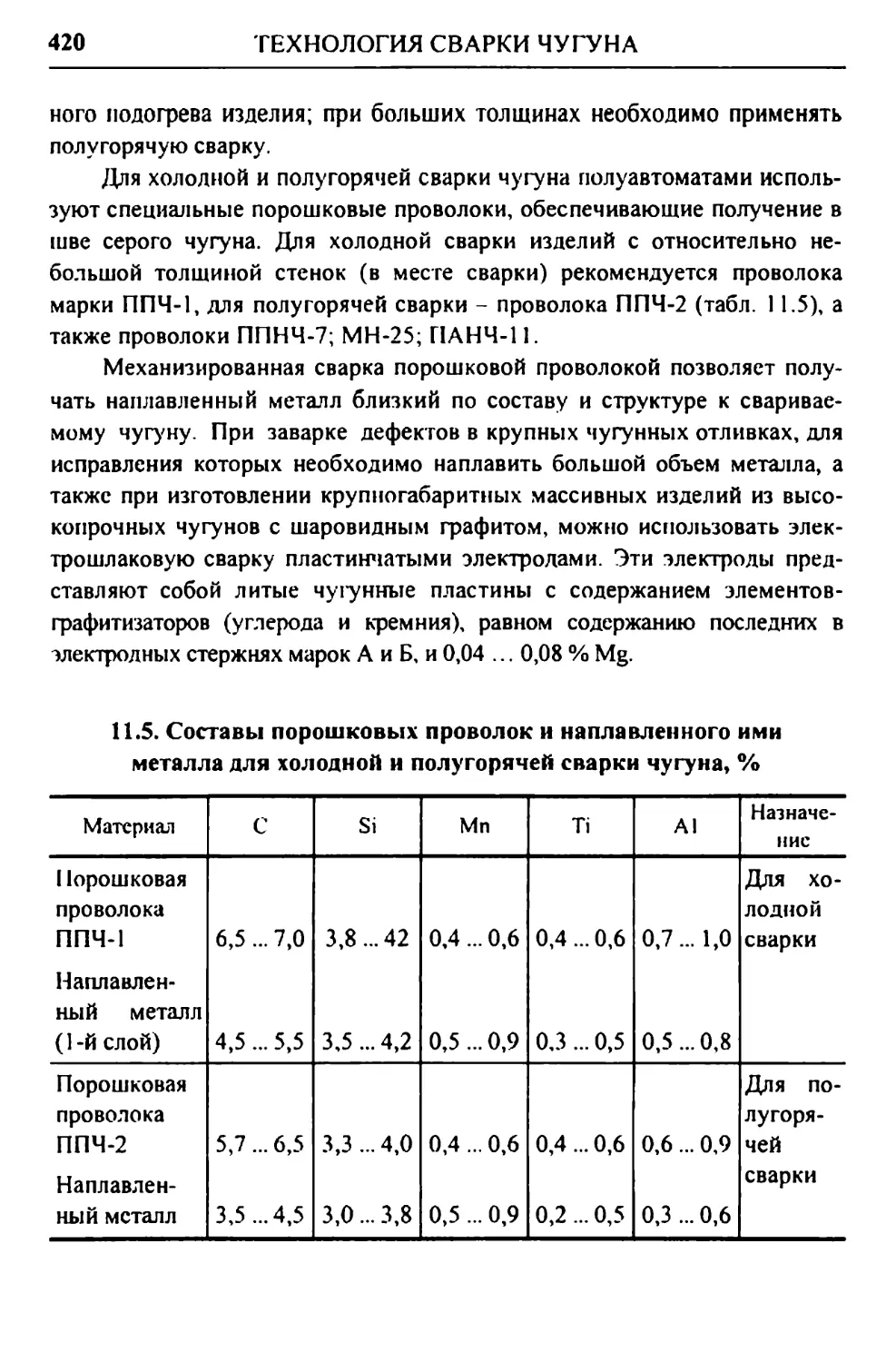
Глава 11. Технология сварки чугуна....................... 409
11.1. Состав и свойства............................. 409
11.2. Основные сведения о свариваемости. Технологиче-
ские рекомендации по дуговой сварке................. 411
11.3. Газовая сварка чугуна......................... 428
Контрольные вопросы................................. 433
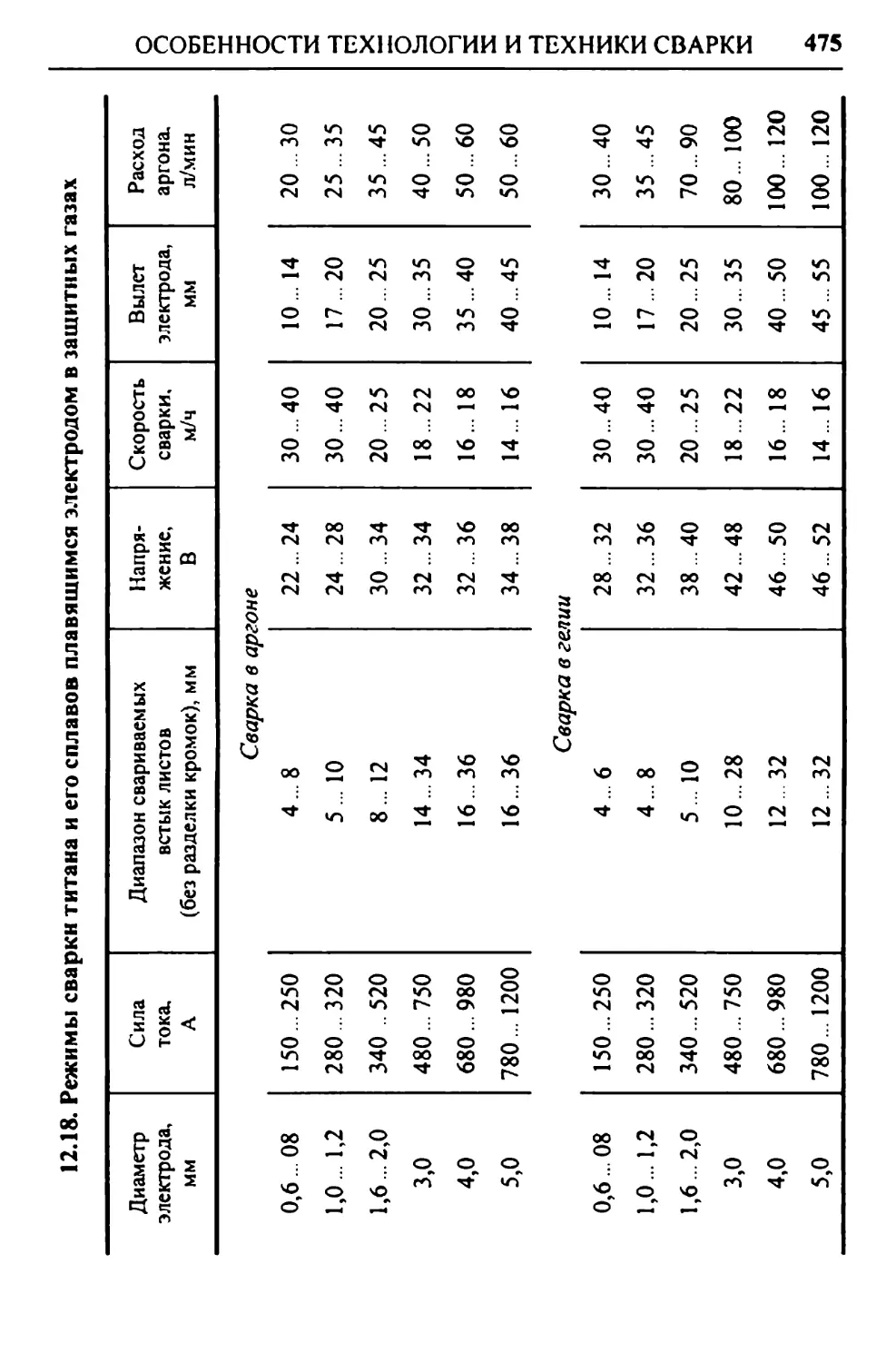
Глава 12. Технология сварки цветных металлов и сплавов на их
основе.............................................. 435
12.1. Состав и с войства............................ 435
12.2. Особенности технологии и техники сварки....... 437
Контрольные вопросы................................. 484
Глава 13. Технология сварки разнородных металлов и сплавов и
металлов с неметаллами.............................. 485
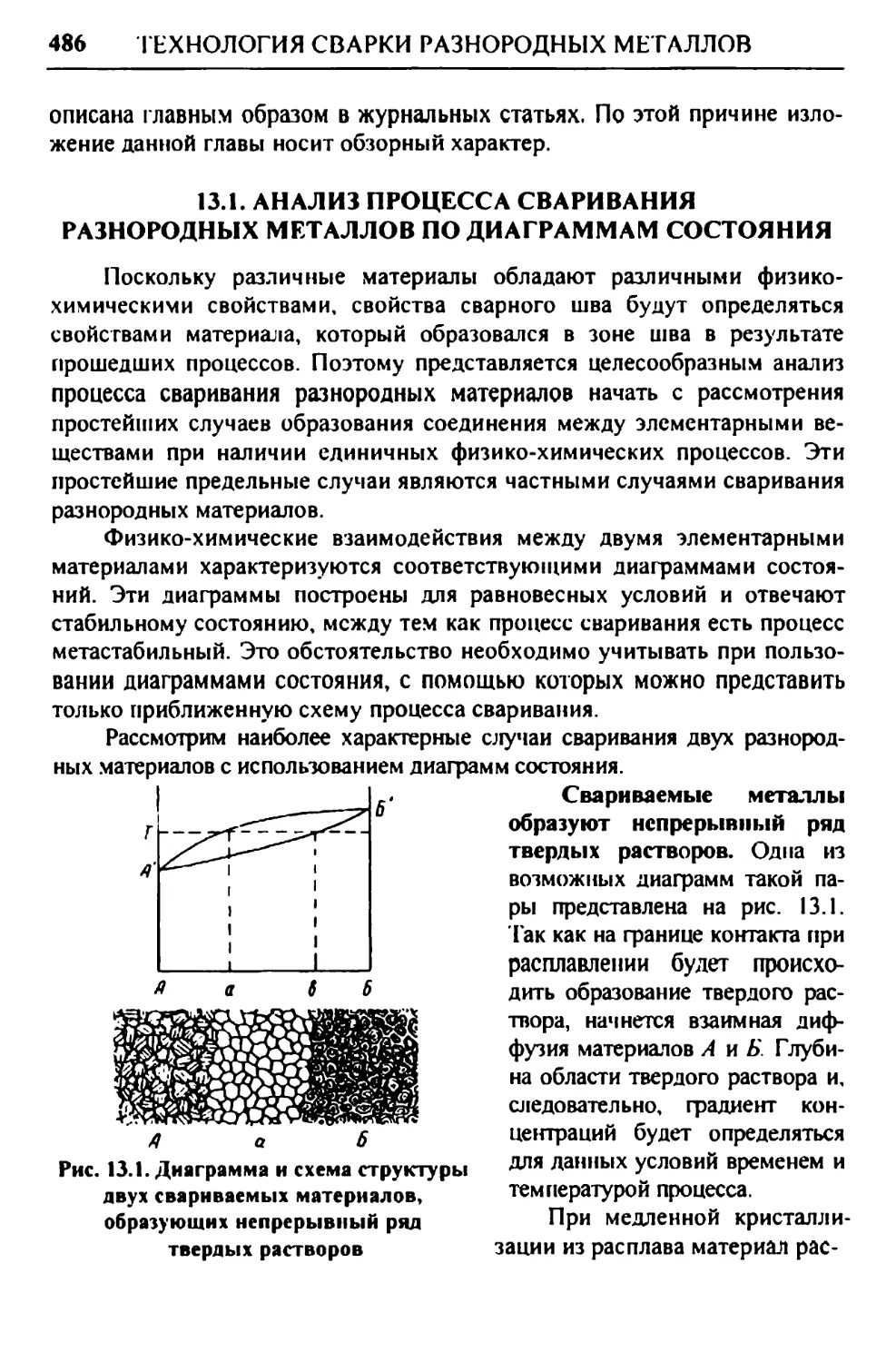
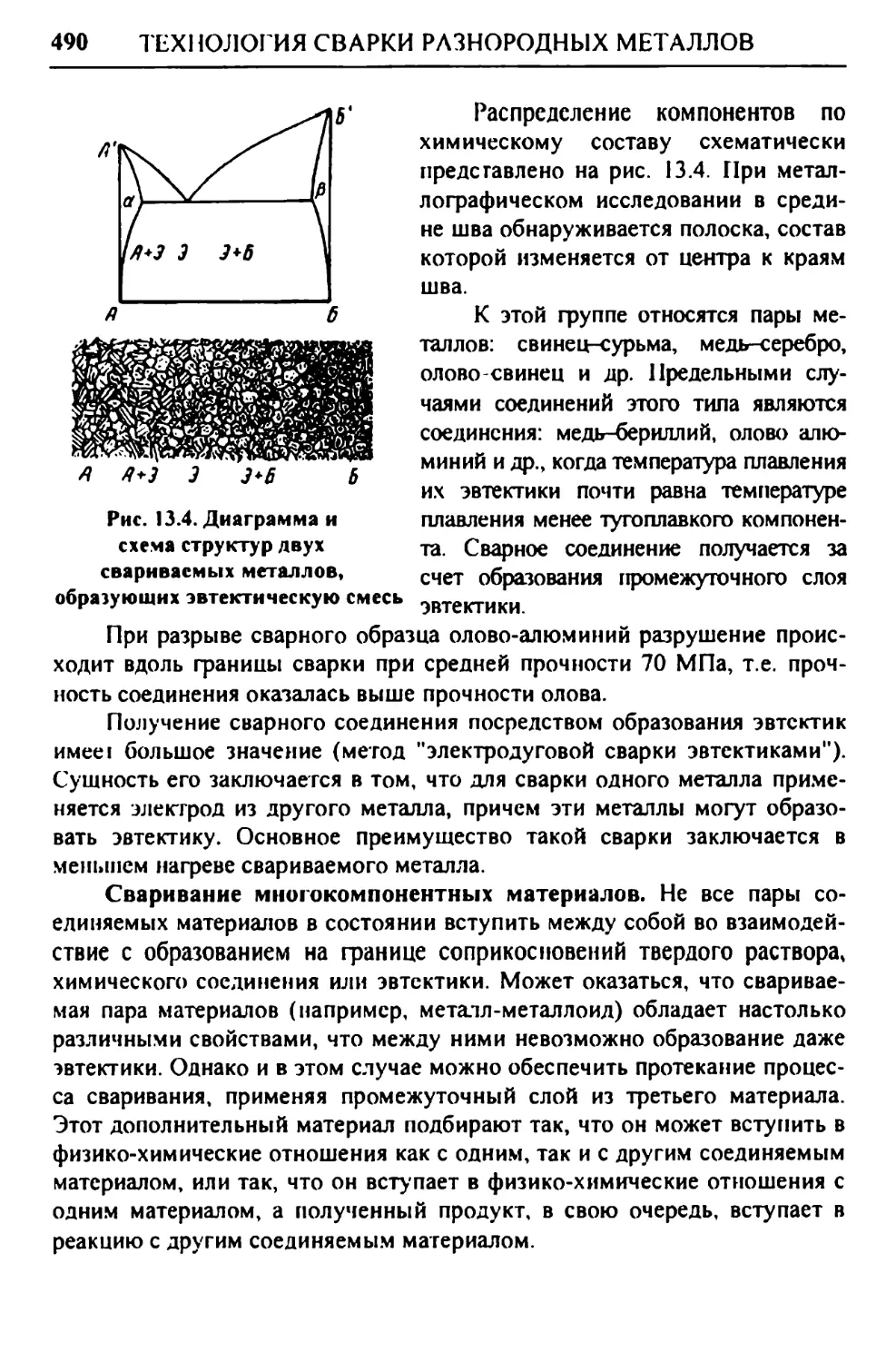
13.1. Анализ процесса сваривания разнородных металлов
по диаграммам состояния............................. 486
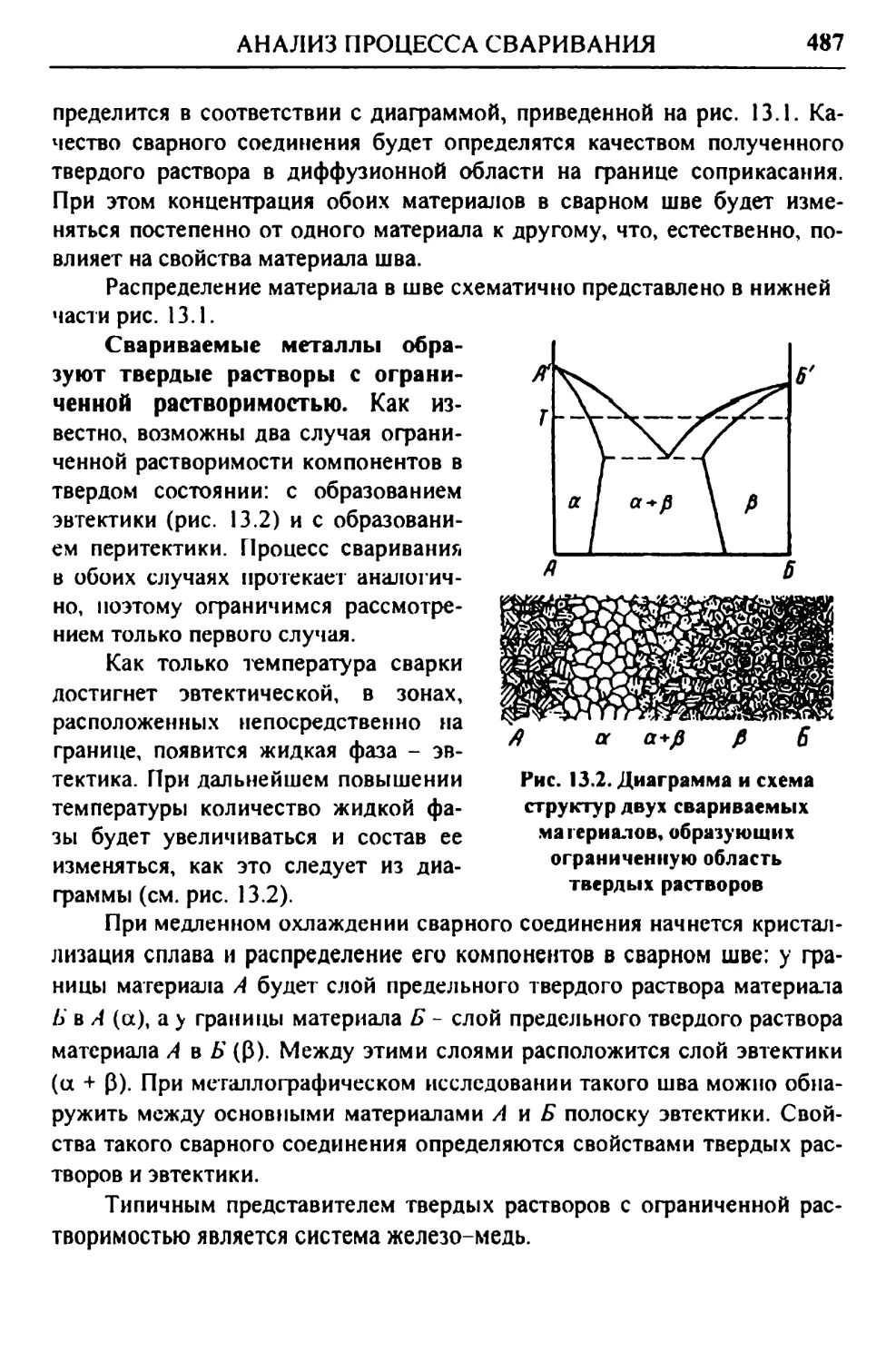
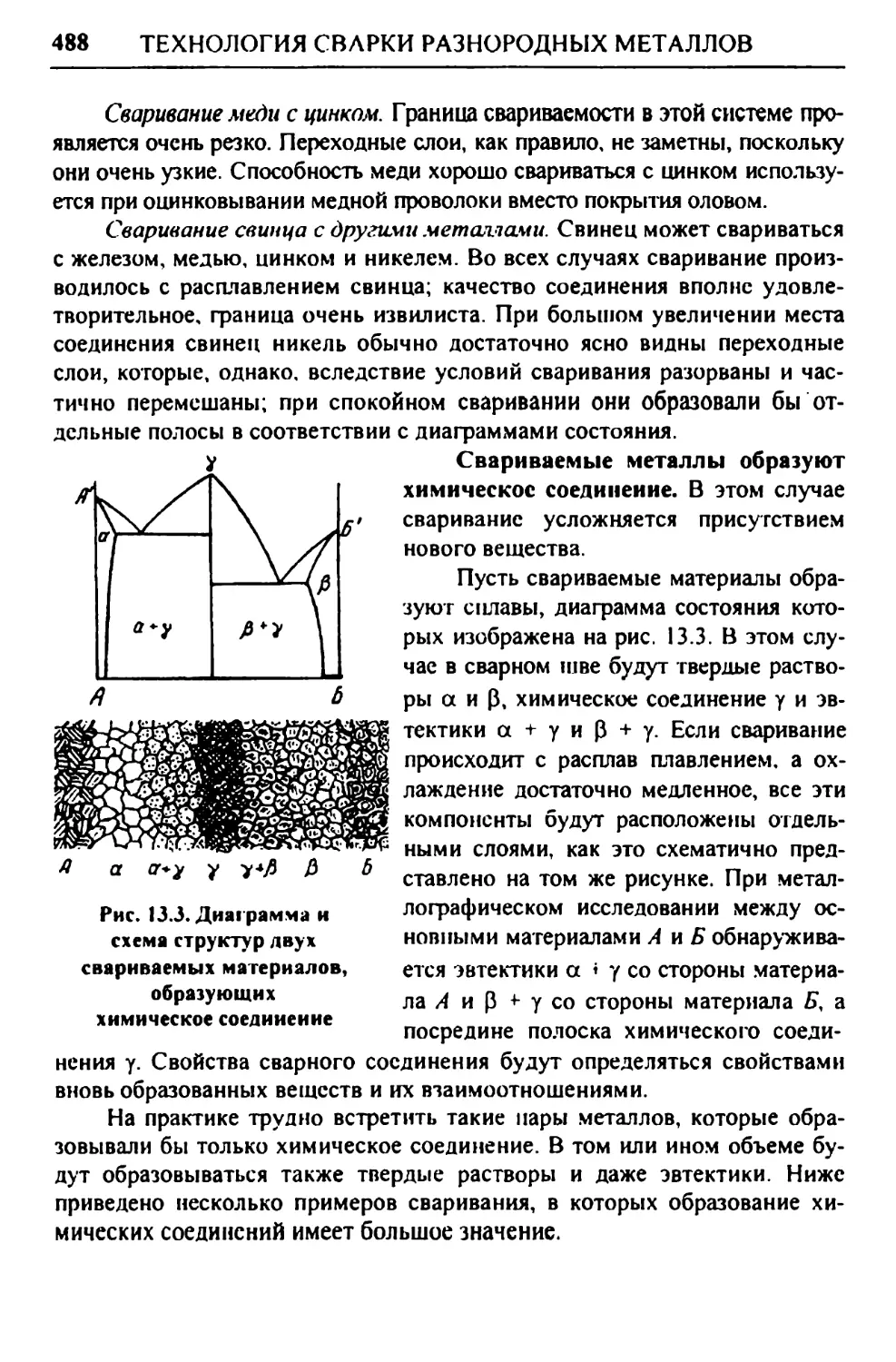
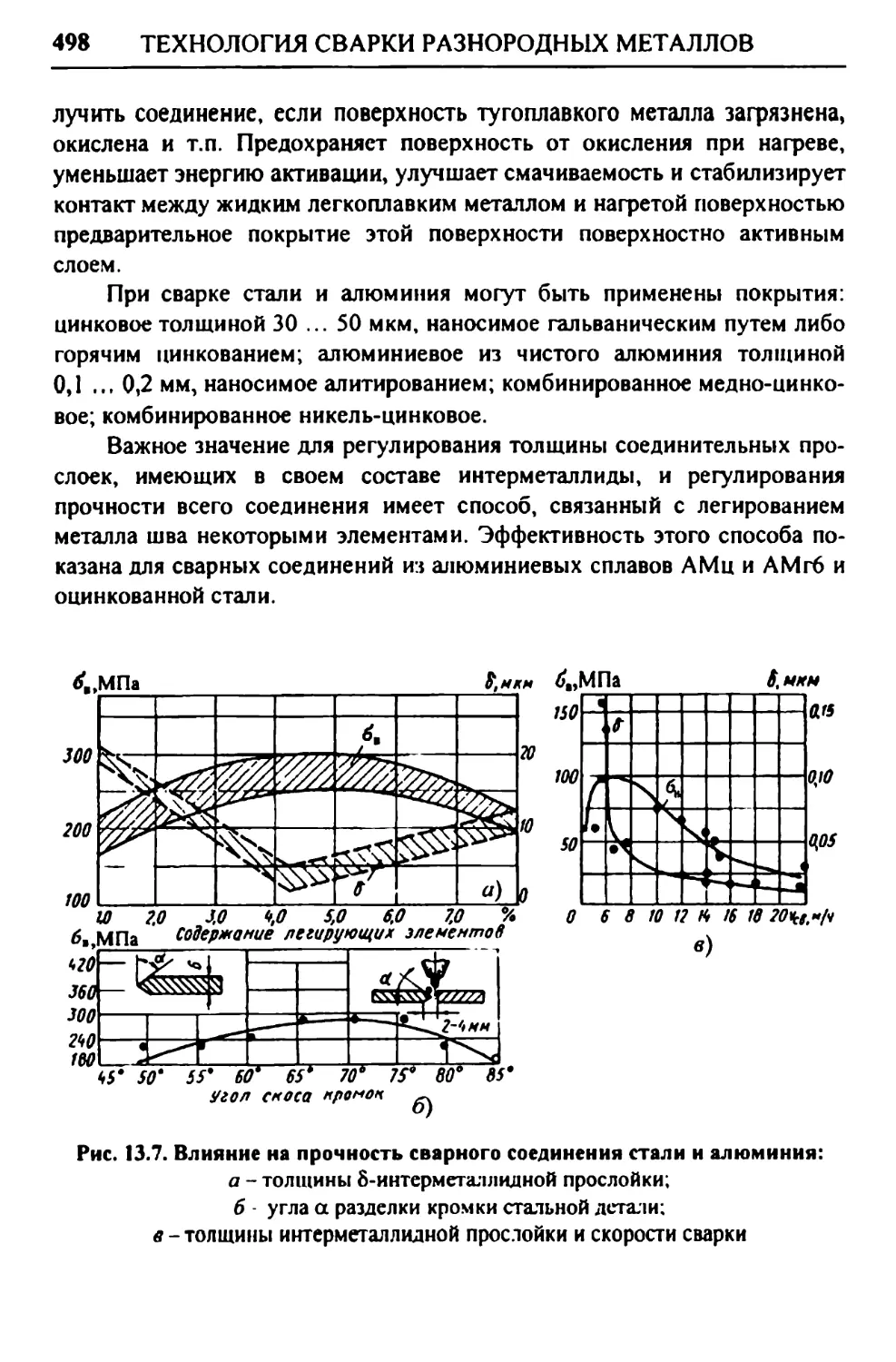
13.2. Основные сведения о свариваемости............. 491
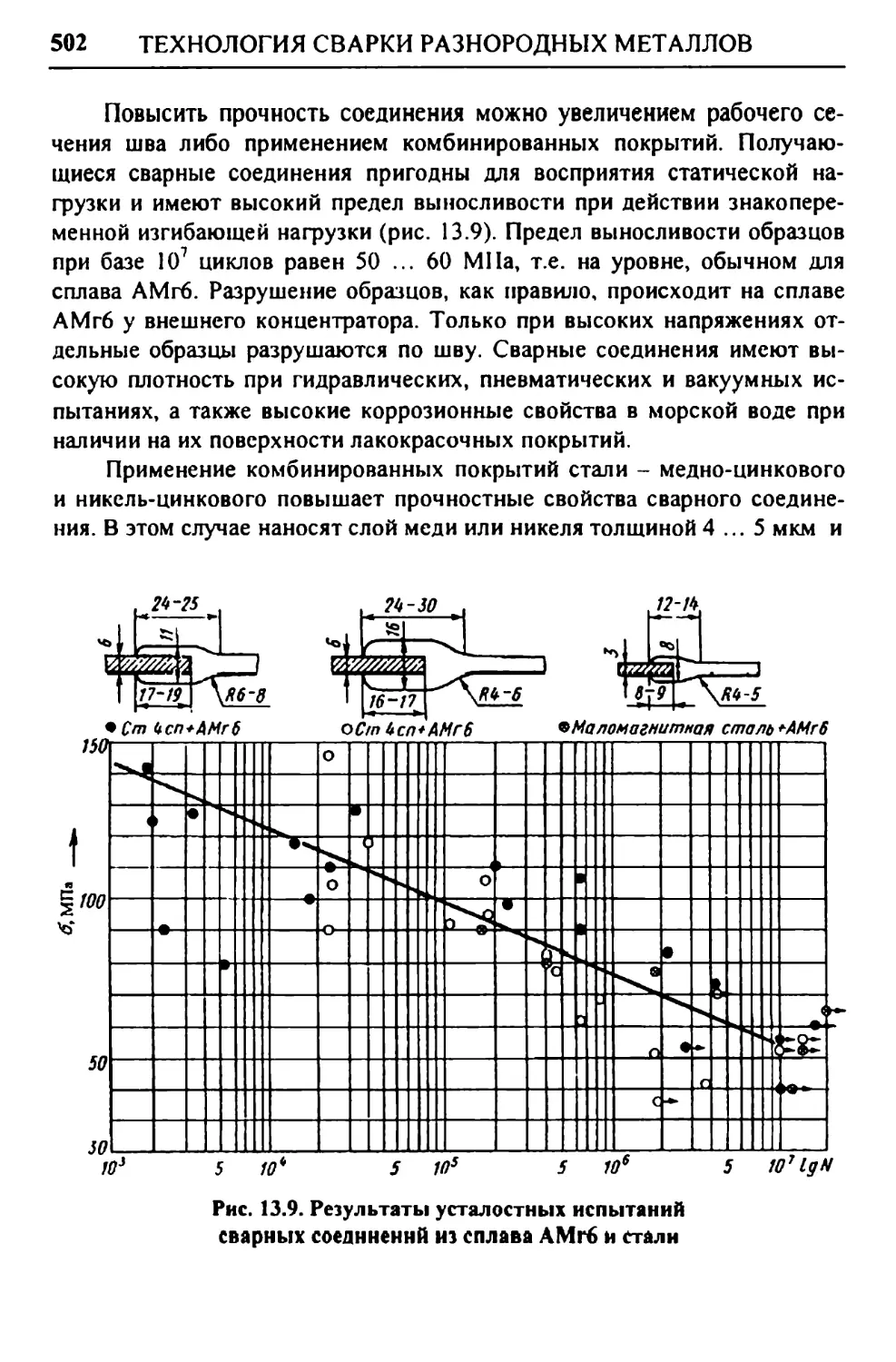
13.3. Особенности технологии и техники сварки....... 499
Контрольные вопросы................................. 518
Глава 14. Техника и технология наплавки слоев с особыми
свойствами............................................... 519
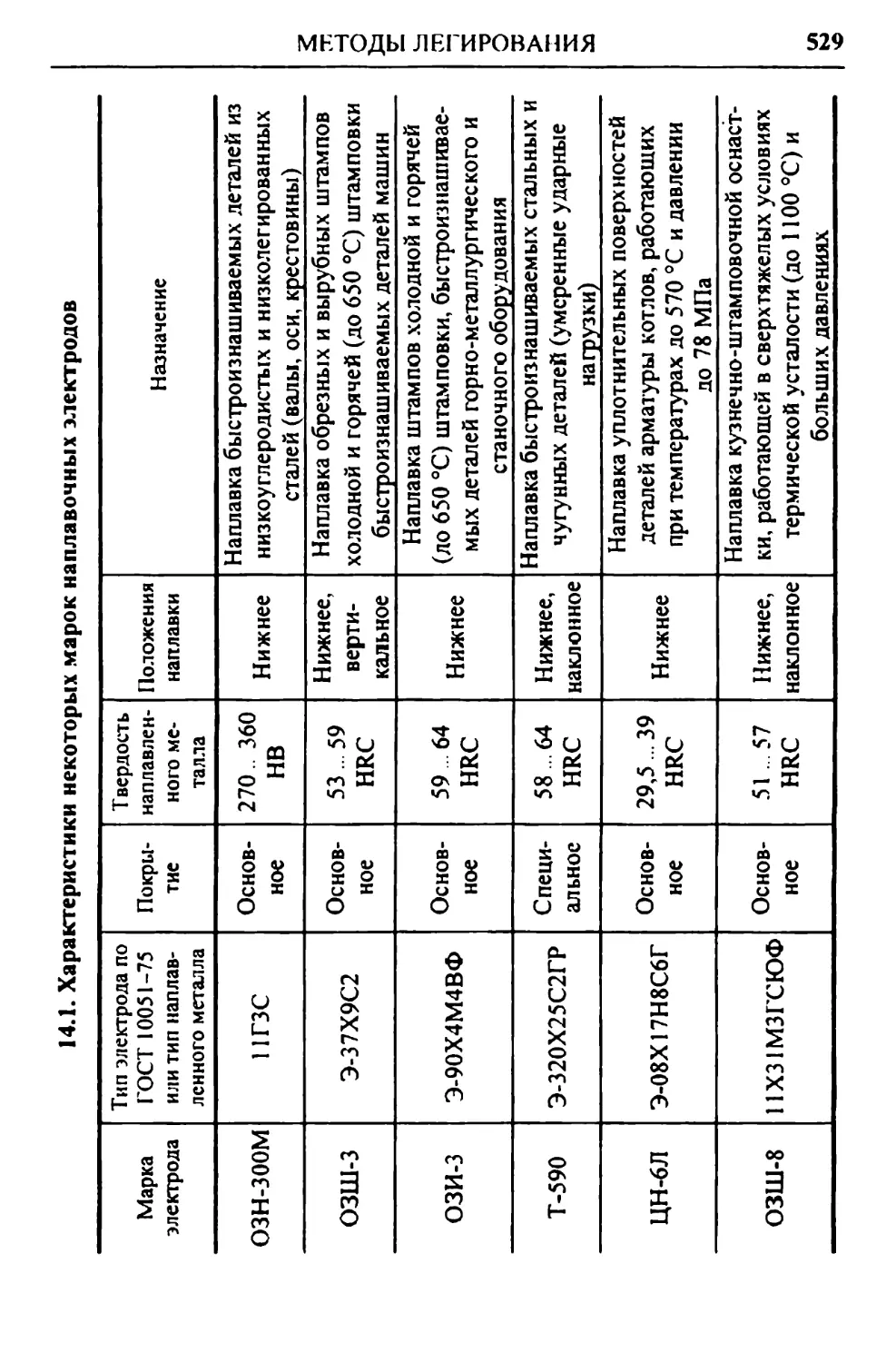
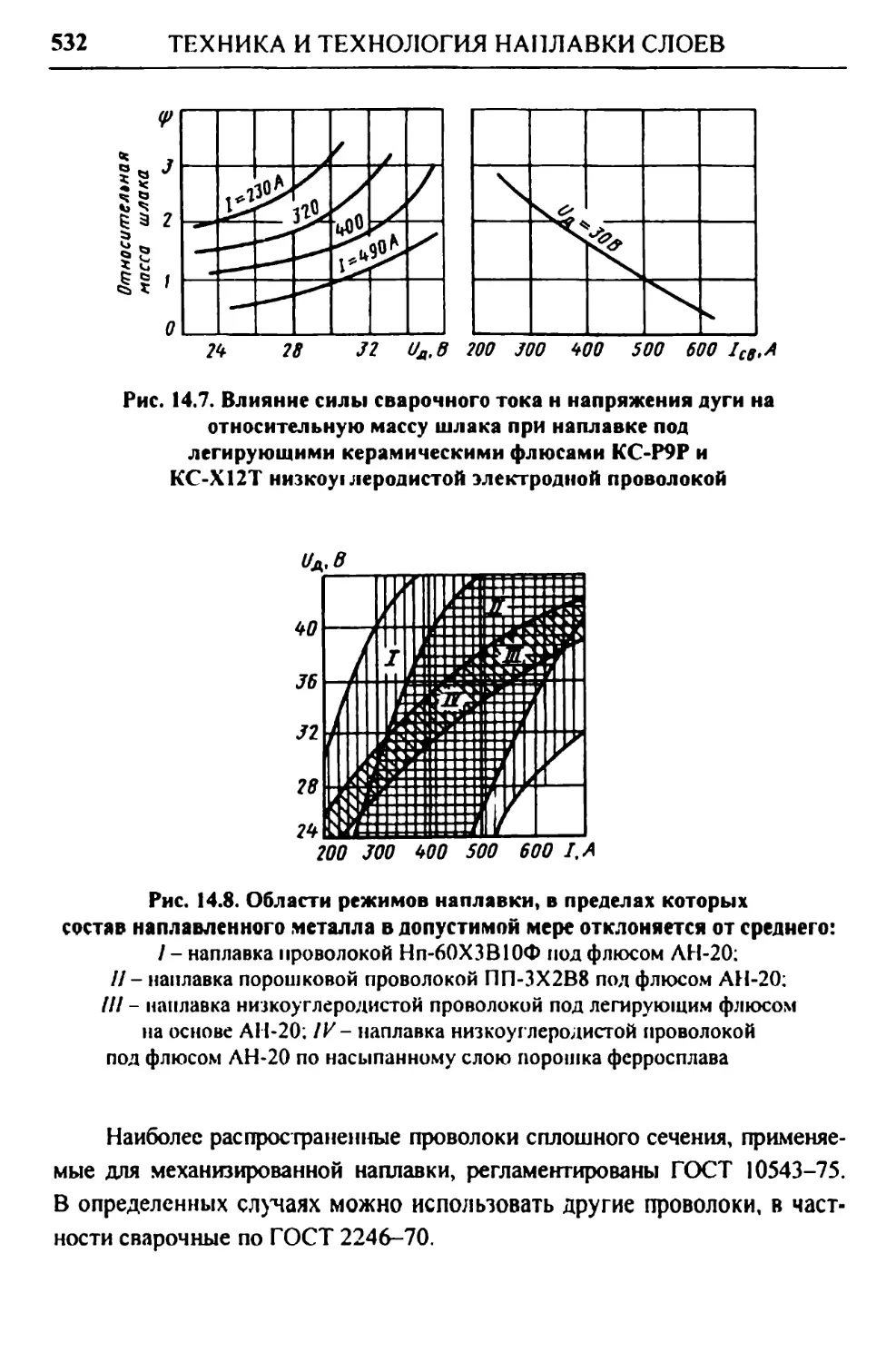
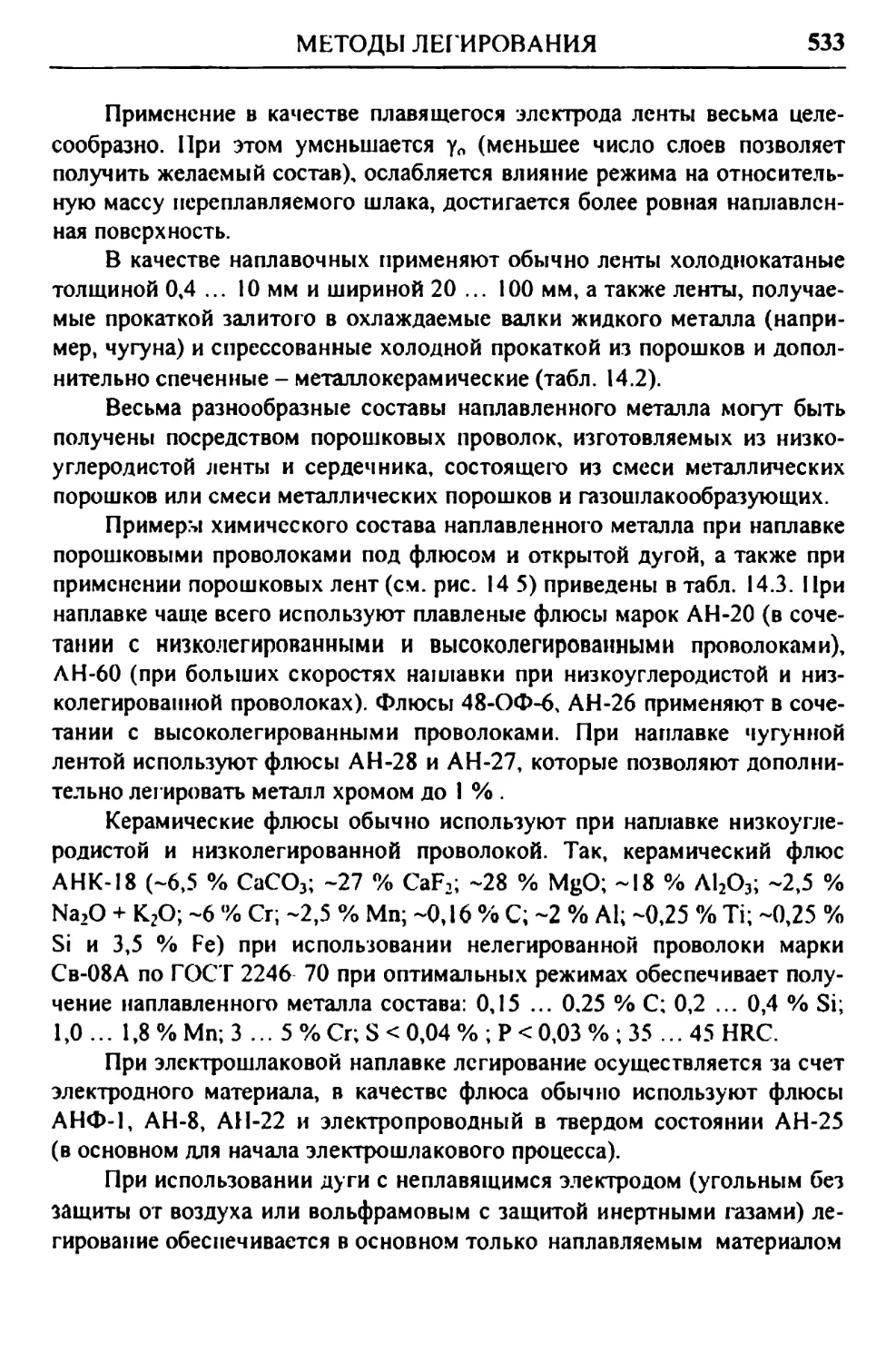
14.1. Формирование свойств наплавленного металла... 519
14.2. Методы легирования............................ 528
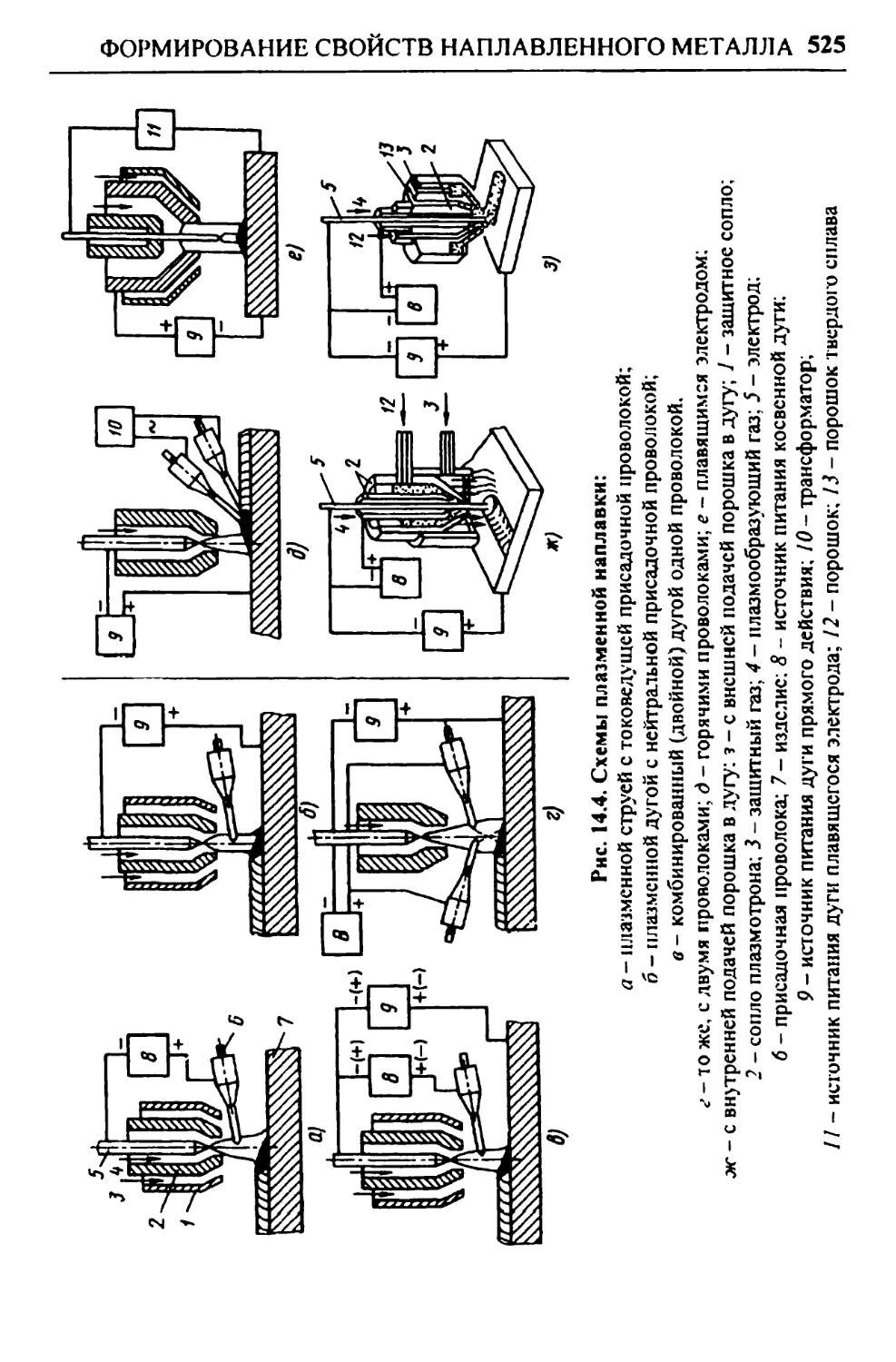
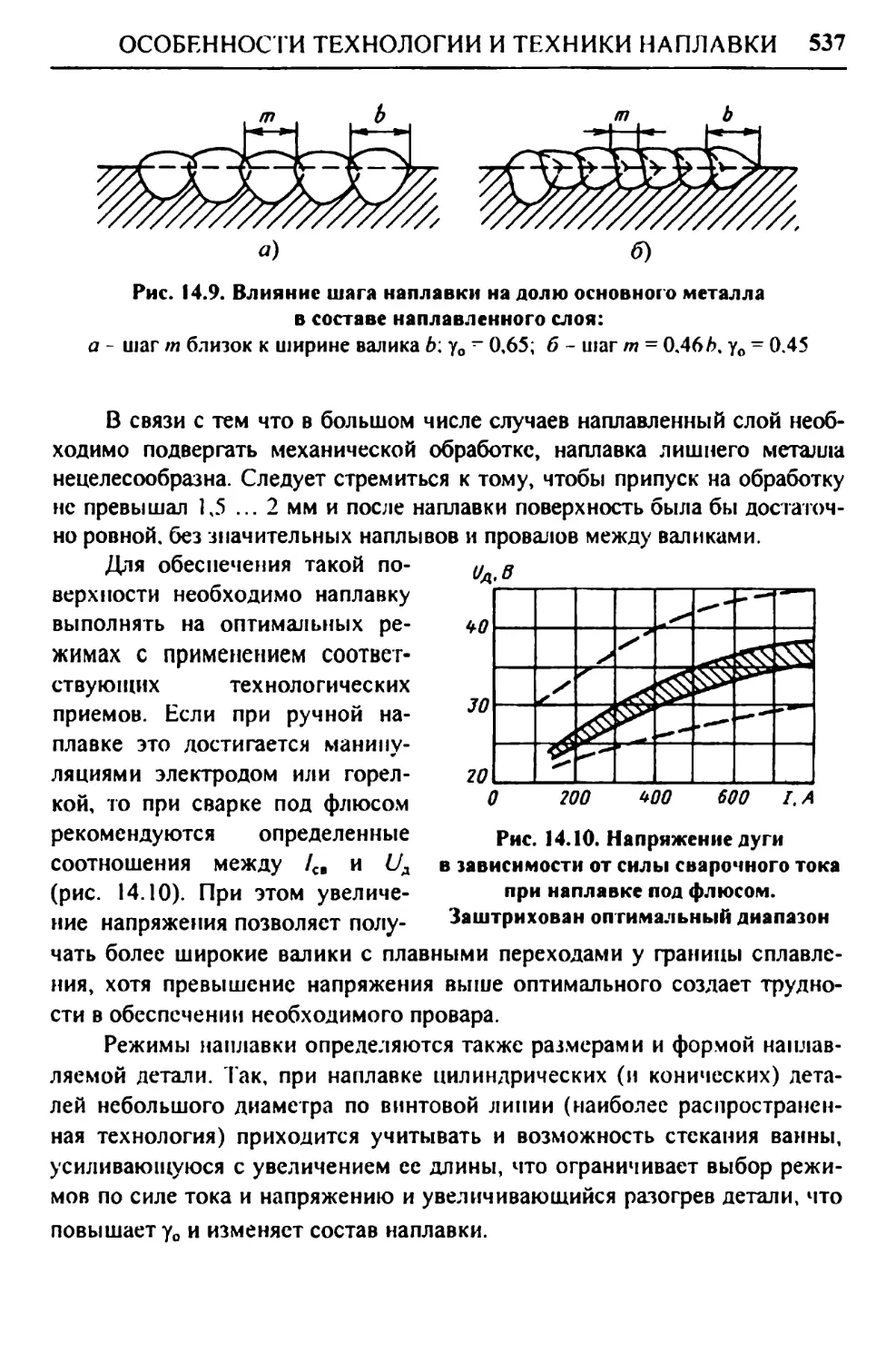
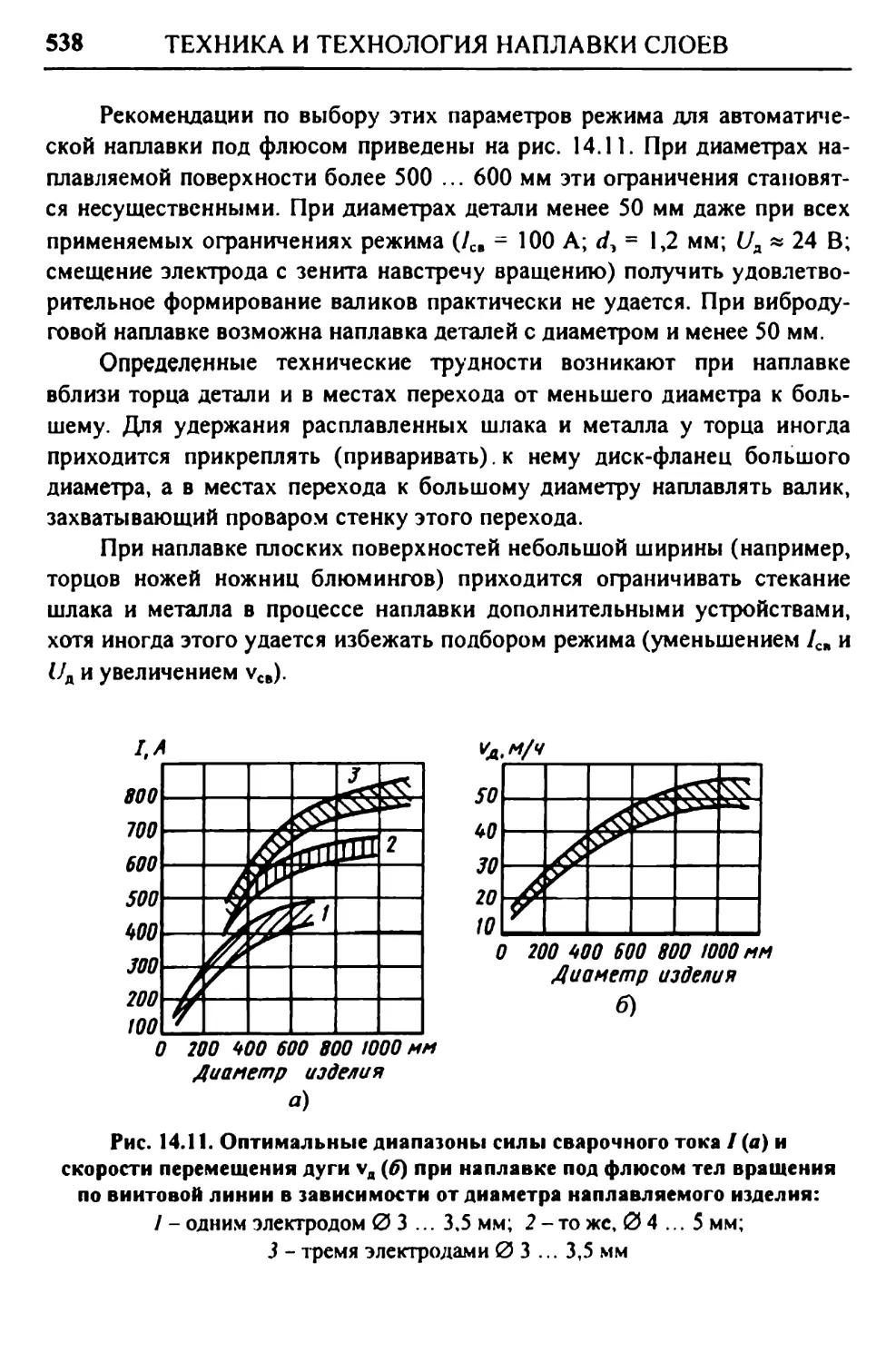
14.3. Особенности технологии и техники наплавки.... 536
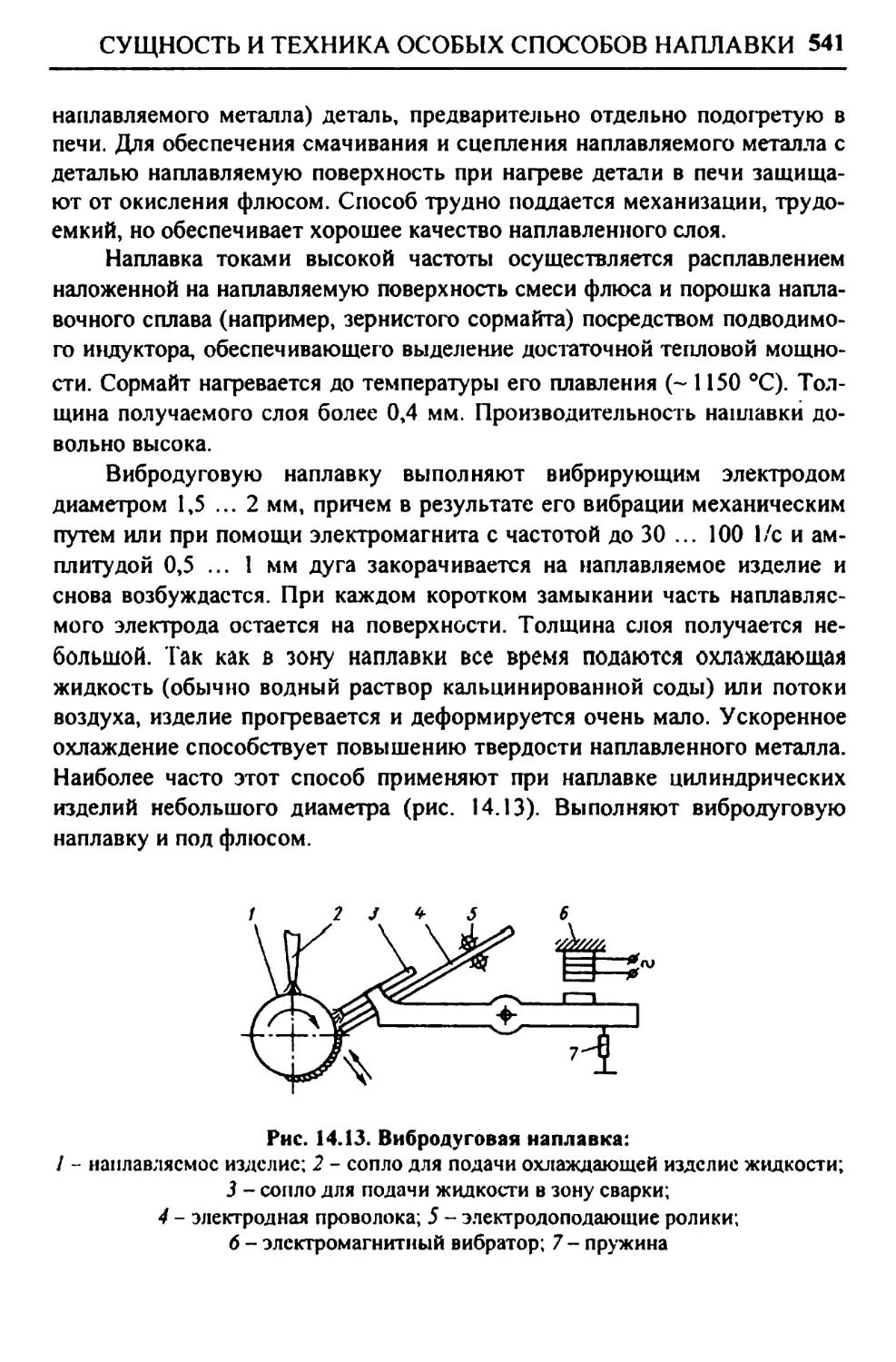
14.4. Сущность и техника особых способов наплавки.. 540
Контрольные вопросы................................. 546
Глава 15. Технология сварки металлических композиционных и
пористых материалов................................. 547
Контрольные вопросы................................. 551
Глава 16. Безопасность труда и защита среды обитания.... 552
Список литературы........................................ 559
ПРЕДИСЛОВИЕ
Учебник написан по программе для студентов вузов, обучающихся
по специальности 120500 "Технология и оборудование сварочного про-
изводства".
При написании учебника авторы исходили из учебного плана по
данной специальности, согласно которому студенты уже изучили час-
тично или полностью ряд специальных дисциплин: теория сварочных
процессов, источники питания для сварки, расчет и проектирование
сварных конструкций и др.
Изучение упомянутых дисциплин предполагает достаточно глубокое
изучение студентами таких вопросов, как классификация способов свар-
ки, теоретические основы источников теплоты, используемых при сварке,
физико-металлургические и тепловые процессы при сварке, процессы
кристаллизации металла сварного шва и технологическая прочность
сварных соединений и т.п. Поэтому основное внимание в данном учеб-
нике уделено технологии сварки плавлением, а по сварочному оборудо-
ванию приведены только сведения, дополняющие курс источников пита-
ния. В разделах по технологии сварки авторы не стремились привести все
данные о сварочных материалах, режимах и т.п., учитывая, что эти дан-
ные имеются в справочной литературе, и уделили основное внимание
освещению основ выбора технологии.
Основой для данного учебника послужил учебник А.И. Акулова,
Г.А. Бсльчука, В.П. Демянцевича "Технология и оборудование сварки
плавлением": М.: "Машиностроение", 1977 с существенными дополне-
ниями и доработкой.
Профессор А.И. Акулов написал гл. 3, 5, 6, 9, 15, 16. Гл. 1 доработал
доцент А.М. Рыбачук; гл. 2 - доцент А.М. Рыбачук и доцент Г.В. Поле-
вой; гл. 4 и 11 - доцент Г.В. Полевой; гл. 7, 8 - профессор Г.Г. Черны-
шов; гл. 10 - профессор Б.Ф. Якушин; гл. 12 и 14 - доцент С.И. Ермаков;
гл. 13 - профессор В.П. Алехин.
ВВЕДЕНИЕ
При сварке плавлением под действием источника тепла кромки ме-
талла свариваемых элементов (основной металл) и если необходимо, до-
полнительный металл (сварочная проволока и др.) расплавляются в месте
соединения совместно образуя сварочную ванну. В ней происходят раз-
личные физико-химические взаимодействия. При охлаждении, по мере
удаления источника тепла металл сварочной ванны кристаллизуется, об-
разуя сварной шов, соединяющий свариваемые элементы. В отличие от
основного металла, структура которого характерна измельченным после
пластической деформации зерном (прокатка и т.д. за исключением свар-
но-литых конструкций) металл шва всегда имеет структуру литого ме-
талла с укрупненным зерном. Его химический состав и свойства могут
значительно отличаться от состава и свойств основного металла.
Рядом со швом в основном металле под действием тепла, распро-
страняющегося из зоны сварки, происходят структурные изменения (зона
термического влияния). Таким образом сварное соединение, т.е. металл
шва и зоны термическою влияния характеризуется разнообразием струк-
тур и значит и свойств. Последующая термическая обработка позволяет
уменьшить это различие.
При сварке плавлением в качестве источника тепла используют раз-
личные источники: высокотемпературное газовое пламя (газовая сварка),
электрическую дугу (электродуговая сварка), теплоту выделяемую в
шлаковой ванне проходящим через нее электрическим током (электро-
шлаковая сварка), теплоту струи ионизированных газов плазмы (плаз-
менная сварка), теплоту, выделяемую в металле в результате преобразо-
вания в нее кинетической энергии электронов (электронно-лучевая свар-
ка), теплоту когерентного светового луча лазера (лазерная сварка) и не-
которые другие.
Из способов сварки плавлением наиболее широко используется элек-
тродуговая сварка. Она имеет много разновидностей в зависимости от спо-
соба защиты зоны сварки от воздуха и металлургических взаимодействий в
ней и в металле сварочной ванны. Это сварка покрытыми электродами, под
флюсом, в защитных газах, порошковой проволокой. По степени механиза-
ции она может быть ручной, полуавтоматической и автоматической.
Сварка плавлением используется для соединения практически всех
используемых в технике металлов толщиной от долей миллиметра до
сотен сантиметров, а также некоторых неметаллов (стекла, керамики,
графита и др.). Широкие возможности сварки плавлением облегчают ре-
шение задач, стоящих перед инженерами-технологами. Однако разрабо-
танный технологический процесс должен не только обеспечить требуе-
ВВЕДЕНИЕ
9
мые свойства сварных соединений, но быть экономичным и экологически
приемлемым. При разработке технологического процесса изготовления
целесообразна разработка нескольких его вариантов с использованием
ЭВМ для выбора оптимального.
Россия внесла значительный вклад в создание и развитие сварки плав-
лением. В 1882 г. Н.Н. Бенардос предложил способ электродуговой сварки
угольным электродом. Дальнейшее развитие электродуговая сварка получи-
ла в работах Н.Г. Славянова (1888 г.), применившего в качестве электрода
металлический стержень, который одновременно являлся и присадочным
(дополнительным) металлом. Славянов Н.Г. разработал металлургические
основы электродуговой сварки, предложив использовать в качестве флюса
дробленое стекло для защиты расплавленного металла сварочной ванны от
взаимодействия с воздухом. Однако качество сварных соединений было низ-
ким. Значительно повысилось их качество, когда в 1907 г. шведский инже-
нер О. Кьельбсрг разработал электроды, в которых на металлический стер-
жень наносилось специальное покрытие. Оно содержало легирующие, рас-
кисляющие, газозащитные и шлакообразующие компоненты.
В России интенсивное применение сварки с одновременным прове-
дением широкого круга исследований по технологии, металлургии, проч-
ности сварных конструкций, разработке сварочного оборудования нача-
лось с середины 20-х годов в различных регионах страны. Во Владиво-
стоке (В.П. Вологдин, Н.Н. Рыкалин, Г.К. Татур, С.А. Данилов), в Москве
(ГА. Николаев, К.К. Хренов, К.В. Любавский) в Ленинграде (В.П. Ники-
тин, А.А. Алексеев, Н.О. Окерблом) и т.д. Особую роль в развитии и ста-
новлении сварки сыграл академик Е.О. Патон, создавший в 1929 г. лабо-
раторию, а впоследствии и Институт электросварки АН УССР, в котором
в конце 30-х годов был разработан новый способ автоматическая сварка
под флюсом. Там же в 1949 г. был создан принципиально новый вид
сварки плавлением - электрошлаковая сварка. Широкое применение в
промышленности находит разработанный в 50-х годах в ЦНИИТМАШе
К.В. Любавским и Н.М. Новожиловым способ сварки плавящимся метал-
лическим электродом в среде углекислого та. Его существенными пре-
имуществами является универсальность (автоматический и полуавтома-
тический), высокая производительность и качество, экономичность.
Электронно-лучевая сварка была разработана французскими учеными в
конце 50-х годов. Использование для сварки оптических квантовых гене-
раторов-лазеров началось в 60-х годах. Сварка занимает достойное место
к ряду других технологических процессов. Это обусловлено универсаль-
ностью, возможностью значительной экономии металла, возможностью
создания уникальных конструкций, которые при других технологических
процессах создать невозможно.
Глава 1
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
СВАРНЫХ СОЕДИНЕНИЙ
1.1. КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Термины и определения основных понятий в области сварки уста-
навливает ГОСТ 2601-84 (в ред, 1992 г.). Термины, установленные стан-
дартом, обязательны для применения в документации всех видов, науч-
но-технической, учебной и справочной литературе.
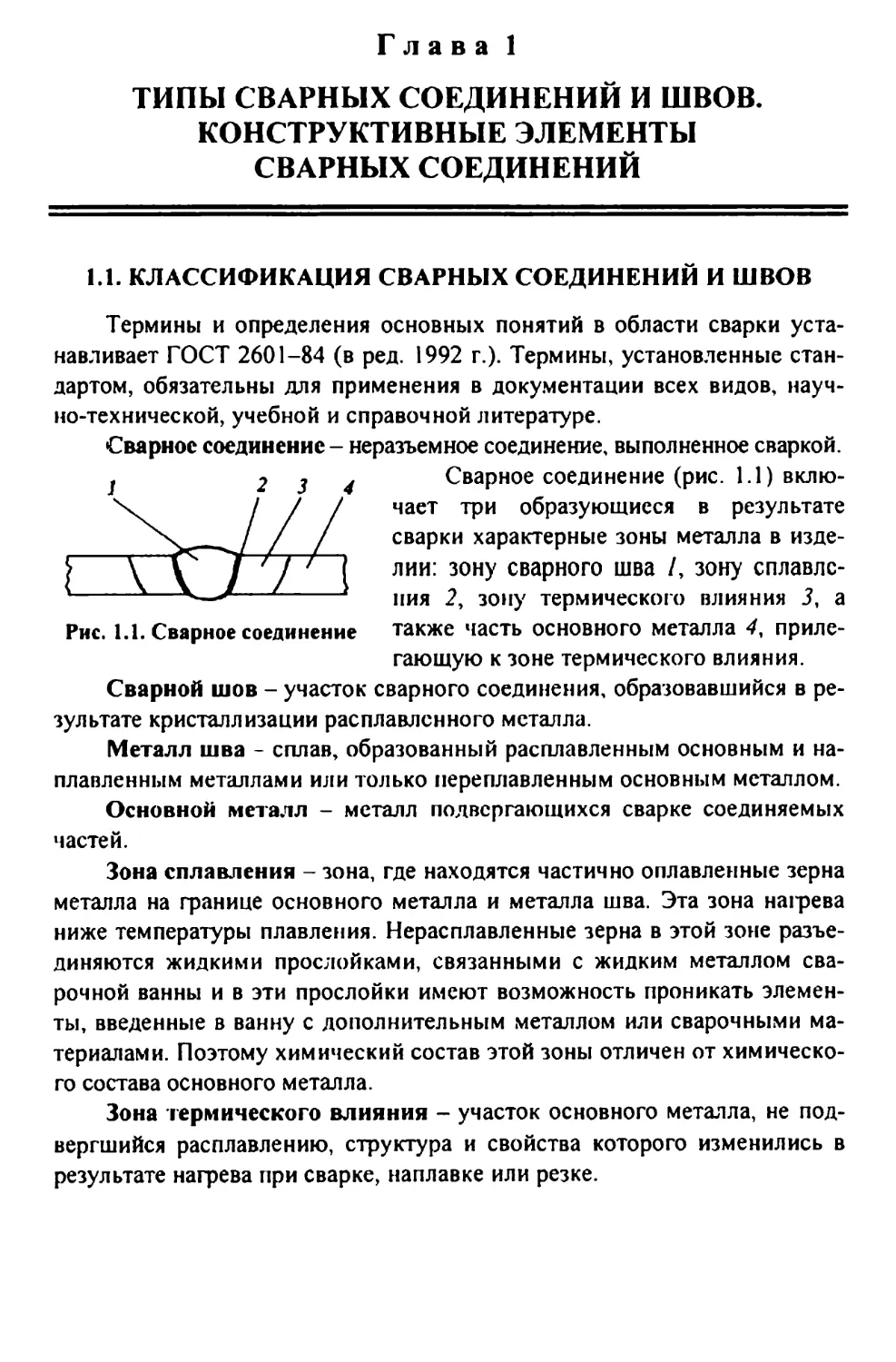
Сварное соединение - неразъемное соединение, выполненное сваркой.
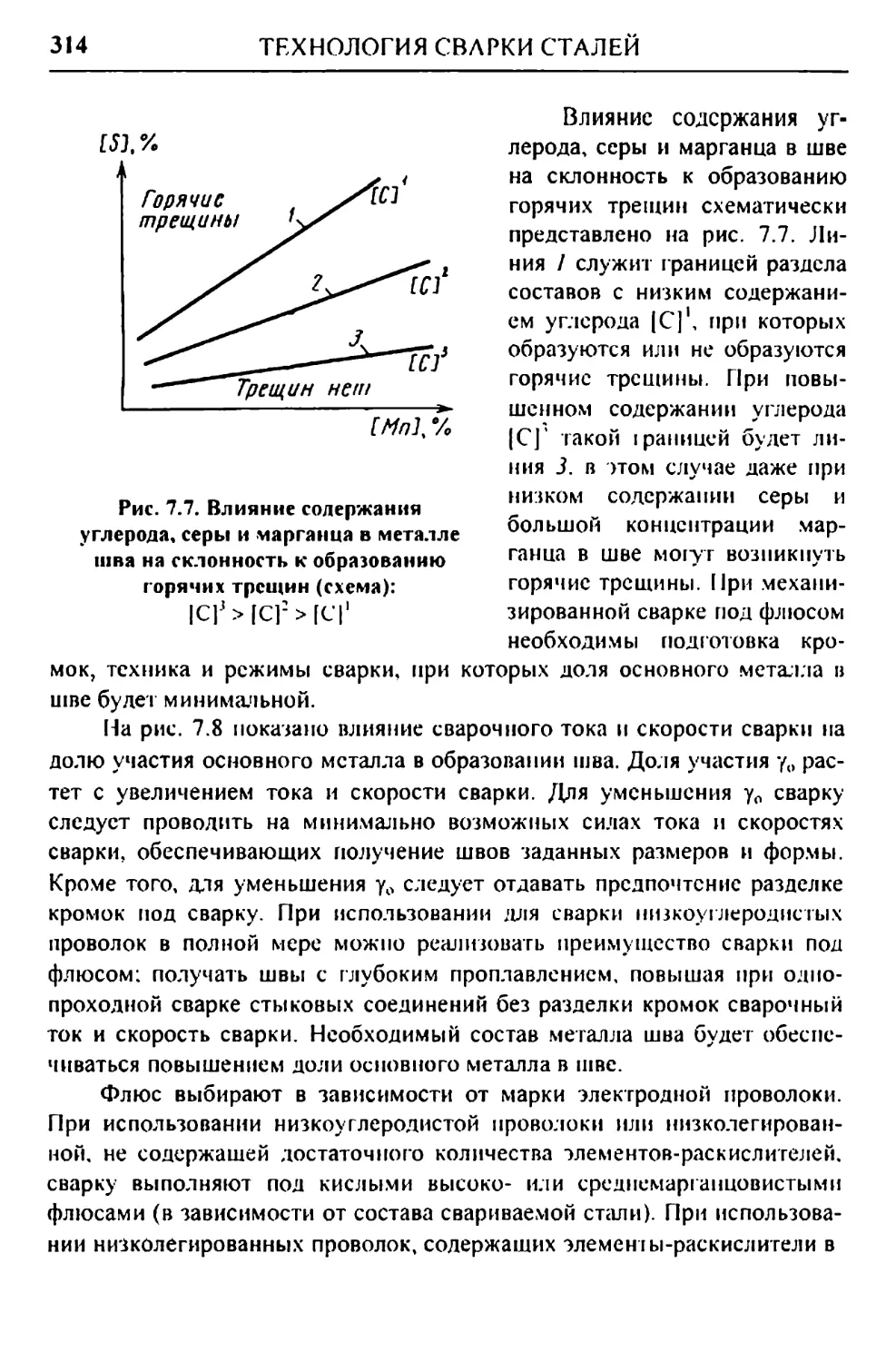
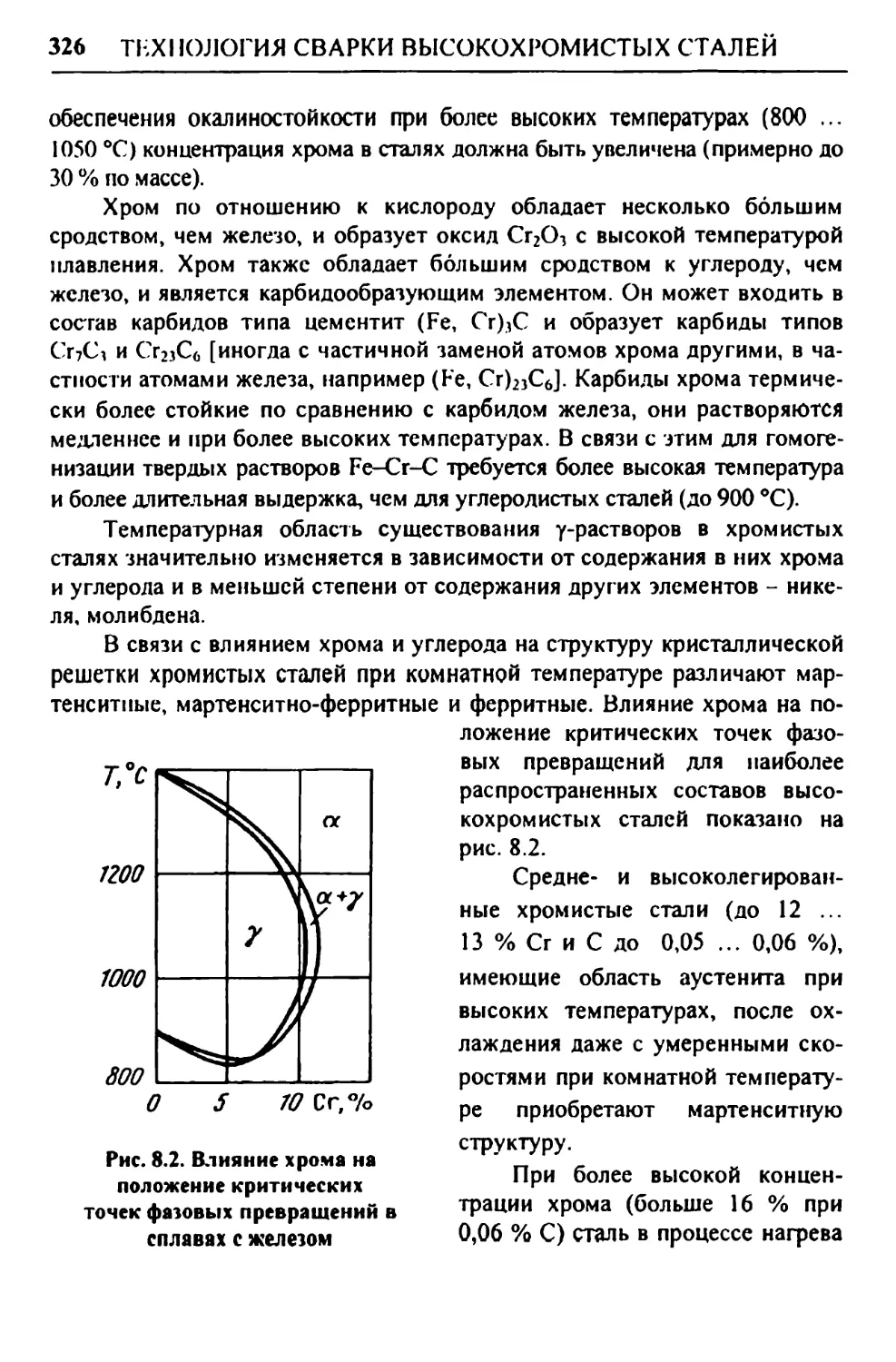
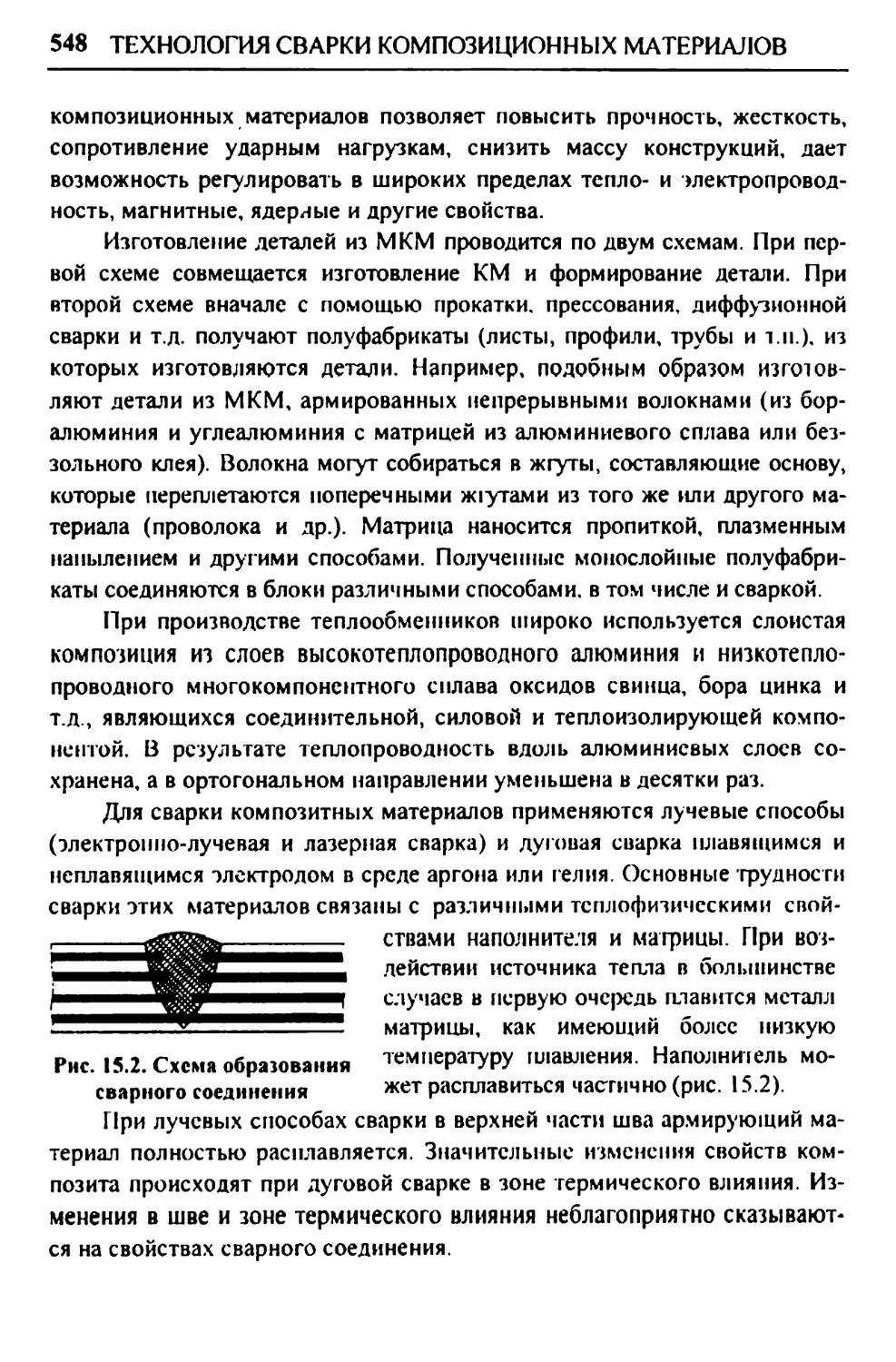
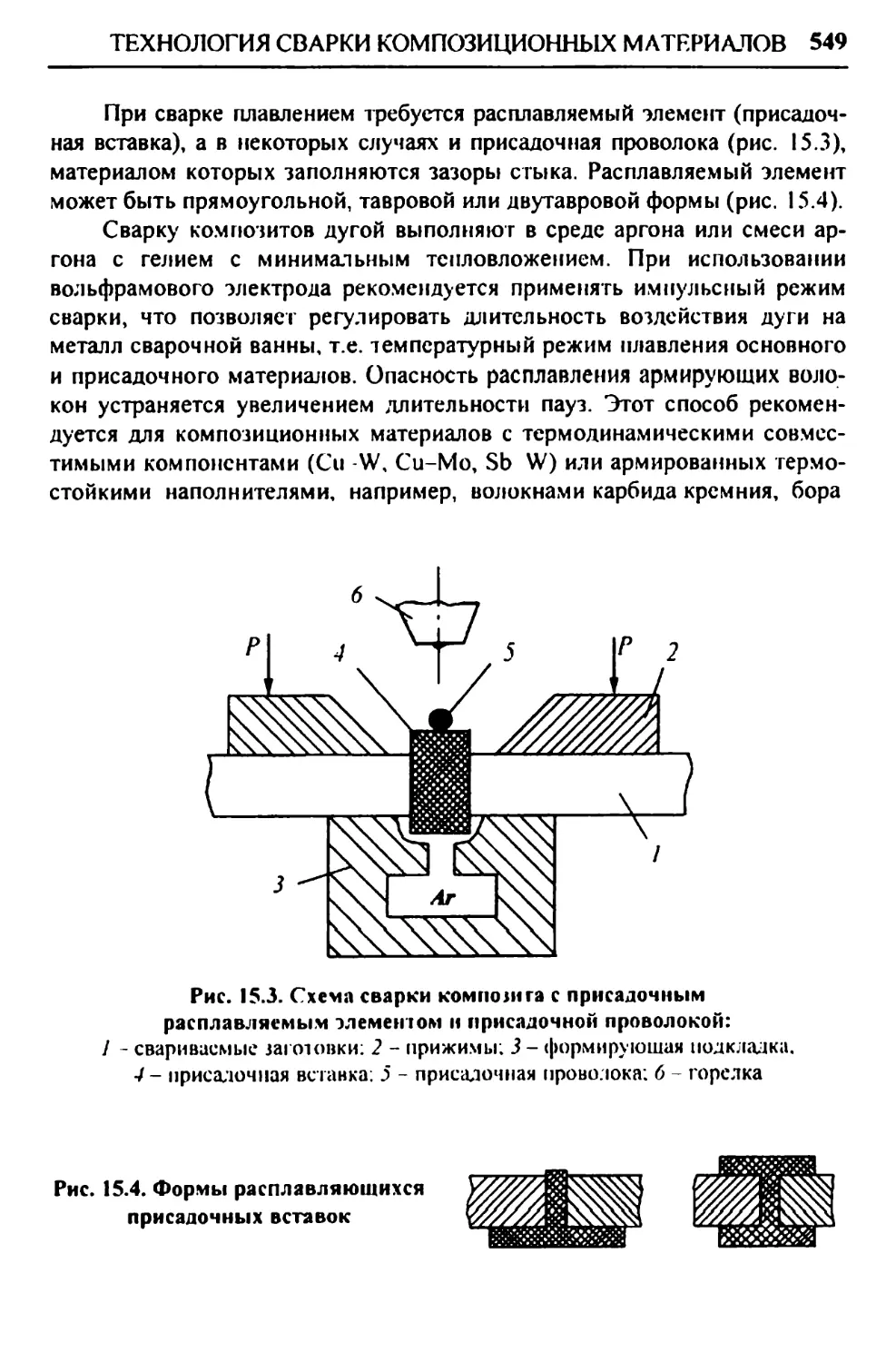
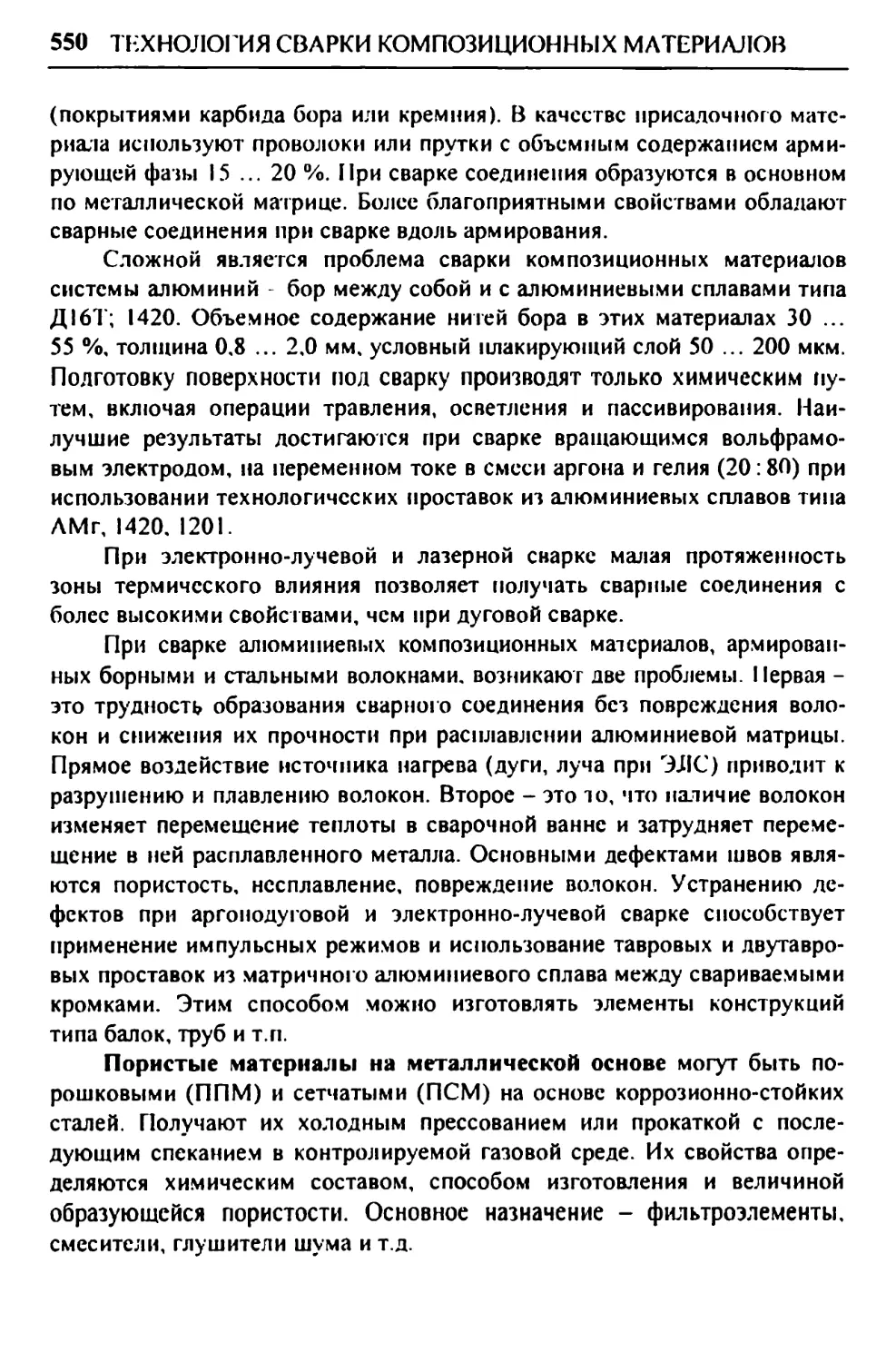
Сварное соединение (рис. 1.1) вклю-
чает три образующиеся в результате
сварки характерные зоны металла в изде-
лии: зону сварного шва /, зону сплавле-
ния 2, зону термического влияния 3, а
Рис. 1.1. Сварное соединение также часть основного металла 4, приле-
гающую к зоне термического влияния.
Сварной шов - участок сварного соединения, образовавшийся в ре-
зультате кристаллизации расплавленного металла.
Металл шва - сплав, образованный расплавленным основным и на-
плавленным металлами или только переплавленным основным металлом.
Основной металл - металл подвергающихся сварке соединяемых
частей.
Зона сплавления - зона, где находятся частично оплавленные зерна
металла на границе основного металла и металла шва. Эта зона на1рева
ниже температуры плавления. Нерасплавленные зерна в этой зоне разъе-
диняются жидкими прослойками, связанными с жидким металлом сва-
рочной ванны и в эти прослойки имеют возможность проникать элемен-
ты, введенные в ванну с дополнительным металлом или сварочными ма-
териалами. Поэтому химический состав этой зоны отличен от химическо-
го состава основного металла.
Зона термического влияния - участок основного металла, не под-
вергшийся расплавлению, структура и свойства которого изменились в
результате нагрева при сварке, наплавке или резке.
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ 11
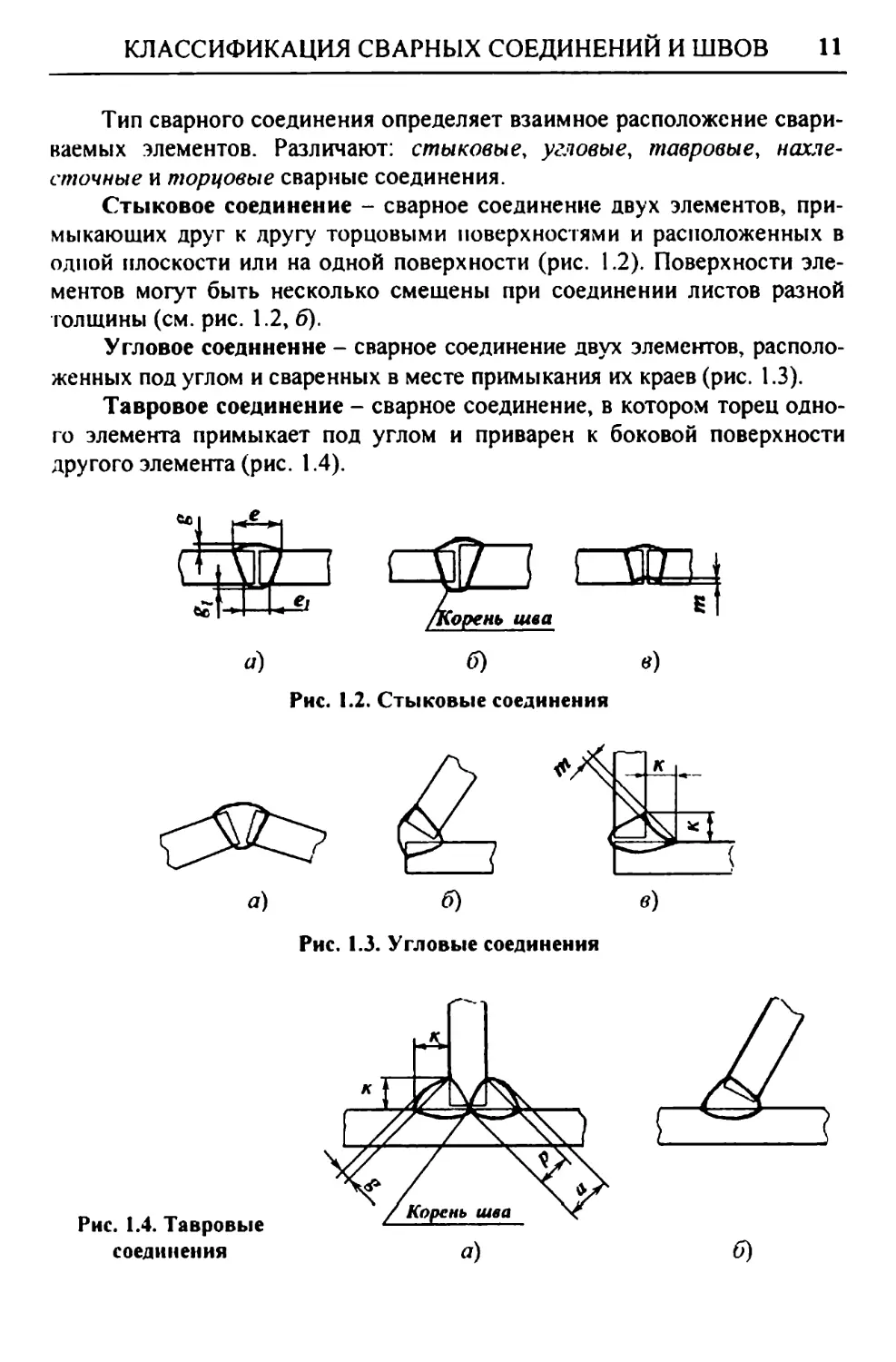
Тип сварного соединения определяет взаимное расположение свари-
ваемых элементов. Различают: стыковые, угловые, тавровые, нахле-
сточные и торцовые сварные соединения.
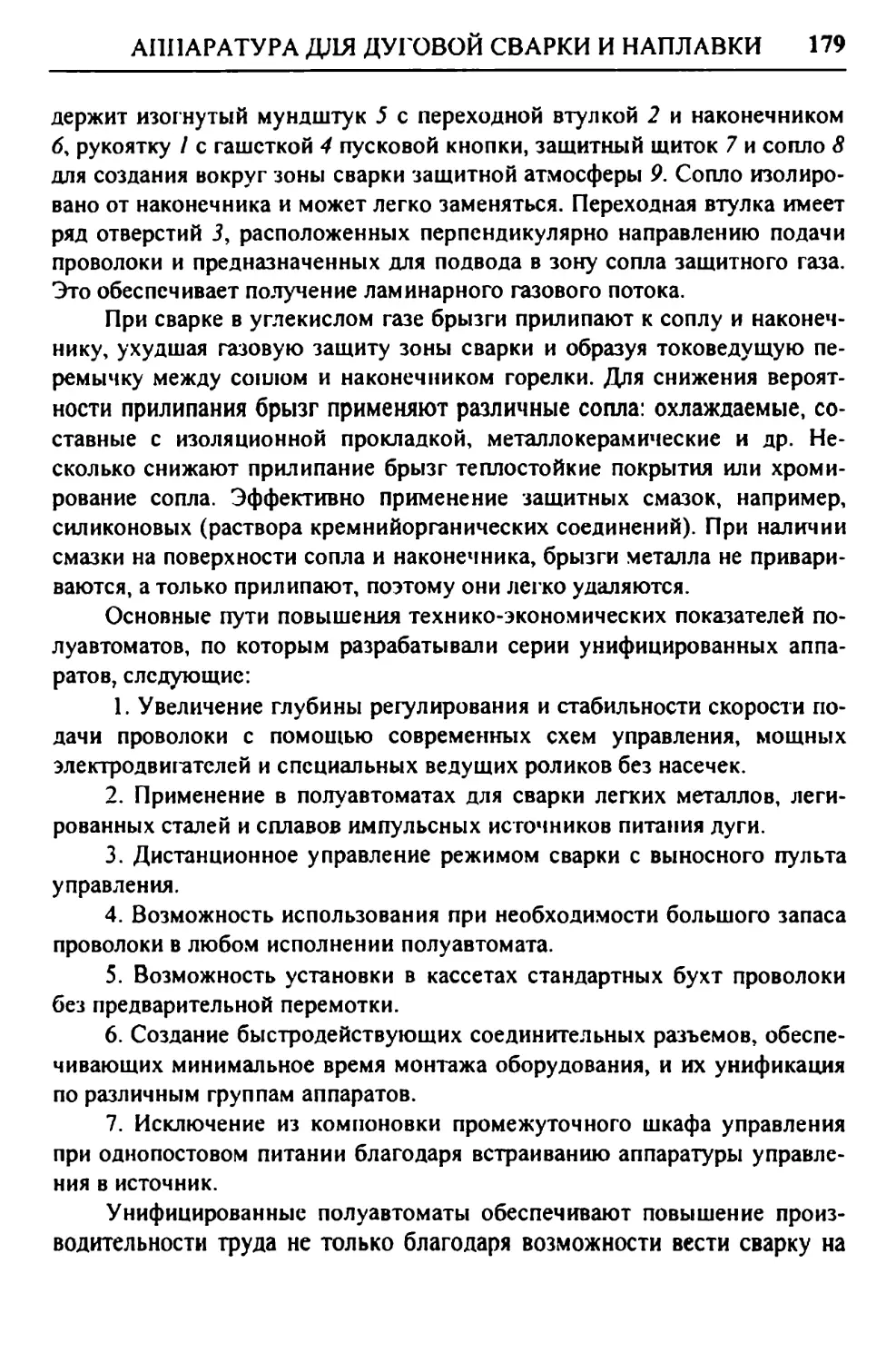
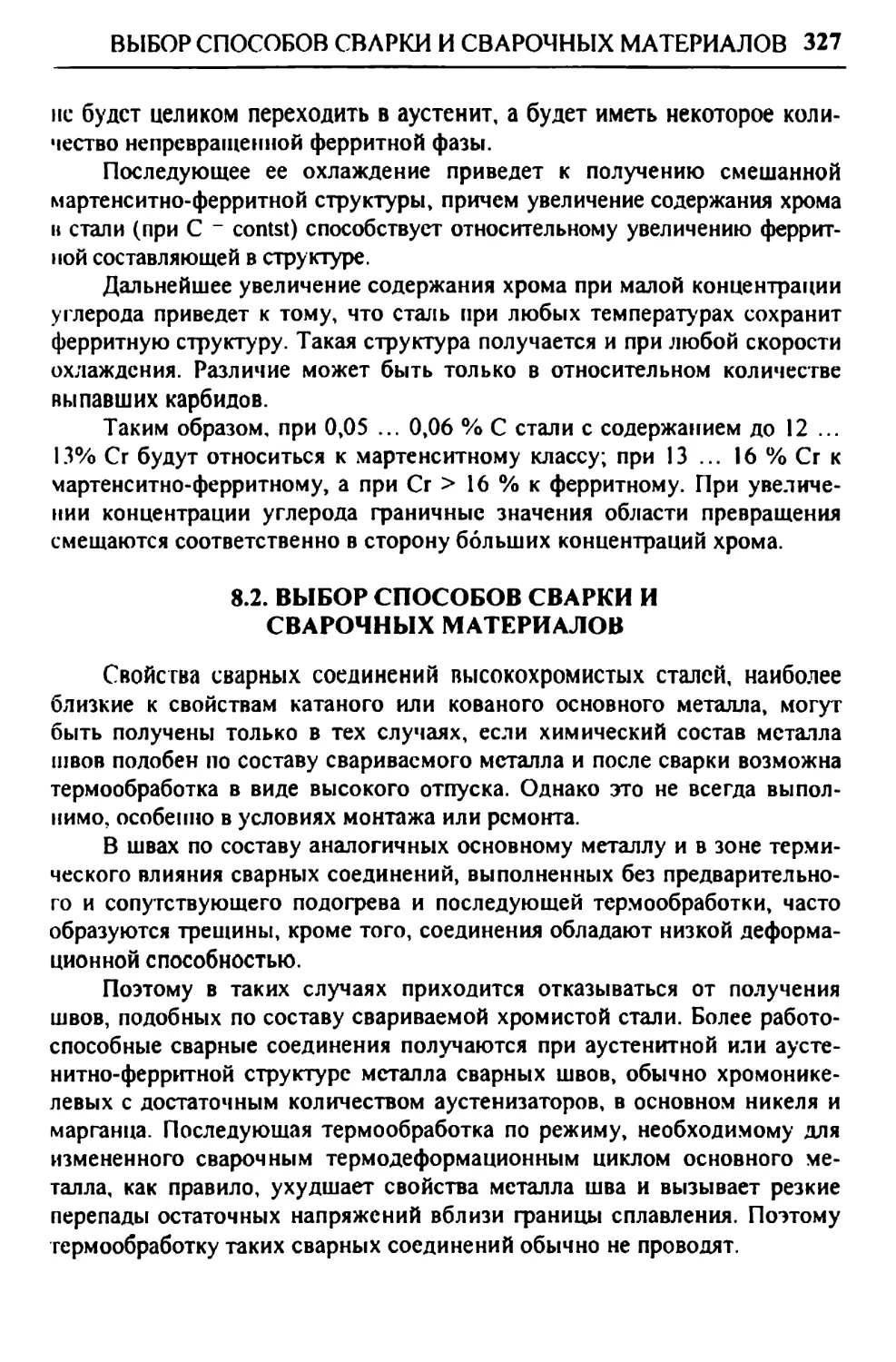
Стыковое соединение - сварное соединение двух элементов, при-
мыкающих друг к другу торцовыми поверхностями и расположенных в
одной плоскости или на одной поверхности (рис. 1.2). Поверхности эле-
ментов могут быть несколько смещены при соединении листов разной
толщины (см. рис. 1.2, б).
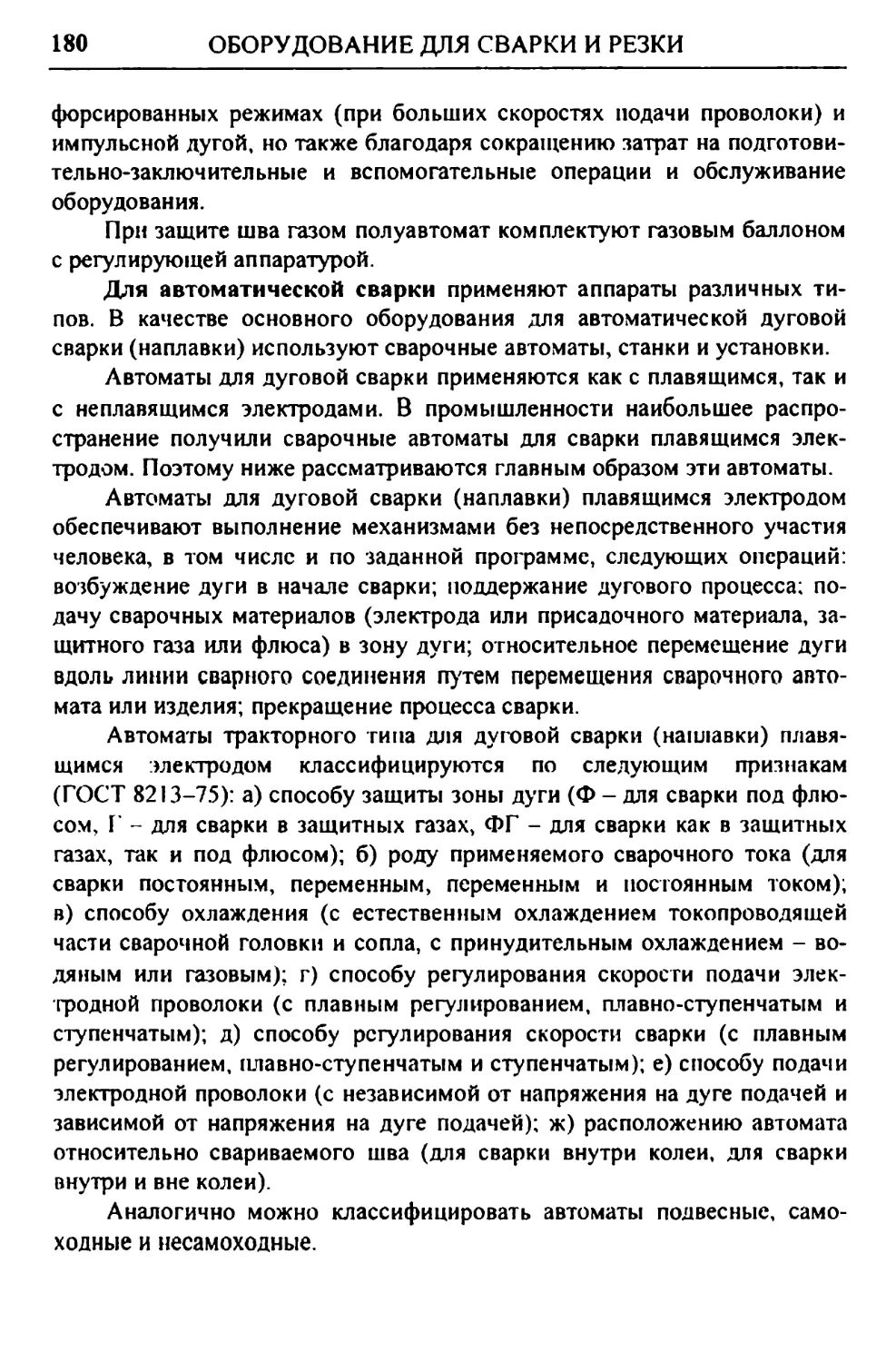
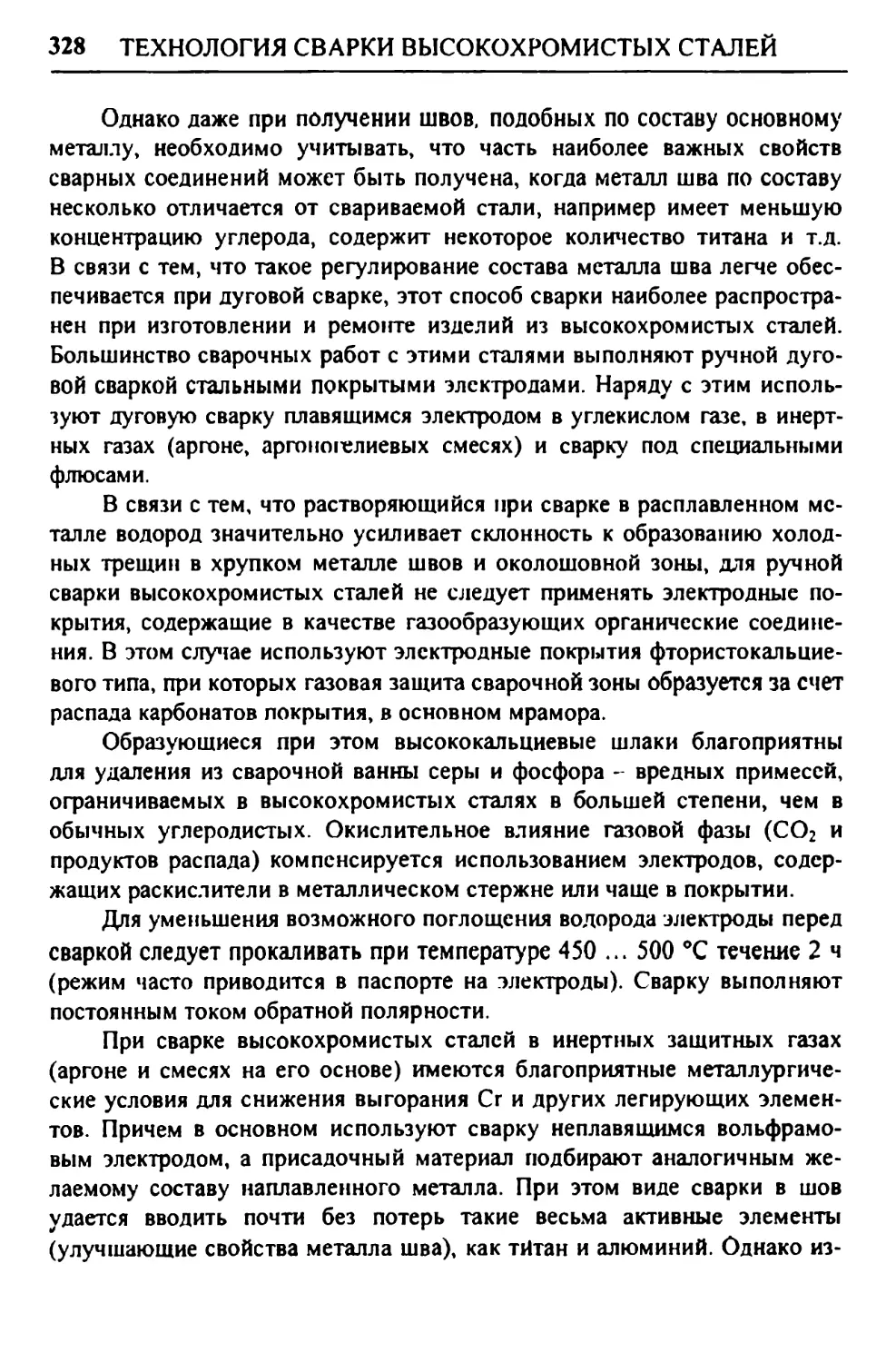
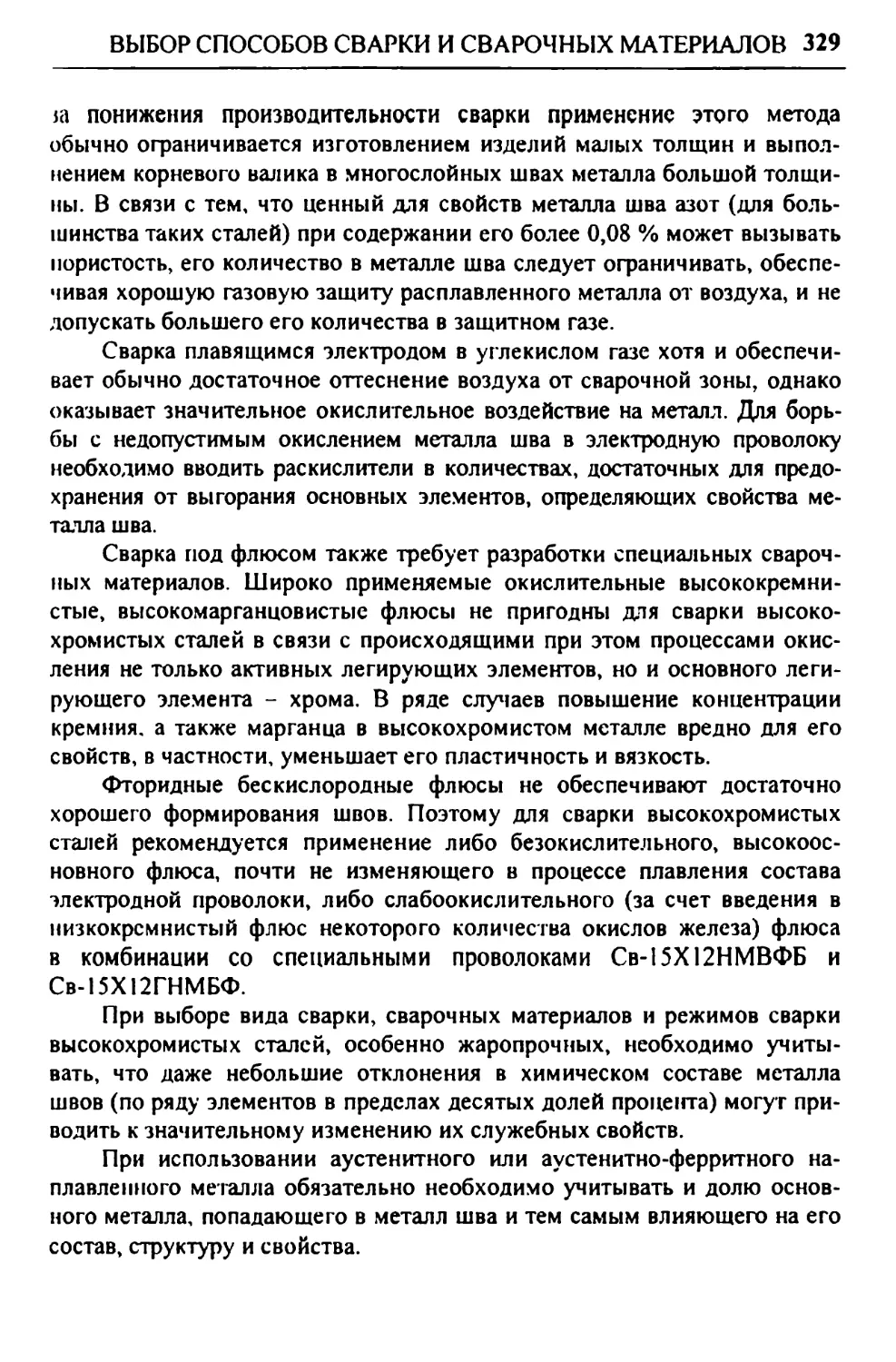
Угловое соединение - сварное соединение двух элементов, располо-
женных под углом и сваренных в месте примыкания их краев (рис. 1.3).
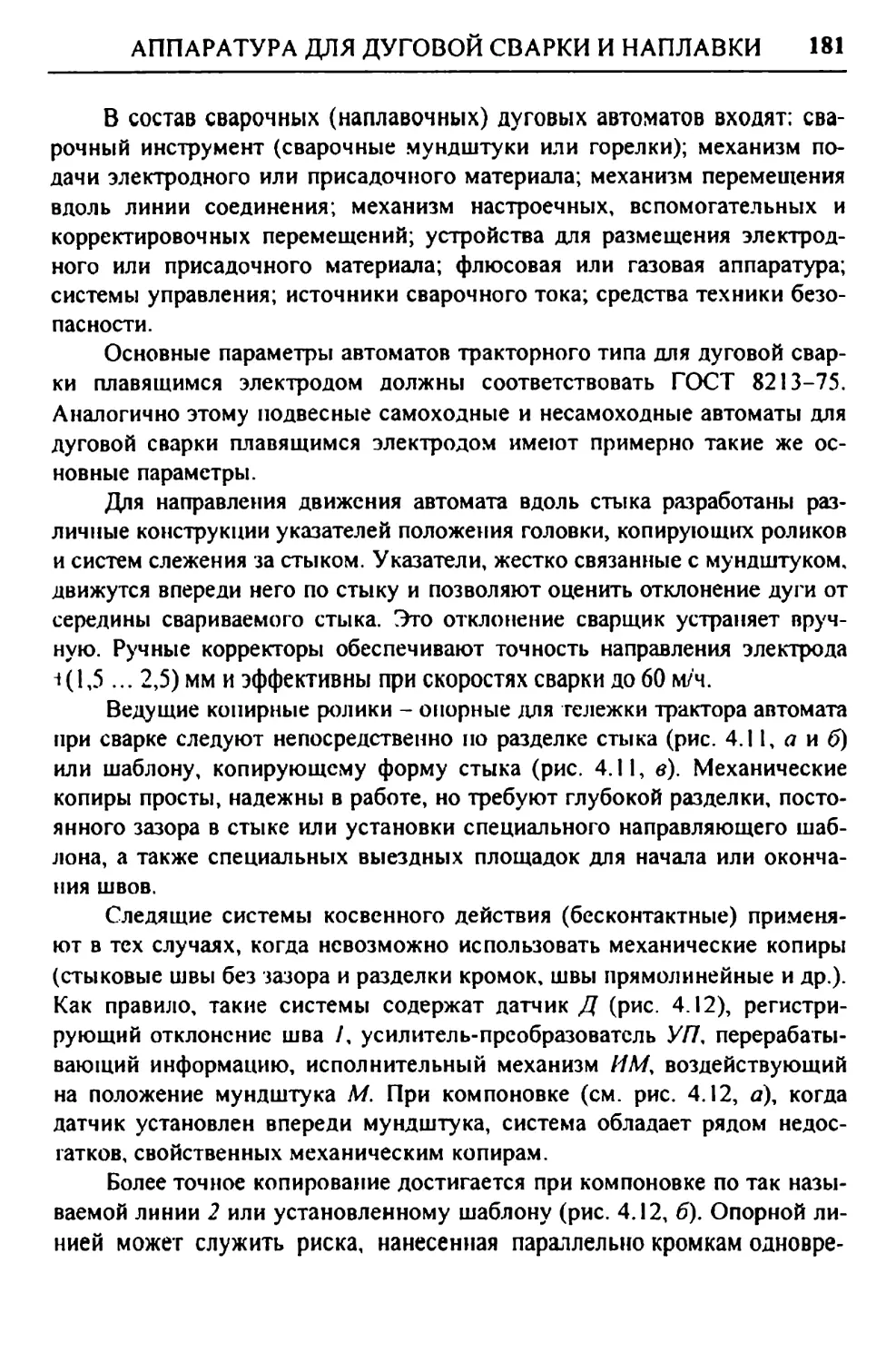
Тавровое соединение - сварное соединение, в котором торец одно-
го элемента примыкает под углом и приварен к боковой поверхности
другого элемента (рис. 1.4).
Рис. 1.2. Стыковые соединения
Рис. 1.4. Тавровые
соединения
Рис. 1.3. Угловые соединения
12
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
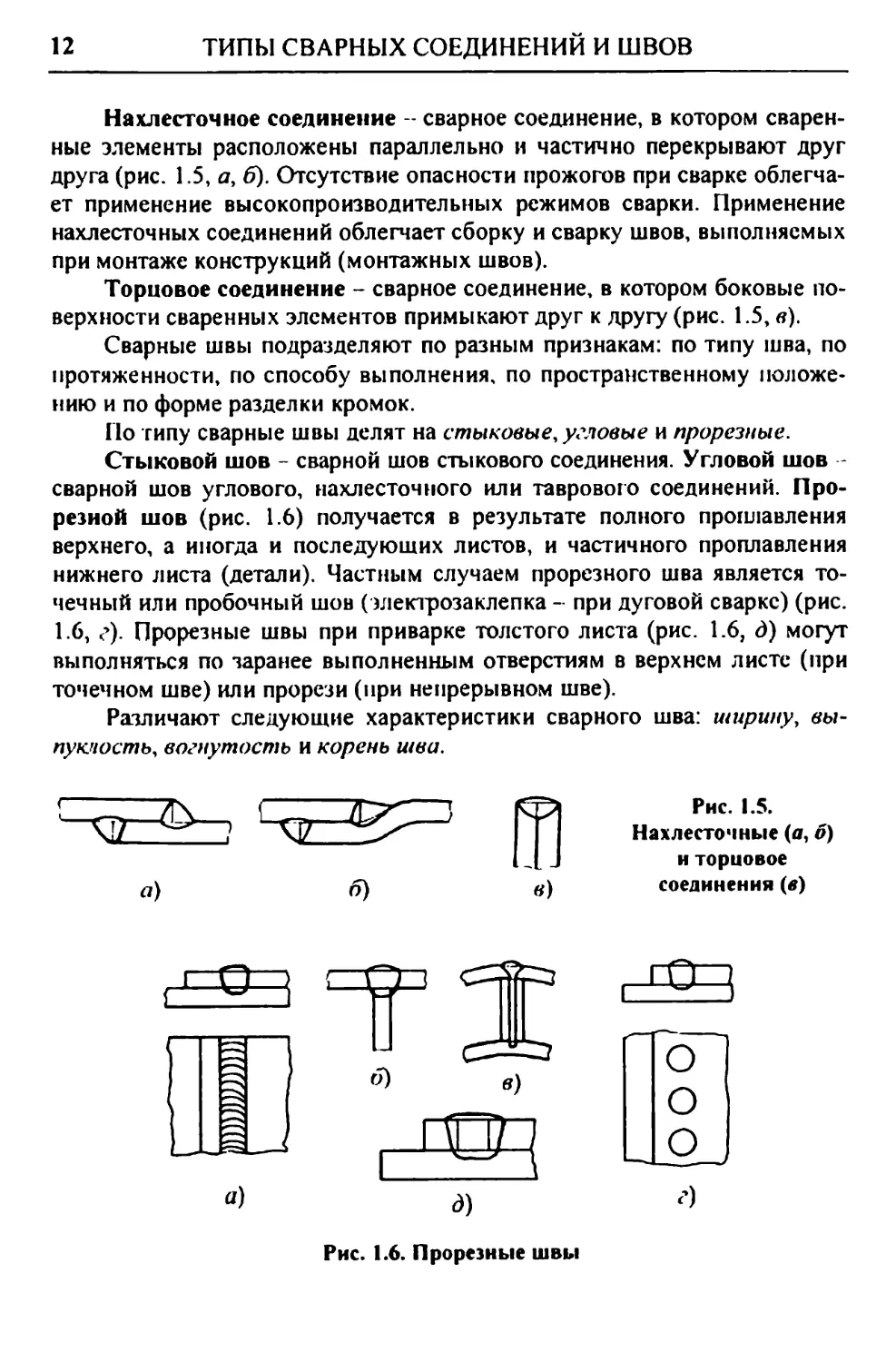
Нахлесточное соединение - сварное соединение, в котором сварен-
ные элементы расположены параллельно и частично перекрывают друг
друга (рис. 1.5, а, б). Отсутствие опасности прожогов при сварке облегча-
ет применение высокопроизводительных режимов сварки. Применение
нахлесточных соединений облегчает сборку и сварку швов, выполняемых
при монтаже конструкций (монтажных швов).
Торцовое соединение - сварное соединение, в котором боковые по-
верхности сваренных элементов примыкают друг к другу (рис. 1.5, в).
Сварные швы подразделяют по разным признакам: по типу шва, по
протяженности, по способу выполнения, по пространственному положе-
нию и по форме разделки кромок.
По типу сварные швы делят на стыковые, угловые и прорезные.
Стыковой шов - сварной шов стыкового соединения. Угловой шов -
сварной шов углового, нахлесточного или таврового соединений. Про-
резной шов (рис. 1.6) получается в результате полного проплавления
верхнего, а иногда и последующих листов, и частичного проплавления
нижнего листа (детали). Частным случаем прорезного шва является то-
чечный или пробочный шов (электрозаклепка - при дуговой сварке) (рис.
1.6, г). Прорезные швы при приварке толстого листа (рис. 1.6, д) могут
выполняться по заранее выполненным отверстиям в верхнем листе (при
точечном шве) или прорези (при непрерывном шве).
Различают следующие характеристики сварного шва: ширину, вы-
пуклость, вогнутость и корень шва.
Рис. 1.6. Прорезные швы
Рис. 1.5.
Нахлесточные (а, б)
и торцовое
соединения (в)
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ 13
Ширина шва е расстояние между видимыми линиями сплавления
сварного шва (см. рис. 1.2, а). Выпуклость шва g определяется расстоя-
нием между плоскостью, проходящей через видимые линии границы
сварного шва с основным металлом и поверхностью сварного шва, изме-
ренным в месте наибольшей выпуклости (см. рис. 1.2, а\ 1.4, а). Вогну-
тость шва т определяется расстоянием между плоскостью, проходящей
через видимые линии границы шва с основным металлом и поверхностью
шва, измеренным в месте наибольшей вогнутости (см. рис. 1.2, в\ 1.3, в).
Вогнутость корня стыкового шва является дефектом обратной стороны
одностороннего шва. Корень шва - часть сварного шва, наиболее уда-
ленная от его лицевой поверхности (см. рис. 1.2, б; 1.4, а). По существу
это обратная сторона шва, в которой различают ширину et и высоту gi
обратного валика (см. рис. 1.2, а).
Угловой шов имеет следующие размерные характеристики: катет,
толщину, расчетную высоту. Катег углового шва к определяется крат-
чайшим расстоянием от поверхности одной из свариваемых частей до
|раницы углового шва на поверхности второй свариваемой части (см.
рис. 1.3, в\ 1.4, а). Катет задается в качестве параметра режима, который
нужно выдерживать при сварке. Толщина углового шва а - наибольшее
расстояние от поверхности углового шва до точки максимального про-
плавления основного металла (см. рис. 1.4, а). Для оценки прочности свар-
ного соединения используют расчетную высоту углового шва - р
(см. рис. 1.4, а). Для угловых швов более благоприятна вогнутая форма по-
верхности шва с плавным переходом к основному металлу (см. рис. 1.3, в).
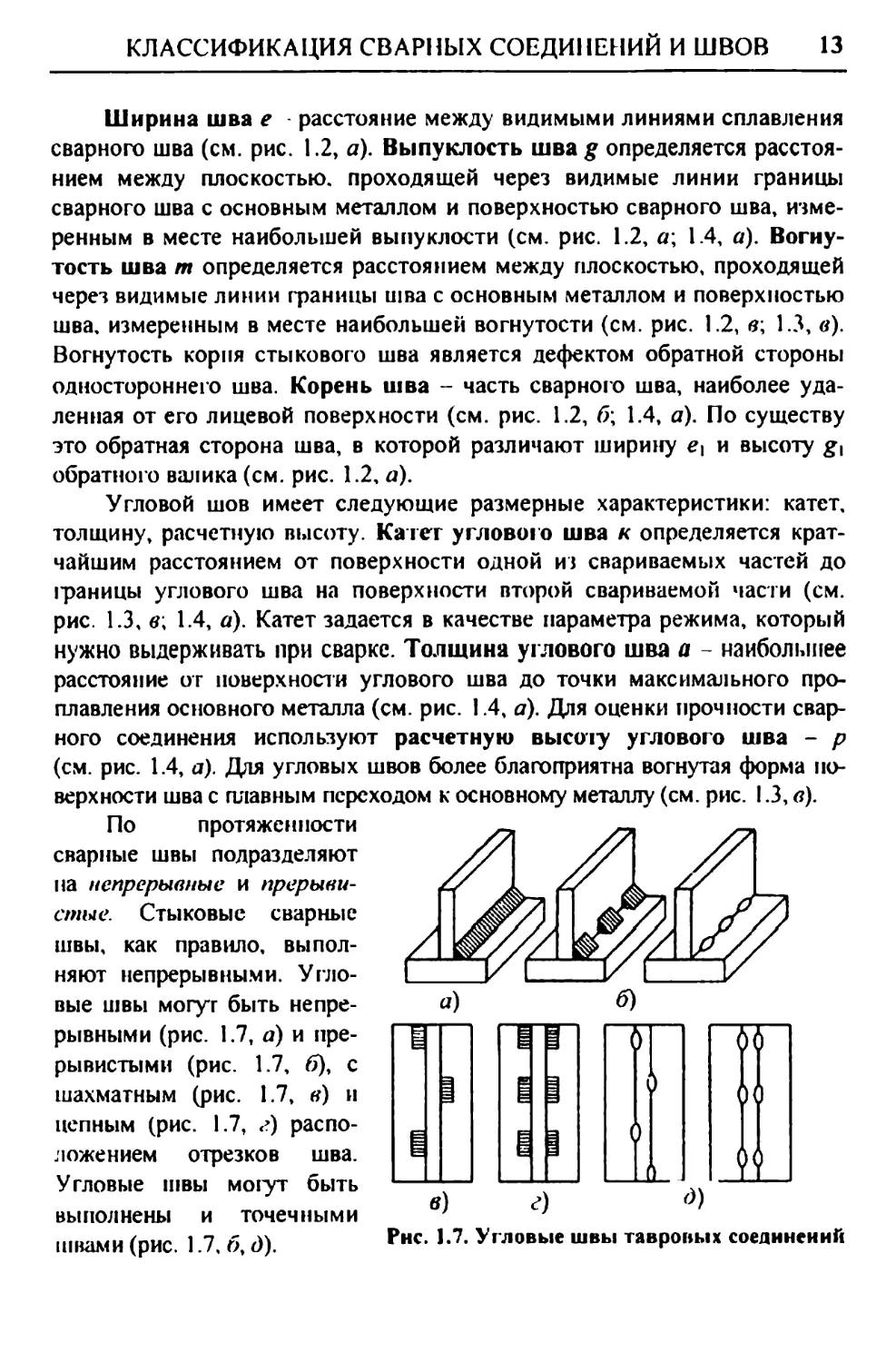
По протяженности
сварные швы подразделяют
на непрерывные и прерыви-
стые. Стыковые сварные
швы, как правило, выпол-
няют непрерывными. Угло-
вые швы могут быть непре-
рывными (рис. 1.7, а) и пре-
рывистыми (рис. 1.7, б), с
шахматным (рис. 1.7, г?) и
цепным (рис. 1.7, г) распо-
ложением отрезков шва.
Угловые швы могут быть
выполнены и точечными
Рис. 1.7. Угловые швы тавровых соединений
швами (рис. 1.7, б, Э).
14
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
По способу выполнения различают сварку: одностороннюю и дву-
стороннюю, однослойную и многослойную. Одностороннюю сварку сты-
кового сварного соединения выполняют со сквозным проплавлением
кромок на подкладке или без подкладки (на весу). Двустороннюю сварку
выполняют с зачисткой (удалением) корня шва (механической обработ-
кой) перед сваркой обратной стороны сварного соединения или без зачи-
стки корня шва. При двусторонней сварке зачастую приходится канто-
вать изделие или вести сварку в трудном потолочном положении.
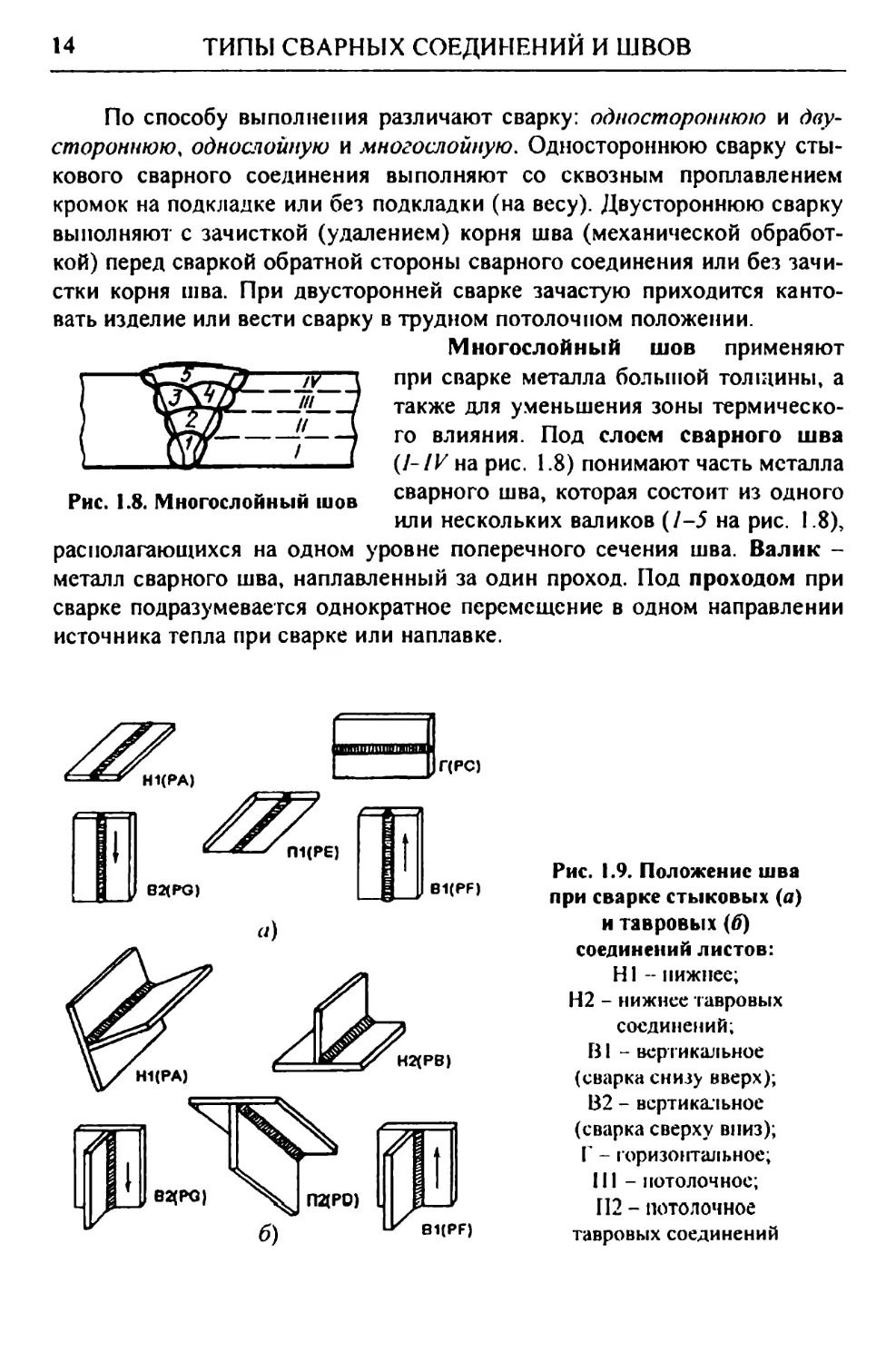
Рис. 1.8. Многослойный шов
Многослойный шов применяют
при сварке металла большой толщины, а
также для уменьшения зоны термическо-
го влияния. Под слоем сварного шва
(/- IV на рис. 1.8) понимают часть металла
сварного шва, которая состоит из одного
или нескольких валиков (1-5 на рис. 1.8),
располагающихся на одном
уровне поперечного сечения шва. Валик -
металл сварного шва, наплавленный за один проход. Под проходом при
сварке подразумевается однократное перемещение в одном направлении
источника тепла при сварке или наплавке.
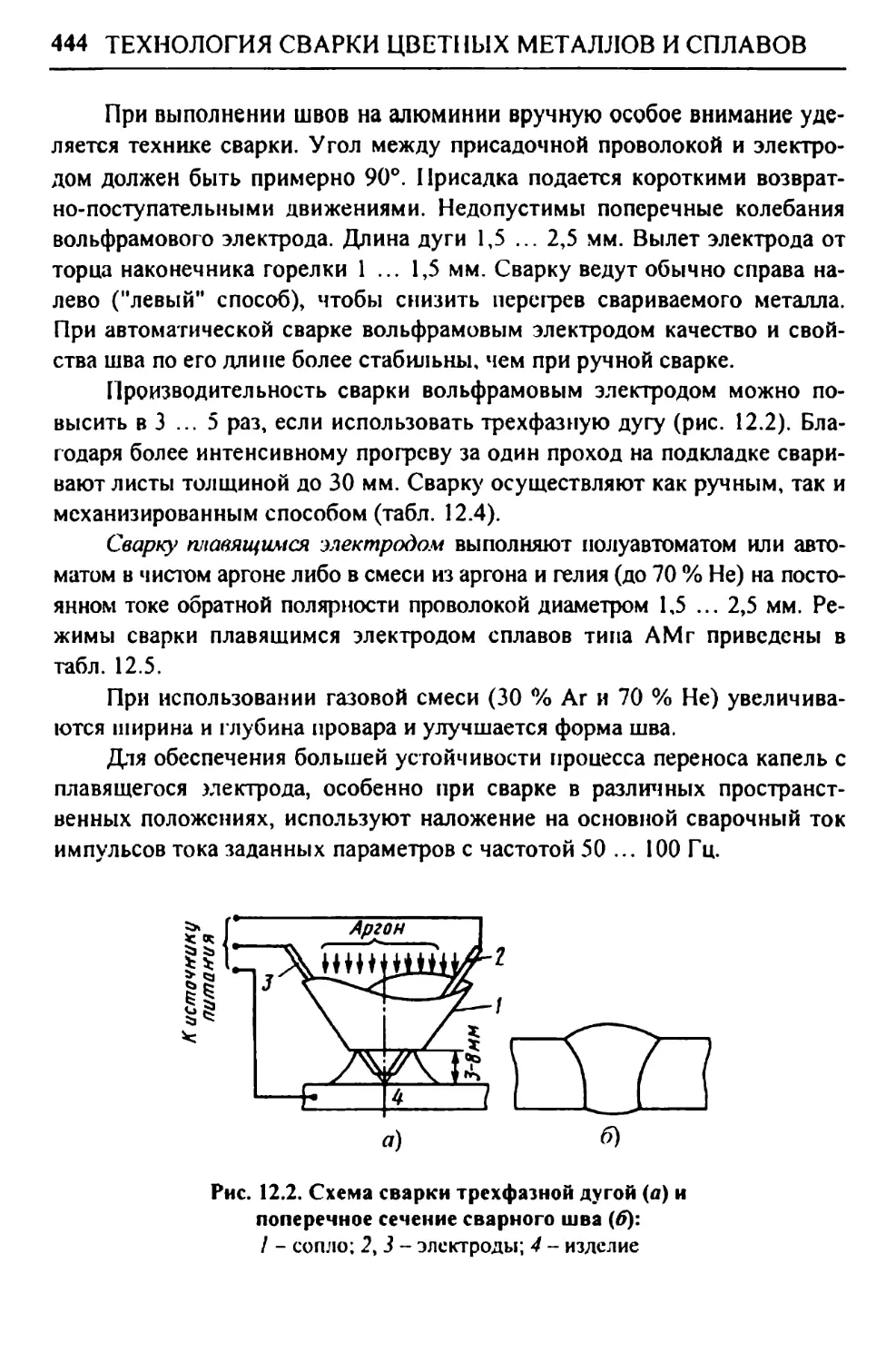
Рис. 1.9. Положение шва
при сварке стыковых (а)
и тавровых (6)
соединений листов:
HI - нижнее;
Н2 - нижнее тавровых
соединений;
ВI - вертикальное
(сварка снизу вверх);
В2 - вертикальное
(сварка сверху вниз);
Г - горизонтальное;
111 - потолочное;
П2 - потолочное
тавровых соединений
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ 15
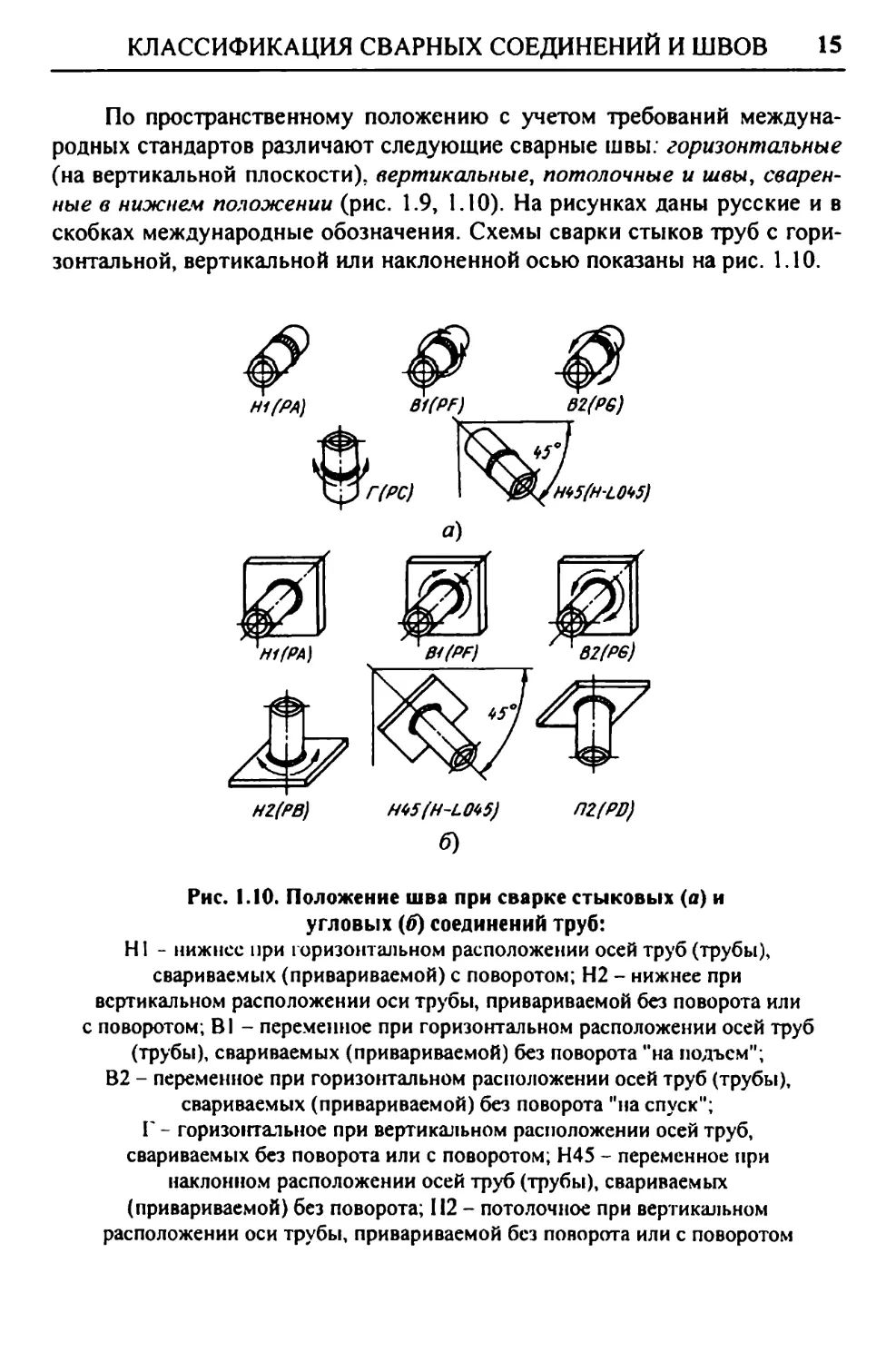
По пространственному положению с учетом требований междуна-
родных стандартов различают следующие сварные швы: горизонтальные
(на вертикальной плоскости), вертикальные, потолочные и швы, сварен-
ные в нижнем положении (рис. 1.9, 1.10). На рисунках даны русские и в
скобках международные обозначения. Схемы сварки стыков труб с гори-
зонтальной, вертикальной или наклоненной осью показаны на рис. 1.10.
Рис. 1.10. Положение шва при сварке стыковых (а) и
угловых (б) соединений труб:
Н1 - нижнее при горизонтальном расположении осей труб (трубы),
свариваемых (привариваемой) с поворотом; Н2 - нижнее при
вертикальном расположении оси трубы, привариваемой без поворота или
с поворотом, BI - переменное при горизонтальном расположении осей труб
(трубы), свариваемых (привариваемой) без поворота "на подъем”;
В2 - переменное при горизонтальном расположении осей труб (трубы),
свариваемых (привариваемой) без поворота "на спуск";
Г - горизонтальное при вертикальном расположении осей труб,
свариваемых без поворота или с поворотом; Н45 - переменное при
наклонном расположении осей труб (трубы), свариваемых
(привариваемой) без поворота; П2 - потолочное при вертикальном
расположении оси трубы, привариваемой без поворота или с поворотом
16
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
1.2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ
Каждый способ сварки плавлением имеет свою проплавляющую
способность и предельную толщину свариваемого металла за один про-
ход без разделки кромок. Например, ручной дуговой сваркой покрытыми
электродами можно проплавить за один проход 5 ... 7 мм. При сварке
деталей большей толщины приходится делать разделку кромок для того,
чтобы можно было проплавить сначала корневой слой и затем, заполняя
остальное сечение разделки, сварить соединение по всей толщине.
Разделка кромок - придание кромкам, подлежащим сварке, необходи-
мой формы удалением части металла кромок. Но разделку кромок прихо-
дится делать еще и для обеспечения качественной обратной стороны шва
при односторонней сварке без подкладок на весу.
При сварке на мощных режимах возможны прожоги, а также пре-
вышение ширины обратной стороны шва и его выпуклости больше вели-
чин, допускаемых ГОСТом или нормативным документом. Поэтому,
например, несмотря на возможность проплавлять ручной дуговой свар-
кой электродами толщину 5 ... 7 мм в зависимости от марки электрода,
ГОСТ 5264-80 и ГОСТ 16037-80 рекомендуют делать разделку кромок,
начиная с толщины 3 мм. При сварке на малых режимах, обеспечивая ма-
лые размеры сварочной ванны, можно получить требуемые стандартами
малые размеры обратной стороны шва за счет удержания силами поверх-
ностного натяжения малого объема жидкого металла сварочной ванны.
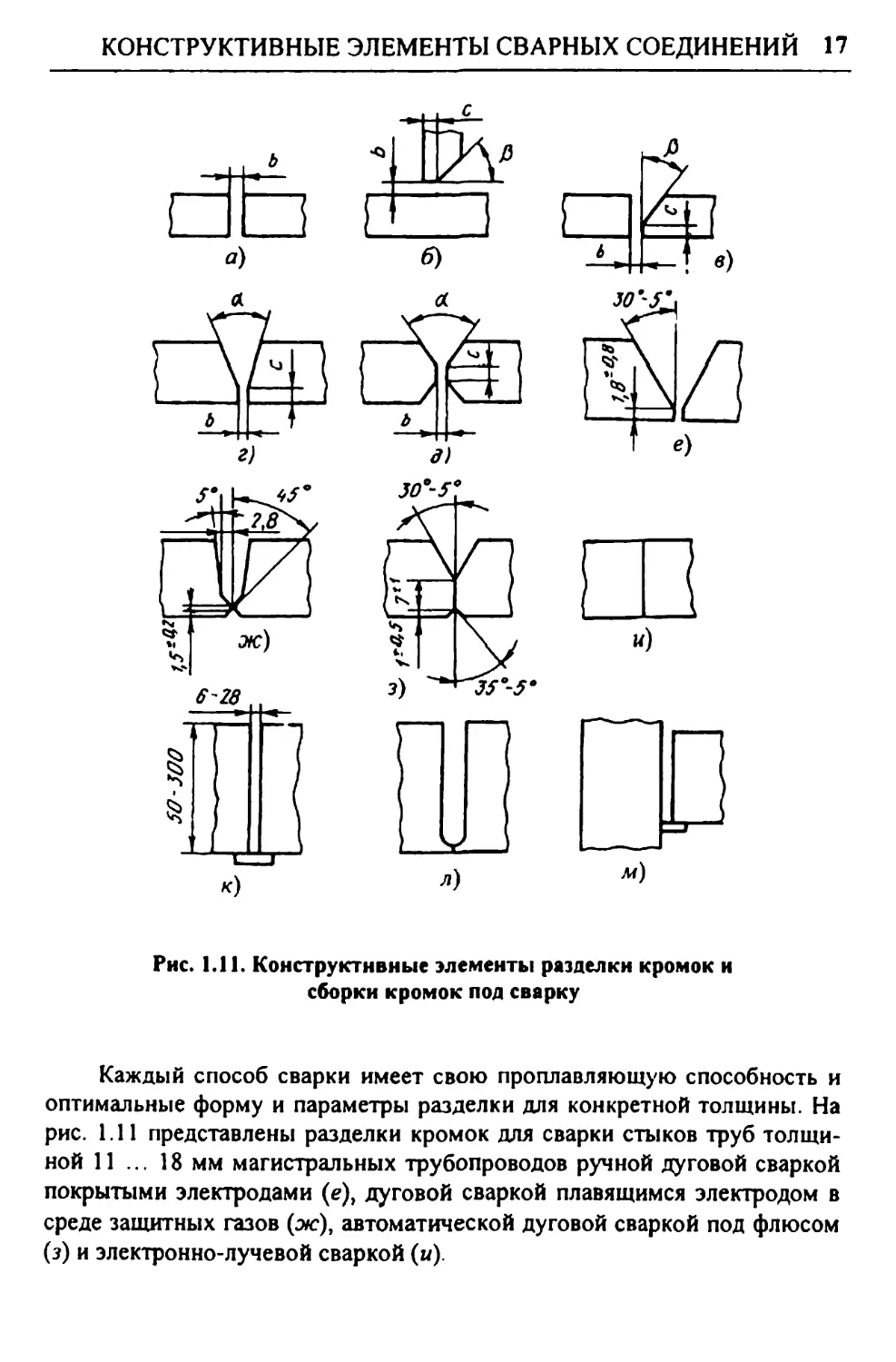
Форму разделки кромок при прямолинейном наклонном срезе кро-
мок и их сборку под сварку характеризуют четыре основных конструк-
тивных параметра (рис. 1.11, а - д): зазор Л, притупление - с (неско-
шенная часть торца кромки), угол скоса кромки - 0 (острый угол между
плоскостью скоса кромки и плоскостью торца) и угол разделки кромок -
а (угол между скошенными кромками свариваемых частей), равный 0
или 20. Разделка кромок обеспечивает доступ электрода и дуги в глубь
соединения для полного проплавления кромок на всю их толщину. Так
как форма разделки кромок определяет количество необходимого допол-
нительного металла для заполнения разделки, стремятся делать мини-
мальную площадь разделки. Сварные соединения с Х-образной разделкой
кромок (рис. 1.11, д) для двусторонней сварки имеют преимущества пе-
ред соединениями с V-образной разделкой кромок для односторонней
сварки (рис. 1.11, г), так как при одной и той же толщине свариваемого
металла будет ниже в 1,6 ... 1,7 раза объем наплавленного металла и рас-
ход сварочных материалов (электродов, электродной проволоки и флю-
са). В первом случае будет значительно выше производительность свар-
ки, а также меньше деформации и напряжения в свариваемом изделии.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ 17
Рис. 1.11. Конструктивные элементы разделки кромок и
сборки кромок под сварку
Каждый способ сварки имеет свою проплавляющую способность и
оптимальные форму и параметры разделки для конкретной толщины. На
рис. 1.11 представлены разделки кромок для сварки стыков труб толщи-
ной И ... 18 мм магистральных трубопроводов ручной дуговой сваркой
покрытыми электродами (е), дуговой сваркой плавящимся электродом в
среде защитных газов (ж), автоматической дуговой сваркой под флюсом
(з) и электронно-лучевой сваркой (и).
18
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
При сварке деталей большой толщины эффективно применение ще-
левой разделки. На рис. 1.11, к представлена щелевая разделка при сварке
первого слоя на подкладке (остающейся, флюсовой, медной и др.), на
рис. 1.11, л дан вариант щелевой разделки при сварке первого слоя на
весу, а на рис. 1.11, м показан вариант таврового соединения с щелевой
разделкой. Расстояние между свариваемыми деталями минимально при
аргонодуговой сварке неплавящимся электродом с присадочной прово-
локой, больше при сварке плавящимся электродом в среде защитных га-
зов и максимально при дуговой сварке под флюсом.
Параметры разделки кромок являются важными характеристиками
сварного соединения, от которых зависит качество, экономичность,
прочность и работоспособность сварного изделия, и поэтому для каждого
способа сварки и для каждой группы изделий (объектов) определены
ГОСТами, отраслевыми стандартами и нормативными документами на
выполнение сварочных работ на данном объекте.
ГОСТ 5264-80 "Ручная дуговая сварка. Соединения сварные" уста-
навливает основные типы, конструктивные элементы и размеры сварных
соединений из сталей, а также сплавов на железоникелевой и никелевой
основах, выполняемых ручной дуговой сваркой покрытыми электродами
толщиной от 1 до 175 мм во всех пространственных положениях. Стандарт
не распространяется на сварные соединения стальных трубопроводов.
ГОСТ 8713-79 "Сварка под флюсом. Соединения сварные" распро-
страняется на соединения из сталей, а также сплавов на железоникелевой
и никелевой основах, выполняемых сваркой под флюсом, и устанавливает
основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт распространяется на автоматическую и механизированную свар-
ку под флюсом на весу, на флюсовой, флюсомедной и остающейся под-
кладках, на медном ползуне и на подварочном шве стыковых, нахлесточ-
ных, угловых и тавровых соединений толщиной от 1,5 до 160 мм.
Стандарт предусматривает одностороннюю сварку стыковых швов
без разделки кромок на подкладке листов толщиной до 20 мм, а при дву-
сторонней сварке листов толщиной до 32 мм. При сварке больших тол-
щин без разделки кромок из-за значительного количества наплавленного
металла внешняя часть шва оказывается чрезмерно большой и неблаго-
приятной формы. При сварке с разделкой кромок притупление кромок
делают большей величины (см. рис. 1.11, з), чем при ручной дуговой
сварке (см. рис. 1.11, е), вследствие большей проплавляющей способно-
сти при сварке под флюсом. Прямолинейный скос кромок применяют для
листов толщиной до 60 мм, а при большей толщине - криволинейный
или ступенчатый, обеспечивающий меньшую площадь разделки, мень-
ший объем наплавленного металла и меньшие сварочные деформации.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ 19
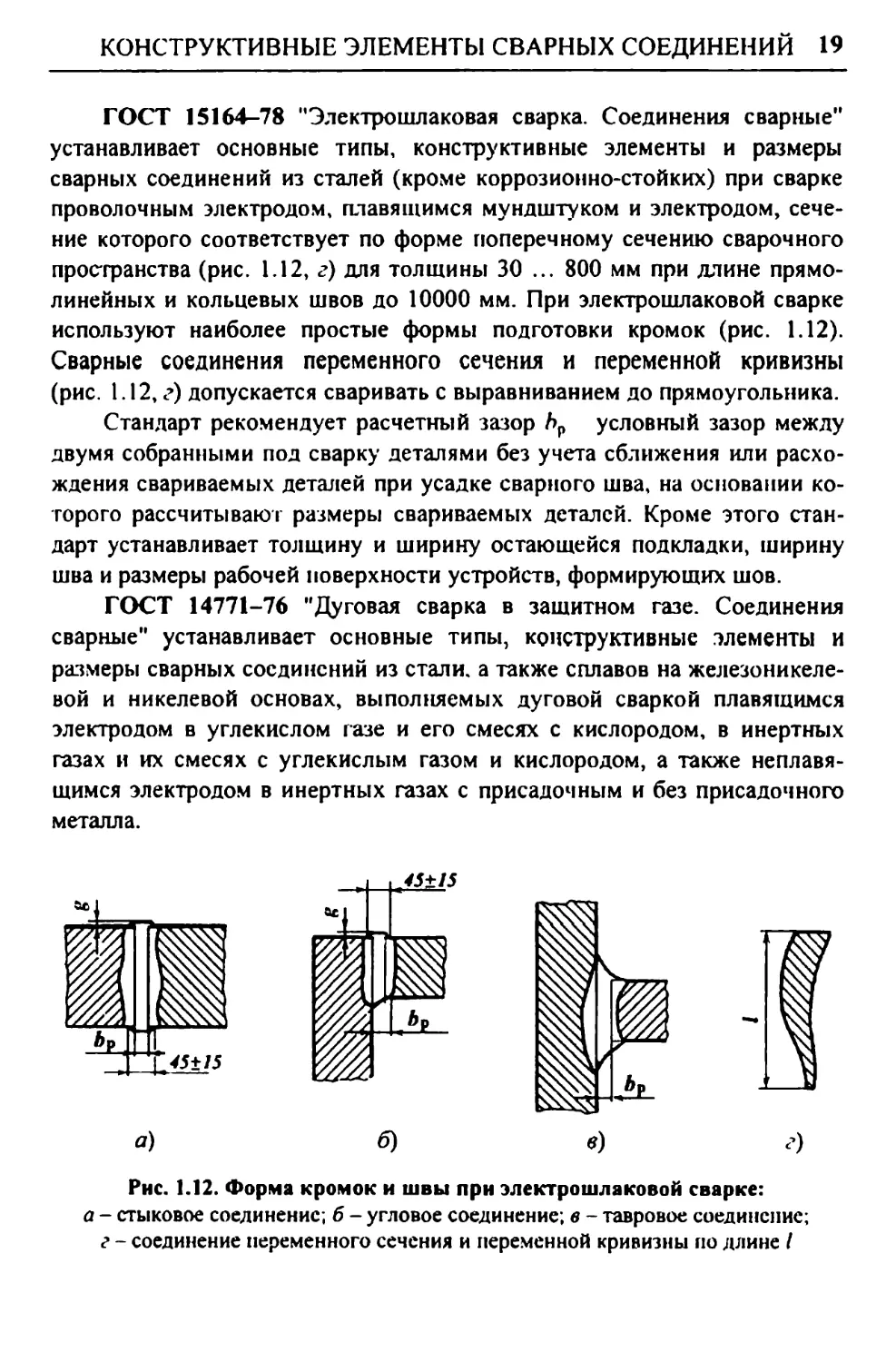
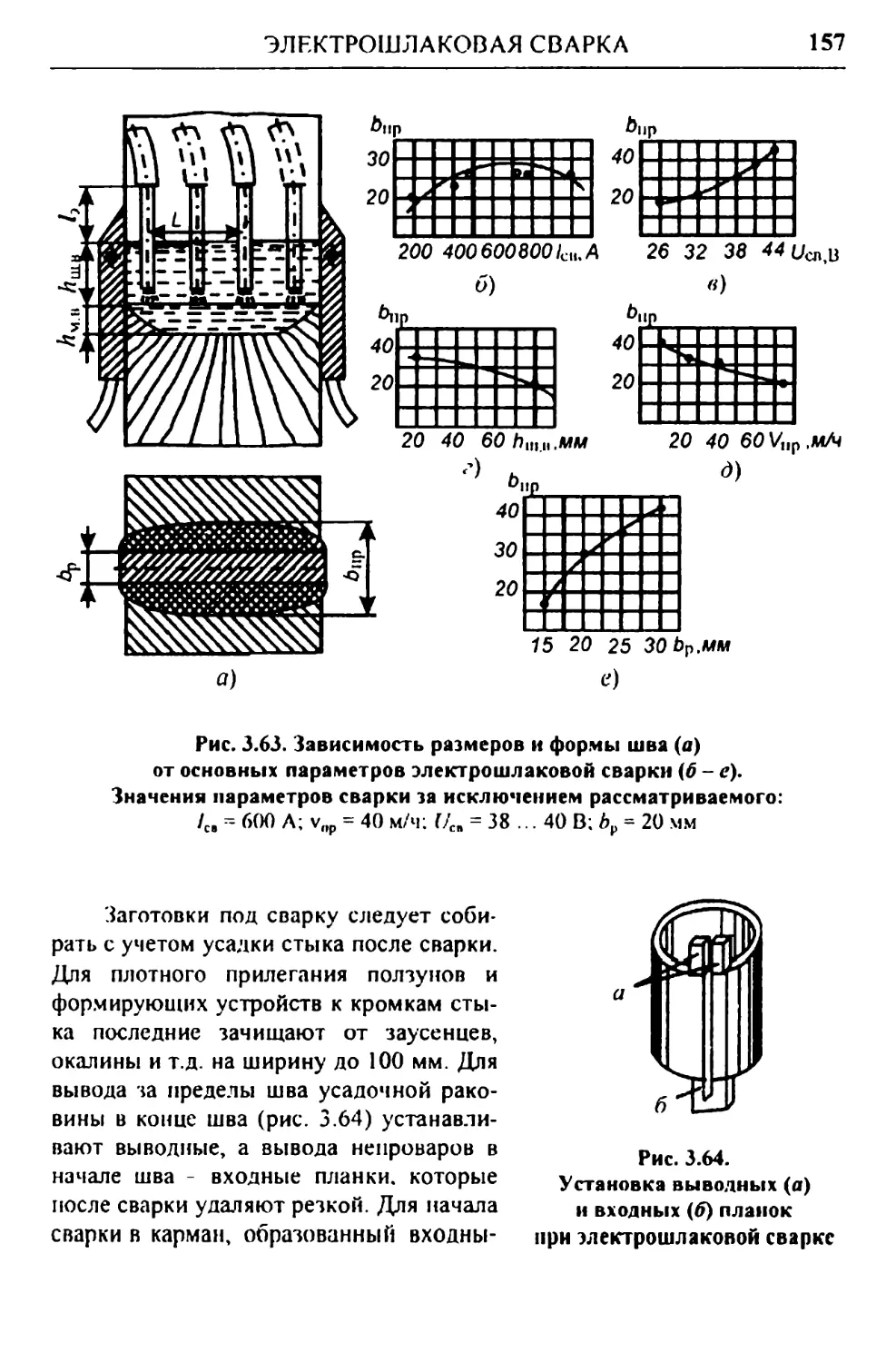
ГОСТ 15164-78 "Электрошлаковая сварка. Соединения сварные"
устанавливает основные типы, конструктивные элементы и размеры
сварных соединений из сталей (кроме коррозионно-стойких) при сварке
проволочным электродом, плавящимся мундштуком и электродом, сече-
ние которого соответствует по форме поперечному сечению сварочного
пространства (рис. 1.12, г) для толщины 30 ... 800 мм при длине прямо-
линейных и кольцевых швов до 10000 мм. При электрошлаковой сварке
используют наиболее простые формы подготовки кромок (рис. 1.12).
