/




























































































































































































































































































































































Text
П.И. КОХ
ПРОИЗВОДСТВО,
МОНТАЖ,
ЭКСПЛУАТАЦИЯ
И РЕМОНТ
ПОДЪЕМНО-ТРАНСПОРТНЫХ
МАШИН
Допущено Министерством высшего и среднего
специального образования УССР в качестве учебного пособия
для студентов высших учебных заведений,
обучающихся по специальности
«Подъемно-транспортные машины и оборудование»
КИЕВ — ДОНЕЦК
ГОЛОВНОЕ ИЗДАТЕЛЬСТВО
ИЗДАТЕЛЬСКОГО ОБЪЕДИНЕНИЯ «ВИША ШКОЛА»
1977
6П5.6
К75
УДК 621.876.(076)
Производство, монтаж, эксплуатация и ремонт подъемно-транспортных машин.
Кох П. И. Киев, Издательское объединение «Вища школа», 1977, 352 с,
В книге изложены основные сведения о производстве, монтаже, эксплуатации
и ремонте подъемно-транспортных машин. Приведена характеристика и техно-
логическая подготовка их производства, рассмотрены основы и методика про-
ектирования технологических процессов и сами процессы изготовления типовых
деталей и металлоконструкций, общей и узловой сборки подъемно-транспорт-
ных машин.
В специальных разделах освещены вопросы планирования, организации и про-
ведения монтажных работ, методы монтажа основных видов подъемно-транспорт-
ных машин. Изложены виды изнашивания и разрушения деталей подъемно-
транспортных машин, правила их эксплуатации и технологического обслуживания,
схемы смазки. Большое внимание уделено вопросам планирования, организации
ремонта машин, описаны современные методы ремонта деталей, узлов и блоков
подъемно-транспортных машин, а также методы расчета ремонтных баз.
Книга предназначается в качестве учебного пособия для студентов машино-
строительных вузов. Может быть использована инженерно-техническими работ-
никами, занятыми производством, монтажом, эксплуатацией и ремонтом подъемно-
транспортных машин.
Табл. 43. Ил. 222. Список лит.: 58 назв.
Редакция общетехнической литературы при Донецком государственном уни-
верситете.
Зав. редакцией Л1. X, Тахтаров.
„ 31307- 206
К М211(04)— 7795-76
Издательское объединение «Вища школа», 1977*
ПРЕДИСЛОВИЕ
Необходимость введения в учебные планы курса «Производ-
ство, монтаж, эксплуатация и ремонт подъемно-транспортных
машин» при подготовке инженеров-механиков по специальности
«Подъемно-транспортные машины и оборудование» объясняется
возросшими требованиями, предъявляемыми к качеству этих
машин, формируемому на стадиях проектирования, производства,
монтажа, эксплуатации и ремонта.
Выполнение этих работ должно базироваться на использовании
новейших достижений науки и техники, а также прогрессивных ме-
тодов организации труда. Для закрепления курса студенты проходят
технологическую практику на машиностроительных заводах и экс-
плуатационную — на предприятиях, эксплуатирующих подъемно-
транспортные машины.
Курс «Производство, монтаж, эксплуатация и ремонт подъемно-
транспортных машин» читается студентам после изучения таких
дисциплин, как «Технология металлов», «Металловедение», «До-
пуски, посадки и технические измерения», «Грузоподъемные ма-
шины», «Машины непрерывного транспорта», «Специальные краны»,
в которых рассматриваются общие вопросы обработки металлов,
машиностроения и т. д. Это позволяет в настоящем учебном пособии
рассматривать только специальные вопросы, касающиеся произ-
водства, монтажа, эксплуатации и ремонта подъемно-транспортных
машин.
Общность некоторых технологических процессов на стадиях
производства, монтажа, эксплуатации и ремонта позволяет более
подробно рассматривать эти процессы в однбм разделе, ограничив-
шись в других рассмотрением только специфических вопросов.
Учебник написан по материалам лекций, прочитанных автором.
При подготовке книги широко использовался опыт поточного
производства кранов и роликов конвейеров на Узловском машино-
строительном заводе, серийного производства кранов на Красно-
ярском заводе «Сибтяжмаш», Ленинградском заводе подъемно-
транспортного оборудования им. С. М. Кирова, Ждановском заводе
3
тяжелого машиностроения им. 50-летия Октябрьской революции,
Новокраматорском машиностроительном заводе им. В. И. Ленина.
Вопросы монтажа, эксплуатации и ремонта подъемно-транспортных
машин рассматриваются с учетом опыта, накопленного машинострои-
тельными, металлургическими и коксохимическими заводами,
в морских и речных портах, на гидроэлектростанциях, в горной
промышленности, строительстве и др.
Материал книги излагается в соответствии с требованиями
действующих государственных стандартов, «Единой системы тех-
нологической подготовки производства» (ЕСТПП), «Единой систе-
мы технологической документации» (ЕСТД) и «Единой системы
конструкторской документации» (ЕСКД).
Разработанный по данному курсу учебный план отличается
стройностью и последовательностью изложения материала.
Предлагаемая структурно-логическая схема курса наглядно от-
ражает взаимосвязь всех процессов.
Поскольку настоящая книга является первым учебным пособием,
в котором освещен весь комплекс вопросов производства, монтажа,
эксплуатации и ремонта машин вообще и подъемно-транспортных
машин в частности, она, вероятно, не лишена определенных недо-
статков и автор будет признателен за присланные замечания.
Автор благодарит преподавателей кафедр подъемно-транспорт-
ных машин Одесского и Харьковского политехнических институ-
тов за ряд полезных замечаний, способствовавших улучшению
книги.
§ 3 главы III «Технология получения кованых и штампованых
заготовок» написан инж. В. П. Кохом, а часть § 12 главы V «Конт-
роль и определение геометрических параметров кранов с помо-
щью приборов на базе лазеров непрерывного излучения» — инж.
А. Н. Плотниковым.
Структурно-логическая схема курса «Производство, монтаж, эксплуатация и ремонт подъемно-транспортных машин»
ВВЕДЕНИЕ
Коммунистическая партия и Советское правительство большое
внимание уделяют механизации и автоматизации производствен-
ных процессов в промышленности, строительстве, на транспорте,
в сельском хозяйстве. Одним из главнейших средств механизации
транспортирования массовых грузов во всех отраслях народного
хозяйства, особенно в строительстве, морском и речном транс-
порте, в металлургической промышленности, являются подъемно-
транспортные машины (ПТМ). В специальных постановлениях
и решениях партии и правительства неоднократно отмечается необ-
ходимость дальнейшего развития подъемно-транспортного машино-
строения и средств механизации погрузочно-разгрузочных работ,
повышения качества и эффективности использования подъемно-
транспортных машин.
В утвержденных XXV съездом КПСС «Основных направлениях
развития народного хозяйства СССР на 1976—1980 годы» указыва-
ется: «Увеличить производство прогрессивных средств механиза-
ции подъемно-транспортных, погрузочно-разгрузочных и складских
работ...»1.
Эффективность применения ПТМ зависит от их качества и ус-
ловий эксплуатации. Производительность, экономичность, надеж-
ность машины и другие показатели качества задаются при ее проек-
тировании, однако в процессе изготовления они могут быть сниже-
ны из-за нерациональной технологии производства машины или
низкой технологичности ее конструкции, в процессе монтажа —
из-за неправильного производства монтажных работ или низкой
монтажной технологичности. В процессе эксплуатации и ремонта
показатели качества машины значительно снижаются, если ее кон-
струкция не соответствует условиям эксплуатации и ремонта.
Следовательно, проектировать подъемно-транспортные машины
необходимо с учетом условий и методов их производства, монтажа,
эксплуатации и ремонта.
1 Материалы XXV съезда КПСС. М., Политиздат, 1976, с. 186i
6
Научно-технический прогресс вносит коренные изменения в кон-
струкции машин, предлагает новые современные методы их произ-
водства, монтажа, эксплуатации и ремонта.
Основные направления научно-технического прогресса в об-
ласти конструирования подъемно-транспортных машин:
1. Создание принципиально новых конструкций подъемно-
транспортных машин (кранов-штабелеров, мостовых контейнерных
перегружателей) и машин, рассчитанных на эксплуатацию в спе-
цифических условиях, например при низких и высоких темпера-
турах воздуха и др.
2. Увеличение единичной мощности (грузоподъемности, произ-
водительности) машин: грузоподъемность кранов увеличилась до
700 тс и выше, производительность конвейеров возросла до IS-
IS тыс. м3/ч.
3. Увеличение массы и габаритов машин, что вызывается увели-
чением их единичной мощности. Так, например, масса мостовых
перегружателей достигает 2400 тс, а экскаваторов — 8000 тс. Ско-
рость ленты у мощных конвейеров находится в пределах 4—5,5 м/с.
4. Введение систем автоматики, гидравлики, пневматики. На-
пример, в конструкцию современных козловых кранов для ГЭС
входят пневматические и гидравлические устройства для захвата
затворов, автоматические системы сигнализации и др.
5. Создание машин для обслуживания сложных технологиче-
ских процессов (разливки стали в изложницы, подачи слитков на
рольганги прокатных станов или машин), которые встраивают
в технологические линии (сборочные конвейеры, линии конвейеров
на карьерах). В этих условиях отказ одной машины может вызвать
остановку всей технологической линии или нарушить техноло-
гический процесс.
6. Повышение надежности машины, вызываемое прежде всего
усложнением ее конструкции, так как если одновременно с услож-
нением конструкции машины не будет повышена надежность ее
элементов, то неизбежно снизится надежность всей машины.
Основные направления научно-технического прогресса в об-
ласти производства, монтажа и ремонта подъемно-транспортных
машин:
1. Дальнейшая специализация производства — создание заводов
подетальной и технологической специализации и сборочных.
2. Увеличение объема массового и крупносерийного произ-
водства.
3. Повышение технологичности конструкций ПТМ.
4. Внедрение унификации и нормализации конструкций ПТМ,
сокращение числа их типоразмеров, использование принципов
блочности.
5. Широкое применение универсально-сборочных приспособле-
ний (УСП) и электронных вычислительных машин (ЭВМ) при раз-
работке технологических процессов, расчете норм расхода ма-
териалов, калькуляции себестоимости продукции и внедрение
7
автоматических систем управления производством (АСУП) на основе
использования электронных вычислительных машин.
6. Применение современных методов контроля качества продук-
ции — рентгено- и гаммаграфирования, ультразвуковых устано-
вок, контроля геометрических параметров металлоконструкций
с помощью лазерных установок и современных методов получения
заготовок деталей.
7. Широкое применение агрегатного (сменно-узлового) метода
ремонта машин.
Таким образом, влияние научно-технического прогресса на
проектирование, производство, монтаж, эксплуатацию и ремонт
подъемно-транспортных машин чрезвычайно велико.
Глава 1
ОБЩАЯ ХАРАКТЕРИСТИКА
ПРОИЗВОДСТВА
ПОДЪЕМНО-ТРАНСПОРТНЫХ
МАШИН
§ 1. Подъемно-транспортные машины как объект производства,
монтажа, эксплуатации и ремонта
Современные подъемно-транспортные машины (ПТМ) образуют
большую группу машин, весьма разнообразных по конструкции,
производительности, массе, габаритам, областям применения.
Одна часть ПТМ (краны общего назначения, ленточные кон-
вейеры, лифты и др.) используется во многих отраслях народного
хозяйства, и поэтому их производство часто является массовым,
поставленным на поток.
Вторая часть ПТМ (козловые краны для судостроения, порталь-
ные краны, мостовые перегружатели, пластинчатые конвейеры
и др.) используется только в некоторых отраслях народного хо-
зяйства и производится в сравнительно небольшом количестве от-
дельными сериями.
Третью часть составляют ПТМ, предназначенные для исполь-
зования на конкретном объекте (например, козловые краны для
Красноярской ГЭС), и уникальные машины (разливочные краны
большой грузоподъемности). Эти машины производятся мелкими
партиями (сериями) или в одном экземпляре, при единичном про-
изводстве.
По месту установки и характеру использования подъемно-
транспортные машины делятся на подвижные и стационарные, что
в значительной мере определяет их конструкцию, а также влияет на
организацию и технологию монтажа, эксплуатации и ремонта.
По требованиям, предъявляемым к устройству и к безопасной
эксплуатации, подъемно-транспортные машины и оборудование
делятся на две группы:
подведомственные инспекциям Госгортехнадзора, Регистра СССР
и Речного Регистра;
неподведомственные этим инспекциям.
Повышенные требования, предъявляемые к качеству ПТМ, под-
ведомственных инспекциям, диктуются прежде всего соображения-
ми техники безопасности, так как нарушения правил эксплуатации
ПТМ или техники безопасности могут привести к тяжелым несчаст-
ным случаям, поскольку эти машины или предназначены для
9
транспортирования людей, или возникающие в данных машинах от-
казы сопряжены с опасностью для обслуживающего персонала. Для
машин первой группы повышенные требования предъявляются
к выполнению сварочных работ, методам контроля качества свар-
ных швов, восстановления деталей и др. Более жесткими являются
для этих машин и нормы допустимых из носов деталей. :
Подъемно-транспортные машины и оборудование первой груп-
пы: краны всех типов; ручные и электрические тали; лебедки, пред-
назначенные для подъема людей или грузов; краны-экскаваторы
с рабочим оборудованием грузового крюка; сменные и съемные
грузозахватные приспособления; тара для грузов; лифты; много-
кабинные пассажирские подъемники непрерывного действия; стро-
ительные подъемники; пассажирские подвесные канатные до-
роги с маятниковым и кольцевым движением и постоянно закреп-
ленными на канате кабинами или креслами; эскалаторы, предна-
значенные для перемещения людей.
Подъемно-транспортные машины второй группы: конвейеры
всех типов; элеваторы; средства пневматического и гидравлического
транспорта; экскаваторы со всеми видами рабочего оборудования,
кроме кранового; монтажные полиспасты, домкраты, монтажные
мачты, порталы и др.
На производство машин первой группы, а также на ремонт
и реконструкцию несущих металлоконструкций этих машин необ-
ходимо разрешение органов Госгортехнадзора, Регистра СССР
или Речного Регистра.
Производство и ремонт машин во всех случаях допустимы только
на специализированных заводах, в цехах или на участках, имеющих
соответствующее оборудование и технологическую оснастку.
§ 2. Технологичность конструкций подъемно-транспортных
машин
Весьма важной технико-экономической характеристикой
конструкций подъемно-транспортных и других машин является
их технологичность, т. е. степень приспособленности этих ма-
шин к выполнению работ и операций по их производству, мон-
тажу, эксплуатации и ремонту. Различают производственную,
монтажную, эксплуатационную и ремонтную технологичность
машин.
Большая работа по повышению технологичности выпускаемых
машин и прежде всего по их унификации, блочности и стандар-
тизации ведется на Красноярском заводе «Сибтяжмаш», Ленинград-
ском заводе подъемно-транспортного оборудования им. С. М. Ки-
рова, Узловском машиностроительном заводе, в научно-исследо-
вательских институтах (ВНИИПТМАШ, ВПТИТЯЖМАШ, Кра-
маторский НИИПТМАШ). Эта работа требует обстоятельного ана-
лиза технологичности существующих и проектируемых машин,
который возможен при наличии точных количественных показателей
Ю
технологичности. Такие показатели определяются и отрабатыва-
ются в процессе конструирования машин. При этом их состав за-
висит от стадии разработки конструкторской документации и вида
изделия.
§ 3. Виды производства подъемно-транспортных машин
Под производством машин понимается совокупность отдельных
процессов, связанных с переработкой сырья и полуфабрикатов
в готовые детали, узлы, механизмы и машины. В общий произ-
водственный процесс входят операции, непосредственно связанные
с изготовлением машин, и вспомогательные операции, обеспечиваю-
щие нормальный ход производственного процесса в целом (межце-
ховой транспорт, ремонт оборудования и др.).
В зависимости от количества изделий, выпускаемых в единицу
времени, организации и технологии их изготовления в машино-
строении принято различать единичное (индивидуальное), серий-
ное и массовое (поточно-массовое) производство (табл. 1).
Таблица 1. Характеристика видов производства
Признак Вид производства
единичное серийное массовое
Установившийся характер работы на большинстве рабочих мест Специализация оборудования и ос- настки — 1 1 + + + +
Поточное расположение рабочих мест Непрерывность грузовых потоков Квалификация производственных ра- бочих (относительная) Высокая -+ -+ Средняя + + Средняя низкая
Единичное (индивидуальное) производство предусматривает из-
готовление отдельных, единичных изделий через неопределенные
промежутки времени. Для него характерны невозможность специа-
лизации оборудования и оснастки, выполнение различных опе-
раций на различных рабочих местах, прерывность грузовых пото-
ков. Однако полностью отказаться от этого вида производства не-
возможно, так как народное хозяйство всегда будет нуждаться
в уникальных единичных конструкциях подъемно-транспортных
машин (козловые краны для ГЭС и др.).
Преобладающим в подъемно-транспортном машиностроении
является серийное производство, при котором изделия изготавли-
вают отдельными партиями или сериями через определенные
промежутки времени (серия за серией или с некоторым перерывом
в выпуске серий данного вида изделий). В зависимости от количества
изделий, входящих в серию, различают мелко-, средне- и крупно-
серийное производство.
11
Серийное производство машин занимает промежуточное поло-
жение между индивидуальным и массовым производством. Здесь
возможно частичное закрепление за рабочими местами выполняе-
мых операций, некоторая специализация оборудования и оснастки,
упорядочение технологических и грузовых потоков. К тому же
имеются большие возможности улучшения технологии производ-
ства и экономических показателей по сравнению с индивидуаль-
ным производством.
Недостатки индивидуального и серийного производства могут
быть значительно уменьшены путем повышения технологичности
выпускаемых машин, улучшения организации производства и внед-
рения высокоэффективных технологических процессов.
Массовым производством считается выпуск в год от нескольких
тысяч машин до сотен тысяч в зависимости от их вида. Изготовить
такое большое количество машин можно только при непрерывном
поточном характере производства. Примером массового поточного
производства может служить выпуск мостовых кранов грузоподъем-
ностью 15—30 т и роликов роликоопор ленточных конвейеров,
лифтов и др.
Массовое производство имеет ряд крупных преимуществ по
сравнению с остальными видами производства (установившийся
характер работы на большинстве рабочих мест, специализация обо-
рудования и оснастки и др.).
Существует три варианта массового производства: непрерывно-
поточное неавтоматизированное, непрерывно-поточное автоматизи-
рованное и прямоточно-поточное. Для первых двух вариантов
характерна непрерывность движения изделий. К массовому
непрерывно-поточному автоматизированному производству отно-
сится изготовление роликов конвейеров, к прямоточно-поточному —
изготовление кранов и их узлов.
Опыт показывает, что переход от серийного к массовому поточ-
ному производству машин и их нормализованных узлов позво-
ляет снизить в 2—2,5 раза трудоемкость изготовления узлов и ма-
шин, повысить в 1,5—2 раза производительность труда рабочих
и во столько же раз увеличить съем продукции с 1 м2 производ-
ственной площади. Поэтому прогрессивными направлениями в об-
ласти машиностроения вообще и подъемно-транспортного в част-
ности, способствующими организации массового поточного произ-
водства машин, являются централизация производства каждого
их типа, унификация узлов и деталей для возможно большей группы
машин, сокращение числа типоразмеров и номенклатуры машин.
§ 4. Характеристика заводов и цехов по производству
подъемно-транспортных машин
Подъемно-транспортные машины и оборудование производятся
на специальных заводах и в специализированных цехах крупных
машиностроительных заводов. Заводы, как правило, специализи-
12
руются по выпуску определенного вида подъемно-транспортных
машин и оборудования: краностроительные, конвейеростроитель-
ные, по производству подъемников и лифтов, других видов ПТМ.
Специализация заводов по выпуску определенного вида ПТМ
позволяет организовать поточное или крупносерийное произ-
водство.
В специализированных цехах, оборудованных главным образом
на заводах тяжелого машиностроения, производят преимуществен-
но специальные виды подъемно-транспортных машин и оборудо-
вания. Так, например, в цехах краностроительного завода выпус-
кают разливочные краны, козловые краны для ГЭС.
Рис. 1. Классификация цехов краностроительного завода
Производство ПТМ на крупных заводах позволяет использовать
существующие на них заготовительные цехи, универсальное обору-
дование, инструмент и оснастку, что снижает затраты на производ-
ство кранов.
В состав завода, специализированного по выпуску определен-
ного вида ПТМ, например краностроительного, входят фасонно-
литейные цехи, кузнечно-прессовые, сборочные, металлоконструк-
ции и др. (рис. 1).
Фасонно-литейные цехи предназначены для получения литых
заготовок деталей из стали, чугуна и цветных металлов — бронзы,
латуни. Исходя из этого фасонно-литейные цехи включают цехи
стального, чугунного и цветного литья. На заводах средней мощ-
ности литые заготовки из стали, чугуна и бронзы часто произ-
водят в одном цехе, имеющем соответствующие участки.
Для получения жидкой стали используются обычно электриче-
ские сталеплавильные печи мощностью 5 — 50 т или конвертеры —
13
для изготовления букс роликов, барабанов и т. д., что ускоряет
процесс получения отливок. 1
Расплавленный чугун получают в вагранках производитель-
ностью от 3 до 10 т/ч. Жидкий металл из бронзы, латуни и т. д. вы-
плавляют в электрических и тигельных печах.
В фасонно-литейных цехах осуществляется и процесс формовки
деталей, для чего широко применяются формовочные машины.
Очистка литья от формовочной земли и пригара,удаление прибы-
лей и литников в отливках происходит в обрубных отделениях.
С целью уменьшения пылеобразования и улучшения качества
очистки пригоревший формовочный песок (состав) часто удаляют
с поверхностей отливок в закрытых электрогидравлических, дробе-
струйных и вибрационных установках.
Чтобы снять внутренние напряжения в отливках и улучшить
структуру металла, стальные отливки подвергают обязательному
процессу предварительной термической обработки — нормали-
зации или отжигу. Для нагрева отливок в цехах устанавливают спе-
циальные печи (обычно с выдвижным подом).
Кузнечно-прессовые цехи предназначены для изготовления
разного рода кованых и штампованых заготовок деталей. Эти
цехи оборудуют нагревательными печами, молотами, прессами,
ковочными машинами и т. д.
В качестве заготовок для мелких и средних по массе поковок
используется прокатный металл, а для крупных — слитки, полу-
ченные в электросталеплавильных или мартеновских цехах.
На заводах по производству ПТМ используются также заго-
товки (поковки и отливки), изготовленные на специализированных
заводах (заводы литья и поковок), что позволяет снизить стои-
мость и улучшить качество заготовок. Так, например, изготовле-
ние катаных заготовок крановых колес на вагоностроительных
заводах позволяет получать эти заготовки не ковкой или штам-
повкой, а прокаткой, что улучшает макроструктуру металла и умень-
шает припуски на обработку.
Цехи металлоконструкций предназначены для изготовления
сварных и клепаных металлических конструкций. Эти цехи осна-
щены оборудованием для правки (правильные вальцы), резки (нож-
ницы, аппараты для газовой резки), гибки (гибочные прессы и ма-
шины) и сварки (сварочные аппараты различных типов) металла.
Цехи металлоконструкций обычно примыкают непосредственно
к механосборочным или сборочным цехам, что способствует сокра-
щению протяженности грузовых потоков.
Цехи металлоконструкций производят также готовые узлы
(стрелы, фермы), поэтому их относят к заготовительно-обрабаты-
вающим цехам.
Механические и механосборочные цехи предназначены для
механической обработки заготовок деталей из литья и поковок,
а также деталей, изготовляемых из проката. Кроме того, в механо-
сборочных цехах на специальных сборочных участках производится
14
сборка деталей в узлы (редукторы, лебедки, грейферы, противоугон-
ные устройства и др.).
Механические цехи и отделения оборудуют современными ме-
таллорежущими станками. В зависимости от вида производства
(мелкосерийное или массовое) станочный парк цехов состоит из
универсальных станков типа 1К62, 16К20, 6Р82 или из специаль-
ных, куда входят станки с числовым программным управлением
и станки-автоматы типа 1А341Ц, КК13.
Сборочные цехи предназначены для сборки машин. В зависи-
мости от габаритов ПТМ в сборочных цехах и на сборочных участ-
ках производится полная сборка машин (тельферы, автомобиль-
ные краны, передвижные конвейеры) или, что бывает чаще, укруп-
ненная узловая сборка (мостовые краны, конвейеры, подъемники,
подвесные канатные дороги и др.). Однако во втором случае также
производится полная начальная и периодическая контрольная
сборки выпускаемых машин.
Сборочные цехи и участки оборудуются испытательными и сбо-
рочными стендами, стапелями, кранами соответствующей грузо-
подъемности.
Большинство применяемых окрасочных материалов (эмали,
нитроэмали) содержит вредные примеси, которые испаряясь попа-
дают в воздух и создают нездоровые условия труда для рабочих.
Поэтому окрасочные цехи, как правило, размещают в отдельных
зданиях с хорошей системной вентиляцией, а окраску и сушку
изделий производят в специальных камерах.
Окраска (главным образом грунтовка с применением масляных
красок) может производиться и на сборочных участках в механо-
сборочных и сборочных цехах.
Часто технологически тесно связанные цехи, отделения или
участки сводят в блоки, что улучшает транспортные связи. Схема
компоновки блока цехов краностроения при мелкосерийном произ-
водстве специальных кранов большой грузоподъемности показана
на рис. 2. В блок входят механический цех 1, цех металлокон-
струкций 3 и сборочный 4. Тяжелые металлорежущие станки,
предназначенные для механической обработки крупных деталей
и узлов кранов (расточные, радиально-сверлильные, продольно-
строгальные), вынесены в сборочный пролет (участок 2). Для
транспортирования узлов металлоконструкций из цеха 3 в цех 4
проложен железнодорожный путь г. Около цеха металлоконструк-
ций размещен открытый склад металла 5, оборудованный мосто-
выми кранами а, передвигающимися по эстакаде, и козловыми кра-
нами б. Детали из механического цеха в сборочный транспортиру-
ются при помощи самоходной железнодорожной платформы (ла-
фета) по путям в.
Общая схема компоновки блока отделений и участков при по-
точном производстве мостовых кранов общего назначения показана
на рис. 3. На участки 8 и 8a общей сборки кранов узлы металло-
конструкции доставляются кранами и тележками с участков 6, 6a
15
и 66. На участок 7 сборки грузовых тележек узлы поступают с со-
седнего участка 4 узловой сборки.
В свою очередь, на участок узловой сборки 4 детали поступают
с участков 2, 2а и 26 механической обработки деталей, а на участ-
ки 6, 6а и 66 изготовления узлов металлоконструкций элементы
поступают с отделений 5 и 5а, где их изготавливают. Первичную
г
Рис. 2. Схема обшей компоновки цехов завода при
мелкосерийном производстве специальных кранов
большой грузоподъемности:
/ — механический цех; 2 — сборочный пролет; 3 — цех металло-
конструкций; 4 — сборочный цех; 5 — склад
обработку (очистку, правку и другие операции) листовой прокат
проходит на участках 9 и 9а. Термическая обработка деталей
(сорбитизация ходовые колес кранов и др.) осуществляется на
оборудовании, размещенном в отделении 1.
Инструментальные цехи предназначены для изготовления не-
которых видов специальных режущих и измерительных инстру-
ментов, технологической оснастки (резцы, штампы, приспособления).
Для этой цели цехи оснащаются точными и особо точными метал-
лорежущими станками и инструментом.
Основное же количество необходимых режущих и измеритель-
ных инструментов (сверла, развертки, фрезы, калибры и др.)
производится на специальных заводах.
16
Ремонтно-механические цехи предназначены для ремонта всего
технологического и подъемно-транспортного оборудования завода.
Они входят в службу отдела главного механика завода. Непосред-
ственно в ремонтно-механических цехах производятся средние
и капитальные ремонты оборудования, которое может быть достав-
лено в цех (передние бабки, станины, грузовые тележки кранов),
а ремонт остальных узлов и последующая сборка машины произво-
дятся на месте установки машины.
3 5
Рис. 3. Схема общей компоновки отделений и участков комплексного цеха
при поточном производстве мостовых кранов общего назначения:
/ — участок термической обработки деталей; 2, 2а, 26 — участки механической обработки
деталей; 3 — бытовые помещения; 4 — участок узловой сборки; 5, 5а — отделение обработки
заготовок элементов металлоконструкций и прессовое отделение; 6, 6а, 66 — участки изготов-
ления узлов металлоконструкций; 7 — участок сборки грузовых тележек; 8, 8а — участки
общей сборки кранов; 9, 9а — участки первичной обработки листового проката
В состав ремонтно-механического цеха входят отделения: для
очистки (мойки) ремонтируемых машин, термическое, механичес-
кое для восстановления деталей и для узловой сборки.
Модельные цехи предназначены для изготовления моделей, шаб-
лонов и другой технологической оснастки, необходимой для полу-
чения литых деталей. Иногда модели изготавливаются в модельных
отделениях при литейных цехах.
Транспортные цехи включают службы, обеспечивающие транс-
портирование материалов, заготовок и деталей внутри завода
(межцеховые перевозки), разгрузку материалов и заготовок, посту-
пающих в вагонах МПС, отправку готовой продукции и отходов
с завода. Транспортные цехи эксплуатируют находящиеся в их
17
распоряжении заводские железнодорожные и автотранспортные
пути, паровозы, тепловозы, вагоны, грузовые автомобили, стреловые
краны и другие средства механизации транспортных и погрузочно-
разгрузочных работ.
Экспериментальные цехи предназначены для изготовления опыт-
ных образцов машин.
К вспомогательным службам заводов по производству ПТМ
относятся: компрессорная станция и пневмосеть, кислородная
станция, электрические подстанции и электрические сети, служба
теплоснабжения, складское хозяйство.
От слаженной, четкой работы вспомогательных служб и вспо-
могательных цехов завода зависит ритмичная работа основных
и заготовительных цехов, т. е. весь производственный процесс.
При ритмичной работе производства улучшается качество выпускае-
мой продукции и снижается ее себестоимость, улучшается использо-
вание оборудования и повышается производительность труда
рабочих.
Г лава II
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
И ОСНОВЫ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ПРОИЗВОДСТВА МАШИН
§ 1. Задачи и содержание подготовки производства машин
, Производство подъемно-транспортных машин включает в себя
технологические процессы и операции получения заготовок, их
механической и термической обработки, а также сборки машин.
Поэтому производство машин предварительно планируют, проек-
тируют и подготавливают.
Общая подготовка производства машин состоит из технической
и материальной подготовок. Техническая, в свою очередь, вклю-
чает конструкторскую и технологическую.
Конструкторская подготовка производства машины предусмат-
ривает разработку технического задания на ее проектирование,
выполнение эскизного, технического и рабочего проектов, а также
изготовление опытных образцов машины и их испытание.
Технологическая подготовка включает комплекс взаимосвязан-
ных работ и операций, выполнение которых обеспечивает полную
готовность предприятия к производству машин определенного типа
и номенклатуры в соответствии с заданными технико-экономичес-
кими показателями.
18
Основным содержанием технологической подготовки произ-
водства являются контроль чертежей с целью обеспечения техноло-
гичности конструкции машины и ее деталей, разработка техноло-
гических процессов получения заготовок, механической и термичес-
кой обработки деталей и сборки изделий, а также проектирование
и изготовление технологической оснастки.
Технологическая подготовка производства должна выполняться
в соответствии с правилами и требованиями, определяемыми госу-
дарственными стандартами, предусмотренными «Единой системой
технологической подготовки производства» (ЕСТПП), «Единой
системой технологической документации» (ЕСТД) и «Единой си-
стемой конструкторской документации» (ЕСКД).
При планировании и разработке технологической подготовки
производства учитываются: конструкция (тип, модель) машины;
тип производства (единичное, серийное, массовое); программа вы-
пуска машин; техническая оснащенность производства.
В процессе проектирования технологической подготовки про-
изводства используются исходные документы на разработку и про-
изводство данного вида машин (рабочий проект, характеристика
технологического оборудования заводов и др.). Объем и продол-
жительность технологической подготовки производства в значи-
тельной степени зависят от преемственности, рациональности и прос-
тоты конструкции машины, подготавливаемой к производству.
С целью сокращения продолжительности подготовки произ-
водства и самого процесса производства машины при технологи-
ческой подготовке следует предусматривать одновременное выпол-
нение операций и работ. Так, например, часть поковок, получаемых
методом свободной ковки или другими методами, может изготав-
ливаться параллельно с изготовлением оснастки. Отдельные узлы
крана могут быть собраны до окончания обработки всех деталей
крана и т. д.
Материальная подготовка производства включает: составление
технически обоснованных заявок на необходимые материалы, полу-
фабрикаты (поковки, отливки) и готовые изделия (подшипники
качения, канаты, тормоза, электродвигатели); получение и доставку
на завод заявленных материалов, полуфабрикатов и готовых из-
делий в соответствии с графиком поставки. Полуфабрикаты,
а иногда и отдельные готовые детали, сборочные единицы и комплек-
сы, получают на основании плана кооперирования заводов.
§ 2. Производственная технологичность конструкций
подъемно-транспортных машин
Под технологичностью конструкций машин при производстве,
или под производственной технологичностью машин понимается
степень приспособленности конструкций этих машин к работам,
выполняемым в процессе производства, при минимальных затра-
тах времени, труда и средств.
19
Технологичность деталей — это степень соответствия конструк-
тивных форм этих деталей технологическим процессам их изготовле-
ния при минимальной вероятности технологического брака. Детали
могут быть нетехнологичные (рис. 4, а, б) и технологичные (рис. 4,
а', б').
Нетехнологичность отливок определяется соединением стенок
разной толщины и малыми радиусами в местах соединения по-
верхностей, что приводит к образованию газовых раковин,
трещин.
Нормами ЕСТПП определены основные конструктивные и тех-
нологические свойства изделий, характеризуемые показателями
технологичности конструкций машин
(табл. 2).
И । L24J3---- Преемственность конструкций
Преемственность конструкции ма-
шины характеризуется показателями
унификации машины и ее элементов,
блочностью конструкции и др.
Как правило, при разработке кон-
струкции новой машины с улучшенны-
ми показателями учитываются опыт
разработки, конструкция ранее вы-
пускавшейся однотипной машины.
Так, например, конструкция разли-
вочного (литейного) крана грузо-
подъемностью 550 тс разрабатыва-
Рис. 4. Нетехнологичные (а,
б) и технологичные (а', б')
конструкции элементов литых
деталей
лась на Новокраматорском машиностроительном заводе на
базе разливочного крана грузоподъемностью 500 тс. Естествен-
но, чем больше число деталей, сборочных единиц и комп-
лексов базовой машины будет использовано в конструкции новой
машины (без снижения показателей ее качества), тем в большей
степени упрощается ее проектирование и производство, поскольку
при этом представляется возможным использовать часть имеющихся
чертежей, технологических карт, технологической оснастки.
Преемственность конструкции машины улучшится, если при ее
разработке будут использованы детали, сборочные единицы и ком-
плексы не только базовой машины, но и машин, близких по кон-
струкции к создаваемой. Так, например, в конструкции разливоч-
ных кранов используются балансиры, ходовые колеса, тормоза
и другие элементы, применяемые в конструкциях козловых кра-
нов для ГЭС, монтажных мостовых кранов той же или близкой
гр у зоподъемности.
Главными путями повышения преемственности конструкций
машин являются унификация изделий и элементов, расширение
области применения унифицированных узлов и деталей в кон-
струкциях машин одного типа или близких по назначению.
20
Т а б л и ц а 2. 1Показатели технологичности машин
Свойства изделия Состав показателей технологичности Вид изделия Стадия разработки конструкторской документации
аэ 5 £ сборочная единица £ § £ S 1 с S § техническое предложение , | эскизный проект технический проект * рабочая документа. ция
опытного производства установочной серии серийного (массового) производства
Преемствен- 1. Коэффициент унифика-
ность кон- струкций Рациональ- ции изделия 2. Коэффициент унифика- ции элементов конструк- ции 3. Коэффициент преемст- венности 4. Коэффициент повторяе- мости 5. Коэффициент сборности О + О + О О О О О О О О О О 2 О О О + О + О О + О О О О О о
ность и прос- тота конст- (блочности) 6. Коэффициент удобства — + О — — О + О — —
рукций Пригодность обслуживания 7. Удельная материалоем- кость 8. Коэффициент применяе- мости материала 9. Коэффициент использо- вания материала 10. Коэффициент примене- ния типовых технологи- ческих процессов 11. Удельная трудоемкость (себестоимость) изготов- ления 12. Удельная трудоемкость (себестоимость) техниче- ского обслуживания 13. Удельная трудоемкость (себестоимость) ремонта 14. Коэффициент использо- О + О + О О О + + О О О О О + +. О О О + О II 1 1 1 1 О | II 1 1 1 1 о о О О О О О О О О О + О + + О О О О О О О О О + О о О
к использо- ванию (при- меняемость) в составе дру- гих изделий вания изделия О О О О О О О
* Если технический проект не разрабатывается, то соответствующие ему
показатели определяются на стадии эскизного проекта.
Условные обозначения: -|------показатель обязательный; О — показатель
определяют в зависимости от вида, назначения, условий производства и ис-
пользования изделия.
21
2700
Унифицированными называются такие детали и узлы, которые
можно применять в различных механизмах машин или в конструк-
циях различных машин. К унифицированным узлам подъемно-
Рис. 5. Блочная и унифицированная конструкция механизма передвижения
козлового крана для ГЭС:
А — большого балансира; Б — малого приводного балансира; В — ходовых колес в сборе
с муфтами; Г — малого неприводного балансира; Д — редуктора; Е — муфты; И — электро-
двигателя; К — тормоза; Ж — буфера
транспортных машин относятся: тормоза, редукторы, ходовые
балансиры, лебедки. На рис. 5 в качестве примера приведен глав-
ный балансир и механизм передвижения опоры козлового крана
для ГЭС, в котором широко применены унифицированные и блоч-
ные узлы. Унифицированные блоки ходовых колес R входят в бло-
22
ки Б приводных и в блоки Г неприводных балансиров. Блоки Б и Г
входят в унифицированные блоки А главных балансиров. В свою
очередь, унифицированные блоки Б дополнительно состоят из уни-
фицированных подузлов Д (редуктор), Е (муфта), И (двигатель)
К (тормоз) и Ж (буферы).
Унификация деталей, сборочных единиц и комплексов позво-
ляет ускорить проектирование и подготовку производства маши-
ны, повысить качество и снизить себестоимость изготовления унифи-
цированных узлов за счет перевода их на крупносерийное или массо-
вое производство и сократить общее число запасных деталей и
узлов, необходимых при эксплуатации машины.
Как видно из табл. 2, преемственность конструкций машин
характеризуется следующими коэффициентами: унификации из-
делия, унификации элементов, преемственности и повторяемости.
Коэффициент унификации изделия — это отношение числа
наименований унифицированных сборочных единиц и комплексов
к их общему числу в машине:
где Ку.и — коэффициент унификации изделия;
Ну.к — число наименований унифицированных сборочных еди-
ниц и комплексов без учета стандартных деталей;
Н0.к — общее число наименований сборочных единиц и ком-
плексов в машине.
Значения коэффициента унификации конструкций ПТМ находятся
в пределах 0,2—0,6.
Коэффициент унификации элементов в конструкции — отно-
шение числа наименований унифицированных элементов к их об-
щему числу в машине:
(2>
“о. э
где Ку. э — коэффициент унификации элементов;
Ну. э — число наименований унифицированных элементов;
Но. э — общее число наименований элементов в машине.
Коэффициент преемственности — отношение числа заимство-
ванных деталей, сборочных единиц и комплексов, входивших в кон-
струкцию ранее выпускавшейся машины, к их общему числу в про-
ектируемой машине:
(3)
' где КПр — коэффициент преемственности;
N3 — число заимствованных деталей, сборочных единиц и ком-
плексов;
No — общее число деталей, сборочных единиц и комплексов,
в машине.
23*
Коэффициент повторяемости характеризует повторяемость в
конструкции машины однотипных деталей и сборочных единиц
Лповт — тт , (4)
где /Сповт — коэффициент повторяемости;
No — общее число деталей и сборочных единиц в машине;
Но — общее число наименований деталей и сборочных единиц
в машине.
Рациональность и простота конструкций
Увеличение единичной мощности подъемно-транспортных ма-
шин, введение систем автоматики и телемеханики, как правило,
усложняют конструкции машин — возникает необходимость в при-
менении двухбарабанного подъема, сложных систем балансиров
и других устройств. В то же время всякое усложнение конструкции
машины, кроме дополнительных затрат в сфере производства и экс-
плуатации, неизбежно снижает ее надежность, если одновременно
Рис. 6. Конструкции корпуса балансира:
а — усложненная и нетехнологичная; б — простая и технологичная
не применяются специальные методы повышения надежности созда-
ваемой машины. Однако применение этих методов также требует
дополнительных затрат. Поэтому основной путь сокращения затрат
на производство машины и повышение ее надежности — максималь-
но возможное упрощение конструкции машины при заданных пока-
зателях качества. Таким образом, не та машина является совер-
шенной, к которой нечего добавить, а та, от конструкции которой
нечего отнять. В машине все должно быть рационально при макси-
мальной простоте. Это требование относится и к деталям.
Примером рациональности, простоты и технологичности кон-
струкции деталей может служить конструкция корпуса балансира
(рис. 6, б). Здесь плоскость е—е (рис. 6, б) соединения корпуса с крыш-
24
кой буксы обрабатывается в один переход, в то время как у корпуса
балансира плоскость г—г (рис. 6, а) можно обработать только в два
перехода. Конструкция балансира (рис. 6, б) характеризуется также
простотой формы и лучшей эксплуатационной технологичностью,
поскольку обеспечивает более свободное разъединение узла ходо-
вых колес в сборе с подшипниками качения с корпусом балансира.
Рациональность и простота конструкций машин характеризу-
ется комплексом количественных показателей, главные из которых
приведены в табл. 2.
Наиболее важным показателем рациональности конструкции,
реализуемым при производстве, монтаже, эксплуатации и ремонте
машины, является ее блочность. Сборка, монтаж, демонтаж и ре-
монт блочных конструкций значительно проще, кроме того,
сокращаются объемы разборочно-сборочных работ, создаются усло-
вия для применения прогрессивного агрегатного метода ремонта.
Коэффициент блочности представляет собой отношение числа
деталей, входящих в блоки, к общему числу деталей машины:
К ____ А6-*1 /пч
— 77 , (5)
о. д
где Кбл — коэффициент блочности;
А/бл— число деталей, входящих в блоки;
Я.д— общее число деталей машины.
Значение коэффициента блочности подъемно-транспортных ма-
шин находится в пределах 0,25—0,45.
Удельная материалоемкость (металлоемкость) машины харак-
теризует отношение затрат материалов на разрабатываемую конст-
рукцию машины к мощности или к производительности машины. Для
кранов таким показателем является отношение массы крана к его
грузоподъемности, для конвейеров — отношение массы конвейера
к его часовой производительности:
__ ^К.р . __ ^КВ /оч
у. м. кр — Q , tTy. м. КВ - > (О)
**кр ^кв
где Gy. м. кр — удельная металлоемкость крана;
Gy.м.кв — удельная металлоемкость конвейера;
GKp — масса крана;
GKB — масса конвейера;
QKP — грузоподъемность крана;
QKB — часовая производительность конвейера.
Иногда удельную материалоемкость конструкций машин опре-
деляют по уточненным формулам. Так, например, для кранов учи-
тывают не только их грузоподъемность, но и величину пролета.
Удельная металлоемкость с учетом грузоподъемности и величины
пролета козловых кранов для ГЭС находится в пределах от 0,71
до 0,245 т/т • м [20].
25
Коэффициент применяемости материала характеризует приме-
няемость определенного вида материала (легированных сталей,
проката, отливок и др.) и определяется по формуле
Кп.и=^, (7)
м
где КП. м — коэффициент применяемости материала;
Gs— суммарная масса данного материала;
GM — масса машины.
Коэффициент использования материала — отношение массы
готовой детали к массе заготовки:
Кв.м = ^, (8)
где Ки. м — коэффициент использования материала;
Gr — масса готовой детали;
G3— масса заготовки.
Чем выше значения коэффициента /Си. м, тем совершеннее за-
готовка детали, тем меньше материала идет в отходы при ее обра-
ботке. Наиболее высокие значения К*. м имеют детали, заготовки
которых получены методами объемной штамповки и чеканки.
Коэффициент применяемости типовых технологических про-
цессов — отношение числа типовых технологических процессов,
используемых при изготовлении машины, к общему числу техно-
логических процессов, разрабатываемых для ее производства.
Удельная себестоимость изготовления машины определяется
как отношение абсолютных суммарных затрат на изготовление
машины к конструктивным или эксплуатационным характеристи-
кам машины (массе, производительности, грузоподъемности), то
есть
См. у — Q-; См. у = q- , (9)
где См.у и См. у — удельная себестоимость изготовления машины;
См — полная себестоимость изготовления машины;
GM — масса машины;
Q — производительность или грузоподъемность ма-
шины.
Пригодность узлов механизмов к использованию
в составе других изделий
При разработке конструкций отдельных узлов, механизмов и
изделий (тормозов, редукторов, лебедок и др.) весьма важно, чтобы
эти узлы или механизмы можно было бы без изменений применять
в конструкциях максимально большого числа машин (кранов,
26
конвейеров, экскаваторов). Это дает возможность не только
упростить проектирование машин, но и организовать поточное
производство узлов, механизмов и изделий, что, в свою очередь,
способствует снижению себестоимости и повышению качества
этих изделий. Такая широкая унификация узлов весьма выгодна
и при эксплуатации машин, так как позволяет сократить коли-
чество запасных деталей и узлов.
§ 3. * Общие правила проектирования
технологических процессов
Технологический процесс производства машины представляет
собой часть производственного процесса и непосредственно связан
с изменением формы, размеров или свойств материалов, деталей
и со сборкой деталей в сборочные единицы, комплекты и комплексы.
Этот процесс характеризуется определенной последовательностью
выполняемых операций и заранее проектируется с таким расчетом,
чтобы обеспечить надежное выполнение всех требований рабочего
чертежа при заданном уровне технологического оснащения и при
наименьших трудовых и материальных затратах, т. е. выбранный
вариант технологического процесса должен быть наиболее эконо-
мичным.
Проектирование технологических процессов включает следую-
щие виды работ:
определение содержания и последовательности выполнения тех-
нологических операций;
определение и выбор новых средств технологического оснаще-
ния;
планировку участков обработки и сборки машин, определение
грузовых потоков и средств внутрицехового и межцехового транс-
порта;
выбор методов и средств механизации и автоматизации основ-
ных и вспомогательных работ;
оформление технологической документации.
Под операцией понимают законченную часть технологического
процесса, выполняемую непрерывно на одном рабочем месте ра-
бочим или бригадой. Кроме действий, непосредственно связанных
с обработкой заготовки или сборкой узла, в операцию входят необ-
ходимые вспомогательные приемы. Основными элементами опера-
ции по механической обработке деталей являются переход, про-
ход, установка и позиция (рис. 7), а также рабочий прием и элемент
рабочего приема.
Переходом называют часть операции, осуществляемую одним
и тем же режущим инструментом (инструментами) без изменения
режима резания при обработке одной и той же поверхности. Так,
например, отверстие в детали (рис. 7, а) обрабатывается в три пере-
хода: сверлением отверстия 1, его растачиванием и растачиванием
выточки 2.
27
Проходом называют часть перехода (или операции), связанную
со снятием одного слоя металла при неизменной установке инстру-
мента и неизменном режиме резания.
Операция может выполняться с одной или нескольких устано-
вок обрабатываемой детали на рабочем месте. Так, например, наруж-
ная поверхность цилиндрической заготовки может обрабатываться
на токарном станке с двух установок.
Установкой (установом) называют часть операции, выполняемую
без изменения положения обрабатываемой заготовки (установки
I и II, рис. 7, б).
Рис. 7. Технологические схемы обработки:
а — отверстия; б — уступа; / — отверстие; 2 — выточка;
3 — фиксатор; 4 — поворотная часть приспособления; 5 —
основание
Часто операции по обработке заготовок выполняются в поворот-
ных приспособлениях, на столах или в головках станков. Часть
операции, выполняемая без изменения положения обрабатывае-
мой заготовки относительно станка и зажимного приспособления,
называется позицией. Уступы в детали (рис. 7, б) обрабатываются
в позициях I и II поворотной части приспособления 4.
В технологических картах и на схемах обработки операции,
установы и переходы нумеруются арабскими цифрами, а позиции —
римскими.
Рабочим приемом называют законченное действие рабочего,
необходимое в процессе выполнения определенной операции или
при подготовке к ней (установка и снятие заготовки, пуск станка,
замена инструмента и др.).
Элементом рабочего приема называют отдельное законченное
движение рабочего, требующее минимального времени (вставить
заготовку в патрон станка, зажать заготовку и др.).
Технологический процесс обработки заготовок деталей при
крупносерийном и массовом производстве строится по принципам
дифференциации или концентрации операций.
В первом случае технологический процесс дифференцируется
(расчленяется) на простые операции, каждая из которых выполня-
ется на отдельном станке (отрезном, центровочном, токарном).
28
Такое построение технологического процесса предоставляет широ-
кие возможности для применения специальных и узкоспециализи-
рованных станков и приспособлений, часто встраиваемых в техно-
логические линии.
Во втором случае операции технологического процесса кон-
центрируются на относительно небольшом числе различных стан-
ков (многорезцовые, агрегатные и многопозиционные станки и авто-
маты, многошпиндельные автоматы и полуавтоматы), каждый из
которых выполняет ряд различных операций.
Технологические процессы механической обработки изделий
делятся на два основных вида: типовые и индивидуальные.
Типовой технологический процесс разрабатывается на изготовле-
ние группы однотипных деталей, которые обладают общими кон-
структивно-технологическими признаками, а отличаются призна-
ками, не влияющими на виды и последовательность операций.
Практически типовой технологический процесс проектируется для
наиболее сложной детали из числа однотипных (так называемого
«представителя»). Применение типовых технологических процес-
сов позволяет сократить общую трудоемкость разработки таких
процессов на машину. На основании типовых технологических
процессов можно проектировать индивидуальные (рабочие) техно-
логические процессы. Трудоемкость разработки таких процессов
значительно снижается и сводится в основном к уточнению состава
и последовательности выполнения операций и уточнению выбран-
ных средств технологического оснащения.
Для групп деталей, технологические процессы обработки кото-
рых схожи, часто используют групповую технологическую на-
ладку. Такой технологический процесс называют групповым.
Индивидуальные технологические процессы разрабатываются
для каждой детали.
Исходными данными при проектировании технологических про-
цессов изготовления деталей являются рабочие чертежи, техничес-
кие условия на изготовление, производственная программа выпуска
данного вида машин и сведения о технологическом оборудовании
завода (цеха).
Виды и объем разрабатываемых технологических документов
зависят от стадии проектирования машины и вида ее производства:
опытный образец, установочная серия, установившееся произ-
водство и др. К обязательным документам, устанавливаемым в
ЕСТПП, относятся указанные в табл. 3 маршрутные карты (МК),
спецификации технологических документов (СТ), ведомости ос-
настки (ВТ) и операционные карты (ОК).
Маршрутные карты содержат описание технологического про-
цесса изготовления детали или сборки узла по всем операциям
в технологической последовательности. В маршрутной карте на
механическую обработку деталей указываются номера, наименова-
ние и содержание всех операций, применяемое оборудование и ос-
настка, данные о трудовых затратах, виды заготовок и т. д.
29
Таблица 3. Виды и объем разрабатываемых технических документов
Наименование документа Шифр Доку- мента Предва- ритель- ный проект Рабочая документация на*
опытный образец (опытную партию) устано- вочную серию устано- вившееся серийное или мас- совое производ- ство
Маршрутная карта мк О + + +
Операционная карта ок О О О О
Карта эскизов и схем Спецификация технологических доку- кэ — О О о
ментов ст О О +
Технологическая инструкция ти О О О о
Материальная ведомость вм — о О —
Ведомость оснастки ВТ — О О
Условные обозначения: ------документ обязательный; О — документ со»
ставляют по усмотрению предприятия-разработчика в зависимости от харак-
тера или условий производства изделия;-----документ не составляют.
Операционные карты технологического процесса механической
обработки содержат описание технологического процесса произ-
водства изделий с расчленением операций по переходам, а также
данные о применяемом оборудовании и инструменте, виде заготовок»
режимах обработки, нормах основного технологического времени
на переход (То) и нормах вспомогательного времени на установку
и переход (Тв).
На процессы изготовления отливок, поковок, штамповок»
а также на термическую обработку, сварку и сборку разрабатывают
соответствующие карты технологических процессов, нормы и пра-
вила оформления которых определяются требованиями ГОСТа
системы ЕСТД.
§ 4. Разработка технологических процессов с помощью
электронных вычислительных машин
Разработка технологических процессов требует больших затрат
труда высококвалифицированных специалистов. Механизация и ав-
томатизация этой работы является весьма важной проблемой, ко-
торая может быть оптимально решена только благодаря применению
электронно-вычислительной техники. При подготовке производ-
ства электронно-вычислительные машины используются для раз-
работки технологических процессов, расчета норм расхода мате-
риалов, калькуляции себестоимости продукции и т. д.
Применение ЭВМ позволяет в 4—5 раз ускорить разработку
технологических процессов и выбрать оптимальный вариант. Это
сопряжено с переработкой большого объема информации, относя-
щейся к обрабатываемой заготовке детали и к производству дан-
30
ного вида деталей в заданных условиях. При использовании ЭВМ
для автоматизации проектирования технологических процессов
необходимо разработать такой информационный язык, с помощью
которого всю исходную информацию можно записывать в виде,
удобном для ввода в ЭВМ, чтобы после ее обработки получить
с ЭВМ готовые карты технологических процессов.
Как уже отмечалось, технологический процесс изготовления
детали характеризуется содержанием подготовительных, основных
и заключительных операций, их количеством и последовательностью
выполнения. Структура процесса может быть записана в виде об-
щей формулы, в которой определенному виду операции соответ-
ствует оператор А;, вводимый в ЭВМ,
Tn ~ AjAgAj • • • At • • • Ап,
где Тп — технологический процесс;
Ai — оператор z-й операции.
Для ввода в ЭВМ информации, отражающей технологию изго-
товления детали сложной конфигурации, деталь эта расчленяется на
ряд элементарных обрабатываемых поверхностей (ЭОП). Каждая
поверхность кодируется в соответствии с ее принадлежностью
к тому или иному геометрическому телу. Кодируется также вся
остальная исходная информация.
Для разработки технологических процессов механической обра-
ботки деталей с помощью ЭВМ составляют несколько алгоритмов:
контроля исходной информации, построения технологического
пооперационного процесса, определения переходов, выбора обору-
дования и технологического оснащения, определения оптималь-
ных режимов резания, нормирования, заполнения технологичес-
кой карты и др. Процесс синтеза на ЭВМ технологических операций
по механической обработке начинается обычно с чистовых опера-
ций и заканчивается черновыми, что упрощает алгоритм обработки
детали.
При автоматизации проектирования технологического процесса
механической обработки детали с помощью ЭВМ типа «Минск-22»
на Ждановском заводе тяжелого машиностроения (рис. 8) исход-
ным документом является чертеж детали, данные которого в виде
шифров заносят в кодировочную таблицу. Кроме того, в эту же
таблицу заносят сведения об оборудовании цеха, технологической
оснастке, режимах резания, тарифно-квалификационные и др.
Вся исходная информация переносится на перфоленту или на
магнитную ленту и в таком виде.вводится в накопитель магнитной
ленты (НМЛ), а затем — в электронно-вычислительную машину.
Выходная ин^юрмация о технологическом процессе представляется
в виде заполненной технологической карты, выданной при помощи
алфавитно-цифрового печатающего устройства (АЦПУ).
Схема автоматизации проектирования технологического про-
цесса изготовления элементов металлоконструкций с помощью
ЭВМ показана на рис. 9.
31
•ехнологичесш карта
механической
обработки
Изделие
Деталь
Вал
ЭР111РШ
01.02.019
Лист
Листов
Участок N-маршрута
Заготовка
е>по*ыг
13
, Инструмент:
§ | режу- мери-
§*§ щий тельный
„ Переходы и
НомеР содержание
Цех
Ив
Материал
\Сталь45Г0СГ1СШ0’
Операции
Л/'
Проектирование
м
Пульт управления
Перфоратор
Рис. 8. Схема автоматизации проектирования операционного технологического процесса механической обработки
дегали с помощью ЭВМ
Д
или
В
§
Надирова <ная таблица
Накопитель переходов на
операции
«3
«ata; 5
ю
6-277
Кодиродмная таблица
Номер изделия Номер детали. Номер по порядку Материал
16174 16175
11625.6.00 11525.318 35 5
л* ЛЛ—
Рис. 9* Схема автоматизации проектирования технологического процесса изготовления элементов металлоконструк-
ций с помощью ЭВМ
При разработке технологических процессов с помощью ЭВМ
наиболее трудоемкими являются подготовительные операции по
разработке алгоритмов и программ для ЭВМ. Так, например, на
подготовку исходных данных для разработки технологического
процесса механической обработки деталей средней сложности
(типа приведенной на рис. 8) затрачивается 15—25 мин, а на раз-
работку технологического процесса с помощью ЭВМ «Минск-22» —
5—7 мин, что объясняется быстродействием ЭВМ.
§ 5. Основы базирования деталей при обработке и сборке
Заготовки деталей, подлежащие обработке на станках, имеют
следующие виды поверхностей:
обрабатываемые;
базирующие (или базы), определяющие положение заготовки
при обработке;
воспринимающие зажимные усилия;
используемые в качестве измерительных баз;
необрабатываемые.
Установка заготовки на станке или в приспособлении должна
обеспечить ее точное, неизменное положение относительно режу-
щего инструмента и свободный подход режущего инструмента
к обрабатываемым поверхностям. Эти требования удовлетворяются
при правильном использовании баз. Базами могут служить поверх-
ности, линии, точки и их совокупность.
При конструировании специальных и универсально-сборных
приспособлений, используемых для обработки заготовок, необхо-
димо учитывать правила базирования заготовок на станках.
Базы различают конструктивные, технологические и сборочные.
Конструктивные — базы, от которых задаются размеры и по
которым определяется положение других деталей в собранном
узле (сборочной единице, комплексе). Примером конструктивных
баз могут служить плоскости разъема корпуса редуктора.
Технологические — базы, используемые при изготовлении де-
талей, в свою очередь, подразделяются на установочные и измери-
тельные. Установочные базы — это такие поверхности, линии или
точки детали, которыми она (или ее заготовка) устанавливается
в строго определенном положении относительно станка, приспособ-
ления и режущего инструмента. Не всегда установочной базой
является обработанная (чистовая) поверхность или линия пересе-
чения двух обработанных поверхностей. В начальный период
обработки заготовок в качестве установочных баз используются
также необработанные (черновые) поверхности, поэтому установоч-
ные базы делятся на черновые и чистовые.
В качестве черновых баз выбирают наиболее ровные поверх-
ности, имеющие наименьшие припуски. Для деталей, которые не
обрабатываются по всем поверхностям, черновыми базами являют-
ся необрабатываемые поверхности. После обработки первых поверх-
34
ностей черновые базы обрабатываемой детали (заготовки) заменяют
чистовыми. Примером использования черновых баз могут служить
операции 1 и 2 обработки кованого крюка (см. рис. 46).
В качестве чистовых баз необходимо, по возможности, выби-
рать конструктивные базы. Это особенно важно при точной обра-
ботке. От поверхностей, служащих чистовыми базами, указываются
размеры с допусками. Примерами чистовых баз могут служить
поверхности букс при их установке в кантователь (см. рис. 27).
В зависимости от характера последующего использования баз
в работающей машине установочные базы разделяют на основные
и вспомогательные.
Основными установочными базами называют такие поверхности
детали, которые служат для ее установки при обработке и явля-
ются контактирующими при сопряжении с другой деталью в рабо-
тающей машине. Примером основных баз являются поверхности
соединений валов, осей, барабанов, блоков, букс с другими дета-
лями.
Вспомогательными установочными базами называют такие по-
верхности, которые служат только для установки заготовки детали
при обработке, не являются сопрягающими и не влияют на работу
детали в машине. Примером таких баз могут служить центровые
отверстия в валах, крюках и других деталях, наружные поверх-
ности реборд крановых колес и катков.
Измерительными базами называют поверхности, от которых
отсчитываются размеры при измерении. Измерительными базами
в большинстве случаев служат конструктивные базы. Примером
измерительной базы может быть опорная поверхность основания
подшипника при выполнении операции 2 (см. рис. 25), размер
135-0-5.
Сборочными базами называют базы, которые определяют поло-
жение данной детали в сборочной единице и в комплексе. Это
опорные и сопрягаемые поверхности базовых и корпусных деталей,
выточки в валах и т. д.
При выборе баз необходимо руководствоваться следующими об-
щими правилами и требованиями:
1. В качестве базирующих должны приниматься те поверхности,
при установке на которые заготовка будет подвергаться наимень-
шим деформациям от усилий зажатия и резания, крепление заго-
товки в приспособлении будет наиболее удобным, а само приспособ-
ление — максимально простым.
2. С целью повышения точности обработки деталей необходимо,
чтобы в наибольшей степени выполнялось условие единства (по-
стоянства) баз — все операции по обработке точных поверхностей
должны производиться при установке заготовки на одни и те же
базирующие поверхности. Кроме того, необходимо по возможности
соблюдать принцип совмещения баз,т. е. одни и те же базы дол-
жны использоваться как установочные, измерительные и сбо-
рочные.
2*
35
§ 6. Характеристика приспособлений, применяемых
при производстве ПТМ
Одним из главных средств технологического оснащения являют-
ся приспособления, к которым относятся вспомогательные устрой-
ства, используемые для механической обработки, сборки и кон-
троля заготовок и деталей.
По своему назначению приспособления делятся на станочные,
сборочные и контрольные, а также приспособления для захвата
и перемещения заготовок и узлов.
Станочные приспособления предназначены для установки и за-
крепления на станках обрабатываемых изделий.
Сборочные приспособления применяются для точного и быстрого
соединения деталей в сборочные единицы и комплексы. При сборке
крупных сборочных единиц и комплексов подъемно-транспортных
машин (порталов, мостов кранов) сборочные приспособления носят
названия стендов, стапелей.
