/





Text
А. И. Красовский
основы ПРОЕКТИРОВАНИЯ СВАРОЧНЫХ
ЦЕХОВ
к. И. Красовский
ОСНОВЫ ПРОЕКТИРОВАНИЯ СВАРОЧНЫХ
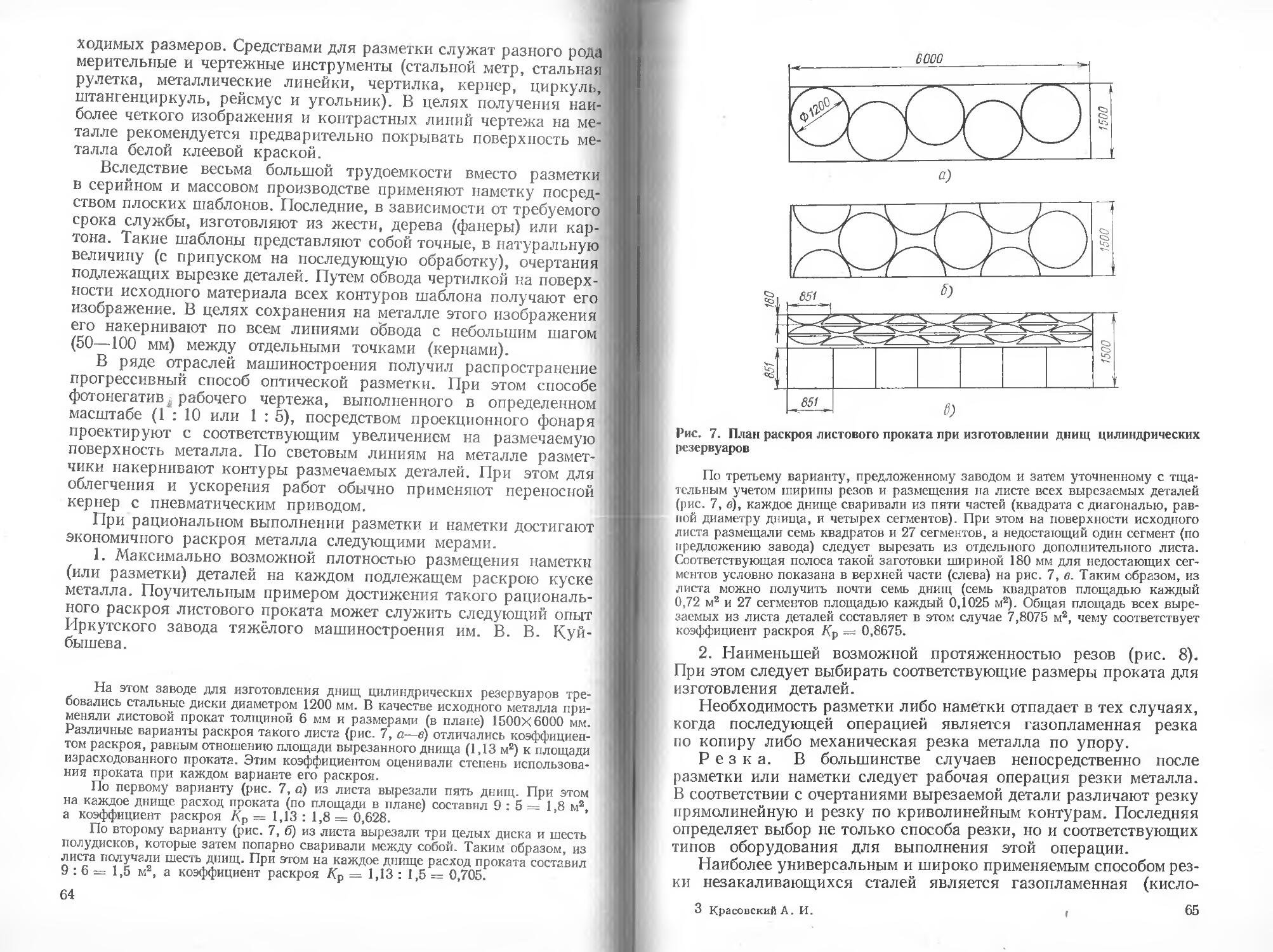
ЦЕХОВ
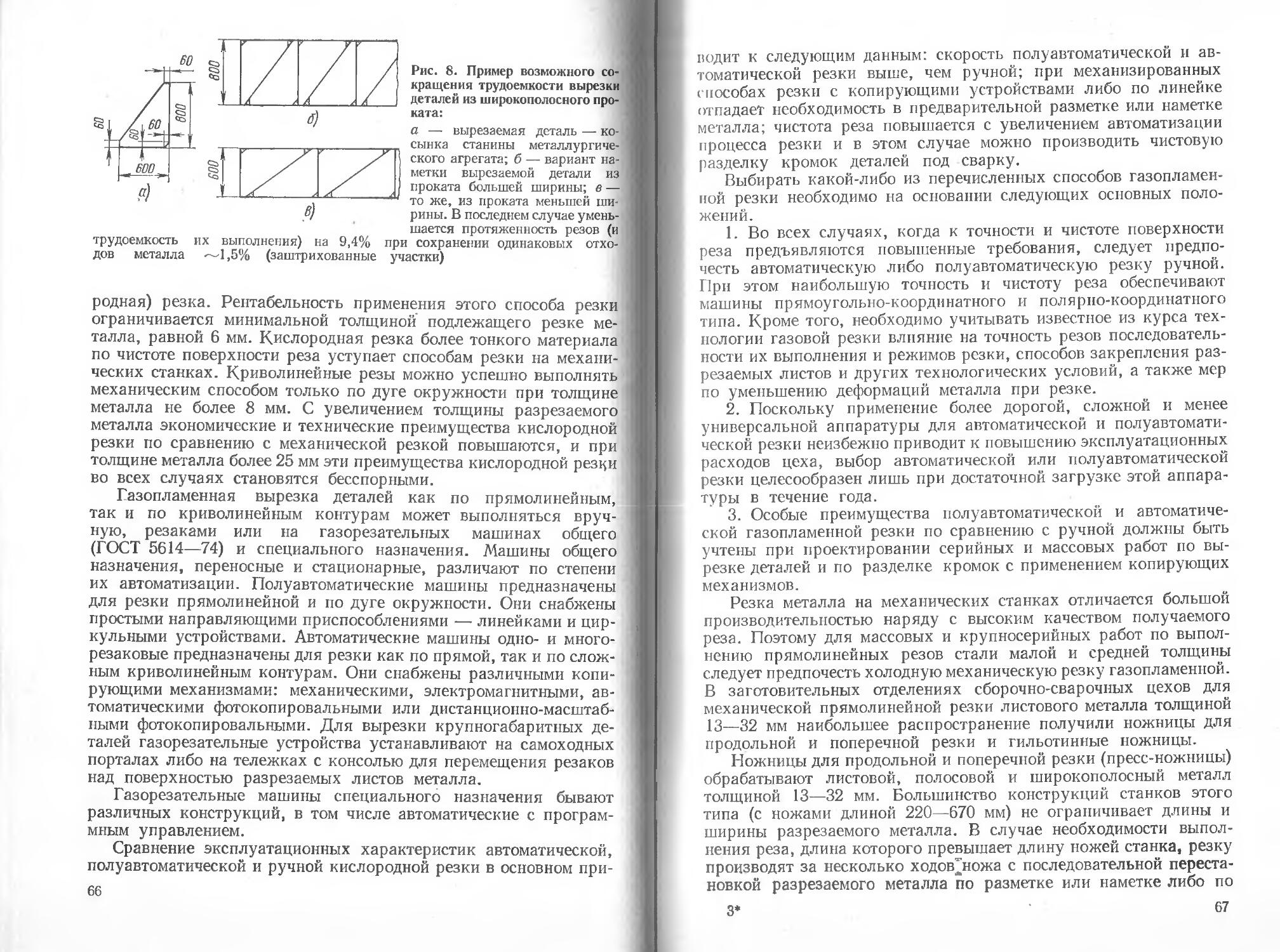
Издание 4-е, переработанное
Допущено Министерством высшего и среднего специального образования СССР в качестве учебника для студентов вузов, обучающихся по специальности «Оборудование и технология сварочного производства»
. «у -------------------__
Н Т Б f
I Артоу- ?д НМ9НИ |
11НПОНТ. I . . ,
МОСКВА «МАШИНОСТРОЕНИЕ» 1980
ББК 34.641
К78
УДК 621.791.03.001 (075, 8)
Рецензент кафедра «Сварочное производство» Ленинградского политехнического института
Красовский А. И.
К78 Основы проектирования сварочных цехов: Учебник для вузов по специальности «Оборудование и технология сварочного производства».— 4-е изд., перераб. — М.: Машиностроение, 1980. — 319 с., ил.
В пер.: 1 р.
„ 31206-098 „„ „„
К 038(01 )-80 98'80’
ББК 34.641
6П4.3
2704060000
© Издательство «Машиностроение», 1980 г., с изменениями
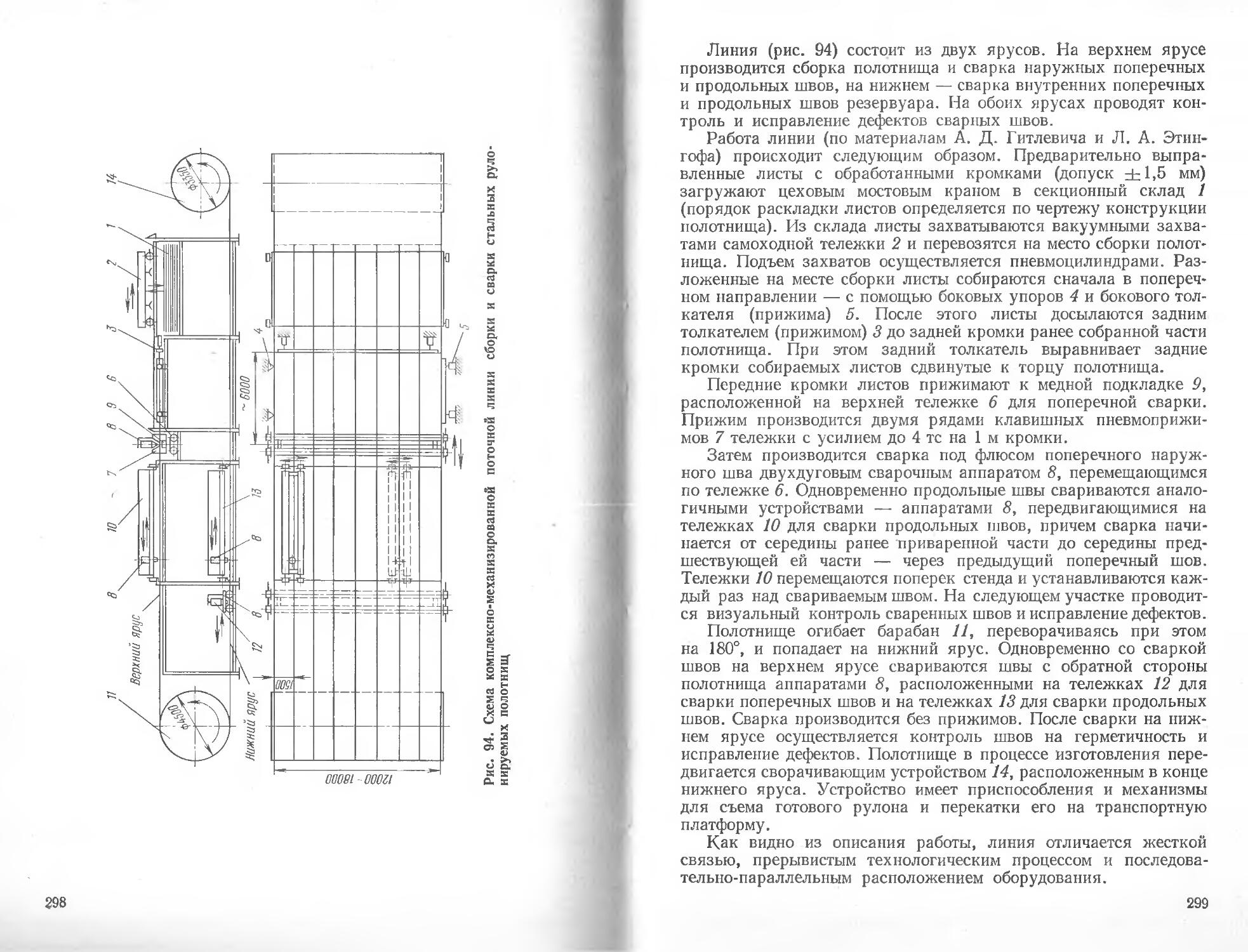
ВВЕДЕНИЕ
В настоящее время сварочное производство стало одной из ведущих областей техники. Во всех отраслях машиностроения широко применяют высокопроизводительные и экономически эффективные технологические процессы сварки, наплавки, пайки, термической резки и металлизации, позволяющие успешно обрабатывать почти все конструкционные материалы толщиной от десятков микрометров до нескольких метров. Достигнутый высокий уровень развития сварочной техники служит прочной базой для значительного дальнейшего увеличения производительности труда, экономии материалов и энергии в народном хозяйстве, а также повышения качества и снижения себестоимости сварной продукции.
Все это стало возможным в результате исключительного и постоянного внимания Советского правительства и коммунистической партии к достижениям сварочной техники, а также благодаря неустанной их заботе о развитии сварочного производства в нашей стране. Об этом свидетельствует ряд специальных постановлений партии и правительства по вопросам совершенствования и внедрения сварочных процессов и повышения их эффективности в народном хозяйстве.
Одновременно с ростом сварочного производства, машиностроения и других отраслей промышленности развивалось и их проектирование. В настоящее время все министерства имеют отдельные специализированные проектные институты, выполняющие каждый в своей отрасли проектирование промышленных предприятий.
Исходя из пятилетних планов развития народного хозяйства, проектные институты проводят ответственную работу по изысканию и научно-техническому обоснованию наиболее рациональных и целесообразных в технико-экономическом отношении решений поставленных перед ними практических задач. С течением времени в проектных институтах накоплялось большое количество материалов по обследованию заводов и по разработке рациональных проектов самых различных производств. Обобщение и систематизация этих материалов дали возможность получить соответствующие технико-экономические показатели для анализа эффективности и рентабельности работы действующих производств и
1* 3
для проверки качества проектов промышленных предприятий каждой отрасли. На основе совокупности этих материалов были разработаны многочисленные нормативы, методические положения и технические инструкции по рациональному проектированию сварочного и других видов производства. Проведенные работы обеспечили переход проектирования промышленных предприятий машиностроения, в том числе сварочного производства, на новый, более высокий уровень с использованием новейших достижений науки и техники, обусловливающий возможность наиболее разумного и экономичного использования огромных капиталовложений для создания материально-технической базы коммунизма — с максимальной их эффективностью.
В итоге такого развития проектирования промышленных предприятий возникла необходимость включения в программы обучения студентов технических вузов специальных дисциплин по основам проектирования предприятий, соответствующих специализации студентов. Поэтому учебными планами машиностроительных вузов для подготовки инженеров по специальности «Оборудование и технология сварочного производства» предусмотрен ряд специальных учебных дисциплин, в том числе курс «Проектирование сварочных цехов».
Впервые книга автора «Основы проектирования сварочных цехов» была издана в 1936 г. (ОНТИ НКТП СССР). Затем эту книгу того же наименования издали в 1952 г. (Машгиз) и в 1965 г. («Маши ностр оение»),
Этот курс, согласно утвержденной программе, имеет целью сообщить будущим инженерам-технологам сварочной специальности необходимые сведения теоретического и методического характера, а также практические рекомендации для рационального решения вопросов сварочного производства при его проектировании.
Многолетний опыт преподавания автором этого курса в МВТУ им. Н. Э. Баумана (с 1934 г.) показал, что при изучении курса и в особенности при выполнении практических заданий по основным его разделам, а также при разработке дипломных проектов необходимо использовать все знания по сварочной специальности, приобретенные студентами за время пребывания в вузе и при прохождении ими производственного обучения (практики). Поэтому согласно учебному плану завершающего 5-го года обучения студентов прохождению курса «Проектирование сварочных цехов» предшествуют все общеобразовательные, общетехнические и специальные технические курсы, включая значительную часть курса «Организация и планирование машиностроительного производ-< цы». Проектирование сварочных цехов студенты изучают непо-средетненпо перед преддипломной практикой и дипломным проек-гпроиаипем. Гакая последовательность прохождения специальных чи< ннплип обеспечивает необходимую и достаточную подго-KiHKV • гуден।он к изучению курса «Проектирование сварочных пехон и у< iiriiuioe его усвоение с наименьшими затратами времени.
4
Глава I
ОБЩИЕ СВЕДЕНИЯ
1. ЭЛЕМЕНТЫ ПРОИЗВОДСТВА
И ЗАДАЧИ ЕГО ПРОЕКТИРОВАНИЯ
Сварочное производство, т. е. совокупность процессов, образующая самостоятельную законченную технологию изготовления сварной продукции, — одно из ведущих в современном машиностроении. Поэтому в составе машиностроительного завода обычно имеются сборочно-сварочные цехи либо отделения и специализированные сборочно-сварочные участки.
Каждое производственное подразделение (сборочно-сварочный цех, отделение, участок) организуют в составе завода для изготовления определенной заданной продукции, являющейся результатом целеустремленного процесса труда. По Марксу процесс груда (производство) обязательно включает: 1) целесообразную деятельность человека, или труд, 2) предмет труда и 3) орудия (средства) производства, которыми человек действует на предмет труда. В практике современного проектирования промышленных предприятий эту номенклатуру состава производства применяют в более дифференцированном виде, включающем следующий состав основных элементов производства, необходимый для обеспечения его рациональной организации и функционирования.
1. Материалы для изготовления заданной продукции — основные и вспомогательные.
2. Оборудование производственное, подразделяемое в цехах сварочного производства на следующие группы: оборудование для обработки металла и изготовления из него деталей заданных изделии; механическое сварочное оборудование для сборки изготовляемых деталей и последующей сварки их в сборочные единицы; механическое сборочно-сварочное оборудование, посредством которого выполняют сборку и сварку сборочных единиц и в целом шданных изделий; сварочное оборудование, используемое непо-< родственно для выполнения предусмотренных производственным процессом сварочных операций, включающее также источники питания соответствующим видом энергии; оборудование и аппаратура для контроля качества выполняемых производственных операций и изготовляемой продукции; подъемно-транспортное внутрицеховое оборудование для перемещений объектов производственного процесса по изготовлению заданных изделий; необходимые по каждой указанной группе оборудования инструменты,
б
приспособления, специальные устройства и прочая оснастка.
Каждая из перечисленных выше групп оборудования включает соответствующие различные конструктивные его типы, как переносные, так и стационарные, отличающиеся разной степенью производительности, обеспечиваемой средствами их механизации и автоматизации. Кроме того, все рабочие места в цехах и отделениях сварочного производства оборудуют необходимыми отопительными устройствами, вентиляцией, электроосветительными установками и т. п., а также хозяйственным инвентарем (рабочие столы, сидения, инструментальные шкафчики и проч.) для обеспечения нормальных условий выполнения всех работ.
3. Энергия всех видов, подлежащая использованию в проектируемом производстве.
4. Состав работающих, включая производственных и вспомогательных рабочих, младший обслуживающий, счетно-конторский и административно-технический персонал.
К дополнительным элементам производства относятся следующие. Техническая документация производственного процесса, определяющая последовательность и способы взаимодействия между всеми основными элементами производства при изготовлении заданной продукции и необходимая для обеспечения рациональной организации данного производства на надлежащем техническом уровне, обеспечивающем высокую производительность труда и требуемое качество продукции. Пространство для рационального размещения основных элементов производства, включающее площади (производственные и вспомогательные) при необходимой и достаточной высоте всех помещений. Кроме того, при введении в эксплуатацию 'запроектированного и сооруженного цеха для него принимают “схему рациональной организации и управления, соответствующую типу данного производства и установленную ведомством, в подчинении которого будет этот цех.
Из изложенного выше вытекают основные задачи проектирования сварочного производства и сборочно-сварочных цехов.
1. Разработка технологического процесса производства, включающая выбор рациональных в технико-экономическом отношении способов изготовления, технического контроля и внутрицеховой транспортировки деталей, сборочных единиц и готовых конструкций заданной сварной продукции.
2. Определение требуемого качественного и количественного состава всех необходимых элементов производства для изготовления заданной продукции.
3. Разработка плана рационального размещения в проектируемом цехе всего количественного состава элементов производства и составление разрезов здания цеха с указанием необходимой высоты всех его помещений.
1 Определение необходимых капитальных затрат и эксплуатационных годовых расходов (оборотных средств) для осуществления проектируемого производства, а также будущей себестои-
6
мсдти заданной для него продукции и его технико-экономических показателей.
В результате разработки проекта должна быть обеспечена игиможность создания наиболее передового по техническому уровню и экономичного в эксплуатации сборочно-сварочного наха для выпуска заданной продукции при ее себестоимости, обусловливающей рентабельность производства и приемлемые • роки окупаемости капитальных затрат, а также соблюдение дру-111.x современных требований.
2. ВЛИЯНИЕ ХАРАКТЕРИСТИК СВАРНЫХ ИЗДЕЛИЙ НА ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
ИХ ПРОИЗВОДСТВА
В проектной и производственной практике изделиями шиывают изготовляемую продукцию в том виде, в каком согласно •ИД.1НИЮ она должна быть выпущена данным производственным участком независимо от того, являются ли эти изделия вполне •икопченными и годными для непосредственной эксплуатации либо представляют собой лишь отдельные комплекты или техно-,'iot пческие сборочные единицы более сложного изделия, выпускаемою заводом. Так, например, если для вагоностроительного завода изделием служит вагон, то для тележечного цеха того же инюда изделием считают тележку вагона; для рамного участка н.п опосборочного цеха изделием является рама вагона, а для рабочего места сборки и сварки буферного бруса изделием служит буферный брус того же вагона.
Конструктивные отличия заданных для выпуска изделий и степень пх сложности, габаритные размеры, масса, уровень их ответ-етеппости в зависимости от назначения и условий эксплуатации и т. п. следующим образом обусловливают типичные особенное гп цеха, отделения и производственных участков, проектируемых для выпуска этих изделий.
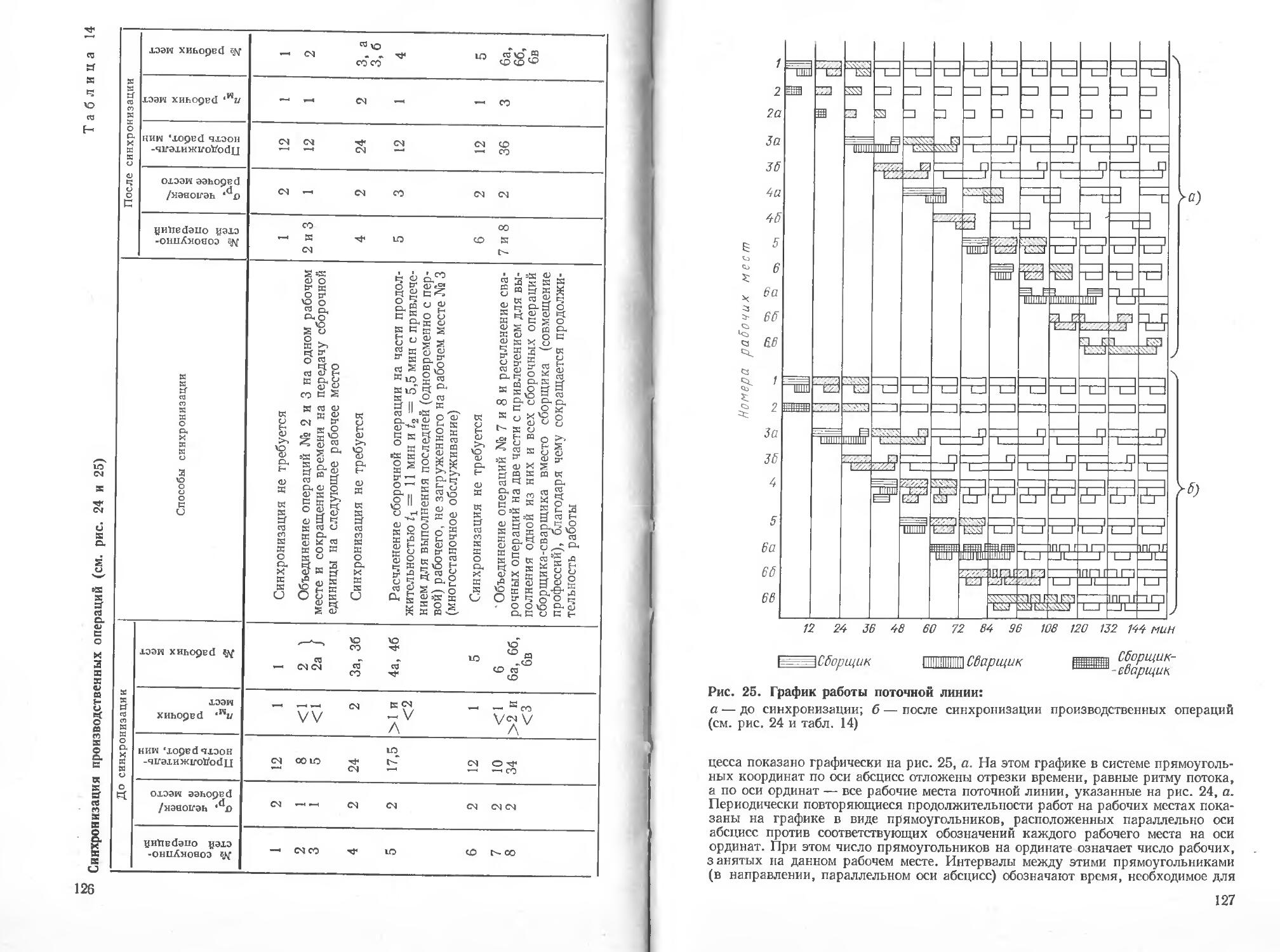
Изготовление простых изделий, не подлежащих расчленению пп сборочные единицы, организуют на поточных линиях рабочих мест, выполняющих сборку и последующую сварку изделий из составляющих их деталей. Необходимое число таких одинаковых поточных линий пл устанавливают путем деления заданного коли-чп гневного годового выпуска изделий Nr на годовую пропускную • пособность пт каждой поточной линии: пл = Nr : пг.
Для изготовления сложных изделий, расчленяемых на сборочные единицы, в отделении узловой сборки и сварки проектируемою цеха предусматривают одновременное изготовление (сборку и сварку) на самостоятельных специализированных поточных линиях всех сборочных единиц изделий заданного типа. Готовые । бирочные единицы передают в отделение общей сборки и сварки, । дг производят поточную сборку изделий из составляющих их сборочных единиц и последующую сварку собранных изделий.
7
При изготовлении малогабаритных сборочных единиц и изделий передачу их с одного рабочего места каждой поточной линии на следующее другое осуществляют поштучно (преимущественно тяжелые сборочные единицы и изделия) либо равными партиями (преимущественно легкие сборочные единицы и изделия).
При изготовлении крупногабаритных сборочных единиц и изделий передачу их с одного рабочего места каждой поточной линии на следующее другое осуществляют поштучно либо, в случаях весьма громоздких и тяжелых изделий, организуют их стационарную сборку и сварку (см. п. 19).
При изготовлении легких изделий конвейеризация поточных линий осуществляется без затруднений, особенно в случаях малогабаритных изделий. При изготовлении тяжелых изделий конвейеризация поточных линий затруднена, особенно в случаях крупногабаритных изделий.
При изготовлении малоответственных изделий, разрушение которых в эксплуатации не приводит к травматизму или гибели людей, либо не влечет за собой больших материальных потерь, контроль качества продукции имеет преимущественно выборочный характер и ограничивается применением примитивных способов (наружный осмотр готовых изделий).
При изготовлении весьма ответственных изделий, разрушение которых в эксплуатации угрожает жизни людей или их травмированием, либо влечет за собой большие материальные потери, преобладает применение сплошного контроля качества продукции, который охватывает все звенья процесса ее изготовления, с применением специальных проверочных приспособлений и аппаратуры на особых рабочих местах, предназначенных для выполнения контрольных операций.
В дополнение к перечисленным выше характеристикам изделий следует обязательно учитывать главную характеристику всякого сварного изделия — его технологичность, которая оказывает значительное влияние на технико-экономическую эффективность и рентабельность проектируемого производства. Понятие об этой характеристике заключается в следующем.
Технологичность всякого изделия (в том числе сварного) характеризует его соответствие требованиям прогрессивной экономичной технологии изготовления в условиях серийности заданной программы выпуска данного изделия при наименьших затратах материалов, труда, различных видов энергии и средств, с возможным обеспечением заданных его эксплуатационных свойств, высокого качества, практически удобного выполнения операций производственного цикла небольшой длительности, а также при соблюдении требований гигиены труда и техники безопасности. Технологичность обеспечивается в процессе рационального проектирования конструкции с учетом возможного максимального использования в ней стандартизованных и нормализованных деталей и сборочных единиц. Относительный уровень 8
iexнелогичности может быть определен путем сравнения расчетных технико-экономических показателей изготовления и эксплуатации данной конструкции, выполненной по различным вариантам производственного процесса. Основными показателями чля такого сравнения служат: материалоемкость, трудоемкость, шсргоемкость, длительность производственного цикла и цеховая себестоимость изделия.
3. ТИПЫ И ХАРАКТЕРИСТИКИ СВАРОЧНОГО ПРОИЗВОДСТВА
В разработке проектов сварочного производства большое значение имеет определение наиболее целесообразных форм организации производственных процессов для выпуска заданной продукции.
В зависимости от числа различных заданных видов изделий и повторяемости их изготовления может быть установлена принадлежность проектируемого цеха к определенному типу производства (единичное, мелкосерийное, серийное, крупносерийное, массовое). Однако нередко в одном цехе предусматривают организацию производств разных типов. Особенно часто в одном цехе совмещают единичное и мелкосерийное производство. Поэтому и практике проектирования принято рассматривать четыре типа производства: 1) единичное и мелкосерийное, 2 серийное, 3) крупносерийное и 4) массовое.
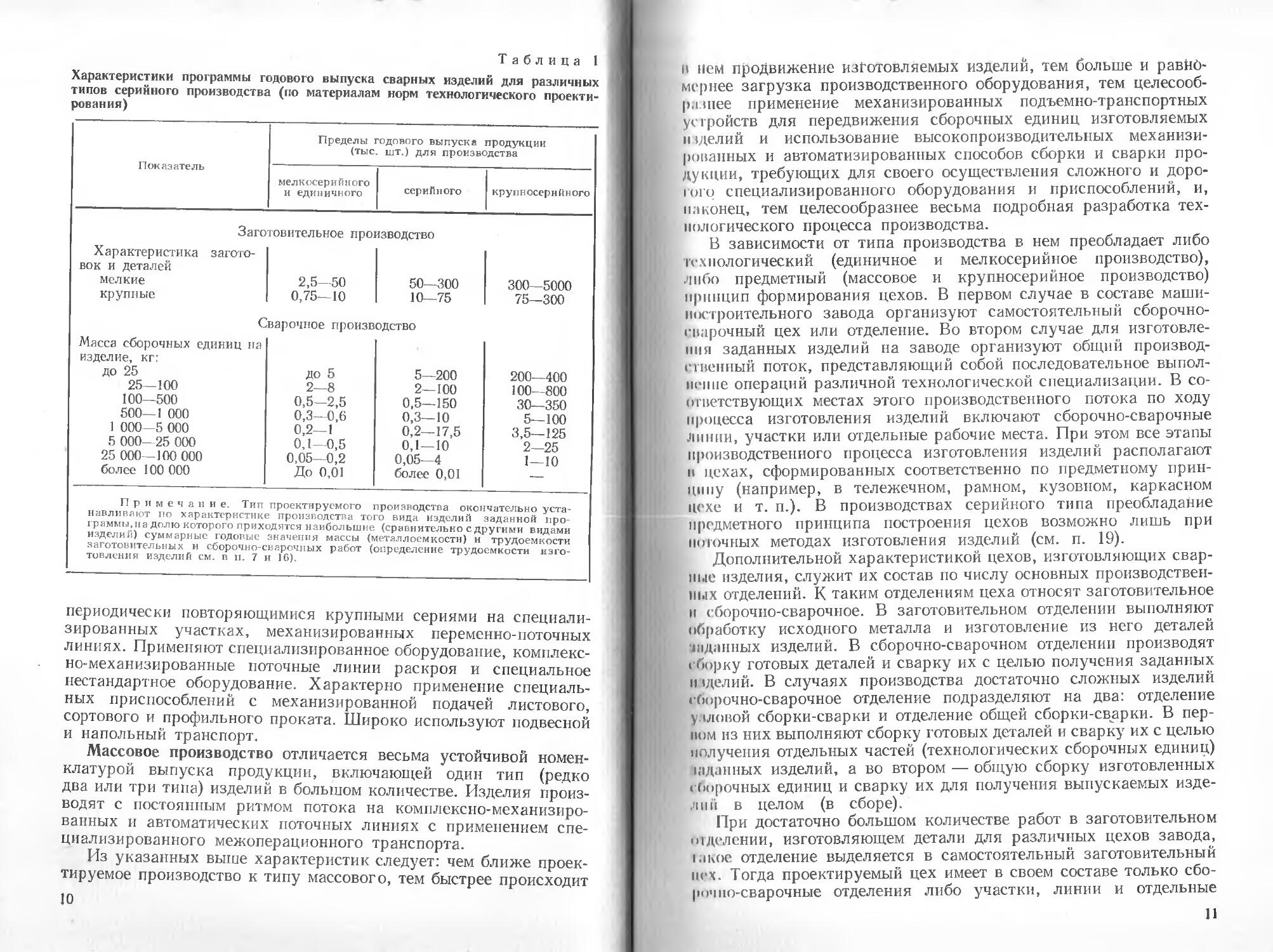
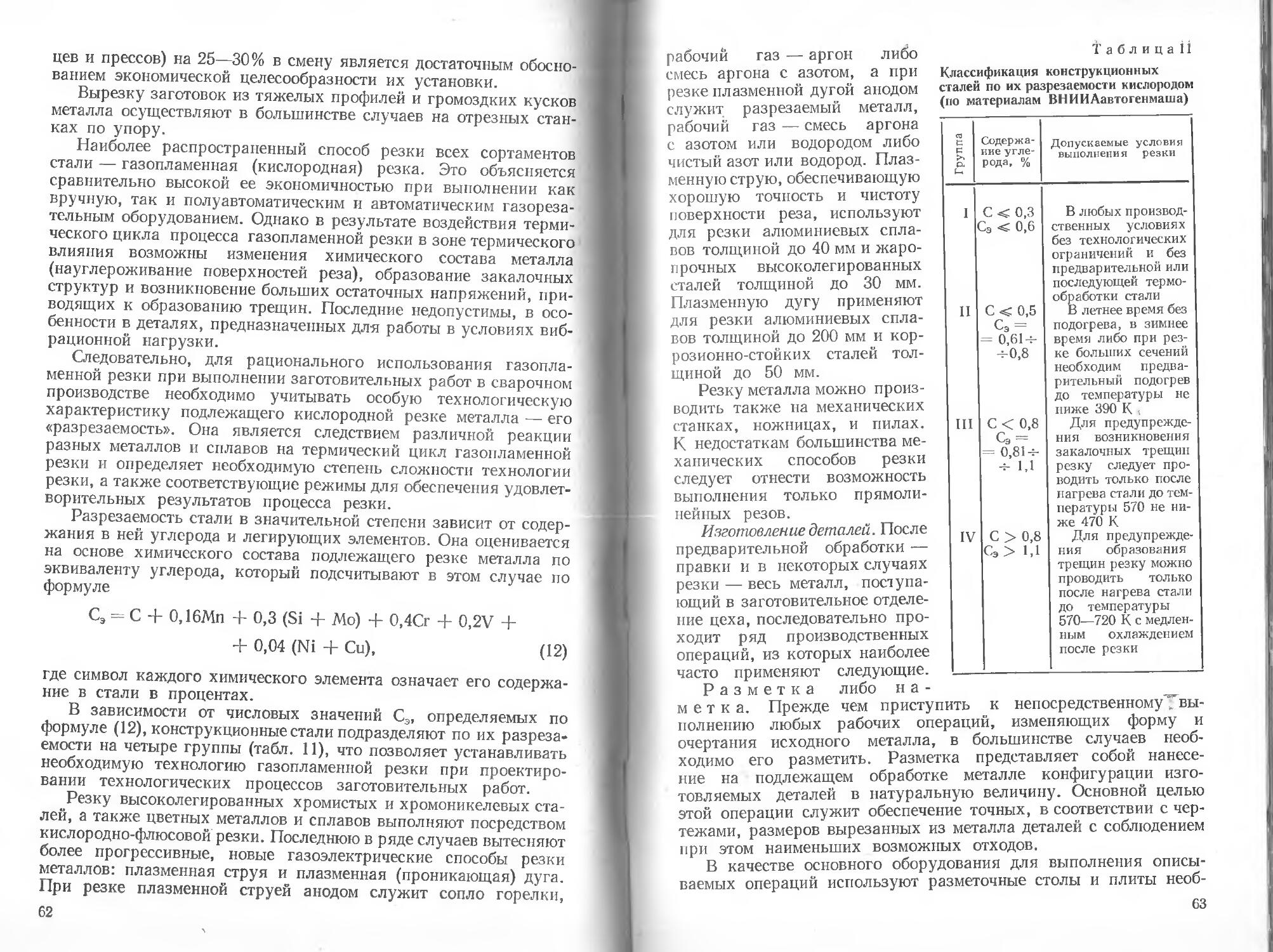
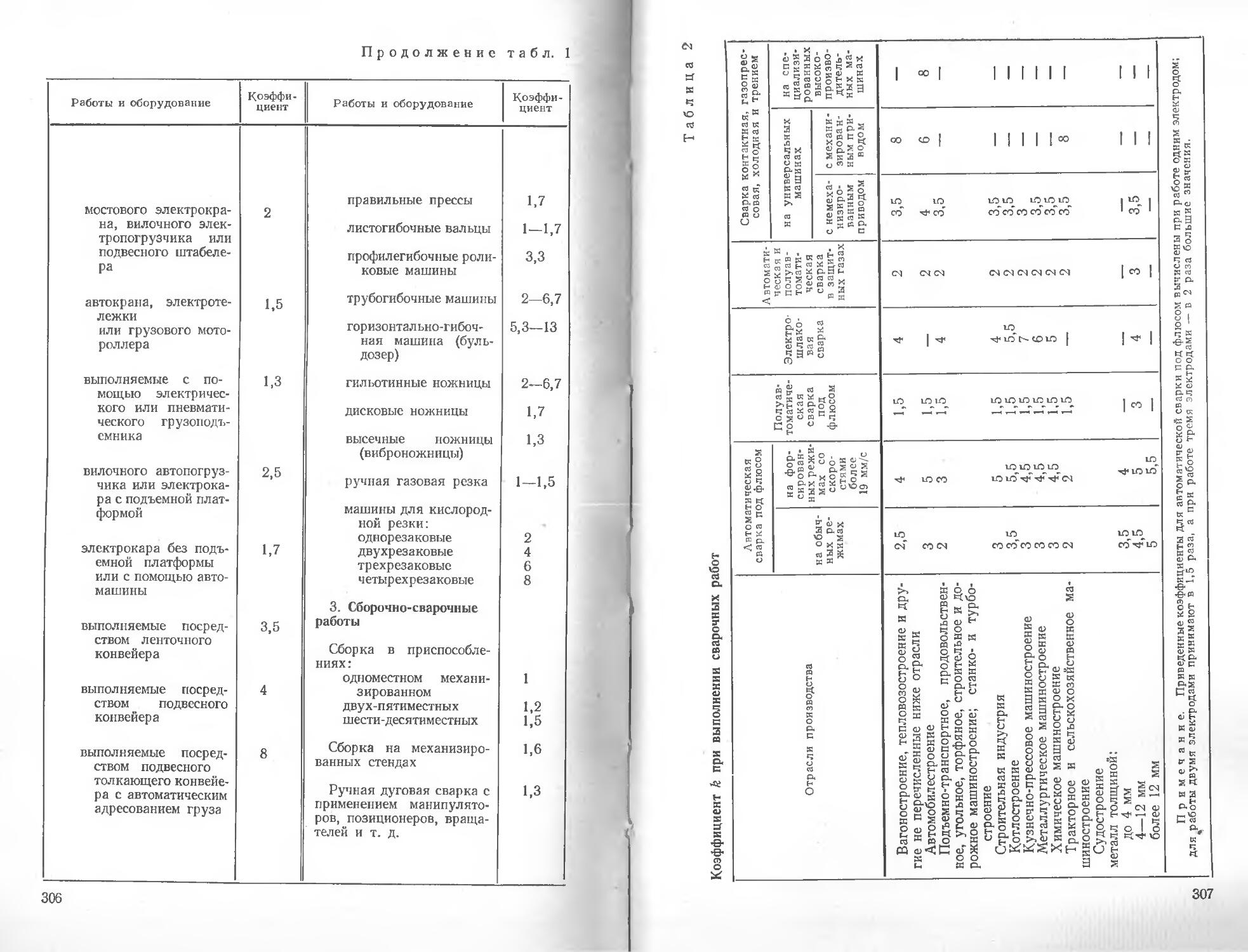
Строгих границ между различными типами серийного производства не существует. Ориентировочные признаки, характеризующие отдельные типы серийного производства, представлены в габл. 1. Краткие организационно-технические характеристики перечисленных выше типов производства сводятся к следующему.
Единичное и мелкосерийное производство отличается большой в неустойчивой номенклатурой выпускаемых изделий. В производственном процессе применяют универсальное оборудование и переналаживаемую оснастку упрощенной конструкции с ручной подачей исходного металла и штучных заготовок. Отсут-< гвует закрепление заготовок и деталей за оборудованием. В основном используют общецеховой транспорт.
В серийном производстве номенклатура выпускаемых изделии ограниченная и достаточно устойчивая. Изготовление изделий производят периодически повторяющимися сериями на специализированных участках, на переменно-поточных линиях с преимущественным применением универсального оборудования. Характерно применение простой и комбинированной оснастки ( ручной или механизированной'подачей листов, прутков, полос пли штучных заготовок. Используют общецеховой и напольный грапспорт.
В крупносерийном производстве номенклатура выпускаемых изделий весьма ограниченная и устойчивая. Изделия производят
9
Таблица 1
Характеристики программы годового выпуска сварных изделий для различных типов серийного производства (по материалам норм технологического проектирования)
Показатель Пределы годового выпуска продукции (тыс. шт.) для производства
мелкосерийного и единичного серийного кру п н осер и й н ого
Заготовительное производство
Характеристика заготовок и деталей мелкие крупные 2,5—50 0,75—10 50—300 10—75 300—5000 75—300
Сварочное производство
Масса сборочных единиц на изделие, кг: до 25 25—100 100—500 500—1 000 1 000—5 000 5 000—25 000 25 000—100 000 более 100 000 до 5 2—8 0,5—2,5 0,3—0,6 0,2—1 0,1—0,5 0,05—0,2 До 0,01 5—200 2—100 0,5—150 0,3—10 0,2—17,5 0,1—10 0,05—4 более 0,01 200—400 100—800 30—350 5—100 3,5—125 2—25 1—10
Примечание. Тип проектируемого производства окончательно устанавливают по характеристике производства того вида изделий заданной программы, на долю которого приходятся наибольшие (сравнительно с другими видами изделий) суммарные годовые значения массы (металлоемкости) и трудоемкости заготовительных и сборочно-сварочных работ (определение трудоемкости изготовления изделий см. в п. 7 и 16).
периодически повторяющимися крупными сериями на специализированных участках, механизированных переменно-поточных линиях. Применяют специализированное оборудование, комплексно-механизированные поточные линии раскроя и специальное нестандартное оборудование. Характерно применение специальных приспособлений с механизированной подачей листового, сортового и профильного проката. Широко используют подвесной и напольный транспорт.
Массовое производство отличается весьма устойчивой номенклатурой выпуска продукции, включающей один тип (редко два или три типа) изделий в большом количестве. Изделия производят с постоянным ритмом потока на комплексно-механизированных и автоматических поточных линиях с применением специализированного межоперационного транспорта.
Из указанных выше характеристик следует: чем ближе проектируемое производство к типу массового, тем быстрее происходит
Ю
и нем продвижение изготовляемых изделий, тем больше и равномернее загрузка производственного оборудования, тем целесообразнее применение механизированных подъемно-транспортных устройств для передвижения сборочных единиц изготовляемых и щелий и использование высокопроизводительных механизированных и автоматизированных способов сборки и сварки продукции, требующих для своего осуществления сложного и доро-юг() специализированного оборудования и приспособлений, и, наконец, тем целесообразнее весьма подробная разработка технологического процесса производства.
В зависимости от типа производства в нем преобладает либо технологический (единичное и мелкосерийное производство), либо предметный (массовое и крупносерийное производство) принцип формирования цехов. В первом случае в составе машиностроительного завода организуют самостоятельный сборочносварочный цех или отделение. Во втором случае для изготовления заданных изделий на заводе организуют общий производственный поток, представляющий собой последовательное выполнение операций различной технологической специализации. В соответствующих местах этого производственного потока по ходу процесса изготовления изделий включают сборочно-сварочные линии, участки или отдельные рабочие места. При этом все этапы производственного процесса изготовления изделий располагают в цехах, сформированных соответственно по предметному принципу (например, в тележечном, рамном, кузовном, каркасном цехе и т. п.). В производствах серийного типа преобладание предметного принципа построения цехов возможно лишь при поточных методах изготовления изделий (см. п. 19).
Дополнительной характеристикой цехов, изготовляющих сварные изделия, служит их состав по числу основных производственных отделений. К таким отделениям цеха относят заготовительное и сборочно-сварочное. В заготовительном отделении выполняют обработку исходного металла и изготовление из него деталей тиданных изделий. В сборочно-сварочном отделении производят с борку готовых деталей и сварку их с целью получения заданных и щелий. В случаях производства достаточно сложных изделий сборочно-сварочное отделение подразделяют на два: отделение узловой сборки-сварки и отделение общей сборки-сварки. В первом из них выполняют сборку готовых деталей и сварку их с целью получения отдельных частей (технологических сборочных единиц) шданных изделий, а во втором — общую сборку изготовленных с Порочных единиц и сварку их для получения выпускаемых изделии в целом (в сборе).
При достаточно большом количестве работ в заготовительном отделении, изготовляющем детали для различных цехов завода, иное отделение выделяется в самостоятельный заготовительный цех. Тогда проектируемый цех имеет в своем составе только сбором ио-сварочные отделения либо участки, линии и отдельные
11
рабочие места в различных (предметных) отделениях цеха. Обособление заготовительных работ от сборочно-сварочных предусматривают также при проектировании специализированных по технологическим признакам производств типа «центрорез» и «центросвар».
4. СОСТАВ, СОДЕРЖАНИЕ
И СТАДИИ РАЗРАБОТКИ ПРОЕКТА
В социалистических условиях Советского Союза развитие народного хозяйства осуществляется по единому государственному плану, разрабатываемому Госпланом СССР в соответствии с постановлениями Совета Министров СССР. Такие перспективные государственные народнохозяйственные планы составляются обычно на пятилетие. Из общегосударственного пятилетнего плана Советского Союза вытекают пятилетние планы для каждой республики и по каждой отрасли промышленности, разрабатываемые соответственно республиканскими Госпланами и отдельными министерствами и ведомствами. При этом необходимость строительства новых промышленных предприятий и реконструкции существующих устанавливается на основе сводных данных ЦСУ СССР о растущих потребностях страны в различных видах продукции с учетом принятых схем развития и размещения соответствующих отраслей промышленности по областям и союзным республикам нашей страны.
Перспективные пятилетние планы развития каждой отрасли народного хозяйства и промышленности разрабатываются соответствующими министерствами или ведомствами (с участием подчиненных им проектных организаций) и сопровождаются всеми необходимыми обоснованиями, подтверждающими хозяйственную необходимость и технико-экономическую целесообразность проектирования и осуществления каждого, включаемого в пятилетний план строительства нового или реконструкции (технического перевооружения) действующего промышленного предприятия. Эти технико-экономические обоснования (ТЭО) представляют собой обязательную предпроектную документацию будущих проектов промышленных предприятий.
Согласно инструкции по разработке проектов и смет для промышленного строительства в число разработок ТЭО входит также выбор места расположения будущего предприятия (площадки для строительства) в районе или пункте, установленном принятыми Госпланом СССР схемой! развития и размещения соответствующей отрасли народного хозяйства и промышленности и схемой размещения производительных сил по экономическим районам и союзным республикам. В той же инструкции изложены условия, которым должен удовлетворять выбор площадки строительства и указан порядок его согласования с соответствующими местными и другими органами и организациями.
12
Упомянутые выше перспективные пятилетние планы с прилагаемыми ТЭО, после согласования с Госпланом СССР, служат основаниями для разработки заданий на проектирование необходимых предприятий по каждой отрасли промышленности и народного хозяйства.
Каждое задание на проектирование предприятий (цехов, зданий) составляется заказчиком проекта (министерством, в подчинении которого будет находиться проектируемое предприятие) в соответствии с утвержденными решениями и технико-экономическими показателями, принятыми в ТЭО. При этом участие проектных организаций в составлении заданий на проектирование входит в комплекс работ по разработке проекта. После утверждения в установленном порядке такое задание передается в соответствующий проектный институт, специализированный по данной отрасли промышленности.
Задание на проектирование должно включать следующие основные сведения и материалы: наименование предприятия и вид его строительства (новое, расширение или реконструкция) с указанием места его расположения, номенклатуры изделий годового выпуска с подразделением по основным видам продукции (в натуральном или ценностном выражении); режим работы предприя-гпя; сведения о будущем производственном и хозяйственном кооперировании и об источниках снабжения сырьем, топливом и шергией, а также указания о числе стадий проектирования, требуемых сроках строительства и очередности ввода мощностей предприятия в эксплуатацию; требования по защите окружающей среды и утилизации отходов производства; необходимость разработки автоматизированных систем управления технологическими процессами и предприятием; необходимые для проектирования материалы — чертежи, спецификации деталей и технические характеристики подлежащей выпуску продукции предприятия, а также технические условия на ее изготовление, испы-lainie и приемку.
При разработке проекта сборочно-сварочного цеха, как и всякого другого, приходится предварительно и достаточно точно решать различные по специализации технические и экономические вопросы. Поэтому проект цеха подразделяют на следующие специальные части, разрабатываемые соответствующими группами проектировщиков: а) технологическая и транспортная.— эта основная часть проекта содержит определение и расчет всех элементов производства для организации технологического процесса в внутрицехового потока, включая технико-экономический анализ различных вариантов проекта и обоснования выбора наиболее пелесообразного из них; б) строительная — строительное и архитектурное оформление здания цеха; в) санитарно-техническая — отопление, вентиляция, водопровод и канализация в здании цеха; г) энергетическая — снабжение цеха электроэнергией, паром для производственных нужд, сжатым воздухом, кислородом,
13
Горючими, защитными и инертными газами, а также устройство телефонной связи и внутрицеховой сигнализации; д) сводные данные и технико-экономические показатели — конспективная сводка результативных данных по всем частям проекта. Кроме того, для составления общей пояснительной записки и экономической части по проекту завода в целом на основе соответствующих расчетов по каждому цеху завода определяют необходимые капитальные затраты, годовые эксплуатационные расходы и проектную себестоимость продукции.
Каждая часть проекта состоит из следующих материалов: 1) пояснительной записки, содержащей сжатое описание всех элементов производства, примененной методики их технико-экономического выбора и определения качественного и количественного состава с приведением всех обоснований и сводных результатов производственных расчетов; 2) приложения к пояснительной записке, включающего все необходимые расчеты, таблицы и ведомости, а также технические характеристики, спецификации и сметы по всем элементам производства; 3) чертежей и макетов, а также схем, поясняющих конструктивное и техническое оформление запроектированных элементов производства и их совместную компоновку либо детальное расположение в цехе.
После составления основной технологической и транспортной части все остальные перечисленные выше специальные части проекта цеха, за исключением сводных данных и технико-экономических показателей по проекту, разрабатывают одновременно при непременном согласовании с данными технологической и транспортной части. Сводные данные и технико-экономические показатели по проекту, как заключительную его часть, составляют на основе результативных данных всех специальных частей проекта. В обязанность проектантов-технологов, разрабатывающих (совместно со специалистами по внутрицеховому транспорту) технологическую и транспортную часть, включено составление заданий для проектирования остальных специальных частей проекта (строительной, санитарно-технической и энергетической) и составление сводных данных и технико-экономических показателей по проекту (см. гл. VI и VII).
В соответствии с изложенным выше ведущее место в общем составе проекта цеха принадлежит технологической и транспортной части, которой соподчиняются остальные части проекта. Поэтому последующее изложение ограничено описанием методик расчетов и разработки основной — технологической и транспортной части проекта цеха, отделения, производственного участка.
Проектирование цеха ведут путем концентрических разработок всех вопросов, связанных с будущим строительством и осуществлением намеченного производства. Эти концентрические разработки называют стадиями проектирования.
В современной практике проектирования предприятий, в том
14
числе сборочно-сварочных цехов машиностроительных заводов, различают одностадийное проектирование, включающее разработку техно-рабочего проекта (ТРП) и двухстадийное проектирование, включающее разработку стадии «технический проект» (III), а затем стадии «рабочие чертежи» (РЧ).
Для строительства предприятий следует разрабатывать, как правило, техно-рабочие проекты; при этом для объектов, строи-К'льство которых предполагается осуществлять по типовым проектам и повторно применяемым экономичным индивидуальным проектам, а также для технически несложных объектов, должны разрабатываться только техно-рабочие проекты.
Проектирование в две стадии — технический проект и рабочие чертежи — допускается для крупных и сложных промышленных комплексов, а также в случаях применения новой неосвоенной ।г\пологий производства головных образцов сложного технологического оборудования, сложных архитектурно-строи-।ильных ' решений 4и при toco6o l сложных условиях строительства.
Решение о стадийности проектирования принимается инстанцией, утверждающей ТЭО.
Во всех случаях проектирование должно выполняться на основе максимального учета новейших достижений науки и техники < гем, чтобы строящиеся и реконструируемые предприятия ко времени их ввода в действие были технически передовыми и имели высокие показатели по производительности труда, себестоимости и качеству продукции, а по условиям труда отвечали современным требованиям.
Технический проект цеха выполняют с целью детальной разработки технологических процессов производства еще не освоенных видов изделий, предусматриваемых к изготовлению с применением новой технологии и комплексной механизации и автоматизации их производства.
Технологическая и транспортная часть технического проекта i оорочно-сварочного цеха должна содержать следующие сведения: программу производства и режим работы каждого отделения цеха; определение требуемого качественного и количественною состава всех основных элементов производства; нормированные технологические процессы производства; планы и разрезы иска с расположением оборудования, рабочих мест и транспортных устройств. Для новых, оригинальных и сложных установок и устройств дают технические описания, схемы и эскизы, сопровождаемые необходимыми расчетами производительности, пропускной способности, прочности, устойчивости и т. д. Кроме того, в этой части технического проекта должны быть помещены снедения о годовой потребности будущего цеха в основных и вспомогательных материалах и в энергии, данные о производ-егвенной связи (грузообороте) с другими цехами и со складами инюда; сводная смета капитальных затрат (включающая полную
15
стоимость оборудования с монтажом и другие затраты), сводная смета годовых эксплуатационных расходов, технико-экономические показатели данного цеха и сравнение их с показателями аналогичных, экономично запроектированных или построенных цехов. В основу технических расчетов принимают утвержденные нормативы и нормы образцовых действующих предприятий либо проверенные данные ранее утвержденных экономических проектов. Стоимость сооружения цеха и годовые эксплуатационные расходы определяют на основании смет по отдельным видам работ и затрат.
Технический проект сопровождают необходимой документацией с приложением схем, чертежей или фотокопий макетов либо заполненных наборных досок, расчетов, спецификаций, ведомостей и сводных смет капитальных затрат и эксплуатационных расходов. Состав и объем этой документации определяют по эталонному проекту, содержащему образцы принятых форм проектной документации.
Рабочие чертежи представляют собой уточнение и доработку предшествующей стадии проекта. По рабочим чертежам осуществляют строительные и монтажные работы, включая установку оборудования и устройство коммуникаций. При разработке рабочих чертежей производят уточнение планировки всего оборудования и рабочих мест на планах и разрезах цеха с привязкой их расположения к конструктивным элементам здания цеха, расчет и разработку конструкций фундаментов оборудования, всех оригинальных приспособлений, стендов, подъемно-транспортных устройств и т. п. По всем указанным работам составляют подробные спецификации на требуемое оборудование, оснастку и материалы. Рабочие чертежи выполняют комплектно — по видам работ и по очередям строительства.
Техно-рабочий проект представляет собой совмещение стадий технический проект и рабочие чертежи. При его составлении технологический процесс производства обычно не разрабатывают, а заимствуют его из наиболее подходящего к полученному заданию типового проекта либо принимают по данным имеющихся экономичных проектов аналогичных производств и производственного опыта существующих подобных цехов передовых заводов с внесением необходимых изменений, соответствующих заданной программе выпуска изделий в проектируемом цехе и новейшим достижениям науки и сварочной техники.
Из изложенного выше следует, что наиболее подробно и полно все вопросы разработки проектов цехов выполняют в стадии технического проекта. Поэтому в дальнейшем изложении особое внимание уделено наиболее существенным вопросам разработки технологической и транспортной части применительно к требованиям, предъявляемым к техническому проекту, с дополнениями теоретических и технико-экономических предпосылок и обоснований для рационального их решения.
16
5. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
Сведения и материалы, необходимые для разработки ।ихнологической и транспортной части проекта сборочно-сварочного цеха (отделения, участка), по своему составу зависят от стадии (ТРП, ТП, РЧ) и объекта проектирования: строительство нового цеха (С) или реконструкция существующего (Р). При этом иод реконструкцией понимают обычно встречающиеся в практике следующие случаи: а) расширение существующего здания цеха и изменение в нем расположения оборудования в связи со значи-к'льным увеличением выпуска продукции и б) организация в су-нцч'твующем здании нового технологического процесса взамен устаревшего либо производственного процесса изготовления новых конструкций изделий вместо снятых с производства. В таких случаях, помимо решения обычных задач проектирования, необходимо определять степень рационального использования прежних основных средств реконструируемого цеха (отделения, участка).
Основные исходные данные для разработки технологической и транспортной части упомянутых выше стадий проекта строительства или реконструкции цеха сводятся к следующему перечню: утвержденные ТЭО для разработки ТРП или ТП в случаях < и Р;
утвержденное задание на проектирование ТРП или ТП; С, Р; утвержденный проект ТП с внесенными в него исправлениями и дополнениями согласно заключениям утверждающих инстанций — для РЧ, С, Р;
рабочие чертежи подлежащих выпуску изделий со спецификациями деталей и техническими условиями на изготовление, приемочные испытания и упаковку изделий — для ТРП, ТП; С, Р;
план цеха с расположением оборудования — для ТРП, ТП; Р; ведомости имеющегося производственного и подъемно-трапс-портного оборудования с указанием балансовой и восстанови-к'льной стоимости и степени износа — для ТРП, ТП; Р;
ведомость заказанного нового оборудования — для ТРП, ТП; Р; трудоемкость изделий, нормированная по видам ручных и механизированных работ с указанием процентов переработки норм — для ТРП, ТП; Р;
технологический процесс (существующий) по основным изделиям (с нормами) — для ТРП, ТП; Р;
режим работы цеха и коэффициент сменности — для ТРП, ГН; Р;
ведомость сложной и дорогостоящей оснастки (по изделиям) — для ТРП, ТП; Р;
нормы расхода материалов (по изделиям) — для ТРП, ТП; С, Р; выпуск продукции цеха в натуральном или в ценностном выражении за истекший год до реконструкции — для ТРП,
(8&^£н ТБ • | 17
1 Аптовепод имени Лихаче •
план выпуска продукции цеха в натуральном или ценностном выражении на будущий год после реконструкций — для ТРП, ТП; Р;
ведомость среднесписочного производственного персонала по цеху за истекший год до реконструкции (с указанием среднегодовой заработной платы и средних разрядов рабочих) — для ТРП, ТП; Р;
справка о действующей (или рекомендуемой для новостройки) тарифной сетке с коэффициентами и ставками по разрядам — для ТРП, ТП, С; Р;
показатели затрат производства за истекший до реконструкции год и ведомость цеховых расходов — для ТРП, ТП; Р;
отчетные калькуляции себестоимости готовой продукции по изделиям за истекший год до реконструкции — для ТРП, ТП; Р; технико-экономические показатели по цеху за истекший год до реконструкции — для ТРП, ТП; Р.
В дополнение к перечисленным выше материалам и исходным данным для разработки любой указанной выше стадии проекта по возможности следует использовать типовые проекты аналогичных или подобных производств.
6. СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОЙ И ТРАНСПОРТНОЙ ЧАСТИ ПРОЕКТА ЦЕХА
Составление технологической и транспортной части проекта сборочно-сварочного цеха (отделения, участка) заключается в последовательных разработках полученных исходных данных (см. п. 5). При этом в число основных разработок входят: уточнение и возможное приведение заданной программы производства (см. п. 7); подбор и уточнение (применительно к заданной продукции) технологических процессов существующего производства аналогичных либо подобных изделий и на их основе разработка технологического процесса для заданного ^производства, включая определение трудоемкости и продолжительности каждой его операции и (при необходимости) конструктивную разработку специальной оснастки и сборочно-сварочных приспособлений для производства заданных изделий; определение требуемого состава производственного и подъемно-транспортного оборудования, рабочих мест и работающих; определение потребности в материалах (основных, присадочных и вспомогательных) и энергии; определение необходимых площадей для размещения всех элементов производства и составление чертежей (плана и разрезов) проектируемого цеха (отделения, участка); определение необходимых капитальных затрат и эксплуатационных расходов; проверочные расчеты и дополнительные разработки; подсчеты технико-экономических показателей по проекту.
18
Результаты перечисленных выше разработок оформляют в виде соответствующей документации (ведомостей, таблиц, смет, эскизов, чертежей и т. д.).
7. ПРОИЗВОДСТВЕННАЯ ПРОГРАММА
И ЕЕ РАЗНОВИДНОСТИ
Основным и главным исходным материалом для разработки проекта цеха служит заданная программа производства, включенная в состав утвержденного задания на проектирование.
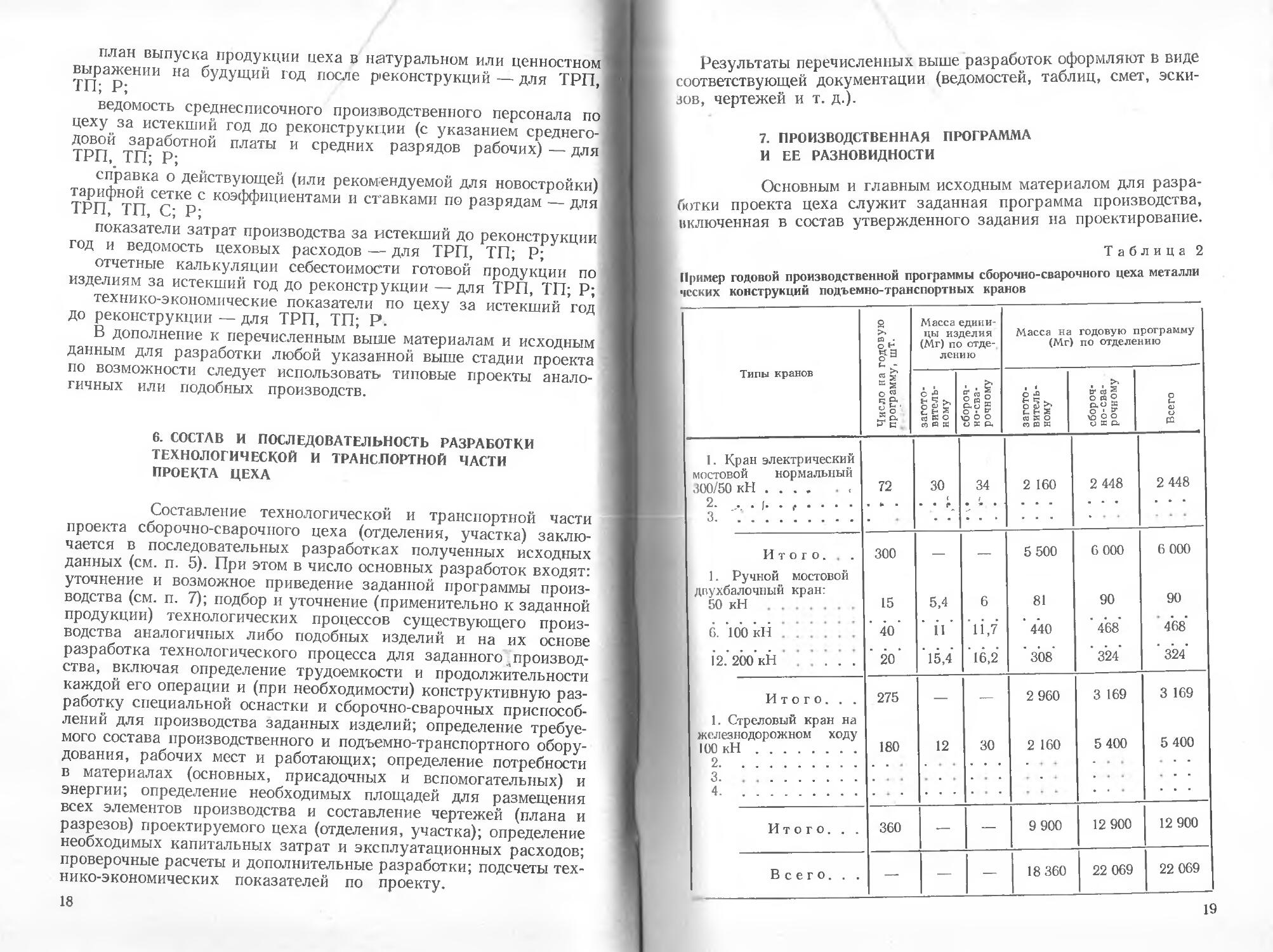
Таблица 2
Пример годовой производственной программы сборочно-сварочного цеха металли веских конструкций подъемно-транспортных кранов
Типы кранов Число на годовую программу, шт. Масса единицы изделия (Мг) по отделению Масса на годовую программу (Мг) по отделению
заготовительному р* Д, S ego О. О К о \о о о О К Р, заготовительному сборочно-сварочному Всего
I. Кран электрический мостовой нормальный 300/50 кН 1 : 72 30 34 2 160 2 448 2 448
Итого. , . 300 — — 5 500 6 000 6 000
1. Ручной мостовой двухбалочный кран: 50 кН 15 5,4 6 81 90 90
6. 100 кН . 40 11 11,7 440 ' 468 ’ 468
12. 200 кН 20 15,4 16,2 308 ' 324 324
Итого. . . 275 — — 2 960 3 169 3 169
1 . Стреловый кран на железнодорожном ходу 100 кН 2 3 4 180 12 30 2 160 5 400 5 400
Итого. . . 360 — — 9 900 12 900 12 900
Всего. . . — — — 18 360 22 069 22 069
19
Она представляет собой перечень подлежащих изготовлению изде лий с подразделением на конструктивно-однородные группы и с указанием годового выпуска их в количественном выражении (в штуках и по массе) (табл. 2).
Возможная и целесообразная степень детализации последующих расчетов и разработок проекта зависит от определенности и точности производственной программы, обусловленных обычно типом производства в проектируемом цехе (см. п. 3). Кроме того, степень детализации разработок зависит также от полноты исходных материалов (чертежей, спецификаций и технических условий на производство заданных изделий). Поэтому в проектировании сборочно-сварочных цехов применяют следующие разновидности производственной программы, отличающиеся различной степенью точности и определенности.
Точную программу применяют при проектировании цехов (отделений, участков) массового и крупносерийного производства. Она отличается точно установленной и стабильной номенклатурой подлежащих изготовлению изделий, а также обеспеченностью по каждому изделию всеми необходимыми исходными данными для проектирования (чертежи, спецификации, технические условия). Разработку проектов по точной программе выполняют достаточно детально и обычно сопровождают полной документацией в приложениях к пояснительной записке и в чертежах.
Приведенную программу применяют при проектировании цехов (отделений, участков) серийного и, реже, единичного производства, когда номенклатура заданных изделий обширна, разнообразна по их типоразмерам и обычно не вполне установившаяся. В таких случаях с целью уменьшения трудоемкости и стоимости проектных работ и сокращения сроков проектирования условно сокращают номенклатуру заданных изделий. Это достигается приведением ее к номенклатуре «изделий — представителей программы» следующим образом.
Заданные изделия подразделяют на конструктивно однородные группы. Затем в каждой такой группе выбирают изделие-представитель. При этом необходимо соблюдать следующие условия, обеспечивающие достаточную точность результатов последующих расчетов и их соответствие заданной (неприведенной) программе производства:
изделие-представитель необходимо обеспечить полным комплектом всех необходимых исходных материалов для проектирования (чертежами, спецификациями и техническими условиями);
изделие-представитель должно наиболее полно объединять в себе все характерные (конструктивные и технологические) особенности представляемой им группы изделий;
изделие-представитель должно составлять наибольшую суммарную массу в годовой программе по сравнению с другими изделиями данной группы;
20
изделие-представитель по своей единичной массе 60 должно отличаться не более чем вдвое от массы Gf каждого из остальных изделий группы, т. е. удовлетворять условию
0,5 < Gz/G0 < 2. (1)
В тех случаях, когда выбранное изделие-представитель какой-либо группы не удовлетворяет последнему условию, данную группу изделий необходимо подразделить на две (или более) подгруппы и выбрать представителя от каждой такой подгруппы, чтобы в ее пределах соблюдалось указанное соотношение между Go 11 Gz.
Далее полагают, что заданный выпуск изделий рассматривав’ мой группы может быть представлен следующими характеризующими его выражениями:
1) при соблюдении эквивалентными значений суммарной массы приведенной и заданной годовой программы
= + = (2)
2) при соблюдении эквивалентными значений суммарной трудоемкости приведенной и заданной годовой программы
Л = Т(До + X- « = Т° (^0 X = Т0^тр> (3)
1 де Gr и Тг — соответственно масса (Мг) и трудоемкость (человекочас) годового выпуска изделий данной группы; Go и Gz — соответственно масса изделия-представителя и каждого другого изделия данной группы, Mr; No и — заданное на годовую программу число изделия-представителя и каждого из остальных изделий данной группы, шт.; т0 и т(- — трудоемкость изделия-представителя и каждого из остальных изделий данной группы, человекочасы; NiM и NiTP — приведенные количества каждого из остальных изделий данной группы, обеспечивающие справедливость формул (2) и (3), шт.; NM и NTp — суммарные приведенные количества всех изделий данной группы, эквивалентные заданной программе, по массе и трудоемкости соответственно, шт. и человеко-часы.
Из выражений (2) и (3) следует
GtWt = G0M/M; Niu = %- М = k^N-, (4)
1 == To/ViTp, й^Тр = ^трМ,, (5)
1дс kM и йтр — коэффициенты приведения для определения приведенных количеств изделий (шт.) при сохранении заданной их суммарной массы и при сохранении заданной их суммарной трудоемкости.
21
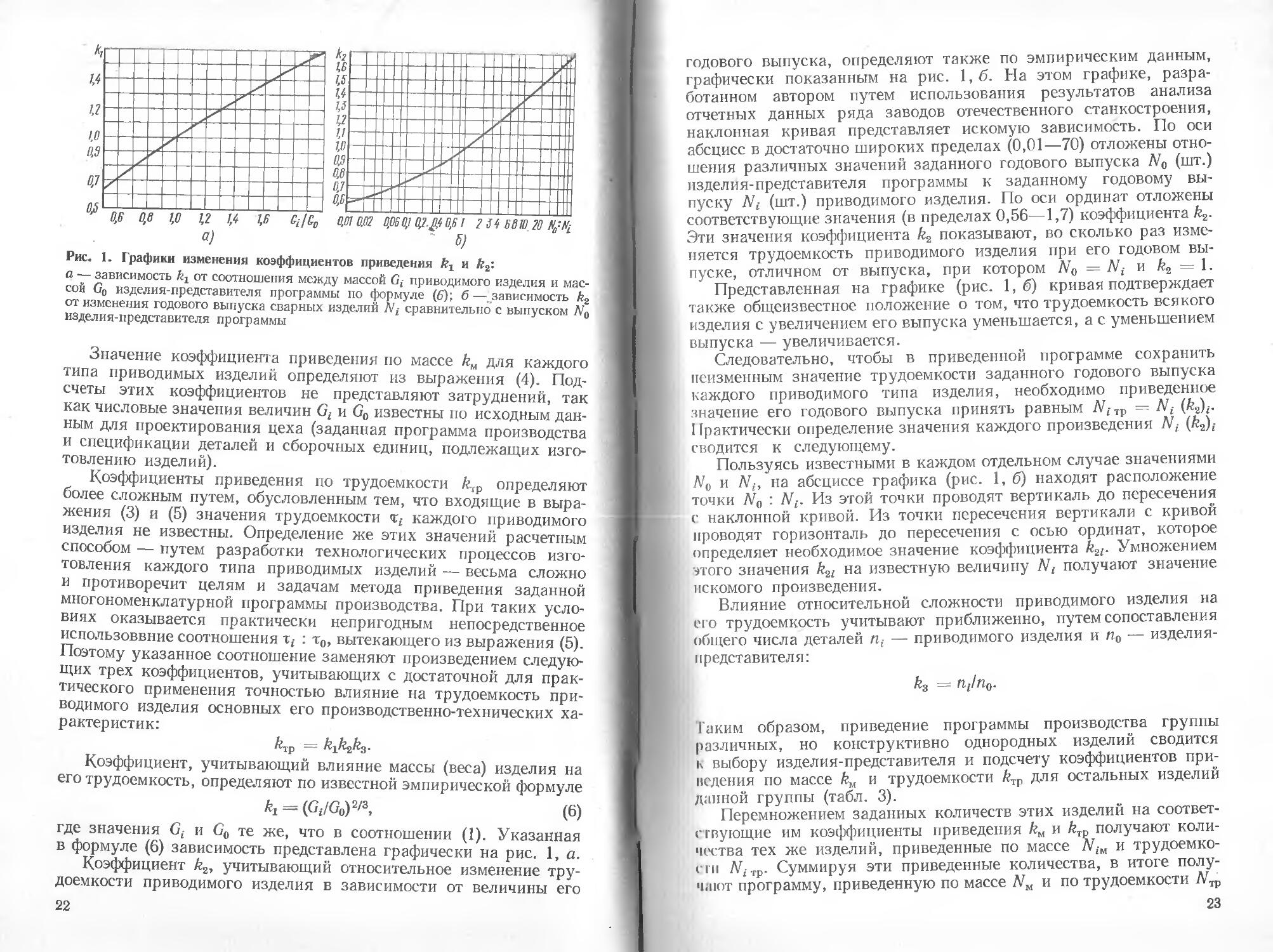
Рис. 1. Графики изменения коэффициентов приведения и к2.
а — зависимость от соотношения между массой G, приводимого изделия и массой О0 изделия-представителя программы по формуле (6); б — зависимость k2 от изменения годового выпуска сварных изделий сравнительно с выпуском No изделия-представителя программы
Значение коэффициента приведения по массе k№ для каждого типа приводимых изделий определяют из выражения (4). Подсчеты этих коэффициентов не представляют затруднений, так как числовые значения величин и Go известны по исходным данным для проектирования цеха (заданная программа производства и спецификации деталей и сборочных единиц, подлежащих изготовлению изделий).
Коэффициенты приведения по трудоемкости k.tp определяют более сложным путем, обусловленным тем, что входящие в выражения (3) и (5) значения трудоемкости <гг каждого приводимого изделия не известны. Определение же этих значений расчетным способом — путем разработки технологических процессов изготовления каждого типа приводимых изделий — весьма сложно и противоречит целям и задачам метода приведения заданной многономенклатурной программы производства. При таких условиях оказывается практически непригодным непосредственное использоввние соотношения т(- : т0, вытекающего из выражения (5). Поэтому указанное соотношение заменяют произведением следующих трех коэффициентов, учитывающих с достаточной для практического применения точностью влияние на трудоемкость приводимого изделия основных его производственно-технических характеристик:
Атр = kpk2k3.
Коэффициент, учитывающий влияние массы (веса) изделия на его трудоемкость, определяют по известной эмпирической формуле
^ = (Gl-/G0)2/3, (6)
где значения G£ и Go те же, что в соотношении (1). Указанная в формуле (6) зависимость представлена графически на рис. 1, а.
Коэффициент k2, учитывающий относительное изменение трудоемкости приводимого изделия в зависимости от величины его 22
годового выпуска, определяют также по эмпирическим данным, графически показанным на рис. 1,6. На этом графике, разработанном автором путем использования результатов анализа отчетных данных ряда заводов отечественного станкостроения, наклонная кривая представляет искомую зависимость. По оси абсцисс в достаточно широких пределах (0,01—70) отложены отношения различных значений заданного годового выпуска No (шт.) изделия-представителя программы к заданному годовому выпуску Ni (шт.) приводимого изделия. По оси ординат отложены соответствующие значения (в пределах 0,56—1,7) коэффициента /г2. Эти значения коэффициента k2 показывают, во сколько раз изменяется трудоемкость приводимого изделия при его годовом выпуске, отличном от выпуска, при котором No = и k„ = 1.
Представленная на графике (рис. 1,6) кривая подтверждает также общеизвестное положение о том, что трудоемкость всякого изделия с увеличением его выпуска уменьшается, а с уменьшением выпуска — увеличивается.
Следовательно, чтобы в приведенной программе сохранить неизменным значение трудоемкости заданного годового выпуска каждого приводимого типа изделия, необходимо приведенное значение его годового выпуска принять равным У,тр = N( (k2)i-I [рактически определение значения каждого произведения N{ (k2)i сводится к следующему.
Пользуясь известными в каждом отдельном случае значениями No и Nh на абсциссе графика (рис. 1, б) находят расположение точки No : N[. Из этой точки проводят вертикаль до пересечения с наклонной кривой. Из точки пересечения вертикали с кривой проводят горизонталь до пересечения с осью ординат, которое определяет необходимое значение коэффициента k2{. Умножением этого значения k2i на известную величину N, получают значение искомого произведения.
Влияние относительной сложности приводимого изделия на его трудоемкость учитывают приближенно, путем сопоставления общего числа деталей — приводимого изделия и п0 — изделия-представителя:
= иг-/и0.
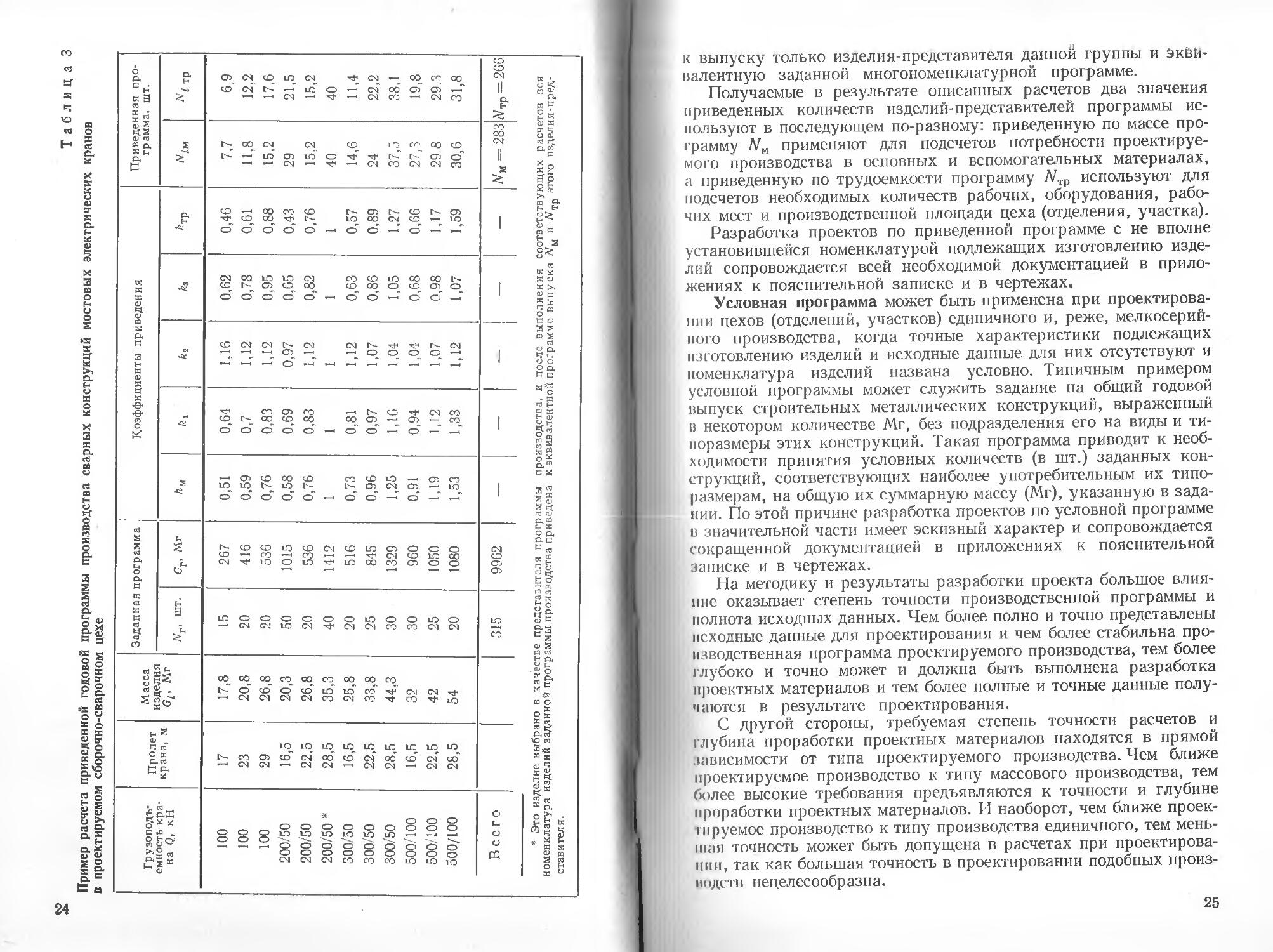
Таким образом, приведение программы производства группы различных, но конструктивно однородных изделий сводится к выбору изделия-представителя и подсчету коэффициентов приведения по массе kM и трудоемкости &тр для остальных изделий данной группы (табл. 3).
Перемножением заданных количеств этих изделий на соответствующие им коэффициенты приведения kM и /гтр получают количества тех же изделий, приведенные по массе NiM и трудоемкости NiTp. Суммируя эти приведенные количества, в итоге получают программу, приведенную по массе NK и по трудоемкости Л'тр 23
24
к выпуску только изделия-представителя данной группы и эквивалентную заданной многономенклатурной программе.
Получаемые в результате описанных расчетов два значения приведенных количеств изделий-представителей программы используют в последующем по-разному: приведенную по массе программу NM применяют для подсчетов потребности проектируемого производства в основных и вспомогательных материалах, а приведенную по трудоемкости программу NTp используют для подсчетов необходимых количеств рабочих, оборудования, рабочих мест и производственной площади цеха (отделения, участка).
Разработка проектов по приведенной программе с не вполне установившейся номенклатурой подлежащих изготовлению изделий сопровождается всей необходимой документацией в приложениях к пояснительной записке и в чертежах.
Условная программа может быть применена при проектировании цехов (отделений, участков) единичного и, реже, мелкосерийного производства, когда точные характеристики подлежащих изготовлению изделий и исходные данные для них отсутствуют и номенклатура изделий названа условно. Типичным примером условной программы может служить задание на общий годовой выпуск строительных металлических конструкций, выраженный в некотором количестве Мг, без подразделения его на виды и типоразмеры этих конструкций. Такая программа приводит к необходимости принятия условных количеств (в шт.) заданных конструкций, соответствующих наиболее употребительным их типоразмерам, на общую их суммарную массу (Мг), указанную в задании. По этой причине разработка проектов по условной программе в значительной части имеет эскизный характер и сопровождается сокращенной документацией в приложениях к пояснительной записке и в чертежах.
На методику и результаты разработки проекта большое влияние оказывает степень точности производственной программы и полнота исходных данных. Чем более полно и точно представлены исходные данные для проектирования и чем более стабильна производственная программа проектируемого производства, тем более глубоко и точно может и должна быть выполнена разработка проектных материалов и тем более полные и точные данные получаются в результате проектирования.
С другой стороны, требуемая степень точности расчетов и глубина проработки проектных материалов находятся в прямой зависимости от типа проектируемого производства. Чем ближе проектируемое производство к типу массового производства, тем более высокие требования предъявляются к точности и глубине проработки проектных материалов. И наоборот, чем ближе проек-гпруемое производство к типу производства единичного, тем меньшая точность может быть допущена в расчетах при проектировании, так как большая точность в проектировании подобных производств нецелесообразна.
