/















































































































Text
УЧЕБНИК
МАШИНОСТРОЕНИЕ
СРЕДНЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
3-е издание
Банов
УДК 621.791(075.32)
ББК 34.641я723
Б233
Рецензенты:
преподаватель ГОУ «Мытищинский машиностроительный
техникум-предприятие» В. И. Маслов',
преподаватель спеццисциплин Московского
автомобилестроительного колледжа Н.О.Петрусёва
Банов М.Д.
Б233 Технология и оборудование контактной сварки : учеб-
ник для студ. учреждений сред. проф. образования / М.Д. Ба-
нов. — 3-е изд., стер. — М. : Издательский центр «Акаде-
мия», 2008. —• 224 с.
ISBN 978-5-7695-5128-4
Приведены достоинства и области применения контактной сварки.
Рассмотрены общие физические основы сварки давлением и эффекты,
сопровождающие контактную сварку. Даны оценки прочности и основы
обеспечения качества сварки. Описаны конструкции контактных машин,
аппаратуры управления и технология всех видов контактной сварки, осо-
бенности механизации и автоматизации сварки.
Для студентов образовательных учреждений среднего профессиональ-
ного образования. Может быть полезен специалистам машиностроитель-
ных предприятий.
УДК 621.791(075.32)
ББК 34.641я723
Оригинал-макет данного издания является собственностью
Издательского центра «Академия», и его воспроизведение любым способом
без согласия правообладателя запрещается
© Банов М.Д., 2005
© Образовательно-издательский центр «Академия», 2005
ISBN 978-5-7695-5128-4 © Оформление. Издательский центр «Академия», 2005
ПРЕДИСЛОВИЕ
Широкое использование контактной сварки объясняется ее
высокой производительностью, основанной на способности со-
здавать высококонцентрированный поток тепловой энергии мощ-
ностью 104... 10s Вт/мм2, и быстрым расплавлением места сварки
(за 0,04... 2 с). Способом контактной сварки сваривают различные
материалы и детали в широком диапазоне толщин (0,01...10 мм).
Неоспоримые достоинства контактной сварки — возможность по-
лучения сварного соединения с минимальной вынужденной ос-
таточной деформацией, не превышающей 10 %; легкость автома-
тизации сборочно-сварочных работ; стабильно высокое качество
сварки, не зависящее от квалификации сварщика; высокая куль-
тура производства и благоприятные условия труда — сделали ее в
настоящее время основным способом соединения деталей.
Известные учебные пособия по этой дисциплине, включая ба-
зовый учебник А. И. Гуляева [2], не переиздавались последнее де-
сятилетие и требуют обновления с учетом опыта современности.
При изложении материала учебника широко использовался
опыт, накопленный на предприятиях массового применения кон-
тактной сварки, таких, как ОАО «АВТОВАЗ», ОАО «КамАЗ»,
ЗАО «Электрик-МИКС», ВНИИЭО.
ВВЕДЕНИЕ
Краткий исторический обзор. Контактная сварка появилась в
XVIII в. В 1856 г. У.Томсон (лорд Кельвин) — английский физик,
основоположник термодинамики, автор понятия абсолютной тем-
пературы, шкалы Кельвина и эффекта Томсона — предложил сты-
ковую контактную сварку. В 1877 г. Э. Томсон — американский инже-
нер, изобретатель заземления, электросчетчика, электропечи,
холодильника (всего 692 изобретения) — разработал способ и обо-
рудование для стыковой контактной сварки оплавлением. В 1887 г.
русский инженер Н. Н. Бенардос — изобретатель дуговой сварки —
запатентовал точечную и шовную контактную сварку. Французский
инженер Д. Сиаки придал контактным машинам современную
компоновку (патенты 1919—1930 гг.).
В 1936 г. на заводе «Электрик» (Санкт-Петербург) освоили про-
мышленный выпуск контактных машин для автомобилестроения.
В течение 1950 — 80 гг. аппаратура управления контактных ма-
шин была оснащена типовыми бесконтактными элементами и
ячейками с транзисторной логикой и интегральными микросхе-
мами. С 2000 г. на предприятиях массового использования контакт-
ной сварки началось внедрение аппаратуры управления контакт-
ными машинами с использованием микроЭВМ и микропроцес-
сорной техники (РКМ-803), что позволяет отображать всю ин-
формацию о параметрах режима сварки (включая величину сва-
рочного тока) на дисплее, встроенном в корпус регулятора цик-
ла сварки. Период 1985 — 2000 гг. — период массового внедрения в
технологию контактной сварки ЭВМ, манипуляторов, робототех-
нических комплексов. В настоящее время контактная сварка — наи-
более производительный способ сварки, охватывающий до 50 %
сварочной продукции в общем объеме всех способов сварки.
Классификация способов контактной сварки. По ГОСТ 15878 — 79
«Контактная сварка. Соединения сварные. Конструктивные эле-
менты и размеры» определено три основных вида контактной свар-
ки (рис. В1): точечная, шовная, стыковая.
Точечная контактная сварка (Кт) — детали сваривают по от-
дельным точкам двумя электродами, по которым пропускают ток
/св; через них же передается сжимающее усилие Рос.
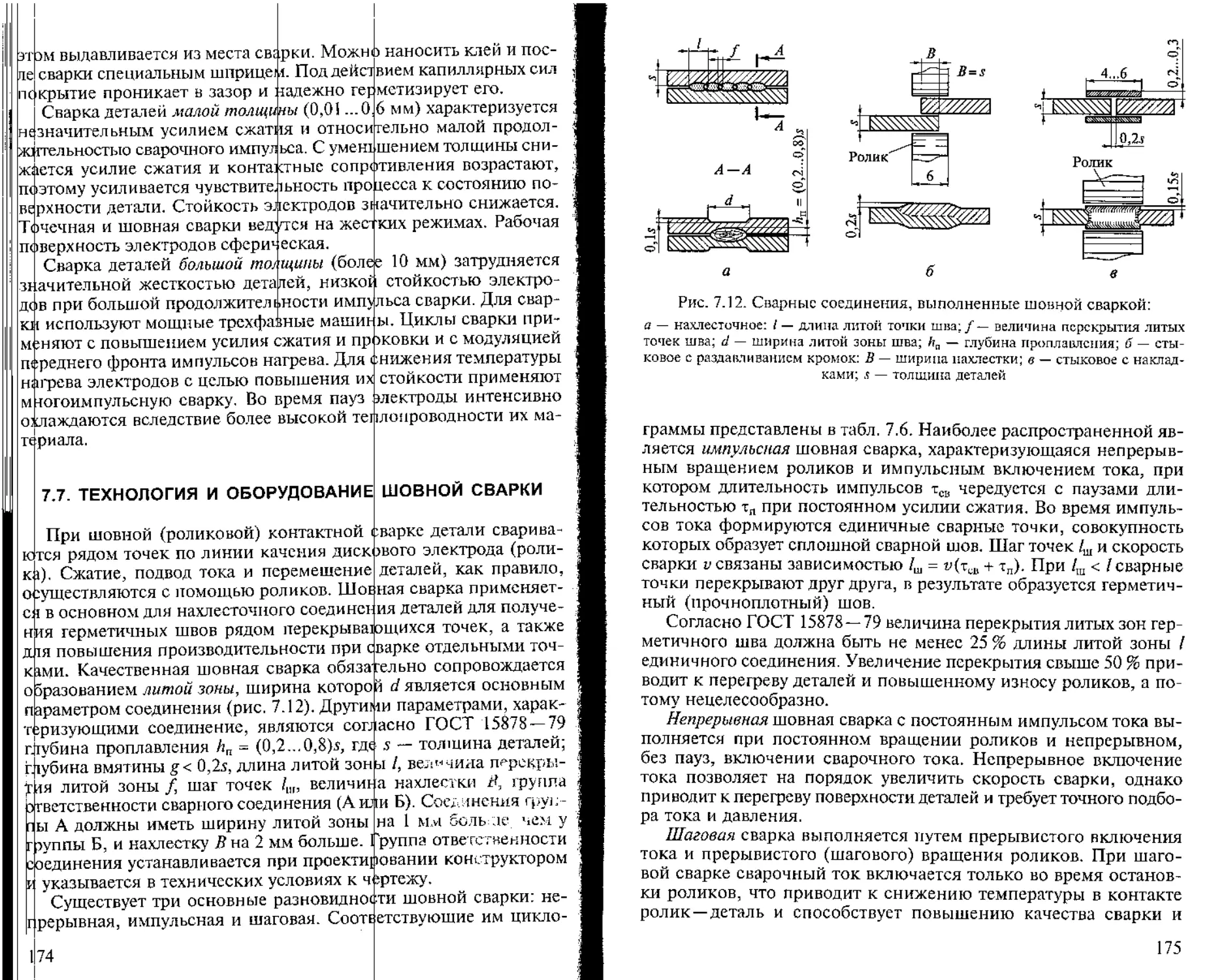
Шовная {роликовая) сварка (Кш) — детали сваривают пере-
крывающимися точками по линии качения роликов — электродов.
4
Сжатие усилием Рос, подвод тока и перемещение деталей произ-
водятся с помощью этих же вращающихся роликов.
Стыковая сварка (Кс) —- две детали сваривают по всей площа-
ди касания деталей. При этом детали вначале зажимают усилием
Дж в электродах — губках, а затем сжимают (или сближают) уси-
лием Дк и подводят ток этими же электродами.
Способ контактной сварки выбирается после определения всех
конструкторски-технологических признаков процесса сварки для
данного вида контактной сварки, а именно: 1) рода сварочного
тока; 2) формы одного импульса сварочного тока; 3) места подвода
сварочного тока; 4) числа импульсов тока; 5) числа одновремен-
но свариваемых точек; 6) характера нагрева металла; 7) характера
сжатия места сварки (постоянное, с проковкой, программиро-
ванное); 8) степени деформации места сварки; 9) характера под-
готовки поверхности по месту сварки; 10) типа соединения
деталей; 11) применения дополнительных источников нагрева;
12) степени интенсивности режима сварки.
Рис. В1. Схемы основных видов контактной сварки:
а — точечная (Кт); б — шовная (Кш); в — стыковая (Кс); г — обозначение места
и вида контактной сварки на чертежах по ГОСТ 15878—79; — сварочный
ток; — сжимающее усилие; ~ зажимающее усилие
5
Число способов контактной сварки может достигать 200 — 300 еди-
ниц, что определяется числом возможных сочетаний изменяемых
конструкторско-технологических признаков. Например, если учи-
тываются 12 признаков варьирования при трех видах контакт-
ной сварки, число способов сварки будет равно числу сочетаний
из 12 по 3: С?2 = -10'11 ‘ - = 220.
1-2-3
Если число изменяемых признаков увеличить до 13, например
учесть возможность сварки по нанесенному на свариваемые по-
верхности электропроводящему клею или флюсу, то число спосо-
бов контактной сварки возрастет: Cjj =
11-12-13
1-2-3
= 286.
Поиск и выбор способа контактной сварки конкретной детали
начинается с выбора основного вида сварки — точечной, шовной
или стыковой. Затем выбираются и задаются основные конструк-
торско-технологические приемы и признаки процесса сварки из
перечисленных ранее.
Основные достоинства контактной сварки. Контактная сварка
получила широкое применение вследствие ее способности в деся-
тые доли секунды создавать высококонцентрированный на-
правленный поток тепловой энергии с минимальным расходом
электроэнергии, воды и воздуха. К другим ее достоинствам от-
носятся следующие:
• образование соединения без присадочной проволоки, защит-
ных сред и других вспомогательных материалов;
• простота технологического процесса;
• сварное соединение сопровождается минимальной вынужден-
ной деформацией (в пределах 10 %);
• практически отсутствует коробление и зона термовлияния;
• легкость механизации и автоматизации загрузки и выгрузки
деталей, что обеспечивает высокую производительность.
Области и примеры применения контактной сварки. Области
применения контактной сварки весьма разнообразны — от кос-
мических аппаратов до микросхем в электронике, от магистраль-
ных трубопроводов до предметов бытового потребления. Контакт-
ной сваркой успешно соединяют все конструкционные, легиро-
ванные, жаропрочные и коррозионно-стойкие стали, титановые,
алюминиевые, магниевые сплавы, бронзы, латуни, а также ту-
гоплавкие сплавы и композиционные материалы.
Точечная сварка — наиболее распространенный способ соеди-
нения, на ее долю приходится до 80 % соединений, выполняемых
контактными способами. Точечная сварка незаменима в автомо-
биле- и вагоностроении, строительстве, радиоэлектронике. В со-
временных летательных аппаратах насчитываются миллионы свар-
6
ных точек. Толщина свариваемых деталей — от нескольких десят-
ков микрон до 10 мм.
Шовная сварка по объему применения занимает около 7%,
используется при изготовлении различных герметичных емкостей
(топливных баков автомобилей, самолетов, баков стиральных ма-
шин, теплообменников в холодильниках, плоских радиаторов).
Скорость сварки достигает 5 м/мин, а плотность соединений обес-
печивает высокую надежность работы в условиях вакуума или боль-
ших давлений рабочей среды.
Стыковая сварка широко используется при соединении магист-
ральных трубопроводов диаметром 300... 1500 мм, рельсов (бессты-
ковые пути) в стационарных и палевых условиях, ободов автомо-
бильных и велосипедных колес, переплетов оконных рам из алю-
миниевых сплавов, закладных деталей в строительстве, элементов
каркасов железобетонных конструкций. Стыковая сварка обеспечи-
вает экономию легированных быстрорежущих сталей при произ-
водстве режущего инструмента. Доля стыковой сварки составляет
приблизительно 10% объема применения контактной сварки.
Наиболее широко контактная сварка применяется в условиях
массового производства автомобилей, пассажирских вагонов, при-
боров электроники, при прокладке магистральных трубопрово-
дов и рельсовых путей. В этих областях доля контактной сварки
составляет 90 % всего сварочного производства.
В качестве примеров конкретного применения контактной свар-
ки можно привести соединения листовых плоских и объемных кон-
струкций взамен клепки (корпуса скульптурных монументов, кры-
лья самолетов, оболочки дирижаблей), например скульптурная
группа «Рабочий и колхозница», монумент «Родина Мать»; само-
леты АН-24 (20 тыс. сварных точек по клею); лайнеры «Антей» и
«Руслан» (миллионы сварных точек); кузова автомобилей ВАЗ (при
толщине 0,8...2,0 мм до 5 тыс. сварных точек); кузова пассажирс-
ких вагонов из алюминиевых сплавов (130 тыс. сварных точек).
Перспективы развития контактной сварки. Дальнейшее разви-
тие контактной сварки связано с решением ее основных проблем.
1. Необходима разработка общей теории прочности соедине-
ний, полученных с помощью контактной сварки.
2. Для предотвращения выплесков, вмятин, усадочных пор,
крупнокристаллической структуры литого ядра необходима раз-
работка принципиально новых способов контактной сварки, та-
ких, как прецизионная короткоимпульсная контактная сварка.
3. Для борьбы с шумностью контактных машин необходима раз-
работка не только оригинальных глушителей шума, но также новых
принципов сжатия деталей, например электромагнитных приводов.
4. Для повышения износостойкости электродов с 15 тыс. сварок
до 150 тыс. необходима разработка новых конструкций электродов
с более интенсивной системой охлаждения.
7
f. Для повышения износостойкости жильных токоподводов под-
веет (ых контактных машин необходимо разработать их новую кон-
струкцию и новую схему подвески на контактную машину.
6. Для облегчения замера тока, давления и времени сварки не-
обходимы совершенно новые принципы конструирования прибо-
ров например с использованием закона Био —Савара—Лапласа.
]> прогнозе, сделанном в 1995 г. директором Института сварки
Рос :ии, президентом Ассоциации сварщиков Санкт-Петербурга
В.В, Смирновым на период до 2010 г., отмечается, что в области
кон гактной сварки весьма актуальны:
I рограммирование режимов сварки с их оптимизацией;
I азработка технологии и оборудования для сварки деталей боль-
шие толщин, легких сплавов, композитов;
I азработка надежных средств неразрушающего контроля;
увеличение стойкости электродов и объема их производства;
уменьшение массы источника питания (примерно в 5 раз) и
энергопотребления за счет использования инверторных источни-
ков тиристорного типа с повышением частоты до 1 000 Гц с пос-
ледующим выпрямлением тока во вторичном контуре.
ГЛАВА 1
ФИЗИЧЕСКИЕ ОСНОВЫ КОНТАКТНОЙ СВАРКИ
Контактная сварка — это разновидность сварки плавлением и
давлением, при которой джоулева теплота и сжимающие усилия
локализуются непосредственно в месте контакта свариваемых де-
талей. В период с 1956 по 1980 г. в трудах А. С. Гельмана, Н.Ф, Ка-
закова, А. П. Семенова, Ю.Л.Красулина было доказано, что при-
рода образования сварного соединения во всех случаях (как с
расплавлением, так и давлением) одна: это результат взаимодей-
ствия электронных оболочек активированных атомов соединяе-
мых поверхностей. В целом сварка — это химический процесс и,
как всякий химический процесс, проходит определенные стадии
(рис. 1.1).
На первой стадии образуется физический контакт, происходит
активация поверхностей A j и А2, которые сближаются на расстоя-
ние, близкое к параметрам кристаллической решетки.
На второй стадии образуется химическое соединение активи-
рованных поверхностей, происходит процесс сварки — сближе-
ние электронных оболочек атомов на расстояние их взаимодей-
ствия. Ширина границы раздела между соединяемыми поверхнос-
тями становится соизмеримой с шириной межзеренной границы,
а прочность достигает прочности основного металла.
Физическое
контактирование
Химическое
взаимодействие
Завершение
сварки
Рис. 1.1. Схема трехстадийного процесса сварки
9
На третьей стадии происходит диффузионный обмен масс че-
рез общую поверхность А соединения, при этом поверхность раз-
дела размывается или расчленяется продуктами взаимодействия.
Все искусство сварщика направлено на обеспечение этих трех
стадий при минимальной энергии, минимальных материальных
затратах, нежелательных побочных явлениях. Многолетняя прак-
тика показала, что наиболее сложной проблемой является обес-
печение необходимого для сварки физического контакта сварива-
емых поверхностей. Сближению, физическому контактированию
препятствуют два обстоятельства: неблагоприятные техническая
природа поверхностей и влияние окружающей среды.
1.1. ТЕХНИЧЕСКАЯ ПОВЕРХНОСТЬ
Поверхность свариваемых деталей, кроме макро- и микроне-
ровностей типа «неплоскостность», «шероховатость», характери-
зуется загрязнениями. К ним относятся оксидные, водяные и жи-
ровые пленки, абсорбированные газы (рис. 1.2).
Загрязнения нейтрализуют все свободные активные связи ме-
таллической поверхности, надежно изолируя ее и препятствуя
образованию межатомных связей между контактируемыми метал-
лами. Всякие попытки удалить загрязнения в обычных (при ком-
натной температуре) условиях атмосферы бесполезны. Слои вновь
появляются, исчезая всего лишь на 10“4 с.
В связи с этим перед сварщиками всегда стоят две основные
проблемы:
• как, преодолевая макро- и микрошероховатости, сблизить
поверхности до физического контакта на параметр действия меж-
атомных сил кристаллической решетки;
Рис. 1.2. Модели физической поверхности:
а — модель неровностей поверхности: Нв — волнистость; Ни — микрошерохоза-
то сть; Нсн — суб микро шероховатость; Нф — макронеровности; б — модель
загрязнения поверхности
10
Рис. 1.3. Диаграмма прочности ств в зависимости от плотности: несовер-
шенств в кристаллической решетке металлов по Одингу—Бочвару:
I — идеальные металлы; II — композиционные материалы; III — конструкцион-
ные материалы; IV — сверхпрочные материалы
• как после возникновения необходимого физического контак-
та убрать из их плоскости все загрязнения, нейтрализующие меж-
атомные связи.
Данные проблемы легко решаются при сварке плавлением. Но
при таком способе сварки легкое решение проблемы сближения и
нейтрализации приводит к другой неразрешимой проблеме: свар-
ка плавлением оставляет после себя крупнокристаллического струк-
туру и большую концентрацию «сидячих» дислокаций, а это, со-
гласно известной диаграмме Одинга — Бочвара, существенн о сни-
жает прочность исходного металла (рис. 1.3). Как видно из диаг-
раммы, при увеличении платности дислокаций (несовершенств)
с 10“2до 105 ед./мм2 предел прочности кристаллических материа-
лов уменьшается более чем в 150 раз.
При сварке давлением для решения проблемы контакт яро ва-
ния и нейтрализации загрязнения используют:
высокотемпературный нагрев (с незначительными пластичес-
кими деформациями) в восстановительной атмосфере, вакупдие
или обычной атмосфере (как при контактной сварке);
значительную пластическую деформацию (холодная сварка, уль-
тразвуковая сварка — УЗС, сварка трением);
кумулятивную струю (сварка взрывом).
В результате в приконтактном слое также появляются .дислока-
ции и происходит изменение прочности металла, но уже в. сторону
увеличения прочности основного металла.
11
1.2. ВЫНУЖДЕННАЯ ДЕФОРМАЦИЯ ПРИ КОНТАКТНОЙ
СВАРКЕ
При сварке давлением, как и при сварке плавлением, приме-
няют следующие способы сближения и контактирования атомов
на поверхности деталей: термические, механические, гравитаци-
онные и электромагнитные. Все способы сварки отличаются друг
от друга только способом активации и сближения атомов. Напри-
мер, при сварке плавлением активация и сближение достигаются
термическим способом с расплавлением большого объема метал-
ла, что сопровождается его порчей. При сварке давлением сбли-
жение и активация обеспечиваются за счет механической энер-
гии:, при этом в процесс соединения вовлекается также большой
объем металла, что сопровождается большой остаточной дефор-
мацией, которая является вынужденной. Величина вынужденной
деформации ев, %, определяется в основном четырьмя фактора-
ми, что видно из следующего выражения:
екЩн100
С
где sK — показатель полного сближения поверхностей; Ку — де-
формационное упрочнение в контакте; Лн — показатель локаль-
ности нагрева; С — показатель напряженного состояния в контакте.
В зависимости от условий контактирования, т. е. от показателей
вынужденного деформирования, может принимать любые зна-
чения в пределах от 1 до 90 %. Формула вынужденного деформи-
рования показывает, что уменьшить осадку деталей, ее вынуж-
денную деформацию при сварке давлением можно, по крайней
мере, тремя основными приемами.
Первый из них — уменьшение деформационного упрочнения
шероховатого слоя в контакте замедлением сжатия деталей при
высоких температурах (Ку -> 1). Сюда относятся такие способы,
как контактная сварка по способу Игнатьева, газопрессовая и диф-
фузионная сварка. В этих случаях ен = 5... 15 %.
Второй прием — это резкое увеличение напряженного состоя-
ния в шероховатом слое контакта за счет чисто контактного сжа-
тия (С > 10); это сварка взрывом и импульсом магнитной энергии.
В данном случае вынужденная деформация не превышает 1 %.
Третий прием — создание чисто контактного локального на-
грева при одновременном сохранении условий, при которых не
происходит деформационного упрочнения в контакте. Это дости-
гается контактированием деталей с критической скоростью, при
которой благодаря диффузионным процессам разупрочнение в
шероховатом слое материала контакта преобладает перед его де-
формационным упрочнением. Такие условия обеспечиваются при
12
контактных способах сварки (ев < 15%), в особенности при пре-
цизионных способах контактной сварки (ев -> 2... 5 %).
1.3. ИСТОЧНИКИ ТЕПЛОТЫ ПРИ КОНТАКТНОЙ СВАРКЕ
Источники теплоты. Из формулы вынужденного деформиро ва-
ния следует, что из всех приемов по уменьшению св самый про-
стой — это локальный нагрев. Рассмотрим источники нагрева гри
контактной сварке и условия, обеспечивающие локальность теп-
ловыделения в контакте между деталями.
Свариваемые детали являются частью вторичного контура кон-
тактной машины. Через детали, как и через любой другой элемент
вторичного контура, проходит один и тот же ток — /св. Но сече-
ние, материал и электрическое сопротивление этих элементов (вго-
ричный виток трансформатора, токоподводящие шины, свечи,
электроды) разные. Поэтому во всех элементах выделяется разное
количество теплоты. Элементарные расчеты показывают, что в
свариваемых деталях выделяется в 200 раз больше теплоты, чем в
каком-либо другом элементе вторичного контура.
Теперь рассмотрим полное количество теплоты Q3-3, которое
может выделяться в деталях, зажатых между электродами, за все
время сварки при пропускании по ним тока 1СВ, и проанализиру-
ем источники теплоты, которые могут учитываться при контакт-
ной сварке.
В общем случае при контактной сварке могут действовать три
источника теплоты:
(2э-э - С?Дж + 2п +
где Одж — теплота Джоуля, Дж; <2П — теплота Пельтье, Дж; Qi —
теплота Томсона, Дж.
Теплота Пельтье характерна для термоэлектрического эффек-
та (Ж. Пельтье, 1834), при котором выделение или поглощение
теплоты происходит тогда, когда средняя энергия электронов в
одной среде отличается от средней энергии электронов в контак-
те с другой средой. При этом (в зависимости от направления тока)
через контакт перемещаются электроны либо из среды с большей
энергией (происходит выделение теплоты), либо из среды с мень-
шей энергией (поглощение теплоты). Следовательно, в зависимо-
сти от направления тока теплота Пельтье складывается с тепло-
той Джоуля или вычитается из нее. Теплота Пельтье проявляется в
контакте между электродом и деталью, на границе между жидким
ядром и его твердой оболочкой только при постоянном токе.
Теплота Джоуля характерна для электротермического эффекта
(Дж.Джоуль и Э.Х.Ленц, 1841 — 1842), при котором выделение
теплоты в проводнике происходит пропорционально квадрату сипы
13
тока, сопротивлению проводника и времени пропускания тока.
Теплота Джоуля — основной источник теплоты при контактной
сварке.
Теплота Томсона характерна для термоэлектрического эффекта
(У. Томсон, 1856), который возникает при перепаде температур по
длине проводника с током. При прохождении потока электронов
от горячего конца проводника к холодному они передают избыток
энергии (происходит сложение теплоты Джоуля с теплотой Томсо-
на). При обратном движении потока электронов от холодного кон-
ца к горячему происходит охлаждение проводника, т.е. потери теп-
лоты Джоуля.
Термоэлектрическими явлениями 3-го и 4-го типов при кон-
тактной сварке можно пренебречь, так как их доля в общем ба-
лансе тепловыделения не превышает 1 %.
Однако, если медные электроды покрыты полупроводниковыми
оксидами типа Си2О3 (оксид меди), в контакте между электродами
и деталью из-под плюсового электрода наблюдается мощный вы-
плеск тепловой энергии в виде теплоты Пельтье, в 100 раз пре-
восходящей теплоту между неокисленными электродами и в 10 раз
теплоту Джоуля.
При переменном токе термоэлектрический эффект проявляет-
ся в ядре точки сварки и на поверхности деталей только в виде
теплоты Томсона. Однако его доля не превышает 3 %, поэтому им
можно пренебречь. Но и в этом случае при несимметричной рабо-
те игнитронов или тиристоров, когда появляется постоянная со-
ставляющая тока, равная 0,5/сн (5000 А), и электроды на рабочей
поверхности покрыты оксидом меди Си2О3, в контакте между
плюсовым электродом и деталью генерируется теплота Пельтье,
достигающая 250 Дж. Это вызывает поверхностный выплеск ме-
талла из-под плюсового электрода. Минусовой электрод в это вре-
мя интенсивно охлаждается из-за термоэлектрического эффекта
Пельтье обратного знака.
Так как основным источником теплоты при контактной сварке
является теплота Джоуля, рассмотрим более подробно места ее вы-
деления и условия ее локализации в контакте между электродами.
Сварочное сопротивление. При контактной сварке теплота гене-
рируется по всей высоте столбика металла, зажатого между электро-
дами. Сопротивление этого столбика металла и есть сварочное со-
противление Ясв, Ом, которое состоит из суммы трех сопротивлений:
Ясв = 2Дд + 2ЯЭ_Д +
где Яд и Яэ_д — сопротивление деталей и контактов электрод-
деталь соответственно, Ом; Як — сопротивление между деталя-
ми, Ом.
Однако при расчетах значение приравнивают только к 2ЯД,
которое и является исходным параметром, так как его легко рас-
14
считать, зная материал и толщину 5 детали. Переходными сопро-
тивлениями, т.е. сопротивлениями в контакте между деталями,
обычно пренебрегают, так как они играют ведущую роль только в
начале процесса сварки (в течение 0,02 с), а затем (спустя 0,04 с)
принимают значение, близкое к нулю, и в качестве генератора
тепловыделения работает сопротивление материала самих деталей.
При расплавлении ядра удельное сопротивление для сталей уве-
личивается в 10 раз, алюминиевых сплавов — в 8 раз по сравне-
нию с исходным сопротивлением этих материалов при комнат-
ной температуре. Данное обстоятельство приходится учитывать при
определении оптимальных параметров режима сварки, усредняя
теплофизические характеристики свариваемых материалов.
Несмотря на кратковременность действия переходных сопротив-
лений 7?э_д и Кк, они могут в некоторых случаях играть важную роль
в процессе сварки, например при короткоимпульсной прецизион-
ной сварке, а также при стыковой сварке методом оплавления.
Казалось бы, что при контактной сварке столбик металла, зажа-
тый между электродами, должен проплавиться на всю толщину.
Однако этого не происходит, так как электроды интенсивно ох-
лаждаются водой и часть теплоты отводится. В результате создаются
условия для локального расплавления только центральной части
столбика металла, зажатого между электродами. Теплоотвод через
электроды и массу детали зависит от жесткости режима, теплопро-
водности деталей и электродов и находится в пределах 80...50%.
Доля теплоты, оставшаяся для сварки, характеризуется термичес-
ким КПД г|т, который находится в пределах 20...50 % (20% соот-
ветствует максимально мягкому режиму, 50 % — максимально жест-
кому) .
Понятия жесткого и мягкого режимов станут ясны после рас-
смотрения особенностей использования закона Джоуля—Ленца
и выявления на его основе характерных точек, разделяющих раз-
личные зоны при контактной сварке.
1.4. ХАРАКТЕРНЫЕ РЕЖИМЫ КОНТАКТНОЙ СВАРКИ
Для условий контактной сварки, когда через свариваемые де-
тали проходит синусоидальный переменный ток, количество теп-
лоты, генерируемой между электродами за время сварки, может
быть определено в общем случае по закону Джоуля — Ленца.
Во всех технологических и инженерных расчетах ориентируют-
ся на действующее (эффективное) значение сварочного тока, а
вместо переменных величин, меняющихся в зависимости от тем-
пературы ядра точки, в расчетах пользуются их усредненными ве-
личинами. Таким образом, закон Джоуля—Ленца для контактной
сварки принимает следующий вид:
15
Sa-э — I св .ср СВ .ср СВ!
где бэ_э — количество теплоты, выделяемое в деталях, Дж; /с
среднее значение сварочного тока, А; Д.,
сварочного сопротивления, Ом; т,
Попытаемся ответить на вопрос, какую роль играют ток и вре-
мя! сварки при нагреве деталей, когда Д,
На первый взгляд кажется, что вследствие стремления сокра-
тить время сварк
при контактной сварке в общем случае можно обеспечить только
за счет высоких з:
1 мм свариваемо!
следует, что квад эат величины тока и время сварки связаны меж-
ду собой гиперболической, или обратно пропорциональной, за-
висимостью, которая представлена двумя кривыми, ограничива-
ющими области
Горизонтальные и вертикальные участки кривых асимптотически
приближаются к осям тсв и /св (рис. 1.4). Из графика можно сделать
три существенных вывода.
1. Процесс контактной сварки может протекать в одной из трех
характерных областей: области провара П, области непровара Н и
области выплесков В.
.... СВ.Ср
:в.ср — среднее значение
:СЕ— время сварки, с.
:в.сР = const.
и до минимума (0,02... 1 с) необходимый нагрев
начений сварочного тока (например, 10000 А на
й толщины). Однако из закона Джоуля—Ленца
минимального и максимального проплавлений.
Рис. 1.4. Влияние соотношения сварочного тока 7СС и времени сварки тсв
на положение характерных областей и зон режимов контактной сварки:
1—4— граничные точки; 5—7— точки установления режима; Н — область
непровара; П — область провара; В — область выплесков; Ж — зона жесткого
режима; С — зона среднего режима; М — зона мягкого режима; X — область
перерасхода электроэнергии
16
2. При контактной сварке в области провара можно выделить
три характерные зоны режимов:
• зону жестких режимов Ж (большие токи и малое время свар-
ки), при которых на глубину проплавления влияет только время
сварки. Увеличение тока не вызывает увеличения провара, но тре-
бует неоправданного увеличения мощности машины. Зона состав-
ляет примерно 10 % общей области сварки с проваром;
• зону оптимальных {средних) режимов С, при которых глубину
проплавления можно регулировать как изменением тока, так и
изменением времени сварки в широком диапазоне значений. Зона
составляет 80 % общей области сварки с проваром;
* зону мягких режимов М (малые токи, большое время свар-
ки), при которых глубина проплавления изменяется только за счет
изменения тока в очень узком диапазоне значений. Повышение
времени сварки не приводит ни к увеличению проплавления, ни
к увеличению диаметра ядра точки, но зато снижает производи-
тельность труда, увеличивает расход электроэнергии, приводит к
перегреву или пережогу металла ядра. Зона составляет 10 % общей
области сварки с проваром.
3. При контактной сварке можно выделить четыре граничные
точки:
точку 1 — это минимально допустимое время сварки тсв1 для
данных толщин и материалов, при котором еще можно получить
минимально допустимое проплавление (0,2s);
точку 2 — это максимально допустимое время сварки тсв2, при
котором образуется минимально допустимое проплавление (0,2s)
в зоне минимально допустимых токов /св3;
точку 3 —• это минимально допустимый сварочный ток /св3,
при котором еще возможно минимально допустимое проплавле-
ние при максимально допустимом времени сварки. Большее сни-
жение тока не приведет к сварке даже при бесконечно большой
длительности процесса;
точку 4 — это максимально допустимый сварочный ток /св4
при минимально допустимом времени сварки.
Интерес представляет определение значений тока и времени
сварки в этих граничных точках для данных толщин и материалов.
Очевидно, эти значения будут напрямую зависеть от значений
усредненного активного сопротивления.
1.4.1. Определение времени сварки в граничных точках
Время сварки можно определить по формуле
тсв = Kzs-/a,
где К. — критерий Фур ье; s — толщина детали, м; а — температу-
ропроводность, м2/с.
17
Для стали Юзначение А'т = 1,52 соответствует жесткому режи-
му при минимальном проплавлении, а К, = 4,08 — мягкому режи-
к у при максимальном проплавлении.
Пользуясь выведенным соотношением, определим!, например,
йчачение времени сварки в граничных точках 1 и 2 (см. рис. 1.4)
шзи сварке деталей из стали 10 толщиной 1 + 1 мм. Для точки \1
и.жесткий режим) = 1,52 (<хтак = 16 • 10-6 м2/с); для точки 2 (мяг-
кий режим) = 4,08 (amin = 5 10'6 м2/с). I
Минимально допустимое время в точке 1 тСВ] = 1,52 • (1 10-3)2:
^16- КГ6) = 0,1 с.
% Максимально допустимое время в точке 2 тсв2 = 4,0f> (I • 10“3)2:
5 • 10-6) » 0,82 с при минимальном и максимальном'проплавле-
и' 1И.
с. Уменьшение времени сварки ниже допустимого не приведет к улуч-
шению качества соединения даже при увеличении тока в 2 — 3 раза
« более, так как увеличение тока вследствие ограниченной тем-
д.ературопроводности материала детали не позволяет «усвоить»
м’плоту в заданном объеме и вся энергия перейдет во внутренний
(.шлеек (бутылку с узким горлом нельзя заполнить сколь угодно
метро даже при мощном потоке воды).
сг. Увеличение времени выше максимально допустимогошриводит к
“‘Неполезному затягиванию процесса и лишнему расходу электро^
гергии, так как сварная точка в этом случае находится в состоянии
|тойчивого теплового равновесия: сколько энергии получит -+
олько же и потеряет (эффект наполнения водой бездонной бочки).
В связи с вышеизложенным можно сделать следующие выводы:
• время сварки определяется тремя факторами: толщиной лис-
, необходимой глубиной проплавления, температуррпроводно-
ью а материала и жесткостью режима;
• необходимо учитывать, что нецелесообразно изменять время
арки до значений ниже минимально (или выше максимально)
шустрмого времени сварки. При сварке деталей из стали 10 тол-
мной 1 + 1 мм тсвпвп тсв1 — 0,1 с, а тсвтв^ тсв2 0,82;С. Перепад
жду жестким и мягким режимами во времени составляет более
м восьмикратную разницу.
Путем несложных расчетов можно показать, что 10 % всего
ап азе на времени тсн1, тсв2 со стороны минимально допустимого
вмени приходится на жесткий режим и 10 % со стороны макси-
льно допустимого времени — на мягкий режим.
.4.2. Определение сварочного тока в граничных точках
Ток — один из параметров контактной сварки. Кэгда время
арки задано, ток обычно определяют по закону Джсуля—Лен-
. Однако, если воспользоваться критерием Фурье = атсвД2,
критерием тепловыделения Ку = /свРтсв/(^^э4) и известным соот-
ношением Ку/К^ = т|т"', тз при диаметре электрода d3 = формулу
для определения сварочного тока в обобщенной форме можно
записать следующим образом:
I = 4,2d9tM-^,
V ЛтР
где т)т — термический КПД; d3 — диаметр электрода, м; Tm —
температура сварки, К; X — теплопроводность, Вт/(м-К); р —
удельное электрическое сопротивление, Омм.
Далее примем цт = 0 45 (жесткий режим) и рт = 0,26 (мягкий
режим) и определим по этой формуле значения токов в точках 3 и 4
(см. рис. 1.4) при сварке деталей из стали 10 толщиной 1 + 1 мм.
Исходные данные:
rfsmax = 5 мм; min = 3 мм; 7^^ = 1700 °C; 7^^ = 1 600 ’С;
Л,„„у = 0,12 кВт/(м К); Xmin = 0,04 кВт/(м К);
Ртах = 1,4 10-6 Ом м; pmin = 1 • 10“6 Ом • м.
Ток для точки 4
.4,2-5.. 12800 А.
V 0,45.1,4 -10-6
Ток для точки 3
I л э з 1П-3 /(i&joT273).O,O4.103
- 4,2• 3-10 ------5^7^---------= 6800 А.
Как видно из этих расчетов, максимальный ток превосходит
минимальный почти в 2 раза, что свидетельствует о большой зна-
чимости тока для управления режимом сварки. В табл. 1.1 приведе-
ны данные, позволяющие оценить значения ограничений по току
и времени сварки для основных групп свариваемых материалов.
Анализ полученных данных говорит о следующем.
1. При жестких режимах проплавление можно корректировать
только временем сварки, при мягких — только током, а при сред-
них — и тем и другим.
2. Для каждой толщины деталей существуют жесткие ограниче-
ния по максимальным и минимальным току и времени сварки.
3. Расход электроэнергии на мягких режимах значительно выше,
чем на жестких, что в первую очередь определяется существен-
ным отличием значений термического КПД на этих режимах:
Цт max _ 0,45 _ । у
Т|тгп|п 0,26
Режим сварки удобно устанавливать так: вначале задают время
сварки, соответствующее значению тсв; (см. рис. 1.4); затем
19
Таблица 1.1
Теплофизические свойства основных свариваемых материалов
при разных температурах сварки
Материал Т 1 пл» ’С О-шах» 10"6 м:/с 10-6 м2/с PrtUXJ 1(У* Ом м Рср1 Щ-6 Ом - м ^пъах’ кВт/(м К) кВт/(м К)
Сталь:
10 1530 16 8 1,26 0,25 0,12 0,06
Х18Н9Т 1450 4 3 1,25 0,1 0,04 0,03
АМц 650 40 25 0,1 0,042 0,37 0,25
Титановый сплав ОТ4 1700 3,6 2 1,65 1,42 0,02 0,015
Медь 1063 105 83 0,08 0,02 0,86 0,8
Латунь Л62 900 54 52 0,08 0,07 0,6 0,5
Магниевый сплав МА 630 52 45 0,18 0,06 0,2 0,18
Примечание. — температура плавления; а — температуропроводность;
р — удельное электрическое сопротивление; К — теплопроводность.
увеличивают сварочный ток до появления первых выплесков —
значение /С]16; далее ток несколько уменьшают до прекращения
выплесков (точка /св7).
Жесткие режимы устанавливают для тщательно зачищенных
деталей из материала, не поддающегося закалке. Мягкие режимы
применяют для закаливающихся материалов или при недостатке
мощности сварочной машины.
Контрольные вопросы
1. Что называют контактной сваркой?
2. Какие существуют стадии образования сварного соединения?
3. Чем характеризуется техническая поверхность?
4. Что понимают под вынужденной деформацией?
5. Какие приемы по уменьшению вынужденной деформации вы знаете?
6. Какие существуют источники теплоты при контактной сварке?
7. Из чего складываются составляющие сварочного сопротивления?
8. Каковы характерные зоны режимов при контактной сварке?
10. Что представляют собой четыре граничные точки режимов кон-
тактной сварки?
ГЛАВА 2
ЭФФЕКТЫ КОНТАКТНОЙ СВАРКИ
Контактную сварку сопровождают мощные физические явле-
ния, эффекты, существенно влияющие на конечный результат
сварки (тепловыделение, установочную мощность, качество со-
единения), к которым относятся термоэлектрические эффекты,
шунтирование тока, поверхностный и электродинамический эф-
фекты, эффекты переходных электрических процессов. Если их не
учитывать, то так или иначе тепловыделение в зоне сварки может
в 10 раз отличаться от расчетного. Эти эффекты характерны толь-
ко для контактной сварки и не учитываются при всех видах дуго-
вой сварки плавлением.
2.1. ТЕРМОЭЛЕКТРИЧЕСКИЕ ЭФФЕКТЫ
Строго говоря, тепловыделение при контактной сварке подчи-
няется закону Джоуля—Ленца и двум термоэлектрическим эффек-
там: эффекту Пельтье и эффекту Томсона (см. подразд. 1.3, 1.4)
Q = (2дж + Qn + 4?i!
ГДе (2дх — (?э-э = -^св.ср-^с&.срТсв? (?П = ^П^ср^св, От ~ ^тА2Т^Тсв, ГДе Aq-j
и K-y — коэффициенты Пельтье и Томсона соответственно; АГ —
перепад температур по толщине детали.
При контактной сварке металлов на переменном токе сумма
теплоты Пельтье и Томсона не превышает 2 % теплоты Джоуля и
ими можно пренебречь. Однако при сварке окисленными медны-
ми электродами Кп и А'т возрастают в десятки раз. В этом случае
оксид меди — полупроводник с большими значениями Кп и Kj,
и при сварке на постоянном токе или на ассиметрично работаю-
щих тиристорах (игнитронах) на положительном электроде де-
таль перегревается за счет электротермических эффектов. Возни-
кает мощный выплеск металла или смещение ядра сварной точки
от стыка в сторону плюсового электрода.
Таким образом, термоэлектрические эффекты всегда необхо-
димо учитывать, так как большие значения <2П и <2т служат сиг-
налом к замене тиристоров (игнитронов), и к необходимости за-
чистки или замены электродов.
21
2.2. ЭФФЕКТ ШУНТИРОВАНИЯ ТОКА
Ц ’унтирование тока — это протекание части вторичного тока
вне : оны сварки. Ток шунтирования протекает параллельно сва-
рочн эму току по ранее сваренным точкам, приспособлению, по
учас кам плотного касания деталей вокруг свариваемой точки, по
noKf лтиям. Например, при сварке буксирной проушины ВАЗ-2101
по т >ем рядом расположенным точкам на 100% проваривается
толь: :о одна точка. Остальные две точки вследствие шунтирования
пров 1риваются на 50 и 25 %. В результате тяговая нагрузка на одну
проу пину уменьшается до 700 кг, что при весе автомобиля с на-
уз! ой в 1500 кг недопустимо. Поэтому на последующих моделях
авго1 юбилей ВАЗ сварку проушин выполняют дуговой электро-
свар! :ой.
Ti iK шунтирования в общем случае зависит от величины /СЕ и
гр
от от ношения сварочного сопротивления по сварке 7?св к сопро-
тивл1 нию участков шунтирования 7?ш.
Р*< зличают шунтирование при двухсторонней и односторонней
точе1 ной контактной сварке, точечной сварке по покрытиям,
шов[ ой и стыковой сварке (рис. 2.1). Рассмотрим эти случаи, учи-
тыва [, что на практике удобно выражать /ш в долях сварочного
тока, а также от отношения диаметра точки к шагу между точка-
ми (t Jt), а расчетный ток как сумму сварочного тока и тока шун-
тиро: дния: /р = /св + /ш.
IL унтирование при точечной сварке зависит не только от /св,
и ша а сварки г, но и от места подвода тока. Так, при двухсторон-
Рис. 2.1. Шунтирование расчетного тока /р:
а — при двухсторонней точечной сварке; б — при
односторонней точечной сварке; в — при шовной
сварке; г — при стыковой сварке замкнутых дета- ;
лей диаметром </; /св — сварочный ток; 1Ш — ток
шунтирования
22
нем подводе тока к деталям (см. рис. 2.1, а) и t = 5d/T /ш = I№dT:
:(5dT) = 0,2/св. При одностороннем подводе тока (рис. 2.1, б) и
постановке одновременно двух точек на детали равной толщины
ток шунтирования возрастает в 2 раза по сравнению с двухсто-
ронним подводом тока. В этом случае ток шунтирования через
верхний лист значительно снижается, если сварка ведется на то-
коведущей опоре или на так называемых контрэлектродах. Такой
способ широко используют для сварки деталей из низкоуглероди-
стых сталей толщиной до 1,3 мм. При сварке деталей большей
толщины применяют пистолетную схему, при которой при двух-
стороннем токоподводе сваривается одна точка. По такой схеме
полностью предотвращаются токи шунтирования через верхний
лист. Токи шунтирования существенно изменяются в зависимости
от сочетания деталей разной толщины и их расположения отно-
сительно сварочного трансформатора. Если тонкая деталь нахо-
дится со стороны трансформатора, токи шунтирования снижают-
ся, и наоборот.
Шунтирование при шовной сварке обусловлено тем, что шов-
ная сварка — это точечная сварка при малом шаге между точками,
а значит, токи шунтирования должны быть повышенными; однако
если учесть, что ранее сваренные точки еще раскаленные, то эф-
фект шунтирования остается на уровне точечной сварки (рис. 2.1, в).
При этом необходимо также учитывать увеличение подвижного
сопротивления в контакте между токоведущими роликами и дета-
лью, которое, в зависимости от скорости сварки, может быть в
2 — 5 раз больше стационарного (неподвижного) контакта. Поэто-
му во избежание увеличения шунтирования скорость роликовой
сварки ограничивают до 2 м/мин.
Шунтирование по покрытиям обычно более интенсивное, чем
при сварке без покрытий и происходит в местах касания сварива-
емых деталей вокруг сварной точки или шва вследствие малого
контактного омического сопротивления и малого сопротивления
пластической деформации по легкоплавким покрытиям (Zn, Pb,
Cd, Sn), что при обычных режимах приводит к непроварам, по-
этому заранее предусматривают следующие приемы по уменьше-
нию шунтирования: шаг между точками увеличивают до величины
(8... 10)t4; удаляют контактные поверхности деталей друг от друга
на расстояние 0,2 мм, создавая по месту сварки рельефы на кон-
тактной поверхности одной из деталей. Такие приемы применяют
при сварке деталей толщиной 0,8...2 мм, при необходимости по-
высить стойкость электродов, например при сварке оцинкован-
ных деталей, и когда невозможно увеличить шаг между точками
более чем на 20 мм.
Шунтирование при стыковой сварке стержневых деталей от-
сутствует. При стыковой сварке замкнутых деталей (например, ко-
лец, ободьев колес, звеньев цепей, бандажей, фланцев, обечаек)
23
: шунтирования могут достигать сварочных (рис, 2,1, г), а при
:овой сварке;оплавлением даже превосходить сварочные токи,
юкт шунтирования при стыковой сварке можно оценить из
тейшего соотношения
1 4 = 24//св/(^),
— вылет корцов детали из токоведущих губок, мм; d — диа-
окружностй детали, мм; 4 — коэффициент изменения со-
ивления в стыке деталей при их оплавлении (4 = 1 ---2,5).
ля уменыпёйия или полного устранения тока шунтирования
стыковой сварке применяют четыре приема: полное устранс-
шунтирован ия путем сварки колец из двух полуколец; уве-
ние активного сопротивления шунтируемого участка путем
Предварительного нагрева импульсом тока; увеличение ин-
ивного сопротивления шунтируемого участка путем его ох-
разъемным Магнитопроводом; полное устранение шунтиро-
я путем превращения детали в виде замкнутого контура во
ичный сварочный контур. Первый прием применяют при сты-
й сварке корабельных цепей, второй — при стыковой сварке
щев; третий — колец большого диаметра и большого сече-
[бандажи, обечайки), четвертый — при стыковой сварке ко-
(з цветных Металлов и ободьев колес.
[унтирование по приспособлениям — самое неожиданное, а
му коварное явление контактной сварки, которое возникает
i ошибок прй проектировании приспособления для контакт-
зварки, когт(а не учитывают возможность утечки сварочного
через сборочно-сварочные приспособления. Характерными
i .2. Шунтирование расчетного тока по приспособлению в направлении:
i ектрод -> деталь -> приспособление -> корпус; б — электрод -> приспособ-
J -> деталь -» деталь -> электрод; / — электрод; 2 — первая деталь; 3 —
i эсобление; 4 -- вторая деталь; 5 — заземленный электрод; 6 — машина;
I 7 — точка Изолирования; остальные обозначения см. на рис. 2.1
путями шунтирования тока являются следующие: электрод 1 ->
-> первая деталь 2 приспособление 3 -> корпус машины 6 (за-
земленный электрод 5) (рис. 2.2, о); электрод 1 -> приспособление
3 -> вторая деталь 4 -> первая деталь 2 электрод 5 (рис. 2.2, б).
В первом случае необходимо было изолировать приспособление 3
от корпуса машины в точке 7, во втором случае необходимо изо-
лировать приспособление 3 от электрода 5.
2.3. ПОВЕРХНОСТНЫЙ ЭФФЕКТ
Поверхностный эффект (скин-эффект) выражается в нерав-
номерном распределении плотности переменного тока по сечению
токоподводов вторичного контура и сечению деталей при стыко-
вой сварке. Плотность тока уменьшается в направлении от поверх-
ности токоподвода или свариваемой детали к центральной части.
Степень неравномерности растет с увеличением частоты тока f
диаметра детали d, проводимости v и магнитной проницаемости
материала ц. Поверхностный эффект приводит к кажущемуся уве-
личению сопротивления проводника переменному току по
сравнению с сопротивлением 7?= постоянному току. Такое увели-
чение характеризуется коэффициентом Кп = 7?~/7?=, который мо-
жет изменяться от 1 до 1 000. Физический смысл поверхностного
эффекта становится понятным из рис. 2.3, на котором видно, что
этот эффект — результат сложения и вычитания токов самоин-
дукции (токов Фуко) с основным расчетным током соответственно
на поверхности и в центре проводника. При контактной сварке
поверхностный эффект учитывается в трех случаях: в расчетах се-
чений элементов вторичного контура (Кп = 1... 2,5); при разработке
технологии стыковой сварки для предотвращения непровара дета-
лей большого сечения; для разработки технологии и оборудова-
ния высокочастотной сварки продольных и кольцевых стыков труб.