Сварные соединения переменного сечения и переменной кривизны
(рис. 1.12, г) допускается сваривать с выравниванием до прямоугольника.
Стандарт рекомендует расчетный зазор />р условный зазор между
двумя собранными под сварку деталями без учета сближения или расхо-
ждения свариваемых деталей при усадке сварного шва, на основании ко-
торого рассчитываю! размеры свариваемых деталей. Кроме этого стан-
дарт устанавливает толщину и ширину остающейся подкладки, ширину
шва и размеры рабочей поверхности устройств, формирующих шов.
ГОСТ 14771-76 "Дуговая сварка в защитном газе. Соединения
сварные" устанавливает основные типы, конструктивные элементы и
размеры сварных соединений из стали, а также сплавов на железоникеле-
вой и никелевой основах, выполняемых дуговой сваркой плавящимся
электродом в углекислом газе и его смесях с кислородом, в инертных
газах и их смесях с углекислым газом и кислородом, а также неплавя-
щимся электродом в инертных газах с присадочным и без присадочного
металла.
Рис. 1.12. Форма кромок и швы при электрошлаковой сварке:
а - стыковое соединение; б - угловое соединение; в - тавровое соединение;
г - соединение переменного сечения и переменной кривизны по длине I
20
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
ГОСТ 14806-80 "Швы сварных соединений. Дуговая сварка алюми-
ния и алюминиевых сплавов" устанавливает основные типы, форму и
размеры подготовки кромок и выполненных сварных швов при ручной и
механизированной сварке в защитных газах конструкций из алюминия и
его сплавов.
ГОСТ 16098-80 "Соединения сварные из двухслойной коррозион-
но-стойкой стали" устанавливает основные типы, форму и размеры под-
готовки кромок и выполненных сварных швов, выполняемых ручной ду-
говой сваркой, автоматической сваркой под флюсом на весу и на флюсо-
вой подушке, дуговой сваркой в защитных газах и электрошлаковой
сваркой.
Форма свариваемых элементов и их взаимное расположение влияют
на условия сварки, проплавление и форму получаемого шва. Из-за этого
возникают разные условия для проплавления и теплоотвода в свариваемые
кромки, которые иногда гребуют особой подготовки кромок и зазоров для
обеспечения качественного шва. Поэтому разработаны ГОСТы для сварки
труб и элементов, расположенных под острыми и тупыми углами.
ГОСТ 16038-80 "Швы сварных соединений трубопроводов из меди
и медно-никелевого сплава” определяет форму и размеры разделки кро-
мок и сварного шва при механизированной сварке.
ГОСТ 11533-75 "Автоматическая и полуавтоматическая дуговая
сварка под флюсом. Соединения сварные под острыми и тупыми углами"
устанавливает основные типы, конструктивные элементы и размеры раз-
делки кромок и шва соединений конструкций из углеродистых и низко-
легированных сталей с расположением свариваемых деталей пол остры-
ми и тупыми углами.
ГОСТ 27580-88 "Дуговая сварка алюминия и алюминиевых сплавов
в инертных газах. Соединения сварные под острыми и тупыми углами"
распространяется на сварку деталей толщиной от 0,8 до 60 мм (включи-
тельно) ручной, полуавтоматической и автоматической дуговой сваркой
неплавящимся электродом в инертных газах с присадочным металлом,
полуавтоматической и автоматической дуговой сваркой плавящимся
электродом, а также автоматической сваркой неплавящимися электрода-
ми трехфазной дугой с присадочным металлом.
ГОСТы не регламентируют технологию сборки и сварки конкрет-
ных изделий. Последовательность операций, сборочное и сварочное обо-
рудование, количество и размеры прихваток, количество и последова-
тельность наложения слоев, режимы сварки каждого слоя для различных
способов сварки определяют отраслевые стандарты на сварку изделий
КОНТРОЛЬНЫЕ ВОПРОСЫ
21
конкретного типа: ведомственные строительные нормы (ВСНы), строи-
тельные нормы и правила (СНиПы), руководящие документы (РД), от-
раслевые стандарты (ОСТы) и другие нормативные документы.
Эти документы определяют также технологию очистки кромок и
прилегающей к ним поверхности основного металла, вырезку деталей и
способы подготовки кромок (механической обработкой на пресс*
ножницах, кромкострогальных или фрезерных станках; газокислородной
или плазменной резкой), точность подготовки кромок. В них указывается
также необходимость и виды обработки кромок после резки (химическим
травлением, шлифовальными кругами, металлическими щетками или
другими инструментами и способами). Только обязательное выполнение
всех указанных в нормативных документах операций и режимов опреде-
ляет требуемое качество сварных соединений.
Контрольные вопросы
1. Какие зоны включает сварное соединение? Дать определение ка-
ждой зоны.
2. Что определяет тип сварного соединения? Дать характеристику
каждого сварного соединения.
3. Какими параметрами характеризуется сварной шов? Назвать раз-
новидности сварных швов.
4. По каким признакам подразделяются сварные швы?
5. Какими параметрами характеризуется форма разделки кромок?
6. Какими нормативными документами регламентируются парамет-
ры разделки кромок?
7. Какие нормативные документы регламентируют технологию
сборки и сварки конкретных изделий?
Глава 2
СВАРОЧНЫЕ МАТЕРИАЛЫ
2.1. НАЗНАЧЕНИЕ СВАРОЧНЫХ МАТЕРИАЛОВ
Качественный сварной шов при сварке плавлением невозможно по-
лучить только расплавляя кромки свариваемого металла источником на-
грева. При любом способе сварки плавлением необходимо применение
сварочных материалов. К сварочным материалам относят: сварочную элек-
тродную проволоку, электроды плавящиеся покрытые, электроды не пла-
вящиеся, присадочные прутки, флюсы, защитные газы (инертные, актив-
ные, горючие, газовые смеси), порошковые присадочные материалы и др.
Применение сварочных материалов обеспечивает:
- требуемые геометрические размеры шва;
защиту расплавленного металла (газовую, шлаковую или газошла-
ковую) в процессе расплавления, переноса элекгродного металла в дуге,
пребывания в сварочной ванне, кристаллизации и нагретого твердого
металла от вредного воздействия атмосферного воздуха (насыщения его
газами атмосферы) в течение всего процесса сварки;
- получение металла шва нужного химического состава и свойств
путем его легирования и раскисления;
- очистку (рафинирование) металла шва от вредных примесей и га-
зов (серы, фосфора, водорода, азота и др.);
- удаление включений окислов и шлаков;
- модифицирование, измельчение первичной структуры металла шва.
Следовательно, с помощью сварочных материалов реализуется про-
цесс сварки и осуществляется сложная физико-химическая обработка
расплавленных электродного и основного металлов, производимая в га-
зовой и шлаковой фазах и завершающаяся в сварочной ванне, что приво-
дит к образованию шва нужного химического состава с требуемыми
свойствами. Такую обработку обычно называют металлургической.
Присадочный (дополнительный) металл обычно требуется для полу-
чения шва с необходимыми геометрическими размерами, так как в боль-
шинстве случаев расплавление только кромок основного металла не
обеспечивает получение выпуклости шва и заполнение зазора и разделки
кромок (если она есть). Если дополнительный металл в процессе сварки
расплавляется в виде сварочной (электродной) проволоки, стержней и
т.д., включенных в сварочную цепь, он обычно называется электродным,
а если он не включен в сварочную цепь, - присадочным.
НАЗНАЧЕНИЕ СВАРОЧНЫХ МАТЕРИАЛОВ
23
Закристаллизовавшийся металл шва состоит из смешанных в жид-
ком состоянии (в сварочной ванне) расплавленных основного и приса-
дочного металлов. Поэтому доли их участия определяют по исходной
конфигурации кромок до расплавления и конечным геометрическим раз-
мерам шва.
Площадь поперечного сечения шва
где Fnp и F„ - соответственно площади поперечного сечения расплавлен-
ных основного и дополнительного металлов, см2; FH обычно называют
площадью поперечного сечения наплавленного металла.
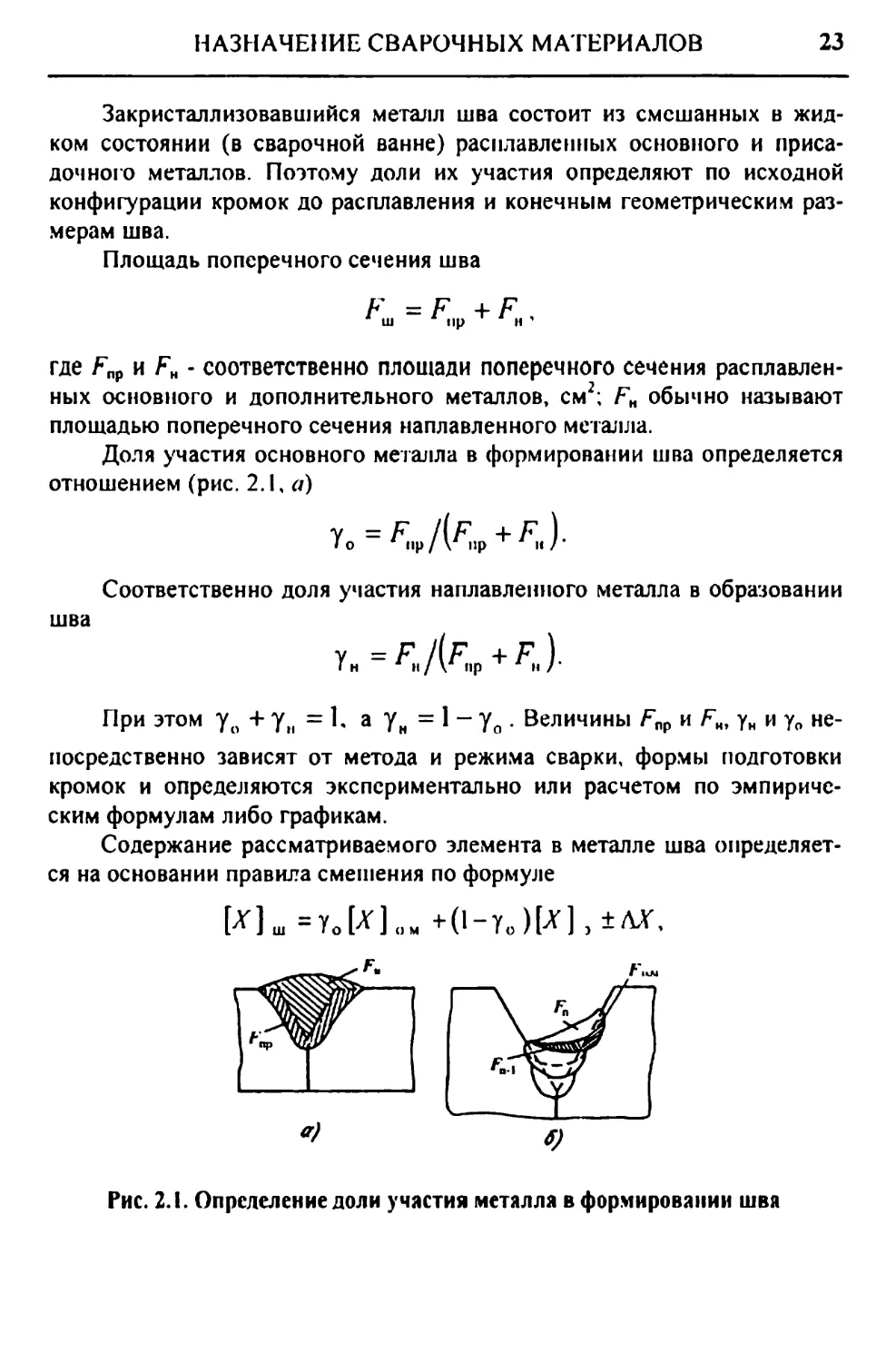
Доля участия основного металла в формировании шва определяется
отношением (рис. 2.1, а)
Соответственно доля участия наплавленного металла в образовании
шва
При этом уо 4- у„ = 1, а ун = 1 - у0 . Величины Fnp и F„, ун и уо не-
посредственно зависят от метода и режима сварки, формы подготовки
кромок и определяются экспериментально или расчетом по эмпириче-
ским формулам либо графикам.
Содержание рассматриваемого элемента в металле шва определяет-
ся на основании правила смешения по формуле
к] ш =УО[%] ом +(l-Yo)[>V], ±ЛХ,
*2
Рис. 2.1. Определение доли участия металла в формировании шва
24
СВАРОЧНЫЕ МАТЕРИАЛЫ
где [Х]ш. [А^о.м» 1'П э “ концентрация рассматриваемого элемента
соответственно в металле однослойного шва, основном и электродном
металлах; АЛТ - обобщенное изменение данного элемента в составе ос-
новного и электродного металлов вследствие металлургических взаимо-
действий или неизбежного взаимодействия расплавленного металла с
окружающей средой - газами и шлаками.
При многослойной сварке, когда последующий валик (рис. 2.1, б)
накладывают в разделке на основной металл (FOM) и предыдущий валик
(Fn.j), их долю в образовании металла л-го валика также следует учиты-
вать. В этом случае площадь поперечного сечения шва
Ли = Л>м + Л,-1 +>«•
Соответственно доли участия каждого компонента в формировании
шва
/ом » У и-1 — Л-| /Л1, ’ Ун ~ /Ли •
Если свариваются разнородные металлы, значительно различаю-
щиеся по химическому составу, участие их в формировании шва учиты-
вается следующим образом:
Ь’ _ г .г
го.м го м! ' го м2 >
Ли ~ Л>.м1 Лэ.м2 °** Ffi-l + 'н •
Соответственно доля их участия в формировании шва
Упм1 — Лм1 /Ли ’ У о м2 ~ Л> м2 / ш •
Содержание рассматриваемого элемента в металле л-го шва
(] п ui _Уом[^1ом + У л -1 ] п - I + (I - У О М “Ул-1 ) f % 1 । — •
2.2. ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ
СВАРКИ И НАПЛАВКИ
Покрытый электрод - плавящийся электрод для дуговой сварки,
имеющий на поверхности покрытие, адгезионно связанное с металлом
электрода.
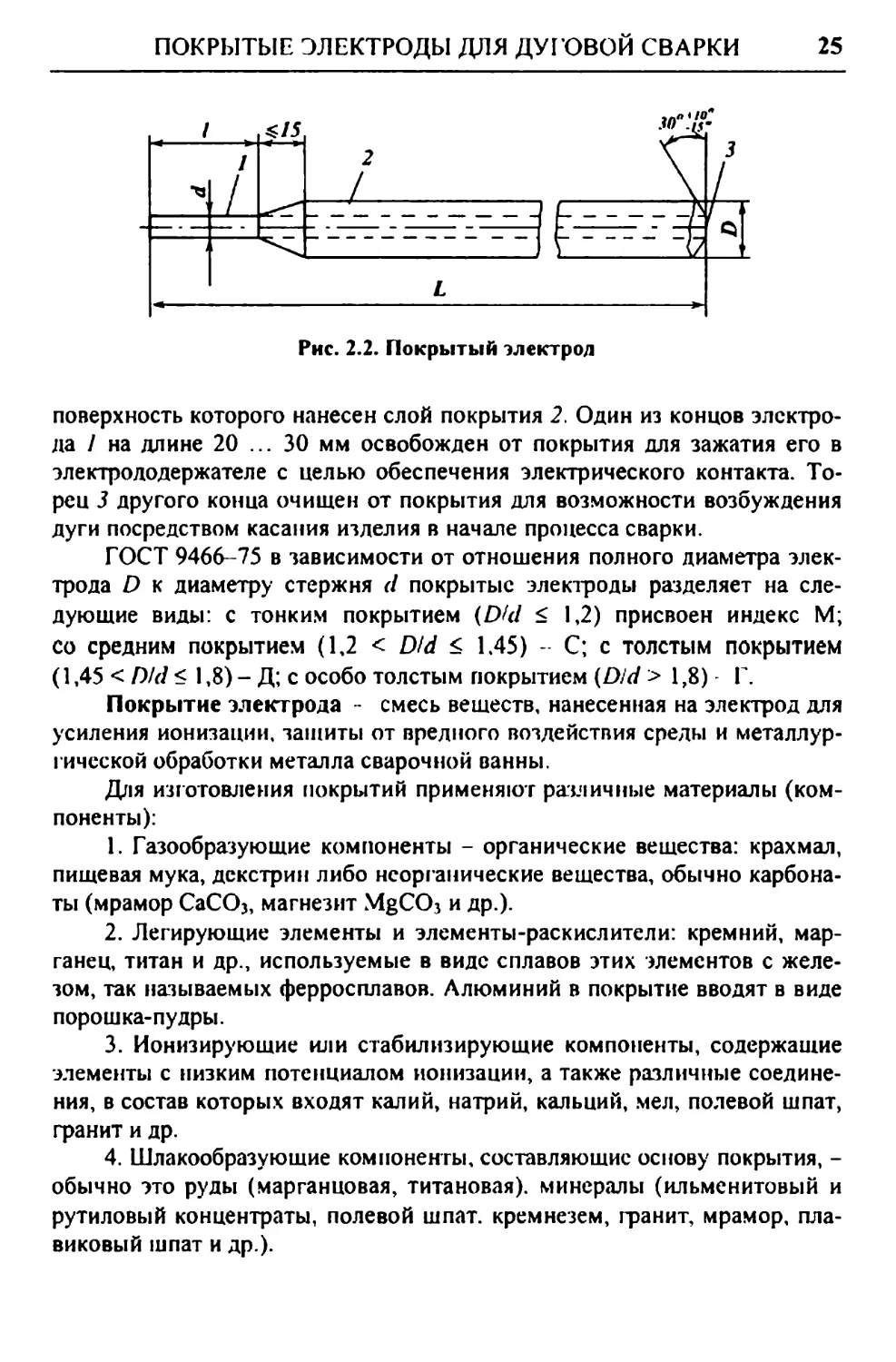
Электрод для ручной дуговой сварки (рис. 2.2) представляет собой
стержень длиной до 450 мм, изготовленный из сварочной проволоки, на
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
25
поверхность которого нанесен слой покрытия 2. Один из концов электро-
да / на длине 20 ... 30 мм освобожден от покрытия для зажатия его в
электролодержателе с целью обеспечения электрического контакта. То-
рец 3 другого конца очищен от покрытия для возможности возбуждения
дуги посредством касания изделия в начале процесса сварки.
ГОСТ 9466-75 в зависимости от отношения полного диаметра элек-
трода D к диаметру стержня d покрытые элекзроды разделяет на сле-
дующие виды: с тонким покрытием (Did < 1,2) присвоен индекс М;
со средним покрытием (1,2 < Did < 1,45) - С; с толстым покрытием
(1,45 < Did < 1,8) - Д; с особо толстым покрытием (Did > 1,8) Г.
Покрытие электрода - смесь веществ, нанесенная на электрод для
усиления ионизации, зашиты от вредного воздействия среды и металлур-
гической обработки металла сварочной ванны.
Для изготовления покрытий применяют различные материалы (ком-
поненты):
1. Газообразующие компоненты - органические вещества: крахмал,
пищевая мука, декстрин либо неорганические вещества, обычно карбона-
ты (мрамор СаСО3, магнезит MgCO3 и др.).
2. Легирующие элементы и элементы-раскислители: кремний, мар-
ганец, титан и др., используемые в виде сплавов этих элементов с желе-
зом, так называемых ферросплавов. Алюминий в покрытие вводят в виде
порошка-пудры.
3. Ионизирующие или стабилизирующие компоненты, содержащие
элементы с низким потенциалом ионизации, а также различные соедине-
ния, в состав которых входят калий, натрий, кальций, мел, полевой шпат,
гранит и др.
4. Шлакообразующие компоненты, составляющие основу покрытия, -
обычно это руды (марганцовая, титановая), минералы (ильменитовый и
рутиловый концентраты, полевой шпат, кремнезем, гранит, мрамор, пла-
виковый шпат и др.).
26
СВАРОЧНЫЕ МАТЕРИАЛЫ
5. Связующие - водные растворы силикатов натрия и калия, назы-
ваемые натриевым или калиевым жидким стеклом, а также натриево-
калиевым жидким стеклом.
6. Формовочные добавки - вещества, придающие обмазочной массе
лучшие пластические свойства, - бентонит, каолин, декстрин, слюда и др.
Для повышения производительности сварки, увеличения количества
дополнительного металла, вводимого в шов, в покрытии электродов мо-
жет содержаться железный порошок до 60 % массы покрытия. Многие
материалы, входящие в состав покрытия, одновременно выполняют не-
сколько функций, обеспечивая и газовую защиту в виде газа СО2, и шла-
ковую защиту в виде СаО и т.д.
Газовая защита образуется в результате диссоциации органических
веществ при температурах выше 200 °C:
СЛ(Н2О)Я_, ->(л-1)СО + (п-1)Н2 +С,
диссоциации карбонатов при температуре -900 °C (при парциальном
давлении в газовой фазе Рсо2 МПа)
СаСО3 ->СаО + СО2;
MgCO3 ->MgO + CO2,
а также последующей диссоциации СО?
СО2 ->СО + |/2О2.
Процесс диссоциации происходит недалеко от торца электрода. Рас-
четы показывают, что при температуре 1000 °C и давлении 0,1 МПа дис-
социация карбонатов и органических составляющих покрытия, приходя-
щихся на 1 г расплавленного электродного металла, занимающего объем
0,13 см3 при плотности 7,85 г/см3, приводит к выделению более 140 см3
защитного газа (СО2 и Н2). Количество выделяющихся газов зависит от
состава покрытия. Такое количество газа обеспечивает достаточно на-
дежное оттеснение воздуха от зоны сварки и попадание очень небольшо-
го количества азота в металл шва (не свыше 0,02 ... 0,03 %).
Состав шлакообразующих может быть различным: это оксиды СаО,
MgO, МпО, FeO, А12О3, SiO2, TiO2, Na2O, галогены CaF2 и др. Имеющие-
ся в покрытии ферросплавы связывают кислород, который отдают при
нагревании шлакообразующие оксиды, входящие в покрытие.
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
27
По видам покрытий электроды подразделяют на следующие: с кис-
лым покрытием индекс А; с основным покрытием - индекс Б; с целлю-
лозным покрытием - индекс Ц; с рутиловым покрытием - индекс Р;
с покрытием смешанною вида - соответствующее двойное условное обо-
значение; с прочими видами покрытий - индекс П. Если покрытие со-
держит более 20 % железного порошка к обозначению вида покрытия
добавляют букву Ж.
При плавлении кислых покрытий (А) большая часть введенных в
них ферросплавов окисляется рудами; легирование металла кремнием и
марганцем идет по схеме кремнемарганцевосстановительного процесса;
оно не позволяет легировать металл элементами с большим сродством к
кислороду. Образующиеся шлаки, обычно кислые, не содержат СаО и не
очищают металл от фосфора. В наплавленном металле много растворен-
ного кислорода и неметаллических включений. В результате швы обла-
дают пониженной стойкостью к образованию горячих трещин и низкой
ударной вязкостью металла шва. В связи с высоким содержанием в по-
крытии ферромарганца и оксидов железа они более токсичны, так как
аэрозоли в зоне сварки и зоне дыхания сварщика содержат большое ко-
личество вредных соединений марганца. Эти электроды применяют ДЛЯ
сварки неответственных металлоконструкций.
Основу рутиловых покрытий (Р) составляют шлакообразуюший
компонент - рутиловый концентрат TiO2 (до 45 %), а также алюмосили-
каты (слюда, полевой шпат и др.) и карбонаты (мрамор, магнезит); фер-
ромарганца в покрытии обычно меньше 10 ... 15 %. Газовая защита обес-
печивается введением органических соединений (до 5 %), а также разло-
жением карбонатов. Покрытия этого вида обеспечивают высокое качест-
во металла шва, малотоксичны и обладают хорошими сварочно-техноло-
гическими свойствами.
Покрытия основного типа (Б) в качестве основы содержат карбона-
ты (мрамор, мел, магнезит) и плавиковый шпат; газовая защита обеспе-
чивается разложением карбонатов. Металл раскисляется марганцем,
кремнием, титаном, вводимыми в покрытие в виде ферросплавов, или
алюминием, вводимым в виде порошка.
Эти покрытия слабо окислительные, поэтому позволяют легировать
металл шва элементами с большим сродством к кислороду. Наличие
большого количества соединений кальция, хорошо связывающих серу и
фосфор и выводящих их в шлак, обеспечивает высокую чистоту наплав-
ленного металла, его повышенные пластические свойства, а легирование
марганцем и кремнием обеспечивает высокую прочность. Швы, выпол-
ненные такими электродами, обладают высокой стойкостью против обра-
28
СВАРОЧНЫЕ МАТЕРИАЛЫ
зования горячих трещин и наиболее высокой (по сравнению с любыми
другими покрытиями) ударной вязкостью.
При использовании этих электродов металл шва склонен к образо-
ванию пор при загрязнении кромок маслом и ржавчиной, а также при
увеличении толщины покрытия и длины дуги.
На базе покрытий основного типа (Б) обычно составляют компози-
ции покрытий электродов для сварки ответственных конструкций из низ-
колегированных и углеродистых сталей, среднелегированных сталей и
всех электродов для сварки высоколегированных сталей.
Кроме вида покрытия на свойства и назначение электродов влияют
толщина и состав покрытия.
На основе электродов с особо толстым покрытием (Г) разработаны
электроды для специальных целей.
В покрытие электродов для сварки глубоким проплавлением вводят
повышенное количество органического вещества - целлюлозы (до 30 %),
рутила, карбонатов и железа. Покрытие наносят слоем повышенной тол-
щины. При этом коэффициент массы покрытия (отношение массы по-
части электрода, выраженное в про-
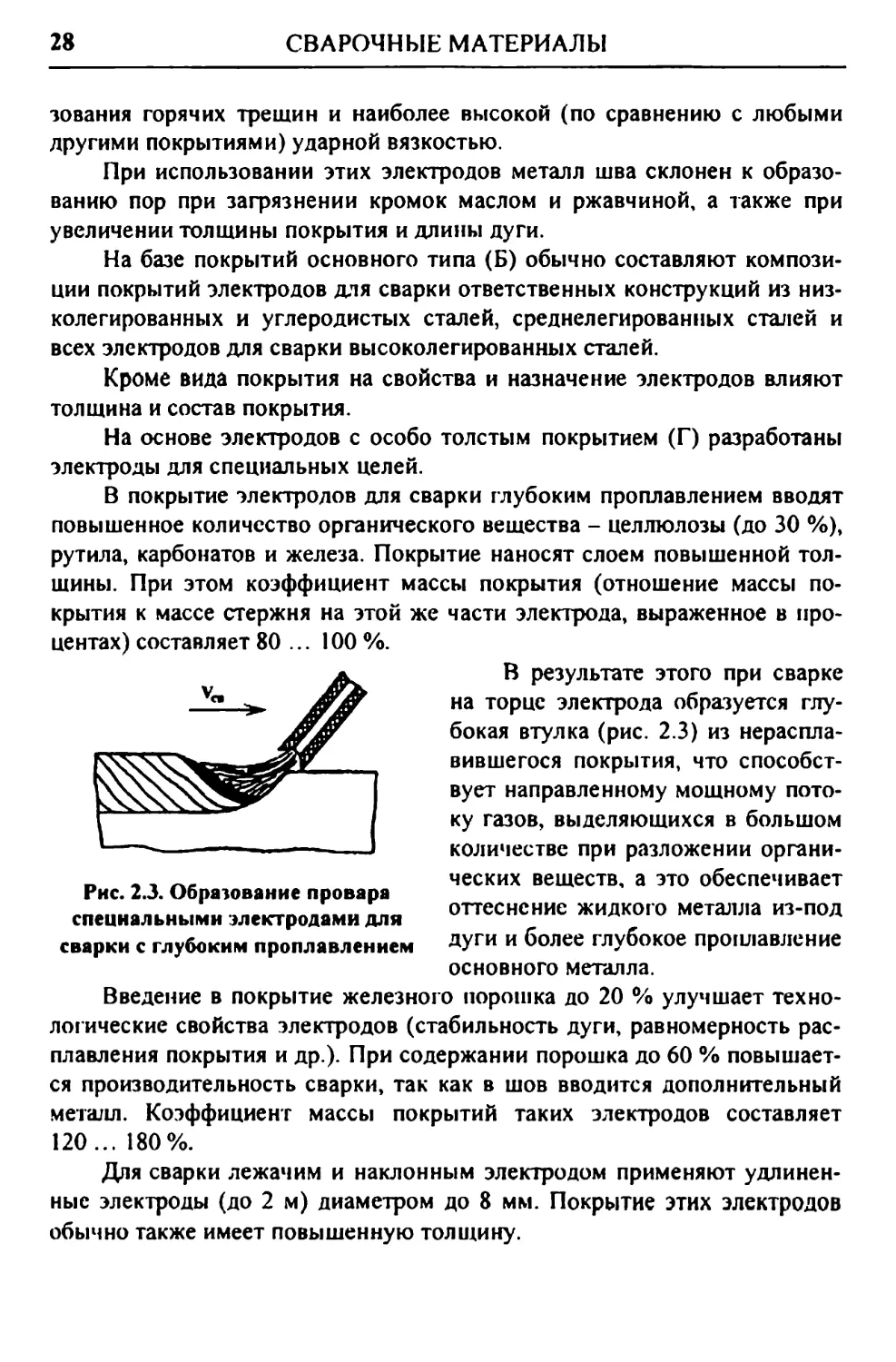
В результате этого при сварке
на торце электрода образуется глу-
бокая втулка (рис. 2.3) из нераспла-
вившегося покрытия, что способст-
вует направленному мощному пото-
ку газов, выделяющихся в большом
количестве при разложении органи-
ческих веществ, а это обеспечивает
оттеснение жидкого металла из-под
дуги и более глубокое проплавление
основного металла.
Введение в покрытие железного порошка до 20 % улучшает техно-
логические свойства электродов (стабильность дуги, равномерность рас-
плавления покрытия и др.). При содержании порошка до 60 % повышает-
ся производительность сварки, так как в шов вводится дополнительный
металл. Коэффициент массы покрытий таких электродов составляет
120... 180%.
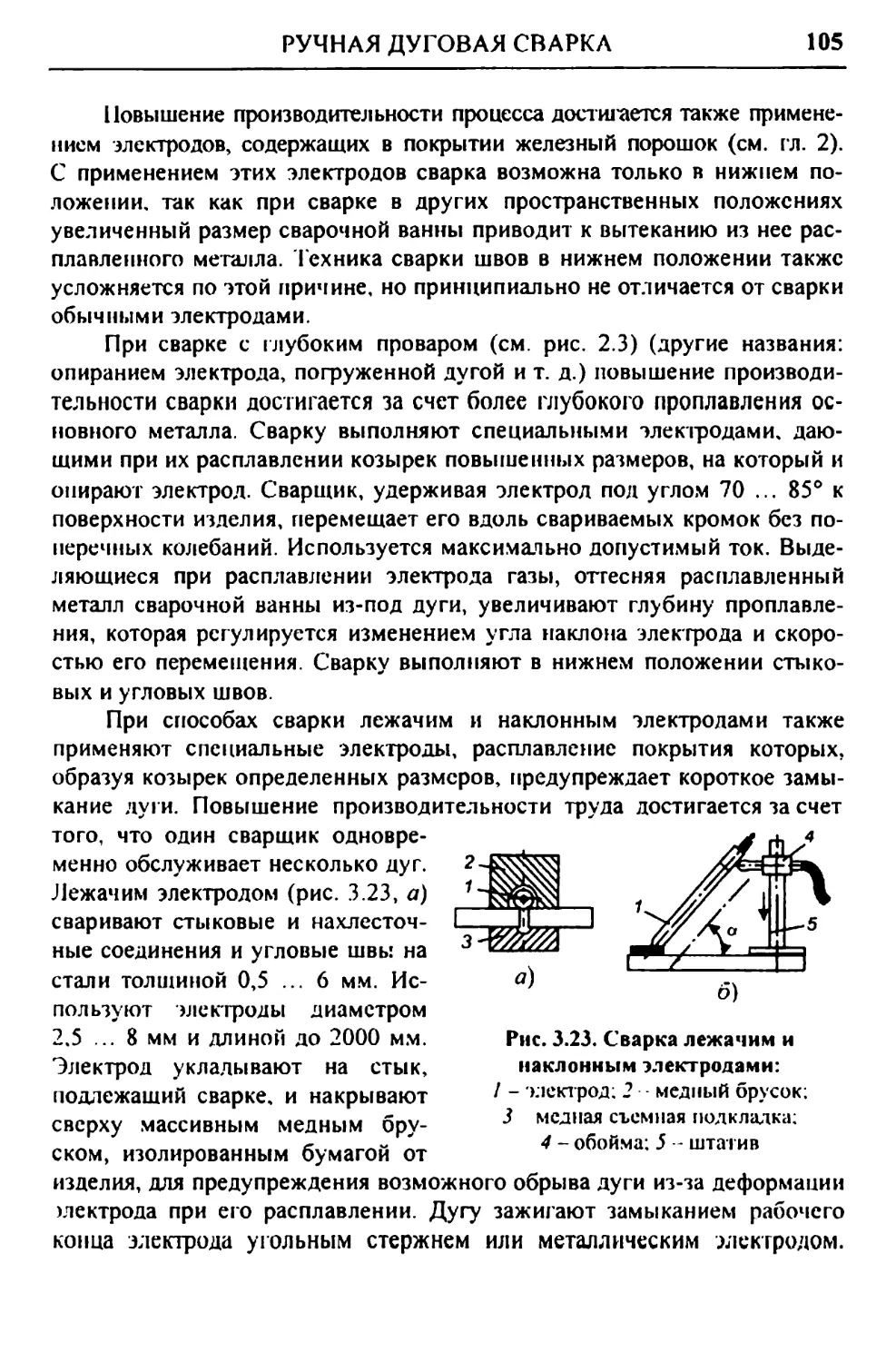
Для сварки лежачим и наклонным электродом применяют удлинен-
ные электроды (до 2 м) диаметром до 8 мм. Покрытие этих электродов
обычно также имеет повышенную толщину.
крытия к массе стержня на этой же
центах) составляет 80 ... 100 %.
Рис. 2.3. Образование провара
специальными электродами для
сварки с глубоким проплавлением
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
29
Одному и тому же типу электрода (см. табл. 2.2) могут соответство-
вать электроды с покрытиями различного вида и различным составом
стержня. Покрытия одного вида могут иметь различный состав.
Конкретный состав покрытия и стержня в данном электроде опреде-
ляет так называемая марка электрода. Обозначения марок часто содержат
начальные буквы названия организации, в которой были разработаны
электроды, и порядковый номер.
При изготовлении электродов для сварки алюминия и его сплавов
ввиду его большого сродства к кислороду применять покрытия из
оксидов нельзя, так как металл будет разрушать эти оксиды и интенсивно
окисляться. В этих случаях покрытия практически полностью состоят из
безкислородных соединений, хлоридов и фторидов (KCI, NaCl, KF и
т.п.), которые наносятся на стержни многократным окунанием в водные
растворы указанных компонентов.
Покрытие электродов оказывает существенное влияние на весь про-
цесс сварки. Поэтому общие требования к ним при сварке различных
металлов: обеспечение стабильного горения дуги; получение металла
шва с необходимым химическим составом и свойствами; спокойное, рав-
номерное плавление электродного стержня и покрытия; хорошее форми-
рование шва и отсутствие в нем пор, шлаковых включений и др.; легкая
отделимость шлака после остывания с поверхности шва; хорошие техно-
логические свойства обмазочной массы, не затрудняющие процесса изго-
товления электродов; удовлетворительные санитарно-гигиенические ус-
ловия труда при изготовлении электродов и при сварке. Состав покрытия
определяет и такие важные технологические характеристики электродов,
как: род и полярность сварочного тока, возможность сварки в различных
пространственных положениях или определенным способом (сварка опи-
ранием, наклонным электродом и т.д.).
Состав покрытия электродов и свойства образующихся шлаков оп-
ределяют и силу рекомендуемого для сварки тока. Для получения качест-
венных сварных швов покрытие электрода должно прочно удерживаться
на металлическом стержне и быть сплошным до конца использования
электрода (огарка), чтобы обеспечить необходимую защиту зоны сварки.
Допустимое значение сварочного тока для определенной марки
электрода назначают так, чтобы нагрев металлического стержня к концу
расплавления электрода был не более 500 °C, а с покрытиями, содержа-
щими органические вещества, не более 250 °C для предупреждения от-
слаивания покрытия от стержня.
Свойства шлаков. Покрытие при расплавлении образует шлак.
30
СВАРОЧНЫЕ МАТЕРИАЛЫ
К физическим свойствам шлака относятся: теплофизические харак-
теристики - температура плавления, температурный интервал затверде-
вания, теплоемкость, энтальпия и т.п.; вязкость; способность растворять
оксиды, сульфиды и т.п.; определенная плотность; определенная газо-
проницаемость; достаточное различие в коэффициентах линейного и
объемного расширения по сравнению с металлом, что необходимо для
легкого отделения шлака от поверхности шва.
К химическим свойствам относится способность шлака раскислять
металл шва; связывать оксиды в легкоплавкие соединения; легировать
металл шва.
Наилучшие качества при сварке имеют шлаки, если температура их
плавления составляет 1100 ... 1200 °C. Температурный интервал затвер-
девания должен быть небольшим или, как говорят, шлак должен быть
"коротким". Шлаки, у которых переход от жидкого к твердому состоя-
нию растянут на значительный температурный интервал (так называемые
"длинные" шлаки), при прочих равных условиях хуже обеспечивают
формирование шва в различных пространственных положениях.
Вязкость шлака имеет важное значение. Чем менее вязок шлак, тем
больше его подвижность, а следовательно, физическая и химическая ак-
тивность, тем быстрее в нем протекают химические реакции и физиче-
ские процессы растворения оксидов, сульфидов и т.п. Однако для надеж-
ного закрытия металла шва шлак не должен быть чрезмерно жидким, это
особенно важно при сварке на вертикальной плоскости и в потолочном
положении. Для таких шлаков важно, чтобы переход из жидкого в твер-
дое состояние совершался как можно быстрее.
Кислые шлаки обычно бывают очень вязкими, и длинными, при
этом чем выше кислотность шлаков, тем больше их вязкость. Основные
шлаки - короткие. Шлаки должны обладать небольшим удельным весом,
чтобы легко всплывать на поверхность сварочной ванны. Слой шлака,
покрывающий шов, в жидком виде и в процессе затвердевания должен
легко пропускать газы, выделяющиеся из металла шва.
Затвердевшие шлаки должны иметь небольшое сцепление с метал-
лом, коэффициенты линейного расширения шлака и металла должны
быть различными для более легкого удаления шлака со шва.
Изготовление покрытых электродов. Электрод, состоящий из ме-
таллического стержня и толстого покрытия, расплавляясь, должен обес-
печивать постоянство вводимых в реакционную зону компонентов по
объему, их химическому составу и реакционной способности.
Это достигается применением проволоки, имеющей стабильный хи-
мический состав и диаметр с отклонениями, регламентированными стан-
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
31
дартом. Покрытие, состоящее из смеси различных порошкообразных
компонентов, скрепленных между собой и со стержнем жидким стеклом,
также должно быть однородным в массе, что достигается при достаточно
мелком размоле составляющих компонентов и хорошем перемешивании
обмазочной массы.
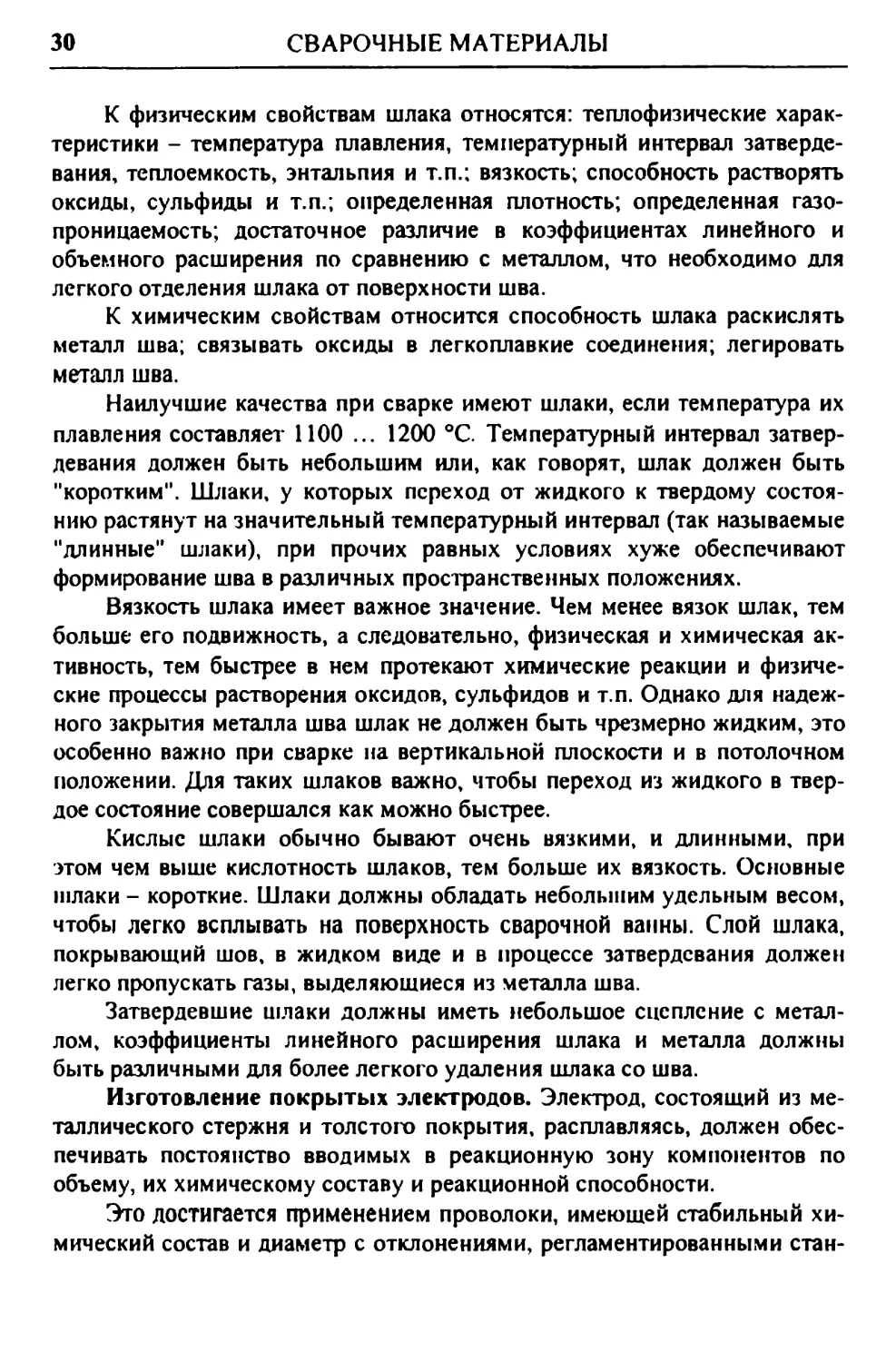
Поэтому процесс изготовления электродов предусматривает ряд
строго последовательных операций по подготовке проволоки, компонен-
тов покрытия, сухой смеси компонентов (шихты) и обмазочной массы,
нанесению ее на стержень с последующей сушкой и прокалкой электро-
дов с целью придания необходимой прочности покрытию (табл. 2.1).
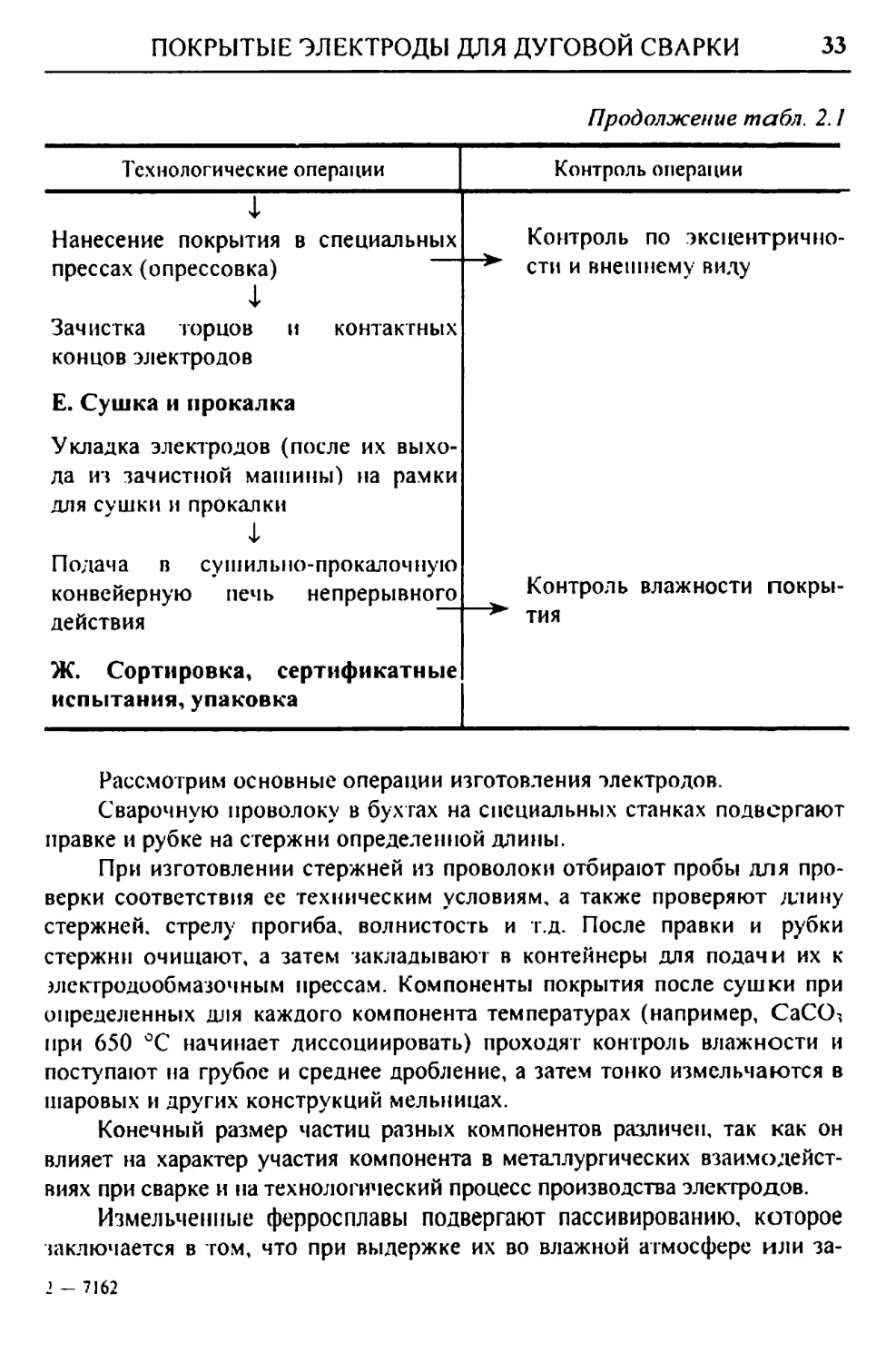
2.1. Последовательность технологических операций
при изготовлении покрытых электродов
Технологические операции Контроль операции
А. Приготовление порошков из руд и концентратов Склад руд — Отбор проб для химического > анализа и эталонирования
1 Сушка материалов Контроль влажности после
4- Размол 1 сушки
Сепарирование крупных частиц и Контроль гранулометриче-
пыли ского состава готовых по-
1 рошков
Засыпка готовых порошков в бункера
Б. Приготовление порошков из
минералов Отбор проб для химического
Склад минералов анализа и эталонирования
Предварительное дробление кусков размером более 350 мм г Промывка — 1 -> Визуальный осмотр
32
СВАРОЧНЫЕ МАТЕРИАЛЫ
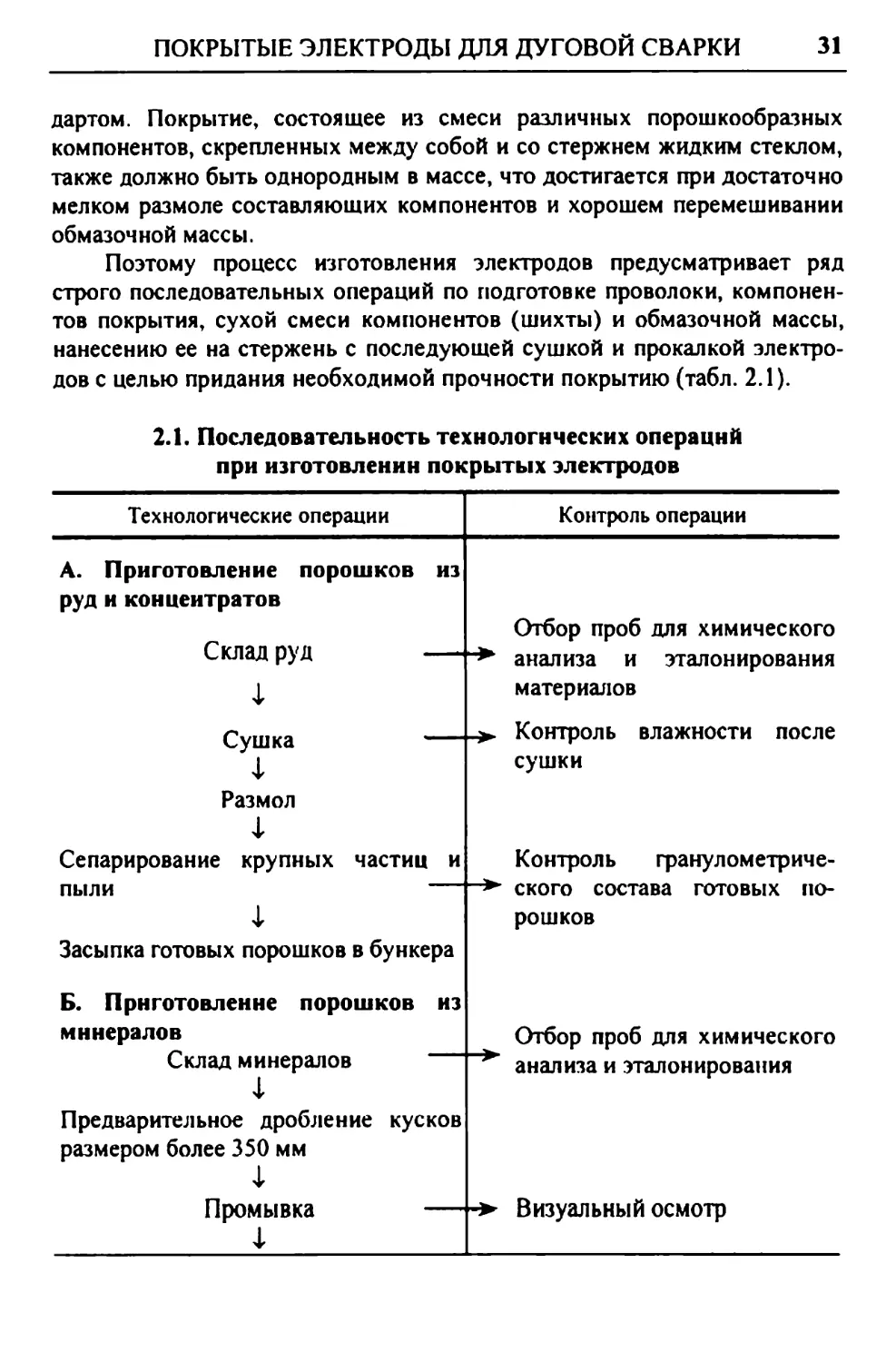
Продолжение табл. 2. J
Технологические операции Контроль операции
1 Крупное дробление до величины кусков размером 25 мм 1 Среднее дробление до величины кусков размером 5 ... 10 мм 1 Размол и сепарирование г Готовый продукт тонкого помола В. Приготовление сухой шихты Компоненты тонкого помола 1 Составление шихты по рецептуре 4- Перемешивание сухой шихты 4 Засыпка готовой шихты в бункера и выдача для производства обмазочной массы Г. Приготовление обмазочной мас- сы и брикетов Перемешанная сухая шихта + жидкое стекло с пассивирующей добавкой 4 Приготовление обмазочной массы 4 Приготовление брикетов Д. Нанесение покрытия Подача готовых стержней и подача обмазочной массы -> Проведение контроля грану- ляции помола х Контроль точности взвешива- НИЯ Контроль перемешивания по м однородности цвета; химиче- с кому анализу; контролю влажности
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
33
Технологические операции
Продолжение табл. 2. /
Контроль операции
Нанесение покрытия в специальных
прессах (опрессовка)
J.
Зачистка торцов и контактных
концов электродов
Е. Сушка и прокалка
Укладка электродов (после их выхо-
да из зачистной машины) на рамки
для сушки и прокалки
г
Подача в сушильно-прокалочную
конвейерную печь непрерывного
действия
Контроль по эксцентрично-
сти и внешнему виду
Контроль влажности покры-
тия
Ж. Сортировка, сертификатные
испытания, упаковка
Рассмотрим основные операции изготовления электродов.
Сварочную проволоку в бухтах на специальных станках подвергают
правке и рубке на стержни определенной длины.
При изготовлении стержней из проволоки отбирают пробы для про-
верки соответствия ее техническим условиям, а также проверяют длину
стержней, стрелу прогиба, волнистость и т.д. После правки и рубки
стержни очищают, а затем закладывают в контейнеры для подачи их к
электродообмазочным прессам. Компоненты покрытия после сушки при
определенных для каждого компонента температурах (например, СаСО,
при 650 °C начинает диссоциировать) проходят контроль влажности и
поступают на грубое и среднее дробление, а затем тонко измельчаются в
шаровых и других конструкций мельницах.
Конечный размер частиц разных компонентов различен, так как он
влияет на характер участия компонента в металлургических взаимодейст-
виях при сварке и на технологический процесс производства электродов.
Измельченные ферросплавы подвергают пассивированию, которое
заключается в том, что при выдержке их во влажной атмосфере или за-
2 - 7162
34
СВАРОЧНЫЕ МАТЕРИАЛЫ
мачивании водой (подкисленной марганцевокислым калием КМпО4 или
хромпиком К2Сг2О7) на поверхности ферросплавов создается окисная
пленка, предотвращающая возможное преждевременное реагирование
ферросплавов с жидким стеклом при изготовлении обмазочной массы.
Из подготовленных материалов приготовляют сухую шихту путем
взвешивания компонентов согласно рецептуре покрытия и тщательно пе-
ремешивают ее, контролируя равномерность перемешивания и влажность.
Жидкое стекло, используемое как связующее в электродном произ-
водстве, получают из так называемой силикатной глыбы, т.е. силиката
натрия (Na2O n-SiO2) или калия, не содержащего воды. Для приготовле-
ния жидкого стекла силикатную глыбу разваривают в автоклаве с пода-
чей воды или пара.
Из подготовленных материалов приготовляют обмазочную массу
путем смешения сухой смеси с жидким стеклом до определенной конси-
стенции.
Покрытие на электроды наносят опрессовкой на специальных прес-
сах. Электродные стержни специальным механизмом проталкиваются
через фильер обмазочной головки, в которую при давлении 70 ... 90 МПа
выжимается обмазочная масса. Электрод выталкивается из обмазочной
головки полностью покрытый обмазочной массой и попадает на транспор-
тер зачистной машины, на которой есть устройство для зачистки торца
электрода и снятия с другого его конца покрытия на длине 20 ... 30 мм.
С конвейера электроды укладывают на специальные рамки и подвергают
сушке на воздухе в течение 18 ... 24 ч или в сушилке при температуре до
100 °C в течение 3 ч, после чего подают на прокалку, режим которой за-
висит от состава покрытия (наличия органических соединений, ферро-
сплавов и т.д.).
В результате сушки и прокалки содержание влаги в покрытии сни-
жается с 3 3,5 % до 0,1 ... 0,3 % и покрытие приобретает довольно
высокую прочность.
После прокалки электроды подвергают контролю, упаковке во вла-
гостойкую парафинированную битумную бумагу или пластмассовую
пленку в пачки по 3 ... 8 кг, либо в герметически закрывающуюся метал-
лическую тару.
На пачку наклеивают паспорт электрода, на котором указано наиме-
нование или товарный знак предприятия-изготовителя, условное обозна-
чение электродов, номер партии и дата изготовления, область примене-
ния электродов, особые условия выполнения сварки или наплавки, до-
пустимое содержание влаги, режим повторного прокаливания, рекомен-
дуемый режим сварки, масса электродов в коробке или пачке.
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ 35
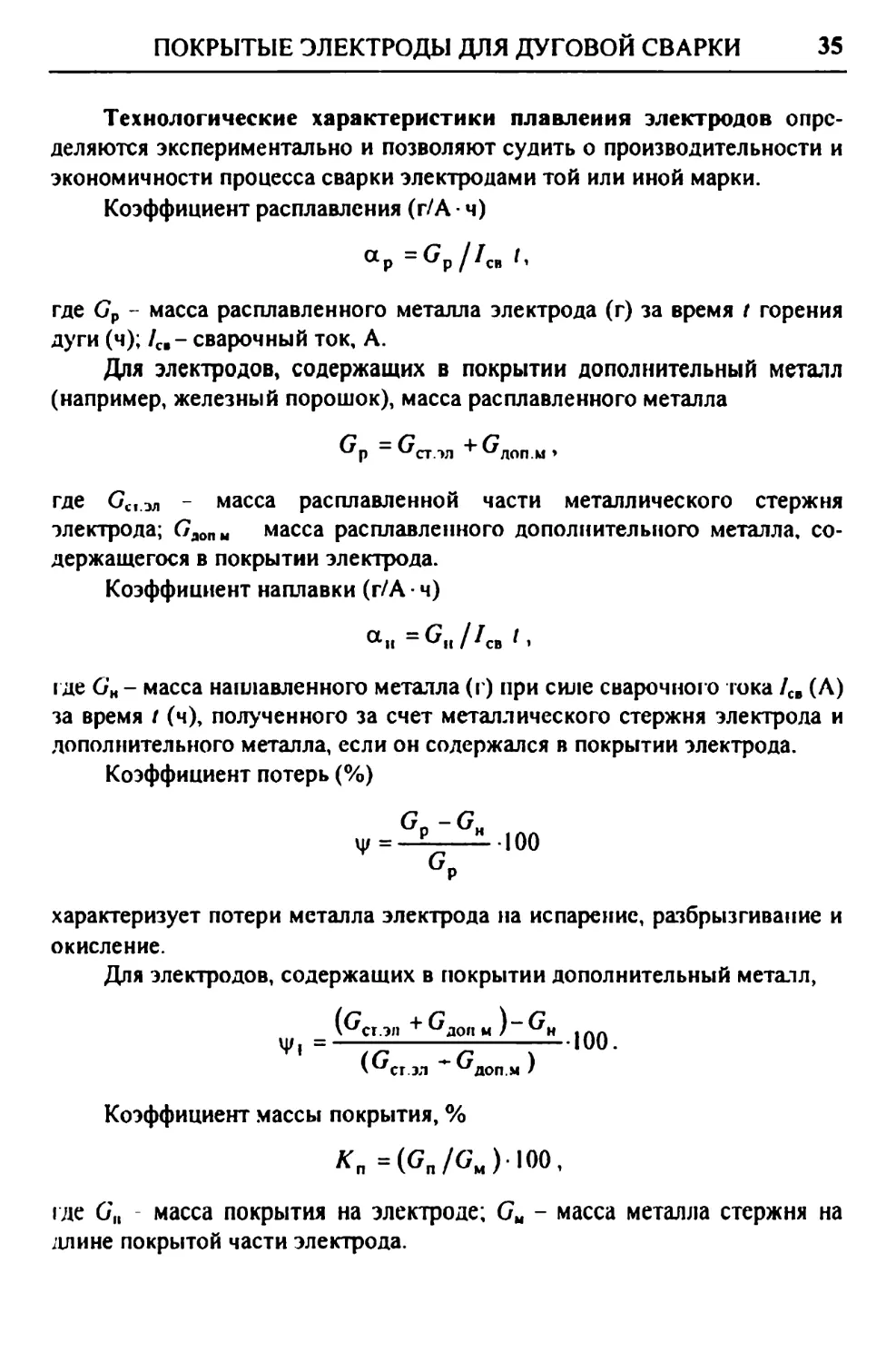
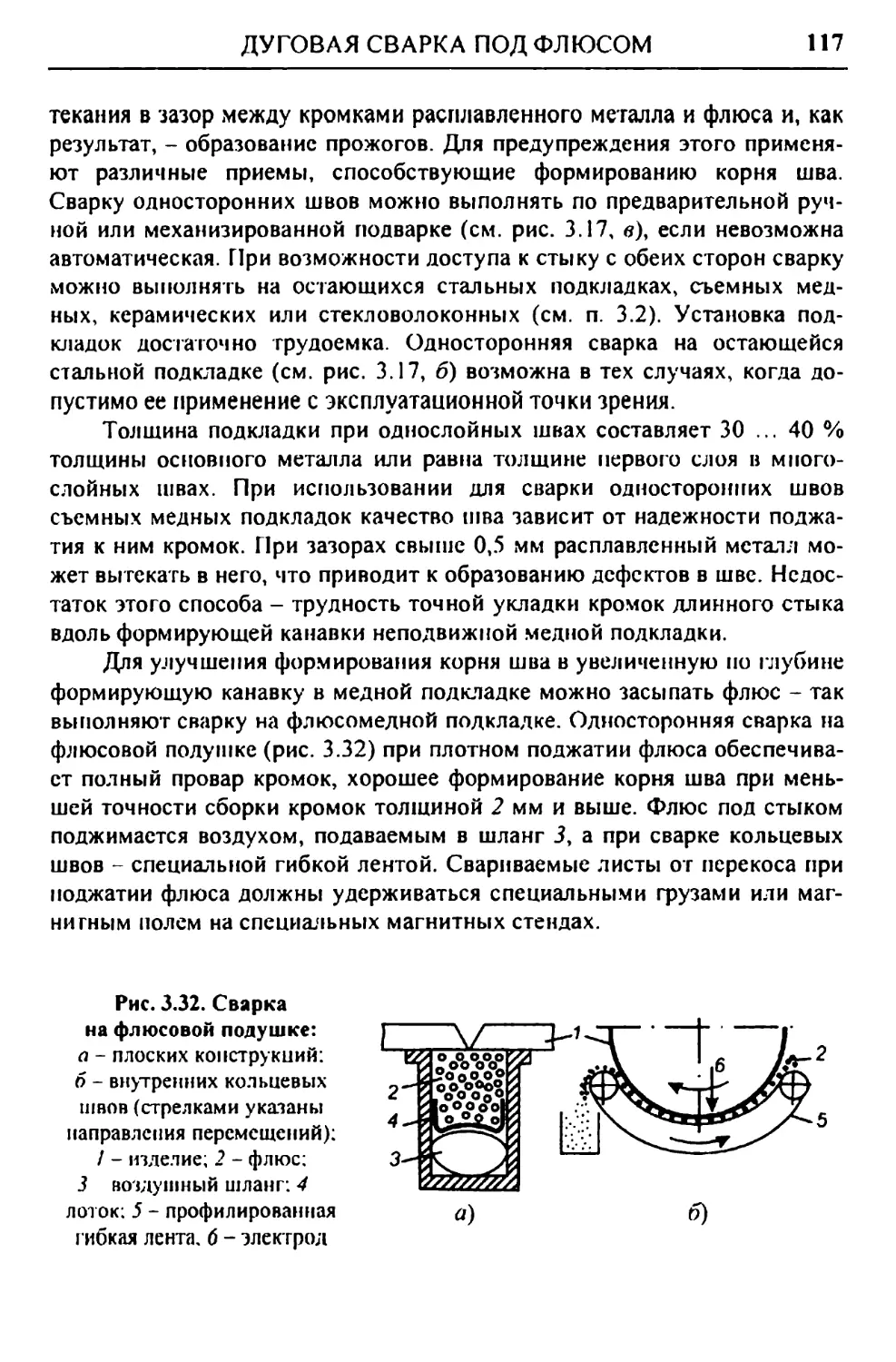
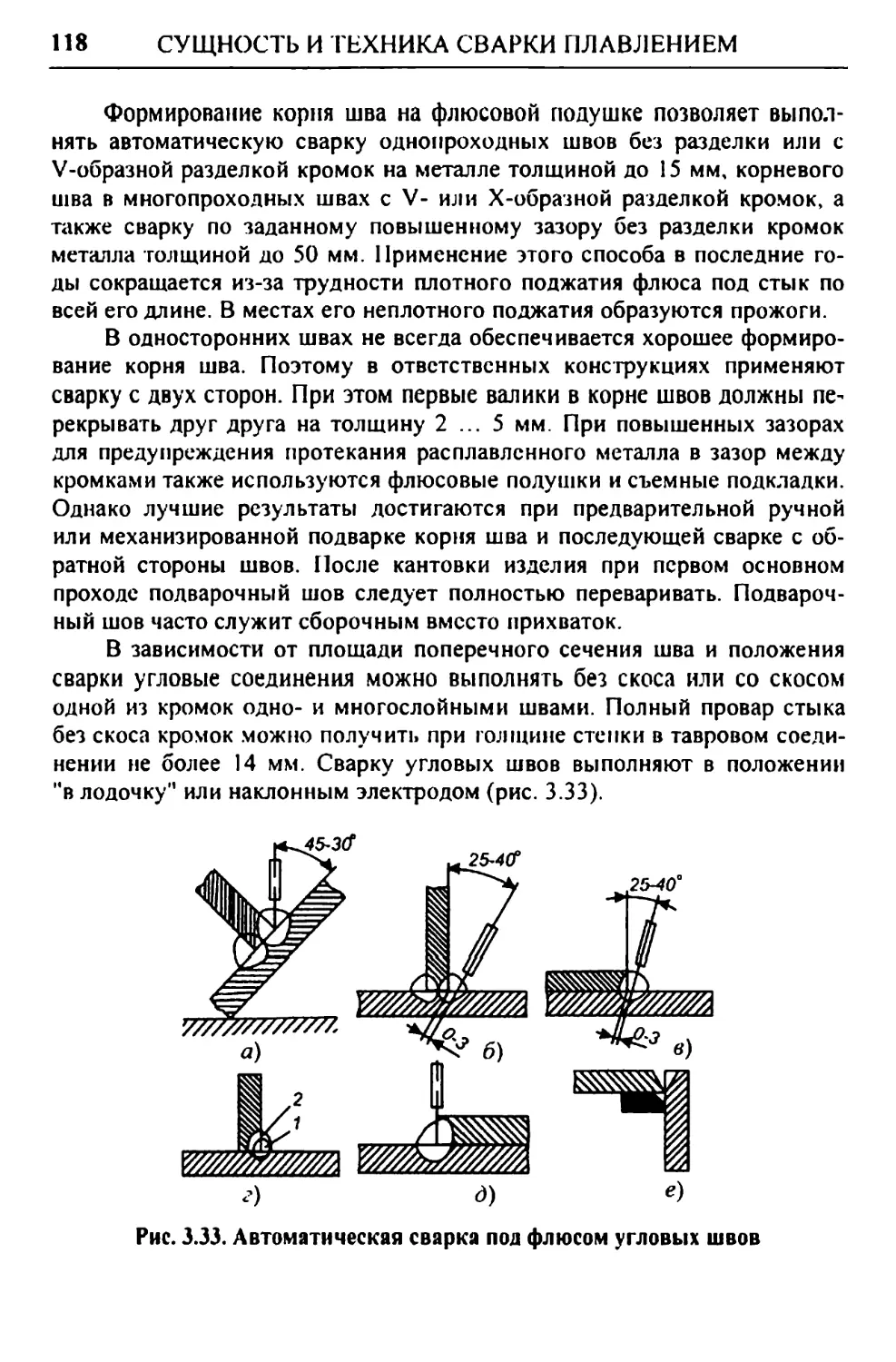
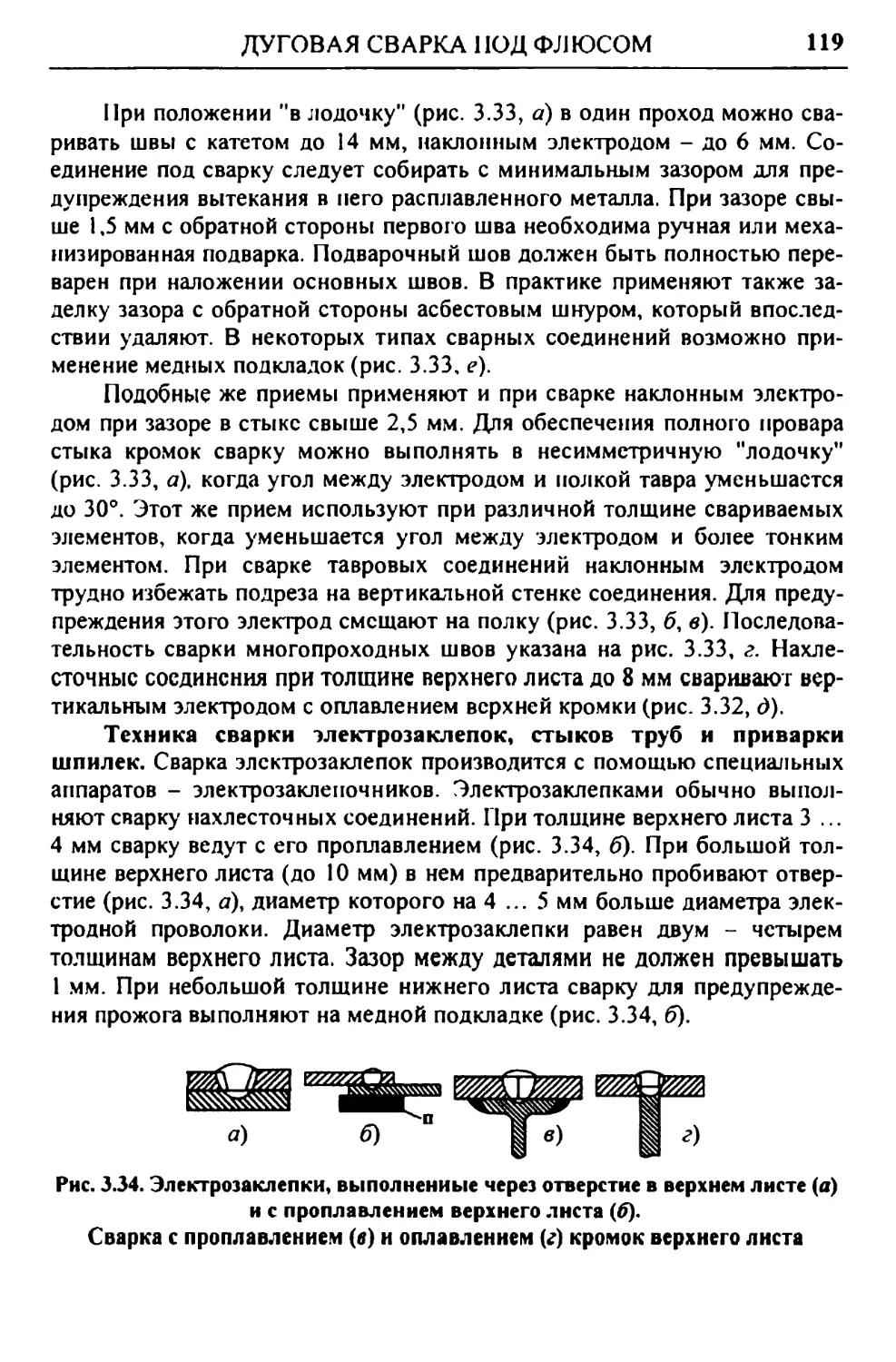
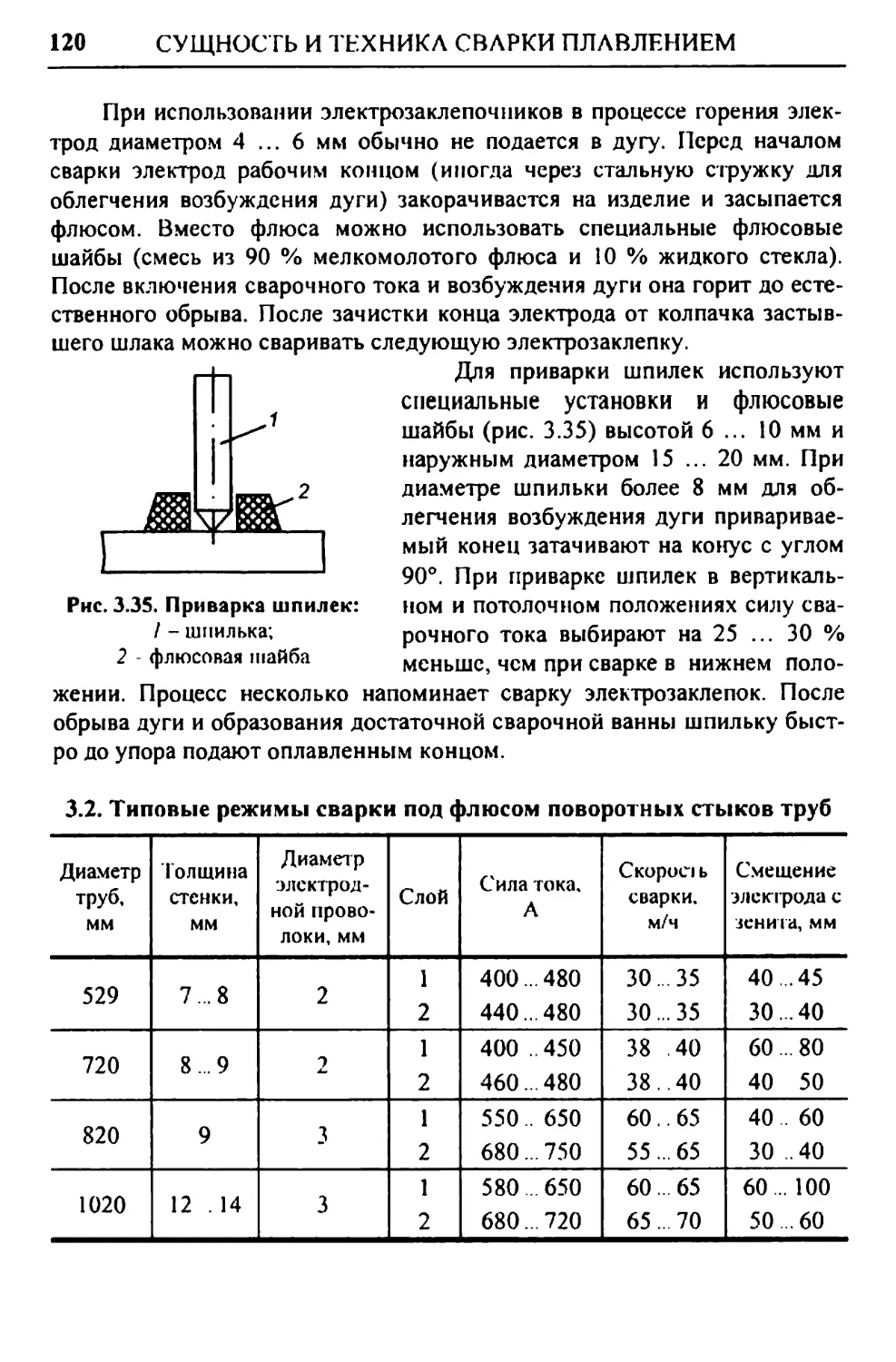
Технологические характеристики плавления электродов опре-
деляются экспериментально и позволяют судить о производительности и
экономичности процесса сварки электродами той или иной марки.
Коэффициент расплавления (г/А ч)
Ct Р — / ^СВ I ’
где Gp - масса расплавленного металла электрода (г) за время t горения
дуги (ч); /„-сварочный ток, А.
Для электродов, содержащих в покрытии дополнительный металл
(например, железный порошок), масса расплавленного металла
С = С I С'
^р ^стэл ’’’ ^лоп.м ’
где СС1ЭЛ - масса расплавленной части металлического стержня
электрода; Сяопм масса расплавленного дополнительного металла, со-
держащегося в покрытии электрода.
Коэффициент наплавки (г/А ч)
Ct „ — /^св ’
где G'H - масса наплавленного металла (г) при силе сварочного тока /„ (А)
за время t (ч), полученного за счет металлического стержня электрода и
дополнительного металла, если он содержался в покрытии электрода.
Коэффициент потерь (%)
Gp -GH
Ч»=-2----100
G₽
характеризует потери металла электрода на испарение, разбрызгивание и
окисление.
Для электродов, содержащих в покрытии дополнительный металл,
(^ег.эл + ^доп м )“ |ЛЛ
(GcrM -°доп м)
Коэффициент массы покрытия, %
= (Gn/GM)lOO,
где G„ масса покрытия на электроде; С7М - масса металла стержня на
длине покрытой части электрода.
36
СВАРОЧНЫЕ МАТЕРИАЛЫ
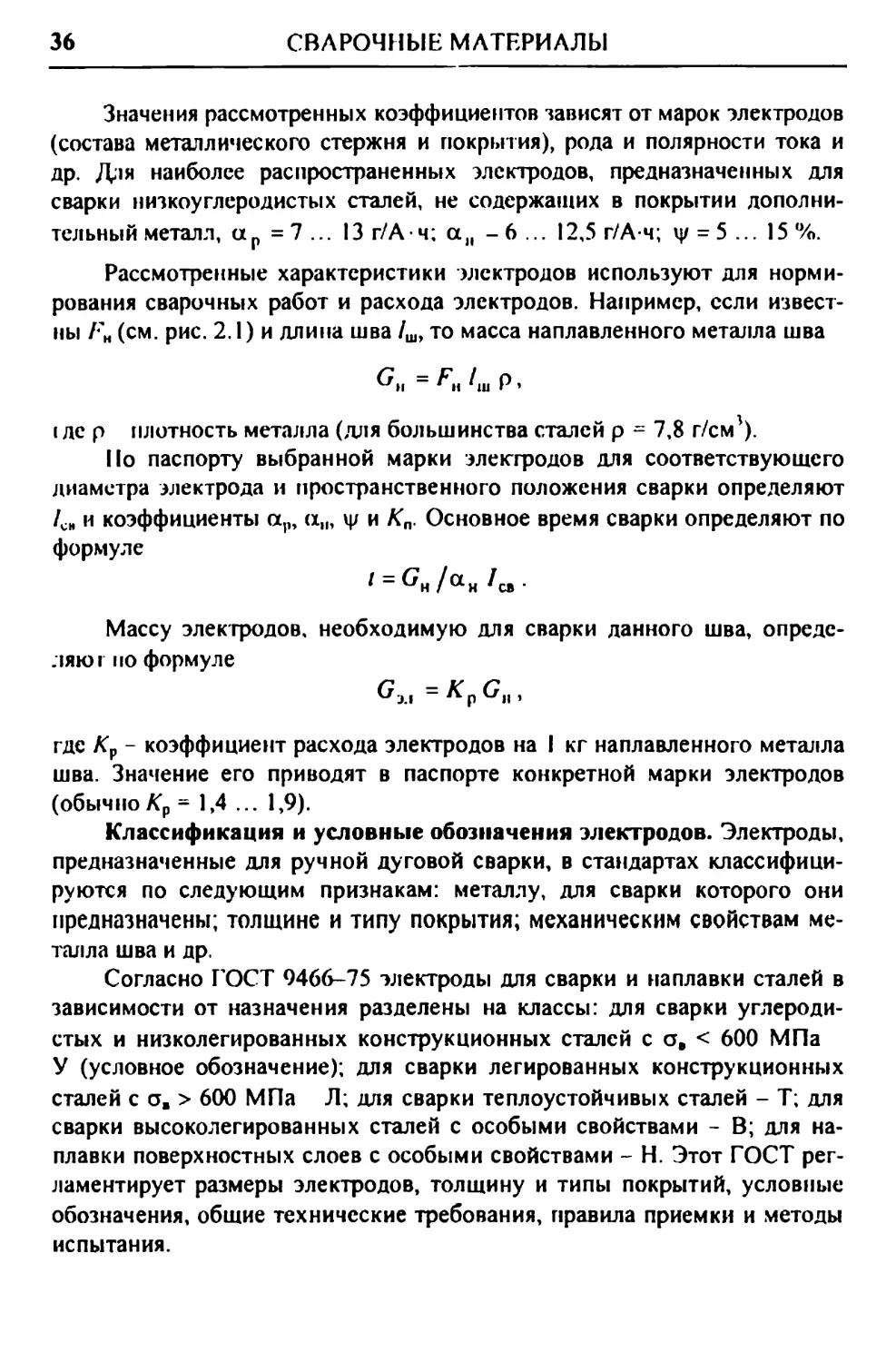
Значения рассмотренных коэффициентов зависят от марок электродов
(состава металлического стержня и покрытия), рода и полярности тока и
др. Дзя наиболее распространенных электродов, предназначенных для
сварки низкоуглеродистых сталей, не содержащих в покрытии дополни-
тельный металл, ар = 7 ... 13 г/А ч; аи - 6 ... 12,5 г/А-ч; у = 5 ... 15 %.
Рассмотренные характеристики электродов используют для норми-
рования сварочных работ и расхода электродов. Например, если извест-
ны FH (см. рис. 2.1) и длина шва /ш, то масса наплавленного металла шва
। ле р плотность металла (для большинства сталей р = 7,8 г/см').
По паспорту выбранной марки электродов для соответствующего
диаметра электрода и пространственного положения сварки определяют
/сн и коэффициенты ар, ан, ц/ и Кп. Основное время сварки определяют по
формуле
/ан ^св
Массу элекгродов, необходимую для сварки данного шва, опреде-
ляю! по формуле
о,.. = Кр ,
где Кр - коэффициент расхода электродов на I кг наплавленного металла
шва. Значение его приводят в паспорте конкретной марки электродов
(обычноКр= 1,4 ... 1,9).
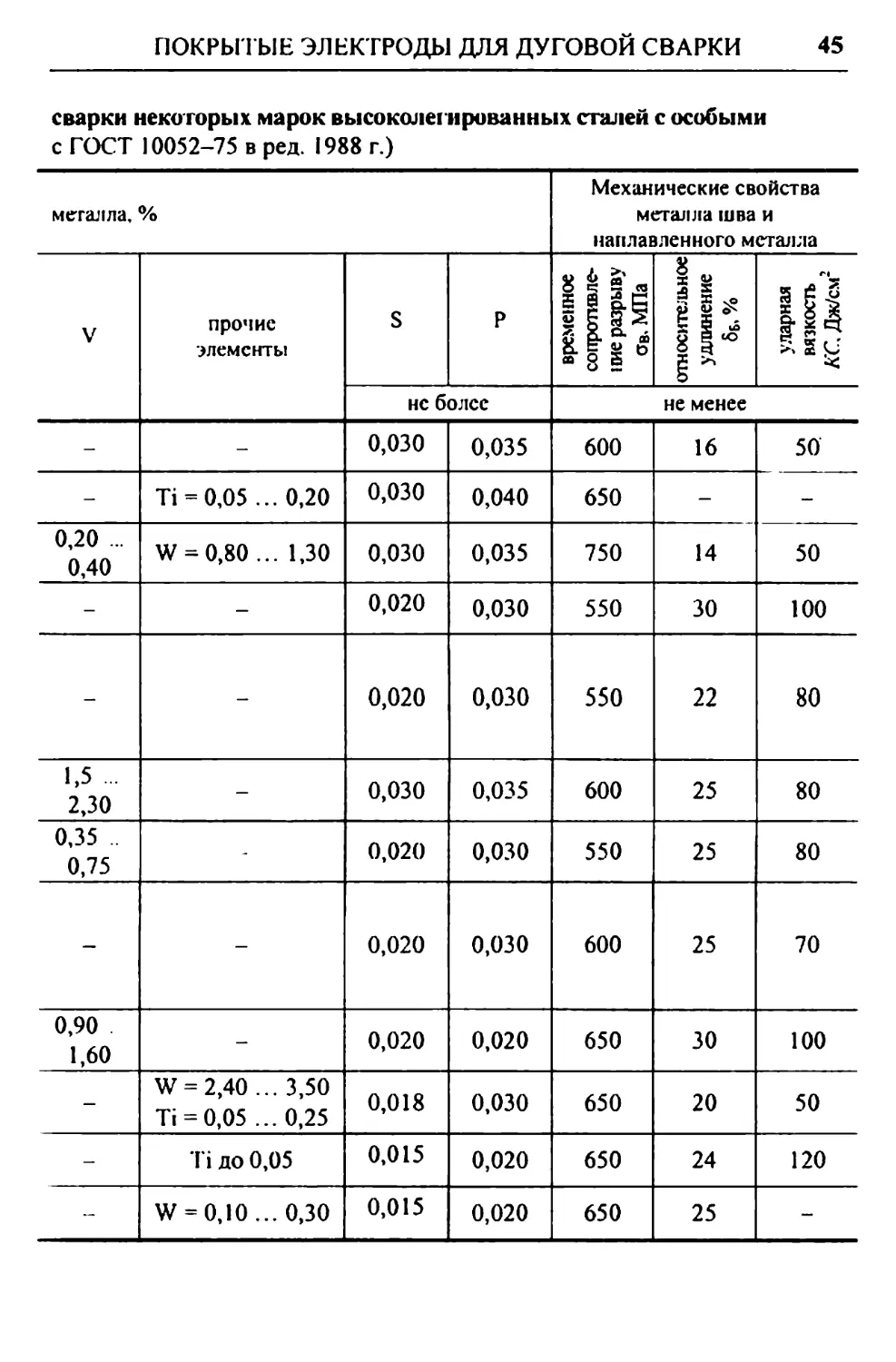
Классификация и условные обозначения электродов. Электроды,
предназначенные для ручной дуговой сварки, в стандартах классифици-
руются по следующим признакам: металлу, для сварки которого они
предназначены; толщине и типу покрытия; механическим свойствам ме-
талла шва и др.
Согласно ГОСТ 9466-75 электроды для сварки и наплавки сталей в
зависимости от назначения разделены на классы: для сварки углероди-
стых и низколегированных конструкционных сталей с о, < 600 МПа
У (условное обозначение); для сварки легированных конструкционных
сталей с о. > 600 МПа Л; для сварки теплоустойчивых сталей - Т; для
сварки высоколегированных сталей с особыми свойствами - В; для на-
плавки поверхностных слоев с особыми свойствами - Н. Этот ГОСТ рег-
ламентирует размеры электродов, толщину и типы покрытий, условные
обозначения, общие технические требования, правила приемки и методы
испытания.
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
37
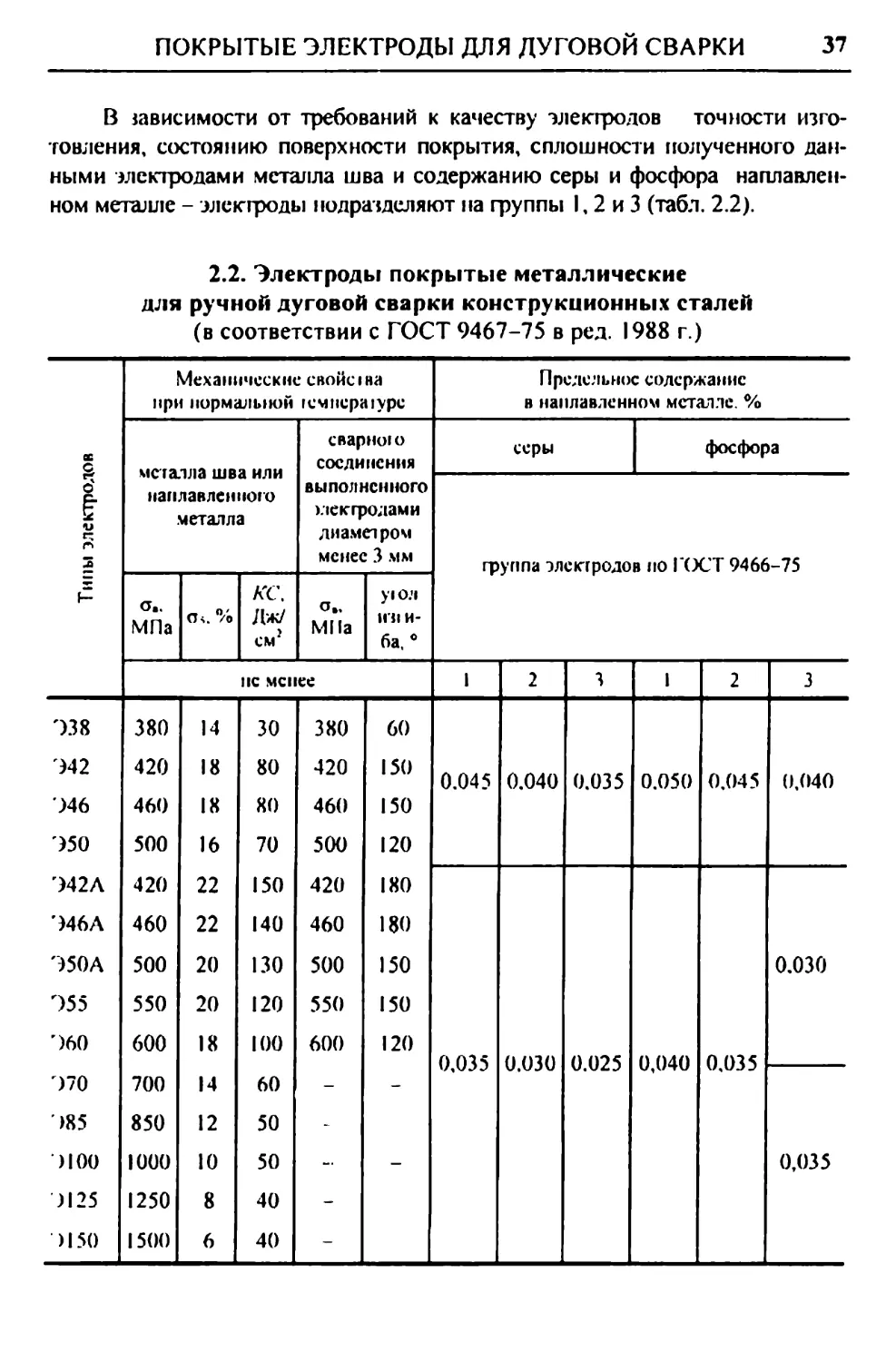
В зависимости от требований к качеству электродов точности изго-
товления, состоянию поверхности покрытия, сплошности полученного дан-
ными электродами металла шва и содержанию серы и фосфора наплавлен-
ном металле - электроды подразделяют па группы 1,2 и 3 (табл. 2.2).
2.2. Электроды покрытые металлические
для ручной дуговой сварки конструкционных сталей
(в соответствии с ГОСТ 9467-75 в ред. 1988 г.)
Типы электродов Механические свойсша при нормальной rcMiiepaiype Предельное содержание в наплавленном металле. %
металла шва или наплавленного металла сварною соединения выполненного т.текгролами диаметром менее 3 мм серы фосфора
группа электродов по ГОСТ 9466-75
о.. МПа % КС. Дж/ см* о». МПа у юл IUI и- 6а, °
не мспее 1 2 3 1 2 3
Э38 Э42 Э46 Э50 Э42А Э46А Э50А Э55 Э60 Э70 >85 )100 Л 25 )| 50 380 420 460 500 420 460 500 550 600 700 850 1000 1250 1500 14 18 18 16 22 22 20 20 18 14 12 10 8 6 30 80 80 70 150 140 130 120 100 60 50 50 40 40 380 420 460 500 420 460 500 550 600 60 150 150 120 180 180 150 150 120 0.045 0.040 0.035 0.050 0.045 0,040
0,035 0.030 0.025 0,040 0,035 0.030 0,035
38
СВАРОЧНЫЕ МАТЕРИАЛЫ
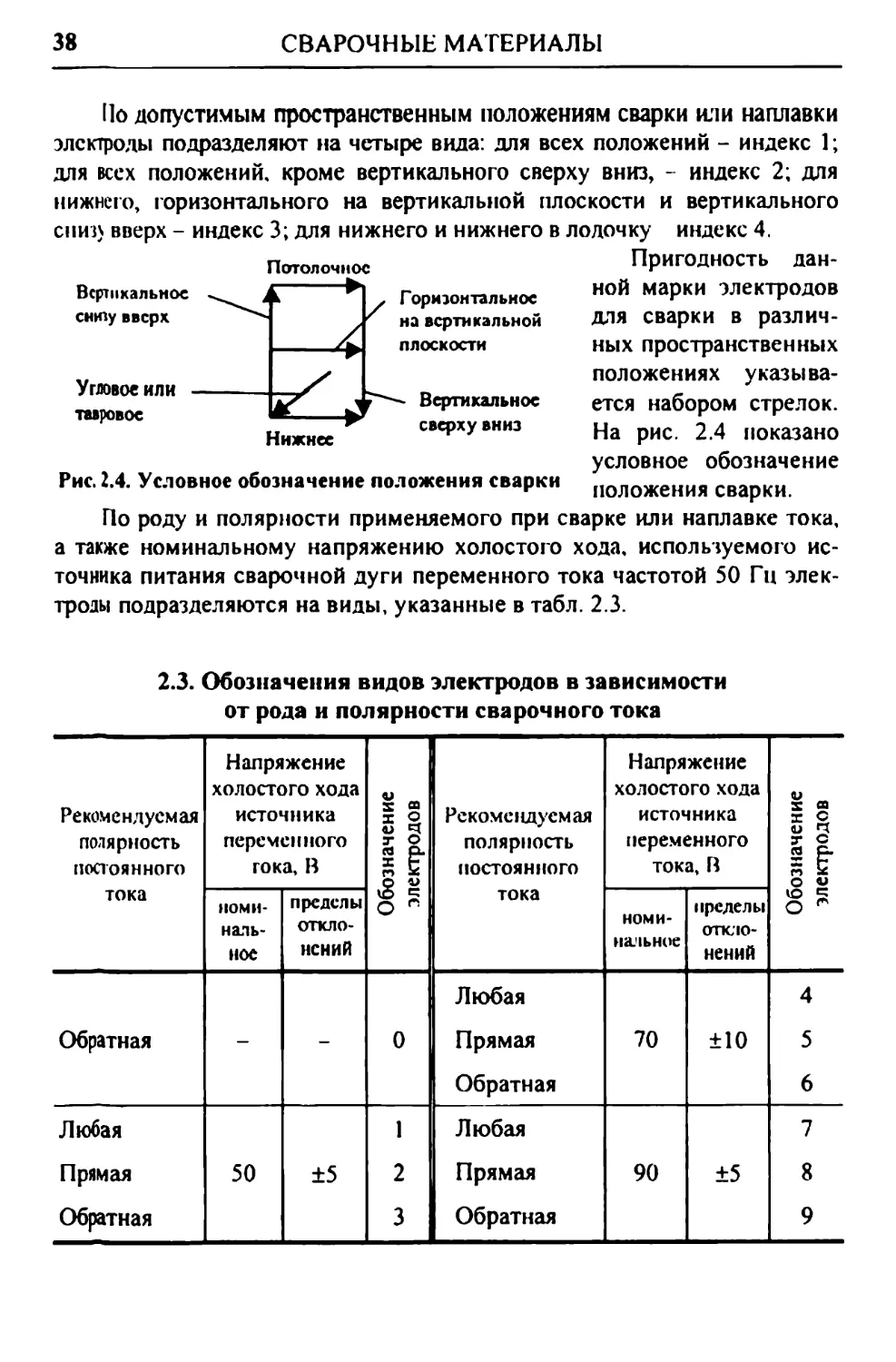
По допустимым пространственным положениям сварки или наплавки
электроды подразделяют на четыре вида: для всех положений - индекс 1;
для всех положений, кроме вертикального сверху вниз, - индекс 2; для
нижнею, горизонтального на вертикальной плоскости и вертикального
сииз> вверх - индекс 3; для нижнего и нижнего в лодочку индекс 4.
Вертикальное
еннту вверх
Угловое или
тавровое
Потолочное
Нижнее
Горизонтальное
на вертикальной
плоскости
Рис. 2.4. Условное обозначение положения сварки
сверху вниз
Пригодность дан-
ной марки электродов
для сварки в различ-
ных пространственных
положениях указыва-
ется набором стрелок.
На рис. 2.4 показано
условное обозначение
положения сварки.
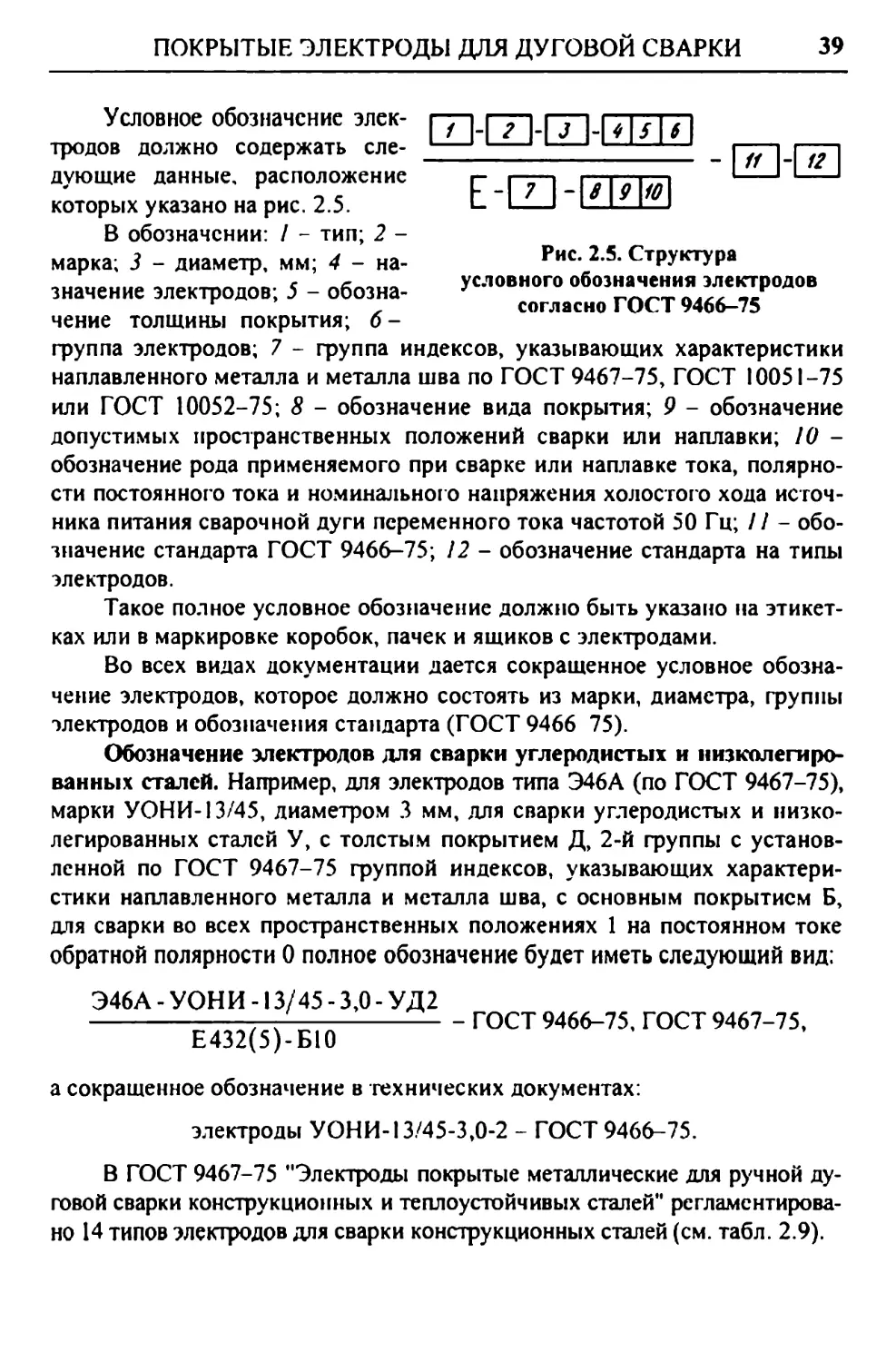
По роду и полярности применяемого при сварке или наплавке тока,
а также номинальному напряжению холостого хода, используемого ис-
точника питания сварочной дуги переменного тока частотой 50 Гц элек-
троды подразделяются на виды, указанные в табл. 2.3.
2.3. Обозначения видов электродов в зависимости
от рода и полярности сварочного тока
Рекомендуемая полярность постоянного тока Напряжение холостого хода источника переменного гока, В Обозначение электродов Рекомендуемая полярность постоянного тока Напряжение холостого хода источника переменного тока, В Обозначение электродов
номи- наль- ное пределы откло- нений номи- нальное пределы откло- нений
Любая 4
Обратная — - 0 Прямая 70 ±10 5
Обратная 6
Любая 1 Любая 7
Прямая 50 ±5 2 Прямая 90 ±5 8
Обратная 3 Обратная 9
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
39
4 5 6
-------------------11-12
E-CZ
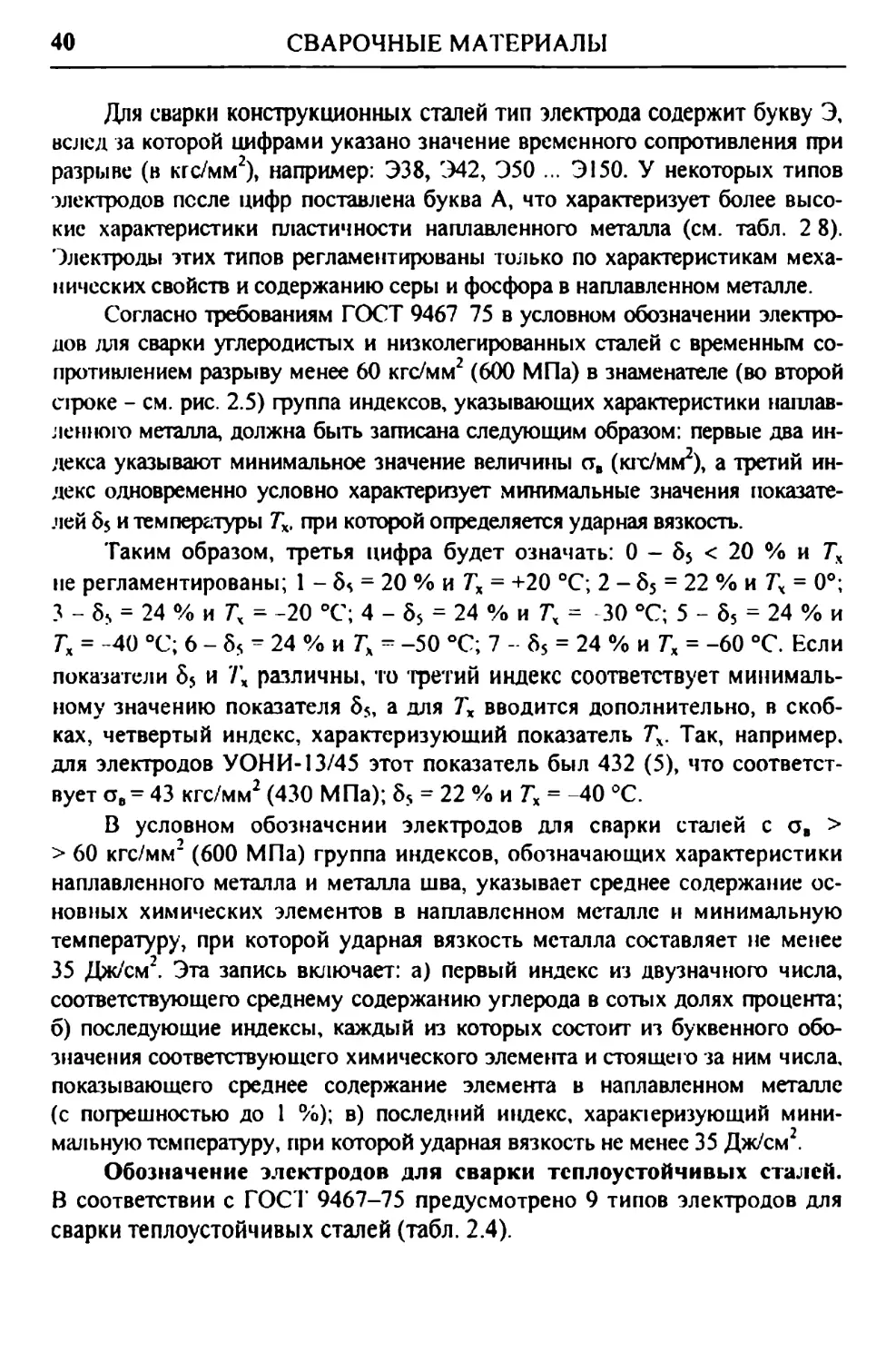
Рис. 2.5. Структура
условного обозначения электродов
согласно ГОСТ 9466-75
8 9 10
Условное обозначение элек-
тродов должно содержать сле-
дующие данные, расположение
которых указано на рис. 2.5.
В обозначении: / - тип; 2 -
марка; 3 - диаметр, мм; 4 - на-
значение электродов; 5 - обозна-
чение толщины покрытия; 6-
группа электродов; 7 - группа индексов, указывающих характеристики
наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75
или ГОСТ 10052-75; 8 - обозначение вида покрытия; 9 - обозначение
допустимых пространственных положений сварки или наплавки; 10 -
обозначение рода применяемого при сварке или наплавке тока, полярно-
сти постоянного тока и номинальною напряжения холостого хода источ-
ника питания сварочной дуги переменного тока частотой 50 Гц; 11 - обо-
значение стандарта ГОСТ 9466-75; 12 - обозначение стандарта на типы
электродов.
Такое полное условное обозначение должно быть указано на этикет-
ках или в маркировке коробок, пачек и ящиков с электродами.
Во всех видах документации дается сокращенное условное обозна-
чение электродов, которое должно состоять из марки, диаметра, группы
электродов и обозначения стандарта (ГОСТ 9466 75).
Обозначение электродов для сварки углеродистых и низколегиро-
ванных сталей. Например, для электродов типа Э46А (по ГОСТ 9467-75),
марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низко-
легированных сталей У, с толстым покрытием Д, 2-й группы с установ-
ленной по ГОСТ 9467-75 группой индексов, указывающих характери-
стики наплавленного металла и металла шва, с основным покрытием Б,
для сварки во всех пространственных положениях 1 на постоянном токе
обратной полярности 0 полное обозначение будет иметь следующий вид:
Э46А - УОНИ -13/45 - 3,0 - УД2
Е432(5)-БЮ
- ГОСТ 9466-75, ГОСТ 9467-75,
а сокращенное обозначение в технических документах.
электроды УОНИ-13/45-3,0-2 - ГОСТ 9466-75.
В ГОСТ 9467-75 "Электроды покрытые металлические для ручной ду-
говой сварки конструкционных и теплоустойчивых сталей" регламентирова-
но 14 типов электродов для сварки конструкционных сталей (см. табл. 2.9).
40
СВАРОЧНЫЕ МАТЕРИАЛЫ
Для сварки конструкционных сталей тип электрода содержит букву Э,
вслед за которой цифрами указано значение временного сопротивления при
разрыве (в кгс/мм2), например: Э38, Э42, Э50 ... Э150. У некоторых типов
электродов после цифр поставлена буква А, что характеризует более высо-
кие характеристики пластичности наплавленного металла (см. табл. 2 8).
Электроды этих типов регламентированы только по характеристикам меха-
нических свойств и содержанию серы и фосфора в наплавленном металле.
Согласно требованиям ГОСТ 9467 75 в условном обозначении электро-
дов для сварки углеродистых и низколегированных сталей с временным со-
противлением разрыву менее 60 кгс/мм2 (600 МПа) в знаменателе (во второй
строке - см. рис. 2.5) группа индексов, указывающих характеристики наплав*
ленною металла, должна быть записана следующим образом: первые два ин-
декса указывают минимальное значение величины ств (кгс/мм2), а третий ин-
декс одновременно условно характеризует минимальные значения показате-
лей 6$ и температуры Тк, при которой определяется ударная вязкость.
Таким образом, третья цифра будет означать: 0 - 85 < 20 % и Тх
не регламентированы; 1 - 8$ = 20 % и Гх = +20 °C; 2 - 85 = 22 % и Гх = 0°;
3 - 35 = 24 % и Тх = -20 °C; 4 - 65 = 24 % и Гх - 30 °C; 5 - 65 = 24 % и
Гх = -40 °C; 6-85-24 % и Гх - -50 °C; 7 - 8$ = 24 % и Тх = -60 °C. Если
показатели 85 и 7'х различны, то третий индекс соответствует минималь-
ному значению показателя 85, а для Тх вводится дополнительно, в скоб-
ках, четвертый индекс, характеризующий показатель 7\. Так, например,
для электродов УОНИ-13/45 этот показатель был 432 (5), что соответст-
вует ав = 43 кгс/мм2 (430 МПа); 85 = 22 % и Тх = -40 °C.
В условном обозначении электродов для сварки сталей с ов >
> 60 кгс/мм’ (600 МПа) группа индексов, обозначающих характеристики
наплавленного металла и металла шва, указывает среднее содержание ос-
новных химических элементов в наплавленном металле и минимальную
температуру, при которой ударная вязкость металла составляет не менее
35 Дж/см2. Эта запись включает: а) первый индекс из двузначного числа,
соответствующего среднему содержанию углерода в сотых долях процента;
б) последующие индексы, каждый из которых состоит из буквенного обо-
значения соответствующего химического элемента и стоящего за ним числа,
показывающего среднее содержание элемента в наплавленном металле
(с погрешностью до 1 %); в) последний индекс, характеризующий мини-
мальную температуру, при которой ударная вязкость не менее 35 Дж/см2.
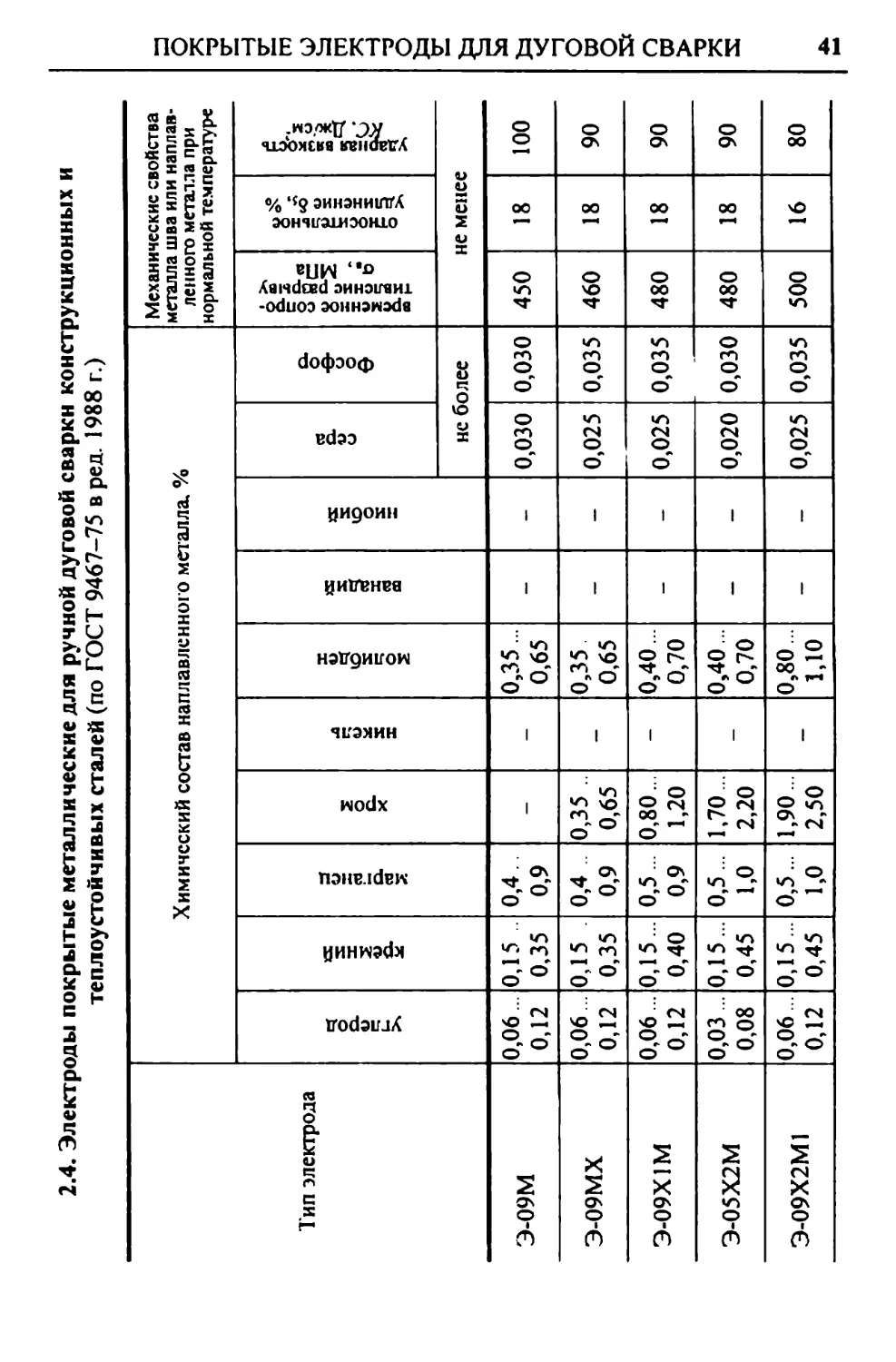
Обозначение электродов для сварки теплоустойчивых сталей.
В соответствии с ГОСТ 9467-75 предусмотрено 9 типов электродов для
сварки теплоустойчивых сталей (табл. 2.4).
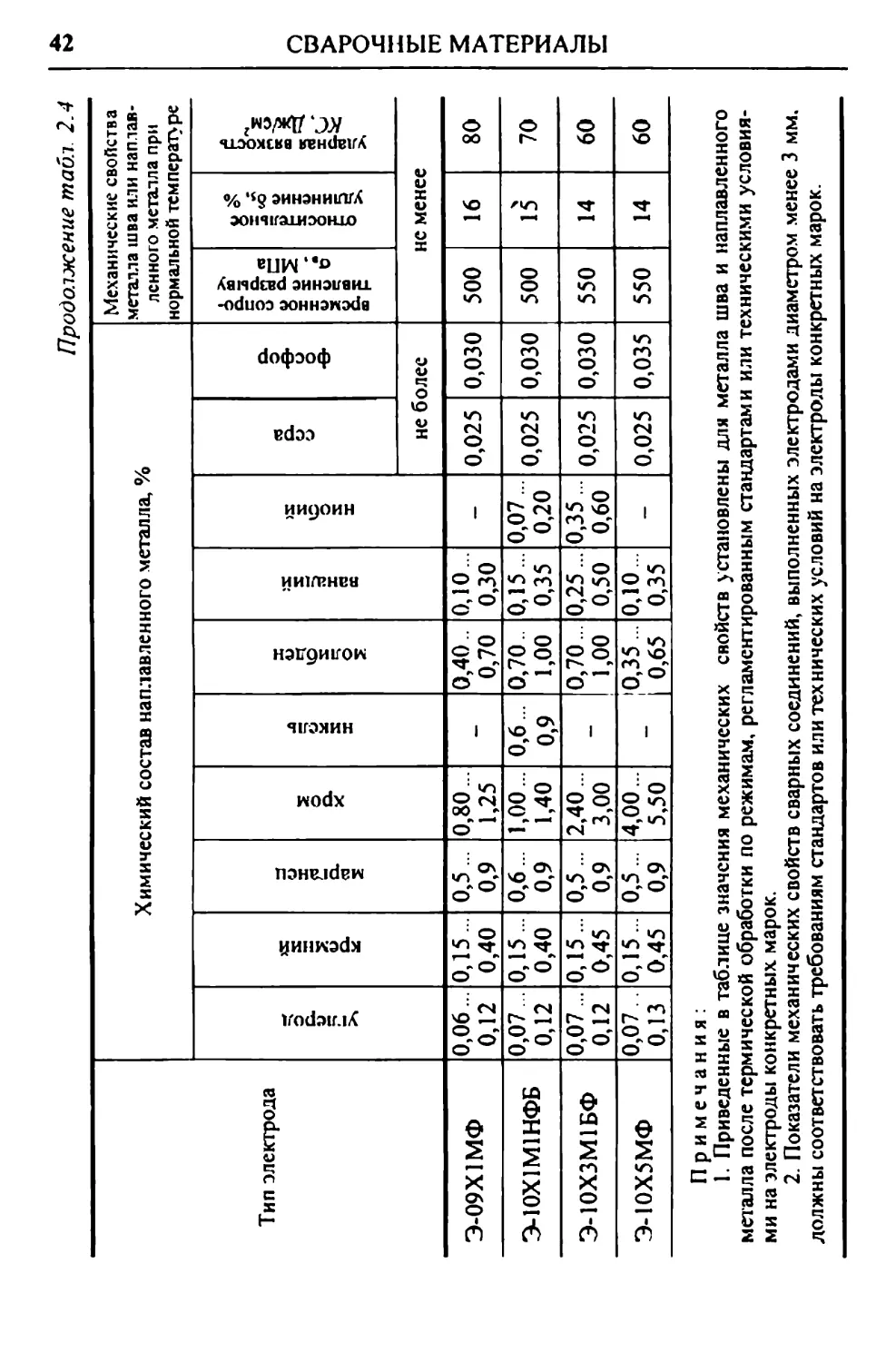
2.4. Электроды покрытые металлические для ручной дуговой сварки конструкционных и
теплоустойчивых сталей (по ГОСТ 9467-75 в ред. 1988 г.)
Тип электрода Химический состав наплавленного металла. % Механические свойства металла шва или наплав- ленного металла при нормальной температуре
углерод кремний марганец хром никель молибден ванадий ниобий сера Фосфор временное сопро- тивление разрыву о., МПа относительное удлинение 6$, % ударная вязкость лС. Дж/см*
не более не менее
Э-09М 0,06... 0,12 0,15 0,35 0,4. 0,9 — — 0,35... 0,65 — - 0,030 0,030 450 18 100
Э-09МХ 0,06... 0,12 0,15 0,35 0,4 0,9 0,35 .. 0,65 — 0,35 0,65 — — 0,025 0,035 460 18 90
Э-09Х1М 0,06... 0,12 0,15... 0,40 0,5 ... 0,9 0,80... 1,20 — 0,40... 0,70 — — 0,025 0,035 480 18 90
Э-05Х2М 0,03... 0,08 0,15... 0,45 0,5... 1,0 1,70... 2,20 — 0,40... 0,70 — — 0,020 0,030 480 18 90
Э-09Х2М1 0,06... 0,12 0,15... 0,45 0,5... 1.0 1,90... 2,50 — 0,80... 1,10 — — 0,025 0,035 500 16 80
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
Продолжение табл. 2.4
Тип электрода Химический состав наплавленного металла, % Механические свойства металла шва или наплав- ленного металла при нормальной температуре
углерод кремний марганец хром никель молибден ванадий ниобий сера фосфор временное сопро- тивление разрыву о,, МПа относительное удлинение 8$, % ударная вязкость КС.Дж/смг
не более нс менее
Э-09Х1МФ 0,06... 0,12 0,15... 0,40 0,5 ... 0,9 0,80... 1,25 — 0,40.. 0,70 0,10... 0,30 — 0,025 0,030 500 16 80
Э-10Х1М1НФБ 0,07... 0,12 0,15... 0,40 0,6... 0,9 1,00... 1,40 0,6... 0,9 0,70.. 1,00 0,15 ... 0,35 0,07... 0,20 0,025 0,030 500 15 70
Э-10ХЗМ1БФ 0,07... 0,12 0,15... 0,45 0,5 ... 0,9 2,40... 3,00 — 0,70.. 1,00 0,25... 0,50 0,35 ... 0,60 0,025 0,030 550 14 60
Э-10Х5МФ 0,07.. 0,13 0,15... 0,45 0,5... 0,9 4,00... 5,50 0,35... 0,65 0,10 0,35 — 0,025 0,035 550 14 60
Примечания:
1. Приведенные в таблице значения механических свойств установлены для металла шва и наплавленного
металла после термической обработки по режимам, регламентированным стандартами или техническими условия-
ми на электроды конкретных марок.
2. Показатели механических свойств сварных соединений, выполненных электродами диаметром менее 3 мм.
должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
СВАРОЧНЫЕ МАТЕРИАЛЫ
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
43
Типы электродов для сварки теплоустойчивых сталей в своем обо-
значении содержат характеристики химического состава наплавленного
металла, например: Э-09М; Э-09МХ; Э-09Х1М; Э-05Х2М; Э-09Х2М1;
Э-09Х1МФ; Э-10Х1М1НФБ и т.д. Стандарт регламентирует эти электро-
ды как по химическому составу наплавленного металла, так и по его ме-
ханическим свойствам (ав; 85; KCV).
Принцип обозначения химического состава наплавленного металла
следующий: углерод дан в сотых долях процента, среднее содержание ос-
новных химических элементов указано с точностью до 1 % после буквен-
ных символов. Химические элементы обозначаются следующими буквами:
А - азот; Б - ниобий; В - вольфрам; Г - марганец; К - кобальт; М - молиб-
ден; Н - никель; Р - бор; С - кремний; Т - титан; Ф - ванадий; X - хром.
У электродов для сварки теплоустойчивых сталей вслед за индексом,
характеризующим ударную вязкость вводится дополнительный индекс,
который указывает максимальную рабочую температуру, при которой рег-
ламентированы показатели длительной прочности наплавленного металла
и металла шва (0 - ниже 450 °C; 1 - 450 ... 465 °C; 2 - 470 ... 485 °C;
3 -490 ... 505 °C; 4 - 510 ... 525 °C; 5 - 530 ... 545 °C; 6 550 ... 565 °C;
7 - 570 ... 585 °C; 8 - 590 ... 600 °C; 9 - свыше 600 °C).
Так, например, электроды для сварки теплоустойчивых сталей типа
Э-09Х1МФ по ГОСТ 9467 75 имеют маркировку
Э-09X1 МФ-ЦЛ-20-4,0-ТДЗ
Е-27-Б10
- ГОСТ 9466-75, ГОСТ 9467-75,
г.е. марка электрода ЦЛ-20, диаметр 4 мм, сварка теплоустойчивых ста-
лей Т, толстое покрытие Д, 3-я группа, Тх = 0 °C (индекс 2) и температура
эксплуатации 570 ... 585 °C (индекс 7), основное покрытие Б, сварка во
всех пространственных положениях (индекс 1) на постоянном токе об-
ратной полярности (индекс 0).
Обозначение электродов для сварки высоколегированных
сталей с особыми свойствами. Электроды для сварки высоколегиро-
ванных сталей с особыми свойствами должны удовлетворять требовани-
ям ГОСТ 10052-75. Большое разнообразие служебного назначения этих
сталей определяет и большой типаж электродов для их сварки. Стандар-
том предусмотрено 49 типов электродов для сварки хромистых и хромо-
никелевых сталей, коррозионно-стойких, жаропрочных и жаростойких
высоколегированных сталей мартенситно-ферритного, ферритного, ау-
степитно-ферритного и аустенитного классов.
44
СВАРОЧНЫЕ МАТЕРИАЛЫ
2.5. Электроды покрытые металлические для ручной дуговой
свойствами (в соответствии
Типы электродов Химический состав наплавленного
С Si Мп Сг Ni Мо Nb
')-12Х 13 0,08 ... 0,16 0,30 ... 1,00 0,50 ... 1,50 11,00 ... 14,00 До 0,60 — —
Э-10Х17Т До 0,14 До 1,00 До 1,20 15,00 ... 18,00 До 0,60 — —
Э-12ХПНВМФ 0,09 ... 0,15 0,30 0,70 0,50 ... 1.Ю 10,00 ... 12,00 0,60 ... 0,90 0,60 . 0,90 -
Э-07Х20Н9 До 0,09 0,30 ... 1,20 1,00 2,00 18,00 21,50 7,50 .. 10,00 — —
Э-08Х20Н9Г2Б 0,05 ... 0,12 До 1,30 1,00 ... 2,50 18,00... 22,0 8,00 ... 10,50 — 0,70 ... 130, но не менее 8С
Э-08Х19Н9Ф2С2 До 0,10 1,00 ... 2,00 1,00 ... 2,00 17,50 ... 20,50 7,50 ... 10,00 —
Э-07Х19Н11МЗГ2Ф До 0,09 До 0,60 1,50 ... 3,00 17,00 ... 20,00 9,50... 12,00 2,00 ... 3,50 —
Э-10Х25Н13Г2Б До 0,12 0,40 . 1,20 1,20 ... 2,50 21,50 .. 26,50 11,50 ... 14,00 — 0,70 ... 1,30, но не менее 8С
Э-09Х15Н25М6Г2Ф 0,06 0,12 До 0,70 1,50 ... 3,00 13,50 17,00 23,00 27,00 4,50 ... 7,00 —
Э-27Х15Н35ВЗГ2Б2Т 0,22 .. 0,32 До 0,70 1,50 ... 2,50 13,50 16,00 33,00 ... 36,50 — 1,70 ... 2,50
Э-08Х25Н60М10Г2 До 0,16 До 0,35 1,50 ... 2,50 23,00 .. 26,00 Основа 8,50 ... 11,00 —
Э-10Х20Н70Г2М2Б2В До 0,14 До 1,00 1,20 ... 2,50 18,00 22,00 Основа 1,20 ... 2,70 1,50 . 3,00
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
45
сварки некоторых марок высоколегированных сталей с особыми
с ГОСТ 10052-75 в ред. 1988 г.)
мегалла, % Механические свойства металла шва и наплавленного металла
V прочие элементы S Р временное сопротивле- ние разрыву ов. МПа относительное удлинение 5б, % ударная вязкость КС, Дж/см2
нс более не менее
— — 0,030 0,035 600 16 50
— Ti = 0,05 ... 0,20 0,030 0,040 650 — —
0,20 ... 0,40 W = 0,80 ... 1,30 0,030 0,035 750 14 50
- — 0,020 0,030 550 30 100
— — 0,020 0,030 550 22 80
1,5 2,30 — 0,030 0,035 600 25 80
0,35 . 0,75 - 0,020 0,030 550 25 80
— — 0,020 0,030 600 25 70
0,90 1,60 — 0,020 0,020 650 30 100
— W = 2,40 ... 3,50 Ti = 0,05 ... 0,25 0,018 0,030 650 20 50
— Ti до 0,05 0,015 0,020 650 24 120
-- W = 0,10...0,30 0,015 0,020 650 25 —
46
СВАРОЧНЫЕ МАТЕРИАЛЫ
В основу классификации электродов по типу положены химический
cociub наплавленного металла и механические свойства. Для некоторых
типов электродов нормируется также содержание в структуре металла
шва ферритной фазы, его стойкость против межкристаллитной коррозии
н максимальная температура, при которой регламентированы показатели
дл тельной прочности металла шва.
Обозначения типов электродов состоят из индекса Э (электроды для
дуговой сварки) и следующих за ним цифр и букв. Две цифры, следую-
щие за индексом, указывают среднее содержание углерода в наплавлен-
ном металле в сотых долях процента. Цифры, следующие за буквенными
обозначениями химических элементов, показывают среднее значение
элемента в процентах (табл. 2.5).
Если содержание элемента в наплавленном металле менее 1,5%,
цифры не проставляют. При среднем содержании в наплавленном метал-
ле кремния до 0,8 % и марганца до 1,6 % буквы С и Г не ставят (см., на-
пример, тип Э-12Х11НВМФ в табл. 2.5).
Показатели механических свойств приведены в состоянии после
сварки либо после термообработки.
С учетом требований ГОСТ 9466-75 полное обозначение электродов
этого типа, например Э-1ОХ25Н13Г2Б с покрытием марки ЦЛ-9, имеет
следующий вид:
Э-10Х25Н13Г2Б-ЦЛ-9-5,0-ВД1
Е-2075-Б30
- ГОСТ 9466-75, ГОСТ 10052-75.
Это обозначение имеет следующие данные: электроды типа
Э-1ОХ25Н13Г2Б по ГОСТ 10052-75, марки ЦЛ-9, диаметром 5 мм для
сварки высоколегированных сталей с особыми свойствами В, с толстым
покрытием Д, 1-й группы, с установленной по ГОСТ 10052-75 группой
индексов, характеризующих наплавленный металл 2075 (2 - стойкость
металла против межкристаллитной коррозии при испытании по методу
AM; 0 - требований по максимальной рабочей температуре наплавленно-
го металла и металла шва нет; 7 - максимальная рабочая температура
сварных соединений 910 ... 1000 °C, до которой допускается применение
электродов при сварке жаростойких сталей, 5 - содержание ферритной
фазы в наплавленном металле 2 ... 10 %).
Если структура наплавленного металла не двухфазная (А + Ф), чи-
словой индекс, характеризующий наплавленный металл, будет содержать
только три цифры. Далее Б означает основное покрытие, цифра 3 - при-
годность для сварки в нижнем горизонтальном на вертикальной плоско-
сти и в вертикальном снизу вверх положении, 0 - для сварки на постоян-
ном токе обратной полярности.
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
47
Сокращенное обозначение в технической документации:
электроды ЦЛ-9-5,0-1 - ГОСТ 9466-75.
Обозначение электродов для наплавки. ГОСТ 10051-75 ’’Электро-
ды металлические для дуговой наплавки поверхностных слоев с особыми
свойствами" регламентирует 43 типа электродов для наплавочных работ.
В этом стандарте регламентирован химический состав наплавленного ме-
талла и его твердость. Обозначения этих электродов приведены в табл. 2.6.
Например, электрод Э-65Х11НЗ означает: электрод наплавочный, со
средним содержанием 0,65 % С, 11 % Сг, 3 % Ni, дающий наплавленный
металл с твердостью не ниже 25 ... 33 единиц по шкале С Роквелла (HRC).
Показатели твердости наплавленного металла в зависимости от типа
электрода даны либо в исходном после наплавки состоянии, либо после
термообработки.
Для характеристики твердости наплавленного металла предусмот-
рено два цифровых индекса: первая цифра характеризует твердость (0 -
не менее 19HRC; 1 - 19 ... 27 HRC; 2 28 ... 33 HRC; 3 - 34 ... 38 HRC;
4-39 ... 44HRC; 5 45 ... 50HRC; 6-51 ... 56 HRC; 7 - 57 ... 60 HRC;
8-61 ... 63 HRC; 9 - свыше 63 HRC); вторая цифра показывает условия
получения регламентируемой твердости (1 - в состоянии после наплавки,
2 после термообработки). С учетом сказанного и согласно ГОСТ 9466-75,
например, электрод марки ОЗН-ЗООУ типа Э-10ГЗ будет иметь полное
обозначение в следующем виде:
Э -1ОГЗ - ОЗН - 300У - 4,0 - НД1
Е-300/2-1-Б40
- ГОСТ 9466-75, ГОСТ 10051-75.
Сокращенное обозначение в технических документах будет:
электроды ОЗН-ЗООУ-4,0-1 ГОСТ 9466 75.
Приведенные обозначения содержат следующие сведения: тип элек-
трода Э-ЮГЗ по ГОСТ 10051-75, марки ОЗН-ЗООУ, диаметром 4 мм, для
наплавки поверхностных слоев с особыми свойствами (Н), с толстым
покрытием Д, 1-й группы с установленной по ГОСТ 10051-75 группой
индексов, указывающих характеристики наплавленного металла 300/2-1,
что означает среднюю твердость 300 НВ (индекс 2) в исходном состоя-
нии после наплавки (индекс 1), с основным покрытием (Б), для наплавки
в нижнем положении (4) на постоянном токе обратной полярности (0).
Кроме этого существуют международные и национальные стандар-
ты. Ниже приводятся классификации электродов по международному
ISO (рис. 2.6 ... 2.8), европейскому EN (рис. 2.9), американскому AWS
(рис. 2.10) и немецкому DIN (рис. 2.11) стандартам.
2.6. Некоторые типы электродов для дуговой наплавки поверхностных слоев
с особыми свойствами (в соответствии с ГОСТ 10051-75 в ред. 1988 г.)
Тилы электродов Химический состав наплавленного металла, % Твердость без термической обработки после наплавки, HR.C
С Si Мп Сг Ni Мо прочие элементы
Э-10Г2 0,08... 0,12 До 0,15 2,0... 3,3 - - — - 20... 28
Э-15Г5 0,12... 0,18 До 0,15 4,1 ... 5,2 — — — - 40 ...44
Э-80Х4С 0,70... 0,90 1,0... 1,5 0,5... 1,0 3,5 ... 4,2 - — — 56 ...62
Э-65Х11НЗ 0,50 ...0,80 До 0,3 До 0,7 10,0... 12,0 2,5 ... 3,5 — — 25 ...33
Э-100Х12М 0,85.. 1,15 До 0,5 До 0,5 11,0... 13,0 — 0,4... 0,6 — —
Э-320Х23С2ГТР 2,90 ...3,50 2,0... 2,5 1,0... 1,5 22,0... 24,0 — — Ti - 0,5... 1,5 В-0,5 ... 1,5 55 ...62
Э-350Х26Г2Р2СТ 3,10..3,90 0,6... 1,2 1,5... 2,5 23,0 ...29,0 - - Ti = 0,2 ..0,4 В= 1,8 . . 2,5 58 . 63
Э-225Х10Г10С 2,00 .. 2,50 0,5... 1,5 8,0... 12,0 8,0... 12,0 — - - 40 ... 50
Э-09Х31Н8АМ2 0,06 ...0,12 До 0,5 До 0,5 30,0 ...33,0 7,0... 9,0 1,8 ...2,4 N2 = O,3 .0,4 -
Э-200Х29Н6Г2 1,60 ...2,40 0,3 ... 0,6 1,5 ...3,0 26,0... 32,0 5,0... 8,0 - - 40 ...50
Э-37Х9С2 0,25 ... 0,5 1,4 ...2,8 0,4... 1,0 8 ... 11 - — - 52 .58
СВАРОЧНЫЕ МАТЕРИАЛЫ
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
49
Обозначение электрода Механические свойства наплавленного металла Мкничвтъяи геик|мтура обсспскп» KCV’28M«/cm2
Предел прочности Минимальное относительное удлинение
МПа индекс % •с
Е 430 430 • 510 0 Не регламентируется
Е 431 1 20 ♦20
Е 432 2 22 0
Е433 430 • 510 3 24 ’20
Е 434 4 24 30
Е435 5 24 -40
Е 510 5Ю-6Ю 0 Не регламентируется
Е511 1 1В ♦20
Е 512 2 18 0
Е513 5Ю - 610 3 20 •20
Е514 4 20 30
Е 515 5 20 40
Производительность (переход металла е шов)
индекс
ПО Ю5 • 115
120 115 • 125
130 125 135
140 135 145
150 145 155
160 155 • 165
1Л> 165 • 175
180 175-185
190 185 195
200 195 • 205
Е 432 RR160 4 6
Индекс Положение швов при сварю
1 Все положения
2 Все. кроме вертикального сверху вниз
3 Нижнее, горизонтальное и вертикальное
4 Нижнее (стыювые и валиковые швы)
5 То же что и *3’ и вертикальное сверху вниз
. Индекс Полярность постоянного тока Uxx источника гопаю». В
0 Обратная (♦)
1 Любая (♦/•) 50
2 Прямая (-) 50
3 Обратная (♦) 50
4 Любая (♦/•) 70
5 Прямая (•) 70
6 Обратная (♦) 70
7 Любая (♦Л) 90
8 Прямая () 90
9 Обратная (♦) 90
Рис. 2.6. Классификация электродов для сварки
углеродистых и низколегированных конструкционных сталей
в соответствии с ISO 2560
50
СВАРОЧНЫЕ МАТЕРИАЛЫ
Символ Содержание элементов, %
С* Si Мп Ct Мо Прочие элементы
Не более
Мо 0.12 0.8 1.5 0.4 • 0.7
О5СгМо 0.12 0.8 1.5 0.3 0.8 0.4 • 0.7 -
OSCrMoV 0,12 0.8 1.5 0.3 0.6 0.8 1.2 V 0.25 0.60
ICrMo 0.12 0.8 1.5 0.8-1.5 0.4 • 0.7 •
IC/MoV 0.12 0.8 1.5 0.9-1.3 0.4 • 0.7 V 0.10-0,35
гомо 0.12 0.8 1.5 2.0 - 2.6 0.9 • 1.3
5СгМо 0.12 0.9 1.5 4.0 • 6.0 0.4 0.7 -
5CrMoV 0,12 0.9 1.5 4,0 - 6.0 0.4 - 0.7 V 0.10-0.35
9СгМо 0.12 0.9 1.5 8.0 • Ю.О 0.9 • 1.2 -
t2CfMoV 0.15-0,22 0.8 1.5 11.0 -13,0 0.8 -1.2 V 0.2-0.4 W О.4-0.6
* При содержании углерода в наплавленном металле не более
0.05% х символу добавляется индекс I
Вид покрытия
А - кислый
АЯ • рутило-кислый
В основной
С - целлюлозный
О окислительный
R рутиловый (средняя
толщина)
RR -рутиловый
(большая толщина)
S * прочие виды
E5I DrMoV В 2 0 JT Индекс 0 Полярность постоянного тока Обратная (♦) Uxx источит пиппти, В
Индекс Положение швее при сварке 1 Любая (♦/-) 50
1 Все положения 2 Прямая (-) 50
3 Обратная (♦) 50
2 Все. кроме вертикального сверху вниз
4 Любая (»/-) 70
3 Нижнее, горизонтальное и вертикальное 5 Прямая () 70
6 Обратная (♦) 70
4 Нижнее (стыковые и валиковые швы| 7 Любая (♦/•) 90
8 Прямая (•) 90
5 То же что и *3* и вертикальное сверху вниз
9 Обратная («) 90
Рис. 2.7. Классификация электродов
для сварки легированных теплоустойчивых сталей
в соответствии с ISO 3580
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
51
Символ <ом Содержание элементов % Вид no Крыт НА
С "в более О Ni МО Прочив элементы A КИСЛЫЙ АЯ - рутило-кислый В ооюеной С - целлюлозный О окислительный Я рутиловый (средня* толщина) ЯЯ -рутиловый (большая толщина) S - прочив виды
13 0.12 11-14
13 1 0 07 12-15 0 8 1.5
13 4 0.07 12-15 3-5 До 1.0
17 о.ю 15-18
17 0 1 0.25 15-18 *.0-1.5 1 _
19.9 0,08 18-21 8 Н Индекс । ю ложе ние швов при сварке
19.91 0.04 18-21 6 И । Все положения
19 9 Nb 0.08 18-21 8-11 Nb(8xC-1,2)
2 Все. кроме вертикального сверку вниз
19 9 LNb 0.04 18-21 811 Nb(8xC-1.2)
1682 0 10 М,5 16.5 7.5-9,5 1,0-2,0
>6 25 6 0.12 14-17 23 25 5-7 • 3 Нижнее, горизонтальное и вертикальное
17 8 2 о.ю 16.5-18.5 8.0-9.5 1.5-2.5 - E19.9NbB2 0
18.8Mn 0.20 17-20 7-Ю Мп 5-8 4 Нижнее (стыковые и валиновые швы)
18.15 31 0.04 16,5-19.5 13-16 2.5*3.$
19 12 2 0.06 17-20 ИМ 2.O-2.5 •
5 То же что и "3" и вертикальное сверху вниз
в. 12 21 0.04 17-20 11-М 2.O-2.5 • ——
S 12.2NU 0.08 17-20 11-14 2.0-2.5 Nb(8><C-1.2)
19 12 3 0.08 17-20 Ю 14 2.5-3,5
Индене Полярность лостояииого тока и» нсгочиша питании В
«.12 31 0.04 17-20 Ю-М 2.5-3.5
19.12 3Nb 0.08 17 20 ЮМ 2.5 3.5 Nb(6xCl.2| 0 Обратная (♦) •
19.13 4 0.08 17-21 11-15 3 5-5.5 - i Любая (♦/•) 50
Ч.в 41 0.04 1,-21 11-15 15-5.5 2 Прямая (•) 50
19.13.4Nb 0.00 17-21 И-15 3,5-5.5 Nb(8xC-l.2) 3 Обратная (♦) SO
20.9. Nb 0.13 18-21 8-Ю 0,35-0.65 Nb(8>C 1.21 4 Любая (♦/•) 70
20.9.3 О.Ю 18.5-21 8 Ю 2-4 5 Прямая() 70
22 12 О.Ю 20-23 10-13 6 Обратная (♦) 70
23 12 0.15 22-26 11 15 7 Любая (•»•/•) 90
23.121 0.04 22-26 11-15 -
8 Прямая (•) 90
23 12 Nb 0 12 22-25 11-15
9 Обратная (♦) 90
23 12W 0.20 22-25 И-15
23 12 2 0.12 22-25 И-15 2-3
25 20 0.20 24-28 18-22 -
25 2OL 0.04 24-28 18-22
25 20Nb 0.12 24-28 18-22 Nb(8xC-1.2)
25202 0.12 25-28 20-22 2-3
25 25 2Nb О.Ю 24-27 24-26 2-3 Nb(8xC-l.2)
254 0.15 24-27 4-6 -
299 0.15 28-32 8 12 -
16 36 0.25 14-19 33 38
17 125* 0 >5 17-19 11-13 St 3.8-4.В
24 MS) 0 12 22-25 13-15 St 1,5-2.2
Рис. 2.8. Классификация электродов для сварки
высоколегированных сталей в соответствии с ISO 3581
52
СВАРОЧНЫЕ МАТЕРИАЛЫ
Код прочностных и пласптческга свойств наппаелеимзго металле Обозначение химического состава наплавленного металла
Код Минимальный предел текучести ’1. МП» Предел прочности, МПа Минимальное относительное удлинение *, % Обозначение легирующих элементов Химический состав чп”
Мп Мо Ni
Без обозначения Мо МпМо 1NI 2NI 3Ni MnINi 2,0 1.4 >1.4 до 2.0 1.4 1.4 1.4 >1.4 ДО 2.0 0.3-0.6 0.3-0.6 0,6-1.2 1.8-2.6 >2.6 до 3.8 0.6-1.2
35 355 440 • 570 22
38 380 470 • 600 20
42 420 5С Ю -640 10-680 20
46 400 К 20
50 500 560 720 W INIMO 1.4 0.3 0.6 0.6 • 1.2
1) Соответствует нижним значениям предела z Любой другой состав
тек^гесты, при неясно выр» текучести применяется зна 0.2 удлинения жеююь чениеа м 5 д на* пределе зотввтствующое i) Если не оговорено, то Мо<0,2 ИкО.З О<0.2 V<0.05 Nt) <0.05 Си<0.3 2) Отдельные значения о таблице являются максимальными 3) Результаты должны быть округлены в соответствии с установленными значениями по ISO 31-0, раздел 8. правило А
2) Измеряется длина равна аетрвм образца
Г—
UUO3KV4*h вязкости напл Обозначение те для ударной лапанного металла Мииимхлькм темпе ратура обссисчсмиа уприоА ветхости 47 Дж/сы’.Х
L i - -- Коды лроиэводительности и рода тока
Код Пооизводитвлъность (переход металла о шов). % Род тока
Z Не регламентируется LOUD ЭГЧ1 DZZniU
т 5 105 •«.
- А ♦20 2 5 105
0 0 3 > 105 S125 -. •
2 -20 4 > 105 5125
3 4 5 6 -30 40 50 60 S 6 > 125 t 150
7 > 1W “.1
8 > 160 •
Чтобы показать тузигохаюсть применения переменного тока проводятся испытания при напряжении холостого хода максим 65 А
Со«ращеммое обозначение типа покрытия Код положения швов при сварке
А • кислых покрытия С целлюлозные покрытия R рутиловые покрытия ЯЯ - толстые рутиловые покрытия RC • рутило целлюпоэмые покрытия RA • руткло кислые покрытия RB рутило-основные покрытия В основные покрытия 1 все положения 2 - все хроме вертикального свержу вниз 3 Стыковой шов в нижнем положении, угловой шов в нижнем и горизонтальном положении 4 - СТЫКОВОЙ и угловой швы а нижнем положении 5 - вертикальный шов свержу вниз и положение по мзду 3
Обозначение содержания водорода в наплавленном металле
Обозначение Масимальное содержание водорода о мл/Ю0 г нэплавле>ыом металле
HS НЮ Н15 5 Ю 15
Рис. 2.9. Классификация покрытых электродов
в соответствии с EN 499
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
53
Обозначение индексов Предел прочности. МПа Предел текутес’и. МПа Относительное удлинение, %
Не менее
t 60 435 350 22
е то S06 421 22
Е80 562 471 19
Е 90 632 541 17
Е ЮО 703 611 16
Е "0 773 682 15
I
Индекс Положение швов при сварю
1 Все
2 Нижнее и вертикальное
4 Особенно хорошо 'сверху вниз*
Тил Требования к ударной вязкости KCV, Дж/см3
Е 7UI6-1 27 пои 46*С
Е 7018-1 27 при -46*С
Е7024-1 27 лри-18'С
Содержание водорода в наплавленном металле
Н, < 4 мл/ЮО *
Н, S 8 мл/Ю0 г
н< < №мл/Ю0г
R - лочэатель влагостойкости покрытия
(испытываемый электрод имеет
влажность не более 0.3% после 9 часов о
помещении с температурой 26.7'С и
влажностью 80%)
Обозначение индексов Первый индекс положение сварки Вид покрытия, род тока, полярность, производительность и л
Ю Целлюлозное Постоянный («) Шлак тонкий, хрупкий Обеспечивает глубокое проплав ленив
11 Подобны *Ю', Переменный, постоянный (•)
12 Рутиловое Переменный, постоянный (J
13 Подобны '12* Переменный, постоямтый (| Обеспечивает возможность сварки при низком напряжении холостого хода источника питания дуги
14 Подобны *13*. но покрытие содержит железный порошок (повышенная производительность) Переменный и постоянный
15 Основное Постоянный (♦)
16 Подобны "15* Переменный, постоянный (♦)
18 Подобны '16*. покрытие содержит железный порошок (повышенная производительное) ь)
20 Кислое, содержит большое количество окислов железа. Переменный, постоянный Шлак хрупкий, пористый, легко отделяется
24 Рутиловое, содержит железного порошка больше, чем а электродах '14- Перемемный. постоянный
27 Кислое Переменный, постоянный () Сварка выполняется методом опирания
28 Основное Производительность выше чем электродов *18* Переменный, постоянный (• 1
Рис. 2.10. Классификация электродов для сварки
углеродистых и низколегированных конструкционных сталей
в соответствии с AWS A5.I
54
СВАРОЧНЫЕ МАТЕРИАЛЫ
Группа сплавов
т Сплав с CiO.4% или сплав с CSO.4% и EO.Mn.Mo.Nis5%
2 Сплав с С>0.4% или сплав с 00.4% и ICr.Mn.Mo.Nis5%
3 Легированный для работы при высотой температурах
4 Легированный для наплавки режущего инструмента
5 Легированный Сг&5% с низким содержанием углерода др 0.2%
6 Легированный Сг25% с повышенным содержанием углерода (0.2%5С52%)
7 Марганцевый аустенит Мп-И-18%. 00.5%. Ni>3%
8 Cc-Ni-Mn - аустенитные сплавы
9 Cr-Ni стали (стойкие к ржавчине, кислотам и повышенным температурам)
Ю Высомоуглеродистый высомохромистый сплав без карбидообразующих
20 Сплав на основе Со. легированный Ст и w с нли без добавок Ni иМо
21 Сплавы на основе карбидов
22 Сплавы на основе Nt с добавками Ст или Сг-В
23 Сплавы на осюве Nt с добавками Мо и Ст (или без Ст)
30 Сплавы на основе Си. с добавками Sn
31 Сплавы на основе Со. с добавками AJ
32 Сплавы на основе Си. с добавками Ni
Способ сварки
G Газовая сварка
Е Ручная дуговая сварка
MF Сварка порошковой проволокой
TIG Сварка неплавящнмся электродом в инертном газе
MIG Сварка плавящимся электродом в защитном газе
UP Сварка под флюсом
1 1
Твердеет» напмелешого
металла (НВ)
ISO 125 175
200 176 • 225
250 226 * 275
300 276 • 325
350 326 - 375
400 376 • 425
40 37 -42
45 42'47
50 47-52
55 52-57
60 57-62
65 62-67
10 Болев 67
Е 2 UM 55 GP
Метод •иготоелеютя
Gw
Прокатка
Свойства иаплаалемюго металла
G
GO
GZ
GS
GF
им
Лит*е
К
Волочение
Спекание
Порошковая
проволока
Покрытые
злектроды
N
Корр о JHOmo-с томим
Стойсмй к абразивному
износу
Способный упрочняться
при экстиуатацмт
Не мапестиый
Стойкий к ударным
нагрузкам
Стойкий против ржавчин
Высокие режущие
свойства
Высокотемпературная
прочности, в том числе
для режущего
«метру мента
Жаростойкое
Рис. 2.11. Классификация электродов для сварки
углеродистых и низколегированных конструкционных сталей
в соответствии с D1N 8555
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
55
Электроды для сварки цветных металлов, чугуна и для резки,
Ввиду малого объема применения электродов для ручной сварки меди и ее
сплавов, алюминия и алюминиевых сплавов ГОСТов на них нет и изготов-
ляют их в соответствии со специальными техническими условиями (ТУ).
Металлические стержни электродов для сварки меди и ее сплавов
изготовляют из сварочной проволоки и прутков согласно ГОСТ 16130-90
или литых стержней другого состава. В состав покрытия могут входить
такие же компоненты, как и в покрытия электродов для сварки сталей
(шлакообразующие, раскислители и т.д.). Сухую шихту также замеши-
вают на жидком стекле.
Металлические стержни электродов для сварки алюминия и его спла-
вов изготовляют из сварочной проволоки (ГОСТ 7871 75 в ред. 1989 г.).
Основу покрытия составляют гаплоидные соли щелочных и щелочнозе-
мельных металлов и криолит. Сухую шихту замешивают на воде или
водном растворе поваренной соли, так как при использовании жидкого
стекла ввиду его химического взаимодействия с компонентами шихты
замес быстро твердеет. Кроме того, кремний, восстанавливаясь из жидко-
го стекла в металл шва, ухудшает его свойства.
Металлические стержни электродов для сварки чугуна могут быть
стальными, из медно-никелевых сплавов, комбинированными (медно-
стальными, железоникелевыми). В этих случаях для покрытия электро-
дов используют те же компоненты, что и для стальных электродов.
В покрытие электродов со стальным стержнем вводят углерод, кремний и
другие графитизаторы, титан, ванадий и т.н. как карбидообразующис.
Применяют и электроды, металлические стержни которых изготовляют
из чугуна, отлитого в кокиль или песчаную форму. Сухие компоненты
покрытия замешивают на жидком стекле.
Для дуговой резки, строжки, прошивки отверстий, удаления дефект-
ных участков сварных соединений и отливок, разделки свариваемых
кромок и корня шва при изготовлении, монтаже и ремонте деталей и кон-
струкций из сталей всех марок, чугуна, меди, алюминия и их сплавов
применяют специальные электроды (например, ОЗР-1 и ОЗР-2), обеспе-
чивающие получение чистого реза (без грата и натеков на поверхности
реза) со скоростью до 12 м/ч.
Подготовка электродов к сварке. Покрытия электродов имеют со-
единения кальция, органические компоненты и другие гигроскопические
добавки, которые усваивают влагу из воздуха.
При сварке отсыревшими электродами ухудшаются стабильность
горения дуги, шов насыщается диффузионным водородом, что приводит
к пористости и образованию трещин. На содержание влаги в покрытии
56
СВАРОЧНЫЕ МАТЕРИАЛЫ
влияют влажность и температура окружающей среды, время пребывания
электродов на воздухе. Поэтому хранить электроды нужно в герметичной
упаковке. Перед сваркой электроды рекомендуется прокаливать. Темпе-
ратура и время прокалки зависят от состава покрытия. Для каждой марки
электродов эти данные указывают в паспорте. Приблизительные реко-
мендации следующие: электроды с основным покрытием прокаливают
при температуре 250 ... 400 °C в течение часа, электроды с рутиловым
покрытием - при температуре 120 ... 200 °C в течение часа, а электроды с
целлюлозным покрытием - при температуре 60 ... 100 °C в течение часа.
Прокаливание электродов должно осуществляться в специальных элек-
тропечах, что исключает непосредственное воздействие пламени и высо-
котемпературного излучения.
2.3. СВАРОЧНАЯ СПЛОШНАЯ И ПОРОШКОВАЯ ПРОВОЛОКА,
ПРУТКИ, ПОРОШКИ, НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ
Сварочная проволока используется в качестве электродной прово-
локи и присадочной проволоки. Электродная проволока - сварочная про-
волока, используемая в качестве плавящегося электрода. Присадочная
проволока - сварочная проволока, используемая как присадочный металл
и не являющаяся электродом.
Сварочную проволоку получают горячей прокаткой и волочением.
Если металл шва должен иметь высокую твердость, то присадочный ме-
талл плохо деформируется в горячем и холодном состояниях. В этом
случае сварочную проволоку изготовляют литьем в виде присадочных
прутков длиной до 1000 мм. Сварочную проволоку изготовляют СПЛОШ-
НОЙ или порошковой. Для электрошлаковой сварки наряду с проволоч-
ными электродами применяют пластинчатые электроды, изготовленные
из ленты или листов.
Сварочная сплошная проволока. Наиболее широкое применение в
качестве электродного, присадочного и наплавочного материала находит
сварочная сплошная проволока - стальная или из цветных металлов и
сплавов. На основании многолетнего опыта разработаны государствен-
ные стандарты:
1. ГОСТ 2246-70 (в ред. 1987 г.). Проволока стальная сварочная.
2. ГОСТ 10543-98. Проволока стальная наплавочная.
3. ГОСТ 7871-75 (в ред. 1989 г.). Проволока сварочная из алюминия
и алюминиевых сплавов.
4. ГОСТ 16130-90. Проволока и прутки из меди и сплавов на медной
основе сварочные.
СВАРОЧНАЯ СПЛОШНАЯ ПРОВОЛОКА
57
Кроме этого сварочные проволоки выпускают и поставляют по раз-
личным ведомственным техническим условиям.
ГОСТ 2246-70 регламентирует химический состав 77 марок свароч-
ной проволоки, используемых в качестве электродной, присадочной, на-
плавочной и для изготовления покрытых электродов для ручной дуговой
сварки (табл. 2.7). Стандарт регламентирует только химический состав и
размеры сварочной проволоки, так как механические свойства металла
шва зависят от многих других факторов (доли участия основного метал-
ла, марки флюса, режима сварки и т.д.). Стандартом предусмотрены диа-
метры проволок (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0;
6,0; 8,0; 10,0; 12,0. Стандарт распространяется на холоднотянутую сва-
рочную проволоку из низкоуглеродистой, легированной и высоколегиро-
ванной сталей.
По требованию потребителя проволока может изготовляться из ста-
ли, выплавленной элсктрошлаковым (Ш) или вакуумнодуговым (ВД)
переплавом, или в вакуумноиндукционных печах (ВИ). При этом огова-
риваются дополнительные требования к металлу проволоки по содержа-
нию вредных примесей и газов. По виду поверхности проволока выпол-
няется омедненная (О) или неомедненная (без дополнительного обозна-
чения).
Пример условного обозначения проволоки для сварки (наплавки)
диаметром 1,2 мм, марки Св-08Г2С с омедненной поверхностью:
Проволока 1,2 Св-08Г2С-О ГОСТ 2246-70.
Пример условного обозначения проволоки, предназначенной для из-
готовления электродов из стали, выплавленной в вакуумноиндукционной
печи, с омедненной поверхностью:
Проволока 2,5 Св-08ХГСМФА -ВИ 9-0 ГОСТ 2246-70.
Средний процент содержания углерода указан цифрой без буквен-
ного обозначения в сотых долях процента сразу за символом "Св". При
содержании элементов менее 2 % цифра не ставится. Более точное со-
держание элементов дано в стандарте. Повышенные гребования к чисто-
те проволоки по вредным примесям (снижение содержания серы и фос-
фора на 0,01 % каждой ) отмечается в марке проволоки (только углероди-
стой и легированной) буквой А и АА, например Св-08А. Для высоколе-
гированных проволок не допускается содержание серы и фосфора свыше
0,035 %. Проволока выпускается в кассетах, катушках и бухтах в герме-
тической упаковке.
2.7. Химический состав некоторых марок сварочной проволоки (по ГОСТ 2246-70, в ред. 1987 г.), %
Марка проволоки С. нс более Мп Si. нс более Сг. нс более Ni, не более Мо Ti, V S не б P олее
Св-08 0,1 0,35... 0,60 0,03 0,15 0,3 - — 0,040 0,040
Св-08А 0,1 0,35 ... 0,60 0,03 0,10 0,25 — — 0,030 0,030
СВ-08АА 0,1 0,35... 0,60 0,03 0,10 0,25 — — 0,020 0,020
Св-08ГА 0,1 0,80 . 1,10 0,03 0,10 0,25 - — 0,025 0,030
Св-10Г2 0,12 1,50 1,90 0,03 0,20 0,3 — — 0,030 0,030
Сп-08ГС 0,10 1,40 1,70 0,60... 0,85 0,20 0,25 - — 0,025 0,030
Св-08Г2С 0,05 ... 0,11 1,80 . 2.10 0,70... 0,95 0,20 0,25 - — 0,025 0,030
Св-08ГСМТ 0,06.. 0,11 1,00... 1,30 0,40... 0,70 0,30 0,30 0,20. 0,40 Ti = 0,05 ... 0,12 0,025 0,030
Св-06Х19Н9Т 0,08 1,0 2,0 0,4... 1,0 18,0... 20,0 8,0. 10,0 - Ti-0,5... 1,0 0,015 0,030
СВ-08Х19Н9Ф2С2 0,10 1,0 .. 2,0 1,3.. 1,8 18,0... 20,0 8,0... 10,0 — V=l,8...2,4 0,025 0,030
Св-04Х19Н11МЗ 0,06 1,0 ...2,0 0,6 18,0 20,0 10,0.. 12,0 2,0... 3,0 — 0,018 0,025
СВАРОЧНЫЕ МАТЕРИАЛЫ
СВАРОЧНАЯ СПЛОШНАЯ ПРОВОЛОКА
59
Для механизированной электро дуговой наплавки выпускают также
горячекатаную и холоднокатаную проволоку из углеродистой, легиро-
ванной и высоколегированной стали по ГОСТ 10543-98. Проволоки
классифицируются по химическому составу.
Пример условного обозначения проволоки наплавочной аналогично
сварочной:
Проволока 3 Нп - 30ХГСА ГОСТ 10543-98.
В ГОСТе приведено примерное назначение наплавляемых изделий.
Выпускаемая сварочная проволока из алюминия и алюминиевых
сплавов регламентируется ГОСТом 7871-75 по химическому составу.