25
8. РЕЖИМ РАБОТЫ И ГОДОВЫЕ ФОНДЫ ВРЕМЕНИ РАБОЧИХ И ОБОРУДОВАНИЯ
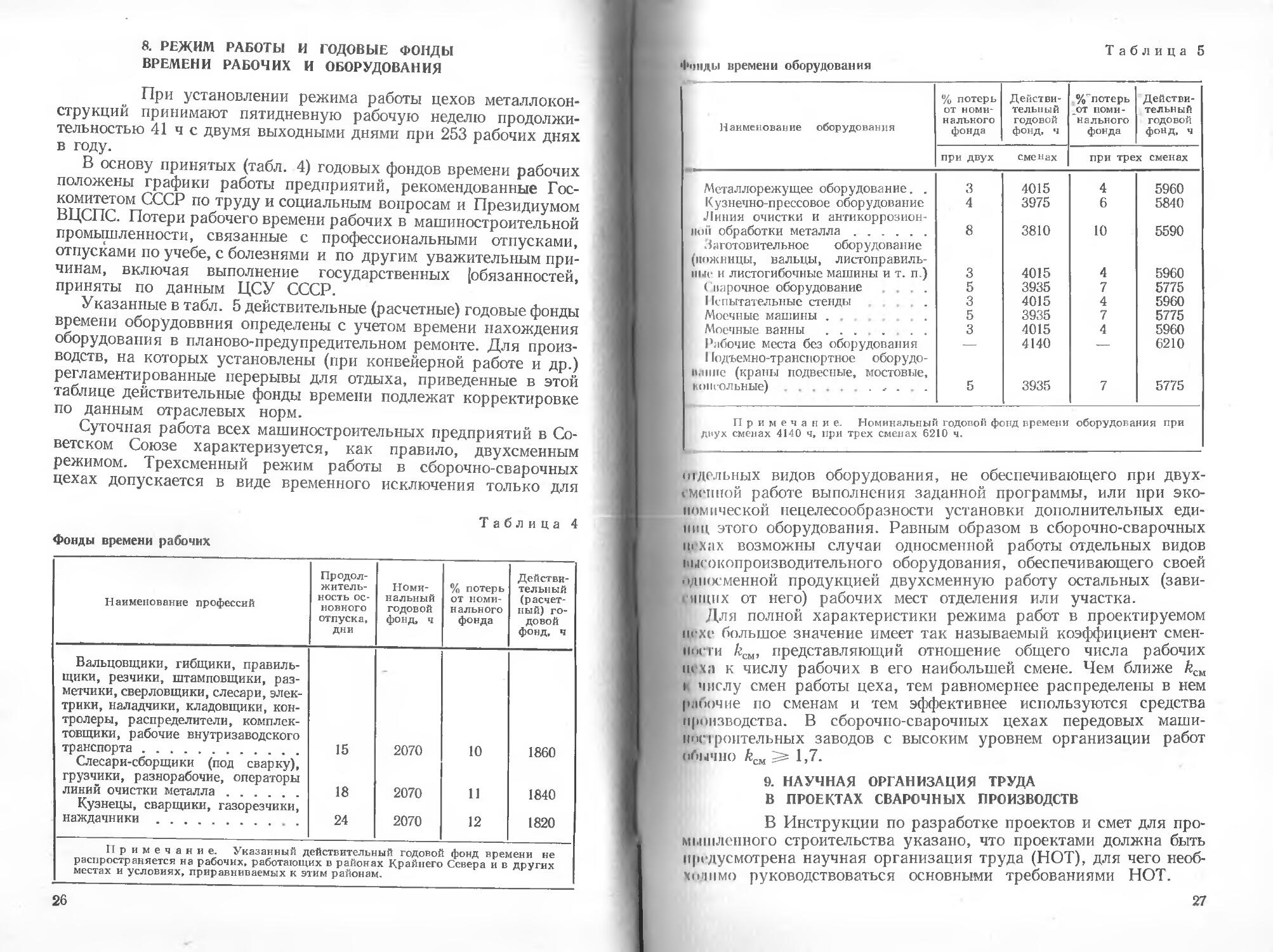
При установлении режима работы цехов металлоконструкций принимают пятидневную рабочую неделю продолжительностью 41 ч с двумя выходными днями при 253 рабочих днях в году.
В основу принятых (табл. 4) годовых фондов времени рабочих положены графики работы предприятий, рекомендованные Госкомитетом СССР по труду и социальным вопросам и Президиумом ВЦСПС. Потери рабочего времени рабочих в машиностроительной промышленности, связанные с профессиональными отпусками, отпусками по учебе, с болезнями и по другим уважительным причинам, включая выполнение государственных [обязанностей, приняты по данным ЦСУ СССР.
Указанные в табл. 5 действительные (расчетные) годовые фонды времени оборудоввния определены с учетом времени нахождения оборудования в планово-предупредительном ремонте. Для производств, на которых установлены (при конвейерной работе и др.) регламентированные перерывы для отдыха, приведенные в этой таблице действительные фонды времени подлежат корректировке по данным отраслевых норм.
Суточная работа всех машиностроительных предприятий в Советском Союзе характеризуется, как правило, двухсменным режимом. Трехсменный режим работы в сборочно-сварочных цехах допускается в виде временного исключения только для
Таблица 4
Фонды времени рабочих
Наименование профессий Продолжительность основного отпуска, Дни Номинальный годовой фонд, ч % потерь от номинального фонда Действительный (расчетный) годовой фонд, ч
Вальцовщики, гибщики, правильщики, резчики, штамповщики, разметчики, сверловщики, слесари, электрики, наладчики, кладовщики, контролеры, распределители, комплектовщики, рабочие внутризаводского транспорта 15 2070 10 1860
Слесари-сборщики (под сварку), грузчики, разнорабочие, операторы линий очистки металла 18 2070 11 1840
Кузнецы, сварщики, газорезчики, наждачники 24 2070 12 1820
Примечание. Указанный действительный годовой фонд времени не
распространяется на рабочих, работающих в районах Крайнего Севера и в других
местах и условиях, приравниваемых к этим районам.
26
Таблица 5
1*<|пды времени оборудования
Наименование оборудования % потерь от номинального фонда Действительный годовой фонд, ч %'потерь от номинального фонда Действительный годовой фонд, ч
при двух сме нах при тре х сменах
Металлорежущее оборудование. . 3 4015 4 5960
Кузнечно-прессовое оборудование Линия очистки и антикоррозион- 4 3975 6 5840
noii обработки металла Заготовительное оборудование (ножницы, вальцы, листоправиль- 8 3810 10 5590
пые и листогибочные машины и т. п.) 3 4015 4 5960
( марочное оборудование 5 3935 7 5775
I (спытательные стенды 3 4015 4 5960
Моечные машины . 5 3935 7 5775
Моечные ванны 3 4015 4 5960
Рабочие места без оборудования 11одъемно-транспортное оборудование (краны подвесные, мостовые, — 4140 — 6210
консольные) , . . . 5 3935 7 5775
Примечание. Номинальный годовой фонд времени двух сменах 4140 ч, при трех сменах 6210 ч. оборудования при
<идельных видов оборудования, не обеспечивающего при двухсменной работе выполнения заданной программы, или при экономической нецелесообразности установки дополнительных единиц этого оборудования. Равным образом в сборочно-сварочных цехах возможны случаи односменной работы отдельных видов |||.|сокопроизводительпого оборудования, обеспечивающего своей односменной продукцией двухсменную работу остальных (зависящих от него) рабочих мест отделения или участка.
Для полной характеристики режима работ в проектируемом цехе большое значение имеет так называемый коэффициент сменности /гсм, представляющий отношение общего числа рабочих иска к числу рабочих в его наибольшей смене. Чем ближе ^см । числу смен работы цеха, тем равномернее распределены в нем рнбочие по сменам и тем эффективнее используются средства производства. В сборочно-сварочных цехах передовых маши-штстроительных заводов с высоким уровнем организации работ обычно kCM 1,7.
9. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА
В ПРОЕКТАХ СВАРОЧНЫХ ПРОИЗВОДСТВ
В Инструкции по разработке проектов и смет для промышленного строительства указано, что проектами должна быть предусмотрена научная организация труда (НОТ), для чего необ-хсушмо руководствоваться основными требованиями НОТ.
27
В этой связи НОТ следует понимать как процесс внесения в существующую организацию труда новейших добытых наукой и практикой усовершенствований, повышающих общую продуктивность труда. НОТ — это постоянный творческий процесс, в ходе которого организация труда приводится в соответствие с изменяющимся и все возрастающим уровнем техники и технологии производства. Основные факторы повышения эффективности — это улучшение технологичности конструкций заданных к выпуску изделий, комплексная механизация и автоматизация производственных процессов, максимальное сокращение длительности производственного цикла изготовления изделий, рациональное использование оборудования (включая устранение его простоев), повышение загрузки до номинальной мощности и увеличение сменности его работы и сменности работы производственных рабочих.
Таким образом, для обеспечения в проекте сборочно-сварочного цеха (отделения, участка) благоприятных условий для возможного осуществления в его будущем производстве повышенных значений перечисленных факторов необходимо предусмотреть следующие мероприятия.
1. Анализ по чертежам и спецификациям деталей каждого типа заданных для производства изделий с целью выяснения (в самом начале разработки проекта) возможности улучшения их технологичности путем уменьшения металлоемкости, трудоемкости изготовления и себестоимости после внедрения в их конструкции стандартных и нормализованных деталей взамен подлежащих изготовлению в проектируемом цехе, а также после принятия для производства этих изделий наиболее прогрессивной технологии. В случаях выявления такой возможности необходимые изменения в чертежах и спецификациях отдельных типов заданных изделий следует согласовать с министерством-заказчиком проекта.
2. Выяснение возможностей широкого использования в разрабатываемом проекте цеха комплексной механизации и автоматизации производственных процессов изготовления заданных изделий при одновременном обеспечении необходимой и достаточной рентабельности проектируемого производства.
3. При окончании разработки проекта цеха, когда уже будет выявлен необходимый качественный и количественный состав всех его элементов, определение числовых значений следующих технико-экономических показателей, характеризующих возможный уровень НОТ в самом начале будущей эксплуатации цеха: использование оборудования по машинному времени kKK\ средняя загрузка рабочих мест и оборудования (по группам) /г3; коэффициенты сменности работы оборудования kn и сменности работы рабочих kp. Расчет этих коэффициентов описан в гл. VII.
В настоящее время нет единой, окончательно отработанной методики расчета уровня научной организации труда. Поэтому
28
перечисленные выше коэффициенты могут дать лишь приближенное представление о его величине. Результаты указанных выше мероприятий послужат фундаментом для организации НОТ в проектируемом цехе па достаточно высоком уровне.
Практика проектирования промышленных предприятий за последние годы показала, что действующие межотраслевые и отраслевые требования НОТ нуждаются в дальнейшем совершенствовании, в частности в дополнении их нормативными материалами, отсутствие которых существенно затрудняет внедрение НОТ в производство. В связи с этим возникла необходимость в подготовке руководящего документа, включающего не только систему требований НОТ, но и нормативные материалы НОТ.
В конце 1978 года для обеспечения внедрения НОТ в проекты промышленных предприятий и в производство были утверждены межотраслевые требования и нормативные материалы НОТ, которые должны учитываться при проектировании новых, реконструкции действующих предприятий, разработке технологических процессов и оборудования. На основе этого руководящего документа министерствами должны быть в ближайшее время разработаны и утверждены соответствующие отраслевые методики.
При разработке этого документа учтено, что по данным статистической отчетности, 1 руб. затрат на внедрение мероприятий I ЮТ обеспечиввет эффект 1,5—2 руб. Вместе с тем расчетные данные показывают, что в условиях разработки мероприятий НОТ па стадии проектирования новых предприятий «отдача» от вложенного рубля возрастет в 4—5 раз.
Особое внимание в разработке документа обращено на необходимость использования типовых проектов НОТ при проектировании производственных участков предприятий. Указанный выше документ включает следующие четыре раздела.
I. Требования и нормативные материалы НОТ, которые должны учитываться при проектировании оборудования.
II. Требования и нормативные материалы НОТ, которые должны учитываться при проектировании технологических процессов.
III. Нормативные материалы по организации труда и управления в проектах предприятий.
IV. Требования НОТ к архитектурно-строительному проектированию промышленных предприятий.
В разделе I изложены требования к конструированию оборудования. Раздел включает четыре группы требований: эргономические требования, реализация которых обеспечивает приспособление конструкции оборудования к функциональным возможно-। him человека и безопасные условия труда; требования техниче-। коп эстетики, определяющие выбор конструктивных форм и цветовой отделки оборудования; требования безопасности работ, предусматривающие оснащение оборудования конструктивными
29
элементами для обеспечения безопасных условий труда и требования эффективной эксплуатации и обслуживания оборудования.
В разделе II изложены требования к технологическим процессам, включая разработку маршрутной комплексной технологии, выбор средств производственного оснащения, нормирование технологических процессов и т. д.
, J Раздел III включает сведения о составе проекта по организации труда применительно к стадиям технического и рабочего проектирования, а также к этапам подготовки пуска, освоения и эксплуатации предприятия.
В разделе IV указаны требования НОТ, которые должны учитываться архитектурно-строительным проектированием предприятий (зданий и территорий).
При формировании требований исходили из того, что каждое проектное решение и все вместе должны соответствовать техникоэкономическим требованиям производства и психофизиологическим возможностям человека, условиям гармоничного его развития.
Можно ожидать что в ближайшем будущем решения всех вопросов проектирования НОТ для различных цехов машиностроительных и других заводов будут обеспечены необходимыми руководящими материалами, позволяющими существенно упорядочить и облегчить внедрение НОТ в их проектирование на достаточно высоком уровне.
10. ОБЩИЕ ТРЕБОВАНИЯ К ПРОЕКТАМ СВАРОЧНЫХ ПРОИЗВОДСТВ
Согласно действующим положениям и инструкциям проекты машиностроительных предприятий и их цехов, в том числе проекты сборочно-сварочных цехов, должны удовлетворять установленным общим требованиям.
К числу главных требований относится всемерное снижение стоимости строительства и его проектирования за счет унификации объемно-планировочных и конструктивных решений, значительного сокращения количества типоразмеров строительных конструкций, блокировки и кооперирования родственных предприятий и цехов, а также сокращения сроков проектных работ и продолжительности строительства. Выполнение этого основного требования достигается путем обязательного использования утвержденных типовых проектов и применения унифицированных типовых секций и пролетов промышленных зданий. При разработке проектов следует учитывать максимальную блокировку отдельных зданий и цехов в пределах предприятия, а также ’блокировку и кооперирование различных предприятий промышленного узла.
Таким образом, здания цехов сварных металлоконструкций, котельно-сварочных, сборочно-сварочных и других цехов маши-
30
ii<ii |роительных заводов в настоящее время возводят только по ншовым проектам. Разработка индивидуальных проектов зданий цехов машиностроительных предприятий допускается в исключи ц*льных случаях, при соответствующих технико-экономических ।Линованиях. Это значительно сокращает трудоемкость составления строительной части проекта, существенно снижает стои-М1НП. проекта в целом и ускоряет его изготовление. Подобные |{н;бования предъявляются также ко всем разработкам технпче-। них вопросов, выполняемым при составлении проекта.
Кроме того, проекты сборочно-сварочных цехов, отделений и V*i;u гков в отдельных своих частях должны удовлетворять требованиям специальных правительственных постановлений и норма-Г1ПП1ЫМ техническим условиям, правилам и стандартам, в том числе новым группам стандартов: ЕСКД (Единая система кондукторской документации), ЕСТД (Единая система технологической документации), ЕСПТД (Единая система проектно-техни-чгекой документации) и ЕСТПП (Единая система технологической подготовки производства), применяемым в зависимости от индпви-ду ильных особенностей проектируемого производства.
Объем и оформление проектных и сметных материалов должны от ветствовать утвержденным эталонам проектов. В связи с этим необходимо, чтобы содержание и объем разработанных проектных материалов отвечали требованиям, указанным в п. 4, и чтобы । иждая стадия проекта в законченном виде при кратком и ясном н июжении всех материалов была тщательно оформлена в соответствии с эталонами проектов.
Действующий порядок утверждения проектов и смет определяется положениями и инструкциями Госстроя СССР. На утверждение представляется техно-рабочий либо технический проект н> сводкой затрат и сводными сметно-финансовыми расчетами. 1’нбочие чертежи, разработанные в соответствии с утвержденным ieхпо-рабочим (техническим) проектом, согласованию не подлежи г Они выдаются для исполнения строительству под ответствен-iiucib разработавшей их проектной организации и подписываются I Дивным инженером строительства предприятия.
Проекты и сметы представляются на утверждение организации и, выдавшей задание на проектирование. По ее требованию проектная организация обязана защитить проект в утверждающей инстанции. Проектные организации несут ответственность и качество проектирования, правильное определение сметной । юпмости, техническую и экономическую целесообразность пропил в целом и за увязку его отдельных частей, а также за изго-।пиление проектов и смет в установленное время.
Г лава П
ДОКУМЕНТАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА И ЕЕ РАЗРАБОТКА
И. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
Составлению документации производственного процесса для проектирования сборочно-сварочного цеха (отделения, участка) предшествует ряд подготовительных работ с целью проверки и доработки имеющихся исходных материалов, пополнения их недостающими сведениями и документальными данными и определения объема работ по проектированию производственного процесса.
Первый этап подготовительных работ — детальное ознакомление с производственной программой проектируемого цеха и (в случаях проектирования серийного производства) приведение заданной программы к сокращенной номенклатуре изделий (п. 7).
Второй этап — ознакомление с заданными объектами производства проектируемого цеха, включающее следующие работы:
а) ознакомление с назначением и условиями эксплуатации предусмотренных к изготовлению изделий;
б) изучение чертежей изделий и назначенных способов соединения между собой всех деталей и сборочных единиц в целое изделие.
в) распределение деталей всех изделий заданной программы на четыре группы: детали, изготовляемые в проектируемом цехе, необходимые для сборки в нем заданных изделий и для комплектов запасных частей к ним; детали, изготовляемые в проектируемом цехе для других цехов завода; детали, поступающие из других цехов завода (с указанием цеха-изготовителя) на сборку заданных изделий в проектируемом цехе; детали и полуфабрикаты, приобретаемые в готовом виде на стороне для сборки в проектируемом цехе заданных изделий;
г) выявление степени ответственности всех элементов конструкций заданных изделий и требуемой точности их изготовления, сборки и сварки;
д) ознакомление с техническими условиями приемки, испытания и контроля качества готовых изделий, включенных в производственную программу проектируемого цеха.
В результате выполнения работ по пунктам «а», «г» и «д» устанавливают требования к технологии изготовления деталей, сборки и сварки сборочных единиц и в целом заданных для произ-
32
нодства изделий, а также к контролю их качества. При рассмотрении чертежей согласно «б» должны быть выявлены возможности рациональной замены указанных в них различных способов соединения деталей между собой другими способами, более технологичными, совершенными и экономичными. Такие изменения в черпаках заданного изделия могут быть окончательно приняты только после согласования с организацией, разработавшей его проект и чертежи. В итоге выполнения (по спецификациям рабочих чер-|сжей) распределения деталей заданных изделий на четыре группы (пункт «в») определяют объем работ по проектированию техноло-upiecKiix процессов для каждого отделения цеха и производственную связь его с другими цехами завода, выражаемую годовым I рузооборотом между ними (в мегаграммах за год либо в процен-1.TX от программы годового выпуска проектируемого цеха).
12. СОСТАВ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА И ОБЩАЯ МЕТОДИКА РАЗРАБОТКИ ЕГО ДОКУМЕНТАЦИИ
Производственный процесс изготовления заданных изделий включает различные технологические, контрольные и транспортные операции. Рациональное последовательно-параллельное осуществление всей необходимой для изготовления заданных изделий совокупности этих операций должно обеспечивать своевременное и удовлетворительное в технико-экономическом отношении выполнение программы проектируемого производства.
11ри современном развитии науки о сварке и сварочной техники стало возможным расчетным путем определять рациональные режимы сварки, свойства металла сварных соединений, величину сварочных деформаций и напряжений, а также режимы техноло-। нческих способов по предупреждению либо снятию их в изготовляемых конструкциях. В связи с этим в современной практике проектирования технологических процессов сварочной техники получили применение научно обоснованные инженерные расчеты. <Особенно широко применяют расчетные методы определения оптимальных режимов сварки, обеспечиввющнх получение сварных соединений высокого качества.
Практически доказано, что обеспечение основных показателей качества сварных изделий — работоспособности, точности и технологичности с одновременным снижением трудоемкости и себе-। пшмости конструкций в современных условиях достигается использованием расчетных методов в проектировании научно обоснованной технологии и механизации их производства. При этом проект технологического процесса изготовления сварной продукции должен включать не только комплексную разработку всех к’-чнических вопросов производства, но и сравнительный экономический анализ возможных рациональных вариантов технологии и и оговления заданных конструкций.
И Крпсопский А. И.
33
Производственный процесс в сборочно-сварочных цехах обычно подразделяют на два основных и весьма различных процесса: 1) изготовление деталей и 2) сборка и сварка сборочных единиц и в целом заданных изделий. В этом комплексе ведущим и обус-ловливвющим выпуск продукции сборочно-сварочного цеха является процесс сборки и сварки. Процесс же изготовления деталей должен обеспечивать сборку и сварку бесперебойной подачей деталей требуемого качества и надлежащей точности. Поэтому он выполняет подчиненную роль в сварочном производстве. Кроме того, как отмечено ранее (п. 3), изготовление деталей может быть организовано в самостоятельном заготовительном цехе. Тогда проектируемый сборочно-сварочный цех включает в основном процессы сборки и сварки деталей, сборочных единиц и изделий. В связи с этим ниже особое внимание уделено сборочно-сварочным процессам.
При разработке проекта цеха для единичного и мелкосерийного изготовления сварной продукции производственный процесс обычно заимствуют из соответствующего типового проекта и корректируют его применительно к заданной программе производства либо составляют маршрутную технологию изготовления изделий заданной программы.
Разработка маршрутного технологического процесса заключается в установлении последовательного перечня операций по изготовлению в проектируемом цехе деталей заданного изделия и операций сборки и сварки их в сборочные единицы и изделие |1 в целом. В общем случае для проектируемого сборочно-сварочного цеха такой перечень может включать необходимые технологические операции (см. гл. IV), закрепляемые за определенными типами оборудования или рабочих мест и относящиеся к следующим группам работ:
предварительная обработка металла, включающая очистку, правку и раскрой крупных (громоздких) кусков проката на транспортабельные заготовки размерами, указанными в картах раскроя проката для заданных изделий;
изготовление деталей и их обработка, включающие наметку (или разметку) подлежащих изготовлению деталей на заготовках соответствующего сортамента проката, последующую вырезку этих деталей, придание им заданных по чертежу размеров и формы, зачистку от заусенцев, грата, ржавчины и окалины, а также покрытие их токопроводящими грунтами для консервации при межоперационном хранении;
сборка и сварка деталей в сборочные единицы разной степени сложности;
общая сборка и сварка сборочных единиц в целое изделие и зачистка поверхностей сварных швов;
контроль качества сварных соединений и приемочные испытания, предусмотренные техническими условиями для заданных изделий;
34
поверхностные покрытия изделий, включающие грунтовку и окраску готовой продукции, а также другие отделочные работы.
В процессе составления маршрутной технологии выясняют необходимые для ее выполнения типы технологического, кон-।рольного и транспортного оборудования и оснастки, намечают специальности и квалификацию (разряд) рабочих, требуемую численность их на каждом рабочем месте и устанавливают (приближенно) продолжительность работ на всех рабочих местах. В этих случаях трудоемкость изготовления сборочных единиц и изделий (необходимую для последующих расчетов количественного состава элементов производства) определяют по показателям ранее выполненных проектов или по отчетным данным действующих передовых предприятий, изготовляющих аналогичные либо конструк-llinno подобные изделия (после соответствующей корректировки ♦ гпх показателей и данных применительно к особенностям заданного проекта). Надлежит также использовать данные соответ-( снующих типовых проектов с оформлением результатов разработки проектируемой маршрутной технологии в соответствии ( требованиями ГОСТ 3.1419—74 «Единая система технологической документации. Правила оформления документов на типовые технологические процессы сварки».
Выбирать оборудование и оснастку, а также назначать состав рабочих следует с учетом указаний, приведенных в гл. IV. Результаты этой работы вносят в ведомость маршрутного технологического процесса, которую используют в дальнейшей разработке проекта.
При составлении технического проекта (либо в стадии «рабочие чертежи») технологический процесс разрабатывают с необходимой (I епспью детализации (в зависимости от типа проектируемого производства) в два этапа: предварительная и окончательная (Легальная) разработка.
Предварительная разработка технологического процесса включает:
расчленение изделий (по их чертежам) на сборочные единицы г выделением базовых деталей;
установление рациональной последовательности рабочих операций — сборочных, сварочных, технического контроля и транспортных, включая выбор наиболее целесообразных способов ((юрки и сварки каждого изделия на основе технико-экономическою сравнения различных рациональных вариантов технологии их выполнения (см. п. 17);
выбор и назначение способов обработки металла и установление рациональной последовательности рабочих операций по изго-юнлепию деталей и их подготовке в соответствии с выбранным способом сварки и техническими условиями по обеспечению требуемого качества заданной продукции;
выбор типов сборочного, сварочного, станочного и прочего производственного оборудования и оснастки, необходимых
35
Детали
| кузов |
Изделие
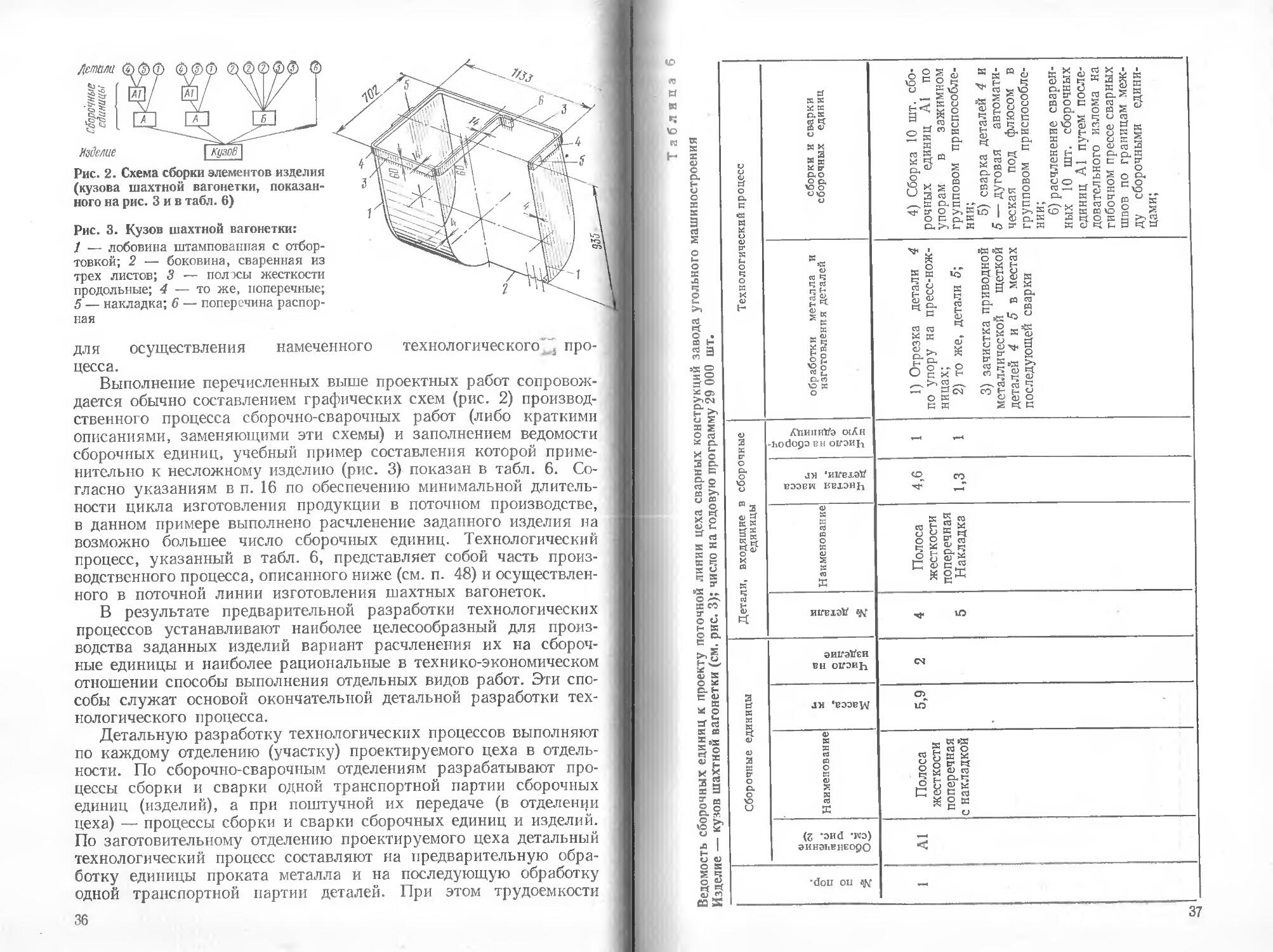
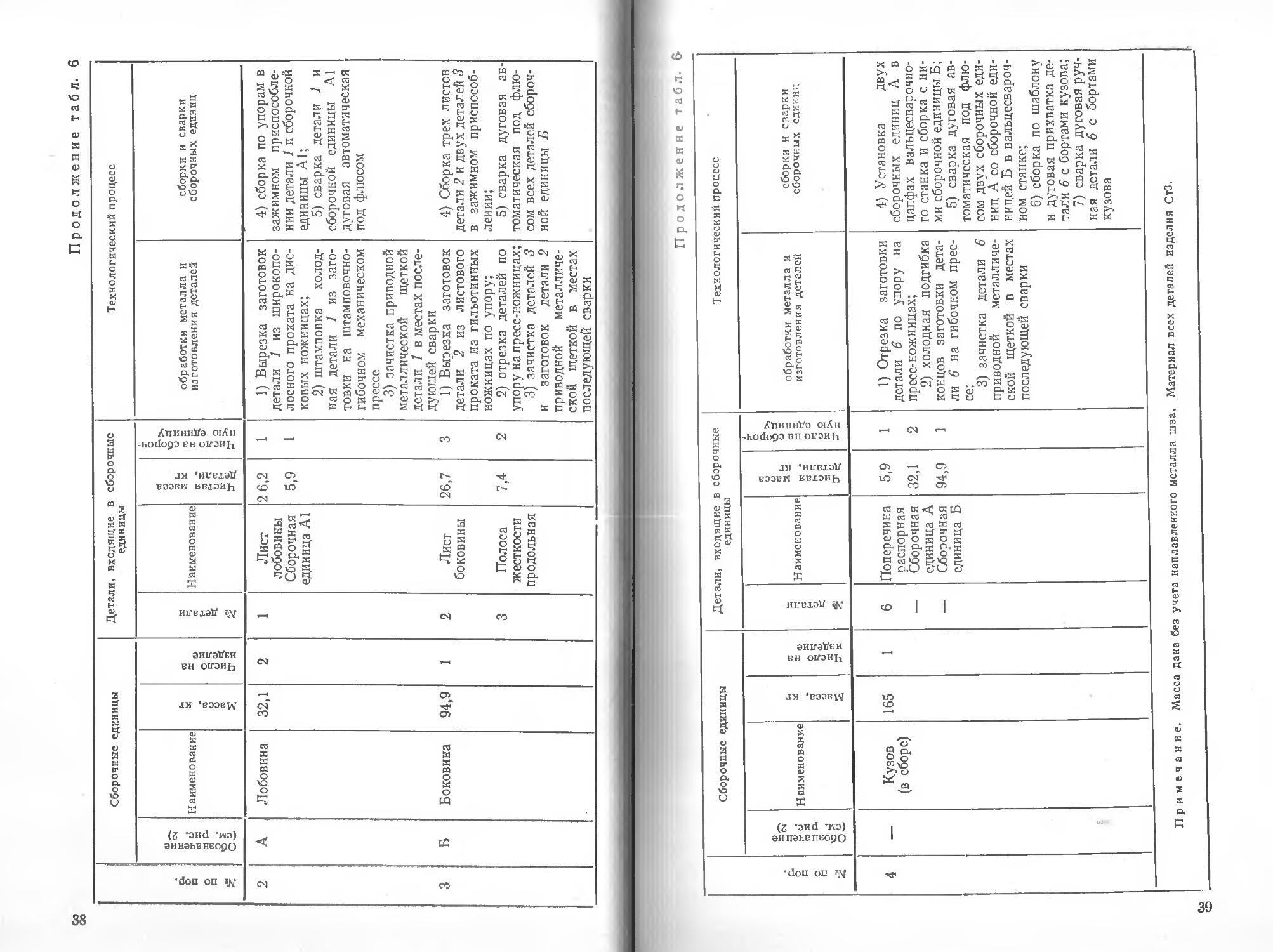
Рис. 2. Схема сборки элементов изделия (кузова шахтной вагонетки, показанного на рис. 3 и в табл. 6)
Рис. 3. Кузов шахтной вагонетки:
1 — лобовипа штампованная с отбортовкой; 2 — боковина, сваренная из трех листов; 3 — полэсы жесткости продольные; 4 — то же, поперечные;
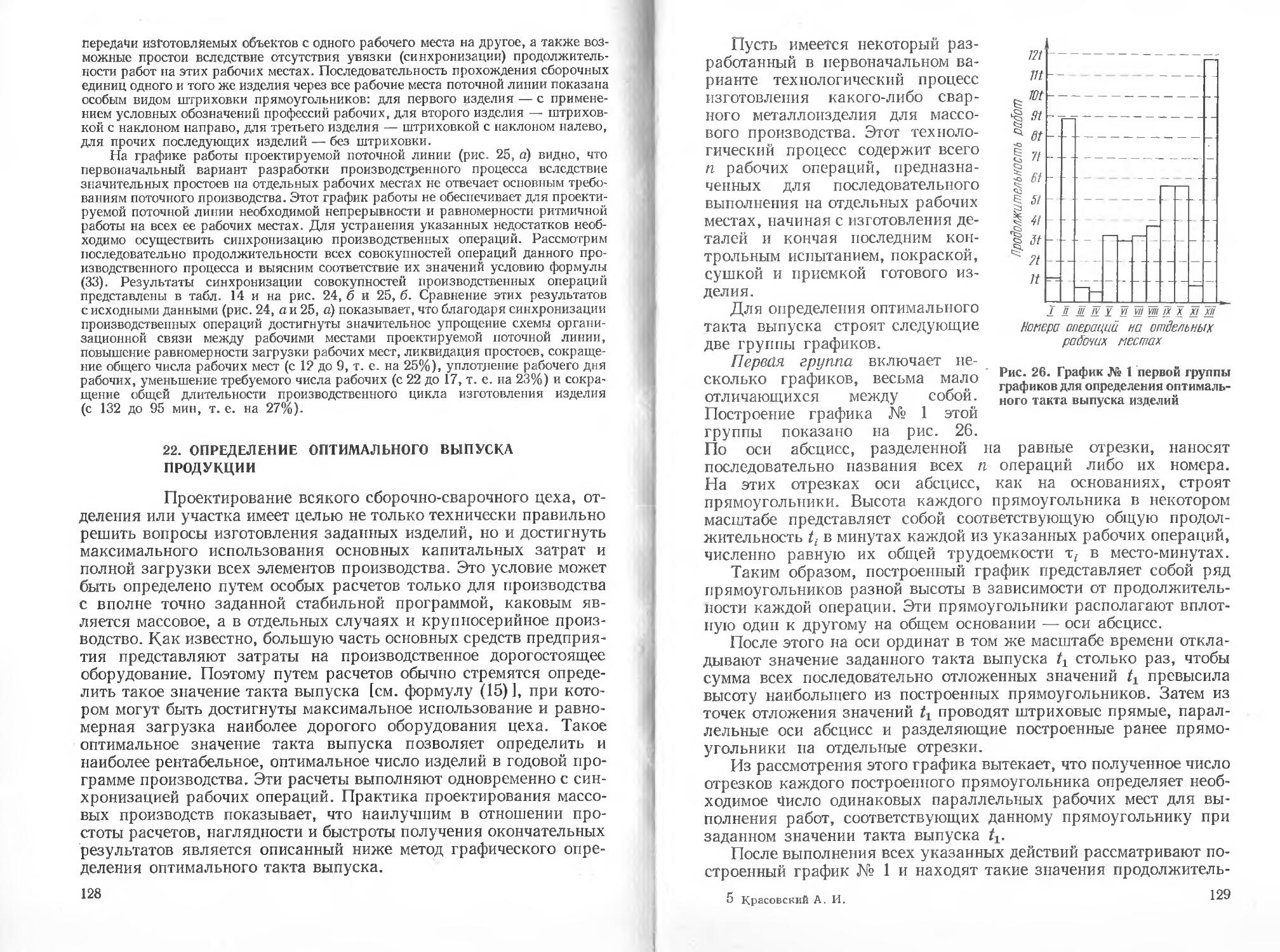
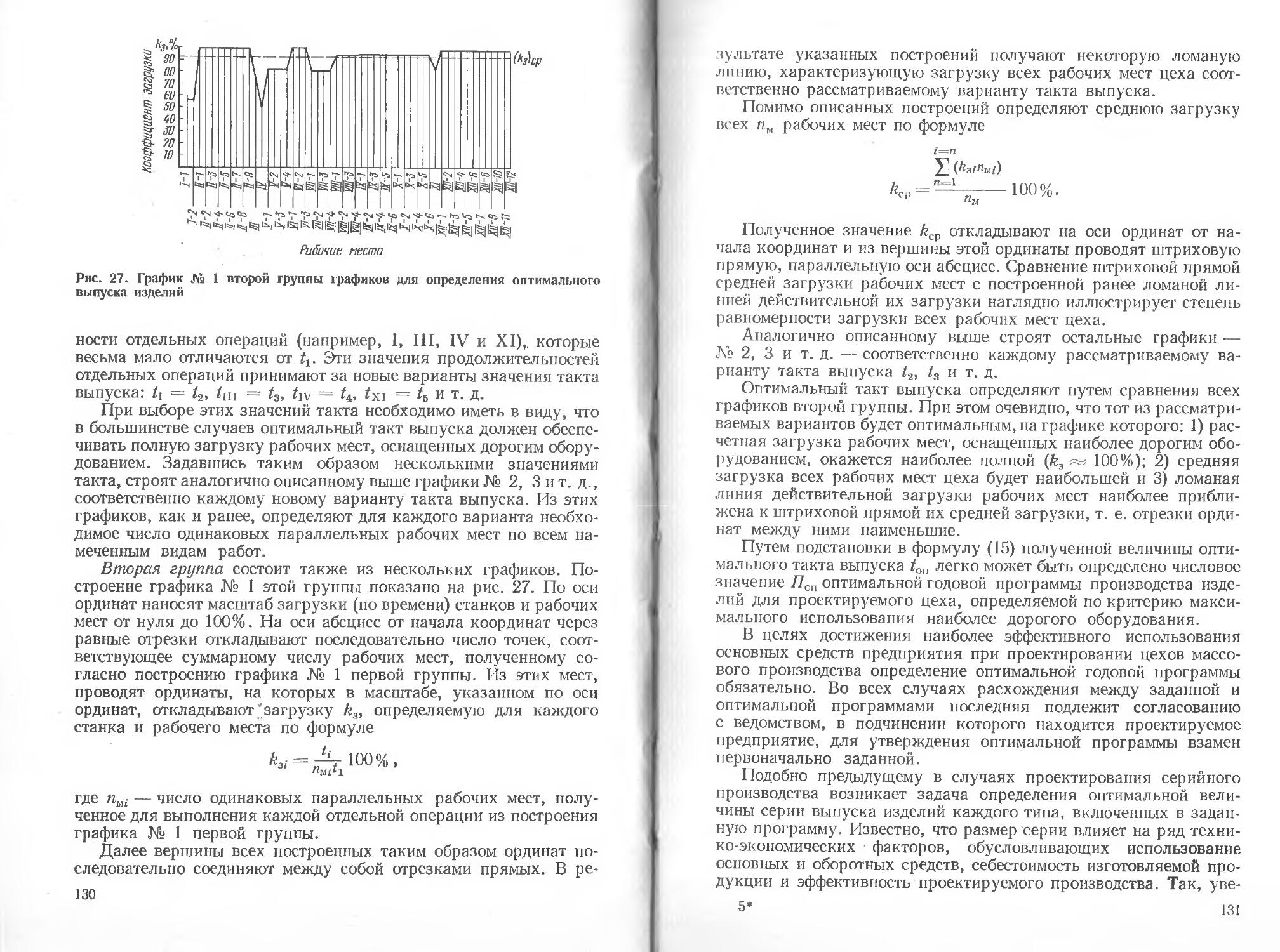
5 — накладка; 6 — поперечина распорная
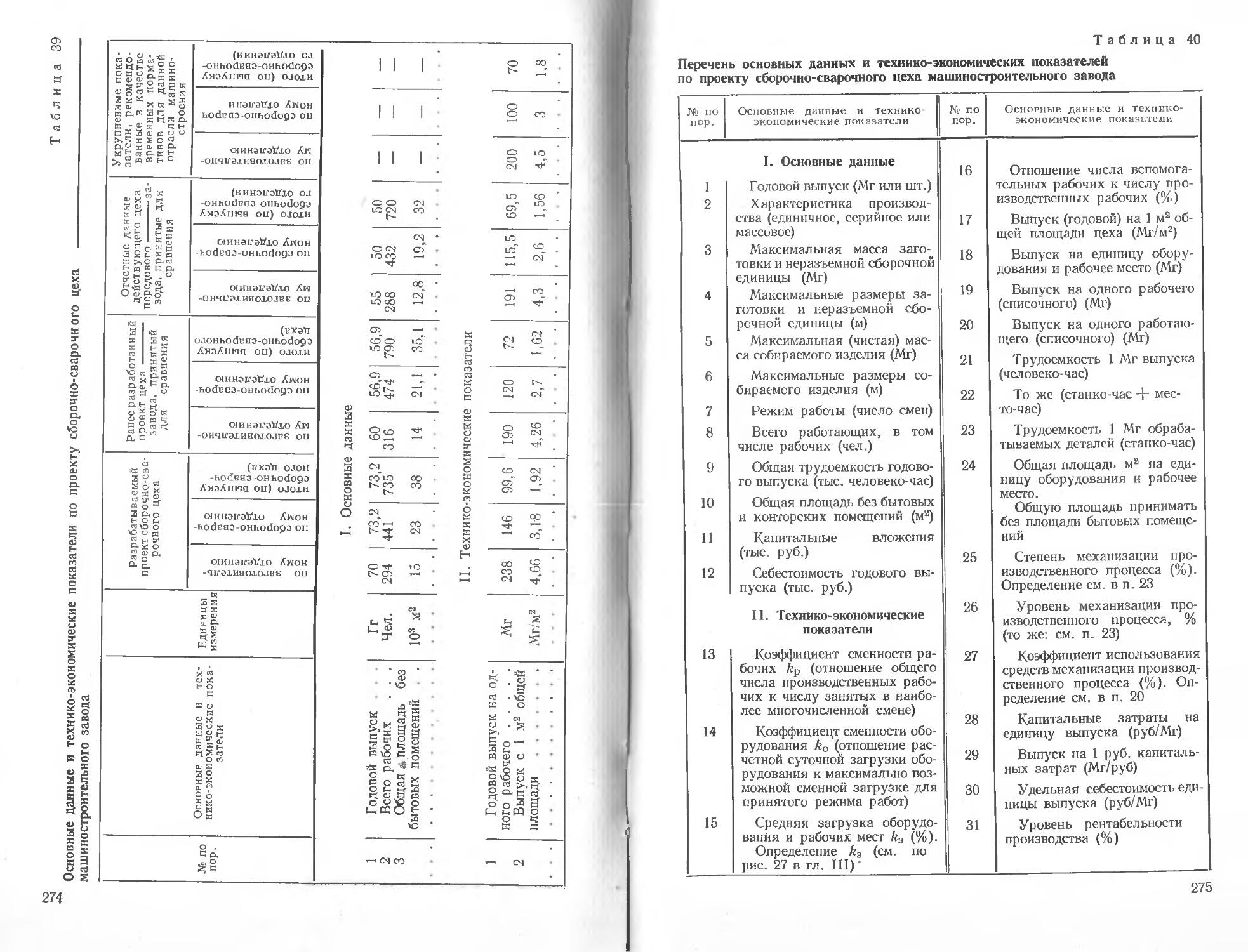
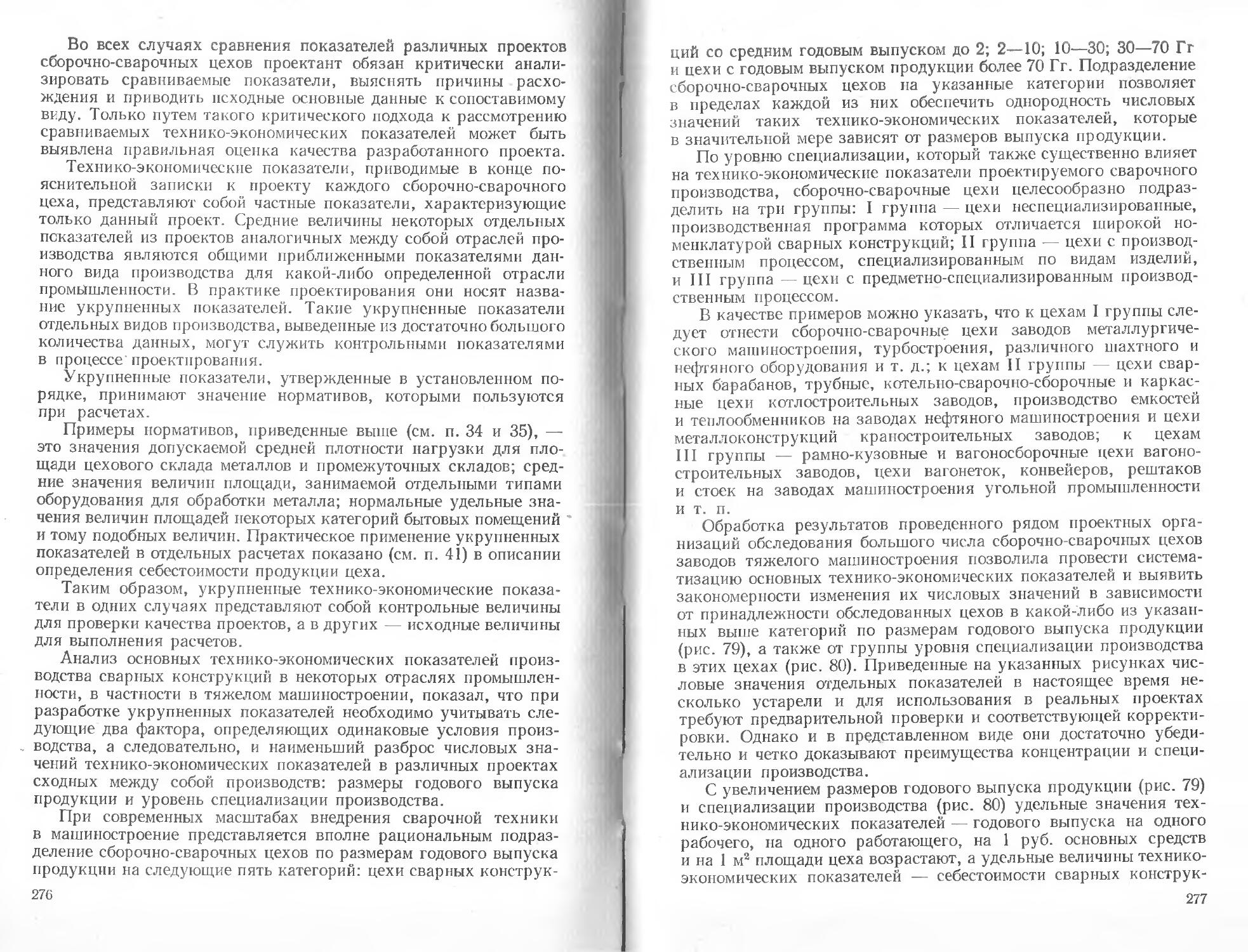
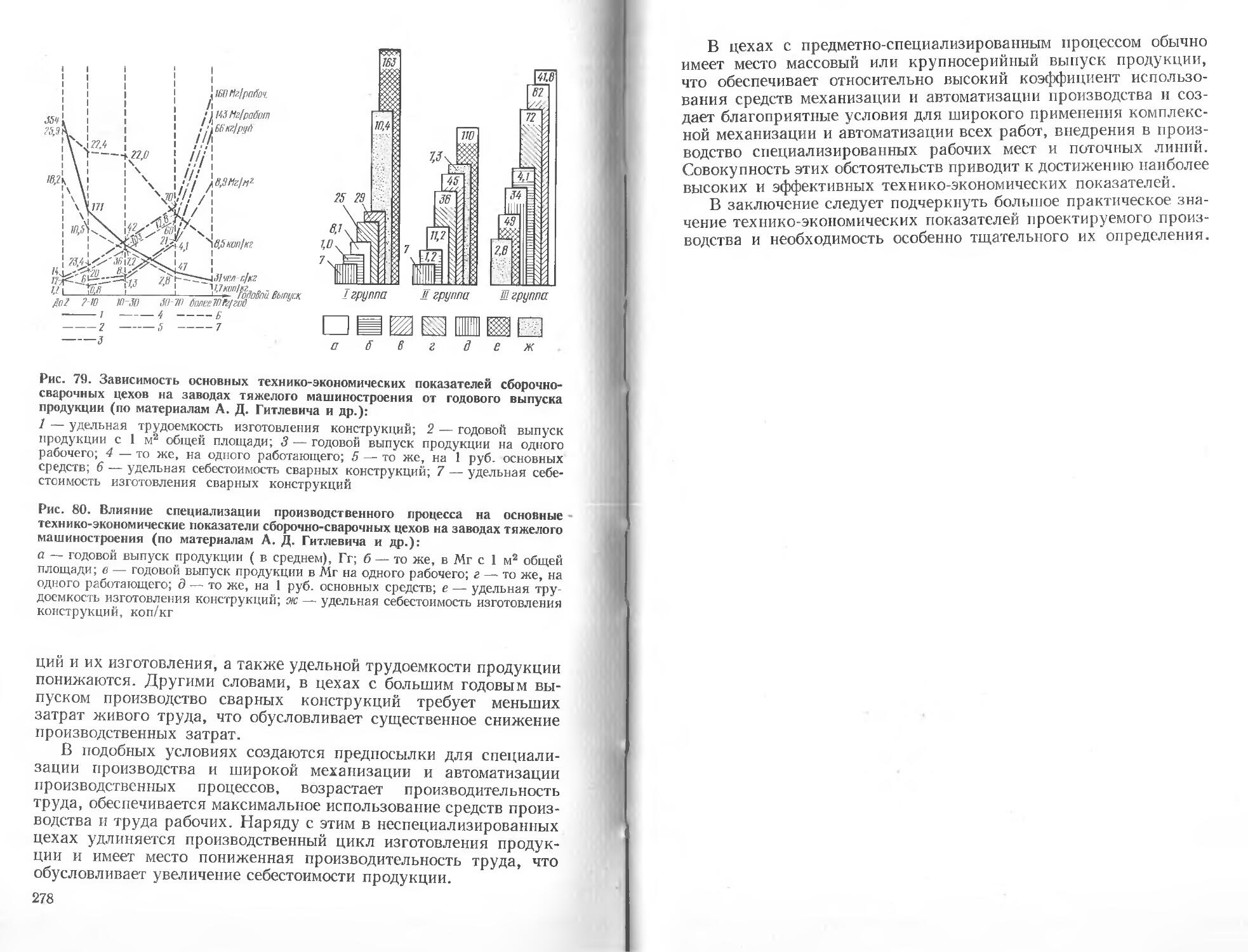
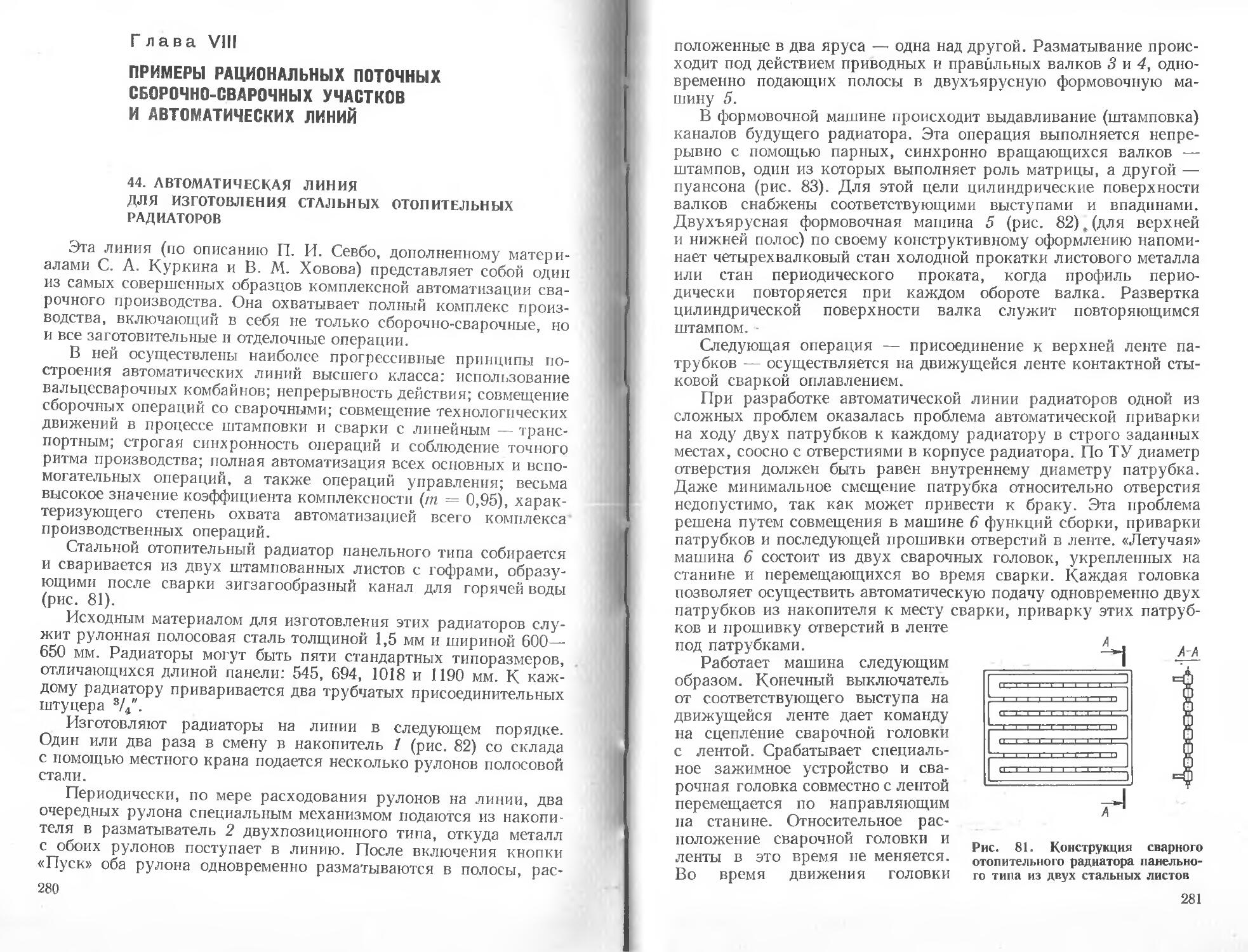
для осуществления намеченного технологического л процесса.
Выполнение перечисленных выше проектных работ сопровождается обычно составлением графических схем (рис. 2) производственного процесса сборочно-сварочных работ (либо краткими описаниями, заменяющими эти схемы) и заполнением ведомости сборочных единиц, учебный пример составления которой применительно к несложному изделию (рис. 3) показан в табл. 6. Согласно указаниям в п. 16 по обеспечению минимальной длительности цикла изготовления продукции в поточном производстве, в данном примере выполнено расчленение заданного изделия на возможно большее число сборочных единиц. Технологический процесс, указанный в табл. 6, представляет собой часть производственного процесса, описанного ниже (см. п. 48) и осуществленного в поточной линии изготовления шахтных вагонеток.
В результате предварительной разработки технологических процессов устанавливают наиболее целесообразный для производства заданных изделий вариант расчленения их на сборочные единицы и наиболее рациональные в технико-экономическом отношении способы выполнения отдельных видов работ. Эти способы служат основой окончательной детальной разработки технологического процесса.
Детальную разработку технологических процессов выполняют по каждому отделению (участку) проектируемого цеха в отдельности. По сборочно-сварочным отделениям разрабатывают процессы сборки и сварки одной транспортной партии сборочных единиц (изделий), а при поштучной их передаче (в отделении цеха) — процессы сборки и сварки сборочных единиц и изделий. По заготовительному отделению проектируемого цеха детальный технологический процесс составляют на предварительную обработку единицы проката металла и на последующую обработку одной транспортной партии деталей. При этом трудоемкости 36
ю
ГС а № rj
Ведомость сборочных единиц к проекту поточной линии цеха сварных конструкций завода угольного машиностроения Изделие — кузов шахтной вагонетки (см. рис. 3); число на годовую программу 29 000 шт.
Технологический процесс сборки и сварки сборочных единиц 4) Сборка 10 шт. сборочных единиц А1 по упорам в зажимном групповом приспособлении; 5) сварка деталей 4 и 5 — дуговая автоматическая под флюсом в групповом приспособлении; 6) расчленение сваренных 10 шт. сборочных единиц А1 путем последовательного излома на гибочном прессе сварных швов по границам между сборочными единицами;
обработки металла и изготовления деталей 1) Отрезка детали 4 по упору на пресс-нож-ницах; 2) то же, детали 5; 3) зачистка приводной металлической щеткой деталей 4 и 5 в местах последующей сварки
Детали, входящие в сборочные единицы АЪшниКэ слЛн -ноборз вн оыэиь т—< т-И
jm ‘nirexaif вээв и квхэиь О со
о и и СП д о к 0) 2 к «J к HiTBiotf 4 Полоса жесткости поперечная 5 Накладка
Сборочные единицы эшгэНеи вн охгэиь СЧ |
ля ’вээвуу о 1Л
Наименование Полоса жесткости поперечная с накладкой
(г *эи(1 -ко) ЭИНЭНЕНЕОрО •don ou ejxf <
37
Продолжение табл. 6
№ по пор. Сборочные единицы Детали, входящие в сборочные единицы Технологический процесс
Обозначение (см. рис. 2) Наименование Масса, кг Число на изделие № детали Наименование Чистая масса детали, кг Число на сборочную единицу обработки металла и изготовления деталей сборки и сварки сборочных единиц
2 3 А Б Лобовина Боковина 32,1 94,9 2 1 1 2 3 Лист лобовины Сборочная единица А1 Лист боковины Полоса жесткости продольная 2 6,2 5,9 26,7 7,4 1 1 3 2 1) Вырезка заготовок детали 1 из широкополосного проката на дисковых ножницах; 2) штамповка холодная детали 1 из заготовки на штамповочногибочном механическом прессе 3) зачистка приводной металлической щеткой детали 1 в местах последующей сварки 1) Вырезка заготовок детали 2 из листового проката на гильотинных ножницах по упору; 2) отрезка деталей по упору на пресс-ножницах; 3) зачистка деталей 3 и заготовок детали 2 приводной металлической щеткой в местах последующей сварки 4) сборка по упорам в зажимном приспособлении детали 1 и сборочной единицы А1; 5) сварка детали 1 и сборочной единицы А1 дуговая автоматическая под флюсом 4) Сборка трех листов детали 2 и двух деталей 3 в зажимном приспособлении; 5) сварка дуговая автоматическая под флюсом всех деталей сборочной единицы Б
«о
Продолжение табл. &
№ по пор. Сборочные единицы Детали, входящие в сборочные единицы Технологический процесс
Обозначен ие (см. рис. 2) Наименование Масса, кг Число на изделие № детали Наименование Чистая масса детали, кг Число на сборочную единицу обработки металла и изготовления деталей сборки и сварки сборочных единиц
4 Кузов (в сборе) 165 1 6 Поперечина распорная Сборочная единица А Сборочная единица Б 5,9 32,1 94,9 1 2 1 1) Отрезка заготовки детали 6 по упору на пресс-ножницах; 2) холодная подгибка концов заготовки детали 6 на гибочном прессе; 3) зачистка детали 6 приводной металлической щеткой в местах последующей сварки 4) Установка двух сборочных единиц А в цапфах вальцесварочного станка и сборка с ними сборочной единицы Б; 5) сварка дуговая автоматическая под флюсом двух сборочных единиц А со сборочной единицей Б в вальцесварочном станке; 6) сборка по шаблону и дуговая прихватка детали 6 с бортами кузова; 7) сварка дуговая ручная детали 6 с бортами кузова
Примечание. Масса дана без учета наплавленного металла шва. Материал всех деталей изделия СтЗ.
Всех операций определяют путем их технического нормирования, а продолжительности работ на каждом сборочно-сварочном стенде и на каждом станке — посредством составления циклограммы этих работ (см. и. 16). Значения трудоемкостей на годовую программу производства получают умножением отдельных трудоемкостей (сборки, сварки, обработки и т. п.) изготовляемой расчетной единицы (транспортной партии) на соответствующее количество таких единиц в годовой заданной программе.
В целях ускорения проектирования указанные технологические разработки выполняют по всем отделениям сборочно-сварочного цеха одновременно. В результате детальной разработки технологических процессов должны быть достигнуты:
наименьшая возможная трудоемкость всех производственных операций (сборочных, сварочных, предварительной и последующей механической и термической обработки и пр.) путем использования высокопроизводительных способов и приемов работ, рациональных сборочных приспособлений (с учетом необходимых мероприятий по предупреждению деформаций свариваемых изделий), совершенной аппаратуры и оборудования, комплексной механизации и автоматизации подлежащих выполнению работ;
минимальная продолжительность производственного цикла изготовления изделий в соответствии с заданным количеством их на годовую программу;
минимальное общее требуемое число рабочих, участвующих в выполнении технологического процесса, за счет совмещения профессий, многостаночного обслуживания и комплексной механизации и автоматизации производства;
наилучшее (с высокой загрузкой) использование производственного, транспортного и вспомогательного оборудования;
наименьшее количество отходов материалов;
наименьший возможный расход производственной энергии.
В целях наиболее удобного расположения всех записей и расчетных данных разработку технологических процессов выполняют на особых бланках, называемых ведомостями технологического процесса, технологическими картами и инструкционными картами. Эти бланки после их заполнения составляют документацию разработки технологического процесса. Содержание ее зависит от степени детализации разработки технологического процесса, требуемой для разных типов проектируемого производства.
Разработка технологии изготовления изделий единичного и мелкосерийного производства ограничивается составлением технологических маршрутных ведомостей. В проектах цехов (отделений, участков) серийного производства для основных наиболее характерных и сложных изделий составляют технологические карты, а для прочих изделий — технологические маршрутные ведомости. Для всех изделий крупносерийного и массового производства составляют подробные технологические карты, допол-40
ииемые (преимущественно при массовом производстве) инструкционными картами для каждого рабочего места или по каждой ппсрации.
Для производственных процессов, выполняемых в сборочно-снярочных отделениях цеха, содержание упомянутых выше форм цикументации проектируемого технологического процесса сво-IIIгея к следующему.
Технологические маршрутные ведомости должны включать: I) наименование и условное обозначение (марку) изготовляемого и |делия; 2) название и условное обозначение (номер) сборочной единицы изделия, на сборку и сварку которого составлена ведомость; 3) число данных сборочных единиц в одном изделии; 4) намеченную величину изготовляемой партии данных сборочных единиц изделия или расчетное значение такта выпуска его (см. и 20); 5) перечень деталей, входящих в состав данной сборочной единицы, с обозначением для каждой из них марки и характеристики материала, чистой массы и числа на сборочную единицу; (») название цеха (отделения, пролета, участка и рабочего места)— шготовителя данной сборочной единицы; 7) указания, откуда должны поступить детали на сборку и сварку и куда должна быть отправлена изготовленная сборочная единица; 8) последовательный перечень операций — технологических, технического кон-||>оля и подъемно-транспортных, подлежащих выполнению при сборке и сварке данной сборочной единицы; 9) указания по каждой операции о типах необходимых орудий производства (сборочного приспособления, сварочной машины, контрольно-испыта-юльного аппарата, рабочего и мерительного инструмента и т. п.), и также устройств по технике безопасности (защитные очки, щитки и маски, ширмы, занавески и т. п.); 10) сведения по каждой операции о требуемом числе рабочих необходимой специальности и квалификации (разряда); 11) укрупненные нормы трудоемкости либо времени на выполнение каждой операции.
Технологические карты, помимо общих сведений, помещаемых в технологических маршрутных ведомостях (см. п. 1—7), должны содержать: 8, а) последовательный перечень всех операций (основных, вспомогательных, дополнительных и технического контроля) с подразделением их на отдельные переходы; 9, а) сведения по каждому переходу, перечисленные выше в позиции 9, включая данные о 'принятых способах и режимах сварки; 10, а) сведения по каждому переходу, перечисленные выше в позиции 10; 11, а) нормы трудоемкости либо времени на выполнение каждого перехода и операции в целом, а также расходы (на сборочную единицу и изделие в целом) основных и вспомогательных материалов (электродов, присадочной проволоки, флюсов, газов и т. д.), топлива и соответствующих видов производственной энергии. Кроме того, в технологических картах должны быть помещены эскизы собираемых и свариваемых сборочных единиц, включая (при дуговой и газовой сварке) эскизы поперечных сечений свар-
41
пых швов с обозначением последовательности выполнения их слоев, а также прочие необходимые сведения.
Инструкционные карты составляют подобно технологическим картам, но отдельно на каждую операцию (или ряд последовательных операций, выполняемых на одном рабочем месте), с эскизами и достаточно подробными описаниями каждого перехода, включая сведения о рациональной организации труда и технике безопасности на данном рабочем месте.
Помещаемые в технологических и инструкционных картах данные о принятых режимах сварки должны включать все необходимые параметры, обеспечивающие для каждого выбранного способа сварки требуемое высокое качество и эксплуатационную надежность заданных сварных соединений с указанием на использование при их выполнении надлежащих марок, размеров и количеств присадочных материалов, защитных газов, а также типов применяемых машин, аппаратуры и оснастки.
В практике проектирования обычно разделяют детальную разработку технологического процесса на две части, существенно различающиеся между собой. Первую часть, представляющую собой собственно технологическое проектирование производственного процесса (см. п. 13 и 14), называют планированием технологического процесса. Эта часть включает составление последовательного перечня операций технологического процесса и определение по каждой операции режима ее выполнения, необходимых типов оэорудования, оснастки, числа и квалификации рабочих. Вторая, ззключительная часть детальной разработки технологии производ-с"ва, называемая нормированием технологического процесса (см. п. 16), содержит необходимые подсчеты по определению трудоемкости и продолжительности каждой операции, а также затрачи-вюмых на их выполнение количеств материалов и производственной энергии.
В итоге описанной разработки технологического процесса по кождой операции устанавливают требуемый качественный состав основных элементов проектируемого производства. Кроме того, путем подсчетов значений годовой трудоемкости по каждому предусмотренному виду станочных и ручных работ получают неходкие данные для определения необходимого количественного со-сзава элементов производства (см. п. 25—27).
В последние годы, в целях достижения необходимых полноты, точности и высокого качества проектных разработок (конструк-тсрских, технологических и подготовки производства), обеспечи-ваощих высокую производительность проектируемых промышлен-них предприятий, все вопросы оформления указанных разработок подверглись стандартизации. Результаты этой стандартизации подставлены в следующих трех группах стандартов: 1) Единая система конструкторской документации (ЕСКД); 2) Единая система технологической документации (ЕСТД) и 3) Единая система технологической подготовки производства (ЕСТПП). 42
Выборка из указанных групп основных стандартов, используемых в проектировании сварочных производств, помещена ниже. В этих стандартах помещены необходимые сведения по составлению упоминавшихся выше маршрутных ведомостей, технологических карт и другой документации.
ГОСТ 2.312—72 ЕСКД. Условные изображения и обозначения швов сварных соединений.
ГОСТ 2.313—68 ЕСКД- Условные изображения и обозначения швов неразъемных соединений.
ГОСТ 3.1102—74 ЕСТД. Стадии разработки и виды документов.
ГОСТ 3.1108—74 ЕСТД. Комплектность документов в зависимости от типа и характера производства.
ГОСТ 3.1110—75 ЕСТД. Правила оформления документов, применяемых при автоматизированном проектировании техноло-। ических процессов. Документы общего назначения.
ГОСТ 3.1402—74 ЕСТД. Правила оформления документов на раскрой и отрезку заготовок.
ГОСТ 3.1406—74 ЕСТД. Правила оформления документов на сварку.
ГОСТ 3.1413—73 ЕСТД. Правила оформления документов на сварку трением.
ГОСТ 3.1417—74 ЕСТД. Правила оформления документов на процессы пайки.
ГОСТ 3.1419—74 ЕСТД. Правила оформления документов па типовые технологические процессы сварки.
ГОСТ 3.1423—75 ЕСТД. Правила оформления документов па изготовление изделий на автоматических линиях,
ГОСТ 3.1426—76 ЕСТД. Правила оформления документов, применяемых при автоматизированном проектировании техноло-। ических процессов. Сварка.
ГОСТ 3.1427—77 ЕСТД. Правила оформления документов на процессы пайки волной припоя, погружением в расплавленный припой, индукционной, электродуговой, электросопротивлением, электронным лучом, оптическим излучением, плазменной.
ГОСТ 3.1430—78 ЕСТД. Правила оформления документов па единичные и типовые (групповые) процесссы пайки.
ГОСТ 3.1502—74 ЕСТД. Правила оформления документов на гехнический контроль.
ГОСТ 14.201—73 ЕСТПП. Общие правила отработки конструкции изделия на технологичность.
ГОСТ 14.202—73 ЕСТПП. Правила выбора показателей технологичности конструкции изделий.
ГОСТ 14.203—73 ЕСТПП. Правила обеспечения технологичности конструкции сборочных единиц.
ГОСТ 14.204—73 ЕСТПП. Правила обеспечения технологичности конструкции деталей.
ГОСТ 14.301—73 ЕСТПП. Общие правила разработки технологических процессов и выбора средств технологического оснащения.
43
ГОСТ 14.302—73 ЕСТПП. Виды технологических процессов.] ГОСТ 14.303—73 ЕСТПП. Правила разработки и применения типовых технологических процессов.
ГОСТ 14.304—73. ЕСТПП. Правила выбора технологического оборудования.
ГОСТ 14.305—73 ЕСТПП. Правила выбора технологической оснастки.
ГОСТ 14.306—73 ЕСТПП. Правила выбора средств технологического оснащения процессов технического контроля.
ГОСТ 14.309—74 ЕСТПП. Правила применения средств ме-ханизацни и автоматизации производства.
ГОСТ 14.311—75 ЕСТПП. Правила разработки рабочих технологических процессов.
ГОСТ 14.316—75 ЕСТПП. Правила разработки групповых технологических процессов.
ГОСТ 14.317—75 ЕСТТП. Правила разработки процессов контроля.
13. ТЕХНОЛОГИЧЕСКОЕ ПРОЕКТИРОВАНИЕ СБОРОЧНО-СВАРОЧНЫХ РАБОТ
И РАСЧЕТНОЕ ОПРЕДЕЛЕНИЕ РЕЖИМОВ СВАРКИ
Операции процессов сборки в отдельности каждой сборочной единицы и готового изделия разрабатывают в соответствии с составленной ранее схемой сборки элементов изделия (см. рис. 2) либо ведомостью сборочных единиц (см. табл. 6). При этом весь процесс сборки изделия, начиная со сборки его сборочных единиц, подразделяют на отдельные последовательные этапы. Каждый такой этап ограничивают совокупностью сборочных операций, предусматриваемых к выполнению на одном отдельном рабочем месте (сборочном стенде). По окончании первого этапа сборки собранный комплект подлежит передаче на другое рабочее место для выполнения последующего этапа работ и т. д. Во всяком поточном производстве изделий на состав каждой совокупности операций, назначаемых к осуществлению на любом отдельном рабочем месте (сборочном стенде), существенно влияет общая их продолжительность при параллельно-последовательном выполнении. Последняя должна соответствовать условиям, обеспечивающим ритмичность производственного процесса в проектируемом цехе (см. п. 21).
Основное требование к технологии любой совокупности сборочных операций, выполняемой на отдельном рабочем месте, заключается в соблюдении наиболее рациональной их последовательности с использованием необходимых приспособлений и оснастки. При этом должны быть достигнуты соответствующая требованиям, указанным в чертежах, точность сборки изготовляемой сборочной единицы, возможная наименьшая продолжительность сборки соединяемых деталей; максимальное облегчение условий труда;
44
обеспечение безопасности работ. Выполнение этих требований достигается применением соответствующих рациональных сборочных приспособлений, подъемно-транспортных устройств и механизации сборочных процессов.
При детальной разработке технологических процессов сборки и сварки необходимо учитывать, что обозначенные на чертежах способы соединения как отдельных деталей между собой, так и сборочных единиц в целое изделие назначены его конструктором. В основу выбора способов выполнения сварных соединений при разработке чертежей изделия конструктор обязан принимать во внимание не только условия конструктивного, но и технологического и экономического характера, а также тип будущего производства проектируемых изделий (массовое, серийное или единичное производство). Удовлетворительное решение этих задач наилучшим образом достигается в тех случаях, когда проектирование конструкции и технологического процесса изготовления сварного изделия осуществляется совместно конструкторами и технологами, т. е. при организации конструктивно-технологического проектирования сварных изделий и технологических процессов их изготовления.
При составлении технологического процесса необходимо учитывать следующие три группы разработок: 1) определение рациональной степени механизации сборочно-сварочных операций, исходя из технико-экономической ее эффективности в условиях проектируемого производства; примерами решаемых при этом вопросов могут служить сборка в стационарных либо в передвижных приспособлениях с ручным или с механизированным приводом, сварка ручная, полуавтоматическая либо автоматическая и т. п.; 2) выбор наиболее целесообразных приемов и последовательности выполнения сборочно-сварочных операций с целью повышения точности изготовления заданных издзлий и снижения общей трудоемкости работ, например сборка без прихваток либо с прихватками, с предварительным обратным выгибом деталей пли без него и т. д.; 3) установление рациональных режимов сварки и (если требуется) термообработки, зависящих от свойств свариваемых материалов, их толщины и конструктивных форм выполняемых соединений.
Данные, отнесенные к первой группе, устанавливают технологи на основе результатов сравнительного технико-экономического анализа различных вариантов механизации проектируемого производственного процесса. Применяемая для этой цели методика экономических расчетов изложена в п. 17.
Данные второй группы заключаются в учете остаточных деформаций, неизбежных при изготовлении всякой сварной конструкции, возникающих как при ее сварке, так и в результате различных операций механической или термической обработки после сварки. Эти сварочные деформации зависят от большого количества различных конструктивных и технологических факторов.
45
Для учета их влияния на окончательные размеры и форму подлежащих изготовлению сварных изделий необходимы расчеты, составляющие содержание одного из основных разделов проекта всякой ответственной сварной конструкции.
Расчетное определение общих и местных сварочных деформаций, выполняемое в процессе проектирования сварных конструкций, позволяет сравнительно оценивать различные варианты конструктивных решений и выявлять необходимые конкретные меры для предотвращения остаточных деформаций, обусловливающих недопустимые отклонения от проектных размеров конструкции. Такими мерами могут быть: симметричное расположение продольных сварных швов относительно нейтральной оси поперечного сечения элементов сварной конструкции; определение последовательности сборочно-сварочных операций, обеспечивающей минимальные возможные деформации элементов данной конструкции с учетом соответствующего последовательного изменения величины момента инерции ее поперечного сечения, а также направления деформации (кривизны) по мере приварки отдельных элементов; необходимое в некоторых случаях жесткое закрепление деталей перед их сваркой в положении, учитывающем последующую их деформацию; применение предварительного обратного выгиба деталей на определяемую расчетом величину и ДР-
Все эти вопросы разрабатывают конструкторы при консультации с технологом, и принятые решения вносятся в технические условия на изготовление запроектированного изделия. Следовательно, эти решения находят соответствующее отражение в технологическом процессе его изготовления. Применяемые для решения вопросов этой группы расчетные методы изложены в учебном курсе «Сварные конструкции», описаны в специальных руководствах по этой тематике и поэтому в курсе «Проектирование сварочных цехов» не рассмотрены.
Данные, отнесенные выше к вопросам третьей группы, составляют наиболее существенную часть разработки технологического процесса производства сварных изделий. Поэтому в дополнение к специальным руководствам ниже изложены общие принципы тепловых расчетов для определения рациональных режимов сварки. Поскольку в производстве сварных изделий наибольшее распространение получила дуговая сварка углеродистых и низколегированных сталей, в описанной ниже схеме выбора режимов сварки дано практическое приложение расчетных методов применительно к этой области использования сварочной техники.
Задача проектанта-технолога заключается в расчете режимов сварки соединений, обозначенных на чертежах изделий, заданных для производства в проектируемом цехе. Обозначения на чертежах включают установленные стандартами для ручной дуговой сварки (ГОСТ 5264—69) и для автоматической и полуавтоматической сварки под флюсом (ГОСТ 8713—70) конструктивные 46
элементы подготовки кромок и подлежащих выполнению швов для практически применяемых видов соединений.
Рациональным режимом сварки называют совокупность основных параметров сварочного процесса, обеспечивающих получение удовлетворительного качества заданного соединения при достаточной производительности выполнения сварных швов назначенных размеров и формы.
При дуговой сварке такими параметрами служат: величина сварочного тока I (А), напряжение дуги Un (В) и скорость перемещения вдоль дуги шва v (мм/с), называемая скоростью сварки. Эти основные параметры режима сварки с учетом количества выделяемого сварочной дугой теплоты J (МДж/с) и коэффициента использования теплоты дуги т]п объединяют в обобщенный параметр режима дуговой сварки — погонную энергию дуги
J/v = Л7дТ]и10-3А> (МДж/м) = lUjlJv (Дж/мм), (7)
который предопределяет величину скорости охлаждения выполняемого соединения. При некоторых крайних значениях скорости охлаждения создаются условия для образования неблагоприятных (хрупких) структур металла в наиболее нагретом при сварке около-пювном участке сварного соединения. Следовательно, скорость охлаждения непосредственно влияет на неоднородность структуры, механических и других свойств сварного соединения, определяющих в основном его качество. Поэтому расчетную скорость охлаждения w0 околошовного участка в субкритическом интервале температур также относят к основным параметрам режима дуговой сварки. Допускаемые для металла каждой марки пределы значений w0 устанавливают по результатам исследований его свариваемости, проводимых в сварочных лабораториях соответствующих отраслевых научно-исследовательских институтов и втузов. При разработке проектов технологического процесса сварки ответственных изделий следует пользоваться данными этих исследований, публикуемыми (по мере их выполнения) в технических журналах и справочниках по сварке.
Помимо указанных выше основных параметров режима для практического осуществления процесса сварки дополнительно необходимы следующие его характеристики и условия: диаметр электрода (при ручной сварке) или электродной проволоки (при автоматической сварке), род тока, полярность дуги и некоторые другие условия, влияющие на принимаемые расчетные значения параметров режима и устанавливаемые при разработке технологического процесса.
Научно обоснованный выбор рациональных режимов сварки заданных соединений из металла данной марки может быть произведен только при учете сведений о свариваемости этого металла.
Один из наиболее существенных показателей свариваемости, определяющих эксплуатационную надежность сварных соединений, — их сопротивляемость образованию трещин, которая при
47
Таблица 7
Степень сложности технологии сварки различных углеродистых и низкоуглеродистых сталей перлитного класса в зависимости от их химического состава
Эквивалентное содержание углерода в свариваемых сталях, % Технологический процесс, обеспечивающий удовлетворительное качество сварных соединений
Не более 0,25 Более 0,25 до 0,35 Более 0,35 до 0,5 Сварка в обычных условиях (без подогрева) Сварка с предварительным низким подогревом (423—473 К) и с последующей термообработкой (нормализация или отпуск) Сварка с предварительным высоким подогревом (773—873 К) либо в некоторых случаях с сопутствующим подогревом и последующей термообработкой (нормализацией или отпуском)
Примечание. При сварке изделий с небольшой массой либо в условиях малой интенсивности отвода теплоты указанная в таблице степень сложности технологии выполнения сварных соединений может быть снижена путем применения соответствующих повышенных режимов сварки.
прочих равных условиях зависит от химического состава металла шва, условий его кристаллизации (горячие трещины) и характера изменений структуры в зоне термического влияния (холодные трещины).
Химический состав металла шва, представляющего собой сплав основного и присадочного металла, обусловлен выбором типа электродов и флюсов, составом свариваемой стали и режимом сварки.
Следовательно, при надлежащем выборе типа электрода, флюсов и режима сварки (соответственно рекомендациям по их применению для сварки металла данной марки) металл шва будет обладать удовлетворительной сопротивляемостью образованию горячих трещин.
Свариваемость основного металла по его влиянию на состав и свойства металла шва (т. е. на сопротивляемость образованию горячих трещин), а также по его сопротивляемости образованию холодных трещин можно приближенно оценить исходя из химического состава основного металла. Обобщенное влияние химического состава основного металла низколегированной стали на ее сопротивляемость образованию трещин при сварке принято выражать посредством эквивалента углерода Сэ, числовое значение которого подсчитывают по различным эмпирическим формулам. В настоящее время достаточно полно эквивалент углерода определяют по следующей формуле, рекомендованной СЭВом для использования в социалистических странах при оценке свариваемости стали:
С9 = С + ^ + ^ + -^Ч~ + ^ + ^ + 0,0024/, (8)
48
Рис. 4. Зависимость между эквивалентом углерода в стали данной марки, типом соединения, толщиной свариваемых деталей и допускаемой минимальной температурой их перед сваркой
Рис. 5. Типовые соединения, отличающиеся различной скоростью охлаждения при сварке:
а — стыковое; б — бортовое; в — тавровое; г — внахлестку (интенсивность и направление теплоотвода обозначены стрелками)
где символ каждого химического элемента означает его максимальное содержание в процентах по ГОСТу для данной марки стали, а буква t —толщину свариваемых встык деталей в миллиметрах. В отличие от других эмпирических формул для определения значения Сэ эта формула учитывает влияние толщины металла на его свариваемость. Согласно рекомендациям по использованию формулы (8) для ответственных сварных конструкций может быть применена сталь с содержанием С < 0,22% и Сэ < 0,50%.
Пользуясь формулой (8), в соответствии с данными табл. 7 устанавливают степень сложности технологии сварки углеродистых и низколегированных сталей перлитного класса, обеспечивающую отсутствие трещин в околошовных участках сварного соединения.
Достаточно проверена и надежна также следующая сокращенная формула:
Р __р I Мп , Ni , Сг + Mo -J- V
СЭ — 4- 20 + 15 10 ' ’
Проведенная автором графоаналитическая обработка результатов многочисленных исследований позволила представить графически (рис. 4) зависимость необходимой и достаточной для предотвращения образования трещин начальной (перед сваркой) температуры низколегированной стали от значений ее эквивалента углерода по формуле (9) и толщины свариваемых деталей.
График построен для наиболее употребительного случая ручной дуговой сварки низколегированной стали электродами диа-
49
Таблица 8
Рекомендуемые диаметры металлических электродов для ручной дуговой сварки стыковых и угловых швов в нижнем положении
Толщина деталей стыкового соединения, мм Диаметр металлического стержня электрода, мм Катет углового шва соединения таврового или внахлестку, мм
1,5 1,6 2
2 2 2
2 2,5 3
3 3 3
4-5 3— 4
6—8 4 5
9—12 4—5 6-8
13—15 5 —
16-20 5—6 —
>20 6—10 —
Пр и м е ч а н и я 1. Элек-
троды диаметром более 6 мм прак-
тически редко применяют.
2. Сварку в вертикальном по-
ложении осуществляют электродами
диаметром не более 5 мм а в пото-
лочном положении — электродами
диаметром не более 4 мм
3. Первый слой в многослой-
ном шве выполняют электродом
диаметром не более 4 — 5 мм, за нс- 1
ключением стыковых соединений с
U-образной подготовкой кромок, в
которых все слои шва можно вы -
поднять метра. электродами одного ди а-
метром 5 мм с покрытием основного типа при погонной энергии 1,6 МДж/м (—3,8 ккал/см). По оси ординат отложены значения эквивалента углерода Сэ, а по оси абсцисс — толщина свариваемых деталей 6, значениям которой пропорциональна скорость охлаждения околошов-ного участка зоны термического влияния. Скорость охлаждения зависит не только от толщины свариваемых деталей, но и от конструкции сварного соединения. Так, при бх ==б2 = 63= 6 в стыковом и бортовом соединениях (рис. 5, а и б) скорость охлаждения пропорциональна сумме двух толщин металла 6Х + 62 = 26с. б, а в соединениях тавровом и внахлестку (рис. 5, в и г) она пропорциональна сумме трех толщин металла 6Х + 63 1^з = 36т. н, прилегающих к сварному шву. Поэтому на графике (рис. 4) по оси абсцисс дано два ряда значений толщины свариваемого металла: в верхнем ряду обозначены толщины металла стыкового и бортового соединений (6С.б), в ниж-
нем — таврового и внахлестку (6Т.Н)-
Поле графика разделено ломаными линиями на отдельные области различного уровня допускаемой начальной температуры деталей перед сваркой. Минимальная температура каждой такой области обозначена в градусах Кельвина. Пользуясь этим графиком, можно приближенно оценивать свариваемость различных низколегированных и углеродистых сталей по их сопротивляемости образованию трещин при сварке. Чем выше допускаемое минимальное значение начальной температуры для какой-либо
стали, тем ниже степень ее свариваемости, так как с повышением начальной температуры (подогрев) возрастает сложность технологии сварки (необходимость подогрева).
Пример. По механическим свойствам основного металла для изготовления заданной конструкции одинаково пригодны низколегированные стали марок 10ХСНД и 15ХСНД по ГОСТ 19282—73. Требуется выбрать из них более стойкую
50
против образования холодных трещип при сварке в заданной конструкции тавровых соединений из металла толщиной 25 мм.
Для решения поставленной задачи по формуле (9) определяют максимальные значения эквивалента углерода, относящиеся к сталям указанных марок. При этом используют данные ГОСТ 19282—73 о химическом составе указанных сталей. Эти значения С, равны соответственно 0,30 и 0,35. Затем, согласно практическим данным (табл. 8), устанавливают, что в рассматриваемом примере для сварки металла заданной толщины следует выбрать электрод диаметром 5 мм. После этого по графику на рис. 4 находят пересечения горизонталей, проходящих через обозначенные на оси ординат указанные выше значения Сэ с вертикалью, проведенной через точку на оси абсцисс, соответствующую толщине металла 25 мм в тавровом соединении.
Полученные точки пересечения показывают, что сварку заданных тавровых соединений из стали марки 10ХСНД можно выполнять при нормальной температуре (То — 298 К) без предварительного подогрева. Применение другой стали в той же конструкции потребует предварительного подогрева свариваемых деталей соответственно до То = 343 К. Следовательно, из рассмотренных сталей более высокой сопротивляемостью образованию холодных трещин при сварке обладает сталь марки 10ХСНД, а более низкой — сталь марки 15ХСНД.