Контрольные приспособления применяются для контроля заго-
товок и деталей на промежуточных и окончательных стадиях обра-
ботки, а также для контроля собранных узлов машин. Следует,
однако, иметь в виду, что правильно сконструированное станоч-
ное или сборочное приспособление выполняет одновременно и функ-
ции контроля (проверяет правильность размеров между отвер-
стиями в приспособлении для сверления группы отверстий).
Приспособлениями для захвата, перемещения и перевертывания
обрабатываемых и собираемых тяжелых заготовок и узлов служат
кантователи, передвижные порталы с вакуумными захватами
листовых заготовок, применяемые при сборке главных балок
мостов.
По степени специализации все приспособления делят на три
группы:
универсальные, которые, в свою очередь, делятся на простые
(патроны, делительные головки, поворотные столы) и универсально-
спорные;
специализированные, представляющие собой универсальные
приспособления, используемые для обработки только определен-
ного вида заготовок, для чего в их конструкции вносятся
небольшие изменения (например, специальные кулачки в пат-
ронах);
специальные, предназначенные для выполнения строю опре-
деленных операций.
Приспособление состоит из следующих основных элементов:
корпусных или базовых, на которых размещаются остальные
элементы (плиты, корпуса);
установочных, служащих для определения положения заготовки
относительно режущего инструмента (призмы, центра);
зажимных, служащих для закрепления заготовок в приспособ-
лении (эксцентрики, винты и др.);
36
направляющих, служащих для точного направления движения
режущего инструмента относительно обрабатываемой заготовки
(кондукторные втулки);
делительных или поворотных, осуществляющих точное изме-
нение положения заготовки относительно режущего инструмента;
механизированных приводов, служащих для зажима обрабаты-
ваемой заготовки.
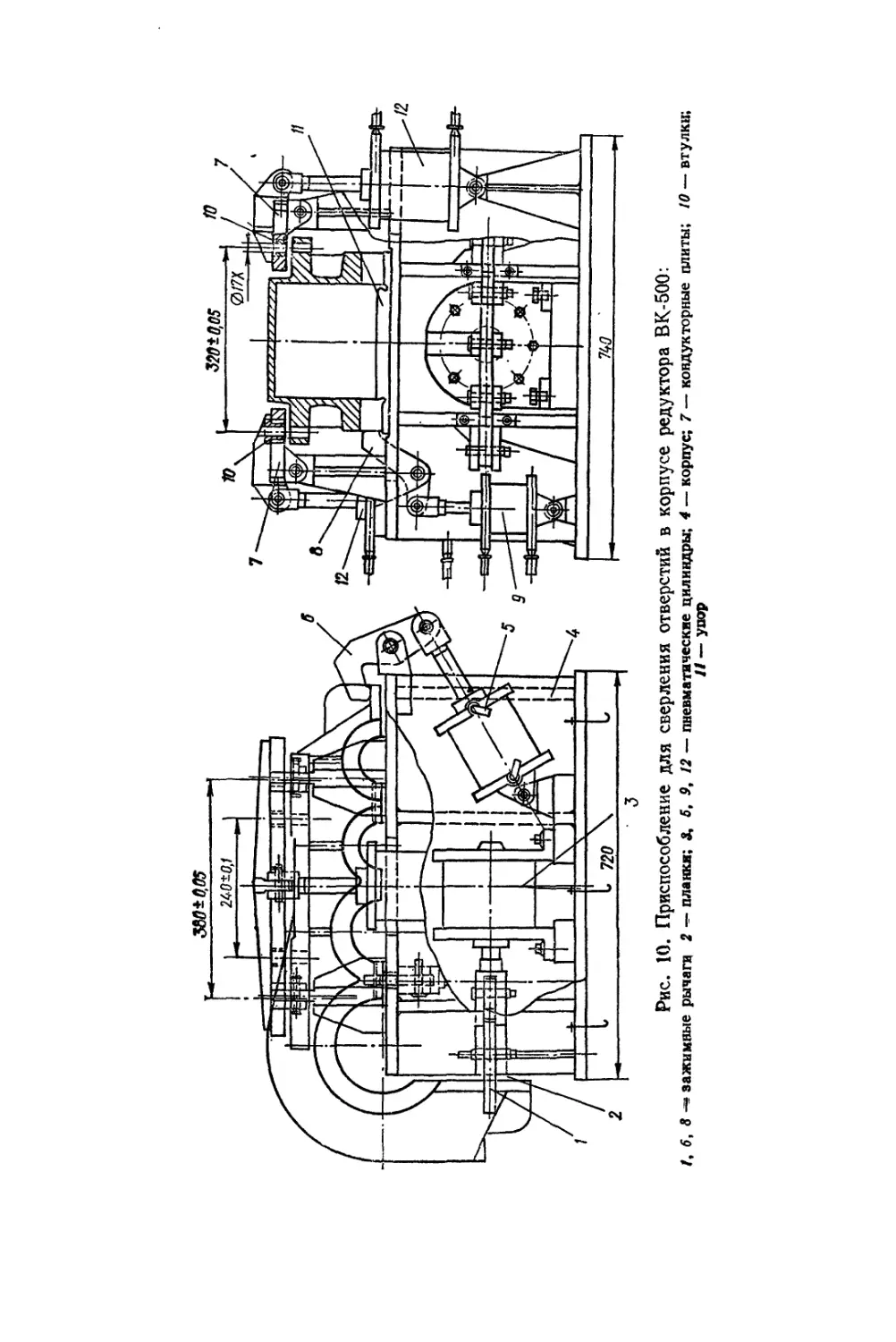
Примером приспособления, включающего почти все перечис-
ленные элементы, может служить приспособление для сверления
отверстий в корпусе редуктора ВК-500 (рис. 10). Базовым элемен-
том здесь является сварной корпус 4, на котором размещаются
зажимные рычаги 1,6, 8, приводимые в действие от пневматических
цилиндров 3, 5, и откидные кондукторные плиты 7 с кондукторными
втулками 10. Установочными элементами служат планки 2 и упор
11. Откидные кондукторные плиты управляются при помощи пнев-
матических цилиндров 9, 12. Для управления всеми пневматиче-
скими цилиндрами используется распределительный кран, уста-
новленный на приспособлении.
Приспособление относится к специальным, и в его конструкции
использовано весьма небольшое число стандартных и унифициро-
ванных деталей (кондукторные втулки, некоторые детали пневмо-
системы), а остальные детали специально изготовлены для данного
приспособления, что значительно увеличивает его стоимость.
В настоящее время при производстве подъемно-транспортных
и других видов машин все шире начинают применять универсаль-
но-сборные и универсально-наладочные приспособления (УСП
и УНП).
Применение таких приспособлений позволяет сократить сроки
технологической подготовки производства, повысить коэффициент
его оснащенности и снизить себестоимость продукции.
Универсально-сборные и универсально-наладочные приспособ-
ления собираются в основном из нормализованных деталей, и
только для некоторых конструкций возникает необходимость
изготовления ненормализованных деталей. УСП и УНП легко со-
бираются и разбираются, а их элементы используются для компо-
новки новых приспособлений. В основе систем универсально-сбор-
ных и универсально-наладочных приспособлений лежит принцип
многократного использования нормализованных деталей для ком-
поновки различных схем приспособлений.
В комплект нормализованных деталей УСП и УНП входят
плиты, подставки, призмы, планки, угольники, втулки, прихваты
и др. Общее количество деталей, входящих в комплект, зависит от
типа производства, его организации, степени освоения приспо-
собления и находится обычно в пределах 600—1000 шт., однако
на некоторых заводах применяются УСП с числом деталей от 12 до
20 тыс. единиц.
УСП и УНП собирают слесари-монтажники по чертежам или эта-
лонам заготовки и технологической карте. Только на сложные
37
Рис. 10. Приспособление для сверления отверстий в корпусе редуктора ВК-500:
/, 6, 8 зажимные рычаги 2 — планки; 3, 5, 9, 12 — пневматические цилиндры; 4 — корпус; 7 — кондукторные плиты; 10 — втулки;
11 — упор
а особо сложные приспособления разрабатывают чертежи. Про-
должительность сборки УСП и УНП средней сложности составляет
1-3 ч.
В виде примера на рис. 11 приведена монтажная схема УНП
для фрезерных операций.
Рис. 11. Монтажная схема УНП для фрезерных операций:
/ — базовая плита; 2 — опора прямоугольная; 3 — плоский прихват; 4 — прихваты
изогнутые; 5 — шайбы сферические; 6 — гайки высокие; 7 — болты; 8 — шпонки
Глава III
МЕТОДЫ ПОЛУЧЕНИЯ
ЗАГОТОВОК ДЕТАЛЕЙ
§ 1. Виды заготовок
При производстве и ремонте подъемно-транспортных машин
используются отливки из стали, чугуна, цветных металлов и пласти-
ческих масс; поковки и штамповки; заготовки, полученные путем
вальцовки, а также нормальный прокат черных и цветных ме-
таллов.
При изготовлении сварных и сварно-литых деталей и металличе-
ских конструкций ПТМ заготовки элементов вырезают из стальных
листов (листового проката) и из фасонного проката черных метал-
лов: уголков, швеллеров, труб и др.
§ 2. Технология изготовления литых заготовок
Отливки из стали, чугуна и цветных металлов получают залив-
кой жидкого металла в формы, изготовленные из песчаных формо-
вочных и стержневых смесей или из металла (чугуна).
39
Рис. 12. Песчаная форма для
отливки ходового колеса крана:
/ — металлическая опока; 2 — форма;
3 — стержни; 4 — отливаемая деталь;
5 — прибыльная часть; 6 — газовые
каналы; 7 — трубка для подвода
жидкого металла; 8 — литниковая чаша
Допуски и припуски для стальных отливок, получаемых в пес-
чаных формах, должны отвечать III классу точности по ГОСТ
2009—55, а для чугунных отливок — III классу точности по ГОСТ
1855—55.
Песчаные формы и их элементы получают ручной формовкой
в земле или машинной формовкой в опоках. При использовании
песчаных форм достигается хороший отвод газов, выделяемых
из жидкого металла в период остывания отливки, но заготовки
в этом случае имеют большие и неравномерные припуски на об-
работку, обусловленные малой точностью форм и необходимостью
создания литейных уклонов, обеспе-
чивающих беспрепятственную выемку
модели из формы. С учетом металла,
идущего в прибыльную часть отлив-
ки и на систему литников, коэффи-
циент его использования при заливке
в песчаные формы не превышает 0,6—
0,65. Кроме того, при заливке жид-
кого металла в песчаные формы часть
песка попадает в металл и там ос-
тается (пригорает). Очистка отливок
от пригоревшего песка — весьма тру-
доемкая операция. Полностью очис-
тить отливку от песка не всегда уда-
ется, поэтому при обработке загряз-
ненных песком поверхностей прихо-
дится удалять слой отливки, что
требует применения специальных ре-
жимов резания. На необрабатываемых поверхностях частички пес-
ка остаются и в процессе работы могут попасть в смазку. Особенно
опасна неполная очистка внутренних полостей корпусов редукто-
ров, необрабатываемых поверхностей крупных зубчатых колес
и других деталей.
Указанных недостатков не имеет отливка в кокиль, однако здесь
затруднен отвод газов из расплавленного металла. Поэтому иногда
применяют отливку в комбинированные полукокильные формы.
Применение кокильного литья позволяет уменьшить на 20—25%
отходы металла в стружку и соответственно снизить трудоемкость
механической обработки. За счет уменьшения в 2—4 раза размеров
форм увеличивается съем годного литья с 1 м2 формовочной пло-
щади и повышается производительность труда рабочих.
Фасонные отливки из стали широко применяются при произ-
водстве специальных кранов (разливочных, ковочных, козловых
для ГЭС). Из стальных отливок изготавливают грузовые барабаны,
канатные блоки, балансиры, зубчатые и ходовые колеса, корпуса
подшипников, тормозные шкивы и т. д. Отливки делаются из угле-
родистых сталей 25Л-П; 35Л-П; 55-Л по ГОСТ 977—65* и ле-
гированных сталей 35ХНЛ, ХГСЛ и др.
40
Песчаная форма для отливки заготовки детали типа ходового
колеса крана (рис. 12) состоит из разъемной металлической опоки/,
песчаной формы 2, песчаных стержней 3, керамических трубок 7
для подвода жидкого металла к отливаемой детали 4 и литниковой
чаши 3. В верхней части отливок находится прибыльная часть 5,
в которой скапливаются шлаковые и га-
зовые включения. Для улучшения от-
вода газов из отливки в форме сделаны
газовые каналы 6. Прибыльная часть
отливки отрезается ацетилено-кислород-
ным пламенем после выбивки отливки
из формы.
Литые заготовки из чугуна приме-
няются для изготовления деталей, не
подвергающихся ударам и деформациям
растяжения: корпуса редукторов, бара-
баны, канатные блоки, тормозные ко-
лодки, звездочки цепей подвесных кон-
вейеров, корпуса подшипников сколь-
жения, буксы роликов конвейеров и др.
Для отливок применяется чугун
серый марок от СЧ15-32 до СЧ28-48
и высокопрочный чугун марки ВЧ40-10.
При отливке барабана в полукокиль-
ную форму (рис. 13) на поддоне / уста-
навливают песчаный стержень № 4,
центральный песчаный стержень № 3
и нижнюю часть 2 металлического (чу-
гунного) кокиля. Затем форму наращи-
вают до проектного положения, уста-
навливая последовательно стержни № 2
и 1, а также части кокиля 3 и 4. В верх-
ней части формы устанавливают песча-
ный стержень № 5, который представ-
ляет собой литниковую сетку, стояк 5
для подвода жидкого металла, шлаковик
Рис. 13. Кокильно-песчаная
форма для отливки барабана:
1 — поддон; 2 — нижняя часть;
3, 4 — средние части; 5 — стояк;
6—литниковая чаша; 7 — шлаковик
7 и литниковую чашу 6. Для улучшения
газопроницаемости стержня его цент-
ральная часть заполняется шлаком,
а для уменьшения пригара наружные поверхности стержня окра-
шивают противопригарными (графито-бентонитовыми) красками.
Жидкий чугун заливают при температуре 1220—1350° С. При этом
чем тоньше стенка отливки, тем выше в целях повышения теку-
чести жидкого чугуна должна быть температура металла. В чугун-
ных деталях ПТМ толщина стенок должна быть не менее 10 мм.
В конструкциях подъемно-транспортных машин применяются
детали из бронзы марок БрОЦН 10-2-1,5, ОЦС5-5-5, БрАЖ9-4
и латуни марок ЛМцС58-2-2, ЛАЖМц66-6-3-2.
41
Технология получения литых заготовок из бронзы и латуни
при отливке в песчаные формы и в кокиль аналогична технологии
получения литых заготовок из чугуна.
Для получения литых заготовок втулок, вкладышей из бронзы
и латуни широко применяется центробежный способ, дающий ка-
чественные плотные отливки без рыхлостей и газовых раковин.
Расплавленный металл (рис. 14) через воронку 1 заливают во
вращающиеся разъемные чугунные вкладыши 3, закрепленные в из-
ложнице (корпусе) 4 клином 2. Вращение изложнице сообщается
от электродвигателя через клиноременную передачу, ступенчатый
шкив 10 и вал 8, опирающийся на подшипники станины 7. Под
Рис. 14. Машина для центробежной отливки втулок и вкладышей:
1 — воронка: 2 — клин; 3 — чугунные вкладыши; 4 — корпус изложницы; 5 — кожух;
6 — упорная шайба; 7 — станина; 8 — вал; 9 — выталкиватель; 10 — ступенчатый шкив
действием центробежной силы металл отбрасывается к стенкам
вкладышей и застывает. Толщина стенки отливки определяется
количеством металла, поступившего в изложницу После засты-
вания отливка выталкивается из изложницы с помощью выталки-
вателя 9 и упорной шайбы 6. Для этой цели выталкиватель соеди-
няется со штоком поршня пневматического цилиндра. Вращаю-
щийся корпус 4 укрыт кожухом 5.
Гладкие втулки получают непосредственно в изложнице, что
удобно при большом числе отливаемых однотипных втулок/'При
мелкосерийном производстве и ремонтах требуется большое число
типоразмеров втулок и вкладышей при небольшом количестве
отливок каждого типоразмера. Применение сменных вкладышей
позволяет в одной изложнице получать 5—6 типоразмеров отливок.
Скорость вращения изложницы аависит от внутреннего диа-
метра отливаемых втулок и находится в пределах ст 940 (для втулок
диаметром 80 мм) до 500 об/мин (для втулок диаметром(280 мм).
При конструировании литых деталей необходимо учитывать
требования литейной технологичности отливок — в них не должно
быть резких переходов от тонких стенок к толстым во избежание
42
образования трещин и местных скоплении металла, приводящих
к образованию усадочных раковин й пористости.
Отливка деталей из пластических масс (вкладышей, втулок)
производится по специальным технологическим процессам в соот-
ветствии с составом пластмассы, ее физическими и технологиче-
скими свойствами.
§ 3. Технология изготовления кованых и штампованых заготовок
Заготовки деталей из поковок получают методом свободной
ковки на молотах или прессах. Из поковок изготавливают ступен-
чатые валы, валы-шестерни, крюки, траверсы и т. д. Размеры по-
ковок определяются размерами детали и величинами припусков
и допусков. Для поковок из углеродистой и легированной стали,
получаемых свободной ковкой на молотах, величины припусков
и допусков определяются ГОСТ 7829—70, а для поковок, получа-
емых на прессах,— ГОСТ 7062—67. Поковки последнего вида из-
готавливаются двух групп точности: I — повышенная и II — нор-
мальная.
Получать заготовки методами свободной ковки целесообразно
при единичном и мелкосерийном производстве, а также при изготов-
лении поковок больших га-
баритов.
Штэмпованые заготовки
деталей ПТМ получают мето-
дом горячей объемной и хо-
лодной листовой штамповки.
Горячая объемная штам-
повка производится при по-
мощи открытых или закрытых
штампов, закрепляемых на
молотах, прессах или маши-
нах. В зависимости от вели- рис 15. эскизы к технологическим опе-
ЧИНЫ припусков и допусков рациям ковки крюка
заготовки, изготовляемые го-
рячей объемной штамповкой, делятся на четыре группы точности,
определяемые ГОСТ 7505—74. Штамповкой в открытых штампах
изготавливают заготовки валов, катков, зубчатых колес, крюков
и др. Такую штамповку иногда применяют в качестве заключи-
тельной операции при изготовлении сложных заготовок. После-
довательность выполнения технологических операций ковки гру-
зового крюка крана показана на рис. 15 [48].
Операция 1 — оттяжка конца заготовки на конус, выполняе-
мая методом свободной ковки.
Операции 2, 3 — закатка конца заготовки в конусной обжимке
и обкатка цилиндрической части в цилиндрической обжимке.
Операция 4 — поперечное обжатие заготовки на клиновое
сечение в накладном штампе.
43
Операция 5 — гибка заготовки с помощью нижника и полу-
круглой накл'адки.
Операция 6 — штамповка в штампе.
Операция 7 — обрезка заусенца.
Штамповкой в закрытых штампах получают заготовки обойм
зубчатых муфт, угловых букс, катков тележек подвесных конвейе-
ров, ходовых колес, звездочек, рычагов.
Штампование заготовки по сравнению с заготовками, получен-
ными свободной ковкой, имеют меньшие величины припусков
и большую чистоту поверхности. Процесс получения заготовок
методом штамповки более производителен, но он требует сложной
технологической оснастки и сложного оборудования. Учитывая
это, метод горячей объемной штам-
повки применяют при крупносерий-
ном и массовом производстве.
Методом холодной листовой штам-
повки получают заготовки звеньев
втулочно-роликовых цепей, крышки
роликов конвейеров и других деталей
из полосового или листового проката
в вырубных штампах.
Методом листовой гибки получают
заготовки деталей или элементы ме-
таллоконструкций: кронштейны пло-
щадок, ступени лестниц, усиливаю-
щие угловые накладки (рис. 16).
С помощью вальцовки получают заготовки ходовых крановых ко-
лес, у которых обод формируется методом прокатки на специальных
станах.
Рис. 16. Образование сложного
гнутого профиля в гибочном
штампе
§ 4. Припуски на обработку заготовок
Припуском на обработку называют слой излишнего материала,
который необходимо удалить с заготовки, чтобы получить готовую
деталь. Величина припуска определяется разностью между раз-
мером элемента заготовки и аналогичным размером элемента
детали по рабочему чертежу. Поскольку припуск на обработку
может быть дан только для обрабатываемых поверхностей, то для
необрабатываемых поверхностей заготовок, как правило, повыша-
ются требования к чистоте. Величина припуска на обработку
определяется следующими основными факторами:
толщиной поврежденного при изготовлении заготовки поверх-
ностного слоя материала, наличием в нем раковин, трещин, плен,
окалины и пригара;
неизбежными погрешностями изготовления заготовок, неточ-
ностью их геометрических размеров и форм;
технологическими требованиями получения заготовок, например
необходимостью создания в литых заготовках литейных уклонов,
а в штамповках — штамповочных уклонов.
44
При назначении припусков на обработку руководствуются теми
соображениями, что уменьшение величин припусков не должно
чрезмерно усложнять и удорожать процесс изготовления заготовки,
а их увеличение — удорожать процесс механической обработки
заготовки. Оптимальные величины припусков должны обеспечить
минимум суммарных затрат на изготовление и последующую обра-
ботку заготовки. Насколько важна проблема уменьшения припусков
Рис. 17. Схема располо-
жения межоперационных
припусков и допусков при
обработке детали типа
вал:
— размер заготовки (вала);
В2 и В3, В4 и Вв, В4 и В7 —
наибольший и наименьший
предельные размеры после пер-
вой, второй и третьей опера-
ций; Zi — и 8lt Z2 и 82 и Zj и
63 — межоперационные при-
пуски и допуски на первую,
вторую и третью операции
на обработку заготовок, видно
из следующих данных о средней
Рис. 18. Схема расположе-
ния межоперационных при-
пусков и допусков при об-
работке детали типа втулка:
Ах — размер отверстия в заготов-
ке; А2 и Лз, Л4 и Лв, Л< и Л7 —
наименьший и наибольший пре-
дельные размеры после первой,
второй, третьей операций; Zt и
Zz и б8, Zz и 63 — межоперацион-
ные припуски и допуски на пер-
вую, вторую и третью операции
величине отходов (в процентах от массы обработанной детали):
отливки стальные, чугунные, бронзовые — 15—22; поковки — 15—
45; штамповки — 10—12 и прокат — 15—18.
В соответствии с технологическим процессом обработки заго-
товки различают промежуточный припуск или припуск на данную
операцию (переход) и общий припуск. Припуском на данную опе-
рацию называют слой материала, который должен быть удален
к концу операции. Промежуточные припуски называют также меж-
операционными .
На припуски задаются допуски, определяющие предельные
размеры припусков:
8z — 2М. нб — нм, (Ю)
45
где 82 — допуск на припуск;
ZM. Нб — наибольшее предельное значение припуска;
ZM. нм — наименьшее предельное значение припуска.
Общим припуском называют слой материала, который должен
быть удален в результате выполнения всех предусмотренных опе-
раций и переходов. Величина общего припуска на обработку равна
сумме межоперационных припусков и допусков без допуска на
последнюю операцию.
Размеры припусков в производственных условиях определяются
на основании норм, приводимых в ГОСТах или заводских нормалях.
Значения минимальных величин припусков на обработку могут
быть установлены также расчетным путем [14]. Так, например,
симметричный припуск на диаметр наружных и внутренних ци-
линдрических деталей определяется по формуле
2ZMHH = 2 [(Яа + Та) + /ра+ев], (11)
где ZMHH — минимальный припуск на сторону для выполняемого
перехода;
Яа — высота микронеровностей;
Та — глубина дефектного поверхностного слоя;
ра — суммарное значение пространственных отклонений обра-
батываемой поверхности;
ев — погрешность установки заготовки при выполнении опера-
ции и перехода.
Схема расположения припусков и допусков на различных ста-
диях обработки деталей типа вал и втулка показаны соответственно
на рис. 17 и 18.
Глава IV
ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ
И ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ТИПОВЫХ ДЕТАЛЕЙ
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Общая характеристика технологических процессов
Характер технологических процессов механической обработки
деталей ПТМ и способ размещения технологического и подъемно-
транспортного оборудования цеха во многом определяются видом
производства. При мелкосерийном производстве технологический
процесс механической обработки деталей основан на использовании
универсального оборудования, оснастки и инструмента с группо-
вым расположением технологического оборудования (группа или
46
участок токарных, фрезер-
ных и других станков).
Однако такое расположе-
ние оборудования услож-
няет и удлиняет техноло-
гические и грузовые пото-
ки. за счет многократного
транспортирования одних
и тех же деталей на техно-
логические участки (в со-
ответствии с технологичес-
ким процессом обработки
деталей).
При массовом произ-
водстве технологический
процесс обработки основан
на использовании принци-
па поточности, оборудова-
ние и рабочие места рас-
полагают в соответствии
с последовательностью вы-
полнения технологических
операций (обработка, сбор-
ка, окраска), стремясь при
этом к наиболее коротким
(предпочтительно прямо-
линейным) транспортным
связям. Это упрощает гру-
зовые потоки, позволя-
ет уменьшить количест-
во подъемно-транспортных
средств цеха, повысить
производительность труда
рабочих. Планировка ли-
ний и участков термичес-
кой и механической обра-
ботки деталей, а также
общей сборки тележек кра-
нов с соблюдением прин-
ципов поточного производ-
ства приведена на рис. 19
(Узловский машинострои-
тельный завод) [29].
При поточно-массовом
производстве технологичес-
кий процесс основывается
на использовании специ-
альных станков, токарных
Рис. 19. Схема расположения автоматических линий и участков обработки деталей и узловой сборки в цехе поточ-
ного производства кранов
47
автоматов и полуавтоматов, станков с программным управлением
и другого современного оборудования. Для обработки таких
деталей, как фланцы, полумуфты, широко применяются вертикаль-
ные шестишпиндельные полуавтоматы
1
Рис. 20. Вертикальный шестишпиндельный полу-
автомат:
/ — карусель станка; 2 — патрон; 3 — суппорта; 4 — на-
правляющие колонны
(рис. 20). Карусель станка
1 периодически повора-
чивается на угол 60°.
В ней размещены вра-
щающиеся вертикальные
шпиндели с патронами
2, в которых закреп-
ляют обрабатываемые
заготовки. Режущий ин-
струмент закрепляют в
суппортах 3, которые
могут передвигаться в
вертикальной и горизон-
тальной плоскостях в на-
правляющих колонны 4.
В пяти суппортах ин-
струмент закрепляется
в соответствии с пере-
ходом, выполняемым на
данной позиции, что
позволяет одновременно
обрабатывать пять за-
готовок. При каждом по-
вороте карусели к шес-
той позиции, располо-
женной в разгрузочно-
погрузочной зоне, под-
ходит обработанная за-
готовка, рабочий снима-
ет ее со станка и ус-
танавливает черновую.
Периодичность поворота
карусели определяется
тактом обработки заго-
товок на позициях.
§ 2. Механическая обработка базовых и корпусных деталей
К базовым и корпусным деталям ПТМ относятся рамы тележек
кранов, станины под подшипники, корпуса редукторов и др. У рам
тележек мостовых кранов грузоподъемностью до 50 тс обрабаты-
ваются опорные платики под буксы и верхние опорные поверх-
ности под редукторы, тормоза, двигатели. Эти поверхности обычно
обрабатывают методом фрезерования на горизонтально-расточных
48
станках с использованием приспособлений для крепления и, если
необходимо, для поворота рам.
Обработка на горизонтально-расточном станке рамы грузовой
тележки крана показана на рис. 21 [18]. Болтами и прижимными
планками 4 раму 1 через регулируемые опоры 2 закрепляют на пово-
ротной части приспособления 3. Вначале цилиндрической фрезой
Рис. 21. Обработка рамы тележки на горизонталь-
но-расточном станке:
1 — рама; 2 — регулирующие опоры; 3 — приспособление;
4 — прижимные планки; 5 — цилиндрическая фреза; 6 —
трехсторонние фрезы; 7 — торцевая фреза
5 обрабатывают опорные поверхности платиков S, а затем набором
трехсторонних фрез 6 — боковые поверхности. Перед обработкой
платиков с другой стороны рамы ее поворачивают с помощью
приспособления на угол 180°.
Опорные платики 6 под редуктор обрабатывают торцевой фре-
зой 7 после поворота рамы на угол 90°. При обработке платиков
выдерживают в пределах допусков размеры Л, Б, С и Д.
При фрезеровании верхних опорных поверхностей рамы (рис. 22)
в приспособлении 3 устанавливается рама /, которая опирается
на обработанные поверхности платиков. Опорные поверхности
49
Рис. 22. Фрезерование верхних опор-
ных поверхностей рамы тележки:
1 — рама; 2 — торцевая фреза; 3 — приспо-
собление
обрабатывают при помощи торцевой фрезы 2, выдерживая при этом
размер Е.
Отверстия в рамах, станинах и крупных корпусных деталях
сверлят на радиально-сверлильных станках. Для сверления от-
верстий в раме крановой те-
лежки (рис. 23) раму устанав-
ливают и закрепляют в подвиж-
ном приспособлении 1. Поворот-
ная головка 2 радиально-свер-
лильного станка позволяет свер-
лить отверстия в вертикальной
и горизонтальной плоскостях.
Сверлить отверстия можно по
разметке или по кондуктору, как
это делается, например, при
сверлении отверстий в платиках
рамы. Здесь применен наклад-
ной угловой кондуктор 3 с че-
тырьмя кондукторными втул-
ками.
Общая технологическая схе-
ма механической обработки кор-
пуса редуктора, приведенная
в табл. 4 18], является типичной
для корпусов, имеющих одну
плоскость разъема. У корпусов
с двумя плоскостями разъема увеличивается количество операций
и соответственно усложняется обработка поверхностей.
Рис. 23. Сверление отверстий в раме тележки:
1 — подвижное приспособление; 2 — поворотная головка; 3 — кондуктор
При крупносерийном производстве редукторов для растачива-
ния отверстий применяют агрегатные многошпиндельные станки
(рис. 24). На каждом шпинделе 1 закрепляют расточные скалки
50
Таблица 4, Технологическая схема обработки корпуса редуктора
Наименование операции
Строгание или фрезерование начерно
одновременно поверхности 1, крышки
и основания корпуса (выдерживается
размер h). Фрезерование начисто
одновременно поверхностей 2—5,
крышки и основания корпуса редук-
тора в двухместном приспособлении
четырьмя шпинделями (выдерживаются
размеры).
Фрезерование начисто одновременно
поверхностей 1—4, крышки и осно-
вания корпуса в двухместном приспо-
соблении четырьмя шпинделями (вы-
держиваются размеры Н, Hi и В).
Сверление отверстий 1,2,3 у крышки
с применением зеркального кондук-
тора, зенкерование отверстий 2, 3,
цекование отверстия 1, нарезание
резьбы в отверстиях 1, 3. При пово-
роте кондуктора сверление и нареза-
ние резьбы в отверстии 4.
Сверление отверстий 1, 2 у основания
корпуса редуктора с применением
зеркального кондуктора, развертыва-
ние отверстия 2 и цекование отвер-
стия 1.
При повороте кондуктора на 45° свер-
ление, зенкерование и цекование от-
верстия 3. При последующем пово-
роте кондуктора на 45° сверление,
Цекование и нарезание резьбы в от-
верстии 4,
При повороте кондуктора на 90°
сверление, зенкерование и цекование
отверстий 5 и 6.
Операционный эскиз
Основание приспособления
51
Продолжение табя. 4
Наименование операции
Операционный эскиз
Сборка корпуса с креплением болта-
ми /, развертывание двух конусных
отверстий 2 с постановкой конических
штифтов.
Растачивание начерно одновременно
отверстий 1—3 тремя борштангами.
Растачивание начисто одновременно
отверстий 1—3 тремя борштангами.
5 с получистовыми, чистовыми и канавочными резцами 6. Скалки
вращаются в кондукторных втулках 3, имеющих пазы 4 для про-
хода резцов при отводе скалки. После упора винта 2 в торец кон-
Рис. 24. Растачивание отверстий в корпусе редуктора на агрегатном
многошпиндельном станке:
/ —. шпиндель; 2 — винт; 3 — втулки; 4 — пазы; 5 — расточные скалки; 6 — резцы
дукторной втулки канавки растачивают канавочными резцами.
Радиальная подача канавочного резца осуществляется с помощью
клинового механизма, размещенного внутри скалки.
62
§ 8. Механическая обработка корпусов подшипников и букс'
Корпуса подшипников большинства видов подъемно-транс-
портных машин изготавливают обычно из серого чугуна марки
СЧ 15—32 и СЧ 18—36. Корпуса подшипников кранов большой
Рис. 25. Эскизы к операциям механической обработки разъемных корпусов
подшипников
грузоподъемности (300—600 тс) и конвейеров большой производи-
тельности (3000—12000 м3/ч) изготавливают из литой стали 25Л-П
и 35Л-П или они имеют сварно-литую или сварно-кованую кон-
53
струнило. При мелкосерийном производстве плоскости корпусов
подшипников обрабатывают на универсальных строгальных и про-
дольно-фрезерных станках. Центральное отверстие под подшипник
растачивают на токарных или расточных станках. В этом случае
применяют групповые методы обработки деталей, устанавливая на
станок одновременно нескольких корпусов.
Основные операции обработки разъемных корпусов поцпипни-
ков при крупносерийном производстве показаны на рис. 25 [18].
Операции 1 и 2 — фрезерование опорной поверхности и плос-
костей разъема у основания и крышки. Специальная наладка стан-
ка позволяет обрабатывать с одной установки два корпуса или
корпус и крышку.
зэлектротелырером Ц=250кГ
Рис. 26. Схема поточной технологической линии обработки букс
Операция 3 — сверление отверстий на сверлильном станке
с помощью переналаживаемого кондуктора.
Операции 4 и 5 — фрезерование бобышек у основания корпуса
и у крышки, фрезерование торцов подошвы корпуса.
Операция 6 — сборка корпуса с крышкой. Перед сборкой
® основание корпуса ввертываются шпильки.
Операция 7 — обработка отверстия в собранном корпусе на
токарно-револьверном станке. В операцию, кроме расточки от-
верстия, входит его развертывание на размер 160А и растачивание
канавок (позиции V и VI).
Корпуса угловых букс для кранов и крановых тележек изготав-
ливают литыми из стали 55Л-П или штамповаными из стали 45.
Технологический процесс механической обработки букс зависит
от характера их производства. При поточно-массовом производ-
стве (100—140 тыс. штук в год) буксы обрабатывают на комплексно-
механизированных поточных линиях (рис. 26). Металлорежущие
станки устанавливаются в этом случае с учетом технологической
последовательности обработки букс.
Основные технологические операции механической обработки
букс при крупносерийном производстве показаны на рис. 27 [18].
Операция 1 — растачивание внутреннего отверстия и обработка
боковых поверхностей на токарно-карусельном станке. Операция
выполняется в два установа: при первом установе обрабатывают
£4
Рис. 27. Эскизы к операциям обработки букс при крупносерийном производстве. Операция 2:
/, 2 — винты; 3 — приспособление; Операция 3 1 — планки; 2 — тяги» 4 — прижимы; 4 — втулки; 4 цри-
способлецие
одну боковую поверхность и растачивают начерно отверстия^ при
©тором — обрабатывают по размеру вторую боковую поверх-
ность и производят чистовое растачивание (с припуском на алмаз-
ное растачивание) отверстия буксы.
Операция 2 — фрезерование продольных пазов концевой фре-
зой на специализированном горизонтально-фрезерном станке! Для
фрезерования первого паза (позиция I) буксу устанавливают в при-
способлении 3 при ее базировании на обработанные поверхности
торца и отверстия. В позиции I букса упирается в винт 1. Для
Рис. 28. Эскизы к операциям обработки букс при мелкосерийном произ-
водстве:
а, б — обработка плоскостей и пазов на горизонтально-расточном станке; в — сверление
отверстий по кондуктору
«обработки второго паза буксу устанавливают в позицию 2, пово-
рачивая на 90° (до упора в винт 2) верхнюю часть приспособления
3. Поворот буксы выполняется с помощью гидравлического ци-
линдра.
Операция 3 — сверление отверстий в лапах буксы на радиально-
сверлильном станке в многоместном приспособлении, которое
одновременно является и кантователем. Буксы обработанными
пазами устанавливают на планки 1 приспособления и прижимают
к нему попарно качающимися прижимами 3 при помощи тяги 2.
На обеих стенках кантователя установлены кондукторные втулки
4. Кроме сверления отверстия, в операцию входит также зенко-
вание с помощью сменных зенкеров при положении кантователя
в позициях III и IV. Поворачивают обрабатываемые буксы на 90°
с помощью приспособления 5.
456
Операция 4 — чистовая обработка отверстия под подшипник
качения на алмазно-расточном станке. При такой обработке до-
стигаются 6-й класс чистоты и требуемая точность.
Операция 5 — сверление отверстий под болты крепления кры-
шек букс на сверлильных станках с применением многошпиндель-
ных Головок и кондукторных плит.
При мелкосерийном производстве угловых букс их обрабаты-
вают на универсальных станках с применением специальных или
универсально-сборных приспособлений. Общий процесс обработки
букс обычно включает следующие операции:
Операция 1 — разметка заготовки под токарную обработку.
Операция 2 — обработка на токарно-карусельном станке бо-
ковых поверхностей по размерам чертежа и предварительная об-
работка отверстия.
Операция 3 — разметка под обработку привалочных плоскостей
и направляющих пазов.
Операция 4 — обработка плоскостей и пазов на горизонтально-
расточном станке (рис. 28, а, б). Операция выполняется с двух
установов, осуществляемых поворотом заготовки вместе со столом
станка на 90°.
Операция 5 — чистовая обработка отверстия на токарно-
карусельном станке с применением специального приспоеоб-
ления. Базовыми поверхностями являются обработанные пазы
буксы.
Операция 6 — сверление отверстий для болтов крепления крыш-
ки на радиально-сверлильном станке. Производится по кондуктору
(рис. 28, в).
§ 4. Механическая и термическая обработка
валов и осей
В конструкциях подъемно-транспортных машин применяются
главным образом ступенчатые валы и оси, заготовками для которых
являются круглый прокат, поковки, получаемые свободной ковкой
(для валов и осей тяжелых кранов), и штампованые заготовки
(валы-шестерни при крупносерийном производстве).
Валы и оси ПТМ изготавливают из углеродистых и легирован-
ных сталей (Ст40, Ст45,40Х, 40ХН, 34ХМ и др.).
Валы и оси при мелкосерийном производстве обрабатывают на
универсальных токарно-винторезных станках, а при крупносерий-
ном — на многорезцовых автоматах, гидрокопировальных автома-
тах и автоматических линиях.
Основными операциями при механической обработке валов
и осей являются:
отрезная — отрезка заготовки дисковой пилой на обрезном
станке;
фрезерно-центровальная— отрезка заготовки по размеру и свер-
ление центровочных отверстий. Операции выполняются на фре-
57
/Рис. 29. Методы нарезания и шлифования
шлицев валов:
а — на горизонтально-фрезерном станке; б — на шли
.цефрезерном; в, а —на шлицефрезерных или плоско*
шлифовальных
.цевые участки обработанных валов
зерно-центровальных или, при большой длине вала, на горизон-
тально-расточных станках;
токарная — обработка шеек и цапф с припуском на шлифова-
ние в тех местах, где такая операция предусмотрена;
фрезерная — обработка шлицев, производится фрезерованием
.в делительном приспособлении горизонтально-фрезерного станка
(рис. 29, а) или нарезанием на шлицефрезерном станке (рис. 29, б).
Шлицы могут обрабатываться также методами строгания, протяги-
вания и холодного накатывания;
шлифовальная — шлифование шеек и цапф на круглошлифо-
вальных станках, а шлицев — на шлицефрезерных или плоско-
шлифовальных станках
. (рис. 29, в, а);
сверлильная — сверле-
ние отверстий в торцах
валов и осей на горизон-
тально-расточных или ра-
диально-сверлильных (при
небольшой длине деталей)
станках.
Заготовки валов и осей,
полученные методами ков-
ки и штамповки, перед
механической обработкой
подвергают предваритель-
ной термической обработ-
ке—нормализации или за-
калке с отпуском.
Рабочие поверхности
цапф и шеек, а также шли-
обычно подвергают закалке
токами высокой частоты (ТВЧ), а затем шлифуют на кругло-
шлифовальных или шлицешлифовальных станках.
Типичная установка для поверхностной закалки ТВЧ валов
,и валов-шестерен, применяемая при производстве и ремонте ПТМ,
приведена на рис. 30 [47]. Она состоит из станины 5, имеющей
верхний 6 и нижний 2 приводные центры, в которые устанавлива-
ется закаливаемый вал. Верхний центр перемещается по направ-
ляющим станины при помощи привода 7. Нижний центр приво-
дится во вращение механизмом 1. Закалочный индуктор 4, каретка
закалочного трансформатора 10 и коллектор для охлаждающей
жидкости смонтированы на подвижной каретке 9, перемещаемой
при помощи механизма 8. При закалке вала вслед за индуктором,
быстро нагревающим токами высокой частоты поверхностные
слои металла, перемещается спрейер 3, подающий воду на нагре-
тый металл, в результате чего происходит закалка. С целью умень-
шения разбрызгивания воды вместе с кареткой поднимается теле-
скопический кожух 12. Питание закалочного трансформатора ТВЧ
58
производится от конденсаторной батареи 13. Установкой управляют
с пульта 11. При закалке применяют ток частотой от 2,5 до 8 кгц
при машинных генераторах и от 200 до 250 кгц — при ламповых.
Рис. 30. Станок для закалки валов токами высокой частоты:
/ — механизм вращения; 2, 6 — нижний и верхний приводные центры; 3 — спрейер; 4 — зака-
лочный индуктор; 5 — станина; 7 — привод; 8 — механизм перемещения; 9 — каретка; 10 —
трансформатор; 11 — пульт управления; 12 — телескопический кожух; 13 — конденсаторная
батарея
§ 5. Механическая и термическая обработка зубчатых колес
В конструкциях передач подъемно-транспортных машин приме-
няются цилиндрические и конические зубчатые колеса. Цилиндри-
ческие зубчатые колеса выполняются прямозубыми, косозубыми
и шевронными.
Конструктивные особенности колес, их диаметр и характер про-
изводства в значительной мере определяют технологические про-
цессы механической обработки колес.
Зубчатые колеса ПТМ диаметром до 400 мм и короткие вал-
шестерни изготавливают обычно из поковок и штамповок. Цилин-
дрические зубчатые колеса простой конфигурации в сечении могут
изготавливаться из проката, однако при этом неизбежен большой
отход металла в стружку. Для изготовления зубчатых колес из
проката, поковок и штамповок используются стали марок 45,
Ст40Х, 40ХН. Зубчатые колеса с диаметрами более 400 мм изго-
тавливают отливкой из Ст35Л-П и 55Л-П с последующей нормали-
5»
овацией. Технологический процесс механической обработки зуб-
чатых колес включает токарную обработку заготовок, нарезание
.шлицев или шпоночных пазов и нарезку зубьев.
Токарная обработка предусматривает обтачивание наружных
•поверхностей и растачивание центрального отверстия зубчатых
•колес. При индивидуальном и мелкосерийном производстве токар-
ная обработка обычно выполняется за два установи на токарных
«или карусельных станках. В качестве примера на рис. 31 показана
(Обработка заготовки крупногабаритного зубчатого колеса на
{токарно-карусельном станке [18]. На схеме указаны основные
•Рис. 3L Токарная обработка заготовки зубчатого колеса на карусельном
станке
.переходы (1—5) и применяемый режущий инструмент. В процессе
'обработки колеса одновременно обтачивают или растачивают не-
сколько поверхностей за счет включения боковых и верхних
^суппортов. Так, например, одновременно могут выполняться
переходы 1 и 3; 2 и 4 и т. д.
При среднесерийном производстве токарную обработку зуб-
чатых колес диаметром 250—350 мм производят на токарно-кару-
сельных станках, а при крупносерийном — на токарных много-
резцовых автоматах (рис. 32). Заготовка колеса в этом случае
устанавливается на оправку, имеющую канавки к для выхода
подрезных резцов. Для направления заготовки в момент ее на-
прессовки на оправку служит шейка N.
Шпоночные пазы колес при мелкосерийном производстве обра-
батывают на долбежных станках, а при крупносерийном — на
протяжных.
Для нарезания зубьев зубчатых колес применяются метод деле-
ния (копирования) и методы обкатки. Нарезание зубьев методами
деления выполняется дисковыми (рис. 33, а) и пальцевыми
,60
(рис. 33, б) модульными фрезами. С этой целью используются уни-
версально-фрезерные или специальные станки.
К методам обкатки относятся: нарезание червячной модульной
фрезой (рис. 33, в) и круглыми или реечными долбяками. Нареза-
Рис. 32. Токарная обработка заготовки зубчатого колеса
на многорезцовом автомате
ние методами обкатки производится на специальных зуборезных
станках. Все методы нарезания зубьев основаны на использова-
нии эвольвентного профи-
ля зубьев (рис. 33, г).
Технологический про-
цесс обработки шестерен,
выполняемых вместе с ва-
лом (валов-шестерен), со-
стоит из операций обра-
ботки валов и зубьев.
В процессе работы у зуб-
чатых колес в наиболь-
шей степени изнашиваются
зубья. При недостаточной
прочности зубьев на из-
гиб происходит, их излом.
Противоизносные свойст-
ва рабочих поверхностей
зубьев повышаются за счет
корригирования зубчатого
зацепления, выбора мате-
риала для изготовления
зубчатых колес и их тер-
мической обработки. Во
Рис. 33. Методы нарезания зубьев зубчатых
колес фрезами:
а — дисковыми; б — пальцевыми; в — червячной
модульной фрезой; г — профиль зуба
всех случаях требуется, чтобы зубья имели большую прочность
на изгиб и высокое сопротивление изнашиванию рабочих поверх-
ностей. Эти требования могут быть наиболее полно удовлетворены,
61
если металл по всему основному сечению зубьев будет иметь
высокие показатели прочности и вязкости, а поверхностные слои
металла рабочих поверхностей зубьев — высокую твердость. Удов-
летворить одновременно эти два требования можно, применяя
методы химико-термической обработки зубьев или поверхностной
их закалки.
Из методов химико-термической обработки зубьев для зубча-
тых колес ПТМ чаще всего применяют азотирование и цементацию.
Азотированием пользуются для деталей, изготовленных из средне-
углеродистых и легированных сталей. После процесса азотиро-
вания и последующей закалки с отпуском рабочие поверхности'
зубьев получают твердость 40—50 HRC при твердости внутренних
слоев 190—230 НВ. Толщина азотированного (закаленного) слоя
обычно находится в пределах 2,5—4 мм.
Зубчатые колеса низкоуглеродистых сталей марок Ст20, Ст20Г
подвергаются цементации. При этом поверхностные слои детали
насыщаются углеродом за счет применения твердых, жидких или
газообразных науглероживающих сред. В результате последую-
щей закалки высокую твердость получают только науглероженные
слои, а внутренние слои сохраняют свою начальную вязкость,
так как содержание углерода в них при цементации не изменилось.
Твердость закаленного цементированного слоя для зубчатых колес
принимается в пределах 40—50 HRC при толщине 2,5—4 мм.
Поверхностной закалке подвергаются детали из среднеугле-
родистых и легированных сталей (Ст40, 40Х, 40ХН и др.). Она
достигается нагревом поверхностных слоев металла главным обра-
зом токами высокой частоты (ТВЧ) или ацетилено-кислородным
пламенем и последующим охлаждением. При обоих способах зака-
ливаются только поверхностные слои металла, нагретые выше точки
Аса на диаграмме «железо — углерод». Толщина закаленного
слоя 2,5—4 мм находится в пределах 40—50 HRC, но может быть
снижена за счет отпуска.
У средне- и крупномодульных зубчатых колес поверхностной
закалке подвергается отдельно каждый зуб. При этом существует
два метода закалки: только рабочих поверхностей зубьев или всех
боковых поверхностей, включая поверхности впадины. При пер-
вом способе в местах перехода от закаленного металла к незака-
ленному создается концентрация напряжений, что часто приводит
к излому зубьев по этим сечениям. При закалке вторым способом пе-
реходная зона отсутствует, что повышает прочность зубьев на изгиб.
§ в. Механическая и термическая обработка звездочек
Звездочки цепных передач широко применяются в различных
конструкциях конвейеров и в механизмах передвижения кранов
на гусеничном ходу. Заготовками для звездочек могут служить
отливки из стали и чугуна, штамповки, а также сварно-кованые
заготовки.
62
Механическая обработка звездочек состоит из токарной обра-
ботки, нарезания зубьев и обработки шпоночных пазов или шли-
цев в ступице. Токарная обработка и обработка шпоночных и шли-
цевых пазов звездочек аналогичны соответствующим операциям
механической обработки зубчатых колес. Зубья звездочек нареза-
ются обычно фасонной дисковой фрезой (рис. 34) или набором этих
фрез. Токарную заготовку звездочки 2 устанавливают на делитель-
Рис. 34. Фрезерование зубьев цепной звездочки:
t — оправка; 2 — звездочка; 3 — дисковая фреза; 4 — подставка;
5 — делительный стол
ном столе 5 горизонтально-фрезерного станка, центрируют онрай-
кой 1 и укрепляют на подставке 4.
Термическая обработка звездочек заключается в закалке зубьев
токами высокой частоты до твердости 40—45 HRC.
§ 7. Механическая обработка зубчатых реек
Зубчатые колесно-реечные передачи состоят из зубчатого ко-
леса и зубчатой рейки. Такой вид передачи применяется в механиз-
мах изменения вылета стрелы портальных кранов, напора экскава-
торов.
Зубчатые колеса колесно-реечных передач имеют эвольвентный
профиль и изготавливаются по общим правилам.
Зубчатые рейки делают из поковок или нормального проката
квадратного сечения. Боковые плоскости заготовок обрабаты-
ваются на продольно-строгальных или продольно-фрезерных стан-
ках. Зубья реек имеют прямобочный профиль и обрабатываются
63
Рис. 35. Контроль геометрических
параметров зубьев рейки при по-
мощи шаблонов:
/ — на полупрофиль зуба; 2 — на профиль
зуба (впадины); 3 — на шаг зубьев
обычно на поперечно-строгальных (при установке одной-двух заго-
товок) или продольно-строгальных (при установке пяти и более
заготовок) станках. В этом случае профили зубьев размечаются
только на одной (первой) заго-
товке. Геометрические параметры
зубьев контролируются специаль-
ными шаблонами (рис. 35).
§ 8. Механическая обработка
тормозных шкивов
В качестве заготовок тормоз-
ных шкивов используют отливки
из стали 55Л-П или 45Л-П. Тор-
мозные шкивы диаметром до 500 мм
отливают обычно без центрально-
го отверстия. Шкивы под ленточные тормоза барабанов стрело-
вых кранов отливают в виде фасонной кольцевой заготовки.
Рис. 36. Эскизы к основным операциям обработки тормозного шкива
При мелкосерийном производстве и ремонте тормозных шкивов
операции по черновой и чистовой обработке наружных, внутрен-
64
них и торцевых поверхностей выполняют на универсальных токар-
ных станках при нескольких установках заготовки. Шпоночные
пазы обрабатывают на долбежных станках.
При крупносерийном производстве операции выполняются на
специальных станках (рис. 36).
Операция 1 — предварительная токарная обработка наружных,
внутренних и торцевых поверхностей заготовки на токарных или
токарно-карусельных станках. Операция включает 10 переходов.
Операция 2 — токарно-револьверная обработка оставшегося
участка обода, сверление и растачивание отверстия и выточки.
Посадочное отверстие в зависимости от формы может обрабаты-
ваться предварительно (конической формы) или окончательно (ци-
линдрической формы). В последнем случае заключительным пе-
реходом обработки является развертывание отверстия (пере-
ход 4).
Операция 3 — окончательная токарная обработка конусного от-
верстия с применением конусной линейки а на токарно-револь-
верном станке.
Операция 4 — обработка (протягивание) шпоночного паза на
горизонтально-протяжном станке.
Операция 5 — токарная обработка наружной и торцевой по-
верхностей с припуском на шлифование по наружной поверх-
ности. Заготовка закрепляется на быстрозажимной конической
оправке.
Операция 6 — сверление отверстий под болты для соединения
полумуфт. При мелкосерийном производстве отверстия сверлят
на радиально-сверлильных станках с применением накладных
кондукторов. При крупносерийном — отверстия в тормозных
шкивах и в зубчатых полумуфгах удобно обрабатывать по единому
групповому технологическому процессу на четырехпозиционных
агрегатно-сверлильных станках.
После выполнения этих операций шкивы подвергают оконча-
тельной термической обработке и последующему шлифованию
цилиндрической поверхности.
Хорошие результаты дает поверхностная закалка рабочих
поверхностей шкивов токами высокой частоты. Получаемая при
этом толщина закаленного слоя (3—5 мм) достаточна для шкивов
малых и средних диаметров (до 600 мм).
Однако при неравномерном износе шкивов обнаженные слои
металла будут иметь различную твердость, что обычно интенсифи-
цирует процесс изнашивания рабочих поверхностей шкивов и тор-
мозных накладок. Поэтому твердость наружных слоев закаленного
металла задается в пределах 38—42 HRC, что достигается отпуском
шкивов, закаленных токами высокой частоты при температуре
450—500° С.
Наружную поверхность шкивов шлифуют на круглошлифоваль-
ных станках, устанавливая заготовку на оправку.
3
6-277
65
§ 9. Механическая обработка барабанов кранов
и ленточных конвейеров
По конструкции грузовые барабаны кранов и ленточных кон-
вейеров могут быть литыми или сварными, что определяет и вид
Рис. 37. Основные операции обработки барабана [18]
их заготовок. Литые барабаны изготавливают из стали (Ст 25Л-П)
или чугуна (СЧ15-32, СЧ18-36 или СЧ28-42). Отливаются они в пес-
чаные или полукокильные формы. Барабаны сварной конструкции
66
широко применяются в механизмах ленточных конвейеров и спе-
циальных кранов. Перед механической обработкой стальные литые
и сварные барабаны подвергают нормализации.
Механическая обработка барабанов состоит из токарных опе-
раций по обработке наружных поверхностей, растачиванию отвер-
стий и нарезанию ручьев, а также из сверлильных операцгй.
Токарную обработку барабанов выполняют на токарных станк; х
в два приема (рис. 37). При первой операции один конец заготовки
устанавливается в трехкулачковом патроне, а другой опирается на
Рис. 38. Кондуктор для сверления отверстий в барабанах [18]:
/ — кондукторные втулки; 2 — Г-образные прихваты; 3 — фиксатор; 4 — корпус; 5 — ручьи
центровой вращающийся диск А, смонтированный на задней бабке
станка. При выполнении второй операции один конец заготовки
устанавливается в патроне, а второй опирается на ролики Б гидрав-
лического люнета. На схеме показаны также виды резцов, применяе-
мых при токарной обработке барабанов.
Центральные отверстия барабанов растачивают на расточных
станках. Отверстия в стенках барабанов (на цилиндрической по-
верхности — для болтов прижимных планок, на торцевых — для
крепления зубчатых колес и ступиц) сверлят на радиально-свер-
лильных станках с использованием накладных кондукторов. Ти-
пичная конструкция такого кондуктора представлена на рис. 38.
При помощи ручек 5 кондуктор устанавливают на заготовку бара-
бана. Базирование кондуктора происходит по выступу в корпусе
После закрепления кондуктора Г-образным прихватом 2 сверлят
°Дно отверстие, в которое затем вставляется фиксатор 3. Отверстия
з* 67
сверлят через кондукторные втулки /, имеющиеся в кондукторе
и определяющие положение отверстий в барабане.
При сверлении отверстий во второй торцевой поверхности ба-
рабан необходимо переустановить (повернуть), что при больших
размерах и массе барабана требует значительных затрат времени..
Рис. 39. Схема выполнения сверлильной операции с применением
кантователя:
/ — поворотная рама; 2 — прихваты; 3 — накладной кондуктор; 4 — цапфы; 5 —
опорные ролики; 6 — торцевые опоры
С целью сокращения этого времени и полной механизации процесса
поворачивания барабана применяют специальные кантователи
с установкой в них нескольких барабанов (рис. 39) [18]. Кантователь
68
состоит из поворотной рамы /, имеющей опорные ролики 5,и торце-
вые опоры 6. Барабаны закрепляются в раме при помощи прихва-
тов 2 с гидравлическим приводом.
Отверстия в торцах барабанов сверлят по накладному кондук-
тору 3, после чего раму поворачивают на 180°, вращая ее в цапфах
4, и сверлят отверстия с другого конца. Вращение передается от
электродвигателя.
§ 10. Механическая обработка канатных блоков
Заготовками для канатных блоков являются в большинстве
случаев отливки, и только блоки малых диаметров изготавливают
из штампованых заготовок (при крупносерийном производстве).
Для кранов, работающих в тяжелом и весьма тяжелом режимах,
а также для специальных кранов канатные блоки отливают из
стали 25Л-П и 35Л-П, подвергая при этом отливки предварительной
термической обработке — нормализации. Блоки для кранов общего
назначения, работающих в легком и среднем режимах, а также
блоки для конвейеров (с грузовым натяжным устройством) и подвес-
ных канатных дорог могут быть изготовлены из серого чугуна
марок СЧ2-28, СЧ28-42.
При мелкосерийном производстве канатные блоки обрабаты-
вают на токарных или токарно-карусельных станках за два устано-
ва. На токарно-карусельном станке при обработке блоков одновре-
менно используют боковые и верхние суппорты, оснащенные режу-
щим инструментом, соответствующим выполняемому переходу.
При массовом производстве однотипных блоков с целью их
унификации эффективно применение механической обработки на
автоматических линиях [18] (рис. 40). Автоматическая линия состоит
из трех универсальных станков 11, 12, 13; шагового конвейера
3, проходящего над станками; наклонного рольганга 1 и трех
устройств 5 («механических рук»). Шаговый конвейер получает
возвратно-поступательное движение от пневмоцилиндра 4. Шаг
конвейера равен расстоянию между станками (и гнездами 8), а также
расстоянию от первого гнезда до токарно-револьверного станка
11. Заготовки с рольганга поступают на конвейер, проходя через
отсекатель-коромысло 2. При ходе конвейера влево отсекатель
освобождает одну заготовку, и она поступает на конвейер в первое
гнездо А. При ходе конвейера вправо (крайнее положение) гнездо
А с заготовкой окажется напротив револьверного станка 11, и
заготовка с помощью «механической руки» устанавливается в
патрон станка для обработки.
При втором ходе конвейера влево в гнездо А с рольганга посту-
пает следующая заготовка, а заготовка, обработанная на станке
11, снимается «механической рукой» и устанавливается в гнездо
Б конвейера. При втором ходе конвейера вправо вторая заготовка
поступает к станку 11, а первая подается к станку 12 и с помощью
69
«механической руки» устанавливается в патроне этого станка для
выполнения второй операции.
В процессе третьего цикла возвратно-поступательного движения
конвейера в гнездо А поступает третья заготовка, а первые две
заготовки сначала снимаются со станков (ход влево), а затем (ход
вправо) с помощью «механических рук» устанавливаются на станки
13 и 12. Со станка 13 обработанная деталь сбрасывается в наклон-
ный лоток 10 при помощи сбрасывателя 9.
Рис. 40. Автоматическая линия обработки блоков:
а — общий вид; б — схема «механической руки»; 1 — рольганг; 2 — отсекатель-коро-
мысло; 3 — шаговый конвейер; 4—7 — пневмоцилиндры; 5 — «механические руки»; 6 — вал;
8 — гнезда; 9 — сбрасыватель; 10 — наклонный лоток; 11, 12, 13 •— универсальные стан-
ки; 14 — зажимная часть; 15 — клиновые плунжеры; 16 — клин; 17 — пневмокамеры
«Механическая рука» (рис. 40, б) представляет собой пружинно-
пневматическое устройство, состоящее из зажимной части 14.
клина 16 и пневмокамеры 17. «Механические руки» закреплены
на валу 6 (рис. 40, а) и при его вращении поворачиваются в верти-
кальной плоскости на угол 270°. Привод вала — от пневмоцилинд-
}>а 7 через реечно-зубчатую передачу. Перед установкой заготовки
на станок «механическая рука» находится над гнездом конвейера.
При повороте вала «рука» зажимной части входит в отверстие блока.
Под действием сжатого воздуха диафрагма пневмокамеры 17 воз-
действует на шток клина 16 и через них ~ на клиновые плунжеры
15. разводящие зажимы. Закрепленная в патроне станка заготовка
70
освобождается от зажима под действием пружины пневмокамеры
после соединения ее внутренней полости с атмосферой.
При обработке блоков на станках автоматической линии (рис. 41)
позиции I, II и III отвечают установкам заготовки в станки 11,
12 и 13 (см. рис. 40).
В позиции I производится растачивание отверстия под развер-
тывание и снятие фаски с одной стороны. Заготовка закрепля-
Момент
Рис. 41. Эскизы к операциям обработки блоков на автоматической линии:
I — оправка; 2 — втулка; 3—4 — резцедержавка; 5 — ролик; 6 — пружина
ется в трехкулачном патроне при помощи кулачков, опирающихся
на дно канатного ручья.
В позиции II обрабатываются обода и ступицы блока на токар-
ном станке. Заготовка устанавливается на пневматической плун-
жерной оправке 1, которая при осевом перемещении заготовки упи-
рается в торец Т подвижной втулки 2, что и определяет положение
заготовки на оправке. При зажиме заготовки на оправке подвижная
втулка с шайбой отходит от заготовки, освобождая ее торцевые
плоскости под механическую обработку, которая выполняется при
поперечной подаче резцедержавки 4, прижимаемой пружиной 6 к
ролику 5. В концевой части державки имеется продольная выемка,
при попадании в которую ролик 5 резцедержавки сдвигается впра-
во, и резец 3 снимает фаску в ступице.
71
В позиции III плавающей разверткой при закреплении заготов-
ки в трехкулачковом патроне токарно-револьверного станка раз-
вертывается отверстие в ступице.
§ 11. Механическая и термическая обработка ходовых колес
кранов и крановых тележек
Ходовые колеса кранов и тележек изготавливают из поковок
или штамповок (Ст 65Г, 60Г, 40Г и др.), отливок (Ст 55 Л-П) или
цельнокатаных заготовок из сталей, близких по -составу и меха-
ническим свойствам к маркам сталей 60Г и 65Г.
Главной операцией при механической обработке ходовых колес
кранов и тележек является токарно-карусельная. Ее трудоемкость
Рис. 42. Ходовое колесо крана
в значительной мере определяется величиной припуска на обра-
ботку, что зависит от вида заготовки. Наименьшие припуски имеют
вальцованые и штампованые заготовки.
