/




Author: Фатеев И.С. Поздняков Е.П.
Tags: станки токарные станки винторезный станок станкостроение
Year: 1988




Text
M»MHt »»» I'Г1' 1(ЯЖ остро ren fk-tu” Пре» . •c».i CCCF
Главное улиаеле-- ьГ na»c mmr
ГОСУДАРСT9F -НЫЙ ПРОЕКТНО - КОНСТ?УКТОР< :КИН И г ХНОЛОГИЧе i
1,0 м ЕР ' ’ЦИИ, АВТОМАТИЗАЦИИ РЕ ЭРЕ УЩи • стдр.
И “СХНИЧЕООМУ ОБСЛУ/чИВА.;’ М 1ООБРА АТЫВАЮЩ61 С ЭР' пвдн»‘<
С ПРОГРА i *Л-АВЛГ М
"ГПКТИ СТАНКОСЕГВИС-
РЕМОНТ
ТОКАРНО - ВИНТОРЕЗНОГО СТ АНК
МОДЕЛИ I6K20
Часть II Технологиче<» i процесс капитально? ремонта
Министерство станкостроительной и инструментальной промышленности СССР
Главное управление Тлавстанкоремналадка*'
Государственный проектно»нонструкторский и технологический институт по модернизации, автома^зации,
ремонту металле режупых станков и техническому обслуживанию металлообрабатывающего оборудования
с программным управлением
- Г П К Т И 'СТАНКОСЕРВИС'-
РЕМОНТ
ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
МОДЕЛИ 16К2О
Часть П. Технологический процесс капитального ремонта
Тула-1988
Директор ГПКТИ ГОтанкосе рейс'
Главный инженер
ФАТЕЕВ И.С,
ПОЗДНЯКОВ Е.П.
Техническая документация на ремонт токарно-винторезного станка модели 16К2О
издается в помощь ремонтным службам предприятий* для которых, ремонт станков
представляет известную трудность, и может служить руководством для ремонтных
рабочих и ИТР.
Техническая документация состоит из трех ’астей,.
Первая часть содержит общее описание станка и чертежи узлов» Во второй части
изложен технологический процесс ремонта станка, В третьей части помещены времен-
ные нормы расхода сменяемых оригинальных деталей и их рабочие чертежи.
Предложенные методы ремонта позволят осуществить качественный ремонт стан-
ков и довести их до первоначальной точности в соответствии с ГОСТ и ТУ»
В разработке техдокументации участвовали: Кравчук Й»П., Смирю ва Н.А„
Леонтьев Л.Н., Дегтерпнский В.П., Авдокушнна В.Г., Алексеева Л.Д., ГЬоськояа Н.Г.,
Голышевский BJ4.
Отзывы и пожелания просим направлять по адресу: 300903, г. Тула, п. Косая
Гора, уц, Шмидта, 16, ГПКТИ •Станкосернис*’,
— 3 —
СОДЕРЖА И И Е
Часть 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА
L. МАРШРУТ ПРОХОЖДЕНИЯ ТОК АРНО-ВИН ТОР ЕЗН ОГО
СТАНКА мод. 16К20 ПРИ КАПИТАЛЬНОМ
РЕМОНТЕ.................................... 4
2. ПЕРЕЧЕНЬ ОСНАСтКИ, ПРИМЕНЯЕМОЙ ПРИ
КАПИТАЛЬНОМ РЕМОНТЕ СТАНКА................... 5
3. МАРШРУТНЫЙ ТЕХНОЛОП4ЧЕСКИЙ ПРОЦЕСС
РАЗБОРКИ СТАНКА НА УЗЛЫ ............ 8
4. МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
РАЗБОРКИ УЗЛОВ СТАНКА . .................... 10
Ч РЕКОМЕНДАЦИЙ ПО ДЕФЕКТАЦИИ И ВОССТА-
НОВЛЕНИЮ ДЕТАЛЕЙ........................ 17
6. МАРШРУТНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
РЕМОНТА ДЕТАЛЕЙ .,......................... 20
о
6.1. Маршрутный технологический процесс
ремонта станины ............. ......... 20
6.2. Маршрутный технологический процесс
ремонта каретки .......... ...... •> .... 27
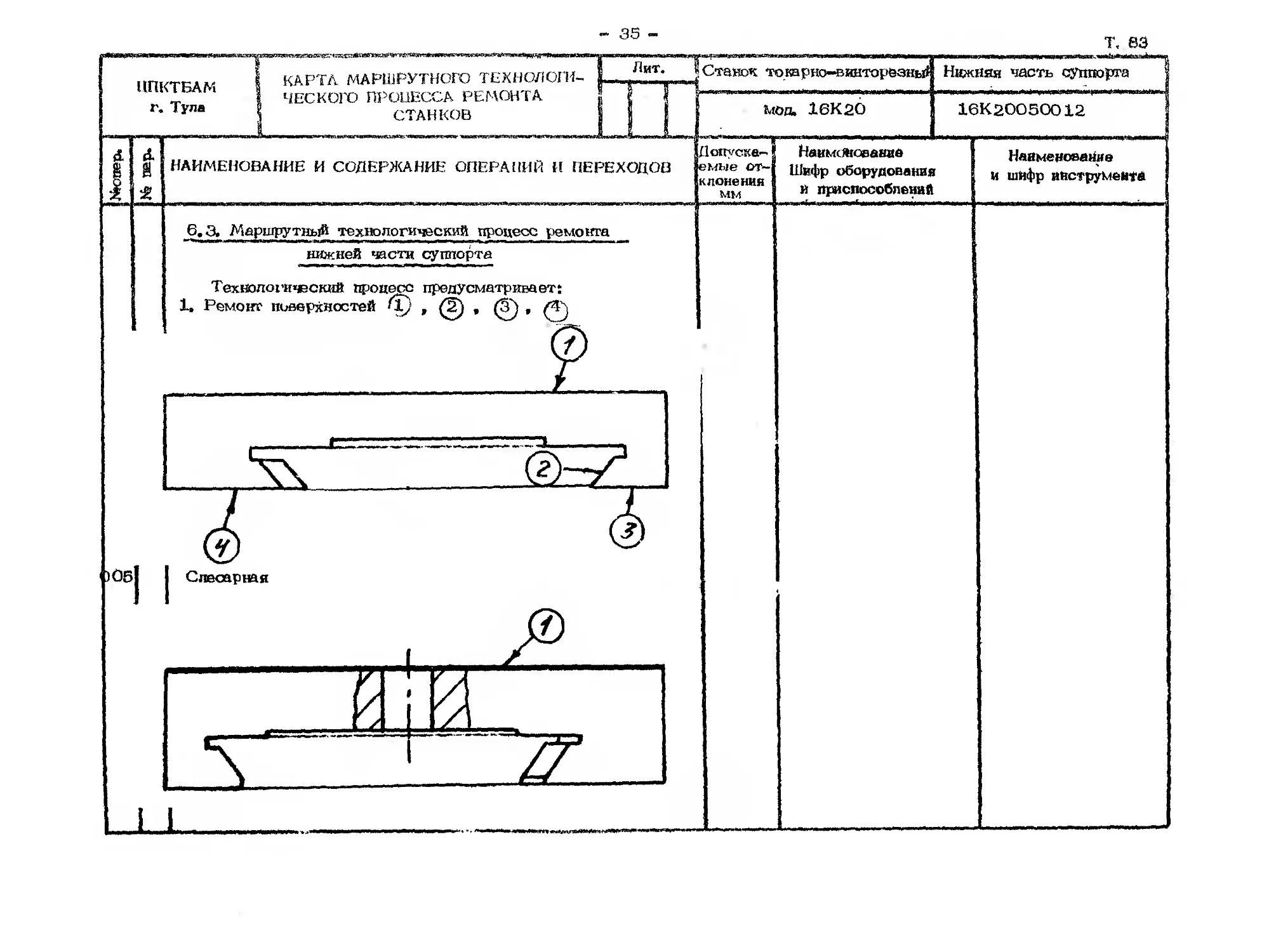
6.3. Маршрутный технологический процесс
ремонта нижней части суппорта 35
6.4. Маршрутный технологический процесс
ремонта средней части суппорт® .............. 40
6.5. Маршрутный технологический процесс
ремонта верхней части суппорта ........... 44
6.6. Маршрутный технологический процесс
ремонта резцовой головки ... ........ ....*.. 49
6.7, Маршрутный технологический процесс
Гемонта корпуса задней бабки и плиты .......... 32
6.8. Маршрутный технологический процесс
ремонт® шпинделя . ................ ...... 59
6.9. Маршрутный технологический процесс
ремонта ходового винта .. ................ 60
6.10. Маршрутный технологический процесс
ремонта валиков ............................... 74
7. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КАЧЕСТВУ
СБОРКИ СТАНКА.................‘..........7В
8. МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
СБОРКИ УЗЛОВ СТАНКА................*..... 79
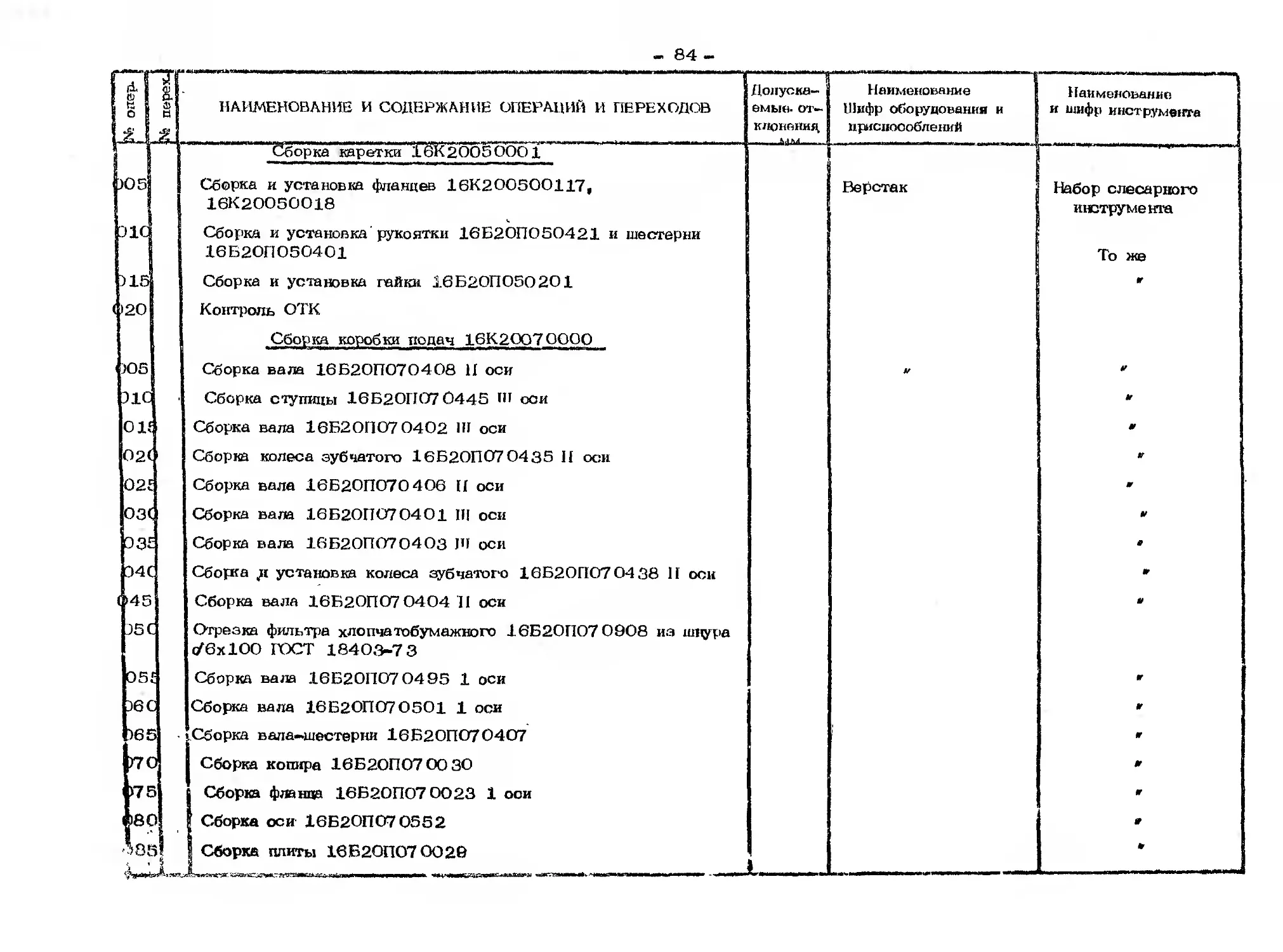
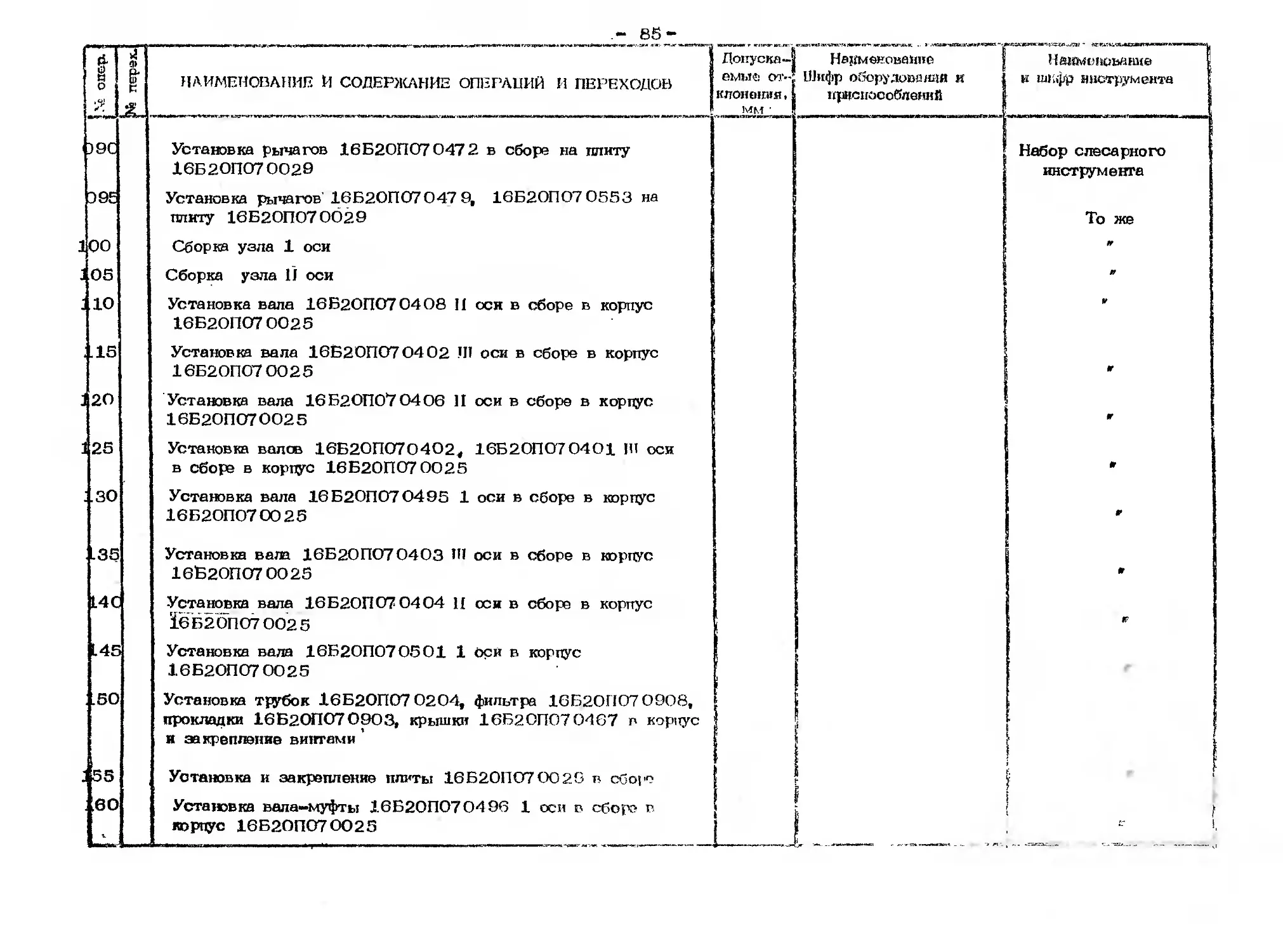
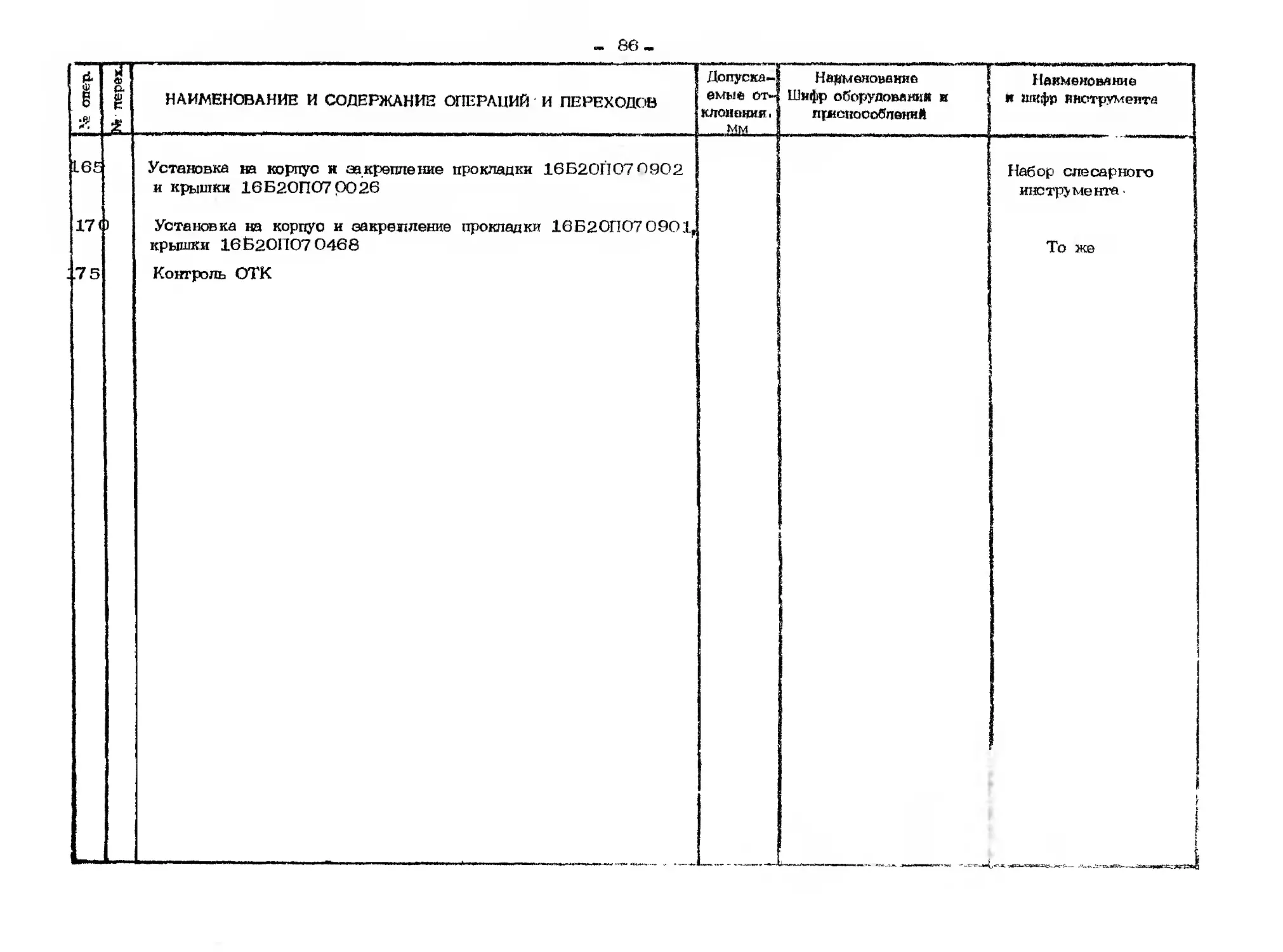
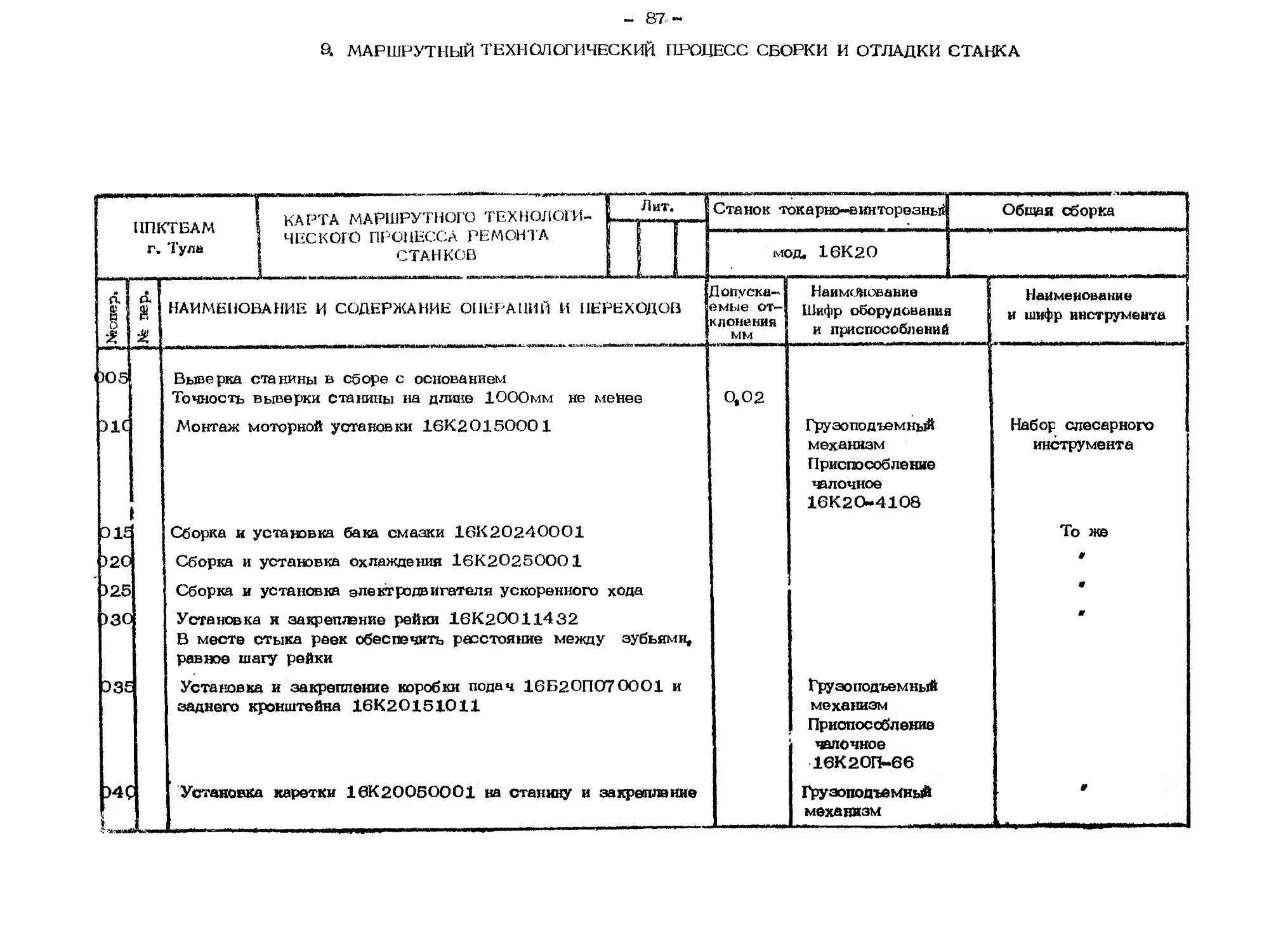
9. МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
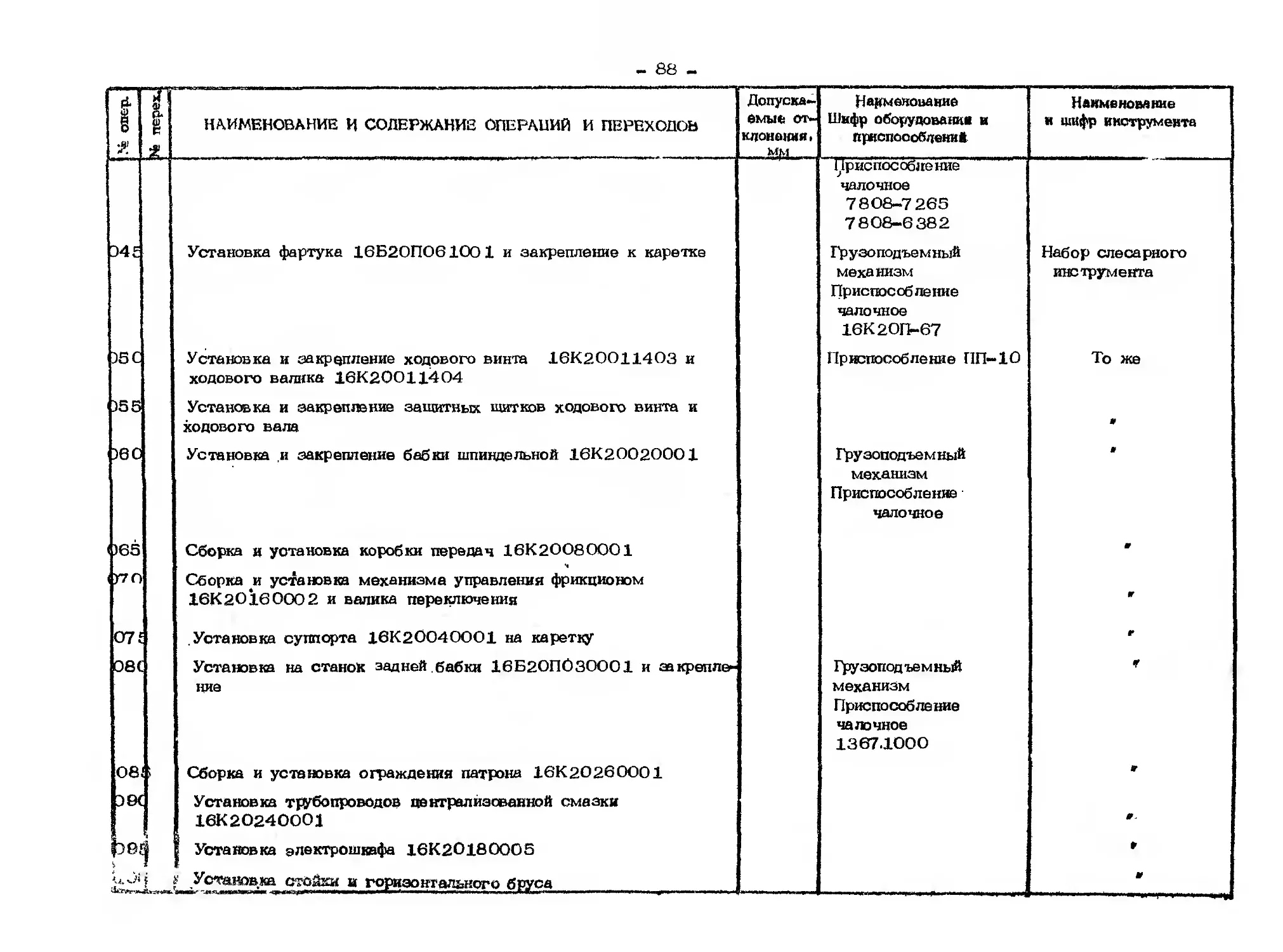
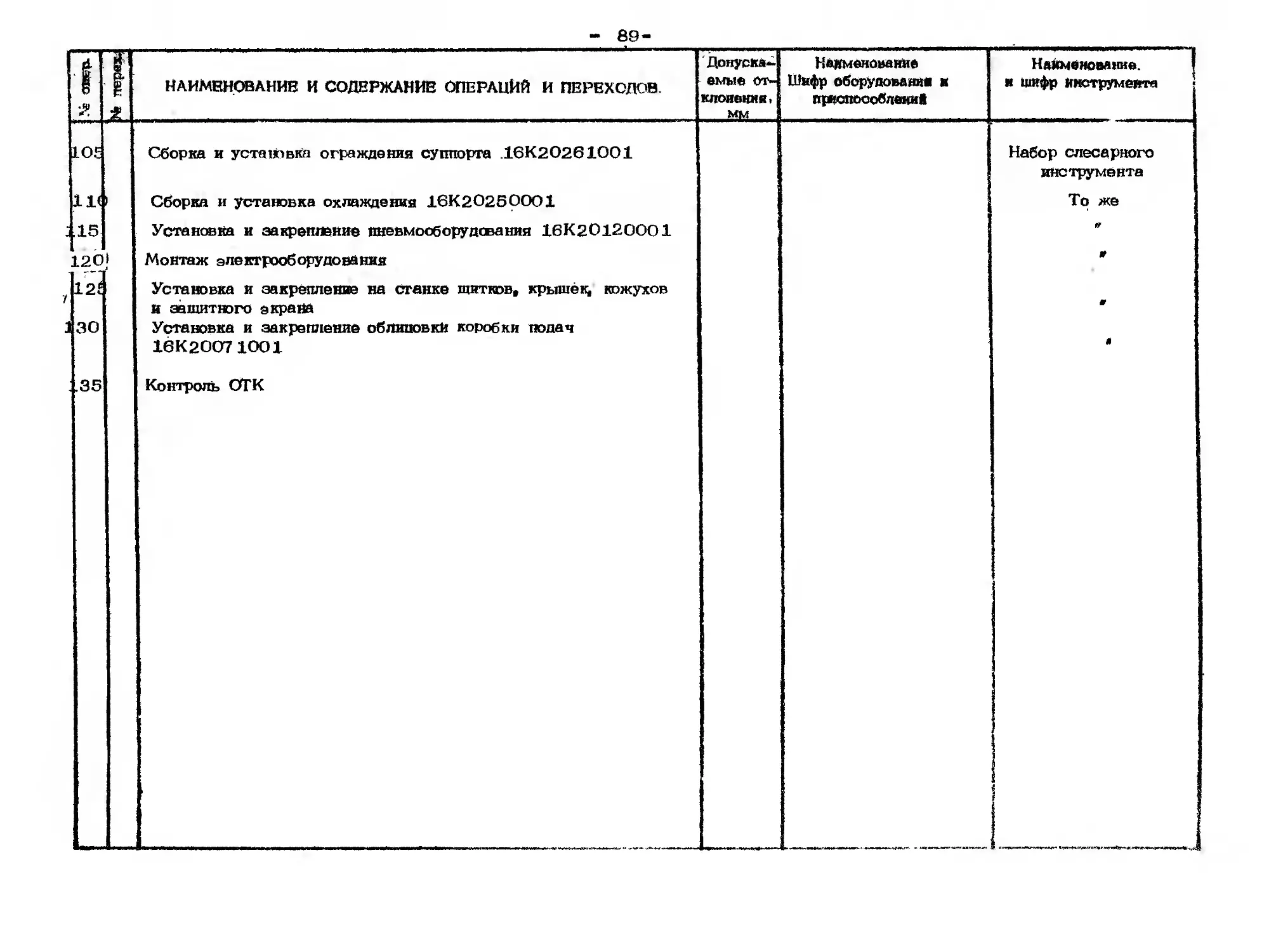
СБОРКИ И ОТЛАДКИ СТАНКА.................. 88
1Q испытания станка после капитального
РЕМОНТА............................. 91
10.1 ,. Испытание станка на холостом ходу.... 91
10.2 . Испытание станка под нагрузкой и в работе.. 91
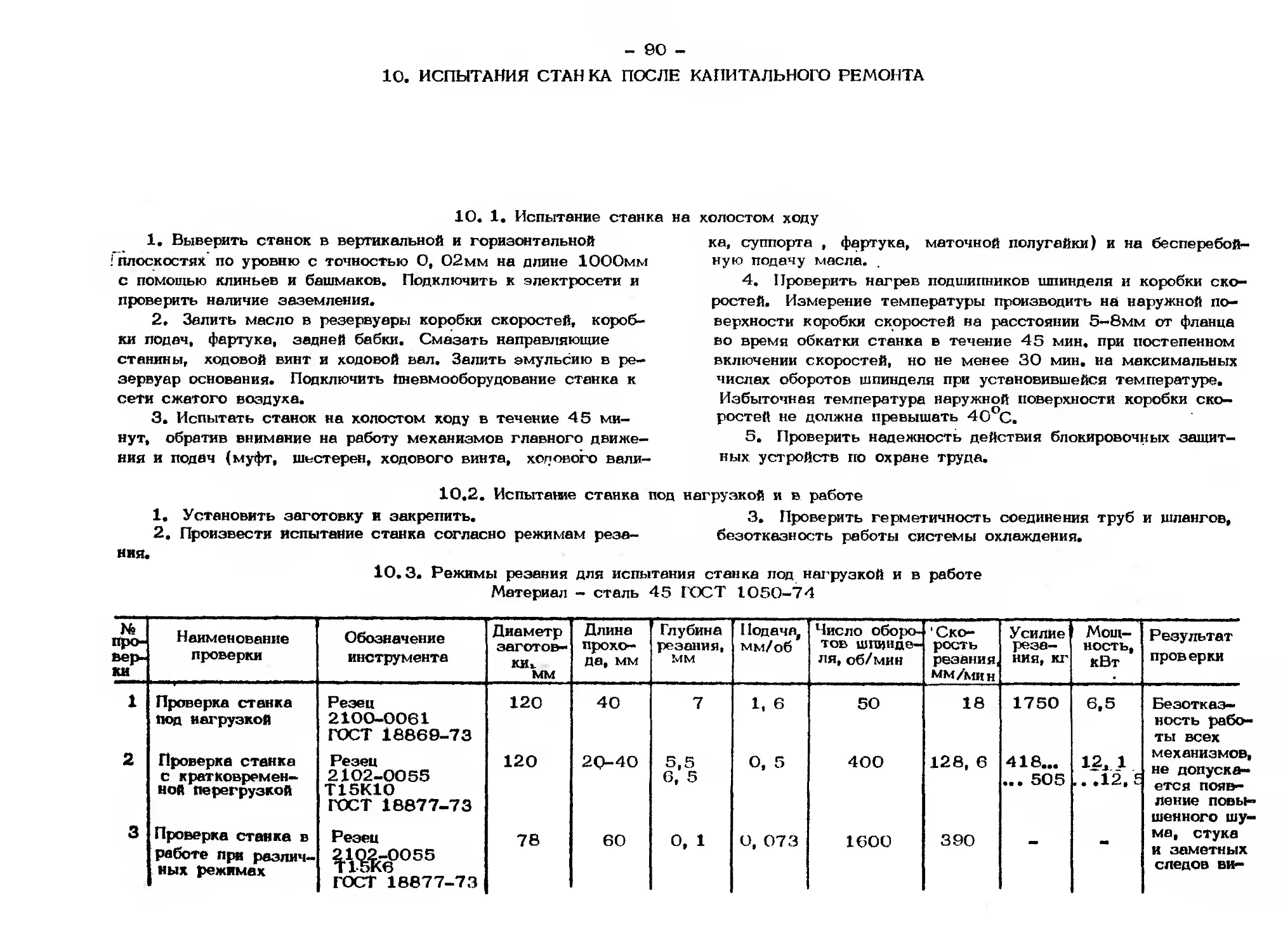
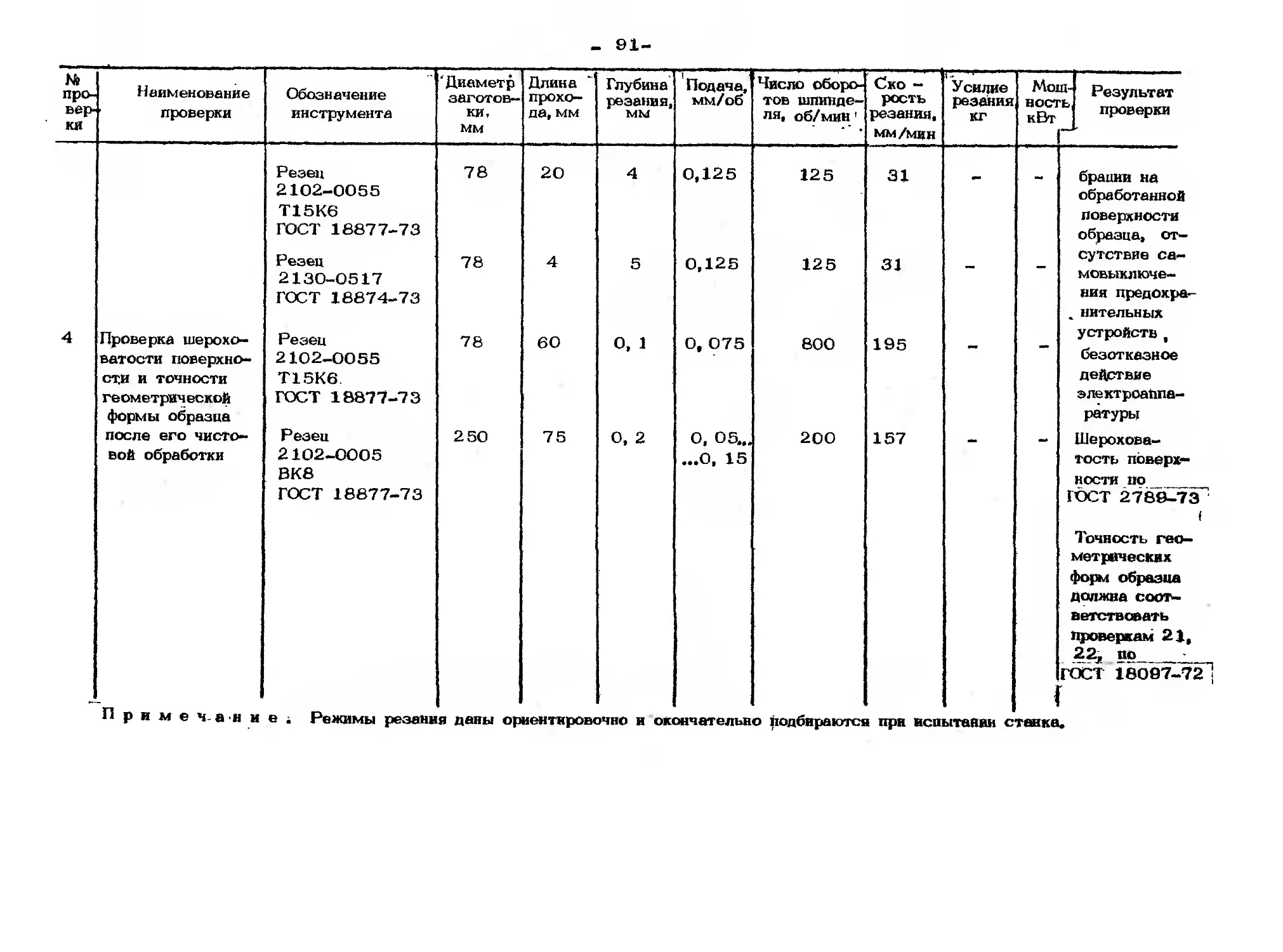
10,3 . Режимы резания для испытания Станка под
нагрузкой и в работе ................ .. 91
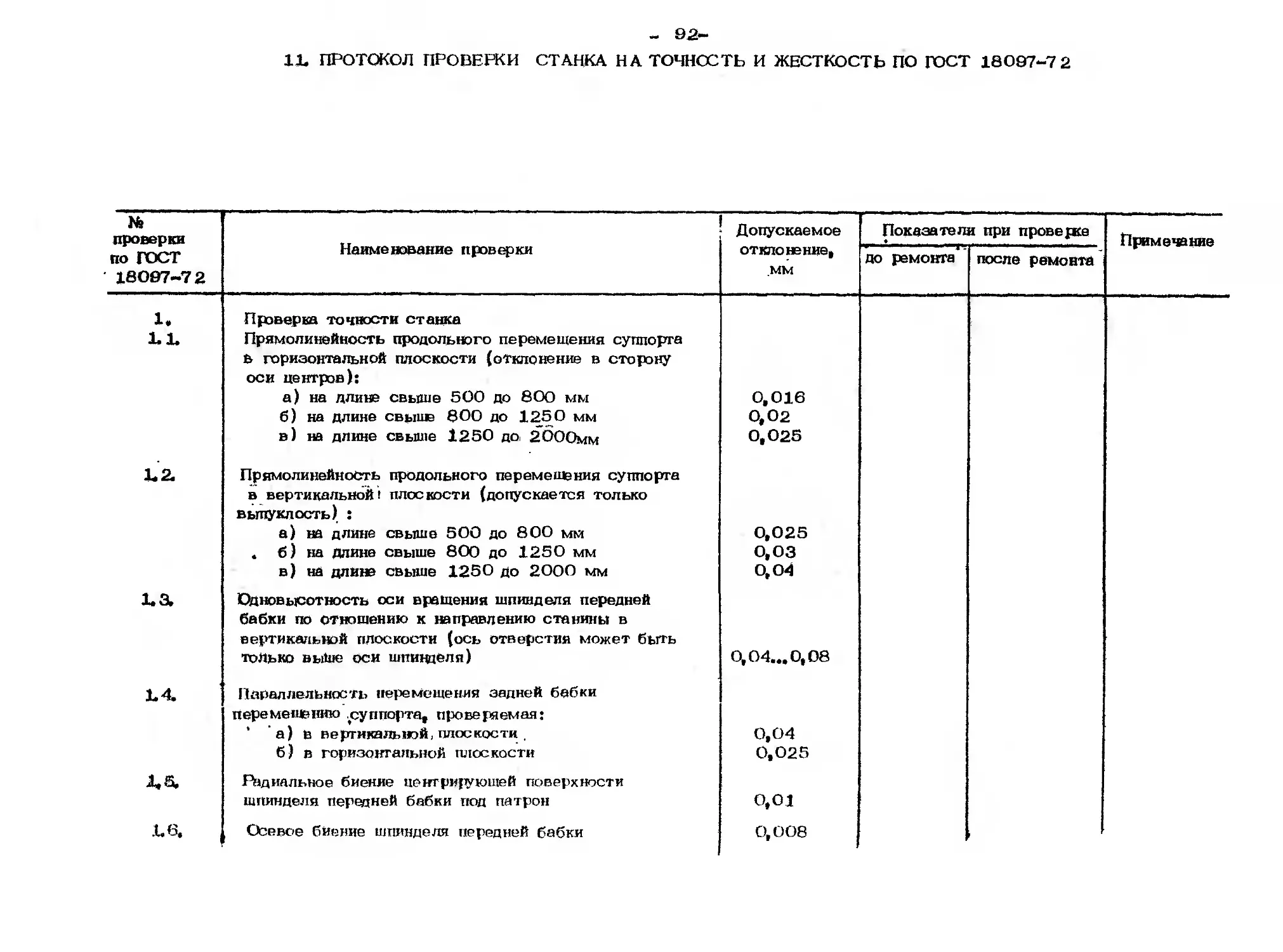
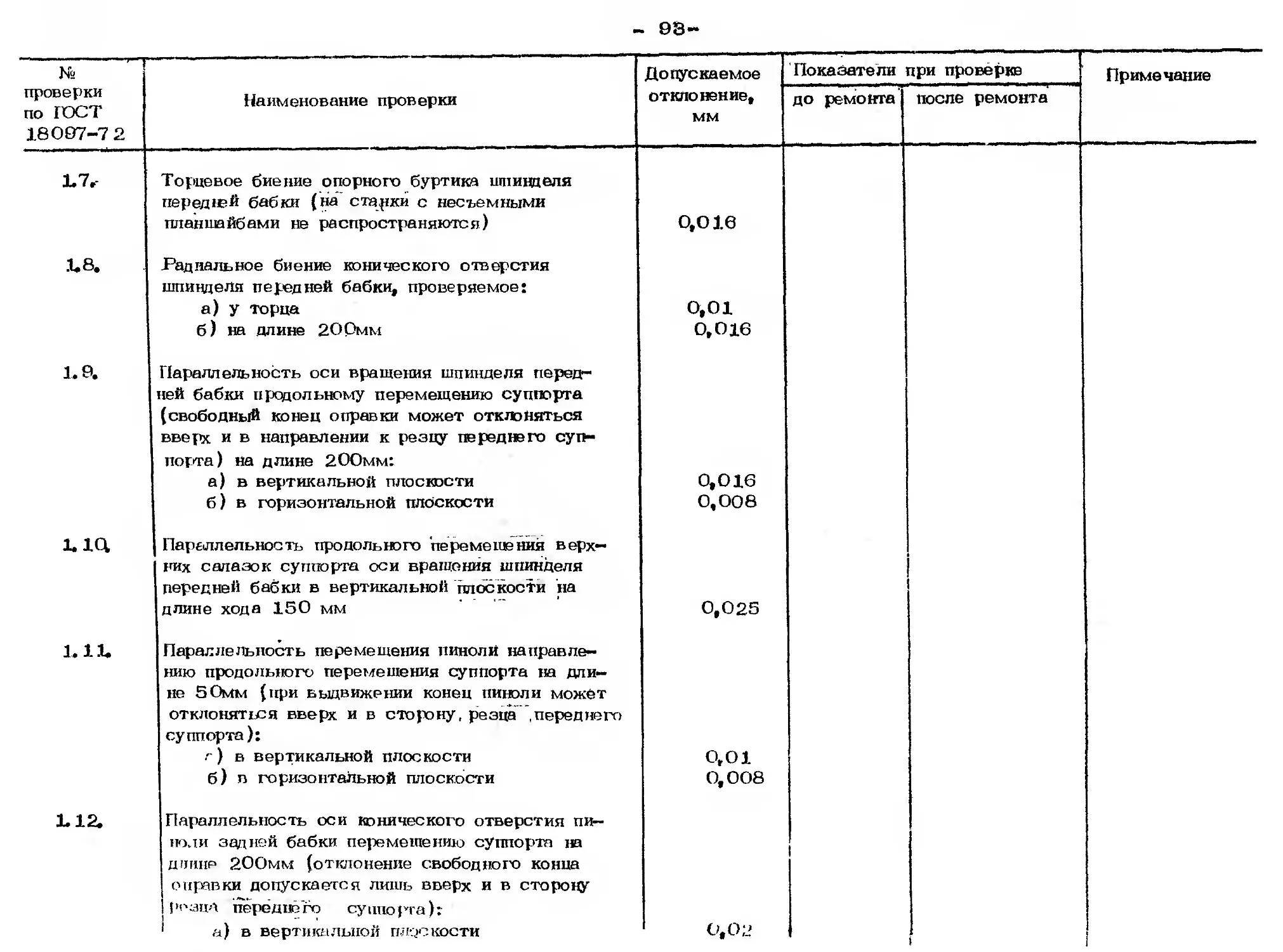
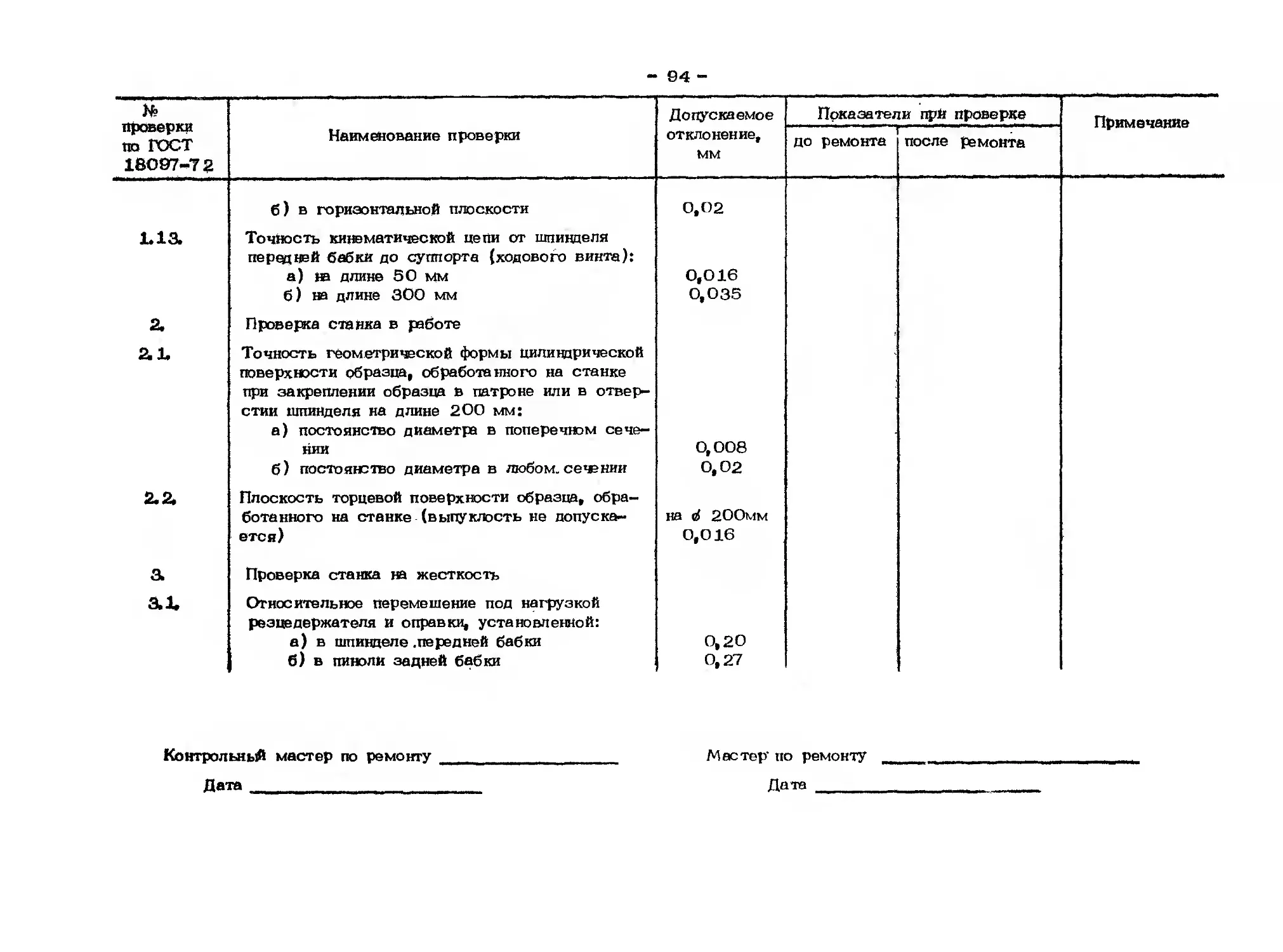
и. протокол проверки станка на точность
и ЖЕСТКОСТЬ ПО гост 18097-7 2 ..........- 93
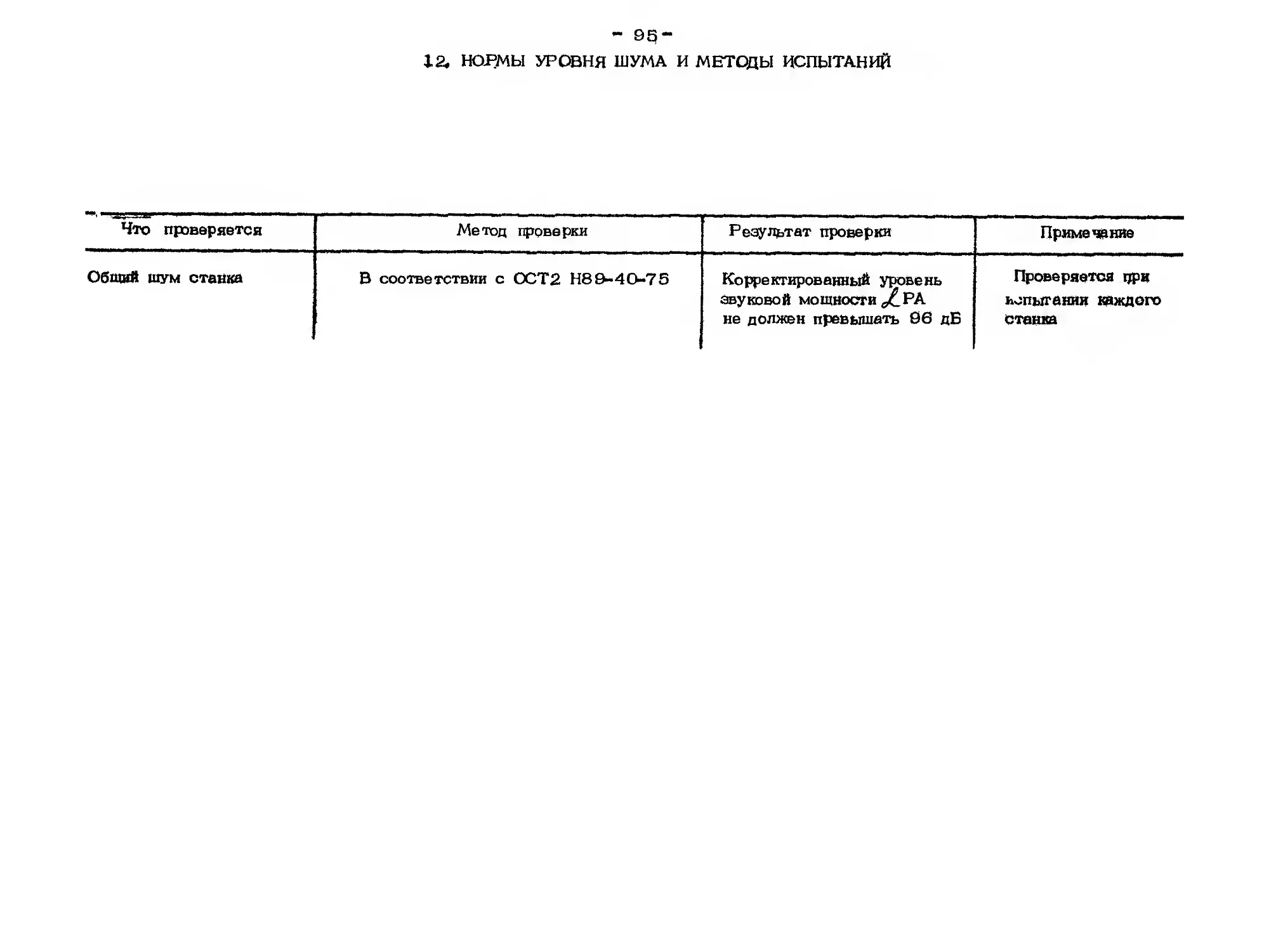
12. НОРМЫ УРОВНЯ ШУМА И МЕТОДЫ ИСПЫТАНИЙ,. 96
ПРИЛОЖЕНИЯ:
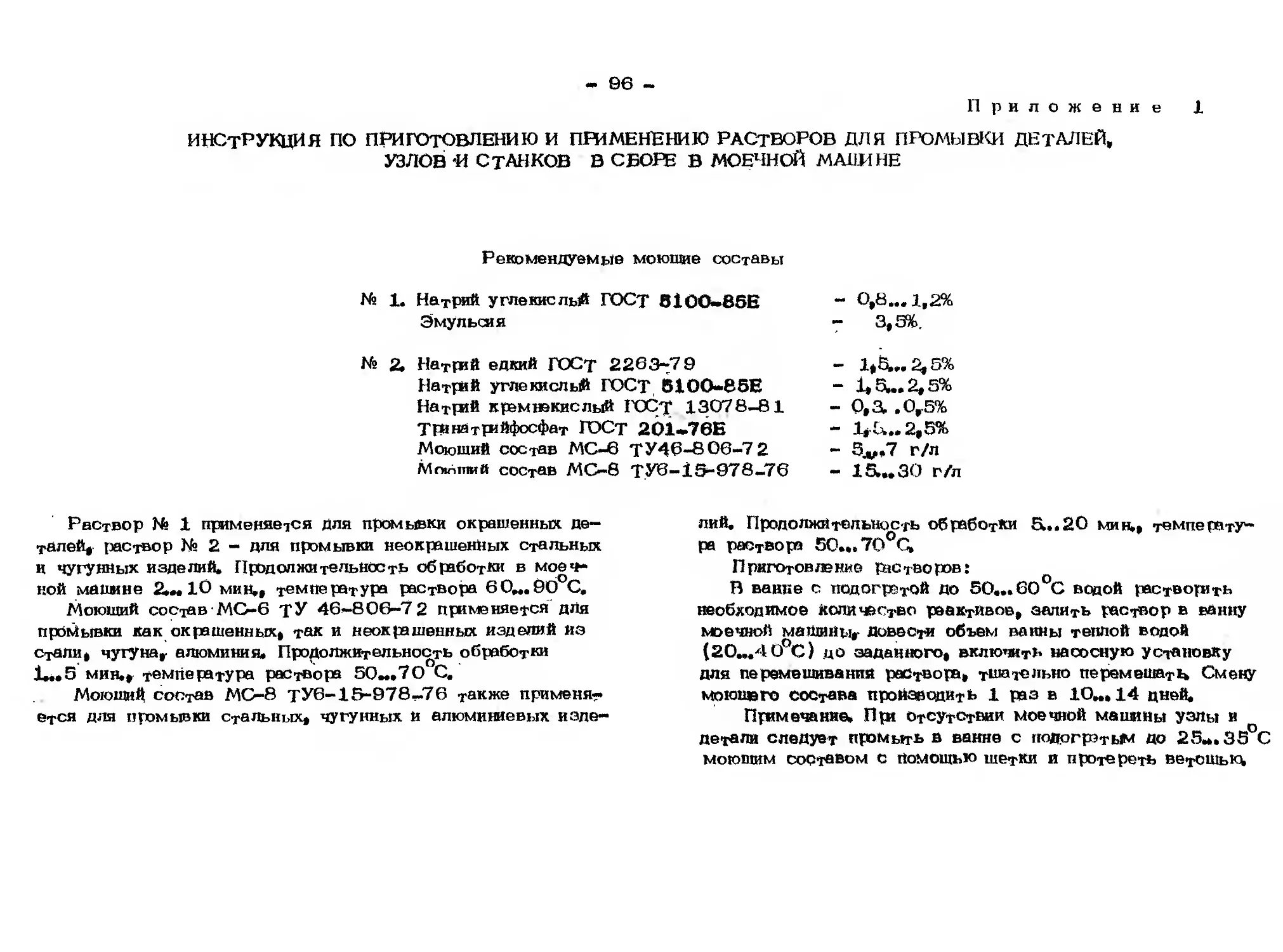
Приложение 1. Инструкция по приготов-
лению и применению растворов для промывки деталей,
узлов и станков в сборе в моечной машине ....... 97
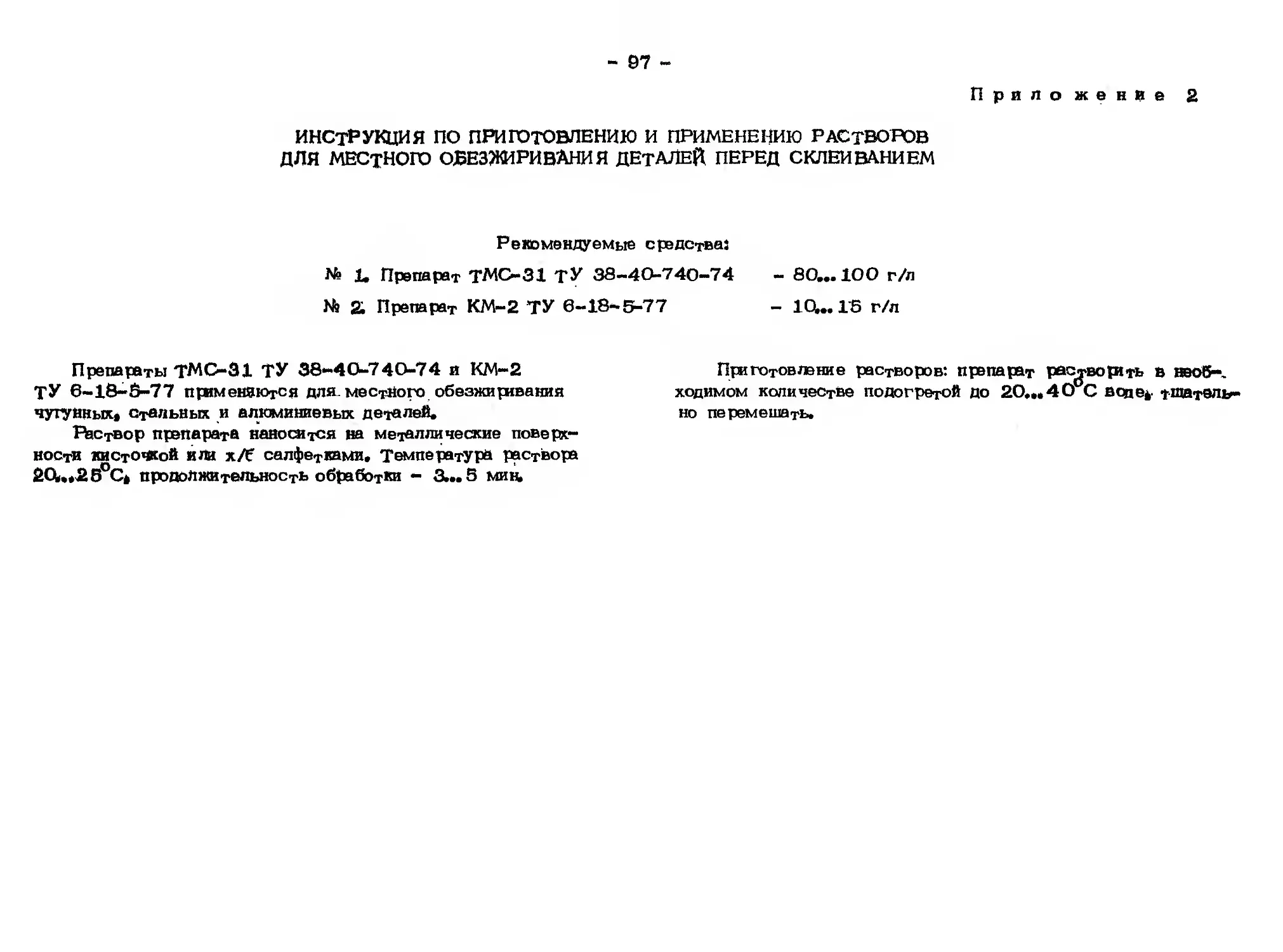
Приложение 2. Инструкция по приготов-
лению и применению растворов для местного обезжири-
вания деталей перед склеиванием 98
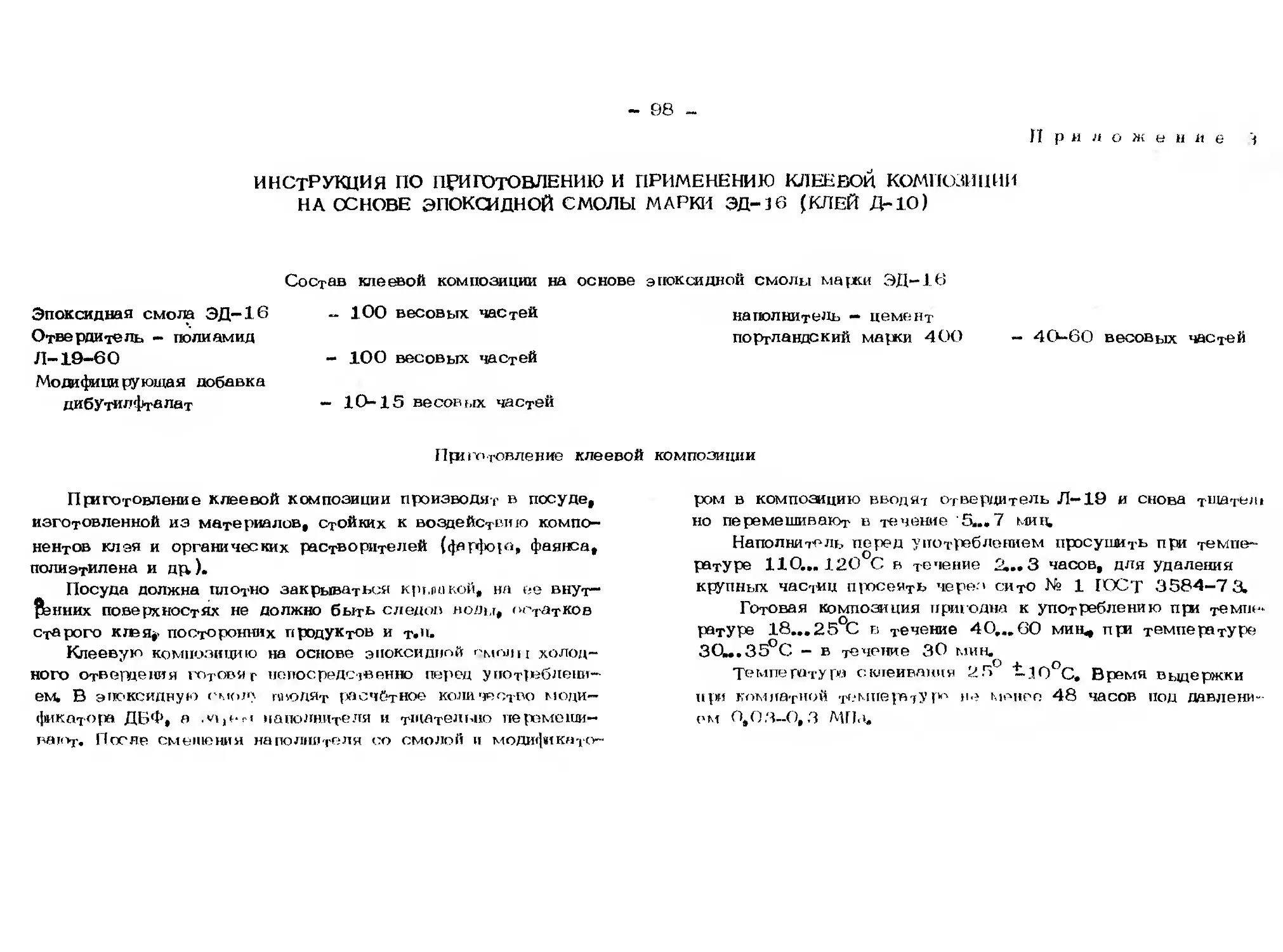
Приложение 3». Инструкция по приготов-
лению и применению клеевой композиции на основе
эпоксидной смолы ЭД-16 (клей 10) ............... 99
.. 4 —
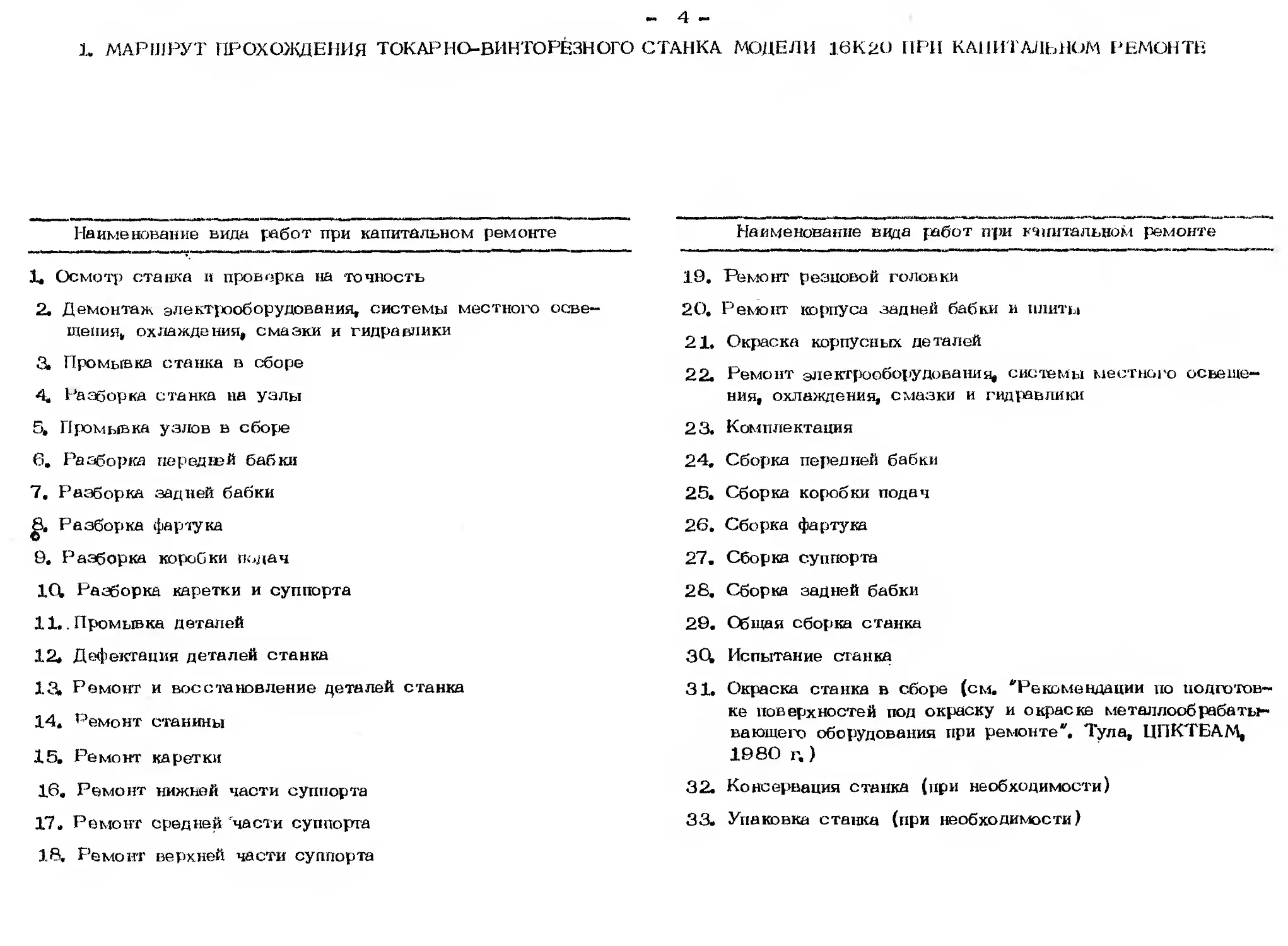
1. МАРШРУТ ПРОХОЖДЕНИЯ ТОКАР ИО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 16К2О ПРИ КАНИТ АДЕНОМ РЕМОНТЕ
Наименование вида работ при капитальном ремонте
1, Осмотр станка и проверка на точность
2. Демонтаж электрооборудования, системы местного осве-
щения, охлаждения, смазки и гидравлики
3. Промывка станка в сборе
4. Разборка станка на узлы
5, Промывка узлов в сборе
6. Разборка передней бабки
7, Разборка задней бабки
Разборка фартука
9. Разборка корюбки подач
10. Разборка каретки и суппорта
11.. Промывка деталей
12. Дефектация деталей станка
13, Ремонт и восстановление деталей станка
14. ремонт станины
15. Ремонт каретки
16. Ремонт нижней части суппорта
17. Ремонт средней части суппорта
18. Ремонт верхней части суппорта
Наименование ввда работ при капитальном ремонте
19. Ремонт резцовой головки
20. Ремонт корпуса задней бабки и плиты
21. Окраска корпусных деталей
22. Ремонт электрооборудования, системы местного освеще-
ния, охлаждения, смазки и гидравлики
23. Комплектация
24, Сборка передней бабки
25. Сборка коробки подач
26. Сборка фартука
27. Сборка суппорта
28. Сборка задней бабки
29. Общая сборка станка
3CL Испытание станка
31. Окраска станка в сборе (см. "Рекомендации по подготов-
ке поверхностей под окраску и окраске металлообрабаты-
вающего оборудования при ремонте". Тула, ЦПКТБАМ,
1980 г. )
32. Консервация станка (при необходимости)
33. Упаковка станка (при необходимости)
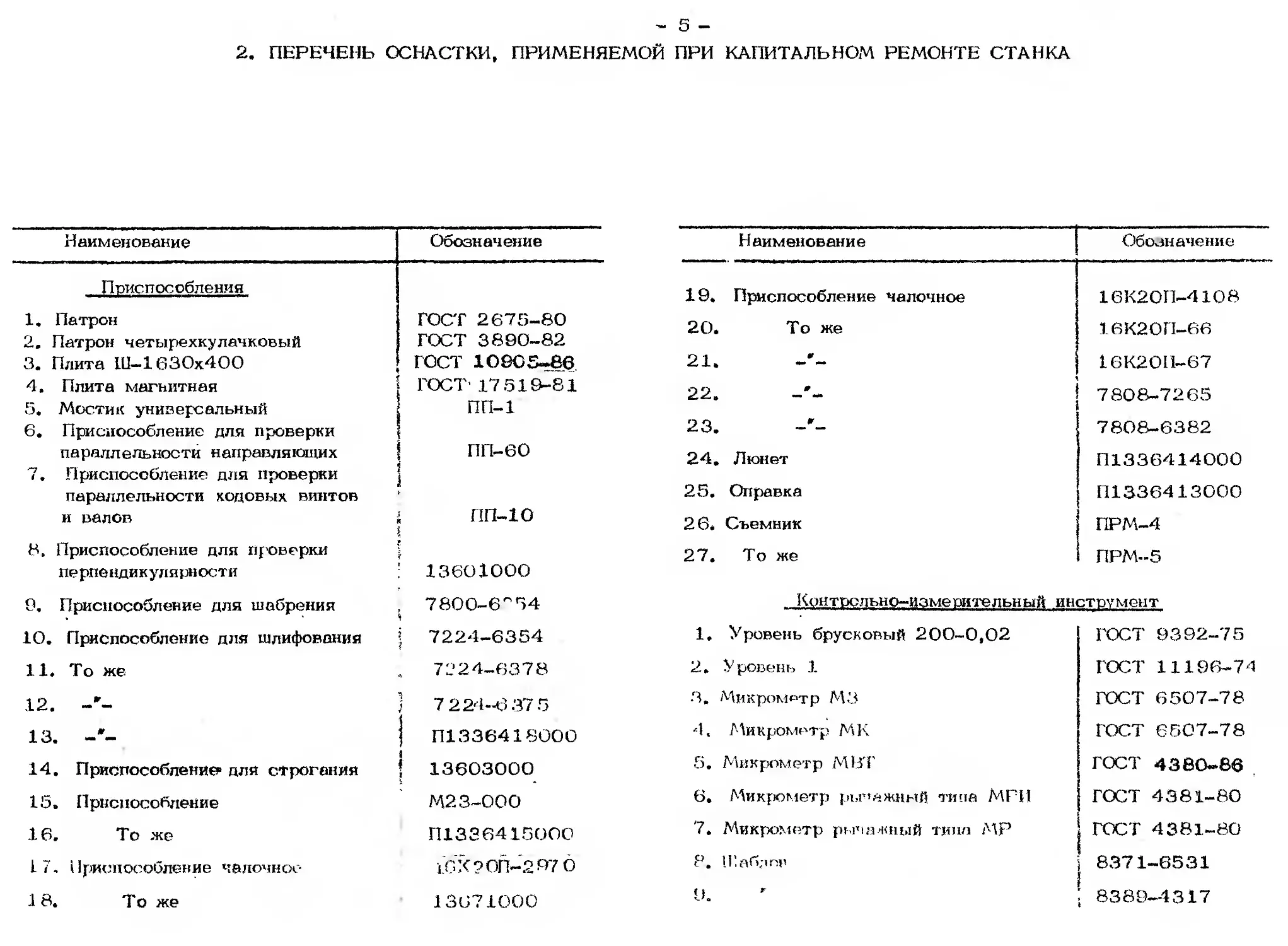
2. ПЕРЕЧЕНЬ ОСНАСТКИ, ПРИМЕНЯЕМОЙ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ СТАНКА
Наименование Обозначение Наименование Обозначение
Приспособления 1. Патрон ГОСТ 2675-80 19. Приспособление палочное 20. То же 16К20П-4108 16К20П-66
2. Патрон четырехкулачковый 3. Плита Ш-1630x400 ГОСТ 3890-82 ГОСТ 10965-86 21. 16K20II-67
4. Плита магнитная ГОСТ' 17 519-81 22. 7808-7265
5. Мостик универсальный 6. Приспособление для проверки ПП-1 23. 7808-6382
параллельности направляющих ПП-60 24. Люнет П1336414000
7, Приспособление для проверки параллельности ходовых винтов ! ПП-10 25. Оправка П1336413000
и валов 26. Съемник ПРМ-4
8. Приспособление для проверки 27. То же ПРМ-5
перпендикулярности 9. Приспособление для шабрения 10. Приспособление для шлифования 13601000 7 800-6 ° 54 . Контрольно-измерительный инструмент
\ 7224-6354 1. Уровень брусковый 200-0,02 ГОСТ 9392-75
11. То же 7224-6378 2. Уровень 1 ГОСТ 11196-74
12. -г- J 7 224-6375 3. Микрометр М3 ГОСТ 6507-78
13. | П1336418000 4. Микрометр МК ГОСТ 6507-78
14. Приспособление» для строгания | 13603000 5. Микрометр МКГ ГОСТ 4380-86
15. Приспособление М23-000 6. Микрометр ръг’ажнмй типа МГН ГОСТ 4381-80
16. То же П1336415000 7. Микрометр рычажный типа МР ГОСТ 4381-80
17. Приспособление чалочноо 16:<?ОП-2О7О 8. Шаблон 8371-6531
-18. То же 13671000 9. 8389-4317
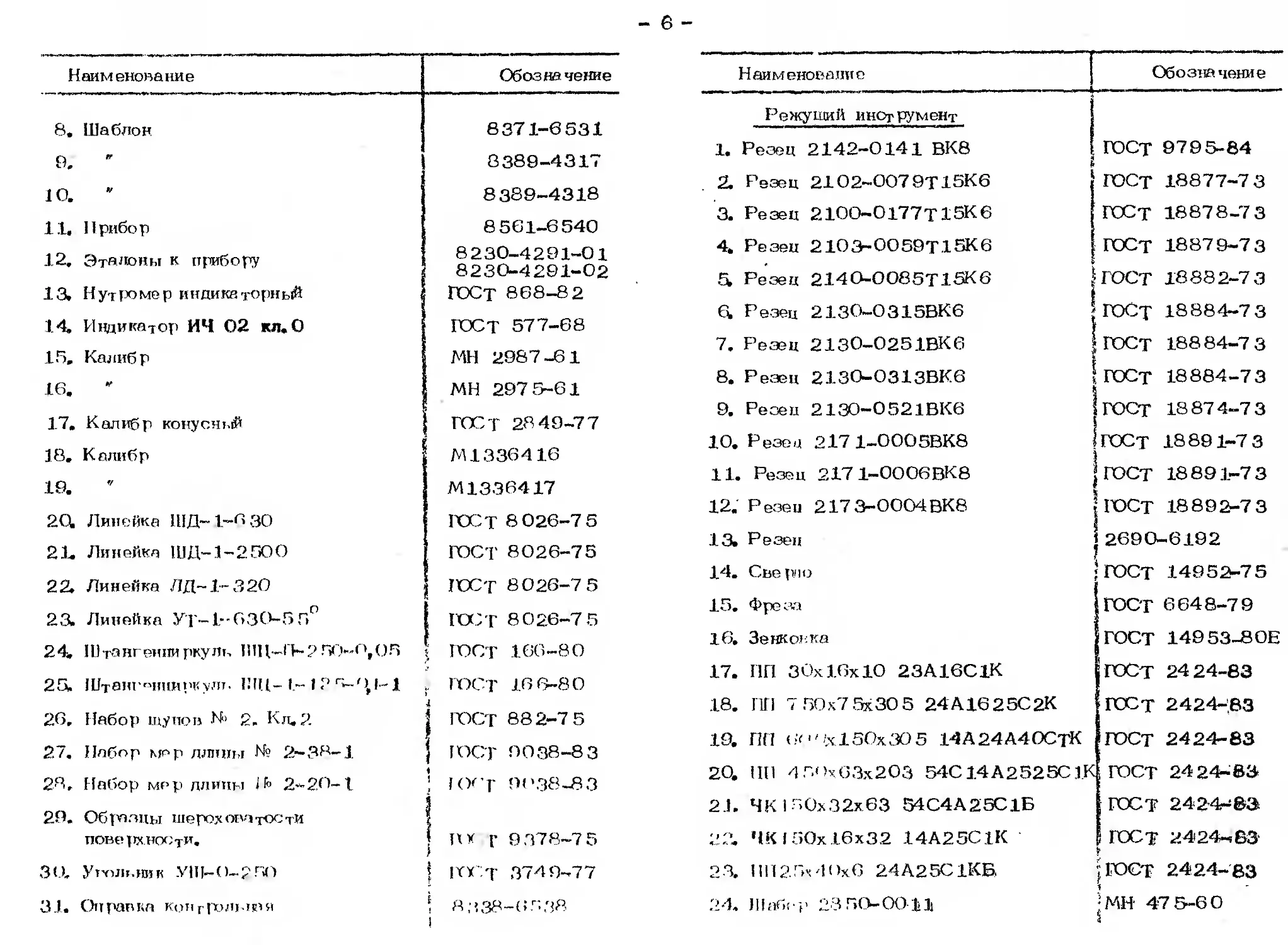
Наименование Обозначение
8. Шаблон 8371-6531
9, rr 8389-4317
10. 8389-4318
11. Прибор 8561-6540
