/














































































































































































































Text
ОСНОВЫ
ТЕХНОЛОГИЧЕСКОГО
ПРОЕКТИРОВАНИЯ
СБОРОЧНО-
СВАРОЧНЫХ
ЦЕХОВ
М.А. КУЛАГИНА
К А. КИСЕЛЕВА
СУДОСТРОЕНИЕ
М. А. КУЛАГИНА, Н. А. КИСЕЛЕВА
ОСНОВЫ
ТЕХНОЛОГИЧЕСКОГО
ПРОЕКТИРОВАНИЯ
СБОРОЧНО-СВАРОЧНЫХ
ЦЕХОВ
Допущено Министерством высшего и
среднего специального образования СССР
в качестве учебного пособия для студентов
вузов, обучающихся по специальности
«Оборудование и технология сварочного
производства»
ИЗДАТЕЛЬСТВО «СУДОСТРОЕНИЕ»
ЛЕНИНГРАД
1977
УДК 621.791.006.3
К90
Изложены методические и теоретические основы проектиро-
вания сборочно-сварочных цехов по производству корпусных кон-
струкций и изделий судового машиностроения. Основное внима-
ние уделено технологии и организации производства, расчетным
методам определения его элементов, экономическому обоснова-
нию и анализу проектов сборочно-сварочных цехов, механизации
и автоматизации сварочного производства.
Книга предназначена для студентов кораблестроительных
вузов и факультетов, а также ИТР проектных организаций и су-
достроительных заводов.
Рецензенты:
кафедра «Сварочное производство» Ленинградского политехниче-
ского института им. М. И. Калинина (каид. техн. наук А. И. Ле-
бедев) и проф. д-р техн. наук А. И. Красовский
Научный редактор канд. техн. наук В. К- Кузьменко
31805—066
пп yj
048(01)—77 © Издательство «Судостроение», 1977 г
ОТ АВТОРОВ
Настоящее учебное пособие по курсу «Проектирование сва-
рочных цехов» написано для студентов кораблестроительных ву-
зов и факультетов в соответствии с утвержденной MB и ССО
СССР программой этой дисциплины.
Опыт преподавания курсов «Проектирование цехов по произ-
водству сварных конструкций» и «Проектирование сварочных
цехов» в Ленинградском ордена Ленина и Николаевском ордена
Трудового Красного Знамени кораблестроительных вузах пока-
зал, что необходимо учебное пособие для студентов, обучаю-
щихся по специальности «Оборудование и технология свароч-
ного производства». Изложенные здесь теоретические и методи-
ческие основы проектирования сборочно-сварочных цехов
сопровождаются конкретными практическими решениями и ре-
комендациями.
Учебное пособие может быть использовано студентами при
курсовом и дипломном проектировании сборочно-сварочных це-
хов, отделений и участков. Оно позволит инженеру-технологу
квалифицированно решать многие вопросы: определять мощ-
ность действующих сварочных цехов, возможность изготовления
этими цехами новых корпусных конструкций при изменении про-
граммы выпуска судов, заменять сварочное оборудование без
остановки производства, осуществлять комплексную механиза-
цию, вычислять коэффициент использования механизирован-
ных поточных линий и уровень механизации цеха, рационально
размещать в цехе рабочие места, поточные линии и т. д. Однако
следует иметь в виду, что приведенные данные и показатели,
оборудование и планировка цехов служат лишь иллюстрацией
к излагаемой методике н не являются нормативными. В прак-
тике проектирования возможны иные варианты в зависимости от
сложности и технологии изготовления изделий, организации про-
изводства, используемых видов оборудования и средств механи-
зации.
Авторы выражают глубокую признательность и благодар-
ность инж. А. К. Сыркову, И. И. Рабиновичу, принявшим уча-
стие в обсуждении рукописи и высказавшим ряд ценных пред-
ложений по ее улучшению.
Критические замечания и пожелания просим направлять
в издательство «Судостроение» по адресу: 191065, Ленинград,
ул. Гоголя, 8.
1*
3
ВВЕДЕНИЕ
Развитие современного машиностроения и судостроения во
многом зависит от состояния и перспектив сварочного производ-
ства. Рост производительности труда при проведении сварочных
работ достигается в' результате механизации и автоматизации
производства, использования новой техники и передовой техно-
логии, рационального планирования и научной организации
труда. Одно из важнейших направлений технического прогрес-
са— комплексная механизация и автоматизация производства
при изготовлении сварных конструкций.
В машиностроении и металлообработке на долю сварочного
производства приходится около 45% общесоюзного производ-
ства металлических конструкций. В судостроении при изготов-
лении корпуса судна и отдельных узлов широко применяют
различные виды механизированной сварки, главным образом
электродуговой, которая является основным технологическим
процессом при изготовлении корпуса судна, котлов, турбии, дви-
гателей внутреннего сгорания и других механизмов.
Начало применению электросварки в судостроении и судоре-
монте было положено ее изобретателем Н. Г. Славяновым
в конце XIX в. Однако в царской России в связи с общей техни-
ческой отсталостью страны сварка широкого распространения
не получила.
Большая роль в развитии сварки в СССР и во внедрений ее
в судостроение принадлежит Виктору Петровичу Вологдину
(1883—1950), который первый после революции возобновил
сварку по методу Славянова на «Дальзаводе» (во Владиво-
стоке). Вначале под его руководством на заводе производились
сварочные ремонтные работы, а в 1923 г. был создан самостоя-
тельный сварочный цех и уже в 1928 г. изготовлены первые
сварные паровые котлы и сварен ряд ответственных строитель-
ных конструкций.
Первые сварочные цехи по существу представляли собой экс-
периментальные участки, на которых пробовали осваивать изго-
товление новых сварных конструкций, начиная с мелких дель-
ных вещей и кончая механизмами, плоскостными и объемными
секциями корпуса судна; в ряде случаев в этих цехах применяли
сварку при выполнении ремонтных работ, при исправлении
брака литья, поковок и т. п.
4
Первым отечественным судном полностью со сварным, а не
с клепаным корпусом был морской катер длиной 16 м, построен-
ный под руководством В. П. Вологдина в 1931 г. на «Даль-
заводе». Опыт В. П. Вологдина быстро распространился
По заводам центральной части СССР. В 1932—1933 гг. на ряде
судостроительных предприятий (в Ростове-на-Дону, Краснояр-
ске, Ленинграде, Киеве, Николаеве, Херсоне и др.) была начата
постройка электросварных речных барж и буксиров. В 1935 г.
в Ленинграде построен первый в СССР полусварной крупный
морской пароход «Седов». Одновременно на ряде заводов была
начата постройка сварных доков, теплоходов для Каспийского
моря, грузовых шаланд и других цельносварных судов. К началу
Великой Отечественной войны сварка почти вытеснила клепку,
а в годы войны строились уже только сварные корабли и суда.
Таким образом, сварка, впервые примененная в судостроении
в середине 20-х годов, стала основным методом соединения ча-
¦ стей корпуса судна. Широкое применение сварки вместо клепки
позволило значительно уменьшить массу корпуса, (на 13—20%)
при сохранении его прочности и надежности, снизить трудоем-
кость изготовления корпуса судна на 40—50%, сократить сроки'
постройки в 2—3 раза, уменьшить общую стоимость постройки
корпуса.
Развитие сварочной техники и использование ее в судострои-
тельной промышленности коренным образом изменили техноло-
гические процессы постройки судов. Эти изменения отразились
на облике и составе цехов судостроительного предприятия. На-
пример, на старых судостроительных заводах при технологии
постройки клепаных судов, как правило, существовал один
цех — корпусный, занимавшийся изготовлением металлического
корпуса судна. На более крупных заводах можно было встре-
тить два цеха: корпусообрабатывающий, который обрабатывал
.-" металл корпуса и выпускал готовые детали корпусных конструк-
ций, и стапельный или судостроительный цех, производивший
сборку и клепку корпуса судна на стапельных местах.
По мере внедрения сварки в судостроение определилась тен-
денция к специализации сварочного производства по видам ра-
бот: производство корпусных конструкций, изготовление маши-
ностроительных деталей, узлов и конструкций, ремонтные ра-
боты.
Необходимость срочного пополнения -общего тоннажа реч-
ного и морского флота СССР в предвоенные и военные годы по-
ставила перед судостроителями задачу резкого сокращения
/ сроков постройки судов. Эта задача была успешно решена при-
менением предварительной сборки и сварки корпусных конструк-
ций с последующей их установкой в готовом виде на судно,
о результате большой объем работ по постройке металлического
корпуса был перенесен со стапеля в более благоприятные усло-
вия-—.в специально для этой цели приспособленные сборочно-
5
сварочные цехи. Строительство сборочио-сварочных цехов па
старых заводах было сопряжено с решением трудной задачи —
найти свободное место для постройки цеха, не нарушив техноло-
гического потока. При проектировании новых заводов цехи рас-
полагают уже так, что оказывается выдержанным прямой тех-
нологический поток постройки судов: обработка металла кор-
пуса, сборка и сварка узлов и секций, сборка и сварка блоков,
сборка и сварка корпуса судна в целом.
Проектирование сборочно-сварочных цехов судостроитель-
ных заводов в нашей стране было начато еще в.тридцатые годы.
Проектирующие организации, предвидя широкое развитие сва-
рочного производства в недалеком будущем, создали проекты
первых сборочно-сварочных цехов для судостроительных заво-
дов Севера и Дальнего Востока. Эти цехи были построены перед
Великой Отечественной войной. По размерам пролетов, по
транспортным средствам и установленному оборудованию всех
видов первые сборочно-сварочные цехи не могут, естественно,
удовлетворять возросшим в последние годы требованиям к тех-
нологии и организации постройки судов.
Современные сборочно-сварочные цехи представляют собой
мощные, хорошо оснащенные производственные подразделения,
расположенные в многопролетных зданиях больших размеров.
Изготовление сварных корпусных конструкций осуществляется
на комплексно-механизированных поточных линиях, обеспечи-
вающих высокую производительность труда и качество сварных
соединений. В них перенесено до 60—70% общего объема работ
по сборке и сварке корпуса. Секции корпуса, испытанные на не-
проницаемость и окрашенные, поступают на построечное место
для изготовления корпуса судна. При этом резко сокращаются
сроки постройки судна (вследствие параллельно-последователь-
ного ведения работ как в сборочно-сварочных цехах, так и на
построечном месте).
Использование сварки при изготовлении изделий судового
машиностроения также значительно повысило производитель-
ность труда, снизило себестоимость работ и изделий по сравне-
нию с созданием их ранее в литейных п кузнечно-прессовых це-
хах. Применение конструкций, сваренных из отдельных частей,
позволило уменьшить размеры поковок и отливок, упростить
оборудование литейных и кузнечных цехов.
К настоящему времени уже накоплен достаточный опыт по
проектированию сборочно-сварочных цехов. Выработанные ос-
новы проектирования отражены во многих проектных докумен-
тах и правилах — например, в утвержденных Государственным
комитетом Совета Министров СССР по делам строительства
(Госстроем СССР) «Временной инструкции по разработке про-
ектов и смет для промышленного стрЬительства» СН202—76 и
«Строительных нормах и правилах».
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ
О СВАРОЧНОМ ПРОИЗВОДСТВЕ
В СУДОСТРОЕНИИ
§ 1. СВАРОЧНОЕ ПРОИЗВОДСТВО
И ЗАДАЧИ ПРОЕКТИРОВАНИЯ ЕГО ЦЕХОВ И УЧАСТКОВ
Сварочное производство представляет собой ком-
плекс процессов с широким использованием сварочной техники,
образующий самостоятельную законченную технологию изготов-
ления сварной продукции. В зависимости от объема сварочных
работ, выполняемых при изготовлении различных изделий, чи-
сла работающих, производственной площади определяют под-
разделение сварочного производства по организационному
признаку: сборочно-сварочный цех, отделение или участок.
На современных судостроительных предприятиях изготовле-
нием металлического корпуса судна занимаются несколько це-
хов:
.корпусообрабатывающий цех с бюро плазовых работ, скла-
дом стали и участком предварительной правки, очистки и'грун-
товки стали;
сборочно-сварочный цех со складом комплектации готовых
корпусных деталей, осуществляющий предварительную сборку и
сварку узлов и секций корпуса;
цех сборки и сварки блоков корпуса судна (только при блоч-
ном методе постройки судов) со складом готовых секций;
судостроительный (корпусосборочный) цех со складом гото-
вых секций или блоков.
Таким образом, в технологии постройки судов предусмот-
рено четкое разграничение работ по изготовлению корпуса
судна. Специализированные замкнутые самостоятельные произ-
водственные единицы — цехи выполняют только один из видов
корпусных работ: обработку металла, секционную (предвари-
тельную) сборку корпусных конструкций и сборку корпуса
судна в целом.
Сварочные работы на судостроительных предприятиях осу-
ществляют в основном в двух или трех (при блочном методе по-
стройки судна) цехах (табл. 1). Причем максимальный объем
сварочных работ приходится на долю сборочно-сварочного
ЦсХЗ.
7
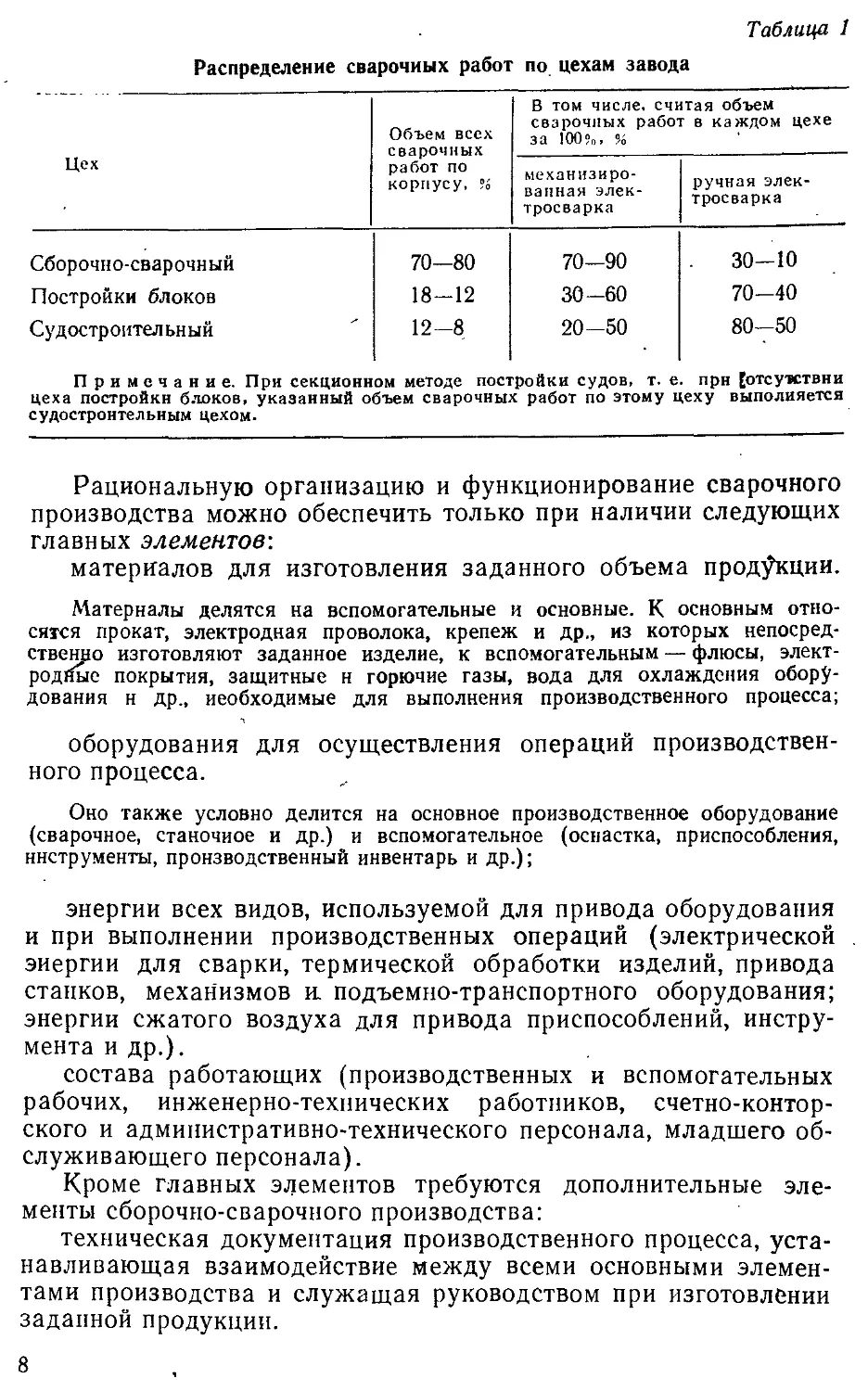
Таблица 1
Распределение сварочных работ по цехам завода
Цех
Сборочно-сварочный
Постройки блоков
Судостроительный
Объем всех
сварочных
работ по
корпусу, %
70—80
18-12
12-8
| В том числе, считая объем
сварочных работ в каждом цехе
за 100%, %
механизиро-
ванная элек-
тросварка
70-90
30-60
20-50
ручная элек-
тросварка
30-10
70-40
80-50
Примечание. При секционном методе постройки судов, т. е. при [отсутствии
цеха постройки блоков, указанный объем сварочных работ по этому цеху выполняется
судостроительным цехом.
Рациональную организацию и функционирование сварочного
производства можно обеспечить только при наличии следующих
главных элементов:
материалов для изготовления заданного объема продукции.
Материалы делятся на вспомогательные и основные. К основным отно-
сятся прокат, электродная проволока, крепеж и др., из которых непосред-
ственно изготовляют заданное изделие, к вспомогательным — флюсы, элект-
родные покрытия, защитные н горючие газы, вода для охлаждения обору-
дования н др., необходимые для выполнения производственного процесса;
оборудования для осуществления операций производствен-
ного процесса.
Оно также условно делится на основное производственное оборудование
(сварочное, станочное и др.) и вспомогательное (оснастка, приспособления,
инструменты, производственный инвентарь и др.);
энергии всех видов, используемой для привода оборудования
и при выполнении производственных операций (электрической
энергии для сварки, термической обработки изделий, привода
станков, механизмов и. подъемно-транспортного оборудования;
энергии сжатого воздуха для привода приспособлений, инстру-
мента и др.).
состава работающих (производственных и вспомогательных
рабочих, инженерно-технических работников, счетно-контор-
ского и административно-технического персонала, младшего об-
служивающего персонала).
Кроме главных элементов требуются дополнительные эле-
менты сборочно-сварочного производства:
техническая документация производственного процесса, уста-
навливающая взаимодействие между всеми основными элемен-
тами производства и служащая руководством при изготовлении
заданной продукции.
8
Документацию производственного процесса, включающего в себя тех-
нологические, транспортные, контрольные и прочие операции, разрабатывают
Заранее перед началом проектирования сборочно-сварочного цеха;
помещения для размещения оборудования, материалов и ра-
ботающих.
Этот элемент включает производственные (для размещения рабочих, обо-
рудования и рабочих мест) и вспомогательные (для проходов, проездов
между рабочими местами, цеховых складов и кладовых, администратнвно-
кодгдрских и бытовых служб) площади и объем, т. е. кубатуру, для обес-
печения необходимой и достаточной высоты.
Для сборочно-сварочных цехов принимают схему рациональ-
ной организации и управления, соответствующую типу данного
производства.
'.' Рассмотренные элементы производства определяют задачи
проектирования цехов (отделений и участков), выпускающих
сварные конструкции:,
разработку технологического процесса производства, выбор
рациональных в технико-экономическом отношении способов
сборки и сварки сварных конструкций, технического контроля,
транспортировки деталей конструкций и насыщения, узлов и го-
товых сварных изделий при максимальном использовании новей-
ших достижений науки и техники;
установление необходимого количественного и качественного
Состава главных элементов производства;
разработку плана рационального размещения в проектируе-
мом здании главных элементов производства; подготовку черте-
, жей разрезов здания с указанием необходимой высоты всех его
помещений;
4 определение капитальных затрат на строительство проекти-
руемого объекта и основных средств для последующей его экс-
плуатации, расчет себестоимости выпускаемых изделий; уста-
новление технико-экономических показателей спроектирован-
ного сварочного производства.
Принимаемые при проектировании технические решения за-
. висят от .достаточно большого количества факторов и в первую
очередь от типа производства — единичное (индивидуальное),
мелкосерийное, серийное и крупносерийное. Для сварочного про-
изводства в судостроении наиболее характерным являются се-
рийное и крупносерийное производство. Ориентировочно тип су-
достроительного производства можно определить по количеству
выпускаемых в год судов (табл. 2). С увеличением серийности
проектируемого сварочного производства повышается экономи-
ческая целесообразность применения комплексной механизации
технологических процессов и поточно-позиционной организации
труда, обеспечивается возможность получения высокого коэф-
фициента использования всех элементов производства, сниже-
ния длительности цикла изготовления изделий и себестоимости
продукции.
9
Таблица 2
Зависимость типа производства судостроительного предприятия
от годового выпуска различных судов
Тип производства
Единичное (индивидуаль-
ное)
Мелкосерийное
Серийное
Крупносерийное
Количество выпускаемых в год судов водоизмеще-
нием (т)
свыше 25 000
1—2
1—2
i 0 000—20 000
1—3
3-5
6-15
до 10 000
До 7
7—10
10-15
Свыше 20
до 1000
До 12
12-20
20—40
Свыше 40
§ 2. СВАРНЫЕ ИЗДЕЛИЯ СБОРОЧНО-СВАРОЧНОГО ЦЕХА
ПРИ СОВРЕМЕННЫХ МЕТОДАХ ПОСТРОЙКИ СУДОВ
Сварными изделиями называют изготовляемую и вы-
пускаемую сварочным производством продукцию в соответствии
с технической документацией вне зависимости от того, явля-
ются ли эти изделия законченными и годными к эксплуатации,
либо представляют собой отдельные комплекты или технологи-
ческие узлы более сложного изделия. Для сборочио-сварочных
цехов судостроительных предприятий сварными изделиями яв-
ляются узлы и секции корпуса судна.
Узел представляет собой технологически законченную кор-
пусную конструкцию, состоящую из двух или нескольких дета-
лей и удобную для предварительной сборки и сварки. Узлы мо-
гут быть частью корпусных конструкций или изделиями судовых
устройств и дельных вещей. Большая часть изготовленных в сбо-
рочно-сварочпом цехе узлов (около 80%) потребляется им
самим при изготовлении секций, а остальные (некоторые фунда-
менты, стрелы мачт, крышки люков и горловин, двери) посту-
пают непосредственно к местам сборки блоков или на построеч-
ное место для сборки корпуса в целом.
Характерными классификационными признаками узлов яв-
ляются пространственное расположение базовой детали, харак-
тер ее закрепления в начале сборки (например, на плоскость
в горизонтальном положении, па ребро в вертикальном поло-
женин) и степень механизации сварки. В соответствии с этими
признаками узлы судокорпусных конструкций можно разбить на
шесть групп:
1) балки тавровые и Г-образные (рис. 1);
2) короткие тавры, бракеты и киицы с поясками (рис. 2);
3) широкие полосы с ребрами или поясками (рис. 3);
4) рамки из полос и профилей;
а:
U LT
Рис. 1. Сварные балки корпуса
i
1
А-А
d
Рис. 2. Короткие тавры, бракеты и кницы с поясками
11
Рис. 3. Широкие полосы с ребрами или поясками
а> 5)
Рис. 4, Объемные узлы неболь-
ших габаритов: а — кингстон-
ная коробка; 6 — мелкий фун-
дамент; в — дойный патрубок
12
5) полотнища;
6). объемные узлы небольших габаритов (рис. 4).
. Секция — технологически законченная часть корпуса судна,
состоящая из деталей, узлов и насыщения. Детали корпуса, из-
готовляемые в корпусообрабатывающем цехе, поступают в сбо-
рочно-сварочный цех со склада комплектации, насыщение, т. е.
детали и узлы конструкций корпуса, судовых устройств, систем,
^трубопроводов,— из корпусообрабатывающего, слесарно-кор-
ftycHoro, трубомедницкого и других цехов предприятия.
В зависимости от формы обводов (плоские или криволиней-
ные), конструкции и расположения набора, соотношения глав-
ных размеров (высоты к размерам секции в плане) секции де-
лятся на три вида:
., плоскостные (рис. 5,а), состоящие из полотнищ (плоских,
.криволинейных с небольшой кривизной или гофрированных), на
^которых расположены балки набора (одного или двух направ-
лений); к ним относят группы бортовых и палубных секций, пе-
реборок и др.;
полуобъемные (рис. 5,6), имеющие часто расставленные вы-
сокие балки набора обоих направлений; они могут быть замкну-
тыми, т. е. с двумя ограничивающими перекрытиями (например,
днищевой обшивкой и двойным дном),-или открытыми (обшивка
с набором); к ним относят группу днищевых секций;
объемные (рис. 5, е), у которых размеры соизмеримы во
. всех трех направлениях, а высота превышает 20% меньшего раз-
мера в плане; к ним относят секции форпика, оконечностей, над-
строек и др.
х Более крупными технологическими единицами в составе су-
. дового корпуса могут быть блоки секций («блоки»), представ-
ляющие собой часть корпуса судна, отсеченную плоскостями, па-
" раллельными мидель-шпангоуту (иногда и палубам). Они фор-
мируются из секций, узлов и деталей.
Классификационная схема разделения объектов сборки и
сварки по конструктивно-технологическим признакам и после-
дующие маршруты их в ходе постройки корпуса судна представ-
лены на рис. 6.
Изготовление узлов и секций корпуса является одним из наи-
более трудоемких этапов постройки сварного корпуса судна.
Трудоемкость сборочно-сварочных работ, выполняемых в цехах
предварительной сборки, достигает 65% общей трудоемкости
сборки и сварки корпуса, а соотношение трудоемкостей изготов-
ления узлов и секций составляет 1/4. В табл. 3 приведено рас-
пределение трудоемкости сборки и сварки на разных этапах по-
стройки судов.
Для сборочно-сварочного цеха судостроительного предприя-
тия номенклатура изделий, их массогабаритные характеристики,
конструктивные и технологические особенности зависят от вы-
бранного технологического метода постройки судна.
13
Рис. 5. Секции корпуса
М
Листы
Б ракеты
и кницы
Детали
Полосы плоские
и профильные
Отливки
и поковки
Узлы
Балки тавро-
вые и Г-образ-
ные
Короткие таары,
бракеты и кни-
цы с поясками
Широкие поло-
сы с ребрами
или поясками
Рамки из полос
и профилей
Полотнища
Объемные узлы
небольших
габаритов
Секции
плоскостные
без погиби
нли с незна-
чительной
погибью
гофриро-
ванные
ограничен-
ные криволи-
нейной по-
верхностью
полуобъемные
ограничен-
ные плоской
поверхно-
стью
ограничен-
ные криво-
линейной по-
верхностью
объемные
корпуса
надстроек
крупных
фунда-
ментов
Блоки секций
Корпус судна
Рис. 6. Разделение объектов сборки и сварки при постройке корпуса судна
Таблица 3
Объем сборочных и сварочных работ на разных этапах
изготовления корпуса судна
Этап
Изготовление:
узлов
секций
Стапельные работы
Итого
Объем работ, ?;
свароч-
ных
Танкер
12,9
62,5
24,6
100
сбороч-
ных
свароч-
ных
Лесовоз
12,3
44,4
43,3
100
11,9
58,4
29,7
100
сбороч-
ных
свароч-
ных
Буксир
| 50,6
49,4
100
47,6
52,4
100
Основными технологическими методами постройки судов яв-
ляются секционный,, блочный, модульный и блочно-секционный.
При секционном методе корпус судна собирают из отдельных
предварительно изготовленных секций различных размеров
(рис. 7, а, б). По мере готовности замкнутые отсеки и помещения
корпуса испытывают на непроницаемость, после чего выполняют
монтаж механизмов и другие сборочно-монтажные работы.
Этот способ используется, в основном, при постройке судов всех
типов на наклонных и горизонтальных стапелях.
При блочном методе корпус судна строят из отдельных бло-
ков секций с различной степенью их насыщения (рис. 7,в). За-
ранее изготовленные плоскостные и объемные секции собирают
в блоки, испытывают их на непроницаемость, затем монтируют
в них механизмы, системы, трубопроводы и пр. Блоки секций
стыкуются на стапеле, после чего районы стыкования также ис-
пытывают на непроницаемость и выполняют в них необходимые
сборочно-монтажные и другие работы. Блочным методом произ-
водят постройку малых и некоторых типов средних судов, как
правило, на горизонтальных построечных местах. Сборка кор-
пуса из блоков позволяет значительно сократить продолжитель-
ность стапельного периода постройки и вести работы парал-
лельно на нескольких участках (в цехах). Для некоторых типов
средних судов (например, рыболовных траулеров, катеров), на-
сыщенных механизмами, оборудованием и приборами, этот ме-
тод постройки корпуса является единственно целесообразным,
так как отдельные механизмы можно установить только с торца
блока.
Высокие технико-экономические показатели, получаемые при
постройке судов, резкое сокращение времени нахождения судна
на стапеле, а также у достроечной набережной после спуска
судна на воду за счет возможности проведения 85—90% всех
16
а)
БокоВой. Вид
ез:
ч К^^Г'Ж'У^
J^k
«ц_ J»\<. > < J>
X.
X.
te
— — * — — i - »— к 1 "•"
*^К
Верхняя палуба
«
Боковой Вид
FE&T^
u>/r/'»/*t/>t
,>2?!,iUtfj!i'''Jil'
* — ¦~*,Vv*?,fc.?3.f& 7b*cj-
-shAj-^чЛА^-.
a
Кг-Hi
5Ё*ЁЙ1
Верхняя палуба
гТ2Г~1—I—1 I Г~1
$ I
Второе дно
' ¦'"/ Л > * i
te*
Рис. 7. Схемы разбивки корпуса судна на секции при поперечной (а) и про-
дольной (б) системе набора и на блоки (в)
17
работ в цеховых условиях, оснащенность строительных доков
мощными козловыми подъемными кранами обусловили широкое
распространение данного метода в отечественном судостроении
и за рубежом.
При модульном методе корпус судна формируется из стан-
дартных модулей для- средней части, носовых и кормовых
оконечностей и надстроек. Однотипные стандартные блоки (мо-
дули) имеют полное насыщение и собираются из унифицирован-
ных секций. Метод впервые разработан и применен для по-
стройки рудовозов на верфях фирмы «Литтон индастриз»
(США).
Модульный метод эффективен при постройке судов боль-
шими сериями. Он может быть использован при изготовлении
отдельных корпусных конструкций, надстроек, жилых, служеб-
ных н бытовых помещений.
При блочно-секционном методе судно формируется из пред-
варительно собранных и смонтированных блоков (для районов
судна, наиболее насыщенных механизмами, оборудованием, си-
стемами и др.) и секций (для районов трюмов, танков и др.).
Таблица 4
Распределение трудоемкости постройки корпуса судна
при разных методах
Этапы сборки
Секции и узлы
Блоки
Корпус
Трудоемкость работ, ",;
Секционный
метод
50-70
6-8
30-50
85-88
Блочным метод
50-60
6-8
25—35
70—80
10—15
10-12
Примечание. В чмелмтеде ляпа трудоемкость корпусных работ, в зна-
менателе — механомонтажных работ.
В табл. 4 дано распределение трудоемкости работ, выпол-
няемых на отдельных этапах при разных методах постройки
корпуса судна. Расчеты, проведенные для серийной постройки
судов водоизмещением от 500 до 3000 т, показали, что по срав-
нению с постройкой корпусов, формируемых из секций, при
блочном методе трудоемкость работ сокращается на 5—7%, ста-
пельный период уменьшается в 2—3 раза, а общий цикл по-
стройки судна — на 25%¦
18
Очевидно, решение вопроса о выборе .технологического ме-
тода постройки корпуса судна не может быть однозначным. Для
нахождения оптимального варианта в каждом конкретном слу-
чае необходимо производить специальные расчеты с учетом ка-
питальных затрат, себестоимости изделий, обеспечения задан-
ного выпуска судов и т. д. Например, при постройке серии судов
свыше 20 ед. со спусковой массой до 3500 т и большом насыще-
нии их оборудованием и приборами целесообразно принять
блочный метод в сочетании с поточно-позиционной организацией
производства.
Организация сборки и сварки корпуса судна на построечном
месте осуществляется:
поточно-бригадным методом серийной постройки судов при
неизменном положении корпуса на построечном месте, состоя-
щем из одной позиции.
Этот метод используется для сборки корпусов крупных судов при от-
сутствии специально оборудованных поточных линий. Каждое судно остается
на своем построечном месте до спусковой готовности, а специализированные
бригады рабочих последовательно и ритмично переходят с одного судна на
другое, выполняя па каждом судне закрепленные за ними одноименные ра-
боты;
поточно-позиционным методом серийной постройки судов
с передвижкой частей корпуса по мере его формирования на
построечной линии, состоящей из нескольких позиций.
Этот метод более приемлем для постройки -малых и средних судов на
горизонтальных построечных местах. Весь объем работ по изготовлению
корпуса делится на отдельные этапы, каждый из которых последовательно
выполняется на специализированных позициях, расположенных друг за дру-
гом. Находящиеся на этих позициях суда (с различной степенью готовности)
образуют как бы единый поток судостроительной продукции (что и опреде-
лило название метода). Этот метод работы позволяет повысить производи-
тельность труда, ускорить и удешевить выпуск судоа;
конвейерным методом, являющимся разновидностью поточ-
но-позиционного метода, но предусматривающим более четкое
закрепление работ по позициям, строгую согласованность их вы-
полнения во времени и принудительную передвижку с опреде-
ленным ритмом; метод применяют при крупносерийной по-
стройке малых и мелких судов;
последовательно-параллельным методом, при котором от-
дельные операции начинаются не после окончания предыдущих,
а ведутся параллельно с ними; за счет этого сокращается дли-
тельность производственного цикла.
В зарубежном судостроении встречаются и другие методы
организации постройки. Например, на верфи «Гетаверкен»
(Швеция) применен метод постройки корпуса в доке с периоди-
ческим передвижением формируемой части корпуса вдоль дока
для наращивания последующих частей судна (рис. 8). На этой
верфи торцевая часть дока входит в сборочно-сварочнын цех
и обслуживается общим краном.
19
vmmmw/m;mmm/////»//m//№)№a
KKMsKKN
Рис. 8. Этапы сборки корпуса в строительном доке, частично совме-
щенном со сборочио-сварочным цехом
)
Выбор организационного метода постройки корпуса судна
зависит от количества судов в серии и продолжительности их
постройки. Так, постройку одного судиа осуществляют без пере-
мещения его на построечном месте и при минимальном количе-
стве технологической оснастки. Постройку же большой серии
судов (в особенности на протяжении нескольких лет) требуется
производить в строгом соответствии с тщательно продуманной
технологической схемой постройки, с планировкой производ-
.ственных площадей, графиком использования грузоподъемных и
транспортных средств, а также различных видов специализиро-
ванной технологической оснастки. Это позволит обеспечить за-
данный выпуск судов ритмично и с планомерным снижением
Рис. 9. Схемы сборки и сварки корпуса крупнотоннажной рыбопромыс
ловой базы из секций
трудоемкости, затрачиваемой на постройку каждого последую-
щего судна серии.
В технологии отечественного и зарубежного судостроения
при секционном методе постройки судов предусмотрены схемы
формирования корпуса судна по горизонталям (рис. 9,а), пира-
мидальная (рис. 9,6), по "отсекам (рис. 9, в) и островная
(рис. 9,г). Все большее распространение в СССР и за рубежом
получает островная схема сборки (например, при постройке
крупных танкеров на наклонных стапелях).
При блочном методе постройки судов устанавливают после-
довательность сборки и сварки блоков и очередность подачи их
на построечное место для формирования корпуса судна. В зави-
симости от размеров судна блоки изготовляют либо в тех же
сборочно-сварочных цехах, где собирают секции, либо в спе-
циальных цехах сборки блоков. Собранные блоки транспорти-
руют на построечные места с помощью кранов или тележек и
трансбордеров.
Увеличение главных размерений судов и их водоизмещения
обусловило внедрение нового метода постройки судов, при
21
котором две части судна формируют раздельно (на стапелях или
в доках), а затем соединяют их на плаву. Стыкование частей
судна на плаву выполняют при помощи подвесных (приваривае-
мых к корпусу) или плавучих понтонного типа кессонов либо
эластичных герметизирующих устройств, устанавливаемых на
монтажном стыке. После установки и осушения кессона рабочие
производят подгонку и
сварку монтажного стыка.
Таким способом японская
компания «Кавасаки» пост-
роила суда дедвейтом свы-
ше 100 000 т (рис. 10). Ана-
логичным образом на вер-
фи компании «Нидерландсе
док эн Схепсбоу Маатсхап-
пей» был построен тан-
кер «Мелания» дедвейтом
210 000 т (длиной 325,32 м,
шириной 47,17 мае высо-
той борта 24,5 м).
Габариты герметизиру-
ющих устройств значитель-
но меньше кессонов. Уст-
ройства подводят снаружи,
плотно прижимают (как
пластырь) к корпусу и осу-
шают район стыка. Затем
производят сварку монтаж-
ного стыка изнутри кор-
пуса. Для формирования
наружной стороны шва по
внутреннему желобу герме-
тизирующего устройства
протягивают каретку с мед-
ным ползуном. С помощью
той же каретки после свар-
ки осуществляют подачу
пленки для рентгенографи-
рования стыка, а также очи-
стку и окраску района стыкования корпуса. Аналогичным спосо-
бом в 1966 г. на верфи в г. Иокогама были состыкованы на
плаву две части танкера «Олимпик Райдер» дедвейтом 40 000 т.
Схема устройства и последовательность этапов стыкования ча-
стей танкера показаны на рис. 11.
В СССР в 1969 г. герметизация монтажного стыка танкера
дедвейтом 12 000 т была осуществлена с помощью шарнирного
герметизирующего устройства (ШГУ), 'которое представляло
собой жесткий плавающий обруч полой конструкции. *
Рис. 10. Кессон для стыкования частей
корпуса судна на плаву
/ — нагнетательный ¦ вентилятор; 2 — насос;
3 — вытяжной вентилятор; 4 — ватерлиния;
5 —U-образный кессон; 6 — осушительный
трубопровод; 7 — грузобалластный танк; 8 —
верхняя палуба; 9 — днище судна; 10 — соеди-
нительный фланец кессона; 11—резиновая
прокладка; 12 — зажимные болты; 13 — скобы
с болтами; 14 — временные клиновые зажи-
мы; 15 — канаты для сведения частей судна;
16 — электролебедка
22
Основными направлениями совершенствования и развития
секционного и блочного методов постройки судов являются:
увеличение размеров секций и блоков секций, подаваемых на
построечные места;
перенос значительной части монтажных и достроечных работ
с построечного места на площадки сборки узлов, секций и бло-
ков секций;
Рис. П. Последовательность процесса стыкования носовой и кормовой ча-
стей танкера «Олимпик Райдер»: а — стыкуемые части корпуса; б — совме-
щенные носовая и кормовая половины корпуса; в — установка и обжатие
герметизирующего устройства
1 — кормовая половина; 2 — кормовая и носовая водонепроницаемые переборки; 3 —
стыкуемые кромки; 4—носовая половина; 5 — фиксаторы; 6 — резиновый бандаж;
7 —стыкуемые кромки наружной обшнвки; 8 — воздушное пространство; 9 — зажим-
ное устройство
изготовление надстроек блоками с максимальным их насы-
щением;
расширение области применения островного способа форми-
рования корпуса судов вплоть до постройки судна частями с по-
следующим их стыкованием в доке или на плаву;
23
механизация и автоматизация основных технологических
операций;
применение блочного метода также при строительстве судов
на наклонных продольных стапелях и понтонах.
Таким образом, метод постройки судна определяет характер
основных средств производства: состав цехов и их производ-
ственные мощности, тип, количество и размеры построечных
мест, протяженность достроечных набережных.
Разделение корпуса судна на секции производят с учетом си-
стемы набора, размеров поставляемого промышленностью ли-
стового проката и необходимости обеспечения достаточной жест-
кости секций. При продольной системе набора (когда балки
главного направления расположены вдоль судна) минимальное
количество монтажных стыков по набору обеспечивается за счет
использования секций, имеющих максимально возможную длину
(равную длине или удвоенной длине листового проката). Для
поперечной системы набора (когда балки главного направления
расположены поперек судна) ширина секции должна быть мак-
симальной (предпочтительно равной ширине судна), а длина —
равной длине листового проката. В этих случаях объем сборки
и сварки на построечном месте будет минимальным.
Каждая секция должна иметь достаточную жесткость во из-
бежание возникновения остаточных деформаций при подъеме ее
кранами, кантовке, транспортировке и установке на построечное
место.
Предусматривают совмещение монтажных стыков секций при
формировании из них блоков или корпуса по высоте и ширине,
т. е. симметрично относительно ДП судна, что уменьшает кон-
центрацию местных сварочных напряжений и общую деформа-
цию корпуса.
Габариты и масса секций корпусов имеют тенденцию к росту,
что объясняется непрерывным увеличением размеров судов и
стремлением еще больше сократить объем корпусных работ на
построечном месте и общую продолжительность постройки
судна. Однако увеличение габаритов и массы секций обусловли-
вает возрастание капиталовложений в связи с расширением про-
летов цеха, повышением грузоподъемности подъемно-транспорт-
ных средств и оснащением рабочих мест дополнительными
сборочно-сварочной оснасткой и оборудованием. Если в первых
сборочно-сварочных цехах выпускали секции массой около 20 т,
то в настоящее время сборочно-сварочные цехи рассчитывают на
изготовление секций массой до 400 т с размерами в плане до
16,5X31,0 м.
На ряде зарубежных верфей с горизонтальными построеч-
ными местами в доках, обслуживаемых мощными козловыми
кранами, масса блоков секций достигает 600 т. Например, на
верфи компании «Кокумо Меканиска Веркстадс» (Швеция) су-
достроительный док и корпусный цех обслуживаются козловым
24
краном грузоподъемностью 840 т. Строительный док в Белфасте
оборудован козловым краном грузоподъемностью 840 т, а сбо-
рочно-сварочный цех —мостовыми кранами грузоподъемностью
по 200 т.
§ 3. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
СБОРОЧНО-СВАРОЧНЫХ ЦЕХОВ
В ЗАВИСИМОСТИ ОТ КЛАССА
СУДОСТРОИТЕЛЬНОГО ПРЕДПРИЯТИЯ
Для судостроения, являющегося высокоорганизованной от-
раслью промышленности единого социалистического хозяйства,
характерны высокий уровень концентрации производства, четкая
специализация промышленных предприятий, унификация и стан-
дартизация оборудования судов и широкое кооперирование
между судостроительными и другими предприятиями отечест-
венной промышленности.
Под специализацией понимают закрепление за предприятием
определенных видов продукции (например, танкеров, сухогру-
зов, рыболовных траулеров, буксиров). Специализация способ-
ствует повышению объема и серийности производства, создает
благоприятные условия для внедрения новейшей технологии, ме-
ханизации и автоматизации производственных процессов, пере-
довых форм организации производства и является одним из
важнейших условий роста производительности труда и снижения
себестоимости продукции.
В зависимости от организации производства и состава произ-
водственных цехов судостроительные предприятия делятся на
судостроительные заводы, судостроительные верфи, судосбороч-
ные верфи, сдаточные базы.
Наиболее эффективными являются судостроительная верфь
и завод судового машиностроения. Для них характерен более
высокий уровень специализации и кооперирования, чем для
предприятий широкого профиля типа судостроительно-машино-
строителыюго завода. На каждой из судостроительных верфей
предусмотрена постройка судов определенных типов, близких
по основным технологическим характеристикам. Некоторые цехи
отдельных судостроительных заводов специализируются на вы-
пуске определенной продукции (например, дельных вещей, ме-
таллической мебели, деталей судовых устройств, арматуры, кот-
лов, гребных винтов) для поставок другим заводам; большая
часть изделий машиностроения была снята с производства на
судостроительных предприятиях и передана в соответствующие
отрасли машиностроения или выделена в самостоятельные пред-
приятия судового машиностроения и приборостроения.
Производственная характеристика (мощность, размеры, ко-
личество оборудования) сборочно-сварочного цеха зависит от
специализации производства судостроительного предприятия.
25
Четкая специализация судостроительных производств, их ос-
новных цехов и участков характерна также для передовых вер-
фей многих зарубежных стран (Японии, Великобритании, Шве-
ции, Польши, Данин, Норвегии и др.).
В отечественном судостроении при проектировании средств
производства применяют классификацию судостроительных
предприятий (верфей) и предприятий судового машиностроения
и приборостроения.
Сборочно-сварочные цехи относятся к основным цехам
верфи, поэтому остановимся на примерной классификации су-
достроительных предприятий, строящих металлические суда
различного назначения и сложности. В принятой классифика-
ции (табл. 5) судостроительные предприятия условно разбиты
на пять основных классов в соответствии с характеристикой
выпускаемой продукции. Основным показателем ее является
спусковая масса строящихся судов, которая определяет грузо-
подъемность гидротехнических сооружений (построечного места,
спусковых устройств). Масштаб производства, т. е. численность
работающих, годовой выпуск, серийность и метод постройки
судов соответствуют определенному классу судостроительного
предприятия.
Таблица 5
Примерная классификация судостроительных предприятии
я
I
II
III
IV
V
Спусковая
масса суд-
на, т
Свыше 7000
3500—7000
1000—3500
250-1000
до 250
Возможная
серия су-
дов, ед.
16—20
30-40
50—70
80-120
150-200
Годовой вы-
пуск судов,
ед.
8—10
15-20
25-35
40—60
75-фО
Методы постройки судов и орга-
низации производства
Секционный
Блочный
Блочный и поточно-позицион-
ный
То же
Секционный и конвейерный
Принадлежность судостроительного предприятия к тому
или иному классу позволяет судить об основных размерениях
цехов верфи, их грузоподъемных средствах, рекомендуемом ме-
тоде постройки корпуса судна и пр.
В соответствии с этой классификацией приняты наиболее
характерные для каждого класса судостроительных предприя-
тий суда-представители (табл. 6), в обеспечение выпуска
которых устанавливаются ориентировочные характеристики
сборочно-сварочиых цехов и выпускаемых ими сварных изде-
лий (секций корпуса судна), приведенные в табл. 7. Длина сек-
ций определяется размерами поставляемого извне листового
проката (максимальные длина и ширина листа соответственно
16 и 4,5 м); ширина секций равна ширине корпуса судна. Для
26
классов I и II судостроительных предприятий предусматри-
вается возможность разъема секций по ДП при их большой
ширине.
Таблица 6
Характеристика условных судов-представителей каждого класса
судостроительных предприятий
Класс
пред-
приятия
I
II
III
IV
V
Суда-представители
Тип
Танкер
Сухогрузное судно
Траулер
Морской буксир
Сейнер
Чистая
масса *,
т
14 000
6 200
2 500
660
90
Средняя
толщина
металла
корпуса,
мм
20
14
10
8
5
Материал корпуса
Сталь малоуглероди-
[ стая низколегирован-
| ная
* Чистая масса судна — водоизмещение порожнего судна без учета масс жидких гру-
зов, снабжения, команды, балласта.
Дополнительными характеристиками сборочно-сварочного
цеха судостроительного предприятия служат, входящие в его
состав производственные отделения или участки, в которых осу-
ществляется весь производственный процесс изготовления изде-
лий: сборка и сварка узлов корпусных конструкций: сборка
и сварка секций корпуса; очистка, грунтовка и сушка секций.
Таблица 7
Ориентировочные характеристики сборочно-сварочных цехов
Класс предприятия
1
и
ш
IV
V
Годовой выпуск
продукции,
ед. судои
тыс. т
10
100
20
80
35'
40
60
20
100
5
Характеристика изготовляемых секции
Максимальные
размеры, м
16,5X31,0
16,5X22,0
10,5X14,0
8,5X10,0
6,5X8,0
Максимальная
масса, т
400
320
100
60
40
27
При использовании высокопрочных сплавов или сталей^с осо-
быми свойствами для постройки отдельных конструкций кор-
пуса и легких сплавов для изготовления надстроек в сборочно-
сварочных цехах организуют специальные участки по выпуску
сварных конструкций из этих материалов.
Основные производственные участки и отделения цеха
обычно подразделяются на линии, специализирующиеся на вы-
пуске технологических групп узлов или секций определенного
типа. Например, в состав участка сборки и сварки секций кор-
пуса могут входить линии сборки и сварки плоскостных секций,
секций с погибью и объемных секций оконечностей. Каждая
линия имеет специализированное оборудование и приспособле-
ния и занимает часть пролета или весь пролет цеха. (Пролетом
называют часть цеха, расположенную между осями колонн
в направлении несущих конструкций покрытий.) За счет спе-
циализации линий и участков в сборочно-сварочных цехах по-
вышается производительность труда рабочих бригад, сокра-
щается цикл сборки и сварки узлов и секций корпуса, повы-
шается коэффициент использования оборудования и рабочих
мест.
§ 4. ПРОИЗВОДСТВЕННЫЕ СВЯЗИ МЕЖДУ ЦЕХАМИ,
ГРУЗОВЫЕ ПОТОКИ
Сборочно-сварочиый цех в составе предприятия всегда яв-
ляется с одной стороны потребителем продукции различных
цехов, а с другой — поставщиком собственной продукции. Иначе
говоря, между сборочно-сварочным цехом и другими цехами
и службами завода существуют определенные производствен-
ные связи, необходимые для обеспечения нормального процесса
изготовления заданной продукции по заводу в целом.
Сборочно-сварочные цехи судостроительных предприятий
специализированы по технологическому принципу в отличие
от цехов машиностроительных заводов, обычно специализиро-
ванных по предметному принципу. В связи с технологическим
принципом специализации сборочно-сварочный цех осущест-
вляет производственные связи в первую очередь с корпусооб-
рабатывающим и судостроительным цехами. По прямому тех-
нологическому потоку изготовления корпуса судна корпусообра-
батывающий цех поставляет готовые детали корпуса на склад
комплектации сборочно-сварочного цеха, который в свою оче-
редь обязан обеспечить судостроительный цех (или цех сборки
блоков при блочном методе постройки судов) готовыми узлами
и секциями. В связи с этим необходимо, чтобы эти три цеха
были расположены в максимальной близости друг к другу.
Сборочно-сварочный цех осуществляет также производствен-
ные связи со слесарно-корпусным, трубомедницким, малярным
и другими цехами и общезаводскими складами.
28
Взаимное расположение цехов, построечных мест, спусковых
сооружений, достроечных набережных, транспортных магистра-
лей, энергетических объектов и коммуникаций с учетом класса
судостроительного предприятия, а также геодезических, гидро-
логических и метеорологических условий его территории и ак-
ватории определяется генеральным планом. Расположение це-
хов должно наиболее полно соответствовать принятому методу
постройки судов. Наиболее удачным является такое расположе-
ние цехов и сооружений, при котором материалы и изделия
перемещаются по самым коротким и удобным путям без встреч-
ных потоков.
Рис. 12. Расположение на генеральном плане основных объектов судострои-
тельного предприятия класса IV
1, 2, 4 -- блок цехов (склад стали; цехи: корпусообрабатывающий. сборочно-сварочный,
сборки блоков и судостроительный); 3 - малый трансбордер; 5 - большой трансбордер-
а—площадка для зимнего хранения судов; 7 —достроечная набережная; 8 —акватория:
- продольный СЛИП;
10 — блок комплектующих
складов
и механических цехов; // — блох
В генеральном плане следует также предусматривать воз-
можность постройки и размещения новых объектов в зависи-
мости от этапов и очередности строительства. Здания предприя-
тия должны отстоять друг от друга на расстоянии, предусмот-
ренном санитарными и противопожарными нормами с учетом
перспектив городского или сельского строительства. Увеличение
допускаемых расстояний между зданиями ведет к удлинению
протяженности дорог, ухудшению использования земельных
участков, возрастанию капиталовложений на строительство.
Для судостроительных предприятий нормативный коэффициент
застройки, представляющий собой отношение суммарной пло-
щади проекций всех зданий и сооружений к общей площади
предприятия, составляет 0,52.
При проектировании новых предприятий в целях снижения
стоимости строительства цехов, сокращения коммуникаций и
повышения коэффициента застройки производят объединение
родственных цехов в блоки цехов, располагаемые в одном
29
iF
" |i " » p~ ii ii —ri ii и rr
^JL II .11 — 1'. -II-
ц 11 'i
•r
i
1 /
w!
l\ /I
l\ /I
H/i
!/!
ti 1ТЛ
Сборочно- , .
сварочный V \
цех [ i
/\|
4
!«!
I /\ | Корпусообра-
l/ \\Ьатыбаюш,ий
I/ \j «ex
J i
П
У7"
A
i'»!
ii
1 и • Д II П II ~TI " II II II "
1 11 II ' II и II
i~
J
U.
II II 11 и м • и и "II II ~ ~ir
I
A-A
m
-г 11
Ip
s
ж
=E?? = = = = si=
а-л
a=57
Рис. 13. Схема блока корпусных цехов судостроительного предприятия класса II
здании. Наиболее часто в одном здании располагают корпусо-
обрабатывающий и сборочно-сварочный цехи, образующие блок
корпусных цехов (БКЦ). На предприятиях классов IV и Vb зда-
нии БКЦ размещают также цех блоков и судостроительный цех
с построечными местами (рис. 12). Здание блока цехов может
иметь различную ширину и высоту, а также число производ-
ственных пролетов. На рис. 13 в качестве примера приведен
БКЦ предприятий класса II.