Рис. 2.3. Схема поверхностного эффекта:
/р — расчетный ток; — ток по поверхности проводника; /ц — ток в центре
проводника; /ф — ток Фуко; Ф — магнитный поток; Ка — коэффициент поверх-
ностного эффекта
25
2.4. ЭЛЕКТРОДИНАМИЧЕСКИЙ ЭФФЕКТ
ектродинамический эффект — это притяжение или отталки-
: ДВУ?
но одйого или разного направления в результате взаимо-
вия э
ис, 2,
я соотношением
проводников при протекании по ним токов соответ-
ли
4
ектромагнитных полей индуцированных этими тока-
). Сила взаимодействия проводников с током опреде-
К = KI?*-cos а,
h
-2-
: про
/ про
ектр<
sap
Н
эй
I.0-7, 4в — сварочный ток, А; / — длина взаимодейству-
зэдников, Л — расстояние между ними, м; а — угол
водниками в плане, °.
динамические силы при контактной сварке (учитывая,
ные токи достигают 5000... 100000 А) могут превышать
каждый метр длины вторичного контура и являются
04
на
угфбзой работоспособности контактных машин, интенсивно
Рис. 2.4. Схема электродинамиче-
ского эффекта:
Лж — силы сжатия проводников с од-
ним направлением тока под действием
сжимающего магнитного потока
Д,т — силы отталкивания проводников
с противоположным направлением то-
ков под действием противонаправлен-
ных отталкивающихся магнитных пото-
ков Ф, и Фг; — сварочный ток; h —
расстояние между проводниками; I —
длина проводников
:. 2
5.
рез
С хема расположения разнополярных жил в одном рукаве:
двулучевой изолятор; б — через фигурный трубчатый изолятор; в —
иесгиДутевой изолятор; г — с центральным расположением жил одной
ости г
- iByj :у|чевой изолятор; 2, 8 — трубчатые изоляторы; 3 — опорный стер-
4 — рукав; 5, 7— навитые жилы; 6 — шестилучевой изолятор; 9 — вода
рубчатом изоляторе и соосно навитыми жилами другой полярно-
Рис, 2,6, Подсоединение биполярного однорукавного токоподвода к клещам:
1 — мокрая перемычка; 2 — наконечник; 3 — полунаконечник; 4 — изолятор; 5 —
полуклещи; 6, 7 — переходники; 8 — штуцер для воды; 9 — хомут; 10 — токо-
подвод
разрушая вторичные контуры и трансформаторы, способствуя вып-
лескам жидкого металла при точечной и стыковой сварке и пре-
пятствуя сжатию дет< лей при точечной и шовной сварке. Для борь-
бы с электродинами'
ного контура стацио парных машин подпружинивают, а вибриру-
ческим эффектом гибкие элементы вторич-
Рис. 2.7. Двухрукавный гибкий во до охлаждаемый токоподвод:
а — схема токоподвода: 7 — трансформатор; 2 — трубка для подвода воздуха к
клещам и стягивания рукавов друг с другом; 3, 4 — рукава; 5 — пневмопривод;
6 — клещи; б — общий вид подвесных машин
27
юн те вторичные обмотки силового трансформатора в песте с пер-
ви1 тыми обмотками пакетируют эпоксидным компгундом. Для
уме тьшения износа при электродинамических рывка?: гибкие во-
дос лаждаемые жилы вторичного контура подвесных штещей рас-
чле иют на три части, чередуют между собой жилы прямого и
o6j Диого направлений и помещают в общий шланг (рис. 2.5). Для
ущ >шения сборки таких биполярных гибких водоохлаадаемых то-
ког вдводов и ликвидации проблем с их подсоединением к транс-
фо; матору и клещам (рис. 2.6) более рационально использование
дву рукавной конструкции (рис. 2.7), у которой оба рукава с жи-
лах и жестко стягиваются между собой воздушным шлангом, по
кот рому одновременно подается воздух в пневмоцилиндр для сжа-
тия клещей.
2.5. ЭФФЕКТЫ ПЕРЕХОДНЫХ ЭЛЕКТРИЧЕСКИ):
ПРОЦЕССОВ
1ак механические, так и электрические системы обладают
инс щионностью, т.е. способностью сохранять исходные устано-
вит пиеся состояния. Для того чтобы изменить свое состояние,
сис еме необходимо пройти так называемый переходный процесс,
кот 1рый тем длиннее, чем больше масса механических и злектро-
мат штных систем или активное (или индуктивное) сопротивле-
ние в электрических системах. Контактные машины относятся к
эле трическим системам с большой инерционностью Трансфор-
мат >ры машин обладают большой электромагнитной массой, ко-
тор я запасает и отдает значительную энергию. При этом время
сва ки соизмеримо с временем переходных процессов, а это очень
ons ;но для качества и стабильности сварки. Внешне эффект пере-
ход [ых процессов при контактной сварке проявляется в бросках
moi 1 при «неудачном» включении (когда а < <р, где а — угол от-
сеч и, т.е. момента срабатывания контактора; ср — угол отстава-
Рис. 2.8. Схема переходных электрических процессов:
7 — сплеск тока; 2 — затягивание отключения тока; I — установившийся ток; Й —
остоянная составляющая тока; 12 —• неустановившийся ток; t — время
28
Рис. 2.9. Моменты подключения контактной машины к сети и отключе-
ния контактной машины от сети:
1 — момент «удачного» подключения и отключения; 2 -- момент «неудачного»
подключения и отключения машины; а. — угол отсечки; q> — угол отставания по
фазе тока I от напряжения и; т — время
ния по фазе тока от напряжения) и затяжке процесса сварки при
«неудачном» отключении установки, когда а < ф (рис. 2.8). При
«неудачном» отключении за ножами рубильника тянется элект-
рическая дуга, которая сжигает рубильник установки и только
таким образом отключает установку. При чередовании «удачного»
и «неудачного» включений тепловыделение может меняться от
точки к точке на порядок (рис. 2.9). В результате одна точка будет с
непроваром, другая — с прожогом, третья и четвертая — нор-
мальные. Так появляется нестабильность качества сварки. Пере-
ходные процессы у маломощных контактных машин длятся в те-
чение одного периода (0,02 с), у мощных контактных машин —
5—10 периодов (это так называемая постоянная времени пере-
ходных процессов тп для данных контактных машин).
Кроме нарушения стабильности качества сварки переходные
процессы создают в обмотках трансформатора мощные электро-
динамические рывки, достигающие 500... 1500 Н и разрывающие
эти обмотки.
Для борьбы с переходными процессами, особенно опасными
при выключении сварочной машины, для контактной сварки раз-
работаны специальные включающие устройства — асинхронные,
полусинхронные и синхронные.
Асинхронные включающие устройства — это электромагнитные
пускатели, не учитывающие переходные процессы и выключаю-
щие установку в любой промежуток времени относительно сину-
соиды тока питающей цепи, но снабженные дугогасящим устрой-
ством (рис. 2.10, а). Применяют их для стыковых контактных ма-
шин, у которых время сварки значительно больше тп.
Полусинхронные включающие устройства включают ток в лю-
бой момент относительно синусоиды тока питающей цепи, а вык-
лючают, когда ток в сети проходит через «нуль». Такие пускатели
не имеют фазной регулировки (рис. 2.10, б).
29
Рис. 2.10. Схемы включающих устройств:
а — асинхронных; б— полусинхронных; в — синхронных; БУ — блок управления;
К — контактор; П — кнопка «Пуск»; ПС — переключатель ступеней; Пр —
предохранитель; Р1 — реле; РГ — гидравлическое реле; Т1 — сварочный трансфор-
матор; Т2 — трансформатор; VSI, ¥S2 — тиристоры; С — напряжение сети
Синхронные включающие устройства (прерыватели тока) вклю-
чают ток в строго заданный момент относительно синусоиды тока
цепи, а выключают — при нулевом значении переменного тока
питания (рис. 2.10, в).
Контрольные вопросы
1. Какие физические эффекты существенно влияют на результаты
контактной сварки?
2. Какова роль термоэлектрических эффектов?
3. Что понимают под шунтированием тока?
4. Как можно устр апить токи шунтирования?
5. В чем выражается поверхностный эффект при контактной сварке?
6. Каков физический смысл поверхностного эффекта?
7. Что такое электродинамический эффект?
8. Как можно устранить влияние электродинамического эффекта?
9. Какова роль вторичного контура контактной машины?
10. В чем выражаются переходные электрические процессы при кон-
тактной сварке?
11. Как можно бороться с переходными процессами при контактной
св 1рке?
ГЛАВА 3
ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
Критерием прочности соединения при контактной сварке мо-
жет служить показатель удельной прочности соединения
Пср = ас/ав > 1,
__ 4F
где - -^2 — фактический предел прочности на разрыв (срез)
сварного соединения, МПа; F— разрушающая нагрузка для данно-
го соединения, Н; ds — диаметр ядра точки или стыка, мм; ав ~
предел прочности на растяжение материала детали, МПа.
Показатель удельной прочности соединения задается в техни-
ческих условиях чертежа как одно из условий необходимого каче-
ства сварного соединения.
Хотя к настоящему времени нет отдельной теории прочности
для соединений, полученных с помощью контактной сварки, для
решения практических задач получены четкие ответы на следую-
щие вопросы.
1. Зависит ли прочность соединения от глубины проплавления?
2. Как влияют на прочность соединения поры, вмятины, вып-
лески?
3. Что лучше: две сварные точки или одна, равная по площади
сумме двух, т. е. какие размеры ядра сварной точки оптимальны?
4. Зависит ли прочность соединения от жесткости режима?
5. Как влияет рядность сварных точек на общую прочность со-
единения?
6. Как влияет схема нагружения на прочность соединения?
Ответы на другие вопросы обычно разрешают конструктивно,
ориентируясь на опыт проектирования подобных конструкций.
При проектировании для обеспечения необходимой прочнос-
ти сварного соединения учитывают по крайней мере три фактора.
1. Нагрузочные условия работы сварного соединения. По этому
фактору сварные соединения подразделяют на две группы:
• соединения, воспринимающие рабочие силовые или эксплуатаци-
онные нагрузки на срез, растяжение, сжатие, изгиб. Такие соеди-
нения рассчитывают с двух- или трехкратным запасом прочности.
К этой же группе относят соединения, обеспечивающие герме-
тичность, износостойкость, электропроводность. Таки.у соедине-
31
ний, например в автомобиле (колеса, корпус кузова, шасси, пе-
редний и задний мосты), до 60 % от всех сварных соединений;
• сборочные или связующие соединения, обеспечивающие сбор-
ку узла из нескольких деталей и испытывающие нагрузку соб-
ственного веса или вибрацию всего изделия в целом при его экс-
плуатации. Таковы различные навесные узлы автомобиля — две-
ри, крышка капота и багажника, кронштейны, подставки, кор-
пуса коробок, приборов и вспомогательных устройств. Таких со-
единений в автомобиле до 40 %.
Сборочные сварные соединения нормально функционируют при
прочности в пределах 0,5ов основного материала.
2. Ответственность соединения. По этому фактору различают:
соединения группы А (колеса, подвеска колес, строительные
конструкции зданий, мостов, все несущие элементы самолетов),
разрушение которых влечет за собой человеческие жертвы;
соединения группы Б, разрушение которых не влечет за собой
тяжких последствий.
Очевидно, что все силовые соединения в основном относятся
к группе А, а сборочные — к группе Б. Группа ответственности
соединения указывается в технических условиях чертежа. Группа
А требует тщательной проработки технологии изготовления изде-
лия с дублированием средств контроля на уровне котлонадзорных
изделий.
3. Требования ГОСТ 15878—79 к конструктивным элементам и
размерам сварных соединений, а также к условным обозначениям
основных видов контактной сварки. В зависимости от толщины
деталей т по ГОСТ 15878—79 установлены следующие параметры
сварного соединения: г/я — расчетный диаметр литого ядра свар-
ной точки, отдельно для соединений групп А и Б; йп — величина
проплавления, Лп = (0,2... 0,8)j; g— глубина вмятины, g< 0,2j; t —
шаг между точками; В — величина нахлестки; п — число рядов
точек.
Стандарт допускает для соединений группы Б уменьшение диа-
метра литого ядра на 25 % по сравнению с соединениями группы А,
что' рационально в экономическом отношении. Требования к проч-
ности соединения стандартом специально не оговариваются, так
как их формулирует конструктор сварного изделия в технических
условиях чертежа.
3.1. ОСОБЕННОСТИ РАБОТЫ ТОЧЕЧНОГО СОЕДИНЕНИЯ
При нагружении изделия силами Р на сварное точечное соеди-
нейие вследствие несоосности (эксцентриситета А) соединенных
листов и растягивающих сил одновременно действуют три состав-
ляющие: усилия среза, отрыва и вырыва. При этом вдоль соединения
32
Вырыв
при dg = 3s
Срез
при Дя = 2s
Отрыв
при dg = 2s
Рис. 3.1. Схемы нагружения (с), деформации (б) и разрушения (в) при
точечной сварке:
d, — диаметр ядра сварной точки; Р, Лырыв, Ротрыв. ЛР« — усилия нагружения,
вырыва, отрыва и среза соответственно; s — толщина детали; Д — эксцентриситет
по касательной действует усил ie среза', перпендикулярно ему — усилие
отрыва, а по направлению растягивающего напряжения — усилие
вырыва(рис. 3.1).
Из рисунка видно, что удельные нагрузки на срез и разрыв
практически одинаковы, так как они определяются соотношени-
ем Pjd\, и удельная нагрузка на вырыв определяется диаметром
ядра dg и толщиной детали г:
ов = P/(itdas).
Приравняв удельную нагрузку отрыва или среза к сг„, найдем оп-
тимальный размер dR, при котором сварное соединение будет рав-
Р Р
непрочным отрыву, срезу и гырыву — =-----, откуда da > та ~ 3s.
При меньших размерах ядра разрушение будет происходить с
отрывом или срезом.
Однако при dg > 3s удельное напряжение вырыву оказывается
больше напряжения на срез или отрыв. Поэтому очаг разрушения
распространяется в первую очередь по толщине металла s и закан-
чивается частичным или пог; ным вырывом литого ядра из основ-
ного металла. Этому способствует концентрация напряжения вок-
руг литого ядра. Таким образом, можно сделать важный вывод:
вырыв ядра является неизбежным недостатком точечного сварно-
го соединения, свидетельствующим одновременно о том, что не-
сущие возможности соединения исчерпаны и дальнейшее увели-
чение диаметра ядра сварной точки бесполезно, так как проч-
ность не возрастает, а затраты на увеличение тока и времени сварки
не оправданы.
2 Бешов
33
3.2. РЕКОМЕНДАЦИИ ПО ОБЕСПЕЧЕНИЮ ПРОЧНОСТИ
КОНТАКТНОГО СОЕДИНЕНИЯ
По обеспечению прочности контактного соединения Б. Д. Ор-
лов [8] и П.Л.Чулошников [1] предлагают следующие основные
рекомендации.
1. Величина проплавления детали не оказывает влияния на проч-
ность соединения (о чем говорит широкий диапазон допустимого
проплавления по ГОСТ 15878—79).
2. Дефекты сварных соединений (внутренние поры, раковины,
трещины, непровары), не превышающие по величине 0,5</я, не
влияют на прочность соединения, так как находятся в области
пониженных рабочих напряжений.
3. Увеличение шага между точками в целях снижения токов
шунтирования значительно уменьшает динамическую прочность
соединения.
4. Динамическая прочность соединения увеличивается вдвое при
проклейке зазоров нахлесточных соединений.
5. В многорядных соединениях первый ряд воспринимает 80 %
нагрузки, второй ряд — 20 %, поэтому нецелесообразно приме-
нять более двух рядов.
Кроме перечисленных рекомендаций на практике был разра-
ботан ряд приемов по повышению прочности контактной сварки.
При правильно организованном процессе стыковой сварки осо-
бых проблем с прочностью соединения не возникает. При этом
достигается равнопрочность основному металлу. Концентраторы
напряжений и литая структура отсутствуют, зона термического
влияния в околошовной области не превышает 2...3 мм, шов не
содержит оксидов.
Точечную и шовную сварки сопровождает литая структура, кон-
центраторы напряжений вокруг литого ядра, поры, оксиды, боль-
шие околошовные зоны термического влияния, вмятины от элек-
тродов, выплески, трещины внутренние и наружные. Повышение
прочности связано с устранением каждого из перечисленных не-
достатков.
Улучшение структуры сварного соединения обеспечивается:
подбором материала детали, не склонного к закалке, усадоч-
ным порам, старению;
тщательной подготовкой поверхностей деталей под сварку —
удалением оксидных пленок, ржавчины, окалины, влаги, микро-
неровностей;
использованием жестких режимов для незакаливающихся ста-
лей и мягких — для закаливающихся;
использованием ковочного давления в конце сварки или про-
ковки после сварки;
34
уменьшением объема pact давленного металла в ядре и измельче-
нием литой структуры путек дозированного импульсного подвода
энергии;
переходом от сварки с ра подавлением к сварке в пластическом
состоянии. '
Снижение, концентрации напряжений вокруг ядра достигается:
устранением зазора вокруг ядра путем проклеивания всего на-
хлесточного соединения и; й путем использования короткоим-
пульсного прецизионного с тбсоба контактной сварки;
уменьшением глубины п эбплавления ядра с 0,85 до 0,25;
переходом от классическ эй контактной сварки к рельефной;
использованием комбин ipo ван него электрода, обеспечиваю-
щего периферийное обжати: детали вокруг сварной точки в про-
цессе сварки;
обжатием сварной точки и ;е периферии после сварки;
повышением жесткости юей конструкции путем применения
двухрядного точечного шва вместо однорядного;
уменьшением шага межд / Дочками с учетом увеличения токов
шунтирования;
заменой конструктивног э выполнения соединения в сторону
более жестких типов соедиг ения, например вместо нахлесточно-
го — стыковое или телеско: [йческое; вместо поперечного распо-
ложения точек — продольна >d.
Снижение величины вмят под электродом достигается:
использованием рельефней контактной сварки вместо класси-
ческой; ।
использованием электродов разного диаметра;
сваркой комбинированными электродами, с периферийным
обжатием деталей вокруг яд э^;
использованием прецизионной контактной сварки.
i
Контр( льные вопросы
1. Что является критерием i ррчности при контактной сварке?
2. Как подразделяют сварнь С|СОСдинения по прочности?
3. Назовите группы ответсп енности сварных соединений.
4. Какие требования предъявляет ГОСТ 15878—79 к конструктивным
элементам и размерам сварног э соединения?
5. Каковы особенности работы сварного соединения?
6. Перечислите основные рекомендации по обеспечению прочности
контактного соединения. i
7. Укажите приемы по обеспечению прочности контактной сварки.
8. Каковы приемы по уме hi рдению вмятин под электродами?
ГЛАВА 4
ОСНОВЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА
КОНТАКТНОЙ СВАРКИ
«Качество превыше всего» — это основной принцип производ-
ства.
По ГОСТ 15467—79* «Управление качеством продукции. Ос-
новные понятия. Термины и определения» и международной сис-
теме стандартов по качеству серии ИСО 9000 качество является
критерием «соответствия определенным требованиям и ожиданиям
потребителя».
Из этого определения следует, что заинтересованные стороны,
договариваясь о качестве, должны всего лишь согласовать исход-
ные требования к совокупности свойств интересующей их про-
дукции. Если эти требования ясны и возможна проверка соответ-
ствия им, то качество продукции можно надежно обеспечить.
Согласно международной системе управления качеством (ИСО
9000), принятой на современных предприятиях, обеспечение вы-
соких показателей качества, в том числе и качества контактной
сварки, начинается на стадиях разработки технического предло-
жения (заказа), эскизного и технического проектов сварного со-
единения.
Именно на этих стадиях изготовитель должен произвести под-
робный анализ требований потребителя и убедиться в том, что
оборудование, технология, квалификация персонала, используе-
мые комплектующие изделия и материалы позволяют выполнить
то, что желает потребитель. На этих стадиях определяются спосо-
бы изготовления изделия и, в частности, способы контактной
сварки. При этом анализируются организационно-технические
возможности и экономическая целесообразность выбранного спо-
соба контактной сварки, а также целесообразность применения
имеющегося оборудования, технологии и методов контроля.
4.1. СИСТЕМА ПОКАЗАТЕЛЕЙ КАЧЕСТВА
Качество любого устройства в целом характеризуется системой
показателей и регламентируется российскими и международны-
ми стандартами. К основным показателям качества относятся экс-
плуатационные, производственно-технологические, экономиче-
ские.
36
К эксплуатационным показателям относятся безопасность экс-
плуатации устройства; технический уровень (мощность, КПД, про-
изводительность, грузоподъемность, степень автоматизаци и и др.),
определяющий степень совершенства устройства; надежность уст-
ройства (безотказность работы, долговечность).
Надежность устройства, например автомобиля, в большей сте-
пени зависит от технологии его изготовления, в частности ст спосо-
ба и качества контактной сварки отдельных элементов и кузова в
целом. Качество контактной сварки влияет на надежность а также
на эксплуатационные характеристики автомобиля — его безопас-
ность.
К производственно-технологическом показателям относят все,
что характеризует технологичность изделия (унификация конст-
руктивных элементов и типовых технологий, рациональность ком-
поновки и расчленения на конструктивные элементы, трудоем-
кость, материалоемкость). Применительно к контактной сварке
среди этих показателей рассматривается возможность односторон-
него подхода и одновременной сварки нескольких точек, возмож-
ность использования одних и тех же режимов при сварке деталей
с разными сочетаниями толщин.
К экономическим показателям относят капиталовложения, се-
бестоимость, прибыльность, рентабельность. Экономические по-
казатели зависят как от требований к эксплуатационным показа-
телям, так и от технологии изготовления. Так, например, при-
быльность и качество 10-й модели автомобиля ВАЗ намного выше
качества 1-й модели, так как удалось сократить число сварных
точек с 10000 до 5 000 шт.
Кроме основных показателей, характеризующих качество про-
дукции в целом, каждый элемент технологического процесса из-
готовления этой продукции характеризуется комплексом специаль-
ных показателей, соответствие которым обеспечивает качество
деталей, подузлов, узлов и, в частности, качество контактной
сварки.
Такими специальными показателями в сварке могут быть ста-
бильность геометрических размеров сварного соединения; "очность
сборки-сварки; прочность соединения деталей между собзй; при-
емочный уровень дефектов.
4.2. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КАЧЕСТВУ
КОНТАКТНОЙ СВАРКИ
Контактная сварка признается качественной, если выполняет-
ся по крайней мере пять требований:
* геометрические размеры сварного соединения — диаметр ядра,
глубина проплавления и глубина вмятины, шаг между сгарными
37
точками, величина нахлестки, расстояние точки от края листа —
соответствуют ГОСТ 15878—79;
• сборочные размеры соответствуют чертежу изделия;
• прочность и герметичность соединения соответствуют техни-
ческим условиям чертежа изделия;
• приемочный уровень дефектов сварного соединения не пре-
вышает нормативного для данного изделия;
• соединение удовлетворяет требованиям безопасной эксплуа-
тации.
Для обеспечения этих специальных требований стандарты се-
рии ИСО 9000 предусматривают строгую систему мер:
• должны быть сформулированы требования к содержанию до-
говора на поставку свариваемых материалов как в части наличия
сертификата качества исходного материала, так и в части устра-
нения дефектной продукции или возмещения понесенных расхо-
дов на всех стадиях использования дефектного материала;
• процесс разработки конструкторской и технологической до-
кументации должен быть регламентирован рядом основополагаю-
щих стандартов предприятия (СТП). Кроме того, СТП регламен-
тируют также:
порядок и правила разработки и контроля конструкторской,
технологической и эксплуатационной документации;
установление и обеспечение уровня надежности и безопаснос-
ти готовой продукции;
проведение различных испытаний деталей, узлов, агрегатов и
изделия в целом в процессе разработки проекта;
• производитель должен обеспечить управляемость процессами
производства, что возможно, если:
технологические процессы, оборудование, оснастка обеспечи-
вают изготовление продукции в соответствии с техническими тре-
бованиями;
вводимые в процесс материалы соответствуют техническим
требованиям;
квалификация персонала соответствует сложности выполнения
работ с уровнем качества, удовлетворяющим требованиям нор-
мативной документации;
применяемые средства измерения и контроля аттестованы;
вся продукция, находящаяся в производстве и на складах, хра-
нится и транспортируется в условиях, обеспечивающих сохран-
ность исходного качества;
параметры окружающей среды соответствуют установленным
требованиям;
технология изготовления и контроля определены и докумен-
тированы;
инструкции, процедуры по техническому обслуживанию и ре-
монту оборудования определены и документированы;
38
организован непрерывный контроль и управление специаль-
ными процессами, во время технологического цикла которых ка-
чество процесса, например качество контактной сварки, можно
проверить не иначе как методом разрушения;
• выпускать качественную продукцию может только персонал,
обученный на всех уровнях. Поэтому необходимо выполнение сле-
дующих требований к подготовке персонала:
административно-управленческий персонал и его руководите-
ли должны знать и уметь применять критерии оценки эффектив-
ности системы обеспечения качества продукции;
инженерно-технический персонал (конструкторы, технологи,
экономисты, ремонтники, от качества работы которых зависит от
60 до 85 % возможных дефектов) должен знать и уметь применять
все методы управляющих воздействий на качество на всех стадиях
производства;
руководители производственных подразделений (начальники
цехов, их заместители, начальники участков, мастера), рабочие
основных и вспомогательных подразделений, контролеры долж-
ны знать и понимать основные принципы международных стан-
дартов качества серии ИСО 9000 и, самое главное, знать все кри-
терии оценки качества выпускаемой продукции конкретно в сво-
ем цехе, на своем участке, рабочем месте.
При оценке выполнения работником своих обязанностей осо-
бое внимание обращается на то, насколько правильно выполня-
ется работа исполнителя на всех ее этапах.
Рассмотрим в качестве примера реального обеспечения каче-
ства систему обеспечения качества в условиях массового произ-
водства в ОАО «АВТОВАЗ».
Первой особенностью системы управления качеством на этом
предприятии является тотальное планирование и оценка качества
на всех уровнях структуры завода через показатели качества:
в бригадах для рабочих команд — через нормативные показа-
тели;
цехах, отделах для линейного персонала — через комплексный
показатель;
заводоуправлении для функционального руководящего соста-
ва — через фактические показатели качества, т. е. объем сертифи-
цированной продукции и систем качества, рекламаций, потерь от
брака.
Сертификация продукции — удостоверение аккредитованным
органом того, что данный автомобиль соответствует требованиям
нормативно-технической документации и может быть продан на
рынке какой-либо страны.
Сертификация системы качества — удостоверение того, что си-
стема качества проверяемого предприятия соответствует стандар-
там, например серии ИСО 9000.
39
Нормативные показатели качества для бригад (10—15 чел.)
устанавливаются отделом методов контроля подразделений на
основе статистических данных. В норматив качества для бригад
основных рабочих по контактной сварке включаются следующие
факторы:
• наличие нарушения технологических процессов;
• уровень дефектности и брака в сварных соединениях по срав-
нению с допустимой нормой (не более 3 %);
• наличие претензий по качеству от участков, цехов последую-
щей обработки, сборки;
• культура производства, включающая чистоту рабочего места,
порядок в местах хранения инструмента, оснастки; соблюдение
правил складирования, хранения и транспортировки деталей,
правил установки и размещения тары; выполнение правил ноше-
ния спецодежды и использования защитных приспособлений; со-
блюдение правил техники безопасности;
• новые идеи, новации, совершенствования.
На достижение высоких показателей качества работы направ-
лена специальная система морального и материального поощре-
ний. Характерно, что в ОАО «АВТОВАЗ» за брак с рабочих не
удерживают, а за хорошее качество — премируют. Так, при со-
блюдении норматива качества рабочие бригады премируются в
размере 10 % тарифной ставки, а при сокращении дефектов и брака
против норматива — еще до 10%; таким образом, премия может
достигать 20 % тарифа. Кроме того, за новации также выплачива-
ется премия в размере до 10 % тарифной ставки.
Второй особенностью вазовской системы обеспечения качества
является то, что технология предусматривает наличие специаль-
ных резервных «дефектных» площадок, оснащенных необходимым
оборудованием, где оперативно устраняются дефекты, обнаружен-
ные в процессе сборки, сварки.
Третьей особенностью вазовской системы качества являются
заранее предусмотренные операции по принудительной ежеднев-
ной замене быстроизнашиваемого инструмента (электроды для
контактной сварки, резцы), а в нережимное время (3 смена) один
раз в год производится принудительная чистка гидравлических си-
стем.
Четвертой особенностью вазовской системы качества являет-
ся создание централизованной специализированной ремонтной
службы с четкой системой материально-технического обеспече-
ния ремонта запасными частями и финансирования работ за счет
средств амортизации. При этом оплата труда рабочих-ремонтни-
ков в 1,5 раза выше, чем основных рабочих.
Для обеспечения бесперебойной качественной работы обору-
дования при основных производствах созданы отделы анализа и
планирования ремонта оборудования (участки ремонта оборудо-
40
вания, склады при каждом цехе) и ремонтно-механические цеха,
которые совместно со службами главного механика и энергетика,
а также корпусом вспомогательных цехов в состоянии своими си-
лами оперативно и качественно решать любые технические воп-
росы по поддержанию в
30 лет 22 тыс. ед. технолс гического оборудования, в том числе 258
автоматических линий.
рабочем состоянии на протяжении уже
4.3. ДЕФЕК
ГЫ КОНТАКТНОЙ СВАРКИ
ие геометрического расположения дета-
Все дефекты контактной сварки подразделяют на дефекты,
связанные с нарушениях си геометрических размеров соединения,
и на дефекты, вызванные нарушениями в зоне сварки.
Дефекты геометрических размеров соединения включают в себя
смещение, неперпендикулярность, несоосность, угловой разво-
рот, сдвиг, несоблюдение величины нахлестки и шага между свар-
ными точками (нарушен
лей при сборке и прихватке).
Такие дефекты в ochoi
сварочного оборудования (несоосность электродов, прогиб кон-
солей сварочного втори
верный расчет точности,
причиной возникновения дефектов этого вида могут быть терми-
ческие деформации при
постановки не соблюден
Дефекты в зоне сварки
размеров ядра, величины
а также с порами, раковинами, изменением свойств металла в
литой и переходной зон&х ядра сварной точки, трещинами, вы-
плесками металла, прожогами, выдавливанием металла ядра, не-
герметичностью, чрезмерными зазорами между деталями вокруг
сварной точки, хлопунами.
Степень влияния дефектов контактной сварки на надежность
зависит от их числа и расположения в сварных соединениях. При-
емочный уровень дефектйости в сварном соединении определяет-
ся ответственностью данного соединения в конструкции узла или
изделия в целом, т. е. значимостью дефекта. Существуют крити-
ческий (группа А), значительный (группа Б) и малозначитель-
ный (группа В) дефекты
Критическим называют такой дефект, при наличии которого
использование продукции
или недопустимо по правилам безопасности. Например, прожог
или поры в точке при сварке обода с диском колеса для бескамер-
ного варианта — критический дефект, так как колесо невозмож-
но накачать. Прочность с
вном связаны с некачественной работой
лного контура) и приспособлений (не-
, низкая жесткость, износ). Кроме того,
сварке нескольких точек, если схема их
я.
связаны с отклонениями геометрических
проплавления, вмятин (ГОСТ 15878—79),
по назначению практически невозможно
варки стойки поперечной устойчивости
41
меньше 900 кг — тоже критический дефект, так как такая стойка
не соответствует правилам безопасности.
Значительным называют дефект, который существенно влияет
на использование продукции по назначению и (или) на долго-
вечность, но не является критическим.
Например, наплавка некачественным стеллитом выпускного
клапана снижает долговечность работы выпускного клапана, но
не влияет на безопасность машины.
Малозначительным называют дефект, который не влияет су-
щественно на использование продукции по назначению и ее долго-
вечность.
Например, уменьшение размера литого ядра точки на 15 % в
середине шва крепления корпуса воздушного фильтра при запасе
прочности крепления, равном 3, уменьшит его на 15 %, что не
отразится на долговечности автомобиля в целом.
Группу значимости сварных соединений определяет конструк-
тор узла и технолог-сваршик, что отмечается на чертеже узла, в
технических нормативных документах или технических условиях
на данное комплектующее изделие, а также на картах сварки по
особо важным зонам сварного узла.
Особо ответственные узлы, параметры и характеристики про-
дукции, влияющие на безопасность, выделяются в технической
документации и транспарантах на рабочем месте знаком «!». Как
правило, такие узлы и параметры подвергают сплошному конт-
ролю на автоматах или средствами активного контроля. Осталь-
ные узлы или параметры подвергают выборочному контролю. Нор-
мы расхода деталей и узлов на выборочный разрушающий конт-
роль находятся в пределах 0,01... 1 %, составляются отделом мето-
дов контроля и утверждаются заместителем директора предприя-
тия по качеству.
В условиях массового производства для деталей всех групп от-
ветственности (А, Б, В) не допускаются прожоги, вмятины бо-
лее 20 %, наружные и внутренние трещины, выплески и пропус-
ки (отсутствие) сварных точек.
По сварным точкам, выполненным на стационарных, подвес-
ных, многоточечных машинах и автоматических линиях, допускаемое
количество дефектных сварных точек регламентируется в пределах
3 % общего числа точек узла при условии их равномерного разброса
в узле, исключая сварные точки в начале и конце соединения.
По нормам ОАО «АВТОВАЗ», например, допускается испыта-
ние на прочность сварной точки на готовом узле не доводить до
разрушения, если наблюдается явно выраженное вытягивание
точки по основному металлу.
В этом случае после контроля производится правка деформи-
рованной точки с признанием сварного узла годным для дальней-
шей сборки.
42
4.4. ЗАТРАТЫ НА ОБЕСПЕЧЕНИЕ КАЧЕСТВА
Е се затраты на обеспечение качества выпускаемой продукции
удобно делить на внутренние, как бы необходимые, и внешние,
которые стремятся свести к нулю.
Внутренние затраты и потери (15...20 % себестоимости) вклю-
чают в себя:
затраты на подготовку производства, направленные на предот-
вращение дефектов, — затраты на руководство, документацию,
оборудование, оснастку, обучение (60... 70 % всех расходов на обес-
печение качества);
затраты на оценку качества — организация, документация, ос-
настка, сам контроль, испытания (20 % всех расходов);
потери, связанные с перерасходом материалов, электроэнер-
гии, трудовых ресурсов на восполнение брака (10% всех расхо-
дов);
затраты на устранение дефектов, выявленных в производстве
(10 % всех расходов);
готери из-за снижения производительности труда, связанные
с переделками, переналадками (2% всех расходов).
Внешние затраты и потери (10... 15 % себестоимости) включа-
ют в себя потери:
га устранение дефектов, выявленных у потребителя;
гредпродажную подготовку;
замену узлов у потребителя в период гарантийного срока;
юридические разбирательства по поводу некачественной про-
дукции.
Контрольные вопросы
1. Что понимают под термином «качество»?
2. Какова система показателей качества продукции в целом?
3. Каковы требования, предъявляемые к качеству сварки?
4. Какие существуют дефекты контактной сварки?
5. Каковы нормы дефектов контактной сварки?
б. Какие существуют виды затрат по обеспечению качества?
ГЛАВА 5
! ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ СВАРКИ
России ежегодно выпускается порядка 1 000 ед. контактных
В
машин. Их парк составляет в среднем 20 тыс. ед. Контактные ма-
шины изготавливают по ГОСТ 297—SO* «Машины контактные.
Общие технические условия» и классифицируют:
по виду сварных соединений — стыковые, точечные, шовные;
ш .значению — универсальные, специальные;
характеру действия — полуавтоматические и автоматические;
способу питания — постоянного и переменного тока, конден-
саторные, трехфазные;
механизму сжатия и осадки — рычажные, пневматические,
гидравлические, пневмогидравлические, электромагнитные.
. Дтя обозначения контактных машин принята буквенно-цифро-
вая с имволика: первая буква характеризует изделие (М — маши-
на, А. — автомат, П — полуавтомат); вторая — указывает вид сварки
(Т — точечная, Р — рельефная, Ш — шовная, С — стыковая);
третья — особенность машин (М — многоэлектродная, В — посто-
янно!
чажн
первые цифры указывают величину номинального сварочного тока
в тьыячрх ампер, четвертая и пятая — модификацию машины.
Например, МТ-0801 — машина точечная с номинальным сва-
рочным током 8 кА, первая модификация; МШВ-1601 — машина
ШОВ
ный
Машины для точечной сварки типа МТ отличаются большой
мощностью 14... 1 000 кВ-А, усилием сжатия 200...2 500 Н, током
сварки от 6 до 100 кА, с максимальной производительностью до
250 сварок в минуту. Для сварки ответственных деталей использу-
ют машины постоянного тока типа МТВ мощностью до 650 кВ А
И !уС
то тока, К — конденсаторная, У — ультразвуковая, Р — ры-
[ый привод сжатия, П — пневматический); одна, две или три
лая с выпрямителем тока во вторичном контуре, максималь-
; сварочный ток 16 кА, первая модификация.
: тли ем сжатия до 7 200 Н.
i Машины для рельефной сварки типа МР отличаются от точечных
повышенной мощностью (до 820 кВ • А), меньшим вылетом элек-
тродов (плит), большей жесткостью силовых элементов, а также
большим усилием сжатия (до 8 000 Н) с возможностью одновре-
менной сварки нескольких точек по рельефам.
Машины для шовной сварки типа МШ (однофазные) и типа МШВ
шрямлением тока во вторичном контуре) отличаются большой
(с B11
ф. I
жесткостью станины, повышенными токами 16... 120 кА, усилия-
ми сжатия 500...5000 Н и скоростью сварки 0,1 ...4,8 м/мин.
Машины для стыковой сварки типа МС, МСС, МСР, МСО от-
личаются большим разнсобразием конструктивного выполнения
и назначения при мощности 3...800 кВ - А и способны сваривать
детали сечением 10...70 С00 мм2. Особую группу составляют ма-
шины для сварки полос, рельсов и трубосварочные комплексы
типа «Север», достигающие мощности 1000 кВ А при усилии сжа-
тия деталей 120000 Н.
Специальные контактные машины предназначены для сварки
конкретных изделий, таких как элементы кузова автомобиля, ар-
матурные каркасы железобетонных конструкций, отопительных
радиаторов, тормозных колодок автомобилей, магистральных рель-
совых путей, магистральных трубопроводов и корабельных цепей.
5.1. ОБЩИЕ ДАННЫЕ О КОНТАКТНЫХ МАШИНАХ
В характеристику машин входят назначение машины; степень
ее механизации; паспортные данные. В компоновочном отноше-
нии контактные машины для точечной, шовной и стыковой свар-
ки состоят из электричес <ой и механической частей, пневмогид-
равлической и водяной систем (рис. 5.1).
Электрическая часть машины включает в себя силовой свароч-
ный трансформатор б с переключателем 4 ступеней; вторичный
контур 3 для подвода силового тока к свариваемым деталям; пре-
рыватель или размыкатель (включающее устройство) 5первично-
го тока сварочного трансформатора; регулятор 7 цикла сварки,
обеспечивающий заданную последовательность операций цикла
сварки и регулировку пар аметров режима сварки.
Механическая часть включает в себя привод 1 сжатия для точечных
и шовных машин; привод 10 сжатия и привод осадки деталей — для
стыковых машин; привод 9 вращения роликов — для шовных машин.
Пневматическая система машины состоит из аппаратуры 2 для
воздухоподготовки (фильтры, лубрикаторы), регулирования (ре-
дукторы, манометры, дросселирующие клапаны) и подвода воз-
духа (электропневматические клапаны, краны, запорные венти-
ли, штуцера) к приводу 7 сжатия.
Система водяного охлаждения контактной машины состоит из
разводящей и приемной гребенок, водоохлаждаемых полостей,
вторичного контура, разводящих шлангов, запорных вентилей и
водяного реле, отключающего машину при отсутствии подачи воды
в игнитронные лампы ила тиристоры.
На примере машины МТ П В-1207 рассмотрим техническую ха-
рактеристику, компоновочную схему и принцип работы контакт-
ной машины.
45
6
Рис. 5.1. Компоновочные схемы контакт-
ных точечных (а), шовных (б) и стыко-
вых (а) машин:
7 — привод сжатия; 2 — аппаратура для воз-
духоподготовки; 3 — регулятор цикла свар-
ки; 4 — переключатель ступеней; 5 - включа-
ющее устройство; б — трансформатор; 7 —
вторичный контур; 8 — кнопка «Пуск»; 9 —
привод вращения роликов; 10 — привод за-
жатия деталей; 11 — привод осадки
Компоновочная схема контактной машины МТПВ-1207 пред-
ставлена на рис. 5.2. На корпусе смонтированы блок 4 пневмоап-
паратуры, токоподвод с блоком выпрямителей, сварочный транс-
форматор, переключатель ступеней 6, автоматический выключа-
тель и система охлаждения. Шкаф управления 12устанавливается
отдельно от машины.
Сварка изделий выполняется сварочными клещами 2, связан-
ными токоведущими кабелями и выпрямителями тока с силовым
трансформатором.
Технические характеристики контактной машины МТПВ-1207
Номинальное напряжение сети, В.......................380
Продолжительность включения ПВ, %.....................20
Номинальная мощность, кВ А.........................285
Первичный ток, А.....................................750
Номинальный сварочный ток, кА.......................12,5
Длительный вторичный ток, кА.........................5,6
Число ступеней регулирования U2........................8
Пределы регулирования U2, В.......................9,5...19
Коэффициент трансформации на шестой ступени...........26
Глубина.фазового регулирования сварочного тока, %.80... 100
Длина кйбеля вторичного контура, мм................. 3 500
Сечение кабеля, мм2..................................200
Активное сопротивление вторичного контура, мкОм.....1 200
46
Максимальная производительность при сварке
низкоуглеродистой стали толщиной 1 + 1 мм
и ходе электродов не более 10 мм, сварок в минуту... 120
Коэффициент мощности cos<p на номинальной
ступени при коротком замыкании......................0,92
Расход охлаждающей воды, л/ч, не более..............2 500
Расход воздуха, м3/100 ходов, при номинальном усилии
сжатия и рабочем ходе электродов 15 мм...............1,2
Усилие сжатия электродов, Н.........................2 500
Номинальный вылет электродов, мм.....................300
Характер хода электродов......................Радиальный
Свариваемые толщины для стали, мм................0,5... 1,5
Работа машины начинается при нажатии на пусковую кнопку,
встроенную в одну из рукояток клещей. С этого момента автома-
тически, в определенной последовательности, заданной регуля-
тором цикла сварки, совершаются отдельные операции сварки:
сжатие, сварка, проковка, пауза. Цикл сварки продолжается ав-
томатически, если пусковая кнопка остается нажатой.
Рис. 5.2. Компоновочная схема контактной машины постоянного тока
МТПВ-1207:
1 — пружинный барабан; 2 — сварочные клещи; 3 — гибкие токоподводы; 4 —
блок пневмо аппаратуры; 5 — силовой шкаф; 6 — переключатель ступеней;
7, 9 — трансформаторы; 8 — автоматический выключатель; 10 — блок выпря-
мителей; II — кнопка «Пуск»; 12 — шкаф управления
47
Рис. 5.4. Вольт-амперные характеристики:
а — однофазной контактной машины: 1 — переменного тока; 2 — с выпрямлением
тока во вторичном контуре; б — машины МТ-1217: А, В — точки для выбора
ступени; I—VI — ступени трансформатора
Важными параметрами контактных машин являются ее крат-
ковременная мощность при данной продолжительности включе-
ния на номинальной (предпоследней) ступени и диапазон вто-
ричных напряжений, тип реле времени и прерывателя.
Часто в технических характеристиках контактных машин при-
водятся нагрузочные (НХ) (рис. 5.3) и волып-амперные характери-
стики (ВАХ) (рис. 5.4), которые позволяют судить о технологи-
ческих возможностях сварочной машины при сварке конкретных
деталей и ее способности к саморегулированию при колебании
сварочного сопротивления R^. Так, например, при сварке на ма-
шине постоянного тока (рис. 5.3, а, кривая 2) большие колеба-
49
ния Л_в меньше отражаются на стабильности сварки, чем при свар-
ке на машине переменного тока (рис. 5.3, <з, кривая 2).
Вольт-амперные характеристики контактной машины позво-
ляют судить! б стабильности процесса сварки. Например, крутопа-
дающие ВАХ машины свидетельствуют о малой чувствительности
данной машины к изменениям RKK при точечной сварке. При стыко-
вой сварке давлением более целесообразны машины с полого-
падающими характеристиками, так как только такие машины обес-
печивают устойчивое оплавление. По ВАХ и НХ можно выбрать
необходимую ступень трансформатора для сварки конкретных де-
талей. Так, например, если падение напряжения на свариваемых
деталях при! заданном токе /СЕ = 15 кА и Д.в = 100 мкОм составляет
Д(7=7СВД,В = 15 000 100 • 10^ = 1,5 В (точка Л на рис. 5.4, б), то пересе-
чение перпендикуляра, проведенного из точки А, с перпен-
дикуляром, соответствующим значению /св = 15 кА, дают точку В,
соответствующую ступени трансформатора с напряжением 4,5 В.
5.2. УСТРОЙСТВО ОСНОВНЫХ ЭЛЕМЕНТОВ КОНТАКТНЫХ
МАШИН
Вторичные контуры — это токоведущие элементы большого
сечения, соединенные между собой неподвижными и подвижны-
ми контактами и подводящие ток от трансформатора к сваривае-
мой детали. В качестве примера на рис. 5.5 представлен сварочный
контур точечной контактной машины. Основными его элемента-
ми являются электроды 2, подводящие ток к деталям и передаю-
Рис. 5.5. Вторичный сварочный контур:
1 — плита; 2 - электроды; 3 — элехтрододержатель; 4 — гибкий элемент; 5 —
вторичной виток трансформатора; 6 — пластина; 7— переходник
50 I
шие усилие для их сжатия и замыкания всего контура в единую
электрическую цепь; электрододержатели 3, служащие для за-
крепления электродов; плиты 1, соединенные с механизмом сжа-
тия деталей; гибкие элементы 4, соединяющие вторичный виток
трансформатора с подвижной колодкой, переходник 7, воспри-
нимающий усилие прогиба и служащий консолью машины; вто-
ричный виток 5 силового трансформатора и, наконец, сама сва-
риваемая деталь. Как правило, жесткие силовые элементы вто-
ричного контура изготавливают из медного проката или отливают
из меди или хромистой бронзы.
Гибкие элементы изготавливают из медной фольги или гибких
стренг, состоящих из большого числа тонких проволок. Полезный
вылет I и раствор h выбирают в зависимости от габаритных разме-
ров свариваемых деталей и условий сочленения элементов.
Для универсальности машины вылет и раствор делают конст-
руктивно изменяющимися, при этом электроды можно выдви-
гать, раздвигать, взаимно смещать в горизонтальной плоскости
или поворачивать вокруг их продольной оси. (Для конструкции,
приведенной на рис. 5.5, электроды можно раздвигать только за
счет смещения переходника 5 вдоль пластины 7.)
5.2.1. Типы вторичных контуров контактных машин
Первый тип вторичного контура — двухсторонний контур. При
помощи такого контура сварочный ток подводится с двух сторон
детали одной или несколькими парами встречно расположенных
электродов при многоточечной сварке (рис. 5.6). Достоинством двух-
б
Рис. 5.6. Схемы вторичных контуров с двухсторонним подходом:
а — для сварки одной точки; б — для сварки пакета; в, г — для одновременной
сварки нескольких точек одним последовательным током или несколькими па-
раллельными соответственно
51
эдхода к месту сварки является простота органира-
еталей, минимальное шунтирование
деталей больших толщин или пакетн<
стороннего п:
цйи сжатия
ность сварки г
можность мн поточечной сварки при параллельнб
тельном пропускании тока (рис. 5.6, б, в). Этот тин по своей кон-
фигурации и
ляется основным для стационарных контактных то!1
! Недостатк )м двухстороннего подхода является 1
сварки при закрытом подходе с другой стороны
ность и болы 1ая протяженность вторичного кончу
вращения прогиба опорной части вторичного контура требуемся
большая ее ж гсткость.
Второй ти: I вторичного контура — односторонн
таком контуре сварочный ток подводится с одной стороны детали
одной или несколькими парами параллельно расположенных элек-
тродов (рис.
основном исг
тока, возмеж-
ой сварки, воз-
м и последо за-
размерам отличается большим разно
образием и яв-
чечных машин,
невозможность
детали; слож-
на. Для предот-
<ий контур. При
жономичен и в
5.7, а). Этот тип контуров весьма э
ользуется в многоэлектродных контактных машийах
при с варке щ остранственных тонкостенных конструкций.
чом одностороннего подхода является возможность
парой электродов одновременно двух точек; воз-
Достоинст
сварки одной
можность свайки деталей при закрытом подходе с обратной сторо-
ны детали при минимальной длине вторичного контура и устано-
вочной мощн
эсти контактной машины, в 2 — 3 раза меньшей, чем
при двухсторонней схеме. Односторонний подход к деталям по-
зволяет использовать пистолетную (рис. 5.7, б) и многоточечную
током по последовательной схеме, которая эконо-
сварки одних
мйчнее многоточечной сварки по параллельной схеме пропуска-
ния тока (рис
Недостатком одностороннего подхода является повышенное
шунтирование тока, ограниченный диапазон свариваемых толщин
и материалов, сложность организации сжатия деталей, удвоен-
ный расход электродов.
. 5.7, в, г).
Рис. 5.7. Схемы вторичных контуров с односторонним подходом:
а -г классическая; б — пистолетная; в — многотрансформаторная; г — однотраре-
форматор ная с одновременной сваркой нескольких точек одним последова-
тельным током
52
Рис. 5.8. Схемы вторичного контура для шовной сварки со скользящими
контактами:
а — с четырехколодочным поджимом; б — с одноколодочным поджимом; 1 —
электрод-ролик; 2 — токоведущий вал; 3 — скользящие контакты
Третий тип вторичного контура — контуры с подвижными кон-
тактами для шовных машин. Такой контур (рис. 5.8) требует спе-
циальных приемов для снижения сопротивления в подвижном
контакте (смазывание электропроводными маслами, упругое под-
жатие), специальных приводов для организации малооборотного
регулируемого вращения электродов-роликов и особых устройств
для водяного охлаждения вращающихся элементов вторичного кон-
тура.
Четвертый тип вторичного контура — гибкий водоохлаждаемый
контур для подвесных контактных машин. Такой контур отличается
большой длиной и гибкостью для возможности перемещения
сварочных клещей вслед за транспортером с деталью (см. рис. 2.7).
Для предотвращения электродинамических рывков между прямым
и обратным токоподводами, а также уменьшения установочной
мощности за счет снижения индуктивного сопротивления прямой
и обратный токоподвод помещают в общий рукав (см. рис. 2.5 и
рис. 5.9) или рукава стягивают воздушным шлангом с малым ша-
гом (см. рис. 2.7, б). Контуры четвертого типа длиной 2... 3 м и сече-
Рис. 5.9. Схема однорукавного биполярного токоподвода:
1,6— разнополярные полунаконечники; 2 — рукав; 3 — минусовая жила; 4 —
центральная плюсовая жила; 5 — изолятор
53
ноги 200 мм2 обладают высоким общим сопротивлением (1 600 мкОм
пр 4 cos<p= 0,6) и обеспечивают весьма стабильное качество свар-
ки
вне зависимости от различных возмущающих факторов.
Кроме четырех основных типов вторичных контуров для
' ггактной сварки некоторой группы деталей разработаны спе-
циальные вторйчные контуры, имеющие свои характерные конст-
ктивные особенности.