12. Эталоны к прибору 8230-4291-01 8230-4291-02
13, Нутромер индикаторный ГОСТ 868-8 2
14. Индикатор ИЧ 02 кл. 0 ГОСТ 577-68
15, Калибр МН 2987-61
16. А» МН 297 5-61
17. Калибр конусный ; ГОСТ 28 49-77
18. Калибр Ml 3364 16
19. V М1336417
20. Линейка ПЩ- 1-6 зо ГОСТ 8 026-7 5
21. Линейка ШД-1-2500 ГОСТ 8026-75
22. Линейка ЛД- 1- 320 ГОСТ 8026-7 5
23. Линейка У Г-1-- G30-5 5° i ГОСТ 8 026-7 5
24. Штангенпиркулн ШЦ-П-2 50-0,05 s ГОСТ 166-80
25. Штб1П'”нииркулт. ШЦ- 1- 1 <? г'—о> (- J . гост 16 3-80 i
26. Набор тупо» № 2. Кл.2 | гост 882-7 5
27. Набор мер длины № 2-38-1 } ГОСТ 9038-8 3
28, Набор мр pi длины Л° 2-20-1 ; КУ’р 9038-83
29. Об разды шерох ова тос ти ноне рх ности. । IX X г 9 378-7 5 >
30. У т-ол >. ни к У1II- О- р 5( Г | IXX'T 374 9-77
31. Оправка конгрольння 1 Я 338-6 5 38
Наименование Обозначение
Режущий инструмент 1. Резец 2142-0141 ВК8 ГОСТ 9795-84
2. Резец 2102-007 9T1SK6 1 ГОСТ 18877-7 3
3. Резец 2Ю0-0177Т15К6 ГОСТ 18878-7 3
4. Резец 2103-0059Т15К6 ГОСТ 18879-73
5. Резец 214О-ОО85Т1SK6 ГОСТ 18882-7 3
6. Резец 2130-0315ВК6 ГОСТ 18884-7 3
7. Резец 2130-0251ВК6 ГОСТ 18884-7 3
8. Резец 2130-0313ВК6 ГОСТ 18884-73
9. Резей 21Э0-0521ВК6 ГОСТ 18 874-7 3
10. Резец 217 1-0005ВК8 ГОСТ 18891-7 3
11. Резец 217 1—0006ВК8 ГОСТ 18891-73
12. Резец 2173-0004ВК8 ГОСТ 18892-7 3
13. Резец 2690-6192
14. Сверю ГОСТ 14952Н75
15. Фреза ГОСТ 6648-79
16. Зенковка ГОСТ 149 53-8ОЕ
17. ПП 30x16x10 23А16С1К ГОСТ 24 24-83
18. Г1П 7 50x7.5x30 5 24А1625С2К ГОСТ 2424-83
19. ПП G<"!xl50x305 14А24А40СТК ГОСТ 2424-83
20. 1111 4 50x63x203 54С14А2525С1К ГОСТ 24 24-83
2 1. ЧК 160x32x63 54С4А25С1Б ГОСТ 2424^83
22. ЧК150x16x32 14А25С1К ГОСТ 2424-483-
23. 111125x40x6 24А25С1КН ;ГОС'Г 2424-83
24. Шабер 23 50-0011 •МН 47 5-60
- 7 -
Наименование
т
Обозначение
Наименование
Обозначение
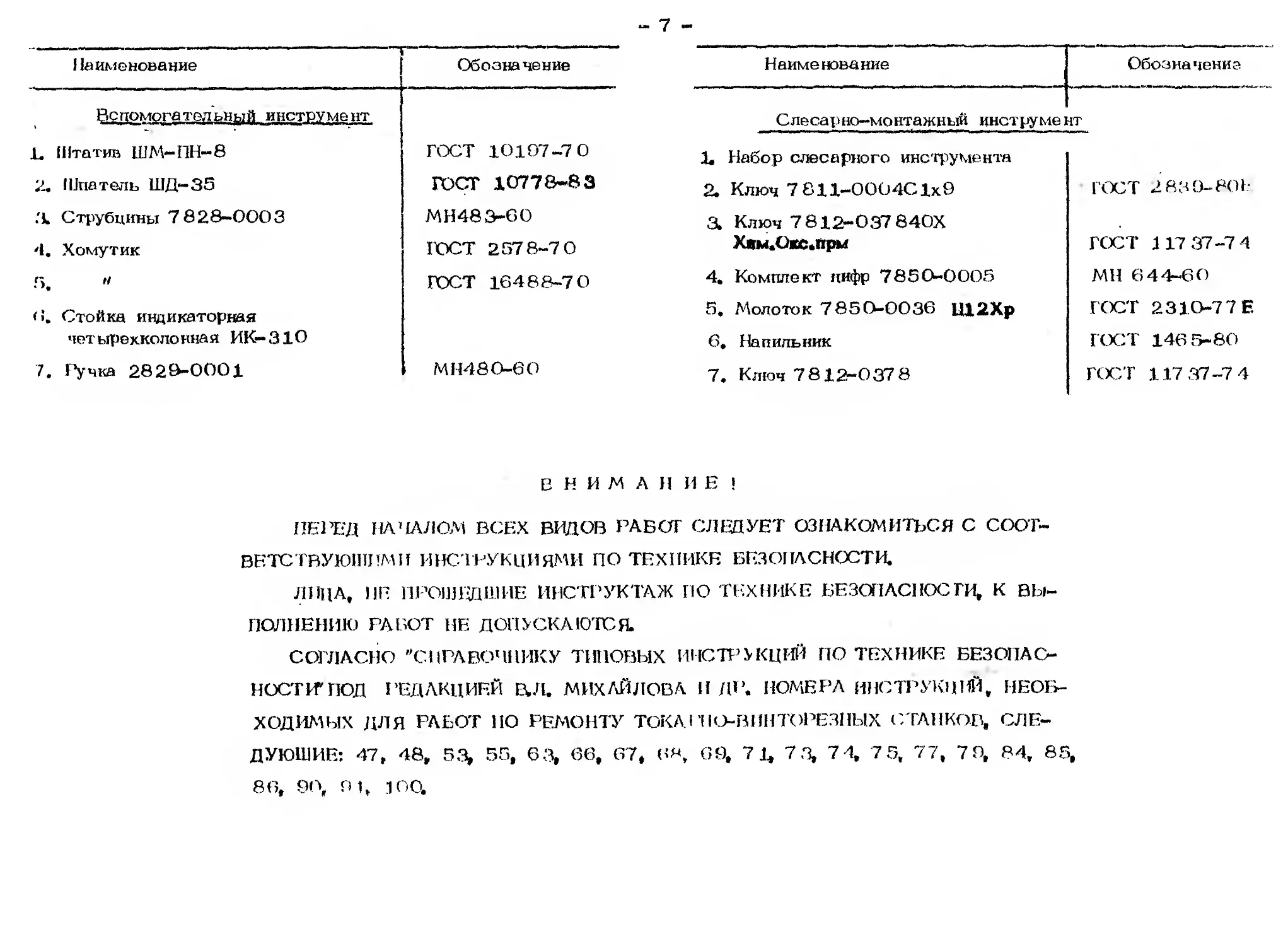
Врцомогатедьный инструмент
JL Штатив ШМ-ПН-8
2. Шпатель ШД-35
.'к Струбцины 7 828-0003
4. Хомутик
5. "
<>. Стойка индикаторная
чет ырехколо нна я ИК- 310
7. Ручка 2820-0001
Слесарно-монтажный инструме нт
ГОСТ 10107-7 0
ГОСТ 10778-83
МН48Э-60
ГОСТ 2578-7 0
ГОСТ 16488-7 0
МН480-60
1. Набор слесарного инструмента
2. Ключ 7 811-000401x9
а Ключ 7 812-037 840Х
Хвм.Окс.прм
4. Комплект цифр 7850-0005
5. Молоток 7850-0036 Щ2Хр
6. Напильник
7. Ключ 7812-0378
ГОСТ 2 83 9-801-
ГОСТ 117 37-7 4
МН 644-60
ГОСТ 2310-7 7 Е
ГОСТ 146 5-80
ГОСТ 117 37-7 4
ВНИМАНИЕ!
ПЕРЕД НАЧАЛОМ ВСЕХ ВИДОВ РАБОТ СЛЕДУЕТ ОЗНАКОМИТЬСЯ С СООТ-
ВЕТСТВУЮ1ШУМИ ИНСТРУКЦИЯМИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ.
ЛИЦА, НЕ ПРОШЕДШИЕ ИНСТРУКТАЖ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, К ВЫ-
ПОЛНЕНИЮ РАБОТ НЕ ДОПУСКАЮТСЯ.
СОГЛАСНО "СПРАВОЧНИКУ ТИПОВЫХ ИНСТРУКЦИЙ ПО ТЕХНИКЕ БЕЗОПАС-
НОСТТГПОД РЕДАКЦИЕЙ BJI. МИХАЙЛОВА И ДР. НОМЕРА ИНСТРУКЦИЙ, НЕОБ-
ХОДИМЫХ ДЛЯ РАБОТ ПО РЕМОНТУ Т0КАП1ОВИНТ0РЕЗПЫХ СТАНКОВ, СЛЕ-
ДУЮЩИЕ: 47, 48, 53, 55, 63, 66, 67, 68, 69, 71, 7 3, 7 4, 7 5, 77, 7 9, 84, 85,
86, 90, 9 1, JOO.
- 8 -
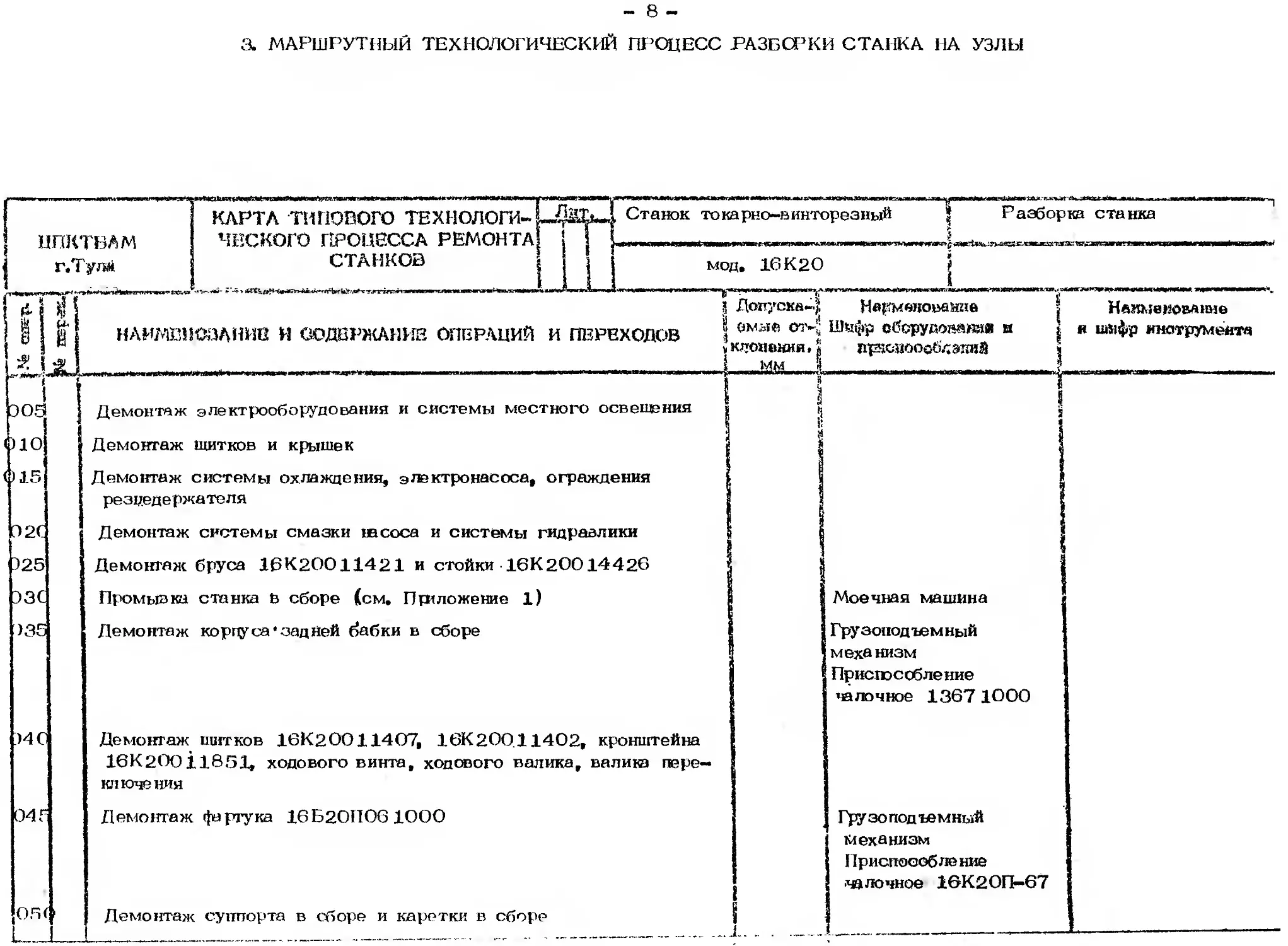
а МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РАЗБОРКИ СТАНКА НА УЗЛЫ
1ШКТБАМ г.Тугай КАРТА ТИПОВОГО ТЕХНОЛОГИ-! ЧЕСКОГО ПРОЦЕССА РЕМОНТА СТАНКОВ Л^Т, j , Станок токарно-винторезный | Разборка станка
мод. 16К20 i „
л i Я нлимшоалшш И ©ОДЕРЖАНИЕ ОПЕРАЦИЙ ₽ 8 У И ПЕРЕХОДОВ I 1 Допуска-! ОКСЫЙ от-, клоиания.* ММ § i Неименованно ? Шифр оборудования и | прюйоообдэлий и Наименование шифр инструмента
юз Демонтаж электрооборудования и системы местного освещения | Я i S 1! 1 Я
10 Демонтаж щитков и крышек
15 Демонтаж системы охлаждения, электронасоса, резцедержателя ограждения 1
12С Демонтаж системы смазки насоса и системы гидравлики
)25 Демонтаж бруса 16 К200114 21 и стойки 16К 20014426 1
ЭЗС Промывка станка В сборе (см. Приложение 1) Моечная машина
)35 Демонтаж корпуса‘зад ней бабки в сборе Грузоподъемный меха низм Приспособление палочное 1367 1ООО
)4С Демонтаж пштков 16К20011407, 16К200.11402, 16К2ОО11851, ходового винта, ходового валика, ключе ния кронштейна валика пере—
04 5 Демонтаж фартука 16Б20П061000 1 Гру зо подъемный 1 механизм Приспособление ! эдлочное 16К20П-67
05( Демонтаж суппорта в сборе и каретки в сборе
НАИМЕНОВАНИЕ и содержание операций и переходов
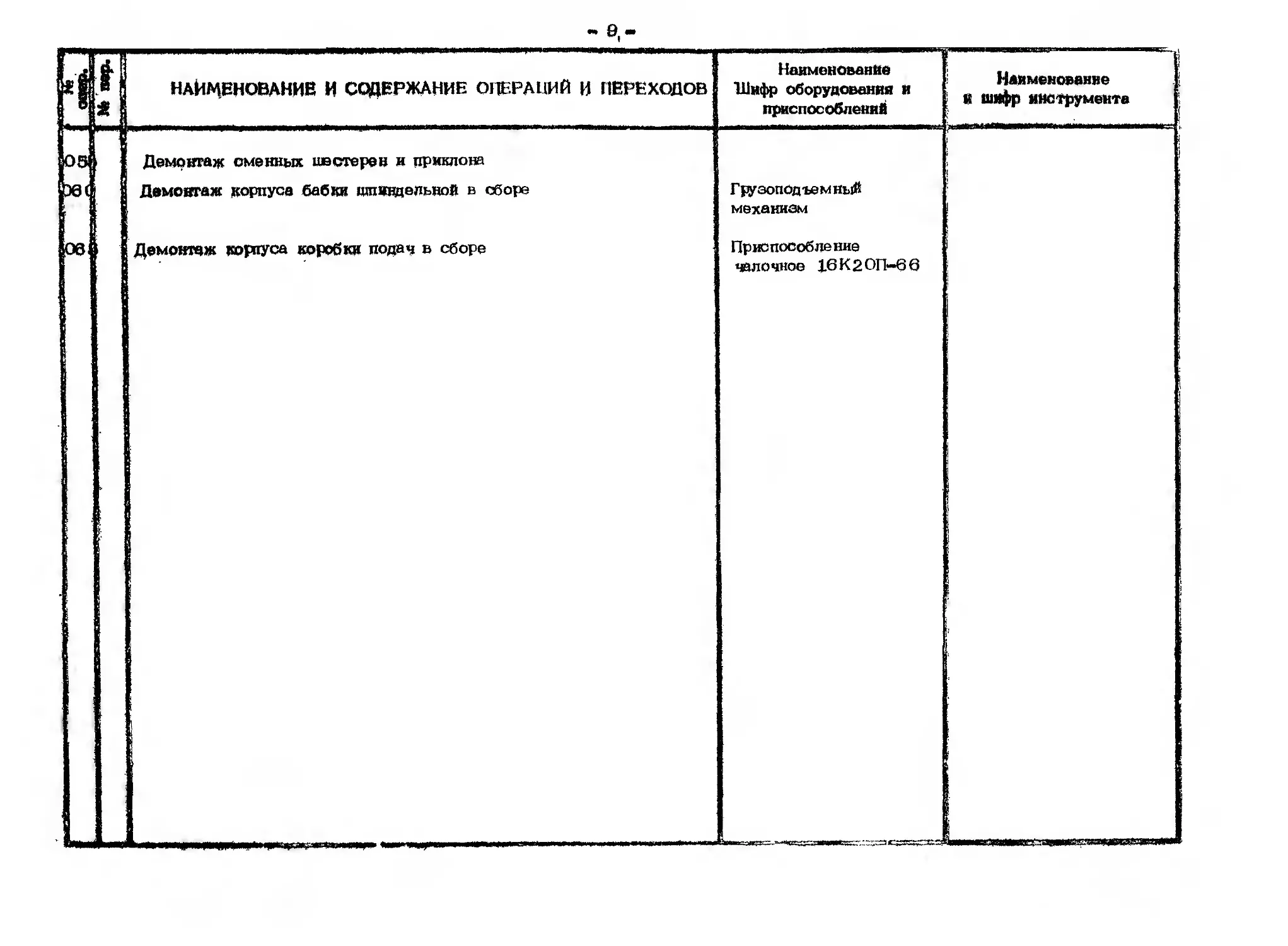
Демонтаж сменных шестерен и приклона
Демонтаж корпуса бабки шпиндельной в сборе
Демонтаж корпуса коробки подач в сборе
Наименование
Шифр оборудования и
приспособлений
Наименование
И шифр инструмента
Грузоподъем ныЙ
механизм
Приспособиение
чалочное 16К20П-66
— 1О —
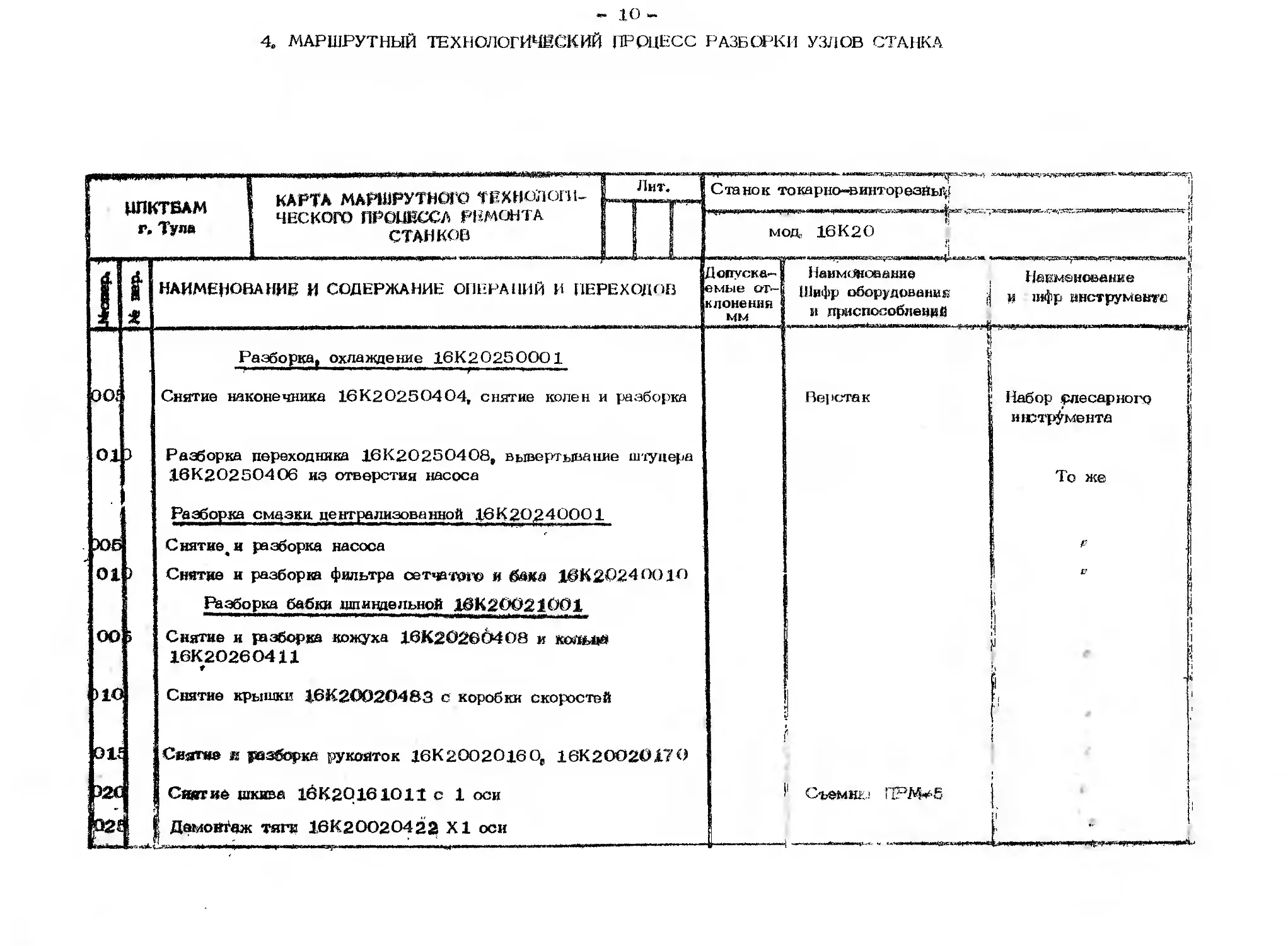
4. МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РАЗБОРКИ УЗЛОВ СТАНКА
Станок токарно-винтореэйыу
ЦПКТБАМ
г. Туя»
мод 16К2О
КАРТА МАРШРУТНОГО ТЕХНОЛОГИ- «Ц
ЧЕСКОГО ПРОЦЕССА РЕМОНТА
СТАНКОВ
|| явр. | НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуске- емые от- клонений мм Наименование Шифр оборудования и приспособлений Наименование >j И шфр инструменте | ,аж, --- мпД
ОО! Paa6opKat охлаждение 16К20250001 Снятие наконечника 16К2О25О4О4, снятие колен и разборка Верстак i ! Набор рлесарного 1
01 ЗОБ 01 00 )10 5 Разборка переходника 16К20250408, вывертывание штуцера 16К20250406 из отверстия насоса Разборка смазки централизованной .16K2024O0Q1 Снятие,и разборка насоса Снятие и разборка фильтра сетчатого и бака 10К2О24ОО1О Разборка бабки шпиндельной 1вК2ОО21ОО1 Снятие и разборка кожуха 16К2О26О4О8 и кольца 16К2О26О4Ц Г Снятие крышки 16К2О02О483 с коробки скоростей J инструмента ! То же । 1 е j 1 ’ ! н ! '*
Olf Снятие и разборка рукояток 16К2002016О, 16К2ОО2017О
Л2С Снятие шкива 16K2Q161011 с 1 оси i1 С-ьемн.и ПРМ*5
□2f | Демонтаж тяги 16K2OO2O42JJ XI оси
- 11 -
лГГ НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
□ J3E 34( 04{ 30 С 306 0@( ЗвЕ <)70 •;>76 о80 oat )0С 393 LOO 30! 1К 1U W 1 f L Демонтаж и разборка вала 16К2О020532, оси 16К20020558 ОСй 1У Демонтаж и разборка шпинделя 16К20020398 оси У1 Снятие и разборка фланцев 16К20020088, 16К2ОО2ОО59 Демонтаж и разборка вала 10К2ОО2О4О2 оси 1 Разборка зубчатых колес 16К20020444, 16К2002П438, 1 оси н втулки 16К20020046 Демонтаж и разборка вала 16К2ОО20401 III оси Демонтаж и разборка вала 16К2ОО2О4О6 II оси Демонтаж вала рейки 16К20020414 я втулки 10К2ОО2ОО4А X осн Демонтаж и разборка валика 16К20020408 ХП оси 1 Демонтаж н разборка валика 16К20020405 УН! оси Демонтаж осн 16К20020417 Х1П оеи Демонтаж осн 16К20020537 УП осн Разборка зубчатого колеса 16K20O20BS7 Демонтаж валика 16К2062056 0 и втулки L6K20020O7 м ХУ оси * Демонтаж н разборка валика 16K20Q2041O, втулки 16К20042 ХУЛ осн Демонтаж валика 16К20020413, тяги IGK2O02O42«> Х1У oci% втулки 16К20020042 XIX оси Демонтаж валика 16К20020415 и втулки K3K2O021V и 1 ХУ1Н оси Демонтаж и разборка валика 16К 200204 1.1 \х оси Демонтаж палый 16К20020416 XXII осн н обойм нолнпп>н1»-
Допуска- емые От-J клонпияя,i HattMonouasm Шшфр оЯорувовадав и Пяопееов1ткй Наименование в шифр йкотрумента
f Сгемник ПРМ«4 То же’ Набор,спесарного идафрумента Ть же ж i
- 12 -
11 я А. НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
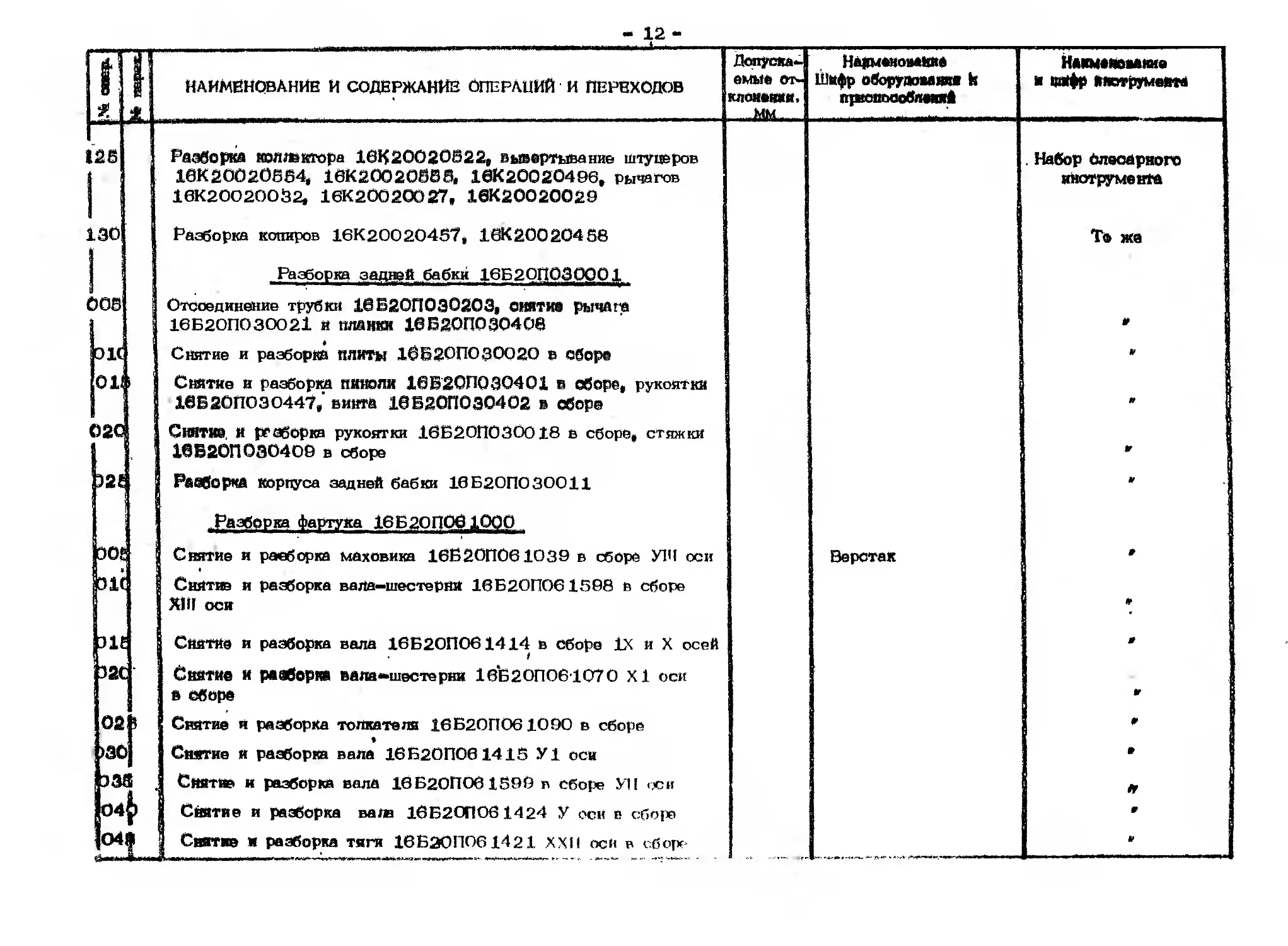
126 Разборка коллектора 16К20020622, вывертывание штуцеров 16К20020664, 1вК2ОО2ОА08, 16К20020496, Рычагов 16К20О20032, 16К20020027, 16К20020029
130 Разборка копиров 16К20020457, 10К20020468
1 Разборка задней бабки 16Б20ПОЗООО JL
006 Отсоединение трубки 16Б20П030203, 01ЯТИ8 рычага 16Б20П030021 и планки 10Б2ОПОЗО4О8
OK Снятие и разборка плиты 10Б2ОПО30О2О в сборе
01 i Снятие и разборка пиноли 16Б20П030401 в сборе, рукоятки 16Б20П030447, винта 16Б20П030402 в сбор©
020 Снятие и ре оборка рукоятки 16Б20П030018 в сборе, стяжки 18Б20П030406 в сборе
326 Разборка корпуса задней бабки 16Б20П03О011
. Разборка фартука 16Б2ОПОО1О0О
рое Снятие и раеборка маховика 16Ё20П06Ю39 в сборе У1Ч оси
pit 1 Снятие и разборка вала-шестерни 16Б20П061598 в сборе 1 XIII оси
не Снятие и разборка вала 16Б2ОПО81414 в сборе IX и X осей
32C Снятие и разборка вала-шестерни 16Б20П061070 XI оси в сбор©
02 Снятие и разборка толкателя 16Б20П061090 в сборе
)30 Снятие и разборка вала 16Б20П061415 У1 оси
336 j Снятие и разборка вала 10Б2ОПОв1590 в сборе УП оси
04j) Снятие и разборка вала 10Б2ОПО01424 У оси в сборе
°4’ | Снятие и разборка тяги 16Б20ПО61421 XXII осн в сборе
Допуска- емые от- клонении, мм Наименование Шифр оворуломяки к прюпмювлеюЛ НАкмеяомяиа и шифр ннотруменм
. Набор Слесарного инструмента То же 1
Верстак Г * г * V г » * г * i'!