Цехи машиностроительной части судостроительного завода
также могут быть объединены в крупные блоки цехов (напри-
мер, чугунолитейный, сталелитейный и цех цветного литья).
®
WV-*™
Рис. 14. Производственные связи сборочио-сварочного цеха в пря-
мом технологическом потоке изготовления корпуса судна (секцион-
ным методом)
1 — корпусообрабатывающий цех со складом стали; 2 — детали корпуса; 3 —
центральный склад комплектации; 4 — детали насыщения секций; 5 — маляр-
но-заготовительный цех; 6 — грунт и краски; 7 — сборочно-сварочный цех со
складом корпусных деталей; 8 — узлы и секции корпуса судна; 9 — судо-
строительный цех '
В количественном отношении производственная связь сбо-
рочно-сварочного цеха с другими цехами и общезаводскими
службами может быть измерена грузооборотом в тоннах за
единицу времени (год, месяц, сутки или смену) либо выражена
в процентах от общей массы годового выпуска продукции
(рис. 14).
Грузовые потоки между основными цехами и службами за-
вода изображают графически. Стрелками на линиях (или поло-
сах) грузопотоков показывают направление движения материа-
лов, деталей и изделий. По толщине этих линий в соответствую-
щем масштабе можно судить о массе грузов. Возможно и
цифровое обозначение количества перемещаемых грузов (для
металлов и полуфабрикатов указывают их черную массу; дви-
жение и выход готовой продукции выражается в чистой массе;
разность между ними составляет массу перемещаемых от-
ходов) .
31
26.330
Корписообраба-
тывающий
цех со складом
стали
72 600
% Сборочно-
t * сварочные .
I
Щ9580\73500
Цех
сборки
блоков
i65i
\o\l05 000
Судострои-
тельный
цех
щтооо
Достроечно -
сдаточный i—
цехсдостро(Щ
чной набереж}^
Цех
конструк-
ций
из
АНГ
2800
Цех
конструк-
ций из
синте-
тически!
матери
алов
\то
Централь-
ный склад
комплекта-
ции
гггг/п
400
10540
г./
6630
Слесарно -
корпусный
цех
Y
А
1100
Цех
гальванических
покрытий
\1380\
\ +
Трубо-
заготови-
тельный
~70Т\ «ех
\40
Капитанская
часть стаке
пажной мастер-
скойг
360
Деревообраба-
тывающий
Ь*\цех с парус-
ной настер)**-
ской
А
Напярно- |—
заготови-
тельный
цех
А
Суда заказчику
(124 000 т)
Рис. 15. Схема грузопотоков между основными цехами судострои-
тельной верфи при годовом выпуске 20 сухогрузных судов чистой
массой по 6200 т (масса отходов не учтена)
На рис. 15 приведена схема производственных связей и гру-
зовых' потоков между основными цехами судостроительной
верфи с годовым выпуском 20 сухогрузных судов чистой массой
по 6200 т.
Таким образом, при проектировании завода в целом, а также
отдельных его цехов необходимо стремиться к прямоточности
^
sf
Г г
/-»»-f—.2-
0
100
г
1
-Ч-
у ti-
ll
~*
2О0п
^ "*
Ч
8
\
Г"^/7
i
1
L
7
1- ¦ -"
1 *
i н s
* II
.*. 1
ш
Рис. 16. Принципиальная схема потока деталей и конструкции кор-
пуса на верфи фирмы «Бурмейстер и Вайн»
/ — промежуточный склад; 2 — цех сборки плоских секций; 3 — промежуточный склад
и участок уборки объемных секций массой до 240 т; 4— козловой кран грузоподъем-
ностью 120 т; 5 — кориусосборочный цех № I; 6 — корпусосборочный цех № 2; 7 —
трансбордер; 8 — участок сборки и сварки объемных секций и блоков массой до
600 т; 9 — строительный док;. 10 — старый корпусный цех; // — козловой край грузо-
подъемностью 300 т; 12 — башенный кран грузоподъемностью 10 т
10 11
Рис. 17. Схема главного и вспомогательного потоков материалов
и деталей па верфи фирмы «Гетаверкеп»
/ — поток листового материала; 2—поток профильного материала; 3— про-
лет обработки профильного материала; 4 — главный магазин; 5 — корпусосбо-
рочный цех; 6 — строительный док № 1; 7 — цех оборудования судов; 8 —
строительный док № 2; 9 — цех оборудования судов;, 10 — цех узловой сбор-
ки; // — промежуточный склад; 12 — корпусообрабатывающий цех
всех производственных связей между цехами и складами, наи-
более удобному взаимному расположению последних и не до-
пускать возвратных перемещений материалов и изделий. Рас-
положение проектируемого цеха по отношению к другим цехам,
сооружениям и складам, равно как и взаимное расположение
отделений и производственных участков в проектируемом цехе,
<? Зака.1 .V? 7Й4
33
должно быть тем ближе, чем больше объем его производствен-
ных связей с каждым из них. Выполнение этих требований при-
ведет к наименьшим транспортным расходам .и потерям вре-
мени на перемещение грузов.
На рис. 16 показана принципиальная схема грузопотока де-
талей и конструкций корпуса судна на верфи фирмы «Бурмей-
стер и Вайн» (Дания). Движение узлов и секций осуществ-
ляется в технологической последовательности постройки судна.
Широко используется специализация участков сборочно-сва-
рочных цехов, осуществляющих сборку узлов и секций по прин-
ципу однородных групп конструкций.
Другим примером совершенствования сборочно-сварочного
производства может служить верфь фирмы «Гетаверкен»
(рис. 17).
§ 5. ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ,
СТАДИИ ПРОЕКТИРОВАНИЯ И ИХ СОДЕРЖАНИЕ
Документом, определяющим порядок разработки, состав,
объем и содержание проектно-сметной документации на строи-
тельство новых, а также расширение и реконструкцию действу-
ющих промышленных предприятий для всех отраслей промыш-
ленности является «Инструкция по разработке проектов и смет
для промышленного строительства».
В соответствии с этой инструкцией министерствами и ведом-
ствами разработаны эталоны технических проектов и нормы
технологического проектирования объектов промышленного
строительства.
Строительству особенно крупных и сложных предприятий
и сооружений (а такими чаще всего являются именно судо-
строительные предприятия) предшествует разработка технико-
экономического обоснования согласно заданию, утвержденному
министерством или соответствующим ведомством.
Технико-экономическое обоснование (ТЭО) является пред-
проектным документом, на основании которого принимается ре-
шение об экономической целесообразности строительства нового
судостроительного сооружения в том или ином районе страны.
В состав ТЭО входят: исходные данные о размере намечае-
мого строительства (класс судостроительного предприятия), его
специализации, методах постройки судов, типе и размерах ос-
новных цехов и сооружений, площади территории верфи; обос-
нование потребности народного хозяйства в продукции проек-
тируемого предприятия (сооружения); указания об источниках
обеспечения производства сырьем, полуфабрикатами, электро-
энергией, топливом и водой, кадрами; расчет капитальных за-
трат и срока их окупаемости; сведения о возможной коопера-
ции; выводы и предложения. Технико-экономическое обоснова-
ние оформляется в виде пояснительной записки с приложением
34
необходимых расчетных, табличных и графических материа-
лов, а затем согласуется и утверждается в установленном по-
рядке.
На основе утвержденного ТЭО министерством или ведом-
ством при непосредственном участии проектной организации,
которой поручается разработка проекта, составляется задание
на проектирование с обоснованием технико-экономической целе-
сообразности строительства нового или реконструкции старого
производства.
В задании указывают: наименование предприятия, здания
или сооружения; основание для проектирования; район, пункт
и площадку строительства; номенклатуру продукции и мощность
производства (тип судна, серийность и годовой выпуск); режим
работы; сменность работы; намечаемую специализацию; произ-
водственное и хозяйственное кооперирование; основные источ-
ники обеспечения предприятия при его эксплуатации и в период
строительства сырьем, водой, газом, электроэнергией, кадрами;
внешние транспортные связи; предполагаемое расширение про-
ектируемого объекта в дальнейшем; намечаемые сроки и поря-
док осуществления строительства (в соответствии с утверж-
денными нормами продолжительности); стадийность проекти-
рования; наименование генеральной проектной организации и
.строительной организации — генерального подрядчика; особые
условия (например, условия присоединения к магистральным и
городским сетям и др.).
Разработанные задания на проектирование подлежат согла-
сованию и утверждению в установленном порядке.
Проектирование промышленного предприятия или цеха, осу-
ществляемое на основании утвержденного задания, выполняется
путем концентрических разработок всех вопросов, связанных
со строительством объекта и проектированием производствен-
ного процесса. Эти концентрические разработки называют ста-
диями проектирования. Согласно указанной выше ин-
струкции проектирование предприятий или цехов можно осуще-
ствлять в две стадии (технический проект и рабочие чертежи)
или одностадийно (техно-рабочий проект, т. е. технический про-
ект, совмещенный с рабочими чертежами). Количество стадий
разработки проекта указывается в задании%на проектирование.
Как правило, проектирование строительства нового объекта ве-
дется в две стадии. В случае возможности использования типо-
¦ вых и разработанных ранее экономичных проектов проектиро-
вание производят одностадийно.
Технический проект промышленного предприятия, цеха или
другого сооружения обеспечивает возможность наиболее эф-
фективно использовать общественный труд, материальные и де-
нежные ресурсы как при строительстве, так п при дальнейшей
эксплуатации объекта, осуществить строительство в намечен-
ные сроки, определить общую сметную стоимость строительства
2*
35
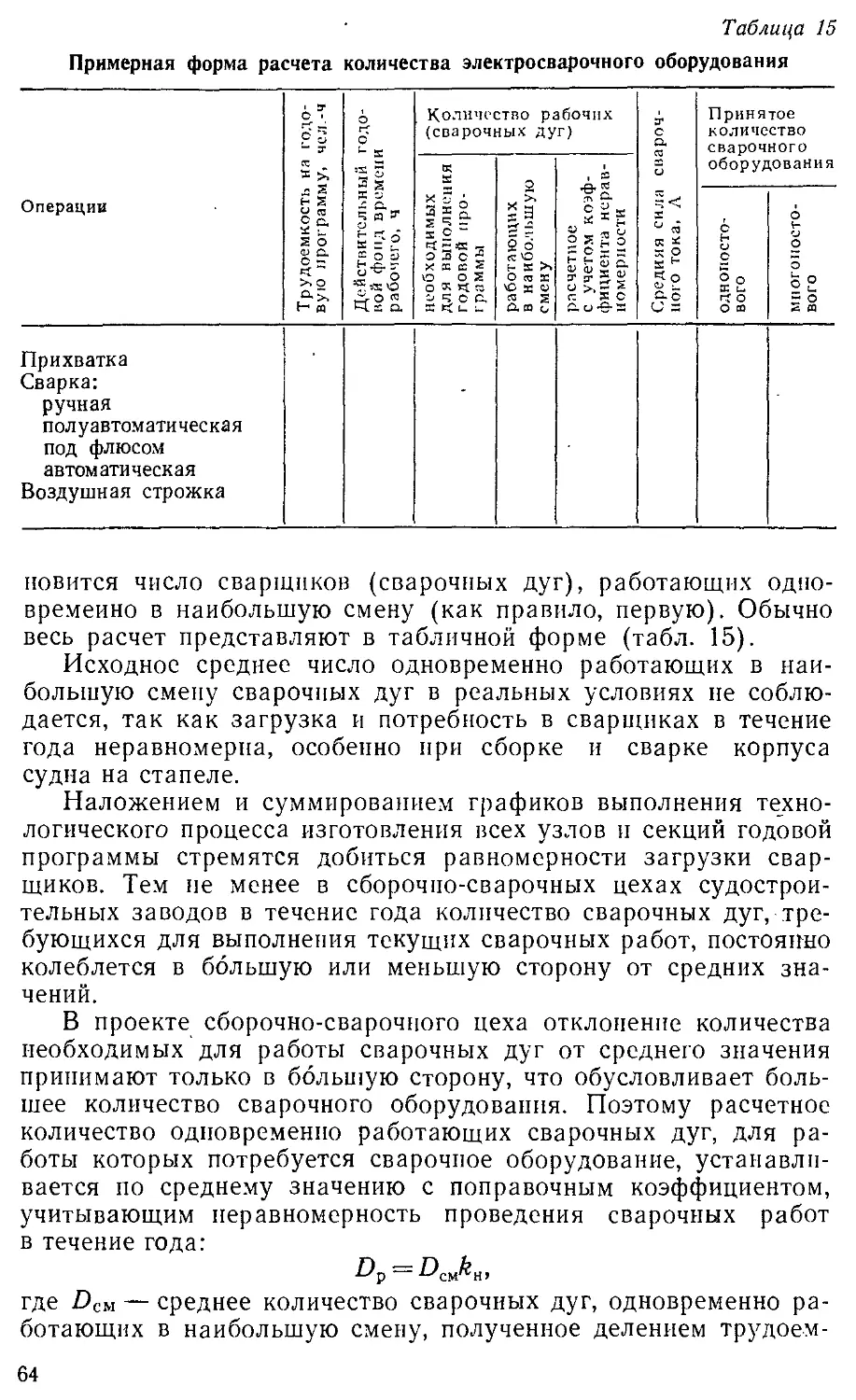
и основные технико-экономические показатели проектируемого
производства.
При разработке технического проекта указывают источники
обеспечения проектируемого производства сырьем, материа-
лами, энергией, водой и другими ресурсами, а также кадрами,
составляют схемы транспортных потоков сырья и готовой про-
дукции, определяют уровень специализации и кооперирования
производства, дают описание технологических процессов, обес-
печивающих высокую производительность труда и внедрение
передовых методов организации производства, указывают пути
применения автоматизированных систем управления, принимают
объемно-планировочные архитектурные и конструктивные реше-
ния по строительству зданий и сооружений, создают условия
для научной организации труда и бытового обслуживания рабо-
тающих, разрабатывают сметы капитального строительства и
определяют технико-экономические показатели производства.
В состав технического проекта следует включать только те
материалы и чертежи, которые необходимы для обоснования
проектных решений и определения сметной стоимости строи-
тельства. Расчетно-пояснительная записка технического про-
екта должна быть составлена кратко н ясно, без излишних под-
робностей и рассмотрения второстепенных вопросов. Графиче-
ские материалы приводятся в минимальном объеме.
Согласованный и утвержденный технический проект и свод-
ный сметно-финансовый расчет являются основанием для фи-
нансирования строительства, заказа оборудования и разра-
ботки рабочих чертежей.
При разработке рабочих чертежей не допускаются отступ-
ления от принятых в утвержденном техническом проекте реше-
ний, если они приводят к ухудшению основных технико-эко-
номических показателей или предусмотренных условий труда
работающих либо к увеличению стоимости строительства, ус-
тановленной при утверждении проекта. В процессе разработки
рабочих чертежей отдельные вопросы могут быть уточнены
и детализированы, но лишь в той степени, которая необходима
для производства строительно-монтажных работ индустриаль-
ными методами.
В комплект рабочих чертежей входят: архитектурно-строи-
тельные чертежи планов этажей, разрезов, фасадов и фунда-
ментов под здание и оборудование, подземного хозяйства; мон-
тажные чертежи оборудования и оснастки со спецификациями
изделий и деталей заводского изготовления; технологические
чертежи планов и разрезов цеха с нанесенным на них техно-
логическим, транспортным, энергетическим и другим оборудо-
ванием; схемы технологических трубопроводов, сетей и уст-
ройств энергоснабжения и электроосвещения, связи и сигнали-
зации, водопровода и канализации, отопления и вентиляции,
кондиционирования воздуха, газоснабжения и др.; чертежи пре-
36
дохранительных приспособлений, площадок, ограждений, уст-
ройств по борьбе с вредными газами, пылью и др.; перечни
применяемых стандартов и нормалей и чертежи типовых кон-
струкций, деталей и узлов. По технологической, энергетической
и санитарно-технической частям проекта должны быть приве-
дены чертежи общих видов нетииовых узлов, конструкций и не-
стандартного оборудования. Па чертежах основных несущих
конструкций зданий и сооружений (фундаментов, колонн, ба-
лок, ферм и др.) показывают расчетные схемы с указанием на-
грузок и усилий, принятых при их проектировании.
Рабочие чертежи по специальным частям проекта должны
быть согласованы с технологами-проектантами. Рабочие чер-
тежи по технологической части проекта следует выпускать
в последнюю- очередь, после того как будут приняты оконча-
тельные решения по всем основным частям проекта.
Техно-рабочий проект разрабатывают для объектов, строи-
тельство которых намечается осуществлять по типовым и пов-
торно применяемым экономичным индивидуальным проектам,
а также для технически несложных объектов. Для сокращения
общего объема проектных материалов и продолжительности
проектирования в техно-рабочем проекте требуется приводить
только те чертежи и данные, которых нет в типовых и приме-
ненных ранее экономичных индивидуальных проектах. В состав
техно-рабочего проекта входят: пояснительная записка с тех-
нико-экономическими показателями, принятыми техническими
решениями и другими данными, полученными на основе при-
вязки типовых проектов к местным условиям; схема генераль-
ного плана предприятия или сооружения; данные об организа-
ции строительства и объемах строительных и монтажных работ;
рабочие чертежи зданий и сооружений; сводный сметно-финан-
совый расчет со сметами, составленными по рабочим чертежам
на отдельные здания, сооружения и работы.
Текстовые и графические разработки техно-рабочего' про-
екта выполняют в соответствии с требованиями, предъявляе-
мыми к техническому проекту и рабочим чертежам. Разрабо-
танный техно-рабочий проект подлежит утверждению в установ-
ленном порядке.
§ 6. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
И ОБЩИЕ ТРЕБОВАНИЯ К ПРОЕКТАМ
Для разработки проектной документации необходимо рас-
полагать комплексом сведений и материалов, которые назы-
вают исходными данными. Их выдает заказчик генеральному
проектировщику. Состав исходных данных зависит от стадий
и объекта проектирования (новое производство или реконструк-
ция существующего). Под реконструкцией понимают расшире-
37
ние существующего сварочного производства и изменение рас-
положения в нем оборудования в связи с увеличением объема
выпускаемой продукции, внедрение нового технологического
процесса взамен устаревшего либо в связи с новой номенкла-
турой выпускаемых изделий. В таких случаях помимо решения
обычных задач проектирования необходимо' определять также
степень рационального максимального использования старых
основных средств реконструируемого сварочного производства
(цеха, отделения, участка).
Основные исходные данные для разработки технологической
части проекта сооружения либо реконструкции сборочно-сва-
рочного цеха судостроительных предприятий представлены
в табл. 8.
Таблица 8
Основные исходные данные для проектирования,
сборочно-сварочного цеха
Исходные данные и документы
Утвержденное задание на проектирование
Титульный список, т. е. наличие объекта в плане
капитального строительства
Утвержденный проект предшествующей стадии
Генеральный план предприятия и транспорт
Расчетная годовая программа
Технологическое обеспечение расчетиойпрограммы
Организация труда и управления
Трудоемкость расчетной годовой программы (с обо-
снованием и распределением по видам работ)
Режим работы и коэффициент сменности
Уровень механизации и автоматизации производ-
ственных процессов
При реконструкции (расширении) данные по дей-
ствующему цеху: количество работающих, состав и
количество используемого оборудования, энерго-
обеспечение, основные строительные решения
Установочные чертежи оборудования, чертежи фун-
даментов
Стадии проектирования
Технический
или техно-
рабочий
проект
+
+
+
+
+ *
t '
+
¦+
+
+
Рабочие
чертежи
+
+
+
Примечание. Знак плюс означает наличие соответствующих данных, знак ми-
}с — отсутствие потребности в этих данных при проектировании.
Финансирование строительства или реконструкции цеха осу-
ществляется только при наличии проекта и утвержденной свод-
ной сметы, определяющей общую стоимость строительства
вместе с изыскательскими и проектными работами.
Главное требование к проектам цехов (или заводов) заклю-
чается в том, чтобы строящийся цех ко времени ввода его
38
в действие был технически передовым, имел высокие показатели
по производительности труда и качеству продукции при мини-
мальных капиталовложениях на его строительство.
Выполнения первой части этого основного требования до-
стигают путем обязательного использования результатов тех-
нических разработок соответствующих научных и проектных
организаций, а также существующих направлений повышения
технического уровня производства, обобщенных и проанализи-
рованных данных о работе передовых цехов как отечественного,
•так и зарубежного судостроения.
Основные требования научной организации труда (НОТ)
при проектировании должны быть разработаны научно-иссле-
довательскими институтами (труда, охраны труда, технической
эстетики), одобрены ученым советом. НИИ труда, Комиссией
ВЦСПС по экономическим вопросам и рекомендованы Гос-
строем СССР для применения.
Научная организация труда имеет, два основных направле-
ния: экономическое (обеспечение повышения эффективности
производства) и социальное (повышение содержательности
труда, создание условий для повышения квалификации работ-
ников).
Внедрение научной организации труда и управления произ-
водством при проектировании основывается на рациональной
механизации и автоматизации производственных процессов,
создании благоприятных санитарно-гигиенических, физиологиче-
ских, эстетических условий труда, целесообразной организации
рабочих мест и их обслуживания, обеспечивающих непрерыв-
ность протекания производственных процессов, упрощении
структуры аппарата .управления, его укрупнении, централиза-
ции, механизации управленческого труда и др.
Решения по НОТ необходимо принимать в комплексе с ме-
рами по организации производства и управления. Разработку
материально-технической основы проектируемого производства
следует осуществлять с учетом требований эргономики и ком-
плекса организационных мер.
Достигнуть всемерного снижения стоимости строительства
можно за счет использования утвержденных типовых проектов,
применения унифицированных типовых строительных секций
и пролетов промышленных зданий, унифицированных изделий
и типовых решений конструктивного и технологического плана.
Подобные требования по максимальному использованию типо-
вых рациональных решений предъявляются также ко всем
разработкам технических вопросов, выполняемым в различных
частях проекта цеха (в технологической, архитектурно-строи-
тельной, санитарно-технической и др.). Снижение стоимости
строительства цеха производится и за счет снижения стоимости
проектных работ, т. е. уменьшения их объема и продолжитель-
ности.
39
Проекты сборочно-сварочных цехов во всех своих частях
должны удовлетворять требованиям специальных правитель-
ственных постановлений, соответствующих инструкций и норм
проектирования. Проектная организация несет ответственность
за качество проектирования, правильное определение сметной
стоимости, техническую и экономическую целесообразность про-
екта в целом и увязку его отдельных частей, а также за раз-
работку проекта и сметы в установленные сроки.
§ 7. СОСТАВ
ПРОЕКТА ЦЕХА
При проектировании любого промышленного сооружения
(в том числе и сборочно-сварочного цеха) руководствуются
основными техническими направлениями в технологии и требо-
ваниями научной организации труда с учетом ближайших пер-
спектив развития науки и техники в нашей стране и за рубе-
жом. Проектирование связано с решением различных техниче-
ских и экономических задач: разработкой технологического про-
цесса изготовления изделий, выпускаемых цехами, размещением
всех средств производства и видов энергии, при помощи кото-
рых осуществляется принимаемый технологический процесс; оп-
ределением капитальных затрат на строительство цеха и тех-
нико-экономических показателей проекта.
В связи с этим проект цеха состоит из следующих специ-
альных частей, подлежащих разработке в определенной после-
довательности: технологической (иногда ее называют техноло-
гической и транспортной); архитектурно-строительной; сани-
тарно-технической; энергетической; экономической. »
Технологическая часть проекта является основной. В про-
цессе ее разработки определяют исходные данные для проек-
тирования всех остальных (специальных) частей. Технологи-
ческая часть содержит расчеты и обоснование выбора всех
видов оборудования цеха и транспортных средств, поточных ме-
ханизированных линий, состава работающих, потребности
во всех видах энергии, площадей цеха, планов размещения
в цехе всех элементов производства и др. В этой части прово-
дится первый технико-экономический анализ работы проекти-
руемого цеха путем определения технико-экономических показа-
телей технологической части проекта. Проектирование техноло-
гической части подробно рассмотрено в последующих главах
настоящего учебного пособия.
Архитектурно-строительная часть проекта, выполняемая по
техническому заданию технологов-проектировщиков, посвящена
строительному и архитектурному оформлению производствен-
ного здания цеха, а также проектированию административно-
хозяйственных и бытовых помещений.
40
Санитарно-техническая часть содержит расчеты и схемы се-
тей по отоплению и вентиляции цеха, водопроводу и канали-
зации.
В энергетическую часть проекта входят расчеты и схемы по
снабжению цеха паром, горячей водой, сжатым воздухом, кис-
лородом, горючими и защитными газами, электрической сило-
вой и осветительной энергией, проектирование систем связи
и сигнализации.
Экономическая часть проекта содержит все необходимые
расчеты по определению сметной стоимости строительства цеха,
годовых цеховых эксплуатационных расходов и проектной цехо-
вой себестоимости продукции. На этой же стадии создается план
мероприятий по организации строительства цеха, включающий
подготовку площадки, определение места размещения цеха на
генеральном плане завода, обеспечение строительства транспор-
том и строительными материалами. Заключительным этапом
проектирования экономической части является - составление
сводных данных по цеху и технико-экономических показателей
его работы на основе результатов расчетов по всем частям
проекта.
Каждая часть проекта состоит из:
пояснительной записки, содержащей сжатое изложение тео-
ретических и методических основ проектирования, методики
качественного выбора и количественного расчета состава эле-
ментов проектируемого производства с приведением -всех обос-
нований и сводных результатов производственно-технологиче-
ских расчетов;
приложений к пояснительной записке, включающих расчеты,
таблицы, ведомости, спецификации, сметы и др.;
чертежей (либо макетов) и схем, поясняющих конструктив-
ное и техническое оформление производственно-технологических
решений, элементов производства и их совместную компоновку
либо детальное расположение в цехе.
Проектирование промышленных объектов и сооружений ве-
дется проектной организацией, выполняющей технологическую
часть проекта и являющейся, как правило, генеральным проек-
тировщиком. При необходимости могут быть привлечены спе-
циализированные проектные и изыскательские организации для
выполнения на договорных началах отдельных частей проек-
тов или изыскательских работ.
Технологическая часть проекта, как основополагающая,
разрабатывается первой и по окончании ее проектирования
оформляются технические задания на разработку всех осталь-
ных частей проекта. Специализированные отделы получают тех-
нические задания одновременно, и проектирование соответству-
ющих частей проекта цеха ведется параллельно с обязательным
взаимным согласованием и возможной корректировкой техноло-
гической части. Состав проекта цеха не зависит от количества
41
стадий проектирования (две или одна), изменяется лишь глу-
бина разработки и обоснование каждой части проекта.
Таким образом, в общем составе проекта сборочно-свароч-
ного цеха ведущее место принадлежит технологической части,
поэтому последующее изложение ограничено описанием методик
расчета и разработки только технологической части проекта
сборочно-сварочного цеха.
В приложении 2 приведено примерное содержание поясни-
тельной записки к технологической части технического проекта
сборочно-сварочного цеха судостроительного предприятия для
случая расположения цеха в отдельном здании; если же сбо-
рочно-сварочный цех входит в состав блока корпусных цехов,
то пояснительную записку по цеху дополняют запиской по
БКЦ.
ГЛАВА II
ТЕХНОЛОГИЧЕСКОЕТ1РОЕКТИРОВАНИЕ
СБОРОЧНО-СВАРОЧНОГО ЦЕХА
§ 8. ПРОИЗВОДСТВЕННАЯ ПРОГРАММА
СБОРОЧНО-СВАРОЧНОГО ЦЕХА
При проектировании сварочного производства основным и
главным исходным материалом служит заданная программа
производства сварных конструкций, включенная в утвержден-
ное задание.
Производственная программа — это перечень изделий, под-
лежащих изготовлению в цехе за установленный период
(обычно — год), с подразделением их на конструктивно одно-
родные группы и с указанием выпуска в количественном и
в ценностном выражении.
Тип проектируемого сварочного производства обусловлен
производственной программой, которая влияет на степень дета-
лизации и точность проектных разработок. Последняя зависит
от полноты исходных проектных и технологических матери-
алов выпускаемых изделий (чертежи, спецификации, техниче-
ские условия и пр.). Чем полнее и точнее представлены ис-
ходные данные для проектирования и чем стабильнее производ-
ственная программа проектируемого цеха, тем более глубоко
и точно может быть выполнена разработка проектных мате-,
риалов и тем более полные данные будут получены в резуль-
тате проектирования. Степень точности расчетов и глубина про-
работки'проектных материалов зависят от типа проектируемого
производства: чем ближе оно к крупносерийному (и массо-
вому), тем более высокие требования предъявляются к глубине
12
и точности проработки проектных материалов; чем ближе про-
изводство к единичному, тем меньше точность в расчетах.
Различают следующие виды производственной
программы выпуска сварных изделий.
Условная программа может быть применена при проекти-
ровании сварочных цехов (отделений, участков) единичного
производства, когда точные характеристики подлежащих изго-
товлению изделий и исходные данные для них отсутствуют,
а номенклатура изделий названа условно.
Условная программа задается на общий годовой выпуск
продукции без подразделения его на виды и типоразмеры кон-
струкций. (Например, годовой выпуск металлоконструкций
10 тыс. т; годовой выпуск средних и мелких судов общим водо-
измещением 100 тыс. т.)
Условная программа приводит к необходимости установле-
ния условного количества заданных изделий, соответствующих
наиболее часто применяемым их типоразмерам. Поэтому разра-
ботка проектных материалов для цеха по условной программе
в значительной мере носит эскизный характер и сопровождается
сокращенной документацией в приложениях к пояснительной
записке и в чертежах.
Приведенная программа применяется при проектировании
цехов (отделений, участков) серийного производства, когда
номенклатура заданных изделий обширна и разнообразна по
типоразмерам. В этом случае для уменьшения объема и стои-
мости проектных работ и сокращения сроков проектирования
номенклатуру заданных изделий приводят к сокращенной но-
менклатуре «изделий-представителей» программы. Такой яв-
ляется, например, годовая программа судостроительных пред-
приятий различных классов, приведенная к выпуску судов-пред-
ставителей (см. табл. 6).
Приведенная программа получается в результате подразде-
ления номенклатурьГвыпускаемых изделий на конструктивно-
однородные группы и'выделения из них изделий-представите-
лей. Затем с помощью коэффициентов приведения по массе
и по трудоемкости, учитывающих соответственно заданную
массу и трудоемкость работ для годового выпуска изделий, вы-
ражают годовую программу проектируемого производства в при-
веденных объемах. Полученные данные используют для опреде-
ления элементов проектируемого производства.
Точная программа применяется при проектировании цехов
(отделений, участков) крупносерийного (и массового) произ-
водства. Она характерна точно установленной и стабильной
номенклатурой подлежащих выпуску изделий, а также обеспе-
ченностью каждого изделия всеми необходимыми данными для
проектирования. Разработка проектов по точной программе вы-
полняется детально и сопровождается полной документацией
в приложениях к пояснительной записке и в чертежах.
43
При разработке проектов для судостроительной промышлен-
ности в утвержденном задании на проектирование точно ука-
зывается годовая программа проектируемого судостроительного
завода, которая выражена необходимым количеством судов од-
ного или нескольких типов, подлежащих выпуску в течение
года. Сборочио-сварочный цех проектируемого завода должен,
следовательно, обеспечить узлами и. секциями корпусов судов
всю годовую программу завода.
Таблица 9
Форма сводной ведомости учета выпускаемых цехом узлов
и секций корпуса судиа
Наименование секций
•к
V
о
о .
3*
° я
2&
«S
СО «
Ж с vo
,
5
Э
зй
Is
^u
S3
я а*
Ж
Масса секций
(узлов), т
корпус-
ных кон-
струк-
ций
с насы-
щением
Днищевые секции
Итого
Бортовые секции
Итого
Секции оконечностей
Итого
Всего
Узлы
Мачты и стрелы
Дымовая труба
Фундаменты и подкрепления
Итого
Всего в расчете на
одно судно
44
Согласно разработанному проектирующей организацией эта-
лону пояснительная записка к технологической части проекта
начинается с описания назначения проектируемого цеха и рас-
четов годового выпуска продукции.
Годовая программа проектируемого сварочного судострои-
тельного производства, как правило, устанавливается в соответ-
ствии с распределением весовой нагрузки судов по основным
видам работ при постройке1 (в тоннах) и по заданному годо-'
вому выпуску судов (в единицах). Годовой выпуск сборочно-
сварочного цеха может быть рассчитан также по номенклатуре
выпускаемых узлов и секций (в единицах). Для этого исполь-
зуют данные разработанного ранее производственного процесса
изготовления узлов и секций на одно судно.
Годовой выпуск сборочно-сварочного цеха в тоннах полу-
чают умножением массы узлов и секций корпуса одного судна
на число судов этого типа, подлежащих постройке и выпуску
судостроительным заводом в течение года, причем в выпуск
цеха не должна включаться масса узлов и секций, входящих
в состав корпусных конструкций при дальнейшем их изготов-
лении в этом же цехе.
Кроме выпуска (в тоннах) в технологической части проекта
цеха дается подробный перечень изделий по форме, приведен-
ной в табл. 9 и приложении 3 (п. II), с пересчетом на заданную
годовую программу. Для полной характеристики изготовляемой
продукции указываются максимальные размеры листовых и
профильных деталей корпуса, поступающих в цех, средняя тол-
щина обрабатываемого металла и другие данные.
§ 9. РЕЖИМ РАБОТЫ ЦЕХА И ФОНДЫ ВРЕМЕНИ
Режимом работы завода или цеха называют совокупность
следующих данных: количества рабочих смен в сутки, продол-
жительности рабочей недели в часах, числа рабочих дней
в году.
Заданием на проектирование устанавливается режим ра-
боты проектируемого производства; для судостроительных вер-
фей и цехов обычно принимают двухсменный рабочий день
(односменный режим работы возможен только при высокопро-
изводительном оборудовании, обеспечивающем своей односмен-
ной работой две смены работы отделения или участка)-. Ана-
1 При выполнении предварительных проектных разработок (а иногда и
технических проектов) объемы постройки судов (в тоннах) но основным'ви-
дам работ принимают согласно процентному соотношению этих объемов,
определенных ранее по аналогичным судам. Например, для приведенных
в табл. 6 судов-представителей объем работ (в тоннах) по изготовлению узлов
и секций корпуса (в процентах от общей массы судна) составляет соот-
ветственно 67,0; 61,0; 43,0; 44,0; 35.5.
45
логично этому трехсменная работа в сборочно-сварочных цехах
допускается только в случае использования уникального и доро-
гостоящего оборудования, когда экономически нецелесообразно
устанавливать дополнительные единицы такого оборудования
для выполнения заданной программы при двухсменной работе.
В основу режимов работы предприятий и определения фон-
дов времени работы оборудования и рабочих положены Поста-
новления ЦК КПСС, Совета Министров СССР и ВЦСПС,
а также Указы Президиума Верховного Совета СССР: о пере-
воде рабочих и служащих предприятий, учреждений и органи-
заций на пятидневную рабочую неделю (с двумя выходными
днями) с сохранением общей продолжительности рабочего вре-
мени за неделю; о сокращении продолжительности рабочего дня
для рабочих и служащих в предпраздничные и праздничные
дни; об увеличении продолжительности отпусков по беремен-
ности и родам; об установлении шестичасового рабочего дня
для подростков в возрасте от 16 до 18 лет; графики работы
предприятий, рекомендованные в разъяснениях Государствен-
ного комитета Совета Министров СССР по вопросам труда
и заработной платы от 8 апреля 1967 г.
В соответствии с этими документами для сборочно-свароч-
ных цехов судостроительных предприятий предусмотрена пре-
рывная рабочая неделя, состоящая из пяти рабочих и двух вы-
ходных дней (41 ч в неделю для нормальных условий работы
и 36 ч для вредных). Общее количество нерабочих дней в году —
104 выходных дня и 8 праздничных (1 января, 8 марта, 1, 2
и 9 мая; 7 и 8 ноября и 5 декабря).
Общее количество рабочих дней в году для сварочного про-
изводства
_____ 365—(104 + 8) =253 дня.
Фонды времени рабочих, оборудования и рабочих мест мо-
гут быть номинальные и действительные.
Номинальным годовым фондом времени рабочих, оборудова-
ния и рабочих мест называют количество часов в году, в тече-
ние которых каждый из этих элементов производства нахо-
дится в цехе~и может выполнять работу.
Расчет номинального годового фонда времени производст-
венных рабочих (в часах) производится по формуле
Ф„.р = ~'и«5Ии,
о
где 253 — число рабочих дней в году; 5 — количество рабочих
дней в неделю; tn — продолжительность рабочей недели (41 ч).
Номинальный годовой фонд времени оборудования и рабо-
чих мест (в часах) определяется по формуле
Ф — Ф = Ф п
^н- о—^н. р. м тн. р"см>
46
где Фн.р.м — номинальный годовой фонд времени рабочего места,
ч; «см — количество рабочих смен в сутки.
Действительным годовым фондом времени рабочих, оборудо-
вания и рабочих мест называют количество часов в году, в те-
чение которых каждый из этих элементов производства выпол-
няет заданную работу. Действительные годовые фонды времени
получают из соответствующих им номинальных фондов времени
путем вычитания неизбежных потерь рабочего времени. Потери
рабочего времени производственных рабочих цеха склады-
ваются из времени: профессиональных отпусков; дополнитель-
ных отпусков на учебу; отпусков по беременности и родам, на.
кормление грудных детей; на сокращение рабочего дня под-
росткам в возрасте от 16 до 18 лет; на выполнение государ-
ственных, обязанностей. Потери рабочего времени связаны
также с невыходами на работу по болезни и другим уважитель-
ным причинам.
Потери рабочего времени производственных рабочих в сред-
нем составляют около 10—12% от номинального годового
фонда времени и рассчитываются на основе Постановления
ЦК КПСС и Совета Министров СССР № 970 «О мерах по
обеспечению дальнейшего роста производительности труда
в промышленности и строительстве».
Потери рабочего времени различных видов оборудования
и некоторых рабочих мест складываются из простоев на пла-
ново-предупредительный ремонт.
Возможны и другие виды потерь времени у производствен-
ных рабочих: на периодический отдых в рабочее время; на ос-
мотр, наладку и кратковременный ремонт оборудования и т. д.
Однако на судостроительных предприятиях в связи с внедре-
нием в сборочно-сварочных цехах комплексной механизации
технологических процессов потерь рабочего времени на периоди-
ческий отдых в рабочее время, как правило, нет. Кроме того,
осмотр, наладка и текущий ремонт оборудования, на котором
работает рабочий, производятся в третью смену.
В проектных организациях действительные (расчетные) го-
довые фонды рабочего времени производственных рабочих,
оборудования и рабочих мест обычно не рассчитывают, а ис-
пользуют для их определения справочные таблицы, в которых
указаны все необходимые фонды времени с учетом практиче-
ских и документальных данных о режимах работы судострои-
тельных предприятий. Действительные годовые фонды времени
производственных рабочих сборочно-сварочного цеха приве-
дены в табл. 10; действительные годовые фонды времени не-
которых видов оборудования и рабочих мест — в табл. 11
(в таблицах даны средние значения потерь рабочего времени).
Для полной характеристики режима работы на промышлен-
ном предприятии и в самостоятельном цехе большое значение
имеет так называемый коэффициент сменности — коэффициент,
47
Таблица 10
Действительный (расчетный) годовой фонд времени рабочих
Продолжитель-
ность
рабочей
недели,
ч
41
41
41
36
основно-
го отпу-
ска,
дни
15
18
24
24
а*
X о у
ЯД *
X о я
а §?
so*
м О tt
Ж и со
2070
2070
2070
1830
Потери номи-
нального фонда
времени, %
10
11
12
12
*
а
г о =
<и ;? о.
1860
1840
1820
1610
Действительный годовой фонд
времени (ч) для Крайнего
Севера и местностей, прирав-
ненных к районам Крайнего
Севера, при дополнительных
отпусках, дни
12
1740
1760
1740
1530
18
1740
1720
1700
1490
24
1700
1680
1660
1450
30
1660
1640
1620
1410
Таблица 11
Действительный (расчетный) годовой фонд времени работы
основного оборудования при 41-часовой рабочей неделе и
восьми праздничных днях
Оборудование
Номиналь-
ный годовой
фонд вре-
мени, ч
4140
6210
4140
6210
8570
4140
6210
4140
6210
4140
6210
4140
6210
Потери но-
минального
фонда вре-
мени, %
5
7
3
4
15
3
4
8
10
3
4
Действи-
тельный го-
довой фонд
времени, ч
3935
5775
4015
5960
7285
4015
5960
3810
5590
4015
5960
4140
6210
Электросварочное и газорезательное
Металлорежущее и заготовительное
Прессы гидравлические усилием свыше
3200 тс
Неавтоматизированное
Автоматизированное
Цехов защитных покрытий
Рабочих мест
Примечание. В числителе приведены данные при двухсменной работе, в зна-
менателе — при трехсменной работе.
отражающий характер распределения рабочих цеха или завода
по сменам.
Коэффициентом сменности kCM называется отношение общего
количества рабочих цеха к числу рабочих, работающих в наи-
большую смену. Чем выше коэффициент сменности, тем равно-
мернее распределены рабочие по производственным сменам,
тем эффективнее используются основые средства производ-
ства.
Устанавливая коэффициент сменности производственного
подразделения, учитывают наличие среди рабочих цеха уча-
щихся средних и высших учебных заведений, учеников по про-
фессиям, женщин с малолетними детьми и других категорий
трудящихся с льготными условиями труда. При расчете коэф-
фициента сменности судостроительного предприятия должна
приниматься во внимание специфика работ при постройке су-
дов: большие габариты и масса корпусных конструкций, объ-
емы пневматических работ, работ на открытом воздухе и
воде и др.
Коэффициент сменности для проектируемого сборочно-сва-
рочного цеха рекомендуется от 1,6 до 1,7. Это значение kCM от-
ражает высокую степень организации работ в цехе.
§ 10. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ
СВАРНЫХ ИЗДЕЛИЙ
Прежде чем приступить непосредственно к проектированию
цеха, разрабатывают производственный процесс постройки су-
дов, входящих в программу годового выпуска предприятия, и
оформляют его в виде специального проектного документа. Этот
документ «Принципиальный технологический процесс постройки
судов программы завода» состоит из объяснительной записки
и дополняющих ее схем, чертежей и таблиц. В содержание объ-
яснительной записки входят:
изучение и подробная характеристика строящихся судов со
ссылкой на использованные документы по проектам судов (тех-
нический или эскизный проекты, предэскизная проработка,
суда-прототипы и т. д.), серийность их постройки и годовые вы-
пуски заводом;
экономически обоснованный выбор технологического метода
постройки судов, разделение корпуса судна на секции и блоки
(при блочном методе постройки);- определение объема насыще-
ния секций и блоков корпуса судна;
определение состава цехов, участвующих в постройке судна,
и степени их участия; номенклатура изделий, изготовляемых
каждьтм цехом на суда программы завода, в соответствии со
статьями весовой нагрузки судов и выпуск продукции этими же
цехами;
49
разработка основных организационно-технологических поло-
жений при осуществлении производственного процесса по-
стройки судна, отражающих -внедрение передовых методов
организации и технологии производства, применение новейших
типов оборудования и комплексной механизации и автоматиза-
ции операций процесса;
разработка технологических процессов изготовления типовых
представителей продукции цехов с определением объема работ
каждого цеха, выраженного трудоемкостью в человеко-часах.
Трудоемкость (нормирование) основных видов работ цеха
должна определяться с учетом принятых организационных и
технологических положений;
составление технологических графиков изготовления продук-
ции цехов, определение продолжительности ее изготовления и
сроков постройки судов. Составление стапельного расписания по
выпуску судов программы завода;
технико-экономический анализ принятого технологического
и производственного процесса постройки судов.
На основании «Принципиального технологического про-
цесса постройки судов программы завода» проектант-технолог
разрабатывает технологию и организацию сварочного производ-
ства при изготовлении узлов и секций корпуса судна. Выпол-
нение данного этапа проектирования начинается с составления
полного и подробного перечня узлов и секций корпуса судна
(или судов), подлежащего постройке на проектируемом заводе.
Сводная ведомость (перечень) узлов и секций корпуса может
быть составлена либо по конструктивному признаку, либо по
принадлежности к строительным районам, исходя из удобства
проектирования в каждом конкретном случае. Форма сводной
ведомости учета выпускаемых цехом узлов и секций, группирую-
щей изделия по конструктивному признаку, приведена в табл. 9.
В ведомость включаются лишь те узлы, которые не входят со-
ставной частью в секции, а являются самостоятельной продук-
цией цеха. Указанная в ведомости масса секций и узлов после
суммирования должна соответствовать выпуску сборочно-сва-
рочного цеха.
Качество проектирования любого цеха и экономическая эф-
фективность проекта цеха зависят, естественно, от правильно
разработанного технологического процесса изготовления изде-
лий цеха и достаточно точно установленных объема и трудоем-
кости входящих в него операций. Однако разрабатывать тех-
нологический процесс изготовления каждого узла и секции со-
гласно сводной ведомости (и помимо нее — технологические
процессы изготовления узлов, входящих в секции) при проек-
тировании сборочно-сварочного цеха не представляется возмож-
ным. Поэтому для удобства проектирования и сокращения его
сроков узлы и секции корпуса судна объединяют в технологиче-
ские группы.
50
В технологическую группу входят узлы или секции корпуса,
имеющие общий технологический процесс изготовления и, как
правило, близкие по конструктивному признаку.
Примерная классификация узлов и секций траулера.по тех-
нологическим группам приведена в приложении 2. Траулер
имеет следующие размерения: длину — 71,0 м, ширину— 13,1 м,
высоту борта — 8,2 м, осадку — 4,8 м, наибольшую толщину ли-
стов — 12 мм, среднюю — 8 мм.
После составления такой классификации от каждой техно-
логической группы узлов и секций выделяется типовой предста-
витель, производственный процесс изготовления которого наи-
более полно отражает технологию и организацию сборочно-сва-
рочных работ по данной технологической группе.
Первая часть детальной разработки производственного про-
цесса изготовления типового представителя технологической
группы, называемая планированием технологического процесса,
представляет технологическое проектирование производствен-
ного процесса и включает составление последовательного пе-
речня операций, определение по каждой операции режима ее
выполнения, необходимых типов оборудования, оснастки и ква-
лификации рабочих.
Вторая, заключительная, часть разработки производствен-
ного процесса, называемая нормированием технологического
процесса, содержит необходимые расчеты по определению тру-
доемкости и продолжительности каждой операции, а также
объемов затрачиваемых материалов и производственной
энергии.
Планирование технологического процесса оформляется
маршрутно-технологическими картами на сборку и сварку
узлов или секций. В маршрутно-технологической карте уста-
новлен последовательный перечень операций по изготовлению
узла или секции (типового представителя), закрепляемых за
определенными типами оборудования или рабочими местами.
Примерные маршрутно-технологические карты сборки и
сварки узлов и секций приведены в приложении 2.
Формы маршрутно-технологических карт не стандартизо-
ваны, поэтому в каждой отрасли промышленности применяют
свои формы, общее содержание которых зависит от степени
детализации технологического процесса.
Технологический процесс должен отражать передовые
методы осуществления всех операций, учитывать возможное на-
правление будущего развития этих методов, применение меха-
низированного и автоматизированного оборудования, быстро-
налаживаемой оснастки, комплексно-механизированных поточ-
ных линий сборки и сварки узлов и секций и др.
Основное требование к разработке технологии сборочных
операций заключается в выборе наиболее рациональной их по-
следовательности с использованием необходимых приспособле-
51
ний и оснастки. При этом должны быть достигнуты: а) точность
сборки, соответствующая требованиям, указанным в чертежах;
б) возможная наименьшая продолжительность сборки секций и
узлов; в) максимальное облегчение условий труда и г) безопас-
ность работ.
Современное состояние развития науки о сварке и сварочной
техники позволяет определять расчетным путем оптимальные
режимы сварки, свойства и прочность сварных соединений, зна-
чение сварочных напряжений и деформаций, а также техноло-
гические способы по предупреждению пли уменьшению послед-
них 15 сварных конструкциях. Высокая степень использования
расчетных методов при проектировании научно обоснованной
технологии и механизации изготовления сварных корпусных
конструкций обеспечивает получение основных показателей ка-
чества сварных изделий, работоспособности, точности и техно-
логичности с одновременным снижением трудоемкости и себе-
стоимости.
§ 11. ОПРЕДЕЛЕНИЕ ОБЪЕМА
СБОРОЧНО-СВАРОЧНЫХ РАБОТ.
ТРУДОЕМКОСТЬ И ДЛИТЕЛЬНОСТЬ
ПРОИЗВОДСТВЕННЫХ ОПЕРАЦИЙ
Объем работ проектируемого сборочно-сварочного цеха мо-
жет быть количественно выражен как массой предварительно
собираемых и свариваемых корпусных конструкций в тоннах
(см. § 8), так и затратами труда на их изготовление, т. е. тру-
доемкостью сборочно-сварочных работ, выраженной в человеко-
часах, нормо-часах, место-часах.
Определение трудоемкости операций технологического про-
цесса и на ее основе длительности производственного цикла из-
готовления сварной конструкции является заключительным
этапом проектирования производственного процесса в цехе и мо-
жет осуществляться методом технического нормирования. (Ос-
новы технического нормирования излагаются в курсе «Органи-
зация и планирование производс?ва» и частично в курсе «Тех-
нология судостроения».)
Метод определения трудоемкости изготовления сварных из-
делий по маршрутно-технологическнм картам состоит в поопе-
рационном нормировании и является достаточно точным, по
вызывает значительные затраты времени и средств. Поэтому
проектирующие организации предпочитают так называемое
укрупненное нормирование. Трудоемкость по укрупненным нор-
мативам, с достаточной для дальнейших расчетов точностью,
определяют на основе большого опыта проектирования техно-
логических процессов изготовления узлов и секций аналогич-
ных судов-прототипов, а также с учетом материалов обследова-
ния сборочно-сварочных цехов передовых предприятий.
52
При укрупненном нормировании используют полученные ра-
нее на судах-прототипах показатели удельной трудоемкости н-
процентного распределения трудоемкости изготовления техноло-
гических групп узлов и секций по операциям технологического
процесса; вводят поправочные коэффициенты, учитывающие
сложность корпусных конструкций, серийность выпуска судов
и степень внедрения комплексной механизации и автоматиза-
ции производственных процессов.
Таким образом, при укрупненном нормировании проектиров-
щик сразу определяет трудоемкость изготовления технологиче-
ских групп с пооперационным распределением ее и данные рас-
чета заносит непосредственно в маршрутно-технологпческие
карты (пример их оформления приведен в приложении 3).
В практике проектирования трудоемкость определяют по-
укрупненным показателям в маршрутно-технологических картах
изготовления типовых представителей данной технологической
группы узлов или секций.
Суммированием трудоемкости всех последовательных рабо-
чих операций проектируемого технологического процесса опре-
деляют суммарную трудоемкость работ но изготовлению одного
типового представителя от каждой группы узлов и секций.
Далее рассчитывают удельную трудоемкость изготовления
одной тонны сварной типовой конструкции п распределение ито-
говой трудоемкости по операциям технологического процесса.
Формы для определения трудоемкости изготовления типовых
представителей технологических групп узлов и секций корпуса
приведены в табл. 12 и 13. Для примера указаны два типовых
узла и две типовые секции.
Трудоемкость изготовления всей технологической группы
узлов или секций находят умножением удельной трудоемкости
изготовления одной тонны типовой конструкции па массу всей
технологической группы, а трудоемкость каждой операции—¦
по процентному распределению итоговой трудоемкости изготов-
ления типового представителя. Умножая суммарную трудоем-
кость изготовления всех технологических групп узлов и секций
корпуса на количество судов годовой программы завода, полу-
чают общую трудоемкость сборочно-сварочпых работ проекти-
руемого цеха на годовую программу.
Полученные значения трудоемкости можно сопоставить с луч-
шими показателями, уже достигнутыми в отрасли при изготов-
лении аналогичных изделий, либо с аналогичными проектными
и технологическими разработками.
При разработке проекта сборочно-сварочного цеха (отделе-
ния или участка) трудоемкость изготовления изделий можно
определять также по удельным показателям, принятым в соот-
ветствии с нормативными данными или по аналогичным, ранее
выполненным проектам (например, по удельной трудоемкости
на одну тонну выпускаемых изделий, чел.ч-/т). Полученное зна-
53
Таблица 12
Форма для определения трудоемкости изготовления типовых представителей технологических групп узлов
Наименование типового
узла
Балки Т-образные
Полотнища
ь
та
о
га
%
Трудоемкость, чел.-ч/% *
X
о
2
О
а
X
X
X
н
и
X
та
т
X
X
н
CJ
3
Pi
та
а
а
е
°*
к о
у: х
К
та
с;
о
с
а:
gs
3 о.
3* Я
та =э
СО У
I
1
Я
X
ш
о
X
га
к
электровоздуш-
ной строжки
1
1"
8
5s
э »
Суммарная
трудоем-
кость, чел.-ч
Удельная
трудоем-
кость,
чел,-ч/т
* В числителе указывают абсолютное значение трудоемкости операции в человеко-часах; в?знаменятеле—распределение трудоемкости
по операциям в процентах от сумуарнои трудоемкости.