Расщепленный вторичный контур кольцевого трансформатора
кционного типа (рис. 5.10), представляет собой токоподвод то-
'идальной формы, расчлененный на девять секций. Каждая из
кций состоит из массивной медной скобы — вторичного витка
арочного трансформатора, соединенного с двумя губками-элек-
одами гибкими перемычками. В процессе сварки тороидальный
оричный контур, прижатый через губки-электроды к внутрен-
й поверхности трубы, замыкается через стык свариваемых кро-
мок труб. Достоинство такой расщепленной конструкции вторич-
ного контура й простоте сборки кольцевого трансформатора из
девяти секций и, самое главное, в минимальном сопротивлении
щоричного койтура (13,5 мкОм) — основном факторе, обеспечи-
вающем устойчивое оплавление при контактной сварке стыка ма-
гистральных трубопроводов диаметром более 400 мм.
Вращающийся вторичный контур вращающегося трансформа-
ра трубосварочных машин для непрерывной контактной сты-
>вой сварки методом сопротивления прог,'
. гых стальных труб диаметром 20... 100 мм
1,2... 4,75 мм (рис. 5.11) состоит из одного Еторичного витка, об-
разованного медным водоохлаждаемым вадом, проходящим сквозь
ксльцевой магйитопровод, и медным водооклаждаемым цилинд-
ре м. Одни торцы вала и цилиндра скрепляются между собой мед-
игм диском, а на другие торцы насаживаются дисковые элекгро-
1ы. Цепь вторйчного витка замыкается в процессе сварки через
ко:
РЗ
се:
ро:
cei
ci;
тр
ВТ(
не:
ЙО]
ко:
.ольного шва сверну-
и толщиной стенки
Рис. 5.11. Вторичный контур для контакт-
ной шовной сварки встык продольных
швов труб:
7 — труба; 2 — трансформатор; 3, 5 — пер-
вичная и вторичная обмотки трансформатора
соответственно; 4 — привод вращения; Р —•
усилие сжатия стыка трубы
стык свариваемой трубы. Основное
достоинство такого контура — в ми-
нимальном индуктивном сопротивле-
нии, что позволяет при сварочном токе
100 000 А обходиться сравнительно не-
большой мощностью 650 кВ - А, обес-
печивая тем самым высокие эксплуа-
тационные характеристики машины.
Контуры, соединенные по контро-
фазной схеме, представляют собой два
односторонних контура, каждый из
которых со своим трансформатором
размещен по разные стороны от свариваемых деталей, при этом
подключение трансформаторов производят по контрофазной (пуш-
пульной) схеме (рис. 5.12). В этом случае токи шунтирования ми-
нимальны, что позволяет сваривать при одностороннем подводе
тока детали большой толщины.
Вторичные контуры для сварки на постоянном токе — это кон-
туры первых четырех типов (рис. 5.13), содержащие в своей цепи
мощный выпрямительный блок. Выпрямление сварочного тока во
вторичном контуре позволяет снизить потребляемую мощность за
счет уменьшения индуктивного сопротивления сварочного кон-
тура в 5 — 8 раз, при этом существенно снижаются электродина-
мические рывки, разрушающие гибкие элементы вторичного кон-
тура, подавляются выплески металла при точечной сварке, повы-
шается стойкость электродов, существенно уменьшается воздей-
Рис. 5.12. Специальные вторичные
контуры контактных машин;
а — коитрофазные; б — расщепленные
на две части
ss^ssssssssss^
а
б
55
Рис 5.13. Вторичные контуры постоянного тока:
а — схема с выпр 1млением трехфазного тока; б — схема с выпрямлением одно-
4 азного тока; в - блок параллельного включения диодов во вторичный контур;
1 — то ко подвод; 2, 3 — медные охлаждаемые шины: 4 — коромысло; S, 7 —
индукт <вные охладители; 6 — диоды; VDi— VD3 — диоды
сгвие на свар цика электромагнитного излучения. Контактные
N Яшины посте янного тока имеют широкие технологические воз-
можности, а г мпульсы постоянного тока, достигающие 150 кА,
г озволяют исв зльзовать их для сварки крупногабаритных изделий
из легких спла зов, нержавеющих, малоуглеродистых сталей и ти-
Т1новых сплавзв с широким диапазоном толщин. Повышение ус-
тойчивости к пяплескам позволяет производить сварку с мень-
шим сварочны и усилием, что важно для повышения износостой-
кости электро; ов и получения прецизионного бесследного соеди-
нения. Возможность удлинения вторичного контура без одновре-
менного измегения установочной мощности машины позволяет
у галить трансе юрматор от места сварки и тем самым уменьшить
плотность ком тоновки, облегчить ремонтопригодность многото-
чечных машин
Решающее j лияние на энергетические характеристики вторич-
нэго контура пашин постоянного тока, кроме схемы выпрямле-
н '1я, оказываю' параметры применяемых диодов и конструктивное
55
выполнение фазных цепей, определяющие их активное и индук-
тивное сопротивления. Главное требование, предъявляемое к ди-
одам, — максимальный ток нагрузки при минимальном прямом
падении напряжения. Для контактных машин были разработаны
специальные диоды типа Д143-2 000 (средний ток 2000 А и пря-
мое падение напряжения менее 1,4 В при амплитуде тока 6 000 А)
и Д253-4000 (средний ток 4 000 А и прямое падение напряжения
менее 1,4 В при амплитуде тока 12 500 А). Диоды имеют низкое
динамическое сопротивление в диапазоне 25... 40 мкОм. При време-
ни включения 1 с и ПВ = 20 % шестифазный выпрямитель на ше-
сти диодах Д253-4000 обеспечивает питание машины с номиналь-
ным током 25 кА для сварки сталей и 40 кА — для сварки алюми-
ниевых сплавов. Все шесть диодов такого выпрямителя устанавли-
ваются на общем групповом охладителе. Для питания более мощных
машин применяют выпрямитель, содержащий по два диода в фазе.
Вторичные контуры постоянного тока, снабженные инверто-
ром повышенной частоты со стороны первичной обмотки, позво-
ляют в 10 раз снизить массу и габариты классических сварочных
трансформаторов и таким образом снять проблему оснащения
роботов и робототехнических комплексов легкими мощными пи-
столетами и клешами со встроенными трансформаторами для свар-
ки на постоянном токе.
В качестве вторичного контура используется сама деталь в виде
замкнутого кольца обечайки, диска (рис. 5.14). Такое решение
позволяет исключить классический вторичный контур из медных
сплавов и полностью избавиться от токов шунтирования. Основ-
ной недостаток бесконтурной схемы — сложность обеспечения
Рис, 5.14. Вторичный контур — сама замкнутая деталь:
1 — подвижное ярмо магнито провода трансформатора; 2 — замкнутая деталь—
вторичный контур; 3 ~ стальные колодки; 4, 5 — опоры; 6 — первичная обмотка;
7 — магнитопровод
57
жес
fa,
f eo
ЁИр
f ому его разрушению.
;гкой конструкции магнитопровода сварочного трансформато-
гак как перед сваркой каждой детали часть магнитопровода
юходимо раскреплять, разнимать, вставлять в него деталь, со-
>тть и закреплять магнито провод вновь, что приводит к быст-
5.2.2. Расчет сварочного вторичного контура
Вторичный контур включает в себя активное R и индуктивное
X сопротивления. Знание этих параметров позволяет рассчитать
тли
изводится только после уточнения геометрических размеров вто-
[ИЧ
пен
зле1
току и способу их охлаждения (допустимой плотности тока).
Во вторичной контуре контактных машин теряется до 40 % ус-
тановочной могрности. Для уменьшения этих потерь расчет конту-
ра проводится с учетом следующих требований:
контур должен иметь минимальные вылет / и раствор й;
площадь, охватываемая вторичным контуром, должна быть
мит имальна;
।
кисло элементов, составляющих вторичный контур, должно
быть минималь
перегрев эле
подобрать сварочный трансформатор. Определение R и X про-
[того контура, сообразуясь с габаритами детали, предназна-
той для сварки в этом контуре, и выбора сечения всех его
тентов по заданному длительному вторичному номинальному
имальна;
>ро;
ментов вторичного контура не должен превышать
<0°С;
силовые элементы, передающие усилие сжатия, должны обес-
печивать жесткость не более 1 мм на каждый килоньютон усилия
сжатия;
быстроизнашиваемые электроды должны быть легкосменяе-
мыми;
колодки-электроды стыковых машин и токоведущие шины
олкны быть зс щишены от брызг расплавленного металла;
мая подвижв:
с)мо грены устро
течение всех
йатфся из услог
тиогности тока
При проектировании стремятся уменьшить не только длину
элементов контура, их число, но и площадь, охватываемую кон-
урой, и число
контура, система охлаждения, площадь сочленения друг с другом
.олкны быть такими, чтобы при протекании номинального дди-
ельного вторичного тока /2дл.н температура элементов контура не
[ревышала 80 °C.
т
Х.|
Ц
П:
ых контактов шовных машин должны быть преду-
। гства для смазывания электропроводным составом;
элементов вторичного контура должно рассчиты-
ий продолжительности включения и допустимой
(способа охлаждения).
;очленений (рис. 5.15, б). Сечения всех элементов
58
Рис. 5.15. Примеры сложного (а) и простого (б) решения конструкции
вторичных контуров:
1 — гибкие переходники; 2 — вторичный виток; 3 — медная колодка; 4 — жест-
кий токоподвод; 5 — свеча; 6 — электроды
Расчет сварочного вторичного контура состоит в следующем.
1. Определяют исходные данные, к которым относятся расчет-
ный сварочный ток, включая ожидаемые токи шунтирования; за-
данное значение ПВМ (продолжительность включения машины);
габаритные размеры и толщина свариваемых деталей; схема под-
вода тока к свариваемым деталям (двухсторонняя, односторонняя
или другая); способ охлаждения элементов вторичного контура
(воздушный, водяной или смешанный); материал и форма эле-
ментов вторичного контура; значения приведенных активного и
индуктивного сопротивлений подобранного или виртуального
трансформатора.
2. Конструктивно вычерчивают в масштабе схему сварочного
вторичного контура, включая свариваемую деталь и все его эле-
менты, а также вторичный виток, максимально приближая его к
размерам детали, которая в этом случае полностью вводится в
контур так, как необходимо по условиям сварки (рис. 5.16).
3. По габаритам сварочного контура (простым замером по схеме)
определяют / и h — условные стороны прямоугольника, вписан-
ного в площадь, охватывающую вторичный контур (отрезок I пер-
пендикулярен окну магнитопровода, отрезок h — параллелен ему).
4. Определяют диаметр d7, мм, и d„, мм, силового жесткого
элемента контура из условий допустимых плотностей токовых на-
грузок и его механической прочности на изгиб. По ГОСТ 297—80
прогиб сварочных консолей в среднем не должен превышать 1 мм,
допустимая плотность тока для медных массивных неохлаждаемых
водой элементов вторичного контура принимается равной 3 А/мм2.
59
)тсюда
4в.РГпвм V
j I 100 J
dn = 2,5
N Efu
гд| / — плотность тока, А/мм2; /св.р — заданный расчетный сва-
ро тый ток, А; Р„ — усилие привода сжатия, Н; Е — модуль
пр дольной упругости материала вторичного контура, для меди
Е (1,1... 1,3) 10s МПа; /п — допустимый прогиб элементов вто-
ри того контура, мм; 1П — неподкрепленный вылет электродов, мм.
. Уточняют диаметр, мм, полученный по токовой нагрузке с
уч ом поверхностного эффекта:
ГД1 Кф = 1-2.
)кончательно выбирают максимально возможный для данной
ко струкции диаметр жесткого силового элемента вторичного
ко гура.
юли вторичный контур не испытывает усилий на прогиб, на-
пр мер при одностороннем подходе или стыковой сварке, расче-
ту та dn не проводят.
Рг , 5.16. Схема к расчету сечений (F) сварочного вторичного контура:
F, верхнего электрод ©держателя; — гибкого элемента; — вторичного
вф i; — колодки; Fs — хобота; Fx — магнитопровода; I — вылет электродов;
h — раствор электродов
6,0
6. Рассчитывают сечения основных элементов сварочного вто-
ричного контура (к = 1, п, где п — общее число сечений)
г -1 СВ.р
г* = ——
J
где ПВ — принятая при проектировании продолжительность вклю-
чения (например, 20 %); j — допустимая плотность тока, А/мм3,
для данного сечения 3... 30 А/мм3.
7. Определяют активное сопротивление, Ом, сварочного вто-
ричного контура, включая вторичный виток сварочного транс-
форматора:
р _ „ Г А , 4 , 4 I
Л Fn)
где р — удельное электрическое сопротивление материала витков,
Ом-м; /|, /2, ..., /„ — длина элементов вторичного контура, вклю-
чая длину вторичного витка трансформатора, м; F\, F2, ..., F„ —
площадь сечения элементов, м3.
8. Определяют индуктивное сопротивление, Ом, сварочного вто-
ричного контура, включая вторичный виток сварочного транс-
форматора:
Х2 = 2itfL = 2л//74Л,
где f — частота тока, Гц; £ — индуктивность, Гн; Z— вылет элек-
тродов, м; h — раствор электродов, м.
Для простоты расчетов вылет и раствор электродов принима-
ются как условные стороны прямоугольника, вписанного в пло-
щадь, охватывающую вторичный контур.
9. Рассчитывают полное сопротивление, Ом, сварочного вто-
ричного контура
Лз = ^(R3_3 + R2 + ЯГ)2 + (Х2 + Х$,
где 7?э_э = + 7?к + 27?э_д — сопротивление деталей, зажатых меж-
ду электродами; 7?д — среднее сопротивление материала деталей в
процессе сварки; Яд = p(2s/d^); RK — контактное сопротивление
между деталями; RK = K/PCJt (для стали К = 5 10~3 Ом-Н, для
алюминия К = 10-3 Ом Н), при стыковой сварке оплавлением
принимают 7?к = 1 500 • 10“6 Ом; — сопротивление в контакте
электрод—деталь, Дэ_д кО,5Як; R2 — активное сопротивление вто-
ричного контура; R” — активное сопротивление первичной об-
мотки трансформатора (выбранного или виртуального), приве-
денное ко вторичной обмотке (jRf= /?i(w2/w1)2 * 20...30 мкОм); Х2 —
индуктивное сопротивление вторичного контура; w2, W] — число
61
зитков вторичной и первичной обмоток; Xf — индуктивное со-
противление первичной обмотки трансформатора, приведенное
со вторичной (Xi’ = X1(w2/w1)2 ® 20,,,30 мкОм при одном вторич-
ном витке и 40...50 мкОм при двух вторичных витках).
10. Определяют вторичное напряжение, В, трансформатора
К = Лв.р-^.
11. Определяют потребную мощность, кВ-А, трансформатора
Располагай полученными конечными результатами по вторично-
му напряжению и потребной мощности для обеспечения контакг-
той сварки данных деталей на данном (рассчитанном) вторичном
сонтуре, мо^но подобрать типовой трансформатор (см. подразд. 5.3)
тли рассчитать по методике З.А.Рыськовой [7].
5.2.3. Влияние полного сопротивления сварочного
[ сгоримного контура на тепловыделение при контактной
сварке и потребляемую мощность контактных машин
Согласно! закону Джоуля—Ленца с ростом тока, времени и
сварочного юпротивления должно одновременно увеличиваться
и гепловыде. 1ение по месту сварки. Но так как по закону Ома ток —
производны! параметр (/СЕ = С4/^св), то при увеличении свароч-
ного сопротивления ток сварки уменьшится, что хорошо видно
из нагрузочн ,tx характеристик контактных машин /сн = /(Д.и) (см.
рис. 5.3). Нс так как ток в законе Джоуля—Ленца имеет квадра-
тичную зависимость, то увеличение 7?^ сложным образом отра-
зится на тел ловыделении при сварке.
Как следует из преобразованного выражения закона Джоу-
ля—Ленца 2 = Лв(^/-2ст)\в> тепловыделение зависит от соот-
ношения и Zcll, т. е. от энергетических характеристик контак-
тной машиг ы.
Анализ кривых, представленных на рис. 5.17, позволяет сде-
лать нескол jKO выводов о характере тепловыделения (величины
и стабильности) при контактной сварке деталей на одном и том
же режиме, но на разных сварочных машинах, отличающихся
друг от друга только величиной Zcu.
С ростом полного сопротивления сварочного вторичного кон-
тура от 50 д > 500 мкОм тепловыделение в зоне сварки уменьша-
ется по мерс падения Яс1, в 5 раз. Недостаток теплоты компенси-
руется увеличением мощности машины или увеличением време-
ни сварки.
Сварка н з контактных машинах с малым сопротивлением сва-
рочного ко г тура (менее 50 мкОм) сопровождается интенсивным
|б2
I
О 200 150 100 50 Лев, мкОм
I______________,_____,________________,____________________
0 0,5 1,5 3 s, мм
Рис. 5.17. Влияние полного сопротивления (Zl — Z4) сварочного вторич-
ного контура на тепловыделение Q при контактной сварке:
ЛС1! — сварочное сопротивление; s — толшина деталей
тепловыделением в процессе увеличения ядра точки. При = Zmax
тепловыделение достигает максимума, а затем при Дв < Zmax —
уменьшается (по достижении требуемого размера ядра). Таким
образом, сварка на контактных машинах с малым сопротивлени-
ем сварочного вторичного контура сопровождается нестационар-
ным натревом и нестабильным качеством соединения. Уменьшить
этот недостаток можно надежным сжатием зачищенных деталей,
обеспечивающим поддержание Л^в на минимальном уровне, либо
поддерживанием высокого уровня Д.в за счет уменьшения сжатия
деталей и коротко импульсного вложения энергии.
При сварке на машинах с большим сопротивлением сварочно-
го вторичного контура (более 500 мкОм) колебания в процес-
се всей сварки практически не влияют на стабильность тепловы-
деления.
Нагрев остается стабильным, что характерно для сварки на под-
весных контактных машинах. Изготовленные на них соединения
обладают надежной прочностью.
Роль вторичного контура состоит не только в обеспечении стабиль-
ности качества сварки. Размеры контура, площадь, охватываемая им,
существенно влияют и на потребляемую мощность машины (рис. 5.18).
Так, например, для точечной сварки деталей из стали 10 толщиной
1 + 1 мм (Д.в = 100 мкОм) при оптимальном токе сварки /св = 8 000 А
достаточно активной сварочной мощности NCB = /2в7гсн =
= 8 0002’ 100- 10-6 = 6,4 кВт. Для сварки этих деталей при длине вторич-
ного контура, равной 0,1 м, и его активном и индуктивном сопротив-
лении соответственно = 20 мкОм, Х2 = 40 мкОм с использованием
трансформатора типа К-8.02-3 (Лт = 12 мкОм, ZT = 20 мкОм), при
63
Рис. 5.18. Схемы вторичных контуров контактных машин с максималь-
ным (а) и минимальным (б) вылетом I и раствором h электродов
ZCB = 7(100 + 20 + 1
ность контактной
х Ю"6 = 9 кВ А.
Однако при увеличении длины вторичного контура до 1 м Zc„
автоматически увеличивается в 10 раз, и для получения заданного
сварочного тока 8
до 90 кВ-А путем
ние вторичного контура U2 = 1,1 В, на трансформатор с U2 = 11 В.
Приведенный расчет свидетельствует о том, что при контакт-
ной сварке основным поглотителем электроэнергии является не сва-
риваемая точка, а сама машина, главным образом ее вторичный кон-
тур. Чтобы уменьшить эти громадные потери, необходимо макси-
мально приближать деталь к силовому трансформатору, сокращая
длину вторичного
туре. В этом и состоит эффект сварочного вторичного контура.
,2)2 + (40 + 20)2 = 140 мкОм потребляемая мощ-
машины не превышает Х = = 8 0002 - 140 х
'СВ
ООО А необходимо также увеличить мощность N
замены трансформатора, имеющего напряже-
контура, или выпрямлять ток во вторичном кон-
5.3. ЭЛЕМЕНТЫ СВАРОЧНОГО ТРАНСФОРМАТОРА
Сварочный трансформатор контактной машины — специаль-
ное силовое электромагнитное устройство, преобразующее пе-
ременный ток сетевого напряжения (380...220 В) в переменный
ток низкого напряжения (18...2 В).
В основе дейст:
электромагнитной
состоит из магнит
ных обмоток, охватываемых общим магнитным потоком. Первич-
ные и вторичные
залитый эпоксид: гым клеем, что обеспечивает трансформатору
электрическую и механическую прочность, защиту от влаги. Для
предотвращения (:<
вод набирается из
ленты толщиной 1
таная электротехн
зия сварочного трансформатора лежит явление
индукции. Сварочный трансформатор (рис. 5.19)
зпровода, первичной и вторичной изолирован-
обмотки представляют собой единый массив,
олыпих потерь от вихревых токов магнитопро-
пластин толщиной 0,5 мм или навивается из
1,35 мм. Материал магнитопровода — горячека-
ическая сталь 1211 (Э11), 1212(312), 1511 (Э41),
64
1
2 3
Рис. 5.19. Сварочный трансформатор броневого типа:
1 — секция вторичного витка; 2 — дисковая первичная обмотка; 3 — колодка;
4 — магнитопровод; 5 — трубка для водяного охлаждения
1512 (Э42) или холоднокатаная рулонная сталь 3412 (Э320) и 3414
(ЭЗЗОА), где в скобках дано прежнее обозначение стали. Каждая
пластина или лента покрыта с обеих сторон термостойким лаком
или фосфатирована. Пакеты магнитопровода прочно стянуты между
собой для обеспечения плотности соединения пластин магнито-
провода в пределах 0,92... 0,95 (рис. 5.20, а).
Рис. 5.20. Элементы сварочного трансформатора:
а — магнитопровод; б — дисковая обмотка; в — вторичный виток, расчлененный
на три секции; / — изоляция первичных обмоток; 2 — отпайка; 3 — витки
первичной обмотки; 4 — штуцер для подачи охлаждающей воды; 5 — первая
секция; 6 — трубка; 7 — колодка; F — сечение центрального стержня магнито-
провода
3 Баноа
65
виде дисковых катушек изготавливают
::вого провода прямоугольного сечения
Первичные обмотки в
13 медного или алюмини
марки ПСД. Обмотки имеют выводы (отпайки), которые подсое-
диняют к переключателю ступеней (рис. 5.20, б). Вторичные витки
зыполняют из литого, медного сплава с залитой внутрь медной
трубкой для охлаждения (рис. 5.21) или листовой меди в сварном
дополнении.
Если вторичный виток один, его разбивают на секции, па-
раллельно соединенные друг с другом. Между водоохлаждаемыми
секциями вторичного витка размешают диски первичной обмот-
<и, которые охлаждаются в контакте от них путем теплоотдачи
(рис. 5.20, в).
В многотрансформаторных машинах со сравнительно неболь-
лим контуром трансформаторы отличаются мощностью и вто-
зичным напряжением. Такие трансформаторы имеют сравнитель-
но небольшое вторичное напряжение, так как их вторичный кон-
гур небольшой и расположены они близко к сварочным пистоле-
там. Их отличительная особенность — неразборная конструкция.
Трансформатор, как обычно, имеет два вторичных витка и, сле-
довательно, четыре вывод
ных пистолетов. Витки из
припаяна твердым припо
а, соединенных с двумя парами свароч-
готовлены из листовой меди, к которой
им медная трубка охлаждения. Первич-
Рис. 5.21. Литые (а—в) и сварные (г—з) конструкции вторичного витка:
а — с залитой трубкой; б — с приваренной трубкой; в — силуминовый, армиро-
ванный медными листами; г —
труб; лс — из мед той полосы; з — из толстых листов
из тонких листов; д, е — из сплющенных медных
I ТВК-75 | 1П 365 4D гч 4500 12 700 ОС | 100...500 168х370х х595 м- 111
I ТК-501 о ОФ Tt \о ох О tn О о OQ гч О о 1-^ о о ох X о гч ш m ос <5 X о n О гч
ТК-401 О О о о un in о о о о о о о 1 о о X in m in сч Ox х чэ Tf х ОФ ч- >п m
ТК-302 ГП х© Ш 8 о 8 сх о о о о X n m о гч хо x x oo 1—1 с о
ТК-301 О П О о ОФ гч 8 О оо о о X© о о X in m о ГЧ r-- x X ©0 1—1 о ОФ
ТК-32 гч XD Ш? о о о о п ЧО П 1—1 о 8 X © in in X <4 СЧ X 1—1 м- гч СЧ
tn гч п О о X о tn О 1—1 Ijn X СЧ СЧ x 1—1 о гч
С1 сч bi Н о гч о о in X о in tn Г—1 ГЧ X СЧ ГЧ x 1-^
Показатели Мощность (при ПВ = 50%), кВ-А Номинальное первич- ное напряжение, В Пределы регулирования вторичного напряжения 172, В Длительный ток вторич- ной обмотки (одного витка), А Ток вторичной обмотки (при ПВ = 50%), А Число ступеней регули- рования вторичного S о * к Рч с сз Расчетная нагрузка, мкОм Габаритные размеры, мм Расход воды, л/мин & о о
66
67
то
ная обмотка дискового типа (см. рис. 5.20, б) изготовлена из мед-
ной ленты. Трансформатор имеет только две дисковые катугшги,
расположенные между вторичными витками. Если для трансфор-
матора установлена допустимая температура нагрева до 65 °C,
достаточно эмалевой изоляции. При повышении температуры На-
грева до
95 °C обмотку изготавливают из оголенного провода ДЫМ
с изоляцией между витками из стеклолакоткани АСК-0,12.
Завод «Электрик» также выпускает сварочные трансформато-
ры неразборной конструкции с обмотками, представляюши
собой единый моноблок, с броневым сердечником, набранным
из П-об
ми
но
му
разных штампованных пластин для многотрансформатор-
ных многоточечных машин.
До 1990-х гг. трансформаторы разрабатывались применитесь)
к конкретной контактной машине (к ее вторичному сварочно
контуру) и являлис ь ее узлом. Но начиная с 1990-х гг. заводы «Эл₽к-
ербург), «ПЗТЭСО» (г. Псков), «Укрэлектроап-
цкий) начали выпуск стандартизованных транс-
трик» (Санкт-Пет
парат» (г.Хмельни:
форматоров как отдельного комплектующего изделия. Техниче-
ские характеристики трансформаторов приведены в табл. 5.1. Пред-
ставлен:
сварочн
ектировании или доработке любой контактной машины. Это стало
возможным, так как предлагаемый ряд трансформаторов рассчи-
тан и п<
при ПВ
при обе
матороь (10%).
Рассмотрим трансформаторы типовой конструкции для кон-
тактной
шин —
трансформатора — магнитопровод, первичная и вторичная об-
мотки. Вспомогательными элементами конструкции являются кре-
пежные.
ричного витка, выводы и отводы от катушек первичной обмотки.
гые трансоор маторы при соответствующем согласовании с
! ым вторичным контуром могут быть использованы при про-
юдобран на широкий диапазон мощностей (20... 180 кВ-А
ы = 50 %) и
спечении
: нагрузок сварочного контура (100... 1 200 мкОм)
минимального холостого хода самих трансфор-
сварки. Е'
двухобмо
се сварочные трансформаторы контактных ма-
точные. Основные конструктивные элементы
и установочные детали, контактные плиты вто-
, стяжные
Трансформатор, представленный на рис. 5.22, состоит из :
нитопровода броневого типа. Вторичная одновитковая обмотка
отдельные секции, вырезанные из толстолистовой эг ект-
:ческой мещ марки Ml толщиной 10 мм. Секции соедине-
маг-
раз-
Вторичны:
ипаянным
й виток охлаждается водой, проходящей по пруб-
по наружному периметру каждой секции. Ка-
обмотки — дисковые, изготовлены из изолиро-
бита на
ротехн!-1
ны между собой Параллельно путем приваривания к контактным
плитам,
кам, пр:
тушки первичной
ванного обмоточного провода марки ПСД прямоугольного рече-
ния 3 х ]
мычкам:
ричного витка. Соединение катушек с переключателем ступеней
10 мм. Me:
и. Катушк:
ЖДУ собой катушки соединены медными г:ере-
и охлаждаются путем теплоотдачи секциям
вто-
68
374 , , 485
Рис. 5.22. Типовой трансформатор для мощных машин
69
I
производится с помощью отводов из гибкого медного провода с
прорезиненной изоляцией с напаянными на оба конца наконеч-
никами.
Магнитопровод трансформатора набран из пластин электро-
технической холоднокатаной стали марки 3413 толщиной 0,5 мм.
Катушки первичной обмотки вместе с секциями вторичного вит-
ка залиты в единый моноблок эпоксидным компаундом. Моно-
блок расположен на среднем стержне магнито провода. Вся сборка
надежно стянута рамками.
Обмотки мощных трансформаторов, имеющих большие габа-
ритные размеры и массу (более 500 кг), и обмотки трансформато-
ров, предназначенных для работы в условиях Севера, не залива-
ются эпоксидным компаундом. В этом случае ограничиваются изо-
ляцией, состоящей из двух слоев. Внутренний слой изоляции вы-
полняется из стеклоэскапоновой лакоткани ЛСЭ-0,17 и обеспе-
чивает влагостойкость и термостойкость провода катушки. Наруж-
ный слой изоляции из стеклянной ленты, предварительно про-
питанной изоляционным лаком МЛ-92, обеспечивает механичес-
кую прочность катушки. Дополнительно к этому все катушки вме-
сте с наружной изоляцией пропитывают изоляционным лаком
МЛ-92 и покрывают эмалью ГФ-92ГС. Секции вторичного витка
по всей поверхности покрывают лаком ПФ-223. Рассмотренный
тип трансформатора широко используется в большинстве одно-
фазных универсальных и специализированных контактных машин.
На рис. 5.23 представлена конструкция трансформатора для
многоточечных контактных машин типа ТК-301, -302, -401 (см.
табл. 5.1). Такие трансформаторы разработаны в соответствии с
требованиями международных стандартов качества серии ИСО 9000
и по показателям технического уровня соответствуют высшей кате-
гории качества.
Трансформатор броневого типа; магнитопровод 2 набран из
отдельных витых разрезных О-образных пакетов, изготовленных
из холоднокатаной ленточной стали с термостойким покрытием
ЭТ марки 3414 толщиной 0,35 мм и магнитной индукцией 1,8 Тл.
Размеры окна магнитопровода 2 53 х 113 мм, ширина ленты 113 мм,
толщина намотки 31 мм, суммарное сечение центрального стерж-
ня 7 000 мм2, обмотки дисковые чередующиеся, залитые эпок-
сидным компаундом 3. Изоляция обмоток и компаунда класса F.
Катушки первичной обмотки 1 изготовлены из оголенного про-
вода ЛММ с изоляцией между отдельными витками из стеклола-
коткани АСК-0,12.
Переключатель напряжения четырехступенчатый. Вторичная об-
мотка состоит из отдельных витков 4. Вторичные витки могут быть
соединены параллельно или последовательно. Витки вторичной
обмотки выполнены из медной трубки М1М диаметром 32 мм с
толщиной стенки 5 мм. Труба сплющена до осевого размера 17 мм
70
Рис. 5.23. Типовой трансформатор для многоточечных машин:
Z — первичные обмотки; 2 — магнито пр овод; 3 — эпоксидный компаунд; 4 —
трубчатые секции вторичной обмотки
и радиального 39 мм. Между вторичными витками и дисками пер-
вичной обмотки проложены изоляционные стеклотекстолитовые
шайбы. Вторичные витки охлаждаются водой. Моноблок обмоток
размещается на среднем стержне половинок магнитопровода, и
после сочленения обеих половинок витого магнитопровода про-
изводится стягивание половинок между двумя литыми силумино-
выми рамами посредством стяжных шпилек и болтов. Выбранные
обмоточные и изоляционные материалы в сочетании с интенсив-
ным водяным охлаждением и удачной конструкцией магнитопро-
вода позволили повысить плотность тока в обмотках до 10 А/мм2
и, следовательно, снизить их объем и массу в 1,5 — 2 раза и выве-
сти эти трансформаторы на уровень мировых образцов.
71
5.4. СХЕМЫ ПЕРВИЧНЫХ ОБМОТОК ТРАНСФОРМАТОРОВ
Требования к схемам первичной обмотки. Несмотря на то, что
почти все современные контактные машины снабжены регулято-
рами контактной сварки с фазовращателем, способ регулирова-
ния сварочного тока путем ступенчатого изменения коэффициента
трансформации (или вторичного напряжения) является основным.
При этом способе первичная обмотка секционируется таким об-
разом, чтобы на каждой ступени в сеть включалось разное число
Ступень Положение ножей переключателя
1 2 3 4
I 2 2 2 1 172 2,2
II 1 164 2,3
Ш 2 1 156 2,4
IV 7 148 2,6
V 2 2 I 140 "V
VI 1 132 2,9
VII 2 1 124 ЗД'
VIII 1 116 3,3
IX 2 2 2 2 112 3,4
X 1 104 тг
XI 2 1 96 "ЙГ
XII 1 88
XIII 2 2 1 80 IX
XIV 1 72 5,3
XV 2 1 64 ТЕГ
XVI 1 56 5,8
Рис. 5.24. Примеры секционирования первичных обмоток трансформатора:
а — с подключением отдельных секций; б — смешанная схема; 1—4 — положе-
ния ножей; I —XVI — ступени трансформатора; X — начало обмотки; цифры в
кружочках — число витков в обмотке
72
витков w5. Правильный выбор схемы секционирования первичной
обмотки является трудной и важной частью расчета конструиро-
вания трансформатора. Типовые схемы секционирования представ-
лены на рис. 5.24. Секционирование по схеме рис. 5.24, а отличает-
ся предельной простотой и возможностью обеспечения высокого
соотношения нарастания вторичного напряжения от первой
ступени к последней приблизительно 2,8. Недостаток схемы зак-
лючается в том, что ее использование приводит к нерациональ-
ному расходу меди на исполнительные витки обмоток трансфор-
матора, отключаемые на высших ступенях. Схема, представлен-
ная на рис. 5.24, б, относится к более совершенной, смешанной
схеме секционирования, у которой в дополнение к секциям с
параллельно-последовательным подключением их отдельных час-
тей в схему вводятся дополнительные витки, которые включают-
ся на низших ступенях и отключаются на высших.
Схема первичной обмотки сварочного трансформатора не долж-
на допускать, чтобы на любой ступени регулирования напряжение на
концах обмотки превышало номинальное напряжение более чем на
50% (условие техники безопасности).
Требования к переключателям ступеней. Для удобства пользова-
ния схемой в производственных условиях соответствующие кон-
цы секционирования первичной обмотки подводятся к зажимам
переключателей ступеней, с помощью которых включается в сеть
то или иное число витков первичной обмотки. Конструкция пере-
ключателей зависит прежде всего от схемы обмотки, а сечение
токоведущих частей — и от мощности трансформатора. В зависи-
мости от того, каким образом осуществляется контакт при вклю-
чении отдельных секций первичной обмотки, переключатели под-
разделяются на пластинчатые, барабанные и ножевые.
Регулирование сварочного тока фазной отсечкой. Регулирование
сварочного тока только ручным ступенчатым изменением вторич-
ного напряжения имеет единственное достоинство — способность
сохранять неизменным cos<p контактной машины на любой ступе-
ни. В то же время такой способ регулирования тока усложняет как
конструкцию трансформатора, так и его подсоединение к пере-
ключателю ступеней. Поэтому в практике широко применяют ком-
бинированное регулирование сварочного тока (ступенчатое и плав-
ное) за счет фазной отсечки сетевого напряжения. Рассмотрим
принцип работы фазорегулятора. На рис. 5.25 приведены диаграм-
мы токов /, /у, /с и напряжения и. Так как контактная машина —
источник энергии с активно-индуктивной нагрузкой, установив-
шийся ток отстает от напряжения по фазе на угол <р. Угол а (угол
отсечки) — это момент включения (отпирания) тиристора. Син-
хронное включение тока происходит при постоянном значении
угла а.. При произвольном а включение называют асинхронным.
При а = ф происходит полнофазное включение, сварочный ток
73
сразу лринимает свое установившееся значение /у; это идеальный
! if [, при котором отсутствуют переходные процессы (включе-
лри iy = 0).
рт включении машины в момент, когда а > <р (рис. 5.25, а)
' в каждой полуволне становится равным разности значений
случ
ние
Л
ток /
установившегося iy и свободного ic. При этом действующее значе-
ка i уменьшается по мере увеличения угла отсечки а. Такой
изменения тока называется регулированием сварочного тока
ние тс
прием
ой отсечкой.
включении тока в момент, когда а<<р (рис. 5.25, б), воз-
фазк
никае]г всплеск тока и наблюдается полуволновый эффект. Вентиль-
ный
контактор начинает работать как однопол упериодный вып-
рямит
вентитьного контактора, и он недопустим. Такое включение воз-
можно либо при работе механического или электромагнитного
кон'-асторов, либо при неправильной установке импульсов уп-
равления вентильного контактора. Для его предотвращения и обес-
печен
кона
време
блоке
ель; это наиболее тяжелый случай асимметричной работы
[ия синхронного включения вентилей во время настройки
ктора устанавливают минимальный угол а = <р + 5° и од но-
щно увеличивают длительность управляющих импульсов в
Рис 5.25. Временные диаграммы токов и напряжения при работе вен-
тильного контактора на активно-индуктивную нагрузку в режиме фазо-
вого регулирования:
а — ддя а > <р; б — для а < <р; i — действующий ток; ie — свободный ток; iy —
уста тНвиошийся ток; а — угол отсечки; q> — угол сдвига по фазе тока i от напря-
жения и; X — рабочий участок полуволны
I74
Фазное регулирование сварочного тока в пределах от полно-
фазного до 50 % его значения осуществляется тумблером «Нагрев»
регулятора цикла сварки. На практике фазная отсечка использует-
ся только для плавной подстройки режима в пределах одной сту-
пени. Недостатком этого способа регулирования сварочного тока
является ухудшение коэффициента мощности cos<p контактной ма-
шины. '
5.5. НОВЫЕ ИСТОЧНИКИ ПИТАНИЯ КОНТАКТНЫХ МАШИН
В контактных машинах переменного тока сварочные трансфор-
маторы устанавливают поблизости от сварочных электродов, стре-
мясь к минимальной длине вторичного контура. Такая тенденция
оказывается неприемлемой при переходе к современным много-
электродным машинам и робототехническим комплексам. Громозд-
кие трансформаторы, рассчитанные на промышленную частоту
50 Гц, существенно ограничивают область применения многото-
чечных машин и роботов в условиях массового производства. Од-
ним из перспективных направлений решения этой проблемы яв-
ляется применение новых источников постоянного тока с прбме-
жуточным звеном повышенной частоты. С целью повышения час-
тоты тока с 50 до 500 Гц в таких источниках осуществляют трех-
кратное преобразование энергии питающей сети. Повышение ча-
стоты в 10 раз позволяет, как это видно из формулы, определяющей
сечение магнитопровода сварочного трансформатора Fc, умень-
шить вес и габаритные размеры трансформатора также в 10 раз:
гд
р — u 2 max
c“4,44/w^c’ i
где В — магнитная индукция, Тл; — коэффициент, учитываю-
щий неплотность сборки листов трансформаторного железа и слой
изоляции на листе, = 0,9... 0,82;/ — частота тока,/= 50... 500 Гц;
— вторичное напряжение, = 4...20 В; w2 — число Жит-
ков вторичной обмотки, и*2 = 1 — 2. I
Для повышения частоты питающей сети в таких источниках
постоянного тока переменное напряжение трехфазной питающей
сети с частотой 50 Гц сначала выпрямляется, а затем производит-
ся инвертирование (преобразование) постоянного напряжения в
переменное частотой 500 Гц, которое подается на первичную об-
мотку сварочного трансформатора, а на стороне вторичной'об-
мотки трансформатора вновь выпрямляется до постоянного тока.
Применение таких новых источников сварочного тока позволяет
разработать установки для контактной сварки, имеющие суще-
ственные преимущества по сравнению с однофазными установ-
ками переменного и постоянного тока:
снижение массы сварочных трансформаторов в 10 раз;
возможность практически неограниченного увеличения разме-
ров сварочного вторичного контура при незначительном росте
установочной мощности машины;
равномерное распределение нагрузки по трем фазам питаю-
щей сети;
технологическая универсальность, связанная с возможностью
регулирования формы и длительности тока.
На рис. 5.26 приведена схема источника питания на постоян-
ном токе с промежуточным звеном повышенной частоты. Данная
схема отличается от других схем питания с инверторами сравни-
тельной простотой и малым числом элементов.
Работа источника питания происходит следующим образом. При
подаче сетевого напряжения через диоды VD1 и VD2 заряжаются
конденсаторы инвертора С1 и С2. Резисторы RI и R2 обеспечива-
ют равномерное распределение выпрямленного напряжения, при-
ложенного к плечам инвертора. При поступлении сигнала вклю-
чения на тиристор KS7 он срабатывает. Конденсатор С1 разряжа-
ется через включенный тиристор VS1, дроссель L1 и первичную
обмотку сварочного трансформатора. Во вторичной обмотке транс-
форматора наводится ЭДС и через один из диодов, например VD4,
выпрямляется и подается на электроды. Контур, через который
протекает ток первичной обмотки сварочного трансформатора,
является колебательным. Частота колебания тока задается импуль-
сным трансформатором, подающим сигнал на включение тирис-
торов. При достижении тока меньшего, чем ток удержания, тири-
стор VS1 закрывается, и начинает протекать обратная полуволна
тока первичной обмотки трансформатора, происходит коммута-
Рис. 5.26. Схема инверторного источника питания:
Cl, С2 — конденсаторы; LI, L2 — дроссели; RI, R2 — резисторы; Г— силовой
трансформатор; VD1— VD4 — диоды; KS2 — тиристоры
76
ция тока с этого тиристора на обратный диод VD1, а также ком-
мутация сварочного тока с диода VD4 на диод VD3. Аналогичный
процесс протекает ао втором плече инвертора. Далее процесс по-
вторяется с частотой 500 Гц.
Дроссели L1 и 42 служат для ограничения скорости нараста-
ния тока через включающиеся тиристоры, а также позволяют
уменьшить паузу между поочередными включениями тиристоров.
Применение этих новых источников позволило уменьшить массу
клещей со встроенным трансформатором на машине МТП-2402-1
с 45 до 23 кг, в том зисле стали с 22 до 8 кг и меди с 11 до 4 кг. Вес
выпрямителя в новом источнике составил 5 кг.
5.6. В ЫБОР И РАСЧЕТ ЭЛЕКТРОДОВ
При контактной
тур через сваривае.
теплоты. Кроме тог1о, при шовной сварке электроды-ролики пере-
мещают свариваемые детали, а при стыковой — центрируют дета-
ли и удерживают их в процессе нагрева и осадки.
Важнейшая харг;
собность сохранять i
ности тока на рабе чей поверхности 250 А/мм2, нагреве рабочей
поверхности до 600 “С и ударных усилиях сжатия, достигающих
500 МПа, при контактной сварке недостаточно высока. Пара элек-
тродов ОбыЧНО ВЫД1
электроды для контактной точечной сварки являются быстроиз-
нашивающимся см
шины и требуют в п;
Для изготовления электродов используют жаропрочные мед-
ные сплавы, бронзы. Температура разупрочнения бронз не превы-
шает 0,5 ее темпер пуры плавления, в то время как рабочая по-
верхность электрода нагревается до 0,6 температуры плавления
материала электрод!
сительно быстро ра:
используя известные приемы легирования, т.е. дислокационный
механизм упрочнения материалов, принципиально невозможно.
Применение для производства электродов нового класса матери-
алов (КОМПОЗИЦИОН1
кой стоимости. Наиболее перспективным путем повышения изно-
состойкости электр!
ся использование т
Число точек свалки, выполняемых новым электродом до пол-
ного износа длины
Чулошникова:
сварке электроды замыкают вторичный кон-
ные детали, сжимают и отводят от них часть
ктеристика электродов — стойкость, т.е. спо-
исходную форму, размеры и свойства при плот-
ерживает только 12—15 тыс. сварок, поэтому
генным рабочим инструментом сварочной ма-
роцессе сварки постоянного внимания и ухода.
а. В таких условиях электродные бронзы отно-
зупрочняются. Приостановить разупрочнение,
них) также мало перспективно из-за их высо-
одов для, контактной точечной сварки являет-
’ ихнологических факторов.
его рабочей части, п определяется по формуле
77
коэффициенты износа, зависящие соответственно
где К0—К7 —
от толщины детали (Ац = 0,5... 0,95), диаметра (JC = 1... 1,2), фор-
мы (А2 = 0,9..
,|1), сменяемости (К2 = 0,9... 1), случайного износа
электрода (А4 4 0,7... 1), качества подготовки поверхности деталей
тша сварочной машины (А6 = 0,4... 1,2), темпа сварки
) : «о — число сварных точек, выполненных при
(А, = 0,3... 1), т
(К7 =0,7... 1,2]
износе 1 мм рабочего электрода при сварке листа толщиной 1 + 1 мм
(и0 = 3 000 для
дов); т — изн,
1 тальниковых и п0 = 8 000 для колпачковых электро-
шиваемая часть электрода (т = 7... 10 мм).
симости коэффициентов износа от различных тех-
Анализ завп
: [ факторов позволяет наметить пути повышения изно-
зпектродов отдельно для легких сплавов и черных
нологических
состойкости .
металлов.
При сваркё
электродов мс:
нении следую: дих условий:
• сварку нес,
(А'о = 1,2), а не
• производи
цию) по верхи э
• темп сварки не должен превышать 40 — 50 точек/мин (К7 = 1,2),
так как При темпе в 100 — 200 точек/мин К7 резко падает, дости-
гая значения 0,7;
• расстоянг
нала не должг
приводит к уй
легких алюминиевых сплавов (па = 1 000) стойкость
:кно повысить в 30 раз при одновременном выпол-
бходимо производить на конденсаторных машинах
на машинах переменного тока (А'б = 0,4);
ть химическую подготовку (травление и пассива-
>сти (А, = 1) вместо механической (К5 = 0,3);
:; от рабочей поверхности до дна охлаждающего ка-
:э превышать 8 мм, так как его увеличение до 10 мм
сличению нормы расхода в 2 раза.
При сварке
йкость можно увеличить в 3 — 4 раза только за счет
черных металлов пальчиковыми электродами (п0 =
е нормы расхода электродов за счет снижения тем-
= 3 000) их сто
сферической заточки электродов и снижения темпа сварки со 120
до 40 точек/мин.
Уменьшена
па сварки, каз; лось бы, может отрицательно повлиять на произво-
дительность п
[сточного производства. Однако это не так. Даже на
крупных массе
время одной машиной обычно требуется сварить не
пек. Таким образом, регламентация темпа сварки до
те только не ограничивает производительность ли-
вых производствах такт линии находится в пределах
1 мин. За это
более 4— 10 т^
40 точек/мин
нии, но являемся избыточной даже при условии массового произ-
водства. Обще
120 точек/мин,
ны, кроме дон<
ния машиной
Расчет элестрода для контактной сварки заключается в сле-
дующем:
• в зависим
принятое стремление сварить 5—10 точек с темпом
, т.е. на пределе технических возможностей маши-
олнительного износа электродов и систем управле-
не дает никакого практического эффекта.
дети от свариваемых деталей задается тип электро-
да (для точечной, стыковой или шовной), его разновидность (на-
78
Таблица 5.2
Характеристики электродных материалов
Свариваемый материал Рекомендуемая марка электродного материала Состав, %\ электропроводность, %; твердость НВ
Алюминиевые сплавы Ml мс БрХЦрА БрКдЦМК) Си-99; 98; 80 НВ Ag — 1; 90; 80 НВ Сг - 0,8, Zr - 0,6; 90; 115 НВ Cd - 1; 85; 115 НВ
Низкоуглеро- дистыс, низколе- гированные, тита- новые сплавы Углеродистые, нержавеющие и жаропрочные сплавы БрХ БрХЦр БрНТ Сг -0,8; 75; 120 НВ Ст -0,8, Zr -0,6; 80; 120 НВ Ni — 1,5, Ti — 0,1; 55; 200 НВ
пример, для точечной сварки — пальчиковый, колпачковый или
специальный) и марка электродного материала (табл. 5.2);
• определяется диаметр (рис. 5.27) рабочей поверхности элект-
рода по соотношению d3 = Зт, где s — толщина детали, мм;
• по ГОСТ 14111 — 90 «Электроды прямые для контактной то-
чечной сварки. Типы и размеры» или (см. рис. 5.27) определяется
конструктивная форма электрода, его размеры. Форма и размеры
электрода должны обеспечивать его минимальную массу при сво-
бодном доступе рабочей части электрода к месту сварки, удобную
и надежную установку на машине и высокую стойкость рабочей
части.
Губки для стыковых машин изготавливают из кремненикеле-
вой бронзы БрКН-1-4, обладающей повышенной стойкостью.
Согласно ГОСТ 14111—90 наружный диаметр электрода D дол-
жен обеспечить подход инструмента для съема и устойчивость
против изгиба. При сжатии электрода силой Рсв, Н, обычно D =
= (0,4... 0,6)7^.
Полная длина электрода L должна быть минимальной, но обес-
печивающей подход к детали и подход инструмента для его съема
со свечи, должен обеспечить ввод трубки с охлаждающей во-
дой и выход воды; обычно = 8 мм, но не больше 0,6£>. Расстоя-
ние от рабочей поверхности электрода до конца охлаждающего
канала обычно 8... 10 мм, но не больше 0,8D.
79
Рис. 5,
:7. Схема к расчету размеров электрода:
а — колпачковых; б - пальчиковых; d — диаметр отверстия для охлаждающей
трубки; — максима/ ьный посадочный диаметр электрода; d3 — диаметр рабо-
чей поверхности электрода; D — наружный диаметр электрода; L — полная дли-
на электрода; h — длина рабочей (изнашиваемой) части электрода; Н — длина
конусной части электрода
при D > 32 мм. Обработка посадочной части
Длина конусной части Н для крепления электрода в свече
10... 15 мм, но не более 0,81). Уклон посадочного конуса 10 % при
D < 25 мм и 20 %
более V7. Изнаши маемая часть электрода обычно 5... 7 мм.
Для сварки деталей сложной конфигурации в труднодоступных
местах применяют фигурные электроды, размеры которых долж-
ны приближаться i
Для рельефной
приближающиеся i
ты с плоской рабочей поверхностью, позволяющие сваривать один
к рекомендованным ранее.
сварки применяют электроды, конструктивно
к форме изделия. В простейшем случае это пли-
или несколько рельефов.
Электроды-ролики шовных машин имеют форму дисков. Ши-
рина В и толщина Н рабочей поверхности роликов зависят от тол-
щины детали s и задаются соотношениями: В = 2s + 2 мм; 2В. От
рабочей поверхности к корпусу ролика предусматривается скос.
Диаметр верхнего ролика 100...400 мм, нижнего •— 100...200 мм.
Для сварки легких сплавов предусматривается сферическая рабо-
чая поверхность электродов.
Токоведущие губки стыковых машин по форме и размерам
должны соответствовать свариваемым деталям. Длину губок вы-
бирают такой, чтобы обеспечить соосность деталей и предотвра-
тить проскальзывание при осадке. При сварке стержней она со-
80
ставляет 3—4 их диаметра, а при сварке полос — не менее 10
толщин полосы.
Нормы расхода термообработанной бронзы БрХ08 на I 000 то-
чек составляют:
пальчиковых электродов стационарных точечных машин при
сварке листов толщиной 0,8... 1,2 мм — 0,8 г; при сварке толщин
2...3 мм — 3,8 г. Для колпачковых электродов норма расхода умень-
шается в 2 раза;
пальчиковых электродов многоэлектродных машин с двухсто-
ронней сваркой деталей толщиной 0,8... 1,5 мм — 6 г; при одно-
сторонней сварке деталей толщиной 0,8... 1,5 мм — 8,5 г;
роликов шовных машин — 7...9 г на 1 000 м шва;
бронзовых губок (колодок, башмаков) стыковых машин — 80 г
на 1000 сварок.