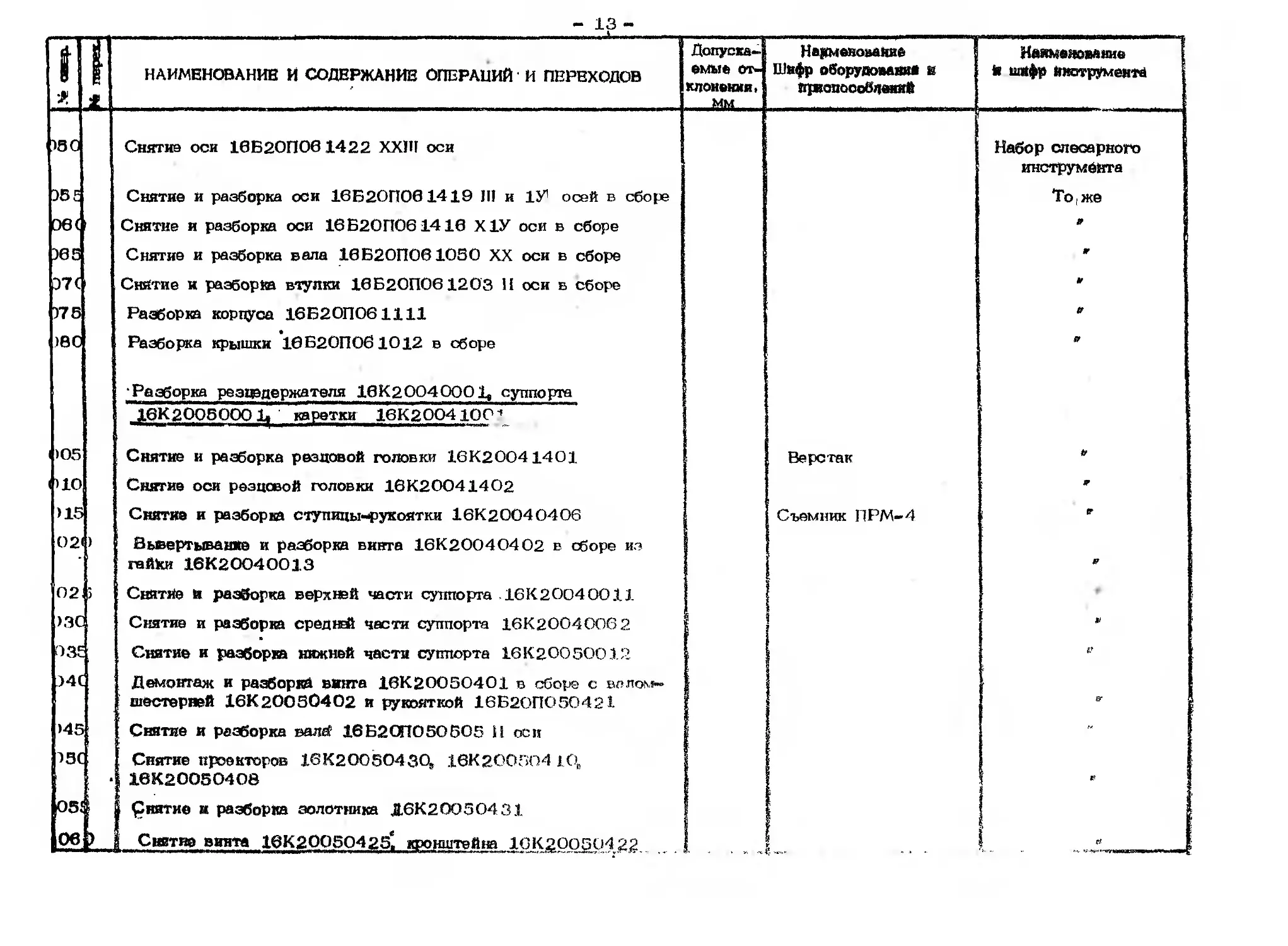
- 13 -
4
8 •л НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
ISO 35 Е 06 ( 36 s 37 ( 37 Б )6С 005 |)Ю >15 02< 02 )ЗС ОЗЕ 34С >45 35С 051 06 ) 5 Снятие оси 16Б20П061422 ХХШ оси Снятие и разборка оси 16Б20П061419 JIJ и 1У осей в сборе Снятие и разборка оси 16Б20П061416 Х1У оси в сборе Снятие и разборка вала 16Б20П061050 XX оси в сборе Снятие и разборка втулки 16Б20П061203 11 оси в сборе Разборка корпуса 16Б2ОПО61111 Разборка крышки 16Б20П061012 в сборе Разборка резцедержателя 16К20040001, суппорта
16К20050001, каретки 16X2004100^ Снятие и разборка резцовой головки 16К2ОО414О1 Снятие оси резцовой головки 16К2ОО414О2 Снятие и разборка ступицы-рукоятки 16К20040406 Вьвертываняэ и разборка винта 16К20040402 в сборе из гайки 16К20040013 Снятие й разборка верхней части суппорта 16К2О04О011 Снятие и разборка средней части суппорта 16К20040062 Снятие и разборка нижней части суппорта 16К2ОО5ОО12 Демонтаж и разборка винта 16X20050401 в сборе с вллок»- шестерней 16К20050402 и рукояткой 16Б2ОПО5О421 Снятие и разборка валй 16Б20П050505 И оси Снятие проекторов 16K2005043Q, 16X200504 10в 16К20050408 Снятие и разборка золотника Д6Х20050431 1 Снятие винта 16X20050425* кронштейна 10X20050422
Допуска- емые от- клонения, Мм Наименование Шифр оборудование и Йжопособлвиий ИайМвяование | * шифр Инструмента
Верстак Набор слесарного инструмента То. же ff * tr if
Съемник ПРМ-4 i r
i
>y
1
14
Я Я НАИМЕНОВАНИЙ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
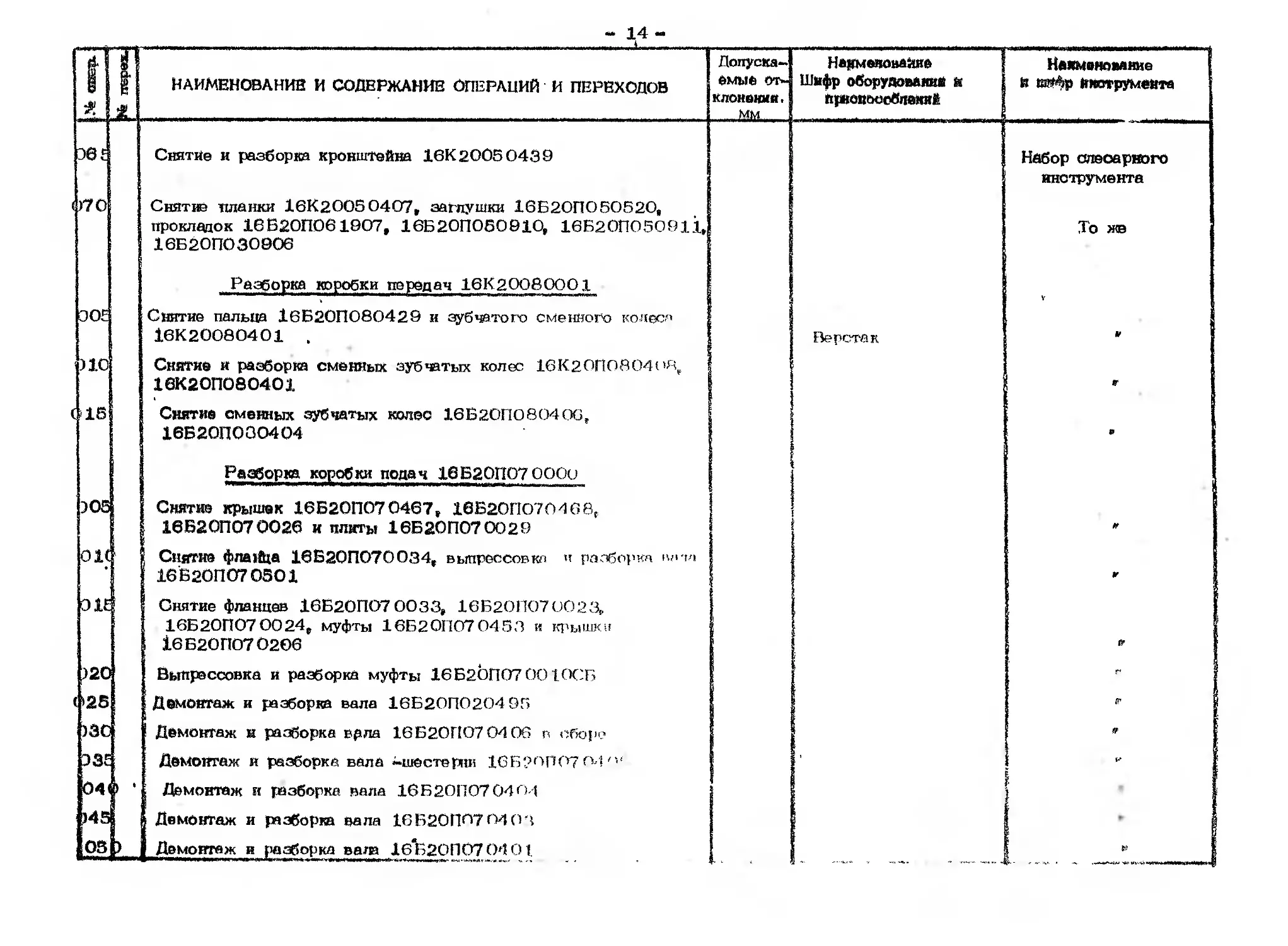
36 Е 070 □ОЕ НО 016 )0S 01( НЕ )20 025 )ЗС ЭЗЕ 04 >45 05 > ’ ) Снятие и разборка кронштейна 16К20050439 Снятие планки 16К20050407, заглушки 16Б2ОПО50520, прокладок 16 Б20П061907, 16Б20П050910, 16Б20П050911, 16Б20П030906 Разборка коробки передач 16К20060001 Снятие пальца 16Б20П080429 и зубчатого сменного колеса 16К20060401 . Снятие и разборка сменных зубчатых колес 16К20П0804О8, 16К20П080401 Снятие сменных зубчатых колес 16E2OFIO8O4OG, 16Б20П000404 Разборка коробки подач 16Б20П070О0О Снятие крышек 16Б20П070467, 16Б20ПО704 68г 16Б20П070026 и плиты 16Б20П070029 1 Снятие фла^Ца 16Б20П070034, выпрессовет и разборка ''ата 16Б20П070501 Снятие фланцев 16Б20ПО7 0033, 16Б20П070023, 16Б20П07 0024, муфты 16Б20П070453 и крышки 16Б20П070206 Выпрессовка и разборка муфты 16Б2ОП070010СБ Демонтаж и разборка вала 16Б20П0204 95 Демонтаж и разборка врла 16Б2ОПО7 04 06 в сборо Демонтаж н разборка вала -шестерни 16Б?ОП0704,v Демонтаж и разборка вала 16Б20П0704О4 | Демонтаж и разборка вала 16Б20ПО7О403 | Демонтаж и разборка ва/и 16^5201107 04 01
Допуска- емые от- клонении. мм Неягмеяоваиие Шифр оборудование к приспособлений Наименование и шт^р Инструменте
Верстак Набор слесарного инструмента То и® i V Л*
— ^5 —
Я № nepaxJ НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ । Допуска- емые ОТ- кпоиенмя. мм Наименование Шифр оборудовании к приспособлений Найманов* кие и шифр инструмента
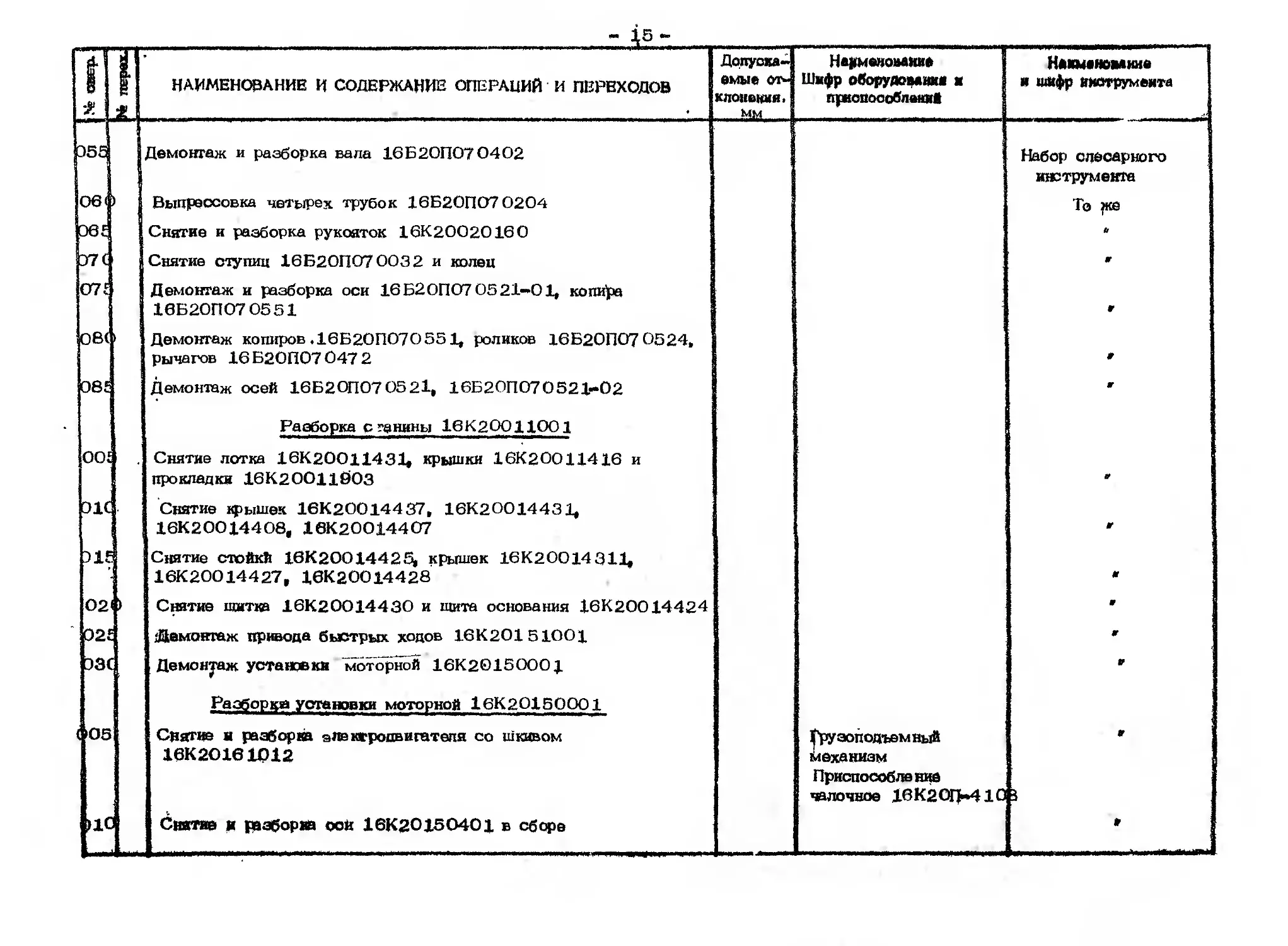
Э5Е Демонтаж и разборка вала 16Б20П070402 Набор слесарного
1 инструмента
061 Выпрессовка четырех трубок 16Б20ПО70204 То pos
Э6Е Снятие и разборка рукояток 16К20020160 и
37 ( Снятие ступиц 16Б20П070032 и колец иг
07J Демонтаж и разборка оси 16Б20П07 0521-01, копира 16Б20П07 0551 V
08( Демонтаж копиров .16Б20П07О551, роликов 16Б20П07 0524, рычагов 16Б20П07047 2 9
□8f Демонтаж осей 16Б2ОП070521, 16Б20П070 521-02 9
Разборка станины 16К200Ц001
00J Снятие лотка 16К20011431, крышки 16К20011416 и прокладки 16К20ОЦЙ03 •
Э1С Снятие крышек 16К20014437, 16К2ОО14431, 16К20014408, 16К20014407 9
Э1Е Снятие стойкй 16К20014425, крышек 16К20014311*
16К20014427, 16К20014428 9
021 ) Снятие щитка 16К20014430 и щита основания 16К20014424 9
Э2Е {Демонтаж привода быстрых ходов 16К201 51001 9
ЭЗС Демонтаж установки моторной 16К20150001 9
Paagopipa установки моторной 16К20150001
( 05 Снятие и разборка электродвигателя со шкивом ^руэоподъемный 9
16К20161012 Механизм
Приспособление чалочное 16К20ПМ10
>10 Снятие и разборка оси 16К20150401 в сборе —hbibwhhowi ян & НИЧИ 9 ...
i я № nepexj НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- емые от- клонения, мм Наименование Шифр оборудование я приспособлений Наименование ' и шифр инструмента
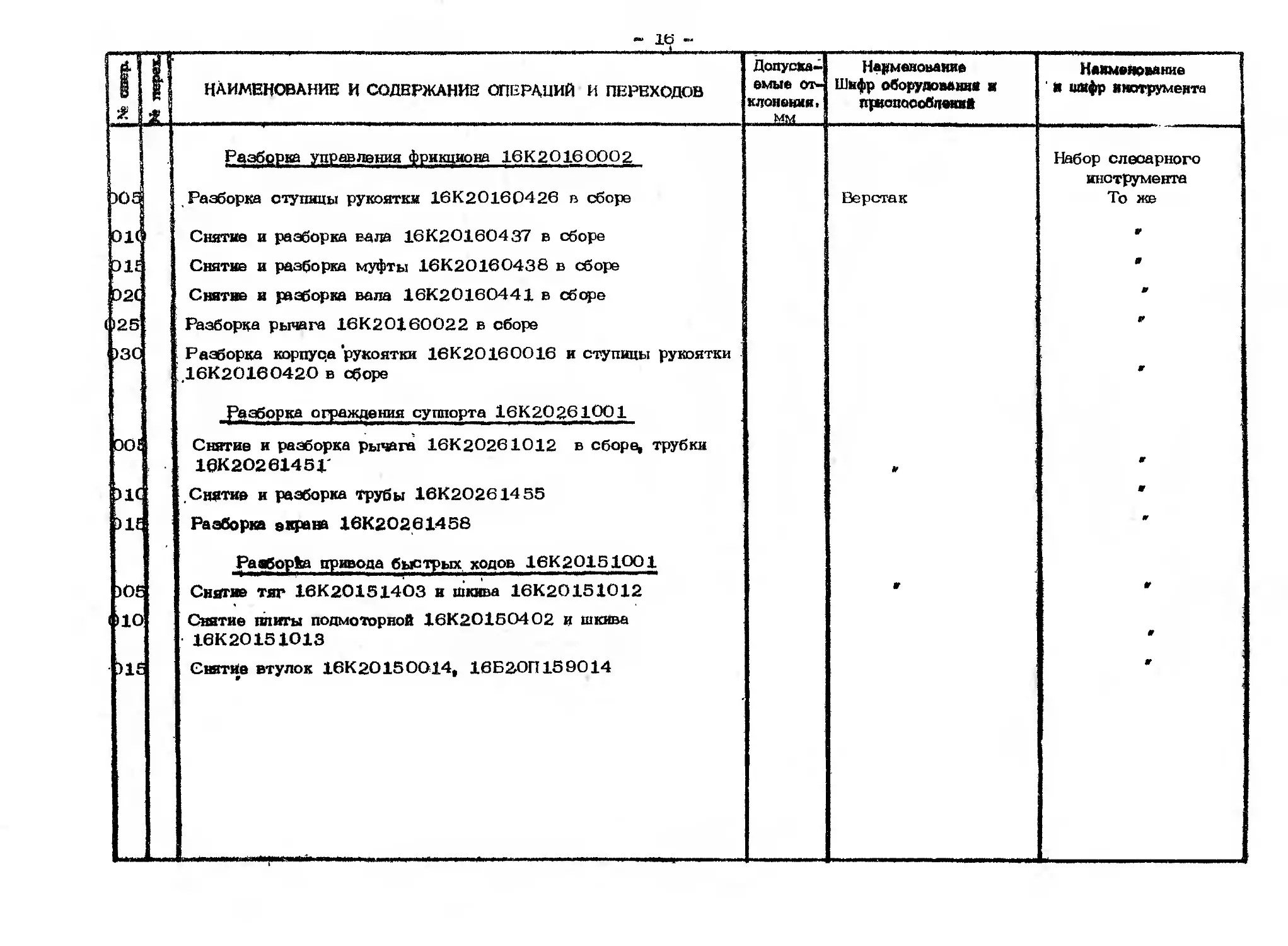
Х)Я сш Э1£ D2C 125 )ЗС ОСИ )1С )1£ )ОЕ I )10 )1Е ' Разбррка управления фрикциона 16K201600Q2 Разборка ступицы рукоятки 16К20160426 в сборе Снятие и разборка вала 16К20160437 в сборе Снятие и разборка муфты 16К20160438 в сборе Снятие и разборка вала 16К20160441 в сборе Разборка рычага 16К20160022 в сборе Разборка корпуца рукоятки 16К20160016 и ступицы рукоятки .16К2016042О в сборе Разборка ограждения суппорта 16К20261001 Снятие и разборка рычага 16К20261012 в сборе, трубки 16К2О26145Г Снятие и разборка трубы 1вК20261455 Разборка экрана 16К20261458 РаяборЬа привода быстрых, ходов 16К2О151ОО1 Снятие тяг 16К20151403 и шкива 16К20151012 Снятие плиты подмоторной 16К201Б0402 и шкива 16К20151013 Снятие втулок 16К20150014, 16Б20П159014 Верстак V Г Набор слесарного инструмента То же * j в О V иг иг в tr 9 tr
- 17 -
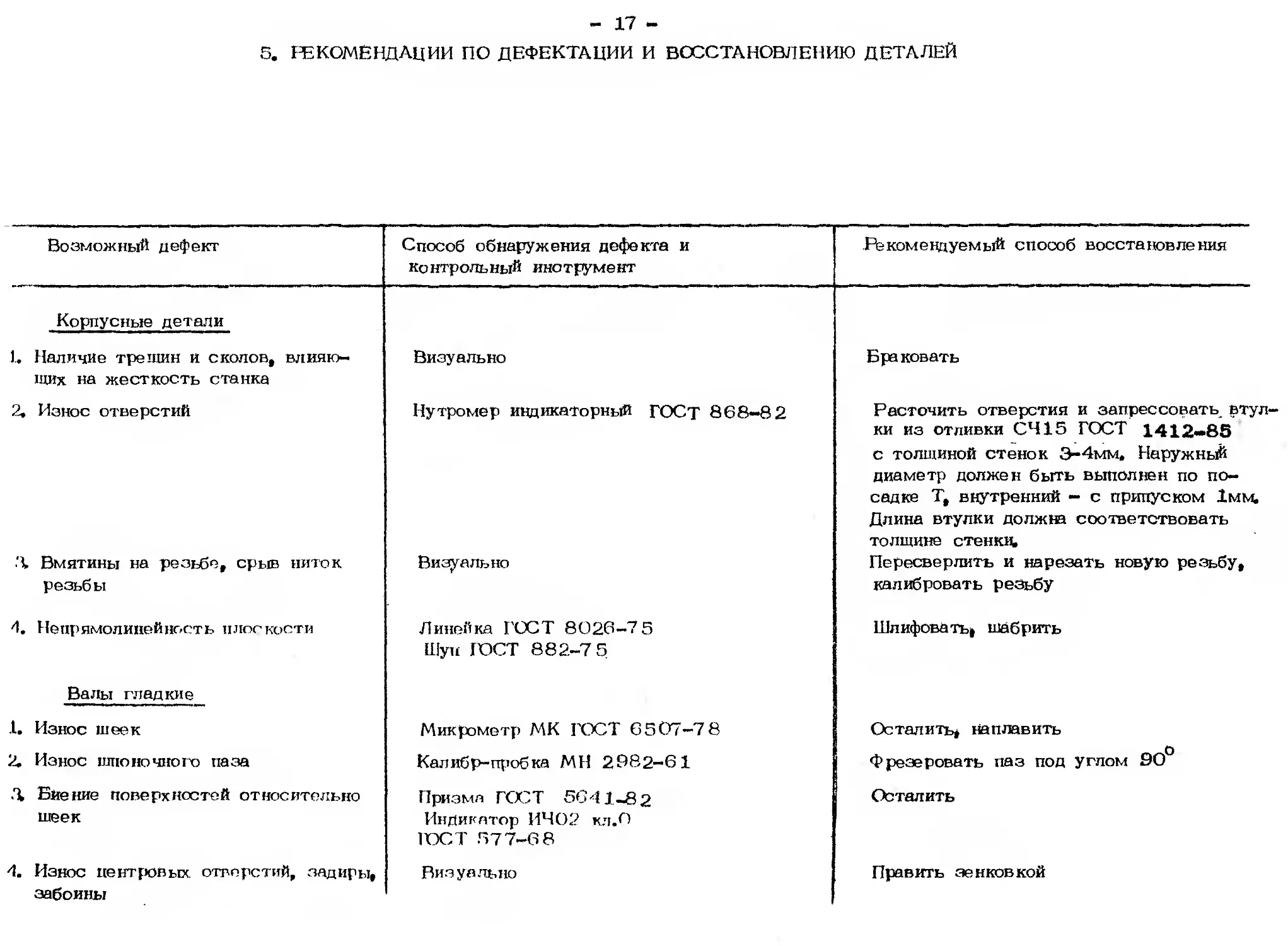
5. РЕКОМЕНДАЦИИ ПО ДЕФЕКТАЦИИ И ВОССТАНОВЛЕНИЮ ДЕТАЛЕЙ
Возможный дефект Способ обнаружения дефекта и контрольный инструмент Вэкомевдуемый способ восстановления
Корпусные детали
1. Наличие трещин и сколов, влияю- щих на жесткость станка Визуально Браковать
2. Износ отверстий Нутромер индикаторный ГОСТ 868-82 Расточить отверстия и запрессовать втул- ки из отливки СЧ15 ГОСТ 1412—85 с толщиной стенок Э-4мм. Наружный диаметр должен быть выполнен по по- садке Т, внутренний - с припуском 1мм. Длина втулки должна соответствовать толщине стенки,
а Вмятины на резьбе, срыв ниток резьбы Визуально Пересверлить и нарезать новую резьбу, калибровать резьбу
4. Непрямолинейность плот кости Валы гладкие Линейка ГОСТ 8026-75 Шуп ГОСТ 882-7 5 Шлифовать» шабрить
1. Износ шеек Микрометр МК ГОСТ 6 5 07-7 8 Осталить, наплавить
2. Износ шпоночного паза Калибр-пробка МН 2982-61 Фрезеровать паз под углом 90°
а Биение поверхностей относительно шеек Призма ГОСТ 5641-82 Индикатор ИЧ02 кл.О ГОСТ 577-6 8 Осталить
4. Износ центровых отверстий, задиры, забоины Визуально Править зенковкой
18
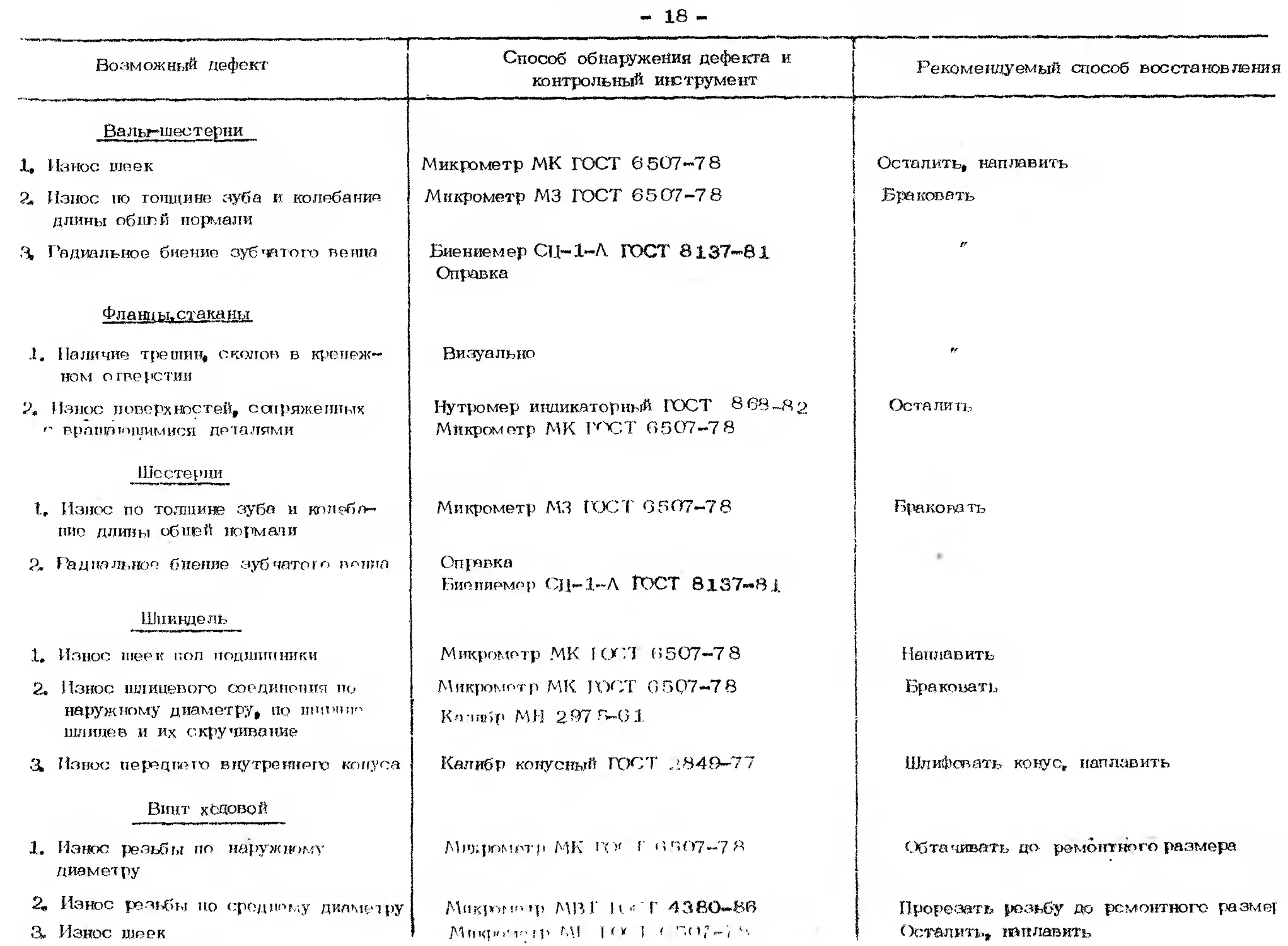
Возможный дефект ——-и > —— „..-о Способ обнаружения дефекта и контрольный инструмент 1 - ” Рекоме иду емый способ восстановления
1. Валы-шестерни Износ шеек Микрометр МК ГОСТ 6 507-78 Осталить, наплавить
a. Износ по гошцине зуба и колебание Микрометр М3 ГОСТ 6 5 07-78 Браковать
a длины обдай нормали Радиальное биение зубчатого веяна Биениемер СЦ-1-А ГОСТ 8137-81
i. Флат ы, стака ны Наличие трешин, сколов в крепеж— Оправка Визуально Р/
a ном о гве К-тии Износ поверхностей, сопряженных Нутромер индикаторный ГОСТ 8 68-8 у Остались
r 1, ' вращающимися деталями Шестерни Износ по толщине зуба и колебл- Микрометр МК ГОСТ 6 507-7 8 М и крометр М3 ГОС Т G 5 07—7 8 Браковать
<\ 1. пне длины обпей нормали Радиальное биение зубчатого воина Шпиндель Износ шеек г,on подшипники Справка Биениемер CJ1-1-A ГОСТ 8X37—81 Микрометр МК 1 ОС'1 6507-7 8 Наплавить
2. Износ шлицевого соединения по Микрометр МК ГОСТ G507-78 Браковать
a наружному диаметру, по шитю шлицев и их скручивание Износ переднего внутреннего конуса Калибр МН 297 5-61 Калибр конусный ГОСТ ,’.849-77 Шлифовать конус. наплавить
i. Винт ходовой Износ резьбы по наружному Микрометр МК IX у г м 407.-7 Я Обтачивать до ремонтного размера
2, диаметру Износ резьбы по сродному диаметру Mhkj*tm<> »р МНР 1 г <’' Г 4380—86 Прорезать резьбу до ремонтного размер
a Износ шеек Микром^ip Ml J ' Ь" -1 ' Остались, наплавить
- 19 -
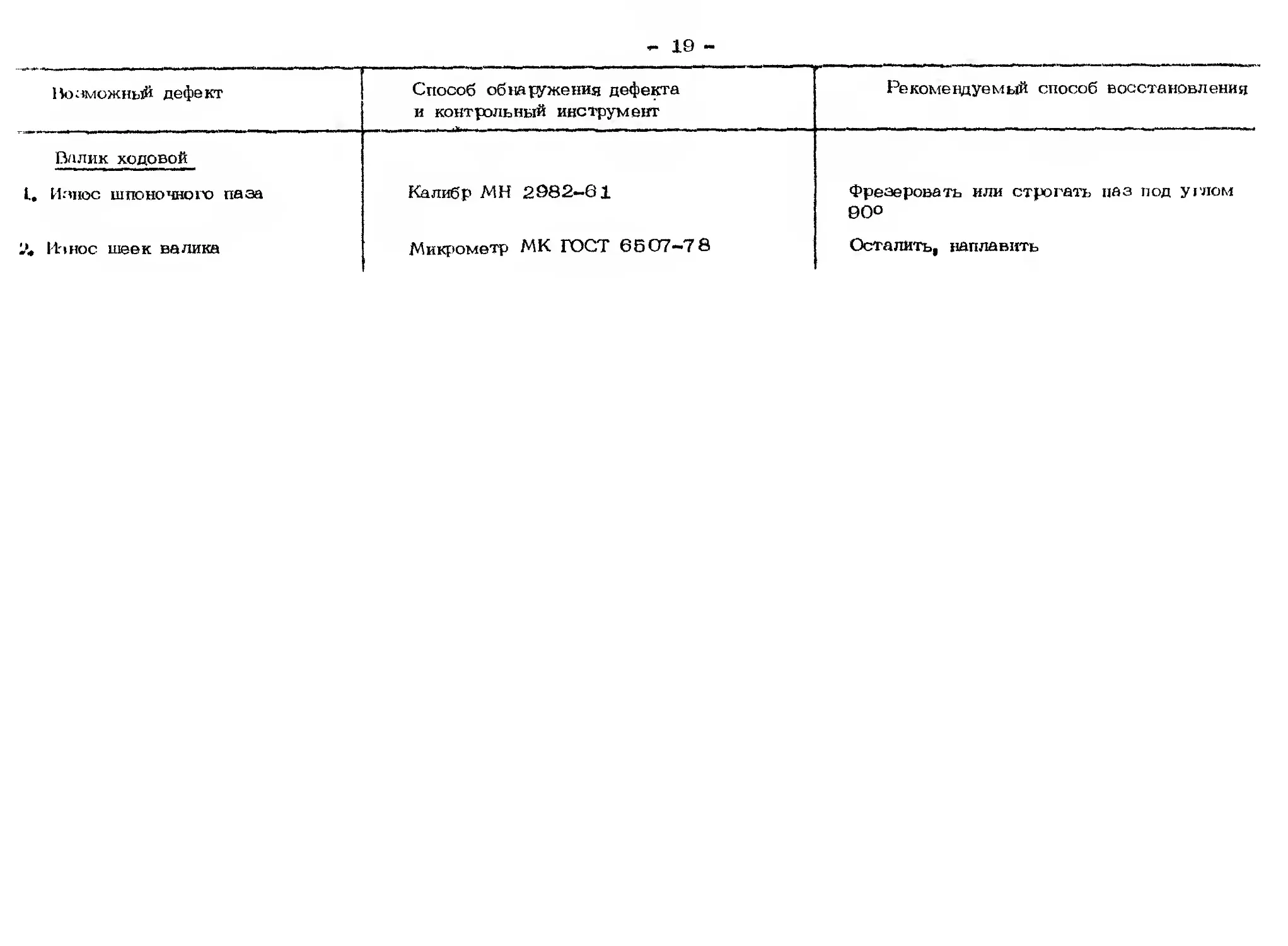
1 возможный дефект Способ обнаружения дефекта и контрольный инструмент Рекомендуемый способ восстановления
В/1ЛИК ходовой L. Износ шпоночного паза 4 Износ шеек валика Калибр МН 2982-61 Микрометр МК ГОСТ 6507-7 8 Фрезеровать или строгать паз под углом 90° Осталить, наплавить
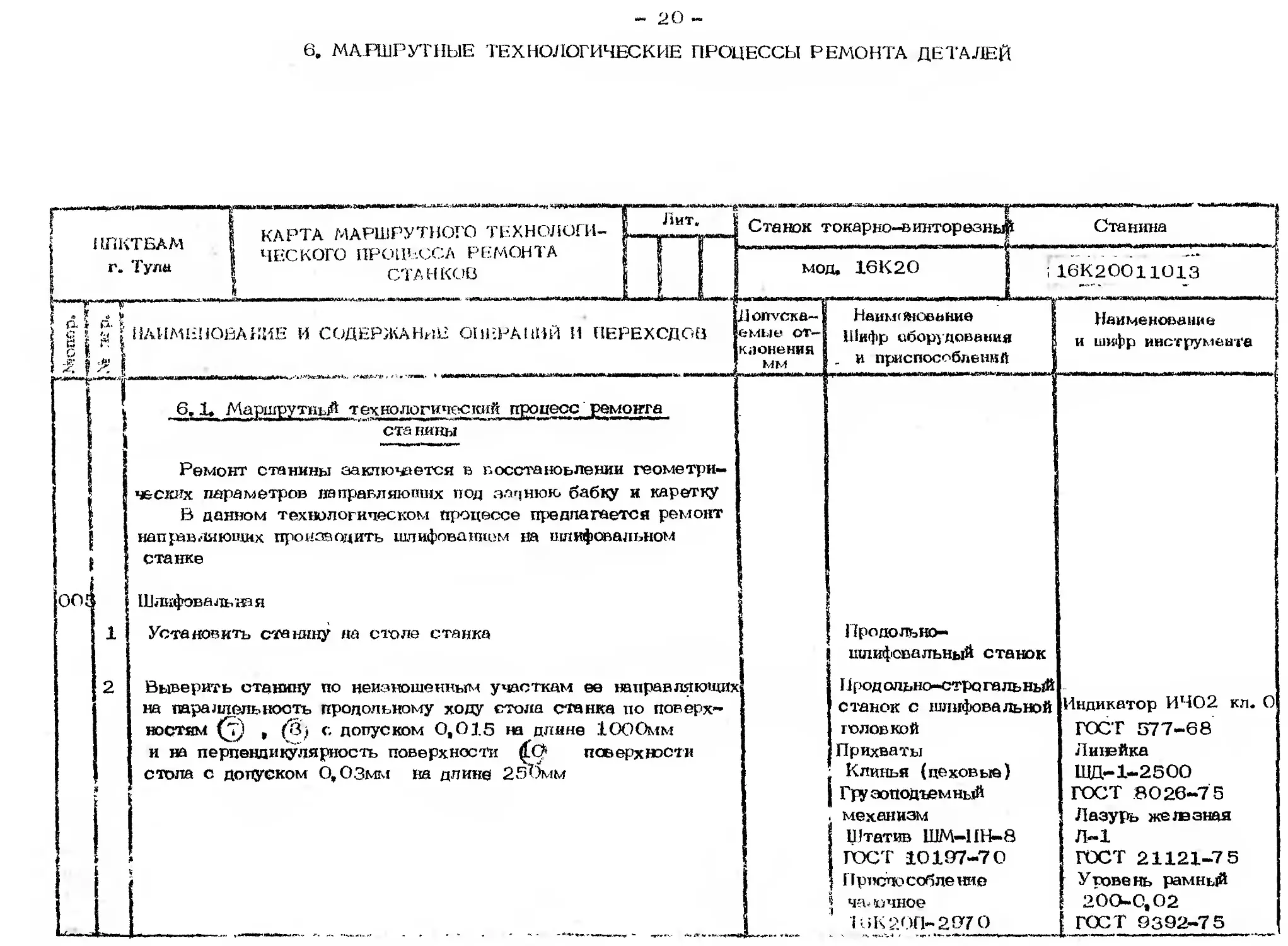
6. МАРШРУТНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РЕМОНТА ДЕТАЛЕЙ
' ппгтглм 1 КАРТА МАРШРУТНОГО ТЕХНОЛОГИ- ’ | %ТБА 1 ЧЕСКОГО ПРОЦЕССА РЕМОНТА г‘ 1ула СТАНКОВ Лит. Станок токарно-винторезньф Станина .. . _ . ....... ._ ...Г1А -
мод, 16К20 • 16К2001Ю13
Ь Г ’ ¥ 1 ® г ! £* * i с ?> й U £ ! 11 о М м ,/р 1 НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ 01ШРАННИ И ПЕРЕХОДОВ Попуска- емые от- клонения мм Наименование г Шифр оборудования , и приспособлений Наименование и шифр инструменте
1 00^ 1 2 » 6,1, Маршрутный технологический процесс ремонта станины Ремонт станины заключается в восстановлении геометри- ческих параметров направляющих под заднюю бабку и каретку В данном технологическом процессе предлагается ремонт направляющих производить шлифованием на пшифовальном станке Шлифовальная Установить станину на столе станка Выверить станину по неизношенным участкам ее направляющих на параллельность продольному ходу стола станка по поверх- ностям , fBj с допуском 0,015 на длине 1000мм и на перпендикулярность поверхности (fl? поверхности стола с допуском 0,О.Змм на длине 2>ТОмм а 1 Продольно- шлифовальный станок 11род ольно-строгальный станок с шлифовальной головкой Прихваты , Клинья (цеховые) | Грузоподъемный , механизм Штатив ШМ-11Н-8 ГОСТ 10197-70 П рпспо соб ле няе ' ча- ючное М>К 20(1-207 0 Индикатор ИЧ02 кл. 0 ГОСТ 577-68 Линейка ЩД-1-2500 ГОСТ 8026-7 5 Лазурь же лэ зная Л-1 ГОСТ 21121-7 5 Уровень рамный 200-0,02 ГОСТ 9392-75
21
.I
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ’И ПЕРЕХОДОВ
г
।«1^<амаui*-*-»*,»- '*v-ч.«w «mw,а**и*.'
I Допуска—1 Нвуменованке
I емы!; от-| Шифр оборудования а
Iклонсния,| приспособлений
мм
3
4
Мостик универсальный I Уровень рамный
ПП-1
к л. О
а
В
I
Приме ч а ние. После окончания шлифования сделать
3-4 прихода без подачи па в тел, ние
Закрепить станину и проверить ее установку (см. переход 2)
Шлифовать последовательно (предварительно и окончательно)
поверхности (1) , (4> , (7) и
Шероховатость поверхностей 1*25/
| Нладвнояание
I л ши^р инструмента
200-0,02
ГОСТ 9392-7
Линейка ШД-1-2500
ГОСТ 8026-7 5
ЧК 150x32x6 3
54С14А25С1Б
ГОСТ 2424-83
Индикатор ИЧ02
ГОСТ 577-68
- 2'2 -
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
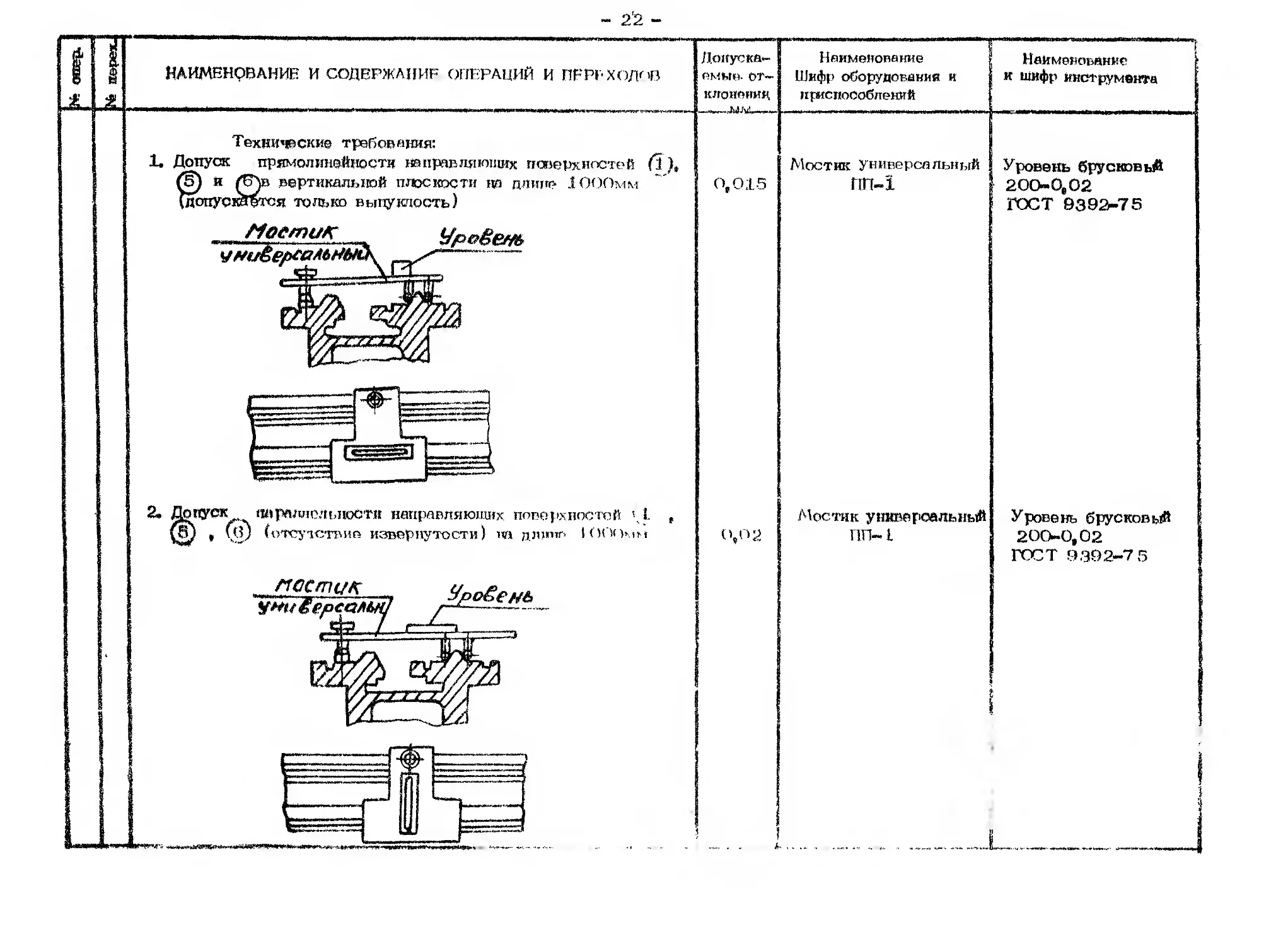
Технические требования:
1. Допуск прямолинейности направляющих поверхностей fl),
и ЛэАв вертикальной плоскости на длине ЮООмм
(допускается только выпуклость)
2. Допуск онргротолыюсти направляющих поверхностей ’ L
© • @ (отсутствие извернутости) па длине lOCXhnt
Локус ка*- ямыа or- КЯОИОНИК Наименование Шифр оборудования и приспособлений Наименование £ к шифр, инструмента !