Таблица 13
Форма для определения трудоемкости изготовления типовых представителей технологических групп секций
«а
Ш
о
с
X
0)
аа
та
<а
о
« 5
«i
Днищевая
Бортовая
ь
I
Трудоемкость, чел.-ч-'$5 *
о
X
*
>>
о.
го
X ?
? Я
?|
у о
!
if
3
X
h-
<D
Г)
го
о-,
1й
ь
Й
та
си
та ч
О. Щ
О та
ХС Q.
2 с
к -
S °
(И 1_
о о
« 5 „
е- та я
У гг; S
>^ с- к
са
га к
Ч -с
- X
« 2
а?
о ?
\о та
я Р.
X с
*§
а:
О. О
та -
« с?
та
?°
S3 о
о к
X н
та о
ь 5f
О О.
<LJ
<У
о.
а:
й я
^ га
5я
о. о
та и
и о
tJ X'
та
о.
о
\о
ж «с
- о
1°
О. о
вз >>
р>
га
с;
ее
х*
?*
о §•
к Э
та J
н о
о га
>ч X
.<У
ч
н к
sS
а; а
а.3
та w
и X
я
3
5
с;
и
я
X
m
о
ь
X
ГО
X
\
X
та
а
к5
к а
:й та
та ^С
а о
i
К
Й
та
о,
с
X
о
к .
S.
S.
X
?¦«
О в
s о.
г1
та
г!
О
ES
те
к
ES
ТО
Н
3
<J
%
о
о
^с
>.
о,
ь й-
я '¦
са ^
X 3)
Q.3,
та .
is
* В числителе указывают абсолютное значение трудоемкости операция в человеко-часах, в знаменателе—"распределение трудоемкости
по операциям r процентах от суммарной трудоемкости
чение годовой трудоемкости работ распределяют по участкам
цеха, поточным линиям и отдельным операциям с помощью
удельных показателей ранее выполненных проектов.
Объем сварочных работ может быть определен и другими
методами. М. Р. Шраерман предложил метод укрупненного рас-
чета объемов применения сварки и трудоемкости сварочных
работ при постройке металлических корпусов судов на основе
длины и площади продольного сечения сварных швов. Однако
этот метод не может быть распространен на суда с массой ме-
таллического корпуса менее 300 т, имеющих малую толщину
листов и, следовательно, небольшую шпацию поперечного
набора.
В трудоемкость изготовления технологической группы секций
должна входить трудоемкость сборочно-сварочных работ по
установке в секции деталей и узлов насыщения.
Технологический процесс установки насыщения включает
следующие операции: разметку мест установки насыщения,
сборку (установку) деталей и узлов насыщения и ручную или
полуавтоматическую сварку их.
При укрупненном нормировании трудоемкость установки на-
сыщения может быть найдена в процентах от трудоемкости сбо-
рочно-сварочных работ по корпусным конструкциям секции без
насыщения. Значение ее определяется согласно данным заводов
по технологическим группам и составляет примерно: днищевые
секции—15%, бортовые—12%, поперечные переборки — 25%,
секции палуб, продольных переборок, выгородок, крыш рубок,
фальшборта, дымовой трубы—10%, наружные стенки ру-
бок—12%.
Определению трудоемкости сборочно-сварочных работ при
изготовлении узлов и секций корпуса судна должно быть уде-
лено самое серьезное внимание, так как числовые значения ее
представляют собой исходные данные для расчета необходимого
количества оборудования всех видов, рабочих мест и производ-
ственных рабочих при проектировании цеха. По окончании раз-
работки производственного процесса изготовления узлов и сек-
ций корпуса судна проводят технико-экономический анализ
полученной трудоемкости сборочно-сварочных работ. Анализ за-
ключается в сопоставлении и оценке показателя удельной тру-
доемкости изготовления одной тонны узлов и секций корпуса
судна, полученного при проектировании производственного про-
цесса, с аналогичными показателями в ранее выполненных про-
ектах, достигнутыми передовыми цехами или рекомендуемыми
нормативами.
В табл. 14 сопоставлены ориентировочные средние значения
трудоемкости изготовления одной тонны узлов и секций корпу-
сов судов, близких по типу и сложности конструкции, а также
строящихся в аналогичных производственных условиях, и по-
этому сопоставимых. При рассмотрении табл. 14 следует иметь
55
в виду, что характер снижения трудоемкости постройки судов
от головного судна к серийным подчиняется вполне определен-
ному закону. Основными факторами, влияющими на изменение'
трудоемкости, являются: специализация предприятия, серий-
ность выпуска судов и общий технический уровень производ-
ства. В процессе освоения серии трудоемкость постройки каж-
дого судна по сравнению с головным значительно снижается
примерно до 12—14-го судна, а затем это снижение замедляется
(рис. 18).
12 i В S W 11 14 16 18 20 24 30 34 38 40
Порядкобьш номер судна
Рис. 18. Ориентировочная кривая изменения трудоемкости Т постройки су-
дов серии в процентах от трудоемкости постройки головного судна
Таблица 14
Ориентировочная удельная трудоемкость сборки и сварки узлов
и секций корпусов судов
Тип судна
Танкер грузо-
подъемностью
10 000 т
Сухогрузное
грузоподъем->
ностью 13 500 г
Сухогрузное
грузоподъем-
ностью 20 000 т
Сухогрузное,
танкер
Источник данных
Заводские отчеты
То же через три года
Заводские^отчеты по
судну:
головному
серийному
Проектные материалы
То же
По нормам техноло-
гического проектиро-
вания
Масса
узлов
и секций
судна,
т
3206
3206
3930
3930
3930
5100
Трудоем-
кость сборки
н сваркн
узлов
и секций,
чсл.-ч
74 120
70_000
175 000
87 500
77 260
74 700
Удельная
трудоемкость
сборки и
сваркн одной
тонны узлов
и секций,
чел.-ч. т
23,1
21,8
44,5
22,2
19,7
14,1
16,5—17,5
56
При проектировании цеха за расчетную трудоемкость прини-
мают трудоемкость судна с порядковым номером, соответствую-
щим двум годовым программам судостроительного предприя-
тия. Характер снижения трудоемкости работ по цехам, в том
числе и по сборочно-сварочному, в зависимости от серийности
постройки судов аналогичен снижению трудоемкости постройки
судна (см. рис. 18),
Для проектирования средств производства цеха необходимо
знать распределение трудоемкости сборочно-сварочных работ на
годовую программу не только по технологическим группам, но
и по основным операциям технологического процесса. Напри-
мер, при постройке сухогрузных судов трудоемкость сборочно-
сварочных работ (в процентах от общей трудоемкости цеха)
распределяется но основным операциям следующим образом:
Сборка с прихваткой ¦ • 32,0—35,0
Разметка 3,0—3,5
Пневматические работы (зачистка, рубка) .... 7,0—9,0
Газовая резка 3,0—4,0
Электросварка:
ручная 10,0—12,0
полуавтоматическая " 19,0—21,0
. автоматическая 6,0—8,0
Электровоздушная строжка 1,0—1,5
Правка, кантовка, проверка, контуровка 9,0—11,0
Контроль, испытания 1,5—2,0
Процентное содержание трудоемкости операций в общей
трудоемкости работ сборочно-сварочпого цеха используется при
проведении технико-экономического анализа и оценки качества
проекта цеха.
§ 12. ОСНОВЫ ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ
ПРОИЗВОДСТВА В ЦЕХЕ
Технология изготовления судовых корпусных конструкций
и организация производства в сборочно-сварочных цехах разра-
батываются на основе анализа и обобщения опыта зарубежного
и отечественного сварочного производства. Так, при постройке
новых и реконструкции старых сборочно-сварочных цехов мно-
гие зарубежные верфи осуществляли их планировку и оборудо-
вание по направлениям, способствующим последовательному
расположению рабочих мест по ходу изготовления узлов, сек-
ций и блоков секций; прямоточному и непрерывному движению
их от мест хранения или изготовления к местам дальнейшей
обработки, сборки или монтажа; максимальной механизации
производственных операций; созданию специализированных
поточных линий; изготовлению деталей и сборке узлов и
секций в системе жестких допусков; максимальной механиза-
ции и автоматизации внутризаводского и цехового транспорта;
57
внедрению способов односторонней сварки и рационализации
технологии сварки. При этом предусматривалась возможность,
постройки судов из крупных секций и блоков массой от 100 до
600 т, для чего необходимо наличие на верфях кранов большой
грузоподъемности.
В отечественном судостроении сборочно-сварочные цехи при
серийной постройке судов в качестве основного метода изготов-
ления узлов и секций используют поточный метод с непосред-
ственным обеспечением всех линий деталями, узлами и изде-|
лиями насыщения.
Основные мероприятия по технологии и организации произ-
водства сварных конструкций в сборочно-сварочных цехах судо-
строительных заводов обусловлены следующими требованиями:
сборку и сварку узлов и секций необходимо производить на
специализированных участках, механизированных или поточ-;
ных линиях (в зависимости от степени механизации проекти-
руемого цеха) с применением преимущественно поточно-позици-
онной организации производства;
объем узловой сборки должен быть максимально увеличен,
секции корпуса максимально укрупнены;
количество операций (как производственных, так п вспомо-
гательных) необходимо по возможности сократить;
оборудование рабочих мест должно обеспечивать быструю
его подготовку и настройку с учетом сборки секций всех типов
судов, характерных для данного класса судостроительного пред-
приятия, и предотвращения сварочных деформаций;
технологическая документация должна быть четкой и про-
стой;
объем механизированных сварочных работ по трудоемкости
предусматривается не менее 90%;
на участках, поточных и механизированных линиях должны
быть достигнуты постоянство номенклатуры и конструктивное
сходство изделий, однородность работ и специализация рабочих
бригад, а также ритмичность работы линии;
сборочно-сварочные работы должны выполняться по графи-
кам, согласованным с работой смежных участков, со стапель-
ным графиком и графиком работы корпусообрабатывающего
цеха;
условия труда должны предусматривать охрану здоровья и
работоспособности людей.
Основные организационные и технологические мероприятия
определяют состав и специализацию участков, механизирован-
ных и комплексно-механизированных поточных линий сборочно-
сварочного цеха.
Поточные и технологические линии организуются в соответ-
ствии с классификацией узлов и секций по технологическим
группам, а также согласно данным маршрутно-технологических
карт сборки и сварки узлов и секций.
58
Технологический поток сборки и сварки секций начинается
со склада корпусных деталей, в котором детали скомплектованы
по узлам и секциям. Готовые комплекты деталей' подают на со-
ответствующие механизированные участки или комплексно-ме-
ханизированные линии.
Сборка и сварка набора в секциях осуществляется раз-
дельно; тавровые балки собирают и сваривают на станках типа
СТС-2М; сборку и сварку секций с криволинейными обводами
производят на механизированных универсальных постелях. При
этом для определения высоты стоек или обводов лекал, а также
для проверки размеров и формы секций используют информа-
цию, полученную с помощью ЭВМ.
Широко применяют в сборочно-сварочных цехах механизмы
и устройства, позволяющие фиксировать при сборке взаимное
расположение элементов конструкций и значительно сокращаю-
щие (а иногда и исключающие) сборочные электроприхватки.
Благодаря использованию механизированных постелей с гиб-
кими флюсовыми ручьями и увеличению допусков на сварочные
зазоры возможно дальнейшее значительное сокращение объема
пригоночных работ.
При изготовлении корпусных конструкций в- сборочно-сва-
рочных цехах широко применяют автоматическую и полуавто-
матическую сварку (в пределах 80—85% от общего объема
сварки по массе наплавленного металла), включая сварку в уг-
лекислом газе и одностороннюю автоматическую сварку полот-
нищ с двусторонним формированием шва. Крупногабаритные
конструкции (например, литосварные штевни, кронштейны, ли-
токованосварные баллеры рулей и др.) сваривают автоматами
электрошлаковым способом.
Узлы и секции серийных судов изготовляют в сборочно-сва-
рочных цехах с минимальными допусками, что позволяет зна-
чительно сократить пригоночные работы при сборке блоков и
постройке судна на стапельных местах.
Контроль качества сварных изделий и швов выполняют с ис-
пользованием специальной аппаратуры (ультразвуковых де-
фектоскопов или электронно-оптических приборбв, проецирую-
щих изображение проверяемых изделий или участков на экран
телевизора).
Схема технологических потоков изготовления узлов и секций
в сборочно-сварочном цехе при постройке траулеров на судо-
строительной верфи класса III показана на рис. 19.
В сборочно-сварочных цехах судостроительных предприятий,
исходя из однородности работ и типов изготовляемых узлов и
секций, организуют соответствующие участки, за которыми за-
крепляют постоянную номенклатуру работ и необходимый со-
став работающих; предусматривают также вспомогательные
участки, включая ремонтное хозяйство и кладовые (инструмен-
тальную, материальную и электродную).
59
Полотнища
Плоение секции
Секции нормы
|i и носа
Фушмт
аподкреплв- 'тлшбар/А
Рнс. 19. Схема технологических грузопотоков в сборочно-сварочном цехе судостроительного предприятия клас-
са III
С целью повышения уровня общей организации труда и
обеспечения ритмичной работы сборочпо-сварочного цеха разра-
батывают также систему управления производством.
В пояснительной записке к технологической части проекта
сборочно-сварочного цеха основные организационно-технологи-
ческие мероприятия должны отражать:
а) запроектированный состав цеха (перечень участков, их
состав, назначение и взаимосвязь);
б) описание организации производственных процессов в цехе
с указанием серийности постройки судов;
в) организацию поточных линий (их состав, наименование,
место расположения, количество);
г) описание постоянных сборочных мест, оборудованных
сложной индивидуальной оснасткой и предназначенных для из-
готовления редко повторяющихся конструкций;
д) организацию вспомогательных хозяйств (ремонтное, ин-
струментальное и т. п.).
§ 13. ВЫБОР ОСНОВНЫХ ВИДОВ ОБОРУДОВАНИЯ
И РАСЧЕТ ЕГО КОЛИЧЕСТВА
Оборудование и оснастка, с помощью которых выполняют
операции производственного процесса, являются важными эле-
ментами проектируемого сварочного производства. Поэтому при
разработке проекта цеха необходимо определить рациональный
качественный и количественный состав оборудования и осна-
стки.
По участию в производственном процессе
оборудование, используемое в сборочно-сварочных цехах, де-
лится на: -
производственное, применяемое непосредственно для выпол-
нения операций технологического процесса по изготовлению, от-
делке и испытанию изделий, выпускаемых.проектируемым цехом
(сварочное оборудование, металлообрабатывающее, аппаратура
для контроля сварки, инструмент и т. д.);
вспомогательное, которое не используется непосредственно
в технологическом процессе изготовления изделий, но обслужи-
вает основное производство (оборудование для ремонта инстру-
мента и приспособлений; учебное и лабораторное оборудо-
вание; вентилящюнно-отопительн'ые агрегаты, вентиляторы,
насосы);
подъемно-транспортное, предназначенное для механизации
трудоемких подъемпо-транснортных и погрузочио-разгрузочных
работ (автотранспорт, краны, рольганги и т. д.).
По характеру выполняемой работы производ-
ственное оборудование сборочпо-сварочного цеха может быть
разделено на:
61
основное, или производственное, оборудование, непосред-
ственно выполняющее операции технологического процесса;'
прочее оборудование, имеющее при выполнении производ-
ственных операций подсобное значение (наждачные точила).
Это оборудование периодически выполняет дополнительные опе-
рации технологического процесса и принимается комплектно.
При разработке производственного процесса изготовления
узлов и секций, и особенно при расчете трудоемкости сборочно-
сварочных работ, технолог-проектировщик ориентируется на но-
вейшие виды оборудования и оснастки, с помощью которых бу-
дет выполняться проектируемый производственный процесс.
Выбор того или иного оборудования в процессе проектиро-
вания должен быть обоснован. Основными критериями для вы-
бора рациональных видов оборудования и оснастки, используе-
мых в сборочно-сварочных цехах, могут быть следующие:
1. Техническая характеристика выбираемого оборудования
или оснастки для выполнения определенной операции, наиболее
полно отвечающая технологическим требованиям изготовления
конструкций на данном оборудовании или посредством данной
оснастки.
2. Наибольшая эксплуатационная надежность и простота об-
служивания, наибольший к. п. д. и наименьшее потребление
энергии при эксплуатации.
3. По возможности минимальные габариты, масса и стои-
мость оборудования и оснастки.
4. Наименьший возможный срок окупаемости суммы перво-
начальных затрат на приобретение и монтаж в цехе данного
оборудования либо оснастки.
Для подбора рациональных современных типов сварочного
оборудования пользуются новейшими данными справочной и ин-
формационной литературы, проспектами и каталогами судо-
строительной и машиностроительной промышленности, в кото-
рых описаны технические характеристики и стоимость отдельных
типов оборудования.
Потребное количество механического и сварочного станоч-
ного оборудования определяется по формуле
/ Т
где Т — трудоемкость на годовую программу работ, закреплен-
ных за станочным или сварочным оборудованием каждого типа,
станко-ч или чел.-ч; Фо — действительный (расчетный) годовой
фонд времени станочного или сварочного оборудования, ч.
Если "расчетное количество единиц оборудования получается
дробным, то его округляют до ближайшего целого числа (в сто-
рону увеличения) и эту величину называют принятым количе-
ством оборудования.
62
Отношение расчетного количества оборудования к принятому
называют проектным коэффициентом загрузки оборудования.
Для сварочного оборудования он составляет от 0,75 до 0,90.
В некоторых случаях расчет необходимого количества сва-
рочного оборудования производится по заданной массе наплав-
ленного металла и производительности оборудования, а при
приближенных методах расчета — по технико-экономическим
показателям, которые могут быть представлены, например, вы-
пуском продукции цеха на единицу оборудования или одну сва-
рочную дугу. Тогда расчетное количество оборудования будет
Дц
Роб
где Вц — расчетная годовая программа выпуска цеха, т или шт.;
Роб — годовой выпуск готовой продукции цеха с единицы обо-
рудования, т или шт.
Характерным оборудованием сборочно-сварочного цеха яв-
ляется следующее: электросварочное, газорезательное, подъ-
емно-транспортное, станочное, оборудование рабочих мест, обо-
рудование механизированных и комплексно-механизированных
поточных линий, производственный инвентарь и инструмент.
Рассмотрим методику расчета основного вида оборудования —
сварочного.
Расчет количества установок для сварочных операций тех-
нологического процесса изготовления узлов и секций осуще-
ствляется по трудоемкости сварочных работ цеха на годовую
программу. Согласно запроектированному технологическому
процессу трудоемкость сварочных работ разделена на трудоем-
кость ручной, полуавтоматической, автоматической электро-
сварки и электровоздушной строжки.
Трудоемкость сварочных работ по выполнению при сборке
операции «прихватка» обычно входит в трудоемкость сборочных
работ, поэтому затраты времени на прихватку выделяются, из
трудоемкости сборочных работ с помощью определенного про-
центного соотношения. Практикой проектирования установлено,
что трудоемкость прихватки составляет 15—18% от трудоем-
кости сборки, полученной при нормировании технологического
процесса изготовления узлов и секций.
Расчет количества сварочного оборудования ведется исходя
из условия обеспечения сварочными установками и электриче-
ской энергией сварочных дуг всех назначений, одновременно
работающих в цехе в наибольшую смену. Поэтому в первой ста-
дии расчета число сварщиков (сварочных дуг) получают в ре-
зультате деления трудоемкости сварочных работ по изготовле-
нию узлов и секций годовой программы цеха на действительный
годовой фонд времени одного сварщика. Полученное число
сварщиков распределяют по сменам согласно принятому коэф-
фициенту сменности. Для дальнейшего расчета исходным ста-
63
Таблица 15
Примерная форма расчета количества электросварочного оборудования
Операции
Прихватка
Сварка:
ручная
полуавтоматическая
под флюсом
автоматическая
Воздушная строжка
с?
С ^
~ 3"
ГС
X ?
" Е
У со
§&
Е о
0J с.
С —
1а>'
Н д
О
гС
u S
2 g
.5 с.
4 и э*
о
5 = ?
= О У
г о
««О
R.E О.
Количество р
збочих
{сварочных дуг)
К
х ™ А
III
S С ~
Ч;в -
О Л С J
X Е С S
О ой
О К 4 5
'-¦ ч с с
««1.1.
.
2
= 1
II
1- К >.
О яз К
я Е
Л со о
, а
•О- га
¦п С
Ь т К
=5 5 Я Я
g g ь 2
S S § й-
с; SC
СцЛд
?
5
5:
§2
ас
U =
Принятое
количество
сварочного
оборудования
с
н
с
Is
п? О
О 03
о
ь
о
о
|?
- о
xs И
новится число сварщиков (сварочных дуг), работающих одно-
временно в наибольшую смену (как правило, первую). Обычно
весь расчет представляют в табличной форме (табл. 15).
Исходное среднее число одновременно работающих в наи-
большую смену сварочных дуг в реальных условиях не соблю-
дается, так как загрузка и потребность в сварщиках в течение
года неравномерна, особенно при сборке и сварке корпуса
судна на стапеле.
Наложением и суммированием графиков выполнения техно-
логического процесса изготовления всех узлов и секций годовой
программы стремятся добиться равномерности загрузки свар-
щиков. Тем не менее в сборочно-сварочных цехах судострои-
тельных заводов в течение года количество сварочных дуг, тре-
бующихся для выполнения текущих сварочных работ, постоянно
колеблется в большую или меньшую сторону от средних зна-
чений.
В проекте сборочно-сварочного цеха отклонение количества
необходимых для работы сварочных дуг от среднего значения
принимают только в большую сторону, что обусловливает боль-
шее количество сварочного оборудования. Поэтому расчетное
количество одновременно работающих сварочных дуг, для ра-
боты которых потребуется сварочное оборудование, устанавли-
вается по среднему значению с поправочным коэффициентом,
учитывающим неравномерность проведения сварочных работ
в течение года:
"р — "см^н>
где ?>См — среднее количество сварочных дуг, одновременно ра-
ботающих в наибольшую смену, полученное делением трудоем-
64
кости сварочной операции на действительный годовой фонд вре-
мени рабочего и на коэффициент сменности; ka — коэффициент
неравномерности проведения сварочных работ в течение года.
Для разных цехов со сварочным производством ka прини-
мается равным от 1,15 до 2,0, причем для сборочно-сварочного
цеха &Н=1,2-М,3, для судостроительного цеха и цеха сборки и
сварки блоков &н—2,0.
По расчетному количеству одновременно работающих сва-
рочных дуг и средней силе сварочного тока определяется необ-
ходимое количество и мощность сварочных установок. Расчет
считается законченным, если выбрано наиболее рациональное
сварочное оборудование.
Примерный состав и технические характеристики основного
сварочного оборудования сборочно-сварочных цехов судострои-
тельных предприятий I и II классов приведены в приложении 1.
§ 14. ВЫБОР РАБОЧИХ МЕСТ,
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ, ПРИСПОСОБЛЕНИЙ
И ИНСТРУМЕНТА. РАСЧЕТ ИХ КОЛИЧЕСТВА
Выпускаемые сборочно-сварочным цехом узлы и секции кор-
пуса судна изготовляют на рабочих местах, оборудованных тех-
нологической оснасткой.
Под технологической оснасткой понимают группу техниче-
ских средств производства, включающую все виды приспособ-
лений, моделей, стендов, инструмента и приборов, предназ-
наченных для установки и закрепления изделий в удобном
положении с целью выполнения технологических операций и ле-
ремещения деталей или изделий. С помощью технологической
оснастки можно изготовлять как конкретное изделие, так и
группу однотипных изделий.
Конструктивные и технологические особенности изготовле-
ния судокорпусных конструкций обусловливают широкое ис-
пользование специализированной оснастки, устройств и при-
способлений в сборочно-сварочных цехах судостроительных
предприятий. Так, оценка обводов секций корпусов судов раз-
ных проектов и назначения (сухогрузные суда, танкеры, рефри-
жераторы, траулеры и др.) показала, что из общего количества
секций 33% плоскостных и 43% объемных секций не имеют
плоских элементов, которые могли бы служить базами при фор-
мировании секций на плоских сборочных стендах; эти секции
собирают на сборочных постелях. Остальные в зависимости от
конкретных условий производства можно собирать как на сбо-
рочных постелях, так и на плоских стендах.
У судов среднего водоизмещения только 12% листов, вхо-
дящих в состав наружной обшивки, являются плоскими; осталь-
ные листы имеют погибь в одном или двух направлениях.
3 Заказ № 784
65
В связи с этим сборку многих секций, включающих наружную
обшивку, необходимо выполнять на сборочных постелях.
Определение объема применения сборочных постелей для из-
готовления секций корпуса различных типов судов отечествен-
ной постройки показало, что от 55 до 80% секций собирают на
сборочных постелях, занимающих около 70—75% общей пло-
щади цеха (без учета площадок для комплектации и промежу-
точного складирования деталей и узлов корпуса, деталей насы-
щения секций).
В связи с большим разнообразием изготовляемых в сбо-
рочно-сварочных цехах судовых корпусных конструкций осна-
стка также весьма разнообразна. Она обеспечивает заданные
чертежом габариты и форму изготовляемой конструкции при
требуемой точности взаимного расположения узлов и деталей,
повышает производительность труда за счет сокращения основ-
ного и вспомогательного времени, облегчает условия труда ра-
бочих, снижает трудоемкость изготовления конструкций; обес-
печивает безопасность при выполнении работ. Например, при
сборке узлов выкружек гребного вала в кондукторах устраняется
необходимость в разметочных работах, облегчается сборка, по-
вышается точность изготовления конструкции и сокращается
трудоемкость (примерно на 40%); в процессе сборки объемных
днищевых секций на постелях на наружной обшивке трудоем-
кость сборочных работ снижается на 5—7% по сравнению с тру-
доемкостью сборки этих же секций на настиле второго дна,
уложенном на сборочный стенд.
Сборка и сварка узлов и секций корпуса возможны и без
применения специальной оснастки. Однако при этом нельзя"
гарантировать требуемое качество и точность изготовления кон-
струкций. К тому же возникающие сварочные деформации иска-
жают форму и размеры конструкций, нарушают взаимное рас-
положение элементов и узлов внутри секций и зачастую ухуд-
шают эксплуатационные качества корпусных конструкций. Все
это вызывает необходимость осуществления мероприятий, пре-
дотвращающих или компенсирующих сварочные деформации. ^
Сборочно-сварочная оснастка' в сочетании с поворотными
устройствами (манипуляторами, кантователями и т. п.) позво-
ляет расширить применение автоматической и полуавтомати-
ческой сварки под флюсом (например, при изготовлении секций
в поворотных постелях "до 80% сварных швов выполняется
автоматами и полуавтоматами в нижнем положении). Приме-
нение стендов с флюсовыми подушками для сварки стыковых
швов с повышенными допусками на сварочный зазор дает
возможность снизить трудоемкость изготовления полотен на
20—25% по сравнению с таковой при двусторонней автома-
тической сварке на сборочных площадках; к тому же упро-
щается обработка кромок листов под сварку при толщине их
свыше 12 мм.
66
Рассмотренные преимущества обусловливают целесообраз-
ность применения оснастки при сборке и сварке корпусных кон-
струкций. Рациональное применение оснастки в сборочно-сва-
рочных цехах судостроительных предприятий способствует со-
кращению цикла постройки судов и повышению рентабельности
производства. Поэтому при проектировании сварочного произ-
водства необходимо тщательно и обоснованно выбрать оснастку
для сборки и сварки узлов и секций корпуса судна. Критериями
для выбора рациональных видов оснастки могут быть следую-
щие предъявляемые к цей требования:
а) обеспечивать необходимые габариты и форму изготовляе-
мых конструкций, а также точность взаимного расположения
узлов и деталей. Это достигается правильным выбором кон-
струкций оснастки и профилактическими мероприятиями по
компенсации и предотвращению общих сварочных деформаций
(жесткое закрепление собираемой конструкции на время сварки,
предварительное изменение плазовых обводов на основе расчета
или опыта и т. д.);
б) быть удобной в эксплуатации и способствовать сниже-
нию' трудоемкости сборочных, сварочных и проверочных работ.
С этой целью в конструкциях оснастки предусматривают раз-
личные фиксирующие устройства, уменьшающие время на раз-
метку мест установки узлов и деталей и проверку их положения
после сборки, н быстродействующие прижимы для закрепления
собираемых конструкций;
в) способствовать механизации выполняемых работ. Для
этого стенды и постели оборудуют флюсовыми подушками или
медными подкладками, позволяющими применять автоматиче-
скую сварку с обратным формированием шва, а также устрой-
ствами для поворота оснастки вместе с изготовляемой конструк-
цией в удобное для механизированной сварки положение;
г) быть транспортабельной, т. е. иметь специальные рымы
для закрепления канатов, а также- быть достаточно легкой и
в то же время не деформироваться в процессе транспортировки;
д.) обеспечивать свободный доступ для проверки размеров
изготовляемых конструкций, удобство работы сборщиков, свар-
щиков, проверщиков и безопасность их труда;
е) иметь относительно невысокую стоимость; на ее изготов-
ление не должно затрачиваться большое количество материала.
Это требование может быть выполнено для каждого конкрет-
ного случая правильным выбором конструкции и расчетом ее
прочности.
Несмотря на многообразие конструктивного оформления всю
сборочно-сварочную оснастку по виду изготовляемых с ее по-
мощью корпусных конструкций можно разделить на три группы,
каждая из которых в свою очередь подразделяется по конструк-
тивному оформлению на типы, различающиеся производственно-
техническими характеристиками и размерами. Схема классифи-
а*
67
Сборочно-сварочиая оснастка цехов верфи
Оснастка для сборки и сварки
узлов и полотнищ
Оснастка для сборки
и сварки секций
Осиастка для сборки и сварки блоков
секций и корпусов
Я
>>
а.
s
и
S
¦е-
» го
§¦5
U о
?
S
;*>
о.
о
к
s
«
Я
№
В-
о
о.
о
\о
и
6
к
о.
9
S
;*>
о.
S
о
s
¦е-
о.
О. со
° К
U о
U
ь
В
01
S
;*>
а.
s-
о
В
S
3
Е
Э-
О
а.
о
\о
и
6
Е
О.
a
о
I
о.
а:
§«
9 *
l"
Q.CO
U о
S
;*>
о.
.-3
Я
5"
о
о,
о
о
о
6
я
о.
та
?
ч
U
Рис. 20. Классификационная схема сборочио-сварочиой осиастки цехов верфи
кации сборочно-сварочной оснастки, используемой при изготов-
лении узлов и секции корпуса судна, представлена на рис. 20.
По конструктивому оформлению и характеру использования
различают универсальную и специальную, в том числе механи-
зированную, оснастку.
В сборочно-сварочном цехе универсальной оснасткой яв-
ляются электромагнитные сварочные стенды с передвижными
флюсовыми балками, сборочные постели с выдвижными стой-
ками, переносные леса; специальной — постоянные портели
с неразъемными лекалами листовой конструкции, кондукторы
специального назначения; механизированной — балки с пневмо-
прижимами, поворотные постели с электроприводом, стенды
с тяговыми лебедками-.
В практике проектирования сварочного производства реко-
мендуется использовать оснастку из стандартных узлов и де-
талей, что позволяет значительно уменьшить затраты труда и
времени, а также упростить переналадку оснастки при переходе
к сборке и сварке конструкций для других судов.
Необходимое количество используемой в сборочно-сварочном
цех"е технологической оснастки может быть определено расчет-
ным путем и приближенно — на основе типовых проектов и
практических рекомендаций.
Ниже рассмотрена методика расчета количества рабочих
мест. Она имеет общий характер и основана на предположении,
что технологический процесс сборки и сварки узла или секции
осуществляется на постоянном рабочем месте.
Расчет количества рабочих мест, необходимых-для выполне-
ния цехом годового плана выпуска узлов и секций корпуса
судна, производится по каждой технологической группе узлов
и секций. Исходными данными для расчета служат значения
трудоемкости изготовления технологических групп узлов и сек-
ций и действительный годовой фонд времени рабочих мест. Не-
обходимое количество рабочих меа\ для изготовления одной
типовой технологической группы
п — Тгр k
"р. м Т кз >
Фд.м^гр ¦
где ТГр — трудоемкость изготовления технологической группы
узлов и секций на годовую программу, чсл.-ч; Фд.м — действи-
тельный годовой фонд времени рабочего места, ч; аГр — плот-
ность работ (чел./место) или средний состав бригады (чел.),
выполняющей работу по технологической группе одновременно
на данном рабочем месте; k3—коэффициент загрузки рабочего
места.
Коэффициент загрузки рабочего места определяют анало-
гично проектному коэффициенту загрузки оборудования деле-
нием расчетного количества рабочих мест на принятое количе-
ство их. Значение его не должно существенно отличаться от
69
соответствующего технико-экономического показателя по сбо-
рочно-сварочным цехам судостроительных предприятий.
Примерная форма расчета рабочих мест приведена в табл. 16.
Таблица 16
Примерная форма расчета количества рабочих мест
Технологические
группы секций
и узлов
Секции:
днищевые
бортовые
Узлы:
полотнища
Всего по
цеху
3
н
о з
25
и >.
5°-
3 1-
*х
о"
ч
к
К
ЕС
Я
CQ
§s
>> .
о.я
о t-
о "
°s
?s
я о
Ю\0
Й я
и а<
Трудоемкость годовой
программы сборочно-сва-
рочных работ технологи-
ческой группы, чел.-ч
Плотность работ
(чел./место), средний состав
бригады, чел.
Трудоемкость годовой
программы сборочно-сва-
рочиых работ технологи-
ческой группы, место-ч
Действительный годовой
фонд времени оборудова-
ния рабочего места, ч
Количество
рабочих мест
о
К
t-
<D
а*
У
Я
о.
4)
о
Е-
К
К
«
&
а х
>.о
1- я
я о
l!
п ° «
В проекте цеха, кроме расчетных, должны быть предусмот-
рены дополнительные рабочие места для кантовки и подварки
секций, приемки и сдачи готовой продукции, исправления обна-
руженных дефектов сварной конструкции и др. Возможное ко-
личество таких рабочих мест устанавливается проектантом
в каждом конкретном случае сообразно со степенью ответствен-
ности изготовляемых изделий, требованиями технических усло-
вий на изготовление и приемку корпусных конструкций, в зави-
симости от типа проектируемого производства. Эффективны,
например, организация исправления дефектов сварных конструк-
ций непосредственно на сборочно-сварочных местах за счет по-
вышения коэффициента их загрузки либо выделение резервного
рабочего места, обслуживающего несколько механизированных
поточных линий.
В сборочно-сварочном цехе могут быть широко использованы
разнообразные виды механического сварочного оборудования,
нестандартного оборудования и оснастки и т. п.
Механическое сварочное оборудование применяют в серий-
ном и реже в крупносерийном производстве (для встраивания
в поточные линии). К нему относят:
70
оборудование для поворота крупных и тяжелых сваривае-
мых изделий (манипуляторы, позиционеры, вращатели, канто-
ватели, роликовые стенды);
оборудование для сборки свариваемых конструкций: кондук-
торы, постели, стапель-кондукторы и т. д. Они могут быть'спе-
циализированными для серийного производства или универ-
сальными для единичного производства;
оборудование для закрепления и перемещения дуговых сва-
рочных автоматов — поворотные и неповоротные колонны, са-
моходные тележки, портальные тележки и катучие балки, пло-
щадки для подъема сварщиков.
^^////^//////У//////^//////!//!//^///?//////^//^//^////.
9//////////////,
Рис. 21. Сварочный полуавтомат на передвижной тележке с кронштейном
(размеры — в метрах)
/ — тележка; 2 — складной кронштейн из двух звеньев; 3 — подающий механизм; 4 —
свариваемая секция; 5 — источник питания
В качестве примера приведем оборудование для за-
крепления и перемещения сварочных дуговых полуавтоматов
(рис.21).
Выбор механического сварочного оборудования обусловлен
сложностью и габаритами изделия, типом проектируемого про-
изводства, характеристиками самого механического сварочного
оборудования и т. п. Критериями для выбора могут служить
-требования, изложенные в § 13. Количество такого оборудова-
ния принимается комплектно с оборудованием рабочих мест
или поточно-позиционных линий.
Нестандартное оборудование необходимо для обеспечения
запроектированного технологического процесса или для меха-
низации какого-либо процесса. Такое оборудование отсутствует
в каталогах. Его изготовляют для собственных нужд сами за-
воды, на которых оно должно быть установлено, или специали-
зированные проектно-монтажные организации. Чертежи нестан-
дартного оборудования разрабатывают по специальному заказу
проектные организации или соответствующие отделы завода-
потребителя; возможно и повторное использование чертежей,
71
разработанных ранее для другого завода. Проектант разрабаты-
вает в соответствии с инструкцией Госстроя СССР технические
требования на проектирование и изготовление нестандартного
оборудования и оснастки, прилагаемые к техническому проекту.
Нестандартное сложное технологическое оборудование и осна-
стка, подлежащие изготовлению по разовым единичным заказам,
включают в рабочие проекты на строительство (реконструкцию)
предприятий и сооружений после необходимого обоснования и
утверждения технического проекта этого оборудования.
Сборочно-сварочные приспособления и инструмент предна-
значены для выполнения сборочно-сварочных операций при из-
готовлении изделий, для ремонта узлов, комплектующих сва-
рочное и иное оборудование.
Фонд приспособлений и инструмента определяется по ведо-
мости маршрутного .технологического процесса. Годовая потреб-
ность в инструментах и приспособлениях укрупненно может
быть'определена в зависимости от размера годового выпуска из-
делий или по количеству производственных и вспомогательных
рабочих, занятых в цехе.
Производственный инвентарь — это предметы, облегчающие
выполнение производственных операций; сварочные столы; вер-
стаки, инструментальные шкафчики, шкафы для баллонов со
сжатыми газами, емкости для жидкостей и сыпучих материа-
лов, кабины для дуговой сварки, настилы и подставки для удоб-
ной работы около сварочного оборудования и поточных ли-
ний и т. д.
Количество производственного .инвентаря определяется по
нормам технологического проектирования на одного производ-
ственного рабочего наибольшей смены.
Хозяйственный инвентарь включает: конторскую мебель, счет-
ные, множительные и пишущие -машины и аппараты; вешалки;
гардеробы, противопожарное оборудование и-т. д. Количество
его также определяется но нормам на одного работающего
в цехе.
§ 15. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ ЦЕХА.
РАСЧЕТ КОЛИЧЕСТВА КРАНОВ
Подъемно-транспортнце операции являются неотъемлемой
частью всякого производственного процесса. При современной
организации и технологии постройки судов они весьма трудо-
емки: так, на транспортные расходы приходится 60—70% стои-
мости каждой тонны стали, превращаемой в судовую конструк-
цию. К тому же велико число вспомогательных рабочих, заня-
тых на транспортных, погрузочных и складских работах (до
30%). Поэтому рациональному выбору подъемно-транспортных
средств и механизации основных подъемно-транспортных опера-
ций должно быть уделено серьезное внимание.
72
Применение в судостроении крупносекционного и блочного
методов постройки судов, внедрение агрегатного метода мон-
тажа механизмов, комплексная механизация корпусообрабаты-
вающих и сборочно-сварочных цехов обусловили появление и
развитие большого количества различных подъемно-транспорт-
ных средств; кранов, тележек, рольгангов, транспортеров и др.
Использование того или иного вида подъемно-транспортного
оборудования определяется технологическими требованиями и
экономической целесообразностью.
Выбор типа подъемно-транспортного оборудования зависит
от конкретных условий технологии и организации проектируе-
мого производства. Оптимальный выбор должен обеспечить:
наименьшую трудоемкость и себестоимость выполнения грузо-
подъемных и транспортных операций, надежность работы подъ-
емно-транспортных средств, возможность механизации подъ-
емно-транспортных операций и безопасные условия работы.
Экономическая целесообразность выбора основных видов
подъемно-транспортного оборудования определяется их стои-
мостью и стоимостью монтажа при установке независимо от
того, будет ли это сборочно-сварочный цех, построечное место,
склад или достроечная набережная.
¦ Типы и конструкции подъемно-транспортных средств, исполь-
зуемых в судостроении, отличаются большим разнообразием:
от простейших устройств в виде домкратов, талей и лебедок до
мощных кранов с дистанционным и программным управлением
и сложных судоподъемников.
Краны — наиболее универсальное грузоподъемное средство.
Их используют практически на всех участках судостроительного
производства. Краны, применяемые на судостроительных пред-
приятиях, можно разделить на такие конструктивные типы: мо-
стовые; козловые; кабельные; портальные; башенные и молото-
видные; стреловидные (железнодорожные, автомобильные и гу-
сеничные) ; консольные; плавучие.
Основными параметрами (техническими характеристиками)
кранов являются следующие:
. а) грузоподъемность Q или масса максимально допускае-
мого груза, т;
б) пролет LK, или расстояние между опорами, (для мостовых,
козловых и кабельных кранов), м;
в) вылет L, или расстояние от оси вращения поворотной ча-
сти крана до центра зева крюка (для башенных, стреловидных,
консольных и плавучих кранов), м;
г) высота подъема Н, или расстояние от уровня подкрано-
вого пути до центра зева крюка, находящегося в верхнем рабо-
чем положении, м;
д) скорость подъема (опускания) ип, или скорость верти--*
кального перемещения груза, м/мин;
е) скорость передвижения крана vlt, м/мин;
73
ж) скорость передвижения тележки vT, м/мин;
з) установленная мощность Ny, или суммарная мощность
электродвигателей всех механизмов, установленных на кране,
кВт.
Основные параметры кранов приводятся в каталогах, пас-
портах и нормалях заводов — изготовителей кранов. На уни-
кальные краны при разработке проектных заданий для верфей,
цехов или объектов составляют специальные технические ус-
ловия.
А^|
Z<?^<^/^/Z/^^/l/^^/l/^/^/(l/^<^/L/^/Z/^/^/I-.
Рис. 22. Схема мостового крана гру-
зоподъемностью 15-5-50 т
Рассмотрим основные характеристики кранов, используемых
при постройке судна.
Мостовые краны являются типовым оборудованием сборочно-
сварочных (и других закрытых производственных) цехов, а также
' складов материалов и оборудования. Эти краны получили свое
название от основной металлоконструкции в виде перемещаю-
щегося по рельсам моста, по которому движется грузовая те-
лежка. Подъемниками служат крюки, электромагниты и ваку-
умные подъемники.
Грузоподъемность мостовых крапов достигает 500 т, про-
лет— 50 м. Скорость передвижения моста — 40—150 м/мин, ско-
рость передвижения тележки — 10—50 м/мин, скорость подъема
груза — до 60 м/мин.
В судостроительных сборочно-сварочных цехах применяют
в основном мостовые краны общего назначения с электрическим
приводом. При грузоподъемности крана Q^15 т грузовая те-
лежка имеет вторую (вспомогательную) крюковую лебедку.
74
На рис. 22 показана
схема электромостового
крана грузоподъемно-
стью 15ч-50 т; основные
характеристики таких
кранов приведены в
табл. 17.
Козловые (травеллер-
ные) краны применяют
для обслуживания от-
крытых складов стали,
а также построечных
мест в сухих доках. Они
также оборудованы крю-
ковыми, электромагнит-
ными и вакуумными гру-
зоподъемными устрой-
ствами. Грузоподъем-
ность козловых кранов
достигает 800 т, про-
лет— 400 м, скорость пе-
редвижения — от 20 до
100 м/мип. Распростра-
нены козловые крюковые
краны общего назначе-
ния грузоподъемностью
1—50 т.
Для точного наведе-
ния конструкции при
сборке козловые краны
большой грузоподъемно-
сти, обслуживающие по-
строечные места и пло-
щадки сборки крупных
секций и блоков, обору-
дуют тремя крюковыми
подвесками однобалоч-
ного и двухбалочного ти-
пов. Козловые краны
широко используют на
отечественных и зару-
бежных верфях. Напри-
мер, на французской вер-
фи в г. Сен-Назере для
постройки традицион-
ными методами судов
дедвейтом до 500 тыс. т
участок сборки крупных
а
з-
a
I
2
ев
Я
S
ю
§!!
* г
3 н
И
о ?
Е ш
н 2
* Е
v о
5 п
a <
о.
ев
о.
!
о
О
О)
<и
Ч
О
о
X
г
a
а
<и
я
s
<и
к
et
а>
о*
°я
Я №
as
U о.
га
я s «;
Я Oft
ИСК
~
ь
2 га
о ^
Is-
о. о
U я
-4
ft.
ч
4:
аз
Я
ЕС
о. я
О К
с я
о ft
ЕИЕЙЧ
ИЯЖЭ1ГЭ1
OJOH
-41J*3J.E.I
-оиоиэа
OJOHGBlJ*J
OJOH
-TiroiEjowouoa
OJOHflBirJ
о
о*
OJOH
-'iij-siBJOWouoa
ojohsblm
оооо
оооо
оою ю
см см <м <м
250-750
250—850
250—850
250—660
оооо
ЮШОО
CM СМ СП СП
ОООО
о о юю
СП -* Г- -н
см см см со
4400—5000
4400—5000
5100
5250
оооо
о о о ю
СП СП СП со
CD со CD со
ОООО
ОО ОО ОО ОО
оооо
Tt> "Я" ¦* 1*
оооо
см см см см
00 ОО ОО СО
00 ¦* ¦* -*
СО СМ СМ СМ
10,5-31,5
10,5—31,5
10,5—31,5
10,5—31,5
С1ЮЮО
-*ооо
— смгаю
блоков обслуживают два козловых крана: один грузоподъем-
ностью 750 т,чвыходящий также на линию достроечного бас-
сейнами грузоподъемностью-250 т. Оба крана могут работать
синхронно. Первый кран снабжен тремя гаками грузоподъем-
ностью по 250 т каждый,,что позволяет перемещать и кантовать
блоки массой до 500 т. Управление, краном производится с по-
мощью клавишной системы с точностью до 1 мм.
Кабельные краны имеют'грузовую тележку, которая посред-
ством канатной тяги перемещается по несущему канату; концы
каната закреплены на мачтах либо
на башнях. В судостроении их исполь-
зуют относительно редко из-за срав-
нительно небольшой грузоподъемно-
сти, а также вследствие раскачивания
груза от провисания несущих канатов
и при ветре.
Рис. 23. Консольный настенный передвижной кран грузоподъемностью
1, 2, 3,2 и 5 т с электрической .талью (размеры — в метрах)
Портальные краны широко применяют на открытых стапелях
и сборочных площадках, а также на достроечных набережных.
Грузоподъемность их достигает 100 т, вылет — до 50 м; пор-
тальные краны грузоподъемностью более 20 т имеют, как пра-
вило, крюк вспомогательного подъема.
Башенные краны, используемые па судостроительных пред-
приятиях, делятся на стационарные, которые обслуживают до-
строечные набережные, и передвижные (по грунту и эстакадам),
которые обслуживают открытые стапели.
Консольные краны могут быть стационарными и передвиж-
ными (рис. 23). Их устанавливают на стенах или колоннах. Эти
краны используют главным образом в цехах и на участках для
обслуживания некоторых агрегатов и для разгрузки мостовых
76
кранов. Стационарные краны имеют грузоподъемность до 3 т и
вылет до 6 м; настенные передвижные — грузоподъемность 10 т
и вылет до 10 м.
Рассмотренные типы кранов имеют дистанционные системы
управления.
Довольно распространенным видом внутрицехового подъемно-
транспортного оборудования служат монорельсы с тельфером —
однорельсовые дороги, оборудованные электротельферами, ко-
торые поднимают груз и перемещают его по рельсовому пути.
Управление — дистанционное (с пола или из кабины, подвешен-
ной к тельферу). Монорельсы подвешивают к несущим конструк-
циям здания цеха на высоте
не менее 2,5 м. Для моно-
рельса применяют прокат
двутаврового, коробчатого
или специального профиля.
Монорельсы могут быть пря-
мыми, кольцевыми и с раз-
ветвлениями. Грузоподъем-
ность тельферов — от 0,25 до
5 т, скорость движения 15—
30 и 100 м/мин (в случае
подвесной кабины управле-
ния).
Конвейеры представляют
собой непрерывно действую-
щие транспортные устрой-
ства, предназначенные для
перемещения однородных
грузов. В судостроительном производстве применяют конвейеры
следующих типов: роликовые и дисковые (рольганги); пластин-
чатые, ленточные и тележечные транспортеры; подвесные кон-
вейеры.
Наиболее распространенным видом конвейера-является роль-
ганг (рис. 24). На опорах расположена рама, в которой укреп-
лены ролики, вращающиеся в подшипниках качения или сколь-
жения. По роликам перемещаются транспортируемые детали и
изделия, причем для изменения направления их движения у роль-
гангов предусматриваются круговые участки с радиусом, состав-
ляющим не менее чем 3—4 длины роликов, либо специальные
поворотные круги. Иногда в конструкции рольганга выполняется
откидная секция с противовесом для доступа обслуживающих
рабочих к внутренним частям рольганга.
Чтобы изменить направление транспортировки листов и про-
филей, рационально использовать не закругленные участки роль-
гангов, а поворотные секции, так как при транспортировке круп-
ногабаритных листов, и профилей для их разворота необходимы
большие закругления, а это уменьшает полезную площадь цеха.
3
Рис. 24. Неприводной рольганг
/ — опоры; 2 — ролики;
4 — противовес; 5 -
3 — откидная секция;
- поворотный круг
77
В действующих сборочно-сварочных и корпусообрабаты-
вающих цехах используют различные виды рольгангов: само-
ходные и несамоходные, поворотные и неповоротные, горизон-
тальные и вертикальные, с подъемными столами или роликами,
с механическим толкателем, многоскоростные для листов и про-
филей. На рис. 25 показан пластинчатый рольганг, который пред-
назначен для перемещения мелких деталей и узлов. Его харак-
теристика: нагрузка — 150 кг/ад; скорость транспортирования —
10 м/мин; мощность электродвигателя привода — 4,5 кВт.
Ленточный транспортер устроен аналогично пластинчатому
рольгангу, вместо пластин — непрерывная (бесконечная) лента,
часто резиновая. Разновидностью ленточного транспортера яв-
ляется вертикально-замкнутый тележечный конвейер с-периоди-
ческим или непрерывным движением.
js ,.
^Т
Jj|llIMllll IИЩИIIIIIII
Рис. 25. Пластинчатый рольганг в плане (размеры — в метрах)
В состав подъемно-транспортного оборудования входят
также: домкраты, обоймы, блоки, тележки ручные, тали, ле-
бедки, лифты и подъемники периодического действия, транспорт
н-апольный безрельсовый и рельсовый.
Удобный вид внутрицехового транспорта — самоходные те-
лежки (электрокары и автокары). Электрокары просты в управ-
лении, бесшумны, легко маневрируют; питание осуществляется
от аккумуляторных батарей. Скорость движения электрокар по
цеху — 6—15 км/ч,- грузоподъемность — от 0,75 до 5 т. Автокары
приводятся в движение бензиновым двигателем. Их используют
значительно реже, чем электрические.
Для подъема и установки узлов и изделий на автомашину
или тележки в сборочно-сварочном цехе иногда используют са-
моходные подъемники (автопогрузчики)
Таким образом, пролеты сборочно-сварочного цеха обслужи-
ваются электромостовыми кранами и напольными транспорт-
ными средствами: безрельсовым транспортом (электрокары, ав-
токары) и рельсовым транспортом (платформы). Для выпол-
нения подъемно-транспортных операций на участках, рабочих
местах или поточных линиях применяют стационарные консоль-
ные поворотные краны и тельферы на монорельсах.
В основных корпусных цехах судостроительных предприятий
(сборочно-сварочном, цехе сборки блоков, судостроительном,
:
г.
>
t-m
фса
78
включая эллинги, открытые стапели и судостроительные доки)
погрузочные, установочные и монтажные операции осуществля-
ются с конструкциями, механизмами и оборудованием, различ-
ными по массе и габаритам. Поэтому правильное определение
количества и выбор типа кранов имеет большое значение. При
выборе кранов для указанных цехов все изделия (или транс-
портируемые грузы) разбивают на группы по. массе и по харак-
теру выполняемых подъемно-транспортных операций (например,
по массе транспортируемые узлы и секции можно разделить на
такие группы: до 5 т, 6—15 т, 16—30 т, 31—50 т, 51—75 т,
76—120 т, 121—200 т); после этого для каждой группы находят
количество кранов.
Необходимое количество мостовых кранов в сборочно-сва-
рочном цехе с достаточной точностью можно определить по фор-
муле -
ПГПСП1ГК. о .
Фд. к*и
пг — количество перемещаемых грузов в расчете на
судно, шт;
«с — количество судов в годовой расчетной программе;
«ц — среднее количество циклов на единицу груза;
*к. о — продолжительность цикла крановой операции, ч;
Фд. и — действительный (расчетный) годовой фонд времени
крана, ч;
kn — коэффициент использования действительного фонда
времени работы крана (в сборочно-сварочн"ом цехе
в случае применения крюкового крана этот коэффи-
циент принимается равным 0,7, а в цехах сборки
блоков и судостроительном цехе — 0,65).
Продолжительность цикла крановой операции (^к. о, ч) в сбо-
рочно-сварочном цехе складывается из времени обработки
груза (сюда входит.время погрузки, подъема, опускания груза
и разгрузки его, а также время пробега крана к местам погрузки
и разгрузки) tT и времени участия крана в установке и монтаже
деталей или узлов в секции ty:
'¦к. о ~ м- Т 'у
Скорость подъема груза, передвижения тележки, моста опре-
деляют согласно'технической характеристике крана.
Для определения времени участия крана в установке н мон-
таже конструкции используют данные хроиометражных наблю-
дений за выполнением этих операций по аналогичным ранее
разработанным проектам.