ГОСТ предусматривает выпуск 14-ти марок тянутой и прессованной про-
волоки из алюминия (А1 более 99,5 %), алюминиево-марганцевого сплава
(СвАМц), алюминиево-магниевых сплавов (СвАМгЗ, СвАМг4 и др.),
алюминиево-кремнистых сплавов (СвАК5 и др.) диаметром 0,8 ... 2,5 мм.
Пример условного обозначения проволоки:
Проволока 2 СвАМц ГОСТ 7871-75.
ГОСТ 16130 90 "Проволока и прутки из меди и сплавов на медной
основе сварочные" регламентирует химический состав, диаметры прово-
лок (0,8 ... 8,0 мм) и прутков (6 и 8 мм). Этот стандарт содержит также
рекомендации по применению проволок и прутков.
Сварочная порошковая проволока - сварочная проволока, со-
стоящая из металлической оболочки, заполненной порошкообразными
веществами (рис. 2.12). В состав смеси входят минералы, руды, ферро-
сплавы и металлические порошки, предназначенные для газошлако-
вой защиты расплавленного металла, раскисления, легирования и ста-
билизации дугового разряда. По конструкции порошковые проволоки
могут быть классифицированы на бесшовные (рис. 2.12, а) и шовные
(рис. 2.12, б б), с одним и двумя загибами (рис. 2.12, в, г), а также двух-
слойные (рис. 2.12, б).
Рис. 2.12. Конструкции порошковой проволоки
60
СВАРОЧНЫЕ МАТЕРИАЛЫ
Шовную порошковую проволоку изготовляют из ленты (рис. 2.13).
Легко деформируемая лента из рулона / подается в специальное очист-
ное устройство 2, откуда поступает в ролики 3, предварительно дефор-
мирующие из ленты желоб (сечение а-а). Дозатор 4 наполняет желоб
шихтой, после чего лента попадает в ролики 5, в которых формируется
собственно сечение проволоки (сечения 6-6 и в-в). Проходя через филье-
ры 6, проволока деформируется до нужного диаметра (сечение в-в), про-
ходит через волочильный барабан 7 и наматывается на кассету 8.
Бесшовные проволоки изготовляют из пластичной трубы, заполнен-
ной наполнителем, волочением. Ее можно получать малого диаметра
(до 1 мм) и омеднять. Такая проволока негигроскопична. Отношение
массы порошкового наполнителя проволоки к массе оболочки находится
в пределах 15 ... 40 %. Чем больше это отношение, тем легче обеспечить
качественную защиту расплавленного металла и легирование металла
шва. По способу защиты порошковые проволоки делятся на самозащит-
ные и используемые с дополнительной защитой зоны сварки газом или
флюсом. Наиболее часто в качестве защитной среды употребляют угле-
кислый газ и смесь аргона с углекислым газом. По составу сердечника
порошковые проволоки делятся, так же как и электроды по виду покры-
тия, на рутил-органические, рутиловые, рутил-основные и основные. По-
рошковая проволока - универсальный сварочный материал, пригодный
для сварки сталей практически любого легирования и для наплавки слоев
с особыми свойствами. Порошковую проволоку выпускают диаметром
1 ... 3,2 мм. Для сварки во всех пространственных положениях исполь-
зуют в основном проволоки малых диаметров (чаще диаметром 1,2 мм).
Уменьшение диаметра проволоки требует ее дополнительной протяжки
через фильер, что значительно удорожает ее производство.
Рис. 2.13. Последовательность технологических операций
при изготовлении порошковой проволоки
СВАРОЧНАЯ СПЛОШНАЯ ПРОВОЛОКА
61
Прутки для наплавки. Для наплавки деталей работающих в услови-
ях абразивного изнашивания с ударными нагрузками, а также при повы-
шенных температурах в условиях коррозии и эрозии, выпускаются прутки,
которые используются при дуговых способах сварки неплавящимся элек-
тродом и газовой сварке. ГОСТ 21449-75 (в ред. 1991 г.) предусматривает
выпуск литых прутков диаметром 4, 5, 6 и 8 мм длиной 300 ... 500 мм пяти
марок: 3 на основе железа - Пр-С27 (тип ПрН-У45Х28Н2СВМ), Пр-С1
(тип Г1рН-УЗОХ28Н4СЗ), Пр-С2 (тип ПрН-У20Х17Н2) и 2 на основе кобаль-
та- ПрВЗК (тип ПрН-У 10ХК63В5), Пр-ВЗК-Р (тип ПрН-У20ХК57В10).
Выпускают прутки и из других металлов и сплавов длиной до
1000 мм для использования их в качестве дополнительного присадочного
металла при ручных дуговых способах сварки неплавящимися электро-
дами и газовой сварке.
Порошки для наплавки и напыления. В соответствии с
ГОСТ 21448-75 (в ред. 1991 г.) выпускают порошки из сплавов: крупный (К)
с размером частиц 1,25 ... 0,8 мм, средний (С) - 0,8 ... 0,4 мм, мелкий (М) -
0,4 ... 0,16 мм и очень мелкий (ОМ) - менее 0,16 мм. ГОСТом преду-
смотрено 8 марок порошков: ПГ-С27 (тип ПН-У40Х28Н2С2ВМ), ПГ-С1
(тип ПН-У30Х28Н4С4), ПГ-УС25 (тип ПН-У5ОХ38Н), ПГ-ФБХ6-2
(тип ПН-У45Х35ГСР), ПГ-АН1 (Тип ПН-У25Х30СР), ПГ-СР2 (тип
ПН-ХН80С2Р2), ПГ-СРЗ (тип ПН-ХН80СЗРЗ), ПГ-СР4 (тип ПН-ХН80С4Р4)
для наплавки и напыления износостойкого слоя на детали машин и обо-
рудования, работающие в условиях воздействия абразивного изнашива-
ния, коррозии, эрозии при повышенных температурах или в агрессивных
средах. Порошки поставляют в металлических банках массой до 50 кг.
Неплавяшиеся электроды. В зависимости от материала, из которо-
го они изготовлены, электроды могут быть угольными, графитовыми,
вольфрамовыми, циркониевыми, гафниевыми. Все эти материалы отно-
сятся к группе тугоплавких. Неплавяшиеся электроды служат только для
поддержания горения дуги и поэтому должны обладать высокой стойко-
стью при воздействии высоких температур (расход их должен быть ми-
нимальным).
Гоафитовые и угольные электроды различаются строением углеро-
да. В графитовых электродах углерод имеет кристаллическое строение, в
угольных - аморфное. Для угольного электрода электрическое сопротив-
ление кубика с ребром в 1 см составляет 0,0032 Ом, для графитового
0,0008 Ом. Температура начала окисления на воздухе угольного электро-
да 500 °C, графитового 640 °C. Следовательно, по этим показателям
предпочтительнее применение графитовых электродов.
62
СВАРОЧНЫЕ МАТЕРИАЛЫ
Высокая температура кипения углерода (4227 °C) обеспечивает его
малый расход за счет испарения, но при взаимодействии с воздухом про-
исходит его окисление и угар с возможным науглероживанием сварочной
ванны. Уменьшить разо1рев электрода можно за счет увеличения его се-
чения. По этой причине угольные и графитовые электроды обычно при-
меняют больших диаметров (6 ... 20 мм и выше), что затрудняет дейст-
вия сварщика.
Уменьшить диаметр электродов, исключить опасность науглерожи-
вания металла шва можно при применении электродов из тугоплавких
металлов. Наиболее широкое применение для сварки имеют вольфрамо-
вые электроды диаметрами I ... 6 мм, с высокой механической прочно-
стью и сравнительно небольшим электрическим сопротивлением. Темпе-
ратура плавления вольфрама 3377 °C, температура кипения 4700 °C.
Вольфрамовые стержни изготовляют из порошка (чистотой 99,7 %), ко-
торый прессуют, спекают и проковывают, в результате чего отдельные
его частицы свариваются. Заготовки подвергают волочению для получе-
ния стержней необходимых диаметров.
Вольфрамовые электроды изготовляют из чистого вольфрама и с
присадками окислов лантана или иттрия, а также металлического танта-
ла. Легирование вольфрама оксидами иттрия или лантана в небольшом
количестве резко увеличивает эмиссионную способность вольфрама-
катода, в результате чего возрастает стойкость электродов (способность
длительное время сохранять заостренную форму) при максимальных то-
ках, повышается стабильность горения дуги. Однако все электроды на
основе вольфрама требуют при сварке защиты их инертными газами от
окисления кислородом воздуха.
ГОСТ 23949-80 ’’Электроды вольфрамовые сварочные неплавящис-
ся" распространяется на электроды из чистого вольфрама марки ЭВЧ,
вольфрама с присадкой оксида лантана марки ЭВИ-1, ЭВИ-2 и ЭВИ-3 и
вольфрама с присадкой двуокиси тория марки ЭВТ-15. Эти электроды
предназначены для дуговой сварки неплавящнмся электродом в среде
инертных газов, а также для плазменных процессов сварки, резки, на-
плавки и напыления. В ГОСТе приводится химический состав электро-
дов, требования к поверхности и методы испытаний. Электроды димет-
ром 0,5 мм выпускают в мотках, а электроды диаметром 1 ... 10 мм вы-
пускают прутками длиной 75, 150, 200 и 300 мм.
Пример условного обозначения электрода длиной 150 мм:
Электрод вольфрамовый ЭВЛ-2-150 - ГОСТ 23949-80.
Циркониевые и гафниевые электроды используют в плазмотронах
при термической резке металлов.
ФЛЮСЫ СВАРОЧНЫЕ
63
2.4. ФЛЮСЫ СВАРОЧНЫЕ
Сварочными флюсами называют специально приготовленные неме-
таллические гранулированные порошки с размером отдельных зерен
0.25 ... 4 мм (в зависимости от марки флюса). Флюсы, расплавляясь, соз-
дают газовый и шлаковый купол над зоной сварочной дуги, а после хи-
мико-металлургического воздействия в дуговом пространстве и свароч-
ной ванне образуют на поверхности шва шлаковую корку, в которую вы-
водятся окислы. сера, фосфор, газы.
В зависимости от свариваемых металлов и требований, предъявляе-
мых при этом к металлургическим процессам, флюсы могут иметь самые
различные композиции. Флюсы принято разделять в зависимости от спо-
соба их изготовления, назначения и химического состава. По способу изго-
товления флюсы разделяют на неплавленые (керамические) и плавленые.
Керамические флюсы. Технология их изготовления сходна с тех-
нологией изготовления покрытий электродов. Сухие компоненты шихты
замешивают на жидком стекле, полученную массу измельчают путем
продавливания ее через сетку на специальном устройстве типа мясоруб-
ки, сушат, прокаливают при тех же режимах, что и электродные покры-
тия, и просеивают для получения частиц зерен определенного размера.
Частицы сухой смеси компонентов могут скрепляться спеканием при
повышенных температурах без расплавления. Полученные комки грану-
лируют до необходимого размера (так называемые спеченные флюсы).
Неплавленые флюсы могут быть приготовлены и в виде простой ме-
ханической смеси (флюсы - смеси). Из группы пеплавленых флюсов
наибольшее распространение получили керамические флюсы, состав ко-
торых близок к составу покрытий электродов основного типа. Легирова-
ние металла такими флюсами достигается введением в них необходимых
ферросплавов. Флюсы при изготовлении не подвергаются операции рас-
плавления, поэтому количество и сочетание ферросплавов и других леги-
рующих элементов может быть различным, что позволяет легко получать
любой требуемый состав металла шва.
Эта особенность керамических флюсов является главным их пре-
имуществом. Однако при использовании таких флюсов химический со-
став металла шва сильно зависит от режима сварки. Изменение величины
сварочного тока, и особенно напряжения душ, изменяет соотношение
масс расплавленных флюса и металла, а следовательно, и состав металла
шва, который может быть неоднородным даже по длине шва.
Керамические флюсы обладают и другим серьезным недостатком -
легко разрушаются вследствие малой механической прочности его час-
тиц, что делает их разными по размерам.
64
СВАРОЧНЫЕ МАТЕРИАЛЫ
Основная область их использования сварка высоколегированных
специальных сталей и наплавочные работы.
Плавленые флюсы представляют собой сплавы оксидов и солей
металлов. Процесс изготовления их включает следующие стадии: расчет
и подготовку шихты, выплавку флюса, грануляцию, сушку после мокрой
грануляции и просеивание. Предварительно измельченные и взвешенные
в заданной пропорции компоненты смешивают и загружают в дуговые
или пламенные печи. После расплавления и выдержки, необходимой для
завершения реакций, жидкий флюс при температуре около 1400 °C вы-
пускают из печи.
Грануляцию можно осуществлять сухим и мокрым способами. При су-
хом способе флюс выливают в металлические формы, после остывания от-
ливку дробят в валках до крупки размерами 0,1 ... 3 мм, затем просеивают.
Сухую грануляцию применяют для гигроскопичных флюсов (содержащих
большое количество фтористых и хлористых солей). Преимущественно это
флюсы для сварки алюминиевых и титановых сплавов. При мокром способе
грануляции выпускаемый из печи тонкой струей жидкий флюс направляют в
бак с проточной водой. В некоторых случаях струю флюса дополнительно
над поверхностью воды разбивают сильной струей воды.
Высушенную при температуре 250 ... 350 °C массу дробят и про-
пускают через два сита с 16 и 400 отверстиями на 1 см2. Остаток на вто-
ром сите представляет собой готовый флюс. Обычно это неровные зерна
от светло-серого до красно-бурого или коричневого цвета (в зависимости
от состава).
Хранят и транспортируют флюсы в стальных бочках, полиэтилено-
вых мешках и другой герметичной таре.
Принципиальное отличие плавленого флюса от керамического со-
стоит в том, что плавленый флюс не может содержать легирующих эле-
ментов в чистом виде, в процессе выплавки они неизбежно окислятся.
Легирование плавлеными флюсами происходит путем восстановления
элементов из окислов, находящихся во флюсе.
В основу классификации флюсов по химическому составу положено
содержание в них оксидов и солей металлов. Различают окислительные
флюсы, содержащие в основном оксиды МпО и SiO2. Для получения не-
обходимых свойств флюса в него вводят и другие составляющие, напри-
мер плавиковый шпат, а также весьма прочные оксиды CaO, MgO, А12О3,
которые в сварочных условиях практически не реагируют с металлом.
Чем больше содержится во флюсе МпО и SiO2, тем сильнее флюс
может легировать металл кремнием и марганцем, но и одновременно гем
сильнее он окисляет металл. Чем сложнее легирована сталь, тем меньше
ФЛЮСЫ СВАРОЧНЫЕ
65
должно содержаться во флюсе МпО и SiO2, в противном случае недопус-
тимо возрастает окисление легирующих элементов в стали; нежелатель-
ным может быть и дополнительное легирование металла кремнием и
марганцем. Поэтому окислительные флюсы преимущественно применя-
ют при сварке углеродистых и низколегированных сталей. Безокисли-
тельные флюсы практически не содержат оксидов кремния и марганца
или содержат их в небольших количествах. В них входят фториды CaF2 и
прочные оксиды металлов. Их преимущественно используют для сварки
высоколегированных сталей.
Бескислородные флюсы целиком состоят из фторидных и. хло-
ридных солей металлов, а также других составляющих, не содержащих
кислород. Их используют для сварки химически активных металлов
(алюминия, титана и др.).
В связи с широким применением плавленых флюсов на основные
марки флюсов существует ГОСТ 9087-81 (в ред. 1990 г.) ’’Флюсы сва-
рочные плавленые", в котором регламентирован химический состав
21 марки плавленых флюсов, указаны цвет, строение и размеры зерна и
даны рекомендации по области их применения (табл. 2.8).
Для двух марок флюсов АН-20 и АН-26 сделано разделение не толь-
ко по размеру зерна, но и в зависимости от строения зерен флюса - стек-
ловидного или пемзовидного характера. Строение зерен флюса зависит
от состава расплава флюса, степени перегрева в момент выпуска в волу, в
связи с чем флюс может получиться плотным, с прозрачными зернами
"стекловидный", либо пористым, рыхлым - "пемзовидным". Пемзовид-
ный флюс при том же составе имеет в 1,5 ... 2 раза меньший удельный
вес. Эти флюсы хуже защищают металл от действия воздуха, но обеспе-
чивают лучшее формирование швов при больших силах тока и скоростях
сварки.
Флюсы различают также и по размеру зерен. Так, флюсы АН-348-А,
ОСЦ-45, АН-20С, АН-26П имеют размер зерен 0,35 ... 3 мм; флюсы
АН-348-АМ, ОСЦ-45-М, ФЦ-9, АН-20С 0,25 ... 1,6 мм; флюсы АН-8,
АН-22 и АН-26С - 0,35 ... 4 мм и флюс АН-26-СП - 0,25 ... 4 мм. Стек-
ловидные флюсы с размером зерен не более 1,6 мм предназначены для
сварки электродной проволокой диаметром не свыше 3 мм.
В обозначении марки флюса буквы означают: М - мелкий. С - стек-
ловидный, П - пемзовидный, СП - смешанный.
Пример условного обозначения флюса по стандарту.
флюс АН-348-АМ ГОСТ 9087 81.
3 7162
2.8. Флюсы сварочные плавленые (по ГОСТ 9087-81, в ред. 1990 г.)
Марка флюса Содержание. % по массе Назначение
SiO2 МпО СаО MgO j А12О5 CaF2 К2О и Na2O Fe:O3 S Р С
Сияьноокислительные флюсы
АН-348-А 41 ...44 34 ... 38 < 10 <7 <6 4.6 2,0 0,14 0,12 — Сварка угле- родистых и низколегиро- ванных сталей углеродистой и низколегиро- ванной прово- локой диамет- ром более 3 мм
ОСЦ-45 38 ...44 38 ... 44 < 10 <3 £6 6.9 — 2,0 0,14 0,15 —
АН-60 42,5... 46,5 36... 41 < 10 £3 <6 5,5... 8,5 — 0,9 0,09 0,1 —
АН-348-АМ 41 ...44 34... 38 < 10 <7 £6 3,5... 5,0 — 2,0 0,14 0,12 — То же, прово- локой диамет- ром до 3 мм
ОСЦ-45М 38 ...44 38... 44 < 10 <3 <>6 6.9 — 2,0 0,15 0,10 —
ФЦ-9 38 ...41 38... 41 <8 £3 10... 13 2 3 — 2,0 0,10 0,10 —
АН-8 33 .36 21 ... 26 4. ..7 5...8 11... 15 13... 19 — 1,5... 3,5 0,1 0,12 — Электрошла- ковая сварка
СВАРОЧНЫЕ МАТЕРИАЛЫ
Продолжение таб.1. 2.8
Марка флюса Содержание. % по массе Назначение
SiO2 МпО СаО MgO AI:Oj CaF2 К2О и Na,O Fe2O< S P C
Слабоокислительные флюсы
AH-20C 19... 24 <0,5 3...9 9 13 27.. 32 25... 33 2... 3,0 0,8 0,06 0,03 — Сварка ле- гированных сталей
AH-22 18 . 21,5 7... 9 12 15 12. 15 19... 23 20... 24 1.2 1,0 0,05 0,05 — Сварка кор- розионно- стойких и жаропроч- ных легиро- ванных ста- лей
АН-26П 29... 33 2,5 ... 4,0 4...8 15... 18 19 23 20... 24 — 1,5 0.10 0,10 0,05
ФЛЮСЫ СВАРОЧНЫЕ
2.9. Флюсы сварочные плавленые безокислительные и бескислородные
Марка флюса Особен- ности Содержание (не более), % по массе Примерное назначение
SiO2 МпО A120j СаО MgO CaF2 NaF FeO s P
АН-30 Безокис- литель- ный 2 ...5 — 39. 44 16 20,5 13 .. 16 i9... 23 — 1,0 0,08 0,05 Сварка хромонике- левых ста- лей
АН-70 То же 8,0 । — 30 ...40 25 .. 35 - 20... 30 1 .3 — 0,09 0,05 Наплавка высоколе- гированных сталей
48-ОФ-6 » 3,5 ...6,0 0,3 20... 24 16...20 2,0 50...60 - 1,0 0,025 0,025 Дуговая и электро- шлаковая сварка хро- моникеле- вых сталей при работе сварных соединений в сильно агрессивной среде
АНФ-8 » 2,0 - 25 ...35 12... 18 — 45 ...55 - 1,0 0,05 0,05
АНФ-5 Бески- слород- ный 2,0 - - - — 75 ... 80 17. 25 1,0 0,05 0,02
СВАРОЧНЫЕ МАТЕРИАЛЫ
ФЛЮСЫ СВАРОЧНЫЕ
69
Для электрошлаковой сварки применяют флюсы общего назначения
АН-348-А, АН-22 (см. табл. 2.8), 48-ОФ-6, АНФ-5 (табл. 2.9) и флюсы,
предназначенные именно для данного процесса (АН-8 и АН-25). Содер-
жание в этих флюсах окислов титана обеспечивает высокую электропро-
водность их в твердом состоянии, что важно в начале процесса, при воз-
буждении дуги для создания начального объема шлаковой ванны. Луч-
шим с технологической точки зрения является флюс АН-8.
При механизированной сварке меди и ее сплавов успешно исполь-
зуют обычные марки флюсов ОСЦ-45, АН-348-А, АН-20, АН-26, т.е.
флюсов, широко применяемых для сварки сталей. Для сварки алюминия
и его сплавов по слою флюса разработаны две основные марки бескисло-
родных флюсов: АН-А1 и АН-А4 (табл. 2.10).
2.10. Составы флюсов, предназначенных для сварки
алюминия и его сплавов, титана и его сплавов
Марка флюса Состав. % Назначение
АН-А1 Хлористый калий 50 Хлористый натрий 20 Криолит 30 Дуговая сварка алюми- ния
АН-А4 Хлористый калий 50 Криолит 30 Хлористый литий 20 Дуговая сварка алюми- ниево-магниевых спла- вов
АН-А301 1 АН-А302 > АН-А304 J Хлористый калий ... 20 ... 60 Хлористый литий .. . 10... 40 Хлористый барий .... 5 ... 30 Фтористый литий .... 2 ... 20 Электрошлаковая сварка алюминия
АН-Т1 Фтористый кальций . .. 79,5 Хлористый барий 19 Фтористый натрий .... 1,5 Дуговая сварка титана толщиной 2 ... 8 мм
АН-ТЗ Фтористый кальций ... 85,5 Хлористый барий 13 Фтористый натрий.... 1,5 То же
70
СВАРОЧНЫЕ МАТЕРИАЛЫ
Эти флюсы изготовляют сплавлением входящих в их состав солей
или механическим их смешиванием. Для электрошлаковой сварки алю-
миния также разработаны специальные флюсы.
При сварке титана используют бескислородные флюсы типа АН-Т1,
АН-ТЗ и др., в состав которых в основном входят фтористые и хлористые
соединения. Фтористые соединения могут реагировать с оксидами тигана
и растворять их, по для обеспечения необходимых технологических
свойств флюса в них вводят хлористые соединения.
2.5. ЗАЩИТНЫЕ ГАЗЫ
Защитные газы делятся на две группы: химически инертные и ак-
тивные. Газы первой группы с металлом, нагретым и расплавленным, не
взаимодействуют и практически не растворяются в нем. При использова-
нии этих газов дуговую сварку можно выполнять плавящимся или непла-
вящимся электродом. Газы второй группы защищают зону сварки от воз-
духа, но сами либо растворяются в жидком металле, либо вступают с ним
в химическое взаимодействие.
Ввиду химической активности углекислого газа по отношению к на-
гретому вольфраму (окисление и разрушение вольфрама) для дуговой
сварки в углекислом газе используют плавящиеся электроды или пепла-
вяшисся (угольные или графитовые).
К химически инертным газам, используемым при сварке, относятся
аргон и гелий (табл. 2.11). Из химически активных газов основное значе-
ние имеет углекислый газ.
Аргон - газообразный чистый поставляется по ГОСТ 10157 79
(в ред. 1998 г.) двух сортов: высшего и первого. Содержание аргона соот-
ветственно равно: 99,99 %; 99,98 %. Примесями служа! кислород, азот и
водяные пары.
2.11. Свойства основных инертных газов - аргона и г ел ня
Газ Атомный вес Плотность при 20 °C. ki /mj 1 ем пера- тура кипе- ния. °C Коэффициент тепло! фОНОДНОСТИ. В т/м К Потенциал ионизации. В
Аргон 39.944 1,662 -185,5 0,016 15,7
Гелий 4,003 0,1785 -268,9 0,138 24,5
ЗАЩИТНЫЕ ГАЗЫ
71
Хранится и транспортируется аргон в газообразном виде в стальных
баллонах под давлением 15 МПа, т е. в баллоне находится 6,2 м3 газооб-
разного аргона в пересчете на температуру 20 °C и давление 760 мм рт. ст.
(0,1 МПа). Возможна также транспортировка аргона в жидком виде в
специальных цистернах или сосудах Дьюара с последующей его газифи-
кацией. Баллон для хранения аргона окрашен в серый цвет, надпись зеле-
ного цвета.
Аргон высшего сорта предназначен для сварки химически активных
металлов (титана, циркония, ниобия) и сплавов на их основе. Аргон пер-
вого сорта рекомендуется для сварки неплавящимся электродом сплавов
алюминия, магния и других металлов, менее чувствительных к примесям
кислорода и азота.
Гелий - газообразный чистый поставляют по техническим услови-
ям. Гелий для сварки марок А. Б и В содержит не менее 99,99 % чистого
1елия, остальное примеси. Примеси: азот, водород, кислород, неон, влага.
Хранят и транспортируют гелий так же, как и аргон, в стальных баллонах
вместимостью 40 л при давлении 15 МПа. Цвет баллона коричневый,
надпись белого цвета. В связи с тем, что гелий в 10 раз легче аргона, рас-
ход гелия при сварке увеличивается в 1,5 ... 3 раза.
Углекислый газ поставляется по ГОСТ 8050 85 (в ред. 1996 г.).
Для сварки используют сварочную углекислоту высшего и первого сор-
тов, которые отличаются лишь содержанием паров воды (соответственно
0.037 и 0,184 г/см' при 20 °C и давлении 0,1 МПа). Углекислоту транс-
портируют и хранят в стальных баллонах или цистернах большой емкости
в жидком состоянии с последующей газификацией на заводе, с пентрали-
юванным снабжением сварочных постов через рампы. В баллоне вмести-
мостью 40 л содержится 25 кг СО2, дающего при испарении 12,5 м3 газа
при давлении 0.1 МПа (760 мм рт. ст.). Баллон окрашен в черный цвет,
надписи желтого цвета.
При применении углекислого газа вследствие большого количества
свободною кислорода в газовой фазе сварочная проволока должна со-
держать дополнительное количество легирующих элементов с большим
сродством к кислороду, чаще всего Si и Мп (сверх того количества, кото-
рое требуется для легирования металла шва). Наиболее широко применя-
емся проволока Св-08Г2С.
При применении защитных Газов следует учитывать технологиче-
ские свойства газов (например, значительно больший расход гелия, чем
.|рюна), их влияние на форму проплавления и форму шва, а также стои-
мость газов.
72
СВАРОЧНЫЕ МАТЕРИАЛЫ
При сварке плавящимся электродом значительное влияние на харак-
тер переноса электродного металла, производительность расплавления
электрода, разбрызгивание, и форму проплавления оказывает состав за-
щитного газа, в котором горит дуга. Хорошие перспективы по улучше-
нию этих показателей дает применение смесей газов. Улучшает перенос
электродного металла и позволяет получать более плавную наружную
поверхность шва применение смеси углекислого газа с 2 ... 15 % кисло-
рода. Широко применяется при сварке сталей двойная смесь, состоящая
из 80 % аргона и 20 % углекислого газа, позволяющая реализовать мел-
кокапельный и струйный перенос электродного металла. Применение
многокомпонентных смесей, состоящих из аргона, углекислого газа, оки-
си азота, водорода и др. газов позволяет увеличить производительность
расплавления и наплавки более чем в 2 раза при благоприятной форме
проплавления и наружной поверхности шва.
2.6. ГАЗЫ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
Кислород является наиболее распространенным элементом на земле.
Газообразный кислород бесцветен, прозрачен, не имеет запаха и вкуса, не
горючий, но способен активно поддерживать горение.
В 1877 г. впервые доказана возможность сжижения кислорода при
критической температуре = 154 К и критическом давлении 5,14 МПа.
Основные физические константы кислорода:
Молекулярная масса........................... 32
Масса 1 м3 при 273 К и 0,1 МПа, кг............. 1,43
Масса 1 м3 при 293 К и 0,1 МПа, кг............. 1,33
Критическая температура, К................... 154
Критическое давление, МПа.................... 5,14
Температура сжижения при 0,1 МПа, К.......... 90,18
Масса 1 м3 жидкого кислорода
при 90 К и 0,1 МПа, кг......................... 1140
Количество газообразного кислорода, получающе-
гося из 1 м3 жидкого при 293 К и 0,1 МПа, м3. 860
Кислород не "идеальный" газ, т.е. при изменении его температуры и
давления связь между основными параметрами (объем, давление, темпе-
ратура) будет выражаться уравнением для "реальных" газов с введением
поправочных коэффициентов на сжимаемость:
pV-kRT.
ГАЗЫ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
73
Кислород находит самое широкое применение во многих ведущих
отраслях промышленности.
Кислород наиболее широко используют для интенсификации вы-
плавки стали в мартеновских печах и электропечах, при кислородно-
конверторной выплавке стали, интенсификации процесса выплавки чугу-
на в доменных печах, при получении цветных металлов из руд.
Технический кислород является основой для осуществления процес-
сов газовой сварки, кислородной резки, поверхностной закалки и других
процессов газопламенной обработки.
Кислород можно получать химическим способом, электролизом во-
ды и разделением воздуха методом глубокого охлаждения.
Химические способы малопроизводительны и неэкономичны, по-
этому их в настоящее время не применяют в промышленности, а лишь
иногда используют в лабораторной практике. Электролиз волы, т.е. раз-
ложение ее на составляющие (водород, кислород), осуществляют в аппа-
ратах, называемых электролизерами. Через воду, в которую для повыше-
ния элекгропроводимости добавляют едкий натр, пропускают постоян-
ный ток; кислород собирается на аноде, а водород на катоде. Недостат-
ком способа является большой расход электроэнергии, применение его
рационально при использовании одновременно обоих газов. По этому
принципу работает ряд установок для газовой сварки, пайки и нагрева с
использованием кислородно-водородного пламени.
Основной способ промышленного получения кислорода во всем ми-
ре - извлечение его из атмосферного воздуха методом глубокого охлаж-
дения и ректификации воздуха. Атмосферный воздух представляет собой
смесь газов с разными температурами сжижения; основными частями
воздуха являются азот и кислород.
Горючие газы
Для процессов газопламенной обработки могут быть применены
различные горючие газы и пары жидких горючих, при сгорании которых
в смеси с техническим кислородом температура газового пламени пре-
вышает 2273 К. По химическому составу они, за исключением водорода,
представляют собой или углеводородные соединения, или смеси различ-
ных углеводородов.
Для газопламенной обработки наибольшее распространение полу-
чил ацетилен, при сгорании в кислороде которого образуется пламя с
более высокой температурой, чем при сгорании других горючих газов -
заменителей ацетилена.
Ацетилен представляет собой углеводород ненасыщенного ряда
СяН2п-2. Его химическая формула С2Н2, структурная формула Н-С = С-Н.
74
СВАРОЧНЫЕ МАТЕРИАЛЫ
При атмосферном давлении и нормальной температуре ацетилен - бесцвет-
ный газ. Технический ацетилен вследствие присутствия в нем примесей, на-
пример фосфористого водорода и сероводорода, имеет резкий специфиче-
ский запах. При 293 К и 0,1 МПа плотность ацетилена р - 1,09 кг/м3.
При атмосферном давлении ацетилен сжижается при температуре
190,6 ... 189,4 К. При температуре 188 К и ниже ацетилен переходит в
твердое состояние, образуя кристаллы. Жидкий и твердый ацетилен легко
взрывается от зрения, механического или гидравлического улара и дей-
ствия детонатора.
Полное сгорание ацетилена происходит по реакции
С2Н2 4 2,5О2 = 2СО2 + Н2О г Qy
т е. для полного сгорания 1 объема ацетилена требуется 2,5 объема ки-
слорода.
Основным способом получения ацетилена является переработка
карбида кальция. Этот способ довольно громоздок, дорог и зребует за-
траты большого количества электроэнергии. За последние годы разрабо-
таны и быстро внедряются в промышленность более экономичные и вы-
сокопроизводительные методы получения ацетилена: из природного газа
термоокислительным пиролизом метана в смеси с кислородом (т.е. пиро-
лизный ацетилен) и разложение жидких горючих (нефти, керосина) дуго-
вым разрядом (так называемый электропиролиз). Получение ацетилена из
природного газа на 30 ... 40 % дешевле, чем из карбида кальция. Пиро-
лизный ацетилен, используемый для сварки и резки, накачивают в балло-
ны с пористой массой, пропитанной ацетоном, но свойствам он не отли-
чается от ацетилена, получаемого из карбида кальция.
Ацетиленовые генераторы. Для питания ацетиленом аппаратуры
при газопламенной обработке ацетилен получаюг в ацетиленовых гене-
раторах из карбида кальция и волы. Крупные ацетиленовые генераторы
используют для производства ацетилена на химических заводах, где он
служит сырьем для получения многих химических продуктов.
Существуют следующие типы и системы генераторов. По давлению
вырабатываемого ацетилена - два типа генераторов, низкого давления
(до 0,02 МПа) и среднего давления (0,02 ... 0,15 МПа). По способу при-
менения - передвижные и стационарные. По способу взаимодействия
карбида кальция с водой - три типа генераторов: система генераторов
КВ - карбид в воду; ВК - вода на карбид, с вариантами процессов:
М - "мокрого" и С - "сухого"; К - контактный с вариантами процессов:
ВВ - вытеснения воды и ПК - погружения карбида.
Изготовлять ацетиленовые генераторы следует только на специали-
зированных предприятиях. Стационарные ацетиленовые генераторы
ГАЗЫ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
75
должны быть пригодны для работы при температуре окружающей среды
5 ... 35 °C, передвижные - при температуре -25 ... ^40 °C. В конструк-
ции генератора должны быть предусмотрены следующие основные узлы:
газообразователь, газосборник, ограничитель максимального давления,
предохранительный затвор против обратного удара пламени, устройства
для автоматической регулировки количества вырабатываемого ацетилена
в зависимости от его потребления.
В настоящее время в эксплуатации находится большое количество
передвижных и стационарных генераторов различных конструкций, в том
числе и таких, которые сняты с производства. В качестве примера рас-
смотрим передвижной ацетиленовый генератор АО 1-1,25 (выпускаемый в
настоящее время) - контактного типа среднего давления прерывного дей-
ствия - работает по системе ПК в сочетании с системой ВВ (рис. 2.14).
Рис. 2.14. Генератор АСП-1,25:
а - общий вид; /- горловина; // - газообразователь:
///- вытеснитель: /И - промыватсль; б - генератор в разрезе
76
СВАРОЧНЫЕ МАТЕРИАЛЫ
Корпус 2 генератора состоит из газообразователя и промывателя,
соединенных между собой переливной трубкой. В газообразователе про-
исходит разложение карбида кальция с выделением ацетилена, в промы-
ватсле - охлаждение и отделение ацетилена от частиц извести. Вода в
газообразоватедь заливается через горловину. При достижении перелив-
ной трубки 15 вода переливается по ней в промыватель, который запол-
няется до уровня контрольной пробки 13. Карбид кальция загружают в
корзину 4, закрепляют поддон 10, устанавливают крышку с мембраной на
горловину. Уплотнение крышки 8 с горловиной обеспечивается винто.м 6
с помощью мембраны 5. Образующийся в газообразователе ацетилен по
переливной трубке 15 поступает в промыватель, где, проходя через слой
воды, охлаждается и промывается.
Из промывателя через вентиль 12 по шлангу ацетилен поступает в
предохранительный затвор / и далее на потребление.
По мере повышения давления в газообразователе давление ацетиле-
на на мембрану преодолевает сопротивление пружины 7, перемещая ее
вверх, при этом корзина с карбидом кальция, связанная с мембраной,
также перемещается вверх, уровень смоченного карбида уменьшается,
выработка ацетилена ограничивается и возрастание давления прекраща-
ется. При снижении давления в газообразователе усилием пружины 7,
корзина с карбидом кальция возвращается вниз и происходил замочка
карбида кальция. Таким образом, процесс выработки ацетилена регули-
руется с помощью мембраны.
Одновременно по мере увеличения давления в газообразователе из-
быточное давление ацетилена перемещает волу в вытеснитель и корзина
с карбидом кальция оказывается выше уровня воды, в результате чего
реакция прекращается. По мере уменьшения давления вода вновь зани-
мает прежний объем и вновь происходит замочка карбида кальция.
Давление ацетилена контролируется манометром 9. Слив ила из га-
зообразователя и иловой воды из промывателя осуществляется соответ-
ственно через штуцеры 13 и 14.
Предохранительный клапан 3 служит для сброса ацетилена при уве-
личении давления в генераторе выше допустимого. В месте присоедине-
ния клапана к корпусу установлена сетка для задержания частиц карбид-
ного ила, окалины и др.
ГАЗЫ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
77
Техническая характеристика генератора АСП-1,25
Производительность, м3/ч........................ 1,25
Давление, МПа:
рабочее после водяного затвора................. 0,01 ... 0,7
максимально допустимое в корпусе генератора .. 0,15
Единовременная загрузка карбида кальция, кг..... 3,5
Время работы без перезарядки, ч................. 0,7 ... 0,8
Допустимая грануляция карбида кальция, мм....... 25 ... 80
Общая вместимость генератора, дм3............... 50,6
Вместимость, дм3:
пром ы вате л я............................. 24,5
газообразователя............................ 15
вытеснителя................................. 11,1
Объем воды, дм3:
заливаемой в пром ы вате ль.................. 7
заливаемой в газообразователь............... 7,6
заливаемой в вытеснитель.................... 4,5
Габаритные размеры, мм............................. 420x380x960
Масса без воды и карбида кальция, кг............ 21,3
Заменители ацетилена. Газы - заменители ацетилена целесообраз-
но использовать в тех процессах газопламенной обработки, в которых не
|рсбуется слишком высокая температура подогревающего пламени.
К чаким процессам относятся: сварка легкоплавких металлов (алюминия,
магния и их сплавов, свинца), пайка высокотемпературными и низкотем-
пературными припоями, поверхностная закалка, сварка тонкой стали,
кислородная разделительная и поверхностная резка. Особенно широкое
применение газы-заменители находят при кислородной разделительной
резке, где температура подогревающего пламени влияет лишь на дли-
1сльность начального подогрева металла перед резкой. Поэтому для рез-
ки могут быть использованы все газы-заменители, у которых температура
пламени при сгорании в смеси с кислородом не ниже 2000 °C, а теплота
и орания не менее 10 МДж/м3.
78
СВАРОЧНЫЕ МАТЕРИАЛЫ
Газы-заменители, как правило, дешевле ацетилена, недефицитны и
доступны для использования в районах их производства и применимы
для других промышленных целей. Использование местных дешевых го-
рючих газов вместо ацетилена значительно снижает стоимость газопла-
менной обработки и упрощает организацию работ.
Эффективность и условия использования газов-заменителей при об-
работке материалов газокислородным пламенем в основном определяют-
ся следующими их свойствами: теплотой сгорания; плотностью; темпера-
турой воспламенения и скоростью горения в смеси с кислородом; соот-
ношениями между кислородом и горючим в смеси; эффективной тепло-
вой мощностью пламени; температурой пламени при сгорании в смеси с
кислородом; удобствами и безопасностью при получении, транспортиро-
вании и использовании.
В качестве газов-заменителей ацетилена применяются газы при сле-
дующем оптимальном рабочем соотношении кислорода и горючего газа в
смеси (Р = VK/ Vr):
Ацетилен.................................... 0.8 ... 1,4
Водород..................................... 0,3 ... 0,4
Природный газ (метан)....................... 1,0 ... 1,5
Пропан технический.......................... 3,0 ... 3,5
Коксовый газ............................... 0,75 ... 0,8
Нефтяной газ................................ 1,5 ... 1,6
Растворенный ацетилен. Для храпения и транспортирования аце-
тилена под давлением используют баллоны, заполненные специальной
пористой массой, пропитанной ацетоном. Ацетон, являясь хорошим рас-
творителем для ацетилена, позволяет существенно увеличить количество
ацетилена, накачиваемого в баллон. Кроме того, ацетон и сам по себе
является флегматизатором ацетилена, снижая его взрывоопасность. Аце-
тон удерживается в порах массы и распределяется по всему объему бал-
лона, что увеличивает поверхность его контакта с ацетиленом при раство-
рении и выделении из раствора. Ацетилен, отпускаемый потребителям в
баллонах, называется растворенным ацетиленом (ГОСТ 5457-75). Макси-
мальное давление ацетилена при заполнении 2.5 МПа, при отстое и охлаж-
дении баллона до 20 °C оно снижается до 1,9 МПа. При этом давлении в
40-литровый баллон вмешается 5 ... 5,8 кг ацетилена (4,6 ... 5,3 м? газа
при 20 °C и 0,1 МПа).
ГАЗЫ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
79
Количество ацетилена в баллоне определяют следующим способом:
наполненный баллон взвешивают с точностью до 0,1 кг и выдерживают
при температуре не ниже 15 °C в течение 8 ч, после чего отбирают ацети-
лен со скоростью не более 0,8 м/ч. Остаточное давление в баллоне после
отбора должно быть не менее 0,05 МПа. После окончания отбора газа
баллон вновь взвешивают. Разность между массой наполненного баллона
и массой баллона после отбора из него газа составляет вместимость бал-
лона в кг ацетилена. Для пересчета в mj нужно вместимость баллона в кг
разделить на 1,09 - плотность ацетилена в кг/м3 при 20 °C и 0,1 МПа.
Давление ацетилена в полностью наполненном баллоне изменяется
при изменении температуры следующим образом:
Температура. °C.... 5 0 *5 *10 +15 +20 430 +40
Давление, МПа...... 1,3 1,4 1,5 1,7 1,8 1,9 2,4 3,0
Ацетон - растворитель, имеющий температуру кипения 56 °C. темпе-
ратуру замерзания -94 °C, плотность 0,7911 кг/м3. При давлении 0,1 МПа и
20 °C 1 кг ацетона растворяется в 27,9 кг ацетилена, или в 1 дм? ацетона
растворяется 20 дм? ацетилена. Растворимость ацетилена в ацетоне воз-
растает примерно прямо пропорционально давлению. С понижением
температуры растворимость ацетилена в ацетоне растет.
Чтобы полнее использовать вместимость баллона, порожние ацети-
леновые баллоны следует хранить в горизонтальном положении, что спо-
собствует более равномерному распределению ацетона по всему объему
баллона. Наполнять баллоны ацетиленом следует медленно - с учетом
скорости растворения его в ацетоне - и обычно в два приема: сначала
наполнять баллоны в течение 6 ... 9 ч до давления 2,2 ... 2,3 МПа, затем
отстаивать их и потом вторично докачивать до давления 2,3 ... 2.5 МПа
так, чтобы после охлаждения давление в них составляло 1,9 МПа. Для
ускорения накачки баллонов иногда их снаружи охлаждают водой, что
повышает коэффициент растворимости ацетилена в ацетоне.
Растворенный ацетилен имеет ряд существенных преимуществ пе-
ред ацетиленом, получаемым из карбида кальция в переносных генерато-
рах непосредственно на месте выполнения работ. При использовании
ацетиленовых баллонов взамен переносных генераторов производитель-
ность труда сварщика повышается на 20 %, на 15 ... 25 % снижаются по-
тери ацетилена, повышаются оперативность и маневренность сварочного
80
СВАРОЧНЫЕ МАТЕРИАЛЫ
поста, удобство выполнения работы, безопасность, отпадают затрудне-
ния, связанные с использованием генераторов в зимнее время. Кроме то-
го, растворенный ацетилен является высококачественным горючим, со-
держащим минимальное количество посторонних примесей, и потому
может применяться при выполнении особо ответственных сварочных
работ.
Контрольные вопросы
1. Что подразумевают под сварочными материалами?
2. Что обеспечивает применение сварочных материалов?
3. Каково назначение составляющих покрытия электрода для ручной
дуговой сварки?
4. По каким видам подразделяют покрытия электродов?
5. Что относится к технологическим характеристикам плавления
электродов?
6. Какие технологические операции выполняют при изготовлении
электродов?
7. Какие данные входят в структуру условного обозначения элек-
тродов?
8. Какие параметры контролируют при прокалке электродов?
9. Что относят к электродным материалам?
10. Что регламентирует ГОСТ для сплошной сварочной проволоки?
11. Каковы преимущества порошковых сварочных проволок?
12. Как подразделяют сварочные флюсы?
13. Каково влияние защитного газа на процесс сварки и качество
шва при сварке плавящимся электродом?
14. Какие защитные газы используют при сварке неплавящимся
электродом?
15. Назначение кислорода при газопламенной обработке.
16. Горючие газы для газопламенной обработки.
Глава 3
СУЩНОСТЬ И ТЕХНИКА РАЗЛИЧНЫХ СПОСОБОВ
СВАРКИ ПЛАВЛЕНИЕМ И ТЕРМИЧЕСКОЙ РЕЗКИ
3.1. ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
Газопламенная обработка металлов - это ряд технологических
процессов, связанных с обработкой металлов высокотемпературным га-
зовым пламенем. Наиболее широкое применение имеет газовая сварка и
резка, которые, несмотря на более низкую производительность и качест-
во сварных соединений по сравнению с электрическими способами свар-
ки плавлением, продолжают сохранять свое значение при сварке тонко-
листовой стали, меди, латуни, чугуна. Преимущества газовой сварки и
резки особенно проявляются при ремонтных и монтажных работах ввиду
простоты процессов и мобильности оборудования. Кроме сварки и резки
газовое пламя используется для наплавки, пайки, металлизации, поверх-
ностной закалки, нагрева для последующей сварки другими способами
или термической правки и т.д.
Газовая сварка. Газовое пламя чаще всего образуется в результате
сгорания (окисления) горючих газов технически чистым кислородом
(чистота не ниже 98,5 %). При горении
горючих газов с использованием возду-
ха температура газового пламени низ-
кая (не выше 2000 °C), так как много
теплоты расходуется на нагрев азота,
содержащегося в воздухе. В качестве
горючих газов используют ацетилен,
водород, метан, пропан, пропанобута-
новую смесь, бензин, осветительный
керосин.
Газовое сварочное ацетиленокис-
лородное "нормальное" пламя имеет
форму, схематически показанную на
рис. 3.1. Во внутренней части ядра
пламени / происходит подогрев газо-
вой смеси, поступающей из сопла до
температуры воспламенения. В наруж-
Рис. 3.1. Распределение
температуры по оси
нормального газового пламени
82
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
ной оболочке ядра происходит частичный распад ацетилена
С2Н2 —> 2С + Н2. (3.1)
Выделяющиеся частицы углерода раскалены, ярко светятся, четко
выделяя очертания оболочки ядра (температура газов в ядре невелика и
не превышает 1500 °C).
Зона 2 является наиболее важной частью сварочного пламени (сва-
рочной зоной). В ней происходит первая стадия сгорания ацетилена за
счет кислорода, поступающего в сопло из баллона, в результате чего
здесь развивается максимальная температура. В этой зоне проходит ре-
акция
С2Н2 + О2 -> 2СО + Н2. (3.2)
Содержащиеся в сварочной зоне газы обладают восстановительны-
ми свойствами по отношению к оксидам многих металлов, в том числе и
к оксидам железа. Поэтому ее можно назвать восстановительной. Содер-
жание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени протекает догорание газов за счет ки-
слорода воздуха
2СО + Н2 + 1,5О2 -► 2СО2 + Н2О. (3.3)
Воздух содержит азот, и эта реакция точнее выглядит так:
2СО + Н2 + 1,5О2 + 6N2 -► 2СО2 + Н2О + 6N2, (3.4)
что отражает состав газов в факеле. Содержащиеся в факеле газы и про-
дукты их диссоциации окисляют металлы, т.е. эта зона является окисли-
тельной.
Вид ацстилснокислородного пламени зависит от соотношения в га-
зовой смеси подаваемой в горелку кислорода и ацетилена
Ог
С2Н
При р = 1,1 ... 1,2 пламя нормальное (см. рис. 3.1). При увеличении этого
соотношения (например р = 1,5), т.е. относительном увеличении содер-
жания кислорода (окислительное пламя), форма и строение пламени из-
меняются (рис. 3.2). При этом реакции окисления ускоряются, а ядро
пламени бледнеет, укорачивается и приобретает коническую заострен-
ную форму. В этом случае сварочная зона утрачивает восстановительные
свойства и приобретает окислительный характер (содержание углерода в
металле шва уменьшается, выжигается).
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
83
Рис. 3.2. Строение ацетиленокислородного пламени:
а - окислительное; б - науглероживающее
С уменьшением р (например, р - 0,5), т.е. при увеличении содержа-
ния ацетилена в газовой смеси реакции окисления замедляются. Ядро
удлиняется и его очертания становятся размытыми. Количество свобод-
ного углерода увеличивается, частицы его появляются в сварочной зоне.
При большом избытке ацетилена частицы углерода появляются и в факе-
ле пламени. В этом случае сварочная зона становится науглероживаю-
щей, т е. содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально подобно ацетилено-
кислородному и имеет три зоны. В отличие от углеводородных газов во-
дородно-кислородное пламя светящегося ядра не имеет (нет светящихся
частиц углерода).
Одним из важнейших параметров, определяющих тепловые, а значит
и технологические свойства пламени, является его температура. Она раз-
лична в различных его участках как по длине вдоль его оси (см. рис. 3.1),
так и в поперечном сечении. Она зависит от состава газовой смеси и сте-
пени чистоты применяемых газов. Наивысшая температура наблюдается
по оси пламени, достигая максимума в сварочной зоне на расстоянии
2 ... 3 мм от конца ядра. Эта сварочная зона является основной для рас-
плавления металла. С увеличением 0 максимальная температура возрас-
тает и смещается к мундштуку горелки. Это объясняется увеличением
скорости горения смеси при избытке кислорода. При избытке ацетилена
(Р менее 1) наоборот, максимум лемнературы удаляется оч мундштука и
уменьшается по величине.
Горючие газы-заменители ацетилена, дешевле и недефицитны. Од-
нако их теплотворная способность ниже, чем у ацетилена. Максимальные
температуры пламени также значительно ниже. Поэтому их используют в
ограниченных объемах в технологических процессах, не требующих вы-
сокотемпературного пламени (сварка алюминия, магния и их сплавов,
свинца, пайка, сварка тонколистовой стали, газовая резка и т.д.). Напри-
мер, при использовании пропана и пропанобутановых смесей макси-
мальная температура в пламени 2400 ... 2500 °C. Их используют при
сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных ме-
(аллов и сплавов, наплавке, газовой резке и т.д.
84
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
При использовании водорода максимальная температура в пламени
2100 °C.
Нагрев металла пламенем обусловлен лучистым, и в основном кон-
вективным теплообменом между потоком горячих газов и соприкасаю-
щейся с ним поверхностью металла. При вертикальном положении от
пламени ее растекающийся поток образует на поверхности металла сим-
метричное относительно центра пятно нагрева. При наклоне пламени
пятно нагрева вытягивается по направлению оси и сужается с боков. Ин-
тенсивность нагрева впереди ядра выше, чем позади его.
Ввод тепла в изделие при газовой сварке происходит по большей
площади пятна нагрева. Источник тепла менее сконцентрирован, чем при
других способах сварки плавлением. В результате обширной площади
разогрева основного металла околошовная зона (зона термического
влияния) имеет большие размеры, что приводит к образованию повы-
шенных деформаций сварных соединений (коробление).
При газовой сварке на металл сварочной ванны активно воздейству-
ет газовая фаза всего пламени и особенно сварочной зоны, содержащей, в
основном, СО + Н2 и частично нары воды, а также СО2, Н2, О2 и N2 и не-
которое количество свободного углерода. Состав газовой фазы определя-
ется соотношением кислорода и горючего газа в газовой смеси, темпера-
турой пламени и различен в ее различных зонах. От этого зависят метал-
лургические взаимодействия газовой фазы с металлом сварочной ванны.
Основные реакции при сварке - это окисление и восстановление
2Ме । О2 <г+ 2МеО i Q. (3.5)
Направление реакции зависит от концентрации кислорода в газовой
фазе (окислительное и науглероживающее пламя), температуры взаимо-
действия и свойств оксида. При сварке сталей основное взаимодействие
газовой фазы происходит с железом, т.е. образование его оксидов или
восстановление. Элементы, имеющие большее сродство к кислороду, чем
железо (Al, Si, Мп, Сг и т.д.) могут интенсивно окисляться тогда, когда
реакций окисления железа не проходит. Они легко окисляются не только
в чистом виде, но и находясь в виде легирующих добавок, причем чем их
содержание выше, тем окисление интенсивнее. Окисление таких элемен-
тов, как Al, Ti, Mg, Si и некоторых других вообще исключить не удается
и для уменьшения их угара следует помимо регулирования состава газо-
вой смеси использовать флюсы.
Ввиду относительно невысокого защитного и восстановительного
действия пламени раскисление металла в сварочной ванне при сварке
сталей достшястся введением в нес марганца, кремния и других раскис-
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
85
лителей через присадочную проволоку. Их действие основано на образо-
вании жидкотекучих шлаков, способствующих самофлюсованию свароч-
ной ванны. Образующиеся на поверхности сварочной ванны шлаки за-
щищают расплавленный металл от кислорода, водорода и азота, газовой
среды пламени и подсасываемого воздуха.
Содержащийся в пламени водород может растворяться в расплав-
ленном металле сварочной ванны. При кристаллизации металла часть не
успевшего выделиться водорода может образовать поры. Азот, попа-
дающий в расплавленный металл из воздуха образует в нем нитриды.
Структурные превращения в металле шва и околошовной зоне при газо-
вой сварке имеют такой же характер, как и при других способах сварки
плавлением (см. п. 6.2). Однако вследствие медленного нагрева и охлаж-
дения металл шва имеет более крупнокристаллическую структуру с рав-
новесными неправильной формы зернами. В нем при сварке сталей с со-
держанием 0,15 ... 0,3 углерода при быстром охлаждении может образо-
вываться видманштеттовая структура. Чем выше скорость охлаждения
металла, тем мельче в нем зерно и тем выше механические свойства ме-
талла шва. Поэтому сварку следует производить с максимально возмож-
ной скоростью.
Зона термического влияния состоит из тех же характерных участков,
как и при дуговой сварке (см. п. 6.2). Однако ее ширина значительно
больше (до 30 мм при сварке стали больших толщин) и зависит от режи-
ма газовой сварки.
В процессе сварки происходит расплавление основного и присадоч-
ного металлов. Регулирование степени их расплавления определяется
мощностью горелки (см. гл. 4), толщиной металла и его теплофизиче-
скими свойствами.
Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без
зазора или, что лучше, с отбортовкой кромок без присадочного металла.
Металл толщиной 2 ... 5 мм с присадочным металлом сваривают
встык без разделки кромок с зазором между кромками. При сварке ме-
тазла свыше 5 мм используется V- или Х-образная разделка кромок.
Тавровые и нахлесточные соединения допустимы только для метал-
ла толщиной до 3 мм. При большой толщине неравномерный разопрев
приводит к существенным деформациям, остаточным напряжениям и
возможности образования трещин. Свариваемые кромки зачищают от
загрязнений на 30 ... 50 мм механическими способами или газовым пла-
менем. Перед сваркой детали сварного соединения закрепляются в сбо-
рочно-сварочном приспособлении или собираются с помощью коротких
швов - прихваток (рис. 3.3).
86
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Направление сварки
4 2 13 5 20-120 300-500 * 1 чи п п I
<0 4 2 / 3 5 । 30-50 \ б) !
Рис. 3.3. Последовательность прихватки коротких швов
при малой (а) и большой (6) толщине металла
Направление движения горелки и наклон се к поверхности металла
оказывает большое влияние на эффективность нагрева металла, произво-
дительность сварки и качество шва.
Различают два способа сварки: правый и левый (рис. 3.4). Внешний
вид шва лучше при левом способе сварки, так как сварщик видит процесс
образования шва. При толщине металла до 3 мм более производительным
является левый способ сварки ввиду предварительного подогрева кро-
мок. Однако при большой толщине металла при сварке с разделкой кро-
мок угол скоса кромок при правом способе сварки на 10 ... 15° меньше,
чем при левом. Угол наклона мундштука также может быть на 10 ... 15л
меньше. В результате повышается производительность сварки. Тепловое
воздействие пламени на металл зависит от угла наклона оси пламени к
поверхности металла (рис. 3.5).
Направление
сварки
Чч Предварительного
подогрева нет
Дополнительный
нагрев шва
Защита от окис-
ляющего действия
воздуха
Предварительный
подогрев
Дополнительного
нагревания шва не
получается
Направление
сварки
Защиты от окисляющего
действия воздуха нет
Рис. 3.4. Правый (а) и левый (£) способы газовой сварки
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
87
Рис. 3.5. Применяемые углы наклона горелки в зависимости
от толщины металла
В процессе сварки горелке сообщаются колебательные движения и
конец мундштука описывает зигзагообразный путь. Горелку сварщик
держит в правой руке. При использовании присадочного металла приса-
дочный пруток держится в левой руке. Присадочный пруток располага-
ется под углом 45° к поверхности металла.
Оплавляемому концу присадочного прутка сообщают зигзагообраз-
ные колебания в направлении, противоположном движению мундштука
(рис. 3.6). Газовая сварка может производиться в нижнем, вертикальном
и потолочном положениях. При сварке вертикальных швов "на подъем”
процесс удобнее вести левым способом, горизонтальных и потолочных
правым способом.
Рис. 3.6. Движения горелки и проволоки:
а - при сварке стали толщиной более 3 мм в нижнем положении;
6 - при сварке угловых валиковых швов; 1 - движение проволоки;
2 - движение горелки; 3 - места задержек движения
88
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Мощность пламени (расход горючего газа) зависит от толщины ме-
талла и его теплофизических свойств. Чем больше толщина металла и
чем выше его температура плавления и теплопроводность, тем большей
должна быть мощность пламени.
Расход ацетилена при сварке углеродистой стали может быть по-
добран по эмпирическим формулам:
при левом способе сварки
=(100 ... 120)5 (л/ч), (3.6)
при правом способе
И, =(120 ... 150)5 (л/ч), (3.7)
где 6 - толщина стали, мм.
Для приблизительного подбора диаметра присадочного прутка мож-
но использовать соотношение
5
d = - + \ (мм). (3.8)
При необходимости использования флюса он наносится на свари-
ваемые кромки или вносится в сварочную ванну оплавляемым концом
присадочного прутка (налипающим на него при погружении во флюс).
Флюсы могут использоваться и в газообразном виде при подаче их в зону
сварки с горючим газом.
Кислородная резка. Процесс кислородной резки металлов основан
на способности железа сгорать в струе кислорода и принудительном уда-
лении этой струей образующихся окислов. Сгорание железа происходит
по реакциям:
Fe -г 0,5О2 = FeO + 268,8 кДж/моль; (3.9)
2Fe + 1,5О2 = Fe2O3 + 829,7 кДж/моль; (3.10)
3Fe + 2О2 = Fe3O4 + 1115,6 кДж/моль. (3.11)
Различают два основных способа резки: разделительная и поверхно-
стная (строжка). При разделительной резке образуется сквозной разрез.
Используется она при раскрое листов профильного металла, вырезки де-
талей и т.д. Поверхностная строжка, с помощью которой на поверхности
металла образуются канавки округлой формы, используется для удаления
раковин и других дефектов в литейных отливах, сварных швах, напри-
мер, непроваров в корне шва (рис. 3.7).
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
89
Рис. 3.7. Удаление поверхностной
строжкой непровара:
а - в корне шва;
6 - |раницы удаляемого металла
Резка может осуществляться
вручную или машинным способом,
выполняемым на полуавтоматах и ав-
томатах. Схема процесса разделитель-
ной газокислородной резки представ-
лена на рис. 3.8. Смесь кислорода с го-
рючим газом выходит из подогрева-
тельного мундштука резака и сгорает,
образуя подогревательное пламя. Этим
пламенем металл нагревается до темпе-
ратуры начала его горения. После этого
по осевому каналу режущего мундшту-
ка подается струя режущего кислорода
(чистота 98,5 ... 99,0 %). Кислород по-
падает на нагретый металл и зажигает
его. При его горении выделяется значи-
тельное количество теплоты, которое
совместно с теплотой, выделяемой по-
догревательным пламенем, передается
нижележащим слоям металла, которые
также сгорают. Образующиеся при этом
СгНг+Ог
Рис. 3.8. Схема процесса
газокислородной резки:
I - режущий мундштук;
2 -- режущий кислород;
3 - разрезаемый металл;
4 - подогревательный мундштук;
5 - подогревательное пламя;
6 - шлаки
шлаки (оксиды железа и т.д.)
выдуваются струей режущего кислорода из зазора между кромками реза.
Для проведения кислородной резки металл должен удовлетворять сле-
дующим требованиям:
1. Температура горения металла должна быть ниже температуры его
плавления, т.е. металл должен гореть в твердом состоянии. В противном
случае расплавленный металл трудно удалять из полости реза.
2. Температура плавления образующихся при резке оксидов должна
быть ниже температуры плавления самого металла. В этом случае окси-
ды легко выдуваются из полости реза.
3. Тепловой эффект образования оксидов должен быть высоким.
90
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
При резке стали основное количество теплоты (70 ... 95 %) образу-
ется при окислении металла. Этим условиям удовлетворяют низкоугле-
родистые и низколегированные стали, титановые сплавы. Чугун не ре-
жется кислородом вследствие низкой температуры плавления и высокой
температуры горения; медь - из-за высокой температуры плавления и
малой теплоты сгорания; алюминий - из-за высокой тугоплавкости обра-
зующихся оксидов. Высоколегированные стали (хромистые, хромонике-
левые и т.д.) не режутся ввиду образования тугоплавких, вязких шлаков.
Поверхность разрезаемого металла должна быть очищена от ржав-
чины и других загрязнений. Металл устанавливается в положение, лучше
всего в нижнее, но так, чтобы был свободный выход режущей струи с
обратной стороны. Операция резки начинается с предварительного по-
догрева в месте реза при температуре горения металла (1200 ... 1350 °C).
Устанавливаемая мощность подогревающего пламени зависит от рода
горючего газа, толщины и состава разрезаемого металла.
Начинают резку обычно с кромки металла. При толщинах до 80 ...
100 мм можно прорезать отверстие в любом месте листа. Ядро подогре-
вающего пламени находится на расстоянии 2 ... 3 мм от поверхности
металла. Когда температура подогреваемого металла достигнет необхо-
димой величины, пускают струю режущего кислорода. Чем выше чистота
режущего кислорода, тем выше качество и производительность резки. По
мере углубления режущей струи в толщу реза уменьшается скорость и
мощность струи режущего кислорода. Поэтому наблюдается ее искрив-
ление (рис. 3.9), для уменьшения которого дается наклон режущей струи.
При резке толстого металла ширина реза увеличивается к нижней кромке
из-за расширения струи режущего кислорода. На кромках с их нижней
стороны остается некоторое количество шлака.
Рис. 3.9. Отставание режущей струи (а);
резак, наклоненный для уменьшения отставания струи (б)
ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
91
В металле, на поверхности реза, повышается содержание углерода.
Причина этого в юм, что при горении углерода образуется окись углеро-
да СО, при взаимодействии которой с железом в нем и повышается со-
держание углерода. Возможна и диффузия углерода к кромке реза из
близрасположенных участков металла.
Если производится последующая сварка для предупреждения по-
вышения углерода в металле шва (образование закаленных структур),
следует производить механическую обработку или зачистку поверхности
реза. В процессе реза происходит термообработка металла кромок реза,
соответствующая закалке. Ширина зоны термического влияния (до 6 мм)
зависит от химического состава и возрастает с увеличением толщины
разрезаемого металла.
Низкоуглеродистая сталь закалке практически не поддается. Проис-
ходит только укрупнение зерна и появление в структуре наряду с перли-
том участков сорбита. При резке сталей с повышенным содержанием
углерода или легирующих примесей в структуре металла может появить-
ся троостит и даже мартенсит. Неравномерный нагрев кромок создает
напряжения в металле и деформирует его. Кромки реза несколько укора-
чиваются, а в прилегающем слое возникают растягивающие напряжения,
которые могут привести к образованию трещин.
Высокое качество кромок реза получается при механизированной
резке. Специальные машинные резаки закрепляются в суппорте, переме-
щаемом механическим приводом. Направление перемещения осуществ-
ляется по копирам, фотокопированием, с программным управлением и
|.д. Подготовку кромок под сварку производят одновременно нескольки-
ми последовательно расположенными резаками (рис. 3.10).
Рис. 3.10. Скос кромки под сварку:
а - двумя резаками; б - тремя резаками
92
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Своеобразным способом является резка кислородным копьем (про-
жигание отверстий). Для этого используются длинные толстостенные
трубки диаметром 8 ... 10 мм из низкоуглеродистой стали. До начала
резки рабочий конец трубки нагревают сварочным пламенем или уголь-
ной электрической дугой до температуры воспламенения металла в ки-
слороде. При включении режущего кислорода конец трубки воспламеня-
ется. Затем рабочий конец трубки слегка прижимают к металлу и углуб-
ляют в него, выжигая отверстие. Образующийся шлак выдувается из от-
верстия наружу избыточным кислородом и образующимися газами. При
значительной глубине прожигаемого отверстия изделие нужно ставить в
положение, облетающее вытекание шлаков.
Многие легированные стали плохо поддаются обычной кислородной
резке. Например, все стали со значительным содержанием хрома (при
резке образуется тугоплавкий окисел хрома), чугун, цветные металлы.
Однако они поддаются кислородно-флюсовой резке. При этом способе в
зону резки режущим кислородом вдувается порошкообразный флюс. Он
состоит, главным образом, из порошка металлического железа. Сгорая в
струе кислорода, порошок дает дополнительное количество тепла, а об-
разующиеся оксиды, смешиваясь с оксидами разрезаемого металла, раз-
жижают их. В зависимости от состава разрезаемого металла во флюс мо-
гут добавляться и другие добавки, например, кварцевый песок, порошок
алюминия и др.
Газовая резка с водородно-кислородным или бензинокислородным
подогревающим пламенем применяется при работах под водой. При
электрокислородной резке используются стальные или графитовые труб-
ки, через которые подаегся режущий кислород. Подогрев металла осуще-
ствляется сварочной дугой.
Другими областями применения газового пламени является на>рев
металла .тля правки металла, поверхностной термообработки, пайки, ме-
таллизации и напыления.
Материалами для газовой металлизации являются проволоки,
стержни или порошки из напыляемых металлов, их сплавов, оксидов,
органических соединений, керамических стержней и т.д. Напыляемый
материал полается в распылительную головку (рис. 3.11) и расплавляется
с помощью ацетилено-кислородного или пропан-кислородного пламени.
Расплавленный материал струей продуктов сгорания и воздуха распыля-
ется и в виде мельчайших частиц наносится на поверхность детали. Час-
тицы вдавливаются в поверхность, а в отдельных местах и свариваются с
ней. Перед напылением поверхность следует тщательно зачищать и
обезжиривать. Напыленный слой имеет неоднородную пористую струк-
РУЧНАЯ ДУГОВАЯ СВАРКА
93
12 3 4
Рис. 3.11. Схема работы распылительной головки
газометаллизациониого аппарата:
/ - сопло наружное для подачи воздуха: 2 - мундштук для подачи газа:
3 проволока: 4 - сопло для подачи проволоки; 5 - деталь
туру, хрупок ввиду наличия большого количества оксидов и менее пло-
тен, чем основной металл. Прочность сцепления стальных слоев относи-
тельно невелика. Ее можно повысить, нанося промежуточные слои из
молибдена, никеля, композитных материалов. Термической обработкой
можно улучшить свойства напыленного материала. Нагрев нанесенного
слоя до плавления увеличивает его плотность.
3.2. РУЧНАЯ ДУГОВАЯ СВАРКА
МЕТАЛЛИЧЕСКИМИ ЭЛЕКТРОДАМИ С ПОКРЫТИЕМ
Под техникой сварки обычно понимают приемы манипулирования
электродом, выбор режимов сварки, приспособлений и способы их при-
менения для получения качественного шва и т.п. Качество швов зависит
не только от техники сварки, но и от других факторов, таких как состав и
качество применяемых сварочных материалов, состояние свариваемой
поверхности, качество подготовки и сборки кромок под сварку и т.д.
Дуговая сварка металлическими электродами с покрытием в на-
стоящее время остается одним из распространенных методов, используе-
мых при изготовлении сварных консгрукций. Это объясняется простотой
и мобильностью применяемого оборудования, возможностью выполне-
ния сварки в различных пространственных положениях и в местах, труд-
нодоступных для механизированных способов сварки.
Существенный недостаток ручной дуговой сварки металлическим
электродом - малая производительность процесса и зависимость качества
сварного шва от практических навыков сварщика. В первые годы приме-
нения дуговой сварки использовались металлические электроды с тонким
94
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
ионизирующим покрытием, повышающим стабильность дуги. Однако
свойства металла шва при этом были низкими. Поэтому в настоящее
время подобные электроды для сварки не применяют.
Сущность способа. К электроду и свариваемому изделию для обра-
зования и поддержания сварочной дуги от источников сварочного тока
подводится постоянный или переменный сварочный ток (рис. 3.12). Дуга
расплавляет металлический стержень электрода, его покрытие и основ-
ной металл. Расплавляющийся металлический стержень электрода в виде
отдельных капель, покрытых шлаком, переходит в сварочную ванну.
В сварочной ванне электродный металл смешивается с расплавленным
металлом изделия (основным металлом), а расплавленный шлак всплыва-
ет на поверхность.
Глубина, на которую расплавляется основной металл, называется
глубиной проплавления. Она зависит от режима сварки (силы сварочного
тока и диаметра электрода), пространственного положения сварки, скоро-
сти перемещения дуги по поверхности изделия (торцу электрода и дуге
сообщают поступательное движение вдоль направления сварки и попереч-
ные колебания), от конструкции сварного соединения, формы и размеров
разделки свариваемых кромок и т.п. Размеры сварочной ванны зависят от
режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина
8 ... 15 мм, длина 10 ... 30 мм. Доля участия основного металла в форми-
ровании металла шва (см. гл. 2) обычно составляет 15 ... 35 %.
Расстояние от активного пятна на расплавленной поверхности элек-
трода до другого активного пятна дуги на поверхности сварочной ванны
называется длиной дуги. Расплавляющееся покрытие электрода образует
вокруг дуги и над поверхностью сварочной ванны газовую атмосферу,
которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям
его с расплавленным металлом. В газовой атмосфере присутствуют также
пары основного и электродного металлов и легирующих элементов.
Шлак, покрывая капли электродного металла и поверхность расплавлен-
Рис. 3.12. Ручная дуговая сварка
металлическим электродом с покрытием
(стрелкой указано направление сварки):
I - металлический стержень; 2 - покрытие
электрода; 3 - газовая атмосфера дуги;
4 - сварочная ванна: 5 - затвердевший шлак;
6 - закристаллизовавшийся металл шва;
7 - основной металл; 8 - капли расплавленного
электродного металла; 9 - глубина проплавления
РУЧНАЯ ДУГОВАЯ СВАРКА
95
кого металла сварочной ванны, способствует предохранению их от кон-
такта с воздухом и участвует в металлургических взаимодействиях с рас-
плавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги
приводит к образованию шва, соединяющего свариваемые детали. При
случайных обрывах дуги или при смене электродов кристаллизация ме-
талла сварочной ванны приводит к образованию сварочного кратера (уг-
лублению в шве, по форме напоминающему наружную поверхность сва-
рочной ванны). Затвердевающий шлак образует на поверхности шва
шлаковую корку.
Ввиду того что от токоподвода в электродо держателе сварочный ток
протекает по металлическому стержню электрода, стержень разогревает-
ся. Этот разогрев тем больше, чем дольше протекание по стержню сва-
рочного тока и чем больше величина последнего. Перед началом сварки
металлический стержень имеет температуру окружающего воздуха, а к
концу расплавления электрода температура повышается до 500 ... 600 °C
(при содержании в покрытии органических веществ - не выше 250 °C).
Это приводит к тому, что скорость расплавления электрода (количество
расплавленного электродного металла) в начале и конце различна. Изме-
няется и глубина проплавления основного металла ввиду изменения ус-
ловий теплопередачи от дуги к основному металлу через прослойку жид-
кого металла в сварочной ванне. В результате изменяется соотношение
долей электродного и основного металлов, участвующих в образовании
металла шва, а значит, и состав и свойства металла шва, выполненного
одним электродом. Это - один из недостатков ручной дуговой сварки
покрытыми электродами.
Зажигание и поддержание дуги. Перед зажиганием (возбуждени-
ем) дуги следует установить необходимую силу сварочною тока, которая
зависит от марки электрода, пространственного положения сварки, типа
сварного соединения и др. (см. гл. 1 и 5). Зажигать дугу можно двумя
способами. При одном способе электрод приближают вертикально к по-
верхности изделия до касания металла и быстро отводят вверх на необ-
ходимую длину дуги. При другом - электродом вскользь "чиркают” по
поверхности металла. Применение того или иного способа зажигания
дуги зависит от условий сварки и от навыка сварщика.
Длина дуги зависит от марки и диаметра электрода, пространствен-
ного положения сварки, разделки свариваемых кромок и т.п. Нормальная
длина дуги считается в пределах 1Л = (0,5 ... 1,1)</эл (<Лл диаметр элек-
трода). Увеличение длины дуги снижает качество наплавленного металла
шва ввиду его интенсивного окисления и азотирования, увеличивает по-
96
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
тери металла на угар и разбрызгивание, уменьшает глубину проплавле-
ния основного металла. Также ухудшается внешний вид шва.
Во время ведения процесса сваршик обычно перемешает электрод
не менее чем в двух направлениях. Во-первых, он подает электрод вдоль
его оси в дугу, поддерживая необходимую в зависимости от скорости
плавления электрода длину дуги. Во-вторых, перемещает элекгрод в на-
правлении наплавки или сварки для образования шва. В этом случае об-
разуется узкий валик, ширина которого при наплавке равна примерно
(0,8 ... 1,5)бДя и зависит от силы сварочного тока и скорости перемеще-
ния дуги по поверхности изделия. Узкие валики обычно накладывают
при проваре корня шва, сварке тонких листов и тому подобных случаях.
При правильно выбранном диаметре электрода и силе сварочного то-
ка скорость перемещения дуги имеет большое значение для качества шва.
При повышенной скорости дуга расплавляет основной металл на малую
глубину и возможно образование непроваров. При малой скорости вслед-
ствие чрезмерно большого ввода теплоты дуги в основной металл часто
образуется прожог, и расплавленный металл вытекает из сварочной ванны.
В некоторых случаях, например при сварке на спуск, образование под ду-
гой жидкой прослойки из расплавленного электродного металла повышен-
ной толщины, наоборот, может привести к образованию непроваров.
Иногда сварщику приходится перемещать электрод поперек шва,
Рис. 3.13. Основные траектории
движения конца электрода
при ручной дуговой сварке
уширенных валиков
регулируя тем самым распределение теплоты дуги поперек шва для по-
лучения требуемых глубины проплавления основного металла и ширины
шва. Глубина проплавления основного металла и формирование шва
главным образом зависят от ви-
да поперечных колебаний элек-
трода, которые обычно совер-
шают с постоянными частотой и
амплитудой относительно оси
шва (рис. 3.13). Траектория
движения конца электрода зави-
сит от пространственного поло-
жения сварки, разделки кромок
и навыков сварщика. При сварке
с поперечными колебаниями получают уширенный валик, ширина кото-
рого обычно составляет (2 ... 4)</,л, а форма проплавления зависит от тра-
ектории поперечных колебаний конца электрода, т.е. от условий ввода
теплоты дуги в основной металл.
По окончании сварки - обрыве дуги следует правильно заварить
кратер. Кратер является зоной с наибольшим количеством вредных при-
РУЧНАЯ ДУГОВАЯ СВАРКА
97
месей ввиду повышенной скорости кристаллизации металла, поэтому в
нем наиболее вероятно образование трещин. По окончании сварки не
следует обрывать дугу, резко отводя электрод от изделия. Необходимо
прекратить все перемещения электрода и медленно удлинять дугу до об-
рыва; расплавляющийся при этом электродный металл заполнит кратер.
При сварке низкоуглеродистой стали кратер иногда выводят в сторону от
шва - на основной металл. При случайных обрывах дуги или при смене
электродов дугу возбуждают на еще не расплавленном основном металле
перед кратером и затем проплавляют металл в кратере.
Положение электрода относительно поверхности изделия и про-
странственное положение сварки оказывают большое влияние на форму
шва и проплавление основного металла (рис. 3.14). При сварке углом на-
зад улучшаются условия оттеснения из-под дуги жидкого металла, тол-
щина прослойки которого уменьшается. При этом улучшаются условия
теплопередачи от дуги к основному металлу и растет глубина его про-
плавления. То же наблюдается при сварке шва на подъем на наклонной
или вертикальной плоскости. При сварке углом вперед или на спуск рас-
плавленный металл сварочной ванны, подтекая под дугу, ухудшает теп-
лопередачу от нее к основному металлу - глубина проплавления умень-
шается, а ширина шва возрастает (сечения швов на рис. 3.14).
Рис. 3.14. Способы выполнения свяркн:
а - углом назад; б - углом вперед; в - на подъем; г - на спуск
I - 7162
98
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
При прочих равных условиях количество расплавляемого электродно-
го металла, приходящегося на единицу длины шва, остается постоянным,
но распределяется на большую ширину шва и поэтому высота его выпук-
лости уменьшается. При наплавке или сварке тонколистового металла
(толщина до 3 мм) для уменьшения глубины провара и предупреждения
прожогов рекомендуется сварку выполнять на спуск (наклон до 15°) или
углом вперед без поперечных колебаний электрода.
Для сборки изделия под сварку (обеспечения заданного зазора в сты-
ке, положения изделий и др.) можно применять специальные приспособле-
ния или короткие швы - прихватки. Длина прихваток обычно составляет
20 ... 120 мм (больше при более толстом металле) и расстояние между ни-
ми 200 ... 1200 мм (меньше при большей толщине металла для увеличения
жесткости). Сечение прихваток не должно превышать 1/3 сечения швов.
При сварке прихватки необходимо полностью переплавлять.
Техника сварки в нижнем положении. Это пространственное по-
ложение позволяет получать сварные швы наиболее высокого качества,
так как облегчает условия выделения неметаллических включений, газов
из расплавленного металла сварочной ванны. При этом также наиболее
благоприятны условия формирования металла шва, так как расплавлен-
ный металл сварочной ванны от вытекания удерживается нерасплавив-
шейся частью кромок.
Стыковые швы сваривают без
скоса кромок или с V-, X- и U-об раз-
ным скосом. Положение электрода
относительно поверхности изделия и
готового шва показано на рис. 3.15.
Стыковые швы без скоса кромок в
а) б)
Рис. 3.15. Положение электрода
при сварке в нижнем положении:
а - поперек оси шва; б - сбоку
зависимости от толщины сваривают
с одной или двух сторон. При этом
концом электрода совершают попе-
речные колебания (см. рис. 3.13) с
амплитудой, определяемой требуе-
мой шириной шва. Следует тщательно следить за равномерным расплав-
лением обеих свариваемых кромок по всей их толщине и особенно стыка
между ними в нижней части (корня шва).
Однопроходную сварку с V-образным скосом кромок обычно вы-
полняют с поперечными колебаниями электрода на всю ширину разделки
для ее заполнения так, чтобы дуга выходила со скоса кромок на необра-
ботанную поверхность металла. Однако в этом случае очень трудно
РУЧНАЯ ДУГОВАЯ СВАРКА
99
обеспечить равномерный провар корня шва по всей его длине, особенно
при изменении величины притупления кромок и зазора между ними.
При сварке шва с V-образным скосом кромок за несколько проходов
обеспечить хороший провар первого слоя в корне разделки гораздо легче.
Для этого обычно применяют электроды диаметром 3 ... 4 мм и сварку
ведут без поперечных колебаний. Последующие слои выполняют в зави-
симости от толщины металла электродом большего диаметра с попереч-
ными колебаниями. Для обеспечения хорошего провара между слоями
предыдущие швы и кромки следует тщательно очищать от шлака и брызг
металла.
Заполнять разделку кромок можно швами с шириной на всю раздел-
ку или отдельными валиками (рис. 3.16). В многопроходных швах по-
следний валик (//на рис. 3.16. в) для улучшения внешнего вида иногда
можно выполнять на всю ширину разделки (декоративный слой).
Сварку швов с X- или U-образным скосом кромок выполняют в об-
щем так же, как и с V-образным скосом. Однако для уменьшения оста-
точных деформаций и напряжений, если это возможно, сварку ведут, на-
кладывая каждый валик или слой попеременно с каждой стороны. Швы с
X- или U-образным скосом кромок по сравнению с V-образным имеют
преимущества, так как в первом случае в 1,6 ... 1,7 раза уменьшается
объем наплавленного металла (повышается производительность сварки).
Кроме того, уменьшаются угловые деформации, а возможный непровар
корня шва образуется в нейтральном по отношению к изгибающему мо-
менту сечении. Недостаток U-образного скоса кромок - повышенная тру-
доемкость его получения.
Рис. 3.16. Поперечные
сечения стыковых швов:
а - однопроходных;
б - многослойных;
в - многопроходных;
/-17- слои;
/ 11 проходы
100
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Рис. 3.17. Схемы сварки:
а на весу; б - на остающейся стальной
подкладке; в - с предварительным
подварочным швом; г - удаление непровара
в корне шва для последующей подварки;
О - основной шов; // - подваренный шов
Сварку стыковых швов
можно выполнять различными
способами (рис. 3.17). При
сварке на весу наиболее труд-
но обеспечить провар корня
шва и формирование хорошего
обратного валика по всей дли-
не стыка. Требуется большой
опыт сварщика для обеспече-
ния провара корня шва и пре-
дупреждения прожогов. Для
этого применяют электроды
малого диаметра, что снижает
производительность сварки.
В тех случаях, когда имеется
доступ к стыку с обеих сторон, возможно применение подкладок: ос-
тающейся стальной и съемных медной, керамической, стекловолоконной.
Дзя предупреждения вытекания расплавленного металла из сварочной
ванны необходимо плотное поджатие их к свариваемым кромкам. Креп-
ление съемных подкладок под стыком осуществляется различными спо-
собами: с помощью магнитов, клиньев, самоклеящейся алюминиевой
ленты и др.
Применение подкладок позволяет использовать для сварки корневого
шва электроды повышенного диаметра и, значит, увеличенного сварочного
тока. Однако остающиеся подкладки увеличивают расход металла и не
всегда технологичны. При использовании медных подкладок возникают
трудности точной установки кромок вдоль формирующей канавки.
Если с обратной стороны возможен подход к корню шва и допусти-
ма выпуклость обратной стороны шва, целесообразна подварка корня
швом небольшого сечения с последующей укладкой основного шва (рис.
3.17, в). В некоторых случаях при образовании непроваров в корне шва
после сварки основного шва дефект в корне разделывают газовой, воз-
душно-дуговой строжкой или механическими методами (рис. 3.17, г) с
последующим выполнением подварочного шва.
Сварку угловых швов в нижнем положении можно выполнять двумя
приемами. Сварка вертикальным электродом в лодочку (рис. 3.18, а)
обеспечивает наиболее благоприятные условия для провара корня шва и
формирования его выпуклости. По существу, этот прием напоминает
сварку стыковых швов с V-образным скосом кромок, так как шов форми-
руется между свариваемыми поверхностями. Однако при этом способе
РУЧНАЯ ДУГОВАЯ СВАРКА
101
требуется тщательная сбор-
ка соединения под сварку с
минимальным зазором в
стыке для предупреждения
вытекания из него расплав-
ленного металла.
При сварке наклон-
ным электродом (рис.
3.18, б - г) трудно обеспе-
чить провар шва по нижней
плоскости (ввиду натекания
на нее расплавленного ме-
талла) и предупредить под-
рез на вертикальной плос-
кости (ввиду отекания рас-
плавленного металла). По-
этому таким способом
Рис. 3.18. Положение электрода и изделия
при сварке:
а - в лодочку; б - наклонным элект родом;
в - внахлестку; г - углового соединения
поэтому в односторонних или двусторонних
обычно сваривают швы с
катетом 6 ... 8 мм. При
сварке угловых швов на-
клонным электродом труд-
но также обеспечить глу-
бокий провар в корне шва,
швах без скоса кромок может образоваться непровар (рис. 3.19, а), который
при нагружении шва послужит началом развития трещин. Для предупреж-
дения этого в ответственных соединениях при толщине металла 4 мм и
более необходим односторонний скос, а при толщине 12 мм и более -
двусторонний скос кромок.
При сварке наклонным электродом многопроходных швов первым
выполняют шов на горизонтальной плоскости (рис. 3.19, б). Формирова-
ние последующего валика происходит
с частичным удержанием расплав-
ленного металла сварочной ванны
нижележащим валиком. При сварке
угловых швов применяют поперечные
колебания электрода. Особенно важен
правильный выбор их траектории при
сварке наклонным электродом с пе-
чью предупреждения возникновения
\ казанных выше дефектов.
Рис. 3.19. Сварка угловых швов:
1-6 - последовательность
наложения швов
102
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Техника сварки на горизонтальной и потолочной плоскостях.
Сварка швов в положениях, отличающихся от нижнего, требует повы-
шенной квалификации сварщика в связи с возможным под действием сил
тяжести вытеканием расплавленного металла из сварочной ванны или
падением капель электродного металла мимо сварочной ванны. Для пре-
дотвращения этого сварку следует вести по возможности наиболее ко-
роткой дугой, в большинстве случаев с поперечными колебаниями.
Расплавленный металл в сварочной ванне от вытекания удерживает-
ся в основном силой поверхностного натяжения. Поэтому необходимо
уменьшать размер сварочной ванны, для чего конец электрода периоди-
чески отводят в сторону от ванны, давая возможность ей частично закри-
сталлизоваться. Ширину валиков также уменьшают до двух-трех диамет-
ров электродов. Применяют пониженную на 10 ... 20 % силу тока и элек-
троды уменьшенного диаметра (для вертикальных и горизонтальных
швов не более 5 мм, для потолочных не более 4 мм).
Сварку вертикальных швов можно выполнять на подъем (снизу
вверх, рис. 3.20, а) или на спуск. При сварке на подъем нижележащий
закристаллизовавшийся металл шва помогает удержать расплавленный
металл сварочной ванны. При этом способе облегчается возможность
провара корня шва и кромок, так как расплавленный металл стекает с них
в сварочную ванну, улучшая условия теплопередачи от дуги к основному
металлу. Однако внешний вид шва - грубочешуйчатый. При сварке на
спуск получить качественный провар трудно: шлак и расплавленный ме-
талл подтекают под дугу и от дальнейшего стекания удерживаются толь-
ко силами давления дуги и поверхностного натяжения. В некоторых слу-
чаях их оказывается недостаточно, и расплавленный металл вытекает из
сварочной ванны.
Сварка горизонтальных стыковых швов (рис. 3.20, в) более затруд-
нена, чем вертикальных, из-за стекания расплавленного металла из сва-
Рис. 3.20. Положение электрода при сварке швов:
а - вертикальных; б - потолочных; в горизонтальных
РУЧНАЯ ДУГОВАЯ СВАРКА
103
рочной ванны на нижнюю кромку. В результате возможно образование
подреза по верхней кромке. При сварке металла повышенной толщины
обычно делают скос только одной верхней кромки, нижняя помогает
удерживать расплавленный металл в сварочной ванне. Сварка горизон-
тальных угловых швов в нахлесточных соединениях не вызывает трудно-
стей и по технике не отличается от сварки в нижнем положении.
Сварка швов в потолочном положении (рис. 3.20, б) наиболее слож-
на и ее по возможности следует избегать. Сварку выполняют периодиче-
скими короткими замыканиями конца электрода на сварочную ванну, во
время которых металл сварочной ванны частично кристаллизуется, что
уменьшает объем сварочной ванны. В то же время расплавленный элек-
тродный металл вносится в сварочную ванну. При удлинении дуги обра-
зуются подрезы. При сварке этих швов ухудшены условия выделения из
расплавленного металла сварочной ванны шлаков и газов. Поэтому
свойств металла шва несколько ниже, чем при сварке в других простран-
ственных положениях.
Техника сварки прорезных соединений практически не отличается
от рассмотренной выше техники сварки стыковых или угловых швов.
В зависимости от протяженности шва, толщины и марки металла,
жесткости конструкции и т.д. применяют различные приемы последова-
тельности сварки швов и заполнения разделки (рис. 3.21). Они позволяют
уменьшить деформации и остаточные сварочные напряжения. Сварку
напроход обычно применяют при сварке коротких швов (до 500 мм).
Швы длиной до 1000 мм лучше сваривать от середины к концам или об-
ратноступенчатым методом. При последнем способе весь шов разбивают
на участки по 150 ... 200 мм. которые должны быть кратны длине участ-
Рис. 3.21. Сварка швов:
а - напроход; б - от середины к концам; в - обратноегупенчаго; .• блоками;
д - каскадом; е - горкой; J - направление заполнения разделки. Стрелками
указаны последовательность и направление сварки в каждом слое (/ 5)
104
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
ка, наплавляемого одним электродом. Сварку швов в ответственных кон-
струкциях большой толщины выполняют блоками, каскадом или горкой,
что позволяет влиять на структуру металла шва и сварного соединения и
его механические свойства.
Способы повышения производительности. Применение электро-
дов диаметром более 8 мм обычно не позволяет повысить производи-
тельность процесса, так как увеличивающаяся при этом масса электрода
и держателя (в связи с повышением силы сварочного тока) приводит к бы-
строму утомлению сварщика. То же наблюдается при ручной дуговой
сварке трехфазной дугой. Эти способы могут находить ограниченное при-
менение при ванной сварке стержней арматуры железобетонных конструк-
ций. Однако и здесь предпочтительнее применение одного электрода.
В зарубежной практике находят широкое применение высокопроиз-
водительные электроды с железным порошком в покрытии. В основном
они применяются для сварки угловых швов в нижнем положении на ме-
талле различной толщины. Сварные швы имеют плавные переходы к ос-
новному металлу, разбрызгивание незначительно. Производительность
при сварке некоторыми марками электродов соизмерима с производи-
тельностью механизированной сварки (до 13 кг/ч).
Рнс. 3.22. Сборка под ванную сварку
горизонтальных стержней
арматуры:
/ - стержни; 2 - форма; 3 - прихватки
При ванной сварке расплавле-
ние основного металла осуществ-
ляется дугой и частично за счет
теплоты, передаваемой изделию
перегретым жидким металлом сва-
рочной ванны (рис. 3.22). Поэтому
сварку проводят при повышенной
силе тока. Стык стержней собира-
ют с зазором в формах: стальной
остающейся (из металлической
полосы) или медной съемной мно-
гократного использования, или графитовой одноразового использования.
Сварку начинают в нижней части формы, расплавляя дугой нижние
кромки стыка. До окончания сварки металл в верхней части сварочной
ванны стараются поддерживать в расплавленном состоянии на возможно
большую глубину и обязательно на всю ширину разделки и формы. Шов
наплавляют несколько выше поверхности стержней. Процесс проводят
вручную, хотя и были попытки создания установок для механизирован-
ной сварки, в которых расплавление электрода происходило автоматиче-
ски, а их смена выполнялась вручную. Однако установки оказались
сложными в эксплуатации и малопроизводительными.
РУЧНАЯ ДУГОВАЯ СВАРКА
105
Повышение производительности процесса достигается также примене-
нием электродов, содержащих в покрытии железный порошок (см. гл. 2).
С применением этих электродов сварка возможна только в нижнем по-
ложении, гак как при сварке в других пространственных положениях
увеличенный размер сварочной ванны приводит к вытеканию из нес рас-
плавленного металла. Техника сварки швов в нижнем положении также
усложняется по этой причине, но принципиально не отличается от сварки
обычными электродами.
При сварке с глубоким проваром (см. рис. 2.3) (другие названия:
опиранием электрода, погруженной дугой и т. д.) повышение производи-
тельности сварки достигается за счет более глубокого проплавления ос-
новного металла. Сварку выполняют специальными элекгродами, даю-
щими при их расплавлении козырек повышенных размеров, на который и
опирают электрод. Сварщик, удерживая электрод под углом 70 ... 85° к
поверхности изделия, перемещает его вдоль свариваемых кромок без по-
перечных колебаний. Используется максимально допустимый ток. Выде-
ляющиеся при расплавлении электрода газы, отгесняя расплавленный
металл сварочной ванны из-под дуги, увеличивают глубину проплавле-
ния, которая регулируется изменением угла наклона элекгрода и скоро-
стью его перемещения. Сварку выполняют в нижнем положении стыко-
вых и угловых швов.
При способах сварки лежачим и наклонным электродами также
применяют специальные электроды, расплавление покрытия которых,
образуя козырек определенных размеров, предупреждает короткое замы-
кание дуги. Повышение производительности труда достигается за счет
того, что один сварщик одновре-
менно обслуживает несколько дуг.
Лежачим электродом (рис. 3.23, а)
сваривают стыковые и нахлесточ-
ные соединения и угловые швы на
стали толщиной 0,5 ... 6 мм. Ис-
пользуют электроды диаметром
2.5 ... 8 мм и длиной до 2000 мм.
Электрод укладывают на стык,
подлежащий сварке, и накрывают
сверху массивным медным бру-
ском, изолированным бумагой от
изделия, для предупреждения возможного обрыва дуги из-за деформации
)лектрода при его расплавлении. Дугу зажигают замыканием рабочего
конца электрода угольным стержнем или металлическим электродом.
Рис. 3.23. Сварка лежачим и
наклонным электродами:
/ - электрод; 2 медный брусок;
3 медная съемная подкладка;
4 - обойма; 5 - штатив
106
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Она перемешается по мере расплавления электрода. Для сварки этим
способом удобнее использовать специальные станки.
Способ сварки наклонным электродом (рис. 3.23, б) разработан в
СССР в середине 30-х годов. В настоящее время его применяют за грани-
цей под названием гравитационная сварка. При сварке электрод закреп-
ляют в штативе, устанавливаемом на поверхность изделия, через изоли-
рующую подкладку; по мере его оплавления он опускается с обоймой
под действием веса или пружины. Токоподвод осуществляется непосред-
ственно к электроду или обойме. Глубину проплавления и ширину шва
регулируют изменением угла наклона электрода а.
На практике в небольшом объеме находят применение установки
для механизированной дуговой сварки металлическими электродами с
покрытием (штучными). В них поддержание дуги и ее перемещение
вдоль свариваемых кромок происходит автоматически. Электроды сме-
няют вручную при остановке перемещения автомата или без его останов-
ки. Повышение производительности процесса сварки достигается за счет
обслуживания сварщиком двух установок и более.
Техника сварки кольцевых стыков труб. Сварка кольцевых сты-
ков трубопроводов имеет некоторые специфические особенности. Обыч-
но сваркой выполняют швы на трубах диаметром от десятков миллимет-
ров до 1440 мм при толщине стенки до 16 мм и более. При толщине стен-
ки труб из низкоуглеродистых и низколегированных сталей до 8 ... 12 мм
сварку можно выполнять в один слой. Однако многослойные швы имеют
повышенные механические свойства, определяемые положительным
влиянием термического цикла последующего слоя на металл предыдуще-
го слоя, поэтому сварку труб преимущественно выполняют в два слоя и
более. Рекомендуемое число слоев шва зависит от толщины стенки:
Толщина стенки (мм)............... 4 ... 5 6... 9 10 ... 12 13 ... 15
Число слоев (не менее).............. 2 3 4 5
Наиболее распространена сварка труб с V-образной разделкой кро-
мок с суммарным углом скоса кромок 50 ... 60°. Перед сваркой стыки
собирают в специальном приспособлении или на прихватках:
Внутренний диаметр трубы, мм менее 150 150 ... 200 250 ... 400 500 ... 600 800 1000 и более
Минимальное число прихваток 2 3 3 3 . . 4 5 .. . 6 Одна на 450 мм шва
Длина прихваток, мм 30 35 50 60 . . 70 70. .. 80 80 ... 100
ДУГОВАЯ СВАРКА УГОЛЬНЫМ ЭЛЕКТРОДОМ
107
Стыки труб можно сваривать в поворотном, когда трубу можно
вращать, или в неповоротном положении. Сварку швов первого типа вы-
полняют обычно в нижнем положении без особых трудностей, хотя
сложно проварить корень шва. так как его формирование ведется чаше
всего на весу. Сварка пеноворотного стыка требует высокой квалифика-
ции сварщика, так как весь шов выполняют в различных пространствен-
ных положениях. Можно сваривать двумя способами: каждое полукольцо
сверху вниз или снизу вверх. Первый способ возможен при использова-
нии электродов диаметром 4 мм, дающих мало шлака (с органическим
покрытием), короткой дугой с опиранием образующегося на конце элек-
трода козырька па кромки без поперечных колебаний электрода или с
небольшими его колебаниями. При сварке снизу вверх процесс ведут со
значительно меньшей скоростью с поперечными колебаниями элеклрода
диаметром 3 ... 5 мм.
3.3. ДУГОВАЯ СВАРКА УГОЛЬНЫМ ЭЛЕКТРОДОМ
БЕЗ ЗАЩИТЫ
В настоящее время сварку угольным электродом применяют редко
при изготовлении изделий из низкоугпсродистой стали юлшиной до
3 мм. при снарке или ремонте изделий из цветных металлов и сплавов
или чугуна. Для сварки используют графитовые или угольные электроды,
рабочий конец которых в зависи-
мости от диаметра на длине 10 ...
20 мм затачивают на конус с при-
туплением 1,5 ... 2 мм. Дуга горит
(рис. 3.24) между рабочим концом
электрода и изделием - дуга пря-
мою действия, Дуга косвенного
действия горит между двумя элек-
Рис. 3.24. Сварка угольной дугой
прямого (а) н косвенного (б) действия
тродами.
Графитовый или угольный электрод в процессе сварки не расплав-
ляется, его расход незначителен и связан только с испарением. Шов обра-
зуется за счет расплавления кромок основного металла или присадочного
прутка (если он используется). Сварку дугой прямого действия обычно
ведут на постоянном токе прямой полярности, что обеспечивает доста-
точную устойчивость дуги, меньший расход электрода и предохраняет
металл от науглероживания при коротких дугах.
Кромки пол сварку обычно имеют отбортовку (рис. 3.25); собирают
их с помощью точечной сварки, струбцин, зажимов, прихваток и т.д.,
108
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Рис. 3.25. Соединения,
свариваемые угольной дугой:
а - односторонняя отбортовка;
6 двусторонняя отбортовка;
в - угловой шов в
нахлесточном соединении;
Э - электрод; П - подкладка
обеспечивающих плотное прилега-
ние отбортованных участков во
избежание прожогов. При сварке
кромки расплавляют без присадоч-
ного металла. Однако при повы-
шенных зазорах или случайных
прожогах следует использовать
проволоку диаметром 1,5 ... 2 мм,
подавая ее в дугу для подварки.
При необходимости использования
присадочного металла его можно
предварительно укладывать на сва-
риваемые кромки.
Сварку угольным электродом обычно выполняют только в нижнем
положении. При ручной сварке дуга возбуждается касанием электродом
кромок, электрод перемещают с короткими поперечными колебаниями.
При автоматической сварке дугу возбуждают замыканием дугового про-
межутка угольным или графитовым стержнем. Электрод перемещается
без поперечных колебаний. Вылет электрода из держателя обычно не
превышает 75 мм. Для стабилизации дуги применяют пасты или порош-
ки. содержащие легкоионизирующиеся компоненты, наносимые на кром-
ки. В некоторых случаях для улучшения качества швов можно использо-
вать флюсы, по составу такие же, как и при газовой сварке. Величину
сварочного тока для угольных и графитовых электродов выбирают в за-
висимости от диаметра электрода:
Диаметр электрода, мм 3 5 Сварочный ток, А, для электродов: 6,5 10 16
15... 25... угольных эд 50 ... 100 ... 160 ... 85 150 200
д 15... 25... графитовых 33 ои 50 ... НО ... 170 ... 90 165 250
Сварку угольной дугой обычно выполняют без защиты зоны сварки
от атмосферного воздуха. Однако в некоторых случаях можно применять
углекислый газ или флюс.
Угольной дугой косвенного действия сваривают значительно реже.
Для ее питания используют переменный ток. Проплавление свариваемых
кромок зависит от силы тока дуги, скорости ее перемещения, а также ее
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
109
расстояния (положения) от кромок. Зависимость силы тока от диаметра
электрода для угольной дуги косвенного действия следующая:
Диаметр электрода, мм................... 6,5 8 10
Сварочный ток, А................ 20 ... 50 30 ... 70 40 ... 90
3.4. ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Широкое применение этою способа в промышленности при произ-
водстве конструкций из сталей, цветных металлов и сплавов объясняется
высокой производительностью процесса и высоким качеством и стабиль-
ностью свойств сварного соединения, улучшенными условиями работы,
более низким, чем при ручной сварке, расходом сварочных материалов и
элекфоэнергии.
К недостаткам способа относится возможность сварки только в ниж-
нем положении ввиду возможного стекания расплавленных флюса и метал-
ла при отклонении плоскости шва от горизонтали более чем на 10 ... 15°.
Сущность способа. Наибо-
лее широко распространен про-
цесс с использованием одного
электрода однодуювая сварка.
Сварочная дуга горит между го-
лой электродной проволокой / и
изделием, находящимся под сло-
ем флюса 3 (рис. 3.26). В рас-
плавленном флюсе 5 газами и
парами флюса и расплавленного
металла образуется полость -
газовый пузырь 4, в котором су-
ществует сварочная дуга. Давле-
ние газов в газовом пузыре в
Рис. 3.26. Сварка под флюсом
сочетании с механическим давлением, создаваемым дугой, оказывается
достаточным для оттеснения жидкого металла из-под дуги, что улучшает
теплопередачу от нее к основному металлу. Повышение силы сварочного
тока увеличивает механическое давление дуги и глубину проплавления
основного металла Лпр.
Кристаллизация расплавленного металла сварочной ванны 7 приво-
дит к образованию сварного шва б. Затвердевший флюс образует шлако-
вую корку 8 на поверхности шва. Расплавленный флюс, образуя пузырь и
110 СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
покрывая поверхность сварочной ванны, эффективно защищает расплав-
ленный металл от взаимодействий с воздухом. Металлургические взаи-
модействия между расплавленным металлом и шлаком способствуют
получению металла шва с требуемым химическим составом.
В отличие от ручной дуговой сварки металлическом электродом при
сварке под флюсом, так же как и при сварке плавящимся электродом в
защитных газах, токоподвод 2 к электродной проволоке осуществляется
на небольшом расстоянии (вылет электрода) от дуги (до 70 мм). Это по-
зволяет без перегрева электрода использовать повышенные сварочные
токи (до 2000 А). Плотность сварочного тока достигает 200 ... 250 А/мм2,
в то время как при ручной дуговой сварке не превышает 15 А/мм". В ре-
зультате повышается глубина проплавления основного металла и ско-
рость расплавления электродной проволоки, т.е. достигается высокая
производительность процесса.
Сварку под флюсом можно осуществлять переменным и постоян-
ным тиком. Подача электродной проволоки в дугу и перемещение ее
осуществляется специальными механизмами (см. гл. 4).
Существуют разновидности сварки под флюсом, когда в некоторых
случаях целесообразно применение двухдуговой или многодуговой свар-
ки. При этом дуги питаются от одного источника или от отдельного ис-
точника для каждой дуги. При сварке сдвоенным (расщепленным) элек-
тродом (рис. 3.27, а) дуги, горящие в общую ванну, питаются от одного
в)
Рис. 3.27. Схемы образования шва при сварке:
а - сдвоенным электродом: 6 - двухдуговой; в - трехфазной дуговой
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
111
источника. Это несколько повышает производительность сварки за счет
повышения количества расплавленного электродного металла. Электро-
ды по отношению к направлению сварки могут быть расположены по-
следовательно или перпендикулярно. При последовательном расположе-
нии глубина проплавления шва несколько увеличивается, а при перпен-
дикулярном (см. рис. 3.31, б) уменьшается. Второй вариант расположе-
ния электродов позволяет выполнять сварку при повышенных зазорах
между кромками. Изменяя расстояние между электродами, можно регу-
лировать форму и размеры шва. Удобно применение этого способа при
наплавочных работах. Однако недостатком способа является некоторая
нестабильность горения дуги.
При двухдуговой сварке (рис. 3.27, б) используют два электрода
(при многодуговой несколько). Дуги могут гореть в общую или раздель-
ные сварочные ванны (когда металл шва после первой дуги уже полно-
стью закристаллизовался). При горении дуги в раздельные сварочные
ванны оба электрода обычно перпендикулярны плоскости изделия. Из-
меняя расстояние между дугами, можно регулировать термический цикл
сварки, что важно при сварке закаливающихся сталей.
Эта схема позволяет вести сварку на высоких скоростях, в то время как
применение повышенного тока при однодуговой сварке приводит к не-
сплавлениям - подрезам по кромкам шва. При двухдуговой сварке вторая
дуга, горящая в отдельную ванну электродом, наклоненным углом вперед
(угол а - 45 ... 60°), частично переплавляет шов, образованный первой ду-
гой, и образует уширенный валик без подрезов (см. рис. 3.14, 6). Для пита-
ния дуг с целью уменьшения магнитного дутья лучше использовать разно-
родный ток (для одной дуги - переменный, для другой - постоянный).
При сварке на переменном токе по схеме на рис. 3.27, в возникает
трехфазная дуга: одна дуга горит между электродами (независимая дуга),
а две другие - между каждым электродом и изделием. Все дуги горят в
одном плавильном пространстве. Регулируя ток в каждой дуге, можно
изменять количество расплавляемого электродного металла или проплав-
ление основного металла. В первом случае способ удобен при наплавоч-
ных работах и для сварки швов, требующих большого количества на-
плавленного металла. Недостаток способа - необходимость точного со-
гласования скоростей подачи электродов. Сварку сдвоенным электродом,
двумя и большим числом электродов выполняют на автоматах.
Влияние параметров режима сварки на форму и размеры шва.
Форма и размеры шва зависят от многих параметров режима сварки: ве-
личины сварочного тока, напряжения дуги, диаметра электродной прово-
локи, скорости сварки и др. Такие параметры, как наклон электрода или
112
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
изделия, вылет электрода, грануляция флюса, род тока и полярность и
т.п. оказывают меньшее влияние на форму и размеры шва.
Рис. 3.28. Зависимость скорости
подачи электродной проволоки от
величины сварочного тока при
различных диаметрах электродной
проволоки и напряжениях дуги:
/-30... 32 В;2-50... 52 В
Необходимое условие сварки -
поддержание дуги. Для этого ско-
рость подачи электрода должна со-
ответствовать скорости его плавле-
ния теплотой дуги. С увеличением
силы сварочного тока скорость по-
дачи электрода должна увеличи-
ваться (рис. 3.28). Электродные
проволоки меньшего диаметра при
равной силе сварочного тока следу-
ет подавать с большей скоростью.
Условно это можно представить как
расплавление одинакового количе-
ства электродного металла при рав-
ном количестве теплоты, выделяе-
мой в дуге (в действительности ко-
личество расплавляемого электрод-
ного металла несколько увеличива-
ется с ростОхМ плотности сварочного тока). При некотором уменьшении
скорости подачи длина дуги и ее напряжение увеличиваются. В результа-
те уменьшаются доля теплоты, идущая на расплавление электрода, и ко-
личество расплавляемого электродного металла.
Влияние параметров режима на форму и размеры шва обычно рас-
сматривают при изменении одного из них и сохранении остальных по-
стоянными. Приводимые ниже закономерности относятся к случаю на-
плавки на пластину, когда глубина проплавления не превышает 0,7 ее
толщины (при большей глубине проплавления ухудшение теплоотвода от
нижней части сварочной ванны резко увеличивает глубину проплавления
и изменяет форму и размеры шва).
С увеличением сварочного тока (рис. 3.29, а) глубина проплавления
возрастает почти линейно до некоторого значения. Это объясняется рос-
том давления дуги на поверхность сварочной ванны, которым оттесняет-
ся расплавленный металл из-под дуги (улучшаются условия теплопере-
дачи от дуги к основному металлу), и увеличением погонной энергии.
Ввиду того что повышается количество расплавляемого электродного
металла, увеличивается и высота усиления шва. Ширина шва возрастает
незначительно, так как дуга заглубляется в основной металл (находится
ниже плоскости основного металла).
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
113
а) б)
в) г)
Рис. 3.29. Влияние на размеры поперечного сечения шва:
a - величины сварочного тока; б - напряжения дуги;
в - скорости сварки; г - вылета электрода;
Лпр - глубина проплавления; е - ширина шва; # - высота выпуклости шва
Увеличение плотности сварочного тока (уменьшение диаметра
электрода при постоянном токе) позволяет резко увеличить глубину про-
плавления (табл. 3.1, рис. 3.30, а). Это объясняется уменьшением под-
вижности дуги. Ширина шва при этом уменьшается. Уменьшением диа-
метра электродной проволоки можно получить шов с требуемой глуби-
ной проплавления в случае, если максимальное значение сварочного то-
ка. обеспечиваемое источником питания дуги, ограничено. Однако при
этом уменьшается коэффициент формы провара шва (\р = е/Л„р) и интен-
сифицируется зональная ликвация в металле шва (рис. 3.30), распола-
гающаяся в его рабочем сечении. Род и полярность тока оказывают зна-
114
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
3.1. Значения сварочного тока,
при которых достигается одинаковая глубина проплавления
электродной проволокой различного диаметра
Глубина про- плавле- ния. мм Диаметр элек- тродной прово- локи. мм Сила свароч- ного тока, А Плот- ность тока, А/мм2 Глубина про- плавле- ния, мм Диаметр элек- тродной проволо- ки. мм Сила свароч- ного тока, А Плот- ность тока, А/мм2
2 200 64 2 525 167
3 5 450 23 8 5 725 37
2 400 127 2 700 224
5 5 550 28 12 5 925 47
Рис. 3.30. Схема влияния диаметра электрода (а) и
напряжения дуги (б) на форму шва
чительное влияние на форму и размеры шва, что объясняется различным
количеством теплоты, выделяющимся на катоде и аноде дуги.
При сварке на постоянном токе прямой полярности глубина про-
плавления на 40 ... 50 %, а на переменном - на 15 ... 20 % меньше, чем
при сварке на постоянном токе обратной полярности.
Поэтому швы, в которых требуется небольшое количество элек-
тродного металла и большая глубина проплавления (стыковые и угловые
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
115
без разделки кромок), целесообразно выполнять на постоянном токе об-
ратной полярности. При увеличении напряжения дуги (длины дуги) уве-
личивается ее подвижность и возрастает доля теплоты дуги, расходуемая
на расплавление флюса (количество расплавленного флюса). При этом
растет ширина шва (см. рис. 3.29, б), а глубина его проплавления изменя-
ется незначительно. Этот параметр режима широко используют в прак-
тике для регулирования ширины шва.
Увеличение скорости сварки уменьшает погонную энергию и изме-
няет толщину прослойки расплавленного металла под дугой. В результа-
те этого основные размеры шва уменьшаются (см. рис. 3.29, в) Однако в
некоторых случаях (сварка тонкими проволоками на повышенной плот-
ности сварочного тока) увеличение скорости сварки до некоторого зна-
чения, уменьшая прослойку расплавленного металла под дугой и тепло-
передачу от нее к основному металлу, может привести к росту глубины
проплавления. При дальнейшем увеличении скорости сварки закономер-
ности изменения размеров шва такие же, как на рис. 3.29, в. При чрез-
мерно больших скоростях сварки и силе сварочного тока в швах могут
образовываться подрезы.
С увеличением вылета электрода (см. рис. 3.29, г) возрастает интен-
сивность его подогрева, а значит, и скорость его плавления. В результате
толщина прослойки расплавленного металла под дугой увеличивается и,
как следствие этого, уменьшается глубина проплавления. Этот эффект
иногда используют при сварке электродными проволоками диаметром
I ... 3 мм для увеличения количества расплавляемого электродного ме-
талла при сварке швов, образуемых в основном за счет добавочного ме-
талла (способ сварки с увеличенным вылетом электрода).
В некоторых случаях, особенно при автоматической наплавке, элек-
троду сообщают колебания поперек направления шва (рис. 3.31, а) с раз-
личной амплитудой и частотой, что
позволяет в широких пределах изме-
нять форму и размеры шва. При свар-
ке с поперечными колебаниями элек-
трода глубина проплавления и вы-
пуклость шва уменьшаются, а ширина
увеличивается и обычно несколько
больше амплитуды колебаний. Этот
способ удобен для предупреждения
прожогов при сварке стыковых со-
единений с повышенным зазором в
стыке или уменьшенным притуплени-
Рис. 3.31. Схемы варки:
а - электродом
с поперечными колебаниями:
б - сдвоенным электродом
116
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
ем кромок. Подобный же эффект наблюдается при сварке сдвоенным
электродом (рис. 3.31,6 и 3.27, а). когда электроды расположены поперек
направления сварки. При их последовательном расположении глубина
проплавления, наоборот, возрастает.
Состав и строение частиц флюса оказывают заметное влияние на
форму и размеры шва. При уменьшении насыпной массы флюса (пемзо-
видные флюсы) повышается газопроницаемость слоя флюса над свароч-
ной ванной и, как результат этого, уменьшается давление в газовом пу-
зыре дуги. Это приводит к увеличению толщины прослойки расплавлен-
ного металла под дугой, а значит, и к уменьшению глубины проплавле-
ния. Флюсы с низкими стабилизирующими свойствами, как правило,
способствуют более глубокому проплавлению.
Пространственное положение электрода и изделия (см. рис. 3.14)
при сварке под флюсом оказывает такое же влияние на форму и размеры
шва, как и при ручной сварке. Для предупреждения стекания расплав-
ленного флюса ввиду его высокой жидкотекучести сварка этим способом
возможна только в нижнем положении при наклоне изделия на угол не
более 10 ... 15°. Изменение формы и размеров шва наклоном изделия
находит практическое применение только при сварке кольцевых стыков
труб ввиду сложности установки листовых конструкций в наклонное по-
ложение. Сварка с наклоном электрода находит применение для повы-
шения скорости многодуговой сварки. Подогрев основного металла до
температуры 100 °C и выше приводит к увеличению глубины провара и
ширины шва.
Техника автоматической сварки. Перед началом автоматической
сварки следует проверить чистоту кромок, правильность их сборки и на-
правления электрода по оси шва. Металл повышенной толщины свари-
вают многослойными швами с необходимым смешением электрода с оси
шва. Перед наложением последующего шва поверхность предыдущего
тщательно зачищают от шлака и осматривают с целью выявления нали-
чия в нем наружных дефектов.
В начале сварки, когда основной металл еще не прогрелся, глубина
его проплавления уменьшена, в связи с чем эту часть шва обычно выво-
дят на входную планку. По окончании сварки в месте кратера образуется
ослабленный шов, поэтому процесс сварки заканчивают на выводной
планке. Входную и выводную планки шириной до 150 мм и длиной
(в зависимости от режима и толщины металла) до 250 мм закрепляют на
прихватках до начала сварки. После сварки планки удаляют.
При автоматической сварке стыковых соединений на весу (см. рис.
3.17, а) сложно получить шов с проваром по всей длине стыка из-за вы-
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
117
текания в зазор между кромками расплавленного металла и флюса и, как
результат, - образование прожогов. Для предупреждения этого применя-
ют различные приемы, способствующие формированию корня шва.
Сварку односторонних швов можно выполнять по предварительной руч-
ной или механизированной подварке (см. рис. 3.17, в), если невозможна
автоматическая. При возможности доступа к стыку с обеих сторон сварку
можно выполнять на остающихся стальных подкладках, съемных мед-
ных, керамических или стекловолоконных (см. п. 3.2). Установка под-
кладок достаточно трудоемка. Односторонняя сварка на остающейся
стальной подкладке (см. рис. 3.17, б) возможна в тех случаях, когда до-
пустимо ее применение с эксплуатационной точки зрения.
Толщина подкладки при однослойных швах составляет 30 ... 40 %
толщины основного металла или равна толщине первого слоя в много-
слойных швах. При использовании для сварки односторонних швов
съемных медных подкладок качество шва зависит от надежности поджа-
тия к ним кромок. При зазорах свыше 0,5 мм расплавленный металл мо-
жет вытекать в него, что приводит к образованию дефектов в шве. Недос-
таток этого способа - трудность точной укладки кромок длинного стыка
вдоль формирующей канавки неподвижной медной подкладки.
Для улучшения формирования корня шва в увеличенную по глубине
формирующую канавку в медной подкладке можно засыпать флюс - так
выполняют сварку на флюсомедной подкладке. Односторонняя сварка на
флюсовой подушке (рис. 3.32) при плотном поджатии флюса обеспечива-
ет полный провар кромок, хорошее формирование корня шва при мень-
шей точности сборки кромок толщиной 2 мм и выше. Флюс под стыком
поджимается воздухом, подаваемым в шланг 3, а при сварке кольцевых
швов - специальной гибкой лентой. Свариваемые листы от перекоса при
поджатии флюса должны удерживаться специальными грузами или маг-
нитным полем на специальных магнитных стендах.
Рис. 3.32. Сварка
на флюсовой подушке:
а - плоских конструкций:
6 - внутренних кольцевых
швов (стрелками указаны
направления перемещений):
/ - изделие; 2 - флюс;
3 воздушный шланг: 4
лоток; 5 - профилированная
гибкая лента. 6 - электрод
118
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Формирование корня шва на флюсовой подушке позволяет выпол-
нять автоматическую сварку однопроходных швов без разделки или с
V-образной разделкой кромок на металле толщиной до 15 мм, корневого
шва в многопроходных швах с V- или Х-образной разделкой кромок, а
также сварку по заданному повышенному зазору без разделки кромок
металла толщиной до 50 мм. Применение этого способа в последние го-
ды сокращается из-за трудности плотного поджатия флюса под стык по
всей его длине. В местах его неплотного поджатия образуются прожоги.
В односторонних швах не всегда обеспечивается хорошее формиро-
вание корня шва. Поэтому в ответственных консгрукциях применяют
сварку с двух сторон. При этом первые валики в корне швов должны пе-
рекрывать друг друга на толщину 2 ... 5 мм При повышенных зазорах
для предупреждения протекания расплавленного металла в зазор между
кромками также используются флюсовые подушки и съемные подкладки.
Однако лучшие результаты достигаются при предварительной ручной
или механизированной подварке корня шва и последующей сварке с об-
ратной стороны швов. После кантовки изделия при первом основном
проходе подварочный шов следует полностью переваривать. Подвароч-
ный шов часто служит сборочным вместо прихваток.
В зависимости от площади поперечного сечения шва и положения
сварки угловые соединения можно выполнять без скоса или со скосом
одной из кромок одно- и многослойными швами. Полный провар стыка
без скоса кромок можно получить при гол тине стенки в тавровом соеди-
нении не более 14 мм. Сварку угловых швов выполняют в положении
"в лодочку” или наклонным электродом (рис. 3.33).
Рис. 3.33. Автоматическая сварка под флюсом угловых швов
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
119
При положении "в лодочку" (рис. 3.33, а) в один проход можно сва-
ривать швы с катетом до 14 мм, наклонным электродом - до 6 мм. Со-
единение под сварку следует собирать с минимальным зазором для пре-
дупреждения вытекания в пего расплавленного металла. При зазоре свы-
ше 1,5 мм с обратной стороны первого шва необходима ручная или меха-
низированная подварка. Подварочный шов должен быть полностью пере-
варен при наложении основных швов. В практике применяют также за-
делку зазора с обратной стороны асбестовым шнуром, который впослед-
ствии удаляют. В некоторых типах сварных соединений возможно при-
менение медных подкладок (рис. 3.33, е).
Подобные же приемы применяют и при сварке наклонным электро-
дом при зазоре в стыке свыше 2,5 мм. Для обеспечения полного провара
стыка кромок сварку можно выполнять в несимметричную "лодочку"
(рис. 3.33, а), когда угол между электродом и полкой тавра уменьшается
до 30°. Этот же прием используют при различной толщине свариваемых
элементов, когда уменьшается угол между электродом и более тонким
элементом. При сварке тавровых соединений наклонным электродом
трудно избежать подреза на вертикальной стенке соединения. Для преду-
преждения этого электрод смещают на полку (рис. 3.33, б, в). Последова-
тельность сварки многопроходных швов указана на рис. 3.33, г. Нахле-
сточные соединения при толщине верхнего листа до 8 мм сваривают вер-
тикальным электродом с оплавлением верхней кромки (рис. 3.32, д).
Техника сварки электрозаклепок, стыков труб и приварки
шпилек. Сварка электрозаклепок производится с помощью специальных
аппаратов - электрозаклепочников. Электрозаклепками обычно выпол-
няют сварку нахлесточных соединений. При толщине верхнего листа 3 ...
4 мм сварку ведут с его проплавлением (рис. 3.34, б). При большой тол-
щине верхнего листа (до 10 мм) в нем предварительно пробивают отвер-
стие (рис. 3.34, а), диаметр которого на 4 ... 5 мм больше диаметра элек-
тродной проволоки. Диаметр электрозаклепки равен двум - четырем
толщинам верхнего листа. Зазор между деталями не должен превышать
1 мм. При небольшой толщине нижнего листа сварку для предупрежде-
ния прожога выполняют на медной подкладке (рис. 3.34, б).
Рис. 3.34. Электрозаклепки, выполненные через отверстие в верхнем листе (а)
и с проплавлением верхнего листа (б).
Сварка с проплавлением (в) и оплавлением (г) кромок верхнего листа
120
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
При использовании электрозаклепочников в процессе горения элек-
трод диаметром 4 ... 6 мм обычно не подается в дугу. Перед началом
сварки электрод рабочим концом (иногда через стальную стружку для
облегчения возбуждения дуги) закорачивается на изделие и засыпается
флюсом. Вместо флюса можно использовать специальные флюсовые
шайбы (смесь из 90 % мелкомолотого флюса и 10 % жидкого стекла).
После включения сварочного тока и возбуждения дуги она горит до есте-
ственного обрыва. После зачистки конца электрода от колпачка застыв-
шего шлака можно сваривать следующую электрозаклепку.
Рис. 3.35. Приварка шпилек:
/ - шпилька;
2 флюсовая шайба
Для приварки шпилек используют
специальные установки и флюсовые
шайбы (рис. 3.35) высотой 6 ... 10 мм и
наружным диаметром 15 ... 20 мм. При
диаметре шпильки более 8 мм для об-
легчения возбуждения дуги приваривае-
мый конец затачивают на конус с углом
90°. При приварке шпилек в вертикаль-
ном и потолочном положениях силу сва-
рочного тока выбирают на 25 ... 30 %
меньше, чем при сварке в нижнем поло-
жении. Процесс несколько напоминает сварку электрозаклепок. После
обрыва дуги и образования достаточной сварочной ванны шпильку быст-
ро до упора подают оплавленным концом.
3.2. Типовые режимы сварки под флюсом поворотных стыков труб
Диаметр труб, мм Толщина стенки, мм Диаметр электрод- ной прово- локи, мм Слой Сила тока. А Скорое! ь сварки, м/ч Смещение элекгродас зенита, мм
529 7... 8 2 1 2 400 ...480 440..480 30 ...35 30 ...35 40 .45 30 ...40
720 8.9 э 1 2 400 .450 460 ...480 38 .40 38 .40 60... 80 40 50
820 9 3 1 2 550 .. 650 680... 750 60..65 55 ...65 40 . 60 30 .40
1020 12 . 14 3 1 2 580 .650 680 ...720 60... 65 65... 70 60... 100 50 .60
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
121
Сварку стыков труб под флюсом выполняют только автоматически
при нижнем положении шва. Из-за сложности удержания от вытекания
из сварочной ванны расплавленных шлака и металла трубы диаметром
менее 150 мм этим способом обычно не сваривают. С этой же целью
электрод смещают с зенита стыка в зависимости от диаметра труб на-
встречу их вращению (табл. 3.2). Для удержания флюса от ссыпания
применяют специальные флюсоудерживающие приспособления. Так как
на весу под флюсом проварить корень шва практически невозможно,
первый слой обычно сваривают вручную покрытыми электродами или
механизировано в углекислом газе.
3.5. ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
Сварка в защитных газах нашла широкое применение в промышлен-
ности. Этим способом можно соединять вручную, полуавтоматически или
автоматически в различных пространственных положениях разнообразные
металлы и сплавы толщиной от десятых долей до десятков миллиметров.
Сущность способа. При сварке в зону
дуги / через сопло 2 непрерывно подается
защитный газ 3 (рис. 3.36). Теплотой дуги
расплавляется основной металл 4 и, если
сварку выполняют плавящимся электродом,
расплавляется и электродная проволока. Рас-
плавленный металл сварочной ванны, кри-
сталлизуясь, образует шов. При сварке непла-
вящимся электродом электрод не расплавля-
ется, а его расход вызван испарением металла л „
Рис. 3.36. Дуговая сварка
или частичным оплавлением при повышенном г
г в защитных газах
сварочном токе.
Образование шва происходит за счет расплавления кромок основно-
го металла или дополнительно вводимого присадочного металла. В каче-
стве защитных газов применяют инертные (аргон и гелий) и активные (уг-
лекислый газ, водород, кислород и азот) газы, а также их смеси (Аг + Не;
Аг * СО2; Аг I- О2; СО2 1 О2 и др.). По отношению к электроду защитный
газ можно подавать центрально или сбоку (рис. 3.37). Сбоку газ подают
при больших скоростях сварки плавящимся электродом, когда при цен-
тральной защите надежность защиты нарушается из-за обдувания газа
неподвижным воздухом. Сквозняки или ветер при сварке, сдувая струю
защитного газа, могут резко ухудшить качество сварного шва. В некото-
рых случаях, особенно при сварке вольфрамовым электродом, для полу-
122
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Рис. 3.37. Подача защитных газов в зону сварки:
а - центральная одним концентрическим потоком; б - центральная двумя
концентрическими потоками; в - боковая; г - в подвижную камеру (насадку):
/ - электрод; 2 - защитный газ: 3,4 ~ наружный и внутренний потоки защитных
газов; 5 - насадка; б - распределительная сетка
чсния необходимых технологических свойств дуги, а также с целью эко-
номии дефицитных и дорогих инертных газов используют защиту двумя
концентрическими потоками газа.
Для сварки тугоплавких и активных металлов, часто выполняемой
вольфрамовым электродом, для улучшения защиты нагретого и расплав-
ленного металлов от возможного подсоса в зону сварки воздуха исполь-
зуют специальные камеры (сварка в контролируемой атмосфере). Детали
помещают в специальные камеры, откачивают воздух до создания вакуу-
ма (до 10"4 мм рт. ст.) и заполняют инертным газом высокой чистоты.
Сварку выполняют вручную (рис. 3.38) или автоматически с дистанцион-
ным управлением.
Рис. 3.38. Камера с контролируемой атмосферой
для ручной дуговой сварки вольфрамовым электродом:
/ - корпус камеры; 2 - смотровое окно; 3 - рабочие рукава-перчатки сварщика,
соединенные с корпусом камеры: 4 - горелка
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
123
Для сварки в контролируемой атмосфере крупногабаритных изде-
лий находят применение обитаемые камеры объемом до 450 м3. Сварщик
находится внутри камеры в специальном скафандре с индивидуальной
системой дыхания. Инертный газ, заполняющий камеру, регулярно очи-
щается и частично заменяется. Для доступа сварщика в камеру и подачи
необходимых материалов имеется система шлюзов. При крупногабарит-
ных изделиях используют переносные мягкие камеры, устанавливаемые
на поверхности изделия. После их продувки и заполнения защитным га-
зом сварку выполняют вручную или механизировано. Для этих же целей
используют подвижные камеры (рис. 3.37, г), представляющие собой до-
полнительную насадку на уширенное газовое сопло горелки. Сварка в
этом случае обычно выполняется автоматически.
Теплофизические свойства защитных газов оказывают большое
влияние на технологические свойсгва дуги и форму швов. Например, по
сравнению с аргоном гелий имеет более высокий потенциал ионизации и
большую теплопроводность при температурах плазмы. Поэтому дуга в
гелии более "мягкая". При равных условиях дуга в гелии имеет более
высокое напряжение, а образующийся шов имеет меньшую глубину про-
плавления и большую ширину. Поэтому гелий целесообразно использо-
вать при сварке тонколистового металла. Кроме того, он легче воздуха и
аргона, что требует для хорошей защиты зоны сварки повышенного его
расхода (1,5 ... 3 раза). Углекислый газ по влиянию на форму шва зани-
мает промежуточное положение.
Широкий диапазон используемых защитных газов, обладающих зна-
чительно различающимися теплофизическими свойствами, обусловливает
большие технологические возможности этого способа как в отношении
свариваемых металлов (практически всех), так и их толщин (от 0,1 мм до
десятков миллиметров). Сварку можно выполнять, используя неплавя-
щийся (угольный, вольфрамовый) или плавящийся электрод.
По сравнению с другими способами сварка в защитных газах облада-
ег рядом преимуществ: высокое качество сварных соединений на разнооб-
разных металлах и сплавах различной толщины; возможность сварки в
различных пространственных положениях; возможность визуального на-
блюдения за образованием шва, что особенно важно при полуавтоматиче-
ской сварке; отсутствие операций по засыпке и уборке флюса и удалению
шлака; высокая производительность и легкость механизации и автоматиза-
ции; низкая стоимость при использовании активных защитных газов.
К недостаткам способа по сравнению со сваркой под флюсом отно-
сится необходимость применения защитных мер против световой и теп-
ловой радиации дуги.
124
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Техника сварки неплавяшимся электродом. В настоящее время
сварка угольным электродом находит ограниченное применение. В каче-
стве защитного газа в этом случае используют углекислый газ. Хорошие
результаты достигаются при автоматической сварке оплавлением отбор-
тованных кромок при изготовлении канистр на специальных установках.
Это объясняется образованием окиси углерода (СО) при взаимодействии
углекислого газа с твердым углеродом. Окись углерода - эффективный
защитный газ, так как он не растворяется в металле и, восстанавливая
окислы, улучшает качество металла шва. Следует помнить, что окись
углерода очень токсична.
При применении вольфрамового электрода в качестве защитных ис-
пользуют инертные газы или их смеси и постоянный или переменный ток.
Лучшие результаты при сварке большинства металлов дает применение
электродов не из чистого вольфрама, а иттрированных или лантаниро-
ванных. Добавка в вольфрам при изготовлении электродов 1,5 ... 2 %
оксидов иттрия и лантана повышает их стойкость и допускает примене-
ние повышенных на 15 % сварочных токов. Перед сваркой рабочий конец
электрода обычно затачивают на конус с углом 60° на длине двух-трех
диаметров. Форма заточки электрода влияет на форму и размеры шва.
С уменьшением угла заточки и диаметра притупления в некоторых пре-
делах глубина проплавления возрастает.
Технологические свойства дуги в значительной мере определяются
родом и полярностью сварочного тока. При прямой полярности на изделии
выделяется до 70 % теплоты дуги, что обеспечивает глубокое проплавление
основного металла. При обратной полярности напряжение дуги выше, чем
при прямой полярности. На аноде электроде выделяется большое количе-
ство энергии, что приводит к значительному его разогреву и возможному
оплавлению рабочего конца. Ввиду этого допустимые значения сварочного
тока понижены (табл. 3.3). Дугу постоянного тока обратной полярности с
вольфрамовым электродом в практике используют ограниченно.
При использовании переменного тока полярность электрода и изде-
лия меняется с частотой тока. Поэтому количество теплоты, выделяющей-
ся на электроде и изделии, примерно одинаково. Электропроводность дуги
различна в различные полупериоды полярности переменного тока. Она
выше в те полу периоды, когда катод на электроде (прямая полярность) и
дуговой разряд происходит в основном за счет термоионной эмиссии вви-
ду высокой температуры плавления и относительно низкой теплопровод-
ности вольфрама. В полупериоды, когда катод на изделии, электропровод-
ность дуги ниже, напряжение, требуемое для возбуждения дуги, выше,
поэтому ее возбуждение происходите некоторым опозданием (рис. 3.39).
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
125
3.3. Допустимая сила сварочного тока для вольфрамовых электродов
Род тока Защитный газ Сила сварочного тока (А) при диаметре электрода (мм)
1 ... 2 3 4 5 6
Пере- Аргон 20... 100 100... 160 140 ...220 220... 280 250... 300
менный Гелий 10 60 60... 100 100. 160 160 .200 200 .. 250
’S s
U) f- X Ж Q Аргон 65 ... 150 140 .180 250 ...340 300 ...400 350 ...450
х О О К S = О К О- н о. к О Е ч о о С Е Гелий 50 ...110 100... 200 200 ...300 250 .. 350 300 . 400
« S л ж н Аргон 10 30 20 40 30 50 40.80 60... 100
Постоянн обратно полярное Гелий 10... 20 15.. 30 20... 40 30 ...70 40 ...80
Примечание. При применении итерированных и лантанированных
электродов силу сварочного тока допустимо увеличивать на 15 %.
Рис. 3.39. Асимметрия дуги
переменного тока при сварке
вольфрамовым электродом
в среде аргона:
(7НСТ - напряжение источника
сварочного тока;
1!л - напряжение дуги;
/я - ток дуги
126
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
В соответствии с различным напряжением дуги в разные полупе-
риоды переменного тока различна и сила сварочного тока, т.е. в свароч-
ной цепи появляется постоянная составляющая тока. В данном случае мы
имеем дело с выпрямляющим (вентильным) эффектом рассматриваемого
типа дуги, вызванным различием теплофизических свойств электрода и
изделия. Величина постоянной составляющей зависит от силы сварочно-
го тока, скорости сварки, свариваемого металла и т.д. Ее наличие ухуд-
шает качество сварных швов на алюминиевых сплавах и снижает стой-
кость вольфрамового электрода. Для уменьшения постоянной состав-
ляющей тока применяют различные способы.
Рис. 3.40. Сварка в защитных газах
вольфрамовым электродом
погруженной дугой
Интересной разновидностью
применения вольфрамового элек-
трода является сварка погруженной
дугой (рис. 3.40), при которой ис-
пользуют электрод повышенного
диаметра и повышенный свароч-
ный ток. Соединение собирают
встык без разделки кромок, без
зазора. При увеличении подачи
защитного газа / через сопло до
40 ... 50 л/мин дуга обжимается
газом, что повышает ее температу-
ру. Как и в плазмотронах проходя-
щий через дугу газ, нагреваясь, увеличивает свой объем и приобретает
свойства плазмы. Давление защитного газа и дуги 2, вытесняя расплав-
ленный металл из-под дуги, способствует ее углублению в основной ме-
талл 3.
Таким образом, дуга горит в образовавшейся в металле полости. Это
позволяет опустить электрод так, чтобы дуга горела ниже поверхности
металла (погруженная в металл дуга). Образующаяся ванна расплавлен-
ного металла при кристаллизации образует шов. Этим способом можно
сваривать титан, алюминий, высоколегированные стали и другие метал-
лы толщиной до 36 мм с двух сторон (чем меньше плотность свариваемо-
го металла, тем больше толщина). Шов при этом имеет специфическую
бочкообразную форму, определяемую тем, что дуга горит ниже верхней
плоскости металла.
Сварку погруженной дугой можно осуществлять и в вертикальном
положении на подъем. В этом случае расплавленный металл сварочной
ванны, стекая вниз, удерживается кристаллизатором (медным охлаждае-
мым водой кокилем), который и формирует принудительно шов. Сварка
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
127
возможна с одной стороны с неполным проплавлением или за два прохо-
да с двух сторон с неполным проплавлением в каждый проход. При свар-
ке погруженной дугой применяют входные и выводные планки для выво-
да дефектных начального (неполный провар) и конечного (усадочная ра-
ковина) участков шва.
Другой разновидностью свар-
ки вольфрамовым электродом яв-
ляется сварка полым вольфрамо-
вым электродом в вакууме (рис.
3.41). Возбуждение и поддержание
дуги в вакууме 10‘3 мм рт. ст. пред-
ставляет определенные трудности,
так как тлеющий разряд переходит
на стенки камеры. Подача в рас-
сматриваемом способе сварки до-
зируемого количества газа в по-
лос гь электрода стабилизирует
катодное пятно на внутренней по-
верхности электрода. Перемеще-
ние катода по внутренней полости
Рис. 3.41. Сварка полым
вольфрамовым электродом
в вакууме:
/ - полый катод; 2 - вакуумная камера;
3 - лозируюшее уаройство;
4 - баллон с инертным газом;
5 - насос; 6 - луга; 7 - свариваемое
изделие; 8 - источник тока
вызывает разогрев электрода до яркого свечения. При силах тока свыше
50 А дуга представляет собой голубоватый разряд, цилиндрический по
форме на всей длине дуги.
Газ, подаваемый в полость электрода, ионизируясь, приобретает
свойства плазмы. Количество газа, подаваемое в полость элекгрода,
должно обеспечивать давление газа в камере меньше 50 мм рт. ст. При
больших давлениях катодное пятно выходит на торец электрода и хаоти-
чески перемещается по нему. Давление в камере 10*2 ... 10'4 мм рт. ст.
при расходе газа 0,01 ... 0,1 л/мин создает наилучшие условия повыше-
ния концентрации дугового разряда. Применение подобного способа
сварки имеет определенные металлургические преимущества, так как
способствует удалению газов из расплавленного металла и уменьшает
угар легирующих элементов. Этим способом можно сваривать различные
металлы и сплавы толщиной до 15 мм или производить наплавку.
Для сварки тонколистового металла находит применение импульс-
ная дуга. Основной металл расплавляется дугой, горящей периодически
отдельными импульсами постоянного тока (рис. 3.42, а) с определенны-
ми интервалами во времени. При большом перерыве в горении дуги (/п)
дуговой промежуток деионизируется, что приводит к затруднению в по-
вторном возбуждении дуги. Для устранения этого недостатка постоянно
128
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Рис. 3.42. Изменение сварочного тока и напряжения при
импульсно-дуговой сварке вольфрамовым электродом (а):
/св - сварочный ток; /мж - ток дежурной дуги; /п - время паузы;
С, - время сварки (/„ • /п = /ц - время цикла);
швы в плоскости (б) и продольном сечении (в)
поддерживается вторая, обычно маломощная дежурная дута от самостоя-
тельного источника питания. На эту дугу и накладывается основная им-
пульсная дуга. Дежурная дуга, постоянно поддерживая термоэлектрон-
ную эмиссию с электрода, обеспечивает стабильное возникновение ос-
новной сварочной дуги.
Шов в этом случае состоит из отдельных перекрывающих друг дру-
га точек (рис. 3.42, б, в). Величина перекрытия зависит от толщины ме-
талла. силы сварочного тока и тока дежурной дуги, скорости сварки и т.д.
С увеличением силы тока и длительности его импульса ширина шва и
глубина проплавления увеличиваются (рис. 3.43). Размеры шва в боль-
шей степени зависят от силы тока, чем от длительности его импульса.
Благоприятная форма отдельных точек, близкая к кругу, уменьшает воз-
можность вытекания расплавленного металла из сварочной ванны (про-
жога). Поэтому сварку легко выполнять на весу без подкладок при хоро-
шем качестве во всех пространственных положениях.
Представляет определенный интерес использование внешнего маг-
нитного поля для отклонения или перемещения непрерывно горящей ду-
ги. Внешнее переменное или постоянное магнитное ноле, параллельное
или перпендикулярное к направлению сварки, создается П-образными
электромагнитами. При использовании постоянного магнитного поля
дугу можно отклонить в любую сторону относительно направления свар-
ки. При отклонении дуги в сторону направления сварки (магнитное поле
также параллельно направлению сварки) наблюдается такой же эффект,
как и при сварке наклонным электродом углом вперед. В этом случае
уменьшается глубина проплавления. При отклонении дуги в обратном
направлении наблюдается увеличение глубины проплавления, как при
сварке с наклоном электрода углом назад.
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
129
Рис. 3.43. Зависимость размеров шва от
основных параметров импульсно-дуговой сварки
При переменном внешнем магнитном поле дуга колеблется с часто-
той внешнего магнитного поля. В результате изменяются условия ввода
теплоты в изделие и, в частности, ее распределение по поверхности. При
колебании дуги поперек направления сварки увеличивается ширина шва
и уменьшается глубина проплавления. Это позволяет сваривать тонколи-
стовой металл. Удобно использовать этот способ для сварки разнородных
металлов (например, меди и стали и др.) небольшой толщины при отбор-
товке кромок.
Колебания, сообщаемые расплавленному металлу сварочной ванны,
изменяют характер его кристаллизации и способствуют измельчению
зерна. В результате улучшаются свойства наплавленного металла. По-
этому этот способ используют при сварке металлов, характеризующихся
крупнозернистым строением металла шва, таких как алюминий, медь,
титан и их сплавы. Имеется положительный опыт использования способа
и при сварке высокопрочных сталей и сплавов.
Сварка вольфрамовым электродом обычно целесообразна для со-
единения металла толщиной 0,1 ... 6 мм. Однако ее можно применять и
для больших толщин. Сварку выполняют без присадки, когда шов фор-
мируется за счет расплавления кромок, и с дополнительным присадоч-
ным металлом, предварительно уложенным в разделку или подаваемым в
зону дуги в виде присадочной проволоки. Угловые и стыковые швы во
всех пространственных положениях выполняют вручную, полуавтомати-
чески и автоматически.
5 7162
130
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Для получения качественной сварки, особенно тонколистовых кон-
струкций, следует обеспечивать точную подготовку и сборку кромок
прихватками вручную вольфрамовым электродом или в специальных
сборочно-сварочных приспособлениях.
Загрязнение рабочего конца электрода понижает его стойкость (об-
разуется сплав вольфрама с более низкой температурой плавления) и
ухудшает качество шва. Поэтому дугу возбуждают без прикосновения к
основному металлу или присадочной проволоке, осциллятором или за-
мыкая дуговой промежуток угольным электродом. При правильном вы-
боре силы сварочного тока рабочий конец электрода расходуется незна-
чительно и долго сохраняет форму заточки.
Качество шва в большой степени определяется надежностью оттес-
нения от зоны сварки воздуха. Необходимый расход защитного газа ус-
танавливают в зависимости от состава и толщины свариваемого металла,
типа сварного соединения и скорости сварки. Соединения на рис. 3.44, а
и б для достаточной защиты требуют нормального расхода газов. Типы
соединений на рис. 3.44, виг требуют повышенного расхода защитного
газа, поэтому при сварке этих соединений рекомендуется применять экра-
ны, устанавливаемые сбоку и параллельно шву. Поток защитного газа при
сварке должен надежно охватывать всю область сварочной ванны, разогре-
тую часть присадочного прутка и электрод. При повышенных скоростях
сварки поток защитного газа может оттесняться воздухом. В этих случаях
следует увеличивать расход защитного газа.
При сварке многопроходных швов с V- или Х-образной разделкой
кромок первый проход часто выполняют вручную или механизировано
без присадочного металла на весу. Разделку заполняют при последующих
проходах с присадочным металлом. Для формирования корня шва можно
использовать медные или стальные съемные подкладки, флюсовую по-
душку. В некоторых случаях возможно применение и остающихся под-
Рис. 3.44. Расположение границы защитной струи газа
при сварке соединений различных типов
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
131
Рис. 3.45. Подкладки для зашиты от воздуха
обратной стороны шва при сварке:
а - односторонней; б - двусторонней; / - медная подкладка;
2 - канал для подачи защитного газа; 3 - свариваемый металл;
4 зажимное приспособление
кладок. При сварке активных металлов необходимо не только получить
хороший провар в корне шва, но и обеспечить защизу от воздуха с об-
ратной стороны расплавленного и нагретого металлов. Это достигается
использованием медных или других подкладок с канавками, в которые
подается защитный инертный газ (рис. 3.45). Эта же цель в некоторых
случаях достигается при использовании флюсовых подушек.
При сварке труб или закрытых сосудов газ пропускают внутрь сосу-
да. Инертные газы, увеличивая поверхностное натяжение расплавленного
металла, улучшают формирование корня шва. Поэтому их поддув ис-
пользуют при сварке сталей на весу. При сварке на весу, особенно без
присадочного металла, следует тщательно поддерживать требуемый за-
зор между кромками.
При соединении встык металла толщиной до 10 мм ручную сварку
ведут справа налево (левый способ) (рис. 3.46). При сварке металла
меньшей толщины угол между горелкой и изделием устанавливают рав-
ным 60°. При сварке изделий больших толщин применяют правый спо-
соб; угол между горелкой и изделием, так же как и при сварке угловых
соединений, устанавливают равным 90°.
Рис. 3.46. Расположение горелки
и присадочного прутка
при ручной аргонодуговой сварке:
/ электрод;
2 - присадочный пруток;
3 - защитный газ; 4 - сопло
132
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Присадочный пруток при ручной сварке тонколистового материала
вводят не в столб дуги, а несколько сбоку возвратно-поступательными
движениями; при сварке металла большей толщины - поступательно-
поперечными перемещениями. При сварке многослойных швов отдель-
ные валики рекомендуется выполнять не на всю ширину разделки (мно-
гопроходными).
При автоматической и полуавтоматической сварке электрод распо-
лагают перпендикулярно к поверхности изделия. Угол между ним и при-
садочной проволокой (обычно диаметром 2 ... 4 мм) должен прибли-
жаться к 90°. В большинстве случаев направление сварки выбирают та-
ким, чтобы присадочный пруток находился впереди дуги (подавался в
головную часть сварочной ванны).
Однако при сварке по криволинейному контуру такая схема подачи
присадочной проволоки неудобна из-за сложности образования шва на
разворотах. В этом случае применяется вертикальная подача присадоч-
ной проволоки в сварочную ванну. При этом криволинейные участки шва
сваривают без разворота сварочной горелки. Однако при этом уменьша-
ется глубина проплавления и шов несимметричен, так как присадочная
проволока на различных участках криволинейного контура вводится в
различные части сварочной ванны (головную, боковую, хвостовую).
При автоматической и полуавтоматической сварке вертикальных
швов на спуск, если сварочная ванна имеет значительные размеры, воз-
можно затекание расплавленного металла под вольфрамовый электрод,
что резко уменьшает глубину проплавления и может привести к корот-
кому замыканию. Вылет конца электрода из сопла не должен превышать
3 ... 5 мм, а при сварке угловых швов и стыковых с глубокой разделкой -
5 ... 7 мм. Длина дуги должна поддерживаться в пределах 1,5 ... 3 мм.
Для предупреждения непровара в начале и конце шва рекомендуется
применять выводные планки.
В настоящее время при сварке толстолистового металла находит
применение щелевая разделка кромок. За счет сокращения количества
наплавляемого металла значительно повышается производительность
процесса сварки. Однако при этом сложно проваривать кромки шва, где
могут образовываться нссплавления. В этом случае может использовать-
ся вольфрамовый электрод с отогнутым концом и поворотом его в зазоре.
Другая схема (рис. 3.47) предусматривает использование 2 электро-
дов. Обрывать лугу следует постепенным ее удлинением, а при автома-
тической сварке - уменьшением силы сварочного тока. Для предупреж-
дения окисления вольфрама и защиты расплавленного металла в кратере
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
133
Рис. 3.47. Схема сварки сканирующим
вольфрамовым электродом
по щелевому зазору:
/ - присадочная проволока;
2 электроды
после обрыва дуги защитный газ выключают через 5 ... 10 с. Включают
защитный газ за 15 ... 20 с до возбуждения дуги для продувки шлангов от
воздуха.
Техника сварки плавящимся электродом. В зависимости от сва-
риваемого металла и его толщины в качестве защитных газов используют
инертные, активные газы или их смеси. В силу физических особенностей
стабильность дуги и ее технологические свойства выше при использова-
нии постоянного тока обратной полярности. При использовании посто-
янного тока прямой полярности количество расплавляемого электродно-
го металла увеличивается на 25 ... 30 %, но резко снижается стабиль-
ность дуги и повышаются потери металла на разбрызгивание. Примене-
ние переменного тока невозможно из-за нестабильного горения дуги.
При сварке плавящимся электродом шов образуется за счет про-
плавления основного металла и расплавления дополнительного металла -
электродной проволоки. Поэтому форма и размеры шва помимо прочего
(скорости сварки, пространственного положения электрода и изделия и
др.) зависят также от характера расплавления и переноса электродного
металла в сварочную ванну. Характер переноса электродного металла
определяется в основном материалом электрода, составом защитного
газа, плотностью сварочного тока и рядом других факторов.
При традиционном способе сварки можно выделить три основные
формы расплавления электрода и переноса электродного металла в свароч-
ную ванну. Процесс сварки с периодическими короткими замыканиями
характерен для сварки электродными проволоками диаметром 0,5 ... 1,6 мм
при короткой дуге с напряжением 15 ... 22 В. После очередного коротко-
го замыкания (/ и 2 на рис. 3.48, а) силой поверхностного натяжения рас-
плавленный металл на торце электрода стягивается в каплю. В результате
длина и напряжение дуги становятся максимальными.
Во все стадии процесса скорость подачи электродной проволоки по-
стоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше
134
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Рис. 3.48. Основные формы
расплавления и переноса
электродного металла:
а - короткими замыканиями;
б - капельный; в - струйный
скорости подачи. Поэтому торец электрода с каплей приближается к сва-
рочной ванне (длина дуги и ее напряжение уменьшаются) до короткого
замыкания (5). При коротком замыкании резко возрастает сварочный ток
и как результат этого увеличивается сжимающее действие электромаг-
нитных сил, совместное действие которых разрывает перемычку жидкого
металла между электродом и изделием. Во время короткого замыкания
капля расплавленного электродного металла переходит в сварочную ван-
ну. Далее процесс повторяется.
Частота периодических замыканий дугового промежутка может из-
меняться в пределах 90 ... 450 в секунду. Для каждого диаметра элек-
тродной проволоки в зависимости от материала, защитного газа и т.д.
существует диапазон сварочных токов, в котором возможен процесс
сварки с короткими замыканиями. При оптимальных параметрах процес-
са сварка возможна в различных пространственных положениях, а потери
электродного металла на разбрызгивание нс превышают 7 %.
Увеличение плотности сварочного тока и длины (напряжения) дуги
ведет к изменению характера расплавления и переноса электродного ме-
талла, перехода от сварки короткой дугой с короткими замыканиями к
процессу с редкими короткими замыканиями или без них. В сварочную
ванну электродный металл переносится нерегулярно, отдельными круп-
ными каплями различного размера (рис. 3.48, 6), хорошо заметными не-
вооруженным глазом. При этом ухудшаются технологические свойства
дуги, затрудняется сварка в потолочном положении, а потери элекгрод-
ного металла на угар и разбрызгивание возрастают до 15 %.
Для улучшения технологических свойств дуги применяют периоди-
ческое изменение ее мгновенной мощности им пульс но-дуговая сварка
(рис. 3.49). Теплота, выделяемая основной дугой, недостаточна для плав-
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
135
Рис. 3.49. Изменение тока и напряжения дуги
при импульсно-дуговой сварке:
/„. (/„ - ток и напряжение основной дуги; /и, ток и напряжение дуг и
во время импульса; /н - длительносгь паузы и импульса
ления электродной проволоки со скоростью, равной скорости се подачи.
Вследствие этого длина дугового промежутка уменьшается. Под дейст-
вием импульса тока происходит ускоренное расплавление электрода,
обеспечивающее формирование капли на его конце. Резкое увеличение
электродинамических сил сужает шейку капли и сбрасывает ее в направ-
лении сварочной ванны в любом пространственном положении.
Можно использовать одиночные импульсы (см. рис. 3.49) или ipyn-
пу импульсов с одинаковыми или различными параметрами. В последнем
случае первый или первые импульсы ускоряют расплавление электрода, а
последующие сбрасывают каплю электродного металла в сварочную
ванну. Устойчивость процесса зависит от соотношения основных пара-
метров (величины и длительности импульсов и пауз). Соответствующим
подбором тока основной дуги и импульса можно повысить скорость рас-
плавления электродной проволоки, изменить форму и размеры шва, а
также уменьшить нижний предел сварочного тока, обеспечивающий ус-
тойчивое горение дуги.
При достаточно высоких плотностях постоянного по величине (без
импульсов или с импульсами) сварочного тока обратной полярности и при
горении дуги в инертных газах может наблюдаться очень мелкокапельный
перенос электродного металла. Название "струйный" он получил потому,
что при его наблюдении невооруженным глазом создается впечатление, что
расплавленный металл стекает в сварочную ванну с торца электрода непре-
рывной струей (см. рис. 3.48, в). Изменение характера переноса электродно-
ю металла с капельного на струйный происходит при увеличении свароч-
ного тока до "критического" для данного диаметра электрода.
136
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Значение критического тока уменьшается при активировании элек-
трода (нанесении на его поверхность тем или иным способом некоторых
легкоионизирующих веществ), увеличении вылета электрода. Изменение
состава защитного газа также влияет на значение критического тока. На-
пример, добавка в аргон до 5 % кислорода снижает значение критическо-
го тока. При сварке в углекислом газе без применения специальных мер
получить струйный перенос электродного металла невозможно. Он не
получен и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от элек-
трода в сторону сварочной ванны резко интенсифицируется благодаря
сжимающему действию электромагнитных сил. В результате под дугой
уменьшается прослойка жидкого металла, в сварочной ванне появляется
местное углубление. Повышается теплопередача к основному металлу, и
шов приобретает специфическую форму с повышенной глубиной про-
плавления по его оси. При струйном переносе дуга очень стабильна -
колебаний сварочного тока и напряжений не наблюдается. Сварка воз-
можна во всех пространственных положениях.
С целью управления характером переноса электродного металла
предпринимаются попытки воздействовать на него импульсной подачей
электродной проволоки. Это нестационарный процесс. Он сопровождает-
ся соответствующим изменением сварочного тока и напряжения дуги.
Импульсная подача позволяет расширить диапазон значений рабочих
токов, в том числе при сварке с короткими замыканиями. Часюга корот-
ких замыканий может быть увеличена в 3 ... 5 раз по сравнению с непре-
рывной подачей проволоки. Однако промышленное применение этого
способа затруднено из-за отсутствия надежных механизмов импульсной
подачи проволоки.
Более перспективным является способ управляемого переноса рас-
плавленного металла с использованием быстродействующего инвертор-
ного сварочного источника. При традиционном способе сварки перенос
электродного металла осуществляется сериями коротких замыканий,
имеющих хаотичный характер. Процесс отделения образующейся капли
происходит при высоком уровне сварочного тока. Это обусловливает
нестабильность процесса и повышенное разбрызгивание. При управляе-
мом процессе переноса по изменению напряжения дуги электронный
микропроцессорный модуль управляет быстродействующим инвертор-
ным источником сварочного тока. В течение всего цикла переноса капли
сила сварочного тока жестко зависит от фазы ее формирования и перехо-
да в сварочную ванну. В момент контакта капли расплавленного металла,
находящейся на торце электрода, с поверхностью сварочной ванны (на-
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
137
пряжение дуги близко к нулю) сварочный ток уменьшается до минимума
(до 10 А). Поэтому в перемычке капли не возникает больших электро-
магнитных сжимающих сил (меньше разбрызгивание) и она просто пере-
ливается в сварочную ванну. Процесс сварки проходит спокойно. Однако
его использование сдерживается высокой стоимостью оборудования.
При сварке плавящимся электродом, так же как и при сварке непла-
вящимся электродом, внешние магнитные поля отклоняют дугу. Однако
эффект от использования внешнего магнитного поля наблюдается при
сварке длинной дугой и наиболее заметен при струйном переносе элек-
тродного металла. В этом случае расплавленный торец электрода колеб-
лется синхронно с частотой внешнего магнитного поля. При поперечных
колебаниях увеличивается ширина шва и уменьшается глубина проплав-
ления. В результате образующийся шов не имеет повышенной глубины
проплавления по его оси.
Изменять технологические характеристики дуги можно, используя
центральную подачу защитного газа с высокой скоростью. Высокие ско-
рости истечения газа при обычных расходах достигаются применением
сопел с уменьшенным выходным отверстием. Обдувание дуги газом спо-
собствует уменьшению ее поверхности, т.е. сжатию. В результате ввод
теплоты дуги в изделие становится более концентрированным. Кинети-
ческим давлением потока газа расплавленный металл оттесняется из-под
дуги, и дуга углубляется в изделие. В результате глубина проплавления
увеличивается в 1,5 ... 2 раза. Однако при этом повышается и возмож-
ность образования в швах дефектов.
В отечественной и зарубежной практике находит применение спо-
соб сварки по узкому, или щелевому зазору. При этом способе изделия
толщиной до 200 мм без скоса кромок собирают с зазоро.м между ними
6 ... 12 мм. Сварку осуществляют на автоматах (рис. 3.50). Однако как и
при сварке вольфрамовым электродом в этом случае дело также ослож-
Рис. 3.50. Схема импульсно-дуговой сварки
плавящимся электродом в защитном газе
при узкошелевой разделке кромок:
/ - токопроводящий мундштук;
2 - электродная проволока; 3 - сопло;
4У5 - свариваемые детали;
6 - остающаяся подкладка
из основного материала
138
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
няется возможными несплавлениями швов около кромки разделки. Для
улучшения провара предпринимаются попытки использования отогнуто-
го электрода. При сварке сталей плавящимся электродом для защиты
лучше использовать смесь из 75 ... 80 % аргона и 25 ... 20 % углекислого
газа. Для сварки алюминия и его сплавов применяют смесь аргона и ге-
лия. Разделку заполняют путем наложения одинаковых по сечению вали-
ков. Метод характеризуется уменьшенной протяженностью зоны терми-
ческого влияния и равномерной мелкокристаллической структурой швов.
Возможна сварка не только в нижнем, но и в других пространственных
положениях.
Экономичность способа определяется уменьшением числа проходов
в шве за счет отсутствия разделки кромок. Повышение производительно-
сти достигается также повышением скорости расплавления электродной
проволоки с увеличенным вылетом. Нагрев электрода в вылете проте-
кающим по нему сварочным током обеспечивает повышение коэффици-
ента расплавления. Однако при этом уменьшается глубина проплавления,
поэтому способ целесообразно применять для сварки швов, требующих
большого количества наплавленного металла.
При сварке плавящимся электродом в защитных газах зависимости
формы и размеров шва от основных параметров режима такие же, как и
при сварке под флюсом (см. рис. 3.29). Для сварки используют электрод-
ные проволоки малого диаметра (до 3 мм). Поэтому швы имеют узкую
форму провара и в них может наблюдаться повышенная зональная лик-
вация. Применяя поперечные колебания электрода, изменяют форму шва
и условия кристаллизации металла сварочной ванны и уменьшают веро-
ятность зональной ликвации. Имеется опыт применения для сварки в уг-
лекислом газе электродных проволок диаметром 3 ... 5 мм. Сварочный
ток в этом случае достигает 2000 А, что значительно повышает произво-
дительность сварки. Однако при подобных форсированных режимах на-
блюдается ухудшенное формирование стыковых швов и образование в
них подрезов. Формирование и качество угловых швов вполне удовле-
творительны.