0,015 Мостик универсальный ПП-1 Уровень брусковый 200-0,02 ГОСТ 9392-75
0,02 Мостик универсальный ПП~ 1 Уровень брусковьй 200-0,02 ГОСТ 9392-7 5 1
1
23 «*
•л
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
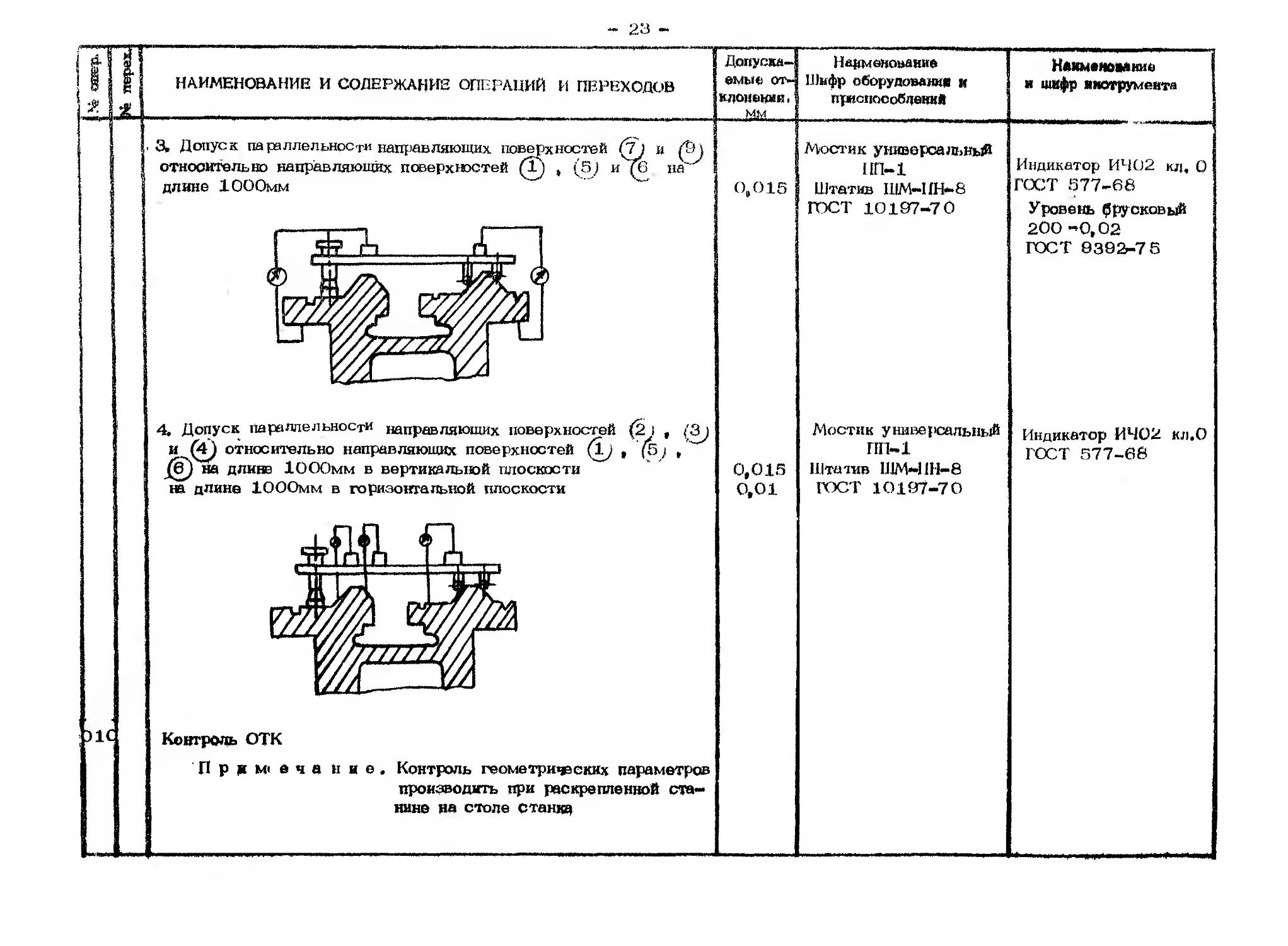
3. Допуск параллельности направляющих поверхностей (1
относительно направляющих поверхностей (1) , (5.) и р
длине 1000мм
4. Допуск параллельности направляющих поверхностей (2 i ,
и (4) относительно направляющих поверхностей (1J , (5,‘ »
на длине 1000мм в вертикальной плоскости
на длине ЮООмм в горизонтальной плоскости
Контроль ОТК
П р д М' е ч а н и е . Контроль геометричэских параметров
производить при раскрепленной ста-
нине на столе станка
| Допуска- 1 емые от- |клонении. 1 мм Наименование Шифр оборудовании И приспособлений Наименование И шифр инструмента
0,015 Мостик универсальный ИП-1 Штатив ШМ-ИН-8 ГОСТ 10197-70 Индикатор ИЧ02 кд, 0 ГОСТ 577-68 Уровень фрусковый 200 ->0,02 ГОСТ 9392-7 5
0,015 0,01 Мостик униве|:>салы1ый ПП-1 Штатив ШМ-ИН-8 ГОСТ 10197-70 Индикатор ИЧ02 кл.О ГОСТ 577-68
- 24 -
т. ез
мод. 16 К 20
НПКТБАМ
г. Тула
КАРТА МАРШРУТНОГО ТЕХНОЛОГИ-
ЧЕСКОГО ПРОЦЕССА РЕМОН ГА
СТАНКОВ
<гмкам.-ымм1мм
Станок токарно—винторезный;
д
5 16К20050015
Каретка
* I ''
g| g ? НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
т
(Допуска-|
|₽мые от-8
tnлонения |
$ ММ 5
t
«да-ля <« -л <* и - ...илл м/ r-tratv «ммзилв*4.«мл»<5Л*»* <s *-еч*о-ад® < jej'w.yw.a-w^«к1^^.;а?1п.-^м‘л-г*!«га1»»<.эг>к-еси™ст«ги'л»»'Ж1-л1лги1,-иыл.-*нв>1
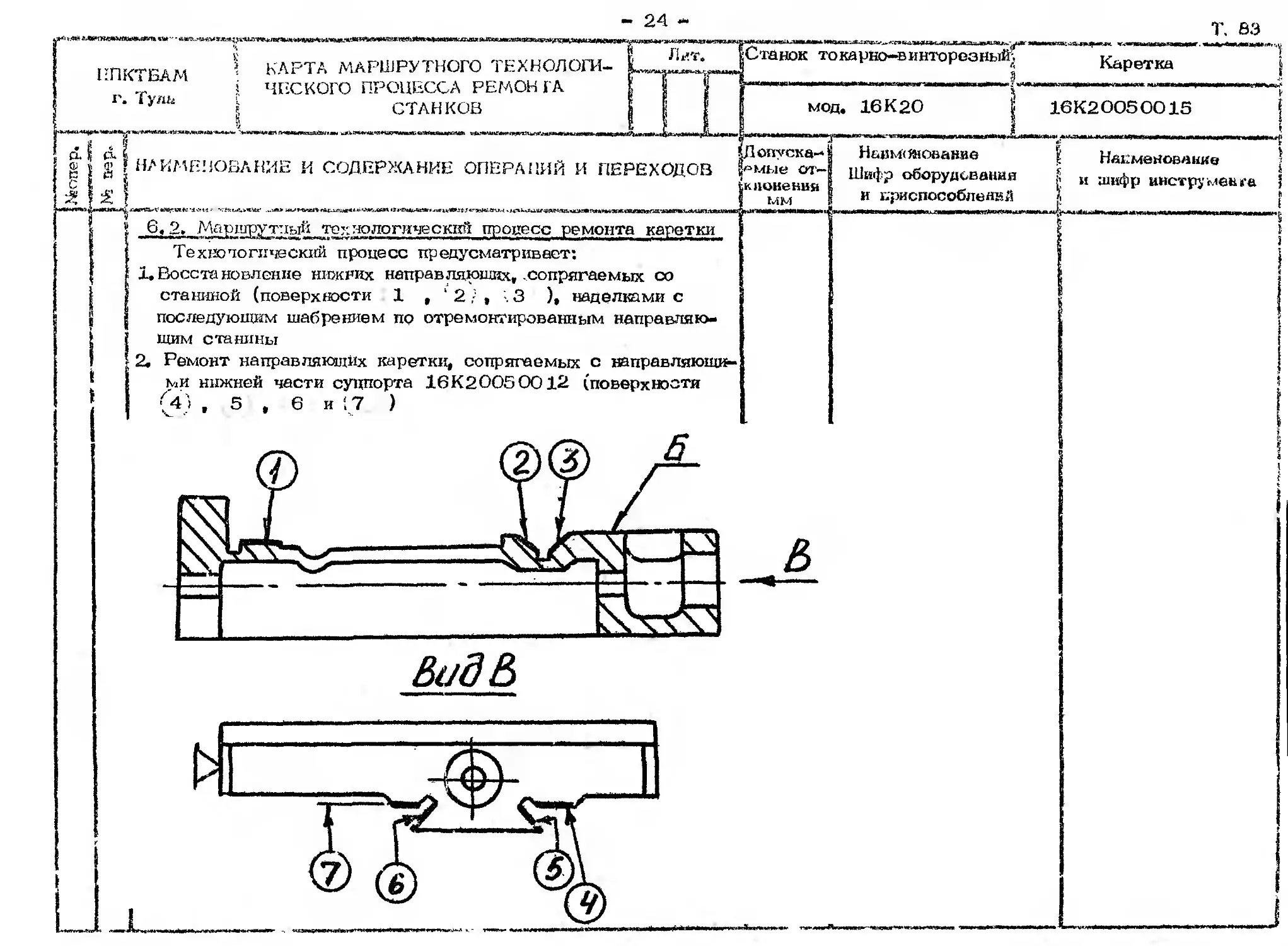
6.2» Маршрутпый торяологическго! процесс ремонта каретки
Технологический процесс предусматривает:
1. Восстановление нижних направляющих, .сопрягаемых со
станиной (поверхности 1 , ‘ 2 / , . 3 ), наделками с
последующим шабрением по отремонтированным направляю-
щим станины
2. Ремонт направляющих каретки, сопрягаемых с направляющи-
ми нижней части суппорта 16К20050012 (поверхности
Наименование
Шифр оборудования
и приспособлений
£ Наименование
jj и шифр инструмента
Д-..—-__________
- 25 -
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Допуска-
емые. от-
клонении
...Д4М, -
Наименование
Шифр оборудования и
приспособлений
Наименование
и шифр инструмента
у
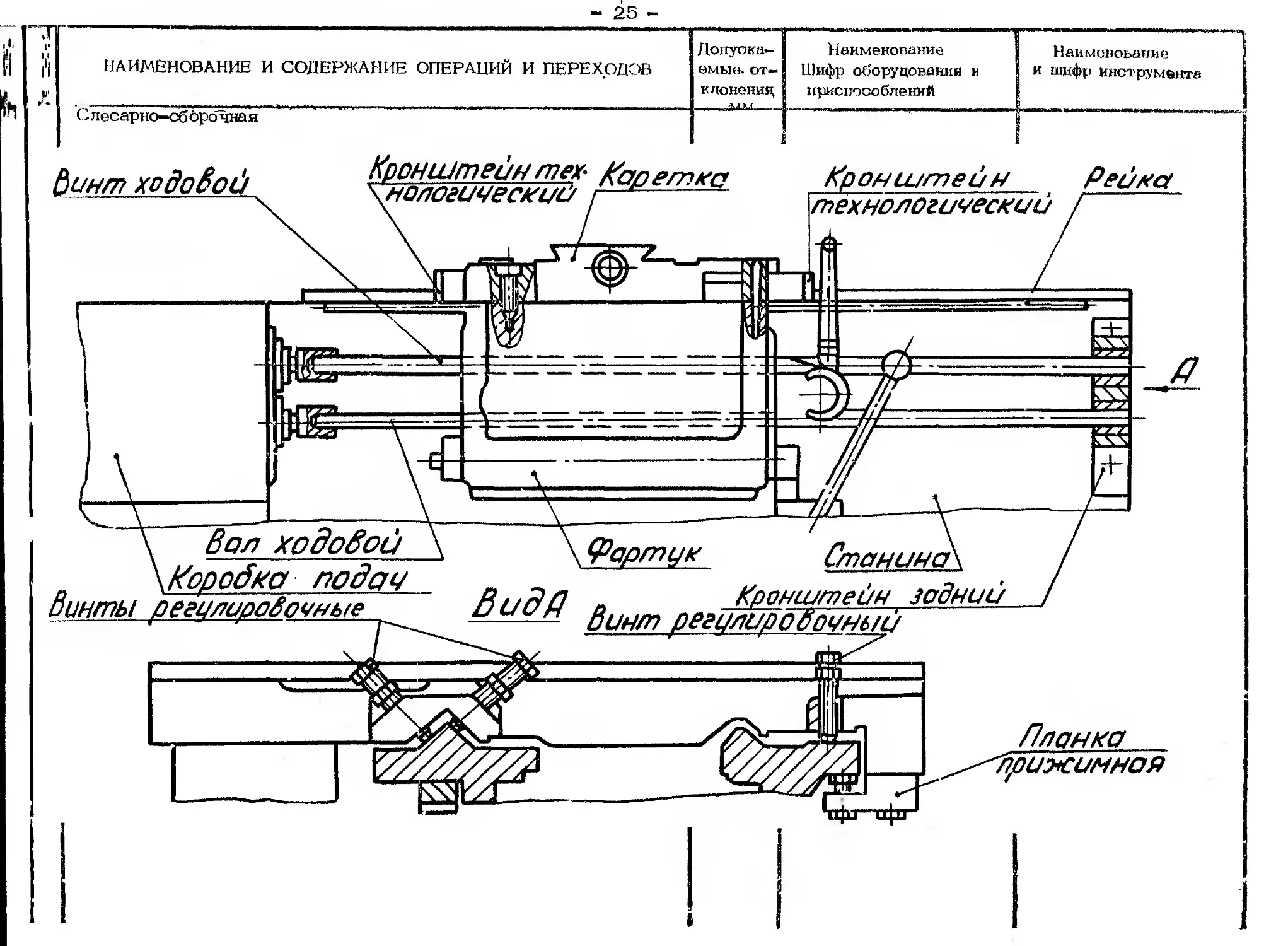
Слесарно-сбдро иная
26 -
№ опер. № пер. НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХО- ДОВ
1 Установить и привернуть к каретке технологические кронш- тейны с рех'улировочными винтами
2 Установить каретку на отремонтированную и выставленную по уровню станину с установленными на станине рейкой, короб- кой подач и задним кронштейном
3 Установить на каретку прижимные планки и закрепить пред- варительно
4 Установить на станок фартук, привернув его к каретке вин- тами, с установкой двух контрольных штифтов Установить ходовой винт и ходовой вал
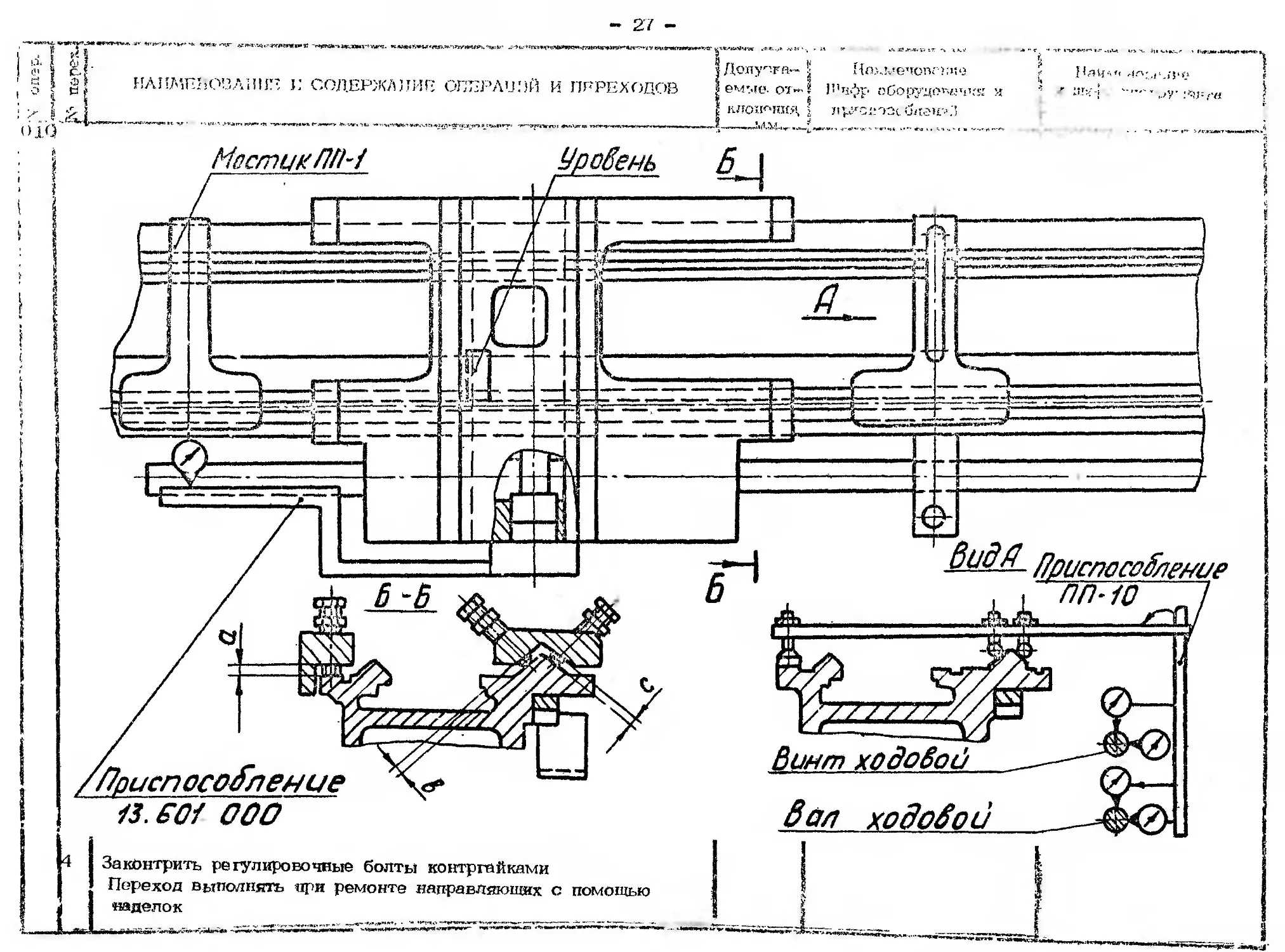
010 1 Выверка каретки В отверстие каретки под винт установить приспособление для проверки перпендикулярности оси отверстия направляю- щим станины, а на станину установить универсальный мо- стик и приспособления для проверки осей ходового винта и ходового вала
2 Выставить каретку с помощью регулировочных винтов, обес- печив технические требования сборочных чертежей станка
3 Проверить зацепление шестерни фартука С рейкой Свободный ход лимба не более 1 деления _ _
Допускае- мые от- клонения, мм Наименование Шифр оборудования и приспособлений Наименование и шифр инструмента
Кронштейны 7821-6373 7821-6374 7821-6361 7821-6372
Грузоподъемный механизм Приспособления палочные 7808-7265 7808-6382
Приспособление палочное 16К20П-67 Ключ. 7 8.11-0004 С1 1 Хим.Окс.прм ГОСТ 2839-80Е Ключ 7812-0378 4 ОХ Хим.Окс.прм ГОСТ 11737-74
Приспособление 13601000 Приспособление ПГ1- 1О Мостик универсаль- ный ПП-1 Индикатор ИЧ02 кл. С ГОСТ 577-68 Уровень 1 ГОСТ 11196-74
Штатив ШМ-ПН-8 ГОСТ 10197-70 —*-»* •♦•*—>**»*«***— Ключи С1 Хкм.Окс.пр ГОСТ 2839-8QE 7811-0004 7811-0022 Набор мер длины № 2-20-1 ГОСТ 9038-8 3 Ключ 7812-0378 4 ОХ ХнмСкс.прм 1ОСТ 11787-74
- 27 -
НАЙМУ
Мостик /7/7-7
„мечовгнио
НИИ И СОЛ.ЕРЖЛИИП ОПИРАНИЙ И ПРРЕХОДС®
явв-г
WMf/Z/A
Законтрить регулировочные болты контргайками
Переход выполнять при ремонте направляющих с помощью
наделок
/Уриспосодление
13. £01 000
.« «> -z» -4’1 ' 1
s Долу-.ra™
I емче. от"' i
J !
S клепания >
Винт ходовой
Приспосо&ттие
, rm-го Г7
x&jSi
вал ходовой
- 28 -
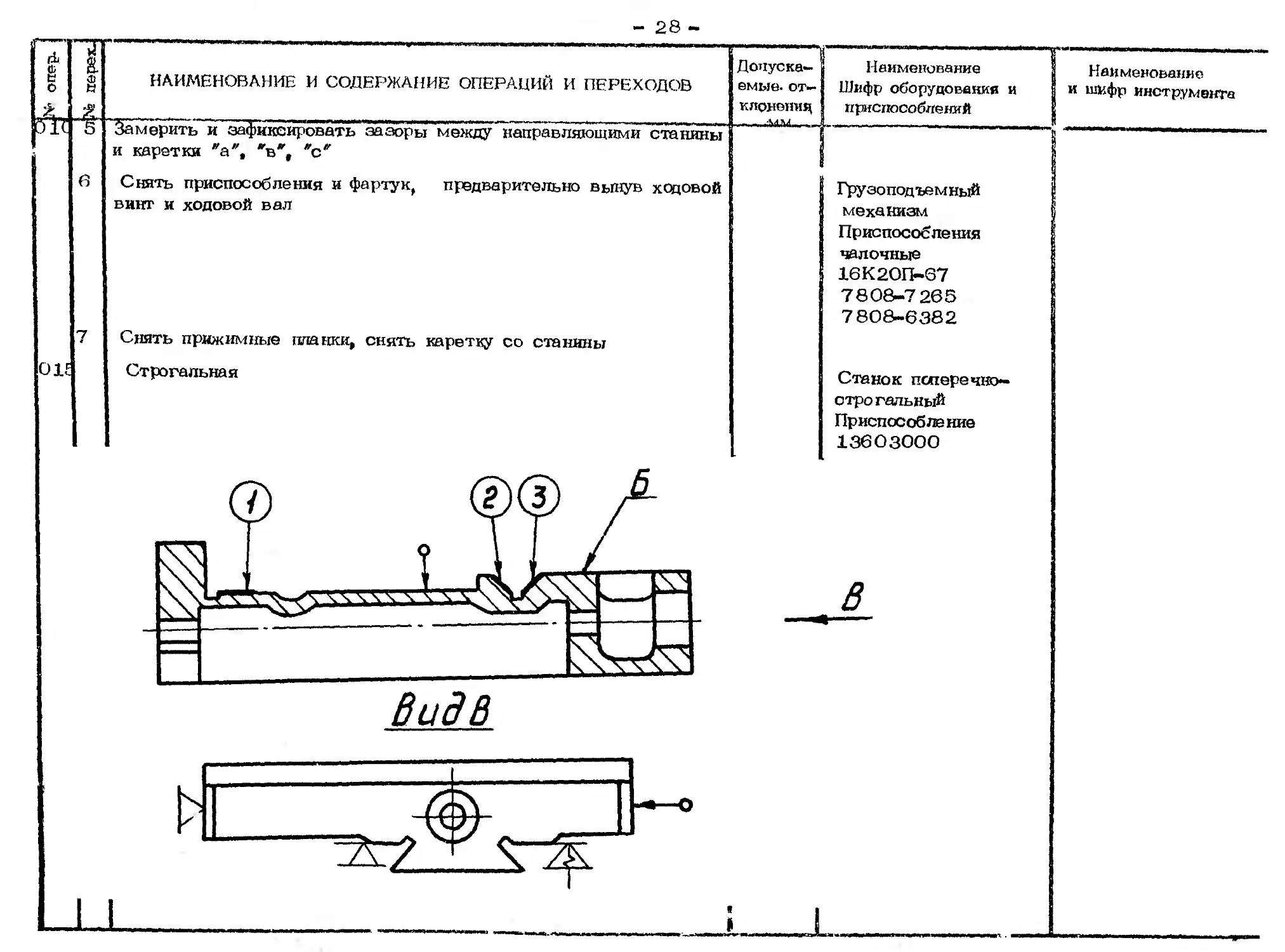
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
5америть~и зафикё^овать^заэоры между направляющими станины
и каретки "а", *в*, "с'1'
Допуска- S Наименование
емые. от-1 Шифр оборудования и
кпонеимд I приспоооб/гений
----, - ..........................
Наименование
и шифр инструмента
Снять приспособления и фартук, предварительно вынув ходовой
винт и ходовой вал
Снять прижимные планки, снять каретку со станины
Строгальная
Грузопод ъем ный
механизм
Приспособления
палочные
16К2ОП-37
7 808-7 265
7808-6382
Станок поперечно-
строгальный
Приспособле ние
13603000
Вид В
- 29 -
i -ft I
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Допуска- Н аи м ено вани е
емые от- Шифр оборудования и
клонения, мм |»|Мг приспособлений
1 | Установить деталь в приспособление на столе Станка
Выверить деталь на параллельность поверхности "Б" продольно-
му и поперечному направлению с допуском 0,03 по всей поверх-
ности и на параллельность оси отверстия под винт поперечному
направлению с допуском 0,03 на длине 300 мм
Наименование
и шифр инструмента
• Индикатор) И402 кл.0
ГОСТ 577-68
i Оправка контрольная
| 8 338-6 538
12
5020
'025
|Стрэга-гь поочередно поверхности (1), (2) , (3)
1 Глубина снимаемого слоя определяется с учётом зазора, полу-
ученного в операции ОJ.0 перехода 5
j Толщина наделок и припуска на дальнейшую обработку 0,4 мм
i Шероховатость поверхности Rg 8Цх
1
Механизм грузоподъ-
емный
П риспособле ни я
чалочные
7808-7265
7808-6382
Штатив ШМ-ПН-8
ГОСТ 10197-70
Контроль ОТК
| Постановка наделок
*На склеиваемые поверхности наделок нанести крестообразно рис-
ки под углом 45°к оси направляющей и зачистить
Материал наделки СЧ 20 ГОСТ 1412-85
Верстак
Ручка 2859-0001
МН 480-60
2
3
4
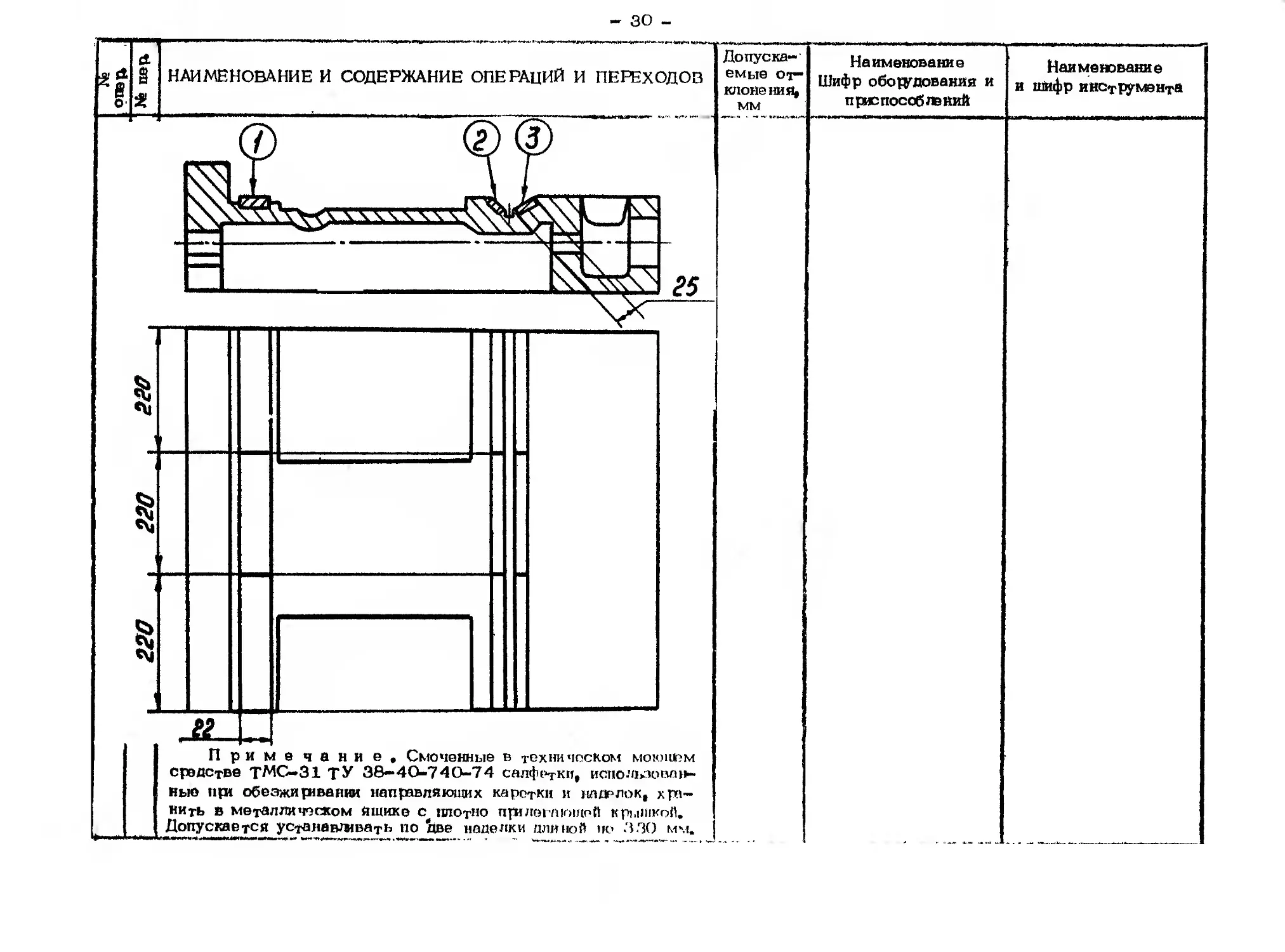
Обезжирить направляющие каретки (1) , (з) , (з) и поверхно-
сти наделок, предназначенные для склеивания техническим мою-
щим средством ТМС-31 ТУ38—40-740-74 (см.приложение 2)
После высыхания на склеиваемые поверхности каретки и надел-
ки нанести сплошной тонкий слой клея на основе эпоксидных
| см л марки ЭД-16 (клей Д-10) (см. приложение 3)
I На поверхности (д) , (5) • (з) каретки наложить наделки,
I слегка притереть для удаления пузырьков воздуха и прижать
наделки струбцинами через резину.и жесткие планки. В'дер-
жать в течение времени, указанного в инструкции (см, прило-
жение з)
г
ч
I
(Резец 2 17 3-0004
| ВК8
‘ГОСТ 18892-7 3
'Образцы шероховато-
I сти поверхности,
’ГОСТ 9378-75
i
f
Шабер 2850-0011
{МН 47 5-60
^Шпатель ШД-35
ГОСТ 10778-83
Струбцины
МН 483-60
» Молоток 7850-0036
Хим.Скс.прм
; ГОСТ 2310-7 7 Е
- 30 -
tien * Qgg ' OSS ’ OSS
Usno
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Примечание, Смоченные в техническом моющем
средстве ТМС-31 ТУ 38—4(^740-74 салфетки, испо.чьзовлн-
Ные пр< обезжиривании направляющих каретки и наделок, хра-
нить в металлическом ящике с плотно прилегающей крышкой.
Допускается устанавливать по две наделки длиной но 330 мм.
Допуска- емые от- клонения, мм Наименование Шифр оборудования и приспособлений Наименование и шифр инструмента
31 -
11
НАИМЕНОВАНИЕ' И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
03(
Допуска-
емые. от-
клонения
„....„.мм,. —
Наименование
Шифр оборудования и
приспособлений
Наименование
и шифр инструмента
Слесарная
Верстак
Грузоподъемный
механизм
Приспособления
чалочные
7 808-7265
7808—6382
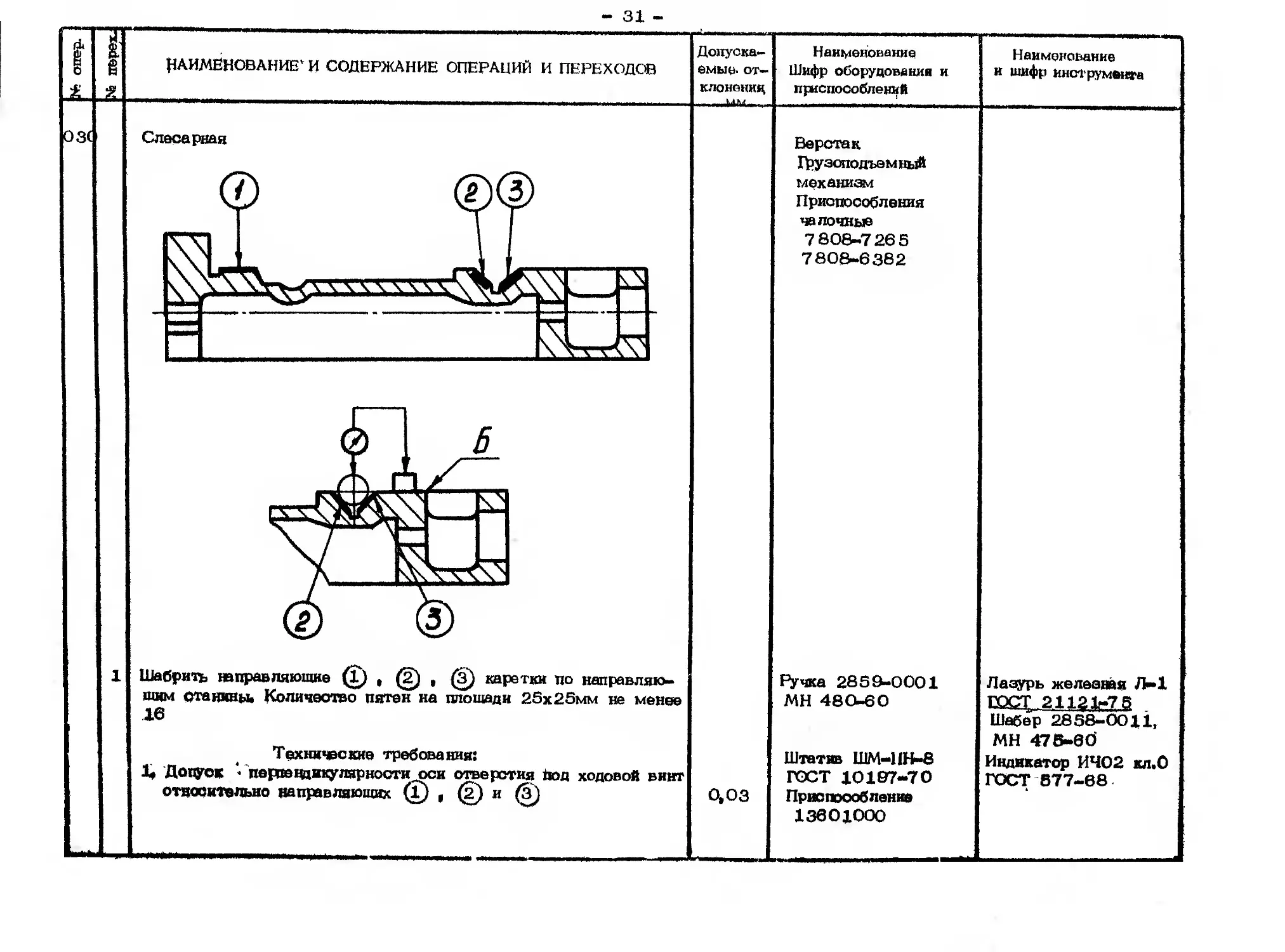
Шабрить направляющие (Г) , (2) , (3) каретки по направляю-
щим станины. Количество пятен на площади 25x25мм не менее
16
Технические требования:
1* Допуск • перлевдикулярности оси отверстия Под ходовой винт
относительно направляющих (1) , (g) и (3)
Ручка 2859-0001
МН 480-60
0,03
Штатив ШМ-НН-8
ГОСТ 10107-70
Приспособление
13601000
Лазурь железная Л-1
nSep 2858^0011,
МН 476-60
Индикатор ИЧ02 кл.0
ГОСТ 677-68
— 32 “
о»
0,03
f)40J
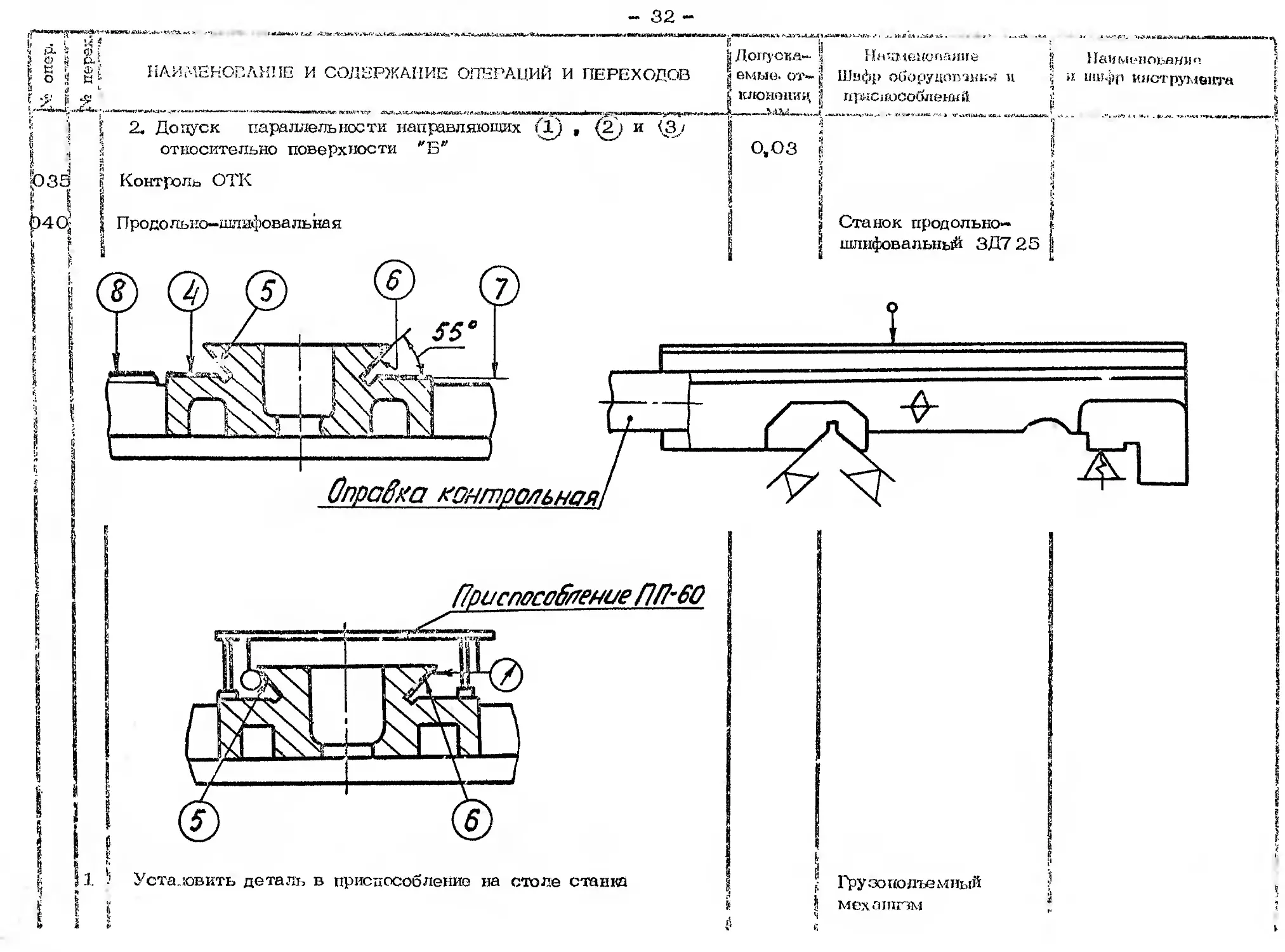
Продольно-шлифовальная
р.
ф
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
?035
А< 4 •л.'9 Д'Ь "41^7,1*
Наименование
и шифр инструмента
a Hani «ено аание
| Шифр оборудований
I ирнсиюсоблешв
2. Допуск параллельности направляющих (X) , (X; и (3/
относительно поверхности "Б"
Контроль ОТК
6
Установить деталь в приспособление на столе станка
Гру зо по дъе мный
механизм
8
и Допуска-
§ емые. or-
fe
с клонениц
А---мм,—
Станок продольно-
шлифовальньй ЗД7 25
Опрабка контрольная
приспособление Пfl-60
- аз
| ; ? НАИМЕНОВАНИЕ Й СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
1 у
Mil» .^J-. II'.II , щ---—— - ,, , р- |R-i--—। , 1|||,г -nil'll II Г 'll I (HI Г -| г • HIIII 1111..
! i; Выверить деталь на параллельность контрольной оправке, встав-
I i ленной в отверстие каретки под винт в вертикальной плоскости,
; направлению хода стола станка с допуском 0,03мм на длине
300мм
Примечание, Приспособление должно быть выве-
рено на перпендикулярность базовы
поверхностей приспособления под
поверхности (lj , \2) . (з) ка-
ретки (см, эскиз опер. 030)
с точностью
Шлифовать поочередно поверхности '4 , , (5} , (в) , (7) ,
до вывода износа предварительно и окончательно, выдерживая
Шероховатость поверхности
Прим е ч а н и е . После окончательной шлифовки
сделать 3-4 поохода без подачи
на врезание
Технические требования:
1. Допуск прямолинейности поверхностей !4,) , >5) , ,
(7) (проверить по клину)
2. Допуск отклонения поверхностей (4) , (т) от обшей приле-
гающей поверхности (8,-
Я Доггуск. плоскостности поверхностей fa' , f'7)
4, Допуск параллельности поверхностей 'В: г 6., на длине
детали
««‘га»"ж*
Допуска- емые. от- клонение ыы. .. pIT М t, ДГ Hi i .4 АЦ.^-'.1,дчзд~; мяйииаи; I Наименование Шифр оборудования и । приспособлений >«S. •’•* » —'.V- ’^1K » V- w»tj Наименование ) «г шифр инструмента i _ . . _ >
! 1 Приспособление П1336418000 Приспособления чаленные 7808-7265 7 808-6382 • ' ? i !
I
0,02
Штатив ШМ-НН-8 ГОСТ 10197-70 i ЧК150x16x32 54С14А25С1К ГОСТ 2424-вЗ । Индикатор ИЧ02 кл. 0 ; ГОСТ 577-68 I Оправка контрольная ! 8338-6538
Образцы шероховатости поверхности.' ГОСТ 9378-7 5 |
0,03 1 Лиией1Ш J У1-1-630-55° i ГОСТ 8026-7 5 | Шаблон 838 9-4 318 ।
0,03 |
0,03 Приспособ ле шиз ПП-G 0 i
0f02 ё « t t i Й
~ 34
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
параллельности оси отверстия в каретке под пинт
на
Допуск
относительно поверхностей « (2)
длине ЗООмм
6. Допуск перпендикулярности верхних направляющих поверх-
ностей j (О^ относительно нижних направляющих по-
верхностей , (з) (см. эскиз опец 030)
(отклонение допускается только в стороци шпиндельной бабки
— Допуске- ; емые. от- КЛОНвНИД Наименование Шифр оборудования я приспособлений Наименование и шифр инструмента
0,0-1 Мостик универсальный ПП-1 Приспособление 136'01000 Штатив ШМ-НН-8 ГОСТ 10197-70 Индикатор ИЧ02 кл.О ГОСТ 577-68
Т, 83
- 36
f /i i & 3
I i I is НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Ш----------------------------------------------------------
» ? £
i Й X "
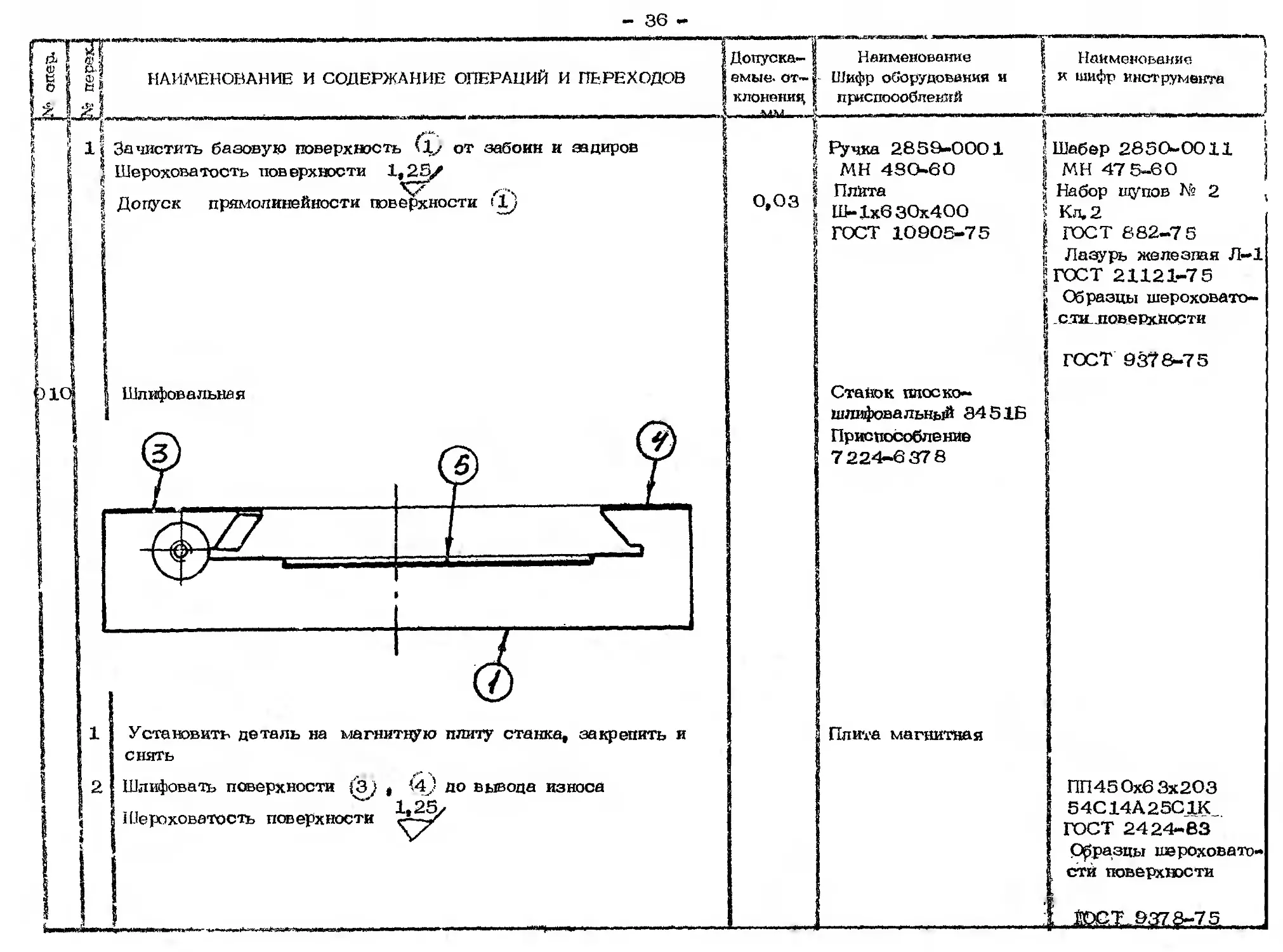
5 1| Зачистить базовую поверхность Цу от забоин и задиров
>' | Шероховатость поверхности 1,25/
। | Допуск прямолинейности поверхности El)
Установить деталь на магнитную плиту станка, закрепить и
снять
Шлифовать поверхности f3) , Цу до вывода износа
-11 1»25у
Шероховатость поверхности
1 5 Допуска-j емые- от- i клоненищ | ЛАМ . ..J Наименование | Шифр оборудования и < приспособлений | Наименование и шифр инструмента
। 0,03 ! Ручка 2859-0001 i МН 480-60 | Плйта ! Ш-1x630x400 ГОСТ 10905-75 | ! Станок плоско— шлифовальный 3451Б Приспособление 7 224-6378 Плита магнитная Шабер 2850-0011 МН 47 5-60 Набор щупов № 2 Кл.2 ГОСТ 882-7 5 Лазурь железная Л-1 ГОСТ 21121-7 5 Образцы шероховато- .сти поверхности ГОСТ 9378-75 ПП450x6 3x203 54С14А25С1К ГОСТ 2424—83 Образцы шероховато- сти поверхности
37
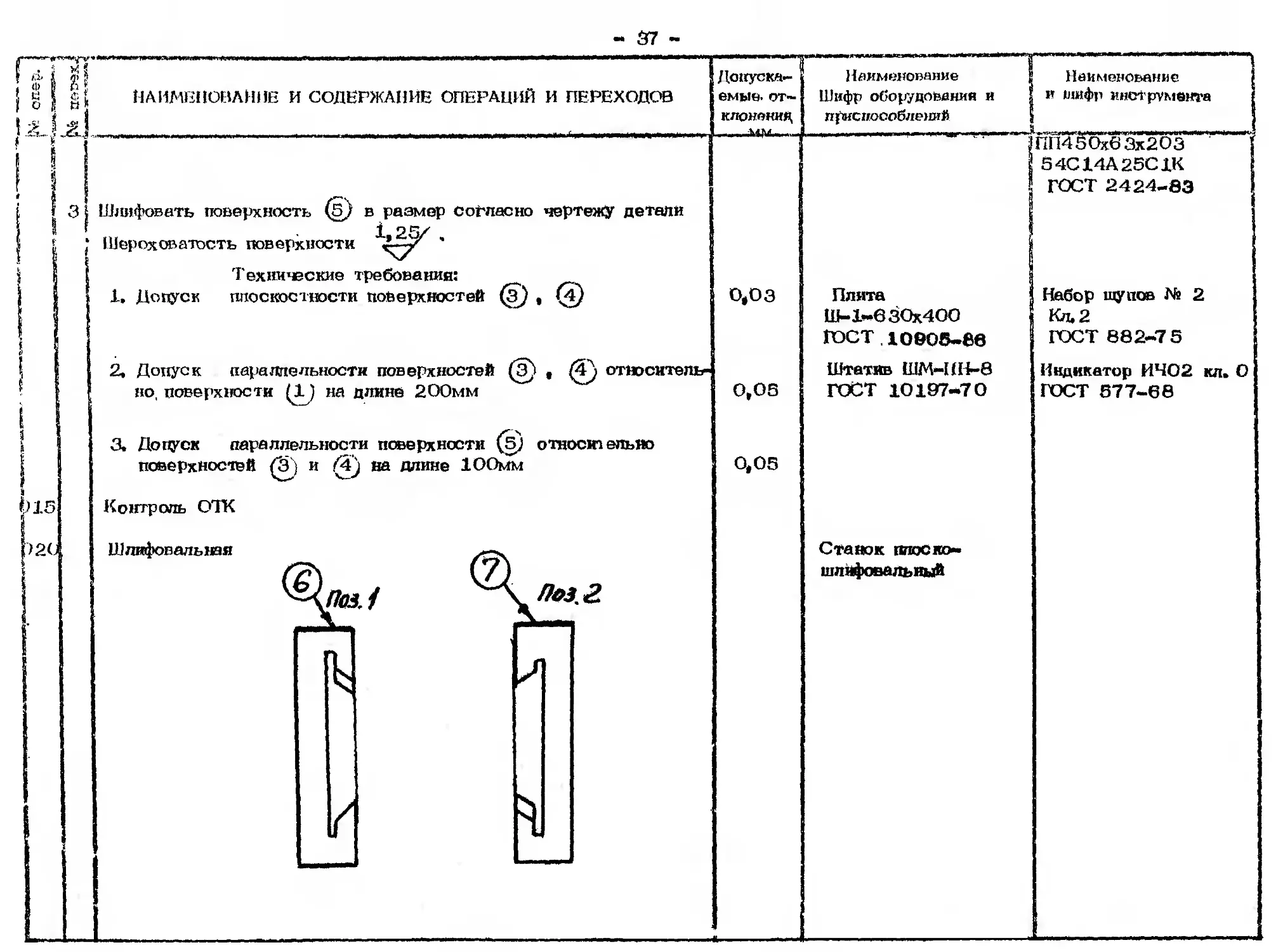
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- емые. от- клонанид Наименование ] Шифр оборудования и приспособлений Наименование । и шифр инструмента |
П11450x6 3x203 1 54С14А25С1К ГОСТ 2424-83
Шлифовать поверхность (б) в размер Согласно i 25/ Шероховатость поверхности ' чертежу детали 1
1. Технические требования: Допуск плоскостности поверхностей (з) • ® 0,03 Плита Ш-1-630x400 ГОСТ. 10905-86 Набор щупов № 2 Кл.2 ГОСТ 882-7 5
2. Допуск параллельности поверхностей (3} но, поверхности (JJ на длине 200мм , относитель- 0,05 Штатив ШМ-НН-8 ГОСТ 10197-70 Индикатор ИЧ02 кл. 0 ГОСТ 577-68
а Допуск параллельности поверхности (б) поверхностей и /4) на длине 100мм отност ель но 0,05
Контроль ОТК
38
ГТ?