} Практикой проектирования допускается продолжительность
цикла крановой операции tK,0 не рассчитывать, а ориентиро-
ваться на данные о средней продолжительности цикла, приве-
денные в табл. 18. Если расчетное количество кранов пк полу-
чилось дробным числом, то оно округляется в сторону увеличе-
79
Таблица 18
Ориентировочная средняя продолжительность циклов работы
кранового оборудования в сборочно-сварочном цехе
Масса единицы
груза, т
121—190
76-120
51—75
31—5Q -
16—30
Продолжительность цикла крановой операции, ч
при обработке
груза
при установке
и монтаже
общая
Секции корпуса
1,0
0,8
0,5
0,25
0,18
2,0
1,8 -
1,0
0,8
0,5
2,25
1,98
Детали, узлы и мелкие секции
6—15
До 5
0,17
0,15
1,2 х
0,3 "
1,37
0,45
ния до ближайшего целого, именуемого принятым количеством
кранов.
Отношение расчетного количества кранов к принятому на-
зывается проектным коэффициентом загрузки крана. Для сбо-
рочно-сварочного цеха судостроительного завода этот коэффи-
циент должен быть 0,7—0,8. При проектировании расчет коли-
чества кранов выполняется в форме табл. 19.
Подробный расчет необходимого количества подъемно-транс-
портного оборудования является трудоемким, поэтому приме-
няется лишь- для определения количества уникального кранового
Таблица 19
Форма расчета необходимого количества кранов для сборочно-
сварочного цеха
Наименова-
ние грузов
Я
СП
>>
о*
3
сГ
Я
я
я
et
О
я
и
и
я
Количество
с
с
о
>>
ej
я
Я
(Я
о
СП
>>
Р*
о-о
*|
о *
go.
п
с
и
=я
5 °
од
5h
>> ч>
О 3"
>.
а-
я
я
я
et
01
Я
X У
*с
"=; т
м >>
Я р.
Прод
олжитель-
ность цикла
крановой опе-
рации, ч
0J
X
F-
о
о
я
о*
о
О га
со
я >,
С °*
0J
я
S ч
Я гГ
О. г?
С S
I
¦2*
?1
Действительный (расчет-
ный) годовой фонд време-
ни работы крана Фп „, ч
Д- к
Коэффициент использова-
ния действительного фонда
времени работы крана к
Количество
краиов
с™
0J
о
я
ь
о>
3"
и
я
о*
о
к
я
я
о*
с
80
оборудования. В остальных случаях количество кранов опреде-
ляют приближенным методом, укрупненно, на основании данных
ранее выполненных проектов и анализа работы кранового обо-
рудования действующих сборочно-сварочных цехов, в зависи-
мости от длины обслуживаемого пролета. (Например, в сборочно-
сЁарочном цехе, где предусмотрены напольные транспортные
средства и поточные механизированные линии, рекомендуется на
30—40 м длины пролета устанавливать один кран. Минимальное
количество кранов в пролете — два).
Грузоподъемность электромостовых крапов и других транс-
портных средств подбирается по массе обрабатываемых грузов..
Допускается спаренная работа электромостовых кранов при- не-
большом количестве тяжеловесов, что характерно для сборочно-
сварочного цеха судостроительного предприятия. Секции выво-
зят из цеха на большегрузных специальных тележках или плат-
формах по железнодорожному пути, вводимому в цех.
В табл. 20 приведены рекомендации по выбору основного
подъемно-транспортного оборудования для сборочно-сварочных
цехов судостроительных предприятий классов I—V.
Таблица 20
Рекомендуемое подъемно-транспортное оборудование
для сборочно-сварочных цехов
Класс
предприятия
. I
II
III
IV
V
Грузоподъемность
электромостовых
кранов, т
200
32
160
32
50
10
30
5
20
5
Масса секции
корпуса, т
До 200
» 160
• » 50
» 30
» 20
Масса секции корпуса
при спаренной работе
кранов (включая массу
траверсы), т
До 400
» 320
» 100
» 60
» 40
Примечание. В знаменателе
крюка крана.
указана грузоподъемность вспомогательного
Аналогичными • методами (расчетным или приближенным)
может быть определено необходимое количество используемых
в сборочно-сварочных цехах прочих видов транспортных средств.
Например, необходимое количество лтр единиц транспортного
81
оборудования (самоходных тележек) и количество их рейсов Np
для перевозки в пролете цеха за одну смену грузов, закреплен-
ных за этим видом транспортных средств, можно рассчитывать
по формулам
• п __ \"тр !__. уу =?Gt
^ 3600<см (1-0,01 Ра) ' " Qkr '
где Lp —средняя длина рейса в один конец, м; иТр — средняя
скорость движения данного оборудования, м/с (обычно для са-
моходных тележек иТр = 2-=-3 м/с); tCi — средняя продолжитель-
ность стоянок при погрузке и разгрузке за один рейс, с; tCM—
продолжительность рабочей смены, ч; ра — потери времени на
смену аккумуляторов либо на заправку горючим (3—6% от про-
должительности рабочей смены), %; SGT — суммарная масса
грузов, перевозимых в течение смены данным видом транспорт-
ных средств, т; Q — грузоподъемность оборудования (самоход-
ной тележки), т; kr — коэффициент использования грузоподъем-
ности оборудования (в среднем /гг=0,8).
В процессе разработки технологической части проекта, кроме
выбора типов и определения необходимого количества подъемно-
транспортного оборудования, составляют графики движения
кранов (особенно для серийного производства), определяют сте-
пень их загрузки и равномерно распределяют работы между
различными видами подъемно-транспортного оборудования.
Состав и технические характеристики всех выбранных типов
технологического и подъемно-транспортного оборудования и
средств механизации сводятся в один документ — спецификацию
(табл. 21), включающую следующие основные разделы:
сварочное оборудование и контрольная аппаратура;
Таблица 21
Форма спецификации оборудования и производственного
инвентаря
Номер
позиции по
технологиче-
скому плану
цеха
1°
Я?
си
Ь
К
а
О
ь
о
К
fct
о
ш
га
ГО
со ,*
И
. Я*
«
а"
са Е
SS
с S
я ч
Н S
са
а
СО
X
к
са
К я
Sit
я-а
s о
к -я
?^°
4 s -
ш к* к
О <" в
¦ ь са
Гиш
^ о о
4
?
к
1!
к
а
са
о
са
U
1
Стоимость
оборудова-
ния, руб.
3
s
К
(0
I
о
К
X
са
3"
о
S
а
С
82
газорезательное и станочное оборудование;
подъемно-транспортное оборудование; '
оборудование рабочих мест и средства механизации;
прозводственный инвентарь.
Спецификация служит основанием для заказа оборудования.
§ 16. ОПРЕДЕЛЕНИЕ ПОТРЕБНОСТИ ЦЕХА
В МАТЕРИАЛАХ И ЭНЕРГИИ
Для выпуска заданной продукции сборочио-сварочный цех
должен быть обеспечен необходимыми основными и вспомога-
тельными материалами, а также различными видами энергии.
Потребность проектируемого сварочного производства в ма-
териалах определяется укрупненнъ согласно распределению ве-
совой нагрузки судна по основным видам работ цеха и нормати-
вам расхода материалов, разработанным для судостроительной
отрасли промышленности.
Основные материалы, входящие в состав изготовляемых це-
хом сварных изделий, можно подразделить на группы:
а) прокатный металл различного сортамента, из которого
в проектируемом цехе выполняют детали или изделия;
б) детали, изготовленные в других цехах, поступающие в сбо-
рочно-сварочный цех для дальнейшей сборки и сварки,— это де-
тали металлического корпуса, насыщения, отливки и поковки
(полуфабрикаты и заготовки);
в) крепежные и готовые изделия, включая сварочные элек-
троды, электродную и присадочную проволоку, получаемые в го-
товом виде через отдел снабжения завода.
Вспомогательные материалы, затрачиваемые при изготовле-
нии цехом сварных изделий, но не входящие в их состав, также
можно подразделить на группы:
а) флюсы;
б) газы и горючие материалы;
в) технологическое топливо;
г) смазочные и обтирочные материалы.
Годовая потребность проектируемого сварочного производ-
ства в прокате и заготовках каждой марки металла и сплава
устанавливается по каждой группе его сортамента: металл ли-
стовой, полосовой, профильный и т. п. Объем любой группы
проката с учетом отходов для каждого типоразмера сортамента
можно подсчитать (в тоннах) по формуле
где GM — чистая масса материала на одно судно, расходуемого
в проектируемом цехе, т; пс — количество судов в годовой
83
программе выпуска, ед.; ротх — средний процент отходов (в ук-
рупненных расчетах он может быть принят равным 2—8%).
Если программой предусмотрен выпуск цехом изделий для
судов различных типов, то значение Gnp определяют для каж-
дого типа, а затем суммируют его с полученными соответствую-
щими значениями в каждой группе сортамента.
Значение GM устанавливают в результате простых подсчетов
на основе выборки из спецификаций к чертежам сварных изде-
лий, включенных в программу выпуска цехом.
Отходы должны быть по возможности использованы. Утили-
зация их предусматривается в проекте цеха (например, изготов-
ление продукции ширпотреба, переплавка и т. п.).
Годовая потребность в полуфабрикатах, крепежных и гото-
вых изделиях, поступающих в проектируемый сборочно-свароч-
ный цех из других цехов и с различных складов завода, опреде-
ляется на основе выборки этих материалов из спецификации
к чертежам сварных изделий, включенных в программу выпуска
цеха.
Потребность сборочно-сварочного цеха в электродах, элек-
тродной или присадочной проволоке G3 каждого типа для элек-
тродуговой сварки и наплавки на заданную программу выпуска
цехом сварных изделий (для каждой конструктивной группы)
может быть рассчитана по формуле (в килограммах)
где GH — количество наплавленного металла на одно сварное из-
делие, кг; п — количество сварных изделий на годовую про-
грамму, шт; k9 — отношение массы электродного покрытия
к массе электродной проволоки (при укрупненных расчетах при-
нимается равным 0,4; при детальных — по паспортным данным
электродов; при сварке и наплавке электродной или присадоч-
ной проволокой &э=0); kn — коэффициент перехода металла из
электрода в шов, учитывающий потери на угар, разбрызгивание
и неиспользованные остатки (огарки).
Значения kn зависят от способа сварки и типа электрода и
проволоки и могут быть приняты следующими:
Электроды, имеющие покрытие:
тонкое- 0,65-0,75
толстое 0,80—0,95
Электродная проволока для полуавтоматической
и автоматической сварки под флюсом 0,92—0,99
То же (среднее значение) 0,96
» для укрупненных расчетов 1,00
Присадочная проволока для газовой сварки и в
защитных газах (меньшие значения относятся к бо-
лее толстой проволоке) 0,95—0,98
Годовую потребность в электродах, электродной и присадоч-
ной проволоке определяют суммированием полученных в каждой
84
конструктивной группе изделий значений (Зэ для различных ти-
пов электродов и проволоки.
1 Годовая потребность во флюсе для автоматической и полу-
автоматической электродуговой сварки 0<$ укрупненно может
быть найдена по массе электродной проволоки Ga (в кило-
граммах): G4=1,4G3.
Если в проектируемом производстве предусматривается сбор
флюса и последующее его использование, то его потребность
(в килограммах) определяется по приведенным ниже показа-
телям: '
бф/Оэ
Электродуговая сварка:
автоматическая 1,0—1,1
полуавтоматическая 1,2—1,4
Полуавтоматическая сварка электрозаклепками • • 2,7—3,0
Электрошлаковая сварка 0,05—0,10
Расход неплавящихся (вольфрамовых) электродов диамет-
ром 2—4 мм при электродуговой сварке ё аргоне (/св^бО А)
укрупненно может быть вычислен из расчета 0,04 г/м сварного
шва.
Расход горючих и защитных газов для сварки, сжатого воз-
духа для пневмоинструмента и оборудования, производственной
воды, электроэнергии может быть определен по данным техно-
логических режимов сварки, техническим характеристикам и
степени загруженности оборудования в запроектированном про-
изводственном процессе либо укрупненно — по ориентировоч-
ным показателям.
Кислород давлением до 15 кгс/см2 и горючие газы (ацетилен,
природный газ или пропан-бутан) давлением до 0,7 кгс/см2 при-
меняют в сборочно-сварочном цехе в основном для газовой резки,
сварки, строжки и подогрева конструкций при правке.
Для сварки корпусной стали в углекислом газе, алюминие-
вых сплавов в среде аргона или гелия, а также газоэлектриче-
ской (плазменной) резки и строжки требуется централизованная
подача в цех газов под давлением до 5 кгс/см2. Удельные рас-
ходы защитных газов составляют в среднем от 0,4 до 1,0 м3/ч
на одну дугу, в зависимости от режимов сварки.
Ориентировочные средние значения расхода сжатого воздуха
и газов,на единицу оборудования и инструмента при указанном
коэффициенте использования оборудования, полученные в прак-
тике проектирования сборочно-сварочных' цехов, по классам су-
достроительных предприятий, приведены в табл. 22. ,
Электрическая энергия в сборочно-сварочном цехе расхо-
дуется на питание электроприемников (электродвигателей, элек-
тропечей, сварочных установок и т. п.) и на освещение поме-
щений.
Годовую потребность в электрической энергии для питания
электроприемников находят по однородным группам с учетом
85
их установленной мощности, количества единиц, степени загру-
женности и одновременности работы. Затем для каждой группы
электроприемников определяют активную мощность. Активную
мощность (Ра, кВт) на шинах низкого напряжения вычисляют
по суммарной установленной мощности Руст и коэффициенту
спроса kc, учитывающему недогрузку по мощности и неодиовре-
меиность работы электроприемников, потери в сети и в элек-
тродвигателях:
р —Ъ V р
а "-с _ ' уст'
Коэффициент kc принимают по опытным данным. Средние зна-
чения его составляют: для сварочных трансформаторов и пре-
образователей — 0,35—0,45; для механизированных стендов и ли-
стоукладчиков — 0,35; для электродвигателей станочного обору-
дования— 0,25; для электродвигателей кранов и тельферов — 0,15.
Таблица 22
Средний расход сжатого воздуха н газов на единицу оборудования
или инструмента
Инструмент или
оборудование
Пневматический ин-
струмент
Краскораспылители
Ручные резаки
Горелки для правки
Сварочные
полуавтоматы
автоматы
Газ
Сжатый
воздух
Сжатый
воздух
Ацетилен
Кислород
Ацетилен
Кислород
Углекис-
лый
в сборочио-сварочном цехе
Класс судостроительного предприятия
I
М III
IV
V.
Расход газов, м3, ч
Коэффициент использования
80
0,75
45
0,70
0,7
4,0
0,70
2,0
2,2
0,50
0,9
0,70
1,8
0,70
75
0,75
45
0,70
0,68
3,5
0,70
1,5
1,7
0,50
0,7
0,70
1,2
0,70
70
0,70
40
0,65
0,67
,2,8
0,65
1,2
1,4
0,45
0,6
0,65
0,9
0,65
инструмента
65
0,70
40
0,65
0,65
2,6
0,65
0,8
1,0*
0,45
0,5
0,65
60
0,65
—
0,63
2,5
0,60
0,6
0,8
0,40
—
.86
Годовой расход электроэнергии для цеха на шинах низкого
напряжения (W, кВт-ч) определяют по формуле
W = 2 ^аФд. о*з = fcc ? РустФд. А,
где Фд. о — действительный (расчетный) годовой фонд времени
оборудования, *ч; ka — коэффициент загрузки оборудования по
времени (среднее его значение 0,75—0,80).
'Для расчета активной нагрузки на шинах высокого напряже-
ния нужно к подсчитанной нагрузке приемников низкого напря-
жения прибавить активные потери в трансформаторах и актив-
ные нагрузки приемников высокого напряжения.
Годовой расход электроэнергии для цеха на шинах высокого
напряжения (W, кВт) определяется по формуле
где ИР'а — сумма значений активной мощности всех электропри-
емников оборудования цеха с учетом потерь в трансформаторах
и активной нагрузки приемников высокого напряжения, кВт.
Годовой расход электроэнергии на освещение можно рассчи-
тать по мощности осветительных установок или по нормам рас-
хода электроэнергии на 1 м2 площади здания (нормы расхода
электроэнергии в час на освещение 1 м2 площади составляют
соответственно: для сборбчно-сварочного цеха, лабораторий, кон-
структорских и технологических отделов — 20—22 Вт; для склад-
ских помещений — 8—10 Вт; для бытовых— 10 Вт). При укруп-
ненных расчетах средний расход осветительной энергии может
быть принят равным 18 Вт в час на 1 м2 площади пола цеха
(включая площадь служебных и бытовых помещений). Годовая
осветительная нагрузка (в часах) принимается в зависимости
от географической широты и количества смен работы. Мощность
осветительных установок подбирается из расчета необходимой
освещенности рабочих мест.
Годовая потребность цеха в воде для производственных нужд
устанавливается в зависимости от технических характеристик-
оборудования (по паспортным данным), его количества, степени
загруженности, одновременности работы; от расхода воды для
испытаний замкнутых сварных изделий (цистерны, отсеки кор-
пуса судна и т. п.). В последнем случае максимальный расход
воды (<2макс, м3/ч) определяется по формуле
о =У±
**смакс , >
'н
где V—максимальный объем наполняемой емкости, м3; п — ко-
личество одновременно наполняемых при испытании емкостей,
87
шт; tH— продолжительность наполнения испытываемых емко-
стей, ч.
Среднесуточный расход воды (Qcc> м3) вычисляют по фор-
муле
где Vcp — средний объем испытываемой емкости, м3; п' — коли-
чество изделий, испытываемых в среднем за сутки.
- Для укрупненного расчета потребности проектируемого сбо-
рочно-сварочного цеха в сжатом воздухе, газах, электроэнергии
и производственной воде (для испытания сварных конструкций
и охлаждения сварочных горелок) в табл. 23 приведены ориен-
тировочные показатели расхода этих видов энергии на Г тыс. т
годового выпуска продукции сборочно-сварочного цеха пяти
классов судостроительных предприятий.
Годовая потребность сборочно-сварочного цеха в воде для
бытовых нужд определяется из расчета:
а) для хозяйственно-питьевых нужд: при значительном теп-
ловыделении в цехе или на участке (более 20 ккал/м3>ч)—
35 л, в остальных случаях — 25 л в смену на каждого рабо-
тающего;
б) для душевых — 40 л на процедуру; продолжительность
действия — 45 мин после каждой смены;
в) для полудушей — 25 л на процедуру;
Ориентировочные показатели расхода основных видов энергии на
к
ь
к
S
а
с
01
а
с
и
са
К
К
I
II
III
IV
V
н
3
¦Л
и
с
3
и
ЙЗ
о
л
о
О
•-
100
80
40
20
5
а ?
а5
5 Я
3*
* о
О и
н о
к са
S! sn
S3
Уог
20
16
10
8 -
4
Электроэнергия
(сварочная).
установленная
мощность при сварке,
кВт
втомвтиче
кой и пол
втоматнче
кой
лили
,75
90
116
<3>
136
01
ь
о <о
Я X
.ас
7
7,5
9,0
12,5
14,0
Количество одновременно работающих
единиц
Средни
к
о *
с &
2,0
0,75
2,1
0,75
2,3
0,7
2,5
0,7
3,0
0,65
й коэффициент использования
о
й-4
О О)
о S
2 ч
53
«с
0,2
0,7
0,22
0,7
0,3
0,65
0,35
0,65
0,4
О.
(U
3
>>*
Рн Л
0,7
0,7
0,75
0,7
0,8
0,65
0,9
0,65
1,0
0,6
к
ч
S
a S
К X
О) ш
о. а
о а
U с
0,08
0,5
0,12
0,5
0,3
0,45
0,7
0,45
1,6
0,4
О)
Зо
Я Н
D* 33
о са
а>>з
Я К; Ь
ш о я
ОСЕ
1,2
0,7
1,3
0,7
1,4
0,65
1,5
0,65
2,0
88
г) для групповых умывальников: при загрязненном произ-
водстве— 5 л, при чистом производстве — 3 л на процедуру.
Годовая потребность в паре для производственных нужд
(обогрев сушильных камер, подогрев и т. п.) определяется
укрупненно. Например, на 1 т обогреваемых изделий в сушиль-
ных камерах периодического действия требуется 80—100 кг/ч
пара; для конвейерных камер — 45—75 кг/ч при температуре
сушки 100—110° С. В основном используется пар давлением
1,5—3,0 кгс/см2 для Подогрева и 3—4 кгс/см2 для нагрева су-
шильных камер.
Потребность в паре для отопления и вентиляции здания
цеха определяется из расчета возмещения тепловых потерь, со-
ставляющих около 15—20 ккал/(ч-м3). Если здание имеет
искусственную вентиляцию, то тепловые потер,и принимаются
суммарно по отоплению и вентиляции 25—35 ккал/(ч- м3).
Годовая потребность пара (в тоннах) на отопление и вен-
тиляцию
Q =дтНУ
п i 1000 '
где <7т — расход тепла на 1 м3 здания, ккал/(ч-м3); Н — коли-
чество часов в отопительном сеаоне (для средней полосы СССР
отопительный период равен 180 суткам или 24 чХ 180=4320 ч);
Таблица 23
1 тыс. т годового выпуска продукции сборочно-сварочного цеха
Средний расход иа единицу. м3/ч
Сжатый воз-
дух
5н
о к
я ?
ей
80
75
70
65
60
О
й-4
и К
53
45
45
40
40
Ацетилен
я
\?
я
СП
СУ
О.
0,7
0,68
0,67
0,65
0,63
К
к
СУ
о,
о
U
2,0
1,5
1,2
0,8
0,6
Кислород
я
т
О)
(X
4,0
3,5
2,8
2,6
2,5
Я
к
о.
о
2,2
1,7
1,4
1,0
0,8
Угле-
кислый
газ
S3
1°
О (Q
&>,
я с;
"оЯ
0,9
0,7
0,6
0,5
Расход производственной
на охлаждение сварочных
головок
а
о
ю
о
«
о
U
2300
330
2500
360
3750
570
5000
900
6000
1200
О
н
>>
и
(U
К
&5
и X
8,0
1,1
8,5
1,2
чю
1,9
15
> 3,0.
20
4,0
максималь-
ный часовой
0,83
0,10
0,85
0,10
1,0
0,15
1,5
0,25
2,0
0,60
89
* Таблица 24
Укрупненный грузооборот сборочно-сварочного цеха за год (т или %)
Наименование грузов
Детали металличе-
ского корпуса
Отливки и поковки
Детали насыщения
Сварочные материалы
и краски
Итого
Цехи и склады,
из которых дан-
ный цех полу-
чает грузы
Корпусообра-
батывающий
цех »
Склады
Склады; тру-
бомедницкий,
слесарно-кор-
пусной цехи
Склады
—
Масса,
т (54)
89,0
3,2
6,0
1,8
100
Вид
транспорта
Краиы, роль-
ганги желез-
нодорожный,
или автомо-
бильный
Железнодо-
рожный
Автомобиль-
ный
То же
—
Наименование грузов
Узлы металлическо-
го корпуса
Секции корпуса
Разные металличе-
ские отходы
Итого
Цехи и склады,
в которые дан-
ный цех направ-
ляет грузы
Склад, ста-
пельный цех
То же
Склад утиля
— *
Масса,
т (?ь)
8,3
84,2
7,5
100
Вид
транспорта -
Железнодо-
рожный или
автомобиль-
ный
Специальные
тележки,
платформы
Автомобиль-
ный
—
V—внутренний объем здания, м3; i — теплота испарения,
ккал/кг.
Годовой расход остальных вспомогательных, обтирочных
и смазочных материалов определяют по соответствующим
удельным нормам.
Полученные значения годовой потребности проектируемого
сборочно-сварочного цеха в материалах и энергии оформляют
в пояснительной записке к технологической части проекта
в виде самостоятельных разделов: «Грузооборот цеха» и «Энер-
гетика цеха». Эти значения являются исходными данными для
разработки специальных частей проекта, проектирования скла-
дов и кладовых.
В разделе «Грузооборот цеха» отражено количество полу-
чаемых материалов и отправляемых готовых сварных изделий.
Основные данные о' грузообороте цеха с указанием используе-
мого транспорта сводятся в таблицу; при этом итоги поступле-
ния и выдачи грузов должны балансироваться. В табл. 24 при-
веден ориентировочно грузооборот цеха, изготовляющего узлы
и секции корпуса сухогрузного судна грузоподъемностью
20 тыс. т при программе выпуска 20 судов в гоД. Статьи грузо-
оборота обычно выражаются в тоннах, а в данном примере —
в процентах от массы годового выпуска цеха.
Данные расчета помогают организовать прямоточность цехо-
вого производства, определить количество и характер транс-
портных средств и размеры складских и комплектовочных пло-
щадей.
Раздел «Энергетика цеха» содержит "данные, необходимые
для обеспечения проектируемого сборочно-сварочного цеха
основными видами производственной энергии. Здесь технолог
указывает потребителей каждого вида энергии (например, уста-
новленную мощность в киловаттах, количество одновременно
работающих пневматических инструментов, газовых горелок и
резаков) с распределением их по рабочим сменам.
Для обеспечения цеха или участка производственной водой
проектировщик устанавливает максимальный расход воды в час
и средний расход в сутки (в кубических метрах) и распреде-
ляет его по сменам. С целью удовлетворения потребности
в защитных газах (аргоне, углекислоте) рассчитывают количе-
ство одновременно работающих сварочных дуг, потребляющих
эти газы, и разрабатывают схему размещения точек подключе-
ния энергоприемников.
§ 17. ОПРЕДЕЛЕНИЕ СОСТАВА И ЧИСЛА РАБОТАЮЩИХ
В ЦЕХЕ
В сборочно-сварочном .цехе судостроительного завода со-
став работающих складывается из следующих групп:
1. Производственные рабочие, которые непосредственно вы-
полняют технологические операции по изготовлению узлов и
91
секций корпуса судна. Это сборщики, сварщики, газорезчики,
грунтовщики, рабочие на пневматических работах и др.
2. Вспомогательные рабочие, которые обслуживают основ-
ной производственный процесс. К ним относятся станочники,
слесари и другие рабочие по ремонту оборудования и средств
механизации, наладчики различного оборудования, электромон-
теры, смазчики, заточники и подносчики инструмента, рабочие
по выдаче и приемке инструмента, крановщики, стропальщики,
машинисты электрокаров, цеховые уборщики и др. -
3. Инженерно-технические работники (ИТР), осуществляю-
щие техническое и организационное руководство производствен-
ным процессом, экономическое планирование работ в цехе.
4. Счетно-конторский персонал (СКП): служащие бухгалте-
рии, производственных отделов, чертежники, копировщики кон-
структорского и технологического бюро, табельщицы.
5..Младший обслуживающий персонал (МОП), в состав ко-
торого входят гардеробщики, рассыльные, вахтеры, уборщики
цеховых контор, бюро, бытовых помещений.
Число производственных рабочих разных специальностей
рассчитывают, используя трудоемкость сборочно-сварочных ра-
бот цеха на годовую программу и действительные годовые
фонды времени рабочих
где Ti — трудоемкость выполнения годовой программы цеха по
данной операции, чел.-ч; Фд.р — действительный годовой фонд
времени, рабочих, ч.
Число производственных рабочих рекомендуется рассчиты-
вать по табл. 25.
Таблица 25
Форма расчета количества производственных рабочих
сборочно-сварочного цеха
Технологическая
операция
Сборка с электропри-
хваткой
Разметка
Итого
Трудоемкость вы-
полнения годовой
программы цеха
по операциям,
чел.-ч
Действительн ый
(расчетный) годовой
фонд времени
рабочих, ч
Количество про-
изводственных
рабочих
Число производственных рабочих может быть определено
также по количеству рабочих мест, на которых собирают и сва-
ривают технологические группы узлов и секций корпуса судна.
92
Число производственных рабочих, выполняющих операции
технологического процесса'по группе:
_ ПгФд. м^з
Pi ~~ ^ >
Фд.р
где пг — количество рабочих мест в типовой группе; Фд. м — дей-
ствительный годовой фонд времени рабочих мест, ч; 0 — плот-
ность работ, чел/место, или средний состав бригады, чел.; k3 —
коэффициент загрузки рабочих мест (0,9); Фд. р — действитель-
ный годовой фонд времени рабочих, ч.
Суммируя значения числа рабочих pi по всем технологиче-
ским группам, получим общее число производственных рабочих
по цеху:
IiPt = P-
Согласно принятому для сборочно-сварочных цехов судо-
строительных заводов режиму производственные рабочие рабо-
тают в две смены. Распределение их по сменам з'ависит от
коэффициента сменности кСм- Для сборочно-сварочных цехов он
принимается равным 1,7.
Используя данные ранее выполненных аналогичных проек-
тов, проектировщик определяет также средний разряд произ-
водственных рабочих цеха и средний тарифный коэффициент.
Число вспомогательных рабочих, ИТР, СКП и МОП устанавли-
вают по штатным ведомостям, разрабатываемым при проекти-
ровании цеха.
Практикой проектирования допускается число вспомогатель-
ных рабочих, ИТР, СКП и МОП определять в процентах от
расчетного числа производственных рабочих в соответствии
с нормами технологического проектирования и технико-эконо-
мическими показателями для аналогичных или типовых проек-
тов сборочно-сварочных цехов. Форма расчета состава рабо-
тающих в сборочно-сварочном цехе йриведена в табл. 26.
Следует отметить некоторую условность разделения рабо-
чих сборочно-сварочного цеха на производственных и вспомо-
гательных. В связи с увеличением степени механизации произ-
водственных процессов, внедрением поточных комплексно-меха-
низированных линий по изготовлению узлов и секций грань
между этими группами рабочих стирается.
Производственные и вспомогательные рабочие, а также
младший обслуживающий персонал распределяются по сменам
согласно установленному коэффициенту сменности. .Инженерно-
технические работники и счетно-конторский персонал работают
в основном в первую смену, а во вторую — только дежурные
инженеры, мастера и табельщицы.
Данные о составе работающих используют для расчета пло-
щадей и оборудования административно-хозяйственных и быто-
вых помещений цеха.
93
Таблица 26
Форма расчета состава работающих в сборочно-сварочном цехе
Группы работающих
Рабочие:
производственные
вспомогател ьн ые
Итого
ИТР
СПК
МОП
Всего
Состав работающих
в процентах
от числа
производст-
венных ра-
бочих
30-35
10
5
2
количественный, чел.
общий
по сменам
I
II
§ 18.ТЕХНИЧЕСКИЕ СРЕДСТВА УПРАВЛЕНИЯ
ПРОИЗВОДСТВОМ В ЦЕХЕ
Современное судостроительное предприятие по своей струк-
туре является сложным производственным звеном в системе
народного хозяйства и поэтому эффективность его работы
во многом обусловлена системой и техническими средствами
управления производством с точным определением функций
каждой системы и основных условий создания оптимальной
структуры управления.
Система управления судостроительным предприя-
тием определяется его деятельностью, построенной на сочетании
централизованного руководства с хозяйственной самостоятель-
ностью и инициативой работающих. На предприятиях действуют
линейная и функциональная еистемы управления. Под линейной
системой управления понимают последовательную подчинен-
ность звеньев системы управления: бригадир — сменный ма-
стер — старший мастер — начальник цеха — директор пред-
приятия. Таким образом, к линейной системе управления
производством относятся руководители предприятия и производ-
ственных подразделений: директор и его заместители, началь-
ники цехов, участков, мастера. Основными функциями этой си-
стемы являются: принятие решений, выдача их управляемому
объекту и непосредственное руководство персоналом. Каждое
94
звено линейного управления имеет в своем подчинении инфор-
мационный, технический и функциональный аппарат. Все звенья
линейного управления обладают определенными правами и. не-
сут ответственность за результаты деятельности управляемого
подразделения.
К функциональной'системе управления относят руководите*-
лей отделов и их структурных подразделений.
Начальник цеха
Ииженер-
экономист
Бухгал-
тер
Табель-
щик
Заместитель
начальника
цеха
по
производ-
ству
Планово-
распредел итель -
ное
бюро
Материальная
кладовая
Заместитель
начальника
цеха
по
подготовке
производства
Бюро
организации
труда
и
заработной
платы
Секретарь
Технологическое
бюро
Служба
цехового
механика
Старшие
мастера
Инструментальная
кладовая
Сменные
мастера
Рис. 26. Типовая схема управления сборочно-сварочным цехом
судостроительного предприятия
Типовая схема управления сборочно-сварочным цехом судо-
строительного предприятия и принципиальная схема производ-
ственной структуры сборочно-сварочного цеха, выпускающего
в год 90 тыс. т металлоконструкций, приведены на рис. 26 и 27.
Основные технические средства управления
производством разрабатываются в процессе проектирования
судостроительных предприятий и их подразделений с целью
повышения уровня организации труда и обеспечения ритмич-
95
<и
3*
к
ss
К я
2 о.
й х
g s
0)
к
н
ф
о.
К м~
Р а
° X
Сборочно-
-
Участок
Уаловой
сборки
Поточные
линии
Участок
изготовления
плоских
секций
Поточные
линии
Бригада
комплек-
тации
Бригада
вспомогатель-
ных рабочих
Специали-
зирован-
ные
бригады.
Бригады
Рис. 27. Принципиальная схема производственной структуры сборочно-
ности производства. В состав технических средств управления
производством и контроля за ходом производственных процес-
сов входят: система связи и сигнализации и система учета.
Система связи и сигнализации включает:
директорскую связь (для прямой связи с начальниками
цехов, отделов и служб у директора, главного инженера, заме-
96
сварочный цех
Участок
изготовления
криволиней-
ных секций
Поточные
линии
Участок
изготовления
днищевых
секций
Поточ-
ные
линии
Учас-
ток
Участок
объемной
сборки
3
я _
о я
И я
° я
Сч
а:
о
н
и
я
>,
Участок сборки
конструкции
Поточные
линии
Участки
ES
поточных линий
сварочного цеха, выпускающего в год 90 тыс. т металлоконструкций
стителя директора по производству и у главного диспетчера
верфи устанавливают директорские коммутаторы);
диспетчерскую связь (для оперативного руководства у глав-
ного диспетчера судостроительного предприятия устанавливают
диспетчерский коммутатор, который связан с диспетчерами про-
изводственных цехов н некоторыми службами верфи; связь
4 Заказ А"» 784
97
строится двухступенчато: главный диспетчер—диспетчеры
цехов);
административно-поисковую сигнализацию: в инженерном
корпусе и вспомогательных службах — звуковую; в производ-
ственных цехах — световую;
производственно-диспетчерскую сигнализацию (для кон-
троля за ходом производства у заместителя директора по про-
изводству и у. главного диспетчера устанавливают диспетчер-
ские щиты, отражающие выполнение плана, например; за сутки
или за неделю по предприятию в целом и по основным судам.
Информация поступает из вычислительного центра. В цехах
и на различных .участках предприятия предусматривается ин-
формационная сигнализация, фиксирующая отклонения от гра-
фика или плана межцеховых поставок);
фототелеграфную связь (для передачи различных изменений
в чертежах и технологической документации используют си-
стему фототелеграфной связи между конструкторскими и техно-
логическими отделами, производственными цехами и вычисли-
тельным центром; эту систему применяют также для передачи
различной производственной документации из одного цеха
в другой);
телетайпную связь (для передачи по всему предприятию
различного рода приказов, распоряжений, служебной докумен-
тации и для связи подразделений между собой);
телевидение (для визуального диспетчерского контроля за
постройкой судов. В систему промышленного телевидения вхо-
дят: видеоконтрольное устройство у главного диспетчера, ди-
ректора и его заместителя по производству и приемно-передаю-
щие устройства в ведущих цехах предприятия).
Система учета предусматривает учет расхада и нали-
чия материалов, деталей корпуса и насыщения; готовой продук-
ции, работы оборудования, обеспечения поточных линий и ме-
ханизированных участков материалами, деталями и узлами.
Информация системы учета обрабатывается вычислительным
центром предприятия. Так, в проектах сборочио-сварочных.
цехов предусматривают технические средства управления систе-
мой учета, позволяющие получить информацию: о наличии
в цехе необходимых запасов материалов, комплектов деталей
и изделий, требующихся по графику; об обеспечении поточных
линий материалами, документацией, инструментами и т. д.;
о фактических сроках начала и окончания работ по каждому
технологическому комплекту (секции); о работе поточных ли-
ний и основного технологического оборудования; о готовности
скомплектованных узлов и секций и сданных цехом и др.
В комплекс технических средств управления сборочно-сва-
рочным цехом входят: оперативная телефонная связь, поисковая
и вызывная сигнализация, информационная сигнализация от-
клонений от Плана-графика, телетайпная связь, фототелеграф-
98
К АТС
Мастера цеха
_
Датчики в цехе
Вызов дежурного электрика
Вызов дежурного механика
Вызов участка комплектации
Вызов крана
Вызов мастера
Вызов склада деталей
К станции абонентского
телеграфа
Передающие камеры в цехе
Начальник цеха.
Телевизор
Выносной пульт управления
-
-
¦'*
—
<
„-
-¦
<-.
~
<-
-
<-
--
Диспетчерский пункт
Коммутатор диспетчерской связи
Табло вызо-
вов
Телетайп
Установка
промышлен-
ного телеви-
дения
I
Магнитофон
Пульт управления поисковой световой
сигнализацией (или громкоговорящей)
Табло учета поступления иа склады
или в кладовые цеха материалов,
комплектов деталей и изделий
Сигнализация о ходе комплектации
продукции к сдаче и сданной цехом
Таблица учета начала работ по
технологическим комплектам
Пульт и табло учета обеспечения по-
точных линий документацией, осна-
сткой, инструмевтом и вспомогатель-
ным .материалом
Табло учета и работы поточных ли-
ний и основного технологического
оборудования
Передающий
фототелеграфный
аппарат
К коммутатору гл. диспетчера
Приемный
фототелеграф-
ный аппарат
1
!
Фототелеграфная коммутационная
приставка
Службы цеха
Громкоговорящая аппа-
ратура или световое
табло в цехе
Датчики со склада
деталей цеха
Пульт управления на
участке комплектации
и сдачи продукции
Датчики в цехе на
рольгангах или других
устройствах
Пульты поточных ли-
ний н рабочих мест
Датчики иа поточных
линиях и иа основном
технологическом обо-
рудовании
К фототелеграфному
коммутатору
Рис. 28. Принципиальная схема технических средств управления сборочно-сварочным цехом
ная связь,' промышленное телевидение. Кроме того, сборочио-
сварочный цех оснащается телефонными аппаратами городской
АТС и административно-хозяйственной связи, а руководство
цеха — аппаратами прямой связи с директором и главным ин-
женером. В цехе также устанавливают охранные и пожарные
сирены, вторичные электрочасы и т. д.
Принципиальная схема технических средств управления
сборочно-сварочным цехом показана на рис. 28.
Принятые при проектировании сборочно-сварочного цеха
решения о технических средствах управления производством
и средствах связи и сигнализации должны быть отражены
в пояснительной записке к технологической части проекта цеха.
Если заданием на проектирование оговаривается необходи-
мость разработки автоматизированных систем управления про-
изводством (АСУП), разработка их производится по специаль-
ному эталону «Автоматизированная система управления пред-
приятием». При этом заказчиком проекта подготавливается
техническое задание, в котором должна быть оговорена очеред-
ность создания АСУП и указан перечень подсистем и задач,
предусматриваемых в составе АСУП по каждой очереди.
§ 19. ОХРАНА ТРУДА И СРЕДСТВА ОБЕСПЕЧЕНИЯ
БЕЗОПАСНОСТИ РАБОТАЮЩИХ
Технологическая часть проекта сборочно-сварочного цеха
должна разрабатываться в соответствии с действующими пра-
вилами техники безопасности и промышленной санитарии.
Под охраной труда понимают комплекс медико-биологиче-
ских, инженерно-технических и социально-экономических мер,
обеспечивающих здоровье и безопасные условия труда чело-
века. Эти меры условно можно разделить на технические, орга-
низационные и меры индивидуальной защиты работающих.
Наиболее важное значение имеют технические меры (их на-
зывают также техникой безопасности), которые включают кон-
струирование машин п проектирование производственных про-
цессов, безопасных и безвредных для жизни и здоровья рабо-
тающих, разработку защитных и отключающих устройств,
ограждений опасных зон. Сюда относят: вентиляцию, отопление
и освещение производственных помещений и рабочих мест;
меры по электробезопасности рабочих; меры по защите рабо-
чих от электромагнитных полей и ионизирующих излучений
и др.
Не менее важное значение имеют организационные меры:
обучение производственного персонала безопасным методам- и
приемам работы, правильный режим труда и отдыха для людей
различных профессий; профилактика профессиональных забо-
леваний.
100
Технические и организационные меры охраны труда должны
обеспечивать руководители и инженерно-технические работники
предприятий и цехов. При технологическом проектировании сбо-
рочно-сварочного цеха эти меры должны быть разработаны
с учетом действующих санитарных норм "и требований.
К индивидуальным средствам защиты прибегают в тех
случаях, когда принятые администрацией технические и орга-
низационные меры не обеспечивают безопасных и безвредных
условий труда (например, работа сварщика в замкнутых отсе-
ках объемных секций).
Условия труда как комплекс факторов внешней среды и про-
изводственной обстановки (техники, технологии и организации),
влияющие на производительность труда, безопасность и здо-
ровье работающих, в сборочно-сварочных цехах судостроитель-
ных предприятий оказываются разнообразными и сложными.
В ряде случаев они неблагоприятны (например, работа в тес-
ных отсеках и помещениях строящихся судов при неудобном
положении тела; загрязненность воздушной среды промышлен-
ной пылью, газами, нарами растворителей, красок; шум, вибра-
ция при работе с пневмоинструмснтом; широкое использование
электроэнергии, горючих и взрывоопасных веществ и т. д.).
На основные категории производственных рабочих в сбо-
рочно-сварочных цехах (судосборщиков и электросварщиков)
воздействуют различные вредные факторы внешней среды:
общие — неблагоприятные, метеорологические условия, пыль
и токсические вещества в воздухе;
дополнительные — работа на металле в неудобном положе-
нии, шум и вибрация, световое излучение при сварке;
случайные — пары органических веществ, радиоактивное и
ионизирующее излучение.
Воздействие вредных факторов является причиной общей
и профессиональной заболеваемости, производственного трав-
матизма, поэтому при проектировании судостроительных цехов,
машин и оборудования предъявляются специальные требования
по охране труда и окружающей человека среды.
Санитарные нормы проектирования промышленных пред-
приятий СН 245—71 предъявляют существенные требования
к охране внешней среды от воздействия производственных
вредностей.
При разработке проекта цеха в его технологическую часть
должны включаться расчеты возможного загрязнения атмо-
сферы и водоемов вредными веществами, содержащимися
в технологических выбросах, а также акустические расчеты.
Необходимо применять устройства для измерения и постоян-
ной регистрации количества поступающих в атмосферу и во-
доемы вредных веществ, а также устройства для регулирова-
ния объема выброса в результате интенсификации очистки.
В Санитарных нормах 245—71 указаны значения предельно
101
допустимой концентрации (ПДК) вредных веществ в рабочей
зоне и в водоемах санитарно-бытового пользования.
При размещении в одном здании нескольких производствен-
ных цехов участки со сходными условиями по вредности и
пожарной опасности располагают смежно. Участки с более
вредными условиями производства (анодного оксидирования,
грунтовки и сушки секций, приготовления мастик, клеев, хими-
ческой очистки, горячей оцинковки и т. д.) отделяют от
остальных; участки, наиболее опасные в пожарном отношении,
размещают в одноэтажных зданиях у наружных стен, в много-
этажных зданиях — на верхних этажах.
Планировка расположения оборудования в цехе и на участ-
ках должна обеспечивать безвредные и безопасные условия
труда. Вновь устанавливаемое оборудование может быть пу-
щено в работу только с разрешения начальника цеха и инже-
нера по технике безопасности; все агрегаты должны быть на-
дежно ограждены в опасных местах, а приспособления для
пуска и остановки расположены так, чтобы ими удобно было
пользоваться с рабочего места; все доступные для прикоснове-
ния токоведущие части электрооборудования должны быть на-
дежно заземлены.
В проектах цехов и производственного оборудования необхо-
димо предусматривать:
совершенные средства защиты от воздействия вредных про-
изводственных факторов;
предохранительные устройства, блокировку и сигнальную
аппаратуру автоматического действия;
совершенную технологию изготовления сварных изделий
с тем, чтобы существенно уменьшить (или полностью ликвиди-
ровать) вредные выбросы;
уменьшение образования шума, вибраций, ультразвука,
электромагнитного излучения, статического электричества и
ионизирующих излучений; шумоглушенне и амортизацию ви-
брации, защиту рабочих мест от влияния электромагнитных
волн, радиочастот и ионизирующих излучений;
дистанционное управление и автоматическую сигнализацию
о ходе процессов и операций, связанных с. выделением вредно-
стей; автоблокировку технологического оборудования и сани-
тарно-техническнх устройств, применение оборудования со
встроенными местными отсосами и светильниками и т. д.
В соответствии со специальной директивой Госстандарта
СССР, подтвержденной постановлением ЦК КПСС и СМ СССР,
во все стандарты и технические условия на промышленное обо-
рудование, разрабатываемое и выпускаемое в нашей стране,
должен быть включен раздел «Требования безопасности». Это
означает необходимость перехода от техники безопасности
к безопасной технике.
Естественно, наибольший успех в создании безопасной и без-
102
вредной для работающих производственной обстановки прине-
сет борьба с вредностями и опасностями непосредственно^
в источнике их образования — машине либо в неудачно выбран-"
ном технологическом процессе. Поэтому оборудование и техно-
логические процессы следует выбирать исходя не только из
технико-экономических характеристик, но и из условий безопас-
ности.
Универсальными средствами защиты работающих являются
предупредительные и сигнальные устройства, а также защитные
ограждения.
Строгие требования предъявляются к эксплуатации подъем-
но-транспортного оборудования: до начала эксплуатации его
следует подвергнуть полному техническому освидетельствова-
нию; должны быть осмотрены и проверены в работе все меха-
низмы и электрооборудование, приборы безопасности, тормоза
и аппараты управления.
Необходимо соблюдать правила транспортировки и кантовки
корпусных конструкций (секций и блоков). Для каждой кон-
струкции, корпуса разрабатывают типовые схемы обвязки, кан-
товки и транспортировки, которые собирают в альбом данного
судна либо в альбом типовых схем. На каждой схеме должны
быть указаны:
координаты центра тяжести перемещаемой конструкции;
места приварки обухов (рымов) для застропки при кан-
товке, транспортировке и установке конструкции на построечном
¦ месте;
типы обухов н подкреплений в местах их приварки;
рекомендуемые типовые или специально разработанные
приспособления для кантовки, транспортировки и установки;
рекомендуемая последовательность операций при подъемах,
транспортировке и установке конструкции.
Особо важное значение имеют меры обеспечения безопас-
ности труда при работе электросварщиков,' рубщиков и сбор-
щиков, судовых маляров.
Неблагоприятными производственными факторами при
сварке являются лучистая энергия, сварочная пыль и газы
(окись углерода, окислы азота и марганца, озон). Для защиты
от вредных воздействий при сварке используют:
а) от сварочной пыли и газов — местные отсосы средствами
вытяжной вентиляции, а также сосредоточенную подачу воз-
духа в зону дыхания сварщика;
б) от ультрафиолетовых лучей сварочных дуг — поворотные
экраны, обычное стекло и ткань спецодежды;
в) от интенсивного светового излучения — стеклянные све-
тофильтры различных марок в очках, масках, щитках, на за-
щитных касках;
г) от тепловых ожогов и механических травм рук — рука-
вицы и перчатки брезентовые и т. п.
103
Вредное воздействие шума н вибраций на производстве вы-
зывает общую заболеваемость в виде головных болей и повы-
шенной утомляемости. Внброболезнь в последние годы выходит
на первое место среди профессиональных заболеваний, прояв-
ляясь через 3—5 лет при высокочастотных вибрациях и через
10—12 лет при низкочастотных.
Общий уровень шума на рабочем месте рубщиков значи-
тельно превышает допустимый. Например, общий уровень шума
на рабочем месте рубки и клепки достигает 120^130 дБ, при
зачистке шлифовальными машинками — 100—110 дБ, при свер-
лении— 80—95 дБ; такой же уровень шума (85—95 дБ) вызы-
вают в цехе стационарные и переносные вентиляторы. Таким
образом, санитарные нормы по шуму превышены:
а) на 30—40 дБ — для рубщиков, клепальщиков и судовых
сборщиков, работающих с пневмоинструмеитом;
б) на 10—25 дБ — для электросварщиков, газорезчиков,
сверловщиков, крановщиков и стропальщиков, работающих по-
близости.
С целью борьбы с шумом необходимо:
разрабатывать и применять малошумное оборудование и ин-
струмент (заменять ударное взаимодействие деталей безудар-
ным, металлические детали пластмассовыми, включать в кон-
струкцию инструмента и оборудования звукоизолирующие ко-
жухи, глушители, амортизаторы);
проектировать малошумные технологические процессы (за-
менять пневматическую клепку электросваркой, пневматиче-
скую рубку газовой н электрической строжкой и т. п.);
использовать индивидуальные средства защиты от шума
(протнвошумы — наушники и вкладыши).
Для защиты от кумулятивного (накопительного) свойства
воздействия шума и вибраций рабочим рекомендуется отдых
в тихом помещении через каждый час работы в течение
8—10 мин.
Обеспечению нормальных условий труда способствуют вен-
тиляция, отопление и освещение в цехе. Методика расчета и
проектирования систем вентиляции, освещения и отопления
подробно излагается в курсе «Охрана труда в судо-
строении».
Не менее важно проектирование систем и мероприятий,
обеспечивающих в производственных условиях электро-, взрыво-
н пожаробезопаспость.
Электробезопасность предусматривает комплекс технических
и организационных мероприятий, обеспечивающих безопасные
условия эксплуатации электрооборудования. Техническими сред-
ствами электробезопасностн являются: изоляция токоведущих
частей, защитное заземление или зануление; защитное отклю-
чение, блокировка и ограждения; защита от электромагнитных
полей н от ионизирующих излучений. я
104
Взрывобезопасность предусматривает создание технических
и организационных мероприятий, обеспечивающих безопасную
эксплуатацию сосудов, трубопроводов.и оборудования, находя-
щихся под давлением. Необходимо строгое соблюдение правил
хранения и транспортировки баллонов со сжиженными га-
зами; правил расположения и крепления газовых трубопрово-
дов на стенах здания цеха и т. п. Вся газовая аппаратура
должна регулярно проходить освидетельствование в установлен-
ном порядке.
Ложаробезопасность включает профилактические мероприя-
тия и меры, обеспечивающие ликвидацию пожаров. Пожарная
профилактика представляет собой систему технических и орга-
низационных мер, предупреждающих возникновение и распро-
странение пожаров, своевременное оповещение, обеспечение
безопасной эвакуации людей и материальных ценностей,
а также создание условийч для успешного тушения пожаров
с минимальными затратами.
В соответствии с противопожарными нормами строительного
проектирования (СН и П А.5—70) все виды производства по
пожарной опасности подразделяют на 5 категорий: А, Б, В,
Г, Д. Сборочно-сварочные цехи относятся к категориям Г. Это
производство, связанное с обработкой негорючих материалов
в горячем, раскаленном или расплавленном состоянии, сопро-
вождающееся выделением лучистого тепла, искр и пламени.
В пояснительной записке технологической части проекта
сборочно-сварочного цеха (раздел «Техника безопасности и ох-
рана труда») должны быть приведены следующие данные:
отапливается или не отапливается данное здание цеха;
принятые меры профилактики взрывов, пожаров, производ-
ственного травматизма, а также обеспечивающие необходимые
температуру и влажность воздуха в цехе, освещенность и чи-
стоту рабочих мест, механизацию удаления отходов, окраску
интерьера и оборудования, аварийную вентиляцию и сигнализа-
цию, уровень шума, не превышающий допустимого, и т. п.;
количество (в соответствии с составом работающих) и рас-
положение санитарно-гигиенических п бытовых помещений;
расчет обеспечения санитарных условий в цехе согласно
действующим нормативам;
категории производства п класс помещений по пожаро- и
взрывоопасностп в соответствии со строительными нормами и
правилами (СН и П) и Правилами устройства электроустано-
вок (ПУЭ), раздельно для основного и вспомогательного про-
изводства (кладовые, мастерские, помещения механика, энер-
гетика и т. п.).
На чертежах технологических планировок после наименова-
ния каждого помещения и участка должны быть указаны кате-
гории и класс помещений по пожаро- и взрывоопасностп. На-
пример, кладовая красок — А/В—1а, где числитель — категория
105
пожароопасности по СН и П; знаменатель — класс пожаро-
и взрывоопасности по ПУЭ.
В необходимых случаях могут быть приведены специальные
требования к производству по технике безопасности, охране
груда и промсанитарии (боксы для окраски, камера хранения
радиоактивных изотопов и т. п.).
§ 20. ОСНОВНЫЕ ¦
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Определение технико-экономических показателей (ТЭПов)
проектируемого сборочно-сварочного цеха, их анализ и сравне-
ние— заключительный этап технологического проектирования
цеха.
Сопоставление технико-экономических показателей сопро-
вождается выяснением причин отклонений показателей разра-
батываемого проекта от показателей, принятых для сравнения
с ним. Если в результате сопоставления будет обнаружено, что
качественный уровень каких-либо технико-экономических пока-
зателей разрабатываемого проекта ниже уровня соответствую-
щих показателей, принятых для сравнения, то необходимо пере-
смотреть и изменить технические решения проекта. Анализ и
сравнение технико-экономических показателей следует прово-
дить параллельно с выполнением проектных работ, поэтому
некоторые данные анализа технико-экономических показателей
по трудоемкости сборочно-сварочных работ были приведены
в § 11.