Ввиду высокой проплавляющей способности дуги повышаются тре-
бования к качеству сборки кромок под сварку. Качественный провар и
формирование корня шва обеспечивают теми же приемами, что и при
ручной сварке или сварке под флюсом (подкладки, флюсовые и газовые
подушки и т.д.). С уменьшением плотности тока стабильность дуги по-
нижается (табл. 3.4). Величина вылета электрода также влияет па ста-
бильность процесса и размеры шва. Ниже приведен оптимальный вылез
плавящегося электрода при сварке в защитных газах:
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
139
Диаметр электродной
проволоки, мм................. 0,5 0,8 1,0 1,6 2,0
Вылет электрода, мм........ 5 ... 7 6 ... 8 8 ... 10 10 ... 12 12 ... 14
3.4. Значения минимального тока (А),
при котором обеспечивается стабильное горение дуги
(электрод плавящийся из низколегированной стали)
Диаметр электродной проволоки, мм Защитный газ
аргон углекислый
0,6 30 35
1,0 50 60
1,6 90 90
2.0 120 120
Расстояние от сопла горелки до изделия обычно выдерживают в
пределах 8 ... 15 мм. Токоподводящий наконечник должен находиться на
уровне краев сопла или утапливаться до 3 мм. При сварке угловых и сты-
ковых швов с глубокой разделкой допускается выступание токоподводя-
щего наконечника из сопла на 5 ... 10 мм. Полуавтоматическую сварку в
нижнем положении можно выполнять правым или левым методом, узким
валиком или с поперечными колебаниями.
При сварке тонколистового металла электрод отклоняют от вертика-
ли на 20 ... 30° в сторону направления сварки. При сварке угловых швов
в соединениях с вертикальной стенкой держатель дополнительно откло-
няют от вертикальной стенки на угол 30 ... 45°. Вертикальные швы на
тонколистовом металле обычно выполняют на спуск (электрод под углом
назад для лучшего удержания расплавленного металла от стекания).
Сварку на подъем применяют при необходимости обеспечить глубокий
провар кромок. При сварке горизонтальных швов электрод располагают
на нижней части кромок и перемещают с поперечными колебаниями.
Потолочные швы выполняют вертикальным электродом или с наклоном
углом назад с поперечными колебаниями.
140
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Сушносп» н техника сварки электрозаклепками. Сварная точка
образуется за счет теплоты неподвижной дуги, обеспечивающей сквозное
проплавление верхнего листа и сквозное или частичное проплавление
нижнего. В зону дуги и сварочной ванны подают защитные газы или их
смеси. В отличие от контактной дуговая сварка возможна при односто-
роннем подходе к месту соединения, что не ограничивает размеры изде-
лия. Сварка электрозаклепок возможна вольфрамовым электродом на
углеродистых, коррозионно-стойких сталях и титановых сплавах. Из-за
недостаточной очистки поверхности алюминиевых сплавов катодным
распылением их сварка этим способом затруднена.
Сварку можно выполнять в любом пространственном положении.
Для получения хорошего провара и формирования головки заклепки со-
единение следует собирать с минимальным зазором между листами. Ка-
чество соединений и их механические свойства зависят главным образом
от силы сварочного тока, времени горения дуги и ее длины. Для регули-
рования времени горения дуги служат реле. При использовании в качест-
ве защитного газа гелия диаметр заклепки получается больше, а глубина
проплавления меньше, чем при использовании аргона.
Для вольфрамового электрода необходимы инертные газы, постоян-
ный ток прямой полярности и специальной конструкции сварочные пис-
толеты, с помощью которых поджимают верхний лист к нижнему, закре-
пляют электрод, подводят сварочный ток и защитный газ. Хорошее каче-
ство заклепок достигается при толщине верхнего листа до 2 мм. Во избе-
Рис. 3.51. Типы газовых насадок
для сварки электрозаклепок
вольфрамовым электродом:
а и б нахлесточные соединения;
в и г - угловые соединения
жание загрязнения электрода дугу
возбуждают с помощью осцилля-
тора, который автоматически от-
ключается.
При увеличении силы свароч-
ного тока при сварке листов равной
толщины обычно увеличивается
диаметр заклепки. Если нижний
лист имеет большую толщину, рас-
тет и глубина проплавления. То же
наблюдается и при увеличении
времени горения дуги. Для обеспе-
чения хорошей защиты зоны свар-
ки применяют различные типы
газовых сопел-насадок (рис. 3.51).
Для предупреждения образования
подрезов, трещин и пор в заклепке,
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
141
вызванных высокой скоростью кристаллизации металла, применяют по-
вторное кратковременное возбуждение дуги или плавное уменьшение
сварочного тока. При применении плавящегося электрода шов образуется
за счет проплавления основного металла и расплавления электродной
проволоки диаметром до 2 мм. Сварку можно выполнять с предваритель-
ной пробивкой отверстия в верхнем листе или без него. Благодаря боль-
шей глубине проплавления при сварке в углекислом газе, чем под флю-
сом, без пробивки отверстия можно сваривать соединения с толщиной
верхнего листа до 8 мм. Сварку выполняют при несколько повышенном
напряжении дуги на обычных полуавтоматах, снабженных специальными
насадками для опирания держателя на поверхность изделия. Для сварки
используют постоянный ток обратной полярности. Возможна также свар-
ка алюминия и его сплавов.
Техника сварки стыков труб. Сварка стыков труб в поворотном
положении вручную или механизированно не представляет значительных
трудностей. Однако швы выполняются только с одной наружной сторо-
ны, что препятствует провару корня шва и формированию обратного ва-
лика на весу без применения специальных приспособлений.
Применение при автоматической сварке поперечных колебаний
электрода значительно облегчает провар корня шва и формирование
швов в последующих проходах. Амплитуда и частота поперечных коле-
баний электрода зависят от ширины разделки и параметров режима.
Сборку труб под сварку осуществляют в специальных центраторах или
на прихватках. При сварке вольфрамовым электродом прихватки выпол-
няют длиной до 15 мм обычно без присадочной проволоки за счет оплав-
ления кромок. При сварке прихватки следует полностью переваривать.
Для предупреждения вытекания расплавленного металла из сварочной
ванны электрод смещают с зенита навстречу вращению труб. Величина
смещения зависит от диаметра труб и режима сварки.
Сварку неповоротных стыков труб осуществляют в различных про-
странственных положениях. Ручную сварку вольфрамовым электродом
выполняют без разделки или с V-образной разделкой кромок, используя
присадочную проволоку диаметром 1,2 ... 3 мм. Трубы с толщиной стенки
до 1,5 мм сваривают в один проход, при большей толщине - в несколько
проходов. Сварку’ труб диаметром 108 мм и выше следует выполнять враз-
брос. При толщине стенки более 8 мм возможно применение комбиниро-
ванного способа первый проход вручную вольфрамовым электродом, а
остальные полуавтоматически или автоматически плавящимся электродом.
Автоматическую сварку вольфрамовым электродом выполняют раз-
личными способами. Трубы диаметром 8 ... 26 мм с толщиной стенки
I ... 2 мм можно сваривать без разделки кромок и без присадочной про-
142
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
волоки. Однако в процессе сварки наблюдается постепенное увеличение
ширины шва и глубины проплавления ввиду разогрева трубы. Поэтому
необходимо изменять в процессе сварки ее скорость - использовать уста-
новки с программированием скорости сварки. Однако и в этом случае
шов практически не имеет выпуклости.
При сварке методом "автоопрсссовки" получение выпуклости шва
достигается за счет пластической деформации нагретого металла в направ-
лении, перпендикулярном оси трубы, при многократном нагреве металла в
месте стыка. Этим способом можно сваривать трубы из металла с большим
коэффициентом линейного расширения. Сварку первого слоя рекоменду-
ется выполнять короткой дугой длиной до 1,2 мм на максимально возмож-
ной скорости для получения узких швов с неполным проваром. Остальные
три - пять проходов выполняют для получения выпуклости шва.
Этим способом сваривают тру-
бы диаметром 20 ... 57 мм с толщи-
ной стенки 2,0 ... 3,5 мм. Трубы диа-
метром 8 ... 26 мм с толщиной стенки
1,0 ... 2,5 мм можно сваривать с под-
готовкой кромок с присадочным вы-
ступом (рис. 3.52, а), создаваемым
путем раскатки торца трубы. Выпук-
лость шва создается благодаря рас-
плавлению металла присадочною вы-
ступа. Сварку обычно выполняют за
один проход. Трубы большого диа-
метра и с большей толщиной стенки
сваривают, используя расплавляющееся подкладное кольцо (рис. 3.52, б),
служащее для хорошего формирования обратного валика. Первый проход
выполняют без присадочной проволоки. При этом следят за полным рас-
плавлением подкладного кольца и прилегающей части кромок. После-
дующие проходы выполняют с присадочной проволокой или плавящимся
электродом.
При всех этих способах для улучшения формирования обратного
валика используют поддув защитного газа с обратной стороны или за-
полнение им части трубы, ограниченной заглушками различной конст-
рукции. Более ограниченное применение в практике находит сварка не-
поворотных стыков груб плавящимся электродом. Это вызвано трудностью
получения хорошего провара корня шва и формирования обратного валика.
Обычно сварку ведут с поперечными колебаниями электрода или без коле-
баний и без скоса кромок по щелевому зазору определенного размера.
Рис. 3.52. Подготовка
стыков труб для сварки
вольфрамовым электродом
в среде защитных газов
ДУГОВАЯ СВАРКА ПОРОШКОВЫМИ ПРОВОЛОКАМИ 143
3.6. ДУГОВАЯ СВАРКА ПОРОШКОВЫМИ ПРОВОЛОКАМИ
Сварка под флюсом затруднена из-за невозможности точного направ-
ления электрода в разделку и наблюдения за образованием шва. При сварке
в защитных газах надежность защиты может нарушаться из-за сквозняков,
забрызгивания газовых сопел и т.п. В этих условиях применение порошко-
вых проволок, сочетающих в себе положительные свойства покрытых
стальных электродов (защита, легирование и раскисление расплавленного
металла), и механизированной сварки проволоками сплошного сечения
(высокая производительность) представляет большие производственные
преимущества, особенно в монтажных условиях. Этому способствует и
отсутствие газовой аппаратуры (баллонов, шлангов, газовых редукторов),
флюса и флюсовой аппаратуры, усложняющих процесс сварки или повы-
шающих его трудоемкость (засыпка и уборка флюса и др.).
Возможность наблюдения при полуавтоматической сварке за на-
правлением электрода в разделку, особенно при сварке с его поперечны-
ми колебаниями, а также за образованием шва - основные преимущества
сварки порошковыми проволоками. Изменение состава наполнителя сер-
дечника порошковой проволоки позволяет воздействовать на химический
состав шва и технологические характеристики дуги.
Сущность способа. Порошковая проволока выпускается двух ти-
пов: для сварки в углекислом газе и самозащитная, т.е. не нуждающаяся в
дополнительной защите. Конструкция порошковой проволоки определяет
некоторые особенности ее расплавления дугой. Сердечник проволоки на
50 ... 70 % состоит из неметаллических материалов и поэтому его элек-
тросопротивление велико - в сотни раз больше, чем металлической обо-
лочки. Поэтому практически весь сварочный ток проходит через метал-
лическую оболочку, расплавляя ее. Плав-
ление же сердечника, расположенного
внутри металлической оболочки, происхо-
дит в основном за счет теплоизлучения дуги
и теплопередачи от расплавляющегося ме-
талла оболочки. Ввиду этого сердечник
может выступать из оболочки (рис. 3.53),
касаться ванны жидкого металла или пе-
реходить в нее частично в нерасплавлен-
ном состоянии. Это увеличивает засорение
металла шва неметаллическими включе-
ниями.
Рис. 3.53. Плавление
металлической оболочки
и сердечника
порошковой проволоки
144
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Техника сварки. Обычно порошковые проволоки используют для
сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за
образованием шва техника сварки стыковых и угловых швов в различных
соединениях практически не отличается от техники их сварки в защит-
ных газах плавящимся электродом. Однако образование на поверхности
сварочной ванны шлака, затекающего при некоторых условиях в зазор
между кромками в передней части сварочной ванны, затрудняет провар
корня шва. При многослойной сварке поверхность предыдущих слоев
следует тщательно зачищать от шлака.
Сварка порошковыми проволоками имеет свои недостатки. Малая
жесткость трубчатой конструкции порошковой проволоки гребует при-
менения подающих механизмов с ограниченной силой сжатия проволоки
в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и
более, требуя применения для устойчивого горения дуги повышенных
сварочных токов, позволяет использовать их для сварки только в нижнем
и редко в вертикальном положении. Это объясняется тем, что образую-
щаяся сварочная ванна повышенного объема, покрытая жидкотекучим
шлаком, не удерживается в вертикальном и потолочном положениях си-
лой поверхностного натяжения и давлением дуги.
Наличие на поверхности сварочной ванны шлака, замедляя кристал-
лизацию расплавленного металла, также ухудшает условия образования
шва в пространственных положениях, отличных от нижнего. Существен-
ный недостаток порошковых проволок, сдерживающий их широкое про-
мышленное применение, - повышенная вероятность образования в швах
пор, вызываемая наличием пустот в проволоке. Кроме того, нераспла-
вившиеся компоненты сердечника, переходя в сварочную ванну, способ-
ствуют появлению газообразных продуктов. Диссоциация мрамора,
окисление и восстановление углерода при нагреве и плавлении ферро-
марганца в сочетании с мрамором и другие процессы также могут при-
вести к образованию в металле сварочной ванны газовой фазы. В резуль-
тате этого в швах появляются внутренние и поверхностные поры.
В этих условиях режим сварки (сила тока, напряжение, вылет элек-
трода) оказывает большое влияние на возможность возникновения в
швах пор (рис. 3.54). Повышает вероятность образования пор также вла-
га, попавшая в наполнитель при хранении проволоки, а кроме того, смаз-
ка и ржавчина, следы которых имеются на металлической ленте.
Порошковую проволоку используют и при сварке в углекислом газе.
Вероятность образования в швах пористости в этом случае снижается.
В зависимости от состава наполнителя для сварки используют постоян-
ный ток прямой или обратной полярности от источников с жесткой или
крутопадающей характеристикой.
СВАРКА И РЕЗКА ПЛАЗМЕННОЙ СТРУЕЙ
145
Рис. 3.54. Область режимов сварки проволокой ПП-2ДСК,
обеспечивающих получение швов без пор:
а - влияние тока (вылег электрода L = 50 мм);
б - влияние вылета электрода (/св = 300 А);
/ область неустойчивою горения дуги;
в области II поры есть: в области Ill пор нет
3.7. СВАРКА И РЕЗКА ПЛАЗМЕННОЙ СТРУЕЙ
Сущность способа. Плазма - ионизированный газ, содержащий
электрически заряженные частицы и способный проводить ток. Иониза-
ция газа происходит при его нагреве. Степень ионизации тем выше, чем
выше температура газа. В центральной части сварочной дуги газ нагрет
до температур 5000 ... 30 000 °C, имеет высокую электропроводность,
ярко светится и представляет собой типичную плазму. Плазменную
струю, используемую для сварки и резки, получают в специальных плаз-
мотронах, в которых нагревание газа и его ионизация осуществляются
дуговым разрядом в специальных камерах.
Вдуваемый в камеру газ (рис. 3.55), сжимая столб дуги в канале со-
пла плазмотрона и охлаждая его поверхностные слои, повышает темпера-
туру столба. В результате струя проходящего газа, нагреваясь до высоких
температур, ионизируется и приобретает свойства плазмы. Увеличение
при нагреве объема газа в 50 ... 100 и более раз приводит к истечению
плазмы с высокими околозвуковыми скоростями. Плазменная струя лег-
ко расплавляет любой металл.
Дуговую плазменную струю для сварки и резки получают по двум
основным схемам. При плазменной струе прямого действия изделие
включено в сварочную цепь дуги, активные пятна которой располагаются
на электроде и изделии. При плазменной струе косвенного действия ак-
тивные пятна дуги находятся на электроде и внутренней или боковой по-
146
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Рис. 3.55. Схемы получения
дуговой плазменной струи:
а - прямого действия;
б - косвенного действия;
/ - источник тока; 2 - электрод;
3 газ. 4 - сопло;
5 - плазменная оруя
верхности сопла. Плазмообразующий газ может служить также и защи-
той расплавленного металла от воздуха. В некоторых случаях для защиты
расплавленного металла используют подачу отдельной струи специаль-
ного, более дешевого защитного газа. Газ, перемещающийся вдоль сте-
нок сопла, менее ионизирован и имеет пониженную температуру. Благо-
даря этому предупреждается расплавление сопла. Однако большинство
плазменных горелок имеет дополнительное водяное охлаждение.
Дуговая плазменная струя - интенсивный источник теплоты с ши-
роким диапазоном технологических свойств. Ее можно использовать
для нагрева, сварки или резки как электропроводных металлов (см. рис.
3.55, а, б), так и неэлектропроводных материалов, таких как стекло, ке-
рамика и др. (см. рис. 3.55, б).
Тепловая эффективность дуговой плазменной струи зависит от силы
сварочного тока и напряжения, состава, расхода и скорости истечения
плазмообразующего газа, расстояния от сопла до поверхности изделия,
скорости перемещения горелки (скорости сварки или резки) и т.д. Гео-
метрическая форма струи может быть также различной (квадратной,
круглой и т.д.) и определяться формой выходного отверстия сопла.
Техника сварки. Питание дуги, как правило, осуществляется пере-
менным или постоянным током прямой полярности (минус на электроде).
Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения
дуги прямого действия используют дежурную дугу, горящую между
электродом и соплом горелки. Для питания плазмообразующей дуги тре-
буются источники сварочного тока с рабочим напряжением до 120 В, а в
некоторых случаях и более высоким; для питания плазмотрона, исполь-
зуемого для резки, оптимально напряжение холостого хода источника
питания до 300 В.
Плазменной струей можно сваривать практически все металлы в
нижнем и вертикальном положениях. В качестве плазмообразующих га-
СВАРКА И РЕЗКА ПЛАЗМЕННОЙ СТРУЕЙ
147
зов используют аргон, азот, смесь аргона с азотом и водородом, углекис-
лый газ и воздух (в основном для резки). В качестве электрода применя-
ют вольфрамовые стержни или специальные медные со вставками из
1афния или циркония.
К преимуществам плазменной сварки относятся высокая производи-
тельность, малая чувствительность к колебаниям длины дуги, устранение
включений вольфрама в металле шва. Без скоса кромок можно сваривать
металл толщиной до 15 мм с образованием провара специфической фор-
мы. Это объясняется образованием сквозного отверстия в основном ме-
талле, через которое плазменная струя выходит на обратную сторону из-
делия. Расплавляемый в передней части сварочной ванны металл давле-
нием плазмы перемещается вдоль стенок сварочной ванны в ее хвосто-
вую часть, где кристаллизуется, образуя шов. По существу, процесс
представляет собой прорезание изделия с заваркой места резки.
Плазменной струей можно сваривать стыковые и угловые швы.
Стыковые соединения на металле толщиной до 2 мм можно сваривать с
отбортовкой кромок, при толщине свыше 10 мм рекомендуется делать
скос кромок. В случае необходимости используют дополнительный ме-
талл. Для сварки металла толщиной до I мм успешно используют микро-
плазменную сварку струей косвенного действия, в которой сила свароч-
ного тока равна 0,1 ... 10 А.
Резка плазменной струей основана на расплавлении металла в месте
реза и его выдувании потоком плазмы. Плазменную струю используют
для резки металла толщиной от долей до десятков миллиметров. Для рез-
ки металла малой толщины используют плазменную струю косвенного
действия. При повышенной толщине металла лучшие результаты дости-
гаются при плазменной струе прямого действия. При резке даже углеро-
дистых сталей во многих случаях она более экономична, чем газокисло-
родная, ввиду высокой скорости и лучшего качества реза.
В зависимости от металла в качестве плазмообразующих газов мож-
но использовать азот, водород, аргоно-водородные, аргоно-азотные, азо-
то-водородные смеси. Использование для резки смесей газов, содержа-
щих двухатомные газы, энергетически более эффективно. Диссоциируя,
двухатомный газ поглощает много теплоты, которая выделяется на хо-
лодной поверхности реза при объединении свободных атомов в молеку-
лу. В последнее время, когда появилась возможность использовать водо-
охлаждаемые циркониевые и гафниевые электроды, в качестве режущего
газа стали использовать и воздух. Сварку и резку можно выполнять
вручную и автоматически.
148
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
3.8. СВАРКА ЭЛЕКТРОННО-ЛУЧЕВАЯ И ЛАЗЕРНАЯ
В промышленности все более широкое применение находят туго-
плавкие и химически активные металлы и сплавы. Поэтому для их сварки
необходимо применять источники с высокой концентрацией теплоты, а
для защиты расплавленного и нагретого металла использовать среды,
содержащие минимальное количество водорода, кислорода и азота. Этим
условиям отвечает сварка электронным лучом.
Сущность и техника сварки электронным лучом. Сущность про-
цесса состоит в использовании кинетической энергии потока электронов,
движущихся с высокими скоростями в вакууме (см. рис. 4.22). Для умень-
шения потери кинетической энергии электронов за счет соударения с мо-
лекулами газов воздуха, а также для химической и тепловой защиты ка-
тода в электронной пушке создают вакуум порядка 10‘4 ... 10° мм рт. ст.
Сварка электронным лучом имеет значительные преимущества:
1. Высокая концентрация ввода теплоты в изделие, которая выделя-
ется не только на поверхности изделия, но и на некоторой глубине в объ-
еме основного металла. Фокусировкой электронного луча можно полу-
чить пятно нагрева диаметром 0,0002 ... 5 мм, что позволяет за один
проход сваривать металлы толщиной от десятых долей миллиметра до
200 мм. В результате можно получить швы. в которых соотношение глу-
бины провара к ширине до 20: 1 и более. Появляется возможность сварки
тугоплавких металлов (вольфрама, тантала и др.), керамики и т.д.
Уменьшение протяженности зоны термического влияния снижает веро-
ятность рекристаллизации основного металла в этой зоне.
2. Малое количество вводимой теплоты. Как правило, для получения
равной глубины проплавления при электронно-лучевой сварке требуется
вводить теплоты в 4 ... 5 раз меньше, чем при дуговой В результате рез-
ко снижаются коробления изделия.
3. Отсутствие насыщения расплавленного и нагретого металла газа-
ми. Наоборот^ в целом ряде случаев наблюдается дегазация металла шва
и повышение его пластических свойств. В результате достигается высо-
кое качество сварных соединений на химически активных металлах и
сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее
качество электронно-лучевой сварки достигается также на низкоуглеро-
дистых, коррозионно-стойких сталях, меди и медных, никелевых, алю-
миниевых сплавах.
При сварке электронным лучом проплавление имеет форму конуса
(рис. 3.56). Плавление металла происходит на передней стенке кратера, а
расплавляемый металл перемещается по боковым стенкам к задней стен-
ке, где он и кристаллизуется.
СВАРКА ЭЛЕКТРОННО-ЛУЧЕВАЯ И ЛАЗЕРНАЯ
149
Рис. 3.56. Схема переноса
жидкого металла
при электронно-лучевой сварке:
/ - электронный луч;
2 - передняя стенка кратера.
3 - зона кристаллизации;
4 путь движения жидкого металла
Проплавление при электронно-лучевой сварке обусловлено в основ-
ном давлением потока электронов, характером выделения теплоты в объ-
еме твердого металла и реактивным давлением испаряющегося металла,
вторичных и тепловых электронов и излучением. Возможна сварка не-
прерывным электронным лучом. Однако при сварке легкоиспаряющихся
металлов (алюминия, магния и др.) эффективность электронного потока и
количество выделяющейся в изделии теплоты уменьшаются вследствие
потери энергии на ионизацию паров металлов.
В этом случае целесообразно сварку вести импульсным электрон-
ным лучом с большой плотностью энергии и частотой импульсов 100 ...
500 Гц. В результате повышается глубина проплавления. При правильной
установке соотношения времени паузы и импульса можно сваривать
очень тонкие листы. Благодаря теплоотводу во время пауз уменьшается
протяженность зоны термического влияния. Однако при этом возможно
образование подрезов, которые могут быть устранены сваркой колеблю-
щимся или расфокусированным лучом.
Основные параметры режима электронно-лучевой сварки - сила то-
ка в луче, ускоряющее напряжение, скорость перемещения луча по по-
верхности изделия, продолжительность импульсов и пауз, точность фо-
кусировки луча, степень вакуумизации (табл. 3.5). Для перемещения луча
по поверхности изделия используют перемещение изделия или самого
луча с помощью отклоняющей системы. Отклоняющая система позволяет
осуществлять колебания луча вдоль и поперек шва или по более сложной
траектории. Низковольтные установки используют при сварке металла
толщиной свыше 0,5 мм для получения швов с отношением глубины к
ширине до 8 ; 1. Высоковольтные установки применяют при сварке более
толстого металла с отношением глубины к ширине шва до 25:1.
150
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
3.5. Режимы электронно-лучевой сварки
Металл Толщина, мм Режим сварки Ширина шва, мм
ускоряющее напряжение, кВ сила тока луча, мА скорость сварки, м/ч
Вольфрам 0,5 18 .20 40 ... 50 60 1,0
1,0 20... 22 75 ...80 50 1,5
Тантал 1,0 20 ...22 50 50 1,5
Сталь типа I8-S 1,5 18... 20 50 ...60 60 . 70 2,0
20,0 20... 22 270 50 7,0
35,0 20... 22 500 20 —
Молибден + + вольфрам 0,5 + 0,5 18... 20 45 ...50 35... 50 1,0
Основные типы сварных соединений, рекомендуемые для электрон-
но-лучевой сварки, приведены на рис. 3.57. Перед сваркой требуется точ-
ная сборка деталей (при толщине металла до 5 мм зазор не более 0,07 мм.
Рис. 3.57. Типы сварных соединений при сварке электронным лучом:
а - стыковое (может быть с бортиком для получения выпуклости шва);
б - замковое; в - стыковое деталей разной толщины;
г - угловые; д и е - стыковые при сварке шестерен;
ж - стыковые с отбортовкой кромок
СВАРКА ЭЛЕКТРОННО-ЛУЧЕВАЯ И ЛАЗЕРНАЯ
151
при толщине до 20 мм зазор до 0,1 мм) и точное направление луча по оси
стыка (отклонение не больше 0,2 ... 0,3 мм). При увеличенных зазорах
(для предупреждения подрезов) требуется дополнительный металл в виде
технологических буртиков или присадочной проволоки. В последнем
случае появляется возможность металлургического воздействия на ме-
талл шва. Изменяя зазор и количество дополнительного металла, можно
довести долю присадочного металла в шве до 50 %.
Недостатки электронно-лучевой сварки: возможность образования
несплавлений и полостей в корне шва на металлах с большой теплопро-
водностью и швах с большим отношением глубины к ширине; для созда-
ния вакуума в рабочей камере после загрузки изделий требуется длитель-
ное время.
Сущность и техника сварки лучом лазера. В настоящее время
сварка лучом лазера по экономическим соображениям имеет еще незна-
чительное применение в промышленности. Излучение лазера с помощью
оптических систем может быть сфокусировано в пятно диаметром в не-
сколько микрометров или линию (см. рис. 4.26 ... 4.28). При этом по
концентрации энергии оно на несколько порядков превышает остальные
сварочные источники энергии. Лазерная сварка ведется либо на воздухе,
либо в аргоне, гелии в СО2 и др. в различных пространственных положе-
ниях. Излучение с помощью оптических систем легко передается в труд-
нодоступные места. Для сварки используются твердотельные и газовые
лазеры. Твердотельные лазеры могут быть непрерывной) и импульсного
действия. Ввиду большой концентрации энергии в пятне нагрева форма
провара при сварке схожа с таковой при сварке электронным лучом. Ис-
пользование лазеров с короткими импульсами обычно приводит к бурно-
му испарению металла из сварочной ванны.
Основными параметрами луча лазера являются его мощность, дли-
тельность импульса и диамегр светового пятна на свариваемой поверхно-
сти. Расфокусировка луча также влияет на глубину проплавления основ-
ного металла. При положительных расфокусировках глубина проплавле-
ния изменяется более резко. Поглощение световой энергии основным
металлом зависит от состояния его поверхности, поглощательной спо-
собности (часть светового потока, отражаясь, теряется).
Высокая концентрация теплоты в световом пятне лазера позволяет
практически все металлы довести не только до расплавления, но и до ки-
пения. Поэтому его можно использовать для сварки тугоплавких метал-
лов. Однако мощность квантовых генераторов до последнего времени
была невелика и позволяла сваривать метал толщиной до 1 мм. Исходя из
152
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
этого луч лазера в основном используют для сварки однородных и разно-
родных металлов в радиоэлектронике. Однако в последнее время появи-
лись лазеры с большой энергией луча. Они позволяют сваривать и резать
различные металлы и неметаллы толщиной до десятков миллиметров.
Лазерную сварку с глубоким проплавлением ведут, как правило, без
присадочного металла. Присадочный металл используют для повышения
свойств шва или при увеличенных зазорах между кромками. Выполняет-
ся она в большинстве случаев в защитной среде. Скорость импульсной
сварки с глубоким проплавлением значительно ниже, чем при непрерыв-
ном излучении.
Сварку металла малой толщины (до 1 мм) ведут как непрерывным,
так и импульсным лучом, как правило, без присадки и защитной среды.
Однако при сварке активных металлов газовая защита зоны сварки необ-
ходима.
Процесс лазерной резки заключается в расплавлении металла, уда-
лению которого способствует дополнительно подаваемый газ. В резуль-
тате образуется узкий рез, с качеством кромок сопоставимым с механи-
ческой обработкой Резка может выполняться непрерывным или импуль-
сивным лучом. При использовании в качестве дополнительного газа ки-
слорода скорость резки увеличивается, а процесс напоминает газовую
резку.
3.9. ЭЛ ЕКТРОШ ЛАКОВАЯ СВАРКА
Этот способ широко используют в промышленности для соединения
металлов повышенной толщины: стали и чугуна различного состава, ме-
ди, алюминия, титана и их сплавов. К преимуществам способа относится
возможность сварки за один проход металла практически любой толщи-
ны, что не требует удаления шлака и соответствующей настройки сва-
рочной установки перед сваркой последующего прохода, как при других
способах сварки. При этом сварку выполняют без снятия фасок на кром-
ках. Для сварки можно использовать один или несколько проволочных
электродов или электродов другого увеличенного сечения. В результате
этого достигается высокая производительность и экономичность процес-
са, повышающиеся с ростом толщины свариваемого металла.
К недостаткам способа следует отнести то, что электрошлаковая
сварка технически возможна при толщине металла более 16 мм и за ред-
кими исключениями экономически выгодна при сварке металла толщи-
ной более 40 мм. Способ позволяет сваривать только вертикальные швы.
При сварке некоторых металлов образование в металле шва и околошов-
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
153
ной зоны неблагоприятных структур требует последующей термообра-
ботки для получения необходимых свойств сварного соединения.
Сущность способа. Рас-
плавленные флюсы образуют
шлаки, которые являются про-
водниками электрического тока.
При этом в объеме расплавлен-
ного шлака при протекании сва-
рочного тока выделяется тепло-
та. Этот принцип и лежит в ос-
нове электрошлаковой сварки
(рис. 3.58). Электрод / и основ-
ной металл 2 связаны электри-
чески через расплавленный шлак
3 (шлаковая ванна). Выделяю-
щаяся в шлаковой ванне теплота
Рис. 3.58. Схема процесса
электрошлаковой сварки
нагревает его выше темпера гуры плавления основного и электродного
металлов. В результате металл электрода и кромки основного металла
оплавляются и ввиду большей плотности металла, чем шлака, стекают на
дно расплава, образуя ванну расплавленного металла 4 (металлическую
ванну).
Электродный металл в виде отдельных капель, проходя через жид-
кий шлак, взаимодействует с ним, изменяя при этом свой состав. Шлако-
вая ванна, находясь над поверхностью расплавленного металла, препят-
ствует его взаимодействию с воздухом. При правильно подобранной ско-
рости подачи электрода зазор между торцом электрода и поверхностью
металлической ванны остается постоянным.
Свариваемый металл, шлаковая и металлическая ванны удерживаются
от вытекания обычно специальными формирующими устройствами -
подвижными или неподвижными медными ползунами 5, охлаждаемыми
водой б, или остающимися пластинами. Верхняя кромка ползуна распо-
лагается несколько выше зеркала шлаковой ванны. Кристаллизующийся
в нижней части металлической ванны расплавленный металл образует
шов 7. Шлаковая ванна, находясь над поверхностью металлической ван-
ны, соприкасаясь с охлаждаемыми ползунами, образует на них тонкую
шлаковую корку, исключая тем самым непосредственный контакт рас-
плавленного металла с поверхностью охлаждаемого ползуна и предупре-
ждая образование в металле шва кристаллизационных трещин.
154
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Расход флюса при этом способе сварки невелик и обычно не превы-
шает 5 % массы наплавленного металла. Ввиду малого количества шлака
легирование наплавленною металла происходит в основном за счет элек-
тродной проволоки. Доля основного металла в шве может быть снижена
до 10 ... 20 %. Вертикальное положение металлической ванны, повы-
шенная температура ее верхней части и значительное время пребывания
металла в расплавленном состоянии способствуют улучшению условий
удаления газов и неметаллических включений из металла шва. По срав-
нению со сварочной дугой шлаковая ванна - менее концентрированный
источник теплоты. Поэтому термический цикл электрошлаковой сварки
характеризуется медленным нагревом и охлаждением основного металла.
Отклонение положения оси свариваемого шва от вертикали возможно не
более чем на 15° в плоскости листов и на 30 ... 45° от горизонтали.
Так как выделение чеплоты в шлаковой ванне происходит главным
образом в области электрода, максимальная толщина основного металла,
свариваемого с использованием одной электродной проволоки, обычно
ограничена 60 мм. При сварке металла большей толщины электроду в
зазоре между кромками сообщают возвратно-поступательное движение
(до 150 мм) или используют несколько неподвижных или перемещаю-
щихся (рис. 3.59) электродов. В этом случае появляется возможность
сварки металла сколь угодно большой толщины.
Техника сварки. Электрошлаковый процесс устойчиво протекает
при плотностях тока около 0,1 А/мм2 (при дуговой сварке порядка 20 ...
30 А/мм‘). Поэтому возможна замена проволочных электродов на пла-
стинчатые (рис. 3.60) или ленточные электроды. Однако если невозмож-
но использование механизма подачи пластинчатых электродов (недоста-
ток места над изделием и др.) и при сварке изделий сложного сечения
Рис. 3.59. Схемы процесса
многоэлектродной
электрошлаковой сварки:
а - тремя электродами
(стрелками указано возможное
возвратно-поступательное
движение электродов):
б - десятью неподвижными
электродами
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
155
Рис. 3.60. Схема
электрошлаковой сварки
пластинчатым
электродом; стрелками ука-
зано направление
подачи электродов
Рис. 3.61. Схема электрошлаковой сварки
плавящимся мундштуком:
а - общий вид;
б - положение составного пластинчатого
электрода в зазоре свариваемого стыка
(пластинчатый электрод должен быть неподвижен) для компенсации не-
достатка металла для заполнения пространства между электродами и
кромками основного металла, используют способ сварки плавящимся
мундштуком. В этом случае пластинчатый электрод по форме может по-
вторять форму свариваемых кромок и быть составным (рис. 3.61).
Токоподвод к электродной проволоке осуществляется через сколь-
зящий контакт с пластинчатым расплавляющимся электродом (мундшту-
ком). Олин из приемов наплавки плоских поверхностей показан на рис.
3.62, а. При электрошлаковой контактной стыковой сварке (рис. 3.62, 6)
стержней различного поперечного сечения после образования металличе-
ской ванны требуемого объема происходят выключение сварочного тока
и осадка верхнего стержня. Этим способом можно приваривать стержни
к плоской поверхности.
Устойчивость электрошлакового процесса, форма шва и глубина
проплавления основного металла зависят от параметров режима сварки.
К основным параметрам относятся: скорость сварки vCB, сварочный ток
/св, скорость подачи проволоки (электрода) vnp, напряжение сварки L'CB,
толщина свариваемого металла, приходящаяся на один электрод, рас-
стояние между электродами z. Вспомогательные составляющие режима:
зазор между кромками 6Р, состав флюса, глубина шлаковой ванны Аши,
156
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Рис. 3.62. Схемы
электро шлаковой наплавки (а)
и контактной
электрошлаковой сварки (£).
Стрелками обозначено:
А - направление перемещения
формирующего ползуна;
/> - возвратно-поступательные
движения электродов;
В - направление подачи стержня
в шлаковую ванну
скорость возвратно-поступательных движений электрода, его "сухой"
вылет Л, сечение электродов и др. Глубина шлаковой ванны в зависимо-
сти от силы сварочного тока изменяется от 25 до 70 мм. Скорость воз-
вратно-поступательного движения электрода 25 ... 40 м/ч, "сухой" вылет
электрода 60 ... 80 мм. Влияние некоторых параметров режима сварки на
ширину провара показано на рис. 3.63, б - е.
С увеличением силы тока увеличивается скорость расплавления
электрода и растет глубина металлической ванны в. Ширина шва изме-
няется незначительно (рис. 3.63, б). С увеличением скорости подачи
электрода vnp (обычно составляет 100 ... 500 м/ч) конец электрода погру-
жается в шлаковую ванну более глубоко. Это уменьшает напряжение
сварки t/CB, глубину металлической ванны Лмв и ширину шва Ьпр
(рис. 3.63, в и г)). Коэффициент формы шва (формы металлической ван-
ны) ф - Ь„р / Ли в уменьшается с ростом силы тока и повышается с увели-
чением диаметра элекгрода и напряжения сварки.
Число электродных проволок, их диаметр и сечение пластинчатых
электродов или плавящихся мундштуков, скорость, их подачи и другие
параметры выбирают таким образом, чтобы получить скорость и напря-
жение сварки, обеспечивающие устойчивость процесса и требуемые раз-
меры и форму шва.
Применение электрошлаковой сварки вносит коренные изменения в
технологию производства крупногабаритных изделий. Появляется воз-
можность замены крупных литых или кованых деталей сварно-литыми
или сварно-коваными из более мелких поковок или отливок.
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
157
Рис. 3.63. Зависимость размеров и формы шва (а)
от основных параметров электрошлаковой сварки (б - е).
Значения параметров сварки за исключением рассматриваемого:
/св - 600 A; v„p = 40 м/ч; Г/Сп = 38 ... 40 В; = 20 мм
Заготовки под сварку следует соби-
рать с учетом усадки стыка после сварки.
Для плотного прилегания ползунов и
формирующих устройств к кромкам сты-
ка последние зачищают от заусенцев,
окалины и т.д. на ширину до 100 мм. Для
вывода за пределы шва усадочной рако-
вины в конце шва (рис. 3.64) устанавли-
вают выводные, а вывода непроваров в
начале шва - входные планки, которые
после сварки удаляют резкой. Для начала
сварки в карман, образованный входны-
Рис. 3.64.
Установка выводных (а)
и входных (б) планок
при электрошлаковой сварке
158
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
ми планками, засыпают флюс, который плавится сварочной дутой до по-
лучения шлаковой ванны требуемых размеров. После этого дуга шунти-
руется шлаком, и процесс переходит в бездуговой - электрошлаковый.
Перед началом сварки можно заливать шлак, расплавленный в спе-
циальном кокиле. Для наведения электрошлаковой ванны можно исполь-
зовать специальные флюсы, электропроводные в твердом состоянии.
Оригинален процесс сварки кольцевых швов (рис. 3.65). Сварку начина-
ют на входной планке /. В процессе дальнейшей сварки при вращении
изделия дефектный участок в начале шва 2 вырезают для замыкания шва.
При замыкании шва вращение изделия прекращается и начинается пере-
мещение сварочной установки вверх (стрелка Б на рис. 3.65, б), как при
обычной сварке прямолинейного шва. Замыкание шва и вывод усадочной
раковины осуществляют с помощью специального кармана из пластин 3
или коки ля. Типы сварных соединений и вид сварных швов, получаемых
при электрошлаковой сварке, показаны на рис. 3.66.
В процессе электрошлаковой сварки металл шва и околошовной зо-
ны находится длительное время при высоких температурах и подвергает-
ся значительному перегреву. В результате происходит разупрочнение
сварочного соединения и снижение его ударной вязкости. Для восстанов-
ления свойств применяется последующая термообработка. Для снижения
длительности пребывания металла при высоких температурах в шлако-
вую ванну вводят дополнительную присадку в виде порошкообразного
материала (рубленая проволока с гранулами 0,2 ... 1,6 мм) или произво-
дят соответствующее принудительное охлаждение поверхности шва и
околошовной зоны водяным душем.
Рис. 3.65. Элеетрошлаковая сварка кольцевого шва:
а - вырезка дефектов в начале сварки; 6 - замыкание шва;
стрелки: А - направление вращения изделия; Б - перемещение автомата
ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ 159
Рис. 3.66. Основные типы сварных соединений,
выполняемых электрошлаковой сваркой:
а и б - стыковые; вид- тавровые; г - угловое; е - переменного сечения
3.10. ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ
Сущность и техника дуговой резки. Основные процессы дуговой
резки основаны на расплавлении металла в месте реза и удалении его за
счет давления дуги и собственного веса, а в некоторых случаях и допол-
нительного потока воздуха. Резку, как правило, выполняют вручную
угольными или покрытыми металлическими электродами и используют
для чугуна, высоколегированных сталей, цветных металлов и сплавов.
Качество реза обычно низкое, с неровными кромками, покрытыми шла-
ком и сплавившимся металлом. Перед последующей сваркой требуется
обязательная механическая обработка. Производительность резки не-
высокая.
Однако этот способ не требует специального оборудования и может
быть осуществлен там, где выполняется дуговая сварка. Дуговая резка
возможна в различных пространственных положениях. Подобная универ-
сальность способствует применению (особенно в монтажных условиях)
дуговой резки для углеродистых и низколегированных сталей. Резку
можно выполнять как разделительную, так и поверхностную для выплав-
ления канавок в основном металле, удаления дефектов в сварных швах и
литейных отливках и т.д.
160
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
30-60°
При разделительной резке изделие устанавливают в положение, в
котором наиболее благоприятны условия для вытекания расплавленного
металла из места реза. При вертикальных резах резку ведут сверху вниз,
для того чтобы выплавляемый металл не засорял выполненный разрез.
Для отклонения дуги магнитным дутьем в направлении реза второй сва-
рочный кабель присоединяют сверху у начала разреза. Разделительную
резку начинают с кромки или с середины листа. В последнем случае вна-
чале прорезают отверстие. Затем, накло-
нив электрод так, чтобы кратер был рас-
положен на торцовой кромке реза, оплав-
ляют ее (рис. 3.67). Если толщина разре-
заемого металла меньше диаметра элек-
трода, последний располагают перпенди-
кулярно поверхности и просто перемеща-
ют вдоль линии реза без дополнительных
колебаний.
Рис. 3.67. Дуговая резка
металлическим электродом
При поверхностной резке электрод наклоняют к поверхности под
углом 5 ... 20° и перемещают, частично погружая его конец в образовав-
шуюся полость. Широкие канавки выплавляют с поперечными колеба-
ниями электрода в вертикальном положении. Глубина канавки зависит от
скорости перемещения дуги и наклона электрода. Глубокие канавки вы-
полняют за несколько проходов. Для прорезания дугой круглых отвер-
стий различного размера электрод устанавливают перпендикулярно к
поверхности и возбуждают дугу возможно большей длины.
Для вырезки больших отверстий вначале прорезают маленькое от-
верстие, несколько отступив внутрь от края реза, а затем рез продолжают,
выводя его на края основного отверстия. Особое внимание при дуговой
резке следует обращать на предохранение от брызг и капель металла и
шлака, которые могут вызвать ожоги и загорания.
Для дуговой резки металлическим электродом используют толстопо-
крытыс электроды, обычно те же, что и для сварки. Род тока зависит от
марки электрода. На скорость разделительной резки основное влияние ока-
зывают толщина металла, диаметр электрода и величина тока (табл. 3.6).
С увеличением толщины металла скорость резко уменьшается. Для резки
угольными или графитовыми электродами используют постоянный ток
прямой полярности, так как в этом случае на изделии выделяется больше
теплоты. Науглероживание кромок реза затрудняет их последующую
механическую резку. Ширина реза больше, чем при использовании ме-
таллического электрода. При воздушно-дуговой резке металл расплавля-
ется угольной дугой и выдувается потоком воздуха, подаваемого парал-
лельно электроду под давлением 0,4 ... 0,6 МПа.
ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ 161
3.6. Режимы дуговой резки металлическим электродом
Металл Толщина, мм Диаметр электрода, мм Сила тока, А
Низкоуглеродистая сталь, чугун 6 ... 50 4 300
5 400
Коррозийно-стойкая сталь 6 ... 25 4 225
5 300
Медные сплавы 6 ... 12 5 300
При строжке электрод располагают под углом 30 ... 45° к поверхно-
сти металла и, перемещая его рабочим концом вперед, несколько углуб-
ляют дугу. Глубина канавки зависит от силы тока, скорости резки и угла
наклона электрода. Чем круче наклон электрода, тем глубже выплавляе-
мая канавка. При необходимости получения уширенных канавок концу
электрода сообщают поперечные колебания. Диаметр электрода выбира-
ют на 2 ... 4 мм меньше ширины выплавляемой канавки.
При разделительной резке электрод располагают под углом 60 ...
90° к поверхности изделия и при повышенной толщине металла переме-
щают с колебаниями конца электрода от нижней к верхней кромке реза.
При резке металла толщиной более 20 мм рекомендуется последователь-
но выплавлять канавки. При каждом последующем проходе желательно
использовать электрод меньшего диаметра. При поз душ но-дуговой резке
используют постоянный ток обратной полярности. При резке чугуна
лучшие результаты дает переменный ток (табл. 3.7). Некоторое примене-
ние, например при производстве спирально-шовных труб, находит спо-
соб резки дугой, горящей под флюсом. При этом используют повышен-
ные плотности тока.
Сущность и техника дуговой сварки и резки под водой. Сварка и
резка под водой возможны в специальных обитаемых камерах (кессонах),
когда место сварки свободно от воды. При этом техника сварки не отли-
чается от обычной сварки на воздухе. Однако в большинстве случаев при
ремонтных и монтажных работах сварку приходится выполнять непо-
средственно в воде. В этом случае сварщик погружается под воду в водо-
лазном скафандре на глубину до 40 м.
о 7162
162
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
3.7. Режимы воздушнодуговой резки
Резка Толщина металла, мм Диаметр угольного электрода, мм Сила тока. А
Поверхностная — 6 250 ... 270
8 350 ... 370
10 450... 500
12 550
Разделительная До 10 6... 8 250... 350
10... 14 8 ... 10 350... 450
14... 25 10... 12 450... 550
При сварке в воде дуга горит в газовом пузыре, находящемся на
торце электрода и образованном за счет испарения и разложения воды,
продуктов электродного покрытия, паров металлов. Удержанию газового
пузыря на конце электрода способствует козырек, образующийся из-за
более медленного расплавления покрытия электрода, которое охлаждает-
ся водой. Газовый пузырь непрерывно изменяет свой объем, так как часть
газов удаляется на поверхность. Газ пузыря состоит преимущественно из
водорода. Это способствует наводороживанию металла шва и образова-
нию в нем пор, снижению его пластичности. Поэтому необходимо предо-
хранять покрытие электродов от насыщения водой.
Влага в покрытии приводит также и к его разрушению, что делает
электрод непригодным к работе. Водонепроницаемость покрытия элек-
трода, особенно при работе в морской соленой воде, необходима для
уменьшения утечек сварочного тока, которые могут достигать десятков
ампер. По этой причине при сварке и резке в воде применяют специаль-
ные держатели, изолированные по всей поверхности. Водонепроницае-
мость покрытию электродов придают пропиткой и покрытием поверхно-
сти электрода специальными водонепроницаемыми составами (парафин,
раствор целлулоида в ацетоне, бакелитовый лак и т.д.). При удовлетвори-
тельном изготовлении электродов луга горит так же устойчиво, как на
воздухе. ’’Мокрая сварка" может осуществляться механизировано порош-
ковыми проволоками с локальным осушением рабочей зоны - оттеснение
ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ 163
воды из реакционной зоны из мини-бокса осуществляется с помощью
углекислого газа или смесью аргона с кислородом. Для сварки использу-
ются полуавтоматы.
С увеличением глубины погружения возрастает напряжение дуги и
ее проплавляющее действие. Сварка возможна в различных пространст-
венных положениях. Во время работы в воде образуется много мути за
счет конденсата паров дуги, что снижает видимость; кроме того, дугу
трудно поддерживать ввиду малой устойчивости сварщика, особенно при
быстром течении воды. В этих условиях наиболее рациональна сварка
опиранием электрода на козырек. По этой же причине наиболее благо-
приятны угловые швы в нахлесточных и тавровых соединениях, когда
кромка шва служит направляющей для перемещения электрода.
При сварке опиранием в нижнем положении электроду придают на-
клон в сторону перемещения на 60 ... 70° и в вертикальном и потолочном
положениях - на 35 ... 40°. Изменяя наклон электрода и скорость его пе-
ремещения, регулируют размеры шва. При большом объеме разделки ее
заполняют за несколько проходов (табл. 3.8). Наплавленный металл при
сварке низкоуглеродистых сталей имеет удовлетворительный химиче-
ский состав и механические свойства. Однако при сварке закаливающих-
ся сталей свойства сварного соединения понижены из-за подкалки вслед-
ствие интенсивного охлаждения водой.
Сварку в воде можно выполнять также плавящимся или вольфрамо-
вым электродом в аргоне или плавящимся электродом в среде защитного
газа. В этом случае дуга горит в пузыре, образованном защитным газом
на срезе сопла. Сварку вольфрамовым электродом выполняют вручную, а
плавящимся электродом - с помощью полуавтоматов. Качество швов при
сварке вольфрамовым электродом выше, чем при плавящемся электроде.
3.8. Режимы ручной дуговой сварки под водой
Толщина металла, мм Диаметр электрода мм Сила тока, А Примечание
4...6 4 200 ... 230 —
6... 10 5 250 ... 300 —
Свыше 10 4 220 ... 240 1-й слой
5 ...6 300 ... 400 2-й и последующие слои
164
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Механизмы подачи присадочной проволоки помещают в водонепрони-
цаемые контейнеры и спускают под воду. Аппаратные ящики расползта-
ют над водой. Имеется положительный опыт сварки под водой с исполь-
зованием плазмы.
Резку под водой можно выполнять двумя способами. При одном
способе используют электроды со сплошным металлическим стержнем и
водонепроницаемым покрытием. Электроды для резки отличаются от
электродов для сварки повышенной толщиной покрытия, составляющего
до 30 % массы электрода, обычно специального состава. После возбуж-
дения дуги электрод отклоняют в сторону, противоположную резу, и,
надавливая на него, перемещают вниз по кромке. При этом расплавлен-
ный металл удаляется давлением дуги и соскабливанием ею козырьком
покрытия. При достижении нижней кромки электрод быстро возвращают
к верхней кромке реза и процесс повторяют.
При плохой видимости резку выполняют образованием ряда отвер-
стий - проколов и разрезкой перемычек между ними. Для образования
прокола вертикально расположенным к поверхности электродом возбуж-
дают ду|у и, нажимая на электрод, пос'1ененно углубляют его конец в ван-
ну металла, расплавляемого горящей под козырьком дугой, до образования
отверстия. Резкой можно удалять дефекты в сварных швах и разделывать
трещины. Для этого элекзрод устанавливают с наклоном на 15 ... 30°.
При выплавке вертикальных трещин процесс ведут сверху вниз. Го-
ризонтальные трещины выплавляют продольными возвратно-поступа-
тельными движениями, соскабливая козырьком покрытия расплавленный
металл. Недостатком подводной резки является необходимость использо-
вания больших токов (500 ... 1000 А) и быстрое снижение скорости резки
с возрастанием толщины металла (табл. 3.9).
3.9. Режимы дуговой резки под водой
Толщина стали, мм Диаметр электрода, мм Сила тока, /А
До 8 5 400
8... 15 5 500
15 ...30 6 700
30... 40 7 800
40 ... 60 8 900 ... 1000
ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ 165
Возможна также механизированная подводная разделительная резка
порошковыми проволоками.
При другом способе резки - электрокислородном - процесс основан
на нагревании металла теплотой дуги, сжигании его и выдувании продук-
тов сжигания струей режущего кислорода. При этом плавится и сгорает и
сам электрод. Электрод представляет собой цельнотянутую или сверну-
тую из ленты трубку из низкоуглеродистой стали с наружным диаметром
7 ... 10 мм и отверстием диаметром 1,5 ... 4 мм. длиной 350 ... 450 мм.
На поверхность трубки наносят влагонепроницаемое покрытие.
Режущий кислород подается к месту реза по внутреннему каналу
электрода через держатель, который осуществляв! и токоподвод. Резку
обычно ведут методом опирания. Для этого после пуска кислорода (если
нет специального клапана) возбуждают дугу и перемещают электрод
вдоль оси до прорезания металла на всю толщину (табл. 3.10). При не-
большой толщине металла электрод можно перемещать и вдоль линии
реза. При начале реза не с кромки изделия необходимо прорезать круглое
отверстие. Основным недостатком этого способа резки является большой
расход электродов.
Сущность и техника сварки дугой, вращающейся в магнитном
поле. Интересно применение дуги при перемещении ее специально соз-
даваемым внешним магнитным полем. На рис. 3.68, а показана схема
сварки кольцевых стыков труб. Дуга вращается по внутренней поверхно-
сти кольцевого медного охлаждаемого водой электрода и по внешней
поверхности свариваемых кромок труб. Взаимодействие магнитного поля
дуги, создаваемого радиально направленным током и аксиально направ-
ленным магнитным полем в зазоре между грубами и электродом, созда-
ваемым внешним электромагнитом, вызывает перемещение дуги. После
3.10. Режимы электрокислородной резки под водой
Толщина стали, мм Сила тока, А Давление кислорода, атм
5 .. 10 300. . 200 3 . .4
10. .. 20 320. . 340 4 . . 5
20. .. 50 340. .360 5 . .6
50. .. 80 360 . .375 6. . 7
166
СУЩНОСТЬ И ТЕХНИКА СВАРКИ ПЛАВЛЕНИЕМ
Рис. 3.68. Сварка дугой, вращающейся в магнитном поле:
а - дуга, горящая между неплаяящимся электродом и поверхностью 1рубы;
б - ду1а. горящая между кромками свариваемых труб;
в - дуга, горящая между вольфрамовым )лсктродом и поверхностью изделия:
/ - трубы; 2 - каtушка или катушки электромагнитов;
3 - дут а; 4 - электрод; .5 - трубная доска
необходимого разогрева кромок груб происходит их осадка вдоль оси
труб. Трубы с толщиной стенки до 1,5 мм собирают без зазора и свари-
вают без осадки.
При сварке по схеме, представленной на рис. 3.68, б, трубы собира-
ют с определенным зазором. Дуга возбуждается в зазоре между кромка-
ми; направление тока дуги совпадает с осью труб. Катушки создают
внешние магнитные потоки, направленные встречно, что приводит к соз-
данию в зазоре между трубами радиальной составляющей магнитного
поля. Взаимодействие радиальной составляющей с магнитным полем
дуги приводит к перемещению дуги по кромкам труб. После их оплавле-
ния производят осадку труб вдоль их оси.
Трубы к трубной решетке (рис. 3.68, в) также приваривают дугой,
перемещаемой под влиянием совместного взаимодействия продольного
магнитного поля и магнитного поля дуги. Анодное пятно дуги находится
на вольфрамовом электроде. Скорость перемещения дуги по кромке тру-
бы достигает нескольких метров в секунду, и зрительно создается впе-
чатление горения одной конусной дуги.
В рассмотренных случаях перемещения дуги в магнитном поле ее
скорость зависит от величины сварочного тока, напряженности внешнего
КОНТРОЛЬНЫЕ ВОПРОСЫ
167
магнитного поля, металла изделия и ряда других условий сварки. Ис-
пользуя бегущее магнитное поле, такое же как в статорах электродвига-
телей переменного тока, можно управлять скоростью вращения дуги.
Контрольные вопросы
1. Перечислите газы, применяемые при газопламенной обработке.
2. Форма и строение газового пламени.
3. Какие металлургические взаимодействия происходят в зоне свар-
ки при газопламенной обработке?
4. Какие структурные превращения происходят в металле шва и
околошовной зоне при газовой сварке?
5. Техника газовой сварки.
6. Сущность и техника газовой резки.
7. Сущность и техника ручной дуговой сварки покрытыми электро-
дами.
8. Каковы приемы и последовательность сварки швов и заполнения
разделки?
9. Назовите способы повышения производительности ручной дуго-
вой сварки покрытым электродом.
10. Сущность и техника сварки угольным электродом без защиты.
11. Сущность дуговой сварки под флюсом.
12. Какое влияние оказывают параметры режима сварки пол флюсом
на форму и размеры шва?
13. Техника автоматической сварки под флюсом.
14. Защитные газы и их назначение при дуговой сварке.
15. Сущность и техника сварки в защитных газах неплавящимся
электродом.
16. Сущность и техника сварки в защитных газах плавящимся элек-
тродом.
17. Сущность и техника сварки порошковыми проволоками.
18. Сущность и техника сварки и резки плазменной струей.
19. Сущность и техника электронно-лучевой и лазерной сварки.
20. Сущность электрошлаковой сварки.
21. Техника электрошлаковой сварки.
22. Сущность и техника дуговой резки.
23. Сущность и техника дуговой сварки и резки под водой.
Глава 4
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ И
ТЕРМИЧЕСКОЙ РЕЗКИ
4.1. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
Посты для электрической ручной и механизированной сварки и ус-
тановки для автоматизированной сварки плавлением содержат:
- оборудование, обеспечивающее питание источника сварочной
теплоты - электрической дуги, шлаковой ванны, электронного или свето-
вого луча и т.п.;
- сварочный манипулятор, предназначенный для закрепления и
перемещения детали при сварке (перемещение электрода может обеспе-
чиваться специальными устройствами в самоходных головках;
- оборудование, обеспечивающее необходимую защиту сваривае-
мого металла от окисления и загрязнения с помощью флюса, потока или
атмосферы защитного газа или вакуума.
Источники питания сварочной дуги излагаются в специальном курсе
и в данной книге не рассматриваются.
Качество сварного шва зависит не только от применяемых свароч-
ных материалов. При ручной и полуавтоматической сварке оно во мно-
гом определяется искусством сварщика. При автоматической сварке - от
точности выдерживания параметров режима сварки: скорости подачи
электрода, сварочного тока, скорости сварки, направления электрода по
стыку и др.
Жесткие требования по точности выполнения устанавливаемых ре-
жимов предъявляются к манипуляторам и механизмам перемещения сва-
рочного источника теплоты в автоматизированных установках. Допусти-
мы следующие колебания скорости перемещения: при сварке под флю-
сом ±5 %; при аргонодуговой сварке тонколистовых металлов ±2 %; в
установках для электронно-лучевой и лазерной сварки менее ±1 %. Точ-
ность установки свариваемых изделий и отклонение положения стыка
при сварке не должно превышать 20 ... 25 % поперечного размера пло-
щади пятна ввода теплоты в изделие, т.е. при сварке под флюсом это со-
ставляете I ... 2 мм; при микроплазменной - не более 0,25 мм; при элек-
тронно-лучевой и лазерной (в зависимости от диаметра луча) от ±0,1 мм
до ±10 мкм.
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ 169
Конструкции сварочных установок имеют особенности, связанные с
защитой персонала от вредного воздействия различного характера в про-
цессе выполнения сварочных операций. В качестве примера можно ука-
зать на наличие устройств для отсоса вредных газов при термической
резке и сварке; экранов и щитков, предохраняющих персонал от интен-
сивного ультрафиолетового и светового излучения при дуговой, плаз-
менной или лазерной сварке; элементов конструкций установок для элек-
тронно-лучевой сварки, обеспечивающих защиту от рентгеновского из-
лучения.
Пример комплектации стационарного поста для ручной сварки при-
веден на рис. 4.1.
Основной инструмент при ручной дуговой сварке - электрододер-
жатель. Основные параметры и технические требования, предъявляемые
к электроде держателям, маркировка, методы испытания их установлены
ГОСТ 14651-78 (в ред. 1989 г.).
Конструкция электрододержателя должна обеспечивать замену элек-
трода в течение не более 4 с и закрепление электрода в одной плоскости не
менее чем в двух положениях - перпендикулярно и под углом, а также на-
дежное присоединение многожильных кабелей с медными жилами.
Рис. 4.1. Стационарный пост для ручной сварки:
/ - источник питания; 2 - сварочный стол; 3 - газоотсос;
4 - ящик для инструмента; 5 - электрододержатель; б - ящик с электродами
170
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.2. Электрододержатель ЭП:
/ - защитный пружинный колпачок; 2 - пружина;
3 - рычаг с верхней губкой; 4 - теплоизоляция; 5 - нижняя губка;
6 - конус резьбовой втулки крепления сварочного кабеля
Эле ктродо держатели серии ЭП (рис. 4.2) пассатижного типа предна-
значены для использования при сварочных токах 50 и 250 А. Усилием
цилиндрической пружины электрод зажимается между нижней губкой,
по которой к нему подводится электрический ток, и рычагом. Канавки в
зажиме, расположенные под различными углами, позволяют закреплять
электрод под двумя углами к продольной оси электрододержателя. Ога-
рок освобождается нажатием на рычаг. Сварочный кабель подсоединяет-
ся к электрододержателю путем механического зажатия кабеля с раскли-
ниванием конца между корпусом нижней губки и конусом втулки. Элек-
трододержатель изолируется теплостойкими полимерными деталями.
Для ручной дуговой сварки не плавящимся электродом в защитных
газах разработаны и серийно выпускаются держатели типа ЭЗР (рис. 4.3).
Наружная цанга держателя электрода поворотом колпачка / втягивается
и фиксирует сопло 5. Одновременно наружная цанга сжимает внутрен-
нюю цангу, которая закрепляет вольфрамовый электрод концентрично
относительно сопла. На пластмассовой рукоятке расположен вентиль
регулировки подачи газа 2.
Имеются держатели с водяным и воздушным охлаждением. Держа-
тели типа ЭЗР предназначены для работы на постоянном и переменном
токе.
АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ И 11АПЛАВКИ 171
Рис. 4.3. Электрододержатель для сварки неплавящимся электродом ЭЗР:
/ колпачок: 2 - газовый вентиль; 3 - корпус;
4 - газо- и токополводящие коммуникации; 5 - сопло
4.2. АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ
Для обеспечения высокого качества сварного соединения, которое
выражается в идентичности параметров полученного шва по всей его
длине, необходимо, чтобы сварочная аппаратура обеспечивала выполне-
ние следующих операций:
- подвод к электроду и изделию сварочного тока;
- нагрев электродного или присадочного металла и свариваемых
кромок;
- подачу в сварочную ванну этого металла со скоростью, равной
скорости его плавления;
- перемещение электрода вдоль шва с необходимой точностью;
- защиту' зоны сварки от воздействия воздуха.
В зависимости от необходимого конкретного технологического ре-
жима аппаратура должна обеспечивать и некоторые вспомогательные
операции (колебания электрода, искусственное формирование ванны,
засыпку и уборку флюса и т.п.). Эти операции выполняют вручную или с
помощью сварочного автомата.
При дуговой сварке качество шва получается стабильным, если на
протяжении его выполнения сохраняется заданный режим сварки, т.е.
совокупность следующих факторов:
Основные:
- сила сварочного тока, А;
- скорость подачи электродной проволоки, м/ч;
172
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
- сечение электродной проволоки, мм2;
- напряжение на электроде при холостом ходе и горении дуги, В;
- скорость образования шва (скорость сварки), м/ч;
- отклонение электрода от оси шва, мм.
Дополнительные:
- поперечное перемещение электрода:
а) размах, мм; б) частота, Гц;
- вылет электрода, мм;
- состав и строение флюса, покрытие электрода,
- температура основного металла, °C;
- наклон электрода или проволоки, °;
- расход защитного газа, л/мин;
- положение изделия в месте сварки.
Все отклонения от установленного режима или траектории шва уст-
раняют вручную, ориентируясь по показаниям приборов, или с помощью
автомата.
В данной главе рассмотрены лишь основные типы наиболее распро-
страненной аппаратуры для дуговой сварки и приведены характеристики
этой аппаратуры.
Основное назначение регуляторов сварочного режима - стабилиза-
ция или регулирование тока и напряжения дуги - основных параметров,
определяющих тепловложение в шов.
Регулирующее воздействие при этом оказывают: а) скорость подачи
электрода v3T1; б) напряжение (или эдс) источника питания О'нст; в) сопро-
тивление сварочной цепи Zc.
Все регуляторы по сложности систем регулирования деля гея на три
основные группы: саморегулирование, регулирование одного параметра
и регулирование двух параметров.
В основу принципа саморегулирования положена постоянная ско-
рость подачи электродной проволоки вне зависимости от напряжения,
тока сзарки или длины дуги. Устойчивость процесса сварки обеспечива-
ется изменением скорости плавления электродной проволоки при слу-
чайных колебаниях тока дуги, которые происходят при изменении ее
длины. Каждой фиксированной скорости подачи электродной проволоки
соответствует свой режим горения дуги, при котором скорость подачи
равна скорости плавления металла. При небольшом изменении длины
дуги меняются режим плавления электрода и упомянутые две скорости.
В результате длина дугового промежутка начнет восстанавливаться.
АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ 173
Экспериментальные и расчетные
данные и длительный производствен-
ный опыт эксплуатации сварочных
аппаратов с постоянной скоростью
подачи электродной проволоки, ис-
пользующих саморегулирование ду-
ги, показали, что существуют пре-
дельные значения тока, ниже которых
процессы установления заданного
режима сварки за счет саморегулиро-
вания дуги при его случайных изме-
нениях недопустимо затягиваются
(кривая А на рис. 4.4), и предельные
значения токов, ниже которых устой-
чивость горения дуги становится не-
достаточной для получения качествен-
ных сварных соединений (кривая 6).
Рис. 4.4. Кривые зависимости
силы тока дуги от
диаметра проволоки
Значения тока, лежащие выше кривой Л, обеспечивают хорошие ре-
зультаты при сварке аппаратами с постоянной скоростью подачи элек-
тродной проволоки. Для значений токов, находящихся ниже кривой
устойчивый процесс сварки под флюсом на переменном токе вообще не-
возможен. Заштрихованное между кривыми Л и Я пространство соответ-
ствует тем значениям токов, при которых нельзя получить устойчивый
процесс сварки при постоянной скорости подачи электродной проволоки.
Аппараты с постоянной скоростью подачи проволоки отличаются
простотой и надежностью. Настройка скорости подачи производится или
ступенчато (сменные шестерни или ролики, коробка скоростей), или
плавно (механические вариаторы, двигатели постоянного тока).
Установку, в которой автоматизирован только режим горения дуги,
принято называть полуавтоматом для дуговой сварки, а установку в ко-
торой автоматизировано еще и перемещение головки вдоль стыка - сва-
рочным автоматом.
Полуавтоматы для дуговой сварки имеют высокие эксплуатацион-
ные свойства за счет применения тонкой сварочной проволоки (диамет-
ром до 2,5 мм) при высоких, до 200 А/мм2, плотностях тока. Процесс са-
морегулирования режима горения дуги происходит достаточно интен-
сивно и позволяет компенсировать все колебания длины дугового про-
межутка, возникающие при ручном ведении сварочной головки вдоль
стыка. В этих условиях скорость подачи электрода устанавливается в
174
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
соответствии с необходимым режимом сварки и остается неизменной в
течение всего времени выполнения шва.
В состав наиболее распространенных - шланговых - полуавтоматов
входят (рис. 4.5): горелка / или комплект горелок со шлангом 2; меха-
низм подачи электродной проволоки 3: кассета, катушка или другие уст-
ройства 4, являющиеся емкостями для электродной проволоки; шкаф или
блок управления 5 (если он конструктивно не объединен с источником
питания); источник питания 6; провода для сварочной цепи 7 и цепей
управления 8; редуктор и аппаратура для регулирования и измерения
расхода газа 9; шланг для газа 10 (в полуавтоматах для сварки в защит-
ных газах); подогреватель газа (в полуавтоматах для сварки в углекислом
газе); специальный инструмент, запасные и быстроизнашивающиеся со-
ставные части полуавтомата, а также эксплуатационная документация.
Полуавтоматы для сварки без внешней защиты не имеют газовой
аппаратуры.
Основные параметры полуавтоматов для дуговой сварки плавящим-
ся электродом должны соответствовать ГОСТ 18130-79 (в ред. 1989 г.).
Для того чтобы полуавтоматическая сварка могла успешно соперни-
чать с прогрессивными методами ручной сварки, она должна сочетать
преимущества автоматической сварки с маневренностью, универсально-
стью и гибкостью ручной.
Рис. 4.5. Шланговый полуавтомат для сварки в защитных газах
АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ 175
Высокие эксплуатационные свойства современных сварочных полу-
автоматов достигаются за счет применения тонкой электродной проволоки,
проталкиваемой к электрической дуге по гибкому направляющему шлангу,
который позволяет разместить относительно тяжелый механизм для пода-
чи проволоки на значительном расстоянии от зоны сварки (рис. 4.6).
Сварочный полуавтомат (рис. 4.6) содержит кассету с проволокой /,
подающее устройство 2, гибкий направляющий шланг 3 и ручной держа-
тель или горелку 4. Электродная проволока 5 сматывается с кассеты и
проталкивается ведущим 6 и прижимным 7 роликами через канал и го-
релку в дугу. В канале проволока находится в сжатом состоянии; усилие
сжатия изменяется от максимального при входе в канал до нуля в нако-
нечнике 8 горелки.
Для мягких проволок или проволок из металла с высоким коэффи-
циентом трения, а также для проволок малого диаметра (менее 0,8 мм)
полуавтоматы толкающего типа неприменимы. В этом случае применя-
ются полуавтоматы тянущего типа, т.е. с механизмом подачи, располо-
женным в рукоятке горелки (рис. 4.7).
Сварку со шлангами большой длины можно осуществлять путем
применения так называемых систем "тяни-толкающего" типа (рис. 4.8).
Они содержат механизм подачи /, проталкивающий проволоку через ка-
нал J, и тянущий ее механизм 2. При такой схеме подачи в канале устра-
няется волнообразное расположение проволоки, снижается число точек
трения между проволокой и каналом.
Рис. 4.6. Шланговый полуавтомат толкающего типа
176
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис.4.7. Шланговый полуавтомат тянущего типа:
/ - тянущие ролики; 2 - механизм подачи; 3 - кассета с проволокой;
4 - гибкий шланг
Рис. 4.8. Шланговый полуавтомат "тяни-толкаюшего" типа
Размещение тянущего механизма в ручной горелке излишне ее утя-
желяет. Поэтому такие устройства применяют в исключительных случаях.
В настоящее время при производстве электросварочного оборудова-
ния все шире используют принципы унификации и агрегатирования, по-
зволяющие из малого числа составных элементов получать аппараты раз-
АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ 177
личного назначения. Этот метод дает большой экономический эффект на
всех стадиях: от проектирования аппаратуры до эксплуатации и ремонта.
Показательна в этом отношении серия унифицированных полуавто-
матов для сварки в защитных газах. Основное преимущество полуавто-
матической сварки - большая гибкость и универсальность при сварке
самых различных конструкций - реализуется только при условии воз-
можного изменения компоновочной схемы аппарата.
Переносной полуавтомат (рис. 4.9, а) отличается малыми габарит-
ными размерами (362 х 234 х 153 мм). В передвижном варианте полуав-
томата (рис. 4.9, б) запас проволоки может быть увеличен до 20 кг, а для
работы с тяжелой бухтой проволоки массой 80 ... 100 кг механизм пода-
чи укрепляют на специальной тележке (рис. 4.9, в). При стационарной
Рис. 4.9. Компоновка полуавтомата
для дуговой сварки плавящимся электродом:
а - переносною для сварки в труднодоступных местах; б - передвижного;
в - передвижного с большим запасом проволоки; г - стационарного;
/ - газовый баллон; 2 - источник питания; 3 - блок управления;
4 - механизм подачи электродной проволоки; 5 - горелка;
6 кассета с электродной проволокой
178
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
работе полуавтомата механизм подачи устанавливают на поворотной
консольной балке, обеспечивая при повороте максимальный радиус дей-
ствия во всех направлениях (рис. 4.9, г).
Наибольшее расстояние между механизмом подачи и источником
питания или шкафом управления 15 м.
Электродвигательный привод - единый для всех типов механизмов
подачи. Он включает в себя специальный электродвигатель постоянного
тока, цилиндрический редуктор и устройство подачи проволоки с веду-
щими роликами. Механизм подачи снабжают тормозным устройством, на
котором закреплены различные унифицированные кассеты с проволокой:
КО-01 на 5 кг проволоки, КО-02 на 12 кг и КУ-01 на 20 кг проволоки.
При использовании тележки проволоку укладывают в большую кассету
КУ-03. На механизме подачи может быть размещен выносной пульт
управления полуавтоматом.
Полуавтоматическая сварка осуществляется унифицированными го-
релками (рис. 4.10), соединенными с механизмом подачи трехметровым
шлангом с помощью быстродействующих разъемов.
Наконечники, сопла, разъемы и другие элементы горелок унифици-
рованы между собой, что позволяет в процессе эксплуатации легко вы-
брать и использовать наиболее удобную в данных условиях сварочную
горелку. Рабочий инструмент полуавтомата - горелка (см. рис. 4.10) со-
Рис. 4.10. Горелка для полуавтоматической сварки
плавящимся электродом в защитных газах
АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ 179
держит изогнутый мундштук 5 с переходной втулкой 2 и наконечником
6У рукоятку / с гашеткой 4 пусковой кнопки, защитный щиток 7 и сопло 8
для создания вокруг зоны сварки защитной атмосферы 9. Сопло изолиро-
вано от наконечника и может легко заменяться. Переходная втулка имеет
ряд отверстий 5, расположенных перпендикулярно направлению подачи
проволоки и предназначенных для подвода в зону сопла защитного газа.
Это обеспечивает получение ламинарного газового потока.
При сварке в углекислом газе брызги прилипают к соплу и наконеч-
нику, ухудшая газовую защиту зоны сварки и образуя токоведущую пе-
ремычку между соплом и наконечником горелки. Для снижения вероят-
ности прилипания брызг применяют различные сопла: охлаждаемые, со-
ставные с изоляционной прокладкой, металлокерамические и др. Не-
сколько снижают прилипание брызг теплостойкие покрытия или хроми-
рование сопла. Эффективно применение защитных смазок, например,
силиконовых (раствора кремнийорганических соединений). При наличии
смазки на поверхности сопла и наконечника, брызги металла не привари-
ваются, а только прилипают, поэтому они легко удаляются.
Основные пути повышения технико-экономических показателей по-
луавтоматов, по которым разрабатывали серии унифицированных аппа-
ратов, следующие:
1. Увеличение глубины регулирования и стабильности скорости по-
дачи проволоки с помощью современных схем управления, мощных
электродвигателей и специальных ведущих роликов без насечек.
2. Применение в полуавтоматах для сварки легких металлов, леги-
рованных сталей и сплавов импульсных источников питания дуги.
3. Дистанционное управление режимом сварки с выносного пульта
управления.
4. Возможность использования при необходимости большого запаса
проволоки в любом исполнении полуавтомата.
5. Возможность установки в кассетах стандартных бухт проволоки
без предварительной перемотки.
6. Создание быстродействующих соединительных разъемов, обеспе-
чивающих минимальное время монтажа оборудования, и их унификация
по различным группам аппаратов.
7. Исключение из компоновки промежуточного шкафа управления
при однопостовом питании благодаря встраиванию аппаратуры управле-
ния в источник.
Унифицированные полуавтоматы обеспечивают повышение произ-
водительности труда не только благодаря возможности вести сварку на
180
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
форсированных режимах (при больших скоростях подачи проволоки) и
импульсной дугой, но также благодаря сокращению затрат на подготови-
тельно-заключительные и вспомогательные операции и обслуживание
оборудования.
При защите шва газом полуавтомат комплектуют газовым баллоном
с регулирующей аппаратурой.
Для автоматической сварки применяют аппараты различных ти-
пов. В качестве основного оборудования для автоматической дуговой
сварки (наплавки) используют сварочные автоматы, станки и установки.
Автоматы для дуговой сварки применяются как с плавящимся, так и
с неплавящнмся электродами. В промышленности наибольшее распро-
странение получили сварочные автоматы для сварки плавящимся элек-
тродом. Поэтому ниже рассматриваются главным образом эти автоматы.
Автоматы для дуговой сварки (наплавки) плавящимся электродом
обеспечивают выполнение механизмами без непосредственного участия
человека, в том числе и по заданной программе, следующих операций:
возбуждение дуги в начале сварки; поддержание дугового процесса; по-
дачу сварочных материалов (электрода или присадочного материала, за-
щитного газа или флюса) в зону дуги; относительное перемещение дуги
вдоль линии сварного соединения путем перемещения сварочного авто-
мата или изделия; прекращение процесса сварки.
Автоматы тракторного типа для дуговой сварки (наплавки) плавя-
щимся электродом классифицируются по следующим признакам
(ГОСТ 8213-75): а) способу защиты зоны дуги (Ф - для сварки под флю-
сом, I' - для сварки в защитных газах, ФГ - для сварки как в защитных
газах, гак и под флюсом); б) роду применяемого сварочного тока (для
сварки постоянным, переменным, переменным и постоянным током);
в) способу охлаждения (с естественным охлаждением токопроводящей
части сварочной головки и сопла, с принудительным охлаждением - во-
дяным или газовым); г) способу регулирования скорости подачи элек-
тродной проволоки (с плавным регулированием, плавно-ступенчатым и
ступенчатым); д) способу регулирования скорости сварки (с плавным
регулированием, плавно-ступенчатым и ступенчатым); е) способу подачи
электродной проволоки (с независимой от напряжения на дуге подачей и
зависимой от напряжения на дуге подачей); ж) расположению автомата
относительно свариваемого шва (для сварки внутри колеи, для сварки
внутри и вне колеи).
Аналогично можно классифицировать автоматы подвесные, само-
ходные и несамоходные.
АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ 181
В состав сварочных (наплавочных) дуговых автоматов входят: сва-
рочный инструмент (сварочные мундштуки или горелки); механизм по-
дачи электродного или присадочного материала; механизм перемещения
вдоль линии соединения; механизм настроечных, вспомогательных и
корректировочных перемещений; устройства для размещения электрод-
ного или присадочного материала; флюсовая или газовая аппаратура;
системы управления; источники сварочного тока; средства техники безо-
пасности.
Основные параметры автоматов тракторного типа для дуговой свар-
ки плавящимся электродом должны соответствовать ГОСТ 8213-75.
Аналогично этому подвесные самоходные и несамоходные автоматы для
дуговой сварки плавящимся электродом имеют примерно такие же ос-
новные параметры.
Для направления движения автомата вдоль стыка разработаны раз-
личные конструкции указателей положения головки, копирующих роликов
и систем слежения за стыком. Указатели, жестко связанные с мундштуком,
движутся впереди него по стыку и позволяют оценить отклонение дуги от
середины свариваемого стыка. Это отклонение сварщик устраняет вруч-
ную. Ручные корректоры обеспечивают точность направления электрода
-t(l,5... 2,5) мм и эффективны при скоростях сварки до 60 м/ч.
Ведущие копирные ролики - опорные для тележки трактора автомата
при сварке следуют непосредственно по разделке стыка (рис. 4.11, а и б)
или шаблону, копирующему форму стыка (рис. 4.11, в). Механические
копиры просты, надежны в работе, но требуют глубокой разделки, посто-
янного зазора в стыке или установки специального направляющего шаб-
лона, а также специальных выездных площадок для начала или оконча-
ния швов.
Следящие системы косвенного действия (бесконтактные) применя-
ют в тех случаях, когда невозможно использовать механические копиры
(стыковые швы без зазора и разделки кромок, швы прямолинейные и др.).
Как правило, такие системы содержат датчик Д (рис. 4.12), регистри-
рующий отклонение шва /, усилитель-преобразователь УП, перерабаты-
вающий информацию, исполнительный механизм ИМ, воздействующий
на положение мундштука М. При компоновке (см. рис. 4.12, а), когда
датчик установлен впереди мундштука, система обладает рядом недос-
татков, свойственных механическим копирам.
Более точное копирование достигается при компоновке по так назы-
ваемой линии 2 или установленному шаблону (рис. 4.12, б). Опорной ли-
нией может служить риска, нанесенная параллельно кромкам одновре-
182
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.11. Механические роликовые копиры
Рис. 4.12. Схема действия бесконтактных следящих систем
менно с обработкой последней, линия, проведенная краской (или окраска
кромок), наклейка цветной полосы и др. Однако нанесение опорной ли-
нии связано с выполнением дополнительной операции и снижает произ-
водительность процесса.
Эффективное решение задачи копирования применение запоми-
нающего устройства ЗУ (рис. 4.12, в). Датчик Д, расположенный на рас-
АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ 183
стоянии / впереди мундштука А/, передает через усилитель УП сигнал
записывающему устройству ЗУ. Сигнал записывается на магнитной или
бумажной ленте. Лента движется относительно записывающей 3 и считы-
вающей Ч головок со скоростью, равной скорости сварки. Таким образом,
за то время, пока мундштук пройдет путь /, записанный сигнал попадает
под считывающую головку Ч, которая через усилитель передает команду
исполнительному механизму ИМ. Надежность и эффективность следящей
системы зависят в первую очередь от типа и конструкции датчика.
Фотоэлектрический датчик основан на изменении величины фото-
тока в элементе / (рис. 4.13, а) в зависимости от интенсивности отражен-
ного опорной линией 2 светового потока, излучаемого осветителем 3 и
сфокусированного оптической системой 4. При отклонении луча от
опорной линии интенсивность потока изменяется, что передается через
усилитель 5 к исполнительному механизму 6 следящей системы. Недос-
татком этого способа копирования является чувствительность фотодат-
чика к посторонним источникам света, в том числе к бликам дуги.
Электромагнитный датчик основан на изменении магнитной прони-
цаемости сплошного тела и тела, собранного из двух частей (рис. 4.13, б).
При расположении среднего стержня электромагнита против стыка
(х = 0) магнитный поток в обеих ветвях магнитопровода одинаков. Так
как магнитные потоки в каждой из ветвей направлены встречно, суммар-
ная эдс системы равна нулю. При смещении системы поперек шва (х * 0)
равенство двух магнитных потоков нарушается. Электромагнитные дат-
чики весьма чувствительны к величине зазора и отсутствию зазора, а
также к превышению кромок. Определенное влияние оказывает окалина,
присутствующая на поверхности свариваемых кромок.
Рис. 4.13. Схема действия бесконтактных датчиков
слежения за стыком:
а - фотоэлектрического; б - электромагнитного
184
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Существуют датчики, основанные на использовании излучения ра-
диоактивных изотопов, состоящие из источника а-, Р- или у-излучения и
приемника излучения, расположенных по обе стороны стыка. Сваривае-
мое изделие ослабляет интенсивность излучения, пропуская только узкий
пучок лучей против стыка. Кроме того, существуют пневматические и
другие датчики, которые практически не получили распространения.
Отклонение мундштука по вертикали приводит к изменению длины
дуги, в результате чего изменяется настройка системы дуга - источник
питания, температура предварительного разогрева электрода и, следова-
тельно, скорость его плавления. Это может вызвать непровар кромок,
искажение формы шва и другие изменения.
В аппаратах рельсового типа применяют ручные или механизиро-
ванные с ручным управлением корректоры для изменения или поддержа-
ния длины дуги. При механическом копировании весь сварочный аппарат
или только головку подвешивают таким образом, что они могут плавать
по вертикали, упираясь в одну из свариваемых кромок. Устройства тако-
го типа применяют в тех случаях, когда масса плавающей части аппарата
сравнительно невелика и когда есть площадка для выхода упорного ро-
лика или устройство для его фиксации в конце шва.
Рис. 4.14. Электромеханический
регулятор вылета электрода
В аппаратах тяжелого типа часто
применяют релейно-контактные системы
регулировки длины дуги (рис. 4.14). За-
зор / между кнопками выключателя оп-
ределяет допустимые колебания длины
дуги. При минимально допустимой дли-
не h под действием ролика 2 рычаг 3
нажимает на концевик 4 и по команде
усилителя У электродвигатель М подни-
маем всю систему 1 на заданный шаг. То
же происходит при предельном увеличе-
нии длины дуги.
4.3. АППАРАТУРА ДЛЯ СВАРКИ
НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И ПЛАЗМЕННОЙ СВАРКИ
Схема процесса сварки неплавяшимся электродом показана на
рис. 4.15, а. В качестве электрода / применены стержни из вольфрама,
графита или других тугоплавких электропроводных материалов. Сварка
происходит в газовой среде, которая защищает зону сварки и разогретый
АППАРАТУРА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ 185
Рис. 4.15. Схема процесса сварки неплавящимся электродом:
/ - электрод; 2 зажим электрода; 3 сопло. 4 дуга;
5 - сварочная ванна; 6 - присадочный стержень
электрод от контакта с воздухом и которая вследствие ионизации создает
условия для устойчивого существования дугового разряда. Как правило,
сварку неплавящимся электродом ведут в инертном газе или азоте и
только при использовании 1рафитового электрода применяют углекис-
лый газ.
Шов при сварке неплавящимся электродом образуется за счет оп-
лавления кромок. При необходимости используют присадочную прово-
локу б (рис. 4.15, б).
Сварку неплавящимся электродом выполняют вручную, полуавто-
матически (механизирована подача присадочной проволоки) или автома-
тически, когда механизированы передвижение электрода и подача приса-
дочной проволоки.
При сварке с присадочной проволокой последняя подается по гиб-
кому направляющему каналу так, как это имеет место в шланговых полу-
автоматах для плавящегося электрода. Проволока электрически изолиро-
вана от сварочного напряжения дуги. Скорость подачи присадочной про-
волоки выбирают в соответствии с ее диаметром и мощностью дуги. I 1о-
скольку проволока поступает в ванну по касательной к поверхности сва-
риваемой детали, желательно режим сварки выбрать таким образом, что-
бы скорость сварки и скорость подачи присадочной проволоки были рав-
ными. В этом случае оператор как бы опирается на конец подаваемой
проволоки, контролируя при этом скорость движения горелки.
186
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
При ручной сварке сварщики подают присадочный материал вруч-
ную, прутками.
Автоматическая сварка неплавящимся электродом сводится к пере-
мещению сварочной горелки или изделия по заданной траектории с за-
данной скоростью. Подача вольфрамового электрода вследствие незна-
чительного его расхода (порядка сотых долей грамма на 1м шва), как
правило, не механизируется.
На рис. 4.16, а представлена схема горелки для механизированной
сварки вольфрамовым электродом. Электрод 10 зажат в токоподводящей
цанге 2 при помощи маховика 7. Для изменения положения электрода
относительно сопла / служит маховик 5, при вращении которого охлаж-
даемая проточной водой обойма 6 передвигается в корпусе 4. Цанга 2 -
сменная деталь, предназначенная для электродов определенного диамет-
ра. Газ поступает через штуцер 8 по зазору между обоймой и корпусом 9.
Рис. 4.16. Головка для автоматической сварки неплавящимся электродом
АППАРАТУРА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ 187
Требования к конструкции сопл и характеру истечения газа при
сварке неплавяшимся электродом такие же, как и при сварке плавящимся
электродом, однако отсутствие брызг позволяет широко применять кера-
мические сопла и газопроницаемые сеточные вкладыши 3 (газовые лин-
зы) для получения ламинарного потока газа.
При сварке неплавяшимся электродом качество шва в большой сте-
пени зависит от величины дугового промежутка. В большинстве случаев
достаточно применения ручных корректоров или механических копир-
ных устройств, аналогичных ранее описанным. Когда дуговой промежу-
ток должен соблюдаться с большой точностью, применяют автоматиче-
ские регуляторы, реагирующие на изменение напряжения дуги, интен-
сивность ее светового излучения или на изменение расстояния между
изделием и электромагнитным щупом.
Автоматическую сварку с подачей присадочной проволоки выпол-
няют головками (рис. 4.16, 6), снабженными кроме горелки /, механиз-
мом подачи проволоки 2, катушкой 3, направляющим шлангом 4 с нако-
нечником 5 и системой корректоров 6-8. Последние определяют поло-
жение наконечника 5 относительно горелки /. В ряде случаев для надеж-
ного прижатия проволоки к свариваемым кромкам служит ролик. Иногда
по технологическим соображениям (например, для повышения произво-
дительности сварки или наплавки) присадочную проволоку предвари-
тельно подогревают при помощи ТВЧ или пропусканием через участок
проволоки электрического тока.
При обычной дуговой сварке дуга горит свободно между электро-
дом и изделием. Однако если при помощи каких-либо приемов не дать
возможность дуге занять ее естественный объем, принудительно сжать
ее, то температура дуги (плазменной струи) значительно повысится.
В плазмотронах сжатие дуги чаще всего осуществляется газовым
потоком, который, проходя сквозь узкое сопло, ограничивает поперечные
размеры дуги (рис. 4.17). Газ, подаваемый внутрь плазмотрона, выходит
сквозь узкое отверстие в сопле, оттесняя дугу от стенок. Для устойчивой
работы плазмотрона стенки сопла охлаждаются водой и при работе оста-
ются холодными. Пристеночный охлажденный слой газа изолирует плаз-
му от сопла как в электрическом, так и в тепловом отношении. Поэтому
дуговой разряд между электродом внутри горелки и изделием (или со-
плом) стабилизируется и проходит сквозь центральную часть отверстия в
сопле. Способ сварки сжатой дугой часто называют также плазменно-
дуговой сваркой или сваркой плазменной струей.
188
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.17. Конструкция плазмотронов с аксиальной (а) (прямого действия) и
тангенциальной (0 (косвенного действия) подачей газа
Для сжатия дуги также иногда применяют продольное магнитное
поле, ось которого совпадает с осью столба дуги. Сжатый в области со-
пла столб дуги сохраняет свои поперечные размеры на значительном
удалении от него, до 15 ... 20 мм.
На практике находят применение два основных способа включения
плазменных горелок (см. рис. 4.17). В первом - дуговой разряд существу-
ет между стержневым катодом, размещенным внутри горелки по ее оси и
нагреваемым изделием (плазменная струя прямого действия). Такие
плазмотроны имеют кпд выше, так как мощность, затрачиваемая на на-
грев металла, складывается из мощности, выделяющейся в анодной об-
ласти, и мощности, передаваемой аноду струей плазмы.
Во втором - дуга горит между катодом и соплом, которое подклю-
чается к положительному полюсу источника питания (плазменная струя
косвенного действия). Струей газа, истекающей из сопла, часть плазмы
столба дуги сжимается и выносится за пределы плазмотрона. Тепловая
энергия этой плазмы, складывающаяся из кинетической и потенциальной
энергий ее частиц, используется для нагрева и плавления обрабатывае-
мых изделий. В большинстве случаев общая и удельная тепловые энер-
гии невелики, поэтому такие плазмотроны используют для сварки тонких
изделий в микроплазменных установках для пайки и обработки неметал-
лов, так как изделие не обязательно должно быть электропроводным.
АППАРАТУРА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ 189
Для надежной стабилизации дуги и оттеснения ее от стенок сопла
применяют осевую или тангенциальную подачу газа (см. рис. 4.17). Для
устранения турбулентностей в осесимметричных потоках их формируют
с помощью специальных конструкций сопл и вкладышей.
В дуговых процессах с неплавящимся электродом изменение силы
гока при изменении напряжения дуги приводит к неравномерности глу-
бины проплавления металла и нарушению стабильности процесса. По-
этому при плазменно-дуговой сварке оптимальными внешними характе-
ристиками источника питания являются крутопадающие или даже верти-
кальные характеристики, позволяющие значительно изменять напряже-
ние при постоянстве силы тока. Источники питания с вертикальными
характеристиками появились сравнительно недавно, применительно к
плазменно-дуговым процессам.
Существует специальное оборудование для ручной и механизиро-
ванной плазменно-дуговой сварки, наплавки и резки. Оно отличается от
ранее описанных сварочных устройств конструкцией горелки-плазмо-
трона. Существует множество горелок, отличающихся конструкцией ка-
тода (стержневой, полый, дисковый), способом охлаждения (водой, воз-
духом), способом стабилизации дуги (газом, водой, магнитным полем),
родом тока, составом плазмообразующей среды и т.д.
С увеличением скорости истечения
плазменной струи нарушается ламинар-
ность потока. Кроме того в засопловом
участке степень обжатия столба дуги
уменьшается. В связи с этим в последние
годы получают все большее распростране-
ние горелки с вторичным фокусирующим
и защитным потоком газа (рис. 4.18). Газ
подается под углом к оси горелки и как бы
омывает столб дуги, интенсивно охлаждая
его, благодаря чему при удалении от сопла
несколько уменьшается диаметр столба
дуги. При этом высокая концентрация
плазменного потока достигается при срав-
нительно малой скорости истечения. Такие
горелки, называемые иглоплазменными
или микроплазменными, позволяют полу-
чить остроконечную плазменную дугу в
области малых токов (0,5 ... 30 А).
Рис. 4.18. Схема
микроплазменной
горелки для сварки
плазменной дугой:
/ - рабочий газ;
2 - фокусирующий газ
190
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
4.4. АППАРАТУРА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
Автоматы состоят из следующих узлов: самоходного сварочного ап-
парата, с которым связаны медные водоохлаждаемые башмаки, форми-
рующие шов; источника питания; бункера с флюсом; кассет с электрод-
ной проволокой; аппаратуры управления.
Электрошлаковая сварка вертикальных швов предусматривает од-
новременное выполнение следующих операций: нагрев шлаковой ванной
свариваемых кромок и присадочного материала до температуры их плав-
ления; подачу в зазор между кромками электродного и дополнительного
металла; подвод к электроду сварочного тока; удерживание сварочной
ванны в зазоре; перемещение источника нагрева и формирующих уст-
ройств по мере образования шва; возвратно-поступательное перемещение
источника нагрева в зазоре для равномерного проплавления кромок тол-
стого металла и др.
Указанные операции выполняет комплекс механизмов, образующих
сварочный аппарат. В зависимости от назначения и от степени механиза-
ции такой аппарат содержит механизмы, способные выполнять все пере-
численные функции.
Как и для дуговой сварки, рассматриваемые в настоящем разделе
аппараты по способу перемещения разделяются на самоходные (рельсо-
вые и безрельсовые) и подвесные. Конструкция сварочного аппарата за-
висит также от типа электрода: для сварки проволочными и пластинча-
тыми электродами или плавящимся мундштуком. Многие элементы ап-
паратов аналогичны устройствам того же назначения в аппаратах для
дуговой сварки.
На рис. 4.19 схематически показана конструкция безрельсовового
автомата для сварки вертикальных швов, где связь между тележкой и
изделием обеспечивается действием мощных пружин 7, прижимающих
ходовые ролики 5 к обеим сторонам свариваемого изделия /. Шлаковая
ванна 2 формируется ползунами 3, жестко связанными с тележкой. На
тележке же расположен и бункер с флюсом 6. Подающие ролики 8 про-
талкивают электродную проволоку 4 сквозь мундштуки в шлаковую ван-
ну. С помощью корректоров 9 устанавливают положение сварочных
электродов относительно краев ванны. Кассеты 10 с проволокой могут
размещаться непосредственно на тележке или на полу, если установка
стационарная.
При неизбежных колебаниях режима сварки при постоянных скоро-
стях подачи электрода и скорости перемещения аппарата может произой-
ти изменение уровня шлаковой ванны или жидкого металла. Уровень
АППАРАТУРА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
191
Рис. 4.19. Автомат для электрошлаковой сварки вертикальных швов
тремя проволочными электродами
шлаковой ванны поддерживается постоянным регулированием подачи
флюса. Контроль осуществляется визуально или с помощью щупа, опус-
каемого в ванну. Уровень металлической ванны стабилизируется путем
воздействия на скорость перемещения аппарата, так как если воздейство-
вать на скорость подачи электрода, это вызовет изменения сварочного
тока, а следовательно, и тепловложения в шлаковую ванну.
Для получения непосредственной информации о положении метал-
лической ванны могут быть использованы дифференциальные термопары
/, впаянные в ползун 2 (рис. 4.20, а) и образующие две встречно-включен-
ные пары: константан - медь и медь - константан. Один спай располагают
выше требуемого уровня металлической ванны, другой - ниже. Результи-
рующая эдс пропорциональна разности температур в местах спая и равна
нулю, когда уровень металлической ванны находится между точками при-
пайки термопар. Колебания уровня нарушают баланс эдс и через блоки
управления (БУ) подают сигнал исполнительному механизму на повыше-
ние или понижение скорости движения аппарата. Регуляторы такого типа
чувствительны к интенсивности охлаждения ползуна, расстоянию между
электродом и ползуном и к толщине шлаковой корки.
192
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.20. Схемы действия датчиков регулирования
уровня металлической ванны
Применяются системы, в которых перед одним из ползунов разме-
щен контейнер с излучателем (например, изотоп кобальта Со60), а на дру-
гом, противоположном ползуне, помещена счетная трубка (регистратор).
Действие датчика основано на разнице в коэффициентах поглощения
у-излучения расплавленными шлаком и металлом. Однако регуляторы
такого типа относительно сложны и требуют принятия особых мер безо-
пасности* Известны регуляторы, основанные на изменении магнитной
проводимости нагретого металла при достижении точки Кюри, воспри-
нимаемом магнитным датчиком, встроенным в ползун.
Наибольшее распространение получила система, основанная на из-
мерении падения напряжения в расплавленном шлаке между щупом 4 и
металлической ванной 3 (рис. 4.20, б). Щуп питается от специального
трансформатора. Паление напряжения в шлаке пропорционально рас-
стоянию / и служит сигналом исполнительному механизму. При малом
расстоянии между щупом и металлической ванной падение напряжения
на щупе незначительно, что вызовет движение аппарата вверх. С увели-
чением падения напряжения скорость перемещения аппарата уменьшится
вплоть до его остановки.
Весьма эффективна система, основанная на сопротивлении металли-
ческой и шлаковой ванн вихревым токам, индуктируемым обмотками (0(
и аъ (рис. 4.20, в). Обмотки выбраны таким образом, чтобы они создавали
в среднем стержне встречные, равные по величине потоки. При смеще-
нии положения уровня металлической ванны равенство нарушается,
вследствие чего в обмотке со3 индуктируется эдс, являющаяся сигналом
исполнительному механизму.
АППАРАТУРА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
193
Кроме специфичных схем автоматического поддержания уровня ме-
таллической ванны, для таких аппаратов характерны три рабочих меха-
низма: подачи электродных проволок, вертикального перемещения аппа-
рата, возвратно-поступательного перемещения электродов поперек шва.
Аппараты для электрошлаковой сварки различаются: способом пе-
ремещения, числом и типом электродов, наибольшей толщиной свари-
ваемого металла. Аппараты рельсового типа обладают рядом преиму-
ществ. так как дают возможность отказаться от специальных устройств
для выхода аппарата в конце шва, позволяют создать установки, в кото-
рых рельс, а. следовательно, и аппарат крепятся к несущей конструкции
независимо от изделия (что особенно важно при сварке кольцевых швов),
создать наибольшее количество комбинаций узлов при сварке различных
швов и изделий. В зависимости от толщины металла применяются одно-,
двух- и трехэлектродные аппараты.
При сварке металла юлщиной до 100 мм можно обойтись без ряда
сложных механизмов, свойственных универсальным аппара гам тяжелого
гипа. Поскольку наиболее длинные швы встречаются при сварке металла
сравнительно небольшой толщины (до 100 мм), язя сварки таких изделий
целесообразно применять безрельсовые аппараты, перемещающиеся не-
посредственно по изделию, копируя его при сварке. При этом возможна
сварка швов практически любой длины.
Сварка электродами большого сечения. Применение электродов
большого сечения позволяет значительно упростить как технику элек-
грошлаковой сварки, так и аппаратуру язя их осуществления, по сравне-
нию с электрошлаковой сваркой электродной проволокой. Из других
преимуществ этого способа можно назвать возможность получения на-
плавленного металла, однородного по химическому составу с основным,
простоту изготовления электродов.
Способ электрошлаковой сварки электродами большого сечения
включает в себя сварку пластинчатым электродом, сварку ленточным
электродом, сварку по бифилярной схеме. Способ сварки пластинчатым
электродом широко применяется при изготовлении изделий из меди,
алюминия, титана, коррозионно-стойких и жаропрочных сталей. При
сварке углеродистых и низколегированных сталей этот способ применя-
ется крайне редко в связи с использованием язя этих целей электрошла-
ковой сварки плавящимся мундштуком.
Аппарат для сварки плавящимся мундштуком содержит только ме-
ханизм подачи электродов и устройство подвода тока к мундштуку. Он
снабжен струбциной для закрепления его на свариваемом изделии.
7 7162
194
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Механизм позволяет подавать по каналам плавящегося мундштука
одну - четыре проволоки. Для точной установки мундштука относитель-
но зазора между кромками струбцина обеспечивает аппарату пять степе-
ней свободы. Струбцина электрически изолирована от аппарата.
Аппарат можно подвешивать над свариваемым изделием или закре-
плять на консольной или портальной стационарной установке.
4.5. УСТАНОВКИ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
Для создания электронного луча требуется довольно глубокий ва-
куум, такой, чтобы средняя длина свободного пробега электронов бы-
ла больше расстояния от катода, где они образуются, до свариваемого
изделия.
Установки для электронно-лучевой сварки состоят из следующих
узлов: вакуумной камеры с откачной системой; сварочной электронной
пушки, создающей электронный луч; сварочного стола в системе пере-
мещения деталей; источника силового питания электронной пушки; сис-
темы управления установкой. В зависимости от размеров свариваемого
изделия в электронно-лучевых установках используют камеры соответст-
вующих размеров, позволяющие перемещать изделие для получения
сварных швов заданной конфигурации.
Часто в камере размещают сварочные манипуляторы на несколько
изделий, это значительно увеличивает производительность установок.
Так как поперечные размеры источника сварочной теплоты (элекгронно-
го луча) в этих установках малы, к точности работы манипуляторов
предъявляются повышенные требования. Так, отклонение свариваемого
стыка от необходимого положения допускается от нескольких микромет-
ров до 0,2 мм; отклонение скорости сварки не должно превышать ± 1 %
от номинального значения.
Электронный луч - источник теплоты, разогревающий и расплав-
ляющий металл, создается электронной пушкой, питающейся от блока
силового источника питания и блока нагрева катода, а управление энер-
гетическими параметрами луча осуществляется от блока управления мо-
дулятором (регулируется сила тока в луче), блока системы фокусировки
(регулируется поперечное сечение луча) и блока системы отклонения
луча (определяется местонахождение луча на детали и перемещение луча
по ней) (рис. 4.21).
Скорость перемещения луча по детали при сварке (скорость сварки)
определяется скоростью перемещения (вращения) самой детали или ско-
ростью отклонения луча. Механизмы сварочного манипулятора питаются
УСТАНОВКИ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
195
Рис. 4.21. Блок-схема питания установки
для электронно-лучевой сварки
от блока питания системы перемещения детали. Система питания ваку-
умных насосов и система измерения и контроля вакуума в различных
частях установки также выделены в отдельные блоки.
Работа отдельных блоков общей электросхемы согласуется с помо-
щью блока коммутации и управления.
Электронные пушки. Электронно-лучевая пушка предназначена
для создания электронного луча, который и служит источником свароч-
ной теплоты. Параметры электронного луча, соответствующие техноло-
гическому процессу сварки, определяют основные требования к конст-
рукции электронной пушки.
В сварочных установках электронная пушка состоит из следующих
основных элементов: катод - источник электронов; анод - электрод с
отверстием в середине для пропускания луча к изделию, подключенный к
положительному полюсу силового выпрямителя; фокусирующий прика-
тодный электрод (модулятор), регулирующий силу тока в луче: фокуси-
рующая магнитная линза; отклоняющая магнитная система.
В диодных пушках прикатодный электрод имеет потенциал катода,
в триодных - на него подается отрицательный относительно катода по-
тенциал иц для управления силой тока в пушке. Комбинированные пуш-
7-
196
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.22. Схема
электронно-оптической системы
электронно-лучевой сварки:
/ - изделие; 2 - элекгронный луч;
3 - катод; 4 - прикатодный
управляющий элекзрод;
5 - анод; 6 - магнитная линза;
7 - система отклонения пучка;
8 фокусное пятно;
<7ф п - диаметр луча в фокусе
ки, т.е. с электростатической и
электромагнитной фокусировкой
пучка одновременно наиболее рас-
пространены в сварочных установ-
ках (рис. 4.22). В них применяются
термоэлектронные катоды.
В сварочных установках като-
ды обычно изготовляют из туго-
плавких металлов (тантала, вольф-
рама) или из гексаборида лантана.
Конструкции катода уделяется осо-
бое внимание, так как условия его
работы чрезвычайно тяжелые: вы-
сокая температура и интенсивное
разрушение под влиянием ионной
бомбардировки, а требования к
точности и сохранению размеров
его при работе очень высокие. От
самых незначительных деформаций
катода зависят в значительной сте-
пени параметры электронного луча.
Обычно срок службы катода со-
ставляет не более 20 ч непрерывной
работы, редко до 50 ч.
Мощность электронного луча
определяется произведением Рп =
= Ut /л и регулируется путем изме-
нения тока в нем (/л), что в любых
электронных пушках достигается
изменением температуры нагрева
катода. Но такой способ очень
инерционен и неудобен тем, что эта
зависимость нелинейна. Новый те-
пловой режим, а следовательно, и
новое значение тока устанавлива-
ются лишь через несколько секунд.
Более распространен метод регулирования тока путем подачи отри-
цательного (1 ... 3 кВ) относительно катода, потенциала на управляющий
катод. Скорость установления тока луча при импульсном открывании
УСТАНОВКИ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
197
электронной пушки составляет примерно 2 мА/мкс. Для импульсного
управления током луча в электрической схеме установки предусмотрены
специальные электронные схемы, которые вырабатывают сигнал, пода-
ваемый на модулятор. Обычно схема позволяет плавно управлять вели-
чиной тока в луче.
Плотность тока в луче можно регулировать, меняя диаметр фокус-
ного пятна на изделии без изменения значения общего тока, используя
магнитную линзу. Такая линза представляет собой катушку с током, ось
которой совпадает с осью луча. Для повышения эффективности работы
ее помещают в ферромагнитный экран. В этом случае магнитное поле
концентрируется в узком немагнитном зазоре. Фокусное расстояние лин-
зы расстояние от середины этого зазора до минимального сечения про-
шедшего сквозь линзу пучка - определяется конструкцией линзы, анод-
ным напряжением пушки и током, протекающим по обмотке линзы.
Фокусное расстояние линейно зависит от анодного напряжения ус-
тановки, но не зависит от силы тока в луче. Параметры сварного шва не-
посредственно зависят от постоянства энергетических характеристик
электронного луча, в том числе его диаметра, так как размер последнего
определяет удельную мощность луча. Поэтому в электронно-лучевых
установках особое внимание уделяется постоянству анодного напряже-
ния. Применяют специальные меры для стабилизации его, что позволяет
устранить влияние колебаний напряжения сети, пульсаций силового вы-
прямителя и т.п.
Отклоняющие системы применяют для установки луча на шов или
некоторой корректировки его положения относительно стыка, перемеще-
ния луча вдоль оси стыка при выполнении сварного шва; периодического
отклонения луча при сварке с поперечными или продольными колеба-
ниями луча и при слежении за стыком во время сварочной операции.
Магнитное поле направлено поперек направления движения электронов,
а сила, отклоняющая траекторию электрона, действует перпендикулярно
оси луча и направлению магнитного поля.
Поскольку электронный пучок при отклонении расфокусируется, то
в сварочных установках отклонение его осуществляется на небольшие
углы, не более 7 ... 10°.
При сварке толстолистовых металлов, а также при сварке в проме-
жуточном вакууме неизбежно повышение ускоряющего напряжения, так
как этим путем прежде всего можно заметно уменьшить рассеяние пучка.
Однако повышение ускоряющего напряжения затрудняет совмещение
луча со стыком, требует специальной защиты персонала от рентгеновско-
го излучения; аппаратура усложняется.
198
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рабочие камеры. Ввиду необходимости создания вакуума в камере,
где образуется и формируется поток электронов, в большинстве случаев
при электронно-лучевой сварке и само изделие размещают внутри ваку-
умной камеры, чтобы устранить рассеяние электронов. Это также обес-
печивает хорошую защиту металла шва. Но, с другой стороны, при этом
существенно ограничиваются возможности применения такого способа
сварки главным образом вследствие ограничения размеров свариваемых
изделий и малой производительности процесса, так как много времени
уходит на подготовку деталей к сварке. Поэтому наряду с высоковакуум-
ными установками разрабатывают и такие, где электронный луч выво-
дится из камеры пушки, в которой поддерживается высокий вакуум, и
сварка производится в низком вакууме (10'2... 10'1 мм рт. ст.).
Специальные установки разрабатывают для микросварки в произ-
водстве модульных элементов и различного рода твердых радиосхем.
Особенности заключаются в первую очередь в точном дозировании теп-
ловой энергии, перемещении луча по изделию с помощью отклоняющих
электрических и магнитных полей, совмещении нескольких технологиче-
ских функций, выполняемых электронным лучом в одной камере. По-
скольку вакуумные камеры и вакуумные системы стоят дорого, рацио-
нальности выбора их конструкций уделяется большое внимание.
Вес из существующих конструкций можно разделить условно на
следующие группы:
1) универсальные установки для сварки изделий средних размеров;
2) универсальные и специализированные для микросварки малога-
баритных деталей;
3) специализированные установки для сварки изделий малых и
средних размеров;
4) установки для сварки крупногабаритных изделий с полной их
герметизацией;
5) установки для сварки крупногабаритных изделий с частичной
герметизацией места стыка;
6) установки для сварки в промежуточном вакууме.
Установки первой группы предназначены в основном для использо-
вания в исследовательских и заводских лабораториях, а также в промыш-
ленности при единичном и мелкосерийном производстве. Они имеют
вакуумные камеры объемом 0,001 ... 4,0 м3 и манипуляторы для переме-
щения свариваемых деталей, позволяющие осуществлять наиболее уни-
версальные перемещения при выполнении сварных швов. Такие установ-
ки снабжают также системами наблюдения за областью сварки. Элек-
АППАРАТУРА ДЛЯ СВАРКИ ЛУЧОМ И ЛАЗЕРОМ
199
тронная пушка стационарная или перемешается внутри камеры с целью
начальной установки луча на стык.
Установки для сварки крупногабаритных деталей отличаются нали-
чием дорогостоящих вакуумных камер большого объема, куда детали
помещаются целиком. Часто электронные пушки, которые имеют гораздо
меньшие размеры, чем изделие, размещают внутри камеры. Сварной шов
выполняется при перемещении самой электронной пушки. Иногда, осо-
бенно при сварке обечаек кольцевыми швами, на камере размещают не-
сколько пушек, позволяющих за счет ликвидации продольного переме-
щения изделия уменьшить размеры камеры.
Для снижения затрат на оборудование и повышения производитель-
ности установок последние выполняют иногда лишь с местным вакууми-
рованием в области свариваемого стыка. Тогда откачиваемый объем со-
кращается, размеры установки в целом также получаются меньше, чем в
том случае, если все изделие помещать в камеру. Иногда, например, при
сварке трубопроводов (непосредственно при их укладке) без местного
вакуумирования, задачу решить не представляется возможным.
В некоторых случаях рабочая камера установки может быть откача-
на лишь до промежуточного вакуума (10‘* ... 10'2 мм рт. ст.). Диффузи-
онный насос для откачки рабочей камеры становится ненужным (для ка-
меры пушки он по-прежнему необходим, но малой мощности и малога-
баритный). В таких установках лучепровод, соединяющий камеру пушки
с камерой детали, проектируют с учетом создания необходимого перепа-
да давлений между камерами; иногда в лучепроводе предусматривают
даже промежуточную ступень откачки.
В электронно-лучевых установках особо важное значение приобре-
тает точность изготовления и сборки свариваемых деталей и слежение за
положением луча относительно свариваемого стыка. В системах слеже-
ния используют вторично-эмиссионные датчики, сигнал с которых пре-
образуется и направляет электронный луч на стык с помощью откло-
няющих катушек.
4.6. АППАРАТУРА ДЛЯ СВАРКИ СВЕТОВЫМ ЛУЧОМ
И ЛУЧОМ ЛАЗЕРА
Источником света в таких установках служит либо мощная дуговая
лампа высокого давления, либо квантовый генератор. С помощью зеркал
и оптических линз свет фокусируется на свариваемом изделии в пятно
диаметром от 2 ... 3 мм до 20 ... 50 мкм.
200
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.23. Установка для сварки
световым лучом:
/ - дуговая лампа; 2 - отражатель;
3 - экранирующая насадка; 4 - стол
для закрепления свариваемых деталей
Схема конструкции уста-
новки с дуговой лампой как ис-
точником нагрева показана на
/ рис. 4.23. Источником света
служит дуговая ксеноновая лам-
па высокого давления, мощно-
стью 5 ... 10 кВт. Для фокуси-
ровки пучка на детали исполь-
зуют только отражательную оп-
тику, которая обеспечивает
меньшее поглощение света, чем
4 линзовая. Точное выполнение
поверхности рефлектора позво-
ляет получить пятно нагрева
диаметром 5 ... 6 мм при плот-
ности выделяемой энергии до
2500 Дж/см2.
Важное преимущество та-
ких установок - нагрев без не-
посредственного контакта с на-
гревателем, поглощение издели-
ем значительного количества
теплоты в установившемся ре-
жиме сварки и возможность на-
грева не только металлов, но и
непроводящих материалов.
В качестве другого источ-
ника световой энергии при свар-
ке применяют квантовый гене-
ратор (лазер).
Для технологического использования энергии света необходима его
фокусировка на минимально возможной площади, что в случае полихро-
матического излучения неосуществимо. При монохроматическом излу-
чении теоретически диаметр сфокусированного луча находится в преде-
лах 1,0 ... 0,4 мкм, но отсутствие идеальной монохроматичности и коге-
рентности луча может несколько увеличить этот диаметр. Монохромати-
ческий свет достаточной интенсивности получить при помощи обычных
источников не представляется возможным.
АППАРАТУРА ДЛЯ СВАРКИ ЛУЧОМ И ЛАЗЕРОМ
201
Традиционное для радиотехники генерирование колебаний при по-
мощи электронных потоков в данном случае оказалось неосуществимым
и получение когерентных электромагнитных колебаний в оптическом
диапазоне было осуществлено средствами квантовой электроники.
Квантовая электроника оперирует
отдельными молекулами и атомами, ис-
пользуя для генерации колебаний их резо-
нансные свойства.
Атомы, молекулы и кристаллы пред-
ставляют собой сложные микросистемы,
состоящие из ядер и электронов. Энергия
относительного движения частиц, состав-
ляющих атом или молекулу, в соответст-
вии с современными физическими воззре-
ниями может принимать только строго
определенные значения. Эти значения
энергии е0, е2> •••> еп называют
уровнями энергии (рис. 4.24).
€
Рис. 4.24. Энергетические
уровни атома
Система энергетических уровней составляет энергетический спектр
атома; "нижний" уровень с минимальной энергией называется основным,
а остальные - возбужденными. Энергетический спектр атома зависит от
его структуры, а число электронов, обладающих данной энергией, назы-
вается населенностью уровня.
Если атому, находящемуся на основном уровне 80» сообщить энер-
гию, он может перейти на один из возбужденных уровней. Наоборот,
возбужденный атом может самопроизвольно (спонтанно) перейти на
один из нижележащих уровней, испустив при этом определенную пор-
цию энергии в виде кванта света (фотона). Именно такие спонтанные
процессы излучения и происходят в нагретых телах. Нагрев переводит
часть атомов в возбужденное состояние и при переходе в нижние состоя-
ния они излучают свет. Это излучение атомов происходит независимо
друг от друга. Кванты света хаотически испускаются атомами в виде так
называемых волновых цугов, которые не согласованы друг с другом во
времени и имеют различную фазу. Поэтому спонтанное излучение неко-
герентно. Кроме спонтанного излучения возбужденного атома существу-
ет индуцированное (вынужденное) излучение, когда атомы начинают
202
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
излучать энергию под действием внешнего электромагнитного поля. Яв-
ление вынужденного излучения дает возможность управлять излучением
атомов с помощью электромагнитных колебаний и таким путем усили-
вать или генерировать когерентное световое излучение.
Чтобы это осуществить практически, необходимо выполнение сле-
дующих условий:
1. Необходим резонанс - совпадение частоты падающего света с од-
ной из частот vmn энергетического спектра атома. При этом переход атома
с уровня на уровень ея будет соответствовать переходу между анало-
гичными уровнями других таких же атомов, в результате чего будет осу-
ществлена генерация когерентного излучения.
2. Наряду с вынужденным излучением света атомами, находящими-
ся на верхнем уровне происходит резонансное поглощение энергии
атомами, находящимися на нижнем уровне ст . Для генерации когерент-
ного света необходимо, чтобы число атомов на верхнем уровне е„ было
больше числа атомов на нижнем уровне гт, между которыми происходит
переход. В естественных условиях на более высоком уровне при любой
температуре всегда меньше частиц, чем на более низком. Для возбужде-
ния когерентного излучения надо принять специальные меры, чтобы из
двух выбранных уровней верхний был "заселен" больше, чем нижний.
Такое состояние вещества в физике называется "активным", или состоя-
нием с инверсной (обращенной) заселенностью. Для получения инверсии
заселенности уровней используется некоторое вспомогательное излуче-
ние (подкачка).
3. В процессе генерации часть излучаемой световой энергии должна
все время оставаться внутри рабочего вещества, вызывая вынужденное
излучение все новыми порциями атомов, т.е. осуществляя обратную
связь. Это обычно выполняется при помощи зеркал по схеме, изображен-
ной на рис. 4.25. Зеркало / при этом отражает всю падающую на него
энергию. Зеркало 2 полупрозрачно и часть энергии оно пропускает из
рабочего пространства наружу (полезная энергия), а отраженная энергия
служит для вовлечения в генерацию новых порций рабочего вещества.
4. Усиление, обеспечиваемое кристаллом, должно превышать неко-
торое пороговое значение, зависящее от коэффициента отражения полу-
прозрачного зеркала. Чем меньше этот коэффициент, тем больше должно
быть пороговое усиление, обеспечиваемое рабочим веществом, иначе
генерируемое рабочим веществом излучение затухнет.
АППАРАТУРА ДЛЯ СВАРКИ ЛУЧОМ И ЛАЗЕРОМ
203
Смммоя
энергия накачки
Рис. 4.25. Схема генерации излучения в твердотельном лазере
Выполнение этих условий позволяет создавать систему, способную
генерировать когерентное световое излучение. Такая система получила
название "оптический квантовый генератор" (ОКГ), или лазер.
Любой лазер независимо от конструктивного выполнения и схемы,
других конкретных особенностей состоит из следующих основных эле-
ментов:
I. Рабочее зело (вещество), состоящее из ансамбля атомов или мо-
лекул, для которых может быть создана инверсия населенности.
2. Система, позволяющая осуществлять инверсию необходимого
значения. Эта система обычно называется "системой накачки" и может
быть основана на различных физических явлениях.
3. Оптический резонатор, который служит для осуществления взаи-
модействия излучения с рабочим веществом и в котором происходит от-
бор энергии от ансамбля генерирующих излучение частиц.
4. Устройство для вывода энергии из резонатора.
5. Системы управления концентрацией энергии и пространственной
ориентацией генерированного излучения.
6. Различные специальные системы, связанные с конкретным при-
менением лазера.
В зависимости от типа применяемого рабочего вещества лазеры де-
лят на твердотельные, газовые, жидкостные и полупроводниковые.
По способу накачки энергией рабочего вещества лазеры делят на
ряд разновидностей, использующих следующие виды энергии:
оптическая накачка энергией в результате облучения вещества
мощным световым потоком;
- электрическая накачка, осуществляемая при прохождении через
вещее гво электрического тока;
химическая накачка, когда инверсия возникает вследствие хими-
ческой реакции, в которой принимает участие рабочее вещество.
204
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
В зависимости от режима работы лазеров они делятся на устройства,
работающие в непрерывном и импульсно-периодическом режимах.
В твердотельных лазерах в качестве рабочего вещества используют
твердые тела (синтетический рубин, итгриево-алюминиевый гранат, нео-
димовое стекло).
Схема твердотельного лазера приведена на рис. 4.26. Стержень /, из-
готовленный из рабочего вещества, помещается между двумя зеркалами.
Зеркало 2 полностью отражает все падающие на него лучи, а зеркало 3 по-
лупрозрачно. Для накачки энергии используется газоразрядная лампа 4,
которая для большей эффективности облучения кристалла помешается
вместе с ним внутрь отражающего кожуха 5, выполненного в виде эллип-
тического цилиндра. При размещении лампы и кристалла в фокусах эл-
липса создаются наилучшие условия равномерного освещения кристалла.
Питание лампы обычно осуществляется от специальной высоковольтной
батареи конденсаторов 6.
Рис. 4.26. Схема твердотельного лазера
АППАРАТУРА ДЛЯ СВАРКИ ЛУЧОМ И ЛАЗЕРОМ
205
В газовых лазерах в качестве рабочего тела используют газообраз-
ные вещества, причем накачка энергии в этих веществах, как правило,
осуществляется вследствие эффектов, связанных с прохождением элек-
трического тока через газ.
В качестве активных газов в этих лазерах используют аргон, неон,
криптон, ксенон, смеси гелия и неона, углекислый газ с примесью азота и
гелия (рис. 4.27).
Наибольшую мощность и кпд имеют газовые лазеры, генерирующие
колебания на молекулярных переходах. Типичный представитель этой
группы - лазер на углекислом газе. Молекула СО2 возбуждается элек-
тронными ударами в газовом разряде, причем для увеличения мощности
к СО2 добавляют молекулярный азот N2. Выходная мощность возрастает
благодаря резонансной передаче энергии от возбужденных молекул N2
молекулам СО2. Отношение парциальных давлений СО2 и N2 обычно вы-
бирается в пределах 1:1 ... 1:5 при суммарном рабочем давлении в не-
сколько сотен паскалей.
Мощность лазера на углекислом газе еще больше повышается при
добавлении к смеси гелия, поэтому в настоящее время газовые лазеры на
углекислом газе используют смесь СО2 » N2 + Не. Лазеры на углекислом
газе имеют весьма высокий кпд (теоретически - до 40 %, практически -
К ... 30%).
Электрический разряд в лазере на углекислом газе возбуждается в
охлаждаемой газоразрядной трубке, выполняемой обычно из стеклянной
трубы диаметром до 60 мм. Излучение с длиной волны 10.6 мкм выво-
дится через окно, выполненное из материала, пропускающего инфра-
красные лучи. Для этой цели используются кристаллы КВг, NaCl или Se.
Для лазера данной схемы с продольной прокачкой с 1 м длины резонато-
ра можно снимать мощность не более 50 Вт, из-за чего приходится зна-
чительно увеличивать длину трубы резонатора.
Рис. 4.27. Схема газового лазера с продольной прокачкой
206
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Наиболее эффективны лазеры на углекислом газе с поперечной от-
носительно линии электрического тока продувкой газа. Схема такого ла-
зера мощностью до 10 кВт приведена на рис. 4.28. Эта разновидность
газового лазера использует интенсивную прокачку газа через резонатор 3
с охлаждением его в теплообменнике 4. Электрический разряд возбужда-
ется между анодной плитой 2 и секционированным катодом /.
В качестве рабочего газа используют смесь СО2 + N2 + Не в соотно-
шении 1:20:20 при статическом давлении в разрядной камере 5 ... 8 кПа.
Расход газовой смеси через разрядную камеру составляет 2 ... 3 ь?/ч, для
чего используется мощная насосная система.
В лазере этого типа можно получить съем мощности до 16 Вт с 1 см5
газа при кпд до 17 %. Электроразрядные лазеры с поперечной прокачкой
газа работают в непрерывном режиме генерации и развивают мощность
до 50 кВт.
Падающий на поверхность вещества поток лучистой световой энер-
гии частично поглощается, а частично отражается. Из оптики известно,
что доля отраженной энергии зависит от длины волны излучения и со-
стояния поверхности вещества.
Данные свидетельствуют о том, что значительная доля световою
потока отражается от поверхности и кпд передачи энергии потоком света
значительно меньше, чем для электронного луча.
Рис. 4.28. Схема газового лазера на углекислом газе
с поперечной прокачкой
АППАРАТУРА ДЛЯ СВАРКИ ЛУЧОМ И ЛАЗЕРОМ
207
Дэя реальных поверхностей, покрытых окислами и имеющих мень-
шую чистоту обработки, значение коэффициента отражения уменьшает-
ся. С ростом температуры вещества на его поверхности стимулируется
образование оксидов и других соединений, которые также увеличивают
поглощение. Подача в зону обработки кислорода или других газов интен-
сифицирует этот процесс. В результате можно добиться того, что 20 ...
40 % энергии светового потока будет усвоено веществом.
Еще большего поглощения энергии можно добиться при нанесении
на поверхность веществ с малыми коэффициентами отражения (газовая
сажа, краска), но в этом случае возможно взаимодействие нанесенного
вещества с основным материалом, что не всегда допустимо.
Поглощенное веществом излучение передает свою энергию его
электронам, в связи с чем глубина проникновения световой энергии в
вещество соответствует средней длине пробега электронов, что для
большинства распространенных веществ составляет 5 ... 50 нм. Даль-
нейшая передача энергии из этой зоны вглубь осуществляется вследствие
теплопроводности. В отличие от электронного луча энергия светового
излучения при взаимодействии с веществом в основном превращается в
теплоту, а доля возникающего при этом излучения (типа рентгеновского)
пренебрежимо мала.
По мере увеличения плотности энергии потока, что достаточно про-
сто и оперативно осуществляется путем его фокусировки, возможен на-
грев и плавление поверхностных слоев материала. Последующее увели-
чение конценлрации энергии приводит к увеличению глубины проплав-
ления, одновременно начинает все больше проявляться эффект испарения
веществ.
При дальнейшем увеличении концентрации энергии доля испарен-
ного вещества начинает резко увеличиваться, образуются отдельные кап-
ли и частички вещества, которые под действием паров выбрасываются из
зоны обработки. Дтя некоторых веществ возможно сублимационное ис-
парение, т.е. переход из твердого состояния сразу в парообразование.
Схема изменения характера взаимодействия светового потока с вещест-
вом в зависимости от концентрации энергии приведена на рис. 4.29.
К числу технологических преимуществ мощного когерентного излу-
чения следует отнести:
I. Возможность передачи энергии в виде светового луча на расстоя-
ние (в том числе и через прозрачную разделительную перегородку или по
специальному оптическому волноводу).
208
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
/ // ///
Рис. 4.29. Схема взаимодействия лазерного излучения с веществом:
/ - нагрев: II - плавление: III - испарение
2. Отсутствие непосредственного силового и электрического кон-
такта источника энергии с изделием.
3. Возможность плавного регулирования энергии в пятне Haipeea
изменением фокусировки луча.
4. Высокая концентрация энергии в пятне нагрева благодаря "ост-
рой" фокусировке излучения.
5. Возможность достижения высоких температур в зоне воздействия
излучения.
6. Возможность получения как импульсов энергии весьма малой
длительности (до 109 с), так и непрерывного излучения.
7. Малые зоны обработки, размеры которых не превышают несколь-
ких микрометров.
8. Возможность оперативного перемещения луча системы развертки
при неподвижном объекте обработки с высокой точностью и скоростью.
9. Возможность модуляции мощности луча во времени по требуе-
мому закону.
10. Возможность осуществления технологического процесса в лю-
бой оптически прозрачной для излучения среде.
Исследование перечисленных особенностей лазерного излучения
привело к возникновению целого ряда групп технологических процессов,
в основе которых лежат те или иные физические явления и эффекты.
Лазерная сварка как технологический процесс, связанный с локаль-
ным плавлением, находит все более широкое применение, конкурируя
как с традиционными способами сварки, так и с электронно-лучевой
сваркой.
Импульсные твердотельные лазеры применяют для сварки малораз-
мерных деталей в микроэлектронике, приборостроении, т.е. там, где важ-
но получать малоразмерные швы с минимальным разогревом окружаю-
щего зону сварки материала.
АППАРАТУРА ДЛЯ СВАРКИ ЛУЧОМ И ЛАЗЕРОМ
209
Сварка может вестись как отдельными точками, так и герметичными
швами при последовательном наложении точек с их перекрытием. Мощ-
ные газовые лазеры позволяют проплавлять за один проход, как и при
электронно-лучевой сварке, значительные толщины. Экспериментально
установлено, что для стали глубина проплавления металла в диапазоне до
5 мм требует I кВт мощности излучения на I мм толщины металла. Од-
нако при дальнейшем увеличении мощности светового луча глубина
проплавления увеличивается меньшими темпами и для сварки толщин
более 20 мм требуются уже весьма мощные лазеры, потребляющие
(с учетом кпд) из сети сотни киловатт электрической мощности. Элек-
тронно-лучевая сварка пока позволяет сваривать за один проход значи-
тельно бблыиие толщины (до 200 мм) при меньшей потребляемой от сети
мощности. Так же как и электронно-лучевая сварка, сварка лазером дает
узкий шов "кинжального" типа с малыми деформациями свариваемых
деталей, что позволяет применять этот способ для соединения оконча-
тельно обработанных узлов и деталей.
Сварка лазером неметаллических материалов (в основном стекла и
керамики) возможна потому, что излучение лазера на углекислом газе с
длиной волны 10,6 мкм достаточно хорошо поглощается этими материа-
лами и может быть использовано для их нагрева, плавления и последую-
щей сварки.
Резка материалов лазерным излучением основана на локальном
плавлении материала и его дальнейшем удалении под действием сил тя-
жести, конвективного потока или газовой струи.
Эффективность резки может быть значительно повышена в резуль-
тате введения в зону резки активного газа, например кислорода. Экзо-
термическая реакция между разрезаемым материалом и кислородом зна-
чительно увеличивает выделение энергии в месте взаимодействия излуче-
ния с материалом. На этом принципе основан процесс газолазерной резки
(ГЛР). Кислород в этом процессе осуществляет следующие функции:
- значительно увеличивает поглощательную способность материала
вследствие создания на его поверхности оксидов, имеющих меньший
коэффициент отражения по сравнению с основным металлом;
- обеспечивает в результате реакции окисления выделение части
энергии, необходимой для резки;
- снижает поверхностное натяжение расплавленных металлов,
имеющих жидкотекучие оксиды;
- благодаря газодинамическому давлению способствует удалению
расплавленных оксидов из зоны реза;
- охлаждает кромки разрезанного материала.
210
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
При газолазерной резке металлов лазер непрерывного излучения на
углекислом газе мощностью до 5 кВт позволяет в струе кислорода резать
малоуглеродистые стали толщиной до 10 мм, легированные и коррозион-
но-стойкие стали - до 6 мм, никелевые сплавы - до 5 мм, титан - до 10 мм.
Металлы, образующие тугоплавкие оксиды с малой вязкостью, газола-
зерной резкой разделяются плохо, так как удаление оксидов из зоны рез-
ки в этом случае затруднено. К таким металлам относятся алюминий и
его сплавы, магний, латунь, хром и целый ряд других металлов, которые
выгоднее резать плазменной резкой.
4.7. ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ.
ГАЗОВЫЕ РЕДУКТОРЫ И ГАЗОВЫЕ КОММУНИКАЦИИ
Назначение и классификация редукторов. Редукторы при газо-
пламенной обработке материалов предназначены для понижения давле-
ния газа, отбираемого из баллона или газопровода, и для поддержания
постоянства расхода и давления газа в пределах, требуемых данным тех-
нологическим процессом.
В зависимости от конструкции и назначения редукторы можно клас-
сифицировать по следующим признакам:
1) по пропускной способности и рабочему давлению - баллонные,
постовые (сетевые) и центральные (рамповые);
2) по принципу действия - прямого и обратного действия;
3) по числу камер (ступеней) редуцирования - однокамерные (одно-
ступенчатые) и двухкамерные (двухступенчатые);
4) по конструкции - безрычажные и рычажные, пружинные и бес-
пружинные;
5) по виду редуцируемого газа - кислородные, ацетиленовые, воз-
душные, пропановые, водородные и др.;
6) по давлению газа перед редуктором - высокого давления (16,5 ...
40 МПа) и среднего давления (11,5 ... 4 МПа).
В технике применяют также редукторы специализированного назна-
чения, отвечающие заданным условиям работы машины или прибора, в
комплект которого они входят.
Типы и основные параметры редукторов, выпускаемых в России,
регламентированы ГОСТ 13861—89, согласно которому существует сис-
тема обозначения.
Первая буква обозначает назначение редуктора: Б - балонный,
С - сетевой, Р - рамповый; вторая - редуцируемый газ: А - ацетилен,
В - водород, К - кислород, М - метан, П - пропан; третья - число ступе-
ней редуцирования и способ задания рабочего давления: О - одна сту-
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ 211
пень с пружинным заданием, Д - две ступени с пружинным заданием,
3 - одна ступень с пневматическим задатчиком; цифры - наибольшую
пропускную способность редуктора в м3/ч.
В каждом из редукторов имеется предохранительный клапан, сраба-
тывающий, если давление из-за неисправности редуктора возрастает
сверх установленного.
Все редукторы должны нормально работать в следующем интервале
температур: кислородные - 30 ... +50 °C; ацетиленовые -25 ... +50 °C и
пропановые-15 ... +43 °C.
Принцип действия редуктора. На рис. 4.30 показаны принципи-
альные схемы редукторов прямого и обратного действия. Для понижения
давления газа используют процесс дросселирования сжатого газа с по-
мощью редуцирующего клапана.
Рис. 4.30. Схема работы однокамерного редуктора:
а - обратного действия; б - прямого действия;
/ - мембрана; 2 - шток с передаточным диском; 3 - штуцер впуска газа;
4 - манометр высокого давления; 5 - вспомогательная пружина; 6 - камера
высокого давления; 7 - редуцирующий клапан; 8 - предохранительный клапан;
9 - манометр низкого (рабочего) давления; 10 - камера низкого давления;
П - главная нажимная пружина; /2 - регулирующий винт
212
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Для поддержания рабочего давления газа постоянным служит гибкая
мембрана /, которая, с одной стороны, находится под давлением газа после
редуцирующего клапана 7 (рабочим давлением), а с другой - под действи-
ем усилия главной нажимной пружины // или установочного давления
(в редукторах с беспружинной регулировкой рабочего давления).
При изменении давления газа в рабочей камере 10 редуктора мем-
брана деформируется и через шток 2 увеличивает или уменьшает пло-
щадь проходного сечения редуцирующего клапана, что, в свою очередь,
приводит к уменьшению или увеличению степени дросселирования дав-
ления газа. При уменьшении проходного сечения клапана расход газа
уменьшается, а степень дросселирования возрастает, при увеличении
сечения - наоборот.
Рис. 4.31. Конструкция однокамерного (одноступенчатого)
кислородного редуктора БКО-50:
/ - накидная гайка; 2,13- фильтры; 3,8 - манометры;
4 - регулирующий винт; 5 - нажимная пружина; 6 - толкатель;
7 - мембрана; 9- ниппель; 10 - предохранительный клапан;
/ / - запорная пружина: 12 - редуцирующий клапан; 14 - седло;
А - камера высокого давления; Б - рабочая камера
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ 213
В редукторе прямого действия давление газа до редуцирования дейст-
вует на клапан снизу, стремясь его открыть (рис. 4.30, б), а в редукторе
обратного действия - на клапан сверху, стремясь его закрыть (рис. 4.30, а).
Наибольшее применение получили редукторы обратного действия,
так как они более компактны, проще по конструкции, имеют меньше де-
талей и надежнее в работе. Это объясняется тем, что в редукторах обрат-
ного действия упрощается связь редуцирующего клапана с мембраной и,
кроме того, основная рабочая характеристика - зависимость давления
газа на выходе от расхода газа из баллона - возрастающая, у редукторов
прямого действия - падающая.
На рис. 4.31 показана конструкция однокамерного кислородного ре-
дуктора БКО-50.
Разработаны и рекомендованы к производству перспективные моде-
ли баллонных редукторов (рис. 4.32) для различных газов.
Рис. 4.32. Конструкция перспективной модели
однокамерного баллонного редуктора БКО-50-2:
1 - накидная гайка; 2 - седло; 3 редуцирующий клапан; 4 - крышка;
5 - маховик; 6 - регулирующая пружина; 7 - мембрана; 8 - ниппель
214
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Трубопроводы и шланги для горючих газов и кислорода
Кислородопроводы. Трубопроводы для газообразного кислорода
следует проектировать в соответствии с правилами техники безопасности и
указаниями по проектированию и монтажу трубопроводов газообразного
кислорода. Согласно указаниям все трубопроводы газообразного кислоро-
да в зависимости от рабочего давления делятся на четыре категории:
Категория.......................... I II III IV
Рабочее (избыточное)
давление, МПа.................. 6,4 ... 60 2,5 ... 6,4 1,6 ...2,5 До 1,6
Выбор материала труб для кислородопроводов определяется воз-
можностью загорания стали в кислороде. Опытами установлено, что
стальные трубопроводы для кислорода могут загораться при наличии в
потоке газа частиц окалины, сварочного грата, угля, кокса. Загорание
обычно происходит на участке после колена трубы, где возникают удар и
зрение твердых частиц о стенку трубы, при давлении 1,8 ... 3,0 МПа и
скорости потока 30 ... 85 м/с.
Для наземных и подземных трубопроводов газообразного кислоро-
да применяют стальные трубы при скорости кислорода в трубопроводе
до 8 м/с.
Если при рабочем давлении скорость потока кислорода превышает
допустимые пределы, применяют трубы из меди или латуни. Все надзем-
ные кислородопроводы давлением 6,4 МПа и выше изготовляются только
из медных или латунных труб. Для изготовления труб для транспорти-
ровки жидкого кислорода применяют медь, алюминиевые сплавы и кор-
розионно-стойкую сталь, сохраняющие прочность и вязкость при крио-
генных температурах.
Межцеховые кислородопроводы можно выполнять подземными и
надземными.
При эксплуатации кислородопровод следует систематически кон-
тролировать на герметичность. Повышение концентрации кислорода в
окружающей среде при наличии открытого пламени, искры или нагретых
предметов может привести к пожару.
Ацетиленопроводы. В зависимости от рабочего давления ацетиле-
нопроводы делят на зри 1руппы: низкого давления - до 0,01 МПа (вклю-
чительно); среднего давления - свыше 0,01 до 0,15 МПа (включительно);
высокого давления - свыше 0,15 МПа. Ацетиленопроводы всех групп
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ 215
должны быть изготовлены из стальных бесшовных труб. Стальные свар-
ные трубы можно применять только для ацетиленопроводов низкого дав-
ления, расположенных на участке от генератора до водяного затвора.
Не допускается применение труб, арматуры и деталей из меди и
сплавов, содержащих более 70 % Си. Возможна подземная прокладка
труб в траншеях с засыпкой землей и антикоррозионной защитой.
В цехах-потребителях ацетиленопроводы, как правило, проклады-
вают открыто по стенам либо колоннам здания или, если это неосущест-
вимо, в каналах, засыпаемых песком и перекрываемых несгораемыми
плитами. Запрещается прокладка через дымоходы, вентиляционные воз-
духопроводы, а также на расстоянии менее I м от горячих поверхностей с
температурой свыше 423 К. Высота прокладки над полом должна быть не
менее 2,2 м. Газопроводы должны быть удалены от электрокоммуника-
ций и источников искрообразования или открытого пламени на расстоя-
ние 0,5 ... 1,5 м.
Ацетиленопроводы низкого и среднего давления испытывают на
прочность гидравлическим давлением в 1,5 раза выше рабочего, ацетиле-
нопроводы высокого давления - в 2 раза выше рабочего. После испыта-
ния на прочность производят пневмоиспытание воздухом под давлением
0,3 МПа. После всех испытаний ацетиленопроводы продувают азотом
чистотой не менее 97,5 % в количестве нс менее 3 - 4-кратного объема
продуваемого трубопровода. Перед пуском в эксплуатацию ацетилено-
провод продувают ацетиленом. Ацетиленопроводы окрашивают в белый
цвет. Все обнаруженные неплотности в ацетиленопроводе в процессе
эксплуатации должны немедленно устраняться.
Резиновые шланги. Шланги изготовляют из вулканизированной
резины с тканевыми прокладками. По ГОСТ 9356-75 выпускают шланги
следующих типов:
Тип.................... 1 2 3
Рабочее давление, МПа... 0,63 0,63 2,0... 4,0
Для ацетилена и Для бензина и Для
городского газа керосина кислорода
Испытание проводят в соответствии с ГОСТ 9350-75.
Внутренний диаметр шлангов для горелок малой мощности 6 мм,
для горелок и резаков нормальной и повышенной мощности 9, 12 и
16 мм. Запас прочности должен быть не менее трехкратного по отноше-
216
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
нию к рабочему давлению. Шланги типа 2 изготовляют из бензостойкой
резины. Они должны иметь цветной наружный слой: для кислорода -
синий, для ацетилена - красный, для жидкого топлива - желтый.
Для свободного манипулирования горелкой или резаком длина
шланга должна составлять 8 ... 20 м. При длине более 20 м сильно воз-
4 6)
Рис. 4.33. Баллоны
для сжатых газов:
а - ацетиленовый;
б - пропановый
В зависимости от
растают потери давления в шланге.
Баллоны. Баллоны (рис. 4.33) представля-
ют собой цилиндрические сосуды с запорным
вентилем, предназначенные для хранения и
транспортировки сжатых газов. Баллоны могут
иметь различные емкости, но наибольшее при-
менение в газопламенной обработке нашли бал-
лоны емкостью 40 дм3 с наружным диаметром
корпуса 219 мм, высотой 1390 мм и толщиной
стенки от 5,2 до 9,3 мм.
Для создания устойчивости в вертикальном
положении на нижнюю часть баллона насажива-
ется башмак, имеющий опорную плоскость
больше диаметра баллона. Для предохранения
запорного вентиля на верхнюю часть баллона -
горловину с помощью специального кольца на-
ворачивается защитный колпак, ограждающий
вентиль от возможных ударов при транспор ти-
ровке.
В зависимости от рола газа баллоны окра-
шивают в различные цвета и наименование газа
наносят на корпус баллона контрастным цветом.
Требования к баллонам регламентированы
’’Правилами устройства и безопасной эксплуата-
ции сосудов, работающих под давлением", ут-
вержденными Госгортехнадзором России,
давления газов баллоны могут быть выполнены
сварным, как, например, для пропан-бутана, или цельнотянутыми, как
для ацетилена и других газов с давлением до 19,6 МПа. Баллоны сталь-
ные для газов с < 19,6 МПа изготовляют пяти типов (табл. 4.1) в зави-
симости от условного давления и материала.
Баллоны типа 100 используют для хранения и транспортировки рас-
творенного ацетилена; баллоны типа 150 и 150 Л - для кислорода, водо-
рода, азота, сжатого воздуха, городского и природного газа; баллоны ти-
па 200 или 200 Л используются для метана и сжатого воздуха.
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ 217
4.1. Типы баллонов
Номер п/п Тип баллона Давление
условное рр, МПа пробное
гидравлическое пневматическое
1 100 10 полуторное рабочее рабочее
2 150 15 225 150
3 200 20 300 200
4 150 Л 15 225 150
5 200 Л 20 300 200
Горелки для газопламенной обработки
Горелка - это устройство, предназначенное для получения устой-
чиво горящего пламени необходимой тепловой мощности, размеров и
формы. Конструкция горелок обеспечивает смешение горючих газов и
кислорода в требуемых соотношениях и плавное регулирование мощно-
сти пламени и состава горючей смеси. Все существующие конструкции
газопламенных горелок можно классифицировать следующим образом:
- по способу подачи горючего газа в смесительную камеру - инжек-
торные и безынжекторные;
- по мощности пламени - микромошные (5 ... 60 дм3/ч ацетилена),
малой мощности (25 ... 400 дм3/ч ацетилена), средней мощности (50 ...
2800 дм3/ч ацетилена) и большой мощности (2800 ... 7000 дм7ч ацетиле-
на);
- по назначению - универсальные (сварка, резка, пайка, наплавка,
подогрев), специализированные (только сварка или только подогрев, за-
калочные и др.);
- по числу рабочих пламен - однопламенные и многопламенные;
- по способу применения - для ручных способов газопламенной об-
работки, для механизированных процессов.
Инжекторные горелки. Кислород через ниппель / (рис. 4.34) ин-
жекторной горелки проходит под избыточным давлением 0,1 ... 0,4 МПа
и с большой скоростью выходит из центрального канала инжектора /3.
смесь
Рис. 4.34. Горелка инжекторная:
/ - кислородный ниппель: 2 - рукоятка; 3 - кислородная трубка;
4 - корпус; 5 - ретуширующий кислородный вентиль;
6 - ниппель наконечника; 7 - мундштук ацстиленокислородной горелки;
8 - мундштук пропан-бутан-кислородной горелки; 9 - штуцер;
10 - подогреватель; // - трубка для подачи горючей смеси;
12 - смесительная камера; 13 - инжектор; 14 - рстулирующий вентиль горючего таза;
15 - трубка для подачи горючего газа;
16- ниппель горючего газа;
1 - сменный наконечник для ацетиленокислородной горелки;
//-то же. для пропан-буган-кислородной горелки
218 ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ 219
При этом струя кислорода создает разрежение в ацетиленовых каналах,
за счет которого ацетилен подсасывается (инжектируется) в смеситель-
ную камеру /2, откуда образовавшаяся горючая смесь направляется в
мундштук 7 и на выходе сгорает. Инжекторные горелки нормально рабо-
тают при избыточном давлении поступающего ацетилена от 0,001 МПа.
Повышение давления горючего газа перед горелкой облегчает работу
инжектора и улучшает регулировку пламени, хотя при этих условиях прихо-
дится прикрывать вентиль горючего газа на горелке. Поэтому при использо-
вании инжекторных горелок рекомендуется поддерживать перед ними дав-
ление ацетилена (при работе от баллона) в пределах 0,02 ... 0,05 МПа.
Инжекторные горелки рассчитывают таким образом, чтобы они
обеспечивали некоторый запас ацетилена, т.е. при полном открытии аце-
тиленового вентиля горелки расход ацетилена увеличивался бы по срав-
нению с паспортным для инжекторных горелок не менее чем на 15 %.
Безынжекторные горелки. В отличие от инжекторных в безынжек-
торных горелках сохраняется постоянный состав смеси в течение всего
времени работы горелки. Ацетилен и кислород поступают в смеситель-
ное устройство под равными давлениями и при нагреве не меняется их
процентное содержание, поскольку при нагреве мундштука если и
уменьшается поступление газов в горелку, то оно одинаково как для ки-
слорода, так и для ацетилена. В инжекторных же горелках нагрев мунд-
штука и смесительной камеры ухудшает инжектирующее действие струи
кислорода, вследствие чего поступление ацетилена уменьшается и смесь
обогащается кислородом. Это приводит к хлопкам и обратным ударам
пламени - приходится прерывать сварку и охлаждать наконечник.
На рис. 4.35, а показана схема безынжекторной горелки, на рис.
4.35, б - схема устройства для питания безынжекторной горелки ГАР
(горелка ацетиленовая равного давления) кислородом и ацетиленом через
постовой бсспружинный регулятор.
На рис. 4.36 в качестве примера показана конструкция инжекторной
горелки средней мощности Г2-05 (ГЗ-05), а в табл. 4.2 приведены техни-
ческие характеристики указанной сварочной горелки.
Горелки для заменителей ацетилена можно подразделить на сле-
дующие группы:
- горелки с подо1ревом горючей смеси до ее выхода из мундштука;
- обычные горелки для ацетиленокислородной сварки, укомплекто-
ванные инжекторами, смесительными камерами и мундштуками с рас-
ширенными проходными сечениями;
- камерно-вихревые горелки;
- горелки, работающие на жидком горючем.
220
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.35. Горелка безынжекторная:
/ мундштук; 2 - трубка наконечника; 3 - вентиль кислорода;
4 - ниппель кислорода; 5 ниппель ацетилена; б - вентиль ацетилена;
7 - редуктор кислородный; 8 - редуктор ацетиленовый;
9 - регулятор ДКР; 10 - шланги; 11 - горелка Г АР
Рис. 4.36. Конструкция серийно выпускаемой горелки Г2-05 (ГЗ-О5):
/ - вентиль кислорода; 2 - ствол; 3 - штуцер для кислородного рукава;
4 - штуцер для горючего газа; 5 - вентиль горючего газа;
6 - смесительная камера; 7 - трубка для подачи горючей смеси; 8 - мундштук
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ 221
4.2. Технические характеристики горелки Г2-05
1 Указатель Номер наконечника
0 1 2 3 4 5
Толщина свариваемой ста- ли, мм 0,2... 0,5 0,5... 1 1 ...2 2.4 4.6 6.9
Номинальное давление на входе в горелку ацетилена, МПа 0,003 0,03 0,01 0,01 0,01 0,01
Номинальный расход ацети- лена, дм5/ч 35 75 150 300 530 770
Длина ядра пламени (не ме- нее), мм 6 7 8 10 12 14
Примечания: 1. Номинальное давление на входе в горелку кислорода
0,25 МПа.
2. Масса комплекта основной поставки не более 0,85 кг.
3. Габаритные размеры с наконечником № 5 не более 480 х 55 х 160 мм.
Горелки с подогревом горючей смеси до выхода ее из мундштука
(рис. 4.37) выпускаются промышленностью и комплектуются на базе се-
рийных ацетиленокислородных горелок. Часть смеси (5 ... 10 %) выходит
через дополнительные сопла подогревателя и сгорает, образуя факелы,
Рис. 4.37. Наконечник с подогревателем для сварки на пропан-бутане:
/ - мундштук; 2 - недосевающая камера: 3 - подогреватель;
4 - сопла подогревателя; 5 - трубка для подачи горючей смеси;
6 - подогревающее пламя
222
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.38. Горелка ГВ-1:
/ - цилиндрический стабилизатор; 2 - сопло; 3 - технологическая грубка;
4 - шарониппельный присоединительный элемент;
5 одновентильный корпус; 6 - рукоятка; 7 - газоподводящий штуцер
подогревающие камеру из коррозионно-стойкой стали. Температура сме-
си на выходе из мундштука повышается на 300 ... 350 °C и соответствен-
но возрастают скорости сгорания и температура основного сварочного
пламени.
Для низкотемпературного нагрева изделий из черных, цветных ме-
таллов и неметаллических материалов разработана горелка инжекторного
типа с подсосом воздуха из атмосферы ГВ-1 (рис. 4.38).
Камерно-вихревые горелки. Для некоторых процессов газопла-
менной обработки - нагрева, пайки, сварки пластмасс и т.п. - не требует-
ся высокой температуры ацетиленокислородного пламени. Для этих про-
цессов можно использовать камерно-вихревые горелки, работающие на
пропан-воздушной смеси. В этих горелках вместо мундштука имеется
камера сгорания, в которую поступают пропан и воздух под давлением
0,05 ... 0,2 МПа.
Пропан подается в камеру через центральный канал, а воздух, вызы-
вающий также вихреобразование, поступает по многозаходной спирали,
обеспечивающей ’’закрутку" газовой смеси в камере сгорания. Продукты
сгорания выходят через концевое сопло камеры сгорания с большой скоро-
стью, образуя пламя достаточно высокой температуры (1173 ... 1973 К).
Горелки, работающие на жидком горючем (рис. 4.39), рекомендуют-
ся для подогрева, сварки, правки, наплавки и пайки черных и цветных
металлов.
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ 223
Рис. 4.39. Керосинокислородная горелка ГКР-67
Применяемая в настоящее время горелка ГКР-67 для керосинокис-
лородного и бензинокислородного пламени в отличие от старых бснзос-
варов, работающих по принципу испарения жидкого горючего, работает
по принципу пульверизатора (распыления).
Для подачи керосина служит бачок БГ-02 вместимостью 8 дм\ Го-
релка укомплектована тремя однопламенными и двумя сетчатыми мунд-
штуками. Расход керосина в зависимости от мундштука составляет 0,3 ...
3.4 кг/ч.
Для порошковой наплавки применяют горелку ГАЛ-2-68 (рис. 4.40),
работающую по схеме двухступенчатой инжекции на ацетилене и пропа-
не. На горелке установлен бункер, из которого нажатием рычага пусково-
го механизма самофлюсуюшийся порошок твердых сплавов подается
через пламя в зону наплавки.
Рис. 4.40. Горелка ГАЛ-2-68:
/ - ствол; 2 - инжекционно-смесительный узел: 3 - наконечник;
4 - пусковой механизм; 5 - бункер
224
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Для газофлюсовой сварки применяют промышленную установку
КГФ-3-71. Установка состоит из флюсопитателя ФГФ-3-71 (рис. 4.41),
осушителя ОАФ-3-71 и стандартной ацетиленокислородной горелки. При
работе установки ацетилен проходит осушитель, подается к штуцеру во
флюсопитатель, далее он попадает в золотниковую трубку 5 и оттуда в
зависимости от положения рукоятки регулятора 4 либо весь идет в горел-
ку, минуя флюсопитатель, либо по трубке 8 в резервуар /, омывая фитиль
9, пропитанный жидким флюсом марки БМ-1, насыщается его парами, а
затем по трубке 3 поступает в горелку. Флюс в пламени горелки сгорает,
образуя оксид бора (борный ангидрид), который хорошо связываез окси-
ды свариваемых цветных металлов и сплавов.
Рис. 4.41. Флюсопитатель ФГФ-3-71:
/ - рабочий резервуар; 2 - запасной резервуар; 3 - газоотводная трубка;
4 - флюсорегулирующая рукоятка; 5 - золотниковая трубка;
6 - обратный клапан; 7 - входной вентиль; 8 - газоподводящая трубка;
9 - физ иль: 10 - смотровые стекла: 11- выходной вапиль
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ
225
Флюс БМ-1 состоит из 75,5 % тетраметилбората (CH3O)jB и 24,5 %
метанола (СН3ОН), температура кипения жидкости 327 К. Расход флюса
70 ... 100 г на I м3 ацетилена.
4.8. ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ
В настоящее время термическая резка является одним из основных
процессов, связанных с удалением небольших объемов металла методами
химического и электрофизического воздействия с целью получения заго-
товок из листовых материалов, труб, профильного проката, литья, поко-
вок и т.п. для последующего изготовления сварных металлоконструкций.
В зависимости от источника энергии различают кислородную, плазмен-
ную, лазерную резку и дуговые способы резки.
Кислородная резка - один из наиболее распространенных в прак-
тике технологических процессов термической резки.
За последние годы достигнуты серьезные успехи в разработке и вы-
пуске средств механизации процесса кислородной резки и прежде всего
координатных портальных и портально-консольных машин с фотокопи-
ровальным и числовым программным управлением. Применение много-
резаковых машин обеспечило значительное повышение уровня механи-
зации газорезательных работ, повышение производительности труда в
заготовительном производстве и экономию материалов. В настоящее
время в ведущих отраслях промышленности, таких, как тяжелое, транс-
портное, энергетическое, химическое машиностроение, где перерабаты-
вается наибольший объем металла, уровень механизации газорезатель-
ных работ составляет 70 ... 80 %.
Высокий уровень механизации процесса резки на современных ма-
шинах с фотокопировальным и в особенности с числовым программным
управлением создал предпосылки для разработки и внедрения в произ-
водство поточных комплексно-механизированных и гибких автоматизи-
рованных линий термической резки листовой стали, в которых механизи-
рованы не только процесс резки, но и подготовка листа, его подача к
режущей машине, разборка вырезанных заготовок, их разметка и склади-
рование.
Ручные резаки. Резак служит инструментом для кислородной резки
и содержит узлы для смешения горючего газа и подогревающего кисло-
рода, подачи режущего кислорода, подсоединения к источнику питания
горючим газом и кислородом, а также вентили для регулирования состава
К - 7162
226
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
и мощности подогревающего пламени и запорный вентиль для режущею
кислорода. Ручные резаки для кислородной резки классифицируются по
роду горючего газа, на котором работают, по принципу смешения горю-
чего газа с подогревающим кислородом и но назначению.
По виду применяемого горючего резаки делятся на:
работающие на ацетилене (ацетиленокислородные);
- работающие на газах-заменителях ацетилена (природный газ, про-
пан и т.д.);
- работающие на жидком горючем (керосин, бензин, бензол).
По типу смешения горючего газа с подогревающим кислородом ре-
заки делятся на:
- инжекторные;
- внутрисоплового;
- внешнего смешения.
По назначению различают резаки:
- универсальные (для прямолинейной и фигурной резки стали тол-
щиной до 300 мм);
- специального назначения (для резки металла больших толщин, для
срезки заклепок, вырезки отверстий, для подводной резки и т.п.).
Универсальные резаки. В настоящее время выпускается большое
количество ручных резаков для резки стали с использованием в качестве
горючего ацетилена, ( азов - заменителей ацетилена, керосина.
На рис. 4.42 представлен ацетилснокислородный резак Р2А-02.
В корпус 13 резака, в котором имеются отверстия для прохода кислорода и
горючего газа, установлены вентили подогревающего и горючего газов и
впаяны две трубки со штуцерами для подвода кислорода //и горючего
газа 12. На трубки надета рукоятка 10. К корпусу накидной гайкой 7 под-
соединена смесительная камера 6 с инжектором 8, в которой происходит
смешение подогревающего кислорода и горючего газа. Применение инжек-
тора обеспечивает работу от сетей горючего газа с низким (до 0,98 кПа),
средним и высоким давлением. Подогревающий кислород, проходя через
инжектор, обеспечивает в смесительной камере 6 разрежение, чем и дос-
тигается подсос горючего газа. Далее горючая смесь по трубке 5 подается
в головку 3 резака, а из нее поступает в шлицевые каналы, расположен-
ные на внутреннем мундштуке 2. Резак имеет в комплекте шесть внут-
ренних мундштуков, обеспечивающих резку металла в диапазонах тол-
щин 3 ... 5, 5 ... 25. 25 ... 50, 50 ... 100, 100 ... 200, 200 ... 300 мм, и два
наружных мундштука /. Режущий кислород через вентиль 9 и трубку 4
подается в головку и далее во внутренний канал мундштука 2.
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ
227
Рис. 4.42. Ручной универсальный резак Р2А-02
Резак, работающий на газах-заменителях ацетилена имеет ту же
конструкцию и отличается от Р2А-02 увеличенным размером инжектора
и выходных шлицевых каналов. Применение шлицевых выходных кана-
лов для горючей смеси обеспечило значительное повышение устойчиво-
сти работы резаков по сравнению с ранее выпускаемыми щелевыми реза-
ками "Пламя", "Факел", РЗР-62, поскольку у резаков последнего тина
грудно было обеспечить центровку внугреннего мундштука по отноше-
нию к наружному.
По требованию потребителя указанные выше резаки могут быть ос-
нащены опорной тележкой и циркулем.