Далее для сварки стали выбранной марки 10ХСНД принимаем электрод диаметром 5 мм марки УОН1!-13/55, для которого (согласно паспортным данным) следует назначить сварочный ток в пределах 170—200 А. В случаях отсутствия паспортных данных необходимую величину сварочного тока I можно определить приближенно по одной из следующих эмпирических формул:
I = (20 + 6d) d;
I = kd; 7 = М>5; 7 =
где d — диаметр электрода, мм; k = 35-г-50; kL = 20-г-25; j — допускаемая плотность тока в электроде, которую принимают для электрода диаметром d = 1,6 мм равной 22—25 МА/м2, для d = = 3 мм 12—15 МА/м2, для d = 5 мм 10—13 МА/м2.
Более обоснованно и точно (с использованием теории тепловых расчетов при сварке) рациональные режимы сварки низколегированных и углеродистых сталей определяют на основе результатов испытаний этих сталей на свариваемость.
В результате испытания сталей на свариваемость (валиковая проба и проба ИМЕТ-1) получают предельные допускаемые значения основных параметров рационального режима сварки, обеспечивающего оптимальное сочетание механических свойств и структуры металла в сварном соединении. К таким параметрам относятся величина погонной энергии J/v, рекомендуемая для металла данной марки определенной толщины, равной толщине наплавленных образцов; пределы допускаемой скорости охлаждения wo околошовного участка стали данной марки при температуре наименьшей устойчивости аустенита (т. е. в пределах 773—873 К). В публикуемых результатах испытаний обычно приводят оба указанных параметра режима сварки либо один из пих.
51
Расчеты для определения всех необходимых параметров рационального режима сварки заданных соединений проводят по следующим примерным программам.
А. Предварительное приближенное определение основных параметров технологии сварки: 1) по химическому составу стали данной марки определяют ее эквивалент углерода, пользуясь формулой (8) или (9); 2) в зависимости от величины эквивалента углерода и интенсивности теплоотвода заданных сварных соединений (толщины основного металла и конструкции соединения) ориентировочно устанавливают необходимую температуру подогрева деталей перед сваркой (см. рис. 4); 3) по экспериментальным данным, публикуемым в справочниках по сварке, устанавливают тип и диаметр электрода, марку флюса, величину сварочного тока, число слоев шва и скорость сварки.
Б. Расчетное определение параметров технологического процесса сварки. Основной параметр технологического процесса дуговой сварки (наплавки) — скорость охлаждения околошов-ного участка при температуре Т наименьшей устойчивости аустенита (т. е. в пределах 773—873 К) — практически определяют посредством номограмм, построенных по уравнениям распределения теплоты дуги в свариваемом металле (Н. Н. Рыкалин). Номограммы (рис. 6) выражают связь между величиной погонной энергии сварочной дуги J/v (МДж/м) и скоростью охлаждения околошовной зоны wo с учетом возможных различных значений То — начальной температуры свариваемого металла.
Для расчетов по номограммам предварительно устанавливают наибольшее соответствие разрабатываемого технологического процесса одной из трех типовых расчетных схем перемещения источников теплоты при сварке: 1) линейный источник в пластине малой толщины; 2) точечный источник на поверхности пластины ограниченной средней толщины и 3) точечный источник на поверхности пластины большой толщины.
Первой схеме соответствует однопроходная сварка листов встык либо наплавка при глубине проплавления, мало отличающейся от толщины наплавляемой пластины. Скорость охлаждения околошовного участка для таких процессов рассчитывают по одной из номограмм (рис. 6), построенных отдельно для различных значений начальной температуры То основного металла. При этом из всего семейства кривых каждой номограммы используют только одну, соответствующую толщине металла б = 1 см и обозначенную штрихпунктнрной линией. Эта линия связывает значения скорости охлаждения w0 околошовного участка с соответствующими удельными значениями погонной энергии J/vb, приходящимися на единицу (1 см) толщины свариваемого (наплавляемого) металла. Поэтому для определения действительных значений погонной энергии следует удельное значение J/v&, полученное по номограмме для каждого расчетного либо заданного значения wo, умножить на действительную толщину (см) свариваемых (наплавляемых) деталей.
62
53
Рис. 6. Номограммы для определения скорости охлаждения ту о околошовного участка и погонной энергии g/t} при дуговой наплавке (сварке) стальных пластин в зависимости от их толщины б и разности температур Т — наименьшей устойчивости аустенита и Тв — начальной температуры основного металла:
а — наплавка (сварка) с предварительным подогревом основного металла на ~300° С; б — то же, на ~200°; в — то же, на —100е; г — наплавка (сварка) при нормальной (комнатной) температуре основного металла; д — наплавка (сварка) при охлажденном на ~100° основном металле
Таблица 9
Коэффициенты приведения толщины металла 6 и погонной энергии J/v, соответствующие условиям сварки (Н. Н. Рыкалин)
Приводимая величина Наплавка или однопроходная сварка стыкового соединения без скоса кромок Первый слой шва стыкового соединения (угол разделки) 60°) Первый слой второго шва соединения втавр или внахлестку Первый слой четвертого -шва крестового соединения
6 1 3/2 1 1
J/V 1 3/2 2/3 1/2
Вторая схема описывает сварку первого слоя шва в соединениях металла средней (0,5—3 см) толщины либо наплавку на пластину такой же толщины при глубине проплавления существенно меньшей, чем толщина пластины. Скорость охлаждения около-шовного участка wo применительно к этим процессам определяют по тем же номограммам (рис. 6) с использованием всего семейства кривых, показанного на каждой из номограмм, построенных с учетом различных значений начальной температуры свариваемого (наплавляемого) металла. При этом в расчет по номограммам следует вводить не действительные, а приведенные значения толщины металла б (см) и погонной энергии J/v (МДж/м). Приведенные величины б и J/v получают умножением действительных их значений на соответствующие коэффициенты приведения (табл. 9), учитывающие влияние на скорость охлаждения wo конструктивных особенностей заданных соединений и связанных с ними условий сварки.
Третья схема относится к наплавке на массивное изделие, толщина которого во много раз больше глубины проплавления. Скорость охлаждения околошовного участка в этом процессе рассчитывают по тем же номограммам (рис. 6), также с учетом начальной температуры То основного металла. При этом из всего семейства кривых каждой номограммы используют только одну, обозначенную индексом оо.
После установления соответствующего типа расчетной схемы применительно к разрабатываемому технологическому процессу сварки (наплавки) дальнейший расчет параметров этого процесса выполняют в следующем порядке: предварительно используют результаты определений То, полученные в указанных выше п. 1 и 2 программы А; пользуясь опубликованными справочными данными, принимают рекомендуемые для подлежащей сварке (наплавке) стали допускаемые пределы скорости охлаждения wo околошовного участка (при 773—873 К). Затем по номограмме (рис. 6) определяют соответствующие им требуемые для выполнения данного сварного соединения (наплавки) пределы значений погонной энергии 7/г>(МДж/м),
56
При отсутствии сведений о допустимых пределах w0 для стали данной марки следует воспользоваться рекомендуемыми пределами оптимальных значений погонной энергии J/v для сварки стали той же марки определенной толщины. В последнем случае, пользуясь номограммой (рис. 6), необходимо установить допускаемые значения величины wo, соответствующие этим оптимальным значениям J/v. Затем при помощи той же номограммы и коэффициентов приведения (табл. 11) по принятым значения шо устанавливают пределы оптимальных значений погонной энергии J/v (МДж/м), требуемые для выполнения заданного сварного соединения (наплавки) с учетом его конструкции и действительной толщины применяемого металла.
В соответствии с установленной оптимальной величиной погонной энергии из формулы (7) находят необходимую скорость сварки (мьис)
« = (10)
Величину сварочного тока I принимают по паспортным данным выбранных электродов или по допустимой плотности тока для сварочной проволоки (в случае автоматической сварки), напряжение дуги £/д — по справочным данным. Эффективный КПД теплового действия дуги при сварке металлическими электродами открытой дугой ци — 0,7 4-0,85, при сварке под флюсом т]и = = 0,8 4-0,85, при сварке в углекислом газе и аргоне т]и =0,65 и при сварке угольными электродами открытой дугой т)„ 0,5 4-
4-0,75, где меньшие значения т]и соответствуют наплавке на поверхность удлиненной дугой, а большие — сварке короткой дугой с углублением ее в разделку кромок или в сварочную ванну.
Площадь поперечного сечения (мм2) слоя шва, наплавляемого за один проход,
/сл = —", ПО
*сл уу ’ ' '
где коэффициент наплавки ан для электродов принимают по их паспортным данным; для электродов с основным покрытием ан =2,2 4-3,3 мг/(А с), для автоматической сварки под флюсом ан =3,9 4-4,4 мг/(А с), плотность наплавленного металла у = = 7,8 Мг/м3.
При известном значении площади поперечного сечения выполняемого шва, пользуясь данными формы разделки кромок для заданного сварного соединения, нетрудно определить высоту каждого наплавленного слоя и необходимое число слоев шва.
Пример 1. Определить значения параметров оптимального режима ручной дуговой сварки соединения встык листов толщиной 8 мм низколегированной стали марки 12ХН2.
Согласно описанной выше программе приближенного определения основных параметров технологии сварки последовательно выполним следующие действия.
57
В соответствии с указанным в ГОСТ 4543—71 химическим составом стали марки 12ХН2 находим для нее по формуле (9) следующие значения эквивалента углерода: Сэп]ах = 0,41% и Сэ.ср = 0,33%,
В соответствии с интенсивностью теплоотвода, присущей стыковому соединению, по графику на рис. 4 устанавливаем, что заданное соединение можно выполнять с использованием обычной технологии без предварительного подогрева свариваемых кромок.
По справочным данным, для заданного соединения без скоса кромок принимаем двусторонний шов с однопроходным выполнением его с каждой стороны в нижнем положении электродом диаметром 5 мм (стержень электрода из стали марки Св-08 или Св-08А) с покрытием основного типа (УОНИ-13/85) при питании дуги постоянным током 170—200 Л обратной полярности. При этом скорость сварки по формуле (11) должна составлять
1а„ 185 2,75 ,
v = 7^ = ТбТ7^-~4 мм/с <14-4 М/Ч)’
где для расчета приняты средние по паспорту электродов значения тока и коэффициента наплавки, а при определении площади поперечного сечения наплавляемого слоя металла — величина зазора между свариваемыми кромками 2 мм и высота усиления стыкового шва с каждой стороны не более 1 мм.
Решение этой же задачи по изложенной ранее полной программе расчетного определения параметров технологического процесса сварки выполняем следующим образом. Принимаем, что при сварке заданного соединения распространение теплоты будет происходить по схеме точечного источника в пластине средней толщины.
По опубликованным результатам валиковой пробы стали марки 12ХН2 толщиной 16 мм (с уточнениями по данным пробы ИМЕТ-1) диапазон оптимальных значений погонной энергии составляет J/v = 4,64-2,2 МДж/м. Пользуясь этими данными и принимая (по табл. 9) для заданного стыкового соединения значения коэффициентов приведения величин J/v и д равными единице, по номограмме на рис. 6, г находим приведенный к заданной толщине металла (б = 0,8 см) диапазон оптимальных значений погонной энергии J/v — 2,34-1,1 МДж/м. При этом устанавливаем, что допустимые пределы скорости охлаждения околошовного участка составляют wo = 2 4-9 К/с.
Затем полученные значения погонной энергии используем в формуле (10), в которую подставляем рекомендуемые по паспортным и справочным данным значения сварочного тока, напряжения дуги и коэффициента использования теплоты дуги. Таким образом, необходимая скорость сварки
/£7дТ]и - 10~3 185 33 • 0,75 IO’3 „ . „ , .
v ---- =------(2,3 4-1,1)--- =2-4,2 мм/с (7,2 4- 15,1 м/ч).
Следовательно, выбранный по программе приближенного определения параметров технологии режим сварки заданного соединения находится в пределах рациональных значений.
Пример 2. Определить параметры оптимального режима автоматической под флюсом дуговой сварки соединения внахлестку листов стали марки 35ХГСА толщиной 20 мм с заданным катетом шва k = 18+ 1 мм (схема точечного источника на пластине средней толщины). При указанном размере катета шва поперечное сечение наплавленного металла составит около 170 мм2.
В соответствии с химическим составом указанной стали по ГОСТ 4543—71 эквивалент углерода для нее по формуле (9) составляет Сэ шах — 0,6% И Сэ> ср = = 0,54%.
По графику на рис. 4 заключаем, что выполнение заданного сварного соединения требует предварительного подогрева кромок до температуры То « 500 К. При более высоких режимах сварки указанная температура нагрева может быть значительно снижена.
Руководствуясь справочными данными, для сварки в лодочку углового шва заданного соединения принимаем: сварочную проволоку марки Св-10Г2 диаметром 58
Б мм, флюс марки ЛН-348-А, сварочный переменный ток 1 = 800 Л, напряжение дуги t/д = 37 В и коэффициент наплавки ан = 4,2 мг/(Л-с) [15 г/(А-ч)[.
По результатам валиковой пробы стали марки 35ХГСА диапазон оптимальных значений погонной энергии при толщине металла 16 мм составляет J/v = = 6,254-5,4 МДж/м. По номограмме на рис. 6, б этим значениям погонной энергии после приведения к заданной толщине стали 6 = 20 мм будет соответствовать диапазон J/v = 84-7 МДж/м.
После пересчета величин J/v и С с учетом коэффициентов приведения (см. табл. 9) получим следующие расчетные значения: J/v — 5,34-4,7 МДж/м и О = = 20 мм. Этим приведенным значениям соответствуют по номограмме на рис. 6, б пределы значений скорости охлаждения околошовного участка wo = 0,54-0,7° К/с.
Согласно структурной диаграмме околошовного участка стали 35ХГСА, по данным пробы ИМЕТ-1, указанные значения скорости охлаждения обусловливают отсутствие содержания мартенсита в околошовном участке. При снижении температуры подогрева стали перед сваркой с 70 = 470 до То = 370 К для изложенных выше пересчетов следует пользоваться номограммой па рис. 6, в. Согласно последней диапазон оптимальных значений погонной энергии, полученный п результате валиковой пробы стали 35ХГСА толщиной 16 мм, после приведения к заданной толщине 6 = 20 мм составит J/v = 7,74-6,4 МДж/м.
После приведения величин J/v и б с учетом коэффициентов, помещенных в табл. 9, получим следующие их расчетные значения: J/v = 5,14-4,3 МДж/м и 6 = 20 мм. Этим приведенным значениям соответствуют по номограмме на рис. 6, в пределы значений скорости охлаждения околошовного участка юо = = 1,34-1,9 К/с.
Согласно структурной диаграмме околошовного участка стали 35ХГСА при указанных значениях скорости охлаждения содержание мартенсита в околошовном участке составит 44—67%, что недопустимо. По той же структурной диаграмме допустимое содержание мартенсита в пределах 20—30% будет достигнуто при узком интервале значений скорости охлаждения околошовного участка: wo = = 1,114-1,17 К/с. Это условие может быть обеспечено при предварительном подогреве свариваемой стали до температуры То « 420 К и при J/v = 5,14-4-4,7 МДж/м.
В обоих указанных вариантах применения предварительного подогрева (до Те = 470 и до Тв = 420 К) необходимое среднее значение погонной энергии будет приблизительно одинаковым: '-'J/v = 4,9 МДж/м. При этом необходимая скорость сварки
800 37 • 0,85 Ю-з v — --------4-9--------« 5 мм/с (18 м/ч).
При такой скорости сварки действительная площадь поперечного сечения наплавленного за один проход металла шва
800 - 4 2
/сл — 7 8.5 = 86 мм2 1см. формулу (11)].
При выполнении заданного соединения многослойным швом с одинаковой площадью поперечного сечения каждого слоя необходимое число слоев шва псл получим из соотношения
К 170
«сл = т— — -ос- ~ 2 слоя, /сл 86
где F — общая заданная площадь поперечного сечения наплавленного металла шва.
Описанная выше методика расчетного определения оптимальных режимов дуговой сварки научно обоснована и обеспечивает высокое качество и эксплуатационную надежность проектируемых сварных соединений. Ее широко применяют при составлении
59
рабочих проектов технологических процессов дуговой сварки ответственных изделий и сооружений. По мере разработки научно обоснованных рабочих методик расчетного определения оптимальных режимов других процессов сварочной техники такие методики будут внедрять в практику пректирования технологических процессов производства сварных изделий. Некоторые из таких методик в настоящее время уже разрабатывают в ряде научно-исследовательских организаций. До начала широкого их применения при определении рациональных режимов сварочных процессов следует пользоваться опытными данными и рекомендациями по выбору режимов различных процессов сварочной технологии, помещенными в справочной литературе, а также в учебных пособиях по технологии сварки.
14. ТЕХНОЛОГИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ЗАГОТОВИТЕЛЬНЫХ РАБОТ
И ОПРЕДЕЛЕНИЕ ЭКОНОМИЧНОГО РАСКРОЯ ПРОКАТА
При детальном проектировании операций заготовительных работ, подлежащих выполнению в сборочно-сварочном цехе, исходят из того, что объектом работы на каждом отдельном рабочем месте является либо единица (штука) материала (лист, швеллер, угольник и т. д.), либо отдельная деталь изделия. В некоторых случаях на отдельном рабочем месте может обрабатываться партия единиц материала (например, пакет листов) либо партия одинаковых деталей изделия (например, обработка на многоместном станке одновременно несколькими одинаковыми инструментами). При этом в соответствии с методическими основами, изложенными в п. 12, технологическое проектирование процессов, размещаемых в заготовительном отделении, имеет целью установление рациональных способов и последовательности выполнения рабочих операций, выбор типов оборудования и оснастки рабочих мест и определение необходимого числа, специальности и квалификации рабочих.
В порядке последовательности технологических операций, выполняемых в заготовительных отделениях, ниже рассмотрены наиболее употребительные способы их осуществления. При этом в каждом конкретном случае проектирования выбор того или иного варианта выполнения отдельных операций технологического процесса должен базироваться исключительно на технико-экономическом сравнении их между собой. Такие сравнения должны производиться путем выяснения проектной загрузки и возможной степени рационального использования намечаемого к выбору оборудования с учетом его индивидуальных конструктивных особенностей, производительности, прочих технических характеристик, стоимости и эксплуатационных расходов. Необходимые для подобных технико-экономических сравнений сведения о металлообрабатывающих станках для заготовительных отделений при-60
педоны в проспектах и катало-
। ах станкостроительных заводов.
Начальная обработка проката. После получения основных материалов в заготовительном отделении цеха (либо даже на цеховом складе) металлы подвергают предварительной обработке: зачистке, правке и вырезке заготовок из тяжелых н громоздких кусков листового и профильного проката, производимой обычно в целях облегчения его транспортировки и дальнейших операций по изготовлению деталей. При этом размеры заготовок должны быть кратными размерам вырезаемых из них деталей.
Взаимная последовательность указанных операций может быть различной. В тех случаях, когда резка металла производится машинным способом, этому процессу должна предшествовать правка металла. Последнее объясняется тем, что резка неправленного металла не может быть произведена машинным способом и обычно
Таблица 10
Средние практические нормы подлежащего правке количества металла различного сортамента в % от общего его количества, потребляемого за год
Сортамент металла Толщина, мм Подлежащее правке количество, %
Лист Полоса Широкополосный металл Профильный металл До 2 2—6 6—12 Более 12 До 6 6—12 12—18 18—25 Более 25 До 4 4—6 6—12 12—18 Более 18 Все ходовые размеры 100 90 50 10—50 100 80 50 20 10—20 100 80 70 35 10—35 15—5 Э
1 Примечание. Большие цифры относятся к правке длинных (менее жестких), меньшие — к правке коротких (более жестких) единиц материалов. ।
не удовлетворяет установленным размерным допускам. В случаях резки металла вручную с целью грубого деления на части больших его кусков более целесообразно сперва разрезать металл, а затем отдельные его куски передать на правку. Это облегчает дальнейшую внутрицеховую транспортировку металла.
Зачистка поверхностей проката от загрязнений, ржавчины и окалины обычно выполняется дробеструйными пневматическими
аппаратами в специальных камерах.
Искажение первоначальной формы материалов в процессе их производства и транспортировки от завода-изготовителя проката до машиностроительного завода — потребителя металлов зависит от сечения и жесткости профиля, его формы и общих размеров единицы материала (табл. 10).
Правку проката производят, как правило, в холодном состоянии на оборудовании различных типов в зависимости от сортамента металла, подлежащего обработке (см. гл. IV). Практикой проектирования установлено, что загрузка правильных станков (валь-
61
цев и прессов) на 25—30% в смену является достаточным обоснованием экономической целесообразности их установки.
Вырезку заготовок из тяжелых профилей и громоздких кусков металла осуществляют в большинстве случаев на отрезных станках по упору.
Наиболее распространенный способ резки всех сортаментов стали — газопламенная (кислородная) резка. Это объясняется сравнительно высокой ее экономичностью при выполнении как вручную, так и полуавтоматическим и автоматическим газорезательным оборудованием. Однако в результате воздействия термического цикла процесса газопламенной резки в зоне термического влияния возможны изменения химического состава металла (науглероживание поверхностей реза), образование закалочных структур и возникновение больших остаточных напряжений, приводящих к образованию трещин. Последние недопустимы, в особенности в деталях, предназначенных для работы в условиях вибрационной нагрузки.
Следовательно, для рационального использования газопламенной резки при выполнении заготовительных работ в сварочном производстве необходимо учитывать особую технологическую характеристику подлежащего кислородной резке металла — его «разрезаемость». Она является следствием различной реакции разных металлов и сплавов на термический цикл газопламенной резки и определяет необходимую степень сложности технологии резки, а также соответствующие режимы для обеспечения удовлетворительных результатов процесса резки.
Разрезаемость стали в значительной степени зависит от содержания в ней углерода и легирующих элементов. Она оценивается на основе химического состава подлежащего резке металла по эквиваленту углерода, который подсчитывают в этом случае по формуле
Сэ = С + 0,16Мп + 0,3 (Si + Mo) + 0,4Cr + 0,2V +
+ 0,04 (Ni + Си), (12)
где символ каждого химического элемента означает его содержание в стали в процентах.
В зависимости от числовых значений Сэ, определяемых по формуле (12), конструкционные стали подразделяют по их разрезаемое™ на четыре группы (табл. 11), что позволяет устанавливать необходимую технологию газопламенной резки при проектировании технологических процессов заготовительных работ.
Резку высоколегированных хромистых и хромоникелевых сталей, а также цветных металлов и сплавов выполняют посредством кислородно-флюсовой резки. Последнюю в ряде случаев вытесняют более прогрессивные, новые газоэлектрические способы резки металлов: плазменная струя и плазменная (проникающая) дуга. При резке плазменной струей анодом служит сопло горелки, 62
рабочий газ — аргон либо
смесь аргона с азотом, а при резке плазменной дугой анодом служит разрезаемый металл, рабочий газ — смесь аргона с азотом или водородом либо чистый азот или водород. Плазменную струю, обеспечивающую хорошую точность и чистоту поверхности реза, используют для резки алюминиевых сплавов толщиной до 40 мм и жаропрочных высоколегированных сталей толщиной до 30 мм. Плазменную дугу применяют для резки алюминиевых сплавов толщиной до 200 мм и коррозионно-стойких сталей толщиной до 50 мм.
Резку металла можно производить также на механических станках, ножницах, и пилах. К недостаткам большинства механических способов резки следует отнести возможность выполнения только прямолинейных резов.
Изготовление деталей. После предварительной обработки — правки и в некоторых случаях резки — весь металл, поступающий в заготовительное отделение цеха, последовательно проходит ряд производственных операций, из которых наиболее часто применяют следующие.
Разметка либо я а -
Таблица 11
Классификация конструкционных сталей по их разрезаемости кислородом (по материалам ВНИИАавтогенмаша)
Группа Содержание углерода, % Допускаемые условия выполнения резки
I С< 0,3 Сэ С 0,6 В любых производственных условиях без технологических ограничений и без предварительной или последующей термообработки стали
II С « 0,5 Сэ = = 0,61-: -т-0,8 В летнее время без подогрева, в зимнее время либо при резке больших сечений необходим предварительный подогрев до температуры не ниже 390 К
III o' II —Г и II Для предупреждения возникновения закалочных трещин резку следует проводить только после нагрева стали до температуры 570 не ниже 470 К
IV С > 0,8 Сэ> 1,1 Для предупреждения образования трещин резку можно проводить только после нагрева стали до температуры 570—720 К с медленным охлаждением после резки
метка. Прежде чем приступить к непосредственпомуТвы-полнению любых рабочих операций, изменяющих форму и очертания исходного металла, в большинстве случаев необходимо его разметить. Разметка представляет собой нанесение на подлежащем обработке металле конфигурации изготовляемых деталей в натуральную величину. Основной целью этой операции служит обеспечение точных, в соответствии с чертежами, размеров вырезанных из металла деталей с соблюдением
при этом наименьших возможных отходов.
В качестве основного оборудования для выполнения описываемых операций используют разметочные столы и плиты необ-
63
ходимых размеров. Средствами для разметки служат разного рода мерительные и чертежные инструменты (стальной метр, стальная рулетка, металлические линейки, чертилка, кернер, циркуль, штангенциркуль, рейсмус и угольник). В целях получения наиболее четкого изображения и контрастных линий чертежа на металле рекомендуется предварительно покрывать поверхность металла белой клеевой краской.
Вследствие весьма большой трудоемкости вместо разметки в серийном и массовом производстве применяют наметку посредством плоских шаблонов. Последние, в зависимости от требуемого срока службы, изготовляют из жести, дерева (фанеры) или картона. Такие шаблоны представляют собой точные, в натуральную величину (с припуском на последующую обработку), очертания подлежащих вырезке деталей. Путем обвода чертилкой на поверхности исходного материала всех контуров шаблона получают его изображение. В целях сохранения на металле этого изображения его накернивают по всем линиями обвода с небольшим шагом (50—100 мм) между отдельными точками (кернами).
В ряде отраслей машиностроения получил распространение прогрессивный способ оптической разметки. При этом способе фотонегатив s рабочего чертежа, выполненного в определенном масштабе (1 : 10 или 1 : 5), посредством проекционного фонаря проектируют с соответствующим увеличением на размечаемую поверхность металла. По световым линиям на металле разметчики накернивают контуры размечаемых деталей. При этом для облегчения и ускорения работ обычно применяют переносной кернер с пневматическим приводом.
При рациональном выполнении разметки и наметки достигают экономичного раскроя металла следующими мерами.
1. Максимально возможной плотностью размещения наметки (или разметки) деталей на каждом подлежащем раскрою куске металла. Поучительным примером достижения такого рационального раскроя листового проката может служить следующий опыт Иркутского завода тяжёлого машиностроения им. В. В. Куйбышева.
На этом заводе для изготовления днищ цилиндрических резервуаров требовались стальные диски диаметром 1200 мм. В качестве исходного металла применяли листовой прокат толщиной 6 мм и размерами (в плане) 1500X6000 мм. Различные варианты раскроя такого листа (рис. 7, а—в) отличались коэффициентом раскроя, равным отношению площади вырезанного днища (1,13 м2) к площади израсходованного проката. Этим коэффициентом оценивали степень использования проката при каждом варианте его раскроя.
По первому варианту (рис. 7, с) из листа вырезали пять днищ. При этом на каждое днище расход проката (по площади в плане) составил 9:5= 1,8 м2, а коэффициент раскроя Кр = 1,13 : 1,8 = 0,628.
По второму варианту (рис. 7, б) из листа вырезали три целых диска и шесть полудисков, которые затем попарно сваривали между собой. Таким образом, из листа получали шесть днищ. При этом на каждое днище расход проката составил 9:6 = 1,5 м2, а коэффициент раскроя Кр = 1,13 : 1,5 = 0,705.
64
Рис. 7. План раскроя листового проката при изготовлении днищ цилиндрических резервуаров
По третьему варианту, предложенному заводом и затем уточненному с тщательным учетом ширины резов и размещения на листе всех вырезаемых деталей (рис. 7, в), каждое днище сваривали из пяти частей (квадрата с диагональю, равной диаметру днища, и четырех сегментов). При этом на поверхности исходного листа размещали семь квадратов и 27 сегментов, а недостающий один сегмент (по предложению завода) следует вырезать из отдельного дополнительного листа. Соответствующая полоса такой заготовки шириной 180 мм для недостающих сегментов условно показана в верхней части (слева) на рис. 7, в. Таким образом, из листа можно получить почти семь днищ (семь квадратов площадью каждый 0,72 м2 и 27 сегментов площадью каждый 0,1025 м2). Общая площадь всех вырезаемых из листа деталей составляет в этом случае 7,8075 м2, чему соответствует коэффициент раскроя Кр = 0,8675.
2. Наименьшей возможной протяженностью резов (рис. 8). При этом следует выбирать соответствующие размеры проката для изготовления деталей.
Необходимость разметки либо наметки отпадает в тех случаях, когда последующей операцией является газопламенная резка по копиру либо механическая резка металла по упору.
Резка. В большинстве случаев непосредственно после разметки или наметки следует рабочая операция резки металла. В соответствии с очертаниями вырезаемой детали различают резку прямолинейную и резку по криволинейным контурам. Последняя определяет выбор не только способа резки, но и соответствующих типов оборудования для выполнения этой операции.
Наиболее универсальным и широко применяемым способом резки незакаливающихся сталей является газопламенная (кисло-
3 Красовский А. И.
I
65
трудоемкость
дов металла
6)
Рис. 8. Пример возможного сокращения трудоемкости вырезки деталей из широкополосного проката:
а — вырезаемая деталь — косынка станины металлургического агрегата; б — вариант наметки вырезаемой детали из проката большей ширины; в — то же, из проката меньшей ширины. В последнем случае умень-
шается протяженность резов (и их выполнения) на 9,4% при сохранении одинаковых отхо-
—1,5% (заштрихованные участки)
родная) резка. Рентабельность применения этого способа резки ограничивается минимальной толщиной подлежащего резке металла, равной 6 мм. Кислородная резка более тонкого материала по чистоте поверхности реза уступает способам резки на механических станках. Криволинейные резы можно успешно выполнять механическим способом только по дуге окружности при толщине металла не более 8 мм. С увеличением толщины разрезаемого металла экономические и технические преимущества кислородной резки по сравнению с механической резкой повышаются, и при толщине металла более 25 мм эти преимущества кислородной резци во всех случаях становятся бесспорными.
Газопламенная вырезка деталей как по прямолинейным, так и по криволинейным контурам может выполняться вручную, резаками или на газорезательных машинах общего (ГОСТ 5614—74) и специального назначения. Машины общего назначения, переносные и стационарные, различают по степени их автоматизации. Полуавтоматические машины предназначены для резки прямолинейной и по дуге окружности. Они снабжены простыми направляющими приспособлениями — линейками и циркульными устройствами. Автоматические машины одно- и много-резаковые предназначены для резки как по прямой, так и по сложным криволинейным контурам. Они снабжены различными копирующими механизмами: механическими, электромагнитными, автоматическими фотокопировальными или дистанционно-масштабными фотокопировальными. Для вырезки крупногабаритных деталей газорезательные устройства устанавливают на самоходных порталах либо на тележках с консолью для перемещения резаков над поверхностью разрезаемых листов металла.
Газорезательные машины специального назначения бывают различных конструкций, в том числе автоматические с программным управлением.
Сравнение эксплуатационных характеристик автоматической, полуавтоматической и ручной кислородной резки в основном при
66
водит к следующим данным: скорость полуавтоматической и автоматической резки выше, чем ручной; при механизированных способах резки с копирующими устройствами либо по линейке отпадает необходимость в предварительной разметке или наметке металла; чистота реза повышается с увеличением автоматизации процесса резки и в этом случае можно производить чистовую разделку кромок деталей под сварку.
Выбирать какой-либо из перечисленных способов газопламенной резки необходимо на основании следующих основных положений.
1. Во всех случаях, когда к точности и чистоте поверхности реза предъявляются повышенные требования, следует предпочесть автоматическую либо полуавтоматическую резку ручной. При этом наибольшую точность и чистоту реза обеспечивают машины прямоугольно-координатного и полярно-координатного типа. Кроме того, необходимо учитывать известное из курса технологии газовой резки влияние на точность резов последовательности их выполнения и режимов резки, способов закрепления разрезаемых листов и других технологических условий, а также мер по уменьшению деформаций металла при резке.
2. Поскольку применение более дорогой, сложной и менее универсальной аппаратуры для автоматической и полуавтоматической резки неизбежно приводит к повышению эксплуатационных расходов цеха, выбор автоматической или полуавтоматической резки целесообразен лишь при достаточной загрузке этой аппаратуры в течение года.
3. Особые преимущества полуавтоматической и автоматической газопламенной резки по сравнению с ручной должны быть учтены при проектировании серийных и массовых работ по вырезке деталей и по разделке кромок с применением копирующих механизмов.
Резка металла на механических станках отличается большой производительностью наряду с высоким качеством получаемого реза. Поэтому для массовых и крупносерийных работ по выполнению прямолинейных резов стали малой и средней толщины следует предпочесть холодную механическую резку газопламенной. В заготовительных отделениях сборочно-сварочных цехов для механической прямолинейной резки листового металла толщиной 13—32 мм наибольшее распространение получили ножницы для продольной и поперечной резки и гильотинные ножницы.
Ножницы для продольной и поперечной резки (пресс-ножницы) обрабатывают листовой, полосовой и широкополосный металл толщиной 13—32 мм. Большинство конструкций станков этого типа (с ножами длиной 220—670 мм) не ограничивает длины и ширины разрезаемого металла. В случае необходимости выполнения реза, длина которого превышает длину ножей станка, резку производят за несколько ходов’ножа с последовательной перестановкой разрезаемого металла по разметке или наметке либо по
3‘ 67
упору. Получаемый на этих станках рез обычно имеет большие заусенцы и значительные искривления, что приводит к необходимости последующей зачистки и правки металла.
Гильотинные ножницы, предназначаемые для выполнения длинных резов листового металла толщиной 15—40 мм по упору либо по наметке или разметке, отличаются значительно более высоким качеством реза по сравнению с описанными выше. В станках этого типа (как и в пресс-ножницах) предусмотрены механизированные зажимы для закрепления разрезаемого металла с целью устранения возможности его сдвига и исривления, а также для обеспечения возможности его скалывания в процессе резки. Длина ножей обычных гильотинных ножниц 2—4 м. Если станок не имеет вылета, то указанная длина ножей обусловливает наибольшую ширину разрезаемого листа и максимальную длину реза. При наличии вылета у гильотинных ножниц полная длина реза достигается в несколько приемов с последовательной перестановкой металла. Наибольшая ширина отрезаемой полосы в последнем случае ограничивается величиной вылета у станка (300—750 мм).
Для прямолинейной поперечной резки различного сортамента профильного металла обычно применяют станки двух типов; описанные выше ножницы для продольной и поперечной резки и ножницы с закрытым зевом. Практика эксплуатации ножниц для продольной и поперечной резки показала, что применение их для поперечной резки профильного металла ограничивается сравнительно некрупными сечениями последнего (толщина полки не более 25 мм). Поэтому в заготовительных отделениях сборочносварочных цехов значительно большее распространение получили ножницы с закрытым зевом. Станки отдельных моделей могут производить поперечную (под прямым либо косым углом) резку в холодном состоянии профильного металла самого крупного сортамента, в том числе круглой и полосовой Детали толщиной до 75 мм. Процесс резки на этих ножницах осуществляют почти исключительно по упору.
Криволинейные резы топкого листового металла толщиной не более 6 мм рационально выполнять на роликовых ножницах с двумя дисковыми ножами. При этом необходимо учитывать следующие технологические особенности резки на станках этого типа: ограниченность максимального радиуса реза, обусловливаемая размером вылета зажимного приспособления; необходимость последующего снятия заусенцев в местах реза (заусенцы увеличиваются с возрастанием толщины разрезаемого металла); необходимость последующей правки листового металла вследствие его искривления в процессе резки; степень этого искривления возрастает с уменьшением толщины металла.
Штамповка деталей. Детали из листового металла штампуют в холодном либо в горячем состоянии.
Холодную штамповку можно применять лишь для небольших толщин металла, не свыше 10 мм. При больших толщинах холод-
68
пая штамповка приводит к появлению трещин на внешних поверхностях деталей — в местах вытяжки штампуемого металла и, кроме того, может быть осуществлена с помощью прессов весьма большой мощности. Поэтому для штамповки металла толщиной свыше 8—10 мм применяют горячий способ, т. е. предварительный нагрев металла в подогревательных печах или горнах с последующей штамповкой.
Практика проектирования заготовительных отделений сборочно-сварочных цехов показала, что наиболее целесообразно сосредоточение всех операций по штамповке и высадке металла в самостоятельных прессовых либо кузнечных цехах. В этом случае штампованные детали в виде готового полуфабриката поступают непосредственно на промежуточный склад деталей сборочносварочного цеха. В случаях несложной холодной штамповки последняя возможна и в заготовительном отделении проектируемого сборочно-сварочного цеха. При этом штамповка должна быть в числе первых операций, непосредственно после резки металла на заготовки для штамповки. Путем применения специальных матриц и пуансонов одновременно со штамповкой могут быть выполнены операции по пробиванию дыр в металле и по вырезанию (выдавливанию) контуров штампуемых деталей. В этом случае необходима следующая операция — зачистка и снятие заусенцев.
Для выполнения холодной штамповки применяют прессы различной мощности и разных конструкций: эксцентриковые, фрикционные и гидравлические.
Зачистка. В целях получения гладких, без заусенцев, поверхностей контура штампованных деталей, а также для удаления с поверхности кромок окалины и шлаков, получаемых после вырезки деталей газовым пламенем, кромки зачищают. Эту операцию в большинстве случаев выполняют наждачными кругами. Они бывают стационарными, в виде небольших станков с приводом от электродвигателя, либо переносными, с гибким валом и с приводом пневматическим либо от переносного электродвигателя. Последний подключают к распределительной электрической сети цеха в местах выполнения работ. Для зачистки от заусенцев мелких деталей применяют очистные барабаны.
Стационарные установки наждачных кругов пригодны для зачистки мелких, легко переносимых деталей. Переносные наждачные круги применяют для зачистки кромок громоздких, неудобных для переноски деталей.
Правка деталей и заготовок. Детали и заготовки из листового, полосового либо широкополосного металла, искривленные в процессе вырезки их газовым пламенем либо на механических ножницах, выпрямляют па листоправильных вальцах, на прессе или вручную на плите.
Листоправильные вальцы чаще применяют в тех случаях, когда размеры вырезанной детали или заготовки, подлежащей правке, 69
достаточно велики и могут быть пропущены через вальцы. Для правки на вальцах некрупных деталей применяют подкладной лист, вместе с которым детали пропускают через вальцы.
Прессы используют для правки небольших деталей, допускающих возможность свободного расположения их на столе пресса. В подобных случаях для правки применяют прессы такой же конструкции, как для штамповки деталей. Однако при переходе от штамповки к правке требуется замена сменных рабочих частей станка (матрицы и пуансона) крышкой стола и бабой.
Правку вручную молотом на правильной плите с применением местного нагрева используют при весьма малом количестве деталей и заготовок в годовой программе выпуска продукции, т. е. при недостаточной загрузке требуемого механизированного оборудования. Кроме того, установка правильных плит наряду с правильными вальцами и использование ручной правки целесообразно в тех случаях, когда обработка некоторых заготовок и деталей на правильных вальцах не может удовлетворять предъявляемым к ним требованиям точности правки.
Подготовка кромок. Многие способы сварки требуют предварительной специальной подготовки кромок соединяемых деталей, выполняемой путем снятия фасок или отбортовки кромок.
Стыковые и тавровые соединения деталей, выполняемые при помощи газовой либо дуговой сварки, обычно требуют предварительного снятия фасок у кромок соединяемых деталей. В зависимости от толщины металла и удобства выполнения сварки форма этих фасок может быть различной. Кромки деталей подготовляют одним из следующих способов:
автоматической газопламенной резкой — при достаточной толщине деталей из низкоуглеродистой стали (свыше 8 мм);
строганием кромок на строгальных станках — при толщине деталей свыше 6 мм, причем если длина снимаемой фаски невелика (до 0,9 м), могут быть применены сравнительно недорогие поперечно-строгальные станки небольших размеров. В случае необходимости строгания кромок на значительной длине листового металла (до 12 м) требуются станки больших размеров — продольнострогальные. Наконец, для снятия фасок кромок у весьма длинных листов могут быть применены специальные крупногабаритные кромкостроительные станки;
фрезерованием, если поверхность снимаемой фаски ограничена кривой линией (при чашеобразной подготовке кромок).
Отбортовка кромок. Стыковые соединения деталей из тонкого (толщиной до 3 мм) листового металла, выполняемые при помощи газовой либо дуговой сварки неплавящимся электродом без присадочного материала, нередко требуют предварительной отбортовки кромок деталей. Эту операцию производят на специальных кромкогибочных станках либо на прессах, у которых пуансон и матрица должны иметь соответствующую форму.
70
Очистка. Детали, соединяемые посредством сварки плавлением, а также точечной либо шовной контактной сварки, в ряде случаев требуют предварительной очистки от окалины и окислов. Эта подготовительная операция может быть выполнена одним из следующих способов:
1) дробеструйными аппаратами, в этом случае процесс очистки металла от окалины и окислов осуществляется сильной струей чугунной дроби, выбрасываемой специальным пневматическим аппаратом;
2) переносным наждачным кругом; этот общеизвестный способ очистки применим лишь для листового металла толщиной свыше 3 мм, в то время как другие способы с успехом можно применять для очистки листового металла любой толщины;
3) газопламенной обработкой.
Образование отверстий. Отверстия в листовом, полосовом и профильном металле выполняют в заготовительных отделениях сборочно-сварочных цехов для последующей сборки на болтах и шпильках, для винтовых соединений, а также для заклепочных соединений, предусматриваемых по техническим условиям изготовления некоторых сварных изделий. Отверстия в металле после разметки или наметки по шаблону либо по упору выполняют одним из следующих способов:
сверлением отверстий на сверлильном станке с последующим, если требуется, нарезанием и зенкованием либо цекованием полученного отверстия; эти последние операции выполяют также на станках либо переносными сверлильными машинками со специальными режущими инструментами; сверление отверстий по шаблонам в больших листах, уложенных пакетами, особо эффективно;
продавливанием отверстий на дыропробивных станках с последующим рассверливанием на сверлильном станке либо переносными сверлильными машинками;
прожиганием отверстий струей кислорода после предварительного подогрева металла газовым пламенем с последующим рассверливанием полученного отверстия;
прожиганием отверстий электрической дугой (металлическим или угольным электродом) с последующим рассверливанием.
Малопроизводительные способы прожигания отверстий находят применение только в случаях единичных работ. При этом требуется обязательное последующее рассверливание полученных отверстий, выполняемое обычно переносными сверлильными машинками.
В мелкосерийном производстве для образования в металле отверстий диаметром до 32 мм по разметке или наметке широко применяют переносные сверлильные машинки различной величины, пневматические и электрические.
При значительном объеме работ по выполнению и рассверливанию отверстий нашли применение приводные сверлильные станки. Вследствие конструктивных и эксплуатационных преимуществ
71
наибольшее распространение получили вертикальные радиальносверлильные одношпиндельные и многошпиндельные станки. При наличии большого количества работ по образованию отверстий в металле наиболее рентабельно применение приводных дыропробивных прессов.
Следующая операция после продавливания — рассверливание отверстий одним из перечисленных выше способов. Края отверстий в металле, получаемые путем продавливания, в большинстве случаев не отличаются достаточной чистотой; кроме того, у краев отверстий появляются мелкие и неглубокие радиальные трещины. Последние в дальнейшем служат местом возникновения коррозии, концентрации напряжений и постепенного разрушения соединения деталей. Поэтому следует предусматривать продавливание отверстий несколько меньшего диаметра, чем это требуется по чертежу, чтобы при последующем рассверливании довести их размеры до необходимых значений с одновременным удалением слоя с трещинами на стенках пробитого отверстия.
Гибка заготовок и деталей. В заготовительных отделениях сварочных цехов производят обычно только холодную гибку металла. Горячую гибку, как и горячую правку листового и профильного металла, выполняют преимущественно в прессовых цехах. При горячей гибке все описанные ранее операции по подготовке кромок и выполнению отверстий в металле во избежание смещения и искажения первоначальной формы обработанных поверхностей производят после гибки. При холодной гибке в целях упрощения операций по обработке металла указанная последовательность работ бывает всегда обратной. Исключение составляют только крупные отверстия (для люков, лазов и т. п.), которые всегда выполняют после гибки. Таким образом, холодная гибка листового и профильного металла в цилиндрическую или коническую форму является одной из заключительных операций технологического процесса по заготовке деталей и выполняется на особых станках.
Характерная особенность процесса гибки, как и штамповки листового металла, состоит в том, что не требуется его предварительной правки.
Гибку листового, полосового и широкополосного металла осуществляют на листогибочных вальцах — трехвалковых или четырехвалковых. При гибке материала на трехвалковых вальцах отсутствует загиб поперечных кромок листа. Это обусловлено расстоянием между осями нижних валков, которое не может быть сколь угодно малым. Поэтому гибке металла на трехвалковых вальцах всегда должна предшествовать предварительная подгибка кромок на специальном кромкогибочном прессе.
Подгибка кромок, осуществляемая на четырехвалковых вальцах, не обеспечивает цилиндрической формы подгибаемых кромок и требует последующего доведения этой операции вручную. Поэтому следует предпочитать применение трехвалковых листо
72
гибочных вальцов, как менее дорогих и более простых в обслуживании, а предварительную подгибку кромок производить на кромкогибочном прессе либо на тех же листогибочных вальцах с применением специальных гибочных шаблонов из толстого металла.
Для обслуживания листогибочных вальцов необходимы рабочие той же квалификации и в том же числе, что и для правильных вальцов. Для выполнения вспомогательных операций по удержанию металла в процессе его гибки, а также при установке и снятии его со станка необходимы подъемно-транспортные устройства (мостовой кран либо местный консольный поворотный кран).
Использование комбинированных правильно-гибочных вальцов не получило широкого распространения в производственной практике, так как применение их связано с весьма существенными эксплуатационными неудобствами, например нарушением общего направления грузопотока в цехе, поскольку правку выполняют обычно одной из первых, а гибку — одной из последних операций по обработке металла в заготовительном отделении сборочносварочного цеха.
Помимо гибки листового металла в форму цилиндра в ряде случаев необходима гибка листового металла по форме иного профиля. Такая гибка при листовом металле толщиной до 10 мм возможна исключительно на прессах для отбортовки листов.
Для гибки профильного металла используют прессы либо роликовые гибочные станки. Прессы для правки профильного металла в одинаковой мере пригодны и для гибки того же металла, так как выполнение обеих операций на упомянутом оборудовании технологически ничем не отличается. В случае необходимости гибки профильного металла по линии окружности применяют роликовые гибочные станки.
При технологическом проектировании производственного процесса заготовительных работ принятую последовательность рабочих операций и все необходимые данные по каждой из них, предусмотренные для изготовления деталей, включенных в годовую производственную программу, вносят в технологические карты либо в ведомости технологического процесса (см. п. 12).
15. ПРОЕКТИРОВАНИЕ РАБОТЫ
ПРОМЕЖУТОЧНОГО СКЛАДА
И ОТДЕЛЕНИЯ КОМПЛЕКТАЦИИ ЗАГОТОВОК
И ДЕТАЛЕЙ
Согласно изложенному выше (см. п. 3) основные подразделения цеха сварных металлических конструкций на машиностроительном заводе — заготовительное и сборочно-сварочное отделения. Связующим звеном между ними служит промежуточный склад, на который поступают все заготовки и детали изделий, изготовляемых в сборочно-сварочном отделении, в число которых входят заготовки и детали изготовленные в заготовительном от-
73
делении данного цеха и в других цехах (кузнечно-прессовом, литейном и т. п.) того же завода, а также детали, получаемые по кооперации от других заводов и приобретаемые в готовом виде стандартные детали (болты, гайки, заклепки и пр.).
Выполняемые на промежуточном складе работы включают не только контроль и приемку всех перечисленных заготовок и деталей, но также сортировку и комплектацию их для своевременной доставки на определенные рабочие места и участки сборочносварочного отделения, чем обеспечивается бесперебойная его работа и выпуск изготовляемой в цехе продукции. Если проектируемый сборочно-сварочный цех не отличается весьма большим и многономенклатурным годовым выпуском сложных изделий,указанная работа его промежуточного склада не требует особых мер для обеспечения бесперебойной ритмичной работы и своевременного выпуска продукции цеха. Иначе складываются условия работы в крупных цехах с весьма обширной программой сложных изделий, особенно при мелкосерийном и даже единичном их производстве.
Опыт работы блока цехов сварных металлоконструкций (БЦСМК) Уралмашзавода (по Н. И. Рыжкову), вступившего
в строй действующих предприятий в 1965 г. при годовой программе мелкосерийного и единичного производства ПО ООО т сварных конструкций, показал, что комплектация в течение пятидневки до 50 000 шт. деталей и 8000 сборочных единиц требует правильно организованных складов полуфабрикатов, учета и четкой диспетчеризации передачи их в сборочно-сварочные отделения, без чего невозможно организовать производство в таких масштабах. По данным опыта проектирования крупных цехов сварных металлоконструкций указанные требования к организации комплектации заготовок и деталей на промежуточном складе возникают уже при достижении выпуска цеха 30 000 т в год.
На Уралмашзаводе в БЦСМК спроектирован и организован склад полуфабрикатов, выделенный в самостоятельный цех комплектации деталей и выполняющий следующие функции: запуск в производство в заготовительных цехах производственных заказов, исходя из наличия металлопроката, литья и поковок, и обеспечение цехов технической документацией, разработанной в отделе главного сварщика завода; приемку готовых деталей из заготовительных цехов; контроль за ходом комплектования заказов этими цехами и смежными производствами завода (горячая штамповка, нормализованные детали и т. д.); хранение заготовок и окончательно обработанных деталей с последующим комплектованием ими сборочных единиц и подачей их на производственные участки сборочно-сварочных цехов.
В пролетах отделения (цеха) комплектации располагают складочные площадки для хранения и комплектования крупногабаритных деталей. Складирование и комплектацию мелких деталей осуществляют в специальных стеллажах и штабелях,
74
подразделенных на секции. Комплектацию деталей выполняют с помощью специально спроектированных мостовых кранов-штабелеров,
В отделении (цехе) комплектации организована диспетчерская служба (три сменных диспетчера), которая координирует работу всех секций стеллажей-штабелеров, ведет учет поступления заготовок и деталей, дает необходимые данные для комплектования сборочных единиц. Комплектные сборочные единицы подаются в сборочно-сварочные цехи (отделения) на определенные производственные участки передаточными тележками.
В результате принятой и кратко описанной выше организации труда на складе комплектации обеспечивается необходимая оперативность комплектации, улучшаются условия использования производственных площадей сборочно-сварочных цехов (отделений) и использования их оборудования, а также возрастает экономическая эффективность работы склада сравнительно с обычным методом хранения и комплектации в нем заготовок и деталей.
16. ОПРЕДЕЛЕНИЕ ТРУДОЕМКОСТИ РАБОТ
И ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ЦИКЛА-
Заключительный этап проектирования производственного процесса — определение трудоемкости его операций, а также расчетной длительности каждой из них и всего производственного цикла изготовления заданного изделия. Эти данные получают в результате технического нормирования трудоемкости операций и времени, затрачиваемого на их выполнение. Основы технического нормирования известны из общего курса «Организация и планирование машиностроительного производства». При проектировании производственных процессов следует учитывать различия в нормировании ручных и механизированных операций.
При нормировании ручных работ продолжительность каждой операции определяют с учетом числа рабочих, выполняющих одновременно и совместно данную производственную операцию. Применяемые в этом случае единичные нормы представляют собой практически проверенные данные о необходимом количестве труда для выполнения какой-либо единицы работы (сварка 1 м шва либо одного стыка и т. п.) в заданных (или выбранных проектантом) производственных условиях и при соблюдении рациональных технологических режимов данной работы.
В результате нормирования ручных сборочно-сварочных и заготовительных работ получают следующие две величины, характеризующие время и труд, требуемые для выполнения каждой запроектированной операции: /ч — продолжительность работ, измеряемую обычно в минутах или часах, и тч — трудоемкость работ, получаемую путем умножения единичной нормы на число единиц работы, включенных в данную операцию; значения этой величины выражают в единицах трудоемкости — в человеко-ми-нутах или в человеко-часах (либо в нормо-часах).
75
Очевидно, что трудоемкость каких-либо ручных работ тч, подсчитанная по нормам для некоторых определенных производственных условий данного технологического процесса, характеризует необходимое количество труда для их выполнения
тч = const,
где тч — величина постоянная в течение всего времени, пока не изменятся производственные условия или технологический процесс. В то же время продолжительность тех же работ t4 представляет собой переменную величину, зависящую от числа рабочих пч, принимающих участие в этих работах:
/ц Тц/Иц.
Естественно, что трудоемкость и продолжительность ручных работ будут численно равны между осбой в тех случаях, когда число рабочих, выполняющих данную операцию, будет равно единице. Во всех остальных случаях числовое значение продолжительности работ значительно меньше числового значения трудоемкости тех же работ.
Число рабочих на одном рабочем месте (на сборочно-сварочном стенде, стеллаже и т. п.), выполняющих работу совместно и одновременно, обозначают термином «плотность работ» и выражают в «человек-место». Таким образом, трудоемкость ручных работ тч в человеко-минутах или человеко-часах путем деления ее на плотность работ о может быть выражена в других единицах трудоемкости — в место-минутах или в место-часах
Тм Тч/О.
Очевидно, что для каждого отдельного сборочно-сварочного рабочего места продолжительность выполнения сборочно-сварочных операций в минутах или часах всегда численно равна трудоемкости тех же операций, выраженной в место-минутах или в место-часах.
В случаях определения продолжительности работ, производимых на каком-либо станке, руководствуются сведениями о производительности этого станка при оптимальных режимах его работы. Исходя из этих данных подсчитывают единичную норму времени на обработку единицы материала либо на обработку одной детали. Что же касается рабочих, обслуживающих в процессе работы данный станок, что число их обычно не влияет на его производительность и поэтому должно учитываться особо, по соображениям рациональной загрузки их операциями, необходимыми для обслуживания станка.
Таким образом, при нормировании технологического процесса станочных работ получают следующие величины, характеризующие время и труд, необходимые для выполнения каждой операции: продолжительность работ, измеряемую в минутах или часах, и трудоемкость работ, получаемую путем умножения единичной 76
йормы трудоемкости на число единиц работы, включаемых в данную станочную операцию; эту величину измеряют в единицах трудоемкости — в станко-минутах или станко-часах.
Очевидно, что для каждого отдельного станка продолжительность выполнения станочных операций в минутах или часах всегда численно равна трудоемкости тех же операций, выраженной в станко-минутах или станко-часах.
Более подробные данные по техническому нормированию технологических процессов при проектировании сборочно-сварочных цехов (отделений, участков) приведены в соответствующих нормативных и справочных материалах и источниках.
После определения трудоемкости всех операций по изготовлению заданных изделий могут быть выполнены последующие расчеты. Так, посредством суммирования трудоемкости всех последовательных рабочих операций проектируемого технологического процесса может быть получена суммарная трудоемкость работ по изготовлению одного изделия. При этом понятно, что трудоемкости ручных и станочных работ следует подсчитывать раздельно. Кроме того, путем суммирования трудоемкостей соответствующих операций и умножения их на количество заданных изделий могут быть получены значения трудоемкости работ на всю годовую производственную программу для каждого предусмотренного технологическим процессом типоразмера станка или сборочно-сварочного рабочего места и для каждой профессии и специальности производственных рабочих в отдельности.
Числовые значения указанных величин трудоемкости работ на годовую программу, как это показано в п. 25 и 27, представляют собой исходные данные для расчетов по определению требуемого количества оборудования рабочих мест и числа ра очих для проектируемого цеха. При этом связующим звеном м жду значениями трудоемкости работ на годовую программу и потребными количествами перечисленных основных элементов производства служат фонды времени оборудования, рабочих мест и рабочих (см. п. 8).
Полученные в результате технического нормирования всех операций проектируемого производственного процесса (технологических, контрольных и подъемно-транспортных) числовые значения их продолжительности дают возможность определять общую продолжительность изготовления заданного изделия, т. е. длительность его производственного цикла. Эта величина служит показателем уровня организации производственного процесса, а следовательно, показателем качества его разработки. Согласно описанному ниже (см. п. 21), чем меньше производственный цикл изготовления изделия, тем больше пропускная способность (производительность) цеха, отделения, участка, тем быстрее оборачиваемость оборотных средств предприятия-изготовителя данных изделий, тем меньше необходимая для выполнения программы сумма оборотных средств производства. Поэтому определение длительности производственного цикла для каждого типа заданных
77
1
tn tr tn
|||1111112Ш8ШШ1Й]
I
tn tT I tr tK tn
2 - 1И№«М§Я1 tn tr tn
3
tr
g tn tT tn § *--Ч11111^ЖЖМ
tr tx tn
tr tK tn
S:
6
Тц-С.
0
Продолжительность операций
Рис. 9. Пример циклограммы изготовления сложного изделия:
Гц. с при последователыю-параллелыюм выполнении операций технологических tT, контрольных tK и подъемно-транспортных t„
для изготовления в проектируемом цехе изделий имеет весьма существенное значение и является обязательным заключительным этапом разработки проекта производственного процесса.
В случаях изготовления весьма простых изделий, не поддающихся расчленению на отдельные сборочные единицы, длительность производственного цикла Тц. п каждого из них, очевидно, равна сумме продолжительностей всех операций запроектированного производственного процесса Кт — технологических, tK — контрольных и /п — подъемно-транспортных):
7ц. п = 12 Кт + 4 + Q/-
Для изделий достаточно сложных, расчленяемых на отдельные сборочные единицы, изготовление которых может осуществляться одновременно на разных рабочих местах, длительность Тц. с производственного цикла всегда меньше указанной выше суммы продолжительностей всех операций запроектированного производственного процесса:
Л. с < 12 Кт + tn)r i
В подобных случаях величину производственного цикла определяют путем построения графика циклограммы последовательнопараллельного выполнения всех операций (рис. 9). На таком графике по оси ординат откладывают точки, соответствующие предусмотренным в запроектированном производственном процессе 78
рабочим местам (станкам, сборочным стеллажам, испытательным стендам и пр.), а по оси абсцисс — продолжительность операций, т. е. время. При построении графика следует стремиться к получению минимально возможного значения длительности производственного цикла 7Ц.С, что достигается путем максимального расчленения заданного изделия на отдельные сборочные единицы п одновременного их изготовления.
17. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ОЦЕНКА ВАРИАНТОВ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
Разработка проекта производственного процесса изготовления заданных изделий, как всякая техническая задача, обычно допускает различные варианты решения возникающих вопросов. Наиболее часто такие варианты относятся к разным технологическим способам изготовления продукции, различной степени механизации производственного процесса, разным типам оборудования и оснастки рабочих мест и т. п. При этом использование каждого варианта в отдельности удовлетворяет требованиям к качеству заданной продукции в соответствии с техническими условиями на ее приемку.
Наиболее целесообразный вариант из числа возможных в практике проектирования определяют на основе технико-экономического их сравнения. В результате такого сравнения выбирают лучший вариант, являющийся применительно к заданной программе выпуска изделий наиболее рациональным в техническом и наиболее рентабельным в экономическом отношении.
Р»? Методика сравнительной технико-экономической оценки проектируемых вариантов технологии производства сводится к следующему. Применительно к сварочному производству технические преимущества и недостатки сравниваемых вариантов подлежат оценке по присущим каждому из них значениям указанных ниже основных характеристик и показателей:
прогрессивность технологии производства, определяемая высокой производительностью применяемых сварочных процессов, отсутствием существенных препятствий для комплексной их механизации и автоматизации, возможностью достижения высокого качества заданной продукции и снижения ее трудоемкости при обеспечении безопасности и безвредности выполняемых работ;
длительность производственного цикла изготовления заданной продукции (лучшему варианту присуща наименьшая длительность производственного цикла);
габаритные размеры и масса необходимого технологического оборудования (лучшему варианту присущи наименьшие габаритные размеры и масса оборудования);
площадь и кубатура здания цеха, необходимые для организации производственного процесса (лучший вариант отличается наиболее компактным его размещением в цехе);
79
требуемое число рабочего и обслуживающего персонала для изготовления заданной продукции (лучший вариант требует наименьшего числа указанного персонала);
удельная производительность технологии изготовления заданной продукции, определяемая показателями ее годового выпуска на одного рабочего и на 1 м2 площади, занятой производственным процессом.
Результатов сопоставления между собой сравниваемых вариантов технологии производства заданной продукции по перечисленным выше техническим характеристикам и показателям еще недостаточно для определения оптимального варианта. Последний может быть выявлен путем экономического анализа наиболее прогрессивных и конкурирующих между собой в техническом отношении вариантов. Поэтому техническую оценку сравниваемых вариантов технологии производства всегда дополняют их экономической оценкой.
Согласно утвержденной методике для оценки экономической эффективности применения различных вариантов техники в народном хозяйстве следует определять соответствующие каждому варианту годовые приведенные затраты 3 по формуле
3 = С + ЕкК, руб/год, (13)
где С — себестоимость годового выпуска продукции, руб.; К — капитальные вложения в производственные фонды, руб.; Ен — нормативный коэффициент эффективности капитальных вложений, принимаемый в расчетах равным 0,15; Е^К — сумма ежегодного погашения капитальных вложений, руб.
Лучший вариант характеризуется наименьшей величиной 3 приведенных годовых затрат.
В практике проектирования расчетное значение коэффициента эффективности капитальных вложений нередко существенно отличается от его нормативного значения, являющегося наименьшим допускаемым. Поэтому возникает необходимость проверки соблюдения этого обязательного условия. Для такой проверки используют следующую формулу:
р__Ci — С2__ 1
Тог
где Е — расчетное значение коэффициента эффективности капиталовложений; Ci и С2 — себестоимость годового выпуска продукции по базовому (Cj) и предусматриваемому новому (более прогрессивному) варианту (С2) проекта цеха, руб.; Ei и Д2 — капитальные вложения в производственные фонды соответственно по тем же вариантам, руб.; Ток — срок окупаемости капитальных вложений, выражаемый в годах.
Нормативное значение срока окупаемости, соответствующее принимаемому в настоящее время нормативному значению коэф-80
(14)
фициента эффективности капитальных вложений (Ен =0,15), составляет Тн = 6,67 лет (не более).
В подсчеты капитальных вложений и себестоимости годового выпуска продукции по сравниваемым вариантам достаточно вводить затраты только по тем элементам капиталовложений и себестоимости, по которым сравниваемые варианты различаются между собой. Такое упрощение расчетов не влияет на действительное соотношение их результатов по сравниваемым вариантам. Указанную «упрощенную» себестоимость продукции называют технологической себестоимостью в отличие от полной себестоимости, в которую входят все без исключения издержки.
Пример. Представлены для рассмотрения два варианта проекта сооружения сборочно-сварочного цеха. По первому варианту предусмотрено поточное производство изделий с применением механизированных сборочных устройств и автоматов для выполнения сварочных операций. Соответствующими сметными расчетами определены следующие значения необходимых капитальных вложений и суммы цеховой технологической себестоимости годового выпуска заданных изделий: К, = 4,5 млн. руб. и С, = 3,5 млн. руб. в год. По второму варианту проекта для выполнения той же программы выпуска изделий предусмотрено использование автоматических сборочно-сварочных линий, что повысило сумму необходимых капитальных вложений до /<2 = 5,5 млн. руб., но обеспечило снижение проектной цеховой себестоимости годового выпуска продукции до С2 = = 3,3 млн. руб. в год.
Определяемые по формуле (14) расчетные значения коэффициента эффективности Е капиталовложений и срока их окупаемости Т^к составляют соответственно Е = 0,2 и Тдк = 5 лет. Сопоставление этих расчетных значений с упомянутыми выше их нормативными значениями (Еа = 0,15 и Тн = 6,66 лет) показывает, что второй вариант проекта экономически эффективнее первого и отличается вполне удовлетворительными значениями указанных расчетных величин.
В сварочном производстве вообще и особенно при изготовлении деталей, наплавленных износостойкими сплавами, нередко различные варианты технологии сварки (наплавки) обеспечивают разное качество продукции. Последнее выражается обычно эксплуатационными показателями долговечности (срок службы либо износостойкость наплавленных деталей) или показателями удельного расхода на единицу обрабатываемого материала (например, количество расходуемых наплавленных лемехов на каждые 1000 га пашни, обрабатываемой тракторными плугами). В подобных случаях в описанные выше расчетные формулы (13)—(14) следует вместо фактической себестоимости С; годового выпуска продукции вводить его скорректированную себестоимость Ск с учетом изменения качества изделий
Ск = С,Тс. К/Тн. к
ИЛИ
С -СР IP
’-'к — '-‘l1 Н’К'2 С‘К>
где Тс, к и Т„, к — срок службы продукции прежнего и повышенного качества в одинаковых единицах времени; Рс. к и Рак — удельный расход продукции прежнего и повышенного качества, шт.
Невыполнение указанной корректировки себестоимости продукции, как правило, приводит к ошибочным выводам. В под
81
тверждение этого можно привести немало примеров, когда технологический вариант, отличающийся наиболее низкой цеховой себестоимостью наплавленных деталей, не обеспечивает у потребителя этих деталей наибольший срок их службы сравнительно с деталями, наплавленными с применением более дорогой технологии. Лучший вариант должен быть оптимальным с точки зрения потребителя продукции.
Экономический анализ необходим также тогда, когда имеется всего один вариант технологического процесса. При этом анализ дает возможность выявить недостатки разработанного варианта и пути рационализации предусмотренного производственного процесса либо необходимость замены его другим процессом, экономически более эффективным.
Чаще всего в практике проектирования выполняют экономическое сравнение производственного процесса, разработанного в представляемом на утверждение проекте, с другими вариантами процессов, принятыми в ранее утвержденных проектах аналогичного либо подобного производства. В таких случаях для обеспечения сопоставимости сравниваемых вариантов непременным условием является приведение их программ годового выпуска продукции к одинаковым либо близким количественным значениям. При этом используют следующую методику экономического анализа рассматриваемых вариантов с помощью построения графиков.
По каждому сравниваемому варианту проекта определяют годовые приведенные затраты по формуле (13) после следующих ее преобразований. Входящую в эту формулу себестоимость С годового выпуска продукции для упрощения расчетов представляют в виде цеховой технологической себестоимости, т. е. включающей только те элементы себестоимости, которыми сравниваемые варианты различаются между собой. Кроме того, учитывают, что цеховая технологическая себестоимость С годового выпуска продукции подразделяется на переменные расходы о77, пропорциональные годовому выпуску изделий, и на условно-постоянные расходы с, почти или совершенно не зависящие от годового выпуска продукции 77. Следовательно, величину цеховой технологической себестоимости годового выпуска продукции можно представить в виде
С =vll + с.
После подстановки в формулу (13) указанного значения себестоимости С и, принимая во внимание, что последний член £,Д формулы (13) является для каждого варианта проекта цеха в отдельности постоянной величиной, значение годовых приведенных затрат (руб/год) можно выразить в виде
3/ = vini + (с ф- ЕНК) t = Vin( + 77{., (13.а)
где Ht = (с + ЕНК)( = const,
82
годовых приведенных затрат 3 от количественного годового выпуска П заданных изделий при постоянном парке производственного оборудования цеха
Легко видеть, что формула (13а) представляет £собой уравнение прямой в системе координат 3, П. При этом величина отсекаемого этой прямой (рис. 10) отрезка ОН{ на оси ординат численно равна сумме постоянной величины ежегодного погашения капитальных затратой постоянной части цеховой технологической себестоимости годового выпуска продукции. Построение расположения этой прямой на графике/ (рис. 10) выполняют путем проведения из точки /7,- (на оси абсцисс) ординаты высотой 3i (см. отрезок /7,- — 3,). Последующим соединением вершины этой ординаты (точки 3() прямым отрезком с точкой 1Ц на оси ординат получают искомое расположение прямой 77, — 3t на графике.
Эта прямая описывает зависимость величины приведенных
годовых затрат от количественного годового выпуска заданных изделий по рассматриваемому t-му варианту проекта.
Указанный на рис. 10 характер изменения величины 3 приведенных годовых затрат в зависимости от количества Л изготовляемых за год изделий будет действительным только в пределах постоянного состава парка технологического оборудования. По мере увеличения годовой программы выпуска продукции загрузка этого оборудования будет возрастать. После достижения 100%-ной загрузки предусмотренного комплекта (1к) оборудования его пропускная способность будет исчерпана (рис. 11, б).
Для дальнейшего увеличения программы годового выпуска продукции (от 77х до 2/7х) потребуется соответствующее увеличение парка оборудования. Если для этого случая предусмотреть установку второго такого же комплекта оборудования, то постоянная составляющая Лг в формуле (13а) увеличится (см. рис. 11, а) приблизительно в 2 раза (277J, а средний коэффициент загрузки двух комплектов оборудования (2k) составит сперва k3 50 %. С дальнейшим увеличением годового выпуска продукции (от 77х до 277J будут прямолинейно возрастать как годовые приведенные затраты 32, так и средний коэффициент загрузки двойного комплекта оборудования. После исчерпания пропускной способности этого оборудования, т. е. после достижения 100%-ной его загрузки, снова потребуется увеличение парка оборудования. Если и в этом случае предусмотреть дополнительную установку еще одного комплекта оборудования, то постоянная составляющая Ht в формуле (13а) снова возрастет примерно в 3 раза (31Ц) по сравнению с первоначальным ее значением (7/j), а средний коэффициент загрузки трех комплектов (Зк) оборудования сначала составит k3^67%. По мере дальнейшего увеличения годового выпуска продукции (от 2П1 до ЗПу) будут прямолинейно
83
S.pySleoS
Рис. 11. Зависимость суммы годовых приведенных затрат (Зц Зг, ... 35) от количественного годового выпуска (П1Г 2ГЦ, ... ЗП^) заданных изделий при увеличении парка производственного оборудования цеха в связи с планируемым значительным ростом выпуска продукции по годам:
а— график изменения годовых приведенных затра 3 = [ (77); б — график изменения загрузки (k3%) парка производственного оборудования по мере увеличения числа его комплектов (1/г, 2k, ..., 5k) в связи с ростом выпуска продукции (П) по годам
Рис. 12. Графический способ сравнения экономической эффективности двух вариантов проекта цеха, отличающихся различной технологией производства продукции
возрастать как годовые приведенные затраты З3, так и средний коэффициент загрузки парка оборудования Зк до исчерпания пропускной способности последнего. Изменения коэффициента загрузки оборудования и постоянной составляющей Я, в формуле (13а) при дальнейшем увеличении годовой программы выпуска будут происходить аналогично вышеописанному.
В результате зависимость величины годовых приведенных затрат от изменяющегося в широких пределах годового выпуска продукции имеет ступенчатый характер (рис. 11). При этом каждая ступень представляет собой отрезок прямой (3lt 32, ..., 35 и т. д.).
В пределах каждого значения состава парка оборудования коэффициент его загрузки по мере увеличения годового выпуска изделий изменяется также прямолинейно от минимального значения до 100%. При этом одновременно с увеличением парка оборудования на один комплект происходит спад среднего значения коэффициента загрузки до нового начального значения (см. рис. 11): (^ = ^-100%,
где N — число комплектов оборудования.
84
С увеличением числа комплектов оборудования N значение (А'3)н асимптотически стремится к единице или 100%.
В дальнейшем описании рассматриваемой методики с целью упрощения ее изложения предусмотрен случай изменения годовых приведенных затрат по формуле (13а) только в пределах постоянного состава парка оборудования. Поэтому при необходимости изменения числа единиц оборудования (в случаях значительного увеличения рассматриваемого годового выпуска продукции) следует учитывать описанные выше соответствующие поправки на изменение величины постоянного члена в формуле (13а) для сравниваемых вариантов проекта.
Итак, при постоянном (предусмотренном в проекте) составе парка оборудования зависимость годовых приведенных затрат от годового выпуска заданных изделий 3t- = f (77J может быть изображена отдельной прямой по каждому сравниваемому варианту проекта (либо по различным проектам).
При сравнении двух различных вариантов проекта возможно, что соответствующие им прямые 31 = (77) и 32 ~ f2 (77) не
пересекутся, либо пересекутся в некоторой точке.
В первом случае очевидно, что все ординаты прямой одного варианта будут меньше ординат прямой другого варианта. Следовательно, вариант, отличающийся меньшими ординатами соответствующей ему прямой, экономически более целесообразен сравнительно с другим вариантом, прямая которого отличается большими ординатами.
Во втором случае, т. е. при пересечении прямых обоих сравниваемых вариантов в некоторой точке п (рис. 12) эта точка соответствует такому значению годового выпуска продукции /7О, при котором годовые приведенные затраты по обоим рассматриваемым вариантам проекта одинаковы и, следовательно, оба сравниваемые варианты проекта в экономическом отношении равноценны.
Для всех значений планируемого годового выпуска изделий (77 £ < По либо 77t- > 77О) большая экономическая эффективность будет соответствовать тому варианту проекта, ординаты прямой которого будут меньше, чем у прямой другого варианта. Таким образом, согласно графику на рис. 12 при заданной программе годового выпуска изделий 77; < 77О большей экономической эффективностью отличается первый вариант проекта (отрезок прямой Ki — п), а при 77,- > 77О — второй вариант (отрезок и — 32).
Пример. Проектом сборочно-сварочного участка предусмотрено изготовление сварных изделий типа А при годовой программе их выпуска в количестве 3500 шт. При этом цеховая себестоимость изделия составит 10 руб., а капиталовложения на сооружение сборочно-сварочного участка потребуются в сумме 300 000 руб. Представленный проект следует сравнить по экономической эффективности с другим проектом сооружения сборочно-сварочного участка, предусматривающим изготовление таких же изделий при годовом их выпуске в количестве 5000 шт. с внедрением в их производство более прогрессивной технологии. При этом цехо-
85
Рис. 13. Характерные ^случаи графического анализа ^экономической эффективности трех различных вариантов проекта цеха - для выпуска заданной продукции
вая себестоимость каждого изделия составит^ руб., а^капитальные вложения на сооружение сборочно-сварочного участка потребуются в сумме 400 000 py6.£_J Для решения поставленной задачи предлагаем^читателю^построить (подобно рис. 12) график взаимного расположения двух прямых: Зх = (П) и 32 = /2 (П),
соответствующих сравниваемым двум проектам по изменению годовых приведенных затрат 3j и 32 в зависимости от изменения годового выпуска изделий П. Затем, пользуясь построенным графиком, определить, при каком годовом выпуске изделий оба проекта будут экономически равноценными, а также установить пределы годового выпуска изделий, определяющие экономические преимущества каждого из рассматриваемых проектов сравнительно с другим.
Правильные ответы на поставленные вопросы следующие. Равноценными в экономическом отношении оба проекта будут при годовом выпуске изделий По = 2600 шт. Первыйдтроект экономически более эффективен в сравнении со вторым при П < 2600 шт. Второй проект экономически более эффективен в сравнении с первым при П > 2600 шт.
При сравнении трех вариантов для практики проектирования характерны два случая (рис. 13), отличающиеся различным взаимным расположением прямых Зх = Д (/7), 32 = /2 (77) и З3 — = /з (77), а также точек пересечения их между собой. Наибольшая экономическая эффективность производства по мере увеличения планируемого годового выпуска продукции будет обеспечиваться в первом случае (рис. 13, а) по ломаной линии TCL — п1Л — п2,з — 3S, а во втором (рис. 13, б) — по ломаной линии Ki — ni.a — З3. В последнем случае вариант 2 технологии производства невыгоден по сравнению с другими двумя вариантами при любом значении П.
Эта методика может быть применена и в случаях экономического сравнения между собой большего числа вариантов производственного процесса.
Описанная методика графоаналитического сравнения экономической эффективности различных вариантов производства позволяет анализировать их в некоторых пределах изменения значений годового выпуска продукции. При этом легко достигается приведение программ годового выпуска продукции по сравниваемым вариантам к одинаковому количественному значению. Кроме того, описанная методика дает возможность устанавливать экономически целесообразные пределы применения каждого сравниваемого варианта производства.
86
Г лава III
РЛИЯНИЕ КОМПЛЕКСНОЙ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА НА ЕГО ПЛАНИРОВКУ И ЭКОНОМИЧЕСКУЮ ЭФФЕКТИВНОСТЬ
18. ПУТИ И ЭФФЕКТИВНОСТЬ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Комплексная механизация и автоматизация производственного процесса изготовления сварных изделий представляет собой одну из основных задач современного сварочного производства, решение которой резко повышает производительность труда. При разработке проектов сварочных производств, в частности сборочно-сварочных цехов, необходимо уделять максимальное внимание решению указанной задачи на уровне современных достижений науки и техники.
Различают разные последовательные ступени механизации и автоматизации производства. Частичная механизация, т. е. механизация некоторых рабочих операций процесса производства, представляет собой начальный этап полной механизации, наступающей после механизации всех операций процесса производства: технологических (основных и вспомогательных), контрольно-приемочных и подъемнотранспортных. При этом наряду с механизацией отдельные операции производственного процесса обычно выполняются автоматическими способами, вследствие чего такую ступень механизации называют частичной автоматизацией производственного процесса.
Осуществление организационно-технических мероприятий по достижению одинаковой и согласованной во времени производительности всех звеньев полностью механизированного и частично автоматизированного процесса производства приводит к его комплексной механизации, обусловливающей весьма значительное увеличение его производительности. При высокой загрузке оборудования и оснастки комплексная механизация производства" обеспечивает достаточную его экономическую эффективность. Наибольшая производительность и экономическая эффективность процесса производства достигаются при переходе от комплексной механизации к ее высшей ступени —'комплексной автоматизации, когда выполнение всех операций процесса комплексно механизированного производства, включая его регулирование и управление, выполняется автоматически. В этом случае на долю обслуживающего персоналаv остаются лишь функции наблюдения за работой приборов и систем управления, а также наладки автоматических линий при нарушениях их нормальной работы.
87
Зависимость возможного общего повышения производительности труда в сварочном производстве от принадлежности последнего к какой-либо из описанных выше ступеней его механизации и автоматизации выявляется по следующим данным. Согласно статистическим сведениям, на машиностроительных заводах (котлостроение, турбостроение, вагоностроение, металлургическое, нефтяное и угольное машиностроение) состав общей трудоемкости изготовления сварных конструкций включает следующие работы: заготовительные (изготовление деталей сварных конструкций) 20%, сборочные 30%, сварочные 25% и транспортные 25%. Отсюда можно заключить, что наибольшее повышение производительности труда за счет уменьшения трудоемкости производственного процесса может быть достигнуто только при комплексной его механизации и автоматизации. В то же время механизация и автоматизация только отдельных указанных видов работ может обеспечить лишь относительно незначительное повышение общей производительности труда в общем комплексе работ, выполняемых в сварочном производстве.
Широкое применение механизации и автоматизации трудоемких процессов решает следующие неразрывно связанные технические и экономические задачи.
1. Увеличение производительности труда за счет облегчения его условий путем замены ручного труда работой механизмов.
2. Сокращение общего количества технологических (основных и вспомогательных) операций за счет устранения некоторых из них либо совмещения их во времени с другими при механизации ручного труда.
3. Сокращение числа контрольно-приемочных операций путем замены системы сплошного контроля продукции системой выборочного контроля, возможной только при механизации либо автоматизации технологических операций, обеспечивающей высокую степень однородности качества выполняемых работ.
4. Уменьшение трудоемкости процесса производства в целом за счет облегчения условий труда и сокращения общего числа рабочих операций.
5. Повышение качества продукции путем обеспечения высокой степени ее однородности и устранения в механизированном производстве зависимости качества изделий от различной квалификации рабочих.
6. Сокращение необходимого состава производственных рабочих при механизации и автоматизации операций, в особенности с применением совмещения профессий и многостаночного обслуживания.
7. Значительное уменьшение требуемых площадей для размещения производственного процесса за счет сокращения числа рабочих мест при замене ручного труда более производительной работой механизмов.
88
8. Сокращение длительности производственного цикла изготовления изделий путем ускорения выполнения рабочих операций при их механизации и за счет уменьшения общего их числа.
9. Снижение стоимости продукции путем уменьшения прямых производственных затрат при увеличении производительности труда и за счет уменьшения удельных цеховых эксплуатационных расходов.
10. Ускорение оборачиваемости оборотных средств и уменьшение необходимой для производства суммы этих средств вследствие сокращения длительности производственного цикла изготовления изделий.
Суммарные результаты решений перечисленных выше задач оказывают большое влияние на уменьшение требуемой площади цеха для размещения в нем необходимых производственных процессов и на их экономическую эффективность. При этом достигается наиболее рациональная уплотненная планировка всех рабочих мест и производственного оборудования в пролетах цеха, существенное увеличение пропускной способности всех его рабочих участков и съема продукции с каждого квадратного метра площади цеха, а также значительное улучшение всех остальных его технико-экономических показателей.
Поскольку для осуществления механизации и особенно автоматизации производства требуются обычно немалые капитальные затраты, то необходимая экономическая эффективность последних и вполне удовлетворительное решение перечисленных выше технических и экономических задач достигаются только в условиях достаточно высокой загрузки всего оборудования и производственной оснастки. Такие условия обеспечиваются в тем большей степени, чем ближе проектируемое производство к типу массового. Поэтому при проектировании наиболее совершенных форм организации сварочного производства — поточных методов работ — следует предусматривать обязательное применение комплексной, а в остальных случаях частичной механизации и автоматизации производственных процессов.
Современные пути механизации и автоматизации сварочного производства включают следующие главные направления, которые необходимо использовать в разработке проектов.
Механизация и автоматизация основных технологических операций производственного процесса. Это направление включает, прежде всего, операции резки, сварки, наплавки и нанесения покрытий с особыми свойствами, выполняемые разнообразными способами сварочной техники. Для осуществления их механизации и автоматизации необходимо применение специального оборудования с автоматическим регулированием режима работы, следящими системами, фотокопировальными устройствами или металлическими копирами, цифровой системой либо иным программным и дистанционным управлением. Отдельные виды устройств для подобного рода оснастки технологического оборудования раз-
89
работами, постоянно совершенствуются и планомерно внедряются в конструкции новых типов различного газорезательного и сварочного оборудования.
Кроме того, рассматриваемое направление охватывает операции установки и сборки деталей (и сборочных единиц) изготовляемых изделий для последующей их сварки. Это достигается применением разных типов механизированной оснастки (прижимы, зажимные устройства и т. д.) для закрепления деталей изготовляемого изделия в сборочных приспособлениях.
Необходимо упомянуть о технологических операциях, выполняемых в заготовительных отделениях сборочно-сварочных цехов при изготовлении деталей. Эти операции, как правило, выполняют на соответствующих станках. Поэтому они в большинстве случаев являются механизированными и в ряде случаев поддаются автоматизации. Исключение до последнего времени составляли операции разметки и наметки металла для последующего его раскроя на заготовки и для вырезки из него деталей. В настоящее время при изготовлении относительно крупных деталей (например, в судостроении) своеобразная механизация этих операций достигается применением фотопроектора и переносного механизированного кернера с пневматическим приводом. В таких случаях фотопроектор проектирует на металл в течение необходимого времени контур детали в натуральную величину, а пневматический привод кернера значительно уменьшает трудоемкость накернивания контура детали на поверхности металла.
Механизация и автоматизация вспомогательных операций при выполнении технологии производственного процесса. Это направление включает осуществляемую на рабочих местах механизацию относительных перемещений следующих элементов производства: обрабатываемых либо свариваемых деталей и сборочных единиц изготовляемого изделия; обрабатывающего оборудования (инструмента), либо сварочной аппаратуры; рабочего-оператора либо сварщика. Примерами механизации и автоматизации подобного рода перемещений перечисленных трех основных элементов производства могут служить следующие типичные случаи:
перемещение с постоянной заданной скоростью (посредством электродвигателя) головки дугового сварочного автомата вдоль стыка продольных кромок неподвижно установленной обечайки в процессе сварки;
вращение на роликовом стенде (с помощью электропривода) двух собранных встык цилиндрических барабанов котла в процессе сварки кольцевого стыка шва неподвижно установленной головкой дугового сварочного автомата;
автоматическое выполнение посредством специальных устройств и механизмов следующих вспомогательных операций: подачи собранной для сварки сборочной единицы с первого конвейера на сварочный автомат, перемещение ее в процессе сварки и последующее удаление на второй конвейер;
90
перемещение сварщика на различную необходимую высоту посредством механизированной (с электроприводом) подъемной площадки для удобного выполнения вертикальных и горизонтальных швов при ручной либо полуавтоматической дуговой сварке крупногабаритных конструкций.
Кроме перечисленных выше, рассматриваемое направление охватывает механизацию и автоматизацию таких вспомогательных операций, как повороты свариваемых сборочных единиц в удобное для сварки положение, осуществляемое посредством описанных в специальной литературе разнообразных конструкций роботов, позиционеров, манипуляторов, кантователей, роликовых опор и т. п. Это направление включает также механизацию с помощью наклонных желобов, трубопроводов, склизов и других несложных средств операций подачи на рабочее место вспомогательных материалов (например, флюсов) и удаления с рабочего места отходов (стружки, шлаков, грата и т. п.).
Механизация и автоматизация контрольно-приемочных операций. Это направление предусматривает осуществление эффективного, высокопроизводительного и по возможности непрерывного контроля качества изготовляемой продукции на различных этапах ее производства путем использования современных механизированных и автоматизированных средств технического контроля. В частности, для контроля качества сварных соединений следует широко применять автоматические рентгеновские аппараты с электронно-оптическим преобразованием и телевизионной установкой, либо ультразвуковые или магнитографические дефектоскопы с устройствами для обнаружения пороков как в продольном, так и в поперечном сечениях шва, с автоматическим нанесением на контролируемое изделие отметок месторасположения дефектов либо с демонстрацией их на экране. Возможно также использование других современных и целесообразных механизированных и автоматизированных способов контроля.