Технико-экономические показатели делятся на две основные
группы:
1. Исходные или основные (абсолютные) показатели, полу-
ченные в результате проектирования и характеризующие про-
изводственную мощность цеха.
2. Производные (относительные или удельные) показа-
тели— величины, отнесенные к какой-либо единице: к одному
работающему, к единице оборудования, к одному квадратному
метру площади и т. д.; они выводятся на основе абсолютных
показателей.
Производные показатели дают возможность сравнивать дан-
ный проект цеха с ранее выполненными проектами. Они высту-
пают как мерило качества проекта и средство для выявления
необходимых исправлений и переделок в проекте (в случае
неудовлетворительных значений соответствующих показателей).
Номенклатура технико-экономических показателей для раз-
ных отраслей промышленности различна и отражает специфику
данного производства. В табл. 27 приведены основные данные
и технико-экономические показатели, рекомендуемые для опре-
деления и сравнения с аналогичными при разработке технологп-
106
ческой части проектов сборочно-сварочных цехов судостроитель-
ных предприятий. Эти показатели характеризуют только опре-
деленный проект. Однако для многих отраслей производства
по имеющемуся большому количеству средних значений пока-
зателей выведены укрупненные показатели, которые могут слу-
жить контрольными в процессе проектирования. Укрупненные
показатели, утвержденные в установленном порядке, представ-
ляют собой нормативные показатели.
Укрупненные технико-экономические показатели, таким об-
разом, могут быть использованы как контрольные для оценки
качества проектов, а также как исходные для ориентировочных
расчетов по определению основных данных цеха (площади,
трудоемкости работ) в первом приближении, до начала проек-
тирования (например, в стадии разработки ТЭО). В случае при-
менения укрупненных (нормативных) 'показателей необходимо
учитывать следующие факторы, определяющие одинаковые
условия производства сварных конструкций корпуса судна и
наименьший разброс значений технико-экономических показа-
телей: 1) объем годового выпуска продукции и освоение по-
стройки последующих судов серии; 2) уровень механизации и
автоматизации производственных процессов; 3) конструктивные
особенности (сложность) строящихся судов.
Приведение сравниваемых технико-экономических показате-
лей к сопоставимым условиям (установленным нормативами)
рассмотрим более подробно для двух основных- технико-эконо-
мических показателей, наиболее широко применяемых в прак-
тике проектирования:
а) удельной трудоемкости 1 т выпускаемой цехом про-
дукции;
б) удельного годового выпуска продукции с 1 м2 площади
цеха.
Сопоставление и анализ принятых удельных показателей
трудоемкости и годового выпуска продукции производится по
табл. 28, где приняты: Ту и Ву — соответственно удельная тру-
доемкость изготовления 1 т выпускаемой продукции и годовой
выпуск продукции с 1 м2 площади по проектируемому цеху
(проекту-аналогу, отчету существующего цеха и т. д.); коэффи-
циенты приведения, учитывающие изменения удельных пока-
зателей в зависимости: /fi и Ki — от объема годового выпуск?
продукции и освоения серии судов, планируемых к постройке;
/Сг и Кь — от уровня механизации и автоматизации работ;
Кз и Къ—от сложности конструкции и материала корпуса
судна.
В настоящее время еще нет исчерпывающих разработок для
определения значений коэффициентов приведения. Тем не менее
проектирующие организации, используя накопленный опыт,
с достаточной для практических целей точностью создали си-
стему ориентировочных значений коэффициентов приведения
107
Исходные (основные) и технико-экономические
Источник данных
Настоящий проект
Нормативы
Аналогичный" проект
Отчетные данные за-
вода
Зарубежные данные
Исходные (основные) показатели
н
к
S
S
о
о
>.
яя
о
с
с
г?
О
U
о
VO
та
а
-Q
ь
о
с
ж
О)
о
>;
а
ь-
к
о?
Состав работающих
о
о
X
X
¦ 1)
f-
и
о
с
СП
о
С
У
S
3*
\с
2
6-
О
Е
О
с
и
О
X
6
S S
а.*
и s
х =
«^
s в.
с
а
н
h
о к
Я о
f- о
и а
з* о
• X
2
5
>.
о
о
о
15
5 s
ri О
с
и
О
а:
6-
<j
о
о
5
О
S
=г
S
•е-
•в-
(Л
О
Количество
оборудования,
ед.
о
о
и
к
в том
числи
о
о
3*
о
я
та
6-
и
6-
0)
34
О
О
та
а
Сопоставление и анализ удельных показателей трудо
Источники показателей
Нормативы
По настоящему проекту
По аналогичному проекту
Отчетные по цеху
Зарубежные
Исходные данные
U _
as
с; о.
I о
i
§
f- -
«[_
а:
Годовой выпуск
продукции с 1 м2
общей площади
В , т
у
108
показатели сборочно-сварочного цеха
Таблица 27
Площадь, м-
та
Я*
VO
о
я
та
Я
ю
о
и
о
с
-
X
о
6-
vo
о
Я
о
0)
>.
ч
t-
а:
s:
.а
f-
и
О
Ж
я
*
>.
о.
с
о
о
5,
о
X
го
Технико-экономические показатели
н
о
St
о ^"
Ч QJ
>. з-
а
я S
а у
я *
л >,
ч ч
S-o
<а
^ к
'
X
Я
о
*с
та
О.
я я
О SQ
*3
о 5
с °
и о.
в с
Средний
коэффици-
ент загруз-
ки
я
5
та
а
о
Ч
>>
D,
О
О
О
Е-
О
Е
X
S
о
о
та
а
Годовой выпуск
продукции, т
S
ч
та
rT
о
с
о
я;
\с
о
Е
о
о
а>
о
\о
та
D,
с
о
г
ч
о
та
я
с
1
2
та
н
о
о
та
о,
о
U
о
я
ч
о
та
я
О X
ЁЗ
-: щ
аз
|§
р
Я о
« о,
х я i9
Л 5 °
? :J и
? « °
Я f- с
с* я а,
>> Е с
т
Я
О
с
л
я
&
о
с.
>.
Я
О
х ч
<U о
о
Ч о
ь =3
у л
о ч
я о
я *&
о Я
56 5
^я
О. m f-
о и
Soa
О !D •
t. ff >.
P- о к
OJVO QJ
5 я ?
емкости и годового выпуска по проектируемому цеху
Таблица 28
Коэффициенты приведения к условиям проекта
удельной трудоемкости, чел.-ч/т
*i
К2
к3
ТУК1К*«»
годового выпуска продукции
с 1 м- площади, т
7<4
К.
Кь
вук4к./<в
109
Таблица 29
Ориентировочные значения коэффициентов, учитывающих изменение
трудоемкости 1 т продукции и годового выпуска с I м2
площади сборочно-сварочного цеха в зависимости от годовой
программы и серийности постройки судов
F-i
а"
ci2
100
90
80
70
60
50
40
35
30
25
20
18
16
15
14
12
10
8
6
4
. Классы
судостроительных предприятий
I
К,
1,0
1,03
1,06
1,10
1,14
1,18
1,22
—
1,3
—
1,50
—
—
—
—
—
—
—
—
К,
1,0
0,97
0,94
'0,91
0,88
0,85
0,82
—
0,77
—
0,67
—
—
—
—
—
—
--
--
""
II
К:
1,0
1,04
1,09
1,14
1,2
—
1,26
—
1,40
—
—
—
—
¦—
—
—
—
"
К,
—
1,0
0,96
0,92
0,88
0,84
—
0,79
—
0,73
—
—
—
—
—
—
—
—
III
К,
—
—
—
—
—
1,0
1,02
1,05 .
1,08
1,15
—
—
1,23
—
—
1,34
—
—
"
К,
—
—
—
—
— ¦
1,0
0,98
0,95
0,92
0,87
—
—
0,81
—
—
0,74
' —
—
_
IV
к,
—
—
—
—
—
—
—
—
—
1,0
1,0
1,01
—
1,02
1,05
1,10
1,15
1,2
1,34
К*
—
—
—
—
—
—
—
—
—
1,0
0,99
0,98
—
0,97
0,95
0,92
0,88
0,84
0,75
Таблица 30
Ориентировочные значения коэффициентов, учитывающих изменение
удельной трудоемкости на 1 т продукции цеха
и удельного годового выпуска с I м2 общей площади
сборочно-сварочного цеха в зависимости от уровня механизации
и автоматизации производства и конструкции корпуса
, судов-представителей
rt
0J
= 5
я s
^ о,
1
II
III
IV
V
Механизированное производство
Уровень
механизации
и автомати-
зации, ¦>,,
25—30
30—35
30-35
35—40
40—45
К:
0,8
0,78
0,75
0,72
0,7
Кг,
1,2
1,24
1,27
1,3
1,32
Комплексно-механизиро-
ванное производство
Уровень
механизации
и автомати-
зации, ?0
55—60
60—70
60-70
~ 65—70
70—75
К2
1,0
1,0
1,0
1,0
1,0
к5
1,0
1,0
1,0
1,0
1,0
Конструкция
судна
Kj
0,6
1,0
1,1
1,37
3,15
А'с
1,24
1,0
0,8
0,67
0,53
ПО
технико-экономических показателей к сопоставимым условиям
производства. В табл. 29 и 30 приведены соответственно ориен-
тировочные значения коэффициентов Ki и Ki, К% и Къ', Кг и К&
для пяти проектных классов судостроительных предприятий
(данные А. К. Сыркова).
Обработка отчетных данных сборочно-сварочнцх цехов пе-
редовых заводов, систематизация проектных решений выявили
закономерность изменения значений удельных показателей в за-
'20 30 40 50 60 70 80 90 100 1,11
10 15 20 25 30 35 40 45 50 Ш
h 6 8 10 12 14- 16 18 20 IV
Годовая программа, тыс. т
Рис. 29. Изменение удельной трудоемкости в зависимости от объ-
ема годовой программы сборочно-сварочных цехов на предприя-
тиях классов I, II, III и IV
висимости от годового выпуска продукции (рис. 29 и 30). В це-
хах с большим годовым выпуском продукции при производстве
сварных конструкций требуются меньшие затраты труда.
Основные данные и технико-экономические показатели, ука-
занные в табл. 31, рекомендуются для проведения анализа про-
ектов сборочно-сварочных цехов в качестве ориентировочных.
Они определены по классам судостроительных предприятий
(для условно принятых: судов-прототипов, серийности по-
стройки их, годового выпуска) на основе анализа проектных
ТЭПов, лучших фактически достигнутых показателей работы
сборочно-сварочных цехов и по результатам научных исследо-
ваний в данной области. Эти ТЭПы предполагают примене-
ние самых передовых технологических процессов, новейшего
111
высокопроизводительного оборудования, внедрение комплексной
механизации и автоматизации производственных процессов и
наиболее прогрессивных форм организации и управления про-
изводством. Они должны отражать высокую степень специали-
зации судостроительного предприятия по постройке большой
серии однотипных судов и развитие специального кооперирова-
ния производства.
Года бая программа, тыс. т
Рис. 30. Изменение удельного годового выпуска продукции в зависимости от
объема годовой программы сборочно-сварочных цехов на предприятиях клас-
сов I, II, III и IV
Таблица 31
Основные данные и технико-экономические показатели
сборочно-сварочных цехов
К
W
К
а
с
о
то
I
II
III
IV
V
Исходные (основные) данные
Суда-представи-
тели
Тип
Танкер
Сухо-
грузное
судно
Траулер
Морской
буксир
Сейнер
Чистая
масса,
14 000
6 200
2 500
660
90
¦
то -
= то
о "
* о
4 1-
к о
а5
20
40
70
120
200
Годовой
выпуск
продук-
ции
>t
(J
X
10
20
35
60
100
6
2
100
80
40
20
5
К
К
то
п
я -
р*
И К
то п
¦» =
о «
70
70
70
65
60
Л
а
5й
°°
= Я
X О
а; а
0,80
0,80
0,80
0,75
0,70
К
О
К
К
К
¦е-
¦е-
о
1,7
1,7
1,7
1,7
1,7
тэп
л
У м
Is?
^?
ТО ТО с;
л о з-
^ >- .
Я с a
if 2 я
8,5
14,0
16,5
20,5
46,0
выпуск
продукции
¦s
г
о я
о ч
-1 то
о
о с
4,0
3,1
2,4
2,0
1,6
2 6
-г
ш
165
100
85
67
30
¦
* 2
2 Й
13
р=
o?s
5 О о
шо о
о. а о
30
30
30
30
30
В сборочно-сварочных цехах необходимо создавать следую-
щие производственные условия: а) узлы и секции корпусов
судов собирать и сваривать на специализированных поточных
или механизированных линиях, оснащенных кондукторами,
приспособлениями и быстроналаживаемой оснасткой, высоко-
производительным оборудованием; б) в плоскостные и объем-
ные секции устанавливать максимально возможное насыщение;
в) рационально использовать площади и объемы здания цеха,
предусматривать блокирование цехов и применение прогрессив-
ных и рациональных видов внутрицеховых транспортных
средств.
ГЛАВА III
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
СВАРОЧНОГО ПРОИЗВОДСТВА
§ 21. ЗАДАЧИ И НАПРАВЛЕНИЯ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ
Механизация производства, т. е. замена ручных средств
труда машинами и механизмами, может быть частичной и ком-
плексной. При частичной механизации механизируются главным
образом наиболее трудоемкие производственные операции при
сохранении значительной доли ручного труда (особенно при
осуществлении погрузочно-разгрузочпых и транспортных ра-
бот). При комплексной механизации па всех основных и.вспо-
могательных операциях технологического процесса ручной труд
заменяется машинным. Ручной труд может сохраняться па от-
дельных нетрудоемких операциях, механизация которых
не имеет существенного значения для облегчения труда и эко-
номически нецелесообразна. Кроме того, за человеком остаются
функции управления процессом производства и контроля.
Комплексная механизация открывает возможности для при-
менения поточных методов производства и способствует повы-
шению качества продукции.
Следующей ступенью совершенствования процессов произ-
водства является их автоматизация. При автоматизации произ-
водства функции управления и контроля, ранее выполнявшиеся
человеком, передаются приборам и автоматическим устройст-
вам. Автоматизация значительно уменьшает влияние субъектив-
ных факторов (степени мастерства, быстроты реакции, утом-
ляемости работающего) на ход производственного процесса и
повышает качество его выполнения. Автоматизация производ-
ства не означает полного вытеснения человека автоматами,
но направленность его действий, характер его взаимоотношений
из
с машиной изменяется. Центр тяжести в трудовой деятель-
ности человека перемещается на техническое обслуживание
машин-автоматов и на аналитически-распорядительную дея-
тельность.
Автоматизация производства может быть частичной (авто-
матизированы отдельные операции технологического процесса),
комплексной (автоматизирован весь цикл основных и вспомога-
тельных операций и частично управление автоматизированными
механизмами и устройствами) и полной (автоматизирован
весь производственный процесс и управление им).
Автоматизацию производства легче осуществить в том слу-
чае, когда однажды выбранный оптимальный производственный
процесс сохраняется достаточно, долго (в условиях массового
изготовления одинаковых деталей), проведена предварительно
его механизация и комплексная механизация и внедрены по-
точные методы производства. Примерами комплексно-механи-
зированных и автоматизированных сварочных производств
в машиностроении могут служить:
блок цехов сварных машиностроительных конструкций мощ-
ностью 135 тыс. т в год на Уралмашзаводе (работы по его соз-
данию, внедрению комплексной механизации и передовой орга-
низации производства отмечены Государственной премией
СССР);
комплексная механизация сварочных и смежных процессов
изготовления труб большого диаметра на Челябинском трубо-
прокатном заводе (за счет чего коэффициент использования про-
катных станов достиг 0,95);
производство сварных отопительных радиаторов, которое
можно рассматривать как прототип сварочного производства
будущего.
Для судового кбрпусостроения, в частности судостроитель-
ного сборочно-сварочного производства, где массовое производ-
ство практически не встречается, пути и методы механизации
и автоматизации производства усложняются. Вследствие этого
при изготовлении корпуса и его конструкций почти 70% всех
работ производят вручную. Сборочно-сварочное производство
в судостроении характеризуется высоким уровнем механизации
и автоматизации сварочных работ (75%) и низким уровнем
механизации и автоматизации сборочных (5—10%) и разметоч-
но-проверочных работ. Это объясняется тем, что механизи-
рованное выполнение таких операций, как разметка, сборка,
проверка, прихватка, пригонка, кантовка, требует довольно
сложного крупногабаритного оборудования и металлоемкой тех-
нологической оснастки, эксплуатация которых в условиях су-
достроительного производства не всегда оказывается рента-
бельной. ..
При проектировании и реконструкции судостроительных'
предприятий предусматривают внедрение частичной и комп-
114
лексной механизации производственных процессов сборочно-
сварочного производства в сочетании с организацией прогрес-
сивного поточного метода производства. Для поточного про-
изводства характерно расчленение производственного процесса
на отдельные относительно короткие операции, выполняемые
на специально оборудованных, последовательно расположенных
рабочих местах — поточных линиях. Условиями успешного при-
менения поточного производства являются специализация про-
изводства, развитие стандартизации, унификации и технологич-
ности элементов конструкций и изделий. Поточное производство
создает возможности для более полного использования высоко-
производительных механизмов и автоматизированного обо-
рудования.
Поточная линия сборочно-сварочного цеха представляет со-
бой совокупность рабочих мест (позиций), расположенных
в последовательности выполнения технологического процесса
сборки и сварки узлов и секций корпуса судна и оснащенных
механизированным оборудованием, приспособлениями и ин-
струментом. На механизированной и комплексно-механизиро-
ванной поточных лицпях сборочно-сварочного цеха основные
операции производственного процесса изготовления узлов и сек-
ций корпуса выполняют с помощью машин п механизмов. Пере-
мещение изделий от одного рабочего места к другому произво-
дится с помощью специальных транспортных устройств со
строго определенным принудительным ритмом.
Легче всего поддается механизации и частичной автомати-
зации процесс сварки конструкции (например, под слоем
флюса, в среде защитных газов, электрошлаковой, контактной)
вследствие возможности использования относительно малогаба-
ритного сварочного оборудования стационарного и переносного
типов.
Однако в связи с тем, что трудоемкость сварки составляет
25—30% общей трудоемкости сборочно-сварочных работ, эффек-
тивного снижения трудоемкости и повышения производитель-
ности сборочно-сварочного производства можно достигнуть
только путем внедрения механизации и комплексной механиза-
ции всех операций производственного процесса, включая заго-
товительные.
Совершенствования процесса сварки достигают также за
счет широкого использования односторонней автоматической
сварки под слоем флюса (с обратным формированием шва), по
щелевому зазору, погруженной дугой, создания новых свароч-
ных материалов, высокопроизводительных сварочных головок,
улучшения конструкций сварочного оборудования. В настоящее
время разработаны трехдуговой автомат «Мир» для односторон-
ней сварки полотнищ с обратным формированием шва, автомат
«Бриг» для' сварки с обратным формированием шва на сколь-
зящем медном ползуне, многоголовочиые установки «Балтия»
115
п «Волна» для групповой приварки набора, сборочно-сварочные
агрегаты для изготовления прямолинейных и криволинейных
балок и др.
Анализ технологии изготовления корпусных конструкций по-
казывает, что большинство узлов и секций корпуса судна можно
изготовлять в условиях механизированного и комплексно-меха-
низированного сборочно-сварочного производства с поточной
формой организации работ.
Основным направлением совершенствования технологии и
организации производства и повышения технического .уровня
а)
^120
110
100
5 90
и
*- 70
I1 50
•5 30
20
I
1
/
1
\\
Л
V
\
\
/
\
s\
1^1
\5
"
у
\
\
Л
/
/
1
\
к-
ч
/
(,
Ь
?>-
0 1 13 4 5 6 7 8 9
Срок окупаемости, год
10
О 12 3 4 5 6 7
Срок окупаемости, год
Рис. 31. Зависимость срока окупаемости затрат на комплексную механиза-
цию от годового выпуска продукции сборочио-сварочпых цехов судострои-
тельных предприятий классов I, II, III (а) и классов IV, V (б)
Ту— проектная удельная трудоемкость
производства и сборочно-сварочных цехах является комплексная
механизация изготовления узлов и секций корпуса. Это позво-
лит повысить производительность труда в сборочно-сварочных
цехах в 2—2,5 раза и в значительной мере сократить тяжелый
физический труд.
Срок окупаемости затрат на внедрение комплексной механи-
зации сборочно-сварочного производства определяют на основе
экономических расчетов с учетом удельной трудоемкости вы-
полняемых работ, объема производства и типов строящихся
судов.
На рис. 31 представлена зависимость срока окупаемости за-
трат на комплексную механизацию производственных процес-
сов, протекающих в сборочно-сварочных цехах судостроитель-
ных предприятий различных классов, от годового выпуска
продукции. Для сборочно-сварочных цехов предприятий классов
I, II, III комплексная механизация целесообразна при всех
116
значениях годового выпуска продукции, для класса IV — при
годовом выпуске более 10 000 т, для класса V—более 4500 т
(при условии снижения трудоемкости работ не менее чем
в 1,5 раза).
При выборе степени механизации (комплексная механиза-
ция производства в целом или на отдельных линиях; механиза-
ция отдельных операций или производственных участков) тре-
буется руководствоваться следующим: если срок окупаемости
затрат при комплексной механизации находится в пределах
нормального (7 лет), однако выше .чем при внедрении частич-
ной механизации, предпочтение следует отдавать комплексной
механизации, так как она дает дополнительные преимущества
в связи с резким сокращением организационных и транспорт-
ных потерь.
Технический уровень сборочно-сварочного производства в зна-
чительной мере зависит от степени совершенства производствен-
ных процессов изготовления корпусных деталей. Повышение
точности изготовления деталей приводит к сокращению объема
пригоночных работ при сборке узлов и секций, которые прак-
тически не поддаются механизации и увеличивают объем руч-
ных работ. В корпусообрабатывающнх цехах следует внедрять
аналитические методы определения обводов корпуса в плазо-
вые работы, газоэлектрическую резку на машинах с програм-
мным управлением, эффективную систему контроля точности
изготовления деталей. Обеспечение технологичности конструк-
ций корпуса судна при его проектировании также способствует
совершенствованию производственных процессов в корпусообра-
батывающем и сборочно-сварочном цехах.
В число мероприятий по организации комплексно-механизи-
рованного сборочно-сварочного производства входит:
специализация участков по типам конструкций и позиций
по видам работ (операциям);
концентрация однородных операций на отдельных позициях;
максимальное расширение объема узловой сборки на ком-
плексно-механизированных участках;
обязательная механизация трудоемких и тяжелых работ;
ужесточение требований к точности обработки корпусных
деталей и узлов, поступающих на механизированную сборку,
за счет применения газорезательных и газоэлектрических ма-
шин с программным управлением и предотвращения или умень-
шения сварочных деформаций при узловой сборке;
раздельная сборка и сварка набора секций на основе внедре-
ния технологичных узлов соединений набора;
совмещение операций сборки и сварки на одном агрегате,
позволяющее исключить прихватку;
использование для стыковых соединений способов сварки,
обеспечивающих возможность расширить допуски на зазор и со-
кратить объем пригоночных работ;
117
увеличение объема сборки без предварительной разметки;
использование унифицированной технологической оснастки;
применение односторонней автоматической сварки полотнищ
с двусторонним формированием шва;
оснащение механизированных линий и участков автоном-
ными подъемно-транспортными средствами, что исключает за-
висимость работы участков от загрузки цеховых кранов, выпол-
няющих только эпизодические работы (подачу контейнеров
с деталями и узлами, снятие с постелей, кантовку готовых сек-
ций и др.);
взаимная согласованность работ сборочно-сварочного, кор-
пусообрабатывающего и стапельного цехов за счет разработки
единых графиков работы и строгого контроля за их выпол-
нением;
усовершенствование способов комплектации деталей и узлов
и транспортировки их в контейнерах, поддонах- и кассетах; соз-
дание оптимальных запасов перед сборочными позициями;
широкое использование современных средств механизации
и автоматизации управления производством; применение ана-
литических методов расчета на ЭВМ при оперативном планиро-
вании производства в сборочно-сварочном цехе.
§ 22. ОРГАНИЗАЦИЯ ПОТОЧНОГО ПРОИЗВОДСТВА
И РАСЧЕТ КОЛИЧЕСТВА ПОТОЧНЫХ ЛИНИЙ
Изготовление большинства секций и отдельных узлов произ-
водят на механизированных или комплексно-механизированных
поточных линиях. Все узлы и секции корпуса судна разбивают
на технологические группы, каждую из которых изготовляют
на самостоятельной специализированной механизированной по-
точной линии. Для каждой группы разрабатывают типовой тех-
нологический процесс механизированного изготовления изделия
и технологический график продолжительности выполнения каж-
дой операции. Согласно технологическому графику весь объем
работ распределяется по позициям поточной линии с соблюде-
нием очерёдности и концентрации на каждой позиции однород-
ных операций. Таким образом, механизированная поточная ли-
ния характеризуется однородностью работ на позиции и узкой
специализацией рабочих, равномерностью загрузки на каждой
позиции и ритмичностью выпуска продукции. С позиции на по-
зицию изделие перемещается с соответствующей оснасткой либо
без нее. У позиций создаются накопители, обеспечивающие не-
прерывную комплектацию линии деталями и узлами.
Графики работы поточных линий и механизированных уча-
стков сборочно-сварочного цеха должны быть согласованы
между собой, с графиком работы корпусообрабатыва,ющего
цеха и со стапельным графиком.
118
Уровень механизации производственных процессов на поточ-
ной линии определяется ее рентабельностью. Экономическую
эффективность каждого средства механизации в поточной ли-
нии находят расчетным путем.
Расчет количества поточных линий, необходимых для выпол-
нения заданной годовой программы проектируемого сборочно-
сварочного цеха, тесно связан с методикой расчета количества
рабочих мест (см. § 14). К расчетным данным табл. 16 следует
добавлять параметры, определяющие ритмичность и непрерыв-
ность работы поточной линии.
Ритм работы поточно-позиционной линии;—это расчетный
промежуток времени, по прошествии которого осуществляется
передача изделия с одного рабочего места (позиции) на другое.
При распределении работ между позициями необходимо исхо-
дить из условия равномерной их загрузки. Время выполнения
работ на позициях должно быть примерно одинаковым.
Ритм поточной линии всегда согласуется с тактом производ-
ства, т. е. с тем расчетным промежутком времени, который
проходит между выпусками готовых изделий. Такт производства
в цехах подчинен такту выпуска судов, зависящему от количе-
ства судов bj-одовой программе завода.
В сборочно-сварочном цехе такт производства должен быть
таким, чтобы в соответствии со стапельным расписанием обес-
печить строящееся судно полным комплектом секций. Следова-
тельно, такт выпуска сборочно-сварочным цехом каждой секции
корпуса равен такту производства судостроительного предприя-
тия в целом.
Ритм работы поточных линий цеха, специализированных по
технологическим группам узлов или секций, либо равен такту
производства цеха, либо меньше его в целое число раз и зави-
сит от количества узлов или секций, входящих в технологиче-
скую группу, и трудоемкости их изготовления.
Например, судостроительное предприятие выпускает 10 судов в год.
Такт производства составит примерно 25 рабочих дней, или 50 рабочих смен.
Сборочно-сварочный цех должен работать с тем же тактом производства,
т. е. выдавать полный комплект секций корпуса через каждые 50 рабочих
смен. Чему же равен ритм одной из поточных линий? Допустим, на годовую
программу необходимо, изготовить 100 днищевых секций, входящих в еди-
ную технологическую группу. Тогда за каждые 50 рабочих смен потребуется
изготовить для одного судна 10 днищевых секций. Таким образом, ритм по-
точной линии изготовления днищевых секций составит б рабочих смен. Если
при распределении трудоемкости операций изготовления днищевой секции.по
позициям поточной линии окажется, что продолжительность пребывания секции
на позиции превышает 5 рабочих смен, то проектировщик вынужден будет
организовать параллельную лоточную линию того же назначения или вторую
позицию в «узком» месте линии.
Непрерывность работы поточной линии во времени обеспе-
чивается правильным планированием очередности изготовления
секций, входящих в технологические группы, в соответствии
с графиком постройки корпуса судна.
С
119
Таблица 32
График сборки и сварки технологической группы плоскостных секций
Операции технологи-
ческого процесса
Подача и установка го-
тового полотнища
Установка балок глав-
ного направления с по-
мощью сборочного агре-
гата
Сварка автоматом балок
с полотнищем
Установка перекрестно-
го набора, подгонка к
балкам главного на-
правления
Сварка полуавтоматом
набора с полотнищем и
между собой
Правка местных неров-
ностей . и коитуровка
секции
Контроль швов. Сдача
секции ОТК
Номер позиции и про-
должительность работ
на позиции
Ритм поточной линии
Время (смеиы, недели, месяцы)
1
'.;оос
О С С/'О
2
;.;с;ос
3
ссоо
i
2.5
I
2.5
1,5
3,0
4
хххххххх
II
1,0
С- С; С; О
5
с; о о о
III
1,0
II
2,0
1,5
1,5
3,0
6
хххххххххххх
IV
1,5
7
OCV.;.;:
О о с о
8
О о о о о
V
1,5
III
3,0
1,5
1,5
3,0
Примечание. Кружками обозначена продолжительность сборочных работ, а крестиками — продолжительность сварочных работ.
Можно рекомендовать два метода расчета количества по-
точных линий и числа позиций в них.
1. По методике, изложенной в § 14 (см. также табл. 16),
определяют иеобходимое для выполнения годовой программы
цеха количество рабочих мест. Составляют технологические
графики сборки и сварки технологических групп узлов и секций.
Полученный цикл изготовления технологической группы рас-
пределяют по позициям поточной линии равными объемами.
При этом следует обеспечить однородность работ на позиции,
ее специализацию, примерно одинаковую продолжительность
работ на позиции, оптимальный ритм поточной линии.
В табл. 32 показаны: 1) график выполнения операций тех-
нологического процесса при изготовлении на поточной линии
технологической группы плоскостных секций годовой программы
цеха; 2) два варианта организации поточного изготовления тех-
нологической группы плоскостных секций. Продолжительность
операций технологического процесса определяют по трудоемко-
сти этой операции на годовую программу и плотности работ.
В данном случае можно организовать пять позиций линии с рит-
мом 1,5 единицы времени, причем на позиции I требуются два
рабочих места, или три позиции с ритмом 3 единицы времени;
коэффициент загрузки линии будет одинаков и составит &3 =
= 7,5/9,0 = 0,84.
Исходя из подсчитанного ранее количества рабочих мест, не-
обходимых для выполнения годовой программы по выпуску
секций, определяют число работающих одновременно (парал-
лельно) поточно-позиционных линий для каждой технологиче-
ской группы.
Кроме рабочих позиций необходимо организовать места для
межпозиционного хранения и комплектования деталей и узлов.
2. При разработке проектов типовых комплексно-механизи-
рованных поточных линий устанавливают их производитель-
ность, выражаемую в тоннах, погонных метрах (для тавровых
узлов) или единицах продукции за единицу времени.
Количество поточных линий рассчитывают путем деления
годовой программы проектируемого производства по выпуску
тех или иных технологических групп узлов или секций на про-
изводительность каждой из соответствующих поточных линий.
При этом используется также типовая компоновка поточно-по-
зиционных линий с некоторой возможной корректировкой разме-
ров позиций, модернизацией производственного оборудования и
оснастки.
Второй метод расчета необходимого числа поточных линий
следует считать более приемлемым. В этом случае производи-
тельность поточной линии определяется на основании произво-
дительности применяемого механизированного оборудования и
инструмента, механизированной оснастки и устройств на посте-
лях, стендах и др.
121
Однако как при расчете производительности или пропускной
способности поточных линий, так и при определении годового
действительного фонда времени позиции поточной линии необ-
ходимо помнить о следующем важном обстоятельстве и учиты-
вать его при проектировании. Каждая поточная линия и любой
из многочисленных составляющих ее элементов имеют свой оп-
ределенный срок эксплуатации, причем срок службы отдельных
элементов линии может не совпадать. Результатом этого может
явиться остановка поточной линии и необходимость новой ее
настройки. Опыт эксплуатации механизированных поточных ли-
ний в судостроении относительно невелик, чтобы оценить дли-
тельность простоев и установить с достаточной точностью дей-
ствительные потери рабочего времени и коэффициент использо-
вания поточной линии. Повысить коэффициент использования
проектируемых поточных линий можно путем организации агре-
гатного поузлового ремонта отдельных элементов и устройств,
установки параллельных резервных агрегатов из числа наибо-
лее подверженных выходу из строя, повышения надежности ра-
боты применяемого механизированного оборудования всех
видов.
§ 23. МЕХАНИЗИРОВАННЫЕ
И КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЕ
ПОТОЧНЫЕ ЛИНИИ
В СБОРОЧНО-СВАРОЧНОМ ЦЕХЕ
Основной формой механизации и комплексной механизации
производства в сборочно-сварочных цехах является организа-
ция механизированных участков и поточно-ттозиционных линий,
специализированных на изготовлении основных типов узлов и
секций корпуса судна постоянной номенклатуры с принудитель-
ным ритмом. Типизация корпусных конструкций производится
по конструктивно-технолЬгическим признакам, поэтому детали
корпуса должны быть максимально унифицированы и техноло-
гичны. (Под технологичностью конструкций понимают совокуп-
ность свойств, позволяющих изготовить данную конструкцию
с наименьшими затратами труда, материалов и средств, исполь-
зуя при этом передовую технологию н полностью обеспечивая
предусмотренные технико-экономические показатели эксплуата-
ции конструкции.)
В сборочно-сварочных цехах предусмотрена следующая спе-
циализация механизированных линий и участков:
на узловой сборке — линии изготовления тавровых балок
(прямолинейных и криволинейных), полотнищ и легких выгоро-
док, участок изготовления мелких плоских узлов набора и др.;
на секционной сборке — линии изготовления плоскостных,
палубных, бортовых, днищевых секций и др.
122
Состав специализированных участков сборки нетиповых
конструкций определяется в зависимости от годового объ-
ема продукции и номенклатуры узлов (фундаменты, комингсы
грузовых люков, кожухи дымовых труб, мачты и др.) и секций
(секции оконечностей, отдельные днищевые секции и др.). При-
менение для их изготовления механизированных линий с по-
точно-позиционной организацией производства в ряде случаев
затруднено из-за сложности передвижения изделий с одной по-
зиции на другую и нерентабельно из-за малого количества этих
изделий.
Рассмотрим типовые схемы некоторых поточных линий по
изготовлению узлов и секций корпуса. '
1. Комплексно-механизированная линия изготовления пря-
молинейных и криволинейных тавровых балок.-На линии изго-
товляют балки следующих размеров и массы:
Высота стенки, мм До 750
Ширина полки, мм » 350
Длина узла, мм » 10 550
Масса узла, кг » 1000
Тавровые балки можно изготовлять на станках типа СТС-2М
или сборочно-сварочных агрегатах, позволяющих устранять
сварочные деформации. Принципиальная схема типовой ком-
плексно-механизированной линии изготовления тавровых балок
приведена на рис. 32.
Рассмотрим технологию изготовления прямолинейных тавро-
вых балок. С помощью магнитного перегружателя 2 поясок
балки вынимается из кассеты /, укладывается- на рольганг 7
транспортно-сборочного устройства агрегата и фиксируется.
Затем сверху в вертикальные направляющие этого же устрой-
ства заводится стенка балки и вместе с пояском подается в сбо-
рочно-сварочный агрегат 5 (общий вид агрегата представлен
на рис. 33). В процессе сварки за счет подъема опорной ста-
нины производят выгиб балки в сторону, обратную изгибу от
остаточных сварочных напряжений. Сваренный узел по роль-
гангу поступает в зону действия укладчика 13, который уста-
навливает балку в кассету 12. Тавровые балки, требующие
правки, передаются перегружателем 10 шлепперного типа
с пневматическим досылателем 11 на приемоподающее устрой-
ство 14 правильного пресса 15. После правки с помощью уклад-
чика 16 балки устанавливают в кассеты или укладывают на
ленточный транспортный манипулятор 17, доставляющий их
к раскроечному устройству 18.
Описанная линия и агрегат способны выпускать в год около
75 тыс. пог. м балок, не требующих правки.
Криволинейные тавры изготовляют следующим образом.
Поясок балки специальным погрузчиком с электромагнитными
захватами 3 переносится со стола 6 на выдвижные захваты са-
моходной направляющей тележки 4 и фиксируется. Выдвижные
123
Г"
Рис. 32. Принципиальная схема механизированной линии изготовления прямолинейных и криволинейных тавровых ба-
лок (предприятие класса I)
захваты направляющей тележки воспроизводят криволинейные
обводы балки. На поясок тем же погрузчиком устанавливается
стенка и узел заводится в сборочно-сварочный станок 8 типа
СТС-2М. Выходящая из станка балка постепенно укладывается
на ролики опорной тележки 9 и но мере готовности транспор-
тируется к укладчику 13. Последний отправляет готовый узел
Рис. 33. Общий вид сборочно-сварочного агрегата
в кассету контейнера либо с помощью перегружателя 10
к прессу 15 для окончательной отработки требуемой криволи-
нейной формы.
Поточную линию, обслуживают восемь рабочих. Средняя
производительность линии составляет 28 пог. м тавровых балок
в час.
Рис. 34. Примерная схема поточно-позиционной линии изготовления
полотнищ
2. Комплексно-механизированная линия изготовления плос-
ских полотнищ секций. Полотнища, имеющие габариты до 13Х
Х12 м при размерах листов до 3x12 м и толщине 4 мм и бо-
лее, изготовляют на трех позициях (рис. 34).
Позиция / — сборка и сварка пазов. Листоукладчик / грузо-
подъемностью 5 т, оборудованный траверсой с вакуумными
125
прпсосами, подает листы с расходной площадки 2 на механизи-
рованный стенд 3. Каждый лист перемещается по приводным
направляющим роликам 7 стенда до совмещения его стыкуемой
кромки с осевой линией стационарного сварочного портала 5
или с кромкой предыдущего листа. Стыкуемые кромки листов
в то же время находятся над осевой линией флюсового ручья
стенда 3. Торцевые кромки листов совмещаются с помощью
ориентирующего устройства 6. При необходимости причерчива-
нне н подрезку стыкуемых кромок листов выполняют над спе-
циальным желобом 4. Сварку пазов выполняют без прихв,атки,
предварительно обжав кромки листов специальными гидравли-
ческими башмаками, расположенными на портале 5. Сваренное
полотнище по роликам 7 стенда передается на следующую по-
зицию.
Позиция // — кантовка полотнища с помощью мостового
крана, оборудованного специальной траверсой, и подварка па-
зов автоматом типа АДС-1000-2. Эта позиция исключается, если
в проекте предусмотрена односторонняя сварка с обратным
формированием шва. у
Позиция /// — контроль, сварных швов ультразвуковым де-
фектоскопом, устранение дефектов, разметка полотнищ и от-
правка мостовым крапом с помощью транспортировочной рамы 8,
имеющей вакуумные присосы, к линиям — потребителям полот-
нищ или укладка их на место хранения.
Принцип работы липни основан на пульсирующем движении
полотнища на ширину свариваемого листа по мере его наращи-
вания (длина паза определяет ширину полотнища)-. Ритм пере-
мещения равен времени стыкования н сварки одного паза; ритм
выпуска полотнищ с поточной линии зависит от числа пазов.
На поточной линии занято семь рабочих в смену и средний
ритм выпуска составляет 1,5 ч.
На ряде зарубежных верфей механизации сборки и сварки
плоских полотнищ уделяется большое внимание. Так, в ГДР
успешно применяют механизмы для автоматической сварки
стыковых соединений полотнищ, представляющие собой пор-
тальные балки коробчатого сечения,' оснащенные гидравличе-
скими домкратами, плунжеры которых имеют трехлапные при-
жимы. Прижатие полотнища к стенду производят с одной
стороны стыка, что требует предварительного соединения свари-
ваемых листов с помощью прихваток. Сварочная головка пере-
мещается вдоль балки агрегата по специальным направляющим.
На французской верфи «Атлантик» в г. Сен-Назере переме-
щение листов внутри цеха осуществляется в поперечном на-
правлении с помощью цепных транспортеров. Сборку и сварку
плоских полотнищ производят портальными сварочными маши-
нами иа стенде, оборудованном четырьмя рядами расположен-
ных в шахматном порядке электромагнитов, которые прижи-
мают листы к флюсовому ручью, встроенному в стенд. Стыко-
12С
вые соединения полотнища
предварительно собирают на
прихватках. Две независимые
друг от друга сварочные ма-
шины перемещаются вдоль
стыка по направляющей пор-
тала. Полотнища, размещен-
ные на ходовых роликах, по
ходу операций перемещаются
от одного рабочего места
к другому.
На этой линии осуществля-
ется двусторонняя сварка сты-
ков с каждой стороны полот-
нища либо односторонняя
с использованием медной под-
кладки. Скорость сварки ли-
стов толщиной 25 мм дости-
гает 18 м/ч за один проход.
Длина полотнищ до 20 м.
3. Комплексно-механизиро-
ванная линия изготовления
плоских секций. Она служит
для изготовления переборок и
• платформ размерами 12х
Х12 м, секций нижних палуб
и других плоских конструкций
из листов толщиной до 24 мм.
Линия включает пять позиций
(рис. 35).
Позиция / — автоматизи-
рованная безразметочная ус-
тановка и приварка набора
главного направления. Мосто-
вым краном цеха полотнище
секции укладывают на меха-
низированный стенд / и ориен-
тируют с помощью устройства
2 относительно сборочно-сва-
рочного агрегата 6 (общий вид
сборочно-сварочиого агрегата
представлен на рис. 36). Агре-
гат установлен неподвижно,
а полотнище перемещается по
роликам стенда на расстояние,
равное одной шпации.
Балки набора из кассеты 3,
расположенной на портале 4,
специальным перегружателем 5 подаются в установочные за-
хваты агрегата. Перегружатель передвигается по эстакаде 7.
Сборочно-сварочный агрегат осуществляет правильную ориен-
тацию, обжатие и автоматическую сварку набора с полотнищем
без прихватки, начиная с крайней балки. Сварку набора про-
изводят одновременно с двух сторон. Последующие балки на-
бора устанавливают и приваривают также за счет пульсирую-
щего продвижения полотнища по стенду (шаг пульсации кра-
тен 50 мм).
. Позиция //—механизированная установка перекрестного
набора специальным сборочным, агрегатом 10, перемещающимся
Рис. 36. Общий вид сборочно-сварочного агрегата с перегружателем
по транспортной эстакаде 7. На этой же позиции возможна
установка вручную и прихватка узлов и деталей насыщения
секций. Транспортно-сборочный агрегат захватывает балку на-
бора из кассеты 8, расположенной на портале 9, ориентирует
ее по линии разметки и прижимает к полотнищу.
Позиция /// — полуавтоматическая сварка в углекислом
газе балок набора между собой и к полотнищу секции, а также
узлов и деталей насыщения, установленных на позиции //. По-
луавтоматы подвешивают к консольно-поворотным стрелам //.
Позиция IV — укрупнение секции и установка деталей на-
сыщения. Стыкование секций производится на флюсовом ручье
12, обеспечивающем автоматическую сварку па стенде с увели-
ченными зазорами. Сборку стыков полотнища и набора осуще-
ствляют с помощью гидравлических сборочных приспособлений.
Позиция V — кантовка укрупненной секции 14 мостовым кра-
ном и укладка ее на передвижные опорные балки 13 для вы-
полнения заключительных работ (подварки, установки фунда-
ментов, установки и сварки деталей насыщения, правки, кон-
туровки и сдачи секции).
128
Линию обслуживают восемь рабочих в смену, ритм выпуска
укрупненной секции (размерами 24X12 м) составляет около
13 ч.
Рассмотрим некоторые особенности комплексной механиза-
ции изготовления плоскостных секций на зарубежных верфях.
На ряде зарубежных верфей (например, па верфи «Атлаи-
тик») для сборки и сварки балок набора главного направления
при изготовлении плоскостных секций применяют портальные
механизмы, осуществляющие прижатие балок к полотну и их
автоматическую приварку. Естественно, что для осуществления
непосредственного прижатия высокого набора к полотнищу зна-
чительной толщины (не менее 20 мм) требуется большое число
m
UUJ
-«I
Рис. 37. Схема поточной липни в специализированном цехе сбор-
ки н сварки плоскостных секций па верфи фирмы «Бурмейстер
и Вайи»
/ — начало движения материалов; 2 — подача листов; 3 — сварка листов;
4 — разметка полотнищ; 5 — подача профильного металла; 6 — установка
и приварка' набора; 7 — окончательная сборка и сварка секций; 8 — кра-
ны; 9 — выход готовых секции
мощных гидравлических домкратов, что делает несущие кон-
струкции механизмов довольно тяжелыми. Кроме того, при экс-
плуатации таких механизмов необходимо выполнять предвари-
тельную разметку на полотне мест приварки набора и приме-
нять специальные устройства для подачи и установки набора.
На датской верфи фирмы «Бурмейстер и Вайн» большое
значение придается специализации участков сборочно-свароч-
иых цехов, осуществляющих сборку узлов и секций по принципу
однородных групп конструкций. На верфи созданы семь спе-
циализированных участков по сборке плоскостных и мелких
объемных секций: плоских панелей (плоских секций палуб, пе-
реборок, наружной обшивки и др.); легких переборок; криво-
линейных секций борта и днища; гофрированных переборок; не-
больших объемных секций; рамных шпангоутов; продольных
связей (тавровых сварных балок).
Крупный специализированный цех сборки плоскостных сек-
ций размещен в отдельном здании па одной линии с корпусо-
сборочным цехом Л° 1 (см. рис. 16). Этот цех пересечен поточ-
5 Заказ № 78-1
129
ной линией (рис. 37), вдоль которой расположено механизиро-
ванное оборудование для прихватки и сварки листов- в полот-
нища, разметки, приварки ребер жесткости, обрезки в размер
и др. На этой линии изготовляют около 70% плоскостных сек-
ций корпусов танкеров дедвейтом до 40 тыс. т.
На шведской верфи фирмы «Гетаверкен» (г. Арендаль)
принципы организации рабочих участков выдержаны более по-
следовательно по сравнению с верфью фирмы «Бурмейстер и
Вайн». Специализацию осуществляют не только по участкам,
но и по рабочим местам, т. е. на одном рабочем месте выпол-
няют только однородную работу. Доставку узлов и секций к ме-
стам их дальнейшей сборки производят в точно назначенное
время. Сборку и сварку узлов и мелких секций выполняют
в специальном цехе, разделенном на два пролета: в одном соби-
рают элементы набора, в другом — мелкие секции. Плоскостные
секции массой до 40 т изготовляют в специализированном цехе
длицой 240 м, расположенном по ходу общего грузопотока
верфи (см. рис. 17). Листы и детали доставляют в цех железно-
дорожным транспортом. Между позициями поточной линии
листы. перемещаются с помощью горизонтальных рольгангов.
Вертикальный подъем происходит дважды: при укладке листов
на рольганг в начале поточной линии и снятии с него собранной
секции в конце линии. Полотнища из двух, трех и четырех ли-
стов подвергают автоматической сварке с одной стороны. Сва-
риваемые листы размещают таким образом, чтобы стык между
ними пришелся над медной подкладкой, канавка которой запол-
нена флюсом. Во время сварки листы удерживаются магнитами,
расположенными ниже плоскости транспортера. После завер-
шения сварки медная подкладка опускается, шлак удаляется и
в канавку подкладки автоматически поступает новая порция
флюса. Процессом сварки управляет оператор со специального
пульта. Такая технология односторонней сварки с двусторонним
формированием шва позволила значительно упростить произ-
водственный процесс, повысить качество сварки и снизить тру-
доемкость сборочно-сварочных работ.
На рис. 38 показана механизированная поточная линия для
изготовления плоскостных секций с двусторонней сваркой и
кантовкой полотнища на верфи в Белфасте. На линии занято
двенадцать рабочих: один управляет мостовым краном и осу-
ществляет раскладку листов; двое производят сборку и при-
хватку листов; трое выполняют стыковку и сварку полотнищ
с кантовкой; один занимается газовой резкой, разметкой, раз-
воротом полотнища; трое производят подачу, установку и при-
варку ребер жесткости; один управляет операцией погрузки го-
товых секций на платформу н один — линией в целом с цен-
трального поста.
На поточной линии изготовления плоскостных секций
в Порт-Глазго (рис. 39) первые три позиции размещены в по-
130
перечном пролете цеха и дальнейшее движение секции по пози-
циям осуществляется перпендикулярно к первоначальному.
Схемы работы поточных линий на зарубежных верфях имеют
следующие особенности. В большинстве случаев их размещают
на старых верфях, что при неизбежной вытяиутости поточных
Рис. 38. Схема поточной линии по изготовлению плоскостных секции в сбо-
рочно-сварочном цехе на верфи в Белфасте
/ — хранение листов; 2 — прихватка листов и сварка с одной стороны; 3 — кантовка
полотнищ; 4 — иодварка сварных швов; 5 — разметка и резка; 6—горизонтальный
поворот; 7 — установка и приварка продольного набора; 8 — контроль и вывоз го-
товых секций
Рис. 39. Схема поточной' линии по изготовлению плоскостных секций л сбо-
рочно-сварочном цехе на верфи в Порт-Глазго
1 — раскладка, прихватка и сварка листов; 2 — каитовка полотнищ; 3 — подварка; 4 —
разметка и обрезка кромок; 5 — горизонтальный поворот; б —установка продольного
набора; 7 — установка поперечного набора; 8 —приварка насыщения;- 9 — контроль
и вывоз секций
линии приводит к изменению направления движения секции
(вплоть до обратного) или к сокращению числа позиций. Со-
кращение числа позиций обусловливает более плотное насыще-
ние поточной линии сложным автоматизированным оборудова-
нием и специализированными агрегатами, что в конечном счете
приводит к интенсификации труда. Устанавливаемый на полот-
нище набор подается как правило в поперечном по отношению
5*
131
к движению секции по позициям направлении, что создает не-
удобства при размещении оборудования, на котором изготов-
ляют остальные сварные конструкции.
4. Комплексно-механизированная линия изготовления борто-
вых секций (рис. 40).
На позиции / работу начинают с установки на продольные
направляющие эстакады 5 облегченной рамы-постели 4, кото-
рая служит оснасткой для перемещения секции вдоль поточной
линии. Рама-постель оборудована минимальным числом кон-
трольных лекал для фиксирования полотнища при 'обжатии
набора, передвижными балками 3 с гибкими флюсовыми ру-
чьями и стойками. Балки размещают на раме в местах располо-
l'—L , Л _.. _ ..._./L._^_.C.v-?- -~- - - а
Рнс. 40. Принципиальная схема типовой поточно-позиционной линии изготов-
ления бортовых секций
жепия пазов листов наружной обшивки. За счет подъема стоек
балки и специальной системы настройки обеспечивается крнво-
линейность обводов секции.
Листоукладчик 2, перемещаясь но эстакаде /, собирает ли-
сты обшивки на раме; их прихватывают к стойкам передвиж-
ных балок с гибкими флюсовыми ручьями, друг к другу и
к контрольным лекалам рамы-постели. Пазы обшивки свари-
вают автоматом. Затем обшивка отделяется от стоек передвиж-
ных балок п вместе с рамой транспортируется па позицию //.
На позиции // производят разметку, мест установки набора
обоих направлений. Затем с помощью сборочного агрегата 6
набор главного направления нз кассеты 7 доставляют к месту
расположения и устанавливают па обшивку. Поджатие набора
к обшивке осуществляется сверху сборочно-сварочным агрега-
том и снизу работающими синхронно с ним передвижными гид-
равлическими домкратами, находящимися под обшивкой.
Позиция /// — сварка набора с обшивкой в углекислом газе
несколькими полуавтоматами, навешенными па сварочный пор-
тал 8.
Позиция IV — установка набора перекрестного направления
(с обжатием к обшивке сборочным агрегатом) и деталей насы-
щения.
132
Позиция V — сварка набора между собой и набора пере-
крестного направления с обшивкой, а также сварка деталей на-
сыщения полуавтоматами, расположенными на портале 8. После
отделения секции от рамы-постели можно произвести укрупне-
ние секции. Сварку стыка секций осуществляют полуавтоматом.
На позиции VI укрупненную секцию 10 кантуют с помощью
мостового крана и укладывают на опорные передвижные балки
9, имеющие выдвижные штыри, настроенные по кривизне сек-
ции. Затем выполняют подварку пазов обшивки, сварку отдель-
ных участков стыковых швов набора, заключительные работы и
сдачу секций.
На поточно-позиционной линии занято 23 рабочих, ритм ра-
боты линии при выпуске укрупненной секции (размерами 24X
Х12 м) составляет около 16 ч.
5. Механизированная поточная линия изготовления днище-
вых секций.
В зависимости от конструкции корпуса судна днищевые сек-
ции можно собирать либо на. втором дне, либо на наружной об-
шивке (вверх или вниз килем).
Сборка секции па наружной обшивке аналогична сборке
бортовых секций с добавлением позиции установки настила
второго дна.
При сборке днищевых секций на втором дне используют го-
товые секции второго дна или изготовляют их на «нулевой» по-
зиции. На очередных двух позициях подъемно-транспортным
агрегатом устанавливают междудонный набор (флоры и стрин-
геры, а также продольный профильный набор). На следующих
позициях осуществляют сварку междудонного набора между
собой и приварку его к настилу второго дна. Затем специаль-
ным листоукладчнком производят укладку листов наружной об-
шивки, обжатие их к набору и прихватку. После сварки листов
обшивки секция кантуется. Затем выполняют приварку набора
к наружной обшивке в нижнем положении и устанавливают де-
тали насыщения и фундаменты.
Весь процесс изготовления днищевых секций происходит на
плоских передвижных рамах, кроме нулевой позиции, оснащен-
ной механизированным стендом.