5.7. СИСТЕМЫ ОХЛАЖДЕНИЯ КОНТАКТНЫХ МАШИН
Для уменьшения сечения токоведущих элементов вторичного
контура в 2—10 раз при сохранении допустимой плотности тока
эти элементы охлаждаются проточной водой. Особенно интен-
сивно охлаждают водой сварочные электроды (плотность тока
до 250 А/мм2), гибкие жильные кабели подвесных машин (плот-
ность тока до 80 А/мм2), ролики шовных машин (плотность тока
до 50 А/мм2), свечи (плотность тока до 30 А/мм2), вторичный
виток трансформатора (плотность тока до 10 А/мм2), хоботы то-
чечных машин (плотность тока до 15 А/мм2), колодки стыковых
машин (плотность тока до 15 А/мм2).
Для безопасной работы с игнитронными лампами их охлажда-
ют водой. Без принудительного охлаждения эти лампы, содержа-
щие 100...500 г ртути, разрушаются, ртуть попадает в помеще-
ние, создает серьезную аварийную ситуацию, требующую оста-
новки производства на несколько суток до полного удаления рту-
ти и ее паров при помощи раствора хлорида железа.
Известны три принудительные системы охлаждения контакт-
ных машин (рис. 5.28):
• разомкнутая, т.е. с постоянным сливом воды в канализацию;
• полуразомкнутая, в которой часть воды после охлаждения
элементов вторичного контура сливается в канализацию, а часть
циркулирует между элементами вторичного контура и сливным
баком;
• замкнутая с охлаждением воды в теплообменнике (холодиль-
нике).
Известны полуразомкнутые системы с многократным исполь-
зованием воды и ее охлаждением путем разбавления более холодной
водой (рис. 5.29). Такая система предусматривает химическую ста-
81
Рис. 5.28. Схемы охлаждения контактных машин:
а — разомкнутая с параллельным охлаждением элементов; б — полузамкнутая;
в — замкнутая; г — разомкнутая с параллельно-последовательным охлаждением;
1,2 — электроды; 3 — трансформатор; 4 — гидрореле; 5 — воронка; 6 —
(тиристор); 7— разводящий коллектор; 8 — бак; 9 — помпа; 10 — хол
игнитрон
I щильник
билизацию воды, т.е. ее умягчение добавлением 3 г/м3 тринатрий-
фосфата.
В принудительных системах охлаждения индивидуально для
каждой контактной машины могут быть предусмотрены три схе-
мы разводки воды:
• последовательная, при которой вода пс>
ступает от одного эле-
мента к другому, постепенно нагреваясь до 80 °C;
• параллельная, при которой каждый элемент контура
дается самостоятельно и расход воды увеличивается проф
нально числу охлаждаемых элементов;
• смешанная, при которой часть элемент
довательно, часть — параллельно.
охлаж-
орпио-
ов охлаждается
после-
82
На рис. 5.30 представлены схема и план разводки воды для
охлаждения шовной контактной машины МШП-200.
Для контроля за протоком воды в системе охлаждения приме-
няется реле типа РГС-1, принцип действия которого позволяет
контролировать расход заданного количества воды (рис. 5.31).
Реле РГС-1 состоит из корпуса, резиновой диафрагмы 2, ос-
нования, упора, микровыключателя 9, шпильки, пружины, крыш-
ки, регулировочной гайки 6 и эжектора ниппеля 10, определяю-
щего номинальный расход воды. В корпусе 1 гидрореле имеется
сквозной канал D, оканчивающийся с одной стороны конусной
резьбой для подвода воды, а с другой стороны — эжектором для
отвода воды. В эжекторе 10 имеются отверстия Е, которые через
отверстие С сообщаются с поддиафрагменной полостью В. Полость А
сообщается с атмосферой. При сливе воды из системы через эжек-
тор 10 у выходной кромки сужения создается пониженное давле-
ние, которое также устанавливается и в полости В. Диафрагма 2,
Рис. 5.29. Полуразомкнутая система охлаждения контактных машин:
1 — система фильтрации речной воды; 2 — осмотический дозатор для умягчения
воды; 3 — автоматы долива воды по команде а от датчиков уровня и по команде b
от датчиков температуры; 4 — труба долива; 5 — контактные машины; 6, 17 —
большой и малый баки; 7 — цех окраски, где используется часть теплой воды из
бака; 8 — фильтры; 9, 10, 14 — насосы; 11, 12 — датчики температуры и уровня
воды соответственно; 13 — канализация; 15 — автомат сброса воды из малого
бака по команде с от датчика уровня 72; 16 — труба аварийного сброса воды
83
преодолевая сопротивление пружины 5, опускается вниз, вклю-
чая при этом микровыключатель 9. При отсутствии воды или умень-
шении ее расхода диафрагма 2 поднимается вверх, отключая мик-
ровыключатель 9.
Расход охлаждающей воды принимается по паспортным данным
оборудования и находится в пределах 200... 1200 л/ч (4...5 л/мин
Рис. 5.30. Схема («) и план (о) разводки воды для охлаждения шовной
контактной машины по следующим элементам:
1—1’ — игнитронов; 2—2’ — трансформатора; 2'—2" — механического редук-
тора; 3—3', З'—З” — токоведущей верхней колодки и вала; 4—4', 4' —4" —
токоведущей нижней колодки и вала; 5—5', 6—6' — наружный полив роликов
и деталей; 7 — гидрореле; — диаметр трубопровода
84
: кое реле типа РГС-1:
# — шток; 5 — пружина; 6 — гайка; 7 --
Рис. 5.31. Гидравличес
1 — корпус; 2 — диафрагма; 3 — клапан;
крышка; <У— основание; 9 — микровыключатель; 10— эжектор; А. В — полости;
С, Е — отверстия; D — канал
оде — не более 29 °C. Давление
быть в пределах 0,15.„0,4 МПа.
ничен скоростью, при которой
на каждый элемент охлаждения с ;/четом того, что вода отключает-
ся только на время перерыва и по окончании работы). К охлаждаю-
щей воде предъявляются следующие требования: вода должна быть
технической, оборотной, с показателями качества: по электро-
проводности — не менее 2 кОм/см; по карбонатной жесткости —
2 ... 7 мг экв/л; по мутности — 20... 50 мг/л; по температуре на входе —
18...27°С; по температуре на вым " -
воды на входе в машину должно
Минимальный расход воды orpal:
турбулентное движение воды переходит в малоэффективное ла-
минарное движение. Максимальный расход ограничен скоростью,
при которой в системе охлаждения наступает кавитация (при ско-
рости более 4 м/с). Для внутренн :го диаметра трубы в 4 мм опти-
мальный расход воды 2,5 л/мин,
ход воды равен 6 л/мин. Контрол? за расходом воды производится
с помощью струйного реле типа
для трубы диаметром 7 мм рас-
РГС-1.
5.8. ПРИВОДЫ СЖАТИЯ ТОЧЕЧНЫХ МАШИН
Наиболее распространены пневматические, гидравлические,
пневмогидравлические, механические и электромагнитные
приводы сжатия. Питание гидроприводов производится от на-
сосных масляных станций, а эле1
постоянного тока напряжением
приводе вместо гидронасосной с'акции применяется пневмо гид-
ропреобразователь.
Рассмотрим в качестве примера пневматический привод сжатия
с элементами воздухоподготовка и управления (электропневма-
ктромагнитных — от источника
36 В. В пневмогидравлическом
85
е клапаны, регуляторы давления, лубрикаторь|1, фи
ры), которые использую'
гактных машин.
л привод обеспе1
рабочег з хода в
тически ।
мах кон
Тако
[ДИ-
тся во всех рнег могидравличе
чивает плавное
пределах 10...30 мм и у
СК их си
сте-
ВеЛИЧ
[ от 2 00
20 000 Й1, быструю устАновку раствор^ электродов до
регулировани
силия сжатия
плавную скорость опус
и/с, быстродействие до 120 сваЬ
5...30 м
ностъ.
Привод (рис
И СИЛОЕ
лубрикк
кания верхнего
электрода со
с
150
:ин:я
О до
мм,
коростьф
ок в минуту, Ун звере
:аль-
состоит из пневмо:
электропневматического клапайа
ора давления, фильтра 2, тре^ходо^ог
крана \0, дросселирую них клапанов,
ым штс
тора 6,
. 5.32)
ком, :
регулят
цилиндра11 с п
юршням
(ЭПИ) 7,
:и
глушителя 12.
ресивера 5, ei
еттиля
о
и
В исходном роложении вентиль 1 открыт, ЭПК 7 не :
сжатый воздух черед вентиль, филк
ель 2, редуктор .?, лубрикатор 6,
пает в цижнюк поле
вверх до упора в
клапан
отделит
/0 перекрыт,
поршня
ВКЛ1Э
тр-вл
ль пс<
мешает
элек-
клапан и дрос се.
ст4 (НП) пневмопривода и пере:
крышку. Между верхним и нижйим
Рис. 5.12. Пневматическая схема сжатия элсктродзв:
вла
1 — вентиль; 2 — (фильтр -1
б — тубр[
ip)отделитель; 3 — воздушный ред.лслор
:киЛ ьлапа
4 —
метр; 5 - ресивер
дроссели;
9 — регу
икатор; 7 — электропневматичес
лировочная гайка; 10 — клапан; 11 — пневнойиЛинлр
глушитель
1чен,
аго-
сту-
оба
мано-
г 8 —
; 12 ~
86
Рис. 5.33. Схемы пневмоцилиндровых и диафрагменных приводов:
а — с регулированием только давления />,; б — с регулированием давления р-г
при использовании противодавления р7 и двух ЭПК; в — с независимым регули-
рованием давления д,, р3; А—Г — камеры; Р3 — усилие на электроде
тродами образуется значительный зазор, позволяющий беспре-
пятственно производить смену и зачистку электродов, установку
приспособлений и деталей.
При переводе трехходового крана или специального клапана в
положение «Открыто» сетевой сжатый воздух поступает в верх-
нюю полость (ВП) цилиндра и перемещает оба поршня вниз до
упора гайки 9 в крышку. Это происходит потому, что давление
сетевого воздуха, поступающего в ВП, больше, чем давление ре-
дуцированного воздуха, поступающего в НП. В таком положении
пневмопривод готов к работе. По команде реле времени срабаты-
вает ЭПК 7, и в полость между поршнями подается редуцирован-
ный воздух. Нижний поршень перемещается вниз, и под его воз-
действием происходит сжатие деталей. Для разжатия деталей по
команде от ЭПК воздух подается в НП пневмоцилиндра.
Большинство точечных, рельефных и шовных машин имеют
пневматический привод рабочего хода верхнего электрода.
Пневматический привод используют в двух вариантах: с раз-
дельным регулированием давления воздуха р^ в верхней камере и
в нижней камере цилиндра. Усилие на электроде Р3 определяет-
ся при данном диаметре цилиндра разностью давлений воздуха/),
и р2 (рис. 5.33, а). Подобный привод позволяет получать большой
диапазон изменения Рэ (до 1 : 20), уравновешивая массу подвиж-
ных частей привода и обеспечивая, например, при максимальном
Р3 = 50000 Н и при минимальном Р3 = 2 500 Н.
В ряде машин применяется привод, в котором используется
воздух одного давления р<. (см. рис. 5.33, б). Привод имеет два диа-
пазона усилия на электроде Р3. первый (малые значения А,) обес-
печивается за счет разности площадей поршня в камерах А и Б
(работа с противодавлением), а второй (большие значения Рэ) —
когда выбрасывается воздух из камеры Б и действует усилие на
электроде Рэ, определяемое площадью поршня (цилиндра) и дав-
лением воздуха Pi в камере А. Привод с одним давлением воздуха
проще (требует только одного редуктора), однако имеет меньший
87
диапазон регулирования усилия на электроде Рэ и большее мини-
мальное усилие на электроде Рэ. так как усилие массы подвиж-
ных частей привода суммируется с усилием, создаваемым приво-
дом. Современные пневматические приводы сжатия с воротнико-
выми резиновыми уплотнениями поршня и штока имеют малые и
стабильные силы трения при соблюдении правил смазывания уп-
лотнений.
В ряде машин используют пневмодиафрагменные приводы сжатия
МТВ-8002-1, МШВ-7501. В таких приводах силы трения возника-
ют только в направляющих штоках. Они могут работать по схеме с
независимым регулированием давления воздуха р2 и Рз или по схеме
с одним давлением воздуха рг и р2. В приводе на рис. 5.33, в уси-
лия, создаваемые верхней и нижней диафрагмой, могут сумми-
роваться, так как имеют один общий шток. Например, в исход-
ном положении в камеры А и Б подан воздух давлением р2; за счет
разности рабочих площадей диафрагм обеспечиваются малые зна-
чения Рэ> затем в определенный момент времени воздух из каме-
ры Б выбрасывается и на шток действует усилие Рэ, определяемое
рабочей площадью диафрагмы в камере А и давлением воздуха р2
(большое сварочное усилие).
Усилие за счет воздуха давлением р{ в полостях В и Г в связи с
практически одинаковыми рабочими площадями диафрагмы на
шток не действует. Далее в соответствии с установленным циклом
сварки воздух с давлением р} из камеры Г выбрасывается в атмо-
сферу, и на шток действует так называемое дополнительное ко-
вочное усилие.
Достоинствами диафрагменного привода усилия являются ма-
лые силы трения и отсутствие смазки в камерах привода (необхо-
димо смазывать только уплотнение штоков), недостатками — от-
носительно небольшой рабочий ход (не более 25 мм) и некоторая
зависимость усилия на электроде Р3 от положения диафрагм в
камерах привода по высоте.
Современные приводы обеспечивают изменение усилия на элек-
троде Рэ за цикл сварки с постоянным и переменным усилиями
обжатия, сварки и проковки.
В конструкциях гидравлических приводов сжатия используют ци-
линдры с поршнем; их схема и работа практически не отличают-
ся от пневматических приводов. Питание гидравлического при-
вода производится от насосной станции, а рабочим телом, со-
здающим давление, является масло. Величина Рэ в гидравличес-
ком приводе регулируется изменением давления масла, посту-
пающего в гидроцилиндр. Схема гидравлического привода со-
стоит из насосной станции, гидрозолотника и гидроцилиндра
(рис. 5.34).
В пневмогидравлических приводах вместо насосной станции ис-
пользуют пневмогидропреобразователь, в котором сжатие жид-
88
Рис. 5.34. Гидравлическая схема привода сжатия электродов:
1 — бак; 2 — насос; 3 — электродвигатель; 4 — дроссель; 5 — манометр; 6 —
запорный клапан; 7 — ЭПК; 8 — гит родил и ндр; 9 — клапан; 70 — фильтр
ительным ходом верхнего электрода:
ползун; 2 — ходовой винт; 3 — гг 1
5 — шток; 7 — мембранный привод; 9 —
электродвигатель; 3 — с помощью трехкамерного пневмо цилиндра: 1 —
— регулирующее давление; рс — сетевое
давление; А4- В — камеры
Рис. 5.35. Схемы приводов с дополнр
а — с помощью электродвигателя: 7 —
8 — зубчатые колеса; 5 — подшипник;
2, 3 — поршни; 4 — верхняя полость; р
йка; 4,
шток;
89
кости (воды), подаваемой в гидроцилиндр привода сжатия, про-
изводится за счет усилия, создаваемого поршнем при подаче в
полость пневмогидропреобразователя сжатого воздуха. Усилие гид-
ропривода регулируется изменением давления воздуха, подавае-
мого в полость пневмогидропреобразователя через ЭПК от регу-
лятора давления воздуха.
Подвижный электрод (зажим) машин контактной сварки име-
ет рабочий ход (при сжатии деталей) и дополнительный ход, ис-
пользуемый при установке деталей и смене электродов. Оба эти
движения могут выполняться самим приводом сжатия (при нали-
чии пневмопривода) или комбинацией привода сжатия с элект-
роприводом.
Привод дополнительного хода с помощью электродвигателя 9
используется в сочетании с пневмодиафрагменным или пневмо-
гидравлическим приводом усилия (рис. 5.35). Вращение от двигате-
ля 9 через зубчатые колеса 8 и 4 передается винту 2, который с
одной стороны связан с гайкой 3, установленной на ползуне 1
привода усилия, а с другой — через упорный шариковый под-
шипник 5 со штоком 6. Таким образом, ползун 1 при вращении
двигателя 9 перемещается относительно штока 6 привода 7, со-
здавая дополнительный (установочный) ход, который использу-
ется при смене и зачистке электродов и поднятии верхнего элек-
трода для прохода свариваемых деталей большой высоты.
5.9. ПРИВОДЫ ОСАДКИ И ЗАЖАТИЯ СТЫКОВЫХ
МАШИН
В стыковых машинах с помощью механизмов осадки и зажатия
осуществляют перемещение подвижной плиты с подвижным за-
жимом во время подогрева, подачу плиты с требуемым ускорена -
ем во время оплавления, обеспечивают требуемое усилие во вре -
мя осадки. В зависимости от назначения машины применяют сле -
дующие механизмы приводов подачи и осадки: пружинные, вин-
товые, рычажные, пневматические, гидравлические, электроме-
ханические и комбинированные.
Пружинные механизмы подачи применяют в машинах для сварки
сопротивлением малой мощности. С помощью эксцентрика 3 под-
вижная плита / отводится в крайнее правое положение (рис. 5.36, о).
При этом пружина 4 сжимается. С помощью регулировочного вив -
та бустанавливается необходимое усилие сжатия пружины. Затем,
после установки свариваемых деталей в зажимных устройствах,
эксцентриком 3 освобождают плиту 1 и включают сварочный toil.
Давление пружины 4 воспринимается свариваемыми деталями, а
выключение тока происходит при нажатии регулировочного вин -
та 5 на конечный выключатель 2.
90
1
2
Рис. 5.36. Приводы осадки стыковых машин:
а -- пружинный: 1 — подвижная плита; 2 — конечный выключатель; 3 — экс-
центрик; 4 — пружина; 5, 6 — регулировочные винты; б — рычажный: I, 2, 4 —
рычаги; 3 — тяга; 5 — регулировочный винт; 6 — подвижная плита; в — кулачко-
вый (для контактной машины МСО-2008): 1 — пнеамоцилиндр; 2 — подвижная
плита; 3 — винт; 4 — толкатель; 5 — коп ирный ролик; 6 — кулачок; 7 — эксцен-
трик; 8, 9 — редукторы; 10 — ходовой винт; 11 — электродвигатель; 12 — вариа-
тор скоростей; 13 — пружина; 14 — шкив
Для перемещения подвижного зажима и осадки деталей при-
няют также устройство рычажного типа (рис. 5.36, б). При по-
।доте рычага 4 по часовой стрелке происходит перемещение под-
гжной плиты 6 через тягу 3 и рычаги 1 и 2. Осадку регулируют
[ тгом 5, который ограничивает ход рычага 4. В таких механизмах
^усматривается специальный путевой выключатель, который
ме
во
ВИ
ВИ
пр
91
отключает сварочный ток после достижения заданного переме- |
щения. ]
К недостаткам рычажных механизмов следует отнести непо- |
стоянство скорости перемещения плиты, зависящее от квалифи- 1
кации сварщика. |
В стыковых машинах для сварки с непрерывным оплавлением, 1
работающих в серийном производстве, где не требуется частого 1
изменения режима сварки, применяют электромеханические при- 1
воды перемещения и осадки. Такие механизмы могут быть автома- 1
тического действия, когда подогрев, оплавление и осадка произ- |
водятся без участия сварщика, либо полуавтоматического действия, 1
когда подогрев производят вручную рычажной системой, a on- 1
давление и осадку осуществляют автоматически. Необходимое пе- 1
ремещение подвижной плиты с заданными скоростями и ускоре- |
ниями в таких механизмах осуществляется с помощью кулачка, I
имеющего специальный профиль. Скорости перемещения плиты |
регулируют изменением скорости вращения кулачка с помощью I
вариаторов или электродвигателей постоянного тока. В таком при- I
воде (рис. 5.36, в) экцентрик 7, сидящий на валу редуктора 8, |
приводится во вращение электродвигателем 11 через клиноремен- I
ный вариатор 12. К торцовой части кулачка 6 прижат копирный |
ролик 5, укрепленный на толкателе 4. При вращении кулачка ро- I
лик обкатывается соответственно профилю кулачка и перемещает 1
толкатель и связанную с ним через винт 5 подвижную плиту 2. |
Регулировка расстояния между плитами производится с помощью 1
винта 3. Скорость вращения изменяется при перемещении карет- 1
ки с электродвигателем 11 с помощью ходового винта 10 с махо- 1
виком. При перемещении электродвигателя изменяется переда- I
точное число клиноременной передачи. ]
В таких механизмах включение и выключение сварочного тока
производится с помощью путевого выключателя, кинематически |
связанного с кулачком 6. Включать сварочный ток нужно перед 1
началом оплавления, а выключать — перед началом осадки. I
Достоинствами электромеханического привода подачи является |
простота и надежность, недостаток заключается в том, что он не 1
обеспечивает больших (свыше 20... 25 мм/с) скоростей осадки. Наи-
более универсальным является гидравлический привод, с помо- <
щью которого можно получить любые усилия осадки (до 100 000 Н
и более). j
Приводы зажатия стыковых машин предназначены для сжатия i
свариваемых деталей усилием, исключающим проскальзывание
последних в губках машины при осадке, и создания стабильного
электрического контакта при подводе сварочного тока к деталям.
Из конструкций зажимных устройств наиболее распространены
ручное рычажное устройство с пружинным приводом сжатия; экс-
центриковое ручное устройство; винтовое устройство.
92
Рис. 5.37. Зажимные устройства стыковых контактных машин:
а — эксцентриковые; б — винтовые; в — пневморычажные; г — пневмогидрав-
лические; / — эксцентрик; 2 — рукоятка; 3 — рычаг; 4 — губки; 5 — возвратная
пружина; 6 — винт; 7 — серьга; 8 — пне вменили ндр; 9 — пневмо гидроусили-
тель; 10 — масляный бачок; 11 — малый пневмоцилиндр
В качестве зажимных устройств в стыковых машинах широко
используют пневматические устройства прямого действия и ры-
чажно-пневматического типа (рис. 5.37).
Расход сжатого воздуха в таких устройствах определяется по
паспортным данным сварочного оборудования и в среднем со-
ставляет 35 м3/ч. Требования к параметрам сжатого воздуха следу-
ющие: давление на входе 0,65...0,7 МПа; глубина осушки (абсо-
лютная влажность) 1 г/кг.
Наряду с бесспорными достоинствами, пневмопривод облада-
ет существенными недостатками: требуются компрессорная стан-
ция, элементы воздухоподготовки, электропитание для управле-
ния клапанами. При выхлопе отработанного воздуха уровень шума
достигает более 85 дБ.
93
5.10. ЭЛЕКТРОМАГНИТНЫЕ ПРИВОДЫ СЖАТИЯ
н
с
о
я
д
я
л
л
с
и
Электромагнитные приводы сжатия (ЭПС) в последнее время 1
<одят все большее распространение, так как лишены всех недо- 1
itkob, присущих пневматическому приводу. Среди всего разно- |
эазия для контактных машин наиболее приемлемы ЭПС посто-
ного тока со втягивающимся якорем.
Для предотвращения ударного воздействия в конце хода якоря I
г контактных машин используют два приема: либо разрезают 1
зрь на две неравные части с регулируемым зазором между ними, |
5о применяют две катушки — одну для страгивания и передви- |
ния якоря, другую, силовую — для сжатия деталей. В результате j
товая характеристика ЭПС практически не зависит от хода якоря. 1
Электромагнитный привод сжатия (рис. 5.38) работает следую-
1М образом. При подаче постоянного тока в верхнюю часть ка-
Рис. 5.38. Электромагнитный привод сжатия контактных машин:
j - пружина возвратная; 2 — дополнительный якорь; 3 — основной якорь; 4 —
Ь гнитопровод; 5, б — катушки страгивания и силовая соответственно; 7 — шток;
<! 9 — нижний и верхний электрод соответственно; 5У — установочный зазор
С
тушки страгивания 5 магнитное поле, возбуждаемое в ней, воз-
действует на основной якорь 3, страгивает и перемещает его вместе
с дополнительным якорем 2 и штоком 7, верхним электродом 9
вниз, до легкого соприкосновения электрода с деталями, уста-
новленными на нижнем электроде 8. В этот момент включается
силовая катушка 6. При этом усилие сжатия деталей создается как
за счет изменения основного магнитного потока, протекающего
между конической частью якоря 3 и стопом в зазоре, так и за счет
изменения потоков рассеивания в зазоре между большей и мень-
шей частями якоря,
В качестве примера рассмотрим расчет ЭПС с использованием
следующих исходных данных:
род тока для питания катушки — постоянный;
величина тока в катушке I = 1... 10 А;
напряжение на катушке (номинальное напряжение вторичного
контура) (72н = 24...36 В;
тяговое усилие (сварочное давление) Р - 5 000 Н, усилие стра-
гивания 0,5Р;
вес подвижных частей привода (якоря, штока, гибких шин вто-
ричного контура контактных машин) подбирается конкретно под
каждую машину (например, для машины типа МТ-1206 2 = 700 Н);
установочный зазор между электродами (между стопом и флан-
цем статора) 5у = 6 - 10“3 м;
расчетный остаточный зазор между электродами в конце хода
сжатия (зазор, равный толщине одной детали в паре свариваемых
деталей) Др = 1,2- 10-3 м;
материал обмоточного провода — медь Ml;
допустимая плотность тока в проводе катушки j = 2 А/мм2;
допустимый режим работы ЭПС ™ ПВ = 50 %;
материал магнитопровода из точеной заготовки для якоря и
статора — сталь 10;
магнитная индукция материала якоря и статора В = 1,2 Тл.
Площадь сечения якоря
м\
о 2ц0Р _ 2-2тг-10-7-5000 7 1П-з
-------------------------"7'10 м'
Задавшись диаметром штока с/ш = 16 мм (рис. 5.39), определим
диаметр якоря
j _
“я ~~ 11
V 7Г
4-7-10-3 + л(1,6.10*2)2
я
= 100 мм.
Расчетная намагничивающая сила, которая будет возбуждаться
в обмотке силовой катушки при данном материале якоря и статора
и заданном остаточном зазоре между электродами Др = 1,2-10"3 м:
95
Рис. 5.39. Схема к расчету якоря:
7 — изолятор; 2 — якорь; 3 — катушка;
4 — шток; <7Ш — диаметр штока; —
диаметр якоря; £>„ — наружный диа-
метр катушки; — средний диаметр
катушки; — высота катушки; Ной —
ширина катушки; Дк — толщина изо-
ляции
„ Ядр 1,2-1,2-10~3 11<п
F = -—L ------Н--z— = 1 150и>.
ро 4л10 7
С учетом потоков рассеяния увеличиваем намагничивающие
силы в 1,4 раза (К = 1,4 —• экспериментальная величина) путем
увеличения числа ампер-витков в 1,4 раза:
Гф= FK = 1 150-1,4= 1 600w.
Определим наружный диаметр силовой катушки, увеличив ее
в Кк = 1,6 раз (наилучшее соотношение между da и 29н):
Da = = 100 • 1,6 = 160 мм.
Средний диаметр силовой катушки с учетом толщины изоля-
ции Дк = 1,5 мм
Л п Он-(/и-2Дк 160-100-2-15
Др = -----— = 160--------------- 132 мм.
Средняя длина витков в катушке
/CD = 7t£tD = л 132 = 400 мм.
’-Н
Приняв минимальный допустимый ток в катушке 1 А,
определим общее число витков в ней:
w= F*/I^= 1600/1 = 1600.
Чтобы найти сечение провода в катушке, определяем сопро-
тивление всей обмотки, задавшись = 24 В:
^тах - ^2и/Anin - 24/1 = 24 Ом.
96
Тогда сечение медного провода обмотки
=Р-7Г^ = 0,023 10-6^,16-— = 0,61 мм2 =0,61-10"6 м2.
-**тах 24
Диаметр провода обмотки
, Ж? 4-о, бью-6
rfnp = , —“ = J---2-------
V л V п
» 0,9 • Ю-3 м = 1 мм.
Ширина катушки
r Z)H-4-2AK 160-100-2-1,5 „
об = —2--;----- ------------— " 28 мм.
Высота катушки при К3 = 0,6
, So6w 0,64 • 1 600 ,п
а' = Т^ = Лл78'-60мм'
Мощность, потребляемая ЭПС при /тах = 10 А:
^тах = /тах^н = Ю 24 = 240 Вт.
Общая длина провода обмотки
£общ = Lcpw =0,4-1 600 = 640 м.
Масса привода
С = У^об46щ = 8,9- Ю3-0,64- 10~6' 640 = 3,6 кг.
Усилие страгивания при исходном установочном зазоре Зу
_ р • 1 600? 7-IO’3 - 4л - IO’7
I 5У J 2 - ’ ст 16-IO’3 J 2
При /= 5 А установочный зазор можно увеличить до 30 10-3 м.
Параметры статора — сечение, высота, фланцы для крепления
к контактной машине — выбирают конструктивно по диаметру
якоря, высоте и ширине катушки, материалу статора.
Высота якоря и сочленение со штоком выбирают конструк-
тивно исходя из высоты катушки и выбранной конструкции ста-
тора.
4 Банов
97
5.11. ЭЛЕМЕНТЫ П
РЕВМАТИЧЕСКИХ СИСТЕМ
ПРИВОДОВ СЖАТИЯ
: ревматическим управлением, напри-1
, рассчитанные на 150 переключений!
мент клапана (лидер) состоит из ка-]
Электропневматический клапан (ЭПК) предназначен для авто-
матического изменения направления воздуха в полостях пневмо-
цилиндра. В качестве ЭПК используют пневмораспределители с]
электрическим или электроп
мер КПЭМ-10 (рис. 5.40, а),
в минуту. Управляющий эле
тушки 7, якоря 2, возвратной пружины 3 и шарикового затвора 4.\
В исходном положении электромагнит лидера обесточен, шари-
ковый затвор перекрыт, дренаж клапана-лидера открыт. В управ-]
ляющие камеры 5, 75 сжатый воздух не поступает. Под действием]
пружины 10 штоки 9, 13 раздвинуты, клапаны 12 и 18 закрыты.]
Редуцированный воздух через открытый клапан 16 и штуцер 77|
поступает в нижнюю полос*ъ (НП) пневмоцилиндра, а верхняя]
полость (ВП) через штуцер <!?, открытый клапан 19 и глушитель 7]
сообщается с атмосферой, М: ~
нии электромагнита лидера по команде от реле времени шарико-1
вый затвор 4 открывается и
диафрагмы 6, 14 прогибаются и перемешают штоки 9, 13 к центру,
Машина готова к сварке. При включе-
пропускаст воздух в камеры 5,
19
17
16
5
6
7
8
ВП
НП
Сеть
0,5 МПа
12 3 4
9
10
11
12
13
14
15
Рис. 5,40. Схема элсктропне|вматических клапанов КПЭМ-10 (а) я
и К|ЭП-16-1 (0: I
3, 10 — пружины; 4 — шариковый затвор; 5,
18
От
редук-
тора
17
10
8
9
11
6
7
Сеть
0,5 МПа
18—^
12.
От \
редук-
тора;
Дренаж
2 3
ВП'
1 — катушка; 2 — я корь-заглушка:
15 — управляющие камеры; 6, 14-у диафрагмы; 7— глушитель выхлопа; 8, 11 —
штуцеры; 9, 13 — штоки; 12, 18
основные клапаны; 17 — штуцер фодачи редуцированного воздуха; ВП — верх-
няя полость;
— клапаны исходного состояния; 16, 19 —
НП — нижняя полость
98
дренаж клапана-лидера перекрывается шариком 4. Клапаны 16, 19
закрываются, а 12, 18 — открываются. Рабочий воздух через кла-
пан ]8 и штуцер 8 поступает в ВП, а НП через штуцер 11, клапан 12
и глушитель сообщается с атмосферой. Происходит сжатие дета-
лей.
В последнее время на контактных машинах конструкции завода
«Электрик» появились компактные и бесшумные пневмораспре-
делители фирмы «HERION» (Германия) и выпускаемые Симфе-
ропольским электромашиностроительным заводом быстродейству-
ющие распределители типа КПЭ-4-45 и КЭП-16-1 (рис. 5.40, б),
рассчитанные на 600 переключений в минуту. Для пневмоприво-
дов с программным изменением усилия используют электропнев-
матические преобразователи типа ЭПП-16. Для снижения шума
при выпуске воздуха из пневмоцилиндра через ЭПК современные
пневмоклапаны оснащают металлокерамическими глушителями
типа ГПЭ-16 или пористой перегородкой (глушитель ПТ-1).
Регулятор давления (редукционный клапан) предназначен для
регулирования и автоматического поддержания заданного давле-
ния на входе в ЭПК. Пневматический редуктор, например редук-
тор типа 122-16 (БВ-57-1), работает следующим образом (рис. 5.41).
Воздух из сети через отверстие 2 и клапан 13, отжатый пружиной 5,
поступает в выход 12 и через отверстие 11 — к ЭПК и в полость 10,
создавая давление на мембрану 4. При уменьшении давления на
входе 2, а следовательно, и в полости 10 мембрана прогибается,
увеличивая открытие клапана 13. Давление в полости 10 уравнове-
шивается пружиной 5 и регулируется винтом 6 и пружиной 5.
Клапан 8 служит для сброса воздуха из полости 10, если расхода
воздуха нет. В этом случае, бла-
годаря давлению в полости 10,
мембрана 4 с клапаном 8 под-
нимается, и сжатый воздух че-
рез отверстие 7 сбрасывается в
атмосферу. Клапан <? позволяет
изменить высокое давление на
низкое при отсутствии расхода
воздуха.
Рис. 5.41. Схема воздушного редук-
тора типа БВ-57-1:
1,5 — пружины; 2 — вход; 3 — толка-
тель; 4 — мембрана; 6 ~ регулиро-
вочный винт; 7 — отверстие сброса
воздуха; 8 — клапан сброса; 9 — по-
лость; 10 — манометр; // — отверстие;
12 — выход; 13 — клапан
99
Рис. 5.42. Схема дросселирующего
клапана типа КПД-1-1:
1, 4 — каналы входа-выхода; 2 — дрос-
селирующее отверстие; 3 — игла; 5 —
шариковый затвор; 6 — пружина; 7 —
регулятор
4
Рис. 5.43. Схема лубрикатора:
I — крышка; 2 — трубка; 3 — камера;
4 — винт; 5— отверстие; 6 — прозрач-
ная втулка; 7 — сужение канала; 8 —
канал для подачи воздуха; 9 — обрат-
ный клапан; 10 — стакан
Воздушный дроссель применяют для регулирования скорости
передвижения исполнительных механизмов при их рабочем и хо-
лостом ходе. Дросселирующий клапан при давлении воздуха более
50 кПа свободно пропускает воздух в одном направлении и тор-
мозит' его выход в противоположном. В дросселирующем клапане
типа КДП-1-1 (рис. 5.42), воздух, подаваемый в канал 4, отжима-
ет шарик 5 с пружиной 6 и свободно проходит в канал 1 и далее в
полость цилиндра пневмопривода. При обратном давлении возду-
ха шарик 5закрывает отверстие, и воздух вынужден выходить че-
рез дросселирующее отверстие 2, величина которого регулирует-
ся иглой 3.
Кроме описанных конструкций клапанов, дросселей и золот-
никое существует много других конструкций, основанных на этих
же принципах и нашедших применение как в станкостроении,
так и в контактных машинах.
Лубрикатор (распылитель масла) предназначен для автоматиче-
ского (смазывания подвижных частей пневматической аппаратуры
и исполнительных механизмов.
Луррикатор типа ЛП (рис. 5.43) состоит из крышки 1, внутри
которой проходит канал 8 с сужением 7. Перед сужением имеется
отверстие (закрытое обратным клапаном 9), соединяющее канал 8
100
1 — 2 капли на
в камеру 3 под
движении воз-
(эффект трубки
с внутренней полостью стакана 10 с маслом. Полость стакана со-
единена трубкой 2 с камерой 3, из которой масло ч грез отверстие 5
и прозрачную втулку б отдельными каплями стекает в узкую часть
канала 8, где и подхватывается проходящим воздухом. Количество
подаваемого масла регулируется винтом 4 и наблюдается через
прозрачную втулку 6. Расход смазки составляет
10 ходов поршня. Масло из стакана 10 поступает
действием разности давлений, образующейся при
духа в сужающемся переменном сечении канала 8
Вентури).
5.12. АППАРАТУРА УПРАВЛЕНИЯ КОНТАКТНЫХ МАШИН
ние последова-
[а сварки.
1ных машин, ав-
гексов програм-
Типавая аппаратура управления контактных машин — регулято-
ры цикла сварки, контакторы, прерыватели, гидрореле, термо-
реле, электропневматические клапаны, конечные выключатели,
ручные пульты управления и педальные кнопки -- выдает управ-
ляющие сигналы на коммутацию сварочного тока, его регулиро-
вание и стабилизацию, автоматическое обеспече;
тельности и длительности отдельных этапов цикл
Специальная аппаратура управления многоточеч
тематических линий и робототехнических компл
мирует работу загрузочных и разгрузочных механизмов, регуля-
Рис. 5.44. Функциональная электрическая схема контактной машины:
1 — вторичный контур; 2 — свариваемые детали; 3 — элекгропневматичсский
клапан; ТС — сварочный трансформатор; МПС — механизм
переключения сту-
пеней; КП — кнопка «Пуск»; РГ — гидравлическое реле
101
торов цикла сварки, производит пассивный
роль качества сварки, оценивает состояние сварочного оборудо-
вания.
На рис. 5.44 приведена типовая функ
или активный конт-
циона. 1ьная схема управле-
ния однофазной контактной машиной. Управ,
исходит следующим образом. Вручную при
или электромагнитного пускателя к машине^ подают питание от
сети, одновременно к машине подключают
давление воды в системе охлаждения машины
ется сигнальная лампочка срабатывания гидроцеле), машина го-
това к работе. По команде от кнопки «Пуск».
ство для автоматического регулирования цик,
РЦС-403. Предварительно регулятор цикла с
ется по продолжительности сжатия деталей пзред и после сварки,
по продолжительности сварки и паузя, по
регулирования тока. Регулятор цикла сварки
полнительным устройствам через функциоь
В данной типовой схеме команда на сжаТи:
пает через ЭПК — пневмоцилиндр; команда
через включающее устройство (например, тиристорный контак-
тор КТ-07) — переключатель ступеней транс
форматор; команда на отключение — все пец
ном порядке.
тение машиной про-
помощи рубильника
зоздух и воду. Если
достаточное (загора-
запускается устрой-
га сварки, например
варки программиру-
величине фазового ;
выдает команды ис- :
альную аппаратуру. ;
i; электродов досту-
па сварку поступает
форматора — транс-
ечисленное в обрат-
5.12.1. Включающие устронства
'вариваемые детали
чающее устройство,
то и вторичную об-
ств — прерывателей.
1ктор и синхрониза-
лючение контактора
Сварочный трансформатор передает на
электрическую мощность из сети через вклк
механизм переключения ступеней, первичн;
мотки трансформатора и далее через вторичг ый контур на элект-
роды и деталь.
Включающее устройство коммутирует (вк. точает или отключа-
ет) сетевое напряжение в контактной машш ,е при помощи про-
стейших контакторов или специальных ycrpoi
Прерыватель содержит соответственно конт
тор, которые обеспечивают включение и отг
в заданное время относительно фазы питаю] jero напряжения.
Различают три способа коммутации элек рической цепи кон-
тактных машин (табл. 5.3):
• механический — за счет силового поджат ля проводников друг
к другу (электромагнитные контакторы);
• за счет плазменной проводимости кон иктного зазора (иг-
нитронный контактор);
• полупроводниковый — за счет электрон:
водимости участка цепи (тиристорный конт!ктор).
ой и дырочной про-
102
Таблица 5.3
Способы замыкания электрической цепи контактной машины
Физический принцип способа замыкайия цепи Конструкторская схема замыкателя Условное обозначение замыкателя
Механическое контактирование: на воздухе в вакууме (герконы) о р
р - > - О- о
л
Через дуговой разряд о + 0 +
о УЭ te о—f— уэ L_ lLj
О —
Через полупровод- никовую проводи- мость о — УЭ 1 о _ « 1 УЭ9
р
7777777777 о j>!——о
р
о +
Примечание. УЭ — управляющий электрод; Р — усилие; п,р — проводимость
полупроводников.
В зависимости от способа подключения-отключения силового
напряжения и рода тока во вторичном контуре различают шесть
принципиальных электрических схем питания контактных машин:
• однофазное питание переменным током с электромагнитным
или механическим контактором (см. рис. 2.10, а);
103
однофазное п:
гтг.ние переменным током с игни
тиристорным полу синхронным контактором (см. ри
• однофазное питание переменным током с т
хронным прерыва'-ел
[ем (см. рис. 2.10, в);
трехфазное питание с тиристорным синхро
тока во вторичном контуре
однофазное питание с тиристорным синхро
тока во вторичном контуре
однофазное конденсаторное униполярное
лем и выпрямител
::м
лем и выпрямител
[дронным или
2.10, б);
НриОторным син-
нным прерывате-
: (см
1ННЫ
: (см
питание с тирис-
рис. 5.13, о); .
м прерывате-
рис. 5.13, б);
ом.
питания контактные машины вкдючают и от-
ной стороны трансформатора аси.
торным контактор
Во всех схемах
ключают с первию
синхронно.
В схеме с электромагнитным {или механическ,
ток включается и
вания энергии и ф
пользуется в некоторых точечных машинах ма^ой фощности и в i
некоторых стыковых машинах. В электромагнита!
Пуск» замыкается цепь низковольтной катушки :
IHXpOHHO или
0Т1
ер
чслючается асинхронно, без
вдевания полярностей. Таю
им)
строгого дозиро-
,ой контактор це-
контактором .
юм контакторе при
нажатии кнопки «
реле, которая замыкАет цепь контактора, подает| напряжение сети
380 В к первичной обмотке трансформатора через п|<
ступеней. Контактор
при отключении требует короткого времени отп
возвратных пружин.
В схеме с mupitcn.t
надежен в работе, но из-за
ереключатель
। гзования дуги <
i обр
|ускэ|, т.е. мощных :
•орным контактором полуечнхронной схемы J
питания ток вклк)ча|ется асинхронно, а отклюю
т.е. без дугообразования. Контактор состоит из
вкпоченных встречно-паралт ।
вательно с первичной обмоткой трансформатора
ристоров происходит при замыкании кнопки «
и гидрореле. Контакт гид^оре.
воды, протекающей через
нии тока до нуля,
двух тиристоров,
аетс
я при сниже-
но и последо- ;
збуждение ти-
:к» через плав-
фе замыкается
радиаторы тирис-
ель:
. Во
кий предохранитель :
только при давлении
торов, более 0,1 МПа.
В схеме с тиристорным синхронным прерывателем включение ‘
обеспечивается блоком управления, который о,
водит фазную регулировку напряжения в силов
ре. Прерыватели згип;
мени сварки от 0,02 ,
ричной работы тиристоров); автоматической стабилизации пита- ;
ющего напряжения в пределах 80 В; модулировании тока в диапа-
а ПСЛТ имеют блоки прогр;
до 2 с; синхронизации (обер
фнофэеменно про- 1
||ом т|рансформато-
аммйрования вре-
:спечения симмет- :
зоне 0,02...0,3 с.
В настоящее время серийно выпускают тири
ры типа КТ-07, -
11
и -12, в которых устранен
ные контакто-
ы основные недо-
стор
статки снятых с производства контакторов КТ-
игнитронные контакторы. Конт
просторами с повышенной циклостойкостью к
-1,
менявших ранее
комплектуются т
2, -3 и -4, за-
акторы КТ-07
104
VD1
Рис. 5.45. Электрическая схема тиристорного контактора КТ-11:
С1—СЗ — конденсаторы; RI—R6 — резисторы; 77 — силовой трансформатор;
Т2 — трансформатор; КО7— VD3 — диоды; VS1, VS2 — тиристоры; напря-
жение сети
критической скорости нарастания напряжения Т171-250 с воздуш-
ными охладителями 0181-80. Этими контакторами комплектуется
основной парк машин контактной сварки мощностью до 150 кВ А.
Для более мощных машин используют контакторы КТ-11 и -12
(рис. 5.45), комплектуемые тиристорами таблеточного исполнения,
соответственно типа Т2-320 и Т-500. Тиристор Т2-320 выпускается
с односторонним водяным охлаждением (охладитель ОМ-ЮЗ), ти-
ристор Т-500 — с двухсторонним водяным охлаждением с охла-
дителями ОМ-104. Для контроля температуры охладителей вместо
гидрореле типа РГС в контакторах КТ-11 и -12 применены термо-
реле на основе термобиметаллических слабовыпуклых сферичес-
ких мембран. Действие термореле основано на свойстве мембраны
скачкообразно изменять изгиб при достижении заданной темпе-
ратуры. В качестве термореле используют ДРТ-Б-60 с температу-
рой срабатывания (60 ± 5) °C и температурой возврата при охлаж-
дении (45 ± 10) °C. При срабатывании термореле размыкание кон-
тактов термореле происходит через толкатель, коромысло и кон-
тактную пружину. Для защиты контакторов от импульсных пере-
напряжений параллельно им включают варисторы.
Конденсаторное питание представляет собой разновидность пи-
тания с запасанием энергии в электрических конденсаторах в па-
узах между сварками, что позволяет снизить потребляемую мощ-
ность из сети в 10 раз по сравнению с непосредственным питани-
ем из сети. Другим достоинством конденсаторного питания явля-
ется стабильное тепловыделение при сварке изделий малой тол-
щины (до 0,1 мм). Силовая часть конденсаторного питания отно-
сительно проста. На рис. 5.46 для примера приведена схема пита-
ния, предназначенная для точечных конденсаторных машин.
Батарея конденсаторов КБ заряжается от выпрямителя ВП че-
рез повышающий трансформатор и балластный резистор R. Вклю-
105
Рис. 5.46,
Электричсская схема машине МТК-2001:
ВП — выпрямитель; К1> — конденсаторная батарея; КГ
реле времени; R — резистор; 77 — повышающий трансу *
форматоры управление; Т4 — сварочный трансформатор; VOl, VD2 — диоды;
VS2 — тиристоры; Uc — напряжение сети
— кнопка «Пуск»; РВ —
орматор; Т2, ТЗ — транс-
VS1,
чающим элементам зарядного тока является
на открытие от трансформатора Т2, связанного
с устройством фа|з
чающий команду
тиристор VS1, полу-
ной регулировки питающего напряжения. Ти-
ристор KS2 командует разрядом конденсатороЕ на сварочный транс-
манде реле времени РВ пр а нажатии на кнопку
VD1 создает более плавное нарастание свароч-
форматор Т4 по к
«Пуск» КП. Диод
:о
ного импульса. Диод 1'7)2 шунтирует ток обратной полярности,
предотвращая вы
:тпески.
5.13!.
.2. Управление циклом сварки
В производстве всегда успешно эксплуатируется аппаратура
управления циклом сварки коеттэктных маш ан нескольких поко-
поколению относится аппаратура типа РВЭ-7,
лений. К первому
ШУ-123, использующая релейно-контактнее элементы, радио-
лампы. Второе поколение типа РЦС-403 посту।
и типовых логичеошх элементах, облегчающие
Третье поколение'
использовании ко
зволивших существенно повысить точность й надежность аппара-
туры и уменьшит;, ее габаритные размеры в несколько раз. В конце
XX в. началась ра
четвертого покоп
оено на транзисторах
х ремоЕгг аппаратуры.
МС-24 базируется на
типа РВИ-801, РКС-801, Р
мпактных интегральных типовых микросхем, по-
зработка и внедрение в производство аппаратуры
'ения типа ККС-102 и РКМ-803, а также зару-
бежных систем типа PS-2000 (Германия),
использованием микропроцессорной элементной базы, алфавит-
но-цифровых дисплеев и стационарных ин л;
сварочного вторичного тока, позволивших е:
Т-222А (Япония) с
укционных датчиков
первые наблюдать за
106
>ПУСК.ф_^
• ф1 Фф2 •(!) <24 В
измеряемый
। :о$ф
РКМ-803
Рис. 5.47. Передняя
с сдаваемый
панель микропроцессорного регулятора цикла сварки
типа РКМ-803
реальной величиной сварочного тока и временем сварки в про-
цессе самой сварки.
орный ре улятор типа РКМ-803 (рис. 5.47) пред-
двления циклом сварки одно- и многопостовых
Микропроцесс
назначен для упр
контактных машин переменного тока. При наборе параметров ре-
жима сварки инте зфейс оператора позволяет манипулировать толь-
ко двумя кнопками. Двухсзрочечный алфавитно-цифровой дисп-
лей обеспечивает
отсчета времени
лируемых позиц
30... 100 %; рабочий диапазон сварочного тока 5... 25 кА при диск-
ретности регулирования 25
ент мощности машины, из
ния 1-го и 2-го токов, подсчитывает число проведенных сварок с
их сохранением при выклю1
ный режим сварки (число
ду импульсами 0--510 периодов.
' наглядно
тмпульса
ий 8; пределы фазового регулирования тока
is отображение информации. Точность
тока — один полупериод; число регу-
О А. Регулятор определяет коэффици-
;иеряет величину действующего значе-
ыении питания, обеспечивает импульс-
шпульсов 0 — 10) при интервале меж-
Контрольные вопросы
1. Как классифицируются контактные машины?
2. Каково отличие машин тля рельефной сварки от точечных машин?
3. Каковы основные компоновочные элементы контактной машины?
107
сопротивление вторичного контура?
ней трансформатора?
4. Каковы основные паспортные данные контактной машины?
5. Что такое вторичный контур контактной машины?
6. Какие вы знаете основные типы вторичных контуров?
7. Что такое специальные вторичные контуры контактной машины?
8. Для чего необходимо рассчитать
9. Какие вы знаете элементы сварочного трансформатора контактной
машины?
10. Каковы особенности трансформаторов контактной машины?
11. Для чего необходим ориентировочный расчет трансформатора для
контактных машин?
12. Что такое переключатель ступе
13. Каков эффект источников питшия контактной машины с проме-
жуточным звеном повышенной частоты?
14. Какие существуют виды электродов для контактной сварки?
15. Какова стойкость электродов для точечной сварки?
16. Какие материалы применяют для изготовления сварочных элект-
родов?
17, Каковы особенности электродов для рельефной, роликовой и сты-
ковой сварки?
18. Какие элементы контактной машины обязательно должны охлаж-
даться водой?
19. Что представляют собой три системы охлаждения контактной ма-
шины?
20. Каковы схемы разводки воды з контактной машине?
21. Каковы приводы сжатия точечных машин?
22. Каковы приводы осадки и зажатия стыковых машин?
23. Что представляют собой электромагнитные приводы сжатия?
24. Каковы особенности расчета э лектромагнитных приводов сжатия?
25. Каково назначение электропневматических клапанов?
26, Каково назначение регуляторе!
27. Какойо назначение лубрикатор!
28. Какие вы знаете способы включения контактной машины?
29. Какие вы знаете типы регуляторов цикла сварки контактной ма-
шины?
30. Как влияет полное сопротивление сварочного вторичного контура
на стабильность тепловыделения при
iB давления?
юв?
контактной сварке?
ГЛАВА 6
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
КОНТАКТНОЙ СВАРКИ
Под механизацией понимают замену ручных средств труда ма-
шинами и механизмами с применением для их действия различ-
ных видов энергии (механической, электромагнитной, тепловой).
Механизация — одно из главных направлений научно-техничес-
кого прогресса. Основные цели механизации — повышение про-
изводительности труда и освобождение человека от тяжелых, тру-
доемких и утомительных операций.