При изготовлении ходового колеса крана (рис. 42) выполняются
следующие операции:
предварительная обработка на токарно-карусельном станке
отверстия и торцов ступицы, торцов обода, реборд и поверхности
катания при двух установках:
термическая обработка (сорбитизация);
чистовая обработка колеса по кругу катания и ребордам, об-
работка скосов реборды, чистовое растачивание отверстия сту-
пицы;
получение шпоночного паза в ступице на протяжном или долбеж-
ном станках (последнее — при мелкосерийном производстве и ре-
монте).
На линии механической обработки и на участке сборки ходовых
колес кранов при поточном производстве (рис. 43) металлорежущие
станки 3, 5, 7 и S, а также пресс 9 расположены в строгой технологи-
ческой последовательности выполнения операции.
Заготовки транспортируются к станкам грузовой тележкой
4 по подвесному пути 6. Металлическая стружка транспортируется
конвейером 2 к стружкодробильной установке 1. Рассмотренная
72
схема может служить примером комплексной механизации основных
и вспомогательных процессов на отдельном участке цеха.
Обязательной операцией при изготовлении ходовых колес яв-
ляется их термическая обработка.
Рис. 43. Технологическая линия обработки и сборки ходовых колес кранов:
I — участок термической обработки колес; II — площадка для складирования колес;
III — участок узловой сборки колес; 1 — установка для дробления стружки; 2 — конвей-
ер; 3 — станок токарный; 4 —- грузовая тележка; 5 — токарный шестишпиндельный полу-
автомат; 6 — подвесной путь; 7 — станки карусельные; 8 — станок горизонтальный про-
тяжной; 9 — пресс усилием 200 тс; 10 — стеллажи для собранных колес
Для повышения твердости рабочих поверхностей колеса (по
кругу катания и ребордам) возможно применение нескольких ви-
дов термической обработки.
Объемная закалка с отпуском, при которой рабочие поверхности
и весь металл колеса приобретают твердость (в зависимости от тем-
пературы отпуска) в пределах
270—380 единиц по Бринеллю.
Такая твердость затрудняет
чистовую механическую обра-
ботку отверстия и торцов
ступицы.
Закалка рабочих поверх-
ностей токами высокой час-
тоты позволяет получить лю-
бую (до 55 HRC) твердость,
однако слишком большая твер-
дость рабочих поверхностей
колеса вызывает ускоренный
износ подкрановых и подте-
лежных рельсов, поэтому пос-
ле закалки колес ТВЧ при-
меняют их отпуск при t =
= 460—490° С, в результате
твердость металла снижается
до 270—380 НВ. Основными
Рис. 44. Изменение твердости закаленно-
го металла ходовых колес кранов при
закалке ТВЧ и сорбитизации (отпуск
при t = 490 - 500° С):
/ _ сорбитизация при п = 80 об/мин; 2 — при
п вх 53 об/мин; 3 — при п = 23 об/мин; 4, 5 —
закалка ТВЧ
недостатками закалки ходовых колес токами высокой частоты яв-
ляются:
малая (5—7 мм) толщина закаленного слоя (кривые 4 и 5 на
рис. 44). При сравнительно быстром изнашивании рабочих поверх-
ностей ходовых колес (0,3—1,2 мк/ч) также быстро изнашивается
73
А-А
закаленный слой, в ре-
зультате чего обнажа-
ется мягкий металл,
имеющий низкую изно-
состойкость;
наличие резких пере-
ходов от закаленного
металла к незакаленно-
му, что приводит к вы-
крашиванию и отслое-
нию закаленных слоев
металла.
По этим причинам
закалка ходовых колес
ТВЧ, как правило, не
применяется.
Прерывистая закалка
с отпуском или сорби-
тизация позволяет по-
лучить закаленный слой
большой толщины (до
50—70 мм) с постепен-
ным плавным измене-
нием твердости металла
в глубь колеса (кривые
/, 2, 3 рис. 44). Твер-
дость рабочих поверх-
ностей получается в пре-
делах 320—400 НВ. Этот
вид термической обра-
ботки достаточно прост
и позволяет увеличить
срок службы колес в 8—
10 раз по сравнению с не-
закаленными и в 4—5
раз — по сравнению с ко-
лесами , закаленными
ТВЧ. По этим причи-
нам сорбитизация, как
специальный вид терми-
ческой обработки, полу-
чила широкое примене-
ние при производстве
и ремонте ходовых ко-
лес кранов.
Предварительно об-
работанные ходовые ко-
леса укладывают на
74
выдвижную тележку или на под нагревательной печи. Колеса
диаметром 320—840 мм из стали 60Г нагревают в печи до темпера-
туры 700—820° С и выдерживают в течение 2 ч. После выкатки те-
лежки из печи два колеса при помощи клещевых захватов кран-балки
устанавливают на специальное устройство для прерывистой за-
калки (сорбитизации).
Схем1а устройства для сорбитизации ходовых колес приведена
на рис. 45. На раме 1 устаналивается бак 4, в который наливается
закалочная жидкость (вода). Уровень жидкости задается с таким
расчетом, чтобы при установке колеса на ролики 5 и 7 обод погру-
жался на глубину, равную половине его толщины. Приводные
ролики 5 получают вращение через вал S от электродвигателя
2. Положение поддерживающих роликов 7 изменяется в зависи-
мости от диаметра закаливаемого колеса при помощи винтов 6.
При вращении закаливаемого колеса участки обода погружа-
ются в воду периодически, вследствие чего получается процесс
прерывистой закалки. Структура металла и глубина закаленного
слоя зависят от режима закалки, т. е. от числа оборотов колеса,
общей продолжительности закалки и режима отпуска. Для колес
диаметром 500—700 мм наилучшие результаты закалки могут
быть получены при вращении колеса со скоростью 23—25 об/мин,
продолжительности закалки 2,5—5 мин и отпуске при температуре
490—500° С.
Анализ с помощью электронного микроскопа при увеличении
в 12500 раз микроструктуры стали 65 ходовых колес кранов,
подвергнутых процессу сорбитизации, показал, что на поверхности
катания структура характеризуется преобладанием равномерно
распределенных карбидов глобулярной (округлой) формы и мень-
шим числом карбидов пластинчатой формы. Карбиды округлой
формы имеют большую по сравнению с карбидами пластинчатой
формы твердость. По мере увеличения расстояния от поверхности
катания колеса в структуре металла увеличивается содержание
пластинчатых карбидов, что и вызывает плавное снижение твер-
дости металла.
§ 12. Механическая обработка грузовых крюков
На кранах применяют следующие виды грузовых крюков: кова-
ные однорогие при грузоподъемности кранов до 75 т, двурогие —
от 5 до 75 т, пластинчатые однорогие — от 37 до 300 т и пластин-
чатые двурогие — от 100 до 350 т.
Кованые крюки изготавливают из низкоуглеродистых сталей
марки Ст20 или Ст20Г. Перед механической обработкой поковки
крюков подвергают термической обработке — полному отжигу,
что снимает внутренние напряжения в металле, полученные в про-
цессе ковки и штамповки, и снижает твердость металла до 95—
135 НВ.
75
Технологический процесс механической обработки крюков,
зависит от вида заготовки (рис. 46) [181.
Операция 1 — разметка заготовки крюка — начинается с опре-
деления геометрической оси крюка. Заготовка в приспособлении
базируется на черновую необрабатываемую внутреннюю поверх-
Рис. 46. Эскизы к операциям обработки кованого крюка при крупносерийном
производстве:
1 — оправка; 2 — прижим; 3 — центр задней бабки станка
ность зева крюка радиуса г. Величина й2 = ± 4 мм определя-
ется из равенства
Л2 = г + с,
где с — размер, устанавливаемый измерением от базовой поверх-
ности.
Правильность разметки определяется равенством значений
величины h в сечениях 1—1 и 2—2.
Операция 2 — обработка центрового отверстия в стержне крю-
ка — выполняется на радиально-сверлильных (крюки малых и
76
средних размеров) или на горизонтально-расточных (крюки боль-
ших размеров) станках.
Операция 3 — токарная обработка стержня и нарезание резь-
бы — производится на токарно-винторезных станках. Заготовка
крюка устанавливается на оправку 1 приспособления-патрона и за-
крепляется в нем при помощи прижима 2. Хвостовая часть заго-
товки крюка поджимается центром 3 задней бабки станка.
Маршрутный технологический процесс обработки клепаной
заготовки (пакета) пластинчатого крюка включает разметку за-
готовки и расточку (рис. 47) отверстий диаметром 130А под ось
и диаметром 280 А3 — в зевах крюка. Эти отверстия могут раста-
чиваться в простом приспособлении — угольнике с винтовыми
Рис. 47. Схемы установки пластинчатого крюка для обработки на горизон-
тально-расточном станке:
а — приспособления с винтовыми прижимами; б — специальные приспособления; / — ци-
линдры
прижимами (рис. 47, а) — или в специальном приспособлении,
в котором заготовка крюка закрепляется при помощи двух пневма-
тических цилиндров 1 (рис. 47, б). После выполнения этих операций
производится разметка крюка для фрезерования мест под установ-
ку износных накладок, а затем — непосредственно фрезерование
на горизонтально-фрезерном станке.
Заключительной операцией является слесарная обработка (запи-
ловка радиусов под накладки, снятие заусенцев и др.).
§ 13. Механическая обработка труб роликоопор
Трубы роликов опор ленточных конвейеров изготавливают из
бесшовных стальных труб. Наружные и внутренние поверхности
труб роликов, как правило, не обрабатывают. Исключение состав-
ляет расточка мест соединения с буксами. Таким образом, механи-
ческая обработка труб состоит из двух операций: отрезной и рас-
точной.
Трубы заданной длины отрезают от цельнотянутых труб на
станках с дисковой пилой или на труборезных станках-полуавто-
матах. Первый способ менее производителен и связан с потерей
металла в стружку. При втором способе трубы режут дисковым
ножом без снятия стружки.
77
Труборезный станок-полуавтомат (рис. 48) состоит из рамы 2, на
которой расположены все механизмы станка, кроме насосной уста-
новки 7. Заготовка трубы укладывается на неприводные опорные
Рис. 48. Труборезный станок-полуавтомат:
I — упорный ролик; 2 — рама; 3, 10 — рычаги; 4 — двигатель; 5, 6 — гидроцилиндры;
7 — насосная установка; 3—опорный ролик; 9 — клиноременная передача; // — привод-
ной ролик; 12 — зубчатая передача; 13 — дисковый нож [47]
ролики 8 и при помощи гидроцилиндра 5 и рычага 10 прижимается
приводным роликом 11, получающим вращение от двигателя 4
через клиноременную передачу 9. Вследствие того, что опорные
Рис. 49. Обработка трубы ролика на агрегатном станке:
' — двухшпиндельные головки; 2 — поворотный стол; 3 — прижимное устройство; 4 —
многорезцовая головка
ролики 8 установлены под углом 87° к оси трубы, при вращении
труба получает осевое перемещение. После упора трубы в упорный
ролик 1, установленный на требуемом расстоянии, приводной ролик
автоматически отключается и включается дисковой нож 13, полу-
78
чающий вращение от двигателя через зубчатую передачу 12. Диск
к трубе прижимается с помощью гидроцилиндра 6 через рычаг <3.
Отрезанная заготовка сбрасывается, автоматически отключается
режущий дисковой нож, включается приводной ролик и цикл по-
вторяется [471.
При крупносерийном и массовом производстве роликов расточ-
ная операция выполняется на агрегатном двустороннем четырех-
шпиндельном автомате (рис. 49), состоящем из двух двухшпин-
дельных головок 1 и поворотного стола 2. Заготовки труб уста-
навливаются в двухместном приспособлении с пневматическим при-
жимным устройством <3. В многорезцовой головке 4 ставят четыре
резца: расточной, подрезной и два фасочных для внутренней и на-
ружной фасок [18].
§ 14. Технологические методы повышения долговечности деталей
подъемно-транспортных машин
Долговечность деталей машин — один из главных элементов,
определяющих надежность машин в целом. Увеличение долговеч-
ности деталей позволяет сократить число, объем и продолжитель-
ность ремонтов, уменьшить расход запасных частей и увеличить
сроки службы машин. Повышение долговечности деталей, а сле-
довательно, и повышение надежности машин являются важной
народнохозяйственной проблемой, решаемой на всех стадиях
изготовления, монтажа, эксплуатации и ремонта машин.
С целью повышения и сохранения расчетных значений долго-
вечности деталей машин используются различные методы: конст-
руктивные, технологические и эксплуатационно-ремонтные.
К конструктивным относятся методы, обеспечивающие требуе-
мую прочность и жесткость деталей, внедрение в конструкции
машин элементов (деталей-компенсаторов) и устройств, компенси-
рующих износ основных элементов, тщательное укрытие узлов
трения от внешней абразивной среды и т. д.
К технологическим методам относятся объемная и поверхностная
закалка, химико-термическая обработка, применение которых
во много раз увеличивает срок службы деталей. Так, например,
борирование и азотирование деталей, работающих в абразивной
среде, увеличивает сроки их службы в 6—10 раз.
К методам упрочняющей технологии относят также методы
повышения твердости, прочности и чистоты рабочих поверхностей
деталей машин. Повышение прочности и износостойкости поверх-
ностного слоя деталей машин особенно важно, так как, во-первых,
все процессы изнашивания протекают в поверхностных слоях
и не затрагивают глубинные слои металла деталей; во-вторых, на
поверхностных слоях остаются следы механической обработки
(микроцарапины, ожоги), являющиеся местами концентрации на-
пряжений, и термической — микротрещины; кроме того, поверх-
79
яостные слои детали испытывают наибольшие напряжения при
деформациях изгиба и кручения.
К методам упрочняющей технологии могут быть отнесены и ме-
тоды нанесения износостойких покрытий, и методы механиче-
ского упрочнения поверхностного слоя деталей:
Рис. 50 Схемы основных методов механического упрочнения поверхност-
ного слоя деталей машин
Рис. 51. Изменение предела вынос-
ливости образцов из стали 45Х в
зависимости от твердости и метода
обработки:
1 — отжиг; 11 — нормализация; 111 —
закалка с высоким отпуском; IV — закал-
ка с низким отпуском; V — закалка
без отпуска; / —- шлифованные и упроч-
ненные наклепом образцы; 2 — образцы,
наклепанные дробью; а —образцы, под-
вергнутые токарной обработке; 4 шли-
фованные образцы [52]
наклепывание поверхностей
дробью (рис. 50, а, б);
наклепывание шариками (рис.
50, в);
накатывание (обкатывание) по-
верхностей гладкими роликами или
шариками (рис. 50, г, 3, е);
наклеп механической чеканкой
(рис. 50, дар);
раскатывание и дорнирование
отверстий (рис. 50, з, и) 152].
Упрочняющее воздействие по-
верхностного наклепа основано на
уплотнении металла, которое полу-
чается в результате пластическо-
го деформирования в процессе на-
клепа.
Механическое упрочнение по-
верхностного слоя особенно эффек-
тивно для деталей, работающих
80
в условиях циклического нагружения. Зависимость предела вы-
носливости образцов из стали 45 X от твердости, получаемой в ре-
зультате (термической обработки и механического упрочнения [52]
(рис. 51),। указывает, что наибольшее увеличение предела выносли-
вости дает чистая закалка и закалка с низким отпуском и по-
следующем упрочнением наклепом (кривые 1, 2).
Глубина наклепанного слоя зависит от вида и режима наклепа,
а также твердости поверхностного слоя и находится обычно в пре-
делах от 0,5 мм (дробеструйный наклеп) до 7—8 мм (обкатка глад-
кими роликами).
Дробеструйный наклеп особенно эффективен для пружин и рес-
сор. Обкатка гладкими роликами применяется для упрочнения
поверхностного слоя цапф и шеек валов и осей. При обкатывании
происходит сглаживание микронеровностей, полученных при чисто-
вой токарной обработке, и снижение шероховатостей на 2—3 класса.
Обкатка гладкими роликами позволяет получить чистоту поверх-
ности до 11 класса, что делает излишней операцию предваритель-
ного шлифования.
Глава V
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
МЕТАЛЛОКОНСТРУКЦИЙ
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Технологическая характеристика металлических
конструкций ПТМ
К металлическим конструкциям подъемно-транспортных машин
относятся: мосты, порталы, башни, опоры, стрелы, фермы, балки,
рамы и др.
Масса металлоконструкции составляет от 25% (автомобильные
краны) до 70% (мостовые перегружатели, козловые краны) от об-
щей массы подъемно-транспортной машины. Металлоконструкции
ПТМ действуют в условиях сложного нагружения, а работающие
на открытом воздухе, кроме того, подвержены воздействиям клима-
тических факторов (низкие температуры, влага). Все эти особен-
ности предопределили высокие требования, предъявляемые к ка-
честву изготовления металлоконструкций.
Современные металлоконструкции подъемно-транспортных ма-
шин выполняются, как правило, сварными. В местах монтажных
Соединений металлоконструкций применяются главным образом
заклепочные соединения элементов. В крупных металлоконструк-
циях (мостовых перегружателях и др.) заклепочные соединения
заменяются соединениями на высокопрочных болтах нормальной
и повышенной точности.
81
Выбор технологического процесса производства металлокон-
струкций зависит от многих факторов, главными из которых явля-
ются конструкции узлов или элементов (решетчатые, листовые,
коробчатые, трубчатые), их габариты, вид соединения (сварные,
клепаные, болтовые), а также вид применяемого проката (листы,
уголки, трубы, швеллеры) и вид производства.
Листовые, коробчатые и трубчатые конструкции технологичнее
решетчатых, так как позволяют шире применять автоматическую
сварку, автоматизировать и механизировать процессы изготовле-
ния элементов и заготовок (правку, гибку, резку).
Металлоконструкции малых и средних габаритов изготавливают
и непосредственно собирают в цехе. При производстве крупных
металлоконструкций (козловых кранов для ГЭС, мостовых перегру-
жателей, опор подвесных канатных дорог и др.) в условиях цеха
изготавливают только крупные транспортабельные узлы, а полная
сборка металлоконструкций выполняется в процессе монтажа. При
поточном производстве мостовых кранов общего назначения в за-
водских условиях также изготавливают только крупные узлы
металлоконструкций (полумосты, рамы тележек). С целью проверки
оптимальности выбранного варианта технологии и точности выпол-
ненной сборки металлоконструкции при монтаже в заводских
условиях производится контрольная сборка всей металлокон-
струкции мостовых кранов общего назначения или отдельных узлов
(опор, ферм, порталов) специальных кранов. Контрольной сборке
подвергают металлоконструкции первого и каждого десятого се-
рийно выпускаемого крана.
В металлоконструкциях ПТМ широко применяется нормаль-
ный прокат черных металлов: листы, уголки, швеллеры, трубы.
Из листового проката резкой, гибкой и сваркой изготавливают
крупногабаритные элементы: балки двутавровые и коробчатые,
трубы и др.
Легкие сплавы (алюминиевые, магниевые) в металлоконструк-
циях ПТМ нашли пока ограниченное применение, поэтому в дан-
ной книге рассматривается производство главным образом стальных
металлоконструкций ПТМ, изготавливаемых из низкоуглеродистых
сталей марки ВСЗ, СтЗ, Ст15, Ст20, Ст25 и легированных ста-
лей марок 10ХСНД, 15ХСНД, 09Г2С, С9Г2С1, 10ХСНД, 10Г1СД,
М16С, 18Г2АФПС и др. Для кранов, предназначенных для ра-
боты в условиях низких температур, хорошо себя зарекомендо-
вали стали марок 10ХСНД, 15ХСНД, 09Г1С, 14ПАФ, 16Г2АФ,
18Г2АФПС.
Все стали, применяемые для изготовления металлоконструк-
ций ПТМ, хорошо свариваются, что позволяет использовать все
виды сварки металлов и, в первую очередь,— автоматическую сварку
под слоем флюса, дающую сварные швы высокого качества при эко-
номии электродной проволоки и электроэнергии, а также повыше-
ние производительности труда рабочих. Для автоматической сварки
металлоконструкций ПТМ применяют обычно сварочную проволоку
82
марок СвО8, СвО8А, АМГ и флюсы марок ОЦС-45, АН-348, АН-А1
АН-А6.
Крановые металлоконструкции должны свариваться только
высококвалифицированными сварщиками, сдавшими экзамен на
производство ответственных сварочных работ в соответствии с пра-
вилами Госгортехнадзора.
§ 2. Общий технологический процесс производства
металлоконструкций ПТМ
Производство сложных металлоконструкций ПТМ включает
ряд операций, которые можно разделить на следующие виды:
подготовительные, сборочно-сварочные для узлов и всей металло-
конструкции машины и операции по механической обработке узлов.
К подготовительным операциям относятся: правка, очистка,
пассивирование, фосфатирование, разметка, резка, штамповка,
гибка, пробивка на прессах и механическая обработка кромок под
сварку.
При крупносерийном производстве изготовление узлов и сбор-
ка металлоконструкций производятся на специальных участках,
а при поточном — на автоматических линиях. На схеме расположе-
ния линий и участков при поточном производстве металлоконструк-
ций мостовых кранов (рис. 52) показан путь металла со склада на
участки и линии подготовки, первичной обработки листового
и профильного проката.
Затем листовой прокат поступает на участок обработки кор-
пусных деталей из листа и далее — на линии изготовления про-
летных балок. Профильный прокат с линии первичной обработки
поступает на линии узловой сборки и на участки общей сборки
мостов.
Механизация технологических процессов сборки и сварки сред-
них по габаритам узлов металлоконструкций достигается приме-
нением манипуляторов, позиционеров и кантователей, с помощью
которых свариваемые узлы устанавливаются в удобное для сварки
положение. Крупные узлы металлоконструкций (балки, порталы)
собирают на стапелях (см. гл. VI) и сборочных стендах.
§ 3. Первичная подготовка проката
Перед сваркой прокат должен быть очищен от ржавчины, ока-
лины, масел и других загрязнений, вызывающих дефекты в свар-
ных швах или снижающих их прочность. При мелкосерийном про-
изводстве металлоконструкций прокат очищают при помощи ручных
или механизированных стальных щеток, наждачных кругов с гиб-
ким валом и других приспособлений.
При поточном производстве первичная обработка металла осу-
ществл. ется на поточных линиях, которые строятся для каждого
вида проката: листового, уголков, швеллеров и т. д. При этом для
83
-L-.
I!
I!
!
f!
Линияс_разьемнь!ми буксами^
| \Линия озготббления концебъпГбалок длинбдбдТпбГ^У^^1^ рам тележек с углоОыни
§i
-М
l_>z
Г
_____резки.
"» I I ,'*-ч
• Линия изготовления | Линия- /монтожаП
«> пролетных |балок । площадок И обслужи- |
I бания I ||
О - iig~| -....................
Г=Г_£1__ _Q _о__п___п_ Ln __О. —Л___Q___о___п₽
------------Т----------1----------
Линия изготовления [ Линия Пюнлюиа"f
пролетных^ балок площадокяобс.лужида~ ।
| \ния n
5-S—
Участок газовой г
Участок обработки корпусных деталей из листа 3
£9
Х~Учосток общей сборни постой
jrx~im
Линия подготовки а первичной обработки листового проката.
д___л — л . п_ п п rt- i
У^!шя^брабшки\ |L ^^о^/тног^про^ата^) \^правки_(£резки_рельсод \]
Участок
общей сборни мостов
Малярное отделение
Условные обозначения [[_
—— Грузопотоки металла и деталей заготовок
•=*» Грузопотоки узлов и готовых изделий
—» Поступление металлообрабатываемых деталей и узлов
Рис. 52. Общая схема расположения технологических линий и участков при поточном производстве металлокон-
струкций кранов
очистки проката применяют химические методы и механические
при помощи струи мелкой чугунной или стальной дроби. При хими-
ческих методах очистки листы последовательно опускают в ванны
с раствором кислот, теплой водой, раствором щелочей и снова
в ванны с теплой водой, или эти же составы последовательно на-
правляют в виде струи на очищаемую поверхность. Более произ-
водительным является струйный метод, так как струя раствора
одновременно оказывает на металл и механическое воздействие,
что ускоряет процесс очистки.
На непрерывной поточной линии, предназначенной для дробе-
метной очистки и последующего фосфатирования (рис. 53), сталь-
ные листы с приемного рольганга 1 поступают в листоправильные
Рис. 53. Схема непрерывной поточной линии дробеструйной очистки и фос-
фатирования листового проката:
1, 3, 4 — рольганги; 2 — листоправильные вальцы; 5 — камеры; 6, 8 — агрегаты промыв-
ки; 7 — агрегат фосфатирования; 9 — агрегат пассивирования; 10 — редуктор; 11 — выход-
ной рольганг; 12 — кантователь
вальцы 2 и на рольганг 3. Затем листоукладчиком листы ставятся
на рольганг 4 в вертикальном положении и, передвигаясь по его
приводным роликам, последовательно проходят через камеры 5
двухсторонней дробеметной очистки и агрегаты первой промывки
6, фосфатирования 7, горячей и холодной промывки 8 и пассивиро-
вания 9. Ролики приводятся во вращение двигателем через редук-
тор 10. Пройдя пассивирование, листы поступают на выходной
рольганг 11 и кантователем 12 укладываются в горизонтальном
положении на выходной рольганг или стол.
Цель фосфатирования, т. е. образования на поверхности листа
тонкой пленки нерастворимого соединения (фосфорно-кислой соли)
железа и марганца,— предохранить очищенный металл от Воздей-
ствия кислорода воздуха. Цель пассивирования — образование
на поверхности стальных листов тончайших оксидных пленок,
защищающих металл от коррозии.
К первичной подготовке проката относится также его правка,
осуществляемая на специальных машинах для правки листа, угол-
ка, швеллера и других профилей. Схема действия листоправильной
машины показана на рис. 54. Лист толщиной s вводится в машину
направляющими приводными валками 1. При этом рабочие валки
2, установленные друг от друга на расстоянии /, выправляют имею-
щиеся неровности листа. Рабочие валки передают возникающие
85
нагрузки опорным роликам 3. На листоправильных машинах пра-
вятся листы толщиной от 5 до 40 мм.
После правки фасонный прокат (уголки, швеллеры, трубы)
дисковыми пилами, ножницами или ручной газовой резкой ре-
жется на заготовки или элементы необходимой длины. Резка про-
изводится по упору или разметке.
Заготовки или элементы с прямолинейными контурами выре-
заются из листового проката на гильотинных или дисковых нож-
ницах. Листовые заготовки и элементы, имеющие криволинейные
контуры, вырезаются (раскраиваются) с помощью газовой резки
переносными газорезательными приборами типа ПП-1, ПП-2 или
Рис. 54. Схема листоправильной машины:
/ *- приводные валки, 2 — рабочие валки; 3 — опорные ролики
стационарными газорезательными машинами типа АСП-1, АСШ-2.
Выкраивать заготовки из листа можно по разметке, по шаблонам
(копирам) или с использованием фотооптических аппаратов. Од-
нако в любом случае необходимо стремиться к минимальным отхо-
дам металла.
§ 4. Технология изготовления концевых балок
мостовых кранов
Концевые балки мостовых кранов имеют коробчатое сечение
и делаются из листового проката. Технология их изготовления
и виды применяемой оснастки в значительной мере зависят от
характера производства.
При мелкосерийном производстве концевых (и других) балок
используют простейшие приспособления: столы, плиты, стенды,
прижимные струбцины. Элементы балок устанавливают по раз-
метке, прихватывают электросваркой и проверяют правильность
сборки.
На первом этапе изготовления концевой балки мостового крана
общего назначения (рис. 55, а) заготовки вертикальных стенок
86
Рис. 55. Эскизы изготовления концевой балки при мелкосерийном производстве:
/ ~ гнутая полоса; 2 — •диафрагма; 3 ~ угольники [18]
{листов) концевой балки сваривают встык. Для этого листы укла-
дывают на стенд, выверяют их взаимное положение и прижимают
струбцинами к стенду. После прихватки листов электросваркой
и вторичной проверки правильности сборки производится сварка
листов, зачистка сварочных швов и проверка их качества мето-
дами гаммаграфирования, рентгено- или ультразвуковой дефекто-
скопии.
На втором этапе (рис. 55, б) производится сборка узлов кон-
цевых диафрагм и гнутых полос. С этой целью гнутая полоса
1 устанавливается на плите стенда, размечаются места установки
диафрагм 2 и устанавливаются диафрагмы. Правильность уста-
новки проверяется с помощью угольников 3. После прихватки сва-
риваемых элементов и повторной проверки производится полная
сварка узлов.
Третий этап выполняется в несколько приемов:
1. Сборка с прихваткой электросваркой листов верхнего пояса
(рис. 55, в).
2. Установка и приварка диафрагм к верхнему листу (поясу)
концевой балки (рис. 55, г), установка и прихватка вертикальных
•стенок (рис. 55, д). Сварка производится на специальном стенде,
позволяющем кантовать балку для сварки в нижнем положении
(чтобы избежать вертикальных швов).
3. Разметка нижнего пояса, установка на нем балки, прихватка
электросваркой и сверление по кондуктору отверстий в листах
и накладках монтажных стыков (рис. 55, е).
4. Разметка и установка на балку концевых гнутых элементов,
косынок и ребер, их прихватка электросваркой, проверка и при-
варка (рис. 55, ж).
5. Разметка, установка на балку и прихватка электросваркой
платиков и монтажных стыков накладок, окончательная приварка
платиков (рис. 55, з).
6. Сверление по кондуктору монтажных отверстий, установка
в эти отверстия монтажных болтов (рис. 55, и).
При поточном производстве мостовых кранов концевые балки
•изготавливаются на поточной линии, которая оборудуется меха-
низированными стендами, кантователями, сборочными стапелями
и специальной оснасткой. Схема и эскизы к выполняемым операциям
на поточной линии производительностью 3400 концевых балок
в год показаны на рис. 56 [18]. Заготовки вдоль линии транспор-
тируются с помощью подвесных спаренных электроталей, имеющих
специальные захваты.
На первом рабочем месте (рис. 56, а) производится сборка за-
готовок горизонтальных и вертикальных листов балки и сверле-
ние отверстий под болты монтажных накладок. Для сборки листов
3 используется специальный стенд 1, имеющий две тележки 2, ме-
ханизм подъема 3 листов и фиксаторы 4. Накладки 6, размеченные
под сверловку отверстий с помощью накладного шаблона, вместе
с листами прижимаются к стенду пневмозажимом. Отверстия
88
Рис. 56. Эскизы изготовления концевых балок при поточном производстве:
о)/—стенд; 2 — тележки; 3 — механизм подъема листов; 4 — фиксаторы; 5 — листы*
6 накладки; 7 — пневмозажим; 8 — радиально-сверлильный станок; 9_______стенд-нако-
,в~таяи- б> / -стенд; 2 -тележки; J - подвижной портал; упоры; 5-
диафрагмы; 6 — накладки; в) / — стенд; 2 — кантователь; 3 — приспособление* для уста-
новки угольников; 4 —• прижимные устройства; г) 1 — стенд; 2 — стойки; 3_электро-
двигатель; 4 — рычажный кантователь; д) / -»кантователь
в накладках и листах сверлятся и развертываются радиально-свер-
лильным станком 8. После установки в отверстия чистых болтов
собранные листы талями 10 подаются на стенд-накопитель 9.
На втором рабочем месте (рис. 56, б) производится сборка вер-
тикальных стенок с верхним поясом балки. Верхний пояс уклады-
вают на стенд 1 по упорам 4, размечают места установки диафрагм
и с помощью тележки 2 устанавливают диафрагмы 5 и накладки 6,
которые приваривают к верхнему листу полуавтоматической (шла-
ковой) сваркой.
Вертикальные стенки устанавливают на нижний лист при помо-
щи подвижного портала 3, имеющего пневматические прижимные
устройства, плотно прижимающие стенки к диафрагмам. После
Рис. 57. Двухстоечный кантователь для сварки концевых балок:
/ — неподвижная тумба; 2 — передняя стойка; 3 — захваты; 4 — задняя стойка;
5 — тележка [47]
прихватки вертикальных стенок к диафрагмам и проверки качества
сварки балки передаются на третье рабочее место.
На третьем рабочем месте (рис. 56, в) на балку при помощи
приспособления 3 устанавливают платики под буксы, прихваты-
вают угольники и сваривают стенки и диафрагмы. Для удобства
выполнения внутренних нижних швов балка устанавливается на
цепной кантователь 2 стенда 1. Угольники прижимаются к торце-
вым частям стенок при помощи прижимных устройств 4. После при-
хватки угольников прижимные устройства снимают и угольники
приваривают окончательно при положении балки, создающем усло-
вия для укладки нижних горизонтальных сварочных швов.
На четвертом рабочем месте (рис. 56, г) собирают балку с ниж-
ним поясом и устанавливают буфера на верхний пояс. С этой целью
нижний пояс укладывают на рычажный кантователь 4 стенда 1,
на пояс устанавливают и прихватывают электросваркой два гну-
тых листа и две планки. В таком виде нижний пояс укладывают
кантователем на стол стенда. На этот пояс электроталями 3 устанав-
ливается сваренная заготовка балки, которая крепится к стойкам
2, а пояс прижимается к заготовке гидроцилиндрами стенда и при-
хватывается к балке. Буфера устанавливают на верхний пояс и при-
хватывают электросваркой.
На пятом рабочем месте (рис. 56, д) листы соединяются при
помощи полуавтоматической сварки в среде углекислого газа.
90
Для удобства сварки рабочее место оборудовано кантователем
(рис. 57). Кантователь состоит из неподвижной тумбы 1 и тележки
5, на которых расположены передняя 2 и задняя 4 стойки. На шпин-
делях стоек установлены захваты 3, при помощи которых закрепля-
ется свариваемая концевая балка. Благодаря подвижной тележке
на стенде можно сваривать балки длиной от 5,3 м до 8,2 м. Кантова-
тель позволяет сваривать все швы в нижнем положении.
На шестом рабочем месте на балку устанавливают буксы с ходо-
выми колесами, после чего балка в сборе передается на общую
сборку моста крана.
§ 5. Технология изготовления главных балок
мостовых кранов
Главные или пролетные балки мостовых кранов могут быть ре-
шетчатыми и листовыми коробчатого сечения. Балки решетчатого
типа из-за меньшей технологичности в современных конструкциях
мостовых кранов применяются весьма редко (за исключением вспо-
могательных).
Технология изготовления листовых балок зависит от вида
производства. При мелкосерийном или индивидуальном произ-
водстве элементы металлоконструкций вырезаются по разметке,
шаблонам и плазам. Балка собирается на стендовой плите. Сборка
обычно начинается с прихватки диафрагм к верхнему горизонталь-
ному поясу, уложенному на плиту. Вертикальные листы устанав-
ливаются и прихватываются электросваркой. После проверки пра-
вильности сборки свариваются внутренние швы с помощью аппа-
ратов для автоматической, полуавтоматической или ручной сварки.
При помощи крана балка устанавливается в положение, удобное
для сварки. Затем на балку укладывается нижний горизонтальный
пояс и прихватывается электросваркой, балка кантуется в нормаль-
ное (рабочее) положение, а пояс приваривается наружными швами.
При поточном производстве для выполнения операции по сборке
и сварке главных балок оборудуют специальные участки — по-
точные линии. Эскизы сборки и сварки главной балки на поточной
линии показаны на рис. 58.
На первом рабочем месте, состоящем из двух стендов, произ-
водится сборка и полуавтоматическая сварка элементов верхнего
пояса балки (рис. 58, а), а также установка и приварка к поясу
диафрагм (рис. 58, б).
На первый стенд элементы верхнего пояса 1 самоходным порта-
лом 2 с вакуумными захватами 3 подаются в горизонтальном поло-
жении. Стыки элементов пояса свариваются сварочным полуавто-
матом на магнитофлюсовой подушке 4.
Самоходный портал (рис. 59) состоит из каркаса 1, на котором
размещены механизм передвижения портала 8, механизм подъема
5, траверса 7 с вакуумными захватами 2, вакуумная установка 6,
электрооборудование 4 и пульт управления 3. Для захвата траверса
91
Рис. 58. Эскизы сборки и сварки главных балок мостового крана при лоточном производстве:
а *— сборка и полуавтоматическая сварка элементов верхнего пояса балки: / — верхний пояс; 2 — портал; 3 — вакуумные захваты; 4 — маг-
нитофлюсовая подушка; б — установка и приварка к поясу диафрагм: / — диафрагма; 2 — поперечные тележки; в — установка и прихватка
элементов вертикальных листов: 1, 2 — самоходные порталы; 3 — вакуумные захваты; а — приварка диафрагм и уголков жесткости; о — сбор-
ка и сварка нижнего пояса балки; / — гидродомкрат; 2 — кантователь; 3 — портал; 4 — нижний пояс; 5 — стенд; е — сварка вертикальных
листов и поясов; ж — ручная сварка [18]
опускается на лист и вследствие разрежения воздуха в камерах
захватов (около 500 мм рт. ст.) создается требуемая сила «присоса»
листа к захватам, имеющим по контуру резиновые манжеты. Гру-
зоподъемность портала 1000 кг. Он может транспортировать листы
длиною до 9 м со скоростью 36 м/мин.
На втором стенде (рис. 58, б) диафрагмы 1 устанавливаются на
пояс и прихватываются электросваркой. Собранный узел («гре-
бенка») поперечными тележками 2 передается на стенд для полуав-
томатической приварки диафрагм.
Рис. 59. Самоходный портал для транспортировки листов главных балок:
1 — каркас; 2 — вакуумные захваты; 3 — пульт управления; 4 — электрооборудование;
5 — механизм подъема; 6 — вакуумная установка; 7 — траверса; 8 —» механизм передвиже-
ния портала [47]
Установка и прихватка элементов вертикальных листов к «гре-
бенке» производится на втором рабочем месте (см. рис. 58, в).
Листы на сборку подаются в вертикальном положении самоход-
ным порталом 1, имеющим вакуумные захваты 3. Второй самоход-
ный портал 2 оборудован пневматическими цилиндрами, с помощью
которых листы плотно прижимаются к диафрагмам.
Схема узла пневмоцилиндров портала приведена на рис. 60.
Портал оборудован шестью горизонтальными 1 и одним вертикаль-
ным 5 пневмоцилиндрами, на штоках поршней которых установлены
прижимы 2 и 4. Вертикальный цилиндр установлен на отдельной
раме, которая тягами 3 связана с нижними подхватами. Такое
устройство позволяет разгрузить ходовую часть портала от нагру-
зок, создаваемых усилием пневмоцилиндра 5 (около 4000 кгс).
Диафрагмы и уголки жесткости приваривают к вертикальным
стенкам на двух стендах третьего рабочего места (см. рис. 58, г).
На четвертом рабочем месте, также состоящем из двух стендов,
производится сборка и сварка нижнего пояса балки. Для этого
93
балка краном подается на стенд 5 (см. рис. 58, д), оборудованный
гидродомкратами 1 и кантователем 2. С помощью гидродомкратов
производится растяжка балки с целью удаления волнистости
листов, образовавшейся при сварке. Нижний пояс 4 укладывается
кантователем на балку, и вертикальный пневмоцилиндр портала
Рис. 60. Схема узла прижимных пневматических цилиндров самоходного
сборочного портала:
I — горизонтальные пневмоцилиндры; 2—4 — прижимы; 3 — тяги; 5 — вертикальный пневмо-
цилиндр
3 плотно прижимает пояс к диафрагмам и вертикальным стендам.
После прихватки пояса стыки верхнего и нижнего поясов зава-
ривают.
На пятом рабочем месте (см. рис. 58, е) автоматически свари-
94
вают вертикальные листы и пояса продольными и поперечными
швами.
Все участки швов, не заваренные автоматической сваркой, зава-
ривают ручной на шестом рабочем месте (см. рис. 58, ж). Здесь же
швы зачищают пневмошлифовальными ручными машинками и пере-
дают балку на участок контроля качества сварных швов.
Поточное производство балок на двух линиях позволяет довести
их выпуск до 2600 шт. в год, в 1,5—2 раза снизить трудоемкость
и довести съем продукции с 1 м2 производственной площади до
12 т в год.
§ 6. Технологический процесс изготовления (сборки)
мостов мостовых кранов
Технологический процесс изготовления мостов мостовых кранов
состоит из сборки и соединения главных и концевых балок, уста-
новки и закрепления подтележечных рельсов, перил и поручней.
У кранов общего назначения концевые балки подаются на сбор-
ку вместе с установленными в них ходовыми колесами. У кранов
с балансирной системой собирается только металлоконструкция
моста, а балансиры подводятся под мост при общей технологичес-
кой сборке крана.
При поточном производстве мостовых кранов главные и конце-
вые балки моста собирают на стапеле, что позволяет в 2,5—3 раза
повысить производительность труда рабочих и выпустить до ПО—
120 кранов в месяц, а также повысить точность сборки мостов.
Стапель (рис. 61) состоит из двух частей: неподвижной 2 и по-
движной /, что позволяет собирать мосты с различной длиной про-
лета L, устанавливаемой по размеченным рельсам 3. Ходовые ко-
леса крана крепятся в базовых каретках 4 и передвигающихся
каретках 5, что дает возможность собирать мосты с различными ба-
зами В. Каретки 5 передвигаются при помощи винтов 7 по направ-
ляющим 6. Колеса закрепляются в каретках упорами 8, 9, 11
и прижимами 10.
После проверки правильности соединения главных балок
с концевыми, необходимой регулировки и правки производится
прихватка, а затем и.приварка концевых балок к главным. В соот-
ветствии с конструкцией узла соединения балок устанавливаются
усиливающие косынки и ребра.
Мост со стапеля снимается краном, подается на продольные
тележки сборочной площадки, где на него устанавливается меха-
низм передвижения крана.
Концевые балки в процессе изготовления соединяются по мон-
тажным стыкам 12 технологическими болтами. После сборки мост
маркируется, и монтажные стыки разъединяются. В результате
получают два полумоста, которые транспортными тележками пере-
возятся в цех окраски и сушки, а оттуда — на склад готовой про-
дукции.
95
L -10500-34500
Рис. 61. Сборка мостов кранов на стапеле:
/ — подвижная часть стапеля; 2 — неподвижная часть стапеля; з — рельсы; 4 — базо-
вые каретки; б — передвигающиеся каретки; 6 — направляющие; 7 — винты; 8, 9, 11
упоры; 10 — прижимы; 12 — монтажные стыки [18]
§ 7. Технология изготовления рам грузовых тележек кранов
Общий технологический процесс изготовления рам грузовых
тележек мостовых и консольных кранов состоит из трех этапов:
изготовление элементов и узлов рам (листов, балок и др.);
сборка и сварка рам;
механическая обработка рам.
Рис. 62. Эскизы изготовления рамы грузовой тележки крана при мелкосерий-
ном производстве:
/, 2 — листы; 5—прижимы [18]
Выбор технологических операций и степень их оснащенности
специальным оборудованием зависят от вида производства. При
мелкосерийном производстве сборка и сварка элементов рамы вы-
полняются вручную на универсальных рабочих местах с примене-
нием струбцин, упоров, угольников и др. При изготовлении рамы
(рис. 62) в позиции а ее листы 1, 2 после разметки закрепляются
на плите прижимами 3 и прихватываются. После правки листа на
него устанавливаются и привариваются моторная и редукторная
балки (рис. 62, б), балка механизма передвижения, а также глав-
6-277
97
ная и вспомогательная балки. Кроме того, укрепляют стенки уравни-
тельных блоков (позиция в). В расточенные отверстия этих стенок
устанавливается фальшвал, что обеспечивает соосность отверстий
при сборке и сварке. Балки свариваются с листом при горизонталь-
ном и вертикальном положении рамы, что позволяет сваривать их
более качественными нижними швами и избавиться от менее ка-
чественных вертикальных и потолочных.
В позиции г устанавливаются, прихватываются и привариваются
гнутые элементы («гнутье») в сборе, кронштейны, ребра, бортовые
листы и др. После сварки гнутых элементов рама снова устанавли-
вается на плиту, и автоматически свариваются верхние' листы.
Здесь же рама правится.
При поточном производстве рам все эти операции выполняются
на специальных рабочих местах, оснащенных стапелями, кантова-
телями, аппаратами для автоматической и полуавтоматической
сварки. При этом улучшаются технико-экономические показатели
производства. Так, например, на площади в 500 м2 производится
до 1900 рам в год.
§ 8. Технология изготовления трубчатых металлоконструкций
В современных конструкциях подъемно-транспортных машин все
более широкое применение находят трубчатые металлоконструкции:
башни и стрелы — у башенных кранов, порталы и стрелы — у пор-
Рис. 63. Схемы изготовления обечайки на четырех-
валковой гибочной машине
тальных, мосты и опоры — у мостовых перегружателей. Трубчатые
элементы металлоконструкций технологичнее в производстве по
сравнению с решетчатыми или сварными сплошно-стенчатыми
коробчатого сечения и имеют меньшую массу, отнесенную к 1 т
грузоподъемности крана.
Технологический процесс изготовления трубчатых металлокон-
струкций состоит из следующих основных операций:
98
max2850
Рис. 64. Установка для автоматической сварки обечаек:
3 —• ролики; 2 — кабель; 4 — механизмы вращения; 5 — траверса; 6 — сварочная головка; 7 — сварочная проволока; 8 — противовесы;
9 блоки; 10 — подъемные головки; 11 — шарнирные рычаги; 12 бункер для флюса; 13 обечайка; 14 двигатель; 15 — винты
гибка стальных листов в трубчатые заготовки (обечайки);
сварка трубчатых заготовок по продольным швам — изготов-
ление трубчатых элементов;
разделка в трубчатых заготовках мест под кольцевые швы;
стыковка трубчатых элементов (секций) и их прихватка;
сварка элементов по кольцевым швам.
Листовые заготовки в трубчатые сгибают на листогибочных
машинах (рис. 63). В позициях а, б, в подгибают концевые участки
листовой заготовки, а в позициях г, д, е — постепенно образуется
кольцевая трубчатая заготовка (обечайка).
Продольные кольцевые швы обечаек автоматически свариваются
на специальных установках (рис. 64). Обечайка 13 устанавливается
на ролики /, которые приводятся во вращение от двигателя 14
через редуктор и промежуточные зубчатые передачи. Сварочная
головка 6 (типа АБС) вместе с бухтой сварочной проволоки 7 и
бункером для флюса 12 передвигается по продольной траверсе
5. Траверса шарнирными рычагами 11 соединена с подъемными го-
ловками 10, которые могут подниматься и опускаться при помощи
винтов 15, приводимых во вращение механизмами 4. Траверса
уравновешивается противовесами 8, подвешенными на канатах,
огибающих блоки 9. Ток к сварочной головке подводится кабелем
2, подвешенным на роликах <9. При наклонном положении траверсы
на стенде можно сваривать также обечайки конусного типа.
§ 9. Технология изготовления порталов портальных кранов
Порталы современных портальных кранов имеют большие габа-
риты, что не позволяет транспортировать их к месту эксплуатации
в собранном виде. Наличие в металлоконструкциях порталов мон-
тажных стыков облегчает транспортировку порталов и их изготов-
ление, но одновременно повышает требования к точности сборки
узлов, разъединенных монтажными стыками. Поэтому порталы
обычно изготовляют в два этапа: сначала делают укрупненные узлы,
а затем выполняют на стенде контрольную сборку и последующую
разборку портала для транспортировки.
К укрупненным узлам портала, изготовляемым в виде отдель-
ных сборочных единиц, относятся оголовок в сборе с зубчатым
или цевочным венцом, кольцевым рельсом и центральной цапфой
и опоры (ноги) портала.
Изготовление оголовков порталов включает сборочно-свароч-
ные операции, механическую обработку и узловую сборку.
Металлоконструкция оголовка собирается из заготовок в виде
листов, обечаек, колец, ребер жесткости и диафрагм, которые пред-
варительно собираются по разметке на сборочной плите, прихва-
тываются электросваркой и после проверки свариваются.
Механической обработке подвергаются плоскости соединения
оголовка с опорами, кольцевой рельс, центральная цапфа, зуб-
чатый венец и другие детали. Обработка этих поверхностей, выпол-
ню
няемая на карусельных станках, позволяет повысить точность сбор-
ки оголовка с другими узлами и элементами портала. Трубчатые
опоры порталов при больших габаритах разъединяются на отдель-
ные сборочно-монтажные единицы за счет наличия монтажных
Рис. 65. Схема стапеля для сборки и сварки опор порталов портальных
кранов:
/ — нижние кронштейны; 2 — верхние кронштейны; 3 — тумба; 4 — винты; 5 — контроль-
ный упор [18]
стыков фланцевого типа. Металлоконструкции опор с оголовком и
с узлами ходовых тележек соединяются при помощи фланцевых
болтовых соединений.
Опоры порталов прямоугольного коробчатого сечения вклю-
чают, кроме коробки, систему диафрагм и фланцев. Технологичес-
кий процесс изготовления таких опор аналогичен технологичес-
кому процессу изготовления главных балок мостов при мелко-
серийном производстве. Коробки опоры с фланцами собирают на
специальном стенде (рис. 65), что позволяет обеспечить взаимную
параллельность опорных плоскостей фланцев и проверить основ-
101
ные геометрические параметры двух опор. Нижние кронштейны
1 закреплены неподвижно и их привалочные (соединительные) по-
верхности лежат в одной плоскости. Два верхних кронштейна 2,
установленные на тумбе 3, подвижны, что облегчает установку
фланцев. Кронштейны передвигаются при помощи винтов 4 до
контрольного упора 5, определяющего расстояние между флан-
цами. Правильность сборки опор дополнительно контролируется
равенством расстояний а (с установленным допуском).
Рис. 66. Стенд для контрольной сборки портала:
/, 5, 7 — опоры; 2 — основание; 4 — площадка-крестовина; 5 — призмы; 9 — съемная пло-
щадка; 10 — крестовина; 11 — колонна; 12 — стойка; 13— фиксирующее устройство
Стенд рассмотренной конструкции позволяет выполнять сборку
и проверку двух спор портала. Более точной является полная
(контрольная) сборка портала трубчатой конструкции на специа-
льном стенде (рис. 66).
Стенд состоит из основания 2, на которое устанавливают цен-
тральную опору 3 и колонну //.На опоре расположена площадка-
крестовина 4 с опорными узлами (призмами) 5. Оголовок 8 портала
поддерживается стойкой 12. Рабочие-сборщики во время монтажа
находятся на постоянных площадках 6 и 14 и съемной площадке 9.
Контрольная сборка портала начинается с установки на пло-
102
щадку крестовины 10 портала. Точность ее установки обеспечи-
вается фиксирующим устройством 13, соединенным с крестовиной
по посадке 1300 ~. Опоры 7 портала с неприваренными фланцами
устанавливаются на призмы и опоры. После выверки положения
опор по отвесу и упорам их закрепляют на стенде. Фланцы опоры
поворачивают до совмещения с отверстиями во фланцах кресто-
вины, соединяют технологическими болтами, прихватывают, а затем
приваривают к трубе опоры. Оголовок портала устанавливают на
стенде, выверяя и регулируя его положение по упорам стенда
и чертежу, и соединяют с опорами технологическими болтами.
После приварки всех фланцев и ребер производится марки-
ровка узлов в соответствии с монтажно-маркировочной схемой
и портал разбирают на транспортно-монтажные узлы.
§ 10. Технология изготовления стрел портальных кранов
Технологический процесс изготовления стрел в значительной
мере зависит от их конструкций. Стрелы трубчатой конструкции
изготавливают по рассмотренной раньше общей технологии. Техно-
логический процесс изготовления стрел коробчатого сечения состоит
из следующих этапов:
изготовление элементов (листов) верхнего и нижнего поясов
и стенок;
сборка и сварка поясов и стенок;
сборка и сварка головной (передней) части стрелы;
сборка и сварка хвостовой части;
общая сборка и сварка.
Технологические операции, выполняемые на первых четырех
этапах, аналогичны операциям, выполняемым при мелкосерийном
производстве главных балок мостов и опор порталов.
Общая сборка стрелы производится на сборочном стенде
(рис. 67). На настиле 1 стенда установлены рабочие площадки
16, 17, 18 и стойки 4 и 5. Кроме того, стенд оборудован передвиж-
ными площадками и упорами.
Сборка стрелы начинается с установки на подвижную опору
9 и неподвижную опору 10 головной части стрелы. После натяжения
струны 19 между стойками 15 и закрепления отвесов 20 устанав-
ливают оправки в стойки 2 и 3. Оправки 0400 С3 входят в полу-
отверстия под ось головных блоков в головной части стрелы и фик-
сируют ее положение на стенде. Аналогично с помощью тележки
12 на стенд устанавливается хвостовая часть стрелы и фиксируется
при помощи оправок 0 360 С3 в стойках 4 и 5. После разметки
стыковых швов пята стрелы лебедкой 14 выдвигается со стенда
и производится обрезка припуска и разделка швов, затем хвосто-
вая часть стрелы возвращается в исходное положение и сваривается.
Корпусы подшипников устанавливают на стрелу по оправкам
0 360 С3 и 0 250 ИЦ в стойках 6, 7, 8, 11, 13 и приваривают.
103
Рис. 67. Стенд для сборки стрел портальных кранов:
/ настил; 2 *=- 8, 11, 18, // «=» стойки; 9 — подвижная опора; 10 — неподвижная опора; 12 — тележка; 14 *- лебедка; 16, 17, 18 ра-
бочие площадки; 19 — струна; 20 — отвесы [18]
§ 11. Методы контроля геометрических параметров
металлоконструкций кранов
Геометрические параметры крупных узлов металлоконструкций
или всей металлической конструкции проверяют в заводских
условиях в процессе технологической или контрольной сборки.
Рис. 68. Схема контроля геометрических параметров мостовых кранов:
в) / — струна; 2 — балка; 6) / — квадранты; 2 — уровень; 3 — мерные прокладки, / —
балка; в) 1 — балка; 2 — отвес; г) 1 — балка; 2 — струна; 3 — угольник; о) 1 — платики;
2 — угольник; е) i — скобы; 2 — винты; 3 — призмы; 4 — струна; з) 1 — мост; 2 — плита;
3 — швеллер; 4 — рейка; u) 1 — рельсы; 2 — главные балки; к) 1 — струна; 2 — стойки;
3 контрольная линейка; 4 — лист
В зависимости от размеров и конструктивных особенностей
металлоконструкций применяют следующие приспособления для
контроля геометрических параметров:
простейшие средства — рулетки и линейки, угольники, струны,
отвесы, уровни и др.;
геодезические приборы — теодолиты, нивелиры, оптические
струны и др.;
приборы на базе лазеров непрерывного излучения.
В качестве примера на рис. 68 приведены схемы контроля
геометрических размеров металлоконструкции мостового крана.
Кривизну в плане каждой балки моста измеряют струной 1
105
{рис. 68, а), натягиваемой между двумя крайними точками балки 2,
кривизну балки / — мерительной линейкой, перекос (поперечный
уклон) балки 4 (рис. 68, б) — уровнем 2 или квадрантом 1 и мерными
прокладками 3. Величину отклонения а боковых стенок балок
/ (рис. 68, в) от вертикали (при строго горизонтальном положении
>алки) проверяют отвесом 2 и мерительной линейкой (а = А — В).
Волнистость и грибовидность балок 1 проверяют струной 2 и уголь-
ником 3 (рис. 68, г). Угольником 2 и набором щупов проверяют
перпендикулярность опорных поверхностей платиков 1 (рис. 68, д).
При сборке и монтаже кранов весьма важно устранить или
сделать возможно меньшим перекос ходовых колес в плане, так
как именно он является одной из главных причин быстрого износа
реборд ходовых колес. При измерении перекоса колес (рис. 68, е)
призмы 3 устанавливают на скобах 1, закрепляемых на колесах
при помощи винтов 2. После натяжения струны 4 измеряют размеры
С, С", С[ и Cj и по ним судят о величине перекоса колес, который
относительно рельсов может создаваться за счет непрямоугольности
(перекоса) моста крана. Прямоугольность моста проверяют или за-
мером пролета диагоналей моста (рис. 68, ж), или измерением
величин а, в и в2 относительно линий АБ и АС, определяемых при
помощи теодолита, установленного в точке А. Мост крана нивели-
руется с целью определения величин и правильности строитель-
ного подъема балок и их плоскости (отсутствия скручивания). Для
этого мост 1 устанавливают на стенд или плиты 2 (рис. 68, з) и при
помощи нивелира 3 и рейки 4, устанавливаемой на балке через
1—1,5 м, определяют отметки моста или подтележечных рельсов
в различных сечениях. По этим отметкам вычерчивают графики
строительного подъема для каждой балки.
Положение подтележечных рельсов 1 относительно оси симмет-
рии главных балок 2 (рис. 68, и) контролируется шаблоном или
мерной линейкой. Величина смещения рельса с определяется как
разность размеров а и в. Параллельность подтележечных рельсов
(изменение величины колеи L) определяется при помощи катучего
шаблона или линейки.
Плоскость верхнего листа 4 тележки (рис. 68, к), на который
устанавливают ее основные механизмы, можно проверить также
при помощи струн 1, натягиваемых на стойках 2, контрольной
линейки 3, уровней и других приспособлений путем измерения
величин /{, /' в различных точках листа.
Рассмотренные методы недостаточно совершенны для кон-
троля металлоконструкций кранов больших пролетов. В этих усло-
виях целесообразно применять средства и методы разметки и кон-
троля с использованием лазеров (оптических квантовых генера-
торов) непрерывного излучения, которые разработаны Краматор-
ским НИИПТМашем и применены на заводе «Сибтяжмаш».
Параметры мостов кранов закладываются при разметочных
операциях, поэтому важно повысить точность их выполнения, осо-
бенно при разметке отверстий под оси балансиров.
106
Обычно несоосность отверстий является результатом слишком
сложной технологии разметки на наружном и внутреннем листах
концевых балок, связанной с протягиванием струны через всю
главную балку. Кроме того, невозможно добиться точной угловой
ориентации шпинделя переносного расточного станка на двух
близко расположенных стенках концевой балки (менее 1 м). Од-
нако точность угловой ориентации шпинделя станка можно суще-
ственно повысить, используя в качестве баз разметочные окруж-
ности на противоположных концах крановой балки, что увеличи-
вает базовое расстояние в 15—20 раз. Для этого необходимо
закрепить в шпинделе станка лазер, луч которого совмещен с осью
шпинделя.
Рис. 69. Схема установки и настройки прибора на базе лазера непрерывного
излучения:
/ — шпиндель; 2 — излучатель; 3 — каллимирующая насадка; 4 — ось луча; 5, 5 — мишени;
7 — установочный конус
Действие прибора основано на принципе использования оси
луча лазера в качестве эталона прямой линии. Применение
каллимирующих насадок позволяет получить ярко-красный тонкий
луч с весьма малым углом расходимости (пятно на мишени, удален-
ной на расстояние 50—60 м, имеет диаметр до 10 мм).
Излучатель 2 (рис. 69), представляющий собой лазер типа
ОКГ—13 с каллимирующей насадкой 3, закрепляется внутри уста-
новочного конуса 7 таким образом, чтобы ось луча 4 совпадала
с осью конуса, вставляемого в конусное отверстие шпинделя 1 пе-
ренесенного расточного станка. Мишени 5 и 6 устанавливают по
разметке на наружных листах концевых балок. Луч лазера, пройдя
через отверстие в мишени 6, попадает на мишень 5. Шпиндель
станка устанавливают таким образом, чтобы ось луча, пройдя через
центр отверстия мишени 6, совместилась с центром мишени 5.
Сняв мишень, растачивают отверстия под ось балансира, для чего
на место излучателя вставляется резец. Установив на место мишень
и переместив станок на противоположную сторону, повторяют
операции.
107
Рис. 70. Схема проверки прямоуголь-
ности моста при помощи приборов на
базе лазера непрерывного излучения:
1 — главная балка; 2 — излучатель; 3, 5 —
рельсы; 4, 6 — мишени
чатель разворачивается вокруг
При таком методе точность разметки составляет 0,1 мм на
1000 мм.
Применение для проверки прямоугольности балок моста крана
прибора, основанного на использовании луча лазера, позволяет
получить результаты высокой точности, которых невозможно до-
биться при использовании других методов, например «метода
диагонали». Метод с использованием лазерного луча основан на
определении отклонений углов между балками крана от прямого
угла. Эталоном прямого угла
в приборе служат два взаимно
перпендикулярных луча лазера,
направление которых индици-
руется на двух мишенях, фик-
сируемых на рельсах главных
балок.
По оси рельса 3 главной бал-
ки 1 моста крана (рис. 70, а)
откладывается расстояние LK,
равное величине пролета крана.
Точки замеров засверливаются.
По одной из точек базируется
двухлучевой излучатель 2 таким
образом, чтобы пересечение лу-
чей совпадало с базовой засвер.
ловкой на рельсе. По второму
засверленному отверстию бази-
руется мишень 4.
Поворотом излучателя 2 от-
носительно базовой засверловки
луч А совмещается с центром
мишени 4. На втором рельсе 5
по центру луча Б устанавли-
вается мишень 6, снабженная
узлами керновки и перемещения
мишени. Затем ее фиксируют
и на рельсе Выбивают базовую
лунку узлом керновки. После
этого излучатель и мишень 4 ме-
няют местами (рис. 70, б), излу-
вертикальной оси на 180°, и при
помощи мишени 6 наносится четвертая точка.
При контрольном измерении (рис. 70, в) излучатель переносят
на рельс 5, луч А совмещается с центром мишени 4, установленной
по базовой точке, и по отклонению луча Б от центра мишени 6 оце-
нивается непрямоугольность базовой разметки.
Приборы, устройство которых основано на базе лазеров непре-
рывного излучения, используются также для контроля величины
и формы кривой строительного подъема балок мостов кранов.
108
§ 12. Основные методы контроля качества сварных соединений
К качеству сварных соединений металлоконструкций ПТМ,
особенно кранов, предъявляются весьма высокие требования.
Современная техника располагает большим арсеналом средств и ме-
тодов контроля качества. К основным из них относятся:
внешний осмотр швов с целью выявления трещин, непроваров,
кратеров, подрезов, наплывов, раковин и других дефектов;
контроль геометрических параметров швов при помощи шабло-
нов, универсальных измерителей;
а
Рис. 71. Схемы просвечивания сварочного шва рентгенов-
* скими (а) и гамма-лучами (б):
1 — лампы; 2 — контейнеры; 3 — сварной шов; 4 — пленка
5
проверка швов на отсутствие внутренних дефектов (раковин,
газовых пузырей, шлаковых включений, трещин, непроваров),
выполняемая путем просвечивания сварных швов рентгеновскими
и гамма-лучами (методы рентгено- и гаммаграфирования), исполь-
зования ультразвука, применения магнитбо-графических методов
обнаружения дефектов сварного шва, капиллярной цветной дефек-
тоскопии.
Схемы установок для просвечивания сварных швов рентгено-
и гамма-лучами радиоактивных веществ (кобальт — 60, цезий —
137, тулий — 170 и др.) показаны на рис. 71. В обеих схемах рентге-
новские и гамма-лучи, проходя через сварной шов 3, в местах де-
фектов поглощаются слабее, что фиксируется на пленке 4.
Величина ослабления рентгеновского или гамма-излучения
после прохождения через металл толщиной 6 определяется зави-
симостью [48]
/ = (12)
109
где Jo — интенсивность падающих на контролируемый металл
лучей;
рьм — массовый коэффициент ослабления;
р — плотность металла (вещества), через который проходят
лучи.