Резаки для работы в тяжевых условиях. При резке прибылей, от-
ливок, поступающих на обрубной участок часто в нагретом состоянии и
имеющих большое количество пригара в виде шлака и земли, режим ра-
боты аппаратуры крайне тяжел. Мундштуки резаков перегреваются, в
зону пламени из разреза попадают расплавленные брызги и шлак, что
приводит в случае применения универсальных резаков к частым хлопкам
и обратным ударам пламени. Для этих условий могут быть рекомендова-
ны резаки РС-2А и РС-ЗП с внутрисопловым смешением горючего газа и
подогревающего кислорода. Основное их отличие от универсальных ре-
заков состоит в том, что горючая смесь образуется непосредственно в
выходном канале мундштука, чем и обеспечивается высокая устойчи-
вость их работы в тяжелых условиях. Пуск режущего кислорода осуще-
ствляется более удобным в работе рычажным механизмом с клапаном.
Уплотнение каналов режущего, подогревающего кислорода и горючего
газа осуществляется конусом головки резака и коническими поверхно-
стями мундштука. Газы подводятся к головке но отдельным трубкам.
8*
228
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Вставные резаки. При монтажных, ремонтных и других работах
часто один рабочий выполняет операции сварки и резки. В целях эконо-
мии аппаратуры и времени, быстрого перехода с одного вида работ на
другой применяют вставные резаки: для разделительной резки РВ1А-02 и
РВ2А-02, для срезки заклепок РАЗ, для резки труб РАТ, для вырезки от-
верстий РАО.
Резак типа PBIА (рис. 4.43) предназначен для резки низкоуглероди-
стых и низколегированных сталей толщиной 3 ... 70 мм. Резак закрепля-
ется на сварочной горелке ГС-3 с помощью накидной гайки 6. В корпусе
2 поступающий кислород разделяется на режущий кислород, который
через вентиль 3 по трубке / подается в головку резака 7 и далее в режу-
щий канал внутреннего мундштука и подогревающий кислород, кото-
рый, проходя через инжектор 5, в смесительной камере 4 смешивается с
горючим газом, поступающим в камеру 4 через отверстие Л. Подогре-
вающее пламя выходит из щели, образуемой внутренним 8 и наружным 9
мундштуками.
Рис. 4.43. Вставной резак РВ1А (РВ2А-02)
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ
229
В настоящее время автогенная промышленность выпускает ком-
плекты для сварки и резки КГС-l на базе горелки малой мощности Г2-О5
и вставного резака PBIA-02 и КГС-2 на базе горелки средней мощности
ГЗ-О5 и вставного резака РВ2А-02. Комплект КГС-2 обеспечивает резку
металла толщиной 3 ... 200 мм и сварку низкоуглеродистой стали тол-
щиной 0,5 ... 20 мм, комплект КГС-l обеспечивает резку от 3 ... 70 мм и
сварку до 0.5 ... 9 мм.
Резаки для резки стали с использованием жидкого горючего.
На строительных площадках и в полевых условиях для кислородной рез-
ки низкоуглеродистых и низколегированных сталей широко применяют
керосинорезы РК-02. В качестве горючего для резки используют пары
керосина. Резак (рис. 4.44) состоит из ствола 10, в котором смонтированы
вентиль 9, регулирующий подачу подогревающего кислорода, и пуско-
вой вентиль режущего кислорода 8, инжекторной камеры 17, головки 3
резака с подпревающим соплом 18 и внутреннего / и наружного 2
мундштуков.
Керосин подается в резак от бачка БГ-02 с ручным насосом по спе-
циальному шлангу под давлением 20 ... 200 кПа.
Рис. 4.44. Керосинорез РК-02:
/ - мундштук внутренний; 2 - мундштук наружный; 3 - головка;
4 - трубка для подачи подогревающего кислорода; 5 - трубка
для подачи режущего кислорода; 6 - трубка для подачи керосина;
7 вентиль режущего кислорода; 8,9 - вентили регулировки пламени;
10 — ствол; / / - ниппель для подачи кислорода;
12 - трубка для подачи керосина; 13 - обратный клапан;
14 - маховичок; 15 - тройник; 16 - испаритель;
17 -инжекторная камера; 18 - подогревающее сопло
230
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
После заливки и герметизации бачка в него насосом закачивается
воздух, благодаря которому керосин по шлангу поступает к резаку. Ки-
слород через ниппель, вентиль, трубку и инжектор подается в смеситель-
ную камеру, расположенную в головке резака, в которой смешивается с
парами горючего, поступающего из испарителя. Керосин от штуцера че-
рез трубку 12 подается в заполненный асбестовой набивкой испаритель
/б, который в процессе работы керосинореза нагревается пламенем до-
полнительного сопла. Расход паров горючего регулируется маховичком
14. жестко связанным с трубкой инжектора.
При работе с керосинорезом необходимо соблюдать ряд особых
правил. В частности, для предотвращения обратного удара в кислород-
ный шланг давление в бачке горючего должно быть всегда меньше рабо-
чего давления кислорода, что исключает перетекание керосина в кисло-
родный рукав; при перерывах в работе резак нужно располагать головкой
вниз для свободного вытекания горючего в случае неплотного закрытия
вентиля. Необходимо следить за исправностью обратного клапана, уста-
новленного на линии кислорода.
Специальные резаки. Резак РЗР-З предназначен для резки поковок
и прибылей из низкоуглеродистых и низколегированных сталей толщи-
ной 300 ... 800 мм. Резак работает по принципу внутрисоплового смеше-
ния горючего газа и подо1ревающего кислорода (рис. 4.45). Смешение
газов осуществляется в шлицевых каналах, образуемых внутренним
мундштуком / и наружной гильзой 2. Режущий и подогревающий кисло-
род и горючий газ подаются по отдельным трубкам в головку 3 резака.
Из нее режущий кислород поступает в центральный канал внутреннего
мундштука, подогревающий кислород и горючий газ - в кольцевые кана-
лы внутреннего мундштука, из которых в шлицевые каналы просверлено
попарно восемь калибрующих отверстий. Надежное уплотнение плоско-
сти головки и внутреннего мундштука с гильзой обеспечивается накид-
ной гайкой. Применение внутрисоплового смешения горючего газа и по-
догревающего кислорода обеспечивает надежную работу резака (без
хлопков. и обратных ударов) в сложных условиях металлургического
производства. Регулировка пламени осуществляется вентилями подогре-
вающего кислорода 5 и горючего газа 6.
Резак может работать от цеховых сетей кислорода и горючего газа
либо от кислородной 10-баллонной рампы с редуктором ДКР-500 и
12-баллолной ацетиленовой рампы с редуктором БАО или 10-баллонной
пропановой рампы с редуктором БПО-5-1.
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ
231
1000
Рис. 4.45. Резак РЗР-З для резки низкоуглеродистой стали
толщиной до 800 мм:
/ внутренний мундштук; 2 - гильза; 3 - головка;
4 - вентиль режущего кислорода; 5 - вентиль подогревающего кислорода;
6 вет иль горючего ('аза
При монтажных и аварийных работах в местах, удаленных от источ-
ника питания газами, используется переносная установка ПГУ-3. Она
предназначена для ручной сварки, пайки металлов и резки низкоуглсроди-
стых и низколегированных сталей. В качестве горючего установка исполь-
зует пронан-бутановую смесь. Установка состоит из малогабаритных бал-
лонов кислорода и пропан-бутана, каркаса, горелки ГЗУ-З, вставного реза-
ка, работающего на пропан-бутане, редукторов кислородного БКО-25-1
и пропан-бутанового БПО-5-1 и рукавов. Установка обеспечивает сварку
низкоуглеродистой стали толщиной до 4 мм и резку стали толщиной
до 12 мм. Максимальное потребление кислорода при сварке составляет
0,9 м3/ч, при резке 3,0 м3/ч, пропан-бутана - 0,5 м3/ч. Вместимость ки-
слородного баллона составляет 5 дм3, пропан-бутана - 4 дм3.
232
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
4.9. МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
В настоящее время в промышленности широко применяется механи-
зированная резка, выполняемая с помощью машин, оснащенных, как пра-
вило, несколькими резаками. Применение механизированной термиче-
ской резки в металлообработке обеспечивает резкое повышение произво-
дительности труда, повышение точности заготовок, сокращение трудо-
емкости последующих сборочных работ, улучшение условий труда рез-
чика и т.п.
Типы машин. По конструктивному исполнению машины делятся
на стационарные, устанавливаемые в определенном месте заготовитель-
ного участка, и переносные, перемещаемые оператором в рабочую зону.
В зависимости от вида обработки различаются машины для резки листо-
вого проката, труб, профильного проката, стальных отливок и т.д. В зави-
симости от устанавливаемой на машине режущей оснастки различают
машины для кислородной, пламенной, лазерной резки.
В целях унификации выпускаемых в стране наиболее многочислен-
ных типов машин для резки листовой стали разработан ГОСТ 5614 74
(в ред. 1990 г.)» который предусматривает разделение стационарных ма-
шин на портальные, портально-консольные, шарнирные. В зависимости
от способа управления машинами различают: машины с числовым про-
граммным управлением, с фотокопировальным управлением, магнитно-
копировальным и механическим управлением. На машинах портального
типа обрабатываемый лист размещается под ходовой частью машины
(порталом); на большинстве портально-консольных машин лист разме-
щается под консольной частью машины, фотокопировальная головка ус-
танавливается на портале. На шарнирных машинах обрабатываемый лист
расположен под шарнирной рамой (рис. 4.46).
В зависимости от числа листов, укладываемых под обработку, ма-
шины делятся на одноместные с шириной обработки 3,5 м и многомест-
ные с шириной обработки 5 м и более.
Машинные резаки. У стационарной газорежущей машины в на-
правляющих кареток перемещаются ползуны, на которых смонтированы
суппорты. Суппорты снабжены устойчивыми в работе машинными реза-
ками с внутрисопловым смешением и датчиками "плавания", обеспечи-
вающими поддержание постоянным расстояния между торцом мундшту-
ка и поверхностью разрезаемого металла.
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
233
Рис. 4.46. Схема машин для термической резки листовой стали:
а - портальная: / - каретка; 2 - портал; 3 - привод продольного хода;
4 - рельсовый путь с опорой (5); 6 - раскройный стол;
6 - портально-консольная: / портал; 2 каретка с фотоголовкой; 3 - копир;
4 - привод продольного хода; 5 - каретка с резаком; 6 - раскройный стол;
в - шарнирная: 1 - колонна с поворотным хоботом; 2 - шарнирная рама;
3 - копир; 4 - привод; 5 - суппорт с резаком; 6 - раскройный стол;
г - переносная: / - тележка; 2 - направляющий рельс;
3 - разрезаемый лист; 4 - раскройный стол
На каждом из суппортов имеются февки с электроискровым поджи-
гом газа для зажигания пламени резака.
Иногда на штуцере режущего кислорода резака (рис. 4.47) установ-
лен фотоэлектрический датчик контроля непрореза. При кислородной
резке на лобовой поверхности реза шлаки имеют высокую температуру,
что обеспечивает сильное свечение зоны реза. Световой поток от лобовой
поверхности реза проходит через центральный канал мундштука и попа-
дает на фотосопротивление. При срыве процесса световой поток переста-
ет попадать на фотосопротивление. В этом случае в системе управления
формируется сигнал об останове машины и выключении подачи режуще-
го кислорода.
234
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.47. Резак внутрисоплового смешения
с датчиком контроля процесса резки:
/ - датчик контроля процессе резки; 2 - кожух; 3 - головка резака;
4 уплотняющий конус; 5 - гайка; 6 - внутренний мундштук;
7 - наружный мундштук; 8 - корпус
в)
Рис. 4.48. Схемы установок для кислородно-флюсовой резки:
а - установка с внешней подачей флюса;
б - установка с однопроволной подачей порошка инжекторного типа;
в - установка с однопроводной подачей порошка механического типа;
/ - рукав для подачи порошка; 2 - флюсопитатель; 3 - рукав для подвода
флюсонесуицего газа; 4 - рукав для подвода режущего кислорода
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
235
Оборудование для кислородно-флюсовой резки. Для кислородно-
флюсовой резки разработаны различные установки, отличающиеся спо-
собом подачи порошка в рез (рис. 4.48). В нашей стране наибольшее рас-
пространение получила схема с внешней подачей флюса (рис. 4.48, а).
Железный порошок струей кислорода, воздуха или азота подастся из бач-
ка флюсопитателя к серийному резаку для кислородной резки, снабжен-
ному специальной оснасткой для подачи порошка в рез. Газофлюсовая
смесь, выходя из отверстий оснастки под небольшим (до 20°) углом к оси
режущей струи, проходит через подогревающее пламя, где частички по-
рошка нагреваются до температуры воспламенения, и поступает в режу-
щую часть. Частички порошка в струе режущего кислорода сгорают с
выделением определенного количества теплоты и поступают в рез. По
этой схеме работают наиболее широко распространенные в промышлен-
ности установки.
Общий вид установки для кислородно-флюсовой резки показан на
рис. 4.49.
Наибольшую производительность прожигания отверстий в материа-
лах обеспечивает процесс порошково-копьевой резки, сочетающий ха-
рактерные особенности обычного кислородного копья, проникающего
непосредственно в зону расплавления материала, и кислородно-флюсо-
вой резки.
Для порошково-копьевой резки материалов разработана установка
УФР-5 (рис. 4.50), состоящая из флюсопитателя ФРП /, размещенного на
тележке 2 и копье держателя РФК 3, в который флюс подается струей
сжатого воздуха под давлением 245 ... 294 кПа. В копье держателе закре-
пляются стальные трубы длиной 3 ... 6 м. Для повышения эффективности
процесса к железному порошку ПЖ4М, ПЖ5М добавляют алюминиевый
порошок.
Наряду с кислородной резкой в промышленности широко применя-
ют другие способы термической резки, при которых нагрев металла осу-
ществляется не газовым пламенем, а электрической дугой, низкотемпера-
турной плазмой или лучом лазера.
236
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Рис. 4.49. Установка для кислородно-флюсовой резки УГПР:
/ тележка; 2 - циклонное устройство;
3 - бачок флюсопитателя; 4 - кислородный редуктор;
5 - ручной резак; б - рукава
Режущие плазмотроны. Несмотря на большое разнообразие конст-
рукций режущих плазмотронов, все они содержат два основных блока:
катодный и сопловой. Они электрически изолированы друг от друга и
содержат узлы для подачи плазмообразующих газов, основного и вспо-
могательного тока, крепления электрода, а также систему охлаждения
электрода и сопла (рис, 4.51).
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
237
Рис. 4.50. Установка УФР-5
ozoi
Рис. 4.51. Схема режущего плазмотрона:
/ - катодный блок; 2 - катодная вставка; 3 - изолирующая втулка;
4 - сопло; 5 - разрезаемый металл; 6 - дут овая камера;
7 плазменная луга; 8 штуцер для подачи плазмообразующего газа;
9 - штуцер подачи охлаждающей воды; 10- штуцер слива воды;
/ / - источник питания; 12 - балластное сопротивление
238
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
Катодный и сопловой узлы образуют дуговую камеру, в которой
возбуждается дуговой разряд при подаче плазмообразующих газов.
В зависимости от способа плазменно-дуговой резки в качестве элек-
тродов применяют вольфрамовый лантанированный стержень (при ис-
пользовании в качестве рабочего газа аргона, азота, водорода) или мед-
ный водоохлаждаемый электрод с циркониевой или гафниевой вставкой
(при использовании окислительных сред - воздуха, обогащенного возду-
ха, кислорода). Цирконий и гафний при воздействии высокой температу-
ры дугового разряда образуют на поверхности тугоплавкую оксидную
пленку, в дальнейшем предохраняющую электрод от эрозии в процессе
резки. Однако стойкость этих электродов ввиду воздействия крайне вы-
соких температур невысока, и время их работы не превышает, как пра-
вило, 2 ... 4 ч.
Оборудование для плазменно-дуговой резки. В состав оборудова-
ния для плазменно-дуговой резки входят режущий плазмотрон, пульт
газовый с газорегулирующей и измерительной аппаратурой, блок элек-
трооборудования, источник питания, устройство передвижения плазмо-
трона. Для плазменно-дуговой резки применяются те же типы машин, что
и для кислородной резки.
В целях достижения высокой стабильности горения дуги и устойчи-
вости процесса резки источник питания должен иметь крутопадающую
вольт-амперную характеристику и повышенное напряжение холостого
хода (рис. 4.52).
Рис. 4.52. Вольт-амперная характеристика источника тока
для плазменно-дуговой резки
КОНТРОЛЬНЫЕ ВОПРОСЫ
239
Для механизированной воздушно-плазменной резки выпускаются
установки "Киев-5", "Киев-6", АПР-404. Источники тока установок "Ки-
ев-5" и "Киев-6" выполнены на базе управляемых кремниевых вентилей.
Крутопадающая характеристика обеспечивается системой управления.
В промышленности работает также большое количество установок пре-
дыдущего поколения - АПР-402 и АПР-403 с дросселями насыщения.
Для поджигания дежурной дуги в блоке питания имеется источник
питания цепи катод-анод высокочастотным разрядом. В комплект по-
ставки установок "Киев-5", "Киев-6" входит резак ВПР-15, установки
АПР-404 ПВР-402. Установки имеют пульт управления, обеспечиваю-
щий контроль и регулировку энергетических и газовых параметров.
Контрольные вопросы
1. Какие типы шланговых полуавтоматов вы знаете?
2. В каких случаях применяют шланговые полуавтоматы толкающе-
го типа?
3. В каких случаях применяют дополнительную присадочную про-
волоку при аргонодуговой сварке неплавящимся электродом?
4. Для каких целей в плазмотронах для плазменной обработки ис-
пользуют тангенциальную подачу газа?
5. В каких случаях используется элсктрошлаковая сварка плавящим-
ся мундштуком?
6. Какова плотность энергии электронного луча в пятне нагрева при
максимальной фокусировке?
7. В чем принципиальное отличие лазерной сварки от сварки свето-
вым лучом?
8. Каково максимальное давление сжатого газа в кислородных бал-
лонах?
9. Какие преимущества имеет редуктор обратного действия перед
редуктором прямого действия?
10. Для каких целей установлен подогреватель на наконечнике у га-
зовой горелки, работающей на пропан-бутане?
11. Какова особенность конструкции катода в плазмотронах для воз-
душно-плазменной резки?
12. В чем особенность вольт-амперной характеристики источника
тока для плазменно-дуговой резки?
Глава 5
ВЫБОР ПАРАМЕТРОВ РЕЖИМА
ДУГОВОЙ СВАРКИ
5.1. ОБЩИЕ ПОЛОЖЕНИЯ
При разработке технологического процесса сварки конструкции ли-
бо изделия из определенного материала необходимо выбрать способ
сварки, оборудование для сварки, сварочные материалы, конструктивный
тип соединения и элементы подготовки кромок, режимы сварки, методы
и нормы контроля качества сварных швов, предусмотреть мероприятия
по предупреждению или уменьшению сварочных деформаций.
К технологическим расчетам, необходимым непосредственно для
разработки технологии дуговой сварки плавлением, относятся расчеты,
связанные с оценкой ожидаемого химического состава и механических
свойств сварного шва и соединения в целом.
Выбор способа сварки определяется характером производства (еди-
ничное, серийное и др.), толщиной свариваемого материала, протяженно-
стью шва и пространственным положением его выполнения, требуемыми
свойствами сварного соединения. При этом учитывается наличие соот-
ветствующего оборудования.
Сварочные материалы выбираются в зависимости от способа сварки,
химического состава свариваемого металла, требований к свойствам
сварного соединения. Немаловажными являются также сопутствующие и
послесварочные операции (подогрев, термообработка и др.).
Элементы подготовки кромок и геометрия сварного шва (в том чис-
ле и площадь наплавленного металла FH) задаются соответствующими
ГОСТами или ТУ, в зависимости от способа сварки, толщины сваривае-
мого металла, пространственного положения сварки, конструкции свар-
ного соединения. В некоторых случаях, при сварке специальных изделий,
геометрия сварного шва выбирается конструктором или технологом.
Наиболее важным элементом разработки технологического процесса
сварки является определение режимов и техники сварки (сварочный ток
и напряжение, скорость сварки, длина швов и последовательность их на-
ложения и др.). Эти параметры оказывают существенное влияние на
ОБЩИЕ ПОЛОЖЕНИЯ
241
свойства сварного соединения: металла шва и зоны термического влия-
ния (31 В). Механические и другие свойства сварного соединения (метал-
ла шва и ЗТВ) могут значительно различаться, так как они зависят от хи-
мического состава, структуры металла и погонной энергии сварки. Хи-
мический состав основного металла в ЗТВ известен и значительного его
изменения в процессе сварки не происходит (только диффузионные про-
цессы). Состав металла шва зависит от состава основного металла и сва-
рочных материалов (доли участия основного и электродного металлов
уо и ун см. гл. 2), металлургических взаимодействий в сварочной ванне на
стадии расплавления присадочного материала и в дуговом промежутке.
Все эти данные рассчитать теоретически в настоящее время мы не можем
ввиду сложности процессов, происходящих в сварочной ванне. Проплав-
ление основного металла при дуговых способах сварки происходит за
счет теплопередачи от плазменного потока дуги (прежде всего в голов-
ной части сварочной ванны), а при работе плавящимся электродом и за
счет тепла, приносимого в сварочную ванну расплавленным электродным
металлом. Кроме того, проплавление основного металла осуществляется
и теплопередачей на границе расплавленный металл - твердый металл.
Тепловой поток в сварочной ванне определяется перемещением потока
расплавленного металла. При теоретических расчетах необходимо знать
все эти взаимодействия. Но несмотря на большое количество научных
работ, посвященных этим вопросам, они не решены.
Приводимые в некоторых литературных источниках методы расчет-
но-экспериментального определения режимов сварки основаны на изуче-
нии уже готовых сварных соединений (определение FH и Fnp, у0 и ун). Для
определения химического состава шва нужно также учесть металлурги-
ческие процессы (легирование или угар тех или иных элементов). В ли-
тературе они приводятся в общем виде, на практике же могут значитель-
но различаться. Таким образом, имея экспериментальный шов, проще и
точнее можно провести химический анализ металла. При этом, зная хи-
мический состав металла шва и термический цикл сварки, можно судить
о его механических и других свойствах, а с учетом теплового цикла в
ЗТВ и о свойствах сварного соединения в целом. Структура металла и его
свойства определяются с помощью термокинетических и изотермических
диаграмм распада аустенита. Для высоколегированных, хромоникелевых
и аустенитных сталей фазовый состав металла можно приблизительно
определить по диаграмме Шеффлера. Более подробные сведения приво-
242
ВЫБОР ПАРАМЕТРОВ РЕЖИМА ДУГОВОЙ СВАРКИ
дятся ниже при рассмотрении технологии сварки тех или иных групп
металлов. Учитывая вышесказанное можно отметить» что выбор пара-
метров режима сварки и сварочных материалов производится по литера-
турным данным (таблицам, номограммам и др.). При необходимости па-
раметры режима сварки корректируются с целью получения требуемых
свойств сварного соединения. Основная задача, возникающая при выборе
параметров режимов сварки сводится к определению такого их сочета-
ния, при котором обеспечиваются требуемые свойства сварных соедине-
ний при максимальной производительности и минимальной стоимости
процесса. Простейшие приемы выбора некоторых параметров сварки
рассматриваются ниже.
Ручная дуговая сварка покрытыми электродами. Учитывая тре-
бования к свойствам сварного соединения, выбирается тип электрода,
затем (см. гл. 2) по справочным данным или паспорту на электроды, где
приводятся их технологические и другие показатели, с учетом условий
выполнения сварки и имеющихся источников сварочного тока выбирает-
ся марка электрода. Часто выбор марки электродов производится сразу
по их паспортным данным. В паспорте на электроды приводятся сведе-
ния о их назначении, типичные химический состав и механические свой-
ства металла шва, технологические особенности сварки, рекомендуемые
род и сила сварочного тока, производительность наплавки, расход элек-
тродов и др. Следует помнить, что химический состав металла шва по его
длине изменяется. Это связано с нагревом электрода по мере его рас-
плавления, а значит с изменением скорости его расплавления, т.е. изме-
няется уо. Геометрические размеры швов задаются по соответствующим
ГОСТ или ТУ. Точность их исполнения зависит от квалификации свар-
щика и проверяется специальным шаблоном. При сварке многопроход-
ных швов стыковых соединений первые проход (корневой) должен вы-
полняться электродами диаметром 3 ... 4 мм для удобства провара корня
шва. Следует иметь ввиду, что максимальная площадь поперечного сече-
ния металла шва, наплавленного за один проход 30 ... 40 мм2. При сварке
угловых швов, за один проход, рекомендуется выполнять швы с катетом
8 ... 9 мм. При необходимости выполнения швов с большим катетом
применяется сварка за два прохода и более.
Дуговая сварка в защитных газах. Состав защитного газа, марка и
диаметр сварочной проволоки, основные параметры режима полуавтома-
тической и автоматической сварки выбираются по справочным данным, с
РАСЧЕТНАЯ ОЦЕНКА МЕХАНИЧЕСКИХ СВОЙСТВ
243
учетом технологических рекомендаций (см. технологию сварки различ-
ных групп металлов). При полуавтоматической сварке геометрические
размеры шва зависят от квалификации сварщика и химический состав ме-
талла шва по его длине изменяется. При автоматической сварке параметры
шва более стабильны. Условия сварки многопроходных стыковых и угло-
вых швов такие же, как при ручной сварке покрытыми электродами.
Автоматическая сварка под слоем флюса. Выбор параметров ре-
жима сварки производится так же, как при сварке в защитных газах. Од-
нако, учитывая, что при сварке под флюсом потери электродного металла
на угар и разбрызгивание не превышают 5 %, должно выполняться соот-
ношение F,„vno;l > FHvCB.
Однако и в этом случае нужно знать зависимость скорости подачи
электрода упод от сварочного тока и других параметров режима (вылет
электрода, напряжение дуги см. гл. 3). Зная значение F-,n и FH (по ГОСТу
или чертежу), можно уточнить
F v
_ 110д
СВ “ г •
FH
5.2. РАСЧЕТНАЯ ОЦЕНКА ОЖИДАЕМЫХ
МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛА ШВА
Прочность и работоспособность сварного соединения зависят от его
формы и соотношения механических свойств металла шва, околошовной
зоны (обычно зоны термического влияния) и основного металла.
При оценке ожидаемых механических свойств металла шва необхо-
димо учитывать действие следующих технологических факторов:
- долю участия основного металла в формировании шва и его хими-
ческий состав;
- тип и химический состав сварочных материалов;
- метод и режим сварки;
- тип соединения и число проходов в сварном шве;
- размеры сварного соединения;
- пластические деформации растяжения в металле шва при его ос-
тывании.
Влияние химических элементов, входящих в основной металл, мо-
жет быть значительным. Не учитывать этого нельзя. Роль химического
244
ВЫБОР ПАРАМЕТРОВ РЕЖИМА ДУГОВОЙ СВАРКИ
состава сварочных материалов также очевидна, так как их подбором
можно регулировать химический состав и механические свойства метал-
ла шва в самых широких пределах.
Метод сварки определяет тип защиты, ее химическую активность, а
режим сварки изменяет долю основного металла и объем жидкого флюса,
участвующих в химических реакциях, что, естественно, влияет на хими-
ческий состав металла шва и его свойства.
Тип соединения и число проходов влияют на химический состав ме-
талла шва, так как они определяют долю участия сварочных материалов в
формировании шва и характер химико-металлургических процессов в
зоне сварки.
Размеры сварного соединения влияют на характер температурного
поля и термического цикла, определяя также существенные для форми-
рования механических свойств металла шва характеристики: наиболь-
шую температуру нагрева Гтах, длительность выдержки металла в интер-
вале температур выше критических /в и скорость его охлаждения woxn.
Пластические деформации растяжения влияют в основном только на
предел текучести металла шва, повышая отношение атш /аП1Н до значе-
ний 0,75 ... 0,8 вместо обычных для прокатной стали - 0,65 ... 0,7.
В связи с этим недостаточно выбирать режим сварки и наплавки
только по показателям сплошности металла шва, правильного формиро-
вания, отсутствия дефектов, устойчивости и производительности процес-
са. Необходимо выбирать такие режимы, которые, обеспечивая выполне-
ние указанных выше требований, способствовали бы также получению
благоприятных структур и механических свойств металла шва и ЗТВ.
На основании изучения всех факторов, влияющих на механические
свойства металла шва, разработаны приближенные способы оценки ожи-
даемых механических свойств, многократная проверка которых показала,
что расчетные характеристики металла шва отличаются от эксперимен-
тальных на ±10 ... 15 %.
При сварке низкоуглеродистых сталей обычными методами химиче-
ский состав металла шва, характеризуемый эквивалентным содержанием
углерода С,ш, незначительно отличается от химического состава основ-
ного металла, характеризуемого также эквивалентным содержанием уг-
лерода С,о. Для этих сталей С,о = 0,21 ... 0,35 % и С,ш = 0,20 ... 0,30 %.
Механические свойства металла шва зависят в основном от скорости его
охлаждения и пластических деформаций растяжения, возникающих в
металле шва при его остывании.
РАСЧЕТНАЯ ОЦЕНКА МЕХАНИЧЕСКИХ СВОЙСТВ
245
Существенное влияние скорости охлаждения металла шва на его
механические свойства связано с известными в металловедении особен-
ностями распада переохлажденного аустенита, с образованием вместо
равновесного перлита (содержащего 0,83 % С) псевдоэвтектоида, имею-
щего неравновесный состав и более мелкую структуру. Кроме того, наря-
ду с уменьшением количества углерода в псевдоэвтектоиде феррит обо-
гащается углеродом, становится также неравновесным и изменяет свои
свойства. Измельчаются зерна псевдоэвтсктоида и феррита.
Таким образом, с увеличением скорости охлаждения металла шва
вместо сравнительно мягких равновесных структур ферритно-перлитной
стали происходит образование неравновесных, мелкодисперсных струк-
тур сорбита, троостита и бейнита, что приводит к заметному повышению
прочности и уменьшению пластичности металла шва. Аналогичное явле-
ние происходит в сталях, которые с целью повышения их прочности под-
вергаются процессу так называемого термического упрочнения.
Используя график, приведенный на рис. 5.1, на котором показано
изменение безразмерных коэффициентов, влияющих на характеристики
металла шва/(НВ),/(ов),/(от) и/(ц/) в зависимости от скорости остыва-
ния шва можно рассчитать ожидаемые характеристики металла шва. Зная
механические свойства основного металла и режим сварки, рассчитыва-
Рис. 5.1. Изменение относительных характеристик механических свойств
металла шва в зависимости от скорости его охлаждения
246
ВЫБОР ПАРАМЕТРОВ РЕЖИМА ДУГОВОЙ СВАРКИ
ют скорость охлаждения по графику определяют соответствующие
безразмерные коэффициенты и затем ожидаемые механические свойства
металла шва по формулам:
ов ш У(ов) оВЛ1, аг ш У(стт) п, о,
фш У(Ч>) Vo, НВШ —У(ав) НВО, 0,43ц/ш,
где овш> отш> V™, НВШ - соответственно предел прочности, предел теку-
чести, относительное поперечное сужение и твердость металла шва;
&во» Ото, Vo, НВ0 - соответствующие характеристики основного свари-
ваемого металла.
Для легированных сталей необходимо учитывать более точно хими-
ческий состав металла шва (рис. 5.2). При изучении комплексного леги-
рования металла шва с пределом легирования:
С < 0,3 %; Si < 1,0 % ; Мп < 2,5 %; Сг < 3,0 %; Ni < 3,0 %;
Мо < 1,0 %; Си < 3,0 %; А1 < 0,75 %; Ti < 0,35 %; W < 2,0 %,
установлено, что для данного диапазона легирования изменение механи-
ческих свойств металла шва пропорционально концентрации легирую-
щих элементов и что при комплексном их легировании действие всех
элементов подчиняется закону аддитивности.
Экспериментальное определение механических характеристик ме-
талла швов позволило установить коэффициенты влияния каждого эле-
мента и составить эмпирические уравнения для расчета ожидаемых ме-
ханических характеристик металла сварных низколегированных швов в
следующем виде:
для предела прочности шва, МПа
ов ш = 48 г 500С + 252Mn + 175Si 4 239Cr + 77Ni + 80 W +
4 700Ti 4- ]76Cu 4- 290А1 + 168Мо, (5.1)
для относительного удлинения шва, %
6Ш = 50,4 - [21,8С - 15Мп 4- 49Si 4- 2,4Ni + 5,8Сг 4- 6,2Cu 4-
4- 2,2W + 6,6Ti] + 17,1 Al 4- 2,7Mo, (5.2)
для ударной вязкости шва при Т = 20 °C, Дж/см2
КСУп ш = [23,3 - (25,7С + 6,4 Мп - 8,4Si 4- 2,4Сг 4- 1,6Ni 4- 4Cu +
4-0,5W+ 1,4Мо 4- 15,4Ti) 4- 18А1] 10, (5.3)
РАСЧЕТНАЯ ОЦЕНКА МЕХАНИЧЕСКИХ СВОЙСТВ
247
Содержание легирующего элемента
для предела текучести шва
атш = 7,3овш, (5.4)
для относительного поперечного сужения
2,32 6Ш .
(5.5)
В приведенных формулах значение каждого компонента принято в
процентах. Формулы справедливы при условии» что концентрация от-
248 ВЫБОР ПАРАМЕТРОВ РЕЖИМА ДУГОВОЙ СВАРКИ
дельных элементов находится в указанных выше пределах, суммарное
содержание всех легирующих элементов не превышает 5 % и скорость
охлаждения металла шва не превышает 2 °С/с (т.е. отсутствует эффект
закалки). При больших скоростях охлаждения необходимо учитывать
эффект закалки, используя данные рис. 5.3, на котором эффект закалки в
зависимости от скорости охлаждения приведен для двух эквивалентных
содержаний углерода С, = 0,26 иС,- 0,57. Для промежуточных значений
С, рекомендуется пользоваться интерполяцией и определять woxn. Экви-
валентное содержание углерода в шве подсчитывают по формуле
С, = С + Мп/6 + Сг/5 + V/5 т Мо/4 + Ni/15 + Cu/13 + Р/2,
где С, Мп, Сг, V, Мо и т.д. - процентное содержание легирующих эле-
ментов в металле шва. Медь и фосфор учитывают только в том случае,
если концентрация меди больше 0,5 %, а фосфора больше 0,05 %. Для
определения химического состава металла шва можно воспользоваться
правилом смешения.
Площадь наплавки можно рассчитать по формуле
fnp =’lnp-^L о,95 IO-4.
'•'св
Рис. 5.3. Коэффициенты, учитывающие влияние
скорости остывания низколегированного металла шва
на его механические свойства
КОНТРОЛЬНЫЕ ВОПРОСЫ
249
Рис. 5.4. Зависимость полного теплового кпд от скорости сварки и плотности
тока в электроде (механизированная сварка под флюсом):
/ - 25 А/мм2; 2 - 30 Л/мм2; 3-40 Л/мм2;
4-80 Л/мм2; 5- 160 А/мм2; 6 - 250 А/мм2
Полный тепловой кпд г|пр зависит главным образом от скорости
сварки и плотности тока в электроде (рис. 5.4).
Все полученные расчетные данные следует уточнять при сварке
опытных образцов.
Контрольные вопросы
1. От чего зависит выбор способа сварки и сварочных материалов?
2. Влияние параметров режима на свойства сварных соединений.
3. Приемы выбора параметров режима сварки покрытыми электро*
дам и, в защитных газах, под флюсом.
4. Факторы учитываемые при оценке ожидаемых свойств металла
шва.
Глава 6
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ И
НИЗКОУГЛЕРОДИСГЫХ НИЗКОЛЕГИРОВАННЫХ
КОНСТРУКЦИОННЫХ СТАЛЕЙ
6.1. СОСТАВ И СВОЙСТВА СТАЛЕЙ
Сталь - это железный сплав, содержащий до 2 % С. В углеродистых
консзрукционных сталях, широко используемых в машиностроении, су-
достроении т.д., содержание углерода обычно оставляет 0,06 ... 0,9 %.
Углерод является основным легирующим элементом и определяет меха-
нические свойства этой группы сталей. Повышение его содержания в
стали усложняет технологию сварки и затрудняет возможности получе-
ния равнопрочного сварного соединения без дефектов.
По степени раскисления сталь изготовляют кипящей, спокойной и
полуспокойной (соответствующие индексы "кп", "сп" и "пс"). Кипящую
сталь, содержащую не более 0,07 % Si, получают при неполном раскис-
лении металла. Сталь характеризуется резко выраженной неравномерно-
стью распределения серы и фосфора по толщине проката. Местная по-
вышенная концентрация серы может привести к образованию кристалли-
зационных трешин в шве и околошовной зоне.
Кипящая сталь склонна к старению в околошовной зоне и переходу
в хрупкое состояние при отрицательных температурах. В спокойной ста-
ли, содержащей не менее 0,12 % Si, распределение серы и фосфора более
равномерно. Эти стали менее склонны к старению. Полуспокойная сталь
нанимает промежуточное положение между кипящей и спокойной сталью.
Стали с содержанием до 0,25 % С относятся к низкоуглеродистым, с
содержанием 0,26 ... 0,45% к среднеуглеродистым, к высокоуглероди-
стым относятся, стали, содержащие 0,45 ... 0,75 % С. Они отличаются
плохой свариваемостью и их не применяют для изготовления сварных
конструкций. Температурная область применения углеродистых сталей
от -40 до +425 °C, низколегированных от -70 до +475 °C. По качествен-
ному признаку низкоуглеродистые стали разделяют на две группы:
обыкновенного качества и качественные.
Сталь обыкновенного качества поставляют без термообработки в го-
рячекатаном состоянии. Изготовленные из нее конструкции обычно так-
СОСТАВ И СВОЙСТВА СТАЛЕЙ
251
же не подвергают последующей термообработке. Эта сталь поставляется
по ГОСТ 380-94 на сталь углеродистую обыкновенного качества,
ГОСТ 5520-79 (в ред. 1990 г.) на сталь для котлостроения, ГОСТ 5521-86
на сталь для судостроения и т.д. (табл. 6.1).
6.1. Химический состав некоторых
углеродистых конструкционных сталей, %
Марка стали ГОСТ С Мп Si
Ст1кп 380-94 0,06 ...0,12 0,25 ... 0,50 не более 0,05
Ст1пс 0,06... 0,12 0,25 ... 0,50 0,05 ...0,15
Ст1сп 0,06 ...0,12 0,25 ... 0,50 0,15 ...0,30
Ст2кп 0,09... 0,15 0,25 ... 0,50 не более 0,05
Ст2пс 0,09 ...0,15 0,25 ... 0,50 0,05 ...0,15
Ст2сп 0,09 ...0,15 0,25 ... 0,50 0,15... 0,30
СтЗпс 0,14... 0,22 0,40... 0,65 0,05 ...0,15
СтЗсп 0,14... 0,22 0,40... 0,65 0,15... 0,30
10 1050-88 0,07 ...0,14 0,35 ... 0,65 0,17 ...0,37
15 0,12 ...0,19 0,35 ... 0,65 0,17... 0,37
20 0,17... 0,24 0,35 ... 0,65 0,17... 0,37
15Г 4543-71 0,12 ...0,19 0,70... 1,00 0,17...0,37
20Г 0,17... 0,24 0,70... 1,00 0,17...0,37
35Г 0,32 ... 0,40 0,70... 1,00 0,17... 0,37
12К 5520-79 0,08 ...0,16 0,40... 0,70 0,17... 0,37
15К 0,12... 0,20 0,35 ... 0,65 0,15... 0,30
20К 0,16... 0,24 <0,65 0,15... 0,30
22К 0,19 ...0,26 1,00 0,17 ...0,40
СтЗС 5521-86 0,14... 0,22 0,35 ... 0,60 0,12... 0,35
Примечания: I. Массовая доля хрома, никеля и меди в сталях марок Ст 1,
Ст2 и СтЗ различной выплавки должна быть не более 0,30 % каждого, серы не
более 0,050 %, фосфора не более 0,70 %.
2. Для проката из стали марок СтЗкп, СтЗпс, СтЗсп, предназначенного для
сварных конструкций, отклонение по содержанию углерода в сторону его уве-
личения не допускался.
252
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
Конструкционные стали с нормальным и повышенным содержанием
марганца (марки 15Г и 20Г) имеют пониженное содержание серы. Меха-
нические свойства некоторых марок углеродистой стали приведены в
табл. 6.2. Стали этой группы для изготовления конструкций обычно при-
меняют в горячекатаном состоянии и меньше - после термообработки,
нормализации или закалки с отпуском (термоупрочнение). Механические
свойства этих сталей зависят от термообработки (табл. 6.3).
6.2. Механические свойства некоторых марок
углеродистой стали и холодном состоянии
Марка стали Временное сопротив- пение <ув, МПа Предел текучести от, (МПа) для толщин, мм Относительное удлинение б5 (%), для толщин, мм
До 20 20... 40 40... 100 Свыше 100 До 20 20... 40 Свыше 40
Ст1кп 310 ...400 — - - — 35 34 32
Ст 1 пс 320 ... 420 — — - — 34 33 31
Ст2кп 330... 420 220 210 200 190 33 32 30
Ст2пс 340 ... 440 230 220 210 200 32 31 29
СтЗкп 370 ... 470 240 230 220 200 27 26 24
СтЗсп 380 ... 490 250 240 230 210 26 25 23
СтЗГпс 380 ... 500 250 240 230 210 26 25 23
10 330 205 — — - 31 — -
15 370 225 - — - 27 — —
15 410 245 — - — 25 - —
15Г 410 245 — — — 26 — —
20Г 450 280 — — — 24 — —
35Г 570 340 — — — 18 — —
Примечание. Для сталей мирок 10, 15, 20, 15Г и 20Г механические свой-
ства определены на образцах из нормализованных заготовок.
63. Ударная вязкость некоторых углеродистых
конструкционных сталей (Дж/см2)
Марка стали Вид проката стали Располо- жение об- разца отно- сительно проката Толщина, мм Ударная вязкость (не менее), Дж/см2
при темпе- ратуре, °C после меха- ничсского старения
+20 -20
СтЗпс Листовая Поперек 5...9 10... 25 26 ... 40 78 69 49 39 29 39 29
СтЗсп Широкопо- лосная Вдоль 10 ... 25 26 ... 40 78 69 29 29
Листовая Поперек 10... 30 31 ...40 69 49 29 29
СтЗГпс Широкопо- лосная Вдоль 5 ...9 10...30 31 ...40 98 78 69 49 29 49 29
Легированными называются стали, содержащие специально введен-
ные элементы. Марганец считается легирующим компонентом при со-
держании его в стали более 0,7 %, а кремний свыше 0,4 %. Поэтому угле-
родистые стали марок СтЗГпс, 15Г и 20Г с повышенным содержанием
марганца соответствуют низколегированным конструкционным сталям.
Легирующие элементы, вводимые в сталь, вступал во взаимодействие с
железом и углеродом, изменяют ее свойства. Это повышает механиче-
ские свойства стали и, в частности, снижает порог хладноломкости.
В результате появляется возможность снизить массу конструкций.
254 ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
При производстве сварных конструкций широко используют низко-
углеродистые низколегированные конструкционные стали (табл. 6.4 и
6.5). Суммарное содержание легирующих элементов в этих сталях обыч-
но не превышает 4,0 %, а углерода 0,25 %. Низколегированные стали в
зависимости от вводимых в сталь легирующих элементов разделяют на
марганцевые, кремнемарганцевые, хромокремненикелемедистые и т.д.
6.4. Химический состав некоторых низкоуглеродистых
низколегированных конструкционных сгалей
Марка стали Химический состав, % Тип стали
С Si Мп Прочие
09Г2 14Г2 18Г2 <0,12 0,12... 0,18 0,14... 0,20 0,17 ...0,37 0,17...0,37 0,25 ... 0,55 1,4 ... 1,8 1,2 ... 1,6 1,2 ... 1,6 Си < 0,3 Сг < 0,3 Ni < 0,3 Марган- цевые
12ГС 16ГС 17ГС 092С 10Г2С1 0,09 ...0,15 0,12... 0,18 0,14... 0,20 <0,12 <0,12 0,5 ... 0,8 0,4 ... 0,7 0,4 ... 0,6 0,5 ... 0,8 0,8 ... 1,1 0,8 ... 1,2 0,9... 1,2 1,0... 1,4 1,3 ... 1,7 13 ... 1,65 Си < 0,3 Кремне- марганцо- вые
10Г2С1Д <0,12 0,8 ... 1,1 1,3 ... 1,65 Си-0,15...0,3 Ni < 0,3 Сг < 0,3 Кремнс- марганцо- вомедистые
15ГФ 0,12... 0,18 0,17... 0,37 0,9 ... 1,2 V = 0,05 ... 0,10 Марган- цовована- диевая
14ХГС 0,11 ... 0,16 0,4 ... 0,7 0,9 ... 1,3 Сг = 0,5 ...0,8 Ni < 0,3 Си < 0,3 Хромок- ремнемар- ганцовая
10ХСНД <0,12 0,8 ... 1,1 0,5 ... 0,8 Сг = 0,6... 0,9 Ni =0,5 ...0,8 Си = 0,4 ...0,65 Хромок- ремнени- келемеди- стые
15ХСНД 0,12... 0,18 0,4 ... 0,7 04 ... 0,7 Сг = 0,6 ... 0,9 Ni = 0,3 ... 0,6 Си = 0,2 ...0,4
Примечание. Содержание серы и фосфора не более 0,035 %.
СОСТАВ И СВОЙСТВА СТАЛЕЙ
255
6.5. Механические свойства некоторых
низкоуглеродистых низколегированных
конструкционных сталей в состоянии поставки
Марка стали Ударная вязкость при температуре -40 °C, Дж/см2 S5, %
Не менее. МПа
0,9Г2 30 450 310 21
14Г2 34 470 340 21
18Г2 40 520 360 21
12ГС - 470 320 26
16ГС 29 500 330 21
09Г2С 39 500 350 21
10Г2С1 40 520 380 21
15ГФ 39 520 380 21
14ХГС 39 500 350 22
10ХСНД 49 540 400 39
15ХСНД 39 500 350 39
Примечание. Прокат толщиной 4 .. 10 мм.
Наличие марганца в сталях повышает ударную вязкость и хладно-
ломкость, обеспечивая удовлетворительную свариваемость. По сравне-
нию с другими низколегированными сталями марганцевые позволяют по-
лучить сварные соединения более высокой прочности при знакоперемен-
ных и ударных нагрузках. Введение в низколегированные стали неболь-
шого количества меди (0,3 ... 0,4 %) повышает стойкость стали против
коррозии атмосферной и в морской воде.
Для изготовления сварных конструкций низколегированные стали
используют в горячекатаном состоянии. Термообработка значительно
улучшает механические свойства стали, которые, однако, зависят от тол-
щины проката. При этом может быть достигнуто значительное снижение
порога хладноломкости. Поэтому в последние голы некоторые марки
низколегированных сталей для производства сварных конструкций ис-
пользуют после упрочняющей термообработки.
256
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
6.2. ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВНОЙ ЗОНЫ
В сварочной ванне расплавленные основной и, если используют, до-
полнительный металлы перемешиваются. По мере перемещения источ-
ника ।еплоты вслед за ним перемещается и сварочная ванна. В результате
потерь ।еплогы на излучение, теплоотвод в изделие, а при электрошлако-
вой сварке - и в формирующие ползуны в хвостовой части ванны проис-
ходит понижение температуры расплавленного металла, который, за-
1вердевая, образует сварной шов.
Форма и объем сварочной ванны зависят от способа сварки и основ-
ных параметров режима. Ее объем может составлять от миллиметров до
со ген кубических сантиметров.
В результате этого изменяются и условия затвердевания (кристалли-
зации) металла сварочной ванны, которые также зависят от условий теп-
лоотвода, т е. от толщины свариваемого металла, типа сварного соедине-
ния, способа сварки, наличия шлака на поверхности сварочной ванны и
1.д. Таким образом, названные выше условия определяют и неодинаковое
время существования в расплавленном состоянии металла в различных уча-
стках сварочной ванны.
Кристаллизация металла сварочной ванны у границы с нераспла-
вившимся основным металлом (границы сплавления) протекает очень
быстро. По мере удаления от нее к центру ванны длительность пребыва-
ния металла в расплавленном состоянии увеличивается. Переход металла
из жидкого в твердое состояние - первичная кристаллизация на границе
сплавления начинается от час-
тично оплавленных зерен ос-
новного или ранее наплавлен-
ного металла (рис. 6.1) в виде
дендритов, растущих в направ-
лении, обратном теплоотводу,
т.е. в глубь сварочной ванны.
Таким образом, возникают об-
щие зерна.
При многослойной сварке,
когда кристаллизация начина-
ется от частично оплавленных
зерен предыдущего шва, воз-
можно прорастание кристаллов
из слоя в слой - образуется
транскристаллитная структура.
Затвердевший металл
Граница сплавления
Рис. 6.1. Строение зоны плавления
ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВНОЙ ЗОНЫ
257
На различных этапах кристаллизации металла сварочной ванны и
роста дендритов состав кристаллизующего жидкого металла не одинаков.
Первые порции металла менее загрязнены примесями, чем последние.
В результате образуется зональная и внутридендритная химическая не-
однородность металла. Неоднородность химического состава в различ-
ных участках одного дендрита, когда его поверхностные слои более за-
грязнены примесями - внутридендритная ликвация, имеет преимущест-
венное развитие в сварном шве.
Ликвация в сварном шве зависит от его химического состава, формы
сварочной ванны и скорости кристаллизации. Способ сварки оказывает
существенное влияние на развитие ликвации.
Первичная кристаллизация металла сварочной ванны имеет преры-
вистый характер, вызванный выделением перед фронтом кристаллизации
скрытой теплоты кристаллизации. Это приводит к характерному слои-
стому сгроению шва и появлению ликвации в виде слоистой неоднород-
ное! и. которая в наибольшей степени проявляется вблизи (раницы
сплавления. Слоистая ликвация также зависит от характера и скорости
кристаллизации металла сварочной ванны. Слоистая и дендритная ликва-
ции уменьшаются при улучшении условий диффузии ликвирующих эле-
ментов в твердом металле.
Образовавшиеся в затвердевшем металле шва в результате первич-
ной кристаллизации столбчатые кристаллиты имеют аустенитную микро-
структуру (диаграмма состояния системы Fc-C сплавов на рис. 6.2, спра-
ва). При дальнейшем охлаждении металла, при температуре аллотропи-
ческого превращения Ас3 начинается процесс перестройки атомов про-
странственной решетки - перекристаллизация. В результате перекри-
сталлизации происходит распад части аустенита и превращение его в
феррит. Так как растворимость углерода в феррите меньше, чем в аусте-
ните, выделяющийся углерод вступает в химическое соединение с желе-
юм, образуя цементит.
Дальнейшее охлаждение стали ниже температуры превращения
Aci приводит к образованию: эвтектоидной смеси феррита и цементита -
перлита. Вторичная кристаллизация сопровождается значительным уве-
личением числа зерен, так как в пределах первичного зерна аустенита
образуется несколько зерен перлита и феррита. Это благоприятно влияет
на механические свойства стали. С увеличением в стали содержания уг-
лерода количество перлита возрастает. Одновременно может наблюдать-
ся и рост зерен. Количество и строение перлитной фазы зависит также от
скорости охлаждения металла шва.
9 7162
258
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
Низкочглсровистая сталь
Низколегированная сталь
Участок
закалки
Участок
отпуска
Рис. 6.2. Строение зоны термического влияния сварного шва при дуговой
сварке низкоуглеродистой и низколегированной сталей
При некоторых условиях может образоваться видманштеттова
структура, характеризующаяся выделением феррита из аустенита не
только по границам зерен, но и по кристаллографическим плоскостям
отдельных кристаллитов. Видманштеттова структура в сварных соедине-
ниях не желательна, так как снижает их механические свойства. Металл
шва при комнатной температуре и обычных для сварки скоростях охлаж-
дения в области температур перекристаллизации имеет ферритно-
перлитную или сорбитообразную структуру.
Теплота, выделяемая при сварке, распространяется вследствие теп-
лопроводности в основной металл. Этот процесс характеризуется терми-
ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВНОЙ ЗОНЫ
259
ческим циклом. В каждой точке околошовной зоны температура вначале
нарастает, достигая максимума, а затем снижается. Чем ближе точка рас-
положения к границе сплавления, тем быстрее происходит нагрев метал-
ла в данном участке и тем выше максимальная температура, достигае-
мая в нем. При значительном удалении от шва нагрев основного металла
практически не происходит.
Таким образом, различные участки основного металла характеризу-
ются различными максимальными температурами и различными скоро-
стями нагрева и охлаждения, т.е. подвергаются своеобразной термообра-
ботке. Поэтому структура и свойства основного металла в различных
участках сварного соединения различны. Зону основного металла, в ко-
торой под воздействием термического цикла при сварке произошли фа-
зовые и структурные изменения, называют зоной термического влияния.
Характер этих превращений и протяженность зоны термического влия-
ния зависят от состава и теплофизических свойств свариваемого металла,
способа и режима сварки, типа сварного соединения и т.п.
На рис. 6.2 слева показаны поперечное сечение стыкового сварного
соединения при однослойной сварке низкоуглеродистой стали, кривая
распределения температур по поверхности сварного соединения в мо-
мент, когда металл шва находится в расплавленном состоянии, и струк-
туры различных участков зоны термического влияния шва после сварки,
образованные в результате действия термического цикла сварки. Эта
схема - условная, так как кривая распределения температур по поверхно-
сти сварного соединения во время охлаждения меняет свой характер.
На участке неполного расплавления объемы металла нагревались в ин-
тервале температур между солидусом и ликвидусом, что приводило к час-
тичному расплавлению (оплавлению) зерен металла. Пространство между
нерасплавившимися зернами заполнено жидкими прослойками, связанными
с металлом сварочной ванны. Поэтому в него могли проникать и элементы,
вводимые в металл сварочной ванны. В результате состав металла на этом
участке может отличаться от состава основного металла, а за счет нераспла-
вившихся зерен основного металла - и от состава металла шва.
Слоистая ликвация способствует увеличению химической неодно-
родности металла на этом участке по сравнению с металлом шва. Состав
и структура металла в этой зоне зависят также от диффузии элементов,
которая может проходить как из основного нерасплавившегося металла в
жидкий металл, так и наоборот. Этот участок по существу и является ме-
стом сварки. Его протяженность зависит от состава и свойств металла,
способа сварки и обычно не превышает 0,5 мм, но свойства металла в нем
могут оказывать решающее влияние на свойства всего сварного соединения.
260
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
На участке перегрева металл нагревался в интервале температур от
1100 ... 1150 °C до линии солидуса. Металл, нагревавшийся выше темпе-
ратуры Асъ полностью переходит в состояние аустенита, при этом про-
исходит рост зерна, размеры которого увеличиваются тем больше, чем
выше температура металла. Даже непродолжительное пребывание метал-
ла при температурах свыше 1100 °C приводит к значительному увеличе-
нию размера зерен. Крупнозернистая структура металла на этом участке
перегрева после охлаждения может привести к образованию неблагопри-
ятной видманштеттовой структуры.
Металл, нагретый незначительно выше температур Ас-», имеет мел-
козернистую структуру с высокими механическими свойствами. Этот
участок называется участком нормализации (перекристаллизации). На
участке неполной перекристаллизации металл нагревался до температу-
ры между АС| и Ас3. Поэтому он характеризуется почти неизменным фе-
роитным зерном и некоторым измельчением и сфероидизацией перлит-
ных участков.
Металл, нагревавшийся в интервале температур 500 ... 550 °C до Ас।
(участок рекристаллизации), по структуре незначительно отличается от
основного. Если до сварки металл подвергался пластической деформа-
ции, то при нагреве в нем происходит сращивание раздробленных зерен
основного металла - рекристаллизация. При значительной выдержке при
этих температурах может произойти значительный рост зерен. Механиче-
ские свойства металла этого участка могут несколько снизиться из-за
разупрочнения ввиду снятия наклепа.
При нагреве металла в интервале температур 100 ... 500 °C (участок
старения) его структура в процессе сварки не претерпевает видимых из-
менений. Однако в некоторых сталях, содержащих повышенное количе-
ство кислорода и азота (обычно кипящих), их нагрев при температурах
150 ... 350 °C сопровождается резким снижением ударной вязкости и со-
противляемости разрушению.
Многослойная сварка ввиду многократного воздействия термическо-
го цикла сварки на основной металл в околошовной зоне изменяет строе-
ние и структуру зоны термического влияния. При сварке длинными уча-
стками после каждого последующего прохода предыдущий шов подвер-
гается своеобразному отпуску. При сварке короткими участками шов и
околошовная зона длительное время находятся в нагретом состоянии.
Помимо изменения структур, это увеличивает и протяженность зоны
термического влияния.
Последующие слои термически воздействуют на ранее наплавлен-
ные швы, имеющие структуру литого металла, и создают в них зону тер-
ОБРАЗОВАНИЕ ШВА И ОКОЛОШОВНОЙ ЗОНЫ
261
мического влияния, строение и структура которой значительно отлича-
ются от зоны термического влияния в основном металле, подвергавшемся
прокатки. Эта зона на участке перегрева обычно не имеет крупного зерна и
характеризуется мелкозернистыми структурами с повышенными пластиче-
скими свойствами.
При газовой сварке более медленный нагрев по сравнению с дуговой
сваркой приводит к значительному росту нерасплавившихся зерен ос-
новного металла, прилегающих к границе сплавления. Начинающаяся от
них кристаллизация расплавленного металла сварочной ванны способст-
вует крупнозернистому строению металла шва. Этому способствуют и
умеренные способы охлаждения. Протяженность зоны термического влия-
ния при газовой сварке значительно больше, чем при дуговой (до 28 мм).
Поэтому и ширина различных участков зоны термического влияния
больше.
Структура металла швов при электрошлаковой сварке может харак-
теризоваться наличием трех зон (рис. 6.3, а): зоны / крупных столбчатых
кристаллов, которые растут в направлении, обратном отводу теплоты;
зоны 2 тонких столбчатых кристаллов с меньшей величиной зерна и не-
сколько большим их отклонением в сторону теплового центра; зоны 3
равноосных кристаллов, располагающейся посередине шва. В зависимо-
сти от способа электрошлаковой сварки, химического состава металла
шва и режима сварки может быть получено различное строение швов.
Повышение содержания в шве углерода и марганца увеличивает, а
уменьшение интенсивности теплоотвода уменьшает ширину зоны /.
Направленность кристаллизации зависит от коэффициента формы
шва. При его увеличении за счет уменьшения скорости подачи электрод-
ной проволоки (рис. 6.3, 6) происходит отклонение роста кристаллов в
сторону теплового центра сварочной ванны. Подобные швы имеют по-
вышенную стойкость против кристаллизационных трещин. Медленное
охлаждение швов при электрошлаковой сварке в интервале температур
фазовых превращений способствует тому, что их структура характеризу-
ется грубым ферритно-перлитным строением с утолщенной оторочкой
феррита по границам кристаллов.
Термический цикл околошовной зоны при электрошлаковой сварке
характеризуется длительным ее нагревом и выдержкой при температурах
перегрева и медленным охлаждением. Поэтому в ней могут образовы-
ваться грубые видманштеттовы структуры, которые по мере удаления
от линии сплавления сменяются нормализованной мелкозернистой
структурой. В зоне перегрева может наблюдаться падение ударной вязко-
сти, что устраняется последующей термообработкой (нормализация с
отпуском).
262 ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
1 2 3
а) б)
Рис. 6.3. Строение металла шва при электрошлаковой сварке
Термический цикл электрошлаковой сварки, способствуя распаду
аустенита в области перлитного и промежуточного превращений, благо-
приятен при сварке низколегированных сталей, так как способствует по-
давлению образования закалочных структур.
Основным фактором, определяющим после окончания сварки конеч-
ную структуру металла в отдельных участках зоны термического влияния,
является термический цикл, которому подвергался металл этого участка при
сварке. Решающими факторами термического цикла сварки являются мак-
симальная температура, достигаемая металлом в рассматриваемом объеме,
и скорость его охлаждения. Ширина и конечная структура различных уча-
стков зоны термического влияния определяются способом и режимом свар-
ки, составом и толщиной основного металла. Общая протяженность зоны
термического влияния может достигать 30 мм. При более концентрирован-
ных источниках теплоты протяженность зоны меньше.
Рассмотренное разделение зоны термического влияния - приближенно.
При переходе от одного структурного участка к другому имеются промежу-
точные структуры. Кроме того, диаграмму железо - углерод мы рассматри-
вали статично, в какой-то момент существования сварочной ванны. В дей-
ствительности температура в точках зоны термического влияния изменяется
во времени в соответствии с термическим циклом сварки.
Повышение прочности низколегированных сталей достигается леги-
рованием их элементами, которые растворяются в феррите и измельчают
перлитную составляющую. Наличие этих элементов при охлаждении
тормозит процесс распада аустенита и действует равносильно некоторо-
му увеличению скорости охлаждения. Поэтому при сварке в зоне терми-
ческого влияния на участке, где металл нагревался выше температур Ась
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
263
при повышенных скоростях охлаждения могут образовываться закалоч-
ные структуры. Металл, нагревавшийся до температур значительно выше
Ась будет иметь более грубозернистую структуру.
При сварке термически упрочненных сталей на участках рекристал-
лизации и старения может произойти отпуск металла с образованием
структуры сорбита отпуска и понижением прочностных свойств металла.
Технология изготовления сварных конструкций из низколегированных
сталей должна предусматривать минимальную возможность появления в
зоне термического влияния закалочных структур, способных привести к
холодным трещинам, особенно при сварке металла больших толщин. При
сварке термически упрочненных сталей следует принимать меры, преду-
преждающие разупрочнение стали на участке отпуска.
6.3. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Низкоуглсродистые и низкоуглеродистые низколегированные стали
обладают хорошей свариваемостью. Свариваемость среднеуглеродистых
сталей, используемых в нормализованном состоянии, затруднена, осо-
бенно при повышенной толщине металла. В некоторых случаях техноло-
гия их сварки схожа с технологией сварки низколегированных сталей с
повышенным содержанием углерода (см. гл. 7) и должна обеспечивать
определенный комплекс требований, основные из которых - обеспечение
надежности и долговечности конструкций (особенно из термически уп-
рочняемых сталей, обычно используемых при изготовлении ответствен-
ных конструкций).
Важное требование при сварке рассматриваемых сталей - обеспече-
ние равнопрочности сварного соединения с основным металлом и отсут-
ствие дефектов в сварном шве. Для этого механические свойства металла
шва и околошовной зоны должны быть не ниже нижнего предела соот-
ветствующих свойств основного металла.
При сварке низкоуглеродистых и низкоуглеродистых низколегиро-
ванных сталей при применении соответствующих сварочных материалов
металл шва легирован кремнием и марганцем больше, чем основной ме-
талл. Поэтому его механические свойства в большинстве случаев выше,
чем у основного металла. В этом случае основное требование при сварке -
получение сварною шва с необходимыми геометрическими размерами и
без дефектов.
В некоторых случаях конкретные условия работы конструкций допус-
кают снижение отдельных показателей механических свойств сварного со-
единения. Однако во всех случаях, особенно при сварке ответственных кон-
струкций, швы не должны иметь трещин, непроваров, пор, подрезов.
264
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
Геометрические размеры и форма швов должны соответствовать
требуемым. Сварное соединение должно быть стойким против перехода в
хрупкое состояния. Иногда к сварному соединению предъявляют допол-
нительные требования (работоспособность при вибрационных и ударных
нагрузках, пониженных температурах и т.д.). Технология должна обеспе-
чивать максимальную производительность и экономичность процесса
сварки при требуемой надежности конструкции.
Механические свойства металла шва и сварного соединения зависят
от его структуры, которая определяется химическим составом, режимом
сварки, предыдущей и последующей термообработкой. Химический со-
став металла шва при сварке рассматриваемых сiалей незначительно от-
личается от состава основного металла (табл. 6.6). Это различие сводится
к снижению содержания в металле шва углерода для предупреждения
образования структур закалочного характера при повышенных скоростях
охлаждения. Возможное снижение прочности металла шва, вызванное
уменьшением содержания в нем углерода, компенсируется легированием
металла через проволоку, покрытие или флюс марганцем, кремнием, а
при сварке низколегированных сталей - также и за счет перехода этих
элементов из основного металла.
6.6. Средний химический состав металла шва, %
Металл С Si Мп
Основной, типа СтЗ 0,14 ...0,22 0,05 ... 0,30 0,40 ... 0,45
Шва при сварке:
покрытыми электродами 0,08 ...0,13 0,20 ... 0,25 0,30 ... 0,90
под флюсом 0,12 ... 0,18 0,15 ...0,40 0,65 ... 0,75
в среде углекислого газа 0,10 ...0,16 0,20 ... 0,47 0,57 ... 0,79
электрошлаковой 0,10...0,16 0,07 ...0,16 0,45 ... 0,60
Основной.низколегированная 0,16... 0,22 0,17 ...0,37 0,80... 1,15
сталь 19Г
Шва при сварке:
покрытыми электродами 0,09... 0,15 0,20 ... 0,30 0,40... 1,20
под флюсом 0,10... 0,14 0,15 ... 0,30 0,90 ... 1,80
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
265
Таким образом, химиче-
ский состав металла шва зави-
сит от доли участия основного
и дополнительного металлов в
образовании металла шва и
взаимодействий между метал-
лом, шлаком и газовой фазой.
Повышенные скорости охлаж-
дения металла шва также спо-
собствуют повышению его
прочности (рис. 6.4), однако
при этом снижаются его пла-
стические свойства и ударная
вязкость. Это объясняется из-
менением количества и строе-
ния перлитной фазы.
Критическая температура
перехода металла однослойно-
го шва в хрупкое состояние
Рис. 6.4. Зависимость между
скоростью охлаждения и
механическими свойствами
металла шва при дуговой сварке
низкоуглеродистых сталей
практически не зависит от скорости охлаждения. Скорость охлаждения
металла шва определяется толщиной свариваемого металла, конструкци-
ей сварного соединения, режимом сварки и начальной температурой из-
делия.
Влияние скорости охлаждения в наибольшей степени проявляется при
дуговой сварке однослойных угловых швов и последнего слоя многослой-
ных угловых и стыковых швов при наложении их на холодные, предвари-
тельно сваренные швы. Металл многослойных швов, кроме последних
слоев, подвергающийся действию повторного термического цикла свар-
ки, имеет более благоприятную мелкозернистую структуру. Поэтому он
обладает более низкой критической температурой перехода в хрупкое
состояние. Пластическая деформация, возникающая в металле шва под
воздействием сварочных напряжений, также повышает предел текучести
металла шва.
Обеспечение равнолрочности металла шва при дуговых способах
сварки низкоуглеродистьх и низколегированных нетермоупрочненных
сталей обычно не вызывает затруднений. Механические свойства металла
околошовной зоны зависят от конкретных условий сварки и от вида тер-
мообработки стали перед сваркой.
При сварке низкоуглеродиегых горячекатаных (в состоянии постав-
ки) сталей при толщине металла до 15 мм на обычных режимах, обеспе-
чивающих небольшие скорости охлаждения, структуры металла шва и
околошовной зоны примерно такие, как было рассмотрено выше (см.
266
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
рис. 6.2). Повышение скоростей охлаждения при сварке на форсирован-
ных режимах металла повышенной толщины, однопроходных угловых
швов, при отрицательных температурах и т.д. может привести к появле-
нию в металле шва и околошовной зоны закалочных структур на участ-
ках перегрева и полной и неполной рекристаллизации.
Как видно из данных табл. 6.7 и рис. 6.5 скорость охлаждения для
низкоуглеродистых сталей оказывает большое влияние на их механиче-
ские свойства. При повышении содержания марганца это влияние усили-
вается. Поэтому даже при сварке горячекатаной низкоуглеродистой стали
марки СтЗкп при указанных выше условиях не исключена возможность
получения в сварном соединении закалочных структур. Если сталь перед
сваркой прошла термическое упрочнение закалку, то в зоне термиче-
ского влияния шва на участках рекристаллизации и старения будет на-
блюдаться отпуск металла, т.е. снижение его прочностных свойств. Уро-
вень изменения этих свойств зависит oi погонной энергии, типа сварного
соединения и условий сварки.
При сварке низколегированных сталей изменение свойств металла шва
и околошовной зоны проявляется более значительно. Сварка горячекатаной
стали способствует появлению закалочных структур на участках перегрева
и нормализации (см. рис. 6.2). Уровень изменения механических свойств
металла больше, чем при сварке низкоуглеродистых сталей. Термообработка
низколегированных сталей, наиболее часто - закалка (термоупрочнение) с
целью повышения их прочностных показателей при сохранении высокой
пластичности (см. габл. 6.7) усложняет технологию сварки.
На участках рекристаллизации и старения происходит разупрочне-
ние стали под действием высокого отпуска с образованием структур пре-
имущественно троостита или сорбита отпуска. Это разупрочнение тем
6.7. Влияние термообработки на механические свойства стали
Марка Вид термообработки ат, МПа а„, МПа 5S, % Ф, %
СтЗкп Отжиг 194 393 35,9 61,0
Нормализация 255 418 32,8 64,1
Закалка в масле 318 506 29,4 68,5
Закалка в воде 421 588 18,2 67,9
14Г2 Отжиг 294 503 34,9 67,2
Нормализация 338 532 30,1 65,5
Закалка в масле 528 739 23,4 61,6
Закалка в воде 880 1014 13,6 50,4
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
267
Рис. 6.5. Влияние скорости охлаждения при температуре 550 °C
на механические свойства сталей:
/ - С’тЗкп; 2 - 191,3 1412
больше, чем выше была прочность основного металла, полученная после
термообработки. При температурах выше Ас3 разупрочнение обусловле-
но совместно протекающими процессами высокого отпуска и фазовой
перекристаллизации. В этих процессах решающее значение имеют ско-
рость охлаждения металла шва (рис. 6.5) и в первую очередь погонная
энергия при сварке (табл. 6.8).
Таким образом, при сварке низколегированных сталей (особенно
термоупрочненных) получение равнопрочного сварного соединения вы-
зывает некоторые трудности и поэтому требует применения определен-
ных технических приемов (сварка короткими участками нетермоупроч-
ненных сталей и длинными термоупрочненных и др.). Протяженность
участков зоны термического влияния, |де произошло заметное изменение
268
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
6.8. Влияние погонной энергии (g/v) сварки
на предел прочности ав (МПа) сварных соединений
из термоупрочненной стали 14ХГС
Толщина стали, мм 11редел точности при сварке с q/v, Дж/см
16 800 8400
12 651 736
20 734 776
свойств основного металла под действием термического цикла сварки
(разупрочнение или закалка), зависит от способа и режима сварки, со-
става и толщины металла, конструкции сварного соединения др.
Повышение погонной энергии сварки (рис. 6.6) сопровождается
расширением разупрочненной зоны и снижением твердости металла в
ней. Это вызвано увеличением объема металла, подвергавшегося высо-
кому сварочному нагреву, и замедлением темпа охлаждения. Кроме того,
Рис. 6.6. Влияние погонной энергии на распределение твердости
металла по поперечному сечению шва на стали 14ХГС:
а - q/v = 8820 Дж/см; б - q/v - 49 560 Дж/см,
/ •• шов; // - зона перекристаллизации; /// - основной мшала
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
269
повышение погонной энергии уменьшает скорость охлаждения в субкри-
тичсском интервале температур, что уменьшает количество неравновес-
ных структур (снижает твердость) в прилегающих к шву участках пере-
грева и полной перекристаллизации. Околошовная зона, где наиболее
резко выражены явления перегрева и закалки, - вероятное место образо-
вания холодных трещин при сварке низколегированных сталей.
В процессе изготовления конструкций из низкоуглеродистых и низ-
колегированных сталей на заготовительных операциях и при сварке в
зонах, удаленных от высокотемпературной области, возникает холодная
пластическая деформация. Попадая при наложении последующих швов
под сварочный нагрев до температур около 300 °C, эти зоны становятся
участками деформационного старения, приводящего к снижению пласти-
ческих и повышению прочностных свойств металла и возможному воз-
никновению трещин, особенно при низких температурах или в концен-
траторах напряжений.
Высокий отпуск при температурах 600 ... 650 °C в этих случаях слу-
жит эффективным средством восстановления свойств металла (рис. 6.7).
Высокий отпуск применяют и для снятия сварочных напряжений. Нор-
мализации подвергают сварные конструкции для улучшения структуры
отдельных участков сварного соединения и выравнивания их свойств.
Гермообработка, кроме закалки сварных соединений, в которых шов и око-
лошовная зона охлаждались с повышенными скоростями, приведшими к
образованию на некоторых участках неравновесных структур закалочного
Рис. 6.7. Свойства стали СтЗкп в зависимости
от термообработки и деформационного старения:
/ - исходное горячекатаное состояние; 2 - после 10 %-ной деформации
растяжением при 250 °C; 3 - то же и последующего отпуска при 650 °C
270 ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
6.9. Влияние термообработки на механические свойства
металла шва при сварке низкоуглеродистой стали
Состояние металла шва Последний слой многопроход- ных швов при автоматической сварке под флюсом Электрон।лаковая сварка
от, МПа о„ МПа 55, % %‘А Ударная вязкость, Дж/см2 стт, МПа МПа % *s8 ц/, % Ударная вязкость. Дж/см2
После сварки 314 463 25,5 62,2 105 325 467 233 56,0 82
После отпуска при 660 °C 257 433 33,1 69,9 125 318 463 241 56,8 79
После нормали- зации 24,0 382 35,1 71,2 157 307 464 347 57,3 179
После отжига 230 396 35,3 71,5 134 — — - — —
После закалки 349 544 24,4 — 80 — — — — —
Примечание. Состав металла шва: при сварке под флюсом 0,12 % С;
0,75 % Мп; 0,22 % Si; при электрошлаковой сварке 0,14 % С; 0,80 % Мп; 0,07 % Si.
характера (угловые однослойные швы, последние проходы, выполненные
на полностью остывших предыдущих), приводит к снижению прочност-
ных и повышению пластических свойств металла в этих участках
(табл. 6.7 и 6.9).
При сварке короткими участками по горячим предварительно нало-
женным швам замедленная скорость охлаждения металла шва и около-
шовной зоны способствует получению равновесных структур. Влияние
термообработки в этом случае сказывается незначительно. При электро-
шлаковой сварке, когда скорость остывания металла шва околошовной
зоны сопоставима со скоростями охлаждения при термообработке, по-
следующая термообработка мало изменяет механические свойства ме-
талла рассматриваемых зон. Однако нормализация приводит к резкому
возрастанию ударной вязкости.
Швы, сваренные на низкоуглеродистых сталях всеми способами
сварки, обладают удовлетворительной стойкостью против образования
кристаллизационных трещин. Это обусловлено низким содержанием в
них углерода. Однако для низкоуглеродистых сталей, содержащих угле-
род по верхнему пределу (свыше 0,20 %), при сварке угловых швов и
первого корневого шва в многослойных швах, особенно с повышенным
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 271
зазором, возможно образование кристаллизационных трешин, что связа-
но в основном с неблагоприятной формой провара (узкая глубокая форма
провара с коэффициентом формы 0,8 ... 1,2). Легирующие добавки в низ-
колегированных сталях могут повышать вероятность образования кри-
сталлизационных трещин.
Низкоуглеродистые и низколегированные стали хорошо сваривают-
ся практически всеми способами сварки плавлением.
Сварку среднеуглеродистых сталей следует выполнять так, чтобы
снизить содержание углерода в металле шва, что достигается применени-
ем присадочной проволоки с низким содержанием углерода и уменьше-
нием доли основного металла в шве. Следует также обеспечить получе-
ние шва с большим коэффициентом формы, выбирать режимы сварки и
число слоев с учетом получения минимальной зоны термического влия-
ния, предупреждения роста зерна в зоне перегрева и по возможности от-
сутствия хрупких закалочных структур. Последнее может быть обеспече-
но предварительным подогревом до 250 ... 300 °C. Многослойная сварка, а
также двухдуговая сварка в раздельные сварочные ванны (рис. 3.27, б) спо-
собствуют получению качественных сварных соединений.
Высокоуглеродистые стали обладают плохой свариваемостью и их
практически не применяют для изготовления сварных конструкций. Не-
обходимость сварки подобных сталей возникает при ремонтных работах.
Она выполняется при предварительном подогреве до температур 450 ...
600 °C покрытыми электродами или полуавтоматами.
6.4. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
Для различных способов сварки требования к конструктивным эле-
ментам подготовки кромок и размерам швов регламентируются соответ-
ствующим ГОСТом (см. гл. 1).
Сварные соединения для фиксации входящих в них деталей относи-
тельно друг друга и выдерживания необходимых зазоров перед сваркой
собирают в сборочных приспособлениях или при помощи прихваток.
Длина прихваток зависит от толщины металла (см. рис 3.3). Площадь
сечения прихваток равна примерно 1/3 площади сечения шва, но не более
25 30 мм2. Прихватки выполняют обычно покрытыми электродами или
полуавтоматами в углекислом газе. Их рекомендуется накладывать со
стороны, обратной наложению основного однопроходного шва или пер-
вого слоя в многопроходных швах.
При сварке прихватки следует переплавлять полностью, так как в
них могут образовываться трещины ввиду высокой скорости теплоотво-
272
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
да. Поэтому перед сваркой прихватки тщательно зачищают и осматрива-
ют. При наличии в прихватке трещины ее выругают или удаляют другим
способом.
При электрошлаковой сварю; детали, как правило, устанавливают с
зазором, расширяющимся к концу шва. Взаимное положение деталей
фиксируют скобами, установленными на расстоянии 500 ... 1000 мм друг
от друга и удаляемыми по мере наложения шва. При автоматических
способах дуговой сварки и электрошлаковой сварке в начале и конце шва
устанавливают входные и выходные планки для обеспечения сварки на-
чала шва с установившимся термическим циклом (требуемыми размера-
ми шва) и вывода кратера с основною шва.
Сварку стыковых швов газовую, вручную покрытыми электродами
или полуавтоматами в защитных газах и порошковыми проволоками
обычно выполняют на весу. При автоматической сварке предусматрива-
ют применение приемов, обеспечивающих предупреждение прожогов и
качественный провар корня шва. Для предупреждения образования в
швах пор, трещин, непроваров и других дефектов свариваемые кромки
перед сваркой тщательно зачищают от шлака, оставшегося после терми-
ческой резки, ржавчины, масла и других загрязнений.
Дуговую сварку ответственных конструкций лучше проводить с двух
сторон. Более благоприятные результаты получаются при многослойной
сварке. В этом случае, особенно на толегом металле, достигаются более
благоприятные структуры в металле шва и околошовной зоне. Однако вы-
бор способа заполнения разделки при многослойной сварке зависит от тол-
щины металла и термообработки стали перед сваркой. При появлении в
швах дефектов (пор, трещин, непроваров, подрезов и т.д.) металл в месте
дефекта удаляется механическим путем, газопламенной, воздушно-дуговой
или плазменной строжкой и после зачистки подваривается.
Следует помнить, что при сварке низколегированных сталей выбор
техники и режима сварки влияет на форму провара, долю участия основ-
ного металла в формировании шва, а также на его состав и свойства.
Газовая сварка. Низкоуглеродистые и низкоуглеродистые низколе-
гированные стали удовлетворительно свариваются газовой сваркой. Для
сварки используется нормальное пламя. Применение флюсов не требует-
ся. В качество присадочного металла используются сварочные проволоки
марок Св-08; Св-08А; Св-08ГС; Св-12ГС; Св-081^2С. Мощность пламени
при левом способе сварки 100 ... 130 л/мм, при правом 120 ... 150 л/мм.
Металл шва содержит небольшое количество азота. Это объясняется
его небольшой концентрацией в пламени. Водород остается в шве в зна-
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 273
читальных количествах и может вызывать в них поры. Окисление FeO за
счет углерода с образованием СО также может привести к пористости
шва. Поэтому рекомендуется применять присадочный металл с понижен-
ным содержанием углерода. Выгорание кремния и марганца может при-
вести к снижению пластичности металла шва - механические свойства
металла шва могут быть в некоторой степени улучшены горячей проков-
кой или последующей термообработкой (нормализация или низкотемпе-
ратурный отжиг).
Ручная дуговая сварка покрытыми электродами. В зависимости
от назначения конструкции и типа стали электроды можно выбирать со-
гласно табл. 6.10. Режим сварки выбирают в зависимости от толщины
металла, типа сварного соединения и пространственного положения
сварки.
6.10. Марки электродов, применяемых при сварке
низкоуглеродистых и низколегированных сталей
Назначение электродов Марки электродов Примечание
Сварка низкоуглсроди- стых сталей ОММ-5, АНО-3, АНО-4, АНО-5, АНО-6. ЦМ-7, ОЗС-4. ОЗС-6, ОЗС-12, СМ-5
Сварка низкоуглероди- стых и низколегирован- ных сталей Сварка ответственных конструкций из низко- углеродистых сталей АНО-1, ВСП-1, ВСЦ-2, УОНИ-13/45, ОЗС-2, ОМА-2 МР-3 Электроды: АНО-1 для низкоуглеро- дистых и 09Г2
Сварка ответственных конструкций из низко- и среднеуглеродистых и низколегированных ста- лей ОМА-2, УОНИ-13/55, АН-7, ВСН-3, К-5А, ДСК-50, ОЗС-18, ОЗС-25, ОЗС-ЗЗ Электроды: а) УОНИ-13/55 для сталей низ- коуглеродистых и 14ХГС; б) ВСН-3 для трубопроводов из стали 10Г2
274
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
6.11. Соответствие марок электродов типу электродов
Тип электрода по ГОСТ 9467-75 Марки электродов
Э42 ОММ-5, СМ-5, ЦМ-7, АНО-1, АНО-5, АНО-6, ОМА-2, O3C-23
Э42А Э46 УОНИ-I3M5, СМ-11, ОЗС-2 АНО-3, АНО-4, МР-1, МР-3, ОЗС-З, ОЗС-4, ОЗС-6, ОЗС-12, ЭРС-1, ЭРС-2, РБУ-4, РБУ-5
Э46А Э50 Э50А Э-138/45Н, УОНИ-13/55К ВСН-3 УОНИ-13/55, ДСК-50, К-5 А, ОЗС-18, ОЗС-25, ОЗС-ЗЗ
11ри сварке корневых швов в разделке на металле толщиной
10 мм и более используют электроды диаметром 3 ... 4 мм. Рекомендуе-
мые для данной марки электрода значения сварочного тока, его род и
полярность выбирают согласно паспорту электрода, в котором обычно
приведены и его сварочно-технологические свойства, типичный химиче-
ский состав шва и механические свойства. Рядовые и ответственные кон-
струкции из низкоуглеродистых сталей сваривают электродами типа Э42
и Э46 (табл. 6.10, 6.11).
При сварке этих сталей обычно обеспечиваются достаточно высокие
механические свойства сварного соединения и поэтому в большинстве
случаев не требуются специальные меры, направленные на предотвращение
образования в нем закалочных структур.
Однако при сварке угловых швов на толстом металле и первого слоя
многослойного шва для повышения стойкости металла против кристал-
лизационных грещин может потребоваться предварительный подогрев до
температуры 120 ... 150 °C.
Для сварки рядовых конструкций из низколегированных сталей
обычно применяют электроды типа Э42А и Э46А, а ответственных - ти-
па Э50А. Это обеспечивает получение металла швов с достаточной стой-
костью против кристаллизационных трещин и требуемыми прочностны-
ми и пластическими свойствами. Легирование металла шва за счет про-
вара основного металла легирующими элементами, входящими в основ-
ной металл, и повышенные скорости охлаждения позволяют получить
металл шва с более высокими, чем при сварке низкоуглеродистых сталей,
прочностными показателями.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 275
Техника заполнения швов и определяемый ею термический цикл
сварки зависят от предварительной термообработки стали. Сварка тол-
стого металла каскадом и горкой, замедляя скорость охлаждения металла
шва и околошовной зоны, предупреждает образование в них закалочных
структур. Это же достигается при предварительном подогреве до темпе-
ратуры 150 ... 200 °C. Поэтому эти способы дают благоприятные резуль-
таты на нетермоупрочненных сталях. При сварке термоупрочненных ста-
лей для уменьшения разупрочнения стали в околошовной зоне рекомен-
дуется сварка длинными швами по охлажденным предыдущим швам.
Следует выбирать режимы сварки с малой погонной энергией. При
этом достигается и уменьшение протяженности зоны разупрочненного
металла в околошовной зоне. При исправлении дефектов в сварных швах
низколегированных и низкоуглеродистых сталей повышенной толщины
швами малого сечения вследствие значительной скорости охлаждения
металл подварочного шва и его околошовной зоны обладает пониженны-
ми пластическими свойствами. Поэтому дефектные участки следует под-
варивать швами нормального сечения длиной не менее 100 мм или пред-
варительно подогревать до температуры 150 ... 200 °C.
Сварка под флюсом. Автоматическую сварку обычно выполняют
электродной проволокой диаметром 3 ... 5 мм.
Равнопрочность соединения достигается за счет подбора соответст-
вующих составов флюсов и электродных проволок и выбора режимов и
техники сварки. При сварке низкоуглеродистых сталей в большинстве
случаев применяют флюсы марок АН-348-А и ОСЦ-45 и низкоуглероди-
стые электродные проволоки марок Св-08 и Св-08А. При сварке ответст-
венных конструкций, а также ржавого металла рекомендуется использо-
вать электродную проволоку марки Св-08ГА.
Использование указанных материалов позволяет получить металл
шва с механическими свойствами, равными или превышающими свойст-
ва основного металла. При сварке низколегированных сталей используют
те же флюсы и электродные проволоки марок Св-08ГА, Св-ЮГА и
Св-101 2. Легирование металла шва марганцем за счет проволок и крем-
нием за счет провара основного металла при подборе соответствующего
термического цикла (погонной энергии) позволяет получить, металл шва
с требуемыми механическими свойствами. Использованием указанных
материалов достигается высокая стойкость металла швов против образо-
вания пор и кристаллизационных трещин.
В конструкциях из низкоуглеродистых и низколегированных сталей
наряду со сваркой с разделкой кромок широко применяется сварка сты-
ковых швов и швов без разделки кромок. Увеличение доли основного
276
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
металла в металле шва, характерное для этого случая, и некоторое увели-
чение содержания в нем углерода могут повысить прочностные свойства
и понизить пластические свойства металла шва.
Технология сварки низкоуглеродистых и низколегированных сталей
отличается незначительно. Режимы сварки зависят от конструкции соедине-
ния, типа шва и техники сварки (табл. 6.12). Свойства металла околошовной
зоны зависят от термического цикла сварки. При сварке угловых однослой-
ных швов и стыковых и угловых швов на толстолистовой стали типа СтЗ на
режимах с малой погонной энергией в околошовной зоне возможно образо-
вание закалочных структур с пониженной пластичностью. Предупредить
это можно увеличением сечения швов или применением двухдуговой
сварки.
Для низколегированных термоупрочненных сталей с целью преду-
преждения разупрочнения шва в зоне термического влияния следует ис-
пользовать режимы с малой погонной энергией, а для нетермоупрочнен-
ных - наоборот, с повышенной. Для обеспечения пластических свойств
металла шва и околошовной зоны на уровне свойств основного металла
во втором случае следует выбирать режимы, обеспечивающие получение
швов повышенного сечения, применять двухдуговую сварку или прово-
дить предварительный подогрев металла до температуры 150 ... 200 °C.
В зависимости от условий сварки и охлаждения свойства сварных
соединений на низкоуглеродистых и низколегированных сталях изменя-
ются в широких пределах.
Сварка в защитных газах. При сварке низкоуглеродистых и низко-
легированных сталей для защиты расплавленного электродного металла
и металла сварочной ванны широко используют углекислый газ. Состав
защитного газа существенно влияет на технологические характеристики
процесса и состав металла шва. Помимо углекислого газа используют смеси
тазов СО2 + О2, СО2 + Аг, СО2 + Аг + О2. Количество добавленных газов
может достигать 50 % от объема газовой смеси.
Добавки кислорода, увеличивая окисляющее действие газовой среды
на расплавленный металл, позволяют уменьшать концентрацию леги-
рующих элементов в металле шва. Это иногда необходимо при сварке
низколегированных сталей. Кроме того, несколько уменьшается разбрыз-
гивание расплавленного металла, повышается его жидкотекучесть. Свя-
зывая водород, кислород уменьшает его влияние на образование пор.
Добавки в углекислый газ аргона (иногда в эту смесь вводят кисло-
род) изменяют технологические свойства дуги (глубину проплавления и
форму шва, стабильность дуги и др.) и позволяют регулировать концен-
трацию легирующих элементов в металле шва.
6.12. Режимы сварки под флюсом
Толщина металла или катет шва. мм Подготовка кромок Тип шва и способ сварки Диаметр электро- проводной проволоки, мм Сила тока. А Напряжение дуги. В Скорость сварки, м/ч
А. Автоматическая сварка стыковых швов
8 Без разделки, зазор Односторонний 4 550 ... 600 26... 30 48 . .50
2 ... 4 мм
12 То же Двусторонний 5 650 ... 700 30 ... 34 30. .32
Свыше 16 V-образные Односторонний 5 1-й проход 750... 800 2-й проход 30... 35 20. .22
Б. Автоматическая сварка уг човых швов
5 Без разделки Наклонным электродом 2 260 ... 280 28 ... 30 28. .30
7 То же То же 500... 530 30... 32 44 . .46
8 » В лодочку 3 550... 600 32 ... 34 28. .30
12 » То же 3 600 ... 650 32 ... 34 18 . .20
Примечание. Ток постоянной обратной полярности.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 277
278
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
Аргон и гелий в "чистом" виде в качестве защитных газов находят
ограниченное применение - только при сварке конструкций ответствен-
ного назначения.
Сварку в углекислом газе и его смесях выполняют плавящимся
электродом. В некоторых случаях для сварки в углекислом газе исполь-
зуют неплавящийся угольный или 1рафитовый электрод. Однако этот
способ находит ограниченное применение, например при сварке борто-
вых соединений низкоуглеродистых сталей толщиной 0,3 ... 2 мм (ка-
нистр. корпусов конденсаторов и т.д.). Так как сварка выполняется без
присадки, содержание кремния и марганца в металле шва невелико.
В результате прочность соединения обычно составляет 50 ... 70 % проч-
ности основного металла.
При автоматической и полуавтоматической сварке плавящимся
электродом швов, расположенных в различных пространственных поло-
жениях, обычно используют электродную проволоку диаметром до
1,2 мм; при сварке в нижнем положении - диаметром 1,2 ... 3,0 мм. Для
сварки низкоуглеродистых и низколегированных сталей используют леги-
рованные электродные проволоки марок Св-08ГС и Св-08Г2С. Проволоку
марки 12ГС можно использовать для сварки низколегированных сталей
14ХГС, 10ХСНД и 15ХСНД и спокойных углеродистых сталей марок
Ст1сп и Ст2сп. Однако с целью предупреждения значительного повыше-
ния содержания углерода в верхних слоях многопроходных швов эту
проволоку обычно применяют для сварки одпо-трехслойных швов.
Повышение коррозионной стойкости швов в морской воде достига-
ется использованием электродной проволоки марки Св-08ХГ2С. Струк-
тура и свойства металла шва и околошовной зоны на низкоуглеродистых
и низколегированных сталях зависят от марки использованной электрод-
ной проволоки, состава и свойств основного металла и режима сварки
(термического цикла сварки, доли участия основного металла в формиро-
вании шва и формы шва). Влияние этих условий сварки и технологиче-
ские рекомендации примерно такие же, как и при ручной дуговой сварке
и сварке под флюсом.
На свойства металла шва значительное влияние оказывает качество
углекислого газа. При повышенном содержании азота и водорода, а так-
же влаги в швах могут образоваться поры. Сварка в углекислом газе ме-
нее чувствительна к отрицательному влиянию ржавчины. Увеличение
напряжения дуги, повышая угар легирующих элементов, приводит к сни-
жению механических свойств шва. Некоторые рекомендации по режимам
сварки приведены в табл. 6.13.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 279
6.13. Режимы полуавтоматической и
автоматической сварки в углекислом газе
Толщина ме- талла. мм Катет шва. мм Зазор, мм Число слоев Диаметр электродной проволоки, мм Сила тока, А Напряжение дуги. В Скорость сварки оного слоя, м/ч Расход газа на один слой, л/мин
Стыковые швы
1,2... 2,0 0,8. 1,0 1 ...2 0,8 ... 1,0 70... 100 18...20 18...24 10... 12
3 ... 5 — 1,6 .. 2,0 1 ...2 1,6 ...2,0 180... 200 28... 30 20... 22 14... 16
оо - 1,8 ...2,2 1 ...2 2,0 250... 300 28... 30 18 ...22 16... 18
8... 12 — 1,8 ...2,2 2...3 2,0 250... 300 28... 30 16... 20 18...20
Угловые швы
1,5. 2,0 1,2 2,0 — 1 0,8 60... 75 18...20 16... 18 6... 8
3,0. 4,0 3,0. 4,0 - 1 1,2 120... 150 20... 22 16... 18 8... 10
5,0... 6,0 5,0... 6,0 - I 2,0 260... 300 28 ...30 29 ...31 16... 18
Сварка на повышенных силах тока приводит к получению металла
швов с пониженными показателями пластичности и ударной вязкости,
что, вероятно, объясняется повышенными скоростями охлаждения. Свой-
ства металла шва, выполненного на обычных режимах, соответствуют
свойствам металла шва, выполненного электродами типа Э50А. В про-
мышленности находит применение и сварка в углекислом газе порошко-
выми проволоками. Технология этого способа сварки и свойства сварных
соединений примерно те же, что и при использовании их при сварке без
дополнительной защиты.
Сварка порошковой проволокой. Сварка открытой дугой порош-
ковой проволокой является одним из перспективных способов. В про-
мышленности находят применение порошковые проволоки марок
ПП-1ДСК, ПП-2ДСК, ПП-АНЗ, ПП-АН4, ЭПС-15/2 и др. Использование
проволоки ПП-1ДСК при сварке угловых и стыковых швов с зазором
между кромками может привести к получению в швах пор.
Проволока ЭПС-15/2 для получения швов без пор требует соблюде-
ния режимов в узком диапазоне. Большие рабочие токи ограничивают
применение этой проволоки для сварки металла малых толщин.
Проволоки ПП-АН7 и ЛП-2ДСК имеют хорошие сварочно-технологи-
ческие свойства в широком диапазоне режимов (табл. 6.14).
280
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
6.14. Оптимальные режимы сварки
порошковыми проволоками (нижнее положение)
Марка проволоки Диаметр проволоки, мм (лыковой шов Угловой шов в лодочку
Сила тока. А Напря- жение дуги, В Ско- рость подачи прово- локи, м/ч С ила тока. А Напря- жение дуги, В Ско- рость подачи прово- локи, м/ч
ПП-1ДСК 1,8 200 ... 350 25 ... 30 .»• 200... 300 26 ...31 —
ПП-2ДСК 2,3 400 ... 450 25 ...31 382 340... 380 29... 32 382
ПП-АНЗ 3,2 450... 525 26 ... 32 265 450 ... 560 27 ...31 265
ПП-АН4 2,3 500 . . . 600 28 ...29 382 440 ... 475 30... 34 382
ЭПС-15/2 2,2 320... 360 29... 32 337 320... 330 29... 32 337
Приведенные в табл. 6.15 данные показывают, что механические
свойства металла швов при сварке порошковыми проволоками находятся
примерно на уровне свойств соединений, выполненных электродами типа
Э50А по ГОСТ 9467-75. Для сварки ответственных конструкций из низ-
коуглеродистых и низколегированных сталей можно рекомендовать про-
волоки ПП-2ДСК и ПП-АП4, обеспечивающие хорошие показатели
хладноломкое!и швов.
6.15. Механические свойства швов при сварке
низкоуглеродистых сталей порошковыми проволоками
Марки проволоки пт, МПа пв, МНа §5. % Ударная вязкость (Дж/см2) при температуре, °C
+20 -20 -40 -60
ПП-1ДСК 536 26,0 78 43 8 6
ПП-2ДСК 360 481 30,1 160 139 123 84
ПП-АНЗ 395 514 30,2 — 126 92 27
ПП-АН4 416 530 26,7 - 111 129 27
ПП-АН7 520 28,4 199 143 26 12
ЭПС-15/2 416 501 26,6 163 140 63 7
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 281
Электрошлаковая сварка. Электрошлаковую сварку широко при-
меняют при изготовлении конструкций из толстолистовых низкоуглсро-
дистых и низколегированных сталей. При этом равнопрочность сварного
соединения достигается за счет легирования металла шва через электрод-
ную проволоку и перехода элементов из расплавляемого металла кромок
основного металла. Последующая термообработка помимо снижения ос-
таточных напряжений благоприятно влияет и на структуру и свойства
сварных соединений.
При электрошлаковой сварке рассматриваемых сталей используют
флюсы АН-8, АН-8М, ФЦ-1, ФЦ-7 и АН-22. Выбор электродной прово-
локи зависит от состава стали. При сварке спокойных низкоуглероди-
стых сталей с содержанием до 0,15% углерода хороших результатов дос-
тигают при использовании проволок марок Св-08А и Св-08ГА. Для пре-
дупреждения образования газовых полостей и пузырей при сварке кипя-
щих сталей, содержащих мало кремния, рекомендуется электродная про-
волока Св-08ГС с 0,6 ... 0,85 % Si. При сварке сталей марок СтЗ и некото-
рых марок низколегированных сталей удовлетворительные результаты
получают при использовании электродных проволок марок Св-08ГА,
Св-10Г2 и Св-08ГС. а стали ЮХСНД-Св-08ХГ2СМА (табл. 6.16, а также
см. табл. 6.6 и 6.9).
6.16. Ориентировочные режимы
электрошлаковой сварки низкоуглеродистых сталей
Толщина металла, мм Сила тока на один элек- трод, А Напряже- ние свар- ки, В Число электродов Диаметр (сечение) электро- дов, мм Расстоя- ние между электро- дами, м.м Скорость, м/ч
подачи электродов сварки
30 70 350... 370 650 Пр 32... 34 47 оволо 1 чный элек 2,5 :трод 172 0,9... 1,0
— 371 ... 400 1,0... 1,16
90 150 200 250 600... 620 450 ... 500 550 500 ... 550 42... 46 44 ... 50 46 ... 48 50... 55 2 3,0 45 ...50 65 90 125 300 220 ... 240 250 230 ... 250 1,6 0,8 ... 0.9 0,5 0,4 ... 0,5
340 400 ... 450 46 ...48 3 110 200... 220 0,3
282
ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
Продолжение табл. 6.16
Толщина металла. мм Сила тока на один элек- трод, А Напряже- ние свар- ки, В Число электродов Диаметр (сечение) электро- дов. мм Расстоя- ние между электро- дами. мм Скорость, м/ч
подачи электродов сварки
Пластинчатый электрод
100 1000.. . 1200 28 . . 30 1 10x90 - 1,6 0,5
200 1000.. . 1200 28. .30 2 10x90 — 1,6 0,5
300 1500.. . 1800 30. .32 3 10 х 135 — 1,6 0,45
Контрольные вопросы
1. Состав и свойства углеродистых и низкоуглеродистых низколе-
гированных сталей.
2. Образование шва и околошовной зоны. Структура и свойства.
3. Свариваемость рассматриваемых сталей.
4. Техника и технология сварки газовой и ручной дуговой покры-
тыми электродами.
5. Техника и технология сварки под флюсом и электрошлаковой
сварки.
6. Техника и технология дуговой сварки в защитных газах и по-
рошковой проволокой.
7. В каких случаях необходим предварительный поденрев ?
8. Влияние последующей термообработки на свойства сварных со-
единений.
9. Отличие свойств одно- и многопроходных швов.
10. Чем отличается химический состав металла шва от основного
металла ?
Глава 7
ТЕХНОЛОГИЯ СВАРКИ НИЗКО- И
СРЕДНЕЛЕГИРОВАННЫХ
ЗАКАЛИВАЮЩИХСЯ СТАЛЕЙ
7.1. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Для изготовления различных изделий в машиностроении использу-
ют углеродистые и низколегированные стали, содержание углерода в
которых увеличено по сравнению с содержанием углерода в низкоугле-
родистых конструкционных сталях общего назначения, что при соответ-
ствующей термообработке позволяет существенно повысить их проч-
ность. В зависимости от режима термообработки временное сопротивле-
ние этих сталей составляет 600 ... 1500 МПа. Содержание углерода в них
доходит до 0,5 % при суммарном легировании другими элементами до
3 ... 4 %. Примерами марок сталей этой группы могут служить 35Х, ДОГ,
13ХГМРБ, 14Х2ГМ, ЗОХГТ, 30ХГНА, 30ХГСА, 42Х2ГСНМА и др. По
чувствительности к термодеформационному циклу сварки к этой же
группе можно отнести углеродистые стали, например марок 30, 35, 40,
45, 50 и др., а также теплоустойчивые молибденовые, хромомолибдено-
вые и хромомолибденованадиевые стали, например, марок 20ХМ,
30ХМА, 25Х1М1Фидр.
Повышение содержания углерода, а также степени легирования ста-
ли увеличивает склонность к закалке. Такие стали обладают высокой
чувствительностью к термическому циклу сварки и околошовная зона
оказывается закаленной при всех режимах сварки, обеспечивающих
удовлетворительное формирование шва.
Для снижения скорости охлаждения околошовной зоны с целью по-
лучения в ней структур, обладающих некоторым запасом пластичности,
достаточным для предотвращения образования трещин под действием
термодеформационного цикла, при сварке этих сталей необходим пред-
варительный подогрев свариваемого изделия.
Закаливаемость стали можно оценить, изучая кинетику распада ау-
стенита. На рис. 7.1 представлена диаграмма изотермического распада
284
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Аустенит устойчивый
Acf
Сорбит
Мартенсит
Аустенит >
неустойчивый
^гтйп
Перлит
Тт
Троостит
к
t
Рис. 7.1. Диаграмма изотермического
распада аустенита
аустенита и нанесены
кривые, соответствую-
щие различным скоро-
стям охлаждения метал-
ла. Скорость охлажде-
ния (кривая 2) является
максимальной скоро-
стью охлаждения, пре-
вышение которой при-
ведет к частичной за-
калке стали. Ее называ-
ют первой критической
скоростью охлаждения.
При скорости охлажде-
ния по кривой 3 насту-
пает полная закалка
(100 % мартенсита). Ее
называют второй критической скоростью охлаждения. Кривая / характе-
ризует скорость охлаждения, при которой отсутствует закалка.
Характер кривых изотермического распада аустенита и их располо-
жение на диаграмме зависят от химического состава стали, однородности
аустенита и размера его зерна. Почти все легирующие элементы увели-
чивают устойчивость аустенита, т.е. сдвигают кривые изотермического
распада вправо.
При переохлаждении аустенита ниже Aci длительность инкубаци-
онного периода будет зависеть от температуры переохлаждения. При
некоторой температуре Тт наблюдается наименьшая устойчивость аусте-
нита, и через время /пил выдержки при этой температуре полностью за-
канчиваются все превращения. При всех других температурах переохла-
ждения время инкубационного периода больше, поэтому температуру Тт
называют температурой наименьшей устойчивости аустенита. При ис-
пользовании кривых изотермического распада аустенита для оценки за-
каливаемости стали в условиях непрерывного охлаждения при сварке
необходимо в эти кривые внести некоторые поправки.
При непрерывном охлаждении температура наименьшей устойчиво-
сти аустенита Тт снижается в среднем на 55 °C, а наименьшая длитель-
ность распада увеличивается в 1,5 раза по сравнению с тем, что наблюда-
ется при изотермическом распаде (рис. 7.2). При одном и том же химиче-
ском составе рост зерна аустенита замедляет его распад. Например, если
средняя площадь зерна углеродистой стали с содержанием 0,9 % С
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
285
увеличивается в 10 раз, дли-
тельность распада увеличи-
вается примерно вдвое.
Пользуясь диаграммой изо-
термического распада, мож-
но приближенно рассчитать
скорость охлаждения в суб-
критическом интервале тем-
ператур, обеспечивающую
полное или частичное от-
сутствие закалки металла
околошовной зоны. Для
получения в околошовной
Рис. 7.2. Смещение критических точек
при непрерывном охлаждении
зоне металла, в котором
будут отсутствовать струк-
туры закалки, необходимо,
чтобы средняя скорость охлаждения в интервале температур от Т\ до
(7„, 55) не превышала предельного значения:
55)
где 7| - температура, соответствующая точке Асй Т,„- температура ми-
нимальной устойчивости аустенита; rmin - минимальная продолжитель-
ность полного изотермического распада аустенита, с.
Коэффициент 3 в знаменателе состоит из двух множителей: 1,5 и 2.
Первый из них вводит поправку на непрерывность охлаждения, второй
учитывает замедление распада аустенита из-за роста зерна, сопутствую-
щего сварочному нагреву.
При сварке плавлением скорость нагрева в интервале температур
Ас] Лс3 и длительность пребывания металла околошовной зоны при
температуре выше Ас3 оказывают существенное влияние на процесс го-
могенизации аустенита и рост зерна. Существует два возможных вариан-
та развития процесса. Первый вариант, когда высокая температура нагре-
ва металла околошовной зоны способствует росту зерна, особенно при
большой длительности пребывания металла при температуре выше Ас? и
одновременно увеличивает устойчивость аустенита. Второй вариант, ко-
гда быстрый нагрев и малая длительность пребывания металла выше
температуры Ас3 понижают степень гомогенизации и устойчивость ау-
стенита.
286
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
В сталях без карбидообразующих элементов или с малым их содер-
жанием преимущественное развитие получает первый вариант, что при-
водит к смещению области частичной закалки в сторону меньших скоро-
стей охлаждения. В сталях, легированных карбидообразующими элемен-
тами, возможно смещение области частичной закалки в сторону больших
скоростей охлаждения вследствие ограничения роста зерна и развития
процесса гомогонизации по второму варианту.
При проверке выбранного режима и определении температуры по-
догрева при сварке закаливающихся сталей достаточно использовать ре-
зультаты стандартных испытаний стали по методике ИМЕТ-1 или вали-
ковой пробы, на основании которых можно получить зависимости изме-
нения механических свойств металла околошовной зоны от скорости ох-
лаждения и длительности пребывания выше Ас3. По этим данным можно
установить интервал скоростей охлаждения, ограничивающий область
частичной закалки стали в зоне термического влияния, и выбрать расчет-
ное значение по допускаемому проценту мартенсита в структуре и тре-
буемому сочетанию механических свойств. При сварке сталей повышен-
ной прочности содержание мартенсита в структуре металла зоны терми-
ческого влияния обычно ограничивают 20 ... 30 %. Больший процент со-
держания мартенсита (иногда до 50 %) допускают лишь при сварке изделий
с малой жесткостью при обязательной последующей термообработке.
Теория распространения теплоты при сварке позволяет рассчиты-
вать скорости охлаждения и время пребывания металла зоны термиче-
ского влияния в определенном интервале температур.
С целью быстрого определения фактической скорости охлаждения при
наплавке валика на лист для некоторых частных случаев расчеты могут быть
номографированы. На рис. 7.3 приведена номограмма для расчета скоро-
сти охлаждения околошовной зоны при толщине металла 5 ... 36 мм.
Диапазон скоростей охлаждения металла зоны термического влияния, в
котором не возникают трещины и получается удовлетворительное соче-
тание механических свойств, приведен в табл. 7.1.
Сварка на режимах, при которых скорость охлаждения околошовной
зоны больше верхнего предела, вызывает резкое снижение пластичности
металла зоны термического влияния за счет ее закалки; режимы, приво-
дящие к слишком малой скорости охлаждения (меньше нижнего предела,
указанного в табл. 7.1), снижают пластичность и вязкость вследствие
чрезмерного роста зерна. Если сталь подвержена резкой закалке, то воз-
можно, что при всех скоростях охлаждения в околошовной зоне образу-
ется мартенситная структура в таком количестве, при котором пластич-
ность металла будет низкой.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
287
g/v, Дж/см
Рис. 7.3. Номограмма для расчета скорости охлаждения
при Т = 500 °C
7.1. Допустимые скорости охлаждения металла ЗТВ
для некоторых закаливающихся сталей
X о X и о X и о
d £ О -? С а --5? ©
о о с о ь я 5 О ° о
rd - II ^5 ' II Л - II
X 5 к. X X 5 к
О. Cl о Cl
~ X * X - X
С- О. Cl
— с С
35ХГСА 2,5 ...6,0 зог 3,0 ...7,0 зохм <8*
40Х 2,5 ...3,7 25ХН2 2,0 ...3.7
45ХМА <0,7* 25НЗ 0,8... 11,0 35ХВФА 1,0 ...5,0
* Время после окончания сварки до проведения 1Срмообработки жестко
регламентировано.
288
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Уменьшение скорости охлаждения ниже некоторого предела, при
котором не происходит образования мартенсита, приводит к значитель-
ному росту зерен, вызывающему резкое снижение пластичности. Следо-
вательно, чрезмерно высокий подогрев может вызвать заметное ухудше-
ние свойств (особенно ударной вязкости) металла зоны термического
влияния на участке высокого отпуска. Для восстановления свойств око-
лошовной зоны необходима последующая термообработка, причем время
до ее проведения должно быть строго регламентировано.
Таким образом, при установлении режима сварки закаливающихся
сталей необходимо рассчитать параметры режима по условиям получе-
ния швов заданных геометрических размеров и формы, действительную
скорость охлаждения н*охл металла зоны термического влияния (в зависи-
мости от условий проведения сварки) и результаты расчета сравнить с
данными о допустимых скоростях охлаждения для данной стали. Если
действительная скорость охлаждения металла зоны термического влия-
ния при сварке на принятом режиме окажется выше верхнего предела
допустимых скоростей (см. табл. 7.1), то необходимо рассчитать темпе-
ратуру предварительного подогрева или применить некоторые техноло-
гические приемы заполнения разделки кромок (двухдуговая сварка раз-
двинутыми дугами, каскадом, горкой и др.).
Если сталь склонна к значительному росту зерна, а действительная
скорость охлаждения металла зоны термического влияния по расчету
оказалась меньше нижнего предела допустимых скоростей, следует увели-
чить число слоев в шве и сварить их длинными швами. При выборе новых
режимов следует определить действительные скорости охлаждения.
При выборе марки стали на стадии проектирования сварной конст-
рукции может возникнуть необходимость ориентировочной оценки необ-
ходимости подогрева перед сваркой. Для приближенной оценки влияния
термического цикла сварки на закаливаемость околошовной зоны и ори-
ентировочного определения необходимости снижения скорости охлаж-
дения за счет предварительного подогрева можно пользоваться так назы-
ваемым эквивалентом углерода. Если при подсчете эквивалента углерода
окажется, что Сэ < 0,45 %, данная сталь может свариваться без предвари-
тельного подогрева; если Сэ > 0,45 %, необходим предварительный по-
догрев, тем более высокий, чем выше значение Сэ.
При сварке металла относительно небольшой толщины (до 6 ... 8 мм)
и сварных узлов небольшой жесткости предельное значение С„ при ко-
тором нет необходимости в предварительном подогреве, может быть по-
вышено до 0,55 %.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
289
Оценка закаливаемости стали в условиях сварки по эквиваленту уг-
лерода приближенная, так как не учитывается ряд важных факторов, та-
ких как толщина свариваемой стали, тип соединения, режим сварки и
исходное структурное состояние.
При необходимости температуру подогрева металла перед сваркой
можно оценить по методике, учитывающей химический состав сваривае-
мой стали и ее толщину. Согласно этой методике полный эквивалент уг-
зерода С, определяют по формуле
С - С + С
где Сч химический эквивалент углерода; Ср - размерный эквивалент
углерода.
С, =С i Мп - — Сг + —Ni + — Мо;
9 9 18 12
Ср 0,0055 • С„
где 5 толщина свариваемой стали, мм.
Тогда полный эквивалент углерода
С. = СХ(1 4 0,0055).
Определив полный эквивалент углерода, необходимую температуру
предварительного подогрева находят по формуле
Т„ = 350,/Сп -0,25.
Полученная температура предварительного подогрева должна быть
проверена и откорректирована путем определения действительных ско-
ростей охлаждения при сварке на принятых режимах и сопоставления
результатов расчета с рекомендуемым для данной марки стали диапазо-
ном допустимых скоростей охлаждения.
К сталям, закаливающимся в условиях сварки, могут быть отнесены
также низко- и среднелегированные теплоустойчивые стали, которые дли-
тельное время сохраняют высокие прочностные свойства при работе в ус-
ловиях повышенных температур (450 ... 580 °C), оцениваемые пределом
текучести и длительной прочностью.
Теплоустойчивость сталям придает введение в качестве легирующе-
го элемента молибдена или молибдена в сочетании с хромом и ванадием.
К таким сталям относятся, например, 20ХМ, 15Х1М1Ф, 15Х2МФБ,
20Х2МА и др. Так как теплоустойчивые стали склонны к закалке в зоне,
прилегающей к шву, то они свариваются с предварительным и после-
дующим подогревом. В зависимости от состава стали и ее толщины тем-
пературу подогрева выбирают в пределах 150 ... 400 °C.
10- 71ь2
290
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Для получения сварных соединений, обладающих высокой работоспо-
собностью, после сварки необходима термообработка для восстановления
свойств в зоне термического влияния, режим которой определяется маркой
теплоустойчивой стали.
7.2. СВАРКА НИЗКОЛЕГИРОВАННЫХ
БЕЙНИТНО-МАРТЕНСИТНЫХ СТАЛЕЙ
Состав н свойства сталей
Высокопрочные стали, предназначенные для сварных конструкций,
должны обладать хорошей пластичностью, высокой сопротивляемостью
хрупкому разрушению и удовлетворительной свариваемостью. Необходи-
мый комплекс технологических свойств сталей с о0.2 = 580 ... 780 МПа
обеспечивается структурой, которая формируется в процессе мартенсит-
ного или бейнитного превращений и определяется легированием и тер-
мообработкой.
Основные марки низкоуглеродистых бейнитно-мартенситных
сталей: 13ХГМРБ, 14Х2ГМ, 14ХГН2МДАФБ, 12Г2СМФАЮ,
12ХГН2МФБДАЮ, 12ХГНЗМАФД-СШ и др.
Оптимальные механические свойства и высокую сопротивляемость
хрупкому разрушению при отрицательной температуре они приобретают
после закалки или нормализации и последующего высокого отпуска.
Механические свойства этих сталей приведены в табл. 7.2.
7.2. Механические свойства некоторых марок сталей (нс мснсс)
Марка стали Толщина, мм а0.2> МПа <4 МПа 65, % KCD, Дж/см2
-40 °C -70 °C
13ХГМРБ 10...50 590 690 14 39 29
14Х2ГМРБ 10 ...50 588 686 14 39 -
14Х2ГМРЛ >40 588 686 14 34 —
14Х2ГМ 3...30 588 686 16 39 —
12Г2СМФАЮ 10... 32 588 686 14 34 —
12ГН2МФАЮ 16...40 588 686 14 — 29
12ХГН2МФБАЮ 16...40 736 834 12 — 29
12ХГН2МФБДАЮ 20 ...40 785 883 15 — 29
12ХГН2МФДРА 4...20 980 1078 10 29 —
СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
291
Продолжение табл. 7.2
Марка стали Толщина, мм а0.2, МПа МПа 65. % KCV. Дж/см2
-40 °C -70 °C
14ХГН2МДАФБ 3 ... 50 685 780 16 39* —
14ХГ2САФД 16...40 588 686 14 39 —
12ГНЗМФАЮДР-СШ 4...40 685 780 16 78* 59*
12ХГНЗМАФД-СШ 3 ... 50 980 1080 14 — 59
14ХГНМДАФБРТ 6... 20 785 980 12 39 29
•KCN.
Хорошее сочетание свойств имеют стали, содержащие 0,4 ... 0,6 % Мо
и 0,002 ... 0,006 % В с добавкой других легирующих элементов, что обес-
печивает получение стабильной бейнитной или мартенситной структуры.
Применяются также безникелевые стали, содержащие 0,15 ... 0,3 % Мо и
0,002 ... 0,006 % В (12Г2СМФАЮ), которые уступают сталям типа
14Х2ГМРБ по хладостойкости, и стали с небольшим количеством азота
(0,02 ... 0,03 %) и нитридообразующих элементов - алюминия, ванадия,
ниобия (12ГН2МФАЮ). Наличие мелкодисперсных нитридов в стали
способствует уменьшению их склонности к росту аустенитного зерна при
сварке.
Свариваемость сталей
Основными показателями свариваемости низкоутлеродистых бей-
нитно-мартенситных сталей являются сопротивляемость сварных соеди-
нений холодным трещинам и хрупкому разрушению и механические
свойства зоны термического влияния, которые прежде всего связаны с
фазовыми превращениями и структурными изменениями происходящими
в стали при сварке. Структурные изменениях в стали при воздействии
термического сварочного цикла оценивают по термокинетическим диа-
граммам непрерывного распада аустенита.
Например, превращение аустенита стали 12ГН2МФАЮ (рис. 7.4)
при скорости охлаждения в интервале 600 ... 500 °C = 75 ... 1,6 °С/с
происходит в мартенситной и бейнитной областях. Ферритное и перлит-
ное превращения отсутствуют.. При = 75 °С/с мартенситное превра-
щение начинается при 450 °C и заканчивается при 270 °C, твердость
мартенсита HV380. С уменьшением скорости охлаждения количество
10*
292
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Рис. 7.4. Термическая диаграмма распада аустенита стали 12ГН2МФЛЮ.
Цифры в кружках означают твердость (HV):
А - аустенит; Б - бейнит; М - мартенсит
мартенситной составляющей уменьшается. При = 1,6 °С/с происхо-
дит полностью бейнитнос превращение в интервале температур 635 ...
465 °C; твердость HV 205.
Низкоуглеролистые бейнитно-мартенситные стали имеют ограни-
ченное содержание С, Ni, Si, S и Р Поэтому при соблюдении режимов
сварки и правильном применении присадочных материалов горячие тре-
щины отсутствуют.,
Наиболее распространенным и опасным дефектом сварных соедине-
ний сталей являются холодные трещины в зоне термического влияния и
металле шва, возникающие в закаленной структуре под влиянием водо-
рода и сварочных напряжений.
Высокая сопротивляемость сварных соединений низкоуглеродистых
легированных сталей образованию трещин обеспечивается в случае, ко-
гда содержание диффузионного водорода в наплавленном металле не
превышает 3,5 ... 4,0 мл/100 г. Более высокая концентрация водорода
приводит к снижению сопротивляемости соединений образованию хо-
лодных трещин. Для предотвращения образования холодных трещин в
этих сталях необходимы ограничения допускаемых скоростей охлажде-
ния. Например, диапазон допускаемых скоростей охлаждения зоны тер-
мического влияния для сталей 14Х2ГМРБ и 12ГН2МФАЮ = 13 ...
18 °С/с, а для 12ХГН2МФБДАЮ = 4 ... 6 °С/с. Для предотвращения
СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
293
образования холодных трещин при сварке соединений большой толщины
следует применять предварительный подогрев. Как правило, он назнача-
ется при сварке металла толщиной свыше 20 мм. Температура подогрева
80 ... 100 °C. При сварке металла толщиной свыше 40 мм температура
подогрева 100 ... 150 °C. При температуре окружающего воздуха ниже
0 °C необходим предварительный подогрев свариваемых кромок до
100 ... 120 °C для металла толщиной менее 30 мм и 130 ... 150 °C для
металла большей толщины. Подогрев сварных соединений наиболее эф-
фективен, если его осуществлять равномерно по всей длине шва с двух
сторон от разделки кромок на ширину не менее 100 мм.
Критериями при определении диапазона режимов сварки и темпера-
тур предварительного подогрева служат допустимые максимальная и
минимальная скорости охлаждения металла околошовной зоны. Макси-
мально допустимые скорости охлаждения сталей принимаются таким
образом, чтобы предотвратить образование холодных трещин в металле
околошовной зоны. Величину этой скорости охлаждения определяют
экспериментальным путем по результатам испытаний технологических
проб или же расчетным путем.
Для предотвращения неблагоприятного изменения структуры и
снижения ударной вязкости металла зоны перегрева необходимо ограни-
чивать минимальную скорость охлаждения. Чрезмерно высокие погон-
ные энергии сварки приводят к образованию у линии сплавления крупно-
зернистых структур с низкими показателями ударной вязкости. Кроме
того, длительное пребывание отдельных зон основного металла при тем-
пературах, превышающих температуру отпуска стали, может способство-
вать разупрочнению металла. При сварке бейнитно-мартенситных сталей
скорость охлаждения целесообразно регулировать, изменяя как погонную
энергию, так и температуру предварительного или последующего подог-
рева соединений. Подогрев замедляет скорость остывания при темпера-
туре ниже 300 °C и способствует более полному удалению водорода из
наплавленного металла. При этом возрастает стойкость соединений про-
тив образования холодных трещин. Увеличение погонной энергии про-
длевает пребывание металла в области высоких температур, что ухудша-
ет его механические свойства. Поэтому наилучшее сочетание механиче-
ских свойств соединений и их стойкости против трещин достигается при
использовании оптимальных режимов сварки и температур предвари-
тельного и последующего подогрева.
При сварке соединений толщиной менее 20 мм скорость охлаждения
металла околошовной зоны следует регулировать в основном изменени-
ем погонной энергии сварки, при толщине свыше 20 мм - погодной энер-
294
ТЕХНОЛОГИЯ СВАРКИ С ТАЛЕЙ
гии сварки и температуры предварительного и последующего подогрева
в интервале 50 ... 150 °C.
Стойкость сварных соединений против образования холодных тре-
щин может быть также повышена применением технологии сварки с
"мягкими прослойками", при которой первые слои многослойного шва
выполняют менее прочным и более пластичным металлом по сравнению
с последующими слоями. В отдельных случаях ("жесткие" соединения
большой толщины) малопрочные пластичные швы в один-два слоя вы-
полняют и в процессе заполнения разделки кромок.
Технология сварки и свойства соединений
Сварочные материалы. Электроды для ручной электродуговой
сварки имеют низководородное фтористо-кальциевое покрытие. Широко
применяют электроды типа Э70 по ГОСТ 9467-75. Сварку выполняют
постоянным током при обратной полярности. Металл, наплавленный
электродами, должен соответствовать следующему химическому составу, %:
С до 0,10; Мп 0,8 ... 1,2; Si 0,2 ... 0,4; Сг 0,6 ... 1,0; Мо 0,2 ... 0,4;
Ni 1,3 ... 1,8; S до 0,03; Р до 0,03.
Проволока для сварки в углекислом газе и смесях аргона с углекис-
лым газом. При сварке в углекислом газе применяют проволоку марок
СВ-08Г2С, СВ-10ХГ2СМА, Св-08ХН2Г2СМЮ (ГОСТ 2246-70) или по-
рошковую проволоку.
Проволока марки Св-10ХГ2СМА обеспечивает прочность металла шва
до 680 МПа и ударную вязкость до 25 Дж/см2 при температуре -60 °C. Ме-
талл шва, выполненного проволокой марки Св-08ХН2Г2СМЮ, имеет пока-
затели прочности до 850 МПа и A'CU до 40 Дж/см2 при температуре
-70 °C. Благоприятное сочетание показателей механических свойств ме-
талла швов при сварке сталей с прочностью 580 ... 700 МПа позволяют
получать порошковые проволоки с сердечником рутилфлюоритного типа.
При сварке высокопрочных сталей в смесях на базе аргона
(78 % Аг + 22 % СО2 или 75 % Аг + 20 % СО2 + 5 % О2) используют про-
волоку марки Св-08ХН2ГМЮ, которая обеспечивает высокий уровень
механических свойств и хладостойкость металла швов при сварке сталей
с прочностью до 700 МПа.
Проволоки указанных марок рекомендуются и для сварки угловых
швов с катетом свыше 15 мм. Для угловых швов с меньшим катетом в
большинстве случаев используют проволоку марки Св-О8Г2С. Эту про-
волоку применяют также при сварке низкоуглеродистых бейнитно-
СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
295
мартенситных сталей с низколегированными сталями повышенной проч-
ности 09Г2, 10Г2С1, 14Г2, ЮХСНДи 15ХСНД.
Флюсы и сварочные проволоки. При автоматической сварке бейнит-
но-мартенситных сталей применяют низкокремнистые окислительные
флюсы. Сварку выполняют проволоками Св-08ХН2ГМЮ или
Св-08ХН2Г2СМЮ на постоянном токе обратной или прямой полярности.
Это позволяет получать наплавленный металл с достаточно низким со-
держанием диффузионного водорода, неметаллических включений, серы
и фосфора.
Сварка покрытыми электродами. Сварочный ток выбирают в за-
висимости от марки и диаметра электрода; при этом учитывают положе-
ние шва в пространстве, вид соединения и толщину свариваемого метал-
ла. При выполнении многослойных швов особое внимание уделяют каче-
ственному выполнению первого слоя в корне шва.
Разделки кромок заполняют в зависимости от толщины металла лю-
бым из известных способов наложения швов. Последовательное наложе-
ние швов применяют при сварке металла толщиной до 25 мм. Каскад и
горку используют при сварке металла большей толщины. Выбор схемы
заполнения разделки кромок определяется необходимостью сохранить
1емнературу подогрева металла в процессе сварки.
Сварку технологических участков следует производить без переры-
вов, не допуская охлаждения сварного соединения ниже температуры
предварительного подогрева и Haipeea его перед выполнением следую-
щего прохода выше 200 °C. При многопроходной сварке предваритель-
ный подогрев может использоваться только при выполнении первых
проходов.
Сварка в защитных газах. Диаметр проволок сплошного сечения
при сварке в углекислом газе и смесях газов выбирают в зависимости от
!олшины свариваемого металла и пространственного положения шва.
Проволоками диаметром 1,0 ... 1,4 мм сваривают соединения толщиной
3 ... 8 мм, швы в различных пространственных положениях, а также корне-
вые слои многослойных соединений. В остальных случаях используют про-
волоку диамегром 1,6 мм.
Сварку в смесях на основе аргона выполняют проволокой марки
Св-08ХН2ГМЮ, при этом практически отсутствует разбрызгивание, швы
имеют хороший внешний вид.
Сварка под флюсом. Сварку под флюсом выполняют на постоян-
ном токе обратной полярности. Сила сварочного тока не превышает
800 А, напряжение дуги до 40 В, скорость сварки изменяют в диапазоне
13 ... 30 м/ч. Одностороннюю однопроходную сварку применяют для
296
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
соединений толщиной до 8 мм и выполняют на остающейся стальной
подкладке или флюсовой подушке.
Максимальная толщина соединений без разделки кромок, сваривае-
мых двусторонними швами, не должна превышать 20 мм. Для стыковых
соединений без скоса кромок (односторонних и двусторонних) исполь-
зуют проволоку марки Св-08ХН2М. Применять более легированные про-
волоки для таких соединений нецелесообразно, поскольку в этом случае
швы имеют излишне высокую прочность.
Наиболее часто стыковые соединения подготавливают со скосом кро-
мок. Сварку корневых швов стыковых соединений высокопрочных сталей с
V- или Х-образной разделкой кромок обычно выполняют проволоками ма-
рок Св-08ГА или Св-10Г2. Заполнение разделок кромок осуществляется
проволоками марок Св-08ХН2ГМЮ или Св-08ХН2ГСМЮ последователь-
ным наложением слоев.
Электрошлаковая сварка. При электрошлаковой сварке низкоуг-
леродистых легированных сталей применяют технологические приемы,
позволяющие повысить скорость охлаждения сварного соединения, на-
пример сопутствующее дополнительное охлаждение зоны сварки. При
этом ниже ползуна устанавливается специальное устройство, которое
охлаждает водой шов и зону термического влияния, что обеспечивает
получение требуемой елрукгуры и механических свойств этого участка
сварного соединения.
7.3. СВАРКА СРЕДНЕЛЕГИРОВАННЫХ
МАРТЕНСИТНО-БЕЙНИТНЫХ СТАЛЕЙ
Состав и свойства сталей
Среднелегированные мартенситно-бейнитные стали содержат С в
количестве 0,4 % и более. Они легированы Ni, Сг, W, Mo, V.
Оптимальное сочетание прочности, пластичности и вязкости стали
получают после закалки и низкого отпуска (табл. 7.3).
Указанные стали с целью повышения пластичности и вязкости вы-
плавляют из чистых шихтовых материалов, а также тщательно очищают
в процессе производства от серы, фосфора, газов и неметаллических
включений, в ряде случаев подвергая их вакуумно-дуговому, электро-
шлаковому переплавам, рафинированию в ковше жидкими синтетиче-
скими шлаками. Термомеханическая обработка (ТМО) позволяет достичь
на среднеуглеродистых сталях хорошего сочетания прочности, пластич-
ности и вязкости.
7.3. Химический состав и механические свойства среднеуглеродистых
мартенснто-бейннтных сталей после закалки и низкого отпуска
Марка стали Химический состав. °о Механические свойства
С Si Мп Сг Ni Мо S Р о,. МПА ^0.2- МПА 6ч. °о KCV при +20°С. Дж/см2
нс 6 о л ее
42Х2ГСНМА* 0.41 ... 0.48 0.9... 1,2 0.75 ... 1.0 1,5 ... 2,0 0.5... 0,8 0.4 ... 0.6 0,010 0.02 20001|а‘ 1700х50 6... 7 50
4ОХГСНЗМА 0.36... 0.43 0.7 ... 1,0 0.5 ... 0.8 0.8... 1.1 2,5 ... 3,0 0,3 ... 0.4 0.025 0.025 2000г'"’ 1500 8 70
ЗОХ2ГСНВМА** 0.26... 0.33 0.9... 1,2 1.0... 1.3 1,5 ... 2,0 1.0... 1,3 0.4 ... 0.5 0.011 0.015 1700’,оп 1360 7 70
ЗОХГСН2А (ЗОХГСНА) 0.27 ... 0,34 0.9... 1,2 1.0... 1.3 0,9... 1,2 1,4... 1.8 0.015 0.025 1700 1450 10 70
30ХГСА 0,28... 0,34 0.9... 1,2 0.8... 1.1 0,8... 1,1 — — 0,030 0,03 1600 1400 6 50
25ХГСА 0.22 ... 0.28 0.9... 1,2 0.8 ... 1.1 0,8... Ы — — 0,030 0.03 1400 1300 6 50
* 0.03 ... 0.08 % V; ♦♦ 0.9 ... 1.3 % W.
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
298
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Типичными представителями среднелегированных мартенситно-
бейнитных сталей, широко применяемыми при изготовлении ответствен-
ных сварных конструкций, являются стали 42Х2ГСНМА, 40ХГСНЗМА,
30Х2ГСНВМА.
Образование шва и околошовной зоны при сварке
среднелегированных высокопрочных сталей
Для изготовления сосудов высокого давления, тяжело нагруженных
машиностроительных изделий и других ответственных конструкций ис-
пользуют среднелегированные высокопрочные стали, которые после со-
ответствующей термообработки обладают временным сопротивлением
1000 ... 2000 МПа при достаточно высоком уровне пластичности. Для
сталей этой группы характерно содержание углерода до 0,5 % при ком-
плексном легировании в сумме 5 ... 9 %. В связи с весьма высокой чувст-
вительностью к термическому циклу сварки стали с таким высоким со-
держанием углерода для изготовления сварных конструкций применяют
только в особых случаях. Необходимый уровень прочности при сохране-
нии высокой пластичности достигается комплексным легированием ста-
ли различными элементами, главные из которых хром, никель, молибден
и др. ^ти элементы упрочняют феррит и повышают прокаливаемость
стали. Увеличение степени легирования при повышенном содержании
углерода повышает устойчивость аустенита, и практически при всех ско-
ростях охлаждения околошовной зоны и режимах сварки, обеспечиваю-
щих удовлетворительное формирование шва, распад аустенита происхо-
дит в мартенситной области. Подогрев изделия при сварке не снижает ско-
рости охлаждения металла зоны термического влияния до значений, мень-
ших и способствует poc iy зерна, что вызывает уменьшение деформаци-
онной способности и приводит к возникновению холодных трещин.
Поэтому такие стали, как правило, сваривают без предварительного
подогрева, но с использованием специальных технологических приемов
сварки (каскадом, блоками, короткими или средней длины участками), а
также специальных устройств, подогревающих выполненный шов и тем
самым увеличивающих время пребывания его в определенном темпера-
турном интервале.
Особенность термического цикла многослойной сварки указанными
методами состоит в том, что тепло от второго и после дующих слоев не
позволяет металлу околошовной зоны 1 -го слоя охладиться ниже опреде-
ленной температуры. После сварки 2-го и последующих слоев околошов-
ная зона охлаждается значительно медленнее, чем после сварки одного
СВАРКА СРЕДНЕЛЕГИРОВЛННЫХ СТАЛЕЙ
299
1-го слоя. При наложении 1-го слоя температура точки / резко возрастает
(рис. 7.5, а), превышая температуру Ас3, а затем резко падает. В момент,
когда температура в точке / понизится до допустимого значения Тв > Гм,
тепловая волна от наложения 2-го слоя осуществит повторный нагрев
металла околошовной зоны 1-го слоя, но до температуры более низкой,
чем при сварке 1-го слоя.
При сварке 3-го слоя снова происходит некоторый подогрев, причем
по мере выполнения последующих слоев температурные воздействия
ослабевают и процесс стремится к установившемуся температурному
состоянию. По окончании сварки металл околошовной зоны медленно
охлаждается.
На рис. 7.5, б показано изменение температуры в точке 2, находя-
щейся у поверхности листов. При наложении каждого последующего
слоя температура в точке 2 нарастает, при выполнении последнего слоя
достигает максимума и после этого начинает снижаться. По проше-
ствии времени tB (время пребывания металла в интервале температур
ТЛс - Тм ) температура точки 2 снижается до температуры мартенситно-
го превращения и, если за это время не успеет произойти распад аустени-
та, образуется мартенситная структура.
Для увеличения времени пребывания металла околошовной зоны
при температуре выше точки мартенситного превращения накладывают
так называемый отжигающий валик, границы которого нс выходят за
пределы металла шва и тем самым не нагревают подверженный закалке
металл околошовной зоны до температуры выше Ас3. Наплавка отжи-
гающего валика увеличивает время пребывания металла околошовной
зоны в интервале температур ТАС1 - Тм с /в до /'в.
Для того чтобы при сварке в околошовной зоне получить такие
структуры, которые обеспечат деформационную способность металла,
достаточную для предотвращения образования трещин при охлаждении и
вылеживании изделия до проведения соответствующей термообработки,
необходимо, чтобы общее время выдержки в субкритическом интервале
температур было бы достаточным для полного распада аустенита. Это
время определяют по диаграмме изотермического распада аустенита ста-
ли данной марки. Время пребывания металла околошовной зоны при
температуре выше температуры Гм должно быть больше, чем время изо-
термического распада аустенита при этой температуре для стали данной
марки. Однако если сваривается среднелегированная сталь с повышен-
ным содержанием углерода, то даже при многослойной сварке короткими
участками практически не удается избежать закалки металла околошов-
ной зоны на мартенсит, так как длительность распада аустенита значи-
тельно больше, чем время пребывания металла при температурах выше
300 ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Рис. 7.5. Термический цикл металла околошовной зоны
при многослойной сварке короткими участками:
а - в точке / у корня шва; б - в точке 2 у поверхности
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
301
температур мартенситного превращения в процессе сварки. В этом слу-
чае необходимо, чтобы объемные изменения, сопутствующие образова-
нию мартенсита, не могли привести к появлению трещин до того, как он
будет отпущен, т.е. чтобы температура зоны закалки в процессе сварки
не опускалась ниже 120 ... 150 °C.
При наложении последующих слоев необходимо также обеспечить
"автотермообработку" (отпуск) всего металла на участке зоны термиче-
ского влияния, закаленного при сварке предыдущего слоя. В условиях
нагрева при сварке и непродолжительной выдержке при высоких темпе-
ратурах происходит отпуск только тех слоев мартенсита, которые нагре-
ваются до температуры 600 ... 700 °C. Отпущенная при этом режиме зона
термического влияния приобретает троостосорбитную или сорбитную
структуру с твердостью 360 ... 410 НВ.
Для того чтобы закаленные прослойки не сохранились, необходимо
так рассчитать режим каждого последующего слоя, чтобы обеспечить
распространение температур отпуска (600 ... 700 °C) на всю глубину за-
калки от предыдущего слоя. Схема выполнения сварки слоями, полно-
стью обеспечивающими отпуск закаленных зон, приведена на рис. 7.6.
Рис. 7.6. Схема выполнения сварки валиками,
обеспечивающими отпуск закаленных зон:
а - при наплавке 1-го и 2-го валиков; б - при наплавке 3-го валика;
в - при наплавке 4-го валика; / - 1-й валик; 2 - 2-й валик;
3 - зона отпуска от 2-го валика; 4 - зона закалки от 1-го и 2-го валиков;
5 - 3-й валик; 6 зона отпуска от 2-го и 3-го валиков;
7 - 4-й валик: 8 - зона отпуска от 4-го валика
302
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
После наплавки 1-го валика образуется зона закалки. При наплавке
2-го валика - зона закалки и зона отпуска, частично охватывающая зону
закалки от 1-го валика (рис. 7.6, а). При наплавке 3-го валика со скоро-
стью, несколько меньшей, чем при наплавке 1-го и 2-го валиков, образу-
ется зона отпуска также определенных размеров (рис. 7.6, б). При на-
плавке 4-го валика должен быть принят такой режим, при котором зона
отпуска полностью охватит зону закалки, не отпущенную предыдущими
слоями (рис. 7.6, в).
Чтобы избежать трещин при охлаждении сварного соединения, не-
обходимо использовать такие сварочные материалы, которые обеспечат
получение металла шва, обладающего большой деформационной способ-
ностью. Это может быть достигнуто, если наплавленный металл и металл
шва будут в меньшей степени легированы, чем свариваемая сталь. При
этом шов будет представлять собой как бы мягкую прослойку с времен-
ным сопротивлением, меньшим, чем временное сопротивление сваривае-
мой стали, но с повышенной деформационной способностью.
Для обеспечения технологической прочности сварных швов, выпол-
ненных низколегированными сварочными материалами, содержание уг-
лерода в шве не должно превышать 0,15 %. Уменьшенное содержание, по
сравнению с содержанием в свариваемой стали углерода и легирующих
элементов, приводит к изменению тем пера гуры у —> a-превращения, ко-
торую можно оценить уравнением
7 - 550 - [360С + 40 (Мп - Cr) i 20Ni » 28Мо],
где химические символы означают процентное содержание этих элемен-
тов в металле.
Поэтому у -э a-превращение в низколегированном металле шва бу-
дет происходить при более высоких температурах, чем в околошовной
зоне среднелегированной стали.
Наряду с потерей пластичности металлом околошовной зоны из-за
резкой подкалки или чрезмерного роста зерна на образование трещин при
сварке закаливающихся, а особенно среднелегированных высокопрочных
сталей оказывает водород, при определенных условиях попадающий в
сварочную ванну. В металле сварочной ванны всегда имеется некоторое
количество растворенного водорода, попадающего в ванну из влаги,
ржавчины и других загрязнений. Наибольшей растворимостью водород
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
303
7.4. Влияние температуры и структурного состояния
на растворимость и диффузионную подвижность водорода
Температура, °C Растворимость, см3/100 г металла Проницаемость, см3/(мм2 • ч)
в аустените в феррите в аустените в ферри те
500 4,0 0,75 18 • 103 26- 10'2
100 0,9 0,2 34 10'9 26 • 10'5
обладает в жидком металле. При затвердевании металла растворимость
водорода резко снижается и зависит от температуры и структурного со-
стояния. От этих факторов зависит и диффузионная (проникающая) спо-
собность водорода (табл. 7.4). Как следует из данных таблицы, раствори-
мость водорода в аустените значительно больше растворимости водорода
в феррите. Одновременно с этим диффузионная подвижность его в фер-
рите значительно больше, чем в аустените. Поэтому при температурах
у -> «-превращения в низколегированном металле шва образуется сво-
бодный диффузионно-подвижный водород, который относительно сво-
бодно перемешается в сторону высоколегированного металла околошов-
ной зоны, имеющего при этих температурах структуру аустенита.
В связи с малой подвижностью водорода в аустените граница сплав-
ления оказывается как бы барьером, у которого накапливается большое
количество водорода, поступающего в несплошности, где он ассоциирует
в молекулы и перестает быть диффузионно-подвижным. Постепенно в
таких несплошностях возрастает давление молекулярного водорода в
связи с дальнейшим поступлением атомарного водорода и образованием
новых молекул. Накопление диффузионно-подвижного, а также молеку-
лярного водорода в несплошностях отрицательно сказывается на сопро-
тивляемости стали разрушениям и способствует образованию трещин -
отколов по зоне сплавления.
304
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Свариваемость сталей
Среднеуглеродистые мартенситно-бейнитные стали применяют в
конструкциях в термически упрочненном состоянии. В этом случае необ-
ходимо получить искомый комплекс свойств без термообработки свар-
ных соединений.
Аустенизация является ведущим процессом в формировании
свойств участков зоны термического влияния в широком диапазоне тем-
ператур. Поэтому целесообразно разделить зону термического влияния
по принципу полноты характера аустенизации на три температурные об-
ласти. Температурный интервал этих областей зависит от многих факто-
ров и определяется особенностями как технологического процесса свар-
ки, так и свойствами основного металла.
Условно первую из них можно определить как область перегретого
аустенита, характеризующуюся наличием крупного зерна и высокотем-
пературной химической микронеоднородности (ВХМН), вторую - аусте-
нита с оптимальной величиной зерна и высокими прочностными свойст-
вами, третью - неполной аустенизации и высокого отпуска. Свойствами
участков iiepeipeea и высокого отпуска определяется работоспособность
сварных соединений этих сталей.
Высокотемпературная химическая микронеоднородность образуется
главным образом в результате оплавления отдельных микрообъемов ме-
талла околошовной зоны у линии сплавления (легкоплавких неметалли-
ческих включений сульфидного происхождения и других сегрегаций).
Она формируется при всех способах сварки плавлением. При этом обра-
зуется характерная зернистая структура. Границы подплавленных зерен
совпадают с участками залегания неметаллических включений. Локаль-
ное подплавление основного металла на участках легкоплавких неметал-
лических включений и других сегрегаций происходит при температуре
примерно 1300 ... 1360 °C. После затвердевания подплавленных микро-
объемов могут образоваться пустоты.
Полное оплавление существующих границ и сегрегаций наблюдает-
ся в интервале температур примерно 1360 ... 1420 °C. Сульфиды распре-
деляются по оплавленным границам, обволакивая зерна. Высокотемпера-
турная химическая микронеоднородность, развивающаяся на участке
подплавления околошовной зоны пол воздействием сварочного термоде-
формационного цикла и сохраняющаяся после термической обработки,
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
305
изменяет кинетику мартенситного превращения в этом участке, увеличи-
вая количество хрупких продуктов распада, образовавшихся в нижнем
интервале мартенситной области, что может явиться причиной зарожде-
ния и развития холодных трещин.
Уменьшение содержания серы, газов и неметаллических включений
в металле при электронно-лучевом и электрошлаковом переплаве сталей
приводит к повышению пластичности и особенно ударной вязкости.
При сварке термически упрочненных среднеуглеродистых мартен-
ситно-бейнитных сталей трудности возникают также из-за разупрочнения
основного металла в участке зоны термического влияния, нагреваемого
до температуры высокого отпуска. Наиболее заметно разупрочнение на
участке, нагреваемом до температур 500 ... 770 °C. При этом его мини-
мальная твердость остается практически постоянной и не зависит от по-
гонной энергии сварки.
Прочность не зависит от скорости нагрева (0,05 ... 700 °С/с) и ско-
рости охлаждения (0,05 ... 500 °С/с). Значительное разупрочнение проис-
ходит при длительных изотермических выдержках (порядка нескольких
часов). С повышением погонной энергии сварки увеличивается ширина
участка разупрочнения и уменьшается предел прочности сварного соеди-
нения. При одинаковой эффективной погонной энергии электронно-
лучевая сварка по сравнению с аргонодуговой дает более узкий разу-
прочненный участок и более высокие значения прочности сварных со-
единений, так как прочность соединений зависит не от уровня твердости
разупрочценного участка, а от его ширины. При этом следует учитывать,
что участок разупрочнения имеет плавный переход к более прочным уча-
сткам зоны термического влияния. Для каждой толщины металла и спо-
соба сварки существует определенная ширина разупрочценного участка,
при которой обеспечивается максимально возможное контактное упроч-
нение и достигается равнопрочность сварного соединения основному
металлу.
Следовательно, технологические процессы сварки, приводящие к
сужению участка зоны термического влияния сварных соединений сред-
неуглеродистых мартенситно-бейнитных сталей, повышают не только
технологическую, но и конструктивную прочность соединений и позво-
ляют достигнуть равнопрочность сварных соединений предварительно
гермоупрочненному основному металлу в условиях эксплуатации.
306
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Участок ВХМН является наименее пластичным, с низкой ударной
вязкостью. Уровнем его свойств определяется склонность сварных со-
единений к замедленному разрушению, так как на подплавленных грани-
цах формируются микронесплошности, которые развиваются в виде го-
рячих или холодных трещин.
Методы, способствующие уменьшению склонности околошовной
зоны сварных соединений к образованию трещин, целесообразно разде-
лить на две группы в зависимости от их влияния на кинетику процесса
формирования трещин. К первой группе следует отнести методы, способ-
ствующие уменьшению склонности к зарождению трещин, ко второй -
методы, способствующие уменьшению склонности к их развитию.
В первую группу входя г методы, предусматривающие сварку с при-
менением источников, обеспечивающих концентрированный нагрев с
малыми погонными энергиями; рафинирование и модифицирование ос-
новного металла; применение аустенитных и легированных ферритных
электродных проволок с пониженной температурой плавления; ослабле-
ние непосредственного воздействия источника нагрева на свариваемые
кромки путем увеличения количества расплавляемого присадочного ме-
талла за счет горячей или холодной присадки, крошки и др.; применение
наплавки кромок и т.д.
Во вторую группу входят методы, предусматривающие предвари-
тельный или сопутствующий подогрев; термическую обработку сварных
соединений после сварки; смещение бейнитно-мартенситных превраще-
ний околошовной зоны в область повышенных температур и др.
Многолетний опыт эксплуатации сварных конструкций из среднеуг-
леродистых мартенситно-бейнитных сталей указывает на большую эф-
фективность первой труппы методов, способствующих уменьшению
склонности к зарождению трещин. Эта тенденция сильнее проявляется
при повышении содержания углерода в стали (0,4 % и более) и усложе-
нии системы легирования.
Технология сварки среднелегированных сталей
Для обеспечения эксплуатационной надежности сварных соедине-
ний необходимо при выборе сварочных материалов стремиться к получе-
нию швов такого химического состава, при котором их механические
свойства имели бы требуемые значения. Характер изменения этих
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
307
свойств зависит от доли участия основного металла в формировании ме-
талла шва. Пол ому, как правило, следует выбирать такие сварочные ма-
териалы, которые содержат легирующих элементов меньше, чем основ-
ной металл.
Легирование металла шва за счет основного металла позволяет по-
высить свойства шва до необходимого уровня. Однако следует помнить,
что доля участия основного металла в металле шва, а значит, и степень
легирования зависят от способа сварки, применяемого режима и других
технологических приемов. Для обеспечения технологической прочности
сварных швов, выполненных низколегированными сварочными материа-
лами, содержание углерода в них не должно превышать 0,15 %, так как
дальнейшее увеличение содержания углерода резко повышает склон-
ность металла швов к образованию горячих трещин, а также существенно
снижает пластичность и особенно ударную вязкость металла шва в экс-
плуатационных условиях. Необходимых прочностных характеристик ме-
талла шва достигают легированием его элементами, которые, повышая
прочность, нс снижают существенно его деформационную способность и
ударную вязкость.
Высокую технологическую прочность и работоспособность можно
получить, если содержание легирующих элементов в металле шва не
превысит (в %): 0,15 С; 0,5 Si; 1,5 Мп; 1,5 Сг; 2,5 Ni; 0,5 V; 1,0 Мо; 0,5 Nb.
Комбинируя различные легирующие элементы в указанных пределах,
можно получить швы с временным сопротивлением до 600 ... 700 МПа в
исходном после сварки состоянии и 850 ... 1450 МПа после соответст-
вующей термообработки.
При сварке среднелегированных глубокопрокаливающихся высоко-
прочных сталей необходимо выбирать такие сварочные материалы, кото-
рые обеспечат получение швов, обладающих высокой деформационной
способностью при минимально возможном количестве водорода в сва-
рочной ванне. Это может быть достигнуто применением низколегиро-
ванных сварочных электродов, не содержащих в покрытии органических
веществ и подвергнутых высокотемпературной прокалке (низководоро-
дистые электроды). Одновременно при выполнении сварки необходимо
исключение других источников насыщения сварочной ванны водородом
(влаги, ржавчины, органических загрязнений на кромках и др.).
Наиболее широко для сварки этих сталей применяют аустенитные
сварочные материалы. В большинстве случаев в шве стремятся получить
308
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
высоколегированную аустенитную хромоникелевую или хромоникеле-
марганцовистую сталь. Такой металл обладает высокой пластичностью и
не претерпевает полиморфных превращений, т.е. сохраняет аустенитную
структуру во всем диапазоне температур, вследствие этого раствори-
мость водорода в шве с понижением температуры изменяется незначи-
тельно, а проницаемость его мала. Для механизированной сварки и изго-
товления стержней электродов в ГОС Т 2246-70 предусмотрены проволоки
марок Св-08Х20Н9Г7Т и Св-08Х21Н10Г6, а в ГОСТ 10052-75 электроды
типа ЭА-1Г6 и др. Электродные покрытия применяются вида Ф, а для
механизированной сварки - основные флюсы.
Ручная дуговая сварка покрытыми электродами. Конструктив-
ные элементы подготовки кромок для ручной дуговой сварки покрытыми
электродами такие же, как и для сварки углеродистых сталей в соответ-
ствии с рекомендациями ГОСТ 5264-80.
Для сварки среднелегированных высокопрочных сталей используют
электроды типов Э-08Х21Н10Г6, Э-13Х25Н18, Э-10Х16Н25АМ6 и др. по
ГОСТ 10052-75 и ГОСТ 9467-75 (табл. 7.5).
Если сталь перед сваркой подвергают термообработке на высокую
прочность (нормализация или закалка с отпуском), а после сварки - от-
пуску для снятия напряжений и выравнивания механических свойств
сварного соединения с целью обеспечения его равнопрочности с основ-
ным металлом, то критерием определения температуры предвари тельно-
го подогрева будет скорость охлаждения, при которой происходит час-
тичная закалка околошовной зоны, но гарантируется отсутствие трещин в
процессе сварки и до проведения последующей термообработки.
Если сталь перед сваркой подвергают термообработке, но после
сварки отпуск невозможен из-за крупных размеров конструкции, то сталь
данной марки можно использовать для изготовления такой конструкции
только в том случае, если нет жестких требований к равнопрочности
сварного соединения и основного металла в условиях статического на-
гружения. Для обеспечения свойств сварного соединения, гарантирую-
щих требуемую его работоспособность, критерием для выбора необходи-
мой температуры подогрева является диапазон скоростей охлаждения,
обеспечивающий необходимый уровень механических свойств в околошов-
ной зоне. Аустенитными электродами обычно сваривают без предвари-
тельного подогрева, но при этом регламентируется время с момента
окончания сварки до проведения термообработки изделия. При сварке
СВАРКА СРЕДНЕЛЕГИРОВАНПЫХ СТАЛЕЙ
309
7.5* Электроды для дуговой сварки конструкционных сталей и
механические свойства металла шва
Марка стали Термическая обработка Гии электрода Механические свойства, нс менее
л 3 О 7. * S
25ХГСА Закалка и отпуск после Э70 700 60
30ХГСА 25ХГСА сварки на ств < 900 МПа Закалка и отпуск после Э85 800 50
30ХГСА сварки на > 900 МПа Э85 800 50
25ХГСА Сварка в упрочненном Э-10Х20Н9Г6С 600 90
30ХГСА состоянии без после- дующей термической обработки Э-11Х15Н25М6АГ2 600 90
12Х2НВФА Закалка и отпуск после Э85 0,90ов 60
23Х2НВФА сварки на о3 > 1000 МПа Э100 основ- ного металла 50
12Х2НВФА Сварка в упрочненном Э-10Х20Н9Г6С, 900 60
23Х2НВФА состоянии без после- дующей термической обработки Э-11Х15Н25М6АГ2 600 90
30ХГСНА Закалка и отпуск по- сле сварки на ов = = 1600... 1800 МПа Э85.Э100 Э150 900 1400 50 40
30ХГСНА Сварка в упрочненном состоянии без после- дующей термической обработки Э-10Х20Н9Г6С, Э-11Х15Н25М6АГ2 Э-06Х19Н11Г2М2 600 90
срелпелегированных сталей с невысоким содержанием углерода (0.12 ..
0,17 %) последующую термообработку проводят в исключительно редких
случаях.
*
310
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Разделку заполняют каскадом или горкой. Температура охлаждения
зоны термического влияния в процессе сварки допускается не ниже
Т3 = 150 ... 200 °C. Когда термообработка сварного изделия не может
быть выполнена (например, из-за крупных размеров), на кромки детали,
подлежащие сварке, наплавляют аустенитными или низкоуглеродистыми
(низководородистыми) электродами незакаливающийся слой металла
такой толщины, при которой температура стали под слоем в процессе
выполнения сварки не превысит температуру отпуска при термообработ-
ке деталей с наплавленными кромками. Детали с наплавленными кром-
ками сваривают аустенитными или низкоуглеродистыми и низководоро-
дистыми электродами без подогрева и последующей термообработки.
Режимы сварки принимают в соответствии с рекомендациями для аусте-
нитных электродов.
Сварка в защитных газах. Высокое качество сварных соединений
толщиной 3 ... 5 мм достигается при аргонодуговой сварке неплавящим-
ся электродом. При выборе присадочного материала (электродной прово-
локи) для дуговой сварки в среде защитных газов следует руководство-
ваться табл. 7.6. Первый слой выполняют без присадки с полным прова-
ром кромок стыка и обратным валиком, второй - с поперечными низко-
частотными колебаниями электрода и механической подачей присадоч-
ной проволоки. Возможен и третий слой с поперечными колебаниями
электрода без присадочной проволоки со стороны обратного формирова-
ния на небольшом режиме для обеспечения плавного перехода от шва к
основному металлу.
Для увеличения проплавляющей способности дуги при аргонодуго-
вой сварке сталей применяют активирующие флюсы (АФ). Применение
АФ повышает проплавляющую способность дуги, что обеспечивает воз-
можность исключения разделки кромок при толщинах 8... 10 мм. Для
сварки сталей применяют флюс, представляющий собой смесь компонен-
тов (SiO2, NaF, TiO2, Ti, Cr2O3). Сварка с АФ эффективна при механизи-
рованных способах для получения равномерной глубины проплавления.
Неплавящийся электрод при сварке с АФ выбирают из наиболее стойких
в эксплуатации марок активированного вольфрама. Сочетают примене-
ние АФ с поперечными низкочастотными колебаниями электрода при
выполнении поверхностных слоев шва для обеспечения плавного пере-
хода от шва к основному металлу. После сварки, не позднее чем через
7.6. Присадочные материалы и механические свойства сварных соединений
при дуговой сварке плавящимся электродом в защитных газах
Марка стали Термическая Марка проволоки при сварке в среде а„, МПа KCV, Дж/см:
обработка инертных газов углекислого газа не менее
25ХГСА ЗОХГСА Закалка и отпуск после сварки Св-18ХМА, Св-18ХГС СВ-18ХМА, Св-18ХГС, Св-081'СМТ 0,9 ст. основ- ного металла 50
12Х2НВФА 23Х2НВФА 23Х2НВФА Сварка в термиче- ски обработанном состоянии без по- следующей тер- мической обра- ботки СВ-18ХМА СВ-18ХМА Св-08Х21Н10Г6, Св-08Х20Н9Г7Т, Св-10Х16Н25АМ6 Св-08ГСМТ Св-08ГСМТ Св-08Х20Н9Г7Т 0,9 ст. основ- ного металла 600 40 90
12Х2НВФА 23Х2НВФА Закалка отпуск после сварки Св-18ХМА Св-08ГСМТ 0,9 ст. основ- ного металла 60 40
30Х2ГСНВМА Закалка + отпуск после сварки: на ст. 1700± ±100 МПа Св-20Х2ГСНВМ — 0,9 ст. основ- ного металла —
42Х2ГСНМА на ст. = 2000 ± ± 100 МПа Св-20ХСНВФАВД — (0,9 - 0,95) ст. основного металла —
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
312
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
30 мин, сварные соединения с ферритными швами подвергают высокому
отпуску при 600 ... 650 °C в течение 2 ч. Затем производится окончатель-
ная термическая обработка по режиму основного металла.
Сварка плавящимся электродом в среде защитных газов находит широ-
кое применение при изготовлении конструкций из среднелегированных вы-
сокопрочных сталей средней и большой толщины. Конструктивные элемен-
ты подготовки кромок под сварку в среде защитных газов следует выполнять
в соответствии с требованиями ГОСТ 14771-76 (в ред. 1989 г.). В зависимо-
сти от разновидности способа сварки в защитных газах подготовка кромок
должна быть различной.
При сварке в инертных газах в сварочной ванне могут протекать ме-
таллургические процессы, связанные с наличием в ней растворенных га-
зов и легирующих элементов, внесенных из основного или присадочного
металла. При использовании смесей инертных газов с активными возни-
кают металлургические взаимодействия между элементами, содержащи-
мися в расплавленном металле, и активными примесями в инертном газе.
Если в сварочной ванне содержится некоторое количество кислоро-
да, то при высоких концентрациях углерода будет протекать реакция
окисления его. Если концентрация углерода в сварочной ванне в период
кристаллизации будет достаточно высокой, то при отсутствии или недос-
татке других раскислителей реакция образования СО будет продолжать-
ся, что может вызвать порообразование. Возникновению пор способству-
ет также и водород, содержание которого при малой степени окисленно-
сти ванны может быть достаточно высоким.
Для подавления реакции окисления углерода в период кристаллиза-
ции металла шва в сварочной ванне должно содержаться достаточное
количество раскислителей, например кремния или марганца. Наряду с
этим устранение пор при отсутствии раскислителей при сварке с защитой
аргоном может быть достигнуто некоторым повышением степени окис-
ленности ванны за счет добавки к аргону кислорода (до 5 %) или углеки-
слого газа (до 25 %) в смеси с кислородом (до 5 %). При этом интенси-
фицируется окисление углерода в зоне высоких температур (в головной
части сварочной ванны), усиливается его выгорание, вследствие чего
концентрация углерода и содержание кислорода в сварочной ванне к мо-
менту начала кристаллизации уменьшаются и тем самым прекращается
образование СО.