Механизация и автоматизация подъемно-транспортных операций. Это направление охватывает межоперационное транспортирование заготовок, деталей, сборочных единиц и собранных изделий между последовательно расположенными станками и рабочими местами производственного потока. Средствами для осуществления механизации и автоматизации таких подъемно-транспортных операций обычно служат электрофицированные краны — портальные, козловые, мостовые, велосипедные и стационарные консольные с механизированным поворотом стрелы, снабженные быстродействующими механическими, электромагнитными, либо пневматическими захватами и выносными пультами управления; монорельсовые подвесные тележки с талями; механизированные либо электрифицированные напольные тележки с поворотным консольным краном; электрокары и автокары с подъемными платформами; автопогрузчики; механизированные подъемные столы; склизы; неприводные горизонтальные и наклонные рольганги;
91
приводные рольганги; механизированные конвейеры разных типов (цепные, пластинчатые, ленточные), снабженные автоматическими адресными устройствами и сбрасывателями и др.
В проектируемом сварочном производстве комплексная механизация всех операций с частичной их автоматизацией может быть достигнута только при одновременном использовании всех описанных выше главных ее направлений.
Автоматизация управления производственным потоком. Это направление предусматривает применение относительно сложных систем автоматического регулирования выполняемых технологических процессов (в соответствии с заданной программой соблюдения во времени режимов работы технологического оборудования) и систем функционального управления производственным процессом в целом. Последние осуществляют автоматическое выключение отдельных участков производственного потока в случаях отклонения их от нормальной работы либо при временном сокращении или прекращении пропускной способности последующего участка, а также автоматическое включение тех же участков после устранения (по возможности автоматического) причин, вызвавших их выключение. Как правило, для осуществления такого регулирования и управления недостаточно применять только средства механизации производства, а необходимо прибегать к использованию средств частичной либо полной его автоматизации. При этом переход от частичной к полной автоматизации производственного процесса и управления им характеризуется существенным уменьшением числа обслуживающего производство персонала — дежурных операторов и наладчиков.
Комплектная аппаратура для осуществления систем автоматического регулирования и управления применительно к отдельным участкам специализированного сварочного производства разработана и внедрена на некоторых машиностроительных заводах. Планами дальнейшего развития сварочной техники в нашей стране предусмотрены углубленные разработки подобной совершенной аппаратуры для более широкого ее применения в различных отраслях машиностроения и металлообработки.
Описанным выше главным направлениям механизации и автоматизации сварочного производства обычно сопутствует следующее направление.
Агрегатирование средств механизации и автоматизации производства. Разработки в этом направлении выполняются технологами совместно с конструкторами при составлении проекта в стадии «рабочие чертежи». Такие разработки являются неотъемлемой частью рабочего проекта производственного процесса поточномассового выпуска продукции. Они осуществляются в виде проектов специализированного комплексного оборудования с целью максимального сокращения разрывов (расстояний) между последовательно расположенными рабочими местами поточной линии. При этом может быть достигнуто в одном агрегате совмещение 92
выполнения всех последовательных операции по изготовлению заданной продукции. В таком случае отпадает необходимость в ее транспортировке между рабочими местами производственного потока. Кроме того, при агрегатировании поточных линий нередко совмещают во времени технологические и транспортные операции производственного процесса в пределах одного агрегата.
Агрегатирование средств механизации и автоматизации производства, благодаря достигаемому их сосредоточению, в большинстве случаев значительно облегчает решение задачи’автоматизации управления производственным потоком, сокращает необходимые площади для размещения поточных линий и резко повышает их производительность. Примеры рациональных разработок агрегатного оборудования для производства отдельных видов сварной продукции в качестве типовых решений задачи комплексной механизации и автоматизации сварочного производства следует использовать при составлении проектов в стадиях «технический проект» и «рабочие чертежи».
В заключение следует отметить, что все рассмотренные выше направления механизации и автоматизации производственного процесса представляют собой различные формы его рационализации. Поэтому каждому описанному направлению неизбежно сопутствуют и другие формы рационализации производства. Примерами таких рационализаторских мероприятий, повышающ ix производительность труда, могут служить следующие:
применение пакетной обработки листового и широкополосного металла (газовая резка, сверление, строгание кромок и т. п.);
устранение отдельных операций производственного процесса путем его рационализации без использования средств механизации, например устранения разметки (наметки) металла при его резке на пресс-ножницах с применением упоров, при газовой резке металла по копиру, при сверлении отверстий по кондуктору; устранение необходимости проверки правильности сборки деталей при выполнении последней в специализированных приспособлениях; устранение прихватки собранных деталей при выполнении их сварки в сборочно-сварочных приспособлениях и т. д.;
замена отдельных операций производственного процесса другими, менее трудоемкими, — применение упоминавшегося ранее проектора вместо шаблонов для наметки на металле контуров крупногабаритных деталей, замена сверления отверстий в деталях пробивкой отверстий на прессе с последующей их рассверловкой и т. п.;
применение многократных и многоместных производственных операций, например исп ыьзование многорезаковых газорежущих машин, многошпиндельных сверлильных станков и многоштемпельных прессов; применение многоместных сборочно-сварочных приспособлений для сборки и последующей сварки на одном рабочем месте сразу целой партии мелких сборочных единиц, организация стендов, оснащенных несколькими автосвароч-
93
ними головками для одновременной сварки нескольких швов; применение многоэлектродных машин для точечной сварки; организация спаренной работы точечных либо шовных машин для одновременной сварки двух параллельных швов одного и того же изделия и т. д.
Указанные рационализаторские мероприятия должны наравне с описанными выше направлениями механизации и автоматизации использоваться в разработках проектов производственного процесса изготовления сварных конструкций подлежащих выпуску изделий.
Эффективное осуществление комплексной механизации и автоматизации изготовления сварных изделий возможно только в условиях максимального приближения проектируемого производственного процесса к наиболее совершенным организационным его формам. Такую наиболее совершенную и передовую организационную форму производства представляет собой поточное производство.
19. ФОРМЫ ПОТОЧНОЙ РАБОТЫ В СБОРОЧНО-СВАРОЧНЫХ ЦЕХАХ
Поточное производство характеризуется следующими основными признаками: первичными производственными участками являются поточные линии, каждая из которых представляет собой ряд рабочих мест, расположенных в порядке последовательности выполнения операций технологического процесса; за каждой поточной линией закрепляется изготовление одного или нескольких различных, но определенных изделий; работа поточной линии должна быть ритмичной и (по возможности) непрерывной. Последнее означает осуществляемую обычно с помощью конвейеров или других средств специализированного транспорта немедленную (через одинаковые промежутки времени) передачу сборочной единицы или изделия на последующую операцию после окончания предыдущей.
По сравнению с другими формами организации производства поточное производство имеет своим прямым и неизбежным следствием резкое повышение технико-экономических показателей: улучшение технологичности изготовляемых изделий и снижение их трудоемкости, укрепление технологической дисциплины, сокращение брака продукции и общее улучшение ее качества, поднятие производительности труда и увеличение выпуска продукции, ускорение продвижения по цеху изделий в процессе их изготовления и уменьшения длительности производственного цикла, сокращение незавершенного производства, снижение суммы оборотных средств и ускорение их оборачиваемости, уменьшение себестоимости изготовляемых изделий.
Вследствие указанных преимуществ применение поточных методов работы обязательно не только в проектах цехов массо-94
вого производства, По и в проектах цехов с серийным выпуском продукции. При этом поточно-массовое производство характеризуется постоянством закрепления за каждой поточной линией определенных производственных процессов по изготовлению отдельной сборочной единицы или изделия — постоянный поток. При поточно-серийном производстве необходимо выполнять периодические переналадки рабочих мест каждый раз при переходах к изготовлению серии других сборочных единиц пли изделий, закрепленных за каждой отдельной поточной линией — переменный поток. Для обоих указанных типов поточного производства степень механизации и специализации средств межоперационного транспорта служит показателем уровня организационно-технической культуры.
В зависимости от возможного достижения степени ритмичности производственного процесса резличают следующие главные формы поточной работы:
а) непрерывный поток, осуществляемый при полной синхронизации рабочих операций, обеспечивающей одинаковую либо кратную такту выпуска (см. п. 20) продолжительность операций на всех рабочих местах данной поточной линии, благодаря чему полностью устраняются простои (рабочих мест с высокой производительностью) и накопление межоперационных заделов (перед рабочими местами с малой производительностью);
б) прямоточное производство, характеризующееся неполной синхронизацией рабочих операций и, следовательно, различной их продолжительностью на рабочих местах данной поточной линии, вследствие чего строгая ритмичность и непрерывность производственного процесса не соблюдаются, а общая планомерность работы поточных линий осуществляется за счет периодических накоплений межоперационных заделов.
Перечисленные ниже организационно-технические характеристики применяемых в сборочно-сварочных цехах основных форм поточной работы определяют главные различия между ними и рекомендуемые случаи их практического использования в проектировании.
Стационарная непрерывная работа отличается параллельным расположением стационарных стендов, на каждом из которых производится узловая и общая сборка и сварка одинаковых изделий. При этом бригады сборщиков и сварщиков поочередно переходят от одного стенда к другому в порядке последовательного выполнения операций технологического процесса. Такая форма поточной работы рекомендуется при сборке и сварке громоздких и тяжелых изделий в цехах единичного и мелкосерийного производства.
Прямоточные линии характеризуются организацией производственных участков, состоящих из рабочих мест, расположенных в порядке последовательности выполнения технологического процесса. Производственные операции не полностью синхронизиро-
95
ваны, вследствие чего на отдельных рабочих местах наблюдаются простои, которые для рабочих могут быть устранены путем загрузки их работой на нескольких рабочих местах (многостаночное обслуживание). Эта форма поточной работы рекомендуется в случаях сборочно-сварочных работ в цехах серийного производства.
Непрерывные поточные линии со свободным ритмом представляют собой производственные участки, состоящие из рабочих мест, расположенных в порядке последовательности выполнения технологического процесса. Операции производственного процесса синхронизированы полностью. Поддержание заданного ритма каждой поточной линии выполняется самими рабочими одним из следующих способов:
по системе краткосрочных (например, часовых) заданий, выполнение которых контролируется мастером участка;
путем организации (в начале поточной линии) задающей ритм операции, выполняемой на автоматическом оборудовании или рабочими, в совершенстве освоившими производственный процесс на данных рабочих местах; своевременное продвижение изготовляемых изделий по остальным рабочим местам поточной линии контролируется мастером участка;
путем установки в начале поточной линии автоматически действующего загрузочного приспособления, подающего необходимое количество комплектов заготовок и деталей на линию к началу каждого ритма, либо посредством световых или звуковых сигналов, автоматически включаемых перед началом каждого нового ритма.
Такие непрерывные линии рекомендуются при выполнении сборочно-сварочных работ в цехах крупносерийного и массового производства.
Распределительные конвейерные линии представляют собой производственные участки, состоящие из рабочих мест, расположенных в порядке последовательности выполнения технологического процесса. Производственные операции синхронизированы полностью (непрерывный поток). Соблюдение рабочими заданного ритма обеспечивается конвейерной подачей комплектов заготовок и деталей к рабочим местам через каждый ритм. Подобные линии рекомендуются при выполнении сборочно-сварочных работ в цехах массового (реже крупносерийного) производства.
Рабочие конвейерные линии представляют собой также непрерывный поток, но работы выполняются непосредственно на конвейере, без съема изготовляемых изделий с конвейера, служащего одновременно средством поддержания на линии заданного ритма. При этом различают непрерывно движущиеся конвейеры (с малой скоростью) и конвейеры с прерывистым (пульсирующим) перемещением изготовляемых изделий на следующую позицию (после окончания каждого ритма). В последнем случае конвейер неподвижен в течение каждого ритма. Эти линии рекомендуются 96
к применению в цехах массового (реже крупносерийного) производства.
Автоматические поточные линии — наиболее совершенная форма непрерывной поточной работы, при которой выполнение работ на рабочих местах и межоперационная передача изготовляемых изделий автоматизированы. Они рекомендуются к использованию в цехах массового производства весьма высокой производительности.
Различают следующие разновидности автоматических линий:
линии, сблокированные из автоматов в единый агрегат, отличаются наличием жесткой связи между отдельными автоматами. Поэтому отказ в работе какого-либо элемента линии влечет за собой ее остановку на все время устранения неполадки. Такие линии рекомендуются в производстве простых изделий (например, труб, цепей и т. п.);
линии, расчлененные на отдельные автоматы, отличаются наличием между автоматами гибкой связи в виде накопителей межоперационных заделов, обеспечивающих бесперебойность работы линии во время устранения неполадок отказавшего элемента. Они рекомендуются в производстве сложных изделий, требующем обеспечения бесперебойности их выпуска;
линии, расчлененные на отдельные участки сблокированных автоматов, отличаются наличием жесткой связи между автоматами каждого участка и гибкой связи (посредством накопителей) между участками. При этом гибкая связь устанавливается только непосредственно после каждого автомата, подверженного возможным наиболее частым отказам в работе. Такие линии обеспечивают бесперебойность их работы либо значительное сокращение простоев при отказе в работе какого-либо элемента. Поэтому такая разновидность автоматических линий наиболее употребительна в производствах сложных изделий и отличается наименьшей стоимостью эксплуатации.
На основе изложенного следует заключить, что если в отдельных случаях по различным причинам полное осуществление всех принципов поточного производства в проектируемом сборочносварочном цехе не представляется возможным, то даже частичное их внедрение в разрабатываемый технологический процесс обязательно, так как оно неизбежно приводит к определенным положительным и ценным результатам в отношении увеличения техникоэкономической эффективности производства.
Основное отличие технологического процесса поточного производства состоит в осуществлении такого распределения работ между отдельными рабочими местами в цехе, при котором обрабатываемый объект, проходя в процессе изготовления через последовательные рабочие места, подвергается простым, несложным операциям. Поэтому при проектировании сборочно-сварочных цехов массового и серийного производства необходимо первоначальную разработку технологического процесса вести наиболее подробно
4 Красовский А. И. 97
и в максимально расчлененном виде, т. е. в предположении, что каждую операцию будут производить на отдельном рабочем месте, а после ее завершения обрабатываемый объект будет передан на другое рабочее место для выполнения последующей операции. При выяснении годовой загрузки рабочих мест может оказаться, что некоторые рабочие места будут недостаточно загружены. В таких случаях в целях устранения недогруженных рабочих мест выполняемые на этих рабочих местах операции могут быть укрупнены путем объединения нескольких последовательных операций малой продолжительности для выполнения их на одном рабочем месте. При этом первоначальное расчетное число рабочих мест соответственно уменьшится, а загрузка их возрастет.
20. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЕКТИРОВАНИЯ И РАСЧЕТНЫЕ ПАРАМЕТРЫ ПОТОЧНЫХ ЛИНИЙ
Основными расчетными параметрами поточной линии, определяющими меру ритмичности и непрерывности ее работы, служат ритм потока и такт выпуска. Различие между тактом выпуска t и ритмом потока г заключается в следующем.
Такт выпуска представляет собой расчетную величину промежутка времени между выпуском одного и выпуском изготовляемого непосредственного вслед за ним другого такого же изделия:
t = Ф/П, (15)
где Ф — действительный годовой фонд времени оборудования или рабочих мест Фм (см. табл. 5); П — число изделий, обрабатываемых или собираемых и свариваемых в течение года на поточной линии.
Ритм потока представляет собой расчетный промежуток времени между пульсирующими последовательными передачами с одного рабочего места на другое равных количеств пт одинаковой продукции:
г = /лт. (16)
Каждое такое число «т (шт.) изделий в процессе их производства передается одновременно с одного рабочего места поточной линии на следующее другое и поэтому называется транспортной партией.
В общем случае величина ритма потока может быть различной в разных местах одного и того же производственного потока: на поточной линии изготовления (сборки и сварки) одинаковых сборочных единиц, входящих в состав изделия в количестве ne <> 1 и передаваемых с одного рабочего места на следующее равными транспортными партиями,
Г = tnTlne,
(17)
98
на такой же поточной линии, но при поштучной передаче сборочных единиц с одного рабочего места на другое, т. е. при nT = 1,
[г = t/ne,
на поточной линии общей сборки и сварки изделия между t и г либо сохраняется соотношение (16), либо (при поштучной передаче)
г = t.
При этом очевидно, что во всех случаях пт 1 и пк 1 представляют собой целые числа. Кроме того, для обеспечения ритмичной работы внутрицеховых транспортных средств практически принимают такое значение пт, чтобы между пт и пе по формуле (17) было краткое соотношение.
Следовательно, во всех случаях ритм потока либо равен такту выпуска, либо в целое число раз больше или меньше его, т. е. числовые значения г и t должны находиться в кратных соотношениях между собой.
В целях обеспечения календарных сроков изготовления продукции, удобных для организации учета и планирования производства, дополнительным необходимым условием является соблюдение кратных соотношений между числовыми значениями г и t, с одной стороны, и /см — с другой. Указанную взаимосвязь между t, г и /сн необходимо иметь в виду при расчетах сборочно-сварочных поточных линий.
Строгая ритмичность и непрерывность работы каждой поточной линии достигается лишь при равной или кратной такту выпуска продолжительности операций на всех ее рабочих местах. Это требование удовлетворяется путем синхронизации рабочих операций (см. п. 21).
Другим практически важным расчетным параметром поточной линии, определяющим ее пропускную способность или производительность в единицу времени, является величина nt, обратная такту выпуска [см. формулу (15) ] и называемая ритмом выпуска продукции:
nt = l/t = ГИФ, шт. в единицу времени. (18)
В этой формуле величину Ф действительного годового фонда времени оборудования или рабочих мест выражают в часах, сменах, месяцах, годах и т. п., в соответствии с выбранной единицей времени для измерения производительности (пропускной способности) поточной линии. При этом во всех случаях nt должно быть целым числом.
Весьма существенное влияние на пропускную способность поточной линии оказывает длительность производственного цикла изготовления изделия: чем меньше tw тем больше производительность труда. Поэтому при разработке производственного процесса необходимо стремиться к достижению наименьшей дли-
4* 99
тельности производственного цикла. Зависимость этого расчетного параметра от различных производственных факторов заключается в следующем.
Производственный процесс сборки и сварки какого-либо изделия, выполняемый обычно со значительными затратами ручного труда, характеризуется следующей зависимостью между общей продолжительностью (производственным циклом) сборочно-сварочных работ /ц, их трудоемкостью т и числом рабочих пр, принимающих одновременное участие в этой работе:
/Ц = т/Пр. (19)
Очевидно, что наименьшее значение /ц может быть достигнуто увеличением значения пр и уменьшением т:
(^ц) min === ^min/(^p) max1 О^а)
Значение пр не может быть увеличено произвольно и беспредельно. Ограничивает увеличение значения пр, прежде всего, пространственная протяженность изготовляемого изделия, обусловливающая практическую возможность такого рационального размещения рабочих, при котором продуктивная работа не будет затрудняться чрезмерной плотностью их расположения. Возможность подступа к изготовляемому изделию наибольшего числа рабочих с целью одновременного выполнения ими работ принято называть общим фронтом работ. Таким образом, величину общего фронта работ изделия LK с некоторым условным приближением можно уподобить периметру того сборочно-сварочного стеллажа или стенда, на котором производится изготовление этого изделия. Поэтому фронт работ условно выражают в линейных единицах (метрах). Фронт работ, приходящийся на одного рабочего, принимающего участие в изготовлении изделия, или удельный фронт работ,
/и = £и/лр, (20)
откуда
(^р) шах — (Ти)шах/(^и) mln’ (20а)
Таким образом, в каждом отдельном случае значение (/Ц)П1|П в формуле (19а) ограничивается практически допускаемым значением (Z„)mln и ВОЗМОЖНОЙ Наибольшей величиной (Ljmax-На значение /ц оказывают большое влияние также квалификация рабочих, выполняющих производственный процесс, и характер последнего, который в некоторых случаях допускает только определенное число работников в бригаде (например, клепальные работы).
Переходя от общего числа рабочих пр к числу их, находящемуся одновременно на одном рабочем месте (стенде), или к плотности работы, получим другие выражения, характеризующие зависимость между и факторами, влияющими на его величину. 100
Среднее значение плотности работы для проектируемой поточной линии (отделения, цеха)
ор = Пр/пн, (21)
при пм = 1 согласно уравнению (20)
°pi — ^и1/4х — npi • (21а)
Отсюда сущность понятия о плотности работы может быть выражена следующим образом: плотность работы представляет собой отношение полного фронта работы к удельному фронту и численно равна числу рабочих, занятых на одном рабочем месте (стенде) одновременно.
Путем подстановки в уравнение (19) значений из формул (20) или (21) получим
f __ т/и _ Т ц LK орпм ’
откуда
/j \ __Tmin (lyi) mln _ _ТпПп______
ц m,n (i-и) max (°p) max (ям) max
Следовательно, для осуществления наименьшей продолжительности сборочно-сварочных работ по изготовлению изделия необходимо стремиться к минимальному значению удельного фронта работ /и, обусловливающему максимальную допускаемую плотность работы Ор, и к наибольшему значению общего фронта работ Ln. Последнее достигается в серийном и в массовом сборочно-сварочном производстве путем расчленения изделия на возможно большее число отдельных технологических сборочных единиц, изготовляемых одновременно на отдельных пм рабочих местах (стендах). В этом случае общий фронт работ может быть уподоблен сумме периметров всех сборочно-сварочных стендов, одновременно занятых изготовлением сборочных единиц и комплектов заданного изделия, и стенда его общей сборки и сварки.
Продолжительность производственного цикла /ц находится в прямой зависимости от трудоемкости работ т, значение которой при проектировании технологического процесса определяют путем нормирования рабочих операций.
Следовательно, продолжительность работ будет наименьшей в случае применения технических норм, предусматривающих наибольшую рационализацию проектируемого производственного процесса, приближение его к поточным методам работы и вытекающую отсюда высокую производительность труда. Наибольшее сокращение трудоемкости работ достигается при комплексной их механизации и автоматизации, что приводит к существенному
101
уменьшению требуемого числа рабочих для изготовления заданных изделий и значительному снижению продолжительности производственного цикла.
Входящие в формулы (20) и (21) расчетные значения /и в отдельных случаях могут быть увеличены путем организации многостаночного обслуживания и совмещения профессий. Однако расширение удельного фронта работ, приводящее к сокращению потребного числа рабочих за счет уплотнения их рабочего дня, не должно увеличивать продолжительность производственного цикла изготовления изделий.
При разработке проектов производственных процессов сборочно-сварочных работ для выполнения их на комплексно-механизированных и автоматизированных поточных линиях необходимо учитывать изложенные ниже особенности и условия эксплуатации последних.
Теоретические исследования и опыт работы автоматических линий в машиностроении показали, что действительный годовой фонд времени Фс каждой такой линии при нормальной ее эксплуатации затрачивается не только на производство заданной продукции 2^п, но и на настройки линии £/н:
— X tn -|- X tH.
Настройки линии выполняют всякий раз после возможных случайных отказов в работе отдельных агрегатов — звеньев автоматической линии. При этом серии последовательных циклов безотказной и бесперебойной работы автоматической линии чередуются с интервалами времени простоя ее в настройке. Длительность каждого такого простоя зависит от причин утраты линией работоспособности, вида и расположения отказавшего элемента, жесткости требований к точности настройки линии и т. п. Продолжительность же периодов безотказной работы автоматической линии между двумя последовательными ее настройками, вызванными случайными отказами в работе отдельных агрегатов, также непостоянна.
Таким образом, для выполнения заданного годового выпуска продукции практически может быть использована только некоторая часть действительного годового фонда времени работы автоматической линии, определяемая средним расчетным значением коэффициента его использования
X Фс — X < X <
= W = - фс =1—— 1 —Рп,
(22)
где рп — потери рабочего времени на простои автоматической линии в настройках, отнесенные к действительному годовому фонду времени ее оборудования (pn < 1).
Нетрудно видеть, что величина т]л одновременно служит расчетным коэффициентом использования автоматической линии во времени.
102
В вопросах применения теории айтоматических линий к проектированию последних наиболее важной задачей становится установление по возможности точного значения расчетной величины коэффициента использования т|л действительного годового фонда времени. Решение этой задачи позволит для каждой конкретной проектируемой автоматической линии достаточно точно оценить действительную ее пропускную способность и годовую производительность, а также определить для нее практически приемлемые значения такта выпуска /а и ритма потока га.
В сравнении с расчетным значением такта выпуска t для обычной поточной линии [см. формулу (15) J в случае автоматической линии величина ta составит
4 = (23)
где г), < 1 и, следовательно, ta < t.
В таком же соотношении [см. формулу (17)] окажутся и значения ритма потока автоматической линии га и обычной поточной линии г:
г* = Пл''- (24)
Следовательно, при одинаковом заданном годовом выпуске продукции П расчетная пропускная способность автоматической линии, называемая ритмом ее выпуска,
«а= Ша = П/Фе1]а,
должна быть больше, чем определяемая по формуле (18) для обычной поточной линии.
Приведенное выше выражение (22) коэффициента т]л использования действительного годового фонда времени автоматической линии показывает, что величина этого коэффициента определяется суммарной за год продолжительностью простоев линии в настройке 2 tn. Общая длительность этих простоев зависит от большого числа случайных факторов, действующих в разнообразных комбинациях. Для автоматических линий по производству сварной продукции такими факторами могут быть различные отступления от технических условий в размерах, форме и свойствах основных и присадочных материалов изготовляемой продукции, наблюдаемые в процессе эксплуатации автоматических линий изменения состояния инструментов, приспособлений, производственного оборудования и прочей оснастки, а также транспортных межоперационных устройств, контрольно-регулирующей аппаратуры и ее наладки, недостаточная квалификация и неблагоприятные условия работы обслуживающего персонала и т. п.
Установить прямую связь в виде пригодной для практического проявления воздействия общей совокупности перечисленных факторов и длительностью простоев автоматической линии в настройке, по данным исследований А. П. Владзиевского, оказалось невозможным. Однако получить приближенные решения
103
Рис. 14. Кривая нормального распределения плотности вероятностей р0 (tH) длительности tH настроек элемента автоматической линии по дифференциальному закону Гаусса
подобных задач наиболее полно и объективно можно путем применения вероятностно-статистических методов. При этом используют теоретико-вероятностные методы и методы математической статистики.
Для решения указанной задачи необходимо, прежде всего,
установить характер распределения вероятностей настроек различной длительности, т. е. зависимость плотности вероятности p0(Q от длительности ta настройки линии. Первопричин,
вызывающих отказ в работе отдельных одинаковых элементов
автоматической линии, много. Они действуют в случайном порядке и в различных комбинациях. Причем изменение, вызван
ное каждой из них в отдельности, весьма незначительное. След-
ствие таких первопричин — простои линии в настройке различной длительности.
Каждый из многочисленных элементов автоматических линий имеет свой условно определенный запас работоспособности. Однако моменты времени исчерпания запасов работоспособности одинаковых элементов линий не совпадают. Каждый из таких запасов обусловлен множеством слабо действующих и мало связанных первопричин. Любого изменения сочетания этих первопричин достаточно для небольшого изменения запаса работоспособности рассматриваемого элемента линии. Поэтому запасы работоспособности одинаковых элементов автоматических линий будут рассеяны в некоторой полосе значений.
Таким образом, длительности отдельных настроек ta при эксплуатации проектируемой автоматической линии всегда будут зависеть от большого числа однородных по своему влиянию, мало связанных между собой, случайных и действующих в различных сочетаниях причин, влияние каждой из которых по сравнению с совокупностью всех остальных незначительно. Согласно теории вероятностей в подобных условиях для каждого отдельного элемента (звена, агрегата, прибора) автоматической линии плотность вероятностей р0 (/н) длительности его настроек tH подчиняется нормальному распределению по дифференциальному закону Гаусса (рис. 14 и табл. 12):
! -(/н-/н)2/2а’
р0(О = —7=е
__ — С mln Г; max — Гн mln 3 ’_6
104
Таблица 12
Координаты основных точек нормальной кривой распределения плотности вероятностей в зависимости от величины среднего квадратичного отклонения а
Ординаты кривой Точки отклонения по оси абсцисс от /н
0 ±0,5а ±1,5а ±2о ±2,50 ±3а
В единицах отклонения 0,399 0,352 0,242 0,13 0,054 0,018 0,004
О О а а О О а 1
В % от максимальной ординаты 100 88,3 60,7 32,5 13,5 4,4 1,1
где tH — средняя, tH ГО1П — минимальная, /нтах — максимальная длительности настройки данного элемента линии; о — среднее квадратичное отклонение; о2 — дисперсия; закон распределения симметричный.
Максимальной ординате нормальной кривой распределения вероятностей присвоено название «мода», а абсциссе этой ординаты — наименование «медиана» кривой распределения.
Колоколообразная кривая на рис. 14 отличается следующими свойствами. Она симметрична относительно ординаты в точке 1Я на оси абсцисс и асимптотически приближается к последней при tH — ±°о- Однако уже при /н«^^±3ст величина р0 (iH) < < 0,003, т. е. практически при этих значениях 1Н плотность вероятности р0 (/„) « 0.
При tH = tn кривая имеет максимум, равный
Ро (Umax = —7= = 0.3989 — .
rovn/inax ц О
При значениях tH = tB ± ст кривая имеет перегиб. Изменение параметра tu приводит к смещению по оси абсцисс всей кривой распределения. Изменение параметра ст приводит (рис. 15) к изменению формы рассматриваемой кривой
J -х!/2о2 и = • г—е а|/2л
С уменьшением ст увеличивается максимальная ордината оу кривой и на оси ох сужается широта распределения +3ст, за пределами которой обе ветви распределения практически полностью сближаются с осью абсцисс.
Вся площадь, ограниченная кривой нормального распределения р0 (Q — f (ZH) и осью абсцисс, равна единице (или 100%). Определение значений ординат кривой распределения р0(/н)
105
Рис. 15. Характер изменения формы кривой нормального распределения в зависимости от величины среднего квадратичного отклонения о
в общем случае достигается нормированием. Для нормирования кривой распределения достаточно выполнить следующие подсчеты.
По оси абсцисс графика нормального распределения (рис. 16) отложена длительность настроек в единицах времени (например, в минутах). Ординаты кривой распределения выражают соответствующие каждому частному значению длительности настроек частоту или вероятность наблюдения этой длительности. Практический интерес представляет определение искомой вероятности в процентах от общей совокупности всех возможных значений длительности настроек, выражаемой площадью, ограниченной кривой распределения и осью абсцисс. Для этого на общую площадь графика, ограниченную кривой распределения и осью абсцисс (рис. 16), нанесем эскиз прямоугольника с основанием на оси абсцисс, равным единице (например, 1 мин), и высотой, равной максимальной ординате кривой распределения. Очевидно, что выраженное в процентах отношение площади этого прямоугольника Д к общей площади F6, ограниченной кривой распределения и осью абсцисс, представляет искомое значение максимальной ординаты данной кривой
РоЮшах = # 100%, (25)
г0
соответствующее средней длительности настроек iH и выраженное в процентах от общей совокупности всех возможных значений длительности настроек.
Таким образом, в практических случаях, когда кривая нормального распределения построена по точкам, характеризующим описанные выше ее свойства, остается определить величины площадей fi и Fo, входящие в формулу (25) для определения масштаба ординат этой кривой. Согласно изложенному выше определение площади не представляет затруднений, поскольку для этого достаточно измерить на графике максимальную ординату кривой распределения (например, в миллиметрах). Определение же приближенного значения величины площади Fo может быть выполнено путем следующих расчетов.
Подсчитаем соотношение между площадью Fo и площадью прямоугольника ABCD с основанием на оси абсцисс, равным 106
Ar max Аг mln» И ВЫСОТОЙ, равной р0 (Ai) max- Принимаем во внимание, что согласно формуле (24) высота этого прямоугольника равна приблизительно 0,4/о. Из приведенного выше описания свойств кривой нормального распределения следует, что для практических расчетов основание Aimax Аг mln ПрЯ-моугольника Fx можно принять равным 6<г. Кроме
Рис. 16. График, поясняющий методику нормирования ординат кривой нормального распределения вероятностей
того, так как площадь Fo
всегда приравнивают единице, отношение площади Fx к площади Fo может быть выражено следующим коэффициентом:
Fi 6о0,4/о
откуда искомая площадь, ограниченная кривой распределения и осью абсцисс,
Fo = Fx/2,4.
Это значение Fo следует подставить в формулу (25) для определения искомого значения р0 (/н) в процентах. Определение же площади Fx не представляет затруднений. При этом для упрощения расчетов в нормировании кривой распределения следует измеряемую по графику высоту площадей /х и Fx выражать в единицах длины (например, миллиметрах).
Переходя от вероятности распределения длительностей настроек отдельного элемента к вероятностям распределения длительностей настроек всех элементов автоматической линии, следует учитывать, что плотность вероятностей длительности настроек каждого из них будет описываться своим законом нормального распределения. Другими словами, для каждого отдельного элемента автоматической линии закон нормального распределения плотности вероятностей длительности настроек в общем случае будет иметь свои, отличные от других значения параметров: средней длительности настроек tH и среднего квадратичного отклонения о.
При выявлении общего характера вероятностного закона распределения длительностей настроек проектируемой автоматической линии необходимо исходить из следующих положений, подтвержденных опытом эксплуатации современного оборудования автоматических линий.
1. Случаи потери работоспособности автоматической линии вызываются многочисленными и разнообразными причинами.
107
Рис. 17. Распределение вероятностей длительности генеральной совокупности группы единичных настроек
2. Число причин, обусловливающих вероятные случаи кратковременной утраты работоспособности линии, всегда значительно больше числа причин, вызывающих необходимость длительных ее настроек.
3. Длительность единичных настроек линии, вызываемых каждой возможной причиной, распределяется по обе стороны средней величины по нормальному закону.
4. Широта распределения вероятных значений длительности каждой отдельной настройки прямо пропорциональна среднему значению последней tn (она практически равна бег, т. е. ±3о от значения /н).
Таким образом, взаимное расположение частных кривых нормального распределения, обусловленных различными причинами вероятностей настроек разных элементов автоматической линии, в общем случае будет иметь вид, показанный тонкими кривыми на рис. 17. При этом кривые, отображающие нормальные распределения настроек отдельных элементов автоматической линии, пересекаются и перекрывают одна другую.
Генеральное распределение плотности вероятностей длительности настроек проектируемой автоматической линии будет выражаться совокупностью распределений длительностей настроек всех элементов этой линии. Оно может быть получено, если каждую отдельную кривую распределения пронормировать как долю всей генеральной совокупности настроек. При этом определяют отношение площади, расположенной под каждой частной кривой, к сумме площадей, расположенных под всеми частными кривыми нормальных распределений настроек элементов автоматической линии. Тогда кривая генерального распределения всех настроек может быть построена путем суммирования ординат всех пересе-108
Длительность единичных настроек
Рис. 18. Характер распределения плотности вероятностей длительности настроек и еп£ сопоставление с гистограммой длительности настроек автоматической линии (А. П. Владзиев-ский)
кающихся между собой частных кривых распределения настроек отдельных элементов проектируемой автоматической линии (см. жирный пунктир на рис. 17). Эта итоговая кривая представляет собой генеральное распределение р (/н)г вероятностей настроек по их длительностям для всей совокупности элементов (линии. Как правило, она весьма асимметрична. В зависимости от неравномерности расположения медиан и относительных значений максимальной плотности рас
пределения отдельных суммируемых кривых, кривая генерального распределения всех настроек линии может быть многомодальной, т. е. иметь несколько пиков и плавных спадов.
Результаты проектирования, а также многочисленных и длительных исследований действующих в машиностроительной промышленности различных типов автоматических линий показали, что проектируемые по описанной выше методике кривые распределения вероятностей длительностей их настроек достаточно точно соответствуют гистограммам (рис. 18), построенным по фактическим данным эксплуатации тех же автоматических линий. В случае получения одномодальной кривой генерального распределения плотности вероятностей настроек всей совокупности элементов линии эта кривая (рис. 18) имеет экспоненциальной вид. Действительно, проведенные А. П. Владзиевским фундаментальные исследования и теоретический анализ работы автоматических линий с привлечением некоторых эмпирических зависимостей, подтвердили справедливость описания генерального распределения длительностей всех настроек автоматической линии уравнением экспоненциальной кривой
р0(/н) = Ле-*Ч (26)
где параметр k вероятностного закона распределения длительностей настроек — величина, обратная средней длительности ?н. г всех настроек линии;
Л-1/7н.г. (27)
Средняя длительность всех настроек линии определяется из отношения общей длительности всех настроек линии к их общему числу за время Фс — бесперебойной ее работы в течение года
- = (Фс — М в0 _ Во_
НГ (Фс-1#н)«о «о’
109
Где Ёо — удельная па единицу времени длительность всех Настроек линии, а и0 — удельная на единицу времени частота отказов в работе автоматической линии, обусловленная всей совокупностью элементов линии, нуждающихся в настройках.
В соответствии с формулой (22) величину Во можно выразить следующим образом:
Во =----, (28)
&с - У I С ПлФо Пл
откуда путем соответствующих подстановок [в дополнение к формуле (22) ] получаем другое выражение коэффициента использования автоматической линии
= Во = 1 + В0 *
Оба основных показателя Во и щ, связывающие среднюю длительность всех настроек автоматической линии Тк_ г с определяемым при проектировании значением коэффициента ее использования т]л, могут быть вычислены по данным о составе и характере оборудования и оснастки той же линии. Для этого пользуются разработанной в ЭНИМСе методикой, предназначенной для применения в проектах автоматических линий машиностроительных заводов на стадиях «технический проект» и «рабочие чертежи». В ее основу положены результаты обработки обширного статистического материала, а также специальных исследований эксплуатируемых в промышленности различных типов автоматических линий.
Точность получаемых по этой методике расчетных данных составляет 5—10% (—5% по частоте отказов и —10% по длительности настроек). При этом коэффициент использования линии определяется с точностью —1%, что вполне достаточно для разработки проектов автоматических линий.
Сущность методики расчета основных показателей автоматической линии по частоте отказов и удельной длительности настроек вкратце заключается в следующем.
Согласно этой методике все элементы и устройства автоматических линий подразделены на функциональные группы (табл. 13). В пределах каждой группы эти элементы обозначают порядковыми номерами. Каждой функциональной группе присваивают общие баллы подверженности отказам R и удельной длительности настройки Н. Их определяют путем суммирования произведений частных баллов г и h тех же характеристик каждого элемента данной функциональной группы на коэффициенты пропорциональности а. Последние отражают влияние различных факторов (точности настройки, частоты использования и т. д.) на величину каждого из указанных частных баллов г и h, принимаемую предварительно
НО
по опытным данным. Таким образом, для каждой функциональной группы расчетные величины указанных баллов подсчитывают по формулам
;=п
R = У. г^а^аз^;
i=n
Н — /г/а1сс2сс3а4, i=l
где п — совокупность всех элементов и устройств данной группы, требующих настройки.
Кроме того, для каждой функциональной группы в расчеты вводят общие коэффициенты: а — характеризующий качество изготовления линии (для показателя и) и k — характеризующий производительность выполнения наладчиками и ремонтниками работ по восстановлению работоспособности отказавших элементов и устройств линии (для показателя В). Величины коэффициента а и k принимают по опытным данным.
В соответствии с изложенным основные показатели для каждой функциональной группы подсчитывают по формулам:
частота отказов
u"—aR',
удельная длительность настроек
В = kH.
Общие для всей проектируемой автоматической линии основные показатели и0 и Во определяют путем суммирования показателей всех функциональных групп
L=n 1=п
«о = S Щ-, Во = S Bi, i=l i=l
где п — число функциональных групп всех элементов и устройств проектируемой автоматической линии.
7 В табл. 13 приведены общий перечень функциональных групп и^примерные значения расчетных коэффициентов и показателей, примененных согласно описанной выше методике по каждой функциональной группе. В приложении 1 помещены более подробные данные о расчетных коэффициентах и характеристиках элементов и устройств каждой группы. В итоге определяют искомое значение‘коэффициента использования проектируемой автоматической линии [см. формулы (22) и (29) 1, обусловливающего возможную действительную ее пропускную способность.
Опыт эксплуатации сборочно-сварочных автоматических линий в различных отраслях машиностроения показал, что в период освоения линии коэффициент ее использования составляет 0,5—0,6. Вполне освоенные и отлаженные автоматические линии обычно работают при коэффициенте использования 0,7—0,75. Более вы-
111
Общая сводка расчетных коэффициентов по группам элементов и устройств авто и удельной длительности настройки (по данным А. П. Владзиевского)
Индексы групп и подгрупп Группы И подгруппы устройств и элементов автоматической линии Г h ап ар «1» [/мин a,
И Инструменты:
И. О основные 4 о hn.o 1— 1,15 1—6 1 t — —
и. в вспомогательные 4 в 4. в 1 1 1 t — —
п Приспособления гп-104 = = 0,02 -г- 1,2 || г nd •— ° 8? " — — 1 t 0,2— 15 1— 1,5
м Механическое оборудование II? to — •I- «2 ЪН II Г о д. III — — — — —
э Электрическое оборудование Гэ-10» = = 0,8 ч- 4 и более II? о Д. in — — 1 t — —
112
Таблица 13
матических линий для определения их характеристики по частоте отказов
а4, 1/мин R, 1/мин Н, 1/мин а k, мин и. 1/мин в, мин/мин Примечания
— 4- |! + * Л ДЗ s ® * ? о II " + = Яи.о + + Ни. в 0,8—0,9, не более 1 0,8—0,9, не более 1 Ни Rh Ви Н ц Учитывают все инструменты технологической оснастки линии
— «п «п 0,9— 0,95, не более 1,4 0,9— 0,95 не более 1,3 Un < С 1,4ЯП вп « 1,3//п Учитывают только специфические элементы приспособлений; базирующие, фиксирующие, замыкающие, направляющие
— ^0 S * 0,8—0,9, не более 1,75 0,8—0,9, не бо-[лее 2,4 1,75/?м ^м <Св2,4//м Учитывают все виды механических передач, используемых в линии: передачи в станках, приспособлениях, конвейерах, кроме передач в накопителях
1 0,8—0,9, не более 4,5 0,8—0,9, не более 5,4 Пэ С 4,5/?э 5,4//э Учитывают все виды электрической аппаратуры управления и электродвигатели, кроме относящихся к накопителям
113
Индексы групп и подгрупп Группы и подгруппы устройств и элементов автоматической линии г h “п “р Cii, 1/мин а2 «8
Г Гидравлическое оборудование Гг-105 = = 1,4-=- 10 /lr-104 = = 0,2-ь 1,5 — — I t — —
т Конвейеры и перегружатели гт- 10е = = 1 ч- 180 Лт-104 = = 0,1 4- 280 1 t
н н. м 1Ь т Накопители (бункеры): магазинные транзитные * гн. м * гн. т ftH. м <.т — — — —
* См. приложение 1.
114
Продолжение табл. 13
ВИН/1 R, 1/мин' Н, 1/мин а /?, мин н, 1/мин в, мин/мин Примечания
в
I н'г 0,8—0,9, нс более 1,2 0,8—0,9, не более 2,6 «г С l,2Rr < 2,6//г Учитывают все виды гидравлических устройств, используемых в линии: передачи в станках, приводах конвейеров, в приспособлениях, кроме относящихся к накопителям
R* 0,9— 0,95, пс более 5,6 0,9—0,95, не более 1,9 < 5,6RT Вт < < 1,9ЯТ Учитывают специфические элементы всех конвейеров линии, элементы, непосредственно захватывающие полуфабрикаты и определяющие их положение при транспортировании, за исключением транспортеров, входящих в конструкцию накопителя
— RK. м «н. т См Ст 0,9—0,95 0,9—0,95 — II °. II S го но" 0? II оз' II Учитывают все виды элементов конструкции самого накопителя и подводов к нему, а также все элементы всех устройств, необходимых в связи с введением накопителя в линию
115
< окйе значения коэффициента использования проектируемой автоматической линии могут быть достигнуты только путем применения следующих особых организационных мероприятий: некомплектного ремонта элементов и устройств автоматической линии; установки параллельных резервных агрегатов (рабочих мест), наиболее подверженных выходу из строя в процессе их эксплуатации; организации промежуточных пульсирующих заделов полуфабрикатов изготовляемой продукции в местах расчленения автоматической линии на отдельные участки или агрегаты.
Перечисленные мероприятия могут быть примененьГна отдельных участках проектируемой автоматической линии как раздельно, так и совместно, в зависимости от_конкретпых условий и техникоэкономической целесообразности/Сущность каждого из них заключается в следующем.
Некомплектный ремонт требует обеспечения проектируемой автоматической линии запасным комплектом элементов и устройств, подверженных сравнительно частым отказам или нуждающихся в длительных настройках после отказа. При наличии такого резерва отказавший в работе элемент или устройство быстро заменяют запасным. Простой линии при этом ограничивается только необходимым временем на смену отказавшего элемента. Его исправление и настройку выполняют вне автоматической линии, в ремонтной мастерской. Эта форма организации ремонта — эффективное средство сокращения простоев автоматических линий в настройке по причинам временной утраты их работоспособности. Однако такая система ремонта требует некоторого увеличения капитальных затрат, равного стоимости предусматриваемых запасных элементов устройств.
Организация параллельных резервных агрегатов, входящих в состав проектируемой автоматической линии и подверженных сравнительно частым отказам или требующих длительных настроек, обеспечивает в значительной степени бесперебойность работы. В самом деле, в случае отказа в работе такого агрегата весь производственный поток автоматической линии переключают на параллельный резервный агрегат (рис. 19, а). При этом, как правило, время, необходимое для выполнения переключения, весьма мало. Кроме того, такое переключение на параллельный агрегат может быть автоматизировано. Однако установка параллельных агрегатов не только приводит к увеличению капитальных затрат на сооружение автоматической линии, но и значительно уменьшает коэффициент загрузки этих агрегатов, т. е. снижает использование капитальных вложений. В связи с этим описываемое мероприятие всегда требует экономических обоснований и может быть целесообразным только при относительно невысокой стоимости параллельных агрегатов.
Организация промежуточных пульсирующих заделов необходима в случаях£расчленения линии на отдельные самостоятельные автомат^' (рис. 19, б) либо на участки сблокированных авто-116
Рис. 19. Типовые схемы компоновки автоматической линии:
а — линия сблокированных автоматов 1—8 с резервным автоматом 66; б — линия с накопителями Н между всеми автоматами; в — линия с накопителями между участками сблокированных автоматов
матов (рис. 19, в). Тогда вместо жесткой механической связи автоматов (рис. 19, а) осуществляют гибкую связь между ними либо между отдельными участками жестко сблокированных автоматов. Средствами такой промежуточной гибкой связи служат механизированные складочные места для полуфабрикатов, называемые в автоматических линиях бункерами или накопителями.
В процессе эксплуатации автоматических линий количество полуфабрикатов в накопителях не остается постоянным, а изменяется от нуля до некоторого максимума. Поэтому промежуточные заделы в накопителях называют пульсирующими. Назначение этих заделов заключается в обеспечении бесперебойного выпуска продукции линией в случае отказа в работе отдельного автомата либо участка сблокированных автоматов, предшествующему данному заделу. Емкость накопителя рассчитывают таким образом, чтобы находящееся в нем максимальное количество полуфабрикатов могло обеспечить работу последующих участков автоматической линии на все время, необходимое для настройки отказавшего предшествующего участка или отдельного автомата.
Нормальную работу расчлененной автоматической линии с промежуточными накопителями обеспечивают следующим образом. На последнем участке проектируемой автоматической линии, выполняющем выпуск готовой продукции (см. участок III на рис. 19, в), устанавливают ритм потока гш, соответствующий заданному такту выпуска [формулы (15), (17), (23), (24)]:
rni = га
__ ФсЧл WT
П Пе
117
Для предшествующих участков автоматической линии (см. участки I и II рис. 19, в) принимают несколько меньшие значения ритма потока:
П < Гц < гш = га
с таким расчетом, чтобы полуфабрикаты, изготовляемые в единицу времени на этих участках в количестве, большем, чем потребляет каждый последующий участок за то же время, накапливались в промежуточных между этими участками накопителях.
Непосредственно после накопления полного расчетного запаса полуфабрикатов в каком-либо накопителе предшествующий ему участок линии выключают вручную либо посредством автоматических устройств. Затем питание полуфабрикатами последующего участка осуществляется накопителем, пока его запас не будет израсходован. После этого снова включают в работу предшествующий участок линии и процесс накопления полуфабрикатов в накопителе повторяется. Представляется возможным так отрегулировать устройства, включающие и выключающие отдельные участки линии перед каждым накопителем, чтобы пульсирующий задел полуфабрикатов в нем при отсутствии отказов в работе отдельных автоматов не снижался ниже определенного заданного уровня.
Таким образом, в случае отказа какого-либо автомата на одном из участков расчлененной линии (за исключением последнего, выпускающего участка) последующий участок будет снабжаться полуфабрикатами (заготовками) из накопителя, заполнявшегося до этого отказавшим участком. В то же время участок линии, предшествующий отказавшему, будет пополнять задел полуфабрикатов в накопителе, расположенном на стыке между ним и отказавшим участком. Если уровень задела полуфабрикатов в этом накопителе достигнет максимального расчетного до окончания настройки отказавшего участка, предшествующий участок линии будет выключен и начнет простаивать. Бесперебойный выпуск продукции будет обеспечен на все время длительности настройки отказавшего элемента линии либо (в случае наличия небольшого задела полуфабрикатов) до полного исчерпания запаса в последнем накопителе. После восстановления работоспособности отказавшего участка работа линии будет продолжаться нормально, с обычным пульсирующим режимом пополнения заделов полуфабрикатов в накопителях.
Из описанного выше следует, что введение промежуточных пульсирующих заделов полуфабрикатов в проектируемую автоматическую линию действительно может обеспечить бесперебойность ее работы и высокий коэффициент использования. При этом капитальные затраты на сооружение накопителей, представляющих собой относительно несложные устройства, обычно невелики в сравнении со стоимостью технологических агрегатов автоматической линии. Однако наличие заделов полуфабрикатов в накопи-118
телях неизбежно приводит к увеличению оборотных средств производства и некоторому замедлению их оборачиваемости. Поэтому установление рационального и экономичного числа участков автоматической линии при ее расчленении, а также определение соответствующих целесообразных размеров промежуточных пульсирующих заделов представляют собой практически весьма важные задачи в разработке проекта автоматической линии.
Проведенные теоретические исследования указанных задач и методическая разработка их решения (А. П. Владзиевский) привели к заключению, что оптимальное число участков расчленяемой автоматической линии должно основываться на условии достижения максимальной ее производительности, т. е. минимальных простоев выпускающего участка линии из-за настроек отдельных ее элементов и устройств. Кроме того, так как число участков (т) расчлененной линии обусловливает необходимое число (т — 1) накопителей между ними и соответствующие капитальные затраты на их сооружение, то оптимальным должно быть такое число участков, которое обеспечит наименьшую себестоимость изготовления изделий на проектируемой автоматической линии.
Исходя из приведенных предпосылок и используя необходимую сложную систему расчетов и полученные выводы, в результате упомянутых выше исследований установлено, что наибольшая технико-экономическая целесообразность расчленения автоматической линии достигается в том случае, когда частота отказов и длительность настроек всех ее участков одинакова. По причинам технологического характера это требование на практике обычно невыполнимо в точности, поскольку границы участков могут быть проведены только между реальными сблокированными и в большинстве случаев различными агрегатами. Однако при проектировании расчлененных автоматических линий следует стремиться к удовлетворению указанного условия.
Кроме того, в итоге тех же исследований получены следующие расчетные формулы для практического использования при определении числа участков проектируемой расчлененной автоматической линии.
Исходя из критерия максимальной производительности автоматической линии, достигаемого при минимуме общих потерь рабочего времени в процессе ее эксплуатации, оптимальное число участков расчлененной линии
mQ = |/х (1 — 6), (30)
где х = В0/Вл — отношение удельной длительности настройки BQ
(восстановления работоспособности) проектируемой автоматической линии при ее сблокированном выполнении (без расчленения) к удельной длительности настройки Ва одного накопителя; 6 =
1___
1 + о/2
— коэффициент междуучасткового наложения потерь; он
представляет собой долю простоев одного из смежных участков
119
Рис. 20. Оптимальное по критерию минимума потерь число участков расчлененной автоматической линии (А. П. Владзиевский)
из-за недостатка запаса в накопителе или из-за отсутствия свободного места в накопителе), добавляющуюся к собственным простоям в настройке другого из смежных участков; а!2 — средняя расчетная величина запаса в накопителе.
Графическая интер
претация соотношения (30) при различных значениях величин б и х показывает (рис. 20), что согласно критерию максимальной производительности (минимума потерь) автоматической линии целесообразно ее расчленение на число участков, тем большее, чем больше Ви — удельная настройка той же линии при сблокированном ее исполнении и чем больше а — емкость накопителей, определяющая уменьшение коэффициента б.
На основании критерия наименьшей стоимости изготовления продукции на проектируемой автоматической линии оптимальное число участков при расчленении последней определяется соотношением
/”е~]/’<(1 б) ^>_2Хх6+ 1/В0’
(31)
где ф = Ей/Е„ — отношение Ео — эксплуатационной себестоимости (станко-минуты) проектируемой линии при сблокированном ее исполнении к Еи — эксплуатационной себестоимости (станкоминуты) накопителя; остальные обозначения величин те же, что в осотношении (30).
Кривые (рис. 21), изображающие зависимость входящих в выражение (31) величин, показывают, что они сходны с кривыми по формуле (30), но имеют меньшие значения ординат. При весьмг малой стоимости накопителей (когда ф —> оо) основная расчетная формула (31) переходит в формулу (30).
В основу определения рациональных размеров задела полуфабрикатов в накопителях, а следовательно, и емкости последних в описываемой методике положено полученное в процессе исследования (А. П. Владзиевский) соотношение между коэффициентом междуучасткового наложения потерь б и средней расчетной величиной а/2 = а запаса полуфабрикатов в накопителе:
1 + а/2 1 + а
120
Рис. 21. Оптимальное по критерию себестоимости продукции число участков расчлененной автоматической линии:
а — для случая применения магазинных накопителей Вн = 0,01; б — для случая применения транзитных накопителей Вн = 0,04 (А. П. Владзиевский)
Эта гиперболическая зависимость между величинами бис (рис. 22) показывает, что с увеличением емкости накопителя коэффициент наложения потерь вначале резко падает. Однако уже при а > 2 интенсивность уменьшения коэффициента 6 существенно снижается, а при а > 10 дальнейшее увеличение емкости накопителя практически не оказывает влияния на уменьшение 6. Отсюда следует, что емкость накопителя между участками расчлененной автоматической линии должна обеспечивать вместимость десятикратного числа полуфабрикатов, накапливающихся (или расходуемых) на протяжении настройки средней длительности
а ^10/kt ^10 i^/t, (32)
где t — заданный для проектируемой линии такт выпуска; k 11 Ai.r — то же> что в формулах (26) и (27).
В дополнение к описанным выше некоторым результатам теоретических исследований и обобщений опытных данных эксплуатации автоматических линий в машиностроении, проведенных основоположником теории автоматических линий проф. А. П. Влад-зиевским, в 1973 г. его последователи (А. П. Белоусов, А. И. Да-щенко и др.) опубликовали ряд результатов новых исследований автоматических линий. Среди этих результатов определенный практический интерес для проектирования автоматизации производственных процессов представляют следующие выводы и рекомендации (А. И. Дащенко) по определению оптимального числа участков автоматической линии, а также по определению рациональной величины внутренних запасов требуемых деталей в ее накопителях.
121
Рис.J 22. Зависимость коэффициента б междуучасткового наложения потерь от средней величины запаса а в накопителе (А. П. Владзиевский)
Рис. 23. Зависимость коэффициента повышения производительности автоматической линии ф от числа участков ее расчленения т
Для случая деления линии на т участков с равной трудоемкостью настройки каждого из них можно считать, что
В = В0&/т, (28а)
где В — удельная длительность настроек линии, расчлененной на участки; Во — удельная длительность настроек сблокированной линии; б — коэффициент, учитывающий степень наложения потерь времени всеми промежуточными участками на потери последнего (выпускающего) участка.
Повышение производительности ц> вследствие расчленения линии на участки можно оценить следующим образом:
mЧ __ 1 + Во _ 1 + Во
где, по аналогии с формулой (29), т]0 и т] — коэффициенты использования автоматической линии, соответственно сблокированной и расчлененной на участки.
На рис. 23 представлен (заимствованный из упомянутого источника) график зависимости относительного увеличения производительности линии ф вследствие расчленения ее на т участков (т = 1ч-10) для случаев различной надежности сблокированной линии (т]0 = 0,1 -н 0,9) при условии, что трудоемкость наладки накопителей (бункеров) В6 0, т. е. при достаточно высокой их надежности. Из графика видно, что чем выше надежность сблокированной линии (т. е. чем больше т]о). тем менее целесообразно расчленять линию на участки. Кроме того, число участков т, при котором коэффициент увеличения производительности почти не растет, снижается с возрастанием т}0. График подтверждает также вывод о том, что чем надежнее сблокированная линия, тем 122
меньше оптимальное число участков, на которое следует расчленять эту линию и тем меньше эффективность ее расчленения. Например, для сблокированной линии с т]0 = 0,7 расчленение ее на более чем три участка уже не приводит к существенному увеличению ее производительности. При т = 3 и т]0 = 0,7 производительность этой линии увеличивается на —20% (<р 1,2), при т = 4
увеличение производительности той же линии составит —25% (<р 1,25). Если т)0 = 0,4, то увеличение <р прекращается уже при
т = 9, так как в этом случае достигается максимальное увеличение производительности линии: ф = 2,18, т. е. на 118%, а при tn = 6 <р = 2, т. е. на 100%.
Таким образом, приведенный на рис. 23 график и относящиеся к нему выводы служат существенным дополнением к указанной выше формуле (30) проф. А. П. Владзиевского. Кроме того, к числу ценных дополнений следует отнести рекомендацию о том, что при расчетах числа участков расчленяемой линии по формуле (31) следует принимать характеристики накопителей (£п — эксплуатационную себестоимость станко-минуты и Вн — удельную длительность настройки) одинаковыми, т. е.
ЕН1 = Дн2 = £из == . . . Ен и ВН1 Вн2 = Вп3 = . . . Вн.
Что касается рациональной величины запаса деталей в накопителях автоматической линии, то при расчетах следует полагать указанный в формуле (32) десятикратный запас деталей вполне приемлемым только для сравнительно малых деталей. Для крупных деталей целесообразно считать достаточным пятикратный запас.
21. ОСНОВНЫЕ СПОСОБЫ СИНХРОНИЗАЦИИ ОПЕРАЦИЙ ПОТОЧНЫХ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
При проектировании поточных линий нормирование продолжительности производственных операций дополняют их синхронизацией. Последняя выполняется с целью приведения суммы различных значений продолжительности работ на каждом отдельном рабочем месте (стенде) и времени передачи объекта работы на следующее рабочее место к общей, одинаковой для всей поточной линии величине ритма потока, при котором обеспечивается необходимая ритмичность и непрерывность производственного процесса. При этом основная задача синхронизации производственных операций заключается в достижении для каждого рабочего места поточной линии кратного соотношения
(<т+ <к + М i = КобщП. = = „о м = целое число (33)
между расчетным значением ритма потока г и общей продолжительностью всех операций (/т — технологических, tK — контроль-123
ных, tn — подъемно-транспортных, включая и время передачи на следующее рабочее место), которым подвергаются на каждом отдельном рабочем месте транспортные партии изготовляемых изделий или сборочных единиц, где общая трудоемкость работы (тобщ),-, место-минут. Результат подсчета по формуле (33) в каждом отдельном случае представляет собой число по_ м одинаковых рабочих мест данного типа, необходимое для выполнения заданного годового выпуска продукции.
В зависимости от возможных случаев отклонения от указанного по формуле (33) кратного соотношения между (tT + tK + /п) и г используют следующие основные способы синхронизации.
При по м <1 выполняемую на данном рабочем месте совокупность операции укрупняют путем объединения (комбинирования) с ней других непосредственно последующих или предшествующих операций (либо отдельных переходов последних), чтобы в результате этого укрупнения получить такое новое значение суммарной продолжительности операций в числителе формулы (33), которое обеспечит кратность описанного соотношения либо соответствие следующему случаю.
При по. н > 1 и и0. м, не равном целому числу, применяют расчленение данной совокупности операций на группы переходов, допускающие комбинирование их в новые, более мелкие объединения, для каждого из которых может быть соблюдено требование кратности [см. формулу (33) 1. В этом случае каждая такая новая уменьшенная совокупность операций (переходов) подлежит выполнению на отдельном рабочем месте соответствующего типа.
В результате первоначально намеченный для выполнения рассматриваемой всей совокупности операций один тип рабочего места заменяют несколькими типами рабочих мест. Однако увеличения типов, а следовательно, и числа рабочих мест в описываемом случае можно избежать, если уменьшить удельный фронт работ. Этот третий способ синхронизации заключается в том, что расчлененную совокупность операций распределяют между рабочими, дополнительно вводимыми на том же первоначально намеченном рабочем месте (если это возможно).
В результате увеличения числа рабочих на данном рабочем месте (уменьшения удельного фронта работ) соответственно уменьшается суммарная продолжительность работы на нем, благодаря чему и в этом случае может быть обеспечена кратность отношения (33).
В практике проектирования описанные приближенные способы синхронизации применяют каждый в отдельности и в различных сочетаниях. При этом в расчетах по формуле (33) допускается искомое значение п0. м принимать с точностью от плюс 10—15% до минус 5—10%. Возможные простои рабочих на отдельных рабочих местах устраняют путем организации совмещения профессий и многостаночного обслуживания, приводящих к уплотнению рабочего дня и сокращению числа рабочих на дан-
124
Рис. 24. Схема технологической связи рабочих мест поточной линии: а — до синхронизации; б — после синхронизации производственных операций (см. табл. 14)
ной поточной линии. Эти мероприятия проектируют и осуществляют на основе составления графиков загрузки рабочих на каждой поточной линии. Более точную увязку во времени производственных операций с применением способов точной синхронизации (изменения технологических режимов работ, рационализации приспособлений, улучшения организации рабочего места и т. и.) выполняют при наладке работы проектируемой поточной линии в процессе ее осуществления.
В целях практического выяснения сущности описанных основных способов синхронизации производственных операций рассмотрим следующий числовой пример.
Допустим, что имеется разработанный технологический процесс сборки и сварки некоторого изделия. Принятые режим работы проектируемой конвейерной линии и заданный годовой выпуск изделий обусловили значение ритма потока г = 12 мин.
Для сборки и сварки изделия запроектировано восемь совокупностей производственных операций, каждая из которых предусмотрена к выполнению на самостоятельном рабочем месте (табл. 14). Полученные путем технического нормирования трудоемкости и продолжительности этих совокупностей операций, как обычно, весьма различны и не равны между собой. Время, необходимое для передачи конвейером изготовляемых сборочных единиц и изделий с каждого рабочего места на последующее, во всех случаях одинаково и составляет /п = I мин', оно включено в общую продолжительность каждой указанной в табл. 14 совокупности операций.
Подлежащее изготовлению изделие состоит из двух отдельных сборочных единиц. Для сборки и сварки первой из них на рабочем месте № 1 предусмотрена первая совокупность операции (/,), а для сборки и сварки второй па рабочих местах № 2 и 2а — соответственно вторая и третья совокупности операций (/2 и /3). Последующие пять совокупностей операций предусмотрены для выполнения сборки и сварки обеих сборочных единиц между собой и с другими дополнительными деталями изготовляемого изделия (рис. 24, а).
Параллельно-последовательное распределение во времени указанных совокупностей операций на отдельных рабочих местах проектируемой поточной линии для описанного первоначального варианта разработки производственногсГпро-
125
Таблица 14
03 Синхронизация производственных операций (см. рис. 24 и 25)
До синхронизации После синхронизации
№ совокупностей операций <jp, человек/ рабочее место Продолжительность работ, мин пм, рабочих мест № рабочих мест Способы синхронизации № совокупностей операций <Jp, человек/ рабочее место Продолжительность работ, мин лм, рабочих мест № рабочих мест
1 2 12 1 1 Синхронизация не требуется 1 2 12 1 1
2 3 1 1 8 5 <1 2 1 2а / Объединение операций № 2 и 3 на одном рабочем месте и сокращение времени на передачу сборочной единицы на следующее рабочее место 2 иЗ 1 12 1 2
4 2 24 2 За, 36 Синхронизация не требуется 4 2 24 2 3, а 3, б
5 2 17,5 >1 и <2 4а, 46 Расчленение сборочной операции на части продолжительностью tx = 11 мин и t2 = 5,5 мин с привлечением для выполнения последней (одновременно с первой) рабочего, не загруженного на рабочем месте № 3 (многостаночное обслуживание) 5 3 12 1 4
6 2 12 1 5 Синхронизация не требуется 6 2 12 1 5
7 8 2 2 10 34 <1 >2 и <3 6 6а, 66, 6в 'Объединение операций № 7 и 8 и расчленение сварочных операций на две части с привлечением для выполнения одной из них и всех сборочных операций сборщика-сварщика вместо сборщика (совмещение профессий), благодаря чему сокращается продолжительность работы 7 и 8 2 36 3 6а, 66, 6в
S*
Я
к
Я я
2
О о я
Ьз
н о 2
я 45 п чз о, я
' со о й
я -яч «2
3 g g
я п> о й
Re Я
“ § _ Я я 3
2 2
&3 Л и
о
я
2 Я
10
Я 2 Я
о о w Я
о о
я а
X
2 О
аз
я
о
2 х
я
2
со
5а а
W °
“ S О
2 чи о
Я - Я
i й я я о
§
S 5 аз О s я 5 в*< я Ь5 3 * аз ►.-« ° аз я
2 ьз я О'® я о а р Я Ст Й Я X
2
Я
Я s S
X я о я я о в>
2
о о
* й
я
Я
г
Я
передачи изготовляемых объектов с одного рабочего места на другое, а также возможные простои вследствие отсутствия увязки (синхронизации) продолжительности работ на этих рабочих местах. Последовательность прохождения сборочных единиц одного и того же изделия через все рабочие места поточной линии показана особым видом штриховки прямоугольников: для первого изделия — с применением условных обозначений профессий рабочих, для второго изделия — штриховкой с наклоном направо, для третьего изделия — штриховкой с наклоном налево, для прочих последующих изделий — без штриховки.
На графике работы проектируемой поточной линии (рис. 25, а) видно, что первоначальный вариант разработки производственного процесса вследствие значительных простоев на отдельных рабочих местах не отвечает основным требованиям поточного производства. Этот график работы не обеспечивает для проектируемой поточной линии необходимой непрерывности и равномерности ритмичной работы на всех ее рабочих местах. Для устранения указанных недостатков необходимо осуществить синхронизацию производственных операций. Рассмотрим последовательно продолжительности всех совокупностей операций данного производственного процесса и выясним соответствие их значений условию формулы (33). Результаты синхронизации совокупностей производственных операций представлены в табл. 14 и на рис. 24, б и 25, б. Сравнение этих результатов с исходными данными (рис. 24, а и 25, а) показывает, что благодаря синхронизации производственных операций достигнуты значительное упрощение схемы организационной связи между рабочими местами проектируемой поточной линии, повышение равномерности загрузки рабочих мест, ликвидация простоев, сокращение общего числа рабочих мест (с 12 до 9, т. е. на 25%), уплотнение рабочего дня рабочих, уменьшение требуемого числа рабочих (с 22 до 17, т. е. на 23%) и сокращение общей длительности производственного цикла изготовления изделия (с 132 до 95 мин, т. е. на 27%).
22. ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНОГО ВЫПУСКА ПРОДУКЦИИ
Проектирование всякого сборочно-сварочного цеха, отделения или участка имеет целью не только технически правильно решить вопросы изготовления заданных изделий, но и достигнуть максимального использования основных капитальных затрат и полной загрузки всех элементов производства. Это условие может быть определено путем особых расчетов только для производства с вполне точно заданной стабильной программой, каковым является массовое, а в отдельных случаях и крупносерийное производство. Как известно, большую часть основных средств предприятия представляют затраты на производственное дорогостоящее оборудование. Поэтому путем расчетов обычно стремятся определить такое значение такта выпуска [см. формулу (15)], при котором могут быть достигнуты максимальное использование и равномерная загрузка наиболее дорогого оборудования цеха. Такое оптимальное значение такта выпуска позволяет определить и наиболее рентабельное, оптимальное число изделий в годовой программе производства. Эти расчеты выполняют одновременно с синхронизацией рабочих операций. Практика проектирования массовых производств показывает, что наилучшим в отношении простоты расчетов, наглядности и быстроты получения окончательных результатов является описанный ниже метод графического определения оптимального такта выпуска.
128
Рис. 26. График № 1 первой группы графиков для определения оптимального такта выпуска изделий
на равные отрезки, наносят
Пусть имеется некоторый разработанный в первоначальном варианте технологический процесс изготовления какого-либо сварного металлоизделия для массового производства. Этот технологический процесс содержит всего п рабочих операций, предназначенных для последовательного выполнения на отдельных рабочих местах, начиная с изготовления деталей и кончая последним контрольным испытанием, покраской, сушкой и приемкой готового изделия.
Для определения оптимального такта выпуска строят следующие две группы графиков.
Первая группа включает несколько графиков, весьма мало отличающихся между собой.
Построение графика № 1 этой группы показано на рис. 26. По оси абсцисс, разделенной последовательно названия всех п операций либо их номера. На этих отрезках оси абсцисс, как на основаниях, строят прямоугольники. Высота каждого прямоугольника в некотором масштабе представляет собой соответствующую общую продолжительность tt в минутах каждой из указанных рабочих операций, численно равную нх общей трудоемкости т; в место-минутах.
Таким образом, построенный график представляет собой ряд прямоугольников разной высоты в зависимости от продолжительности каждой операции. Эти прямоугольники располагают вплотную один к другому на общем основании — оси абсцисс.
После этого на оси ординат в том же масштабе времени откладывают значение заданного такта выпуска столько раз, чтобы сумма всех последовательно отложенных значений 1г превысила высоту наибольшего из построенных прямоугольников. Затем из точек отложения значений tr проводят штриховые прямые, параллельные оси абсцисс и разделяющие построенные ранее прямоугольники на отдельные отрезки.
Из рассмотрения этого графика вытекает, что полученное число отрезков каждого построенного прямоугольника определяет необходимое Число одинаковых параллельных рабочих мест для выполнения работ, соответствующих данному прямоугольнику при заданном значении такта выпуска tx.
После выполнения всех указанных действий рассматривают построенный график № 1 и находят такие значения продолжитель-
5 Красовский А. И. 129
Рис. 27. График № 1 второй группы графиков для определения оптимального выпуска изделий
ности отдельных операций (например, I, III, IV и XI),. которые весьма мало отличаются от 4- Эти значения продолжительностей отдельных операций принимают за новые варианты значения такта выпуска: ti — 4, 4п = 4, 4v = 4> ^xi = 4 и т- Д-
При выборе этих значений такта необходимо иметь в виду, что в большинстве случаев оптимальный такт выпуска должен обеспечивать полную загрузку рабочих мест, оснащенных дорогим оборудованием. Задавшись таким образом несколькими значениями такта, строят аналогично описанному выше графики № 2, 3 и т. д., соответственно каждому новому варианту такта выпуска. Из этих графиков, как и ранее, определяют для каждого варианта необходимое число одинаковых параллельных рабочих мест по всем намеченным видам работ.
Вторая группа состоит также из нескольких графиков. Построение графика № 1 этой группы показано на рис. 27. По осп ординат наносят масштаб загрузки (по времени) станков и рабочих мест от нуля до 100%. На оси абсцисс от начала координат через равные отрезки откладывают последовательно число точек, соответствующее суммарному числу рабочих мест, полученному согласно построению графика № 1 первой группы. Из этих мест, проводят ординаты, на которых в масштабе, указанном по оси ординат, откладывают ’загрузку k3, определяемую для каждого станка и рабочего места по формуле
^•=^100%’
где nwi — число одинаковых параллельных рабочих мест, полученное для выполнения каждой отдельной операции из построения графика № I первой группы.
Далее вершины всех построенных таким образом ординат последовательно соединяют между собой отрезками прямых. В ре-
130
.зультате указанных построений получают некоторую ломаную линию, характеризующую загрузку всех рабочих мест цеха соответственно рассматриваемому варианту такта выпуска.
Помимо описанных построений определяют среднюю загрузку всех пы рабочих мест по формуле
i—n
У| (^3£nMl)
*сР = ^------ Ю0%.
Полученное значение kQP откладывают на оси ординат от начала координат и из вершины этой ординаты проводят штриховую прямую, параллельную оси абсцисс. Сравнение штриховой прямой средней загрузки рабочих мест с построенной ранее ломаной линией действительной их загрузки наглядно иллюстрирует степень равномерности загрузки всех рабочих мест цеха.
Аналогично описанному выше строят остальные графики — № 2, 3 и т. д. — соответственно каждому рассматриваемому варианту такта выпуска t2, ts и т. д.
Оптимальный такт выпуска определяют путем сравнения всех графиков второй группы. При этом очевидно, что тот из рассматриваемых вариантов будет оптимальным, на графике которого: 1) расчетная загрузка рабочих мест, оснащенных наиболее дорогим оборудованием, окажется наиболее полной (k3 100%); 2) средняя
загрузка всех рабочих мест цеха будет наибольшей и 3) ломаная линия действительной загрузки рабочих мест наиболее приближена к штриховой прямой их средней загрузки, т. е. отрезки ординат между ними наименьшие.
Путем подстановки в формулу (15) полученной величины оптимального такта выпуска /оп легко может быть определено числовое значение 77ОП оптимальной годовой программы производства изделий для проектируемого цеха, определяемой по критерию максимального использования наиболее дорогого оборудования.
В целях достижения наиболее эффективного использования основных средств предприятия при проектировании цехов массового производства определение оптимальной годовой программы обязательно. Во всех случаях расхождения между заданной и оптимальной программами последняя подлежит согласованию с ведомством, в подчинении которого находится проектируемое предприятие, для утверждения оптимальной программы взамен первоначально заданной.
Подобно предыдущему в случаях проектирования серийного производства возникает задача определения оптимальной величины серии выпуска изделий каждого типа, включенных в заданную программу. Известно, что размер серии влияет на ряд технико-экономических факторов, обусловливающих использование основных и оборотных средств, себестоимость изготовляемой продукции и эффективность проектируемого производства. Так, уве
5* 131
личение размера серии неизбежно приводит к сокращению денежных затрат и потерь времени на переналадки рабочих мест перед началом изготовления каждой новой серии изделий другого типа, улучшению использования оборудования на рабочих местах проектируемого цеха (за счет сокращения потерь времени на переналадки), увеличению производительности труда рабочих (за счет сокращения потерь времени для приобретения рабочими навыков по изготовлению изделий данного типа), упрощению планирования и учета. Уменьшение размера серии приводит к обратным результатам.
Следовательно, учесть всю совокупность факторов, обусловливающих оптимальные размеры сериии, весьма сложно. Сложность усугубляется еще и тем, что интенсивность влияния каждого фактора в отдельности зависит от специфических особенностей проектируемого производства и от частных условий, не всегда поддающихся предварительному учету. Поэтому при проектировании сборочно-сварочных цехов серийного производства практически исключается возможность точного определения оптимальных размеров серии расчетным путем и в современной практике проектирования выбор рациональных (близких к оптимальным) размеров серии выпуска изделий выполняют приближенно. Сначала определяют минимальный размер серии (Псер)тш> обеспечивающий рациональное использование наиболее сложного (дорогого) оборудования и приспособлений в проектируемом цехе:
(^сер) mln (34)
где tH — время, затрачиваемое на переналадку наиболее сложного рабочего места в цехе при переходе к изготовлению новой серии изделий; — общая продолжительность операций, выполняемых при изготовлении одного изделия на том же рабочем месте; рп — коэффициент допускаемых потерь времени на переналадку.
В этой формуле, согласно практическим данным, значения коэффициента ри следует принимать в пределах 0,03—0,1. При этом меньшие значения рекомендуются для крупносерийного, а большие — для мелкосерийного производства. Для большинства практических случаев оказывается приемлемым среднее значение; рн = 0,05.
Полученное по формуле (34) значение величины серии затем корректируют (увеличивают) с целью удовлетворения следующим производственным условиям:
для обеспечения высокой производительности труда и устранения непроизводительных потерь рабочего времени необходимо, чтобы tcep — продолжительность изготовления серии на рабочем месте, выполняющем наиболее трудоемкие (ручные или маломеханизированные) сборочно-сварочные операции, была кратной продолжительности смены: /сер : tCM = целое число;
для обеспечения высокого использования дорогого оборудования и сокращения потерь рабочего времени на его подналадку
132
(смена электродов контактных сварочных машин, смена бухты электродной проволоки у дугового автомата и т.п ) необходимо, чтобы /сер : (с.и = целое число, где tc,„ — время, соответствующее стойкости инструмента (электрода контактной сварочной машины) либо интервал времени между двумя последовательными подналадками оборудования;
для обеспечения согласованной периодичности и уплотненного графика выпуска серий различных изделий, включенных в производственную программу проектируемого цеха, необходимо, чтобы rci — ритм повторения серии изделий любого типа (из заданной программы) был кратным по отношению к rc mln — ритму повторения серии изделий (из той же программы), отличающемуся наименьшей величиной: rcl : rcmln — целое число;
для обеспечения удобных (в отношении планирования и учета производства) календарных сроков прохождения в производстве отдельных серий длительности циклов изготовления серий должны быть кратными какому-либо из следующих отрезков времени: неделя, декада, месяц или квартал.
После проверки и приведения расчетных размеров серий, подсчитанных по формуле (34), в соответствие с указанными выше дополнительными требованиями окончательно устанавливают нормальные размеры серий для изделий заданной программы проектируемого цеха.
23. СТЕПЕНЬ И УРОВЕНЬ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА И СПОСОБЫ ИХ ПОВЫШЕНИЯ
Результаты разработки и внедрения в проект сборочносварочного цеха комплексной механизации и высшей ее ступени — автоматизации производственных процессов — оценивают особыми показателями, определяющими достигнутые степень и уровень механизации и автоматизации предусмотренных работ по изготовлению заданных к выпуску изделий. Для подсчетов таких показателей разработаны специальные методики. Они предназначены преимущественно для использования на заводах, промышленных предприятиях и в отделах различных ведомств при составлении планов внедрения в производство механизации и автоматизации трудоемких процессов, а также при составлении отчетов о достигнутых результатах этого внедрения. Те же методики используют и для оценки разработанных проектов промышленных предприятий и отдельных цехов.
Во всех случаях оценки внедрения в производство (или в его проект) механизации и автоматизации трудовых процессов приходится различать две стороны этого вопроса.
Прежде всего, всякая замена ручного труда работой механизмов, машин и автоматов является механизацией и автоматизацией производственных процессов. Поэтому расчетные измерители,
133
определяющие количественное соотношение в данном производстве (или проекте) между механизированным и немеханизированным (т. е. ручным) трудом, характеризуют количественный охват выполняемых работ механизацией и автоматизацией. Такие измерители служат показателями степени механизации и автоматизации производства.
Однако машины и автоматы бывают разные. Одни из них могут представлять собой менее или более прогрессивную технологию изготовления изделий и, следовательно, отличаться меньшей или большей производительностью, чем другие. Поэтому наряду с определением количественного охвата всех работ механизацией и автоматизацией необходимо определять и качественный ее уровень. Измерители, определяющие эту сторону рассматриваемого вопроса, служат показателями уровня механизации и автоматизации производства.
Терминология определения понятий количественного охвата и качественного уровня механизации и автоматизации, соответствующая давно применяемым в производственной практике расчетным методикам числового определения этих понятий, пока не подвергалась стандартизации. Поэтому в различных опубликованных материалах встречаются разные термины, определяющие указанные понятия и отличающиеся от приведенных выше.
Количественный уровень (точнее, степень) механизации сварочных работ, согласно методике ИЭС им. Е. О. Патона, выражают в процентах и вычисляют по формуле
с35)
где Тм — трудоемкость (в нормо-часах) сварочных работ, выполняемых механизированным способом; Т„м — то же, выполняемых немеханизированным способом (вручную); k — коэффициент повышения производительности труда на данном рабочем месте (оборудовании), равный отношению трудоемкости выполняемых на нем операций до механизации к их трудоемкости после механизации; этот же коэффициент используют в качестве коэффициента приведения трудоемкости механизированного способа производства к трудоемкости исходного базового способа (до механизации).
Расчетные значения коэффициентов k для различных способов механизации работ в сварочном производстве приведены в приложении 2.
Если данное изделие изготовляют в производственном потоке с применением разнородных способов механизации технологических операций, то степень механизации таких работ вычисляют по формуле
— угт=— , . 100%. (35а)
71 (Лм + »ТМ) I
134
Рис. 28. Зависимость уровня механизации Уы от производительности машин к при различной степени механизации работ См
При подсчетах трудоемкости всех работ учитывают как основное время каждой операции производственного процесса, так и относящиеся к нему времена — подготовительно-заключительное, вспомогательное и дополнительное, в соответствии с общепринятой методикой технического нормирования технологических операций.
Качественный уровень Уы производственного процесса следует определять по достигаемому в каждом
отдельном случае относительному
уменьшению трудоемкости работ Л7\ Пользуясь обозначениями в формуле (35), можно написать
ьтм - Тм
Т'нм 4" м
100%
тм (k-l)k (Тнм -|- kTм) k
100% =
= СМ(1- \/k)%. (36)
В случаях использования при изготовлении изделия разнородных способов механизации производственных процессов, по аналогии с формулой (35а) следует написать
= 100% = См(1 - 1//гср) %, (36а)
2. U нм ~г м) i
где
Анализ формул (36)—(36а) при краевых условиях показывает, что при отсутствии механизации, т. е. при Ты = 0, показатели Сы = 0 и Ум = 0; при полной механизации, т. е. при 7НМ = 0, показатель См = 100%, а показатель Ум достигает возможного максимума (рис. 28), определяемого величиной соотношения (1 — 1/k). Это соотношение представляет собой относительное уменьшение трудоемкости производственного процесса после его механизации. Практически всегда (1 — 1/k) < 1, поскольку даже максимальное значение коэффициента повышения производительности труда никогда не достигает значения k = оо. Поэтому также всегда Ум< 100%.
Пример 1. Завод производит сварочные работы в двух цехах. Трудозатраты по видам сварки характеризуются данными табл. 15. Показатели степени и уровня механизации, определяемые по формулам (35а) и (36а) составляют:
135
Таблица 15
Приведение значений трудоемкости работ (пример 1)
Сварка Коэффициенты приведения к трудоемкости ручной сварки * Трудоемкость работ в человеко-часах
Цех № 1 Цех № 2 Всего по заводу
по нормативам приведенная к ручной сварке по нормативам приведенная к ручной сварке по нормативам приведенная к ручной сварке
1. Автоматическая под флюсом 2. Полуавтоматическая под флюсом . . 3,5 1,5 5 500 5 800 19 250 8 700 1 800 3 050 6 300 4 575 7 300 8 850 25 550 13 275
Итого механизированная сварка 3. Ручная дуговая 1 11 300 6 100 27 950 6 100 4 850 10 000 10 875 10 000 16 150 16 100 38 825 16 100
Всего * По табл. 2 прил ожения 17 400 2. 34 050 14 850 20 875 32 250 54 925
для цеха № 1
для цеха № 2
СМ2 = wtS ЮО = 520%; yM2 = 108g~ 4850 100 = 29%;
для завода в целом
См1+2=-||§| 100 = 70%;
^М1+2 —
38 825 — 16 150
54925
100 = 41%.
Пример 2. Для сравнения по степени и по уровню механизации и автоматизации производственного процесса представлены два варианта проекта сборочно-сварочного цеха (табл. 16). Общая трудоемкость всех сборочно-сварочных работ по изготовлению заданной продукции в этом цехе подразделена на трудоемкость немеханизированных (сборочно-сварочных) и механизированных (сварочных) работ.
Трудоемкость немеханизированных работ по выполнению коротких сварных швов в обоих вариантах проекта сохранена постоянной. Это должно 136
137
обусловить для обоих вариантов проекта одинаковый показатель степени механизации (т. е. одинаковый количественный охват механизацией) производственного процесса. Варианты проекта различаются между собой разным составом средств механизации с различной производительностью. Качественный уровень механизации сварочных работ в варианте 2 проекта предусмотрен более высоким. В соответствии с этим в варианте 2 проекта должно иметь место уменьшение трудоемкости работ и сокращение парка производственного оборудования, а также значительное высвобождение рабочих- Следовательно, в варианте 2 проекта показатель качественного уровня механизации производственного процесса должен быть больше, чем в варианте 1.
В качестве исходных данных для расчетов по определению показателей См и Ум приняты: режим работы цеха двухсменный, годовой номинальный фонд времени одного рабочего 2040 ч, а явочный состав рабочих, трудоемкость работ на годовую программу (произведение явочного состава рабочих на годовой номинальный фонд времени), количество оборудования и характеризующие его производительность значения расчетного коэффициента k по табл. 16. Показатели определены по формулам (35а) и (36а). Согласно расчетам (см. табл. 16) в результате повышения качественного уровня механизации в варианте 2 проекта по сравнению с вариантом 1 достигнуто общее уменьшение трудоемкости работ на 16,9%, сокращение парка оборудования на 20,3% и уменьшение явочного числа рабочих на 16,8%. При этом степень механизации производственного процесса См осталась одинаковой для обоих вариантов проекта. Уровень механизации производственного процесса Ум в варианте 2 проекта повысился на 55,2% в сравнении с вариантом 1.
Методика оценки повышения производительности труда при комплексной механизации всех работ на поточной сборочно-сварочной линии, составленная по материалам ИЭС им. Е. О. Патона АН УССР (П. И. Севбо), заключается в следующем.
Общая трудоемкость работ То по изготовлению изделия в производственном потоке сборочно-сварочной линии равна сумме трудоемкостей на всех п последовательных рабочих местах этого потока:
т’о = Л+Л+ - • • +Л + . . . +тп_1 + т„= i=i
Доля участия любого рабочего места данного производственного потока в общем процессе изготовления изделия составляет
т,=Т,-/То. (37)
При механизации работ на каком-либо рабочем месте повышение его производительности может быть выражено коэффициентом местного (локального) повышения производительности
где Тнм и Тм по аналогии с формулой (35) означают трудоемкость работ на данном рабочем месте до и после их механизации соответственно, а коэффициент местного повышения производительности идентичен коэффициенту приведения в той же формуле.