s i3* 5
§ ? ; НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
1 1 ; .$! 3
Наименование
Шифр оборудования и
приспособлений
I Наимоиоьание
। и шифр инструмента
ми
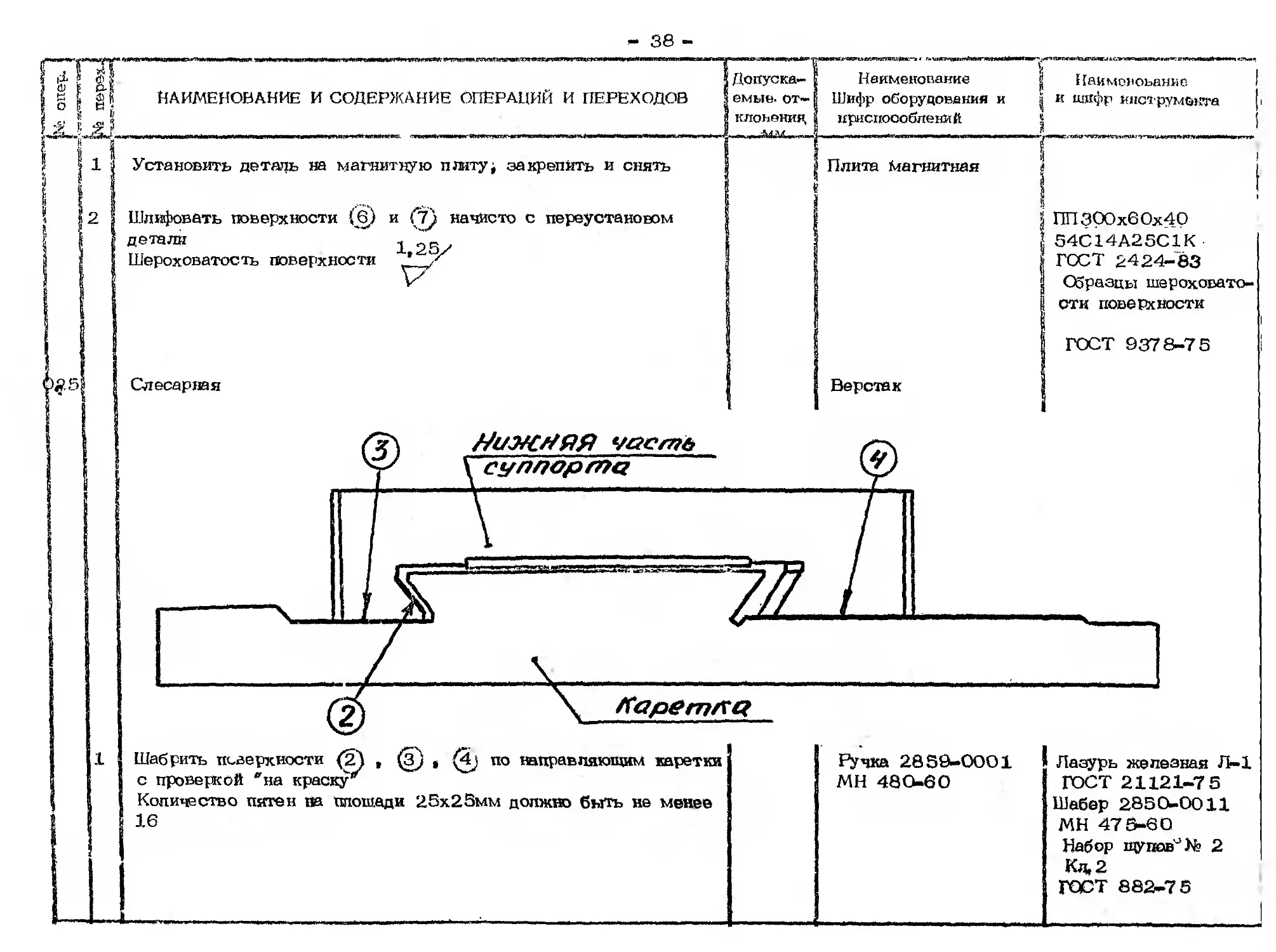
Установить деталь на магнитную плиту; закрепить и снять
Слесарная
Верстак
| Плита Магнитная
Шлифовать поверхности (б) и (7) начисто с переустановок*
детали х 25
Шероховатость поверхности * '
У
ffapemяр
М/ЖКЯЯ тепм
суппорта
Шабрить поверхности (2?) t (з) » (4) по направляющим каретки
с проверкой "на краску"
Количество пятен на площади 25x25мм должно быть не менее
16
Ручка 2859-0001
МН 480-60
J ПП300x60x40
| 54С14А25С1К•
J ГОСТ 2424-83
i Образцы шероховато-
сти поверхности
ГОСТ 9378-75
Лазурь железная Л-1
ГОСТ 21121-7 5
Шабер 2850-0011
МН 475-60
Набор щупов'3 № 2
Кд, 2
ГОСТ 882-75
— 39 —
ь
| Допуска-
§ емые. от-
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Слесарная
s Верстак
ii Наименование
| Шифр оборудования и
клоиенхщ I приспособлений
Наименование
| и шифр инструмента
Каретка
Контроль ОТК
часть
суппорта
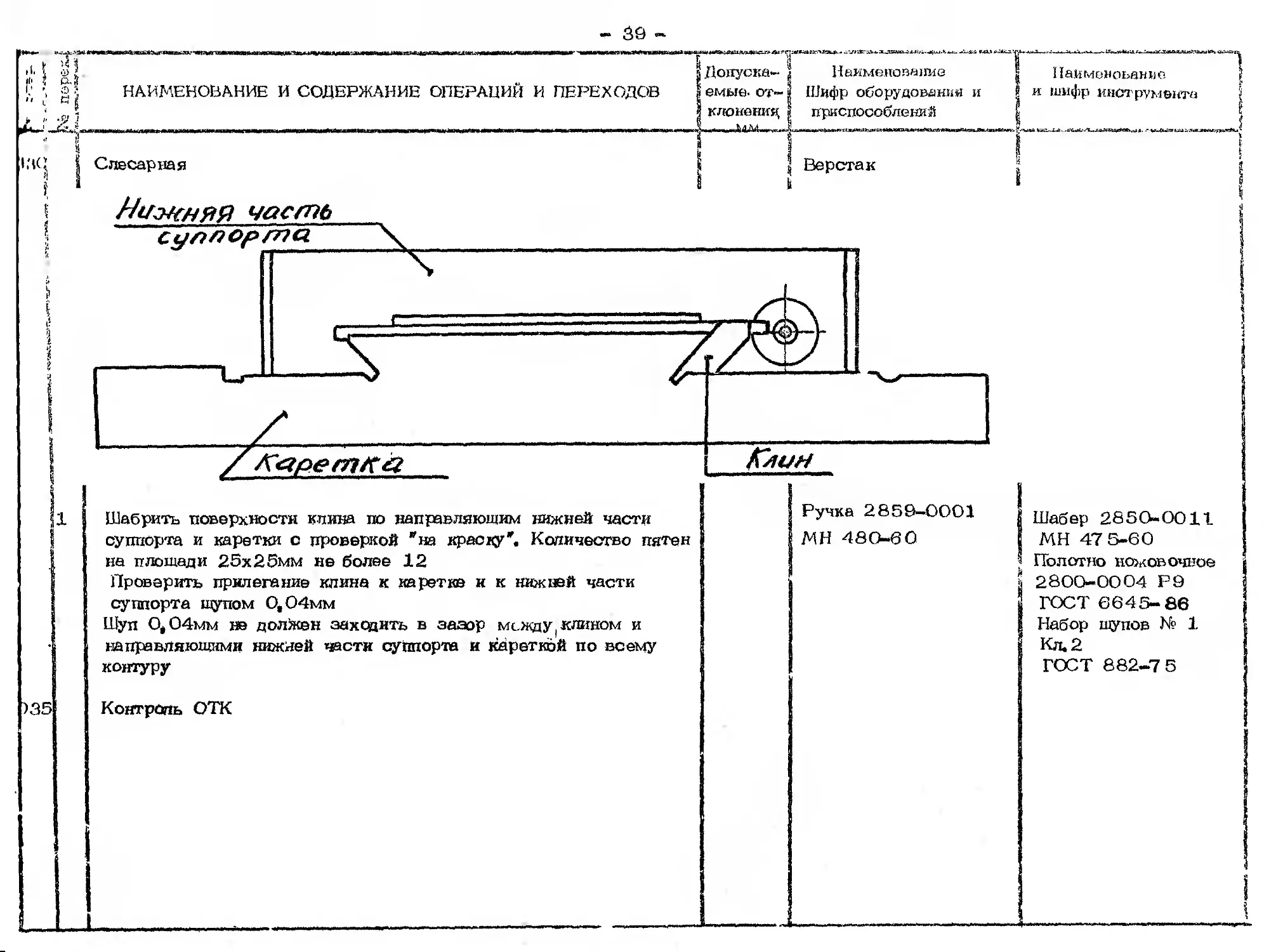
Шабрить поверхности клина по направляющим нижней части
суппорта и каретки с проверкой "на краску". Количество пятен
на площади 25x25мм не более 12
Проверить прилегание клина к каретке и к нижнэй части
суппорта щупом 0,04мм
Шуп 0,04мм не должен заходить в зазор между, клином и
направляющими нижней части суппорта и кареткой по всему
контуру
Ручка 2859-0001
МН 48СМ50
Шабер 2850-0011
МН 47 5-60
Полотно ножовочное
2800-0004 Р9
ГОСТ 6645-86
Набор щупов № 1
Кл.2
ГОСТ 882-7 5
- 40 -
Т 83
ППКТБАМ
г. Тула
КАРТА МАРШРУТНОГО ТЕХНОЛОГИ.
ЧЕС КОГО ПРОЦЕССА РЕМОНТА
СТАНКОВ
16К2040012
п
, j НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
л! . _____________________
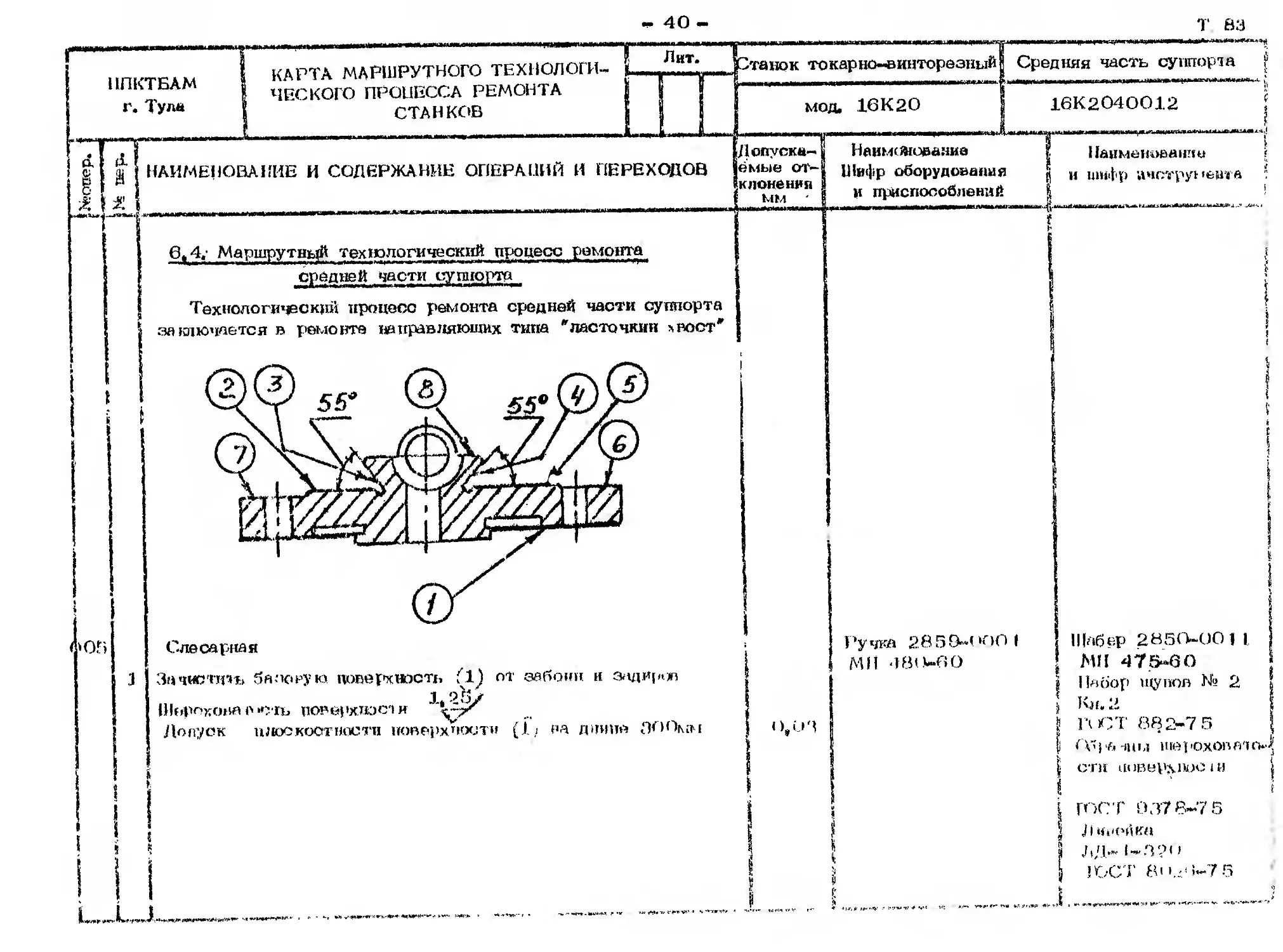
6,4; Маршрутный технологический процесс ремонта
средней части суппорта
Технологический процесс ремонта средней части суппорта
заключается в ремонте направляющих типа "ласточкин хвост*
3
ФОН
Станок токарно-винторезный!
мод. 16К20
Допуска-1 ёмые от- клонения | ММ ' I Наименование Шифр оборудования И приспособлений
Средняя часть суппорта
Наименование
fl и шифр инструмента
Слесарная
Зачистить базовую поверхность fl) от заболи и задиров
Шорохова о >сть поверхности
Допуск плоскостности поверхности (1 ,< на длине ДООмм
1 О, оз I л Г ’у чка 28 5 £М *ОС) 1 МП <j80-60 1
Шабер 2850-00 I I.
МИ 475-60
| Набор щупов № 2
। Кл. 2
I! ПЮТ 882-7 5
| H'jmiij шероховато.
j. стн ш>верхпоС1И
i
I ГОСТ 837 8-7 5
в
I Ливонка
,Г'1- 1-39< >
- 41
-------------------------------------------------------------------------
, to 9
’•• , <p f*
I; 4 §1 НЛПМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
‘ 1 k
• 1 '
«йх-^х. ««'nWHWHiaw WMlUHwOwwIiKiiMir»» 1И1Ц.1» «i«iiiwwiww.»i • ц—цул iw 'j-i iiWHaHwemn" щн»*т»я*и^тли»'—'1 ж*
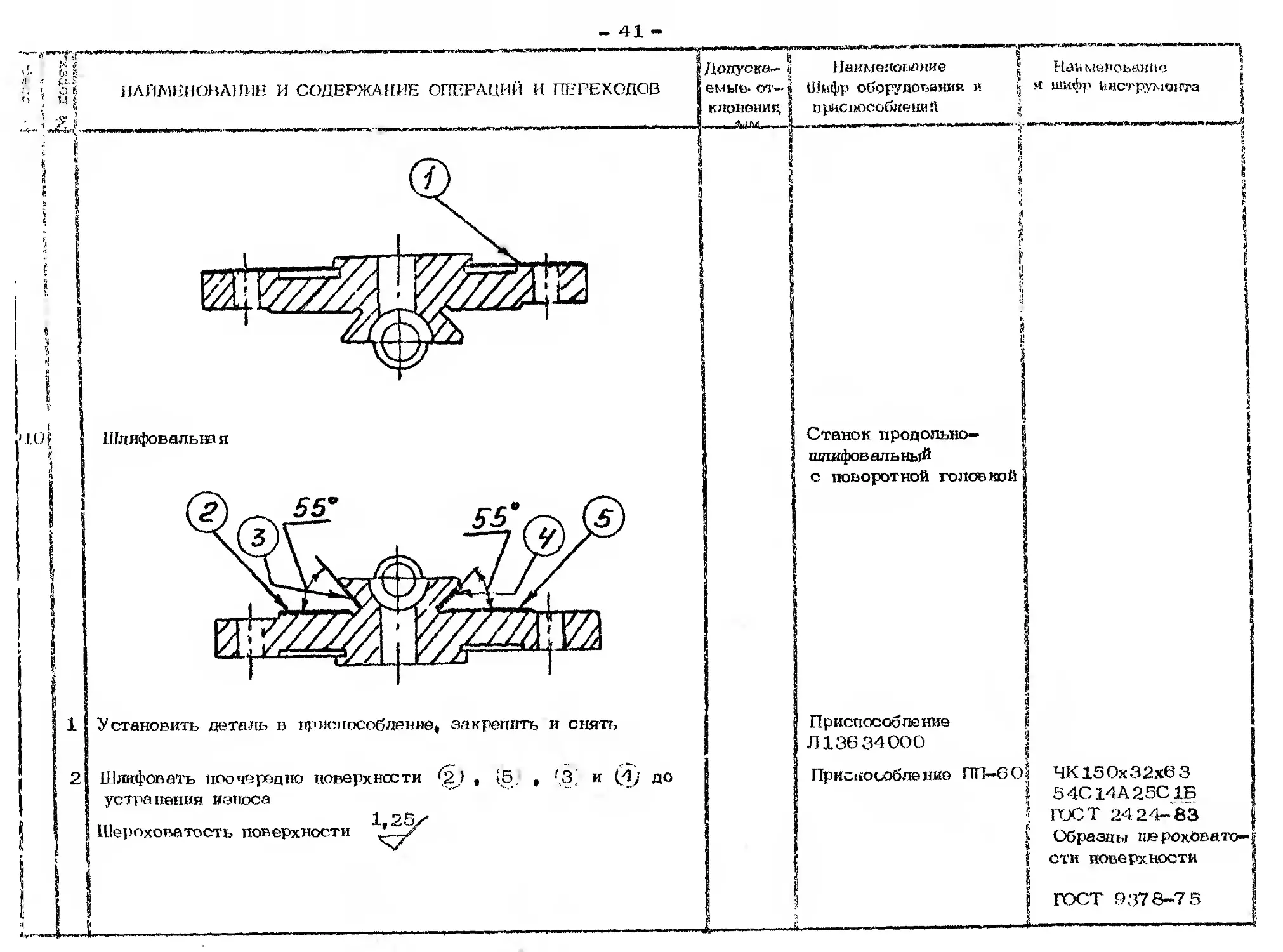
Шлифовальная
Установить деталь в приспособление» закрепить и снять
Шлифовать поочередно поверхности (5)
устранения Износа
Шероховатость поверхности
(5.
'З: и (4;
до
Допуска- ! емые. от— j клоиенин I Наименование ? ? Шифр оборудования и j приспособлений j Нан меноьамне и шифр ннструмднта
! г ' ч ! ; S 5 9 4 й 1 3
* 1 1 ! !
Станок продольно- шлифовальный с поворотной головкой i 1 1 1 1 ।
•J
Приспособление I
Л13634000 |
Приспособив иие ПП—6 О I
ЧК 150x32x6 3
54С14А25С1Б
ГОСТ 2424-83 |
Образцы шероховато-^
сти поверхности |
ГОСТ 937 8-7 5
42 -
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- | емые. от- кионенид I
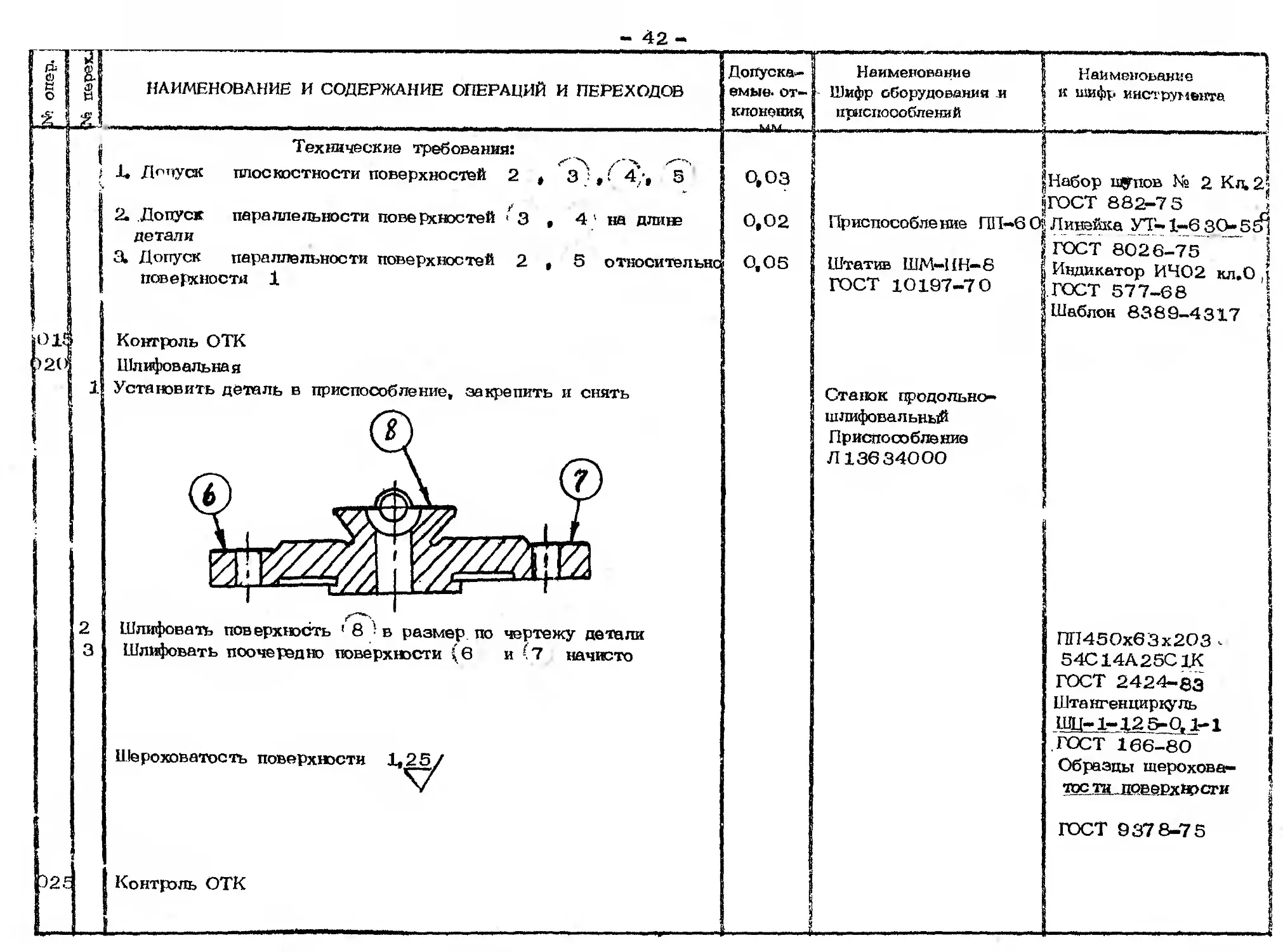
Технические требования:
1. Допуск плоскостности поверхностей 2 , ' 3 , :Z 4;, 5 о,оэ
2. Допуск параллельности поверхностей > 3 , 4' на длине 0,02
детали
3. Допуск параллельности поверхностей 2 , 5 относительно 0,05 I
поверхности 1 Контроль ОТК Шлифовальная Установить деталь в приспособление, закрепить и снять (7)
Шлифовать пов ерхность 1 8 ' в размер по чертежу детали
Шлифовать поочередно поверхности (б и (7 начисто
Наименование Шифр оборудования и приспособлений 1 Наименование к шифр инструмента . - <
Приспособление ПП-6 0 Штатив ШМ-11Н-8 ГОСТ 10197-7 0 ! Набор п^пов № 2 Kn.2j ГОСТ 882-7 5 j Линейка УТ-1-6 30- 5jfj ГОСТ 8026-75 j Индикатор ИЧО2 кл.О ГОСТ 577-68 | Шаблон 8389-4317 1
Станок предольно- шлифоваяьньгй Приспособивнив Л13634000 fc I
Шероховатость поверхности 1,25
Контроль ОТК
ПП450х63x203>
54С14А25С1К
ГОСТ 2424-83
Штангенциркуль
ШЦ-1-12 5-0,1-1
ГОСТ 166-80
Образцы шерохова-
тостипореРхности
ГОСТ 937 8-75
-43-
ППКТБАМ
г. Тупа
| КАРТА МАРШРУТНОГО ТЕХНОЛОГИ-
I ЧЕСКОГО ПРОЦЕССА РЕМОНТА
! СТАНКОВ
Лит.
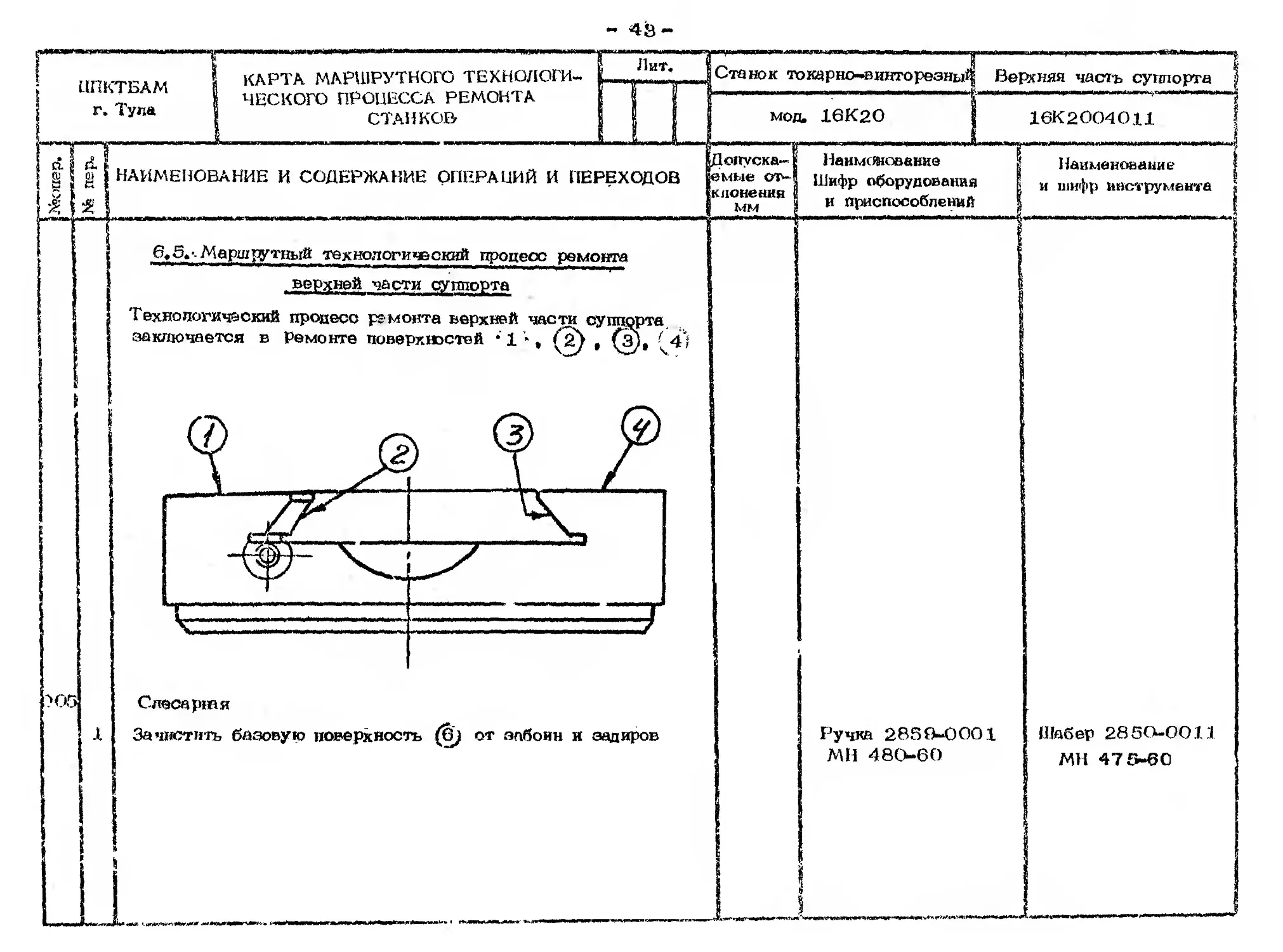
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
6,5.--Маршрутный технологический процесс ремонта
Слесарю я
Зачистить базовую поверхность (Gj от забоин и задиров
верхней части суппорта
Технологический процесс ремонта верхней части суппорта
заключается в Ремонте поверхностей • 1 , (2) , fa). - 4 г
Станок токарно—винторезный Верхняя часть суппорта
мод. 16К20 J 1 16К20040Ц
г-1 1 Допуска- i Наименование г.г-т—г--> Наименование
емые от-я Шифр оборудования
мм | и приспособлений и шифр инструмента ।
Ручка 2850-0001
МН 480-60
Шабер 2850-0011
МН 47 5-60
44 —
НАИМЕНОВАПИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ ’ И ПЕРЕХОДОВ
| Идлмещдоние
К* шифр инструмента
| Допускя~-| Наименований
| емые СпМ Шифр оборудована»
| клонешш > | приспособлений
ГОСТ 9378-7 5
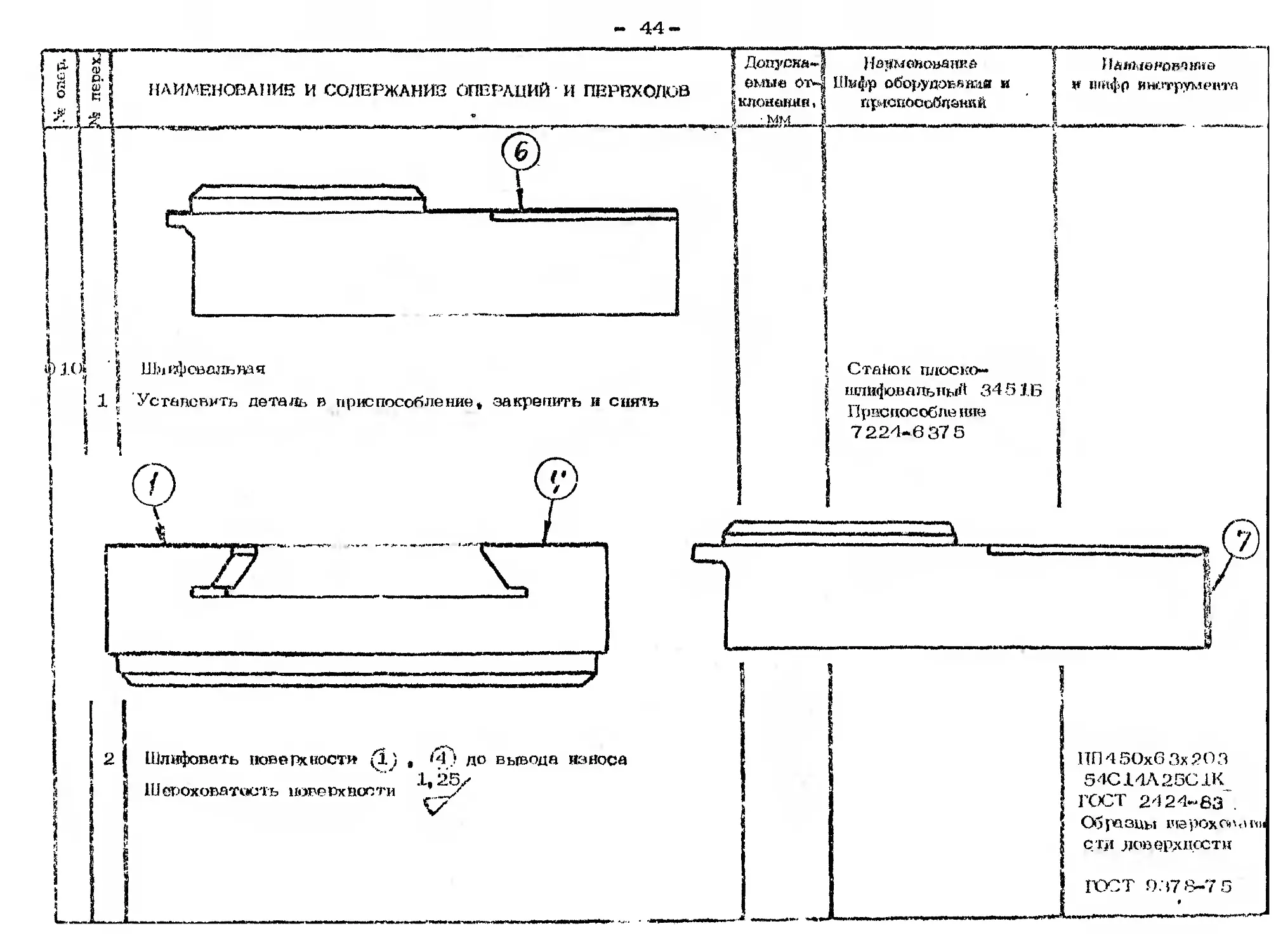
Шлир овальна я
Установить деталь в приспособление» закрепить и снять
ГИИ 50x6 3x203
54С14А25С1К
ГОСТ 2424-63 .
Образцы рврохсмапи
сти ловерхнсст и
Шлифовать поверхности , <4 У до вывода износа
1U ероховатасть ново пх нос ти
ф 1Ок
Станок плоско—
1шпк}ювальный с
Присиособле нпе
7 224-6375
- 45
—т й ! о ? 4 ф 0> к 2 НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
1 i 5 ,1Е »2С i £ оэ М J_ Технические требования: 1, Допуск плоскостности поверхностей (Т) , @ 2. Допуск перпендикулярности поверхности относительно поверхностей (Г) и на всей длине детали Примеча н и е. Допускается производить ремонт поверхностей (Т) , (£) шабрением по отремонтированным направляющим средней части суппорта Контроль ОТК Шлифовальная Установить деталь на магнитную плиту, закрепить и снять Шлифовать начисто поверхность Переустановить деталь согласно позиции 2 Шлифовать начисто поверхность (8) jL25z Шероховатость поверхности /
Допуск^-* емые от- клонения, мм На^меконёкие Шифр оборудования я приспособлений Наименование и шифр инструмента
0,03 Плита Ш1-630x400 ГОСТ 10905-86 У гольник УШ-0-250 ГОСТ 37 40-77
0,05 Набор щупов № 2 Кл. 2 ГОСТ 882-75
Штатив LUM-IIH-8 ГОСТ 10197-7 0 Индикатор ИЧ02 кл.0 ГОСТ 577-68
Станок плоско- шлифовальный Плита магнитная ГОСТ 17 519-81 | Бруски (цеховые) ПП450x6 3x203 54С14А25С1К. ГОСТ 2424-83
Образцы шероховато- ста поверхности
ГОСТ 9378-7 5
- 46 -
Л I
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАйИЙ И ПЕРЕХОДОВ
>25
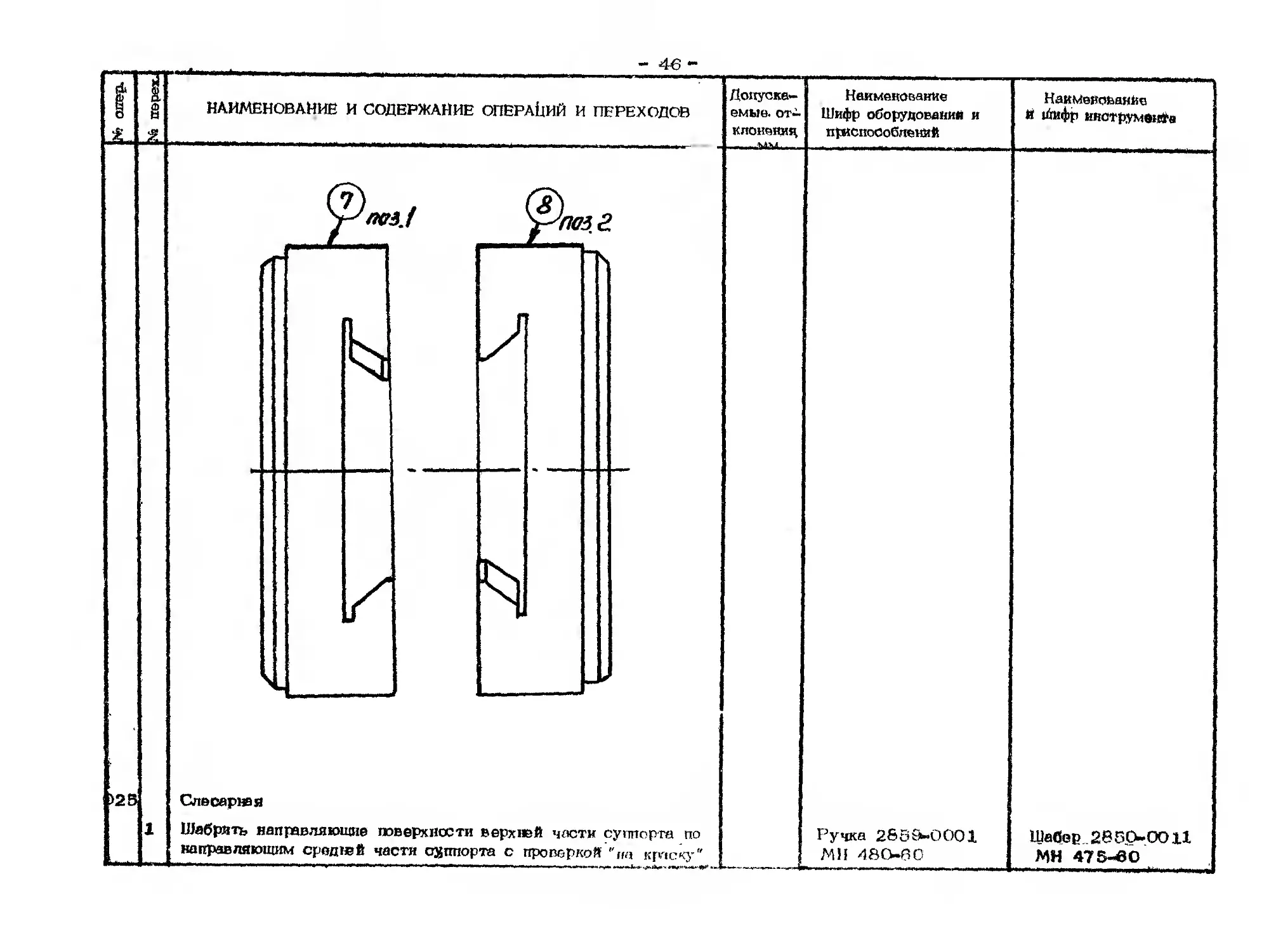
Слесарная
1
Шабрить направляющие поверхности верхней части суппорта по
направляющим средней части суппорта с проверкой "на краску"
Допуска- емые. от- клонении Наименование Шифр оборудований и приспособлений Наименование и и5гифр инструмента
- J Ручка 2839-0001 МН 480-60 Шабер. 28 50-0011 МН 475-вО
- 47
4- 8 ft НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ ‘ И ПЕРЕХОДОВ
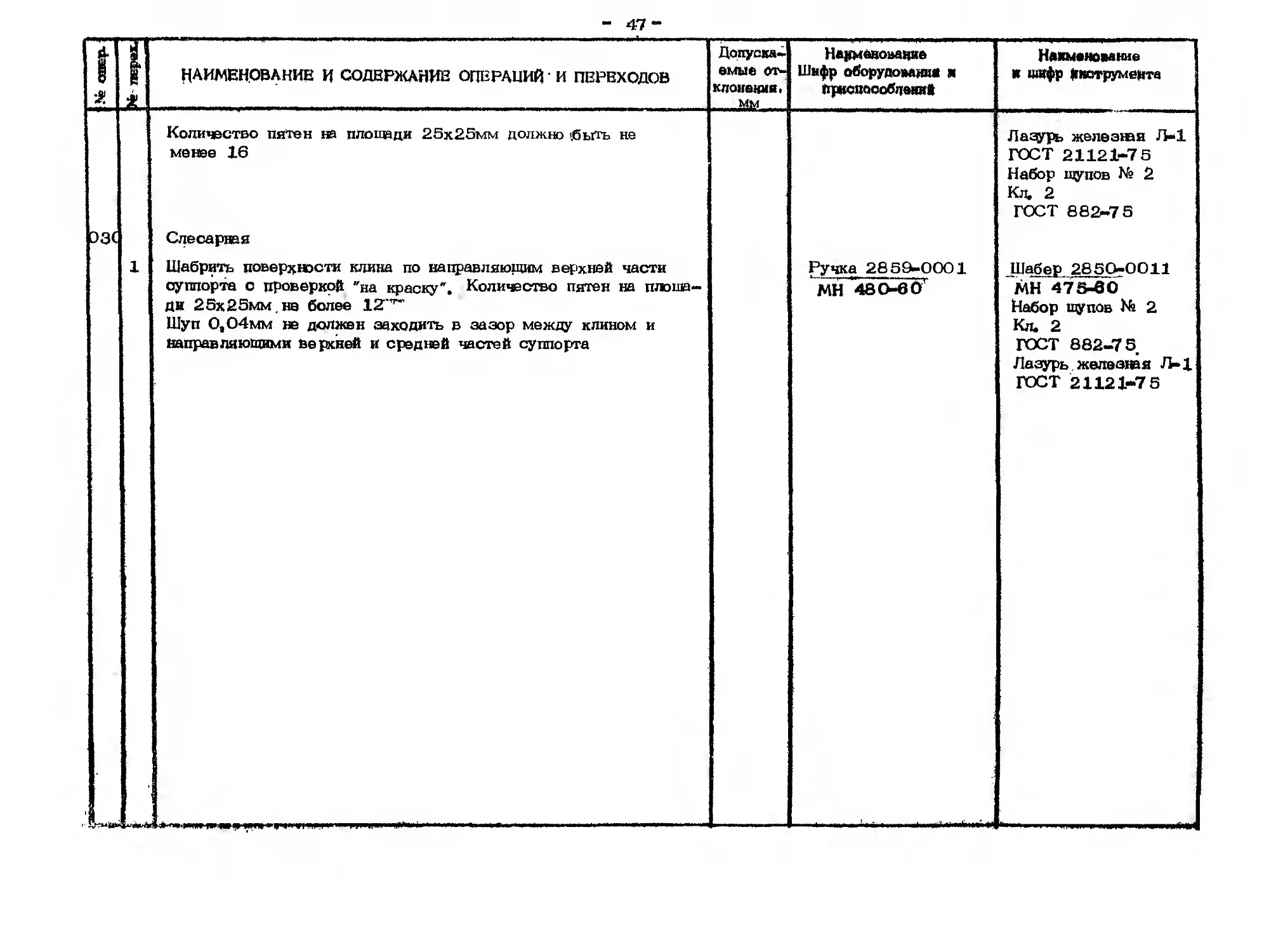
Э3( 1 Количество пятен на площади 25x25мм должно «быть не менее 16 Слесарная Шабрить поверхности клина по направляющим верхней части суппорта с проверкой "на краску". Количество пятен на площа- ди 25х25мм.на более 12’*’* Шуп 0,04мм не должен заходить в зазор между клином и направляющими верхней и средней частей суппорта
Допуска- емые от- клонения, мм Наименование Шифр оборудований я приспособлена! Наименование к шифр Инструмента
Ручка 2859-0001 МН 480-60 Лазурь железная Л-1 ГОСТ 21121-75 Набор щупов № 2 Кл. 2 ГОСТ 882-75 Шабер 2850-0011 МН 475-60 Набор щупов № 2 Кл. 2 ГОСТ 882-75 Лазурь железная Л-1 ГОСТ 21121—75
48
ППКТБАМ г. Тула 1 КАРТА МАРШРУТНОГО ТЕХНОЛОГИ- | ЧЕСКОГО ПРОЦЕССА РЕМОНТА ; СТАНКОВ Лит. | ! Станок токарно-винторезный Резцовая головка 1
мод. 16К2О i 16К2ОО414О1 I 1
[ •denoa\;j < а о. 1 а) п НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- емые от- клонения мм Наименование , Шифр оборудования | и приспособлений ' ! Наименование j и шифр инструмента !
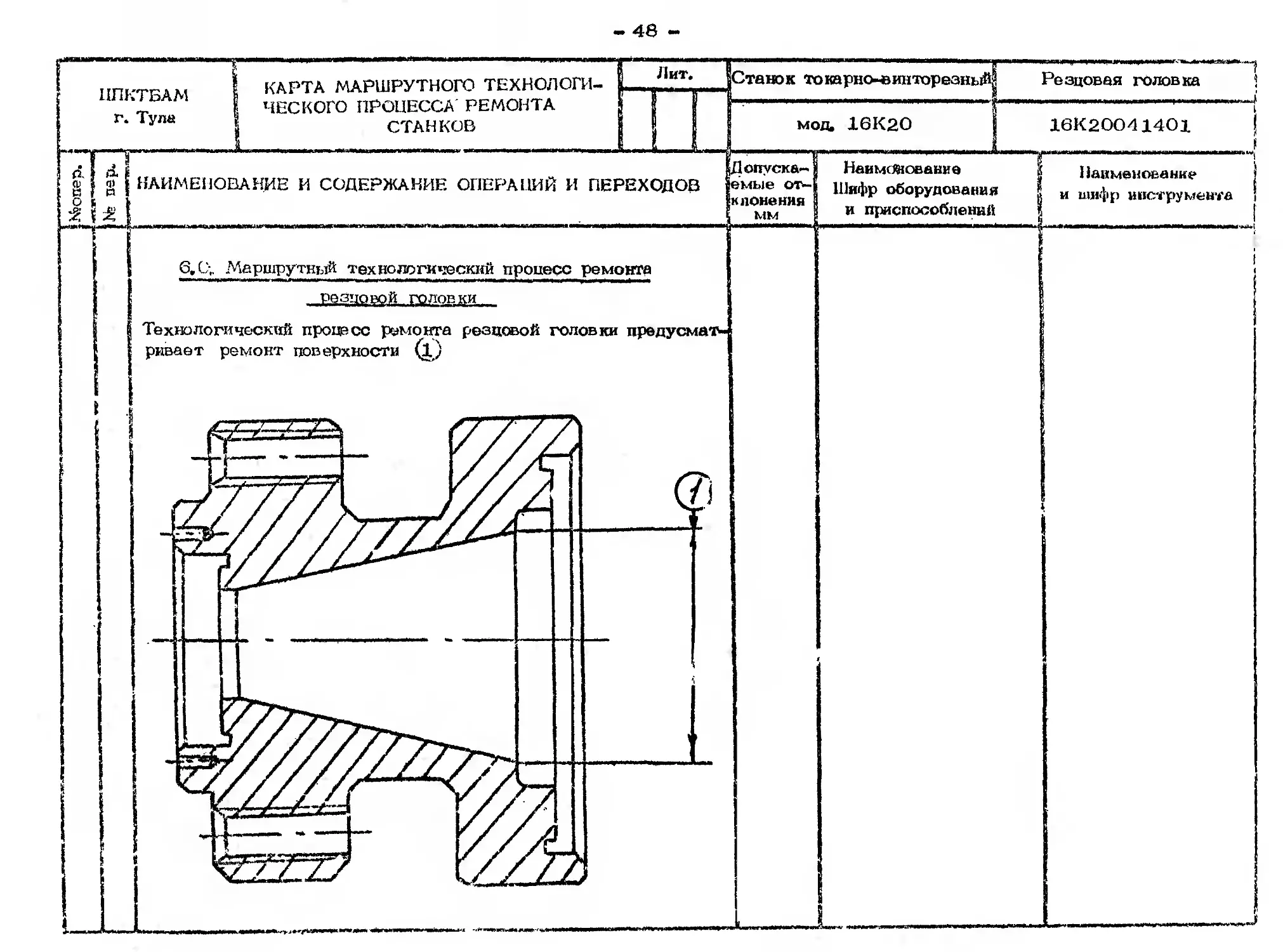
! . 6,С-„ Маршрутный технологический процесс ремонта | резцрвой головки Технологический процесс ремонта резцовой головки предусмат- ривает ремонт поверхности (1) i — i
'«nWin.MMai'r'wto
49,
i Шлифовальная
oo a
Г I
5 > g | НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
: f ,, S
•JXi
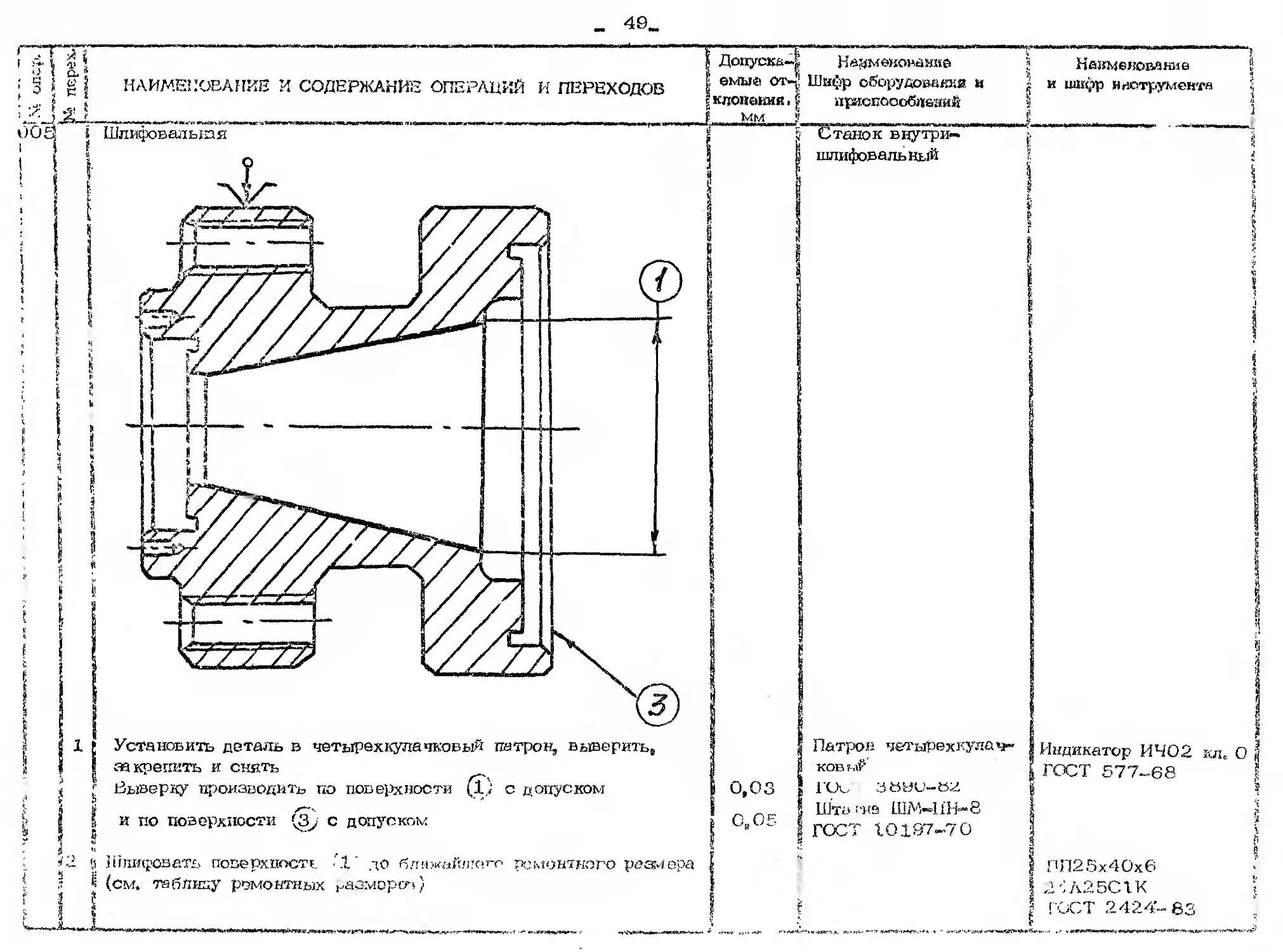
Шифровать поверхность -'.V до блнжайшо’т' ремонтного размера
(см. таблицу ремонтных иазморсл»)
Установить деталь в четырехкулачковый патрон^ выверить,
закрепить и снять
Выверку производить по поверхности (JL.j с допуском
и по поверхности (зу с допуском
Допуска-! I емые от-' Уклонений.; f- ММ ! Наименование з Шифр оборудований и приспособлений | Наименование jj и шифр инструмента t 1
1 1 Станок внутри-' • шлифовальный F
I 1 § | 1 » § > ij
1 : 1 1 1 i I J j j i $ 1 a § К 1 ?{ i I i
Патрон четырехкупач- ! Индикатор ИЧ02 кл. 0 I
1 КОВ мй i. ГОСТ 577-68 ”
1 0,03 ГСС 3»WU-t3Z
с» ОБ S j Штамма ШМ-ИН-8 1 ГОСТ 10197-70 1 I
1 ?
П1125x40x6 s 2 i\2,5C1К ?