Автоматизация производства — процесс, при котором функ-
ции управления и контроля, выполнявшиеся человеком, переда-
ются приборам и автоматическим устройствам.
Главная цель автоматизации производства — повышение про-
изводительности труда, улучшение качества выпускаемой продук-
ции, создание условий для оптимального использования всех ре-
сурсов производства.
При появлении контактной сварки как высокопроизводитель-
ного способа получения неразъемного соединения стало ясно, что
без применения машин и соответствующей аппаратуры стабиль-
ное качество контактной сварки в принципе неосуществимо. По-
этому элементы автоматизации процесса сварки, изначально за-
ложенные в принципы работы контактных машин, стали залогом
явного преимущества контактной сварки перед электродуговыми
способами сваркй и основой при организации серийного и мас-
сового производства таких изделий, как автомобиль, магистраль-
ные трубопроводы и рельсовые пути, детали теле- и радиоэлект-
роники.
При рассмотрении принципов механизации и автоматизации
контактной сварки различают фактическую производительность
оборудования Пф = тф, машинную — Пн = тм и идеальную — Пи = тт
(при тх = 0 и тв = 0), где тф = ты + тв; тм = тт + тп; тф — фактическое
время изготовления детали, состоящее из машинного времени тм,
необходимого для выполнения основных операций сварки, и вре-
мени тЕ, потребного для вспомогательных операций по подаче
деталей к машине, установки в приспособление и под электроды,
перемещения при сварке, съема с машины, контроля, загрузки в
тару, зачистки от грата или выплесков; тп — время паузы; тт —
суммарное время прохождения тока и действия сжимающих уси-
лий; — время на опускание и подъем электродов.
109
I. НАПРАВЛЕ1
НИЯ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ
КОНТАКТНОЙ СВАРКИ
пр
ПС
НС
и.
й сварке сама сварка, ее машинное время не
бщзго времени изготовления детали, поэтому
М<
об
КС
кс
и
лг
нс
и
н<
п;
П1
тг
х<
CI
Hl
ри контактно!
ышает 10% о!
юить производительность труда при контактной сварке мож-
элько за счет обо
гоматизации в<
ля увеличения
инного време:
печивающие одновременную сварку нескольких точек, сты-
или швов.
фи выборе среде: j
актной сварки об:
ограмму выпу
[ри массовом про!
организуется
механизации
томатических
> процесса и обеспечения «безлюдных» технологий.
, серийном производстве, где изделия выпускают отдельными
иями, также иода
2>вки подобных изделий в отдельные партии. Для изготовления
[X партий разраба'
тзированные под
.ю и|х быстрой переналадки на одну из разновид-
: ВОЗМОЖНОСТЬ
сп<
п'
ни
фудования и приспособлений (механизации
:с могательных операций).
роизводительности труда за счет уменьшения
применяют многопозиционные машины,
в и способов механизации и автоматизации
язательно учитывают характер производства
ска изделий.
<1 зводстве, когда процесс изготовления изде-
поточному методу, стремятся к комплекс-
по
пут|ем создания специализированных агрегатов
линий с автоматизацией всего производствен-
ио применять поточный метод путем груп-
дывают специализированные агрегаты, ме-
бчные линии и робототехнические комплек-
31
н
р<
Ц
и
гей деталей в пределах данной партии.
Три индивидуальном производстве контактную сварку механи-
/ют за счет унив<
, универсальных
пистолетов, механизированных поддерживаю-
; устройств, пбво
Е!ТЗа.
। ди.Х,
юван
пых клещей и
и реального быстродействующего оборудова-
зборочных приспособлений, подвесных сва-
фотных консольных балок.
1дия и автоматизация контактной сварки про-
направлениях'.
,ие и повышение производительности всех
т
к
J целом механ
здит в следую
совершенств
ов контактных мфшин для точечной, шовной и стыковой свар-
л
с
механизация
под сварку н& ст
разработка хь
пений и кондукторов;
разработка м
гной сварки д
загрузочно-разгрузочных работ при подаче дета-
щионарных и многоточечных машинах;
ехавизированных сборочно-сварочных приспо-
г
hoi «позиционных машин и автоматов для кон-
етатей в массовом производстве;
создание механизированных поточных, автоматических ли-
i, робототехнических комплексов.
т
6.2. МЕХАНИЗИРОВАННОЕ ОБОРУДОВАНИЕ
К механизированному оборудованию относятся крупные сбо-
рочно-сварочные стенды, главные кондукторы, стапели, много-
электродные машины.
Сборочно-сварочные стенды предназначены для сборки и сварки
(прихватки) крупных пространственно сложных изделий в стацио-
нарном положении. Выполнены они в виде портала или двух-, че-
тырехстоечных каркасов с элементами фиксации и крепления ба-
зового подузла на нижней плите или подъемном столе. На поворот-
ных консолях каркаса или портала закреплены шаблоны или при-
способления для точного ориентирования или крепления боковых
и верхних частей изделия в пространстве относительно базовой его
части (корпуса железнодорожного вагона). Обычно на верху стенда
размещают источники питания и аппаратуру управления подвес-
ного сварочного инструмента: клещей, пистолетов (рис. 6.1).
Главные кондукторы предназначены для окончательного фор-
мирования геометрической основы крупного пространственно
сложного изделия (каркаса или кузова легкового автомобиля,
автобуса или вагона). Как правило, главный кондуктор выполня-
Рис. 6.1. Сборочно-сварочный стенд универсального типа:
1 — сварочные пистолеты; 2, 4 —- приводы верхнего стола; 3 — подвижные
верхние столы; 5— сварочная оснастка нижнего стола; 6, 7— подвижные нижние
столы
111
ют с открытым верхом для установки сверху подузлов изделия,
например основания кузова в сборе, боковин, крыши, передних
крыльев. В массовом производстве главный кондуктор может быть
оснащен встроенным основным сварочным оборудованием (сва-
рочные клещи, пистолеты и трансформаторы), которое работает
автоматически после окончания подсборки узлов.
Стапели применяют для обеспечения возможности вести сбор-
ку каркасов и обшивки судов, фюзеляжей летательных аппара-
тов, нецилйндрических резервуаров, т.е. изделий многометровой
высоты и длины.
Многоэлектродные машины классифицируют по следующим
признакам: по участию в поточном производстве — отдельно сто-
ящие и встроенные в автоматическую или полуавтоматическую
линию; по числу сварочных трансформаторов — с одним или не-
сколькими трансформаторами, многократно включаемыми в каж-
дом цикле машины (гидроматики, пневматики и электромати-
ки), и многотрансформаторные (рис. 6.2, 6.3); по типу привода
сжатия электродов — с гидравлическим, пневматическим, пнев-
могидравлическим приводом; по типу рабочего пространства —
горизонтальные, наклонные, вертикальные и трехмерные; по уст-
ройствам подачи изделия в рабочее пространство — с подъемным
столом, ручной загрузкой, тележкой и подъемным столом, меха-
Рис. 6.2. Однотрансформаторная схема многоэлектродной контактной
машины с последовательным зажатием пары электродов:
/ — гидрорас! [редслитель; 2 — масляный насос; 3 — пистолет; 4 — электрод; 5 —
1 сварочный трансформатор; б — контактор; 7 — распределительный блок
112
Рис, 6,3. ОднотрансфорМЕ торная схема многоэлсктродной контактной
машины с одновременным зажатием всех пар электродов и последова-
тельным пропусканием тока:
/ — пружина; 2 — электро;; ИК — игнитронный контактор; КР — каретка
распределителя тока; МН —
вижные контакты соответственно; ПС — переключатель ступеней трансформатора;
РВ — реле времени; РТ — распределитель тока; СТ — сварочный трансформатор;
ЭД — электродвигатель; ЭДР — реверсивный электродвигатель
масляный насос; НК, ПК — неподвижные и под-
нической рукой, наклонным столом; по числу позиций — одно-
позиционные и многопозиционные (проходные, карусельные, ба-
рабанные); по конструкции сварочных блоков (трансформаторы
со сварочными пистолетами или клещами) — жестко закреплен-
ные блоки, жестко закрепленные трансформаторы и качающиеся
или поступательно перемещаемые суппорты со сварочными ин-
струментами, блоки на
щаемых суппортах; по возможности переналадки
живаемые, переналаживаемые (многопредметные) и со сменны-
ми штампами; по конструкции станины — четырех- или двухсто-
ечные прессы, С-образн
поворотных или поступательно переме-
не пере нал а-
ые (консольного типа): одинарные и спа-
113
Рис. 6,4. Откр: тый стол многоэлектродной контактной машины:
- откидная рама; 3 — подъемник; 4 — гидроцилиндры
1 — основание; 2
репные, с открьтым верхом. На рис. 6.4 представлен открытый
стол многоэлекз родной контактной машины.
Четырехстое1 :ные сварочные прессы позволяют встраивать
ортные устройства и образовывать из нескольких
сквозные трансг
прессов автомат )ческие линии.
Отдельно сто
с подвижным с jo.TOM позволяют операторам загружать на при-
способление час
подавать детали I:
изготовленный ’ йел подается на следующую позицию и затем ав-
томатически c6}j'
собление возвращается на позицию загрузки.
Для агрегатир
пользуют карусе :ьные многопозиционные машины с поворотным
столом с приме
ных машин или
Многотрансф;рматорные С-образные прессы с односторонней
сваркой для удобства загрузки могут иметь отводимый в сторону
стол или стол с I
ных узлов, напр
арок заднего кол
ящие непроходные многопозиционные машины
ти свариваемого узла вне рабочей зоны, а затем
приспособлением в рабочую зону. После сварки
асывается в тару готовой продукции, а приспо-
ования позиции сборки, сварки и выгрузки ис-
[ением подвесных ручных клещей, многоточеч-
роботов с клещами.
одъемным вертикальным ходом. Для симметрич-
имер брызговиков переднего крыла, внутренних
:;са, применяют симметрично расположенные или
спаренные прес з
Наиболее со
эточечных машинах являются двухэлектродные
6.5) со встроенным пневмо цилиндром-трансфор-
ы.
ершенным оборудованием для односторонней
сварки на мнот
пистолеты (рис.
матором типа К-140 и автономные головки типа ГСК (головка
сварочная контг
кторная).
114
Применение автономных сварочных головок позволяет в ко-
роткие сроки монтировать установки для многоточечной сварки,
аналогичные многоточечным прессам, но более простые по ком-
поновке. Односторонний подход и компактность упрощают раз-
мещение головок относительно друг друга и свариваемого узла.
При их конструировании могут быть применены нормализован-
ные узлы: сварочные головки, консоли, колонны, поворотные
столы (рис. 6.6).
Рис. 6.5. Пистолеты и клещи для двухточечной односторонней сварки:
а — пистолет типа К-140; 1 — электроды; 2 — трансформатор-поршень; 3 —
пне в мо цилиндр; 4 — пружина; б — ручные пистолеты и клещи для ремонта
115
Рис. 6.6.
Сварочные установки с применением контакторной сварочной
головки:
1 — консольного типа; б — портального типа с подвижной тележкой; в, г —
вращающегося типа с неподвижными стойками; I — сварочные головки; 2 —
деталь
На ст арочных установках приведенных вариантов можно без слож- ;
яой переналадки осуществлять одностороннюю сварку большого ;
гисла типовых узлов. Применение таких головок позволяет создавать ]
зварочняе многоточечные установки с программным управлением.
Для прихватки и сварки деталей малой толщины (до 1 мм)
применяют ручные односторонние двухточечные пистолеты со
встроенным трансформатором. Усилие сжатия создает сварщик.
Усилие 1
передаю
каждого электрода выравнивается при помощи пружин,
щих усилие (см. рис. 6.5).
6.3. РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС
Мно 'оэлектродные машины, обладая большой производитель-
ностью, являются сложным и дорогим оборудованием, предназ-
наченным для сварки конкретных изделий. При изменении конст-
116
рукции изделий приходится вновь разрабатывать, изготавливать и
запускать в производство новые многоточечные машины. Чтобы
упростить многоточечные машины, их делят на группы, в каждой
из которой сваривают небольшое число точек. В целом несколько
групп многоточечных машин составляют комплекс. Но даже в этом
случае не всегда удается сварить все точки на многоэлектродных
машинах. Например, при изготовлении кузова легкового автомо-
биля вслед за линией многоэлектродных машин кузов поступает
на линию доварки, где с помощью ручных подвесных клещей
доваривают точки в труднодоступных местах. Сварка подвесными
клещами является тяжелой и монотонной операцией, особенно в
массовом производстве, поэтому в конце XX в. как за рубежом,
так и в нашей стране начали применять промышленные роботы.
Увеличение числа точек, свариваемых роботами, позволяет упро-
стить многоэлектродные машины и уменьшить их число в линии.
Наряду с универсальными роботами для точечной сварки приме-
няют специально разработанные сварочные роботы с большой гру-
зоподъемностью, несущие клещи со встроенным трансформато-
ром. Сварочные роботы имеют до шести степеней свободы, боль-
шую емкость памяти, позволяющей ввести в нее одновременно
несколько программ. Простота ввода программы обучения и на-
дежность ее работы позволяют специальным промышленным ро-
ботам успешно конкурировать с многоточечными контактными
машинами. Шарнирное крепление клещей на «руке» робота по-
зволяет сварочным электродам при их сжатии самоустанавливать-
ся относительно свариваемого изделия. К электрододержателям
клещей подведены гибкие токоподводы небольшой длины, малого
сечения и жесткости. Токоподводы подключены к жестким токо-
ведущим шинам вблизи места крепления кисти робота к руке. Ко
вторым концам жестких шин вблизи оси вращения руки подклю-
чены гибкие токоподводы от источника постоянного тока. В состав
источника постоянного тока входят трехфазный понижающий
трансформатор, выпрямительный блок, шкаф питания и управ-
ления с трехфазным тиристорным контактором и регулятором
цикла свайки.
ОАО «АВТОВАЗ» освоил выпуск трех типов промышленных
роботов для точечной сварки по лицензии фирмы «Кука» (Герма-
ния) — ПР 161/60, ПР601/60 и ПР 125/150, роботы рычажно-шар-
нирной конструкции, с тиристорными электроприводами постоян-
ного тока и микропроцессорным управлением СУР-101 (рис. 6.7).
Робот ПР601/60 грузоподъемностью 600 Н оснащен сварочными
клещами с прямолинейным или радиальным ходом электродов со
встроенным трансформатором (рис. 6.8), имеет шесть управляе-
мых осей и обеспечивает позиционирование клещей с точностью
±1,2 мм. На рис. 6.9 показаны схемы монтажа роботов и вспомога-
тельного оборудования к нему при расположении робота на вер-
117
+ Ось 6
Ось 2
Гис. 6.7. Промышленные роботы для контактной сварки:
а — :ипа ПР6О1/6О; б — типа ПР 161/60; в — роботы на линии сварки
118
Рис. 6.8. Клещи со ^строенным трансформатором для роботов:
а — С-образного типа; б — X-образ него типа
тикальной стене, на потолке и на полу. Рука робота поворачива-
ется вокруг вертикальной оси стойки основания на 320°. Границы
его рабочей зоны 1 100 ...2700 мм от вертикальной оси стойки и
до 3 000 мм по вертикали от плошадки крепления. В пределах рабо-
чей зоны могут быть запрограммированы до 1 000 точек позициони-
рования клещей. Позиционирование роботов ПР161/60 и ПР125/150
составляет +1 мм. В качестве источника сварочного тока использу-
ют выпрямитель, и сварка производится на постоянном токе. Опыт
применения роботов для точечной сварки показывает, что ис-
119
в
Рис. 6.9. Схем ы м
к^нуажа роботов и вспомогательного оборудования:
а — на вертикальной
4 —
роб<<
стене; б — на потолке; в — на полу; 1 — робот; 2 —
клещи; 5 — стойка исходного положения руки робота; 6 —
ом; 7— шкаф управления сваркой; 8 — установка зачистки
коммуникации; 3
пульт управления
электродов
120
пользование отдельного робота, как правило, малоэффективно.
Наибольший эффек ’ получается при общей механизации и авто-
матизации цеха иль участка с применением роботов или в случае
использования сварочного робота совместно со вспомогательны-
ми механизмами, об единенными общей схемой управления в сва-
рочный робототехнt ческий комплекс. Наибольший эффект дос-
тигается с использованием такого комплекса при сварке изделий
из небольшого числ^ относительно крупногабаритных деталей, со-
единяемых между обой большим числом точек, при этом уста-
новка деталей в кондуктор и съем готового изделия могут произ-
водиться как вручную, так и самим сварочным роботом. В этом
случае кисть робота < борудуется и клещами, и захватами для транс-
портировки детали.
6.4J АВТОМАТИЧЕСКИЕ ЛИНИИ
Автоматические линии сборки представляют собой комплекс
основного, вспомогательного и подъемно-транспортного обору-
дования, осуществляющего сборку изделий без непосредственно-
го участия человека, при этом сборка выполняется в определен-
ной технологической последовательности и с определенным рит-
мом. В синхронных поточных сборочных линиях объект передается
от одной позиции х другой одновременно или через краткие про-
межутки времени. Е этих линиях оборудование и рабочие позиции
жестко связаны транспортной системой и обеспечивают наивыс-
шую производительность при сборке изделий, содержащих, как
правило, значительное число деталей (более 80 шт.), а также в
условиях массового производства при программе более 100 тыс. шт.
В качестве примера многопоточной незамкнутой сборочно-свароч-
ной линии со смеша тным агрегатированием и жесткой транспорт-
ной связью рассмот )им автоматическую линию изготовления ко-
лес на ОАО «АВТ О: АЗ» с программой 5 млн шт. в год. Для произ-
водства такого количества колес на заводе,установлены три ли-
нии сварки, две лин ги окраски и четыре линйи ошиновки. Линии
могут переналажива ъся для выпуска различных типоразмеров ко-
лес для легковых ав гомобилей.
Технически i характеристика автоматической линии
сварки колес
Производительное! ь, шт./ч..........................720
Такт линии, с.......................................4,5
Номинальный диа> етр обода, дюйм..................11... 18
Максимальная ши] ина обода, мм..................... 180
Максимальная тол дина полосы, мм....................3,5
Номинальная монг ость стыковой
сварочной машинь , кВА..............................400
121
я м
Номинальна
машины, кВ-А
эщность многоточечной
Длина линир, л|[м ...
ММ
Ширина линии
530 + 530
..85 000
...9000
Процесс изготовления колес полностью автоматизирован и со-
стоит из пост
тель линии; прав)
едов
ike и резка ленты в размер; вальцовка обода; сварка
ст[ыка обода; фрезк;
>рвка
контроль и выгрузка с линии; отправка колеса на
е на
ектои в 5 шт. загружается в подвеску конвейера и
главный конвейер сборки автомобиля и на склад
ительных операций: загрузка рулона в накопи-
а грата со сварного шва обода; охлаждение обо-
обода; сборка обода с диском; точечная сварка
да; профилир
обода с диском;
фаску, дале<
кОлесо комгив
от правляется j
запчастей.
В процессе
ции транспортной желобами и автоматическими загрузчиками.
Для стыко
лкнг» (рис. 6.
Сварочные мыш|н|ы оборудованы загрузочными устройствами, ко-
рме подают
убки сварочнйх
ки — непрерывн
оплавление 8 мм
ка 60 кА; у<рил
На рис. 6.
ОБ
тс
в
тс:
на
изго
ошиновку, накачку и балансировку. Готовое
говления заготовка передается от станции к стан-
фог: <рварки обода в каждую линию фирмы «Кизер-
.10)
встроены по две сварочные машины AUSK-400.
обфд
1,
колеса в ориентированном по зазору положении
машин. Режим сварки следующий: способ свар-
[kt оплавлением; установочная длина 12 + 12 мм;
зсадка 6 мм; вторичное напряжение 6,8 В; сила
иф осадки 35 кН.
б показаны внешний вид стыковой машины и
[Ы
а,
процесс свар) си обода. После сварки обод подается автоматичес-
ким загрузчиком в гратосрезающую машину, а оттуда — в охлаж-
б участка профилировки. Горячие заготовки охлаж-
ым с
дтющий желе
ются струив 1
предварите ль^гс
наклонным Д|
сборки с диском
ДЕ]
ЛС
пособом 3%-ным эмульгированным маслом. Пос-
й формовки, профилировки и калибровки обод
||чным транспортером направляется на участок
енто
Д1я последующей точечной сварки. Диски с прес-
сового производств
вентильного отверстия и ручной подсборки диск
в
ордером колесо подают сначала на первую сва-
рочную машйну,
° отй<
«Otcnsener Eisenwerk» (Германия) — это четырех-
|укция, в верхней части которой закреплена кру-
1воротным венцом, на котором закреплены сва-
Клещи развивают усилие до 3 000 Н, питаясь от
После пробивки
запрессовывают:
шаговым граней'
вернуты на 45'
ная машина
стоечная кон
говая рама с
ва к участку подаются в таре автопогрузчиком.
обод на гидравлическом прессе усилием 10 т, и
а затем — на вторую, электроды которой раз-
осительно электродов первой машины. Свароч-
стр
по
ручные клеши.
дожития с рабочим давлением 1 МПа и ресивера
емкостью 4 000 л
компрессора
ре
сварочных
. Сверху на поворотном венце установлены четы-
трйг сформатора, что позволяет легко их заменять и
122
Сварка стыка обода-—------4----------— Подготовка обода-
о (резка ленты и вальцовка)
123
3ис. 6.11. Стыковая сварка обода кол :са:
а — вне
ни 1 вид стыковой машины для сварки обода; б —
процесс сварки обода
облег-;
тает cj ।
колесе
лесо у 1
вверх,'
верхне"
тия св
ет подход к элементам вторичного конту за. Машина рабо-
ощим образом. После остановки шаго зого транспортера
|дается в сварочные клеши подъемник
:р еется
ie^
кти
f
лу
ю
ом. При этом ко-
в подпружиненный клиновый уфор и сдвигает его
самфш поджимая электроды клещей
к внутренней по-
коле са. Вслед за этим срабатывает пневмопривод сжа-
юйных
клсщей, и по команде реле давления включается
а
питан! й сварочного низкочастотного однофазного трансформа-
Рис. 6.
а — схе
шине с
тока нг:
?. V стоят и к питания машины для точечной свирки с бода с диском:
а питан hi сварочного трансформатора в низкочастотной точечной ма-
т >ех
м;
з
разным мостовым выпрямителем; б — форма нм пул
астотной машины: А, В, С — фазы; VS1— VS12 — тиристоры; т,
время сварки; тп — время паузы
[усов сварочного
:СЙ
124
(при ПВ = 50% и частоте 12 Гц). В этом источнике тока силовые
выпрямители подают на первичную обмотку трансформатора крат-
ковременные импульсы выпрямленного напряжения различной
полярности длительностью до 0,2 с (рис. 6.12). Сварка произво-
дится импульсами модулированного тока по следующему режиму:
сварочный ток 22 кА; усилие сжатия электродов 2 500 Н; время
сжатия 0,8 с; длительность одного импульса тока 0,1 с; число им-
пульсов 5; пауза между импульсами 0,06 с; время проковки после
сварки 0,5 с.
Каждая сварная точка автоматически контролируется при по-
мощи реле энергии, установленного на машине. При этом в про-
цессе сварки измеряется произведение квадрата сварочного тока
на время сварки и сравнивается с эталонным значением, зало-
женным в память реле энергии. Колеса, изготовленные на режи-
мах, отличных от эталонных, заложенных в памяти реле давления
и реле энергии, бракуются и по отводящему желобу направляют-
ся на участок исправления брака. Годные колеса навешиваются
вручную на подвесной конвейер и передаются на линию окраски.
6.5. ТРУБОСВАРОЧНЫЙ КОМПЛЕКС «СЕВЕР»
Нефть, газ и продукты их переработки занимают ведущее мес-
то в энергетике нашей страны, а в экономике составляют 40%
валового национального продукта. В стране ежегодно добывают
миллионы тонн нефти и миллиарды кубометров газа. Большая часть
этих ресурсов расположена в труднодоступных районах. Весь до-
бытый газ и почти всю нефть транспортируют по трубам. Единая
газоснабжающая система страны — самая крупная в мире. Только
за последние 40 лет проложено 200 тыс. км магистральных трубо-
проводов. Затраты на сооружение системы магистральных газо-
проводов и ее эксплуатацию превосходят стоимость строитель-
ства БАМа, КамАЗа, АВТОВАЗа и Атоммаша вместе взятых. Не-
смотря на такие огромные затраты, трубопроводы — самый эко-
номичный вид транспортировки, который в 10 раз дешевле же-
лезнодорожных перевозок.
Одним из основных технологических процессов, определивших
темп сооружения магистральных трубопроводов, является сварка.
К настоящему времени уже сварено около 20 млн стыков труб
диаметром 325... 1 420 мм, работающих под давлением 7,5 МПа.
Наиболее совершенным способом сварки труб, как показала прак-
тика изготовления трубопроводов, является контактная стыковая
сварка методом оплавления. Дуговые способы сварки трубопрово-
дов имеют три основных недостатка. Во-первых, в процессе сварки
трубы необходимо поворачивать; во-вторых, стык необходимо про-
гревать перед сваркой до 200 °C кольцевыми газовыми горелками;
125
в-третьих, необходимо тщательно зачищать каждый предыдущий
шов перед каждым последующим (сварка многопроходная, 5 — 7
проходов). Для широкого внедрения высокомеханизированного
способа контактной стыковой сварки необходимо было обеспе-
чить устойчивое непрерывное оплавление одновременно по всему
периметру стыка трубы. На обычных стыкосварочных машинах до-
стигнуть устойчивого оплавления было невозможно, и это стало
большим препятствием при сварке труб диаметром свыше 600 мм.
С энергетических позиций для решения проблемы устойчивого
оплавления необходимо было выполнить три условия:
Ui max; coscp -> max; ZK 3 -> min.
Данные условия удалось выполнить путем параллельного под-
ключения девяти трансформаторов, расположенных симметрич-
но относительно свариваемых кромок. При этом трансформаторы
или охватывают свариваемые трубы, или располагаются внутри
трубы (см. рис. 5.10). Такие трансформаторы получили название
контурных, так как их форма повторяет форму контура сваривае-
мых деталей (трубы). Симметричное расположение вторичных об-
моток относительно трубы обеспечивает совершенно одинаковые
условия стабильного оплавления всего торца в стыке, как след-
ствие, качественное соединение. Первые стыкосварочные маши-
ны типа К-257 для сварки внутри труб диаметром 820 мм не мог-
ли перемещаться внутри трубы и не могли зачищать внутренний
грат. Для стыковки труб диаметром 1 420 мм с толщиной стенки
15... 19,5 мм был спроектирован и изготовлен комплекс «Север» с
внутритрубной сварочной машиной типа К-700, способной само-
стоятельно перемещаться в трубе и при этом зачищать внутрен-
ний грат. Комплекс «Север» обеспечивал до 10 стыков в час в
стационарных условиях на базе и 4 стыка в час — на трассе, что в
5 — 6 раз больше и в 10 раз качественнее, чем при ручной дуговой
сварке. Контроль качества сварки производился не с помощью
рентгена или гаммоскопии, как при ручной сварке, а по показа-
телям параметров процесса, которые во время сварки записывает
самописец. Такой простой метод контроля стал возможным бла-
годаря тому, что сварочная машина К-700 снабжена самонастра-
ивающейся кибернетической системой управления процессом свар-
ки разработки Института электросварки им. Е. О. Патона. Работа
системы основана на преодолении мерцательного характера из-
менения параметров стыковой сварки оплавлением путем исполь-
зования в качестве регулируемого параметра функциональной за-
висимости между энергией, выделяемой в стыке, и потребляе-
мым током (или зависимости между частотой пульсаций тока и
скоростью оплавления). Зависимости имеют экстремум (максимум).
Используя это обстоятельство, машину снабдили шаговым опти-
мизатором, работающим по принципу проб и ошибок. Оптимиза-
126
тор быстро выводит режим сварки на оптимальный и удерживает
его у точки экстремума в течение всего периода оплавления, не-
смотря на внешние возмущения. Поэтому комплекс «Север» стал
использоваться всепогодно и круглосуточно. Летом, когда тундра
непроходима для тяжелой техники, с помощью «Севера» в стаци-
онарных условиях на базе сваривают плети из трех двенадцати-
метровых труб, которые затем транспортируют на трассу и свари-
вают вручную. Значительным преимуществом стыковой контакт-
ной сварки оплавлением перед дуговой (ручной и автоматической
под слоем флюса) является меньшая зависимость качества свар-
ного соединения от температуры и влажности среды, что особен-
но важно для районов Крайнего Севера и Юга. При этом резко
сокращается (до 4 000 чел.) необходимость в высококвалифици-
рованных сварщиках-ручниках.
Рассмотрим более подробно особенности конструкторских
решений комплекса «Север» и элементы его механизации и авто-
матизации.
Комплекс включает в себя агрегат для зачистки внутренней
поверхности трубы у ее концов под сварочные башмаки с авто-
номной передвижной электростанцией мощностью 30 кВт; сва-
рочную контактную машину типа К-700; передвижную дизель-
электростанцию мощностью 1 000 кВт для сварки ЭСДА-1000; аг-
регат типа АНГ-141 с передвижной дизель-электростанцией
мощностью 30 кВт для удаления наружного грата.
Характеристика трубосварочного комплекса «Север»
Мощность сварочного трансформатора при ПВ = 30%, кВ - А.... 820
Сварочный ток, кА.................................... 100
Вторичное напряжение трансформатора, В................7,4
Сопротивление вторичного контура
при коротком замыкании, мкОм.........................13,5
Первичный ток в процессе сварки, А...................1500
Максимальное усилие осадки, Н........................4 000
Максимальное усилие зажатия труб, Н................ 12000
Скорость оплавления торцов труб, мм/с.............0,1... 1,5
Скорость осадки торцов труб, мм/с....................25...30
Маршевая скорость перемещения в трубе, мм/с...........500
Общее время сварки одного стыка, мин....................4
Максимальное число стыков в час на базе................10
Длина, м/масса, т, сварочной контактной
машины К-700........................................20/28
Длина, м/масса, т, электростанции ЭСДА-1000.........13/30
Длина, м/масса, т, гратоснимателя АНГ-141............7/29
Время удаления грата агрегатом АНГ-141, мин.............4
Ширина зачистки концов трубы под башмаки, мм......... 140
Время зачистки концов труб под башмаки, с..............90
Длина, м/масса, т, агрегата для зачистки концов труб.8/27
127
Рис. 6.13. Внутритрубная стыкосварочная машина К-700;
1 — головка подсоединения силового кабеля; 2 — механизм осадки; 3 — опорные ролики; 4 — контактные губки сваро
трансформатора; 5, 6 — насосные агрегаты гидравлической системы с электродвигателями; 7— устройство для удаления вну
него грата; 8 — ходовой механизм с опорными роликами
128
Внутритрубная стыкосварочная машина К~ 700 (рис. 6.13) — круп-
нейший в мире комплексный многофункциональный агрегат, спо-
собный самостоятельно передвигаться внутри трубы, стягивать и
центрировать стыки двух труб, соединять их стыковой сваркой
оплавлением и удалять внутренний грат в горячем состоянии. Для
выполнения этой сложной работы машина снабжена контурным
трансформатором (см. рис. 5.10, б); центратором соосности соеди-
няемых труб; механизмом зажатия и осадки труб; приводом пере-
мещения машины внутри трубы; резцовыми головками для сня-
тия грата внутри трубы; кабельной штангой длиной 12 и 24 м для
подсоединения к полевой электростанции; гидроприводом с на-
сосной станцией и гидроцилиндрами зажатия, оплавления и
осадки.
Контурный трансформатор (рис. 6.14) сварочной машины об-
ладает низким сопротивлением короткого замыкания (13,5 мкОм)
и небольшой массой на единицу мощности (0,35 кг/кВ А). Транс-
форматор расположен в зоне свариваемого стыка на центральной
трубе, состоит из девяти одинаковых секций шихтованного стерж-
невого магнитопровода 2 со своей первичной 3 и вторичной 1
обмотками. Секция в сборе залита эпоксидным композитом и не
забрызгивается выплесками металла из зоны сварки, так как ос-
Рис. 6.14. Сварочный контурный трансформатор машины К-700:
I — вторичная обмотка с контактными губками; 2 — магнитопровод; 3 — пер-
вичная обмотка; 4 — наконечник; 5 — медные кольца
5 Банов
129
новная масса выплеска направлена наружу. Первичные 3 обмотки
секций соединены параллельно, вторичные 7 в сборе представля-
ют собой тороид, замыкающийся через стык соединяемых труб.
Для предотвращения перехода процесса оплавления в короткое
замыкание машина снабжена автоматическим регулятором ско-
рости оплавления. При внезапном уменьшении напряжения в ис-
кровом промежутке сближение кромок и сварка прекращаются.
Механизм зажатия, оплавления и осадки. Несущим элементом
механизма зажатия, оплавления и осадки (рис. 6.15) является цен-
тральная труба 16, внутри которой проходят электрические и гид-
равлические коммуникации. На трубе установлены тележки зажа-
тия 9 и 20, сварочный трансформатор 19 и тележка оплавления и
осадки 13. Все тележки снабжены роликами И и 14, с помощью
которых тележки перемещаются вдоль оси трубы по направляю-
щим 12, закрепленным на трубе. Тележки зажатия с помощью
шарниров 8 и шатунов 7 связаны с рычагами 2 (по 18 шт.), на
которых укреплены стальные рифленые башмаки 4 и токоподво-
дящие медные пластины 6. Медные пластины гибкими медными
шинами 5 подсоединены ко вторичному витку 18 сварочного транс-
форматора 19.
При подаче жидкости в поршневые области цилиндров 7 и 17
рифленые стальные накладки и медные башмаки плотно прижи-
маются к свариваемым трубам следующим образом. При подаче
Рис. 6.15. Механизм зажатия, оплавления и осадки труб машины К-700:
/, 17 — цилиндры зажатия; 2 — зажимный рычаг; 3 — опора-синхронизатор; 4 —
башмак; 5 — медная шина; 6 — медная пластина; 7 — шатун; <?, 10 — шарниры;
13 — тележка оплавления и осадки; И, 14 — ролики; 12 — направляющие; 13 —
цилиндр осадки; 16 — центральная труба; 18 — вторичный виток трансформатора;
19 — сварочный трансформатор; 9, 20 — тележки зажатия
130
жидкости в поршневые области цилиндров 1, 17 их штоки остают-
ся неподвижными, а корпуса цилиндров, закрепленных на те-
лежках 9 и 20, сближаются вместе с тележками. Это движение
через опоры-синхронизаторы 3 и шатуны 7 передается зажимным
рычагам 2. Рычаги поворачиваются вокруг шарниров 10, прижи-
мая рифленые накладки и медные башмаки к внутренней поверх-
ности труб. Для разжатия башмаков, т.е. разведения тележек 9 и
20, жидкость подают в штоковые полости цилиндров 1 и 17.
Привод {блок} перемещения обеспечивает передвижение всей ма-
шины внутри трубы, срезку внутреннего грата и установку мед-
ных башмаков симметрично свариваемому стыку. Узлами привода
(рис. 6.16) являются электродвигатель 6, раздаточная коробка 5,
червячные редукторы 16, карданные валы 12. Привод обеспечива-
ет движение машины со скоростью 0,05...0,5 м/с на подъемах до
15°. Червячный редуктор содержит червячный вал и две червяч-
ных шестерни, на осях которых насажены приводные колеса 75.
Корпуса червячных редукторов шарнирно соединены с корпусом
центратора 9, который прикреплен к корпусу раздаточной короб-
ки 4. Центратор имеет ползун 10, который взаимодействует с дву-
плечными рычагами 14 корпусов червячных редукторов, постоян-
но прижимая приводные колеса 15 к поверхности труб. На дву-
плечных рычагах 14 помимо приводных колес 75установлены цен-
трирующие ролики 13, которые прижимаются концевым гидро-
цилиндром 11. Ползун 10 прижимается пружинами 8 с усилием
300 кН. Усилие зажатия пружин регулируется гайкой 7.
Внутренний гратосниматель (рис. 6.17). Гратосниматель состоит
из 18 отдельных резцовых головок, расположенных по винтовой
линии с углом 15°, и обеспечивает последовательное удаление
внутреннего грата, которое производится в горячем состоянии
через 15...20 с по окончании сварки во время движения машины
внутри трубы со скоростью 5 мм/с. Каждая резцовая головка со-
стоит из корпуса 3, рычага 4, правого и левого резцов 8, передне-
го копирного ролика 1, двух задних роликов 5, шарнира 2, гидро-
цилиндра 6, основания 7. В стальном корпусе 3 смонтированы на
подшипниках и осях передний широкий ролик 7 и два задних
ролика 5, а также два резца 8, расположенных друг к другу под
углом 15°.
Агрегат для снятия наружного грата (рис. 6.18) состоит из на-
ружного гратоснимателя 9, который подвешивают на стрелу тру-
боукладчика и соединяют с автономной электростанцией 3. Кор-
пус гратоснимателя разъемный, состоит из двух половин 10 и 12,
соединенных осью 7. Каждая из половин шарнирно соединена со
штоком гидроцилиндра, с помощью которого они раскрываются.
В закрытом состоянии половинки фиксируются гидрозамком 77.
На корпусе половинок по круговым направляющим и зубчатому
венцу перемешаются две диаметрально расположенные тележки 8
131
;нтрирования и перемещения машины К-700 в трубе:
шестерни; 4, 5 — раздаточные коробки; 6 — электродвига-
пружина; 9 — центратор; 10 — полз™; 11 —
Рис. 6.16. Блок це
1 — пробка; 2, 3 —
тель; 7—
12 — прир
гидроцилиндр;
'айка; 8 —
од вращения колес (карданный вал); 13 — центрирующий ролик; 14 —
рычаг; 15
— приводное колесо; 16 — червячный редуктор
132
и 13. Тележки оснащены механизмами перемещения вдоль стыка
и вращения режущего инструмента.
Гратосниматель (рис. 6.19) имеет следующую конструкцию. На
плите 8 установлены электродвигатель 11, редуктор 20 и вал 23,
которые соединены муфтами 21 и 22. Вал 23 смонтирован на опо-
рах качения в корпусе 25 и несет зубчатое колесо — шестерню 24,
которая обеспечивает перемещение тележки вдоль стыка. С помо-
щью кронштейнов 12, 13 и оси 19 на корпус навешивается фре-
зерная рама 17, которая связана с плитой 8 дополнительными
пружинами 3. На фрезерной раме ^/установлены шарнирная пли-
та 16 с электродвигателем 75 и несущим шкивом 14 и копирное
устройство 7 с роликом 6. В корпусе 2 смонтирован на двух опорах
качения вал 5 с трехступенчатой торцовой фрезой 4. Режущий
Рис. 6.17. Модуль внутреннего гратоснимателя:
1, 5 — копирные ролики; 2 — шарнир; 5 — корпус; 4 — рычаг; 6 — гидроци-
линдр; 7 — основание; S — резцы
133
Рис. 6.18. Агрегат для снятия наружного грата на трубе:
1 — тяг. ч; 2 - аппаратный шкаф; 3 — электростанция; 4- 6 подъемники; 7 —
ось; 6, . 3 — тележки гратоснимателя; 9 — гратосниматель; 10, 12 — половинки
гратос нимателя
134
Рис. 6.19. Гратосниматель:
/, 6, 9, 10 — ролики; 2, 25 — корпуса; 3 — пружина; 4 — торцовая фреза; 5, 23 —
валы; 7 — копирное устройство; 8 — плита; 11, 15 — электродвигатели; 12, 13 —
кронштейны; 14 — несущий шкив; 16 — шарнирная плита; 17 ~~ фрезерная
рама; 18 — подъемный ролик; 19 — ось; 20 — редуктор; 21, 22 — муфты; 24 —
шестерня
135
tz
9
8
О о
= d
о о
3 2 1
а
11
19
12 “
а '•
4(;
пф
Рис. 6.20. Машина для зачистки концов труб: ;
- механизм зачистных головок: 1 — упор; 2 — демпфер; 3,7— гидроцилиндры; ?
- ротор; 5 — электродвигатель; 6— зачистная головка; 8 — мотор-редуктор; 9 — J
1ьт; б — гидравлическая схема: 1,2~ гидроцилиндры; 3 — реле давления; 4—1
др >рсель; 5 — гидрораспределитель; 6 — переливной клапан; 7 — фильтр; 8 — I
9 — муфтовый кран; 10 — насос; 11 — обратный клапан; 12 — манометр j
б:
и
Б
Р
И
и
д
ч
В
К
Р
Л
N
Д
(струмент представляет собой фрезерную головку, которая при- Я
дится во вращение от электродвигателя 75 клиноременной не- Я
дачей. Фрезерную головку изготавливают из пластин марок Т5К10 Я
и ВК8. Такие фрезы работают при скорости резания 500 м/мин Я
[Дубине резания 15 мм. Электродвигатели тележек питаются от Я
дельной электростанции мощностью 30 кВт. Управляет грато- Я
с имателем с переносного пульта оператор. Я
Агрегат зачистки концов труб под медные башмаки состоит из Я
з; чисткой машины, которую подвешивают на стреле трубоуклад- Я
[ка и автономной дизельной электростанции мощностью 30 кВт. Я
качестве зачистных инструментов используют иглофрезы — ме~ Я
т длические щетки, набранные в тугой кольцевой пакет из тон- Я
|й проволоки повышенной твердости. Чтобы иглы в процессе Я
боты не выпадали, концы их с противоположной стороны скреп- Я
ют сваркой. Зачистку от ржавчины и окалины производят до Я
таллического блеска поверхности трубы. Все механизмы зачист- Я
н >й машины (рис. 6.20, а) смонтированы на специальном упоре 1 Я
мпфером 2, который ограничивает ее вхождение в трубу. С од- W;
н >й стороны на упоре закреплен ротор 4, по окружности которо- *
равномерно расположены четыре зачистные головки 6 с элек-
Одвигателями 5. Гидропривод машины (насос, бак для жидко-
и, гидроаппаратура) и аппаратный шкаф смонтированы на упо-
г
т
с
6
ре-демпфере 1. Каждый из гидроцилиндров 7 одним концом зак-
реплен на роторе, а вторым — на зачистной головке шарнирно,
что обеспечивает введение ее в рабочее положение и возвращение
в исходное. Ротор приводится во вращение от мотор-редуктора 8.
Фиксируют зачистную машину в зачищаемой трубе гидроцилин-
дром 3. На противоположной стороне упора-демпфера смонтиро-
ван пульт 9. С пульта управляют электродвигателями вращения
ротора и зачистных головок, а также гидроаппаратурой. Привод
иглофрез включается нереверсивным пускателем, а двигатели
привода — реверсивным. Для отключения агрегата в случае корот-
кого замыкания установлены предохранители.
Принципиальная гидравлическая схема агрегата представлена на
рис. 6.20, б. Фиксация машины на трубе осуществляется с помощью
гидроцилиндров 7, а поджатие зачистных головок к трубе — гидро-
цилиндрами 2. Дроссели Урегулируют скорость перемещения зачи-
стных головок, а реле давления 3 обеспечивает усилие их прижатия.
Управление работой гидроцилиндров 7, 2 осуществляется с по-
мощью гидрораспределителя 5. Рабочую жидкость подает насос 10
из бака 8 через муфтовый кран 9. После достижения в гидравли-
ческой системе заданного давления срабатывает переливной кла-
пан 6 и рабочая жидкость поступает на слив в бак через фильтр 7.
Кабельная штанга представляет собой трубчатую конструкцию
длиной 12... 24 м, внутри которой проходят электрические силовые
кабели, провода для питания электродвигателя перемещения, про-
вода питания цепей управления, шланги для гидропитания от ава-
рийной насосной станции (при отказе гидронасоса самой машины).
Работа комплекса «Север» (рис. 6.21) происходит следующим
образом. Трубы или секции труб в начале работы укладывают тру-
Рис. 6.21. Комплекс «Север» для стыковой сварки трубопроводов:
1 — агрегат для снятия наружного грата; 2, 3, 5, — трубоукладчики; 4 — агрегат
для зачистки концов труб; 6 — тракторы-тягачи; 7 — вспомогательные электро-
станции; 8— передвижная электростанция; 9 — пульт управления; 10— сварочная
машина К-700; 11 — бульдозер
137
I
i
на внутрен-
боукладчиком вдоль трассы. При помощи агрегата 4
ней поверхности труб с двух сторон зачищают до металлического
блеска пояски под контактные башмаки сварочной машины. Тру-
боукладчиком 3 зачищенную трубу подают к нитке тр
в которую предварительно размещают сварочную машину 10. В ма- |
шине один из цанговых зажимов разжимают вблизи к рая трубной ]
плети. Затем от штанги отсоединяют быстросъемный р;
никациями питания. Привариваемую трубу надевают на штангу I
и переднюю часть машины. К штанге вновь подключают через 1
разьем коммуникации питания и управления. Трубы стыкуют и 1
центрируют с помощью сварочной машины 10. Зазор между торца- |
должен быть равномерным по периметру и не прею
убопровода, i
азъем с ком-
му)
;ышать 7 мм,
[|ап1ины. При з
ми
Спустя 10... 15 с после сварки включается самоход м
передвижении машины со скоростью 5 мм/с происходит срезание
внутреннего грата в горячем состоянии. Через 4 мин
чания сварки, когда стык остынет до 300 °C, трубоукл;
нимает конец сваренной нитки для укладки под нее
после окон- J
адчик 3 под- j
лежки-под- |
порки. Оператор включает двигатели самохода сварочной маши- |
, которая начинает передвигаться внутри трубопровода с мар- |
вой скоростью 500 мм/с к очередному стыку. В это
-тягач /перемещает электростанцию весом 30 т к
ны.
ше,
тор
стыку. Для обеспечения проезда агрегатов комплекса вдоль трассы |
рельеф местности планируют бульдозеры 77. Комп ле
ватт бригада из 12 чел. и трех трубоукладчиков.
время трак-
очередному
кс обслужи-
Контрольные вопросы
1. Какова роль механизации производства?
2. Какова роль автоматизации производства?
3. Каковы пути механизации и автоматизации контактной сварки?
4, Что такое главный кондуктор?
5. Что такое многоточечная контактная машина? ]
6. Какие существуют автоматические линии для контактной сварки? .
7. Каковы особенности линии сварки колес? з
8, Каковы особенности трубосварочного комплекса «Север»?
9. Как осуществляется организация контроля качества на автомати-
ческих линиях?
ГЛАВА 7
ТЕХНОЛОГИЯ КОНТАКТНОЙ СВАРКИ
Типовая технология контактной сварки включает в себя следу-
ющие основные операции: подготовка поверхностей; сборка; при-
хватывание; сварка; последующая обработка; контроль качества. Вы-
бор оптимальной технологии предопределяется исходными данными:
программой изготовления деталей;
конструкцией деталей: ее материалом, толщиной, габаритны-
ми размерами;
видом сварки, предусмотренным чертежом детали;
выбором средств производства.
7.1. ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ
Выбор оптимального способа сварки. Наибольшую сложность при
разработке технологии сварки представляет выбор конкретных
конструкторско-технологических признаков способа сварки данных
деталей, так как на чертеже детали указывается только вид сварки
(Кт, Кш, Кс), а оптимальность технологии зависит от грамотно-
го выбора способа сварки. Для облегчения такого выбора удобно
руководствоваться классификацией, представленной в табл. 7.1.
С позиций приведенной классификации способ контактной
сварки как обоснованный технологический процесс представляет
собой сочетание вида контактной сварки и всех конструкторско-
технологических признаков. Поиск и выбор оптимального спосо-
ба контактной сварки данных деталей начинается с анализа и кри-
тики базового способа, т.е. способа, наиболее широко применяе-
мого в производстве для сварки данных деталей на момент анали-
за. Затем каждая подгруппа признаков проверяется на техничес-
кую осуществимость. Из всех возможных способов выбирается тот,
который при условии обеспечения качества сварки обладает наи-
более высоким положительным эффектом по сравнению с базо-
вым. Например, для крепления ушка к корпусу алюминиевого ведра
с толщиной стенки 1 мм, предназначенного для бытовых целей,
учитывая сложности сварки алюминиевых сплавов, вместо клеп-
ки был выбран следующий способ: соединение контактной то-
чечно-релъефной сваркой на постоянном токе, с модулированием
его переднего и заднего фронта, одним импульсом, без предвари-
139
Таблица 7.1
Классификация конструкторско-технологических признаков
контактной сварки
Группа признаков контактной сварки Подгруппа признаков
Род сварочного тока Постоянный, переменный
Форма импульса тока Неизменная, модулированная, программированная
Место подвода тока Одностороннее, двухстороннее, смешанное
Число импульсов тока Один, несколько, много
Число одновременно свариваемых точек Одна, две, много
Характер нагрева металла До пластичности, до расплавления, смешанное
Характер сжатия Постоянный, с проковкой, программный
Степень деформации Нормативная, бесследная
Подготовка поверхности Без подготовки, с подготовкой, рельефная
Жесткость режима Жесткий, средний, мягкий
тельной подготовки поверхности, с двухсторонним подводом тока,
при постоянном сжатии, одновременной сварке трех точек-рель-
ефов, на жестком режиме, с введением ультразвуковой энергии
под электроды для зачистки сжатых ими деталей непосредственно
перед импульсом сварки.
Выбор средств производства. К средствам производства при
контактной сварке относят:
оборудование для подготовки поверхности;
приспособления для обеспечения точности сборки-сварки;
электроды и вторичный контур для подведения тока к детали;
сварочное оборудование с оптимальным вторичным контуром;
устройства для механизации и автоматизации подготовитель-
но-заключительных и сборочно-сварочных операций;
оборудование для доводочных операций после сварки (правиль-
ное, механической обработки, термообработки, антикоррозион-
ной обработки);
аппаратуру для активного и пассивного контролей;
140
алгоритмы производства — технологические карты, содержа-
щие параметры режима сварки, последовательность операций,
нормировочные данные.
Подготовка поверхностей деталей. К подготовке поверхностей
относят удаление поверхностных пленок и загрязнений. Необхо-
димость подготовки поверхности деталей под контактную сварку
обусловлена тремя требованиями: в контакте электрод —• деталь
должно быть минимальное сопротивление; в контакте деталь-
деталь должно быть постоянное, стабильное сопротивление; поверх-
ности деталей в плоскости контактирования и сварки должны быть
ровными и согласованными.
Выбор конкретного способа подготовки определяется матери-
алом детали, исходным состоянием их поверхностей, характером
производства. Для штучного и мелкосерийного производства не-
обходимо предусмотреть операции правки, рихтовки, обезжири-
вания и травления. В условиях серийного, крупносерийного и мас-
сового производства, где заранее обеспечивается высокое каче-
ство поверхностей исходных материалов в заготовительных и штам-
попрессовых производствах, вопросы подготовки поверхностей в
сборочно-сварочном производстве отпадают. Исключение состав-
ляют детали из алюминиевых сплавов, требующих свежеобрабо-
танных поверхностей с пролеживанием после обработки не более
чем 3 ч. Достаточно объективным параметром качества подготов-
ки поверхностей деталей является величина контактного сопро-
тивления, которое легко проверяется на данных сварочных ма-
шинах при помощи микроомметра Ф415. Для сталей значение кон-
тактного сопротивления более 200 мкОм свидетельствует о нека-
чественной подготовке поверхностей, что приведет к перегреву
электродов, к подплавлению поверхностей деталей, их продавли-
ванию и появлению выплесков.
Сборка под сварку. Сборка должна обеспечить точную установ-
ку деталей относительно друг друга и их фиксацию перед свар-
кой; это достигается с помощью элементов сборочно-сварочной
оснастки (упоров, фиксаторов, установочных пальцев, техноло-
гических отверстий) или кондукторов (шаблонов). Накладные кон-
дукторы базируют по наружному или внутреннему контуру свари-
ваемых деталей, по отверстиям, приливам, пазам.