В зависимости от размера пролетов цеха изготовление дни-
щевых секций можно производить полусекциями с последующим
их укрупнением (секции с размерами от борта до борта разде-
лены по ДП).
6. Комплексно-механизированная поточная линия изготовле-
ния палубных секций. По технологии выполняемых работ н
составу оборудования эта линия в основном идентична линии
изготовления плоских секций. Механизированный плоский стенд
заменяют передвижными лекальными транспортировочными ра-
мами-постелями облегченного типа с ограниченным числом про-
дольных связей. Для сварки набора вместо консольно-поворот-
133
ных балок используют сварочный портал. На позиции укрупне-
ния секций применяют регулируемые по высоте опорные балки.
7. Механизированная линия изготовления малогабаритных
плоских секций и выгородок (рис. 41). Линия предназначена
для выпуска узких плоских конструкций и тонколистовых вы-
городок шириной до 3\5 м.
Рис. 41. Принципиальная схема типовой поточпо-нозициоиной линии изготов-
ления малогабаритных плоских секций и выгородок
42. Траиерсь с электромагнитами для транспортировки профилей
Позиция / — сборка и сварка полотнища (предусмотрена
возможность сварки вертикальных и горизонтальных стыков):
Полотнища с продольными стыками собирают на механизиро-
ванном стенде 2 с помощью листоукладчнка /. Стыкование и
прихватку листов полотнищ выполняют вручную, а сварку — ав-
томатом тракторного типа па флюсовой подушке при повышен-
ном допуске на зазор. Прижатие полотнища к флюсовой по-
134
CM
шшь
г1г^Н14
шшх
13
м ш
9 5 3
t—Т—1ГТЛ ¦ Л П?/Г^
1 i т а
?3
w~m—ш~~ш и S"
Рис. 43. Листоукладчнк грузоподъемностью до 10 т (размеры — в метрах)
' — эстакада; 2 — мост передвижной; 3 — гидродомкрат; 4 — кожух гидропривода;
5 — гидравлическая система привода домкратов; б —траверса в сборе; 7— настил
моста и перила; 8 ~ кабина оператора; 9 — магнитные захваты i
I _ 1! " ~Т=3]
5у5Л
Рис. 44. Стационарный сборочио-сварочпый портал :\.тл сборки и автоматиче-
ской сварки набора (размеры — в метрах)
/ — станина (портал); 2— каретка сборочно-сварочиая; 3—направляющие каретки; 4—
каретка энергоподвода к сварочной головке; 5 — направляющая каретки энергоподвода:
6 — пневмозахват с прижимом; 7 — полотнище секции с набором; 8 — упругая опора
(балка стенда); 9— пневматическая система захватов и прижимов
135
душке осуществляют с помощью переносных грузов, конструк-
ция которых позволяет автомату передвигаться вдоль стыка.
При сборке полотнищ с поперечным расположением стыков
используют метод пульсирующего передвижения листов под ста-
Рис. 45. Примерный план сборочно-
ционарно установленный сборочно-сварочный портал 3, где про-
изводят фиксирование кромок и сварку стыков автоматом.
(В схеме предусмотрена возможность внедрения односторонней
сварки с двусторонним формированием шва.) Сваренное по-
136
лотнище по механизированному стенду подается на позицию//.
Позиция // служит для фиксирования и приварки набора с по-
мощью сборочно-сварочного агрегата 4 без предварительной
прихватки его к полотнищу; Подачу набора к агрегату выпол-
сварочиого цеха верфи класса I
пяют вручную, так как масса ребер незначительна. Метод пуль-
сирующего продвижения полотна на заданный шаг обеспечи-
вает возможность внедрения безразметочной установки набора
в одном направлении.
137
Позиция /// — правка полотна па правильном станке 5,
имеющем устройство механизированного регулирования нажим-
ного усилия.
Позиция IV — установка и приварка перекрестного набора и
деталей насыщения.
Позиция V — подварка (при необходимости) полотнищ и де-
фектных мест с обратной стороны, заключительные работы по
сдаче секций, транспортировка их краном и укладка в специ-
альные накопители-контейнеры 6.
На поточной линии занято семь рабочих. Средняя произво-'
дительность линии 40 пог. м в смену при шаге установки на-
бора 500 мм.
Технические средства механизации, применяемые на поточ-
ных линиях сборки и сварки узлов и секций, должны отли-
чаться простотой конструкции, управления, обслуживания и ре-
монта, надежностью в работе и технологичностью изготовления,
удобством компондвки в поточных линиях, малыми массой, га-
баритами и стоимостью и при этом обеспечивать повышение ка-
чества продукции и производительности труда.
В связи с этим выбор конструкции средств механизации и
определение рациональности их применения представляют до-
вольно сложную техническую и экономическую задачу, от ус-
пешного решения которой зависит эффективность работы меха-
низированного производства в целом. (Срок окупаемости средств
механизации составляет от 4 до 6 лет в зависимости от объема
производства.)
В проектах предусматривают оснащение комплексно-меха-
низированных сварочных цехов следующим механизированным
оборудованием: лпстоукладчиками для прямых и изогнутых ли-
стов; агрегатами для установки н приварки набора; станками
для правки набора; стандартными сборочно-сварочными агрега-
тами для изготовления полотнищ; порталами для одновремен-
ной сварки нескольких швов; универсальными стоечными по-
стелями с механическим приводом для настройки стоек; сбороч-
ными кондукторами; станками для изготовления тавровых балок
с предупреждением сварочных деформаций; транспортно-сбо-
рочными агрегатами для установки бракет; передвижными
опорными балками и др.
Для приведения оборудования в действие используют элек-
трические, пневмогидравлические, магнитные и пневматические
(ударно-вращательного действия) силовые элементы, управле-
ние которыми осуществляется со специальных пультов. Габа-
риты средств механизации (например, сборочно-сварочных агре-
гатов) определяются размерами изготовляемых конструкций и
составляют по длине 20 м и более, по высоте до 10 м и более.
В качестве примера на рис. 42, 43 и 44 показаны соответст-
венно внешний вид траверсы с электромагнитами для транспор-
тировки профилей, общий вид передвижного листоукладчика
138
Таблица 33
Примерный состав и технические характеристики средств механизации сборочно-сварочного цеха
(судостроительные предприятия классов I и II)
Средства механизации
Укладчик листов и набора
Листоукладчик
Листоукладчик портальный
Погрузчик портальный
Портал для сварки полотнищ
Агрегат для укладки и сварки на-
бора
Техническая характеристика
Самоходный портал для передачи и укладки на-
бора и листов размером 12X2 м и массой 3,5 т.
Скорость передвижения портала 20 м/мин.
Прижимное усилие 2 т. Колея 8 м
Самоходный портал с поворотной балкой для
укладки листов размером 3X2 ми массой до 2 т.
Скорость передвижения портала 20 м/мин. Ко-
лея 8 м
Самоходный портал с электромагнитной травер-
сой и электроталью для листов размером до
ЗХ12 м. Грузоподъемность 12 т. Скорость
передвижения 20 м/мин. Колея 15 м
С самоходной тележкой и электромагнитной
траверсой для погрузки и перемещения листов
размером 6X1,5 м и массой 0,7 т, набора дли-
ной 12 м и массой 0,5 т, лючин размером ЗХ 12 м
и массой 4 т. Скорость передвижения портала
20 м/мин. Колея 8 м
Самоходный с магнитной балкой для сварки ав-
томатами полотнищ размером 12X12 м. Ско-
рость передвижения портала 20 м/мин. Ко-
лея 15 м
Самоходный портал со сварочной тележкой и
прижимным гидроустройством. Сварочная те-
лежка с двумя полуавтоматами. Скорость пере-
движения портала 15—60 м/мин
Установ-
ленная
мощ-
ность,
кВт
10,0
10,0
20,0
12,0
6,0
10,0
Размеры, м
(/ X Ь х-ft)
9,0X3,0X3,7
9,0X4,0X4,5
16,0X4,0X3,7
9,0X5,0X4,0
16,0X2,0X1,2
9,0X3,5X4,0
Масса, т
10,0
8,0
Л 8,0
10,0
12,0
10,0
Продолжение табл. 33
Средства механизации
Сборочный стенд
Стенд для сварки стыков полок и
стенок тавровых балок
Велосипедный погрузчик деталей и
узлов
Стенд для сборки и сварки крупно-
габаритного или днищевого набора
Стенд для сборки и сварки пазов
полотнищ
Стенд-кантователь
Стенд с тяговой оснасткой
Накопитель полотнищ
Техническая характеристика
Электромагнитный с флюсовыми балками для
сборки полотнищ размером 8X3 м
Максимальный размер свариваемых полок 12Х
Х0,25 м, масса до 0,4 т. Размер стенок 12Х
Х0,8 м, масса до 1,2 т
Максимальные размеры 12X3,5X2 м, масса
до 5 т. Скорость передвижения 20 м/мин
Стационарный со встроенным тележечным транс-
портером для сборки и сварки узлов размером
до 12X2X0,6 м и массой до 4 т. Скорость пере-
движения узлов 5 м/мин
Стационарный с подвесными флюсовыми балка-
ми и катучей прижимной балкой. Полотнище
размером до ЗХ 12 м
Стационарный двусторонний для кантовки по-
лотнищ размером 12Х 12 м и массой до 40 т.
Скорость перемещения полотнища по стенду
10 м/мин
Стационарный. Оборудован двумя электриче-
скими лебедками. Сборка секций размером до
20Х 12 м и массой до 21 т
Стационарный с подъемным столом стеллажного
типа. Емкость —10 полотнищ 12X12 м. Мас-
са хранимых полотнищ до 40 т
Установ-
ленная
мощ-
ность,
кВт
5,5
12,0
14,0
Размеры, м
(/ X Ь X ft)
17,0X6,5X0,6
12,0X2,5X0,8
3,5X5,5X3,5
37,0X2,5X0,6
24,0x2,5X0,6
12,5X3,8X0,8
25,5X12,5X0,8
24,0X13,0
25,0X12,5X2,0
Масса, т
0,5
5,5
8,0
12,0
8,0
4,0
70,0
8,0
50,0
с электромагнитами грузоподъемностью до Ют и сборочно-сва-
рочного стационарного портала для установки и автоматической
приварки балок главного направления на плоских секциях.
В табл. 33 приведены возможный состав и технические
характеристики средств механизации сборочно-сварочного
цеха.
В типовой комплексно-механизированный сборочно-свароч-
ный цех, разработанный на основе поточно-позиционной орга-
низации производства, входят следующие линии и участки
(рис. 45): линии фундаментов /, тавров //, гофрированных вы-
городок ///, бракет н книц IV, днищевого набора V, фальшборта
и выгородок VI, рулей и кожухов дымовых труб VII, лючин VIII,
полотнищ XI, плоскостных секций XI/, палубных секций XIV,
бортовых секций XV, днищевых секций XVII; участки штевней
IX, мачт и стрел X, надстроек XIII, объемных секций оконечно-
стей XVI.
§ 24. ПОКАЗАТЕЛИ УРОВНЯ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ.
ТЕХНИЧЕСКИЙ УРОВЕНЬ ПРОИЗВОДСТВА
Результаты разработки и внедрения в проект сборочно-сва-
рочного цеха механизации и высшей ее ступени — автоматиза-
ции производственных процессов оценивают особыми показате-
лями, характеризующими достигнутые степень и уровень меха-
низации и автоматизации работ по изготовлению заданных
к выпуску изделий.
Расчетные измерители, устанавливающие количественное со-
отношение между механизированным и немеханизнрованным
(ручным) трудом на производстве (в проекте), являются ко-
личественными показателями степени механизации
н автоматизации.
Однако машины и автоматы, заменяющие ручной труд, от-
личаются меньшей или большей производительностью. Кроме
того, на яроизводстве применяется многостаночное обслужива-
ние механизмов. Оценку качественного уровня механизации и
автоматизации производят с помощью качественных по-
казателей.
Показатели уровня механизации п автоматизации производ-
ственных процессов во всех отраслях промышленности рас-
считывают по «Методике укрупненного определения уровня
механизации и автоматизации производственных процессов в ма-
шиностроении». К основным показателям оценки уровня меха-
низации и автоматизации относятся: степень охвата рабочих
механизированным трудом; уровень механизированного труда
в процентах от общих трудозатрат; уровень механизации и ав-
томатизации производственных процессов.
141
Методика и исходные данные для расчета этих показателей
и общего уровня механизации и автоматизации производствен-
ных процессов даны в'учебном пособии А. К. Сыркова.
Широкое применение получила также методика определения
степени и уровня механизации и автоматизации производства,
разработанная в ИЭС им. Е. О. Патопа АН УССР, согласно ко-
торой определяют показатели механизированного производства
по значениям трудоемкостей немеханизированных (ручных) и
механизированных работ. При этом в расчетах используют зна-
чения трудоемкостей механизированных работ, приведенные
к трудоемкости тех же работ до их механизации.
На судостроительных предприятиях для определения уровня
механизации сварочного производства используется методика,
разработанная ЦНИИТС, позволяющая определить уровень ме-
ханизации сварочных работ и объемы применения различных
видов сварки раздельно по корпусостроению и по предприятию
в целом. Под уровнем механизации сварочных работ подразу-
мевают выраженное в процентах отношение исчисленной в нор-
мо-часах ручной сварки трудоемкости работ, выполненных при
изготовлении сварных конструкций механизированными спосо-
бами сварки, к суммарной трудоемкости всех сваро.чных работ
при изготовлении данного изделия, приведенной также к трудо-
емкости ручной сварки.
В судостроении наиболее высокого уровня механизации и
автоматизации достигли при сборке и сварке секций (55—70%).
На сборке и монтаже блокдв и стапельных работах уровень ме-
ханизации и автоматизации ниже (40—55%)._
Кроме уровня механизации и автоматизации производствен-
ных процессов для цехов судостроительных предприятий опре-
деляют технический уровень производства по специальной ме-
тодике.
Под техническим уровнем производства понимается- совокуп-
ный показатель, численно характеризующий степень совершен-
ства техники, технологии и организации производственных
процессов, достигнутый на производстве или в проекте цеха.
Принцип определения технического уровня производства ос-
нован на. следующих положениях.
1. Все строящиеся^и подлежащие постройке суда разбиты на
классификационные группы по чистой массе.
2. Принят ряд исходных (базовых) состояний технического
уровня. Например: 0,200; 0,400; 0,600; 0,800 и 1,000. Так, уровню
0,200 соответствует низшая ступень совершенства применяемой
в настоящее время техники и технологии, уровню 0,800 — органи-
зация комплексно-механизированного производства. Технический
уровень, равный 1,000, отвечает условиям автоматизированного
производства.
Каждое базовое состояние технического уровня представляет
собой некоторую модель производства, технический уровень ко-
142
торого обусловлен системой его определителей. В этой системе
каждый определитель технического уровня характеризует одно
условие либо требование техники и технологии определенных
видов работ.
В результате анализа и сравнения принятых проектных ре-
шений с условиями или требованиями определителей получают
численные значения технического уровня по отдельным видам
работ и по проекту цеха в целом, которые находят сопоставле-
нием применяемых технологии, оборудования и оснастки с опре-
делителями.
Технический уровень Дх по г'-му виду работ получают как
среднее арифметическое численных значений технических уров-
ней определителей, характеризующих данный вид работы:
т.
где Аи Л2, ..., Am — численные значения технических уровней
по каждому определителю данного вида работ; т — количество
определителей данного вида работ, по которым даны оценки.
Одноименные работы могут выполнять на различных техни-
ческих уровнях. Например, при изготовлении плоскостных сек-
ций корпуса судна сборочные работы осуществляют на. ком-
плексно-механизированных поточных линиях, что соответствует
техническому уровню 0,800, а при изготовлении объемных сек-
ций— на индивидуальных постелях вручную с применением сбо-
рочного инструмента, винтовых и клиновых приспособлений, что
соответствует техническому уровню 0,200. В подобных случаях
численное значение технического уровня по каждому определи-
телю рассчитывается как «средневзвешенная» величина получен-
ных оценок (в нашем примере 0,800 и 0,200) с учетом удельных
значений объемов работ, выполняемых на этих уровнях. Предпо-
ложим, что на уровне 0,800 выполняется 30% сборочных работ
от общего объема сборочных работ по цеху, а на уровне
0,200 — 70%; тогда технический уровень сборочных работ в цехе
составит А = 0,01 (0,800X30 + 0,200X70) =0,380.
Технический уровень по сборочно-сварочному цеху опреде-
лится как сумма численных значений технического уровня всех
видов работ технологических процессов изготовления узлов и
секций:
у г=0,012 до, = o.oi (ДА+ДА + ¦¦¦+ ДА),
где Д\, Д% ..., Дп — численные значения технического уровня
видов работ сборочно-сварочного цеха, полученного по системе
определителей; дь д2 •¦•, ди — удельные значения объемов
работ, %.
143
Технический уровень производства позволяет выявить пути
и средства повышения производительности труда.
Уровень механизации и автоматизации и технический уро-
вень производства являются технико-экономическими показате-
лями, характеризующими качество выполненного проекта сбо-
рочно-сварочного цеха. Они подлежат анализу и сравнению
с аналогичными показателями, достигнутыми передовыми це-
хами, полученными в ранее выполненных проектах и рекомен-
дуемыми (см. табл. 31).
ГЛАВА IV
ТЕХНОЛОГИЧЕСКИЙ ПЛАН ЦЕХА
(БЛОКА ЦЕХОВ)
§ 25. ТИПОВЫЕ СХЕМЫ КОМПОНОВКИ
В процессе постройки судна сборочно-сварочный цех явля-
ется промежуточным звеном между корпусообрабатывающим
цехом и построечными местами. Расположение сборочно-сва-
рочного цеха на генеральном плане завода в значительной сте-
пени предопределяется типом построечных мест, гидротехниче-
ских сооружений и проектируемой общезаводской транспортной
связью. Исходя из этого сборочно-сварочный цех на генераль-
ном плане завода может быть размещен по тремч;хемам:
1. В отдельном здании, между корпусообрабатывающим и
судостроительным цехами. Однако при таком расположении не-
обходимо:
- а) транспортировать обработанный материал из корпусо-
обрабатывающего цеха в сборочно-сварочный, что сопряжено
с риском потери деталей и с увеличением транспортных рас-
ходов;
б) иметь лншипе площадки для промежуточного храпения
деталей корпуса, а это не всегда позволяет территория завода.
2. Рядом с построечными местами в эллингах, под одной
крышей. Площадки для предварительной сборки и сварки узлов
секций могут размещаться перед строящимися судами в торце
эллинга с прямой подачей секций на построечное место, либо
параллельно липни строящихся судов в самих пролетах эллинга
или в дополнительном пролете к ,нему (при условии боковой
подачи секций на построечное место).
Сборочно-сварочные площадки размещают вблизи строя-
щихся судов, когда суда строят в закрытых помещениях — эл-
лингах. Однако эллинги являются уникальными, дорогостоя-
щими сооружениями, н малейшее увеличение их площади вле-
144
чет за собой значительный рост капиталовложений. Свободные
площади в эллинге используют для организации площадок
комплектации и храпения готовых секций, главных и вспомога-
тельных механизмов, деталей судовых устройств и другого судо-
вого оборудования.
В отечественной и зарубежной практике проектирования
предусматривают также сборочно-сварочные площадки или цехи
Рис. 46. Схема расположения сборочмо-сварочного цеха и дока па одной
линии (с заходом кранов в иех)
1 — козловые краны; 2 — транспортные пути; 3 — цех сборки и сварки узлов и ма-
лых секцш!; 4 — цех сборки крупных секций; 5 — преддоковая площадка; 6 — док
в зоне открытых построечных мест и судостроительных доков,
в большинстве случаев обслуживаемые кранами этих мест и
доков. Например, известны такие схемы взаимного расположе-
ния сборочно-сварочного цеха и.дока на зарубежных верфях:
а) с заходом кранов в цех (Дания, г. Копенгаген)—рис. 46;
Рис. 47. Схема расположения сборочно-сварочпого цеха и дока на одной
липни (с подъемом секций через раздвижную крышу)
б) с подъемом секций через раздвижную крышу цеха (Швеция,
г. Мальме) — рис. 47.
3. Смежно с цехами корпусной группы, в одном здании
(блоке корпусных цехов — БКЦ). Наиболее рационально бло-
кирование в одном здании двух корпусных цехов завода: а) кор-
пусообрабатывающего со складом стали и б) сборочно-свароч-
ного цеха со складом корпусных деталей и участком грунтовки
и сушки готовых секций.
Размещение сборочно-сварочпого цеха совместно с корпу-
сообрабатывающпм позволяет избежать отмеченных выше
145
недостатков, а достаточно компактное здание блока цехов
обычно хорошо «вписывается» в генеральный план завода.
В блоке корпусных цехов при совмещении сборочно-свароч*
ного и корпусообрабатывающего цехов возможны различные
схемы внутреннего расположения пролетов и поточности мате-
риала (или различная компоновка цехов).
Компоновкой называют схематичное изображение взаимного
расположения производственных, вспомогательных, складских,
энергетических и конторско-бытовых помещений в здании
(блоке). Она выполняется на чертеже с учетом технологии и
организации проектируемого сварочного производства, а также
в соответствии с технологией постройки судна.
При компоновке зданий (блоков) необходимо учитывать ос-
новные правила строительного проектирования:
максимально блокировать произввдственные здания и соору-
жения с однородными технологическими процессами;
унифицировать строительные конструкции и их элементы
- (колонны, фермы, панели, плиты покрытий зданий и т. д.);
создавать простые и красивые производственные помещения,
отвечающие требованиям промышленной эстетики' и обеспечи-
вающие высокую культуру производства;
использовать типовые проектные решения или ранее выпол-
ненные разработки;
экономить материалы при выборе оптимальных унифициро-
ванных сеток колонн для зданий цехов.
Промышленное здание цеха характеризуется: особенностями
'принятого производственного процесса; площадью, количеством
и размерами пролетов; крановым оборудованием и устройствами,"
используемыми для создания нормальных условий работы и
эксплуатации здания. В здании цеха отделения и участки раз-
мещают в различных пролетах, границы их условно проходят
по осям колонн. Колонны располагают на определенном рассто-
янии одна от другой, называемом шагом колонн. Значения шага
колонн определяются нормами технологического проектирова-
ния. Площадь здания, ширина пролетов, их длина, высота до
низа несущих ферм покрытий и до верхней кромки подкрановых
путей рассчитываются при технологическом проектировании
цеха и разработке его планов, разрезов, сечений.
Для разработки компоновки определяют габариты здания на
основании предварительно установленной потребности в пло-
щади и принятой технологии, намечают границы цехов (участ-
ков), общие для здания проезды и службы, находят районы
размещения трансформаторных и генераторных подстанций, вен-
тиляционных камер и других сооружений. Компоновка произ-
водственных и вспомогательных подразделений и служб позволяет
графически показать их размещение, определить направление
и характер грузопотоков.
В компоновочных схемах цеха (блока) расположение про-
146
летов может быть поперечным или продольным относительно
направления производственного потока. Рассмотрим следующие
типовые схемы компоновки блока корпусных цехов.
Схема компоновки БКЦ с поперечным потоком (рис. 48).
Длина всех пролетов блока корпусных цехов меньше общей
ширины здания. Настоящей схемой планировки пролетов дости-
гаются следующие главные преимущества: а) компактность зда-
ния и относительно небольшая его длина, что важно при раз-
Рис. 48. Схема компоновки БКЦ с поперечным производственным потоком
(размеры — в метрах)
/ — открыты!! склад стали: 2 — корпусообрабатывающий цех; 3 — склад готовых корпус-
пых деталей (склад комплектации); 4 — сборочно-сварочиый цех; 5 — многоэтажная
пристройка для служебных и бытовых помещений; 6 — помещение для многопостового
сварочного оборудования; 7 — железнодорожные пути; 8 — электромостовые краны; 9 —
направление производственных потоков
мощении здания на генеральном плане; б) два железнодорожных
пути в торцах пролетов, позволяющие снизить напряженность
грузопотоков; в) различные по ширине пролеты у совмещенных
цехов. Недостатки схемы: увеличение общей площади цеха за
счет двух веток железнодорожных путей; возможность встреч-
ных грузопотоков, особенно со склада комплектации; сложность
передачи деталей и секций из пролета в пролет.
Схема компоновки БКЦ с продольным потоком (рис. 49).
Длина всех пролетов блока цехов больше общей ширины зда-
ния. Сборочно-сварочный цех располагается в пролетах, являю-
щихся продолжением пролетов корпусообрабатывающего цеха.
147
В центральной части БКЦ располагается склад комплекта-
ции корпусных деталей, обслуживаемый мостовыми кранами
обоих цехов и поперечной железнодорожной веткой для ввоза
деталей насыщения секции и вывоза деталей корпуса, идущих
непосредственно на суда.
Преимуществами этой схемы по сравнению с предыдущей
являются: а) прямоточность потока по пролетам цехов; б) удоб-
ство в размещении склада комплектации; в) возможность
уменьшения общего количества мостовых кранов; г) сокращение
общей площади цеха. Существенные недостатки схемы: умень-
76U
Рис. 49. Схема компоновки БКЦ с продольным производственным потоком
(размеры — в метрах)
/ — открытый склад стали; 2 — корпусообрабатывающнй цех; 3 — склад готовых корпус-
ных ^деталей (склад комплектации); 4 — сборочно-сварочный цех; 5 — многоэтажная при-
стройка для служебных и бытовых помещений; 6 — помещение для м.чогопостового сва-
рочного оборудования; 7 — железнодорожные пути; 8 — электромостовые краны; S — на-
правление производственных потоков
шенне маневренности кранов из-за протяженности их пробега
и необходимости передачи некоторых готовых секций другому
крану для их вывоза из'цеха; значительная длина здания; не-
возможность использовать пролеты разной ширины, хотя ши-
рина пролетов корпусообрабатываюшего цеха может быть мень-
шей, чем сборочно-сварочного.
Схема компоновки БКЦ со смешанным потоком (рис. 50).
В здании БКЦ использовано комбинированное расположение
пролетов цеха. Один цех имеет поперечный производственный
поток, а другой — продольный относительно здания БКЦ. При
таком расположении пролетов совмещенных цехов можно в не-
которой степени уменьшить недостатки предыдущих двух схем
расположения пролетов и почти полностью использовать их пре-
имущества.
И8
Рассмотренные компоновочные схемы не исчерпывают всего
многообразия решений, а лишь показывают варианты разрабо-
ток при проектировании. В целях снижения стоимости и сроков
строительства промышленных зданий, использования индустри-
альных методов строительства, а также сокращения объемов и
сроков проектных работ нормами технологического проектиро-
вания рекомендуется применять элементы пролетов одноэтаж-
ных зданий сборочпо-сварочных цехов, приведенные в табл. 34.
Рис. 50. Схема компоновки БКЦ со смешанным направлением производ-
ственного потока (размеры — в метрах)
/ — открытый склад стали; 2 — корпусообрабатывающий цех; 3 — склад готовых
корпусных деталей (склад комплектации); 4 — сборочпо-сварочпый цех; 5 — электро-
мостовые крапы; 6 — железнодорожные пути; 7 — многоэтажная пристройка для
служебных и бытовых помещений; 8 — помещение для многопостового сварочного
оборудования; «/ — направление производственных потоков.
Таблица 34
Основные характеристики пролетов зданий, рекомендуемые
для сборочно-сварочных цехов
Класс пред-
приятия
I
II
III
IV
V
Ширина про-
летов в осях
колоии, м
48
48
36
30.
30
Шаг колонн, м
24; 36
24; 36
24
12; 18
12
Высота, м
до отметки
головки под-
кранового
рельса
22,5
22,5
16,0
12,65
11,45
до ииза несущих
конструкции
покрытий
28,8
28,8
19,8
16,2
14,4
149
§ 26. ОБЩАЯ МЕТОДИКА РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПЛАНА И РАЗРЕЗОВ ЦЕХА
Для рационального размещения в пространстве запроекти-
рованного производственного процесса и элементов производ-
ства требуется разработка чертежей плана и разрезов проекти-
руемого цеха. Такой план цеха (отделения, участка) называют
технологическим в отличие от строительного плана, разрабаты-
ваемого впоследствии строителями .при выборе конструктивных
решений здания цеха.
Разработка технологического плана (планировка) цеха за-
ключается в выборе принципиальной схемы его компоновки,
в установлении геометрических размеров и количества пролетов,
в расстановке оборудования и рабочих мест по пролетам сог-
ласно принятым в проекте организационно-технологическим ме-
роприятиям.
Составление плана цеха и каждого его отделения представ-
ляет собой техническую задачу, допускающую несколько реше-
ний. Рациональны параллельная разработка двух-трех вариантов
компоновочной схемы технологического плана цеха и после-
дующее технико-экономическое их сравнение.
Общая методика и последовательность определения геоме-
трических размеров принятой схемы плана цеха с учетом приме-
нения рекомеидэванных нормами проектирования характеристик
здания сводится к следующему. Сначала проектировщик рас-
считывает необходимую общую площадь проектируемого цеха,
используя заданный годовой выпуск продукции цеха и укруп-
ненный технико-экономический показатель (ТЭП) выпуска про-
дукции с 1 м2 площади цеха, рекомендуемый для данного класса
судостроительного предприятия. Площадь цеха (в квадратных
метрах) будет равна частному т>т деления годового выпуска
цеха (в тоннах) на удельный показатель выпуска цеха с 1,м2
площади (в тоннах/м2). Полученная в первом приближении пло-
щадь цеха и установленный для данного класса сборочно-сва-
рочного цеха пролет по табл. 34 позволяют* определить воз-
можную ширину и длину цеха. При этом принимают во внима-
ние количество и специализацию пролетов, а также размеры
площади, отводимой под расположение проектируемого цеха на
генеральном плане.
Ориентировочное определение геометрических размеров зда-
ния цеха дает возможность начать выполнение чертежа техно-
логического плана расположения оборудования (планировки
цеха). В процессе работы над планом цеха устанавливаются
окончательно схема компоновки цеха (или блока цехов), спе-
циализация пролетов и размещение по пролетам рабочих мест
и другого производственного оборудования; размещение склад-
ских мест и вспомогательных помещений; согласуются способы
и средства комплексной механизации во всех организационных
150
подразделениях производства и схемы работы внутрицехового
транспорта.
Определенные ранее ширина и высота пролета уточняются и
обосновываются в результате вычерчивания поверочных эски-
зов поперечных^ разрезов цеха со сборочно-сварочным и подъем-
но-транспортным оборудованием. Расстояние между рабочими
местами, установками, площадками и элементами промышлен-
ных зданий принимаются в соответствии с требованиями правил
по технике безопасности и производственной санитарии, а также
по нормам технологического проектирования судостроительных
и машиностроительных- предприятий. Минимальные значения
этих расстояний (в метрах) следующие:
Проход между штабелями материалов, деталей высотой
не более 1м.. 1,0
Проходы между установками автоматической сварки. • 1,5
Расстояние между стеной (колонной) и установками авто-
матической сварки 1,0
Проходы вокруг газосварочного и газорезательного ра-
бочего места 1,0
Расстояние от стены (колонны) до боковой или тыльной
стороны станка 0,8
Ширина проезда (автомашина, контейнеровоз и прочие
погрузчики) 3,0
Расстояние между грузоподъемной машиной, передви-
гающейся по наземному рельсовому пути, и близлежа-
щими предметами:
на высоте до 2 м : . . . 0,7
» » более 2 м • • 0,4
Высота от настила рабочих площадок до нижней кром-
ки вышележащих конструкций («рабочая зона») .... 1,8
Ширина прохода по настилу лесов 1,0
Высота подъема груза над предметами при горизонталь-
ном его перемещении 0,5
Ширина, высота и длина производственных пролетов цеха
эбусловливаются габаритами оборудования с установленными
на них изделиями и размерами площадок обслуживания. Мини-
мальные размеры рабочего места приведены в табл. 35.
В пролетах сборочно-сварочного цеха рабочие места для
производства сварных корпусных г конструкций, как правило,
располагают по ширине в два ряда (две линии) с проездом
(проходом) между ними. Двухрядное расположение оборудова-
ния повышает коэффициент использования площади пролета по
сравнению с однорядным расположением. Ширина рабочих мест
определяется габаритами используемого оборудования. Она бу-
дет различной в зависимости от того, собираются конструкции
на стационарном оборудовании (стендах, постелях, универсаль-
ных кондукторах, позиционерах и др.) или на поточно-позици-
онных механизированных линиях, оборудованных стационарными
или передвижными порталами для размещения на них свароч-
ных головок ц разных сборочных приспособлений.
151
Таблица 35
Минимальные размеры рабочего места в сборочио-сварочных
цехах судостроительных предприятий
Наименование
оборудования
Эскиз
Размеры, м
Стационарная сбороч-
но-сварочная осна-
стка (стенд, постель,
кондуктор)
Сборочно-сварочная
позиция моточной ли-
нии
Рабочее место газо-
сварщика (газорезчи-
ка) при работе вруч-
ную
Газоре'зательиый ав-
томат
—.t —
g
i
¦—1-
1 I
i4§
T^s—=¦".
0
0
i &
'g
i_.
J
,
¦f
~i
\
1
k
*
-4-
. t
-&-
[ .
l__
Г, т
1
-f
5
5,
—,
V
_i
~i
7'i,
!
J
a > 1,0
a > 0,8
flj > 1,0
a > 1,0
a > 0,8
a, > 0,8
Для газорезательного
точной линии a =¦ 0
flj > 2 принимается с
одной стороны
Условные обозначении: a — расстояние от подвижного конца детали
до границы рабочего места; а-_ — расстояние ог оборудования до границы рабочего
места; б — длина детали; б,— удлинение стола для размещния каретки автомата.
Полученные таким образом геометрические размеры выбран-
ной схемы компоновки проектируемого цеха позволяют вычер-
тить ее в принятом масштабе 1 : 1000 либо 1 :500 с нанесением
на ней сетки колонн и границ расположения всех производст-
венных отделений и вспомогательных помещений цеха. Рас-
положение оборудования ji рабочих мест на схемах не показы-
вают. В проектах, выполняемых по укрупненным расчетам, раз-
работка технологического плана ограничивается составлением
его схемы компоновки.
При детальном проектировании (например, в стадии техни-
ческого проекта) схему компоновки дополняют подробной раз-
работкой технологического плана в принятом масштабе 1 : 100
или 1 :200 и разрезов здания цеха в том же масштабе. На листе
152
миллиметровой бумаги (или ватмана) вычерчивают схему плана
цеха в виде сетки колонн пролетов, причем количество их и
длину (кратную шагу колонн) принимают по данным укрупнен-
ного расчета.
На все технологическое, оборудование цеха, полученное по
расчетам, из бумаги вырезают так называемые «габаритки».
Они представляют собой очертания в плане устанавливаемого
оборудования в масштабе чертежа цеха. Далее «габаритки»
размещают по пролетам цеха.
Технологический план цеха может быть выполнен в несколь-
ких вариантах, из которых выбирается самый, прогрессивный
и экономичный. Такой план должен предусматривать: а) пря-
моточность технологического процесса во всех пролетах (.склад
комплектации — узловая сборка — секционная сборка — склад
готовой продукции); б), рациональную специализацию работ
в пролётах; в) лучшее использование подъемно-транспортного
оборудования. Показатели высокого качества выполнения техно-
логического плана — отсутствие возвратных перемещений изго-
товляемых узлов и секций и сокращение до минимума коли-
чества поперечных перемещений в пролете от одной линии обо-
рудования к другой и между пролетами цеха.
При разработке плана цеха у каждого рабочего места
(стайка) необходимо предусматривать складские или комплек-
товочные площадки, на которых хранятся детали и узлы перед
сборкой, а также готовая продукция, в основном узлы. Эти пло-
щадки располагают вдоль или поперек пролета, если позволяет
ширина технологической линии (рис. 51). Размеры комплекто-
вочных (складских) площадок устанавливают но размерам хра-
нимых деталей или узлов и способу их хранения; в практике про-
ектирования укругшенпо рекомендуется принимать площадь для
складирования в пределах 25—30% от площади рабочего места.
«Габаритки» технологического оборудования в процессе пла-
нировки закрепляют на плане булавками, а после выбора наи-
более удачного варианта их размещения очерчивают и удаляют.
Пространство вдоль оси продольного ряда колонн между
двумя рядами рабочих мест, расположенными в двух соседних
пролетах, которое не может быть обслужено мостовым краном,
так называемая «мертвая» зона (рис. 52), обычно используют
для размещения сварочного оборудования (сварочных преобра-
зователей, выпрямителей, трансформаторов) и различного рода
инвентаря: верстаков, шкафов и др. Непосредственно у колонн
устанавливают мелкие станки: точила наждачные, сверлильные
станки и т. п.
На основе планировки цеха уточняют необходимую длину
пролетов цеха; она должна быть кратной шагу колонн. В про-
цессе этой разработки, выполняемой одновременно по всем от-
делениям проектируемого цеха, уточняют: а) ранее принятую
схему компоновки и планировки производственных отделений п
153
вспомогательных помещений; б) размещение на плане цеха всех
сборочно-сварочных и других рабочих мест,- всего производст-
венного оборудования и складских площадок для материалов,
деталей и т. п.; в) комплексную механизацию производства во
всех отделениях и схемы работы внутрицехового транспорта.
При разработке технологического плана цеха могут быть
использованы условные обозначения. Примеры таких обозначе-
ний приведены в табл. 36,
а на рис. 53 показан техно-
логический план сборочно-
сварочного цеха судострои-
тельного предприятия клас-
са III.
п
\ I
I I
I I
- UIL2J
1\
I h
Ширина пролета
1
Рис. 51. Расположение ком-
плектовочных площадок
в пролете цеха
/ — рабочее место; 2 — комплек-
товочная площадка; 3 — цент-
ральный проезд (проход)
Рис, 52. «Мертвая» зона мостовых
кранов (размеры — в метрах)
1 — крайнее положение тележки крана;
2 — крайнее положение моста крана;
3 — мостовой кран
Габариты производственного здания сборочпо-сварочного
цеха, кроме ширины и длины, определяются высотой, которая
измеряется от пола цеха, принятого за отметку ±0, до верхней
поверхности головки рельса подкранового пути или до низа
несущих конструкций покрытия здания.
Высота сборочно-сварочного цеха по технологическим требо-
ваниям обусловлена размерами, необходимыми: для сборки и
сварки секций корпуса, имеющих наибольшие габариты; для
кантовки секций; для установки злектромостового крана требу-
емой грузоподъемности. После определения высоты цеха вычер-
чивают продольные и поперечные разрезы проектируемого цеха.
Удачное решение общей планировки цеха и компоновки его
пролетов в блоке корпусных цехов во многом зависит от умения
и навыков проектанта и не может быть ограничено какими-либо
154
и
-13*^
Рис. 53. План сборочно-
сварочного цеха судо-
строительного предприя-
тия класса III (разме-
ры — в метрах)
/ — склад комплектации де-
талей корпуса;. // — поточ-
ная линия изготовления по-
лотнищ и мелких плоских
секций; /// — участок сбор-
ки и сварки объемных сек-
ций оконечностей; IV — уча-
сток изготовления мелких
узлов, фундаментов; V —
участок сборки и сварки
объемных секций надстроек,
мачт, дымовых труб и др.;
VI — механизированный уча-
сток изготовления тавровых
балок; VII — механизиро-
ванная линия изготовления
палубных секций; VIII —
участок сборки н сварки
бортовых секций, секций"
переборок; IX — генератор-
ная и трансформаторная
подстанции; X — механизи-
рованный участок изготов-
ления днищевых секций;
XI—участок окраски, суш-
ки и хранения секций
Таблица 36
Условные обозначения, применяемые при проектной разработке
технологических планов цеха
Услонное обозначение
-f
4500
--ргУ-
5
Расшифровка
Компоновочный п л а н
Капитальная степа, сплошная перегородка до
низа фермы или до потолка
Легкие перегородки всех типов
Граница цеха, отделения, участка
Колонна здания
Подвал (с отметкой уровня пола)
Антресоли (с отметкой высоты)
Трансформаторная подстанция
Проезд
&
I
Тоннель, канал
План расположения оборудования
Капитальная степа
Колонны:
железобетонная
металлическая
156
Продолжение табл. 36
Условное обозначение
Расшифровка
^Ш*
S3
i 1
! i
С^З
Ik ^10т А
—н—l 1=
-r-r-^R
Ворота, дверь в проеме двухстворчатая
Технологическое оборудование (станок и др.) и
номер по плану
Местоположение рабочего
Верстак слесарный и местоположение рабочих
Обдирочно-шлифовальпыи станок н местоположе-
ние рабочих
Площадки для складирования и комплектации
Электрический мостовой кран грузоподъемностью
Q - - 10 т
То же на разрезе здания
Подкрановые пути, монорельс с тельфером гру-
зоподъемностью Q — 0,5 т
Стенд для сборки плоскостных секций
Постель для сборки криволинейных секций
Пункты подключения:
переносного электроинструмента
сварочных автоматов, полуавтоматов и пере-
движных электроприемников
157
Продолжение табл. 36
Условное обозначение
Расшифровка
\ /
/*—*\
О
4
¦У .
ft г
©
сварочных дуг постоянного тока (60 В)
Шкаф распределительный силовой и осветитель-
ной электросети
Пункт подключения к производственному водо-
проводу
Трап для отвода воды в канализацию
Колодец канализации с глухой крышкой
Пункт подключения к противопожарному водо-
проводу
Питьевой фонтанчик
Пункты подключения:
сжатого воздуха
ацетилена
кислорода
углекислого газа
аргона
Отопительный агрегат
Пункт подключения пара
строго определенными правилами. Основное требование, предъ-
являемое во всех случаях к технологическому плану проектируе-
мого цеха,— наиболее простое осуществление рациональной
взаимной технологической связи между всеми звеньями произ-
водственного процесса с одновременным максимальным исполь-
зованием строительной площади цеха.
Вспомогательные и подсобные отделения размещают на
технологическом плане цеха после планировки оборудования,
на оставшихся свободными площадях.
Готовые секции вывозят из здания цеха через специальные
ворота, которыми снабжен каждый пролет. Кроме того, в на-
чале пролетов расположены ворота для ввоза деталей корпуса
или контейнеров, материалов. Размеры проемов основных ворот
здания сборочно-сварочного цеха регламентированы нормами
технологического проектирования. Минимальные размеры ворот
составляют: ввозных (ширина на высоту) —5,6X6,0 м для судо-
строительных предприятий классов I, II, III и 4,8X5,4 м для
предприятий кл-ассов IV и V; вывозных, если они расположены
в торце пролета,— ширина на всю ширину пролета и высота до
подкрановых путей. Если вывозные ворота расположены на бо-
ковой стороне'пролета, то ширина их равна шагу колонн, а вы-
сота достигает низа подкрановой балки.
§ 27. ОБОСНОВАНИЕ ВЫБОРА РАЗМЕРОВ ПРОЛЕТОВ
И ОПРЕДЕЛЕНИЕ ПЛОЩАДЕЙ
При детальной проработке проекта цеха значение ширины
и высоты производственных пролетов определяется на основе
технологических планов, разрезов и сечений здания цеха. С этой
целью ширину и высоту пролета выбирают по схемам, представ-
ленным на рис. 54 и 55.
Ширину пролета определяют исходя из расположения ра-
ционального количества поточных линий в пролете (или отдель-
ных- рабочих мест), максимальной ширины их, расстояния от
кромки колонн до оборудования или оснастки рабочих мест,
расстояния от оси колонны до ее кромки, расстояния между
оборудованием или рабочими местами, ширины зоны обслужи-
вания. Так, для Схемы размещения оборудования, показанной
на рис. 54, ширина пролета по технологическим требованиям
Ятехн = 2а + 4б + 4в + 2г+2д + е, •
где а — ширина стенда (платформы); б — ширина ноги портала;
в —расстояние от стенда (платформы) до ноги портала; г —
расстояние от ноги портала до колониы; д — расстояние от оси
до наружной кромки колонны; е — ширина проезда.
Для схемы размещения оборудования, показанной на рис. 55,
ширина пролета по технологическим требованиям
Втеха = а + а1 + 4б + 2в + г,
159
дг№6 а . S\S д.
"ттгр* *"f**"V
Отехн
Рнс. 54. Обоснование выбора ширины и высоты пролетов сборочно-
сварочного цеха при сборке и сварке секций на поточных линиях
/<
Л'
.MZ_\i/ У.-^l
1
jfoJ'ni")!^; j=3^
глда^/^/^шгд
Г i i ЩрЩр
3pS7tf^5W?SwmmS
JLJ'
sggj
ffi
4-
Bt
Рис. 55. Обоснование выбора ширины н высоты пролетов сборочпо-свароч-
ного цеха при сборке и сварке секций па стационарных рабочих местах
160
Где a, ct\ — ширина стенда (постели); 6 — ширина прохода во-
круг стенда; в — расстояние от оси до наружной кромки ко-
лонны; г — ширина проезда.
Высоту пролета от пола до отметки головки подкранового
рельса определяют исходя из максимальных размеров кантуе-
мых секций, высоты оснастки пли каптовочной площадки; зазора
между оснасткой либо между каптовочной площадкой и сек-
цией, расстояния от оси гака до отметки подкранового рельса
или исходя из максимальной высоты объемных секций и необ-
ходимых размеров и зазоров для выполнения подъемно-транс-
портных операций с этими секциями. Так, для схемы, показан-
ной на рис. 54, высота пролета до отметки головки подкранового
рельса по технологическим требованиям
#техн = Ж + 3+и-'гК + Л,
а высота пролета до низа несущих конструкций покрытия
Я = #тех„+•** + «,
где ж — высота кантуемой секции; з — высота каптовочной пло-
щадки (стенда); и — расстояние между нижней кромкой кан-
туемой секции и стендом; к — расстояние от верхней кромки
кантуемой секции до центра грузового крюка мостового крана;
л — расстояние от центра грузового крюка мостового крана до
отметки головки подкранового рельса (крайнее положение
крюка); м — габаритная высота мостового крана от головки
подкранового рельса; н — расстояние от верха фермы крана до
низа несущих конструкций покрытия.
Для схемы, показанной на рис. 55, высота пролета
#техн — ж + 3 + и + К + Л + М + Н
и высота пролета до низа несущих конструкций покрытия цеха
Н = Игехн-\-п + р,
где ж — высота собираемой секции; з— высота стенда (по-
стели); и — зазор между секцией и стендом; к — расстояние
между секцией и траверсой; л — высота траверсы; м —¦ расстоя-
ние от траверсы до нижней кромки фермы крана; н — расстоя-
ние от нижней кромки фермы крана до отметки головки под-
кранового рельса; п —габаритная высота мостового крана от
головки подкранового рельса; р — расстояние от верха фермы
крана до низа несущих конструкций покрытия.
Основные значения всех расстояний, рекомендуемые для
сборочно-сварочных цехов при обосновании выбора ширины и
высоты пролетов, указаны в табл. 37—40.
Значения ширины и высоты пролета, полученные по техно-
логическим требованиям, приводят в соответствие с нормами
проектирования.
Площадь сборочно-сварочного цеха можно подразделить на
общую площадь и площадь административно-хозяйственных и
W26 Заказ № 784
161
. Таблица 37
Обоснование ширины пролета сборочно-сварочного цеха при
сборке секций на механизированных поточно-позицнонных линиях
(двухрядное расположение оборудования)
Класс судо-
строитель-
ного пред-
приятия
I
II
III
IV
V
Размеры *, определяющие ши
17,3
17,3
11,3
9,3
8,0
б
0,6
0,6
0,6
0,4
0,4
0,8
0,8
0,8
0,8
0,8
1,0
1,0
1,0
1,0
1,0
д
1,3
1,3
1,3
0,75
0,75
3,0
3,0
3,0
3,0
3,0
Ширина пролета, м
по техноло-
гическим
требова-
ниям
47,8
47,8
35,8
29,9
27,3
в соответ-
ствии с нор-
мами проек-
тирования
48,0
48,0
36,0
30,0
30,0
* Обозначение размеров см. на рис. 54.
бытовых помещений. Общую площадь получают умножением
длины на ширину пролетов и их количество. Общая площадь
цеха кроме площади, занятой технологическим оборудованием
(называемой рабочей), включает площадь иод вспомогательные
и складские службы цеха. В общую площадь цеха входит и пло-
щадь, занимаемая проходами и проездами, комплектовочными
площадками у рабочих мест, напольными транспортными сред-
ствами и др.
Таблица 38
Обоснование ширины пролета сборочно-сварочного цеха
при сборке секций на стационарном оборудовании
(двухрядное расположение оборудования)
Класс судо-
строитель-
ного пред-
приятия
I н II
III
IV
V
а
17,5
31,0
11,5
19,0
9,5
15,0
7,5
12,5
<Ji
17,5
8,0
11,5
8,0
9,5
6,0
7,5
5,0
б
0,8
0,8
0,8
0,8
в
1,3
1,0
1,0
0,75
г
з-.о
3,0
3,0
3,0
Ширина пролета, м
по техно-
логическим
требова-
ниям
43,8
47,8
31,2
35,2
27,2
29,2
22,7
25,2
вии с нор-
мами проек-
тирования
48,0
36,0
30,0
30,0
• Обозначение размеров см. рис. 55.
162
Таблица 39
Обоснование высоты пролёта сборочно-сварочного цеха
при изготовлении секций на поточных линиях
о
А
X
о
о.
и к
о в
Чн
и в
§5;
X с
I
II
III
IV
V
Размеры *, опреде
ж
16,5
16,5
10,5
8,5
6,5
3
0,3
0,3
0,3
0,3
0,3
и
0,2
0,2
0,2
0,2
0,2
пяющи
к
4,0
4,0
4,0
3,0
3,0
е высоту, м
Л
1,0
1,0
0,5
0,4
0,4
м
6,0
5,6
3,5
2,3
2,0
н
0,3
0,3
0,3
0,2
0,2
Высота
тролета.
по технологи-
ческим 1
ваниям
2а§
g = ?
mm
о о о
nf г; я
22,0
22,0
15,5
12,4
10,4
ребо-
X
В
h
в а
а >>
1?
о о
ч*
28,3
27,9
19,3
14,9
12,6
м
в соответствии
с нормами
проектирования
о « м
*- о, У
В S4
Н g»
g*2
" и «
о о о
чч к
22,5
22,5
16,0
12,65
11,45
S
о я
В X
а :»
к в
о о
ча
28,8
28,8
19,8
16,2
14,4
* Обозначение размеров см. на рис. 54.
Вспомогательная площадь служит для размещения мастер-
ских всех назначений. Складская площадь предназначена для
временного хранения готовых изделий, полуфабрикатов, обору-
дования и размещения кладовых цеха.
При разработке технологической части проекта цеха опреде-
ляют рабочую, вспомогательную и складские площади, а также
по согласованию со специалистами по другим частям проекта
выделяют площади для энергетических объектов (трансформа-
торных подстанций, тепловых пунктов, распределительных уст-
ройств и т. п.).
В некоторых случаях может возникнуть необходимость опре-
делить только рабочую площадь, тогда расчет ведется по удель-
ным нормам на единицу оборудования или рабочих мест.
Рабочая площадь (в квадратных метрах)
где Sya — удельная рабочая площадь единицы оборудования
одного типа или рабочих мест каждой технологической группы
узлов или секций, м2/ед; п0а — принятое количество оборудова-
ния одного типа или рабочих мест технологической группы, ед.
Площадь административно-конторских и служебно-бытовых
помещений рассчитывают в архитектурно-строительной части
проекта цеха по заданию технолога-проектировщика.
1ЧФ*
163
Таблица 40
Обоснование высоты пролета сборочно-сварочного цеха при изготовлении секций
на стационарных рабочих местах
Класс
судострои-
тельного
предприятия
I и II
III
- IV
V
Размеры *, определяющие высоту, м
ж
16,5
10,5
8,5
6,5
3
0,3
0,3
0,3
0,3
а
0,2
0,2
0,2
0,2
к
1,0
1,0
1,0
л
2,0
1,5
1,0
3,5**
м
1,0
1,0
1,0
к
0,5
0,5
0,5
0,5
п
5,6
3,5
2,3
2,0
р
0,3
0,3
0,2
0,2
Высота пролета, м
по технологическим
требованиям
до отметки
головки
подкраново-
го рельса
21,5
15,0
12,5
11,0
до низа
несущих
конструкций
27,4
18,8
15,0
13,2
в соответствии с нормами
проектирования
до отметки
головки
подкраново-
го рельса
22,5
16,0
12,65
11,45
до низа
несущих
конструкций
28,8
19,8
16,2
14,4
* Обозначение размеров см. на рнс. 55.
** Секции в цехе [предприятия класса V поднимают и транспортируют без траверсы, поэтому расстояние между секцией и нижней
кромкой крана [складывается из расстояний [между секцией и центром крюка крана, равного 3,0 м, и между центром крюка и нижней
кромкой крана, равного 0,5 м.
§ 28. РАСЧЕТ И ПЛАНИРОВКА
ЦЕХОВЫХ СКЛАДОВ
И КЛАДОВЫХ
Склады, обслуживающие цехи судостроительного предприя-
тия материалами и полуфабрикатами, за исключением общеза-
водских складов (склад металла, главный магазин, склад судо-
вого оборудования), предназначены для хранения минимального
количества материалов и полуфабрикатов. Количество храни-
мого запаса материалов и изделий рассчитывается из условия
обеспечения непрерывности производственного процесса цеха.