? ГОСТ 2424-83 EU»ts.i.r- ..r
50-
Г"
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
и
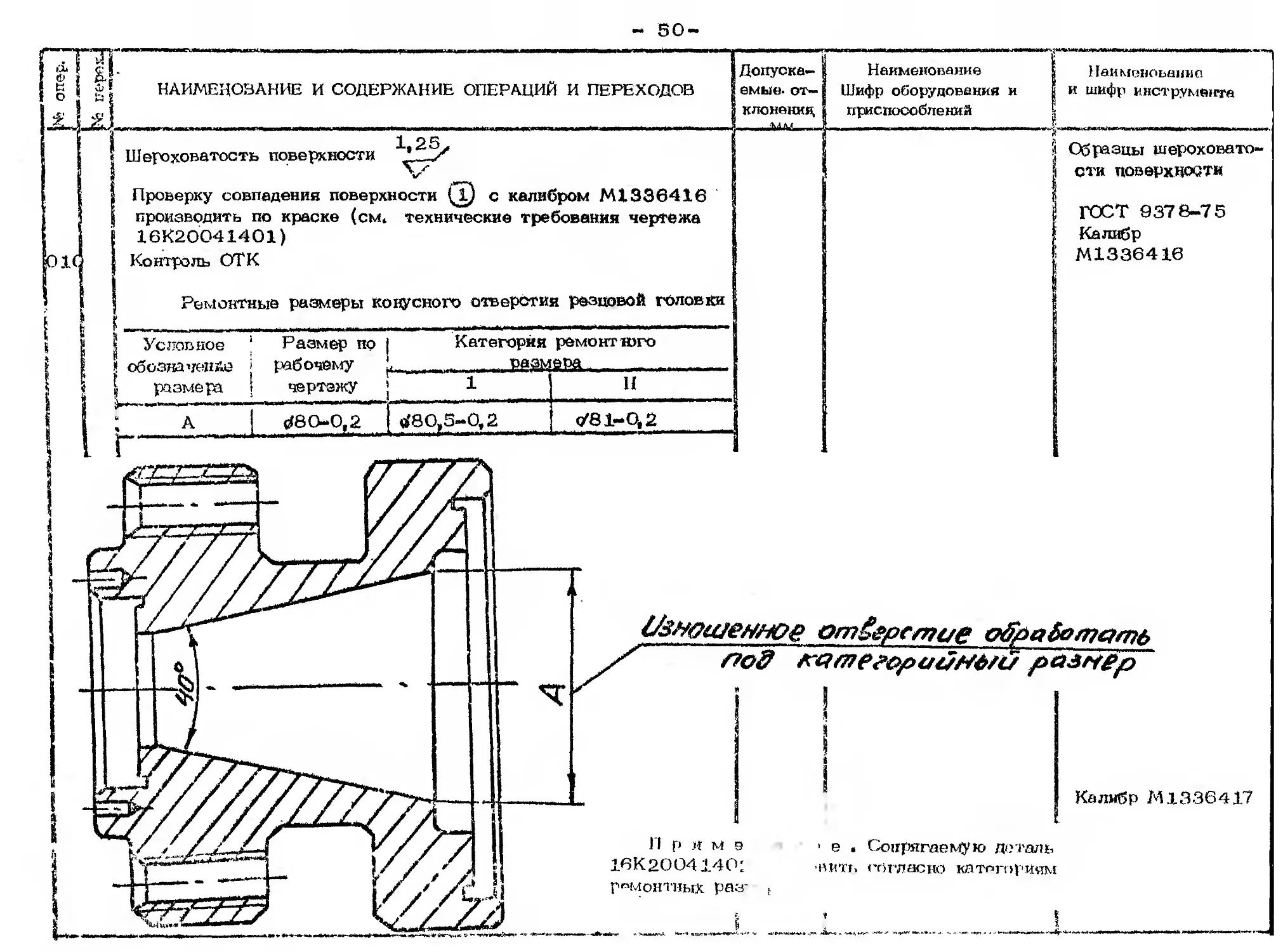
Ремонтные размеры конусного отверстия резцовой головки
</81-0,2
($80,5-0,2
<$80-0,2
т
Размер по |
рабочему L
чертежу ’
Наименование
Шифр оборудования
приспособлений
Допуска-
емые- от-
клонения,
. ..АШ ____
Категория ремонтного
. ррвдага.—_________
1 II
Калибр М1336417
Образцы шероховато-
сти поверхности
ГОСТ 9378-75
Калибр
М1336416
S Наименование
। и шифр инструмента
Приме
16K2004140I
ремонтных раз-
1 е . Сопрягаемую деталь
вит», согласно категориям
1 25
Шероховатость поверхности *___/
Проверку совпадения поверхности (1) с калибром М1336416
производить по краске (см. технические требования чертежа
16К20041401)
Контроль ОТ К
| Условное
.» обозначение
। размера
от&ёрстие
f?o& мтегцоийнб/и размер
- 51
1 ППКТБАМ г. Тула КАРТА МАРШРУТНОГО ТЕХНОЛОГИ- ЧЕС КОГО ПРОЦЕССА РЕМОНТА i СТАНКОВ
Лит.
ный мод. 16К20
Станок токарно-винтореэ- I Корпус задной^бабки и
16Б20П030011
16Б20П030020
1
?
J
л
Наименование ?
и шифр инструмента |
>
НаимОйюнанио I
Шифр оборудования й
и приспособлений |
л J А I ^Допуска-
§ | НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ !емые от-
о i 1 склонения
J мм
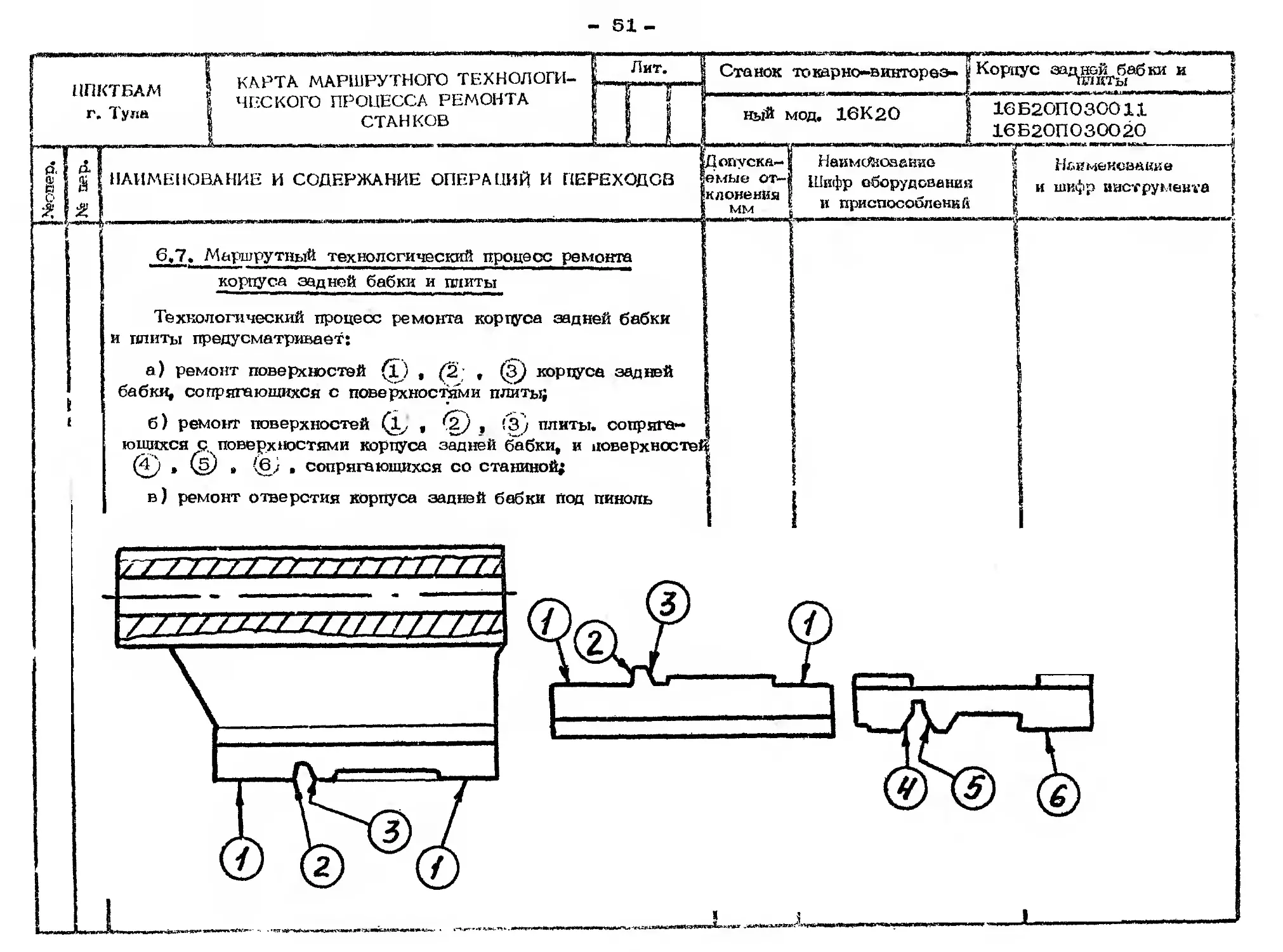
6,7. Маршрутный технологический процесс ремонта
корпуса задней бабки и пииты
'///////ДО
Технологический процесс ремонта корпуса задней бабки
и плиты предусматривает:
а) ремонт поверхностей (1) , (2; , (§) корпуса задней
бабки, сопрягающихся с поверхностями плиты;
б) ремонт поверхностей (1^ , ®) , (3) плиты, соприга-
ющихсяс поверхностями корпуса задней бабки, и поверхносте
@ . (§) , (б> • сопрягающихся со станиной;
в) ремонт отверстия корпуса задней бабки под пиноль
.чии 1
р-
О
п
52
.(«енови .и
ЕРАЦИЙ И ПЕРЕХОДОВ
емые от
клоиедяй'
* - * Si KZ f Р,у I л. »2ч У*Л\Л
у:
пиноль:
на расто ином с та нке;
на ремонтируемом станке с помощью
[ В настоящем технологическом процессе’даны два варианта
? ремонта отверстия под
i, 1 - растачиванием
J Н — растачиванием
' борштанги
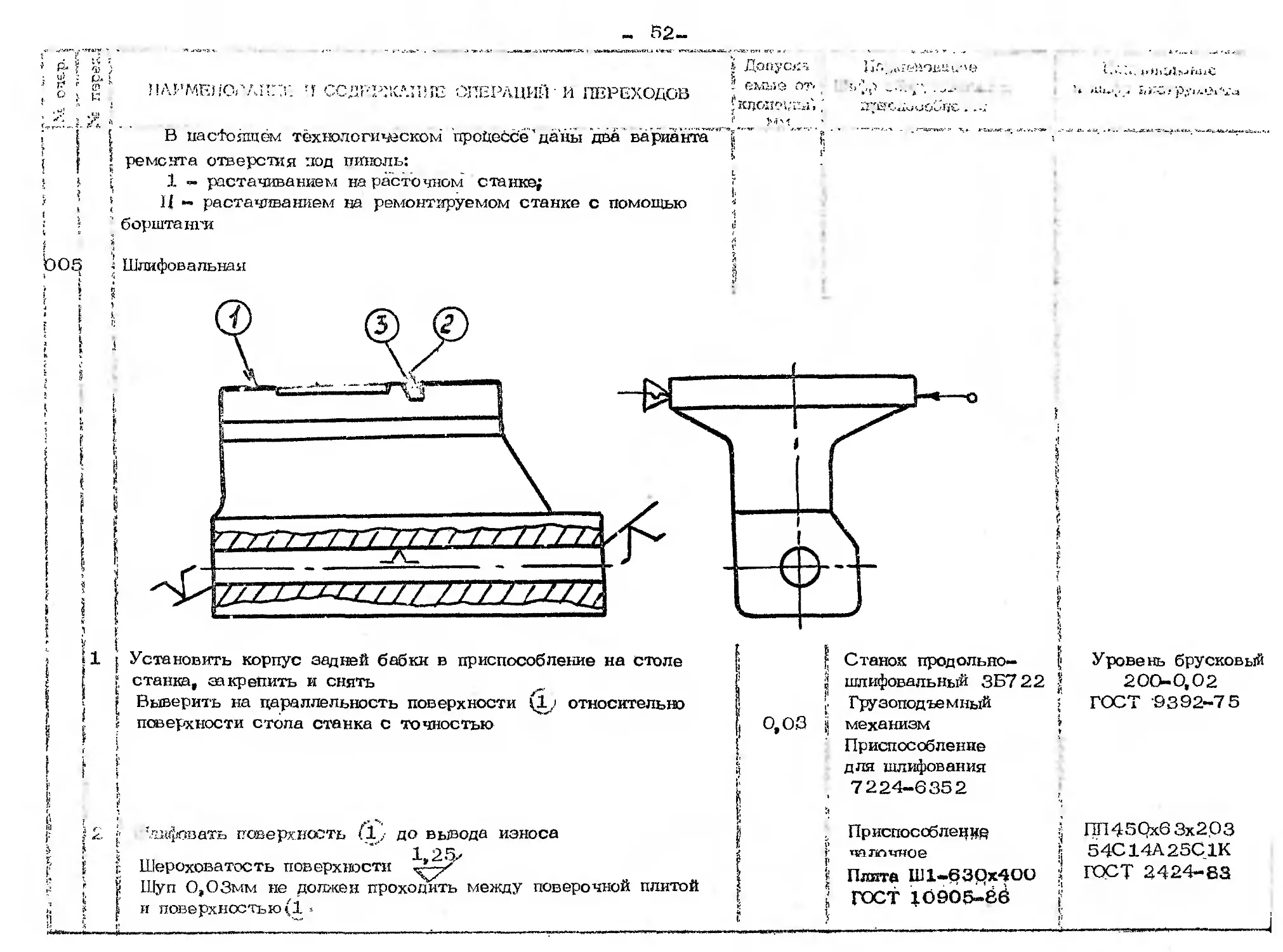
005
I’
Я
> 1
Установить корпус задней бабки в приспособление на столе
станка, за крепить и снять
Выверить на параллельность поверхности (1/ относительно
поверхности стола станка с точностью
0.0.3
Станок продольно-
шлифовальный ЗБ722
Грузоподъемный
механизм
Приспособление
для шлифования
7224-6352
Уровень брусковый
200-0,02
ГОСТ 9392-7 5
8
?
г;
Г
I1
’лифпвать поверхность (1,- до вывода износа
1 25г
Шероховатость поверхности
Шуп 0,03мм не должен проходить между поверочной плитой
и поверхностью (1 »
Приспособлена
па тючное
Плита Ш1-$ЗС>х4ОО
ГОСТ 10905-66
ПП450x6 3x203
54С14А25С1К
ГОСТ 2424-88
к
й.
I
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Примечание. В случае необходимости шлифовку
заменяют шабрением
)10
)1б
Контроль ОТК
Слесарная
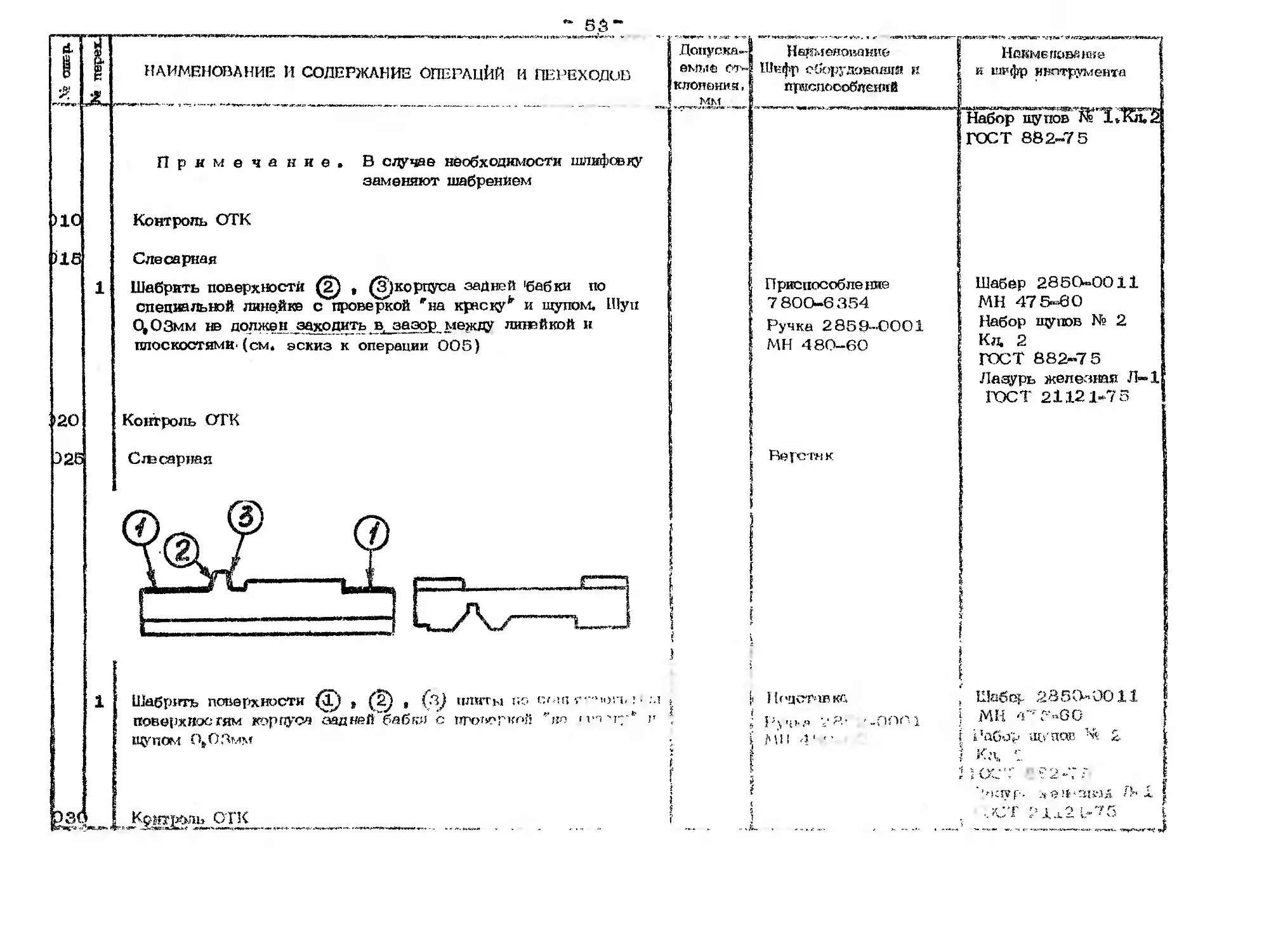
Шабрить поверхности (2) , ^корпуса задней 'бабки по
специальной линейке с проверкой 'на краску*’ и щупом. Шуп
0^0 Змм нв должен заходить в, зазор между линейкой и
плоскостями'(см. эскиз к операции 005)
'20
Э2Б
Контроль ОТК
Слесарная
Шабрить поверхности (S) , (5) , (я) плиты но смп г-ноп, • • :
поверхностям корпуса задней бабки с проверкой "л-т ir'i'i;-* у
пупом О» О Змм
Кргпгроль ОТК
Допуска- емый от- клонения . мм зд«Я‘с$оч»,;*>аг»' ч * »х* w a" »rtj»a л y%3Ht Наименование Шифр оборудования к приспособлений лТГ’Я«**чысг* v>!Pi»* <* Нокмегюввнне 1 к шифр HBOTpyivieHTa |
Набор щупов Й"1»'Кл. 2 ГОСТ 882-75
П риспособиение 7 800-6354 Ручка 2859-0001 МН 480-60 Шабёр 2850-0011 МН 475»»в0 Набор пупов № 2 Кл; 2 ГОСТ 882-7 5 Лазурь железная Л-1 ГОСТ 21121-73
; ; Верстак
! Ноц<гг> ж кл р\Ч>-я ’? 3’ ; lilC'l МН 4' ' Шабер 2850-0011 МН. <г; г--»во . Набор аупсю -'Т 2
- 54-
?« опер. Л а К НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ’ И ПЕРЕХОДОВ Допуск;.-’ емые от-j клснсщии, ММ 1 Наименование • Шифр оборуйопаклй и j приспособлений j Нгяшекоьание и шифр инструмента
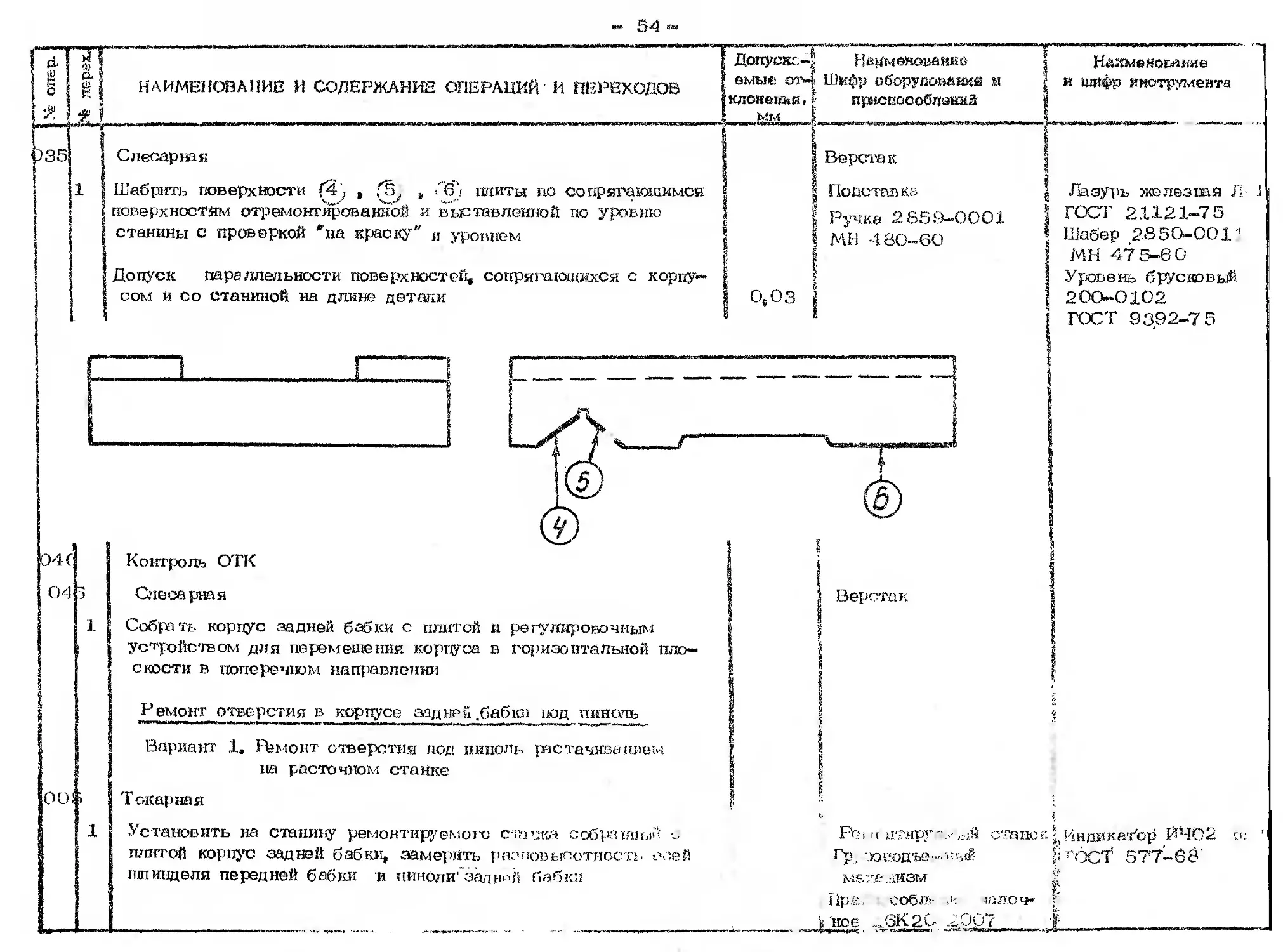
335 i 1 Слесарю я Шабрить поверхности (4'f , а "6) плиты по сопрягающимся поверхностям отремонтированной и выставленной по уровню станины с проверкой "на краску" и уровнем Допуск параллельности поверхностей, сопрягающихся с корпу- сом и со станиной на длине детали 0,03 Верстак . Подставка Ручка 2859-0001 ; МН 480-60 Лазурь железная Л .1 ГОСТ 21121—75 Шабер 28 50-00 V МН 47 5-6 0 Уровень брусковый 200-0102 ГОСТ 9392-7 5
04 С
О4Б
005»
Верстак
1
В емонт отверстия в корпусе задней .бабки под пиноль
1
и регулировочным
в горизонтальной пло-
Вариант 1, FPmoht отверстия под пиноль растачиванием
на расточном станке
Fem нтиру*.<-ый станок
Гр, •лэсадъе-'-ныв р
М&Х&..-П43М j-
FipB-. собл- л юлоч- f
Индикатор ЙЧ02
-ОСТ 577-68'
Контроль ОТК
Слесарная
Собрать корпус задней бабки с плитой
устройством для перемещения корпуса
скости в поперечном направлении
Т окарная
Установить на станину ремонтируемого стопка собранный -
плитой корпус задней бабки, замерить разповысотность осей
шпинделя передней бабки и пиноли "зад ц(-й бабки
опер.
55 ~
НАИМЕНОВАНИЕ И СОДЕРЖАНИЯ ОПЕРАЦИЙ' И ПЕРЕХОДОВ
|Дм**
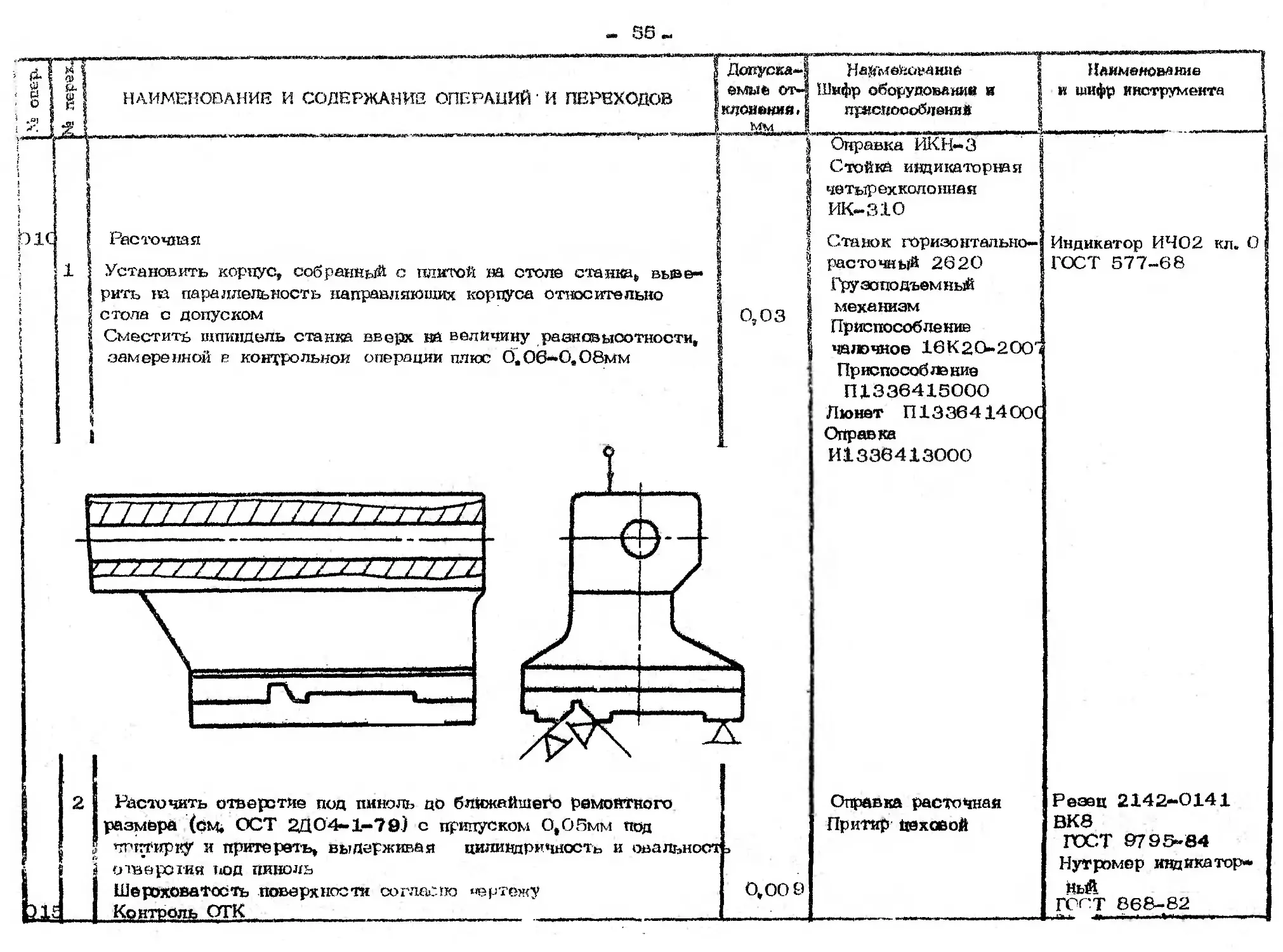
Расточная
0,03
О.06—0,08мм
0,00 9
т
Установить корпус, собранный с плитой на столе станка, вь©е-
рить на параллельность направляющих корпуса относительно
стола с допуском
Сместить шпиндель станка вверх на величину разнозыоотности
замеренной в контрольной операции плюс
Допуска-! Наименование
емые от-| Шифр оборудования и
клоиения>| приспособлений
мм
Наименование
и шифр инструмента
Оправка ИКН-3
Стойка индикаторная
четьтр ехколо иная
ик-зю
Станок горизонтально-
расточный 2620
Грузоподъемный
механизм
Приспособление
палочное 16K2CU200'
Приспособ лэ кие
П1336415000
Люнет П133641400С
Оправка
И1336413000
Индикатор ИЧ02 кл. О
ГОСТ 577-68
Расточить отверстие под пиноль до ближайшего ремонтного
размера (см* ОСТ 2Д04-1-79) с припуском 0,05мм под
ипптирку и притереть, выдерживая цилиндрнчность и овальност>
отеерогия под пиноль
Шероховатость поверхности согласно «ертежу
Контроль ОГК_________________________________________________
Оправка расточная
Притир паховой
Резец 2142-0141
ВК8
ПОСТ 9795-84
Нутромер индикатор*
Ньй
ГОСТ 868-82
бе -
X 7 ф |Х Наименование и содержание операций и переходов Допуска- емые. от- клонения, Наименование Шифр оборудования и приспособлений Наименование и шифр инструмент^
00 i
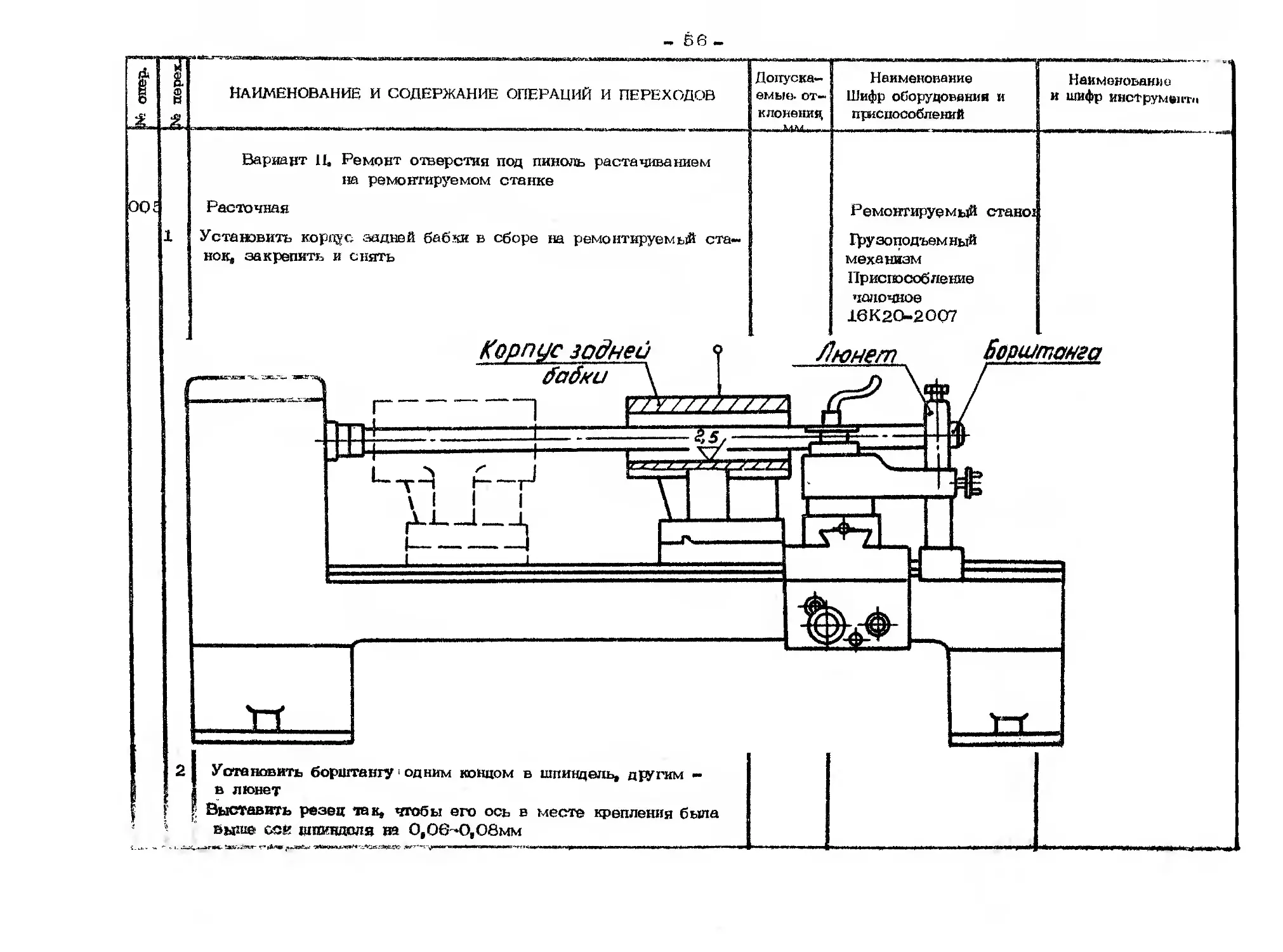
Вариант 11, Ремонт отверстия под пиноль растачиванием
на ремонтируемом станке
Расточная
Установить корпус задней бабки в сборе на ремонтируемый ста-
нок, закрепить и снять
Ремонтируемый стано!
Грузоподъемный
механизм
Приспособление
палочное
16К20-2007
2 I Установить борштангу । одним концом в шпиндель, другим -
I в люнет
F | Выставить резец так, чтобы его ось в месте крепления была
’ выше сои шпинделя на 0,06-0,08мм
i к
X
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ’ И ПЕРЕХОДОВ
3
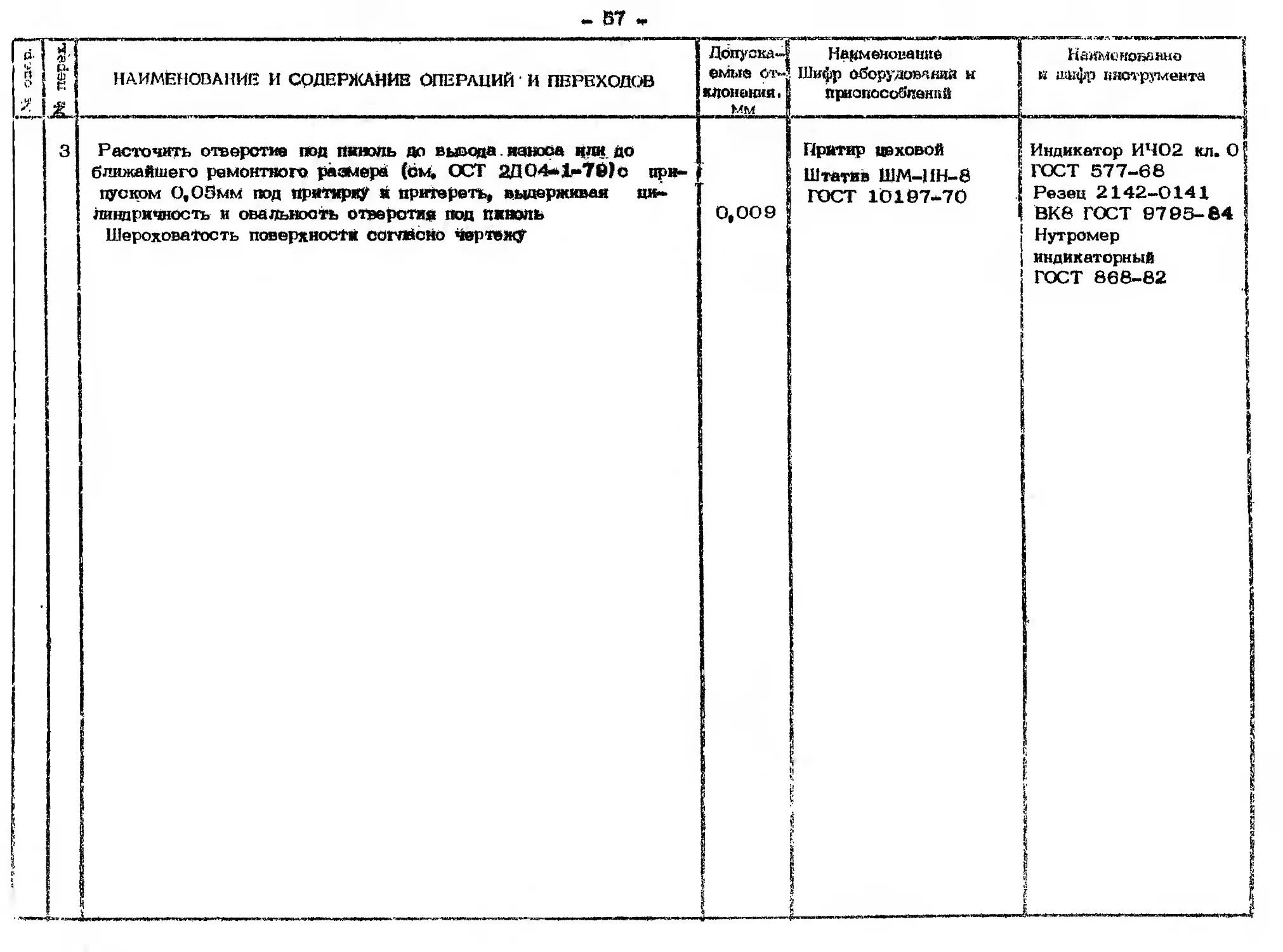
Расточить отверстие под пиноль до вывода износа или до
ближайшего ремонтного размера (см. ОСТ 2Д04-1-76) с при-
пуском 0,05 мм под притирку и притереть, выдерживая цн-
ливдричность и овальность отверстия под пиноль
Шероховатость поверхности согласно чертежу
ДопускаJ емые От- «Ломания, мм Наименование Шифр оборудований и Приспособлений НйИМС'ИОБйЯНО | к шифр инструмента ।
0,009 Притир цеховой Штатив ШМ-ИН-8 ГОСТ 10197-70 Индикатор ИЧ02 «л. 0 ГОСТ 577-68 Резец 2142-0141 ВК8 ГОСТ 9795-84 I Нутромер । индикаторный ГОСТ 868-82
- 58-
ППКТБАМ г. Тула КАРТА МАРШРУТНОГО ТЕХНОЛОГИ- ЧЕСКОГО ПРОЦЕССА РЕМОНТА СТАНКОВ Лит. ! Станок токарнонвинТорез- —.. ——г... - т- -! Шпиндель . .
ный мод* 16К20 16К20020398
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Наименование
Шифр оборудования
и приспособлений
Допуска-।
емые от-
клонения
мм
А
g
%
Ю5
1
Наименование
и шифр инструмента
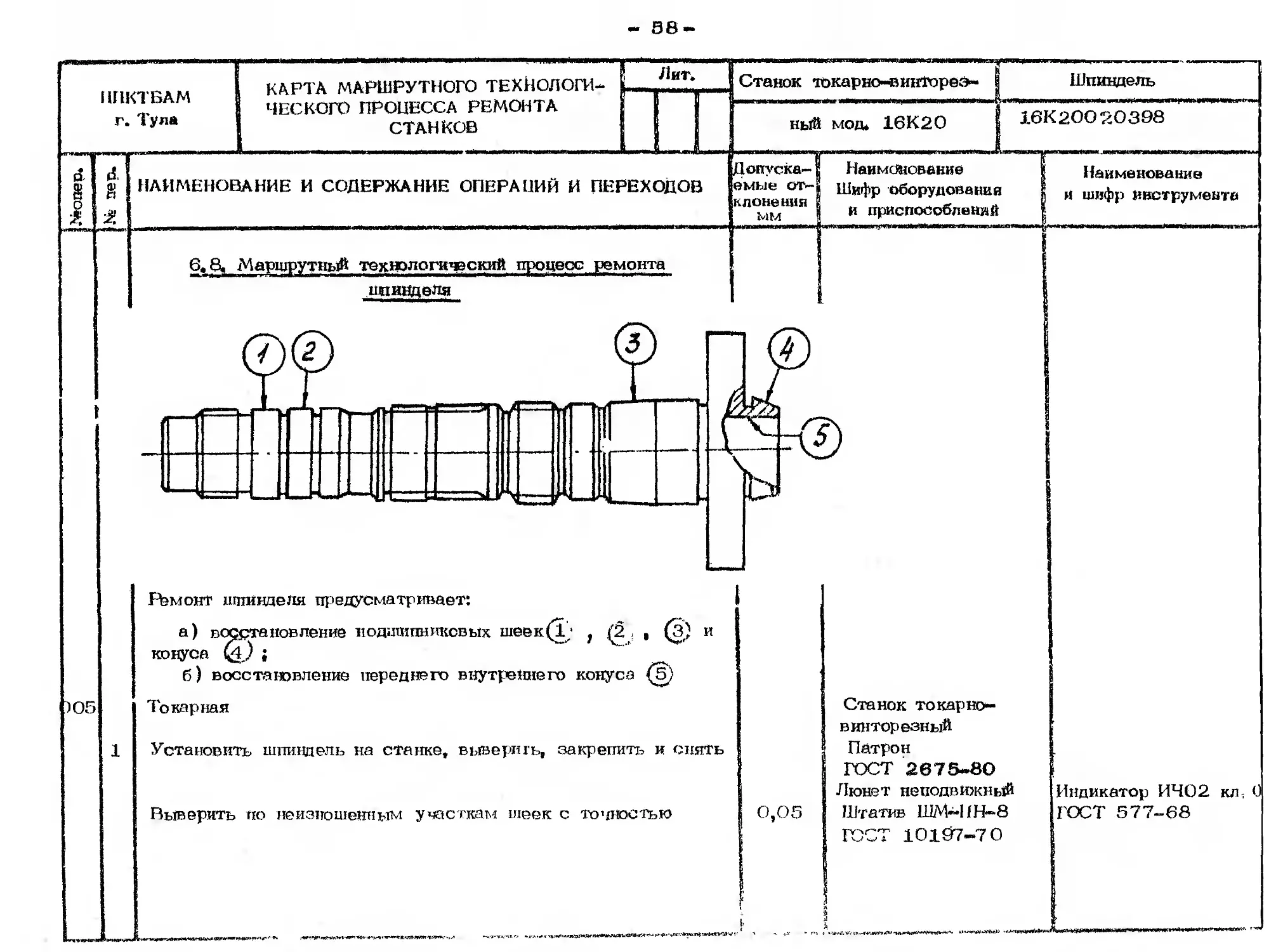
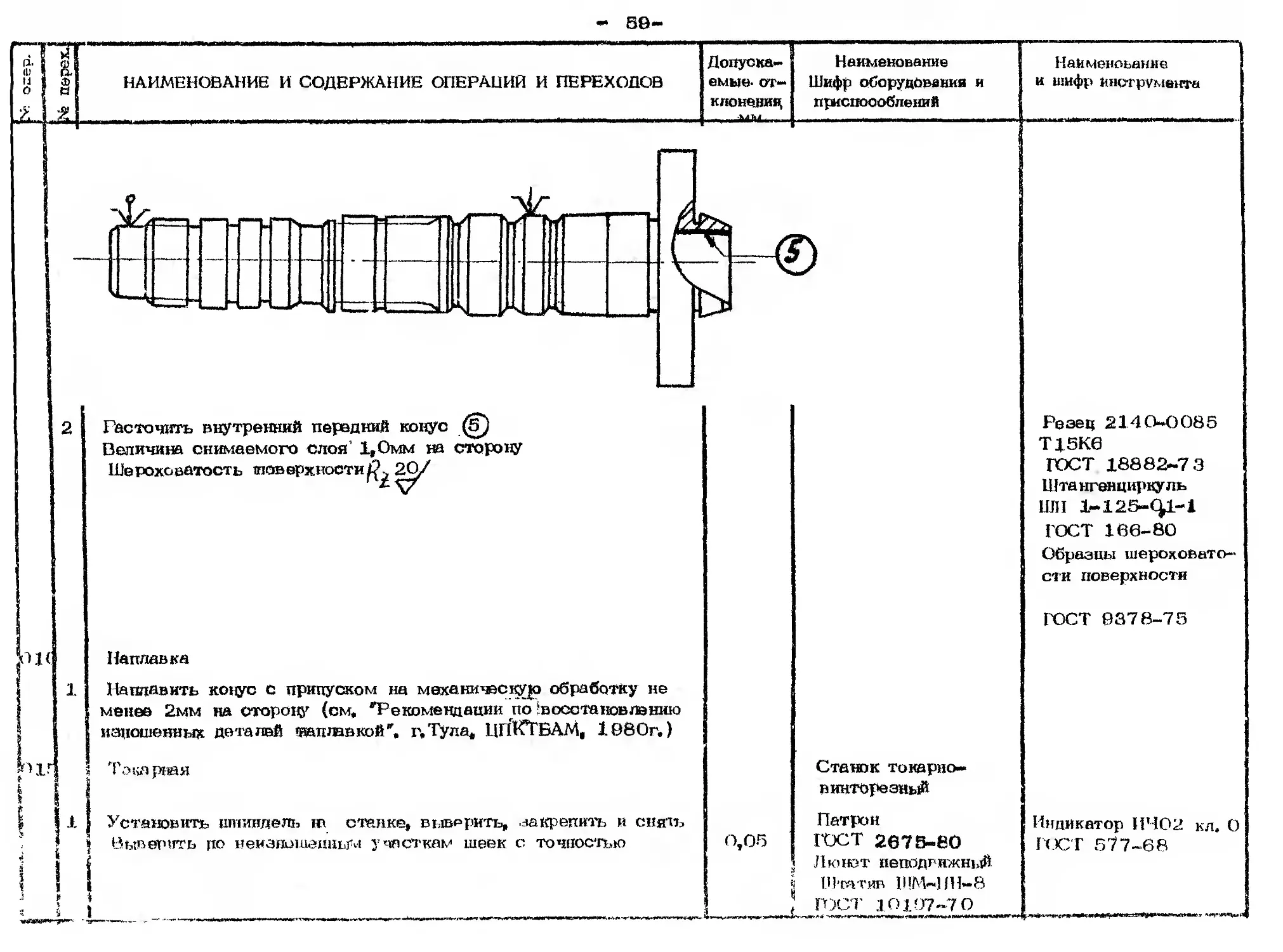
6,8, Маршрутный технологический процесс ремонта
шпинделя
ГЬмонт шпинделя предусматривает:
а) песетановпение подшипниковых шеек(Т‘ , (2,
конуса ;
б) восстановление переднего внутреннего конуса
Токарная
И
Установить шпиндель на станке, выверить, закрепить и снять
Выверить по поизношенным участкам шеек с точностью
0,05
Станок токарно-
винторезный
Патрон
ГОСТ 2675-80
Люнет неподвижный
Штатив ШМ—ПН-8
ГОСТ 10197-7 0
Индикатор ИЧ02 кл О
ГОСТ 577-68
59
*1 d. ! ш J н ° ! a к НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- емые- от- клонение _ 44^4 Наименование Шифр оборудования и приспособлений „„.и. Наименование и шифр инструмента
2 Расточить внутренний передний конус (з) Величина снимаемого слоя’ 1,0мм на сторону Шероховатость птавврхности^ 20/ Резец 2140-0085 Т15К6 ГОСТ 18882-7 3 Шта нгенцирку ль ШИ 1- 125-Ср-1 ГОСТ 166-80 Образцы шероховато- сти поверхности
Ьк hir 5 * 1 1 1 4 1 § Наплавка Наплавить конус с припуском на механическую обработку не менее 2мм на сторону (см, 'Рекомендации по -восстановлэнию изношенных деталей ’наплавкой". г,Тула, ЦПКТВАМ, 1980г.) Тэкя рная Установить шпиндель го станке, выверить, -закрепить и сня!ь Выверить до неизношенным у част как’ шеек с точностью 0,05 Станок токарно- винторезный Патрон ГОСТ 2675-80 Люнет неподвижный Штатив ШМ-НН-8 ПКТ 10197-70 ГОСТ 9378-75 Индикатор ИЧ02 кл. 0 ГОСТ 577-68
|1
Q
g
у
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Допуска-
емые от-
клонении*
мм
Наименование I Наименование
Шифр оборудований я | и шифр инструмента
приспособлений t
Расточить внутренний передний конус (В) под шлифовку о
припуском 0,4 мм на сторону
и 40/
Шероховатость поверхности ZV7
Термическая
Закалить внутренний передний конус (5)
Установка ТВЧ
Йцдуктор
Спрвйэр
1683ОООООСБ
Резец 2140-0085
Т10К0
ГОСТ 18882-7 3
Образны шероховато-
сти поверхности
ГОСТ 0378-75
Калибр нонусПый
ГОСТ 2849-77
*. 61 —
6 Й
1’24 '
НАИМЕНОВАНИЕ И СОДЕРЖАНИЙ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Термическая
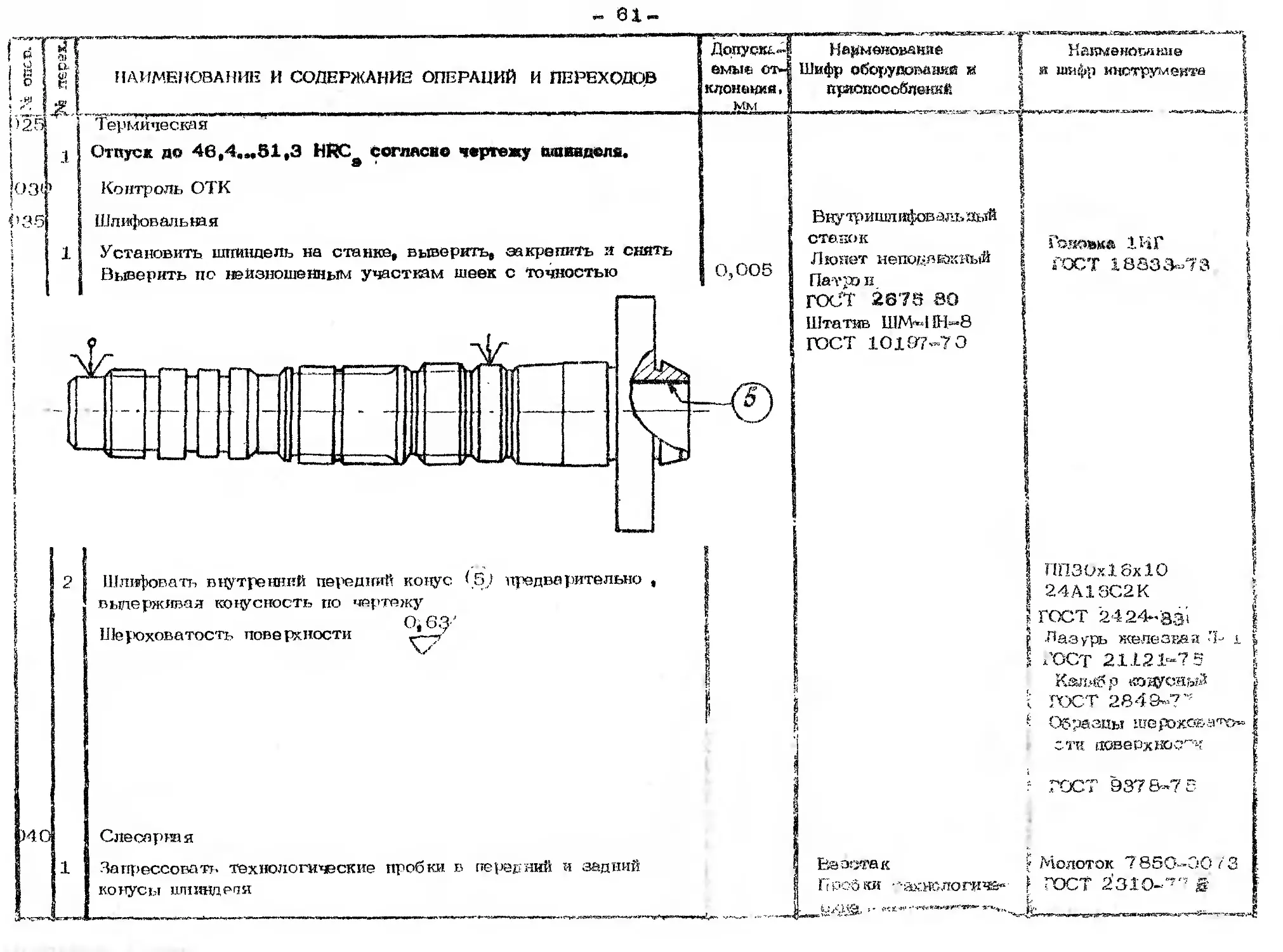
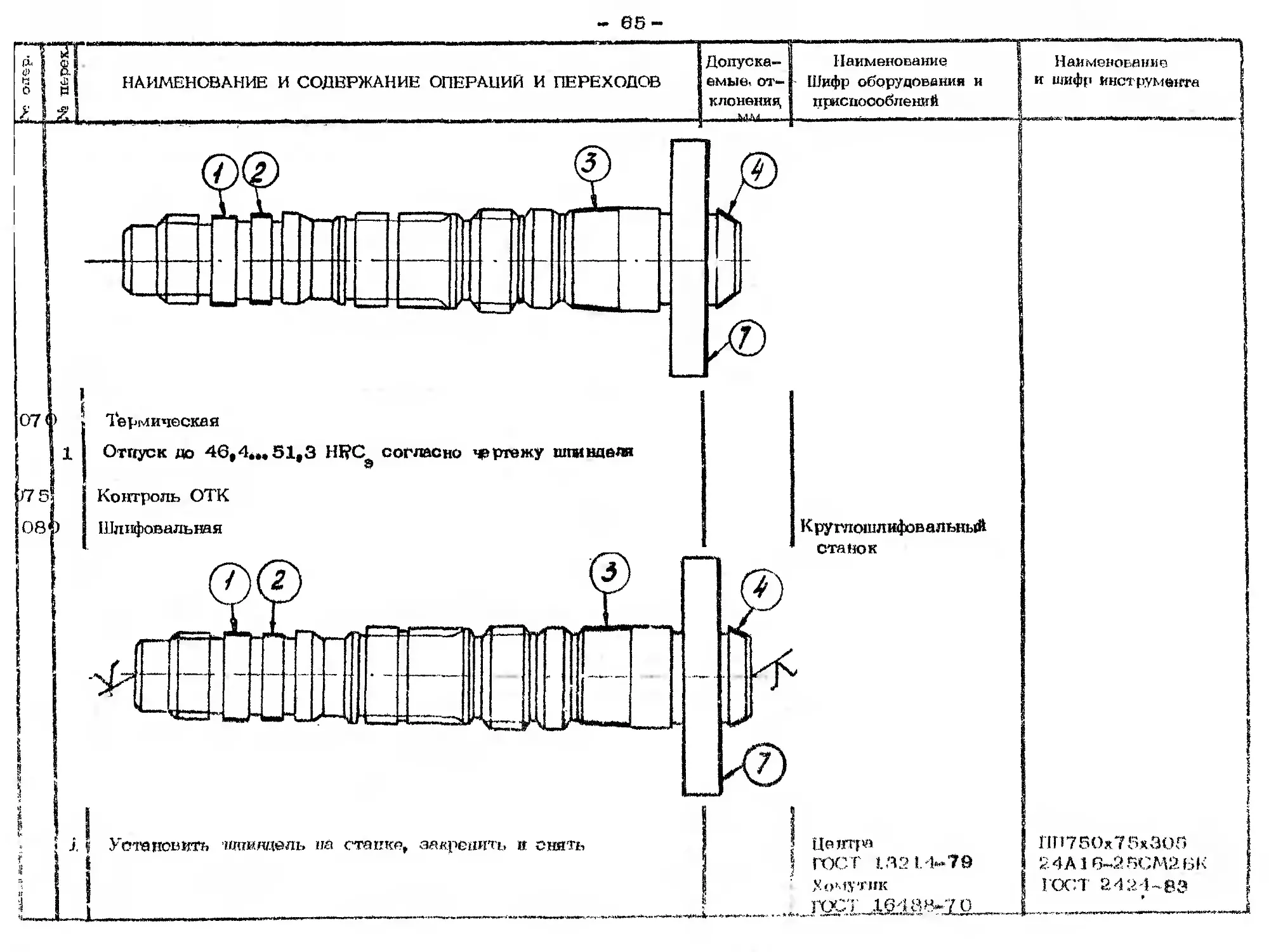
Отпуск до 46,4.„51,3 HRCft согласно чертежу шпинделя.