138
Повышение производительности всего производственного потока в результате указанной механизации работ на одном из его рабочих мест может быть выражено общим результирующим коэффициентом повышения производительности поточной линии, состоящей из п рабочих мест:
ь ________То________________!_______________!_____ /чел
° To-Ti(l-l/k) 1-mi + nii/ki
При осуществлении механизации работ на нескольких рабочих местах потока результирующий коэффициент повышения производительности той же поточной линии
° ~ То - Т\ (1 - НК) - Т2 (1 - 1/*а) - Т3 (1 - 1/*8)-
= --------1—------- . . . (38а)
1— J, /П/+ ^rnjki
i I
При комплексной механизации всех работ на поточной линии, т. е. когда J? m., = 1, повышение ее производительности
I
kK =
т. е. равно суммарному коэффициенту повышения производительности всех рабочих мест потока.
Рассматривая поточную линию как самостоятельный производственный агрегат, можно определить для нее степень и уровень механизации по формулам (35)—(36а), используя в них значения коэффициентов повышения производительности по формулам (38) и (38а).
Для определения величины уровня механизации вместо формулы (36а) можно пользоваться формулой
Ум = L ("* - '«/*) I 100 %, (366)
I
где~т — коэффициент, оценивающий долю участия данного рабочего места (или данной операции) в выполнении рассматриваемого производственного процесса изготовления изделия на проектируемой поточной линии.
Коэффициент т равен отношению приведенной трудоемкости работ, выполняемых на данном рабочем месте, к общей приведенной трудоемкости всей совокупности работ на рассматриваемой поточной линии, включая и все ручные операции:
m = + (37а)
i
Подставив это выражение в формулу (366), после соответствующих преобразований получим формулу (36а).
139
Результаты расчетов по формулам (36а) и (366) будут идентичными, так как каждая из них определяет удельные затраты немеханизированного труда, замененного машинной работой.
Уровень механизации и автоматизации сварочных процессов Ук может быть положен в основу классификации сварочного оборудования. Этот показатель определяет (в цифрах) долю комплексной механизации, обеспечиваемую одной данной машиной или агрегатом в рассматриваемом производственном потоке.
Местный (локальный) уровень механизации той же машины Ум. л можно определить из выражения
Ум = (m — m/k) 100% (36в)
после подстановки в него значения т = 1, т. е.
Умл = (1 — 1Д) 100%. (36г)
Из приведенных выше выражений (36в) и (36г) следует, что
Ум = Ум. «т- (36д)
Таким образом, уровень механизации всего потока, обеспечиваемый одной данной машиной в его составе, как правило, меньше локального уровня механизации, так как т < 1.
В случае нескольких машин в потоке общий (комплексный) уровень механизации поточной линии
Ум = 2(У„.л/«)г. (Збе)
I
Для установления присущих каждой типичной группе сборочно-сварочного оборудования коэффициентов повышения производительности в ИЭС им. Е. О. Патона на основе результатов обследования большого числа предприятий различных отраслей машиностроения разработана классификация оборудования поточных сборочно-сварочных линий (табл. 17). Эта классификация построена по признакам функционального назначения каждой группы оборудования и по его эффективности, характеризуемой коэффициентами повышения производительности.
В табл. 17 приведены средние величины коэффициентов местного (локального) повышения производительности для каждого класса оборудования, а также приближенные значения коэффициентов т для наиболее часто встречающихся сборочно-сварочных потоков. В этой таблице класс оборудования характеризует степень механизации и автоматизации производственного процесса. Наивысший класс IX соответствует оборудованию с наибольшим уровнем автоматизации сборочно-сварочных работ.
Данные, представленные в табл. 17, служат основой для дальнейшей разработки и уточнения коэффициентов повышения производительности как существующих, так и вновь создаваемых типов механизированного и автоматизированного оборудования для поточных сборочно-сварочных линий.
140
Таблица 17
Классификация и характеристика оборудования для комплексной механизации и автоматизации сварочного производства (П. И. Севбо)
0. о XD О К ° к G 5 ’ СП и i к ® - «ч» |Название, общая характеристика, назначение и область рационального применения Локальный коэффициент произво- , дитель- г НОСТИ { k Коэф-фи-циент т Уровень меха низации и автоматизации, %
локальный ум.Л комплексный Ум
I Вспомогательное и механическое оборудование Вспомогательное оборудование для механизации сварки и устройства, механизирующие вспомогательные операции и рабочие приемы ручной и полуавтоматической сварки — кантователи, позиционеры, манипуляторы, роликовые стенды, подъемные площадки и др. Используют в любом сварочном производстве, кроме массового, где обычно применяют оборудование более высокого класса 1,5 0,2 33 7
1а Подъемно-транспортные устройства (местные) для механизации подъемно-транспортных операций без участия общецеховых кранов. Применяют в любом сварочном производстве 2 0,2 50 10
16 Механизированные сборочные устройства и приспособления для механизации или автоматизации работ по сборке изделий под сварку, их установке, фиксации и закреплению, а иногда и кантовке. Применяют в любом сварочном производстве в виде сборочных кондукторов, стендов и отдельных сборочных механизмов и приспособлении 2,5 0,2 60 12
II Сварочное оборудование Полуавтоматы для дуговой сварки, переносные клещи для контактной сварки и другое универсальное сварочное оборудование для механизации части сварочных операций. Применяют в единичном и серийном производстве .... 1,5 0,2 33 7
III Универсальные сварочные станки, машины и установки для механизации всех основных сварочных операций и части вспомогательных. Применяют в единичном и мелкосерийном производстве 3 0,2 67 13
141
Продолжение табл. 17
Класс оборудования Название, общая характеристика, назначение и область рационального применения Локальный коэффициент производительности k Коэф-фи-циент т Уровень механизации и автоматизации, %
локальный Ум. л комплексный Ум
IV Специализированные сварочные станки, машины и установки для сварки однотипных изделий либо для сварки деталей со швами сложной конфигурации. Применяют в крупносерийном производстве . . 4 0,25 75 19
V Специализированные сварочные станки-автоматы или машины-автоматы для автоматизации основных и вспомогательных сварочных операций, в том числе операций управления. Их можно встраивать в автоматические линии. Применяют в крупносерийном и массовом производстве 6 0,3 83 25
VI Сборочно-сварочное оборудование Сборочно-сварочные станки, машины и установки обычного типа для механизации сборочных, сварочных и некоторых вспомогательных операций. Применяют в мелкосерийном и серийном производстве 3,5 0,4 71 29
VII Автоматические сборочно-сварочные станки, машины и установки с автоматическим циклом производства сборочно-сварочных и вспомогательных операций, в том числе операций управления. Их можно встраивать в автоматические линии. Применяют в крупносерийном и массовом производстве однотипных изделий 8 0,5 88 44
VIII Механизированные многопозиционные сборочно-сварочные линии для осуществления в последовательном потоке всей совокупности сборочных, сварочных, а иногда и заготовительных операций, включая вспомогательные. Применяют в серийном производстве .... 4 0,8 75 60
IX Автоматические сборочно-сварочные поточные линии и конвейеры с автоматическим производственным циклом сборки-сварки (включая вспомогательные операции) и с автоматическим управлением. Применяют в крупносерийном и массовом производстве однотипных изделий 12 0,9 92 83 и боле
142
Описанные выше методики не следует ограничивать применением только для сварочных (наплавочных) или только для сборочно-сварочных работ. Они с успехом могут быть использованы для определения степени и уровня как частичной, так и комплексной механизации и автоматизации производственных работ всех видов. В последнем случае коэффициенты k местного повышения производительности для каждого вида работ необходимо определять опытным путем либо на основе статистической обработки накопившихся отчетных данных соответствующих отраслей промышленности. При этом можно использовать приведенные в табл. 1 приложения 2 величины коэффициента k для различных работ и видов оборудования, применяемого при механизации производственных процессов в сборочно-сварочных цехах.
Степень механизации производственного процесса наиболее точно определяется по методике ИЭС им. Е. О. Патона, а уровень механизации — по методике оценки относительного уменьшения приведенной трудоемкости работы. При этом повышение показателя См •— степени механизации производительности процесса — достигаются посредством возможной максимальной замены ручного труда работой механизмов. Повышение же показателя Ум — уровня механизации и автоматизации производственного процесса — осуществляется путем применения высокопроизводительного механизированного и автоматического оборудования при одновременном обеспечении высокого значения коэффициента использования последнего.
24. ПРИМЕНЕНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ В СБОРОЧНО-СВАРОЧНЫХ ЦЕХАХ
Современные достижения технологии машиностроения, вычислительной техники и электроники обеспечили возможность разработки и создания нового вида автоматической машины, способной выполнять по заданной программе разнообразные ручные операции и тем самым заменить ручной труд рабочего в промышленном производстве. Такие машины-автоматы принято называть промышленными роботами.
При разработке вопросов механизации и автоматизации производственных процессов в настоящее время нельзя не учитывать возможности успешного использования промышленных роботов, которые за последние годы получили широкое применение в самых различных отраслях промышленности как за рубежом, так и в нашей стране. Роботизация представляет собой новое направление в автоматизации производственных процессов, которое интенсивно развивается. Интерес к роботам неуклонно растет, поскольку практический опыт убедительно показал, что они являются весьма перспективным вкладом в общий комплекс современных средств автоматизации машиностроения и других отраслей промышленности.
143
Причины столь успешного развития роботизации заключаются в том, что большинство других современных средств автоматизации производства узкоспециализировано и отличается высокой стоимостью. Поэтому они находят широкое применение лишь в массовом производстве и не пригодны для использования в многономенклатурном серийном и единичном производстве, требующем переналадок оборудования при переходе от выпуска изделий одного типа к изготовлению изделий других типов. В противоположность этому роботы — наиболее универсальные автоматы, легко переналаживаемые на другую программу работы и значительно менее дорогие по сравнению с прочими средствами автоматизации.
Наиболее простые конструкции роботов первого поколения разработаны в минувшем десятилетии и продолжают постоянно совершенствоваться. Основным органом каждого такого робота служит имитирующий руку человека рычаг, именуемый «рукой», заканчивающийся сменным поворотным элементом, называемым «кистью» или «схватом», приспособленным для удержания перемещаемой детали либо рабочего инструмента. Рука робота, шарнирно закрепленная на его станине, имеет обычно от трех до шести степеней свободы для перемещения кисти по нескольким линейным или круговым координатам в любую заданную точку пространства рабочей зоны, обслуживаемой роботом. Число координат перемещения кисти определяет число степеней свободы промышленного робота. С увеличением этого числа возрастает манипуляционная гибкость робота. Такие перемещения кисти робот производит по команде встроенной в него системы управления, которая содержит запоминающее устройство для хранения заданной программы.
Для работы обычных современных автоматов с цифровым программным управлением необходима предварительная подготовка программы. Такая подготовка рабочей программы отличается значительной сложностью и трудоемкостью, поскольку она состоит из многократной переработки исходной информации (содержащейся в чертеже подлежащей обработке детали) с применением специальных устройств для записи программы на программоноситель. Эта переработка включает составление маршрута обработки, расчет траектории движения инструмента с ее привязкой во времени и в пространстве, кодирование, а также интерполяцию траектории и ее кодовое выражение. Поэтому такие управляющие программы, как правило, составляют посредством цифровых вычислительных машин для расчета, преобразования и кодирования информации.
В отличие от описанного выше программирование роботов не нуждается в каких-либо предварительных расчетах и кодировании данных информации. Вместо упомянутой сложной и трудоемкой подготовки робот перед началом работы подвергают «обучению», которое заключается в одноразовом выполнении всего цикла движений его кисти, необходимого для осуществления задаваемой ему предстоящей работы. Практически такое обучение робота 144
осуществляется мастером-оператором, который при отключенных силовых приводах механизмов робота перемещает его кисть, в точности воспроизводя весь цикл ее движений, входящих в программу предстоящей будущей работы. Одновременно с выполнением этого одноразового обучения в запоминающем устройстве робота автоматически происходит запись всех перемещений его кисти. Эта запись в дальнейшем служит заданной программой всего цикла предстоящей работы робота.
После этого обученный робот может быть включен в выполнение заданной программы. Он будет с большой точностью, многократно п без устали повторять заданный цикл движений, пока не потребуется переключить его на новую другую работу. Для этого понадобится сменить конструкцию схвата на другую и подвергнуть тот же робот переобучению, выполняемому аналогично описанному выше. При этом от мастера-оператора требуется очень точное и четкое выполнение всех движений кисти робота в процессе обучения и переобучения последнего, чтобы в этих движениях не было допущено ошибок и неточностей. В противном случае робот будет повторять их при выполнении заданной программы.
Одновременно с необходимостью указанного точного программирования робота в процессе его обучения к установке робота на его рабочем месте предъявляются также весьма жесткие требования по соблюдению особой точности взаимного расположения его по отношению к объекту работы, а размеры последнего должны находиться в пределах заданного допуска. При невыполнении этих требований возможны поломки рабочих органов робота.
Первоначальную область применения промышленных роботов первого поколения представляли разнообразные погрузочно-разгрузочные операции и межоперационные передачи тяжелых заготовок, деталей и сборочных единиц с одного конвейера на другой либо укладку их с конвейера в тару и т. п., а также при обслуживании различного универсального обрабатывающего оборудования в производствах всех типов. При этом особенно эффективным и ценным оказалось весьма продуктивное использование роботов в условиях крайне вредных, опасных и недопустимых для человеческого организма, например при работе в очень влажной, токсичной либо весьма пыльной атмосфере, в корродирующей среде, в пожароопасных или взрывоопасных местах, при высоких температурах или при обращении с раскаленными либо весьма охлажденными заготовками и деталями, на рабочих местах, облучаемых радиацией либо подверженных опасности травмирования, при выполнении однообразных, монотонных, напряженных и утомительных движений и т. п.
Описанные выше промышленные роботы первого поколения применяют не только в отдельности, но и группами, образуя в цехе роботизированные производственные участки с использованием для этого различных вариантов компоновки роботов с обслужи
145
ваемым ими технологическим оборудованием и транспортными конвейерными устройствами.
В настоящее время практически в промышленности используют пока только роботы первого поколения, работающие по жесткой программе и не обладающие способностью адаптации (приспосабливания) к окружающей обстановке. Однако опыт эксплуатации подобных роботов свидетельствует об их высокой эффективности даже при наличии у них указанного недостатка.
Промышленные роботы первого поколения оказались способными производить и некоторые технологические операции, для чего они оснащены соответствующими ручными инструментами, например электродрелью (для сверления отверстий), пульверизатором (для окраски распылением), устройствами для дробеструйной или пескоструйной очистки, клещами для точечной контактной сварки и т. д. При этом выполнение технологических операций отличается точностью, высокой производительностью и однородным качеством. Однако применение промышленных роботов для технологических целей только начинается. Для этого, прежде всего, использованы усовершенствованные модели промышленных роботов, оснащенные несколькими сенсорными (ощущающими) датчиками, обеспечивающими возможность частичной адаптации роботов к окружающей обстановке.
Одновременно с созданием и возрастающим выпуском новых моделей промышленных роботов первого поколения в нашей стране и за рубежом интенсивно ведутся разработки более совершенных промышленных роботов второго поколения. Такие роботы будут способны адаптироваться к окружающей обстановке и выполнять необходимые действия, в том числе различные технологические операции, руководствуясь только сообщенной роботу конечной целью производственного цикла. Эти разработки осуществляют с целью придания роботам свойств ориентации, опознавания и адаптации посредством снабжения их простейшими средствами слежения с тактильными (осязающими) и другими датчиками и устройствами предохранения от поломки, а также системами распознавания образов и самонастройки.
В последние годы появилась возможность использования промышленных роботов для дуговой сварки сложных изделий в условиях единичного и мелкосерийного производства. Судя по состоянию разработок таких сложных технологических промышленных роботов, серийного выпуска этих роботов второго поколения (как в нашей стране, так и за рубежом) следует ожидать в ближайшем десятилетии.
Однако создание этих специализированных роботов второго поколения не приведет к вытеснению ими промышленных роботов первого поколения, отличающихся универсальностью, простотой конструкции, сравнительно невысокой стоимостью, большой производительностью и однородностью качества выполняемой продукции. Поэтому следует ожидать в будущем одновре-146
меиного использования в промышленности роботов первого и второго поколений.
В заключение следует отметить, что обычно выбор наиболее рационального и целесообразного варианта каждого конкретного гппа оборудования для осуществления заданного производственного процесса должен выполняться на основе результатов его технико-экономической оценки в сравнении с конкурирующими вариантами использования других типов оборудования. Такая оценка вариантов оборудования нередко существенно осложняется, когда в состав последнего включаются промышленные роботы, поскольку особенности их использования содержат ряд характеристик, с трудом поддающихся количественной оценке, но имеющих весьма существенное практическое значение.
В таких случаях зачастую кроме экономических и технических характеристик приходится учитывать также социально-экономический эффект использования промышленных роботов, который сводится к сумме следующих их особенностей: замена человека роботами и тем самым освобождение человека от тяжелых, монотонных и утомительных работ, а также исключение травматизма и заболеваний рабочих при замене их роботами на участках работ опасных и вредных для человеческого» организма. Эти особенности могут служить основанием для того, чтобы в подобных случаях соображения экономического характера считать второстепенными.
Глава IV
ОПРЕДЕЛЕНИЕ ПРОЕКТИРУЕМОГО СОСТАВА ОСНОВНЫХ ЭЛЕМЕНТОВ ПРОИЗВОДСТВА
25. РАЦИОНАЛЬНЫЙ ВЫБОР
И РАСЧЕТ ТРЕБУЕМОГО СОСТАВА ОБОРУДОВАНИЯ И ОСНАСТКИ
Оборудование и оснастка для выполнения производственного процесса, предусмотренного в проекте цеха (отделения, участка), являются одними из основных элементов проектируемого производства. Поэтому при разработке проекта необходимо установить рациональный качественный и количественный состав оборудования и оснастки.
В соответствии с принятыми (п. 12) технологическими способами изготовления деталей, сборки и сварки сборочных единиц и в целом заданных изделий при детальной разработке технологии производства (п. 13 и 14) уточняют первоначально намеченные типы оборудования и оснастки для выполнения всех видов работ в проектируемом цехе.
Основными критериями для окончательного выбора рациональных типов оборудования и оснастки должны служить их следующие признаки: техническая характеристика, наиболее отвечающая всем требованиям принятой в разрабатываемом проекте цеха технологии операций, подлежащих выполнению на данном оборудовании или посредством данной оснастки; наибольшая эксплуатационная надежность и относительная простота обслуживания; наибольший КПД и наименьшее потребление энергии при эксплуатации; наименьшие габаритные размеры оборудования, обусловливающие минимальную необходимую площадь для размещения его в цехе; наименьшая возможная масса, что обычно характеризует относительно прямо пропорциональную ей стоимость оборудования; наименьшая сумма первоначальных затрат на приобретение и монтаж в цехе данного оборудования либо оснастки, обеспечивающая минимальный возможный срок их окупаемости.
Для подбора рациональных современных типов оборудования и оснастки, соответствующих перечисленным выше признакам, следует пользоваться новейшими данными справочной и информационной литературы, специальными руководствами по оборудованию для отдельных видов технологии, учебными пособиями и учебниками по специальным курсам сварочного, сборочного, подъемнотранспортного и другого технологического оборудования и оснастки, а также проспектами и каталогами, издаваемыми отдельными ведомствами машиностроительной промышленности, в которых 148
приведены описания, технические характеристики и стоимость о।дельных типов оборудования и оснастки, возможных для использования в проектах сборочно-сварочных цехов. При этом особое внимание следует уделять наиболее прогрессивным процессам сварочной техники и необходимым для их выполнения типам оборудования и оснастки, отличающимся высокой производительностью. Выбор такого оборудования, как правило, обеспечивает максимальную пропускную способность проектируемого цеха (отделения, участка) и минимальные сроки окупаемости капитальных затрат на его приобретение.
В последнее время практическим опытом доказана наибольшая прогрессивность новых направлений развития сварочного производства путем использования плазменной обработки металлов и сплавов. Применение низкотемпературной плазмы позволяет осуществлять термическую резку, сварку и наплавку углеродистых и низколегированных сталей, а также меди, алюминия и сплавов па их основе. Исследования ВНИИЭСО и др. показали, что сравнительно с другими методами термической резки и сварки плазма по своим технологическим параметрам уступает только лучу лазера и электронному лучу, но отличается от них более широким диапазоном применения. Последнее обстоятельство обусловлено разработкой и применением в плазменной обработке новых типов электродов, которые можно использовать не только в нейтральных (аргон, азот, гелий), но и в химически активных средах (кислород, углекислый газ, воздух).
Разработаны необходимые типы оборудования (плазмотронов) для выполнения этой новой технологии и организовано их серийное производство. Производительность труда при резке металла в 4—10 раз выше, чем при обычной кислородной резке при одинаковой удельной себестоимости. Чистота поверхности реза, выполненного с помощью плазмотрона, не требует дополнительной доводки. Кроме того, удалось вместо применения дорогостоящих нейтральных газов использовать сжатый воздух, что стало возможным в результате замены вольфрамовых и циркониевых электродов сравнительно дешевыми гафниевыми. Воздушно-плазменная резка находит все более широкое применение. Ее используют для скоростной разделительной резки в поточных линиях производства труб, а также для прецизионного раскроя металла посредством фотокопировальных машин и машин с программным управлением и для разделки лома черных и цветных металлов.
Другое, не менее важное направление — плазменная сварка. Ее технология проста и не требует высокой квалификации операторов. Нет необходимости в предварительной разделке кромок свариваемого металла и последующей очистке поверхности от брызг. Плазмотроны успешно применяют для сварки алюминия и его сплавов. Гарантированная прочность сварных соединений составляет 90% прочности основного металла, что позволило уменьшить толщину металла изготовляемых конструкций и тем самым
149
Снизить их металлоемкость. Плазмотроны с гафниевыми электродами хорошо зарекомендовали себя при сварке конструкций из низкоуглеродистых и низколегированных сталей в среде углекислого газа. Плазму применяют и для прецизионной сварки в приборостроении и других отраслях.
Большой эффект обещает дать плазменная наплавка металлов на постоянном токе обратной полярности, обеспечивающая снижение расхода дефицитных наплавочных материалов более чем на 50% и увеличение производительности в 2—3 раза с одновременным повышением качества наплавки.
При окончательном составлении перечня выбранных для проектируемого цеха типов оборудования и оснастки следует включать в него не только технологическое основное и вспомогательное оборудование, устройства и оснастку всех видов, но также требуемое оборудование для всех звеньев запроектированного производственного процесса и контроля качества продукции цеха. В этот перечень следует включать также оборудование общецеховых устройств и производственный инвентарь, необходимые для обеспечения нормальных условий работы в проектируемом цехе.
Количественный состав окончательно выбранных для проектируемого сварочного производства различных типов сборочных стендов (рабочих мест), сварочных установок и прочего оборудования и оснастки устанавливают путем следующих несложных расчетов. Требуемые для выполнения заданной производственной программв! числа сборочно-сварочных рабочих мест или стендов пм и станочного оборудования или сварочных установок по каждого типа определяют по формулам
Пм = Ти/фк = 7\/орФм; (39)
ло = Тс/Фс, (40)
где Тм — количество место-часов; Тч — количество человеко-часов; Тс — количество станко-часов соответственно трудоемкости работ (на годовую программу), закрепленных за сборочно-сварочным рабочим местом или станочным оборудованием каждого данного типа; ор — плотность работ, человек/рабочее место; Фм и Фс — действительные годовые фонды времени рабочих мест и оборудования, определяемые по табл. 5.
Равным образом для определения по тем же формулам требуемого числа постоянных (стационарных) рабочих мест технического контроля качества продукции и необходимого числа испытательных стендов следует при подсчете трудоемкости работ на годовую программу учитывать принятые для каждой контрольной операции значения процентов выборочности.
При детальном проектировании цехов поточного производства изделий требуемые числа одинаковых рабочих мест (единиц оборудования) для выполнения каждой операции или группы опера-150
цпй, закрепленных за рабочим местом (оборудованием) каждого данного типа, определяют по формулам
nM = xM/t = tM/t; (41)
«о = V* = 4А (42)
где тм и tM — определяемые нормированием трудоемкость и численно равная ей продолжительность выполнения указанных выше групп операций по сборке (сварке) одного изготовляемого изделия либо тс и tc — по обработке комплекта деталей и сборочных единиц на одно изделие заданной программы, включая в эту продолжительность также необходимое время на контроль качества (на данном рабочем месте) и на передачу изготовленных комплектов па следующее рабочее (или складочное) место; t — такт выпуска, определяемый по формуле (15).
В случае получения по формулам (39)—(42) дробных числовых значений искомых величин их округляют до ближайшего большего целого значения. Делением расчетных значений (пн и по) на принятые округленные (пПвМ и /гп. о) определяют проектные коэффициенты загрузки k3 этих рабочих мест и оборудования
^з == • ^п. м ИЛИ k3 = tlG . НП1 0.
Примеры расчетов требуемого числа рабочих мест для сборочносварочной поточной линии приведены в табл. 16 (п. 21).
К изложенному выше следует добавить, что при определении общего числа рабочих мест (стендов) в сборочно сварочных отделениях проектируемого цеха особо рассматривают и решают вопрос об определении числа дополнительных рабочих мест для исправления пороков сварной продукции, выявленных средствами технического контроля в процессе ее изготовления, а также при окончательной приемке-сдаче готовой продукции. Возможное число таких рабочих мест не может быть регламентировано в каком-либо Общем виде. Его устанавливает проектант в каждом конкретном случае сообразно со степенью ответственности изготовляемых изделий, характером производственного процесса, обеспечивающего определенную степень однородности качества изделий, и требованиями технических условий на их изготовление и приемку.
При практическом решении рассматриваемой задачи необходимо учитывать, что организация исправления брака, обнаруженного в процессе изготовления отдельных сборочных единиц и комплектов сварных изделий, а также при окончательных испытаниях последних имеет свои отличительные особенности, зависящие от типа производства.
В единичном производстве брак продукции исправляют на рабочих местах рабочие, допустившие брак.
В массовом производстве, отличающемся поточным характером выполнения работ с принудительным ритмом выпуска продукции, сборочные единицы, комплекты и целые изделия немед-
151
ленно после обнаружения в них брака снимают с рабочих мест, расположенных на потоке, и отправляют на особые рабочие места вне потока, предназначенные исключительно для работ по исправлению пороков продукции цеха специальными бригадами рабочих. Такая организация исправления брака не нарушает существенно общей стройности поточного производства и является единственно правильной в поточном производстве.
Что касается серийного производства, то в зависимости от большего или меньшего приближения проектируемого производства к типу поточного организация исправления брака продукции может быть осуществлена одним из указанных способов.
Таким образом, при проектировании единичных и непоточных серийных сварочных производств исправление пороков продукции предусматривают за счет соответствующего повышения загрузки сборочно-сварочных рабочих мест цеха (отделения, участка).
В случаях проектирования массовых и серийных поточных производств требуемое число рабочих мест для исправления сварной продукции назначают в соответствии со степенью ответственности изготовляемых изделий, однородности их качества и в зависимости от жесткости технических условий на их изготовление и приемку. Практически в конце каждой поточной линии предусматривают по одному резервному стенду для внепоточного исправления пороков изготовляемой сварной продукции.
Количество различной оснастки для сборочно-сварочных рабочих мест (стендов) и стандартного оборудования (например, разного рода приспособлений, рольгангов, склизов, стационарных консольных кранов и других местных подъемно-транспортных устройств) назначают исходя из практической потребности в них на рабочем месте каждого данного типа. При этом учитывают возможность в некоторых случаях использования этих устройств для обслуживания от двух до четырех рядом расположенных рабочих мест (станков).
Иначе выбирают и подсчитывают требуемое количество средств общего транспорта (электрокаров, автокаров, мостовых кранов и т. д.), обслуживающих пролет или отдельные его участки. При выборе этих средств внутрицехового транспорта необходимо рационально сочетать работу различных видов транспортных устройств и максимально использовать напольные транспортные средства (электрокары, автокары, козловые либо портальные краны и т. п.), поскольку применение мостовых кранов, в особенности большой грузоподъемности, обусловливает существенное увеличение веса колонн, несущих подкрановые пути, что влечет значительное удорожание строительных конструкций здания цеха.
Указанные'выше предпосылки должны быть приняты во внимание’при"выборе средств общего транспорта, получившего наибольшее применение в проектах сварочных производств единичного и серийного типа, в то время как в проектах крупносерийного и особенно массового производства преимущественное примене-152
ние получают специализированные средства внутрицехового транспорта — различные типы конвейеров, причем нередко автоматизированные. При этом из напольных средств общего транспорта следует предпочитать безрельсовые (электрокары и автокары) как обладающие большей степенью свободы перемещений и не загромождающие площадь цеха устройством рельсовых путей и поворотных кругов.
Выбор типов средств общего внутрицехового транспорта (см. приложение 3) непосредственно связан с распределением грузопотоков по отдельным пролетам цеха, которое вытекает из принятой специализации пролетов в проектируемом цехе (см. гл. V). Поэтому прежде всего для выяснения условий работы проектируемого транспорта в соответствии с разработанным ранее производственным процессом и его планировкой составляют ведомость движения грузов (материалов, полуфабрикатов, деталей, сборочных единиц, изделий) по пролетам цеха (табл. 18).
Такая ведомость должна содержать следующие сведения по каждому пролету проектируемого цеха или отделения (участка): название подъемно-транспортной операции с обозначением ее характера (перевозка, подача, съем, поворот и т. д.) и повторности в течение одной рабочей смены либо рабочих суток; наименование перемещаемых грузов (материалов, деталей, сборочных единиц и т. п.) с указанием номеров последних; массу и число каждого груза в одной упаковке; род упаковки, ее массу (вес) и габаритные размеры (если грузы предусмотрено перемещать без упаковки, то указывают габаритные размеры перемещаемых грузов без упаковки); число складочных мест, куда должны доставляться перевозимые грузы; указание номеров мест, откуда должен транспортироваться каждый груз; требуемое число упаковок каждого груза, необходимое для доставки на каждое складочное место в течение одной смены либо одних рабочих суток; подъемно-транспортные средства, которыми предусмотрено в разработанном производственном процессе выполнение погрузки, транспортировки и разгрузки каждого из указанных грузов в упаковке или без нее, и прочие сведения в зависимости от специфических особенностей проектируемого производства.
Как видно из приведенного выше перечня, указанные в подобных ведомостях сведения составляют краткую характеристику грузопотока по каждому пролету проектируемого цеха, отделения или участка, выраженную в цифрах, и предварительный выбор типов подъемно-транспортных средств. Пользуясь этими данными о грузопотоке и разработанным (см. гл. V) технологическим планом и разрезами здания проектируемого сборочно-сварочного цеха, приступают к расчетам по определению требуемого числа единиц подъемно-транспортного оборудования каждого из намеченных его типов.
Методика упомянутых расчетов для наиболее распространенных в сборочно-сварочных цехах видов общего безрельсового вну-
153
Ведомость грузооборота в------------пролете сборочно-сварочного цеха------------------------------------завода
154
трицехового транспорта — самоходных тележек — заключается в следующем.
Требуемое число нтр единиц транспортного оборудования (тележек) и число рейсов Np для перевозки грузов, закрепленных за данным видом транспортных средств, определяют по формулам
„ __ Л р (2£р/итр/ст) /доч
тр~ 60/см(1-0,01рз) ’
^p=10SGT/Q^r,
где £GT — суммарная масса грузов, подлежащих перевозке в течение одной смены данным видом транспортных средств, а число 10 — коэффициент перехода от массы (Мг) к силе ее воздействия (кН) на тележку; Q — грузоподъемность самоходной тележки, составляющая для обычных электротележек с неподвижной платформой 15 либо 30, либо 50 кН и для электротележек с подъемной платформой (в том числе с вильчатым захватом либо с краном для самопогрузкп 4—8 кН) 15 либо 30 кН; kr — коэффициент использования грузоподъемности тележки, среднее значение которого при расчетах принимают равным 0,8; Lp — средняя длина пробега (рейса) транспортного средства в один конец, определяемая измерением на плане проектируемого цеха (отделения, участка), м; отр — средняя скорость движения самоходных тележек в пределах 120—180 м/мин; tCT — средняя продолжительность стоянок самоходной тележки при погрузке и разгрузке за один рейс, определяемая техническим нормированием (посредством экспертной оценки), мин; р3 — потери рабочего времени на смену аккумуляторов либо на заправку автокаров горючим, принимаемые в пределах 3—6%; /см — продолжительность рабочей смены, ч.
Коэффициент 2 в числителе формулы (43) учитывает возврат самоходной тележки в исходное положение после каждого рейса, а число 60 в знаменателе той же формулы означает приведение величины времени в числителе и знаменателе правой части формулы к одинаковым единицам измерения. Полученное по формуле (43) расчетное число транспортных тележек округляют до ближайшего целого числа, которое принимают в качестве результата расчета.
Наряду с описанным выше расчетом необходимого числа самоходных тележек, в тех случаях, когда грузоподъемность последних недостаточна для перевозки материалов, изготовляемых сборочных единиц либо изделий, определяют необходимое число козловых, портальных либо мостовых электрических кранов (если целесообразность применения последних обоснована). Требуемое число этих средств общего рельсового внутрицехового транспорта устанавливают в соответствии с интенсивностью грузопотоков в каждом пролете проектируемого цеха. При этом на основании опытных данных проектирования сборочно-сварочных цехов для обслуживания одним краном принимают длину пролета 60—80 м
155
Загрузка кранов, %
Постовой кран К°1 к3-65,0’/
Мостовой кран И'2 k3 63,5°/.
Рис. 29. Пример построения графика загрузки и работы мостовых электрических кранов в одном из пролетов сборочно-сварочного цеха:
1 — сборка рамы вагона в кондукторе (листов шкворневых балок, буферных брусьев, хребтовой балки и продольных швеллеров); 2 — снятие прихваченной рамы с кондуктора; 3 — укладка рамы на стеллаж для сварки с одной стороны;
4 — подъем рамы и переворачивание ее на 2л рад; 5 — укладка рамы на стеллаж для сварки с обратной стороны; 6 — подъем сваренной рамы; 7 — установка тележек; 8 — установка рамы на тележки; 9 — постановка автосцепки; 10 — установка приспособления для сборки кузова; 11 — сборка кузова; 12 — снятие приспособления для сборки кузова
в цеховых складах металла и готовой продукции, 40—60 м в заготовительном отделении и 30—50 м в сборочно-сварочных отделениях цеха. Кроме того, контрольной цифрой допускаемой интенсивности работ каждого электрического крана в сборочно-сварочных отделениях проектируемого цеха служит число циклов работы крана, которое не должно превышать 20 в час.
В дополнение следует отметить, что при составлении проектов сборочно-сварочных цехов массового или крупносерийного производства с поточной организацией работ взаимную увязку во времени подъемно-транспортных и технологических операций производственного процесса осуществляют на основе построения графиков загрузки и работы общего подъемно-транспортного оборудования по каждому пролету цеха. Методика построения подобных графиков, обязательных в случаях использования в проекте средств рельсового транспорта, сводится к следующему.
В прямоугольной системе координат (рис. 29) по оси абсцисс в некотором масштабе откладывают время (продолжительность работ в минутах). При этом отрезок оси абсцисс, помещаемый на графике, по величине должен соответствовать продолжительности двух циклов работы рассматриваемых подъемно-транспортных средств в данном пролете цеха. На оси ординат, по направлению к нижнему основанию графика, в некотором линейном масштабе откладывают длину пролета. На ось ординат проектируют расположение всех рабочих и складочных мест, размещенных в данном пролете. Условно все эти рабочие и складочные места изображают в виде жирных точек на оси ординат и обозначают номерами 156
(рис. 29, см. РМ1, РМ2 и т. д.) соответственно номерам, указанным на плане цеха.
Вместо такого условного нанесения рабочих и складочных мест на ось ординат в некоторых случаях может оказаться более удобным и наглядным вычерчивать параллельно оси ординат схематический план пролета. В полученной таким образом системе прямоугольных координат последовательно для каждого подъемнотранспортного устройства изображают жирными горизонтальными отрезками прямых выполнение операций по погрузке, подъему, опусканию и разгрузке в течение отрезка времени, отложенного па оси абсцисс. Простой (бездействие) подъемно-транспортного оборудования изображают тонкими горизонтальными линиями либо штрихом. Перемещение по длине пролета каждой рассматриваемой единицы подъемно-транспортного оборудования изображают наклонными жирными отрезками прямых, соединяющими между собой в соответствующих точках описанные выше горизонтальные отрезки прямых.
Таким образом, работа каждой единицы подъемно-транспортного оборудования в рассматриваемом пролете цеха после построений будет изображена на графике отдельной ломаной, тонкие (либо штриховые) горизонтальные участки которой будут обозначать простои, наклонные жирные отрезки — перемещение вдоль пролета, а горизонтальные жирные участки той же ломаной линии покажут время работы данной единицы подъемно-транспортного оборудования в каждом определенном месте рассматриваемого пролета цеха. Каждую такую ломаную обозначают на правой стороне графика номером или индексом, соответствующим обозначению того подъемно-транспортного оборудования, работу которого она изображает. Каждый отрезок этой ломаной обозначают порядковым номером, соответствующим показанному в прилагаемом к графику описании работ транспортного оборудования.
В этом описании должны быть представлены следующие сведения: номер единицы подъемно-транспортного оборудования; краткая техническая характеристика этого оборудования; номер складочного места по плану; номер сборочно-сварочного места по плану; номера отрезков графика; краткое описание подъемнотранспортных операций; номер карты технологического процесса; номера операций и переходов по картам технологического процесса; загрузка данного подъемно-транспортного оборудования в процентах (последняя для каждой отдельной единицы подъемнотранспортного оборудования определяется путем подсчета отношения суммы горизонтальных проекций всех жирных отрезков рассматриваемой ломаной, расположенной в пределах одного цикла работы, к отрезку оси абсцисс, соответствующему общей продолжительности того же цикла).
Очевидно, что для всех единиц рельсового транспорта (козловые, портальные, мостовые краны, однорельсовые тали и пр.), перемещающихся вдоль пролета по общим рельсовым путям, не
157
может быть допущено на графике пересечения между собой ломаных, изображающих работу этих подъемно-транспортных единиц оборудования во времени и в пространстве. В тех же случаях, когда при составлении описываемого графика движения будет обнаружено пересечение этих ломаных линий, следует пересмотреть распределение подъемно-транспортных операций между отдельными типами безрельсовых и рельсовых средств общего транспорта. Необходимо также выяснить возможность выполнения каких-либо подъемно-транспортных операций средствами местного транспорта. В итоге указанного пересмотра распределения подъемно-транспортных операций необходимо устранить пересечение линий на графике движения подъемно-транспортных средств при сохранении высокого коэффициента загрузки последних.
Таким образом, помимо четкого и наглядного представления о работе предусмотренных проектом подъемно-транспортных устройств, описанные выше графики дают возможность окончательной увязки в работе всего транспорта цеха с запроектированным ходом выполнения технологического процесса производства, установить окончательно необходимый качественный и количественный состав различных типов подъемно-транспортных средств и определить загрузку каждой единицы подъемно-транспортного оборудования.
26. ОПРЕДЕЛЕНИЕ ПОТРЕБНОСТИ В МАТЕРИАЛАХ И ЭНЕРГИИ
Материалы, необходимые для обеспечения выпуска заданной продукции, подразделяют на следующие две группы.
Основные материалы, входящие в состав изготовляемых изделий. к этой группе материалов относятся: прокатный металл различного сортамента, из которого предусмотрено изготовление в проектируемом цехе деталей заданных сварных изделий; детали подлежащих изготовлению изделий, предусмотренные к изготовлению в других цехах завода с последующей доставкой в проектируемый сборочно-сварочный цех; полуфабрикаты и метизы, включая электроды для дуговой сварки, электродную и присадочную проволоку, заклепки, болты с гайками и т. п., получаемые в готовом виде через отдел снабжения завода.
Вспомогательные материалы, затрачиваемые при изготовлении заданной продукции, но не входящие в ее состав. Эта группа материалов включает: флюсы для дуговой и газовой сварки; газы и горючие материалы для газоэлектрической и газовой сварки и для газовой резки; технологическое топливо; смазочные и обтирочные материалы и т. п.
Годовая потребность проектируемого цеха в перечисленных выше материалах служит исходными данными для расчета площадей материальных складов и кладовых, сооружаемых при цехе (см. гл. V), а также для составления калькуляции стоимости заданной продукции (см. гл. VII).
158
Годовую потребность в указанных материалах определяют следующим образом. Потребность в прокате каждой марки металла и сплава устанавливают по каждой группе его сортамента в отдельности: материал листовой, широкополосный (универсал), полосовой, квадратный, угловой, швеллер, тавр, двутавр, круглый, 1рубы и т. д. В каждой группе материал распределен по размерам. Требуемое количество Gnp проката каждой группы сортамента определяют по формуле
Gnp = gnp/0 0,01рот). (44)
В этой формуле числитель дроби представляет собой сумму (на заданную либо приведенную годовую программу) чистой массы (веса) деталей gnp, предусмотренных к изготовлению из металла данного сортамента. Числовое значение этой величины устанавливают путем простых подсчетов на основе выборки из спецификации деталей, приложенной к чертежам подлежащих изготовлению изделий.
Указанное в знаменателе дроби формулы (44) количество отходов проката рот (в %) при укрупненных расчетах принимают по средним данным в пределах 2—8%. При детальных расчетах количество отходов проката определяют в каждом отдельном случае по картам раскроя металла. При этом для каждой изготовляемой детали должны быть установлены такие оптимальные размеры исходной единицы проката (длиной ~10 м, но не более 14 м), при которых обеспечиваются наименьшее количество отходов и наименьшая суммарная длина резов.
Размеры каждой единицы (штуки) проката обычно принимают кратными размерам заготовки вырезаемой детали с учетом необходимых припусков на ширину реза материала и последующую обработку. В тех случаях, когда указанная кратность не может быть достигнута, в целях получения наименьших возможных отходов прибегают к комбинированию разметки двух, иногда трех (редко большего количества) различных деталей на одном куске металла. Во всяком случае суммарные отходы по каждому сортаменту металла не должны превышать упомянутых выше значений. Таким образом, для определения наивыгоднейшего значения длины материала, удовлетворяющего перечисленным выше условиям, в каждом отдельном случае требуется проведение сравнительных подсчетов и составление эскизов предусматриваемых вариантов разметки материала.
Отходы металла, остающиеся после вырезки заготовок каждой детали изделия, должны быть по возможности использованы по следующим направлениям: изготовление других мелких деталей изделий, включенных в производственную программу завода, в этом случае некоторая часть отходов может быть использована не только в проектируемом сборочно-сварочном цехе, но и в дру
159
Гих цехах завода (механическом, кузнечном и т. д.); изготовление продукции ширпотреба, в этом случае используемые отходы обычно направляют в утильцех завода; сдача отходов Вторчермету для переплавки в мартеновских печах, в переплавку отправляют лишь отходы, которые не могут быть использованы одним из указанных способов.
Результаты всех описанных выше подсчетов помещают в особых ведомостях, прилагаемых к проекту. В такие расчетные ведомости для определения годовой потребности проектируемого цеха в прокате включают следующие сведения: № по порядку; № чертежа детали и ее наименование; материал детали и его обозначение по ГОСТу; размеры единицы материала в мм и ее масса в кг; число деталей, изготовляемых из единицы материала, в шт. и кг; количество материала на годовую программу в шт. и в Мг; масса (вес) отходов на единицу материала в кг и на годовую программу в Мг; как используются отходы и количество неиспользуемых отходов в % от годовой потребности в данном сортаменте проката.
После заполнения расчетных ведомостей производят выборку из них и суммирование количеств требуемого металла одинаковых размеров по каждому сортаменту проката и составляют сводную спецификацию требуемого количества проката на всю годовую программу производства проектируемого цеха. Эта сводная спецификация должна включать следующие сведения: № по порядку; наименование и обозначение материала по ГОСТу; размеры единицы материала, прибывающей на завод-потребитель; количество единиц материала на год в шт. и Мг; отпускная цена материала в руб/Мг; стоимость провоза проката на завод-потребитель в руб/Мг; цена проката франке завод-потребитель в руб/Мг; суммарная стоимость проката на годовую программу франко завод-потребитель в руб.
Количество готовых деталей и полуфабрикатов, поступающих в проектируемый сборочно-сварочный цех из других цехов и из базисного склада завода, определяют на основе выборки этих деталей и полуфабрикатов из спецификаций, приложенных к чертежам изделий, включенных в производственную программу.
Годовую потребность G3 в электродах для ручной дуговой сварки на заданную программу при детальных расчетах определяют по формуле
о. + *.)],, (45)
где GH — масса наплавленного металла на одно изделие (сборочную единицу), кг; П — число изделий (сборочных единиц) на годовую программу; k3 — отношение массы электродного покрытия к массе электродной проволоки (при укрупненных расчетах принимают Лэ = 0,4, а при детальных — согласно паспортным данным электродов); kn — коэффициент перехода металла из электрода в шов, учитывающий потери на угар, разбрызгивание и неис-160
пользованные остатки (огарки); для различных электродов и присадочной проволоки значения kn приведены ниже.
Электроды с покрытием: kn
тонким .................. 0,65—0,75
толстым...................................................0,80—0,95
Электродная проволока для автоматической сварки под флюсом 0,92—0,99
То же (среднее значение)......................................... 0,96
Присадочная проволока для сварки газовой, дуговой в СО2 и в аргоне
(меньшие значения относятся к более толстой проволоке) .... 0,95—0,98
Годовую потребность в электродной проволоке для автоматической дуговой сварки под флюсом определяют также по формуле (45) при k3 = 0.
Расход флюса для автоматической и полуавтоматической дуговой сварки может быть подсчитан по показателям, приведенным ниже, где — расход флюса, 0э — расход проволоки.
Сф/°э
Обычные производственные условия .............. 1,1—1,8
То же (среднее значение)........................................ 1,4
Производственные условия с организацией тщательного сбора и по-
следующего использования остатков флюса при сварке: автоматической дуговой..................................... 1—1,1
полуавтоматической дуговой .............................. 1,2—1,4
полуавтоматической электрозаклепками..................... 2,7—3
электрошлаковой..........................................0,05—0,1
Расход угольных электродов диаметром 5—12 мм при ручной дуговой сварке стальных листов толщиной 0,25—0,4 мм составляет 13—39 мм длины электрода на 1 м шва и стабилизирующих флюсов 1,8—2,7 г/м. При автоматической и полуавтоматической сварке стальных листов толщиной 1,8—4 мм расход угольных электродов диаметром 6—12 мм составляет 5—12 мм длины электрода на 1 м шва; расход шнура, пропитанного стабилизирующим составом, 0,2 кг/м шва. Расход графитовых электродов на 30% меньше, чем угольных.
Расход присадочной проволоки при газовой и дуговой " (в СО2 и в аргоне) сварке может быть также определен по формуле (45) при kb = 0 и k„ = 0,95 4-0,98.
Расход вольфрамовых электродов при дуговой сварке в аргоне неплавящимся электродом диаметром 2—4 мм (сварочный ток около 50 А) составляет 0,04 г/м шва.
Расход газов при дуговой сварке: аргона 6—18 дм3/мин, углекислого газа 12—24 дм3/мин.
Расход газов при газовой сварке и резке определяют по данным технологических режимов этих процессов.
Расход электродного материала при контактной сварке может быть подсчитан ориентировочно по данным табл. 19.
6 Красовский А. И.
161
Таблица 19
Удельный расход электродов из холоднодеформируемой меди при контактной сварке хорошо очищенной низкоуглеродистой стали
Способ сварки Размеры свариваемых деталей Расход
Стыковая Точечная Шовная Сечение, мм2: 250 700 2000 Суммарная толщина, мм: < 3 > 3 Суммарная толщина до 4 мм г на 1000 стыков 24—30 56—67 140—170 г на 1000 точек 10—27 15—35 г на 1000 м шва 7—9
Примечание. При использовании специальных износостойких бронзовых сплавов для изготовления электродов расход последних значительно уменьшается (в 3 — 5 раз.)
Расход электроэнергии, затрачиваемой при различных способах сварки, определяют приближенно: при дуговой сварке — по табл. 20; при различных способах контактной сварки — по следующим данным:
при стыковой сварке оплавлением стальных деталей
Площадь поперечного сече-
ния сварного стыка, мм2 100 200 300 500 1000 1500 2000 2500
Расход электроэнергии на
сварку одного стыка, МДж 0,022 0,086 0,216 0,45 1,44 2,97 4,58 6,2
при точечной сварке стальных деталей на автоматических линиях
Суммарная толщина свариваемых листов, мм .............................
Расход электроэнергии на 100 точек, МДж .................................
2 4 6 8 10 12
0,14 0,29 0,49 0,93 1,37 2,23
При сварке на неавтоматизированных машинах расход элек-
троэнергии увеличивается г Расход электроэнергии стали следующий: i 2—4 раза. при шовной сварке декапированной
Суммарная толщина свариваемых листов, мм 0,5 1 1,5 2 3 4
Расход электроэнергии на 1 м шва, МДж 0,14— 0,29— 0,36— 0,43— 0,9— 1,8—
0,29 0,5 0,72 0,86 1,8 3,6
162
Таблица 20
Расход электроэнергии при различных способах дуговой сварки стальных деталей
Сварка Электрод Удельный расход электроэнергии Примечание
Единица измерения Количество
Ручная при работе: от сварочных трансформаторов от однопостового сварочного агрегата по- стоянного тока с приводом от электродвигателя от многопостового сварочного генератора постоянного тока Автоматическая под флюсом Ручная при работе от одно постового сварочного агрегата постоянного тока с приводом от электродвигателя Автоматическая и полуавтоматическая Металлический То же » » Угольный » МДж/кг наплавленного металла То же » » МДж/м шва » 12,6—14,2 21,6—25,2 36,0—39,6 10,8—14,4 0,54—9,0 1.2—10.6 КПД установки 0,8—0,86 cos ф= 0,43-?-0,52 КПД установки 0,44—0,57 соз q>=0,64-0,7 КПД установки 0,71—0,75 cos <р=0,84-0,85 КПД установки 0,85—0,89 cos ф—0,6-?-0,64 При толщине деталей 0,25— 4,0 мм При толщине деталей 1—4 мм
Расход силовой электроэнергии, сжатого воздуха для привода механизмов сварочных станков и аппаратов, а также охлаждающей воды устанавливают по техническим характеристикам выбранного оборудования и степени его загрузки в проектируемом производственном процессе.
Расход воздуха на работу пневматических инструментов, составляющий в зависимости от величины и мощности отдельных типов инструмента 11,9—156,2 м8/ч, указан в технических характеристиках, помещаемых в проспектах и каталогах соответствующих заводов.
Годовой расход остальных вспомогательных обтирочных и смазочных материалов и электроэнергии, потребляемых при эксплуатации всякого станочного оборудования, подсчитывают по соответствующим удельным нормам в зависимости от степени использования оборудования, общего количества часов его работы и об-
6* 163
щей установленной мощности. Числовые значения этих расходов определяют при подсчете цеховой себестоимости продукции и потому в технологические карты не вносят.
27. ОПРЕДЕЛЕНИЕ СОСТАВА
И ЧИСЛЕННОСТИ РАБОТАЮЩИХ
Состав работающих в сборочно-сварочном цехе подразделяется на следующие группы.
1. Производственные рабочие, т. е. непосредственно выполняющие технологические операции по изготовлению продукции (разметчики металла, резчики металла, станочные рабочие на станках для обработки металла и изготовления из него деталей заданной продукции, сборщики, сварщики, грунтовщики, маляры и другие рабочие, производящие окончательную отделку готовой продукции цеха).
2. Вспомогательные рабочие, выполняющие операции по обслуживанию технологического процесса. К этой группе рабочих относят контролеров качества продукции; наладчиков оборудования и рабочих по ремонту оборудования, приспособлений и инструмента; электромонтеров; смазчиков; крановщиков; водителей самоходных тележек; грузчиков; такелажников; подносчиков и других транспортных рабочих; рабочих цеховых складов и кладовых; уборщиков производственных помещений; разнорабочих и других подсобных рабочих.
3. Инженерно-технические работники (ИТР), т. е. выполняющие техническое руководство производственными процессами либо занимающие должности инженера или техника.
4. Служащие, т. е. счетно-конторский персонал (СКП), выполняющий различные работы в цеховой конторе и в бухгалтерии, в конструкторском и технологическом бюро (чертежники, деталировщики) и т. п.
5. Младший обслуживающий персонал (МОП), в состав которого входят рассыльные, вахтеры, гардеробщики, уборщики и т. п.
Поскольку при составлении проекта цеха в большинстве случаев наиболее детально разрабатывается технологическая его часть, то точнее может быть определен качественный и количественный состав производственных рабочих. Состав остальных групп работающих обычно определяют приближенно.
Квалификацию рабочих, необходимую для выполнения заготовительных сборочных и сварочных операций, определяют в каждом отдельном случае в зависимости от сложности и требуемой точности запроектированных работ, а также от ответственности заданных изделий. При этом следует пользоваться утвержденным ВЦСПС тарифно-квалификационным справочником и опытными данными (табл. 21).
По принятой для определения квалификации рабочих шестиразрядной тарифной сетке устанавливают различия в оплате труда рабо-164
Таблица 21
Квалификация и примерное число рабочих в смену на один станок или рабочее место для выполнения операций производственного процесса в сборочно-сварочных цехах
Содержание работ Профессия рабочего Разряд и число рабочих
Машинная правка листового либо углового проката на вальцах Правка листового проката вручную на плите Правка профильного проката на приводном либо на ручном прессе Разметка Наметка Ручная газовая резка металла Полуавтоматическая газовая резка Автоматическая газовая резка Механическая резка проката на ножницах и на прессах Механическая резка проката на пилах и ножовках Строгание или фрезерование кромок металла Горячая штамповка металла Холодная штамповка и пробивка отверстий Сверление и рассверливание отверстий переносными сверлилками То же, на стационарных станках Снятие заусенцев и зачистка кромок деталей на приводном наждачном круге, механизированной металлической щеткой либо посредством дробеметного аппарата Травление металла Правильщик Подручный Правильщик Подручный Правильщик Подручный Разметчик Наметчик Газорезчик Подручный Газорезчик Подручный Наладчик Газорезчик Подручный Наладчик Резчик Подсобный Резчик Подсобный Строгальщик или фрезеровщик Подсобный Штамповщик Подсобный Штамповщик Сверловщик Сверловщик Чистильщик Травильщик II—IV, 1 чел. I—II, 1 — 2 чел. IV—V, 1 чел. I—II, 1—2 чел. III—IV, 1 чел. I—II, 1—2 чел. IV—VI, 1 чел. Ill—IV, 1 чел. II—IV, 1 чел. I—II, 1 чел. на 3—4 рабочих места II—IV, 1 чел. I—II, 1 чел. на 2—3 рабочих места III—V, 1 чел. на 10— 15 аппаратов III—IV, 1 чел. I—II, 1 чел. на 1—2 рабочих места III—VI, 1 чел. на 5— (0 аппаратов II—III, 1 чел. I, 1 чел. на 2—3 станка I—II, 1 чел. I, 1 чел. на 4—5 станков II—V, 1 чел. I, 1 чел. на 4—5 станков II—V, 1 чел. I, 1 чел. II—III, 1 чел. II—III, 1 чел. II—IV, 1 чел. I, III, 1 чел. I—II. 1 чел. на 1—2 ванны
165
Продолжение табл. 21
Содержание работ Профессия рабочего Разряд и число рабочих
Нагрев металла в газовых печах или газовой горелкой Термообработка металла в электропечах сопротивления То же, на установках ТВЧ Контроль термообработки Контроль и приемка материалов, полуфабрикатов и готовых деталей Сборка сборочных единиц и изделий для сварки либо пайки Контроль и приемка сборочных работ Газовая либо дуговая сварка сборочных единиц и изделий Газопрессовая сварка Ручная дуговая сварка Полуавтоматическая дуговая сварка Автоматическая дуговая сварка Контактная сварка Пайка металлов и сплавов Контроль и приемка сварных швов и соединений с применением измерительных шаблонов, дефектоскопов, прозвучивания либо просвечивания Вырубка дефектных швов (часто выполняют воздушнодуговой резкой угольным электродом или поверхностной кислородной резкой) Наблюдение и контроль работы автоматической линии Наладка автоматических линий Нагревальщик Термист Термист Контролер-приемщик по тер мообр аботке Контролер-приемщик Сборщик Подручный Контролер-приемщик Газосварщик Газоэлектро-сварщик Сварщик-прессовщик Подсобный Электросварщик Электросварщик Наладчик Электросварщик Наладчик Электросварщик Монтер-наладчик Паяльщик Контролер-приемщик Подсобный Вырубщик Оператор Наладчик Подсобный I—III, 1 чел. II—V, 1 чел. I—IV, 1 чел. II—IV, 1 чел. II—IV, не менее 1 чел. в каждом пролете цеха II—VI. 1 чел. I—III, по потребности II—VI, по потребности II—V, 1 чел. Ill—VI, 1 чел. IV—VI, 1 чел. I, I чел. II—VI, 1 чел. II—V, 1 чел. III—VI, 1 чел, на 4—6 полуавтоматов II—V, 1 на 1—2 автомата III—VI, 1 на 2—5 автоматов II—V, 1 чел. II—VI, 1 чел. на 8— 10 машин I—IV, 1 чел. II—VI, не менее одного на пролет цеха по потребности I—III, 1 чел. I—II, 1 чел. V—VI, 1 чел. на 1— 3 линии по потребности
166
Продолжение табл. 21
Содержание работ Профессия рабочего Разряд и число рабочих
Наладка станков для механической обработки Наладка агрегатных и специальных станков-автоматов Смазка станков и механизмов Хранение и отпуск материалов, инструментов, приспособлений, полуфабрикатов и готовой продукции Транспортировка материалов, деталей, сборочных единиц и изделий в пролетах цеха Наладчик Наладчик Смазчик Кладовщик склада металлов Грузчик на складе металлов Кладовщик склада деталей Кладовщик кладовой приспособлений и инструмента Кладовщик склада готовой продукции Комплектовщик готовых изделий Грузчик на складе готовых изделий Крановщик Стропальщик Такелажник Водитель электрокара либо автокара Грузчик III—V, 1 чел. на 10— 20 станков III—VI, 1 чел. на 5— 10 станков I—II, 1 чел. па пролет цеха 11—III, 1 чел. 1—II, 1—2 чел. II—III, 1 чел. II—IV, 1 чел. на каждую кладовую II—III, 1 чел. I—III, 1 чел. I—II, 1—2 чел. II—V, 1 чел. на каждый мостовой кран либо кран-балку I—III, 1 чел. на каждый мостовой кран либо кран-балку I—V, 1 чел. на каждый мостовой кран II—IV, 1 чел. на каждую самоходную тележку I—II, по потребности
чих разных разрядов. Поэтому в основу калькуляции их заработной платы следует принимать часовые тарифные ставки рабочих (табл. 22) для каждого разряда.
Общее требуемое для цеха (отделения, участка) списочное Рс и явочное Ря число производственных рабочих определяют путем суммирования
= S Рс
И
(46)
167
Таблица 22
Принятые для предприятий машиностроения часовые тарифные ставки рабочих, коп.
Условия труда Разряды рабочих
I II III IV V VI
Нормальные: сдельщики 44,7 48,7 53,9 59,6 67 76,7
повременщики 41,8 45,5 50,3 55,7 62,7 71,7
Тяжелые и вредные: сдельщики 50,3 54,8 60,6 67 75,4 86,3
повременщики 47,1 51,2 56,6 62,7 70,5 80,7
Особо тяжелые и особо вредные: сдельщики 55,7 60,6 67 74,2 83,5 95,5
повременщики 52,1 56,6 62,7 69,3 78 89,3
где рс и ря — расчетные значения соответственно списочного и явочного состава производственных рабочих по каждой в отдельности профессии работ, предусмотренных разработанным технологическим процессом производства заданных изделий:
Рс = Л/Ф₽.
Ря = Тч/Фа.
Для каждой данной профессии рабочих значения Тч — трудоемкости работ (в человеко-часах) на годовую программу при укрупненных расчетах — определяют по показателям трудоем кости заданных изделий, а при детальных расчетах подсчитывают выборочным порядком, путем суммирования соответствующих данных в ведомостях или картах технологического процесса; Фр и Фн — соответственно действительный и номинальный годовые фонды времени рабочего, определяют по табл. 4.
Общее явочное число рабочих распределяют между рабочими сменами в большинстве случаев неодинаково. Обычно в составе оборудования цеха (участка) находятся установки различной производительности. Поэтому высокопроизводительное оборудование, способное за одну смену выполнять суточное задание, во вторую смену не работает. Следовательно, явочное число производственных рабочих в первую смену в большинстве случаев больше, чем во вторую.
Отношение общего явочного числа производственных рабочих Ря к явочному числу их в первую смену Ря1 называют коэффициентом сменности рабочих kp, который характеризует неравномерность распределения рабочих по сменам в проектируемом цехе (участке):
kp = Р Я!РЯ1-
168
Следовательно, полученное по формуле (46) общее явочное число рабочих распределится по сменам следующим образом:
в первую смену
Ря1 = ЛЛР, (47)
во вторую смену
Ряг-Ря ~РЛ- (48)
Для сборочно-сварочных цехов различных современных машиностроительных заводов характерна величина коэффициента сменности рабочих в пределах kp — 1,2 4-1,9. Большие значения лой величины присущи цехам крупносерийного и массового производства, а меньшие значения — цехам мелкосерийного и единичного производства.
В случаях проектирования поточных линий явочное число рабочих общее и в первую смену может быть определено более точно путем суммирования расчетных чисел рабочих на всех рабочих местах линии после составления графика ее работы и выполнения синхронизации производственных операций.
В различных отраслях машиностроения цехи металлических конструкций, включающие в свой состав заготовительное и сборочно-сварочное отделения, характеризуются следующим распределением рабочих: на сборочно-сварочные отделения приходится 80—60%, а на заготовительное отделение 20—40% общего состава производственных рабочих цеха.
Требуемое число вспомогательных рабочих и состав прочих групп работающих устанавливают в процентном отношении к общему списочному числу производственных рабочих (при укрупненном проектировании) или расчетом (при детальном проектировании). Явочный состав вспомогательных рабочих распределяют по сменам также в соответствии с формулами (47) и (48). Для достижения наиболее полной загрузки рабочих следует возможно шире применять совмещение профессий и многостаночное обслуживание. Примерное соотношение (в %) списочного состава различных групп работающих в сборочно-сварочных цехах следующее.
Вспомогательные рабочие . . . 25—30 (от числа производственных рабочих)
Инженерно-технические работники.........8 (от числа всех рабочих)
Счетно конторские служащие . . 3 (то же)
Младший обслуживающий персонал .........2 ( » )
Контролеры качества продукции.........1 ( » )
28. ИСПОЛЬЗОВАНИЕ ВЫЧИСЛИТЕЛЬНОЙ ТЕХНИКИ
В ПРОЕКТИРОВАНИИ ЦЕХОВ СВАРОЧНОГО ПРОИЗВОДСТВА
Вычислительная техника служит активным средством высвобождения творческого инженерного труда от счетных проектных работ, не требующих особой квалификации и отличающихся
169
большой трудоемкостью. Поэтому применение вычислительной техники в различных технических расчетах используют с целью их ускорения и для повышения точности инженерных решений. В проектном машиностроительном институте с помощью вычислительной техники могут быть успешно выполнены следующие работы.
Технологические расчеты: программа и грузооборот цеха и его отделений на основе маршрутных технологических ведомостей; внутрицехового прохождения изготовляемых деталей по операциям обработки; трудоемкости и станкоемкости изделий по видам работ; металлоемкости и расхода материалов по изделиям и видам материалов; площадей, оборудования, численности работающих и др.
Техника-экономические и сметные расчеты: основные и производственные фонды по цеху и его отделениям; потребности в материалах и полуфабрикатах, топливе, воде, и проч.; годовой фонд заработной платы работающих по категориям; себестоимость основных изделий и смета производства по цеху; технико-экономические показатели проектируемого цеха; показатели удельных капитальных вложений; укрупненные показатели стоимости монтажа оборудования и др.
Расчеты по специальным частям проекта: строительных конструкций здания цеха и фундаментов под оборудование; санитарно-технических устройств — системы отопления, вентиляции, водоснабжения и канализации; энергоснабжения цеха — электроэнергией, паром для производственных нужд, сжатым воздухом, кислородом, горючими, защитными и инертными газами и др.
В институтах, проектирующих машиностроительные предприятия и решающих в своей работе комплексные технико-экономические и инженерные задачи, получили преимущественное применение цифровые вычислительные машины (ЦВМ) — клавишные и автоматические. Клавишные машины могут быть электрическими и электронными, специализированными и универсальными.
Автоматические цифровые машины по способу действия подразделяются на счетно-перфорационные (СПМ) и электронные цифровые вычислительные машины (ЭЦВМ). Степень использования различных видов ЦВМ определяется их техническими характеристиками, производительностью, стоимостью, габаритными размерами и сложностью эксплуатации.
Применение современных вычислительных машин увеличивает производительность труда: счетно-клавишных в 2 раза, счетно-перфорационных в 20 раз; электронно-вычислительных в 100 раз.
Промышленность стран — членов СЭВ приступила к серийному выпуску комплекса программно-совместимых ЭВМ третьего поколения Единой системы электронных вычислительных машин (ЕСЭВМ), отличающихся большими быстродействием и объемом оперативной памяти, следующих моделей:
170
Модель ................... ЕС-1020
Быстродействие, тысячи операций в секунду 20
ЕС-1030 ЕС-1040 ЕС-1060
100 300 2000
Наиболее просты в эксплуатации настольные клавишные машины, используемые индивидуально на рабочих местах проектировщиков или в машиносчетных бюро (МСБ). МСБ является простейшей формой организации использования вычислительной техники. Оно позволяет централизовать расчеты, сосредоточить подготовленных специалистов и обеспечить высокую производительность труда операторов на ЦВМ. СПМ и ЭЦВМ не могут находиться в индивидуальном использовании. Они требуют более высокой формы организации, называемой машиносчетной станцией (МСС). Современные МСС оборудуют несколькими комплектами СПМ.
На современных МСБ и МСС могут быть механизированы решения практически любых (преимущественно технико-экономических) задач, возникающих при проектировании машиностроительных предприятий.
ЭЦВМ предполагают организацию вычислительного центра (ВЦ) в проектном институте. ВЦ может решать любые как инженерные, так и экономические задачи с большой скоростью и точностью исполнения.
Огромная скорость решения задач на ЭВМ и дороговизна последних выдвигает требование непременной систематической и полной загрузки этих машин. Простои ЭВМ недопустимы, так как I ч простоя ЭВМ, например, «Минск-32» обходится предприятию в 50 руб. Чтобы эта машина окупалась в 3—4 года, объем счетных работ в ВЦ должен быть не менее чем 100 тыс. руб. в год. Следовательно, тип вычислительной установки определяется объемом и характером счетных работ. Однако тенденции технического прогресса к неуклонной миниатюризации и удешевлению ЭВМ дают основание утверждать, что каждый проектный институт должен иметь кроме настольных вычислительных машин хотя бы одну малогабаритную ЭЦВМ (типа «Проминь», «Мир» или «Наири»),
Глава V
ПРОСТРАНСТВЕННОЕ РАСПОЛОЖЕНИЕ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
29. СОСТАВ СБОРОЧНО-СВАРОЧНОГО ЦЕХА И ЕГО ПРОИЗВОДСТВЕННАЯ СВЯЗЬ С ДРУГИМИ ЦЕХАМИ ЗАВОДА
Рациональное размещение в пространстве запроектированного производственного процесса и всех основных элементов производства, необходимых для осуществления этого процесса, требует разработки чертежей плана и разрезов проектируемого цеха. Для этого прежде всего необходимо установить состав последнего.
Независимо от принадлежности к какой-либо разновидности сварочного производства сборочно-сварочные цехи при полном их составе могут включать следующие отделения и помещения.
Производственные отделения. Заготовительное отделение включает производственные участки: правки и наметки металла, газопламенной обработки (резки), электротермической резки, станочной обработки, трубный, кузнечно-котельный или штамповочный (прессовый), слесарно-механический и очистки металла. Сборочносварочное отделение, подразделяющееся обычно на узловую и общую сборку-сварку, с производственными участками сборки, сварки, наплавки, пайки, клепки, термообработки, механической обработки, испытания готовой продукции и исправления пороков, нанесения поверхностных покрытий и отделки продукции. Участки механической обработки, нанесения покрытий и отделки продукции не входят в состав проектируемого сборочно-сварочного цеха, если сваренные в нем конструкции подлежат передаче в механосборочный цех для монтажа механизмов, окончательной сборки, отделки и выпуска изделий завода.
Вспомогательные отделения. Цеховой склад металла с разгрузочно-сортировочной площадкой и участком подготовки металла, промежуточный склад деталей и полуфабрикатов с участком их сортировки и комплектации, межоперационные складочные участки и места, склад готовой продукции цеха с контрольным и упаковочным отделениями и погрузочной площадкой. Кладовые электродов и флюсов, баллонов с горючими и защитными газами, инструмента, приспособлений, запасных частей и вспомогательных материалов. Мастерские: изготовления шаблонов, ремонтная, электромеханическая и др. Отделения: электромашинное (для централизованного размещения сварочных генераторов и других источников питания энергией рабочих мест дуговой и электрошла-172
новой сварки), ацетиленовое, компрессорное. Цеховые трансформаторные подстанции.
Административно-конторские и бытовые помещения. Контора цеха, гардероб, уборные, умывальные, душевые, буфет, комната для отдыха и приема пищи, медпункт.
В зависимости от размеров сборочно-сварочного цеха и особенностей размещаемых в нем производственных процессов некоторые из перечисленных выше отделений, участков и помещений могут отсутствовать или объединяться с другими; возможно также выделение некоторых отделений и участков в самостоятельные цехи.
Каждое промышленное предприятие обычно объединяет в своем составе различные цехи, общезаводские организации, устройства и сооружения. Перечень всех цехов и общезаводских организаций и устройств в каждом отдельном случае устанавливают в самом начале проектирования — при составлении предварительного генерального плана будущего завода. Разработка генерального плана завода в целом и компоновка отдельных его частей не входят в учебную программу данного курса. Поэтому при его изложении предполагается наличие составленного генерального плана, являющегося одним из основных исходных материалов для проектирования цеха.
Проектируемый в составе завода самостоятельный сборочносварочный цех (рис. 30) всегда является, с одной стороны, потребителем продукции заготовительных и обрабатывающих цехов и складов завода, а с другой — поставщиком своей продукции для цехов окончательной отделки изготовляемых изделий и (в некоторых случаях) для общезаводского склада готовой продукции.
Рис. 30. Общая схема производственной связи сборочно-сварочного цеха с другими цехами и службами машиностроительного завода
173
Таким образом, между проектируемым сборочно-сварочным цехом и другими цехами, сооружениями и устройствами завода существует определенная производственная связь, необходимая для обеспечения нормального выполнения процесса изготовления заданной продукции по заводу в целом.
Связь проектируемого сборочно-сварочного цеха с другими цехами и общезаводскими устройствами в количественном отношении может быть различной. Наиболее общим измерителем этой связи является грузооборот в мегаграммах (тоннах) за единицу времени (год, месяц, сутки или смена) либо в процентах от количества годового выпуска продукции. Чем больше грузооборот по получению и отправке материалов, полуфабрикатов, сборочных единиц и т. д. из одного цеха в другой, тем больше связь между ними.
При проектировании как всего завода в целом, так и отдельных его цехов необходимо стремиться к осуществлению прямоточности всех производственных связей между отдельными цехами, к наиболее удобному их взаимному расположению и недопущению возвратных перемещений материалов и изделий. Соблюдение этих положений — непременное условие рациональной организации всякого промышленного предприятия.
В целях наиболее рациональной компоновки отдельных звеньев производственных процессов вне цеха и внутри него необходимо выяснять производственную связь между проектируемым сборочно-сварочным цехом и всеми его поставщиками и потребителями на заводе. При этом расположение проектируемого цеха по отношению к другим цехам, складам и прочим общезаводским сооружениям должно быть тем ближе, чем больше его производственная связь с каждым из них. Выполнение этих требований обусловливает наименьшие транспортные расходы и потери времени на перемещение грузов между цехами и устанавливает основные предпосылки для проектирования внутрицеховых грузопотоков.
Разумеется, что все сказанное выше относительно производственной связи и взаимного размещения самостоятельных цехов завода в одинаковой мере относится и к разрешению аналогичных вопросов взаимного расположения отделений и производственных участков в цехе.
30. ТИПОВЫЕ СХЕМЫ компоновок СБОРОЧНО-СВАРОЧНЫХ ЦЕХОВ
Размещение цеха — всех его производственных отделений и участков, а также вспомогательных, административноконторских и бытовых помещений должно по возможности полностью удовлетворять всем специфическим требованиям процессов, подлежащих выполнению в каждом из этих отделений. В этом заключается одна из главных задач рационального проектирования промышленных предприятий. Поскольку в сварочных цехах основ-174
ними ведущими процессами являются сборочно-сварочные работы, следовательно, удовлетворению требований этих процессов в первую очередь должно быть уделено особое внимание при разработке проектов сварочных производств.
Эти требования обусловливаются главным образом индивидуальными особенностями заданных сварных металлоизделий и соответствующих рационально выбранных способов их изготовления; характерными особенностями типа производства и организационных форм его осуществления, которые должны быть предусмотрены в зависимости от количественного состава заданного выпуска продукции; степенью производственной связи основных (сборочно-сварочных) отделений и участков с другими производственными и вспомогательными отделениями цеха.
В соответствии с различными (см. п. 3) типами сварочных производств и разновидностями их организации в практике проектирования одноэтажных сборочно-сварочных цехов установились определенные типовые схемы (табл. 23) взаимного расположения (компоновки) включаемых в их состав следующих производственных отделений и участков, а также вспомогательных, бытовых и прочих помещений: I — склад металла; II — кузнечно-прессовое отделение; III — заготовительное отделение; IV — промежуточный комплектовочный склад деталей; V — отделение узловой сборки и сварки; VI — отделение общей сборки и сварки; VII — отделение покрытий и отделки продукции; VIII — склад готовой продукции; IX — административно-конторские, служебные и бытовые помещения; X — пожарные проезды (см. рис. 31—36).
Каждая типовая схема удовлетворяет требованиям организации отдельных разновидностей сварочных производств. Направления грузопотоков в пределах цеха, а также ввоза металла в цех и вывоза продукции из цеха показаны на рис. 31—36 стрелками. Примеры рациональных планировок участков, поточных линий и отделений цеха для выполнения сборочно-сварочных работ приведены в гл. VIII. В практике проектирования промышленных предприятий использование указанных в табл. 23 компоновочных схем сборочно-сварочных цехов обеспечивает в каждом конкретном случае рациональный выбор исходной отправной схемы планировки и тем самым позволяет значительно ускорить проектирование на высоком техническом уровне.
В дополнение к представленным выше (табл. 23) схемам компоновок сборочно-сварочных цехов необходимо отметить, что дальнейшее развитие этих типовых схем получило отражение в использовании сблокированного расположения в одном здании нескольких взаимно связанных цехов со всеми необходимыми их отделениями. При этом административно-конторские и бытовые помещения блока цехов вынесены в отдельное здание, соединенное подземным тоннелем с расположенным вблизи производственным корпусом. Такая новая схема планировки цехов сварочного производства появилась в результате роста специализации и концент-
175
Таблица 23
Типовые схемы компоновок сборочно-сварочных цехов
Схема
Рис. 31. Цех с продольным направлением производственного потока
Рис. 32. Цех со смешанным направлением производственного потока; схема 1
Характеристика и рекомендуемое применение
Направление производственного потока в цехе на всем его протяжении совпадает с направлением, заданным на плане завода. Продольное перемещение обрабатываемого металла и изготовляемых деталей, сборочных единиц и изделий выполняется обычно мостовыми кранами, а поперечное (на складах) — электрокарами, автокарами либо тележками по рельсовым путям. Специализация пролетов в заготовительном отделении осуществляется по группам сортамента обрабатываемого металла, а в отделениях узловой и общей сборки-сварки — по типоразмерам изготовляемых изделий.
Рекомендуется для изготовления различных несложных изделий преимущественно в серийном производстве: может быть использована в производстве единичном и массовом также несложных изделий
Направление производственных потоков в отделениях заготовительном и узловой сборки-сварки совпадает, а в пролете общей сборки-сварки — перпендикулярно направлению, заданному на плане завода. Перемещения всех грузов в пролетах цеха выполняется такими же средствами, как по схеме на рис. 31. Специализация пролетов заготовительного отделения осуществляется тоже по группам сортамента обрабатываемого металла. Размещение процессов изготовления сборочных единиц изделия по специализированным продольным пролетам отделения узловой сборки-сварки обусловлено расположением процесса общей сборки-сварки того же изделия в заключительном поперечном
176
Продолжение табл. 23
Схема
Рис. 34. Цех с продольно-поперечным направлением производственного потока'
Характеристика и рекомендуемое применение
пролете цеха. При этом необходимо, чтобы изготовленные сборочные единицы изделия, выходя из продольных пролетов в поперечный, попадали точно на те рабочие места потока, где они требуются для включения их в процесс общей сборки-сварки изделия.
Рекомендуется для массового (реже крупносерийного) производства однотипных сложных изделий. 5
Эта схема отличается от предыдущей (рис. 32) только наличием отделения кузнечно-прессового и большого отделения покрытий (окраски) и отделки готовой продукции, которое в некоторых случаях требует значительных протяженности и площади. Этот заключительный производственный процесс располагается в продольном пролете после поперечного пролета общей сборки-сварки: направление потока в этом продольном пролете — противоположное направлению потоков в остальных продольных пролетах цеха
Основное направление производственного потока в цехе на
всем его протяжении совпадает с
направлением, заданным на плане завода. Наряду с этим производственный поток либо часть его систематически перемещается в поперечном направлении — из одного пролета в другие и обратно. Продольные перемещения деталей, сборочных единиц и изделий в потоке осуществляются на вагонетках по рельсовым путям: освободившиеся в конце пролетов вагонетки возвращаются в исходное положение также по рельсовым путям, расположенным рядом с путями для потока изготовления изделий. Поперечные перемещения (подача деталей, сборочных единиц и изделий к манипуляторам, автоматам и другому высокопроизводительному оборудова-нию, обслуживающему несколько
177
Продолжение табл. 23
Схема
Рис. 35. Цех с волновым направлением производственного потока
Рис. 36. Цех с петлевым направлением производственного потока
Характеристика и рекомендуемое применение
пролетов, а также возврат указан-ных деталей, сборочных единиц и изделий в исходный пролет) выполняется кран-балками (или кранами). Специализация пролетов организуется так же, как по схеме рис. 31.
Рекомендуется для мелкосерийного и единичного производства тяжелых и громоздких изделий
Направление производственного потока в цехе отклоняется от заданного (на плане завода) попеременно в противоположные стороны. В разных случаях число таких отклонений (поворотов) может быть различным. Перемещение всех грузов и специализация участков в пролетах организуется так же, как по схеме на рис. 31.
Рекомендуется для единичного и мелкосерийного производства сравнительно сложных изделий, обусловливающих значительную протяженность производственных отделений цеха. В этих случаях указанная схема обеспечивает компактность планировки площадей цеха
Направление производственного потока в цехе отклоняется от заданного (на плане завода) в противоположную сторону только один раз (частный случай схемы, представленной на рис. 35). Склады металла и готовой продукции располагаются рядом и обслуживаются одними путями для ввоза и вывоза. Перемещение всех грузов и специализация пролетов заготовительного отделения организуются так же, как по схеме рис. 31. В отделении узловой сборки-сварки пролеты специализируются по изготовлению различных сборочных единиц выпускаемого изделия. Возможно применение кольцевой (замкнутой) системы конвейеров.
Рекомендуется для серийного и массового производства однотипных и относительно несложных изделий
178
Рис. 37. Схема сблокированного расположения сборочно-сварочных цехов с поперечной планировкой крановых пролетов
рации его процессов, а также широкого внедрения поточных методов работы на машиностроительных заводах не только массового и крупносерийного, но даже мелкосерийного и единичного производства.
Удачным примером новой типовой компоновки блока цехов с поперечной планировкой крановых пролетов комплексного многономенклатурного производства сварных металлических конструкций служит следующая схема (по Н. И. Рыжкову). Весь производственный процесс БЦСМК размещен (рис. 37 и 38) в здании, занимающем площадь размерами 264x396 м. На ней расположены 13 поперечных пролетов шириной 18—36 м и два прохода шириной по 6 м на уровне второго этажа. Общая площадь здания блока составляет 104 544 м2. Все 13 пролетов пересекают два железнодорожных пути с заходом на них вагонов железнодорожного транспорта и четыре продольных технологических пути нормальной колеи для внутрицеховой межпролетной передачи металла, заготовок, сборочных единиц и готовых изделий. Все технологические участки и линии размещены между каждыми двумя технологическими смежными путями.
Расстояние между путями 60 и 72 м, что позволило рационально разместить необходимое оборудование и складские площади. Отдельно от здания блока цехов расположена крытая эстакада для склада и отгрузки готовой продукции. Подобная компоновка позволяет правильно организовать грузопотоки в блоке цехов.
179
Айыинистратибпо - йыпювпй корпус
Пролеты
Рис. 38. Планировка БЦСМК
Приведем основные отличительные особенности этой схемы и всего БЦСМК, предусмотренные при проектировании и выявленные во время его эксплуатации на Уралмашзаводе.
1. В проведенных работах по проектированию и созданию БЦСМК впервые в мировой практике предложены и осуществлены научно обоснованные инженерные решения комплексной механизации и поточного изготовления современных крупных машиностроительных конструкций в условиях мелкосерийного и единичного производства. Использованы новейшие отечественные и зарубежные достижения сварочной технологии и необходимых смежных областей техники. Комплексной механизацией охвачены не только основные технологические процессы, но также вспомогательные, контрольные, отделочные, транспортные и другие операции с применением соответствующего специализированного высокопроизводительного нестандартного оборудования, спроектированного и изготовленного на Уралмашзаводе. В результате этих мероприятий создан комплекс цехов с законченным и замкнутым циклом производства, начиная от подготовки металла и заканчивая термообработкой, окраской, упаковкой и сдачей готовой продукции. В этом комплексе цехов получили воплощение передовая технология заготовительных, сборочных, сварочных и отделочных работ, научная организация труда и прогрессивные формы организации производства.
2. Производственная структура блока цехов подчинена идее создания двух предметно-замкнутых специализированных технологических переделов: заготовительного и сборочно-сварочного. Организация цехов заготовительного передела основана на исполь
180
зовании исходного материала по группам его профиля. При этом создание поточных линий и участков заготовительных отделений осуществлено на основе научной классификации деталей и выбора «комплексной детали», охватывающей технологические признаки всех деталей данной группы. В основу структуры сборочно-сварочных цехов принят принцип раздельного выпуска серийно и единично изготовляемых сборочных единиц и изделий. Между заготовительными и сборочно-сварочными цехами расположен цех комплектации, краткое описание которого приведено выше (см. п. 15).
В цехе термообработки и окраски производственные участки сформированы по технологическому принципу выполняемых операций. Здесь размещены специализированные участки термообработки и очистки, грунтовки и окраски изготовленной продукции (раздельно для изделий серийного и единичного производства).
3. Концентрация всего специализированного производственного комплекса, обеспечивающая в поточном серийном и единичном производстве сокращение транспортных путей перемещения изготовляемой продукции по территории блока цехов, позволила существенно уменьшить длительность производственного цикла изготовления выпускаемых изделий. В результате осуществления комплексности технологических и организационных решений достигнута лучшая взаимосвязь между цехами блока и возможность создания условий строгого соблюдения четкой и ритмичной их работы.
4. В результате предусмотренных в проекте БЦСМК оригинальных решений инженерно-организационных задач производства достигнуты хорошее использование основных фондов уникального блока цехов, высокий уровень механизации всех работ и относительно низкая себестоимость выпускаемой продукции, что обеспечило большой экономический эффект и досрочную (сравнительно с нормативами) окупаемость капитальных затрат.
5. Важнейшей особенностью работ по проектированию и созданию БЦСМК является их типовой характер. Многие предприятия, институты и организации удачно используют технологические, конструктивные и организационные решения, примененные в БЦСМК- Опыт создания уникального высокомеханизированного сварочного производства в этом блоке цехов заслуживает широкого распространения в отечественном машиностроении.
Перечисленные выше особенности и достоинства производства, осуществленного в БЦСМК Уралмашзавода, позволили признать его образцовым и показательным.
31. ПОСЛЕДОВАТЕЛЬНОСТЬ И ОБЩАЯ МЕТОДИКА РАЗРАБОТКИ ПЛАНА И РАЗРЕЗОВ ЗДАНИЯ ЦЕХА Основная и довольно сложная задача описываемой проектной разработки — составление плана цеха, представляющего один из главнейших результатов проектирования цеха. Такой
181
план цеха (отделения, участка), определяющий пространственное расположение в нем технологического процесса производства, называют технологическим, в отличие от строительного плана, разрабатываемого впоследствии строителями с целью выявления конструктивных особенностей и деталей здания цеха.
В процессе разработки плана и разрезов здания проектируемого сборочно-сварочного цеха определяют необходимые размеры последнего и расположение в нем всех элементов производства. При этом определение необходимой высоты пролетов в здании цеха не представляет затруднений, поскольку максимальные размеры подлежащих изготовлению изделий и принятого производственного оборудования известны. Разработка технологического плана включает выбор наиболее рациональной для проектируемого производства схемы компоновки цеха, определение ее геометрических размеров и последующую детализацию ее содержания.
Составление плана цеха в целом и каждого его отделения представляет собой техническую задачу, допускающую несколько решений. Рациональное решение этой задачи достигается путем параллельной разработки нескольких (двух-трех) вариантов компоновочной схемы технологического плана цеха и последующего технико-экономического сравнения их между собой.