Источником рентгеновского излучения являются специальные
лампы 1. Ампулы с радиоактивными препаратами и лампы поме-
щают в контейнеры 2, изготовленные из свинца.
6 5
Рис. 72. Самоходная рентгеновская установка для контроля сварных швов:
1— самоходная тележка; 2 — кронштейн; 3 — рентгеновская трубка; 4 — пластины; 5 —. меха-
низм; 6 — портал; 7 — рельсы; 8 — балка; 9 — бак; 10 — двигатель [47]
Промышленная самоходная рентгеновская установка для конт-
роля качества сварных швов главных балок мостов кранов (рис. 72)
состоит из самоходного портала 6, приводимого в движение меха-
низмом 5. На портале установлена самоходная тележка 1, с помощью
которой осуществляется поперечное перемещение установленного
на ней рентгеновского аппарата. Перемещение рентгеновской
трубки 3 в вертикальной плоскости осуществляется при помощи
винта, приводимого во вращение двигателем 10. Трубка закреплена
на кронштейне 2, позволяющем сообщать ей также угловые переме-
щения. Портал движется по рельсам 7, между которыми на стеллаже
уложена контролируемая балка 8. Для охлаждения трубки на пор-
110
тале установлен бак 9 с водой и насос. С целью предохранения обслу-
живающего персонала от воздействия рентгеновских лучей весь
рентгеноаппарат укрыт свинцовыми пластинами 4. Кроме того,
Приемник
а
’ Рис. 73. Схемы к ультразвуковому методу контроля сварных швов:
а — общая схема установки; б — сигналы дефектоскопа; в — схема хода сигналов ультра-
звука в металле
при рентгенографировании посторонним лицам запрещается под-
ходить к установке ближе чем на 10 м, о чем предупреждают свето-
вые сигналы. Скорость перемещения портала 8 м/мин, масса уста-
новки 3000 кГ.
+
Рис. 74. Магнитно-графический метод контроля свар-
ных швов:
1 — шов; 2 — электромагнит; 3 — ферромагнитная лента;
4 — аппарат; 5 — усилитель; 6 — осциллограф
' Ультразвуковой метод обнаружения внутренних дефектов ме-
талла (газовых пузырей, трещин, неприваров) основан на способ-
ности высокочастотных (свыше 20 000 гц) колебаний проникать
ill
в металл и отражаться от нижней плоскости («дна»), а также от
поверхностей внутренних дефектов (рис. 73). Сигнал от «дна» при-
ходит позже, чем сигнал от дефекта, что фиксируется в приемном
устройстве искателя. Полученные сигналы преобразуются в элек-
трические импульсы, которые затем передаются на экран. Отечест-
венная промышленность выпускает ультразвуковые дефектоскопы
типа ДУК-ПИМ, ДУК-13ИМ и др.
Магнитно-графический метод контроля основан на различной
магнитной проницаемости сплошного металла и металла с дефектом.
При этом методе на сварной шов (рис. 74, а) наносится слой масла
с примесью очень мелкого железного порошка. Передвигаемым
электромагнитом 2 в металле наводятся магнитные силовые линии.
Меньшая магнитная проницаемость в местах внутренних дефектов
шва фиксируется на ферромагнитной ленте 3, которая затем уста-
навливается в аппарат 4 воспроизведения магнитной звукозаписи,
соединенный с усилителем 5 и осциллографом 6. При пропускании
ленты через аппарат на экране осциллографа возникают кривые,
по характеру которых можно судить о характере дефекта шва.
Методы капиллярной цветной дефектоскопии основаны на
свойстве пористых и дефектных участков металла всасывать в ка-
пилляры жидкости, обладающие высокой смачивающей способностью
(«Судан-IV») и окрашенные в яркий (темно-красный) цвет. При этих
методах на зачищенную поверхность шва наносят слой цветной
жидкости, затем жидкость удаляют, шов зачищают и на него нано-
сят слой белой краски. Через некоторое время в местах дефектов
появляются ярко-красные рисунки, соответствующие контурам
дефектных мест.
Глава VI
ТЕХНОЛОГИЯ СБОРКИ
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Характеристика сборочных операций
Завершающим этапом изготовления подъемно-транспортных ма-
шин является их сборка, которая выполняется на основе принципов
полной взаимозаменяемости и стандартности элементов, что позво-
ляет свести к минимуму подгоночные работы.
В заводских условиях возможна полная сборка только тех
подъемно-транспортных машин, которые имеют малые габариты
и компактную конструкцию: электрические тали, автомобильные
краны, краны на пневмоколесном и гусеничном ходу, краны на
железнодорожном ходу, подвижные ленточные конвейеры, авто-
погрузчики. Конструкция и габариты остальных видов подъемно-
транспортных машин (мостовые краны всех типов, козловые и пор-
112
тальиые краны, мостовые перегружатели, ленточные, подвесные,
скребковые, тележечные и другие виды стационарных конвейеров,
лифты, ПКД) не позволяют или делают нерациональной их полную
сборку в заводских условиях. У этих подъемно-транспортных машин
в заводских условиях собираются только механизмы, сборочные
единицы и узлы, а окончательная сборка машин выполняется при
монтаже на месте их будущей работы. Естественно, что в этом случае
условия сборки менее благоприятны, поскольку монтируют машины
часто на открытом воздухе, при меньшей оснащенности сборочных
работ средствами механизации и специальной оснасткой. С целью
повышения качества сборки целесообразно возможно большее число
механизмов, сборочных единиц и узлов машины собирать в заводских
условиях в максимально укрупненные блоки. Однако при этом
блоки должны быть транспортабельны, т. е. пригодны для перевозки
железнодорожным, водным или автомобильным транспортом.
То обстоятельство, что окончательная сборка, наладка, опро-
бование и испытание значительной части подъемно-транспортных
машин осуществляется при их монтаже, повышает требования
к точности изготовления деталей и узлов, взаимозаменяемости,
точности монтажных соединений. С целью снижения объемов
работ, выполняемых при монтаже и в процессе контроля правиль-
ности изготовления машины в заводских условиях, необходимы:
контрольная (технологическая) сборка узлов и механизмов;
сборка, обкатка и испытание на стендах редукторов, лебедок
и других сборочных единиц и комплексов;
полная сборка контрольных образцов машин, выпускаемых
крупными сериями.
Так, например, при поточном производстве мостовых кранов
в заводских условиях собирается первый (головной) образец крана,
а также один кран из числа изготовляемых в течение месяца. Та-
кой порядок сборки контрольных образцов отвечает требованиям
Госгортехнадзора, гарантирует хорошую собираемость кранов
в процессе монтажа и снижает общий объем сборочных работ в за-
водских условиях.
Собранные узлы машины окрашивают, маркируют в соответствии
с маркировочным чертежом и отправляют на склад готовой продук-
ции. Туда же поступают готовые узлы металлоконструкций.
Общий технологический процесс полной сборки машин на заводе
состоит из узловой и общей сборки машины.
Под узловой сборкой понимается соединение деталей в сбороч-
ные единицы, комплексы или комплекты в соответствии с требова-
ниями рабочих чертежей и технических условий. Узловая сборка
производится на специальных участках или рабочих местах, осна-
щенных сборочными стендами, прессами и другими приспособле-
ниями. Собранные узлы часто подвергают обкатке, проверке и испы-
танию на специальных стендах. Качество узловой сборки, выполняе-
мой на специально оборудованных рабочих местах, как правило,
выше, а трудоемкость ниже по сравнению со сборкой этих узлов
из
непосредственно на собираемой машине. Широкому внедрению
узловой сборки способствует блочность конструкций подъемно-
транспортных машин.
Общая сборка машины состоит из установки на базовые детали
и металлоконструкции собранных узлов, их закрепления, соеди-
нения друг с другом при помощи муфт, открытых зубчатых пере-
дач.
На сборку узлов и всей машины разрабатываются технологичес-
кие процессы, технологические схемы и сборочные чертежи.
§ 2. Средства механизации сборочных работ
Рис. 75. Схема индук-
ционного нагрева детали:
1 — обмотка; 2 — индуктор;
3 — сердечник; 4 — нагревае-
мая деталь
Трудоемкость сборочных работ, выполняемых в заводских усло-
виях, зависит от конструкции машин и вида производства.
При крупносерийном производстве трудоемкость сборки состав-
ляет 15—20% от трудоемкости механической обработки деталей
ПТМ, а при единичном и мелкосерийном —25—35%. При этом
не учитывается трудоемкость работ по сборке металлоконструкций.
Трудовые затраты на сборку могут быть
снижены за счет максимальной механизации
процессов сборки и уменьшения объема
подгоночных работ при повышении точнос-
ти и чистоты обработки деталей. Необхо-
димость механизации сборочных работ оп-
ределяется также тем фактом, что операции
запрессовки крупных деталей не могут
быть осуществлены вручную.
К основным средствам механизации
сборочных работ относятся: механизирован-
ный ручной инструмент (электрические
и пневматические отвертки, гайковерты),
шлифовальные и опиловочные машины,
переносные приспособления и стационар-
ные прессы для запрессовки деталей; при-
способления для нагрева или охлаждения
деталей.
Наибольшие трудности представляет сборка деталей, соединяе-
мых посадками с натягом. Для выполнения этого вида соединения
деталей применяются методы подогрева или охлаждения деталей,
а также их запрессовка.
1. Подогрев охватывающей детали в электрических и индук-
ционных горнах, печах, индукторах (посадка бандажей на колеса).
При индукционном нагреве детали (рис. 75) ярмо индуктора 2 имеет
П-образную форму и собирается из листов трансформаторного
железа. Обмотки 1 ярма питаются переменным током с частотой
50 пер/с. Нагреваемая деталь 4 надевается на сердечник 3, замы-
кающий ярмо и также собранный из листов трансформаторного
железа. При прохождении тока по обмоткам создается переменное
114
магнитное поле. Вихревые токи, возникающие в детали, нагре-
вают ее. Нагретая охватывающая деталь свободно соединяется
с охватываемой, и после остывания на воздухе получается требуе-
мое неподвижное соединение деталей. Этим методом могут осущест-
вляться, горячая, прессовая, тугая и другие виды посадок. Недо-
статком его является невозможность нагрева закаленных деталей
до температур выше температур отпуска, а также ухудшение чис-
тоты обработанных поверхностей.
Рис. 76. Одностоечный гидравлический пресс усилием 15 тс:
1 — гидравлический цилиндр; 2 — корпус пресса; 3 —» насосная установка
2. Охлаждение охватываемой детали в охлаждающих средах:
жидком азоте (t = —196° С), твердой углекислоте (t = —80° С).
Достоинство этого метода — сохранение начальных свойств ме-
талла.
3. Запрессовка деталей без их подогрева или охлаждения.
Основными средствами механизации запрессовки деталей (и
распрессовки при ремонте) являются вертикальные гидравлические
или винтовые прессы, горизонтальные гидравлические прессы,
специальные стенды для сборки узлов с использованием гидравли-
ческих цилиндров, переносные гидравлические и винтовые приспо-
собления, используемые для запрессовки деталей в крупные блоки
и узлы.
115
Вертикальные прессы, применяемые для соединения деталей
небольшой массы и габаритов, могут быть одно- (рис. 76) и двух-
стоечные (см. рис. 83). Усилие запрессовки от 3 до 50 тс. Создается
оно за счет давления рабочей жидкости (масла), поступающей в гид-
Рис. 77. Схема горизонтального пресса усилием 450 тс:
/, 3, 7 — передняя, задняя и подвижные траверсы; 2 — гидроцилиндр; 4 — штанги; 5, 6 — те-
лежки; 8 — сухари; 9 — рельсы
равлический цилиндр 1 от насосной установки 3. Давление жид-
кости в гидравлическом прессе обычно находится в пределах 50—
250 кГ/сма. Корпус 2 пресса делается сварным или литым (Ст
25Л-П и др.). Основной недо-
статок вертикальных прессов —
затруднена установка на них
деталей с помощью кранов.
Горизонтальные прессы в этом
отношении удобнее.
Гидроцилиндр 2 у горизон-
тального пресса (рис. 77) смон-
тирован в передней траверсе 1,
соединенной* штангами 4 с зад-
ней траверсой 3. Штанги свобод-
но проходят через подвижную
траверсу 7, установленную на
тележке 6 и имеющую в средней
части открытое отверстие Б. Те-
Рис. 78. Запрессовка деталей при по-
мощи винтовых приспособлений:
/, 1а — детали; 2, 2а — винты
лежка устанавливается в ту или
иную позицию в зависимости от габаритов собираемого (разбирае-
мого) узла и закрепляется при помощи сухарей 8, устанавливае-
мых в выточки штанг. Собираемый узел поддерживается тележ-
кой 5. Усилие на штоках поршней у горизонтальных прессов —
200—500 тс.
116
Переносные приспособления для запрессовки деталей механизи-
руют этот процесс при сборке крупных корпусных деталей и рам,
установка которых на пресс невозможна. Примером такой запрес-
совки может служить схема простых приспособлений винтового
типа (рис. 78). Здесь детали /, 1а запрессовываются при помощи
винтов 2, 2а. Более сложными являются передвижные гидравличе-
ские приспособления для запрессовки крупных втулок.
§ 3. Сборка типовых узлов и механизмов
подъемно-транспортных машин
Элементом узловой и общей сборки подъемно-транспортных
машин является сборка типовых сборочных единиц, комплексов
и комплектов: подшипниковых узлов, валов, зубчатых передач
и др. Более крупными объектами сборки являются редукторы, ба-
рабаны.
Сборка разъемных подшипников скольжения состоит из уста-
новки вкладышей в корпус и крышку подшипника. При этом про-
изводится небольшая слесарная
подгонка вкладышей, зачистка
заусенцев и пришабривание ра-
бочих поверхностей вкладышей
по валу или по специальной оп-
равке (фальшвалу). При необхо-
димости прорубывают смазочные
канавки, сверлят отверстия для
подвода смазки.
Для механизации процесса
шабрения применяют механичес-
кие шаберы. Объем работ по руч-
ной подгонке вкладышей к валам
уменьшается при увеличении
точности и чистоты механической
обработки (алмазное растачива-
ние). Окончательно два спарен-
ных вкладыша нужно растачивать на специальном приспособлении.
Сборка (запрессовка) втулок подшипников скольжения в кор-
пусе производится с помощью вертикального или горизонтального
пресса, а также переносных винтовых или гидравлических приспо-
соблений.
Неподвижное соединение бронзовых втулок с корпусными дета-
лями (рис. 79) достигается их посадкой с натягом (обычно и J
и установкой стопорных винтов. С цапфами валов или осей втулки
соединяются подвижными посадками . Подвижные посадки
\лз/
должны быть созданы в запрессованных втулках, т. е. посадки
А3 или А должны относиться, к собранному подшипнику. При
117
запрессовке втулка получает остаточные деформации, в результате
чего ее внутренний диаметр уменьшается на величину 2Д (рис. 79, а),
и необходима последующая расточка (или слесарная обработка)
втулки до требуемого размера, если при обработке втулки не был вы-
держан допуск А3. Величины усадки втулок довольно значительны.
Например, для бронзовой втулки с внутренним диаметром 160 мм при
А®
ее посадке по наружному диаметрУ^ру величина усадки составляет
280—290 мкм. Чтобы избежать дополнительной обработки, втулку не-
обходимо изготавливать с т ехнологическим допуском Т, учитывающим
последующую усадку втулки (рис. 79, б). Величины допусков при-
водятся в таблицах или на графиках в специальной литературе [21].
Сборка узлов подшипников качения. В конструкциях ПТМ
подшипники качения соединяются с цапфами валов или осей обычно
по посадкам Тп, Нп, Сп по системе отверстия. Посадка подшипни-
ков качения в корпус осуществляется по системе вала по посадкам
Сп, Н„, Тп. Характер соединения-подшипников качения определя-
ется видом их нагружения и условиями работы. Перед посадкой
подшипников на вал (ось) они должны быть нагреты в масляной
ванне до температуры 80—100°С. Это позволяет свободно и пра-
вильно (без ударов и перекосов) соединять подшипник с валом. Мас-
ляные ванны оборудованы электрическим подогревом и приборами
(термопарами) для измерения температуры масла. Чтобы избежать
отпуска закаленных деталей подшипников, их нагревают до строго
определенной температуры.
В корпусные детали подшипники запрессовываются при помощи
приспособлений (см. рис. 78) или методом охлаждения в твердой
углекислоте. Во всех случаях не допускается запрессовка за счет
ударов молотком по подшипникам, так как при этом, во-первых,
в обоймах подшипников могут появиться трещины и отколы,
и, во-вторых, не исключен перекос подшипника. Применение меха-
нического воздействия (удара) допустимо только при ремонтах
машин в полевых условиях, однако в этом случае молотки должны
быть изготовлены из меди или бронзы, а во избежание перекосов
подшипников они должны насаживаться на вал при помощи полой
медной оправки.
Сборка валов и муфт. В конструкциях ПТМ наиболее широко
применяется соединение валов при помощи муфт типа МП и МЗП,
которые могут нормально работать при угле перекоса до 30', что
позволяет снизить требования к точности сборки валов также
до 30'. Полумуфты на валы напрессовываются при помощи спе-
циальных приспособлений, прессов или с предварительным подогре-
вом. Схема пресса для запрессовки муфт приведена на рис. 80.
На раме 1 устанавливаются два ' гидроцилиндра 3, один из которых
(левый) может передвигаться вдоль рамы и закрепляться на ней
при помощи стоек 2. Наличие подвижного цилиндра позволяет
собирать на прессе валы различной длины, а запас усилий до 25 т,
развиваемый гидроцилиндрами, позволяет напрессовывать полу-
Ив
муфты диаметром до 80 мм. Рабочая жидкость под давлением
200 кг/см2 поступает от насосной установки 5. Управляются ци-
линдры при помощи золотникового устройства 6. Перед запрессовкой
вал устанавливается на регулируемые опоры 4.
Рис. 80. Пресс для запрессовки зубчатых полумуфт на валы:
1 — рама; 2 — стойки; 3 — гидроцилиндры; 4 — опоры; 5 — насосная установка; 6 — золот-
никовое устройство [47]
Рис. 81. Зацепление цилиндрических зуб-
чатых колес (а); пятно касания при нор-
мальном зацеплении (б); схема сопряже-
ний зубчатых колес по гарантированному
боковому зазору Сп (в)
Перед соединением полумуфты нагревают в масляных ваннах
или индукционных нагревательных установках.
Сборка зубчатых передач. Зубчатые колеса подъемно-транспорт-
ных машин соединяются с валами, ходовыми колесами, барабанами
и друг с другом.
Закрытые зубчатые пере-
дачи (редукторы и др.) соби-
рают в заводских условиях,
а значительную часть откры-
тых зубчатых передач ПТМ —
в процессе монтажа.
При шпоночном соедине-
нии зубчатых колес с валами
часто дополнительно задаются
(А А\
ПР’ г)’
что требует значительных уси-
лий запрессовки, зависящих
от величины натяга, диаметра вала, длины ступицы и коэффициен-
та трения вала о ступицу. Для уменьшения коэффициента трения
применяют предварительную смазку сопрягаемых поверхностей.
Валы в крупные зубчатые колеса запрессовывают на горизонталь-
ных гидравлических прессах.
Нормы точности изготовления и сборки зубчатых передач
определяются степенью точности передачи и видом сопряжения
119
зубчатых колес. Зубчатые цилиндрические передачи подъемно-
транспортных машин относятся обычно к 7—9 степеням точности.
В соответствии с этим ГОСТ 1643 —72 устанавливает такие показатели
точности, как допуски на направление зуба, непараллельность
и перекос осей, нормы на пятно контакта. Поскольку зубчатое
зацепление — это подвижное соединение двух деталей, в нем
необходимо обеспечить наименьший (гарантированный) боковой
зазор Сп (рис. 81). Тем же ГОСТом предусматривалось четыре
вида сопряжений зубчатых передач независимо от степени их точ-
ности: с нулевым С, с уменьшенным Д, с нормальным X и увеличен-
ным Ш гарантированным зазором. Зубчатые передачи подъемно-
транспортных машин в большинстве случаев имеют сопряжения
типов X и Д. В зависимости от типа сопряжения устанавливаются
такие точностные показатели сборки зубчатых передач, как предель-
ные отклонения межцентрового расстояния, наименьшее смещение
исходного контура.
Нормы точности сборки зубчатых передач приведены в ГОСТ
1643—72, в справочной и специальной литературе.
§ 4. Сборка и испытание редукторов
Сборка редукторов, как и других крупных узлов, включает
операции узловой и общей сборки.
К операциям узловой сборки относятся:
соединение зубчатых колес;
соединение валов с подшипниками качения;
установка в корпус редуктора вкладышей подшипников сколь-
жения (если они входят в конструкцию редуктора), слесарная
подгонка и обработка подшипников;
напрессовка на валы полумуфт;
установка в корпуса редукторов сливных пробок.
К операциям общей сборки относятся:
установка валов в корпус редуктора с зубчатыми колесами
и подшипниками;
установка валов в подшипники скольжения, подгонка подшип-
ников к валам и проверка прилегания;
проверка зацепления зубчатых колес на плавность вращения
вхолостую и на пятно контакта (касания);
установка прокладок на плоскость разъема корпуса;
установка на корпус крышки редуктора, болтов, гаек и пред-
варительная затяжка болтов;
проверка правильности сборки вхолостую (на плавность вра-
щения);
окончательная затяжка болтов, соединяющих корпус с крышкой;
установка уплотнительных устройств, фланцев и крышек
люков.
Проверка на пятно контакта («на краску») состоит в том, что
на боковые рабочие поверхности зубьев шестерни наносится тонкий
120
слой краски, а боковые поверхности зубьев сцепляемого с ней ко-
леса остаются сухими и чистыми. При медленном поворачивании
вала шестерни на боковых поверхностях зубьев колеса остаются
следы краски, характеризующие контакт зубьев. При нормальном
вацеплении пятно контакта располагается симметрично относительно
диаметра полоидной окружности и занимает в зависимости от
степени точности передачи от 40 до 60% длины зуба и от 30 до 45%
высоты зуба для 7—9 степеней точности (рис. 81, б и табл. 10).
В зависимости от погрешности изготовления зубчатых колес
(неточность направления зубьев, нарушение цилиндрической формы
заготовки колеса) и неточности сборки (колебания межцентрового
расстояния, перекос осей) фактические площади контакта собранной
передачи могут быть меньше при-
веденных. Чтобы избежать этого
явления, необходима приработка
(притирка) зубьев, в результате
которой площадь фактического
контакта зубьев увеличится, а
процесс их изнашивания замед- „ „
лится. С целью ускорения про- Рис‘ 82, Стенд д^яо”спытания ред>к'
цесса приработки зубьев колес ,_двигатель. 2_ РеДУкТОРы: 3, <-пРоме-.
применяется обкатка редукторов жуточные валы
на специальных стендах. Это дает
возможность проверить качество изготовления редукторов и их ра-
боту в условиях, близких к эксплуатационным.
Стенды, предназначенные для испытания редукторов, в зави-
симости от метода создания нагрузок на зубчатые передачи де-
лятся на два вида: с разомкнутым и с замкнутым силовым потоком.
В стендах первого вида для нагрузки деталей редуктора ис-
пользуется процесс торможения выходного (ведомого) вала редук-
тора. Для этого применяются механические, гидравлические, фер-
ропорошковые, магнитные и другие виды тормозов или электри-
ческие генераторы. В наибольшей степени режимам испытаний
путем торможения отвечают ферропорошковые магнитные тормоза
с водяным охлаждением, позволяющие производить испытания
в режимах от 0 до 500 об/мин и развивающие тормозные моменты
до 7500 кгс-м.
Недостаток стендов с разомкнутым силовым потоком заключа-
ется в том, что при нагружении деталей происходит потеря электро-
энергии, подводимой к электродвигателю стенда.
У стендов с замкнутым силовым потоком детали нагружаются
за счет нагружателей (обычно торсионов кручения), включаемых
в систему двух одинаковых испытываемых редукторов, вследствие
чего потери электроэнергии сведены к минимуму. Валы испытывае-
мых редукторов 2 (рис. 82) соединяют друг с другом специальными
промежуточными валами 3 и 4. Вал 4 выполняется тонким или со
встроенным торсионным элементом. Перед соединением муфт
вала 4 к нему прикладывают определенный крутящий момент,
121
создающий упругие деформации кручения и нагружающий все валы
и зубчатые передачи редукторов. После соединения вала 4 в нагру-
женном состоянии остаются и все детали, включенные в замкнутый
силовой контур. При вращении редукторов двигателем 1 электро-
энергия затрачивается только на преодоление сил трения.
Во время обкатки редукторов происходит полезный процесс
взаимной приработки контактирующих поверхностей, что приводит
к увеличению площадей фактического контакта. Редукторы обкаты-
вают вхолостую и под нагрузкой. При обкатке вхолостую проверя-
ется, нет ли вибраций, ненормального шума, утечки масла, изме-
ряется температура подшипников и масла, которая не должна
превышать 60—70° С. Для ускорения процесса взаимной приработки
зубьев колес в масло редуктора добавляют мелкий абразивный
порошок или зубья колес покрывают специальными притирочными
пастами (смесь электрокорунда и технического вазелина). При-
работка зубьев вхолостую протекает в течение 1—2 ч.
После проверки прилегания зубьев по пятну контакта из
испытанного редуктора сливают отработанное масло, тщательно
промывают редуктор керосином при помощи специальной насосной
установки, заправляют свежим маслом и испытывают под нагрузкой.
В начальный период испытаний редуктор нагружается моментом
кручения при числах оборотов, составляющих 20—25% номиналь-
ных значений. После работы в этом режиме в течение 30—40 мин
и при отсутствии нарушений редуктор нагружается моментом кру-
чения при числах оборотов, составляющих 50% их номинальных
значений. Постепенно нагрузка и число оборотов доводятся до
номинальных значений. Продолжительность обкатки под нагруз-
кой от 3 до 12 ч. При испытании под нагрузкой проверяются те же
параметры, что и при испытании вхолостую. Для серийно выпускае-
мых редукторов выборочно определяют передаваемый крутящий
момент и коэффициент полезного действия.
§ 5. Сборка барабанов
Барабаны кранов общего назначения состоят из обечайки, холос-
той и приводной (зубчатой) ступиц, соединяемых с фланцами обе-
чайки болтами.
Сборка таких барабанов включает следующие операции:
напрессовку на ось холостой ступицы с предварительной уста-
новкой шпонок;
запрессовку во фланец барабана болтов, установку зубчатой
ступицы и соединение ее с обечайкой при помощи болтов;
запрессовку в зубчатую ступицу оси в сборе с холостой сту-
пицей;
установку подшипника качения в зубчатую ступицу и на ось;
установку стопорной шайбы и планок крепления каната.
У барабанов с неотъемными ступицами (барабаны ленточных
конвейеров) вал или ось запрессовывается в обе ступицы с одной
122
установки. Запрессовка вала в приводной барабан ленточного кон-
вейера происходит на прессе (рис. 83), который состоит из рамы 1,
стоек 3 и подвижной траверсы 6, передвигающейся по направляю-
Рис. 83. Пресс для запрессовки валов в барабаны конвейеров:
/ — рама; 2 — насосная установка; 3 — стойки; 4 — гидроцилиндры; 5 — направ-
ляющая; 6 « траверса; 7 — упор [47]
щим 5. От насосной установки 2 масло под давлением 200 кгс/см2
поступает в гидроцилиндры 4. Для удобства установки вала бара-
бана и последующего снятия с пресса собранного барабана траверса
6 имеет вырез, который после установки вала в отверстие ступицы
барабана перекрывается упором 7.
123
§ 6. Сборка грузовых тележек кранов
Рис. 84. Схема проверки правильности
оборки механизма передвижения тележки
Грузовые тележки при мелкосерийном производстве собирают
обычно на одном рабочем месте из предварительно скомплектован-
ных узлов, осей в сборе с ходовыми колесами, барабанов, редук-
торов, тормозов и т. д.
Примером поточной сборки тележек может быть поточная линия
на Узловском заводе, где на линию общей сборки поступают сле-
дующие узлы: рамы тележек (с линии изготовления рам тележек),
собранные узлы колес, бара-
банов, валов, грузовых подве-
сок и муфт (с параллельно
расположенного участка узло-
вой сборки). Эта линия может
служить образцом рациональ-
ной планировки технологи-
ческих участков и линий.
Здесь участки расположены
в соответствии с последова-
тельностью выполняемых опе-
раций, транспортные опера-
ции сведены к минимуму. На
поточной линии общей сборки
тележек в технологической по-
следовательности расположе-
ны пять рабочих мест.
На первом рабочем месте
на раму тележки устанавли-
ваются ось в сборе с ходовы-
ми колесами, вал с ведущими
колесами и буфера. При этом
рама тележки установлена на
стенд настилом вниз.
части тележки проверяется по
нескольким показателям. Так, параллельность оси приводного вала
00 (рис. 84) и оси ходовых колес 0'0' проверяется равенством раз-
меров L с левой и правой сторон тележки, а отсутствие перекоса
осей — равенством (с допуском ±3 мм) размеров D. Величина
смещения ходовых колес Дсм в горизонтальной плоскости устанав-
ливается измерением размеров к19 к2, к3 и к4 (от торцов колеса до
струны, натянутой параллельно торцам одного из колес). Параллель-
ность установки ходовых колес в вертикальной плоскости Д* уста-
навливается измерением расстояний т1 и т2 от торцов колес до
отвеса.
На втором рабочем месте производится сборка механизма пере-
движения тележки и его последующая обкатка. На раму тележки
последовательно устанавливают электродвигатель, тормоз в сборе
с рамой, приводной вал и редуктор. Правильность расположения
Правильность сборки ходовой
124
вала относительно горизонтальной и вертикальной плоскостей
(рис. 85, а) проверятся угольником 1, который опирается на плос-
кости 2. При перемещении угольника индикаторы 4 фиксируют
отклонение вала 3 по длине. Параллельность установки валов ме-
ханизмов передвижения и подъема (рис. 85, б) определяется paeeijcr-
вом размеров а и аг (с поправками на диаметры валов). При проверке
соосности вала двигателя 4 с трансмиссионным валом 1 (рис. 85, в)
на полумуфту 3 надевается хомут 2 с установленным на нем инди-
катором. При медленном вращении валов индикатор показывает
Рис. 85. Схемы проверки правильности сборки валов:
/ — угольник; 2 — плоскости; 3 — вал; 4 — индукторы; в: 1 — транс-
миссионный вал; 2 — хомут; 3 — полумуфта; 4 — двигатель
допустимые величины радиального биения (смещения) валов, кото-
рые зависят от скорости вращения валов и точности механизма.
Указываются они в технических условиях на сборку. Так, для муфт
двигателей с тормозными шкивами радиальное биение не должно
превышать 0,05—0,1 мм, для тихоходных валов — 0,4 мм.
Продолжительность обкатки механизма вхолостую— по 30 мин
при правом и левом вращении.
На третьем рабочем месте поточной линии устанавливаются
уравнительные блоки и лебедка вспомогательного подъема.
На четвертом рабочем месте производится общая рабочая сборка
механизма главного подъема и на пятом — обкатка собранных
механизмов главного и вспомогательного подъема и установка
предохранительных кожухов, перил. Продолжительность обкатки —
по 15 мин при правом и левом вращении. Все отмеченные при обкат-
ках механизмов дефекты (вибрации, ненормальный шум, перегрев
подшипников) должны немедленно устраняться.
125
§ 7. Сборка узлов ходовых колес и балансиров
Наиболее простой сборочной единицей ходового устройства
крана является узел ходового колеса в сборе с валом (осью), под-
шипниками и буксами. Валы или оси запрессовывают в ходовые
колеса с помощью вертикальных или горизонтальных гидравли-
ческих прессов. Затем на вал (ось) надевают распорные втулки,
внутренние крышки букс и буксы в сборе с подшипниками каче-
ния. Заключительной является операция установки наружных
крышек букс, сбалчивание крышек и установка смазочных шту-
церов. Сборку букс и установку их на вал колеса удобно выполнять
на специальных стендах.
При балансирной системе опирания мостового крана на ходовые
колеса вначале собирают малые балансиры, куда входят: сборка
ходовых колес с осью (валом) и оси с подшипниками качения, уста-
новка этого подузла в буксы балансиров, установка и затягивание
болтов, заполнение внутреннего объема буксы консистентной смаз-
кой (на 1/2 или 2/3 объема), установка и закрепление фланцев.
Малые балансиры соединяются со средними балансирами соеди-
нительными осями, после чего средние соединяются с главным.
Собранные балансирные агрегаты подкатывают под концевую бал-
ку моста, удерживаемую временными опорами, и шарнирно соеди-
няют с нею при помощи осей.
Привод ходовых колес в балансирных системах передвижения
кранов размещается или на малых балансирах (мостовые перегру-
жатели, козловые краны для ГЭС и др.), или на площадке металло-
конструкции крана. В последнем случае вал колеса соединяется
с выходным валом редуктора промежуточным валом и универсаль-
ными шарнирами.
Сборка механизмов передвижения, расположенных на площад-
ках, аналогична рассмотренной раньше. При сборке приводной
части механизмов передвижения, расположенной на малом балан-
сире, редуктор устанавливается на приводной вал и шарнирно
соединяется с корпусом балансира. Двигатель и тормоз с редук-
тором соединяются в обычной последовательности.
§ 8. Сборка механизмов передвижения мостовых кранов
Современные конструкции мостовых кранов имеют, как пра-
вило, механизм передвижения с раздельным приводом. Поэтому
общая сборка механизма передвижения сводится к сборке отдель-
ных приводов и к проверке их положения относительно крановых
путей.
При стапельной сборке мостов кранов положение ходовых ко-
лес фиксируется специальными устройствами, поэтому геометри-
ческие оси обоих приводных валов находятся на одной прямой.
При нестапельной сборке мостов перед сборкой механизма пере-
движения размечают осевую линию валов ведущих колес
126
5 (рис. 86, а, б). С этой целью на валы устанавливают фалыгцентры
1 (рис. 86, а) и, используя отвес 2, наносят на настиле 3 точки А,
которые затем соединяют струной. Геометрические оси выходных
валов редукторов 4 (рис. 86, б) в вертикальной плоскости должны
совпадать со струной АА.
Редукторы и тормоза по-
ступают на общую сборку
механизма передвижения
в собранном виде. Валы
и подшипники собирают
в рассмотренном порядке.
§ 9. Сборка роликов
ленточных конвейеров
на автоматической линии
Рис. 86. Схемы контроля сборки механизма
передвижения с раздельным приводом:
/ — фальшцентры; 2 — отвес; 3 — настил; 4 — редук-
торы; 5 — колеса
Рис. 87. Ролик ленточного конвейера:
/ — труба; 3 — втулки; 4 — буксы; 5, 6 —
наружные и внутренние трубы; 7—9 — пру-
жинные кольца
Ролики опор ленточных
конвейеров являются наи-
более массовой продук-
цией в подъемно-транспорт-
ном машиностроении. При-
мером производства роли-
ков ленточных конвейеров может служить автоматическая линия
на Узловском машиностроительном заводе производительностью
75 роликов в час (220—240 тыс. роликов в год).
Рабочие агрегаты линии рас-
положены в соответствии с тех-
нологическим процессом сборки
роликов, который включает сле-
дующие операции: запрессовку
букс (вкладышей) 4 (рис. 87)
в расточенную наружную трубу/,
завальцовку наружных труб 5,
развальцовку внутренних труб
6, установку осей 2, запрессов-
ку подшипников и лабиринтных
втулок 3, установку пружинных
колец 8 и 9, проверку собран-
ных роликов и заправку их
смазкой. Общая схема сборки
роликов представлена на рис. 88,
а автоматическая линия сборки — на рис. 89.
Детали роликов загружаются в бункеры соответствующих стан-
ков и агрегатов автоматической линии. Транспортируются ролики
от агрегата к агрегату по направляющим наклонным лоткам. Ро-
лики на лотки выталкиваются специальными гидрофицированными
устройствами — выталкивателями, имеющими общий гидропривод,
что обеспечивает синхронность их работы.
127
На станке (агрегате) 1 (рис. 89) производят запрессовку букс
в трубу (рис. 90, операция 1). Буксы надевают на ловители 1 и при
рабочем движении плунжера гидроцилиндра одновременно запрес-
совывают в трубу.
Затем на станке 2 (рис. 89) производят завальцовку букс
(рис. 90, операция 2). Установка внутренней трубы и ее разваль-
цовка производятся на станке 3 (рис. 89). Внутренняя труба раз-
вальцовывается под действием конусных оправок 2 при перемеще-
нии плунжера гидроцилиндра (рис. 90, операция .?).
На станке 4 (рис. 89) при помощи толкателя ось ролика встав-
ляется во внутреннюю трубу. Шарикоподшипники в буксы и на
Рис. 88. Схема сборки ролика
ось ролика запрессовываются на станке 5 (рис. 89). С этой целью
ось предварительно фиксируется в нужном положении.
Наружные и внутренние втулки лабиринтного уплотнения в со-
бранном виде запрессовываются в буксы на станке 6, а наружные
и внутренние пружинные кольца устанавливаются в буксы на
станке 7. Для контроля правильности сборки ролики по лотку
поступают на направляющие угольники. Система автоматических
датчиков позволяет подавать на контрольные столы по одному
ролику. Годные (вращающиеся на неподвижной оси) ролики авто-
матически направляются на последнее рабочее место, а негодные —
в бункер для исправления. При контроле роликов автоматически
подсчитывается их количество.
На последнем, девятом, рабочем месте автоматической линии
годные ролики заполняются тугоплавкой консистентной смазкой.
Окраска и упаковка роликов производится на отдельной автомати-
ческой линии.
При среднесерийном производстве роликов (8—12 тыс. в год)
их собирают на нескольких рабочих местах, оснащенных приспособ-
128
Рис. 89< Автоматическая линия сборки роликов конвейеров;
/ — в — станки
лениями и сборочными стендами. Буксы в трубу завальцовываются
на специальном приспособлении на токарно-винторезном станке
(рис. 91). Труба 2 с буксами устанавливается на поворотную плиту
Рис. 90. Эскизы к операциям сборки роликов на автоматической линии:
I — ловители; 2 — оправки
Рис. 91. Завальцовка букс в трубу ролика:
1 — поворотная плита; 2 — труба; 3 — зажим; 4 — ролики; 5 — головка;
6 — станок
1 и закрепляется зажимом 3. На головке 5 установлены три ролика
4, свободно вращающиеся на своих осях. Головка закрепляется
в патроне станка 6, а плита — в его суппорте. При вращении го-
ловки и малой подаче трубы происходит завальцовка буксы в трубу.
130
Глава VII
ОРГАНИЗАЦИЯ
И ПЛАНИРОВАНИЕ
МОНТАЖНЫХ РАБОТ
§ 1. Общая характеристика монтажа машин
Под монтажом машины понимается ее окончательная сборка
и регулировка, выполняемые на месте эксплуатации машин. Это
место может быть строго постоянным и неизменным или непостоян-
ным, меняющимся в диапазоне района обслуживания.
Монтаж является весьма важным этапом окончательного изго-
товления и ввода машины в эксплуатацию. Объем работ, выполняе-
мых при монтаже ПТМ, составляет от 8 до 25% от общего объема
сборочных работ, а общая трудоемкость монтажа, например, мосто-
вых перегружателей равна 12—15 тыс. чел.-ч. При этом в кле-
паных конструкциях устанавливается до 27 000 заклепок.
Монтаж стационарных видов ПТМ тесно связан с возведением
строительных сооружений: фундаментов, опорных металлокон-
струкций под конвейеры, шахт под подъемники, лифты и т. д.
Строительная часть стационарных ПТМ должна соответствовать
их конструкции и размерам. Монтаж большинства подвижных
машин (мостовых и козловых кранов, мостовых перегружателей,
портальных кранов) также связан с предварительным возведением
под них опор и рельсов. Строительство и монтаж фундаментов,
подкрановых балок, опорных конструкций выполняется в соответ-
ствии со строительными нормами и правилами.
Затраты на монтаж машин могут быть значительно снижены,
а качество монтажа улучшено за счет повышения монтажной техно-
логичности машин и прогрессивной организации монтажных работ.
§ 2. Монтажная технологичность машин
Монтажная технологичность машины характеризует степень
приспособленности ее конструкции к работам, осуществляемым
в процессе монтажа. Высокой монтажной технологичностью обла-
дают самомонтирующиеся козловые и башенные краны, а также
краны, в процессе монтажа которых используются собственные
лебедки. Недостаточно высокая монтажная технологичность свой-
ственна кранам мостового типа, портальным кранам, подвесным
канатным дорогам и подъемникам. Чем ниже монтажная техноло-
гичность машины, тем соответственно выше затраты на монтаж
и тем больше его продолжительность.
Основными методами повышения монтажной технологичности
ПТМ являются:
введение в конструкцию мобильных кранов, механизмов и уст-
ройств для самомонтажа;
5* 131
повышение стандартизации и блочности конструкции;
сокращение числа монтируемых блоков за счет их укрупнения;
сокращение числа монтажных разъемов;
сокращение объемов подгоночных работ;
создание баз, используемых для контроля правильности сборки
узлов и монтажа всей машины;
введение конструктивных элементов, облегчающих подъемно-
транспортные операции при монтаже (кронштейны и рым-болты
для чалочных канатов);
разработка весовых характеристик монтируемых узлов с ука-
занием их центра тяжести и мест зачаливания;
выполнение монтажных стыков на высокопрочных болтах
(вместо заклепок).
Количественными показателями монтажной технологичности
являются: коэффициенты унификации элементов конструкции,
блочности, укрупненности блоков; удельные трудоемкость и себе-
стоимость монтажа.
Первые два показателя были рассмотрены в гл. II, § 2.
Коэффициент укрупненности блоков — это отношение средней
массы монтажных блоков к общей массе монтируемой машины,
то есть
*y.6 = G, (13)
где Ку. б — коэффициент укрупненности блоков;
Go — средняя масса монтажных блоков;
GM — общая масса машины.
Чем выше значения Ку.ъ при равных значениях коэффициента
блочности, тем выше монтажная технологичность машины.
Удельная трудоемкость монтажа определяется отношением
общей трудоемкости монтажа к общей массе монтируемой машины;
Ф
ф-.у=-гг, (В)
м
где Фм. у — удельная трудоемкость монтажа;
Фм.о — общая трудоемкость монтажа.
Удельная трудоемкость монтажа, например, мостового перегру-
жателя (в человеко-часах на 1 т веса механизмов) составляет при
укрупненных узлах 3,5—12; при мелких узлах — 7—22.
Удельная себестоимость монтажа — отношение общей себе-
стоимости монтажа машины к ее общей массе;
См.у = %-°, (15)
м
где См. у — удельная себестоимость монтажа;
См. о — общая себестоимость монтажа.
132
§ 3. Передовые методы организации и проведения
монтажных работ
С целью сокращения продолжительности монтажных работ,
а также трудовых и материальных затрат на их выполнение монти-
ровать подъемно-транспортные машины необходимо с использова-
нием принципов передовой организации работ.
К таким принципам можно отнести:
выполнение всех этапов и операций монтажа в соответствии
с планом организации работ, сетевыми и календарными графиками;
разделение процесса монтажа на подготовительный и собствен-
но монтажный периоды;
полную механизацию основных и вспомогательных процессов;
непрерывность (поточность) монтажных работ при одновремен-
ном (параллельном) выполнении технологически не связанных
между собой работ и операций;
выполнение возможно большего объема монтажных работ и со-
здание возможно более крупных монтджных блоков в наземных
условиях (на нулевой отметке).
В соответствии с этими принципами на монтаж подъемно-транс-
портных машин разрабатываются проекты организации работ (ПОР),
которые могут быть индивидуальными (специальными) и типовыми.
Специальные проекты разрабатываются для каждого объекта
монтажа (козловых кранов для ГЭС, мостовых перегружателей,
конвейеров большой производительности, ПКД, ППКД), а типо-
вые — для группы машин, близких по своим конструктивным
характеристикам (башенные, портальные и мостовые краны малой
и средней грузоподъемности).
ПОР на монтаж крупных машин состоит из двух частей.
Первая часть относится к подготовительным работам и вклю-
чает:
строительный генеральный план монтажной площадки, на кото-
ром указано расположение монтируемого объекта, подъездных
путей, линий электроснабжения, складов, бытовых помещений;
задание по строительной части, содержащее планы расположе-
ния фундаментов, якорей, подкрановых путей;
рабочие чертежи фундаментов, якорей, путей;
ведомости основного кранового, такелажного и технологичес-
кого оборудования монтажной площадки;
рабочие чертежи подмостей и лесов;
сетевые и календарные графики монтажа;
сметы или сметно-финансовые расчеты на монтаж.
Вторая часть ПОР — технологическая. Она содержит:
схемы установки (размещения) подъемно-транспортных машин
и такелажных средств в период монтажа;
схе!мы строповки поднимаемых узлов;
схемы подъема узлов;
монтажные технологические карты;
133
требования по технике безопасности при производстве монтаж-
ных работ.
В зависимости от объекта монтажа содержание ПОР может
изменяться.
Разделение общего процесса монтажа на подготовительный
и собственно монтажный периоды позволяет сократить общую про-
должительность монтажа за счет заблаговременного проведения
всех работ, не связанных непосредственно с монтируемой машиной,
а также за счет тех подготовительных работ, которые по характеру
монтажа должны быть выполнены заранее.
К подготовительным работам при монтаже подъемно-транспорт-
ных машин относятся:
выбор и оборудование монтажной площадки, включая строитель-
ство подъездных путей, временных помещений, линий энергоснаб-
жения и др.;
постройка подкрановых путей для монтируемого крана и для
монтажных кранов;
изготовление фундаментов для монтируемой машины, а также
для монтажных пилонов и якорей;
разгрузка, укладка и укомплектование узлов монтируемой
машины.
К собственно монтажным работам относятся монтаж металли-
ческих конструкций, механизмов машин, электрооборудования
и вспомогательного оборудования, а также наладка, испытание
и обкатка механизмов и оборудования смонтированной машины,
покраска и сдача ее заказчику.
После монтажа кранов, лифтов, эскалаторов и пассажирских
подвесных канатных дорог производится их техническое освиде-
тельствование и испытание в соответствии с Правилами Госгор-
технадзора.
§ 4. Планирование монтажных работ
Для планирования монтажа машин используются линейные
и сетевые графики. На линейном графике монтажа металлокон-
струкций мостового перегружателя (рис. 92) цифры над линиями
показывают число рабочих, участвующих в работе. Линейные гра-
фики достаточно подробно планируют очередность выполнения
и объем основных видов работ и операций с соблюдением принципов
непрерывности и параллельности их выполнения.
По такому графику можно установить перечень работ, их про-
должительность и последовательность выполнения. Однако по
линейному графику трудно определить имеющиеся резервы вре-
мени и весь комплекс работ, определяющих общую продолжитель-
ность монтажа. Этих недостатков не имеют используемые для пла-
нирования сетевые графики, которые широко применяются при
изготовлении, монтаже и ремонте крупных машин, в строительстве
и других отраслях народного хозяйства, являясь точной графичес-
134
кой моделью планируемого процесса. При построении сетевых
графиков используют метод критического пути, позволяющий
выявить имеющиеся резервы времени. Сетевое планирование явля-
ется составной частью системы сетевого планирования и управле-
ния (СПУ). В сетевом графике отражается сама работа и ее резуль-
тат. Начало и окончание работы изображается на графике кружками
Наименование работ Мем оабот
Монтаж жесткой опоры, т 52
Монтаж межбуопорной части моста, т 325
Монтаж консулы жесткой опоры, т 122
Монтаж гибкой опоры, т м
Монтаж консоли гибкой опоры, т 95
Клепка жесткой опоры, шт. 1900
Клепка междуопорной части, шт. 11300
Клепка консоли жесткой опоры, шт. №20
Клепка гибкой опоры, шт. 3300
Клепка консоли гибкой опоры, шт. 9600
Раскружалибание перегружателя
Вспомогательные и прочие работы —
25
Общее число рабочих,
Включая крановщика
меся цы
V
VI
12
Рис. 92. Линейный график монтажа металлоконструкций мостового перегру-
жателя с мостом решетчатой конструкции
(рис. 93), а работы — линиями. Стрелки указывают последователь-
ность выполнения работ. Длины линий берутся произвольные,
а трудоемкость каждой работы указывается цифрой, проставля-
емой над линией. Работы в сетевом графике легко кодируются,
например 0—1; 3—4 и т. д. Все работы (кроме нулевой, соответ-
ствующей началу работы) находятся в определенной связи друг
с Другом и на графике располагаются в последовательности, соот-
ветствующей этим связям. Работы, не имеющие непосредственной
технологической связи друг с другом, а связанные только логи
чески, обозначаются на графике пунктирными линиями. Например»
135
Таблица 5» Параметры сети
Шифр работы Наименование работы удоемкость, т.-смен [родолжительность пераций Раннее Позднее Разрыв времени
начало окончание начало и S к св У 1 полный 1 о СО У
Ну и о смен
0-1 Доставка оборудования на при- объектный склад 32 3,5 0 3,5 7,2 10,7 7,2 0
0-2 Доставка металла на приобъект- ный склад 14 2,5 0 2,5 0 2,5 0 0
1-3 » 0 0 3,5 3,5 14,5 14,5 11 11
1-6 Доставка оборудования к месту
монтажа 26 3 3,5 6,5 13,7 16,7 10,2 10,2
2-3 Изготовление металлоконструк- ций 1035 12 2,5 14,5 2,5 14,5 0 0
3—4 Сборка узла привода 70,5 2 14,5 16,5 14,5 16,5 0 0
3—5 Сборка узла приводного бара- бана 17,5 1 14,5 15,5 15,5 16,5 1 0
3-6 Доставка металлоконструкций к месту монтажа 12 2 14,5 16,5 14,7 16,7 0,2 0,2
4—6 Доставка узла привода к месту 16,5 16,7
монтажа 5 0,2 16,7 16,5 0 0
5—6 Доставка узла приводного бара- бана к месту монтажа 3 0,2 15,5 15,7 16,5 16,7 1 1
6-7 Монтаж узла привода 17 0,6 16,7 17,3 22,6 23,2 5,9 0
6-8 Монтаж узла приводного бара- бана 14 0,4 16,7 17,1 22,8 23,2 6,1 0,2
6-9 Монтаж рамы натяжной станины 12 0,5 16,7 17,2 19,7 22,2 3 0
6—10 Монтаж секций рамы средней 91 3 16,7 19,7 16,7 19,7 0 0
части
6-11 Монтаж трека с рельсами 256 4 16,7 20,7 17,7 21,7 1 0
7-8 » 0 0 17,3 17,3 23,2 23,2 5,9 0
8-12 Наладка привода 8 0,5 17,3 17,8 23,2 23,7 5,9 0
9—13 Монтаж тележки натяжной стан- ции 13,5 0,5 17,2 17,7 22,2 22,7 5 0
10-14 Монтаж роликоопор рабочей и нерабочей ветвей 86 4 19,7 23,7 19,7 23,7 0 0
11—15 Монтаж двухбарабанной раз- грузочной тележки 59 2 20,7 22,7 21,7 23,7 1 0
13-16 Монтаж натяжного устройства с грузами и ограждением 21,6 1 17,7 18,7 22,7 23,7 5 0
12—15 » 0 0 17,8 17,8 23,7 23,7 5,9 5,9
14—15 » 0 0 23,7 23,7 23,7 23,7 0 0
16—15 » 0 0 18,7 18,7 23,7 23,7 5 5
15—17 Навеска ленты 19,7 0,5 23,7 24,2 23,7 24,2 0 0
17—18 Стыковка ленты 29 3 24,2 27,2 24,2 27,2 0 0
18-19 Наладка конвейера 23,1 2 27,2 29,2 27,2 29,2 0 0
19—20 Пробный пуск и сдача в эксплуа-
тацию 432 10 29,2 39,2 29,2 39,2 0 0
136
на рис. 93 работа 12—15 показывает логическую связь между на-
ладкой привода (8—12) и навеской ленты (15—17).
По сетевому графику легко определить трудоемкость и общую
продолжительность работ по каждой технологической цепочке
(пути). Путь, требующий наибольшего времени, будет определя-
ющим и называется критическим. На сетевом графике он показы-
вается жирной линией (путь 0—2—3—4—6—10—14—15—17—18—
—19—20 = 39,5 смены).
После определения критического пути разрабатываются меры
по его сокращению за счет механизации, использования резервного
Рис. 93. Сетевой график монтажа ленточного конвейера (25]
(буферного) времени на остальных путях, что выявляется с по-
мощью параметров сети (табл. 5). В таблице указывают самые
ранние и самые поздние сроки начала и окончания смен из всех
возможных.
Глава VIII
МОНТАЖНЫЕ ПЛОЩАДКИ
И ИХ ОБОРУДОВАНИЕ
§ 1. Место монтажа подъемно-транспортных машин
Подъемно-транспортные машины могут монтироваться в закры-
тых помещениях (цехах, складах, машинных залах электростанций)
и на открытых монтажных площадках, эстакадах, наружных путях.
К подъемно-транспортным машинам, монтируемым в закрытых
помещениях, относятся мостовые краны всех типов, консольные пе-
137
редвижные краны, большая часть конвейеров, лифты, эскалаторы
и др. На открытом воздухе монтируют козловые краны, мостовые
перегружатели, портальные и башенные краны, подвесные канат-
ные дороги, ленточные конвейеры на открытых горных разработ-
ках, мостовые краны, работающие на эстакадах и цр.
Монтировать ПТМ в закрытых помещениях можно в условиях
еще неэксплуатируемых зданий, т. е. в период их строительства,
и в условиях действующего цеха (установка нового подъемно-
транспортного оборудования взамен износившегося или при модер-
низации цеха). Наиболее сложна организация монтажа в действую-
щем цехе. В этом случае под монтажную площадку отводят часть
цеха и устанавливают временное ограждение. Оборудование мон-
тажной площадки подъемными средствами зависит от метода
подъема крана на подкрановые пути.
§ 2. Выбор места под открытые монтажные площадки
и их строительство
Открытые монтажные площадки оборудуются возможно ближе
к месту будущей работы машины (крана) или непосредственно на
этом месте. Их размеры определяются из условия удобства мон-
тажа,а также размещения монтируемых узлов, подъемно-транспорт-
ного и технологического оборудования. Так, например, козловые
краны для плотины ГЭС часто монтируют не на подкрановых путях
плотины, а на отдельной площадке, связанной с ними временными
путями; мостовые перегружатели также монтируются на отдельной
(тупиковой) площадке.
Монтажная площадка должна быть хорошо спланирована, иметь
небольшой уклон для стока ливневых вод, быть удаленной от
воздушных линий электропередач, оползней, иметь временные
железнодорожные пути нормальной колеи, пути для монтируемого
крана, систему питания электрическим током, временные склад-
ские и бытовые помещения, а также средства связи, противопожар-
ные средства. Кроме того, на монтажной площадке оборудуется
временное помещение для компрессорной с системой воздухопро-
вода, якоря для закрепления лебедок и расчалок.
Типичная площадка, предназначенная для монтажа мостового
перегружателя ленточными подъемниками (рис. 94), расположена
в тупиковой части склада и оборудована пунктом питания электро-
энергией 12, компрессорной 13, воздухопроводом 15, складскими
и конторскими помещениями 17, 18, 20, 22, 23, 25, якорями 4
(Я-1, Я-2, ..., Я-8) и железнодорожным путем 26. Порталы 7, 8
ленточного подъемника удерживаются в вертикальном положении
расчалками 6, 10, 19, а мост перегружателя 1 — расчалками 5, 21.
Сборка моста производится на нулевой отметке (земле), поэтому
монтажная площадка оборудована опорами 24, на которых собира-
ется мост. Балансиры 3 и 9 вместе с нижней ригельной балкой уста-
навливаются на подкрановый путь перегружателя, а шарнирная
138
Рис. 94. Схема площадки для монтажа мостового перегружателя на нулевой
отметке и подъема ленточными подъемниками:
£ — мост перегружателя; 2 — шарнирная опора; 5, 9 — балансиры; 4 — якоря; 5, 6, 10, 19,
*1 — расчалки; 7, 8 — порталы, //, 14 — жесткая опора; 12 — пункт питания электроэнер-
гией; 13 — компрессорная; 15 — воздухопровод; 16 — гусеничный кран; /7, 18, 20, 22, 23,
24 — опоры; 25 — конторские помещения; 26 — железнодорожный путь
139
2 и жесткие И, 14 опоры собираются вблизи моста. Подъемно-
транспортные операции при сборке моста и опор на нулевой
отметке осуществляются гусеничным краном 16,
§ 3. Подъемно-транспортное и такелажное оборудование
монтажных площадок
При монтаже подъемно-транспортных машин используется разно-
образное подъемно-транспортное и такелажное оборудование.
К последнему относятся простейшие грузоподъемные устройства:
монтажные блоки, полиспасты, тали, лебедки, якоря.
Грузоподъемное оборудование, используемое при монтаже, де-
лится на два вида: стандартное и специальное. К стандартному
относятся винтовые и гидравлические домкраты, стреловые краны
на гусеничном, автомобильном и железнодорожном ходу, башен-
ные, портальные, мачтово-стреловые и другие краны. К специальному
монтажно-подъемному оборудованию относятся монтажные мачты,
порталы и ленточные подъемники.
Монтажные блоки или блочные обоймы включаются в грузовые
полиспасты или используются для изменения направления каната
Рис. 95. Схемы закладных якорей:
а — без щита; б — со щитом
(отводные блоки). Блочные обоймы имеют от 1 до 6 блоков, грузо-
подъемность каждого от 1 до 50 т. Петли обойм соединяются или
с проушинами траверс полиспастов, мачт, порталов и балок, или
со стропами, удерживающими поднимаемый груз.
Грузовые полиспасты состоят из системы верхних и нижних
блочных обойм, блоки которых включены в канатный полиспаст
той или иной кратности. Грузоподъемность полиспастов обычно
находится в пределах 5—120 т. Сбегающий с полиспастного блока
канат закрепляется на барабане подъемной (тяговой) лебедки.
При монтаже подъемно-транспортных машин обычно применя-
ются электрические лебедки с тяговым усилием от 1 до 12 тс, а
также ручные лебедки грузоподъемностью 1—5 тс. При подъеме
монтируемых узлов рама лебедки должна быть надежно закреплена
140
(заякорена) за неподвижную опору. При установке лебедок в цехе
или на складе в качестве таких опор часто используют колонны
здания, предварительно рассчитав их прочность. При установке
лебедок на открытой монтажной площадке для закрепления их
рамы используют специально сооружаемые опоры (якоря).
По своему устройству якоря могут быть свайные, закладные
без щита (рис. 95, а) и закладные со щитом (рис. 95, б). Угол на-
клона каната (или тяги) к горизонту а принимается обычно в пре-
делах 30—45°. Удерживающее усилие, создаваемое якорем, зависит
от его устройства и размеров. Оно определяется расчетом и для
закладных якорей находится в пределах 3—50 тс.
Якоря рассчитываются на усилия и Q2, возникающие в от-
тяжках при подъеме монтируемых узлов или в канатах монтажных
лебедок. Оги усилия обычно известны и расчет якорей сводится
к определению их размеров.
У якоря без щита определяется вертикальное усилие
Pi = QiSina. (16)
Это усилие должно удовлетворять условию
= <17)
где Gi — масса грунта в котловане;
7\ — сила трения бревен о грунт;
3 —коэффициент запаса.
Масса грунта в котловане
где y = 1,5 т/м3 — объемный вес грунта;
I—длина котлована;
a, b, h± — размеры сечения котлована по схеме.
Сила трения бревен о грунт
Л = NJi,
где — горизонтальная составляющая усилия в оттяжках;
h =0,5 — коэффициент трения бревен о грунт.
Горизонтальная составляющая усилия
JVj = Qi cos а.
Подставив в формулу (11) значения Plt <j1( 7\ и выполнив пре-
образования, получим необходимую глубину заложения /ix якоря
при принятых значениях a, b, I, у и а:
. _ 2Q, (Kt sin а — /1 cos а)
hl~ (a+b)ly • ( 1
14i
Глубина заложения якоря со щитом определяется по аналогич-
ной формуле
. 02 (К2 sin а — /2 COS а)
-------------
(19)
где К2 = 1,5 — коэффициент запаса;
/2 = 0,4 — коэффициент трения дерева по дереву;
с — ширина котлована.
Угол а берется не более 45°.
В литературе [2; 55] приводятся размеры якорей для основных
значений Q (от 3 до 50 т), однако в зависимости от вида грунта
эти размеры должны про-
веряться расчетом.
Домкраты могут при-
меняться винтовые грузо-
подъемностью до 15 т и гид-
равлические грузоподъем-
ностью до 350 т.
Рис. 96. Одностоечные
монтажные мачты:
а — трубчатые; б — решетча-
тые
Грузоподъемность кранов, используемых при монтаже, зави-
сит от массы поднимаемых узлов и обычно находится в следующих
пределах: для автомобильных кранов — 3—25 т, пневмоколесных—
3—60 т, гусеничных — 10—30 т, железнодорожных — 10—40 т,
башенных и портальных — 5—25 т, для мачтово-стреловых —
50—100 т.
Следует иметь в виду, что для монтажа можно использовать стре-
ловые краны при максимальных (или близких к ним) значениях
142
вылета, при которых грузоподъемность кранов значительно ниже
максимальной (в соответствии с кривыми грузоподъемности).
Монтажные мачты применяются для установки блочных обойм,
входящих в систему полиспаста подъема монтируемых узлов. По
конструктивным схемам монтажные мачты делятся на одно и двух-
стоечные (рис. 96, 97). Одностоечные мачты могут быть трубча-
той или решетчатой конструкции.
Трубчатые мачты более просты в изготовлении и имеют меньшую
удельную металлоемкость (на одну тонну удерживаемого груза).
Рис. 98. Схема сил, действующих на монтажную мачту и портал при его
подъеме:
1 — падающая мачта; 2, 3 — лебедки
Высота их обычно не превышает 30 м, а грузоподъемность — 70 т
(при Н = 20 м).
Решетчатые мачты изготавливают высотой до 50 м и грузо-
подъемностью до 100 т.
Двухстоечные мачты, или шевры, обычно изготавливают из
труб; их высота — до 22 м, а воспринимаемая нагрузка —до 50 т.
Двухстоечные мачты используются как падающие при установке
в вертикальное положение опор большой высоты и массы: монтаж-
ных порталов, опор подвесных канатных дорог, колонн мачтово-
стреловых кранов. Схема подъема портала(колонны) с помощью
падающей мачты аб и схема усилий, действующих в мачте, портале
и канатах, показаны на рис. 98.
Портал поднимают лебедками 2 и 3, при этом канат АКМ лебед-
ки 2 закреплен на падающей мачте 1, вследствие чего усилия в этом
канате РП1 и РП2 в период подъема зависят от величин углов у и Р
и определяются из уравнений моментов сил относительно оси а
143
портала гаем) и мачты (моментом сил от падающей мачты пренебре- (GrH + Gnb) cos 7 — Рп\Н sin а = 0; (GrH + Gnb) cos у — Pn2L sin = 0.
Отсюда Pni~ Я sin а ' ’ (2U) (Grtf+Gn<>)cos7 pn2= , (21)
где Gr — масса головки портала;
Gn — масса портала;
Н, L, Ь — плечи моментов сил по схеме;
а, р, у — углы по схеме.