Контроль ОТК
Шлифовальная
Установить шпиндель на станке, выверить, закрепить я снять
Выверить по «©изношенным участкам шеек с точностью
О3(
)4О
Шлифовать внутренний передний конус <5? предварительно
выдерживая конусность по чертежу
Шероховатость поверхности г-—?
1
Слесарная
-Запрессовать технологические пробки в передний и задний
конусы ШНИВДРПЯ
0,005
| Допуска
емые от
клонедия
___ Мм
Наименование Шифр оборудования и « ириоиоообденкй | Наименование • я шифр инструмента |
1 8 i й * Й I j Головка H i Г > ГОСТ 18833^73 | i 1
ВнутришлифавальххьУй i стопок j Люнет непог.-як>кный | Па-vpo и ГОСТ 2875 80 Штатив ШМ'’»НН"8 ГОСТ 10197-7 0
I 1 1 ППЗОх18x10 ? | 24A1SC2K J ? ГОСТ "2424CB3i j ? Лазурь железная ’I- i | I гост 21121-7 5 < Кал.иб р коиуснгмй '{ ГОСТ 2849~?’' ' Образны шероховато-
гти аоверхкос^х
? ГОСТ 937&-7 5
s Ее эста к f Молоток 7850-00/3
1 Пробки •ЧЛК.НСЛОГИЧ&» j ГОСТ 2310-"7'" £
£>лТ4й -. - ё'-., (
62
04
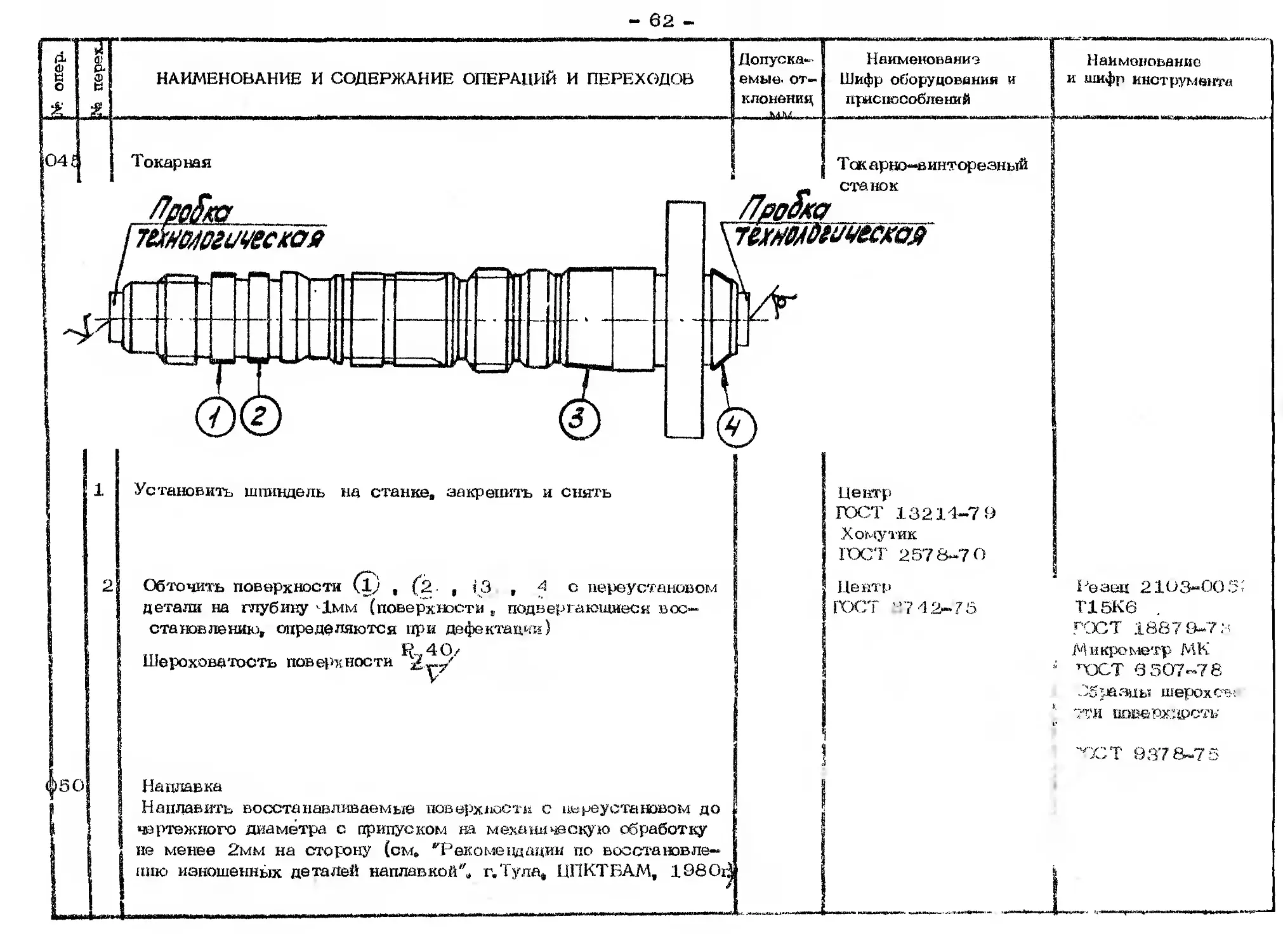
Токарная
й
о
тановить шпиндель на станке, закрепить и снять
Г«|.Г.М
Допуска-
емые. от-
клонения,
Наименоьание
и шифр инструмента
Наименование
Шифр оборудования и
приспособлений
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Обточить поверхности (1) , (2 , <3 , 4 с переустановил
детали на глубину -1мм (поверхности , подвергающиеся вос-
становлению, определяются при дефектации)
Р 40/
Шероховатость поверхности jg.r/
V
I Токарно-винторезный
станок
/7ро&&____________
Центр
Хомутик
ГОСТ 257 8-7 0
Центр
ГОСТ
Резец 2103-00!
Т15К6 .
ГОСТ 18879-7.4
Микрометр МК
ГОСТ 6 507-78
Образцы шерохсв
ТРИ швей'Ж’п;
Наплавка
Наплавить восстанавливаемые поверхности с непуста новом до
чертежного диаметра с припуском на механическую обработку
не менее 2мм на сторону (см. "Рекомендации по восстановив-
пию изношенных деталей наплавкой", г.Тула, ЦПКТБАМ, 1980^
63-
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ" ОПЕРАЦИЙ И ПЕРЕХОДОВ
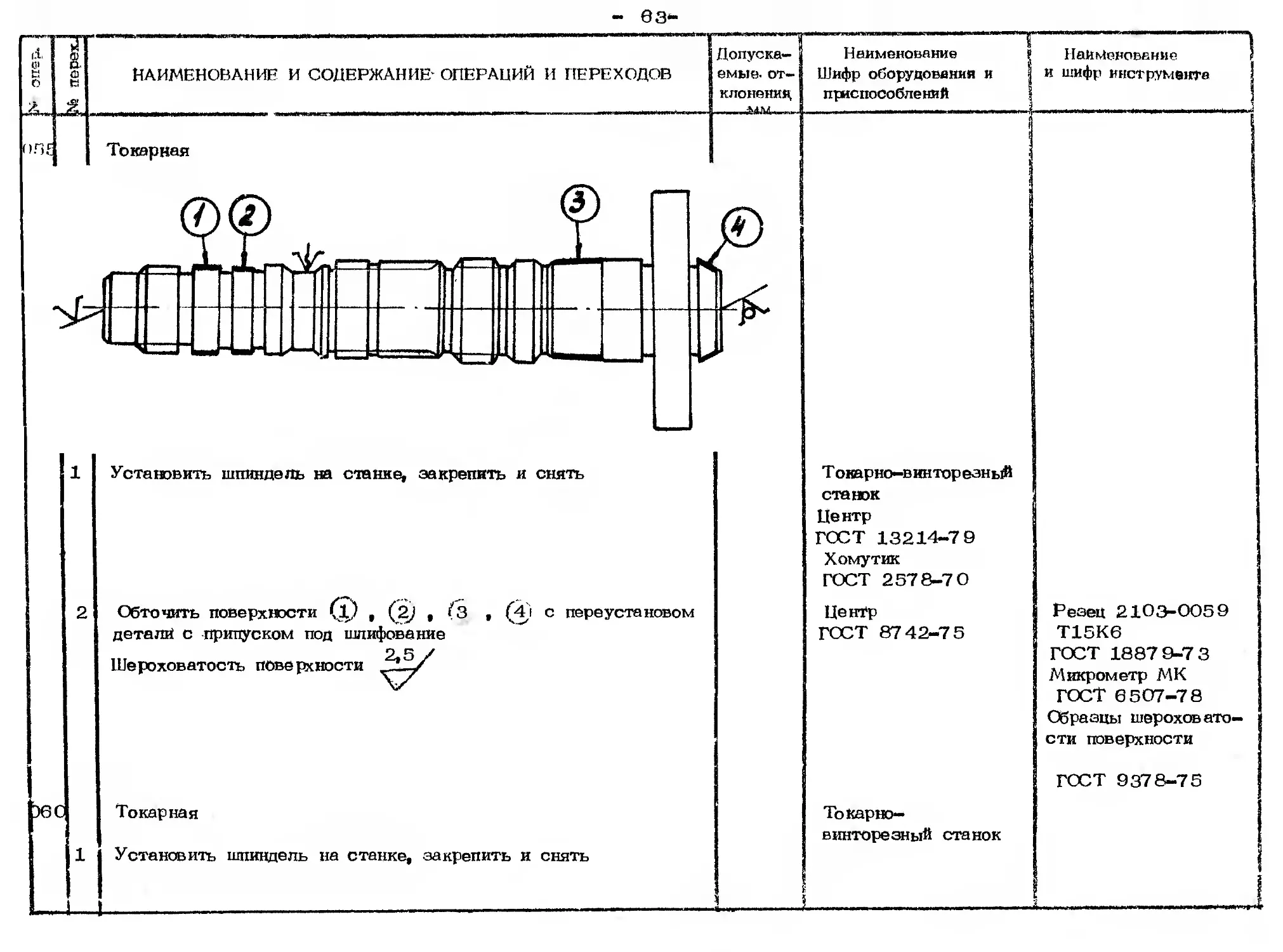
Токарная
Наименование
и шифр инструменте
клоненид
Наименование
Шифр оборудования и
приспособлений
Установить шпиндель на станке, закрепить и снять
I Допуска-- I
емые- от-
клонения
Т окарно-винторезньде
станок
Центр
ГОСТ 13214-7 9
Хомутик
ГОСТ 2578-7 0
2
Обточить поверхности (Т) , (,2J , (з
детали с припуском под шлифование
2.5 /
Шероховатость поверхности “Х-/
с переустановок!
Центр
ГОСТ 87 42-75
Резец 2ЮЭ-0059
Т15К6
ГОСТ 1887 9-7 3
Микрометр МК
ГОСТ 6 507-78
Образцы шероховато,
сти поверхности
ГОСТ 9378-75
36 С
1
Токарная
Установить шпиндель на станке, закрепить и снять
То карно—
винторезный станок
64 •»
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Допускае-
мые от-
клонения,
ММ
Наименование
Шифр оборудования и
приспособлений
Наименование
и шифр инструмент!
Термическая
Закалить поверхности { 1 I. 2 ) , { 3 > , 4 ), '7 '
Центр
ГОСТ 13214-79
Центр
ГОСТ 8742-75
Хомутик
ГОСТ 2578-70
Установка ТВЧ
Ннодоор_______
Резец 2130-0313
ВК6
ГОСТ 18884-73
ВК6
Резец 2130-031Л
ВК6
ГОСТ 18884-73
Штангенциркуль
ШЦ1-12 5-0,1-1
ГОСТ 166-80
Образцы шерохова-
тости поверхности
ГОС! 9378-75
65-
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
л
07 0
li
<)>
«
—1
Круглошлифовальный
станок
Наименование
Шифр оборудования и
приспособлений
Центра
ГОСТ' 1821.4-79
Хомутик
ГОСТ 15488*7 О
08
< J. ? Установить шпиндель на станке, закрепить и снять
Наименование
и шифр инструмента
ПП75Ох75хЭОП
24А16-ЙБСМ2БК
ГОСТ 2424-83
- ее
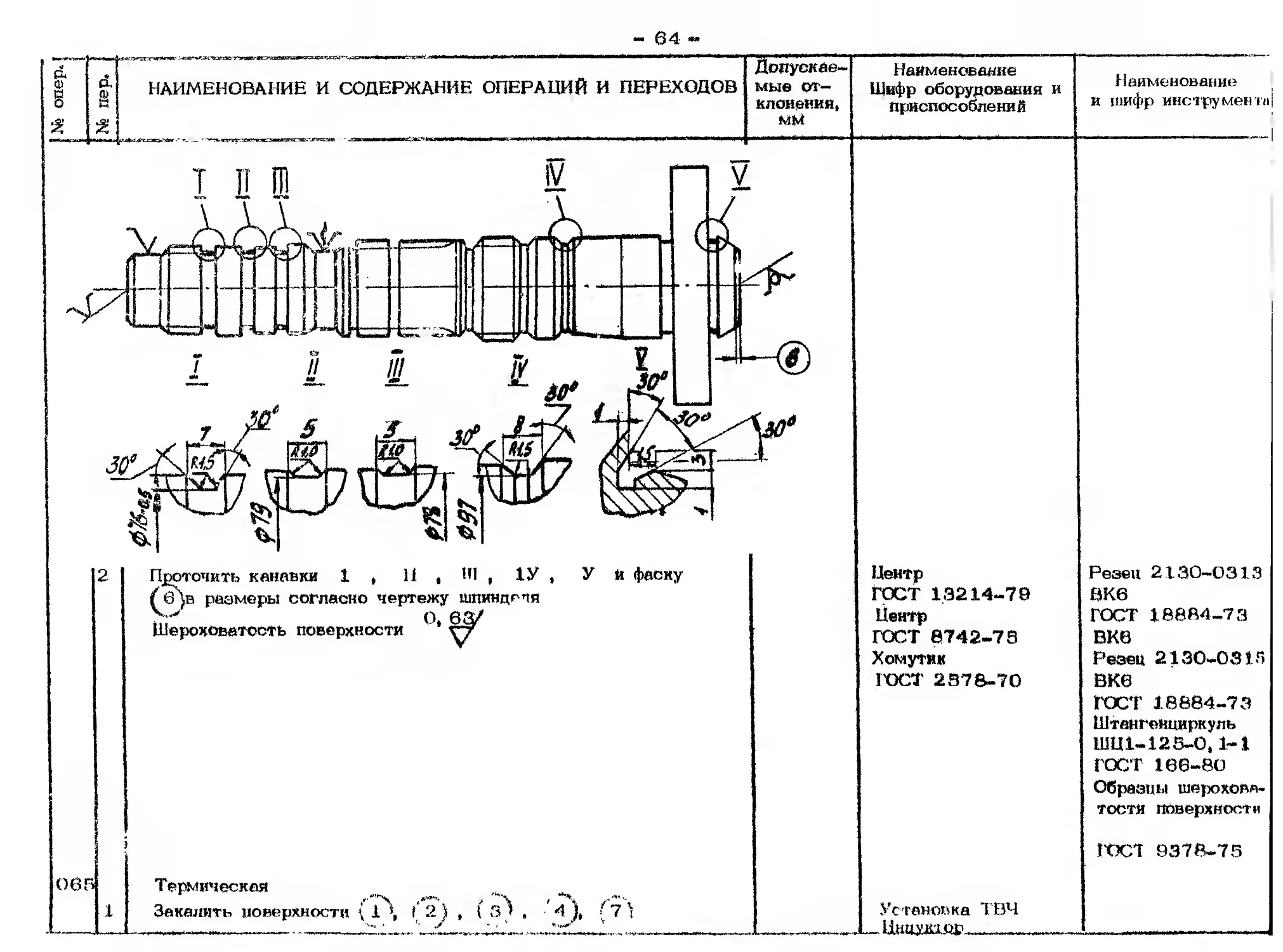
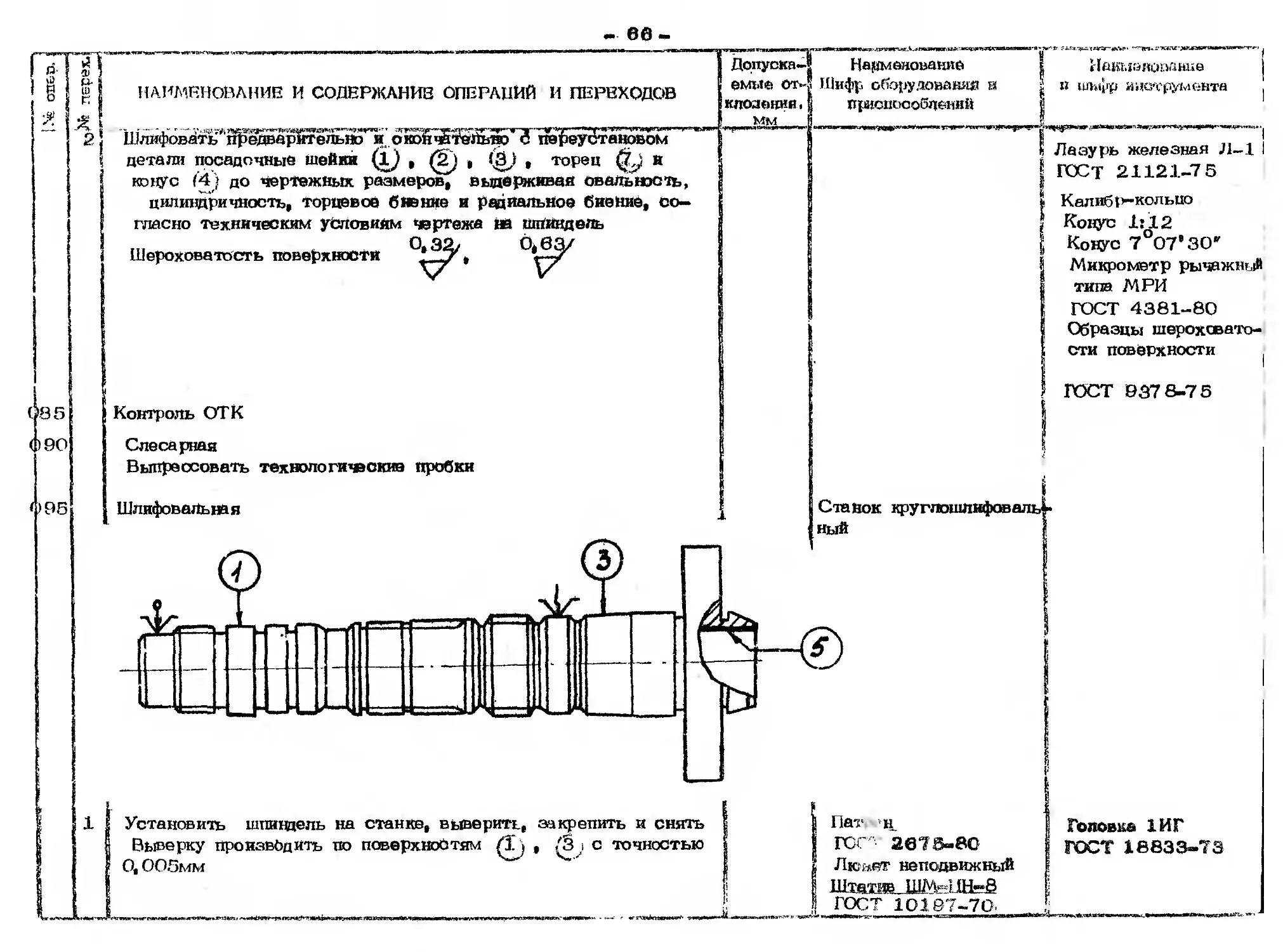
Шлифовать предварительно и оиойчатеЛЬио с переустановом
детали посадочные шейки (1} , (Т) , (3) , торец (7^ и
конус (4) до чертежных размеров, выдерживая овальность,
цилитричяость, торцевое биение и радиальное биение, со-
гласно техническим условиям чертежа на шпиндель
... 0,32/ 0,63/
Шероховатость поверхности * Т,
Допуска-' емы® от- КЛОЛЯНИЙ, мм Наименований Шифр оборудования н приспособлений Ядимйлопгшпе | и шифр инструмента
Лазурь железная Л-1 1
Ф9О
095
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Шлифовальная
Контроль ОТК
Слесарная
Выпреосовать технологические пробки
Пат
ГС" 2675-80
Лкжет неподвижный
Установить шпиндель на станке, выверить, закрепить и снять
Выверку производить по поверхностям (ij , /3 \ с точностью
0,005мм
Станок круглошлифоваль]
ный
ГОСТ 21121-7 5
Калибр-кольцо
Конус 1:12
Конус 7°07’30'
Микрометр рычажный
типа МРИ
ГОСТ 4381-80
Образцы шероховато-
сти поверхности
ГОСТ 937 8-75
Головка ХИГ
ГОСТ 16833—73
К ! g j НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ'И ПЕРЕХОДОВ
Z Ь j . '
2 I Шлифовать внутренний конус окончательно гю калибру с провер.
I кой "на краску" (ом. технические требования чертежа)
Допуск радиального биения внутреннего конуса относительно
подшипниковых шеек поверхностей (Т) ( (Зу выполнять соглас-
но техническим требованиям чертежа
Шероховатость поверхности
0.63.
100
Контроль ОТК
ДопуокаД емы® от-! клонадия, Мм ! Наименование Шифр оборудовании и приспособлений 1—л—— г-'Л — ч— s 1№ • - чж-*' jiiii^uiTwb w.—«г jnt Наименование 1 и шифр няструмента j
Штатив ШМ41Н-6 ГОСТ 101ST-70 - ПП30х16x10 24А16С2К ГОСТ 2424-63 Лазурь железная Л-1 ГОСТ 21121-76 Калибр конусный ГОСТ 2845-77 Голома 1 ИГ ГОСТ 18633-73 1 г Образцы шероховато^ стн поверхности ГОСТ 0378-76
68
ППКТБАМ
г. Тула
1 карта МАРШРУТНОГО ТЕХНОЛОГИ- Лит. Станок токарно-винтореэ- |
I ЧЕСКОГО ПРОЦЕССА РЕМОНТА 1 1 g
I СТАНКОВ — ный мод. 16К20 »
i—щедиинчо—ни1 mwi «тмят n>«
Ходовой винт
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Допуска-
емые от-
клонения
мм
тп
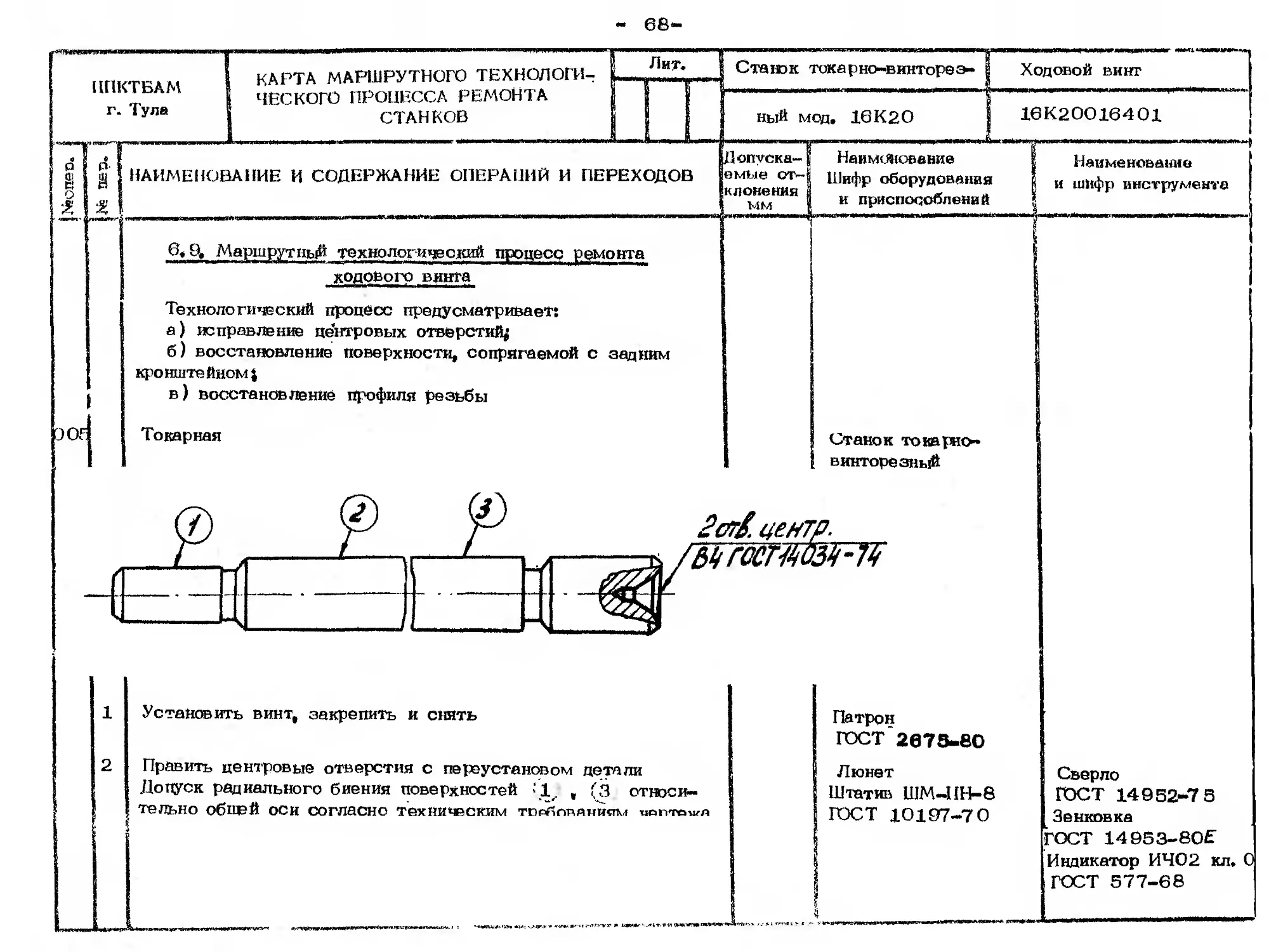
6.9, .Маршрутный технологический процесс ремонта
ходового винта
Наименование
Шифр оборудования
и приспособлений
16К20016401
Наименование
и шифр инструмента
U
-г—————
Технологический процесс предусматривает:
а) исправление центровых отверстий^
б) восстановление поверхности, сопрягаемой с задним
кронштейном |
в) восстановление профиля резьбы
Токарная
Станок токарно»
винторезный
Установить винт, закрепить и снять
Править центровые отверстия с пероустановом детали
Допуск радиального биения поверхностей >‘1. , (3 относи-
тельно обШЭЙ ОСИ согласно техническим ТПлбгтлниям пвптошл
Патрон
ГОСТ 2678-80
Люнет
Штатив ШМ-ПН-8
ГОСТ 10197-7 0
Сверло
ГОСТ 14952-7 5
Зенковка
ГОСТ 14953-80/:
Индикатор ИЧ02 кл. О
ГОСТ 577-68
69-
4
ш
Е
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
НО
Контроль ОТК
я
)15
1
*
2
020
Контроль ОТК
Ф25
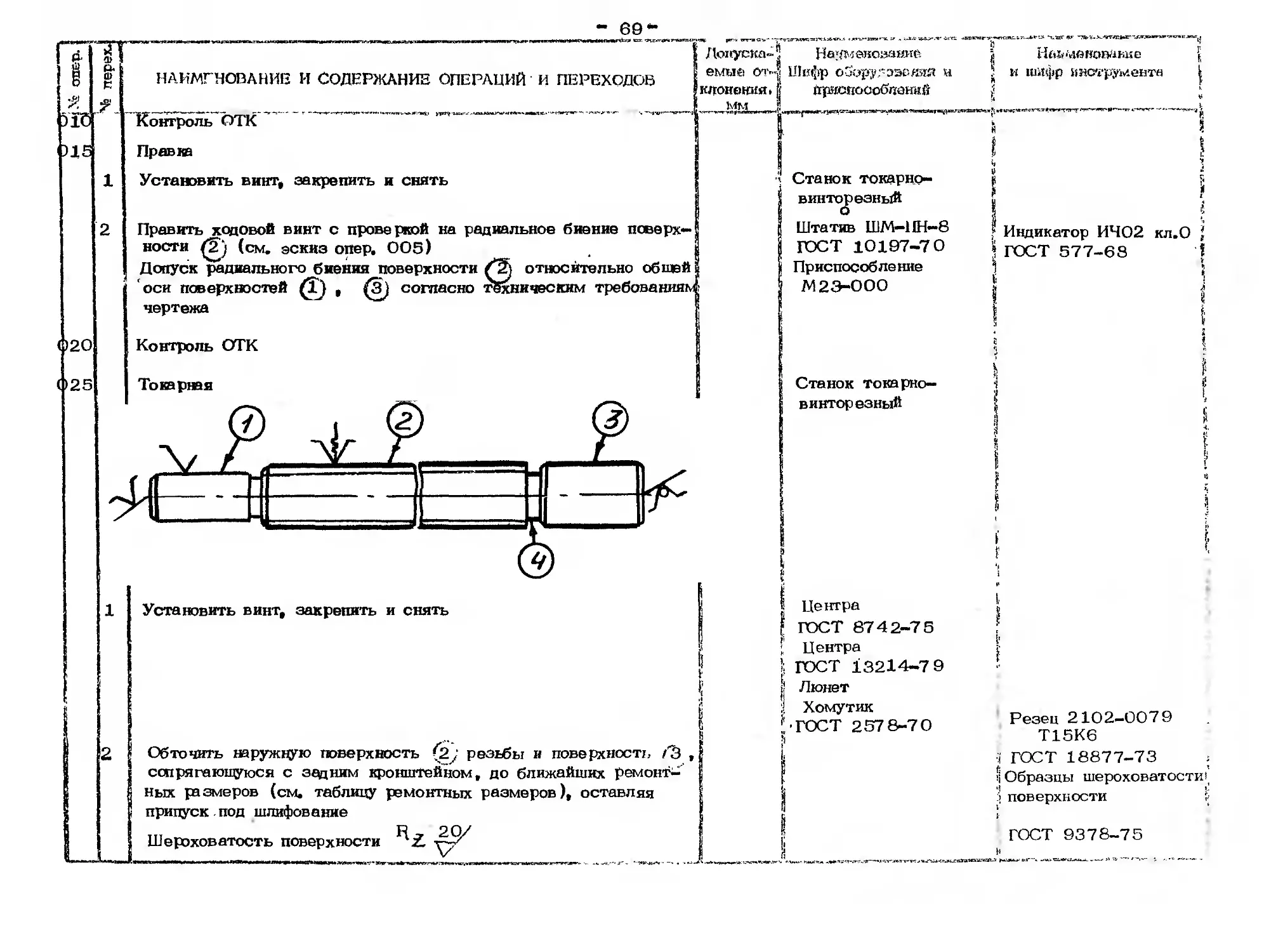
Токарная
6
Правка
Установить винт, закрепить и снять
? Индикатор ИЧ02 кл.О ,
’ ГОСТ 577-68
Установить винт, закрепить и снять
ГОСТ 9378-75
Резец 2102—0079
Т15К6
ч ГОСТ 18877-73 ;
ч Образцы шероховатости';
>поверхности i
Шероховатость поверхности
Править кодовой винт с проверкой на радиальное биение поверх
ности (см. эскиз опер. 005)
Допуск радиального биения поверхности /2) относительно обшей S
оси поверхностей , ^3) согласно техническим требования^
чертежа
Обточить наружную поверхность (2; резьбы и поверхность ГЗ
сопрягающуюся с задним кронштейном, до ближайших ремонт-
ных размеров (см. таблицу ремонтных размеров), оставляя
припуск под шлифование
| Допуска-? Наименование
§ емый от—5 Шифр оЗору.-юзеияа и
!емые от—5 Шифр оЬору.-юзекда
клоиеюш» в Приспособлений
мм s _________________
^•^«-»^^е>*ми»с»^итн«Г1Чпвж»|«ш1»».п^сг=И11.-1г»гяЯ-э««я»^ич«мпгл«
Н а ь ме нова ии е
J и шифр инструмента
Станок токарно-
винторезный
о
Штатив ШМ-ИН-8
ГОСТ 10197-70
Приспособление
М 29-000
Станок токарно-
винторезный
Центра
ГОСТ 874 2-75
Центра
ГОСТ 13214-7 9
Люнет
Хомутик
ГОСТ 257 8-70
-70
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
к
3
D3Q
о
>9
Установить винт, закрепить и снять
Технические требова
1, Радиальное биение поверхности j
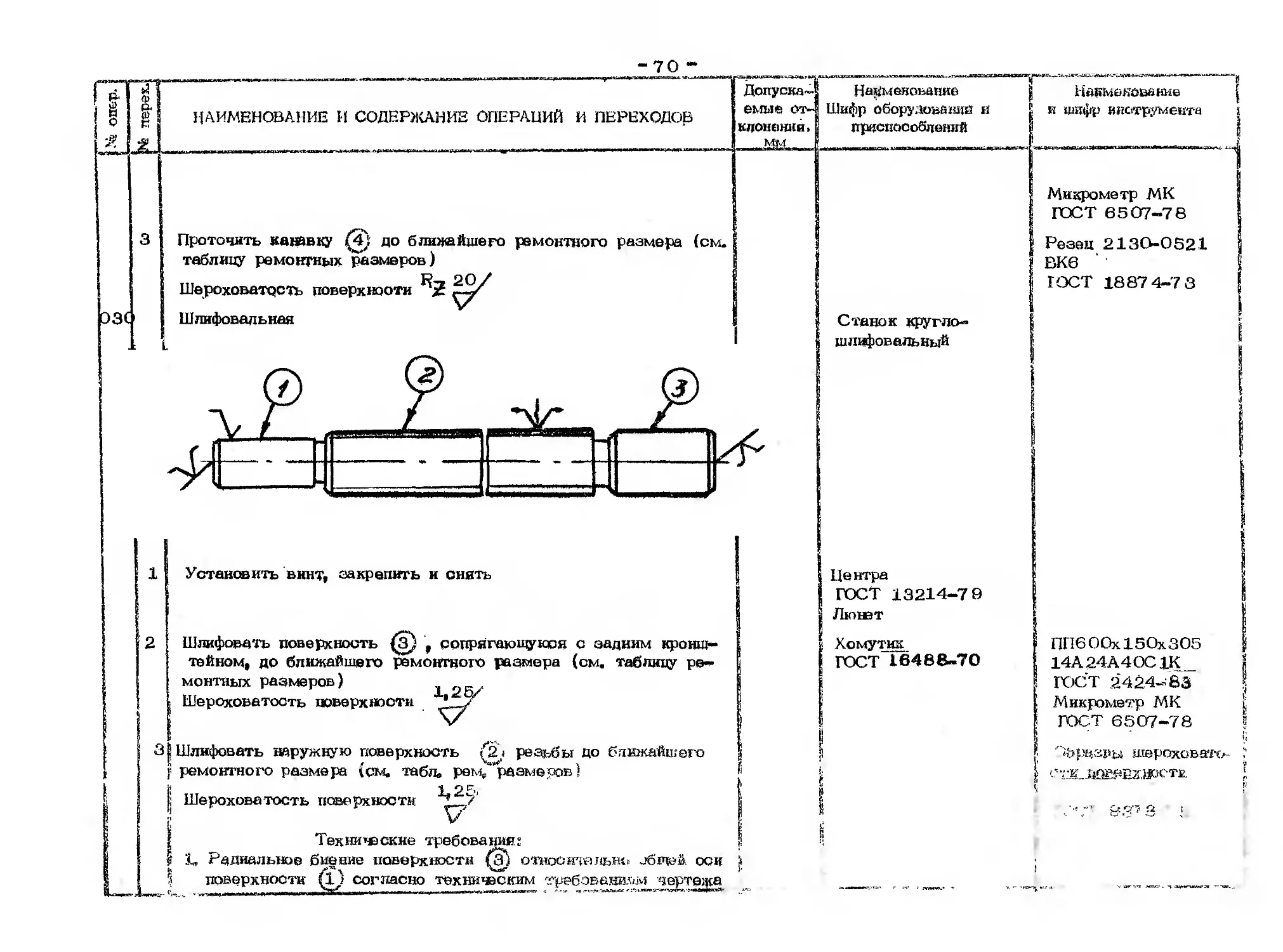
Проточить канавку (?) до ближайшего рэмонтного размера (см.
таблицу ремонтных размеров)
Шероховатость поверхности
Шлифовальная
Шлифовать поверхность (з) , сопрягающуюся с задним кронш-
тейном, до ближайшего ремонтного размера (см. таблицу ре-
монтных размеров) , ,
r 1 26/
Шероховатость поверхности 1 7
.... . _ _ в .. - - _ _______s (3) относительно обшей, оси £
поверхности и.) согласно техническим требованиям чертежа
лиш_U—UXL-Lii «in in win и Lj-ir -j । inirr.—I ™mn inrwuir-— ; »а п
Шлифовать наружную поверхность (2/ резьбы до ближайшего
ремонтного размера (см. табл, рем/размеров)
Шероховатость поверхности "4Д/
ДопускаЗ
емые от-
клонения,
ММ
Наименование j Шифр оборудования и I приспособлений Наимакованне [ и шифр инструмента s
1 Микрометр МК | ГОСТ 65 07-78 I Резец 2130-0521 | ВК6 ' | ГОСТ 1887 4-7 3 ।
Станок кругло- j
шлифовальный
Центра ГОСТ 13214-7 9 Люнэт I 1 1
Хомутик ПГ16 00x150x305 1
ГОСТ 16488-70 14А24А4ОС1К | ГОСТ 2424-83 Микрометр МК ГОСТ 6507-78 j Оьрцзры шероховато- СТ®_ЛЖРЕ2ЯОСТВ. J
| Допуска-! । емые от— [клонения. 1 мм На??менованпе | Наименование | Шифр оборудования и ’ и шифр инструмента | приспоооблоний | ; я к
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
и
Э3£
Контроль ОТК
Примечание
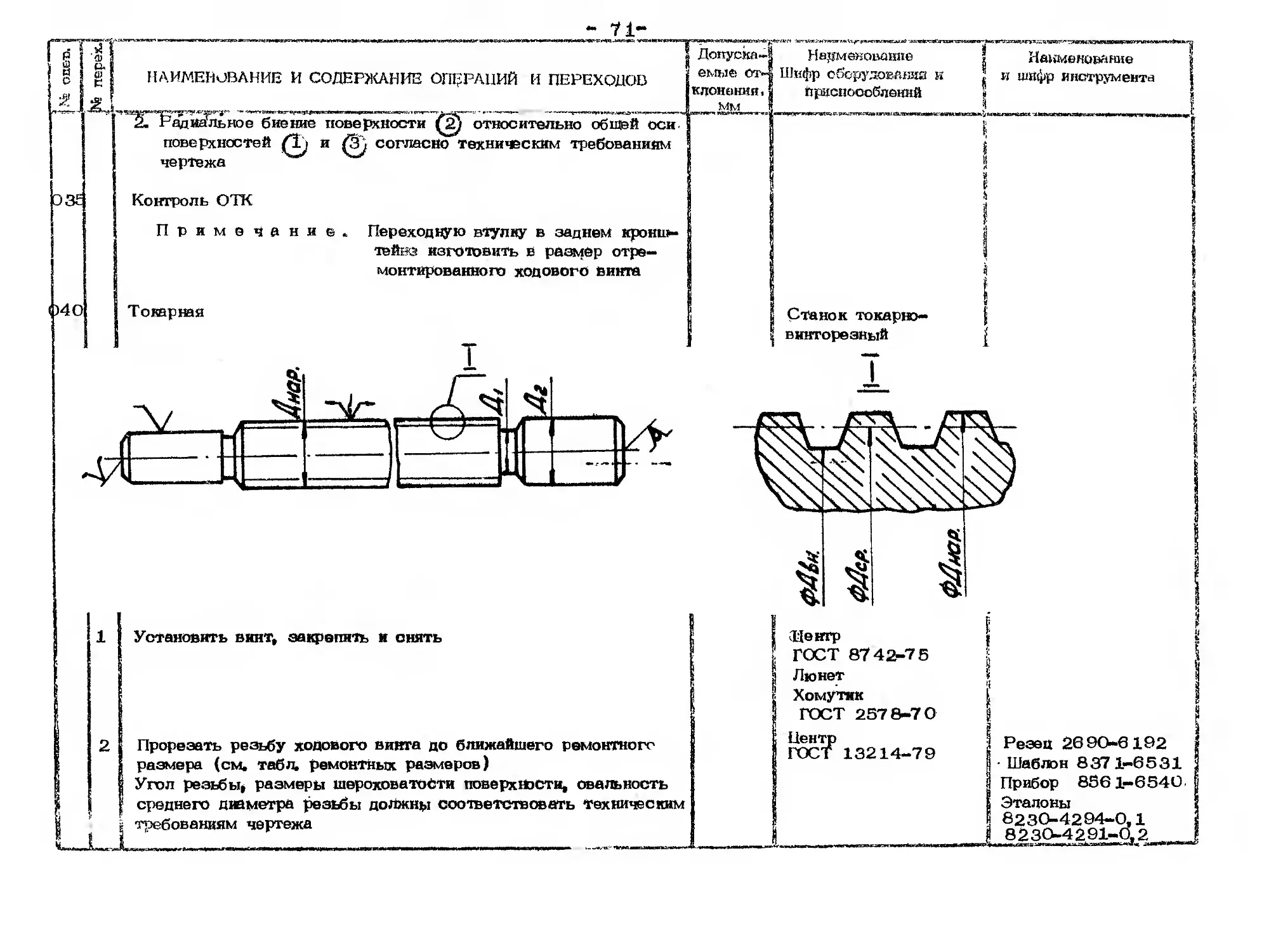
040
Токарная
Зу относительно обшэй оси
(Зу согласно техническим требованиям
. Переходную втулку в заднем кронш-
тейне изготовить в размер отре-
монтированного ходового винта
Радиальное биение поверхности р2
поверхностей
чертежа
Установить винт, закрепить и
снять
Прорезать резьбу ходового винта до ближайшего ремонтного
размера (см. табл, ремонтных размеров)
Угол резьбы, размеры шероховатости поверхности, овальность
среднего диаметра резьбы должны соответствовать техническим
требованиям чертежа
С Станок токарво-
5 винторезный
(Центр । ГОСТ 87 42-75 Люнет < Хомутик ГОСТ 257 8—70 | Центр 1 ГОСТ 13214-79 | 1 1 > J 1 Резец 26 90-6192 1 | • Шаблон 8371-6531 | I Прибор 8561—6540. 1 i Эталоны I 8230-4294-0,1 | 1 8230-4291-0,2 I
1 R- Й i { ° ——T 4 $ Ш 5 LU 1 g Jgj НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- емые от- клонения» мм 1 1И.|ЧМ».-цм»пи,>. ,)> лвздл-iuaL-wi*-a>»wkx-2- Наименование Шифр оборудования и приспособлений - ... .. ЛЛМйЮУ 1>W .ид .L-jzvmvfflfe Пакменоааше и шифр инструмента
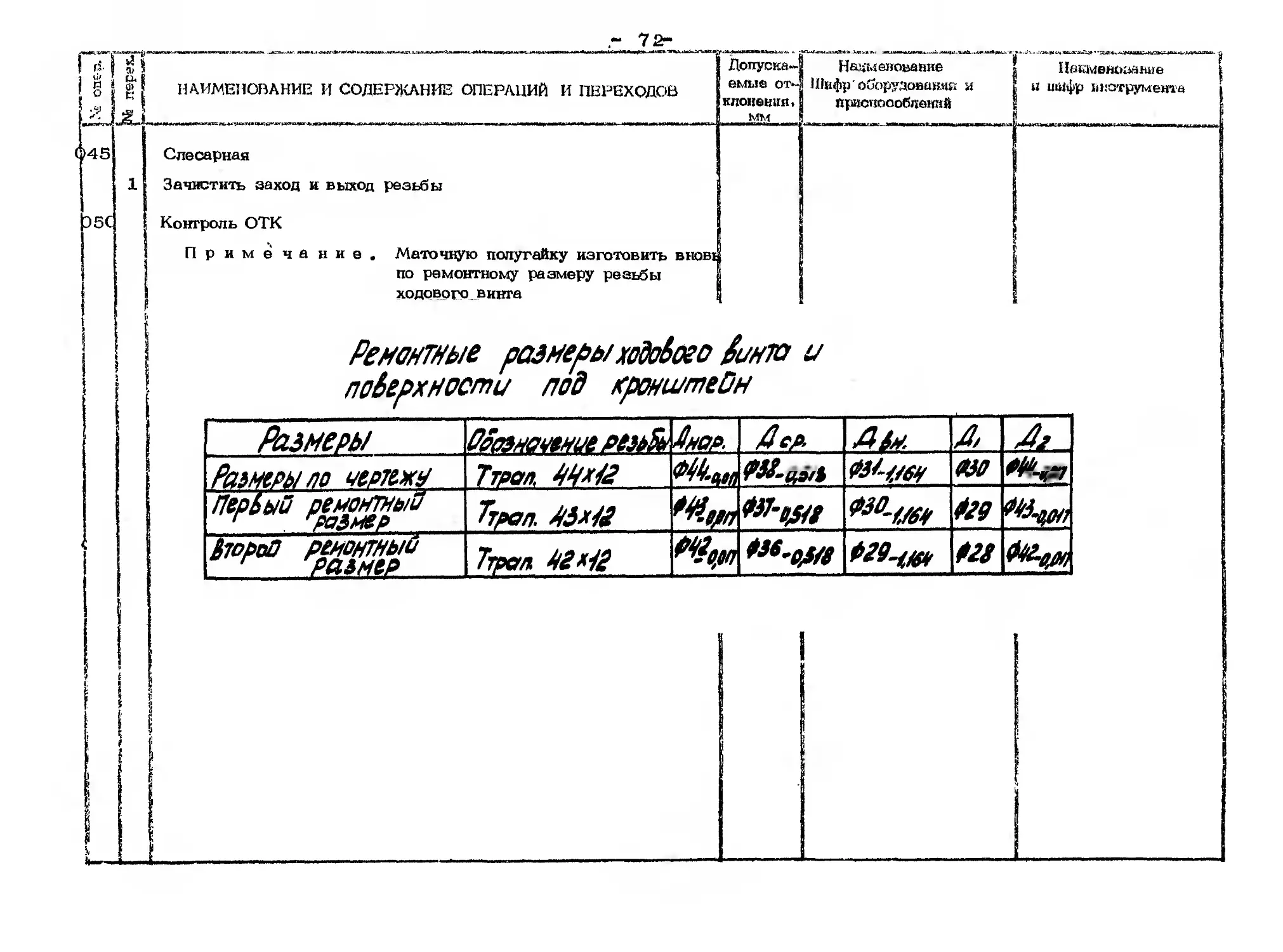
045 Э5С t 1 Слесарная Зачистить заход и выход резьбы Контроль ОТК Примечание. Маточную полугайку изготовить bhobi по ремонтному размеру резьбы ходового винта Ремонтные размеры юдобого • поберхнести под кронште &JH1O Dm //
Размерь/ &&»наюшереы& Днар. Дер Ai*. A Де-
Рамгрым Ттрап, ^vs
Первый Р^тмО Ттрал. 4Ы2 tSJ-n^g *30-f.Kf 029
fropoD ремонтный РЛАМбР Ттрап. И2 *12 ^орп *}S-we 022
73 -
11ПКТБАМ
г. 'Гула
КАРТА МАРШРУТНОГО ТЕХНОЛОГИ-
ЧЕСКОГО ПРОЦЕССА РЕМОНТА
СТАНКОВ
Лит.
|Станок токарно-винтореэ- | пыи Валики
мод. 16К20 j. «Mill nW-
Наим'Хнованив
Шифр оборудования
и приспособлений
Допуска-
емые от-
клонения j
мм
Наименование
и шифр инструмента
п.
g | НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
«йвмлг
НЧЧРК»Г к
•wuKm
Центровочная
Станок токарно-
винтопеэный
Контроль ОТК
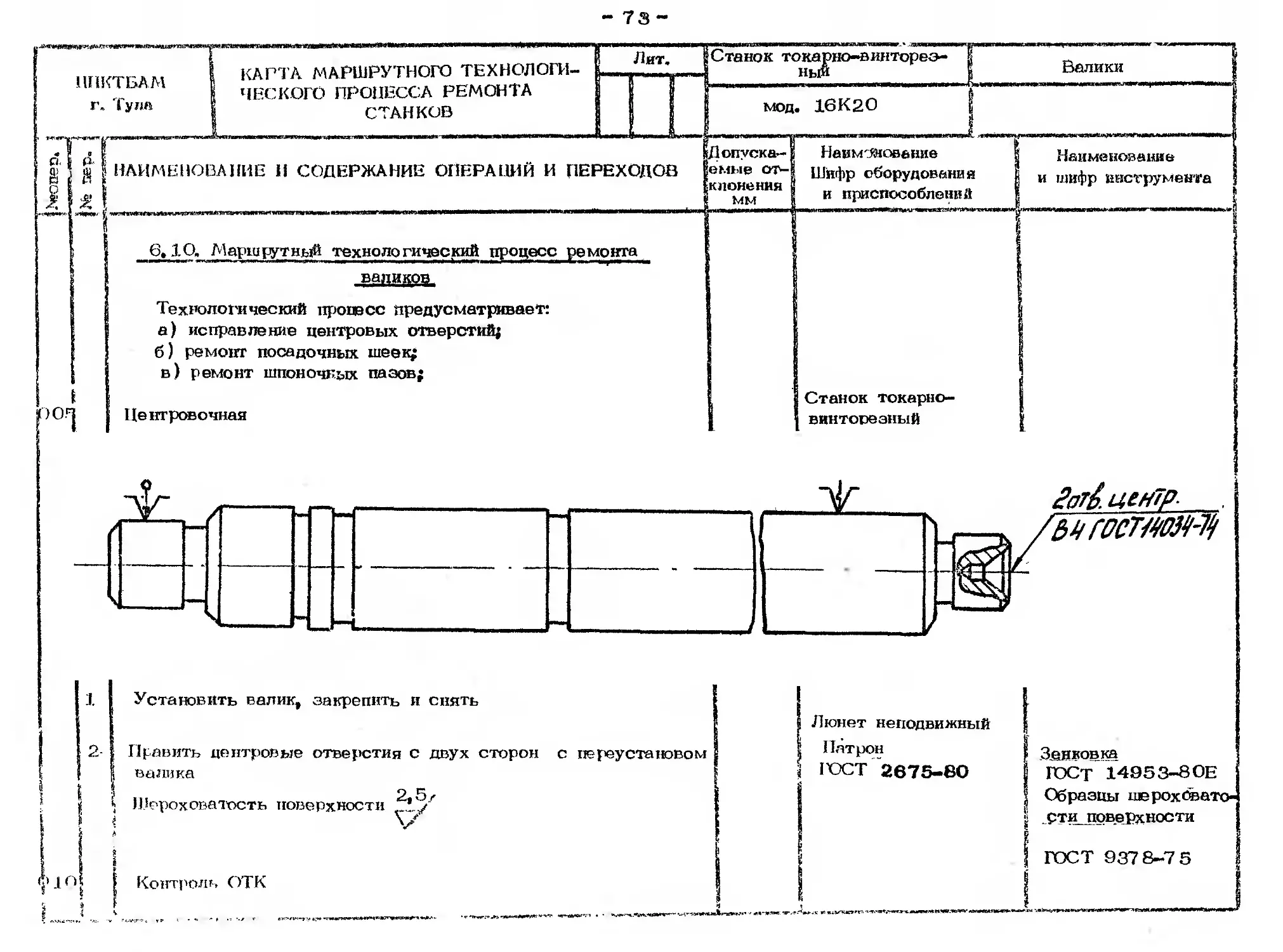
6» 10. Маршрутный технологический процесс ремонта
-ВаДИКбВ.