Организационно склады подчинены цехам, работу которых они
обеспечивают. Склады обслуживают вспомогательные рабочие
тех же цехов. Так, в состав корпусообрабатывающего цеха вхо-
дит склад стали, в состав сборочно-сварочного цеха — склад
готовых деталей корпуса и деталей насыщения секций, а также
промежуточный склад готовых узлов. Склад секций входит
в состав эллингов судостроительных цехов. При сборочно-сва-
рочном цехе может быть организован склад готовых секций для
кратковременного их хранения. В тех случаях, когда возможна
длительная задержка в цехе готовых секций, целесообразно пре-
дусмотреть вблизи цеха свободную площадку, где будут хра-
ниться загрунтованные секции.
На складах сборочно-сварочного цеха готовые детали кор-
пуса и насыщения секций хранят в контейнерах и пачках, в сто-
пах и на многоярусных стеллажах. Контейнерное и стопочное
хранение деталей позволяет сократить количество погрузочно-
разгрузочных работ в результате применения специальных за-
хватов и подъемников; многоярусные стеллажи и контейнеры
экономят площадь склада. Непосредственно на площадках хра-
нят собранные в пачки технологические комплекты крупных изо-
гнутых деталей, неудобные для загрузки в контейнеры. Готовые
узлы и некоторые секции корпуса хранят на складах уложен-
ными в штабели на деревянных прокладках. Складирование
мелких плоских секций и узлов может производиться на специ-
альных стеллажах в вертикальном положении. При проектиро-
вании склады готовых деталей корпуса и насыщения, а также
готовых узлов, необходимых при сборке секций, рекомендуется
размещать вблизи производственных участков, чтобы уменьшить
протяженность грузопотоков.
В цехах с поточной организацией работ технологическая
связь между рабочими местами (позициями) очень велика,
поэтому промежуточные склады носят характер накопителей
готовых узлов, особенно полотнищ. Склады могут отсутствовать
в тех случаях, когда узлы, полотнища и мелкие секции, изготов-
ляемые на одних рабочих местах поточной линии, непосредст-
венно передаются с этих мест на следующие, где производится
их дальнейшая сборка и сварка в секции.
165
Склады корпусных деталей обслуживаются в основном мо-
стовыми кранами, а если такие склады расположены на откры-
тых площадках, то козловыми кранами. Погрузочно-разгрузоч-
ные и транспортные операции рекомендуется выполнять с по-
мощью специальных траверс с магнитными и вакуумными
присосами.
Площадь складских помещений определяется количеством
хранимых деталей и нормами допустимой нагрузки на 1 м2 по-
лезной площади склада. Для выполнения погрузочно-разгрузоч-
ных и сортировочных операций кроме основной (полезной) не-
обходима и вспомогательная площадь. Ориентировочные дан-
ные, определяющие площадь склада корпусных деталей, приве-
дены в табл. 41. Склад размещается в производственном здании
сборочно-сварочного цеха, ч-асто в специальном пролете, и об-
служивается мостовыми кранами.
Таблица 41
Ориентировочные данные для проектирования склада корпусных
деталей и деталей насыщения (склад комплектации)
Класс судострои-
тельного предприя-
тия
I
II
III
IV
V
Нормы хранения
в календарных
днях
15—20
14—16
12-15
10-12
6-9
Нагрузка на 1 м;
полезной площади,
т/м-
1,2—1,3
0,8-1,0
0,7-0,9
0,6-0,7
0,3-0,4
Отношение полез-
ной площади
к общей
0,45-0,55
0,45—0,50
0,40—0,45
0,40—0,45
0,35—0,40
В состав складских помещений сборочно-сварочного цеха
входят кладовые различного назначения.
Инструментальные кладовые предназначены для хранения,
приема и выдачи инструментов и негромоздких приспособлений,
используемых при эксплуатации-оборудования цеха. Здесь про-
изводится также контроль степени износа и отбора пришедших
в негодность инструментов и приспособлений для обмена на но-
вые в центральном заводском складе. Р,азмеры кладовых обу-
словлены минимальными запасами хранения, которые ограни-
чены сроками износа одного-двух полных комплектов, имею-
щихся в работе инструментов и приспособлений.
Для нормальной работы цеха требуются также кладовые:
вспомогательных материалов, сварочных материалов, оснастки
рабочих мест, проверочных шаблонов и др.
Размеры площадей производственных кладовых цеха ориен-
тировочно можно рассчитать по нормам технологического про-
ектирования, принятым в машиностроении.
166
Максимальные значения удельной площади по производ-
ственным кладовым цехов сварочного производства составляют
(в квадратных метрах):
инструментально-раздаточной—на единицу сборочно-сва-
рочного оборудования " 0,7
вспомогательных материалов—на единицу технологи-
ческого оборудования 0,2
для хранения электродов, электродной проволоки, флю-
сов—на одного сварщика:
при ручной сварке 0,25
» автоматической и полуавтоматической сварке ... 0,5
для хранения оснастки—на одно сборочно-сварочное ра-
бочее место 0,5
для хранения шаблонов—на 100 т выпуска цеха .... 0,2
Склады и кладовые являются вспомогательными отделе-
ниями сборочно-сварочного цеха и должны размещаться по
возможности в производственном здании цеха. В состав вспомо-
гательных отделений цеха входят и мастерские: ремонтная,
электромеханическая, по изготовлению шаблонов и приспосо-
блений, оснастки и др. Площадь мастерских определяется из
условия расположения на ней необходимого комплекта техноло-
гического оборудования (в основном металлорежущего). Ма-
стерские размещают, как правило, в первом этаже пристройки
к производственному зданию цеха.
§ 29. УЧАСТОК ГРУНТОВКИ И СУШКИ СЕКЦИЙ
Организация на судостроительных предприятиях специаль-
ных участков для грунтовки и сушки секций вызвана необходи-
мостью предохранения готовых секций от атмосферных воздей-
ствий в период хранения их на складе и при постройке судна на
стапеле. Кроме того, это обусловлено требованиями охраны
труда, запрещающими производить работы по грунтовке и
сушке секций непосредственно в сборочно-сварочных цехах.
Проектирование участков грунтовки и сушки секций ведется
исходя из годового выпуска секций, размеров грунтуемых по-
верхностей, номенклатуры, количества, габаритов и массы сек-
ций. Производственный процесс на участке состоит из операций
по очистке грунтуемых поверхностей, грунтовке и сушке секций.
Очистка поверхностей от ржавчины производится специаль-
ными дробеструйными аппаратами и пневмощетками, а в труд-
нодоступных местах — вручную. Чтобы очистить поверхности от
жира и грязи, их протирают уайт-спиритом (предварительно
металл очищают от окалины и ржавчины до поступления на об-
работку). Грунтовка секций осуществляется с помощью краско-
распылителей, а в труднодоступных местах — вручную, кистями
н валиками.
167
с:
-о
I- i-l
-h
4И
6
.12
И H"|
I. -11 - 11. 11. I
i.л. и. i
1"1П|-|
i..11.' it. j
[¦¦ г li- l
I.- i. ii. i
24
Г-Ц- li-ir i
l-.lt. il-.ll .1
г-н ir-ti--|
i.л 1I..U i
U ll-ll)
II. 11.11 1
1,--||- I
Jl..11.-1
pp
ll" I
Л-.И.
1|- -1 r - -1
Jl.. II.. I
ID
Г -|r¦- 1Г If I
I. II .11 ..ll. I
|-ir -Ц--Ц-
1..II.-II..11.
.PL.I
¦II -I
.11.. I
¦||--i
.11.-1
[¦¦if -ir-ir
L-lL.lL.ll-
24
.i7
24-
Таблица 42
Состав и технические характеристики основного технологического
оборудования участка грунтовки и сушки секций
Оборудование
Дробеструйный бес-
пыльный аппарат типа
БДУ-Э2
Краскораспылитель
марки 031А
Красконагнетатель-
ный бак типа С-411-А
Пневматическая щет-
ка марки УПШР-1
Подъемник передвиж-
ной
Техническая
характеристика
Производительность
очистки 4—8 м2/ч
Прои зводител ьн ость
грунтовки 50—
350 м2/ч
Емкость 63 л; давле-
ние 4 кгс/см2
Производительность
очистки до 10 м'-/ч
Стальной, сварной
конструкции
Размеры (Ixbxh), мм
Диаметр 800, высота
11800
170X74X119
1030X505X450
370X74X119
2600 X 1500 X 16 000
Масса
единицы
оборудо-
вания, кг
150
18
39,5
3,4
3000
168
Рис. 56. План участка грунтовки и сушки секций, расположенного в от-
дельном здании судостроительного предприятия класса I (размеры —
в метрах)
/ — электромостовые краны грузоподъемностью 20 т; 2—подъемники передвижные;
3 — тележки
Состав и технические характеристики основного технологи-
ческого оборудования участка грунтовки и сушки секций при-
ведены в табл. 42 (по данным А. К. Сыркова).
-лЛ-
-^л-
-*€¦
СВорочно - сварочный цех
1 | г
Ь IF
m srp\\jo5rn
=s]*=
U-
ГТЛ
I T \ n I
4\
L.J LJJiL'j L.JiL-' l.
42
41
ш
41
Рис. 57. План участка грунтовки н сушки секций, расположенного
в одном здании со сборочно-сварочным цехом, на судостроительном
предприятии класса II .(размеры — в метрах)
/ — электромостовои кран грузоподъемностью 100 т; 2 — ворота-створки; 3 —
места грунтовки и сушки секций; 4 — кладовые и другие помещения; 5 —
подъемники передвижные; 6 — вентиляционные камеры
Сушильные камеры рассчитывают на поддержание в них
температуры до 40° С; в случае расположения участка грун-
товки в одном здании со сборочно-сварочным цехом темпера-
тура принимается равной 18° С.
Работы по очистке, протирке и сушке секций ведутся на
участке круглосуточно, в три смены: очистка и протирка —
в первую смену; грунтовка — во вторую; сушка — в третью.
Грунтуемые секции находятся на платформах; для проведения
169
работ на высоте используют специальные подъемные ус-
тройства.
Участки грунтовки и сушки секций рекомендуется разме-
щать в отдельных зданиях, где имеются изолированные камеры.
Пример такого размещения показан на рис. 56. Пролеты от-
дельно стоящих зданий имеют ширину 24 м (на предприятиях
классов I и II) и 18 м (на предприятиях класса III); высота до
отметки подкранового рельса— 12,6 м. Пролеты должны обслу-
живаться мостовыми кранами во взрывобезопасном исполнении
соответствующей грузоподъемности.
Таблица 43
Основные данные и технико-экономические показатели
участка грунтовки и сушки секций
О
о
S
л
к
О)
ь
аа
о
о я
5&
i
п
ш
IV
V
Суда-представители
Тип
Таикер
Сухогруз-
ное судно
Траулер
Морской
буксир
Сейнер
Чистая
масса,
т
14 000
6 200
2 500
660
90
Основные данные
Порядковый номер
расчетного серий-
ного судна
20
40
70
120
200
Годовой
выпуск
продукции
Я
я
Я и
10
20
35
60
100
и
3
100
80
40
20
5
2
о
Я
1>
К
X
ь
II
1,7
1,7
1,7
1,7
1,7
Технико-экономические
показатели
S|T
>> а; з-
а о
н*х
= д к
а -а й"
Я Ч йй
§s а
1,0
1,3
1,8
2,6
3,5
Годовой
выпуск про-
дукции
о
— ге
26,0
20,0
14,0
11,0
6,0
о
1- о
О и
— <1J
!1
S —
1350
1050
750
500
370
X
S = «
^ о 3
О ° S
я х ?
°я?
JoS
,а Я О
о. С. И
20
20
20
20
20
Рассмотренное конструктивное и строительное решение
участка грунтовки и сушки секций обусловливает значительные
капиталовложения, создание дополнительных транспортных пу-
тей и увеличение подъемно-транспортных средств по сравнению
с размещением участка грунтовки и сушки секций совместно со
сборочио-сварочным цехом в одном здании (рис. 57), разделен-
ном легкими воротами-створками высотой 10 м. При этом в цехе
должны быть предусмотрены вентиляция и меры, обеспечиваю-
щие безопасные условия труда.
Основные данные и технико-экономические показатели уча-
стков грунтовки и сушки секций приведены в табл. 43.
170
ГЛАВА V
СПЕЦИАЛЬНЫЕ ЧАСТИ ПРОЕКТА
§ 30. СОСТАВЛЕНИЕ ТЕХНИЧЕСКИХ ЗАДАНИЙ
НА РАЗРАБОТКУ СПЕЦИАЛЬНЫХ ЧАСТЕЙ ПРОЕКТА
Специальные части проекта сборочно-сварочного цеха вы-
полняются на основании технических заданий, которые разра-
батываются технологом-проектировщиком и выдаются в каче-
стве исходного документа соответствующим отделам проектной
организации или субподрядным специализированным организа-
циям (по системе кооперации в проектировании).
Ниже будут рассмотрены лишь общие положения по состав-
лению заданий на разработку специальных частей проекта сбо-
рочно-сварочного цеха и краткое их содержание.
Технические задания составляют по мере выполнения техно-
логической части, а разработанные по ним архитектурно-строи-
тельная, санитарно-техническая, энергетическая и экономиче-
ская части позволяют уточнить и дополнить технологическую
часть проекта.
В практике проектирования составление этих заданий сво-
дится к заполнению соответствующих ведомостей, имеющих
форму опросных листов, специализированных для каждой ука-
занной части проекта. В эти ведомости вносят основные сведе-
ния и цифровые данные, получаемые путем выборки из разра-
ботанной технологической части проекта и необходимые для
разработки соответственно каждой специальной части проекта.
Задание на строительное проектирование. В задании необхо-
димо указать назначение здания и его особенности (новое или
реконструируемое), характер и категорию производства с точки
зрения пожарной опасности, параметры воздуха внутри поме-
щений (температуру, относительную влажность), наименование
помещений, в которых будут производиться работы с агрессив-
ными средами (кислотами, газами), наименование помещений,
нуждающихся в регулярной чистой влажной протирке или про-
мывке стен и полов, перечень агрегатов с интенсивным выделе-
нием теплоты в процессе работы (их расположение должно
быть указано на плане), спектры шума в децибелах каждого
помещения, имеющего источники шума, данные о крановом обо-
рудовании, подвесном транспорте и лифтах (вид оборудования,
ГОСТ, режим работы, грузоподъемность, пролет мостового
крана или полная длина подвесного транспорта, высота от пола
до верха подкранового рельса), размеры дверей и ворот, требо-
вания к перегородкам, а также дать краткое описание техноло-
гического процесса и требуемой точности работ. Кроме того,
в задании следует отразить данные о равномерно распре-
деленных, сосредоточенных и динамических (инерционных) на-
171
грузках на полы первого, этажа и междуэтажные перекрытия,
отметить расположение и размеры участков, испытывающих ме-
ханические воздействия (удары, волочение), участки движения
и тип напольного рельсового и безрельсового транспорта, уча-
стки, к полу которых предъявляются особые требования, реко-
мендуемые покрытия для полов.
В задании на проектирование административно-конторских
и бытовых помещений приводят полные данные о штате цеха
с указанием работающих в наибольшую смену, количестве муж-
чин и женщин, числе рабочих, пользующихся горячим душем,
и т. д.
К заданию на строительное проектирование прилагают: план
цеха с указанием размеров пролетов, наименования всех поме-
щений и расположения технологического оборудования, кранов,
вспомогательных помещений, мастерских и кладовых; характер-
ные разрезы цеха с нанесенными на них железнодорожными
путями; соответствующие выкопировки из генерального плана
завода; перечень технической документации, необходимой для
проектирования, с архивными номерами, а также номенклатуру
помещений, предназначаемых для административно-конторского
персонала и различных служб. Оборудование, устанавливаемое
на фундаментах, и каналы для трубопроводов привязывают
к разбивочиым осям на плане цеха.
Задание на проектирование санитарно-технической части
проекта. В задание на проектирование отопления и вентиляции
(ОВ) входят: краткое описание технологических процессов, про-
изводимых в цехе; план расположения оборудования с их ха-
рактеристиками и коэффициентом использования; размеры про-
летов и ворот; указание о наличии выделения токсичных газов,
пыли и жидкостей; установленная мощность оборудования
(в том числе работающего с охлаждением); количество обору-
дования; численность работающих всего и в наибольшую смену;
число смен.
В Данных о работе оборудования приводят чертеж — план
расположения оборудования, наименование, марку или тип,
краткую характеристику оборудования, выделяющего токсич-
ные газы, пыль, жидкости, с указанием номера по технологиче-
скому плану, площадь поверхности оборудования, излучающего
теплоту, род топлива и его теплоту сгорания, среднечасовой
расход топлива, зеркало испарения жидкостей, рекомендуемые
устройства для удаления токсичных газов, пыли и жидкостей,
количество воздуха, забираемого из помещения для дутья,
сушки и др., характер воздуха приточной вентиляции, продол-
жительность работы оборудования в течение суток, данные для
проектирования местных отсосов от технологического оборудо-
вания.
По основным видам сварочных, газорезательных и малярных
работ, связанных с выделением теплоты, пара, токсичных газов,
172
указывают: количество одновременно работающих прихватчи-
ков, сварщиков, газорезчиков, маляров и т. д. (в том числе в за-
крытых отсеках) в наибольшую смену; марку и толщину обра-
батываемого металла; марку и расход сварочных и окрасочных
материалов-; среднюю производительность газорезательных по-
стов и инструмента. По ручной сварке и прихватке приводят
также процентное соотношение различных марок электродов,
а по малярным работам — состав используемых красок и рас-
творителей. На плане расположения оборудования технолог от-
мечает места желаемого расположения местных отсосов. Для
проектирования общеобменной вентиляции следует указать тре-
буемую кратность часового обмена воздуха и количество ввози-
мого в цех материала.
В задании на проектирование отопления цеха должен быть
отражен также режим открывания ворот, т. е. продолжитель-
ность и частота открывания.
Для проектирования внутреннего водопровода и канализа-
ции (ВК) необходимо установить: наименование и количество
установок, потребляющих производственную воду; среднесуточ-
ные и максимальные расходы воды в час на единицу оборудова-
ния, режим потребления; характеристику воды (пресная, соле-
ная); необходимый ее напор; коэффициент одновременности
потребления; характеристику сточных вод, включая отрабо-
танную воду, температуру и возможность их повторного ис-
пользования; наименование загрязняющих примесей (кислоты,
щелочи, масла и пр.) и их процентное содержание; рекомендуе-
мый способ и место спуска воды в канализацию.
В задании на проектирование наружного водопровода и ка-
нализации указывают: наименование цеха; годовой, суточный и
максимальный часовой расход производственной воды в цехе;
режим потребления воды, необходимый свободный напор у аг-
регатов; качество воды; состав и расчетный часовой выпуск от-
работанной воды; количество работающих (всего и в наиболь-
шую смену), число рабочих, пользующихся душем (всего и
в наибольшую смену).
Кроме проектировщика-технолога, задание на проектиро-
вание санитарно-технической части проекта выдает и проек-
тировщик-строитель. Он указывает количество подлежащих
установке приборов и агрегатов бытового и хозяйственного на-
значения и коэффициент одновременности их действия. К зада-
нию прилагаются строительные чертежи здания цеха и при-
стройки к нему.
Задание на проектирование энергоснабжения цеха. Энерге-
тическая часть проекта состоит из двух разделов (электротех-
нического и тепломеханического), разрабатываемых по зада-
ниям технологов, строителей и сантехников.
Электротехнический раздел. В задании на проек-
тирование электроснабжения цеха указывают: наименование
173
механизмов или электроприемников и их номер на плане распо-
ложения оборудования цеха, количество однотипного оборудо-
вания; требуемые мощность, напряжение и род тока; количество
смен и число рабочих в наибольшую смену; площадь, требую-
щую освещения; количество сварочных дуг по видам сварки.
Задание на проектирование крановых и троллейных линий
должно содержать: перечень подъемно-транспортных средств
с указанием номера на прилагаемом плане цеха; количество и
грузоподъемность однотипных кранов; количество и длину трол-
лейных линий; мощность двигателей главного и вспомогатель-
ного подъема, а также средств передвижения тележки и моста
крана.
К заданию прилагают план расположения оборудования со
спецификацией оборудования и его энергетической характерис-
тикой.
Проектировщики-сантехники в задании указывают количе-
ство и характеристики агрегатов — потребителей электрической
энергии (вентиляторов, насосов и др.).
В технологическом задании на проектирование электротех-
нической части проекта отражены также следующие общие све-
дения: категория взрыво- и пожароопасных помещений (с ука-
занием их на технологическом плане); характеристика среды
(пыльная, влажная, сырая и др.); места подвода спецтоков
(места подключения сварочного оборудования, лабораторных
щитов, стендов и др.); перечень помещений, в которых необхо-
димо предусмотреть повышенную освещенность и др.
Тепломеханический раздел. Сборочно-сварочный
цех является потребителем таких видов энергии, как сжатый
воздух, различные газы (горючие, защитные п др.); горячая
вода.
В задании на проектирование снабжения цеха сжатым воз-
духом содержится наименование и количество работающих од-
новременно пневмоинструментов по сменам и средний коэффи-
циент их использования во времени. На плане цеха указывают
желаемое расположение точек подключения потребителей сжа-
того воздуха низкого и высокого давления. Воздух низкого
давления (5—6 кгс/см2) используют в основном для работы
различных пневмоинструментов и приборов и при механизации
трудоемких производственных процессов в цехе, воздух высо-
кого давления — при проверке отдельных систем на плотность.
В задании на проектирование снабжения цеха газами (аце-
тиленом, кислородом, аргоном, гелием, углекислым газом и др.)
приводят: виды работ, для которых требуется подача газа; рас-
ход газа; годовую программу цеха по выпуску продукции в тон-
нах; среднюю толщину обрабатываемого металла; род газа;
среднее и максимально возможное количество работающих ин-
струментов или сварочных дуг в смену при машинном и ручном
способах работы; удельный расход газа на один инструмент
174
или дугу; средний коэффициент использования инструментов и
дуг во времени.
Максимальный расход сжатого воздуха Qmax давлением 5—
6 кгс/см2 рассчитывают исходя из количества потребителей
в наибольшую смену:
Углах = Уусгчпр»
где Qycr — установленный расход воздуха, представляющий со-
бой сумму удельных расходов каждого инструмента и оборудо-
вания по паспортным заводским данным, умноженную на коли-
чество работающих инструментов в наибольшую смену, м3/мин
или м3/ч; йСПр — коэффициент спроса, учитывающий неодновре-
менность работы инструментов и оборудования; для сборочно-
сварочного цеха йСПр может изменяться от 0,45 до 0,65 в зави-
симости от количества подключенных инструментов.
Точки подключения потребителей газа наносят на прилагае-
мый к заданию план цеха.
Задание на теплоснабжение сборочно-сварочного цеха со-
ставляется сантехниками-проектировщиками, так как энергия
горячей воды расходуется в основном на отопление цеха и го-
рячее водоснабжение.
В случае использования пара на производственные нужды
(например, для сушки загрунтованных или окрашенных секций
в сушильных камерах) технолог должен указать наименование
и количество паропотребляющего оборудования, годовой, мак-
симальный часовой и среднесуточный расходы пара, его давле-
ние и температуру на вводе к потребителю, способ обогрева —
смешивающий или поверхностный (змеевиковый, трубчатый,
пластинчатый или паровой рубашкой), степень опасности за-
грязнения конденсата жирами, смазками, кислотами, щелочами
и др. при нарушении целостности подогревателей.
К заданию прилагается план цеха с указанием потребителей
пара и других источников тепла.
Задание на проектирование экономической части проекта.
Специалисты-проектировщики рассчитывают стоимость плани-
руемой к выпуску продукции и капитальные затраты на строи-
тельство цеха, а также производят технико-экономический ана-
лиз и обоснование проекта по заданиям проектировщиков.
Основным документом, используемым для составления смет-
но-финансового расчета на оборудование и монтажные работы,
является заказная спецификация по всем видам технологиче-
ского, подъемно-транспортного и вспомогательного оборудова-
ния и инвентаря, в которой должны быть указаны наименова-
ние, тип, марка, модель и номер оборудования по плану цеха,
его техническая характеристика и установленная мощность, чис-
ленность, габариты, масса и завод-изготовитель. Эта специфи-
кация необходима для расчета стоимости приобретения обору-
дования и его монтажа в цехе.
175
В дополнение к этому заданию выдаются:
ведомость расхода материалов, в которой по каждому се-
рийному судну приводится номенклатура всех основных видов
материалов с указанием единицы измерения, количества и про-
цента отходов; масса материалов должна соответствовать весо-
вой нагрузке судна;
ведомость поставок по межзаводской кооперации и от контр-
агентов, в которой на каждое серийное судно должны быть при-
ведены наименования изделий, их количество и масса.
Кроме рассмотренных нами заданий на проектирование спе-
циальных частей проекта цеха проектировщик-технолог состав-
ляет и выдает задания на проектирование:
устройств и средств техничеокого контроля цеха с указанием
мест расположения контрольно-измерительных приборов на
плане цеха;
технических средств управления производством (систем
связи и сигнализации, информации и учета);
связи и сигнализации по объектам и 'помещениям (телефон-
ной и диспетчерской связи, охранной и пожарной сигнали-
зации);
транспортного и тягового оборудования.
§ 31. АРХИТЕКТУРНО-СТРОИТЕЛЬНАЯ ЧАСТЬ
При проектирований здания сборочно-сварочного цеха ис-
ходными документами являются задания проектировщика-тех-
нолога и материалы изыскательских работ по району и пло-
щадке будущего строительства. Последние дают характеристику
грунтов площадки и грунтовых вод, климата района (темпера-
туру воздуха, силу и направление ветра, величину снегового по-
крова, глубину промерзания грунта и др.).
В строительной части проекта проектировщик-строитель, ис-
пользуя модульную систему строительства, создает проект зда-
ния цеха, в котором будет осуществляться производственный
процесс изготовления продукции. Кроме того, по данным тех-
нологического задания о составе работающих в цехе рассчи-
тывают площади всех административных и бытовых помещений
(в том числе помещений медицинского, общественного и куль-
турно-бытового обслуживания), располагаемых в многоэтажной
пристройке к основному зданию цеха, количество требующегося
для всех помещений оборудования и производят пространствен-
ное размещение (планировку) запроектированных помещений.
В строительной части проекта предусматривают меры по
борьбе с шумом, защите строительных конструкций от корро-
зии, вибрации, динамических воздействий, противопожарные
мероприятия, гидроизоляцию и теплоизоляцию строительных
конструкций, молние- и солнцезащиту и др.
176
'X
ч
fefe-
ч
5)
А-А
В)
Сборочно-сварочные цехи судостроительных заводов разме-
щают обычно в одноэтажных многопролетных зданиях, размеры
которых определяются при разработке производственного про-
цесса изготовления узлов и
секций и планировке цеха. а)
Здание цеха каркасного ти-
па, т. е. несущие функции
выполняет каркас (колонны
и балки покрытия), а ог-
раждающие функции — сте-
новое заполнение. Стены
цеха выполняют из различ-
ных строительных материа-
лов (красного или силикат-
ного кирпича, крупных же-
лезобетонных блоков и па-
нелей). Толщина кирпичных
стен в зависимости от кли-
матического пояса состав-
ляет 1,5 или 2 кирпича (380
или 510 мм). Толщина стен
в бытовых пристройках 510
или 640 мм. Стены произ-
водственного помещения
снаружи не оштукатури-
вают, поэтому кирпичи ук-
ладывают на лицевую сто-
рону с расшивкой швов. Из-
нутри стены белят. В быто-
вых и конторских помеще-
ниях стены отштукатури-
вают и окрашивают. Ко-
лонны и балки могут быть
железобетонными (преиму-
щественно сборными) и
стальными (рис. 58).
Покрытие цеха изготов-
ляют преимущественно из
железобетонных плит дли-
ной до 12 м. Вдоль проле-
тов зданий располагают
световые фонари (рис. 59).
Несмотря на то что свето-
вые фонари имеют относительно высокую стоимость, сложную
конструкцию и способствуют образованию снежных завалов на
кровле, они широко применяются при строительстве многопро-
летных цехов, так как обеспечивают хорошую и равномерную ес-
тественную освещенность больших производственных площадей.
Рис. 58. Колонны па плане пролета (а),
металлические колонны цеха судострои-
тельного предприятия класса I (б) и
железобетонные колонны цеха судострои-
тельного предприятия класса V (в).
Размеры — в метрах
/ — расположение ширины пролета; 2 — колон-
ны; 3 — подкрановые пути; 4 — шаг колонн
177
Световые фонари одновременно служат для естественной венти-
ляции (аэрации). В проектах цехов предусматривают механиче-
ское открывание и очистку фонарей и оконных переплетов.
В современных зданиях промышленных цехов применяют
в основном фонари прямоугольной формы с вертикальным ос-
теклением. Ширина фонарей равна 6 м для пролетов шириной
12 и 18 м или 12 м для пролетов шириной 24 и 30 м.
Рис. 59. Формы световых фонарей в цехе (размеры в метрах): а — трапе-
циевидная с наклонным остеклением; б —прямоугольная с зертикальным
остеклением; в, д, е — М-образные с вертикальным остеклением-; г — М-об.
разная с вертикальным остеклением при железобетонной конструкции.
В форме е показан внутренний водоотвод
Многопролетные здания цехов без фонарей имеют плоские
рубероидные кровли с утеплением из пенобетона.
Полы производственного помещения должны быть ровными,
удобными для очистки их поверхности. К покрытиям полов
в сборочно-сварочных цехах предъявляются следующие требо-
вания: полы не должны деформироваться при укладке пачек де-
талей, контейнеров, узлов и секций на подкладках; материал
покрытия должен быть негорючим, допускать мокрую уборку и
обеспечивать необходимую упругость поверхности во избежание
излишней утомляемости ног рабочих. Полы в районе рабочих
мест сборки и сварки секций рассчитывают и конструируют спе-
циально в каждом отдельном случае с учетом общей нагрузки
178
на пол, равной 2 т/м2, и сосредоточенной нагрузки, составляю-
щей 20 т/м2.
В сборочно-сварочном цехе применяют, как правило, ас-
фальтобетонные полы на щебеночном основании. В полу цеха
могут быть проложены каналы для различных проводок про-
мышленной энергии.
Фундаменты в сборочно-сварочном цехе требуются в основ-
ном под станочное оборудование.
Здание цеха имеет обычно внутренний отвод дождевой воды
с кровли. Трубы располагают по колонлам здания или внутри
колонн и соединяют их в систему ливневой канализации, рас-
положенной под зданием (рис. 59, е).
При проектировании архитектурно-строительной части боль-
шое внимание уделяется выполнению требований промышлен-
ной эстетики и культуры производства, художественному кон-
струированию интерьеров производственного здания и пристроек
к нему, рациональной окраске цехового оборудования.
§ 32. САНИТАРНО-ТЕХНИЧЕСКАЯ ЧАСТЬ
Санитарно-техническая часть проекта сборочно-сварочного
цеха содержит разработку отопления и вентиляции цеха и спо-
собов снабжения его водой всех назначений с осуществлением
канализации. Исходными документами для проектирования яв-
ляются задания проектировщика-технолога и проектировщика-
строителя.
Отопление и вентиляция. Процессы электродуговой сварки
и газовой резки сопровождаются выделением в воздух произ-
водственного помещения мелкодисперсной пыли (аэрозоли),
содержащей токсичные газы и вещества (фтористые и марган-
цевые соединения, хромовый ангидрид,окислы азота, окись угле-
рода, окислы алюминия, озон и др.), и небольшого количества
теплоты. Количество и состав сварочной пыли зависят, главным
образом, от состава сварочных материалов н способа сварки.
Например, концентрация сварочной пыли на рабочем месте при
ручной электродуговой сварке составляет 20—40 мг/м3, при по-
луавтоматической под слоем флюса—10—18 мг/м3. В обоих
случаях концентрация сварочной пыли превышает предельно
допустимые значения, установленные санитарными нормами.
Количество вредных производственных выделений при сварке
приведено в табл. 44.
Основным назначением вентиляции является поддержание
в цехе параметров воздушной среды (чистоты воздуха, его под-
вижности, влажности и температуры) в состоянии, удовлетво-
ряющем санитарно-гигиеническим требованиям.
Вентиляцию помещений можно осуществлять естествен-
ным или принудительным образом. Вентиляция может быть
179
Количество вредных
Сварка
Ручная
*
Под флюсом
В углекислом газе
полуавтоматиче-
ская и автоматиче-
ская
В аргоне или гелии
плавящимся элек-
тродом
В аргоне или гелии
неплавящимся
(вольфрамовым)
электродом
Сварочные материалы
Электроды:
УОНИ-13/45, УОНИ-13/55
ЭА-606/11, ЭА-981/15
ЭА-395/9
ЭА-903/12
АНО-3, АНО-4
ЭА-48М/18
Флюсы:
ОСЦ-45
АН-348А
ФЦ-7, ФЦ-2, ФЦ-6
ФЦЛ-2
48-ОФ-6
48-ОФ-6М
АН-ТЗ
Сварочная проволока:
Св-08Г2С, /св = 120->-200А
Св-08Г2С, /св = 350-*-450 А
Св-08Х19Н11Ф2С2
Св-0816Х16Н25М6
Сплавы:
алюминиевые
титановые
медные
Сплавы:
алюминиевые
титановые
Пыль,
г/кг
16
13
20
25
7
13
0,08
1,9
8
14
8
15
20
5
18
5
3,5
Входящие в состав
МпОа
0,6
0,8
1,3
2,8
0,7
2,5
0,03
0,03
0,03
0,01
0,002
0,006
0,5
0,8
0,2
1,8
—
—
Сг03
0,6
0,5
—
0,6
0,5
—
—
MgO
—
—
—
3,0
0,75
общеобменной и местной. Как правило, в сборочно-сварочных
цехах для улавливания вредных выделений непосредственно
у места их образования используют местную вентиляцию — от-
сосы. Общеобменная приточно-вытяжпая вентиляция является
дополнительным средством для разбавления пыли и газов, не
уловленных местными отсосами, до значений ПДК пыли и га-
зов, указанных в Санитарных нормах проектирования промыш-
ленных предприятий СН-245—71. Ниже приведены значения
ПДК пыли, газов н паров растворителей в воздухе производ-
ственных помещений.
180
выделений при сварке
Таблица 44
пыли аэрозоли, г/кг
SiO.,
1,4
—
—
—
—
WO
—
—
—
—
1,5
NiO
—
—
1,0
2,0
0,7
—
CuO
—
—
—
11,0
—
ТЮ,
0,3
0,08
—
—
—
Газы, г/кг
SiF,
1,0
1,9
0,2
0,1
0,04
0,07
0,025
0,25
—
—
—
N2Os
1,5
0,006
0,001
0,004
0,06
0,17
0,2
2,5
—
CO
—
—
5,0
6,0
5,0
5,0
—
—
Оз
,
—
—
0,1
0,1
0,08
0,08
Алюминий и его сплавы (в пересчете на алюминий)
Вольфрам, карбид вольфрама
Окись железа с примесью фтористых илн марган-
цевых соединений (3—6%)
Окись железа с примесью окислов марганца (до
3%)
Марганец
Медь
Молибден (растворимые соединения в виде пыли)
Предельно
допустимая
концентрация
пыли и газов,
мг/м3
2
6
6
0,3
1
2
181
Продолжен не
Предельно
допустимая
концентрация
пыли и газов,
мг'м3
Никель и его окись, закись, сульфид (в пересче-
те на никель) '¦ 0,5
Соли фтористоводородной кислоты (в пересчете на
фтористый водород) 1
Свинец н|[его неорганические соединения 0,01
Тнтан и его двуокись 10
Торий 0,05
Хромовый ангидрид, хроматы, бихроматы (в пе-
ресчете на хромовый ангидрид) 0,01
Окись;цннка 6
Двуокись циркония 6
Окись углерода 20
Окислы азота (в пересчете на двуокись азота) • • 5
Озон 0,1
Фтористый водород 0,5
Предельно
допустимая
концентрация
паров рас-
творителей,
мг/м3
Ацетон 200
Бензол 5
Сольвент-нафта (в пересчете на углерод) 100
Ксилол 50
Бензин (в пересчете на углерод) 300
Толуол 50
Уайт-спирнт (в пересчете на углерод) 300
Этиловый спирт 1000
На стационарных рабочих местах для всех видов сварки и
резки следует предусматривать местные вытяжные устройства:
пылегазоприемники в виде панелей (наклонных или вертикаль-
ных), поворотно-подъемные воздухоприемники различных кон-
струкций. Наклонная панель равномерного всасывания (рис.60)
применяется при сварке изделий высотой до 0,5 м на столах;
всасывающая решетка может иметь размеры 600x645, или
750X645, или 900x645 мм; объем удаляемого воздуха соответ-
ственно 1250, 1600 и 1900 м3/ч при скорости воздуха в габарит-
ном сечении 0,9 м/с. Поворотно-подъемный воздухоприемник
ЛИОТ-2 (рис. 61) применяется при сварке на стендах изделий
различной высоты. Через всасывающее отверстие размером
600x450 мм удаляется 2000 м3/ч воздуха со скоростью 2 м/с.
Для обоих отсосов в качестве побудителя рекомендуется ис-
пользовать центробежные вентиляторы и металлические возду-
ховоды.
Можно использовать нижние отсосы через решетчатую по-
верхность стола или всасывающие приемники, размещаемые не-
посредственно у свариваемых узлов и встроенные в сварочное
приспособление.
182
Для нестационарных .постов сварки применяют местные от-
сосы, непрерывно перемещающиеся по изделию вслед за свароч-
ной дугой. Например, при сварке под слоем флюса полуавтома-
тами ПШ-54 и ПШ-5 используют тшлегазоприемники, подобные
представленному на рис. 62. Объем удаляемого пылегазоприем-
ником воздуха составляет
80 м3/ч при скорости 7,5 м/с.
Для этих же целей служит
высоковакуумный побудитель
с коллектором, к которому
присоединяются переносные
шланги с пылегазоприемни-
ками.
При ручной сварке элект-
родами с толстым покрытием
в закрытых и полузакрытых
отсеках применяют вакуумные
установки с передвижными ма-
логабаритными пылегазопри-
емниками. Установка (рис.63)
состоит из побудителя тяги 6
(вакуум-насос), клапана 7,
пылеуловителя 5, коллектора
4, резинотканевого шланга 2 и
пылегазоприемника /. Коллек-
тор, представляющий собой
длинную тонкостенную сталь-
ную трубу, прокладывают
/
Ш
J-.
1
1-
__j:
i
i
-~ i
i
i
1 i
Л
1 N
1
-I 1
Рис. 60. Наклонная панель рав-
номерного всасывания
/ — шибер; 2 — корпус; 3 — всасываю-
щая решетка; 4 — зашивка; 5 — рабо-
чий стол для сварочных работ
Рнс. 61. Поворотно-подъемный воздухоприемник Рис. 62. Пылегазо-
ЛИОТ-2 прнемннк к полуавто-
/ —телескопический воздуховод; 2 —траверса; 3 —полу- мату ДЛЯ СВаркн ПОД
хомут; 4 — кронштейн; 5 — канат; 6 — противовес; 7 — слоем флюса
хомут; 4 — кронштейн; 5 — ка , - ... ,
поворотный кронштейн; 8 — вытяжная панель
/ — патрубок; 2 — прием-
ник; 3 — флюс; 4 — лапка
183
вдоль фронта сварочных работ, в каналах пола или по строй-
тельным конструкциям здания. К нему приварены штуцеры 3
(на расстоянии 3—5 м) для присоединения шлангов с малога-
баритным пылегазоприемником и пневматическим присосом.
Пылегазоприемник (рис. 64) представляет собой воронку
с косым срезом, через которую удаляется 150 м3/ч воздуха со
скоростью 6,5 м/с при радиусе действия 100—150 мм. Пневма-
тический присос-держатель дает возможность осуществлять ча-
стые перестановки приемника.
Воздух извне поступает в от-
секи путем естественного при-
тока через люки и вырезы.
При автоматической свар-
ке под слоем флюса и в за-
щитных газах применяют ще-
левидные или воронкообраз-
ные пылегазоприемники, ук-
репляемые па сварочной го-
ловке в непосредственной
Рис. 64. Пылегазоприемник с пневма-
тическим присосом-держателем
/ — пылегазоприемник; 2 — присос-держа-
тель; 3— полая втулка; 4 — шланг рези-
нотканевый облегченный; 5 —диффузион-
ный пережим
близости к электродной проволоке или встроенные к автомату
типа АДС-1000-2У или АСУ-6М. Объем удаляемого воздуха при
сварке под слоем флюса составляет 150 м3/ч при скорости от 5,3
до 7,0 м/с; при сварке в защитных газах встроенные местные от-
сосы удаляют 40—60 м3/ч воздуха. Удаление вредных выделе-
ний при сварке в углекислом газе и газовой резке производят
с помощью общеобменной вентиляции; для защиты электросвар-
щиков и газорезчиков применяют индивидуальные средства (ре-
спираторы, противогазы).
При проектировании общеобменной (приточно-вытяжной)
вентиляции сборочно-сварочного цеха за расчетный воздухооб-
мен принимают сумму воздухообменов, необходимых для от-
дельных видов сварки и резки.
В табл. 45 указано количество воздуха, необходимое для
растворения вредных выделений, образующихся при сжигании
184
Рис. 63. Высоковакуумная установка
для местной вентиляции
|j-1. кг электродов или электродной приволоки. Кроме этого, сле-
?дует учитывать, что 20—25% сварочной пыли не улавливается
s> местной вентиляцией от нестационарных постов ручной сварки
|;-и поступает в воздух цеха.
? В задании на проектирование вентиляции в цехе указывают
| число электросварщиков и газорезчиков, работающих в наи-
| большую смену, а также количество электродов и электродной
! проволоки, расходуемой за час одним электросварщиком, и ча-
г совой расход горючего газа на одного газорезчика либо коли-
'. чество погонных метров реза (для легированных сталей, тита-
новых сплавов).
Таблица 45
Расчетные удельные значения воздухообменов для проектирования
общеобменной вентиляции при сварке (на 1 кг
израсходованных электродов или сварочной проволоки)
Сварка
Ручная
В углекислом газе
Ручная в аргоне илн ге-
лии вольфрамовым элек-
тродом
В аргоне или гелии пла-
вящимся электродом
Под флюсом
Сварочные материалы
Электроды:
УОНИ-13/45, УОНИ-13/55
ЭА-606711, ЭА-981/15
ЭА-48М/18
ЭА-395/9
АНО-3, АНО-4
Сварочная проволока:
Св-08Г2С, /св = 200 А
Св-08Г2С, /св = 350-^-450 А
СВ-08Х19Н11Ф2С2,
Св-08Г6Х16Н25М6, /св = 300 А
Сплавы:
алюминиевый
титановый
Сплавы:
медный МНЖКТ-5-1-0,2-0,2
алюминиевый
титановый
Флюсы:
ОСД-45, АН-ТЗ, АН-348
ФЦЛ-2, ФЦ-6, ФЦ-7, ФЦ-9
Расчетный
воздухооб-
мен.
м3/ч
7 000
10 000
8 000
9 000
5 000
4000
7 000
12 000
2 500
800
11 000
10 000
1 000
600
200
В практике проектирования р,асход электродов и электрод-
ной проволоки на одну дугу установлен достаточно точно. Так,
расход электродов на прихватку составляет 0,2 кг/ч, на ручную
сварку — от 1,0 до 1,3 кг/ч; расход электродной проволоки при
7 Заказ № 784 183
Сварке под слоем флюса автоматической равен 5,0 кг/ч и полу-
автоматической— 3,0 кг/ч, при сварке в углекислом газе авто-
матической — 3,5 кг/ч и полуавтоматической — 2,0 кг/ч.
Расход горючего газа (в основном ацетилена) одним газо-
резчиком составляет от 0,6 до 0,75 м3/ч в зависимости от тол-
щины разрезаемого металла.
Получаемая расчетом кратность воздухообмена в сборочно-
сварочных цехах невелика (двух-или трехкратный обмен в час).
В сборочно-сварочных цехах судостроительных заводов при-
точная система вентиляции обычно полностью или частично не-
сет функцию воздушного отопления. Расход тепла для нагрева
приточного воздуха и число калориферов следует определять
исходя из необходимости поддерживать внутри цеха темпера-
туру воздуха в пределах от +12 до +16° С.
Раздача нагретого воздуха осуществляется через выпускные
насадки сосредоточенно от централизованных приточно-отопи-
тельных камер или непосредственно от отопительно-вентиляци-
онных агрегатов.
Ввозные ворота цеха снабжают воздушно-тепловыми заве-
сами, препятствующими проникновению холодного воздуха че-
рез открытые проемы. При закрытых воротах воздушно-теп-
ловые завесы используют как отопительные устройства для
локализации холодных токов воздуха через щели в притворах.
У больших вывозных ворот, открываемых редко (для вывоза
секций), предусматривают воздушно-струйную защиту, не пре-
пятствующую проникновению холодного воздуха, а только лока-
лизирующую потоки холодного воздуха через щели в притворах.
На период открывания ворот допускается временное снижение
температуры воздуха в цехе с последующим ее восстановлением
за 3—5 ч. Для этой цели предусматривают дополнительные ото-
пительные агрегаты (расчет ведут из условия открывания ворот
зимой на 5 мин в течение часа).
Удаление воздуха из цехов осуществляется осевыми венти-
ляторами из верхней зоны цеха в районах наибольшего сосре-
доточения сварочных работ.
В административно-хозяйственных помещениях отопление
осуществляют с помощью радиаторов или ребристых труб.
Водопровод и канализация. Вода в сборочно-сварочном цехе
расходуется на производственные (охлаждение сварочного обо-
рудования и испытание конструкций отдельных отсеков в сек-
циях) и различные хозяйственные нужды.
В соответствии с этим при проектировании предусматривают
снабжение цеха производственной сетью водопровода (фильтро-
ванной речной водой), противопожарно-хозяйственной сетью во-
допровода, производственно-ливневой сетью канализации и хо-
зяйственно-фекальной сетью канализации:
Обычно водопроводные сети прокладывают верхней раз-
водкой по строительным конструкциям здания на высоте до
186
7,5 м от уровня пола. По специальным ответвлениям вода по-
дается к точкам водозабора, размещаемым на колоннах цеха.
Расположение колодцев для стока и сбора воды обоих видов
- канализации согласуется со строительной частью проекта и тех-
нологическим планом цеха.
Хозяйственную сеть водопровода проектируют с учетом со-
става и численности работающих в цехе, а также санитарных
норм расхода воды на каждого работающего.
Точки водоразбора хозяйственной воды размещаются в соот-
ветствии с планом расположения административно-хозяйствен-
ных помещений, прилагаемым к заданию на разработку сани-
тарно-технической части проекта цеха.
§ 33. ЭНЕРГЕТИЧЕСКАЯ ЧАСТЬ
Тепломеханический раздел. В этом разделе определяют спо-
собы и источники снабжения цеха всеми видами промышленной
энергии, исключая электрическую. Прокладка трубопроводов
А-А
^
Рис. 65. Схема располо-
жения трубопроводов и
электропроводки на сте-
не здания
/ — трубопровод для ацети-
лена; 2 — трубопровод для
кислорода; 3 — трубопровод
для горячей воды; 4 — про-
чие трубопроводы; 5 —элек-
тропроводка
L-л
Не менее - .
250'мм, .
1
/
'
I
2
/
^3
\ °
)' U '
« U—
/
Л
/
/5
~-ц^
4\-
U-
\
(
. I
*
сжатого воздуха и газов предусматривается преимущественно
открытая по стенам и колоннам цеха (рис. 65) на высоте не ме-
нее 2,0 м, чтобы не препятствовать работе внутрицехового тран-
спорта. Для прокладки труб малого диаметра между колон-
нами монтируют специальные металлические площадки.
При централизованном снабжении цеха ацетиленовый тру-
бопровод укладывают выше всех остальных трубопроводов и
электрических кабелей. Расстояние между ацетиленовым тру-
бопроводом и ближайшим трубопроводом и электрическим
кабелем должно быть не менее 250 мм. Иногда допускается
прокладка воздуховодов и паропроводов в каналах, а газопро-
водов — в каналах, засыпаемых песком и перекрываемых объ-
емными негорючими плитами.
7*
187
В случае прокладки под землей кислородопроводов с давле-
нием до 16 кгс/см2 и ацетиленопроводов с давлением до
1 кгс/см2 необходимо выдерживать следующие" "расстояния
между ними и различными сооружениями: до ближайшего
рельса заводских железнодорожных путей — 3 м; до стен зда-
ний, имеющих подвалы, до каналов и колодцев различного на-
значения — 4 м; до стен зданий, не имеющих подвалов,— 2 м;
до электрокабелей—1 м; до сетей канализации, водопровода и
водостоков—1,5 м; до зеленых насаждений — 2 м. Эти рас-
стояния можно сократить вдвое при укладке газопроводов в ме-
таллическом кожухе.
В местах потребления газов устанавливают газоразборные
посты, представляющие собой шкафчики с арматурой, прикреп-
ляемые к колонне на высоте 1,2—1,5 м от пола. В цехах сборки
блоков и судостроительных для пунктов подключения преду-
сматривают второй ярус на уровне верхней палубы блоков кор-
пуса или всего судна. Расстояние между одинаковыми пунк-
тами подключения принимают в пределах 24—30 м; для до-
строечных набережных это расстояние может быть увеличено
до 50 м.
Газоразборный пост для ацетилена или другого горючего
газа оборудуется водяным затвором и соответствующей запорной
арматурой, а газоразборный пост для кислорода — запорным
вентилем и штуцером для присоединения редуктора баллона.
К каждому газоразборному посту кислорода и горючего газа
допускается присоединение через шланг одной горелки или ре-
зака. Длина шлангов (рукавов), как правило, не должна пре-
вышать 20 м (максимально допустимая длина 40 м).
Запрещается размещать кислородные и ацетиленовые под-
ключатели (пункты) в одном замкнутом объеме, а также совме-
щать пункты с подключателями других энергоносителей. Рас-
стояние между шкафчиками ацетиленового и кислородного
постов должно быть не менее 150 мм.
Газопламенные работы следует выполнять на расстоянии не
менее 1,5 м от газопроводов и 3 м при ручной работе и 1,5 м
при машинной работе от газорезательных постов. Если пламя и
искры направлены в сторону расположения источников питания
газами, то необходимо обеспечить защиту последних металли-
ческими ширмами.
Воздухопровод сжатого воздуха в месте потребления закан-
чивается воздухоразборной гребенкой, обеспечивающей работу
нескольких инструментов. Трубопроводы углекислого газа и ар-
гона также снабжены разборными (раздаточными) гребенками
с отключающей арматурой. Кроме того, у аргонопровода перед
гребенкой установлен фильтр-осушитель.
Все промышленные трубопроводы выполняют из бесшовных
труб углеродистой стали марки 10. Арматуру изготовляют из
ковкого чугуна или стали (на фланцах), трубы и арматуру ар-
188
гонопроЁода (после фильтра-адсорбера на месте разбора) — из
нержавеющей стали.
Для отопления, вентиляции и горячего водоснабжения цеха
применяют перегретую теплофикационную воду с температурой
в прямом и обратном трубопроводах соответственно 150 и 70° С.
Регулирование теплофикационной (отопительной) сети обычно
централизованное. С понижением температуры наружного воз-
духа температура воды в прямом- трубопроводе повышается,
а в обратном сохраняется постоянной (70°С). Количество цир-
кулирующей в системе воды также постоянно. Горячее водо-
снабжение лроектируют по открытой схеме непосредственного
водоразбора из тепловой сети.
Конструктивно снабжение сборочно-сваррчног'о цеха тепло-
той и другими видами энергии осуществляют через -тепловые
пункты, обычно расположенные в первом этаже служебно-быто-
вой пристройки. Помещения, занимаемые под тепловые пункты,
имеют размеры в плане 12X6 м и высоту не менее 3 м. Тепловой
пункт (их может быть и несколько) оборудован распредели-
тельными коллекторами, масловлагоотделителями на воздухо-
проводе, грязевыми фильтрами на трубопроводах теплофикаци-
онной воды. На каждом трубопроводе на месте ввода (внутри
цеха) установлена отключающая предохранительная, и регули-
рующая арматура. Тепловой пункт оборудуют необходимыми
контрольно-измерительными приборами для учета количества и
параметров энергоносителей.
Электротехнический раздел. В этом разделе опреде-
ляют способы и источники снабжения цеха электрической
энергией. . *•
Для сборочно-сварочного цеха проектируют следующие элек-
трические сети (напряжение и род тока должны быть обосно-
ваны техническими и экономическими соображениями):
питающая сеть (внешняя); переменный трехфазный ток на-
пряжением 6—10 кВ подводится к распределительной подстан-
ции, встроенной в пристройку к цеху;
сеть силового электрооборудования (для питания электро-
приемников, в основном электродвигателей и троллейных линий
кранового оборудования); переменный трехфазный ток напря-
жением 380 В поступает от распределительной подстанции ра-
диальными фидерами к внутрицеховым трансформаторным под-
станциям и от них через шинопроводы к пунктам подключения
потребителей;
сеть многопостовой ручной сварки; постоянный ток напря-
жением 60 В от многопостовых сварочных преобразователей
или выпрямителей через шинопроводы подводится к сварочным
щиткам, устанавливаемым на колоннах и стенах цеха; /
сеть однопостовой механизированной сварки; переменный
трехфазный ток напряжением 40 В поступает через пункты под-
ключения силового, электрооборудования.
189
Вторым полюсом сварочных сетей являются металлические сборочно-сва-
рочные стенды н постели, соединенные между собой стальными полосами,
прокладываемыми в канале;
сеть электроосвещения; переменный трехфазный ток напря-
жением 380—220 В подводится от своих внутрицеховых транс-
форматорных подстанций.
Шинопроводы прокладываются по цеху на подвеснцх мости-
ках (галереях) шириной 2 м на высоте от пола 4,5—6,0 м.