Наибольшие (расчетные) усилия в подъемных канатах будут
при т = 0, т. е. в начальный момент подъема портала.
Рймакс = гн sin ап ; (20а)
Рп2маКс = °4^. (21а)
Сжимающее усилие в падающей цачте
Рм = Pol COS Ф + РП2 COS 9. (22)
Усилия в портале (колонне) при ее подъеме с помощью падаю-
щей мачты
SK = Ля cos а. (23)
Усилия сдвига портала при его подъеме с помощью падающей
мачты для случая, когда портал и мачта имеют общую соосную
опору,
Рс = Рп2 COS ₽!. (24)
С помощью падающей мачты портал будет подниматься только
до позиции Б, при которой сумма углов ср + 9 < 180°. При ср + 9 =
= 180° усилие в падающей мачте будет равно нулю, и портал
будет подниматься лебедкой 3 при помощи каната БЛЛ
Усилия в подъемном канате 5N
__ (Gr//+ Gn6) cos 7
дп “ L sin p ‘ W
Усилие сдвига портала при его подъеме лебедкой 3
Sc =* Sn cos j (26)
Усилия в портале SK и S'K представляют собой монтажные
нагрузки, действие которых необходимо учитывать при расчете
портала на прочность и при составлении проектов организации
работ.
144
Монтажные порталы служат для установки на них блочных
обойм, входящих в грузовые полиспасты при подъеме крупных
узлов монтируемых машин. Монтажные порталы бывают трубчатой
и решетчатой конструкции. Кроме того, и те и другие делятся на
Рис. 99. Монтажные порталы:
а — с жестким подкосом; б — с гибкими оттяжками; / — подкосы; 2 — балки;
3 _ полиспасты; 4 — оттяжки; 5 — опоры; 6 — опорные башмаки
Таблица 6. Подъемно-транспортное
оборудование, применяемое
при монтаже мостового
перегружателя на проектной отметке
Наименование оборудования Грузо- подъем- ность. т Количе- ство, шт.
Краны:
башенный 5—20 1
гусеничный 7,5 1
автомобильный 3 1
мачтово-стре- ловой 16 1
Лебедки:
электрические 2,5—5 6
ручные 0,5-3 14
гидравличе- ские 100 2
винтовые 15—25 4
Блоки трехрольные 15-20 16
Канаты стальные Порталы монтаж- 13—20 мм 5000 м
ные — 18
Таблица 7. Основное подъемно*
транспортное оборудование,
применяемое при монтаже мостовых
перегружателей грузоподъемностью
15 т на нулевой отметке
Наименование . оборудования Грузо- подъем- ность, т Количество (штук) при подъеме с помощью
монтажных порталов ленточных подъемников
Портал монтажный 200 2
Подъемник ленточ- ный 2
Краны: стреловые гу- сеничные 15—20 1 1
автомобильные 3-5 1 1
Лебедки: ручные 3 20 20
электрические 3—5 12 4
Обоймы блочные 5-50 71 44
145
25000
порталы с жестким подкосом (рис.
99, а) и с гибкими оттяжками
(рис. 99, б). Портал состоит из
опор 5, верхней фермы или балки
2, подкосов 1 или гибких оттяжек
4 и опорных башмаков 6. Грузо-
вые полиспасты 3 закрепляются на
верхней балке. Порталы имеют вы-
соту до 55 м и грузоподъемность
до 150 т.
Ленточные (шагающие) гидро-
подъемники представляют собой
монтажные порталы с устройством
для подъема грузов. Они приме-
няются главным образом для подъ-
ема мостов мостовых перегружате-
лей. Ленточный подъемник (рис.
100) состоит из опор /, закреплен-
ных в вертикальном положении ка-
натными растяжками, и верхней
(поддомкратной) балки 3, на кото-
рой устанавливаются гидравличес-
кие домкраты 7. Балка имеет вер-
тикальные прорези (окна), через
которые проходят стальные ленты
6, состоящие из отдельных секций.
В лентах, изготовленных из мягкой
полосовой стали, также имеются
отверстия, расстояние между кото-
рыми является величиной постоян-
ной. Кроме прорезей, в верхней
балке 3 имеются отверстия для
установки стальных закладных ва-
ликов 2. Поднимаемый мост уста-
навливается на нижнюю балку 8,
соединенную с лентами. Поршни
домкратов поддерживают наддом-
кратную балку 4, в которой сдела-
ны отверстия под валики.
В начале подъема моста при
работе двух подъемников штоки
Рис. 100. Монтажный ленточный подъем-
ник:
1 •— опоры портала; 2 — валики; 3 — верхняя
балка; 4 — наддомкратная балка; 5 — консоль-
ные краны; 6 — стальные ленты; 7 — домкраты;
8 — нижняя балка
146
поршней находятся в нижнем положении и валики вставлены в от-
верстия наддомкратной балки. При одновременном включении
в работу всех гидродомкратов (от общей насосной установки) балка
4 поднимается и при этом поднимает нижнюю балку с мостом на
высоту, равную расстоянию между отверстиями в лентах, которые
в этом положении совпадут с отверстиями в поддомкратной балке.
В них вставляется вторая пара закладных валиков. После выемки
первой (верхней) пары закладных валиков из поддомкратной балки
она гидродомкратами возвращается в нижнее, исходное положение,
и в нее вставляются закладные валики. Приподняв несколько
наддомкратную балку, вынимают валики из поддомкратной балки,
и цикл повторяется. После того как секция лент выйдет из над-
домкратной балки, ее демонтируют при помощи консольных кра-
нов 5.
Рабочие места на балке 3 ограждены перилами. Грузоподъем-
ность порталов ленточных подъемников — до 400 т.
Номенклатура подъемно-транспортного оборудования монтаж-
ной площадки зависит от типа монтируемой машины и от метода
ее монтажа (табл. 6 и 7).
§ 4. Технологическое оборудование монтажных площадок
При монтаже подъемно-транспортных машин выполняются зна-
чительные объемы работ по сварке и склепыванию элементов
металлоконструкций, сверлению отверстий, подгонке элементов
металлоконструкций с помощью обрезки или нагрева металла и др.
Для механизации клепальных работ применяют пневматические
молотки и пневмоподдержки. Для сверления отверстий исполь-
зуют электрические и пневматические сверлильные машины.
Открытые монтажные площадки оснащаются следующим техно-
логическим оборудованием: передвижными компрессорными уста-
новками, сварочными аппаратами переменного или постоянного
тока, аппаратами для газовой резки металла, электрическими на-
гревательными горнами, электрифицированным и пневматическим
ручным инструментом.
При монтаже в цеховых условиях пневматический инструмент
питается от цеховой сети сжатого воздуха. На открытых монтажных
площадках используются передвижные компрессоры типа ЗИФ-55
(производительность 5 м3/мин, давление 7 кг/см2), ЗИФ-ВКС-6
(производительность 6 м8/мин, давление 7 кг/см2). Эти компрессоры
имеют привод от двигателей внутреннего сгорания и воздушное
охлаждение. Количество компрессоров определяется расчетом.
Для электрической сварки металла в условиях монтажа исполь-
зуются передвижные сварочные трансформаторы типа ТСД-500,
СТШ-500, ТСД-1000-3 и др., предназначенные для питания сва-
рочной дуги переменным током, и сварочные генераторы ПСО-500,
ПСГ-500, ПС-1000 и др.— для питания сварочной дуги постоянным
147
током. Цифры в шифрах сварочных аппаратов указывают величину
номинального сварочного тока в амперах. Номинальное напряже-
ние сварочной дуги находится в пределах 40-^60 в.
Для резки металла при монтаже применяется аппаратура ацети-
лено-кислородной резки и керосинорезов. Ацетилен получают при
помощи переносных ацетиленовых генераторов ГНВ-1,25; АНВ-1,25,
ГВР-3 производительностью от 1,25 до 3 м3/час.
Данные по технологическому оборудованию площадки при
монтаже мостовых перегружателей с решетчатыми мостами при-
ведены в табл. 8.
Таблица 8. Технологическое оборудование и пневматический инструмент,
применяемые при монтаже мостовых перегружателей
Наименование
Тип или краткая характе-
ристика
Количество,
шт
Компрессоры передвижные
Сварочные аппараты
Аппараты для газовой резки металла
Баллоны кислородные
Горны для нагрева заклепок
Молотки клепальные пневматические
Пневмоподдержки
Пневматические дрели
Пневматические гайковерты
ЗИФ-ВКС-6
ТСД-500
ГВР-3, ГНВ-1,25
Давление 370 кг
Диаметр сверла
до 31 мм
1-3
1-2
1-2
10
1-3
2-3
2-3
2—3
2-3
Глава IX
ПОДГОТОВКА МАШИН
К МОНТАЖУ
§ 1. Техническая документация, представляемая
заводом-изготовителем
Вместе с поставляемой заказчику машиной завод-изготовитель
(фирма) во всех случаях должен представлять следующую докумен-
тацию: маркировочные чертеж и ведомость, монтажные и узловые
чертежи, инструкцию по монтажу и эксплуатации машины, ком-
плектовочные и упаковочные ведомости.
С машинами, которые подведомственны инспекциям Госгортех-
надзора, Регистра СССР и Речного Регистра, кроме перечисленной
документации, представляется паспорт.
Паспорт машины — главный технический документ. Он содер-
жит подробную характеристику конструкции машины и подтверж-
148
дает ее изготовление и монтаж в полном соответствии с Правилами
Госгортехнадзора, Регистра СССР и Речного Регистра. В пас-
порте машины отмечаются все технические освидетельствования и
ремонты. Более подробно составляется паспорт крана, который
содержит согласно правилам Госгортехнадзора следующие раз-
делы:
1. Общие данные: тип крана, его назначение, допустимая тем-
пература окружающей среды, допустимая скорость ветра и др.
2. Характеристика и основные технические данные.
3. Характеристика стальных канатов, составленная по серти-
фикатам заводов-изготовителей канатов.
4. Характеристика грузозахватных органов.
5. Характеристика тормозов.
6. Характеристика приводных двигателей, автоматических вы-
ключателей силовой цепи и предохранительных устройств.
7. Характеристика упоров и буферов.
8. Данные о металле (марка, ГОСТ и др.) основных (расчетных)
элементов металлоконструкций кранов.
9. Выводы, подтверждающие пригодность крана с указанными
в паспорте параметрами для работы.
Завод-изготовитель прилагает к паспорту крана следующие
обязательные документы:
1. Чертежи общего вида крана, узловые и монтажные чертежи,,
принципиальные и монтажные электрические, гидравлические,
пневматические и кинематические схемы.
2. Расчет прочности канатов и цепей, коэффициентов запасов:
торможения, устойчивости стрелового крана.
3. Сертификаты и чертежи ограничителей грузоподъемности.
4. Паспорта сосудов под давлением.
5. Рабочие чертежи быстроизнашивающихся деталей.
Монтирующая организация, окончив монтаж и испытания крана»
прилагает к паспорту:
1. Акт о соответствии выполненных монтажных работ чертежам
и правилам Госгортехнадзора.
2. Акт о проведении статических и динамических испытаний.
3. Акт о соответствии требованиям норм защиты от напряжений
прикосновения с результатами замера сопротивления изоляции
Электр опр оводов.
Организации, по проектам которых строится завод, цех, склад,
должны представить план и поперечные разрезы здания, где будет
находиться кран, а также установочный чертеж крана.
§ 2. Правила транспортировки машин к месту монтажа
Перед отправкой к месту монтажа узлы машины (их открытые
обработанные поверхности) покрывают специальными защитными
(консервационными) смазками типа ПВК, СХК, ГОСТ 19537—74;
АМС-3, ГОСТ 2712—52 или консистентными влагостойкими смаз-
149
ками типа УТВ. Открытые подшипники качения обрабатывают
консистентной смазкой и укрывают плотной бумагой или полихлор-
виниловыми пленками.
Открытые отверстия трубопроводов и аппаратов гидравличе-
ских и смазочных систем затыкают деревянными пробками. Люки
редукторов также должны быть закрыты.
Если транспортируемый узел устанавливают на обработанные
.поверхности деталей (длинные валы и др.), то опорные стойки
делают из дерева, а между деталью и стойкой закрепляют войлоч-
ные прокладки.
Чтобы проще было ориентироваться в поступающих на монтаж-
ную площадку узлах и легче монтировать машину, на заводе-изго-
товителе разрабатывается маркировочный чертеж, на котором
каждой монтажной единице или узлу присваивается свой индекс
(марка), проставляемый масляной краской. Такая система индек-
сации позволяет легко определить положение элемента в машине,
разместить узлы на площадке в соответствии с последовательностью
выполнения операций монтажа.
В упаковочных ведомостях указывается наименование, индекс
и количество деталей или узлов, уложенных в ящики перед отправ-
кой заказчику. Один экземпляр упаковочной ведомости в конвер-
те из плотной влагостойкой бумаги закладывается в специаль-
ный (наружный) карман из оцинкованного железа, прибиваемый
к ящику.
К месту монтажа крупные подъемно-транспортные машины
доставляются в виде отдельных транспортабельных укрупненных
узлов. Габариты этих узлов определяются габаритами подвижного
состава, а их масса — грузоподъемностью железнодорожных плат-
форм и кранов, применяемых при погрузке и разгрузке этих узлов
с железнодорожных платформ. Учитываются также конструктив-
ные особенности машины (блочность узлов). Аналогичные требова-
ния предъявляются к транспортируемым узлам при их перевозке
на судах или на автомобильном транспорте.
Транспортируемые на железнодорожных платформах узлы
должны вписываться в нормальный габарит подвижного состава.
Только в исключительных случаях они могут быть негабаритными
•О, I, II, III или IV степеней. Для перевозки таких грузов разра-
ботаны специальные правила.
Установленные на железнодорожную или автомобильную плат-
форму узлы должны быть надежно на ней закреплены. Для этой
цели используются деревянные упоры и проволочные растяжки.
Транспортируемые узлы должны опираться на деревянные под-
кладки таким образом, чтобы не вызвать дополнительных (транс-
портных) нагрузок, которые могут повредить элементы транспор-
тируемого узла (поломка или изгибы элементов металлоконструк-
ций и др.).
Узлы на железнодорожных платформах крепятся в соответствии
со специальной инструкцией МПС.
450
§ 3. Размещение и хранение на монтажной площадке
узлов монтируемой машины
Рис. 101. Схема размещения узлов на
монтажной площадке при монтаже коз-
лового крана для ГЭС:
/, 2 — верхние и нижние ригели портала; 3 —
пролетные строения; 4 — опоры портала; 5 — под-
косы монтажные; 6 — тележки ходовые; 7 — тра-
верса монтажная; 8 — краны на гусеничном ходу
Узлы монтируемой машины должны располагаться на площадке-
таким образом, чтобы последующие подъемно-транспортные опе-
рации были сведены к мини-
муму. С этой целью узлы
нужно размещать в соответ-
ствии с последовательностью
монтажа и в непосредствен-
ной близости от места уста-
новки машины (рис. 101).
Поступающие узлы размеща-
ются также с учетом после-
дующей сборки стрел, плат-
форм и др. (рис. 102).
Крупные узлы машины
(стрелы, рамы, фермы) уста-
навливают на деревянные
прокладки (шпалы). При этом
укладка одного узла на дру-
гой (например, плоских ферм,
3 4 5 6
Рис. 102. Схема размещения узлов на монтажной площадке при мон-
таже портального крана:
1 — узел механизма поворота; 2 — кабина; 3, 4 — барабаны лебедок главного и
вспомогательного подъемов; 5 — лебедка главного подъема; 6 — другие сборочные
единицы крана [55]
15k
балок) разрешается при условии, что между ними будут уложены
деревянные прокладки в местах, не вызывающих остаточные де-
формации узлов.
Металлоконструкции, тележки, кабины хранятся на открытом
воздухе, но покраска их и слой консервационной смазки не должны
быть повреждены. Прорезиненные конвейерные ленты, стальные
проволочные канаты, насосы, силовые трансформаторы, крепеж-
ные детали и т. д. необходимо хранить под навесом, так как в
результате воздействия атмосферных осадков их свойства ухудша-
ются. Электродвигатели, подшипники качения, электрические про-
вода и кабели, а также другое оборудование, портящееся от ат-
мосферных осадков и влаги, следует хранить в закрытых неотапли-
ваемых помещениях. Оборудование, портящееся от влаги и низких
температур (контрольно-измерительные приборы, электроизоля-
ционные материалы и др.), хранят в закрытых отапливаемых поме-
щениях.
Расконсервация оборудования, т. е. удаление с него защитных
покрытий, должна производиться непосредственно перед монтажом
данных узлов и механизмов.
Глава X
МОНТАЖ ОСНОВНЫХ УЗЛОВ
И МЕХАНИЗМОВ
§ 1. Особенности сборки узлов и механизмов
при монтаже машин
При монтаже машин в большем или меньшем объеме выполня-
ются операции по соединению деталей и по сборке более крупных
единиц. К операциям по соединению деталей относится сборка
валов, муфт, подшипников, открытых зубчатых и цепных передач
и др.
Учитывая, что условия сборки механизмов машин на монтаж-
ной площадке .значительно хуже условий сборки на заводе, на
монтажной площадке должны проводиться только те сборочные
работы и операции, которые невозможно выполнить в цеховых
условиях. К таким сборочным операциям относится сборка от-
крытых зубчатых передач лебедок подъема, длинных трансмиссион-
ных валов и др.
Перед началом монтажа (сборки) механизмов и машины произ-
водится тщательная ревизия состояния узлов, подлежащих монтажу.
С деталей снимается защитная смазка, царапины и задиры на обра-
батываемых поверхностях деталей удаляются путем слесарной
обработки напильником или шабером.
152
§ 2. Монтаж валов, осей и муфт
Рис. 103. Отклоне-
ние осей валов при
сборке
К качеству сборки валов, осей и муфт при монтаже предъяв-
ляются те же требования, что и к качеству сборки этих деталей на
заводе-изготовителе.
При сборке валов практически невозможно добиться абсолютно
полного совпадения геометрических осей соединяемых валов с пря-
мой линией — те или иные отклонения неизбежны (рис. 103, а).
Основными из них являются:
1. Перекос осей на некоторый угол <р (рис. 103, б), вызываю-
щий торцевое биение плоскостей разъема полумуфт.
2. Радиальное смещение валов на некоторую величину
е (рис. 103, в), вызывающее радиальное биение
валов и муфт, которое создает дополнитель-
ные напряжения в валах, муфтах и подшип-
никах.
При больших числах оборотов валов (400—
1500 об/мин) за счет радиального смещения воз-
никает вибрация собранных узлов и всей маши-
ны, что влечет за собой вытекание смазки из
подшипников, дополнительные напряжения в
элементах. Таким образом, допустимые величи-
ны перекосов и радиальных биений валов зави-
сят от числа их оборотов.
Нормы допустимой вибрации подшипников
также зависят от числа оборотов вала. Так, на-
пример, по «Правилам технической эксплуатации
электрических станций и сетей» допустимая ве-
личина вибрации подшипников электродвигателей при скорости
вращения вала 1500 об/мин равна 100 мкм; 1000 об/мин — 130;
750 об/мин и ниже — 160 мкм;
3. Перекос и радиальное смещение валов чаще всего вызывают
вибрацию узлов и перегрузку деталей, поэтому данные величины
должны строго ограничиваться. Так, перекос валов не должен
превышать 2 мм на каждый метр длины вала.
)» । Величины е и ф определяются с помощью инструментов и приспо -
соблений. Наиболее точно величина радиального биения валов опре-
деляется индикаторами (см. рис. 85), а менее точно—линейкой
(рис. 104, а), щупом (рис. 104, б) и приспособлениями (рис. 104, в, г).
Величины радиального биения валов устанавливаются путем изме-
рения величин Ьг, Ь2 и Ь9 при повороте валов на 90°, 180° и 270°,
где Ьг и Ь3 — расстояния между концами измерительных скоб.
Величина торцевого биения (перекоса) устанавливается путем
измерения величин аг и а2, которые будут равны при отсутствии
торцевого биения. Нормы на допустимые величины перекосов и ра-
диального биения валов и муфт указываются в сборочных черте-
жах или в инструкциях на монтаж, а также приводятся в справоч-
ной и специальной литературе [2; 28; 551.
153
Муфты собирают при монтаже выходных валов крупных сбороч-
ных единиц (например, соединение валов редукторов с валами лебе-
док), а также при соединении отдельных элементов длинных (транс-
миссионных) валов.
Рис. 104. Способы контроля правильности сборки валов
При соединении полумуфт также наблюдаются их перекосы
и радиальные смещения, которые являются следствием перекоса
и смещений соединяемых валов, или неточности изготовления и мон-
Рис. 105. Способы контроля правильности сборки муфт
тажа самих муфт. Радиальное смещение полумуфт может быть уста-
новлено при помощи линейки (рис. 105, а), скоб и щупов (рис. 105,
б, а), скоб и индикаторов (рис. 105, д), скоб имикрометра (рис. 105, а).
Торцевое биение полумуфг проверяется мерными клиньями (рис. 105,
б), скобами (рис. 105, в, г, д, е) и другими приспособлениями. Для
154
муфт типа М3 и МЗП перекос осей не должен превышать 30', а ради-
альное смещение — 0,3—0,8 мм (в зависимости от диаметра муфты).
У втулочно-пальцевых муфт радиальное биение наружных по-
верхностей и торцевое биение поверхностей разъема не должно
превышать 0,03—0,04 мм.
§ 3. Монтаж подшипников
Отдельные подшипниковые узлы устанавливают на месте их
будущей работы (рамах, фундаментах и др.) при монтаже кранов
большой грузоподъемности (350—500 т), машин непрерывного транс-
порта, подъемников, подвесных канатных дорог. При установке
подшипников на бетонные фундаменты в последних делают колодцы
под анкерные болты для крепления подшипников. После выверки
положения подшипников при помощи отвесов (рис. 106) или гео-
дезических приборов (нивелиров, теодолитов) и установки анкер-
ных болтов колодцы заливают бетоном.
При установке корпусов подшипников на металлические конст-
рукции разметка отверстий под болты крепления корпусов делается
после выверки их положения на
раме. Устанавливаемые в подшип-
ник вкладыши поступают на мон-
таж с готовыми смазочными от-
верстиями и канавками, однако
обычно требуется подгонка вкла-
дышей к крышке подшипника и к
валу. Эта подгонка достигается пу-
тем опиловки и шабрения наруж-
ных и внутренних поверхностей
вкладышей. Плотность прилегания
наружных поверхностей проверя-
ется «на краску». С этой целью
гнездо вкладыша покрывают ТОН- Рис. 106. Проверка положений
ким слоем краски, разведенной подшипников
машинным маслом, затем в него
устанавливают вкладыши и поворачивают на 1—2 см в обе сто-
роны. По следам краски у снятого вкладыша судят о характере
его контакта с гнездом. Хорошо подогнанный вкладыш касается
гнезда большей частью своей поверхности. При шабрении внутрен-
них поверхностей вкладышей также следят за характером располо-
жения пятен контакта. С этой целью цапфы вала покрывают тонким
слоем краски, вал устанавливают на нижние вкладыши и повора-
чивают на один оборот в обе стороны. Пятна контакта остаются на
внутренних поверхностях вкладышей. Для подшипников механиз-
мов ПТМ подгонка вкладышей считается нормальной, если остается
шесть и более пятен на площади 2,5 х 2,5 см у валов со скоростью
вращения до 300 об/мин; у валов со скоростью вращения свыше
300 об/мин должно оставаться не менее восьми пятен.
155
Подшипники качения в корпусные детали и на валы в условиях
монтажа устанавливают в такой же последовательности, как и при
заводской сборке, соблюдая при этом те же требования (см. гл. VI).
При монтаже подшипниковых узлов монтируют трубопроводы
для подвода смазки к подшипникам. При этом необходимо про-
верить поступление смазки в подшипник: если смазка не поступает
(не продавливается), подшипник необходимо разобрать и устра-
нить дефект. Консистентная смазка в подшипниковых узлах должна
заполнять их внутренний объем на 60—75%, иначе смазка вслед-
ствие излишнего уплотнения будет нагреваться.
§ 4. Монтаж тормозов
В тех случаях, когда тормоз не вошел в состав более крупного
узла (лебедки и др.), его устанавливают в проектное положение
в процессе монтажа. При этом требуется, чтобы радиальное сме-
щение центра окружности тормозных колодок относительно центра
тормозного шкива не превышало 0,3 мм, а перекос колодок на
шкиве был бы не более 0,1—0,2 мм на 100 мм ширины шкива.
Радиальный зазор между тормозным шкивом и фрикционными
обкладками тормозных колодок или лент должен быть одинаков
по всему периметру прилегания. Разность зазоров не должна пре-
вышать 0,1 от номинальной величины зазора, указанной в чертежах
или инструкциях по монтажу. При отсутствии указаний зазоры
для колодочных тормозов рекомендуется устанавливать в следую-
щих пределах: при шкивах диаметром 300 мм— 1—1,25 мм, диа-
метром 400—500 мм—1,5—1,75, диаметром 600—800 мм — 2—
2,5 мм. Величина зазора регулируется при помощи регулировочных
винтов, имеющихся в рычажной системе тормоза. При замкнутом
тормозе фактическая площадь контакта тормозных обкладок должна
составлять не менее 80—85% номинальной. После окончательной ре-
гулировки тормоза положение винтов необходимо застопорить
с помощью контргаек.
У тормозов с гидротолкателями (типа ТТ, ТКТГ и др.) в гидро-
цилиндры необходимо заливать технические жидкости, номенкла-
тура которых приведена в табл. 21 (гл. XVII).
§ 5. Монтаж открытых зубчатых передач
В условиях монтажа ПТМ производится, как правило, сборка
только открытых зубчатых передач. Требования к точности сборки
этих передач определяются их степенью точности — 8 и 9. Нормы
допустимого радиального биения цилиндрических зубчатых колес
приведены в табл. 9.
Правильность и точность сборки открытых зубчатых передач
достигается методами и средствами, изложенными в гл. VI. Здесь
156
Таблица 9. Нормы допустимого радиального биения зубчатых колес, мкм
Степень точности Модуль, мм Диаметры зубчатых колес, мм
80—120 120—200 200—320 | 320—500 500—1250^800—1250 1250— 2000
8 9 1—50 2,5-50 80 120 95 150 НО 180 120 200 150 240 190 300 220 360
широко пятнам применяется проверка по касания зубьев («на крас- Таблица 10. Нормы зубьев контакта
ку»; и по шуму раоотающеи пере- дачи. Нормы контакта зубьев по ГОСТ 1643—72 при проверке «на краску» для зубчатых передач 6—9-й степеней Степень точности Пятно контакта (не менее), %
по • высоте по длине
точности приведены в табл. 10. Типичные схемы пятен контакта зубьев, соответствующий характер шума и возможные причины брака приведены в табл. 11. 6 7 8 9 50 45 40 30 7,0 60 50 40
Таблица 11. Виды пятен контакта, характеристика шума
и оценка качества сборки цилиндрических зубчатых передач
Эскиз Характер шума Оценка качества сборки, причины брака
Шелест ил легкое гудение низкого тона Хорошее
Без нагрузки — шелест, под нагруз- кой — сильное гудение Брак, перекос колес
Под нагрузкой — сильное гудение и перемежающийся стук, без нагруз- ки — шелест или очень мелкий стук Перемежающийся стук при холостом ходе и сильное гудение под нагруз- кой Брак, увеличен- ный боковой зазор, радиальное биение, вибрация
Под нагрузкой — сильное гудение низкого тона Удовлетворитель- ное
Легкое гудение, очень мелкий пере- межающийся стук Брак, увеличен- ный радиальный зазор
Перемежающийся стук и сильное гудение Брак, радиальное и торцевое биение колес, вибрация
157
§ 6. Монтаж цепных передач
В конструкции подъемно-транспортных машин входят следую-
щие виды цепных передач: приводные — со скоростью движения
цепи до 15 м/с; грузовые — не более 0,30 м/с, и тяговые — до
1,2 м/с. Требования к точности сборки таких передач определя-
ются прежде всего скоростью движения цепи — с увеличением
скорости повышаются и требования к точности сборки.
Нормальная работа цепной передачи определяется равенством
шагов цепей и звездочек и правильностью установки звездочек на
Рис. 107. Проверка положения звездочек цепной пепедачи:
/ — шаблон; 2 — уровень
валах и осях. Шаг /зв втулочно-роликовой цепи проверяется изме-
рением участка цепи L, состоящего из 50 звеньев, при этом длина
участка должна находиться в пределах
0,000
L =
При монтаже двух звездочек на валу или оси (скребковые и плас-
тинчатые конвейеры) необходимо при помощи шаблона 1 и уровня
2 проверить параллельность звездочек (рис. 107, а) и совпадение
(отсутствие углового смещения) зубьев обеих звездочек. Отклоне-
ние оси симметрии зуба одной звездочки относительно оси симмет-
рии противоположного зуба другой звездочки может быть установ-
лено с помощью струны, натянутой между звездочками, и отвеса,
опускаемого от струны вблизи звездочек (рис. 107, в). Величина
сдвига зубьев звездочек А/зв'не должна превышать 0,03 i3B.
158
Величина перекоса звездочек устанавливается путем измерения
расстояний а, и а2 относительно струны с—с (рис. 107, б). Угол
перекоса звездочки
? = arctg^i-.
Он должен быть не более 30'.
Допустимая стрела провисания цепи f зависит от типа цепной
передачи, скорости движения цепи, угла ее наклона к горизонталь-
ной плоскости и* степени износа. С увеличением угла наклона до-
пуск на провисание цепи уменьшается, с увеличением износа —
увеличивается. Для новых горизонтальных передач / = 0,02/1,
где А — межосевое расстояние.
§ 7. Монтаж канатных блоков и барабанов
Канатные блоки в большинстве случаев поступают на монтаж
в сборе с более крупными сборочными единицами (стрелами, тележ-
ками, крюковыми обоймами и др.). В условиях монтажа блоки
собирают сравнительно редко — при монтаже ПКД, натяжных
устройств грузового типа конвейеров. Монтируют узлы канатных
блоков по сборочному чертежу. Отклонение оси ручья блока от
оси каната не должно превышать + Г. Торцевое биение блока в
смонтированном узле должно быть не более 0,2 мм на 100 мм ра-
диуса блока.
Грузовые барабаны и барабаны ленточных конвейеров в основ-
ном также поступают на монтаж в сборе с более крупными сбороч-
ными единицами (тележками, рамами). Барабаны в сборе с под:
шипниками устанавливают на раму по чертежу. В раме чаще всего
имеются готовые отверстия для болтов крепления подшипников.
У канатных барабанов особенно тщательно выполняются и про-
веряются узлы крепления канатов к барабану. У полностью смон-
тированного крана при опущенной в проектное положение крюковой
обойме на барабане должно оставаться 1,5—2 запасных (разгру-
зочных) витка каната и проектное число витков для крепления
каната к барабану.
У правильно смонтированной полиспастной системы грузовые
канатные барабаны, канатные блоки, канаты должны укладыва-
ться в ручьи без перекосов и без набегания на гребни ручьев при
любом положении крюковой подвески. Схемы и правила монтажа
гладких приводных и натяжных барабанов ленточных конвейеров
рассмотрены в гл. XII.
§ 8. Монтаж ходовой части кранов мостового типа
К кранам мостового типа относят мостовые и козловые краны,
а также мостовые перегружатели. Они имеют колесно-рельсовое
ходовое оборудование, и при монтаже необходимо строго выдер-
159
жать все геометрические параметры установки колес и балансиров
относительно рельсов.
Ходовые колеса кранов поступают на монтаж обычно в сборе
с концевыми балками или балансирами. При окончательном соеди-
нении (склепывании, сварке, сбалчивании) концевых балок завод-
ская регулировка положения ходовых колес может быть несколько
нарушена. Поэтому при монтаже кранов необходимо проверить
положение ходовых колес и устранить обнаруженные отступления
от проекта и технических условий. Прежде всего проверяется пря-
на рельсах и параллель-
ность линий двух рель-
сов, а также отсутствие
перекоса колес в верти-
кальной плоскости. Та-
кая проверка делается
с помощью струн с—с,
к—к и отвеса d (рис.
108). Струны устанавли-
вают параллельно под-
крановому рельсу (Ь± =
= &2) так, чтобы хорда
т колеса была не менее
0,6 диаметра колеса.
Тогда, измеряя расстоя-
ния аъ ит. д., лег-
ко установить величину
перекоса колес и балан-
сиров. Этот перекос не
должен превышать 0,001
величины т. Смещение
молинейность установки ходовых колес
Рис. 108. Проверка положения ходовых колес
ходовых колес относительно рельса не должно превышать ±2 мм,
а смещение осей колес относительно друг друга (в концевой балке
или в системе балансиров) — 2—3 мм.
Монтаж козловых кранов большой грузоподъемности и мостовых
перегружателей во многих случаях начинается с установки на под-
крановые рельсы собранных балансиров. При некоторых схемах
монтажа мостовых перегружателей опоры в сборе с балансирами
подкатываются под поднятый мост.
§ 9. Монтаж подкрановых путей
Срок службы ходовых колес кранов в значительной мере зави-
сит от состояния подкрановых путей, поэтому их монтаж выпол-
няется особенно тщательно, а в процессе эксплуатации необходим
постоянный надзор за их исправным состоянием.
Основные дефекты подкрановых путей, возникающие при мон-
таже и эксплуатации,— криволинейность, непараллельность и
сдвиг стыков. Существуют различные схемы соединения подкра-
160
новых рельсов. В основных схемах (рис. 109, а) геометрические
оси соединяемых рельсов практически совпадают или находятся
в пределах допуска (1—3 мм). Если при монтаже или в процессе
эксплуатации величина сдвига рельсов в стыке С (рис. 109, б)
будет больше предельно допустимого значения, это вредно отра-
зится на работе ходовых колес и всего крана. Так же вредно отра-
жается на работе колес и крана наличие вертикальных сдвигов
рельсов в местах стыка и увеличенные зазоры между рельсами
(рис. 109, в). Независимо от направления движения крана при
наезде на стыки возникают удары колес о рельсы, которые вызы-
Таблица 12. Допуски на укладку рельсов крановых путей при монтаже
и максимально допустимые отклонения при эксплуатации
Мостовые краны Башен- ные краны Козло- вые краны Пор- тальные краны Мосто- вые пе регру жатели
Наименование X X X
допуска с* 1 я = адке £ S Я X К X S « а> £ адке X к £ здке X zi X X я от
ч S | § I S от (V 5 X ь S я Ч £ S ? <и
X X а? И £ х О. е; о с X _ о 0.4 “ 5
с с 25 О. с 2М Е sq т Е а
Разность отметок головок кра- новых рельсов в одном попе- речном сечении, мм: 20—25 25—60 10 15 J5 30 20 30
в опорах 15 20 (под нагруз-
в пролете 20 25 кой для колеи
2,5- 6 м)
Разность отметок крановых рельсов на соседних колоннах при расстоянии между колон- нами L < 10 м 10 м 15
мм
L> 10 м 1/1000 20
но не более 15 мм мм
Отклонение в расстоянии меж- ду осями крановых рельсов, 10 10 30
мм 10 15 5 8 12 5 40
Взаимное смещение торцов стыкуемых рельсов в плане и по высоте, мм 2 3 2 3 1 2 1 3 1 2
Отклонение рельса от прямой линии (для мостовых кранов на участке 40 м, для осталь- ных— на участке 30 м), мм Зазоры в стыках рельсов (при температуре 0° С и длине рель- 15 20 — — 15 20 15 20 15 20 6
са 12,5 м), мм Разность отметок головок рель- 4 4 6 6 6 6 6 6 6
сов на участке кранового* пути длиной 10 м (общая), мм — — 40 100 20 30 15 20 20 30
6 6-277 161
вают дополнительные нагрузки на все элементы крана. Поэтому
величины зазоров и сдвигов рельсов в стыках строго регламенти-
рованы правилами Госгортехнадзора (табл. 12).
Правильность укладки подкрановых путей проверяют геодези-
ческими приборами—теодолитами и нивелирами.
в
Рис. 109. Схемы отклонений при укладке и эксплуатации подкрановых
путей
§ 10. Монтаж металлоконструкций
Прежде чем приступить к монтажу металлоконструкций, про-
веряют их состояние, заменяют или исправляют элементы, по-
врежденные во время транспортировки. Монтаж металлоконструк-
ций ПТМ состоит из соединения отдельных укрупненных элемен-
тов и узлов главным образом по монтажным стыкам, в которых
на заводе сделаны отверстия под заклепки или болты.
Перед сборкой соприкасающиеся поверхности листов и накла-
док необходимо тщательно очистить от грязи, ржавчины и слоя
краски или защитной смазки. Для точного совпадения отверстий
под заклепки или болты в монтажном стыке используют коничес-
кие оправки, которые вставляют в отверстия, имеющие наиболь-
шие несовпадения. При ударах по оправкам они сдвигают соединяе-
мые листы в нужном направлении до полного совпадения отвер-
стий, после чего устанавливают некоторое количество временных
(стяжных) болтов. Затем повторно проверяют правильность соеди-
нения узлов и окончательно соединяют их в соответствии с черте-
жами при помощи заклепок или высокопрочных болтов нормальной
или повышенной точности. При этом особое внимание обращается
на плотность прилегания поверхностей накладных элементов стыка
(стенок, накладок, уголков и др.).
162
В случаях соединения элементов стыков сваркой также необ-.
ходимо добиваться плотного прилегания поверхностей накладных
элементов. С этой целью применяют струбцины, клинья, стяжки
и другие приспособления. Перед окончательной сваркой стыка
элементы прихватывают электросваркой (длина участка шва не
более 50 мм), проверяют правильность собранной конструкции
и только после этого производят окончательную сварку. Наиболее
сложными являются вертикальные швы металлоконструкций, вы-
Рис. ПО. Схема установки металлоконструкции моста в проектное положение;
/ — временная опора; 2 — гидродомкраты; 3 — стойки; 4, 7 — подмости; 5 — рельсы; 6 — пери,
ла; 8 — перегружатель; 9 — клинья
полнение которых необходимо поручать высококвалифицирован-
ным сварщикам.
При монтаже соединяемые элементы устанавливают в проект-
ное положение на временных опорах или путях. Это облегчает
выполнение монтажных стыков и контроль правильности монтажа
всей металлоконструкции. Мост мостового перегружателя 8
(рис. 110) устанавливается на временной опоре 1 при сборке моста
на проектной отметке (+24,47 м). Для установки моста в проектное
положение применяют гидродомкрат 2, а фиксируют мост в этом
положении при помощи рельсов 5 и деревянных клиньев 9, укреп-
ленных на (стойках 3. Рабочее место монтажников должно иметь
прочные подмости 4, 7 и перила 6.
6*
163
При монтаже кранов мостового типа должен быть проверен ни-
велиром и отрегулирован проектный строительный подъем балок
и мостов кранов. Отступления от проектных величин исправля-
ются путем правки элементов, установки прокладок и др.
§11. Монтаж электрооборудования
подъемно-транспортных машин
В заводских условиях на собранные крупные блоки устанавли-
вают только электродвигатели, тормоза, ограничители, контрол-
леры без монтажа общей электрической схемы машины. Основной
объем работ по укладке электрических кабелей, проводов, присое-
динению их к машинам и аппаратам, а также установку некоторой
части электрической аппаратуры (вольтметров, реле) выполняют
после общего монтажа машины или крупных монтажных единиц
(грузовых тележек, кабин управления и др.).
Электромонтажные работы представляют собой отдельный, спе-
цифический вид монтажных работ. Их выполняют в соответствии
с правилами устройства электроустановок (ПУЭ) и специальными
правилами Госэнергонадзора [37; 39]. Причем монтаж сложных
машин часто поручают специализированным организациям.
Завод-изготовитель должен представить -заказчику: принци-
пиальные электрические схемы машины и ее отдельных механиз-
мов; монтажные электрические схемы; рабочие чертежи на уста-
новку электрических машин, аппаратов и приборов.
Все электрооборудование, устанавливаемое на подъемно-транс-
портной машине, должно быть в исполнении, соответствующем
условиям окружающей среды, в которых будет работать машина
(нормальное, теплостойкое, хладостойкое, взрыво- и пожароопас-
ное и т. д.).
Электропроводка из проводов ПР, ПРТО и др. на подъемно-
транспортных машинах, а также в шахтах лифтов и подъемниках
должна выполняться в стальных изоляционных трубах, коробах
или каналах.
При сложных электрических схемах на концы проводов на
заводе устанавливают бирки с обозначением марки провода. Сече-
ние проводов выбирается в соответствии с величиной тока (по на-
греву) и указывается в проекте. Однако независимо от расчета на
кранах не допустимо применение медных проводов сечением менее
2,5 мм2, а в силовых цепях — менее 16 мм2, а также проводов с изо-
ляцией, рассчитанной на напряжение менее 500 в.
Монтируемые на машине провода и кабели не должны иметь
резких перегибов. Так, например, радиус изгиба кабеля с бумаж-
ной изоляцией должен быть больше 15 наружных диаметров ка-
беля, а радиус изгиба кабеля с резиновой изоляцией — более
10 диаметров.
С целью предохранения обслуживающего персонала от пораже-
ния электрическим током все электрические машины, аппараты,
164
механизмы, а также металлические конструкции, которые могут
оказаться под напряжением, надежно заземляют в соответствии
с «Правилами технической эксплуатации электроустановок потреби-
телей» [37].
Смонтированная электрическая часть кранов, лифтов и других
ПТМ должна быть испытана при работе механизмов вхолостую.
При этом проверяют:
нулевую блокировку контроллеров — пуск двигателей возмо-
жен только из нулевого положения рукоятки контроллера;
правильность включения электромагнитов тормозов — при
включении двигателя должен включаться электромагнит, размыка-
ющий тормоз;
срабатывание концевых выключателей;
действие аварийных выключателей и кнопок.
У кранов, имеющих противоугонные захваты, проверяется си-
стема автоматического включения захватов при остановке крана
и система блокировок — при пуске механизма передвижения.
Глава XI
МОНТАЖ КРАНОВ
§ 1. Общие технические требования к монтажу кранов
К качеству монтажных работ, выполняемых при монтаже кра-
нов, также, как к качеству их изготовления и ремонта, предъявля-
ют повышенные требования, определяемые, прежде всего, правилами
Госгортехнадзора, Регистра СССР и Речного Регистра. Особенно
строго необходимо соблюдать требования к качеству сварочных
работ, монтажу тормозов и устройств безопасности. Качество
сварных швов несущих металлоконструкций проверяют методами
гаммаграфирования, ультразвуковой дефектоскопии и др. Кроме
обычных испытаний механизмов кранов вхолостую и под номи-
нальной нагрузкой, смонтированные краны подвергают статичес-
ким и динамическим испытаниям в соответствии с правилами Гос-
гортехнадзора, Регистра СССР и Речного Регистра.
§ 2. Монтаж мостовых кранов в условиях
закрытого помещения
Объектами монтажа для мостовых кранов являются полумосты,
главные и вспомогательные грузовые тележки, балансиры, кабины
и приборы безопасности.
Монтаж .мостового крана включает следующие основные опера-
ции:
165
сборку тележек, моста, крана, кабины и других узлов в назем-
ных условиях (на нулевой отметке);
подъем на подкрановые пути собранных узлов;
подъем кабины и соединение ее с мостом или тележкой;
монтаж электрического оборудования крана;
окончательная наладка и регулировка всех механизмов и узлов;
испытание механизмов крана вхолостую, под номинальной
и пониженной нагрузкой. При удовлетворительных и хороших
результатах испытаний смонтированный кран представляется
к первоначальному техническому освидетельствованию в соответ-
ствии с правилами Госгортехнадзора.
В зависимости от массы монтируемого крана и грузоподъемности
монтажных подъемно-транспортных средств монтируемый кран
на подкрановые рельсы (проектную отметку) можно поднять пол-
ностью собранным (мост с установленной на нем тележкой); вна-
чале мост, а затем тележку и отдельные блоки моста и тележки.
При первом способе кран собирается на стеллажах высотой
0,6-5-0,8 м на нулевой отметке, что создает максимум удобств для
монтажных работ. После того как на собранном кране будет уста-
новлена и закреплена тележка, кран поднимают на подкрановые
рельсы. Этот способ пригоден для подъема кранов малой и средней
грузоподъемности (до 100 т) массой до 75—90 т. Полная сборка
крана на нулевой отметке позволит сократить продолжительность
монтажа за счет удобства выполнения работ н улучшить его ка-
чество.
При раздельном подъеме моста и тележки уменьшается масса
одновременно поднимаемых узлов, но увеличивается продолжитель-
ность монтажа. При этом способе основные монтажные операции
также выполняются на нулевой отметке.
Краны большой грузоподъемности (150—630 т) массой до
720 т поднимают на подкрановые пути отдельными укрупненными
блоками. Выполнение монтажных работ на проектной отметке
(высоте) связано с рядом неудобств, поэтому основные работы по
монтажу узлов необходимо производить в наземных условиях,
а на проектной отметке могут быть соединены укрупненные блоки
и выполнены наладочные работы.
Для подъема узлов кранов на подкрановые балки в цехах, не
имеющих специальных ремонтных кранов, используют следующие
грузоподъемные средства:
грузовые полиспасты с креплением верхних блоков к монтаж-
ным мачтам или монтажным балкам;
стреловые и башенные краны, устанавливаемые внутри или вне
цеха (в последнем случае разбирают часть кровли цеха) или монти-
руют подъемные краны при строительстве цеха.
В современных крупных цехах, где на одном подкрановом пути
работает 4—5 кранов, в конце цеха отводятся специальные участки
для монтажа и ремонта-кранов. Эти участки оборудуют консоль-
ными стационарными или передвижными кранами, с помощью кото-
166
рых можно поднимать крупные узлы монтируемых или ремонти-
руемых кранов.
Монтаж кранов с помощью мачт менее удобен, чем с использова-
нием монтажных балок. Он требует значительных затрат времени
на монтаж самих мачт, что увеличивает общую трудоемкость этих
работ.
Использование строительных конструкций цехов в качестве
опор для блоков полиспастов не допускается, но в то же время во
многих случаях их можно использовать для установки специальных
монтажных балок, позволяющих распределить монтажные на-
грузки на две фермы и не со-
здающих сосредоточенных нагру-
зок на элементы ферм. Обычно
монтажная балка (рис. 111) со-
стоит из двух двутавровых ба-
лок 7 и опирается на централь-
ные стойки 1 ферм 2 и 6 через
кронштейны 10 ниже кровель-
ного перекрытия 5. Верхние бло-
ки 8 грузового полиспаста 9 мон-
тируются внутри балки. Канат
S, обогнув блок 4, закрепляется
на барабане подъемной лебедки,
установленной на полу цеха.
Использовать монтажные балки
разрешается только в тех слу-
чаях, когда проверочный рас-
чет ферм показывает возмож-
ность их дополнительного на-
гружения. Монтажные балки ус-
танавливают на фермах в конце цеха, что позволяет использовать
их не только для монтажа, но и при ремонте кранов.
Мостовые краны с помощью монтажных мачт и балок можно
поднимать тремя способами:
без разворота, что возможно при снятии подкрановых балок
в монтажном пролете (рис. 112, а);
с разворотом моста в горизонтальной плоскости (рис. 112, б);
с разворотом (наклоном) моста в вертикальной плоскости, так
называемый подъем «рыбкой» (рис. 112, в).
Первый способ наиболее удобен, однако он требует демонтажа
подкрановых балок на одном пролете. При монтаже кранов в стро-
ящемся цехе подкрановые балки на участке подъема не устанав-
ливают до подъема крана выше подкрановых путей.
При втором способе мост поворачивают в горизонтальной плос-
кости на угол у и в таком положении поднимают выше подкрано-
вых путей, затем его поворачивают в проектное положение 2 и
Пускают на подкрановые рельсы. Поворот крана осуществляется
ори помощи «полиспастов и ручных талей.
167
При третьем способе мост крана поднимают в наклонном положе-
нии. Величина угла наклона выбирается таким образом, чтобы кран
свободно прошел между подкрановыми балками. После подъема
в позицию 2 кран опускают на подкрановые рельсы в проектное
Рис. 112. Схемы подъема мостовых кранов
положение 3. Этот способ подъема крана можно применять только
в тех случаях, когда высота перекрытия цеха над подкрановыми
путями И больше высоты моста h в наклонном положении.
Подъем укрупненных узлов кранов на подкрановые пути выпол-
няется в определенной последовательности. В качестве примера
можно рассмотреть последова-
тельность подъема узлов литей-
ного (разливочного) крана (рис.
113). На маркировочной схеме
поднимаемых узлов крана пока-
заны главные (ГБ-1, ГБ-2) и вспо-
могательные (БВМ-1, БВМ-2)
балки, главные (КБ-1, КБ-2)
и вспомогательные (КБВМ-1,
КБВМ-2) концевые балки, глав-
ные балансиры в сборе (БЛ-1,
БЛ-2, БП-1, БП-2), главная (ГТ)
и вспомогательная (ВТ) тележки.
Главные балансиры подни-
мают вместе с главными конце-
Рис. 113. Маркировочная схема (а) и
последовательность подъема узлов (5)
литейного крана
выми балками. После подъема
основных узлов крана монтажную мачту демонтируют (позиция 1,
рис. 113). Затем собирают мост 2, поднимают вспомогательную
тележку ВТ и кабину 3.
Поднимаемые узлы кранов должны быть надежно соединены
(застроплены) с крюками грузоподъемных средств. С целью пре-
дохранения стропов от резких перегибов на углах металлокон-
168
струкций устанавливают деревянные прокладки. Схема строповки
решетчатого полумоста, состоящего из главной 3 и вспомогательной
/ ферм, показана на рис. 114. Под стропы 5 в местах охвата верх-
Рис. 114, Схема строповки решетчатых балок (ферм) за
верхний пояс:
I — вспомогательная ферма; 2 — ось крюка; 3 — главная ферма; 4 —
прокладки: 5 — стропы [28]
них поясов ферм устанавливают деревянные прокладки 4. Ось 2
крюка смещается от оси симметрии полумоста в сторону более
тяжелой главной балки на величину, определяемую положением
центра тяжести поднимаемых
масс.
При подъеме мостов в сборе
схемы строповки усложняются.
Мосты кранов большой гру-
зоподъемности (100—130 т) под-
нимают с предварительной ус-
тановкой их на специальное
приспособление (рис. 115), со-
стоящее из двух металлических
балок 7. Канат подъемных по-
лиспастов 4 огибает уравнитель-
ный блок 2, что создает одина-
ковые усилия на полиспастах
и предотвращает перекос моста.
Устойчивость моста создается
также полиспастами 3.
Схемы подъема собранных
крановых грузовых тележек в
некоторой степени зависят от
схем монтажа мостов. Если мост
Рис. 115. Схема строповки моста крана
большой грузоподъемности:
/ — металлические балки; 2 — уравнительные
блоки; 3, 4 — полиспасты
поднят в сборе или собран на подкрановых путях, крановую тележку
Удобно поднимать при помощи двух мачт, при этом тележка на-
ходится в вертикальном положении и свободно проходит между
главными балками моста, после чего ее полиспастами устанавли-
вают в горизонтальное положение (рис. 116,а).
169
При соединении двух полумостов на подкрановых путях тележ-
ку поднимают в горизонтальном положении до соединения полумос-
тов и она проходит между разведенными полумостами (рис. 116, б).
После подъема тележки выше подтележечных рельсов, полумосты
сводят и соединяют монтажными болтами, а затем тележку опус-
кают на рельсы.
При подъеме тележки одним крюком строп должен надежно
охватывать всю ее раму (рис. 117, а, б) или специальные монтаж-
ные кронштейны (рис. 117, в). При подъеме двумя крюками
Рис. 117. Схемы строповки крановых тележек
(рис. 117, г) стропы размещаются у краев тележки так, чтобы
угол а между ними (рис. 117, 114) не превышал 150°. При боль-
шем угле значительно возрастают усилия в стропах (при одной
и той же массе поднимаемого груза).
Усилие в стропе S определяется формулой
S = «-!_
т а
^2
(27)
170
где Q — масса поднимаемого груза;
т — число ветвей стропа.
При строповке главной тележки крана грузоподъемностью
250/30 т. (рис. 118) главные балки тележки охватываются канат-
ными обвязками 2, под которые подводятся предохранительные
бр усья 3 и распорные брусья 5, соединяющиеся с балкой при помощи
проволоки 4. В канаты 2 заводят стропы 1, которые соединяют
с грузовой петлей монтажного полиспаста.
7йОй
Рис. 118. Строповка главной тележки грузоподъемностью 250 т:
/ — стропы; 2 — канатные связки; 3 — предохранительные брусья; 4 — проволока;
5 — распорные брусья
§ 3. Монтаж мостовых кранов на открытых эстакадах
Значительное число мостовых кранов эксплуатируется на откры-
тых эстакадах (складах и т. д.). Для их монтажа обычно используют
гусеничные стреловые или башенные краны, хотя здесь также воз-
можно применение монтажных мачт. Мост крана поднимают одним
или двумя кранами, а затем на него устанавливают тележку в сборе.
Подъем мостов осуществляется с поворотом в горизонтальной плос-
кости. Чтобы предупредить возможность угона монтируемого крана
ветром большой силы (не рабочего состояния), кран надежно сто-
порят к подкрановым путям.
§ 4. Монтаж козловых кранов
В зависимости от конструкции и массы козловые краны общего
назначения могут быть несамомонтирующимися с использованием
специальных подъемных средств и самомонтирующимися с исполь-
зованием собственных механизмов (краны КС 5 х 2).
Для монтажа несамомонтирующихся козловых кранов исполь-
зуются монтажные мачты или стреловые краны на гусеничном или
171
железнодорожном ходу. При этом собранные опоры крана можно
или подкатывать под поднятый мачтой мост крана, или подводить
под него. При монтаже козлового крана таким методом мост 2 кра-
на (рис. 119) поднимают полиспастами, закрепленными на мачтах
Рис. 119. Схемы монтажа козлового крана:
/, 1а — опоры; 2 — мост; 3 — мачты; 4, 5 — полиспасты
5, после чего опоры 1 и 1а козлового крана поднимают и устанав-
ливают в проектное положение полиспастами 4 и 5.
При монтаже самомонтирующихся козловых кранов (рис. 120)
ходовые тележки 1 устанавливают на подкрановые пути. С ра-
Рис. 120. Схемы самомонтажа козлового крана:
/ — ходовые тележки; 2 — канатные барабаны; 3 — полиспасты; 4 — опоры; 5 — ригель:
6 — мост; 7 — зубчатая передача; 8 — блоки
мами тележек соединяются опоры 4У которые шарнирно соединены
с мостом 6 крана. На ходовых тележках, расположенных с одной
стороны крана, имеются канатные барабаны 2, приводимые от двига-
телей тележек и включаемые в работу зубчатыми муфтами.
На другой паре тележек установлены блоки 8 полиспаста 3.
После окончания монтажа всех узлов крана в наземных условиях
172
включают барабаны для сближения тележек и подъема моста
в проектное положение. Синхронизация сближения тележек дости-
гается зубчатой передачей 7. После установки крана в проектное
положение полиспаст заменяют стяжной балкой (ригелем) 5.
Козловые краны, имеющие большую массу (500—1100 т), мон-
тируют методами последовательной установки и соединения укруп-
Рис. 121. Схема монтажа козлового крана грузоподъемностью 2 x 200/10 т
для ГЭС:
1 — гусеничный кран СКГ-30; стрела I = 20 м; 2 — гусеничный кран Э-2000; стрела / =
= 40 м; I — монтаж ходовых тележек; II — монтаж нижних ригелей; III — монтаж опор;
IV — монтаж среднего ригеля; V — монтаж концевых балок и верхних ригелей; VI — уста-
новка узлов тележки и механизмов подъема груза; VII — монтаж торцевых и фасадных
стенок кузова (кран Э-2006); VIII — монтаж крыши кузова [41]
173
ненных узлов. Для уменьшения объема подъемно-транспортных
работ узлы монтируемого крана располагают на монтажной пло-
щадке в соответствии с последовательностью монтажа.
Основными подъемно-транспортными средствами, применяемыми
при монтаже козловых кранов для ГЭС, являются: стреловые
краны на гусеничном ходу, портальные, башенные, мачтово-стрело-
вые краны, а также монтажные
порталы и мачты.
Схема монтажа козлового кра-
на методом последовательной ус-
тановки укрупненных узлов при
помощи стреловых гусеничных
кранов приведена на рис. 121.
На выбор схемы монтажа и при-
меняемого оборудования в из-
вестной мере повлияли сравни-
тельно ограниченные размеры
монтажной площадки (щитовое
отделение нижнего бьефа ГЭС).
В данном случае на площадке
размещены для сборки только
узлы средних габаритов и мас-
сы (до 12—15 т), а более круп-
ные узлы (опоры, ригели и др.)
должны быть собраны на внеш-
ней площадке (базе) и в таком
виде доставлены на монтажную
площадку.
Козловой кран монтируется
на подкрановых путях плоти-
ны. Устойчивость отдельных уз-
лов (колонн, балок и балан-
сиров) в период монтажа дости-
гается за счет временных рас-
Рис. 122. Схема монтажа козлового тяжек и упоров. Наиболее тя-
крана на путях плотины со стороны J (пполетное
нижнего бьефа: желые узлы крана ^пролетное
!—опоры портала; 2— монтажные связи; СТрОвНИе И бЯЛКН) уСТЯНаВЛИ-
.? — рабочая площадка ВЯЮТ С ПОМОЩЬЮ ДВуХ СТрвЛОВЫХ
крянов.
Весьмя огряниченные рязмеры монтяжных площядок при мон-
тяже кранов, обслуживяющих затворы нижнего бьефа, иногда тре-
буют сооружения временных монтажных опор и вставок для уст-
ройства подкрановых путей монтажного крана и рабочих мест
(рис. 122). При такой схеме монтажа подъемно-транспортные опе-
рации выполняются портальным краном. Установленные опоры
1 портала козлового крана соединяют временными монтажными
связями 2. Рабочая площадка 3 монтажников должна быть доста-
точно прочной и иметь ограждающие перила.
174
Применение мачтово-стреловых кранов позволяет поднимать
узлы большей массы и габаритов (опоры порталов, ригели, пролет-
ные строения), которые могут быть предварительно собраны.
§ 5. Монтаж портальных кранов
Грузоподъемность портальных кранов колеблется от 3 до 75
и болей тонн. Соответственно различны габариты и массы этих кра-
нов. Так, масса портала достигает иногда 40 т, а масса поворот-
ной части — 95—100 т.
Портальные краны монтируют на подкрановых путях, а узлы
кранов располагают поблизости от путей.
Основные этапы монтажа портального крана: установка узлов
ходовой части на подкрановые пути; сборка на нулевой отметке
укрупненных узлов; монтаж портала, поворотной платформы,
укосины и электрической части.
При монтаже портальных кранов для подъема узлов используют
самоходные стреловые, башенные и мачтово-стреловые краны, мон-
тажные мачты и порталы, а при монтаже береговых портальных
кранов могут быть использованы- плавучие краны.
При монтаже портала портального крана на подкрановые пути
устанавливают ходовые балансирные агрегаты и закрепляют их
монтажными подкосами и упорами. Затем на главные балансиры
ходовых агрегатов устанавливают опоры (ноги) портала и закреп-
ляют растяжками. Ноги портала для придания на период монтажа
верхней части портала большей жесткости и для более точной уста-
новки верхнего строения портала соединяют временными монтаж-
ными распорками и связями. Верхнее строение портала (часто
вместе с опорно-поворотным устройством) поднимается краном или
монтажной мачтой с полиспастом и соединяется с опорами. Харак-
тер работ при соединении частей портала зависит от конструкции
монтажных швов, которые могут выполняться методами сварки,
склепывания или сбалчивания прочными чистыми болтами.
В зависимости от имеющихся на монтажной площадке подъемных
средств поворотная платформа портального крана может подни-
маться в собранном виде или по элементам, при этом на ней могут
быть установлены механизмы (лебедки, механизм вращения) или
же их поднимают отдельно и монтируют на уже установленной
платформе.
При монтаже портальных кранов с опорно-поворотным устрой-
ством на колонне поворотную платформу поднимают в сборе с ко-
лонной или (при большой массе) после установки колонны
на портал.
Укосину в большинстве случаев собирают на монтируемом кране
(рис. 123). При этом на кран вначале поднимают стрелу 6 и жесткую
оттяжку 7 хобота 3. Стрела соединяется с поворотной платформой
и опирается на монтажную стойку 4. После этого со стрелой и от-
тяжкой соединяют хобот и поднимают укосину в проектное поло-
175
9
Рис. 123. Монтаж укосины портального крана:
/, 9 — мачты; 2, 5, 8 — полиспасты; 3 — хобот; 4 — монтажная
стойка; 6 — стрела; 7 — оттяжка; 10 — поддерживающая стойка
Рис. 124. Схема определения монтажных нагрузок
в полиспастах
жение. Для подъема укосины на кране устанавливаются вспомога-
тельная монтажная мачта 9 с полиспастом 8 и стяжной полиспаст
5, необходимый для удержания хобота на постоянном вылете.
Подъем укосины производится при помощи монтажных мачт 1 и 9
полиспастами 2 и 8. Для полиспаста 8 используется или собственная
лебедка портального крана, или монтажная лебедка, установлен-
ная и закрепленная на платформе. Отверстия в жесткой оттяжке
должны совпадать с отверстиями в стойке крана. Затем в них встав-
ляют соединительный валик и демонтируют монтажные устрой-
ства, в том числе и поддерживающие стойки 10, создававшие необ-
ходимую устойчивость поворотной платформе при ненавешенной
на нее укосине.
Для расчета полиспастов 2 и 5 необходимо определить в них
монтажные усилия. Усилие Рп в полиспасте2 (рис. 124) может быть
найдено из уравнения суммы моментов сил относительно шарнира
стрелы
Gcr с + GqT о + Gxr х — == О,
где Gc, Go, Gx — соответственно массы стрелы, оттяжки и хобота;
гс, Л>, гх — плечи соответствующих сил.
Из уравнения следует, что
Pn = Gcfc + G(<o+G-^. (28)
Усилие в стяжном полиспасте 5
Рпе
К = (29)
где h и е — плечи сил Рп и Рс относительно шарнира хобота.
С достаточной точностью величины гс> го, гх, е и h могут быть
определены графически.
§ 6. Монтаж строительных башенных кранов
Строительные башенные краны в течение своего срока службы
многократно меняют место работы, поэтому конструкция таких
кранов предусматривает возможность их быстрого демонтажа,
и монтажа с преимущественным использованием собственных грузо-
подъемных средств (самомонтирующиеся краны) и простых вспомо-
гательных монтажных устройств.