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
313
При сварке среднелегированных высокопрочных сталей в защитных
газах (в большинстве случаев инертных или их смесях с активными) ис-
пользуют низкоуглеродистые легированные и аустенитные высоколеги-
рованные проволоки, например Св-10ХГСН2МТ, Св-ОЗХГНЗМД,
Св-08Х20Н9Г7Т, Св-!0Х16Н25-АМ6, Св-08Х21Н10Г6 (табл. 7.6). Однако
равнопрочности металла шва и свариваемой стали получить не удается.
Обеспечить равнопрочность сварного соединения и основного металла
можно за счет эффекта контактного упрочнения мягкого металла шва.
В этом случае работоспособность сварного соединения при данном соот-
ношении свойств мягкой прослойки - шва и основного металла опреде-
ляется относительной толщиной мягкой прослойки.
В наиболее полной степени эффект кон1актною упрочнения можез
быть реализован при применении так называемой щелевой разделки, пред-
ставляющей собой стыковые соединения с относительно узким зазором.
Отсутствие толстой шлаковой корки на поверхности шва позволяет
выполнять полуавтоматическую сварку в защитных газах короткими и
средней длины участками (каскадом, горкой), сократить до минимума
перерыв между наложением слоев многослойного шва. Возможно при-
менять автоматическую двух- или многодуговую сварку дугами, горя-
щими в различных плавильных пространствах таким образом, чтобы теп-
ловое воздействие от выполнения последующего слоя на околошовную
зону предыдущего происходило при необходимой температуре. Все это
позволяет регулировать термический цикл и получать наиболее благо-
приятные структуры в околошовной зоне.
Сварка под флюсом. Конструктивные элементы подготовки кромок
под автоматическую и полуавтоматическую сварку под флюсом выпол-
няют такими же, как и при сварке углеродистых и низколегированных
незакаливающихся конструкционных сталей, т.е. в соответствии с реко-
мендациями ГОСТ 8713-79 (в ред. 1990 г.). Однако в диапазоне толщин,
для которого допускается сварка без разделки и со скосом кромок по-
следней следует отдать предпочтение.
Наряду с затруднениями, связанными с образованием холодных
трещин в околошовной зоне, при механизированной сварке под флюсом
швы имеют повышенную склонность к образованию горячих трещин.
Это связано с тем, что при данном способе сварки доля основного метал-
ла в металле шва достаточно велика. В связи с этим в шов с расплавлен-
ным основным металлом поступают легирующие элементы, содержа-
щиеся в свариваемой стали, в том числе и углерод, концентрация которо-
го в сталях этой группы достаточно высока.
314
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Рис. 7.7. Влияние солержания
углерода, серы и марганца в металле
шва на склонность к образованию
горячих трещин (схема):
|cf > |с]: > [cf
мок, техника и режимы сварки, при
Влияние содержания уг-
лерода, серы и марганца в шве
на склонность к образованию
горячих трещин схематически
представлено на рис. 7.7. Ли-
ния / служит границей раздела
составов с низким содержани-
ем углерода |С]', при которых
образуются или не образуются
горячие трещины. При повы-
шенном содержании углерода
[С]’ такой |раницей будет ли-
ния J. в этом случае даже при
низком содержании серы и
большой концентрации мар-
ганца в шве могут возникнуть
горячие трещины. При механи-
зированной сварке под флюсом
необходимы подготовка кро-
►рых доля основного металла и
шве будет минимальной.
На рис. 7.8 показано влияние сварочного тока и скорости сварки на
долю участия основного металла в образовании шва. Доля участия у0 рас-
тет с увеличением тока и скорости сварки. Для уменьшения у0 сварку
следует проводить на минимально возможных силах тока и скоростях
сварки, обеспечивающих получение швов заданных размеров и формы.
Кроме того, для уменьшения уо следует отдавать предпочтение разделке
кромок под сварку. При использовании для сварки низкоуглеродистых
проволок в полной мере можно реализовать преимущество сварки под
флюсом: получать швы с глубоким проплавлением, повышая при одно-
проходной сварке стыковых соединений без разделки кромок сварочный
ток и скорость сварки. Необходимый состав металла шва будет обеспе-
чиваться повышением доли основного металла в шве.
Флюс выбирают в зависимости от марки электродной проволоки.
При использовании низкоуглеродистой проволоки или низколегирован-
ной. не содержащей достаточного количества элементов-раскислителей,
сварку выполняют под кислыми высоко- или среднемарганцовистыми
флюсами (в зависимости от состава свариваемой стали). При использова-
нии низколегированных проволок, содержащих элементы-раскислители в
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
315
Рис. 7.8. Влияние различных условий проведения
механизиролванной сварки встык под флюсом
на долю участия основного металла в шве (у0):
/ и 2 - соединения без разделки кромок; 3 и 4 - соединения
с разделкой кромок; / и 3 - сварка при больших силах тока;
2 и 4 - сварка при малых силах тока
достаточном количестве, лучшие результаты (по механическим свойст-
вам металла шва) обеспечивает применение низкокремнистых, низкомар-
ганцовистых флюсов.
Сварку среднелегированных высокопрочных сталей аустенитной
сварочной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Н9Г7Т вы-
полняют только под слабо окислительными или безокислительными ос-
новными флюсами, предназначенными для сварки высоколегированных
хромоникелевых сталей. При этом режимы сварки должны обеспечивать
требуемые размеры и форму швов и минимально возможное проплавле-
ние основного металла. С этой целью в некоторых случаях применяют
сварку трехфазной дугой под плавлеными или керамическими основны-
ми флюсами.
Подкладные кольца и замковые соединения для сталей, например
ЗОХГСНА, не применяют, так как они снижают надежность изделия в
эксплуатации. Вместо подкладных колец первые слои целесообразно вы-
полнять аргонодуговой сваркой.
Проволоку и флюс для сварки конструкционных сталей выбирают
согласно табл. 7.7. Для предотвращения пористости и наводораживания
швов флюсы перед сваркой необходимо прокаливать, чтобы их влаж-
ность не превышала 0,1 % для стекловидных флюсов и 0,05 % для
7.7. Сварочные материалы при сварке под флюсом и
механические свойства сварных соединений
Марка стали Термическая обработка Марка электродной проволоки Марка флюса МПа A'CU,^ Дж/см2
не мене
25ХГСА, ЗОХГСА Закалка и отпуск после сварки на ов < 1200 ± 100 МПа Св-18ХГС, Св-18ХМА АН-15 АН-15М 0,9 ос- новного металла 50
25ХГСА ЗОХГСА То же, до сварки Св-08Х21Н10Г6, СВ-08Х20Н9Г7Т, Св-10Х16Н25АМ6 АН-22 АН-22М 600 90
12Х2НВФА 23Х2НВФА Сварка в упрочненном состоя- нии при ов < 1150 МПа без последующей термической обработки Св-18ХМА АН-15 0,9 ов ос- новного металла 60
ЗОХГСНА Закалка и отпуск на = = 1600 ... 1800 МПа после сварки Св-0Х4МА АН-15 АН-15М 1200 1355 40 65
ЗОХГНСА То же Св-18ХМА АН-15 900 60
ЗОХГСНА То же, до сварки Св-08Х21Н10Г6, Св-08Х20Н9Г7Т, Св-10Х16Н25АМ6 АН-22 АН-22М 600 90
316 ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
СВАРКА СРЕДНЕЛЕГИРОВЛННЫХ СТАЛЕЙ
317
пемзовидных. Это достигается нагревом стекловидных флюсов до 350 ...
400 °C. а пемзовидных до 400 ... 500 °C с выдержкой 2 ... 3 ч. Макси-
мальная температура нагрева под прокалку применяемых флюсов не
должна превышать 650 ... 700 °C во избежание окисления компонентов
флюса и его спекания.
В случае сварки жестких узлов большой толщины ферритными про-
волоками применяют подогрев 150 ... 300 °C. Непосредственно после
сварки ферритными проволоками во всех случаях необходим общий или
местный отпуск при 600 ... 650 °C для предупреждения образования хо-
лодных трещин.
Сварку аустенитными материалами производят без предварительно-
го подогрева и последующей термообработки соединений.
Электропила новая сварка. Применение электрошлаковой сварки
среднелегированных глубокопрокаливающихся сталей наиболее рацио-
нально для соединения толстолистовых конструкций. Основные типы и
конструктивные элементы сварных соединений и швов, выполняемых
электрошлаковой сваркой, должны соответствовать требованиям ГОСТ
15164- 78 (в ред. 1989 г.), который регламентирует основные типы соеди-
нений, выполняемых при всех разновидностях электрошлаковой сварки.
При выборе электродной проволоки для электрошлаковой сварки
следует исходить из требований к составу металла шва. Флюс практиче-
ски не влияет на состав металла шва вследствие малого его количества.
Поэтому только в случае необходимости легирования шва элементами,
обладающими большим сродством к кислороду (например Ti, Al), следу-
ет применять флюсы на основе фторидов или системы CaF2-CaO-Al2O3.
Электродные проволоки при сварке проволочными электродами и
плавящимся мундштуком в зависимости от состава свариваемой стали и
требований, предъявляемых к шву, выбирают из числа групп легирован-
ных или высоколегированных проволок по ГОСТ 2246-70.
Пластины при сварке плавящимся мундштуком и пластинчатыми
электродами изготовляют из аналогичных сталей. Для предупреждения
горячих трещин в шве необходимо выполнять сварку на режимах, обес-
печивающих получение относительно неглубокой и широкой металличе-
ской ванны.
Для предупреждения трещин в околошовной зоне при сварке жестко
закрепленных элементов необходимо применять предварительный по-
догрев до температуры 150 ... 200 °C.
Низкие скорости охлаждения околошовной зоны при электрошлако-
вой сварке приводят к длительному пребыванию ее в области высоких
318
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
температур, вызывающих рост зерна и охрупчивание металла. Поэтому
после электрошлаковой сварки среднелегированных высокопрочных ста-
лей необходима высокотемпературная термообработка сварных изделий
для восстановления механических свойств до необходимого уровня.
Время с момента окончания сварки до проведения термообработки
должно быть регламентировано.
7.4. СВАРКА ЖАРОПРОЧНЫХ ПЕРЛИТНЫХ СТАЛЕЙ
Состав и свойства сталей
К жаропрочным перлитным сталям относятся низколегированные хро-
момолибденовые стали 12МХ (ГОСТ 20072-74), 12ХМ (ГОСТ 5520-79),
15ХМ (ГОСТ 4543-71), предназначенные для работы при 450 ... 550 °C,
и хромомолибденованадиевые: 12X1 МФ (ГОСТ 5520 79), 20ХМФЛ,
15Х1М1ФЛ (ОСТ 108.961.04-80), предназначенные для работы при 550 ...
600 °C и др.
Жаропрочные перлитные стали используют в энергетическом, хи-
мическом и нефтехимическом машиностроении. Так, например, литей-
ные стали 20ХМФЛ и 15Х1М1ФЛ применяют для отливки корпусов тур-
бин и запорной арматуры, а деформируемые стали 12МХ, 15ХМ,
12X1 МФ, 15X1М1Ф, 12Х2МФСР для изготовления корпусов аппаратов,
паропроводов, технологических трубопроводов и поверхностей нагрева
котлов.
В соответствии с условиями длительной работы под напряжением
при высоких температурах стали должны обладать сопротивлением пол-
зучести, длительной прочностью, стабильностью свойств во времени и
жаростойкостью. Эти свойства с учетом требуемой технологичности ста-
лей при сварке обеспечивают введением 0,5 ... 2,0 % Сг; 0,2 ... 1,0 % Мо;
0,1 ... 0,3 % V, а также в некоторых случаях небольших добавок редкозе-
мельных элементов и В.
Легирование Сг повышает жаростойкость сталей при температуре
выше 450 °C, а совместно с Мо повышает длительную прочность и со-
противление ползучести, за счет образований упрочняющей металл фазы
Лавеса Fe2Mo. Ванадий совместно с углеродом обеспечивает упрочнение
стали высокодисперсными карбидами (табл. 7.8).
Оптимальное сочетание механических свойств изделий из перлит-
ных жаропрочных сталей достигают при нормализации (или закалке) с
последующим высокотемпературным отпуском. При этом образуется
мелкодисперсная ферритокарбидная смесь, а в хромомолибденованадиевых
сталях, особенно при закалке, появляется также и бейнитная структура.
СВАРКА ЖАРОПРОЧНЫХ ПЕРЛИТНЫХ СТАЛЕЙ
319
7.8. Предел длительной прочности жаропрочных сталей
при различных температурах
Марка стали Предел длительной прочности, МПа, при температуре, °C
450 500 550 565 580 600
15ХМ 265 137 63 — — —
12Х1МФ — 157 88 78 59 -
15Х1М1Ф — 186 108 88 68 —
12Х2МФСР — — - 88 68
Свариваемость сталей
Существующая технология сварки и сварочные материалы обеспе-
чивают необходимую стойкость металла шва против образования горя-
чих трещин и требуемые характеристики сварного соединения, но нс ис-
ключают склонности сварных соединений к образованию холодных тре-
щин и разупрочнение металла в зоне термического влияния сварки.
Холодные трещины могут возникать в процессе сварки или непо-
средственно после се окончания в результате образования троостита и
мартенсита в участках околошовной зоны, нагретых выше температуры
Ас3 под влиянием водорода и действием напряжений, вызванных нерав-
номерным нагревом и структурными превращениями.
В связи с тем что растворимость диффузионно-подвижного водоро-
да при нормальной температуре в низколегированных сталях мала, дав-
ление его в нссплошностях жаропрочной перлитной стали может дости-
гать 0,0981 • 106 МПа, что может приводить к образованию микротрещин
(флокенов) в охрупченных участках сварного соединения. В связи с этим
для сварки рекомендуют использовать низководородные сварочные ма-
териалы (электроды с основным покрытием, осушенные защитные газы,
прокаленные флюсы).
Влияние напряжений на образование трещин зависит от жесткости
сварной конструкции, которая связана с толщиной свариваемых элемен-
тов. Это необходимо учитывать при выборе методов предотвращения
образования холодных трещин.
Одним из наиболее надежных средств предотвращения возникнове-
ния холодных трещин является сопутствующий местный или общий по-
догрев изделия. Подогрев уменьшает разницу температур металла в зоне
320
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
сварки, вследствие чего пики этих напряжений в околошовных участках
металла сглаживаются, и предотвращает превращение аустенита в мар-
тенсит. Повышение температуры свариваемого металла способствует
увеличению диффузионной подвижности водорода и удалению его из
сварного соединения, а также повышает пластичность и деформацион-
ную способность металла. Однако при сварке теплоустойчивых сталей
необходимо ограничивать не только нижний, но и верхний предел темпе-
ратур подогрева, так как при распаде аустенита в высокотемпературной
области образуется грубая ферритно-перлитная структура с пониженным
пределом длительной прочности и низкой ударной вязкостью.
В некоторых случаях необходима выдержка сварных соединений
после окончания сварки при 150 ... 200 °C в течение нескольких часов для
завершения превращения остаточного аустенита и эвакуации водорода.
Термическая обработка сталей в состоянии поставки (нормализация
или закалка с последующим отпуском) осложняет сварку в связи с воз-
никновением в зонах термического влияния участков разупрочнения,
нагретых до температур Ас3 или температуры отпуска стали. Разупроч-
нение металла околошовной зоны можно устранить нормализацией с по-
следующим отпуском. Однако местная высокотемпературная термиче-
ская обработка сварных соединений приводит к разупрочнению близлежа-
щих участков металла, а термическая обработка всей сварной конструкции
часто затруднена.
Изменение свойств в зоне сплавления при эксплуатации. При
темперазурах эксплуатации 450 ... 600 °C возможно развитие диффузи-
онных процессов между основным металлом и металлом шва. Углерод,
который является одним из наиболее диффузионно подвижных элемен-
тов. может мигрировать даже при небольшом различии в легировании
карбидообразующими элементами. Образование в процессе эксплуатации
обезуглероженной (ферритной) прослойки по одну сторону линии сплав-
ления и карбидов по другую снижает предел длительной прочности и
пластичность сварного соединения и, как следствие, приводит к локаль-
ному (по зоне сплавления) разрушению.
В связи с этим сварочные материалы, предназначенные для жаро-
прочных перлитных сталей, должны обеспечивать химический состав
металла шва, близкий к химическому составу основного металла. Если
невозможен подогрев и термическая обработка (отпуск) сварных соеди-
нений, могут быть использованы сварочные материалы, обеспечивающие
получение металла шва на никелевой основе (Св-08Н60Г8М7), поскольку
диффузионная подвижность элементов в аустените при 450 ... 600 °C
значительно меньше, чем в сталях перлитного класса.
СВАРКА ЖАРОПРОЧНЫХ ПЕРЛИТНЫХ СТАЛЕЙ
321
Технология сварки и свойства сварных соединений
Основными способами сварки жаропрочных перлитных сталей яв-
ляются дуговая покрытыми электродами, в защитных газах и под флю-
сом. Подготовку кромок деталей под сварку производят механической
обработкой. Допускается применение кислородной или плазменно-
дуговой резки с последующим удалением слоя поврежденного металла
толщиной не менее 2 мм.
Дуговую сварку производят при температуре окружающего воздуха
нс ниже О °C с предварительным и сопутствующим местным или общим
подогревом. Пределы изменения температуры подотрева в зависимости
от марки стали и толщины свариваемого изделия приведены в табл. 7.9.
Большинство сварных конструкций из жаропрочных перлитных ста-
лей подвергают термической обработке для устранения структурной не-
однородности, остаточных сварочных напряжений и обеспечения экс-
плуатационной надежности. Исключение составляют сварные соедине-
ния из хромомолибденовых и хромомолибденованадиевых сталей тол-
щиной менее 6 мм.
7.9. Температура предварительною и
сопутствующего подогрева
Марка стали Толщина свариваемых деталей, мм Температура подогрева, °C
I2MX. 12ХМ, 15ХМ <10 —
10...30 150 ...300
>30 200 ...350
2ХМЛ, 12X1 МФ <6 —
6...30 200 ...350
>30 250 ...400
15Х1М1Ф, 20ХМФЛ, <6 —
15Х1М1ФЛ 6...30 250 ...400
Свыше 30 300 ...450
Примечания: I. При многопроходной автоматической сварке под флю-
сом допускается снижение минимальной температуры подогрева на 50 °C.
2. Аргонодуговую сварку корневого слоя труб допускается выполнять без
подогрева.
II - 7162
322
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
При термообработке конструкций из жаропрочных перлитных сталей
используют обычно отпуск, он может применяться также как местная тер-
мическая обработка. Отпуск стабилизирует структуру (твердость) сварно-
го соединения и снижает остаточные напряжения. С увеличением содержа-
ния хрома, молибдена, ванадия и других элементов, повышающих релакса-
ционную стойкость сталей, температура отпуска и время выдержки должны
увеличиваться. Недостатком отпуска является невозможность полного вы-
равнивания структуры, в частности устранения разу проч ненной прослойки в
зоне термического влияния сварки, что может быть достигнуто только при
печной термической обработке всей конструкции (табл. 7.10).
7.10. Режимы отпуска сварных соединений,
выполненных дуговой сваркой
Марка ста- ли Толщина сваривае- мых дета- лей, мм Минимальная продолжи- тельность выдержки, ч Марка стали Толщина сваривае- мых дета- лей, мм Минимальная продолжи- тельность выдержки, ч
Отпуск, Г, °C = 715 ± 15 20 ...40 3
12ХМ 10 — 40... 80 4
12ХМ 10...20 1 >80 5
15ХМ 20 ...40 2 Отпуск. Т, °C = 745 ± 15
20ХМЛ 40... 80 3 15Х1М1Ф <6 —
>80 4 15Х1М1ФЛ 6... 10 1
Отпуск. Г, °C - 735 ± 15 12Х2МФСР 10..20 2
12Х1МФ <6 — 20 ...40 3
20ХМФЛ 6... 10 1 40 ...80 5
10...20 2 >80 7
Примечание. Скорость нагрева сварных соединений из хромомолиб-
денованалисвых сталей в интервале 500 ... 700 °C должна быть не менее 60 °С/ч.
СВАРКА ЖАРОПРОЧНЫХ ПЕРЛИТНЫХ СТАЛЕЙ
323
Ручную дуговую сварку жаропрочных перлитных сталей выпол-
няют электродами с основным (фтористо-кальциевым) покрытием и
стержнем из малоуглеродистой сварочной проволоки с введением леги-
рующих элементов через покрытие. Для сварки хромомолибденовых ста-
лей 12МХ, 15ХМ и 20ХМЛ используются электроды типа Э-09Х1М
(ГОСТ 9467 75), а для сварки хромомолибдснованадиевых сталей
12X1 МФ, 15Х1М1Ф, 20ХМФЛ и 15Х1М1ФЛ - электроды типа
)-09Х1МФ. Когда применение подогрева свариваемых изделий и после-
дующей термической обработки сварных соединений невозможно или
необходима сварка перлитных жаропрочных сталей с аустенитными, до-
пускается использование электродов на никелевой основе.
Сварка в защитных газах при изготовлении сварных конструкций
из жаропрочных перлитных сталей может быть двух видов: дуговая свар-
ка плавящимся электродом в углекислом газе и аргонодуговая сварка
вольфрамовым электродом. При сварке молибденовых, хромомолибдено-
вых и хромомолибдснованадиевых сталей следует использовать одну из
марок проволок, содержащих молибден, хром и молибден или хром, мо-
пибден и ванадий (Св-08МХ, Св-08ХМ, Св-08ХМФА и др.), в зависимо-
сти от состава свариваемой стали.
При сварке в углекислом газе - активном окислителе ванны - в со-
ставе проволоки обязательно кроме других легирующих элементов
должны присутствовать раскислители кремний и марганец (иногда ти-
ган). Поэтому для сварки в углекислом газе можно использовать только те
проволоки, в составе которых содержатся эти элементы, в маркировке обо-
значенные Т” и "С", например, Св-08Г2С, Св-08ГСМТ, Св-08ХГСМА,
Св-08ХГСМФА и др. в зависимости от состава свариваемой стали и тре-
бований к механическим свойствам металла шва. Так, при сварке хромо-
молибденовых сталей применяется сварочная проволока Св-08ХГСМА, а при
сварке хромомолибденованадиевых сталей - проволока Св-08ХГСМФА.
Сварку осуществляют на постоянном токе обратной полярности. Для
проволоки диаметром 1,6 мм сварочный ток составляет 140 ... 200 А при
напряжении на дуге 20 ... 22 В, а для проволоки диаметром 2 мм ток
сварки 280 ... 340 А и напряжение 26 ... 28 В.
Аргонодуговую сварку применяют для выполнения корневого слоя
при многопроходной сварке стыков труб паропроводов, поверхностей
нагрева котлов и других изделий. При сварке в среде аргона хромомо-
либденовых сталей используют сварочные проволоки Св-08ХМ,
Св-08ХГСМА, а при сварке хромомолибденованадиевых сталей - проволоки
Св-08ХМФА и Св-08ХГСМФА. Проволоки Св-08ХМ и Св-08ХМФА до-
II*
324
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
пускается применять только при содержании кремния в металле прово-
локи не менее 0,22 %.
Сварку под слоем флюса используют для изготовления корпусов
аппаратов нефтехимической промышленности и других изделий с тол-
щиной стенки 20 мм и более. Применяют низкоактивные по кремнию и
марганцу флюсы для достижения в металле шва низкого содержания
дисперсных оксидных включений (продуктов кремнемарганцевосстано-
вительного процесса), а также стабильности содержания Si и Мп в мно-
гослойных швах. Сварку осуществляют на постоянном токе обратной
полярности.
Для уменьшения разупрочнения хромомолибденованадиевых сталей
в околошовной зоне рекомендуют режимы с малой погонной энергией,
поэтому используют приволоки диаметром 3 мм при токе 350 ... 400 А и
напряжении дуги 30 ... 32 В и повышенные скорости сварки (40 ...
50 м/ч). Хромомолибденовые стали можно сваривать проволоками диа-
метром 4 и 5 мм при силе тока 520 ... 650 А и напряжении 30 ... 34 В.
Для сварки хромомолибденовых сталей используют проволоку марок
Св-08МХ и Св-08ХМ, а для сварки хромомолибденованадиевых сталей -
Св-08ХМФА.
Контрольные вопросы
1. Какие стали по чувствительности к термодеформационному цик-
лу сварки относятся к низко- и среднелегированным закаливающимся
сталям?
2. Какой критерий используют в основном для предварительной
оценки температуры подогрева при сварке?
3. Перечислите основные технологические приемы, применяемые
для предотвращения образования холодных трещин при сварке среднеле-
гированных мартенситно-бейнитных сталей.
4. Какие присадочные материалы (электроды и проволоки) исполь-
зуют для сварки среднелегированных мартенситно-бейнитных сталей?
5. Какие процессы могут вызвать снижение прочности и пластично-
сти металла в сварном соединении при эксплуатации изделий из жаро-
прочных перлитных сталей?
6. Какие основные требования предъявляют к химическому составу
присадочных материалов для сварки жаропрочных перлитных сталей?
Глава 8
ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ
МАРТЕНСИТНЫХ, МАРТЕНСИТНО-ФЕРРИТНЫХ И
ФЕРРИТНЫХ СТАЛЕЙ
8.1. СОСТАВ И СВОЙСТВА СТАЛЕЙ
Хром от точки плавления до низких температур имеет решетку объ-
емно-центрированного куба, изоморфную a-железу. В связи с этим леги-
рование железа хромом сужает область у-растворов (рис. 8.1).
Хром придает сплавам с железом ряд специфических свойств. Так,
при наличии в растворе 12 % Сг по массе возникающая при окислении
поверхностная пленка приводит к пассивации этой поверхности. Сталь ста-
новится коррозионностойкой при относительно невысокой температуре. Для
Рис. 8.1. Структурная диаграмма системы Fe-Cr
326 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
обеспечения окалиностойкости при более высоких температурах (800 ...
1050 °C) концентрация хрома в сталях должна быть увеличена (примерно до
30 % по массе).
Хром по отношению к кислороду обладает несколько большим
сродством, чем железо, и образует оксид Сг2О3 с высокой температурой
плавления. Хром также обладает большим сродством к углероду, чем
железо, и является карбидообразующим элементом. Он может входить в
состав карбидов типа цементит (Fe, Сг)3С и образует карбиды типов
Сг7С3 и Сг23С6 [иногда с частичной заменой атомов хрома другими, в ча-
стности атомами железа, например (Fe, Сг)23С6]. Карбиды хрома термиче-
ски более стойкие по сравнению с карбидом железа, они растворяются
медленнее и при более высоких температурах. В связи с этим для гомоге-
низации твердых растворов Fe-Cr-C требуется более высокая температура
и более длительная выдержка, чем для углеродистых сталей (до 900 °C).
Температурная облаезь существования у-растворов в хромистых
сталях значительно изменяется в зависимости от содержания в них хрома
и углерода и в меньшей степени от содержания других элементов - нике-
ля, молибдена.
В связи с влиянием хрома и углерода на структуру кристаллической
решетки хромистых сталей при комнатной температуре различают мар-
тенситные, мартенситно-ферритные и ферритные. Влияние хрома на по-
Рис. 8.2. Влияние хрома на
положение критических
точек фазовых превращений в
сплавах с железом
ложение критических точек фазо-
вых превращений для наиболее
распространенных составов высо-
кохром истых сталей показано на
рис. 8.2.
Средне- и высоколегирован-
ные хромистые стали (до 12 ...
13 % Сг и С до 0,05 ... 0,06 %),
имеющие область аустенита при
высоких температурах, после ох-
лаждения даже с умеренными ско-
ростями при комнатной температу-
ре приобретают мартенситную
структуру.
При более высокой концен-
трации хрома (больше 16 % при
0,06 % С) сталь в процессе нагрева
ВЫБОР СПОСОБОВ СВАРКИ И СВАРОЧНЫХ МАТЕРИАЛОВ 327
нс будет целиком переходить в аустенит, а будет иметь некоторое коли-
чество непревращенной ферритной фазы.
Последующее ее охлаждение приведет к получению смешанной
мартенситно-ферритной структуры, причем увеличение содержания хрома
в стали (при С - contst) способствует относительному увеличению феррит-
ной составляющей в структуре.
Дальнейшее увеличение содержания хрома при малой концентрации
углерода приведет к тому, что сталь при любых температурах сохранит
ферритную структуру. Такая структура получается и при любой скорости
охлаждения. Различие может быть только в относительном количестве
выпавших карбидов.
Таким образом, при 0,05 ... 0,06 % С стали с содержанием до 12 ...
13% Сг будут относиться к мартенситному классу; при 13 ... 16 % Сг к
мартенситно-ферритному, а при Сг > 16 % к ферритному. При увеличе-
нии концентрации углерода граничные значения области превращения
смещаются соответственно в сторону больших концентраций хрома.
8.2. ВЫБОР СПОСОБОВ СВАРКИ И
СВАРОЧНЫХ МАТЕРИАЛОВ
Свойства сварных соединений высокохромистых сталей, наиболее
близкие к свойствам катаного или кованого основного металла, могут
быть получены только в тех случаях, если химический состав металла
швов подобен по составу свариваемого металла и после сварки возможна
термообработка в виде высокого отпуска. Однако это не всегда выпол-
нимо, особенно в условиях монтажа или ремонта.
В швах по составу аналогичных основному металлу и в зоне терми-
ческого влияния сварных соединений, выполненных без предварительно-
го и сопутствующего подогрева и последующей термообработки, часто
образуются трещины, кроме того, соединения обладают низкой деформа-
ционной способностью.
Поэтому в таких случаях приходится отказываться от получения
швов, подобных по составу свариваемой хромистой стали. Более работо-
способные сварные соединения получаются при аустенитной или аусте-
нитно-ферритной структуре металла сварных швов, обычно хромонике-
левых с достаточным количеством аустенизаторов, в основном никеля и
марганца. Последующая термообработка по режиму, необходимому для
измененного сварочным термодеформационным циклом основного ме-
талла, как правило, ухудшает свойства металла шва и вызывает резкие
перепады остаточных напряжений вблизи границы сплавления. Поэтому
термообработку таких сварных соединений обычно не проводят.
328 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
Однако даже при получении швов, подобных по составу основному
металлу, необходимо учитывать, что часть наиболее важных свойств
сварных соединений может быть получена, когда металл шва по составу
несколько отличается от свариваемой стали, например имеет меньшую
концентрацию углерода, содержит некоторое количество титана и т.д.
В связи с тем, что такое регулирование состава металла шва легче обес-
печивается при дуговой сварке, этот способ сварки наиболее распростра-
нен при изготовлении и ремонте изделий из высокохромистых сталей.
Большинство сварочных работ с этими сталями выполняют ручной дуго-
вой сваркой стальными покрытыми электродами. Наряду с этим исполь-
зуют дуговую сварку плавящимся электродом в углекислом газе, в инерт-
ных газах (аргоне, аргоно1?лиевых смесях) и сварку под специальными
флюсами.
В связи с тем, что растворяющийся при сварке в расплавленном ме-
талле водород значительно усиливает склонность к образованию холод-
ных трещин в хрупком металле швов и околошовной зоны, для ручной
сварки высокохромистых сталей не следует применять электродные по-
крытия, содержащие в качестве газообразующих органические соедине-
ния. В этом случае используют электродные покрытия фтористокальцие-
вого типа, при которых газовая защита сварочной зоны образуется за счет
распада карбонатов покрытия, в основном мрамора.
Образующиеся при этом высококальциевые шлаки благоприятны
для удаления из сварочной ванны серы и фосфора - вредных примесей,
ограничиваемых в высокохромистых сталях в большей степени, чем в
обычных углеродистых. Окислительное влияние газовой фазы (СО2 и
продуктов распада) компенсируется использованием электродов, содер-
жащих раскислители в металлическом стержне или чаще в покрытии.
Для уменьшения возможного поглощения водорода электроды перед
сваркой следует прокаливать при температуре 450 ... 500 °C течение 2 ч
(режим часто приводится в паспорте на электроды). Сварку выполняют
постоянным током обратной полярности.
При сварке высокохромистых сталей в инертных защитных газах
(аргоне и смесях на его основе) имеются благоприятные металлургиче-
ские условия для снижения выгорания Сг и других легирующих элемен-
тов. Причем в основном используют сварку неплавяшимся вольфрамо-
вым электродом, а присадочный материал подбирают аналогичным же-
лаемому составу наплавленного металла. При этом виде сварки в шов
удается вводить почти без потерь такие весьма активные элементы
(улучшающие свойства металла шва), как тйтан и алюминий. Однако из-
ВЫБОР СПОСОБОВ СВАРКИ И СВАРОЧНЫХ МАТЕРИАЛОВ 329
понижения производительности сварки применение этого метода
обычно ограничивается изготовлением изделий малых толщин и выпол-
нением корневого валика в многослойных швах металла большой толщи-
ны. В связи с тем, что ценный для свойств металла шва азот (для боль-
шинства таких сталей) при содержании его более 0,08 % может вызывать
пористость, его количество в металле шва следует ограничивать, обеспе-
чивая хорошую газовую защиту расплавленного металла от воздуха, и не
допускать большего его количества в защитном газе.
Сварка плавящимся электродом в углекислом газе хотя и обеспечи-
вает обычно достаточное оттеснение воздуха от сварочной зоны, однако
оказывает значительное окислительное воздействие на металл. Для борь-
бы с недопустимым окислением металла шва в электродную проволоку
необходимо вводить раскислители в количествах, достаточных для предо-
хранения от выгорания основных элементов, определяющих свойства ме-
талла шва.
Сварка под флюсом также требует разработки специальных свароч-
ных материалов. Широко применяемые окислительные высококремни-
стые, высокомарганцовистые флюсы не пригодны дня сварки высоко-
хромистых сталей в связи с происходящими при этом процессами окис-
ления не только активных легирующих элементов, но и основного леги-
рующего элемента - хрома. В ряде случаев повышение концентрации
кремния, а также марганца в высокохром истом металле вредно для его
свойств, в частности, уменьшает его пластичность и вязкость.
Фторидные бескислородные флюсы не обеспечивают достаточно
хорошего формирования швов. Поэтому для сварки высокохромистых
сталей рекомендуется применение либо безокислительного, высокоос-
новного флюса, почти не изменяющего в процессе плавления состава
электродной проволоки, либо слабоокислительного (за счет введения в
низкокремнистый флюс некоторого количества окислов железа) флюса
в комбинации со специальными проволоками Св-15Х12НМВФБ и
Св-15Х12ГНМБФ.
При выборе вида сварки, сварочных материалов и режимов сварки
высокохромистых сталей, особенно жаропрочных, необходимо учиты-
вать, что даже небольшие отклонения в химическом составе металла
швов (по ряду элементов в пределах десятых долей процента) могут при-
водить к значительному изменению их служебных свойств.
При использовании аустенитного или аустенитно-ферритного на-
плавленного металла обязательно необходимо учитывать и долю основ-
ного металла, попадающего в металл шва и тем самым влияющего на его
состав, структуру и свойства.
330 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
83. СВАРКА МАРТЕНСИТНЫХ ХРОМИСТЫХ СТАЛЕЙ
Состав и свойства сталей
В большинстве случаев высокохромистые мартенситные стали име-
ют повышенное содержание углерода, некоторые из них дополнительно
легированы никелем (табл. 8.1). Углерод, никель и другие аустенитообра-
зующие элементы расширяют область у и способствуют практически
полному у -> а (М) превращению в процессе охлаждения. Применение
для закаленной стали отжига при температурах ниже точки Ас3 способст-
вует отпуску структур закалки и возможности получения одновременно
высоких значений прочности, пластичности и ударной вязкости. Ферри-
тообразующие элементы (Мо, W, V, Nb) вводят для повышения жаро-
прочности сталей. Если обычные 12 %-ные хромистые стали имеют дос-
таточно высокие механические свойства при температурах до 500 °C, то
сложнолегированные на этой основе стали обладают высокими характе-
ристиками до 650 °C и используются для изготовления рабочих и на-
правляющих лопаток, дисков паровых турбин и газотурбинных устано-
вок различного назначения.
Железо образует с хромом непрерывный ряд твердых растворов с
объемноцентрированной кубической решеткой (см. рис. 8.1). У сплавов с
низким содержанием хрома имеется замкнутая область у-твердых раство-
ров. На диаграмме Fe-Cr область у ограничена справа двумя линиями,
замыкающими гетерогенный участок а + у. При концентрации до 8 %
хром способствует устойчивости аустенита, расширению его темпера-
турной области (см. рис. 8.2) и снижает критические скорости охлажде-
ния. В результате этого при низком содержании углерода легирование до
12 % Сг приводит к формированию в стали однофазной мартенситной
структуры, образующейся в у -> а (М) превращении даже при медленном
охлаждении от 800 °C со скоростью менее 1 °С/с.
При содержании хрома более 12 % в процессе нагрева у сплавов не-
возможно полное превращение а -> у. В соответствии с образующейся
после охлаждения структурой такие сплавы относят к мартенситно-
ферритному или ферритному классу. Принятая градация сталей по струк-
туре сделана в основном с учетом содержания Сг. Марки сталей с
содержанием хрома II ... 12 % отнесены к мартенситным, с 13 ... 14 % -
к мартенситно-ферритным.
8.1. Химический состав высокохромистых мартенситных сталей
Содержание элементов. % (по массе)
Сталь, марка С Si Мп S Р Сг Ni Мо V прочие
15Х11МФ 0,12 ... 0,19 £0,5 <0,7 £ 0,025 £ 0,030 10,0 ... Н.5 - 0,6... 0,8 0,25 ... 0,40 -
15Х12ВНМФ 0,12 ... 0,18 £0,4 0,5 ... 0,9 £ 0,025 £ 0,030 11,0... 13,0 0,4 ... 0,8 0,5 ... 0,7 0,15 ... 0,30 W 0,7... 1,1
18Х11МНФБ 0,15 ... 0,21 £0,6 0,6 ... 1.0 £ 0,025 £ 0,030 10,0 ... 11,5 0,5 ... 1,0 0,8 ... 1,1 0,20... 0,40 Nb 0,20... 0,45
13Х11Н2В2МФ 0,10 ... 0,16 <0,6 <0,6 £ 0,025 £ 0,030 10,5 ... 12,0 1,50 ... 1,80 0,35 ... 0,50 0,18 ... 0,30 W 1,60 ...2,00
12Х11В2МФ 0,10 ... 0,15 <0,50 0,50 ... 0,80 £ 0,025 £ 0,025 10,0 ... 12,0 0,60 0,60... 0,90 0,15 ... 0,30 W 1,70 ...2,20
10Х12НД <0,10 <0,30 <0,60 £ 0,025 £ 0,025 12,0... 13,5 2.8... 3,2 0,8... U — Си 0,8 ... 1,0
06X12113 Д <0.06 £0,30 £0.60 £ 0,025 £ 0,025 12,0... 13,5 2,80 ... 3,20 — - Си 0,80... 1,10
СВАРКА МАРТЕНСИТНЫХ ХРОМИСТЫХ СТАЛЕЙ
332 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
8.2. Механические свойства высокохромистых
мартенситных сталей
Марка стали Сто 2, МПа ов, МПа % ц/, % кси, МДж/.м2
не менее
15X11МФ 490 690 15 55 0,6
15Х12ВНМФ 590 740 15 45 0,6
18X11МНФБ 590 ... 735 740 15 50 0.6
13X11Н2В2МФ 735 880 15 55 0,9
12Х11В2МФ 392 588 18 —
10Х12НД 500 650 14 30 0,3
06Х12НЗД 500 ... 700 700 14 30 0,5
Механические свойства высокохромистых мартенситных сталей и
их сварных соединений определяются фактическим химическим соста-
вом и режимом термической обработки, с помощью которой можно регу-
лировать как свойства самой мартенситной матрицы, 1ак и конечный фазо-
вый состав и структуру сталей (табл. 8.2).
Свариваемость сталей
Повышенная склонность мартенситных сталей к хрупкому разру-
шению в состоянии закалки усложняет технологию их сварки. При со-
держании углерода более 0. К) % мартенситные стали склонны к обра-
зованию холодных трещин при сварке из-за высокой степени тетраго-
нальное™ кристаллической решетки мартенсита. При снижении со-
держания углерода вязкость мартенсита повышается, однако образую-
щийся при этом структурно-свободный 5-феррит в свою очередь сооб-
щает им высокую хрупкость. Поэтому в сварных соединениях мартен-
ситных сталей трещины могут наблюдаться в процессе непрерывного
охлаждения при температурах ниже температуры начала мартенситно-
го превращения Мн (для высокохромистых сталей не более 360 °C), а
также в процессе выдержки при нормальной температуре (замедленное
СВАРКА МАРТЕНСИТНЫХ ХРОМИСТЫХ СТАЛЕЙ
333
разрушение). С увеличением содержания углерода точки Мн и Мк
(температура окончания мартенситного превращения, обычно 240 °C)
еще более понижаются, что приводит к возрастанию твердости мартен-
сита и его хрупкости. Учитывая это, а также необходимость обеспече-
ния сварным соединениям высокой пластичности и ударной вязкости,
содержание углерода в хромистых мартенситных сталях ограничивают
до 0,20 %.
Для предотвращения образования холодных трещин при сварке
И ... 12 %-ных хромистых сталей применяют предварительный и со-
путствующий подогрев до 200 ... 450 °C. Температура подогрева тем
выше, чем выше склонность стали к закалке. В то же время температу-
ра подогрева не должна быть чрезмерно высокой, так как это можез
привести к отпускной хрупкости вследствие снижения скорости охла-
ждения металла в околошовной зоне в интервале температур карбидо-
образования. Кроме того, высокий подогрев, как и сварка с высокой
погонной энергией, обеспечивает длительный перегрев околошовного
металла, который вызывает рост зерна, сегрегацию примесей на грани-
цах зерен и, как следствие, снижение пластичности и вязкости сварных
соединений.
Лучшие свойства сварных соединений достигаются в случае пред-
варительного подогрева в интервале Мн - Мк, а также когда после
сварки производится подезуживание до Мк, но нс ниже 100 °C.
Малоуглеродистые хромистые стали, дополнительно легирован-
ные никелем, образуют при закалке мартенсит, отличающийся вслед-
ствие низкого содержания углерода высокой пластичностью и вязко-
стью, не склонный к образованию холодных трещин при сварке. Одна-
ко чувствительность металла швов к водородной хрупкости вызывает
необходимость при их сварке предварительного и сопутствующего
подогрева до 100 ... 200 °C. Улучшению свариваемости этих сталей
способствует также остаточный аустсниг.
Технология сварки и
свойства сварных соединений
Для деталей из высоколегированных мартенситных сталей приме-
няют в основном ручную дуговую сварку покрытыми электродами,
обеспечивающими получение сварных швов, близких по химическому
составу основному металлу. Это электроды с наплавленным металлом,
содержащим 10 ... 12 % Сг, до 0,8 % Ni и до 1 % Мо. Пониженное со-
держание углерода (0,02 ... 0,08 %) приводит к повышению вязкости
металла швов, по химическому составу приближающихся к хромонике-
334 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
левым мартенситным сталям. Наряду с электродами близкими по соста-
ву основному металлу применяют аустенитные электроды.
Для автоматической сварки используется проволока Св-15Х 12НМВФБ
и Св-15Х12Г11МБФ и флюсы АН-17 и ОФ-6.
Независимо от толщины изделий сварные соединения высокохро-
мистых мартенситных сталей, как правило, подвергают термической
обработке для снятия остаточных напряжений, распада закалочных
структур и формирования механических свойств заданного уровня.
Во всех случаях сварные соединения подвергают немедленному
(без охлаждения ниже температуры подогрева) термическому отпуску.
В некоторых случаях перед отпуском производится подстуживанис до
100 °C для завершения у —> а (М)-нреврашения. Температура отпуска
выбирается не выше значений критической мочки Ас( (табл. 8.3).
Прочность сварных соединений определяется свойствами применяе-
мых для сварки присадочных материалов. В случае однородных с основным
металлом швов свойства сварных соединений близки к основному металлу.
8.3. Особенности теплового режима сварки
мартенситных сталей
Марка стали Г. °C. подог- рева Продолжитель- ность хранения до термической обработки, ч Термическая обработка
15ХНМФ 15Х12ВНМФ 18ХНМНФБ 13ХНН2В2МФ 300 Не допускается Отпуск при 700 ... 720 °C (без охлаждения ниже температу- ры подогрева). При толщине более 30 мм перед термооб- работкой рекомендуется ”под- стуживание” до 100 °C
12X11В2МФ 250 ... 300 72 Отпуск при 715 ... 745 °C (предварительный) и 735 ... 765 °C (окончательный)
10Х12НД >100 Не допускается Отпуск при 650 °C (с предва- рительным "подстуживани- ем”)
06X12НЗД >200 То же Отпуск при 610 ... 630 °C (предварительный) и 625 ... 650 °C (окончательный)
СВАРКА МАРТЕНСИТНО-ФЕРРИТНЫХ СТАЛЕЙ
335
8.4, СВАРКА МАРТЕНСИТНО-ФЕРРИТНЫХ СТАЛЕЙ
Состав и свойства сталей
Хромистые стали, содержащие 13 ... 14 % СТ с частичным у -> а (М)-
превращением относят к мартенситно-фсрритным, при охлаждении которых
полиморфные превращения соответствуют реакции 8->у + 6->а(М) + 8.
Количество 6-феррита в сталях повышается с увеличением содержания
Сг и снижением концентрации С. Введение углерода сдвигает границы
существования области у-твердых растворов в сторону более высокого
содержания Сг. В случае достаточно низкой скорости охлаждения с тем-
ператур выше 600 °C возможно образование ферритной составляющей
структуры. Ниже 400 °C при более быстром охлаждении наблюдается
бездиффузионное превращение аустенита в мартенсит. Количество обра-
зовавшегося мартенсита в каждом из указанных температурных интерва-
лов зависит, главным образом, от скорости охлаждения и содержания
углерода в стали.
Несмотря на отрицательное влияние 5-феррита на пластичность и
ударную вязкость, мартснситно-ферритные стали марок 08X13, 12X13,
20X13, 08Х14МФ и других находят довольно широкое применение при
изготовлении химических аппаратов и энергетического оборудования
(табл. 8.4). Наиболее широкое применение в машиностроении имеют ста-
ли марок 08X13 и 08X14МФ с пониженным содержанием углерода.
В связи с возможностью формирования структуры с большим коли-
чеством ферритной составляющей, приводящей к охрупчиванию, норма-
8.4. Химический состав мартенситно-ферритиых сталей
Марка стали Содержание элементов, % по массе
С Si Мп S Р Сг
08X13 ^0,08 £0,80 <0,80 £0,025 £0,030 12,0... 14,0
12X13 0,09..0,15 <0,80 £0,80 £0,025 £ 0,030 12,0... 14,0
20X13 0,16...0,25 £0,80 £0,80 £0,025 £0,030 12,0... 14,0
08Х14МФ* 0,03...0,12 0,20... 0,45 0,08... 1,2 £0,025 £0,035 12,0... 14,8
14XI7H2 0,11 ...0,17 <0,08 £0,08 £0,025 £0,030 16,0... 18,0
*0,2 ... 0,4 % Мо; 0,15 ... 0,30% V; 1,0... 2,5 % Ni.
336 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
8.5. Механические свойства мартенситно-ферритных сталей
Марка стали сто.?, МПа (тв, МПа 8>, % V, % KCU, МДж/м2
не менее
08X13 410 590 20 60 1,о
12X13 410 590 20 60 0,9
20X13 440 650 16 55 0,8
08X14МФ 300 450 22 — -
14XI7H2 635 835 10 30 0,5
тивными документами» как правило, не предусматриваются требования
по величине ударной вязкости. Лишь для отдельных видов проката ста-
лей марок 08X13 и 12X13 регламентирована величина ударной вязкости
(табл. 8.5).
Свариваемость сталей
Термокинетическая диаграмма распада аустенита стали марки
08Х13 с содержанием углерода менее 0,08 % имеет две области превра-
щения: в интервале 600 ... 930 °C, соответствующем образованию фер-
ритно-карбидной структуры, и 120 ... 420 °C - мартенситной (рис. 8.3).
Количество превращенного аустенита в каждом из указанных темпера-
турных интервалов зависит главным образом от скорости охлаждения.
Например, при охлаждении со средней скоростью 0,025 °С/с превраще-
ние аустенита происходит преимущественно в верхней области с образо-
ванием феррита и карбидов. Лишь 10 % аустенита в этом случае превра-
щается в мартенсит в процессе охлаждения ниже 420 °C. Повышение
скорости охлаждения стали до 10 °С/с способствует переохлаждению
аустенита и полному его бездиффузионному превращению ниже темпе-
ратуры начала мартенситного превращения (420 °C). Изменения в струк-
туре, обусловленные увеличением скорости охлаждения, влияют и на
механические свойства сварных соединений. С возрастанием доли мар-
тенсита наблюдается снижение ударной вязкости. Увеличение содержа-
ния углерода приводит к сдвигу в область более низких температур границ
СВАРКА МАРТЕНСИТНО-ФЕРРИТНЫХ СТАЛЕЙ
337
время, с
Рис. 8.3. Термокинетическая диаграмма распада аустенита
при непрерывном охлаждении 13 %-ной хромистой стали
с различным содержанием углерода
превращения у->а + (К)иу-»а + (М) сталей с содержанием углерода
0,10 ... 0,25 %, в результате полное мартенситное превращение происхо-
дит при охлаждении со скоростью 1 °С/с.
В связи с высокой склонностью к подкалке в сварных соединениях
этих сталей возможно образование холодных трещин. Склонность к об-
разованию трещин при сварке зависит от характера распада аустенита в
процессе охлаждения.
При формировании мартенситной структуры ударная вязкость свар-
ных соединений 13 %-ных хромистых сталей снижается до 0,05 ...
0,10 МДж/м2. Последующий отпуск при 650 ... 700 °C приводит к распа-
ду структуры закалки, выделению карбидов, в результате чего тетраго-
нальность мартенсита уменьшается. После отпуска ударная вязкость воз-
растает до 1,0 МДж/м2.
Образование значительного количества феррита в структуре около-
шовного металла уменьшает склонность сварных соединений к холод-
338 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
ним трещинам. Это характерно для 13 %-ных хромистых сталей с содер-
жанием С < О, I %. Количество 5-феррита в структуре околошовного ме-
талла зависит от температуры нагрева. В участках, нагреваемых до тем-
ператур, близких к температуре солидуса, количество 5-феррита в струк-
туре может стать подавляющим. Такая структура характерна для участка
зоны термического влияния, примыкающего к линии сплавления. Шири-
на этого участка мало зависит от температуры подогрева, но возрастает с
увеличением погонной энергии сварки. Для сталей 08X13 и 08Х14МФ
увеличение ширины участка с большим количеством 5-феррита отрица-
тельно влияет на вязкость сварных соединений.
Сварка мартенситно-ферритных сталей производится в основном с
предварительным и сопутствующим подогревом. Даже для стали марки
08X13 с наиболее низким содержанием углерода при сварке рекоменду-
ется подогрев до 150 ... 250 °C с последующей термической обработкой.
Дополнительное легирование стали 08Х14МФ карбидообра-
зующими элементами снижает эффективное содержание С. Тетрагональ-
ность мартенсита уменьшается, и сталь, легированная дополнительно Мо
и V, может свариваться без подогрева.
Технология сварки и свойства соединений
Для слали 08X13 применяют различные способы сварки: ручная по-
крытыми электродами и в защитных газах, автоматическая под флюсом.
Наибольшее распространение имеют сварочные электроды и прово-
локи, обеспечивающие получение аустенитного наплавленного металла
(электроды типа Э-10Х25Н13Г2, проволока Св-07Х25Н12Г2Т). Приса-
дочные материалы для ручной дуговой сварки (электроды типа
Э-10Х18Н2), аргонодуговой и автоматической сварки под флюсом (про-
волока Св-08Х 18Н2ГТ и Св-08Х14ГНТ) стали 14XI7H2 по химическому
составу близки к основному металлу.
Сварные соединения мартенситно-ферритных сталей должны быть
подвергнуты термическому отпуску для "смягчения" структур закалки и
снятия остаточных напряжений.
Так как для стазей 08X13, 08X14МФ, 12X13 и 20X13 применяют в
основном аустенитные сварочные материалы, прочностные свойства их
сварных соединений ниже по сравнению с основным металлом. Равно-
прочность достигается при использовании для сварки электродов и про-
волок, обеспечивающих получение металла швов с мартенситной струк-
турой.
СВАРКА ФЕРРИТНЫХ ХРОМИСТЫХ СТАЛЕЙ
339
8.5. СВАРКА ФЕРРИТНЫХ ХРОМИСТЫХ СТАЛЕЙ
Состав и свойства егалей
При содержании свыше 12 % Сг стали, структура которых соответ-
ствует этой области диаграммы Fc-Cr, относят к ферритным. Граница
области у-твердых растворов изменяется в зависимости от содержания С
(рис. 8.4). Перемещение границы у-области в сторону больших концен-
траций Ст при введении С связано с уменьшением растворенного Сг
вследствие образования стабильных его карбидов. В связи с этим фер-
ритные стали с обычным содержанием С легированы Сг в количестве не
менее 16 %.
По сопротивляемости коррозии ферритные стали 08X17Т, 15Х25Т и
другие не уступают хромоникелевым аустенитным сталям и значительно
превосходят их по стойкости к коррозионному растрескиванию. При
дополнительном легировании А1 и Si хромистые ферритные стали могут
быть использованы для изготовления оборудования, работающего в ус-
ловиях окисления при температурах до 1200 °C (табл. 8.6).
Применению ферритных сталей с обычным содержанием С и N пре-
пятствуют случаи хрупкого разрушения конструкций как в процессе из-
готовления, так и при транспортировке и эксплуатации. Высокая чувст-
вительность к надрезу при нормальной температуре затрудняет их при-
менение для изготовления оборудования, работающего в условиях удар-
ных и знакопеременных нагрузок.
Повышение пластичности и вязкости хромистых ферритных сталей
возможно при ограничении в их составе примесей внедрения (до 0,015 ...
0,020 % в сумме) при выплавке в специальных вакуумных печах.
Рис. 8.4. Положение области у в диаграмме состояния сплавов
с различным содержанием углерода (схема)
340 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
8.6. Химический состав некоторых марок
хромистых ферритных сталей
Марка стали Содержание элементов, % по массе
С Si Мп S Р Сг Ti другие элементы
08X17Т <0,08 <0,8 <0,8 <0,025 <0,035 16,0... 18,0 0,5... 0,80 -
I5X25T £0,15 < 1,0 £0,8 <0,025 <0,035 24,0... 27,0 0,5 ... 0,90 -
О8Х23С2Ю <0,08 < 1,5 ... 1,8 0,4... 0,7 <0,015 <0,03 22,0... 24,0 — А1= 1,1 ... 1,6
К хромистым ферритным сталям, произведенным в открытых печах,
практически не предъявляют требований по ударной вязкости, а оговари-
вают в основном минимально допустимые значения прочности (370 ...
460 МПа) и пластичности (S = 14 ... 18 %).
Свариваемость сталей
Высокохромистые стали ферритного класса склонны к дополни-
тельному охрупчиванию пол воздействием нагрева. Ударная вязкость и
пластичность металла в зоне термического влияния сварных соединений
приближаются к нулю. У этих сталей не удается предотвратить интен-
сивный рост зерна при сварке плавлением. Наиболее крупные зерна обра-
зуются на участке перегрева, где температура достигает ТСО|1. Охрупчива-
ние околошовпого участка распространяется на слой, непосредственно
примыкающий к линии сплавления и нагретый выше 1000 °C.
Охрупчивание ферритных сталей возможно также после выдержки в
интервалах температур, способствующих образованию о-фазы (550 ...
850 °C) и 475 °-ной хрупкости (400 ... 550 СС). Ударная вязкость стали
после кратковременного нагрева до 475 °C снижается до 0,3 против
0,9 МДж/м2.
Хрупкость при 475 °C может быть устранена нагревом до
750 ... 760 °C, который практически полностью восстанавливает исход-
ный уровень пластичности и вязкости стали. Более высокие температуры
нагрева не эффективны, так как способствуют росту ферритного зерна и
СВАРКА ФЕРРИТНЫХ ХРОМИСТЫХ СТАЛЕЙ
341
появлению хладноломкости при нормальной температуре вследствие
формирования грубозернистой структуры. Во избежание образования
трещин сварку, правку и все операции, связанные с ударными нагрузка-
ми, рекомендуется проводить с подогревом до 150 ... 200 °C.
Однако подогрев при сварке отрицательно влияет на пластичность
металла с ферритной структурой, так как уменьшает скорость охлажде-
ния и увеличивает продолжительность выдержки в интервале темпера-
тур, близких к 475 °C. Ускоренное охлаждение (100 °С/с) повышает пла-
стичность стали со структурой перегрева.
Технология сварки и свойства соединений
В качестве присадочных материалов для ручной дуговой сварки,
сварки под флюсом и в защитных газах преимущественно применяют
хромоникелевые сварочные электроды и проволоки, обеспечивающие по-
лучение наплавленного металла типа Х25Н13 с аустенитной структурой.
При наличии требований по МКК для сварных соединений приме-
няют присадочные материалы, легированные Nb или Ti и А1. Для сварки
узлов из стали 08X17Т в химическом машиностроении применяют ино-
гда электроды типа Э-10Х17Т. Проволоку Св-10Х17Т используют также
при аргонодуговой сварке и автоматической сварке под флюсом. В слу-
чае применения аустенитных электродов и проволок металл шва сварных
соединений обычных и "чистых" по примесям сталей отличается высокой
пластичностью и ударной вязкостью. Если для сварки применены одно-
родные электроды и проволоки с обычным содержанием примесей, то
пластичность и ударная вязкость металла шва крайне низкие и какие-
либо требования к этим характеристикам не предъявляются.
В связи с невозможностью измельчения структуры ферритных сталей
методами термической обработки хрупкость их сварных соединений явля-
ется необратимой. Термическая обработка, применяемая для сварных со-
единений сталей ферритного класса, положительно сказывается в основном
на снижении уровня остаточных напряжений. Отжиг при 760 °C является
универсальным для сталей ферритного класса. При этой темперагуре прак-
тически полностью релаксируют остаточные напряжения. Этот режим спо-
собствует также снижению склонности к межкристаллитной коррозии.
342 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
Контрольные вопросы
1. Как изменяется структура высокохромистых сталей в зависимости
от концентрации хрома и углевода?
2. Какой состав присадочного металла используют для сварки хро-
мистых сгалей с целью уменьшения вероятности образования холодных
трещин?
3. Какие виды подогрева и в каком диапазоне температур использу-
ют при сварке хромистых сталей для предотвращения образования хо-
лодных трещин?
4. Какие виды термообработки используют для повышения пластич-
ности сварных соединений хромистых сталей?
Глава 9
ТЕХНОЛОГИЯ СВАРКИ
ВЫСОКОЛЕГИРОВАННЫХ АУСТЕНИТНЫХ
СТАЛЕЙ И СПЛАВОВ
9.1. СОСТАВ И СВОЙСТВА СТАЛЕЙ
Высоколегированные аустенитные стали имеют повышенное содер-
жание основных легирующих элементов - хрома и никеля (обычно не
ниже 16 и 7 % соответственно), придающих им соответствующую струк-
туру и необходимые свойства (табл. 9.1). Для сокращения высоколегиро-
ванные стали можно обозначать в соответствии с содержанием основных
легирующих элементов цифрами, например 18-8, 25-20 и др. Первая
цифра обозначает содержание хрома, вторая - никеля.
Никель - дефицитный и дорогой легирующий элемент и поэтому в
тех случаях, когда условия работы конструкции позволяют, используют
стали с пониженным его содержанием или безникелевые хромистые ста-
ли. В сплавах на железоникелевой основе содержание никеля еще выше,
чем в хромоникелевых сталях. В никелевых сплавах никель служит осно-
вой, а железо - легирующей присадкой. Эти сплавы благодаря своим
свойствам находят применение в ответственных конструкциях, работаю-
щих в сложных и специфических условиях.
Высоколегированные стали и сплавы по сравнению с менее легиро-
ванными обладают высокой хладостойкостью, жаропрочностью, корро-
зионной стойкостью и жаростойкостью. Эти важнейшие материалы для
химического, нефтяного, энергетического машиностроения и ряда других
отраслей промышленности используют при изготовлении конструкций,
работающих в широком диапазоне температур: от отрицательных до поло-
жительных. Несмотря на общие высокие свойства высоколегированных
сталей, соответствующий подбор состава легирования определяет их ос-
новное служебное назначение. В соответствии с этим их можно разде-
лить на три группы: коррозионно-стойкие, жаропрочные и жаростойкие
(окалиностойкие). Благодаря их высоким механическим свойствам при
отрицательных температурах высоколегированные стали и сплавы при-
меняют в ряде случаев и как хладостойкие.
9.1. Состав некоторых марок высоколегированных аустенитных и
аустенитно-ферритных сталей и сплавов по ГОСТ 5632-72 (в ред. 1989 г.),
применяемых для изготовления сварных конструкции, %
Марка С Si Мп Сг Ni Прочие элементы Основное применение
коррозионно- стойкая жаростой- кая жаропроч- ная
Высоколегщ кованные стали
08Х18Н10Т <0,08 <0,80 1,0 ...2,0 17,0... 19,0 9,0... 11,0 — 4-
12Х18Н10Т <0,12 <0,80 1,0 ...2,0 17,0... 19,0 9,0... 11,0 Ti = (% С - 0,02)5 > 0,7 4-
08Х18Н12Т <0,08 <0,80 1,0... 2,0 17,0 ...19,0 11,0 ...13,0 Ti = (% Сх5) > 0,6 +
1ОХ17Н13М2Т <0,10 20,80 1,0... 2,0 16,0 ...18,0 12,0... 14,0 Мп= 1,8 ... 2,5; Ti = 0,3 ... 0,6 +
08Х18Н12Б <0,08 <0,80 1,0... 2,0 17,0... 19,0 11,0... 13,0 Nb = (% Сх8) > 1,20 +
10Х14Г14Н4Т <Ю,10 <0,80 13,0... 15,0 13,0... 15,0 2,5... 3,5 Ti = (% С - 0,02)5 > 0,6 +
08Х22Н6Т <0,08 <0,80 <0,80 20,0 ...22,0 4,8... 5,8 Ti = 0,3 ...0,6 4-
08Х21Н6М2Т <0,08 <0,80 <0,80 20,0... 22,0 5,5... 6,5 Ti = 0,2 ...0,4; Мо = 1,8 ...2,5 4-
09X17Н7Ю <0,09 <0,80 <0,80 16,0... 18,0 6,5... 7,5 Al = 0,8 ... 1,3 4-
09Х14Н19В2БР 0,07... 0,12 <0,60 1,0... 2,0 13,0... 15,0 18,0 ...20,0 W = 2,00 ... 2,75; Nb = 0,9 ... 1,3; В < 0,005; Се < 0,020 4- 4-
08Х16Н13М2Б 0,06... 0,12 <0,80 <цо 15,0... 17,0 12,5... 14,5 Mo = 2,0 ... 2,5; Nb = 0,9 ... 1,3 4-
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Продолжение табл. 9.1
Марка С Si Мп Сг Ni Прочие элементы Основное применение
коррозионно- стойкая жаростой- кая жаропроч- ная
2OX23HI8 <0,20 £1,0 £2,0 22.0... 25,0 17,0... 20.0 - 4-
20Х25Н20С2 £0,20 2,0 ... 3,0 <1,5 24,0... 27,0 18,0... 21,0 - +
Сплавы на железоникелевой основе
ХН38ВТ 0,06... 0,12 <0,80 £0,70 20,0 ...23,0 35,0 ... 39.0 Ti = 0,7 ... 1,2; Al £ 0,15; W = 2,8 ... 3,5 4- 4-
06ХН28МДГ <0,06 <0,80 £0,80 22,0... 25,0 26,0 ... 29,0 Ti - 0,4 ... 0.7; Mo = 2,5 ...3,0; Cu = 2,5 ... 3,5 —
Сплавы на никелевой основе
ХН78Т £0,12 £0,80 £0,70 19,0... 22,0 Основа Ti = 0,15 ... 0,35; Al£ 0,15; Fe £ 6,0 4"
Х1170Ю <0,07 <0,80 £0,50 28,0... 31,0 » Al = 0,15; Fe £ 5,0 + -1-
ХН67МВТЮ £0,08 £0,60 £0,50 17,0 ... 20,0 » Ti = 2,2 ... 2,8; Al = 1,0 ... 1,5 W = 4,0 ...5,0; Mo = 4,0 £5,0 Fe < 4,0; В £ 0,01; Ce£0,01 +
СОСТАВ И СВОЙСТВА СТАЛЕЙ 345
346
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Коррозионно-стойкие стали при соответствующем легировании и
термообработке обладают высокой коррозионной стойкостью при ком-
натных и повышенных до 800 °C температурах как в атмосферной и газо-
вой среде, так и в чистых и водных растворах кислот и щелочей, жидко-
металлических средах и т.д. Характерное отличие этих сталей - пони-
женное содержание углерода, обычно не превышающее 0,12 %, оказы-
вающее решающее влияние на стойкость их к межкристаллитной корро-
зии (МКК). Благодаря этим свойствам их используют при изготовлении
трубопроводов и аппаратов для химической и нефтяной промышленности.
Жаропрочные стали и сплавы обладают высокими механическими
свойствами при повышенных температурах и способностью сохранять их
в данных условиях в течение длительного времени. Для придания этих
свойств сталям и сплавам их обычно легируют элементами-упрочни-
телями молибденом и вольфрамом (до 7 % каждого). Важной легирую-
щей присадкой, вводимой в некоторые стали и сплавы, является бор.
В ряде случаев к этим металлам предъявляется требование и высокой
жаростойкости.
Одна из основных областей применения этих сталей - энергетиче-
ское машиностроение (трубопроводы, детали и корпуса газовых и паро-
вых турбин и т.д.), где рабочие температуры достигают 750 °C и выше.
Жаростойкие сгали и сплавы обладают стойкостью против химического
разрушения поверхности в газовых средах при температурах до 1100 ...
1150 °C. Обычно их используют для деталей слабонагруженных (нагре-
вательные элементы, печная арматура, газопроводные системы и т.д.).
Высокая окалиностойкость этих сталей и сплавов достигается легирова-
нием их алюминием (до 2,5 %) и вольфрамом (до 7 %). Эти легирующие
элементы и кремний способствуют созданию прочных и плотных окси-
дов на поверхности деталей, предохраняющих металл от непосредствен-
ного контакта с газовой средой.
После соответствующей термообработки высоколегированные стали
и сплавы обладают высокими прочностными и пластическими свойства-
ми (табл. 9.2). В отличие от углеродистых при закалке эти стали приобре-
тают повышенные пластические свойства. Структуры высоколегирован-
ных сталей очень разнообразны и зависят в основном от их химического
состава, т.е. содержания основных элементов: хрома (ферритизатора) и
никеля (аустенитизатора). На структуру влияет также содержание и дру-
гих легирующих элементов-ферритизаторов (Si, Мо, Ti, Al, Nb, W, V) и
аустенитизаторов (С, Со, Ni, Си, Nb, В).
СОСТАВ И СВОЙСТВА СТАЛЕЙ
347
9.2. Механические свойства некоторых марок
высоколегированных аустенитных н
аустеннтно-феррнтных сталей н сплавов
Марка стали Гермообработка пв, МПа МПа 5, %
08Х18Н10 Закалка при 1050 ... 1100 °C, ох- лаждение на воздухе, в масле или воде 480 200 40
I2XI8HI2T То же 550 200 40
10Х17Н13М2Т » 520 220 40
08Х18Н12Б » 500 180 40
I0X14Г14Н4Т Закалка при 1000 ... 1080 °C, ох- лаждение на воздухе, в масле или воде 650 250 35
08Х22Н6Т Закалка при 950 ... 1050 °C, охла- 550 350 25
08Х21П6М2Т ждение на воздухе Закалка при 1000 ... 1050°С, охла- ждение на воздухе 700 450 25
09X17Н7Ю Закалка при 1030 ... 1070 °C, ох- лаждение на воздухе. Первый от- пуск при 740 ... 760, повторный при 550 ... 600 °C, охлаждение на воз- духе 850 700 10
20Х23Н18 Закалка при 1050 ... 1100 °C, ох- лаждение на воздухе, в масле или воде 500 200 35
20X25 Н20С2 То же 600 300 35
ХН78Т Закалка при 980 ... 1020 °C, охла- ждение на воздухе, в масле или воде 700 27,5
ХН67МВТЮ Закалка при 1200 °C, охлаждение на воздухе, старение при 850 °C 1000... 550... 20...
15ч 1100 750 30
348
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Для приближенного определения характера структуры обычно поль-
зую гея диаграммой Шеффлера, предварительно подсчитав эквивалент-
ные содержания никеля и хрома. На структуру этих сталей оказывает
влияние также термообработка, пластическая деформация и другие фак-
торы. Поэтому положение фазовых областей на диаграммах состояния
определено в виде псевдобинарных разрезов тройных систем, обычно
Fe-Cr-Ni с углеродом.
Рассмотрим фазовые области для одной из таких систем (штриховая
линия на рис. 9.1) при содержании 0,05 % С. При очень медленном охла-
ждении и затвердевании (точка 1 на линии ликвидус) из расплава вначале
начинают выпадать кристаллы хромоникелевого феррита, имеющего ре-
шетку 5-железа, а по мере охлаждения - и кристаллы хромоникелевого
аустенита, имеющего решетку у-железа. После затвердевания всего рас-
плава (температура ниже точки 2 на линии солидус) сталь имеет аусте-
нитно-ферритную структуру. При дальнейшем охлаждении в точке 3
происходит превращение 5 —> у, и сталь приобретает аустенитную струк-
туру.
Рис. 9.1. Псевдобинарная диаграмма состояния в зависимости
от содержания углерода для сплава 18 % С г, 8 % Ni, 74 % Fe
СОСТАВ И СВОЙСТВА СТАЛЕЙ
349
Углерод в аустенитно-ферритной и аустенитной сталях при темпе-
ратурах выше линии SE (выше точки 4) находится в твердом растворе в
виде фаз внедрения. Медленное охлаждение стали ниже точки 4 приво-
дит к выделению углерода из твердого раствора в виде химического со-
единения - карбидов хрома типа Сг2зС6, располагающихся преимущест-
венно по границам зерен. Дальнейшее охлаждение ниже точки 5 способ-
ствует выпадению по границам зерен вторичного феррита. Таким обра-
зом, сталь при медленном охлаждении при комнатной температуре имеет
аустенитную структуру со вторичными карбидами и ферритом.
В зависимости от скорости охлаждения с температур, лежащих вы-
ше линии SE, углерод частично или полностью выделяется из твердого
раствора в виде карбидов. Этот процесс оказывает решающее влияние на
свойства сталей. При быстром охлаждении (закалке) распад твердого
раствора не успевает произойти, и аустенит фиксируется в пересыщен-
ном и неустойчивом состоянии. Количество выпавших карбидов хрома,
помимо скорости охлаждения, зависит и от количества углерода в стали.
При его содержании менее 0,02 ... 0,03 %, т.е. ниже предела его раство-
римости в аустените, весь углерод остается в твердом растворе.
Ускоренное охлаждение стали в некоторых композициях ау-
стенитных сталей может привести к фиксации в их структуре первичного
5-феррита, в некоторых случаях необходимого с точки зрения предупре-
ждения горячих трещин. Холодная деформация, в том числе и наклеп
закаленной стали, в которой аустенит зафиксирован в неустойчивом со-
стоянии, способствует превращению у -> а. Феррит, располагаясь тонкими
прослойками по границам аустенитных зерен, блокирует плоскости
скольжения и упрочняет сталь (рис. 9.2). Упрочнение стали тем выше,
чем ниже температура деформации. Обычно тонколистовые хромонике-
левые стали в состоянии поставки имеют повышенные прочностные и по-
ниженные пластические свойства. Это объясняется их повышенной дефор-
мацией при прокатке и пониженной температурой окончания прокатки.
Если сталь, в которой не произошло выпадения карбидов и углерод
зафиксирован в твердом растворе, медленно нагревать, подвижность
атомов увеличивается. В соответствии с этим увеличивается и способ-
ность их к диффузии и восстановлению равновесия в твердом растворе, в
котором аустенит зафиксирован в перенасыщенном и неустойчивом со-
стоянии, что приводит к образованию и выделению карбидов из перена-
сыщенного твердого раствора. Этот процесс начинается при температуре
400 ... 500 °C, но вследствие малой скорости диффузии идет медленно с
образованием карбидов преимущественно по границам зерен.
350
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Рис. 9.2. Изменение механических свойств
хромоникелевой стали (18 % Сг; 8 % Ni; 0,17 % С)
в зависимости от степени холодной деформации (обжатия)
Вследствие того что скорость диффузии хрома значительно ниже,
чем углерода, связываемый в карбид хром извлекается из ближайших к
границе областей зерна, т.е. происходит местное обеднение твердого рас-
твора хромом. При работе в коррозионной среде эти участки зерна рас-
творяются, что приводит к нарушению связи между отдельными зерна-
ми. Этот процесс называется межкристаллитной коррозией (МКК).
При температурах 600 ... 700 °C скорость диффузии более высокая
и образование карбидов идет быстрее, в большем количестве и более
крупных. При температуре 800 ... 900 °C карбиды образуются еще быст-
рее и коагулируют. Ввиду достаточно высокой скорости диффузии хром,
связываемый в карбид, извлекается из более глубоких областей зерна, и
местное обеднение границ зерна хромом уменьшается. При температурах
выше 900 °C (выше температур линии SE) наряду с коагуляцией карби-
дов начинается обратный процесс их растворения с переходом углерода в
твердый раствор и образованием однородной массы аустенита. Быстрое
охлаждение этой стали (закалка) опять фиксирует структуру аустенита в
СОСТАВ И СВОЙСТВА СТАЛЕЙ
351
перенасыщенном и неустойчивом состоянии с углеродом, находящимся в
твердом растворе. Как видно из рис. 9.1, температура закалки для полу-
чения подобной структуры (линия SE) тем выше, чем больше содержание
углерода в стали. Подобная термообработка называется закалкой на го-
могенный твердый раствор (аустенитизация) и для сталей типа 18-8 про-
водится с температур 1050 ... 1100 °C.
Межкристаллитная коррозия вызывается местным обеднением хро-
мом металла зерна возле границы, вследствие более низкой скорости
диффузии хрома по сравнению с углеродом, при температурах ниже 900 °C.
Однако если сталь при этих температурах выдерживать достаточно дли-
тельное время, несмотря на малую скорость диффузии хрома, его кон-
центрация по объему зерна (периферийная и центральная) будет вырав-
ниваться и склонность стали к МКК уменьшится. Такая термообработка
называется стабилизирующим отжигом. Его проводят обычно при темпе-
ратуре 850 ... 900 °C в течение 2 ... 3 ч.
В целом зависимость МКК от времени и температуры можно пред-
ставить схемой на рис. 9.3. Левая ветвь схемы (кривая /) показывает тем-
пературно-временные условия появления в швах склонности к МКК.
При температурах до 650 °C скорость образования карбидов хрома воз-
растает при небольшой скорости диффузии хрома. В результате время
выдержки металла при рассматриваемой температуре до появления МКК
сокращается и при температуре 650 °C (Г^) может достигать нескольких
минут.
Рис. 9.3. Зависимость появления склонности к МКК металла швов
на аустенитной стали от температуры и времени
352
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Повышение температуры, увеличивая скорость диффузии хрома,
уменьшает местное обеднение границ зерен хромом и склонность швов к
МКК. Выдержка стали в рассматриваемом интервале температур в тече-
ние /Нм и более, приводя к диффузионному выравниванию содержания
хрома по объему зерна, способствует приобретению металлом повторной
стойкости к МКК (кривая 2). Уменьшение в стали содержания углерода,
легирование ее более сильными, чем хром, карбидообразователями (ти-
тан, ниобий и др.) сдвигает вправо кривую / начала появления склонно-
сти металла к МКК. Процессы, протекающие при образовании карбидов,
влияют не только на появление такой склонности, но и сильно изменяют
механические свойства сталей при комнатных и высоких температурах.
Изменение в стали содержания легирующих элементов влияет на
положение фазовых областей. Основными легирующими элементами в
рассматриваемых сталях служат хром и никель. В зависимости от их соот-
ношения стали иногда разделяют на стали с малым (% Ni / % Сг < 1) и боль-
шим запасом аустенитности (% Ni / % Сг > 1).
Титан, ниобий, вольфрам и ванадий - карбидообразователи. Поэто-
му в стали могут образовываться не только карбиды хрома, но и карбиды
этих элементов (TiC, NbC, VC). При определенных содержаниях
[Ti > (С 0,02) • 5 и Nb > ЮС] весь свободный, выше предела его раство-
римости (0,02 %), углерод может выделиться не в виде карбидов хрома, а
в виде карбидов титана или ниобия. Выпадение карбидов повышает
прочностные и понижает пластические свойства сталей.
Упрочнение, связанное с выделением карбидов, зависит от степени
дисперсности - оно увеличивается с уменьшением размеров карбидов.
Это свойство карбидов используют для дисперсионного упрочнения жа-
ропрочных сталей, проводимого обычно в комплексе с интерметаллид-
ным упрочнением [упрочняющие частицы-интерметаллиды Ni3Ti,
Ni3(Al, Ti), Fe2W и др.]. К интерметаллидным соединениям относят и
о-фазу, которая образуется в хромоникелевых сталях при длительном
нагреве или медленном охлаждении при температурах ниже 900 ... 950 °C.
Она обладает ограниченной растворимостью в а- и у-твердых растворах
и, выделяясь преимущественно по границам зерен, резко снижает пла-
стические свойства и ударную вязкость металла.
Повышенные концентрации в стали хрома (16 ... 25 %) и элементов,
способствующих образованию феррита (молибдена, кремния и др.), вы-
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
353
зывают образование при температурах 700 ... 850 °C о-фазы. Выделение
этой фазы происходит преимущественно с образованием промежуточной
фазы феррита (у -> а -> а) или преобразованием 5-феррита (5 -> о). Од-
нако возможно ее выделение и непосредственно из твердого раствора
(у -> о). Холодная деформация, приводя к появлению дополнительных
плоскостей сдвига, увеличивает количество выделившейся сг-фазы. Вы-
деление ст-фазы резко снижает служебные характеристики жаропрочных
и жаростойких сталей.
9.2. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Свариваемость рассматриваемых сталей и сплавов затрудняется
многокомпонентностью их легирования и разнообразием условий экс-
плуатации сварных конструкций (коррозионная стойкость, жаростой-
кость или жаропрочность). Общей сложностью сварки является преду-
преждение образования в шве и околошовной зоне кристаллизационных
горячих трещин, имеющих межкристаллитный характер, наблюдаемых в
виде мельчайших микронадрывов и трещин. Горячие трещины могут
возникнуть и при термообработке или работе конструкции при повышен-
ных температурах. Образование горячих трещин наиболее характерно
для крупнозернистой структуры металла шва, особенно выраженной в
многослойных швах, когда кристаллы последующего слоя продолжают
кристаллы предыдущего слоя.
Концентрационное и термическое переохлаждение способствует
развитию дендритной или микроскопической ликвации. В аустенитных
швах направленность столбчатых кристаллов выражена наиболее четко.
Повышенное сечение и поэтому малая поверхность столбчазых кристал-
лов способствуют образованию межкристаллитных прослоек повышен-
ной толщины, что и увеличивает вероятность образования горячих тре-
щин. Применение методов, способствующих измельчению кристаллов и
дезориентации сгруктуры, утоньшая межкристаллитные прослойки, не-
сколько повышает стойкость швов против горячих трещин.
Один из таких методов - получение швов, имеющих в структуре не-
которое количество первичного 5-феррита. Положительное действие
феррита в аустенитно-ферритных швах на предупреждение образования в
них горячих трещин связано с характером процесса первичной кристал-
12 - 7162
354
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
лизации металла сварочной ванны. Одновременное выпадение из жидкой
фазы кристаллов аустенита и первичного 5-феррита приводит к измель-
чению и дезориентации структуры, т.е. уменьшению сечения столбчатых
кристаллов и утонению межкристаллитных прослоек, разделенных уча-
стками первичного 5-феррита. В результате вероятность образования го-
рячих трещин по местам расположения прослоек уменьшается.
Элементы, способствующие ферритизации металла, оказывают и
обессеривающее действие на сварочную ванну, уменьшая количество
легкоплавкой сульфидной эвтектики. Благоприятное действие 5-феррита
может быть объяснено и большей растворимостью в нем примесей,
уменьшающей их ликвацию. Получение аустенитно-ферритных швов
достигается их дополнительным легированием ферритообразующими
элементами, такими как хром, кремний, алюминий, молибден и др. В из-
делиях, работающих как коррозионно-стойкие при температурах до
400 °C, допускается содержание феррита до 20 ... 25 %. В швах на жаро-
прочных и жаростойких сталях, работающих при более высоких темпера-
турах, возможно образование ст-фазы с соответствующим ухудшением
служебных характеристик шва. С целью предупреждения сигматизации
швов количество 5-феррита в швах на жаропрочных и жаростойких ста-
лях ограничивают4 ... 5 %.
В сталях с большим запасом аустенитности получение швов с ау-
стенитно-ферритной структурой затруднено необходимостью легирова-
ния их повышенным количеством ферритизаторов. Возможность предот-
вращения в швах на них, а также на аустенитно-ферритных сталях горя-
чих трещин достигается ограничением содержания в швах вредных
(фосфора, серы) и ликвирующих примесей, образующих легкоплавкие
эвтектики, располагающиеся на завершающейся стадии кристаллизации
по границам столбчатых кристаллов. Это достигается применением сва-
рочных материалов, минимально засоренных вредными и ликвирующими
элементами, например электродных проволок, изготовленных из сталей
вакуумной выплавки, электрошлакового переплава и т.д. Ограничивается
также проплавление основного металла.
В некоторых случаях повышение стойкости швов против горячих
трещин, наоборот, достигается повышением ликвирующих примесей до
концентраций, обеспечивающих получение при завершении кристалли-
зации сплошной пленки легкоплавкой эвтектики на поверхности кри-
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
355
сталлита. Это может быть достигнуто легированием стали бором (0,3 ...
1,5 %). Повышенная литейная усадка и значительные растягивающие
напряжения, действующие при затвердевании на сварочную ванну, также
способствуют образованию горячих трещин. Снижение действия силово-
го фактора (ограничение силы тока, заполнение разделки валиками не-
большого сечения, рациональная конструкция соединения и др.) способ-
ствует предупреждению горячих трещин.
Помимо сложности получения на аустенитных высоколегированных
сталях и сплавах швов без горячих трещин имеются и другие трудности,
обусловленные спецификой их использования. К сварным соединениям
на жаропрочных сталях предъявляется требование сохранения в течение
длительного времени высоких механических свойств при повышенных
температурах. Большие скорости охлаждения металла шва при сварке
приводят к фиксации неравновесных по отношению к рабочим темпера-
гурам структур. Во время эксплуатации при температурах выше 350 °C в
результате диффузионных процессов в стали появляются новые струк-
турные составляющие, приводящие обычно к снижению пластических
свойств металла шва.
Термическое старение при температурах 350 ... 500 °C может при-
вести к появлению 475°-ной хрупкости. Выдержка аустенитно-феррит-
ных швов при температуре 500 ... 650 °C приводит к старению в основ-
ном за счет выпадения карбидов. Одновременно идет процесс образова-
ния ст-фазы. Легирование сталей титаном и ниобием приводит к диспер-
сионному упрочнению стали за счет образования их прочных карбидов.
Являясь ферритизаторами, титан и ниобий, способствуя образованию в
шве ферритной составляющей, увеличивают количество о-фазы в метал-
ле. Выдержки при температуре 700 ... 850 °C значительно интенсифици-
руют образование о-фазы с соответствующим охрупчиванием металла
при более низких температурах и снижением предела ползучести при
высоких температурах. При этих температурах возрастает роль и интер-
металлидного упрочнения за счет образования, в частности, интермстал-
лидных фаз железа с титаном и ниобием.
В чисто аустенитных швах в процессах теплового старения ведущее
место занимают процессы карбидного и интерметаллидного упрочнения.
Одно из эффективных средств уменьшения склонности сварных соедине-
ний жаростойких и жаропрочных сталей к охрупчиванию в результате
12*
356
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
выпадения карбидов - снижение в основном металле и металле шва со-
держания углерода. Наклеп, способствуя увеличению в шве содержания
ферритной фазы, усиливает возможность их охрупчивания.
Ввиду высокого коэффициента теплового расширения суммарная
внутренняя пластическая деформация металла шва и околошовной зоны
при сварке высоколегированных сталей выше, чем в низколегированных
сталях. В результате при сварке многослойных швов (многократная пла-
стическая деформация), жестких соединений и т.п. околошовная зона и
нижние слои металла шва могут заметно упрочняться. Самонаклеп также
увеличивает количество ферритной фазы, а значит, и вероятность охруп-
чивания (сигматизации) швов.
В зоне термического влияния некоторых жаропрочных аусте-
нитных сталей под действием термического цикла сварки снижаются
пластические и прочностные свойства, что может повести к образованию
в этой зоне трещин. Подобные изменения свойств основного металла
вызываются развитием диффузионных процессов, приводящих к повы-
шенной концентрации в металле околошовной зоны элементов (углерода,
кислорода и др.), которые совместно с вредными примесями могут обра-
зовывать легкоплавкие эвтектики. При длительной эксплуатации в этой
зоне могут выделяться мелкодисперсные карбиды и интерметаллиды,
коагуляция которых приводит также к охрупчиванию металла. При свар-
ке этих сталей для предупреждения образования горячих трещин в шве
часто получают металл шва, по составу отличающийся от основного и
имеющий двухфазную структуру.
В процессе высокотемпературной эксплуатации происходит карбид-
ное и интерметаллидное упрочнение металла шва и соответствующее
снижение его пластических свойств, что приводит к локализации в око-
лошовной зоне деформаций и образованию в ней трещин. Этому способ-
ствует и высокий уровень остаточных сварочных напряжении в сумме с
рабочими напряжениями. Предотвращение подобных локальных разру-
шений достигается термообработкой - аустенитизацией при температуре
1050 ... 1100 °C для снятия остаточных сварочных напряжений и самона-
клепа и придания сварному соединению более однородных свойств.
В ряде случаев аустенитизация сопровождается последующим стабили-
зирующим отжигом при температуре 750 ... 800 °C для получения отно-
сительно стабильных структур за счет выпадения карбидной и интерме-
таллидной фаз.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
357
При сварке высокопрочных сталей в околошовной зоне возможно
образование холодных трещин. Поэтому до сварки рекомендуется их ау-
стенитизация для получения высоких пластических свойств металла, а
после сварки - упрочняющая термообработка. Подбор химического со-
става металла шва, получение в нем благоприятных структур за счет вы-
бора режима сварки и термообработки, снижение уровня остаточных на-
пряжений за счет уменьшения жесткости сварных соединений или термо-
обработки - основные нуги предотвращения охрупчивания сварных соеди-
нений и образования в них холодных трещин. Предварительный или сопут-
ствующий подсырев до температуры 350 ... 450 °C служит этой же цели.
При сварке жаростойких сталей под воздействием температуры в
металле швов могут наблюдаться такие же структурные изменения, как и
при сварке жаропрочных сталей. Высокая коррозионная стойкость жаро-
стойких сталей в газовых средах при повышенных температурах опреде-
ляется возможностью образования и сохранения на их поверхности
прочных и плотных пленок оксидов. Это достигается легированием их
хромом, кремнием, алюминием. Поэтому во многих случаях необходимая
жаростойкость сварного соединения достигается максимальным прибли-
жением состава шва к составу основного металла. Во многих случаях к
сварным соединениям жаростойких сталей предъявляется требование
стойкости к газовой межкристаллитной коррозии.
Большинство жаростойких сталей и сплавов имеет большой запас
аустенитности и поэтому при нагреве и охлаждении при сварке фазовых
превращений не претерпевает, кроме карбидного и интерметаллидного
дисперсионного твердения. При сварке этих сталей возможно образова-
ние холодных трещин в шве и околошовной зоне, предупреждение кото-
рых в ряде случаев может быть достигнуто предварительным подогревом
сталей до температуры 250 ... 550 °C.
Высоколегированные аустенитные стали и сплавы наиболее часто
используют как коррозионно-стойкие. Основное требование, которое в
этом случае предъявляется к сварным соединениям, - стойкость к раз-
личным видам коррозии. Межкристаллитная коррозия может развиваться
в металле шва и основном металле у линии сплавления (ножевая корро-
зия) или на некотором удалении от шва (рис. 9.4). Механизм развития
этих видов коррозии одинаков. Однако причины возникновения назван-
ных видов межкристаллитной коррозии различны.
358
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
а) б) в)
Рис. 9.4. Схемы межкристаллитной коррозии сварных соединений
аустенитных сталей:
а в основном металле; о-в металле шва; в - ножевая коррозия
Межкристаллитная коррозия в металле шва (см. рис. 9.4, б) возника-
ет в результате выделения под действием термического цикла сварки из
аустенита карбидов хрома, приводящего к местному обеднению границ
зерен хромом. Основная причина этого -- повышенное содержание в ме-
талле шва углерода и отсутствие или недостаточное содержание титана
или ниобия. Неблагоприятный термический цикл сварки - длительное
пребывание металла шва в интервале критических температур (t > /кр,
рис. 9.3) приводит к появлению склонности к межкристаллитной корро-
зии шва. Шов может потерять стойкость против межкристаллитной кор-
розии в результате воздействия критических температур при эксплуата-
ции изделия. Аустенитно-ферритные швы с дезориентированной струк-
турой имеют и повышенную стойкость против ММК по сравнению с ау-
стенитными.
Увеличение протяженности границ зерен за счет их измельчения
увеличивает поверхности, на которых выделяются карбиды. Выделяю-
щиеся карбиды более дисперсны, и местное обеднение объема зерна хро-
мом происходит на меньшую глубину. Кроме того, процессы диффузии в
феррите протекают значительно быстрее, и выравнивание концентрации
хрома в обедненных участках и центральных участках зерна происходит
достаточно быстро.
Межкристаллитная коррозия основного металла на некотором уда-
лении от шва (см. рис. 9.4, а) вызывается также действием термического
цикла сварки в той части основного металла, где находилась изотерма
критических температур.
Предупреждение склонности стали и швов к ММК достигается:
снижением содержания углерода до пределов его растворимости в аусте-
ните (до 0,02 ... 0,03 %), легированием более энергичными, чем хром,
карбидообразующими элементами (стабилизация титаном, ниобием, тан-
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 359
талом, ванадием и др.); аустенитизацией (закалкой) с температур 1050 ...
1100 °C, однако при повторном нагреве в интервале критических темпе-
ратур (500 ... 800 °C) сталь повторно приобретает склонность к межкри-
сталлитной коррозии; стабилизирующим отжигом при температуре
850 ... 900 °C в течение 2 ... 3 ч; созданием аустепитно-ферритной струк-
туры с содержанием феррита до 20 ... 25 % путем дополнительного леги-
рования хромом, кремнием, молибденом, алюминием и др. Однако такое
высокое содержание в структуре феррита может понизить стойкость ме-
талла к общей коррозии. Эти же меры способствуют и предупреждению
ножевой коррозии.
Ножевая коррозия имеет сосредоточенный характер (см. рис. 9.4, в)
и поражает основной металл. Этот вид коррозии развивается в сталях,
стабилизированных титаном и ниобием, обычно в участках, которые на-
девались до температур выше 1250 °C. При этом карбиды титана и нио-
бия растворяются в аустените. Повторное тепловое воздействие на этот
металл критических температур 500 ... 800 °C (например, при много-
слойной сварке) приведет к сохранению титана и ниобия в твердом рас-
творе и выделению карбидов хрома.
Общая коррозия представляет собой растворение металла в корро-
зионной среде и может развиваться преимущественно в металле шва,
различных участках зоны термического влияния или преимущественно в
основном металле. В некоторых случаях она может развиться равномер-
но в основном металле и сварном соединении.
Наблюдается еще один вид коррозионного разрушения - коррози-
онное растрескивание, возникающее под совместным действием растяги-
вающих напряжений и агрессивной среды. Разрушение развивается как
межкристаллитное, так и транс кристалл итное. Снижение уровня оста-
।очных сварочных напряжений - одна из основных мер борьбы с этим
видом коррозионного разрушения.
9.3. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
Высоколегированные аустенитные стали и сплавы обладают ком-
плексом положительных свойств. Поэтому одну и ту же марку стали ино-
| да можно использовать для изготовления изделий различного назначе-
ния, например коррозионно-стойких, хладостойких, жаропрочных и т.д.
В связи с этим и требования к свойствам сварных соединений будут раз-
360
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
личными. Это определит и различную технологию сварки (сварочные мате-
риалы, режимы сварки, необходимость последующей термообработки и
т.д.), направленную на получение сварного соединения с необходимыми
свойствами, определяемыми составом металла шва и его структурой.
Характерные для высоколегированных сталей теплофизические
свойства определяют некоторые особенности их сварки. Пониженный
коэффициент теплопроводности при равных остальных условиях значи-
тельно изменяет распределение температур в шве и околошовной зоне
(рис. 9.5). В результате одинаковые изотермы в высоколегированных
сталях более развиты, чем в углеродистых. Это увеличивает глубину
проплавления основного металла, а с учетом повышенного коэффициента
теплового расширения возрастает и коробление изделий.
Поэтому для уменьшения коробления изделий из высоколегирован-
ных сталей следует применять способы и режимы сварки, характери-
зующиеся максимальной концентрацией тепловой энергии. Примерно в
5 раз более высокое, чем у углеродистых сталей, удельное электросопро-
тивление обусловливает больший разогрев сварочной проволоки в выле-
те электрода или металлического стержня электрода для ручной луговой
сварки. При автоматической и полуавтоматической дуговой сварке
следует уменьшать вылет электрода и повышать скорость его подачи.
При ручной дуговой сварке уменьшают длину электродов и допустимую
плотность сварочного тока.
Одна из основных трудностей при сварке рассматриваемых сталей и
сплавов - предупреждение образования в швах и околошовной зоне го-
рячих трещин. Предупреждение образования этих дефектов достигается:
Рис. 9.5. Температурные поля при одинаковой погонной энергии
и толщине металла при сварке углеродистой (а)
и высоколегированной (0) сталей
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 361
I) оп?аничением (особенно при сварке аустенитных сталей) в основ-
ном и наплавленном металлах содержания вредных (серы, фосфора) и
ликвирующих (свинца, олова, висмута) примесей, а также газов - кисло-
рода и водорода. Для этого следует применять режимы, уменьшающие
долю основного металла в шве, и использовать стали и сварочные мате-
риалы с минимальным содержанием названных примесей. Техника свар-
ки должна обеспечивать минимальное насыщение металла шва газами.
Этому способствует применение для сварки постоянного тока обратной
полярности. При ручной сварке покрытыми электродами следует под-
держивать короткую дугу и сварку вести без поперечных колебаний. При
сварке в защитных газах, предупреждая подсос воздуха, следует поддер-
живать коротким вылет электрода и выбирать оптимальными скорость
сварки и расход защитных газов. Необходимо также принимать меры к
удалению влаги из флюса и покрытия электродов, обеспечивая их необ-
ходимую прокалку. Это уменьшит также вероятность образования пор,
вызываемых водородом;
2) получением такого химического состава металла шва, который
обеспечил бы в нем двухфазную структуру. Для жаропрочных и жаро-
стойких сталей с малым запасом аустенитности и содержанием никеля до
15 % это достигается получением аустенитно-ферритной структуры с
3 ... 5 % феррита. Большее количество феррита может привести к значи-
тельному высокотемпературному охрупчиванию швов ввиду их сигмати-
зации. Стремление получить аустенитно-ферритную структуру швов на
глубокоаустенитных сталях, содержащих более 15 % Ni, потребует по-
вышенного их легирования ферритообразующими элементами, что при-
ведет к снижению пластических свойств шва и охрупчиванию ввиду по-
явления хрупких эвтектик, а иногда и а-фазы.
Поэтому в швах стремятся получить аустенитную структуру с мел-
кодисперсными карбидами и интерметаллидами. Благоприятно и легиро-
вание швов повышенным количеством молибдена, марганца и вольфра-
ма, подавляющих процесс образования горячих трещин. Количество фер-
рита в структуре швов на коррозионно-стойких сталях может быть по-
вышено до 15 ... 25 %. Высоколегированные стали содержат в качестве
легирующих присадок алюминий, кремний, титан, ниобий, хром и другие
элементы, обладающие большим сродством к кислороду, чем железо.
Поэтому при наличии в зоне сварки окислительной атмосферы возможен
их значительный угар, что может привести к уменьшению содержания
362
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
или к полному исчезновению в структуре шва ферритной и карбидной
фаз, особенно в металле с небольшим избытком ферритизаторов.
Для сварки рекомендуется использовать неокислительные низко-
кремнистые, высокоосновные флюсы (фторидные) и покрытия электро-
дов (фтористокальциевые). Сварка короткой дугой и предупреждение
подсоса воздуха служит этой же цели. Азот - сильный аустенитизатор,
способствует измельчению структуры за счет увеличения центров кри-
сталлизации в виде тугоплавких нитридов. Поэтому азотизация металла
шва способствует повышению их стойкости против горячих трещин.
Высокоосновные флюсы и шлаки, рафинируя металл шва и иногда
модифицируя его структуру, повышают стойкость против горячих тре-
щин. Механизированные способы сварки, обеспечивая равномерное про-
плавление основного металла по длине шва и постоянство термического
цикла сварки, позволяют получить и более стабильные структуры на всей
длине сварного соединения;
3) применением технологических приемов, направленных на изме-
нение формы сварочной ванны и направления роста кристаллов аустени-
та. Действие растягивающих сил, перпендикулярное направлению роста
столбчатых кристаллов, увеличивает вероятность образования горячих
трещин (рис. 9.6). При механизированных способах сварки тонкими элек-
тродными проволоками поперечные колебания электрода, изменяя схему
кристаллизации металла шва, позволяют уменьшить его склонность к горя-
чим трещинам;
4) уменьшением силового фактора, возникающего в результате тер-
мического цикла сварки, усадочных деформаций и жесткости закрепле-
ния свариваемых кромок. Снижение его действия достигается ограниче-
нием силы сварочного тока, заполнением разделки швами небольшого
сечения и применением соответствующих конструкций разделок. Этому
же способствует хорошая заделка кратера при обрыве дуги.
Кроме перечисленных общих особенностей сварки высоколегиро-
ванных сталей и сплавов, есть специфические особенности, определяе-
мые их служебным назначением. При сварке жаропрочных и жаростой-
ких сталей обеспечение требуемых свойств во многих случаях достигает-
ся термообработкой (аустенизацией) при температуре 1050... 1110 °C,
снимающей остаточные сварочные напряжения, с последующим стаби-
лизирующим отпуском при температуре 750 ... 800 °C. При невозможно-
сти термообработки сварку иногда выполняют с предварительным или
сопутствующим подогревом до температуры 350 ... 400 °C. Чрезмерное
охрупчивание швов за счет образования карбидов предупреждается
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 363
Рис. 9.6. Влияние направления роста кристаллитов
на вероятность образования в швах горячих трещин:
а - направление роста кристаллитов и растягивающих напряжений совпадает
(трещина возможна но оси встречи кристаллов); б - направление растягивающих
напряжений под углом к направлению роста кристаллов (трещины между осями
кристаллов более вероятны, а по оси их встречи менее вероятны); в и г - наличие
зазора н угловом соединении [дезориентируя ст руктуру шва за счет уменьшения
интенсивности теплоотвода, уменьшает вероятность образования горячей
। ретины, этом} способствует и отсутствие концентратора напряжений
в соединении с зазором (?)]
снижением содержания в шве углерода. Обеспечение необходимой
о кал и ностой кости достигается получением металла шва, по составу
идентичного основному металлу. Это же требуется и для получения швов
стойких к общей жидкостной коррозии.
При сварке коррозионно-стойких сталей различными способами для
предупреждения МКК не следует допускать повышения в металле шва
содержания углерода за счет загрязнения им сварочных материалов (гра-
фитовой смазки проволоки и т.д.), длительного и многократного пребы-
вания металла сварного соединения в интервале критических температур.
В связи с этим сварку необходимо выполнять при наименьшей по-
гонной энергии, используя механизированные способы сварки, обеспечи-
вающие непрерывность получения шва. Повторные возбуждения дуги
при ручной сварке, вызывая нежелательное тепловое действие на металл,
могут вызвать появление склонности его к коррозии. Шов, обращенный к
агрессивной среде, по возможности следует сваривать в последнюю оче-
редь, чтобы предупредить его повторный нагрев, последующие швы в
многослойных швах - после полного охлаждения предыдущих. Следует
принимать меры к ускоренному охлаждению швов. Брызги, попадающие
на поверхность основного металла, могут быть впоследствии очагами
коррозии. Следует тщательно удалять с поверхности швов остатки шлака
и флюса, так как взаимодействие их в процессе эксплуатации с металлом
может повести к коррозии или снижению местной жаростойкости.
364
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Для повышения стойкости швов к межкристаллитной коррозии и
создания в их металле аустенитно-ферритной структуры при сварке их
обычно легируют титаном или ниобием. Однако титан обладает высоким
сродством к кислороду и поэтому при способах сварки, создающих в зоне
сварки окислительную атмосферу (ручная дуговая сварка, сварка под
окислительными флюсами), выгорает в количестве 70 ... 90 %. Легирова-
ние швов титаном возможно при сварке в инертных защитных газах, при
дуговой и электрошлаковой сварке с использованием фторидных флю-
сов. В металле швов содержание титана должно соответствовать соотно-
шению Ti/C > 5. Ниобий при сварке окисляется значительно меньше и
его чаще используют для легирования шва при ручной дуговой сварке.
Его содержание в металле шва должно соответствовать Nb/C > 10. Одна-
ко он может вызвать появление в швах горячих трещин.
Газовая сварка обеспечивает большую зону разогрева, значитель-
ный перегрев расплавленного металла и замедленное охлаждение. При
ком происходит значительный угар легирующих элементов. Она наиме-
нее благоприятна для сварки этих особенно кислотостойких сталей, в
которых может развиваться значительная межкристаллитная коррозия.
Газовая сварка может использоваться для сварки жаропрочных и жаро-
стойких сталей толщиной 1 ... 2 мм. Сварка ведется нормальным пламе-
нем с мощностью пламени 70 ... 75 л/ч на 1 мм толщины. Процесс следу-
ет вести с возможно большей скоростью левым способом, мундштук
держать под углом 45° к поверхности. В сварных соединениях образуют-
ся большие коробления.
Ручная луговая сварка это высокоманевренный способ. При сварке
высоколегированных сталей сварочные проволоки одной по ГОСТу мар-
ки имеют достаточно широкий допуск по химическому составу. Различие
типов сварных соединений, пространственного положения сварки и т.п.
способствует изменению глубины проплавления основного металла, а
также изменению химического состава металла шва. Все это заставляет
корректировать состав покрытия с целью обеспечения необходимого со-
держания в шве феррита и предупреждения, таким образом, образования
в шве горячих трещин. Э1им же достигаются и необходимая жаропроч-
ность и коррозионная стойкость швов.
Применением электродов с фтор исто кальциевым покрытием,
уменьшающим угар легирующих элементов, достигается получение ме-
талла шва с необходимым химическим составом и структурами. Умень-
шению угара легирующих элементов способствует и поддержание корот-
кой дуги без поперечных колебаний электрода. Это снижает вероятность
появления дефектов на поверхности основного металла в результате по-
падания на него брызг.
0С0БЕ1II ЮСТИ TEXIЮЛОГИИ И ТЕХНИКИ СВАРКИ 365
Тип покрытия электрода диктует необходимость применения посто-
янного тока обратной полярности (при переменном или постоянном токе
прямой полярности дуга неустойчива). Тщательная прокалка электродов,
режим которой определяется их маркой, способствует уменьшению веро-
ятности образования в швах пор и вызываемых водородом трещин. Неко-
торые данные о режимах н выборе электродов для ручной луговой сварки
приведены в табл. 9.3 и 9.4, а о свойствах сварных соединений - в
табл. 9.5 и на рис. 9.7.
9.3. Ориентировочные режимы ручной дуговой
сварки аустенитных сталей
1 о.т щи на макриала. Электрод Сила сварочного гока (А) при положении сварки
мм диаме! р. мм длина, мм нижнем вер1икальном 1101 олочном
До 2.0 2 150 . . 200 30 .. 50 - —
2.5 ... 3,0 3 225 . 250 70 .. . 100 50.. 80 45 ... 75
з,о ... 8,0 3 ... 4 250. . 300 85 .. . 140 75 ... 130 65 ... 120
8,0 .. 12.0 4 ... 5 300 . .400 85 .. . 160 75 ... 150 65 ... 130
9.4. Некоторые марки электродов для сварки
высоколегированных сталей и сплавов
Марка ci ал и Марка электродов 1 и и электродов по 1 ОС 1 10052-75 Сэ р> ктхра наплавлен- ного металла
Коррозионно-стойкие cma:iи
081118Н 10,08Х 18Н ЮТ, I2X18H10T, 08Х18Н12Т, 08Х18Н12Б. 08Х22Н6Т и подобные, работающие в агрессивных средах: к металлу шва предъяв- ляются требования по стойкости к МКК к металлу шва предъяв- ляются жесткие требова- ния по стойкости к МКК IU1-1 1. ОЗЛ-7, ОЗЛ-8, ОЗЛ-22. ОЗЛ-36 Э-04Х20Н9 Э-07Х20Н9 9-08X19Н10Г2Б Аустенит! ю- ферритнаяс 2,5... 7% а-фазы
ОЗЛ-7, AIIB-13 Э-08Х20Н9Г2Г» Аусгенитно- ферритная с 5,0 ... 10% сх-фазы
366
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Продолжение табл 9 -/
Марка стали Марка заек।родов Гии элекчродов по ГОСТ 10052-75 С।рук।ура наплавлен- ного меч алла
Тс же стали, работающие при температурах до 600 °C в жидких агрессивных сре- дах; к металлу шва предъяв- ляются требования но стой- кости к МКК Л-38М 9-02X19Н9Б Аустенитпо- (|>ерритная с 3,0 ... 5,0% а-фазы
I0XI7HI3M2T, I0X17HI3M3T, 08Х181П2Б, 08X2IH6M2T и подобные, работающие при температу- рах до 700 °C: к металлу шва предъяв- ляются требования по стойкости к МКК к металлу шва предъяв- ляются жесткие требова- ния по стойкости к МКК СЛ-28, ОЗЛ-20, ОЗЛ-41 9-08XI9H10Г2МБ, 9-09X19111012М2Б Аустенитно- ферритная с 4,0 ... 5,0% а-фазы
НЖ-13 94WXI9HI0l2M2b Аустенитно- ферритная с 4,0 ... 8,0% а-фазы
Жаропрочные стали
12X18119,12Х18НЮТ,
08Х181112Т, работающие
при температурах до
800 °C
10X231118 и подобные, ра-
ботающие при температурах
выше 850 °C
ЦТ-15,
ЦТ-26
ОЗЛ-4
ОЗЛ-6
ЭА-1М2
9-08X16Н8М2
9-081II7H8M2
9-10X251IIЗГ2
Аустенигно-
ферритнаяс
2,0... 4,0%
феррита
Аустепитно-
ферритная с
содержанием
феррита не
менее 2,5 %
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 367
Продолжение табл. 9.4
Марка стали Марка электродов Т ип электродов по ГОСТ 10052-75 Структура наплавлен- ного металла
Же X20HI4C2, 20Х20Н14С2, 20X25Н20С2, работающие при температурах 900 ... 1100 °C фостойкие ОЗЛ-6 ОЗЛ-31М стали Э-12Х24Н14С2 Аустенитно- ферритная с 3 ... 10% а-фазы
20Х25Н20С2, 4Х18Н25С2, работающие при температу- рах до 1050 °C; к металлу шва предъявляются требо- вания жаростойкости и жа- ропрочности ОЗЛ-5 ОЗЛ-9-1 Э-28Х24Н16Г6 Аустенитно- карбидная
9.5. Типичные механические свойства металла шва
при комнатной температуре
Марка электро- да On МПа о.. МПа 5, % Ударная вяз- кость, Дж/см2 Марка электро- да Пт, МПа пв, МПа 8, % Ударная вяз- KOCIb, Дж/см2
Коррозионно-стойкие стали Жаростойкие стали
ЦД-11 360 600 24 70 ОЗЛ-5 350 600 25 60
ОЗЛ-7 400 640 25 100
Л-38М 300 600 30 90 ОЗЛ-6 350 570 33 100
Л-40М 350 600 24 70
СЛ-28 - 600 38 120 ОЗЛ-9-1 500 650 12 50
НЖ-13 450 600 26 100
Сварка под флюсом. Этот один из основных способов сварки вы-
соколегированных сталей толщиной 3 ... 50 мм имеет большое преиму-
щество перед ручной дуговой сваркой покрытыми электродами ввиду
стабильности состава и свойств металла по всей длине шва при сварке с
разделкой и без разделки кромок. Это достигается отсутствием частых
368
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Рас. 9.7. Длительная прочность аустенитно-ферритных
сварных швов при температуре 600 ... 650 °C:
/ - сталь ХН70ВМЮТ. электроды КТИ-5; 2 - сталь 12XI8HI2T.
электроды ЦТ-15; 3 - сталь 08Х22Н6Т. элекгроды ЦТ-26
кратеров, образующихся при смене электродов, равномерностью плавле-
ния электродной проволоки и основного металла по длине шва (при руч-
ной сварке меньшая скорость плавления электрода вначале его использо-
вания и большая в конце изменяет долю основного металла в шве, а зна-
чит, и его состав), более надежной защитой зоны сварки от окисления
легирующих компонентов кислородом воздуха и др.
Хорошее формирование поверхности швов с мелкой чешуйча-
1 остью и плавным переходом к основному металлу, отсутствие брызг на
поверхности изделия заметно повышают коррозионную стойкость свар-
ных соединений. При этом способе уменьшается трудоемкость подгото-
вительных работ, так как разделку кромок выполняют на металле толщи-
ной свыше 12 мм (при ручной сварке свыше 3 ... 5 мм). Возможна сварка
с повышенным зазором и без разделки кромок стали толщиной до 30 ...
40 мм. Уменьшение потерь на угар, разбрызгивание и огарки электродов
на 10 ... 20 % снижает расход дорогостоящей сварочной проволоки.
Однако при сварке под флюсом некоторых марок жаропрочных ста-
лей требование обеспечения в металле шва регламентированного количе-
ства ферритной фазы не всегда может быть достигнуто. Это объясняется
трудностью получения необходимого состава металла шва за счет выбора
только сварочных флюсов и проволок (последние имеют значительные
колебания химического состава в пределах стали одной марки) при свар-
ке металла различной толщины (различная форма разделки и, значит,
доля участия основного металла в формировании шва).
Отличие техники сварки высоколегированных сталей и сплавов от
техники сварки обычных низколегированных сталей заключается в
уменьшении вылета электрода в 1,5 ... 2 раза ввиду повышенного элек-
тросопротивления сварочных проволок. Для предупреждения перегрева
металла и связанного с этим огрубления структуры, возможности появ-
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
369
пения трещин и снижения эксплуатационных свойств сварного соедине-
ния многослойные швы повышенного сечения рекомендуется сваривать
швами небольшого сечения. Это предопределяет использование свароч-
ных проволок диаметром 2 ... 3 мм. Аустенитные сварочные проволоки в
процессе изготовления сильно наклепываются и имеют высокую жест-
кость, что затрудняет работу правильных, подающих и токоподводящих
узлов сварочных установок, снижая срок их службы. Ле! ировать шов можно
через флюс (табл. 9.6) или проволоку (табл. 9.7).
Легирование через проволоку более предпочтительно, так как обес-
печивает повышенную стабильность состава металла шва. При сварке
используют безокислительные низкокремнистые фторидные и высокоос-
новные флюсы, создающие в зоне сварки безокислительные или мало-
окислительные среды, способствующие минимальному угару легирую-
щих элементов. Остатки шлака и флюса на поверхности швов, которые
могут служить очагами коррозии сварных соединений на коррозиопно- и
жаростойких сталях, необходимо тщательно удалять. Гип флюсов предо-
пределяет преимущественное использование для сварки постоянного то-
ка обратной полярности. При этом достигается и повышенная глубина про-
плавления. Некоторые данные о механических свойствах металла сварных
швов и соединений приведены в табл. 9.8 и 9.9.
9.6. Флюсы для электродуговой и электрошлаковой сварки
высоколегированных сталей
Марка флюса 1 [азначснис
АНФ-14; АНФ-16; 48-ОФ-Ю; К-8 Автоматическая электродуговая сварка аустенитно- ферритными швами
АН-26 Автоматическая электродуговая сварка сталей с небольшим запасом аустенитности аустенит но- ферритными швами
АНФ-5 ФЦК Автоматическая электродуговая сварка сталей с большим запасом аустенитности чисто аустенит- ными швами
48-ОФ-6 Автоматическая электродуговая и электрошлаковая сварка сталей с большим запасом аустенитности чисто аустенитными швами
АНФ-1; АНФ-6; АНФ-7; АН-29; АН-292 Электрошлаковая сварка сталей с большим запасом аустенитности чисто аустенитными швами
370
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
9.7. Некоторые марки сварочных проволок для
электродуговой сварки под флюсом и
электрошлаковой сварки высоколегированных сталей
Марка стали Марка проволоки
Коррозионно-стойкие с 12Х18Н9, 08XI8HI0, I2XI8H10T, I2X18H9T и подобные; к металлу шва предъявляются требования стойкости к МКК 'тали Св-01 Х19Н9 Св-04Х19Н9 Св-06Х19Н9Т Св-07Х18Н9ТЮ Св-04Х19Н9С2 Св-05Х19Н9ФЗС2
I2X18HI0T, 0XI8HI0T, 08Х18Н12Т, 08Х18Н12Б и подобные, работающие при температурах выше 350 °C или в условиях, когда к металлу шва предъявляются требо- вания стойкости к МКК Св-07Х19Н10Б Св-05Х20Н9ФБС
10X17H13M3T, 08Х18Н12Б и подобные; к металлу шва предъявляются жесткие требо- вания стойкости к МКК 08XI8H10, 12Х18Н10Т, I2X18H9T и подоб- ные, свариваемые в углекислом газе; к ме- таллу шва предъявляется требование стойко- сти к МКК СВ-08Х19Н10МЗБ Св-06Х20НИМЗТБ Св-08Х25Н13БТЮ
Жаропрочные стал 12Х18119 с аустенитно-ферритными швами и Св-04Х19Н19
12Х18Н9Б, 08Х18Н12Т и др. с аустенитно- ферритными швами CB-08XI8Н8Г2Б
XI5H35B4T Св-06Х19Н I0M3T
Жаростойкие стал 20Х23Н13, 08Х20Н14С2 и подобные и Св-07Х25Н13
20Х23Н18 и подобные, работающие при температурах 900 ... 1100 °C Св-07Х25Н12Г2Т Св-06Х25Н12ТЮ Св-08Х25Н13БТЮ
ХН35ВЮ, 20Х25Н20С2 и подобные, рабо- тающие при температурах до 1200 °C СВ-08ХН50
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
371
9.8. Кратковременные механические свойства
при температуре 20 °C металла шва и сварного соединения
высоколегированных сталей и сплавов
Марка металла Толщи- на. мм Марка проволоки Сварка Испы- туемый образец сз С ь — § ь 5. %
20Х23Н8 ХН35ВГ 12 Св-13Х25Н8 Св-ЗОХ15Н35ВЗБЗТ Электроду- говая под флюсом АНФ-5 Ме- талл шва* 665 797 5,9
То же, пол флюсом АНФ-17 Металл шва Металл шва** 463 474 654 784 24.7 15,8
ХН77ТЮР 100 Св-О8Н5О Электрошла- ковая, пла- стинчатым электродом, флюс А НФ-7 Ме- талл шва* 587 762 18.0
ХН78Т 125 Св-08Н50 То же, под флюсом АНФ-1 Ме- талл шва 288 638 17.4
♦Термообработка: аустенизация при 1080 °C 2 ч на воздухе и старение при
700 °C 16 ч.
♦♦Термообработка: старение при 800 °C 10 ч.
Электрошлаковая сварка. Важнейшая особенность способа пони-
женная чувствительность к образованию горячих трещин, что позволяет
получать чисто аустенитные швы без трещин. Это объясняется специфи-
ческими особенностями электрошлаковой сварки: малой скоростью пе-
ремещения источника нагрева и характером кристаллизации металла сва-
рочной ванны, отсутствием в стыковых соединениях угловых деформа-
ций. Однако малая концентрация нагрева и скорость сварки, повышая
длительность пребывания металла шва и околошовной зоны при повы-
шенных температурах, увеличивают его перегрев и ширину околошовной
зоны.
372
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
9.9. Длительная прочность сварных соединений
высоколегированных сталей и сплавов
Марка металла Сварка Марка проволоки Условия испытания
темпе- ратура, °C посто- янное напря- жение, МПа время до раз- руше- ния, ч
12Х18Н9Т Под флюсом В аргоне В углекислом газе СВ-01Х19Н9 600 300 1,5 з,о 4,0
12Х18Н9Т 11од флюсом В аргоне В углекислом газе Св-06Х19Н9Т 600 300 35,0 21,0 218,0
12Х18Н9Т Под флюсом В аргоне В углекислом газе Св-07Х19Н10Б 600 300 33 86 320
12Х18Н9Т Элекгрошла- ковая пластин- чатым элек- тродом Св-06Х19Н9Т 700 180 42,0
ХН77ТЮР** То же Св-О8Н5О 700 400 116,0
20Х23Н8 Под флюсом Св-13Х25Н8 700 400 46... 79
ХН78Т** Аргонодуговая вольфрамовым электродом 700 210 125 ... 161
• Термообработка: аустенизация при 1080 °C 8 ч и старение при 700 °C? 16 ч.
♦♦ Термообработка: аустенизация при 1050 °C 15 мин и старение при
700 °C 16 ч.
Длительное пребывание металла при температурах 1200 ... 1250 °C,
приводя к необратимым изменениям в его структуре, сни-жает прочност-
ные и пластические свойства. Это повышает склонность сварных соеди-
нений теплоустойчивых сталей к локальным (околошовным) разрушени-
ОСОБЕННОСТИ ТЕХНОЛО1 ИИ И ТЕХНИКИ СВАРКИ 373
ям в процессе термообработки или эксплуатации при повышенных тем-
пературах. При сварке коррозионно-стойких сталей перегрев стали в око-
лошовной зоне может привести к образованию в ней ножевой коррозии.
Для предупреждения этих дефектов необходима термообработка сварных
изделий (закалка или стабилизирующий отжиг). Применение неокисли-
тельных флюсов, особенно при сварке жаропрочных сталей и сплавов, не
исключает угара легкоокисляющихся легирующих элементов (титана,
марганца и др.) за счет проникновения кислорода воздуха через поверх-
ность шлаковой ванны. Это вызывает необходимость в ряде случаев за-
щищать поверхность шлаковой ванны путем обдува ее аргоном.
Электрошлаковую сварку можно выполнять проволочным или пла-
стинчатыми электродами (табл. 9.10). Изделия большой толщины со
швами небольшой протяженности целесообразнее сваривать пластинча-
тым электродом. Изготовление пластинчатого электрода более простое.
Но сварка проволокой позволяет в более широких пределах, варьируя
режим, изменять форму металлической ванны и характер кристаллизации
металла шва, а это один из действенных факторов, обеспечивающих по-
лучение швов, свободных от горячих трещин. Однако жесткость свароч-
ной проволоки затрудняет длительную и надежную работу токоподводя-
щих и подающих узлов сварочной аппаратуры.
9.10. Типовой режим электрошлаковой сварки
высоколегированных сталей и сплавов
Тол- щина ме- талла, мм Электрод, мм Марка флюса Глубина шлаковой ванны, мм Ско- рость подачи электро- да, м/ч Сила тока, А Напря- жение, В Зазор, мм
100 Проволо- ка 03 АНФ-7 25 ... 35 330 600 ... 800 40. .42 28... 32
100 Пластина 10 х 100 АНФ-7 15 ... 20 2,4 1200... 1300 24 . .26 28... 32
200 Пластина 12 х 200 АНФ-1 15 ... 20 1,9 3500... 4000 22 . .24 38... 40
200 Пластина 12x200 АНФ-6 15 ... 20 1,9 1800... 2000 26. .28 38... 40
374
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
Сварка в защитных газах. В качестве защитных используют
инертные (аргон, гелий) и активные (углекислый) газы, а также различ-
ные смеси инертных или активных газов и инертных с активными. Этот
способ сварки по сравнению с рассмотренными выше имеет ряд сущест-
венных преимуществ. Его можно использовать для соединения металлов
широкого диапазона толщин - от десятых долей до десятков миллимет-
ров. При сварке толстых металлов в некоторых случаях этот способ свар-
ки может конкурировать с электрошлаковой сваркой.
Применение инертных газов существенно повышает стабильность
дуги. Значительное различие теплофизических свойств защитных газов и
применение их смесей, изменяя тепловую эффективность дуги и условия
ввода теплоты в свариваемые кромки, значительно расширяют техноло-
гические возможности дуги. При сварке в инертных газах наблюдается
минимальный угар легирующих элементов, что важно при сварке высо-
колегированных сталей. При сварке в защитных газах возможности из-
менения химического состава металла шва более ограничены по сравне-
нию с другими способами сварки и возможны за счет изменения состава
сварочной (присадочной) проволоки или изменения доли участия основ-
ного металла в образовании металла шва (режим сварки), когда составы
основного и электродного металлов значительно различаются.
При сварке плавящимся электродом появляется возможность изме-
нения характера металлургических взаимодействий за счет значительно-
го изменения состава защитной атмосферы, например, создания окисли-
тельных условий в дуге, путем применения смеси газов, содержащих ки-
слород, углекислый газ и др. Этим способом можно выполнять сварку в
различных пространственных положениях, что делает ее целесообразной
в монтажных условиях по сравнению с ручной дуговой сваркой покры-
тыми электродами. Сварку в защитных газах можно выполнять неплавя-
щимся вольфрамовым или плавящимся электродом.
Вольфрамовым электродом сваривают в инертных газах или их сме-
сях. Для сварки высоколегированных сталей используют аргон высшего
или 1-го сортов по ГОСТ 10157-79. Обычно сварку вольфрамовым элек-
тродом технически и экономически целесообразно использовать при
сварке металлов толщиной до 7 мм (при толщине до 1,5 мм применение
других способов дуговой сварки практически невозможно из-за образо-
вания прожогов). Однако в некоторых случаях, например при сварке не-
поворотных стыков труб, сварку вольфрамовым электродом применяют
на сталях и больших толщин.
Высокое качество формирования обратного валика вызывает необ-
ходимость применения этого способа и при сварке корневых швов в раз-
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 375
делках при изготовлении ответственных толстостенных изделий. В зави-
симости от толщины стали и конструкции сварного соединения сварку
выполняют с присадочным материалом или без него вручную с исполь-
зованием специальных горелок или автоматически. Сварку ведут на по-
стоянном токе прямой полярности. Исключение составляют стали и
сплавы с повышенным содержанием алюминия, когда для разрушения
поверхностной пленки окислов, богатой алюминием, следует применять
переменный ток.
Сварку можно выполнять непрерывно горящей или импульсной ду-
гой. Импульсная дуга благодаря особенностям ее теплового воздействия
позволяет уменьшить протяженность околошовной зоны и коробление
свариваемых кромок, а также сваривать металл малой толщины при хо-
рошем формировании шва. Особенности кристаллизации металла сва-
рочной ванны при этом способе сварки способствуют дезориентации
структуры, уменьшая вероятность образования горячих трещин. Однако
эта же особенность может способствовать образованию околошовных
надрывов при сварке высоколегированных сталей. Для улучшения фор-
мирования корня шва используют поддув газа, а при сварке корневых
швов на металле повышенных толщин - специальные расплавляющиеся
вставки.
При сварке погруженной дугой особенности процесса, определяю-
щие увеличение доли теплоты, идущей на расплавление основного ме-
талла, позволяют без разделки кромок за один проход сваривать металл
повышенной толщины. Однако уменьшение концентрации нагрева при-
водит к термическому циклу сварки, сходному с термическим циклом
при электрошлаковой сварке. В результате расширяется зона термическо-
го влияния и возникает опасность перегрева в ней основного металла, т.е.
в ней возможны те же дефекты, что и при электрошлаковой сварке.
Для высоколегированных сталей применяется и плазменная сварка.
Большое ее преимущество - малый расход защитного газа. Получение
плазменных струй различного сечения (круглого, прямоугольного и т.д.)
и значительное изменение расстояния от плазменной горелки до изделия
значительно расширяют технологические возможности этого способа.
Плазменную сварку можно использовать для весьма тонких металлов и
для металла толщиной до 12 мм. Применение ее для соединения сталей
большой толщины затрудняется возможностью образования в швах под-
резов.
Сварку плавящимся электродом выполняют в инертных, активных
(азах или их смесях. При сварке высоколегированных сталей, содержа-
щих легкоокисляющиеся элементы (алюминий, титан и др.), следует ис-
376
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
пользовать инертные газы, преимущественно аргон. При сварке в инерт-
ных газах возможен капельный и струйный перенос электродного метал-
ла. При струйном переносе дуга имеет наиболее высокую стабильность и
значительно улучшается перенос электродного металла в сварочную ван-
ну; практически исключается разбрызгивание металла. Это особенно
важно при сварке швов в вертикальном и потолочном положениях.
Отсутствие разбрызгивания и связанных с этим очагов коррозии
благоприятно при сварке коррозионно-стойких и жаростойких сталей.
Однако струйный перенос возможен на токах выше критического, при
которых возможно образование прожогов при сварке тонколистового
металла. Добавка в аргон до 3 ... 5 % кислорода уменьшает значение
критического тока. Кроме того, создание при этом окислительной атмо-
сферы в зоне дуги уменьшает и вероятность образования пор, вызванных
водородом. Последнее достигается и применением смеси аргона с 15 ...
20 % углекислого газа. Это позволяет уменьшить и расход дорогого и
дефицитного аргона. Однако при указанных добавках газов увеличивает-
ся угар легирующих элементов, а при добавке углекислого газа возможно
и науглероживание металла шва. Добавкой к аргону 5 ... 10 % азота мо-
жет быть повышено его содержание в металле шва. Азот, являясь силь-
ным аустенизатором, позволяет изменять структуру металла шва.
При сварке в углекислом газе низкоуглеродистых высоколегирован-
ных сталей с использованием низкоуглеродистых сварочных проволок,
если исходная концентрация углерода в сварочной ванне менее 0,10 %,
происходит науглероживание металла на 0,02 ... 0,04 %. Этого достаточ-
но для резкого снижения стойкости металла шва к межкристаллитной
коррозии. Одновременно окислительная атмосфера, создаваемая в дуге за
счет диссоциации углекислого газа, способствует угару до 50 % титана и
алюминия.
Несколько меньше выгорают марганец, кремний и др. Поэтому при
сварке коррозионно-стойких сталей в углекислом газе применяют сва-
рочные проволоки, содержащие раскисляющие и карбидообразующие
элементы (алюминий, гитан и ниобий).
Науглероживание металла шва в некоторых случаях может оказать
благоприятное действие при сварке жаропрочных сталей. При наличии в
металле шва энергичных карбидообразователей (титана и ниобия) его
науглероживание при увеличении в структуре количества карбидной фа-
зы повышает жаропрочность. Недостатком сварки в углекислом газе яв-
ляется большое разбрызгивание металла (потери достигают 10 ... 12 %) и
образование на поверхности шва плотных пленок оксидов, прочно сцеп-
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
377
ленных с металлом. Это может резко снизить коррозионную стойкость и
жаростойкость сварного соединения.
Для уменьшения возможности налипания на основной металл брызг
следует применять специальные эмульсии, наносимые на кромки перед
сваркой. Применение импульсной сварки также позволяет несколько
снизить разбрызгивание. Наличие на поверхности швов трудноудаляемой
пленки оксидов делает практически невозможной сварку в углекислом
газе многопроходных швов. Сварку плавящимся электродом в защитных
газах выполняют полуавтоматически или автоматически на постоянном
токе обратной полярности (табл. 9.11 ... 9.13).
9.11. Примерные режимы аргонодуговой сварки
вольфрамовым электродом высоколегированных сталей
Толщи- на ме- талла, мм Тип соединения Сила тока. А Расход аргона, л/мин Скорость сварки, м/ч
Ручная сварка
1 С отбортовкой 35 ... 60 3,5-4 —
2 75 ... 120 5 ...6 —
3 100... 140 6... 7 —
1 Встык без разделки 40... 70 3,5 ...4 —
2 кромок с присадкой 80... 130 5 ...6 —
3 120... 160 6... 7 -
Автоматическая сварка
1 Встык с присадкой 80 ... 140 4 30 ...60
2 140... 240 6... 7 20 ... 30
4 200 ... 280 7... 8 15 ...30
1 Встык без присадки 60 ... 120 4 35 ...60
2,5 ПО... 200 6... 7 25 ...30
4 130... 250 7... 8 25 ...30
Примечание. Диамегр присадочной проволоки 1,6 ... 2 мм; ток постоян-
ный прямой полярности.
378
ТЕХНОЛОГИЯ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ
9.12. Ориентировочные режимы аргонодуговой сварки
встык плавящимся электродом высоколегированных
сталей в нижнем положении
Толщина металла, мм Подготовка кромок Число слоев Диаметр сварочной проволоки, мм С ила тока. А Скорость сварки, м/ч Расход аргона, л/мин
Автоматическая сварка
2 Без разделки 1 1 200... 210 70 о ОО
5 10 V-образная разделка под углом 50° То же 1 2 1 260 ... 275 44 15 ...30 8 ... 9 12 ... 17
2 330 ... 440
4 8 Пол Без разделки V-образная разделка уавто/ 1 2 готическая 1,0... 1,6 1,6 ... 2,0 сварка 160 ... 300 240 ... 360 — 6... 8 И ... 15
9.13. Ориентировочные режимы дуговой сварки
высоколегированных сталей без разделки кромок
плавящимся электродом в углекислом газе
Толщи- на ме- талла мм Шов Диаметр свароч- ной проволо- ки. мм Вылет электро- да мм Сила тока А Напря- жение дуги, В Ско- рость сварки, м/ч Расход углекис- лот iaia д/мин
1 Односто- 1 — 80 16 80 10... 12
ронний
3 То же 2 15 230... 240 24 ... 28 45 ... 50 12 ... 15
6 Двусто- 2 15 250 ... 260 28... 30 30 12 ... 15
ронний 3 15 350 ... 360 30 ...32 — —
2 15 ...20 380 ... 400 30 ...32 30 12 ... 15
8 То же 3 20 ... 25 430 ... 450 33 ...35 — -
2 15 ...20 420 ... 440 30... 32 30 12... 12
10 » 3 25 ...30 530 ... 560 34 ... 36 — —
КОНТРОЛЬНЫЕ ВОПРОСЫ
379
Другие способы сварки. Сварку угольным электродом применяют
очень редко - при изготовлении тонкостенных неответственных конст-
рукций. Это объясняется опасностью науглероживания шва и повышен-
ным короблением изделий ввиду малой концентрированности угольной
дуги как источника теплоты.
Перспективно для сварки высоколегированных сталей использова-
ние электронного луча. Возможность за один проход сварить без раздел-
ки кромок металл большой толщины с минимальной протяженностью
околошовной зоны - важное технологическое преимущество этого спо-
соба. Однако и при этом способе возможно образование в шве и около-
шовной зоне горячих трещин и локальных разрушений. Наличие вакуу-
ма, способствуя удалению вредных примесей и газов, увеличивает испа-
рение и полезных легирующих элементов. При глубоком и узком проваре
часть газов может задержаться растущими кристаллами в шве и образо-
вать поры. Сварка металла большой толщины затруднена из-за непосто-
янства глубины проплавления. Сложность и дороговизна аппаратуры и
процесса определяют возможность применения электронно-лучевой
сварки только при изготовлении ответственных конструкций.
Контрольные вопросы
1. Состав и свойства высоколегированных сталей и сплавов.
2. Псевдобинарная диаграмма структурного состояния для сплава
18 % Сг, 8 % Ni, 74 % Fe.
3. Свариваемость рассматриваемых сталей.
4. Особенности техники и технологии сварки рассматриваемых сталей.
5. Техника и технология ручной дуговой сварки покрытыми элек-
тродами.
6. Техника и технология сварки под флюсом и электрошлаковой
сварки.
7. Техника и технология дуговой сварки в защитных газах.
8. Меры, позволяющие уменьшить вероятность образования горячих
и холодных трещин.
9. Суть стабилизирующего отжига и аустенизации.
Глава 10
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Разнородными принято считать стали, которые отличаются атомно-
кристаллическим строением, т.е. имеют ГЦК-. ОЦК-решетку или при-
надлежат к разным структурным классам (перлитные, ферритные, аусте-
нитные), а также стали с однотипной решеткой, относящиеся к различ-
ным группам по типу и степени легирования (низколегированные, леги-
рованные, высоколегированные). Они содержат в сумме до 5, 10 или
свыше 10 % хрома и других легирующих элементов соответственно.
В табл. 10.1 приведены основные группы сталей, применяемых в
машиностроении. Из них формируют различные сочетания для изготов-
ления сварных конструкций.
10.1. Классификация сталей, применяемых
в сварных соединениях разнородных сталей
Класс сталей и сварочных ма!сриа.юв Группа Характеристика сталей Марки (примеры)
Перлитные и бейнитные 1 У глеродистыс СтЗ, 20
11 Низколегированные 09Г2С, ЮХСНД, 20ХГСА
1П Легированные Среднеуглеродистые ЗОХГСА, 40Х, 40ХН2МА, 38ХВ
IV Теплоустойч ивые (Cr-Мо и Сг Mo-V) I2MX, 12Х1МФ, 20Х1М1Ф169
V Хладостойкие (Fe-Ni) ОНЗ, 0Н6, 0Н9
Мартенситные, ферритные, фер- ритно- мартенситные, аустенитно- мартенситные, ферритно- аустенитные VI 12 %-ные хромистые, жаростойкие 08X13, 12X13
VII Высокохромистыс, жаростойкие 08X17Т, I5X25T, 20X17Н2
VIII 12 %-ные хромистые, жаропрочные 15X11МФ, 15Х12ВНМФ
IX Хромоникелевые коррози- онно-стойкие 12X2IH5T
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
381
Продолжение табл. 10.1
Класс сталей и сварочных материалов Группа Характеристика сталей Марки (примеры)
Аустенитные стали и сплавы на никелевой основе X Коррозионно-стойкие аустенитные 12Х18Н10Т, 10X17H13M3T
XI Аустенитные жаропроч- ные Х15Н35ВТ, 20Х25Н20С2
XII Аустенитные коррозион- но-стойкие и криогенные Х18Н20,Х13АГ19, 06Х23Н28МЗДЗТ
XIII Жаропрочные никелевые сплавы ХН70ВМТЮФ, ХН56ВМТЮ
Конструкции, сваренные из разнородных сталей, называют комби-
нированными. Они применяются в тех случаях, когда условия работы
отдельных частей конструкции отличаются температурой, агрессивно-
стью среды, особыми механическими воздействиями (износ, знакопере-
менное нагружение и т.п.).
Если изготовление всей конструкции из стали со специальными
свойствами нецелесообразно по технико-экономическим показателям,
при проектировании предусматривают комбинированный вариант, а при
производстве разрабатывают и применяют специальную технологию
сварки заготовок из разнородных сталей или поверхностную наплавку
отдельных частей требуемым составом. Пример комбинированных свар-
ных конструкций приведен на рис. 10.1, а характеристики их составляю-
щих - в табл. 10.2.
Рис. 10.1. Сварной ротор газовой турбины
транспортного двигателя:
/ - литой венец из особо жаропрочного
никелевого сплава; 2 - кованый фланец из
никелевого сплава; 3 - вал из стали 12ХI МФ
382
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
10.2. Свойства конструкционных сталей и сплавов
Свойства Тип стали (сплава)
СтЗ 18-8 25-20 20-80
Температура плавления, °C 1500 1400 ... 1425 1383 ... 1410 1390
Удельная теплоемкость, кДж/(кг • К) 0,42 0,50 0,50 0,45 ... 0,63 (в интервале 100...900 °C)
Коэффициент теплопро- водности, Вт/(м • К) 40,3 16,3 12,6... 16,8 12,2 (при 100 °C)
Коэффициент линейного расширения ахЮ6, 1/°С при нагреве: от 0 до 100 °C от 0 до 500 °C 12,0 17,3 15,0 11,7
13,4 18,5 18,0 13,5
Удельное электросопро- тивление при 20 °C, Ом • мм2/м 0,15 0,73 0,73 1,24
Температура начала ин- тенсивного окалинообра- зования, °C 820 1100 ... 1150 1406 1300
Предел прочности, МПа >380 >550 >600 > 1000
Предел текучести, МПа >210 >200 >300 >600
10.1. СВАРИВАЕМОСТЬ РАЗНОРОДНЫХ
СОЧЕТАНИЙ СТАЛЕЙ
Свариваемость, т.е. пригодность сталей к формированию качествен-
ных сварных соединений, является комплексной характеристикой, вклю-
чающей показатели технологической прочности (стойкость против образо-
вания горячих и холодных трещин) и показатели эксплутационной прочно-
сти. Неоднородность различного типа, присущая сварным соединениям
рассматриваемого вида, а также ее изменение во времени, обусловливает
зависимость их эксплуатационной прочности от времени и температуры.
Поэтому свариваемость сочетания разнородных сталей неадекватна ее со-
ставляющим и требует решения ряда дополнительных самостоятельных
проблем путем применения специальной технологии сварки.
СВАРИВАЕМОСТЬ РАЗНОРОДНЫХ СОЧЕТАНИЙ СТАЛЕЙ 383
Они вызваны существенными отличиями сталей: по химическому
составу; коэффициентам линейного расширения; температуре плавления
и теплофизическим свойствам; температуре фазовых и структурных пре-
вращений. Это приводит к получению швов аномального химического
состава, которые принципиально отличаются от каждой из свариваемых
сталей по механическим свойствам и их стабильности, склонности к за-
калке и структурным изменениям при нормальных и рабочих температу-
рах в процессе эксплуатации.
Так, при сварке и наплавке сочетаний различных сталей, представ-
ленных в табл. 10.1, происходит смешивание в различных соотношениях
(табл. 10.3) перлитной стали с аустенитной или ферритной, либо феррит-
ной с аустенитной. Получаемый при этом химический состав шва имеет
промежуточные значения по содержанию элементов и другую структуру,
оцениваемую по эквивалентам хрома и никеля на диаграмме Шеффлера
(рис 10.2).
10.3. Доли участия в шве перлитной и аустенитной сталей
в зависимости от типа соединения и метода сварки
Тип соединения Структурный класс свари- ваемой стали Доля участия в формировании шва основного металла, %
РДС* АДСФ** Наплавка ленточным электродом ЭШС***
Наплавка валика Перлитная Аустенит- ная 0,15... 0,40 0,25... 0,50 0,25... 0,50 0,35... 0,60 0,08... 0,20 0,15... 0,25 —
Однослойные стыковые соединения Перлитная Аустенит- ная 0,20... 0,40 0.30... 0,50 0,25... 0,50 0,40... 0,60 - 0.20... 0,40 0,30... 0,50
Корневые швы много- слойных сты- ковых и тав- ровых соеди- нений Перлитная Аустенит- ная 0,25 ... 0,50 0,35... 0,50 0,35... 0,60 0,40... 0,70 — —
* РДС - ручная дуговая сварка.
♦♦ АДСФ - автоматическая дуговая сварка под флюсом.
♦♦♦ ЭШС - электрошлаковая сварка.
Ni]=-°ANi +30°ACr+0,5°AMn +30°ANb
Рис. 10.2. Схема определения структуры в корневом шве и в отдельных слоях
многопроходного шва с помощью диаграммы Шеффлера
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
СПЕЦИФИКА СТРУКТУРЫ МЕТАЛЛА ШВА
385
Металл шва, соответствующий области Л, имеет однофазную аусте-
нитную структуру, весьма склонную к образованию горячих трещин
кристаллизационного и подсолидусного типа. Шов со структурой А + Ф,
т.е. с аустенитно-ферритной структурой, при повторных нагревах пре-
терпевает охрупчивание в результате превращения феррита в сигма-фазу
(5 - Fe -> ст). Для швов со структурой Ф (феррит) характерен рост зерна
при высоких температурах и хрупкость при нормальных. Швы со струк-
турой Л/, М + А, М + Ф, М + А + Ф имеют мартенситную составляющую,
вызывающую образование холодных трещин. Это осложняет обеспече-
ние свариваемости при сварке сочетаний разнородных сталей, так как
различные дефекты возникают не только в шве, но и в околошовной зоне.
Неоднородность химического состава сварного соединения, сло-
жившаяся после его кристаллизации, вызывает внутренние напряжения,
их концентрацию в отдельных зонах с пониженной прочностью, что при-
водит к локальным разрушениям соединения или понижению его анти-
коррозионных свойств.
Высокотемпературная эксплуатация сварных соединений иницииру-
ет развитие диффузионных процессов, приводящих к перемещению от-
дельных атомов в более стабильное, с термодинамических позиций, по-
ложение, что вызывает образование хрупких и малопрочных прослоек,
понижение их длительной прочности, коррозионной стойкости и агрегат-
ной прочности всею соединения.
Специальная технология сварки позволяет свести к минимуму ука-
занные негативные явления путем управления формированием структуры
при сварке сталей в разнородных сочетаниях. При выборе сварочных ма-
териалов и режимов сварки применяют качественные и количественные
методы оценки сопротивляемости образованию горячих и холодных грещин
по ГОСТ 26389-84 и 26388 84.
10.2. СПЕЦИФИКА ФОРМИРОВАНИЯ СТРУКТУРЫ
МЕТАЛЛА ШВА И ОКОЛОШОВНОЙ ЗОНЫ
Наиболее сложно происходит формирование зоны сплавления пер-
литной и аустенитной сталей. Оно имеет место во многих вариантах ком-
бинированных конструкций и отличается несколькими особыми явле-
ниями:
1. Различным объемом расплавления заготовок при образовании
ванны из-за различия теплофизических свойств свариваемых сталей.
2. Формированием переходной "кристаллизационной" прослойки
аномального состава при зарождении кристаллитов в сварочной ванне.
13 -7162
386
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
3. Различием температур плавления сталей и шва, приводящим к пе-
регреву в околошовной зоне стали с пониженной температурой плавле-
ния и теплотой кристаллизации металла шва, затвердевающего при более
высокой температуре.
4. Нестабильностью соединения, в котором продолжается диффузи-
онное перераспределение углерода при высоких температурах и форми-
рование зоны переменного состава и структуры.
5. Образованием после охлаждения закаленных слоев и внутренних
напряжений между слоями вследствие их различных теплофизических
свойств.
Таким образом создается химическая, структурная и механическая
неоднородности в сварном соединении.
Кристаллизация ванны
При формировании сварочной ванны доли участия аустенитной и
перлитной сталей неодинаковы. Они обусловлены различиями в темпера-
туре их плавления, теплопроводности и теплоемкости (см. табл. 10.2).
Как правило, аустенитная сталь составляет 60 %, а перлитная - 40 % объ-
ема шва в условиях равного теплового воздействия.
В процессе затвердевания первых слоев металла возникает "кри-
сталлизационная" прослойка, которая образуется из расплавленных объ-
емов свариваемых частей, перемешанных турбулентными потоками в
ванне. Кристаллизация имеет направленный характер и начинается на
оплавленных зернах перлитной и аустенитной стали, играющих роль те-
плоотводов и плоских зародышей. Их рост осуществляется по принципу
ориентационного и размерного соответствия путем единичного или
группового оседания атомов жидкости во впадинах кристаллической ре-
шетки зародышей, что обеспечивает связь шва с основным металлом.
При этом различна роль легирующих элементов, входящих в состав
ванны. Элементы-ферритизаторы (Сг, Ti, Мо), атомный объем которых
больше, чем Fe, способствуют росту кристаллитов с ОЦК-решеткой, а
аустенизаторы (С, Mi, N, Мп) - с ГЦК-решеткой. Последняя имеет более
плотную упаковку и большие размеры; отличается от ОЦК-решетки ско-
ростью и направлением роста. Это приводит к преимущественному осе-
данию одних атомов и отталкиванию других. В результате избирательно-
го роста перед передними гранями растущих кристаллитов концентри-
руются в жидком слое инородные атомы, что приводит к остановке рос-
та, переохлаждению жидкого слоя, примыкающего к межфазной поверх-
ности, и зарождению кристаллитов с решеткой другого типа.
СПЕЦИФИКА СТРУКТУРЫ МЕТАЛЛА ШВА
387
На рис. 10.3 представлена
Рис. 10.3. Микроструктура юны
сплавления перлитной стали
30Н4МФДА с аустенитным
швом 08Х20Н9Г7Т
(шов с правой стороны), х 600
микроструктура зоны сплавления
перлитной стали с аустенитным
швом, подтверждающая этот меха-
низм. Столбчатые кристаллиты
перлитной стали постепенно пре-
кращают свой рост в аустенитном
металле. При этом в зоне сплавле-
ния образуется "кристаллизацион-
ная” прослойка, т.е. промежуточ-
ный слой сопрягающихся между
собой деформированных кристал-
лических решеток. Гак в зоне
сплавления перлитной и аустенит-
ной сталей участок "кристаллиза-
ционной" прослойки с содержани-
ем Сг 3 ... 12 % и Ni 2 ... 7 % имеет
особую структуру высоколегиро-
ванного мартенсита.
Толщина переходных кристаллизационных прослоек изменяется от
0,05 до 0,6 мм в зависимости от скорости охлаждения шва, а также от
степени его аустенитности. Чем выше конненграция никеля в шве, тем
раньше стабилизируется аустенитная структура с ГЦК-рсшсткой и тонь-
ше переходная кристаллизационная прослойка от перлитной стали к ау-
стенитной (рис. 10.4).
Основной объем затвердевшего металла шва имеет однородный со-
став, отличающийся от прослойки. Его конечная структура оценивается с
помощью структурных диаграмм Шеффлера, Делонга, Потака и Сагале-
нича. Пример применения диаграммы Шеффлера приведен на рис. 10.2.
Структура перлитной стали 12X1 МФ соответственно ее эквивалентным
шачениям элементов ферритизаторов и аустенизаторов характеризуется
। П, а аустенитной 08X18HI0T - т. Б. С учетом их расплавления в соот-
ношении 0,40/0,6 металл шва будет иметь мартенситную или аустенитно-
мартенситную структуру (т. /), состоящую из кристаллов с ОЦК- и ГЦК-
решеткой. Такой металл хрупок и весьма склонен к холодным грещинам,
*1 го недопустимо.
I и
388
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Расстояние от границы сплавления
Рис. 10.4. Схема определения ширины хрупких кристаллизационных
прослоек в зоне сплавления перлитной стали с аустенитным швом
в зависимости от содержания никеля в шве:
А, Б- свариваемые элементы; В - ширина зоны переменного состава;
%| ... Aj-толщина мартенситной прослойки, содержащей 7 % никеля
при сварке различными электродами
Повторный нагрев шва при термообработке, выполнении после-
дующих проходов или высокотемпературной эксплуатации приведет к
распаду мартенсита, выпадению карбидов хрома и формированию аусте-
нигно-карбидной структуры, также имеющей малую пластичность. При-
менением плавящегося электрода или присадки изменяют доли участия
сталей и регулируют структуру шва (табл. 10.3). Той же цели служит раз-
делка кромок или их предварительная наплавка с регламентированным
составом. При электронно-лучевой сварке также возможно регулирова-
ние состава шва путем применения легирующих накладок, подкладок или
подачей проволочной присадки в зону сваривания.
Диффузионные процессы
Наибольшее значение в обеспечении прочности и надежности свар-
ного соединения имеют специфические процессы, развивающиеся после
кристаллизации шва в околошовной зоне. Они связаны с тем, что при
перемешивании сталей с высокой (Т|1л = 1500 °C) и низкой (TIUI = 1400 °C)
температурами плавления металл шва имеет промежуточную температу-
ру плавления и затвердевания, но более высокую, чем для одной из сва-
риваемых сталей. Это приводит к тому, что на свариваемую сталь после
дугового нагрева, оплавляющего кромки и заполняющего сварочную
СПЕЦИФИКА СТРУКТУРЫ МЕТАЛЛА ШВА
389
ванну жидким металлом, при затвердевании шва воздействует теплота
перегрева выше ликвидуса, а также скрытая теплота кристаллизации,
выделяемая из металла шва.
Она вызывает дополнительное локальное расплавление основного
металла, который не может участвовать в турбулентном перемешивании
ванны из-за высокой вязкости кристаллизующегося шва у стенок ванны.
Этот нагрев стенок ванны вызывает преимущественное оплавление гра-
ниц зерен, их обогащение по законам восходящей диффузии из объемов
зерен легирующими элементами и примесями в связи с повышенной рас-
творимостью элементов в жидкой фазе.
Последующая кристаллизация таких межзеренных прослоек обособ-
ленно от ванны создает микрохимическую неоднородность в околошов-
ной зоне, негативно влияющую на сопротивляемость горячим и холод-
ным трещинам, жаропрочные и коррозионные свойства сварного соеди-
нения среднеуглеродистых и высоколегированных сталей. Снижение та-
кого перегрева может быть обеспечено металлургическими и технологи-
ческими средствами. Последнее достигается вводом в ванну внешних или
внутренних стоков тепла (см. рис. 10.11, схема 3), применением электро-
дов с высоким содержанием никеля, снижающим температуру плавления
металла шва и сварочной ванны.
11осле образования кристаллической решетки по всему сечению шва
доминирующее значение приобретают диффузионные процессы в твер-
дой фазе, протекающие по двум противоположным законам: выравнива-
ния химического состава и восходящей диффузии, обусловленной хими-
ческим сродством элементов между собой. Последнее приводит к тому,
что углерод, имеющий малый диаметр атома и большую скорость диф-
фузии. диффундирует в зоны, где его концентрация выше, но имеются
малоподвижные свободные карбидообразующие элементы.
Главное значение в этом процессе имеет скорость диффузии отдель-
ных элементов в объемах с ГЦК- и ОЦК-решеткой. При всех температу-
рах диффузионная подвижность углерода в a-Fc заметно выше, чем в
более плотно упакованной решетке y-Fe. Коэффициент диффузии углеро-
да в a-Fe выше, чем в y-Fe при 900 °C, в 39 раз, при 755 °C в 126 раз, и
при 500 °C в 835 раз. Диффузионная подвижность других легирующих
)лементов, образующих твердые растворы замещения, значительно
меньше и проявляется лишь при температуре свыше 1000 °C.
Такое соотношение приводит к обеднению углеродом перлитной
стали и его сосредоточению в прилегающих слоях аустенитной стали,
содержащей много хрома. Это создает условия для закалки металла и
последующего образования карбидов хрома, содержащих 6 % углерода.
390
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Три фактора управляют завершенностью этого процесса: температу-
ра, время пребывания при высоких температурах и концентрация сво-
бодного углерода. Процесс начинается в условиях сварки и получает су-
щественное развитие при повторных нагревах, при термообработке и вы-
сокотемпературной эксплуатации. Он приводит к образованию диффузи-
онных обезуглероженных прослоек со стороны перлитной стали и обо-
бщенных углеродом в аустенитной.
Кинетика роста толщины
прослоек в соответствии с зако-
номерностями диффузионного
процесса определяется экспо-
ненциальной зависимостью от
температуры и квадратичной от
времени выдержки. В координа-
тах log 5 (Г) и 5 (V7) рост тол-
щины прослоек 5 отображается
прямыми линиями. Результатом
их развития является создание зон
переменного состава, структуры и
твердости.
Наиболее заметны результа-
ты этих процессов при измере-
нии твердости в поперечном се-
чении сварного соединения
(рис. 10.5). При этом обнаружи-
вается зона переменной твердо-
сти с минимумом в обезуглеро-
женном слое перлитной стали и с
максимумом в аустенитной стали
в результате диффузии углерода
к малоподвижным атомам хрома.
Характер изменения твер-
дости имеет три разновидности в
зависимости от степени аусте-
нитности стали (см. рис. 10.5).
При малом значении отношения
эквивалентов хрома и никеля
(Cr/Ni,) ширина зоны перемен-
ной твердости 5 минимальна.
Рис. 10.5. Распределение твердости в
зоне сплавления среднелегированной
Cr-Ni-Mo стали с аустенитным
швом, полученным аустенитными
сварочными проволоками
с различным соотношением Сг/Мц:
/ СВ-09Х16Н25М6АФ.
C/Ni, = 0,8; 2 - Св-04 X191111М3,
С>/1Ч= 1,8; 3 - Сн-08Х19Н9Ф2С2.
C/Ni, = 2,2
СПЕЦИФИКА СТРУКТУРЫ МЕТАЛЛА ШВА
391
При увеличении Cr/Nk растет ширина этой зоны. Максимуму Cr/Ni,
соответствует эксгремальный характер изменения твердости. В том же
порядке увеличивается склонность к образованию холодных трещин,
образующихся по первым слоям аустенитного металла шва, претерпе-
вающим закалку. Холодные трещины такого вида получили название
’’отрыв", что в макромасштабе подразумевает отрыв аустенитного шва от
перлитной стали (рис. 10.6). В закаленной ЗТВ перлитной стали образу-
ются холодные трещины иша "01 кол” и "частокол”.
Рис. 10.6. Микроструктура юны сплавления (линия 1-1) перлитной пали с
аустенитным швом на участке холодной iретины типа
"отрыв", проходящей преимущественно по аустенитной стали (л);
микроструктура ucHipa аустенитного шва с четко выраженной
границей зерна на фоне дендритной структуры (о), х 600
6}
Рис. 10.7. Обезуглероженный "мягкий" слой в зоне сплавления
у|леродистоп сталиЗО с 12 %-пым хромистым швом
(сталь - с левой стороны, шов - с правой)
392
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Принято считать, что минимизация ширины зоны переменной твер-
дости до 0,15 ... 0,25 мкм позволяет устранить склонность к холодным
трещинам. Это объясняется снижением объемного напряженного состоя-
ния в сверхтонких закаленных слоях.
Второй негативный результат диффузионного перераспределения
элементов состоит в образовании малопрочного обезуглероженного слоя
со стороны перлитной стали (рис. 10.7). Наибольшая степень и глубина
обезуглероживания наблюдается при сварке углеродистой стали, так как
углерод в ней не связан в термостойкие карбиды. Важно отметить, что
этот процесс протекает не только при сварке, термообработке, но и при
высокотемпературной эксплуатации соединений, что приводит к увели-
чению его ширины. В обезуглероженном слое при этом укрупняется зер-
но, снижается прочность и возможно разрушение при длительной экс-
плуатации вследствие развития высокотемпературной ползучести. В ле-
гированной стали, где углерод связан в термостойкие карбиды, обезугле-
роженный слой менее развит.
Оста точные напряжения и послесварочная термообработка
На этапе охлаждения сварного соединения после сварки, термообра
ботки или эксплуатации характерно аномальное возникновение напряже
ний вследствие различия температурных коэффициентов линейного
расширения (рис. 10.8). В ау-
стенитной стали возникают
растягивающие напряжения,
так как она имеет значительно
больший коэффициент линей-
ного расширения по сравне-
нию с перлитной (табл. 10.2).
Поэтому эпюра остаточных
напряжений при сварке пер-
литной стали перлитными или
аустенитными сварочными ма-
териалами имеет принципи-
альные отличия. Эти напряже-
ния в большинстве случаев не
могул быть сняты термообра-
боткой и создают опасность
как разрушения, так и измене-
ния размеров конструкции во
времени.
Рис. 10.8. Распределение остаточных
напряжений в сварном стыке труб
из разнородных сталей после
отпуска при 650 °C:
- окружные. - изгибающие;
т - касательные напряжения
ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ КЛАССОВ
393
Нецелесообразность термообработки соединений с аустенитным
швом обусловлена развитием диффузионных процессов обезуглерожива-
ния и охрупчивания отдельных зон соединения, а для швов с аустенитно-
ферритным швом охрупчивание шва в результате перехода ферритной
фазы в хрупкую о-фазу. Лишь для швов, эксплуатируемых при высоких
температурах и в агрессивных средах, необходима (см. гл. 9) аустениза-
ция (1150 °C) и стабилизация (850 °C). Напротив, для соединений с пер-
литным низколегированным швом, а также для швов с мартенситно-
ферритным швом, необходим подогрев и отпуск для предотвращения
холодных трещин и повышения пластичности металла. При этом режимы
термообработки назначают по наиболее легированной стали, входящей в
разнородное сочетание
Таким образом, сварные соединения разнородных сталей могут
иметь значительную изменяющуюся во времени химическую, структур-
ную и механическую неоднородность, наиболее сильно выраженную при
сварке перлитной стали с аустенитной или наплавке.
Минимизация указанных видов неоднородности и обеспечение сва-
риваемости достигается обоснованным выбором сварочных материалов,
способов и режимов сварки и термической обработки с учетом жесткости
соединений, температуры эксплуатации и агрессивности среды.
10.3. ОСОБЕННОСТИ ТЕХНОЛОГИИ СВАРКИ
КОМБИНИРОВАННЫХ КОНСТРУКЦИЙ ИЗ СТАЛЕЙ
РАЗЛИЧНЫХ СТРУКТУРНЫХ КЛАССОВ
Выбор способов и режимов сварки
Одна из причин пониженной свариваемости перлитной и аустенит-
ной сталей - образование хрупкого мартенситного слоя или карбидной
гряды в объеме переходной кристаллизационной прослойки, у которой
уровень легирования металла снижается, приближаясь к перлитной ста-
ли. Образование этой прослойки объясняется ухудшением перемешива-
ния жидкого металла в пристеночных слоях. При небольшом запасе ау-
стенитности металла шва толщина этой прослойки может достигнуть
критической величины, при которой происходит хрупкое разрушение
сварного соединения.
Поэтому при выборе способов и режимов сварки отдают предпочте-
ние технологии, при которой толщина кристаллизационной прослойки
минимальна. Этого достигают следующими методами:
- применением высококонцентрированных источников тепла (элек-
фонный луч, лазер, плазма);
394
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Рис. 10.9. Схема комбинированной
наплавки свариваемой кромки:
/ - углеродистая сталь; 2 - перлитный
стабилизированный слой; 3 - аусгенигный
слой; 4 - аустенитная сталь
- разделкой кромок или
их наплавкой (рис. 10.9),
уменьшающей долю участия
сталей;
выбором режимов свар-
ки с минимальной глубиной
проплавления;
- переходом к дуговой
сварке в защитных газах, обес-
печивающей интенсивное пере-
мешивание металла ванны.
Преимущества сварки комбинированных конструкций в защитных
газах связаны с увеличением температуры расплавленного металла, сни-
жением поверхностного натяжения и, соответственно, увеличением ин-
тенсивности его перемешивания, что вызвано ростом приэлсктродного
падения напряжения сварочной дуги и увеличением кинетической энер-
гии переноса капель электродного металла и плазменного потока в дуге.
Добавление в аргон кислорода, азота, углекислого газа усиливает от-
меченные преимущества. Добавки кислорода повышают температуру ванны
также тем, что вызывают экзотермические окислительно-восстановительные
реакции. В результате отмеченных явлений снижается уровень структурной
и механической неоднородности в зоне сплавления перлитной сгали с аусте-
нитным швом.