При разработке конструкции оснастки необходимо руковод-
ствоваться следующими общими правилами проектирования:
• установочные базы приспособлений необходимо совмещать с
поверхностями, обработанными по достаточно высокому классу
чистоты. Схема базирования должна обеспечить достаточно лег-
кий съем и установку собранного или сваренного узла;
необходимо обеспечивать свободный доступ к местам крепле-
ния деталей и месту сварки, предусмотреть возможность ремонта
и безопасность работы;
141
• в конструкции приспособлений дл
сварки предусмотреть плавающие опоры
ема изделия пр
для того, чтобы
износа электроДов и повреждения поверхности свариваемого узла;
• в конструкт пи оснастки предусмотреть надежный подвод тока
к свариваемым
димо исключит
Точность изготовления приспособлений определяется точнос-
тью изготовлен
я точечной и роликовой
или устройства для подъ-
1 передвижении их на шаг сварки или прихватки
избежать деформации изделия, преждевременного
деталям или элементам г;
' ь шунтирование тока чер
риспособлений. Необхо-
1вз узлы приспособлений.
ия сварного узла. Обычно допуски на линейные
размеры в сборочно-сварочных приспс<
,65 допуска на соответств
соблениях принимают в
|ующие сварные узлы. Де-
пределах 0,5—0
тали приспособлений изготавливают чаще всего по 3 — 4 классу
точности.
В отличие от
собах обработка металлов, сварочные Приспособления не несут
значительных н
вода. Сварочньи
подход электро
узла при сжати
односторонней
Одним из ОС
ности приспосо!
сти приспособь I
машины, необм
алюминиевых < плавов, коррозионно-стбйких сталей, сплавов на
основе меди, неметаллических материал
поддерживающих тонколистовые конструкции, следует армиро-
вать мягкими материалами: резиной и полимерными материалами.
приспособлений, применяющихся при других спо-
агрузок и не требуют мощного механического при-
е приспособления должны обеспечивать удобный
|дов при сварке, по возможности без деформации
[и и нагреве; надежный подвод тока к детали при
аварке; водяное охлажден
то иных условий технолог:
бдений является правилы*
ений, вводимых во втор
одимо выполнять из немагнитных материалов —
: те их токоведущих частей,
ичности и работоспособ-
ен выбор материалов. Ча-
лчный контур сварочной
ров. Элементы устройств,
7.2. ОПРЕДЕЛЕНИЕ РЕЖИМА СВАРКИ
Неразъемные соединения при сварке — это результат образо-
вания химических связей между атомами соединяемых поверхно-
стей, на что в условиях точечной, роликовой и стыковой сварок
затрачивается тепловая и механическая энергия. Режим нагрева и
сжатия зависит от геометрических и физико-механических свойств
свариваемых металлов. Для каждой конкретной детали можно найти
множество благоприятных значений параметров режима, при ко-
торых по формуле Золотарева будет обеспечено сварное соедине-
ние необходимых размеров:
142
где d — диаметр сварного соединения при точечной, шовной или
стыковой сварке, который обеспечивается данным соотношением
параметров режима, мм; К— коэффициент, учитывающий тепло-
физические свойства материала данных деталей Х= (1 ...4) • 10*3;
4в— ток сварки, А; т — время сварки, с; Р — усилие сжатия, Н;
dT — диаметр соединения, предусмотренный ГОСТ 15878—79 для
цанных толщин (диаметров), мм.
Из формулы видно, что основными параметрами режима яв-
ляются размеры ядра сварного соединения, время сварки, сила
сварочного тока и усилие сжатия.
Размеры ядра сварного соединения обеспечивают главную цель
всей сварки — достижение прочностных характеристик соедине-
ния. Поэтому размеры (диаметр d и глубина йп проплавления)
ядра сварного соединения являются исходным параметром режи-
ма, регламентируемым ГОСТ 15878 — 79 в зависимости от толщи-
ны свариваемых деталей (ориентировочно d ~ 3s, где з — толщина
детали). Так как размеры диаметра сварной точки являются функ-
дией рабочего диаметра электрода, то более технологично зала-
зать исходный параметр ядра точки глубиной проплавления hn
'согласно стандарту Лп = (0,2... 0,8)з).
Время сварки — ведущий параметр контактной сварки, кото-
рый удобно представить в виде тСЕ = K,shrJu.. Из этого выражения
следует, что время сварки ограничено коэффициентом жесткости
режима — Кх (для жесткого режима К, = 1,5; для среднего К, = 2,5;
.для мягкого К, = 4); толщиной детали s; глубиной проплавления йп
л температуропроводностью данного материала а.
Косвенным признаком характера длительности сварки являет-
ся температура прогрева поверхности детали под электродом. При
мягком режиме поверхность прогревается до 600... 800 °C (точка
начинает светиться), при жестком — не более чем до 300 °C.
Сварочный ток — исполнительный параметр, величина кото-
рого определяется следующим образом:
7СВ =0,ЗЙГЛЛ—,
Птр
где Кс — коэфициент жесткости режима сварки (для жесткого
режима Кс = 150; для среднего режима Кс = 100; для мягкого ре-
жима = 30); Лп — глубина проплавления (прогрева), м; Т —
температура плавления материала детали, К; А. — теплопровод-
ность, Вт/(м-К); р — удельное сопротивление, Омм, т|т —
термический КПД сварки.
Усилие сжатия — исполнительный параметр, обеспечивающий
многообразные функции. Для обеспечения электрического кон-
такта достаточно усилия сжатия не менее 2 МПа. Для сближения
деталей по всей поверхности сварки с преодолением упругого
143
Таблица 7.2
Ориентировочные режимы контактной точечной сварки
5, ММ /св» кА Tea, С Л», кН S, мм /св, кА Tea, С Л„, кН
Низкоуглеродистые стали 1,5 27 0,14 3,5
0,8 6...7 0,1...0,14 2...2,5 2 32 0,18 0,5
1 7...8 0,12...0,16 2,5...3 Алюминиев1 АМгАМ, свар te сплавы типа <а на постоянном поке
1,2 8...9 0,14...0,18 3...4 1 34 0,06 2,5
1,5 9... 10 0,16...0,22 4...5 1,5 38 0,08 3,5
2 10...11,5 0,18...0,24 6.,.7 2 50 0,1 5
3 11,5... 14 0,24... 0,3 9... 10 Титановые на перед сплавы, сварка генном токе
Алюминиевые сплавы типа АМгАМ, сварка на переменном токе 1 5 0,16 2,2
0,8 18 0,1 2 1,5 7 0,2 3
1 22 0,12 2,5 2 8,5 0,26 4
тсв — время сварки;
Примечание. 5 — толщина деталей; /св — ток сварки;
Лв — усилие сжатия электродов.
Таблица 7.3
Ориентировочные режимы контактной шовн< низкоуглеродистых сталей >й сварки
5, ММ /„, кА ^СВ? С Л., кН т: 1> с vca, м/мин
0,8 9 0,06 3 с ,06 1,2
1 11 0,08 4 0 ,08 0,8
1,2 12 0,1 5 ( 1,1 0,7
1,5 14 0,12 5 0 ,14 0,6
2 16 0,16 7 0 16 0,5
3 20 0,28 10 0 28 0,4
Примечание, s — толщина деталей; — ток сварки; тсв — время сварки;
Лв ~ усилие сжатия электродов; тп — время паузы; vn — скорость сварки.
144
сопротивления сжатия достаточно 30...60 МПа. Усилие сжатия
более 60 МПа необходимо для задавливания усадочных литейных
рыхл от, газовой пористости и выдавливания окисленного метал-
ла. Такое повышенное (ковочное) усилие или усилие осадки при-
кладывается в момент затвердевания места сварки.
Кроме основных параметров выделяют технологические пара-
метры режима:
для стыковой сварки — установочная длина или вылет детали
из губок, усилие зажатия деталей в губках, скорость оплавления и
осадки, величина оплавления и осадки, степень предварительно-
го подогрева;
шовной сварки — продолжительность паузы между импульса-
ми, скорость сварки.
В качестве примера приведем расчет режима для разных видов
сварки.
1. Определим режим точечной сварки деталей из стали 10 рав-
ной толщины 5 = 1 мм. Усредненные теплофизические свойства
стали 10 выбираем из табл. 1.1: = 1 500 °C, а = 8 • 10“6 м2/с, X =
= 0,06 кВт/(м- К), р = 1,26 10-6 Ом-м. Зададимся средним режимом
сварки (Лп = 0,5j = 0,5 • 1 = 0,5 мм; = 2,5; = 100; г|т = 0,3). Время
сварки точки тсв = K,sha/o. = 2,5 • 1 • 10"3- 0,5 • 10’3/(8 • 10'6) = 0,15 с.
Определяем ток сварки без учета тока шунтирования
Т шллс ш-з /0 500 + 273) 0,06 10s .
/св = 0,3Kah \— = 0,3 • 100• 0,5 10 3 р— ' ’ ~ 8000 А.
V ЛтР V 0,3-1,26-10 °
Усилие сжатия электродов при диаметре рабочей части электро-
да, рассчитанном по формуле = 2j + 3 = 2 I + 3 = 5 мм, его площа-
Таблица 7.4
Ориентировочные режимы стыковой сварки оплавлением
низкоуглеродистых сталей
d, мм ММ мм мм С и^, в
8 13 4 1,6 2,5 3,5
10 17 3,5 2 3,3 3,8
15 25 7,5 3 4 4
20 34 10 3,5 9 4,5
35 60 15 5 25 5
Примечание, d — диаметр стержня; /уст — установочная длина детали; /оп —
длина оплавления; — длина осадки; ton — время оплавления; — напряжение
холостого хода сварочной машины.
145
ди F = itdl/4 = 3,14 25/4 я 30 мм2 и удельной нагрузке q = 60 МПа
равно Рсв = Fq = 30 60 = 1,8 кН (180 кто).
2. Расчет импульсного режима для шовной сварки этих же деталей
выполним с учетом того, что импульсная шовная сварка произ-
водится на жестких режимах, поэтому в качестве исходных пара-
метров по глубине проплавления и коэффициенту жесткости при-
тсв.пер> ЧИСЛО периодов
нимаем hn = 0,4 мм; К, - 1,5. Откуда время импульса тока: тсв =
= 1,51- 10~3- 0,4 • 1О-3/(8 Ю-6) = 0,08 с. Время паузы принимаем
равным времени импульса, т.е. 0,08 с. Приняв X = 150 и г|т = 0,35,
определим сварочный ток
Т m 1«л Л A tn з К1 500 + 273)-0,06-103 1П„П .
/„ = 0,3-150.0,4.10-^^ 0|25.1|26.10-б “ 10500 А-
Ток шунтирования принимаем /ш = 0,2/св = 0,2 10 500 = 2 100 А.
Расчетный вторичный ток Z2p = 4В + /ш = 10 500 + 2 100 = 12 600 А.
Скорость роликовой сварки при шаге между точками / = 2,6 мм
и времени цикла тц = 0,16 с определяется по формуле
v = 60г/тц = 60-2,6-10-3/0,16 = 1 м/мин.
3. Расчет режима для стыковой сварки прутков из стали 10 диа-
метром 15 мм выполним для мягкого режима. Технологические
параметры режима берутся из табл. 7.4, а необходимое вторичное
напряжение холостого хода уточняется следующим образом. Вна-
чале, задавая рер = 8 10“6 Ом • м в контакте между деталями, вели-
чину проплавления в один пруток 3,5 мм, = 30 (мягкий режим)
и г|т = 0,25, определим сварочный ток
г ппп ы-з 1(1500 + 273)-0,06-103 д
Ль = 0,3-30-3,5-10 3J---о 25 8 )0_6---= 7300 А.
Затем уточним вторичное напряжение по известному выраже-
нию (А = /CBZCH. Так как при стыковой сварке оплавлением Т?2» Х2,
то ZCB = R2 = рср/(2йп). Отсюда
U2 = 7300-8- 10-7(2-3,5-IO’3) = 8,3 В.
На практике, зная толщину и материал деталей, режим сварки
определяют по таблицам (табл. 7.2 — 7.4) или номограммам (рис. 7.1),
разработанным для основных групп сплавов и металлов: низкоуг-
леродистых, среднеуглеродистых и низколегированных сталей,
легированных сталей и сплавов, титановых, алюминиевых и маг-
ниевых сплавов.
7.3. СВАРИВАЕМОСТЬ МАТЕРИАЛОВ ПРИ КОНТАКТНОЙ
СВАРКЕ
По свариваемости контактной сваркой все сплавы и металлы
объединяют в восемь групп.
1. Низкоуглеродистые стали с содержанием углерода до 0,15 %
(марок 08кп, 08Ю и др.) успешно свариваются всеми способами
контактной сварки во всем диапазоне параметров режима. При
147
сварке деталей толщиной более 2 мм для предотвращения усадоч-
ных раковин требуется проковка. При средних режимах сварка
происходит в следующем диапазоне параметров:
/* = 8s, кА; т* = 0,2s, с; Р* = 1 500s, Н,
где s — толщина более тонкой детали, мм.
2. Среднеуглеродистые и низколегированные стали с содержани-
ем углерода 0,25...0,45 % и с суммарным содержанием присадок
(Мп, Ni, Ст, Si, Ti, Nb, W, Mo) до 2,5 % склонны к закалке,
поэтому требуют медленного нагрева и охлаждения. При этом па-
раметры режима сварки сталей этой группы по сравнению с ре-
жимами сварки сталей первой группы (обозначены индексом «*»)
выбираются в следующем соотношении:
/= Г*-г т = т*; Р = 2Р*.
3. Легированные и коррозионно-стойкие стали типа 12XI8H10T,
ХН70Ю имеют повышенное электросопротивление и сопротив-
ление деформированию, что способствует выплескам, поэтому
при контактной сварке предусматривают следующие сравнитель-
ные параметры режима сварки:
/ = 0,5/*; т = Зт*; Р = ЗР*.
4. Титановые сплавы типа ВТ5, ВТ22, ОТ4 обладают высоким
удельным сопротивлением и хорошей свариваемостью всеми спо-
собами контактной сварки при
/- 0,6/*; т = т*; Р= Р*.
5. Алюминиевые деформационно-упрочняемые сплавы типа АМц, АМг
и термоупрочняемые сплавы типа Д16Т обладают склонностью к го-
рячим трещинам, в особенности сплавы типа Д16Т, поэтому свар-
ку деталей из таких сплавов производят с ковочным сжатием в
конце цикла сварки Р- 5Р*. Так как эти сплавы отличаются малым
удельным сопротивлением и высокой температуропроводностью, то
их сваривают на жестких режимах:
1= 4/*; т = 0,5т*; Р= Р*.
Для термоупрочняемых сплавов в конце сварки прикладывают
ковочное усилие, равное трем сварочным. Большая газонасыщен-
ность поверхностей детали требует их удаления непосредственно
перед сваркой или во время сварки с использованием ультразвука.
Стойкость электродов при сварке алюминиевых сплавов не превы-
шает I 000 точек.
6. Магниевые сплавы типа MAI, МА13, как и алюминиевые спла-
вы, свариваются на жестких режимах. Стойкость электродов ниже,
чем при сварке алюминиевых сплавов.
148
7. Медные сплавы (бронзы, латуни) сваривают на жестких ре-
жимах:
/- 4/*; т = 0,5т*; Р- Р*.
Для концентрации теплоты в детали под электроды подклады-
вают тугоплавкую нетеплопроводящую фольгу, например из ста-
ли Х18Н9Т. Требуется обязательная защита от брызг и попадания
оксидов меди в окружающую атмосферу. В этом случае обязатель-
на принудительная вытяжка.
8. Тугоплавкие сплавы, содержащие в большом количестве Сг,
V, Mo, Nb, W, температура плавления которых выше 1875 °C,
сваривают на жестких режимах или режимах, близких к сварке
титановых сплавов с использованием защитных или нейтральных
сред. Стойкость электродов ниже по сравнению со стойкостью элек-
тродов при сварке магниевых сплавов. Стойкость электродов по-
вышают применением подкладок из никеля, ниобия или исполь-
зуя сварку по рельефу.
7.4. КОНТРОЛЬ ПРОЧНОСТИ СВАРКИ
Контроль прочности производят на образцах и деталях с разру-
шением и без разрушения соединений.
Контроль с разрушением выполняют на деталях, отобранных из
определенной партии готовых изделий. При контроле крупных узлов
(дверь, кузов автомобиля) разрушают определенное число точек,
которые потом заваривают вновь. Разрушающий контроль дает до-
стоверные данные, но он трудоемок и не может распространяться
на массовые и толстостенные детали.
Контроль без разрушения осуществляют следующими способами.
Внешний осмотр — самый простой и распространенный способ
неразрушаюшего контроля. Внешним осмотром проверяют число
сварных соединений и их расположение, размеры и характер вмя-
тин, величину зазоров, наличие внешних выплесков, степень осад-
ки при стыковой сварке. При проверке на герметичность применяют
керосиново-меловую пробу, сжатый воздух, воду, гелий. К нераз-
рушающему контролю относят испытания соединений тарирован-
ной нагрузкой. В некоторых случаях дает положительные результаты
рентгеновское просвечивание (поры, раковины, трещины), особенно
с применением рентгеноконтрастных материалов (молибдена,
вольфрама), а также ультразвуковая (поры, трещины, непровар с
зазором не менее 210 мкм) и магнитная дефектоскопия (трещи-
ны, отсутствие литого ядра).
К перспективным методам неразрушающего контроля непро-
вара относят методы, основанные на определении электропро-
водности места сварки. Одним из них является способ контроля
149
Рис. 7.2. Схема способа контроля
непровара с использованием токов
шунтирования и четырехзондового
шупа:
П — потенц 1 ал эный щуп; Т — токовый
шуп; /р, 7Ш ~ ток рабочий и шунтирова-
ния сооттетсп
пенно; R — резистор
•ирования (рис. 7.2).
контактной сварки с использованием токов шунт.
Способ состоит в пропускании через место сварки с одной сторо-
ны листа постоянного или высокочастотной
о тока величиной
Ю...20 А в импульсном режиме (0,3...0,5 с) с замером тока шун-
тирования (величина падения напряжения) сз стороны второго
листа в области сварки. По величине сигнала от датчика судят о
характере сварки по сравнению с сигналом от эталонного образца.
7.5. КОНТРОЛЬ ПАРАМЕТРОВ РЕЖИМА
кратковременность
Особенностью контактной сварки является
чтб не позволяет кор-
весь процесс должен
сварного соединения
процесса образования сварного соединения,
ректировать его вручную. Таким образом,
протекать только автоматически, и качество
обусловливается стабильностью работы сварочного оборудования;
устойчивостью автоматического поддержания;
тока, давления, времени сварки; оперативно!
ладчика, а также зависит от приборного обеспечения. При отра-
ботке технологических режимов сварки и аттестации сварочных
машин незаменим многофункциональный из;
разработки ЗАО «Электрик-МИКС», который ^комплектован дат-
чиком тока (поясом Роговского) и датчиком
ным на основе тензодатчика. Измеритель МИ
заданных значений
ютью действий на-
меритель МИКС-2
давления, вы полнен-
К(р-2 позволяет одно-
временно измерять сварочный ток в диапазоне
ность не более 2,5 %), время протекания сваро
а пределах 1... 125 кН
(погрешность не более 10 %). Масса измери^ел
Технический уровень оборудования для контактной сварки в
основном не позволяет устанавливать параметры режима сварки
(кроме времени) с помощью регулировочных
управления. Поэтому ток, задаваемый коевзннкм путем через на-
лах 1... 2 000 мс и усилие сжатия электродов
2...250кА(потреш-
|чного тока в преде-
[Я не более 2 кг.
ручек аппаратуры
150
пряжение вторичного контура U2 и фазную регулировку, а также
давление и время сварки, пр:
помощью простейших специ
мходится периодически проверять с
[Ьльных переносных приборов.
7,5.1. Контроль сварочного тока
Известные приборы для и
маторы тока или напряжен и;:, воздушный трансформатор — пояс
Роговского, датчик на основе эффекта Холла и магнитоуправляе-
мые герконы) используют в качестве датчиков. Рассмотрим осо-
бенности работы этих датчиков.
В качестве датчиков в первичной цепи машины для оценочных
данных могут использоваться
вых клешей типа Ц-30, в которых роль первичной обмотки вы-
полняет провод, питающий силовой трансформатор. Ток сварки
определяют расчетным путем:
ток сварки; /0 — ток холостого хода; К — коэффициент трансфор-
мации, UJU2 (рис. 7.3, а).
применения, так как они имЬют следующие недостатки:
• невозможность замера tci
инерционности и отсутствия
нарушения правил безопаснс!
• необходимость предварительного замера тока холостого хода
/0 и
Воздушный трансформатор тока, или пояс Роговского, пред-
ставляет собой тороидальную
рующим контуром. Роль первичной обмотки выполняет вторич-
ный контур контактной машины, а роль вторичной — многослой-
ная катушка, изготовленная из изолированного провода, намо-
танного на жесткий или гибкий каркас из немагнитного матери-
ала. Тороидальная форма кату
пряжения,, величина которого
тушки на вторичном контуре контактной машины. Для получения
на линейной шкале стрелочно:
чику, сигнала, пропорционального сварочному току, датчик снаб-
жен усилителем постоянного тока в виде интегральной микросхе-
мы (рис. 7.3, б). Пояс Роговского используют для основной массы
приборов для замера сварочного тока, например в приборах АСА-1,
ACT-2, КАСТ-2М, ИТ-3, для микропроцессорного регулятора
контактной сварки типа PKIV
временные точечные контактные машины. При помощи этого ре-
гулятора задается величина сварочного тока и регистрируется на
дисплее регулятора в процесс: сварки. Основной недостаток по-
яса Роговского как датчика то
между входным и выходным
змерения величины тока (трансфер-
трансформаторы тока в виде токо-
гсв = (Л - где ф — первичный
Токовые клещи не нашли широкого
ка в процессе сварки из-за большой
доступа к первичной обмотке без
сти;
катушку индуктивности с интегри-
тпки позволяет получить сигнал на-
не зависит от места положения ка-
го прибора, подсоединенного к дат-
-803, которым оснащаются все со-
ка — сложность структурной схемы
сигналом и, как следствие, необхо-
151
'^х
дикость периодического тарирования и настройки прибора по
образцовому амперметру.
Датчик Холла (рис. 7.3, е) — датчик, действие которого осно-
вано на эффекте Холла, заключающегося в возникновении
по перечной ЭД С на пластине полупроводника, вдоль которой
пропускается ток при введении плоскости пластины перпен-
дикулярно линиям напряженности внешнего магнитного поля:
= КШ, где К — коэффициент, зависящий от материала и раз-
мера пластины; / — ток, пропускаемый по пластине; И — напря-
чность магнитного поля, перпендикулярного пластине.
Датчик используют для регистрации тока сварки в приборе
ДСТ-2. Основной недостаток датчика — зависимость E-s от его по-
ложения относительно вторичного контура, конфигурации его то-
коведущих частей, а также от тока питания пластины. Поэтому
датчик не нашел промышленного применения.
Датчик тока с использованием магнитоуправляемого контакта —
геркона (рис. 7.3, в) основан на законе Био —Савара—Лапласа
же
Рис,
.. 7.3. Способы определения сварочного тока на контактных машинах:
с помощью трансформатора тока в первичной цепи; 6 — с помощью воз-
а —
душного трансформатора тока (пояса Роговского): 7 — воздушный трансформа-
тор
с помощью датчика Холла; г —
идя
сти
BJ14I
ток;
метр, измеряющий соответственно ток в первичной обмотке, вторичной обмот-
ку трансформатора и рабочий ток датчика Холла; — вольтметр для измерения
тока; 2 — запоминающее устройство с усилителем и выпрямителем тока; в —
с магнитометром: 1 — геркон; 2 — измеритель-
линейка; 3 — источник питания; 4 — светодиод; I — расстояние от поверхно-
проводника до точки электромагнитного поля; Ub Li-, — напряжение в нер-
пой и вторичной обмотке трансформатора соответственно; /в — сварочный
; 1 — ток, пропускаемый по пластине в датчике Холла; Аг, Ар — ампер-
напряжения датчика Холла
152
(1820), определяющем непосредственную связь между напряжен-
ностью /7 магнитного поля вокруг проводника и величиной тока I,
создавшего это поле. Из этого закона следует, что если в какой-то
точке электромагнитного поля, окружающего проводник с то-
ком, известна магнитодвижущая сила (МДС) этого поля F- ///,
где / — расстояние от поверхности проводника до зафиксирован-
ной точки электромагнитного поля, то расчетным путем легко
определить силу тока в проводнике: I = FL
В качестве измерителя МДС (датчика прибора) был использо-
ван геркон — устройство с двумя консольно расположенными уп-
ругими пластинами с припаянными на концах маленькими маг-
нитами, загерметизированными в стеклянную трубку и срабаты-
вающими (замыкающими цепь) под действием строго постоянной
для данного геркона МДС, А/мм (время срабатывания 0,0015 с).
В этом случае в качестве мерительного инструмента использует-
ся линейка, градуированная в амперах.
Измеритель сварочного тока (ИСК) на основе этого датчика
разработан в Тольяттинском государственном университете в 1990 —
1993 гг. и представляет собой набор нескольких герконов с опреде-
ленной характеристикой (постоян-
ной намагничивающей силой сраба-
тывания ((60 + 5) А/мм), снабжен-
ных памятью и автономным мало-
амперным питанием, расположен-
ных вдоль диамагнитного корпуса на
заранее определенных расстояниях
от базовой поверхности корпуса. До-
полнительный нулевой геркон, рас-
положенный на базовой поверхно-
сти прибора, служит для запуска и
остановки отсчета времени элект-
ронного частотного миллисекундо-
мера.
Рис. 7.4. Измеритель тока и времени
сварки типа ИСК-2:
1 — клеммы для подзарядки; 2 — шкала
линейки; 3 — подвижная линейка; 4 — ба-
зовая поверхность измерителя; 5 — продоль-
ная ось электрододержателя; 6 ~ попереч-
ная ось измерителя; 7 — продольная ось
измерителя; 8 — миллисекундомер; 9 — све-
тодиод; 10— токовые шкалы; 11 — кнопка
«Пуск»; 12 — корпус
153
Рис. 7.5. Функциональная схемр ИСК-2:
2 — блок делителя напряже-
о — структурная схема прибора: 1 — кнопка «Пуск»;
ния; 3 — миллисекувдомер; 4 — блок запуска отсчета времени; 5— блок измере-
ния сварочного тока; 6 — блок замера тока; 6 —
тока; в — блок запуска отсчета времени сварки;
DD6.I — элемент микросхемы; КО, К1 — герконы;
RI—R3 — резисторы; VD1 —
блок измерения сварочного
DD5.5 — милли се кундоме
HL1 — световой индикатор;
- диод
р;
м
Измеритель сварочного тока работает следующим образе;
«Пуск» 11 прибор при-
'абло электронного мил-
лисекундомера 8 высвечиваются нули. Для замера тока сварки
времени его протекания измеритель сопри;
поверхностью 4 с внешней поверхностью
додержателя контактной машины. При этом
дольная 7и поперечная 6оси измерителя располагались перпенди-
кулярно продольной оси 5 неподвижного электрододержателя.
Затем включается сварочный ток и автоматически начинается
измерение тока. При этом происходит воздействие на геркон
электромагнитного поля вторичного контура. Поочередно проис-
ходит срабатывание нулевого и силовых геэконов. Одновременг
включается цифровая индикация миллисекундомера и появляется
сигнал на светодиодах неподвижной токовой шкалы 10. О величи-
не тока во вторичном контуре судят по срабатыванию последнею
светодиода 9, на токовой шкале напротиг него находится иско-
мое значение тока сварки. Размыкание нулевого геркона прекра-
щает отсчет времени сварки. Накопившеес
тически фиксируется на цифровом индик
капия кнопки «Пуск». В это же время откл:
кация и измеритель приходит в исходное ।
(рис. 7.4). Постоянным нажатием кнопки
водится в рабочее состояние. При этом на т;
и
касается своей базовой
неподвижного электро-
необходимо, чтобы про-
[Ы
.0
л время сварки автома-
лторе вплоть до отпус-
иочается световая инди-
состояние.
Технические данные измерителя св;
Пределы измерения тока, кА.............
Пределы измерения времени сварки, с....
прочного тока
...........2... 19 ± 0,2
.............0,01—9,99
154
питания, В
Напряжение
Тип базовою геркона
Масса, кг...
На рис. 7.5
......9
КЭМ-ЗБ
.....0,2
, а изображена структурная схема устройства, где от
источника постоянного тока через
кнопку «Пуск» 1 и блок 2де-
лителя напряжения постоянное напряжение 9 В подается на блок 5
измерения св прочного тока (с герконами), на блок 4 запуска отсчета
времени и нг
лисекундомер!
стор и стабиг;
выполнен из
гом герконов.
гания через резисторы, диод VD1.
световой индикатор HL1.
устройство автоматич!
>е 3. Блок делителя нап]
:итрон. Блок измерена
пяти параллельно расположенных с заданным ша-
, каждый из которых
[еской установки нуля на мил-
[ряжения включает в себя рези-
[я сварочного тока (рис. 7.5, d)
подсоединен к источнику пи-
элемент микросхемы DD6.1 и
7.5.2. Контроль времени сварки
|рния длительности сварочного импульса применяют
число приборов. Простейшими приборами являются
йческие секундомеры, чапример ПВ-52 и ЭС-1. В этих
Для измер
ограниченное
электромехан
приборах используется поляризованное реле; при прохождении
переменного тока якорь реле колеблется между полюсами посто-
янного магнита с частотой 50 Гц,
прибора. Цею
стрелка совер
ка, увеличива
рычажком для возвращения стрелок
жение питангя прибора 110...220 В.
380 В последовательно с прибором
а каждого деления пр
тает за I с. В приборе :
i ющая диапазон измерь
, приводя в движение стрелку
)ибора 0,01 с, а полный оборот
имеется дополнительная стрел-
ниядо 1 мин. Прибор снабжен
: в нулевое положение. Напря-
При питании напряжением от
включается добавочное сопро-
тивление 3 000 Ом. Для измерения прибор подключают параллель-
но первичной обмотке сварочного -
ния более точных измерений разработаны приборы, включающие
в себя генератор импульсов стабилы
ство, включающее этот генератор нт время действия измеряемого
импульса ток 1, и электронный счетчик, который фиксирует число
импульсов, прошедших через прибор. К таким приборам относятся
РВС-1 разработки ВНИИСО, ИВ-0
трансформатора. Для получе-
ной высокой частоты, устрой-
с тороидом МИКС-2М разра-
ботки ЗАО «Электрик-МИКС», атайже ИСК-2 (см. п. 7.5.1). В при-
боре ИСК-2 Елок запуска отсчета времени (рис. 7.5, в) включает в
себя нулевой
геркон КО с точностью срабатывания 0,001 с. Вход-
ной контакт геркона подсоединен к блоку питания через резистор
«Пуск», а выходной контакт подсоединен ко входу
R3 и кнопку
запуска счетчика электронного мфглисекундомера DD5.5. Блок
электронного
ной частотой
миллисекундомера состоит из генератора с выход-
20 кГц, делителя частоты в виде двоично-десятич-
155
ного счетчика, частотомера и сегментного дешифратора. Дешиф-
ратор позволяет получать на цифровом индикаторе выходную
информацию в десятичном виде с размерностью в миллисекун-
дах.
7.5.3. Контроль усилия сжатия электродов
Измерение статического усилия сжатия электродов произво-
дят с помощью гидравлических или пружинных динамометров типа
ПД-50, -100, -500 и -1500. Динамометр состоит из упругого эле-
мента плоской пружины, деформация которой измеряется стре-
лочным индикатором со шкалой, градуированной в килограмм-
силах. В качестве датчиков давления используют также проволоч-
ные тензометры. Действие тензометра основано на изменении элек-
трического сопротивления проволоки, укрепленной на датчике,
при упругих деформациях растяжения или сжатия (датчик давле-
ния для измерителя типа МИКС-2).
Для датчиков усилия сжатия используют магнитоанизотроп-
ный преобразователь, работающий на принципе уменьшения маг-
нитной проницаемости при увеличении механической нагрузки
на магнитопровод. Магнитоанизотропный преобразователь состо-
ит из монолитного сердечника (магнитопровода) из стали 20ХВ в
виде цилиндра с фланцами и трех обмоток. Датчик располагают в
полости штока привода сжатия. Находят применение также пье-
зокварцевые датчики и датчики на основе гетерозаряженного элек-
трета с высокой временной остаточной поляризацией, представ-
Рис, 7,6. Схема прибора типа ИДС-1 для измерения усилия сжатия элект-
родов:
J — пластина; 2 — изолятор; 3 — усилитель; 4 — микромультимстр; 5 — электрет-
ный датчик; К.И — кнопка измерения; КП — кнопка предусилителя; Р —
усилие сжатия электродов
156
ляющего собой пленку толщиной 0,5 мм из полимерного пьезо-
электрического материала. На рис. 7.6 представлена схема прибора
типа ИДС-1 разработки ТГУ и НИИПМ, состоящий из электрет-
ного датчика 5, зажатого через изоляторы 2 между стальными пла-
стинами 1, предварительного усилителя 3, цифрового микромуль-
тиметра «Электроника ММЦ-01» 4. Питание прибора происходит
от двух батареек типа «Крона» по 9 В каждая. Принцип работы
ИДС-1 состоит в измерении разности потенциалов, возникаю-
щих на поверхности электрета, пропорциональной усилию сжатия
электродов контактной машины. Основное достоинство электрет-
ного датчика — малая толщина его рабочей части (10 мм) — по-
зволяет производить замеры в процессе сварки без специальной
подготовки машины.
7.6. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
ТОЧЕЧНОЙ СВАРКИ
Точечной сваркой соединяют листовые конструкции деталей
одинаковой и разной толщины, а также листовые конструкции
с катаными, прессованными, коваными и обработанными реза-
нием заготовками: детали автомобилей и железнодорожных ва-
гонов, сельскохозяйственных машин и предметов домашнего
обихода, летательных аппаратов и деталей электроники.
При точечной сварке обязательно получение литого ядра, ди-
аметр которого является основным параметром соединения. Дру-
гими параметрами, регламентирующими соединение, являются
(согласно ГОСТ 15878 — 79) величина проплавления Ал, глубина
вмятины g, величина нахлестки В и шаг точек t. Прочность отдель-
ной точки определяется маркой материала, толщиной детали 5 и
диаметром литого ядра da. Все эти величины оговариваются в тех-
нических условиях чертежа данного сварного изделия. Высота про-
плавления на прочность практически не влияет и может изме-
няться в широких пределах. Допустимая величина проплавления
для магниевых сплавов составляет 20...70 %, для титановых спла-
вов — 20...95 %, для остальных металлов и сплавов — 20.„80%
толщины детали. При меньшем проплавлении трудно обеспечить
стабильность прочности соединения, при большем проплавлении
возможен перегрев детали, снижение коррозионной стойкости,
повышенный износ электродов и повышенный расход электро-
энергии. Диаметр наружного отпечатка (вмятины) от электрода
не связан с диаметром ядра точки и не характеризует прочность
соединения. Однако глубина отпечатка согласно стандарту не долж-
на превышать 20 % толщины детали. Важным конструктивным
элементом точечного соединения является нахлестка. Уменьше-
ние нахлестки или увеличение диаметра литого ядра точки может
157
вызвать выплеск металла или раздавливание кромок нахлестки,
что снижает прочность и ухудшает товарный вид сварного соеди-
нения. Минимальный шаг сварных точек устанавливают из усло-
вия компенсации шунтирования тока в соседние точки. Техноло-
гия и оборудование точечной сварки имеет три крупных раздела,
описывающих технологию и машины общего назначения; техно-
логию и оборудование рельефной сварки; технологию и оборудо-
вание для односторонней точечной сварки.
7.6.1. Технология и машины общего назначения
Общие сведения. Технология и машины общего назначения ба-
зируются в основном на классической одноточечной сварке с двух-
сторонним подходом к месту сварки; это универсальная техноло-
гия, пригодная для соединения всех свариваемых металлов во всем
диапазоне толщин при удобном и неудобном подходе электродов
к месту сварки. Во втором случае задача легко решается подбором
соответствующих фигурных электродов и электрододержателей.
При классической точечной сварке могут применяться различ-
ные циклограммы усилия электродов и сварочного тока (табл. 7.5).
Характер цикла зависит от материала и толщины свариваемых
деталей. В простейшем случае для деталей толщиной до 5 мм из низ-
коуглеродистых сталей сварка производится одним импульсом тока
при неизменных усилиях сжатия и тока (по циклограмме). В более
сложных условиях задаются циклограммами 2 — 5 в соответствии с
рекомендациями, указанными в табл. 7.5.
Подготовка деталей под сварку. Поверхности деталей, сварива-
емых точечной сваркой, должны быть свободны от окалины и
ржавчины. Удаление исходной оксидной пленки при сварке хо-
лоднокатаных сталей не требуется. В массовом производстве очис-
тка поверхности от масла в большинстве случаев не производит-
ся, так как тонкий слой масла на результаты сварки практически
не влияет, а загазованность предотвращается местным отсосом.
Детали из алюминиевых и магниевых сплавов должны обязатель-
но проходить химическую или механическую обработку для уда-
ления относительно толстой пленки оксидов, обладающей высо-
ким и нестабильным сопротивлением. В связи с тем, что механи-
ческая обработка активизирует повторное интенсивное окисле-
ние поверхности, сварка деталей должна производиться не позже
чем через 2...3 ч после обработки.
Сборка деталей в узел осуществляется с помощью фиксато-
ров, шаблонов или кондукторов. Для предупреждения сдвигов от
усилия электродов сборка закрепляется специальными прижи-
мами. Окончательно сборка фиксируется прихватыванием в од-
ной—двух точках. Допустимые зазоры между деталями после их
158
Таблица 7.5
Циклограммы точечной сварки
н Цр гр, шер кло- 1ММЫ Характеристика сварки Схема цикла Свариваемый металл
1 Одноимпульс- ная с постоян- ным давлением I Р Л? Незакаливаю- щаяся сталь толщиной до 4... 5 мм
Я Tcs т2 *п 1
2 Многоимпульс- ная с постоян- ным давлением, бесследная I, Р Лв 7 Горячекатаная сталь толщиной до 5 мм
^СВ „ т п т
3 Одно импульс- ная с постоян- ным давлением и отжигающим импульсом I, р Лв 4/ я л» Закаливаю- щаяся сталь
1 О л т
4 Одноимпульс - ная с ковочным давлением 7 р Лв 1 д. Сталь толщиной 2...6 мм
тсв 1 зТ т
5 Модулирован- ным импульсом и ковочным давлением А р и/ ^СВ -е ]тк , lA Алюминиевые сплавы толщи- ной 1,5 ...Змм
Примечание. /са — сварочный ток; /0 — ток отжига; Дв — усилие сжатия
электродов; Рк — ковочное усилие; т, — время зажатия; т2 — время охлаждения
под давлением; тсв — время сварки; тп — время паузы; то — время отжига; тк —
время ковки; тн — время нарастания переднего фронта модуляции.
159
сборки и прихватки должны быть не более 0,3... 0,5 мм на длине
100 мм.
Определение оптимального режима сварки. Зная толщину дета-
ли и ее материал, режим сварки предварительно определяют по
табл. 7.2 —7.4, Более широкие возможности по выбору режима в
диапазоне жесткие — средние — мягкие дает номограмма на рис, 7.1.
Например, для детали толщиной s = 2 мм диаметр d точки может
находиться в пределах 5... 10 мм. Задаем d = 9 мм (точка А). Для
жесткого режима (точка В) время сварки тсв = 6 — 7 периодов (точ-
ка Г). Далее, продлив линию от точки Г до пересечения с кривой
жестких режимов в точке Д, получим ток 7са = 18 кА (точка Е).
Далее, продлив линию от точки Едо пересечения с кривой усилия
сжатий в точке 3, получим усилие сжатия Рс = 8 000 Н (точка И).
Прочность сварной точки на срез (точка К) при ее диаметре,
равном 9 мм, составит 20000 Н. Окончательно режим сварки уточ-
няется на реальных деталях, при этом выявляется влияние маг-
нитной массы детали и эффект токов шунтирования на качество
сварного соединения. Выбранные режимы сварки будут одинако-
выми для всех типоразмеров контактных машин. Определенные
затруднения возникают при установке на машине найденного сва-
рочного тока 1Ш, так как он является функцией напряжения вто-
ричного контура U2 и полного сопротивления сварочного вторич-
ного контура ZCB данной контактной машины. Поэтому на каждой
контактной машине ток сварки устанавливается индивидуально,
косвенным путем через (А из соотношения - UnfaJIv, где UH, —
паспортные данные машины.
Контактные машины. Контактные точечные машины общего на-
значения являются наиболее массовым видом контактного сва-
рочного оборудования. К ним относится новая серия машин прес-
сового типа МТ-1818, -1928, -2023, -2102, -2202-1, -3001, -4019,
-4021, -4218 и снятые с производства МТ-1618, -1927, -1223,
-2002, -2201, -2827, -3201, -4019 и -4018.
Новая серия машин снабжена унифицированным пневмати-
ческим приводом сжатия с усилием до 16000 Н для машин, обес-
печивающих сварку током до 25 кА, и с усилием до 25 000 Н —
для сварки токами 25...40 кА. Второй тип привода сжатия имеет
двухпоршневой пневмо цилиндр, а ползун, связанный с штоком
поршня через блок тарельчатых шайб, перемещается в роликовых
опорах. Все машины имеют одинаковый номинальный вылет элек-
тродов 500 мм и раствор 150 мм (МТ-2102 имеет вылет электродов
1200 мм и раствор 300 мм). Машины укомплектованы микроЭВМ
типа РВИ-801, водоохлаждаемым тиристорным контактором КТ-11
с термореле типа ДРТ-Б-60 и пневматической аппаратурой фир-
мы FESTO.
В отличие от машин прессового типа радиальные машины имеют
свободное пространство над верхним электродом, что характерно
160
Рис. 7.7. Контактная машина радиального типа:
а — внешний вид радиальной машины типа МТР-1201; б — схема привода сжа-
тия: 1 — электрод; 2 — токоподвод; 3 — пневмопривод
для подвесных клещей, способных сваривать изделия сложной
конфигурации. В радиальных машинах электрод 1 закреплен на ка-
чающемся то ко подводе 2 с пневмоприводом 3, расположенным
внутри корпуса машины (рис. 7.7).
Освоена новая серия машин радиального типа: МТР-1201
(максимальный ток короткого замыкания 1К 3 = 12 кА, вылет элек-
тродов 200...650 мм); МТР-1701 (/кэ = 17’кА, /= 180...900 мм);
МТР-2401 (/кз = 24 кА, I = 350... 1200 мм). Масса машин на 25... 30 %
меньше массы машин прессового типа одинаковой мощности. На
машинах установлены регуляторы цикла сварки типа РКС-501 (на
интегральных микросхемах), тиристорные контакторы типа КТ-07
с воздушным охлаждением и термореле типа ДРТ-Б-60. На этих
машинах можно сваривать детали из малоуглеродистых сталей тол-
щиной 3...6 мм.
Машины постоянного тока общего применения имеют пять ти-
поразмеров для точечной сварки токами от 35 до 160 кА и пред-
назначены для сварки изделий из алюминиевых и титановых
сплавов, жаропрочных и низкоуглеродистых сталей: МТВ-4801
(Атах = 48 кА, I = 500 мм, свариваемые толщины: сталь до 3 мм,
алюминий до 1,5 мм); МТВ-4802 (/2тах = 48 кА, I = 1200 мм, свари-
ваемые толщины: сталь до 5 мм, алюминий до 1,5 мм); МТВР-4801
радиального типа (/2тах = 48 кА, 7 = 1200 мм, свариваемые толщи-
ны: сталь до 3 мм, алюминий до 1,5 мм); МТВ-8002 (/2тах = 105 кА,
/ = 1500 мм, свариваемые толщины: сталь до 10 мм, алюминий до
4,5 мм); МТВ-16002 (/2 тах = 160 кА, / = 1720 мм, свариваемые
толщины: сталь до 20 мм, алюминий до 8 мм). Все машины типа
МТБ снабжены шкафом управления ШУ-347 и пневматическим
приводом сжатия с программным управлением усилия сжатия.
6 Банок
161
Привод сжатия самой мощной машины МТВ-16002 ги,
ский, обеспечивающий сварочное усилие сжатия от 1,5
вечного 200 кН. Схема питания машин представлена на
7.8. Перечисленные машины относятся к машинам стационарного
типа.
Кроме стационарных получили распространение две типа ма-
шин постоянного тока для точечной сварки подвесными .
типа МТПВ-808 и -1207 (см. рис. 5.2). Источник постоями
машин и панель с аппаратурой управления выполнены ь гиде ста-
ционарного блока — шкафа ШУ-308, с которым подвесные кле-
щи связаны гибким водоохлаждаемым токоподводом длиной 3,5
или 5 м и гибким бронешлангом, через который масло сг
гидроусилителя подается в гидроцилиндр клещей.
Конденсаторные машины общего назначения подразделяются на
фр авличе-
Н до ко-
c. 2.10 и
к.
ри
.слещами
1 ого тока
т
пневмо-
машины для сварки изделий малых и средних толщин. Э то
с тем, что при уменьшении толщины свариваемых изделий воз-
растает роль контактного сопротивления между деталями
:и
связано
поэто-
тельный
илизацию
т; лей. Для
му у машин первой группы предусматривается дополн:
подогревающий импульс тока, обеспечивающий стаб1
контактного сопротивления и предварительную осадку де
конденсаторной сварки деталей малых толщин серийно выпускают
машины трех типов: МТК-15, -17 (сварочный ток 18 кА,
мощность
0,8 кВ-A; энергия 600 Дж, емкость конденсаторной
100... 1 200 мкФ, вылет электродов 150 мм, педальной
сжатия, масса 200 кг); МТК-2001 (сварочный ток 20 к\, мощ-
ность 2 кВ-А, энергия 800 Дж, емкость конденсаторной батареи
200... 1600 мкФ, вылет электродов 200 мм, пневматичестшй при-
батареи
привод
VS1
sEiUSSB;
VD1
VD2 Т
VS2
БУ
R2
VS3
ДБУ~
R3
VD3
Рис. 7.8. Электрическая схема трех фаз по го выпрямителя сваро1 кого тока
во вторичном контуре машины типа МТВР-4801:
БУ — блок управления; П — кнопка «Пуск»; А, В, С — фазы; R1—R3 — резисто- ::
ры; сварочный трансформатор; VD1— VD3 — диоды; US1— VS3 — тиристоры
162
Рис. 7.9. Общий вид конденсатор пой машины МТК-2001:
7 — батарея конденсаторов; 2 — зарядный выпрямитель; 3 — трансформатор
.ин серийно выпускают кон-
вод сжатия, масса 390 кг). На машине
подогрев деталей производится переменным током, а сварка — раз-
рядом конденсаторов. На рис. 7.9 представлена конструкция кон-
денсаторной машины МТК-2001.
Для сварки деталей средних толп;
денсаторные машины типа МТК-5502 (сварочный ток 55 кА, мощ-
ность 40 кВ-А, энергия 8,8 кДж, емкость конденсаторной батареи
19 600 мкФ, вылет электродов 600 им, пневматический привод
сжатия, масса 2 700 кг); МТК-8501 'сварочный ток 85 кА, мощ-
МТК-2001 предварительный
163
ть 70 кВ-А, энергия 17,6 кДж, емкость конденсаторной бата-
39 200 мкФ, вылет электродов 1 500 мм, пневматический при-
сжатия, масса б 900 кг). Машины комплектуют шкафом ул-
ления ШУ-351 и конденсаторным шкафом ШК-9. Пневмати- ’
кий привод обеспечивает сварочное усилие до 10 кН и ковоч- ;
до 50 кН. '
Пример выбора точечной контактной машины. Пусть необходи-
сварить две пластины толщиной 2 мм, шириной 30 мм и дли- ,
i 200 мм в двух точках. Соединение нахлесточное, вкрест. За- ;
шись жесткостью режима, определяем режим сварки по но-
рамме (см. рис. 7.1). В результате имеем: рабочий диаметр элек-
ца 9 мм; сварочный ток 18 кА; усилие сжатия электродов 8 000 Н; ;
мя сварки 0,14 с.
На основании технических характеристик контактных машин,
[веденных в данном подразделе, определяем марки контакт-
< машин, обеспечивающих сварочный ток и усилие сжатия .
ктродов больше расчетных (18 кА и 8 000 Н), с вылетом элек-
дов больше 100 мм. Данным требованиям соответствуют ма-
ны МТ-1928, -2023 и -2202-1.
Из возможного ряда выбираем МТ-1928, так как она обеспе- ;
;ает усилие сжатия до 16000 Н, сварочный ток выше 18 кА, ;
дел регулирования 1Рг = 3...6 В, £/>н = 5 В. Данная машина на ,
кг легче подобных машин, дешевле, укомплектована совре- i
[ным РВИ-801, контактором КТ-11 и современной пневмати- ;
кой аппаратурой фирмы FESTO. Заданный сварочный ток 18 кА .
пина обеспечит на V ступени при U2 = 5-18/19 = 4,7 В. !
1.2. Технология и оборудование для рельефной сварки :
Рельефная сварка — это разновидность точечной контактной I
рки, при этом детали свариваются по естественным или ис- 1
ственным выступам-рельефам, по которым пропускается ток j
ередается сжимающее усилие. Ее обозначение на чертеже — Кр. $
ложение места сварки деталей определяется геометрией релье- i
а или формой свариваемых участков деталей, а не положением i
зормой электродов. Форма и площадь полученного сварного j
динения определяются формой и размерами рельефов.
Существует много разновидностей рельефной сварки (рис. 7.10).
иболее распространенной является рельефная сварка листовых |
лесточных соединений. Чаще всего применяют сферические ре- 1
фы, имеющие в плане круглую форму. Сварку производят по
юму или нескольким рельефам одновременно. В некоторых слу-
х применяются кольцевые или продолговатые рельефы, по-
ляющие получать прочноплотные соединения при сварке не-
[ьших емкостей (корпусов диодов). При сварке деталей боль-
0. Тип ।
a — нахлесточц
Рио. 7.
ые; к — по
(по
овые соединения рельефной сварки:
:р; в — по острой кромке; г — Т-образные
— крестообразные
отвергли:
ребру); д
качестве рельефов используют промежуточные
вставки. ШиЬокб расгростраь
шой ТОЛЩИНЫ в
сварки является
приваривать стержни,
дталей (болта
:енной разновидностью рельефной
f.pKa, или сварка в тавр. Так можно
вари-
изго-
даль-
Т-образная св:
эолты, фубки к листам. Часто на npi
д
ваемых торцах
мпйктный или кр
нейшем используют ка
рельефной стар:
ний из стержней
тавливают кс
гайках, втулках) высадкой
льцевые рельефы, которые в
i к искусственные рельефы. Разновидностью
:й является та1
труб и пров||
। гдине-
,гже сварка крестообразных со
олок “ так называемая сварка по
естественноДу\рёрьефу, когда форма самих деталей является
иактных рельефов сопровождается
аналогичной классической точеч-
ларке, сварке вкрест формируется
состоянии без расплавления. Со-
тыми параметрами сварных соеди-
IK
ефом. Сварка с
образованием л i
ной сварке. Пр]
сварное соедры
158t7.
; помощью ком
м ой структуры
Т-образной с
:ей]
1И
ие в твердом
8 — 79, ochobi
рель-
гласно ГОСТ
нений, выпо^н)яс)]|лых рельефней сваркой, являются диаметр ли-
той зоны da,
Рельефная
пускам на раз^ге
деталей. При
составляет ±0,1
зеличина проплавления Лп, величина нахлестки В.