Каждая типовая схема компоновки (см. п. 30) с присущими ей производственно-техническими характеристиками имеет особенности, определяющие рекомендуемое ее использование в различных проектах сварочных производств. Это позволяет в самом начале разработки технологического плана цеха (отделения) произвести выбор рациональной его схемы, наиболее соответствующей разрабатываемому проекту сварочного производства.
В дополнение к описанию компоновочных схем одноэтажных сборочно-сварочных цехов (п. 30) необходимо учитывать, что в целях снижения стоимости строительства промышленных зданий путем унификации и значительного сокращения количества типоразмеров их конструкций, использования индустриальных методов их изготовления, а также сокращения проектных работ и продолжительности строительства Госстрой СССР утвердил унифицированные типовые секции и пролеты для строительства всех производственных зданий ряда отраслей промышленности.
Для цехов машиностроительных заводов установлены унифицированные типовые секции следующих размеров в плане: основные секции (для продольных пролетов) 144 X 72 и 72 X 72 м с сеткой колонн 24 X12 и 18 X12 м, где размер 12 м представляет собой шаг колонн (т. е. расстояние между осями соседних колонн вдоль пролета), а размеры 18 и 24 м означают ширину пролетов (между осями колонн); дополнительные секции (для поперечных пролетов) 24x72 м, (24 4- 24) X 72 и 30x72 м, где размеры 24 и 30 м относятся к ширине пролетов.
Указанная длина унифицированных типовых секций и пролетов может быть изменена с учетом технико-экономической целесо
182
образности, обусловленной рациональным размещением производственного процесса в проектируемом цехе. Таким образом, общая площадь каждой компоновочной схемы должна состоять из площадей некоторого числа унифицированных типовых секций.
Последовательность определения геометрических размеров принятой компоновочной схемы плана цеха с учетом применения унифицированных типовых секций и пролетов сводится к следующему.
Сначала подсчитывают необходимую общую площадь проектируемого цеха (без бытовых и административно-конторских помещений). Для этого пользуются заданным количеством годового выпуска продукции (в Мг), результатами ранее проведенных расчетов (см. гл. IV) по определению требуемого количественного состава элементов производства для проектируемого цеха и укрупненными показателями (см. гл. VII). Примерами таких показателей, используемых в подобных приближенных расчетах, могут служить: удельный годовой выпуск продукции, приходящийся на 1 м2 общей площади цеха и каждого его производственного отделения (в Мг/м2); общая площадь цеха и каждого его отделения, приходящаяся на одно сборочно-сварочное место (стенд) либо на один станок соответственно; допускаемая масса металла, приходящаяся на единицу общей площади склада, т. е. допускаемая плотность нагрузки общей площади склада (в Мг/м2) и т. п.
После расчетного определения требуемой общей площади цеха п его подразделений подбирают соответствующее количество и типоразмеры описанных выше унифицированных типовых секций для проектируемого цеха с учетом максимальных габаритных размеров подлежащих размещению в его пролетах оборудования и изготовляемых изделий. Совместная компоновка этих типовых секций и пролетов должна удовлетворять предварительно выбранному типу компоновочной схемы (см. п. 30) и занимать площадь, соответствующую расчетной площади проектируемого цеха. При этом приближенно устанавливают число пролетов цеха (с учетом их специализации), их размеры, а также размеры компоновочной схемы в целом. Если бытовые и адмипистративно-конторские помещения проектируемого цеха предусмотрены не в отдельном здании, а в виде пристройки к производственному корпусу, то площадь, занимаемую этой пристройкой определяют, руководствуясь данными п. 35.
Полученные таким образом геометрические размеры выбранной компоновочной схемы проектируемого цеха позволяют вычертить ее в принятом масштабе I : 1000 либо 1 : 500 с нанесением на ней сетки колонн и границ расположения всех производственных отделений и вспомогательных помещений цеха (как на рис. 31— 30). Размещение оборудования и рабочих мест на компоновочных схемах не показывают.
В проектах разработка технологического плана цеха включает составление его компоновочной схемы и затем подробного технологического плана в принятом масштабе 1 : 200 или 1 : 400 (для
183
особо крупных цехов 1 : 800) и разрезов здания цеха в масштабе 1 : 200. В процессе этой разработки, выполняемой одновременно по всем отделениям проектируемого цеха, уточняют ранее принятую его компоновочную схему и планировку его производственных отделений и вспомогательных помещений; вычерчивают на плане — в пролетах цеха — размещение всех сборочно-сварочных и других рабочих мест, всего производственного оборудования и складочных мест для материалов и деталей и т. п.; увязывают комплексную механизацию производства во всех отделениях и схему работы внутрицехового транспорта.
В целях достижения наиболее рационального размещения технологического процесса заготовительных и сборочно-сварочных работ необходимо стремиться к его прямоточности во всех пролетах проектируемого цеха. Отсутствие возвратных перемещений собираемых, свариваемых и обрабатываемых сборочных единиц и комплектов изготовляемых изделий и сокращение до минимума количества поперечных перемещений в каждом пролете служит показателем высокого качества разработки пространственного размещения производственного процесса.
После взаимной увязки планов основных отделений проектируемого цеха рассчитывают и планируют остальные вспомогательные отделения и другие площади цеха: участки контроля и испытания изделий, исправления и доделок продукции, поверхностных покрытий, склады, бытовые помещения и т. д.
Окончательно согласуют между собой все упомянутые выше планировки после разработки поперечных разрезов всех пролетов цеха. Последнее приводит к корректировке и окончательной компоновке технологического плана и разрезов сборочно-сварочного цеха.
Общая методика подробной разработки технологического плана и разрезов проектируемого цеха, используемые при этом практические и нормативные данные, а также применяемые основные расчеты изложены в п. 32—35.
Описанный выше применительно к проектированию нового сборочно-сварочного цеха порядок разработки технологического плана цеха во всех его частях значительно усложняется в случаях разработки проекта реконструкции существующего предприятия. Габаритные размеры здания реконструируемого цеха ограничивают возможности свободного выбора необходимых значений ряда расчетных величин, влияющих на расположение элементов производства в пролетах цеха. С другой стороны, рентабельность реконструкции всякого производства находится в прямой зависимости от минимального количества строительных работ по переделке существующего здания цеха. Поэтому излагаемые ниже основы планировки новых сборочно-сварочных цехов не всегда могут быть полностью и без затруднений осуществлены при разработке проектов реконструкции существующих сборочно-сварочных цехов.
184
32. РАСЧЕТЫ ПЛОЩАДЕЙ И ПЛАНИРОВКА СБОРОЧНО-СВАРОЧНЫХ ОТДЕЛЕНИЙ
И УЧАСТКОВ
При разработке плана отделений узловой и общей сборки и сварки основным является определение требуемого числа пролетов и необходимых размеров каждого из них — длины, ширины и высоты. Эти параметры, принятые приближенно при составлении компоновочной схемы цеха, подлежат уточнению в процессе подробной разработки технологического плана с учетом рекомендуемых размеров пролетов по нормам технологического проектирования (табл. 24).
При детальном проектировании основным методом уточнения указанных параметров плана отделений сборки и сварки служит последовательное (по ходу выполнения технологического процесса) размещение на плане принятого по расчету количества оборудования, сборочно-сварочных стендов и других рабочих мест. При этом стремятся не только обеспечить прямоточность производства и наиболее рациональную специализацию работ в каждом пролете, но также достигнуть наилучшего использования грузоподъемности транспортных средств (главным образом козловых либо мостовых кранов). Для этого все отдельные производственные участки в проектируемых сборочно-сварочных отделениях располагают на плане (не нарушая прямоточности производства) в различных пролетах в зависимости от массы изготовляемых сборочных единиц’(изделий). В результате такого размещения в одних пролетах группируют участки, производящие тяжелые, а в других — легкие сборочные единицы (изделия). После этого грузоподъемность транспортных средств назначают в соответствии с наибольшей массой сборочных единиц (изделий), изготовляемых в каждом данном пролете, либо в соответствии с наибольшей массой транспортной партии (в случаях изготовления мелкой продукции).
Кроме того, при разработке планов сборочно-сварочных отделений руководствуются описанными ниже практическими правилами и соображениями методического характера для определения нужных числа, ширины и длины пролетов в зависимости от выбранной типовой схемы планировки цеха (см. п. 30), а также для рационального размещения элементов производства в каждом пролете.
Число пролетов уточняют на основе наиболее рациональной специализации располагаемых в них сборочно-сварочных работ. При этом различают следующие характерные в методическом отношении случаи.
А. Типовая схема компоновки цеха с продольным направлением производственного потока изображена на рис. 31. В этой схеме процессы как узловой, так и общей сборки и сварки каждого изделия расположены в одних и тех же продольных пролетах, специализация которых осуществляется по производству отдельных типов заданных для изготовления изделий. В связи с этим для
185
Таблица 24-Размеры пролетов в сборочно-сварочных цехах и соответствующая допускаемая грузоподъемность подъемно-транспортных средств (по материалам норм технологического проектирования)
186
Рис. 39. Схема размещения линий рабочих мест отделения узловой сборки и сварки и рабочих мест (позиций) отделения общей сборки и сварки при планировке цеха со смешанным направлением производственного потока (вагоносборочный цех поточного производства большегрузных полувагонов 60 Мг):
I -IX — последовательные позиции сборки изделия в отделении общей сборки и сварки; X—XVIII — позиции отделения покрытий и отделки; 1—9 — линии рабочих мест в отделении сборки и сварки, изготовляющем сборочные единицы для соответствующих (по нумерации) позиций в отделении общей сборки и сварки
рассматриваемой схемы планировки цеха необходимое число пролетов зависит от количественного соотношения заданных к производству изделий разных типов. В таком случае требуемое число пролетов можно приближенно оценить на основе их специализации с уточнением его в процессе последующего размещения оборудования и рабочих мест на плане проектируемого цеха.
Б. Типовая схема компоновки цеха со смешанным направлением производственного потока изображена на рис. 32 и 33. В этой схеме в заключительном поперечном пролете последовательно расположены позиции (рабочие места) процесса общей сборки и сварки изготовляемого изделия. В продольных пролетах, примыкающих к этому поперечному пролету, размещены процессы изготовления отдельных сборочных единиц, предназначаемых для каждой определенной позиции общей сборки и сварки. При этом в целях обеспечения прямоточности всего производственного процесса линии рабочих мест, изготовляющие отдельные сборочные единицы, должны непосредственно примыкать к тем позициям процесса общей сборки и сварки, на которых эти сборочные единицы предусмотрены к использованию (рис. 39).
187
Таким образом, в рассматриваемой планировке сборочно-сварочных отделений поперечный пролет специализирован по выполнению общей сборки и сварки изготовляемого изделия, а продольные пролеты отделения узловой сборки и сварки специализированы по производству отдельных видов сборочных единиц того же изделия.
Для рассматриваемой планировки цеха необходимое число пролетов ппр отделений узловой сборки и сварки, в зависимости от предусмотренного числа пп03 позиций процесса общей сборки и сварки, принимают равным ппр = ппоз: /?поз, где knO3 — среднее число позиций процесса общей сборки и сварки, располагаемых против каждого пролета узловой сборки и сварки, обычно находится (см. рис. 39) в пределах 1—2. При этом меньшие значения /гпоз соответствуют производству крупногабаритных, а большие значения kn03 — производству малогабаритных сборочных единиц изделий.
В. Типовая схема компоновки цеха с волновым расположением производственного потока (см. рис. 35), как правило, включает по одному пролету в каждом отделении цеха. Редкие исключения из этого правила определяются только путем размещения оборудования и рабочих мест на плане цеха.
Г. Типовая схема компоновки цеха с петлевым направлением производственного потока (см. рис. 36) обычно включает от одного до двух пролетов в каждом отделении цеха. Необходимых уточнений нужного числа пролетов для каждого отделения цеха, проектируемого по этой схеме, достигают путем размещения оборудования и рабочих мест на плане цеха.
Д. Типовая схема с продольно-поперечным направлением производственного потока (см. рис. 34). Нужное число пролетов для каждого отделения цеха, проектируемого по этой схеме, устанавливают аналогично описанному выше для схемы цеха с продольным направлением производственного потока.
Расчетные числа пролетов, получаемые в описанных выше случаях, уточняют при последующей планировке оборудования и рабочих мест в пролетах отделений узловой и общей сборки и сварки проектируемого цеха.
Ширину каждого пролета, принятую в компоновочной схеме, уточняют путем составления проверочных эскизов планировки рабочих мест в пролете и последующих подсчетов суммы размеров ширины рабочих мест и проходов и проездов между ними. При этом планировку оборудования, сборочно-сварочных рабочих мест и размещаемых в непосредственной близости к последним складочных мест для поступающих в сборку деталей и сборочных единиц выполняют рядами, располагаемыми вдоль пролета. Число таких рядов или линий рабочих мест Л в каждом пролете может быть различным. Однако наиболее употребительно двухрядное расположение линий рабочих мест (Л = 2), целесообразность которого обосновывается следующими соображениями.
188
I
г-—
Рис. 40. Варианты расположения рабочих мест и обслуживающих проездов в пролетах цеха:
1 — сборочно-сварочный стенд; 2 — сварочная кабина; 3 — сборочно-сварочный кантователь; 4 — складочные места
Рис. 41. Схема расположения рабочих мест для подсчетов требуемой ширины пролета с размещением складочных мест:
а — между рабочими местами; б — по фронту рабочих мест; 1 — сборочно-сварочный стеллаж; 2 — сварочная кабина; 3 — сборочно-сварочный стенд; 4 — складочные места
На рис. 40 представлены четыре варианта расположения в пролетах линий рабочих мест с обслуживающими их проездами. В каждом пролете (/—IV) с возрастанием Л увеличивается его требуемая ширина Ьпр и, что особенно важно, изменяется использование площади пролета. В самом деле, если положить, что ширина полезной площади Ь„, занятой линией рабочих мест, приблизительно равна ширине вспомогательной площади, занятой проездом, то использование площади составит (в %)
I.......................................... (Ьл: Ьпр) 100 «г 50;
II . . . . . (2ЬЛ : fe.ip) ЮО « 67;
III . .... ... (36л : fenp) 100 60;
IV (4&л : ^пр) ЮО «г 67.
189
При дальнейшем увеличении числа Л в пролете будет также возрастать требуемое значение Ьпр. Однако использование площади пролета во всех случаях не будет превосходить указанного для пролетов II и IV значения 67%. Таким образом, поскольку увеличение ширины пролетов неизбежно приводит к возрастанию стоимости конструкции цеха, следует считать оптимальными вариантами двухрядное и четырехрядное расположение рабочих мест в пролете с одним (при Л = 2) или двумя (при Л — 4) обслуживающими проездами между ними.
На основе описанных выше соображений черновой эскиз планировки рабочих мест в каждом пролете для проверочных подсчетов предварительно принятой величины 6пр выполняют следующим образом.
На бумаге наносят (без соблюдения масштабов) два ряда колонн, представляющих собой продольные границы пролета. В этом пролете (рис. 41) вычерчивают (также без соблюдения масштаба) по одному рабочему месту каждой предусмотренной для размещения в данном пролете линии рабочих мест с указанием необходимых проездов между ними. Рядом с этими рабочими местами намечают расположение складочных мест для прибывающих в сборку деталей из промежуточного склада либо сборочных единиц с предыдущих рабочих мест пролета.
Складочные места могут быть размещены двояким образом: либо со стороны проезда, либо в продольном направлении пролета — между двумя последовательно расположенными рабочими местами производственного потока. В соответствии с возможностью осуществления двух таких вариантов расположения рабочих мест эскизы составляют также в двух вариантах (рис. 41). Далее на составленных эскизах обозначают нормальные значения всех размеров, составляющих ширину пролета, в том числе и размеры ширины рабочих и складочных мест. Затем путем суммирования этих размеров получают предельные значения требуемой ширины данного пролета.
Для случаев, показанных на рис. 41, искомое значение ширины пролета Ьпр может быть представлено следующими выражениями:
для варианта, показанного на рис. 41, а,
(6np)mln = 2(fe1 + feM) + fcn; (49)
для варианта, показанного на рис. 41, б,
G’np) max == 2 (6Х &м 4- 62 -|- йскл) 4- Ьп. (50)
Числовые значения величин, входящих в приведенные выше выражения, в соответствии с требованиями норм технологического проектирования и по данным практики'принимают в следующих пределах.
— расстояние от тыльной стороны рабочего места до оси продольного ряда колонн (или стены здания цеха) обычно прини-190
мают равным не менее 1 м. Это значение выбирают из соображений строительного характера: фундаменты колонн цеха не должны соприкасаться с фундаментами оборудования, устанавливаемого на отдельных рабочих местах. С другой стороны, такое расстояние в большинстве случаев необходимо при устройстве прохода для свободного перемещения рабочих при выполнении ими производственных операций. В тех случаях, когда размеры рабочего места определяются размерами сварочной кабины и расположение оборудования в ней предусмотрено таким образом, что расстояние от сборочно-сварочного стеллажа или стенда до оси колонны либо стены цеха составляет не менее 1 м, значение Ь± приравнивают нулю.
В случаях, когда fcj 1 м, получающееся пространство шириной не менее 2 м вдоль оси продольного ряда колонн между двумя рядами рабочих мест, расположенными в двух соседних пролетах, обычно используют для размещения оборудования для дуговой сварки (сварочные преобразователи, выпрямители и трансформаторы) и шкафов с индивидуальными ящиками для инструмента рабочих.
Ь2 — расстояние между рабочим местом или ограждением сварочной кабины и складочным местом для прибывающих деталей и сборочных единиц, а также для сборочных единиц, отправляемых с данного рабочего места на следующие рабочие места рассматриваемой линии, принимают в пределах 1—1,6 м.
Ьп — ширину проезда между двумя линиями рабочих мест, расположенными в одном пролете, принимают в пределах 3—4 м. Такая ширина необходима для обеспечения свободного проезда средств внутрицехового напольного транспорта в случаях встречи двух самоходных тележек.
Ьы — ширина рабочего места в сборочно-сварочных отделениях цеха обусловлена шириной сборочно-сварочного устройства (стеллажа, стенда и т. и.). Последняя, в свою очередь, зависит от размеров изготовляемого на данном рабочем месте изделия.
На основании данных практики ориентировочно можно полагать, что ширина сборочно-сварочного устройства равна сумме ширины изготовляемого на данном рабочем месте изделия и припусков на каждую сторону (по ширине) в пределах 0,2—0,3 м.
Чтобы не создавать узких мест в проездах проектируемого цеха, рекомендуется при описываемых подсчетах ширины пролетов вводить в расчет наибольшие размеры сборочно-сварочных единиц, изготовляемых в данном пролете цеха.
Помимо определяемой указанным образом ширины сборочносварочного устройства в общий размер ширины рабочего места следует включить ширину проходов по 1 м с каждой стороны сборочно-сварочного устройства. Эти проходы необходимы для перемещения рабочих в процессе выполнения ими работ на данном рабочем месте. В тех случаях, когда размеры рабочего места определяются размерами сварочной кабины, расстояние между сбо-
191
рочно-сварочным стеллажом и ограждением кабины по тем же соображениям должно быть не меньше 1 м.
ЬскЛ — ширина складочного места зависит от размеров складываемых у рабочих мест деталей и сборочных единиц, подлежащих сборке и сварке на данном рабочем месте. По данным практики, обычно площадь, занимаемая такими складочными местами, равна либо меньше площади, занимаемой сборочно-сварочным устройством. В качестве минимальной площади складочных мест допускается площадь, равновеликая половине площади, занимаемой сборочно-сварочным устройством.
После подстановки в выражения (49) и (50) числовых значений входящих в них величин, определяемых в каждом отдельном случае в соответствии с приведенными выше указаниями и с учетом индивидуальных особенностей изготовляемых сборочных единиц и изделий, могут быть получены предельные расчетные значения Ьир mln и fenpmax ИСКОМОЙ ШИрИНЫ Пролета.
Практически не исключена возможность получения максимального расчетного значения ширины пролета, которое будет значительно меньше минимальной ширины пролета, рекомендуемой по данным табл. 26 и принятой в компоновочной схеме проектируемого цеха. В таком случае описанный выше проверочный расчет повторяют для вариантов размещения в пролете более чем двух линий рабочих мест, в соответствии со схемой на рис. 40.
Окончательный размер ширины пролета в пределах полученных расчетных значений устанавливают с учетом наиболее удобного расположения технологического процесса проектируемого производства и требований, представленных в табл. 26.
Когда вследствие небольших размеров и малой единичной массы выпускаемой продукции сборочно-сварочные цехи располагают в многоэтажных зданиях, ширину отдельных пролетов, как и всего здания цеха в целом, ограничивают условия естественного дневного освещения производственных помещений. В подобных случаях ширину здания определяют по следующим формулам: для здания, у которого окна выходят только на одну сторону, &зд=1,75й0-2/г0; (51)
для здания, у которого окна выходят на обе стороны,
Кд=3,5/1о-4/1о, (52)
где Ьзд — ширина здания между осями колонн, м; ho — расстояние от пола до верхнего края окна в пределах ~4—5 м.
При установлении окончательного значения ширины здания в указанных выше пределах необходимо учитывать близость окружающих зданий, расположение которых может оказать влияние на освещенность внутренних помещений проектируемого цеха.
Увеличение на 1—2 м указанных значений ширины здания допускается лишь в том случае, если удаленная от окон площадь внутри здания используется не для работы, а для вспомогатель-192
пых и непроизводственных помещений (складов, кладовых, проходов и т. д.).
Так как в многоэтажных промышленных зданиях величина ho обычно равна 4—5 м, то на основании формул (51) и (52) расчетные шачения ширины здания соответственно составят —9—2U м. 11оэтому в рассматриваемых случаях планировки сборочно-сварочных цехов в многоэтажных зданиях число пролетов по ширине здания принимают в пределах 1—3. Что касается выбора ширины пролетов, то вследствие малых размеров изготовляемых изделий и небольших габаритных размеров оборудования достигается возможность размещения технологического процесса производства в сравнительно узких пролетах. Поэтому в соответствии с данными, приведенными в табл. 26, обычные планировки сводятся к следующим вариантам: 1) однопролетный цех шириной 9 м; 2) двухпролетный цех с пролетами одинаковой ширины (по 9 м); 3) трехпролетный цех с пролетами одинаковой ширины (по 6 м).
В зданиях сборочно-сварочных цехов с продольным расположением производственного потока, а также в продольных пролетах при других схемах планировки величина шага колонн нормализована и составляет 12 м для одноэтажных и 6 м для многоэтажных зданий (см. табл. 26). Величина шага колонн в поперечном пролете одноэтажного здания сборочно-сварочного цеха всегда равна ширине примыкающего продольного пролета.
Длину пролетов в пределах каждого отделения проектируемого сборочно-сварочного цеха устанавливают на основе результатов описанной ниже планировки оборудования и рабочих мест на плане каждого пролета. При этом шаг колонн и ширина пролетов представляют собой основные параметры сетки колонн, служащей канвой для составления технологического плана цеха. Поскольку в сборочно-сварочных цехах, проектируемых с продольным расположением производственного потока (см. рис. 31), на взаимное расположение пролетов цеха (как будет показано ниже) оказывает влияние высота каждого из них, то перед составлением плана цеха (отделения) рассчитывают высоту каждого пролета.
Высота пролетов сборочно-сварочного проектируемого цеха обусловлена размерами подлежащих изготовлению в них сборочных единиц и изделий в целом, габаритными размерами запроектированного к установке в рассчитываемых пролетах производственного оборудования большой высоты и предусмотренным применением (либо отказом от применения) верхнего транспорта (мостовых кранов, кран-балок, однорельсовых подвесных тележек и т. п.).
В случае отсутствия верхнего транспорта (рис. 42, а) высоту пролета от уровня пола до выступающих конструктивных частей перекрытия определяют следующим образом:
Нн5г ^1 + ^2 5=4,5 м, (53)
где — наибольшая в рассматриваемом пролете высота производственного оборудования либо стеллажей и стендов с обрабатывав-
7 КрясовскиЙ Л. И.
193
Рис. 42. Поперечное сечение пролетов цеха для подсчетов требуемой их высоты: а — при отсутствии верхнего транспорта (кранов); б — при наличии последнего в сборочно-сварочном отделении; в — то же, в заготовительном отделении. На схеме б необходимо по требованиям техники безопасности обеспечить условия, чтобы величина острого угла а между вертикалью и натянутыми стропами, удерживающими на крюке крана транспортируемые грузы, не превышала 45°
мыми на них сборочными единицами и изделиями, но не менее 2,3 м; h.2 — расстояние между наивысшей точкой указанного оборудования либо стеллажей с изготовляемыми на них сборочными единицами (изделиями) и наиболее низкой точкой выступающих конструктивных частей перекрытия; значение этого размера обычно 0,4—1 м.
194
Согласно нормам технологического проектирования высота производственных помещений от пола до потолка должна составлять не менее 4,5 м.
При наличии верхнего транспорта (рис. 42, бив) высота пролета может быть определена из следующих выражений:
Нп > /гх - Its + /i4 + /г5 -р /г8; (54)
H3>Hn + h7 + hK, (55)
где Нп -— высота пролета цеха от пола до уровня поверхности головки рельса подкрановых путей, м; Н3 — высота пролета цеха от пола до нижнего уровня затяжки стропил перекрытия, м; 1гя — расстояние от уровня поверхности головки рельса подкрановых путей до наиболее низкой точки подъемного крюка в его наиболее высоком положении (определяются по конструктивным данным стандартных кранов, но не менее 0,75 м), м; ht — расстояние между наиболее низкой точкой подъемного крюка крана и наиболее высокой точкой транспортируемого груза; величина /г4 зависит от запроектированного способа захвата или подвеса и увязки (зачалки) транспортируемого груза; при зачалке цепями или тросами Л4 принимают равным 0,5 ширины зачалки, но не менее 1 м; /гБ — наибольшая высота грузов, транспортируемых в данном пролете при помощи верхнего транспорта, м; 1гл — расстояние между наиболее низкой точкой поднятых грузов, транспортируемых в данном пролете при помощи верхнего транспорта, и наивысшей точкой установленного в том же пролете оборудования либо стеллажей и стендов с обрабатываемыми на них сборочными единицами и изделиями, числовое значение hu принимают 0,5—1 м; й7 -— расстояние от уровня поверхности головки рельса подкранового пути до высшей точки оборудования тележки мостового крана (определяют по конструктивным данным стандартных кранов), м; hs — расстояние между высшей точкой оборудования тележки крана и нижним уровнем затяжки стропил перекрытия, принимают равным 0,6—1,2 м; введение в расчет величины h8 при определении высоты пролета вызывается размещением в пролете светильников общего освещения цеха, подвешиваемых обычно к нижним поясам ферм перекрытия, а также расположением троллейных проводов крана.
Значения остальных величин, входящих в выражение (54), те же, что и для выражения (53).
В связи с необходимостью в некоторых случаях устройства двухъярусного расположения средств верхнего транспорта величиной, наиболее отчетливо характеризующей высоту пролета, является значение Н3. Порядок числовых значений величин Н„, Нп и Н3 при одноярусном расположении верхнего транспорта, по данным норм технологического проектирования, приведен в табл 26. При необходимости ввода в цех железнодорожных платформ
7*
195
и вагонов (цеховые склады и пр.) высота до головки подкрановых путей Нп должна составлят не менее 6 м.
С целью унификации элементов зданий согласно указаниям по строительному проектированию предприятий машиностроительной промышленности, ширину, а также высоту параллельно расположенных пролетов по возможности следует принимать одинаковыми. Перепады высот смежных пролетов менее 2 м не допустимы. В этих случаях прибегают к выравниванию высоты пролетов путем увеличения меньшей высоты до значения, соответствующего более высокому пролету.
В дополнение к описанным выше расчетам по формулам (53) и (55) полученные значения высоты пролетов должны быть проверены с точки зрения соблюдения санитарных норм для промышленных предприятий, согласно которым на каждого работающего должно приходиться не менее 15 м3 объема производственного помещения.
Взаимное размещение пролетов на плане цеха, проектируемого по схеме с продольным расположением производственного потока (см. рис. 31), устанавливают с учетом следующих особых требований. С точки зрения архитектурного оформления здания цеха необходимо наиболее высокие пролеты располагать в средней части здания, параллельно его продольной оси, а наиболее низкие пролеты — у наружных продольных стен здания цеха. Такое расположение пролетов удовлетворяет эстетическим требованиям промышленной архитектуры, обеспечивает благоприятное расположение в отношении равномерного распределения нагрузок на кровлю цеха от атмосферных осадков в зимнее время и создает лучшие условия для естественного освещения пролетов в дневные часы.
Если расчетные значения высоты отдельных пролетов цеха не удовлетворяют указанному условию, то на плане цеха производят перемещения пролетов (одного на место другого). В результате этих перемещений достигают требуемого соотношения высот всех пролетов в поперечном разрезе здания проектируемого цеха. В плане цехов с продольным расположением производственного потока такие перемещения пролетов вполне допустимы, поскольку сборочно-сварочные процессы в каждом отдельном пролете этих цехов технологически не связаны между собой.
В случаях же разработки плана цеха со смешанным расположением производственного потока (см. рис. 32 и 33) упомянутое условие конструктивно-строительного характера необходимо сочетать с требованиями технологической планировки пролетов. Эти требования сводятся к удовлетворению условий определенного взаимного расположения всех линий рабочих мест, размещаемых в продольных пролетах отделения узловой сборки и сварки. Такое взаимное расположение указанных линий зависит от установленной последовательности работ в поперечном пролете отделения общей сборки и сварки. При этом удовлетворение упомянутых требований технологической планировки достигается примыка-
196
Рис. 43. Поперечное сечение пролетов узловой сборки и сварки при планировке цеха со смешанным направлением производственного потока:
а - - неправильно; б — правильно
нием соответствующих продольных пролетов к поперечному точно в тех его участках, где расположены сборочно-сварочные места, потребляющие продукцию продольных пролетов.
Следовательно, если па разрабатываемом плане цеха со смешанным расположением производственного потока расчетные значения высоты некоторых пролетов отделения узловой сборки и сварки не удовлетворяют указанному выше требованию промышленной архитектуры, то ранее описанные (для других схем планировки цеха) перемещения одних пролетов на место других в данном случае не могут быть допущены. В описываемом случае соблюдение условия требуемого взаимного расположения высоких и низких пролетов цеха достигается только путем увеличения расчетного значения высоты более низкого пролета до высоты расположенного рядом с ним (в направлении от продольной оси здания к наружной стене последнего) более высокого пролета (рис. 43). Таким образом, в схемах планировки со смешанным расположением производственного потока соблюдение указанного требования промышленной архитектуры может привести к некоторому увеличению кубатуры здания цеха и, следовательно, к удорожанию последнего.
После проведения всех подсчетов и установления на основе указанных выше соображений рационального взаимного расположения продольных пролетов приступают к нанесению на бумагу в принятом масштабе сетки колонн проектируемого цеха и к размещению в его пролетах оборудования и рабочих мест. В целях достижения наибольших удобств при планировке пролетов для нанесения сетки колонн и дальнейшей разработки технологического плана цеха используют клетчатую миллиметровую бумагу и применяют условные обозначения, принятые в практике проектирования.
197
Планировку элементов производства в каждом пролете сборочно-сварочных отделений выполняют сообразно с последовательностью работ, указанной в разработанных ранее картах технологического процесса, и согласно данным расчетной таблицы числа рабочих мест. Однако даже при соблюдении строгой последовательности расположения одних определенных рабочих мест после других планировка элементов производства в пределах каждого пролета допускает большое число вариантов их взаимного расположения. Поэтому в целях устранения лишней работы по вычерчиванию сравниваемых вариантов этой планировки техника ее выполнения сводится к следующему.
В принятом масштабе, на отдельном куске миллиметровой бумаги, вычерчивают «габариты» (очертания) планов всех рабочих мест и оборудования проектируемого отделения цеха в том количестве, которое предусмотрено к установке согласно данным разработанного технологического процесса производства. В проектных организациях для ускорения работ на кальке в принятом масштабе заранее изготовляют чертежи таких «габаритов» всех практически используемых типоразмеров оборудования и рабочих мест. Для разработки планов каждого проектируемого цеха предварительно печатают необходимое количество светокопий габаритов требуемых типоразмеров. Затем все эти габариты аккуратно вырезают по их контурам.
Дальнейшая работа проектанта заключается в рациональном размещении габаритов рабочих мест и оборудования на плане, в пролетах цеха, с соблюдением всех необходимых расстояний между ними. При расстановке габаритов на плане последние закрепляют на своих местах булавками либо кусочками пластилина. Такая техника планировки позволяет быстро осуществлять неизбежные при составлении плана каждого пролета различные изменения расположений планируемых элементов производства, что достигается переносом размещаемых габаритов с одного места па другое с последующим их закреплением.
После ряда попыток различного размещения оборудования и рабочих мест обычно находят и принимают один из наиболее удачных и целесообразных вариантов планировки. Тогда аккуратно обводят карандашом контуры каждого расположенного на плане габарита и поочередно удаляют их, обозначая на плане соответствующие им номера по спецификации, помещенной в правом нижнем углу чертежа плана. Затем законченный чертеж плана, выполненный карандашом на миллиметровой бумаге, передают для калькирования и последующего изготовления нужного количества светокопий принятого варианта плана проектируемого цеха.
Одновременно с вычерчиванием снимаемых с плана габаритов рабочих мест в проходах вокруг последних указывают также размещение рабочих. При этом каждого отдельного рабочего условно обозначают небольшим кружком диаметра 500 мм в масштабе, принятом для плана цеха. Вводя в условные обозначения различ-
ие
Таблица 25
Допускаемые пределы минимальных расстояний между оборудованием (рабочими местами), складочными местами и элементами здания (по материалам норм технологического проектирования, см. рис. 44 46, 48, 54—60, 62 и 66—78)
Определяемое расстояние Допускаемые пределы значений, м
От колонн или стен здания до боковой стороны оборудования От колонн или стен здания до тыльной стороны оборудования От клонн или стен здания до фронта оборудования Между фронтом и тыльной стороной оборудования Между тыльной и боковой сторонами оборудования Между тыльными сторонами оборудования Между боковыми сторонами оборудования Между оборудованием, расположенным фронтом друг к другу От фронта оборудования до складочного места Между складочными местами Между тыльной стороной оборудования и складочным местом Между боковой стороной оборудования и складочным местом 1—3 1—2,5 1—2,5 1—2 1—2 1 1 — 1,4 1—2 1—1,6 1 — 1,4 1 1 — 1,2
Примечание. Меньшие значения указанных допустимых расстояний относятся к малогабаритным, а большие к крупногабаритным (в плане) станкам, стендам и складочным местам
иые виды штриховки и зачернений этих кружков, проектант может указать на плане цеха размещение рабочих всех предусмотренных проектом профессий.
После вычерчивания на плане каждой единицы оборудования (станка, стенда и т. п.) ее расположение в проектируемом пролете обозначают размерами расстояний (в продольном и поперечном направлениях) от ближайшей колонны. Разрывы между станками и рабочими местами (стендами), между ними и ближайшими частями здания (колоннами и стенами), а также ширину рабочих проходов и проездов устанавливают в соответствии с нормами технологического проектирования (табл. 25 и 26), а также условиями, обеспечивающими удобства для выполнения работ. Наименьшие допускаемые значения этих величин для различных случаев относительного расположения рабочих мест, оборудования и рабочих показаны на следующих примерах типовых планировок.
Размещение в пролетах цеха машин для контактной сварки (рис. 44—46) в различных случаях практического их использования отличается значительным разнообразием взаимного расположения как основного оборудования 1 и шкафов их управления 2, так и складочных мест для несваренных деталей 3 и сваренных сборочных единиц 4, а также обслуживающих их различных подъемно-транспортных устройств (5 — рольганг, 6 — консольный кран, 7 — таль на монорельсе, 8 — подвесной конвейер, 9 — кран-балка). При этом с увеличением размеров оборудования и оснастки рабочих мест возрастают допускаемые минимальные
199
Нормы ширины проходов и проездов в пролетах сборочно-сварочного цеха (по материалам норм технологического проектирования)
200
Рис. 44. Примеры расположения машин для точечной и шовной сварки при их габаритных размерах в плане:
а — до 1,5Х 1 м с длиной вылета электродов до 0,8 м; б — от 3,5X2 до 6X3 м с длиной вылета электродов 1,2—1,6 м
расстояния между ними и конструктивными элементами здания (стенами, колоннами). Следует отметить лучшее использование площади пролета в случаях возможного размещения оборудования между колоннами на границе смежных пролетов (рис. 44, а и б, 45, б’и 46, б).
На рис. 47 показан фронтальный вид аппаратуры для точечной сварки переносными клещами, подвешенными на блоке с противовесом. Такое рациональное оснащение рабочих мест получило значительное применение на автомобильных заводах.
Оборудование для питания электрической энергией постов дуговой сварки (рис. 48) при размещении его на площади между колоннами по границе смежных пролетов также обусловливает лучшее использование площади цеха. Размещение в пролетах цеха многопостовых агрегатов для дуговой сварки в целях устранения
201
Рис. 45. Примеры расположения машин для многоточечной сварки при их габаритных размерах в плане:
а — от 3,5, ,2 до 6 3 м; б - - более 6 3м
Рис. 46. Примеры расположения машин для стыковой сварки при их габаритных размерах в плане:
а — до 1,5,'. 1 м; б — от 1,5>< 1 до 3,5Х 2 м
202
Рис. 47. Рабочее место точечной сварки переносными подвешенными клещами: а — на портальной установке; б — на монорельсе, укрепленном на фермах перекрытия цеха: 1 — портал; 2 — площадка для аппаратуры управления; 3 — тележка передвижная сварочных клещей; 4 — сварочный трансформатор; 5 — сварочные клещи; 6 — лестницы к площадкам с аппаратурой управления; 7 — монорельс
возможности случайных повреждений их проносимыми мимо предметами требует обязательного устройства сетчатого ограждения высотой не менее 1 м с соблюдением внутри ограждения проходов шириной не менее указанной на рис. 48, б. Местоположение на плане цеха таких огражденных машинных отделений, служащих центрами распределения электрической энергии для дуговой сварки, в целях экономии меди и алюминия для сооружения электрических сетей следует выбирать возможно ближе к геометрическому центру расположения сварочных постов, потребляющих эту электр оэнер г и ю.
203
Рис. 48. Примеры расположения оборудования для дуговой сварки:
а — однопостовые агрегаты (трансформаторы, мотор-генератор ные преобразователи, выпрямители); б — многопостовые агрегаты (мотор-генераторные преобразователи 75 кВт): 1 — трансформатор; 2 — преобразователь либо выпрямитель;
3 — сетчатое ограждение
Если свободная площадь между колоннами цеха недостаточна для размещения источников тока, питающих посты дуговой сварки, однопостовые сварочные трансформаторы, выпрямители и некрупные агрегаты-преобразователи могут быть установлены на специальных балконах-мостиках, устраиваемых между колоннами цеха на высоте не ниже 3 м. При этом необходимо, чтобы вся пусковая и регулирующая аппаратура указанных источников тока была установлена внизу, на рабочем месте сварщика.
Обычная планировка рабочего места для ручной дуговой сварки мелких и средних сборочных единиц вне потока показана на рис. 49. Рациональные схемы расположения рабочих мест сборки и ручной дуговой сварки таких же сборочных единиц на потоке со свободным ритмом показаны на рис. 50 и 51, а на рис. 52 — рабочее место ручной дуговой сварки, встроенное в поточную линию.
Один из примеров организации рабочего места полуавтоматической дуговой сварки под флюсом кольцевых швов
Рис. 49. Кабина для ручной дуговой сварки мелких сборочных единиц вне потока:
1 — стол для сборки и сварки; 2 — стул сварщика; 3 — сварочный трансформатор; 4 — щиток с рубильником; 5 — складочное место для деталей, подлежащих сварке; 5а — то же, для сваренных сборочных единиц; 6 — ящик с электродами; 6а — урна для остатков электродов; 7 — степы кабины па высоте 50—2000 мм; 7а — брезентовая занавеска
204
Рис. 50. Сдвоенная кабина со стационарными местами для сборщика и сварщика:
/ — стол сборщика; 1а — стол сварщика; 2 — стул сборщика; g 2а — стул сварщика; 3 — сварочный трансформатор; За - - регулятор сварочного тока; 4 — ящик с электродами; 4а — урна для остатков электродов; 5 — наклонный двухъярусный рольганг для подачи на сварку сборочных единиц рочпых приспособлений; 6 — стены
7
7
6
и для возврата освободившихся сбо-кабипы; 7 входная дверь
Рис. 51. Сдвоенная кабина с вращающимся столом для сборки и ручной дуговой сварки:
1 — вращающийся стол; 1а — вертикальные перегородки (4 шт.) на вращающемся столе; 2 — стул сборщика; 3 — стул рабочего, высвобождающего сваренную сборочную единицу из сборочного приспособления; 4' и 4" — стулья сварщиков, выполняющих соответственно первую и вторую сварочные операции; 5 — сварочный трансформатор; 5а — регулятор сварочного тока; 6 — ящик с электродами;
7 — входная дверь
Рис. 52. Кабина для ручной дуговой сварки при работе на поточной линии: / — тележка конвейера со сборочно-сварочным приспособлением; 2 — рельсовые пути; 3 — стойки для путей тележки; 4 — двухстворчатые дверцы с пружинами для возврата в начальное положение; 5 — стул сварщика; 6 — ящик для электродов; 7 — сварочный трансформатор; 7а — регулятор сварочного тока; 8 — входная дверь
205
обечаек в мелкосерийном производстве представлен на рис. 53. На этом рабочем месте подлежащую сварке обечайку 20 предварительно устанавливают в кантователь на планшайбу 6 диаметром около 1 м и зажимают перемещаемой по направляющей трубе 10 траверсой 15 с упорной крестовиной 16. Для осуществления требуемого при сварке «в лодочку» наклона кантователя его поворачивают вокруг оси 18 и посредством рейки 17 с отверстиями для штыря устанавливают наклон обечайки в удобное для сварки положение. В процессе сварки планшайба кантователя приводится во вращение фрикционным роликом 14, укрепленным на свободном конце вала электродвигателя 13. Бункер 5 с флюсом подвешен на тросе к блоку 2 на поворотной консоли 1 и посредством барабана 12 с ручным приводом может перемещаться в вертикальном направлении. Для горизон-
Рис. 53. Рабочее место для полуавтоматической дуговой сварки под флюсом кольцевых швов обечаек
тального перемещения бункера с флюсом предусмотрен барабан 11 с ручным приводом. Этим барабаном посредством троса 4 и ролика 3 блок 2 перекатывается по стреле поворотной консоли 1. К находящемуся у сварщика 21 электрододержателю 7 полуавтомата типа ПШ-5 подведены шланг 8 для подачи флюса и шланг 9 для подачи электродной проволоки. Излишки флюса собираются в поддон 19.
На рис. 54 показаны типовые планировки рабочих мест для сборки и автоматической дуговой сварки под флюсом цилиндрических изделий диаметром 2— 4 м и длиной 2—6 м. В таких случаях обычно располагают рядом два одинаковых рабочих места, поочередно выполняющих сборочные и сварочные операции. В то время как на одном из них производят сборку и прихватку подлежащих сварке стыков очередного изделия, на другом выполняют сварку стыков предыдущего изделия. По окончании этого цикла работ изготовленное изделие отправляют по назначению и на освободив-
206
Рис. 54. Схемы расположения установок для автоматической сварки под флюсом кольцевых и продольных швов цилиндрических изделий:
а — с велосипедной тележкой типа ВТ-3; б — с самоходным порталом типа ПТ-1 или ПТ-2 для перемещения сварочного автомата (типа ТС-17, ТС-33 или др.): 1 — велосипедная тележка с балконом, на котором неподвижно укреплена сварочная головка; 2 — направляющий рельс; 3 — самоходный портал с установленным на нем передвижным сварочным трактором; 4 — сварочный трактор либо сварочная головка; 5 — механизированный роликовый стенд; 6 — свариваемое изделие; 7 — складочное место для несваренных деталей; 8 — складочное место для сваренных изделий
шемся рабочем месте собирают для сварки следующее такое же изделие. В то же время сварочный автомат перемещается на соседнее рабочее место для сварки собранного перед этим изделия. При этом меняется также и назначение складочных мест, относящихся к сборочно-сварочным стендам. Описанный цикл поочередной сборки и сварки на двух соседних рабочих местах затем повторяется.
На схематических планах этих рабочих мест обозначены минимальные допускаемые расстояния между ними и относящимися к ним складочными местами. При этом на рис. 54 для некоторых расстояний указаны пределы допускаемых минимальных значений, соответствующие указанным выше пределам диаметра и длины свариваемых цилиндрических изделий.
207
Рис. 55. Схемы расположения установок для механизированной сборки и автоматической сварки под флюсом балок и других металлических конструкций:
1 — сварочный кантователь; 2 — рельсовый путь; 3 — челюстной кантователь;
4 — самоходный портал сварочного автомата; 5 — накопитель деталей для сварки;
6 — складочное место для сваренных узлов; 7 — консольный рольганг; 8 — свариваемая сборочная единица
Типовые схемы планировок рабочих мест для механизированной сборки и автоматической дуговой сварки под флюсом балок других металлических конструкций показаны (рис. 55) в двух вариантах, соответствующих использованию двух типов универсальных кантователей: челночного типа УЧК-12 с направляющими и челюстного типа УЧК-15 со стеллажом для кантовки изделий на 1,57—3,14 рад. В этом случае, как и в представленном на рис. 54, возможна организация поочередного выполнения сборочных и сварочных работ на двух соседних установках.
Схемы планировок в пролете часто используемых в сборочносварочных работах двухстоечных кантователей показаны на рис. 56. Обычные габаритные размеры (в плане) свариваемых на' этих кантователях сброчных единиц находятся в пределах от 1,5X1 до 6X3 м. Поэтому допускаемые минимальные значения некоторых расстояний между кантователями и складочными местами указаны на схематическом плане их расположения также в соответствующих пределах.
На рис. 57 показаны рабочие места для автоматической дуговой сварки под флюсом кольцевых швов, оснащенных манипуляторами.
Крупные манипуляторы типа УСМ-5000 грузоподъемностью 50 кН (размер 3,5х3,5х 1,5 м) обычно требуют установки автоматической сварочной головки на поворотной механизированной
208
Рис. 56. Схемы расположения двухстоечных кантователей для сборочно-сварочных работ с электромеханическим приводом и с передвижной стойкой:
1 — кантователь; 2 — складочное место для деталей; 3 — складочное место для сваренных сборочных единиц; 4 — кран-балка; 5 — консольный крап
колонне. Такая колонна может поочередно обслуживать автоматической сваркой два расположенных рядом манипулятора (см. рис. 57, а). Кроме того, для работы на таких манипуляторах необходимо вспомогательное подъемно-транспортное оборудование (например, консольный кран) для подачи собираемых деталей и для съема сваренных сборочных единиц.
Рабочие места с манипуляторами типа УСМ-500 грузоподъемностью 5 кН (размер 1,7x1,7x0,7 м) при выполнении на них сварки вручную отличаются значительно большим количеством вариантов рационального их размещения в пролете цеха (см. рис. 57, б).
На рис. 58 и 59 показаны схемы планировок поточных сборочносварочных линий на цепных вертикально-замкнутых конвейерах. Первая из них — для сборки и сварки рамных конструкций, имеющих габаритные размеры в плане от 3,5x2 до 6x3 м и более, — оснащена консольными кантователями с кондукторами. Вторая линия — для сборки и сварки объемных изделий размером от 1,5x1 Х0,8 до 3,5X1,5x0,8 м оснащена передвижными кантующими приспособлениями. В соответствии с указанными пределами размеров собираемых и свариваемых изделий на схематических планах этих поточных линий указаны пределы допускаемых
209
fl)
Рис. 57. Схемы расположения сварочных манипуляторов:
а — типа УСМ 5000 для автоматической сварки кольцевых швов; б — типа УСМ-500 для ручной дуговой сварки; / — сварочный манипулятор; 2 — колонна поворотная механизированная; 3 — консольный крап; 4 — складочное место для деталей; 5 — складочное место для сваренных сборочных единиц
Рис. 58. Схема расположения поточной линии сборки и сварки сборочных единиц типа рам на вертикально-замкнутом конвейере с консольным кантователем:
1 — рабочее место сборки; 2 — рабочее место сварки; 3 — консольный кантователь с кондуктором; 4 — цепной вертикально-замкнутый конвейер; 5 — складочное место для деталей; 6 — складочное место для сваренных сборочных единиц
210
Рис. 59. Схема расположения поточной линии сборки и сварки сборочных единиц на вертикально-замкнутом конвейере с передвижным кантующим приспособлением: / — изделие; 2 — кантующее приспособление, установленное на конвейере; 3 — вертикально-замкнутый конвейер; 4 — складочное место для деталей; 5 — складочное место для сваренных сборочных единиц
минимальных значений некоторых расстояний между рабочими и складочными местами.
Обобщенные данные норм технологического проектирования о наименьших допускаемых расстояниях между агрегатами поточных линий, сборочно-сварочными конвейерами и конструктивными элементами здания цеха представлены на рис. 60.
т - -— нВ
к:<»0®0<»0 У 6’
а)
® ® Ч
Ч------*------— ч'
В- ----------------! -
£j«0»OoQoD
Проезд (проход)
Рис. 60. Наименьшие допускаемые расстояния (м) между конвейерами, поточными линиями, оборудованием и элементами здания:
1 — напольный конвейер; 2 — подвесной конвейер; 3 — подвеска; 4 — рольганг с пневмоподъемником
211
Рис. 61. Газосварочный пост с централизованным питанием газами:
1 — трубопровод ацетилена; 2 — трубопровод кислорода; 3 — редуктор; 4 — водяной затвор; б — газосварочная горелка; 6 — ведро с водой для охлаждения горелки; 7 — стол сварщика; 8 — стул сварщика
При планировке таких поточных линий необходимо придерживаться следующих указаний: ширину В конвейера или поточной линии (см. рис. 60, айв) принимать в зависимости от наибольшего размера ширины обрабатываемого изделия с учетом выступающих частей оборудования и оснастки; расстояние А между двумя параллельными напольными конвейерами (см. рис. 60, б) принимать в зависимости от их конструкции и условий их обслуживания; расстояние А между подвесными конвейерами (см. рис. 60, г—ж) принимать из расчета не менее двойной ширины подвесок, сечения ко
лонны (если она расположена между конвейерами) и зазора 0,4 м между колонной и подвеской. В зависи-
мости от условий эксплуатации, ремонта оборудования, габаритных размеров изделий и средств механизации указанные на рис. 60 размеры могут быть соответственно увеличены.
Размещение постов для ручной газовой сварки с централизованным питанием (рис. 61) должно удовлетворять требованиям техники безопасности. Согласно последним газосварочные посты
рекомендуется располагать в отдельном вентилируемом помещении, площадь которого должна быть не менее 10 м2 и на каждый сварочный пост должно быть отведено не менее 4 м2. Установки,
питающие горючими газами и кислородом газосварочные посты, на основании существующих положений выносят за пределы цеха.
В сборочно-сварочных отделениях помимо оборудования и рабочих мест основного технологического процесса сборки и сварки металлоизделий размещают также рабочие места с соответствующим оборудованием для испытания продукции и исправления брака, для нанесения поверхностных покрытий и т. д. Площадь, необходимую для размещения этих рабочих мест, определяют описанными выше способами. Она зависит от принятого числа рабочих мест, испытательных площадок и стендов для предусмотренных проектом методов окончательных испытаний контроля качества продукции цеха и способов ее окраски, а размеры этих рабочих мест — от размеров готовых изделий в плане.
В дополнение к описанию планировки сборочно-сварочных отделений необходимо указать, что на расположение некоторых
212
линий рабочих мест в отдельных случаях может оказывать влияние местоположение цеховых пожарных проездов. При относительно большой длине здания цеха эти пожарные проезды шириной не менее 4 м пересекают помещение цеха в поперечном направлении по отношению к продольной оси здания. Необходимое число таких поперечных пожарных проездов определяют исходя из требований пожарной безопасности.
Пожарные проезды желательно использовать и для технологических целей — в случаях необходимости переброски деталей и сборочных единиц изготовляемых изделий из одного пролета цеха в другой. Примером такого использования пожарного проезда является весьма распространенный в практике проектирования случай расположения пожарного проезда между заготовительным отделением сборочно-сварочного цеха и промежуточным складом. При этом пожарный проезд всегда используют для поперечного перемещения деталей из тех пролетов заготовительного отделения, где эти детали изготовляют, в те участки промежуточного склада, которые расположены в продолжениях пролетов сборочно-сварочного отделения, потребляющих указанные детали.
Руководствуясь изложенными правилами размещения пожарных проездов в здании цеха, следует заранее определить их местоположение в сборочно-сварочном отделении и увязать с ними общую планировку линий рабочих мест по каждому пролету.
В процессе увязки между собой размещения в пролетах сборочно-сварочного отделения отдельных линий рабочих мест на плане цеха легко могут образоваться участки площади, не занятые производственным оборудованием либо рабочими и складочными местами. Эти неизбежные в большинстве случаев и трудноустранимые разрывы между отдельными линиями рабочих мест используют обычно для размещения различных вспомогательных помещений, конторок мастеров, инструментальных кладовых и т. п. (см. п. 34).
Примеры рациональной планировки сборочно-сварочных участков и отделений приведены в гл. VIII,
33. РАСЧЕТЫ ПЛОЩАДЕЙ И ПЛАНИРОВКА ЗАГОТОВИТЕЛЬНЫХ ОТДЕЛЕНИЙ
Заготовительное отделение сборочно-сварочного цеха обычно располагают в продольных пролетах. Исключение составляют лишь отдельные станки для обработки металла, устанавливаемые нередко в поперечном пролете цехового склада металлов. При этом продольные пролеты заготовительного отделения либо служат продолжением продольных пролетов сборочно-сварочных отделений, либо располагаются параллельно этим пролетам. В соответствии с такими двумя вариантами планировки требуемое число и размеры пролетов проектируемого отделения устанавливают по описанным ниже двум различным (А и Б) вариантам.
213
Для варианта А (см. рис. 31—34), когда пролеты сборочносварочного и заготовительного отделений составляют продолжение один другого, ширину и высоту каждого пролета заготовительного отделения принимают равными значениям этих величин, принятым для соответствующих продольных пролетов сборочно-сварочного отделения. Длину пролетов заготовительного отделения определяют на основе рационального размещения в этих пролетах запроектированного оборудования и рабочих' мест с учетом предусмотренной специализации пролетов.
Специализация пролетов заготовительного отделения во всех случаях назначается по группам однородных типоразмеров подлежащих обработке сортаментов металла. Этим достигается наименьшее расчетное количество требуемого станочного оборудования при наибольшей возможной загрузке последнего.
Таким образом, заготовительное отделение для случая, когда пролеты сборочно-сварочного и заготовительного отделений составляют продолжение один другого, планируют в следующем порядке.
1. Из общего количества различных сортов металла, подлежащего обработке в заготовительном отделении, выделяют группы сходных сортаментов, поддающихся обработке на одинаковых (по типу и мощности) группах станков. Примером подобной разбивки металла на отдельные группы сортаментов может служить следующий перечень: тонкий листовой металл; толстый листовой, широкополосный и полосовой металл; мелкие сортаменты профильного металла; сортаменты профильного металла крупных сечений; трубы и т. д.
2. Общее количество станков различных типоразмеров, принятое на основе расчетов (см. п. 25) для обеспечения заданного выпуска продукции проектируемого цеха, подразделяют на количество групп, равное установленному выше количеству групп подлежащих обработке сортаментов металла. При этом каждая такая группа станков по своему качественному и количественному составу должна обеспечить возможность выполнения требуемой обработки соответствующей группы сортамента металла.
3. Количество групп п,р станочного оборудования, полученное на основе описанных выше данных, размещают в пролетах заготовительного отделения, число которых ппр равно установленному ранее числу пролетов сборочно-сварочного отделения. При этом, как и при планировке сборочно-сварочных отделений, число линий (рядов) оборудования в каждом пролете обычно принимают Л = 2.
В процессе размещения групп станочного оборудования в пролетах заготовительного отделения практически могут получиться различные соотношения между числовыми значениями пгр и п11р. Наилучшее использование площади пролетов при соблюдении упомянутой выше их специализации достигается путем осуществления одного из следующих трех вариантов размещения станочного оборудования:
214
а) в случаях, когда »гр < п|]р, большим по количественному составу группам станочного оборудования отводят соответственно по одному или более пролетов, а для каждой малочисленной группы станков предусматривают по одному пролету или даже по одной линии оборудования;
б) в случаях, когда /ггр /?пр и при одинаковом либо мало отличающемся количественном составе отдельных групп станочного оборудования, каждую группу оборудования размещают в соответствующем отдельном пролете заготовительного отделения;
в) в случае, когда п,.р > п1|р, большим по количественному составу группам станочного оборудования отводят соответственно по одному пролету, а для каждой малочисленной группы станков предусматривают по одной линии оборудования либо даже располагают последовательно по две группы станков в одной линии.
Окончательную корректировку размещения оборудования в пролетах заготовительного отделения и установление длины последних осуществляют при планировке всех габаритов оборудования, техника которой изложена выше (п. 32). При этом также окончательно уточняют принятое количество отдельных типоразмеров оборудования в соответствии с установленным для каждого отдельного случая числом поточных линий в заготовительном отделении.
Следует особо отметить, что в некоторых случаях планировки заготовительного отделения первоначально принятые размеры (ширина и высота) какого-либо пролета могут оказаться недостаточными для размещения в нем предусмотренного к установке весьма крупного оборудования. В подобных случаях недостаточные размеры увеличивают до необходимых значений по всей длине пролета как в части, занятой заготовительным, так и в части, занятой сборочно-сварочным отделениями проектируемого цеха.
Если при описанной выше планировке заготовительного отделения требуемое число пролетов последнего получается меньше установленного количества пролетов для сборочно-сварочного отделения, площадь, остающаяся свободной в пролетах, не занятых заготовительным отделением, используют для размещения различных вспомогательных производств и помещений (мастерских — инструментальной, ремонтно-механической, электро-ремонтной и т. п.).
Для варианта Б (см. рис. 35 и 36), когда пролеты заготовительного отделения располагаются параллельно пролетам сборочносварочного отделения, все параметры плана определяют в иной последовательности по сравнению с описанным выше. Прежде всего длину пролетов заготовительного отделения принимают равной установленной ранее длине пролетов сборочно-сварочного отделения. Затем, применяя описанную выше методику, устанавливают требуемое число пролетов проектируемого заготовительного отделения, исходя из предусматриваемой их специализации по обработке заданного количества групп сортаментов металла.
215
Окончательная корректировка числа пролетов на плане цеха достигается посредством размещения в них всего запроектированного к установке оборудования (габаритов). Одновременно с размещением оборудования уточняют (по способу, описанному для сборочно-сварочных отделений) предварительно принятую для компоновочной схемы ширину каждого пролета. Затем, пользуясь изложенной ранее методикой (см. рис. 42), определяют расчетные значения высоты каждого пролета. Окончательные значения высоты пролетов и взаимное расположение последних устанавливают после сравнительного сопоставления между собой расчетных значений высоты всех пролетов заготовительного и сборочносварочного отделений проектируемого цеха. При этом руководствуются указанными ранее условиями архитектурно-строительного характера в части обязательного взаимного размещения продольных пролетов: более высокие — в средней части здания, а более низкие — у наружных стен здания цеха.
В дополнение к описанным выше методике и последовательности планировки следует учитывать особенности технологической связи между отдельными пролетами заготовительного отделения при обоих указанных вариантах расположения его пролетов относительно пролетов сборочно-сварочного отделения. Эта технологическая связь выражается в некоторых случаях необходимостью осуществления поперечных перемещений обрабатываемых материалов из одного пролета в другой, расположенный рядом. В практике проектирования широко применяют следующие два способа осуществления подобной технологической связи между пролетами заготовительного отделения.
А. Передача через станок выполняется путем установки обрабатывающего станка таким образом, что одна половина (включающая в себя фронт станка) располагается в одном пролете, а другая половина (содержащая тыльную часть станка) выходит в расположение соседнего пролета. В таком случае весь обрабатываемый материал, проходя через станок, в процессе своей обработки перемещается из одного пролета в другой. Подобным образом могут быть установлены, например, следующие станки: листоправильные вальцы, углоиравильные станки, ножницы для правленого металла, штамповочные прессы и т. д.
Описанный способ перемещения обрабатываемых материалов из одного пролета в другой нередко оказывается особенно рациональным при размещении упомянутых выше станков в местах сопряжения поперечных пролетов цеха с продольными, например в случаях установки правильных вальцов на границе склада металлов (поперечный пролет) и заготовительного отделения (продольный пролет).
В этом случае для передачи обработанного материала из поперечного пролета в продольный отпадает необходимость пользования средствами внутрицехового транспорта и исключаются затраты времени на погрузку и разгрузку.
216
Рис. 62. Схема расположения листоправильных многовалковых машин:
а — расположение вдоль стены здания цеха; б — размещение привода машины между колоннами па границе смежных пролетов: 1 — машина для правки листов толщиной 16 мм при длине валков 2,2 м; 2 — стол; 3 — рольганг; 4 — складочное место для правленых заготовок; 5 — кран-балка; 6 — смежное оборудование
Б. Передача при помощи рольганга осуществляется путем установки местных рольгангов таким же образом, как и станков в описанном выше случае. Этот способ передачи обрабатываемых материалов и деталей из одного пролета в другой применяется значительно чаще, чем способ передачи через станок. Последнее объясняется более широкими возможностями размещения рольгангов в любом положении относительно колонн цеха и остального производственного оборудования по сравнению с размещением тяжелых металлообрабатывающих станков. Расположение станков должно быть согласовано как с главным направлением производственного потока, так и с общими требованиями строительного характера в отношении допускаемых интервалов между фундаментами колонн и устанавливаемого оборудования.
Кроме описанных выше способов передачи материалов из пролета в пролет используют поперечные пожарные проезды, а в местах, удаленных от них, — консольные краны с поворотной стрелой.
В пролетах заготовительного отделения элементы производства размещают описанными ранее техническими приемами планировки оборудования, рабочих и складочных мест в пролётах сборочносварочных отделений. Примеры рациональной планировки рабочих
217
Рис. 63. Схемы размещения рабочих мест для наметки и разметки листового и широкополосного металла:
1 — разметочная плита; 2 — шкаф с инструментом; 3 — складочное место неразмеченных заготовок; 4 — складочное место размеченных заготовок;
5 — монорельс электротали; 6 — консольный крап
мест и оборудования заготовительных отделений сборочно-сварочных цехов, соответствующей рекомендациям норм технологического проектирования, приведены ниже.
Листоправильные многовалковые машины обычно располагают в пролете либо вдоль потока металла у стены цеха (рис. 62, а), либо вдоль ряда колонн также по потоку металла (рис. 62, б). В последнем слу
чае, в целях лучшего использования площади пролета привод машины размещают между колоннами на границе с соседним пролетом. При установке машин для правки толстых листов (32 мм) длиной 2,5 м минимальное расстояние между складочным местом и оборудо
ванием следует принимать равным 1,6 м вместо указанного на рис. 62 расстояния 1,4 м.
Обычная планировка рабочих мест для ручной и механизированной наметки и разметки металла показана на рис. 63. Эти рабо
чие места исключаются из состава заготовительного отделения цеха в случаях применения машинной кислородной резки с использованием копирных щитов с металлическими шаблонами для вырезки деталей по копиру (рис. 64). Планировка рабочих мест для кислородной резки стали на машинах современных типов представлена на рис. 65.
Типовые планировки оборудования для механической резки
металла представлены следующими схемами.
На рис. 66 показано размещение в пролете гильотинных ножниц для резки металла толщиной 6,3—16 мм. В зависимости от длины разрезаемых заготовок и соответствующей длины обслуживающие
станок рольганга и стола для правления заготовок применяют различную планировку этого оборудования: фронтом к проезду (при коротких заготовках) либо боковой стороной к проезду (при длинных заготовках). Для случаев резки тонкого металла (до 2,5 мм) на ножницах с ножами длиной 2,5 м следует принимать допускаемое минимальное расстояние между смежным оборудованием 1,4 м вместо указанного на рис. 66 расстояния 1,6 м, а при резке толстого металла (20 мм) на ножницах с ножами длиной 3,2 м необходимо принимать расстояние между боковой стороной станка и складочным местом 1,2 м вместо указанного 1 м.
218
Рис. 64. Планировка рабочего места для машинной кислородной вырезки деталей из листовой стали:
/ — тележка продольного хода машины; 2 — шланги для подачи газов; 3 — хобот; 4 — копирный механизм; 5 — щитовой групповой копир; 6 — сборные копирные планки; 7 — рельсы для тележки; 8 — место для маркировки щитового копира;
9 — суппорт с резаком; 10 стальной лист, подвергаемый резке; 11 — стеллаж для резки; 12 -— станина газорезательной машины; 13 — складочное место для вырезанных деталей; 14 — рабочий газорезчик. (Рабочее место обслуживается консольным поворотным краном, который на плане не показан)
Двухдисковые ножницы для круговой и продольной резки листового проката размещают в пролете по схемам, показанным на рис. 67. На этих схемах размеры (в метрах) указаны для случаев вырезки заготовок толщиной 3,2 мм, диаметром до 2,1 м (при круговой резке) и неограниченной длины (при продольной резке). В случаях круговой вырезки заготовок толщиной 10 мм и диаметром 2,5 м и продольной резки металла такой же толщины следует принимать для ножниц круговой резки минимальное расстояние до смежного оборудования 1,6 м вместо 1,4 м, а для ножниц продольной резки — 1,4 м вместо 1,2 м, указанных на рис. 67.
Схемы планировок высечных ножниц и зиг-машины представлены на рис. 68. На рис. 68, а указаны размеры для случаев вырезки заготовок толщиной 2,5 мм и диаметром 1 м. В случаях вырезки заготовок толщиной 6,3 мм при диаметре 3 м минимальный размер ширины проходов между станком и столом для заготовок, а также между последним и смежным оборудованием следует принимать 1,2 м вместо 1 м.
Типовые планировки различных листогибочных машин представлены на следующих схемах.
На рис. 69 показано размещение машин для гибки толстого металла: трехвалковых для гибки металла толщиной 20 мм при 219
Рис. 65. Схемы расположения машин для кислородной резки стали:
1 —машина шарнирная для резки стали 6 = 5-е-100 мм; 2 — машина прямоугольно-координатного типа для резки стали 6 = 5-е-300 мм; 3 — машина горизонтальная портальная либо дистапцонно-масштабная для резки стали 6 = = 5-н200 мм; 4 — складочное место; 5 — место зачистки переносными обдирочношлифовальными станками; 6 — смежное оборудование
Рис. 66. Схемы расположения кривошипных листовых ножниц с наклонными ножами (гильотинных):
1 — гильотинные ножницы для резки заготовок толщиной 6,3—16 мм при длине ножей 2,5—3,2 м; 2 — рольганг; 3 — стол для правленых заготовок; 4 — кран-балка; 5 — тележка; 6 — рельсовый пуль; 7 — складочное место; 8 — смежное оборудование
220
Рис. 67. Схемы расположения двухдисковых одностоечных ножниц с наклонными ножами для круговой (а) и продольной (6) резки листового проката:
/ — двухдисковые ножницы для круговой резки; 2 — двухдисковые ножницы для продольной резки; 3 — центрирующее устройство для вырезки дисков и колец; 4 — рольганг; 5 — складочное место для листов; 6 — складочное место для вырезанных заготовок; 7 — смежное оборудование
длине валков 3 м либо четырехвалковых — для гибки металла толщиной 40 мм при длине валков 3,5 м. На рис. 69, а представлена схема расположения машины вдоль стены здания цеха. Более экономичен в отношении использования площади пролета вариант планировки машины, показанной на рис. 69, б. В этом случае привод машины размещен между колоннами на границе смежных пролетов.
Машины с длиной валков 1,8—2 м для гибки листового металла средней (12 мм) и малой (~2,5 мм) толщины размещают в пролете по схемам, показанным на рис. 70. При обработке листа толщиной 6 мм минимальное расстояние до смежного оборудования следует принимать равным 1,4 м вместо 1,2 м, указанного для случая обработки листа толщиной 2,5 мм.
Планировка прессового оборудования усилием до 1 МН для гибки листового металла показана на рис. 71. При размещении пресса усилием 1,6 МН минимальные расстояния до смежного оборудования следует принимать равным 1,4 м вместо указанных 1,2 м.
с) 6)
Рис. 68. Схемы расположения ножниц высечных (а) и зиг-машины (б):
1 — высечпые ножницы; 2 — зиг-машина для обработки металла толщиной до 2 мм; 3 — складочное место для листов (до резки) и заготовок (до обработки); 4 — складочное место для вырезанных заготовок и обработанных деталей;
5 — смежное оборудование
221
Рис. 69. Схемы расположения листогибочных машин для металла большой толщины (трехвалковых и четырехвалковых с откидным верхним валком):
1 — листогибочная машина; 2 — рольганг; 3 — складочное место для заготовок перед гибкой; 4 — место для съема заготовок; 5 — складочное место для гнутых заготовок; 6 — поддерживающее устройство; 7 — смежное оборудование
Размещение в пролете цеха различных одностоечных правильных процессов схематически представлено на рис. 72. Размеры (в метрах) указаны для случаев планировки гидравлических прессов усилием 0,4—1,0 МН и кривошипных прессов усилием 1 — 2 МН. При размещении гидравлических прессов усилием 1,60— 3,15 МН и кривошипных прессов усилием 4 МН минимальное расстояние между колонной и прессом следует принимать соответственно 2,2 м вместо 1,6 м и 2,4 м вместо 1,7 м, указанных на плане.
Рис. 70. Схемы расположения листогибочных машин для металла средней и малой толщины:
1 — листогибочная трехвалковая машина для листов толщиной б = 12 мм при длине валков 1,8 м; 2 — листогибочная машина с поворотной гибочной балкой для листов б = 2,5-кб мм при длине валков 2 м; 3 — рольганг; 4 — место для съема обечаек; 5 — складочное место (или стол) для заготовок; 6 — складочное место для обечаек; 7 — смежное оборудование
222
Рис. 71. Схемы расположения кривошипных листогибочных (кромкогибочных) прессов:
1 — листогибочный пресс усилием 0,63 либо 1 МН; 2 — стол для заготовок; .7 — складочное место для заготовок; 4 — смежное оборудование
Сортоправйльные многороликовые машины располагают на плане либо вдоль стены цеха (рис. 73, а), либо между колоннами (рис 73, б). В последнем случае обеспечивается возможность работы машины на два смежных пролета либо с выдачей правленого металла в соседний пролет. При размещении машин для правки металла более тяжелого профиля (уголков 150 X 150 мм, швеллеров № 18 и двутавров № 18) следует принимать расстояние до смежного оборудования 1,6 м вместо указанного 1,4 м.
На рис. 74 показаны два варианта размещения у стены цеха кривошипного горизонтального пресса усилием 1 МН для гибочно-штамповочных работ. Вариант а занимает площадь, большую по ширине пролета в сравнении с вариантом б. При размещении пресса усилием 2 МН следует минимальные расстояния до смежного оборудования принимать равными 1,6 м вместо указанных 1,2 м.
Горизонтально-кривошипные прессы могут быть использованы также для правки и гибки длинных заготовок путем последовательной перестановки таких заготовок. Тогда схемы планировок этих прессов будут подобны показанным на рис. 72 и 73.
Рис. 72. Схемы расположения одностоечных правильных прессов:
1 — гидравлический пресс; 2 — однокривошипный пресс, 3 — рольганг; 4 — стол для заготовок; 5 — смежное оборудование:
223
Рис. 73. Схемы расположения сортоправильных многороликовых машин:
1 — сортоправильная машина для правки уголка 75Х 75 мм и круглого металла диаметром 25—60 мм; 2 — стол для заготовок; 5 — рольганг; 4 — смежное оборудование
Рис. 74. Схемы расположения гибочно-штамповочных горизонтальных кривошипных прессов (бульдозеров):
1 — пресс усилием 1 МН; 2 — складочное место; 3 — смежное оборудование
Рис. 75. Схемы расположения комбинированных пресс-ножниц:
а — вариант размещения ставков вдоль пролета; б — вариант размещения станков под углом к оси пролета; 1 — комбинированные пресс-ножницы для резки круглого металла диаметром 40 мм, уголка 60X60X8 мм и швеллера № 12; 2 — рольганг; 3 — накопитель; 4 — складочное место для заготовок; 5 — смежное оборудование
224
Рис. 76. Схемы расположения сортовых ножниц:
а — размещение станков вдоль пролета; б — размещение станков под углом к оси пролета: 1 — сортовые ножницы для резки круглого металла диаметром 45 мм (либо кривошипные закрытые для резки заготовок диаметром 100 мм); 2 — рольганг со столом; 3 — накопитель
Рис. 77. Схема расположения роликовых сортогибочных вальцов:
1 — роликовые сортогибочные вальцы для гибки уголков 80X80X10 мм; 2 — подающий стол со стеллажом; 3 —поддерживающие стойки; 4 — складочное место для заготовок; 5 — смежное оборудование
Размещение комбинированных пресс-ножниц, обслуживаемых сравнительно длинными рольгангами и складочными местами, рекомендуется по схемам, представленным на рис. 75. При этом вариант б размещения станков под углом к оси пролета позволяет значительно уменьшить требуемый размер площади по длине пролета. Этот вариант может быть весьма целесообразным в том случае, когда принятая ширина пролета достаточна для такого размещения станков. При размещении пресс-ножниц для резки более тяжелых профилей (круглого металла диаметром 65 мм, уголка 150 X 150 X 18 мм и швеллера № 30) для всех минимальных расстояний следует сохранить те же значения, какие указаны на рис. 75.
Типовые варианты схемы планировки в пролете сортовых ножниц (рис. 76) подобны помещенным выше схемам размещения комбинированных пресс-ножниц и имеют одинаковые с ними характеристики.
На рис. 77 показаны рекомендуемые схемы планировки роликовых вальцов для гибки уголков: а — у стены здания цеха; б — вдоль ряда колонн в пролете.
Типовые схемы размещения различных современных станков для обработки труб, включая планировки необходимой оснастки рабочих мест, представлены на рис. 78. На этих схемах показаны
8 Красовский Л. И. 225
Рис. 78. Схемы расположения на плане пролета станков для обработки труб: 1 — трубоправильный станок для труб диаметром 20—120 мм; 2 — трубоотрезной станок Для резки труб диаметром 100—150 мм; 3 — фрезерно-отрезной автомат с программным управлением для резки труб диаметром 350 мм; 4 — станок для гибки труб диаметром 25—75 мм; 5 -— рольганг; 6 — стол для заготовок; 7 — стеллаж; 8 — накопитель; 9 — рельсовая тележка; 10 — рельсовый путь; 11 — складочное место для заготовок; 12 — смежное оборудование
примеры рационального размещения оборудования и оснастки для выполнения всех основных операций: правки, резки, фрезерования, торцов и гибки труб наиболее употребительных типоразмеров.
Во всех случаях размещение нестаночного оборудования заготовительного отделения (посты газовой резки, правильные плиты, рольганги и т. д.), расстояния между их габаритами и осью продольного ряда колонн, а также размеры всех проходов вокруг них следует принимать такими же, какие указаны ранее для размещения сборочно-сварочных стендов и стеллажей в сборочно-сварочных отделениях цеха.
34. РАСЧЕТ И ПЛАНИРОВКА
ЦЕХОВЫХ СКЛАДОВ И КЛАДиВЫХ
Каждое предприятие машиностроительной промышленности обычно имеет следующие складские помещения: склады металла, склады полуфабрикатов (промежуточный, комплекто
226
вочный); склады готовой продукции; склады и кладовые инструмента и приспособлений; склад покупных изделий, деталей и полуфабрикатов; склады резервного оборудования и запасных частей; склады и кладовые обтирочных, смазочных и красящих материалов и склады топлива. Первые четыре группы перечисленных выше складских помещений на машиностроительных заводах часто имеют характер децентрализованных цеховых складов, в то время как последние четыре группы всегда носят общезаводской характер, т. е. предназначены для одновременного обслуживания всех цехов завода. В дальнейшем изложении рассмотрены методика расчета и планировки децентрализованных складов цехового значения, включаемых в нормальный состав сборочно-сварочного цеха.
Рациональное взаимное расположение на плане складов по отношению к производственным помещениям сборочно-сварочного цеха указано на схемах, помещенных в табл. 23. Назначение этих складских помещений и их характеристика сводятся к следующему.
Склад металла обычно расположен в здании цеха и служит для хранения прибывающих на завод металлов, поступающих в дальнейшем для обработки в заготовительное отделение цеха.
Размеры склада металла, с одной стороны, обусловлены тем запасом различных сортов металла, который предусмотрен для хранения на складе и необходим для обеспечения бесперебойного выполнения производственной программы цеха, а с другой — зависят от количества устанавливаемых на складе единиц производственного оборудования для обработки металла.
Промежуточный (комплектовочный) склад, располагаемый между заготовительным и сборочно-сварочным отделением, предназначен для хранения определенного запаса готовых деталей в целях обеспечения укомплектования ими изготовляемых в цехе изделий.
В цехах единичного и серийного производства наличие промежуточного склада вызывается в основном необходимостью обеспечить бесперебойность выпуска готовой продукции сборочно-сварочного цеха в случаях аварий и непредусмотренных остановок в работе заготовительного отделения.
Размеры промежуточного склада обусловлены величиной запаса готовых деталей и полуфабрикатов и площадью для сортировки продукции, прибывающей из заготовительного отделения цеха.
В цехах массового производства с поточной организацией работ технологическая связь между всеми рабочими местами, расположенными в одном цехе, настолько велика, что обстоятельства, вызывающие необходимость наличия промежуточного склада, либо отпадают совершенно, либо несущественны. Поэтому в сборочно-сварочных цехах, отличающихся поточно-массовым характером производства, как правило, промежуточные склады отсутствуют, и детали, изготовляемые на одних рабочих местах, передаются непосредственно с этих мест на следующие, где происходит их сборка и сварка.
8*
227
Роль промежуточных складов (как средства для обеспечения бесперебойного выпуска готовой продукции в случаях непредвиденных задержек поступления в сборку деталей изделия) в поточных производствах выполняют те складочные места, которые обычно предусмотрены у каждого рабочего места. Отсутствие промежуточных складов в поточно-массовом производстве, как и ограничение запасов деталей и полуфабрикатов на промежуточных складах в цехах серийного и индивидуального производства, вполне оправдано уменьшением оборотных средств производства и укреплением производственной дисциплины в работе заготовительного отделения; при этом детали изготовляют комплектно в необходимом количестве.
Склад готовой продукции, организуемый при цехе, предназначен для кратковременного хранения изготовленных изделий до отправки их либо па общезаводской склад готовых изделий (экспедиция), либо непосредственно в адрес заказчика. Нередко подобные склады готовой продукции совмещают с отделениями нанесения покрытий (малярное отделение). В последнем случае размеры склада готовых изделий обусловлены необходимым сроком просушки продукции после окрашивания. Если не исключена возможность более длительной задержки готовых изделий на цеховом складе готовой продукции, целесообразно вблизи цеха предусматривать свободную площадку, защищенную навесом.
Кладовые для хранения инструмента и приспособлений, входящие в состав складских помещений цеха, предназначены для хранения, приема и выдачи инструментов и негромоздких приспособлений, которые постоянно используют при эксплуатации цеха. Расположение в цехе этих складских помещений зависит от планировки технологического процесса и принятой степени децентрализации их в пределах цеха. Размеры кладовых обусловлены минимальными запасами хранения, ограниченными сроками износа одного-двух полных комплектов имеющихся в работе инструментов и приспособлений. В цеховых кладовых инструмента и приспособлений, помимо хранения, осуществляют также контроль степени износа и отбор пришедших в негодность инструментов и приспособлений для обмена их на новые в центральном общезаводском складе.
Расчет и планировка цехового склада металла. Запас материалов для храпения на цеховом складе обусловлен следующими основными факторами: типом и масштабом производства; условиями поставки, приемки, перевозки и потребления материалов; наличием в номенклатуре потребляемых материалов специальных и неходовых сортов и размеров металла.
На основании условий экономического характера с учетом предупреждения затоваривания материалов па складах расчетный запас ходовых сортаментов и размеров металла на цеховом складе установлен нормами технологического проектирования в зависимости от характера производства в пределах, указанных в табл. 27. 228
Таблица 27
Расчетные значения запасов материалов, полуфабрикатов и продукции для хранения на складах сборочно-сварочного цеха и нормы грузонапряженности полезной площади складов (по материалам норм технологического проектирования)
Название цехового склада Нормы запаса на число рабочих дней производства Нормы грузонапряженности полезной площади (Мг/м2), занимаемой материалами с плотностью
единичного и мелкосерийного серийного крупносерийного и массо-вого
до 4 более 4
Склад металла (листового и сортового) Промежуточный склад заготовок, деталей и полуфабрикатов: крупных средних и мелких Склад сварных изделий цеха: крупных средних и мелких 10—8 6—4 12—8 6—4 12—8 6 3 6 3 6 4—2 2—1 4—2 2—1 4—2 1 1 (0,6) 0,4 0.6 0,4 2,5 2,5 (1,5) 1 1,5 1
Примечания. 1. Крупными заготовками, деталями, полуфабрикатами и изделиями названы имеющие размеры в плане более 2x3,5 м. 2. В графе 2 меньшие цифры относятся к мелкосерийному, а большие — к единичному производству. 3. В графе 4 меньшие цифры относятся к массовому, а большие — к крупносерийному производству. 4. В графах 5 и 6 цифры в скобках относятся к крупным полуфабрикатам. 5. Для случаев непрерывной подачи заготовок и деталей запас их на промежуточном складе не предусматривается. 6. Коэффициент использования площади для всех цеховых складов рекомендуется принимать равным 0,4.
При наличии в номенклатуре металлов специальных сортов, требующих особых условий испытаний и приемки, и неходовых размеров металла, а также отдельных металлов, требующихся для производства в малом количестве, запас на складе указанных сортов металла может быть увеличен.
После установления количества металла 2G3, подлежащего хранению на цеховом складе, приступают к расчету площади, требуемой для его размещения.
Общая площадь Fc цехового склада металла подразделяется на полезную (грузовую) площадь Fn, занятую непосредственно штабелями металла или стеллажами; вспомогательную площадь, занятую проходами, проездами, разгрузочными (сортировочными) площадками и служебными помещениями; производственную площадь 2/ппп, занятую станками и рабочими местами для обработки металлов (правку и разрезку больших кусков металла на транспортабельные заготовки меньших размеров). В случаях выполнения всей обработки металлов в заготовительном отделении цеха
229
производственную площадь исключают из состава общей площади склада.
Общую площадь цехового склада металла определяют по формуле
р G3 у,
х F /iAi-°о
Первый член правой части этой формулы означает сумму полезной и вспомогательной площади склада, а второй член — суммарную величину производственной площади. При этом значение расчетной плотности нагрузки на полезную и вспомогательную площади склада принимают равным оо = 1 Мг/м2 для металлов с плотностью более 4 мг/м3 и оо = 0,4 Мг7м2 для металлов с меньшей плотностью. Величины площадей (fn, м2) отдельных рабочих мест для различных видов обработки металлов могут быть приняты по следующим опытным данным:
Машинная правка листового металла больших размеров (до 10X2 м)
или профильного металла длиной до 18 м ..... ... 200
Ручная (холодная и горячая) правка листового металла на плитах 40—50 Ручная или полуавтоматическая газовая резка металла при помощи
переносной аппаратуры.........................................40—50
Полуавтоматическая или автоматическая газовая резка металла на стационарных установках, включая складочные места для подлежащего резке и разрезанного металла 60—320
При разработке проекта цеха по укрупненным расчетам общую площадь цехового склада металла вычерчивают на плане цеха в принятом масштабе в виде прямоугольника, примыкающего к плану заготовительного отделения. Длину и ширину этого прямоугольника определяют элементарным подсчетом, исходя из конструктивной увязки взаимного сопряжения планов цехового склада металлов и заготовительного отделения. В случаях такой планировки цехового склада металлов, когда ввод железнодорожного пути на склад предусмотрен через пристройку (см. рис. 32— 34), линейные размеры этой пристройки за пределами контура остальной части здания цеха должны составлять вдоль железнодорожного пути не менее 18 м и в перпендикулярном направлении не менее 6 м.
Указанные размеры обусловлены необходимостью обеспечить возможность ввода на склад не менее одной большегрузной железнодорожной платформы с металлом. В связи с этим при расположении цехового склада металла в одном поперечном пролете ширину последнего обычно принимают равной 24 или 30 м. Кроме того, в случаях планировки цехового склада металлов в продольных пролетах (см. рис. 31) длина его (вдоль пролетов) должна быть кратной величине шага колонн. В результате указанных линейных размеров площади склада ее расчетная величина обычно несколько изменяется. Необходимо, чтобы окончательно приня-
230
'гая величина площади склада отличалась не более чем на 10°<> от ее расчетного значения.
При детальной разработке проекта цеха описанную выше планировку площади цехового склада металлов дополняют размещением (и вычерчиванием) на плане всех штабелей и стеллажей с металлом, проходов между ними и железнодорожных путей, а также станков и рабочих мест для обработки металла.
В результате такой детальной планировки всех запроектированных элементов на площади цехового склада металлов достигается окончательная корректировка его первоначального плана. При этом характерной особенностью описываемой планировки является расположение штабелей на плане отдельными группами или секциями с проездами между последними шириной 2,5—3 м. Кроме того, в пределах каждой такой секции должны быть предусмотрены проходы шириной 0,8—1 м, обеспечивающие доступ к каждому штабелю металла.
Высоту пролетов цехового склада металлов (до затяжки стропил) в одноэтажном здании следует принимать не менее 6 м. Окончательный размер высоты пролетов определяют путем конструктивной увязки строительного оформления склада металлов и примыкающего к нему заготовительного отделения цеха.
Расчет и планировка промежуточного склада. Установленные нормами технологического проектирования пределы допускаемого запаса готовых деталей и полуфабрикатов, подлежащих хранению на промежуточных складах сборочно-сварочных цехов, приведены в табл. 27.