При монтаже башенного крана с использованием падающей
мачты (шевра) и лебедок крана (рис. 125) в наземных условиях
собирают башню Л стрелу 2, консоль противовеса 3 и шевр 4
(рис. 125, а). Затем при помощи лебедок крана натягивается поли-
спаст 5 и отпускается полиспаст б, в результате чего шевр поднима-
ется, а его опора удерживается от сдвига тягой 7 (рис. 125, б). При
включении полиспаста 6 башня крана поднимается в вертикальное
177
Рис, 125. Схема монтажа башенного крана при помощи падающей мачты:
I — башня; 2 — стрела; 3 — противовес: 4 — шевр; 5, 6 — полиспасты; 7 — тяга
Рис. 126. Схема самомонтажа башенного крана «на себя»:
/»— распорка; 2 — передняя стойка: 3 — подкос; 4 —» полиспаст; 5 — тележка кра-
на; 6 подкатная тележка; 7 — колеса; 8 ~ противовес [15]
положение (рис. 125, в) и соединяется с ходовой тележкой. Стрела
поднимается в проектное положение стрелоподъемным полиспас-
том 5.
Мобильные, перевозимые в сборе башенные краны являются
полностью самомонтирующимися. Различают две схемы монтажа
таких кранов: «на себя» и «от себя». Типичная схема самомонтажа
Рис. 127. Схема самомонтажа башенного крана «от себя»:
/ •— консоль противовеса: 2 — полиспаст; 3 — башня; 4 — опорная рама; 5 — стрела:
6 — головная часть башни [15]
башенного крана «на себя» приведена на рис. 126. На монтажную
(строительную) площадку кран в сборе доставляется при помощи
автомобильного тягача, при этом тележка 5 крана опирается на
подкатную тележку 6, имеющую пневмоколесный ход (рис. 126, а).
Перед подъемом из-под крана выкатывают тягач и устанавливают
распорку 1, переднюю стойку 2 и монтажный подкос 3. При натя-
жении стрелоподъемного полиспаста 4 рама тележки 5 поворачи-
вается, при этом передние колеса 7 крана опираются на подкрано-
вые рельсы, и создаются условия для выкатки подкатной тележки
б. Затем, отпуская полиспаст 4, опускают заднюю часть тележки
на ходовые колеса крана и на ходовую тележку устанавливают
179
противовес 8. Из этой позиции кран поднимается в проектное по-
ложение при помощи полиспаста 4 (рис. 126, 6).
При схеме самомонтажа «от себя» (рис. 127) на монтажную
площадку кран доставляется тягачом на автомобильном прицепе
в позиции I, где 1 — консоль противовеса; 3 —башня; 4 — опорная
рама; 5 — стрела, шарнирно соединенная с головной частью
6 башни. После освобождения крана от транспортных средств
консоль противовеса присоединяется к головке мачты (позиция II).
Затем полиспастом 2, соединяющим нижнюю часть башни 3 с те-
лежкой крана, поднимается башня (позиция III). В позиции IV
головная часть башни соединяется с основной частью. В позиции V
кран занимает проектное положение.
§ 7. Монтаж мостовых перегружателей
В зависимости от места выполнения основного объема монтажных
работ (главным образом монтажа металлоконструкций) различают
монтаж мостовых перегружателей на проектной, нулевой и проме-
жуточной отметках.
Рис. 128. Общая схема монтажа мостового перегружателя на проектной
отметке:
/, 5 — железнодорожные краны; 2 — стрела-укосина; 3 — башенный кран; 4 — мост:
6 — пилоны
При монтаже на проектной отметке отдельные узлы металлокон-
струкции межопорной части моста поднимают на проектную от-
метку и собирают их (рис. 128). Для этой цели узлы металлокон-
струкции межопорной части моста 4 устанавливают на монтажные
пилоны 6 и поднимают их башенным краном 3. Узлы жесткой и гиб-
кой опор перегружателя поднимают при помощи железнодорож-
ных кранов 1 и 5 или гусеничных стреловых. Монтаж консольных
180
Рис. 129. Подъем собран-
ной тележки перегружа-
теля:
/ — временные опоры; 2 — ка-
бина; 3, 5, 6 — полиспасты;
4 — грузовая тележка; 7 —
перегружатель.
частей моста перегружателя начинается после полного окончания
монтажа жесткой и гибкой опор. Он производится навесным методом
при помощи кранов 1 и 5, а также монтажной стрелы-укосины 2.
Грейферная грузовая тележка собирается внизу и устанавливается
на мост, для чего в нижнем поясе фермы перегружателя оставляют
монтажный проем. Грузовая тележка 4 в сборе с кабиной 2 (рис. 129)
поднимается полиспастами 3, 5 и 6. Верхние блочные обоймы
и тяговые лебедки устанавливают на мост перегружателя 7. Те-
лежку собирают на временных опорах /.
Достоинство монтажа перегружателей
на проектной отметке —возможность при-
менения стреловых кранов общего назна-
чения малой и средней грузоподъемности,
поскольку поднимаются отдельные узлы
мостового перегружателя.
Недостатки этого метода — необходи-
мость сооружения временных опор, сниже-
ние производительности труда при работе
на высоте и возрастание опасности выпол-
нения работ.
При монтаже мостового перегружателя
на нулевой отметке мост перегружателя
собирается внизу или на небольшой вы-
соте, а затем поднимается на проектную
отметку. Монтаж в пролетной части моста
главной тележки и ремонтного помещения
также производится на нулевой отметке.
Для подъема собранного моста перегру-
жателя на проектную отметку могут быть
использованы монтажные мачты и порта-
лы, а также ленточные подъемники.
При подъеме моста монтажными порта-
лами (рис. 130) порталы 6 удерживают мост
в вертикальном положении при помощи
полиспастных растяжек /, 2 и 3. Мост поднимается полиспастами
4 и 5.
При монтаже перегружателей на нулевой отметке отсутствуют
затраты на сооружение временных опор, создаются большие удоб-
ства выполнения операций, что повышает производительность тру-
да рабочих и обеспечивает более безопасные условия труда.
К недостаткам этого метода следует отнести необходимость
применения специальных подъемных средств (ленточных подъем-
ников или монтажных порталов). Монтаж ленточных подъемников
требует значительного времени, что увеличивает общую продолжи-
тельность работ.
Монтажу перегружателей на промежуточной отметке присущи
основные достоинства двух первых методов, но в то же время он
в известной степени свободен от их недостатков. Этот метод приме-
18Ь
няется для монтажа мостовых перегружателей балочно-трубчатой
конструкции завода «Сибтяжмаш».
Сборка моста (трубчатой балки) 1 (рис. 131) производится на
тщательно выверенных опорах 2. Секции моста и другие узлы
поднимают на эти опоры при помощи гусеничных стреловых кранов
типа СКГ-63 грузоподъемностью 25 т. Высота всех опор равна
4,8 м. Исключение составляют опоры 3, устанавливаемые в плос-
кости монтажных порталов. Эти опоры предназначены для уста-
новки гидравлических домкратов 4 грузоподъемностью 50 т, вы-
равнивающих положение моста при монтаже. Мост поднимают с
Рис. 130. Схема подъема моста при помощи монтажных порталов:
/, 2, 3 — полиспастные растяжки; 4, 5 — полиспасты: 6 — порталы
помощью балок 5, имеющих проушины для соединения с коушами
канатов подъемных полиспастов.
Верхний ригель перегружателя монтируется на опорах 6, также
имеющих гидродомкраты.
Секции моста и ездовые балки подгоняют при помощи скоб,
клиньев и винтовых стяжек. После геодезической проверки собран-
ных блоков производится сварка секций. Конструкции из стали
09Г20]и 10Г2С1 свариваются электродами УОНИ 13/55 или ДСК-50.
После сварки производится повторная геодезическая проверка гео-
метрических параметров моста. Качество сварки монтажных швов
проверяется гаммаграфическими и другими методами.
Грейферная тележка 7, ремонтное помещение, электрооборудо-
вание и другие узлы полностью собирают при положении оси труб-
чатой балки моста на отметке +6,53 м. Предварительно собранные
узлы поднимают на эту высоту стреловыми кранами.
182
Б
*0 и/
__________________________76200_______TL
Рис. 131. Схема сборки балочно-трубчатого моста на промежуточной отметке:
/ * мост; 2, 3, 6 — опоры; 4 гидравлические домкраты; 5 — балки; 7 грейферная тележка
Собранный мост поднимают при помощи монтажных порталов
или ленточных подъемников.
Опоры моста собирают на монтажной площадке и устанавливают
на главные балансиры ходовых тележек механизма передвижения
моста (позиция I на рис. 132). Узлы (ноги) 2, 8 опор поднимают
с помощью стреловых гусеничных кранов типа СКГ-63 и СКГ-40
(позиция II).
В вертикальном положении (позиция III) опоры удерживаются
при помощи жестких боковых подкосов 1 и расчалок. Ходовая ба-
лансирная тележка 4 с установленной на ней опорой 2 при помощи
Рис. 132. Схема подъема и установки опор мостового перегружателя:
I — боковые подкосы: 2, 8 — ноги опор; 3 — лебедки; 4 — тележка; 5 — упоры;
6 — стяжка
лебедки 3 устанавливается в проектное положение III и закрепля-
ется с помощью упоров 5. Правая опора поднимается аналогично.
Мост поднимается при разведенных опорах (ногах), а затем
под него подкатывают опоры и соединяют стяжкой 6.
Глава XII
МОНТАЖ МАШИН
НЕПРЕРЫВНОГО ТРАНСПОРТА
§ 1. Общие требования
Машины непрерывного транспорта монтируются на заранее
подготовленных опорах: фундаментах, рамах, эстакадах, галереях.
При монтаже таких машин необходимо точно выдерживать геомет-
рические параметры трассы конвейеров, подвесных канатных дорог
184
(ПКД). У ленточных, скребковых, пластинчатых и некоторых дру-
гих конвейеров трасса должна быть строго прямолинейной, у теле-
жечных — простой замкнутой, у подвесных конвейеров и ПКД —
сложной замкнутой. Соответствие опор трассы конвейера и ПКД
проектным отметкам проверяется теодолитом и нивелиром.
Большая протяженность трассы современных конструкций ма-
шин непрерывного транспорта усложняет их монтаж, повышает
требования к точности и тщательности выполнения всех монтажных
операций. Любое отступление от проектных параметров неизбежно
вызывает нарушение нормальной работы конвейеров (сбегание
ленты с опор, перекосы скребков) и увеличивает затраты мощ-
ности на преодоление дополнительных сил трения, возникающих
вследствие неисправностей.
При монтаже конвейеров и ПКД большой длины применяют
мобильные подъемно-транспортные средства (автомобильные и стре-
ловые краны на гусеничном ходу) и транспортабельное технологи-
ческое оборудование (сварочные аппараты, передвижные компрес-
сорные установки). При этом монтажные площадки размещают по
трассе конвейеров или ПКД, основное монтажное оборудование —
на центральной площадке.
При монтаже машин непрерывного транспорта необходимо при-
менять прогрессивные методы планирования, организации и выпол-
нения монтажных работ, рассмотренные в главе VII.
§ 2. Монтаж стационарных ленточных конвейеров
Ленточные конвейеры могут монтироваться в закрытых поме-
щениях (цехах, складах, галереях) и на открытом воздухе (откры-
тые горные разработки). Место монтажа конвейера в значительной
мере определяет организацию и методы монтажа.
Существует два метода монтажа сборочных единиц ленточных
конвейеров: последовательный и одновременный.
При одновременном монтаже сборочных единиц значительно рас-
ширяется фронт работ, сокращается общая продолжительнссть
их выполнения. Однако при этом требуется высокая точность раз-
метки трассы (определение координат и отметок в горизонтальной
и вертикальной плоскостях).
На монтаж крупных ленточных конвейеров разрабатываются
линейные или сетевые графики (см. рис. 93), по которым можно ус-
тановить объем и последовательность выполнения монтажных
операций.
Приводные и натяжные станции ленточных конвейеров могут
монтироваться на бетонных фундаментах или на металлических
рамах. Во всех случаях сетка анкерных или крепежных болтов
должна отвечать установочному чертежу приводной и натяжной
станций. Анкерные болты 1 (рис. 133, а) устанавливают в колодцы
фундамента и соединяют с рамой 2 приводной или натяжной стан-
ции. После точной регулировки положения рамы в горизонтальной
J85
и вертикальной плоскостях колодцы заливают цементным рас-
твором.
Рамы приводной или натяжной станции по-разному крепят
к железобетонным перекрытиям (рис. 133, б). Во всех случаях при
соединении полок швеллеров с болтами 1, 6 под гайки или головки
болтов необходимо устанавливать косые шайбы 3, что разгружает
болты от асимметричных нагрузок. В отверстия под болты в железо-
бетонных перекрытиях устанавливают стальные втулки 5, которые
снаружи также заливают цементным раствором.
Приводные и натяжные станции конвейеров малой и средней
производительности (100—400 т/ч) чаще всего собирают на заводе-
изготовителе и доставляют на место
Рис. 133. Схемы крепления уз-
лов рам приводных и натяж-
ных станций конвейеров:
/, 6 — болты; 2 — рама; 3 — косые
шайбы; 4 —- цементный раствор; 5 —
стальные втулки
монтажа, который в данном случае
сводится к установке рамы станции
на фундамент или опорную кон-
струкцию.
Приводные и натяжные станции
мощных конвейеров собирают в про-
цессе монтажа всего конвейера. Сбор-
ка начинается с установки барабана
в подшипниковые узлы рамы, затем
вал приводного барабана муфтой со-
единяют с выходным валом редук-
тора. Вал установленного на раму
электродвигателя соединяют муфтой
с входным валом редуктора. После
регулировки положений редуктора
и двигателя и проверки правильности
соединения валов узлы окончательно
крепятся к раме или фундаменту.
При монтаже натяжных станций грузового типа направляющие
устройства должны быть установлены строго вертикально, что
проверяется с помощью отвеса, уровня или теодолита.
Допустимые нормы точности монтажа приводных и натяжных
станций конвейеров приведены в табл. 13.
Секции металлоконструкций средней части ленточных конвейе-
ров устанавливаются на трассе конвейера согласно маркировоч-
Таблица 13. Нормы точности монтажа ленточных конвейеров
Параметры Допустимые отклонения
Смещение середины барабанов от оси конвейера, мм Неперпендикулярность оси барабана продольной оси конвей- ера, мм/м Негоризонтальность осей барабанов, мм/м Несоосность валов приводного барабана и редуктора, мм Отклонение ленты от оси конвейера во время ее движения, мм 2 1/1000 1/1000 0,5 40
186
роликоопоры (рис. Ючность поло-
Рис. 134. Схема установки и проверки поло-
жения роликоопор ленточного конвейера
ному и монтажному чертежам. После соединения их с опорными
частями конвейера и проверки прямолинейности и соосности на
секции устанавливаются “
жения ленты на ролико-
опорах при работе кон-
вейера определяется
точностью (параллель-
ностью) навески лент по
отношению к оси кон-
вейера, а также точ-
ностью установки при-
водного и натяжного ба-
рабанов и роликовых
опор. Роликоопоры
обычно монтируются в
сборе с роликами, что
облегчает проверку пра-
вильности их положения
(рис. 134, а). Для луч-
шего центрирования лен-
ты каждую пятую-шес-
тую верхнюю желобчатую опору устанавливают под углом 2—3°
к вертикали или к плоскости ленты с наклоном в сторону движе-
ния ленты (рис. 134, б).
Рис. 135. Схемы навешивания конвейерной ленты;
/ — бухта ленты; 2 — тяговая лебедка; з — козлы; 4 — крюк крана; 5 — автомобильный прицеп
Монтаж (навешивание) ленты у конвейеров большой произво-
дительности и длины представляет собой довольно сложную и тру-
доемкую операцию. Некоторые наиболее широко применяемые
схемы навески лент показаны на рис. 135. При монтаже конвейеров
187
в закрытом помещении бухта ленты 1 (рис. 135, а) устанавливается
на козлы 3 и к ее свободному концу приклепывается зажим, поз-
воляющий соединить ленту со стальным канатом. Канат обводится
вокруг приводного барабана через отводные блоки и закрепляется
на барабане тяговой лебедки 2. При включении лебедки лента оги-
бает приводной барабан, и ее конец подводится к натяжному бара-
бану. После этого ленту отрезают и подготавливают ее концы
к стыковке. Иногда бухту ленты подвешивают к крюку 4 крана
(рис. 135, б), что упрощает подготовку ленты к монтажу.
Схема навешивания ленты на наклонный конвейер, расположен-
ный в галерее, показана на рис. 135, в. Здесь бухта ленты 1 устанав-
ливается на автомобильный прицеп 5, на котором имеется тяговая
лебедка 3. Канат прикрепляется к ленте и огибает приводной и на-
тяжной барабаны конвейера. Лента навешивается рассмотренным
ранее способом. Иногда вместо лебедки используют трактор.
Длина ленты L определяется по формуле
L = 2/ +1 (Dx + D2) + ~ + LCT, (30)
где I — расстояние между центрами барабанов при ненатянутой
ленте; D± и D2 — диаметры большого и малого барабанов; LCT —
длина стыка ленты.
Прорезиненные текстильные конвейерные ленты выпускаются
длиной 70—120 м. Так как длина конвейеров может быть значи-
тельно большей, концы лент необходимо соединять. Существует
два основных способа соединения лент: механический и вулканиза-
ционный. Последний, хотя и требует специального оборудования
и тщательного выполнения всех операций стыковки, более наде-
жен. При этом способе отдельные участки ленты соединяют обычно
в вулканизационной мастерской перед навешиванием ленты. Перед
соединением (замыканием) концов навешенной ленты стык концов
выводится на верхнюю ветвь конвейера в удобное для работы место.
Натяжной барабан устанавливается в крайнее (ненатянутое)
положение. •
При соединении лент вулканизацией применяется ступенчатая
форма стыка с углом наклона торцов ступенек к осевой линии ленты
50—70° (рис. 136). Общая длина стыка £Ст должна быть равна
1—1,5 В, где В — ширина ленты. Расчетная величина длины стыка
определяется по формуле
Аст = a(i— 1),
где i — число прокладок; а — длина ступеньки стыка.
Величину а определяют по формуле
М‘-1)
где Кг — прочность ленты на разрыв, для резинотканиевых лент
она равна 55—60 кгс/см; Ks — сопротивление резиновой прослойки
188
срезу, равное около 20 кгс/см2; г = 10—12 — запас прочности
стыка, величина которого зависит от числа прокладок.
Наиболее ответственной операцией при стыковке лент является
подготовка их концов. Концы лент размечают в соответствии с при-
нятой формой стыка и с помощью струбцин, плоскогубцев и других
приспособлений последовательно разъединяют слои бельтинга
и обрезают их. Чтобы облегчить процесс разъединения, каждая
отсоединяемая ступенька предварительно разрезается на продоль-
ные ленты. Полученные на концах лент ступеньки стыка проверяют
на правильность взаимного прилегания ина прямолинейность ленты
Рис. 136. Схемы соединения резинотканевых лент с вулканизацией стыка:
а — стык и его подготовка; б — стягивание ленты при стыковке; 1 — стальные полосы;
2 — ручные тали
(при временном соединении лент с помощью струбцин). После этого
плоскости ступенек стыка тщательно зачищают с помощью спе-
циальных скребков, шаберов, металлических щеток, наждачной
бумаги. Для удаления резины плоскости ступенек смачивают
бензином, еще раз тщательно очищают и протирают мягкой тряпкой,
а затем кистью наносят тонкий слой резинового клея, разбавленного
в бензине. После высыхания первого слоя клея на него последова-
тельно наносят еще 2—3 слоя. Продолжительность просыхания
каждого слоя 1—1,5 ч (при температуре воздуха +20° С) или
0,5 ч (при подогреве стыка вулканизационными плитами).
Концы ленты склеивают после нанесения последнего слоя рези-
нового клея. Стык прокатывается роликом, и на него устанавли-
ваются плиты вулканизационного аппарата. Процесс вулканиза^
Нии протекает при температуре 138—143° С. Продолжительность
вулканизации стыка зависит от числа прокладок и составляет
12—15 мин при трех прокладках и 55—60 мин — при 12 про-
кладках.
189
Прочность правильно выполненного вулкнизационного стыка
составляет 85—90% прочности целой прорезиненной ленты.
Концы навешенной ленты для соединения сводят при помощи
специального стяжного устройства (рис. 136, б). Для этого на
концы лент накладывают стальные полосы-брусья / (уголки или
швеллеры), которые при стягивании болтами прочно зажимают ленту.
Затем брусья сводятся при помощи двух ручных талей 2, установ-
ленных по обеим сторонам ленты.
Положение навешенной на конвейере ленты регулируется при
помощи натяжного барабана и опор. Для проверки ленты после
ее натяжения конвейер включается без нагрузки. При последова-
тельном соединении нескольких конвейеров в одну линию прове-
ряется одновременно работа перегрузочных устройств, питателей,
а также автоматической системы включения и выключения дви-
гателей конвейеров.
§ 3. Монтаж подвесных конвейеров
Монтаж подвесных конвейеров состоит из монтажа приводной
и натяжной станций, опорных конструкций, подвесного пути, от-
клоняющих роликов, подвесок и тяговых цепей.
Рис. 137. Монтажные размеры узлов подвесного конвейера:
/ — подвесной путь; 2 — опоры [55]
Приводную и натяжную станции монтируют с соблюдением пра-
вил и требований, предъявляемых к сборке валов, подшипников,
блоков и звездочек. При расположении станций на высоких опор-
ных рамах вокруг них устанавливают временные монтажные пло-
щадки и подмости, что улучшает условия монтажа и повышает
безопасность работ.
Подвесной путь (рис. 137) монтируется на строительных кон-
струкциях цеха или на специальных опорах 2. Перед подъемом
190
подвесного пути в проектное положение в его металлических кон-
струкциях сверлят все необходимые монтажные отверстия. Стыки
двутавров для уменьшения напряжения в них располагают на опо-
рах или на расстоянии от них не дальше 1/3 пролета.
Прямые участки путей проверяются по струне или с помощью
геодезических приборов; при этом отклонение от прямой линии
не должно превышать 3 мм на 1 м.
Величины радиусов R2 и R3 кривых
пути в горизонтальной плоскости (рис.
137, а, в) зависят от диаметров привод-
ной или обводной звездочек £>0 или ра-
диуса 7?! роликового поворотного уст-
ройства и задаются проектом.
При монтаже криволинейных участ-
ков пути конвейера необходимо выдер-
жать допуски на отклонения от проект-
ных параметров, указываемых также
и в монтажных чертежах конвейера.
Часть этих допусков показана на рис.
137. Длина прямолинейного участка пути
А1 перед звездочкой должна быть не
менее 1,2 шага кареток, что обеспечи-
вает нормальное набегание цепи на звез-
дочку.
Подвесной конвейер должен монти-
роваться с учетом допустимого прибли-
жения его подвижных частей к зданиям
и неподвижным конструкциям (рис. 138
и табл. 14). Каретки цепи и подвески кон-
Рис. 138. Допустимые при-
ближения подвижного соста-
ва подвесного конвейера к
неподвижным конструкциям
[55]
вейера монтируют с помощью передвижных подъемников, на площад-
ках которых располагаются монтажники. В качестве грузоподъем-
ных средств используют лебедки, автомобильные и гусеничные
краны.
Таблица 14. Допустимое приближение подвижного состава подвесного
конвейера к неподвижным конструкциям
Шаг тяговой цепи, мм Размеры (рис. 138), мм
а б в г | д е | ж | з и
100 160 105 ±1 125± 1 133 151 73 82 65 80 130 135 50 60 21 25 25 25 150 150
Правильность монтажа конвейера проверяется при его холос-
том ходе, а зацепления тяговой цепи со звездочками — провора-
чиванием звездочки вручную. Если зацепление цепи со звездоч-
ками нормальное, нет перекосов, задеваний за неподвижные
191
конструкции, заклиниваний роликов батареи и других дефектов, то
включают электродвигатель и проверяют работу конвейера вна-
чале без нагрузки, а затем под нагрузкой.
§ 4. Монтаж пластинчатых конвейеров
Монтаж пластинчатых конвейеров включает следующие укруп-
ненные операции: разбивку осей конвейера; монтаж металлических
конструкций, механизмов приводной и натяжной станций, грузо-
несущего органа.
При разбивке осей конвейера необходимо установить главную
ось конвейера, а также оси приводной и натяжной станций. По-
ложение осей фиксируется отметками на специальных опорах,
между которыми натягиваются струны. В соответствии с разбивкой
Рис. 139. Проверка размеров пластинчатого конвейера:
а — допускаемые отклонения колеи между направляющими и путевыми угольниками
криволинейного участка конвейера; б — допускаемые отклонения ширины короба грузо-
несущего полотна и тягового органа; в, г — выверка колеи путевых угольников; 1 — рабо-
чая ось (струна-ориентир); 2 — поддерживающие конструкции; 3 — путевой угольник;
4 — главная ось конвейера; 5 — раздвижной штихмас; 6 — отвес; 7 — уровень
осей изготавливаются бетонные фундаменты под опорные металло-
конструкции конвейера. При проверке положения опорных метал-
лических конструкций относительно осей конвейера анкерные
болты свободно висят в колодцах фундаментов (гайки завернуты
на 5—8 ниток резьбы). После выверки положения металлоконструк-
ций по осям колодцы заливают бетоном. Схемы проверки основных
геометрических параметров металлических конструкций и ходо-
вой части пластинчатого конвейера показаны на рис. 139. Здесь
конструктивные размеры а, б, ок, и зависят от производительности
конвейера.
192
Монтаж приводной и натяжной станций заключается в уста-
новке на раме конвейера двигателя, редуктора, валов, звездочек
и других узлов и деталей.
При монтаже грузонесущего органа отдельные секции ходовой
части конвейера (пластины с роликами и цепями) устанавливают
на путевые угольники, а затем последовательно соединяют сек-
ции. Перед замыканием цепей конвейера натяжную станцию ста-
вят в крайнее положение, соответствующее наименьшей длине
конвейера.
После окончания монтажа конвейер опробывают вхолостую
с целью проверки работы механизмов и грузонесущего органа.
Особенно внимательно следят за тем, чтобы не было перекосов
тяговых цепей и пластинчатого полотна, и за правильностью зацеп-
ления тяговых цепей со звездочками.
§ 5. Монтаж горизонтально-замкнутых тележечных конвейеров
Горизонтально-замкнутый тележечный конвейер является цеп-
ным конвейером напольного типа. Основные укрупненные опера-
ции при его монтаже — это разбивка осей конвейера, монтаж
металлоконструкций приводной, натяжной и оборотной станций,
рельсового пути, механизмов привода, а также сборка тяговой
цепи и тележек.
Подъемно-транспортные операции при монтаже конвейеров
обычно выполняются при помощи мостовых кранов цеха или авто-
мобильных кранов. Главная ось конвейера I и оси натяжной и обо-
ротной станций III и IV (рис. 140,а) привязываются к колоннам зда-
ния цеха (размеры а и в). Рабочие оси рельсовой колеи II, главного
приводного вала V, двигателя VI, редуктора VII, вариатора VIII
и осей звездочек привода IX и X разбивают в соответствии с чер-
тежом конвейера, а отметки осей наносят краской на колонны
цеха, фундаменты или временные опоры.
Расположение фундаментов, металлоконструкций и механизмов
конвейера при их монтаже проверяется относительно нанесенных
осей, для чего отметки осей соединяются натянутыми струнами.
Металлоконструкции приводной и оборотной станций и натяж-
ное приспособление натяжной станции устанавливают на заранее
выполненные фундаменты. Анкерные болты крепления металло-
конструкций устанавливают в колодцах фундаментов и заливают
бетоном после полной выверки всех металлических конструкций
конвейера. Натяжную станцию устанавливают на рельсы, закреп-
ленные на бетонном основании. Катки натяжной станции должны
плотно (без зазоров) прилегать к рельсам на всей их длине.
Натяжное приспособление и подвижные стыки устанавливают
при крайнем положении натяжной станции, соответствующем наи-
меньшей длине конвейера.
Рельсовый путь обычно монтируют после выверки приводной,
натяжной и оборотной станций, хотя эту операцию можно выполнять
7 6-277
Рис. 140. Монтаж горизонтально-замкнутого тележечного конвейера:
а— общая схема; б — схема разбивки осей; /—направляющий путь; 2 — рельсовый путь;
— оборотная станция; 4 — приводная станция; 5 — тележка конвейера; 6 — натяжная
станция; 7 — станина конвейера
Рис. 141. Проверка контрнаправляющих натяжной и оборотной
станций тележечного конвейера:
а — допустимый зазор между катком и контрнаправляющей: 1 — путевой рельс;
2 — каток тележки; ? — контрнаправляющая; 4 — станина конвейера; б — про-
верка соосности пути тележек конвейера и рельсов для кулачковой цепи:
/ — рельс колеи: 2 — станина для кулачковой цепи; 3— рельс для роликов
кулачковой цепи, 4 — отвес; 5 — шаблон; 6 — уровень; в — допускаемые откло-
нения рельсов по высоте: г — допускаемые отклонения в стыках рельсов
194
параллельно с монтажом станций, но после разбивки осей конвей-
ера. Рельсы перед установкой правят и в них сверлят отверстия
для соединительных накладок. Укладку рельсов начинают от при-
водной станции, что позволяет избежать грубых ошибок. Ширина
колеи рельсов проверяется шаблонами, а их горизонтальное поло-
жение — уровнями (рис. 141). Отвесами проверяется взаимное
расположение (соосность) пути тележки и рельсов для кулачковой
цепи (рис. 141, б). Зазор между катком тележки и контрнаправляю-
щей шиной (рис. 141, а) должен быть в пределах 3—5 мм. Регулиру-
ется зазор при помощи прокладок под шины или под их опоры.
При монтаже механизмов приводной станции оригинальной
операцией является монтаж приводной кулачковой цепи. Оси при-
водной и тяговой цепей должны совпадать (несовмещение осей
допустимо в пределах 0,5—1 мм). Приводная цепь при замыкании
натягивается с помощью тали, и ее кулаки должны по всей длине
прилегать к горизонтальным роликам тяговой цепи. Тяговую
цепь собирают в два этапа: первый этап — узловая сборка отдель-
ных отрезков цепи (15—20 звеньев) и второй —общая сборка цепи.
В процессе узловой сборки цепь смазывают, а после общей прове-
ряют плавность ее хода и правильность взаимодействия с привод-
ной цепью.
§ 6. Монтаж подвесных канатных дорог
Монтаж подвесных канатных дорог связан с большой разбросан-
ностью мест монтажа по трассе, так как длина ПКД бывает свыше
10 км. Наибольшую сложность представляет монтаж ПКД в гор-
ных условиях.
Трасса ПКД прокладывается на местности при помощи геоде-
зических приборов — теодолитов и нивелиров. Трасса должна
отвечать проекту дороги и фиксироваться при помощи пикетов
и реперов.
Основными операциями при монтаже ПКД являются: сборка
и установка стальных конструкций промежуточных опор и стан-
ций; монтаж механического оборудования станций и линий, подвиж-
ного состава, несущего и тягового канатов; наладка и пусковые
испытания дороги.
Собранные металлоконструкции опор стреловыми кранами или
монтажными мачтами устанавливают на заранее изготовленные
бетонные фундаменты. Для монтажа опор на труднодоступных
площадках небольших размеров, например при прокладке ПКД
в горной местности, эффективно применение вертолетов-кранов
типа МИ-ЮК.
Механическое оборудование приводной и обводной станций мон-
тируют с соблюдением общих правил и технологии монтажа меха-
низмов, рассмотренных в главе X. Смонтированные обводные
шкивы должны свободно вращаться от руки. Плоскость шкива
должна совпадать с осями набегающего и сбегающего канатов.
195
Допускаемые биения шкива: радиальное — не более 8 мм, торце-
вое — не более 10 мм.
При монтаже контргрузовых ящиков теодолитом или отвесом
строго выверяют вертикальное положение направляющих. Смонти-
рованный ящик должен свободно ходить в направляющих. Бал-
ластный груз перед укладкой в ящик необходимо взвешивать. Масса
контр грузового ящика с грузом должна отвечать проектной вели-
чине. Расхождение допустимо в пределах ±3%.
Рис. 142. Заделка конца несущего каната в полумуфте:
а — операция заделки; б — расположение клиньев и проволок в муфте; i — централь-
ный клин; 2 — секторные клинья; 3 — прямые клинья, 4, 5 -у бинты из проволоки;
в — бородок для забивки центрального клина; а — специальный ложкообразный ин-
струмент для забивки секторных клиньев
Тележки с вагонетками собирают на монтажной площадке.
Ходовые колеса и направляющие ролики должны свободно вра-
щаться от руки, а щеки зажимного аппарата — легко открываться.
Несущие канаты монтируют в такой последовательности: вна-
чале на трассу транспортируют катушки с канатами и устанавли-
вают их на козлы, затем растягивают канаты по трассе, соединяют
их концы линейными муфтами, устанавливают канаты на линейные
и станционные башмаки опор и натягивают. Особенно тщательно
при монтаже несущих канатов нужно соединять их концы. Для этой
цели используют резьбовые полумуфты. Конец каната заделывают
в полумуфте при помощи клиньев или же заливают специальными
сплавами. При заделке концов канатов первым способом (рис. 142)
выполняются следующие операции.
196
Операция! — отрезка концов,— установка бандажа и пяти двух-
болтовых зажимов. Бандаж изготавливают из мягкой проволоки
диаметром 0,5—0,6 мм.
Операция 2 — установка полумуфты — с каната снимают зажим
№ 1, надевают полумуфту и вновь ставят зажим.
Операция 3 — передвижка полумуфты — снимают зажим № 2,
передвигают полумуфту к зажиму № 3, а № 2 устанавливают на
длину конуса полумуфты плюс 15 мм, накладывают проволочный
бинт 5 и снимают зажим № 1.
Операция 4 — чеканка конца каната клиньями — снимают
проволочный бандаж, распускают концы проволок, устанавливают
центральный клин 1 (рис. 142, б), секторные 2 и прямые 3 клинья,
которые должны заходить в канат на глубину, равную 0,5—0,6 их
длины.
Рис. 143. Соединение полумуфт несущего каната:
/ — полумуфты; 2 — бугель-винт
Операция 5 — забивка клиньев — снимают зажим № 2 и полу-
муфту сдвигают на конец каната, устанавливают и затягивают за-
жим № 2 сзади полумуфты и забивают секторные и прямые клинья
в канат на полную глубину, используя специальный инструмент
(рис. 142, е, г).
Операция 6 — контроль и заполнение полумуфты влагостойкой
смазкой УТВ или другой марки.
Полумуфты / (рис. 143), укрепленные на концах канатов, со-
единяют при помощи бугель-винта 2, имеющего на концах правую
и левую резьбу, соответствующую внутренней правой и левой
резьбе полумуфт. При вращении бугеля полумуфты соединяются.
С целью предохранения полумуфт от случайного развинчивания
при эксплуатации ПКД в них после свертывания в специальные
отверстия а забивают стопорные штифты.
При применении специальных сплавов для заделки канатов кон-
цы каната разделывают под заливку. При этом концы проволочек
загибают и облуживают, затем затягивают в полумуфту, нагретую
до температуры 230 —240° С, устанавливают ее в вертикальное
положение и заливают цинковым сплавом типа АЦ-13-2, бабби-
том, свинцовым сплавом.
Монтаж тяговых канатов включает размотку катушек (бобин)
каната, навешивание на опоры, натяжение и соединение (сча-
ливание) концов.
197
При натяжении каната в месте счаливания на некотором расстоя-
нии от его концов, определяемом длиной участка счаливания, уста-
навливают зажимы. Канат, огибая блок, соединяется с талью или
барабаном лебедки. После счаливания каната зажимы снимают.
Пусковые испытания смонтированной канатной дороги вклю-
чают испытание и наладку отдельных механизмов и устройств,
а также испытание и наладку всей дороги. Из специальных уст-
ройств ПКД проверяют и регулируют работу центробежного вы-
ключателя аварийного тормоза, спускного механизма, колодочных
тормозов и др. Вся дорога опробуется последовательно. Вначале
работа дороги проверяется без вагонеток, затем на линию выпус-
кают одну порожнюю вагонетку и проверяют ее прохождение по
всей трассе. Только после устранения замеченных недостатков
линию опробывают с проектным числом порожних вагонеток. При
этом проверяется нормальность включения вагонеток, их опроки-
дывание, возврат в рабочее положение и выключение, работа меха-
низмов для загрузки вагонеток, систем блокировки и др.
Опробование ПКД под нагрузкой производится при пониженных
скоростях. При этом проверяется работа всех механизмов: под-
шипников, блоков, тормозов, двигателей, систем блокировки и др.
Измеряются также величины тока и напряжения на приводных
двигателях. Увеличенный расход электроэнергии свидетельствует
о наличии на линии или в механизмах дополнительных (сверх
расчетных) сопротивлений, которые должны быть выявлены
и устранены.
Глава XIII
РАБОТОСПОСОБНОСТЬ МАШИН.
ВРЕДНЫЕ ПРОЦЕССЫ,
ВОЗНИКАЮЩИЕ В МАШИНАХ
ПРИ ИХ ЭКСПЛУАТАЦИИ
§ 1. Работоспособность машин и их состояние
в процессе эксплуатации
Каждая машина предназначена для выполнения определенного
вида полезной работы. Чем больший объем работы в единицу вре-
мени она способна выполнить при оптимальных затратах, тем
(при прочих равных условиях) машина лучше, тем эффективнее
ее применение. Следовательно, эффективность применения машины
зависит от ее работоспособности и организации эксплуатации.
Работоспособность машины — это такое ее состояние, при
котором она способна выполнять заданные функции в заданное
время при определенных условиях эксплуатации с параметрами,
установленными требованиями технической документации.
198
В результате происходящих при эксплуатации вредных процес-
сов и прежде всего изнашивания деталей, техническая характерис-
тика машины (ее производительность, грузоподъемность, эконо-
мичность и др.) изменяется и ухудшается. Эти изменения вызывают
предельные состояния элементов и машины.
Рассмотренные положения и ситуации математически могут
быть представлены в следующем виде: каждая машина характе-
ризуется набором технических параметров Xi (f), изменяющихся
во времени
x(0 = X{Xi(0, х2(0, .... х„(0).
Этот набор называют вектором технических параметров.
Зная границы изменения технических параметров, можно за-
писать условие работоспособности элемента, узла, машины в виде
формулы
а (0 < х(0 < b(f),
где a(t), b(t) — соответственно нижнее и верхнее значения вектора
технических параметров.
Таким образом, при нормальной эксплуатации машины вектор
ее технических параметров всегда должен находиться в заданных
пределах. Переход вектора технических параметров через одно из
предельных состояний называется отказом.
Главная задача организации технической эксплуатации ма-
шины— создать такие условия, при которых применение машины
будет наиболее эффективно, характеристика ее будет изменяться
наиболее медленно, а отказы будут происходить максимально редко.
Под эксплуатацией машин понимается совокупность организа-
ционных и технических мероприятий по их подготовке и исполь-
зованию.
Подъемно-транспортные машины используют в течение дли-
тельного времени: от 5—7 (автомобильные краны) до 30 лет и более
(козловые и мостовые краны для ГЭС). В процессе эксплуатации
машины могут находиться в одном из следующих состояний: в рабо-
те; в ожидании работы при исправном состоянии; в неисправном
состоянии — ожидание ремонта; технического обслуживания; в ре-
монте.
Основное состояние машины рабочее. Чем больше времени маши-
на действует и чем больший объем работы способна выполнить
за смену, месяц, год, тем она лучше, тем совершеннее.
Вместе с тем подъемно-транспортные машины не могут быть
рассчитаны на длительную непрерывную работу. В процессе их
работы загрязняется смазка, происходит разрегулировка механиз-
мов, возникают другие неполадки, для устранения которых необ-
ходима остановка. Кроме того, характер обслуживаемого произ-
водства (сменность работы цеха) требует периодической остановки
машины. Так, например, некоторые машины работают 1—2 смены
в сутки, а козловые и мостовые краны для ГЭС — в среднем 20—
199
40 ч в месяц (в период ремонта гидроагрегатов). Металлургические
краны работают в течение месяца 500—600 ч, но в этом случае
120—220 ч в месяц отводится на техническое обслуживание и ремонт
механизмов.
При эксплуатации и особенно в период работы машины в ней
происходят вредные процессы, снижающие ресурс машины и вызы-
вающие ее отказы. С целью снижения интенсивности влияния вред-
ных процессов и явлений и создания нормальных условий для
работы машины проводятся технические обслуживания и планово-
предупредительные ремонты. Устранение отказов требует прове-
дения неплановых ремонтов.
Таким образом, техническое обслуживание и ремонт являются
неотъемлемыми составляющими эксплуатации подъемно-транспорт-
ных машин, но на них необходимо затрачивать минимальное время
при условии, что работоспособность машины не будет снижена.
§ 2. Характеристика факторов, вызывающих вредные процессы
в подъемно-транспортных машинах
Машина выполняет определенную полезную работу, используя
комплекс явлений и процессов, предусмотренных ее конструкцией:
вращающееся магнитное ноле — в асинхронных электродвига-
телях, взаимодействие сил трения — в фрикционных муфтах и тор-
Факторы внешне^ среды______________________
Факторы эксплуатационного Факторы, определяемые дейст
характера. баем сил трения 8 машинах.
Рис. 144. Схема появления вредных процессов в подъемно-транспортных маши-
нах в зависимости от воздействия факторов внешней среды
200
Рис. 145. Зависимость ударной вязко-
сти стали МСтЗ от температуры испы-
тания [5]
мозах, тепловые процессы — в двигателях внутреннего сгорания,
действие моментов и сил— в механизмах и др. Однако в процессе
работы машины неизбежно возникает и ряд нежелательных, вред-
ных процессов, вызывающих снижение ресурсов машины или ее
отказ, например действие сил трения в опорах скольжения и др.
Кроме того, в процессе эксплуатации на работоспособность машин
отрицательно действуют и факторы внешней среды: температура
воздуха, солнечная радиация,
влага, пыль, газы.
Из общей схемы возникнове-
ния вредных процессов в подъем-
но-транспортных машинах в за-
висимости от воздействия фак-
торов внешней среды (рис. 144)
видно, что низкая температу-
ра воздуха при эксплуатации
подъемно-транспортных машин
в условиях умеренного и холод-
ного климата вызывает резкое
уменьшение ударной вязкости
нехладостойких сталей, засты-
вание смазочных материалов
и технических жидкостей и за-
мерзание конденсата в пневма-
тических системах управления
стреловых кранов. Снижение
ударнрй вязкости с понижением
температуры (рис. 145) наблю-
дается практически у всех ме-
таллов с объемно-центрирован-
ной кристаллической решеткой,
вследствие чего возникает их
повышенная хрупкость или хладноломкость. При пониженных тем-
пературах такие стали становятся особенно чувствительными
к ударным нагрузкам и концентраторам напряжений в конструк-
тивных элементах. Вследствие этого число отказов (поломок) эле-
ментов машин, изготовленных из нехладостойких сталей, в зимний
период увеличивается в 3—4 раза. Чтобы избежать такого поло-
жения, несущие элементы металлоконструкций и детали машин,
предназначенных для работы в условиях низких температур, из-
готавливаются из хладостойких сталей (см. табл. 40).
Низкая температура вызывает также повышение хрупкости
неморозостойких прорезиненных лент конвейеров, что снижает
сроки их службы. Одновременное понижение температуры и уве-
личение влажности воздуха приводит к обледенению троллей и рель-
сов козловых кранов, мостовых перегружателей, конвейерных
лент и др. Застывание жидких смазочных масел и технических
жидкостей резко увеличивает их вязкость и снижает жидкотеку-
201
честь, вследствие чего поступление масел и жидкостей к смазочным
точкам или в трубопроводы становится затруднительным или не-
возможным. Все это вместе с замерзанием влаги, находящейся
в смазочных материалах, ухудшает работу узлов трения и увели-
чивает скорость изнашивания контактирующих поверхностей.
Высокие температуры воздействуют на металлургические краны
и краны, работающие в условиях жаркого климата. На элементы
металлургических кранов воздействует тепловая энергия горячего
воздуха в конвертерных, мартеновских и других цехах, лучистая
тепловая энергия жидкого металла, нагретых слитков и поковок.
Тепловая энергия оказывает неблагоприятное воздействие на по-
лимерные материалы: пластмассы, резину, изоляцию, вызывая их
тепловое старение, а также на масляные краски, покрывающие
машину. Особенно неблагоприятно высокие температуры действуют
на изоляцию обмоток электрических машин и аппаратов: с повы-
шением температуры электрическая прочность изоляции резко
падает.
Солнечная радиация (прямая и рассеянная) воздействует на
машины, работающие на открытом воздухе. Под действием сол-
нечной радиации ускоряется процесс естественного старения пласт-
масс, резины, изоляции обмоток электрических машин и аппара-
тов. Они становятся более хрупкими, в них образуются трещины,
снижается механическая прочность деталей и электрическая проч-
ность изоляции. Все это приводит к снижению сроков службы
элементов и может вызвать внезапные отказы (например, витковое
замыкание обмоток электрических машин и аппаратов).
Влага всегда содержится в воздухе. Наибольшие значения отно-
сительной влажности воздуха приходятся на северные районы
СССР и на зимние месяцы (за исключением районов Дальнего Вос-
тока, где максимум относительной влажности приходится также
и на летние месяцы). В условиях повышенной влажности работают
козловые краны гидростанций, портальные и другие краны мор-
ских и речных портов, плавучие краны.
Повышенное (выше 70%) содержание влаги в воздухе вызывает
атмосферную коррозию металлов. Образование пленок окислов
интенсифицирует процесс механического изнашивания. Возникает
так называемое коррозионно-механическое изнашивание.
Влага ускоряет старение полимерных материалов. Попадая
в трещины изоляции, влага снижает ее электрическую прочность
(пробивное напряжение), а попадая в невлагостойкие консистент-
ные смазки, она образует с ними эмульсии, что резко снижает
смазывающие свойства этих смазок. Обводнение жидких масел
также снижает их смазывающие свойства.
Значительная часть кранов и конвейеров на металлургических
и химических заводах работает в условиях повышенной загазо-
ванности. Промышленные газы ускоряют процесс коррозионного
изнашивания металлических элементов машин и старения полимер-
ных материалов.
202
Кислород воздуха, попадая в зоны пластического деформиро-
вания металла контактирующих поверхностей деталей, окисляет
микрообъемы металла и ускоряет процесс их механического изна-
шивания, вызывает старение полимерных материалов («озонное
старение» полимеров).
Повышенная и высокая запыленность воздуха часто возникает
в зонах пустынь и полупустынь (песчаные бури), а также в закрытых
помещениях складов сыпучих материалов, формовочных и очистных
участков литейных цехов. Пыль проникает в смазочные системы
(редукторы, подшипники), загрязняет смазку; твердые частицы пыли,
попадая вместе со смазкой на трущиеся поверхности, царапают их,
вызывая механическое (абразивное) изнашивание. Пыль, осажда-
ясь на сухих, несмазываемых поверхностях (тормозах и др.),
также приводит к их абразивному изнашиванию. Наиболее опасна
пыль для двигателей внутреннего сгорания автомобильных и других
стреловых кранов: попадая вместе с засасываемым в цилиндры дви-
гателя воздухом, твердые частицы пыли вызывают износ поверх-
ностей цилиндров и поршней. Осаждаясь на обмотках электричес-
ких машин, пыль ухудшает их теплоотдачу, вызывает перегрев,
снижая тем самым срок службы обмоток.
Вредное воздействие на элементы машины оказывает также
биологическая среда: плесень, микроорганизмы и насекомые. Наи-
более активно эти факторы действуют в условиях тропического
и субтропического влажного климата. Плесень (различные грибки)
разрушает текстильные материалы, наполнители пластмасс, пень-
ковые канаты, дерево, кожу, резину, лаки, вызывает изменения
в структуре материалов, снижает их механические и электрические
свойства.
В жарком климате водятся насекомые (термиты, красные му-
равьи), поедающие конструкционные и изоляционные материалы
машин: резину, лаки, пластмассу, дерево, свинцовую изоляцию
кабелей и др.
С целью предохранения материалов и элементов машин от воз-
действия биологической среды их покрывают специальными смаз-
ками и эмалями (с примесью оксидифенила, хлордана).
К внешним факторам, вызывающим вредные процессы в маши-
нах, относятся перегрузки, появляющиеся при неправильной экс-
плуатации (заштыбовке конвейера) или неумелом управлении ма-
шиной. Перегрузки элементов машин приводят к их поломкам
или пластическим деформациям (скручиванию и изгибу). Устра-
нить эти дефекты можно только в процессе ремонта. Перегрузки
отдельных элементов машин могут возникать также в результате
заедания и заклинивания трущихся пар (подшипников), которые
происходят из-за их загрязнения, нерегулярной или неправильной
смазки и по другим причинам.
Циклические нагрузки и усталость металлов определяются
характером нагружения элементов (валов, зубьев зубчатых колес).
С увеличением числа циклов нагружения снижается разрушаю-
203
щее напряжение материала. Это приводит к поломкам элементов
при напряжениях, ниже разрушающих, полученных при стати-
ческом нагружении. Расчет элементов на усталостную прочность
и выбор соответствующих запасов прочности при конструировании
машины позволяют снизить опасность усталостного (внезапного)
разрушения элементов. Однако, в результате неправильной эк-
сплуатации на трущихся поверхностях деталей могут появляться
грубые риски и царапины, создающие концентрации напряжений
и снижающие предел усталости материала деталей.
Усталость поверхностных слоев металла деталей (особенно
закаленных зубьев колес) приводит к образованию поверхностных
трещин, блокированию отдельных участков и последующему их
выкрашиванию (питтинг или «осповидный износ»).
Кроме того, усталостные явления происходят в микрообъемах
металла трущихся поверхностей в результате многократного упру-
гопластического передеформирования. Усталость микрообъема ме-
талла ускоряет процесс механического изнашивания рабочих по-
верхностей деталей машин.
Силы трения в машинах используются для создания полезных
процессов (тормозных и крутящих моментов, тяговых усилий
в механизмах передвижения и др.). В то же время действие сил
трения является основной причиной возникновения такого вред-
ного процесса, как механическое изнашивание деталей.
Молекулярные силы также вызывают некоторые виды механи-
ческого изнашивания деталей машин (молекулярное схватывание
или заедание).
Изнашивание деталей является одной из главных причин,
определяющих необходимость технического обслуживания и пла-
новых ремонтов машин.
§ 3. Трение и изнашивание
в подъемно-транспортных машинах
В основе действия сил трения лежит атомно-молекулярное
строение материи (металлов). Поэтому полностью избавиться от
действия сил трения в узлах машин невозможно, однако знание
законов трения позволяет управлять этим процессом, т. е. свести
к минимуму его вредное воздействие, например, в опорах скольже-
ния и довести до максимума, например, в тормозных и фрикцион-
ных устройствах машин.
ГОСТ № 16429—70 «Трение и изнашивание в машина^. Основ-
ные термины и определения» дает следующую классификацию
видов трения по наличию смазки: трение без смазки (сухое); жид-
костное трение и граничное трение.
Кроме того, в машинах возникают промежуточные виды тре-
ния — полужидкостное и полусухое.
Вид трения оказывает определяющее влияние на характер
и скорость изнашивания контактирующих поверхностей.
204
Трение без смазки, или сухое трение — это трение двух твердых
тел А и Б (рис. 146, а) при отсутствии на поверхностях трения
смазочного материала (жидкого, консистентного или твердого).
Твердые смазки, оставляя трущиеся поверхности «сухими», соз-
Рис. 146. Схемы основных и промежуточных видов трения поверх-
ностей деталей машин
дают трение, отличное от трения без смазки, поэтому термйн «сухое
трение» менее точен, чем термин «трение без смазки».
Трение без смазки является также внешним трением, поскольку
скольжение тел происходит по внешним (контактирующим) по-
верхностям. В режимах трения без смаз-
ки работают следующие узлы трения
подъемно-транспортных машин: гусенич-
ные звенья, тормозные пары, фрикцион-
ные пары (сухие), пары колесо—рельс. Тре-
ние без смазки характеризуется большими
значениями коэффициентов трения и ско-
ростями повреждения (изнашивания) тру-
щихся поверхностей.
Жидкостное трение — это такое трение,
при котором трущиеся поверхности тел А
и Б (рис. 146, б) полностью разъединены
слоем жидкости (масла), обладающим объем-
ными свойствами, а также свойством при-
липаемости и вязкости. В результате гра-
ничный слой масла прочно соединяется
с поверхностью твердого тела, и при от-
носительном перемещении тел А и Б
(рис. 147) происходит скольжение слоев
Рис. 147. Эпюра измене-
ния скоростей движения
слоев жидкости при
жидкостном режиме тре-
ния
жидкости- друг подругу (внутреннего трения жидкости) и сколь-
жения слоя масла по твердой поверхности не наблюдается.
Скорость скольжения отдельных слоев жидкости пропорцио-
нальна расстоянию h от неподвижной поверхности. Жидкостное
трение является, таким образом, внутренним трением, при котором
205
силы трения действуют внутри слоя масла и изнашивание трущихся
поверхностей будет минимальным. Для образования жидкостного
трения в узлах машин необходимы определенные условия. Выявить
эти условия наиболее удобно на примере трущейся пары: цапфа
вала — подшипник скольжения.
В состоянии покоя (рис. 148, а) цапфа опирается на подшипник
так, что между нею и подшипником в верхней части образуется за-
зор s, определяемый характером подвижной посадки. Простран-
ство между цапфой и подшипником заполнено жидким маслом, об-
ладаюшим определенной вязкостью и свойством прочного сцепления
с металлическими поверхностями. При вращении вала поверхность
цапфы увлекает за собой слои масла, которые и разъединяют тру-
щиеся поверхности. В подшип-
нике образуется несущий масля-
ный слой (клин) минимальной
ТОЛЩИНЫ hmin (рис. 148, б), ко-
торый определяется следующей
зависимостью (формула Л. Гюм-
беля и Э. Фальца):
'•““вдг. <32)
где d — идеальный диаметр цап-
фы вала (без учета высот микро-
неровностей), мм; п — число оборотов вала в минуту; р. — абсолют-
ная вязкость масла, кгс/м2; q — удельная нагрузка на цапфу вала,
кг/см2; s — зазор, мм; с — поправка на конечную длину подшип-
ника:
с “ 1 ’
Центр бала
Рис. 148. Схема образования несу-
щего масляного слоя в подшипнике
жидкостного трения
где I — длина подшипника, мм.
Таким образом, несущий масляный слой в подшипниках и дру-
гих узлах трения может возникнуть только при определенных
значениях вязкости масла, окружной скорости цапфы вала и удель-
ных нагрузках.
Из формулы (32) видно, что несущий масляный слой образу-
ется в высокоскоростных средненагруженных подшипниках и не
может образоваться в тихоходных, тяжелонагруженных.
При учете реальных трущихся поверхностей толщина масляного
слоя бм (рис. 149) должна быть больше суммарных высот микроне-
ровностей поверхностей цапфы (8Ц) и подшипника (8П), т. е.
(imin = 8М > 8ц -{- 8П. (33)
Естественно, что чем меньше высота микронеровностей контак-
тирующих поверхностей, тем при меньшей толщине масляного слоя
может возникнуть жидкостное трение и произойдет полное разъ-
единение поверхностей слоем масла. С целью уменьшения микро-
206
неровностей производится шлифование, хонингование и шабрение
поверхностей цапф, подшипников и других деталей.
В различных узлах трения необходимо создавать наиболее
благоприятные условия для образования несущего масляного слоя.
С этой целью смазка должна
подводиться в область разря-
женного давления. В плоскости
разъема вкладышей делают ско-
сы, чтобы масляный слой не сди-
рался при неизбежном сдвиге
одного вкладыша относительно
другого. Образующиеся в этих
местах «масляные карманы» пре-
дохраняют масляный слой.
С целью затруднения вытекания
масла из карманов у торцов под-
шипников скосы делают не на
всю длину.
Таким образом, в основе кон-
структивных решений узлов тре-
ния и технологических операций
по обработке поверхностей
Рис. 149. Определение толщины не-
сущего масляного слоя в зависимости
от шероховатости поверхностей тру-
щихся деталей
трения лежат требования, диктуемые
гидродинамическими законами жидкостного трения.
Следует иметь в виду, что рассмотренные явления и зависи-
мости относятся к подшипникам гидродинамического трения.
Кроме них существуют подшипники гидростатического трения,
в которых давление в несущем масляном слое создается с по-
Г-20йг
н-(й
H-q—и
мощью насосов, подающих в подшипник масло
под определенным давлением.
Граничное трение — это такое трение, при
котором трущиеся поверхности разделены весьма
тонким адсорбционным (поверхностным) слоем
смазки, обладающим особыми свойствами. Это,
во-первых, прочное сцепление, прилипание к по-
верхностям твердых тел и, во-вторых, высокая
прочность слоя (пленки).
В состав жидких минеральных масел в той
или иной мере входят поверхностно-активные
вещества (жирные кислоты, амины и др.).Отри-
Рис. 150. Схема ад-
сорбции на поверх-
ности твердого те-
ла молекулы стеа-
риновой кислоты:
F — площадь сечения
молекулы [4]
цательно поляризованные гидроксильные труп-
пы и кислород карбоксильной группы длинных
молекул этих веществ (рис. 150) прочно сцеп-
ляются с металлическими поверхностями.
Первый ряд молекул поверхностно-активных
веществ (рис. 151, а) образует монослой («моле-
кулярный ворс»). При контакте двух поверх-
ностей А и Б со слоями контактировать будут не метал-
лические поверхности, а метильные группы (хвосты) моле-
207
кул (рис. 151, б). Разъединение трущихся поверхностей только
двумя монослоями в 6—7 раз снижает величину коэффициента
трения.
С метильными группами монослоя соединяются метильные груп-
пы следующего слоя молекул, и в результате образуются слои
молекул, строгая ориентация которых нарушается пропорцио-
нально увеличению расстояния между металлической поверхностью
и молекулами. Толщина граничного слоя, образованного этими
молекулами, обычно меньше 0,1 мкм. Естественно, что при такой
толщине граничной масляной пленки в ней не могут проявиться
гидродинамические свойства масла. Граничные слои очень активны
и могут образовываться на металлических поверхностях за счет
паров масел, находящихся в воздухе.
Рис. 151. Схема образования мономолекулярного слоя (а)
и контактирования двух мономолекулярных слоев (б)
Граничное трение может существовать самостоятельно (аппара-
ты пневматических систем управления), но главным образом оно
входит в полусухое и полужидкостное Прения.
Полужидкостное трение является одновременно жидкостным
и граничным, т. е. некоторые участки трущейся пары работают
в режиме жидкостного трения, а другие — в режиме граничного
(см. рис. 146, г). Примером такого трения могут служить средне-
скоростные подшипники скольжения, закрытые зубчатые передачи.
Полусухое трение является одновременно сухим и граничным,
т. е. на некоторых участках контактирующих поверхностей проте-
кают процессы сухого, а на других — граничного трения (см. рис.
146, б). В режиме полусухого трения могут работать трущиеся
пары тормозов при загрязнении трущихся поверхностей следами
масел.
Величина коэффициента трения зависит от вида трения: при
сухом (сталь по стали) коэффициент равен 0,18—0,45, при полусу-
хом— 0,05—0,015, полужидкостном — 0,01—0,05 и при жидкост-
ном — 0,001—0,01.
Чем больше коэффициент трения, тем больше (при прочих рав-
ных условиях) сила трения, что является одним из главных фак-
торов, определяющих вид и скорость изнашивания контактирую-
щих поверхностей.
208
Механическое изнашивание (повреждение) поверхностей дета-
лей машин представляет собой сложный процесс, на который влия-
ют комплекс физических, механических и химических факторов,
а также характер контактирования трущихся поверхностей. Все
эти факторы -учитываются молекулярно-механической теорией тре-
ния и изнашивания, разработанной отечественной школой ученых
(И. В. Крагельский, Б. В. Дерягин, М. М. Хрущов и др.).
Реальные твердые тела (детали машин) всегда имеют определен-
ную шероховатость и волнистость. При контакте двух тел А и Б
(рис. 152) различают номинальную площадь 1, определяемую гео-
Рис. 152. Схема контактиро-
вания двух реальных поверх-
ностей:
метрическими параметрами трущихся тел (например, длиной и диа-
метром подшипника скольжения), контурную площадь 2, опре-
деляемую волнистостью поверхностей,
и площадь фактического контакта 3,
определяемую контактом микронеров-
ностей поверхностей.
Молекулярно-механическая теория
трения и изнашивания исходит из того,
что процессы изнашивания происходят
в местах фактического контакта поверх-
ностей трущихся тел. При действии на
контактирующие тела, в процессе их
относительного перемещения, нормаль-
ных и тангенциальных сил в контакти-
/ — номинальная площадь; 2 —
контурная площадь; 3 — площадь
фактического контакта
рующем слое возникают упругопласти-
ческие деформации, происходит взаимное внедрение элементов
и молекулярное взаимодействие слоев. Многократные упругие
деформации микрообъемов металла вызывают усталостные разру-
шения поверхностного слоя.
В результате действия сил трения и нормальных сил, вызываю-
щих упругопластические деформации металла в местах фактичес-
кого контакта, повышается его температура, что может привести
к свариванию (образованию «мостиков сварки») трущихся тел и к
изменению структуры металла. При плотном контакте металлов
и отсутствии между ними пленки окислов или поверхностно-актив-
ных веществ масла возникает молекулярное взаимодействие (ад-
гезия) тел, которое приводит к вырыванию некоторых объемов
металла у одного из трущихся тел.
Под воздействием кислорода воздуха на трущихся поверх-
ностях образуются окисные пленки, экранирующие металлические
поверхности, препятствующие появлению молекулярных связей
между ними. Одновременно происходит окисление деформирован-
ных микрообъемов металла, в результате чего ускоряются процессы
их разрушения, т. е. механическое изнашивание трущихся поверх-
ностей.
Таким образом, при относительном перемещении трущихся тел
возникает сложный процесс изменения физико-механических и хи-
мических свойств металла в поверхностно-активном слое, вызывае-
209
мый многократными упругопластическими деформациями, воз*
действием температуры, окислительными процессами и молекуляр-
ным взаимодействием. Эти изменения и вызывают в конечном
счете изнашивание поверхностей.
Взаимодействие поверхностей двух трущихся тел И. В. Кра-
гельским [23] представлено в виде нарушений фрикционных свя-
зей в местах контактирования, вызывающих разрушение этих по-
верхностей (рис. 153). Виды фрикционных связей зависят от отно-
сительной глубины внедрения неровностей h/R, где й — глубина
внедрения; R — радиус внедряющейся неровности (индентора).
При I виде нарушения фрикционных связей происходит упругое
оттеснение (деформирование) металла одной поверхности более
твердыми выступами или более твердыми зернами второй поверх-
v
Рис. 153. Основные виды нарушения фрикционных связей (по
И. В. Крагельскому)
ности. При многократном упругом передеформировании металла
происходит его выкрашивание.
При II виде нарушения фрикционных связей происходит пласти-
ческое оттеснение металла, однако он обтекает твердое зерно и не
отделяется от основного металла тела. Износ (охрупчивание и раз-
рушение) поверхностей в результате усталостных явлений при этом
виде нарушения связей наступает при меньшем числе циклов нагру-
жений.
III вид нарушения фрикционных связей возникает в тех слу-
чаях, когда деформации или контактные напряжения превышают
предел прочности материала. Возникает процесс микрорезания
(царапания) металла поверхности более твердыми зернами.