сварка предъявляет повышенные требования
с учетом толщины у свариваемых
< на диаметр или ширину рельефа
К до-
S
м
толщин соотреТс:
3
по сравнению
:ы рельефов
1,25 мм допус
и и на высо' у рельефа +0,05 мм, для больших
зенно ±0,15 и
ючечной кла<
±0,12 мм. При рельефной снарке,
ясической сваркой, увеличивается
производительно
20 %, улучшается
ICC л
дов, в особен ТОС 1
Режимы peuetAioii сварки характеризуются теми же параметра-
ми, что и режи:
является диамеТр
получения бе
:ть процесса,
внешний вид
дной
я прй сварке
сварки
уменьшается размер нахлестки на
сварного соединения (возможность
), повышается стойкость электро-
: оцинкованных деталей.
и
:1 классической точечной сварки. Исключением
:>абоч:й поверхности электродов, который
лрак-
165
тчески не влияет на результат сварки и не является параметром
жима.
При рельефной сварке применяют электроды с плоской рабо-
:й поверхностью, размеры которой превышают размеры сварно-
> соединения, что улучшает условия работы электродов, и при
цшаковой интенсивности охлаждения их стойкость выше, чем
ри точечной сварке. Для предотвращения выплеска сварку следу-
' выполнять модулированным импульсом тока с длительностью
арастания 30 % времени сварки. При рельефной сварке применя-
т те же циклограммы, что и при классической точечной сварке
;м. табл. 7.5). Рельефная сварка низкоуглеродистых сталей с цин-
эвыми, кадмиевыми покрытиями производится на повышенных
жах и давлении, уменьшенном времени сварки с применением
ельефов увеличенного размера. Рельефная сварка алюминиевых
магниевых сплавов не нашла применения из-за низкой механи-
гской прочности рельефов. Необходимым условием хорошего
ачества при сварке нескольких рельефов одновременно является
авномерность усилия сжатия и сварочного тока по рельефам. Для
ыполнения этого условия необходимо выдерживать точность вы-
эты рельефов. При разных высотах через высокие рельефы будет
роходить больший ток, при этом низкие рельефы не проварива-
йся, а на высоких может образоваться выплеск. Еще в большей
гепени качество сварки зависит от непараллельное™ электродов.
' [аиболее высокое качество соединения при групповой рельеф-
I ой сварке достигается с применением электродных устройств с
1 езависимым ходом отдельных электродов. В этом случае равно-
: 1ерное распределение тока и усилия сжатия между электродами
1 беспечивается при любом неравенстве размеров рельефов и не-
араллельности электродов.
1 Машины для рельефной сварки должны удовлетворять специаль-
:ым требованиям: иметь большую жесткость консолей, что необ-
1 одимо для сохранения параллельности электродных плит; рав-
номерность распределения тока по площади электродных плит;
1 инамическое перемещение электродных плит; предотвращение
аклинивания штока в направляющих; достаточный зазор между
: лектродными плитами для установки сборочной оснастки. Ма-
нина должна иметь достаточный запас мощности по току и дав-
1 ению для групповой сварки п рельефов (обычно п = 4— 10). Спе-
[ифическими узлами рельефных машин являются электродные
[литы с Т-образными пазами, предназначенными для крепления
। них электродной оснастки и сборочно-сварочных приспособле-
ний. Предусматривается возможность раздвигания плит на значи-
ельное расстояние, что достигается при наличии установочного
ода нижней плиты.
Машины для рельефной сварки могут быть переменного и по-
тоянного тока и конденсаторные. Основная масса машин пе-
66
ременного тока выпускалась до 1976 г. и в настоящее время сня-
та с производства. С 1983 г. начался выпуск новой серии машин
типа МР-3818 (максимальный сварочный ток 38 кА, мощность
160 кВ-А при ПВ = 25 %, усилие сжатия 16 кН, вылет до центра
плит 300 мм, масса 1 200 кг) и МР-6918 (максимальный свароч-
ный ток 69 кА, мощность 400 кВ А при ПВ = 25 %, усилие сжатия
28 кН, вылет до центра плит 300 мм, масса 1 400 кг). Управление
циклом сварки в этих машинах производится с помощью регулято-
ра РВИ-801. С 1989 г. взамен машин МР-3818 и -3819 начат выпуск
машин МР-4020 и -6924. В этих машинах управление циклом свар-
ки производится регулятором типа РКМ-1501, остальные пара-
метры машины остались без изменений. С 1987 г. началось серий-
ное производство шестифазных рельефных машин постоянного
тока типа МРВ-19001 на номинальный сварочный ток 120 кА
(мощность 700 кВ-А при ПВ = 20 %, усилие сжатия 65 кН, вылет
плит 500 мм, масса 7 000 кг). Питание сварочного контура посто-
янным током производится от выпрямителя, в который входят
12 диодов типа Д253-4000.
В электронной промышленности для сварки изделий малых
толщин по развитым кольцевым и разомкнутым рельефам нашли
применение три типа конденсаторных рельефных машин: МРК-3501,
МРК-4001, МРК-12002. Машина МРК-3501 (мощность 5 кВ-А,
максимальный сварочный ток 35 кА, энергия 2500 Дж, емкость
конденсаторов 67 000 мкФ, усилие сжатия 4,5 кН, масса 770 кг)
предназначена для герметизации корпусов полупроводниковых
приборов с периметром сварного шва до 40 мм и толщиной 0,3...
1 мм. Остальные машины — полуавтоматы, предназначены для гер-
метизации интегральных схем, мощных транзисторов и тиристо-
ров. Полуавтоматы снабжены скафандрами для создания контро-
лируемой атмосферы при сварке, а предварительный подогрев и
проковка свариваемых деталей, предусмотренные программой ма-
шин, повышают стабильность и качество сварки. Производитель-
ность полуавтоматов до 1000 сварок в час, мощность МРК-12002
40 кВ-A, наибольший сварочный ток 120 кА, емкость конденса-
торной батареи 400 000 мкФ, масса 5 000 кг.
7.6.3. Технология и оборудование односторонней
точечной сварки
Специальное оборудование для односторонней точечной свар-
ки появилось на предприятиях массового производства при изго-
товлении конкретного изделия путем тиражирования одних и тех
же деталей и узлов по «безлюдной» технологии (автомобилестро-
ение, стройиндустрия, электроника, бытовая техника). Специаль-
ное оборудование обеспечивает автоматизацию сварочных и вспо-
167
могательных операций, повышает качество сборки-сварки, улуч-
шает условия труда и повышает общую культуру производства.
К специальному оборудованию для точечной сварки относятся
многоэлектродные машины для сварки листовых и стержневых
конструкций типа многоточечной машины (МТМ); многоэлект-
родные машины постоянного тока; роботы для точечной сварки и
сварочные автоматические линии и комплексы.
Многоточечная машина состоит из двух- или четырехстоечного
корпуса; комплекса малогабаритных трансформаторов; сварочной
оснастки; пневмогидравлического оборудования; системы вторич-
ных контуров; аппаратуры управления; транспортных устройств
для подачи и сбрасывания деталей; системы охлаждения и защи-
ты от брызг.
Большое распространение при использовании многоточечной
машины получил односторонний подход электродов к сваривае-
мым деталям. При этом за один цикл получают обычно две точки,
что дает повышение производительности в 2 раза. Несмотря на
увеличение токов шунтирования этот способ позволяет снизить
потребляемую мощность в 1,5 раза вследствие уменьшения пло-
щади сварочного контура. Кроме того, при одностороннем подхо-
де отсутствуют трудности размещения транспортных устройств,
сварочной оснастки и ремонта машины. Для подбора режима сварки
на машинах с односторонним токоподводом учитывается следую-
щее: односторонняя сварка пригодна для деталей толщиной до
1 мм без гальванических защитных покрытий; толщину листов мож-
но увеличить до 1,5 мм при шаге между точками не менее 100 мм;
при сварке листов различной толщины более тонкий лист необ-
ходимо располагать со стороны электродов, при этом режим сварки
подбирают по более тонкому листу. Многоточечные машины при-
меняют также для сварки деталей с защитным цинковым покры-
тием. Сварка оцинкованных деталей имеет следующие особеннос-
ти: усилие сжатия и сварочный ток повышаются на приблизи-
тельно 20 %; на оцинкованных деталях предварительно формиру-
ются рельефы; для повышения износостойкости электродов при-
меняют электроды для рельефной сварки; сварку проводят с мо-
дулированием переднего фронта импульса сварочного тока или
используют двухимпульсную сварку. Особенность трансформато-
ров многоэлектродных машин — низкое значение продолжитель-
ности включения (2... 3 %), что позволяет сохранить высокую крат-
ковременную мощность (до 300 кВ-А). Обычно эти трансформа-
торы не имеют переключающих устройств, но имеют два незави-
симых вторичных витка, рассчитанных на подключение двух пар
пистолетов. Каждая машина имеет свою гидравлическую систему
с автономной станцией. Электроаппаратура многоточечной маши-
ны размещается в шкафах, которые устанавливают на антресоли
(над машиной). Шкафы подразделяются на пять типов: силовой
168
распределительный; для управления силовыми контакторами; для
управления электродвигателями гидронасосов; для регулирования
циклов сварки; для синхронизации последовательности включе-
ния сварочных групп. Многоточечные машины укомплектованы
регуляторами циклов сварки типа РВИ-701 (АО «Электрик») или
РМС-22, -23, -24 (ОАО «АВТОВАЗ»). В качестве включающих
устройств используют синхронные тиристорные контакторы типа
КТ-12. Тиристоры защищены от перегревания термодатчиком
ДРТ-Б-60.
Характерным примером многоточечной сварочной машины
является машина для сборки-сварки усилителя брызговика для
ВАЗ-2108 (рис. 7.11). Основой машины является С-образный сва-
рочный пресс 1 с подъемным механизмом электромеханического
действия. Станина и верхняя консоль образуют С-образное про-
странство, в котором вверх-вниз перемещается стол. В С-образное
пространство установлен и закреплен стапель, представляющий
собой две пл:
щие телеско!
иты, связанные между собой через две направляю-
пические колонны. Между плитами стапеля уста-
Рис. 7.11. Многоточечная контактная
машина для сварки брызговиков
автомобилей:
1 — С-образный пресс; 2 — каркас; 3, 4 — нижняя и верхняя оснастки; 5 —
система охлаждения; 6 — лневмооборудование; 7 — электрошкаф; 8 — транс-
портер; 9 — вентиляция
169
Г
овлена верхняя 4 и нижняя 3 оснастки. Нижняя оснастка пред- :
с гавляет собой основание, на котором установлены группы фик- i
сани и и прижимы свариваемых деталей, а также контрэлсктро- 1
т ы. Клеши и пистолеты расположены на верхней оснастке. Де-
таль из зоны сварки в зону разгрузки перемещается транспорте-
ром с пневматическим приводом.
Операция сварки происходит в следующей последовательности: ]
с ператор загружает детали вручную; после загрузки он нажимает |
га пусковые кнопки — опускается защитный прозрачный козы- |
рек и машина в автоматическом режиме выполняет операции за- |
жима деталей, подачи их в зону сварки и последующей сварки, j
(Сваренный узел с нижней оснастки первого поста приподними- 1
«тся и транспортным устройством переносится на второй пост, а |
первый пост загружается новыми деталями. В зависимости от заг- j
1 узки сварочных постов по сигналу с конечных выключателей |
работают или оба поста, или один из двух. На первом посту про- 1
] (зводится сварка 10 точек, на втором — до варка остальных пяти. |
' ’ранспортср во взаимодействии со столом пресса автоматически |
разгружает второй пост. Система управления, электро- и пневмо- |
оборудование находятся на антресоли. Машина оборудована мес- |
"ным встроенным отсосом сварочного аэрозоля. |
Техническая характеристика машины: производительность 85 I
деталей в час, оператор — 1 чел., сварных точек — 15, свароч- I
гых пистолетов — 11 шт., сварочных клещей — 3 шт., сварочных 1
рансформаторов типа ТК-302 — 4 шт., установленная мощность I
150 кВ-А, масса 16 т, габаритные размеры 4000 х 4000 х 5 000 мм. |
При необходимости сварки большого числа точек многоэлек- 1
гродные машины сильно усложняются. Поэтому при изготовле- 1
чип таких изделий, как кузов автомобиля, изделие расчленяет- 1
:я, и на каждой многоэлектродной машине сваривают относи- j
гельно небольшое число точек (до 25). Затем несколько машин 1
объединяют в одну автоматическую линию, где свариваемая де- 1
галь передается с поста на пост, постепенно обрастая новыми |
геталями, превращаясь в крупный узел. В качестве примера рас- 1
смотрим работу простейшей автоматической линии для точеч- |
той сварки лонжеронов заднего пола, правого и левого, авто- а
мобиля ВАЗ-2108. 1
Линия состоит из двух многоточечных машин, транспортера, 1
разгрузчика и сварочной оснастки на пяти постах. Сварочная ос- 1
настка постов состоит из правой и левой частей, которые разде- 1
ляются на верхнюю и нижнюю оснастки, прикрепленные соответ- 1
ственно к верхней плите и подъемному столу четырехстоечного |
пресса. Верхняя оснастка состоит из сварочных клещей и транс- I
форматоров, прижимов, механизма перемещения; нижняя оснаст- 1
ка — из ложементов, фиксаторов, прижимов и кронштейнов, с I
помощью которых эти элементы крепятся к плите подъемного стола.
70
Оснастка второго, третьего и четвертого постов смонтирована
аналогично. Пятый пост кроме основной оснастки является и раз-
грузочным. На первом посту операторы одновременно загружают
детали левого и правого лонжеронов, которые свариваются в ав-
томатическом режиме при верхнем положении подъемного стола.
По окончании циклов сварки на первом посту стол опускается, и
детали с помощью транспортера передаются на следующий пост.
На последующих постах производится доварка точек в опреде-
ленной технологической последовательности. После окончатель-
ной сварки стол пятого поста опускается, детали передаются на
вилы разгрузчика, который выносит их из зоны сварки в накопи-
тель, откуда они перегружаются в тару или подвеску грузонссу-
щего конвейера для передачи их на следующую операцию сборки
(в линию заднего пола). Линия работает в ручном или автомати-
ческом режиме, задаваемом с пульта управления.
Характеристика линии', производительность 74 комплекта в час,
операторов — 5 чел., постов — 5, число точек на правой/левой
деталях — 60/53, сварочных клещей — 47 шт., сварочных
пистолетов — 32 шт., трансформаторов ТК-32 — 33 шт., ТК-401 —
10 шт,, установленная мощность — 3125 кВ-A, максимальная сила
тока в питающей цепи 2000 А, расход воздуха 60 м3/ч, расход
воды для охлаждения 20 м3/ч, габаритные размеры 12x7x5 м,
масса 77 т.
7.6.4. Особые случаи точечной сварки
Сварка деталей из разноименных металлов осложняется их раз-
личиями в физико-механических и химических свойствах. В ре-
зультате в литом ядре образуется металл нового химического со-
става. Если у свариваемых металлов разные теплопроводность и
электропроводность, то литое ядро смещается в сторону детали с
меньшими значениями этих показателей. В таких случаях симмет-
рию можно восстановить, регулируя отвод теплоты в электроды
путем изменения диаметра рабочей поверхности электрода и под-
бора материала электрода с соответствующей тепло- и электро-
проводностью.
Однако хорошая свариваемость разнородных металлов не все-
гда возможна, особенно при резком различии их свойств. При свар-
ке стали с алюминием возникают хрупкие интерметаллические
фазы железа с алюминием, значительно снижающие механичес-
кие показатели. При сварке оцинкованных листов алюминия проч-
ность соединения существенно возрастает, так как легирование
расплавленного алюминия цинком изменяет условия образова-
ния хрупких фаз. Для улучшения свариваемости разнородных ста-
лей иногда целесообразно введение в контакт между деталью и
171
Проплавление тон- 3
е 1:3 для стальных |
в особенности при I
:<та Пельтье и Том- 1
да в деталь большей 1
ке для сварки таких
от тонкой детали.
электродами стальных прокладок (экранов), которые являются j
дополнительными источниками теплоты и одновременно умень- |
шают оте од теплоты в электроды. 1
При старке деталей неравной толщины усиливается поток теп- ]
лоты в электрод со стороны более тонкой деташ, а на периферии 1
контакта между деталями увеличивается плотность тока. Все это 1
приводит к смещению литого ядра относительно плоскости со- |
единенит деталей в деталь большей толщины.
кой детали уменьшается и может привести к Полному непровару
что проявляется при отношении толщин боле,
деталей е: 1 ;2 для деталей из легких сплавов,
сварке на. постоянном токе в результате эффе
сона. Для предупреждения смещения литого яд
толщине можно использовать различные способы повышения 3
температ фы нагрева тонкой детали. На лракти i
соединений применяют жесткие режимы. Электрод, находящийся )
в контакт е с тонкой деталью, изготавливают с меньшей контактной .
поверхнсстью из металла с меньшей теплопроводностью по срав- 1
нению с электродом, контактирующего с толстой деталью. В ре- ]
зультате снижается отвод теплоты в электрод
Иногда выполняют рельефы, которые увеличивают и стабили- ]
зируют плотность тока в контакте между детамми. Тепловые эк- I
раны между тонкой деталью и электродами сложат надежной пре- I
градой на пути отвода теплоты в электрод. Изменяя толщину и 1
металл экранов, можно смещать зону расплавления в требуемых 1
пределах. !
Обычно используют сменные экраны из менее теплопровод- |
ного металла небольшой толщины (0,05...О,
должен с вариваться с основным металлом.
Сварь а деталей с защитными покрытиями Фироко использует- I
ся в штампосварных конструкциях. Для покрыт гя используют цинк, I
свинец, юлово, алюминий, хром и др. Покрытие изменяет кон- I
тактное и общее сопротивления в месте сварки, следовательно, 1
меняются и условия нагрева. Если при сварке непокрытых сталей 1
сварочное сопротивление после кратковременного спада не- ]
сколько возрастает и достигает максимума в момент расплавле- 1
ния ядра, то при сварке металла с относительно легкоплавкими 1
покрытиями максимальное сопротивление устанавливается позднее I
и имеет меньшее значение. Это объясняется большими размерами |
площадь: контакта электрод—деталь и особенно деталь—деталь. |
Для сварки таких материалов необходимо соответственно изме- 1
нять параметры режима сварки. I
Условия работы электродов при сварке материалов с покрыта- I
я ми ухудшаются, так как металл покрытия частично переходит |
на поверхность электрода, плакируя ее, окисляясь и образуя но- I
вые сплавы. Механизм разрушения и переноса особенно легко- |
5 мм), который не 1
1Э-Э
172
плавких покрытий — комплексный процесс, состоящий из хо-
лодного и горячего схватывания, термодиффузии, электропере-
носа и сублимации. Все это существенно увеличивает сопротивле-
ние в контакте электрод—деталь, приводит к частой зачистке ра-
бочей поверхности электродов и снижает их стойкость.
В автомобилестроении и других отраслях промышленности при-
меняют оцинкованную низкоуглеродистую сталь. Для ее сварки
используют жесткие режимы сварки, увеличивая сварочный ток
до 20 %, усилия на электродах — до 40% и продолжительность
импульса сварочного тока — до 90 % по сравнению с режимами
сварки непокрытой стали. Для сохранения покрытия в месте кон-
такта с электродами существенно увеличивают длительность про-
ковки после выключения сварочного тока. В этот момент слой
цинка, расплавленный при сварке, застывает и в меньшем коли-
честве переходит на контактную поверхность электродов. При свар-
ке оцинкованных сталей лучшую стойкость имеют электроды из
сплава БрХЦр. Важно обеспечить интенсивное охлаждение элект-
родов, что достигается при расходе i
При сварке хромированных и ни
контакта возникает несколько увели’
тивление. Сваривают также стали ь ;
вая время прохождения тока и усилю
нению с этими же параметрами при сварке непокрытых сталей.
Для придания поверхности свари
онных свойств часто применяют неметаллические покрытия: за-
щитные лаки, смеси лаков с металл:
ные покрытия, полученные методом электроосаждения, и раз-
личные клеи. Покрытия такого тип:
ток, поэтому они должны быть выд;
действием усилия при сварке. Их выдавливание для обеспечения
металлического контакта зависит оз
ватости поверхности и скорости нарастания усилия сжатия. При
предварительном нанесении этих покрытий сварку выполняют
тогда, когда еще сохраняется их достаточная вязкость. При при-
менении в качестве наполнителей м<
ка или алюминия) создание металл:
при меньшей вязкости покрытия. Ди лучшего выдавливания по-
крытия увеличивают сварочное усилие на 10...20% и снижают
ток на 10... 15 %. При сварке по покрытию происходит частичное
испарение покрытия, поэтому необ
вытяжки и усиление общей вентиля!
В штампосварных конструкциях
единения. Клей одновременно повышает антикоррозионные свой-
ства, придает герметичность точечны.
повышает их прочность, особенно
нии. Сварку выполняют по клею до
воды не менее 7 л/мин.
желированных сталей в месте
[ченное электрическое сопро-
:а жестких режимах, увеличи-
:е сжатия на 20... 25 % по срав-
ваемых деталей антикоррози-
ическим порошком, фосфат-
а не проводят электрический
двлены из места контакта под
вязкости покрытия, шерохо-
сталлических порошков (цин-
ического контакта возможно
ходимо применение местной
ции.
применяют и клеесварные со-
и соединениям и существенно
при динамическом нагруже-
его полимеризации. Клей при
173
эм выдавливается из места сварки. Можно наносить клей и пос-
: сварки специальным шприцем. Под действием капиллярных сил
эт
де
покрытие проникает в зазор и Надежно герметизирует его.
6 мм) характеризуется
тельно малой продол-
Сварка деталей малой толщины (0,01 ...0;
незначительным усилием сжатия и относи
жфгельностыо сварочного импульса. С уменьшением толщины сни-
жается усилие сжатия и контактные сопротивления возрастают,
поэтому усиливается чувствительность процесса к состоянию по-
верхности детали. Стойкость электродов значительно снижается.
Точечная и шовная сварки ведгтся на жестких режимах. Рабочая
поверхность электродов сфери1
Сварка деталей большой тол\
еская.
щины (более 10 мм) затрудняется
длительной жесткостью деталей, низкой
•в при большой продолжительности импу.
стойкостью электро-
льса сварки. Для свар-
ы. Циклы сварки при-
зн,
до:
ки используют мощные трехфаЬные машит
меняют с повышением усилия сжатия и проковки и с модуляцией
переднего фронта импульсов нагрева. Для снижения температуры
нагрева электродов с целью повышения их
мтогоим пульс ну ю сварку. Во время пауз электроды интенсивно
охлаждаются вследствие более высокой теплопроводности их ма-
м<
стойкости применяют
териала.
7.7. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ШОВНОЙ СВАРКИ
сварке детали сварива-
ювого электрода (роли-
; деталей, как правило,
При шовной (роликовой) контактной t
естся рядом точек по линии качения дисю
:а). Сжатие, подвод тока и перемещение
осуществляются с помощью роликов. Шогная сварка применяет-
ся в основном для нахлесточного соединения деталей для получе-
ния герметичных швов рядом перекрывающихся точек, а также
дея повышения производительности при с
:ади. Качественная шовная сварка обязательно сопровождается
бразованием литой зоны, ширина которой d является основным
[араметром соединения (рис. 7.12). Другими параметрами, харак-
теризующими соединение, являются согласно ГОСТ 15878 — 79
глубина проплавления Лп = (0,2...0,8)5, где
дубина вмятины g< 0,2s, длина литой зон
’дя литой зоны / шаг точек /ш, величиь
пветственности сварного соединения (А или Б). Соединения грун-
1Ы А должны иметь ширину литой зоны
дуппы Б, и нахлестку В на 2 мм больше. Группа ответственности
оединения устанавливается при проектировании конструктором
указывается в технических условиях к чертежу.
Существует три основные разновидности шовной сварки: не-
рерывная, импульсная и шаговая. Coote етствуюшие им цикло-
к;
н
к
о
п
г.
т
г:
варке отдельными точ-
s — толщина деталей;
ы /, величина перекры-
ла нахлестки Д группа
на 1 мм больше. чем у
174
Рис. 7.12. Сварные соединения, выполненные шовной сваркой:
а — нахлесточное: I — длина литой точки шва: / — величина перекрытия литых
точек шва; d — ширина литой зоны шва; ha — глубина проплавления; б — сты-
ковое с раздавливанием кромок: В — ширина нахлестки; в — стыковое с наклад-
ками; .5 — толщина деталей
граммы представлены в табл. 7.6. Наиболее распространенной яв-
ляется импульсная шовная сварка, характеризующаяся непрерыв-
ным вращением роликов и импульсным включением тока, при
котором длительность импульсов тск чередуется с паузами дли-
тельностью тп при постоянном усилии сжатия. Во время импуль-
сов тока формируются единичные сварные точки, совокупность
которых образует сплошной сварной шов. Шаг точек /ш и скорость
сварки v связаны зависимостью /ш = + тп). При /ш < I сварные
точки перекрывают друг друга, в результате образуется герметич-
ный (прочноплотный) шов.
Согласно ГОСТ 15878 — 79 величина перекрытия литых зон гер-
метичного шва должна быть не менее 25 % ^длины литой зоны /
единичного соединения. Увеличение перекрытия свыше 50 % при-
водит к перегреву деталей и повышенному износу роликов, а по-
тому нецелесообразно.
Непрерывная шовная сварка с постоянным импульсом тока вы-
полняется при постоянном вращении роликов и непрерывном,
без пауз, включении сварочного тока. Непрерывное включение
тока позволяет на порядок увеличить скорость сварки, однако
приводит к перегреву поверхности деталей и требует точного подбо-
ра тока и давления.
Шаговая сварка выполняется путем прерывистого включения
тока и прерывистого (шагового) вращения роликов. При шаго-
вой сварке сварочный ток включается только во время останов-
ки роликов, что приводит к снижению температуры в контакте
ролик —деталь и способствует повышению качества сварки и
175
Таблица 7.6
Циклограммы шовной сварки
Номер
цикло-
грам-
мы
Характеристика
сварки
Схема никла
Свариваемый
металл
Од но импульс-
ная с постоян-
ным давлением
и скоростью
вращения
роликов
Неответствен-
ные детали
толщиной до
1,5 мм из мало-
углеродистой
стали
Многоимпульс-
ная с постоянны-
ми давлением
и скоростью
вращения роли-
ков
Шаговая одпо-
импульсная
с постоянным
давлением
2
Ответственные
детали толщи-
ной до 2 мм из
малоуглеро-
дистой стали
(прочноплот-
ный шов)
Детали толщи-
ной до 1,5 мм
из алюминие-
вых сплавов
4
Шаговая одпо-
импульсная
с ковочным
давлением
Детали толщи-
ной до 2,5 мм
из алюминие-
вых сплавов
Примечание. 7СВ — сварочный ток; Р^ — давление (усилие) сварки; Рк —
коночное давление (усилие); St, — скорость вращения роликов; а — шаг переме-
щения ролика; — время сварки; тп — время паузы.
летательных аппа-
х и магниевых спла-
стэйкости электродов. Шаговая сварка нашла широкое распрос- ;
транение на предприятиях по изготовлению
рагов и космической техники из алюминиевы:
001
В.
176
Режимы шовной сварки характеризуются теми же основными
параметрами, что и точечной. Влияние параметров режима на раз-
меры и прочность сварных соединений при шовной и точечной
сварке одинаково. Дополнительными параметрами, характерны-
ми только для шовной сварки, являются более тщательная подго-
товка обеих поверхностей деталей под сварку; пауза между им-
пульсами тока; скорость сварки v. Для повышения скорости шов-
ной сварки необходимо повышать жесткость режима. Однако в связи
с перегревом и подгоранием поверхности деталей из-за повыше-
ния «подвижного» сопротивления контакта ролик—деталь, ско-
рость шовной импульсной сварки приходится ограничивать в пре-
делах 0,5...2 м/мин.
При шовной сварке возможно получение не только нахлесточ-
ных, но и стыковых соединений. Для этого между роликами и
деталями помещают две тонкие накладки из того же металла.
Толщина накладок берется в пределах 0,2...0,3 мм, а ширина —
4...6 мм (см. рис. 7.12). При сварке стыкового соединения с на-
кладками зазор между деталями не должен превышать 0,2s. В ре-
зультате в зоне шва образуется утолщение величиной до 0,15s. Пла-
стичные металлы можно также соединять встык с небольшим утол-
щением (0,2s) при сварке с раздавливанием очень узкой нахлест-
ки (1... l,2)s, при этом можно достичь высоких скоростей сварки
(2...5 м/мин).
Классификация шовных машин осуществляется по следующим
признакам:
по роду сварочного тока — переменного и постоянного тока, а
также конденсаторные;
характеру установки — стационарные и подвесные;
расположению роликов — для поперечной или продольной свар-
ки; универсальные, обеспечивающие продольную и поперечную
сварки;
способу вращения роликов — осевое вращение только одного
ролика или обоих сразу; радиальное вращение роликов при помо-
щи шарошек; радиальное вращение роликов за счет сцепления с
движущимся изделием; вращение роликов за счет сцепления с
неподвижным изделием при поступательном перемещении каретки
с роликами;
способу подвода сварочного тока к изделию — с односторон-
ним и двухсторонним подходами к детали;
назначению — общего и специального назначений;
виду сварки — для непрерывной и прерывистой сварок;
степени автоматизации сварочного цикла — полуавтоматичес-
кие и автоматические.
Конструкция шовных машин по компоновке и большинству
узлов схожа с точечными. Основное отличие — в электродных ус-
тройствах, обеспечивающих надежный подвижный контакт и вра-
177
800 до 3 об/мин. Сва-
>йые токоведущие уст-
щение токопроводных роликов. Поэтому машины снабжены при-
водом вращения с редуктором для повышения крутящего момен-
та и снижения числа оборотов вращения с 1
рочные ролики устанавливают в специаль
ройства, обеспечивающие передачу на ролики больших свароч-
ных токов и усилий сжатия. Направляющие устройства привода
сжатия отличаются большей подвижностью и жесткостью. Пнев-
матические приводы сжатия, системы охлаждения, включающие
Ри
с. 7.13. Универсальный поворотный верхний электродный узел шов-
ной .машины:
1 - сварочный ролик; 2 — втулка; 3 — вал; 4 — водоподводящая трубка; 5— 7,
9--11 — передаточные зубчатые колеса; S — меднь
дящий угольник
:й корпус; 12 — токоподво-
178
устройства, регуляторы циклов сварки существенно не отличают-
ся
от аналогичных устройств точечных машин.
Особый интерес представляет конструкция приводного верх-
него электродного универсального устройства машин МШ-3401,
МШВ-7501, -8001. Универсальность этого узла состоит в способ-
ности выполнять сварку как поперечных, так и продольных швов
пу 'ем простейшей переналадки (разворота на 90’) верхнего элек-
тродного устройства и одновременной замены нижнего вала с
Рис. 7.14. Сменные нижние роликовые головки типа вал —втулка:
а -- для продольной сварки: 1 — вал: 2 — ролик; 5 — втулка; 6 — для поперечной
сварки: 7 — вал; 2 — ролик; 3 — шпонка; 4 — ось; 5 — втулка
179
роликом поперечной конструкции на продольную или
медного корпуса 8,
: г 8 находи оя втулка
2 подшипника скольжения из бронзы БрОЦС5-5-5. Во
закрепленным на
нем сварочным роликом 1. Вращение на сварочный роли
ется с шарнирного вала привода вращения через систе
ческих зубчатых колес 5—7, 9— 11. Поверхности трениг вала 3 и
втулки 2 являются токопередающим скользящим контактом, ко-
(25 % графита «П»
(рис. 7.13). Устройство состоит из токоведущего
скрепленного с медным угольником 12. В корпус
размещен бронзовый (БрНК1,5-0,5) вал 3 с
наоборот
втулке 2
[к переда-
му кони-
торый работает в графитокасторовой смазке
марки А и 75 % касторового масла с плотностью жидкой смета-
ны). Вода для охлаждения подводится по трубке 4 в элетлродный
вал 3 и отводится через выходной ниппель. Манжета предотвра-
щает вытекание воды из полостей охлаждения.
ройства вместе с медным угольником 12 и зуб
и 10 неподвижно закреплены на ползуне приы
казано). Нижняя часть, включая корпус 8 со всеми закрепленны-
ми в нем деталями, является поворотной и по тле поворота на 90°
в ту или другую сторону при переналадке с поперечной сварки на
продольную скрепляется с верхней частью четь:|
повороте коническое зубчатое колесо 5 обкат
. Верхняя часть уст-
чатыми колесами 9
ода сжатия (не по-
рьмя винтами. При
ывается вокруг ко-
нического зубчатого колеса 9, не выходя из зацепления
е и электрический
с ним,и
стройств:
после закрепления четырех болтов зацепление
контакт между медным угольником 12 и токопередающим мед-
ным корпусом 8 восстанавливается.
В шовных машинах применяют два вида электродных у
верхние и нижние электродные узлы со скользящим контактом по
типу вал —втулка (машины МШ-2201, -3401,
МШВ-75(р1,
(рис. 7.14) и верхние и нижние электродные устройства
зящим контактом, разгруженные от сварочного усилия
-8001)
со сколь-
(машины
МШ-3207, МШВ-6303) (рис. 7.15, 7.16).
На рис. 7.14, а показано нижнее электродное устройство для
продольной сварки машины МШ-3401, выполн :нное по т
1 для по тер <
го вращения
зовая (БрНХ1,5-0,5) втулка 3 со сварочным сменным р
втулка. На массивном бронзовом (БрХ) валу
сварки установлена с возможностью свободно:
япу
вал—
ечной
брон-
Ьлт ком 2
аботает в
енку. Вод
:иппели непо|движ-
фито-
гра
,з дтя ох-
из бронзы БрХ. Шайба служит для фиксации осевого положения
втулки. Поверхности трения вала 7 и втулки 3 являются токопе-
редающим скользящим контактом, который р
касторовой смазке, поступающей через масл
лаждения вала подается и отводится через н
ного вала 1.
На рис. 7.14, б показано нижнее электродное устройство для
поперечной сварки машин МШ-3401 и МШВ- 7501, состоящее из
вала 1, бронзового сварочного ролика 2, бронзовой оси 4, двух
бронзовых втулок 5, шпонки 3. Вал имеет па:
для размещения в
180
нем собранного с осью 4, втулками 5 и шпонкой 3 сварочного
ролика с двумя калеными шайбами. Токопередающие скользящие
контакты смазываются через масленку. Вода для охлаждения вала
подается и отводится через ниппели неподвижного вала 1, омы-
вая паз и размещенный в нем сварочный ролик.
Рис. 7.15. Верхний разгруженный неприводной электродный узел шовной
машины:
/ — токовый вал; 2 — сварочный ролик; 3 — корпус; 4 — токоподвод к электрод-
ному узлу; 5, 6 — радиальный и игольчатый подшипники соответственно; 7 —
толкатель; 8 —пружина; 9 — контактные колодки; 10 — отверстие для заливки
масла; 11 — сливная пробка
181
На рис. 7.15 показано верхнее нсприводное электродное уст-
ройство МШ-3207 со скользящим электропередающим контак-
том, разгруженным от непостоянных сварочных усилий. В этом
устройстве сварочное усилие непосредственно на сварочный ро-
лик 2 от ползуна привода сжатия передается через корпус 3 и
подшипники качения, передний игольчатый б, задний радиаль-
ный 5 и токовый вал 1. Передача тока на вращающийся бронзо-
вый вал от токоподвода 4 производится с помощью шести кон-
тактных колодок 9 из медно-графитового композита, поджимае-
мых одновременно и к выступу токоподвода, и к валу 7 с помо-
, Во внутреннюю полость
щыо изолированных толкателей 7с пружинами 8. Для охлаждения
подшипников 5 и бот вихревых токов в тол ости вала / размещена
медная трубка для водяного охлаждения
узла через отверстие 70 залито касторовое масло в смеси с порош-
ком белого чешуйчатого графита. Сливная пробка 77 служит для
слива масла. Токовый вал 7 охлаждается водой через подающие и
отводящие штуцера. Контактные поверхности колодок и выступ
токоподвода имеют гальваническое серебрение толщиной 12 мкм.
На рис. 7.16 показано нижнее приводное электродное устрой-
ство машины МШ-3207, которое отличается от верхнего введени-
ем приводного узла 6 вращения токово
нительных опор 3, 4 для уменьшения прогиба более длинного вала
и предотвращения биения сварочного р<
Рассмотренные электродные устро
скользящими контактами позволяют ре:
го вала 2, а также допол-
ол и ка.
йства с разгруженными
зко сократить износ кон-
Рис. 7.16. Нижиий разгруженный приводной электродный узел:
1 — сварочный ролик; 2 — токовый вал; 3, 4 -- подшипниковые опоры; 5 —
токоподвод к электродному узлу; 6
— приводной узел
182
Рис. 7.17. Шовпые машины переменного тока:
для поперечной сварки МШ-3207: 1 — редуктор; 2— электродвигатель; б — для продольной сварки МШ-3208
183
та|1
чка нового
МШ-3208 для п эо-
ьтной и силовой пары, стабилизировать сварочный гок и сни- i
знъ затраты на обслуживание и ремонт.
С 1987 г. освоен выпуск шовных машин переменного т
по селения МШ-3207 для поперечной сварки и
де льной сварки (рис. 7.17). Машины имеют одинаковое характе-
ристики (мощность 270 кВ'А, сварочный ток
32 кА, Взыет элек-
тродов 800 мм, усилие сжатия до 12,5 кН, соп эотивлен
но ю контура 25 мкОм, cosep = 0,25, скорость ы арки 0,4
деталей
ие в^орич- •!
..6 м/млн, I
ТОЛ11ЦИНОЙ
О,
, понижающим ре-
блоком включения
и
оборудована кноп-
в точечн эм режиме
де.
ш
масса 1 550 кг) и предназначены для сварки
3...3 мм из стали. Машины управляются от трехпо:.иционкой
педальной кнопки, снабжены приводом вращения тила ПМСМ
(иди тиристорным приводом типа ЭТ1Е2-24)
дуктором с шарнирным валом, тиристорным
судового трансформатора, блоком ре гули ровней сварочного тока
переключателем скоростей сварки. Машина
Kcui «Точечная сварка» для включения работы
дл я прихваточных операций.
Шовные машины постоянного тока выпускают серийно трех ти-
пов: МШВ-6303, -7501, -8001 (рис. 7.18). Выпрямление тока в этих
машинах происходит по трехфазной однополулериодне й схеме
вторичном контуре с помощью таблеточных циклоутгойчиьых
кремниевых диодов (см. рис. 7.8). Управление сварочным током
тиристорное. Машина МШВ-7501 предназначена для зварки
лий из легких, титановых и легированных сталей и сплавов тбл-
тной до 3 мм, может выполнять сварку поперечных и продоль-
ных швов как при шаговом (шаг 1... 100 мм), так и при i
нрм вращении роликов.
Специальные шовные машины — это конденсаторньп
ВО
43-
непрерыв-
м:
св
е машины
1ИК-2002 для сварки сильфонов и мембран фощност > 4,8' кВ А,
200... 1 300
1,5 м/млн,
арочный ток 20 кА, емкость конденсаторных батарей
м^Ф, усилие сжатия 0,1... 1,2 кН, скорость сварки 0,1...
мшл-1^0и-:-15(|п,
предназначенные для стыковки концов лент внахлест
родистой стали толщиной 0,1... 1 мм и шириной 500
мфсса 1090 кг); лентосварочные машины типа
мм
ле:
со:
с 4
яз мало|уг-
...1050
в йехах холодной непрерывной прокатки металлургических завойов
(мощность 130 кВ-А, сварочный ток 25 кА, усилие сжатия: 5 кН,
противление вторичного контура 40 мкОм, cos ср = 0,52, скорость
арки 2...8 м/мин, масса 8 550 кг); линия для сварки отопитель-
ных радиаторов, состоящая из двух комплексов шовных манин
ШМ-1 (мощность 500 кВ-А, сварочный ток 32 кА, усилие сжатия
дс 12,5 кН, сопротивление вторичного контура 15 мкОм, cos
по: шесть
ьных шпов
и |здной шовной машины типа К-496 для сварьф поперечных шв(
для сварки
м
? =
3 150 кг)
= 0,35, скорость сварки 0,4...4 м/мин, масса
штук в одном комплексе для непрерывной сварки продол||
ов.
Рассмотрим пример выбора шовной контактной машины
патрубка диаметром 50 мм из стали Юкп с толщиной станки 1 лкм,
184
Рис. 7.18. Шовная машина постоянного тока типа МШВ-7501:
7 — привод вращения нижнего ролика; 2 — блок диодов; 3 — трансформатор
сварка по отбортовке 11 мм. По табл. 7.3 определяем режим шов-
ной сварки: ток 11 кА; время импульса и паузы 0,08 с; усилие
сжатия 4 кН; скорость сварки 0,8 м/мин; ширину рабочей части
электрода-ролика принимаем для группы соединения А по ГОСТ
15878—79 равной ширине|литой зоны шва (5 мм).
Выбираем шовную магйину нового поколения для поперечной
сварки типа МШ-3207 (номинальный сварочный ток 32 кА, напря-
жение вторичного контур^ 5,6... 8,2 В, вылет электродов 800 мм,
усилие сжатия до 12,5 кН
деляем напряжение вторичного контура U2, обеспечивающее рас-
четный ток: U2 = U2ilIcJ1п =
водиться на 1 -й ступени с
скорость сварки 0,4...6 м/мин). Опре-
7,8-11/32 = 2,7 В. Сварка должна произ-
фазной подстройкой U2 с 5,6 до 2,7 В.
7.8. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ СТЫКОВОЙ СВАРКИ
I
Стыковая сварка — сцособ контактной сварки, при котором
детали соединяют по всей площади касания торцов хотя бы одной
детали. Детали при этом вначале зажимают в электродах-колод-
ках, а затем сжимают, подводят ток и выдавливают окисленный
и расплавленный металл е; грат этими же электродами. По харак-
i
185
уется тем, что стыки
входящим током до
выдавливанием
ок-
ка- I
На- :
яния и его сплавов ;
для получения
а с ее локализацией
поверхностный эф-
и изделий металле-
теру нагрева торцов деталей различают стыковую сварку сопро- ;
тивлением и оплавлением.
Стыковая сварка сопротивлением характерна;
сжатых осевой силой деталей нагреваются пр
пластичности или до расплавления только за счет джоуле вой теп- :
лоты, а затем в конце сварки осаживаются с
сидов из стыка (табл. 7,7).
Интенсивность деформации, необходимая
чественного соединения, зависит от свойств оксидной пленки,
пример, оксиды легированных сталей, алюм
не расплавляются и не разлагаются при сварочных температурах,
и потому необходима или значительная осадк
в стыке, или применение защитных и восстановительных сред (га-
зов, вакуума). Удовлетворительное качество соединения получа-
ется при температуре в стыке не менее 0,85 тгмпературы плавле-
ния и величине осадки, примерно равной толщине (диаметру)
свариваемых деталей. Прочность соединения яри этом составляет
0,8 — 0,9 прочности исходного металла в одолженном состоянии.
На прочность при этом способе сварки влияет
фект, который без специальной подготовки торцов (снятия фасок
3x3 мм) приводит к непровару центральной части детали. В связи
с этими недостатками стыковая сварка сопротивлением без рас-
плавления применяется в основном при сварке цветных металлов
сечением до 300 мм2, малогабаритных цепей
фурнитуры.
При стыковой сварке сопротивлением с расплавлением стыка
соединение образуется за счет взаимной кристаллизации жидкой
прослойки металла в стыке, которая, как и при классической то-
чечной сварке, образуется только за счет джоулсвой теплоты. Дру-
гое достоинство стыковой сварки с расплавлением состоит в том,
что для выдавливания из стыка оксидов вместе с металлом в жид-
копластичном состоянии необходимо давление, в 2 — 5 раз мень-
шее, чем для осадки стыка в пластичном сос
процесс деформации при осадке вовлекаете! небольшой объем
металла. Поэтому стыковая сварка сопротивлением с формирова-
нием соединения через жидкую прослойку подучила наибольшее
распространение.
Основными параметрами режима всех вид
сопротивлением являются сварочный ток (npai
пряжение вторичного контура U2, так как на машине регулируется
только вторичное напряжение, связанное с то
ление сварочного вторичного контура Zcs соотн
расстояние выступания деталей из токоведущг
дых деталей примерно равно диаметру), величина осадки.
К машинам для сварки сопротивлением относятся машины об-
щего назначения — это МСС-901 (передвижная на колесиках мас-
гоянии. При этом в
ов стыковой сварки
ктически задают на-
ком через сопротив-
ошенисм U2= I^bZcb),
х колодок (для крут-
186
Таблица 7.7
Циклограммы стыковой сварки
Номер
цикло-
граммы
1
Характер иста ка
сварки
Схема цикла
Сопротивлением
Площадь
сечения
детали, мм2
До 300
Непрерывным
оплавлением
До 5 000
3 Оплавлением
с программиро-
ванным напряже-
нием
До 10 000
4 Оплавлением
с импульсным
подогревом
/, Р,$
Свыше
10000
— ток осадки;
— ток импульса; Р — усилие осадки; S — перемещение подвижне й плиты; U„ —
1/ж — напря-
Д11с — величи-
— время им-
Примечание./^ — сварочный ток; /01И — ток оплавления; 1„
Смп
напряжение возбуждения оплавления; — напряжение сварки;
кение осадки; голл — скорость оплавления; — скорость осадки;
ча осадки; Д„,]л — величина оплавления; т„ — время сварки; тимп
тульса; тп — время паузы
187
сой 63 кг, мощность 1кВ-А, усилие сжатия 0,05... 1 кН, предиаз- i
начена для сварки проволок из стали, меди, алюминия диамет- >
ром 0,5...6 мм); МСС-1902 (массой 190 кг, мощность 4,5
усилие сжатия 0,05... 1 кН, предназначена для сварки пр<
из стали, меди, алюминия диаметром 4... 12 мм) и машины
алъного назначения — это КСЛ для сварки ленточных пил
ной 10...25 мм и толщиной 0,3...0,8 мм из углеродистой
•А, ;
док
ри-
ри-
вод сжатия пружинный, усилие осадки до 0,1 кН, мощность
для !
ню- '
три
до
кг,
кВ
ювс.
!специ-
(Ш1Г
стат [и с ;
расплавлением стыка, на машине имеются приспособления i ля ров- \
ной обрезки концов лент перед сваркой и для зачистки гра”а, г
2 кВ А
при ПВ = 5 %, U2 = 3 В, масса 24 кг); машина К-802 (МСС-Р 01)
стыковой сварки проволок диаметром 3...10 мм из закалив
щихся сталей с автоматической термообработкой зоны сварки
управлении по температуре фотопирометром (усилие осгдкг
~ ~ ~ 480
, пред
назначенные для стыковой сварки с расплавлением, оса1дко
снятием грата шин из меди и алюминия шириной до 25 м
толщиной до 20 мм (усилие осадки до 10 кН, мощность 25 кВ - А
при ПВ = 10%, U2 = 5 В, масса 480 кг, охлаждение воздушное).
Стыковая сварка оплавлением отличается от классической кон-
тактной точечной сварки, стыковой сопротивлением и цуго
[ваемых
[трева — '
Ош ав-
0,4 кН, мощность 4 кВ - А при ПВ = 10 %, С/2 = 3 В, масса
охлаждение воздушное); машины МСС-2503 и МСС-4001
1Й и
lM И
• вой i
сварки плавлением тем, что для локального нагрева свари
торцов одновременно используют два мощных источника на
дуговой разряд (электрическая дуга) и джоулеву теплоту,
ление торцов происходит в основном за счет короткой эЛекфи-
ческой дуги. При этом глубина нагрева сужается, происходит
поверхностный локальный нагрев.
В отличие от стыковой сварки с расплавлением для оплавле
стыковых поверхностей требуется меньшая мощность усте ноы
а процесс сварки оканчивается полным выдавливанием расш,
ленного металла и вместе с ним оксидов.
Процесс стыковой сварки оплавлением заключается в следую- :i
щем. При сближении и касании торцов деталей при включенном !
напряжении в стыке возникают электродуговые разряды
тол ько
НИЯ
КИ, !
ав- ;
тся
из стыка, образуя по пути жидкие перемычки, которые, и
ваясь под действием джоулевой теплоты, взрываются, иой:
все пространство в стыке (рис. 7.19). Это приводит к мо:
талла из стыка и, как следствие, к потере вместе с вып
жидкого металла большей части тепловой энергии в стыке.
кото-
рые мгновенно расплавляют металл в точках касания. Под дей-
ствием электродинамических сил жидкий металл выбрасывас
чрегре-
изиэуя
щному 1
дугообразованию по всему стыку, выплеску расплавленного
[ тесКом
. Таким
образом, электродуговые процессы, являясь мощными Еров
никами тока, обеспечивающими интенсификацию процесса
спе:
ие-
юд-
то-
;ци-
верхностного оплавления металла в стыке, потребовали
188
Рис. 7.19. Схема процесса контактной стыко-
вой сварки с непрерывным оплавлением:
1 — выплеск; 2 — жидкая перемычка; 3 — иони-
зированный промежуток; 4 — дуговой разряд;
5— направление действия электродинамических
сил при взаимодействии разнонаправленных
токов 6 — направление действия сжимающих
сил на жидкую перемычку при взаимодействии
равно направленных линий тока в перемычке
альных приемов для предотвращения
выброса теплоты из стыка. Эти приемы
вытекают из рассмотрения главного па-
раметра режима стыковой сварки оплав-
лением — скорости оплавления von, ко-
торая оказывает решающее влияние на
производительность и качество сварки,
связана со всеми теплофизическими и геометрическими парамет-
рами процесса сварки и самой детали следующей функциональ-
ной зависимостью:
:эсть перемен-
; U — падение
[явления; 7?к —
(ДГ= Го - Тп,
von = f{u2Z~l + 2х<у-П
оп t 5p(cA7’ + /n0)J’
где к — коэффициент, учитывающий неполнофазн
ного тока при дуговых разрядах в стыке (к w 0,75);
напряжения в дуговом промежутке стыка; Z — общее сопротив-
ление сварочного вторичного контура; /са — ток опл
омическое сопротивление в стыке; 5— площадь стыка, Г~ тем-
пературный градиент по длине припуска на оплавление; р, к, с,
тГ1 — плотность, теплопроводность, удельная теплоемкость и скры-
тая теплота плавления свариваемого металла; ДТ -- температура
перегрева расплава на поверхности торцов в стыке ~
где — температура жидкого металла на поверхности торцов; Гп -
температура торцов).
Из этого выражения следует, что выброс тепловой энергии из
стыка уменьшится, а мгновенная скорость оплавления возрастет,
если будут выполняться следующие условия:
• запас мощности машины при коротком замыкании будет в
3 — 5 раз превышать тепловую мощность U2Z~l, разв
говом промежутке и тепловую мощность к12&кК н
сопротивлении жидких перемычек, что возможно при значи-
тельном уменьшении сопротивления вторичного контура маши-
шваемую в ду-
[1 контактном
189
ны Zh программном изменении напряжения хол
необходимом для возбуждения и поддержания пр>
ния в процессе всей сварки;
• температурный градиент по толщине припуска на
ние /должен быть минимально возможным, что достигаемся пред-
варительным подогревом припуска в режиме конт
[ эстого
Инесса
хода 6%,
эплавле-
эплавле-
актного нагрева
методом сопротивления (для деталей сечением до 10 000
деталей должна
,3 мм ддя сталь-
больш
мм2);
• масса перегретого жидкого металла на торцах
быть минимально возможной, не превышающей 0
ных деталей малого сечения и 1,5 мм для деталей
ния, что достигается дозированным вложением энергии
пулъсном оплавлении, когда на основное постулате,
подвижной плиты сварочной машины накладывается дотирован-
ное колебание с частотой 3.,, 30 Гц с амплитудой 0,3...0,1 мм (для
деталей сечением свыше 10 000 мм2). При импульс
ном оплавлении по сравнению с непрерывным с
30 %, в 4 раза сокращается время оплавления, в 2
расход электроэнергии и в 3 раза — припуск на о:
Типовые процессы стыковой сварки оплавлением представлс
ны на циклограммах 2—4 (см. табл. 7.7), объединя:
анта: сварку с непрерывным оплавлением, свар
тьное д'.