Требуемую общую площадь промежуточного склада определяют по допускаемой грузонапряженности полезной площади и рекомендуемому значению коэффициента использования общей площади склада (табл. 27). При этом общая площадь склада включает полезную (грузовую) площадь, необходимые проходы, проезды и сортировочную площадку. Последняя занимает 15—20% всей площади промежуточного склада. Линейные размеры промежуточного склада в плане всецело зависят от компоновки взаимного сопряжения планов заготовительного и сборочно-сварочного отделений, поскольку промежуточный склад является связующим звеном между ними. При этом, как правило, границы между промежуточным складом и соседними помещениями цеха должны проходить на плане по осям колонн.
Расчет и планировка цеховых складов готовой продукции. Согласно нормам технологического проектирования (см. табл. 27) максимальное количество крупных готовых изделий, подлежащее временному хранению на цеховом складе готовой продукции — в ожидании вывоза из цеха, должно соответствовать не более чем шестисуточной производительности цеха. В зависимости от размеров и массы готовых изделий площадь, необходимая для склада готовой продукции, может быть определена одним из следующих способов:
231
а) если конструкции изделий допускают возможность хранения их в штабелях, общую площадь склада определяют по допускаемой грузонапряженности с учетом коэффициента использования площади склада (см. табл. 27);
б) в случаях громоздких изделий общую площадь склада готовой продукции подсчитывают умножением площади, занимаемой в плане одним изделием (с припуском на каждую сторону 0,3—0,5 м для размещения проходов), на число таких изделий, выпускаемых цехом в промежуток времени, принятый для расчета склада готовой продукции.
Поскольку площадь цехового крытого склада готовой продукции располагают всегда в конце пролета общей сборки и сварки, то размеры последнего полностью обусловливают размеры проектируемого цехового склада готовых изделий. Если готовые изделия
Таблица 28
Расчетные значения удельной площади производственных кладовых в заготовительных и сборочно-сварочных отделениях цехов сварочного производства (по материалам норм технологического проектирования)
Гип кладовой Измеритель для определения площади Норма удельной площади (м2) для производства
единичного и мелкосерийного серийного крупносерийного и массового
Инструментально-раздаточная На единицу заготовительного оборудования На единицу сборочно-сварочного оборудования 0,6 0,7 0,5 0,6 0,4 0,5
Кладовая вспомогательных материалов На единицу технологического оборудования 0,2 0,15 > 0,1
Кладовая электродов, электродной проволоки и флюсов На одного сварщика дуговой сварки: ручной автоматической и полуавтоматической 0,25 0,5 0,2 0,4 0,1 0,3
Кладовая оснастки На единицу заготовительного оборудования и на одно сборочно-сварочное рабочее место 0,5 0,4 0,2
Кладовая шаблонов На 100 Мг выпуска цеха 0,2 0,15 0,1
Кладовая штампов В % от производственной площади, занимаемой прессами 10 8 6
232
цеха допускают возможность временного хранения их на открытой площадке, то крытый склад готовой продукции (или часть его) может быть заменен открытым складом. При разработке технического проекта расположение готовых изделий на площади склада обычно не показывают, за исключением тех случаев, когда склад готовой продукции совмещен с отделением покрытий (малярное отделение).
Расчет и планировка цеховых производственных кладовых. Размеры площадей производственных кладовых цеха рассчитывают по измерителям и показателям норм технологического проектирования (табл. 28).
Размещение на плане цеха перечисленных в табл. 28 кладовых выполняют после планировки всего производственного оборудования и рабочих мест в пролетах цеха, на оставшихся свободными площадях между отдельными линиями производственного потока и возможно ближе к центральным участкам производственных отделений цеха.
35. РАСЧЕТ И ПЛАНИРОВКА
АДМИНИСТРАТИВНО-КОНТОРСКИХ И БЫТОВЫХ ПОМЕЩЕНИЙ
При каждом сборочно-сварочном цехе либо в отдельном здании вблизи цеха должны быть предусмотрены необходимые административно-конторские и бытовые помещения. Исключение составляют сборочно-сварочные цехи малой производительности, размещаемые в общем здании с другими цехами завода. В последнем случае бытовые помещения проектируют общими для всех цехов, расположенных в этом здании.
Правила проектирования административно-конторских и бытовых помещений, сооружаемых при цехах промышленных предприятий, изложены в «Санитарных нормах проектирования промышленных предприятий». Перечень этих помещений, составленный применительно к проекту сборочно-сварочного цеха средней либо большой производительности, а также рекомендуемые расчетные нормы для определения требуемой площади представлены в табл. 29.
Все бытовые и административно-конторские помещения цеха часто размещают в особой пристройке к основной производственной части здания цеха. Местоположение и общую компоновку этой пристройки с остальной частью здания цеха выбирают таким образом, чтобы при увеличении масштабов производства бытовые помещения не могли служить препятствием для расширения производственной части здания.
Во всех случаях одноэтажной планировки производственных пролетов значительной высоты бытовые помещения резко отличаются от них своей архитектурой. Требования санитарных норм, обусловливающие минимальную высоту бытовых помещений в раз-
233
Таблица 29
to
GO
Рекомендуемые расчетные нормы для проектирования административно-конторских и бытовых помещений при сборочно-сварочных цехах и
Помещения Расчетная единица (размеры в плане) Условия для определения требуемого количества расчетных единиц Площа расчет НИ1 полезная дь на одну ную еди- м2 обща я Примечание
Контора цеха 1 Рабочее место (стол) Административно-конторские по Один стол на каждого сотрудника в наиболее многочисленной смене мещения 4 Контора цеха включает плановое, нормировочное, технологическое, конструкторское и чертежное бюро цеха, а также цеховую расчетно-бухгалтерскую часть
Комната сменного технического персонала — 3 —
Кабинеты административно-технического персо нала Кабинет — — — Площадь для кабинетов административно-технического персонала не нормируется
Гардеробные Индивидуальный шкаф 0,35Х Х0,5 м II. Бытовые помещения Один шкаф на каждого работающего по списочному составу 0,18 0,43 Гардеробные, уборные, умывальные и душевые помещения должны планироваться раздельно для мужчин и женщин
Продолжение табл. 29
Помещения Расчетная единица (размеры в плане) Условия для определения требуе-мого количества расчетных единиц Площадь на одну расчетную единицу, м2 Примечание
полезная общая
Уборные Кабина 1,2Х Х0.9 м Шлюз (тамбур) При максимальном явочном числе работающих в смену до 20 — одна кабина, 21—50 — две кабины, 51—100 мужчин — три кабины, 51—100 женщин — четыре кабины, 101—1000 человек — дополнительно одна кабина на каждые 50 мужчин либо 40 женщин, свыше 1000 человек — дополнительно одна кабина на каждые 60 мужчин либо 50 женщин В каждой уборной площадь, занятая шлюзом, должна составлять на каждый ряд кабин 6,8 м2 1.08 3,06 6,8 Ширина проходов между рядами шкафов в гардеробной должна быть не менее 1 м. Ширина прохода между фронтом ряда кабин и противоположной стеной с писсуарами должна быть не менее 2,2 м В шлюзах уборных размещают умывальники: по одному на 6 кабин, но не менее одного на уборную
Умывальные Кран 0,7X0,5 м Один кран на каждые 15 человек. работающих (явочных) в наиболее многочисленной смене 0,35 1,75— 1.05 В умывальных ширина прохода между умывальниками и противоположной стеной — не менее 1,25 м, между двумя рядами умывальников — не менее 2 м (большая плошадь указана для однорядного, а меньшая — для двухрядного расположения умывальников)
Душевые Кабина 0.9.Х Х0,9 м Одна кабина на каждые 10 явочных рабочих в наиболее многочисленной смене 0,81 1,62
Продолжение табл.
Примечание В душевых ширина прохода между двумя рядами кабин не менее 1,5 м, а между кабинами и стенкой не менее 0,9 м 1 1
Площадь на одну • расчетную единицу, м2 общая 1 До 40
полезная 0,35 1 1 1
Условия для определения требуе- мого количества расчетных единиц Три места на каждую кабину Между душевой и раздевальной один тамбур Размер площади устанавливается ориентировочно по явочному составу наиболее многочисленной смены из расчета до 1 м2/чел. В крупных цехах, отдаленных от общезаводского здравпункта, с числом работающих 400—1000 человек в смену
Расчетная единица (размеры в плане) Место для переодевания 0,7Х Х0,5 м Тамбур Комната Комната
помещения Душевые Помещение для приема пищи Цеховой здравпункт
236
мере 3 м, выдвигают экономическую и архитектурно-конструктивную целесообразность сооружения бытовых помещений в виде двух-, трех- или четырехэтажных пристроек к производственной части здания цеха.
Ширину пристройки бытовых помещений определяют в полном соответствии с приведенной ранее формулой (51) для подсчета ширины пролета при многоэтажной планировке цеха, имеющего окна с одной стороны. Обычно ширина пристройки бытовых помещений равна 10—12 м.
Взаимное расположение отдельных помещений пристройки определяется целесообразностью и удобствами эксплуатации их в соответствии с местными условиями, вытекающими из общей планировки всего цеха в целом. Поэтому планировка бытовых и административно-конторских помещений зависит от следующих положений.
При многоэтажном расположении административно-конторских и бытовых помещений на первом этаже преимущественно должны находиться гардеробные, уборные (для рабочих), умывальные, душевые и комната сменного технического персонала.
В целях сокращения пути, который должен проходить рабочий, гардеробные следует располагать возможно ближе к входам в цех. Помимо эксплуатируемых входа и выхода при достаточно больших размерах гардеробной должны быть предусмотрены ничем не загромождаемые запасные выходы на случай пожара.
В непосредственной близости от прохода в цех, рядом с гардеробными, должны быть расположены уборные, умывальные и души.
В целях осуществления санитарно-гигиенических условий эксплуатации бытовых помещений помещения для принятия пищи рекомендуется располагать на достаточно большом расстоянии от уборных.
Контора цеха должна быть расположена по соседству с кабинетом начальника цеха. Комната для сменного технического персонала по возможности должна иметь выход непосредственно в производственные пролеты цеха.
36. КОМПОНОВКА ПЛАНОВ
ОТДЕЛЕНИЙ И УЧАСТКОВ ЦЕХА И УТОЧНЕНИЕ СОСТАВА ЭЛЕМЕНТОВ ПРОИЗВОДСТВА
После выполнения планировки всех отделений, входящих в состав проектируемого цеха, должны быть произведены следующие работы, в результате которых определяют окончательный технологический план цеха и состав основных элементов производства: оборудования и рабочих.
1. Технико-экономическое сравнение намеченных вариантов оборудования цеха и окончательный выбор наиболее рационального из них. Эту часть последнего этапа работ по определению
237
парка производственного оборудования выполняют только в том случае, если в процессе предшествующей разработки проекта не представилось возможности выявить очевидные преимущества одного из рассматриваемых вариантов оборудования проектируемого сварочного цеха.
2. Детальная и полная увязка между собой (компоновка) планов различных производственных отделений, вспомогательных и бытовых помещений проектируемого цеха. Составление окончательного технологического плана и разрезов здания цеха с указанием на чертежах расположения оборудования, рабочих мест и производственных рабочих.
3. Увязка между собой производственных процессов в различных отделениях цеха путем определения загрузки отдельных групп оборудования и рабочих мест и окончательного установления режима работ каждого производственного участка в отделениях цеха.
4. Корректировка и окончательное установление числа производственных и вспомогательных рабочих путем определения их загрузки.
Ниже кратко изложено содержание каждой из упомянутых работ в отдельности.
Технико-экономический выбор оптимального варианта оборудования цеха. При разработке проектов сборочно-сварочных цехов требуемые типы оборудования обычно выбирают на основе их технических характеристик. При этом прежде всего выясняют возможность обеспечения (посредством данного оборудования) требуемого качества выполнения соответствующих производственных операций. Затем принимают во внимание производительность, габариты, массу и стоимость намечаемых типов оборудования. При одинаковом качестве выполнения работ на различных типах оборудования выбирают тот тип, который отличается большей производительностью и меньшими габаритами, массой и стоимостью.
При использовании такой методики в большинстве случаев представляется возможность уверенно произвести правильный выбор оборудования. Однако эта методика оказывается недостаточной в тех случаях, когда при простом сравнении технических характеристик и стоимости различных типов оборудования одинакового назначения нет уверенности в явных технико-экономических преимуществах какого-либо из них по отношению к остальным, вследствие того что одни показатели данного типа оборудования больше, а другие меньше, чем у остальных сравниваемых типов. В подобных случаях необходимо производить технико-экономическое сравнение рассматриваемых вариантов оборудования по методике, описанной выше (п. 17) и оценивающей эти варианты по сумме приведенных затрат.
Компоновка плана и разрезов цеха. Детальную и полную увязку между собой отдельных частей технологического плана цеха 238
всегда выполняют с учетом требований планировки ведущего сборочно-сварочного отделения цеха. Общая компоновка плана цеха включает окончательное установление месторасположения пожарных проездов и главных проходов в цехе, устранение нежелательных разрывов между технологически связанными участками производственного потока и детальную корректировку предыдущей планировки элементов производства во всех звеньях технологического процесса в цехе.
Удачное разрешение вопросов общей компоновки цеха зависит в большой мере от умения и навыков проектанта и не может быть регламентировано какими-либо строго определенными правилами. Основным требованием, предъявляемым во всех случаях к компоновке плана проектируемого цеха, является наиболее простое осуществление рациональной взаимной технологической связи между всеми звеньями производственного потока, а равно и между производственными отделениями цеха и вспомогательными помещениями с одновременным достижением максимально возможного использования строительной площади цеха.
Удовлетворение этого требования достигается путем сопоставления различных возможных вариантов общей компоновки плана цеха с выбором наиболее рационального из них. В соответствии с выбранным вариантом компоновки технологического плана проектируемого цеха его вычерчивают с детальным нанесением размещаемых в пролетах оборудования, складочных и рабочих мест согласно изложенным выше указаниям по их планировке.
Компоновка разрезов цеха, вытекающая из данных технологического плана, обычно (в части строительного оформления конструкции здания) ограничивается лишь схемой и потому не представляет затруднений.
Увязка технологических процессов и уточнение количества оборудования и рабочих мест. После окончательного составления технологического плана проектируемого цеха в соответствии с принятой планировкой отдельных линий’рабочих мест производственного потока выполняют окончательные уточнения и увязки во времени между собой отдельных^его частей, расположенных в различных отделениях цеха. В целях большей наглядности эти корректировки в проектах массового и крупносерийного производства выполняют путем составления графиков загрузки оборудования и рабочих мест по каждому отделению цеха. Пример построения подобного графика показан на рис. 25.
После составления по каждому отделению цеха указанных графиков выясняют возможность устранения недостаточной загрузки отдельных рабочих мест и слабого их использования. Затем посредством соответствующих изменений разработанного ранее технологического процесса либо путем уменьшения числа смен работы достигают (где это представляется возможным) сокращения расчетного числа малозагруженных рабочих мест и повышения их загрузки.
239
Уточнение числа рабочих. После окончательного установления количества оборудования и рабочих мест для проектируемого цеха приступают к определению действительно необходимого числа рабочих и проверке увязки между собой продолжительности работ, выполняемых на различных рабочих местах в цехе. Эти работы проверочного характера и сводятся к построению графиков загрузки рабочих. Пример построения подобного графика представлен на рис. 25.
Графики загрузки рабочих составляют в проектах массового и (реже) крупносерийного производства по каждому отделению проектируемого цеха. Дальнейшие мероприятия по изменению результативных данных построенных графиков с целью повышения загрузки и использования рабочих аналогичны изложенным выше, для случая окончательного установления количества обору--дования и рабочих мест в проектируемом цехе.
Особое значение приобретают эти графики в случаях использования многостаночного обслуживания и совмещения профессий.
37. МЕТОД УСКОРЕННОЙ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПЛАНОВ ЦЕХОВ
За последнее десятилетие в практике проектных организации стал широко применяться метод ускоренной разработки технологических планов цехов. Известно несколько модификаций этого метода, из которых в проектировании машиностроительных цехов наибольшее применение получил метод фотомодельно-магнитного плоскостного макетирования, отличающийся наименьшей трудоемкостью сравнительно с другими.
Сущность этого метода заключается в усовершенствовании ра нее применявшегося и описанного выше (п. 32) способа размещения на плане пролетов цеха «габаритов», т. е. выполненных на плотной бумаге в заданном масштабе очертаний планов различных типов оборудования и рабочих мест, предусмотренных к установке в проектируемом цехе. Отличием усовершенствованного метода является замена закрепления «габаритов» на плане цеха посредством булавок или пластилина более продуктивным применением «макетных досок» и использованием плоских моделей («габаритов») на плотной бумаге, наклеенных на тонкие стальные малогабаритные пластины (размерами 10 X 10 мм либо диаметром — 15 мм).
Фотомодельно-магнитное плоскостное макетирование технологического плана осуществляют в следующем порядке.
На столе проектировщика располагают макетную доску. Она представляет собой пластину толщиной до 6 мм из немагнитного материала (плексиглас, прессшпан, дюраль или фанера) размерами в плане примерно 1 х 2 м. На нижней поверхности этой пластины заранее монтируют равномерно распределенные на ней малогабаритные постоянные магниты либо электромагниты с пи-240
танпем последних через выпрямитель от электроосветительной сети переменного тока. На лицевой поверхности макетной доски располагают лист миллиметровой или белой плотной бумаги с нанесенной на ней сеткой колонн пролетов цеха. Эту бумагу закрепляют по краям макетной доски прижимными планками либо (в случае фанеры) обычными кнопками.
Помимо описанной выше макетной доски оснастка рабочего места проектировщика включает фоторепродукционную установку и моделетеку с хранящимися в ней наборами плоских моделей различных типов оборудования и рабочих мест.
Проектировщик, приступая к проектированию конкретного технологического плана, составляет его эскиз, по которому определяет необходимые для составления макета-чертежа типы моделей и их количество. Поиск нужных проектировщику плоских моделей осуществляют по разработанной модификации, обеспечивающей быстрый их поиск и подбор.
Далее проектировщик, получив нужные ему плоские модели, последовательно размещает их на лицевой поверхности макетной доски в соответствующих пролетах нанесенной ранее сетки колонн цеха с соблюдением всех необходимых и допустимых расстояний (в масштабе) между оборудованием, сборочно-сварочными стендами и прочими установками. При этом все плоские модели (благодаря приклеенной к нижней поверхности каждой из них стальной пластине) хорошо притягиваются магнитным полем магнитов макетной доски к расположенной на ее лицевой стороне бумаге. Таким образом, все плоские модели достаточно надежно закрепляются в нужных местах пролетов разрабатываемого технологического плана. Наряду с этим, по мере надобности, проектировщик может свободно передвигать расположенные на плане пролета плоские модели и тем самым вносить исправления в их взаимное расположение, а также последовательно осуществлять многовариантное проектирование технологического плана.
После выбора проектировщиком оптимального варианта планировки оборудования и рабочих мест в проектируемом цехе макетную доску с расположенными на ней плоскими моделями подвешивают вертикально на кронштейне, укрепленном в верхней части стены зала совещаний, и проводят обсуждение этого варианта с участием ведущих проектировщиков данной проектной организации. После внесения на этом совещании предложений о необходимых дополнительных исправлениях и изменениях представленного варианта планировки макетную доску снимают с кронштейна и укладывают на стол проектировщика. Проектировщик в соответствии с принятыми предложениями совещания производит необходимые перемещения плоских моделей на макетной доске и, если требуется, вносит в этот одобренный вариант плана дополнительные обозначения, текстовые пояснения и угловой штамп. После этого смонтированный из плоских моделей технологический план проектируемого цеха фоторепродуцируют для изготовления
241
копий. В качестве фотоматериала применяют фототехническую пленку ФТ-31. Далее проектировщик снимает с макетной доски все использованные им плоские модели и передает их в моделетку для хранения и последующего многократного использования в процессе очередных разработок других проектов технологических планов цехов.
Указанную выше фототехническую пленку ФТ-31 проектировщик передает в фотолабораторию для фотохимической обработки. С полученного таким способом негатива на фотоувеличителе типа «Магнитарус» 13 X 18 изготовляют фотокопии чертежа, используя для этого чертежную фотопленку ФЧ-К или матовую фотобумагу. Масштаб фотокопий макета-чертежа во время проекционной печати можно изменять в сторону увеличения или уменьшения.
Описанный метод фотомодельно-магнитного плоскостного макетирования обеспечивает повышение качества проекта технологического плана цеха, уменьшение трудоемкости и сроков выполнения его разработки, а также высокую экономичность последней и быструю окупаемость затрат на приобретение и монтаж необходимой оснастки для осуществления указанного метода.
Глава VI
СПЕЦИАЛЬНЫЕ ЧАСТИ ПРОЕКТА
38. ТЕХНИЧЕСКИЕ ЗАДАНИЯ НА РАЗРАБОТКУ СПЕЦИАЛЬНЫХ ЧАСТЕЙ
ПРОЕКТА
В дополнение к описанным в предшествующих главах разработкам основной технологической и транспортной части проекта сборочно-сварочного цеха проектант-технолог обязан составить технические задания на разработку остальных частей проекта: энергетической, строительной и санитарно-технической. Такие задания должны включать необходимые для их выполнения сведения и числовые данные, полученные при разработке технологической и транспортной части проекта, а также относящиеся к отдельным специальным частям проекта условия по обеспечению требований охраны труда, техники безопасности и противопожарной техники.
В практике проектных организаций составление этих заданий сводится к заполнению соответствующих ведомостей, специализированных для каждой указанной части проекта, с приложением копии технологического плана цеха, на которой должны быть обозначены места расположения оборудования и установок (с указанием их мощности), подлежащих учету при выполнении задания.
Ведомость задания по энергетической части проекта подразделяют на две части: электрооборудование и энергоснабжение (потребность в энергии).
В первую часть ведомости подлежат включению следующие группы сведений об установке в проектируемом цехе электрооборудования (с указанием по каждой из них числа и номинальной мощности, кВт или кВ А): электродвигатели для проводов станков и производственных механизмов; электродвигатели механизмов непрерывного транспорта; электродвигатели кранов мостовых и других типов; электродвигатели насосов, производственных вентиляторов и компрессоров; сварочные агрегаты постоянного тока, сварочные выпрямители переменного тока; сварочные трансформаторы для дуговой и электрошлаковой сварки; сварочные машины для контактной сварки; электропечи сопротивления и электрические ванны; электродуговые печи и прочие электроприемники.
Вторая часть ведомости должна включать расчетные данные о необходимом энергоснабжении цеха. Примерная форма этой части ведомости представлена в табл. 30.
243
Таблица 30
Потребность в энергии, газах и топливе
Виды потребляемой энергии, топлива и материалов Нагрузка в питающей сети Годовой расход Примечание
максимальная средняя
Электроэнергия для сварки: дуговой и электрошла-ковой контактной Сжатый воздух Производственный пар Газ Мазут Ацетилен Кислород Углекислый газ, аргон и др- . Квт ... кВт .. м3/ч ... кг/ч м3/ч ... кг/ч ... м3/ ч ... м3/ч ... м3/ч кВт ...кВт м3/ч ... кг/ч ... м3/ч ... кг/ч ... м3/ч ... м3/ч ... м3/ч ... МДж ... МДж ... м3 ... Мг ... м3 Мг ... м3 ... м3 ... м3 Давление, Па То же Теплота сгорания, Дж/м3 То же Давление, Па То же »
Примечание. При наличии потребителей газов с разным давлением расходы указывают по отдельным группам потребителей.
В дополнение к изложенному выше в разработке энергетической части проекта в соответствии с «Правилами технической эксплуатации электроустановок промышленных предприятий» должны быть предусмотрены надежные заземления всех частей электросварочных и других установок, могущих оказаться под напряжением питающей электросети.
В ведомость задания на разработку строительной части цеха включают следующие вопросы, в ответах на которые проектант-технолог должен указать сведения по каждому отделению и пролету цеха:
1) число пролетов и их основные размеры, м; 2) площадь цеха, м2 (по осевым размерам); 3) высота до затяжки ферм перекрытия или минимальная высота помещения, м; 4) высота до подкрановых путей, м; 5) особенности помещений (взрывоопасность, влажность и т. д.); 6) категория естественной освещенности помещений; 7) перечень кранов, монорельсов и других подъемных устройств, их краткая характеристика (грузоподъемность, пролет и проч.) и район действия; 8) внутрицеховой транспорт нормальной и узкой колеи (тележки); 9) желательный род материала чистых полов; 10) какие перегородки желательны между отделениями цеха (глухие, застекленные, решетчатые и т. д.); 11) какие ограждения желательны для сварочных рабочих мест (кабины, щиты, занавески и т. д.) с указанием рода материалов; 12) рабочие площадки,
244
1алереи, антресоли (со ссылкой на чертежи); 13) наличие в цехе спецсооружений, например, дымовых труб, нефтяных баков, боровов, траншей, подвалов, ям, туннелей и др. (внутри цеха или снаружи в непосредственной близости); их основные размеры, м; 11) часовой (максимальный и средний) и среднесуточный расход производственной воды (м3), в том числе воды прямоточной и оборотной (с повторным использованием); 15) общий списочный состав работающих в цехе, в том числе производственных рабочих, вспомогательных рабочих, ИТР, счетно-конторский и младший обслуживающий персонал; наибольшее число работающих в смену, в том числе пользующихся душами; 16) общая кубатура помещений цеха, приходящаяся па одного работающего в нем в первой смене, составляющая не менее 15 м3.
Кроме того, в строительной части проекта следует обеспечить указанные ниже мероприятия техники безопасности по снижению взрывоопасности при сварочных работах.
1. Цеховой склад баллонов с растворенным ацетиленом и газообразным кислородом, а также распределительные кислородные рампы и газификаторы жидкого кислорода не должны содержать более 50 баллонов емкостью 40 дм3 каждый. Помещения склада и рампы должны быть построены из огнестойких материалов с огнестойким перекрытием легкого типа, отделены брандмауэрами от остальных помещений цеха и расположены не ближе 19 м к другим производственным зданиям и 50 м к жилым домам.
Отопление водяное или паровое. Вентиляция естественная. Освещение электрическое с вынесенными наружу выключателями и предохранителями.
Если в цехе более десяти газосварочных постов, то их питание кислородом должно быть централизованным: по газопроводу от распределительной кислородной рампы или от газификатора жидкого кислорода.
Помещение щита управления газификатора вместе с рабочим местом обслуживающего персонала должно быть изолировано от сосудов, находящихся под давлением.
2. Переносные ацетиленовые генераторы в помещениях допускается применять только для временной работы.
Должно быть предусмотрено по одному водяному затвору на каждый газосварочный пост.
Ацетиленовые станции (производительностью более 4,2 дм3/мин) должны быть помещены в одноэтажных зданиях из огнестойких материалов с несгораемой легкой кровлей, удаленных от всех помещений, на расстояние не менее 50 м, а от кислородной станции — на расстояние не менее 150 м.
Вентиляция только естественная вытяжная.
Отопление центральное, водяное или паровое с температурой помещения не ниже 278 К-
Освещение наружное, с помощью рефлекторов через стекла окон.
245
3. Склады для карбида кальция должны быть из огнестойкого материала либо деревянные, оштукатуренные с двух сторон. Пол должен возвышаться над уровнем земли не менее чем на 20 см.
Склады емкостью до 16 Мг должны отстоять не менее чем на 20 м от производственных и не менее чем на 50 м от жилых зданий; склады емкостью до 32 Мг — соответственно не менее чем на 25 м и 50 м; склады емкостью более 32 Мг — не менее чем на 30 и 50 м.
4. Цеховые магистрали должны быть проложены по стенам, колоннам или (лучше) в бетонных каналах в полу. Кислородная и ацетиленовая магистрали должны быть проложены каждая в отдельном канале Запрещается прокладывать магистрали вблизи дымовых каналов и мест, где может возникнуть огонь.
Ацетиленовый канал должен вентилироваться. Он должен иметь двойное перекрытие с промежуточным слоем песка.
Ацетиленовые магистрали должны быть из стальных труб со сварными стыками (разъемные соединения — на фланцах).
Кислородные магистрали при давлении до 30 ат выполняют как ацетиленовые, при более высоком давлении — из медных труб, причем фланцы устанавливают на резьбе и пропаивают.
Помимо описанных выше мер предупреждения взрывоопасности необходимо предусматривать также противопожарные мероприятия в соответствии с «Противопожарными нормами строительного проектирования промышленных предприятий», регламентирующими расчетные расстояния между наиболее удаленными рабочими местами в цехе и сквозными проходами и выходами из цеха, а также другие условия строительного оформления зданий.
При составлении задания на разработку санитарно-технической части проекта, помимо сведений о количестве списочного и явочного (в первую смену) состава работающих в проектируемом цехе и о необходимом (упомянутом выше) расходе производственной воды, для проектирования общеобменной вентиляции цеховых помещений следует указать требуемую кратность часового обмена воздуха в них.
Пыль, образующаяся при дуговой сварке, содержит ряд токсических веществ (окислы марганца, хрома, кремния, железа и азота, соединения фтора и т. п.) и поэтому является одной из главнейших профессиональных вредностей труда электросварщиков. При высокой температуре сварочной дуги часть веществ присадочной проволоки, флюсов и электродных покрытий переходит в парообразное состояние. Пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которой по своей дисперсности приближаются к дымам и отличаются значительной скоростью распространения в атмосфере. Санитарными нормами общее содержание такой «электросварочной» пыли в воздухе цеховых помещений ограничено минимально допускае мыми его значениями: 4 мг/м3 в сборочно-сварочных цехах с общеобменной приточно-вытяжной вентиляцией при невозможности
246
Таблица 31
Рекомендуемые средства снижения загрязнений воздуха пылью и газами в помещениях сварочных производств
Характер выполняемых работ и виды производственных помещении Средства снижения загрязнений воздуха Расчетная производительность установки
1. Дуговая сварка мелких и средних сборочных единиц в изолированных сварочных кабинах 2. Дуговая сварка крупных сборочных единиц и изделий на сборочно-сварочных стендах не изолированных от остальных рабочих мест и помещений цеха и при значительных перемещениях сварочных дуг в процессе работы 3. Дуговая сварка средних и крупных сборочных единиц на постоянных стендах, не изолированных от остальных рабочих мест цеха и при незначительных перемещениях сварочной дуги в процессе работы 4. Дуговая сварка в замкнутых и полузамкнутых пространствах - 5. Газовая сварка в кабинах 6. Газовая сварка вне кабин Вентиляция с местным отсосом Общеобменная приточно-вытяжная вентиляция с удалением воздуха над сварочными участками через шахты в перекрытии здания и механической подачей свежего воздуха на сварочные участки на высоте 0,5—0,8 м от уровня пола Вытяжная вентиляция с местным боковым отсосом и общеобменная приточно-вытяжная вентиляция, как в п. 2, но пониженной производительности (на 60— 70%) Общеобменная вентиляция в цехе с местным отсосом из свариваемых изделий посредством стационарных или передвижных установок и подача свежего воздуха в щиток или маску Местная вентиляция, как в п 1 Общеобменная приточно-вытяжная вентиляция в п. 2 Скорость воздуха в приемном сечении установки при сварке током до 300 А должна’ быть не менее 0 5 м/с, при токе до 500 А —' не менее 1 м/с, при токе до 700 А — не менее 1,3 м/с, при токе более 700 А — не ме-' нее 1,75 м/с; при элек-трошлаковой сварке — 1—1,5 м/с 5000—0000 м3/кг расходуемых электродов Для местной вентиляции, как в п. 1, а для общеобменной 1500— 2400 м3/кг расходуемых электродов Подача свежего воздуха 556 дм3/с Не менее 5,6 дм3/с (см. п. 1) 5000 м3 воздуха на каждый 1 м3 расходуемого ацетилена
247
Продолжение табл. 31
Характер выполняемых работ и виды производственных помещений Средства снижения загрязнений воздуха Расчетная производительность установки
7. Контактная сварка 8. Газогенераторные помещения, склады карбида кальция, склады баллонов и баков с гор ю-чими газами и жидкостями Общеобменная приточно-вытяжная венти- ляция, как в п. 2 Изоляция от других помещений и общеобменная вентиляция 28 дм3/с на каждый 1 кВ-А установленной мощности сварочных трансформаторов
Примечал и с. Производительность проектируемых вентиляционных установок должна быть проверена расчетным путем на удовлетворение требований санитарных норм по предельно допускаемым концентрациям загрязнении воздуха сварочной пылью.
устройства в них местной вытяжной вентиляции и 2 мг/м3 в таких же цехах, где наряду с общеобменной вентиляцией возможно устройство местных отсосов пыли.
Чтобы определить надлежащую кратность часового обмена воздуха в проектируемом цехе и удовлетворить указанным требованиям санитарных норм, необходимо выполнить следующие расчеты.
Г(СэОи) gn ~ ФмПп где — среднее (для дуговой сварки) расчетное часовое загрязнение воздуха пылью в сборочно-сварочном цехе при отсутствии вентиляции, мг/м3; G3 — годовое потребление проволоки и электродов для дуговой сварки в проектируемом цехе, определяемое по формуле (45), кг; ап — среднее отношение веса пыли, выделяемой в окружающее пространство при дуговой сварке, к весу расходуемых электродов (для электродов с руднокислым покрытием ап 0,04; для электродов с фтористо-кальциевым покрытием ап = 0,027; для электродов с рутиловым покрытием ап = 0,013; при автоматической сварке в СО2 ап = 0,0045; при автоматической сварке под флюсом ап = 0,08, то же с применением флюсоот-сосов ап = 0,0004); Фм — действительный годовой фонд времени работы сборочно-сварочных рабочих мест (по табл. 5), ч; Vn — объем вентилируемого помещения, м3.
Для снижения загрязненности воздуха рекомендуется применять рациональные конструкции общих и местных вентиляционных установок (табл. 31). При этом производительность последних (в пределах 25,2—50,4 м3/мин) определяют из расчета дости-248
жения необходимой скорости воздуха в приемном сечении отсасывающего устройства, которая должна быть больше скорости загрязненного нагретого воздуха, поднимающегося над сварочной дугой.
При устройстве общеобменной приточно-вытяжной вентиляции кратность часового воздухообмена k4, необходимого для снижения расчетного загрязнения g„ воздуха пылью до предельно допустимой концентрации gn, определяют по формуле
k4 gn/gp.- (56)
В случаях совместного применения общеобменной и местной вентиляции кратность часового воздухообмена, осуществляемого общеобменной вентиляцией, снижают до 30—40% расчетных значений, определяемых по формуле (56). Кроме того, согласно «Единым требованиям по безопасности при сварочных работах» устройство общеобменной вентиляции необязательно, если удельный расход электродов на 1 м3 здания цеха составит менее 0,2 г/ч и концентрация сварочной пыли в воздухе не превысит 4 мг/м3.
Глава VII
ЭКОНОМИЧЕСКИЙ АНАЛИЗ И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ПРОЕКТА ЦЕХА
39. оценка экономической эффективности проекта
При составлении проекта необходимо обосновать достигнутую в нем экономическую целесообразность осуществления полученных расчетных значений принятых технических решений. При этом под экономической целесообразностью строительства запроектированного цеха понимают возможность (после ввода цеха в эксплуатацию) выполнения заданного годового выпуска продукции при наименьшей достижимой сумме приведенных затрат (п. 17).
Практически по окончании разработки проекта цеха достигнутую в нем экономическую целесообразность проверяют путем сопоставления его технико-экономических показателей с другими одноименными показателями, которыми могут служить: техникоэкономические показатели ранее утвержденных проектов, аналогичных или сходных по характеру продукции, производств; отчетные показатели аналогичных цехов действующих передовых заводов; укрупненные технико-экономические показатели, одобренные (либо утвержденные) в качестве временно действующих нормативов для данной отрасли промышленности. Во всех случаях взятые для сравнения показатели необходимо приводить к одинаковому с заданным в разрабатываемом проекте количественному годовому выпуску продукции (см. п. 17). Без такого приведения сравниваемые показатели не могут быть сопоставимы между собой.
Если в результате сопоставления будет обнаружено, что качественный уровень каких-либо технико-экономических показателей разработанного проекта ниже уровня соответствующих показателей, принятых для сравнения, то необходимо выяснить причины этих отклонений и пересмотреть, а также соответственно изменить (переработать) основные технические решения в проекте, чтобы повысить их прогрессивность. Таким образом, для обеспечения необходимого качественного уровня прогрессивности технико-экономических показателей проекта экономический анализ следует практически проводить параллельно выполнению проектных работ.
Сравнительному экономическому анализу подвергают (по возможности) следующие показатели проекта цеха: трудоемкость продукции; производительность труда; использование основного производственного оборудования; использование площади цеха;
250
требуемые капиталовложения; проектную цеховую себестоимость продукции; степень и уровень механизации и автоматизации производства; коэффициент использования (по времени) предусмотренных в проекте средств механизации и автоматизации производственных процессов; уровень рентабельности производства. Анализ проводят сперва по отдельным составляющим цеха (отделениям, участкам) и по участкам, отличающимся однородной технологией. Затем анализируют общие показатели по проекту цеха в целом. Уровень всех показателей оценивают их удельными значениями.
Общую трудоемкость изготовления годового выпуска продукции в проектируемом цехе подразделяют на следующие категории: трудоемкость ручных работ, выражаемую в человеко-часах; трудоемкость частично механизированных ручных работ, выполняемых на специализированных рабочих местах нередко с участием одновременно более одного рабочего и выражаемую в место-часах; трудоемкость механизированных работ, выполняемых на станках, а также на других машинах, и выражаемую обычно в станко-часах. Все необходимые подсчеты проводят отдельно по каждой категории трудоемкости. Разумеется, что полученные суммарные расчетные значения по указанным категориям трудоемкости (в связи с различной их размерностью) не подлежат суммированию с целью получения единого общего показателя. Для определения удельных значений трудоемкости изготовления годового выпуска продукции следует суммарные значения трудоемкости по каждой ее категории разделить на количество единиц годового выпуска заданной продукции в тоннах либо в штуках. Обычно выбирают наиболее удобный измеритель выпуска продукции в зависимости от особенностей программы выпуска (в массовом производстве однотипных изделий — в шт., а в мелкосерийном и единичном производстве разнородных изделий — в т).
Производительность труда определяется удельным показателем массы годового выпуска продукции, приходящегося на одного работающего и на одного рабочего проектируемого цеха.
Использование отдельных установок основного производственного оборудования цеха оценивается по удельному показателю массы годового выпуска цеха, приходящегося на единицу этого оборудования. Для агрегатных станков и автоматических линий этот показатель определяют по методикам, описанным в п. 20 и 22.
Использование (продуктивность) площади цеха измеряется величиной удельного показателя массы годового выпуска цеха, приходящейся на 1 м2 общей площади цеха (сумма производственной и вспомогательной площадей цеха).
Степень и уровень механизации и автоматизации производственного процесса следует определять по методикам, описанным в п. 23.
Уровень капиталовложений оценивают удельным показателем капиталовложений на единицу массы (либо на одно изделие) годового выпуска цеха (п. 40).
251
Уровень себестоимости определяется средней цеховой себестоимостью единицы массы выпускаемой цехом продукции и цеховой себестоимостью 1 шт. главнейших изделий цеха (п. 41).
Уровень рентабельности производства следует определять по методике, описанной ниже (в п. 42).
40. КАПИТАЛОВЛОЖЕНИЯ И МЕТОДИКА ИХ РАСЧЕТА
Капиталовложения (или капитальные затраты) на строительство цеха (объекта строительства) определяют объектным сметно-финансовым расчетом на строительство завода.
Капиталовложения на строительство завода после их утверждения в установленном порядке называют сметной стоимостью строительства завода.
В дальнейшем в стадии «рабочие чертежи» сметную стоимость отдельных объектов строительства уточняют путем составления смет, но сумма уточненных сметных стоимостей отдельных объектов не может быть больше утвержденной сметной стоимости строительства завода, являющейся лимитом капитальных затрат.
Объектный сметно-финансовый расчет составляют на отдельный объект строительства, т. е. на корпус (здание цеха), включая все его оборудование, строительную часть и инженерные сети. Следовательно, в общем случае проектирования объектный сметнофинансовый расчет (в отличие от сводного сметно-финансового расчета на строительство завода) не учитывает ряда затрат: на подготовку территории строительства, на сооружение объектов энергетического хозяйства (трансформаторные подстанции, внешние — расположенные вне территории завода — высоковольтные сети, компрессорная станция и наружные — на территории завода — воздухопроводы), на транспортное хозяйство и линии связи (депо электрокаров и гараж внутризаводского автотранспорта; электрокары и автотранспорт; телефонная, диспетчерская и пожарная связь; часофикация и радиофикация), на строительство наружных и внешних сетей и сооружений водопровода, канализации, теплофикации и газификации, на благоустройство территории завода, на прочие работы и на временные здания и сооружения для строительства завода, на содержание дирекции строящегося завода и технический надзор, на подготовку эксплуатационных кадров, на проектно-изыскательские работы и непредвиденные работы.
Сводный сметно-финансовый расчет на строительство завода составляют на основании объектных сметно-финансовых расчетов по корпусам и сооружениям и сметно-финансовых расчетов по отдельным видам работ и затрат, не входящих в состав объектных сметно-финансовых расчетов.
Объектные сметно-финансовые расчеты по зданиям и сооружениям составляют по той же форме, что и сводный сметно-финансо-252
ный расчет по заводу в целом. Объектный сметно-финансовый расчет основан на частных сметно-финансовых расчетах, составляемых по отдельным видам работ применительно к каждому частному случаю.
В общем виде последовательность записи статей затрат по объектному сметно-финансовому расчету приведена ниже, на примере производственного корпуса, в котором условно сблокированы все производственные и вспомогательные цехи, энергетические и вспомогательные службы, лаборатории и склады.
I. Общекорпусные затраты (тыс. руб.).
1. Общестроительные работы в отдельности по статьям: а) общестроительные работы по производственной части корпуса; б) общестроительные работы по бытовым помещениям корпуса; в) итого по общестроительным работам.
2. Сантехнические работы в отдельности по статьям.
А. По производственной части корпуса: отопление и вентиляция; водопровод и канализация; водостоки; оборотная система водоснабжения отделения окраски деталей и собранных узлов, а также гидрофильтровых установок сборочно-сварочного отделения; сеть циркуляционной системы водоснабжения корпуса; трубопроводы эмульсии и содовой воды.
Б. По пристройке бытовых помещений: отопление и вентиляция; водопровод и канализация; горячее водоснабжение; центральная котельная горячего водоснабжения.
В. Итого по сантехническим работам.
3. Сети промышленных трубопроводов в отдельности по статьям: газопроводы; трубопроводы ацетилена и кислорода; воздухопроводы; трубопроводы горячей воды; итого по сетям промышленных трубопроводов.
4. Электротехнические работы в отдельности по статьям: электрооборудование распределительного пункта; трансформаторные подстанции; силовое электрооборудование; электросварочное оборудование; силовое электрооборудование, контрольно-измерительные приборы и автоматика компрессорной; электроосвещение производственной части корпуса; электроосвещение бытовых помещений корпуса; итого по электротехническим работам.
Всего общекорпусных затрат.
II. Затраты по отдельным объектам в тыс. руб. на оборудование, инструмент, хозинвентарь и спецсооружения; отделение очистки и фосфатирования металла; заготовительный цех; механический цех; сборочно-сварочный цех (котельносварочный или цех металлоконструкций; сборочный цех; термический; гальванический цех; отделение окраски; упаковочное отделение и экспедиция; инструментальный цех с заточной мастерской; электроремонт-ная мастерская; ремонтно-механический цех; склады; центральная лаборатория; измерительная лаборатория; технологическая лаборатория; мастерская по переработке стружки; зарядная станция; компрессорная станция; эмульсионная мастерская; кисло
253
родная станция; ацетиленовая станция; всего затрат по отдельным объектам; всего затрат по корпусу.
Таким образом, все расчеты затрат по технологической и транспортной частям проекта цеха включают в раздел II сметно-финансового расчета.
Итоговая сумма перечисленных выше затрат на сооружение производственного корпуса приближенно может быть определена по величине удельных капиталовложений на 1 Мг выпуска продукции цеха. В зависимости от профиля и масштаба производства, значение этого показателя можно принимать в пределах 110 — 130 руб, Мг. Внедрение комплексной механизации и автоматизации в сборочно-сварочных цехах всех отраслей машиностроения значительно улучшает этот показатель удельных капиталовложений, т. е. способствует его уменьшению.
Помещенные ниже в этой главе числовые значения различных показателей являются средними данными для машиностроительных заводов. Однако вследствие непрерывного развития машиностроения в нашей стране эти показатели, как и другие данные технико-экономического характера, нуждаются в периодическом обновлении. Поэтому представленными ниже значениями показателей можно пользоваться в учебных проектах. В случаях разработки реальных проектов необходимо эти показатели корректировать по новейшим данным соответствующих проектных организаций.
Капитальные затраты по отдельным группам статей объектного сметно-финансового расчета к проектам строительства различных сборочно-сварочных цехов для готового выпуска 20— 50 Гг конструкций находятся примерно в следующих соотношениях (в % от общей суммы).
Общестроительные работы ... ... 34
Санитарно-технические работы . . . ... 16
Электротехнические работы .... 7
Сети промышленных трубопроводов..................................... 1
Затраты на оборудование и т. д. по отдельным объектам (цехам) корпуса 42
Всего затрат по корпусу . 100
Необходимая для строительства корпуса сборочно-сварочного цеха сумма капитальных затрат распределяется на принятые два основных раздела объектного сметно-финансового расчета примерно в следующих соотношениях (в %).
I. Общекорпусные (строительно-монтажные) работы . 58—64
II. Оборудование.......................................42—36
Итого . .
100
254
При этом монтаж оборудования, составляющий около 6%, включают в сумму строительно-монтажных работ. В стоимость оборудования включают также первоначальные затраты на покупные приспособления, инструмент, производственный и хозяйственный инвентарь; относительная величина этих затрат составляет — 1,5%.
Расчет капитальных затрат по технологической и транспортной части проекта составляется их проектантом по особой форме. Итоговые результаты этого расчета (табл. 32 и 33) включают затем в соответствующие разделы упомянутого выше объектного сметно-финансового расчета.
Затраты на производственное и вспомогательное оборудование цеха определяют по составляемой проектантами-технологами сводной ведомости оборудования. Эта ведомость должна включать следующие сведения: номер по порядку; номер по плану цеха; наименование оборудования, его тип или модель и основные технические данные; габаритные размеры в м; массу единицы оборудования в Мг (т); требуемое число единиц оборудования; мощность единицы оборудования и всего необходимого количества его данного типа в кВт; стоимость единицы оборудования и всего требуемого количества его данного типа; обоснование стоимости оборудования (ссылка на каталоги, прейскуранты и т. п.).
Цены на технологическое и транспортное оборудование серийного изготовления публикуются в прейскурантах и справочниках, издаваемых Госпланом СССР и отдельными министерствами СССР. Цены на вновь осваиваемое универсальное и специальное оборудование единичного (разового) изготовления принимают на основании калькуляций заводов-изготовителей, согласованных с заводами-заказчиками .
В тех случаях, когда в проекте предусмотрено еще не изготовлявшееся и поэтому не помещенное в каталоги и ценники оборудование, стоимость такого оборудования приближенно устанавливают экспертным путем. При этом исходят из стоимости конструктивно сходного оборудования (помещенного в каталоге или ценнике) с внесением в нее поправочных коэффициентов, учитывающих различие в конструкции и в условиях изготовления.
Цены на вспомогательное и нестандартное оборудование определяют ориентировочно или по специально разрабатываемым укрупненным калькуляциям либо экспертным путем, как описано выше.
Для прочей оснастки и устройств, включаемых в сметно-финансовый расчет, применяют укрупненные показатели стоимости. Строительную стоимость здания цеха и внутреннего его санитарно-технического оборудования определяют по укрупненным показателям (см. стр. 261 и 262).
Укрупненные показатели стоимости монтажа включают затраты на транспорт и заготовительно-складские расходы (табл. 34). В этих показателях учтена стоимость всех работ по монтажу обо-
255
Таблица 32
Сметно-финансовый расчет по технологической и транспортной части проекта сборочно-сварочного цеха (примерная форма)
№ по пор. Наименование затрат Число единиц Сметная стоимость, тыс. руб. Обоснование принятой сметной стоимости
1 2 3 1. Производственное Транспортные и заготовительно-складские расходы Оборудов: >ние 602,1 25,4 Ведомость-специфи кация оборудования 4,2% стоимости оборудования
Итого Вспомогательное Транспортные и заготовительно-складские расходы . . . 627,5 Спецификация оборудования 4,2% стоимости оборудования
Итого Подъемно-транспортное -ч Запасные части к кранам и кран-балкам Транспортные и заготовительно-складские расходы 165,5 3,3 7,1 Ведомость-спецификация оборудования 2% стоимости оборудования 4,2% стоимости оборудования
Итого . . . 175,9
1 2 3 4 5 II. Мок Нового производственного Нового вспомогательного Нового подъемнотранспортного Используемого Демонтаж используемого оборудования таж обор] дования 25 17,3 1,1 0,4 4% стоимости оборудования (627,5 тыс. руб.) 10% стоимости оборудования (172,6 тыс. руб.) 4% балансовой стоимости оборудования (26,9 тыс. руб.) 4% стоимости монтажа
Итого 43,8
256
Продолжение табл. 32
№ пи пор. Наименование затрат Число единиц Сметная стоимость, тыс. руб. Обоснование принятой сметной стоимости
III. Специальные сооружения
1 2 Фундаменты под оборудование Прочие специальные сооружения 230 6,9 30 руб. за 1 м8
Итого 6,9
1 2 IV. Инс! Приспособления, ин-"струмент и производственный инвентарь Хозяйственный инвентарь румент и 30 000 Мг 570 чел. инвентарь 22,5 3,7 0,75 руб/Мг выпуска продукции 6,5 руб. на одного работающего
И т ого • . . 26,2
Всего 880,3
Примечание. Необх но-фи н ан сового расчета цифровы ниже. В соответствующие раздел стоимость приспособлений, устро»’ пне перечислены в табл. 33. одимые сведения по заполнению этой формы смет-ми данными и порядок их исчисления описаны ы сметно-финансового расчета включают также ств и инвентаря по технике безопасности. Послед-
Таблица 33
Защитные средства от излучений электрической дуги и газового пламени при сварочных работах
Средства защиты Материал, тип или конструкции Назначение
1. Индивидуальные средства (хозяйственн ый инвентарь)
Щитки либо маски со стеклами-светофильтра-рами По ГОСТ 12.4.035—78 При сварке открытой либо полузакрытой дугой для защиты зрения и кожи лица сварщика и работающих совместно с ними сборщиков и подручных
9 Красовский А. И.
257
Продолжение табл. 33
Средства защиты Материал, тип или конструкции Назначение
Очки со стеклами-светофильтрами Закрытые, шоферского типа Нормальные При сварке открытой либо полузакрытой дугой для защиты зрения работающих вблизи недостаточно огражденных мест сварки, а также ведущих контроль сварки, крановщиков и др. При газовой сварке и и резке для защиты зрения сварщиков и работающих совместно с ними подручных
Рукавицы Брезентовые либо из льняной ткани, пропитанной огнестойким составом При дуговой сварке и резке для защиты рук (при работах в тяжелых термических условиях применяют асбестовые рукавицы)
Фартук, куртка и брюки То же При дуговой сварке и резке для защиты тела
Обувь Кожаная То же, для защиты ног от брызг металла и шлаков
II. Общие с; У Стационарные каби-’ны и переносные щиты, ширмы и занавески (типичные конструкции показаны па рис 48—51) едства (производственный Кровельное железо на каркасе из уголков либо труб, дерево с огнестойким покрытием, брезент либо пропитанная огнестойким составом льняная ткань инвентарь) Для ограждения рабочих мест сварщиков (при сварке открытой либо полузакрытой дугой) с целью защиты остальных рабочих в цехе
Окраска стен кабин и прочих ограждений, а также конструктивных частей здания и оборудования на участках сварки открытой либо полузакрытой дугой в соответствии с действующими указаниями по рациональной цветовой отделке повер хностей. производственных помещений и технологического оборудования Матовая краска серого, голубого либо желтого цвета, содержащая в своем составе окись цинка и не содержащая окиси свинца Для обеспечения наименьшего отражения излучений дуги и наибольшего поглощения ультрафиолетовых лучей (окисью цинка или желтого крона)
Примечание. Спецодежду для сварщиков (рукавицы и фартуки) обеспечивают по нормам ВЦСПС.
258
Таблица 34
Укрупненные показатели стоимости монтажа оборудования сборочносварочных цехов машиностроительных заводов
Вид монтажа по группам оборудования Порядок исчисления общей стоимости монтажа Величина показателя в % для цеха производства
единичного и мелкосерийного крупносерийного и массового
I. Технологическое оборудование
Монтаж оборудования В % от стоимости оборудования (по сводной ведомости), требующего монтажа 5,5 4,5
Монтаж электрической части В % от стоимости оборудования, требующего монтажа электрической части 3,5 2,5
Монтаж технологических трубопроводов В том числе монтаж В % от стоимости оборудования, требующего монтажа технологических тру бопроводов 5 7
водопроводов То же 1,5 1 1,5
и газопроводов II. Подъем » но-транспортное оборудование 2
Монтаж оборудования В % от стоимости оборудования (по сводной ведомости), требующего монтажа 9 10
Монтаж электрической части, включая стоимость сдачи Госгортехнадзору (0,5%). В % от стоимости обо-р удов а н и я, тр ебу ющего монтажа электрической части 11,5 12,5
рудования, включая расходы на заработную плату рабочих, стоимость работы мотнажных механизмов, стоимость материалов и изделий, расходуемых при монтаже, а также накладные расходы и плановые накопления. Стоимость всех работ по монтажу оборудования включает также распаковку оборудования, приемку его по внешнему техническому осмотру, транспортировку со складов строительства к месту установки, сборку, установку на месте с выверкой и заливкой бетонным раствором, а также опробование и испытание с целью проверки качества проведенного монтажа. Расходы на монтаж электрической части, монтаж технологических трубопроводов, а также затраты на устройство фундаментов или других опорных конструкций под оборудование определяют отдельно, по соответствующим показателям или по нормативам.
9*
259
Таблица 35
Укрупненные нормативы удельной стоимости производственного инвентаря, инструмента и приспособлений сборочно-сварочных цехов
Цехи Расчетный измеритель Нормативная стоимость, приходящаяся на измеритель, руб.
Всего В том числе малоценные
Сборочно-сварочные цехи турбинных и дизель-строительных заводов единичного производства Мг (т) выпуска 4,5 2
Цехи крановых металлоконструкций и каркасов мелкосерийного производства То же 1,7 0,8
Цехи сварных котельных изделий типа средних и мелких сосудов, резервуаров и пр. единичного и мелкосерийного производства » 1,5 0,7
Цехи сварных котельных изделий типа толстостенных крупных сосудов, резервуаров и проч., единичного и мелкосерийного производства; цехи металлоконструкций прокатного, шахтного, кузнечно-прессового и другого оборудования 1,2 0,6
Заготовительные отделения Производственный станок 30 16,5
Сметную стоимость монтажа оборудования при ориентировочной оценке последнего допускается принимать в размере 9 руб. на 1 Мг (т) массы технологического оборудования и 40 руб. на 1 Мг (т) массы подъемно-транспортного оборудования.
Стоимость бетонного фундамента определяют по укрупненным нормативам в среднем 30 руб/м3. При этом объем фундамента либо принимают по рабочим чертежам, либо подсчитывают исходя из размеров длины и ширины основания оборудования, увеличенных на 0,3—0,5 м, принимая глубину залегания (высоту) фундамента в зависимости от глубины залегания твердого грунта (материка); для ориентировочных расчетов глубину залегания фундамента можно принимать в пределах 0,5—1 м.
Стоимость производственного инвентаря, приспособлений и инструмента, а также и хозинвентаря (только количество, необходимое для пуска цеха) определяют по укрупненным нормативам (табл. 35 и 36), установленным на основе смет к типовым и повторно используемым экономичным проектам. Статья затрат на производственный инвентарь, приспособления и инструмент применительно к сборочно-сварочным цехам учитывает следующие 260
виды покупных инструмента и приспособлений: инструмент для сварочных работ, режущий и нарезной инструмент, инструмент для ручной обработки и общего пользования, контрольно-измерительный инструмент, производственные принадлежности, универсальные мощные приспособления. Категория «инструмент для сварочных работ» включает электрододержатель со сварочным проводом, защитные приспособления и устройства (см. табл. 33), электроды контактных электросварочных машин, неплавящиеся электроды (применяемые при дуговой сварке), вентили, редукторы и газовые горелки.
Статья затрат на инструмент для ручной обработки и общего пользования включает стоимость
Т а б л и ц а 36
Укрупненные нормативы сметной стоимости хозинвентаря
Цехи Масштаб цеха (по числу работающих) Нормативная стоимость в руб. на одного работающего
Цехи металле- До 200 16,5
конструкций, 200-300 15
сварных конструкций и ко- 300 и более 13
тельные
Заготовитель До 100 13
ные отделения 100—300 11,5
и цехи 300 и более 10
металлической щетки, молотка.
пневматического молотка для очистки сварных швов от шлака и других загрязнений, клейма. Затраты на контрольно-измерительный инструмент включают стоимость набора шаблонов для проверки размеров швов (металлический угольник, металлическую линейку, кронциркуль). К производственному инвентарю относят различные сборочно-сварочные приспособления типа зажимов, прижимов, плит и фиксаторов. Дорогостоящие сборочно-сварочные устройства (от 100 руб. и выше) типа манипуляторов, кантователей, позиционеров, специальных кондукторов, электромагнитных стендов, крупногабаритных стендов с флюсовыми подушками и др. относят к вспомогательному оборудованию цеха.
Определение сметной стоимости строительства корпуса сборочно-сварочного цеха по другим статьям объектного сметнофинансового расчета в учебных проектах можно выполнять по приводимым ниже практическим данным и укрупненным измерителям.
Современное здание сборочно-сварочного цеха имеет обычно следующую строительную характеристику: фундамент монолитный бетонный, колонны из сборного железобетона, фермы и перекрытия также из сборного железобетона, стены из железобетонных панелей с проемами для ворот и оконных металлоконструкций. Стоимость строительства такого здания может быть определена по объему последнего из расчета по 4,3—4,8 руб/м8.
Стоимость строительства пристройки бытовых помещений может быть также исчислена по ее объему исходя из удельной его
261
Таблица 37
Показатели стоимости электротехнических работ корпуса сборочно-сварочного цеха в руб/кВт установленной мощности
Цехи и помещения Силовое электрооборудование Электрическое освещение
Заготовительные 10—15 75—100
цехи Сборочно-сва- 15—20 150—180
рочные цехи Склады 100 250
Конторы — 200—220
Бытовые поме- — 100
щения при цехах Внутреннее 25% общей
электроснабжение суммы стой-
(цеховые транс- мости электро-
форматорные под- технических
станции) работ по всему
корпусу цеха
стоимости 11—15 руб/м3; при этом общий строительный объем пристройки бытовых помещений может быть укрупненно подсчитан по суммарной их площади при средней строительной высоте 3,5 м.
В учебных проектах суммарную площадь всех этажей пристройки бытовых помещений можно принимать в размере —2,5% площади производственной части здания цеха.
Стоимость санитарно-технических работ в производственной части здания цеха может быть исчислена исходя из показателя 1,05—1,1 руб/м3 объема этой части здания. Для пристройки бытовых помещений величина аналогичного показателя может быть принята в размере 15— 17 руб/м3.
Суммарные затраты на сооружение промышленных трубопро-
водов могут быть оценены примерно в размере 6% общей стои-
мости санитарно-технических работ по корпусу.
Затраты на электротехнические работы могут быть приняты в размере 7,5 % суммы затрат по другим статьям объектного сметно-финансового расчета. Более точно затраты на электротехнические работы могут быть исчислены по данным табл. 37.
41. ЦЕХОВАЯ СЕБЕСТОИМОСТЬ ПРОДУКЦИИ
И МЕТОДИКА ЕЕ РАСЧЕТА
В практике проектирования машиностроительных предприятий обычно сборочно-сварочный цех входит в состав проектируемого машиностроительного завода. Поэтому, как правило, определяют заводскую себестоимость подлежащих изготовлению изделий, при подсчете которой учитывают материальные и денежные затраты всех цехов-изготовителей. В общем виде заводская себестоимость изделия С3 (руб.) может быть выражена следующей формулой:
С3 = М + Р[1+0,0Г(дц + Рз)], (57)
где М — стоимость основных и дополнительных материалов на изделие; Р — основная заработная плата производственных рабочих на изделие; рц — процент цеховых накладных расходбв; Рз — процент общезаводских накладных расходов.
262
Значения рц и р3 следует принимать во внимание по данным цехов и заводов, изготовляющих аналогичную продукцию в масштабах, заданных для проектируемого производства.
При разработке проекта цеха, который должен выпускать законченные изделия (например, таким цехом па машиностроительном заводе в ряде случаев может быть сборочно-сварочный цех), а также во всех случаях разработки учебных проектов определяют цеховую себестоимость подлежащих изготовлению изделий. Цеховую себестоимость изделия Сц (руб.) подсчитывают по формуле
Сц = М + Р (1 + 0,01рц), (58)
где входящие в нее величины имеют те же значения, что и в формуле (57).
Стоимость затрачиваемых на изделие материалов М (руб) и величину основной заработной платы Р, входящие в формулы (57) и (58), подсчитывают соответственно по формулам (59) и (60):
М = (1 + 0,01рт. 3) ( £ 5Д+5П) - £ ЦО,01 Рр. 0So, (59)
где рт 3 — транспортно-заготовительные расходы в процентах от стоимости основных и дополнительных материалов; Рр. о — количество реализуемых отходов основных и вспомогательных материалов, %; So— цена реализуемых отходов, руб.; S(- — оптовая цена 1-го материала, руб/кг; п — количество различных материалов, расходуемых на изготовление изделия; Gz — норма расхода t-го материала на изделие, кг; 5„ — стоимость покупных метизов и изделий, входящих в состав изготовляемой конструкции, руб.;
Р = Рст> j,
где /?с — среднечасовая заработная плата производственных рабочих, изготовляющих данное изделие, в руб/человеко-час; т — трудоемкость изготовления изделия в человеко-час.
При этом среднечасовая заработная плата может быть определена по табл. 21 и 22 с использованием формулы
Рс = i i
где Pj — часовая тарифная ставка г-го разряда; /, — количество нормо-часов t-го разряда на изготовление данного изделия.
Для приближенных расчетов можно пользоваться формулой
Сц = М 1ОО/Ро,
где Ро — доля затрат в процентах на материалы М в общей сумме себестоимости изделия, аналогичного заданному к выпуску в проектируемом цехе.
263
Числовые значения входящих в описанные выше формулы величин помещены ниже.
Цеховая себестоимость продукции представляет собой выраженные в денежной форме затраты цеха на производство единицы продукции. Себестоимость продукции — важнейший показатель работы цеха, так как в ней отражается вся совокупность результатов его производственной и хозяйственной работы: объем выпуска продукции, производительность труда, прогрессивность производственного процесса. Технико-экономический анализ себестоимости продукции по проекту цеха заключается в выяснении основных факторов, определяющих изменение себестоимости по сравнению с проектной себестоимостью продукции другого аналогичного цеха, принятого для сравнения с проектируемым. Анализом устанавливают, в какой мере изменения себестоимости обусловлены изменением удельных норм расхода материалов и пр. и в какой мере — колебанием цен.
С целью максимального снижения влияния фактора колебания цен при проектировании принято цены и удельные стоимостные показатели, которые не зависят от особенностей проекта, принимать по данным сметы производства того цеха, с которым сравнивают проектируемый. Дальнейшим анализом организационных, технологических и экономических условий производства выявляют причины, вызвавшие те или иные изменения (нормативные и ценовые) в отдельных группах затрат и их элементах. Доказательство правильности проектной себестоимости и эффективности принятых в проекте прогрессивных технологических и организационных условий является целью, которая должна быть достигнута в результате анализа себестоимости.
Себестоимость продукции исчисляется на весь годовой выпуск и на отдельные виды продукции. При проектировании себестоимость всей продукции определяют путем составления сметы производства, а себестоимость отдельных видов продукции — путем составления проектных калькуляций. При расчете себестоимости годового выпуска в общем принимают затраты на следующее: сырье и основные материалы; вспомогательные материалы; топливо со стороны; энергию со стороны; амортизацию основных средств; заработную плату; отчисления на социальное страхование; прочие денежные расходы.
В смете производства все затраты сводятся по их основным видам, независимо от их производственного назначения. Так, например, затраты «Заработная плата» объединяют всю заработную плату независимо от того, будет ли она расходоваться на изготовление изделий, ремонт станков, на оплату служащих и т. п. Поэтому иногда эти затраты называют бюджетными.
Вместе с тем в условиях цеха, когда ряд затрат предназначен для оплаты услуг общезаводских установок, служб и хозяйств (газовые и компрессорные станции, вода, электроэнергия, отопление и вентиляция и т. д.) более удобно составлять смену про-
264
Таблица 38
Примерная форма сметы затрат на материалы
Наименование Цена, На годовой выпуск 11 fiOO Мг На 1 Мг выпуска
руб. Количество, Мг Сумма, ТЫС. руб. Количество, кг Сумма, руб.
Материалы в Мг Сортовая сталь Листовая сталь Стальные трубы Метизы Электроды для сварки Сварочная проволока Флюсы 60 65 120 500 180 125 94,2 4 100 8 350 310 155 200 80 75 246 542,7 37,2 77,5 36 10 7,1 347,5 707,6 26,3 13,1 16,9 6,8 6,4 20,8 46 3,1 6,6 3,1 0,8 0,6
Итого 13 270 956,5 1124,6 81
Транспор тио-заго гови-тельные расходы (9% суммы затрат на материалы) — — 86,1 — 7,3
И того 13 270 1042,6 1124,8 88,3
Отходы в Мг Черные металлы Безвозвратные потери (угар) 4,0 1 320 150 5,3 111,9 12,7 0,5
Итого 1 470 5,3 124,6 0,5
Всего стоимость материалов за вычетом отходов 11 800 1037,3 1000 87,8
Примечание. Расчеты прочих групп затрат производят отдельно, а результаты заносят в эту же форму.
изводства в «калькуляционном» разрезе, группируя затраты еле-дующим образом: материалы; производственная заработная плата; цеховые накладные расходы.
Группа затрат материалы включает затраты на сортовой и листовой прокат, трубы, метизы. В случае выпуска комбинированных сварных изделий в эту же группу затрат включают стальное литье и прессовые поковки. Кроме того, сюда же относят электроды, сварочную проволоку, присадочные материалы и флюсы. Массу выпуска и стоимость затрат по этой статье определяют за вычетом угара и отходов (табл. 38). Форма сметы производств включает определение удельных затрат на 1 Мг (т) выпуска цеха.
265
Относительная величина группы затрат «Сырье и основные материалы» составляет 52—82% общей суммы цеховых затрат на производство. Обобщающим показателем по этой статье затрат служит расход материалов на 1 Мг годового выпуска изделий и его стоимость. Удельный расход металла на 1 Мг выпуска колеблется в зависимости от ряда производственных условий: конструкции, массы и конфигурации свариваемых сборочных единиц, от технологии изготовления и применяемого оборудования, а также от величины потерь, начиная с заготовительных операций и кончая выпуском готового изделия. Цену 1 Мг материалов принимают при проектировании по средней взвешенной цене той или иной группы расходуемых материалов с учетом транспортных расходов от завода-поставщика до районной базы снабжения. Эти цены устанавливают по прейскурантам.
Включаемые в смету производства транспортно-заготовительные расходы учитывают транспортные расходы на доставку грузов от районной базы снабжения (или от прирельсового склада завода, если первичная разгрузка производится в районе железнодорожной станции) до цехового склада металла с учетом оплаты погрузочно-разгрузочных работ. Цену на реализуемые отходы принимают по прейскурантам Главвторчермета на отходы черных металлов.
Производственную заработную плату определяют умножением среднегодовой основной заработной платы соответствующей группы производственных рабочих на их число, рассчитываемое по данным разработки производственного процесса для проектируемого цеха (см. п. 27). Для использования в учебных проектных расчетах среднегодовая основная заработная плата производственного рабочего с включением премии (при сдельно-премиальной системе оплаты труда) может быть принята в размере: по сборочно-сварочному отделению 1355 руб., по заготовительному отделению 1115 руб.
Цеховые накладные расходы включают следующие статьи: доплаты и дополнительную заработную плату производственных рабочих; основную и дополнительную заработную плату цехового персонала — вспомогательных рабочих, инженерно-технических работников, служащих и младшего обслуживающего персонала; отчисление на социальное страхование с основной и дополнительной заработной платы производственных рабочих и цехового персонала; энергию и топливо для производственных нужд; энергию н топливо для хозяйственно-бытовых нужд; амортизацию основных фондов; текущий ремонт основных фондов; вспомогательные материалы; расходы по содержанию и эксплуатации транспорта; содержание и ремонт малоценного инструмента и приспособлений; расходы по охране труда; прочие затраты.
В целом величину цеховых расходов обычно выражают в процентах от основной заработной платы производственных рабочих. Величиной цеховых расходов в процентах пользуются при состав-266
лении калькуляций на отдельные изделия цеха. Для цехов металлоконструкций с выпуском 10—13 Гг в год цеховые расходы составляют примерно 300—350%. Величина цеховых расходов (в процентах) увеличивается с увеличением масштаба выпуска и повышением уровня механизации и автоматизации цеха.
При исчислении цеховых расходов в состав статьи «Доплаты и дополнительная заработная плата» включают доплату за работу в ночное время, доплату до разряда, доплату за бригадирство, доплату за замещение работника, доплату подросткам и кормящим матерям, оплату очередного отпуска и компенсации за отпуск, выходное пособие, оплату за выполнение государственных и общественных обязанностей. Величина доплат и дополнительной заработной платы производственных рабочих сборочно-сварочного и заготовительного отделений в процентах от их основной заработной платы для учебных проектов может быть принята в размере 15—25%.
Полная среднегодовая заработная плата (включая доплаты и дополнительную заработную плату) цехового персонала по ориентировочным подсчетам может быть принята для вспомогательных рабочих в размере 1050 руб., инженерно-технических работников 1500 руб., служащих 900 руб. и младшего обслуживающего персонала 600 руб. Годовой фонд заработной платы этих категорий работающих определяется умножением среднегодовой полной заработной платы на их количество, рассчитываемое по изложенным в п. 27 данным.
Отчисление на социальное страхование принимают для предприятий машиностроения в размере 7,7% суммы основной заработной платы, доплат и дополнительной заработной платы производственных рабочих и цехового персонала.
В статью «Энергия и топливо для производственных нужд» относят затраты на электроэнергию, расходуемую на технические нужды, затраты на защитные и горючие газы и кислород, сжатый воздух и охлаждающую воду (при контактной и элентрошлаковой сварке). Сумму затрат по всем видам определяют путем умножения цены единицы расходуемой энергии и топлива на их количество, рассчитанное по изложенным в п. 26 данным. Основной статьей затрат этой группы для сварочных цехов является оплата электроэнергии по существующим тарифам.
Тарифы на оплату электроэнергии, расходуемой промышленными предприятиями для производства и освещения, утверждаются Госпланом СССР одновременно с утверждением планов развития страны на очередную пятилетку. Эти тарифы, помещаемые в сборнике тарифов на электроэнергию по районам СССР, в различных районах, краях и республиках обычно несколько отличаются между собой.
Расход электроэнергии для осуществления технологических процессов и освещения помещений определяют раздельно по по
267
казаниям электросчетчиков, установленных на шинах высокого напряжения трансформаторов распределительной подстанции предприятия. В тех случаях, когда энергия для производственных цехов и освещения подается на предприятие не раздельно, а от одного трансформатора, соответствующим расчетом устанавливают примерное соотношение между расходами энергии для производственных целей и освещения. Так, например, в Москве для ряда энергоемких предприятий (к числу которых относится и сварочное производство) принято считать, что примерно 95% общего расхода энергии затрачивается для производственных целей и 5% на освещение. В соответствии с таким распределением определяют сумму оплаты счетов за электроэнергию по действующим тарифам.
Для учебных проектов цеховая себестоимость электроэнергии может быть принята в размере 0,45 коп/МДж. При наличии заводских станций (ацетиленовой, кислородной, компрессорной) цену 1 м3 каждого газа принимают по калькуляции себестоимости его годового расхода (с учетом потерь в сетях). Примерная себестоимость 1 м3 ацетилена по проекту типовой станции производительностью 19,5 дм3/с составляет 46 коп.; примерная себестоимость 1 м3 кислорода по проекту типовой станции производительностью 86 дм3/с составляет 6 коп.; примерная себестоимость 1 м3 сжатого воздуха по проекту типовой станции производительностью 7,35 м3/с составляет 0,3 коп. Цену газов (углекислого, аргона и др.), приобретаемых на стороне в баллонах, принимают по прейскурантам с начислением 2—5% на транспортно-заготовительные расходы.
Цена 1 м3 воды, расходуемой на хозяйственно-бытовые и производственные нужды, установлена применительно к каждому району и городу. На заводах-потребителях составляют свою калькуляцию на воду в зависимости ои источников ее получения с учетом канализации и обслуживания насосных станций и сетей заводским персоналом. Заводская себестоимость воды, применительно к условиям Москвы, может быть принята в размере 5 коп/м3.
В статью расходов «Энергия и топливо для хозяйственно-быто-вых нужд» включают затраты на электроэнергию для освещения и вентиляции цеха и его бытовых помещений, на теплоту (при воде в качестве теплоносителя) для отопления и вентиляции, на горячее водоснабжение — для душевых помещений, на воду для хозяйственно-бытовых целей. Расход электроэнергии принимают по энергетической части проекта; расходы теплоты, горячей воды и воды для хозяйственно-бытовых целей принимают по санитарно-технической части проекта. Общую стоимость этих расходов определяют по калькуляциям годового расхода энергии и топлива соответствующими службами и установками. Затраты теплоты для подогрева воды, расходуемой на отопление, вентиляцию и на горячее водоснабжение, расходы теплоты на образование пара для технологических целей измеряются в МДж. Цену 1 МДж
268
устанавливают по соответствующим тарифным справочникам либо по калькуляции. Для учебных проектов с учетом потерь энергии в сетях ее можно принимать по 1 р. 54 к/МДж.
Амортизация основных фондов представляет собой рассчитываемую величину отчислений промышленных предприятий в государственный фонд, расходуемый в дальнейшем по двум направлениям: на финансирование капитального ремонта основных фондов действующих промышленных предприятий и на новое строительство. Величину амортизационных отчислений устанавливают в процентах от балансовой стоимости различных видов оборудования, зданий, сооружений, транспортных средств; она колеблется в зависимости от регламентированного срока их службы с учетом физического и морального износа. Нормы амортизационных отчислений устанавливают правительственным постановлением. Ввиду того, что установленные нормы амортизации дифференцированы по отличающимся большим разнообразием видам зданий, сооружений и оборудования, расчет отчислений требует больших затрат времени.
Для упрощения этой работы при проектировании, где допускается применение укрупненных показателей, для отдельных цехов и предприятий, типичных для отраслей машиностроения, проектными организациями рассчитаны средние нормы амортизации, которые и используют в проектах.
Принимают следующие размеры амортизационных отчислений (в процентах) в проектах сборочно-сварочных цехов всех типов.
Оборудование сборочно-сварочных отделений при массе изготовляемых сборочных единиц, Мг:
до 15 . 12
15—40 . 10,8
40 и более . . ... 9,1
Оборудование заготовительных отделении 10,2
Здание (корпус) сборочно-сварочного цеха 4
Затраты на текущий ремонт основных фондов учитывают только услуги ремонтных цехов завода; их принимают в размере 1 % стоимости зданий и сооружений и 3°6 стоимости оборудования.
В статье «Вспомогательные материалы» учитывают затраты на материалы и запасные части для содержания и эксплуатации зданий и сооружений, производственного оборудования и транспорта. Затраты по этой статье принимают по сборочно-сварочным отделениям в размере 100 руб. на одного производственного рабочего, а по заготовительному отделению — в размере 70 руб. на один производственный станок (машину).
Расходы по содержанию и эксплуатации транспорта принимают по калькуляции на эксплуатацию транспортного хозяйства
269
завода и относят к 1 Мг выпуска цеха. Для сборочно-сварочного цеха удельные расходы по этой статье могут быть приняты в размере 1 руб.
Затраты по статье «Содержание и ремонт малоценного инструмента и приспособлений» определяют из расчета 10—15 руб. в год на каждого рабочего цеха, или 1,5 руб. на 1 Мг выпуска цеха. Сюда относят инструменты и приспособления стоимостью менее 50 руб. независимо от их срока службы или со сроком службы менее 1 года вне зависимости от их стоимости.
Расходы по охране труда и технике безопасности включают затраты на ремонт и приобретение новых защитных приспособлений для сварщиков (щитки, маски-шлемы и очки, экраны и т. п.; см. табл. 33). Сумму затрат по этой статье определяют из расчета 50 руб. на одного работающего в сборочно-сварочном цехе и 30 руб. на одного работающего в заготовительном отделении.
Статья «Прочие затраты» учитывает расходы на материалы для хозяйственных нужд, на спецодежду, на канцелярские принадлежности и др. Приближенно расходы по этой статье принимают в размере 5—7% годового фонда заработной платы производственных рабочих.
Калькуляцию себестоимости изготовления отдельных изделий представителей групп продукции цеха составляют путем расчета, аналогично приведенному. При этом расходы материалов принимают по данным технологической части проекта, а затраты по производственной заработной плате исчисляют исходя из расхода количества человеко-часов на данное изделие и среднего часового заработка производственных рабочих по смете производства.
В некоторых случаях, например при одном и том же расходе материалов на годовую программу (или на одно изделие), а также в случаях, когда продукция проектируемого цеха на данном заводе является переделом в изготовлении товарного выпуска завода, а не самостоятельной товарной продукцией цеха (завода), представляет интерес цеховая калькуляция себестоимости обработки 1 Мг выпуска цеха. Такая калькуляция включает только две группы расходов: производственную заработную плату и цеховые расходы. При этом затраты на сварочные материалы включают в цеховые расходы.
В случае, когда продукция цеха и завода тождественны, на производственную заработную плату начисляют также общезаводские расходы (для учебных проектов можно принимать примерно 80—90%), а на итог по четырем группам затрат (материалы, производственная заработная плата, цеховые накладные расходы, общезаводские накладные расходы) начисляют внепроизводствен-ные расходы примерно 5,5%, по сбыту готовой продукции и др. примерно 2% и отчисления в фонд новой техники 3,5%. Полученная сумма составляет полную заводскую себестоимость продукции.
270
42. УРОВЕНЬ РЕНТАБЕЛЬНОСТИ ПРОИЗВОДСТВА СБОРОЧНО-СВАРОЧНОГО ЦЕХА
И ИЗГОТОВЛЯЕМЫХ В НЕМ ИЗДЕЛИЙ
Обобщающим показателем работы сборочно-сварочного цеха, как и всякого другого промышленного предприятия, служит Ур. о — уровень рентабельности его производства
Ур.°= 100 % ==(^.„-1)Пф.п-100%, (61)
Ао. ф । ‘-’об
где 5Ц = kBIIC3 — оптовая отпускная цена изделия; k,B„ — коэффициент плановой прибыли по отношению к С3 — заводской себестоимости изделия (в машиностроении &п. п — 1,03 -=-1,1); П — годовой выпуск изделий (в Мг) проектируемого цеха; т)ф.п = =С3Г//(КО. ф -ф So6) -Ур^-Д- — фондоотдача суммы среднегодовой стоимости основных фондов Ко. ф и среднегодовой суммы нормируемых оборотных средств So6 проектируемого цеха.
В тяжелом машиностроении при годовом выпуске /7 = (2 —н--г- 10) 103 Мг т]ф. п< 1,3; при выпуске П = (10 -е-30) 103 Мг, Чф. „ < < 1,7; при выпуске П = (30 4-70) 103 Мг, г]ф. п < 2,6; при выпуске П > 70 103 Мг в год т]ф. п < 5.
Таким образом, уровень рентабельности производства предприятия (цеха) представляет собой удельную величину годовой прибыли, приходящуюся на 1 руб. суммы стоимости его основных производственных фондов и нормируемых оборотных средств. Этот показатель возрастает с увеличением прибыли и уменьшением суммы стоимости производственных фондов. При этом, поскольку определенная часть прибыли выделяется в фонд развития производства и в фонд материального поощрения работников предприятия, становится неоспоримой значимость показателя уровня рентабельности как мощного стимулирующего средства развития производства и повышения его эффективности.
Для полноты характеристики стимулирующего значения уровня рентабельности предприятия следует учитывать, что плановые оптовые отпускные цены на каждый вид промышленной продукции утверждаются на относительно длительный период'"'вре-мени. Кроме того, предусмотрена надбавка к основной цене (до 10%) за высокое качество выпускаемых изделий и скидка с основной цены на изделия устаревших типов. Таким образом, для каждого данного предприятия сумма реализации годового выпуска продукции будет возрастать при перевыполнении заданной программы производства, а также с повышением качества изготовления изделий, в особенности новых типов.
С другой стороны, уровень рентабельности будет также возрастать с уменьшением себестоимости изготовляемой продукции, т. е. с сокращением отходов материалов и различных потерь в производстве, с повышением производительности труда, использова-
271
ния оборудования и механизации работ. Кроме того, уровень рентабельности будет существенно возрастать с уменьшением суммы стоимости основных фондов и оборотных средств, т. е. с изъятием излишнего и неиспользуемого оборудования, а также с увеличением оборачиваемости оборотных средств, приводящим к возможности уменьшения последних. Следовательно, каждое предприятие заинтересовано в значительном сокращении суммы стоимости основных фондов и оборотных средств.
Оценка относительной экономической целесообразности каждого запроектированного предприятия (цеха) по расчетной величине уровня его рентабельности не представит затруднений после утверждения отраслевых нормативных значений этого показателя. Тогда сравнение расчетного с нормативным значением уровня рентабельности предприятия позволит оценивать качество проекта по этому весьма существенному показателю.
Описанный выше уровень рентабельности сборочно-сварочного цеха, определяемый по формуле (61), называют уровнем общей рентабельности. В отличие от него уровнем расчетной рентабельности Ур. р называют показатель, который определяют по формуле
УР. р = ^-Сз)^~уф+Рб+^) юо о/о, Л о. ф 1 *^об
где Рф — плата за фонды; Рб — фиксированные платежи в бюджет; Рк — платежи за кредит; остальные обозначения те же, что в формуле (61).
Наряду с показателями уровня рентабельности предприятия (цеха) определяют и другой показатель Ур и — уровень рентабельности изделия
<vp. и ЮОо/о = (6П.П - 1) 100%,
величина которого для машиностроительных сварных конструкций находится в пределах 3—10%.
Этот показатель позволяет сравнивать между собой уровень рентабельности различных изделий, включенных в производственную программу цеха. Относительно низкий уровень рентабельности изделия будет служить характеристикой недостаточной его технологичности и указывать на необходимость либо существенного изменения его конструкции и технологии изготовления, либо снятия его с производства и замены другим, более рентабельным.
43. ОСНОВНЫЕ ДАННЫЕ И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Заключительной частью проекта цеха служит особый раздел, называемый «Основные данные и технико-экономические показатели». Эти показатели представляют собой полученные 272
в результате разработки проекта удельные (т. е. приведенные на единицу основных элементов производства) значения следующих величин: годового выпуска продукции, трудоемкости работ по ее изготовлению, удельной себестоимости продукции и других факторов, отражающих предусмотренные в проектируемом цехе уровень техники и организации производства, а также достигаемую экономическую эффективность запроектированного производства.
Упомянутые показатели разработанного проекта подсчитывают с целью сопоставления их с другими показателями, принятыми для сравнения. Такое сравнение показателей разрабатываемого проекта цеха с указанными другими показателями позволяет оценить качество разработки данного проекта, выявить его слабые стороны и своевременно внести в этот проект необходимые изменения.
Таким образом, технико-экономические показатели по разработанному проекту какого-либо цеха могут служить мерилом качества этого проекта и средством для выявления необходимых исправлений и переделок в проекте в случае неудовлетворительных значений соответствующих его показателей.
Поскольку технико-экономические показатели всякого производства, в том числе и проектируемого, нельзя рассматривать в отрыве от организационно-технических условий, для которых они получены, обычно перед показателями помещают основные данные проекта цеха, содержащие краткую характеристику проектируемого производства. Для удобства сравнения основные данные и технико-экономические показатели проектируемого цеха, ранее разработанного и утвержденного аналогичного проекта, действующего цеха передового предприятия той же отрасли машиностроения, а также соответствующие нормативные показатели помещают параллельно в общей ведомости (табл. 39). В левой части этой ведомости располагают перечень основных данных и технико-экономических показателей (табл. 40),а в правой — их числовые значения.
В практике проектирующих организаций пока еще не всегда используют всю необходимую номенклатуру технико-экономических показателей по проекту сборочно-сварочного цеха (см. табл. 40). Однако очевидно, что отсутствие в проекте даже некоторых существенных технико-экономических показателей снижает качество его разработки.