IV вид нарушения фрикционных связей происходит при разру-
шении пленок, покрывающих контактирующие поверхности. Этот
вид фрикционной связи влияет на величину напряжений деформа-
ции металла в местах контакта.
V вид нарушения фрикционных связей возникает в тех случаях,
когда прочность фрикционной (в данном случае — молекуляр-
ной) связи выше прочности нижележащих слоев металла, в резуль-
тате чего при относительном перемещении поверхностей проис-
ходит глубинное вырывание (схватывание) металлов трущихся
поверхностей.
Анализ схем нарушения фрикционных связей показывает, что
первые три вида наблюдаются при механическом взаимодействии
поверхностей, а последние два — при молекулярном.
210
Рассмотренные механические и молекулярные взаимодействия
трущихся поверхностей происходят при сухом и граничном тре-
нии. И. В. Крагельский приводит классификацию видов разруше-
ния поверхностных слоев при механическом и молекулярном взаи-
модействии (рис. 154). Сила трения трущихся тел определяется
двучленным законом трения и изнашивания:
F = Nf + S$pof =? f (N + Зфро), (34)
где F — сила трения; N — сила нормального давления на трущиеся
поверхности; Зф — площадь фактического контакта; р0 — удель-
ное давление в месте (пятне) фактического контакта; f — коэффи-
циент трения.
Рис. 154. Классификация видов изнашивания при сухом и граничном
трениях (по И. В. Крагельскому)
Первый член формулы определяет механическое, а второй —
молекулярное взаимодействие трущихся тел.
Формула (34) является математическим выражением молеку-
лярно-механической теории трения и изнашивания.
Глава XIV
ИЗНАШИВАНИЕ
И РАЗРУШЕНИЕ ДЕТАЛЕЙ
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Виды изнашивания деталей ПТМ и методы снижения
скоростей изнашивания
. Под изнашиванием понимается «процесс постепенного изме-
нения размеров тела при трении, проявляющийся в отделении с по-
верхности трения материала и (или) его остаточной деформации»
(ГОСТ 16428—70) [53]. Изнашивание деталей машин — это
211
медленно протекающий процесс повреждения трущихся поверхнос-
тей, проявляющийся в изменении геометрических параметров эле-
ментов деталей и ухудшении качества их поверхностей.
Изнашивание машин по рекомендуемой приложением к ГОСТ
16429—70 классификации может быть механическим, молекулярно-
механическим и коррозионно-механическим.
Механическое изнашивание, в свою очередь, делится на абразив-
ное, гидроабразивное, газоабразивное, эрозионное, усталостное
и кавитационное.
Молекулярно-механическое изнашивание проявляется при заеда-
нии (схватывании).
Коррозионно-механическое изнашивание делится на окислитель-
ное и изнашивание при фреттинг-коррозии. В соответствии с усло-
виями работы узлов трений ПТМ здесь возникают главным образом
следующие виды изнашивания: абразивное, усталостное, изнаши-
вание при заедании и при фреттинг-коррозии.
Условиям работы деталей подъемно-транспортных машин в зна-
чительной мере отвечает классификация видов изнашивания дета-
лей машин, предложенная М. М. Хрущевым и основанная на моле-
кулярно-механической теории трения и изнашивания. Исходя из
этой классификации, выделяют основные виды механического изна-
шивания деталей машин: абразивное изнашивание, а также изна-
шивание вследствие пластинчатого деформирования или хрупкого
разрушения металла рабочих поверхностей.
Виды изнашивания и повреждения рабочих поверхностей дета-
лей машин и скорость изнашивания определяются видами трения,
характером контакта деталей и видами относительных перемещений
контактирующих поверхностей.
Условия и виды изнашивания деталей подъемно-транспортных
машин при подвижном контакте деталей приведены в табл. 15, а де-
талей, работающих при малых перемещениях контактирующих по-
верхностей,— в табл. 16.
Повреждения контактирующих поверхностей происходят также
при неподвижном соединении деталей (повреждения шпоночных
пазов, шлицев и др.) и при контакте с микроперемещениями: сколь-
жение каната по ручью блока и др. (табл. 17).
Поскольку детали подъемно-транспортных машин в наибольшей
степени подвергаются механическому изнашиванию, то его основ-
ные виды следует рассмотреть более подробно.
Абразивное изнашивание — главный вид изнашивания деталей
подъемно-транспортных машин. Ему подвержены рабочие поверх-
ности тормозных и фрикционных пар, ходовых колес, зубьев
зубчатых колес, цапф и шеек валов и осей, контактирующих с под-
шипниками скольжения, и др. При этом виде изнашивания на тру-
щихся поверхностях происходит процесс микрорезания и цара-
пания более твердыми частицами контактирующей поверхности
(например, зернами карбидов) или частицами, попавшими из внеш-
ней среды (песок, продукты износа). Абразивное изнашивание
212
Таблица 15. Виды изнашикания рабочих поверхностей деталей П1М
при подвижном контакте
Вид кон- Вид Вид Типичный узел трения Вид изнашивания
так- та трения трения схема | наименование
Скольже- ния Полужид- костное, гра- ничное
S о о X и То же Сухое
ф CQ О с iS Полужид-
» костное, гра-
» ничное Сухое
» То же
Подшипник
скольжения дание
Абразивное, зае-
Тормозная
пара
Абразивное
V
v
Штоки, Абразивное, зае-
поршни, ги- дание
дроцилиндр
Реборда, Абразивное, заеда-
колеса, рельс ние» пластическое
деформирование
Качения »
•S 3 я я* си О'
о Качения с Сухое, полу-
проскаль- сухое
•и 01ЧНИЭ зыванием
X S Качения Полужид-
костное, полусухое
Качения, Полужид-
скольже- ния костное
Желобы кон-
вейеров,
грейферы
Крановое ко-
лесо, рельс
Абразивное
Абразивное, хруп-
кое выкрашива-
ние, пластическое’
деформирование
J t \ 1
। к > J
Крановое
колесо, рельс
То же
1Р
Роликовое
опорное ус-
тройство
Зубчатые
передачи
Абразивное, заеда-
ние, хрупкое вы-
крашивание, плас-
тическое деформи-
рование
213
Таблица 16. Виды изнашивания рабочих поверхностей деталей ПТМ
при малых перемещениях контактирующих поверхностей
Типичный узел трения
Вид трения Вид трения схема наименование Вид изнашивании
Качения Скольже- ния То же Полужид- костное, полусухое То же » » а >5 L— < Ж V i) рк™ Тяговые цепные передачи Шарниры втулочно- роликовых цепей Шарниры рычагов, балансиров Сферические опоры глав- ных баланси- ров Абразивное, пластическое деформирование То же в ж
Таблица 17. Виды изнашивания и разрушения рабочих поверхностей
деталей ПТМ при неподвижном контакте и контакте с микроперемещениями
Характер контакта Состояние рабочих поверх- ностей Типичный узел
схема наименование
Виды изнашивания
или разрушения
поверхностей
ПОСТОЯН-
НЫЙ
io же
Периодиче-
ский
Без
смазки
Со смаз-
кой
То же
Шлицевые
и шпоночные
соединения
Зубчатые
муфты
Ручьи бараба-
нов и блоков
Смятие, выкраши-
вание
То же
Смятие, абразив-
ное изнашивание
“214
возникает также при трении поверхностей деталей о внешнюю
абразивную среду (например, изнашивание челюстей грейферов). На
рабочих поверхностях деталей при абразивном изнашивании всегда
видны его следы: риски, царапины, волнистость. Эти следы могут
быть грубыми и едва заметными (шлифующее абразивное изнашива-
ние). Скорость абразивного изнашивания деталей машин может быть
значительно снижена правильным подбором материала трущихся
пар, повышением твердости рабочих поверхностей стальных деталей
путем термической и химико-термической обработки, наплавкой
деталей, улучшением смазки узлов трения, тщательным укры-
тием этих узлов от внешней абразивной среды. Все эти мероприятия
осуществляются как при
конструировании и изго-
товлении, так и при экс-
плуатации машины.
Между величиной изно-
са и твердостью рабочей
поверхности существует
определенная зависимость:
с увеличением твердости
износ уменьшается. Влия-
ние вида термической об-
работки и содержания уг-
лерода в стали на ее ИЗ- Рис. 155. Зависимость износа стали от ее
НОСОСТОЙКОСТЬ хорошо ПО- структуры и содержания углерода при тре-
казано на рис. 155. Закал- нии скольжения без смазки [12]
ка на мартенсит, троостит
и сорбит высоко- и среднеуглеродистых сталей повышает их изно-
состойкость.
Изнашивание вследствие пластического деформирования металла
рабочих поверхностей возникает из-за больших контактных напря-
жений. При этом металл пластически деформируется и вытесня-
ется из рабочей зоны, вызывая тем самым изменение размеров
элементов деталей и образование вмятин на рабочих поверх-
ностях.
Вытесненный металл образует так называемый «накат» по кругу
катания катков на зубьях зубчатых колес и т. д. Такому пластичес-
кому оттеснению металла способствуют также тангенциальные
силы скольжения. Изнашивание вследствие пластического дефор-
мирования возможно при наличии неравенства
ак. факт > ак. вр,
т. е. контактные напряжения (ок. факт) будут выше временного,
сопротивления смятию (ок. вр). Такое положение может возник-
нуть в результате изменения профиля контактирующих поверх-
ностей (например, эвольвентных профилей зубьев), обнажения
нижележащих более мягких слоев металла деталей, подвергнутых
поверхностной закалке, и др. Эти изменения, в свою очередь, могут
215
вызываться предшествующим или сопутствующим абразивным
изнашиванием.
Многократные пластические деформации микрообъемов ме-
талла — составная часть общего процесса изнашивания металли-
ческих поверхностей. Скорость изнашивания металла рабочих
поверхностей деталей вследствие пластического деформирования
может быть снижена за счет применения: объемной и поверхностной
термической закалки с низкотемпературным отпуском; химико-тер-
мической обработки (цементация, азотирование); конструкционных
сталей с повышенными и высокими значениями предела текучести
(хромистые, кремнистые); конструктивных методов снижения кон-
тактных напряжений (увеличение диаметра ходовых колес и др.).
Изнашивание вследствие хрупкого разрушения металла рабо-
чих поверхностей является следствием высокой хрупкости и уста-
лости металла. Высокую хрупкость металл может приобрести, если
применена термообработка, не отвечающая характеру нагрузок
(закалка на высокую твердость), из-за наличия больших внутренних
напряжений в поверхностном слое, появления микротрещин. При
резком перепаде твердостей закаленного и незакаленного слоев
детали (например, при поверхностной закалке ТВЧ) появившиеся
в закаленном слое трещины постепенно блокируют большие пло-
щади детали, и закаленный слой выкрашивается.
Усталостное изнашивание происходит в результате повторного
деформирования микрообъемов материала, приводящего к возник-
новению трещин и отделению частиц. Трещины могут блокировать
небольшие участки рабочих поверхностей деталей, при этом жидкая
смазка заходит в трещины, и при циклическом характере нагруже-
ния рабочих поверхностей (например, зубьев зубчатых колес)
открытый конец трещины периодически закрывается и внутри ее
возникает весьма высокое давление масла, расклинивающее тре-
щину. Усталость металла в этих местах приводит к выкрашиванию
блокированного объема: на рабочих поверхностях появляются
язвочки или оспины («осповидный износ», или питтинг).
Методами предупреждения и снижения скоростей изнашивания
деталей вследствие хрупкого и усталостного разрушения металла
рабочих поверхностей являются: применение объемной и поверх-
ностной закалки с высокотемпературным отпуском; применение
сталей с повышенными показателями вязкости (никелевые и др.);
повышение предела усталости материала методами механически
создаваемого поверхностного упрочнения (обкатка гладкими роли-
ками, дробеструйная обработка и др.).
Изнашивание при заедании, или изнашивание вследствие молеку-
лярного схватывания является следствием молекулярного взаимо-
действия двух контактирующих тел. Такое взаимодействие может
возникнуть только в том случае, когда между трущимися поверх-
ностями полностью отсутствуют пленки масла и окислов, а большие
удельные давления в местах фактического контакта вызывают весьма
плотное прилегание трущихся поверхностей.
216
Прочность внутренних молекулярных связей двух трущихся
тел Л и Б может быть охарактеризована величинами сопротивле-
ний сдвигу та и тб (рис. 156). Разъединение трущихся поверхностей
слоем масла препятствует возникновению молекулярного взаимо-
действия между металлическими телами и повреждению поверх-
ностей (рис. 156, а). Сопротивление сдвигу слоев масла тм меньше по
сравнению с сопротивлением сдвигу металла детали А —та и детали
Б—тБ. Аналогичные процессы будут происходить при разъеди-
нении трущихся поверхностей пленкой окислов (рис. 156, б). При
относительном перемещении тел А и Б скольжение будет происхо-
дить в плоскости СС наименьших значений т.
Рис. 156. Схемы контактирования тел при наличии между ними масляной
пленки (а), пленки окисла (б) и при молекулярном схватывании (в)
При непосредственном соприкосновении металла (рис. 156, в)
молекулярные связи в плоскости контакта тк могут оказаться
большими по сравнению с та (или тб). Тогда, при относительном
перемещении тел, скольжение будет происходить в плоскости СС
наименьших значенийт, т. е. в данном случае та. В результате такого
перераспределения значений будет происходить вырывание объе-
мов металла тела А и перенос их на тело Б, что фактически и наблю-
дается при заедании деталей («намазывание» бронзы на цапфу
вала).
Наиболее благоприятные условия для изнашивания при заеда-
нии создаются в начальный период работы машины после ее изго-
товления или ремонта, поскольку детали еще не приработались
друг к другу, площади фактического контакта малы и значения
ро велики. В этих условиях при отсутствии пленок возникают плот-
ный металлический контакт и молекулярное взаимодействие. Умень-
шить значение р0 в начальный период можно за счет снижения общей
нагрузки на детали. Поэтому новую или отремонтированную ма-
шину необходимо обкатывать при уменьшенных значениях нагру-
зок и скоростей. Когда же в результате приработки деталей увели-
чатся площади фактического контакта, применение нагрузки рас-
четной величины не вызывает увеличения р0, и опасность заедания
деталей резко уменьшается.
217
Эффективными методами предупреждения заедания трущихся
поверхностей являются: правильная обкатка машины после ее
изготовления и ремонта на пониженных нагрузках и скоростях;
применение масел с противозадирными присадками, создающими
пленки из поверхностно-активных веществ; применение сульфиди-
рования деталей, создающего на их поверхностях пленки сернис-
тых соединений, обладающих малыми значениями т; механическое
упрочнение рабочих поверхностей деталей.
Изнашивание при фреттинг-коррозии является коррозионно-
механическим изнашиванием соприкасающихся тел при малых
колебательных перемещениях. Этот вид изнашивания является
следствием периодического разрушения окисной пленки металла и ее
последующего восстановления, в результате чего образуются кра-
теры и участки с выкрошившимся металлом. Изнашиванию прифрет-
тинг-коррозии из деталей ПТМ подвержены такие, как, например,
корпуса подшипников, контактирующих со стальными втулками
подшипников качения или с самими подшипниками.
Методами борьбы с изнашиванием при фреттинг-коррозии яв-
ляются фосфатирование поверхностей, покрытие их свинцовыми
белилами с добавкой дисульфида молибдена.
Следует иметь в виду, что рассмотренные виды изнашивания
деталей могут протекать как в чистом (единичном) виде, так и (что
встречается чаще) в сочетании друг с другом, например абразив-
ное изнашивание и изнашивание при пластическом деформировании.
Однако чаще всего один из видов изнашивания является главным,
определяющим.
§ 2. Виды разрушения деталей ПТМ
и методы их предупреждения
Разрушение деталей — одна из главных причин внезапных
отказов машин и последующих неплановых ремонтов. Оно может
произойти в результате перегрузки, недостаточной прочности,
усталостных явлений, снижения вязкости сталей при низких тем-
пературах и по другим причинам.
Разрушаются детали ПТМ сравнительно редко. Это бывает лишь
в тех случаях, когда та или иная деталь рассчитана или сконструи-
рована неправильно. Являясь слабым местом в конструкции ма-
шины, такие детали снижают общую ее надежность.
Основными видами разрушений деталей подъемно-транспортных
машин являются: вязкие, хрупкие, усталостные, хрупко-вязкие
и вязко-хрупкие разрушения.
Вязкие разрушения возникают у деталей из низко- и средне-
углеродистых сталей, не имеющих достаточного запаса прочности
(звенья грузовых и тяговых цепей, валы). Вязкому разрушению
(скручиванию) валов, как правило, предшествуют остаточные плас-
тические деформации кручения.
218
Методы предупреждения вязкого разрушения деталей: кон-
структивные решения, способствующие снижению напряжений;
применение сталей с повышенным пределом прочности; примене-
ние объемной термической обработки со среднетемпературным
отпуском.
Хрупкие разрушения происходят внезапно у деталей из средне-
и высокоуглеродистых сталей при возникновении напряжений,
превышающих предел прочности, а также при уменьшении удар-
ной вязкости в результате воздействия низких температур. Хруп-
ким разрушениям подвержены главным образом валы, зубья зуб-
чатых колес и сами колеса, проволока стальных канатов. Этому
способствуют концентраторы напряжения в деталях и элементах
машин.
Хрупкие разрушения дета-
лей можно предупредить за счет
применения конструктивных ме-
тодов снижения напряжений;
сталей с повышенной вязкостью
и прочностью (никелевых, хро-
моникелевых и др.); объемной
закалки с высокотемпературным
отпуском; хладостойких сталей
для деталей, работающих в ус-
ловиях низких температур воз-
духа.
Усталостные разрушения —
главный вид разрушений. Они
Рис. 157. Схемы образования уста-
, лостных разрушений:
а — от одной трещины при растяжении и
одностороннем изгибе; б — от двух локальных
трещин при кручении и двухстороннем изгибе;
1 — трещины усталости; 2 — оставшиеся сече-
ния
возникают у деталей, воспринимающих циклические нагрузки
(валы, вращающиеся оси барабанов, зубья зубчатых колес). Про-
текают эти разрушения в две стадии, для каждой из которых харак-
терны свои признаки (рис. 157).
На первой, медленно протекающей стадии в результате воздей-
ствия высоких циклических нагрузок в деталях возникают одна
или несколько трещин усталости /, которые затем прогрессивно
развиваются (зона I). Эти трещины зарождаются обычно в местах
концентрации напряжений — грубых рисок, резких переходов. На
второй стадии (зона 2) происходит мгновенное разрушение детали
по сечению усталостных трещин в тот момент, когда напряжения
в оставшемся сечении 2 превышают предел прочности стали. Ха-
рактерным признаком усталостного разрушения является наличие
в изломе блестящих или фарфоровидных зон 1 и более темных зон 2,
на которых видна макроструктура металла.
Усталостные разрушения деталей можно не допустить вообще
или увеличить срок службы детали следующими методами: устра-
нить места концентрации напряжений; упрочнить поверхностный
слой металла детали путем обкатки гладкими роликами или дробе-
струйной обработки; применить стали с высокими значениями ус-
талостной прочности.
219
Хрупко-вязкие разрушения происходят у деталей, подвергнутых
поверхностной закалке. Закаленный наружный слой подвергается
хрупкому разрушению, а внутренние слои — вязкому.
Вязко-хрупкие разрушения характерны для деталей, закален-
ных до ограниченной твердости (валы, зубья зубчатых колес и др.).
§ 3. Изнашивание трущихся пар во времени
Процессы изнашивания деталей машин протекают неравномерно.
Скорость изнашивания на протяжении всего срока службы детали
будет изменяться, что можно рассмотреть на примере: подшипник
скольжения — цапфа (шейка) вала (рис. 158). При t = 0 существует
начальный зазор 5нач, определяемый видом посадки и точностью
сборки (монтажа). В I период происходит взаимная приработка
трущихся поверхностей, поэтому зазор сравнительно быстро увели-
чивается, т. е. наблюдается увеличенная скорость изнашивания.
Этот процесс неизбежен и даже полезен, однако величина конеч-
ного приработочного зазора Snp не должна быть значительной,
чтобы не снизился ресурс работоспособности трущейся пары.
После окончания периода
нормальной работы трущейся
шипнике, появляются удары и
приработки начинается II период
пары, который называют также
периодом работы трущейся пары
с естественным износом. Ско-
рость изнашивания в этот период
минимальна и во многих случаях
является постоянной (прямая
АК). Чем меньше скорость из-
нашивания (чем меньше угол а),
тем дольше будет работать тру-
щаяся пара. Однако, какой бы
малой ни была скорость изнаши-
вания, наступает такой период,
когда зазор увеличивается и мас-
ло не может удержаться в под-
вибрации, т. е. резко ухудшаются
условия работы трущейся пары. Это вызывает прогрессивное уве-
личение скорости изнашивания (участок III). Оно принимает ава-
рийный характер, который может привести к заеданию и поломке
деталей.
При нормальной эксплуатации работа трущейся пары в режиме
III периода не допустима. Точка К перехода кривой изнашивания
из участка А К в участок КМ называется критической.
Вследствие большого числа факторов, влияющих на скорость
изнашивания и начальные зазоры, величины 5нач, 5пред для одно-
типных узлов трения не постоянны, а изменяются в определенных
пределах. Это подтверждается результатами исследований и дан-
ными эксплуатационной практики: при работе нескольких одина-
ковых трущихся пар в практически одинаковых условиях (рис. 159)
220
отмечается рассеивание значений 5нач (кривая распределения Д),
5Пред (кривая Б) и Т (кривая В). Поэтому при определении сроков
службы деталей и предельных износов (зазоров) пользуются
средними значениями (математическим ожиданием) величин 5нач, 5пред
и Т.
§ 4. Влияние надежности машин на затраты
при их эксплуатации
Уровень надежности машины задается и реализуется при проек-
тировании машины, однако он может быть значительно снижен
в результате неправильной эксплуатации. Ухудшение показателей
надежности машины (безотказности, долговечности элементов)
неизбежно вызывает увеличение трудовых и материальных затрат
при ее эксплуатации. Задача персонала, эксплуатирующего ма-
шину,— сохранить и обеспечить заданный уровень ее надежности.
Это возможно только при условии, что обслуживающий персонал
знает основы теории надежности машин. Рассмотрим наиболее важ-
ные положения и показатели надежности машин.
Под надежностью понимается свойство изделия (машины) выпол-
нять заданные функции, сохраняя свои эксплуатационные показа-
тели в течение требуемого промежутка времени. Основными эле-
ментами надежности машин являются: безотказность машины, ее
механизмов и элементов; долговечность элементов; ремонтопригод-
ность машины в целом, а также узлов и механизмов.
Под безотказностью понимается свойство машины сохранять
работоспособность в течение некоторого времени (наработки) без
вынужденных перерывов, определяемых появлением отказов. Со-
гласно определению ГОСТ 13377—67 [27] отказ есть «событие,
заключающееся в нарушении работоспособности».
221
Отказы классифицируются по нескольким признакам. По при-
чинам возникновения отказы подъемно-транспортных машин, рабо-
тающих в закрытых помещениях, делятся на внезапные и износ-
ные. У машин, работающих на открытом воздухе, добавляются от-
казы, определяемые воздействием низких и высоких температур
(температурные) и других климатических факторов.
К внезапным отказам относятся поломки (разрушения) деталей
и элементов несущих металлоконструкций, пробои изоляции обмо-
ток электрических машин, разрегулировка и недержание тормоза.
Износные отказы относятся к постепенным. Они являются резуль-
татом изнашивания элементов или старения полимерных мате*
риалов.
Главными показателями безотказности являются вероятность
безотказной работы и наработка на отказ.
Вероятность безотказной работы технического изделия есть
вероятность того, что в заданном
интервале времени не возникнет
отказ изделия:
Р(/) = Вер{Т1>^} =
д
Рис. 160. Функциональная (а) и струк-
турная (б) схемы грузовой лебедки
мостового крана
где Р{1) — вероятность безотказ-
ной работы в течение времени /;
Тг— время до отказа; t — время,
в течение которого определяется
вероятность безотказной работы.
Значения P(t) находятся в
пределах от 0 (при t = оо) до 1
(при t = 0).
Наработка на отказ есть
среднее значение наработки ма-
шины (изделия) между отказа-
ми. При этом под наработкой
понимаются продолжительность
или- объем работы машины, из-
меряемые в часах, циклах, тон-
нах и других единицах. Нара-
портальных кранов составляет
ботка на отказ, например, для
50-7-170, для плавучих кранов — 140—150 рабочих часов. На ус-
транение отказов каждый раз затрачивается определенное время
(время восстановления /в)«
Показателем надежности машины является также среднее время
ее восстановления tB: чем больше это время, тем ниже, при прочих
равных показателях, надежность машин. По данным А. Е. Суко-
ленова [50] среднее время восстановления для портальных кранов
составляет 3,6—12,8, для плавучих кранов — 13—25 ч.
В надежностном отношении подъемно-транспортные машины
относятся к ремонтируемым изделиям с преимущественно последо-
вательным соединением элементов. Последовательным называется
222
такое соединение элементов в структурных схемах машины или ме-
ханизма, при котором отказ одного (любого) из элементов приводит
к отказу всей машины. Примером механизмов с последовательным
соединением элементов могут служить функциональная (а) и струк-
турная (б) схемы механизма подъема груза мостового крана
(рис. 160). Из структурной схемы видно, что все элементы механизма
имеют последовательное соединение. Считая, что отказы являются
событиями случайными, вероятность безотказной работы Р меха-
низма за время t определяется формулой
Рпос (0 = Рг (/) Р* (0 Ра (t) ... Рп (0, (35)
где Р1(0, Pa(t), ...» Pn(t) — вероятности безотказной работы эле-
ментов механизма в течение времени t, т. е. элементов двигателя,
муфты, тормоза, редуктора, барабана и подшипника; п — число
элементов механизма.
Формулу (35) можно написать в следующем виде:
п
Рпос(6 = ПЛ(0, (35а)
1=1
где РД/)— вероятность безотказной работы z-ro элемента в тече-
ние времени /.
Для случая, когда механизм состоит из равнонадежных эле-
ментов, т. е. когда Рх (/) = Р2 (?) = ...= РЛ (f),
P«oC(t)=Pi(t). (356)
Вероятность безотказной работы элемента Pi(t) есть положи-
тельное число меньше единицы, поэтому вероятность безотказной
работы машины с последовательным соединением равнонадежных
элементов всегда ниже вероятности безотказной работы входящих
в нее элементов.
Пример 1. Пусть механизм состоит из п = 10 равнонадежных последова-
тельно соединенных элементов с вероятностью безотказной работы каждого
Р (/) = 0,99. Тогда вероятность безотказной работы механизма за то же время Z:
Рпос (t) = р* (t) = 0,99*0 =0,9044.
Повышение (выигрыш) и снижение надежности определяют, сравнивая не
вероятности безотказной работы, а вероятности отказа, т. е.
7(0 = I — Р(0; 0(0 = 1-Р(0>
где q (Q и Q (t) — вероятности отказов соответственно элемента и механизма.
Тогда в нашем примере
Q(t) 1-P(t) 1-0,9044 ne
q(t) 1-0,99
Таким образом, вероятность отказа механизма в 9,56 раза
больше вероятности отказа элемента.
Во всех случаях последовательное (нерезервируемое) соедине-
ние элементов приводит к снижению надежности механизма или
машины.
223
Из формул (35, 35 а и 35 б) видно, что вероятность безотказной
работы машины с последовательным соединением элементов тем
выше, чем выше вероятности безотказной работы элементов, чем
меньше число этих элементов и чем проще машина.
Более высокие показатели безотказности имеют устройства
(системы) с параллельным соединением элементов, сборочных еди-
ниц и комплексов. При таком соеди-
нении отказ одного элемента, блока,
сборочной единицы или комплекса
не вызывает немедленного отказа всей
системы. В качестве примера приве-
дены функциональная (рис. 161, а)
и структурная (рис. 161,6) схемы на-
сосной установки масляной системы
сложного аппарата. Здесь напорная
магистраль5автоматическим краном#
может быть соединена с одним из од-
нотипных насосных блоков, каждый
из которых состоит из электродвига-
теля /, муфты 2 и насоса 3. Для смаз-
ки агрегата достаточно производи-
тельности одного насоса (блока), и по-
этому второй, параллельный, блок на-
ходится в состоянии ненагруженного
(«холодного») резерва.
Вероятность безотказной работы
Рпар за время t системы с парал-
лельным соединением блоков, позво-
ляющим осуществлять резервирование
замещением, определяется формулой
/’пар(0 = 1-[1-П^(0Е (36)
Рис. 161. Схемы насосной уста-
новки:
а — функциональная; б — структур-
ная; Л 1а — электродвигатель;|2, 2а —
муфта; 3, За — насос; 4 — автомати-
ческий кран; 5 — напорная магистраль
где т — число параллельных блоков;
п — число последовательно соединен-
ных элементов, входящих в блок.
Для случая равнонадежных элементов формула (36) примет
вид
РпарЮ^-П-Р'ЧОГ. (36а)
В рассматриваемой схеме резервный насосный агрегат включа-
ется полностью. Такие системы относятся к системам общего резер-
вирования.
Из формул (36, 36 а) видно, что вероятность безотказной работы
механизма со значительным числом (2, 3 и более) параллельных
(резервных) блоков выше вероятности безотказной работы состав-
ляющих его элементов. На этом основано создание сложных на-
дежных систем из мало или недостаточно надежных элементов.
224
Пример 2. Пусть в рассматриваемой насосной установке
Р (0 = 0,99; п == 10; т = 2.
Тогда вероятность безотказной работы всей установки (считая вероятность
безотказной работы переключающего крана Рпер = 1) будет равна
Рпар (0 = 1 - [1 - рп (t)]m = j _ ц _ o,99io]2 = 0,991 ;
^пос (0 _ 1 ^пос (0 __ 1 — 0,9044 А
Qnap (0 “ 1 - Рпар (0 ~ 1—0,991 “
Таким образом, вероятность безотказной работы установки
с резервными (параллельными) блоками увеличивается во много
раз по сравнению с вероятностью безотказной работы нерезерви-
рованной установки, а также по сравнению с вероятностью безот-
казной работы входящих в нее элементов.
Параллельное соединение элементов, блоков и комплексов,
т. е. применение систем общего и поэлементного резервирования,
в механизмах осуществляется весьма редко, что объясняется слож-
ностью и дороговизной такого резервирования.
В конструкциях подъемно-транспортных машин в режиме на-
груженного («горячего») резервирования работают параллельные
блоки двух тормозов, установленных на одном валу двигателя
(краны для транспортирования жидкого металла), двухдвигатель-
ный привод барабанов главной лебедки разливочных кранов и неко-
торые другие. Более широко параллельное соединение элементов
и блоков применяется в электрических и электронных системах.
Преобладание последовательного соединения элементов и бло-
ков в конструкциях подъемно-транспортных машин и снижение
в связи с этим вероятности их безотказной работы определяют не-
обходимость особенно тщательного ухода за каждым элементом
и механизмом машины при ее эксплуатации, так как отказ любого
из этих элементов приводит к отказу всей машины.
Долговечность элементов, узла или всей машины есть их
свойство сохранять работоспособность до предельного состояния
с необходимыми перерывами на техническое обслуживание и ре-
монты. Долговечность элемента определяется сроком его службы Т,
Чем больше срок службы элемента, тем больше вероятность его
безотказной работы и тем реже нужно ремонтировать машину.
Кроме того, увеличение сроков службы деталей позволяет эко-
номить металл' и сокращать трудовые затраты на производство
запасных частей.
Повышение надежности машин позволяет уменьшить затраты
на их техническое обслуживание и ремонт. Так, например, затраты
на плановые и неплановые ремонты надежных (хладостойких)
конструкций экскаваторов (ЭКГ-4,6Б и ЭКГ-8И)при их эксплуата-
ции в условиях Севера на 20—30% ниже таких же затрат у экска-
ваторов с более низкими показателями надежности (ЭКГ-4,6
и ЭКГ-8).
8 6-277
225
Однако повышение надежности машин достигается увеличением
затрат при их производстве. Социалистическое общество в равной
степени заинтересовано в сокращении трудовых и материальных
затрат как в сфере производства машин, так и в сфере их эксплуа-
тации. Поэтому надежность машин повышается до оптимального
уровня, отвечающего минимальным суммарным затратам на повы-
шение надежности машин и покрытие дополнительных расходов
в эксплуатации, вызываемых недостаточной надежностью этих
машин.
Глава XV
ОСНОВЫ
ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Характеристика эксплуатационной технологичности
подъемно-транспортных машин
Под эксплуатационной технологичностью машин следует пони-
мать степень их приспособленности к работам, связанным с техни-
ческим обслуживанием в процессе эксплуатации, при минимальных
затратах труда, времени и материалов. Техническое обслуживание
(ТО) машин (смазка, регулировка, очистка и др.) проводится регу-
лярно через определенные, чаще небольшие, промежутки времени
в начале смен и в соответствии с графиками, поэтому суммарные
затраты времени и труда на проведение ТО весьма значительны.
Так, например, у машин с низкой эксплуатационной технологич-
ностью (экскаваторы-краны Э-651 и др.) на ежесменное техни-
ческое обслуживание затрачивается до 70 мин или до 15% общей
продолжительности смены.
С целью улучшения обслуживания в конструкциях машин пре-
дусматриваются смотровые люки, трапы, лестницы, осмотровые
площадки, тележки и т. д. Так, например, в конструкцию мосто-
вого перегружателя завода «Сибтяжмаш» входит осмотровая тележка,
которая предназначена для осмотра узлов и устройств моста.
Эксплуатационная технологичность характеризуется следующими
количественными показателями: коэффициентом удобства обслу-
живания;. удельной себестоимостью и удельной трудоемкостью тех-
нического обслуживания; средним временем технического обслу-
живания /-го вида; вероятностью технического обслуживания
/-го вида за установленное время.
Коэффициент удобства обслуживания характеризует степень
приспособленности конструкции машины к проведению операций
по техническому обслуживанию. Он может быть выражен как отно-
.226
шение времени, затрачиваемого на техническое обслуживание,
к общей продолжительности смены или как отношение трудовых
затрат на техническое обслуживание к суммарным затратам на все
операции, включая вспомогательные, связанные с техническим об-
служиванием.
Удельная трудоемкость технического обслуживания — это от-
ношение средней трудоемкости технического обслуживания к сред-
ней наработке машины за один и тот же период эксплуатации
Т
т _ с₽
1 т- °-у — 07 ’
где Гт. о. у—удельная трудоемкость технического обслуживания;
Тср — средняя трудоемкость технического обслуживания;
QH — наработка машины в единицах работы (тонны пере-
мещенного груза и др.).
Удельная себестоимость технического обслуживания — это от-
ношение средней себестоимости технического обслуживания к сред-
ней наработке машины за один и тот же период эксплуатации
/> __Сер
Ьт. о. у Q ,
где Ст. о. у — удельная себестоимость технического обслуживания;
Сср — средняя себестоимость технического обслуживания;
QH — наработка машины в единицах работы.
Среднее время технического обслуживания /-го вида
00
Тт. о/ = У tr.ojf (tT, oj) dt-no, (37)
о
где /т.о/ — случайное время /-го вида технического обслуживания;
/(Аг. о/)— функция распределения времени технического обслужи-
вания /-го вида.
Среднее время технического обслуживания /-го вида, опреде-
ляемое по статистическим данным,
п
TT,Oj = ~ tT. of, (38)
i==l
где п — количество технических обслуживаний /-го вида за опре-
деленное время.
Вероятность осуществления технического обслуживания /-го
вида за установленное время t3 есть вероятность того, что время,
затраченное на техническое обслуживание /т. о/, будет меньше за-
данного, т. е.
РТ. О/ (^з) = Вер {/т, о/ ^з} “ Р (^Т. О/ ^з)* (39)
Два последних показателя эксплуатационной технологичности
машины являются одновременно показателями ее общей надеж-
227
ности, поэтому более подробно они рассматриваются в теории на-
дежности.
Повысить эксплуатационную технологичность конструкций
машин можно за счет: сокращения числа мест и периодичности
регулировки фрикционных муфт, тормозов и других устройств;
сокращения числа мест и периодичности ручной смазки; широкого
внедрения систем централизованной смазки; сокращения номенкла-
туры запасных частей, заменяемых при ТО; внедрения систем авто-
матического контроля за состоянием элементов машины (нагревом
подшипников и др.); размещения пунктов централизованной и инди-
видуальной смазки в легко доступных местах; оборудования машин
при необходимости ©смотровыми площадками и тележками; созда-
ния .комфортных условий для рабочих, управляющих машинами
(установка кондиционеров, удобные пульты управления и др.).
§ 2. Общие правила технической эксплуатации
подъемно-транспортных машин
Эксплуатационные достоинства подъемно-транспортных машин,
их высокие качественные показатели (производительность, эконо-
мичность, надежность и др.), заложенные в процессе проектирования
и изготовления машины, в полной мере могут быть реализованы
при ее правильной технической эксплуатации.
Эксплуатация машины должна обеспечить ее нормальное функ-
ционирование в течение наибольшего времени при минимальных
трудовых и материальных затратах. Это может быть достигнуто
при условии выполнения общих и специальных правил и требований
технической эксплуатации машин.
К общим правилам и требованиям технической эксплуатации
подъемно-транспортных машин относятся:
создание условий для работы и эксплуатации машины, соот-
ветствующих расчетным; исключение (недопущение) аварийных
ситуаций и аварийных форм изнашивания деталей; обеспечение
безопасных условий труда при работе и обслуживании машины;
содержание машины в исправном состоянии при минимальных
затратах времени на техническое обслуживание и ремонты.
Соблюдать эти правила и требования можно только при условии
строгого выполнения систем технических освидетельствований,
технического обслуживания и планово-предупредительных ремон-
тов машин; организации системы технического надзора за экс-
плуатацией машин: выполнения обслуживающим персоналом всех
общих и специальных правил техники безопасности для данного
вида машин.
К специальным правилам технической эксплуатации ПТМ отно-
сятся: правила безопасной эксплуатации грузоподъемных кранов,
лифтов, пассажирских подвесных дорог и эскалаторов, которые
утверждены Госгортехнадзором и обязательны для всех мини-
стерств и ведомств [31, 32, 33, 35]; правила технической эксплуата-
228
ции перегрузочных машин морских портов [36, 45]; ведомствен-
ные правила и инструкции по технической эксплуатации подъемных
кранов и других машин [10, 38]; правила технической эксплуата-
ции оборудования машин (электроустановок потребителей) [39].
Краны и другие подъемно-транспортные машины, которые
строят и эксплуатируют в соответствии с правилами Госгортехнад-
зора, Регистра СССР и Речного Регистра, перед вводом в постоян-
ную эксплуатацию регистрируют в соответствующих инспекциях
и органах с целью получения разрешения на их работу. Эти же пра-
вила регламентируют и системы технических освидетельствований
машин.
Цель технического освидетельствования — проверить соответ-
вие установки подъемно-транспортных машин правилам Госгор-
технадзора, Регистра СССР и Речного Регистра; проконтролировать
исправное состояние машины, обеспечивающее ее безопасную ра-
боту; установить соответствие правилам обслуживания машин.
Техническая эксплуатация подъемно-транспортных машин, не-
подведомственных инспекциям Госгортехнадзора и Регистре®, про-
изводится в соответствии с правилами технической эксплуатации
[10, 38], разработанными соответствующими ведомствами.
§ 3. Правила технической эксплуатации кранов
' Техническая эксплуатация кранов регламентируется соответ-
ствующими правилами Госгортехнадзора, Регистра СССР и Реч-
ного Регистра, инспекции которых следят за точным выполнением
этих правил.
Виды, очередность и содержание технических освидетельство-
ваний кранов, предусмотренные правилами Госгортехнадзора,
Регистра СССР и Речного Регистра, несколько отличаются друг от
друга, поэтому рассматривать их следует отдельно.
Правила Госгортехнадзора предусматривают следующие виды
технических освидетельствований:
1. Начальное — до пуска крана или устройства в работу (нор-
мальную эксплуатацию).
2. Периодические (частичные) — не реже одного раза в 12 ме-
сяцев.
3. Периодические полные, со следующей периодичностью: все
краны, кроме редкоиспользуемых,— не реже одного раза в три
года; краны редкоиспользуемые (козловые и мостовые краны для
ГЭС и др.) — не реже одного раза в пять лет.
4. Внеочередные, проводимые после установки (монтажа) кра-
на на новом месте, его реконструкции, капитального ремонта,
ремонта металлоконструкций крана с заменой расчетных элементов,
заменой крюка или других узлов и деталей.
Техническое освидетельствование кранов включает их осмотр,
з также статические и динамические испытания. При осмотре
проверяется состояние и работа механизмов, состояние металло-
229
конструкций кранов, грузозахватных органов, тормозов, элементов
несущих металлоконструкций, барабанов, блоков, зубчатых и ходо-
вых колес, подкрановых и подтележечных рельсов и др. При этом
руководствуются следующим положением: износ крюка в зеве
должен быть не более 10% первоначальной высоты, сечения.
а 5 3
Рис. 162. Места осмотра и проверки грузовых крюков
и подвесок:
а — места, подлежащие особо тщательной проверке, наружным
осмотрам с использованием лупы; б, в — места проверки методами
магнитной дефектоскопии
Состояние грузозахватных органов кранов, транспортирующих
расплавленный металл и шлак, проверяется физическими мето-
дами (магнитной дефектоскопией и др.) на отсутствие наружных
и внутренних трещин (рис. 162, а).
Рис. 163. Схема статического испытания мостового крана:
/ — основание; 2 — грузы; 3 — мерные рейки; 4 — струны; 5 — платформа;
6 — контрольный груз
При осмотре металлоконструкций проверяется, нет ли трещин,
остаточных деформаций, ослабления болтов и заклепок, грубых
коррозионных повреждений. Проверяют все механизмы кранов
в состоянии работы, устанавливая, нет ли ненормального шума,
ударов, вибраций. В расчетных режимах должны работать тормоза,
приборы безопасности и приборы управления.
230
ие-
на
Цель статических испытаний — проверить прочность крана
в целом и его отдельных механизмов, а для стреловых кранов —
проверить еще и их грузовую устойчивость. Статические
пытания крана проводятся при нагрузке, превышающей
25% его грузоподъемность. При стати-
ческих испытаниях мостовые краны ус-
танавливают в конце пролета цеха, на
участке, оборудованном контрольным
грузом или контрольным нагрузочным
устройством (рис. 163). Тележку уста-
навливают в положение, при котором
в главных балках моста создается наи-
больший изгибающий момент. Конт-
рольный груз 6 укладывают на платфор-
му 5, которую подвешивают к крюку
испытываемого крана. К балкам крана
в середине пролета на струнах 4 подве-
шивают грузы 2. Против этих грузов на
основания (репера) 1 устанавливают мер-
ные рейки 3. Контрольный груз подни-
мается на высоту /1, равную 100—200 мм,
и находится в этом положении в течение
10 мин. При этом не должно отмечаться
опускание груза (недержание тормоза).
Под действием контрольного груза
металлоконструкции главных балок уп-
руго деформируются. Величину стрелы
прогиба и остаточные деформации балок
устанавливают при помощи рейки 3 и
груза 2. При испытании не должно от-
мечаться остаточных деформаций метал-
локонструкций. После снятия испыта-
тельной нагрузки груз 2 должен возвра-
щаться в исходное положение. В том
случае, если отмечается наличие остаточ-
ной деформации, необходимо выявить
причины, вызвавшие эту деформацию,
и решить вопрос о возможности дальней-
шей эксплуатации крана.
Статические испытания передвижных
стреловых кранов проводят при положении стрелы, отвечающем
наименьшей устойчивости крана. После статических испытаний
проверяется состояние металлоконструкций. В них не должно
возникать трещин, разрыва заклепок и болтов.
При испытаниях кранов большой грузоподъемности (250ч-500 т)
возникает проблема нагружения крана. Во многих случаях она
решается применением специальных нагрузочных приспособлений —
гидродинамометров. Гидродинамометр (рис. 164) состоит из гидро-
Ал
Рис. 164. Гидродинамометр
для статических и динами-
ческих испытаний кранов
большой грузоподъемности:
/ — винтовое приспособление; 2 —
ось; 3 — проушина штока поршня;
4, 5 — установки выключателя;
6 — гидроцилиндр; 7, 9 — трубо-
провод с аппаратурой; 8 — трено-
га; 10 — анкерная тяга
231
цилиндра 6, маслонасосной установки, трубопровода 7, 9 с аппа-
ратурой, оси 2 с винтовым приспособлением /, установки выключа-
теля 4, 5 и треноги 8.
Нижняя крышка цилиндра имеет проушину для присоединения
ее к анкерной тяге 10, Проушина 3 штока поршня при испытании
крана посредством переходных звеньев присоединяется к грузовой
подвеске испытываемого крана.
Гидравлическая схема гидродинамометра показана на рис. 165.
Величина испытатель-
ной нагрузки, создаваемой
гидродинамометром, в каж-
дом конкретном случае рас-
считывается и устанавли-
вается соответствующей на-
стройкой регулирующего
клапана, который опреде-
ляет давление в рабочей
плоскости гидродинамо-
метра.
Давление можно рассчи-
тать по формуле
р __ Хис
г F *
грб
где Оис — испытательная на-
грузка на кран; ГРб—
рабочая площадь пор-
шня.
При статическом испы-
Рис. 165. Гидравлическая схема гидродина-
мометра:
/ — бак; 2 — насос; <?, 4 — сливной и напорный
трубопроводы; 5, 11 — проушины; 6 клапан воздуш-
ный; 7 — манометр; 8 — предохранительный и регули-
рующий клапаны; 9 — вентиль разгрузки; 10 — об-
ратный клапан
тании кранов масло по-
дается ручным насосом.
Предохранительный кла-
пан настраивается на дав-
ление статического испыта-
ния при опущенном штоке
цилиндра. Затем включа-
ется механизм подъема крана, и шток поднимается на 0,3 м. Дав-
ление в системе должно быть равно расчетному для статичес-
кого испытания с отклонением ±5%. После окончания статического
испытания до возвращения штока в нижнее положение необходимо
отрегулировать предохранительный клапан на давление, соответ-
ствующее давлению динамического испытания Ри.д, и возвратить
шток в крайнее нижнее положение. Затем включить механизм подъе-
ма крана и поднять крюком крана шток на полный рабочий ход.
При этом механизм преодолевает нагрузку
Си. Д Ри. Дррб«
232
Для остановки механизма подъема крана в конце рабочего хода
поршня цилиндра при динамическом испытании устанавливают
выключатель 4 (см. рис. 164), который срабатывает при воздействии
шнура — каната длиной, соответствующей рабочему ходу поршня
цилиндра. За один рабочий ход поршня грузовой барабан делает
под испытательной нагрузкой 1ч-1,5 оборота.
Динамические испытания грузовых машин проводятся с целью
проверки работы тормозов и всех механизмов машины. По правилам
Госгортехнадзора груз, применяемый для динамических испытаний,
должен на 10% превышать грузоподъемность крана или грузо-
подъемность устройства. При динамическом испытании крана про-
изводится:
повторный (2—3-разовый) подъем и опускание контрольного
груза; передвижение тележки и крана с контрольным грузом; враще-
ние платформы на угол ± 360° с подвешенным к стреле контрольным
грузом.
У кранов большой грузоподъемности, испытываемых при помощи
динамометров, динамические испытания механизмов передвиже-
ния тележки и крана разрешается не проводить.
Согласно правилам Регистра СССР грузоподъемные устройства
должны подвергаться следующим видам технических освидетель-
ствований: первоначальным — до пуска устройства в работу;
ежегодным; полным — не реже одного раза в четыре года; вне-
очередным, проводимым после аварии грузоподъемного устрой-
ства.
Правила предусматривают испытание кранов пробной нагруз-
кой, величина которой составляет 125% рабочей — для кранов
грузоподъемностью до 20 тс; 100% + 5 т — для кранов грузо-
подъемностью более 50 тс.
Пробная нагрузка должна прикладываться статически.
Грузоподъемное устройство признается выдержавшим испытание,
если оно в течение 5 мин выдерживает пробную нагрузку и при
этом не обнаруживается никаких дефектов в работе.
Кран, выдержавший пробную нагрузку, испытывается грузом,
равным его расчетной грузоподъемности. При этом испытании меха-
низмы подъема, поворота, изменения вылета стрелы и передвижения
должны работать при максимальных скоростях. В процессе данных
испытаний проверяется работа тормозов, концевых выключателей,
ограничителей грузоподъемности и других элементов.
По правилам Речного Регистра грузоподъемные устройства
подвергаются следующим видам технических освидетельствова-
ний:
первоначальным — до пуска устройства в работу;
очередным, проводимым в сроки очередного освидетельство-
вания судна, на котором грузоподъемное устройство установлено;
специальным, проводимым в сроки специального освидетель-
ствования судна, на котором грузоподъемное устройство установ-
лено;
233
внеочередным, проводимым после каждой аварии, сопровожда-
ющейся повреждением основных элементов судна, а также после
аварийного (непланового) ремонта.
Кроме того, технические освидетельствования грузоподъемных
устройств производятся ежегодно перед началом навигации.
Техническое освидетельствование включает полный осмотр грузо-
подъемного устройства и его статические и динамические испытания.
Статические испытания производятся пробной нагрузкой, превы-
шающей на 25% рабочую. Пробный груз поднимается на высоту
150—300 мм от палубы, и грузоподъемное устройство должно
нормально выдержать эту нагрузку в течение 10 мин. Динами-
ческие испытания производятся пробной нагрузкой, превышающей
рабочую на 10%. При этом производится 2—3-кратный подъем
и опускание груза и поворот стрелы крана с борта на борт судна.
Краны, как и другие машины, могут быть допущены к работе
только в совершенно исправном состоянии. К числу недопустимых
неиспр авностей относятся :
наличие трещин в ответственных местах металлоконструк-
ций;
износ крюков, грузовых петель, канатов и цепей, больше допус-
тимых правилами эксплуатации пределов;
неисправность тормозов механизма подъема груза или механизма
изменения вылета стрелы;
неисправность ограничителя грузоподъемности и высоты подъе-
ма груза;
неисправность сигнализации и других приборов и устройств
безопасности.
Запрещается работа на кране крановщиков, не имеющих спе-
циальных аттестатов, работа крана с истекшим сроком технического
освидетельствования или при силе ветра, превышающей допус-
тимую.
При работе крана с грузовым электромагнитом рабочая зона
должна быть ограждена, а вход в нее запрещен. Правилами запре-
щаются следующие приемы работы на кранах:
подтаскивание груза крюком в горизонтальной плоскости (на
земле, по рельсам и т. д.);
подъем (отрыв) груза, засыпанного землей, примерзшего к земле
или находящегося в неустойчивом положении;
выключение (вывод из действия) приборов безопасности (огра-
ничителей грузоподъемности, высоты подъема груза) и тормозов.
§ 4. Правила технической эксплуатации лифтов
и подъемников
Устройство и техническая эксплуатация основной части кон-
струкций лифтов регламентируются соответствующими правилами
Госгортехнадзора [32]. Все пассажирские, грузопассажирские,
больничные, грузовые лифты и строительные подъемники подле-
234
жат регистрации в инспекции Госгортехнадзора и подвергаются
полным и частичным техническим освидетельствованиям.
Полные технические освидетельствования проводятся: после
установки лифта; периодически, не реже чем через каждые 12мес.;
после реконструкции лифта.
Частичные технические освидетельствования лифтов проводятся
при замене канатов, электродвигателей и ловителей, при капи-
тальном ремонте лебедки и тормоза.
В объем технического освидетельствования лифтов входят ос-
мотр, статические и динамические испытания. При осмотре лифта
устанавливается его состояние и проверяется работа всех механиз-
мов, устройств, электрооборудования, систем управления, двер-
ных замков и контактов, концевых выключателей, состояние ка-
бины, канатов, направляющих устройств, ограждений и др.
Цель статических испытаний лифтов — проверить прочность
несущих конструкций и деталей механизмов, действие тормоза.
Статические испытания проводятся при нижнем положении кабины
в течение 10 мин нагрузкой, превышающей номинальную: на
50% — для грузовых малых лифтов и грузовых лифтов без провод-
ников с лебедкой барабанного типа; 100% — для лифтов других
типов.
Цель динамических испытаний — проверить действия механиз-
мов, тормоза, ловителей и буферов. Они проводятся нагрузкой,
равной или превышающей на 10% номинальную грузоподъем-
ность лифта.
Лифты и подъемники допускаются к работе только по назначе-
нию и с нагрузками в пределах их номинальной грузоподъемности.
Эксплуатация лифтов и подъемников после истечения срока их
очередного технического освидетельствования запрещается.
§ 5. Правила технической эксплуатации подвесных
канатных дорог
Подвесные канатные дороги делятся на грузовые (ГПКД) и пас-
сажирские (ППКД). Требования к их технической эксплуатации
различны. Так, техническая эксплуатация пассажирских подвес-
ных канатных дорог с маятниковым движением и одноканатных
дорог с кольцевым движением должна отвечать требованиям правил
Госгортехнадзора [33]. Техническая эксплуатация ГПКД и других
видов ППКД, неподведомственных инспекции Госгортехнадзора,
также должна производиться с соблюдением основных условий,
обеспечивающих нормальную работу механизмов и устройств
ПКД и безопасность их эксплуатации (регулярный осмотр, регули-
ровка, смазка). Большое число ГПКД работает на открытых гор-
ных разработках и здесь их эксплуатация должна отвечать соответ-
ствующим правилам [38], которыми предусматриваются начальные
и периодические (через 12 мес.) технические освидетельствования,
включающие осмотр, статические и динамические испытания.
235
Пассажирские подвесные канатные дороги, подведомственные
инспекции Госгортехнадзора, подлежат регистрации в инспек-
ции, которая дает разрешение на пуск дороги.
ППКД подвергаются следующим видам технических освиде-
тельствований, включающих осмотр, статические и динамические
испытания: начальным — перед началом эксплуатации; периодиче-
ским — проводимым не реже одного раза в год; внеочередным —
проводимым после аварии.
При осмотре проверяется состояние и работа механизмов, элек-
трооборудования, приборов безопасности тормозов, канатов, состоя-
ние металлоконструкций, фундаментов и оснований, заземлений
и соответствие массы противовеса паспортным данным.
Вагоны двухканатн^х ППКД с маятниковым движением испыты-
ваются статической нагрузкой, равной 200% расчетной, в течение
30 мин и динамической, равной 125% расчетной.
Испытания производятся при работающей дороге сначала после-
довательным, а затем одновременным включением рабочего и ава-
рийного тормозов.
Кабины одноканатных кольцевых дорог испытываются только
статической нагрузкой, равной 200% номинальной грузоподъем-
ности, продолжительность испытания 15 мин.
Ловители вагонов ППКД с маятниковым движением испытыва-
ются один раз в 6 мес. Цель испытания — проверка работы меха-
низма ловителя, который считается исправным, если срабатывает
при натяжении тягового или хвостового каната, равном от 1/10
до 1/4 массы натяжного груза.
На эксплуатируемых ППКД на видном месте должны быть вы-
вешены правила перевозки пассажиров.
При сильном ветре возможно появление дополнительных нагру-
зок на элементы ППКД, поэтому их работа допускается при ветре
не более 15 м/с — для ППКД с маятниковым движением и не более
10 м/с — для ППКД с кольцевым.
Правилами Госгортехнадзора предусматривается браковка на-
ходящихся в работе стальных канатов в случае разрыва и износа
проволок. Нормы браковки аналогичны нормам для стальных ка-
натов грузоподъемных машин. Канаты спиральной закрытой кон-
струкции выбраковываются при наличии разрывов у одной шестой
части проволок верхнего слоя на длине 2 м; при разрыве двух или
более проволок верхнего слоя, если эти разрывы расположены
в непосредственной близости друг от друга; при деформации попе-
речного сечения каната.
§ 6. Правила технической эксплуатации
эскалаторов
Требования к устройству, изготовлению и эксплуатации эска-
латоров определяются специальными правилами Госгортехнад-
зора [351. Смонтированный эскалатор, а также эскалатор, прошед-
236
ший капитальный ремонт, принимаются в эксплуатацию специаль-
ной комиссией. Разрешение на эксплуатацию эскалатора выдается
только при положительных результатах его осмотра. При опробы-
вании он должен безотказно и непрерывно проработать в течение
48 ч (из них 24 ч — в одном и 24 ч — в другом направлении дви-
жения).
Периодичность технического обслуживания и плановых ремон-
тов эскалаторов устанавливается техническими условиями на их
эксплуатацию. Нормами Госгортехнадзора предусмотрено испы-
тание ступеней, тяговых и приводных цепей через каждые 150 тыс.
км пробега, а также после капитального ремонта эскалатора. Фак-
тический запас прочности тяговых цепей должен быть не менее
семикратного, а ступеней — не менее пятикратного. Цепи и сту-
пени испытывают на специальных стендах.
§ 1. Правила технической эксплуатации
конвейеров
Уровень требований к технической эксплуатации конвейеров
также очень высок, хотя правила Госгортехнадзора распространя-
ются только на конвейеры, эксплуатируемые в горной промыш-
ленности [38], а на конвейеры, эксплуатируемые в стро-
ительстве, распространяются правила, утвержденные Госстроем
СССР [13].
Ленточные конвейеры, под которыми могут находиться люди,
должны иметь борта и другие устройства, предохраняющие грузы
от падения.
При работе сложных конвейерных линий, состоящих из не-
скольких ленточных конвейеров, должны быть предусмотрены авто-
матические блокирующие устройства для отключения всей линии
при остановке одного из конвейеров.
Не разрешается работа на заштыбованных конвейерах, а также
транспортирование на подвесных и тележечных конвейерах штуч-
ных грузов, масса которых превышает расчетные величины. При
расположении конвейеров в крытых галереях должны быть обес-
печены свободные проходы для людей. Ширина прохода должна
быть не меньше 0,7 м между стеной и конвейером и не меньше 1 м —
между двумя конвейерами.
Ленточные конвейеры с гладкими лентами должны иметь углы
наклона при подъеме материала не более 18°, а при спуске —
15—17°.
Питатели ленточных конвейеров должны устанавливаться таким
образом, чтобы высота падения транспортируемых материалов не
превышала 1000 мм для сыпучих и других материалов кускова-
тостью до 500 мм; для скальных пород высота падения не должна
превышать 500 мм.
После пуска ленточного конвейера в работу лента в течение
2—3 мин не должна загружаться. За это время проверяется пра-
237
вильность работы конвейера и происходит процесс равномерного
натяжения ленты. При длительных остановках конвейера необхо-
димо разгрузить ленту от груза и ослабить ее натяжение.
§ 8. Специальные правила технической эксплуатации
подъемно-транспортных машин, работающих
на открытом воздухе
Значительная часть кранов (козловые, портальные, башенные,
мостовые перегружатели и др.), конвейеров (ленточные, скребковые
и др.), подъемников и все подвесные канатные дороги эксплуа-
тируются на открытом воздухе, подвергаясь воздействию климати-
ческих факторов: низких и высоких температур воздуха, ветра,
осадков, солнечной радиации. Указанные факторы вызывают вредные
процессы в машинах, неблагоприятно воздействуют на конструк-
ционные и эксплуатационные материалы машин. Это учитывается
при изготовлении ПТМ и использовании машин.
При эксплуатации ПТМ и в первую очередь кранов, работаю-
щих на открытом воздухе, должны выполняться следующие пра-
вила и требования.
1. Запрещается работа кранов при температурах воздуха ниже
указанных в паспорте крана.
2. Запрещается работа кранов при скорости ветра более 20 м/с
в соответствии с ГОСТ 1451—65. Следует избегать передвижения
мостовых перегружателей при ветре более 15 м/с («крепком» по
шкале Бофорта).
3. Механизмы машин должны быть надежно укрыты от воздей-
ствия атмосферных осадков. Поэтому при эксплуатации необхо-
димо следить за исправным состоянием кузовов, кабин, кожухов.
4. Подкрановые и подтележечные пути, а также троллеи необ-
ходимо очищать от снега и льда.
5. Сорта смазочных материалов и технических жидкостей необ-
ходимо применять в соответствии с временами года.
6. В смазочные системы машин не должны попадать снег,
капли воды, с этой целью необходима тщательная проверка герме-
тичности корпусов редукторов (плотность прилегания крышек
люков).
7. Применение неосушенного воздуха в пневматических устрой-
ствах козловых и других кранов (захватной балки, грейфера)
приводит к замерзанию конденсата в пневмоаппаратуре. Сушка
сжатого воздуха до степени, исключающей выпадание влаги в рабо-
чем диапазоне, резко повышает надежность работы пневматических
систем при низких температурах.
Замерзание конденсата рекомендуется предотвращать введением
в сжатый воздух низкозамерзающих жидкостей (спиртовых смесей),
а также за счет установки осушителей (адсорберов) сжатого воз-
духа и более частого слива конденсата из отстойников.
238
Глава XVI
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И НАДЗОР ЗА СОСТОЯНИЕМ
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Системы технического обслуживания и надзора
Под системой технического обслуживания (ТО) машин понима-
ется совокупность технических и организационных мероприятий,
направленных на поддержание в исправном состоянии машин в пе-
риод между плановыми ремонтами. Цель технического обслужива-
ния — создание расчетных условий для работы машин путем регули-
ровки, очистки и смазки механизмов. Цель технического надзора —
предупреждение внезапных отказов деталей, узлов, механизмов
и аппаратов путем своевременного устранения причин, которые
могут вызвать эти отказы, и проверка соблюдения правил техни-
ческой эксплуатации данного вида машин, механизмов и устройств.
Система ТО входит в единую систему планово-предупредитель-
ных ремонтов (ППР) и рациональной эксплуатации машин. В не-
которых системах ППР [30, 50, 51] техническое обслуживание назы-
вают «профилактическим», «плановым» или просто «обслуживанием»,
однако ГОСТ 18322—73 «Система технического обслуживания
и ремонта техники» [46] предусматривает единое название — техни-
ческое обслуживание (ТО).
Основные операции ТО:
1) очистка механизмов от пыли и грязи;
2) осмотр состояния деталей механизмов и элементов металло-
конструкций;
3) смазка узлов трения системы густой смазки машин;
4) спуск отработанного масла, заливка или доливка свежего
в системы жидкой смазки;
5) регулировка тормозов, фрикционных муфт, тяг ручного
управления, разъемных подшипников и других узлов и деталей;
6) затяжка болтов;
7) замена легкодоступных изношенных деталей (канатов, вту-
лок, тормозных накладок, щеток коллекторов электрических ма-
шин и др.);
8) выполнение небольших по объему ремонтных работ: заварка
трещин, наплавка изношенных легкодоступных мест, зачистка за-
диров;
9) проверка работы и регулировка систем управления и уст-
ройств безопасности.
Все операции и работы, выполняемые в процессе технического
обслуживания, можно разделить на два вида: обязательные пункты
(1—6 и 9) и работы по потребности (пункты 7 и 8).
Замена масел проводится в соответствии с указаниями паспорта
или карты смазки машины, а замена деталей и мелкий ремонт
239
по мере необходимости. Таким образом, перечень работ, проводи-
мых при очередных ТО на одной машине в течение одного ремонт-
ного цикла, не одинаков, хотя средняя (нормативная) трудоем-
кость ТО остается практически постоянной величиной.