Технологический процесс предусматривает:
а) исправление центровых отверстий;
б) ремонт посадочных шеек;
в) ремонт шпоночных пазов;
Установить валик, закрепить и снять
Править центровые отверстия с двух сторон с переуста новом
валика
о 5,
Шероховатость поверхности
Рат&.иентр.
'бРГОСТРМ^
Люнет неподвижный
б Патрон 1 ГОСТ 2675-80 1 Зенковка ГОСТ 14953-8ОЕ Образцы шероховато- сти поверхности
ГОСТ 9378-7 5 [ 1
-74-
гл 1 Й ' ° i .. . НАИМЕНОВ.АНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ‘И ПЕРЕХОДОВ Допуска*- емы® от- клонения, ’ . мм . Нагшенонание Шифр сооруловакия и прхсдоообленкй эсвгд. Кйг? ь шифр Чанованио ыкгтрумеята
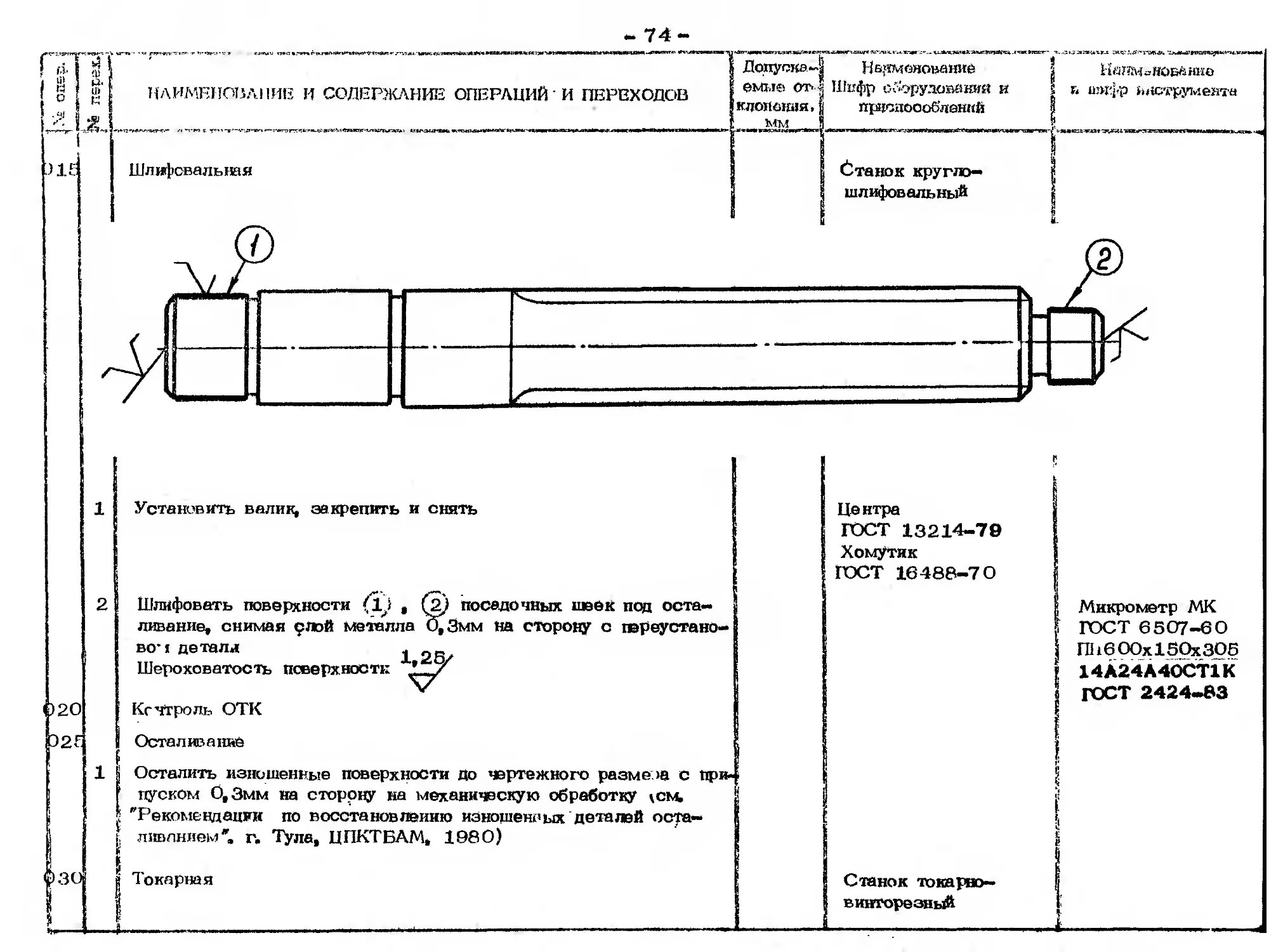
)1£ Шлифовальная Станок кругло— шлифовальный 1
)20 1 2 Установить валику закрепить и снять Шлифовать поверхности (1J , (5) посадочных шеек под оста- ливание, снимая слой металла О, Змм на сторону с пэреустано- вом детали Шероховатость поверхности * / Контроль ОТК i Центра j ГОСТ 13214-79 Хомутик ГОСТ 16488-70 Микрометр МК : ГОСТ 6507-60 i nil600x150x305 14А24А40СТ1К ГОСТ 2424-83
P2f |зо 1 Осталивание 1 Осталить изношенные поверхности до чертежного размела с при- ' пуском 0,3мм на сторону на механическую обработку \см. ' "Рекомендации по восстановлению изношенных деталей оста— ! ливлнием". г. Тупа, ППКТБАМ, 1980) 1 | Токарная i — i 1 Станок токарно- 1 винторезный । ! 1- t 1
75’
rib g s
8 ё
чы>,и»^пиж-* иаишшк
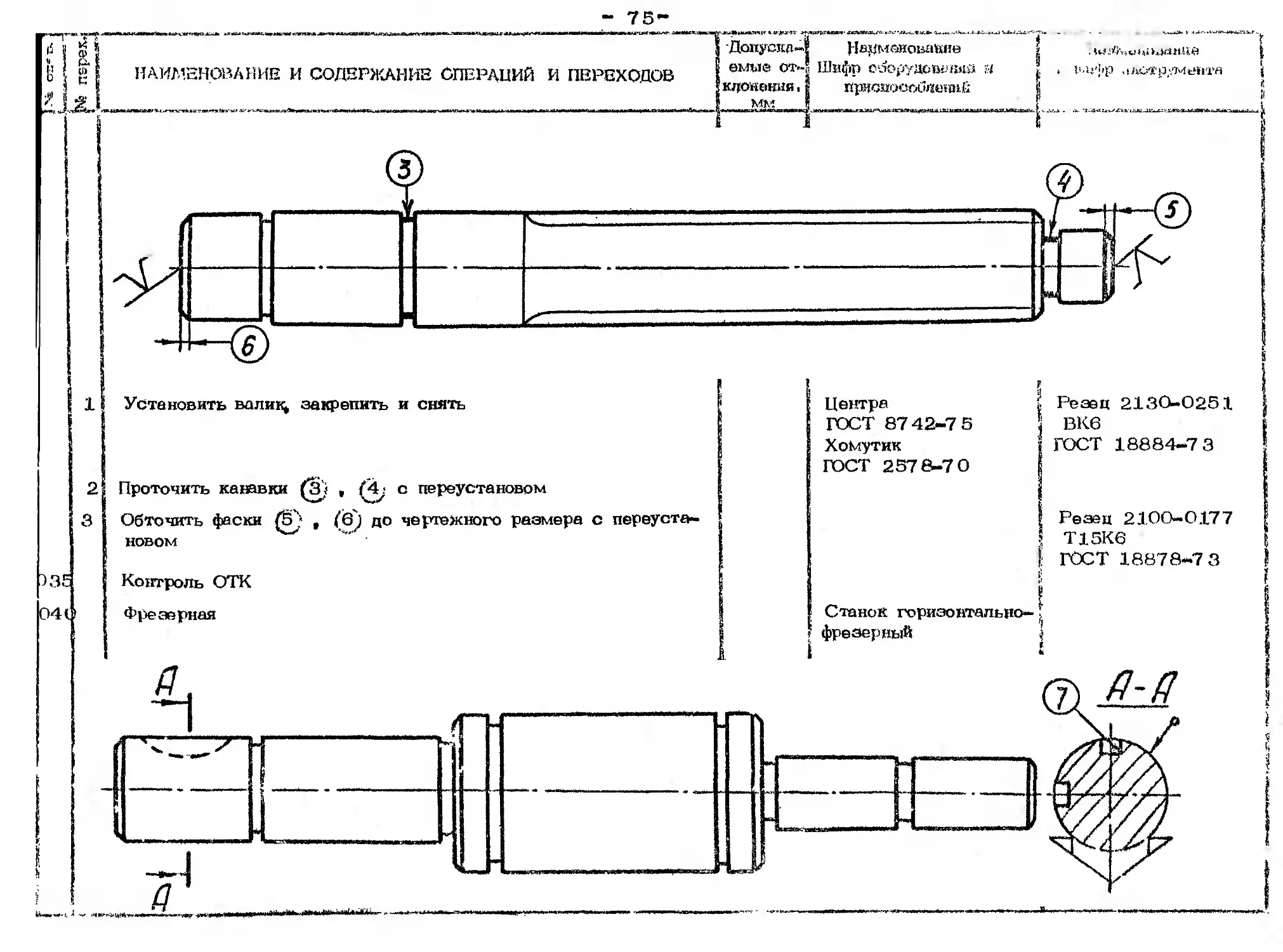
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
IJ.
Допуска-! На^моиование
еыые от»! Шифр с^рудошшйй а
кдонеиня. | присшоглмкжнЁ
мм !
ii
. иивчсхашанне
ифр . s лструм епта
ХЗЕ
04О
2
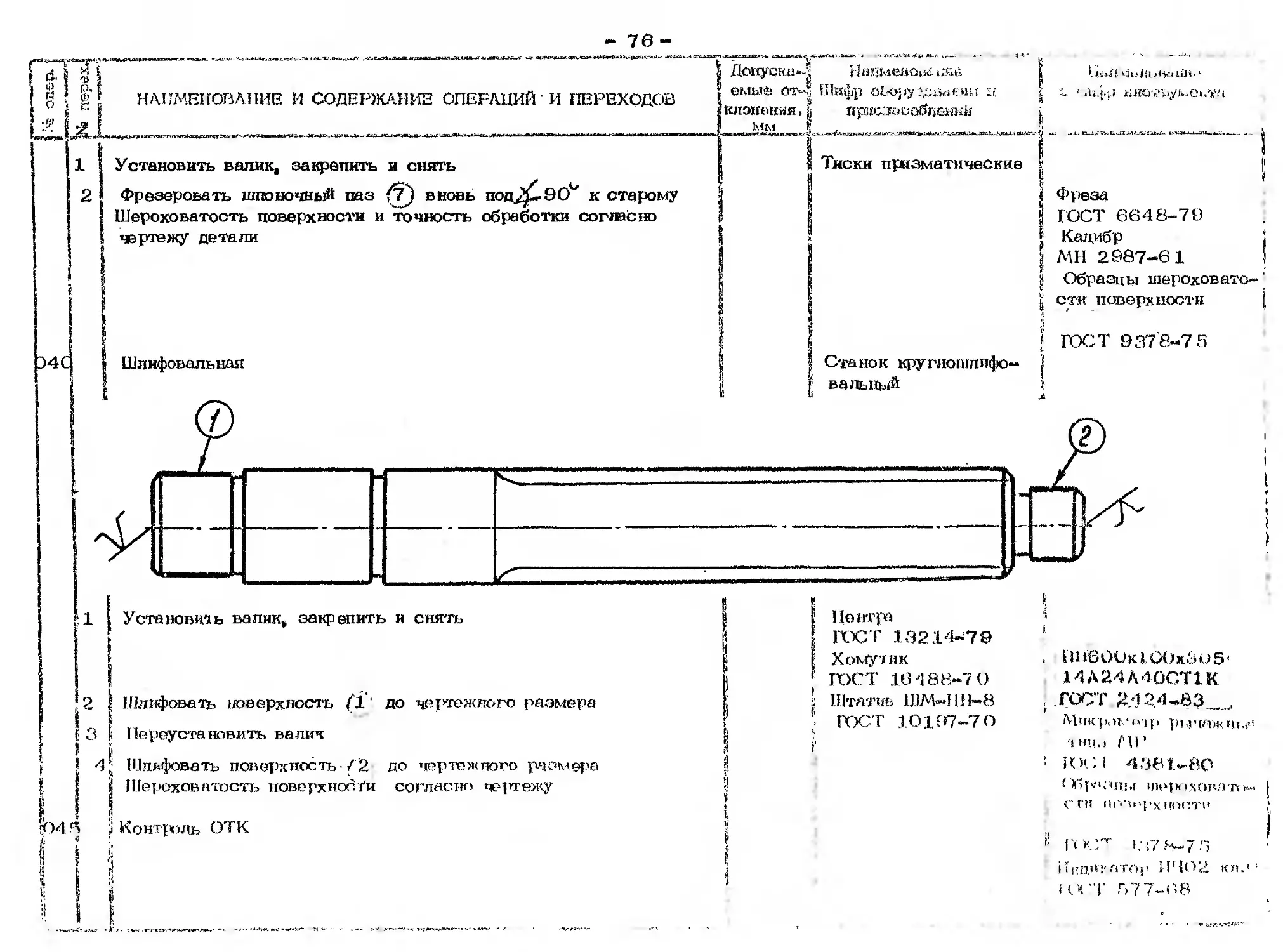
- 76 -
- г-ч-т;—--м. ч .'-Т’Т—***•—"• —™-«| «чг— *у.-,.А.чл--- 1-juaccifyxn-.'-b. .-д^.;|ьт-1Я.Д: as-4Mi । Допуска-^
НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
емые от-s*
клонения, jj
мм £
Установить валик, закрепить и снять
Фрезеровать шпоночный паз (7) вновь под^-9О° к старому
Шероховатость поверхности и точность обработки согласно
чертежу детали
Э4С
>
1
Шлифовальная
S
Станок круглошлифо
вальный
Тиски призматические
Накменйис. iXt-i
1>1ифр OGopy *' И И И
ГгркзасобпенмЬ'
ГОСТ 9378-75
Установить валик, закрепить и снять
Шлифовать поверхность fl
Переустаповить валик
Шлифовать поверхность /2
Шероховатость поверхности
Контроль ОТК
до чертежного размера
i
>!
i,
11
I Центра
ГОСТ 13214*79
| Хомутик
[ ГОСТ 16 488-7 0
s Штатив 11IM-11H-8
J ГОСТ 10197-70
г’
до чертежного размера
согласно чертежу
Фреза
ГОСТ 6648-79
Калибр
МН 2987-61
Образцы шероховато-
сти поверхности
V
i
i
. 911600x100x305'
14А24А40СТ1К
; ГОСТ 2.4 24-83____
М ИХ pi >М Ml р р J[Яж н,
THU.I МР
: ГОС! 4381-80
(У>р‘чИ1ы uiepoxoiviто—
сгп ЦОЗирхпости
- г<х:'1Г' ।,ч78-76
Иншп атор IP 102 кл."
К к "Г Г>7 7-(>8
- 1
7. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К
Качество сборки станка должно соответствовать
ГОСТ 7599-82
Сборка ремонтируемого станка должна производиться в
точном соответствии с требованиями сборочных чертежей и
обеспечивать точность взаимного положения его узлов и нор-
мальную работу всех механизмов.
Обработанные поверхности деталей неподвижных соедине-
ний должны иметь плотное прилегание. Между сопряженными
поверхностями не должен заходить гуп толщиной 0,04мм,
При подвижных соединениях должно обеспечиваться плавное,
без заеданий и рывков, перемещение деталей. Наклепывание,
подкернивание, а также постановка прокладок, не предусмот-
ренных чертежами, и другие способы поднятия поверхностей
соединения не допускаются. Контрольные штифты, служащие
для точного фиксирования взаимного положения скрепляемых
деталей, должны плотно прилегать к поверхностям отверстий
в обеих деталях по всей рабочей длине. Плотность прилега-
ния должна проверят! ся "на краскуS Крышки коробок скоро-
стей, подач и подобные им детали должны быть хорошо при-
гнаны к соответствующим местам, чтобы исключить проте-
кание масла через плоскости разъема. Кронштейн ходового
винта и вала должен быть тщательно пришабрен к платину
станины, проверен на параллельность установленных в нем
вала и винта направляющим станины станка, надежно укреть-
лен и зафиксирован, Направляющие скольжения или поверхно-
сти, которые в соответствии с требованиями чертежей под-
вергаются отделочным операциям чистовому строгашпцшаб-
репию, шлифованию и т, п.) должны по всей повеох пости
прилегать к соответствующим поверхностям сопряженных де-
та тгй. Плотность прилегания сопряжанньгх поверхностей про-
веряется 'на краску' и щупом. Клинья, служащие для устра-
нения зазоров, должны плотно прилегать к плоскостям сколь-
жения и к плоскостям прилегание 'Закусывание' шугш тол-
щиной 0,03мм на глубину 2мм допускается не на всей ширине
7 -
КАЧЕСТВУ СБОРКИ СТАНКА
клина. На винтах или на других устройствах, служащих для
регулирования клиньев, после сборки должен оставаться до-
статочный запас для подтягивания клиньев по мере износа
направляющих. Пиноль задней бабки не должна иметь качки
по всей рабочей длине. Рабочие положения рукояток переклю-
чения скоростей, псдач и т, п, должны соответствовать ука-
заниям таблиц, связывающих эти положения с числами оборо-
тов шпинделя, величиной подач и т, п. Напряженные посадки
внутренних колец подшипников качения на вб.ш должны произ-
водиться с предварительным подогревом колец в масле до
температуры 7 О С. Подшипники должны быть надежно защи-
щены различными уплотнительными устройствами от попада-
ния в них грязи и пыли. При монтаже зубчатых колес на
многошпоночных или шлицевых валиках должна быть обеспе-
чена точная Посадка без качки и заедания, а также плавное
и легкое ‘ перемещение передвижных колес по валикам. Шпон-
ки должны быть тщательно пригнаны к шпоночным пазам.
Должно быть обеспечено свободное перемещение скользящих
шпонок вдоль паза. Винтовые пе^дачй, служащие для прямо-
линейного перемещения частей станка, должны быть смонти-
рованы так, чтобы усилие передвижения было постоянным по
всей длине хода. Сборка маточной иолугайки ходового винта
должна обеспечивать надежную фиксацию в рабочем и от-
крытом положениях.
Самовыключение полугайиъ в процесс работы не догу с ка-
ется. В местах, где возмом ю амоотвинчивавие (гаек, вин-
тов и т.п,) или самсэлшацание (штифтрг осей и т,н,), долж-
ны быть установлен предохранительные устройства, Рукоят-
ки переключения Дс ны надежно фиксироваться в рабочих по-
ложениях Зажимньи рукоятки резцедержателя, пиноли задней
бабки дог» : быть собраны тек- »*тобы обеспечить надежное
крепла е, иния на ругоят» х переьлючения не должны пре-
вышать 5 на рукоятка? с отчетным» Устройствами - 4 кг,
-78“
8. МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ УЗЛОВ СТАНКА
ППКТБАМ г. Тула КАРТА МАРШРУТНОГО ТЕХНОЛОГИ- ЧЕСКОГО ПРОЦЕССА РЕМОНТА j j СТАНКОВ Лит. Станок токарно-винторезньй
мод. 16 К 20
ibfeonep. пер. НАИМЕНОЕ5АНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- емые от- клонения мм. Наименование Шифр оборудования и приспособлений Наименование и шифр инструмента
Э0£ ОК 015 □ 2С 021 оз( ЭЗЕ Э4С С 45 050 055 060 (65 (70 ) Сборка бабки шп Ущельной 16К2002Ю01 Сборка и установка вала~рейки 16К2ОО2О414 X оси Сборка и установка вала 16К20020412 ХУ оси Сборка и установка оси 16К200205 37 Сборка и установка вала 16 К20020406 11. оси Сборками установка рычага тормоза 16К20020029 1, оси Сборка и установка оси 16К200205 36 ХЧ1 оси Сборка и установка вала 16К20020405 УШ оси Сборка и установка тяги 16К200 20420 Х1У оси Сборка и установка вала 16К20020408 ХП оси Сборка и установка вала 16К20020415 ХУШ оси Сборка и установка вала 16К20020411 XX оси Сборка и установка вала 16К20020409 XX оси Сборка и установка вала 16K2002041S XIX оси Сборка и установка вала 16К200204Ю XVII оси fe I Верстак Набор слесарного инструмента То же ж г г * е t • i' ) * г
-79
•d-эао s\| w \ _—th . ч; » '1 in НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ । *Л»як»эт«шва,п,<1И««1ЯЯ>Я|= ст; Допуска-- емые От--- кпонении,i мм ' Наименование „ Шифр оборудований и । приспособлений j Наименование и шифр инструмента
075 08( 08! 090 095 jjoo Jo5 110 115 120 .25 .30 1 2 1 1 Сборка и установка вала 16К20020559 1П оси Сборка и установка вала 16К2002040 2 1 оси 1 Сборка и установка вала 16К20020403 У оси Установка тормозной ленты 16К2О020550 Сборка и установка оси 16К20020558 1У оси Установка тяги 16К20020424 XI оси Сборка и установка оси 16К2ОО2О532 1У оси Установка рычага 16К20020030 Монтаж задней опоры шпинделя У1 оси Сборка шпинделя 16 К200 20398 Установить на шпиндель шайбу подшипника 16К2002057 9, втулку 16К20020593 в сборе, предварительно уста взвив штиф* 16Б20П050502 Установить шестерни 16К20020140, 16К20020450 Балансировка шпинделя 16К20020398 Установить нпицдель на балансировочный станок, завести оправку в конусное отверстие шпинделя Произвести зам-ер дисбаланса шпинделя по показаниям приборов балансированного станка. Произвести удаление дисбаланса за счёт сверления шестерни 16К2ОО2О14О и проставки 16К20020585 Установка шпинделя 16К20020398 Снять со шпинделя гайку 16К20020581, проставок 16К20020584, компенсатор 16К20020587, шестерни 16К20020450, 16К2002014бсб£ 1 Станок балансировоч- ный 9Б7 25А Приспособление для подъема шпинделя 16К20П-2474 Грузоподъемный : механизм > Машина сверлильная | ИЭ-1017 Набор слесарного инструмента То же я п кг • кг я я п V Патрон ,6150-0001 МН.1177-60 Сверло 121 ГОСТ 10902-77 Набор слесарного инструмента То же . г
~ 80~
trot
1 ,i. ':; ’ i - j !И t ‘- ‘" s j t v--.i » л ... »»--чи»ч r K>rwK un - trot ctv'-iu»-*’- t ПЛЕМЕН';'. 1Г,7 и С0ДЕ17.;ЛН.'Й ОПЕРАЦИЙ-И ПЕРЕХОДОВ j i Донусшд-' емгле от- кионешгв. мм !. ШПш'р С ')Зр‘/'Лс?£>й. 1.4 z. i Л «.j НС» - Ь И 5» iJ-sOX м*ум iiikb Уб
1 1 I I 2 f 1 Завести шпиндель в отверстие У1 оси корпуса передней бабки, 1 с Набор слесарного
i Ft 2' 1 £ 4 установить шестерни 16К20020160, 16К20020450 ! инструмента
i * i
i t 3 j Установить полуфланны 16К20020596, 16К20020597 и i 1
j ? * i 'i S 1 I t закрепить I j То же
135' 1 \ Установка шкива 16К201610Ц i !
1401 1, Установка и закрепление тремя винтами фиксатора 1 £
1 i ! 16К20260012 и
145} i Установка штыря 16К20060410 и упора 16К20260407 i
*150 Установка и закрепление двумя винтами лотка
i i. j 5 16К20020299 а
155'5 Установка коллектора 16К20020522, тройника
! Й i, 16К20020496 и разведение труб смазки V
i < ieoj ! § Установка маслоуказателя 16К20020317 V
I t 165'i. 5 h Контроль ОТК
1 1 1 f 1 <5юорка задней бабки 16Б20П030001 -
p05; [ Сборка и установка в корпус 16Б20П030011 валика Верстак
' i t • 4 5> Й . эксцентрикового 16Б20П030403 со стяжкой 16Б20П030409
{ 1 и рукояткой 16Б2СП030018 !
pi.q Сборка винта 16Б20П030402, рукоятки 16Б20П030447, ! 1.
4 j i I ‘ пиноли 16Б20П030401 и установка их в корпус задней бабки
t! I | 16Б20П030011 1
* Фильтр 16Б20П030906, уплотнение 16Б2ОПОЗО9О7 ставить 1
5 5 1 f. предварительно пропитанными маслом "Индустриальное 30" 1 «
1 ! i s ? ГОСТ 207 99-75 <
1 * I * f Пиноль должна перемешаться плавно, без рывков та всей длине j и
b f 015 1 Сборка винта 16Б20П030436 и установка, в корпус
F 1 | 16Б20П030011 Г 5
©20| { Сборка и установка плиты 16В20П030020 и планки 1 Н & 6
» ! f 16Б20П030443 У
/ 1 Установка трехходового клапана и трубки 16Б20П030203 *
81
pie опер. I 1 ф и X НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска*- емые. от- клонении, Наименование | Шифр оборудования и > приспособлений j Наименование и шифр инструмента
( ( с < ( ( 25 )О5 >10 15 >20 25 ОЭС ОЗЕ 041 Э4Е •50 ОБ. >60 >65 У7( )7Е >8С ) Заправку фитипей'в отверстия детали 16Б20П0.зб020 для подачи масла на направляющие производить да длину не менее 20мм Контроль ОТК Сборка фартука 16К20061000 Сборка гильзы 16Б20П061424 У оси Сборка вала 16Б20П061050 XX оси Сборка вала 16Б20ГЮ61411 XXI оси, вилки 16Б20П061036 ХУ оси и рычага 16Б20П061405 Х1У оси Сборка Копира 16Б20П06106 0 ХУ1 оси Сборка вала 16Б201Ю61412 У оси Сборка вала 16Б20П0614 15 У1 оси Сборка оси 16Б20П061419 14 и 1У осей Сборка валов 16Б20П061070, 16Б20П061414 IX, X, УП, XI осей Сборка крышки 16Б20П061013 Сборка труб 16Б20П061208, 16Б20П061209 Сборка колеса зубчатого 16Б20П061592 XI оси и гильзы 16Б20П061426 XI оси Сборка вала—шестерни 16Б20ГЮ61598 УП1 оси Сборка кронштейна 16Б20П061019 Сборка толкателя 16Б20П061478 ХЛ> оси и корпуса полу- гайки 16Б20П061014 Установка корпуса полугайки в сборе в корпус 16Б20П061.111 Калибровка полугайки 16Б2ОПО612О2 £ j 1 1 1 Приспособив ние 7824—16280Т Метчик И 2С34-9Ц0 Набор слесарного инструмента То же ft V tr » г tf № If V ft ft f? Г I К |
- 82-
-
1 .'s on&p. 4 fl) u- о к я . — — -a -- wlw—, ™ -j НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- емые от- клонення, . ММ Науменование Шифр оборудования н приспособлений Наименование и шифр инструмента
J8E Установка вала 16Б20П061411 XXI оси в сборе, тяги Набор слесарного
16Б20П061421 ХХП оси и гильзы 16Б20П061424 У оси в сборе в корпус 16Б20П061111 инструмента
)9C Установка вала 16Б20П061050 в сборе, рычага 16Б20П061404 XX оси в сборе в корпус 16Б20П061111 То же
395 Установка крышки 16Б20П061012, корпуса рукоятки 16Б20П061603 Г
j 00 Установка рычага 16Б20П061405 Х1У оси, копира 16Б20П061060 ХУ1 оси и тяги 16Б20П061521 в корпус 16Б20П061Ш н
1 05 Установка вата 16Б20П061415 У1 оси в сборе и вала 16Б20П061412 У оси в сборе в корпус 16Б20П061111
LIO Установка колеса зубчатого 16Б20П061441 в корпус *
.15 Установка упора 16Б20П061449 У оси, защелки 16Б20П061601 и угольника 16Б20П061522 в корпус 16Б20Б061111 9
12C Установка в корпус 16Б20П061111 обоймы фиксатора 16Б20П061486, труб 16Б20П061208, 16Б201ТО61209
и колеи 9
12 E Установка в корпус 16Б2ОПО61111 стержня 16Б20П061483 XX оси в сборе и винта ограничения 9
.30 Установка рычаге 16Б20П061024 XX1У оси в сборе и оси 16Б2ОПО61О18 ХХ1У в сборе в корпус 9
.35 Установка в корпус вала 16Б2ОПО61599 УН оси в сборе и колес рубчатых 16Б20П061431, 16Б20П061593 в сборе V
40 Установка на ось 16Б20П061417 вилки 16Б20П06Ю36 *ХУ сой в сборе 9
.45 Установка валов 16Б20П061414 IX, X осей в сборе в корпус 1 16Б20П061111, 9
83
Й й 1 й< W К НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
L50 Установка в корпус вала 16Б20П061598 УП! оси в сбора и колес зубчатых 16Б20П061593, 16Б20П061431 в сборе
55 Установка вала —шестерни 16Б20П061070 XI оси в корпус
: 60 Установка в корпус фланца 16Б20П061041 в сборе и колеса зубчатого 16Б20П0615 69 УШ оси
:.65 Установка стержня 16Б20П061483 на вал 16Б20П061050 XX оси
:.70 Установка в корпус захвата 16Б20П061564 Отрегулировать включение маточной гайки по эталонному винту
L75 Установка на корпус крышки 16Б20П06Ю13 в оборе, кожуха 16Б20П061525 и закрепление
18С Установка в корпус кронштейна 16Б20П061019
185 Установка на корпус облицовки 16Б20П061535 и закрепление
19С Установка маховика 16Б20П061120 УШ оси в оборе и закреп лен не
:.95 Контроль ОТК
Сборка суппорта 16К20040001, резцедержателя
16К20041001
0)05 Сборка ступины рукоятки 16 К20040406
pic Сборка верхней части суппорта 16К20040011
|15 Сборка винта 16К20040402
|)2С Сборка и установка резцедержателя 16К20040401
bar - 4 Сборка суппорта 16К20040001 Контроль ОТК
Допуска- емы ОТ- КЛОНЕНИИ , ММ Наименование Шифр оборудования н приспособлений Наименование 1 и шифр инструмента
(Зерстак ! | 1 Набор спесарного инструмента То же Г г ¥ V вг ff 1 № tt if 1
84 -
[ л 1 1 to 1 7“ a “ Допуска- Наименование Наименование
й ft i I 0 g 5) Й НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ емы«. от- клонвнид ЬАЛЙ Шифр оборудования и приспособлений и шифр инструмента
1 Сборка каретки 16К20050001 i
)05! Сборка и установка фланцев 16К200500117, 16К20050018 Верстак Набор слесарного инструмента
Э1С Сборка и установка рукоятки 16Б20П050421 и шестерни 16Б20П050401 То же
DIS Сборка и установка гайки 16Б20П050201 Г
020 Контроль ОТК
Сборка коробки подач 16К20070000
>05 Сборка вала 16Б20П070408 И оси Я я
)iq Сборка ступицы 16Б20П07 0445 HI оси я
01£ Сборка вала 16Б20П07 0402 III оси я
02< Сборка колеса зубчатого 16Б20П070435 II оси V
02f Сборка вала 16Б2ОПО704О6 И оси я
03( Сборка вала 16Б20П070401 III оси Я
□ 35 Сборка вала 16Б2ОПО7О4ОЗ 14 оси 0
Э4С 045 Сборка ft установка колеса зубчатого 16Б20П070438 И оси Сборка вала 16Б20П07 0404 II оси я я
)5C Отрезка фильтра хлопчатобумажного 16Б20П070908 из шцура (/6x100 ГОСТ 18403-7 3
051 Сборка вала 16Б20П07 0495 1 оси я
36 C Сборка вала 16Б20П070501 1 оси я
365 Сборка вала—шестерни 16Б2ОПО7О4О7 я
)7C I Сборка копира 16Б20П07 00 30 я
>75 j Сборка фланца 16Б20П070023 1 оси я
i I8C | Сборка оси 16Б20П07 0552 9
Ass § I Сборка плиты 16Б20П07О02Й я
.- 85-
Й о ,OJ X , a> & к НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
)9C Установка рычагов 16Б20П070472 в сборе на плиту 16Б20П070029
Э9Е Установка рычагов 16Б20П07 047 9, 16Б20П07 0553 на плиту 16Б20П070029
1 00 Сборка узла 1 оси
1 05 Сборка узла 11 оси
: 10 Установка вала 16Б20П070408 11 оси в сборе в корпус 16Б20П070025
.15 Установка вала 16Б20П070402 JI1 оси в сборе в корпус 16Б20П070025
j 20 Установка вала 16Б20П070406 11 оси в сборе в корпус 16Б20П070025
1 25 Установка валов 16Б20П070402* 16Б20П070401 !П оси в сборе в корпус 16Б20П070025
.30 Установка вала 16Б20П070495 1 оси в сборе в корпус 16Б20П070025
.35 Установка вала 16Б20П070403 Ш оси в сборе в корпус 16Б20П070025
L4C Установка вала 16Б20П070404 11 оси в сборе в корпус 16Б20П070025
L45 Установка вала 16Б20П070501 1 оси в корпус 16Б20П070025
.50 Установка трубок 16Б20П070204, фильтра 16Б20П07 0908, прокладки 16Б20П070903, крышки 16Б20П070407 в корпус и закрепление винтами ’
55 Установка и закрепление плиты 16Б20П070020 в сборе
60 Установка вала—муфты 16Б20П070496 1 осн в сборе в корпус 16Б20П070025
Допуска- емые от- клонения » мм ’ Наименование Шифр оборудования и приспособлений Нвимвпоьание н шифр инструмента
Набор слесарного инструмента То же » п V
». 86 —
rf. ф g № перех. НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ
16Е Установка на корпус н закрепление прокладки 16Б2ОПО7О0О2 и крышки 16Б2ОП07 0026
17 < ) Установка на корпус и закрепление прокладки 16Б20П07 0901, крышки 16Ё20П07 0468
:.75 Контроль ОТК
Допуска- емые от- клонения! Мм Наименований Шифр оборудования и приспособлении Наименование и шифр инструмента
Набор слесарного инструмента То же
87—
9. МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ И ОТЛАДКИ СТАНКА
Лит. Станок токарно—винторезный
Общая сборка
мод. 16К2О
ППКТБАМ
г. Тула
КАРТА МАРШРУТНОГО ТЕХНОЛОГИ- F—..
ЧЕСКОГО ПРОЦЕССА РЕМОНТА
СТАНКОВ
п. 1 о. Й 2. НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска-1 эмые от-! клонения мм , 1 V -1 Наименование Шифр оборудования и приспособлений Наименование и шифр инструмента
)О5 Выверка станины в сборе с основанием Точность выверки станины на длине 1000мм не менее 0,02
Э1С Монтаж моторной установки 16К20150001 Грузоподъемный механизм Приспособление чалочное 16К20-4108 Набор слесарного инструмента
Э1Е Сборка и установка бака смазки 16К20240001 То же
)20 Сборка и установка охлаждения 16К20250001 в
)25 Сборка и установка электродвигателя ускоренного хода 9
)30 Установка н закрепление рейки 16К200Ц432 В месте стыка реек обеспечить расстояние между зубьями, равное шагу рейки м
ЭЗБ Установка и закрепление коробки подач 16Б20П070001 и заднего кронштейна 16К20151011 Грузоподъемный механизм Приспособление чалочное 16К20П-66
ж « Установка каретки 16К20050001 на станину и закрепление Грузоподъемный механизм 9
- 88 -
.4 опер. hfe nepexj НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ Допуска- емые от- клонения. мм Наименование Шифр оборудовании и приспособлений Наименование н шифр инструмента
34 Е 35 С )55 )60 D65 1)70 07 £ 08С 08. Э8С Г)0Г t f Установка фартука 16Б20П061001 и закрепление к каретке Установка и закрепление ходового винта 16К20011403 и ходового валика 16К200Ц404 Установка и закрепление защитных щитков ходового винта и ходового вала Установка ,и закрепление бабки шпиндельной 16К20020001 Сборка и установка коробки передач 16К20080001 Сборка и установка механизма управления фрикционом 16К20160002 и валика переключения Установка суппорта 16К20040001 на каретку Установка на станок задней.бабки 16Б2ОП03ООО1 и закрепле- ние Сборка и установка ограждения патрона 16К20260001 Установка трубопроводов централизованной смазки 16К20240001 Установка электрошкафа 16К20180005 s Установка стойки и горизонтального бруса Приспособление палочное 7808-7 265 7808-6382 Грузо подъемный механизм Приспособление чалочное 16К20П-67 Приспособление ПП-10 Грузоподъемный механизм Приспособление чалочное Грузоподъемньй механизм Приспособление чалочное 1367.1000 Набор слесарного инструмента То же * • г г г Г г Г- г *
89
1 •л ft НАИМЕНОВАНИЕ И СОДЕРЖАНИЕ ОПЕРАЦИЙ И ПЕРЕХОДОВ.
10Е IK :,15 120 12f J 30 35 Сборка и установка ограждения суппорта 16К20261О01 Сборка и установка охлаждения 16К20250001 Установка и закрепление пневмооборудсвания 16К20120001 Монтаж электрооборудования Установка и закрепление на станке щитков, крышек, кожухов и защитного экрана Установка и закрепление облицовки коробки подач 16К20071001 Контроль ОТК
Допуска- емые от- клонения, мм Наименование Шифр оборудование и приспособлений Наименование. 1 и шифр инструмента
Набор слесарного инструмента То же » г Й
- 90 -
10. ИСПЫТАНИЯ СТАН КА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА
10. 1. Испытание станка на
1. Выверить станок в вертикальной и горизонтальной
плоскостях по уровню с точностью О, 02 мм на длине 1000мм
с помощью клиньев и башмаков. Подключить к электросети и
проверить наличие заземления.
2, Залить масло в резервуары коробки скоростей, короб-
ки подач, фартука, задней бабки. Смазать направляющие
станины, ходовой винт и ходовой вал. Залить эмульсию в ре-
зервуар основания. Подключить Пневмооборудование станка к
сети сжатого воздуха.
3. Испытать станок на холостом ходу в течение 45 ми-
нут, обратив внимание на работу механизмов главного движе-
ния и подач (муфт, шестерен, ходового винта, ходового вали-
10.2. Испытание станка под
1. Установить заготовку и закрепить.
2. Произвести испытание станка согласно режимам реза-
ния.
холостом ходу
ка, суппорта , фартука, маточной полугайки) И на бесперебой-
ную подачу масла.
4. Проверить нагрев подшипников шпинделя и коробки ско-
ростей. Измерение температуры производить на наружной по-
верхности коробки скоростей на расстоянии 5-8мм от фланца
во время обкатки станка в течение 45 мин. при постепенном
включении скоростей, но не менее 30 мин. на максимальных
числах оборотов шпинделя при установившейся температуре.
Избыточная температура наружной поверхности коробки ско-
ростей не должна превышать 40°С.
5. Проверить надежность действия блокировочных защит-
ных устройств по охране труда.
нагрузкой и в работе
3. Проверить герметичность соединения труб и шлангов,
безотказность работы системы охлаждения.
10.3. Режимы резания для испытания станка под нагрузкой и в работе
Материал — сталь 45 ГОСТ 1050-74
№ про- вер- ки Наименование проверки Обозначение инструмента Диаметр заготов- ки^ мм Длина прохо- да, мм Глубина резания, мм 11одачя, мм/об Число оборо- тов шпинде- ля, об/мин 'Ско- рость резания, мм /мин Усилие реза- ния, кг Мощ- ность, кВт Результат проверки
1 Проверка станка Резец 120 40 7 1, 6 50 18 1750 6,5 Безоткаэ—
под нагрузкой 2100-0061 ность рабо-
ГОСТ 18869-73 ты всех
2 Проверка станка Резец 120 2 Q-40 5,5 0, 5 400 128, 6 418... 12, 1 механизмов,
с кратковремен- ной перегрузкой 2102-0055 Т15К10 6, 5 ... 505 .. .12, Е не допуска— ется появ-
ГОСТ 18877-73 ление повы- шенного шу-
3 Проверка станка в Резец 78 60 0, 1 О, 073 1600 390 м ма, стука
работе при различ- ных режимах ’РЖ1055 и заметных следов ви-
ГОСТ 18877-73
91
№ про- вер- ки Наименование проверки Обозначение инструмента 'Диаметр заготов- ки, мм Длина прохо- да, мм Глубина резания, мм Подача, мм/об Число оборо- тов шпинде- ля, об/мин' Ско - рость резания, мм/мин Усилие резания кг Мощ- ность кВт Результат проверки
Резец 78 20 4 0,125 125 31 — браиии на
2102-0055 обработанной
Т15К6 поверхности
ГОСТ 18877-73 образца, от-
Резец 78 4 5 0,125 125 31 сутствие са-
2130-0517 мовыключе-
ГОСТ 18874-73 ния предохра-
• нительных
4 Проверка шерохо- ватости поверхно- Резец 2102-0055 78 60 0, 1 0, 075 800 195 - - устройств , безотказное
ст.и и точности Т15К6 действие
геометрия еской ГОСТ 18877-73 электроаппа-
формы образца ратуры
после его чисто- Резей 250 75 0, 2 0, 05... 200 157 — •м Шерохова-
вой обработки 2102-0005 ...0, 15 тость поверх-
ВК8 ности по
ГОСТ 18877-73 ГОСТ 2789-73 >
Точность гео-
метрических
форм образца
должна соот-
ветствсаать
Проверкам 21,
22, по
ГОСТ 18097-72;
Примечание. Режимы резания даны ориентировочно и окончательно Подбираются при испытании станки.
- 92-
1L ПРОТОКОЛ ПРОВЕРКИ СТАНКА НА ТОЧНОСТЬ И ЖЕСТКОСТЬ ПО ГОСТ 18097-7 2
№ проверки по ГОСТ 18097-72 Наименование проверки Допускаемое отклонение, мм Показатели при проверке Примечание
до ремонта' после ремонта
1. Ы. Проверка точности станка Прямолинейность продольного перемещения суппорта в горизонтальной плоскости (отклонение в сторону оси центров): а) на длине свыше 500 до 800 мм б) на длине свыше 800 до 1250 мм в) на длине свыше 1250 до, 2ОООмм 0,016 0,02 0,025
1,2. Прямолинейность продольного перемещения суппорта в вертикальной! плоскости (допускается только выпуклость) : а) на длине свыше 500 до 800 мм . б) на длине свыше 800 до 1250 мм в) на длине свыше 1250 до 2000 мм 0,025 0,03 0,04
1,3, Одновысотность оси вращения шпинделя передней бабки по отношению к направлению станины в вертикальной плоскости (ось отверстия может быть только выше оси шпинделя) 0,04... 0,08
14. Параллельность перемещения задней бабки перемещению .суппорта, проверяемая: ’ а) в вертикальной,плоскости . б) в горизонтальной плоскости 0,04 0,025
1,5. Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон 0,01
1,6. Осевое биение шпинделя передней бабки 0,008
№
проверки по ГОСТ 18097-7 2 Наименование проверки
L7.- Торцевое биение опорного буртика шпинделя перед гей бабки (на старки с несъемными планшайбами не распространяются)
1.8. Радиальное биение конического отверстия шпивделя передней бабки, проверяемое: а) у торца б) на длине 200мм
1.9. Параллельность оси вращения шпинделя перед- ней бабки продольному перемещению суппорта (свободный конец оправки может отклоняться вверх и в направлении к резцу переднего суп- порта) на длине 200мм: а) в вертикальной плоскости б) в горизонтальной плоскости
1.1Q Параллельность продольного перемещения верх- них салазок суппорта оси вращения шпинделя передней бабки в вертикальной плоскости на длине хода 150 мм
1.11. Параллельность перемещения пиноли на правле- нию продольного перемещения суппорта на дли- не 50мм (при выдвижении конец пиноли может отклоняться вверх и в сторону, резца .переднего суппорта): г) в вертикальной плоскости б) в горизонтальной плоскости
112. Параллельность оси конического отверстия пи- ноли задней бабки перемещению суппорта на длине 200мм (отклонение свободного конца оправки допускается лишь вверх и в сторону резца переднего сушюрга): а) в вертикальной плоскости
98
Допускаемое отклонение, мм Показатели при проверке Примечание
до ремонта после ремонта
0,016
0,01
0,016
0,016 0,008
0,025
0,01 0,008
0,02
- 94 -
№ проверки по ГОСТ 18007-7 г Наименование проверки Допускаемое отклонение, мм Показатели при проверке Примечание
до ремонта после ремонта
б) в горизонтальной плоскости 0,02
1.13. Точность кинематической цепи от шпинделя передней бабки до суппорта (ходового винта): а) на длине 50 мм б) на длине 300 мм 0,016 0,035
2. Проверка станка в работе
2.1. Точность геометрической формы цилиндрической поверхности образца, обработанного на станке при закреплении образца в патроне или в отвер- стии шпинделя на длине 200 мм: а) постоянство диаметра в поперечном сече- нии б) постоянство диаметра в любом.сечении 0,008 0,02
2.2. Плоскость торцевой поверхности образца, обра- ботанного на станке (выпуклость не допуска- ется) на d 200мм 0,016
а Проверка станка на жесткость
ах Относительное перемещение под нагрузкой резцедержателя и оправки, установленной: а) в шпинделе .передней бабки б) в пиноли задней бабки 0,20 0,27
Контрольный мастер по ремонту
Мастер’ по ремонту .
Дата ,
Дата _______________,_______
- 95“
12. НОРМЫ УРОВНЯ ШУМА И МЕТОДЫ ИСПЫТАНИЙ
Что проверяется Метод проверки Результат проверки Примечание
Общий шум станка В соответствии с ОСТ2 Н8 9-40-75 Корректированный уровень звуковой мощности оС РА не должен превышать 96 дБ Проверяется при испытании каждого станка
— 66
Приложение 1
ИНСТРУКЦИЯ ПО ПРИГОТОВЛЕНИЮ И ПРИМЕНЕНИЮ РАСТВОРОВ ДЛЯ ПРОМЫВКИ деталей,
узлов и станков в сборе в моечной малине
Рекомендуемые моющие составы
№ 1. Натрий углекислый ГОСТ 01ОО-85Е
Эмульсия
№ 2. Натрий едкий ГОСТ 2263-79
Натрий углекислый ГОСТ, 5100-85Е
Натрий кремнекислый ГОСТ 13078-81
Тринатрийфосфат ГОСТ 201—76Е
Моюший сослав МС-6 ТУ46-806-7 2
Мошпшй состав МС-8 ТУ8-15-978-.76
- 0,8... 1,2%
3,5%.
- 1*5... 2,5%
- 1,5...2,5%
-0,3. .0,-5%
- 1,3.. 2,5%
- 5лл«7 г/л
- 15...30 г/л
Раствор № 1 применяется для промывки окрашенных де-
талей, раствор № 2 - для промывки неокрашенных стальных
и чугунных изделий. Продолжительность обработки в моеч-
ной машине 2... 10 мин., температура раствора 6 О... 90 С.
Моющий состав МО-6 ТУ 46-806-7 2 применяется дЛя
промывки как окрашенных, так и неокрашенных изделий из
стали, чугуна, алюминия. Продолжительность обработки
1.*.5 мин., температура раствора 50...7О С.
Моющий состав МС-8 тУО-15-978-76 также применя-
ется для промывки стальных, чугунных и алюминиевых изде-
лий. Продолжительность обработки 3..20 мин., температу-
ра раствора 5О...7О°С»
Приготовление растворов:
В ванне с подогретой до 50... 60°C водой растворить
необходимое Количество реактивов, залить раствор в ванну
моечной машины, довести объем ванны теплой водой
(2О...4О°С) до заданного, включить насосную установку
для перемешивания раствора, тшатолько перемешать Смену
моющего состава производить 1 раз в 10„, 14 дней.
Примечание, При отсутствии моечной машины узлы и
детали следует промыть в ванне с подогрттым до 25и.35°С
моюшим составом с Помощью щетки и протереть ветсшью,
- 97 -
Приложение 2
ИНСТРУКЦИЯ ПО ПРИГОТОВЛЕНИЮ И ПРИМЕНЕНИЮ РАСТВОРОВ
ДЛЯ МЕСТНОГО ОБЕЗЖИРИВАНИЯ ДЕТАЛЕЙ ПЕРЕД СКЛЕИВАНИЕМ
Рекомендуемые средства:
№ 1, Препарат ТМС-31 ТУ 38-40-740-74 - 80... 100 г/л
№ 2i Препарат КМ-2 ТУ 6-18-5-77 - 1Q... 16 г/л
Препараты ТМС-31 ТУ 38-40-740-74 и КМ-2
ТУ 6-18-5-77 применяются для. местного обезжиривания
чугунных* стальных и алюминиевых деталей.
Раствор препарата наносится на металлические поверх-
ности кисточкой или х/б салфетками. Температура раствора
20*..25°С* продолжительность обработки - 3...5 мин.
Приготовление растворов: препарат расово pi ть в необ-.
ходимом количестве подогретой до 20...40иС воле* тщатель-
но перемешать.
-se-
ll p и л о ж e н a e 1
ИНСТРУКЦИЯ ПО ПРИГОТОВЛЕНИЮ И ПРИМЕНЕНИЮ КЛЕЕВОЙ КОМПОЗИЦИИ
НА ОСНОВЕ ЭПОКСИДНОЙ СМОЛЫ МАРКИ ЭД-16 (КЛЕЙ Д-10)
Состав клеевой композиции на основе эпоксидной смолы марки ЭД-16
Эпоксидная смола ЭД-16
Отвердитель - полиамид
Л-19-6О
Модифицирующая добавка
дибУтилфтвлат
- 100 весовых частей
- 100 весовых частей
— 10-15 весовых частей
наполнитель — цемент
поргландский марки 400
- 40-60 весовых частей
Пщ m-товление клеевой композиции
Приготовление клеевой композиции производят в посуде,
изготовленной из материалов, стойких к воздействию компо-
нентов клея и органических растворителей (фарфора, фаянса,
полиэтилена и ди).
Посуда должна плотно закрываться крышкой, на ее внут-
ренних поверхностях не должно быть следов новы, остатков
старого клэя$. посторонних продуктов и т.п.
Клеевую композицию на основе эпоксидной г'мпин холод-
ного отвердения готовя г непосредственно перед употреблени-
ем, В эпоксидную смою вводят расчбтное количество моди-
фикатора ДБФ, a .vip-ri наполнителя и т’чателыю перемеши-
вают. После смешения наполнителя со смолой и модификато-
ром в композицию вводят o-гверцитель Л-19 и снова тшатет
но перемешивают в течение 5... 7 мин.
Наполнитель, пеуед употреблением просушить при темпе-
ратуре 110... 120 С в течение 2... 3 часов, для удаления
крупных частиц просеять через сито № 1 РОСТ 3584-7 3.
Готовая композиция пригодна к употреблению при темпе,
ратуре 18...25°С в течение 40...60 мин, при температуре
30l,..35OC - в течение 30 мин.
Температур-i склеивания 2 5 t-]O°c, Время выдержки
при комнатной темперитУР° не мопсе 48 часов под давлени-
ем 0,0,3-0,3 МПа.
ВНИМАНИЕ I
НАЗВАНИЕ ОРГАНИЗАЦИИ ЦПКТБАМ СЛЕДУЕТ ЧИТАТЬ ГПКТИ 'СТАНКОСЕРВИС'.
Ремант
токарна-виятереэиаго станка мед. 16К20
Часть П
Бумага 60x84 1/8. Печ. л. 12.5. Уч.—изд. л. 4,58. Заказ 643.
Тираж 1204.
ГПКТИ "Стелкосервяс', 300903. Тула, Косая Гора, ул. Шмидте, 16