При сравнении технико-экономических показателей проектируемого цеха с другими одноименными показателями следует учитывать, что с течением времени, в связи с развитием техники и рационализацией организационных форм технологии, показатели проектируемых цехов должны постепенно улучшаться. Поэтому приводимые для сравнения с проектируемыми технико-экономические показатели других производств следует рассматривать как заниженные,
273
ц a 39 пока- I затели, рекомендованные в качестве s к а & к s (иинаиа^хо ол -OHhOdBHQ-OHhodoQO АяэАшча OLI) плохи II 1 О °Ч,
s ч \o сз ф 3 я а ф я = <= = И К о S 4 О Я 4S о. Я чн HHairatfxo Айон -hodeao-oHhodopo ou 1 1 1 с со
н § време тивог отрас oiHHaL'oVio Аи -онч1гахиеохолвЕ ou 1 1 1 200 4,5
иные ) цеха за-ie для я (нинэиаТСхо оj -OHhodBHO-OHhodopo АяэАшча on) олохи 50 I 720 см . со 69,5 1,56
ГО г «о ф Н 3 2 и >, ь Ш ВОГО принять равнени oiHHairatfxo Алон -hodBao-oHhodogo ou О см Ю со 19,2 115,5 СО см'
то X о Я © Отче дейст передо вода, с oiHHaifaVxo Ал -ончиэхиаохолве ou t© ОО LO ОО СМ 12,8 СТ) со~
О я У о tx го! тайный =я 2 2 н s к -т- ф (uxali oJOHhodEsa-OHhodopo АяэАшча ou) олохи 56,9 I 790 35,1 X ш сЗ сч 1,62
к с- с I S разрабо т цеха • Ха, при! сравн oiHHairaVxo Алон -hodeaa-OHhodoga ou 56,9 1 474 Г15 СО гоз X О Е см СМ
гх о to >. ф » ф я я £ ГО С CL Е о к Я Ч я 4 го oiHHaifatfxo Ал -опчиахиеохохве ou данные 60 I 316 S X О <D X X с? 4,26
ь X CD О X =К 3 S ф ч m о 2 и S (exaU ojoh -hodeea-он hodoga АяэАшча ou) олохи новные СМ СО Ю ь- со ОО со 2 О X о X ст> 99,6 1,92
С Е S «Ч <1 Разрабатыв; проект сборов рочного ц oiHHara’tfxo Алон -HodBaa-oHhodopa ou о 73,2 I 441 со см О X X X ф 146 3,18
с г* к * с Е 0J S X а X ? OTKHairaVxo Алон -ягахиаохолеЕ ou 70 I 294 ю н 238 4,66
Единицы измерения Гг Чел. s0I Мг/м2
с х о ь; о о х S ж X ф X CD 3 X X rd El Ф машиностроительного завода Основные данные и технико-экономические показатели Годовой выпуск . . . Всего рабочих . . . Общая & площадь без бытовых помещений Годовой выпуск на од- 1 ного рабочего Выпуск с 1 м4 общей площади
X сс о X О № по пор. —< см со см
274
Таблица 40
Перечень основных данных и технико-экономических показателей по проекту сборочно-сварочного цеха машиностроительного завода
№ по пор. Основные данные и техникоэкономические показатели № по пор. Основные данные и технико-экономические показатели
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 I. Основные данные Годовой выпуск (Мг или шт.) Характеристика производства (единичное, серийное или массовое) Максимальная масса заготовки и неразъемной сборочной единицы (Мг) Максимальные размеры заготовки и неразъемной сборочной единицы (м) Максимальная (чистая) масса собираемого изделия (Мг) Максимальные размеры собираемого изделия (м) Режим работы (число смен) Всего работающих, в том числе рабочих (чел.) Общая трудоемкость годового выпуска (тыс. человеко-час) Общая площадь без бытовых и конторских помещений (м2) Капитальные вложения (тыс. руб.) Себестоимость годового выпуска (тыс. руб.) 11. Технико-экономические показатели Коэффициент сменности рабочих kp (отношение общего числа производственных рабочих к числу занятых в наиболее многочисленной смене) Коэффициент сменности оборудования ko (отношение расчетной суточной загрузки оборудования к максимально возможной сменной загрузке для принятого режима работ) Средняя загрузка оборудования и рабочих мест k3 (%). Определение k3 (см. по рис. 27 в гл. III) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 Отношение числа вспомогательных рабочих к числу производственных рабочих (%) Выпуск (годовой) на 1 м2 общей площади цеха (Мг/м2) Выпуск на единицу оборудования и рабочее место (Мг) Выпуск на одного рабочего (списочного) (Мг) Выпуск на одного работающего (списочного) (Мг) Трудоемкость 1 Мг выпуска (человеко-час) То же (станко-час + место-час) Трудоемкость 1 Мг обрабатываемых деталей (станко-час) Общая площадь м2 на единицу оборудования и рабочее место. Общую площадь принимать без площади бытовых помещений Степень механизации производственного процесса (%). Определение см. в п. 23 Уровень механизации производственного процесса, % (то же: см. п. 23) Коэффициент использования средств механизации производственного процесса (%). Определение см. в п. 20 Капитальные затраты на единицу выпуска (руб/Мг) Выпуск на 1 руб. капитальных затрат (Мг/руб) Удельная себестоимость единицы выпуска (руб/Мг) Уровень рентабельности производства (%)
275
Во всех случаях сравнения показателей различных проектов сборочно-сварочных цехов проектант обязан критически анализировать сравниваемые показатели, выяснять причины расхождения и приводить исходные основные данные к сопоставимому виду. Только путем такого критического подхода к рассмотрению сравниваемых технико-экономических показателей может быть выявлена правильная оценка качества разработанного проекта.
Технико-экономические показатели, приводимые в конце пояснительной записки к проекту каждого сборочно-сварочного цеха, представляют собой частные показатели, характеризующие только данный проект. Средние величины некоторых отдельных показателей из проектов аналогичных между собой отраслей производства являются общими приближенными показателями данного вида производства для какой-либо определенной отрасли промышленности. В практике проектирования они носят название укрупненных показателей. Такие укрупненные показатели отдельных видов производства, выведенные из достаточно большого количества данных, могут служить контрольными показателями в процессе проектирования.
Укрупненные показатели, утвержденные в установленном порядке, принимают значение нормативов, которыми пользуются при расчетах.
Примеры нормативов, приведенные выше (см. п. 34 и 35), — это значения допускаемой средней плотности нагрузки для площади цехового склада металлов и промежуточных складов; средние значения величин площади, занимаемой отдельными типами оборудования для обработки металла; нормальные удельные значения величин площадей некоторых категорий бытовых помещений * и тому подобных величин. Практическое применение укрупненных показателей в отдельных расчетах показано (см. п. 41) в описании определения себестоимости продукции цеха.
Таким образом, укрупненные технико-экономические показатели в одних случаях представляют собой контрольные величины для проверки качества проектов, а в других — исходные величины для выполнения расчетов.
Анализ основных технико-экономических показателей производства сварных конструкций в некоторых отраслях промышленности, в частности в тяжелом машиностроении, показал, что при разработке укрупненных показателей необходимо учитывать следующие два фактора, определяющих одинаковые условия производства, а следовательно, и наименьший разброс числовых значений технико-экономических показателей в различных проектах сходных между собой производств: размеры годового выпуска продукции и уровень специализации производства.
При современных масштабах внедрения сварочной техники в машиностроение представляется вполне рациональным подразделение сборочно-сварочных цехов по размерам годового выпуска продукции на следующие пять категорий: цехи сварных конструк
276
ций со средним годовым выпуском до 2; 2—10; 10—30; 30—70 Гг и цехи с годовым выпуском продукции более 70 Гг. Подразделение сборочно-сварочных цехов на указанные категории позволяет в пределах каждой из них обеспечить однородность числовых значений таких технико-экономических показателей, которые в значительной мере зависят от размеров выпуска продукции.
По уровню специализации, который также существенно влияет на технико-экономические показатели проектируемого сварочного производства, сборочно-сварочные цехи целесообразно подразделить на три группы: I группа — цехи неспециализированные, производственная программа которых отличается широкой номенклатурой сварных конструкций; II группа — цехи с производственным процессом, специализированным по видам изделий, и III группа —цехи с предметно-специализированным производственным процессом.
В качестве примеров можно указать, что к цехам I группы следует отнести сборочно-сварочные цехи заводов металлургического машиностроения, турбостроения, различного шахтного и нефтяного оборудования и т. д.; к цехам II группы — цехи сварных барабанов, трубные, котельно-сварочно-сборочные и каркасные цехи котлостроительных заводов, производство емкостей и теплообменников на заводах нефтяного машиностроения и цехи металлоконструкций краностроительных заводов; к цехам III группы — рамно-кузовные и вагоносборочные цехи вагоностроительных заводов, цехи вагонеток, конвейеров, рештаков и стоек на заводах машиностроения угольной промышленности и т. и.
Обработка результатов проведенного рядом проектных организаций обследования большого числа сборочно-сварочных цехов заводов тяжелого машиностроения позволила провести систематизацию основных технико-экономических показателей и выявить закономерности изменения их числовых значений в зависимости от принадлежности обследованных цехов в какой-либо из указанных выше категорий по размерам годового выпуска продукции (рис. 79), а также от группы уровня специализации производства в этих цехах (рис. 80). Приведенные на указанных рисунках числовые значения отдельных показателей в настоящее время несколько устарели и для использования в реальных проектах требуют предварительной проверки и соответствующей корректировки. Однако и в представленном виде они достаточно убедительно и четко доказывают преимущества концентрации и специализации производства.
С увеличением размеров годового выпуска продукции (рис. 79) и специализации производства (рис. 80) удельные значения технико-экономических показателей — годового выпуска на одного рабочего, на одного работающего, на 1 руб. основных средств и на 1 м2 площади цеха возрастают, а удельные величины техникоэкономических показателей — себестоимости сварных конструк-
277
Рис. 79. Зависимость основных технико-экономических показателей сборочносварочных цехов на заводах тяжелого машиностроения от годового выпуска продукции (по материалам А. Д. Гитлевича и др.):
1 — удельная трудоемкость изготовления конструкций; 2 — годовой выпуск продукции с 1 м2 общей площади; 3 — годовой выпуск продукции на одного рабочего; 4 — то же, на одного работающего; 5 — то же, на 1 руб. основных средств; 6 — удельная себестоимость сварных конструкций; 7 — удельная себестоимость изготовления сварных конструкций
Рис. 80. Влияние специализации производственного процесса на основные -технико-экономические показатели сборочно-сварочных цехов на заводах тяжелого машиностроения (по материалам А. Д. Гитлевича и др.):
а — годовой выпуск продукции ( в среднем), Гг; б — то же, в Mr с 1 м2 общей площади; в — годовой выпуск продукции в Мг на одного рабочего; г —-то же, на одного работающего; д — то же, на 1 руб. основных средств; е — удельная трудоемкость изготовления конструкций; ж — удельная себестоимость изготовления конструкций, коп/кг
ций и их изготовления, а также удельной трудоемкости продукции понижаются. Другими словами, в цехах с большим годовым выпуском производство сварных конструкций требует меньших затрат живого труда, что обусловливает существенное снижение производственных затрат.
В подобных условиях создаются предпосылки для специализации производства и широкой механизации и автоматизации производственных процессов, возрастает производительность труда, обеспечивается максимальное использование средств производства и труда рабочих. Наряду с этим в неспециализированных цехах удлиняется производственный цикл изготовления продукции и имеет место пониженная производительность труда, что обусловливает увеличение себестоимости продукции.
278
В цехах с предметно-специализированным процессом обычно имеет место массовый или крупносерийный выпуск продукции, что обеспечивает относительно высокий коэффициент использования средств механизации и автоматизации производства и создает благоприятные условия для широкого применения комплексной механизации и автоматизации всех работ, внедрения в производство специализированных рабочих мест и поточных линий. Совокупность этих обстоятельств приводит к достижению наиболее высоких и эффективных технико-экономических показателей.
В заключение следует подчеркнуть большое практическое значение технико-экономических показателей проектируемого производства и необходимость особенно тщательного их определения.
Глава VIII
ПРИМЕРЫ РАЦИОНАЛЬНЫХ ПОТОЧНЫХ СБОРОЧНО-СВАРОЧНЫХ УЧАСТКОВ И АВТОМАТИЧЕСКИХ ЛИНИЙ
44. АВТОМАТИЧЕСКАЯ ЛИНИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ОТОПИТЕЛЬНЫХ РАДИАТОРОВ
Эта линия (по описанию II. И. Севбо, дополненному материалами С. А. Куркина и В. М. Ховова) представляет собой один из самых совершенных образцов комплексной автоматизации сварочного производства. Она охватывает полный комплекс производства, включающий в себя не только сборочно-сварочные, но и все заготовительные и отделочные операции.
В ней осуществлены наиболее прогрессивные принципы построения автоматических линий высшего класса: использование вальцесварочиых комбайнов; непрерывность действия; совмещение сборочных операций со сварочными; совмещение технологических движений в процессе штамповки и сварки с линейным — транспортным; строгая синхронность операций и соблюдение точного ритма производства; полная автоматизация всех основных и вспомогательных операций, а также операций управления; весьма высокое значение коэффициента комплексности (т = 0,95), характеризующего степень охвата автоматизацией всего комплекса производственных операций.
Стальной отопительный радиатор панельного типа собирается и сваривается из двух штампованных листов с гофрами, образующими после сварки зигзагообразный канал для горячей воды (рис. 81).
Исходным материалом для изготовления этих радиаторов служит рулонная полосовая сталь толщиной 1,5 мм и шириной 600— 650 мм. Радиаторы могут быть пяти стандартных типоразмеров, отличающихся длиной панели: 545, 694, 1018 и 1190 мм. К каждому радиатору приваривается два трубчатых присоединительных штуцера 3/4".
Изготовляют радиаторы на линии в следующем порядке. Один или два раза в смену в накопитель 1 (рис. 82) со склада с помощью местного крана подается несколько рулонов полосовой стали.
Периодически, по мере расходования рулонов на линии, два очередных рулона специальным механизмом подаются из накопителя в разматыватель 2 двух позиционного типа, откуда металл с обоих рулонов поступает в линию. После включения кнопки «Пуск» оба рулона одновременно разматываются в полосы, рас-280
положенные в два яруса — одна над другой. Разматывание происходит под действием приводных и правильных валков 3 и 4, одновременно подающих полосы в двухъярусную формовочную машину 5.
В формовочной машине происходит выдавливание (штамповка) каналов будущего радиатора. Эта операция выполняется непрерывно с помощью парных, синхронно вращающихся валков — штампов, один из которых выполняет роль матрицы, а другой — пуансона (рис. 83). Для этой цели цилиндрические поверхности валков снабжены соответствующими выступами и впадинами. Двухъярусная формовочная машина 5 (рис. 82), (для верхней и нижней полос) по своему конструктивному оформлению напоминает четырехвалковый стан холодной прокатки листового металла или стан периодического проката, когда профиль периодически повторяется при каждом обороте валка. Развертка цилиндрической поверхности валка служит повторяющимся
штампом. -
Следующая операция — присоединение к верхней ленте патрубков — осуществляется на движущейся ленте контактной стыковой сваркой оплавлением.
При разработке автоматической линии радиаторов одной из сложных проблем оказалась проблема автоматической приварки на ходу двух патрубков к каждому радиатору в строго заданных местах, соосно с отверстиями в корпусе радиатора. По ТУ диаметр отверстия должен быть равен внутреннему диаметру патрубка. Даже минимальное смещение патрубка относительно отверстия недопустимо, так как может привести к браку. Эта проблема решена путем совмещения в машине 6 функций сборки, приварки патрубков и последующей прошивки отверстий в ленте. «Летучая» машина 6 состоит из двух сварочных головок, укрепленных на станине и перемещающихся во время сварки. Каждая головка
позволяет осуществить автоматическую подачу одновременно двух патрубков из накопителя к месту сварки, приварку этих патруб-
ков и прошивку отверстий в ленте под патрубками.
Работает машина следующим образом. Конечный выключатель от соответствующего выступа на движущейся ленте дает команду на сцепление сварочной головки с лентой. Срабатывает специальное зажимное устройство и сварочная головка совместно с лентой перемещается по направляющим па станине. Относительное расположение сварочной головки и ленты в это время не меняется. Во время движения головки
Рис. 81. Конструкция сварного отопительного радиатора панельного типа из двух стальных листов
281
Рис. 82. Автоматическая линия изготовления отопительных радиаторов
282
Рис. 83. Схема формовки стальных панелей отопительных радиаторов
происходит автоматическая подача одновременно двух патрубков на ленту и приварка их к ленте методом контактной сварки оплавлением.
По окончании сварки через отверстия в нижних электродах машины выдвигаются два пуансона, которые прошивают отверстия заданного диаметра в ленте и развальцовывают лишний металл по стенкам патрубков. Чтобы при этом не уменьшилось проходное сечение патрубков, в них предварительно выполнены специальные проточки. После окончания сварки и прошивки сварочная головка расцепляется с лентой и специальным механизмом быстро возвращается в исходное положение.
Для обеспечения высокой надежности линии на станине установлены две сварочные головки, каждая из которых может работать как независимо, так и совместно с другой.
В отечественной и зарубежной практике аналогов такой машины не существует.
После приварки патрубков ленты накладываются одна на другую и совместно подаются специальным тянущим валковым приводом 7 в многоэлектродную контактную сварочную машину 8 для соединения между собой обеих штампованных лент в промежутках между каналами. Как и в предыдущей сварочной операции, задача осложняется необходимостью производить сварку на движущейся ленте. Следовательно, и здесь необходимо использовать «летучую» машину.
Машина 8 состоит из четырех подвижных сварочных блоков, укрепленных на станине, и механизма зачистки электродов. Блоки могут качаться вокруг горизонтальной оси перпендикулярно направлению движения ленты. Каждый сварочный блок состоит из рамы, на которой укреплены четыре сварочных трансформатора, соединенных гибкими токоподводами с электродными устройствами, и механизма для сцепления рамы со свариваемой лентой на время сварки. Электродные устройства укреплены на раме с возможностью поворота на заданный угол вокруг горизонтальной оси для периодической зачистки электродов по мере их износа.
Машина может производить сварку одновременно двух рядов точек, в то время как два других сварочных блока находятся в положении зачистки электродов. Включение электродных комплектов в работу и поворот их на зачистку осуществляется автоматически с помощью специального электронного устройства.
Машина 8 обеспечивает сварку семи точек в ряду при минимальном шаге между рядами 40 мм на панельной ленте, движу-
283
щейся со скоростью до 2 м/мин. Команду на включение сварочного блока машина получает от движущейся ленты при прохождении соответствующего выступа под конечным выключателем. При этом сварочный блок специальным устройством жестко сцепляется с лентой и перемещается с ней во время сварки. По окончании сварки ряда точек блок автоматически расцепляется с лентой и под действием пневмопривода возвращается в исходное положение.
После выполнения заданного программой числа сварок электронное устройство дает команду на разворот электродных блоков в положение «Зачистка» и включение зачистных устройств. В это время автоматически в положение «Сварка» разворачиваются два других сварочных блока, находившихся до этого в положении «Зачистка». Так обеспечивается непрерывная работа машины без остановок на зачистку электродов. Установленная мощность машины 1820 кВ-А, масса ее 11 Мг.
По окончании точечной сварки межканальных промежутков панельная лента через второй тянущий валковый привод 7 подается в контактную роликовую машину 9 для шовной сварки одновременно двух продольных швов по кромкам панельной ленты. По своей конструкции она весьма проста, так как представляет собой две пары электродных роликов, вращаемых вторым и третьим тянущими валковыми приводами 7 автоматической линии и питаемых сварочным током от соответствующего пункта питания электроэнергией. Сварка продольных швов производится непрерывно со скоростью продвижения ленты. Машина установлена стационарно и не имеет «летучих» блоков.
Последняя сварочная операция по ходу непрерывного движения панельной ленты — сварка поперечных швов радиатора. Эта задача значительно сложнее предыдущей, так как направление швов не совпадает с направлением движения ленты, а перпендикулярно ему. Следовательно, машина 10 должна быть снабжена «летучими» сварочными каретками, выполняющими одновременно сварку двух поперечных швов на ходу.
После сварки всех швов панельная лента радиатора через очередной четвертый валковый привод 7 поступает на летучие гильотинные ножницы 11, которыми лента разрезается между двумя соседними поперечными швами на отдельные радиаторы. Тянущие валковые приводы 7 захватывают панельную ленту лишь по ее продольным кромкам, так как середина занята гофрами. Далее через подводящий конвейер 12 радиаторы попадают в гильотинные ножницы 13 для обрезки продольных кромок. Полученные таким путем готовые радиаторы подаются в многопозиционный пресс 14 для гидравлических испытаний. Изделия, прошедшие испытания, по отводящему конвейеру 15 поступают в отделение покраски и сушки, а затем — на склад готовой продукции.
Производительность автоматической линии 500 000 радиаторов в год. Ее обслуживают только два оператора-наладчика. Мощ-284
ность сварочных машин: установленная 3360 кВ-А; потребляемая одновременно 1540 кВ-Л. Суммарная установленная мощность электроприводов прочего оборудования НО кВт. Скорость движения ленты, а следовательно, и производительность линии может регулироваться в пределах 1,5—2 м/мин. Экономический эффект от внедрения этой линии составляет около 1 млн. руб. в год. Такой высокий эффект достигнут благодаря применению непрерывной формовки в валках, вместо обычной прерывистой штамповки в прессах; непрерывности и совмещению многих операций сборки и сварки, замене операции разрезки полосы на отдельные плоские элементы операцией разрезки готовой панельной ленты в конце линии; и наконец, вследствие полной автоматизации всего технологического процесса, включая и операции управления.
45. АВТОМАТИЧЕСКИЕ ЛИНИИ СБОРКИ И СВАРКИ КУЗОВА ЛЕГКОВОГО АВТОМОБИЛЯ
В КРУПНОСЕРИЙНОМ ПРОИЗВОДСТВЕ ВАЗ
Крупные штампованные детали подаются системой толкающих конвейеров с автоматическим распределением к автоматическим линиям сборки-сварки основных сборочных единиц кузова: пола, боковин и крыши. Эти линии (по описанию С. А. Куркина, В. М. Ховова) представляют собой сложный комплекс многоточечных сварочных машин и средств механизации, работающих в едином цикле. Все многоточечные машины подразделяют на несколько типов.
Машины типа «открытый стол» (рис. 84) входят в состав всех автоматических линий. В машины этого типа свариваемые сборочные единицы устанавливают на неподвижный стол 1, а сварочные пистолеты и клещи закреплены на откидывающихся кронштейнах 2, которые подводятся к свариваемым сборочным единицам с помощью гидравлических цилиндров 3. Для установки сборочных единиц на стол машины, съема и подачи их на конвейер линии
Рис. 84. Схема машины типа «открытый стол» для точечной контактной сварки сборочных единиц кузова легкового автомобиля ВАЗ
Рис. 85. Схема машины типа с подвижным нижним столом для точечной контактной сварки сборочных единиц кузова легкового автомобиля ВАЗ
285
Рис. 86. Схема расположения автоматических линий для сборки и сварки сборочных единиц кузова легкового автомобиля ВАЗ
машины оснащены гидравлическим подъемником 4. Подъемники имеют телескопические цилиндры, так как высота подъема деталей достигает 1,3 м.
Машины другого типа: с подвижным нижним крупногабаритным и тяжелым столом (с большим количеством оснастки) и с фиксацией его «коленчатыми рычагами» (рис. 85) используют на линии сварки полов кузова автомашины. Свариваемые сборочные единицы укладывают на подвижный стол 1 машины, а сварочные пистолеты закрепляют неподвижно на верхней плите 2. Подъем и фиксация стола осуществляются с помощью двух гидроцилиндров >3 и одного пневмоцилиндра 4, который управляет движением коленчатых рычагов 5. При нахождении стола в верхнем рабочем положении рычаги устанавливаются в «мертвое положение» и воспринимают усилия как от веса стола, так и от давления электродов сварочных пистолетов. Пневматический цилиндр 4 одновременно служит для вывода рычагов из «мертвого положения» и в качестве амортизатора при опускании стола. Коленчатые рьн чаги ликвидируют перекосы при движении стола.
Сваренные боковины кузова автомобиля (правая и левая) и крыша подаются к месту комплектации, где они навешиваются на подвеску толкающего конвейера (рис. 86). Сваренные боковины поступают в конце линии в механизмы перегрузки 1, где они из горизонтального положения переводятся в вертикальное и подаются на напольный конвейер 2, который транспортирует боковины к месту навески 4 на толкающий конвейер 5. Рядом с напольным конвейером расположены накопители 3 для хранения задела готовых боковин. Подача сборочных единиц с напольного конвейера в накопители и обратно полностью автоматизирована.
Навеска осуществляется посредством опускания участка несущего пути подвесного конвейера 2 вместе с подвеской 1 так, чтобы крюки 5 оказались на уровне проемов окон боковин, подаваемых напольным конвейером (рис. 87).
Навешивание боковин осуществляется за счет поворота рычагов 3. Крыша кузова подается в верхнюю часть подвески в горизонтальном положении и подхватывается крюками 4. Скомпонованная таким образом «гроздь» поднимается и толкающим конвейером отправляется на подвесной склад, по пути захватывая пос-
286
Рис. 87. Схема участка несущего пути подвесного конвейера вместе с подвеской
леднюю сборочную единицу компоновки — настил пола с передней и задней частями кузова, располагаемый в подвеске на опорах 6.
Со склада подвески подаются к главным сборочным кондукторам с помощью системы автоматического адресования, так как разные подвески имеют комплекты детали разных модификаций кузова, а кроме того, тележки с компоновками сборочных единиц в «гроздь» чередуются с подвесками, несущими уже собранные кузова. Система автоматического адресования, во-первых, обеспечивает открытие стрелки на те линии кондуктора, где в этот момент сборка закончена, а во-вторых, сортирует подвески, направляя в кондуктор подвески с набором сборочных единиц той модификации, на которую отлажен кондуктор, или пустую подвеску, предназначенную для захвата собранного корпуса.
Главный сборочный кондуктор (рис. 88) является кондуктором проходного типа с челночной загрузкой и включает в себя сварочную машину 4 для многоточечной контактной сварки с приспособлениями для зажима и фиксации сборочных единиц, шесть подвесных сварочных машин 3 и две связанные между собой кондукторные тележки 1 и 5. Комплект сборочных единиц кузова, доставляемый по линии 6 толкающего конвейера, опускают на приемную тележку, вручную снимают с подвески опускной секции конвейера, устанавливают на кондуктор 2 и фиксируют прижимами.
Рис. 88. Схема расположения главных сборочных кондукторов 2 для челночной работы по сборке-сварке кузова легкового автомобиля ВАЗ
287
Затем цепным приводом тележка с собранными сборочными единицами подается в многоточечную машину, где они окончательно фиксируются зажимными устройствами и свариваются снизу электродами многоточечной машины в 96 точках. Остальные 182 точки сваривают с помощью подвесных сварочных машин. После этого тележка выводится из зоны сварки на первоначальную позицию, где кузов снова устанавливают на подвеску толкающего конвейера, который подает ее на линию 7 окончательной сварки, доделки и укомплектовки. В то время когда одна тележка находится на позиции сварки, другая находится на позиции съема собранной сборочной единицы и загрузки новыми.
46. автоматическая линия сборки
И КОНТАКТНОЙ СВАРКИ ПОЛА КАБИНЫ ГРУЗОВЫХ АВТОМОБИЛЕЙ ЗИЛ-130 И ЗИЛ-131
Действующая на Московском автомобильном заводе «ЗИЛ» автоматическая линия предназначена для комплексной сборки полов (оснований) кабин грузовых автомобилей. Она (по описанию М. М. Фишкнса) обеспечивает выпуск 65 изделий в час с законченным циклом сборки-сварки изделия 47 с.
Пол кабины состоит из трех сборочных единиц: панели пола, каркаса пола и каркаса подставы сиденья водителя, собираемых посредством 302 сварных точек. Толщина металла панели пола 1,5 м, каркаса пола 3 мм.
В состав линии (рис. 89) входят: специальный многобойковый пресс 2 для расклепывания 42 резьбовых втулок в панели пола, рельефный пресс 4, 5 с выдвижным столом для сварки каркаса пола по 36 точкам-рельефам, одна двухэлектродная машина 8 для прихватки каркаса подставы сиденья к панели пола, пять специальных многоэлектродных многотрансформаторных сварочных машин И для сварки пола в 204 точках, специальный шаговый конвейер с 13-ю приспособлениями-спутниками и четыре манипулятора — 3, 7, 9, 10 типа «механическая рука». Кроме того, на
288
линии имеются четыре вспомогательные позиции — 1, 6, 13 и 14. Действие всех устройств на линии обеспечивается системой взаимосвязанных гидравлических и электрических приводов. Общая мощность сварочных трансформаторов, установленных на линии, 2500 кВ-А при ПВ 50%. Обслуживают всю линию пять операторов.
Особенность конструкции многобойкового пресса состоит в том, что каждая резьбовая втулка расклепывается отдельным пистолетом с гидроприводом приблизительно так же, как работают сварочные пистолеты в многоэлектродной машине. Давление жидкости в гидросистеме 70—360 ат.
Установленные на линии четыре механические руки аналогичны по конструкции и действуют автоматически. Механическая рука состоит из вала, вращающегося в подшипниках, которые установлены на обслуживаемом агрегате линии. На валу укреплена рама, несущая захваты для изделия. На этом же валу имеется контргруз для уравновешивания захватов и уменьшения усилия для поворота руки. Поворот осуществляется зубчатым колесом и рейкой, установленной на штоке гидроцилиндра. Работой руки управляет кулачковый командоаппарат. Этот же аппарат передает команды на другие органы линии.
Процесс сборки и сварки пола кабины осуществляется в следующем порядке (рис. 89). Сборка пола начинается на позиции /, откуда штампованная панель с предварительно установленными вручную в отштампованные гнезда (отверстия) в ней 42-мя резьбовыми втулками подается на специальный многобойковый гидравлический пресс 2 для развальцовки их в местах установки на панели. Затем панель пола с развальцованными втулками перекладывается механической рукой 3 на приспособление-спутник 12, на котором предварительно механической рукой 7 устанавливается каркас панели пола, собранный и сваренный на прессе 4, 5 и переданный на позицию 6.
После перемещения приспособления-спутника на следующую позицию 13 на подсобранную сборочную единицу механической рукой 9 устанавливается каркас подставы сиденья водителя и посредством машины 8 сваривается с панелью пола. Затем, перемещаясь возвратно-поступательным конвейером с шагом 3000 мм, изделие на приспособлении-спутнике проходит операции сварки на пяти машинах 11 и попадает на платформу гидроподъемника, находящуюся в верхнем положении. Собранный и сваренный пол кабины снимается с приспособления-спутника механической рукой 10 и передается на позицию 14 поперечного цепного конвейера, с которого вручную подвешивается на не показанный на рис. 89 подвесной конвейер толкающего типа описанной ниже в п. 47 линии общей сборки и сварки кабины. Освободившееся приспособление-спутник гидроподъемником опускается на нижнюю ветвь и перемещается шаговым конвейером обратно к начальной позиции сборочной линии. Гидроподъемники в конце и в начале линии
Ю Красовский А. И. 289
действуют синхронно, поднимаясь и опускаясь одновременно. При этом, когда платформа одного из гидроподъемников освобождается от приспособления-спутника, платформа другого гидроподъемника загружается таким же приспособлением.
Верхняя рабочая ветвь шагового конвейера сборочной линии и нижняя холостая ветвь имеют самостоятельные приводы перемещения приспособлений-спутников. Эти приспособления сцепляются между собой в виде поезда с помощью специальной автосцепки, причем при опускании спутников с рабочей ветви конвейера на холостую ветвь и при подъеме из холостой ветви на рабочую приспособления-спутники расцепляются.
Конструкция приспособления-спутника представляет собой сварную раму из швеллеров, па которой смонтировано сварочное приспособление. Перемещается спутник на четырех катках, из которых два с цилиндрическим, а два других с шевронным профилем. Шевронные катки перемещаются по трехгранному рельсу. Этим достигается точная ориентация приспособлений относительно продольной оси сварочных машин. Точность остановки спутников относительно поперечной оси сварочных машин и гидроподъемника обеспечивается специальными пневматическими фиксаторами.
Значительное улучшение первоначальной работы автоматической линии сборки и сварки пола кабины достигнуто в процессе ее освоения путем модернизации системы транспортировки. В начале движения приспособлений-спутников ввиду их большой массы неизбежно происходил удар при выборе зазоров в зацеплении спутников, что ухудшало эксплуатационные свойства линии. Использование в системе привода двухскоростного электродви-гателя позволило устранить этот недостаток. При этом общая скорость движения автоматической линии возросла, продолжительность цикла сварки снизилась с 55 до 47 с.
Установленные на линии многоэлектродные сварочные машины имеют унифицированную типовую конструкцию. Каждая из машин линии снабжена подъемным столом, имеющим вертикальный ход 800 мм.
Пол кабины первоначально сваривали на многоэлектродных' сварочных машинах 11 с двусторонним подводом тока. Для сварки 204 точек с шагом 50 мм на пяти машинах линии смонтировано 100 сварочных малогабаритных трансформаторов типов ТК 30.05, ТК 32.07 и ТК 32.09 завода «Электрик», 296 гидравлических пистолетов, 340 гибких и жестких шин. Однако конструкция многоэлектродных машин с двусторонним токоподводом в условиях автоматической линии с применением приспособлений-спутников оказалась ненадежной в эксплуатации из-за непостоянства сопротивлений контактов «нижний электрод-деталь» и разъемных контактов «шина спутника-электрод обратного токоподвода». В результате этого машины не обеспечивали стабильности качества сварки, а простой линии достигал 20%.
290
Для улучшения процесса сварки пола кабины были проведены исследования сварки низкоуглеродистой стали толщиной 1—3 мм с односторонним токоподводом при шаге 100 мм. Положительные результаты получены на режимах: сварочное усилие 410—430 кгс, сила тока 14 000-15 000 А, время сварки точки 0,55—0,5 с.
На основании проведенных исследований установленные на линии сварки пола кабины многоэлектродные машины были переоборудованы по схеме одностороннего токоподвода. При этом освободились 47 сварочных трансформаторов, 92 гидравлических сварочных пистолета, 138 гибких и жестких шин. Расход электроэнергии снизился примерно в 2 раза. Диаметр сварных точек несколько увеличился, качество сварки резко возросло.
Анализ работоспособности сварочных машин в течение длительного периода выявил ряд причин, вызывавших простои линии вследствие недостаточного совершенства ее автоматических и других устройств. По новому проекту, осуществленному в процессе освоения линии, были проведены необходимые мероприятия, позволившие значительно сократить время простоев и улучшить условия обслуживания автоматики дежурным персоналом средней квалификации.
Таким образом, на последнем этапе освоения и модернизации линии была произведена замена контактной коммуникации цепей сварочных трансформаторов с игнитронными контакторами — тиристорными устройствами с применением специальных регуляторов сварочных циклов. Это обеспечило высокую точность регулирования сварочного тока и времени сварки каждым трансформатором, установленным на многотрансформаторной машине. Такое решение позволило значительно повысить качество сварных соединений.
47. АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ И СВАРКИ КАБИН ГРУЗОВЫХ АВТОМОБИЛЕЙ ЗИЛ-130 И ЗИЛ-131
В целях максимальной механизации и автоматизации сборочно-сварочных и транспортных операций при изготовлении кабин автомобилей ЗИЛ разработан новый в мировой практике процесс комплексной сборки и сварки кабин на многоэлектродных многотрансформаторных машинах. Поэтому как разработка, так и внедрение этого нового процесса потребовали решения ряда сложных технических задач, обеспечившего осуществление автоматической линии, описанной М. М. Фишкисом.
Процесс сборки должен обеспечить точность и стабильность геометрических размеров кабины. В то же время необходимо обеспечить поточность производства, достигаемую максимальным расчленением сборочных операций на отдельные совокупности и выполнением их на различных рабочих местах. Последнее обстоятельство при сборке кабин затрудняет получение точности и стабильности размеров кабины вследствие недостаточной
10*
291
Рис.£90. Сборочные единицы кабины грузового автомобиля ЗИЛ-130
жесткости конструкции и предъявляет повышенные требования к точности сборки отдельных сборочных единиц и жесткости крепления их на кондукторах при сборке.
При автоматизации процесса сварки кабины также возникают определенные трудности в связи с тем, что места сварки кабины имеют сложный контур с небольшими отбортовками для постановки точек, а сама кабина, выполняемая из тонколистового металла с пустотелыми закрытыми полостями, отличается малой жесткостью. Последняя особенность конструкции ограничивает величину усилия сжатия электродов.
Для обеспечения механизации процесса сборки кабина разбита на семь основных сборочных единиц (рис. 90): передок в сборе 1, пол в сборе 2, каркасы боковин правый 3 и левый 4 в сборе, каркас 5 и панель 6 задка в сборе, панель крыши в сборе 7. Сборка кабины производится в специальных жестких приспособлениях с мощными пневматическими зажимами.
Приспособления установлены симметрично с правой и левой сторон сборочных стендов, управляются единой пневмосистемой для одновременного срабатывания и выполняют следующие функции: правильное фиксирование отдельных сборочных единиц кабины относительно друг друга; исключение возможных упругих деформаций в сборочных единицах после штамповки и обеспечение их правильной геометрической формы; жесткое закрепление деталей по отдельным участкам таким образом, чтобы сварочный инструмент имел необходимый доступ к сборочной единице в процессе ее прихватки и сборки; компенсация уменьшения жесткости при разделении всей кабины на сборочные единицы с целью пред-
292
Рис. 91. Схема автоматической линии сборки и сварки кабин грузовых автомобилей ЗИЛ-130 и ЗИЛ-131
отвращения деформаций в процессе сварки, выходящих за пределы допусков на размеры кабины.
Сборка кабины осуществляется на двух параллельных механизированных линиях, а сварка — на одной автоматической линии, так как трудоемкость сборки примерно в 2 раза больше трудоемкости сварки. Сборка кабины начинается на первой позиции линии, где 1 — многоэлектродная машина, 2—5 — сборочные стенды (рис. 91). Перед машиной 1 помещена вспомогательная позиция, а после машины 1 и между стендами 2—5 размещены промежуточные позиции. Позиция между стендами 3 и 4 снабжена двумя подвесными сварочными машинами. С помощью двух позиционной сварочной машины 1 осуществляются сборка и сварка пола и передка.
Готовый пол кабины, подвешенный на конвейер толкающего типа в конце линии сварки пола (см. рис. 89), транспортируется к первой позиции линии сборки кабин (рис. 91). При нажатии рабочим на кнопку пол кабины опускным устройством подается в рабочую зону сварочной машины 1. Двое рабочих снимают пол с подвески и укладывают его на приспособление многоэлектродной машины 1. Вторая линия подвесного конвейера толкающего типа перемещает собранную и сваренную на отдельной многоэлектродной машине (не показанной на рис. 91) сборочную единицу передка в сборе, которая снимается этими же рабочими с опускного устройства и устанавливается вертикально у передней (по ходу движения) части машины 1.
При установке на сварочную машину 1 передок в сборе и пол в сборе фиксируются по технологическим отверстиям, обеспечивающим их правильное взаимное расположение. На двухпозиционной сварочной машине 1 выполняется сварка с односторонним токоподводом в первой позиции тридцатью точками, во второй — двадцатью точками.
293
Межоперационная транспортировка кабины осуществляется системой тележечно-шаговых конвейеров, обеспечивающей необходимую точность шаговой подачи для автоматизации процесса.
Каждое рабочее место оснащено подъемным столом. Кабина, поступающая на рабочее место, ходом стола вверх снимается с конвейера. Точная установка кабины относительно вертикальной плоскости обеспечивается строго фиксированным ходом стола. Точное положение относительно горизонтальной плоскости фиксируется конусными штырями, на которые кабина устанавливается технологическими отверстиями в панели пола. Таким образом обеспечивается постоянство баз для фиксации положения кабины, начиная с линии сварки пола и кончая последней операцией сварки кабины.
На позиции 2 линий подсборки I и II устанавливаются каркасы боковин в сборе, на позиции 3 — каркас задка в сборе, на позиции 4 — панель задка в сборе, на позиции 5 — панель крыши в сборе и выполняется прихватка этих сборочных единиц.
Конвейеры на двух параллельных линиях I и II двигаются независимо. Каждый из них перемещается лишь после выполнения всех операций на данной линии. Поперечный конвейер III связывает две параллельные линии сборки I и II. С них собранные кабины поочередно подаются на загрузочную позицию 6 перед общей сваркой — напрямую с линии I и через поперечный конвейер III с линии II.
С загрузочной позиции 6 собранные кабины поступают на автоматическую линию сварки кабин. Она состоит из четырех последовательно установленных многоэлектродных многотрансформаторных машин 7—10 и системы тележечно-шаговых конвейеров. Каждая многоэлектродная сварочная машина имеет подвижные траверсы, на которых смонтированы сварочные пистолеты с гидроприводом и малогабаритные сварочные трансформаторы мощностью 36 и 48 кВ-А при ПВ 50%. Траверсы перемещаются также гидравлическими цилиндрами. Сварочные трансформаторы питаются от трехфазной сети напряжением 380 В и включаются четырьмя группами. Каждая группа имеет свой электромеханический контактор, контакты которого включены в выводы первичных обмоток сварочных трансформаторов. Очередность включения контакторов задается электронным устройством. Для коммутации тока на первичной стороне трансформаторов служит игнитронный прерыватель, обеспечивающий фазовое регулирование тока.
Электронная схема управления раздельно регулирует время включения и ток трансформаторов разных групп, питающихся от разных фаз. В схеме автоматики предусмотрен переключатель, обеспечивающий работу машины в наладочном, полуавтоматическом и автоматическом режимах. Электрическая схема машины обеспечивает заданную последовательность отдельных операций
294
цикла и контроль положения подвижных траверс и работы гидравлических сварочных пистолетов.
Подвижные траверсы в исходное положение после сварки возвращаются только тогда, когда все электроды сварочных пистолетов разжаты. При таком контроле исключается возможность поломки сварочного инструмента и получения дефектных кабин.
Отличительная конструктивная особенность машин —- использование сварочных пистолетов плавающего типа, примененных с целью исключения коробления изделия от приложения к нему сварочного усилия и получения стабильного качества сварки собранных и частично сваренных сборочных единиц при отклонениях от расчетного положения кабины. Конструкция таких плавающих сварочных пистолетов достаточно подробно описана в литературе (М. М. Фишкис).
После окончания операций сварки свободный от кабин конвейер автоматической линии возвращается в исходное положение, а сваренная кабина с последней машины 10 перемещается на операцию дуговой сварки 11. С позиции 11 готовая кабина манипулятором устанавливается на отделочный конвейер (не показанный на рис. 91).
В дальнейшем описанная работа указанных линий повторяется, обеспечивая выпуск заданной продукции.
48. ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ
ШАХТНЫХ ВАГОНЕТОК
Схема технологического процесса сборки и сварки кузова шахтной вагонетки (см. рис. 2) приведена ранее (см. табл. 6 и рис. 3). Работа поточной линии (рис. 92) с применением комплексной механизации производится следующим образом.
На автосварочной установке / выполняют сварку боковин из листов и приварку полос жесткости. После этого сваренная сборочная единица поступает в кантователь 2, переворачивающий сваренную боковину на угол 3,14 рад (180°). Затем по самоуста-навливающимся роликам боковина передается к вальцесварочному станку 3.
Одновременно с изготовлением сварных боковин из заготовительного отделения по рольгангу поступают плоские заготовки лобовин кузова и полос жесткости. На автосварочных установках 4 заготовки лобовин собирают и сваривают с полосами жесткости. Отсюда эта сборочная единица поступает для штамповки на пресс 5 усилием 5 МН. Затем мостовым электрическим краном штампованные лобовины с приваренными полосами жесткости передают пакетами к станку 3.
Вальцесборочный станок 3 конструкции ИЭС им. Е. О. Патона включает два цапфовых кантователя для сборки-сварки кузова. По рельсовым путям над этими кантователями перемещается тележка с двумя автосварочными головками, которая поочередно обслуживает оба сборочно-сварочных кантователя. На этой же
295
ф
Рис. 92. Схема поточной линии производства шахтных вагонеток с подачами: а — боковин; б — сваренных боковин; в — плоских лобовин; г — обвязок; д — кузова; е — прокладок; ж — балочек; з — буферов; и — рам; к — тяг; л — связных планок; м — кузова с рамой; н — подкладок; о — поперечин; п — шайб; р — полускатов; с — серег; т — болтов; у — пальцев; ф — выдача готовых вагонеток
тележке укреплено прижимное вальцовочное устройство с приводом от сети сжатого воздуха.
Изготовление кузова начинается с установки двух его лобовин по торцам кантователя вальцесварочного станка и укладки на них внахлестку плоской боковины. Последующим нажимом пусковой кнопки приводят в действие вальцесварочный станок. Он автоматически производит сборку-сварку кузова: вальцует плоскую боковину по огибающим закругленных контуров обеих лобовин и одновременно приваривает ее к их отбортованным краям (рис. 93). При этом все включения и выключения согласованных между собой движений тележки с автосварочными головками, прижимного вальцовочного устройства и кантователя выполняются автоматически.
Одновременно с изготовлением кузова на специальной установке 6 (см. рис. 92) производят сборку и автоматическую сварку рамы, а также прихватку тяговой полосы к буферам.
Посредством пневматического подъемника и электротали готовые кузов и рама вагонетки подаются на установку 7 для автоматической сварки рамы с кузовом. После этого кузов с приваренной рамой по рольгангу подается к радиально-сверлильному станку 8, где трехшпиндельной головкой сверлят шесть отверстий для болтов. Навертывание гаек и контргаек на болты выполняют в сборочном кондукторе 9 посредством подвесного пневматического гайковерта, перемещающегося по консоли пневматического подъемника. На следующем поворотном сборочно-сварочном кондукторе 10 приваривают распорную поперечину внутри кузова (единственная сварочная операция, выполняемая на поточной линии вручную). Затем при помощи электрического консольного 296
Рис. 93. Схема работы вальцесварочного станка:
/ — исходное положение: кантователь неподвижен, боковина прижата вальцовочным устройством к отбортованным краям лобовин, сварочные головки начинают движение; II — сварочные головки дошли до закругленной части кузова; III — головки неподвижны, кантователь начинает вращаться; IV — головки неподвижны, кантователь заканчивает вращение; V — кантователь неподвижен, движутся сварочные головки; VI — кантователь неподвижен, головки заканчивают движение
подъемника на участке 11 раму с кузовом устанавливают на скаты и закрепляют сцепки. После этого готовая вагонетка поступает в круговой опрокидыватель 12 и подается за пределы поточной линии.
Организация описанной поточной линии с применением комплексной механизации и оснащением рабочих мест девятью автосварочными головками обеспечила заданный выпуск вагонеток при ритме потока, равном 8 мин. Помимо обычных технико-экономических преимуществ при переходе на поточное производство осуществлены конструктивные изменения прежних деталей и сборочных единиц вагонетки, что обеспечило высокую степень технологичности последних и улучшение их качества. Кроме того, после комплексной механизации изготовления вагонеток потребовалась площадь для их производства в 3,3 раза меньшая, чем до организации поточной линии,
49. КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ СТАЛЬНЫХ РУЛОНИРУЕМЫХ ПОЛОТНИЩ
На линии из отдельных листовых заготовок собирают и сваривают полотнища, которые тут же, на линии, сворачиваются в транспортабельные рулоны. Линия обеспечивает изготовление полотнищ толщиной 4—16 мм и' ширипой 12 000—18 000 мм из листов размерами 1500 X 6000 мм указанной толщины. Готовые полотнища, свернутые в "рулоны диаметром, не превышающим допускаемый железнодорожный габарит, перевозят на место установки, где из них монтируют резервуары емкостью 5—20 тыс. м3.
297
Верхний ярус
Линия (рис. 94) состоит из двух ярусов. На верхнем ярусе производится сборка полотнища и сварка наружных поперечных и продольных швов, на нижнем — сварка внутренних поперечных и продольных швов резервуара. На обоих ярусах проводят контроль и исправление дефектов сварных швов.
Работа линии (по материалам А. Д. Гитлевича и Л. А. Этин-гофа) происходит следующим образом. Предварительно выправленные листы с обработанными кромками (допуск ±1,5 мм) загружают цеховым мостовым краном в секционный склад 1 (порядок раскладки листов определяется по чертежу конструкции полотнища). Из склада листы захватываются вакуумными захватами самоходной тележки 2 и перевозятся на место сборки полотнища. Подъем захватов осуществляется пневмоцилиндрами. Разложенные на месте сборки листы собираются сначала в поперечном направлении — с помощью боковых упоров 4 и бокового толкателя (прижима) 5. После этого листы досылаются задним толкателем (прижимом) 3 до задней кромки ранее собранной части полотнища. При этом задний толкатель выравнивает задние кромки собираемых листов сдвинутые к торцу полотнища.
Передние кромки листов прижимают к медной подкладке 9, расположенной на верхней тележке 6 для поперечной сварки. Прижим производится двумя рядами клавишных пневмоприжимов 7 тележки с усилием до 4 тс на 1 м кромки.
Затем производится сварка под флюсом поперечного наружного шва двухдуговым сварочным аппаратом 8, перемещающимся по тележке 6. Одновременно продольные швы свариваются аналогичными устройствами — аппаратами 8, передвигающимися на тележках 10 для сварки продольных швов, причем сварка начинается от середины ранее приваренной части до середины предшествующей ей части — через предыдущий поперечный шов. Тележки 10 перемещаются поперек стенда и устанавливаются каждый раз над свариваемым швом. На следующем участке проводится визуальный контроль сваренных швов и исправление дефектов.
Полотнище огибает барабан 11, переворачиваясь при этом на 180°, и попадает на нижний ярус. Одновременно со сваркой швов на верхнем ярусе свариваются швы с обратной стороны полотнища аппаратами 8, расположенными на тележках 12 для сварки поперечных швов и на тележках 13 для сварки продольных швов. Сварка производится без прижимов. После сварки на нижнем ярусе осуществляется контроль швов на герметичность и исправление дефектов. Полотнище в процессе изготовления передвигается сворачивающим устройством 14, расположенным в конце нижнего яруса. Устройство имеет приспособления и механизмы для съема готового рулона и перекатки его на транспортную платформу.
Как видно из описания раиоты, линия отличается жесткой связью, прерывистым технологическим процессом и последовательно-параллельным расположением оборудования.
298
299
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
РАСЧЕТНЫЕ КОЭФФИЦИЕНТЫ
И ХАРАКТЕРИСТИКИ ЭЛЕМЕНТОВ И УСТРОЙСТВ
АВТОМАТИЧЕСКИХ ЛИНИЙ
Расчетные коэффициенты и характеристики для автоматических сборочно-сварочных линий пока еще не определены. Поэтому помещенные ниже (разработанные А. П. Владзиевским) коэффициенты и характеристики, относящиеся к автоматическим линиям для механической обработки, могут быть использованы в проектах автоматических линий для сборочно-сварочных работ лишь после соответствующей корректировки с учетом всех основных различий между обоими технологическими процессами и теми требованиями, которые эти процессы предъявляют к их комплексной автоматизации.
А. Коэффициенты и характеристики инструментальных наладок линий. Частные баллы подверженности отказам основного ги, о и вспомогательного ги. в инструмента, а также удельной длительности их настройки Ли.о и йи.в определяют по формулам
__ а^р. о
• и. О — unwp,
1 О
_____ CCi^p. в . Ги-° -7\АГ’
о — а1/р. о ‘ о
L _____ О', [/р. в^СМ
йи.в - ГЛв ,
где ТОТВ — стойкость инструментов (соответственно основного и вспомогательного), принимаемая по опытным данным; tp, 0 и /р_ в — время участия инструмента (основного и вспомогательного) в общей длительности цикла работы линии по проектным циклограммам работы линии; /см — длительность смены инструмента по нормативным данным отраслевых проектных институтов; NB — число циклов, за которое инструмент однократно используется; а, — частота циклов линии (по проектным циклограммам работы линии); ап — коэффициент учета поломок инструмента; ар — коэффициент учета регулировок инструмента; коэффициенты ап и ар принимают по нормативным данным.
Групповые баллы подверженности отказам и удельной длительности настроек определяют по соотношениям
Ри = Ри. о+ Рн. В = 5 I (ги.о)< + У (ГH.b)s ; i s
Ек — Ии. о + Ии. в = (Аи. о)< 4* У (^и. b)s» « s
где индексы i и s — соответственно циклическая и длительная работа инструментов.
300
Таблица 1
Относительные баллы элементов приспособлений автоматических линий
№ подгруппы Элементы гп.1О* Лп-Ю« Значения указанных баллов принимать в зависимости от следующих параметрон
1 Кондукторные втулки 0,02—0,03 2,5—5 Диаметр инструмента и твердость втулки
2 Фиксирующие штифты 0,3—0,5 15—35 Сопротивление перемещению фиксируемой детали
3 Базирующие направляющие нерегулируемые 0,10—0,15 5—8 Сложность профиля и нагрузки
4 Цанговый зажим 0,5—0,7 5—7 Конструкция цанги
5 [ Базы-спутники 0,05—0,15 5—10 Точность изделия и сложность приспособления-спутника
6 Базирующие направляющие регулируемые 0,6—1,2 15—25 Точность изделия и надежность регулирования
7 Подвижные центра 0,02—0,03 2—3 Точность центров отверстий обрабатываемой детали
8 Рычаги фиксации и крепления 0,4—0,6 25-35 Сложность системы рычагов
Б. Коэффициенты и характеристики приспособлений линий. Групповые баллы подверженности отказам и удельной длительности настройки приспособлений определяют по формулам
= Ю1<х2а3 У (лп^п)/!
I
//п = а 1Р-2 “3 У (ЛцЛп) 1, i
где «!, как и выше, — коэффициент частоты использования приспособления; а2 — коэффициент влияния вида и характера отходов (стружки, шлама и т. п.); определяют по нормативным данным; а3 — коэффициент, учитывающий жесткость требований по точности размеров изготовляемой продукции; пп — число одинаковых приспособлений в проектируемой линии.
Значения частных баллов подверженности отказам и удельной длительности настройки приспособлений могут быть приняты согласно приближенным данным, помещенным в табл. 1.
В. Коэффициенты и характеристики механического оборудования линий, Групповые баллы подверженности отказам и удельной длительности настройки механического оборудования определяют по соотношениям
Ям । (rMnM)s;
S
Нм = У,
S
где а4 — коэффициент размерности (а4 = 1 1/мин); пм — число одинаковых элементов оборудования.
301
Таблица 2
Относительные баллы кинематических пар механического оборудования автоматических линий
Виды пар Подшипники качения {Зубчатые передачи Винтовые передачи Пары типа направляющих Пары типа ролик-кулачок Муфты сцепления
Гм 10» 5 з,з 2,5 6,6 2 з,з
Лм Ю6 1 1,4 4 2 0,5 1,4
Значения частных баллов тех же характеристик принимают по данным табл. 2.
Г. Коэффициенты и характеристики электрооборудования линий. Групповые баллы подверженности отказам и удельной длительности настроек определяют из выражений
Яэ == «4 У (га + пкгk)sws + «1 У1 (га 4" ЛкбЭ/И/, s >
Нэ = «4 У (/га nK/;K)sns -|- «4 У, (ha -|- nKhK)ini, s i
где индексы а обозначают характеристики, относящиеся к устройству электроаппарата, а индексы к — характеристики надежности его контактов; пк — число контактов в данном аппарате; коэффициенты аг и а4 — те же, что в п. А, Б и В. Значения частных баллов тех же характеристик следует принимать по табл. 3.
При мощности электродвигателей, отличной от 3 кВт, баллы для электродвигателей и контакторов следует умножать на поправочные коэффициенты, приведенные ниже.
Мощность элек-
тродвигателя
кВт .... До 1 1—2 2—3 3—4 4—5 5—6 6—10
Поправочный
коэффициент 0,6 0,6—0,8 0,8—1 1—1,2 1,2—1,4 1,4—1,6 1,6—2
Д. Коэффициенты и характеристики гидрооборудования линий. Групповые баллы подверженности отказам и удельной длительности настроек вычисляют из соотношений
Яг = «4 У1, (rr«r)s + «12 (яад; яг = «4 2 (Mr)s +«i2 (Мг)/, si s i
где сумма по индексу s относится к нециклически работающим элементам гидросистем, сумма по индексу i — к элементам, работающим циклически; значения коэффициентов а4 и а4 те же, что и в п. Г.
Значения частных баллов тех же характеристик принимают по табл. 4.
Е. Коэффициенты и характеристики транспортных устройств линии. Групповые баллы подверженности отказам и удельной длительности настроек транспортных устройств определяют из соотношений
= «12 (Гг^т)/5
i
= «12 (Лтпт)/ • I
где значение коэффициента а4 — то же, что в п. Г.
Приближенные значения частных баллов тех же характеристик транспортных устройств линии могут быть приняты по табл. 5.
302
Таблица 3
Формулы для расчета относительных баллов подверженности отказам и удельной длительности настройки электроустройств автоматических линий
Электроустройство формулы расчета относительного балла
подверженности отказам гэ-Ю« длительности настройки йэ’108
Электродвигатель мощностью 3 кВт: длительного дей- гд. д = 0,8 hp.. д - 3
ствия реверсивного дей- гд- р = 1,5 h-д. р = 8
ствия цикловой гл- ц = 1 ^д. ц = 5
специальный гд.с = 1 Лд. с = 8
Контактор мощностью 3 кВт: реверсивный р = 4 “Ь 0,5як /1><. р = 3 4" 0,2лк
длительного вклю- гк. д = 2 0,5пк йк. д = 1,2 + 0,2пк
чения тормозной Гц. т ~ 3 4~ 0,5пк ^к« т === 4 4— 0,2пк
циклового действия гк. ц = 3 4" 0,5лк Лк.ц = 2 + 0,2пк
Реле: промежуточное и др. /р — 1 4~ 0,5пк hp — 0,2 + 0,2пк
времени электронные гр.в.э = 14- 0,5пк ^р.в.э = 0,4 4" 0,2пк Ар.в = 0,6 4" 0,2ик
времени маятнико- Гр. в = 1 4~ 0,5пк
вые и пневматические Конечный выключатель: прямого действия г«.в. п = 1 4~ 0,7пк ^к.в. п = 0,5 4" 0»7лк
мгновенного деист- гк.в. м = 1,5 ~F 0,5лк ^к.в.м = 1,5 4" 0,5пк
вия Микровыключатель Гк.в.м. п = 3 4" 2лк ^к. в.м. п = 2 4" 0,7лк
Электромагнит гэ = 0,5 h3 = 0,4
Контакт кнопки Гк. п — 0,1 + 0,5пк Лк. п = 0,1—0,1пк
Переключатель гfi = 3 4~ 0,5пк Ап = з 4- о,ик
Ж- Коэффициенты и характеристики накопителей. Расчетные характеристики накопителей на единицу времени (минуту) их работы вычисляют как суммарные по элементам их устройства, используя описанные выше методики для опреде- Таблица 4
ления характеристик других элементов и устройств автоматических линий. Пересчитывают эти характеристики на единицу времени работы линии с учетом вида накопителя. Для магазинных накопителей, включаемых только в периоды отказов участков линии, расчетные характеристики равны произведению исходных характеристик накопителя на дополнение до единицы коэффициента использования соответствующего участка линии. Для транзитных накопителей расчетные характеристики равны исходным.
Относительные баллы элементов гидрооборудования автоматических линий
Элементы гидрооборудования гг-Ю6 лг-10*
Насосы Панели Цилиндры Клапаны, золотники, дроссели, реле давления 2 10 2,8 1,4 1 1,5 1,1 0,2
303
Таблица 5
Относительные баллы элементов транспортных устройств автоматических линий
Вид транспортного устройства Характерный специальный орган транспортного устройства Значения баллов при транспортировке деталей
гт-10« Лт 10‘
Шаговый конвейер с подающими элементами: подвижными па штанге Утопающая собачка 15—25
неподвижными на штанге Флажок (поворачи- 1,5—2,5 0,5—1
Шаговый конвейер вающийся со штангой захвата) Метр длины общего 1—2 0,2—0,4
Ленточный конвейер трения пути опор штанги конвейера вдоль самой штанги Метр длины ленты 20—40 0,6—1,2
с лентой из прорезиненной ткани Цепной конвейер: между направляющими Метр длины цепи 1—2 2—3
с захватами на втулочно- Захват 4—6 2—3
роликовой цепи с захватами на пластин- Метр длины цепи 1,5—3 0,5—1
чатой цепи Захват 5—7 2,5—4
Цепной конвейер трения: Метр длины цепи меж- 25—50 10—20
втулочно-роликовая цепь пластинчатая цепь ду направляющими То же, между направ- 30-60 10—20
Направляющий лоток: качения ляющими Метр длины лотка 50—100 1,5—3
скольжения То же 35—70 3—6
Направляющий рельс: качения Метр длины рельса 1—2 0,1—0,2
скольжения То же 1,5—2,5 0,2—0,4
Манипуляторы с захватами типа цанг и щипцов для поступательного перемещения в направлениях; одном 60—120 50—100
двух 75—150 90—180
трех 90—180 140—280
Манипуляторы с захватами типа тисков для поступательного перемещения в направлениях: одном 40—80 30—100
двух — 50—100 70—140
трех — 60—120 50—100
Манипуляторы с захватами типа цанг и щипцов для вращательного перемещения вокруг осей: одной 60—120 90—180
двух —. 75—150 140—280
трех — 90—180 —
304
Продолжение табл. 5
Вид транспортного устройства Характерный специальный орган транспортного устройства Значения баллов при транспортировке деталей
гт-10> Лт-104
Манипуляторы с захватами типа тисков для вращательного перемещения вокруг осей: одной 40—80 30—100
двух — 50—100 70—140
трех — 60—120 20—40
Манипуляторы без захватов для поступательного перемещения в направлениях: одном 30—60 35—70
двух — 40—80 50—100
трех — 50—100 —
Манипуляторы без захватов для вращательного перемещения вокруг осей: одной 30—60 20—40
двух — 40—80 35—70
трех •— 50—100 50—100
Примечания. 1. Для манипуляторов с поступательно-вращательным движением соответствующие относительные коэффициенты следует суммировать.
2. Обычно удельная длительность настройки накопителей по отношению ко времени работы участков линии составляет В& = 0,01 — 0,04 (нижнее значение относится к магазинным, верхнее — к транзитным накопителям).
Приложение 2
СРЕДНИЕ ЗНАЧЕНИЯ k — КОЭФФИЦИЕНТА ПРОИЗВОДИТЕЛЬНОСТИ ИЛИ ПРИВЕДЕНИЯ ТРУДОЕМКОСТИ МЕХАНИЗИРОВАННОГО К ТРУДОЕМКОСТИ НЕМЕХАНИЗИРОВАННОГО ВЫПОЛНЕНИЯ РАБОТ В СБОРОЧНО-СВАРОЧНЫХ ЦЕХАХ МАШИНОСТРОИТЕЛЬНЫХ ЗАВОДОВ
Таблица 1
Подъемно-транспортные, заготовительные и сборочно-сварочные работы
Работы и оборудование Коэффициент Работы и оборудование Коэффициент
1. Подъемно-транспортные работы, выполняемые с помощью: консольного либо козлового крана, элек-трокран-балки, элек-тротали, приводного рольганга 1 2. Заготовительные работы (пределы значений k указаны в зависимости от уровня механизации): правильные многовалковые вальцы углоправильные роликовые машины 2,3—3,3 3,3—4,7
305
Я Я 1 о о л о я и Ф я«
о W
и я
-Q-та Л § э £ Я g Н
С Я Я о 2 Ф О о о
та о Я S 2 S »2 5 5а Ь в" S (Ъ . я я о о я * 8 ЗЯ § Я О я Я » о Е 3 га S а ® ш а
2 и Я я я .д _ Ь л>
о 2 о Я я _
Я: я со ф 2 о
\н о о я *5
я та я g s
bt о *о р Я 43 Я
С0 Я Н О о
н я со Я Я О ‘
я g
та я Ь я _ .-. , .. о та я .н я п
о я о та со я
ь< я £ я > о - о
я я я _ я
я я s я фоно
та та я ф та я я
я я я та &, о
са 2^о,
О Я Со 40 <0
И QJ ° £ я
о _ Я о Я
3 ф н КТр! го ка щта
2 та СП Q) о
О о Ф S3 tt я
н 'д Е ста
о я я g я я
00
00 СП
jo
Ъ1
Е
2
Д А Ъ О К с , я
ота а о ь а я
н л> а з;с к Е * * О Я ; я я я О\
та та яз та таз Е та
Р Р. о о а . । о
X w со Со со Ь 1 я я
та £ я я д tf ( я о
Ф Я X Я S » ( 0
W О о О • 1 Я
я я « я я । я я
я £ я Е я ; я я
О Ф ф Ф ф я
S п £
Е о ( 3 ч-ч ?
О
Я И
Я о * я Я
S
д
о я о h к ф я я о
я СП ь
Таблица 2
Коэффициент k при выполнении сварочных работ
Отрасли производства Автоматическая сварка под флюсом Полуавтоматическая сварка под флюсом Электро-шлаковая сварка Автоматическая и полуавтоматическая сварка в защитных газах Сварка контактная, газопрессовая, холодная и трением
на обычных режимах на форсированных режи- мах со скоростями более 19 мм/с на универсальных машинах на специализированных высоко-произво-дитель-ных машинах
с немеханизированным приводом с механизированным приводом
Вагоностроение, тепловозостроение и другие не перечисленные ниже отрасли Автомобилестроение Подъемно-транспортное, продовольственное, угольное, торфяное, строительное и дорожное машиностроение; станко- и турбостроение Строительная индустрия Котлостроение Кузнечно-прессовое машиностроение Металлургическое машиностроение Химическое машиностроение Тракторное и сельскохозяйственное машиностроение Судостроение металл толщиной: до 4 мм 4—12 мм более 12 мм 2,5 3 2 3 3,5 3 3 3 2 3,5 4,5 5 4 5 3 5 5,5 4,5 4,5 4,5 2 4 5 5,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 3 4 4 4 5,5 7 6 5 4 2 2 2 2 2 2 2 2 2 3 3,5 4 3,5 3,5 3,5 3 3,5 3,5 3,5 3,5 8 6 8 1 «> 1 1 1 1 1 1 1 III
Примечание. Приведенные коэффициенты для автоматической сварки под флюсом вычислены при работе одним электродом; для работы двумя электродами принимают в 1,5 раза, а при работе тремя электродами — в 2 раза большие значения.
g Приложение 3
ТИПОВОЕ ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ СБОРОЧНО-СВАРОЧНЫХ ЦЕХОВ
Подъемно-транспортные операции Основные типы подъемно-транспортного оборудования, цехов, изготовляющих изделия Примечание
из легкого сортамента из тяжелого^сортамента
Наименование Грузоподъемность, кН Наименование Грузоподъемность , кН
1. Разгрузка прибывающих на склад металла платформ с прокатом, укладка металла в штабели и на складочные места у станков и рабочих мест обработки (правки или газовой резки) Мостовые электрические краны Кран-балки Электротележки-штабелеукладчики 100 15—30 4—8 Мостовые электрические краны Электротележки-штабелеукладчики 100—200 15—30 Н а складах открытого типа — портальные электрические краны указанной грузоподъемности
2. Подъемно-транспортные работы на складочных местах у станков и рабочих мест на складе металла То же и местные консольные поворотные краны 5—10 То же и местные консольные поворотные краны 15—30 —
3. Транспортировка металла и заготовок из склада металла на складочные места у рабочих мест и станков заготовительного отделения, транспортировка деталей в заготовительном отделении от одного станка или рабочего места к следующему и транспортировка деталей из Мостовые электрические краны Кран-балки Электрокары Вагонетки узкой колеи 100 15—30 10—15 15—30 Мостовые электрические краны Электрокары Вагонетки узкой колеи 100 15—30 30—50 В случаях недостаточной загрузки мостовых электрических кранов они используются для выполнения операций по п. 4. Во всех отделениях цехов с поперечными
заготовительного отделения на промежуточный склад пролетами, изготовляющих изделия из тяжелого сортамента, краны и кран-балки оборудуются двумя тележками для захвата и транспортировки металла и изделий большой длины
4. Подъемно-транспортные работы на складочных местах у станков и рабочих мест газовой резки в заготовительном отде-делении; подача металла и крупных деталей к кромко-строгальным, токарно-карусельным и токарно-обдирочным станкам, листогибочным прессам, к отбортовочным и отфланцовочным машинам, к нагревательным печам; удаление обработанных деталей и металла от указанных станков и машин на складочные места и от печей к машинам и прессам Местные поворотные консольные краны Электротали Тали на монорельсах Рольганги Механизированные столы 5—10 5—10 5—10 Местные поворотные консольные краны Электротали Тали на монорельсах Рольганги Механизированные столы 15—30 15—30 15—30 1 1111
5. Подача металла к правильным вальцам и правильно-гибочным прессам, а также удаление металла от этих станков Рольганги Механизированные столы — Рольганги Механизированные столы — —
6. Подача металла к листогибочным вальцам и удаление готовых деталей на складочное место То же и местный поворотный кран 5 То же и местный поворотный кран 5—10 —
Продолжение прилож. 3
Подъемно-транспортные операции Основные типы подъемно-транспортного оборудования, цехов, изготовляющих изделия Примеч ание
из легкого сортамента из тяжелого сортамента
Наименование Грузоподъемность, кН Наименование Грузоподъемность, кН
7. Подача металла к дисковым и ножовочным пилам Рельсовые тележки 5 Рельсовые тележки 5—10 —
8. Подача металла к гильотинным ножницам, к дыропробивным прессам и к правильным плитам; удаление обработанных деталей и металла от указанных станков на складочные места Рольганги, шаровые столы и столы с дисковыми тележками — Рольганги, шаровые столы и столы с дисковыми тележками — —
9. Подача металла к пресс-ножницам, угловым ножницам, профильным ножницам, к торцефрезерным и сверлильным станкам Рольганги или подъемные роликовые столы — Рольганги или подъемные роликовые столы — —
10. Подача к различным станкам некрупных деталей и удаление некрупных деталей на складочные места у станков и рабочих мест всех типов Наклонные желоба, реже наклонные плоскости — Наклонные плоскости, реже наклонные желоба — —
11. Транспортировка деталей на промежуточном складе при их сортировке и комплектовке Ручные тележки Кран-балки Электротележки-штабелеукладчики 2-6 10—20 4 Ручные тележки Электрокары Мостовые краны Кран-балки Электротележки-штабелеукладчики 2—6 5—10 100 10—30 8
12. Транспортировка деталей и полуфабрикатов из промежуточного склада на складочные места в отделении узловой сборки-сварки; транспортировка сборочных единиц продукции в отделении узловой сборки-сварки и из него — в отделение общей сборки-сварки В цехах массового и крупносерийного производства—цепные и другие конвейеры В цехах всех типов производства: Тали на монорельсах Электрокары Рельсовые тележки Кран-балки, мостовые электрические краны 5—150 5—10 5—10 15—30 Электрокары Рельсовые тележки Кран-балки Мостовые электрические краны Тали на монорельсах Вагонетки узкой и широкой колеи 10—30 10—15 30—50 100—200 15—30 50—100 В случаях недостаточной загрузки мостовых электрических кранов или кран-балок их используют для выполнения операций по п. 13—15
13. Подъемно-транспортные операции на складочных местах отделения узловой сборки-сварки и обслуживание техно-ло1ических операций на рабочих местах В цехах массового и крупносерийного производства — сбрасыватели конвейеров, наклонные желоба , плоскости и спуски. В цехах всех типов производства: Местные консольные поворотные краны 5—15 Местные консольные поворотные краны Электротали Тали на монорельсах 15—30 15—30 15—30 См. примечания к п. 3 и 12
Продолжение прилож. 3
co
ND
Подъемно-транспортные операции Основные типы подъемно-транспортного оборудования, цехов, изготовляющих изделия Примечание —
из легкого сортамента из тяжелого сортамента
Наименование Грузоподъемность, кН Наименование Грузоподъемность, кН
Электротали Тали на монорельсах 5—10 5—15
14. Подача деталей на рабочие места сборки, прихватки и сварки сборочных единиц, а также и готовых сборочных единиц на складочные места; транспортировка собираемых и свариваемых сборочных единиц и изделий на потоке В цехах массового и крупносерийного производства — наклонные желоба и плоскости, поворотные сборочно-сварочные столы, шаговые и непрерывные, цепные и канатные конвейеры, ленточные и другие конвейеры; в цехах всех типов производства — см. п. 13 Местные консольные поворотные краны Электротали Тали на монорельсах См. примечания к пп. 3 и 12
15. Обслуживание сборки и сварки изделий в отделении общей сборки-сварки Мостовые электрические краны Кран-балки Тали на монорельсах 100—200 30—50 15—30 Мостовые электрические краны, портальные консольные краны 200—500 См. примечания к п. 3 и 12
Электротали 15—30 Кран-балки Тали на монорельсах Электротали 30—50 15—30 15—30
16. Транспортировка собираемых изделий в отделении общей сборки-сварки и из него в малярное отделение и на склад готовой продукции цеха В цехах массового и крупносерийного производства — см. п. 12 В цехах всех типов производства: Мостовые электрические краны Кран-балки Электрокары Рельсовые тележки узкой и широкой колеи 100—200 50—100 15—30 50—100 Мостовые электрические краны Тележки узкой и широкой колеи Трансбордеры Механизированные спуски с электролебедками 200—500 100—200 200—500 См. примечание к п. 3. В случаях малой загрузки мостовых кранов и пр. они используются для операций по п. 17
СО со 17. Отгрузка готовой продукции цеха на платформы железнодорожного транспорта Мостовые электрические краны Стационарные и передвижные поворотные краны 100—200 10-30 Мостовые электрические краны Стационарные и передвижные поворотные консольные краны 200—500 30—100 См. п. 16 примечание к
Приложение 4
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ УСВОЕНИЯ МАТЕРИАЛОВ ПО ГЛАВАМ УЧЕБНИКА
Глава I
1. Какие элементы производства являются основными и главными, что их объединяет во взаимодействии и в чем заключаются основные задачи проектирования сборочно-сварочных цехов?
2. Каковы основные отличительные признаки сварных изделий и в чем проявляется их влияние на особенности проектируемого цеха (отделения, участка)?
3. В чем заключается плановый характер заданий на проектирование промышленных предприятий в Советском Союзе, какие установлены стадии разработки проектов?
4. Состав проекта и его основные части; каковы необходимые исходные данные для разработки проектов и какова последовательность разработок технологической и транспортной части проекта цеха?
5. Каковы отличительные особенности разновидностей производственной программы, в чем сущность и методика приведения программы?
6. Какими данными характеризуется режим работы цеха (производственного участка) и что называют фондами времени рабочих, оборудования и рабочих мест; в чем заключается различие между номинальными и действительными годовыми фондами времени?
7. Каковы основные требования к проектам сварочных производств, в чем заключается значение типовых проектов и эталонов проектов?
Глава II
1. Каковы цель и содержание подготовительных работ по проекту производственного процесса?
2. Какие технологические процессы объединяег производственный процесс в сборочно-сварочном цехе, какие операции, помимо технологических, следует включать в разрабатываемый производственный процесс и какова общая методика его разработки?
3. Какие объекты принимают в качестве расчетных единиц при разработке технологических процессов обработки металла и сборки-сварки заданной продукции и как определяют трудоемкость работ на заданную годовую программу выпуска продукции?
4. Какие операции первичной и последующей обработки металла применяются в заготовительном отделении цеха и какие типы оборудования рекомендуются для их выполнения?
5. Какие технологические операции широко применяются в сборочно-сварочных отделениях цеха и какие типы оборудования рекомендуются для их выполнения?
6. Чем обусловлено определение рациональных режимов сварки и (если требуется) термообработки запроектированных соединений, в чем заключаются основы методики расчетного определения оптимальных режимов сварки и какова последовательность этих расчетов?
7. Как достигается наиболее экономичный раскрой металла на заготовки?
8. Каковы основные методические положения технического нормирования продолжительности и трудоемкости ручных и станочных операций технологического процесса, какова связь между трудоемкостью работ и длительностью производственного цикла изготовления изделия?
314
9. В чем заключаются основы методики определения технико-экономической эффективности различных вариантов технологии производства и какое значение при этом имеет фактор времени (окупаемость капитальных вложений)?
10. В чем заключаются основы графоаналитического метода сравнительной оценки экономической эффективности различных вариантов технологии производства?
Глава III
I. Какие технические и экономические задачи производства решаются при широком осуществлении механизации и автоматизации и в чем заключаются особенности и различия главных направлений механизации и автоматизации сварочного производства?
2. Что представляет собой комплексная механизация и автоматизация производственного процесса и чем она отличается от предшествующих ступеней ее развития?
3. Какие признаки являются основными для различных форм поточной работы в сборочно-сварочных цехах и в чем заключаются ее преимущества в сравнении с другими формами организации производства?
4. Чем отличается разработка технологических процессов в проектах поточного производства и какие параметры поточных линий являются основными для их расчета?
5. Как определяют такт производства и ритм потока, в чем заключается различие между ними и каким расчетным параметром определяется пропускная способность поточной линии?
6. От каких факторов и как зависит величина производственного цикла и почему необходимо стремиться к осуществлению наименьшей его продолжительности?
7. На что расходуется действительный годовой фонд времени автоматической поточной линии, как при ее проектировании определяют длительность настроек и коэффициент использования линии и какие мероприятия следует предусматривать для увеличения этого коэффициента?
8. Для чего применяют расчленение автоматической поточной линии, как определяют оптимальное количество участков расчленяемой автоматической линии и величину пульсирующих заделов между ними?
9. Какова цель синхронизации операций поточного производственного процесса и какие основные способы синхронизации применяют в проектировании сборочно-сварочных цехов?
10. Как определяют оптимальное значение годового выпуска продукции для проектируемого цеха массового производства и чем отличается методика этого определения в проектировании цехов серийного производства?
11. Как определяют показатели степени и уровня механизации и автоматизации производственного процесса и в чем заключается различие между этими двумя показателями?
12. На каких работах в сборочно-сварочных цехах использование промышленных роботов особенно эффективно и почему?
Глава IV
1. Каким требованиям должен удовлетворять рациональный выбор производственного оборудования и оснастки?
2. Как определяют потребное количество производственного оборудования и оснастки каждого выбранного типа?
3. Какие предварительные расчеты необходимы для выбора типов общих и местных подъемно-транспортных средств?
315
4. Как определяют потребное количество подъемно-транспортных средств каждого выбранного типа и в каких случаях необходимо построение графиков их работы и движения?
5. Как определяют количество рабочих мест для исправления пороков сварной продукции?
6. Как определяют годовую потребность проектируемого цеха в основных и вспомогательных материалах и в различных видах энергии?
7. Как определяют потребный качественный и количественный состав основных и вспомогательных рабочих, ИТР, СКП и МОП?
Глава V
1. Каковы обычный состав сборочно-сварочного цеха и его производственная связь с другими цехами и службами на машиностроительном заводе?
2. Какие типовые схемы компоновки сборочно-сварочных цехов применяются в проектировании, в чем заключаются их особенности и для каких типов производства рекомендуется каждая из них?
3. Каково значение специализации пролетов цеха, в чем она заключается (по каждому отделению в отдельности) и как предусматривают ее осуществление в проектируемом плане цеха?
4. Какова общая методика проектирования технологического плана цеха и какие исходные данные необходимы для его разработки?
5. Как определяют потребное количество пролетов цеха, их ширину, длину и высоту с учетом габаритов унифицированных типовых секций и пролетов?
6. Каким требованиям должно удовлетворять взаимное расположение на плане цеха пролетов различной высоты и как достигают удовлетворения этих требований?
7. Какими должны быть размеры проходов и проездов в пролетах цеха и расстояния между рабочими местами, станками, стендами, складочными местами и сварочными агрегатами?
8. Как производят расчет и планировку всех отделений и участков, складов и кладовых, административно-конторских и бытовых помещений цеха, а также совместную их компоновку на пларе проектируемого цеха?
Глава VI
1. В чем заключается содержание технических заданий на разработку энергетической и санитарно-технической частей проекта цеха и какие расчеты необходимы для их составления?
2. Как определяют среднечасовое общее выделение пыли на сварочных участках и необходимый часовой обмен воздуха в проектируемых сборочно-сварочных цехах для расчетов общеобменной их вентиляции?
3. В каких случаях допустимо ограничиваться только устройством местных отсосов загрязненного воздуха и не предусматривать общеобменной вентиляции в сборочно-сварочном цехе?
Глава VII
1. Какие основные технико-экономические показатели проекта сборочносварочного цеха определяют экономическую эффективность и целесообразность его сооружения?
2. Какие виды затрат включают в сметно-финансовый расчет по технологической и транспортной части проекта сборочно-сварочного цеха?
316
3. Что такое цеховая себестоимость продукции и как ее определяют?
4. Какие группы затрат включают в смету производства?
5. Почему технико-экономические показатели по проекту цеха необходимо рассматривать в связи с его основными данными?
6. Что называют укрупненными показателями и как их используют для расчетов при проектировании цеха, отделения, участка?
7. Как посредством технико-экономических показателей оценивают качество разработанного проекта цеха?
8. От чего зависит рентабельность производства сборочно-сварочного цеха и какими показателями ее оценивают?
9. Как влияют на числовые значения основных технико-экономических показателей размеры годового выпуска продукции и уровень специализации проектируемого производства?
ОГЛАВЛЕНИЕ
Введение....................................................... ... 3
Глава I. Общие сведения ............. .... 5
1. Элементы производства и задачи его проектирования........... 5
2. Влияние характеристик сварных изделий на особенности проектирования их производства ................................. 7
3. Типы и характеристики сварочного производства............... 9
4. Состав, содержание и стадии разработки проекта............. 12
5. Исходные данные для проектирования......................... 17
6. Состав и последовательность разработки технологической и транспортной части проекта цеха................................ 18
7. Производственная программа и ее разновидности.............. 19
8. Режим работы и годовые фонды времени рабочих и оборудования 26
9. Научная организация труда в проектах сварочных производств 27
10. Общие требования к проектам сварочных производств .... 30
Глава II. Документация производственного процесса и ее разработка 32
И. Подготовительные работы..................................... 32
12. Состав производственного процесса и общая методика разработки его документации.......................................... 33
13. Технологическое проектирование сборочно-сварочных работ и расчетное определение режимов сварки.......................... 44
14. Технологическое проектирование заготовительных работ и определение экономичного раскроя проката........................ 60
15. Проектирование работы промежуточного склада и отделения комплектации заготовок и деталей................................ 73
16. Определение трудоемкости работ и длительности производственного цикла .............................................. 75
17. Технико-экономическая оценка вариантов технологии производства ...................................................... 79
Глава III. Влияние комплексной механизации и автоматизации производства на его планировку и экономическую эффективность 87
18. Пути и эффективность механизации и автоматизации производственного процесса.............................................. 87
19. Формы поточной работы в сборочно-сварочных цехах......... 94
20. Теоретические основы проектирования и расчетные параметры поточных линий ................................................. 98
21. Основные способы синхронизации операций поточных производственных процессов............................................. 123
22. Определение оптимального выпуска продукции.............. 128
23. Степень и уровень механизации и автоматизации производственного процесса и способы их повышения........................... 133
24. Применение промышленных роботов в сборочно-еварочных цехах 143
318
Глава IV. Определение проектируемого состава основных элементов производства ........................................................ 148
25. Рациональный выбор и расчет требуемого состава оборудования и оснастки.................................................... 148
26. Определение потребности в материалах и энергии............... 158
27. Определение состава и численности работающих................. 164
28. Использование вычислительной техники в проектировании цехов сварочного производства ................................ 169
Глава V. Пространственное расположение производственного процесса 172
29. Состав сборочно-сварочного цеха и его производственная связь с другими цехами завода .... .................... 172
30. Типовые схемы компоновок сборочно-сварочных цехов .... 174
31. Последовательность и общая методика разработки плана и разрезов здания цеха.......................................... 181
32. Расчеты площадей и планировка сборочно-сварочных отделений и участков.................................................... 185
33. Расчеты площадей и планировка заготовительных отделений 213
34. Расчет и планировка цеховых складов и кладовых.............. 226
35. Расчет и планировка административно-конторских и бытовых помещений..................................................... 233
36. Компоновка планов отделений и участков цехов и уточнение состава элементов производства................................ 237
37. Метод ускоренной разработки технологических планов цехов 240
Глава VI. Специальные части проекта.................................... 243
38. Технические задания на разработку специальных частей проекта 243
Глава VII. Экономический анализ и технико-экономические показатели проекта цеха......................................................... 250
39. Оценка экономической эффективности проекта................... 250
40. Капиталовложения и методика их расчета....................... 252
41. Цеховая себестоимость продукции и методика ее расчета . . . . 262
42. Уровень рентабельности производства сборочно-сварочного цеха и изготовляемых в нем изделий............................ 271
43. Основные данные и технико-экономические показатели .... 272
Глава VIII. Примеры рациональных поточных сборочно-сварочных участков и автоматических линий..................................... 280
44. Автоматическая линия для изготовления стальных отопительных радиаторов ............................................... 280
45. Автоматические линии сборки и сварки кузова легкового автомобиля в крупносерийном производстве ВАЗ.................. 285
46. Автоматическая линия сборки и контактной сварки пола кабины грузовых автомобилей ЗИЛ-130 и ЗИЛ-131........................ 288
47. Автоматическая линия сборки и сварки кабин грузовых автомобилей ЗИЛ-130 и ЗИЛ-131....................................... 291
48. Поточная линия изготовления шахтных вагонеток................ 295
49. Комплексно-механизированная поточная линия сборки и сварки стальных рулонируемых полотнищ................................ 297
Приложение 1. Расчетные коэффициенты и характеристики элементов и устройств автоматических линий...................................... 300
Приложение 2. Средние значения k — коэффициента производительности или приведения трудоемкости механизированного к трудоемкости немеханизированного выполнения работ в сборочно-сварочных цехах машиностроительных заводов 305
Приложение 3. Типовое подъемно-транспортное оборудование сборочносварочных цехов .................................................... 308
Приложение 4. Вопросы для самопроверки усвоения материалов по главам учебника..................................................... 314
319
ИБ № 1296
Красовский Александр Илларионович
ОСНОВЫ ПРОЕКТИРОВАНИЯ СВАРОЧНЫХ ЦЕХОВ
Редактор Т. Е. Черешнева
Художественный редактор
Ю. Г. Ворончихин
Технические редакторы: Е. М. Коновалова,
И. Н. Раченкова
Корректор Н. И. Шарунина
Переплет художника Б. Н. Юдкина
Сдано в набор 09.01.80.
Подписано в печать 08.04.80. Т-08312.
Формат 60х90х/1в. Бумага типографская № 3. Гарнитура литературная.
Печать высокая. Уел. печ. л. 20,0.
Уч.-изд. л. 21,65. Тираж 20 000 экз.
Заказ 15. Цена 1 р.
Издательство «Машиностроение», 107885, Москва, ГСП-6,
1-й Басманный пер., 3
Ленинградская типография № 6 ордена Трудового Красного Знамени Ленинградского объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
193144, Ленинград, ул. Моисеенко, 10.