При ручной дуговой сварке положительные результаты получают в
противоположном варианте, т е. при снижении температуры сварочной ван-
ны, что зависит от температуры плавления электрода. Снижения температу-
ры плавления электрода достигают увеличением содержания никеля и мар-
ганца. Применение таких электродов является наиболее радикальным меро-
приятием и при сварке под флюсом, одновременно уменьшающем ширину
кристаллизационных и диффузионных прослоек (рис. 10.10).
При сварке под флюсом перемешивание ванны также может быть
усилено увеличением силы тока, напряжения или скорости сварки. Одна-
ко рост этих параметров приводит к неблагоприятному изменению схемы
кристаллизации (увеличению угла срастания кристаллитов), что увеличи-
вает риск образования горячих трещин. Скорость сварки, как правило, не
должна превышать 25 м/ч. Интенсивному электромагнитному перемеши-
ванию ванны препятствует наличие шунтирования магнитного поля пер-
литной сталью, а также нарушение шлаковой защиты. В этом процессе
весьма эффективен ввод внутренних стоков тепла в виде охлаждающей
присадки (рис. 10.11), также снижающей температуру ванны.
ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ КЛАССОВ
395
Рис. 10.10. Снижение толщины кристаллизационных (л) и
диффузионных (б) прослоек в зоне сплавления стали 20 и
12Х18Н10Т при увеличении содержания никеля в металле шва:
/ - без подогрева; 2 - подогрев до 500 °C; 3 - обезуглероженная
прослойка в углеродистой стали. подо! рев до 550 °C, выдержка 1000 ч.;
4 - то же, подогрев до 650 °; 5 - пауглсроженная прослойка в аустенитном шве,
подогрев до 650 °C. выдержка 1000 ч
С г, %
90
25*
Рис. 10.11. Сокращение толщины слоя переменного состава при
вводе в ванну внутренних стоков тепла в виде охлаждающей
присадки при сварке под флюсом стали марки 30Н4МФДА при
равном расходе электрода и присадки типа Св-08Х20Н9Г7Т:
/ - сварка без присадки; 2 - сварка с присадкой но схеме 3
396
I ИХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Выбор сварочных материалов
Выбор сварочных материалов должен исключить образование тре-
щин различных видов и обеспечить эксплуатационную надежность свар-
ных соединений. Применяют аустенитные сварочные материалы, обеспе-
чивающие получение композиций наплавленного металла с 1аким запа-
сом аустенитности. чтобы компенсировать участие в шве перлитной ста-
ли и гарантированно получить в высоколегированном шве или наплавке
аустенитную структуру (табл. 10.4). Ориентировочно необходимый состав
наплавленного металла для получения шва, обладающего такой структурой,
может быть определен по диаграмме Шеффлера (см. рис. 10.2). На этой
диаграмме точки П и А означают структуру свариваемых сталей. При
соотношении их долей участия 0,44),6 расплав после охлаждения на диа-
грамме будет находиться в т. /'. т.е. будет иметь мартенситную или ау-
стенитно-мартенситную структуру, что недопустимо. Применив электрод
типа XI5H25 с высоким запасом аустенитности (т. В на диаграмме) в со-
отношении 50/50 к указанному выше расплаву, получим требуемый ме-
талл шва со структурой аустенита - отрезок а - б.
10.4. Выбор композиции наплавленного мечалла и
термообработки для сварки перлитных и
бейнитных сталей с аустенитными сталями и сплавами
Группа свариваемых ста- лей (см. тбл. 10.1) Композиция наплавленного мо ал ла 11 редель- ная темпе- ратура женлуата- ции, °C 1 ермическая обработ ка
I + X-XII 1IX15Н25М6АГ2 350 Нс требуется
II + X XII 27Х15Н25ВЗГ2Б2Т 400 Отпуск
111 t X - XII 08Х15Н60Г7М7Т 400 Отпуск
IV 1 X XIII 08ХI4H65M15В4Г2 580 Не требуется
V + X-XII 08Х14Н65М15В4Г2 <650 Не требуется
VI -VIII » XI - XIII < 1000 Аустенизация
ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ КЛАССОВ
397
При формировании следующего слоя 2 со стороны перлитной стали
в нем участвует основной металл (т. /7), и корневой шов (отрезок а - в),
образуя ванну состава т. Д, а также входящий в нее электрод (т. В), что в
сумме создает металл слоя со структурой в - г, соответственно долей их
участия. Аналогично слой 3 со стороны аустенита характеризуется отрез-
ком е - д.
Большой запас аустенитности металла шва позволяет предотвратить
образование малопластичных участков с мартенситной или карбидной
структурой в корневых швах и слоях, примыкающих к перлитной стали в
условиях неизбежного колебания долей их участия. Однако для этого
варианта технологии будет характерна высокая склонность к возникно-
вению горячих трещин в однофазном аустенитном металле шва, обра-
зующихся по границам зерен, сформированных в результате миграции
(см. рис. 10.6, 6). Для их предотвращения в швах со стабильно аустенит-
ной структурой наплавленный металл легируют элементами, снижающи-
ми диффузионные процессы при высоких температурах, применяют элек-
троды тина XI5H25AM6, содержащие 6 % Мо и 0,2 ... 0,3 % N. Они пре-
пятствуют развитию высокотемпературной ползучести и межзеренного
проскальзывания в твердом металле при сварке, повышая при этом пла-
стичность в температурном интервале хрупкости и тем самым предот-
вращают образование горячих трещин. Более сложный вариант техноло-
гии необходим при сварке жестких узлов из аустенитной и среднеуглеро-
дистой стали мартенситного класса, когда в корневых слоях из-за увели-
чения до 0,5 доли участия основного металла возможно образование го-
рячих трещин, а в верхних слоях - холодных трещин типа "отрыв” и "от-
кол”. В этом случае корневые слои выполняют электродами, содержащи-
ми до 60 % Ni и 15 % Мо.
Указанные электродные материалы с однофазной аустенитной
структурой шва применяют и при сварке перлитных сталей с термоуп-
рочняемыми жаропрочными аустенитными сталями и никелевыми спла-
вами.
В большинстве таких случаев при сварке перлитных и термически
неупрочняемых аустенитных сталей группы IX применяют другой - ау-
стенитно-ферритный электрод, образующий в наплавленном металле
10 ... 12 % ферритной фазы и допускающий долю участия перлитной
стали в металле шва до 30 %. При смешивании материала электрода и
расплава в том же соотношении будет получен шов, содержащий 4 ...
6 % дельта-феррита, что исключает образование горячих трещин, но не-
сколько увеличивает толщину кристаллизационной прослойки.
398
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Такой вариант технологии допустим при сварке аустенитных сталей
с перлитными (группы II - III), содержащими активные карбидообразова-
тели для ограничения диффузии углерода, либо содержащих весьма ма-
лое количество углерода путем его частичной замены азотом.
Для сварных узлов, эксплуатирующихся при высоких температурах,
необходимо применение высоконикелевых электродов типа XH60MI5.
Швы, выполненные такими электродами хорошо работают в условиях
теплосмен из-за равенства коэффициента линейного расширения с пер-
литной сталью (см. табл. 10.2). Этими электродами заваривают дефекты
литья сталей групп IV и V без последующей термообработки.
При недостаточности или неприемлемости указанных технологиче-
ских вариантов прибегают к сварке через проставки или к предваритель-
ной, в том числе комбинированной (см. рис. 10.9) наплавке кромки пер-
литной стали аустенитным металлом, с последующей сваркой таких заго-
товок аустенитно-ферритными сварочными материалами с регламенти-
рованным количеством 5-Fe (2 ... 6 %).
При сварке кислотостойких и жаропрочных высокохромистых фер-
ритных сталей (гр. VIII) с аустенитными (гр. XI ... XIII) принципиально
возможно применение как аустенитных, аустенитно-ферритных, так и
высокохромистых электродов, поскольку при перемешивании в ванне
указанных сталей с электродным металлом при доле его участия до 40 %
металл шва сохраняет такую же структуру, как и у наплавленного ука-
занными электродами. При этом с повышением температуры эксплуата-
ции выше 500 °C предпочтительны высокохромистые электроды. При
эксплуатации в условиях термоциклирования необходимо сваривать ука-
занные сочетания сталей аустенитными электродами на никелевой осно-
ве, поскольку их коэффициент линейного расширения близок с высоко-
хромистой сталью. Для удовлетворения гребований жаростойкости шва
следует применять электроды с высоким содержанием хрома (25 ... 27 %)
и никеля (12 ... 14 %), что позволяет их эксплуатировать при 1000 °C.
При неагрессивных рабочих средах соединения указанных сталей,
подвергаемые термообработке, могут быть выполнены электродами типа
Э-08Х15Н25АМ6, которые допускают значительное перемешивание с
основным металлом без образования горячих трещин. Если термообра-
ботка невозможна, рекомендуется облицовка кромок закаливающихся
сталей электродами на никелевой основе.
Третий вариант технологии предусматривает предварительную на-
плавку на перлитную закаливающуюся сталь аустенитного слоя, при кото-
рой производится предварительный или сопутствующий подогрев, обеспе-
чивающий необходимую скорость охлаждения, с последующим отпуском
ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ КЛАССОВ
399
для устранения закалки. После этого детали из перлитной стали с наплав-
ленными кромками сваривают с аустенитной сталью на режимах, оптималь-
ных для последней согласно рекомендациям, изложенным в гл. 7-9.
Во всех случаях сварки разнородных сталей важным параметром
процесса является уровень содержания водорода в шве, зависящий от
длины дуги и температуры прокалки электродов. Водород вызывает порис-
тость швов и способствует развитию зародышей всех указанных выше ти-
пов холодных трещин в закаленных зонах. Поэтому необходимо применять
низководородистые электроды с основным покрытием и флюсы на фтори-
сто-кальциевой основе.
Другое сочетание сталей разнородных структурных классов в свар-
ных конструкциях - сварка перлитных и высокохромистых сталей. При
сварке перлитных сталей с 12 %-ными хромистыми сталями необходимо
предотвратить образование мартенсита и холодных трещин, а также раз-
вития диффузионных прослоек при отпуске и высокотемпературной экс-
плуатации. При выборе сварочных материалов следует исключить обра-
зование хрупких переходных участков в зонах перемешивания сталей.
Для обеспечения наибольшей пластичности шва применяют сварочные
материалы перлитного класса (табл. 10.5). В этом случае в переходных
участках со стороны высоколегированной стали, содержащих до 5 %
хрома, сохраняется высокая пластичность, вязкость, а также длительная
прочность соединения в целом. Для снижения размеров диффузионных
10.5. Выбор композиции наплавленного металла и
термообработки для сварки перлитных сталей с мартенситными,
ферритными и аустенитно-ферритными
Группы свариваемых сталей Композиция наплавленного металла 11рсдельная температура эксплуатации, °C Температура отпуска, °C
1, II - VI, VIII 09X1 М, 08ХГСМА, 08ХМ 300 ...350 Подогрев, от- пуск 650... 680
I, II + VII 08Х24Н6ТАМФ 300 700... 740
III, IV + VII 0Х25Н13Г2 300 700... 740
IV 4- VI, VIII 09X1 МФ, 08ХМФА 400 ...450 650... 700
400
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
прослоек перлитный наплавленный металл должен легироваться опреде-
ленным количеством более активных, чем хром, карбидообразующих
элементов. При сварке деталей больших толщин целесообразно электро-
дами типа Э-ХМ делать наплавку на кромки высоколегированной стали,
а заполнение разделки осуществлять без подогрева электродами типа Э42
или Э50 в зависимости от требований прочности перлитного шва. Темпе-
ратуру предварительного подогрева и отпуска определяют по характери-
стикам более легированной, т.е. 12 %-хромистой стали, но для уменьше-
ния размеров диффузионных прослоек применяют отпуск при минималь-
но допустимой температуре.
При сварке перлитных сталей с более высоколегированными хроми-
стыми сталями группы VII, содержащими 17 ... 28 % Сг, применяют
электроды аустенитно-ферритного, а также аустенитного классов. Одна-
ко при этом следует учитывать вышеописанную структурную неодно-
родность в зоне сплавления аустенитного шва и перлитной стали. Термо-
обработка в этом случае не требуется.
10.4. ОСОБЕННОСТИ ТЕХНОЛОГИИ СВАРКИ
КОМБИНИРОВАННЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ
СТАЛЕЙ ОДНОГО СТРУКТУРНОГО КЛАССА
Сварку перлитных сталей, отличающихся лишь степенью легирова-
ния, производят электродами, применяемыми для менее легированной
стали, если к швам не предъявляется требований повышенной прочности
или особых свойств жаропрочности, коррозионной стойкости, характер-
ных для более легированной. Однако технологические режимы сварки и
температуру подогрева следует выбирать (рассчитывать) применительно
к более легированной стали. Рекомендации по сварке различных групп
перлитных с талей в пределах одного класса приведены в табл. 10.6.
При невозможности подогрева при сварке производят наплавку
кромок более легированной стали с подогревом электродами типа Э42А.
Толщина наплавленного слоя должна быть достаточной, чтобы более
легированная сталь не нагревалась до температур Ась т.е. чтобы не соз-
давались условия для закалки.
При сварке различных сочетаний высокохромистых мартенситных
(с 12 % СТ), ферритных (с 28 % Сг) и ферритно-аустенит-ных сталей типа
X2IH5 выбор сварочных материалов и технологий должен исключить
образование холодных трещин и хрупких участков в швах. Режим подог-
рева назначают по наиболее закаливающейся стали, с немедленным от-
пуском, не допуская полного охлаждения. Для этого применяют свароч-
ные материалы ферритно-аустенитного класса, сварку с минимальной
ОСОБЕННОСТИ СВАРКИ СТАЛЕЙ ОДНОГО КЛАССА
401
10.6. Выбор композиции наплавленного металла и
термической обработки для сварки разнородных перлитных сталей
Группа свариваемых сталей Композиция наплавленного металла Предельная температу- ра эксплуа- тации. °C Термическая обработка
1 + 11 11 изкоуглеродистая хбО Не требуется
1 111. 1 < V Отп\ск 630 ... 650 °C
111 - 111 Низколегированная Отпуск
III - III Аустенитная ±60 Не требуется
1 + IV Низкоуглеродистая До 350 Не требуется
1 + IV X ро м о м ол иб де н ова- До 450
надиевая
V + V Низколегированная 50... 100 Отпуск 670 ... 700 °C
Отпуск 620 °C
V + V Аустенитная 50... 100 Не требуется
погонной энергией, так как высокохромистые стали в ЗТВ весьма склон-
ны к росту зерна, приводящего к охрупчиванию соединения.
После окончания термообработки необходимо ускоренное охлажде-
ние для предотвращения 475 °С-ной хрупкости (см. гл. 9). Возможна
также сварка аустенитными электродами. Однако при этом термообра-
ботка не приводи! к полному снятию сварочных напряжений из-за разли-
чия в коэффициентах линейного расширения шва и основного металла.
Рекомендации по выбору композиций наплавленного металла и термо-
обработки при сварке высокохром истых сталей приведены в табл. 10.7.
При выборе материалов для сварки аустенитных сталей различного
легирования главное требование - исключить образование горячих тре-
щин кристаллизационного и подсолидусного типа (см. рис. 10.6, б), а
также локальных разрушений и снижение коррозионной стойкости.
Сварку с । дней с малым запасом аустенитное in производят электродами
(табл. 10.8), обеспечивающими в шве 4 ... 6 % ферритной фазы. Однако
при сварке различных стабильно-аустенитных коррозионно-стойких ста-
лей, как правило, не допускается в швах наличия ферритной фазы. Необ-
ходимо применять сварочные материалы, обеспечивающие швы с одно-
родной аустенитной структурой без горячих трещин, что достигается
легированием их молибденом, марганцем и азотом, например
402 TEXIЮЛО1 ИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
10.7. Выбор композиции наплавленного металла и термообработки
для сварки высокохромистых сталей
Группы свариваемых сталей Композиция наплавленного металла Предельная тем- пература эксплуа- тации, °C Термическая обработка
VI + VIII Мартенситно-ферритная на базе 12 % хрома До 500 Отпуск
VI । VIII Аустенитно-ферритная До 400 11е требуется
VI + VII Мартенситно-ферритная на базе 12 % хрома В. коррозионных средах Отпуск
VI + VII Ферритно-аустенитная До 350 Не требуется
VI + IX Ферритно-аустенитная До 350 11е требуется
10.8. Выбор композиции наплавленного металла и
термообработки для сварки аустенитных сталей и
сплавов на никелевой основе
Группы свариваемых сталей Композиция наплавленною металла Предельная температура эксплуатации, °C Термическая обработка
Х + Х Аустенитно- ферритная <500 Не требуется
Х + Х Аустенитно- ферритная >500 Аустенизация
X + XI Аустенитная >500 Аустенизация + стабилизация
х+хп Аустенитная < 500 в коррозион- ных средах Не требуется
Х(Х1) 4 XIII На никелевой основе <650 Аустенизация + стабилизация
Св-04Х15Н25М6Г2АФ. Для сварки аустенитных сталей, обладающих
особо высокой жаропрочностью (до 1000 °C), применяют электроды,
дающие наплавленный металл с аустенитно-боридной или аустенитно-
СВАРКА ДВУХСЛОЙНЫХ СТАЛЕЙ
403
карбидной структурой, образуемой за счет высокого содержания в шве
углерода, ниобия и титана или бора. Гермообработка сварных соедине-
ний указанного типа производится только по необходимости снятия ос-
таточных сварочных напряжений. Этого достигают стабилизацией при
800 ... 850 °C. Если конструкция предназначена для работы при высоких
температурах, предпочтительна аустенизация при температуре 1100 ...
1150 °C.
10.5. СВАРКА ДВУХСЛОЙНЫХ
(ПЛАКИРОВАННЫХ) СТАЛЕЙ
Двухслойные стали позволяют резко уменьшить потребление дефи-
цитных высоколегированных сталей без снижения работоспособности
конструкций. Эти стали обычно используют для изготовления аппарату-
ры, работающей в коррозионной среде. Для облицовочного коррозионно-
стойкого слоя, находящегося в контакте с агрессивной средой, толщина
которого может достигать 12 мм, применяют высоколегированные хро-
моникелевые аустенитные (12X18111 ОТ, 08Х18НI ОТ, 12Х18Н12Т.
08Х18Н12Б и др.) и хромис1ые ферритные и мартенситно-феррнтные
(08X13, 12X13 и др.) стали. Основной слой толщиной до 150 мм и более
воспринимает силовые нагрузки и изготовляется из углеродистых низко-
легированных сталей (СтЗ, 20К, 15ХМ и др.). Сварные соединения из
этих сталей должны отвечать следующим требованиям:
- облицовочный слой должен быть однородным, при этом его коррози-
онная стойкость в месте сварки не должна быть пониженной;
- в сварном шве между облицовочным и основным слоями не долж-
ны образовываться комплексные сплавы с пониженными механическими
свойствами. Достигается это выбором способа сварки и его режима, со-
ответствующих сварочных материалов, разделки кромок и последова-
тельности выполнения сварки.
Основные типы и конструктивные элементы формы подготовки
кромок в зависимости от способа сварки регламентированы ГОСТ 16098-80.
Слои сваривают раздельно, используя различные сварочные материалы.
В последнюю очередь обычно сваривают облицовочный слой для преду-
преждения его повторного нагрева. Сварка основного слоя обычно не
представляет трудностей и выполняется в первую очередь с использова-
нием соответствующих сварочных проволок, флюсов, электродов и т.д.
(см. гл. 6).
Наибольшую трудность представляет сварка перехода от основного
слоя к облицовочному, так как разбавление этого слоя металлом основ*
404
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
ного (нелегированного) слоя резко снижает его коррозионные свойства.
Поэтому при сварке слоя 1 (рис. 10.12, в) применяют сварочные проволоки
и электроды с повышенным содержанием никеля и хрома, компенси-
рующим разбавление металла шва основным металлом (табл. 10.9, 10.10).
Следует также применять технологические приемы, обеспечиваю-
щие уменьшение проплавления основного металла, такие, как сварка
ленточным и сдвоенным электродом (табл. 10.11), сварка на спуск, углом
вперед и др.
б)
Рис. 10.12. Подготовка кромок (а) и
последовательность (б - в)
наложения слоев (/ - 3) при сварке
двухслойных сталей:
/ - углеродистая;
II - коррозионно-стойкая
10.9. Материалы для выполнения разделительного I и
плакирующего 3 слоев шва при сварке под флюсом
двухслойных сталей (см. рнс. 10.12, в)
Марка стали (коррозионно- стойкий слой) Марка сварочной проволоки Марка флюса Назначение слоя
08Х18Н10Т Св-07Х25Н12Г2Т Св-08Х25Н13БТЮ СВ-06Х25Н12ТЮ Ан-26, Ан-45 Разделительный и плакирующий
СВАРКА ДВУХСЛОЙНЫХ СТАЛЕЙ
405
Продолжение табл. 10.9
Марка стали (коррозионно- стойкий слой) Марка сварочной проволоки Марка флюса Назначение слоя
12Х18Н10Т 12Х18Н9Т СВ-06Х19Н9Т СВ-07Х19Н10Б Св-05Х20Н9ФБС АН-26, АН-45 Плакирующий
10X17HI3M2T Св-07Х25Н12Г2Т СВ-08Х25Н13БТЮ Св-06ХН12ТЮ Разделительный
10X17H13M3T Св-ОХ30Н40М6ТБ Св-06Х20Н11МЗТЮ Св-08Х19Н10МЗБ АН-45 АН-26 Разделительный и плакирующий
АН-18 Плакирующий
06ХН28МДТ СВ-06Х20Н11МЗТБ АН-45 АН-18 Разделительный
СВ-01X23 Н28МЗДЗТ АН-18 Плакирующий
08X13, 12X13 Св-10Х16Н25АМ6 АН-45, АН-18 Разделительный и плакирующий
10.10. Марка и тип покрытых электродов для сварки
высоколегированного слоя двухслойного металла
Марка элек- трода Тип электрода по ГОС Т 10052-78 Наплавленный металл Марка (тип), высоколегированного слоя и характеристика металла шва
Тип Структура
ЗИО-7 Э10Х25Н13Г2Б 08Х24Н13Б Аустенитно- ферритная; до 2,5 % а-фазы (18-10), когда к ме- таллу шва предъяв- ляются требования по стойкости к МКК
406
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Продолжение табл. 10.10
Марка элек- трода Гии электрода по ГОСТ 10052-78 Наплавленный металл Марка (тип), высоколегированного слоя и характеристика мо ал л а шва
Тип Струю ура
СЛ-25 Э10Х25Н13Г2 09X251112T 09Х25Н12ТЮ Аустенит- но-феррит- ная; до 4...5% а-фазы 12Х18Н10Т,08X13, когда к металлу шва не предъявляются требования по стой- кости к МКК. Сварка неаустенитных ста- лей с аустенитной 12XI8H10T, а также хромистой 18X13
ЗИО-8 Э10Х25Н13Г2 07Х24Н12 То же, 2,5 ... 5 % а-фазы (18-10), когда к ме- таллу шва не предъ- являются требования по стойкости к МКК. Сварка ненагружен- ных конструкций из стали 08X13 без по- следующей термиче- ской обработки, а также сварка сталей I2X18H10T с низко- углеродистыми не- аустенитными ста- лями
ЦЛ-9 Э10Х25Н13Г2Б 12Х21Н11Б То же, бо- лее 2,5 % а-фазы 12Х18Н10Т, 08X13 и им подобные, рабо- тающие в а1рессив- ных средах, когда к металлу шва предъ- являются требования по стойкости к МКК. Используются для сварки 15Х25Т и ей подобных
СВАРКА ДВУХСЛОЙНЫХ СТАЛЕЙ
407
10.11. Режим сварки сдвоенной проволокой корозионно-стойкого
слоя (толщиной 3 ... 5 мм) двухслойного металла
Диаметр одной проволоки, мм Рассгояние между электродными проволоками, мм Вылет электрода, мм Сварочный ток, А Напряжение дуги. В Скорость подачи электрода, 1 1 О ’м/с
3 12... 13 35 ...38 450... 600 38... 40 20 ...25
4 14... 15 40 ...45 480... 600 38 ...40 10... 16
При соединении двухслойных сталей толщиной 16 ... 36 мм без
подварки переходного слоя для сварки облицовочного слоя из сталей
OX18HIOT и I2XI8HI0T рекомендуется использовать порошковую
ленту ПЛ-АНВ-54, а облицовочного слоя из сталей 10Х17Н13М2Т,
07X17HI3M3M и 08XI7HI5M3T порошковую ленту ПЛ-АНВ-69.
Сварку ведут на постоянном токе обратной полярности с применением
флюса АН-18 или АН-26.
При односторонней ручной сварке с заполнением разделки со сто-
роны основного низкоуглеродисюю слоя (слой / рис. 10.13, а) и при
сварке с заполнением со стороны облицовочного коррозионно-стойкого
слоя (слои 3, 4. рис. 10.13, б) используют электроды типа
Э-11Х15Н25М6АГ2.
Рис. 10.13. Последовательность (/ - 4) наложения отдельных слоев
при односторонней сварке двухслойных сталей:
а - начало сварки со стороны углеродистого слоя;
б - го же, со стороны облицовочного коррозионно-стойкого слоя
408
ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
Контрольные вопросы
1. От чего зависит юл щи на кристаллизационных и диффузионных
прослоек в сварных соединениях разнородных сталей?
2. Как влияет толщина прослоек на прочность и пластичность со-
единений при высоких и низких температурах? Как определяют эти
свойства?
3. По какому признаку можно обнаружить кристаллизационные и
диффузионные прослойки?
4. Где располагается кристаллизационная и диффузионная прослой-
ка по отношению к геометрической линии сплавления?
5. Из каких зон состоит диффузионная прослойка?
6. Как влияют легирующие элементы перлитной и аустенитной ста-
ли на толщину диффузионной прослойки?
7. В чем преимущества сварки разнородных сталей с предваритель-
ной наплавкой?
8. Когда нежелательна послесварочная термообработка соединений?
9. Почему термообработка соединений не устраняет остаточных на-
пряжений?
10. В чем состоит специфика получения наплавок из разнородных
сталей?
Глава 11
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
11.1. СОСТАВ И СВОЙСТВА
Чугун получил широкое распространение как конструкционный ма-
териал в машиностроительной, металлургической и других отраслях
промышленности в связи с рядом преимуществ перед многими материа-
лами, среди которых основные - невысокая стоимость и хорошие литей-
ные свойства. Изделия, изготовленные из него, имеют достаточно высо-
кую прочность и износостойкость при работе на трение и характеризуют-
ся меньшей, чем сталь, чувствительностью к концентраторам напряже-
ний. Наряду с перечисленными преимуществами изделия из серого ли-
тейного чугуна хорошо обрабатываются режущим инструментом. По-
следнее вместе с хорошими литейными свойствами позволяет оценить
чугун как весьма технологичный материал.
К чугунам относятся сплавы железа с углеродом, содержание кото-
рого превышает 2,11 % (2,14 %). В этих сплавах обычно присутствует
также кремний и некоторое количество мар^нца, серы и фосфора, а ино-
гда и другие элементы, вводимые как легирующие добавки для придания
чугуну определенных свойств. К числу таких легирующих элементов можно
отнести никель, хром, магний и др.
В зависимости от структуры чугуны подразделяют на белые и се-
рые. В белых чугунах весь углерод связан в химическое соединение кар-
бид железа Fe^C - цементит. В серых чугунах значительная часть углеро-
да находится в структурно-свободном состоянии в виде графита. Если
серые чугуны хорошо поддаются механической обработке, то белые об-
ладают очень высокой твердостью и режущим инструментом обрабаты-
ваться не могут. Поэтому белые чугуны для изготовления изделий при-
меняют крайне редко, их используют главным образом в виде полупро-
дукта для получения ковких чугунов. Получение белого или серого чугу-
на зависит от состава и скорости охлаждения.
В зависимости от структуры чугуны классифицируют на высоко-
прочные (с шаровидным графитом) и ковкие. По степени легирования
чугуны подразделяют на простые, низколегированные (до 2,5 % леги-
рующих элементов), среднелегированные (2,5 ... 10 % легирующих эле-
ментов) и высоколегированные (свыше 10 % легирующих элементов).
410
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
Рис. 11.1. Влияние различных
легирующих элементов на
процесс графитизации
углерода в чугунах
Шире всего используют простые и низко-
легированные серые литейные чугуны.
Главный процесс, формирующий
структуру чугуна, - процесс графитизации
(выделение углерода в структурно-
свободном виде), так как от него зависит
не только количество, форма и распреде-
ление графита в структуре, но и вид ме-
таллической основы (матрицы) чугуна.
В зависимости от степени графитизации
матрица можетбыть перлитно-цементитной
(П + Ц), перлитной (П), перлитно-
ферритной (П + Ф) и ферритной (Ф). Це-
ментит перлита называют эвтектоидным,
остальной цементит - структурно-
свободным. Некоторые элементы, вводи-
мые в чугун, способствуют графитизации,
другие препятствуют. На рис. 11.1
знаком обозначена графитизирующая
способность рассматриваемых элементов, знаком задерживающее
процесс графитизации действие (отбеливание). Как следует из приведен-
ной схемы, наибольшее графитизирующее действие оказывают углерод и
кремний, наименьшее - кобальт и медь.
Наиболее сильно задерживают процесс графитизации (оказывают
отбеливающее действие) сера, ванадий, хром. Поэтому в серых литейных
чугунах всегда содержится значительное количество кремния.
Из рис. 11.2 следует, что при определенном содержании углерода
увеличение содержания кремния при прочих равных условиях способст-
вует графитизации чугуна и уменьшению количества цементита в базо-
вой структуре (П -> Ф).
Серый чугун маркируется буквами СЧ и цифрами, обозначающими
предел прочности чугуна данной марки при растяжении в МПа • 10'1.
Наибольшее распространение получили чугуны марок: СЧ10, СЧ15,
СЧ25, СЧЗО, СЧ35. Прочность серых чугунов всех марок при сжатии зна-
чительно превышает прочность при растяжении. Например, для чугуна
марки СЧ20, имеющего предел прочности при растяжении 200 МПа, пре-
дел прочности при сжатии составляет 800 МПа. Для увеличения прочно-
сти чугуна графитовым включения придают шарообразную форму путем
введения магния в ковш перед разливкой. При этом чугун приобретает и
некоторую пластичность.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
411
Рис. 11.2. Совместное влияние углерода и кремния на структуру чугуна:
11 - перлит; Ф феррит; Ц цементит; Г - графит
Высокопрочные чугуны маркируют буквами ВЧ и цифрами, характери-
зующими временное сопротивление чугуна при растяжении в МПа • 10*1.
Например, ВЧ 60 или ВЧ 40.
Ковкие чугуны маркируют буквами КЧ и цифрами, обозначающими
временные сопротивления при растяжении (МПа • 101) и относительное
удлинение (%). Примерами марок ковких чугунов могут служить КЧ 30-6;
КЧ 33-8; КЧ 35-10; КЧ 37-12 с ферритной металлической основой и
КЧ 45-7; КЧ 50-5 и КЧ 60-3, имеющие перлитную основу.
Структура чугуна в большой степени зависит от скорости охлажде-
ния. Например, при постоянстве суммарного содержания углерода и
кремния, а также других элементов, входящих в его состав, можно полу-
чить ферритный, перлитный, а также перлитно-ферритный чугун.
11.2. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ.
ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ДУГОВОЙ СВАРКЕ
Сварочный нагрев и последующее охлаждение настолько изменяют
структуру и свойства чугуна в зоне расплавления и околошовной зоне,
что получить сварные соединения без дефектов с необходимым уровнем
свойств оказывается весьма затруднительно. В связи с этим чугун отно-
сится к материалам, обладающим плохой технологической свариваемо-
стью. Тем не менее сварка чугуна имеет очень большое распространение
как средство исправления брака чугунного литья, ремонта чугунных из-
делий, а иногда и при изготовлении конструкции.
Качественно выполненное сварное соединение должно обладать не-
обходимым уровнем механических свойств, плотностью (непроницаемо-
стью) и удовлетворительной обрабатываемостью (обрабатываться режу-
412
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
щим инструментом). В зависимости от условий работы соединения к не-
му могут предъявляться и другие требования (например, одноцветность,
жаростойкость и др.).
Причины, затрудняющие получение качественных сварных соеди-
нений из чугуна, следующие:
1. Высокие скорости охлаждения металла шва и зоны термического
влияния, соответствующие термическому циклу сварки, приводят к отбе-
ливанию чу|уна, т.е. появлению участков с выделениями цементита той
или иной формы в различном количестве. Высокая твердость отбеленных
участков практически лишает возможности обрабатывать чугуны режу-
щим инструментом.
2. Вследствие местного неравномерного нагрева металла возникают
сварочные напряжения, которые в связи с очень незначительной пла-
стичностью чугуна приводят к образованию трещин в шве и околошов-
ной зоне. Наличие отбеленных участков, имеющих большую плотность
(7,4 ... 7,7 г/см'), чем серый чугун (6,9 ... 7,3 г/см'), создает дополнительные
структурные напряжения, способствующие трещинообразованию.
3. Интенсивное газовыделение из сварочной ванны, которое про-
должается и на стадии кристаллизации, может приводить к образованию
пор в металле шва.
4. Повышенная жидкотекучесть чугуна затрудняет удержание рас-
плавленного металла от вытекания и формирование шва.
5. Наличие кремния, а иногда и других элементов в металле свароч-
ной ванны способствует образованию на ее поверхности тугоплавких
окислов, приводящих к образованию непроваров. Влияние скорости ох-
лаждения на структуру металла шва и околошовной зоны может быть
охарактеризовано схемой, представленной на рис. 11.3. В случае низких
скоростей охлаждения в чугунном шве и участке околошовной зоны мо-
жет быть обеспечено сохранение структуры серого чугуна. На схеме
vv'0XJ1 (°С/с) обозначено наибольшее значение скорости охлаждения ме-
талла шва и высокотемпературного участка зоны термического влияния
при эвтектической температуре, если чугун сваривали без предваритель-
ного подогрева.
Практически при любом составе чугуна в шве и высокотемператур-
ном участке околошовной зоны будет иметь место отбеливание. Сварка
чугуна с подогревом (300 ... 400 °C) уменьшает скорость охлаждения
( М’”охл па рис. 11.3). При такой скорости охлаждения в шве и на учас(ке
околошовной зоны, в зависимости от количества графитизаторов, можез
быть получен либо белый, либо серый чугун.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
413
Рис. 11.3. Влияние скорости охлаждения на структуру
металла шва и околошовной зоны
При высоком подогреве (600 ... 650 °C) скорость охлаждения при
эвтектической температуре снижается до w"'OXJ1, при которой отбелива-
ния не происходит. Замедление охлаждения приводит к распаду аустени-
та с образованием ферритной или перлитно-ферритной металлической
основы. Таким образом, наиболее эффективное средство предотвращения
отбеливания металла шва и высокотемпературного участка околошовной
зоны, а также резкой закалки на участке околошовной зоны, нагревав-
шейся выше температуры Ас;, - высокий предварительный или сопутст-
вующий подогрев чучуна до гсмпературы 600 ... 650 °C. Сварку с таким
подогревом называют горячей сваркой чугуна.
Высокий подо!рев и замедленное охлаждение способствуют также
ликвидации трещин и пористости за счет увеличения времени существо-
вания жидкой ванны и лучшей дегазации ее, а также уменьшения темпе-
ратурного градиента и термических напряжений.
Сварку с подогревом до температур 300 ... 400 °C называют полуго-
рячей, а без предварительного подогрева - холодной сваркой чугуна. При
полу горячей и холодной сварке чугуна широко используют металлурги-
ческие и технологические средства воздействия на металл шва с целью
повышения качества сварных соединений. К их числу относятся:
- легирование наплавленного металла элементами-графитиза-
торами. с тем чтобы при данной скорости охлаждения получить в шве
структуру серого чугуна;
- легирование наплавленного металла такими элементами, которые
позволяют получить в шве перлитно-ферритную структуру, характерную
414
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
для низкоуглеродистой стали, путем связывания избыточного углерода в
карбиды, более прочные, чем цементит, и равномерно распределенные в
металле;
- введение в состав сварочных материалов кислородосодержащих
компонентов с целью максимального окисления углерода (выжигания
его) и получения в металле шва низкоуглеродистой стали;
- применение сварочных материалов, обеспечивающих в наплав-
ленном металле получение различных сплавов цветных металлов: медно-
никелевых, медно-железных, железоникелевых и др., обладающих высо-
кой пластичностью и имеющих температуру плавления, близкую к тем-
пературе плавления чугуна.
Горячая сварка чугуна
Наиболее радикальным средством борьбы с образованием отбелен-
ных и закаленных участков шва и околошовной зоны и образованием пор
и трещин служит подогрев изделия до температуры 600 ... 650 °C и мед-
ленное охлаждение его после сварки. Технологический процесс горячей
сварки состоит из следующих этапов: I - подготовка изделия под сварку;
II - предварительный подогрев деталей; III - сварка; IV последующее
охлаждение.
Подготовка под сварку зависит от вида исправляемого дефекта. Од-
нако во всех случаях подготовка дефектного места заключается в тща-
тельной очистке от загрязнений и в разделке для образования полостей,
обеспечивающих доступность для манипулирования электродом и воз-
действия сварочной дуги. Для предупреждения вытекания жидкотекучего
металла сварочной ванны, а в ряде случаев для придания наплавленному
металлу соответствующей формы, место сварки формуют. Формовку вы-
полняют в зависимости от размеров и местоположения исправляемого
дефекта с помощью (рафитовых пластинок, скрепляемых формовочной
массой, состоящей из кварцевого песка, замешенного на жидком стекле,
или другими формовочными материалами, а также в опоках формовоч-
ными материалами, применяемыми в литейном производстве (рис. 11.4).
После формовки необходима просушка формы при постепенном
подъеме температуры от 60 до 120 С, затем проводят дальнейший нагрев
под сварку со скоростью 120 ... 150° в час в печах, горнах или временных
нагревательных устройствах. Замедленное охлаждение после сварки дос-
тигается при укрывании изделий теплоизолирующим слоем (листами
асбеста и засыпкой песком, шлаком и др.) или при охлаждении вместе с
печами, горнами.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
415
Рис. 11.4. Формовка места сварки для горячей сварки чугуна:
а - нссквозной раковины; 6 - недолива кромки детали,
с облицовкой заплавляемой полости графитовыми пластинами; в - общий вид
заформованною дефекта; I - деталь; 2 - формовка; 3 - графитовые пластины
Способы нагрева и нагревательные устройства применяют в зависи-
мости от характера производства (устранение литейных дефектов, ре-
монтная сварка и т.д.). Например, при массовом производстве в литейных
цехах автомобильных и тракторных заводов целесообразно использовать
конвейерные печи; для ремонтных работ удобен нагрев в муфельных пе-
чах или в горнах с открытым кожухом; для разовых ремонтных работ
крупногабаритных изделий изготовляют временные нагревательные уст-
ройства из огнеупорного кирпича, в том числе печи-ямы в земляном полу
цеха.
Остывание в зависимости от веса и формы детали длится от не-
скольких часов до нескольких суток. Для сварки используют плавящиеся
электроды со стержнями из чугуна марок А или Б (табл. 11.1). Стержни
получают отливкой в кокиль и другими способами.
В состав покрытия, наносимого на литые прутки, диаметром 5 ...
20 мм, входят стабилизирующие и легирующие материалы. В качестве
последних обычно используют графит, карборунд, ферросилиций, сили-
кокальций, силикомагний и другие элементы-графитизаторы. Горячую
сварку чугуна выполняют на больших токах [/св = (60... 100)JJ без
11.1. Состав чугунных стержней для сварки чугуна
Марка С Si Мп Р S Сг Ni Назначение
А 3,0 3,5 3,0... 3,4 0,5 ... 0,8 0,2 ... 0,4 До 0,08 До 0,05 До 0,3 Для горячей сварки
Б 3,5 ... 4,0 0,3 ... 0,5 Для горячей и полугоря- чей сварки
416
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
Рис. 11.5. Электрододержатель для
горячей сварки чугуна:
/ - электрод; 2 - стальной стержень
диаметром 12 мм; 3 крепление
(приварка) токоподвода к стержню;
4 - щиток; 5 - рукоятка: 6 кольцо;
7 - сварочный кабель
перерывов до окончательной за-
варки дефекта. При больших объ-
емах завариваемого дефекта два
сварщика, работающие поочеред-
но. Электрододержатель для горя-
чей сварки должен обеспечивать
хороший контакт с чугунным элек-
тродом и иметь щиток для защиты
руки сварщика от теплового ожога.
Примером одной из возможных
конструкций может служить элек-
трододержатель завода "Станко-
лит" (рис. 11.5). В этом держателе
электрод приваривают к стальному
стержню. Для горячей сварки чугуна можно использовать дуговую свар-
ку угольным электродом. По возможности изменения теплового воздей-
ствия на свариваемый металл сварка угольным электродом занимает
промежуточное положение между газовой сваркой и сваркой плавящимся
электродом. Сваривают на постоянном токе, прямой полярности уголь-
ными электродами диаметром 8 ... 20 мм. Диаметр электрода и силу сва-
рочного тока выбирают в зависимости от толщины свариваемого металла
(табл. 11.2).
В качестве присадочного материала используют прутки марок А и Б.
Для перевода тугоплавких окислов в легкоплавкие соединения применя-
ют флюсы на борной основе, чаще всего техническую безводную (прока-
ленную) буру.
11.2. Режимы сварки угольным электродом
Толщина металла, мм Диаметр электрода, мм Сила тока. А
6. .10 8 .. . 10 280 . . 350
10 . .. 20 10. .. 12 300 . . 400
20. .. 30 12 . .. 16 350 . . 500
30 и более 16. .. 18 350 . . 600
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
417
11.3. Состав порош кой проволоки ППЧ-3 и
наплавленного металла*, %
Маи'риал С Si Al Ti
Порошковая проволока Наплавленный металл 4,5 ... 5,0 3,0 ...3,8 3,3 ...4,0 3,0 ...3,8 0,1 ...0,3 До 0,1 0,1 ...0,3 До 0,1
♦ Остальное Fe
Горячая сварка чугуна ручным способом, особенно массивных изде-
лий тяжелый труд. Весьма прогрессивный способ, облегчающий труд и
повышающий производительность, механизированная сварка порошко-
вой проволокой. В состав шихты вводят компоненты, которые позволяют
получать состав металла шва, представляющий собой чугун. Состав по-
рошковой проволоки марки 1П1Ч-3 для горячей сварки чугуна приведен в
табл. 11.3.
Горячая сварка чугуна позволяет получать сварные соединения,
равноценные свариваемому металлу (по механическим характеристикам,
плотности, обрабатываемости и др.), однако это трудоемкий и дорого-
стоящий процесс. Вместе с этим в ряде случаев к сварным соединениям
из чугуна не предъявляется таких требований. Часто, например, доста-
точно обеспечить только равнопрочность или только хорошую обрабаты-
ваемость, или плотность сварных швов. С помощью различных метал-
лургических и технологических средств можно получить сварные соеди-
нения из чугуна с теми или иными свойствами при сварке с невысоким
подо «-ревом или вовсе без предварительного подогрева (т.е. с помощью
полугорячей или холодной сварки).
Холодная и полугорячая сварка чугуна электродами,
обеспечивающими получение серого чугуна в металле шва
Холодная сварка чугуна электродами положительных результатов
не обеспечивает, так как при больших скоростях охлаждения образуется
структура белого чугуна в шве и высокотемпературной области около-
шовной зоны, а также происходит резкая закалка металлической основы
участков зоны термического влияния, нагревающихся в процессе сварки
14 - 7162
418
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
выше температуры Ас3. Возникающие при этом деформации превышают
деформационную способность металла шва и околошовной зоны, в ре-
зультате чего образуются трещины.
Для предупреждения отбеливания необходимо обеспечить такой со-
став металла шва, для которого в этих условиях будет получаться струк-
тура серого чугуна с наиболее благоприятной формой графитных вклю-
чений. Это может быть достигнуто путем введения в наплавленный ме-
талл достаточно большого количества графитизаторов и легирования
чугуна элементами, способствующими сфероидизации карбидов (магни-
ем). Примером таких электродов могут служить электроды марки ЭМЧ,
стержень которых представляет собой чугун с повышенным (до 5,2 %)
содержанием кремния, покрытие двухслойное: первый слой - легирую-
щий, второй - обеспечивает газовую и шлаковую защиту:
1-й слой
Графит.................. 41 %
Силикомагний........ 40 %
Железная окалина.... 14 %
Алюминий (порошок). . 5 %
2-й слой
Мрамор...........50 %
Плавиковый шпат . . 50 %
Относительная масса
каждого слоя.... 15 - 20 %
При сварке этими элекгродами чугунных деталей с толщиной стен-
ки до 12 мм без предварительного подогрева удается получить швы и
околошовную зону без отбеливания и закалки. Некоторому замедлению
скорости охлаждения при эвтектической температуре способствует реак-
ция между железной окалиной и алюминиевым порошком, протекающая
с выделением теплоты.
При сварке этими электродами массивных деталей, для получения
бездефектных сварных соединений, приходится их подогревать до тем-
ператур 400 °C. Для улучшения обрабатываемости и некоторого повы-
шения пластичности металла шва используют электроды из никелевых
чугунов, например нирезиста или никросилаля (табл. 11.4).
Электроды из никелевых чугунов обеспечивают получение швов,
обладающих хорошей обрабатываемостью. Тонкое покрытие (М), нано-
симое на стержни из никелевых чугунов, рекомендуется следующего со-
става: карборунд 55 %; углекислый барий 23,7 %; жидкое стекло 21,3 %.
Сварку выполняют в несколько слоев при возвратно-поступательном пе-
ремещении электрода. Основной недостаток электродов из никелевых
чугунов - повышенная склонность к образованию горячих трещин.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
419
11.4. Состав электродных стержней из никилевых чугунов, %*
Чугун С Ni Si Си Мп
Нирезист 2,0 29 1,3 7,6 0,4
Ни крое ил аль 2,0 ... 2,3 19... 22 5,2 ...6,4 — 0,5
* Остальное Fe.
Получить в наплавленном металле серый чугун можно, применяя
специальные сварочные материалы, которые обеспечивают легирование
через электродное покрытие. Примером таких материалов могут служить
электроды, стержень которых изготовлен из низкоуглеродистой проволо-
ки, например, марок Св-08 или Св-08А по ГОСТ 2246-70, а в легирую-'
тем покрытии содержится достаточное количество элементов-
графитизаторов - углерода и кремния. Наиболее характерны электроды
марки ЭМЧС, стержень которых состоит из низкоуглеродистой элек-
тродной проволоки, а покрытие из трех слоев:
1-й слой 2-й слой
Графит..............50 % Мрамор.................. 50 %
Силикомагний........41 % Плавиковый шпат.......47,5 %
Гематит.............6 % Бентонит................2,5 %
Алюминий (порошок) 1,5 % 3-й слой
Бентонит............1,5 % Графит.....................100 %
Электроды изготовляют путем последовательного нанесения обмаз-
ки, замешенной на жидком стекле, причем толщина каждого слоя должна
обеспечивать относительную массу 1-го слоя 55 ... 60 %, 2- и 3-го - по
15 ... 20 %. Как видно из приведенного состава покрытия, I -й слой явля-
ется легирующим, 2-й шлако- и газообразующим, 3-й - газозащитным.
Графит и силикомагний, входящие в сослав 1-го слоя, служат графитиза-
торами, причем магний в некоторой степени способствует сфероидиза-
ции графита; гематит и алюминий, вступая во взаимодействие, способст-
вуют некоторому снижению скорости охлаждения при эвтектической
температуре и тем самым получению в шве структуры серого чугуна.
Применение этих электродов при сварке чугунных изделий с отно-
сительно небольшой толщиной свариваемого металла (до 8 ... 10 мм)
позволяет получить качественные сварные соединения без предваритель-
14*
420
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
ного подогрева изделия; при больших толщинах необходимо применять
полугорячую сварку.
Для холодной и полугорячей сварки чугуна полуавтоматами исполь-
зуют специальные порошковые проволоки, обеспечивающие получение в
шве серого чугуна. Для холодной сварки изделий с относительно не-
большой толщиной стенок (в месте сварки) рекомендуется проволока
марки ППЧ-1, для полугорячей сварки - проволока ППЧ-2 (табл. 11.5), а
также проволоки ППНЧ-7; МН-25; ПАНЧ-11.
Механизированная сварка порошковой проволокой позволяет полу-
чать наплавленный металл близкий по составу и структуре к сваривае-
мому чугуну. При заварке дефектов в крупных чугунных отливках, для
исправления которых необходимо наплавить большой объем металла, а
также при изготовлении крупногабаритных массивных изделий из высо-
копрочных чугунов с шаровидным графитом, можно использовать элек-
трошлаковую сварку пластинчатыми электродами. Эти электроды пред-
ставляют собой литые чучунные пластины с содержанием элементов-
графитизаторов (углерода и кремния), равном содержанию последних в
электродных стержнях марок А и Б, и 0,04 ... 0,08 % Mg.
11.5. Составы порошковых проволок н наплавленного ими
металла для холодной н полугорячей сварки чугуна, %
Материал С Si Мп Ti Al Назначе- ние
11орошковая проволока ППЧ-1 Наплавлен- ный металл (1-й слой) 6,5 ... 7,0 4,5 ... 5,5 3,8 ...42 3,5 ... 4,2 0,4... 0,6 0,5... 0,9 0,4 ...0,6 0,3 ... 0,5 0,7... 1,0 0,5 ...0,8 Для хо- лодной сварки
Порошковая проволока ППЧ-2 Наплавлен- ный металл 5,7... 6,5 3,5 ...4,5 3,3... 4,0 3,0... 3,8 0,4 ... 0,6 0,5 ... 0,9 0,4 ... 0,6 0,2 ... 0,5 0,6... 0,9 0,3 ... 0,6 Для по- лугоря- чей сварки
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
421
При электрошлаковой сварке чугуна применяют фторидные обессе-
ривающие и нсокислитсльиые флюсы. Замедленное охлаждение металла
шва и околошовной зоны» характерное для электрошлаковой сварки, по-
зволяет получать сварные соединения без отбеленных и закаленных уча-
стков, трещин, пор и других дефектов. Электрошлаковая сварка обеспе-
чивает вполне удовлетворительные механические свойства сварных со-
единений из чугуна и хорошую их обрабатываемость.
Кроме общего подогрева, применяемого при полугорячей сварке
различными способами, в ряде случаев (в зависимости от конструкции)
можно ограничиться местным подогревом до нужной температуры.
В процессе сварки необходимо обращать внимание на то, чтобы изделие
в районе сварки не охлаждалось ниже заданной температуры подогрева.
Холодная сварка чугуна электродами, обеспечивающими
получение в наплавленном металле низкоуглеродистой стали
Если выполнить наплавку на чугун электродами, предназначенными
для сварки углеродистых или низколегированных конструкционных ста-
лей, го в 1-м слое даже при относительно небольшой доле участия основ-
ного металла получится высокоуглеродистая сталь, которая при скоро-
стях охлаждения, имеющих место в условиях сварки без предварительно-
го подогрева изделия, приобретает резкую закалку. Поэтому металл 1-го
слоя будет иметь высокую твердость, низкую деформационную способ-
ность и окажется подверженным образованию холодных трещин, а также
пористости. Во 2-м слое, естественно, доля участия чугуна уменьшится,
однако содержание углерода в нем будет находиться еще на высоком
уровне, что также приведет к закалке и возможному образованию тре-
щин. В последующих слоях доля участия чугуна окажется незначитель-
ной, и металл шва будет обладать определенным уровнем пластичности.
В связи со сказанным такие стальные электроды можно применять
только для декоративной заварки небольших по размерам дефектов, если
к сварному соединению не предъявляются требования обеспечения проч-
ности, плотности и обрабатываемости режущим инструментом. С целью
уменьшения доли участия основного металла в шве, а также размеров
юны термического влияния (в том числе и участков отбеливания и закал-
ки) применяют электроды небольших диаметров (для 1-го слоя 3 мм, для
422
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
2-го и последующих 3 ... 4 мм), на малых токах [7СВ = (20 ... 25)г/}], не
перегревая основной металл.
Сначала выполняют облицовку 1-м слоем. Сварку выполняют корот-
кими участками, валиками небольших сечений [FH - (6 ... 8)dJ вразброс для
охлаждения шва и околошовной зоны до температуры 50 ... 60 °C. После
3-го слоя можно применять режимы с несколько большей погонной энерги-
ей, но также с перерывами, чтобы зона разогрева чугуна была небольшой.
Для уменьшения напряжений полезно применять проковку средних слоев.
При сварке чугуна низкоуглеродистыми электродами общего назна-
чения наиболее слабое место сварного соединения - околошовная зона у
границы сплавления. Хрупкость этой зоны и наличие в ней трещин не-
редко приводят к отслаиванию шва от основного металла. Для увеличе-
ния прочности сварного соединения, когда к нему не предъявляется дру-
гих требований (например, при ремонте станин, рам, кронштейнов и дру-
гих несущих элементов толстостенных конструкций), применяют сталь-
ные шпильки, которые частично разгружают наиболее слабую часть
сварного соединения - линию сплавления.
Шпильки имеют резьбу, их ввертывают в тело свариваемой детали.
Размеры шпилек обычно зависят от толщины свариваемых деталей.
Практикой установлены следующие рекомендации: диаметр шпилек
0,3 ... 0,4 толщины детали, но не более 12 мм; глубина ввертывания шпи-
лек 1,5 диаметра их, по не более половины толщины свариваемых дета-
лей; высота выступающей части 0,75 ... 1,2 диаметра шпильки. Шпильки
располагают в шахматном порядке на скошенных кромках деталей и в
один ряд на поверхности детали с каждой стороны стыка, причем рас-
стояние между ними должно быть равно 4 ... 6 диаметров шпильки.
Сварку выполняют в следующем порядке. Сначала обваривают каж-
дую шпильку и облицовывают поверхности кромок электродами диамет-
ром 3 мм на малых токах. Затем на облицованные кромки и шпильки на-
плавляют валики и окончательно заполняют разделку (рис. 11.6).
При сварке деталей с толстыми стенками для уменьшения количест-
ва наплавленного металла рекомендуется в шов вваривать связи из круг-
лой или полосовой стали (рис. 11.6, в). Для удержания расплавленного
металла шва рекомендуется заформовать трещину (рис. 11.6, г).
Для снижения содержания углерода в металле шва предложено вы-
полнять сварку по слою флюса, содержащего до 30 % железной окалины
(например: буры 50 %, каустической соды 20 %, железной окалины 30 %).
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
423
б)
Рис. 11.6. Сварка чугуна с применением стальных шпилек:
и - установка шпилек при V-образной подготовке кромок; б-обварка шпилек;
в - вварка стальных связей: / - отверстия с резьбой;
2 - шпильки; 3 - связи; 4 - обварка шпилек и связей: 5 - заварка трещин;
г - формовка при сварке чугуна: / - верхняя; 2 - боковая
424
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
Углерод, попадающий в сварочную ванну, в высокотемпературной сс
части активно окисляется и выводится из нее в виде окиси углерода, не
растворимой в металле. В результате концентрация углерода к моменту
затвердевания сварочной ванны снижается. Твердость металла шва
уменьшается, деформационная способность возрастает.
Однако для более полного эффекта выжигания углерода необходимо
применять режимы сварки, характеризующиеся относительно большой
погонной энергией, что, однако, отрицательно сказывается на околошов-
ной зоне: в ней образуются значительные по размерам участки отбелива-
ния и закалки, приводящие к образованию трещин. При сварке чугуна с
достаточно высоким содержанием элементов-графитизаторов при не-
большой толщине стенки свариваемых деталей можно получить положи-
тельные результаты частичной релаксацией сварочных напряжений, что
снижает вероятность образования трещин в зоне термического влияния.
Для сварки чугуна используют медно-железные, медно-никелевые и
железоникелевые электроды. Существует несколько типов медно-желез-
ных электродов:
1. Медный стержень с оплеткой из жести толщиной 0,25 ... 0,3 мм,
которую в виде ленты шириной 5 ... 7 мм навивают на стержень по вин-
товой линии. На электрод наносят ионизирующее толстое покрытие.
Либо электрод со стержнем, изготовленным из комбинированной прово-
локи, представляющий собой сердечник стальной проволоки, плотно за-
прессованный в медную трубку, изготовляют на станках для производст-
ва порошковой проволоки.
Может быть также и другой вариант: медный стержень со стальной
оболочкой. Во всех разновидностях содержание железа в наплавленном
металле не должно превышать 10 ... 15 %, так как в противном случае в
шве образуются (в большом количестве) очень твердые включения желе-
за с высоким содержанием углерода, ухудшающие обрабатываемость и
снижающие пластичность шва.
2. Пучок электродов, состоящий из одного или двух медных стерж-
ней и стального электрода с защитным покрытием любой марки. Пучок
связывают в четырех-пяти местах медной проволокой и на конце, встав-
ляемом в электрододержатель, прихватывают для надежного контакта
между всеми стержнями.
3. Наиболее совершенные из числа медно-железных электродов -
электроды марки ОЗЧ-I, представляющие собой медный стержень дна-
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
425
метром 4 ... 5 мм, на который нанесено покрытие, состоящее из сухой
смеси покрытия УОНИ-13 (50 %) и железного порошка (50 %), замешен-
ных на жидком стекле.
Медно-железный сплав в шве получается также при сварке медными
электродами по слою специального флюса, который состоит из прока-
ленной буры (50 %), каустической соды (20 %), железной окалины (15 %)
и железного порошка (15 %). Флюс насыпают слоем толщиной около
10 мм, расплавляют дугой; далее по мере перемешивания дуга горит ме-
жду медным электродом и расплавленным флюсом.
Сварку медно-железными электродами всех типов следует выпол-
нять таким образом, чтобы не допускать сильного разогрева свариваемых
деталей: на минимально возможных токах, обеспечивающих стабильное
горение дуги, короткими участками вразброс, с перерывами для охлаж-
дения свариваемых деталей.
Более удачным оказался другой путь. В металл шва вводят сильный
карбидообразователь - ванадий. В этом случае в основном образуются
карбиды данного элемента, не растворяющиеся в железе и имеющие
форму мелкодисперсных нетвердых включений. Металлическая основа
при этом оказывается обезуглероженной и достаточно пластичной. При-
мером могут служить электроды марки ЦЧ-4 со стержнем из низкоугле-
родистой проволоки марок Св-08 или Св-08А и покрытием следующего
состава: мрамор 12 %, плавиковый шпат 16 %, феррованадий 66 %, фер-
росилиций 4 %, поташ 2 %, жидкое стекло 30 % массы сухой смеси.
Металл, наплавленный этими электродами, имеет следующий со-
став: до 0,15 % С; до 0,6 % Si; 0,5 % Мп; 8,5 ... 0,5 % V; серы и фосфора
до 0,04 % каждого. Этими электродами сначала облицовывают кромки на
малых токах. Сварку выполняют параллельными валиками с перекрыти-
ем каждого предыдущего на половину его ширины. После 2-го слоя силу
тока увеличивают на 15 ... 20 %; окончательно разделку заполняют элек-
тродами УОНИ-13/45.
Область применения таких электродов - сварка поврежденных дета-
лей и заварка дефектов в отливках из серого и высокопрочного чугуна.
В случае необходимости можно также сваривать соединения серого и
высокопрочного чугуна со сталью. Сварные соединения, выполненные
этими электродами, имеют удовлетворительную обрабатываемость,
плотность и достаточно высокую прочность. К способам, обеспечиваю-
426
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
шим получение в наплавленном металле низкоуглеродистой стали, мож-
но также отнести механизированную сварку короткими участками элек-
тродной проволокой марок Св-08ГС или Св-08Г2С диаметром 0,8 ... 1 мм в
углекислом газе. Сила сварочного тока составляет 50 ... 75 А, напряже-
ние дуги 18 ... 21 В, скорость сварки 10... 12 м/ч.
Холодная сварка чугуна электродами, обеспечивающими
получение в металле шва цветных и специальных сплавов
Для получения швов, обладающих достаточно высокой пластично-
стью в холодном состоянии, применяют электроды, обеспечивающие
получение в наплавленном металле сплавов на основе меди и никеля.
Медь и никель не образуют соединений с углеродом, но их наличие в
сплаве уменьшает растворимость углерода в железе и способствует гра-
фитизации. Поэтому, попадая в зону неполного расплавления, приле-
гающую к шву, они уменьшают вероятность отбеливания. Кроме того,
повышению пластичности металла шва способствует возможность про-
ковки наплавленного металла в горячем состоянии для уменьшения
уровня сварочных напряжений. Проковка обязательна, так как при этом
уменьшается опасность образования трещин в околошовной зоне.
Общий недостаток медно-железных электродов - неоднородная
структура шва: мягкая медная основа и очень твердые включения желез-
ной составляющей, затрудняющие обработку и препятствующие получе-
нию высокой чистоты обработанной поверхности. Несколько лучшей
обрабатываемостью обладают швы, выполненные электродами марки
АНЧ-1, стержень которых состоит из аустенитной стали марки
С&-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтори-
стокальциевого типа.
Наиболее рационально применять мелно-железныс электроды для
заварки отдельных несквозных пороков или небольших неплотностей,
создающих течи на отливках ответственного назначения, в том числе рабо-
тающих под давлением (фланцы, подшипники).
Медно-никелевые электроды в производстве применяют главным
образом для заварки литейных дефектов, обнаруживаемых в процессе
механической обработки чугунного литья на рабочих поверхностях, где
местное повышение твердости недопустимо. Положительные свойства
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
427
таких электродов в том, что никель не растворяет углерод и не образует
структур, имеющих высокую твердость после нагрева и быстрого охлаж-
дения. Отбеливание зоны частичного расплавления при небольших ее
размерах практически отсутствует, так как медь и никель (элементы-
графитизаторы) проникая в этот участок, оказывают положительное дей-
ствие. В то же время никель и железо обладают неограниченной раство-
римостью, способствуя падежному сплавлению.
Для изготовления электродов используют и медно-никелсвые спла-
вы: монель-металл, содержащий 65 ... 75 % Ni, 27 ... 30 % Си, 2 ... 3 % Fe и
1,2 ... 1,8 % Мп (например, НМЖМц 28-2,5-1,5); константан, содержа-
щий - 60 % Ni и - 40 % Си (МНМц 40-1,5); нихром (Х20Н80).
Недостатки этих сплавов их высокая стоимость и дефицитность, а
также большая усадка, приводящая к образованию горячих трещин. Го-
рячие трещины иногда имеют вид сплошной сетки, что снижает проч-
ность сварного соединения. В связи с этим данные сплавы не рекоменду-
ется применять для заварки трещин в изделиях, которые несут силовую
нагрузку. Заварка же отдельных мелких раковин позволяет получить хо-
рошие результаты, так как обеспечивает возможность последующей ме-
ханической обработки.
Находят применение в промышленности электроды марок МНЧ-1 со
стержнем из монель-металла и МНЧ-2 со стержнем из константана. Обе
марки имеют электродные покрытия вида типа Б. Сварку выполняют элек-
тродами диаметром 3 ... 4 мм, ниточным швом, короткими участками
при возвратно-поступательном движении электрода, не допуская пере-
грева детали, для чего рекомендуются перерывы для охлаждения. На-
плавленные валики в горячем состоянии следует тщательно проковывать
ударами легкого молотка. Для заварки отдельных небольших дефектов на
обрабатываемых поверхностях отливок ответственного назначения из
серого и высокопрочного чугуна, пороков, выявленных на механически
обработанных поверхностях изделий и при ремонте оборудования из чу-
гунного литья, используют также железоникелевые электроды со стерж-
нем из сплава, содержащего 40 ... 60 % Ni и 60 ... 40 % Fe.
При сварке такими электродами обеспечивается достаточно высокая
прочность и некоторая вязкость металла шва. Железоникелевые электро-
ды обладают определенными преимуществами, к числу которых кроме
высокой прочности можно отнести меньшую, чем у медно-никелевых
428
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
сплавов, литейную усадку, одноцветность наплавки с чугуном. Примером
электродов такого типа могут служить электроды марки ЦЧ-ЗА со
стержнем из проволоки Св-08Н50 и покрытием из доломита (35 %), пла-
викового шпата (25 %), графита черного (10 %) и ферросилиция (30 %),
замешенных на жидком стекле. Чугун также можно сваривать в среде
аргона проволокой из меди МНЖКТ 5-1-0,2-0,2, содержащей никель, же-
лезо, кремний, титан.
Необходимо всегда иметь в виду, что все элекгроды, содержащие
никель, дефицичны и могут применяться для сварки чугуна ограниченно,
например, для заварки небольших раковин, вскрытых на последних опе-
рациях механической обработки, в дечалях больших размеров и большой
жесткости.
11.3. ГАЗОВАЯ СВАРКА ЧУГУНА
Газовая сварка чугуна является одним из наиболее надежных спосо-
бов, позволяющих получать наплавленный металл по свойствам, близким
к основному металлу. Это обусловлено тем, что при газовой сварке про-
исходит более длительный и равномерный Haipee и охлаждение детали,
чем при дуговой сварке, а поэтому обеспечиваются лучшие условия для
графитизации углерода в наплавленном металле и менее вероятно появ-
ление в соседних со швом участках зон отбеленного чугуна. Уменьшают-
ся внутренние напряжения в свариваемом изделии и возможность обра-
зования в нем трещин.
Газовую сварку серого чугуна лучше вести с применением предва-
рительного подогрева. Скос кромок делают односторонний (V-образ-
ный), с углом раскрытия 90°. Кромки тщательно очищают от масла,
ржавчины и грязи щеткой или пескоструйным аппаратом и про!ревают
пламенем горелки. В качестве присадочных прутков для сварки и на-
плавки используют чугунные стержни диаметром 6; 8; 10; 12; 14 и 16 мм,
длиной 400 ... 700 мм марок "А" и "Б" (см. табл. 11.1), а также: НЧ-1 -
для низкотемпературной газовой сварки тонкостенных отливок; НЧ-2 -
для низкотемпературной газовой сварки толстостенных отливок; ВЧ и
ХЧ - для износостойкой наплавки.
Прутки выпускаются: 0 6 мм, длиной 350 мм: 0 8 ... 10 и 12... 16 мм,
длиной 450 мм. Прутки должны иметь следующую характеристику:
ГАЗОВАЯ СВАРКА ЧУГУНА
429
Марка прутка НЧ-1 НЧ-2 БЧ ХЧ
Химический
состав, %
углерод 3... 3,5 3 ... 3,5 2,5 ... 3 2,5 ...3
кремний 3 ... 3,4 3,5 ...4 1 ... 1,5 1,2 ...1,5
марганец 0,5 ...0,8 0,5 ...0,8 0,2 ... 0,6 0,5 ... 0,8
сера, не более 0,05 0,05 0,05 0,05
фосфор 0,2 ...0.4 0,2 ... 0,4 Не более 0.1
титан 0,03. .. 0,06 - —
хром — 1.2 ...2,0 - —
Твердость
поверхности наплавленного слоя 44 ...46 HRC 48 ...52 HRC
При малом объеме сварки, а также при сварке тонкостенных деталей
без подогрева или с местным подогревом, охлаждение металла происхо-
дит быстрее. Поэтому в прутках марки Б увеличено содержание кремния,
который способствует выделению углерода в виде графита, а также со-
держится больше фосфора.
Диаметр прутка берется равным половине толщины основного ме-
талла.
При газовой сварке чугуна необходимо применение флюса, который:
1) растворяет тугоплавкие окислы железа, кремния и марганца, пе-
реводя их в легкоплавкие шлаки;
2) окисляет и частично растворяет графитные включения чугуна,
создавая микроуглубления, улучшающие сплавляемость;
3) защищает ванну от окисления;
4) увеличивает жидкотекучесть шлаков и металла ванны. В качестве
флюса используют прокаленную буру или смесь состава: 56 % буры,
22 % углекислого натрия (соды) и 22 % углекислого калия (поташа).
Применяют также флюс, состоящий из углекислою и двууглекислого
натрия (по 50 %). Хорошей раскисляющей способностью обладает разра-
ботанный ВНИИАвтогенмашем флюс ФСЧ-1, состоящий из 23 % буры
прокаленной, 27 % углекислого натрия, 50 % азотнокислого натрия.
430
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
Флюс ФСЧ-1 предназначен преимущественно для заварки больших де-
фектов, а флюс ФСЧ-2, отличающийся от ФСЧ-1 добавкой углекислого
лития, применяют для заварки небольших деталей и низкотемпературной
сварки.
Хорошие результаты даст также сварка чугуна с применением газооб-
разного флюса БМ-1, состоящего из летучей бороорганической жидкости.
Пруток при сварке следует чаще погружать во флюс, а флюс подсы-
пать в сварочную ванну. Наконечник горелки должен обес-печивать по-
дачу 100 ... 120 дм3/ч ацетилена на 1 мм толщины металла. Кромки ска-
шивают только при толщине стенки более 4 мм.
Сварочное пламя должно быть нормальным или науглероживаю-
щим, так как окислительное пламя вызывает сильное местное выгорание
кремния и в металле шва образуются зерна белого чугуна. Металл хоро-
шо прогревают, сварку выполняют в нижнем положении быстро, а для
массивных деталей желательно двумя горелками одновременно. Концом
прутка следует все время перемешивать металл сварочной ванны для об-
легчения выхода из него растворенных газов, чтобы шов получился не-
пористым.
При сварке пруток по1ружают в сварочную ванну только после на-
грева его конца до температуры светло-красного каления, так как нена-
гретый пруток может вызвать местное отбеливание чугуна. Пруток вы-
нимают из ванны возможно реже и только для того, чтобы покрыть его
флюсом.
Ядро пламени можно периодически удалять от поверхности ванны,
которая, однако, все время должна быть закрыта восстановительной ча-
стью пламени. Излишняя задержка пламени на одном месте приводит к
выгоранию углерода и кремния в данном месте шва, что может вызвать
отбеливание чугуна.
Детали сложной формы, имеющие неодинаковое сечение в различ-
ных частях, отверстия, перемычки и т.д., во избежание появления в них
трещин и внутренних напряжений от неравномерного нагрева необходи-
мо сваривать только с общим предварительным подогревом.
После сварки изделие закрывают асбестом и оно должно медленно
остывать.
Низкотемпературная пайка-сварка чугуна латунными припоя-
ми. Процесс протекает при температуре 700 ... 750 °C, при которой в
ГАЗОВАЯ СВАРКА ЧУГУНА
431
чугуне не происходит структурных изменений. Это исключает опасность
отбеливания чугуна и уменьшает возможность образования трещин. Пай-
ку-сварку целесообразно применять при исправлении дефектов на уже
обработанных поверхностях, где важно сохранить первоначальную фор-
му изделия, нельзя использовать предварительный подогрев, а также в
тонких сечениях, когда необходимо снизить опасность возникновения
деформации. Этот способ позволяет получать соединения чугуна с чугу-
ном и другими металлами, что упрощает конструкцию отливок.
В качестве припоя используется кремнистая латунь ЛОК-59-1-0,3,
содержащая до 0,4 % кремния. Временное сопротивление металла шва при
разрыве равно 230 МПа, твердость НВ 100.
Для пайки-сварки изделий, к механическим свойствам и товарному
виду которых предъявляются повышенные требования, применяется
припой J1OMHA-54-1-10-4-02, содержащий медь, олово, марганец, ни-
кель и до 0,6 % алюминия. При пайке-сварке этим припоем металл пая-
носварного шва имеет цвет чугуна, твердость 180 ... 200 НВ и временное
сопротивление разрыву 280 ... 340 МПа.
Применяется поверхностно-активный флюс марки ФПСН-2, содер-
жащий 50 % борной кислоты (Н3ВО3), 25 % углекислого лития (LiCOj),
25 % углекислого натрия (Na2CO3) и галоидосодержащую добавку для
удаления вязкой окиси алюминия, образующейся в процессе пайки-
сварки.
Флюс плавится при 650 °C и служит индикатором начала процесса.
Пайку выполняют обычной сварочной горелкой, работающей на ацети-
лене или газах-заменителях. Пламя должно быть нормальным. Кромки
подготавливают механической обработкой. На поверхности чугуна не
допускается грязь, окалина. Следы жиров удаляют протиркой раствори-
телями (ацетоном, бензином и др.). Флюс наносят на основной металл
после предварительного подогрева кромок до 300 ... 400 °C. Пайку-
сварку начинают в момент плавления флюса, направляя пламя на приле-
гающие к разделке участки основного металла во избежание раздувания
флюса. Расплавленный флюс прутком припоя равномерно распределяют
по всей поверхности свариваемого места; затем пламя направляют на
конец прутка, оплавляют его и по спирали снизу вверх заполняют раз-
делку металлом припоя. Сразу же после затвердевания наплавки ее про-
ковывают медным молотком.
432
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
Низкотемпературная сварка-заварка литейных дефектов в чу-
гунных деталях. Данный способ состоит в заварке литейных дефектов
без расплавления основного металла. Применяются присадочные прутки
НЧ-1 и НЧ-2.
Флюсы-пасты, применяемые для сварки, содержат 5 % двуокиси ти-
тана, 10 % азотнокислого калия, 12 % фтористого натрия, 40 % буры
плавленой. 11 % ферротитана. 15 % углекислого лития, 7 % железного
порошка, 7 весовых частей керосина на 50 частей сухой смеси. При за-
варке тонкостенных изделий прутками НЧ-1 можно применять флюс
ФСЧ-1.
При сварке прутками НЧ-2 используется флюс ФСЧ-2, состоящий
из 18 % буры, 25 % углекислого натрия, 56.5 % азотнокислого нагрия,
0,5 % углекислого лития.
Место сварки зачищают до металлического блеска. При толщине
стенки до 10 мм кромкам придают V-образную форму с углом раскрытия
70 ... 90°, при толщине стенки более 10 мм - Х-образную. Литейные де-
фекты (поры, шлаковые включения) вырубают и кромки разделывают с
общим углом раскрытия шва 45 ... 60°.
Перед сваркой деталь подвергают местному нагреву горелкой до
300 ... 400 °C, детали более сложной формы - общему нагреву в печи до
той же температуры.
На нагретую поверхность наносят слой флюса-пасты и место сварки
нагревают горелкой до 820 ... 860 °C. Пламя должно быть нормальным.
При такой температуре флюс-пасга начинает плавиться, покрывая место
сварки тонкой пленкой. Присадочный стержень покрывается флюсом-
пастой и расплавляется, постепенно растекаясь по завариваемой поверх-
ности. Сварку ведут справа налево, пламя горелки перемещают впереди
шва. После заварки изделие медленно охлаждают в песке или под слоем
асбеста.
Такой способ сварки обеспечивает отсутствие зоны отбеленного чу-
гуна, так как основной металл не доводится до состояния плавления, на-
плавка получается плотной, мягкой и хорошо обрабатывается резцом.
Ремонтируемое изделие испытывает незначительные внутренние напря-
жения, и трещины при заварке не образуются.
Для низкотемпературной сварки чугуна используют пропан-бутан-
кислородное пламя с подогревом мундштука (2700 °C) и горелки ГЗУ-1-62 и
КОНТРОЛЬНЫЕ ВОПРОСЫ
433
ГЗМ-1-62. Для сварки применяются прутки НЧ-1 и НЧ-2 указанного вы-
ше состава. Мощность пламени должна составлять 60 ... 70 дм3/ч пропан-
бута на на 1 мм толщины металла, пламя нормальное. При сварке металла
толщиной 6 ... 12 мм применяют V-образную подготовку кромок без
притупления с увеличенным зазором (до 3 мм) и углом разделки кромок
55°. Пруток держат под углом 30 ... 35°, а мундштук горелки под углом
45° к поверхности металла. Предварительно очищенные кромки нагре-
вают до 300 ... 400 °C, покрывают их флюсом и снова нагревают до
820 ... 860 °C ("отпотевания”). В этот момент в пламя вводят покрытый
флюсом пруток и перемешивают его концом ванну, заполняя ее металлом
доверху с небольшой выпуклостью. Сварку ведут без перерыва. При
толщине металла 6 мм делают один проход, при 9 .. да. Применяют следующие режимы сварки: . 12 мм - два прохо-
Толщина, мм 6 9 12
Номер наконечника 5 6 7
Скорость сварки, м/ч 1,7 1,8 0,48
Производительность наплавки, кг/ч 0,73 0,86 1,13
Металл наплавки имеет структуру с равномерно распределенным
мелкопластинчатым графитом, твердость металла шва и переходной зоны
220 ... 245 НВ при твердости основного металла 140 ... 160 НВ.
Наряду с пропан-бутаном можно применять и другие газы-заме-
нители: природный газ. городской газ и т.п.
Контрольные вопросы
1. Какой элемент обладает наибольшим (рафитизирующим действием?
2. Как влияет скорость охлаждения на структуру чугуна?
3. Назовите основные причины, обусловливающие затруднения в
получении качественных сварных соединений.
4. Наиболее эффективное средство предотвращения отбеливания
металла шва и околошовной зоны.
5. Какие средства воздействия на металл шва с целью повышения
качества сварных соединений используют при холодной сварке чугуна?
434
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
6. Основные приемы используемые для предупреждения вытекания
металла сварочной ванны?
7. Основные особенности конструкции электрододержателя для го-
рячей сварки чугуна?
8. Главные условия предъявляемые к сварочным материалам для по-
лучения в металле шва серого чугуна?
9. Основные преимущества электрошлаковой сварки чугуна?
10. Каким способом можно получить в наплавленном металле низ-
коуглеродистой стали при сварке чугуна?
1L Условия повышения прочности сварного соединения?
12. Какие существуют способы для получения швов с высокой пла-
стичностью?
13. Основные преимущества газовой сварки чугуна?
14. В чем заключается особенность процесса низкотемпературной
пайко-сварки чугуна?
Глава 12
ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И
СПЛАВОВ НА ИХ ОСНОВЕ
12.1. СОСТАВ И СВОЙСТВА
Число металлов и сплавов, используемых в сварных конструкциях,
непрерывно возрастает, так как этого требует развитие науки и техники.
Цветные металлы и сплавы находят широкое применение в авиастрое-
нии, ракетной и космической технике, энергетическом, атомном, химиче-
ском машиностроении, приборостроении и других отраслях. В качестве
конструкционных материалов наиболее широко используются алюминий,
магний, титан, медь, никель, молибден, ниобий, тантал, цирконий, гаф-
ний и сплавы на их основе. Цветные металлы и сплавы можно условно
разделить на легкие (Al, Mg, Be), тяжелые (Си, Ni) и химически активные
и тугоплавкие (Ti, Мо, Nb, Zr, Та).
Алюминий и его сплавы широко применяют в связи с их сравни-
тельно высокой прочностью при малой плотности, высокой коррозион-
ной стойкостью во многих средах и высокими механическими свойства-
ми при низких температурах в авиа-, ракето-, судостроении, в химиче-
ской и пищевой промышленности.
Медь и ее сплавы используются в различных отраслях для изготов-
ления трубопроводов, теплообменников, сосудов, емкостей, токоведуших
элементов, узлов подшипников из-за высоких коррозионной стойкости,
электро- и теплопроводности, износостойкости.
Титан и его сплавы все более широко применяют в авиа-, ракето-,
судостроении, химической промышленности и в атомной энергетике для
получения прочных и стойких в некоторых агрессивных средах конст-
рукций.
Никель и его сплавы благодаря высокой коррозионной стойкости,
жаропрочности и жаростойкости находят широкое применение в химиче-
ской и нефтехимической промышленности, энергетике.
Такие металлы как молибден, ниобий, цирконий достаточно широко
используют в ракетной и космической технике, в химическом машино-
строении и атомной энергетике в связи с высокой жаропрочностью.
Основные физико-химические свойства цветных металлов представ-
лены в габл. 12.1.
Элеменi Си Mg
Плотность, кг/(м3 1 О ') 8,94 1,74
Температура плавления, °C 1083 650
Температура кипения, °C 2595 1107
Коэффициент линейного расширения, 1/(°С-106) 16,5 26,1
Коэффициент теплопроводности, Вт/(м • К) 393 159
Удельная объемная теплоемкость, Дж/(м? • К) • Ю4’ 0,38 0,96
Предел прочности, МПа 196 235 186
Относительное удлинение, % 45 55 5 18
Модуль упругости, МПа- КГ7 10,8 5,3
AI П Zr Hf Nb Та Мо Ni
2,7 4,54 6,4 13,3 8,57 16,6 10,2 8,9
660 1665 1850 2222 2465 2990 2622 1455
2060 3260 3580 5400 4927 5425 5560 3000
23,5 8,3 5.8 5,8 7,1 6,6 5,2 13,3
238 14 14 22 52 54 138 92
0.92 0,54 0,29 0,15 0,25 0,15 0,27 0,46
78 294 334 392 343 343 589 275
108 314 471 451 473 510 883 294
18 40 . 34 . 26... 30 30 5 15 40.
20 50 47 30 50 50 50
7,0 11,0 9,4 13,7 8,5 18,6 31,4 21,6
ЮЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 437
Свариваемость цветных металлов и сплавов определяется их физи-
ко-механическими и физико-химическими свойствами, наиболее важны-
ми из которых являются: сродство к газам воздуха, температуры плавле-
ния и кипения, теплопроводность, механические характеристики при
низких и высоких температурах.
Для цветных металлов и сплавов характерны следующие особенности:
1. Цветные металлы обладают большим сродством к кислороду. По
убывающей степени сродства к кислороду при Т = 1600 °C металлы рас-
полагаются в ряд: Al, Zr, Ti, Мо, W, Ni, Си.
2. Оксиды этих металлов, как правило, более тугоплавкие, чем сам
металл (температуры плавления Си2О - 1235 °C, СиО 1336 °C, MgO -
2500 °C, А12О3 - 2050 °C, NiO - 2090 °C, ZrO2 - 2800 °C) и могут засорять
металл сварного шва. В тех случаях когда оксиды более легкоплавкие
(температура плавления МоО2 - 1480 °C), возможно образование кри-
сталлизационных трещин.
3. Для сварки металлов (Al, Mg, Си) с высокими теплопроводностью
и теплоемкостью требуются более мощные концентрированные источни-
ки тепла или подогрев.
4. При сварке некоторых сплавов цветных металлов возможно испа-
рение отдельных легкоплавких компонентов. Так, температура плавления
цинка 419 °C, олова 232 °C, а температура плавления латуней и бронз
800 ... 950 °C.
5. Все цветные металлы и особенно химически активные и тугоплав-
кие в сравнении с черными металлами значительно больше растворяют
газы, содержащиеся в атмосфере и химически взаимодействуют с ними.
Так как взаимодействие цветных металлов с газами и примесями
наиболее интенсивно протекает при высоких температурах, при сварке
плавлением этих металлов могут возникать различные трудности.
В целом для сварки цветных металлов используют все известные
виды сварки плавлением: газовую, дуговую, плазменную, электрошлако-
вую, электронно-лучевую, лазерную и др. Но при сварке каждого цветно-
го металла и сплава необходимо находить свои оптимальные виды, спо-
собы и приемы сварки.
12.2. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
Алюминий и его сплавы
Чистый алюминий из-за низкой прочности используют в отдельных
случаях в химической, пищевой и электротехнической промышленности.
438 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
В основном в конструкциях применяют сплавы. Алюминиевые сплавы
подразделяют на деформируемые. применяемые в катаном, прессованном
и кованом состояниях, и литейные, используемые в виде отливок. Де-
формируемые сплавы в свою очередь подразделяются на сплавы, не уп-
рочняемые термообработкой (система легирования Al-Мп марки АМц,
Al Mg марки АМг) и сплавы, упрочняемые термообработкой (система
легирования Al Mg-Cu; Al Zn Mg: Al Si Mg). В сварных конструкциях
чаще всего использую! полуфабрикаты (листы, профили, трубы и т.п.) из
деформируемых, термически не упрочняемых сплавов в ненагартованном
виде. При сварке термоупрочнепных сплавов металл в ЗТВ разупрочня-
ется, поэтому их применение целесообразно только при возможности
последующей термообработки. Химический состав и механические свой-
ства типичных марок алюминия и его сплавов приведены в табл. 12.2.
Трудность сварки алюминия и его сплавов заключается в следующем:
I. Высокие теплоемкость, теплопроводность, скрытая теплота плав-
ления требуют более высокого и концентрированного теиловложения,
чем при сварке стали. Так, при луговой сварке алюминия необходим ток
в 1,2 ... 1,5 раз больше, чем при сварке стали, несмотря на более низкую
температуру плавления алюминия.
2. Алюминий легко окисляется в твердом и расплавленном состоя-
ниях. Плотная тугоплавкая окисная пленка АЬО, (Г|1Л = 2050 °C) препят-
ствует сплавлению сварочной ванны с основным металлом и образует в
металле шва неметаллические включения. Перед сваркой следует удалять
окисную пленку с поверхности основного и присадочного металла меха-
ническим путем или травлением. В процессе сварки окисную пленку
удаляют за счет катодного распыления, за счет применения флюсов и
покрытий электродов, растворяющих или разрушающих ее переводом в
летучее соединение.
3. Низкая прочность алюминия при высоких температурах (рис. 12.1, а)
и высокая жидкотекучесть способствуют "проваливанию" сварочной
ванны. Для предотвращения провалов и прожогов обычно применяют
подкладки из графита или стали.
4. Высокая растворимость газов в расплавленном состоянии способ-
ствует образованию пор при кристаллизации. Основной причиной появ-
ления пор в алюминиевых швах является наличие водорода (рис. 12.1, б).
Водород, растворенный в жидком металле, при затвердевании должен
выделиться из него в количестве 90 ... 95 % своего объема, но этому пре-
пятствуют плотная окисная пленка и низкий коэффициент диффузии во-
дорода в алюминии. Поры преимущественно располагаются внутри шва
вблизи границы сплавления и у поверхности шва. Борьба с газовой по-
12.2. Химический состав и механические свойства
некоторых типовых марок алюминия и его сплавов
Схема легиро- вания сплава Марка сплава Химический состав. % по массе Механические свойства
AI Си Mg Мп Si Zn Fe Ti другие элементы прочие примеси, не более о», МПа 00.2, МПа 8, %
Техниче- ский алю- миний АДОО АО 99,7 99,0 — — — — — — - - 0,3 1,0 5 8 1,5 3 49 35
Алюми- ниево- марганце- вый АМц Ос- нова 0,2 0,05 1-1,6 0,6 0.1 0,7 0,2 — 0,1 13 5 23
Ал юм и- АМгЗ |« 0,1 3,2... 3,8 0,3... 0,6 0,5... 0,8 0,2 0,5 0,1... 0,02 — 0,1 24 10 20
ниево- магние- АМг5 II 0,1 4,8... 5,8 0,5... 0,8 0,5 0,2 0.5 0,10 Все 0,005 0,1 27 12 18
вый АМгб *1 0,1 5,8... 6,8 0,5... 0,8 0,4 0,2 0,4 0,02... 0,10 Все 0,005 0,1 30 15 18
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 439
Продолжение табл. 12.2
Схема легиро- вания сплава Марка сплава Химический состав, % по массе Механические свойства
AI Си Mg Мп Si Zn Fe Ti другие элементы прочие примеси, не более МПа СТ0.2> МПа 6, %
Алюминие- во-магние- во-медный (дюраль) Д1 II 3,8... 4,8 0,4 0,8 0,4... 0,8 0,7 0,3 0,7 0,1 Ni 0,1 0,1 41 25 15
Алюминие- во-кремни- стый АК4 II 1,9... 2,5 1,4... 1,8 0,2 0,5... 1,2 0,3 0,8... 1,3 0,1 Ni 0,8... 1,3 0,1 39... 43 32... 36 10
Алюминие- во-магние- во-цинко- вый В95 II 1,4... 2,0 1,8... 2.8 0,2... 0,6 0,5 5,0... 7,0 0,5 — Сг 0,1 ... 0,25 0,1 52 44 14
440 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
441
Рис. 12.1. Некоторые свойства алюминия в зависимости от температуры:
а - механические; б - растворимость водорода
ристостью - первостепенная задача технологов. Для предотвращения
пористости удаляют окисную пленку, влагу и жировые загрязнения с по-
верхности свариваемых материалов, осушают инертные газы, при сварке
используют подогрев и механическое воздействие на жидкий металл сва-
рочной ванны (ультразвуковые колебания, магнитное перемешивание).
5. Алюминиевые сплавы с большим эффективным интервалом кри-
сталлизации склонны к образованию горячих трещин. Металл шва скло-
нен к образованию трещин в связи с грубой столбчатой структурой, вы-
делением по границам зерен легкоплавких эвтектик, развитием значи-
тельных внутренних деформаций и напряжений из-за высокой литейной
усадки. На сплавах повышенной прочности (например, легированных
цинком и магнием) возможно появление холодных трещин, вызванных
действием остаточных напряжений и выпадением интерметаллидов.
6. Значительная усадка металла шва и высокий коэффициент линей-
ного расширения приводят к большим остаточным деформациям и ко-
роблению конструкции. Для уменьшения коробления рекомендуют ис-
пользовать жесткие приспособления, изготовленные из материалов с
низкой теплопроводностью.
7. При дуговой сварке неплавящемся вольфрамовым электродом
возможно загрязнение сварного шва вольфрамовыми включениями. При
сварке используют электроды из чистого вольфрама ЭВЧ, из вольфрама с
оксидом лантана (ЭВЛ) или оксидом иттрия (ЭВИ-1) по ГОСТ 23949-80.
442 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
8. При сварке нагартованных или термически упрочненных алюми-
ниевых сплавов снижается прочность сварного соединения по сравнению
с прочностью основного металла.
Для алюминия и его сплавов используют все виды сварки плавлени-
ем. Наибольшее применение нашли автоматическая и полуавтоматиче-
ская дуговая сварка неплавящимся и плавящимся электродом в среде
инертных защитных газов, автоматическая дуговая сварка с использова-
нием флюса (открытой и закрытой дугой), электрошлаковая сварка, руч-
ная дуговая сварка плавящимся электродом, электронно-лучевая сварка.
Сварка, как правило, осуществляется в цехах с высокой культурой произ-
водства
Для получения качественных сварных соединений перед сваркой с
поверхности заготовок удаляют жировую смазку, которой покрывают
полуфабрикаты при консервации. Поверхности обезжиривают ацетоном,
уайт-спиритом или другими растворителями. Окисную пленку удаляют
шабером или металлическими проволочными щетками из нагартованной
хромоникелевой стали непосредственно перед сваркой. Можно также
производить химическое травление в течение 0,5 ... 1 мин в растворе 1 л
воды, 50 г натрия едкого технического, 45 г натрия фтористого техниче-
ского с последующей промывкой в воде и осветлением (1 ... 2 мин) алю-
миния и сплавов типа АМц в 30 ... 35 % растворе азотной кислоты.
После повторной промывки осуществляют сушку сжатым воздухом при
Г = 80 ... 90 °C до полного испарения влаги. После химического травле-
ния допустимая продолжительность хранения заготовок перед механиче-
ской зачисткой свариваемых поверхностей составляет до 4 суток. После
механической зачистки для ответственных узлов рекомендуют произво-
дить сварку в течение 3 часов.
Для очистки поверхности алюминиевой сварочной проволоки реко-
мендуют производить химическую обработку: обезжиривание, травление
в 15 %-ном растворе натрия едкого технического в течение 5 ... 10 мин
при Т = 60 ... 70 °C, промывка в воде, сушка, дегазация (прокалка при
Т= 300 °C в течение 10 ... 30 мин на воздухе или в течение 5 часов в ва-
кууме при 0,13 Па).
Дуговую сварку в среде инертных газов осуществляют неплавящи-
мися (вольфрамовыми чистыми, лантанированными и иттрированными)
и плавящимися электродами. Используемые инертные газы: аргон выс-
шего и первого сорта по ГОСТ 10157-79, гелий повышенной чистоты,
смесь аргона с гелием. Выбор конкретного способа сварки определяется
конструкцией изделия и условиями производства.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 443
Сварка неплавящимся электродом диаметром 2 ... 6 мм использует-
ся для узлов с толщиной стенки до 12 мм. Толщины 3 мм сваривают за
один проход на стальной подкладке, толщины 4 ... 6 мм - за два прохода
(по проходу с каждой стороны), более 6 мм - за несколько проходов с
предварительной разделкой кромок (V- или Х-образной). Присадочный
металл выбирают в зависимости от марки сплава: для технического алю-
миния - проволоку марок АО, АД или АК, для сплавов типа АМг - про-
волоки той же марки, но с увеличенным (на 1 ... 1,5 %) содержанием
магния для компенсации его угара. Диаметр проволок 2 ... 5 мм.
Ручную дуговую сварку вольфрамовым электродом ведут на специ-
ально для этого разработанных установках типа УДГ. При других усло-
виях питание дуги при сварке неплавящимся электродом может осущест-
вляться от других источников переменного тока. Использование источ-
ников переменного тока связано с тем, что при сварке постоянным током
обратной полярности допустим сварочный ток небольшой величины из-
за возможного расплавления электрода, а при сварке постоянным током
прямой полярности не происходит удаления окисной пленки с поверхно-
сти алюминия. Расход аргона составляет 6 ... 15 л/мин. При переходе на
гелий расход газа увеличивается примерно в 2 раза. Напряжение дуги при
сварке в аргоне 15 ... 20 В, а в гелии 25 ... 30 В. Рекомендуемые режимы
сварки приведены в табл. 12.3.
12.3. Рекомендуемые режимы сварки
вольфрамовым электродом
Толщина металла Диаметр, мм Сила тока, А
вольфрамового электрода присадочной проволоки в аргоне в гелии
1 .2 2 1 ...2 50 ...70 30... 40
4.6 3 2...3 100.. 130 60 ...90
4... 6 4 3 160... 180 ПО... 130
6.. 10 5 3...4 220 ...300 160 ...240
11 ... 15 6 4 280 ...360 220 ...300
444 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
При выполнении швов на алюминии вручную особое внимание уде-
ляется технике сварки. Угол между присадочной проволокой и электро-
дом должен быть примерно 90°. Присадка подается короткими возврат-
но-поступательными движениями. Недопустимы поперечные колебания
вольфрамового электрода. Длина дуги 1,5 ... 2,5 мм. Вылет электрода от
торца наконечника горелки 1 ... 1,5 мм. Сварку ведут обычно справа на-
лево ("левый” способ), чтобы снизить перегрев свариваемого металла.
При автоматической сварке вольфрамовым электродом качество и свой-
ства шва по его длине более стабильны, чем при ручной сварке.
Производительность сварки вольфрамовым электродом можно по-
высить в 3 ... 5 раз, если использовать трехфазную дугу (рис. 12.2). Бла-
годаря более интенсивному прогреву за один проход на подкладке свари-
вают листы толщиной до 30 мм. Сварку осуществляют как ручным, так и
механизированным способом (табл. 12.4).
Сварку плавящимся электродом выполняют полуавтоматом или авто-
матом в чистом аргоне либо в смеси из аргона и гелия (до 70 % Не) на посто-
янном токе обратной полярности проволокой диаметром 1,5 ... 2,5 мм. Ре-
жимы сварки плавящимся электродом сплавов типа AM г приведены в
табл. 12.5.
При использовании газовой смеси (30 % Аг и 70 % Не) увеличива-
ются ширина и глубина провара и улучшается форма шва.
Для обеспечения большей устойчивости процесса переноса капель с
плавящегося электрода, особенно при сварке в различных пространст-
венных положениях, используют наложение на основной сварочный ток
импульсов тока заданных параметров с частотой 50 ... 100 Гц.
Рис. 12.2. Схема сварки трехфазной дугой (о) и
поперечное сечение сварного шва (б):
/ - сопло; 2,3- электроды; 4 - изделие
12.4. Ориентировочные режимы аргонодуговой сварки алюминия трехфазной дугой
Толщина металла, мм Способ сварки Диаметр, мм VCB. м/ч (VCB Ю3. м/с) /«.А Примечание
вольфрамовых электродов присадочной проволоки
2 Ручная 1,5 ...2 2.. 3 10... 12 (2,8... 3,3) 60 Сварка на весу
6 Ручная 3 3 8... 12 (2,2 ...3,3) 150
10 Механ изированная 8 2 28... 30 (7,8 ...8,4) 390... 430 Сварка без разделки кромок на подкладке
20 Механизированная 10 2,5 7.8 (1,8 -2,2) 520 . 550
30 Механизированная 10 2,5 4... 6 (1.1 -1,7) 620... 650
<л
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
12.5. Рекомендуемые режимы сварки плавящимся электродом
в защитных газах алюминиевых сплавов типа АМг
Толщи- на ме- талла, мм Тип разделки Число прохо- дов Диаметр электро- да. мм Первый проход Последующие проходы
сила тока, Л напря- жение. В скорость сварки, м/ч сила тока. А напря- жение. В скорость сварки, м/ч
10 — 2 2 250.300 22... 24 20 ...25 370 ...390 28 ...30 20
15 V-образный 4 2 250 ...300 24 .. 26 20 ...25 370 .390 28 ...30 20
25 То же 8 2,5 400 ...440 26 . 28 40 ...45 400 ... 440 27 ...29 15 . 20
40 Х-образный 20 2 280 25 ...27 35 370... 390 27 ...29 27
50 То же 15 2,5 400 24 ...26 16 420 ... 440 26 ...28 23
Примечание. Расход аргона 15 ... 20 л/мин.
446 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 447
При сварке листов малых толщин хорошие результаты по формиро-
ванию сварного соединения получают при микроплазменной сварке. При
этом аргон является плазмообразующим газом, а гелий - защитным. Ге-
лий выполняет две функции: охлаждает периферийные слои плазмы и
защищает жидкий металл сварочной ванны от воздействия воздуха.
Автоматическая сварка алюминия и его сплавов с применением
флюсов реализуется в двух вариантах: сварка по флюсу полуоткрытой
дугой и сварка под флюсом закрытой дугой.
Сварку по флюсу применяют при производстве сосудов из алюми-
ния и сплавов типа АМц с использованием фторидно-хлоридных флюсов.
Сварка по флюсу ведется вследствие высокой электропроводности дан-
ных флюсов даже в нерасплавленном состоянии, а поэтому возможно
шунтирование дуги и нарушение стабильности ес горения. Благодаря
высокой концентрации энергии при сварке алюминия по флюсу достига-
ется глубокое проплавление основного металла.
При равных токах глубина проплавления алюминия в 2 ... 3 раза вы-
ше, чем стали. Для технического алюминия применяют флюс Al I-А1, а для
сплавов - другие флюсы, не содержащие NaCl, так как в случае загрязне-
ния металла шва восстановленным натрием ухудшается его пластичность.
Толщина слоя насыпанного флюса обычно составляет 7 ... 16 мм, а шири-
на 25 ... 45 мм в зависимости от толщины свариваемого металла. Сварка
ведется на постоянном токе обратной полярности одинарным (табл. 12.6)
или сдвоенным (расщепленным) электродом на стальной формирующей
подкладке.
12.6. Режимы однопроходной сварки по слою флюса
одиночным электродом на формирующей подкладке
Толщина металла, мм Диаметр электродной проволоки, м.м Плотность тока, А'мм2 Напряжение дуги, В Скорость сварки, м/ч
4 1,0 130.150 27 ...30 24... 26
8 1,5 100... 120 29 .32 20 ...22
12 2,0 100 .110 35 .. 37 18... 19
16 2,5 75 . 90 38... 40 16 .. 17
20 3,0 70... 75 39 ...41 14... 15
25 3,5 .4,0 30 .40 40 ...42 12... 13
448 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Сварочные алюминиевые проволоки обладают небольшой жестко-
стью и вследствие значительных колебаний конца проволоки при сварке
могут возникнуть непровары. Использование сдвоенных проволок позво-
ляет увеличить размеры сварочной ванны, время пребывания в жидком
состоянии, улучшить условия для дегазации сварочной ванны и умень-
шить пористость.
В конструкцию тракторов для автоматической сварки по флюсу
вносят специальные бункеры с дозаторами флюса, подающие механизмы
тянущего типа, специальные водоохлаждаемые мундштуки, газоотсасы-
вающсе устройство. Основные преимущества сварки по флюсу: высокие
производительность и экономичность по сравнению с другими способа-
ми, меньшее коробление конструкции. Недостаток - необходимость уда-
ления шлака после сварки.
Автоматическую сварку под флюсом ведут на больших плотностях
тока расщепленным электродом переменным или постоянным обратной
полярности током. Применяют керамические флюсы ЖА-64 и ЖА-64А.
При этом предъявляются повышенные требования к вентиляционным
системам для удаления паров флюса.
Электрошлаковую сварку алюминия и его сплавов осуществляют
для толщин металла 50 ... 250 мм. Сварку ведут на переменном токе пла-
стинчатыми электродами или плавящимися мундштуками. Применяют
флюсы АН-301, АН-302 на основе галогенидов щелочных и щелочнозе-
мельных металлов. Формирование шва осуществляют медными водоох-
лаждаемыми или графитовыми кристаллизаторами. Плотность тока в
электроде около 2,5 А/мм2, скорость сварки 6 ... 8 м/ч. Прочность свар-
ных соединений составляет 80 ... 100 % прочности основного металла.
Технико-экономическая эффективность данного способа сварки возрас-
тает с увеличением толщины свариваемых изделий.
Ручная дуговая сварка покрытыми электродами выполняется для
изделий из технического алюминия, алюминиево-марганцевых и алюми-
ниево-магниевых (с содержанием магния до 5 %) сплавов, силуминов при
толщине металла более 4 мм. Можно сваривать металл толщиной до
20 мм без разделки кромок, но рекомендуется производить разделку с
толщин 10 мм.
Наиболее применяемый тип соединения - стыковое. Соединения
внахлестку и тавровые не рекомендуют, так как возможно затекание
шлака в зазоры, откуда его сложно удалить при промывке. Остатки шла-
ка могут вызвать коррозию.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 449
При сварке необходим подогрев до 100 ... 400 °C в зависимости от
толщины деталей. Диаметр электродов d - 4 ... 8 мм. Стержень электрода
изготовляют из проволок состава, близкого к составу основного металла.
Для сплавов типа AM г берут проволоку с увеличенным на 2 % содержа-
нием магния для компенсации его угара при сварке.
Основу покрытия составляют криолит, хлористые и фтористые соли
натрия и калия. Сила сварочного тока /си = (50 ... 60) Ua = 30 ... 36 В.
Ток постоянный обратной полярности. При сварке алюминиевый элек-
трод расплавляется в 2 ... 3 раза быстрее стального. Покрытия электро-
дов имеют значительное электрическое сопротивление. При обрывах ду-
ги кратер и конец электрода покрываются пленкой шлака, препятствую-
щей ее повторному зажиганию. Поэтому сварку рекомендуют выполнять
на высоких скоростях, без колебания конца электрода, непрерывно в пре-
делах одного электрода.
При выполнении многослойных швов перед наложением каждого
слоя требуется тщательная зачистка от шлака и окислов. Получаемые
сварные соединения обладают удовлетворительными механическими
свойствами.
Ручная дуговая сварка угольными электродами производится только
для неответственных конструкций из алюминия. Сварку производят
постоянным током прямой полярности. Диаметр угольного электрода
- 10 ... 20 мм, сварочный ток /св = (20 ... 25)rf7, Ua - 25 ... 35 В. Конец
угольного электрода затачивают на конус под углом 60°. Металл толщи-
ной до 2,5 мм сваривают без разделки кромок, а свыше - с разделкой
(угол разделки 70 ... 90°). Используют присадочный пруток диаметром
2 ... 5 мм. Предварительно на присадочный пруток наносят слой флюса
многократным окунанием в водный раствор флюса (смеси фторидно-
хлоридных солей) или флюс наносят в виде пасты на свариваемые кромки.
Газовая сварка алюминия ведется с использованием ацетилена и
реже с использованием пропан-бутановой смеси и метана. Сварка ведется
нормальным пламенем при незначительном избытке ацетилена. При вы-
боре горелки исходят из расхода примерно 100 л/ч ацетилена на 1 мм
толщины основного металла. Номер наконечника выбирают в зависимо-
сти от толщины свариваемых заготовок. Диаметр присадочного прутка
1,5 ... 5,5 мм в зависимости от толщины свариваемых заготовок.
Наиболее распространенный флюс АФ-4А наносится на присадоч-
ный пруток или свариваемые кромки. При толщине заготовок до 4 мм
разделку кромок не выполняют, а свыше 4 мм - рекомендуется выпол-
нять. При толщине листов более 8 мм производят общий или местный
15 7162
450 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
подогрев. Сварку выполняют "левым" способом. После сварки швы про-
мывают для удаления флюсов теплой или подкисленной (2 %-ный рас-
твор хромовой кислоты) водой.
Электронно-лучевая сварка (ЭЛС) является эффективным способом
соединения заготовок из алюминиевых сплавов. По сравнению с другими
способами этот способ позволяет производить сварку при высокой плот-
ности теплового потока, минимальных тепловложениях, высоких скоро-
стях и получать минимальное разупрочнение металла в зоне термическо-
го влияния, плотные качественные швы, минимальные деформации кон-
струкций.
Разрушение окисной пленки при электронно-лучевой сварке идет за
счет воздействия на пленку паров металла и за счет разложения окиси
алюминия в вакууме с образованием газообразной субокиси алюминия
А1О. Вакуум способствует удалению водорода из шва. Режим сварки
пластин толщиной 10 мм из сплава АМгб: ускоряющее напряжение Цс =
20 кВ, ток 1 = 140 мА, скорость сварки vtH = 72 м/ч (2 • 10‘2 м/с). Механи-
ческие свойства сварного соединения близки к свойствам основного ме-
талла.
Магний и его сплавы
Магний один из самых распространенных в природе металлов (по-
сле алюминия и железа).
Чистый магний из-за низкой коррозионной стойкости и малой проч-
ности для изготовления сварных конструкций нс применяется. В технике
используют сплавы магния, легированные алюминием, марганцем, цин-
ком, цирконием, цезием и другими элементами, обладающие при малой
плотности большой удельной прочностью, коррозионной стойкостью и
хорошими технологическими свойствами. Магниевые сплавы разделяют
на деформируемые и литейные^ термически упрочняемые и не упрочняе-
мые термообработкой.
Деформируемые, не упрочняемые термообработкой сплавы системы
Mg-Mn (MAI, МА8) обладают относительно хорошей свариваемостью, а
сплавы системы Mg-AI-Zn (МА2, MA2-I, МА5) - удовлетворительной.
Термически упрочняемые сплавы системы Mg--Zn-Zr (МА 14. ВМД-3)
обладают невысокой свариваемостью. Для литейных сплавов (МЛ4,
МЛ5) сварка используется часто только в целях устранения дефектов
литья.
Магний обладает большим сродством к кислороду, активно окисля-
ется при сварке кислородом воздуха, горюч. Окисная пленка MgO явля-
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 451
ется тугоплавкой (Г,ы - 2500 °C), рыхлой, непрочной, не обладающей
высокими защитными свойствами, как у алюминия. На летали из магние-
вых сплавов часто наносят специальные хроматные защитные пленки или
лакокрасочные покрытия. Применяют магниевые сплавы в самолете-,
ракето-, автомобиле-, судостроении.
Основные трудности при сварке магниевых сплавов заключаются в
следующем:
1. Образующаяся при сварке тугоплавкая окисная пленка затрудняет
процесс сварки. Из-за высокой температуры плавления и большой плот-
ности окисная пленка препятствует сплавлению кромок основного ме-
талла и загрязняет сварочную ванну. Для разрушения и удаления окисной
пленки необходимо применять флюс или использовать эффект катодного
распыления.
2. Магниевые сплавы склонны к образованию кристаллизационных
трещин, так как имеют большой температурный интервал кристаллиза-
ции и в сплавах возможно образование легкоплавких эвтектик: MgCu
(Тм = 485 °C), MgAl (Т™ = 436 °C), MgNi = 508 °C). Рекомендуют
начало и конец сварных швов выполнять на выводных планках, в первую
очередь выполнять более длинные и с большим поперечным сечением
сварные швы.
3. Деформируемые сплавы (например, системы Mg-Mn) склонны к
росту зерна и для них недопустим значительный перегрев в зоне терми-
ческого влияния.
4. Рыхлая окисная пленка может насыщаться влагой и газами, при
разложении которых в процессе сварки образуются поры. Поэтому необ-
ходимо удалять при сварке все окисные частицы из сварочной ванны.
5. Из-за повышенной жидкотекучести магния для качественного
формирования шва необходимо использовать подкладки из меди или
коррозионно-стойкой стали.
6. В связи с низкими значениями температуры плавления, скрытой
теплоты плавления и удельной теплоемкости при сварке магниевых
сплавов но сравнению с алюминиевыми требуются пониженные значения
сварочного тока.
7. Вследствие высокого коэффициента линейного расширения кон-
струкции из магниевых сплавов могут иметь значительные сварочные
деформации. Необходимо предусматривать меры по снижению остаточ-
ных сварочных деформаций.
Перед сваркой полуфабрикаты из магниевых сплавов проходят рас-
консервацию, вырезку элементов заготовок, разделку кромок и зачистку
is«
452 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
под сборку-сварку. При расконсервации удаляют заводскую смазку и
обезжиривают растворителями (уайт-спиритом, ацетоном и др.). Разделку
кромок выполняют на вырезанных из полуфабрикатов (чаще всего лис-
тов) заготовках при толщинах более 6 мм V-образную, а более 20 мм -
Х-образную. Кромки заготовок и присадочный металл перед сваркой за-
чищают механическим путем (щеткой, шабером, напильником) или трав-
лением по специальной технологии.
Сварку магниевых сплавов в основном осуществляют вольфрамо-
вым лантанированным или иттрированным электродом в аргоне (иногда
в гелии) на переменном токе. Инертный газ аргон обеспечивает хорошую
защиту сварочной ванны от окружающей атмосферы, а переменный ток
способствует разрушению окисной пленки в периоды обратной полярно-
сти вследствие катодного распыления. Для предотвращения попадания
в металл окисной пленки с корня шва сварку ведут с полным проплавле-
нием кромок на подкладках из металлов с малой теплопроводностью
(аустенитные стали). С этой позиции менее технологичны нахлесточ-
ные, тавровые и угловые соединения. Наилучшие защита зоны сварки и
эффект катодного распыления обеспечиваются при малой длине дуги
(1 ... 1,5 мм). Ориентировочные режимы сварки вольфрамовым электро-
дом приведены в табл. 12.7.
Для сварки металлов толщиной более 5 мм может быть использова-
на сварка плавящимся электродом со струйным переносом электродного
металла на повышенных токах. Сварку плавящимся электродом осущест-
вляют от источников постоянного тока на обратной полярности. Сварка
магниевых сплавов плавящимся электродом осуществляется за один про-
ход при толщинах до 5 мм без разделки кромок, толщинах 10 ... 20 мм -
с V-образной разделкой с углом раскрытия 50 ... 60° и притуплением
2 ... 6 мм, при толщинах больше 20 мм - Х-образной разделкой.
Медь и ее сплавы
Техническая медь выпускается 9 марок по ГОСТ 859-78 (в ред. 1992 г.)
и может содержать количество примесей от 0,01 % (марка МООбк) до 1 %
(М4). Сплавы на медной основе в зависимости от состава легирующих
элементов относятся к латуням, бронзам, медно-никслевым сплавам.
Латунями называют медно-цинковые сплавы, которые также могут
содержать другие легирующие элементы. Химический состав латуней
определяется ГОСТ 15527-70 и ГОСТ 17711-93. При содержании цинка
до 39 % латуни пластичны, хорошо свариваются, коррозионностойки.
Латуни легируют Fe, Al, Si, Ni. Алюминий уменьшает летучесть цинка,
12.7. Ориентировочные режимы аргонодуговой сварки
вольфрамовым электродом магниевых сплавов
Соединение Толщина листов, м.м Сварочный ток /с„ А Скорость сварки, м/ч Присадочная проволока Расход аргона, л/мин
d, мм Упод, М/Ч
В стык, без разделки, один проход 2 Меха 165... 175 низированная с 24 варка 2,0 120 12... 14
3 180 ...200 20 2,5 95... 100 14... 16
6 280... 290 18 2,5 90... 100 16... 18
Встык, без разделки, один проход 2 100... 105 Ручная сварка 2,5 — 12... 14
3 180... 190 — 2,5 — 12... 14
Встык, с разделкой, три прохода 6 200... 220 — 4,0 - 16... 18
Примечание. Для толщин более 10 мм целесообразно использовать трехфазную сварку.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
454 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
образуя защитную пленку из АЬОз. Железо задерживает кристаллизацию
и измельчает зерно. Кремний увеличивает свариваемость.
Сплавы на медной основе, в которых цинк не является основным ле-
гирующим элементом (не более 5 %), называют бронзами. Бронзы делят-
ся на группы по главным легирующим элементам, например: оловянные
(химический состав в соответствии с ГОСТ 5017-74, ГОСТ 613-79) и
безоловянные (кремнистые, хромистые и др.).
Оловянные бронзы имеют высокие антифрикционные свойства и
коррозионную стойкость. Бронзы алюминиевые и кремнистые обладают
высокими механическими свойствами и коррозионными свойствами, де-
шевле оловянных. Марганцовистые бронзы имеют хорошую коррозион-
ную стойкость и повышенную жаропрочность. Бериллиевые бронзы по-
сле термообработки приобретают прочность, сопоставимую с прочно-
стью стали. Химический состав типовых марок меди и ее сплавов приве-
дены в табл. 12.8.
Медно-никелевые сплавы содержат до 30 % Ni, а также марганец,
железо. Сплав МНЖ5-1, прочный и коррозионно-стойкий, используют
для конструкций, работающих в агрессивных средах (морской воде, рас-
творах солей, органических кислотах).
12.8. Химический состав некоторых типовых марок меди и
ее сплавов, %
Марка Легирующие элементы Примеси, не более
Техническая медь: МО Си > 99,95 0,05
Ml Си > 99,9 0,1
М2 Си > 99,7 0,3
Латунь: Л62 Си = 60,5 ... 63,5 Si = 0,3 ... 0,7
ЛМц 58-2 Zn остальное Си = 75 ... 60 Fe = 1 Мп = 1 ... 2 1,1
Л80 Zn остальное Си = 79 ... 81 Zn остальное
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 455
Продолжение табл. 12.8
Марка Легирующие элементы 11римеси, не более
Бронза:
оловянная БрОЮЦ2 Sn = 9... 11 Zn = 2 ...4 1,0
кремнистая БрКМцЗ-1 Мп = 1 ... 1,5 Si = 2,75 ... 3,5 0,4
алюминиевая БрАМц9-2 Al = 8 ... 10 Мп = 1,5 ... 2,5 1,7
марганцевая БрМц5 Мп = 4,5 ... 5,5 0,9
бериллиевая БрБ2 Be = 1,9 ... 2,1 0,5
хромистая БрХ Сг = 0,4 ... 1,0 0,3
Особенности меди и ее сплавов, влияющие на технологию сварки:
1. Высокие температура плавления меди и теплопроводность (почти
в 6 раз больше, чем у стали) требуют применения мощных высококон-
центрированных источников теплоты при сварке плавлением, режимов
сварки с высокой погонной энергией и во многих случаях предваритель-
ного и сопутствующего подогрева.
2. Легкая окисляемость меди при высоких температурах вызывает
засорение металла шва тугоплавкими оксидами. Закись меди Си2О дает с
медью легкоплавкую эвтектику (Тпл = 1064 °C), которая, сосредоточива-
ясь по границам зерен, может снижать стойкость металла шва против
кристаллизационных трещин. В меди, предназначенной для сварных кон-
струкций, содержание кислорода не должно превышать 0,03 %, а для от-
ветственных изделий - 0,01 %. Ввиду малого времени существования
сварочной ванны раскисление меди осуществляют активными раскисли-
телями: фосфором (содержание Р не должно превышать 0,3 %, так как он
также дает легкоплавкие эвтектики), марганцем и кремнием (с общим
содержанием I ... 3 %):
2Р + 5Cu2O = 10Cu + Р2О5Т
Р2О$ + ЗСдьО = Р2О5 • (Си2О)3 - в шлак;
2Си2О 4- Si = 4Cu + SiO2;
456 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
CibO + Мп = 2Си + МпО
SiOi + МпО ~ МпО • SiO2 в шлак.
Тугоплавкие оксиды, образующие пленку на поверхности сварочной ван-
ны, разрушают с помощью флюсов на основе буры Na2B4O7, переводя
тугоплавкие окислы в легкоплавкие комплексные соединения:
CuO Na2B4O7 = 2NaBO2 CuO В2О3 - в шлак.
3. Наличие примесей висмута Bi и свинца РЬ, вследствие образова-
ния их оксидами с медью легкоплавких эвтектик, снижает стойкость про-
тив кристаллизационных трещин. Содержание висмута в меди допуска-
ется не более 0,003 %, а свинца - не более 0,03 %. Эти примеси могут
быть связаны в тугоплавкие соединения введением в сварочную ванну
цезия и циркония.
4. Высокий коэффициент линейного расширения у меди вызывает
образование высоких временных и остаточных сварочных деформаций и
напряжений и коробление конструкций. Поэтому необходимы меры по
их уменьшению.
5. Снижение прочности и пластичности меди в диапазоне 400 ... 600 °C
(рис. 12.3. а) в сочетании с высоким уровнем сварочных деформаций и
напряжений может привести к образованию трещин.
6. Высокая растворимость водорода в расплавленной мели (рис. 12.3, б)
вызывает при кристаллизации с большими скоростями образование пор и
микротрешин вследствие выделения водорода и водяного пара:
Cu2O + 2Н 2Си + Н2О.
я)
Рис. 12.3. Свойства меди в зависимости от температуры:
а - прочность и пластичность; б - растворимость в меди водорода
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 457
Для предупреждения "водородной болезни" меди используют тра-
диционные методы (прокалка флюсов, электродов, осушка газов и др.).
Появлению пор может способствовать оксид углерода:
Cu2O + СО -> 2Си + СО2.
При сварке латуней поры могут возникать вследствие испарения цинка
(Л1Ш = 907 °C ниже температуры плавления меди). Образующийся при
испарении оксид цинка ядовит. Испарение цинка уменьшается при ис-
пользовании предварительного подогрева и высоких скоростей сварки,
при легировании металла шва кремнием.
7. Высокая жидкотекучесть меди и ее сплавов (в 2 ... 2,5 раза выше,
чем у сталей) затрудняет сварку в вертикальном и потолочном положе-
ниях. Для качественного формирования корня шва применяют подкладки
(графитовые, асбестовые, флюсовые подушки).
8. Сварные швы имеют крупнозернистую структуру и низкую проч-
ность. Измельчение структуры и повышение прочности обеспечивается
термош1астической обработкой.
Для сварки меди и ее сплавов могут быть применены все основные
способы сварки плавлением. Наибольшее применение нашли дуговая
сварка в защитных газах, ручная дуговая сварка покрытыми электродами,
механизированная дуговая сварка под флюсом, газовая сварка, электрон-
но-лучевая сварка.
Перед сваркой свариваемый металл и проволоку очищают от оксидов
и загрязнений до металлического блеска и обезжиривают. Очистку кромок
основного металла обычно осуществляют механическим путем (наждаком,
металлическими щетками), а проволоки - травлением в растворе из азот-
ной, серной и соляной кислот с последующей промывкой в воде, щелочи,
воде и сушкой горячим воздухом. Для правильного формирования сварно-
го шва предпочтительны типы соединений с равномерным теплоотводом
(стыковые, угловые, а не тавровые и нахлесточные). При толщинах более
5 мм делают V-образную и Х-образную разделки кромок.
Сварка в защитных газах позволяет получить сварные соединения
с наиболее высокими механическими и коррозионными свойствами
благодаря минимальному содержанию примесей. В качестве защитных
газов используют азот особой чистоты, аргон высшего сорта, гелий выс-
шей категории качества, а также их смеси (например, (70 .... 80) % Аг +
+ (20 ... 30) % N2 для экономии аргона и увеличения глубины проплавле-
ния). При сварке в среде азота эффективный и термический КПД дуги
выше, чем при сварке в среде аргона и гелия, но ниже устойчивость горе-
ния дуги.
458 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
12.9. Выбор диаметра вольфрамового электрода и присадки
Толщина заготовки, мм 1 . 1,5 2... 3 4... 6 7... 10 И . 16 > 16
Диаметр электрода, мм 1,6 ...2 3.. 4 4.5 4 .5 5.6 6
Диаметр присадочной проволоки, мм 2 3 4 5 5 . 6 6
При сварке в защитных газах в качестве неплавяшегося электрода
используют лантанированныс или иттрированные вольфрамовые элек-
троды диаметром до 6 мм. В качестве присадочного материала исполь-
зуют проволоку из меди и ее сплавов, по составу близкую к основному
металлу, но с повышенным содержанием раскислителей (МРЗТЦрБ
0,1-0,1-0,1-0,1; БрХНТ; БрКМц 3-1; БрХ 0,7). При сварке в азоте для
улучшения качества сварного шва дополнительно применяют флюс на
борной основе, который наносят на присадочную проволоку или в канав-
ку подкладки. Выбор диаметров электрода и присадки зависит от толщи-
ны свариваемых заготовок (табл. 12.9).
Сварку вольфрамовым электродом ведут на постоянном токе пря-
мой полярности. При сварке в среде азота или в смеси азота с гелием сва-
рочный ток уменьшают, а напряжение повышают (табл. 12.10). При тол-
щинах более 4 ... 5 мм рекомендуется подогрев до 300 ... 600 °C.
12.10. Рекомендуемые режимы сварки меди
вольфрамовым электродом (стыковые соединения на
медной водоохлаждаемой подкладке или флюсовой подушке)
Толщина металла, мм Зазор меж- ду кром- ками, мм Ток, А Напря- жение, В Скорость сварки, м/ч Темпера- тура по- догрева, °C Расход газа, л/мин
2 0.0,5 S ct 100... 120 реде аргоъ 10... 14 ia 25 ...30 нет 10... 12
4 1,0. 1,5 380 ...400 12... 16 30 ...35 300.. 400 12 .. 14
2 0.0,5 Вс 70 ...90 реде азот 20. 24 а 20 ...22 нет 16... 18
4 1,0 . 1,5 180 .200 24. 28 18 .20 нет 18..20
10 1,0.. 1,5 400 ...420 31 .36 12. 14 400 .. 600 22... 24
ОСОБЕ1ИЮСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 459
При сварке плавящимся электродом используют постоянный ток об-
ратной полярности. Широкое распространение для меди при толщинах более
4 мм получила многослойная полуавтоматическая сварка проволокой малою
диаметра (1 ... 2 мм). Режимы сварки: сварочный ток 150 ... 200 А для про-
волоки диаметром I мм и 300 ... 450 А для проволоки диаметром 2 мм,
напряжение дуги 22 ... 26 В, скорость сварки зависит от сечения шва.
Температура подогрева 200 ... 300 °C.
Для латуней, бронз и медно-никелевых сплавов предпочтительнее
сварка неплавящимся электродом, так как в этом случае меньше испаре-
ние цинка, олова и других элементов. Предварительный подогрев для
медных сплавов требуется при толщинах более 12 мм.
Ручная дуговая сварка меди и ее сплавов покрытыми электродами
выполняется на постоянном токе обратной полярности (табл. 12.11).
Медные листы толщиной до 4 мм сваривают без разделки кромок, до
10 мм с односторонней разделкой при угле скоса 60 ... 70° и притупле-
нии 1,5 ... 3 мм, более 10 мм - с Х-образной разделкой кромок. Для свар-
ки меди используют электроды с покрытием "Комсомолец-100",
АНЦ/ОЗМ-2, АНЦ/ОЗМ-З, ЗТ, АНЦ-3.
Сварку ведут короткой дугой с возвратно-поступательным движени-
ем электродов без поперечных колебаний. Удлинение дуги ухудшает
формирование шва, увеличивает разбрызгивание, снижает механические
свойства сварного соединения. Предварительный подогрев делают при
толщине 5 ... 8 мм до 200 ... 300 °C, а при толщине 24 мм до 800 °C.
Теплопроводность и электропроводность металла шва резко снижаются
при сохранении высоких механических свойств. Для сварки латуней,
бронз и медно-никелевых сплавов применяют электроды ММЗ-2,
Бр1/ЛИВТ, ЦБ-1, МН-4 и др.
12.11. Ориентировочные режимы ручной
однопроходной сварки меди покрытыми электродами
Толщина, .мм Диаметр электрода, мм Ток дуги. А Напряжение, В
2 2 . 3 100... 120 25 ...27
4 4.. 5 160 200 25 27
6 5 .7 260 .340 26. 28
10 6 . 8 400 .420 28 .30
460 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Рис. 12.4. Схема
механизированной сварки меди
угольным электродом под флюсом
Механизированную дуговую свар-
ку под флюсом осуществляют уголь-
ным (графитовым) электродом
(рис. 12.4) и плавящимся электродом.
Сварка угольным электродом выпол-
няется на постоянном токе прямой
полярности с использованием стан-
дартных флюсов АН-348А, ОСЦ-45,
АН-20. При сварке угольным элек-
тродом кромки / собирают на графи-
товой подкладке 2, поверх стыка на-
кладывают полоску латуни Зу которая
служит присадочным металлом. Дуга
горит между угольным электродом 4, заточенным в виде плоской лопа-
точки. и изделием под слоем флюса 5. Способ пригоден для сварки тол-
щин до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напря-
жение дуги 18 ... 21 В, скорость сварки 6 ... 25 м/ч.
Механизированная сварка плавящимся электродом под плавлеными
флюсами (АН-200, АН-348А, ОСЦ-45, АН-Ml) выполняется на постоян-
ном токе обратной полярности, а под керамическим флюсом ЖМ-1 и на
переменном токе. Основным преимуществом этого способа сварки явля-
ется возможность получения высоких механических свойств сварного
соединения без предварительного подогрева. При сварке меди использу-
ют сварочную проволоку диаметром 1,4 ... 5 мм из меди МБ, Ml. бронзы
БрКМц 3-1, БрОЦ 4-3 и т.д. За один проход можно сваривать без раздел-
ки кромок толщины до 15 ... 20 мм, а при использовании сдвоенного
(расщепленного) электрода - до 30 мм. При толщинах кромок более
15 мм рекомендуют делать V-образную разделку с углом раскрытия 90°,
притуплением 2 ... 5 мм, без зазора. Флюс и графитовые подкладки перед
сваркой должны быть прокалены. Для возбуждения дуги при сварке под
флюсом проволоку закорачивают на изделие через медную обезжирен-
ную стружку или пружину из медной проволоки диаметром 0,5 ... 0,8 мм.
Начало и конец шва должны быть выведены на технологические планки.
Режимы сварки приведены в табл. 12.12.
При сварке латуней применяют флюсы АН-20, ФЦ-10, МА ГИ-53 и
бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки. Сварка
ведется на низких значениях сварочного тока и напряжения для сниже-
ния интенсивности испарения цинка. Бронзы под флюсом свариваются
хорошо.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
461
12.12, Ориентировочные режимы
автоматической сварки меди под флюсом
(стыковое соединение, диаметр электродной проволоки 5 мм)
Толщина, мм Разделка кромок Сварочный ток, А Напряжение дуги, В Скорость сварки, м/ч (х Ю3. м/с)
5. 6 Без разделки 500 ...550 38.. 42 45 . 40(12,6 .11,2)
10... 12 700.. 800 40.. 44 20. 15(5,6 . 4,2)
16..20 850... 1000 45 ... 50 12.. 8(3,4... 2,2)
25 ...30 U-образная 1000... 1100 45 .. 50 8 .6(2,2 1,7)
Гаэовая сварка меди используется в ремонтных работах. Рекомен-
дуют использовать ацетиленокислородную сварку, обеспечивающую
наибольшую температуру ядра пламени. Для сварки меди и бронз ис-
пользуют нормальное пламя, а для сварки латуней - окислительное
(с целью уменьшения выгорания цинка). Сварочные флюсы для газовой
сварки меди содержат соединения бора (борная кислота, бура, борный
ангидрид), которые с закисью меди образуют легкоплавкую эвтектику и
выводят ее в шлак. Флюсы наносят на обезжиренные сварочные кромки
по 10 ... 12 мм на сторону и на присадочный металл. При сварке алюми-
ниевых бронз надо вводить фториды и хлориды, растворяющие А12О3.
При сварке меди используют присадочную проволоку из меди марок Ml
и М2, а при сварке медных сплавов - сварочную проволоку такого же
химического состава. При сварке латуней рекомендуют использовать
проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют
проковку при подогреве до 300 ... 400 °C с последующим отжигом для
получения мелкозернистой структуры и высоких пластических свойств.
При электрошлаковой сварке меди применяют легкоплавкие флюсы
системы NaF-LiF-CaF2 (АНМ-10). Режим электрошлаковой сварки: сва-
рочный ток /св = 1800 ... 1000 А, напряжение U = 40 ... 50 В, скорость
подачи пластинчатого электрода 12 ... 15 м/ч. Механические свойства
шва мало отличаются от свойств основного металла.
Электронно-лучевая сварка меди эффективна при изготовлении
элекгровакуумных приборов. Она обеспечивает сохранение высокой чис-
тоты меди от примесей и получение мелкозернистой структуры.
462 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
При соединении элементов из меди и ее сплавов больших толщин
хорошие результаты дает плазменная сварка. Возможно производить
сварку элементов толщиной до 60 мм за один проход. Применяют плаз-
мотроны прямого действия. Для обеспечения хорошей защиты от атмо-
сферного воздуха плазменную сварку иногда выполняют по слою флюса,
а для создания мелкозернистой струкгуры используют порошковую про-
волоку. Для сварки малых толщин до 0,5 мм эффективно используют
микроплазменную сварку.
Никель и его сплавы
Никель и никелевые сплавы, содержащие 55 % Ni и более, являются
важнейшими конструкционными материалами благодаря их высокой
коррозионной стойкости, жаростойкости, жаропрочности, пластичности
при низких и высоких температурах, длительной прочности. Никель ис-
пользуют для переработки на полуфабрикаты (листы, ленты, полосы и
т.д.) как конструкционный материал и для изготовления сплавов на нике-
левой основе.
При кристаллизации никель образует |ранецен!рированную кубиче-
скую решетку и обладает физическими свойствами, схожими со свойст-
вами железа аустенитной фазы.
Технический никель выпускается нескольких марок по ГОСТ 849-97
с содержанием чистого никеля от 99,99 % (марка НО) до 97,6 % (Н4). Не-
большие добавки марганца, кремния, углерода, магния и других элементов,
содержащихся в техническом никеле, вводят как раскислители и десуль-
фураторы. Наиболее распространены сплавы Ni с Си, Cr, Мо, А1, Ге, Ti, Be.
Условно никелевые сплавы делятся на четыре группы: конструкци-
онные, термоэлектродные, жаростойкие и с особыми свойствами.
К конструкционным сплавам относят сплавы на медно-никелевой
основе [монель, мельхиор, нейзильбер и др. (ГОСТ 492-73)]. Конструк-
ционные сплавы (например, монель НМЖМц 28-2,5-1,5) обладают высо-
кими механическими свойствами и коррозионной стойкостью. Термо-
электродные сплавы (хромель, копель, алюмель, манганин, константан)
отличаются высокой электродвижущей силой, большим электросопро-
тивлением при малом темпе рагу р ном коэффициенте электросопротивле-
ния. Жаростойкие сплавы, легированные хромом и железом, используют
для изготовления электронагревательных элементов (например, сплав
нихром). Сплавы с особыми свойствами: магнитными - пермаллой, упру-
гими - инвар 36Н, ковар 29НК. В данной главе рассмотрены особенности
сварки только технического никеля и сплавов типа монель.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 463
При нагревании Ni взаимодействует с О2, S, Р, С, Se, Sb, Si, В.
Особенности сварки никеля и его сплавов обусловлены следующи-
ми факторами:
1. В жидком состоянии никель
хорошо растворяет кислород, азот и
водород. При затвердевании раство-
римость этих газов резко снижается
(рис. 12.5). При попадании этих га-
зов в сварочную ванну могут прохо-
дить реакции типа:
NiO + 2Н -► Ni + Н2О;
NiO + С Ni + СО.
Продукты этих реакций вызы-
вают образование пор. Азот в сва-
рочной ванне образовывает нестой-
кие нитриды Ni3N и газовую фазу,
создающую поры. Поэтому при
Рис. 12.5. Растворимость водорода
в никеле в зависимости
от температуры
сварке необходимо обеспечить качественную защиту металла от атмо-
сферного воздуха, хорошее раскисление и дегазацию ванны. Легирование
шва Ti, Сг и V уменьшаег пористость, а Мп, С, Si, Fe увеличивает. Ре-
комендуют использовать сварку короткой дугой.
2. При сварке никеля металл шва обладает большой склонностью к
образованию кристаллизационных трещин. Главной причиной горячих
трещин является образование по границам кристаллитов легкоплавких
эвтектик Ni3S + Ni (Тпп = 645 °C) и Ni3P + Ni (Тпл = 880 °C). Для предот-
вращения образования кристаллизационных трещин ограничивают со-
держание в основном металле и в сварочных материалах серы и фосфора
до 0,005 %. Для связывания серы в тугоплавкие соединения металл шва
легируют до 5 % Мп, до 0,1 % Mg, до 0,06 % Li.
3. Для предотвращения образования крупнозернистой структуры
металла шва рекомендуют: сварку производить на ограниченной погон-
ной энергии, в металл шва вводить модификаторы (Ti, Al, Мо), измель-
чающие сгруктуру, при многопроходной сварке последующие слои на-
кладывать после полного охлаждения предыдущих.
4. Никель обладает меньшей жидкотекучестью, чем сталь, и про-
плавляется на меньшую глубину. Поэтому при подготовке заготовок к
сварке целесообразно увеличивать глубину и угол разделки кромок.
464 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
5. Ввиду различия химического состава и структуры металла шва и
основного металла сварные соединения некоторых никелевых сплавов
особенно с Сг и Мо имеют существенную неоднородность физико-
химических свойств и проявляют склонность к межкристаллитной корро-
зии. Для таких сплавов рекомендована послесварочная термическая об-
работка (нагрев до Г = 700 ... 800 °C с последующим охлаждением на
воздухе или в воде).
Основным способом сварки никеля и его сплавов является дуговая
сварка в среде защитных газов. Используются также способы сварки
плавлением: ручная дуговая покрытыми электродами, автоматическая
дуговая под слоем флюса, угольным электродом, газовая, электрошлако-
вая, электронно-лучевая, лазерная.
Перед сваркой кромки и прилегающие к ним участки на расстоянии
20 ... 30 мм тщательно зачищают механическим путем до металлическо-
го блеска для удаления поверхностного налета, содержащего серу, и
окисной пленки затем обезжиривают. В ряде случаев пленку оксидов
удаляют травильным раствором, содержащим азотную, серную и соля-
ную кислоты.
Сварка в среде защитных газов никеля и его сплавов обеспечивает
высокое качество сварных соединений, отвечающих эксплуатационным
требованиям. Дуговую сварку вольфрамовым электродом выполняют на
прямой полярности с применением аргона первого сорта и без присадоч-
ного или с присадочным (чаще всего проволока НМц 2,5) металлом.
Сварку рекомендуют проводить на медной подкладке или с защитой кор-
ня шва аргоном, с соплами горелок, как при сварке титана. Сварку никеля
осуществляют при минимально возможной длине дуги, повышенных си-
ле тока и скорости сварки.
При ручной сварке применяют ’’левый” способ, Наклон горелки к оси
шва должен быть 45 ... 60° вылет вольфрамового электрода 12 ... 15 мм.
Присадочный металл подают под углом 20 ... 30° к оси шва. При много-
проходной сварке последующие швы необходимо накладывать после
полного охлаждения, зачистки и обезжиривания предыдущих слоев.
Швы, обращенные к агрессивной среде, выполняются в последнюю оче-
редь. Начинать и заканчивать сварные швы необходимо на технологиче-
ских планках. Для предотвращения образования трещин в кратере закан-
чивают сварку с уменьшением сварочного тока. Режимы сварки никеля
приведены в табл. 12.13.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 465
12.13. Ориентировочные режимы
ручной аргонодуговой сварки вольфрамовым электродом
в среде аргона стыковых соединений никеля
Толщина металла, мм Разделка кромок Число прохо- дов Диаметр, мм Сварочный ток, А Расход аргона, л/мин
элект- рода присадочной проволоки
2 Без разделки 1 1,5 . 2,0 1,0... 1,5 70... 90 8... 10
4 2 2,0 ...2,5 1,5 ...2,0 80 .. 100
4 V-образная 2 2,0 ...2,5 2,0.. 2,5 80 .. 100 8... 10
6 3 2,5 ... 3,0 10... 12
10 4 2,5 ...3 3,0 100... 120 10... 12
6 Х-образная 2 2,0 ...2,5 2,5 ...3,0 90... 120 10... 12
8 4 2,5 ...3
10 100... 120
Примечание. Расход аргона на защиту корня шва 2 ... 3 л/мин.
Ручную дуговую сварку покрытыми электродами для листов толщи-
ной более 1,5 мм осуществляют на постоянном токе обратной полярно-
сти. /Via сварки никеля используют электроды "Прогресс-50" со стерж-
нем из проволоки НП1 и ОЗЛ-22 со стержнем НМцАТК 1-1,5-2,5-0,15.
Толщины до 4 мм сваривают без разделки, а больше 4 мм с разделкой
кромок (табл. 12.14). Рекомендуется по возможности вести сварку за
1 проход, а длинные швы выполнять отдельными участками.
Для предупреждения перегрева электрода и получения меньших оста-
точных напряжений при сварке используют ток, пониженный по сравнению
с током при сварке сталей и пониженную скорость сварки (табл. 12.15).
Сварку рекомендуют вести в нижнем положении короткой дугой для
уменьшения угара стабилизирующих и раскисляющих элементов, содер-
жащихся в электродной проволоке. Продольные колебания конца электро-
да способствуют газоудалению и получению более плотных швов.
466 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
12.14. Подготовка кромок при ручной сварке
никеля и его сплавов покрытыми электродами
6, мм Эскиз подготовки кромок 5. мм а, мм
2,0 .4,0
7
1,0.2,0
4,0 .. 6,0
6,0... 12,0
0,5 1,0 1,5 ...2,0
1,5 ...2,0 1,5 ...3,0
8,0.. 12,0
12,0 .20,0
1,5 ... 2,5 1,5 ...3,0
2,0 3,0 2,0 . 4,0
12.15. Ориентировочные режимы ручной дуговой сварки
покрытыми электродами никелевых сплавов
Толщина, мм Диаметр сгержпя электрода, мм Длина электрода, мм Сварочный ток, А
до 2 2 150 200 30... 50
2...3 2... 3 200 . 250 40... 100
3.. 5 3...4 250 ...300 80... 140
$.. 8 4 300 90... 100
8... 12 4.5 300 .400 100... 165
При автоматической дуговой сварке никеля и никелевых сплавов
под флюсом требования по подготовке такие же, как при ручной дуговой
сварке. Состав электродной проволоки подбирается близким к составу
основного металла. Для сварки используют низкокремнистые основные
или бескислородные фторидные флюсы ЖН-1, АНО-1, АНФ-22. Сварка
производится на постоянном токе обратной полярности. Лучшие резуль-
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
467
тэты получаются при использовании сварочных автоматов с зависимой
от напряжения дуги подачей электродной проволоки. Ввиду нежелатель-
ности перегрева основного металла сварку стремятся выполнять швами
небольшого сечения. Используют электродные проволоки небольшого
(2 ... 3 мм) диаметра. Из-за высокого электрического сопротивления
электродных проволок и высокого коэффициента их расплавления вылет
электрода уменьшают в 1,5 ... 2 раза по сравнению с вылетом электрода
при сварке сталей. Получаемые сварные соединения обладают стабиль-
ными и высокими показателями механических свойств.
Газовую сварку используют ограниченно для получения соединений
на никеле и медно-никелевых сплавах. При ацетиленокислородной свар-
ке устанавливается нормальное пламя, так как избыток кислорода или
избыток ацетилена вызывают пористость, хрупкость металла шва. Для
сварки никеля используют присадочную проволоку того же химического
состава, что и основной металл, или с легированием небольшим количе-
ством марганца, магния, кремния и титана. Чистый никель можно свари-
вать без флюса, а сплавы - с флюсом, не содержащим бор. Показатели
механических свойств сварных соединений из никеля, полученных газо-
вой сваркой, существенно ниже показателей основного металла.
Титан и его сплавы
Титан обладает рядом ценных свойств (малая плотность, высокая
прочность до температуры 450 ... 500 °C, высокая коррозионная стой-
кость во многих агрессивных средах), благодаря которым находит широ-
кое применение как конструкционный материал в современных отраслях
промышленности.
Титан имеет две аллотропические модификации: низкотемператур-
ную а с гексагональной плотноупакованной кристаллической решеткой,
существующую при температурах до 882,5 °C, и высокотемпературную р
с объемнонентрированной кубической решеткой, существующей выше
температуры 882,5 °C до температуры плавления 1668 °C. Механические
свойства технического титана невысоки и повышаются за счет легирова-
ния (табл. 12.16).
Легирующие элементы по влиянию на температуру полиморфного
превращения и стабилизацию той или иной фазы подразделяются на две
группы:
1) а-стабилизаторы, повышающие температуру а —► Р-превращенйя,
значительно растворяющиеся в a-фазе и незначительно в P-фазе (Al, С, О);
468 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
12.16. Структура, состав и механические свойства
промышленных титановых сплавов
Сплавы Марка сплава Средний химический состав. % Механические свойства
пв, МПа 5, %
а ВТ 1-00 ВТ1-1 ВТ5-1 Нелегированный титан То же 4,3 6,0 А1; 2,0... 3,0 Sn 294 ...442 442 .563 785 .981 25 25 10
Псевдо-а-сплавы ОТ4-0 ОГ4-1 ОТ4 ВТ-20 АТЗ ПТ-7М ВТ4 0,2... 1,4 Al; 0,2 ... 1,3 Мп 1,0 . 2,5 Al; 0,7 2,0 Мп 3,5 ...5,0 Al; 0,8 ...2,0 Мп 5,5 ...7,5 Al; 0,5 . 2,0 Мо; 0,8 ... 1,8 V; 1,5 2,5 Zr 2,0 ... 3,5 Al; 0,2 0,5 Сг; 0,2 .. 0,4 Si; 0,2 ... 0,5 Fe 1,8 ... 2,5 Al; 2,0 ...3,0 Zr 5,0 Al; l,5Mn 490. 637 588 735 686 . 785 932... 1128 588 ...735 490 . 686 821 .981 20 15 10 10 15 15 12
а + (3 ВТ6С ВТ6 ВТ9 BTI4 ВТ 16 ВТ22 ВТ23 5,0 Al; 4,0 V 6,0 Al; 4,5V 6,0 .7,3 Al; 2,8. 3,8 Mo; 0,2 ...0,4 Si 3,5 .6,3 Al; 2,0. 3,8 Mo; 0,9 1,9 V 1,8 3,8 Al; 4,5 . 5,5 Mo; 4,0 5,5 V 2,3 ...3,6 Al; 4,0 . 5,5 Mo; 4,0 .. 5,5 V; 0,5 .. 2,0 Cr; 0,5 ... 1,5 Fe 4,5 Al; 2,0 Mo; 4,5 V; 0,6 Fe; 1 Cr 875 ...932 932 ...987 981 1180 883 1030 834. 932 1079. 1226 1370 10 7 10 10 8 8 5
р 4201 31 ...35 Mo 834 .. 883 16
Псевдо- 0-сплавы ВТ15 ТС6 2,3 3.6 Al; 6,8 . 8,0 Mo; 9,5 ... 11,5 Cr 3,0 Al; 5,0 Mo; 6,0 V; 11,0 Cr 1270 1470 1370... 1470 3 4
ОСОБЕННОСТИ ТЕХ! ЮЛОГИИ И ТЕХНИКИ СВАРКИ 469
2) p-стабилизаторы, делящиеся на две группы:
- изоморфные - неограниченно растворяющиеся в P-фазе (V, Nb, Та,
Мо, W);
- эвтектоидообразующие, обладающие большей, чем в a-фазе, но
ограниченной в p-фазе растворимостью (Мп, Fe, Си, Со, Ni, Si и др.).
В зависимости от структуры в нормализованном состоянии титано-
вые сплавы подразделяют на классы (см. табл. 12.16).
Из указанных в таблице сплавов (а + р)-сплавы и псевдо-р-сплавы
упрочняются термической обработкой (закалка + старение).
Ряд примесей резко снижает пластические свойства титана, по-
этому их содержание ограничивают: О2 < 0,15 ... 0,20 %; N2 < 0,05 %;
Н2<0,01 %; С <0,10 %.
Особенности сварки титановых сплавов обусловлены следующими
факторами:
1. Высокая химическая активность титана к газам (кислороду, азоту и
водороду) при высоких температурах требует обеспечения надежной за-
шиты от газов атмосферы не только металла сварочной ванны, но и основ-
ного металла, нагревающегося до температуры 400 °C и выше. Сварку не-
обходимо производить в среде защитных газов (аргона, гелия) высокой
чистоты, под специальными флюсами или в вакууме. При температурах
нагрева выше 350 °C титан поглощает кислород с образованием поверхно-
стного (альфированного) слоя высокой твердости Ti + О2 “ TiO2. При на-
греве до температур выше 550 °C титан растворяет азот, химически взаи-
модействует с ним, образуя малопластичные фазы внедрения (нитриды):
2Ti » N2 = 2TiN или 6Ti + N2 = 2Ti3N.
Попадание частиц альфированного слоя в сварной шов резко снижает его
пластичность (рис. 12.6).
Водород даже при очень малом содержании резко ухудшает свойст-
ва титана. Хотя с увеличением температуры растворимость водорода
снижается, водород, выделяющийся из перенасыщенного твердого рас-
твора, образует отдельную фазу - гидриды титана, которая сильно ох-
рупчивает титан, способствует образованию холодных трещин и пор.
2. Низкая теплопроводность титана при сварке вызывает перегрев метал-
ла шва и околошовной зоны, что способствует росту размера зерна 0-фазы на
стадии нагрева и образованию хрупких фаз при охлаждении и старении. Не-
обходима оптимизация режимов сварки, которая выражается в снижении
погонной энергии для а и псевдо-а-сплавов и в увеличении погонной энер-
гии для (а + р)-сплавов. Целесообразно использовать более концентриро-
ванные сварочные источники энергии (электронный и лазерный лучи).
470 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
а)
3. Образование пор в кристаллизующемся металле сварного шва
связано в основном с выделением водорода, который был поглощен ти-
таном из адсорбированной влаги на присадочном металле, во флюсе или
из атмосферы при нарушении защиты. Поры, располагаясь в виде цепоч-
ки в сварном шве, приводят к снижению статической и динамической
прочности сварного соединения.
4. Образование холодных трещин в титановых сплавах вызывается
повышенным содержанием водорода в сочетании с высоким уровнем
внутренних напряжений. Поэтому необходимо принимать меры по пре-
дотвращению наводораживания металла сварного соединения при сварке
и эксплуатации и меры по снижению остаточных сварочных напряжений.
5. В результате сварочного термодеформационного воздействия
сварные соединения титановых сплавов могут обладать существенной
неоднородностью свойств и для них тогда следует выполнять послесва-
рочную термическую или термомеханическую обработку.
Из способов сварки плавлением для титана и его сплавов находят
наибольшее применение следующие: дуговая сварка в среде инертных
газов, под флюсом, электрошлаковая, электронно-лучевая.
Перед сваркой необходимо произвести подготовку кромок заготовок
и присадочной титановой проволоки. Разделку кромок выполняют для
толщин более 4 мм. Если заготовки были вырезаны термическими спосо-
бами резки, то кромки необходимо обработать механическими способами
на глубину не менее 2 мм. Непосредственно перед сваркой кромки по
ширине 15 ... 20 мм от стыка должны быть очищены от окалины, цветов
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 471
побежалости, жира и других веществ. Механическую очистку поверхно-
стей осуществляют хромоникелевыми стальными или титановыми про-
волочными щетками или шабером, а затем обезжиривают спиртом - рек-
тификатом или ацетоном. Для удаления оксидно-нитридной пленки при-
меняют травление водным раствором плавиковой (HF > 2 % по объему) и
азотной (НМО3 > 30 %) кислот с последующими промывкой в бензине и
обезжириванием этиловым спиртом - ректификатом или ацетоном. Для
оценки полноты удаления альфированного слоя и отсутствия наводора-
живания в процессе травления рекомендуют применять спектральный
метод контроля концентрации водорода на поверхности свариваемых
кромок. Сварочная проволока подвергается вакуумному отжиму и перед
сваркой обезжиривается.
Дуговая сварка в среде защитных газов может быть осуществлена
неплавящимся лантанированным или иттрированным вольфрамовым
электродом (механизированная и ручная) и плавящимся электродом
(автоматическая, полуавтоматическая). Для защиты зоны сварки исполь-
зуют аргон высшего сорта по ГОСТ 10157-79 и гелий высокой чистоты
по ГОСТ 20461-75 или смеси этих газов.
Защиту металла сварного соединения в процессе сварки осуществ-
ляют: 1) на воздухе со струйной подачей инертного газа ламинарным
потоком из сопел со специальными насадками и подачей газа с обратной
стороны шва через специальные подкладки; 2) путем использования ме-
стных камер; 3) путем помещения всего узла в камеру с контролируемой
атмосферой. Наиболее надежную защиту обеспечивают камеры с кон-
тролируемой атмосферой и их применяют для изделий ответственного
назначения.
Наибольшее распространение получила сварка вольфрамовым элек-
тродом на воздухе. Сварку осуществляют на обычных установках для
автоматической сварки в среде инертных газов неплавящимся электро-
дом. На горелке закрепляют специальную насадку (рис. 12.7), размеры
которой назначаются такими, чтобы защитить от воздуха требуемую изо-
терму на основном металле. Для предотвращения окисления металла
сварного соединения защищают изотермы в 250 ... 300 °C. Размеры изо-
термы обычно определяют расчетным путем по формулам распростране-
ния теплоты в металлах при сварке. Длина и ширина насадки должны
соответствовать размерам изотермы.
Наилучшая защита осуществляется при создании ламинарного пото-
ка инертного газа, для обеспечения которого в насадку закладывают сет-
чато-пористый материал. Для защиты обратной стороны шва используют
специальные подкладки и насадки (рис. 12.8).
472 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Рис. 12.7. Насадка, закрепляемая ня горелке при сварке титана
Рис. 12.8. Защита обратной стороны (корня) шва:
а - в - с помощью формирующей подкладки, продуваемой
инертным газом при разной толщине основного металла:
а - 0,8 ... 3 мм; б - 4 ... 8 мм; в - 8 ... 16 мм;
г - с помощью дополнительной насадки:
/ - сварочная горелка; 2 - присадочный пруток;
3 - изделие; 4 - дополнительная насадка
Приближенно о надежности газовой защиты можно судить по внеш-
нему виду сварного соединения. Блестящая серебристая поверхность шва
свидетельствует о хорошей защите и удовлетворительных свойствах шва.
Желто-голубой цвет, серые налеты указывают на плохую защиту.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 473
12.17. Режимы аргонодуговой сварки
вольфрамовым электродом, рекомендуемые для листов титана
Толщина металла, мм Диаметр, мм Сила тока, А Скорость сварки, м/ч
присадочного прутка электрода
0,3 .0,7 — 1,6 40 55
0,8... 1,2 — 1,6 60 80 40 . 50
1,5 2,0 2,0 ... 2,5 2,0 80 120 35 ...40
2,5.. 3,5 2,0 ...2,5 3,0 150 ... 200 35 ...40
Примечание. Подача аргона через горелку 13 ... 18 л/мин, с обратной
стороны шва 2 ... 2.5 л/мин.
а) б) в)
Рис. 12.9. Формы проплавления
при сварке титана
Ориентировочные режимы автоматической сварки на постоянном
токе прямой полярности приведены в табл. 12.17. Присадочный пруток
подают при толщинах листов больше 1,5 мм.
Рабочая часть вольфрамового электрода затачивается на конус под
углом 30 ... 45°. Увеличение угла заточки уменьшает глубину проплавле-
ния. Для улучшения формирования шва при автоматической сварке с при-
садочной проволокой и повышения
стойкости электродов конус при-
тупляют до диаметра 0,5 ... 0,8 мм.
Это способствует расфокусировке
дуги и более плавному переходу от
основного металла к металлу шва
(рис. 12.9) при сварке в аргоне,
иначе необходимо наложение ган-
тельных швов.
Ручная сварка вольфрамовым электродом ведется без колебатель-
ных движений горелки углом вперед на короткой дуге. Угол между элек-
тродом и присадкой поддерживается в 90°. При обрыве дуги и после
окончания сварки аргон должен подаваться до тех пор, пока металл не
охладится ниже 400 °C.
474 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
В качестве присадки применяют проволоки: ВТ 1-00, ВТ2 - для а- и
псевдо-а-сплавов, СПТ-2 - для (а + 0)-сплавов и др.
Для повышения эффективности использования теплоты при сварке
вольфрамовым электродом разработаны разновидности способа: им-
пульсно-дуговая сварка, погруженной дугой, сквозным проплавлением,
по флюсу, с присадочной порошковой проволокой, с магнитным переме-
шиванием сварочной ванны, в щелевую разделку и др.
Импульсно-дуговая сварка позволяет в более широких пределах из-
менять размеры сварного шва, уменьшать деформации конструкций, сни-
жать уровень остаточных напряжений, уменьшать размеры кристаллитов и
пористость в шве, уменьшать размеры зоны термического влияния.
При сварке погруженной дугой (кончик электрода находится ниже
поверхности свариваемого металла) на больших токах возможно свари-
вать за один проход без разделки кромок толщины до 15 мм. При сварке
титановых сплавов сквозным проплавлением можно сваривать за один
проход металл толщиной 12 мм.
Аргонодуговая сварка вольфрамовым электродом по галогенидным
флюсам, наносимым на кромки свариваемых деталей в виде пасты тон-
ким слоем, благодаря увеличению проплавляющей способности дуги по-
зволяет уменьшать сварочный ток, увеличивать глубину прошшвления,
изменять форму провара, лучше формировать обратный валик, умень-
шать размеры зоны термического влияния, измельчать зерно, уменьшать
возможность прожогов и пористость, уменьшать деформации конструк-
ций и в итоге получать качественные сварные соединения с высокими
механическими свойствами. Эти же преимущества проявляются и при
сварке порошковой проволокой, в которую в качестве наполнителя вве-
ден флюс.
При воздействии переменного и постоянного магнитных полей на
процессы кристаллизации сварочной ванны удается измельчать кристал-
литы в 1,5 раза, улучшать структуру, снижать пористость и химическую
неоднородность металла шва. Сварка в щелевую разделку позволяет
уменьшить расход дорогих материалов и повысить производительность.
Сварка плавящимся электродом применяется для различных типов
соединений из титана и его сплавов при толщинах более 3 ... 4 мм в
нижнем положении (табл. 12.18). Сварка ведется на постоянном токе об-
ратной полярности.
При сварке в гелии выше напряжение дуги и швы получаются с более
плавным переходом от выпуклости к основному металлу (рис. 12.9, в).
12.18. Режимы сварки титана и его сплавов плавящимся электродом в защитных газах
Диаметр электрода, мм Сила тока, А Диапазон свариваемых встык листов (без разделки кромок), мм Напря- жение, В Скорость сварки, м/ч Вылет электрода, мм Расход аргона, л/мин
Сварка в аргоне
0,6... 08 150 ...250 4... 8 22... 24 30 ...40 10... 14 20 ...30
1,0... 1,2 280 ...320 5... 10 24 ...28 30 ...40 17. .20 25 ...35
1,6 ...2,0 340 .. 520 8... 12 30 ...34 20 ...25 20 ...25 35 ...45
3,0 480... 750 14 ...34 32... 34 18... 22 30 ...35 40... 50
4,0 680... 980 16.36 32 ...36 16... 18 35 ...40 50... 60
5,0 780... 1200 16..36 34 ...38 14... 16 40 ...45 50... 60
Сварка в гелии
0,6... 08 150 ...250 4... 6 28 ...32 30... 40 10... 14 30 ...40
1,0... 1,2 280... 320 4... 8 32 ...36 30... 40 17 .. . 20 35 ...45
1,6 ...2,0 340... 520 5... 10 38 .40 20 ...25 20 ...25 70... 90
3,0 480 ...750 10..28 42... 48 18.22 30 ...35 80... 100
4,0 680... 980 12 . 32 46 ...50 16... 18 40... 50 100... 120
5,0 780... 1200 12 ...32 46... 52 14... 16 45... 55 100... 120
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 475
476 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Для сварки титана производят модернизацию существующего обо-
рудования для сталей (автоматы типа АДС), уделяя особое внимание по-
вышению скорости подачи сварочной проволоки и обеспечению полно-
ценной защиты металла при сварке. Источники питания применяют с
жесткой характеристикой.
С целью повышения эффективности сварки плавящимся электродом
в среде инертных газов применяют предварительный подогрев сварочной
проволоки проходящим током и импульсно-дуговую сварку. Полуавто-
матическая импульсно-дуговая сварка титановых сплавов обеспечивает
повышение производительности сварочных работ в 2 ... 3 раза при сни-
жении погонной энергии сварки в 2 ... 2,5 раза.
При дуговой сварке механические свойства металла сварного шва и
прочность соединения в целом зависят от марки титана, марки присадоч-
ной проволоки, способов и режимов сварки и могут быть доведены до
показателей основного металла. Титановые а-, псевдо-а- и 0-сплавы хо-
рошо свариваются, малочувствительны к изменению термических циклов
сварки и могут свариваться в широком диапазоне режимов. Сварные со-
единения из низколегированных а-сплавов почти равнопрочны основно-
му металлу. С повышением легирования различие в прочности и пла-
стичности сварного соединения и основного металла возрастает. Для ста-
билизации структуры и снятия остаточных напряжений применяют для
а-сплавов послесварочныЙ отжиг.
Двухфазные (а + 0)- и псевдо-0-сплавы чувствительны к термиче-
скому циклу сварки. При больших скоростях охлаждения в результате
распада 0-фазы в околошовной зоне сварного соединения образуются
структуры, обладающие низкой пластичностью. Для получения опти-
мального соотношения характеристик прочности и пластичности, а также
повышения термической стабильности сварных соединений применяют
после сварки полный отжиг или термомеханические виды обработки.
При сварке под флюсом и при электрошлаковой сварке применяю!'
бескислородные флюсы серии АНТ системы CaF-BaCh-NaF. Перед
сваркой флюс высушивается при температуре 300 ... 400 °C, чтобы со-
держание влаги не превышало 0,05 мае. %. Титан сваривают на обычном
оборудовании на постоянном токе обратной полярности (табл. 12.19).