ого сече-
при им-
вижение
ном до шроваг -
-гижает зя 4А0 я.
раза снижаете;
плавление.
а
я
х три варг -
непрерын-
ным оплавлением при программированном напряжении
с непрерывным оплавлением и импульсным подогревом
:р. P2Q, а, §
чг
ющи:
псу с
и сварку
Параметры режима стыковой сварки, показаны на ри
Численные значения параметров режима достатс
представлены в учебнике Н. С. Кабанова [3].
Машины для стыковой сварки оплавлением составляю:
группу стыковых машин и классифицируются следующим
по способу оплавления — непрерывное, с подогре
импульсное;
о полно
г с<
сновнуо
образом:
вом или
Рис. 7.20. Схемы установки деталей и направления действия устлий зажа-
тия Рзж, оплавления PQn и осадки Р^ при стыковой старке сопротивле-
нием (а) и оплавлением (б):
li, 11 — установочная длина обеих деталей; д[1с, доп — припуск на ос ад: су и оплав-
ление соответственно; Д10С, Д2ос — припуск на осадку тбеих деталей
190
Рис, 7*21. Кс
мпоновкастыковой контактной машины:
/ — корпус; 2 — переключатель ступеней; 3 — трансформатор; 4 — блок контак-
торов; 5— вторичный кэнтур; б — конттктор; 7 — штурвал привода регулировки
кнопочные панели; 9, 11 — неподвижный и подвижный
10 ~ зажим; 12
соосности деталей; 8 —
столы машины;
— привод оплавления и осадки
йств — с рычажным, эксцентри-
конструкции зажимных устрс
электромеханическим, пневматическим, гид-
ковым, винтовым,
равлическим и комбинированном механизмами;
конструкции ме>;
днизма сжат
жинным, электромеханическим
иным механизмами;
гя и осадки — с рычажным, пру-
пневматическим, гидравличес-
ким и комбинирова:
характеру импульса сварочного тока — переменного тока, кон-
денсаторные, постоянного тока;
назначению — универсальные
ные.
Компоновка универсальной ст
дующих основных узлов (рис. 7.21
неподвижного и подвижного ст
ва 10, привода 12 оглавления и осадки, привода 7 центрирования
электродов-губок по вертикали.
рочный трансформатор 3 с переключателем ступеней 2 и вторич-
ным контуром 5, включающее устройство (контактор) 6 и блок
контакторов 4, управляющих машиной по команде от кнопочной
панели 8.
Основные типы
0804 (максимальна* мощность ври оплавлении 27 кВ - А и подо-
греве или осадке под током 11
общего применения и специаль-
ыковои машины состоит из сле-
): силового массивного корпуса 1,
'элов 9, Л, зажимного устройст-
Внутри корпуса установлен сва-
современны:
универсальных машин; МСО-
О кВ-А, напряжение холостого
191
U2<i = 2...4 В, усилие зажатия 20 кН, усилие осадки 10 кН,
кг); МСО-201 (максимальная мощность при оплавлении
А и подогреве или осадке под током 140 кВ • A, = 3,4... 6,8 В,
хода
скорбеть оплавления 0,2...4 мм/с, скорость осадки 20 мм/с, масса
1 100
45 кВ
усилие зажатия 50 кН, усилие осадки 25 кН, скорость оплавления
0,5...
4 мм/с, скорость осадки 40 мм/с, масса 720 кг); МС-2008
(максимальная мощность при оплавлении 70 кВ • А и подогреве
или осадке подтоком 210 кВ - A, U2a = 4... 8 В, усилие зажатия 60 кН,
усилие осадки 20 кН, скорость оплавления 1,7...3,4 мм/с, скорость
осадки 30 мм/с, масса 2 160 кг).
Все современные универсальные машины типа МСО-0804 име-
:невматические приводы зажатия и пневмомеханические —
ках-направляющих ходовым винтом 10. Поскольку на маши-
ют п
осадки. Кинематическая схема привода подачи и осадки МС-2008
приведена на рис. 5.36. Двигателями привода подачи подвижного
зажима являются пневмоцилиндры 1 и электродвигатель 11. Ци-
линдры сообщают плите 2 возвратно-поступательное перемеще-
ние по время предварительного подогрева и силового поджима
плиты 2 к кулачку 6 привода оплавления. Вращение эксцентрику 7
передается от двигателя 11 с помощью клиноременной передачи 14
и вариатора скоростей 12, через редуктор 9и червячный редуктор 8.
От кулачка 6давление через ролик 5, толкатель -/и винт 3переда-
ется на подвижную плиту 2. Для обеспечения натяжения шкива 14
при изменении передаточного отношения с помощью вариатора
скоростей 12 и пружины 13 электродвигатель 11 перемещается в
салаз:
не МС-2008 (М СМ У-150) управление предварительным подогре-
вом и переводом подогрева в режим оплавления выполняет свар-
щик вручную, то стабильно высокое качество сварки может быть
получено только сварщиком высокой квалификации, с большим
опытом работы на подобных машинах.
Рассмотрим пример выбора стыковой контактной машины. Не-
обходимо произвести стыковую сварку стержней d= 15 мм из ста-
ли 10
пособия.
Дгя стыковой сварки вместо сварочного тока принято указы-
вать
Из табл. 7.4 видим, что вне зависимости от типа контактной
машгны сварка обеспечивается при U2 = 4 В. Дополнительными
параметрами являются Рж = 2РХ и Рж = qFd при удельной нагрузке
5С ~ ~ ”
р _
2 зж
Вс
(максимальная мощность 27 кВ-A, U2 ~ 2...4 В, усилие зажатия
20 кН, усилие осадки 12 кН).
К
Основные параметры сварки определим по табл. 7.4 данного
?2.
МПа и Fd = ти/2/4 = 3,14 • 152/4 = 200 мм2; Рх = 5 • 200 = 10 кН;
2 10 = 20 кН.
ем этим параметрам режима отвечает машина МСО-0804
машинам стыковой сварки специального назначения относятся
машины для сварки рельсов, лент, колец, ободов, труб и цепей.
192
Института электросварки имени
= 50%, U2q - 7 В, усилие зажатия
скорость оплавления 0,22... 1 мм/с,
машины 2 500 кг, насосной стан-
628 кг. Для сварки рельсов в пути
внешней электросети. При отсут-
применяют для обеспечения не-
ческих поточных линий в прокат -
металлической оболочкой; на де-
Для сварки рельсов широко^ распространение получили усо-
вершенствованные разработки
Е.О. Патона: К.-355А (МСО-4531) — для сварки в полевых усло-
виях и К-190ПА — для сварки в стационарных условиях. В отличие от
подобных машин прежнего исполнения, например К-255 (рис. 7.22),
эти машины снабжены гратоср<
периметру рельса и возможност 1
ным оплавлением с частотой 15...24 Гц и амплитудой до 1 мм.
Основные технические данные К-355А следующие: сечение
рельсов 10000 мм2, время сварю : стыка 130 с, мощность двух транс-
форматоров 150 кВ-А при ПВ ;
1 250 кН, усилие осадки 450 кН, <
скорость осадки 20 мм/с, массг
ции — 685 кг, электрошкафа —
применяется самоходная рельзосварочная установка ПРСМ-3,
смонтированная на железнодорожной платформе. Мощность ге-
нератора 200 кВт при наличии
ствии сети в качестве источника питания применяют передвиж-
ные дизель-электростанции.
Машины для сварки концов лент с целью укрупнения рулонов
или стыковки концов рулонов
прерывности работы технологи
ном и трубосварочном безотходном производстве; линиях по из-
готовлению кабелей, покрытых
ревообрабатывающих комбинатах для изготовления и ремонта лен-
точных пил.
Машины имеют семь типоразмеров, могут сваривать ленты
толщиной 1...6 мм и шириной
черных и цветных металлов и
всех машинах одна — непрерывным оплавлением. Машины типа
МСО-302, МСПЛ-100, МСО-12501 работают в ручном и полуав-
томатическом режимах. Машин:
ются машинами-комплексами,
операции автоматизированы.
Технологическая последовательность работы всех машин оди-
наковая: центрирование и обрезка обоих концов, центрирова-
ние и зажатие концов в свароч
термообработка зоны сварки; р
ла 1 мин. Машины выпускают малыми партиями и на заказ.
Машины для сварки ободов применяют в массовом производстве
для изготовления ободов колес транспортных средств с использо-
ванием стыковой сварки с непрерывным оплавлением с последу-
ющим снятием грата в горячем
осадки машин аналогична схемё осадки МСО-2008 (см. рис. 5.36).
Кулачковый механизм привода
жесткую программу непрерывн
езающими устройствами по всему
ью сварки непрерывным импульс-
от 30... 120 до 1 000...2350 мм из
сплавов. Циклограмма сварки на
ы КСО-3201, -8001 и -17001 явля-
в которых все вспомогательные
:ных губках; сварка; снятие грата;
тзжатие губок. Длительность цик-
состоянии. Кинематическая схема
осадки этой схемы обеспечивает
[Ьго оплавления, что и определяет
7 Бапоп
193
ии фирмы «Кизерлинг»,
ксимальная производи-
средняя скорость оп- :
, привод оплавления и i
высокую надежность работы машин, прос"оту их обслуживания и
ремонта. Для сравнения рассмотрим характеристику машин типа
МСО-1203 и AUSK-400 автоматической дин:
освоенной на АВТОВАЗе. Характеристика машины МСО-1203 .
следующая: диаметр/ширина обода 300/270 мм, сечение обода
1 000 мм2, загрузка и выгрузка ручная, ма
дельность 360 шт./ч, усилие осадки 125 кН
давления 3 мм/с, скорость осадки 60 мм/с,
осадки электромеханический, С72О = 8 В; мощность 500 кВ А, масса '
15 400 кг. Характеристика машины AUSK-400 следующая: диаметр/
ширина обода 240/180 мм, сечение обода 800 мм2, загрузка и
выгрузка автоматизированная, максимальная производительность
720 шт./ч, усилие осадки 150 кН, средняя скорость оплавления
2 мм/с, скорость осадки 40 мм/с, привод оплавления и осадки
гидравлический, = 6,8 В, мощность 40) кВ - А, масса 5400 кг.
Машины для сварки труб предназначены для изготовления и
ремонта труб диаметром 25... 85 мм из перлитных и аустенитных
сталей, образующих поверхности нагрева котлов тепловых элект-
ростанций, и для стыковки промысловых
ром 57...377 мм и магистральных труб
720... 1 420 мм из низкоуглеродистых и низколегированных сталей.
Для сварки труб тепловых электростанций используют стыко-
вые машины нового поколения двух типе;
трубопроводов диамет-
опроводов диаметром
размеров: МСО-604 —
для труб диаметром 25... 42 мм и МСО-1204
42... 83 мм. Машины имеют практически одинаковые энергетичес-
кие характеристики, пневматический привод зажатия и осадки и
— для труб диаметром
могут работать как в
предварительным по-
электромеханический привод оплавления,
режиме непрерывного оплавления, так и с
догревом. На машинах предусмотрена срез: с 1 наружного грата сра-
зу пбеле сварки.
Для стыковки промысловых и технологических трубопроводов
используют внешнетрубные машины типе.
машины клещевого типа, конструкция кото
рочн'ой машине К-355. Машины могут рабо-
К-813, -584М, -805 —
•Ьых подобна рельсосва-
тать в полевых и стаци-
онарных (заводских) условиях при сечении срубы 3 300... 22 000 мм2.
Сварка выполняется непрерывным оплавлением с коррекцией
скорости оплавления с обратной связью во току оплавления для
зашиты от короткого замыкания оплавляемых торцов. Конструкция
типа К-830, -775, -800
узкоспециализированные стыковые с
питанные на стыковую ;
и принцип работы внутритрубных машин
и -700-1 рассмотрены в подразд. 6.5.
фашины для сварки цепей —
автоматические контактные машины, расе
сварку с непрерывным оплавлением и предварительным подогре- j
вом,'с производительностью от 160 (для г .спей калибром 22 мм)
до 340 (для калибра цепей 14 мм) сварск в час: АСГЦ-150-3,
КСО-1601 и КСЦО-1201-1.
194
-------------Рис. 7.22. Рельсосварочпая подвесная стыковая машина типа К-255:-
общий вид; б — приводы зажатия и осадки: / — цилиндр зажатия рельса; 2 — сварочный трансформатор; 3, 5 — левый и
правый корпуса; 4 — зажимные токовые губки; 6 — цилиндры осадки
I
ci
195
Увеличение эффективности изготовления цепей, особенно су-
довых якорных цепей с распорками внутри звена, достигается
путем создания агрегатированных линий-комплексов, в которых
объединены и автоматизированы наряду со сваркой стыков все
другие операции, включая изготовление заготовок цепей и за-
прессовку распорок. Наиболее прогрессивным способом изготов-
ления цепей в массовом производстве, обеспечивающим мини-
мальные трудозатраты, является сварка цепей из предварительно
связанных С-образных заготовок. Цепные заготовки изготавлива-
ются на специальных цепных автоматах, откуда они подаются в
цепесварочные автоматы. Автоматы обеспечивают подачу звена в
зону сварки, его зажатие, сварку, срезку грата и дальнейшее пе-
ремещение сваренного звена.
Характеристика цепесварочного автомата АСГЦ-150-3 следую-
щая; максимальная мощность при оплавлении 40 кВ А и подогре-
ве или осадке подтоком 130кВ-А, Ц20 = 4,4...9 В, усилие зажатия
30 кН, усилие осадки 120 кН, скорость оплавления 0,5...4 мм/с,
скорость осадки 30 мм/с, масса 4 850 кг.
Контрольные вопросы
1, Каковы основные элементы типовой технологии контактной сварки?
2. Каковы конструкторско-технологические признаки контактной
сварки?
3. Что относится к основным средствам производства при контактной
сварке?
4. Каковы особенности сборки под контактную сварку?
5. Каковы методы определения параметров режима контактной сварки?
6. Какова свариваемость материалов при контактной сварке?
7. Какие разрушающие методы контроля контактной сварки вы знаете?
8. Какие нсразрушающис методы контроля контактной сварки вы
знаете?
9. Какие методы контроля сварочного тока вы знаете?
10. Какие существуют приборы для контроля времени сварки?
11. Какие устройства для контроля усилия сжатия вы знаете?
12. Каковы особенности технологии точечной сварки?
13. Каковы особенности технологии рельефной сварки?
14. Какое специальное оборудование существует для точечной сварки?
15. Каковы разновидности шовной сварки?
16. Каковы разновидности шовных машин?
17. Каковы разновидности стыковой сварки?
18. Каковы особенности стыковой сварки сопротивлением?
19. Каковы особенности стыковой сварки оплавлением?
20. Что такое стыковая сварка сопротивлением с расплавлением стыка?
ГЛАВА 8
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
КОНТАКТНОЙ СВАРКИ
Контактная сварка занимает ведущее место среди других спо-
собов сварки, так как она отличается высокими экономическими
показателями:
минимальным временем сварки (0,02... 1 с);
минимальным расходом вспомогательных материалов (элект-
родов) и энергоносителей (вода, воздух);
высокой прибыльностью.
По сравнению с клепкой точечная и шовная сварка легких спла-
вов обеспечивают повышение производительности в 4 раза, кор-
розионно-стойких сталей — в 10 раз. Переход с дуговой на точеч-
ную сварку позволяет снизить трудоемкость сборки кузова авто-
мобиля в 5 раз. Зная штучное время, разряд работы, число одно-
временно занятых рабочих и тарифную сетку, можно найти де-
нежное выражение трудоемкости. Эти данные для всех видов кон-
тактной сварки приведены в соответствующих нормативах, дей-
ствующих в каждой отрасли промышленности. Себестоимость из-
готовления всего сварного узла включает в себя кроме затрат на
трудоемкость затраты на электроэнергию, вспомогательные мате-
риалы, амортизацию оборудования и т.п. Относительно невысо-
кая трудоемкость контактной сварки определяет и низкую ее се-
бестоимость. Например, замена клепки точечной сваркой в про-
изводстве панелей из дуралюмина позволяет снизить себестои-
мость производства почти в 3 раза.
Контактная сварка — относительно энергоемкий процесс. Удель-
ные затраты энергии (рис. 8.1) зависят от свариваемых металлов,
размеров соединений (минимального диаметра ядра и глубины
проплавления), режима сварки (величины тока и длительности
импульса тока), типа оборудования и размера вторичного конту-
ра контактной машины. Установочную мощность машин и затра-
ты энергии можно снизить при использовании конденсаторных
машин, уменьшенных размеров ядра, уменьшении площади вто-
ричного контура (вылета электродов). Размеры контура легко ре-
гулируются на машинах с радиальным ходом электродов. Высокой
экономичностью отличаются машины для стыковой сварки с кон-
турными, или охватывающими, трансформаторами.
К вспомогательным материалам относятся электродные спла-
вы, вода для охлаждения токоведущей части и сжатый воздух.
197
Рис. 8.1. Удельные затраты энергии при контактной сварке:
а — расход электроэнергии при точечной сварке 100 точек деталей разной тол-
щины; б — установочная мощность машины для точечной старки деталей разной
толщины i; в —• расход электроэнергии при стыковой сварке 100 стыков деталей
сечением Р 100... 1 600 мм2; 1 — низкоуглсродистые стали; 3 — алюминиевые
сплавы при сварке на постоянном токе и на переменном токе соответственно
Потребление электродных материалов составляет в
на 1000 точек при точечной сварке и 50... 100 г на 100 м шва при
шовной сварке. При этом больший расход электродов отмечается
при сварке оцинкованных сталей и жаропрочных
ные устройства при стыковой сварке рассчитаны на выполнение
20—100 тыс. стыков. Потребление электродных м
быть снижено при использовании рациональных режимов свар-
ки, интенсивном охлаждении электродов, хорошей подготовке
поверхности деталей, а также при переходе на рельефную сварку.
Расход охлаждающей воды, например для машин переменного
тока, составляет 300... 1200 л/ч. При применении в производстве
большого числа машин целесообразно делать замкнутую систему
охлаждения, при которой вода расходуется толью
общий расход воды уменьшается.
Средний расход воздуха для контактных машин с пневматичес-
ким приводом усилия сжатия при нормальных значениях продол-
жительности включения составляет для точечных
тью до 100 кВ;А, свыше 100 кВ-А — 20...23 м3/ч
шовных машин — 10... 12 м3/ч, для стыковых —
Экономическую целесообразность применения:
ки определяют путем сравнения проектируемой
шествующими или сопоставления между собой :
ектируемых вариантов.
При разработке новой технологии контактно:
стве базы для сравнения выбирают наиболее сове
логический процесс сварки данного изделия, и.
среднем 10... 15 г
сплавов, Зажим-
:атериалов может
о на подпитку, и
машин мощное -
30...60 м3/ч, для
20 м3/ч.
контактной свар-
о варианта с су-
нескольких про-
й сварки в каче-
:ршенный техно-
звестный в Рос-
198
сии и за рубежом. При усовершенствовании действующих техно-
логических процессов на данном заводе годовой экономический
эффект от внедрения более производительной технологии можно
определить следующим образом.
1. При изменении программы выпуска продукции годовой эко-
номический эффект
Э = (С, + £hKj)Bj/B2 - (С2 + £НК2),
где С; и С2 — себестоимости годового выпуска изделий соответ-
ственно по базовой и по проектной технологии; К, и К2 - ка-
питальные вложения по базовой и по проектной технологии; В] и
В2 — годовой выпуск по базовой и проектной (более производи-
тельной) технологии; £н — нормативный коэффициент эффек-
тивности капитальных вложений (£н = 0,15).
2. При постоянной программе выпуска (задан В,) годовой эко-
номический эффект
Э = ЦС. + £„К]) - (С2 + £НК2)] Вь
где С] и С2 — себестоимость изделия (узла) соответственно по
базовой и проектной технологии; Кь К2 — удельные капитало-
вложения по базовой и новой технологии.
3. Если новый технологический процесс обеспечивает повы-
шение качества изделий по сравнению с базовым (например, уве-
личение срока их службы), годовой экономический эффект опре-
деляется с учетом экономического эффекта в сфере эксплуатации
данных изделий
Э = [(С! + £Hc)T2/Tt - (С2+ £НК2)]ВЬ
где Т] и Т2 — сроки службы изделий, обеспечиваемые по базовой
и проектной технологии соответственно.
4. Если новая технология не вызывает изменения капитальных
вложений по сравнению с базовой, экономичность варианта оце-
нивается годовой экономией на снижении себестоимости изде-
лий, производимых по новой технологии:
Э - (Cj - С2)В2.
Приведенные формулы учитывают основные варианты изме-
нения технологического процесса.
Контрольные вопросы
1. Каковы экономические показатели контактной сварки?
2. Каковы основные расходные материалы при контактной сварке?
3. Каков расчет экономии при снижении себестоимости?
4. Каков расчет экономии при повышении качества?
199
ГЛАВА 9
ЭКСПЛУАТАЦИЯ КОНТАКТНЫХ МАШИН
Эксплуатация машин контактной сварки включает в себя еже-
дневное наблюдение рабочим-сварщиком за нормальной ее рабо-
той в процессе сварки и уход за механизмами и электрооборудо-
ванием, выполняемый наладчиками, электриками, механиками.
Перед сваркой и запуском машины в работу наладчик прове-
ряет состояние электродов, ход и подвижность электродов, нали-
чие смазочного материала в лубрикаторе, ход верхнего электрода.
Проверяется в соответствии с технологией требуемое усилие
сжатия по манометру, напряжение холостого хода, время сварки.
Путем пробных сварок устанавливается качество соединения
на внешний вид и на прочность.
Кроме настройки машины перед рабочей сменой наладчик
проводит ежедневный профилактический осмотр и контроль ра-
боты машины по следующим позициям:
• механическая часть-, проверка герметичности пневматических
и гидравлических систем, проверка отсутствия шума и нагрева
трущихся и вращающихся частей;
• электрическая часть: проверка нагрева вторичного контура,
осмотр трансформатора и проверка проходимости системы водя-
ного охлаждения, осмотр аппаратуры управления и включающих
устройств, проверка работы контакторов, электродвигателей и
электропневматических клапанов.
Наладчики сварочных машин должны быть аттестованы в со-
ответствии с действующими на предприятии требованиями.
Нормы обслуживания наладчиком сварочного оборудования ус-
танавливаются предприятием с учетом типа оборудования, усло-
вий его работы и ответственности свариваемых изделий.
При сварке изделий группы А рекомендуются следующие нор-
мы обслуживания машин одним наладчиком: 10 стандартных ма-
шин (типа МТП, МШП, МТ, МШ), или пять сложных машин
(МТК, МТБ, МШВ), или две многоточечные машины — по 25
пар электродов на каждой машине.
При достаточно большом числе сварочных машин на предпри-
ятии возможны две организационные формы наладки — либо че-
рез отдел главного энергетика, либо через специальные цеха ре-
монта и наладки, когда в специализированном цеху все работы,
связанные с обслуживанием и ремонтом, выполняют специалис-
200
ты, достаточно компетентные как в вопросах сварочного обору-
дования (его механической и электрической частей), так и в тех-
нологии сварки. В этом случае группы наладки имеют изолирован-
ные помещения и склады, в которых сосредоточены необходи-
мые оборудование, аппаратура, электромонтажные столы и стен-
ды, слесарные верстаки, электроизмерительные приборы.
Группа наладки и ремонта работает по нарядам-заказам и по
вызову сварщика в аварийных ситуациях. При этом наладчик от-
вечает за технологическую наладку машины, механик — за меха-
ническую часть, а энергетик — за пневматическую, гидравличес-
кую и электрическую части.
Особое внимание при наладке обращается на смазывание под-
вижных частей. Скользящие направляющие ползуна и подвижной
плиты регулярно смазывают через шариковые клапаны тавотни-
цами. Ползуны с роликовыми направляющими смазывают техни-
ческим вазелином.
В редукторы привода вращения роликов заливают машинное
масло. Открытые зубчатые передачи смазывают тавотом или тех-
ническим вазелином. В лубрикаторы заливают техническое касто-
ровое масло или турбинное. Другие масла применять не следует,
так как они могут вызвать разбухание и выход из строя резиновых
манжет и уплотнений. Лубрикатор регулируют так, чтобы на каж-
дые 10 ходов привода сжатия приходилась одна капля масла.
Внутрь пневмоцилиндра, поверх поршня рекомендуется зали-
вать до 100 г технического касторового или турбинного масла.
Скользящие токопередающие контакты шовных машин не реже
1 раза в смену смазывают касторовой смазкой с белым чешуйча-
тым графитом в соотношении 30 % чистого графита марки А и
70 % касторового масла первого сорта.
Для смазывания скользящих контактов эффективно использо-
вать электропроводную смазку Эсвол, которая имеет большую эк-
сплуатационную долговечность.
Для обеспечения стабильно низкого сопротивления вторично-
го контура необходимо систематически контролировать величину
сопротивления вторичного контура микроомметром Ф-415. Откло-
нение от паспортных данных может составлять не более 20 %. При
больших отклонениях измеряют сопротивление всех подвижных и
неподвижных контактов вторичного контура.
Нормальное сопротивление неподвижных контактов не долж-
но превышать 2 мкОм, подвижных — 4 мкОм. В случае превыше-
ния этих сопротивлений контактные соединения разбирают, тща-
тельно зачищают, собирают и надежно стягивают.
Основной задачей обслуживания сварочных машин является
поддержание их работоспособности и стабильности воспроизве-
дения заданных режимов сварки в течение всего амортизацион-
ного срока (10 лет).
201
Принятая на предприятиях система планово-предупредитель-
ных ремонтов (ППР) включает в себя проведение плановых ос-
мотров и ремонтов (малого, среднего, капитального). Работы по
ППР ведутся по заранее составленному плану, с учетом типа и
условий работы оборудования.
При аварийных ситуациях производятся внеплановые работы.
Контрольные вопросы
1. Что предусматривает правильная эксплуатация контактных машин
со стороны сварщика?
2. Каковы обязанности наладчика контактных машип?
ГЛАВА 10
ОХРАНА ТРУДА, ПРОИЗВОДСТВЕННАЯ
САНИТАРИЯ И ТЕХНИКА БЕЗОПАСНОСТИ
Согласно Руководству Р2.2.755 —99 «Гигиенические критерии
оценки условий труда по показателям вредности и опасности фак-
торов производственной среды и напряженности трудового про-
цесса», на рабочих местах в цехах сварки перед разработкой ме-
роприятий по охране труда производится оценка условий труда и
определяются классы условий труда по степени вредности и опас-
ности для каждой профессии. В качестве примера приводятся ре-
зультаты оценки условий труда по классам тяжести труда для свар-
щиков машин контактной сварки в цехах сборочно-кузовного про-
изводства ОАО «АВТОВАЗ» в 2004 г.
10.1. ОХРАНА ТРУДА И ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ
Оценка условий труда и ранжировка их по классам тяжести про-
изводится с учетом воздействия на человека следующих факто-
ров: показатели микроклимата в производственных помещениях;
параметры световой среды; содержание в воздухе рабочей зоны
вредных веществ химической природы; содержание в воздухе ра-
бочей зоны пыли неорганического содержания; тяжесть и напря-
женность трудового процесса; параметры воздействия шума, ло-
кальной и общей вибрации, инфра- и ультразвука, неионизиру-
ющих электромагнитных излучений. Результаты представлены в
табл. 10.1-10.3.
Таблица 10.1
Показатели тяжести труда сварщика на машинах контактной сварки
Показатель Фактическое значение Класс тяжести
Физическая динамическая нагрузка, кг-м перемещение груза от 1 до 5 м (количество за смену) 10 000 1
Масса груза, кг, поднимаемого и перемещае- мого вручную: разовая, постоянно в течение смены 5 1
203
Окончание табл. 10.1
Показатель Фактическое значение Класс тяжести
суммарная масса грузов, перемещаемая за 1 ч работы с рабочей поверхности 600 1 2
Стереотипные рабочие движения (количество за смену): ПрИ мышечной нагрузке рук и плечевого пояса До 20 000 2
Статическая нагрузка, кгс-с, за смену, двумя руками 60 000 1
Рабочдя поза Стоя до 60% 2
Наклоны корпуса (количество за смену) До 100 2
Перемещение в пространстве, км, за смену До 4 1
Окончательная оценка тяжести труда — класс 2 (допустимый)
Таблица 10.2
Напряженность трудового процесса
(профессия — сварщик машин контактной сварки)
Вид нагрузки Характеристика, показатель н агрузки Класс тяжести
Интеллектуальные нагрузки
Содержание работы Решение простых задач по инструкции 2 (допустимый)
Восприятие сигналов информации и их оценка Оценка сигналов с кор- рекцией действий и операций 2 (допустимый)
Распределение функций по степени сложности задания . Обработка, выполнение задания и его проверка 2 (допустимый)
. Характер вы полняемой работы 1 Работа по графику с коррекцией по ходу деятельности 2 (допустимый)
Сенсорные нагрузки
Длительность наблюде- ния, % от времени смены 26...50 2 (допустимый)
204
Продолжение табл. 10.2
Вид нагрузки Хара ктери стика, показатель нагрузки Класс тяжести
Плотность сигналов (све- товых, звуковых) за 1 ч До 75 1 (оптимальный)
Число объектов наблю- дения До 5 1 (оптимальный)
Размер объекта разли- чения 5... 1,1 мм более 50% 2 (допустимый)
Нагрузка на слуховой анализатор Разборчивость слов и сигналов от 70 до 5 0 % 3.1 (тяжелый 1 степени)
Нагрузка на голосовой аппарат (количество часов в неделю) До 16 1 (оптимальный)
Эмоциональные нагрузки
Степень ответственности за результат деятельности Несет ответственность за элементы заданий 1 (оптимал ,ный;
Степеньриска для собственной жизни Исключена 1 (оптимал зНЫЙ]
Степень ответственности за безопасность других лиц Исключена 1 (оптимал: зНЫЙ)
Монотонность нагрузок
Число (приемов) для реализации простого задания 5-3 3.1 (тяжелг 1 степени) 1Й
Время выполнения зада- ний или повторяющихся операций 0,418 мин или 25 с 2 (ДОПУСТИ1 1ЫЙ)
Время активных действий, % к продолжительности смены 20 и более 1 (оптимал] >НЫЙ)
Монотонность производ- ственной обстановки, % от времени смены Менсе 75 1 (оптимал! .ный)
205
Окончание табл. 10.2
Вид нагрузки Характери сти ка, п оказате лы iarpy зк и Класс тяжести
Режим работы
Прол рабо ол ж ител ь н ость iero дня 8,2 ч 2 (допустимый)
Смет ность работы Двухсменная работа 2 (допустимый)
Налп чие перерывов Перерывы регламенти- рованы, достаточной продолжительности — 7 % и более рабочего времени 1 (оптимальный)
Таблица 10.3
Итоговая оценка условий труда на рабочих местах
по степени вредности и опасности
(профессия — сварщик машин контактной сварки)
Фактор Класс условий труда
1 (оптималь- ный) 2 (допусти- мый) 3.1 (тяжелый 1 степени) 3.2 (тяжелый 2 степени)
Хим гческий - 4- - -
Ди от огический + - - -
Аэрс золи - -
Шук - 4- - -
Инф эазвук + - - -
Улы развук 4- - - -
$ибГ ация общая - 4- -
Виб{ ация локальная - + - -
Него и злу визирующие 4СНИЯ - 4- - -
Ион и злу пирующие аения 4- - - -
Мик эоклимат - 4- - -
206
Окончание табл. 10.3
Фактор Класс условий труда
1 (оптималь- ный) 2 (допусти- мый) 3,1 (тяжелый 1 степени) 3.2 (тяжелый 2 степени)
Освещение - -7 - -
Тяжесть труда - -F -
Н а пряже нн ость труда - 4- - -
Общая оценка условий труда - 4- - -
Примечания: 1. Класс условий труда учитывается при определении до-
плат к тарифной ставке,
2. «+» — фактор присутствует; «-» — фактор отсутствует.
Комплекс мероприятий по охране труда включает в себя ме-
роприятия по обеспечению требований нормативных документов
к производственным помещениям; производственным процессам
и технологическому оборудованию; организации и эргономике ра-
бочих мест; применению средств защиты работающих; профессио-
нальному отбору.
Основными требованиями к производственным помещениям яв-
ляются требования по обеспечению взрыво- и пожаробезопасно-
сти и нормальных санитарно-гигиенических условий труда рабо-
тающих.
Производственные помещения цехов и участков сварочного
производства отнесены согласно нормам пожарной безопасно-
сти — НПБ 105—2003 «Определение категорий помещений, зда-
ний и наружных установок по взрывопожарной и пожарной опас-
ности» по взрыво- и пожароопасности к категории Г, т, е. к классу
«невзрыво- и непожароопасно». В производственном корпусе пре-
дусматривается внутренний противопожарный водопровод с по-
жарными кранами согласно СНиП 2.04.01—85 «Внутренний водо-
провод и канализация зданий» и Ведомственным нормам техно-
логического проектирования.
Сообщение о возгораниях передаются в пожарную часть через
кнопочную пожарную сигнализацию и общезаводскую телефон-
ную сеть. Для сбора протечек масла из оборудования предусмат-
ривается устройство специальных поддонов. Участки, где приме-
няют специальные клеи и мастики, оборудованы вытяжной вен-
тиляцией. Также предусмотрены первичные средства — ручные
огнетушители и пожарный инвентарь.
207
10.2. санитарно-гигиенические: требования
К УСЛОВИЯМ ТРУДА СВАРЩИКОВ НА КОНТАКТНЫХ
МАШИНАХ
Производственный шум. Шумовое излучение локализовано в
оне контактной сварки, и его интенсивность должка удовлетво-
>ять требованиям ГОСТ 12.1.003—83 «Шуи. Общие требования
>езопасности», ГОСТ 12.1.035—81 «Оборудование для дуговой и
интактной электросварки», ГОСТ 12.1,045—84 «Элеьдростатичес-
:ие поля. Допустимые уровни на рабочих местах и требования к
Проведению контроля» (эквивалентный уровень зву <а не должен
1ревышать 85 дБА).
В качестве технических средств, обесп
хроизводственного шума, используют и nd
гчивающих снижение
едусматр явают:
применение сборочно-сварочного оборудования,
соторого соответствует требованиям государственных
особых технических условий предприятий отрасли ОТУ|-1—2000 «Об-
цие технические условия на поставку оборудования АО
। /дования
конструкция
стандартов и
"АВТОВАЗ”»;
кожухами и
укрытие наиболее шумных узлов обор
сап отами;
установку глушителей на выпуске сжатсго воздуха из пневмо-
привода сварочного оборудования и пневмоинстр
серамического с латунной сеткой или из пористого полиэтилена);
проведение работ, связанных со стыковой сварко
;м, в специальных сварочных кабинах;
оборудование межпостовых транспортах устройств (склизы)
эснащено капролоновыми и обрезиненными направляющими;
изготовление колес транспортных челноков прорезиненными
и из пластмассы;
оснащение пневмооборудования групп фиксации
геских линиях, стендах сборки-сварки) дросселям
что позволяет ликвидировать удар (шум);
ограждение линий сварки прозрачными
рами;
установка встроенных вентиляторов на
Вибрация. В комплексе сварки уровень
мой транспортом категории 2 и технологическим оборудованием
категории 3 (общая вибрация), передаваемый на рабочие места и
руки оператора, не должен превышать макс
ных значений согласно ОТУ-1—2000 92 дБ,
Электромагнитные поля, ультразвук, инфр
ка связана с большими токами (примерно
дается излучениями магнитного поля пр>
напряженностью Н, А/м (магнитной индукцией мкТл) при-
близительно 6 400 (8 000). Так как продолж
• /мента (типа
и оплавлены-
(в автомати-
и плавности,
пластмас совыми што-
зиброопо|ры.
вибраци^, производи-
имальны
хустановлен-
извук. Контактная свар-
3... 14 кА) и сопровож-
омышленной частоты
ительносгь включения
208
сварочного тока составляет десятые доли секунды на одну срарку,
то за смену общее время излучения магнитного поля не превышает
0,35 ч. При предельно допустимом уровне (ПДУ) излучения магнит-
ного поля напряженностью (магнитной индукцией) в указанных
пределах и локальном воздействии (на конечности), не превыша-
ющем 1 ч в смену, фактическое время облучения при контактной
сварке оказывается ниже предельно допустимого времени облу-
чения в 4 раза. При этом сварщик должен находиться на предельно
допустимом расстоянии / = //(2яЯ) = 9 000/(2л 6 400) = 0,26 м.
Если руки сварщика находятся в 4 раза ближе к электродам, т. е.
на расстоянии 60 мм, то предельно допустимое суммарное время
облучения (т.е. работы в магнитном поле промышленной часто-
ты) не должно превышать 1 ч.
10.3. ТЕХНИКА БЕЗОПАСНОСТИ
Безопасная работа персонала. Основными требованиями тех-
ники безопасности к производственным процессам и технологи-
ческому оборудованию являются уменьшение физических нагру-
зок работающих и обеспечение безопасности применяемого обо-
рудования и оснастки.
Для уменьшения физических нагрузок при контактной сварке
применяют грузоподъемное оборудование и различную оснастку
для снятия крупных узлов в тару готовой продукции, а также для
контроля и ремонта.
Технологическое оборудование должно иметь сертификат со-
ответствия российским нормам и стандартам в части обеспече-
ния требований пожарной, санитарно-гигиенической безопас-
ности, а также конструктивных требований к системам челе век-
машина.
Для обеспечения безопасной работы производственного пер-
сонала на контактных машинах предусматривают следующие ос-
новные мероприятия:
размещение оборудования и рабочих мест с нормативно 1 ши-
риной проходов и проездов;
ограждение оборудования и транспортных устройств в опасных
местах;
заземление оборудования и ограждений, надежная изоляция
токоведущих частей оборудования, устройств и сооружений;
расположение пусковых и сигнальных устройств в местах име-
ющих свободный доступ и хорошо просматриваемых с рабочей зоны.
Основные мероприятия для обеспечения безопасной ргботы
на контактных машинах связаны с возможностью поражения свар-
щика или наладчика электрическим током (свыше 0,006 А) и по-
лучения недопустимой дозы облучения магнитным полем про-
209
мышленной частоты, ожогов от брызг или выплесков, травм от
движущихся частей привода сжатия или зажатия деталей.
Контактные машины подключают к сети напряжением 380 или
220 В. Соприкосновение с таким напряжением длительностью более
0,06 с смертельно опасно.
Вторичное напряжение не превышает 24 В, оно относится к
малым, не опасным напряжениям. При таком напряжении и со-
противлении тела человека более 6 кОм возникающий ток в цепи
рука—рука не превышает допустимый уровень отпускающего пе-
ременного тока 0,006 А и 0,015 А для неболевого постоянного
тока (ГОСТ 12.1.038 — 82). Но так как «оголенные» детали являют-
ся частью! также «оголенного» вторичного контура, контактные
машины представляют более высокую электрическую опасность
для сварщиков, чем все другие электрические машины и обору-
дование. Поэтому в случае пробоя первичного напряжения на вто-
ричную обмотку и попадания напряжения 380 В во вторичный
контур контактная машина становится особенно опасной.
Для предохранения от поражения током вторичный виток сва-
рочного трансформатора, корпус машины, прерыватель и аппа-
ратуру управления заземляют, т.е. подключают к защитному кон-
туру, обеспечивающему мгновенное отключение машины от пи-
тающей сети при появлении во вторичном контуре (корпусе) се-
тевого напряжения.
Вблизи электродов или любого другого элемента сварочного вто-
ричного контура напряженность магнитного поля промышленной
частоты большинства контактных машин (в особенности подвес-
ных, шовных и стыковых) во много раз превышает ПДУ (рис. 10.1).
Из рис. 10.1 следует, что при сварке на токах до 10 кА и темпе
сварки до 2000 точек в час зона безопасного обслуживания маши-
ны находится в области, ограниченной вертикальной изогнутой
плоскостью с координатами 0,18 ми К= ± 0,18 м.
Воздействие магнитного поля промышленной частоты на пер-
сонал может быть как общим (на все тело), так и преимуществен-
но локальным (на конечности).
Магнитное поле индуцирует в теле человека вихревые токи. Со-
гласно современным представлениям индуцирование вихревых то-
ков является основным механизмом биологического действия маг-
нитного поля. Основным параметром, характеризующим магнит-
ное поле, является плотность вихревых токов. Допустимые значе-
ния плотности вихревых токов в организме человека и продолжи-
тельности их действия положено в основу отечественных санитар-
ных правил и норм и действующих в мире гигиенических регла-
ментов магнитного поля (с разными коэффициентами гигиени-
ческого запаса).
В санитарных правилах отмечено, что при длительном система-
тическом пребывании человека в магнитном поле промышленной
210
।
Рис. 10.1. Зона магнитного излучения, безопасная для обслуживания ма-
шин контактной сварки в течение одной смены (1 000 сварок), при токе
9 кА и времени сварки О, I с
частоты могут возникать изменения функционального состояния не-
рвной, сердечно-сосудистой и иммунной систем, имеется вероятность
увеличения риска развития лейкозов и злокачественных новообра-
зований.
Для защиты работающих от неблагоприятного воздействия маг-
нитного поля ограничивают продолжительность пребывания в ус-
ловиях воздействия магнитного поля или увеличивают расстояние
рабочего места от токоведущих, не экранированных частей обо-
рудования (переход от подвесных клещей и стационарных кон-
тактных машин к многоточечным и робототехническим комплек-
сам).
К техническим мерам защиты от магнитного поля относятся
экранирование источников магнитного поля и замена контакт-
ных машин переменного тока (в особенности подвесных клещей)
на машины постоянного тока и на машины постоянного тока с
промежуточным звеном повышенной частоты в первичном кон-
туре (источники сварочного тока с инвертором).
Организация рабочих мест. Мероприятия по организации без-
опасности рабочих мест направлены на обеспечение эргономи-
ческих требований, требований к воздуху рабочей зоны и к орга-
низации труда и отдыха.
При разработке решений по организации рабочих мест долж-
ны быть учтены антропологические и биомеханические харакге-
211
ристики формирования функциональной и пространственно-вре-
менной схем рабочего поля, а также требования межотраслевых j
нормативных материалов по организации труда в части обеспече- !
ния быстроты, простоты, безопасности и экономии трудовых дей-
ствий работников; выбора целесообразной позы и возможности j
ее смены; наличия рабочего пространства для складирования де-
талей, заготовок и вспомогательных материалов.
Организация рабочего места выполняется с учетом требований
ГОСТ 12.2.033 — 78 «Рабочее место при выполнении работ стоя. 5
Общие эргономические требования». ?
С целью выполнения требований ГОСТа системой стандартов ;
безопасности труда (ССБТ) для создания нормальных санитар-
но-гигиенических условий в воздухе рабочей зоны предусматри- ‘
вают оборудование рабочих мест, процесс работы на которых со- ;
провождается выделением вредных веществ и пыли, местными ;
устройствами вытяжной вентиляции. j
Для обеспечения отдыха рабочих в течение рабочего дня пред- ;
усматривают регламентированные перерывы. j
Для бригад запроектированы комнаты отдыха с вентиляцией и
освещением.
Индивидуальные средства защиты. Для защиты от выплесков
расплавленного металла сварщик должен работать в защитных очках '
с бесцветными стеклами, в рукавицах и брезентовой спецодежде. ;
При сварке деталей, покрытых оксидами, маслом, антикоррози- i
онными покрытиями (Zn, Cd, Сг) или мастиками, а также дета-
лей из цветных металлов машины снабжают местным отсосом и
усиливают общую вентиляционную систему. ;
Профессиональный отбор. Администрация предприятия произ-
водит профессиональный отбор, который включает в себя:
возрастные ограничения — к самостоятельной работе на кон- i
тактных машинах допускаются лица не моложе 18 лет, сдавшие
экзамен по технике безопасности и правилам эксплуатации элек-
троустановок не ниже II группы;
медицинское освидетельствование для определения пригодно- :
сти к поручаемой работе и предупреждения профессиональных
заболеваний (при приеме на работу и периодически в процессе »
производственной деятельности); i
контроль знаний работниками назначения и содержания вы-
полняемых операций; назначения и устройства применяемого обо-
рудования, оснастки, инструмента и приспособлений; возмож-
ных опасных и вредных производственных факторов при выпол-
нении работ; приемов безопасного выполнения операций; пра-
вил пожарной безопасности; правил поведения в чрезвычайных I
ситуациях; способов оказания первой медицинской помощи; пра- |
вил личной гигиены;
обучение работающих приемам безопасного труда.
212
Контрольные вопросы
1. Как производится оценка труда сварщика контактной машины?
2. Что предусматривает опенка тяжести труда сварщика контактной
машины?
3. Что включает в себя комплекс мероприятий по охране труда свар-
щика?
4. Какие существуют санитарно-гигиенические требования к услови-
ям труда сварщиков на контактной машине?
5. Каковы основные требования к безопасной эксплуатации оборудо-
вания и применяемого технологического процесса контактной сварки?
6. Каковы индивидуальные средства защиты сварщика контактной
машины?
СПИСОК ЛИТЕРАТУРЫ
1. Глебов Л. В., Филиппов Ю. И., Чулошников П. Л. Устройство и эксплу-
гапия контактных машин. — Л.: Энсргоатомиздат, 1987. — 312 с.
2. Гуляев А. И, Технология и оборудование контактной сварки: Учеб-
ик для техникумов. — М.: Машиностроение, 1985. — 256 с.
3. Кабанов И. С. Сварка на контактных машинах: Учебник для проф,-
ех. училищ. — 1985. — 271 с.
4. Кучук-Яценко С.Н.. Лебедев В. К. Контактная стыковая сварка ие-
рерывным оплавлением. — Киев: Паукова думка, 1976. — 328 с,
5. Оборудование для контактной сварки: Справ, пособие / Под. ред.
кВ.Смирнова. — СПб.: Энсргоатомиздат, 2000. — 848 с,
6. Переменные магнитные поля промышленной частоты (50 Гц) в
роизводственных условиях. Санитарные правила и нормы. СанПиН
.2.4,72;—98. — М.: Федеральный центр Госсанэпиднадзора Минздрава
осени, 1999. — 20 с.
7. Ръськова З.А., Федоров П.Д., Жимерева В.И. Трансформаторы для
лектригеской контактной сварки. — Л.: Энсргоатомиздат, 1990. — 280 с.
8. Технология и оборудование контактной сварки: Учебник для вузов /
1од ред. Б. Д. Орлова. — 2-е изд. — М.: Машиностроение, 1986. — 352 р.
9. Пспков О. С., Хоменко В.И. Контактные установки для сварки газо-
ефтепродуктопроводов: Учебник для проф.-тсх, училищ. — 2-е изд. —
4.: Высш, шк., 1989. — 240 с.
ОГЛАВЛЕНИЕ
Предисловие................................................... 3
Введение......................................................4
Глава 1. Физические основы контактной сварки..................9
1.1. Техническая поверхность.................................10
1.2. Вынужденная деформация при контактной сварке............12
1.3. Источники теплоты при контактной сварке..................13
1.4. Характерные режимы контактной сварки....................15
1.4.1. Определение времени сварки в граничных точках......17
1.4.2. Определение сварочного тока в граничных точках.....19
Глава 2. Эффекты контактной сварки...........................21
2.1. Термоэлектрические эффекты..............................21
2.2. Эффект шунтирования тока................................22
2.3. Поверхностный эффект....................................25
2.4. Электродинамический эффект..............................26
2.5. Эффекты переходных электрических процессов..............28
Глава 3. Прочность сварных соединений........................31
3.1. Особенности работь[ точечного соединения................32
3.2. Рекомендации по обеспечению прочности ...................34
Глава 4. Основы обеспечения качества контактной сварки.......36
4.1. Система показателей качества............................36
4.2. Требования, предъявляемые к качеству контактной сварки..37
4.3. Дефекты контактной сварки...............................41
4,4. Затраты на обеспечение качества.........................42
Глава 5. Оборудование для контактной сварки..................44
5.1. Общие данные о контактных машинах.......................45
5.2. Устройство основных элементов контактных машин..........50
5.2.1. Вторичные контуры контактных машин.................50
5.2.2. Расчет сварочного вторичного контура...............58
5.2.3. Влияние полного сопротивления сварочного
вторичного контура на тепловыделение при контактной
сварке и потребляемую мощность контактных машин......62
5.3. Элементы сварочного трансформатора.......................64
5.4. Схемы первичных обмоток трансформаторов..................72
5.5. Новые источники питания контактных .машин ..............75
5.6. Выбор и расчет электродов...............................77
5.7. Системы охлаждения контактных машин.....................81
5.8. Приводы сжатия точечных машин...........................85
215
5.9. Приводы осадки и зажатия стыковых машин.................90
5.10. Электромагнитные приводы сжатия........................94
5.11. Элементы пневматических систем приводов сжатия.....98
5.12, Аппаратура управления контактных машин............101
5.12.1. Включающие устройства...........................102
5.12.2. Управление циклом сварки........................106
|плава 6. Механизация и автоматизация контактной сварки.....109
5.1. Направления механизации и автоматизации контактной
сварки......................................................110
5.2. Механизированное оборудование..........................111
5.3. Робототехнический комплекс.............................116
5.4. Автоматические линии...................................121
5.5. Трубосварочный комплекс «Север»........................125
Глава 7. Технология контактной сварки.......................139
j'.I. Общие вопросы технологии..............................139
/.2. Определение режима сварки..............................142
СЗ. Свариваемость материалов при контактной сварке..........147
/.4. Контроль прочности сварки..............................149
1'.5. Контроль параметров режима............................150
7.5.1. Контроль сварочного тока..........................151
7.5.2. Контроль времени сварки ..........................155
7.5.3. Контроль усилия сжатия электродов.................156
1'.6. Технология и оборудование точечной сварки.............157
7.6.1. Технология и машины общего назначения.............158
7.6.2. Технология и оборудование для рельефной сварки....164
7.6.3. Технология и оборудование односторонней
точечной сварки..........................................167
7.6.4. Особые случаи точечной сварки.....................171
?.7. Технология и оборудование шовной сварки................174
?.8. Технология и оборудование стыковой сварки..............185
"лава 8. Экономическая эффективность контактной сварки.......197
"лава 9. Эксплуатация контактных машин......................200
"лава 10. Охрана труда, производственная санитария
I и техника безопасности............................203
1.0.1. Охрана труда и производственная санитария............203
(0.2. Санитарно-гигиенические требования к условиям
. труда сварщиков на контактных машинах.....................208
10.3. Техника безопасности..................................209
Список литературы...........................................214
Учебное издание
Банов Михаил Денисович
Технология и оборудование контактной сварки
Учебник
3-е издание, стереотипное
Редактор В.Н.Шакиров
Технический редактор О.Н.Крайнова
Компьютерная верстка: С.Ф.Блудова
Корректоры Е. В. Соловьева, С. Ю. Свиридова
Изд. № 103108117. Подписано в печать 20.03.2008. Формат 60x90/16.
Гарнитура «Таймс». Печать офсетная. Бумага тип. № 2. Усл. печ.л. 14,0.
Тираж I 500 экз. Заказ № 26227.
Издательский центр «Академия». www.academia-nioscow.ru
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.004796.07.04 от 20.07.2004.
117342, Москва, ул. Бутлерова, 17-Б, к. 360. Тел ./факс: (495) 330-1092, 334-8337.
Отпечатано в ОАО «Саратовский поли графкомбипат».
410004, г, Саратов, ул. Чернышевского, 59. www.sarpk.ni.