• На рис. 66 показано примерное расположение внутрицехо-
вой трансформаторной или генераторной подстанции в так на-
зываемой мертвой зоне (между колоннами цеха).
Рнс. 66. Расположение внутрицеховой трансформаторной подстанции
J — колонны цеха; 2 — многопостовые сварочные установки для ручной сварки;
3 — сетчатая выгороди»; 4 — распределительный щит иа 220—380 В; 5 —трансфор-
матор силовой; 6 — камера распределительного устройства; 7—зона, не обслу-
живаемая мостовым краном (мертвая зона)
В электротехническом разделе следует предусмотреть тех-
нические меры и средства обеспечения электробезопасности: за-
щитное заземление и зануление токоведущих частей электро-
установок, защитное отключение, блокировку и ограждения.
ГЛАВА VI
ЭКОНОМИЧЕСКАЯ ЧАСТЬ ПРОЕКТА
§ 34. ОЦЕНКА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ПРОЕКТНЫХ РЕШЕНИЙ
При разработке производственных процессов изготовления
узлов и секций в сборочно-сварочном цехе из нескольких воз-
можных вариантов проектных решений технических вопросов
следует выбрать наиболее рациональный в техническом и наи-
более рентабельный в экономическом отношении вариант при-
менительно к заданной программе выпуска изделий. Для этого
производят оценку целесообразности имеющихся решений путем
190
технико-экономического сравнения в ходе всего цикла проекти-
рования цеха.
В процессе разработки исходного для проектирования доку-
мента — «Принципиального технологического процесса по-
стройки судов, входящих в программу завода» (см. § 10) — осу-
ществляют первую стадию технико-экономического сравнения и
обоснования рационального выбора вариантов следующих ре-
шений:
метода постройки судов, определяющего характер основных
средств производства судостроительного завода.
Для оптимального варианта характерны сокращение продолжительности
постройки судна, перенесение большого объема работ с построечного места
в цехи, увеличение процента готовности судна перед спуском на воду, мини-
мальный состав цехов, участвующих в постройке, размещение основных це-
хов по принципу прямого технологического потока;
. разделения корпуса на секции и блоки с учетом конструк-
тивной особенности судна и размеров поставляемых стальных
листов.
При выборе лучшего варианта обеспечиваются максимально возможное
укрупнение секций по габаритам и массе, сокращение их типоразмеров, ми-
нимальное количество технологических групп секций, возможность примене-"
ния более простого и экономичного технологического оборудования и ос-
настки, а также механизации и .автоматизации сборочно-сварочных работ;
технологических процессов изготовления узлов и секций.
Лучший вариант отличается прогрессивностью технологии производства,
т. е. высокой производительностью применяемых сборочных и сварочных опе-
раций, возможностью их комплексной механизации и автоматизации, высо-
ким качеством н снижением трудоемкости изготовления узлов и секций при
обеспечении безопасности и безвредности выполняемых работ, уменьшением
длительности производственного цикла изготовления выпускаемой продукции.
Анализ полученной в «Принципиальном технологическом
процессе постройки судов» трудоемкости сборочно-сварочных
работ для целей проектирования сборочно-сварочного цеха при-
веден в § 11.
Второй стадией технико-экономической оценки вариантов
проектных решений является технико-экономическое сравнение,
проводимое при разработке технологической части проекта цеха.
На этой стадии выбирают лучшие варианты следующих элемен-
тов производственного процесса;
технологического оборудования.
Лучшему варианту присущи наименьшие габариты, масса и стоимость;
площади и кубатуры здания цеха, ширины пролетов и их ко-
личества.
Лучший вариант отличается компактным размещением производственных
отделений и участков цеха, обеспечивает рациональную взаимную техноло-
гическую связь между всеми звеньями технологического потока, а также
между производственными отделениями цеха и вспомогательными службами,
отвечает требованиям прогрессивных организационно-технологических поло-
жений (см. § 12), отличается максимально возможным использованием строи-
тельной площади цеха;
191
количества производственного и обслуживающего персонала
для изготовления выпускаемой продукции;
технических средств управления с учетом последних дости-
жений НОТ и АСУ;
всех видов промышленной энергии.
При проектировании крупносерийного производства для
окончательного уточнения числа оборудования и рабочих мест
и увязки технологических4 процессов составляют графики за-
грузки оборудования и рабочих мест, на основании которых
выявляют степень незагрузки отдельных рабочих мест. Затем
посредством соответствующих изменений разработанного тех-
нологического процесса и планировки цеха либо путем умень-
шения количества смен работы достигают (где это представля-
ется-возможным) сокращения расчетного числа малозагружен-
ных рабочих мест и повышения степени их загрузки. После
окончательного установления числа оборудования и рабочих
мест проводят проверочное определение -действительно необхо-
димого количества рабочих и продолжительности работ, выпол-
няемых на различных рабочих местах в цехе, путем построения
графиков загрузки' рабочих. Особое значение эти графики при-
обретают в случае использования многостаночного обслужива-
ния и совмещения профессий.
Проектирование технологической части проекта сборочно-
сварочного цеха завершается анализом и сравнением технико-
экономических показателей (см. § 20). Такой показатель, как
производительность производственного процесса, определяется
на основании годового выпуска продукции на одного рабочего
и на 1 м2 производственной площади.
Окончательная технико-экономическая оценка вариантов
проектных решений производится в третьей стадии при разра-
ботке экономической части проекта, в которой технические ха-
рактеристики выбранного производственного процесса подкреп-
ляются оценкой экономической эффективности проекта цеха
в полном составе. Качество проведения выбора лучших вариан-
тов проектных решений технических вопросов непосредственно
отражается на показателях экономической эффективности про-
ектируемого цеха.
Расчет экономической эффективности производится в соот-
ветствии с «Типовой методикой определения экономической эф-
фективности капитальных вложений», утвержденной постанов-
лением Госплана-СССР, Госстроя СССР и Президиума АН СССР
в 1969 г. *
Показателями экономической эффективности являются себе-
стоимость продукции, прибыль, общая экономическая эффек-
тивность и срок окупаемости капиталовложений.
Годовая прибыль представляет собой разницу между стои-
мостью годового выпуска сравниваемой продукции в действую-
щих оптовых ценах (отпускная цена) и проектной себестои-
192 -
мостью годового выпуска При условии, что оба показателя
стоимости приведены к одинаковому по отношению к задан-
ному количественному выпуску продукции и к одним и тем же
производственным условиям.
Пррдукция сборочно-сварочного цеха (узлы и секции корпуса
судна) является не- окончательной, а лишь частью выпускаемого
судостроительным заводом изделия — судна, поэтому годовой
выпуск продукции сборочно-сварочного цеха не может иметь
отпускную цену, как готовые изделия. Годовую прибыль сбо-
рочно-сварочного цеха судостроительного завода получают пу-
тем вычитания проектной себестоимости годового выпуска про-
дукции от себестоимости годового выпуска сравнимой продук-
ции сборочно-сварочного цеха по ранее утвержденному проекту
или по отчетным данным передовых судостроительных пред-
приятий.
Общая (абсолютная) экономическая эффективность капи-
тальных вложений Э в целом- по проекту, а также вследствие
отдельных технических усовершенствований определяется как
отношение годовой прибыли цеха к капиталовложениям на стро-
ительство цеха-или его технико-экономическое усовершенство-
вание (например, механизацию и автоматизацию сварочного
производства):
к
где Ц — стоимость годового, выпуска продукции сборочно-сва-
рочного цеха в оптовых ценах по ранее утвержденному проекту
или по отчетным данным передовых судостроительных заводов
либо до внедрения новой техники при реконструкции, тыс. руб.;
С-—себестоимость годового выпуска аналогичной продукции по
разрабатываемому проекту цеха либо полученной за счет техни-
ческого усовершенствования производства при реконструкций,
тыс. руб.; К — сметная стоимость строительства проектируемого
цеха или капитальные затраты на внедрение новой техники и
передовой технологии при реконструкции, тыс. руб. (см. § 35).
Общая экономическая эффективность капиталовложений бу-
дет наивысшей, если в проекте цеха достигнута возможность
выполнения заданной годовой производственной программы при
наименьших капитальных затратах.
Повышения экономической эффективности проектируемого
судостроительного производства достигают путем совершенство-
вания выпускаемой продукции, технологических процессов ее
изготовления, методов организации и управления производством,
улучшения использования основных производственных фондов,
ускорения оборачиваемости оборотных средств и развития вну-
тризаводского хозяйственного расчета, внедрения механизации
и автоматизации вспомогательных работ и развития специали-
зации и производственного кооперирования, научной организа-
193
ции труда и совершенствования системы нормирования и оплаты
труда, снижения материалоемкости продукции.
Срок окупаемости капитальных затрат Г, исчисляемый в го-
дах, находят путем деления суммы капитальных затрат К на
проектную годовую экономию от снижения себестоимости (при-
быль) :
7 = -*-.
Ц-С
Кроме общей экономической эффективности, в практике про-
ектирования определяют сравнительную экономическую эффек-
тивность. Это производится при сопоставлении вариантов тех-
нических решений, внедрении новых видов техники, передовой
технологии или изменении условий труда. Показателем сравни-
тельной экономической эффективности является минимум при-
веденных затрат. Приведенные затраты по каждому варианту
представляют собой сумму текущих затрат (себестоимости) и
капитальных вложений, т. е.
С{ + ЕнК{ = тт,
где d и Кг — сбответственно себестоимость и капитальные вло-
жения по каждому варианту, тыс. руб.; Е„ — нормативный коэф-
фициент эффективности капитальных вложений.
При определении экономической эффективности новой тех-
ники в качестве базы для сравнения принимают показатели
лучших внедренных (или разработанных в проектах) отече-
ственных и зарубежных образцов; в конкретных условиях та-
кой базой считают показатели заменяемого образца.
Годовую экономию Э можно Определить по формуле
Э = (С, + ЕнКг) -(С2 + ЕНК2)
или
Э = (С1 — С2)—ЕН {К2 —Кг),
где С\ и Сг — себестоимость изготовления годовой продукции
соответственно до и после механизации и автоматизации произ-
водства, тыс. руб.; Еп — нормативный коэффициент эффектив-
ности капитальных вложений, представляющий собой величину,
обратную сроку окупаемости капитальных вложений для данной
отрасли промышленности; К\ и К2— капиталовложения или про-
изводственные фонды соответственно до и после механизации
и автоматизации производства, тыс.!.руб.
Установив годовую экономию при различных вариантах тех-
нических решений, легко выбрать экономически оптимальный
вариант.
Нормативные сроки окупаемости и коэффициенты экономи-
ческой эффективности капитальных вложений на внедрение
новой техники установлены временно той же Типовой методикой
Госплана и Академии наук СССР. Например, для машинострое-
194
ния Г=3-ь5 лет и Ея=0,33-~0,2, для судостроения Г = 6-ь-7 лет
и Ея=0,14-т-0,17.
Развитие и совершенствование сварочного производства сле-
дует осуществлять на базе новой техники. Экономическая
эффективность новой сварочной техники, совершенствование
сварочного производства во многом зависят от особенностей, ус-
ловий и темпов развития данной отрасли промышленности. От-
делом экономических исследований Института электросварки
им. Е. О. Патона АН УССР и рядом других организаций пред-
ложены практические методы определения экономической эф-
фективности создания и внедрения новой техники и технологии
в сварочном производстве.
Пример. Расчет экономической эффективности внедрения новой техно-
логии.
Пусть взамен существующей технологии изготовления продукции пред-
ложена новая, характеризующаяся следующими данными:
Показатели
Себестоимость 1 т продукции, руб.
Годовой объем выпуска продукции, т
Число занятых рабочих
Капитальные затраты' на внедрение
нового метода, тыс. руб.
Технология
сущест-
вующая
500
2400
10
новая
300
2400
6
960,0
Требуется определить:
1) рост производительности труда прн внедрении новой технологии;
2) годовую экономию от применения новой технологии;
3) срок окупаемости капитальных вложений.
1. Выпуск продукции на одного рабочего при существующей техноло-
гии 2400: 10=240 т, при внедрении новой технологии 2400:6=400 т. Опреде-
лим рост производительности труда: (400-100) : 240=166,6%.
2. Сумма годовой экономии при внедрении новой технологии 500-2400—
—300-2400=480 000 руб. •
о ^ - 960 тыс. руб.
3. Срок окупаемости капиталовложении — = 2 года.
480 тыс. руб.
Таким образом, полученный срок окупаемости меньше нормативного (по
отрасли), т. е. внедрение новой технологии экономически целесообразно.
Кроме расчета перечисленных показателей экономической
эффективности в экономической части производят сопоставле-
ние и анализ целой системы технико-экономических показателей.
Этот анализ и сама система технико-экономических показате-
лей, достаточно полно характеризующие экономику цеха как
в «статике» (площади, оборудование, основные средства), так и
в «динамике» (выпуск продукции, оборотные средства, себесто-
имость), рассматриваются на основе определенных при техноло-
гическом проектировании цеха основных данных и технико-эко-
номических показателей проекта (см. § 20).
195
§ 35. СМЕТА И КАПИТАЛОВЛОЖЕНИЯ
НА СТРОИТЕЛЬСТВО
Капиталовложения, или, капитальные затраты, на строитель-
ство цеха представляют собой общую сумму затрат, которая
определяется сметой на строительство. При разработке сметы
на строительство предприятия (цеха) руководствуются «Ин-
струкцией по разработке проектов и смет для промышленного
строительства».
Смета на строительство является основным и неизменным
документом на весь период строительства, на основе которого
осуществляется планирование капиталовложений, финансирова-
ние строительства и расчеты между подрядчиком и заказчиком
за выполнение работы.
Капиталовложения на строительство предприятия (цеха)
после их утверждения в установленном порядке называют смет-
ной стоимостью строительства. Сметная стоимость строитель-
ства подтверждается следующей, основной проектной докумен-
тацией: f .
сводной сметой, определяющей стоимость строительства про-
ектируемого предприятия (цеха) по техническому проекту (при
двухстадийном проектировании) или по техно-рабочему проекту
(при одностадийном проектировании);
сметой на отдельные объекты, включающей стоимость строи-
тельства отдельных зданий и сооружений;
сметой, устанавливающей стоимость отдельных видов строи-т.
тельных и специальных работ (общестроительных, санитарно-
технических и др.), а также работ по приведению в «-порядок
строительной площадки (вертикальной планировки территории,
благоустройства и др.);
сметой, определяющей затраты на приобретение оборудова-
ния и стоимость работ по его монтажу;
сметой на проектно-изыскательские работы;
сметными расчетами стоимости научно-исследовательских и
экспериментальных работ*
Перечисленные сметы и сметные расчеты, за исключением
сводной сметы, разрабатываются на основании единичных рас-
ценок, приводимых в специальных сборниках «Единых расценок
на строительные работы» и «Ценниках на монтаж различного
оборудования», утвержденных исполнительными комитетами
депутатов трудящихся для определенных районов территории
СССР.
В смету на приобретение и монтаж оборудования цеха вхо-
дят также расходы на его транспортировку с начислениями и
стоимость тары. Стоимость технологического и транспортного
оборудования серийного изготовления публикуют в прейскуран-
тах и справочниках, издаваемых Госпланом СССР при Совете
Министров СССР. Стоимость вновь осваиваемого универсаль-'
ного и специального оборудования единичного (разового) изго-
196
товления устанавливают на основании калькуляций заводов-из-
готовителей, согласованных с заказчиками.
При необходимости быстрой ориентировочной оценки стои-
мости строительства того или иного цеха затраты на многие
виды работ можно определить по показателю стоимости
' единицы укрупненного измерителя: 1 м3 здания, 1 м2 площади,
1 м водопровода, на 1 км'промышленных проводок (сетей), на
единицу или 1 т оборудования и т. п.
Такие показатели стоимости проектная организация получает
из экономических разработок по утвержденным проектам цехов
. или предприятий и из отчетных данных по капитальным затра-
там на вновь выстроенные цехи или предприятия.
Сводная смета, определяющая сметную стоимость строитель-
ства предприятия (цеха), содержит следующие части и главы.
Часть I: глава 1 «Подготовка территории строительства»;
глава 2 «Объекты основного производственного назначения»;
глава 3 «Объекты подсобного производственного и обслужива-
ющего назначения»; глава 4 «Объекты энергетического хозяй-
ства»; глава 5 «Объекты транспортного хозяйства и связи»;
глава 6 «Внешние сети и сооружения водоснабжения, канализа-
ции, теплофикации и газификации»; глава 7 «Благоустройство
территории предприятия (цеха)»; глава 8 «Временные здания
и сооружения»; глава 9 «Прочие работы и затраты», под кото-
рыми подразумеваются возможные дополнительные расходы на
зарплату рабочих, транспортировку строительных материалов,
удорожание работ в зимнее время, оплату уборки строительного
мусора, затраты на хозяйственный инвентарь и др.
Часть II: глава 10 «Содержание дирекции строящегося пред-
приятия»; глава 11 «Подготовка эксплуатационных кадров»;
глава 12 «Проектные и изыскательские работы».
Отдельной строкой в сводной смете записывают резерв на
непредвиденные работы и затраты в процентах от стоимости
строительства. По техническому проекту (при двухстадийном
проектировании) он составляет 10%, по техно-рабочему проекту
'(при одностадийном проектировании) —5%.
После итога в сводной смете указывают возвратную сумму,
включающую стоимость материалов, получаемых в результате
сноса зданий и добываемых при планировке площади строитель-
ства (кирпича, камня, гравия, леса и др.), ликвидную часть
• стоимости временных зданий и сооружений и др.
Капиталовложения за вычетом возвратных сумм составляют
основные средства (фонды) предприятия (цеха).
Пример. Рассмотрим сводную смету иа строительство сборочно-свароч-
ного цеха с годовым выпуском продукции 47 600 т и количеством рабочих
490 чел. В табл. 46 приведены ориентировочные показатели затрат как по
отдельным главам сводной сметы, так и по статьям расходов.
Основные средства (фонды) сборочно-сварочиого цеха образуются из за-
трат на строительство здания и других сооружений цеха, приобретение
оборудования н его монтаж, а также инструмента и инвентаря путем
197
переноса на эти непосредственные затраты (см. главу 2 в табл. 46) всех ос-
тальных расходов (по главам 1, 7, 8, 9, 12 и резерву) без возвратных сумм.
Таблица 46
Ориентировочное распределение капиталовложений
на строительство сборочно-сварочного цеха
а
CQ
43
ч
3
о
Ж
1
2
7
8
9
12
Статья расхода
Подготовка территории строи-
тельства
Объект основного'производствен-
ного назначения
Благоустройство территории цеха
Временные здания и сооружения
Прочие работы и затраты
Итого
Проектные и изыскательские
работы
Резерв
Всего
Сметн
й°
03 7*
я а
О S
0,3
59,2
0,2
1,9
1,1
62,7
—
1,6
64,3
!Я стоимость, %
3
1
43 Ь.
й °
о я
S а
—
6,0
—
—
—
6,0
—
0,2
6,2
8= SS
>, * « я
обор
ния,
мент
вент
. —
24,6
—
—
24,6
—
1,0
25,6
й я
с н
—
0,6
—
—
1,0
1,6
2,2
0,1
3,9
№
Я
Н
а л
о н
к о
«!
3%
о5
0,3
90,4
0,2
1,9
2,1
94,9
2,2
2,9
100
В этом примере сводной сметы проекта сборочно-сварочиого цеха воз-
вратные суммы могут быть лишь по главам 1 и 8 и их доля в общей
сумме будет равна примерно 0,5%- Следовательно, основные средства цеха
составят 99,5% и ориентировочно распределятся следующим образом:
Здание и сооружения цеха 64,8%
Оборудование 32,3%
Инструмент и инвентарь 2,4%
§ 36. ЦЕХОВАЯ СЕБЕСТОИМОСТЬ ПРОДУКЦИИ
И МЕТОД ЕЕ РАСЧЕТА
Цеховой себестоимостью продукции называют вы-
раженные в денежной форме затраты на производство единицы
продукции. Себестоимость продукции является важнейшим по-
казателем работы цеха, отражающим всю совокупность резуль-
татов его производственной и хозяйственной деятельности,- объем
выпуска продукции, производительность труда, технический уро-
вень производственного процесса.
198
В цеховую себестоимость работ по изготовлению продукции
входят затраты на выплату заработной платы и цеховые наклад-
ные расходы. Затраты на сырье и материалы в себестоимость
продукции цехов судостроительных предприятий не включают.
Это связано со спецификой судостроительных заводов, выпу-
скающих суда, на постройку 'которых требуются чрезвычайно
разнообразные материалы. Поэтому затраты на их приобретение
учитываются только в калькуляционной стоимости судна.
Прямая заработная плата производственных рабочих сбо-
рочно-сварочного цеха определяется путем умножения трудоем-
кости всех работ цеха в человеко1часах на стоимость одного
часа цеховых работ в рублях. Трудоемкость- работ цеха указы-
вается технологом-проектировщиком в задании технологической
части проекта цеха, а удельная заработная плата в рублях, вы-
плачиваемая за час работы производственным рабочим цеха,
обычно принимается по отчетным данным заводов.
'Цеховые накладные расходы складываются из "заработной
платы всех остальных категорий работающих, отчислений на
социальное страхование, стоимости всех видов энергии, потреб-
ляемой цехом, затрат на содержание и возобновление инвентаря
и инструмента, .текущий ремонт зданий и оборудования, расхо-
дов на реализацию «Сводной номенклатуры мероприятий по
охране труда», амортизацию основных фондов, транспортных
расходов и пр.
Таблица 47
Расчет годового фонда заработной платы
Категория работаю-
щих
Производственные ра-
бочие
Вспомогательные ра-
бочие
ИТР
СКП
МОП
Всего
Ё3
в* «
X н
е о
Средняя го-
довая зара-
ботная пла-
та •, руб.
Фонд заработной платы, тыс. руб.
всего
Si
в том числе
на выпуск
продукции
22
на цеховые
расходы **
23
* Средняя годовая заработная плата работающих принимается по планируемой для
сборочно-сварочных цехов судостроительных заводов.
** В фонд заработной платы производственных рабочих входит дополнительная за-
работная плата и различные виды доплат к прямой производственной заработной пла-
Хе в размере 25w 2;.
199
Таблица 48
Смета цеховых накладных расходов в ценах с 19 г.
Наименование затрат
Заработная плата без прямой
производственной
Начисление на зарплату всех
категорий, %
Энергия
Пар, т:
на горячее водоснабжение
» отопление и вентиляцию
Вода, тыс. м3:
городская
техническая
Электроэнергия, тыс. кВт-ч:
силовая
осветительная
Сжатый воздух, тыс. м3
Кислород, тыс. м3
Природный газ, тыс. м3
Углекислый газ, м3
Содержание и возобновление ин-
вентаря и инструмента иа одного
рабочего
Текущий ремонт, %:
зданий и сооружений
оборудования
Расходы иа охрану труда и тех-
нику безопасности, %
Амортизация, %:
зданий и сооружений
оборудования
инструмента и инвентаря
Транспорт, т
Прочие расходы, %
Всего цеховых рас-
ходов
Количество
продукции
7,7 от 2Х
'
Годовые
потребности
во всех видах
энергии по дан-
ным соответст-
вующих специ-
альных частей
проекта
¦
Количество рабо-
чих
1,0
2,0
7,7
2,5
9,1
15,0
Годовой выпуск
цеха
2,0
—
Цеаа за единицу
продукции, руб.
Около 115
От сметной стои-
мости:
'зданий и соору-
жений
оборудования
От суммы прямой
производственной
заработной платы
От сметной^стои-
мости:
зданий н соору-
жений
оборудования
инструмента и
инвентаря
От суммы пере-
численных выше
затрат
—
Сумма,
руб.
23
24
Примечание. Процент цеховых накладных расходов будет равен 2</Z2.
200
Таблица 49
Расчет цеховой себестоимости обработки
Наименование
"цеховых работ
1
Сборка и сварка узлов
и секций
ю
>.
о,
и
3
и
я
ь
«
ч
с
к
Я
я
о
«
о.
я
со
2
X
а
ta
О
X
ю
а
X
3
я
о
ЕС
О
U
л
ВТ
° с
s°
Со
Ад
На
3
я
«
*s
о
S
я
а>
ta t
«!?
О Си
ta .
lg
аИ
сз"
о «
S3
&?
>» я
и а.
4
Я
«
о
X
V
я
а
V
3
га
«
Я
а>
Я
ю
о
5
чэ
;>.
а
и
Й
ю
о
«
о
X
и
' СО
' а
X
3
я
О
X
я
я
Е
г
>.
и
?
6
О
С
о
и
V
о
я
н .
о.»
о н
л >•
1- X
и а»
о я
г
я
о
и
а»
©
а)
и
+
S
7
!
1
8
я
а:
о
>.
с
3
я
Н .
>.
л о.
И
°i
° 5.
о о
О Q.
К
Я
са
о
5
9
Отношение всех цеховых расходов к фонду прямой заработ-
ной платы производственных рабочих позволяет получить про-
цент цеховых накладных расходов.
Примерное оформление и последовательность расчета цехо:
вой себестоимости работ по сборочно-сварочпому цеху пред-
ставлены в табл. 47, 48 и 49.
ПРИЛОЖЕНИЕ 1
Примерный состав и технические характеристики основного сварочного оборудования
сборочно-сварочных цехов судостроительных предприятий классов I и II
Оборудование
Выпрямитель сварочный
многопостовой
Автомат для дуговой
сварки под флюсом де-
талей из малоуглероди-
стой стали
То же
Автомат для электроду-
говой сварки под флю-
сом угловых и стыко-
вых соединений
Тип, марка,
модель
ВДМ-3001
АДС-1000-2
АДФ-500
АСУ-2
Техническая характеристика
Номинальный сварочный ток
3000 А, номинальный свароч-
ный ток одного поста 300 А;
количество сварочных постов
18 (при коэффициенте одно-
временности 0,6)
Пределы регулирования сва-
рочного тока 400—1200 А;
диаметр электродной прово-
локи 3—6 мм; скорость по-
дачи электродной проволоки
0,5—2 м/мин; скорость сварки
15—70 м/ч
Номинальный сварочный ток
500 А; диаметр электродной
проволоки 1,6—2,5 мм; ско-
рость сварки 15—70 м/ч
Номинальный сварочный ток
500 А; диаметр электродной
проволоки 2 мм; скорость
сварки 15—60 м/ч
Установ-
ленная
мощность
единицы
оборудо-
вания,
кВт(кВА)
(230)
83,0
28,0
28,0
Размеры (/ X Ь X h), мм
Выпрямителя 955Х1500Х
Х1900,
реостата РБ-300 535 X 405Х 605
Трактора 1010X344X662,
шкафа управления 1010Х600Х
Х780,
источника питания перемен-
ного тока ТСД-1000-4 950Х
Х810Х1382
Трактора 590X265X425,
шкафа управления 550Х460Х
770, источника питания по-
стоянного тока ПСО-500
1100X590X1013
Трактора 750X275X560, шка-
фа управления 920X480X830,
источника питания ПСО-500
1100X590X1013
Масса
единицы
оборудо-
вания,
кг
1730
37
65
125
57
30
80
540
30
105
540
Полуавтомат для дуго-
вой сварки в углекислом
газе стальным плавя-
щимся электродом во
всех пространственных
положениях
Полуавтомат для дуго-
вой сварки под флюсом,
шланговый
Автомат для электрошла-
ковой сварки продоль-
ных швов вертикальных
стыковых соединений
ПДПГ-500
А-547-Р
ПДШМ-500
А-433
Номинальный сварочный ток
500 А; напряжение сети 220
или 380 В; диаметр электрод-
ной проволоки 0,8—2,0 мм;
расход углекислого газа
600—1500 л/ч; расход охла-
ждающей', воды 80—100 л/ч
Номинальный сварочный ток
150 А; диаметр электродной
проволоки 0,8—1,0 мм; рас-
ход газа 6—8 л/мин
Номинальный сварочный ток
500 А; толщина свариваемой
стали 3—20 мм; скорость по-
дачи электродной проволоки
1,8—7 м/мин
Номинальный сварочный ток
1000 А; диаметр электродной
проволоки 3 мм; скорость
сварки 2,6—21 м/ч
Сварочных головок 260Х 120Х
Х334 и 300X150X90,
механизма подачи 625Х425Х
Х350, шкафа управления
400X550X760,
источника питания посто-
янного тока ПСГ-500 1030Х
X 650X1135
Сварочной головки 220Х240Х
Х130,
механизма подачи 350X118Х
Х245,
шкафа управления 385Х850Х
'Х245,
источника питания ВСУ-300
910X612X960
Головки 190X66X120,
механизма подачи 400Х345Х
Х343, шкафа управления
896X585X705,
флюсоаппарата 670X540X85,
источника питания 1100Х
X 590X1013
Аппарата 560X400X795,
шкафа управления 850Х900Х
Х570, источника питания пе-
ременного тока ТШС-1000-1
о Продолжение приложения 1
*.
Оборудование
Автомат для электро-
шлаковой сварки пря-
молинейных швов .
Однопостовой сварочный
преобразователь для ду-
говой сварки
Пневматический флюсо-
отсосиик
Ультразвуковой дефек-
тоскоп
Аппарат с радиоактив-
ным кобальтом
Газорезательная машина
переносная
Станок для сварки тав-
ров
Тип> марка,
модель
А-372р
¦
ПСО-500
ФСП
УДМ-1м
ГУП-СО-05-2
ППК
СТС-2М
Техническая характеристика
Номинальный сварочный ток
1000 А; диаметр электродной
проволоки 3 мм; скорость
сварки 1—10 м/ч
\
Пределы регулирования сва-'
рочного тока 126—500 А
Производительность 6 кг/мин
Скорость контроля 4—5 пог.
м/мин; контролируемая тол-
щина металла 1—250 мм
Толщина просвечиваемого ме-
талла до 5 мм
Толщина разрезаемого листа
до 50 мм
Размеры изготовляемых ба-
лок: толщина полок от 4 До
16 мм; ширина полок от 40
до 250 мм; высота стенки от
6 до 800 мм
Установ-
ленная
мощность
единицы
оборудо-
вания,
кВт (кВА)
(60,0)
,
28,0
—
0,13
0,4
0,5
1,7
-
Размеры, (/ X Ь х Ь), мм
Аппар ата 1200 X 730 X 1560,
шкафа управления 1050Х650Х
Х2000,
источника питания перемен-
ного тока ТШС-1000-1 382Х
X 1000Х 1308
1100X590X1013
'
550X290X220
335X220X426
1400X1400X2300
380X290X200
.Ширина 1500
Высота 2800
Масса
единицы
оборудо-
вания,
кг
320
580
245
540
7
33
220
12
2500
ПРИЛОЖЕНИЕ 2
Примерное содержание пояснительной записки
технического проекта сборочно-сварочного цеха
судостроительного предприятия (технологическая часть)
Введение ¦
.1. Назначение и расчетная программа
2. Режим работы и фонды времени
- 3. Основные положения по организации производства и НОТ
4. Технологический процесс и новая техника
,5. Трудоемкость работ, расчет оборудования, рабочих мест (позиций) и коли-
' чества работающих
6. Размеры пролетов, подъемно-транспортные средства и площади
7. Механизация, автоматизация и технический 'уровень производства
8. Технические средства управления производством
9. Техника безопасности и охрана труда
10. Грузооборот
11. Энергетика
12. Основные данные и технико-экономические показатели
13. Приложения:
Штатная ведомость вспомогательных рабочих, ИТР, СКП и МОП
Состав работающих по группам согласно СНиП
Категории производства и класс помещений по пожаро- и взрывоопасности
Заказная спецификация оборудования и производственного инвентаря
Таблицы расчета уровня механизации и автоматизации производственных
процессов
Технические требования на проектирование нестандартного оборудования
и производственного инвентаря
Таблица определения технического уроцня видов работ
14. Чертежи (план цеха с разрезами и др.)
15. Справочные материалы и технологические требования к другим частям
проекта
ПРИЛОЖЕНИЕ 3
Пример разбивки иа типовые технологические группы узлов и секций
судиа-представителя (рыболовного траулера) и разработки
маршрутио-технологических карт сборки и сварки технологических
групп секций
I. Внешний вид рыболовного траулера
(буквой S обозначены стыки блоков)
(размеры в метрах)
/^1
13,1
205
Продолжение приложения 3
II. Классификация секций и узлов
корпуса траулера но технологическим группам
Наименование
конструктивно-
технологических
групп
Эскиз
II
«с
?8
на одно
судио
>• - ч
3*К то
г, я а
2} и о
i5u g
с я *
3
я
л
ч
Е
S
Е
« н
;>. .
Я» к
ЩЯ В
я ч я
й5ё
Йч г
Днищевые
секции
Ш
128,0
6,6X12,6X1,1
6,6x8,6X3,5
Секции носовой
и кормовой
оконечностей
107,0
10,8X7,8X6,1
6,6x7,4x2,8
Бортовые секции
от второго дна
до нижней
палубы
Л 7J
78,0
7,0x4,7x0,3
5,6x4,5x0,3
Бортовые секции
от нижней палу-
бы до палубы
бака
26
38,0*
7,0x2,7x0,2
4,8x2,2x0,2
Секции верхней
палубы и палубы
бака
17
82,0*
6,7x13,2x0.4
2,3x4,5X0,4
Секции нижней
палубы, плат-
форм и перебо-
рок
_?$.
73,0
6,6xl3,lX0,i
2,0x7,2x0,3
206
Продолжение приложения 3
Наименование
конструктивно-
технологических
групп
Эскиз
II
51
на одно
судно
3
в
л
к
s
S
в
Е
ЕЧ *"
>• .
а * „
в& 2
сса е
(или
ксим
«ч s
Секции фальш-
бортов, декора-
тивной "зашивки
и выгородок
42
77,0*
13,0X2,0X0,2
2,0X2,7X0,2
Объемны^ секции
бака, юта, фор-
пика и надстроек
(яруса)
13
140,0
9.8X12,1X2,5
4,8X4,5X2,5
Мачты, стрелы,
кожухи дымовой
трубы
21,0
12,0X6,0X1,0
0 0,3; I = 4
Фундаменты,
подкрепления,
крышки грузо-
вых и сходных
люков
80
34,0
2,0X3,5X1,0
0,4X0,3X0,2
Полотнища
100
260"
7,0X10,0
2,3X3,0
Тавровый набор
120
35 <
7,0x0,2x0,5
1,0x0,1x0,25
Уалы набора
(флоры, бракеты
и ДР)
250
100,0*
1,5x4,0
0,5X0,5
* Масса этих технологических групп в массе объемных секций бака, юта, форпика
и надстроек учтена частично (140 из 197 т общей массы групп). В выпуск цеха входит
лишь 57 т.
** Масса этих'технологических групп учтена в массе днищевых, бортовых, палуб-
ных и других плоскостных и объемных секций и непосредственно в выпуск цеха
не входит.
207
III. Маршр утно-тех'н ол оги ч еск ие карты сборки и сварки
О»
*~
3>.
Л 9
Технологические операции и
Сборка
1«
Сварка
та 3
о 5
а
а к
га в
га га
сх га
о а
о с
ч о
н га
Днищевые секции
7 | 128,0 | 20,1 | 18,51 2360 | 23 | 165 | — | 118 | 118 |236|260| 1891 46 |
Бортовые секции от второго дна-
14 | 78,01 7.0 | 15 | 1170 | 35 | 117 1 — | 105 | 129 | 66 | — | 50 | 1051
Бортовые секции от нижней палубы
26 | 38,0 | 2,2 | 14 | 540 | 16 | 54 | — | 49 | 59 | 30 | - | 21 |] 49 |
Секции палуб верхней
17 | 82,0 | 7,8 |-12 | 980 | — | 29 | — | 25 | 127 |122 | — | 41 | 19 |
Секции нижней палубы, платформ,
16 | 73,0 | 11,0 | 11 | 810 | — | 24 | — | 21 | 130 | 85 | — 1 33 | 16 |
Секции фальшборта,
42 | 77,0 | 1,9 | 20 | 1 540 | — | 69 | — | 62 | 308 | 77 | — | 58 | 46 |
Носовая и кормовая
7 | 107,0 | 28,1 | 20 | 2 1401 — | - | 856 | — | — | — | - | — | — |
Объемные секции бака, юта, форпика
13 | 140,0 | 14,6 | 8 | 1 120 | - | - | 425 | — | — | — | — | — | - |
Мачты, стрелы, кожух дымовой
18 | 21,0 | 8,0 | 23 | 4801 — | — | 144 | — | — | — | — | -35 | — |
Фундаменты, подкрепления, крышки грузовых
80 | 34 | 1,5-| 26 | 880 | — | — | 308 | — | — | — | - | _ | — |
Полотнища
100 | 260 | 8,0 | 2,7 1 710 | — | 206 | — | — | — | — | — | — | 129 |
Тавровый набор
120| 35 | 1,0) 4,31 150| -| - | 39 | - | - | - | -| - Г-|
Узлы набора (флоры,
250 1 100 1 0,8
Итого по
технологиче-
ским^группам
5,2
520
13400
"I-
74 2603
167|-|-|_|-|_| -|
4995 **
* Здесь и далее в скобках приведены наибольшие размеры секция (узла) группы
*• В том числе ручная сварка 1000, полуавтоматическая 2500 и автоматическая
f Продолжение приложения S
I секций и узлов корпуса траулера (сводная ведомость)
?
трудоемкость на
ев
Ч
со
>•
S
К
S
X
X
а
к
V
и
Разметка
мест
установки
СО
а
о
ю
«
s
К
|
l
одно судно, чел.-ч
а
к
«
н
S
Sr
СО
"5
и
S
1
о
и
О ^
Я „
s^
га са
а«
о о-
Ю С
Я X
Установка
о.
о
о
.«
о
X
о
ч>
а
а-
а>
С
га
X
Ч
О
и
О
а
о
л
га
ч
X
и
га
В
№
'"Я
а)
3
и
га
Я
«Й
га
!
га
а
s
я
се
се '
я
а
а,
С
а:
са
>>
я
а ш
к е
о. о.
Sg,
Ы
О
са
и
х
в
г
3
с
и
S
(12,6X6,6X1,1) *
"|—| 71 | 47 | /71 | — | 142
до нижней палубы (7,0X4,7)
|—| 40 | 18 | 64 | — | 140
до палубы бака (7,0X2,7)
1—| 17 | 10 | 29 | - | 65
и бака (13,2X6,7)
1—| 37 | 16 | 39 | 29 | 153
переборок (13,1X6,6)
|—| 32 i 11 | 32 | 21 1 150
выгородок (13,0X2,0)
(—1 77 | 28 1 - 77 | 62 '1 331
оконечности (10,8X7,8X6,1)
| 812 | 128 1—| 150 | 65 1 —
и надстроек (9,8X12,1X2,5)
1414 | 45 | — 1 45 1 34
трубы (12,0X6,0X1,0) .
1 80 | 21 | 8 | 62 1 —
и сходных люков (3,5X2,0X1,0)
| 299 1 53 ,
(10,0X7,0)
1213| -J -
(7,0X0,5X0,2)
•I 52 1 - 1 ¦-
бракеты и др.)
I 161 I 42 I —
79
| 70 | - | -
I 36 | - | -
(4,0X1,5)
I 114 I -
260
70
32
145
106
131
| 213
I Т
-г-
I -
119 1
56 1
. 27 |
46 1
40 |
70 |
21
23
23
11
19
16
15
1 47 1
1 47 1
1 22 1
1 35 |
1 29 1
1 44 |
1 43 |
1 56 J
1 88 |
1 ~ 1
1 — 1
141 |
58 1
27 1
49 1
32 1
48 |
— 1
56 |
— |
64 |
23 |
28 I —
36
71
47
22
49
32
37
65
45
82
53
701
868 211
2344
21
135
447
1001
в метрах.
' 1495 чел.-ч.
209 '"
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Архитектурно-строительная часть
проекта 40, 176—179
Б
Блок цехов 30, 31
В
Ворота 159
Выбор оснастки и приспособлений
65—69
— основного оборудования 61, 62
— подъемно-транспортного оборудо-
вания 72, 77
— размеров пролетов цеха 149, 159—
161
Высота пролета 149, 161
Г
Генеральный план 29
Грузовые потоки 31—34
Грузооборот цеха 90, 91
Д
Длина пролета 151—153
Документация производственного
процесса 9
3
Задание на проектирование цеха 35
разработку специальных частей
проекта (общие требования) 171—176
архитектурно-строительное про-
ектирование 171, 172
проектирование санитарно-тех-
нической части 172, 173
энергоснабжения цеха 173
экономической части 175—176
устройств и средств техниче-
ского контроля 176
Задание на проектирование техпиче-
210
ских средств управления производ-
ством 176
связи и сигнализации по
объектам и помещениям 176
Задачи проектирования 9
И
Инвентарь:
производственный 72
хозяйственный 72
Инструмент 72
Исходные данные 37, 38
К
Капитальные вложения 193, 196—198
Кладовые цеха 166, 167
Классификация оборудования 61
— оснастки 67—69
— судостроительных предприятий 26
Колонны цеха 177
Компоновка блока цехов 146—149
Коэффициенты загрузки 63, 69, 70
— использования 79, 82
— неравномерности 65
— сменности 49, 93
— приведения к сопоставимым ус-
ловиям производства 107—110
М
Мастерские цеха 167
Материалы:
основные и вспомогательные 8,
83
определение годовой потребности
83—85
Методы постройки судов:
блочный 16
блочыо-секционный 18
конвейерный 19
модульный 18
секционный 16
последовательно-параллельный 19
поточно-бригадный 19
поточно-позиционный 19
Механизация и автоматизация про-
изводства:
показатели 141, 142, 143, 144
примеры механизированных и
автоматизированных произ-
водств 122—141
пути и средства механизации
113—117
состав типового комплексно-ме-
ханизированного сборочно-сва-
рочного цеха 136, 141
Н
Насыщение секций 13
Научная организация труда (НОТ)
39
О
Обоснование выбора размеров про-
летов 159—161
— технико-экономическое 34, 35
Оборудование:
виды 8, 61, 62, 70, 71
определение количества 62
спецификация 82
Объем работ 52
Организационно-технические меро-
приятия 57
Оснастка:
виды 65—69
определение количества 69
Охрана труда: 100
взрывобезопасиость 105
индивидуальные средства защиты
101
пожаробезопасность 105
средства обеспечения безопас-
ности работающих 100, 103, 104
техника безопасности 105
требования к проектам 102
условия труда 100
электробезопасность 104
П
Площадь 161—163
Подъемно-транспортцое оборудова-
ние:
виды и основные характеристики
72, 73
определение количества 79—82
Пооперационное нормирование 50
Поточное производство 118
Поточные линии:
бортовых секций 132, 133
днищевых секций 133
малогабаритных плоских секций
и выгородок 134
палубных секций 133, 134
плоских секций 127—132
плоских полотнищ, 125—127
прямолинейных и криволинейных
тавровых балок 123—125
определение количества 121, 122
оборудование 125, 128, 134, 135,
138-140
Пояснительная записка 41, 205
Приспособления 72
Программа производства 42—45
Производственные связи 28—34
Пролет цеха 28, 151
Р
Рабочие чертежи 36
Размещение сборочно-сварочного
цеха на генплане 29
Режим работы 45
С
Санитарно-техническая часть проекта
41, 179—187
Сварные изделия:
блок секций 13
секция 13
узел 10
Сварочное производство 7
Себестоимость продукции 198—201
Система управления производством:
линейная 94
функциональная 95
Склады цеха 165—167
Смета 193, 196—198
Состав проекта цеха 40
Состав работающих:
качественный по группам 8, 91,
92
определение количественного со-
става 92—94
Специальные части проекта 171—187
Срок окупаемости 116, 194, 195
Стадии проектирования 35
*
Т
Тепломеханический раздел 174, 175,
187—189
Технико-экономическое обоснование
(ТЭО) 34
Технико-экономические показатели
(ТЭПы) 106—113
Технический проект 35
Технические средства управления
производством (ТСУП): 94
принципиальная схема ТСУП 95,
96, 99, 100
система связи и сигнализации
96—98
система учета 98
Технический уровень производства
117, 142-144
Технологическая группа узлов 51
211
Технологическая часть проекта 40
Технологический план и разрез цеха
(отделения, участка) 150—159
Технологические потоки 59
Технологический процесс 49—52
Техно-рабочий проект 37
Тип производства 9, 10
Требования к проектам 38—40
Трудоемкость 52—57
У
Участок грунтовки и сушки секций-
167—170
Ф
Фонды времени 46—48
Э
Экономическая часть проекта 41,
190—201
Экономическаи эффективность 192—
195
Электрические сети 189
Электротехнический раздел 173, 174,
189, 190
Элементы сварочного производства
8,9
Энергетика цеха 91
Энергетическая часть проекта' 41,
187—190
Энергия: .
виды 8
определение годовой потребности
85-91 ¦
УКАЗАТЕЛЬ ЛИТЕРАТУРЫ
Бельчук Г. А. Сварные соединения в корпусных конструкциях. Л.,
«Судостроение», 1969.
Вентиляция цехов судостроительных заводов. Л., «Судостроение», 1969.
Авт.: А. Г. Аверьянов, М. И. Гримитлин, О. Н. Тимофеева, Е. М. Эльтермаи,
Л. С. Эльянов.
Г а л к и и В. А. Сборочио-сварочная оснастка цехов верфи. Л., «Судо-
строение», 1974.
- Г е ц о в И. Е. Проектирование судоремонтных и судостроительных пред-
приятий. М., «Транспорт», 1970.
Гитлевич А. Д. и Этингоф Л. А. Механизация и автоматизация
сварочного производства. М., «Машиностроение», 1972.
Глозман М. К., Васильев А. Л. Технологичность конструкций кор-
пуса судна. Л., «Судостроение», 1971.
Егоров М. Е. Основы проектирования машиностроительных заводов.
М., «Высшая школа», 1969. '
Инструкция по разработке проектов и смет для промышленного строи-
тельства (СН-202—76). М.; Стройиздат, 1976.
Карлова Л. М. Комплексное благоустройство рабочих мест в судо-
строении. Л., «Судостроение», 1975.
КрасовскийА. И. Основы проектирования сварочных цехов. М., «Ма-
шиностроение», 1965.
Кузьмеико В. К. Автоматизация и механизация производственных
процессов в судостроении. Л., «Судостроение», 1972.
М а ц к е в и ч В. Д. Сборка и сварка корпусов судов. Л., «Судострое-
ние», 1968.
Методика укрупненного определения уровня механизации и автоматиза-
ции производственных процессов в машиностроении. М., ЦБТИ, 1965.
Основы экономики и управления в судостроении. Под ред. Б. С. Дубко,
Л., «Судостроение», 1975.
Охрана труда в судостроении. Л., «Судостроение», 1975. Авт.: В. К. Кузь-
менко, С. П. Авениров, В. А. Козлов, А. А. Костаков, С. Я- Прикот, В. А, Ту-
лин.
П а т о н Б. Е. Комплексная механизация — важнейший- фактор ускоре-
ния технического прогресса в производстве сзарных конструкций.— «Автома-
тическая сварка», 1974, № 1, с. 1—7.
Проектирование машиностроительных заводов и цехов. В 6-ти т. Т. 1.
Организация и методика проектирования. Под редакцией Б. И. Айзенберга.
М,, «Машиностроение», 1974.
Проектирование машиностроительных заводов и цехов. В 6-ти т. Т. 3.
Проектирование цехов обработки металлов давлением и сварочного произ-
водства. Под ред. А. М. Мансурова. М., «Машиностроение», .1974.
Санитарные нормы проектирования промышленных предприятий (СН-
245—71). М., Стройиздат, 1972.
213
Сварка судовых конструкций. Л., «Судостроение», 1971. Авт.: Г. А. Бель-
чук, К. М. Гатовский, Б. А. Кох, В. Д. Мацкевич.
С е в б о П. И. Комплексная механизация и автоматизация сварочного
производства. Киев, «Техника», 1974.
Смирницкий Е. Подумайте, подсчитайте! Пособие для практиче-
ских занятий в экономических кружках и семинарах на промышленном
предприятии. М., Изд-во политической литературы, 1965.
Справочник по сварке. В 4-х т. Т. 3. Под ред. В.' А. Винокурова.
М., «Машиностроение». 1970.
Сырков А. К- Основы технологического проектирования судостроитель-
ных верфей и цехов. Л., «Судостроение», 1970.
Сьгфков А. К. Современные судостроительные верфи, Л., «Судострое-
ние», 1976.
Технологические особенности постройки судов на зарубежных верфях.
Л., «Судостроение», 1973. Авт.: А. С. Афанасьев, И. В. Каплун, А. Я- Ро-
зинов, В. Ф. Соколов.
Технология судостроения. Л., Судпромгиз, 1962, Авт.: В. К. Дормидонтов,
Т. В. Арефьев, Н. А. Киселева, В. К. Кузьменко, TI. Г. Лукьянов, Е. И. Ни-
китин, С. М. Турунов.
Технология судостроения. Под ред. В. Д. Мацкевича. Л., «Судострое-
ние», 1971.
Типовая методика определения экономической эффективности капиталь-'
ных вложений. М., «Экономика», 1969.
Указания о составе, порядке разработки и утверждения технико-экономи-
ческих обоснований (ТЭО) проектирования и строительства крупных и слож-
ных предприятий и сооружений. М., Госплан СССР, 1970.
Ф а е р м а н А. И. Выбор экономического варианта процесса сварки.
М.—Л., Машгиз, 1962.
Ф а е р м а н А. И. Экономика и организация сварочного производства.
М., «Высшая школа», 1965.
Экономическая эффективность новой сварочной техники. Киев, «Техника»,
1975.
ОГЛАВЛЕНИЕ
От авторов 3
Введение 4
Глава I. Общие сведения о сварочном производстве в судостроении 7
§ 1. Сварочное производство и задачи проектирования его цехов и
участков —
§ 2. Сварные изделия сборочно-сварочного цеха при современных
методах постройки судов 10
§ 3. Основные характеристики сборочно-сварочных цехов в зависи-
мости от класса судостроительного предприятия 25
§ 4. Производственные связи между цехами, грузовые потоки . . 28
§ 5. Задание на проектирование, стадии проектирования и их со-
держание 34
§ 6. Исходные данные для проектирования и общие требования
к проектам 37
§ 7. Состав проекта цеха 40
Глава II. Технологическое проектирование сборочно-сварочиого цеха 42
§ 8. Производственная программа сборочно-сварочного цеха ... —
§ 9. Режим работы цеха и фонды времени 45
§ 10. Проектирование технологии изготовления сварных изделий 49
§ 11. Определение объема сборочно-сварочиых работ. Трудоем-
кость и длительность производственных операций .... 52
§ 12. Основы технологии и организации производства в цехе . . 57
§ 13. Выбор основных видов оборудования и расчет его количества 61
§ 14. Выбор рабочих мест, технологической оснастки, приспособле-
ний и инструмента. Расчет их количества 65
§ 15. Подъемно-транспортное оборудование цеха. Расчет количе-
ства кранов 72
§ 16. Определение потребности цеха в материалах и энергии . . 83
§ 17. Определение состава и числа работающих в цехе ..... 91
§ 18. Технические средства управления производством в цехе . . 94
§ 19. Охрана труда и средства обеспечения безопасности работаю-
щих 100
§ 20. Основные технико-экономические показатели 106
Глава III. Механизация и автоматизация сварочного производства . .113
§ 21. Задачи и направления механизации и автоматизации ... —
§ 22. Организация поточного производства и расчет количества по-
точных линий 118
§ 23. Механизированные и комплексно-механизированные поточ-
ные линии в сборочио-сварочном цехе . . • 122
§ 24. Показатели уровня механизации и автоматизации. Техниче-
ский уровень производства 141
215
Гла&а IV. Технологический план цеха (блока цехов) 144
§ 25. Типовые схемы компоновки —
§ 26. Общая методика разработки технологического плана и раз-
резов цеха 150
§ 27. Обоснование выбора размеров пролетов и определение пло-
щадей " 159
§ 28. Расчет и планировка цеховых складов и кладовых .... 165
§ 29. Участок грунтовки и сушки секций 167
Глава V. Специальные части проекта 171
§ 30. Составление технических заданий на разработку специаль-
ных частей проекта ..... —
§ 31. Архитектурно-строительная часть 176
§ 32. Саиитарно-техническая часть 179
§ 33. Энергетическая часть 187
Глава VI. Экономическая часть проекта 190
§ 34,. Оценка экономической эффективности проектных решений . —
§ 35. Смета и капиталовложения на строительство 196
§ 36. Цеховая себестоимость продукции и метод ее расчета . . . 198
Приложения 202
Предметный указатель 210
Указатель литературы . . . 213
МАЙЯ АЛЕКСАНДРОВНА
КУЛАГИНА,
НИНА АРСЕНЬЕВНА
КИСЕЛЕВА
ОСНОВЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
СБОРОЧНО-СВАРОЧНЫХ ЦЕХОВ
Редакторы А. И. Кускова, В. И. Важенко
Художественные редакторы В. А. Пурицкий, В. Т. Левченко
Технический редактор А. П. Ширяева
Корректоры Н. П. Шипииа, Е. П. Смирнова
Переплет художника В. И. Коломейцева
ИБ№96
Сдано в набор 22/Ш 1977 г. Подписано к печати 25/VII 1977 г. М-09624. Формат
бОХЭО'/ц. Бумага типографская № 2. Печатных листов 13,5. Учетно-издательских листов
14.4. Тираж 2700 экз. Заказ № 784. Изд. № 3215—7G. Цеиа 7,5 коп.
Издательство «Судостроение», 191065, Леиииград, ул. Гоголя, 8.
Ленинградская типография № 4 Союзполиграфпрома при Государственном комитете
Совета Министров СССР по делам* издательств, полиграфин и книжной торговли,
196126, Ленинград, Ф-126, Социалистическая ул., 14.