Электрошлаковая сварка эффективна при толщине деталей из титана
более 40 мм (табл. 12.20). Для сварки используют бескислородные
флюсы типа АНТ-2, АНТ-4. Поверхность шлаковой ванны защищают
аргоном.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 477
12.19. Режимы сварки титана плавящимся электродом
под флюсом АНТ-1 (скорость сварки 50 м/ч)
Толщина металла, мм Диаметр электрод- ной проволоки, мм Сила тока, А Напря- жение, В Скорость подачи проволоки, м/ч
Односторонняя сварка на остающейся подкладке
2... 2,5 2 190 .220 34 36 167... 175
4 ...4,5 2 300. 320 34. 38 221 ...239
4.5 3 310 ... 340 30 .32 95.111
Двусторонняя сварка
8 3 310 370 30 . 32 135... 140
10 3 340 .360 30 . 32 150 .155
12 3 350 ...400 30 32 160... 165
15 3 390 420 30 - 32 175 ,.180
12.20. Режимы электрошлаковой сварки поковок из титана
пластинчатым электродом (флюс АНТ-2, напряжение 16 ... 18 В)
Толщина металла, мм Зазор, мм Толщина пластинчатого электрода, мм Сила тока, А
30. 50 23.. 25 8. 10 1200. 1600
50 80 23 25 8 10 1600 2000
80... 100 24 ... 26 10 12 2000. .2400
100... 120 24... 26 10 .. 12 2400. .2800
Электронно-лучевую сварку применяют для толщин до 160 мм. В неко-
торых случаях целесообразно использовать сварку с горизонтальным распо-
ложением луча для предотвращения образования несплошностей и пор.
478 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Тугоплавкие и химически активные металлы
Рассмотрим только те тугоплавкие и химически активные металлы,
которые могут быть использованы в качестве конструкционных материа-
лов: цирконий, гафний, ниобий, тантал, молибден. Такие материалы, как
ванадий, вольфрам, хром, используют в качестве конструкционных зна-
чительно реже и только в комбинированных сварных соединениях.
Сварка рассматриваемых материалов затрудняется высокой темпе-
ратурой их плавления, большим сродством с газами: кислородом, азотом
и водородом, что приводит к образованию в шве пор и снижению его
пластических свойств, склонностью к росту зерна при нагреве. С точки
зрения особенностей поведения отдельных металлов при сварке необхо-
димо отметить следующее.
Цирконий имеет две аллотропические модификации: a-фазу с гек-
сагональной плотноупакованной решеткой существующую до темпера-
туры превращения 865 °C, и p-фазу с кубической, объем ноцентрирован-
ной решеткой, существующую выше 865 °C.
В связи с тем что металл обладает полиморфностью, в зоне термиче-
ского влияния и в шве происходит закалка с образованием P-фазы. Обра-
зование смешанной двухфазной структуры может привести к образова-
нию макрогальванопар и вызвать локальную коррозию сплава. Для уст-
ранения такой опасности сварное изделие подвергают вакуумному отжи-
гу при темперагуре 575 °C для выравнивания структуры.
При повышении температуры свыше 800 °C цирконий энергично
взаимодействует с азотом, образуя нитриды (ZrN), а при температурах
300 ... 1000 °C он интенсивно поглощает водород, образуя гидрилы (ZrH2).
Находят применение сплавы циркония с оловом, железом, никелем
и хромом, имеющие прочность 440 ... 540 МПа и высокую коррозионную
стойкость.
Гафний - полиморфный металл с температурой превращения
1760 °C. До этой температуры гафний имеет гексагональную плотноупа-
кованную решетку а-фазы, при более высоких температурах - объемно-
центрированную решетку p-фазы. При нагревании гафний взаимодейст-
вует с атмосферой воздуха, образуя двуокись НЮ2 и нитриды.
Ниобий и тантал - металлы, близкие по своим физическим свойст-
вам, полиморфных превращений не имеют. Обладают особо высокой
стойкостью при действии наиболее коррозионно-активных веществ
(жидких металлов-теплоносителей) и используются в отдельных конст-
рукциях реакторов. Тантал применяют также в медицине, в хирургии;
изготовленные из него стержни, скобки и тому подобные детали могут
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 479
долгое время находиться в тканях че-
ловеческого тела, не вызывая в нем
значительных воспалений. В технике
применяют также сплавы ниобия с
небольшим количеством легирующих
добавок (молибдена, вольфрама, цир-
кония, ванадия, титана) и сплавы тан-
тала с добавкой вольфрама, ванадия,
ниобия (до 10 %).
При нагревании эти металлы
энергично поглощают газы атмосфе-
ры: при температуре свыше 300 °C -
кислород, свыше 350 °C - водород,
свыше 400 °C - азот. В результате в
металле образуются оксиды, нитрилы,
гидрилы, металл упрочняется, а его
пластичность резко падает (рис. 12.10).
При сварке этих металлов в металле
шва и зоны термического влияния воз-
Рис. 12.10. Влияние содержания
кислорода на свойства
ниобия и тантала
возможны также рост зерна и охрупчивание металла, которое может быть
усилено образованием по, границам зерен карбидов (Nb2C, Та2С), если в
металле есть примеси углерода.
Молибден, имеющий высокую температуру плавления, высокие
значения механических свойств и модуля упругости, используют в виде
листов небольшой толщины для отдельных элементов камер сгорания,
турбокомпрессоров и т.п. В некоторых средах он имеет высокую корро-
зионную стойкость. Металл не имеет полиморфных превращений.
Трудности сварки его связаны с повышенной склонностью к образо-
ванию кристаллизационных трещин в связи с образованием различных
легкоплавких эвтектик (МоОз + МоО2 * Мо; Тпл = 780 °C), а также охруп-
чиванием металла шва и околошовной зоны из-за возможного попадания
газов атмосферы либо других загрязняющих веществ. Чувствительность
молибдена к загрязнениям различного рода видна на рис. 12.11, на котором
показано изменение критической температуры перехода в хрупкое состоя-
ние в зависимости от содержания кислорода, азота и углерода. Наиболее
резко влияет кислород; всего 0,001 % О2 повышает до 200 °C.
Воздействие термического цикла сварки приводит к росту* зерна в
околошовной зоне, при этом происходит утолщение межзеренных про-
слоек, обогащение их примесями и резкое охрупчивание основного ме-
480 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Рис. 12.11. Влияние на температуру
перехода литого молибдена
в хрупкое состояние:
/ - кислорода; 2 - азота;
3 - углерода
талла в этой зоне. При наличии в металле углерода возможно образова-
ние пор (в связи с реакцией МоО? + ЗС = Мо + ЗСО), которые распола-
гаются по оси шва и линии сплавления.
Поэтому наряду' с тщательной очисткой основного металла и свароч-
ных материалов предъявляются особенно жесткие требования к чистоте
основного металла (О2 < 0,0002 %, N2 < 0,0001 %, С < 0,003 %); в свароч-
ную ванну вводят активные раскислители; 0,5 ... 1 % Ti; до 0,1 % Се;
до 0,25 % Zr, сварку ведут при минимальной погонной энергии.
По свариваемости рассматриваемые материалы можно разделить на
две группы. Металлы первой группы (цирконий, гафний, ниобий и тан-
тал) при соблюдении технологических условий сварки обладают хоро-
шей свариваемостью. Сварка металлов второй группы (молибден, вольф-
рам) вызывает большие трудности ввиду их высокой чувствительности к
примесям, охрупчивающим металл. Подогрев молибдена до температуры
200 ... 315 °C и снятие остаточных напряжений после сварки (при нагре-
ве до 980 °C) снижает вероятность образования холодных трещин.
Основные пути получения сварных соединений с удовлетворитель-
ными свойствами: уменьшение содержания вредных примесей в основном
и присадочном металле; снижение временных (температурных) и остаточ-
ных напряжений в сварных соединениях; предупреждение загрязнения
металла шва и околошовной зоны при сварке, особенно газами атмосферы.
Поэтому сварка рассматриваемых металлов выполняется в основном
электронным лучом в вакууме или в камерах с контролируемой атмосфе-
рой. В последнем случае используют аргон и гелий высокой чистоты,
которые дополнительно осушают от газов, пропуская их через селика-
гель, алюмогель и нагретую до 900 ... 1000 °C титановую стружку. Свар-
ку выполняют вольфрамовым электродом на постоянном токе прямой
полярности.
0С0БЕ1ПЮСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 481
Для уменьшения загрязнения металла шва сварку, как правило, вы-
полняют без присадочного металла. В некоторых случаях сварку выпол-
няют и на воздухе, но применяют горелки с дополнительными насадками
для подачи защитного газа и с поддувом с обратной стороны (см. рис. 12.7,
12.8). Прочностные и пластические свойства сварных соединений нахо-
дятся на уровне 80 ... 95 % свойств основного металла.
При электронно-лучевой сварке в камерах с вакуумом Ю"4 рт. ст. со-
держится в сотни раз меньше примесей, чем в наиболее чистом аргоне
высшего сорта. При этом способе сварки появляется возможность очи-
стить свариваемый металл от газов нагревом кромок расфокусированным
электронным лучом. При дегазации наиболее успешно удаляется водо-
род, в меньшей мере кислород и азот и только из поверхностных слоев.
Дуговой сваркой циркониевые сплавы наиболее успешно сваривают в
камерах с контролируемой средой, заполняемых гелием, после предвари-
тельной откачки воздуха до 0,03 мм рт. ст. Материал присадочной проволо-
ки соответствует составу сплава: циркалой-2 или циркалой-3 (табл. 12.21).
12.21. Ориентировочные режимы сварки
сплавов циркония в камере, заполненной гелием
Толщина металла, мм Разделка кромок Сила тока, А Напряже- ние. В Скорость сварки, м/ч Число проходов
3 70 16,5 15 1
6 60' 100 16,5 15 2
57 jo* Первый проход 12-15 32
300 20
Последующие
175 15
Примечание. Ток постоянный прямой полярности, диаметр вольфра-
мового прутка и присадочной проволоки 3,2 мм.
16 - 7162
482 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Сведения о режимах сварки ниобия и тантала малых толщин вольф-
рамовым электродом на постоянном токе прямой полярности с использо-
ванием струйной защиты с дополнительной подачей газа через насадки и
с обратной стороны шва приведены в табл. 12.22.
Сварку молибдена с использованием струйной защиты можно ус-
пешно вести с использованием гелия высокой чистоты вольфрамовым и
плавящимся электродом.
Молибден толщиной до 3 мм сваривают вольфрамовым электродом
диамелром 3 мм на постоянном токе прямой полярности на режиме:
/св = 425 A; Ua = 18 В; vCB = 18 м/ч. Диаметр сопла горелки 15 мм, расход
гелия через горелку и приставку 20 л/мин, с обратной стороны 5 л/мин.
Сварку молибдена большей толщины можно вести плавящимся электродом
диамелром 1 ... 1,2 мм на постоянном токе обратной полярности на режиме:
/св = 400 ... 500 А; ил = 32 В; vCB = 30 ... 40 м/ч; vnn = 600 ... 900 м/ч, подача
гелия через горелку и приставку 140 л/мин, с обратной стороны 20 л/мин.
Электродная проволока предварительно активируется покрытием ее хло-
ристым цезием.
12.22. Режимы аргонодуговой сварки ниобия и тантала
Свариваемый металл Гол ши на металла. мм Диаметр вольфрамового электрода, мм Сила тока. А Скорость сварки, м/ч Расход аргона, л/мин
0,3 1,6 40 30,5 6
Ниобий 0,5 1,6 60 30,5 7
0,76 1,6 80 30,5 7
1,5 3,2 190 30,5 7
о,з 1,6 45 30,5 5
0,5 1,6 80 38,0 7
0,76 1,6 100 38,0 7
Тантал 1,0 2,4 125 30,5 7
1,3 2,4 150 30,5 7
1,5 3,2 160 30,5 7
2,0 3,2 180 30,5 7
Примечание. Расход аргона с обратной стороны шва 2 л/мин.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 483
Известна технология сварки гафния в камере, заполненной гелием
или аргоном, вольфрамовым электродом диаметром 3,2 мм на режиме:
/св = 125 ... 135 А; ил 14 ... 18 В; vCB = 10 м/ч; ток постоянный, поляр-
ность прямая.
При электронно-лучевой сварке соединение осуществляется путем
переплавления основного металла. Режимы электронно-лучевой сварки
молибдена приведены в табл. 12.23. Наряду со сваркой встык возможна
сварка внахлестку со швами типа прорезных и пробочных. Для тугоплав-
ких и химически активных металлов большое значение имеет возмож-
ность их предварительной очистки дегазацией в вакууме. Принципиально
электронно-лучевая сварка за два прохода позволяет сваривать металл
толщиной до 100 мм.
Существуют режимы электронно-лучевой сварки трубок из цирко-
ния толщиной 0,3 и 0,5 мм, которые тщательно собирают (зазор не более
0,1 ... 0,2 мм); сила тока луча / = 4 ... 12 мА; Цск = 19 ... 20 кВ; vCB = 27 м/ч.
Для ниобиевого сплава (добавки 3,5 ... 4,7 % Мо; 0,5 ... 0,9 % Zr;
С < 0,05 %) рекомендуемые режимы электронно-лучевой сварки указаны
в табл. 12.24.
12.23. Рекомендуемые режимы электронно-лучевой сварки молибдена
Толщина металла, мм Сила тока, мА Ускоряющее напряжение. кВ Скорость сварки, м/ч
1 70 ...90 18 ...20 60
2 100 120 20 ...22 40
3 200 ...250 20 ...22 30
12.24. Рекомендуемые режимы электронно-лучевой сварки
ниобиевого сплава (ускоряющее напряжение 17 ... 17,5 кВ)
Толщина металла, мм Сила тока луча, мА Скорость сварки, м/ч
0.5 25 30 20 .30
0,8 45 ...50 30 . 40
1,0 65 . 70 30
1,5 85 30
16*
484 ТЕХНОЛОГИЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Контрольные вопросы
1. Применение цветных металлов и сплавов в сварных конструк-
циях.
2. Свойства цветных металлов и сплавов, используемых в сварных
конструкциях.
3. Особенности формирования сварных соединений из алюминия и
его сплавов (магния и его сплавов, меди и ее сплавов, никеля и его спла-
вов, титана и его сплавов, тугоплавких металлов).
4. Основные способы сварки цветных металлов и сплавов.
5. Подготовка заготовок из цветных металлов и сплавов к сварке.
6. Техника и технология дуговой сварки в среде защитных газов
алюминия и его сплавов (магния и его сплавов, меди и ее сплавов, никеля
и его сплавов, титана и его сплавов, тутоплавких металлов).
7. Техника и технология автоматической дуговой сварки с использо-
ванием флюсов алюминия и его сплавов (магния и его сплавов, меди и
ее сплавов, никеля и его сплавов, титана и его сплавов, тугоплавких ме-
таллов).
8. Техника и технология электрошлаковой сварки алюминия и его
сплавов (магния и его сплавов, меди и ее сплавов, никеля и его сплавов,
титана и его сплавов).
9. Мероприятия по обеспечению соответствия свойств сварных
соединений из цветных металлов и сплавов эксплуатационным требова-
ниям.
Глава 13
ТЕХНОЛОГИЯ СВАРКИ
РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ
И МЕТАЛЛОВ С НЕМЕТАЛЛАМИ
Сварка разнородных металлов занимает особое место в сварочной нау-
ке благодаря возможности сочетать в сварных конструкциях разнообразные
свойства металлов, необходимые при все более усложняющихся технологи-
ческих и эксплуатационных задачах, возникающих в промышленности. Тех-
нологические сложности сварки разнородных металлов обусловлены ком-
плексом проблем, вызванных различными физическими и химическими
свойствами свариваемых материалов, необходимостью создания прочного
контакта в месте их соединения, который часто должен обладать особыми
механическими, тепловыми, электрическими и другими свойствами.
Несмотря на значительные трудности сварки, конструкции из разно-
родных металлов и сплавов изготовляют во все большем объеме. Это
обусловлено значительными техническими и экономическими преиму-
ществами, которые имеют конструкции из разнородных металлов и спла-
вов в некоторых технических сооружениях (криогенная техника, энерге-
тические установки, ракетная техника, судостроение, радиоэлектроника).
В конструкциях либо элементах конструкций используют различные
комбинации из стали, меди и ее сплавов, алюминия и его сплавов, титана
и его сплавов, молибдена, ниобия, тантала.
Наиболее успешно в комбинированных конструкциях используют
следующие металлы: стали низкоуглеродистые (типа СтЗ, Сг4), низко-
легированные (09Г2, ЮХСНД), высоколегированные (12Х18Н9Т,
12Х18Н10Т); медь марок МО, Ml, М2, М3 и бронзы марок БрАМц 9-2,
БрКМц 3-1, БрХ0,8; медно-никелевые сплавы типа МНЖКТ; алюминий
марок А00, АД1, сплавы алюминия типа АК4, АМц, АМгб, АМг5В,
АМг61; титановые сплавы марок ВТ1. ОТ4, ВТ 14, ВТ15; молибден чис-
тый и молибденовые сплавы ЦМ2А, ВМ2; ниобий чистый и ниобиевый
сплав ВН2; лантал чистый.
Для различных пар металлов применяют сварку плавлением и наплав-
ку: дуговую в среде защитных газов неплавящимся и плавящимся электро-
дом, плазменной струей, электродами с толстым покрытием (типа Д), под
слоем флюса, электронно-лучевую, лазерную.
До настоящего времени технология сварки разнородных металлов в
значительной степени носит поисково-экспериментальный характер и
486 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
описана главным образом в журнальных статьях. По этой причине изло-
жение данной главы носит обзорный характер.
13.1. АНАЛИЗ ПРОЦЕССА СВАРИВАНИЯ
РАЗНОРОДНЫХ МЕТАЛЛОВ ПО ДИАГРАММАМ СОСТОЯНИЯ
Поскольку различные материалы обладают различными физико-
химическими свойствами, свойства сварного шва будут определяться
свойствами материала, который образовался в зоне шва в результате
прошедших процессов. Поэтому представляется целесообразным анализ
процесса сваривания разнородных материалов начать с рассмотрения
простейших случаев образования соединения между элементарными ве-
ществами при наличии единичных физико-химических процессов. Эти
простейшие предельные случаи являются частными случаями сваривания
разнородных материалов.
Физико-химические взаимодействия между двумя элементарными
материалами характеризуются соответствующими диаграммами состоя-
ний. Эти диаграммы построены для равновесных условий и отвечают
стабильному состоянию, между тем как процесс сваривания есть процесс
метастабильный. Это обстоятельство необходимо учитывать при пользо-
вании диаграммами состояния, с помощью которых можно представить
только приближенную схему процесса сваривания.
Рассмотрим наиболее характерные случаи сваривания двух разнород-
ных материалов с использованием диаграмм состояния.
Рис. 13.1. Диаграмма и схема структуры
двух свариваемых материалов,
образующих непрерывный ряд
твердых растворов
Свариваемые металлы
образуют непрерывный ряд
твердых растворов. Одна из
возможных диаграмм такой па-
ры представлена на рис. 13.1.
Гак как на границе контакта при
расплавлении будет происхо-
дить образование твердого рас-
твора, начнется взаимная диф-
фузия материалов А и Б Глуби-
на области твердого раствора и,
следовательно, градиент кон-
центраций будет определяться
для данных условий временем и
температурой процесса.
При медленной кристалли-
зации из расплава материал рас-
АНАЛИЗ ПРОЦЕССА СВАРИВАНИЯ
487
Рис. 13.2. Диаграмма и схема
структур двух свариваемых
материалов, образующих
ограниченную область
твердых растворов
пределится в соответствии с диаграммой, приведенной на рис. 13.1. Ка-
чество сварного соединения будет определятся качеством полученного
твердого раствора в диффузионной области на границе соприкасания.
При этом концентрация обоих материалов в сварном шве будет изме-
няться постепенно от одного материала к другому, что, естественно, по-
влияет на свойства материала шва.
Распределение материала в шве схематично представлено в нижней
части рис. 13.1.
Свариваемые металлы обра-
зуют твердые растворы с ограни-
ченной растворимостью. Как из-
вестно, возможны два случая ограни-
ченной растворимости компонентов в
твердом состоянии: с образованием
эвтектики (рис. 13.2) и с образовани-
ем перитектики. Процесс сваривания
в обоих случаях протекает аналогич-
но, поэтому ограничимся рассмотре-
нием только первого случая.
Как только температура сварки
достигнет эвтектической, в зонах,
расположенных непосредственно на
границе, появится жидкая фаза - эв-
тектика. При дальнейшем повышении
температуры количество жидкой фа-
зы будет увеличиваться и состав ее
изменяться, как это следует из диа-
граммы (см. рис. 13.2).
При медленном охлаждении сварного соединения начнется кристал-
лизация сплава и распределение его компонентов в сварном шве; у гра-
ницы материала А будет слой предельного твердого раствора материала
Z> в А (а), а у границы материала £ - слой предельного твердого раствора
материала А в Б (р). Между этими слоями расположится слой эвтектики
(а + р). При металлографическом исследовании такого шва можно обна-
ружить между основными материалами А и Б полоску эвтектики. Свой-
ства такого сварного соединения определяются свойствами твердых рас-
творов и эвтектики.
Типичным представителем твердых растворов с ограниченной рас-
творимостью является система железо-медь.
488 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
or
Сваривание меди с цинкам. Граница свариваемости в этой системе про-
является очень резко. Переходные слои, как правило, не заметны, поскольку
они очень узкие. Способность меди хорошо свариваться с цинком использу-
ется при оцинковывании медной проволоки вместо покрытия оловом.
Сваривание свинца с другими металлами. Свинец может свариваться
с железом, медью, цинком и никелем. Во всех случаях сваривание произ-
водилось с расплавлением свинца; качество соединения вполне удовле-
творительное, граница очень извилиста. При большом увеличении места
соединения свинец никель обычно достаточно ясно видны переходные
слои, которые, однако, вследствие условий сваривания разорваны и час-
тично перемешаны; при спокойном сваривании они образовали бы от-
дельные полосы в соответствии с диаграммами состояния.
у Свариваемые металлы образуют
химическое соединение. В этом случае
сваривание усложняется присутствием
нового вещества.
Пусть свариваемые материалы обра-
зуют сплавы, диаграмма состояния кото-
рых изображена на рис. 13.3. В этом слу-
чае в сварном шве будут твердые раство-
ры а и Р, химическое соединение у и эв-
тектики а + у и (3 + у. Если сваривание
происходит с расплав плавлением, а ох-
лаждение достаточно медленное, все эти
компоненты будут расположены отдель-
ными слоями, как это схематично пред-
ставлено на том же рисунке. При метал-
лографическом исследовании между ос-
новными материалами А и Б обнаружива-
ется эвтектики а * у со стороны материа-
ла А и р + у со стороны материала F, а
посредине полоска химического соеди-
нения у. Свойства сварного соединения будут определяться свойствами
вновь образованных веществ и их взаимоотношениями.
На практике трудно встретить такие пары металлов, которые обра-
зовывали бы только химическое соединение. В том или ином объеме бу-
дут образовываться также твердые растворы и даже эвтектики. Ниже
приведено несколько примеров сваривания, в которых образование хи-
мических соединений имеет большое значение.
б
5
Рис. 13.3. Диаграмма и
схема структур двух
свариваемых материалов,
образующих
химическое соедииеиие
Л а а+у у Д
АНАЛИЗ ПРОЦЕССА СВАРИВАНИЯ
489
Сваривание никеля с алюминием. В соответствии с диаграммой состоя-
ния при сваривании никеля с алюминием, кроме твердого раствора, должны
образовываться следующие химические соединения: NiAl, NiAl2, NiAl3. При
обычных условиях сваривания с расплавлением алюминия больше всего
образуется NiА13. Это соединение образует переходный слой между никелем
и алюминием. Переходный слой обычно довольно заметен. При сваривании
более спокойными методами (например, погружение никелевого цилиндра в
расплавленный алюминий) переходные слои более заметны. Аналогично
происходит и процесс сваривания железа с алюминием.
Сваривание железа с цинком. Вопрос о взаимодействии железа с
цинком хорошо изучен в условиях цинкования, когда вследствие свари-
вания цинка с железом на поверхности последнего образуется слой цин-
ка. При взаимодействии расплавленного цинка с железом сначала обра-
зуется слой FeZn7 + Zn, а при дальнейшем повышении температуры - рез-
ко ограниченный и хрупкий слой FeZn3.
При сваривании обычным методом с расплавлением образующиеся
слои перемешаны и выявляются в виде сплошной темной полосы. При
цинковании в спокойных условиях слои проявляются достаточно ясно,
определяя собой качество сварного соединения.
Сваривание метанов с оловом. Сваривание металлов с оловом хоро-
шо изучено благодаря широкому применению покрытия оловом и оловян-
ных припоев. Олово с медью образует кроме твердого раствора еще не-
сколько химических соединений: Cu4Sn, Cu3Sn, Ci^Snj. Последнее соеди-
нение образуется по перитектической реакции при 410 °C из соединения
Cu3Sn с жидким оловом; следовательно, при более высокой температуре
оно исчезает. При охлаждении эти три вида соединений располагаются
слоями: непосредственно с медью соприкасается Cu4Sn, а непосредственно
с оловом - Cu6Sn5; слой Cu3Sn занимает промежуточное положение. Гра-
ница соприкасания олова с медью неровная, с внедрением меди в олово.
Сваривание олова с никелем и железом происходит аналогично.
Свариваемые металлы образуют эвтектическую смесь. Диаграм-
ма состояния такой пары материалов изображена на рис. 13.4. Образова-
ние сварного соединения в данном случае может произойти только за
счет образования эвтектики. Поэтому процесс сваривания из-за отсутст-
вия диффузии не может начаться при температуре ниже температуры
плавления эвтектики. Иными словами, сваривание может происходить
только в присутствии жидкой фазы, т.е. только с расплавлением и пере-
мешиванием жидких расплавов А и Б.
490 ТЕХ1ЮЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
Рис. 13.4. Диаграмма и
схема структур двух
свариваемых металлов,
образующих эвтектическую смесь
Распределение компонентов по
химическому составу схематически
представлено на рис. 13.4. При метал-
лографическом исследовании в среди-
не шва обнаруживается полоска, состав
которой изменяется от центра к краям
шва.
К этой группе относятся пары ме-
таллов: свинец-сурьма, медь-серебро,
олово свинец и др. Предельными слу-
чаями соединений этого типа являются
соединения: медь-бериллий, олово алю-
миний и др., когда температура плавления
их эвтектики почти равна температуре
плавления менее тугоплавкого компонен-
та. Сварное соединение получается за
счет образования промежуточного слоя
эвтектики.
При разрыве сварного образца олово-алюминий разрушение проис-
ходит вдоль границы сварки при средней прочности 70 МПа, т.е. проч-
ность соединения оказалась выше прочности олова.
Получение сварного соединения посредством образования эвтектик
имее! большое значение (метод "электродуговой сварки эвтектиками").
Сущность его заключается в том, что для сварки одного металла приме-
няется электрод из другого металла, причем эти металлы могут образо-
вать эвтектику. Основное преимущество такой сварки заключается в
меньшем нагреве свариваемого металла.
Сваривание многокомпонентных материалов. Не все пары со-
единяемых материалов в состоянии вступить между собой во взаимодей-
ствие с образованием на границе соприкосновений твердого раствора,
химического соединения или эвтектики. Может оказаться, что сваривае-
мая пара материалов (например, металл-металлоид) обладает настолько
различными свойствами, что между ними невозможно образование даже
эвтектики. Однако и в этом случае можно обеспечить протекание процес-
са сваривания, применяя промежуточный слой из третьего материала.
Этот дополнительный материал подбирают так, что он может вступить в
физико-химические отношения как с одним, так и с другим соединяемым
материалом, или так, что он вступает в физико-химические отношения с
одним материалом, а полученный продукт, в свою очередь, вступает в
реакцию с другим соединяемым материалом.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
491
Применение промежуточного слоя беспредельно расширяет воз-
можность получения сварного соединения из любых материалов. Поло-
жительное действие промежуточного слоя может проявиться и в способ-
ности его влиять на качество получаемого сварного соединения, напри-
мер, за счет легирования соединяемых материалов в зоне шва.
Когда одна часть, представляющая многокомпонентный материал,
сваривается с другой также многокомпонентной частью, сваривание
представляет собой сложную сумму процессов, происходящих на грани-
це соприкасания этих частей. Эти сложные явления складываются из бо-
лее простых, обеспечивающих в конечном счете образование прочного
соединения.
Для правильного анализа происходящих явлений необходимо преж-
де всего установить число самостоятельных компонентов, их свойства и
способность вступать во взаимоотношения друг с другом в условиях
данного метода сваривания. Диаграммы состояний элементарных мате-
риалов определяют характер и свойства вновь получаемых веществ. Диа-
граммы состояний сплавов этих вновь образованных веществ между со-
бой или с первичными веществами определяют следующие производные
вещества, их свойства и т.д.
Такой последовательный анализ всех проходящих процессов - от
простейших до более сложных, а также исходных и вновь образующихся
веществ дает возможность совершенно точно установить, какие вещества
должны получиться в конечном счете и какими свойствами будет обла-
дать сварной шов.
13.2. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Для большинства свариваемых пар разнородных металлов или спла-
вов характерны существенные различия в температуре плавления, плот-
ности, коэффициентах теплофизических свойств, особенно в коэффици-
ентах линейного расширения. Отличаются также и кристаллографиче-
ские характеристики - тип решетки и ее параметры (табл. 13.1).
Для таких металлов, как титан, ниобий, тантал, молибден, дополни-
тельные трудности возникают в связи с тем, что при нагреве эти металлы
активно взаимодействуют с газами атмосферы. При поглощении газов
резко ухудшаются свойства сварных соединений. В большинстве случаев
при ограниченной взаимной растворимости для основных комбинаций
свариваемых металлов чрезвычайно трудно избежать образования стой-
ких интерметаллических фаз, обладающих высокой твердостью и хруп-
костью (табл. 13.2).
13.1. Физические и механические свойства некоторых сплавов,
используемых при сварке разнородных металлов
Свойства Железо и сплавы на его основе Сплавы алюминия Сплавы меди
Железо Армко СтЗсп 09Г2 ЮХСНД I2X18H9T АМп АМгбВ АМгб БрАМц9-2 БрКМпЗ-1 БрБ2
Плотность, г/см5 7.80 7,85 7,85 7,85 7.9 2,73 2,65 2,65 8,2 8,4 8,2
Температура плавления, °C 1535 1520 1530 1540 1450 650 570 . 640 630 1050 1080 1050
Коэффициент линейного расши- рения х106, |/°С 11,0 11,1 12,0 12,1 16,6 23,2 23,9 24,0 17,0 15,8 16,6
Коэффициент теплопроводности (при 20 °C). Вт/(мК)хЮ2 0,8 0,67 0,5 0,46 0,16 1,88 1,25 1,22 0,71 0,46 0,83
Твердость НВ 80 120... 150 140 .. 180 170 .. 190 — 30 65 70 80... 100 75 ... 90 100/330’
Предел прочности. МПа 250 380 . 500 460... 520 560... 640 580 ...650 100.. 150 280... 300 320... 380 450 ... 500 350... 400 500/1250’
Предел текучести, МПа 120 220.. 360 340... 380 420... 500 240 .. .300 50 150 160... 180 1 50... 200 220... 260 250/1150*
Относительное удлинение, % 40... 50 20... 32 18... 26 16...24 55 .. .70 20 18 15... 20 20 ... 35 30.. 40 35/24’
Модуль упругости, МПа - КУ’ 200 201 215 215 203 71 70 72 92 104 130
В числителе - свойства до термообработки, в знаменателе - после термообработки.
492 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
493
13.2. Основные варианты свариваемых пар
разнородных металлов
Соединяемые металлы Применяемые способы сварки Основные особенности физико-химического взаимодействия
образование расе воров образование стой- ких интерметалли- ческих соединений
Сталь + алю- миний, спла- вы алюминия A pro но дуговая ДоЗЗ%А1 ва-Fe FeAl3; Fe2Al5; Fe2Al7; FeAl
Сталь + медь, сплавы меди Аргонодуговая, под флюсом, электрошлако- вая, плазменной струей, элек- тронным лучом До 8 % Си в y-Fe; до 1,4 % Си в a-Fe -
Сталь титан Аргонодуговая 0,5 % Fe в a-Ti; до 25 % Fe в p-Ti FeTi; Fe2Ti
Сталь + + молибден То же До 6,7 % Мо в a-Fe FeMo; Fe2Mog
Сталь + + ниобий н До 1,8 % Nb в a-Fe; до 1 % Nb в y-Fe FeNb; Fe2Nb; FesNb3
Алюминий t + медь Аргонодуговая, по слою флюса До 9.8 А1 в Си CuAlj
Алюминий । + гитан Аргонодуговая До 6 % А1 в a-Ti TiAl; TiAI}
Титан + тантал То же Непрерывный ряд
Медь + титан II 2,1 % Си в a-Ti; до 17 % Си в p-Ti TiCu; Ti2Cu; Ti2Cu3
Медь + + молибден Электронным лучом Ограниченная растворимость —
494 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
Так, в паре Fe-Al образуются соединения FeA 13, Fe2Al§, Fe2Ab, FeAl,
которые имеют микротвердость порядка 8000 ... 9000 HV. Наиболее хруп-
кая фаза Fe2A15. В паре Al-Ni при сварке сталей 18-8 и алюминия образу-
ются интерметаллиды NiAl и Ni3Al, обладающие большой хрупкостью.
Пластичность фазы NiAl может быть увеличена, например, нагревом
и гомогенизацией фазы при температуре 1150 °C (48 ч) либо при темпе-
ратуре 1315 °C (6 ч), а также за счет измельчения зерна этой фазы при
добавке 0,5 % Мо.
В паре Fe-Ti образуются хрупкие фазы FeTi и Fe2Ti, а в паре Ti-Al -
хрупкие фазы TiAl и TiAl3. Эти фазы представляют собой химические
соединения и резко отличаются от соединяемых металлов по всем харак-
теристикам. Например, фаза FeAl3 обладает ромбической решеткой с па-
раметрами а = 47,43 А ; b = 15,46 А ; с = 6,08 Л , совершенно отличной от
структуры Fe и Л1.
Сварные соединения из взаимно растворимых сочетаний Ti + Nb,
Ti + Та, используемые для изготовления высокотемпературных агрегатов,
работающих в а1рессивных средах, также могут обладать малой пластич-
ностью из-за появления фаз Лавеса (С 14) и наличия остаточного B-Ti.
Обычно для этих целей используются чистые металлы и сплавы: ОТ4
(Ti 5 % Al 2 % Мп), 5BMLJ(Nb- 5 % W - 2 % Мо - 1 % Zn) и TBI-0
(Та - 10 % W). Электронно-микроскопические исследования соединения
Ti + Nb показывают, что переходная зона состоит из зоны р-твердого
раствора Nb в Ti, зоны мелкоигольчатой структуры (а + Р) Ti; фазы Ла-
веса; зоны a-твердого раствора с плавным переходом в структуру сплава
ОТ4. Причиной образования фазы Лавеса является совместное присутст-
вие в зоне шва Мп и Zn. Это подтверждается исследованиями по сварке
чистых металлов. Так, например, в соединении технического титана ВТ1
с монокристаллическим ниобием фаза Лавеса не обнаружена.
В связи с отмеченными особенностями и трудностями сварки разно-
родных металлов и их сплавов успешно сварить удается отдельные пары
металлов способами и приемами, при которых:
1) обеспечивается минимальное время контактирования соединяе-
мых металлов в жидком состоянии, что уменьшает размеры прослоек
хрупких интерметаллидов либо даже предотвращает их возникновение;
2) создается надежная защита металла при сварке плавлением от
взаимодействия с окружающим воздухом;
3) предотвращается образование хрупких интерметаллидов подбо-
ром промежуточных однородных или комбинированных из разных ме-
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
495
тайлов вставок, хорошо сваривающихся с каждым элементом пары, на-
пример ванадия, тантала, ниобия, бронзы;
4) подавляется рост интерметаллических хрупких фаз легированием
металла шва некоторыми компонентами. В ряде случаев подавить рост
интерметаллических фаз удается легированием металла шва такими ком-
понентами, как кремний, цинк, никель.
Процесс образования прочных связей в сварном соединении можно
разбить на две стадии:
1) подготовительная стадия - сближение соединяемых металлов на
расстояния, при которых может возникнуть межатомное взаимодействие,
что достигается: а) в процессе смачивания твердой поверхности жидкой
фазой; б) за счет совместной пластической деформации двух твердых
веществ; в) за счет диффузионных процессов;
2) конечная стадия - образование прочного соединения, когда опре-
деляющую роль играют квантовые процессы электронного взаимодейст-
вия, приводящие к возникновению либо металлической связи (чистые
металлы), либо ковалентной связи (металлы, химические соединения,
оксиды).
Для первой фазы характерны физическое взаимодействие (стадия А
на рис. 13.5) и химическое взаимодействие (стадия К), длительность и
условия протекания которых определяют прочность сварного соедине-
ния, а также возможность появления химических соединений.
Рис. 13.5. Изменение прочности сварного соединения
в процессе физического (/4) н химического (£) взаимодействия
контактирующих поверхностей и
прн дальнейшем контакте этих поверхностей (В):
I - процесс растворения; 2 - процесс образования химического соединения
496 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
Протекание процессов электронного взаимодействия указанных ти-
пов при контакте соединяемых элементов требует определенной энергии
для активации поверхности. Эта энергия может быть тепловой (термиче-
ская активация), механической (механическая активация) или радиаци-
онной (радиационная активация).
При сварке плавлением разнородных металлов сближение атомов
происходит в результате смачивания менее тугоплавким металлом и ак-
тивации поверхности более тугоплавкого металла за счет тепловой энер-
гии источника нагрева.
В случае соединения разнородных металлов из-за периода релакса-
ции энергии процессы диффузии затруднены, и химическое взаимодейст-
вие происходит с опозданием (замедлением или ретардацией).
Это замедление обусловлено тем, что на свободной поверхности
твердого или жидкого металла атомы оказываются неуравновешенными
из-за отсутствия связи (вакуум) или ослабления связи, вызванного дру-
гими свойствами окружающей среды. Это приводит к повышению энер-
гии поверхности слоя Еп (рис. 13.6, а) по сравнению с энергией Ео, необ-
ходимой атому для перемещения внутри тела. Аналогичное явление воз-
никает и при сварке разнородных металлов, когда из-за быстрого образо-
вания физического контакта жидкого металла с твердым, более туго-
плавким (стадия Л), на границе фаз образуется пик межфазной энергии Ег
(рис. 13.6, б), так как переход атомной системы в новое состояние осуще-
ствляется не мгновенно, а за некоторый конечный промежуток времени.
Указанное явление и определяет период ретардации.
Если длительность контактирования жидкого и твердого металлов
в разнородном соединении меньше периода ретардации (замедления),
Рис. 13.6. Изменение
потенциальной энергии
системы атомов:
а - у поверхности кристалла;
б - на границе твердой и жидкой фаз
в начальный период их контакга
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
497
вполне возможно получение соединения разнородных металлов с огра-
ниченной растворимостью без промежуточных хрупких прослоек.
При сварке пары Al + Ti, при взаимодействии жидкого алюминия с
твердым нагретым титаном, период ретардации (при котором в соедине-
нии отсутствуют хрупкие фазы) составит: 170 с, при температуре алюми-
ния 700 °C, 9 с при температуре алюминия 800 °C, 1 с при 900 °C. Для
пары Al + Fe при температуре 700 °C это время составит 4 с. Расчеты ос-
ложняются отсутствием надежных данных о величине необходимой
энергии активации поверхности для различных металлов.
Оптимальную длительность контактирования свариваемых материа-
лов можно представить в виде 3 стадий:
I стадия - образование физического контакта, т.е. сближение атомов
соединяемых веществ по всей контактной поверхности за счет пластиче-
ской деформации или смачивания в случае сварки плавлением;
II стадия - активация контактных поверхностей (образование актив-
ных центров, на которых происходит установление прочных химических
связей);
III стадия - объемное взаимодействие (рост и слияние очагов взаи-
модействия, гетеродиффузия и др.).
Практическое осуществление сварки без хрупких фаз во многих
случаях затруднено тем, что в реальных сварных соединениях площади
контакта велики и сам контакт происходит не по всей поверхности одно-
временно. В результате этого, если исходить только из так называемого
периода ретардации и стремления избежать хрупких фаз, можно полу-
чить соединение с "разрывным" контактом, т.е. имеющим связи только в
отдельных местах. Прочность такого соединения может быть совершенно
неудовлетворительной. Поэтому в ряде случаев, особенно при крупнога-
баритных деталях, приходится выбирать время контактирования, когда
заведомо образуется плотный и равномерный слой интерметаллидов,
осуществляющий достаточно надежную связь соединяемых металлов, но
с пониженным уровнем прочности.
Наиболее тонкое регулирование нагрева более тугоплавкого металла
свариваемой пары и степени нагрева легкоплавкого металла достигается
только при использовании нагрева независимым источником: плазмен-
ной струей и дугой косвенного действия (наплавкой независимой дугой).
Для осуществления быстрого и равномерного контакта свариваемых
жидкого легкоплавкого металла и нагретого тугоплавкого металла важ-
ное значение имеет состояние поверхности последнего. Невозможно по-
17 7162
498 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
лучить соединение, если поверхность тугоплавкого металла загрязнена,
окислена и т.п. Предохраняет поверхность от окисления при нагреве,
уменьшает энергию активации, улучшает смачиваемость и стабилизирует
контакт между жидким легкоплавким металлом и нагретой поверхностью
предварительное покрытие этой поверхности поверхностно активным
слоем.
При сварке стали и алюминия могут быть применены покрытия:
цинковое толщиной 30 ... 50 мкм, наносимое гальваническим путем либо
горячим цинкованием; алюминиевое из чистого алюминия толщиной
0,1 ... 0,2 мм, наносимое алитированием; комбинированное медно-цинко-
вое; комбинированное никель-цинковое.
Важное значение для регулирования толщины соединительных про-
слоек, имеющих в своем составе интерметаллиды, и регулирования
прочности всего соединения имеет способ, связанный с легированием
металла шва некоторыми элементами. Эффективность этого способа по-
казана для сварных соединений из алюминиевых сплавов АМц и АМгб и
оцинкованной стали.
Рис. 13.7. Влияние на прочность сварного соединения стали и алюминия:
а - толщины 5-интерметаляидной прослойки;
б угла а разделки кромки стальной детали;
в - толщины иитерметаллидной прослойки и скорости сварки
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 499
Так, при введении через присадочную проволоку легирующих эле-
ментов толщина прослойки интсрметаллидов в соединительном слое со-
ставила: при 1 % Si 18 ... 20 мкм, при 4 ... 5 % Si 3 ... 5 мкм; при 1 % Си
28 ... 30 мкм, при 2,5 % Си 10 ... 12 мкм; введение 1 ... 3 % Ni не изме-
нило толщину прослойки, которая составляла 16 ... 22 мкм; при 2 % Zn
28 ... 30 мкм, при 7 % Zn 10 ... 12 мкм; при дальнейшем увеличении со-
держания цинка толщина прослойки растет, а ее прочность резко падает.
Зависимость прочности сварного соединения от толщины интерметалли-
ческой прослойки показана на рис. 13.7.
Практически регулировать длительность нагрева и контактирования
свариваемых металлов можно смещением источника теплоты на один из
элементов, обычно легкоплавкий, применением теплоотводов и т.п.
С точки зрения надежной защиты металлов от действия окружаю-
щего воздуха наиболее универсальным для многих металлов оказался
способ аргонодуговой сварки, но для таких металлов, как титан, ниобий,
тантал, молибден, наилучшие условия обеспечивает сварка в вакууме
электронным лучом.
13.3. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
Сварка стали с алюминием, медью, титаном и их сплавами
Сварка стали с алюминием и его сплавами. Процесс затруднен фи-
зико-химическими свойствами алюминия. Выполняется в основном арго-
нодуговая сварка вольфрамовым электродом. Подготовка стальной дета-
ли под сварку предусматривает для стыкового соединения двусторонний
скос кромок с углом 70°, так как при таком угле скоса прочность соеди-
нения достигает максимального значения (см. рис. 13.7, б). Свариваемые
кромки тщательно очищают механическим или пескоструйным способом
или химическим травлением, затем на них наносят активирующее покры-
тие. Недопустимо применение дробеструйной очистки, так как при этом
на поверхности металла остаются оксидные включения. Наиболее деше-
вое покрытие - цинковое, наносимое после механической обработки.
Процессу гальванического и горячего цинкования должны предше-
ствовать обезжиривание детали, промывка и сушка, травление в растворе
серной кислоты с последующей промывкой и сушкой. При горячем
цинковании, перед опусканием детали в цинковую ванну, имеющую тем-
пературу 470 ... 520 °C, необходимо флюсование детали в насыщенном
17
500 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
растворе флюса. Простейший флюс состоит из двух компонентов:
50 % KF + 50 % КС1. Совершенно недопустимо нанесение цинкового или
алюминиевого покрытия по методу шоопирования, так как при этом час-
тицы покрытия успевают окислиться и удовлетворительно сварить алю-
миний со сталью не удается.
При гальваническом нанесении покрытия слой цинка должен дости-
гать 30 ... 40 мкм, при горячем цинковании 60 ... 90 мкм. В последнем
случае значительно облегчается процесс нанесения слоев алюминия, осо-
бенно на мелких деталях. Для сталей аустенитных (12Х18Н9Т и т.п.) али-
тирование возможно после механической очистки без применения флю-
са. Оптимальный (по прочности соединения) режим алитирования - тем-
пература алюминиевой ванны 750 .. 800 °C. Время выдержки при алити-
ровании до 5 мин (в зависимости от размеров детали). Возможно также
алитирование стальных деталей с применением токов высокой частоты.
Технология сварки предусматривает использование стандартных
сварочных установок типа УДГ-300 с применением лантанированных
вольфрамовых электродов диаметром 2 ... 5 мм и аргона высшего и пер-
вого сортов.
Особенностью сварки алюминия со сталью по сравнению с обыч-
ным процессом аргонодуговой сварки алюминиевых сплавов является
расположение дуги: в начале наплавки первого шва - на присадочном
прутке, а в процессе сварки - на присадочном прутке и образующемся
валике (рис. 13.8, а), так как при длительном воздействии теплоты дуги
на поверхность стали происходит преждевременное выгорание покрытия,
что препятствует дальнейшему процессу сварки. После появления на-
чальной части валика дугу нужно зажигать вновь (после перерыва) на
алюминиевом валике. При сварке встык дугу ведут по кромке алюминие-
вой детали, а присадку по кромке стальной детали таким образом, что
жидкий алюминий натекает на поверхность стали, покрытой цинком или
алитированной (рис. 13.8, 6).
При толщине свариваемого мезипла до 3 мм сила сварочного тока
НО ... 130 А, при толщине стали 6 ... 8 мм 130 ... 160 А, при толщине
9 ... 10 мм 180 ... 200 А; только в этом случае обеспечивается достаточный
разогрев деталей и образование необходимой соединительной прослойки.
В качестве присадочного материала применяется проволока марки
АД1 (чистый алюминий с небольшой присадкой кремния, благоприятно
влияющего на формирование стабильного качества диффузионной про-
слойки). Присадку из сплава АМгб применять не следует, так как в этом
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 501
Рис. 13.8. Техника аргонодуговой наплавки алюминия на сталь:
а - ведение дуги при аргонодуговой наплавке;
б - то же, при сварке bcimk;
в - д - последовательность наложения валиков
в зависимости от типа соединения
случае в формировании ипгерметаллидного слоя принимает участие маг-
ний, снижающий прочность соединения. По-видимому, наличие атомов
магния вместо атомов алюминия в кристаллической решетке одной из фаз
обусловливает наличие слабых связей - магний пракгически нерастворим в
железе. Магний резко ускоряет рост прослойки из хрупких интерметалли-
дов, интенсифицирует развитие процессов реактивной диффузии.
В зависимости от типа соединения при сварке необходимо соблю-
дать последовательность наложения валиков шва I - 12, показанную на
рис. 13.8, в, г и д, обеспечивающую необходимое перекрытие. Чередова-
ние валиков с лицевой и обратной стороны предотвращает перегрев
стальной детали и преждевременное выгорание цинка с ее поверхности.
Важное значение имеет правильный выбор скорости сварки, так как
она определяет время взаимодействия жидкого алюминия со сталью, т.е.
определяет толщину и стабильность иитерметаллидной прослойки (см.
рис. 13.7, в). Для первых слоев скорость сварки назначают 7 ... 10 м/ч,
для последующих (когда сталь достаточно разогрета) - 12 ... 15 м/ч. При
рассмотренных условиях сварки предел прочности соединения при раз-
рыве соответствует прочности технического алюминия (100 МПа).
502 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
Повысить прочность соединения можно увеличением рабочего се-
чения шва либо применением комбинированных покрытий. Получаю-
щиеся сварные соединения пригодны для восприятия статической на-
грузки и имеют высокий предел выносливости при действии знакопере-
менной изгибающей нагрузки (рис. 13.9). Предел выносливости образцов
при базе 107 циклов равен 50 ... 60 МИа, т.е. на уровне, обычном для
сплава АМгб. Разрушение образцов, как правило, происходит на сплаве
АМгб у внешнего концентратора. Только при высоких напряжениях от-
дельные образцы разрушаются по шву. Сварные соединения имеют вы-
сокую плотность при гидравлических, пневматических и вакуумных ис-
пытаниях, а также высокие коррозионные свойства в морской воде при
наличии на их поверхности лакокрасочных покрытий.
Применение комбинированных покрытий стали - медно-цинкового
и никель-цинкового повышает прочностные свойства сварного соедине-
ния. В этом случае наносят слой меди или никеля толщиной 4 ... 5 мкм и
Рис. 13.9. Результаты усталостных испытаний
сварных соединений из сплава АМгб и стали
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
503
второй слой цинка толщиной 30 ... 40 мкм. Соединительная прослойка
интерметаллидов сложного состава получается несколько меньшей тол-
щины и твердости. Предел прочности сварного соединения (при наличии
выпуклости шва) 140 ... 223 МПа.
При сварке высоколегированной стали типа 18-8 с алюминием, если
на стали имеется только цинковое покрытие толщиной 50 мкм, достига-
ется предел прочности соединения 213 ... 287 МПа. Если же по подслою
цинка толщиной 25 ... 30 мкм производят алитирование по указанной
ранее технологии, достигается прочность соединения 295 ... 328 МПа.
В конструкциях криогенной техники применяется много трубопро-
водов малого диаметра из алюминиевых сплавов и стали I2XI8H ЮТ.
Для изготовления трубопроводов необходимы биметаллические переход-
ники из этих металлов. Получают переходники сваркой плавлением алю-
миния с предварительно алитированной сталью. Однако этот способ име-
ет свои недостатки: трудоемкость процесса, вредные условия труда при
алитировании, недостаточная надежность в эксплуатации.
Более перспективным является способ стыковой сварки оплавлением
дугой низкого давления тонкостенных труб из разнородных металлов. Пре-
имущество этого способа заключается в том, что сварку осуществляют в
вакуумной камере в среде инертного газа. В процессе сварки расплавляется
лишь один из соединяемых металлов алюминий. Оксиды с торцов соеди-
няемых поверхностей удаляются непосредственно перед сваркой методом
катодной очистки. Кроме того, перед сваркой в процессе кратковременного
нагрева свариваемые детали не контактируют друг с другом, что позволяет
нагревать торцы деталей до любых (в том числе различных) необходимых
для сварки температур, нс опасаясь процессов взаимодействия.
Соединения формируются в процессе осадки, при которой из зоны
соединения выдавливается расплавленный металл, что приводит к быст-
рому снижению температуры в месте контакта. Длительность сварки не
превышает десятых долей секунды.
В табл. 13.3 представлены режимы сварки трубы из стали
I2XI8HI0T 0 10 мм с толщиной стенки 1 мм с трубами из алюминия
АД1 0 12 мм с толщиной стенки 2 мм.
Методами металлографии установлено, что независимо от режима
сварки сварные соединения отличаются хорошей плотностью, на границе
алюминия со сталью не наблюдали пор, трещин, рыхлот.
На образцах, сваренных на мягком режиме, граница неровная из-за
подплавлепия стали при сварке. В переходной зоне вдоль всей линии
504 ТЕХНОЛОГИЯ СВАРКИ РАЗНОГО Д11ЫХ МЕТАЛЛОВ
13.3. Параметры процесса сварки соединений труб
из стали 12Х18Н10Т с трубами из алюминия АД1
Режим Подогрев Сварка
ток, А длитель- ность им- пульса, с пауза между импульсами, с ток. А длитель- ность им- пульса, с пауза между импульсами, с
Мягкий 500 0,10 0,30 180 0,56 0,64
Жесткий 500 0,08 0,30 220 0,36 0,40
контакта металлов наблюдается сплошная светло-серая прослойка тол-
щиной 2 ... 4 мкм. На отдельных участках толщина хрупкой прослойки
может увеличиваться до 5 ... 6 мкм. Это, как правило, единичные участ-
ки, где произошло заметное подплавление стали и удаление в грат было
затруднено. Микротвердость прослойки составляет 9400 ... 9300 HV.
В структуре алюминиевой составляющей сварного соединения в пригра-
ничной области (на глубине до 100 мкм от линии сплавления) наблюда-
ются эвтектические выделения по границам зерен. Причем у границы
раздела количество эвтектик значительно больше. Микротвердость в этой
области на 150 ... 200 HV выше твердости основного металла.
На рис. 13.10 представлены результаты микрорентгеноспектрально-
го анализа. Как следует из кривых распределения, основные легирующие
элементы стали присутствуют в переходной зоне. Содержание их в ин-
терметаллидной прослойке: 30 ... 32 % Fe; 3 ... 7 % Сг; 2 ... 3 % Ni; ос-
тальное алюминий. В алюминии в эвтектических выделениях по грани-
цам зерен отмечается повышенное содержание железа, никеля и в мень-
шей степени хрома, что связано с диффузией этих элементов во время
сварки. При дополнительном травлении в стали обнаруживается подслой
металла переменной ширины (от 120 до 170 мкм), непосредственно при-
мыкающий к иитерметаллидной прослойке и отличающийся по структу-
ре и твердости от основного металла. Микротвердость его несколько вы-
ше твердости основного металла и составляет4500 .... 4800 HV.
На графике распределения микротвердости в переходной зоне свар-
ных соединений видно, что при более жестких режимах уменьшается
ширина зоны повышенной твердости в приграничных областях как стали,
так и алюминия. Это можно объяснить тем, что небольшое увеличение
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
505
Рис. 13.10. Изменение концентрации химических элементов
в переходной зоне сварных соединений
сварочного тока приводит к значительному сокращению времени взаи-
модействия соединяемых металлов при сварке.
Ширина хрупкой интерметаллидной прослойки в соединениях, по-
лученных на более жестком режиме, меньше и составляет 1,5 ... .3,0 мкм.
На довольно протяженных участках в структуре переходной зоны обра-
зуется дополнительная узкая прослойка, примыкающая к интерметаллид-
ной со стороны стали, шириной от 2 до 6 мкм и с микротвердостью
7000 HV. Сварные соединения, выполненные при более жестком режиме,
отличаются большей стабильностью структуры.
При механических испытаниях временное сопротивление разрыву
всех разрушенных соединений не ниже прочности основного металла
алюминия АД1 в отожженном состоянии.
Сварка стали с медью и ее сплавами. В равновесном состоянии при
комнатной температуре медь растворяется в a-Fe в количестве до 0,3 %, а
железо в меди в количестве до 0,2 %. Хрупких интерметаллидов не обра-
506 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
зуется. В связи с большими скоростями охлаждения при сварке в пере-
ходном слое образуется пересыщенный твердый раствор меди с железом,
но при содержании до 2 ... 2,5 % Fe структурно-свободное железо не об-
наруживается. Граница сплавления между сталью и медью - резкая, с
включениями фазы, обогащенной железом различного размера. Со сто-
роны стали, примыкающей ко шву, размер зерна увеличивается в преде-
лах зоны шириной 1,5 ... 2,5 мм. Микротвердость зоны сплавления дос-
тигает 5800 ... 6200 HV.
Ухудшает взаимную растворимость железа и меди наличие в стали
углерода, а улучшает марганец и кремний. Марганец снижает критиче-
скую точку Ас3 и расширяет область a-твердого раствора, в котором
медь растворяется в значительно большем количестве, а кремний раскис-
ляет сварочную ванну и упрочняет зерна твердого раствора.
Затруднения при сварке и наплавке меди на сталь связаны с ее фи-
зико-химическими свойствами, высоким сродством меди к кислороду,
низкой температурой плавления меди, значительным поглощением жид-
кой медью газов, различными величинами коэффициентов теплопровод-
ности, линейного расширения и т.д. Одним из основных возможных де-
фектов при сварке следует считать образование в стали под слоем меди
трещин, заполненных медью или се сплавами (рис. 13.11, а). Указанное
явление объясняют расклинивающим действием жидкой меди, прони-
кающей в микронадрывы в стали по границам зерен при одновременном
действии термических напряжений растяжения.
В углеродистых и низколегированных сталях (СтЗ, 10ХСНД и т.п.)
трещин мало и размеры их невелики, а в сталях, имеющих аустенитную
структуру, в частности типа 18-8, количество и размеры трещин резко
возрастают. Для сталей типа 18-8 эффективным барьером для упомя-
нутых трещин является введение ферритной фазы. При содержании фер-
рита свыше 30 % в стали типа 18-8 проникновение меди в сталь не на-
блюдается; это объясняется тем, что феррит не смачивается медью и
проникновения меди в микронадрывы не происходит.
Для уменьшения опасности образования указанных трещин реко-
мендуется вести сварку на минимальной погонной энергии, в качестве
присадочного металла применять никелевый сплав МНЖ 5-1 или бронзу
БрАМц 9-2. Наличие никеля и алюминия снижает активность воздейст-
вия жидкого металла в микронадрывах на стали, что уменьшает опас-
ность образования глубоких трещин в стали.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 507
Сталь
Рис. 13.11. Наплавка меди на сталь:
/- наплавка плазменной струей с токоведушей присадочной проволокой
и двойной независимой дугой;
//-наплавка расплавлением облицовки (вольфрамовым электродом);
/// - автоматическая наплавка ленточным электродом под флюсом;
IV - наплавка лежачим электродом под слоем флюса;
V - наплавка покрытым электродом типа "Комсомолец";
VI - автоматическая наплавка электродной проволокой под флюсом
Медь, латунь и бронза успешно свариваются со сталью всеми спо-
собами сварки плавлением на тех же режимах, что и стальные детали
соответствующих сечений, но дугу со стыка несколько смещают в сторо-
ну меди или ее сплавов.
Для сварки меди, бронз БрАМц 9-2, БрКМц 3-1, латуни Л90 со сталя-
ми типа СтЗсп; Ст4сп; 10; 09Г2 применяют: а) для ручной сварки - элек-
троды с покрытием типа "Комсомолец"; б) для сварки под флюсом - флю-
сы ОСЦ-45, АН-26 и др. и проволоку марки Ml, М2 и БрКМц 3-1 и др.;
в) для сварки в среде инертных защитных газов - проволоки марок
БрКМц 3-1, БрАМц 9-2, МНЖ 5-1. В ряде случаев необходим предвари-
тельный подогрев изделия.
Сплав МНЖ 5-1 сваривается с углеродистыми и низколегированны-
ми сталями электродами со стержнем из сплава МНЖ 5-1 с покрытием
ЗТ, а при сварке под флюсом ОСЦ-45 или в защитных газах - электрод-
ной проволокой марки МНЖ 5-1.
508 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
При сварке обеспечивается равнопрочность сварного соединения
(по цветному металлу) при действии статической нагрузки. Сварные со-
единения обладают удовлетворительной пластичностью. Так, для соеди-
нения меди МЗр или сплава МНЖ 5-1 со сталью Ст4сп при ручной свар-
ке угол изгиба составляет 40 ... 85°, а при аргонодуговой 110 ... 180°.
Более высокое качество сварных соединений при аргонодуговой
сварке сплавами МНЖ 5-1 объясняется тем, что в этом случае в металле
шва содержание железа не превышает 8 ... 10 %, а при ручной сварке
достигает 50 ... 55 %.
На рис. 13.11, б показано содержание железа в наплавленном метал-
ле при различных способах наплавки. Оптимальные условия наплавки
меди на сталь требуют, чтобы не было расплавления стали, чтобы она
хорошо смачивалась (для этого ее температура превышала 1100 °C) и
длительность контактирования меди со сталью при этой температуре бы-
ла бы не менее 0,01 ... 0,015 с.
Для соединения меди и ее сплавов со сталью рекомендуется приме-
нять аргонодуговую сварку вольфрамовым электродом, а для наплавки
цветных металлов на сталь - наплавку плазменной струей с токоведущей
присадочной проволокой. Сварные соединения имеют достаточно высо-
кий предел выносливости.
Сварка стали с титаном. Одной из основных задач при сварке ти-
тана со сталями является выбор таких сварочных материалов, методов и
режимов сварки, при которых предотвращалось бы или резко подавля-
лось образование хрупких интерметаллических фаз FeTi и Fe2Ti.
Непосредственная сварка титана со сталью не дает положительных
результатов. Практическое применение находит сварка в аргоне вольф-
рамовым электродом и сварка через промежуточные вставки. Хорошие
результаты получены при использовании комбинированной вставки, со-
стоящей из технического тантала (ов - 700 МПа) и термообрабатываемой
бронзы БрБ2 (см. табл. 13.1).
Бронза свариваегся с углеродистой или аустенитной сталью аргоно-
дуговой сваркой неплавящимся электродом, а тантал с титаном - в каме-
рах с контролируемой атмосферой. Предел прочности соединения по
бронзе 490 МПа, при закалке бронзы 605 МПа (закалка до сварки).
Комбинированные вставки из бронзы БрБ2 и ниобия используют для
аргонодуговой сварки вольфрамовым электродом в камере с контролируе-
мой атмосферой титана OT4-I толщиной 0.8 и 2 мм. Прочность соединения
при толщине 0,8 мм о, - 530 ... 660 МПа, угол изгиба 72 ... 180° при тол-
щине 2 мм ов = 400 ... 450 МПа, угол изгиба 41 ... 61 °.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ
509
Сварка разнородных цветных металлов и сплавов
Сварка алюминия и его сплавов с медью. Кроме значительного раз-
личия физико-химических свойств алюминия и меди сварка этих метал-
лов затруднена образованием хрупкой интерметаллической фазы.
Обычно сварку выполняют вольфрамовым электродом в аргоне и по
слою флюса. Для улучшения процесса сварки на медь после ее очистки не-
обходимо наносить слой покрытия, который активирует поверхность более
тугоплавкого металла, улучшает смачиваемость поверхности меди алюми-
нием. Наилучшим является цинковое покрытие толщиной 50 ... 60 мкм, на-
носимое гальваническим методом. Технология сварки алюминия с медью
такая же, как и алюминия со сталью, т.е. дугу смещают на более тепло-
проводный металл, в данном случае на медь, на 0,5 ... 0,6 толщины сва-
риваемого металла (табл. 13.4).
Прочность соединения равна прочности технического алюминия
(80 ... 100 МПа), удельное электросопротивление шва несколько выше
(0,037 Ом • м), чем у алюминия (0,0313 Ом • м). Сварные соединения не
меняют свою прочность при длительном нагреве до температуры 150 °C.
При более высоком нагреве прочность соединения падает в связи с рез-
ким увеличением слоя хрупких интерметаллидов.
На границе соединения со стороны меди образуется прослойка ин-
терметаллидов (СиА12) толщиной 3 ... 10 мкм, со стороны алюминия по-
лоска твердого раствора меди в алюминии такого же размера. Микро-
твердость прослойки интерметаллидов, примыкающих к меди, достигает
4500 ... 5500 HV. Наличие этой зоны обусловливает относительно низ-
кую прочность соединения. Если толщина иитерметаллидной прослойки
меньше I мкм, она не влияет на прочность соединения.
Прочность соединения, так же как и в сталеалюминиевых соедине-
ниях, повышается при легировании металла шва кремнием (4 ... 5 %) и
цинком (6 ... 8 %), так как эти элементы подавляют рост интерметаллид-
ной прослойки.
Для обеспечения стабильной прочности сварных соединений по сва-
риваемой кромке меди необходим скос под углом 45 .... 60° (рис. 13.12, а).
При сварке меди М1 с алюминием марки А5 по слою стандартного флюса,
применяемого для сварки алюминия (AH-AI) при толщине металла до
20 мм, используют проволоку марки АД1 диаметром 2,5 мм. При сварке
электрод необходимо смещать от скоса на 5 ... 7 мм в сторону меди. При
сварке по слою флюса прочность сварного соединения равна 70 ... 80 МПа,
электропроводность сохраняется на уровне электропроводности алюминия.
510 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
13.4. Рекомендуемые режимы сварки алюминия с медью
BQ
г»
о
е;
о
Аргоно- дуговая 3 160... 180 14... 15 10... 12 15.2 4 2 7.8
вольфрамо- 6 270 ...290 15... 16 7 . 8 3...4 5 2,5 8... 10
вым элек-
тродом 8 320... 330 16... 18 — — 6 3 10... 12
Автомати- 10 380 ...400 38.. 40 21,5 5 ... 6 2,5 - -
ческая по
слою флюса АН-А1 12 390 ...410 39 .42 21,5 6.7 2,5 — —
2
2
2
1
1
О
о
X
Сварка алюминиевого сплава с титаном ОТ4. Обычно применяю!
аргокодуговую сварку вольфрамовым электродом, перед которой кромки
титана очишают от a-слоя и загрязнений и алитируют в чистом алюми-
нии при температуре алюминия 800 ... 830 6С в течение 1 ... 3 мин.
В этом случае период образования соединения между алюминием и тита-
ном меньше, чем период ретардации (см. рис. 13.5), и хрупкие интерме-
таллиды по линии соединения не успевают образоваться.
Кромки предварительно разделывают согласно рис. 13.12, б. До
сварки на алитированные кромки наплавляют слой чистого алюминия
(5 ... 8 мм) с использованием проволоки марки AB00 диаметром 5 ... 8 мм.
Соединение сваривают обычным методом, как алюминиевый сплав. Пре-
дел прочности сварного соединения сплавов ОТ4 + АМгб зависит от слоя
алюминия и составляет 110 ... 270 МПа, угол изгиба 17 ... 30°.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 511
Рис. 13.12. Сварка алюминия с мелью и титаном:
а - прочность соединения алюминия с медью в зависимости
от разделки медной кромки: / - V-образная; 2 - К-образная;
б - подготовка кромок титана для сварки его с алюминиевым сплавом
Сварка титана с медью и ее сплавами. Сварка затруднена большим раз-
личием свойств и образованием хрупких интерметаллидов (см. табл. 13.2).
Наиболее успешна сварка плавлением при использовании промежуточ-
ных вставок из специально выплавленных сплавов титана, легированных
молибденом или ниобием, которые понижают температуру превращения
a р и обеспечивают получение однородного титанового сплава со
стабильной структурой, не очень отличающейся от структуры меди.
Можно использовать комбинированные вставки из сплавов Ti + 30 % Nb
и сплавов ВТ 15).
Эти сплавы при сварке с медью М3 обеспечивают предел прочности
соединения 220 ... 225 МПа и угол изгиба 140 .... 180°, а при сварке с
бронзой 260 ... 280 МПа и угол изгиба 100 ... 160°. В прослойке по линии
соединения твердость достигает 4700 ... 4800 HV при твердости бронзы
БрХ0,8 1200 HV.
512 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
Сварка ниобия, тантала и молибдена со сталью и сплавами цвет-
ных металлов. Принципиальная возможность сварки ниобия, тантала и
молибдена со сталями и цветными сплавами частично показана выше, так
как эти металлы используют в качестве промежуточных вставок при
сварке титана со сталью, алюминием и медью.
Тантал и ниобий по свойствам близки к титану и при сварке с ним
образуют твердые растворы без хрупких соединений. Ниобий также удов-
летворительно сваривается с медью и медными сплавами, с которыми об-
разует ограниченные растворы. Тантал с медью растворов и соединений не
образует. Обычно применяют бериллиевую бронзу БрБ2. Сварку выпол-
няют вольфрамовым электродом в среде инертных защитных газов, часто в
камерах и контролируемой атмосферой и электронным лучом.
Сварка биметачлов. В настоящее время известно применение биме-
таллических заготовок из углеродистой и коррозионно-стойкой стали с
алюминиевыми сплавами, из стали и медно-никелевого сплава МНЖ 5-1,
из стали 12Х18Н9Т и титанового сплава ОТ4, ОТ4-1 для сварки разно-
родных металлов.
В биметаллическом прокате из углеродистой и низколегированной
стали и алюминиевых сплавов АМгЗ и АМгб соотношение толщин в па-
кете 1:1 и 1,5:1. Алюминиевый сплав соединяется со сталью при прокате
по подслою из чистого алюминия. Предел прочности биметалла на срез
70 ... 90 МПа и разрыв 100 ... 150 МПа.
На рис. 13.13 показаны рекомендуемые варианты различных соеди-
нений с применением биметалла. Прочность сварного соединения в
большой степени зависит от прочности сцепления слоев биметалла и,
следовательно, от площади биметаллической вставки. Однако неконст-
руктивность узлов соединения и отсутствие средств конлроля качества
сцепления слоев биметалла часто приводят к тому, что соединения этого
типа не обладают вакуумной плотностью.
Рис. 13.13. Варианты сварных соединений
при использовании вставок из проката биметалла
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 513
Для предотвращения появления хрупких интерметаллидов внутри
биметалла при нагреве в процессе сварки необходимо строго выдерживать
режим сварки. Для биметалла толщиной 10 ... 12 мм рекомендуется сле-
дующий режим: со стороны алюминиевого сплава аргонодуговая сварка
вольфрамовым электродом на режиме / = 140 ... 160 A, Ua = 14 ... 18 В,
vCB = 6 ... 7 м/ч; со стороны стали сварка в СО2 на режиме /= 100 ... 130 А,
ил = 18 ... 20 В, vCB=- 17 ... 20 м/ч.
Наиболее вероятно образование хрупких интерметаллидов в биме-
талле СтЗсп, 12Х18Н9Т и сплава АМгб при нагреве линии соединения
выше температуры 450 °C. При нагреве до температуры 550 °C и выше
биметалл расслаивается. Рекомендуется сварку начинать со стороны
алюминия и после охлаждения всего узла - со стороны стали.
Сварка плавлением полуфабрикатов многослойного материала. При
изготовлении изделий новой техники требуются конструкционные мате-
риалы, обладающие повышенной надежностью, длительным ресурсом
работоспособности с достаточными механическими свойствами основно-
го металла и сварного соединения. Многослойные полуфабрикаты на
основе высокопрочных алюминиевых сплавов, титана и магниевых спла-
вов, полученные совместной горячей прокаткой, отвечают предъявляе-
мым требованиям.
Значительное различие физико-химических свойств алюминиевых и
магниевых сплавов, их металлургическая несовместимость уже в процес-
се производства многослойного полуфабриката приводят к образованию
и росту хрупких интерметаллидных соединений, отрицательно влияющих
на качество полуфабриката, - вплоть до самопроизвольного разрушения.
Это явление может быть исключено путем введения технологических
прослоек. Например, введение прослойки технического алюминия со
стороны алюминиевого сплава и технического титана со стороны маг-
ниевого сплава.
Так, например, четырехслойный полуфабрикат АМгб 4 Ад1 + ВТ 1-0 +
+ МА2-1 содержит по зоне разделения слоев ограниченное количество
интерметаллидных фаз, более пластичных по свойствам и не влияющих
на конструкционную работоспособность.
В основу технологии сварки многослойного материала положен
принцип последовательного выполнения сварки гомогенных слоев. По-
сле сварки наиболее тугоплавкого слоя (титана) наружные слои сварива-
ют таким образом, чтобы обеспечить на границе раздела металлический
контакт вследствие алитирования со стороны слоя АМгб + АД1 и смачи-
вания со стороны слоя МА2-1. Необходимые температурно-временные
514 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
условия обеспечиваются заданными параметрами режима сварки, гео-
метрией разделки кромок, выбором присадочного материала, последова-
тельностью выполнения сварки гомогенных слоев.
Оформление разделки кромки стыка производится с учетом мини-
мально возможной выборки металла по наружным слоям, так как значи-
тельная доля присадочного металла в шве приводит к существенным де-
формациям. В то же время ширина разделки кромка тугоплавкого мате-
риала должна быть такой, чтобы при его сварке исключить оплавление
наружных слоев. Оптимальная ширина зоны оголения сплавав ВТ 1-0 со-
ставляет 3 мм. В качестве присадочной проволоки при сварке алюминие-
вого сплава применяют проволоку АМгб.
При получении сварного соединения магниевого сплава стандартная
проволока ВМД-10 наиболее предпочтительна, так как обеспечивает
мелкозернистую структуру шва и повышенную стойкость к образованию
трещин. Подготовка образцов под сварку осуществляется традиционны-
ми методами для каждого слоя многослойного материала.
На первом этапе сваривают тугоплавкий слой ВТ 1-0 без присадоч-
ной проволоки на весу с полным проплавлением. Затем осуществляют
автоматическую сварку наружного слоя АМгб + АД1 с увеличенным вы-
летом вольфрамового электрода на таких соотношениях параметров ре-
жима, которые обеспечивают натекание алюминия на активированную
дугой поверхность титана, т.е. обеспечивают алитирование сплава ВТ 1-0.
На завершающем (третьем) этапе производят автоматическую аргоноду-
говую сварку слоя магниевого сплава МА2-1. Повышенная склонность
магниевых сплавов к окислению требует увеличения расхода защитного
газа и некоторого увеличения скорости сварки. Указанная последова-
тельность сварки полуфабрикатов многослойного материала обеспечива-
ет минимальную деформацию стыка, исключает возникновение трещин в
слое магниевого сплава. Толщина образовавшихся интерметаллидных
фаз типа TiAI3 не превышает 10 мкм и является критической. Возникаю-
щие в зоне сварки интерметаллидные соединения не снижают работоспо-
собности и плотности металла соединения, что подтверждается металло-
графическими исследованиями сварных соединений.
Проведенные механические испытания сварных соединений много-
слойного материала показали, что их предел прочности находится на
уровне 0,90 ... 0,95 предела прочности основного материала и составляет
270 ... 280 МПа. В отдельных образцах предел прочности соответствует
прочности основного материала. Временное сопротивление на отрыв и
срез слоев в стыковом соединений незначительно отличается от свойств
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 515
основного материала: о0тр = 90 ... 100 МПа, тср - 50 ... 60 МПа. Вакуум-
ная плотность стыковых соединений многослойного материала составля-
ет 1,3-1О*7 м3 • Па/с при давлении р = 1,25 • 105 Па.
Сварка металлов с неметаллами
Современное развитие радиоэлектроники и других отраслей техники
потребовало разработки достаточно эффективных методов соединения не
только разнородных металлов, но и металлов с неметаллами. В качестве
неметаллических материалов известно использование стекла (на которой
монтируются полупроводниковые системы), керамики, графита.
Используемая в технике керамика в своей основе имеет либо чистый
оксид алюминия, и тогда она пригодна для работ при температурах
1000 °C и выше, либо наряду с оксидом алюминия имеет стеклофазу и в
этом случае эксплуатационная температура не превышает 500 ... 600 °C.
Известно также применение металлокерамического порошка состава
96 % Fe, 3 % Си, 1 % С с пористостью 15 ... 20 % для изготовления вту-
лок. Эти втулки сваривают с кронштейнами из стали 20.
Углеграфитовые материалы используют в качестве электродов, на-
гревателей, торцовых уплотнителей. В зависимости от условий эксплуа-
тации к соединению углеграфитовых материалов с металлами предъяв-
ляются требования достаточной прочности (по углеграфитовому элемен-
ту), герметичности, малого электросопротивления в зоне контакта, в ряде
случаев повышенной коррозионной стойкости. Диэлектрики в электрон-
ных микросхемах служат в качестве подножки, на которую в вакууме
наплавляют тонкие металлические пленки, к которым затем присоединя-
ют металлические проводники. В качестве диэлектриков используют си-
таллы различных марок: фотоситаллы, кварцевое стекло, стекла C4I, на
которые в вакууме напыляются медные пленки толщиной 0,4 ... 0,45 мкм
по адгезионному подслою хрома или титана толщиной 0,05 мкм.
В некоторых устройствах круглое мерное стекло необходимо соеди-
нить с металлической трубчатой частью из коррозионно-стойкой стали.
Это удается сделать через переходник из ковара, который может быть
соединен сваркой со стеклом. В ряде конструкций регуляторов для защи-
ты графита от коррозионных разрушений на его поверхность наплавляют
слой коррозионно-стойкого циркония.
Выбор методов сварки неметаллических материалов с металлами за-
висит от размеров деталей, физических особенностей материала и т.п.
Так, например, различные металлические выводы, присоединяемые к
516 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
диэлектрикам, имеющим на своей поверхности тонкую металлическую
пленку, или к полупроводниковым кристаллам, используемым в микро-
электронике, наиболее часто сваривают контактной, термокомпрессион-
ной или ультразвуковой сваркой, заменившей пайку.
Однако эти способы сварки сильно деформируют проводник в зоне
сварки, снижают механическую прочность соединения и дают соединение
с высоким переходным сопротивлением. Поэтому в настоящее время для
этих целей успешно применяют сварку плавлением, используя луч лазера.
Цирконий с графитом соединяют по методу аргонодуговой наплавки
вольфрамовым электродом. При этом способе на графите образуется
промежуточный слой толщиной до 2,5 мм, пропитанный цирконием и
содержащий образовавшиеся карбиды. На поверхности этого слоя распо-
лагается чистый цирконий, имеющий структуру литого металла, который
образует плотную коррозионно-стойкую поверхность на графите.
При сварке плавлением металлических проводников с металличе-
ской пленкой, имеющейся на диэлектрической подложке, растворение
подслоя пленки не уменьшает прочности контакта. Исследователи этого
процесса предполагают, что при сварке плавлением в переходном слое
образуются химические соединения металла со стеклом, которые обла-
дают высокой прочностью.
Сварку лучом лазера медных проводников диаметром 50 мкм с мед-
ной пленкой толщиной 0,4 ... 0,45 мкм на адгезионном подслое хрома
толщиной 0,05 мкм выполняли на лазерных установках СУ-1 и УЛ-2. Об-
разцы сваривали внахлестку (рис. 13.14, а). Разрушающее усилие при срезе
в зависимости от материала подложки колебалось в пределах 0,1 ... 0,15 Н
с разрушением подложки из стекла С41 и до 0,56 Н подложки из кварца.
Такая разница в прочности объясняется тем, что при использовании не-
термостойкого стекла С41 в подложке образовались трещины с глубиной
залегания 45 ... 50 мкм, по которым и происходило разрушение. В термо-
стойкой кварцевой подложке трещин не наблюдалось. На термостойком
стекле СО-21 получены такие же разрушения, как и на кварцевой под-
ложке.
Известно применение сварки электронным лучом для соединения
керамики на основе оксида алюминия с трубчатыми деталями из стали
12X18Н ЮТ. Детали собирали согласно схеме на рис. 13.14, 6. Керамиче-
ская втулка / длиной 15 мм наружным диаметром 10 мм и внутренним
4 мм служит основой для соединения металлических деталей 2 и 3, соби-
раемых с зазором 0,3 ... 1 мм; толщина стенки в месте сварки 0,5 мм.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 517
Рис. 13.14. Соединения металлов с неметаллами:
а - соединение медного проводника диаметром 50 мкм
с медной фольгой и поперечное сечение соединения;
б - сборка керамических (/) и стальных (2, 3) трубчатых элементов
под сварку электронным лучом;
в - соединение металлокерамической втулки (/) со сталью (2);
г - соединение наплавленного слоя циркония с графитом:
/ - трафит; 2 - цирконий; 3 - пленка карбида циркония
Сварку выполняли по следующей технологии: после нагрева узла до
температуры 1200 °C (со скоростью 40 ... 60 °С/мин) и выдержки 4 ... 5 мин
сваривали один из швов при выключенном нагревателе, в связи с чем
температура к концу сварки падала до 30 ... 40 °C. Затем вновь узел по-
догревали до температуры 1200 °C и сваривали второй шов. Для получе-
ния стабильного процесса сварки луч смещали от кромки в сторону ме-
таллической детали на 1,5 ... 2 мм. Сваренные по такой технологии узлы
выдерживали длительное внутреннее давление до 1,0 МПа, гидравличе-
ские удары до 4,0 МПа, сохраняли работоспособность при контакте с
агрессивной средой до 120 суток.
Металлокерамические втулки (96 % Fe; 3 % Си и 1 % С) сваривали с
кронштейнами из стали 20 угловым швом по схеме на рис. 13.14, в. Втул-
ку с наружным диаметром 20 мм толщиной стенки 5 мм сваривали со
сталью толщиной 3 мм. Из-за низкой теплопроводности металлокерами-
ки она растворяется быстрее, в связи с чем сварочную ванну смещают на
518 ТЕХНОЛОГИЯ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
стальную деталь и делают швы возможно большего размера (5 мм).
Сварку ведут в углекислом газе проволокой Св-08Г2С диаметром 1,2 мм.
Прочность и вибростойкость соединения обеспечивается при заданном
числе циклов нагружения (свыше 8 • 10s циклов).
Схема соединения наплавленного слоя циркония с графитом показана
на рис. 13.14, г. При наплавке вольфрамовым электродом в среде аргона с
подачей присадочной проволоки диаметром 3 мм производительность
процесса составляет 5,5 ... 6 кг/ч (7 = 400 ... 450 A; U - 27 ... 33 В)
при ширине наплавленного слоя 15 ... 20 мм и толщине 4 ... 5,5 мм.
Соединение характеризуется тем, что на поверхности графита / образу-
ется промежуточный слой 3 плотной пленки карбида циркония толщиной
0,02 ... 0,04 мм, на которой и располагается однородный слой циркония
2, имеющего структуру литого металла. Поскольку графит обладает по-
ристой структурой, карбид циркония в локальных участках распростра-
няется на большую глубину (2 ... 5 мм).
Наплавка циркония при подаче защитного газа через сопло горелки вы-
зывает загрязнение циркония азотом и кислородом (1,18 % О2; 1,35 % N2) с
образованием пластинчатой структуры а-фазы, обладающей высокой
твердостью и затрудняющей обработку наплавленного слоя. При наплав-
ке в камере с контролируемой средой металл получается значительно
чище (0,126 % О2; 0,01 % N2), с образованием структуры и большим ко-
личеством мелких игольчатых включений, но без крупных пластинчатых
включений а'-фазы. Наплавленный по этому варианту металл не затруд-
няет механическую обработку.
Контрольные вопросы
1. Металлы, используемые в комбинированных сварных конструк-
циях.
2. Чем определяются свойства сварного шва при сварке разнород-
ных металлов?
3. Какие разнородные металлы при сварке образуют твердые рас-
творы с ограниченной растворимостью? Суть процесса образования
сварного соединения.
4. Сваривание многокомпонентных металлов, не образующих твер-
дых растворов, химических соединений или эвтектики.
5. Особенности техники сваривания алюминия со сталью.
6. Сварка стали с медью и ее сплавами.
Глава 14
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
С ОСОБЫМИ СВОЙСТВАМИ
14.1. ФОРМИРОВАНИЕ СВОЙСТВ НАПЛАВЛЕННОГО МЕТАЛЛА
Наплавка - нанесение с помощью сварки плавлением слоя металла
на поверхность изделия. Процессы наплавки занимают важное место в
сварочной технике при ремонте и восстановлении первоначальных (не-
обходимых) размеров и свойств изделий (деталей), изготовлении новых
изделий в целях обеспечения надлежащих свойств конкретных поверхно-
стей и т.п.
В первом случае (при восстановлении, ремонте) наплавку выполня-
ют примерно тем же металлом, из которого изготовлено изделие, однако
такое решение не всегда целесообразно. Иногда при изготовлении новых
деталей (и даже при ремонте) целесообразней на поверхности получить
металл, отличающийся от металла детали,
Действительно, в ряде случаев условия эксплуатации поверхност-
ных слоев значительно отличаются от условий эксплуатации всего
остального материала изделия. Так, например, если деталь (изделие)
должна определять общую прочность, которая зависит от свойств метал-
ла и его сечения, то поверхностные слои часто дополнительно должны
работать на абразивный или абразивно-ударный износ (направляющие
станин, зубья ковшей землеройных орудий, желоба валков канатно-
подъемных устройств и др.). Условия работы могут усложняться повы-
шенной температурой, эрозионно-коррозионным воздействием окру-
жающей среды (морской воды, различных реагентов в химических про-
изводствах и др.). В качестве примера можно указать клапаны двигате-
лей, уплотнительные поверхности задвижек, поверхности валков горячей
прокатки и т.п.
Иногда такие детали и изделия целиком изготовляют из металла, ко-
торый обеспечивает и требования к эксплуатационной надежности рабо-
ты его поверхностей. Однако это не всегда наилучшее и, как правило, не
экономичное решение. Часто оказывается целесообразней все изделие
изготовлять из более дешевого и достаточно работоспособного металла
для конкретных условий эксплуатации и только на поверхностях, рабо-
тающих в особых условиях, иметь необходимый по толщине слой друго-
го материала. Иногда это достигается применением биметаллов (низко-
520
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
углеродистая сталь * коррозионно-стойкая сталь; сталь + титан и др.), а
также поверхностным упрочнением (поверхностной закалкой, электроис-
кровой обработкой и др.), нанесением тонких поверхностных слоев (ме-
таллизацией, напылением и пр.) или наплавкой слоев значительной тол-
щины на поверхность.
В последнем случае для изготовления деталей обычно применяют от-
носительно простые стали (например, низкоуглеродистые), а на рабочие
поверхности наплавляют, например, бронзу, заменяя тем самым целиком
бронзовую деталь, кислотостойкую сталь (для работы в условиях воздей-
ствия соответствующей химически агрессивной среды) или материал, хо-
рошо работающий на истирание (при наличии трения с износом) и т.п.
Такие слои можно наносить на наружные поверхности деталей (на-
пример, валы, валки прокатного оборудования, рельсовые крестовины и
др.) или внутренние поверхности обычно цилиндрических изделий
(корпуса химических и энергетических реакторов, оборудование химиче-
ских производств и др.).
Наплавку осуществляют нанесением расплавленного металла на по-
верхность изделия, нагретую до оплавления или до температуры надеж-
ного смачивания жидким наплавленным металлом. Наплавленный слой
образует одно целое с основным металлом (металлическая связь). При
этом, как правило (кроме некоторых случаев ремонтной нагшавки, при-
меняемой для восстановления исходных размеров деталей), химический
состав наплавленного слоя может значительно отличаться от состава ос-
новного металла.
Толщина наплавленного металла, образованного одним или не-
сколькими слоями, может быть различной: 0,5 ... 10 мм и более.
Необходимые свойства металла наплавленного слоя зависят от его
химического состава, который, в свою очередь, определяется составом
основного и дополнительного металлов и долями их участия в образова-
нии шва. Влияние разбавления слоев основным металлом тем меньше,
чем меньше доля основного металла в формировании слоя (у0). В связи с
этим для случаев (а их большинство), когда желазельно иметь в наплав-
ленном слое состав, максимально приближающийся к составу наплав-
ляемого металла, необходимо стремиться к минимальному проплавлению
основного металла, т.е. к уменьшению уо.
При многослойной наплавке состав каждого слоя различен, так как
различна доля участия основного металла (на который наплавляют) в
образовании наплавленного слоя. Если при наплавке 1-го слоя основной
металл непосредственно участвует в формировании шва, то при наплавке
2-го и последующих слоев он участвует косвенно, определяя состав пре-
ФОРМИРОВАНИЕ СВОЙСТВ НАПЛАВЛЕННОГО МЕТАЛЛА 521
дыдущих слоев. При наплавке большого числа слоев при некоторых ус-
ловиях наплавки состав металла поверхностного слоя может быть иден-
тичен дополнительному наплавляемому металлу.
Доля участия основного металла в формировании наплавленного
металла зависит как от принятого способа, так и от режима наплавки.
Различные дуговые методы наплавки отличаются друг от друга теп-
ловой подготовкой основного и наплавляемого металлов. Так, например,
при плазменной наплавке с токоведущей присадочной проволокой тепло-
вложение преимущественно осуществляют в присадочную проволоку,
основной металл подогревается достигающими его поверхности осты-
вающими потоками плазмы дуги и теплотой перегретого жидкого на-
плавляемого металла. Проплавление основного металла в этом случае
может быть заметно уменьшено.
Наоборот, при дуге прямого действия, когда на основном металле
располагается катодное или анодное пятно дуги, ограничить расплавле-
ние основного металла значительно труднее, особенно при значительном
сосредоточении дугового разряда (уменьшении диаметра плавящегося
электрода, увеличении плотности тока в электроде). Рассредоточение
тепловложения в основной металл, например при ленточном электроде,
когда дуга перемещается по торцу ленты от одного конца к другому и
иногда возникает одновременно в нескольких местах, может заметно
снизить долю расплавляемого основного металла.
При ручной дуговой наплавке покрытыми электродами, а особенно
при механизированной наплавке плавящейся электродной проволокой в
среде защитных газов или под флюсом, доля основного .металла в на-
плавленном слое То, как правило, не может быть, без опасности получе-
ния непровара, снижена менее чем до 0,2.
Сопоставление долей участия основного металла в 1 -м слое приме-
нительно к наплавке хромоникелевой аустенитной стали на низкоуглеро-
дистую различными способами наплавки на обычных режимах приведе-
но в виде диаграммы на рис. 14.1.
Естественно, что уо зависит также от свойств основного и наплав-
ляемого металлов, в частности от их температуры плавления. Например,
дуговая наплавка покрытыми электродами, обеспечивающими наплав-
ленный металл типа алюминиевой бронзы (Гпл = 1000 °C), на низкоугле-
родистую сталь дает меньшую долю у0, чем показано на рис. 14.1 для
того же способа наплавки, но высоколегированной стали (Г11Л = 1420 °C).
Определенную роль в этом снижении у0 играет и увеличение коэффици-
ента наплавки ан (г/А • ч), который при бронзовых электродах составляет
~18 г/(А ч), а при электродах из высоколегированной стали ~13 г/(А ч).
522
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
Рис. 14.1. Доля участия основного
металла в первом слое наплавки
(хромоникелевая аустенитная сталь),
выполненной различными способами
на обычных режимах:
/ - автоматическая под флюсом;
2 - ручная дуговая покрытыми электродами;
3 - автоматическая под флюсом с
дополнительной присадочной проволокой;
4 - автоматическая под флюсом
ленточным электродом; 5 - плазменной
струей с токовсдутей проволокой
Аналогично может влиять и применение при наплавке, выполняе-
мой под флюсом или в защитных газах, электродной ленты, спрессован-
ной из порошков, по сравнению с прокатной. Большее электрическое со-
противление спрессованной ленты и ее меньшая теплопроводность при-
водят к более быстрому ее расплавлению (большему ан при том же, как
при прокатанной ленте, режиме наплавки) и возможному уменьшению
доли основного металла в наплавленном слое.
Естественно, что на долю основного металла в наплавленном слое
влияет и интенсивность теплоотвода в наплавляемом изделии, который
зависит от теплофизических свойств металла этого изделия, его геомет-
рических размеров (в частности, толщины металла вблизи наплавляемой
поверхности), а также наличия искусственного регулирования термиче-
ского режима наплавляемой детали (сопутствующего наплавке подогрева
или интенсификации охлаждения различными приемами). На рис. 14.2
показано влияние на величину уо толщины наплавляемой детали (алюми-
ниевой бронзы) при наплавке монель-металла покрытыми электродами
разного диаметра. При увеличении толщины детали усиливается тепло-
отвод и уменьшается проплавление основного металла.
Рис. 14.2. Влияние толщины детали и
режима наплавки на долю
основного металла в одиночном
валике (у0) при наплавке медио-
никелевыми электродами на бронзу:
/-04 мм, /С1 = 140 А;
2-0 5 мм./св- 190 А;
3-0 6 мм, /св = 210 А
ФОРМИРОВАНИЕ СВОЙСТВ НАПЛАВЛЕННОГО МЕТАЛЛА 523
Обеспечение в наплавленном металле (особенно при однослойной
наплавке) требуемого состава в некоторых случаях может потребовать
использования дополнительных (присадочных электродных) металлов
таких составов, при которых ухудшается их деформируемость. Поэтому
оказывается невозможным из таких сплавов изготовить электродную
проволоку, прокатать ленту. В этом случае наплавочные материалы мо-
гут быть получены в порошкообразном либо зернообразном виде.
Использование порошков и зерен затрудняет наплавку, в частности
в связи с возможным раздуванием порошков и отсутствием стабильности
легирования по длине наплавки из-за сепарации частиц получить необхо-
димый состав металла даже в 1-м слое (правда, в основном для неболь-
шой площади наплавки на деталях малых размеров) можно наложением
на наплавляемую поверхность предварительно спрессованных из порош-
ков (иногда спеченных или скрепленных какой-нибудь связующей до-
бавкой) наплавочных заготовок (колец и пр.) с последующим их расплав-
лением и подплавленисм располагающегося под заготовкой основного
металла.
Для этого наиболее часто в качестве источника нагрева используют
дугу с неплавяшимся, обычно вольфрамовым, электродом, плазму или
токи высокой частоты. При правильном подборе режима основной ме-
талл, получающий подогрев за счет теплопередачи через наплавочный
металл, может расплавляться ограниченно, нс приводя к большим значе-
ниям уо в наплавленном слое.
Значительно менее стабильные результаты получаются при наплав-
ке зернистых твердых сплавов угольной дугой.
Схемы наиболее распространенных способов наплавки приведены
на рис. 14.3.
Широкое применение в настоящее время находят плазменные мето-
ды наплавки и напыления. Основные схемы плазменной наплавки пред-
ставлены на рис. 14.4. Наибольшее распространение получила плазмен-
но-порошковая наплавка. При плазменной наплавке обеспечивается вы-
сокое качество наплавленного металла, малая глубина проплавления ос-
новного металла при высокой прочности сцепления, возможность на-
плавки тонких слоев.
В зависимости от условий эксплуатации поверхностных слоев раз-
личных изделий требования к наплавленному слою (его химическому
составу, свойствам и пр.) различны. Наибольшее распространение полу-
чили наплавочные слои, которые можно классифицировать в основном
по пяти группам:
524
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
Рис. 14.3. Схемы основных способов дуговой и электрошлаковой наплавки:
а - угольным (графитовым) электродом (/) расплавлением
слоя сыпучего зернистого наплавочного сплава (2);
б - ручной дуговой покрытым электродом (/) с легирующим покрытием (2);
в - неплавящимся вольфрамовым электродом (/) в защитных инертных газах с
подаваемым в дугу присадочным прутком (2);
г - плавящимся электродом (/) в защитных (инертных, активных) газах;
д - автоматическая дуговая плавящейся электродной (обычно легированной)
проволокой (/) под флюсом (2);
е - плавящейся лентой (/) катаной, литой или прессованной
из порошков в защитных газах или под флюсом;
ж - расплавлением плазменной струей плазмотрона (/),
предварительно наложенного литого или спеченного
из порошков кольца (2) наплавочного материала;
з - электрошлаковая наплавка плавящимися электродами (/)
с перемещаемым составным медным ползуном (2);
3 - наплавляемая деталь; 4 - наплавленный слой
Рис. 14.4. Схемы плазменной наплавки:
а - плазменной струей с токовелущей присадочной проволокой;
б - плазменной дугой с нейтральной присадочной проволокой;
в - комбинированный (двойной) дугой одной проволокой.
г - то же, с двумя проволоками; д - горячими проволоками; е - плавящимся электродом;
ж - с внутренней подачей порошка в дугу: ? - с внешней подачей порошка в дугу; 1 - защитное сопло;
2 - сопло плазмотрона; 3 - защитный газ; 4 - плазмообразуюший газ; 5 - электрод;
6 - присадочная проволока; 7 - изделие; 8 - источник питания косвенной дуги;
9 - источник питания дуги прямого действия; 10 - трансформатор;
/ / - источник питания дуги плавящегося электрода; 12 - порошок; 13 - порошок твердою сплава
ФОРМИРОВАНИЕ СВОЙСТВ НАПЛАВЛЕННОГО МЕТАЛЛА 52S
526
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
I - стали (углеродистые и высокоуглеродистые, хромомарганцови-
стые, хромистые и высокохромистые, хромоникелевые, высоковольфра-
мовые и молибденовые);
2 - специальные сплавы на основе железа (высокохромистые чугу-
ны, сплавы с хромом и бором, сплавы с кобальтом, молибденом и вольф-
рамом);
3 - сплавы на основе никеля и кобальта (хромоникелевые сплавы с
бором и кремнием, никелевые сплавы с молибденом, кобальтовые сплавы
с хромом и вольфрамом);
4 - карбидные сплавы (с карбидами вольфрама, ванадия, хрома);
5 - сплавы на медной основе (бронзы алюминиевые, оловянно-
фосфористые).
Внутри каждой из этих групп имеется большое количество различ-
ных вариантов составов, которые обеспечивают те или иные характери-
стики, требуемые для конкретных условий эксплуатации изделия. Как
правило, задача наплавки - получение достаточно однородного по тре-
буемым характеристикам (техническим условиям) слоя наиболее эконо-
мичными и производительными методами.
Обычно наплавляют на конструкционные углеродистые или низко-
и среднелегированные стали.
При наплавке мартенситных сталей, аустенитных сталей на низко-
углеродистые или низколегированные возможно образование хрупких
прослоек промежуточных составов, зон с выпадением твердых и мало-
пластичпых интерметаллидов, зон с ослабленными границами зерен в
связи с прониканием жидкого наплавляемого металла, малорастворимого
в основном металле (при наплавке медных сплавов на ряд сталей).
При наличии таких прослоек возможны хрупкие разрушения (обра-
зование трещин, отслаивание слоя от основного металла) еще при изго-
товлении изделия. В результате часто приходится отказываться от вы-
полнения наплавки одним составом наплавляемого материала (обеспечи-
вающего требуемые свойства поверхности), и применять усложненную
технологию - предварительно наплавлять подслой, т.е. промежуточный
слой из другого наплавочного материала, который может обеспечить на-
дежные свойства в зоне сплавления с основным материалом детали, а
затем тот материал, который требуется на поверхности наплавленной
детали по условиям ее надежной эксплуатации.
При наплавке медных сплавов на ряд сталей могут образоваться
межзеренные трещины в основном металле, распространяющиеся обычно
перпендикулярно границе сплавления. Применение подслоя из хромони-
ФОРМИРОВАНИЕ СВОЙСТВ НАПЛАВЛЕННОГО МЕТАЛЛА 527
келсвой ферритно-аустенитной стали (с содержанием в структуре не ме-
нее 40 % ферритной фазы) полностью исключает возникновение подоб-
ных трещин при последующей наплавке на такой подслой сплавов на
медной основе.
Иногда необходимость подслоя может вызываться и другими при-
чинами. Например, при эксплуатации наплавленной детали в условиях
частых теплосмсн в результате различных значений коэффициентов ли-
нейного расширения основного металла и металла первого слоя в зоне
сплавления возникают иногда очень большие термические напряжения,
вызывающие после воздействия определенного числа циклов разрушения
в результате термической усталости.
В целях уменьшения локализации напряжений целесообразно пред-
варительно на основной металл наплавлять подслой с промежуточным
значением коэффициента линейного расширения. Такой подслой ограни-
чивает развитие диффузионных прослоек (обезуглероживание в углеро-
дистой стали и появление карбидной прослойки в более легированной
аустенитной стали возле линии сплавления), которые после длительной
работы, наплавленной детали при высоких температурах или после тер-
мообработки изделия в некоторых случаях могут снижать эксплуатаци-
онные характеристики изделия.
Таким образом, в различных случаях при наплавке необходимо ком-
плексно решать ряд сложных вопросов: выбор материала, обеспечиваю-
щего соответствующие условиям эксплуатации свойства; возможность
наплавки этого материала непосредственно на основной металл детали
или подбор материала для наплавки подслоя; выбор способа и режима
наплавки, формы и методов изготовления наплавочных материалов; вы-
бор термического режима для выполнения наплавки (сопутствующего
подогрева для исключения получения хрупких подкаленных зон в метал-
ле детали или в хрупком наплавленном слое; интенсификации охлажде-
ния наплавляемой детали, когда для металла нежелательно длительное
пребывание при высоких температурах); установление необходимости
последующей термической (общей или местной) обработки (для получе-
ния необходимых эксплуатационных характеристик или возможности
промежуточной механической обработки).
При возможности получения желаемых результатов путем исполь-
зования нескольких способов наплавки (если необходимо - и последую-
щей механической обработки) важны и технико-экономические показа-
тели сопоставляемых способов.
528
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
14.2. МЕТОДЫ ЛЕГИРОВАНИЯ
Получение наплавленного слоя с особыми свойствами, как правило,
связано с получением сплавов со значительным количеством легирую-
щих элементов. В качестве наплавочных материалов используются по-
крытые электроды (ГОСТ 10051 75), стальная сварочная проволока
(ГОСТ 2246-70, ГОСТ 10543-98), порошковая наплавочная проволока
(ГОСТ 26101-84), наплавочные ленточные электроды, наплавочные ли-
тые прутки (ГОСТ 21449-75, ГОСТ 16130-90), плавленые карбиды
вольфрама, порошки из сплавов для наплавки (ГОСТ 21448-75), гибкие
шнуры, флюсы для наплавки. Значительное количество наплавочных ма-
териалов изготавливается по отраслевым ТУ (техническим условиям).
При дуговой наплавке плавящимся или неплавяшимся электродом, в сре-
де защитных инертных газов, плазменной электрошлаковой наплавке
химический состав наплавленного металла по всем основным легирую-
щим элементам примерно соответствует химическому составу электрод-
ного материала. Дополнительного устойчивого легирования наплавлен-
ного металла в результате металлургических взаимодействий наплавляе-
мого металла с газовой фазой (например, азотом или кислородом, кото-
рые можно добавлять к инертному газу, как правило, аргону) обычно
достичь не удается.
При наплавке плавящимся электродом в углекислом газе приходит-
ся считаться с потерями легирующих элементов за счет их окисления.
При сварке в среде защитных газов легирование наплавленного ме-
талла достигается в основном выбором соответствующего присадочного
металла (электродная проволока сплошного сечения, порошковая и др.)
или применением дополнительных наплавочных материалов (паст, перед
сваркой наносимых на кромки, или присадочных прутков, порошков,
засыпаемых на поверхность перед сваркой или вдуваемых в сварочную
ванну, дополнительных проволок, прутков, укладываемых на поверх-
ность или подаваемых в сварочную ванну, и др.).
Наплавка электродами, имеющими специальные покрытия, позволя-
ет получить довольно значительное легирование через составляющие
электродного покрытия (обычно вводимые в покрытия в виде порошков
металлов, сплавов или углеродистых составляющих) или посредством
выбора состава металлического стержня электрода.
Переход легирующих элементов из стержня и покрытия электрода
зависит от свойств элемента (его сродства к кислороду, температуры ис-
парения и др ), от композиции электродного покрытия металла стержня
электрода, а также от коэффициента массы покрытия (табл. 14.1). Варьи-
14.1. Характеристики некоторых марок наплавочных электродов
Марка электрода Тип электрода по ГОСТ 10051-75 или тип наплав- ленного металла Покры- тие Твердость наплавлен- ного ме- талла Положения наплавки Назначение
ОЗН-ЗООМ 11ГЗС Основ- ное 270.. 360 НВ Нижнее Наплавка быстроизнашиваемых деталей из низкоуглеродистых и низколегированных сталей (валы, оси, крестовины)
ОЗШ-З Э-37Х9С2 Основ- ное 53 ...59 HRC Нижнее, верти- кальное Наплавка обрезных и вырубных штампов холодной и горячей (до 650 °C) штамповки быстроизнашиваемых деталей машин
ОЗИ-З Э-90Х4М4ВФ Основ- ное 59 ... 64 HRC Нижнее Наплавка штампов холодной и горячей (до 650 °C) штамповки, быстроизнашивае- мых деталей горно-металлургического и станочного оборудования
Т-590 Э-320Х25С2ГР Специ- альное 58 ...64 HRC Нижнее, наклонное Наплавка быстроизнашиваемых стальных и чугунных деталей (умеренные ударные нагрузки)
ЦН-6Л Э-08Х17Н8С6Г Основ- ное 29,5... 39 HRC Нижнее Наплавка уплотнительных поверхностей деталей арматуры котлов, работающих при температурах до 570 °C и давлении до 78 МПа
ОЗШ-8 11Х31МЗГСЮФ Основ- ное 51 ...57 HRC Нижнее, наклонное Наплавка кузнечно-штамповочной оснаст- ки, работающей в сверхтяжелых условиях термической усталости (до 1100 °C) и больших давлениях
МЕТОДЫ ЛЕГИРОВАНИЯ 529
530
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
руя составы электродного стержня, количество и состав покрытия, можно
получить множество составов наплавленного металла, легированных раз-
личными элементами и, следовательно, обладающими различными свой-
ствами в исходном состоянии после наплавки или после последующей
термообработки.
При наплавке покрытыми электродами состав наплавленного метал-
ла весьма незначительно зависит от режима наплавки (главным образом
усиливается выгорание углерода при значительном увеличении силы
сварочного тока и напряжения дуги).
При ручной наплавке покрытыми электродами стабильность качест-
ва сильно зависит от квалификации сварщика, а производительность на-
плавки низкая (0,5 ... 2,0 кг/ч).
Значительно более высокая производительность наплавки достига-
ется при механизированных способах, в частности при дуговой автома-
тической наплавке под флюсом. Для наплавки применяют плавленые и
керамические флюсы. Легирование наплавленного металла определяется
составом электродной проволоки и металлургическими взаимодействия-
ми между расплавленным металлом и флюсом-шлаком или дополнитель-
но вводимыми в сварочную ванну компонентами в виде насыпаемой на
поверхность изделия крупки, содержащей легирующие элементы, или в
виде пасты с легирующими составляющими, наносимой на поверхность.
Наиболее распространены методы легирования при наплавке под
флюсом путем использования следующих материалов:
1) углеродистой или легированной электродной проволоки сплош-
ного сечения, металлической холоднокатаной, литой или спрессованной
из порошков ленты и нелегируюших или слаболегируюших, относитель-
но слабоокислительных плавленых и реже керамических флюсов (хотя
иногда для наплавки углеродистых и низколегированных сталей исполь-
зуют высококремнистые, высокомарганцовистые флюсы, приводящие к
окислению ряда легирующих элементов при наплавке);
2) порошковой проволоки (порошковых лент) при тех же флюсах,
позволяющей вводить до ~40 % легирующих металлических составляю-
щих к общей массе проволоки. В ленты сложной формы (рис. 14.5) может
быть введено до 70 % легирующих металлических составляющих. Флю-
сы такие же, как в варианте 1;
Рис. 14.5. Конструкции порошковых электродных лент
МЕТОДЫ ЛЕГИРОВАНИЯ
531
3) легирующих флюсов, в основном керамических, содержащих леги-
рующие металлические добавки, и флюсов-смесей. Из керамических флю-
сов максимально удается ввести в наплавленный металл до 30 ... 35 % ле-
гирующих элементов. Металлические наплавочные материалы - низкоуг-
леродистые и низколегированные или такие же, как в варианте 1, реже -
в варианте 2;
4) предварительной засыпки и дозированного нанесения или введе-
ния порошка, укладки на наплавляемую поверхность легированных прут-
ков и др.; флюс обычно не легирующий, как в варианте 1;
5) дополнительной проволоки, вводимой в дугу и подключенной в
сварочную цепь параллельно основному металлу. Масса такой расплав-
ляемой дополнительной проволоки может доходить до 0,8 массы расплав-
ляемой основной проволоки. Этот метод одновременно уменьшает и коли-
чество расплавляемого при наплавке основного металла (уменьшает уо).
Влияние режима при наплавке под флюсом на химический состав
наплавленных слоев значительно большее, чем при наплавке покрытыми
электродами. Это определяется значительно большим проплавлением
основного металла и большим влиянием режима на относительную массу
переплавляемого флюса, т.е. количества переплавляемого флюса на I кг
расплавляемой электродной проволоки.
Влияние режима сварки и насыпной массы флюса на глубину
проплавления Апр и долю основного металла уо при наплавке на низкоуг-
леродистую сталь проволокой типа Св-08А показано на рис. 14.6, а на
относительную массу шлака ц/ при применении керамических флюсов -
на рис. 14.7. При керамических флюсах, в большинстве случаев леги-
рующих, влияние режима на относительную массу переплавляемого
флюса, и следовательно, на химический состав наплавленного металла
оказывается особенно сильным. Однако и при использовании плавленых
флюсов необходимо считаться с влиянием режима (рис. 14.8).
532
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
Рис. 14.7. Влияние силы сварочного тока н напряжения дуги на
относительную массу шлака при наплавке под
легирующими керамическими флюсами КС-Р9Р и
КС-Х12Т низкоу! леродистой электродной проволокой
Рис. 14.8. Области режимов наплавки, в пределах которых
состав наплавленного металла в допустимой мере отклоняется от среднего:
/ - наплавка проволокой Нп-60ХЗВ10Ф под флюсом АН-20:
// - наплавка порошковой проволокой ПП-ЗХ2В8 пол флюсом АН-20;
/// - наплавка низкоуглеродистой проволокой под легирующим флюсом
на основе АН-20; /И - наплавка низкоуглеродистой проволокой
под флюсом АН-20 по насыпанному слою порошка ферросплава
Наиболее распрос граненные проволоки сплошного сечения, применяе-
мые для механизированной наплавки, регламентированы ГОСТ 10543-75.
В определенных случаях можно использовать другие проволоки, в част-
ности сварочные по ГОСТ 2246-70.
МЕТОДЫ ЛЕГИРОВАНИЯ
533
Применение в качестве плавящегося электрода ленты весьма целе-
сообразно. При этом уменьшается уо (меньшее число слоев позволяет
получить желаемый состав), ослабляется влияние режима на относитель-
ную массу переплавляемого шлака, достигается более ровная наплавлен-
ная поверхность.
В качестве наплавочных применяют обычно ленты холоднокатаные
толщиной 0,4 ... 10 мм и шириной 20 ... 100 мм, а также ленты, получае-
мые прокаткой залитого в охлаждаемые валки жидкого металла (напри-
мер, чугуна) и спрессованные холодной прокаткой из порошков и допол-
нительно спеченные - металлокерамические (табл. 14.2).
Весьма разнообразные составы наплавленного металла могут быть
получены посредством порошковых проволок, изготовляемых из низко-
углеродистой ленты и сердечника, состоящего из смеси металлических
порошков или смеси металлических порошков и газошлакообразующих.
Примеры химического состава наплавленного металла при наплавке
порошковыми проволоками под флюсом и открытой дугой, а также при
применении порошковых лент (см. рис. 14 5) приведены в табл. 14.3. При
наплавке чаще всего используют плавленые флюсы марок АН-20 (в соче-
тании с низколегированными и высоколегированными проволоками),
АН-60 (при больших скоростях наплавки при низкоуглеродистой и низ-
колегированной проволоках). Флюсы 48-ОФ-6, АН-26 применяют в соче-
тании с высоколегированными проволоками. При наплавке чугунной
лентой используют флюсы АН-28 и АН-27, которые позволяют дополни-
тельно легировать металл хромом до 1 % .
Керамические флюсы обычно используют при наплавке низкоугле-
родистой и низколегированной проволокой. Так, керамический флюс
АНК-18 (-6,5 % СаСО3; -27 % CaF3; -28 % MgO; -18 % А12О3; -2,5 %
Na,0 + К2О; -6 % Сг; -2,5 % Мп; -0,16 % С; -2 % А1; -0,25 % Ti; -0,25 %
Si и 3,5 % Fe) при использовании нелегированной проволоки марки
Св-08А по ГОСТ 2246 70 при оптимальных режимах обеспечивает полу-
чение наплавленного металла состава: 0,15 ... 0,25 % С; 0,2 ... 0,4 % Si;
1,0... 1,8 % Мп; 3 ... 5 % Cr; S < 0,04 % ; Р < 0,03 % ; 35 ...45 HRC.
При электрошлаковой наплавке легирование осуществляется за счет
электродного материала, в качестве флюса обычно используют флюсы
АНФ-1, АН-8, АН-22 и электропроводный в твердом состоянии АН-25
(в основном для начала электрошлакового процесса).
При использовании дуги с неплавящимся электродом (угольным без
защиты от воздуха или вольфрамовым с защитой инертными газами) ле-
гирование обеспечивается в основном только наплавляемым материалом
14.2. Состав некоторых электродных наплавочных лент, %
Состояние наплавки Марка ленты С Si Мп Сг Ni W Мо Прочие элементы
65Г 0,6... 0,7 0,17... 0,37 0,9... U £0,30 <0,30 - - -
Холодно- 12X13 0,09... 0,14 0,30... 0,70 0,30... 0,70 12... 14 <0,60 - - -
катаные 07Х18Н9ТЮ <0,09 £0,8 <2,0 17... 19 8... 10 — — Ti 1,0... 1,4 AI 0,60... 0,95
Литые ЛЛ-УЗОГС ЛЛ -40X13 2,8... 3,5 0,6... 0,8 1,2... 1,8 0,4... 0,8 0,6... 1,5 £0,9 14... 17 — — — ShP< 0,10 ShP< 0,04
Металлоке- рамические ЛС-5Х4ВЗФС ЛС-70ХЗНМ(А) 0,6 ...0,8 0,9... 1,1 £0,5 £0,7 0,0... 0,4 0,0... 0,4 4,5... 5,5 42... 4,8 0,9... 1,2 3,5... 4,5 0,8... 1,1 V 0,6 ...0,8
14.3. Состав и твердость наплавленного металла
Назначение порошковых проволок, лент Марка Состав, % HRC
С Si Мп Сг W Ti прочие элементы
Проволоки для наплавки под флюсом ПП-Нп-35В9ХЗСФ 0,3... 0,4 0,5.. 0,7 0,6... 0,7 2,2.. 2,7 7,5... 9,5 — V 0,2... 0,5 44 . 50
Проволоки для наплавки открытой дугой ПП-Нп-У35Х17РТ 3,2... 3,8 <0,5 <0,8 16. 18 — 0,3... 0,5 В 0,8... 1,1 54... 58
Ленты ПЛ-Нп-ЗООХ25НЗСЗ 3,0 3,0 0,8 25 — — Ni 3,0 52 ...57
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
МЕТОДЫ ЛЕГИРОВАНИЯ
535
и его перемешиванием с основным металлом. При ручном процессе мож-
но применять стержни из проволок сплошного сечения (согласно
ГОСТ 10543-75 или 2246-70 или другого состава), литые прутки из не-
деформируемых сплавов (высокохромистый чугун - сормайт, а также
кобальтовые стеллиты типа ВЗК и др.), порошковые присадки (трубка с
сердечником из твердых термически стойких карбидов - ликар), а также
порошкообразные (размером 100 ... 750 мкм) и зернистые наплавочные
материалы (сталинит - смесь феррохрома, ферромарганца, чугунной
стружки и нефтяного кокса).
Некоторые характеристики литых прутков для аргонодуговой на-
плавки неплавящимся электродом приведены в табл. 14.4.
В ряде случаев механизированной наплавкой аргонодуговым мето-
дом вольфрамовым электродом можно расплавлять уложенные на место
наплавки заготовки наплавочного материала, выполненною в виде литья
или из прессованных порошков. При достаточно хорошо подобранном
режиме такая наплавочная заготовка (брикет, кольцо и пр.), расплавля-
ясь, нагревает лежащую под жидким металлом поверхность до оплавле-
ния, в результате чего расплав соединяется с основным металлом.
По такой схеме можно получать наплавленные слои любой компо-
зиции, хотя при этом необходимо учитывать и возможность образования
трещин в слое или по зоне сплавления. В качестве присадки при аргоно-
дуговой наплавке можно использовать спеченные из порошков прутки.
Аналогично получается соединение и при плазменной наплавке при го-
14.4. Литые присадочные прутки для наплавки
Приса- лочные прутки Размеры, мм Состав, %
диа- метр длина С Si Мп Сг Ni W Со Fe
Сормайт 6 .7 400... 450 2,5 ... 3,3 2,8... 3,5 < 1,5 25 ... 31 3... 5 — — Осталь- ное
Сплав ВНХ-1 6 .8 > 100 0,5... 1,2 1,5... 2,5 <0,5 35... 40 50 ...60 — — <5
Пр-ВЗК 4.8 300... 500 1,0... 1,3 2,0... 2,7 28... 32 0,5... 2,0 4 ...5 58... 63 <2
Пр-С27 4. .8 300... 500 3,3... 4,5 1,0... 2,6 1,0... 1,5 25... 28 1,5... 2,0 0,2... 0,4 — Осталь- ное
536
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
рении дуги на проволоке из наплавляемого сплава (например, медной
или бронзовой). В этом случае перегретый металл расплавленной прово-
локи осуществляет необходимую тепловую подготовку к оплавлению
поверхности, не включенной в цепь дуги наплавляемой детали.
Имеются плазмотроны, в которых через дугу, горящую между элек-
тродом и соплом плазмотрона, вдувается мелкий порошок (обычно с раз-
мером частиц до 100 мкм) наплавляемого материала; он расплавляется,
перегревается до необходимой температуры и, поступая на наплавляе-
мую поверхность в виде капель, приводит к оплавлению основного ме-
талла и установлению металлической связи (свариванию) наплавляемого
металла с основным.
Возможности регулирования химического состава наплавляемого
металла при таких способах очень широки.
14.3. ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ НАПЛАВКИ
Выбор рационального способа и технологических приемов наплавки
определяется необходимостью получения детали с требуемыми размера-
ми и наплавленного слоя с требуемыми свойствами. При этом должна
быть обеспечена максимальная производительность и экономичность
процесса.
Технологические приемы и режимы дуговой наплавки зависят от
формы и размеров изделий и весьма важны для получения надлежащего
качества и состава наплавленного слоя. При этом приходится учитывать
разбавление наплавленного металла основным. Такое разбавление необхо-
димо ограничивать. Это может быть достигнуто выбором перекрытия ва-
ликов при наплавке каждого (особенно первого) слоя. Так, при наложении
1-го слоя согласно рис. 14.9, а без перекрытия (т lb 1) доля основного
металла у0 составляет ~О,65, а при перекрытии по ширине mi b = 0,46 эта
доля уменьшается до -0,45. В связи с этим такой метод перекрытия весь-
ма распространен при наплавке.
При ручной наплавке mlb 0,35, при автоматической под флюсом
проволоками кругового сплошного сечения mib = 0,4 ... 0,5. Увеличение
mlb может привести к неблагоприятной форме выпуклости валика и не-
провару места перехода от предыдущего валика к последующему. Замет-
но может быть уменьшено значение т / b при наплавке ленточным элек-
тродом или несколькими плавящимися электродами, обеспечивающими в
один проход достаточно широкий слой.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ НАПЛАВКИ 537
Рис. 14.9. Влияние шага наплавки на долю основного металла
в составе наплавленного слоя:
а - шаг т близок к ширине валика Ь: у0 - 0,65; б - шаг т = 0.46/>, у0 = 0.45
В связи с тем что в большом числе случаев наплавленный слой необ-
ходимо подвергать механической обработке, наплавка лишнего металла
нецелесообразна. Следует стремиться к тому, чтобы припуск на обработку
нс превышал 1,5 ... 2 мм и после наплавки поверхность была бы достаточ-
но ровной, без значительных наплывов и провалов между валиками.
Для обеспечения такой по-
верхности необходимо наплавку
выполнять на оптимальных ре-
жимах с применением соответ-
ствующих технологических
приемов. Если при ручной на-
плавке это достигается манипу-
ляциями электродом или горел-
кой, то при сварке под флюсом
рекомендуются определенные
соотношения между /св и UA
(рис. 14.10). При этом увеличе-
ние напряжения позволяет полу-
Рис. 14.10. Напряжение дуги
в зависимости от силы сварочного тока
при наплавке под флюсом.
Заштрихован оптимальный диапазон
чать более широкие валики с плавными переходами у границы сплавле-
ния, хотя превышение напряжения выше оптимального создает трудно-
сти в обеспечении необходимого провара.
Режимы наплавки определяются также размерами и формой наплав-
ляемой детали. Так, при наплавке цилиндрических (и конических) дета-
лей небольшого диаметра по винтовой линии (наиболее распространен-
ная технология) приходится учитывать и возможность стекания ванны,
усиливающуюся с увеличением ее длины, что ограничивает выбор режи-
мов по силе тока и напряжению и увеличивающийся разогрев детали, что
повышает уо и изменяет состав наплавки.
538
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
Рекомендации по выбору этих параметров режима для автоматиче-
ской наплавки под флюсом приведены на рис. 14.11. При диаметрах на-
плавляемой поверхности более 500 ... 600 мм эти ограничения становят-
ся несущественными. При диаметрах детали менее 50 мм даже при всех
применяемых ограничениях режима (/св = 100 A; = 1,2 мм; ия * 24 В;
смещение электрода с зенита навстречу вращению) получить удовлетво-
рительное формирование валиков практически не удается. При виброду-
говой наплавке возможна наплавка деталей с диаметром и менее 50 мм.
Определенные технические трудности возникают при наплавке
вблизи торца детали и в местах перехода от меньшего диаметра к боль-
шему. Для удержания расплавленных шлака и металла у торца иногда
приходится прикреплять (приваривать) , к нему диск-фланец большого
диаметра, а в местах перехода к большому диаметру наплавлять валик,
захватывающий проваром стенку этого перехода.
При наплавке плоских поверхностей небольшой ширины (например,
торцов ножей ножниц блюмингов) приходится ограничивать стекание
шлака и металла в процессе наплавки дополнительными устройствами,
хотя иногда этого удается избежать подбором режима (уменьшением /св и
ил и увеличением vCB).
Диаметр изделия
а}
Рис. 14.11. Оптимальные диапазоны силы сварочного тока / (а) и
скорости перемещения дуги уд (£) при наплавке под флюсом тел вращения
по винтовой линии в зависимости от диаметра наплавляемого изделия:
/ - одним электродом 0 3 ... 3,5 мм; 2 - то же, 0 4 ... 5 мм;
3 - тремя электродами 0 3 ... 3,5 мм
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ HAI (ЛАВКИ 539
При наплавке больших плоских поверхностей, когда повышение
производительности наплавочной операции становится весьма важным,
наиболее целесообразно использование многоэлектродных автоматов или
ленточных электродов. В частности, эти способы благоприятны для
уменьшения деформаций наплавляемой детали, особенно при ее неболь-
шой толщине.
При применении одноэлектродной
наплавки целесообразно зигзагообразное
перемещение электрода (рис. 14.12). При
этом амплитуда поступательно-возвратных
движений до 400 мм (в зависимости от
режима) позволяет избежать операции
удаления шлака перед подходом дуги.
Необходимость удаления шлака в ряде
случаев ограничивает производитель-
ность наплавки, наличие шла-ка к мо-
менту подхода дуги может отрицательно
сказаться на формировании поверхности
наплавляемого слоя и его качестве.
Рис. 14.12. Наплавка плоской
поверхности зигзагообразным
движением электрода
Детали со сложным профилем наплавляемой поверхности, как пра-
вило. требуют применения ручной дуговой наплавки, иногда полуавто-
матической и реже автоматической при наличии дополнительных уст-
ройств или специальных манипуляторов, позволяющих по ходу выпол-
нения наплавки поворачивать и наклонять изделие в положение, допус-
кающее надежное выполнение наплавки на высоких режимах. Полуавто-
матическую наплавку выполняют в углекислом газе. При этом допуска-
ется отклонение наплавляемой плоскости от нижнего положения в значи-
тельно большей степени, чем при автоматической наплавке под флюсом.
При наплавке меди и некоторых марок бронз на сталь, а также хромо-
никелевых сталей на углеродистые и низколегированные с успехом приме-
няется плазменная наплавка с токоведущей плавящейся наплавочной про-
волокой. При высокой производительности (3 ... 4 кг/ч) этот процесс ха-
рактеризуется возможностью минимального проплавления основного ме-
талла и получения необходимого состава наплавки уже в первом слое.
При этом способе наплавки также требуется выполнение опреде-
ленных технических приемов и режимов наплавки. Так как в этом случае
тепловая подготовка основного металла преимущественно осуществляет-
ся передачей теплоты от перегретого жидкого наплавляемого металла,
следует избегать значительного непосредственного воздействия плаз-
менных струй на наплавляемую поверхность. Подогрев газовой фазой
540
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
(или в аналогичных случаях дугой, например при наплавке неплавящим-
ся электродом) должен осуществляться через слой жидкого наплавляемо-
го металла, т.е. он должен подтекать вперед с некоторым опережением
действия источника теплоты.
При плазменной наплавке с токоведущей наплавочной проволокой
это достигается выбором расстояния от плазмотрона и плавящейся про-
волоки до наплавляемой поверхности, наклоном плазмотрона, выбором
режима с крупнокапельным переносом металла в ванну. При необходи-
мости поперечных колебаний плазмотрона и проволоки по отношению к
наплавляемой поверхности амплитуду колебаний подбирают согласно
режиму наплавки и теплоотводу наплавляемой детали.
При плазменной наплавке (а также аргонодуговой неплавящимся
электродом) по наложенному на поверхность основного металла напла-
вочному кольцу (пластине и пр.) режим следует подбирать также с обес-
печением прогрева основного металла за счет перегрева жидкого наплав-
ляемого металла.
В связи с тем что в таких процессах наплавки стремятся избежать
непосредственного воздействия высокотемпературного сварочного ис-
точника теплоты на наплавляемую поверхность, а соединение наплав-
ляемого слоя с основным металлом осуществляется при минимальном
подплавлении наплавляемой поверхности, к чистоте этой поверхности
при подготовке к наплавке предъявляются весьма высокие требования.
В целом наплавка требует тщательной отработки техники и режи-
мов, различных для конкретных решаемых задач.
14.4. СУЩНОСТЬ И ТЕХНИКА ОСОБЫХ СПОСОБОВ НАПЛАВКИ
Кроме описанных выше основных способов наплавки, достаточно
широко применяемых в промышленности, имеется ряд других, имеющих
ограниченное применение. Это наплавка с разделенными процессами
тепловой подготовки наплавляемого металла и наплавляемой детали,
наплавка токами высокой частоты, вибродуговая, дуговая лежачим элек-
тродом, вакуум но-дуговая испаряющимся электродом, газотермическая
наплавка и напыление с использованием гибких шнуровых материалов.
Наплавку с разделенными процессами тепловой подготовки приме-
няют в основном при наплавке более легкоплавкого сплава (например, на
основе меди) на сталь.
В настоящее время процесс реализуется в виде выливания расплав-
ленного в тигле наплавляемого металла на предварительно заформован-
ную (для соответствующего фиксирования месторасположения жидкого
СУЩНОСТЬ И ТЕХНИКА ОСОБЫХ СПОСОБОВ НАПЛАВКИ 541
наплавляемого металла) деталь, предварительно отдельно подогретую в
печи. Для обеспечения смачивания и сцепления наплавляемого металла с
деталью наплавляемую поверхность при нагреве детали в печи защища-
ют от окисления флюсом. Способ трудно поддается механизации, трудо-
емкий, но обеспечивает хорошее качество наплавленного слоя.
Наплавка токами высокой частоты осуществляется расплавлением
наложенной на наплавляемую поверхность смеси флюса и порошка напла-
вочного сплава (например, зернистого сормайта) посредством подводимо-
го индуктора, обеспечивающего выделение достаточной тепловой мощно-
сти. Сормайт нагревается до температуры его плавления (—1150 °C). Тол-
щина получаемого слоя более 0,4 мм. Производительность наплавки до-
вольно высока.
Вибродуговую наплавку выполняют вибрирующим электродом
диаметром 1,5 ... 2 мм, причем в результате его вибрации механическим
путем или при помощи электромагнита с частотой до 30 ... 100 1/с и ам-
плитудой 0,5 ... 1 мм дуга закорачивается на наплавляемое изделие и
снова возбуждается. При каждом коротком замыкании часть наплавляе-
мого электрода остается на поверхности. Толщина слоя получается не-
большой. Гак как в зону наплавки все время подаются охлаждающая
жидкость (обычно водный раствор кальцинированной соды) или потоки
воздуха, изделие прогревается и деформируется очень мало. Ускоренное
охлаждение способствует повышению твердости наплавленного металла.
Наиболее часто этот способ применяют при наплавке цилиндрических
изделий небольшого диаметра (рис. 14.13). Выполняют вибродуговую
наплавку и под флюсом.
/ 2 J 4 5 6
Рис. 14.13. Вибродуговая наплавка:
/ - наплавляемое изделие; 2 - сопло для подачи охлаждающей изделие жидкости;
3 - сопло для подачи жидкости в зону сварки;
4 - электродная проволока; 5 - электродоподающие ролики;
б - электромагнитный вибратор; 7 - пружина
542
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
Дуговую наплавку лежачим электродом или пластиной осуществ-
ляют посредством зажигания дуги между наплавляемым изделием и пла-
стиной, наложенной на него над прослойкой гранулированного флюса
толщиной 3 ... 5 мм (рис. 14.14, а). Дуга по мере оплавления пластины
перемещается, вызывая ее расплавление и наплавление соответствующе-
го количества металла на изделие. При надлежащей подготовке процесс
происходит достаточно устойчиво. По аналогичной схеме возможна на-
плавка во внутренних полостях деталей по образующей (рис. 14.14, б).
Разработаны способы наплавки в вакууме испаряющимся и полым
накаливающимся электродом.
В настоящее время для решения вопросов защиты поверхности де-
талей от износа, а также ремонта изношенных деталей с одновременным
улучшением эксплуатационных свойств поверхности нашли широкое
применение защитные покрытия, наносимые на обрабатываемую поверх-
ность различными методами газотермического напыления или наплавки.
Обеспечение заданных свойств покрытий для конкретных условий экс-
плуатации деталей возможно при газотермическом напылении или на-
плавке как отдельных композиционных порошковых материалов, так и
многокомпонентных механических смесей порошков различного грану-
лометрического состава.
Недостатками любого метода газотермического напыления или на-
плавки, использующего для нанесения покрытий порошковые материалы,
является сложность обеспечения стабильности свойств и надлежащего
уровня качества покрытий, получаемых из многокомпонентных механи-
ческих смесей порошков, что вызвано сегрегацией компонентов при
Рис. 14.14. Наплавка лежачим пластинчатым электродом:
а - схема наплавки лежачим пластинчатым электродом:
/ - подвод тока; 2 - медная плита; 3 - электрод;
4 - легирующая обмазка; 5 - флюс; б - изделие;
б - пример применения наплавки лежачим электродом дня
восстановления изношенной проушины трака: / - стержень; 2 - покрытие
СУЩНОСТЬ И ТЕХНИКА ОСОБЫХ СПОСОБОВ НАПЛАВКИ 543
смешивании и транспортировании смеси из дозирующих устройств в
струю. Сегрегация приводит к неравномерности формирования структу-
ры, увеличению пористости, снижению прочности и ухудшению экс-
плуатационных характеристик покрытий.
Указанных недостатков лишены системы газопламенного напыле-
ния, использующие в качестве распыляемого материала стержни, изго-
товленные высокотемпературным спеканием или экструзией порошков
со связующим. Малая длина стержней не дает возможности выполнять
процесс напыления непрерывно, что ограничивает возможности приме-
нения данного метода.
Получение покрытий с заданными свойствами, в том числе и из
многокомпонентных механических смесей порошков различного грану-
лометрического состава, обеспечивается при использовании гибких шну-
ровых материалов (ГШМ). Они специально разработаны для использова-
ния в системах газопламенного напыления, а также для ручной газопла-
менной наплавки и представляют собой получаемый экструзией компо-
зиционный материал шнурового типа, состоящий из порошкового напол-
нителя и органического связующего, полностью исчезающего при нанесе-
нии покрытия - связующее сублимирует в процессе нагрева при темпера-
туре 400 йС без какого-либо отложения на подложку. Прочность и эла-
стичность гибких шнуров позволяет пользоваться ими так же, как и прово-
локой и наносить покрытия с помощью газопламенных аппаратов прово-
лочного типа. Метод газопламенного напыления отличается экономично-
стью, простотой аппаратурного оформления и надежностью оборудования
для нанесения покрытий, что позволяет использовать его там, где требует-
ся соблюдение непрерывности и стабильности технологического процесса.
В цеховых условиях процесс газопламенного напыления может быть меха-
низирован или автоматизирован. Кроме того, небольшая масса и мобиль-
ность ручных аппаратов позволяет использовать их для обработки крупно-
габаритных деталей и металлоконструкций в полевых условиях.
Технология изготовления гибких шнуровых материалов позволяет
получать в составе шнуров практически любые сочетания различных по-
рошковых материалов, отличающихся по гранулометрическому составу.
Стабильная подача шнурового материала в высокотемпературную зону
газового потока по оси струи, аналогично достигаемой при распылении
стержней и проволок, а также правильный подбор состава компонентов
порошковых смесей и размера частиц порошков гарантирует расплавление
всех составляющих порошкового наполнителя шнура, в том числе и кера-
мики. Это обеспечивает получение следующих преимуществ по сравнению
с традиционными методами газотермического напыления и наплавки:
544
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
- повышение коэффициента использования напыляемого материала;
- повышение прочности сцепления покрытий с основой при напы-
лении (адгезия);
- повышение прочности сцепления напыленных частиц между собой
(когезия);
- повышенная скорость распыляемых частиц в газовом потоке по-
зволяет наносить покрытия с пониженной пористостью, достигаемой при
использовании газопламенного порошкового напыления;
- катушечная намотка гибкого шнура позволяет автоматизировать
операцию напыления.
При использовании ГШМ достигается высокая производительность
и экономичность напыления и наплавки. Этот факт подтверждается воз-
растающим в мире спросом на шнуровые материалы, особенно на мате-
риалы из оксидной керамики и карбида вольфрама.
Технологический процесс производства деталей с покрытиями, по-
лучаемыми с помощью шнуровых материалов, включает операции пред-
варительной мойки, обезжиривания, абразивно-струйной обработки заго-
товок, газопламенного напыления, сплавления покрытий (при использо-
вании гибких шнуровых материалов на основе самофлюсующихся спла-
вов системы Ni(Co)-Cr-B-Si) и последующей размерной обработки дета-
лей. Операция газопламенного напыления может быть заменена на опе-
рации газопламенной, плазменной или электродуговой неплавяшимся
электродом наплавки. При этом можно использовать стандартное про-
мышленное оборудование. Принципиальная схема установки для газо-
пламенного напыления "СП Техникорд" представлена на рис. 14.15.
В настоящее время разработано несколько серий шнуровых материалов:
"Сфекорд-Экзо” на основе сплавов металлов с экзотермическим
эффектом, благодаря чему разогрев основного металла не превышает
250 °C;
- "Сфекорд-Керамика" на основе оксидов алюминия, титана, хрома,
циркония и др., позволяющих получать покрытия широкого спектра при-
менения во всех отраслях промышленности;
- "Сфекорд-Рок-Дюр" на основе самофлюсующихся сплавов систе-
мы Ni(Co)-Cr-B-Si и их смесей с карбидом вольфрама для создания за-
щитных покрытий, обладающих высоким сопротивлением абразивному
изнашиванию, стойкостью против коррозии и окисления в сочетании с
отличными антифрикционными свойствами при нормальных и повышен-
ных температурах;
- "Сфекорд-HR’’ на основе самофлюсующихся сплавов с карбидом
вольфрама для износостойких наплавок.
СУЩНОСТЬ И ТЕХНИКА ОСОБЫХ СПОСОБОВ НАПЛАВКИ 545
Рис. 14.15. Схема установки "ТЕХНИКОРД ТОП-ЖЕТ/2"
для газопламенного напыления:
/ - пистолет-распылитель; 2 - стойка для катушек и пульта:
3 - пульт управления; 4 - блок подготовки воздуха; 5,10, 13 - регуляторы
расхода соответственно воздуха, кислорода и горючего газа;
6,8, 11 - регуляторы давления соответственно воздуха, кислорода и
горючего газа; 7, 9, 12 - манометры соответственно
сжатого воздуха, кислорода и горючего газа;
14,15- штуцеры входа соответственно горючего газа и кислорода;
/6, /7, 18- штуцеры выхода соответственно горючего газа,
кислорода и воздуха; 19 - пламягасители;
20, 21,22 - шланги соответственно горючего газа, кислорода и сжатого воздуха;
23 - баллон для горючего газа; 24 - редуктор горючего газа;
25 - кислородный баллон; 26 - кислородный редуктор
546
ТЕХНИКА И ТЕХНОЛОГИЯ НАПЛАВКИ СЛОЕВ
Контрольные вопросы
1. Назначение и области применения наплавки.
2. Сущность основных способов наплавки.
3. Основные вопросы, решаемые при выполнении наплавки.
4. Методы легирования при наплавке.
5. Виды наплавочных материалов.
6. Влияние способов и режимов наплавки на формирование наплав-
ленного слоя.
7. Особые способы наплавки: вибродуговая, лежачим электродом
и др.
8. Использование гибких шнуров для газотермического напыления и
наплавки.
Г л а в a 15
ТЕХНОЛОГИЯ СВАРКИ
МЕТАЛЛИЧЕСКИХ КОМПОЗИЦИОННЫХ И
ПОРИСТЫХ МАТЕРИАЛОВ
Композиционные материалы (КМ). Самым распространенным
композитным материалом является железобетон, широко используемый в
строительстве. В нем металлические стержни являются армирующими
наполнителями, а бетон связующим компонентом матрицей. В машино-
строении используются композиционные материалы, в которых связую-
щими компонентами являются металлы (МКМ), керамика (ККМ), поли-
меры (ПКМ). В данном разделе рассмотрены вопросы сварки МКМ.
В качестве наполнителей в металлических композитах используют: спла-
вы алюминия, магния, меди, никеля, титрна и т.д. В качестве армирую-
щих материалов - высокопрочные материалы: углеродные, борные, кар-
бидокремниевые волокна, нитевидные кристаллы, металлическую прово-
локу. Армирующие материалы в композитах находятся в виде частиц
различной дисперсности (дисперсионно-упрочненные ДУКМ), волокон
длинной или короткой резки или слоев (рис. 15.1).
КМ, армированные нитевидными кристаллами, по своим свойствам
находятся между композитами, упрочненными длинными волокнами и
порошком. МКМ позволяют получать герметичные и высокопрочные
сварные соединения при различных комбинациях сплавов, экономить
дефицитные и дорогостоящие металлы, существенно упрощать конст-
рукции ответственных узлов, повышать надежность и долговечность ра-
боты изделий. Эти материалы обладают комплексом совершенно новых
(по сравнению с металлами и сплавами) характеристик. Использование
Рис 15.1. Схема композиционных материалов. Армирующий материал в виде:
а - частиц; б - волокон; в - слоев
548 ТЕХНОЛОГИЯ СВАРКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
композиционных материалов позволяет повысить прочность, жесткость,
сопротивление ударным нагрузкам, снизить массу конструкций, дает
возможность регулировать в широких пределах тепло- и электропровод-
ность, магнитные, ядерные и другие свойства.
Изготовление деталей из МКМ проводится по двум схемам. При пер-
вой схеме совмещается изготовление КМ и формирование детали. При
второй схеме вначале с помощью прокатки, прессования, диффузионной
сварки и т.д. получают полуфабрикаты (листы, профили, трубы и т.н ), из
которых изготовляются детали. Например, подобным образом изготов-
ляют детали из МКМ, армированных непрерывными волокнами (из бор-
алюминия и углеалюминия с матрицей из алюминиевого сплава или без-
зольного клея). Волокна могут собираться в жгуты, составляющие основу,
которые переплетаются поперечными ж!угами из того же или другого ма-
териала (проволока и др.). Матрица наносится пропиткой, плазменным
напылением и другими способами. Полученные монослойные полуфабри-
каты соединяются в блоки различными способами, в том числе и сваркой.
При производстве теплообменников широко используется слоистая
композиция из слоев высокотеплопроводного алюминия и низкотепло-
проводного многокомпонентного сплава оксидов свинца, бора цинка и
т.д., являющихся соединительной, силовой и теплоизолирующей компо-
нентой. В результате теплопроводность вдоль алюминиевых слоев со-
хранена, а в ортогональном направлении уменьшена в десятки раз.
Для сварки композитных материалов применяются лучевые способы
(электронно-лучевая и лазерная сварка) и дуговая сварка плавящимся и
неплавящимся электродом в среде аргона или гелия. Основные трудности
сварки этих материалов связаны с различными теплофизическими свой-
Рис. 15.2. Схема образования
сварного соединения
ствами наполнителя и матрицы. При воз-
действии источника тепла в большинстве
случаев в первую очередь плавится металл
матрицы, как имеющий более низкую
температуру плавления. Наполни гель мо-
жет расплавиться частично (рис. 15.2).
При лучевых способах сварки в верхней части шва армирующий ма-
териал полностью расплавляется. Значительные изменения свойств ком-
позита происходят при дуговой сварке в зоне термического влияния. Из-
менения в шве и зоне термического влияния неблагоприятно сказывают-
ся на свойствах сварного соединения.
ТЕХНОЛОГИЯ СВАРКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ 549
При сварке плавлением требуется расплавляемый элемент (присадоч-
ная вставка), а в некоторых случаях и присадочная проволока (рис. 15.3),
материалом которых заполняются зазоры стыка. Расплавляемый элемент
может быть прямоугольной, тавровой или двутавровой формы (рис. 15.4).
Сварку композитов дугой выполняют в среде аргона или смеси ар-
гона с гелием с минимальным тспловложением. При использовании
вольфрамового электрода рекомендуется применять импульсный режим
сварки, что позволяет регулировать длительность воздействия дуги на
металл сварочной ванны, т.е. температурный режим плавления основного
и присадочного материалов. Опасность расплавления армирующих воло-
кон устраняется увеличением длительности пауз. Этот способ рекомен-
дуется для композиционных материалов с термодинамическими совмес-
тимыми компонентами (Си -W, Си-Mo, Sb W) или армированных термо-
стойкими наполнителями, например, волокнами карбида кремния, бора
Рис. 15.3. Схема сварки композита с присадочным
расплавляемым элементом н присадочной проволокой:
/ - свариваемые заготовки; 2 - прижимы; 3 - формирующая подкладка.
4- присадочная вставка; 5 - присадочная проволока; 6 - горелка
Рис. 15.4. Формы расплавляющихся
присадочных вставок
550 технология СВАРКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
(покрытиями карбида бора или кремния). В качестве присадочного мате-
риала используют проволоки или прутки с объемным содержанием арми-
рующей фазы 15 ... 20 %. При сварке соединения образуются в основном
по металлической матрице. Более благоприятными свойствами обладают
сварные соединения при сварке вдоль армирования.
Сложной является проблема сварки композиционных материалов
системы алюминий - бор между собой и с алюминиевыми сплавами типа
Д161'; 1420. Объемное содержание нитей бора в этих материалах 30 ...
55 %, толщина 0,8 ... 2,0 мм, условный плакирующий слой 50 ... 200 мкм.
Подготовку поверхности под сварку производят только химическим пу-
тем, включая операции травления, осветления и пассивирования. Наи-
лучшие результаты достигаются при сварке вращающимся вольфрамо-
вым электродом, на переменном токе в смеси аргона и гелия (20:80) при
использовании технологических проставок из алюминиевых сплавов типа
АМг, 1420, 1201.
При электронно-лучевой и лазерной сварке малая протяженность
зоны термического влияния позволяет получать сварные соединения с
более высокими свойствами, чем при дуговой сварке.
При сварке алюминиевых композиционных мазериалов, армирован-
ных борными и стальными волокнами, возникают две проблемы. Первая -
это трудность образования сварного соединения без повреждения воло-
кон и снижения их прочности при расплавлении алюминиевой матрицы.
Прямое воздействие источника нагрева (дуги, луча при ЭЛС) приводит к
разрушению и плавлению волокон. Второе - это то, что наличие волокон
изменяет перемещение теплоты в сварочной ванне и затрудняет переме-
щение в ней расплавленного металла. Основными дефектами швов явля-
ются пористость, нссплавление, повреждение волокон. Устранению де-
фектов при аргонодуговой и электронно-лучевой сварке способствует
применение импульсных режимов и использование тавровых и двутавро-
вых проставок из матричного алюминиевого сплава между свариваемыми
кромками. Этим способом можно изготовлять элементы конструкций
типа балок, труб и т.п.
Пористые материалы на металлической основе могут быть по-
рошковыми (ППМ) и сетчатыми (ПСМ) на основе коррозионно-стойких
сталей. Получают их холодным прессованием или прокаткой с после-
дующим спеканием в контролируемой газовой среде. Их свойства опре-
деляются химическим составом, способом изготовления и величиной
образующейся пористости. Основное назначение - фильтроэлементы,
смесители, глушители шума и т.д.
КОНТРОЛЬНЫЕ ВОПРОСЫ
551
Образующаяся при сварке литая структура шва значительно отлича-
ется по свойствам от структуры основного металла. Основным дефектом
при сварке (особенно ППМ) материалов является пористость. При сварке
ПСМ ввиду низкой теплопроводности по толщине возможно образование
прожогов и подрезов у линии сплавления. Сварку осуществляют вольф-
рамовым электродом в среде аргона с присадочной проволокой (для
ППМ - Св-04Х19Н9, а ПСМ - металла, аналогичного сетке). Возможна
электронно-лучевая и лазерная сварка.
Контрольные вопросы
1. Структура композиционных материалов.
2. Производство изделий из композиционных материалов.
3. Сложности при сварке изделий из композиционных материалов.
4. Способы и техника сварки композиционных материалов.
5. Способы получения пористых материалов.
6. Способы и техника сварки пористых материалов.
Глава 16
БЕЗОПАСНОСТЬ ТРУДА И
ЗАЩИТА СРЕДЫ ОБИТАНИЯ
Вопросы техники безопасности и охраны труда регламентируются
многими специальными стандартами и постановлениями. Этому служат
также ГОСТы на различное оборудование и материалы. В данном разделе
не ставится задача рассмотрения этой документации, а приводятся только
некоторые основные положения и сведения.
Сварка плавлением - процесс, требующий повышенного внимания
ко всем стадиям его выполнения. При нарушении правил техники безо-
пасности возможны возгорания, травмы не только сварщиков, но и окру-
жающих работников.
Одежда сварщика должна предохранять от попадания брызг расплав-
ленного металла на различные участки тела и защищать от попадания све-
товых лучей дуги. Куртки, брюки и рукавицы должны изготовляться из
плотного брезентового материала, ботинки или сапоги из толстой кожи
или кожзаменителей. Брюки не заправляются в сапоги. Для предотвраще-
ния поражения глаз, кожи головы и шеи обязательно применение защит-
ных очков (газопламенная обработка) или защитных масок (дуговая свар-
ка). Серьезное внимание должно уделяться вентиляции в зоне сварки. Сле-
дует применять различные мероприятия для предотвращения отравления
вредными газами и аэрозолями, выделяющимися при сварке.
Техника безопасности при газопламенной обработке
Газопламенная обработка связана с использованием горючих взры-
воопасных газов. Это требует строгого соблюдения следующих правил
техники безопасности:
• Запрещается производить работы в непосредственной близости от
легковоспламеняющихся, горючих материалов, таких как бензин, керо-
син, стружка и др.
• Сварку внутри резервуаров и в плохо вентилируемых помещениях
и емкостях следует вести с применением систем принудительной венти-
ляции и с перерывами в работе. Снаружи должен находиться второй че-
ловек, который способен оказать помощь в случае необходимости.
БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ 553
• При резке металлов больших толщин следует применять резаки с
удлиненными трубками для уменьшения влияния высокой температуры
на рабочего.
• Выполнение газопламенных работ и применение открытого огня
допускается на расстоянии не менее Юм от перепускных рам и пере-
движных ацетиленовых генераторов и 5м от отдельно стоящих баллонов
с горючими газами.
• При сварке можно применять только редукторы с исправными ма-
нометрами.
• Кислородные редукторы следует предохранять от попадания на
них смазочных материалов.
• При пуске газа в редуктор нельзя стоять перед редуктором.
• Все соединения редуктора должны быть герметичны.
• Запрещается использование переходников, тройников для одно-
временного питания нескольких горелок.
Во время транспортировки баллонов с газом на них необходимо на-
вернуть защитные колпачки для предотвращения от случайных повреж-
дений и загрязнения. Переносить или передвигать их следует на специ-
альных устройствах (тележках, носилках), во избежание их падения либо
ударов друг о друга. Можно перемещать баллоны кантовкой, слегка на-
клоняя, но только на короткие расстояния.
На месте сварки хранить кислородные баллоны можно только при
непосредственном проведении сварочных работ. На рабочем посту раз-
решается хранить 2 баллона: 1-й рабочий, 2-ой запасной. Неполные бал-
лоны следует хранить только в вертикальном положении и закрытыми,
чтобы избежать возможности их падения и механического повреждения.
Пустые же баллоны разрешается хранить штабелями, но высотой не бо-
лее 4 рядов. Баллоны, хранящиеся на строительных площадках, должны
храниться во временном складе из огнеупорного материала.
Вентили кислородных баллонов следует предохранять от попадания
на них масел, пленки которых могут самовоспламеняться при контакте со
сжатым кислородом. Запрещается работать с баллонами, давление в ко-
торых ниже рабочего, установленного редуктором данного баллона.
Баллоны для газов-заменителей окрашивают в красный цвет и экс-
плуатируют в соответствии с правилами обращения с баллонами со сжа-
тым или сжиженным газом. В процессе хранения и эксплуатации нельзя
подвергать баллоны с газами нагреву, так как это приводит к повышению
давления в них и может привести к взрыву.
554 БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ
Техника безопасности при дуговой сварке
Поражение электрическим током. При дуговой сварке используют
источники тока с напряжением холостого хода от 45 до 80 В, при посто-
янном токе от 55 до 75 В, при переменном токе от 180 до 200 В при плаз-
менной резке и сварке. Поэтому источники питания оборудуются автома-
тическими системами отключения тока в течение 0,5 ... 0,9 с при обрыве
дуги. Человеческое тело обладает собственным сопротивлением и поэто-
му безопасным напряжением считают напряжение не выше 12 В.
При работе в непосредственном контакте с металлическими поверх-
ностями следует соблюдать следующие правила техники безопасности:
• Надежная изоляция всех токоподводящих проводов от источника
тока и сварочной дуги.
• Надежное заземление корпусов источников питания сварочной ду-
ги (рис. 16.1).
• Применение автоматических систем прерывания подачи высокого
напряжения при холостом ходе.
• Надежная изоляция электро до держателя для предотвращения случай-
ного контакта с токоведущими частями электрододержателя с изделием.
• При работе в замкнутых помещениях (сосудах) кроме спецодежды
следует применять резиновые коврики (калоши) и источники дополни-
тельного освещения.
• Не допускается контакт рабочего с клеммами и зажимами цепи
высокого напряжения.
Рис. 16.1. Схема заземления сварочного оборудования
БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ 555
• Каждый сварочный пост должен быть огорожен негорючими ма-
териалами по бокам, а вход - асбестовой или другой негорючей тканью
во избежание случайных повреждений других рабочих.
• Краска, применяемая для окрашивания стен и потолков постовых
кабин, должна быть матовой, чтобы уменьшить эффект отражения свето-
вого луча от них.
Поражение лучами электрической дуги. Сварочная дуга является
источником световых лучей, яркость которых может вызывать ожоги
незащищенных глаз при облучении их всего в течение 10 ... 15 с. Более
длительное воздействие излучения дуги может привести к повреждению
хрусталика глаза и полной потере зрения. Ультрафиолетовое излучение
вызывает ожоги глаз и кожи (подобно воздействию прямых солнечных
лучей), инфракрасное излучение может вызвать помутнение хрусталика
глаза. Стены кабины должны быть окрашены в светлые тона для ослаб-
ления контраста с яркостью дуги. При работе вне кабины применяются
специальные ширмы и защитные щиты.
Техника безопасности при сварке электронным лучом
При использовании сварочных аппаратов с применением электрон-
ного луча техника безопасности указывается в сопровождающей доку-
ментации на это оборудование.
Пожаробезопасность при проведении сварочных работ
При дуговой электросварке и особенно резке брызги расплавленного
металла разлетаются на значительные расстояния, что вызывает опас-
ность пожара. Поэтому сварочные цеха (посты) должны сооружаться из
негорючих материалов, в местах проведения сварочных работ не допус-
кается скопление смазочных материалов, ветоши и других легковоспла-
меняющихся материалов.
При газовой сварке и резке возможность взрывов и пожаров обу-
словлена применением горючих газов и паров горючих жидкостей, кото-
рые в смеси с воздухом могут взрываться при повышении температуры
или давления. Ацетилен образует соединения с медью, серебром и рту-
тью, которые могут взрываться при температуре выше 120 °C от ударов и
толчков.
556 БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ
При воспламенении карбида при хранении или транспортировке и
ацетиленового генератора для тушения необходимо использовать сжатый
азот или углекислотный огнетушитель. Для быстрой ликвидации очагов
пожаров вблизи места сварки всегда должны быть емкости с водой или
песком, лопата, а также ручной огнетушитель.
Пожарные рукава, краны, стволы, огнетушители должны находиться
в легкодоступном месте.
Пожар может начаться не сразу, поэтому по окончании сварки сле-
дует внимательно осмотреть место проведения работ, не тлеет ли что-
нибудь, не пахнет ли дымом и гарью.
Системы вентиляции и пылезащита
Помещение, где производится сварка и термическая резка, должно
быть хорошо вентилируемое. Для этого используются различные систе-
мы вентиляции:
• Естественная вентиляция. Проветривание помещений через откры-
тые окна и двери.
• Общеобменная вентиляция с удалением воздуха осевыми вентиля-
торами, установленными на крыше или стене. Механическое удаление
воздуха из помещения происходит одновременно с поступлением свеже-
го воздуха через окна. Этот метод эффективен при кратности воздухооб-
мена от 3 до 15 воздухообменов в час.
• Местная вытяжная вентиляция с настенными гибкими местными
отсосами. Вредные вещества удаляются непосредственно от мест их вы-
деления и нс распространяются по всему помещению.
• Передвижные фильтровентиляционные агрегаты. Удаление за-
грязненного воздуха вблизи источника выделения вредных веществ с его
очисткой и возвратом в помещение. Может перемещаться в любое место
цеха.
• Общеобменная вентиляция с рециркуляцией. Воздух в количестве,
обеспечивающем от 3 до 15 воздухообменов в час, удаляется из помеще-
ния и после очистки возвращается обратно. Рециркуляция воздуха со-
ставляет 100%.
• Местная вытяжная вентиляция с применением настенных гибких
местных вытяжных устройств с очисткой и рециркуляцией удаляемого
воздуха. Вредные вещества удаляются непосредственно из мест их выде-
БЕЗОПАСНОСТЬ ГРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ 557
ления системой местных вытяжных устройств с централизованной очи-
сткой воздуха.
Для работы в условиях плохой вентиляции и наличии вредных газов
рекомендуется применение индивидуальных средств защиты (противо-
газов).
При электросварке, особенно цветных металлов и их сплавов, необ-
ходимо применять системы вентиляции. На стационарных постах уста-
навливают местные отсосы в виде вытяжного шкафа, вертикальной или
наклонной панели либо гофрированной трубы (рис. 16.2, б).
При сварке крупногабаритных серийных деталей с применением
специальных устройств системы вентиляции ставят непосредственно в
этом приспособлении.
При автоматической сварке под флюсом, в защитных газах, электро-
шлаковой сварке применяют устройства с местным отсосом газов и паров.
В табл. 16.1 представлены некоторые данные о количестве выде-
ляющихся вредных веществ в зависимости от вида сварки и применяе-
мых материалов.
Рис. 16.2. Способы вентиляции рабочих мест:
а стационарный пост; б - замкнугое пространство (отсос);
/ - стационарный сварочный пост; 2 - вытяжной шкаф;
3 - вентиляционная труба
558 БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ
16.1. Количество выделяющихся вредных веществ
в зависимости от вида сварки и применяемых материалов
Свариваемые материалы • Отделяемые вещества Количество вредных производственных выделений
г/кг* ПДК, мг/м’
Сварка плавящимся электродом в аргоне или гелии
Пыль 20,0 2,0
Алюминиевые Оксид азота 2,5 5,0
сплавы Оксид магния 3,0 —
Озон 0,1 0,1
Сплавы титана Пыль 5,0 6,0
Озон 0,1 0.1
Сварка неплавящимся электродом в аргоне или гелии
Алюминиевые сплавы Пыль 5,0 2,0
Соединения вольфрама 1,5 6,0
Оксид магния 0,75 —
Сплавы титана Пыль 3,5 6,0
Озон 0,08 0,1
На кг наплавленного металла.
СПИСОК ЛИТЕРАТУРЫ
1. Евсеев Г.Г., Глизманенко Д.А. Оборудование и технология газо-
плазменной обработки металлов и неметаллических материалов. - М.:
Машиностроение, 1974. - 312 с.
2. Ерохин А.А. Основы сварки плавлением. - М.: Машиностроение,
1973.-447 с.
3. Патон Б.Е., Лебедев В.К. Электрооборудование для дуговой и
шлаковой сварки. - М.: Машиностроение, 1966. - 359 с.
4. Петров ГЛ. Сварочные материалы. - Л.: Машиностроение, 1972. -
277 с.
5. Потапьевский А.Г. Сварка в защитных газах плавящимся элек-
тродом. - М.: Машиностроение, 1974. - 237 с.
6. Сварка в машиностроении: Справочник. В 4-х т. / Ред. кол.: Г.А. Ни-
колаев (пред.) и др. - М.: Машиностроение, 1978 - Т. 2 / Под ред. А.И. Аку-
лова. 1978. - 462 с.
7. Сварка и свариваемые материалы: В 3-х т. Т. 1. Свариваемость
материалов / Под ред. Э.Л. Макарова. - М.: Металлургия, 1991. 528 с.
Т. 2. Технология и оборудование / Под ред. В.М. Ямпольского. М.:
Изд-во МГТУ им. Н.Э. Баумана, 1996. - 574 с.
8. Сварочные материалы для дуговой сварки: В 2-х т. Т. 1. Защитные
газы и сварочные флюсы / Б.П. Конищев, С.А. Курланов, Н.Н. Потапов и
др.; Под общ. ред. Н.Н. Потапова. - М.: Машиностроение, 1989. - 544 с.
Т. 2. Сварочные проволоки и электроды /Н.Н. Потапов, Д.Н. Баранов,
О.С. Каковкин и др.; Под общ. ред. Н.Н. Потапова. - М.: Машинострое-
ние, 1993. - 768 с.
УЧЕБНОЕ ИЗДАНИЕ
Акулов Александр Иванович,
Алехин Валентин Павлович,
Ермаков Станислав Иванович и др.
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
СВАРКИ ПЛАВЛЕНИЕМ И ТЕРМИЧЕСКОЙ РЕЗКИ
Редактор Е.Д. Макаренко
Переплет художника Т.Н. Галицыной
Корректор К.М. Корепанова
Инженеры по компьютерному макетированию:
ЕВ. Кораблева^ М.Н. Рыжкова
Лицензия ИД № 05672 от 22.08.2001
Сдано в набор 12.07.2002. Подписано в печать 18.11.2002.
Формат 60 х 88 / 16. Бумага офсетная. Гарнитура Times New Roman.
Печать офсетная. Усл. псч. л. 34,3. Усл. кр.-от. 34,3. Уч.-изд. л. 35,14.
Тираж 3000. Заказ 7^62
ФГУП "Издательство "Машиностроение".
107076. Москва, Стромынский пер., 4
Оригинал-макет подготовлен в ИПЦ ТГТУ
392000 г. Тамбов, ул. Советская, 106, оф. 14
Отпечатано в ГУП ППП "Типография "Наука" РАН,
121099, Москва, Шубинский пер., 6