Для более строгой регламентации работ по техническому обслу-
живанию, выполняемых через определенное время, иногда преду-
сматривают два вида ТО. Например, система Министерства реч-
ного флота предусматривает плановое обслуживание кранов двух
видов: ПО-1 и ПО-2 соответственно с периодичностью 250 и 500 ч
при среднем режиме работы. При работе кранов в других режимах
вводятся поправочные коэффициенты.
Число и периодичность проведения ТО между двумя плановыми
ремонтами определяются структурой ремонтного цикла. Для
ПТМ между плановыми ремонтами обычно проводится 4—7 раз
техническое обслуживание. Трудоемкость его составляет от 150
до 350 чел/ч.
В соответствии с принятыми в системе ППР единицами измерения
периодичность ТО может выражаться в часах работы машины и в
единицах выполнения работы. Для кранов такой единицей явля-
ется тонна переваленного груза.
Техническое обслуживание и надзор за состоянием любой
подъемно-транспортной машины сводятся к техническому обслу-
живанию и надзору за состонием отдельных деталей, устройств,
механизмов и аппаратов машины. Поэтому прежде всего необхо-
димо рассмотреть требования и правила технического обслуживания
и надзора за состоянием типовых деталей и механизмов подъемно-
транспортных машин.
§ 2. Техническое обслуживание и надзор
за состоянием типовых деталей, узлов и механизмов
подъемно-транспортных машин
Стальные проволочные канаты
В процессе работы стальных канатов происходит разрыв и изна-
шивание их проволочек, в результате чего несущая способность
канатов уменьшается. С целью предупреждения внезапного раз-
рушения всего каната необходим регулярный надзор за его со-
стоянием и своевременная замена (выбраковка). Состояние сталь-
ных проволочных канатов проверяется не реже одного раза в 7—
10 дней, а те места, которые изнашиваются в наибольшей мере,
осматриваются в начале каждой смены. Стальные канаты должны
смазьтваться специальной канатной смазкой марки ПК или № 39
не реже одного раза в 10 дней, а канаты металлургических кранов,
испытывающие тепловое излучение,— не реже одного раза в 5 дней.
Стальные проволочные канаты согласно правилам Госгортех-
надзора выбраковываются при наличии в них предельного числа
обрывов проволок на одном шаге свивки. Число обрывов зависит
от вида подъемно-транспортной машины, конструкции каната,
240
вида свивки и первоначального запаса прочности каната. В прави-
лах Госгортехнадзора [31, 32, 33] предусмотрены отдельные нормы
браковки канатов.кранов, лифтов и ППКД (табл. 18). Нормы бра-
ковки стальных канатов лифтов и ППКД значительно отличаются
от данных, приведенных в табл. 18.
Износ или коррозия проволок каната уменьшают его прочность,
поэтому при их наличии число обрывов проволок на шаге свивки,
приведенное в табл. 18, уменьшается в зависимости от величины
износа проволок (табл. 19).
Таблица 19. Нормы браковки
Таблица 18. Нормы браковки каната в зависимости от износа
крановых канатов крестовой свивки или коррозии проволок
Первона- чальный коэффициент запаса проч- Предельное число обрывов на длине одного шага свивки каната Уменьшение диа- метра проволок в результате из- Предельное число обрывов проволок на шаге свивки, выра- женное в процентах
носа или корро- зии, %
ности при установлен- Конструкция канатов от норм, указанных в табл. 18
ном прави-
лами отно- шении D : d 6 х 19 6 х 37 6 х 61 18 X 19 10 85
До 6 12 22 36 36 15 20 75 70
От 6 до 7 14 26 38 38 25 60
Свыше 7 16 30 40 40 30 и выше 50
Грузовые и тяговые цепи
Грузовые цепи осматривают в начале каждой смены, а их состоя-
ние проверяют раз в месяц, при этом измеряют износ звеньев,
который не должен превышать 15% начального диаметра. Звенья
со следами остаточных деформаций, зарождающихся трещин и дру-
гих дефектов должны быть заменены, а если число дефектных звеньев
превышает 5%, выбраковывается вся цепь.
Шарниры тяговых цепей подвесных, тележечных и других
цепных конвейеров необходимо регулярно, не реже одного раза
в 15 дней, смазывать смазками согласно паспорту, учитывающему
место эксплуатации конвейера и влияние окружающей среды.
Увеличение диаметров отверстий звеньев в результате изнаши-
вания не должно превышать 15—20% начальной величины диа-
метра. Износ валиков цепей допустим не более 15% начального
диаметра.
Грузовые крюки и грузовые подвески
При эксплуатации кранов грузовые крюки находятся под особым
надзором: их состояние должно проверяться в начале каждой
смены.
Кованые крюки подлежат замене, если обнаружены:
износ крюка в опасных сечениях (в месте контакта со стро-
пами) на величину, превышающую 10—12% начальной высоты
тела крюка в сечении;
241
трещины, надрывы и волосовины на поверхности крюка и у
галтелей;
остаточные деформации изгиба тела крюка и остаточные дефор-
мации резьбы.
Детали грузовых подвесок кранов, транспортирующих рас-
плавленный металл, через каждые 6 мес., а у остальных кранов —
через 12 мес. проверяют на отсутствие трещин методами магнитной
или другой дефектоскопии во время плановых ремонтов и техни-
ческого освидетельствования.
Пластинчатые двурогие и однорогие крюки выбраковываются
при наличии в пластинках трещин и ослабших заклепок. Пре-
дохранительные накладки заменяются новыми в том случае, если
их износ превышает 50% толщины.
Подшипники
Техническое обслуживание подшипниковых узлов состоит прежде
всего из регулярной смазки и надзора за исправной работой под-
шипников. Признаками ненормальной работы подшипников явля-
ются:
нагрев корпуса подшипника до температуры, превышающей
70° С, что проверяется с помощью термоскопических красок, при-
боров или на ощупь рукой (рука человека выдерживает нагрев
до 70° С);
вибрация и ненормальный шум в подшипниках.
Нагрев подшипников может быть вызван прекращением поступ-
ления смазки, загрязнением смазки, вибрацией вала и подшипника,
заеданием подшипников скольжения, появлением аварийных форм
изнашивания (выкрашивания) опорных дорожек на кольцах под-
шипников качения и другими причинами. Обнаруженные неисправ-
ности должны быть немедленно устранены, а подшипники качения
с выкрашиванием опорных дорожек — заменены.
Подшипниковые узлы смазывают в соответствии с паспортом
(картой) смазки.
Муфты
Соединительные муфты типа МЗП могут работать только при
наличии смазки. С этой целью в муфты заливается жидкое минераль-
ное масло, и в процессе эксплуатации необходимо следить за тем,
чтобы оно всегда было в муфтах. В то же время масло не должно
вытекать из муфт. Это совершенно недопустимо и опасно у муфт,
выполненных заодно с тормозным шкивом: при попадании масла
на трущиеся поверхности тормоза в 3-5-5 раз уменьшается коэффи-
циент трения, и тормоз оказывается не способным развивать необ-
ходимый тормозной момент. В результате создается очень опасная
аварийная ситуация. Поэтому всякие утечки масла из комбиниро-
ванных муфт должны немедленно устраняться.
242
У кулачковых муфт изнашиваются рабочие поверхности кулач-
ков. При ТО эти поверхности зачищают напильниками или, при
значительных износах, наплавляют, а затем обрабатывают.
У фрикционных муфт изнашиваются поверхности скольжения
и фрикционные накладки. При износе накладок, превышающем
50% их начальной толщины, они подлежат замене. Рабочие по-
верхности дисков со следами износа зачищаются или шлифуются.
Фрикционные муфты ПТМ обычно рассчитываются на работу
при сухом трении. Попадание на трущиеся поверхности муфты
смазки резко уменьшает коэффициент трения, поэтому необходимо
следить за тем, чтобы масло не попадало в фрикционные муфты,
а при ТО и плановых ремонтах промывать детали муфт в бензине
или дихлорэтане.
Зубчатые передачи
Техническое обслуживание закрытых зубчатых передач состоит
из регулярного, согласно паспорту смазки, пополнения масла
и надзора за состоянием зубьев и их рабочих поверхностей. Не раз-
решается работа механизма при наличии хотя бы одного зуба, сло-
манного на половину длины. Изношенные зубчатые колеса выбра-
ковывают во время проведения плановых ремонтов.
Ненормальные условия работы зубчатых передач возникают
вследствие износа зубьев колес и подшипников валов, на которых
насажены колеса. В последнем случае возникает перекос и торце-
вое биение колес, резко увеличиваются местные контактные и из-
гибные напряжения в зубьях. О ненормальностях в работе зубча-
тых передач судят по вибрации, перегреву масла и шуму передачи
(см. табл. 11).
Для ревизии состояния зубьев вскрывают люки редукторов
и вращают зубчатые колеса вручную или от двигателя при самых
малых оборотах. Внутренняя поверхность редукторов во время
ревизии освещается лампами низкого (12 в) напряжения.
При техническом обслуживании открытых зубчатых передач
снимают предохранительные кожухи, осматривают состояние зубьев,
очищают их и смазывают передачу. Открытые зубчатые передачи
ПТМ обрабатывают консистентными смазками,'содержащими гра-
фит. Они наносятся деревянной лопаточкой или при помощи спе-
циальных форсунок.
Тормоза
Тормоза кранов осматривают в начале каждой смены, особое
внимание обращая при этом на трещины в тормозных шкивах, пру-
жинах и рычагах. Величина износа тормозных накладок в средней
части не должна превышать 50% от начальной толщины, а наиболь-
шая — 65%.
Тормозные накладки должны прилегать к тормозному шкиву на
площади, составляющей не менее 80% расчетной.
243
На тормозных шкивах не допускается наличие задиров умест-
ных выработок, превышающих 2—3 мм. Их необходимо зачистить
напильником, предварительно установив и устранив причину
появления.
При плановом техническом обслуживании, но не реже одного
раза в месяц, регулируют тормоза, устраняют люфты и утечки
масла из муфты и гидроцилиндра толкателя. Тормозные колодки
или ленты должны отходить от шкива на одинаковое расстояние
по всей дуге торможения. У кранов, работающих на открытом
воздухе, цилиндры гидротолкателей необходимо заправлять все-
сезонным маслом марки ВМГ-3; жидкостями для гидротормозов
ГТХ-22, ГТИ.
Ходовые колеса, подкрановые и подтележечные рельсы
Во время периодического планового обслуживания крана ос-
мотром и простукиванием проверяется состояние ходовых колес
крана и тележки. Таким образом проверяется плотность посадки
бандажа на колесо: наличие дребезжащего звука при ударе молот-
ком свидетельствует о наличии трещины или о слабой посадке.
Проверяются характер и величина износа колес по кругу катания
и ребордам. При наличии местных отколов и выкрашиваний колесо
необходимо заменить. Равномерный износ колеса по кругу катания
не должен быть более 15—20% начальной толщины обода. При
износе реборд, превышающем 50—60% их начальной толщины,
колесо подлежит замене.
При ТО подкрановых и подтележечных путей следует руковод-
ствоваться допустимыми отклонениями их геометрических пара-
метров, приведенными в табл. 12.
Электродвигатели
Технический надзор за электрическими двигателями состоит из
регулярной ежесменной проверки состояния изоляции обмоток,
щеточных аппаратов и подшипниковых узлов.
Подшипниковые узлы современных электродвигателей, приме-
няемых на ПТМ, в большинстве случаев смазываются консистент-
ной закладной смазкой, заменяемой через 8—10 мес. (при текущих
ремонтах электродвигателя). Если при работе двигателя обнару-
живается перегрев (свыше 60° С) подшипника, устанавливается
и устраняется причина перегрева.
Пыль, оседающая на корпусе и особенно на обмотках электро-
двигателей, сильно снижает теплоотдачу двигателя и обмоток, что
уменьшает сроки службы изоляции. Поэтому при еженедельных
и плановых ТО двигатель и его обмотки продувают сжатым воз-
духом.
У двигателей, работающих на открытом воздухе, в осенне-
зимний период вследствие высокой влажности воздуха, снижается
244
прочность электрической изоляции обмоток. В этих случаях необ-
ходимо регулярно измерять сопротивление изоляции обмоток, ко-
торое должно быть не менее 3 Мом в холодном состоянии и не менее
0,5 Мом — в нагретом.
У асинхронных двигателей с фазовым ротором прй ТО зачи-
щают контактные кольца, заменяют износившиеся щетки и ремон-
тируют щеточные аппараты. У двигателей постоянного тока
заменяют износившиеся щетки коллектора, углубляют («продора-
живают») изоляцию между пластинами коллектора, производят
пайку ослабших контактов между пластинами коллектора и прово-
дами обмоток и др.
Повреждение изоляции лобовых частей обмоток двигателей
всех типов устраняется путем нанесения изоляционных лаков или.
изоляции оголенных проводников изоляционными лентами.
Электрическая аппаратура
Технический надзор за исправным состоянием электрической
аппаратуры осуществляется во время ежесменных и периодиче-
ских осмотров и ревизий. Главными операциями при техническом
обслуживании электрической аппаратуры подъемно-транспортных
машин являются:
обдувка аппаратуры сжатым воздухом с целью удаления осев-
шей пыли;
зачистка подгоревших контактов в кулачковых контроллерах^
контакторах, реле, командоконтроллерах;
регулировка силы нажатия контактов при помощи регулиро-
вочных винтов;
проверка состояния пускорегулирующих сопротивлений, за-
мена негодных элементов;
замена негодных катушек в реле, тормозах;
пайка, облуживание и затяжка ненадежных и поврежденных
мест соединения проводников;
проверка заземления электрического оборудования машины.
Металлические конструкции
В результате длительной эксплуатации в металлоконструк-
циях ПТМ могут возникать трещины, остаточные деформации
элементов, ослабление заклепочных и болтовых соединений. Под
действием влаги, высоких температур, кислорода воздуха, газов
и солнечной радиации слой краски, покрывающий металлокон-
струкции, разрушается или теряет свои защитные свойства —
возникает процесс коррозионного разрушения металла.
При ТО тщательно проверяют состояние металлоконструкций.
Все обнаруженные трещины разделывают и заваривают, ослабшие
заклепки заменяют новыми, ослабшие болты затягивают. Погну-
тые элементы металлоконструкций правят без подогрева (при
245
толщине металла 4—6 мм) или с подогревом (при толщине свыше
6 мм).
Очаги коррозии металла зачищают до металлического блеска
и покрывают масляной краской.
При большом объеме работ по ремонту металлоконструкций
их выполняют во время очередного планового ремонта.
§ 3. Техническое обслуживание и надзор за состоянием
специальных устройств и механизмов кранов
Грузовые электромагниты
Состояние грузовых электромагнитов проверяют в начале каж-
дой смены, особое внимание обращая на исправность грузовых
цепей и электрического кабеля. Поскольку кабель не должен
воспринимать растягивающих усилий от веса магнита и груза, не-
обходимо регулярно проверять состояние кабельного барабана
и системы его привода.
Не реже одного раза в два месяца проверяется также состояние
изоляции обмоток катушек электромагнитов и мест соединения
проводников. Места обмоток с поврежденной изоляцией покры-
вают теплостойкими изоляционными лентами, лаками.
Грейферы
Грейферы работают в очень тяжелых условиях и являются наи-
более быстро изнашиваемыми грузозахватными устройствами. Срок
службы грейферов может быть значительно увеличен при правиль-
ной их эксплуатации, качественном техническом обслуживании.
Необходимо, чтобы вес грейфера соответствовал роду зачер-
пываемого материала. Слишком малый вес грейфера приводит
к его недостаточному наполнению, снижению производительности
крана, усиленному износу деталей и грейферных канатов, к полом-
кам элементов. Излишне большой вес грейфера может вызвать пере-
грузку грейфера и крана вследствие зачерпывания и подъема
слишком большого количества материала.
У грейферов наиболее быстро изнашиваются зубья и режущие
кромки челюстей, проушины шарниров, блоки и оси полиспаста
замыкания челюстей, в результате длительной работы появляются
вмятины в стенках грейфера, изгибы или поломки тяг и другие
неисправности. Зубья грейфера при износа, превышающем 35%
начальной длины зуба, подлежат замене, если же износ находится
в пределах 0,5ч-0,35% начальной длины, зубья восстанавливают
наплавкой специальными наплавочными электродами типа КБХ,
ХР-19, Т-540, Т-500. Металл, наплавленный этими электродами,
обладает высокой износостойкостью.
Допустимый износ осей, шарниров и болтов не должен превы-
шать 10—12% начальной величины диаметра.
.246
Канаты грейферов смазывают специальной канатной смазкой
ИК, а втулки блоков — смазкой УТВ или УТС. В условиях особа
сильного загрязнения возможно применение смазки УСс-А, содер-
жащей графит.
Клещи колодцевых кранов и кранов для раздевания слитков
Состояние клещей проверяют в начале каждой смены, особое-
внимание обращая на наличие в клещевинах трещин. При износе
кернов клещей на величину, превышающую 0,30% начальной вы-
соты конусной части, их заменяют или наплавляют электродами
типа Т-216, КБХ-45, ЭТН-45 и др. с последующей обработкой-
наждачным кругом с гибким валом.
Износ осей шарниров не должен превышать 10% начального-
диаметра, а роликов — 15% по диаметру. При большем износе
эти детали подлежат замене. Местный износ поверхностей (дорожек)
катания роликов в клещевинах наплавляют с последующей зачист-
кой наждачным кругом.
Кантователи ковочных кранов
Состояние кантователя проверяют в начале каждой смены и пе-
риодически во время плановых ТО ковочного крана. У кантова-
телей ковочных кранов быстрее всего изнашиваются пластинчатые
цепи, их звездочки, пружины и зубчатые передачи.
Многорядные пластинчатые цепи смазывают графитной смазкой
или твердыми смазками. При износе проушин звеньев и валиков-
цепей, превышающем 15% начального диаметра, они подлежат
замене. Закрытые зубчатые передачи кантователей смазывают
жидкими маслами с повышенной вязкостью (индустриальное
ИС-45, трансмиссионное Л и др.). Открытые передачи смазывают
консистентной смазкой УСс-А или твердыми смазками типа дисуль-
фид молибдена.
При износе элементов грузовой петли кантователя, превышаю-
щем 10% начального размера, петлю заменяют. Замене подлежат
также пружины при наличии в них трещин.
Противоугонные устройства кранов
Угон ветром козловых, портальных и башенных кранов, мосто-
вых перегружателей вызывает, как правило, крупные аварии.
Основная причина этих аварий — неисправное состояние противо-
угонных устройств и, в частности, предельный механический износ
и коррозия насечки прижимных планок (губок) клещей. Так, при
уменьшении толщины губок уменьшается усилие нажатия клещей
на рельсы, а при износе насечки губок — коэффициент трения
губок о рельсы. В обоих случаях снижается стопорное усилие,
кран теряет устойчивость и может быть сдвинут с места ветром
большой силы. Поэтому необходимо тщательно следить за исправ-
ным состоянием всего противоугонного устройства и, в частности,.
247
прижимных планок клещей. Зазор между планкой и рельсом при
поднятом клине должен находиться в пределах 10—12 мм. При
ходе клина, ограниченном конечными выключателями, усилие
нажатия клещей может уменьшиться, а зазор между планкой
и рельсом — увеличиться в результате износа роликов клещей,
втулок, осей и других деталей. В этом случае требуемая величина
зазора может быть обеспечена за счёт стальных прокладок между
планкой и рычагом (клещевиной). С этой целью периодически,
но не реже одного раза в месяц, необходимо проверять и регули-
ровать систему автоматического включения противоугонных уст-
ройств, а их состояние проверять в начале каждой смены. Планки
с износившейся на 30% насечкой необходимо заменить новыми.
Ролики и оси, износ которых превышает 15% их начальных разме-
ров (диаметров), подлежат замене или ремонту.
Ограничители перекосу мостовых перегружателей
Состояние ограничителя перекоса проверяют в начале каждой
смены. Периодически, но не реже одного раза в два месяца, должна
производиться регулировка ограничителя, особенно механизма
включения контактов световых сигналов. Все люфты или заеда-
ния в механизме ограничителя должны быть устранены.
Канаты ограничителя перекоса гибкой опоры перегружателя
необходимо регулярно смазывать специальной канатной смазкой
ПК, а блоки — влагостойкой смазкой УТВ. Тяги ограничителя
перекоса, устанавливаемые на жесткой опоре, должны свободно
перемещаться в своих направляющих. Их также нужно смазывать
консистентной смазкой типа УТВ. При плановом ТО проверяют
работу ограничителя на включение желтого светофора, сигнализи-
рующего о перекосе перегружателя на 300 мм.
§ 4. Организация технического обслуживания
основных видов ПТМ и надзора за ними
Организация технического обслуживания подъемно-транспорт-
ных машин зависит от их вида, области применения и места уста-
новки.
Краны и конвейеры
Техническое обслуживание кранов и конвейеров и надзор за
ними при эксплуатации в машиностроительной промышленности
входит в функции отделов главного механика завода и механиков
цехов. С этой целью в цехах назначаются лица, ответственные
за техническую эксплуатацию машин. В их распоряжении име-
ются бригады дежурных слесарей, электриков и ремонтные или
ремонтно-наладочные бригады.
Техническое обслуживание кранов и конвейеров производится
в соответствии с системой ТО, принятой в «Единой системе пла-
ново-предупредительного ремонта и рациональной эксплуатации
348
технологического оборудования машиностроительных предприя-
тий» [11].
К участию в техническом обслуживании обязательно привле-
каются лица, работающие на обслуживаемой машине: крановщики,
мотористы и др. Их обязанность — ежесменно и ежесуточно выпол-
нять технические осмотры и обслуживание машин, эксплуатируе-
мых в цехе.
В строительном производстве техническое обслуживание кра-
нов и конвейеров, а также надзор за ними при эксплуатации входят
в функции главного механика строительного управления и осу-
ществляются в соответствии с «Инструкцией по проведению плано-
во-предупредительного ремонта строительных машин» [13].
Техническое обслуживание кранов, конвейеров, погрузчиков,
и других машин и надзор за ними при эксплуатаций в морских
и речных портах входят в функции технических отделов, отделов?
механизации и заместителей начальников портовых районов. Пе-
риодичность и содержание технического и планового обслужива-
ния определяются «Правилами технической эксплуатации» и «По-
ложением о планово-предупредительном ремонте погрузочных
машин морских портов» [30].
Ленточные конвейеры открытых горных разработок
Требования к технической эксплуатации конвейеров на откры-
тых горных разработках определяются ведомственными прави-
лами технической эксплуатации, которые должны быть согласованы
с Госгортехнадзором СССР [38]. Технический надзор за состоянием
конвейеров входит в функции механиков участков и служб отдела
главного механика карьера. Правила технической эксплуатации
конвейеров и другого оборудования карьеров предусматривают их
ежесменный и периодический осмотр и техническое обслуживание.
Стоимость конвейерных лент составляет 50—55% общей стои-
мости конвейера. Поэтому при эксплуатации ленточных конвейеров
особое внимание уделяется техническому обслуживанию кон-
вейерных лент. Появившиеся продольные и поперечные разрывы
лент устраняют немедленно или в течение междусменного техни-.
ческого обслуживания. Для устранения разрывов применяют мето-
ды вулканизации, устанавливают заплаты.
Тщательного ухода требуют также и ролики опор конвейерной
ленты. Невращающиеся при работе конвейера ролики и ролики
с неисправными уплотняющими (защитными) устройствами под-
лежат замене.
Не допускается загрузка конвейеров породой большой куско-
ватости (свыше 500 мм). При пуске конвейера в работу он должен
первые 2—3 мин проработать без нагрузки.
В систему технического обслуживания конвейеров обязательно
включают работы по проверке и регулировке трассы конвейера
и его опор, регулировку натяжения лент.
249
Лифты
Интенсивное строительство многоэтажных и высотных зданий
естественно, привело к росту числа эксплуатируемых лифтов.’
В крупных городах их количество исчисляется многими десятками
тысяч. Так, например, только одно объединение «Мослифт» обслу-
живает более 44 тыс. лифтов. В этих условиях правильная техни-
ческая эксплуатация и ремонт их приобретают исключительно
важное значение.
В настоящее время сложилось две формы технического обслу-
живания и надзора за исправным состоянием лифтов: первая —
работы выполняют владельцы лифтов (домоуправления и др.)
и вторая — специализированные организации («Мослифт», «Лифт-
ремонтаж», «Рослифтремонт» и др.). Вторая форма более прогрес-
сивна, так как она позволяет квалифицированнее и с наименьшими
затратами выполнять все операции ТО и ремонта.
Правила Госгортехнадзора и технической эксплуатации пре-
дусматривают: ежесменный (ежедневный) и периодический (через
десять или пятнадцать суток) осмотр лифта. Ежесменный осмотр
выполняют лифтеры, электромеханики или лифтеры-обходчики.
В объем ежесменного осмотра входит проверка исправности дей-
ствия замков дверей шахты, дверных контактов, системы управления
и сигнализации, освещения. Периодически лифты осматривают
электромеханики, лифтеры-обходчики — при первой форме об-
служивания и бригады электромехаников — при второй.
В объем периодического осмотра лифта входит проверка исправ-
ности действия неавтоматических (механических) и автоматиче-
ских дверей шахты, контактов дверей кабины и шахты, замков,
аппаратов управления, исправность ограждений и освещения,
направляющих кабины и противовеса, подвески кабины, ловителей,
электропроводки и др.
Глава XVII
СМАЗКА
ПОДЪЕМНО-ТРАНСПОРТНЫХ
МАШИН
§ 1. Цель и назначение смазки машин
Основным назначением смазки механизмов машин является
разъединение трущихся поверхностей деталей слоем жидкого
масла или консистентом смазки, что переводит сухое трение в жид-
костное, граничное, полусухое или полужидкостное и, как след-
ствие, значительно уменьшает скорость изнашивания трущихся
250
поверхностей. Кроме того, смазка узлов трения машин позволяет:
снизить потери мощности в узлах трения за счет снижения
коэффициентов и сил трения;
уменьшить нагрев трущихся поверхностей, вследствие умень-
шения коэффициентов трения;
отводить тепло от узлов трения и охлаждать их свежим маслом;
уменьшить удары и вибрации в узле трения за счет аморти-
зации ударов слоем смазки;
уменьшить шум в узлах трения за счет устранения контакта
металлических поверхностей.
Многоцелевое назначение смазки машин и комплекс задач, ре-
шаемых смазкой, определяют ее влияние на большую часть про-
цессов, протекающих в машинах. При этом важна не смазка вообще
(любой вид и в любое время), а строгая, научно обоснованная
система смазки машин.
В конструкциях подъемно-транспортных машин применяются
две системы смазки: жидкая — для редукторов, муфт и гус-
тая— для подшипников качения, тяжел онагр уженных подшипни-
ков скольжения. В системах соответственно применяются жидкие
минеральные масла и густые консистентные смазки. Эффект смазки
определяется тем, насколько свойства применяемых смазочных
материалов соответствуют условиям работы трущихся поверхностей.
Главными из этих условий являются:
удельные нагрузки на трущиеся поверхности;
характер нагрузок (постоянные, знакопеременные и др.);
скорости относительного скольжения или качения контакти-
рующих поверхностей;
шероховатость трущихся поверхностей;
воздействие внешних температур (высоких или низких), влаги,
газов и других факторов.
Учет этих условий и факторов одновременно с учетом свойств
смазочных материалов позволяет правильно решать вопросы смазки
каждсго узла трения машины.
§ 2. Свойства и номенклатура смазочных материалов
Жидкие минеральные масла
Жидкие минеральные масла представляют собой продукт пере-
работки нефти. Из нефтяного осадка (мазута) перегонкой в ва-
кууме последовательно получают масла малой, средней и высокой
вязкости. Для получения масел с определенными свойствами их
дополнительно очищают от смолистых веществ или добавляют
растительные (хлопковые) масла, противозадирные, противоизнос-
ные вещества, антифрикционные присадки.
Основными свойствами, характеризующими жидкие смазоч-
ные масла, являются вязкость, температура застывания и вспышки.
251
•стабильность, отсутствие или весьма ограниченное содержание
свободных кислот, щелочей, воды и механических примесей.
Вязкость характеризует величину внутреннего трения масла.
Различают абсолютную (динамическую) и кинематическую вяз-
кость масел.
Абсолютная вязкость выражается силой, которую необходимо
приложить к слою жидкости (масла) площадью 1 см2 для пере-
мещения его относительно второй параллельной площади, отстоя-
щей на расстоянии 1 см, со скоростью 1 см/с. Если при этом сила
будет равна одной дине, то единица абсолютной вязкости будет
равна одному пуазу (1 пз).
Кинематическая вязкость представляет собой отношение аб-
солютной вязкости масла к его удельному весу при данной темпе-
ратуре. Единицей кинематической вязкости является стокс (ст),
а его сотая доля — сантистокс (сст).
Раньше вязкость масел определялась условной вязкостью
(° ВУ) в градусах Энглера. Подобная характеристика встречается
в некоторых справочниках, руководствах и инструкциях. Услов-
ная или относительная вязкость определяется как отношение вре-
мени, необходимого для того, чтобы 200 см3 испытуемого масла
вытекло через калибровое отверстие прибора при заданной тем-
пературе, ко времени, за которое вытечет такой же объем дис-
тиллированной воды через то же отверстие при температуре 20° С.
Условная вязкость определяется при температурах испытуемого
масла +50 и +100° С и обозначается, соответственно, ВУ50, ВУ100.
За температуру застывания масла принимается температура,
при которой масло, будучи помещенное в пробирку диаметром
15 мм, теряет текучесть при наклоне пробирки на угол 45°.
Температура, при которой пары масла вспыхивают при сопри-
косновении с открытым пламенем, принимается за температуру
вспышки масла.
Стабильность масел характеризует их способность сохранять
свои свойства и прежде всего способность противостоять окисле-
нию на воздухе в процессе ‘эксплуатации и хранения.
С целью повышения качества масел и придания им определен-
ных свойств в них вводят (добавляют) различные присадки: про-
тивозадирные, противоизносные и др. Для повышения противо-
задирных (приработочных) свойств масел к ним добавляют серу
и серосодержащие соединения (присадки марок ОД-3, ОТП, ОТ-1
и др.), которые создают на поверхностях деталей соединения с ме-
таллом, обладающие пониженным сопротивлением сдвигу и разъе-
диняющие металлические поверхности трущихся пар. Применение
противозадирных масел особенно эффективно в первый период
работы машины после ее изготовления или ремонта. Противоизнос-
ные присадки повышают способность масел и смазок образовывать
пленки, которые прочно соединяются с поверхностями деталей:
(присадки ДФ-И, Л3-23к и др.). Противозадирные и противо-
износные свойства масел и смазок повышаются также путем приме-
252
нения других присадок поверхностно-активных веществ, создаю-
щих на поверхностях трущихся деталей слои молекул и масляных
пленок. К таким присадкам, кроме серосодержащих соединений,
относятся хлорсодержащие соединения: присадки, содержащие
хлор и фосфор, серу и фосфор.
С целью повышения жидкотекучести и понижения температуры
застывания масел применяют присадки (депрессаторы) А3НИИ,
ЦИАТИМ-1 и др. Кроме того, применяют антифрикционные, анти-
пенные, противоокислительные, моющие и другие присадки.
Отечественная промышленность выпускает жидкие смазочные
масла весьма широкого ассортимента, способного удовлетворить
все отрасли народного хозяйства. Характеристика жидких масел,
наиболее часто применяемых для смазки механизмов подъемно-
транспортных машин, приведена в табл. 20. Жидкие минеральные
масла (в чистом виде или в соединениях) используются также в ка-
честве рабочих (технических) жидкостей в гидравлических и тор-
мозных устройствах.
Таблица 20. Краткая характеристика наиболее употребительных
жидких минеральных масел
Наименование масла Вязкость Темпе- ратура вспыш- ки, °C Темпе- ратура засты- вания, 0 С
при темпе- ратуре, ° С кинематиче- ская, сст условная, ° ВУ
Индустриальное ИС-12 50 10—14 1,86-2,26 165 —30
Индустриальное ИС-20 50 17—23 2,6 —3,31 170 -20
Индустриальное ИС-30 50 27—33 3,81—4,59 180 -15
Индустриальное ИС-45 50 38—52 5,24—7,07 190 — 10
Индустриальное ИС-50 Трансмиссионное автотрактор- ное: 50 42-58 5,76—7.86 200 -20
зимнее 100 17,8-22 2,60—3,19 170 —20
летнее 100 28,4—32,4 4,0 —4,51 180 - 5
Автотракторное АС-10 100 10 1,86 200 -25
Цилиндровое 52 100 52 — — —
При работе машин в условиях низких температур применяются
специальные масла и технические жидкости, характеризующиеся
пониженной вязкостью и низкими температурами застывания
(табл. 21).
При эксплуатации машин необходимо применять масла, ука-
занные в паспорте или карте смазки. В исключительных случаях
возможна замена одного масла другим, при этом в качестве заме-
нителя должно выбираться масло, обладающее несколько большей
вязкостью.
В процессе использования жидкие масла загрязняются пылью
и продуктами износа, окисляются влагой и кислородом воздуха.
253
Таблица 21. Краткая характеристика жидких масел
и технических жидкостей, применяемых при низких температурах
Марки масел и жидкостей Вязкость при температурах Темпе- ратура засты- вания, 0 С Условия применения
положитель- ных отрицатель- ных
Индустриальное 12 10—14 сст — -30 Для централизованных
(t = 50°) систем смазки
ТС-10-ОТП 10 сст 3000 пз -40 Т яжелонагруженные
(t = 100°) (t = -35°) зубчатые передачи
Редукторное ВНИИ-НП-30 5,6 сст (/ = 100°) 10000 сст (t = - 40°) -50 Применяется при тем- пературе до —45°С
Жидкость Г TH 100 сст 1500 сст —63 Требует маслостойкой
для гидротормозов (/ = 50°) (t = - 50°) резины
Жидкость ГТЖ-22 10 сст 2500 сст -65 Не требует маслостой-
для гидротормозов (t = 50°) (t = - 45°) кой резины
Рабочая низкотем- 4 сст 300 сст -90 Для цилиндров элект-
пературная жид- (t = 50°) (/ = - 50°) рогидравлических тор-
кость ПГ-271 мозов
Масло АМГ-10 10 сст — —70 Для гидравлических
(t = 50) систем
В результате первоначальные свойства масел ухудшаются, и они
подлежат замене.
Признаками старения жидкого минерального масла являются: на-
личие в нем свыше 0,5% механических примесей; изменение вяз-
кости масла на 25% по сравнению с начальным значением; содер-
жание в масле свыше 2% воды; масло считается также устаревшим
при кислотном числе, превышающем 5 мГ едкого калия на 1 г
масла.
Консистентные смазки
Консистентные смазки получают из жидких минеральных ма-
сел путем добавки кальциевых, натровых, кальциево-натровых,
литиевых и других жирных кислот. В зависимости от вида добавки
различают кальциевые, натровые, кальциево-натровые, литиевые
и другие консистентные смазки.
Кальциевые смазки или солидолы (УС-2, УСс-2 и др.) влаго-
устойчивы, с водой не образуют эмульсий, но имеют сравнительно
невысокую температуру плавления (ниже 90° С). Применяются
для смазки слабо- и средненагруженных механизмов машин, рабо-
тающих на открытом воздухе и в помещениях с высокой влаж-
ностью воздуха.
Натровые смазки или консталины (УТМ, УТ-2 и др.) с водой
образуют эмульсии, но имеют сравнительно высокую (до 150° С)
температуру плавления. Применяются для смазки тяжелонагру-
женных узлов трения.
254
Кальциево-натровые смазки (УТВ, НК-30 и др.) обладают про-
межуточными свойствами между кальциевыми и натровыми смаз-
ками.
Литиевые смазки (Циатим 201, Циатим 202 и др.) и кремнистые
(Циатим 221 и др.) обладают высокой морозостойкостью — до
60—70° С и хорошими антифрикционными свойствами.
Консистентные смазки характеризуются вязкостью (конси-
стентностью), теплостойкостью, содержанием механических при-
месей, щелочей.
Степень густоты (вязкости) консистентных смазок характери-
зуется кинематической вязкостью в пуазах (пз) и числом пенетра-
ции, определяемым методом погружения в смазку конуса. Чем на
большую глубину погружается конус, тем меньшую вязкость (кон-
систентность, плотность) имеет смазка, тем больше число пене-
трации.
Теплостойкость консистентных смазок определяется темпера-
турой каплепадения, т. е. температурой, при которой в условиях
лабораторного испытания от нагреваемой смазки отделяется пер-
вая капля.
Таблица 22. Краткая характеристика наиболее
употребительных консистентных смазок
Наименование смазки Вязкость Пенетрация при 25° С Темпе- ратура капле- паде- ния, ° С Температура применения, ° С
при темпе- ратуре, °C не более, пз
макси- маль- ная мини- маль- ная
Универсальная средне- плавкая: УСс-1 0 1800 330-360 70 55 -10
УСс-2 0 5000 270—330 75 60 — 10
УС-3 — — 150—220 90 75 —
Униол-1 80 — 150—300 >200 150 -30
Универсальная тугоплавкая УТ-1 0 5000 225—275 130 120
Морозостойкая НК-30 (УМ) — — 300-350 90 — -70
Универсальная тугоплавкая водостойкая УТВ (1-13) 0 5000 250—290 120 НО —20
Универсальная тугоплавкая Морозостойкая УТМ — 275—325 120 — —
Циатим-201 0 1500 270—320 — 100 —60
Циа,1им-203 0 1000 — — 120 -45
Циатим-221 80 200 275—370 — 160 -60
Графитная УСс-А 0 2000— 2-50 75 70 —10
Индустриальная ИП-1: летняя 4000 260-310 80 65 -10
зимняя — 310—350 75 60 — 15
Канатная 39у — — 4,51 65—75 50 —25
1 В сст при t = 100° С.
255
В соответствии с основными свойствами различают влагостой-
кие (В), тугоплавкие (Т), среднеплавкие (С), морозостойкие (М)
и другие консистентные смазки. Кроме того, различают смазки
по назначению — универсальные (У); по составу — синтетиче-
ские (с).
Приведенные в скобках индексы входят в обозначение марки
смазки (УС-3, УТ-1, УМ, УСс-2, УТМ), характеризуя их назначе-
ние, состав, свойства. Краткая характеристика основных видов
консистентных смазок, применяемых для смазки подъемно-транс-
портных машин, приведена в табл. 22.
Сухие смазки и самосмазывающиеся
материалы
В последние годы для смазки тяжелонагр уженных узлов тре-
ния все шире применяют сухие (твердые, слоистые) смазки и само-
смазывающиеся материалы. Вид смазки или самосмазывающегося
материала определяется заводом-изготовителем машины или экс-
плуатационными предприятиями при модернизации машины.
Смазывающее действие
Таблица 23. Краткая характеристика
некоторых видов твердых слоистых смазок
твердых слоистых смазок
основано на слоистой
Наименование
смазки
а
<и
§
S
Температура
применения,
°C
s
S
X *
со со
s а
ч
со
S
S
X X
S СО
S К
Графит
Дисульфид молибде-
на M0S2
Диселенид вольфра-
ма, WSe2
3800 0,04
1180 0,03
1200 0,02
340
375
—250
—250
структуре их кристалли-
ческих решеток: атомы, на-
ходящиеся в одной плос-
кости, плотно упакованы
и вся кристаллическая ре-
шетка состоит из несколь-
ких параллельных плос-
костей.
Кристаллические ре-
шетки твердых смазок мо-
гут состоять из одинарных
рядов, образованных одно-
родными атомами, или
тройных рядов, образован-
Так, например, у дисульфидов
ных разными атомами,
молибдена слои атомов молибдена
располагаются между двумя слоями серы.
Прочность связей между отдельными слоями атомов значи-
тельно меньше прочности связей внутри слоев, поэтому под воздей-
ствием внешних нагрузок возможно скольжение одной плоскости
относительно другой. Для создания таких сдвигающих усилий
внутри слоя твердой смазки необходимо, чтобы ее слои, непосред-
ственно контактирующие с металлическими поверхностями, обра-
зовывали с ними достаточно прочные связи. Именно такими свой-
ствами (слоистой структурой кристаллических решеток и достаточ-
256
ной прочностью соединения с металлическими поверхностями}
обладает ряд твердых веществ: графит, дисульфиды молибдена,
дисульфид вольфрама, селениды молибдена и вольфрама, нитриды
бора, используемые в качестве твердых смазок (табл. 23).
Твердые слоистые смазки используются в узлах сухого трения
при действии высоких или низких температур, а также в узлах
с недостаточно надежным укрытием от внешней абразивной среды.
Твердые смазки используются также в качестве добавок к жидким
маслам и консистентным смазкам с целью улучшения их свойств.
В подъемно-транспортных машинах их используют для смазки
реборд крановых колес, подшипников скольжения гусеничного
хода кранов и экскаваторов и др. Применение твердых смазок
значительно улучшает
условия работы узла
трения, поскольку в
месте сухого трения соз-
дается трение, аналогич-
ное жидкостному, и сро-
ки службы деталей
увеличиваются в 2,5—4
раза.
Самосмазывающиеся
конструкционные мате-
риалы — совершенно но-
вый вид материалов,
снижающих коэффици-
енты трения без участия
жидких масел или кон-
систентных смазок. Низ-
кий коэффициент трения
создается за счет плен-
ки, обладающей низким
Таблица 24. Краткая характеристика
некоторых видов смазывающихся полимерных
материалов
Тефлон
Полиамид
Полиамид с гра-
фитом
Нейлон
Наименование
материала
2,15 70
1,42 700
1,49 700
1,2 343
Коэффи-
циент
трения
0,5 0,4—0,13 260
5 0,1-0,3 315
5 0,1—0,3 315
1—2 0,20—0,40 204
сопротивлением срезу,
которая образуется и непрерывно поддерживается самосмазываю-
щимися материалами на контактирующей поверхности контртела
(цапфы вала).
В качестве самосмазывающихся материалов используются поли-
мерные или графитовые материалы, металлокерамические компо-
зиции/
Наиболее широко используются полимерные самосмазываю-
щиеся материалы с наполнителями в виде дисульфид молибдена
или графита.
В некоторых конструкциях роликов ленточных конвейеров
втулки подшипников изготавливаются из металлокерамической
композиции, хорошо зарекомендовавшей себя в эксплуатации. Для
смазки узлов трения металлургических кранов, работающих при
высокой температуре, перспективно применение полиамидов, поли-
амидов с графитом (табл. 24).
9 6-277
257
§ 3. Паспорта и карты смазки
Смазка кранов, конвейеров и других машин производится по
паспортам или картам смазки, разрабатываемым заводом-изгото-
вителем или научно-исследовательскими институтами в соответ-
ствии с «Альбомами технического обслуживания».
Паспорт (карта смазки) состоит из схемы расположения точек
смазки на механизме (рис. 166) или на всей машине и таблицы
смазки, в которой указываются номера, наименование и количество
Рис. 166. Схема смазки ходового балансирного агрегата мостового
перегружателя:
/, 2, 3 — номера мест смазки
точек (мест) смазки, марки применяемых смазочных материалов,
периодичность и способ смазки.
Машина средней сложности насчитывает до сотни смазочных
точек. Поэтому для сложных машин паспорта и схемы смазки
Таблица 25. Карта смазки балансирного ходового агрегата
мостового перегружателя
Номер места 1 смазки I Наименование места смазки Количество мест Способ смазки Периодич- ность смазки Смазочные материалы
летом зимой
1 Система централизован- ной густой смазки 12 СРГ Через 8 ч УС-1 УС-2 УТМ, нк-зо Редукторное НП-30 ИС-Й
2 Редуктор 2 Заливка 2-3 раза в год ИС-45, ИС-50
3 Муфта зубчатая 4 Заливка 2 раза в год Автотрак- торное летнее Автотрактор- ное зимнее
258
разрабатываются для отдельных механизмов. Карта смазки ходо-
вого балансирного агрегата (тележки) мостового перегружателя
по рис. 166 приведена в табл. 25.
При выборе смазочного материала учитывают конструкцию
узла трения, характер воздействия внешней среды, нагрузки и ско-
рости в узле трения. Некоторые рекомендуемые смазочные мате-
риалы для типичных деталей и механизмов подъемно-транспорт-
ных машин приведены в табл. 26.
Таблица 26. Некоторые рекомендуемые смазочные материалы
для смазки деталей механизмов подъемно-транспортных машин
Наименование детали или механизма Смазочные материалы
летом | зимой
Канаты стальные Открытые зубчатые и цепные передачи Закрытые зубчатые передачи Муфты зубчатые Подшипники качения Подшипники скольжения Индустриальная канат- ная смазка И К УСс-А, УС-3 Индустриальные ИС-30, ИС-45, ИС-50, автомо- бильные А К-10 Автотракторное летнее; ИС-45, ИС-50 УТ-2, УС-2, УТВ, УТС, ИП1-Л УСс-2, УС-3, УТВ Индустриальная канатная смазка И К, 39у УСс-А, УС-3, НК-30 Индустриальные ИС-12, ИС-20, редукторное НП-30 Автотракторное зимнее; ИК-12, ИС-20 УТ-1, УТВ, НК-30, Циа- тим 201, ИШ-З УС-1, УС-2, Циатим 203, нк-зо
§ 4. Механизация процессов смазки
Смазка узлов трения является обязательной операцией всех
видов технических обслуживаний машин. При большом числе то-
чек смазки эта операция занимает значительное время, что увели-
чивает простои машин. Поэтому в современных конструкциях машин
широко применяются централизованные системы жидкой и гус-
той смазки, позволяющие ускорить или автоматизировать процесс
смазки. С другой стороны, широкое применение находят приборы
и устройства, позволяющие механизировать и ускорить этот про-
цесс.
Из систем жидкой смазки в конструкциях подъемно-транспорт-
ных машин применяются объемная (картерная) и циркуляционная
смазки, уход за которыми заключается в своевременной замене масел
и надзоре за исправной работой насосов, указателей подачи масла,
фильтров, реле, нагревающих и охлаждающих устройств.
Наиболее трудоемким процессом является процесс обслужива-
ния систем густой смазки. Индивидуальная густая смазка осу-
ществляется при помощи ручных шприцев разной конструкции
(рис. 167). Наконечники бив шприцев соединяются с корпусом
шариковой пресс-масленки, и смазка продавливается под давлением,
259
560 I. ®26
Рис. 167. Ручной шприц густой смазки типа ШРГ-500:
а — шприц; б, в — наконечники
Рис. 168. Пистолет для ручной густой смазки
под давлением:
1 — шарнирный трубопровод; 2 — пистолет; 3 — рукоятка;
4 шток; 5 смазочный штуцер; 6 =т запорный клапан
создаваемым поршнем шприца. При наличии на машине системы
централизованной густой смазки индивидуальная смазка отдельных
точек может производиться при
Шарнирным трубопроводом 1
или гибким шлангом пистолет 2
присоединяется к одному из
трубопроводов системы густой
смазки. При нажатии на ру-
коятку 3 шток 4 открывает
запорный клапан 6, и смазка
под давлением поступает к шту-
церу 5.
Системы централизованной
густой смазки подъемно-транс-
портных машин обычно состоят
из станций с ручным или машин-
ным приводом 2 (рис. 169), пи-
помощи пистолетов (рис. 168).
Рис. 169. Принципиальная схема двух-
линейной централизованной системы
густой смазки:
/ — питательный клапан; 2 — привод; 3 —
форсунки; 4 — трубы
тательных клапанов 7, форсунок 3 для подачи смазки на откры-
тые зубчатые передачи и трубопроводов. К форсункам сжатый
воздух поступает по трубам 4.
Рис. 170. Насосная станция густой смазки типа СРГ-1:
а — внешний вид; б — принципиальная схема; / — корпус питателя; 2 — резерву-
ар; 3 — шток-указатель; 4 — поршень; 5 — плунжер; 6 — реечно-зубчатая пере-
дача; 7 ~ обратный клапан; 8 клапан; 9 — реверсивное устройство; 10 —
манометр
261
В централизованных системах густой смазки насосные станции
могут иметь ручной (станции типа СРГ, СРМ, СРГЭ) или машинный
(станции типа САГ) привод.
Внешний вид и принципиальная схема насосной двухлинейной
станции с ручным приводом типа СРГ показаны на рис. 170.
Рис. 171. Питатель типа ПД:
1 — поршень; 2 — шток; 3 — золотник; 4 — уплотнение; 5 — корпус; 6 —
предохранительная трубка; 7 — винты; 8, 9 — наклонные каналы; 10 — от-
верстие
Полезная емкость резервуара станции не менее 2,3 л, она создает
давление до 100 кгс/см2. В резервуар 2 (рис. 170, б) густая смазка
поступает через обратный клапан 7 по шлангу от перекачного
насоса и, наполняя резервуар, поднимает поршень 4 со штоком-ука-
262
а
Рис. 172. Форсунка для густой смазки:
/ — плунжер; 2 — клапан; 3 — камера; 4 — канал
зателем 2. В корпусе 1 питателя встроен плунжер 5, приводимый
в движение от ручного рычага через реечно-зубчатую передачу
6, а также реверсивное устройство 9 и клапан 5. Из резервуара
смазка под действием массы поршня 4 поступает в рабочую ка-
меру плунжерного насоса. При качении рычага плунжер 5 нагне-
тает смазку, которая через клапан 8 поступает в магистраль II.
Давление в магистрали (регистрируемое манометром 10) создается
такое, при котором срабатывают все питатели ПД, присоединяемые
к станции.
Излишнее количество смазки в разгрузочной магистрали воз-
вращается по каналу 1 в резервуар 2.
Питатели типа ПД или ПРГ служат для регулирования и дози-
рования смазки, подаваемой к узлам трения. Схема питателя типа
ПД показана на рис.
171, а его устройство для
питания одной смазоч-
ной точки — на разрезе
А-А. Поршень 1 шар-
нирно связан со што-
ком 2, проходящим че-
рез уплотнение 4. Верх-
няя часть штока входит
в указатель хода штока
(поршня), состоящего из
корпуса 5 и предохрани-
тельной трубки 6. В
верхней части корпуса 5
расположены винты 7,
с помощью которых мож-
но регулировать ход што-
ка (при его упоре в вин-
ты). Под действием смаз-
ки распределительный
золотник 3 перемещается
из магистрали 1 в край-
нее нижнее положение,
и смазка по наклонному
над поршнем. Под давлением смазки поршень опустится в край-
нее нижнее положение и по наклонному каналу 9 выдавит
смазку, находившуюся под поршнем, в среднюю часть отвер-
стия, в котором перемещается золотник. Отсюда дозированный
объем смазки через отверстие 10 поступает в трубопровод и к сма-
зочной точке. При дальнейшем нагнетании смазки в магистраль
I происходит автоматическое переключение золотника на ма-
гистраль II. Под давлением смазки золотник перемещается в край-
нее верхнее положение, и смазка, находившаяся над золотником,
вытесняется в магистраль I, соединенную с резервуаром станции
(рис. 170).
каналу 8 поступает в пространство
263
При верхнем положении золотника смазка из магистрали II
по наклонному каналу 9 поступает под поршень и поднимает его
в крайнее верхнее положение.
Смазка, которая была над поршнем 1. выдавливается по ка-
налу в полость золотника, а затем — в трубопровод к смазочной
точке.
Винтами 7 регулируется ход поршня, а следовательно, и объем
подаваемой порции смазки. О поступлении смазки к каждой из
обслуживаемых питателем смазочных точек судят по срабатыва-
нию при каждом цикле штоков 2.
Форсунки 3 (рис. 169) позволяют наносить консистентные смазки
на смазываемые поверхности (открытые зубчатые передачи и др.)
методом распыления. Схема форсунки показана на рис. 172. Смазка
Рис. 173. Схема двухлинейной централизованной системы густой смазки
ленточного конвейера:
/ —станция СРГ; 2 — трубопровод; 3 —- питатель типа ПД-21; 4 — питатель типа ПД-ЗЦ
5 — манометр
поступает через отверстие а, а сжатый воздух — через отверстие б.
После включения форсунки в нагнетающую магистраль превосхо-
дящим давлением смазки плунжер 1 отжимается вниз и открывает
клапан 2. Сжатый воздух поступает в камеру 3. Сюда же по каналу
4 поступает смазка. Под действием сжатого воздуха смазка раз-
брызгивается через кольцевую щель толщиной 0,3-ь0,5 мм.
Типичная схема централизованной двухлинейной густой смазки
ходового балансирного агрегата показана на рис. 166, а ленточ-
ного конвейера — на рис. 173, где хорошо видны места установки
насосов, питателей и системы трубопроводов.
264
Глава XVIII
ПЛАНИРОВАНИЕ
И ОРГАНИЗАЦИЯ РЕМОНТА
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Основные факторы, определяющие необходимость
ремонта машин
В зависимости от факторов, определяющих необходимость ре-
монта машин, ремонты делятся на плановые и неплановые.
Плановый ремонт входит в систему планово-предупредительных
ремонтов (ППР). Его периодичность и объем заранее планируются
и устанавливаются технической документацией.
Цель планового ремонта — восстановление ресурса машины
путем устранения результатов воздействия вредных процессов.
К таким процессам относятся:
1. Механическое изнашивание деталей.
2. Коррозионное и коррозионно-механическое изнашивание де-
талей механизмов и элементов металлоконструкций.
3. Старение полимерных материалов, ухудшающее их механи-
ческие и электрические свойства.
4. Накопление в деталях и элементах машин усталостных явле-
ний, близких к критическим, увеличение вероятности внезапного
разрушения.
5. Остаточные пластические деформации деталей и элементов
(изгибы и коробление металлоконструкций и др.).
6. Мелкие повреждения элементов и их соединений (появление
мелких трещин, ослабление болтов, заклепок).
7. Ухудшение начальных свойств смазочных материалов и тех-
нических жидкостей вследствие их окисления, загрязнения, насы-
щения влагой и необходимость их замены.
8. Загрязнение систем смазки и гидравлических систем про-
дуктами износа, нагара и посторонними веществами (пылью,
грязью).
9. Нарушение регулировки и настройки в системах управле-
ния и электрооборудования.
Для устранения результатов воздействия вредных процессов
требуются разборка, чистка и мойка машины, замена износив-
шихся деталей или их ремонт, сборка машины, ее регулировка
и т. д.
Неплановый ремонт — это такой ремонт, периодичность и объем
которого заранее не планируются. Необходимость проведения
непланового ремонта определяется появлением отказа, а его
продолжительность — временем восстановления. ;
К основным видам отказов подъемно-транспортных машин, тре-
бующих проведения неплановых ремонтов, относятся:
внезапные разрушения (поломки) деталей и элементов;
255
пробой изоляции и повреждение обмоток электрических машин
и аппаратов;
неисправности систем управления, смазки и приборов безопас-
ности, которые могут повлечь за собой крупные повреждения в ма-
шине или угрожают безопасности обслуживающего персонала.
В основе появления внезапных отказов лежат внезапная кон-
центрация напряжений в рабочих элементах или внезапные нару-
шения условий и режимов работы механизмов. Первая ситуация
может возникнуть вследствие появления на деталях в процессе их
работы грубых царапин и рисок, накапливающихся повреждений
(например, разрыв проволок канатов), усталостных явлений и др.
Внезапные нарушения условий и режимов работы механизмов
появляются в результате ошибочных движений при управлении ма-
шиной (например, подъем груза с большим «подхватом»), наруше-
ния изоляции обмоток электрических машин и др.
Все рассмотренные факторы воздействуют с равной вероятностью
в любой отрезок времени, поэтому внезапные отказы могут воз-
никнуть в любой момент времени и внешне они носят характер
случайных явлений. Тем не менее исследования потока внезапных
отказов позволили установить вероятностные закономерности
появления отказов, что дает возможность прогнозировать их по-
явление.
Так, например, наработка на отказ (среднее время между от-
казами) плавучего крана КПП5-30 равна 150 ч, в том числе
по механизмам: подъема — 54, поворота — 2500, изменения выле-
та стрелы — 1430, электрооборудования — 710 и металлоконструк-
ций — 3330 ч [50]. Наличие таких данных позволяет планировать
систему технического обслуживания и плановых ремонтов, номен-
клатуру и объем запасных частей, число ремонтных рабочих и
другие показатели.
Своевременное выполнение планово-предупредительных ремон-
тов в значительной мере устраняет причины появления внезапных
отказов. В этом и заключается связь между плановыми и непла-
новыми ремонтами машин.
§ 2. Характеристика ремонтной технологичности
подъемно-транспортных машин
Социалистическое общество в равной степени заинтересовано
в сокращении трудовых и материальных затрат как в сфере произ-
водства машин, так и в сфере >-их использования. Поддержание
работоспособности машины требует осуществления технического
обслуживания, плановых и неплановых ремонтов, на что за весь
срок эксплуатации затрачивается много труда и материалов.
Если допустить, что расходы на ремонты и обслуживание рас-
пределяются по времени равномерно, то зависимость этих расходов
от времени может быть представлена прямой АВ (рис. 174). Тогда
отрезок прямой О А будет определять стоимость изготовления машины
266
Сиз, а прямая АВ — рост затрат на поддержание работоспособности
машины Ср. о за время Тэ, включающих затраты на ремонты и
техническое обслуживание. Отношение Ср. 0 к Сиз характеризует
эти затраты и называется коэффициентом ремонтных затрат:
*р. з = • (40)
°из
Общие затраты Со на изготовление машины и поддержание ее
работоспособности будут равны:
Со = Сиз 4" Ср. о = Сиз (1 И- Лр. з)-
Значения коэффициента Др. з для подъемно-транспортных ма-
шин обычно находятся в пределах З-г-8, т. е. расходы на ремонты
и техническое обслуживание за весь срок службы машины в 3—8 раз
превышают ее стоимость.
Большие затраты на ремонт и техническое обслуживание машин
определяются также их недостаточной надежностью, т. е. прежде
всего недостаточной безотказностью машины, малыми сроками
службы ее деталей и низкой ремонто-
пригодностью (ремонтной технологич-
ностью).
Одним из главных путей сокращения
затрат на ремонты машины является
повышение их надежности, что требует
дополнительных затрат (отрезок АБ,
рис. 174) в сфере производства машин:
необходимость использования в боль-
шем объеме легированных сталей, при-
менения более сложных режимов терми-
ческой обработки и др. Дополнительные
затраты в сфере производства машины
многократно окупаются в сфере ее экс-
плуатации (прямая БД), и в результате
значительно сокращаются (на величину
отрезка ВД) общие затраты Ср.о. Пря-
мая БД характеризует машины с повы-
Рис. 174. График определе-
ния коэффициента ремонтных
затрат
шейной надежностью, в том числе с повышенной ремонтопригод-
ностью.
Ремонтная технологичность машин характеризует степень их
приспособленности к работам, выполняемым в процессе ремонтов,
при минимальных затратах времени, труда и материалов. Эта
приспособленность может относиться к отдельных деталям, узлам,
механизмам и всей машине, т. е. соответственно различают ремонт-
ную технологичность деталей, узлов, механизмов и машин. При-
мером низкой ремонтной технологичности конструкции деталей
и- узлов может служить узел вала, приведенный на рис. 175, а.
Здесь диаметры шеек вала 4 под подшипники скольжения равны
наружным диаметрам шлицевых участков сопряжений с зубчатым
267
колесом 1 и ведущим колесом гусеницы 5 (0180). Втулки 3 за-
прессованы в крупную базовую деталь (раму) 2. При работе вала
изнашиваются главным образом его шейки. Наиболее эффектив-
ным методом ремонта (восстановления) вала является проточка
изношенных шеек на ремонтный размер (например, 176 мм). Однако
осуществить это невозможно, так как одновременно пришлось бы
протачивать неизношенные шлицевые участки вала и, следова-
тельно, заменять или восстанавливать детали 1 и 5.
Избежать этих недостатков можно, изменив конструкцию узла
(рис. Г75, б). Здесь изношенные шейки вала могут протачиваться
на ремонтные размеры 182 и 180, а шлицевые участки при этом
остаются номинальных размеров.
Рис. 175. Схемы нетехнологичного (а) и технологичного (б) узлов
машины:
1 — зубчатое колесо; 2 — базовая деталь; 3 — втулка; 4 — вал; 5 — колесо гусеницы
Примером низкой ремонтной технологичности крупного узла
является компоновка преобразовательного агрегата в первых кон-
струкциях мостового перегружателя завода «Сибтяжмаш». У этого
перегружателя преобразованный агрегат располагается в труб-
чатой пролетной балке и обслуживается ремонтным краном. Однако
при отказе любого из генераторов агрегата, кроме крайнего, рас-
положенного у конца балки, его невозможно снять с перегружателя
из-за недостаточной высоты ремонтного крана. В этом случае
необходим демонтаж всего преобразовательного агрегата, что требует
дополнительных трудовых затрат и увеличивает продолжитель-
ность ремонта.
В последних конструкциях перегружателей завода «Сибтяж-
маш» преобразовательный агрегат установлен на ригеле (стяжке)
одной из опор, что улучшает подход к агрегату и упрощает его
обслуживание и ремонт.
Повышение ремонтной технологичности машин достигается:
повышением безотказности и сроком службы деталей машин;
сокращением номенклатуры и числа деталей, входящих в кон-
струкцию машины;
улучшением блочности конструкций;
унификацией деталей и блоков машин;
полной взаимозаменяемостью однотипных деталей;
268
обеспечением легкодоступное™ к узлам и деталям при мини-
муме разборочных работ;
улучшением ремонтной технологичности деталей, их приспособ-
ленности к восстановлению;
применением собственных средств для механизации работ по
разборке и сборке машины в процессе ремонтов (ремонтных кранов
и др.).
Ремонтная технологичность машин характеризуется следую-
щими количественными показателями: коэффициентами унификации
машины и ее элементов, сборности (блочности), взаимозаменяе-
мости; удельной материалоемкостью и себестоимостью ремонта;
средним временем восстановления (ремонта); вероятностью вос-
становления (выполнения неплановых ремонтов) за установленное
время; коэффициентами готовности, кратности сроков службы де-
талей машины, восстановления ресурса после ремонта и др.
Коэффициенты унификации машины и ее элементов, а также
сборности общие для характеристики производственной и ремонт-
ной технологичности машин. Они были рассмотрены в гл. II.
Коэффициент взаимозаменяемости — это отношение числа вза-
имозаменяемых элементов к общему числу элементов машины:
N
Квэ = др, (41)
где Къз — коэффициент взаимозаменяемости;
AfB3 — число взаимозаменяемых элементов;
N0 — общее число элементов машины.
Показатели удельной материалоемкости себестоимости ремонт^
определяются по формулам, аналогичным формулам 5 и 7.
Среднее время восстановления Тв есть «среднее время вынуж-
денного нерегламентированного простоя, вызванного отысканием
и устранением одного отказа» [27]. Оно определяется как математи-
ческое ожидание времени восстановления
Тв=У^(4)^в, (42)
О
где /в— случайное время восстановления (время выполнения не-
планового ремонта);
f(tB)—функция плотности вероятности распределения времени
восстановления работоспособности машины.
В тех случаях, когда f(tB) не известна, среднее время восста-
новления 71* определяется по следующей формуле с использованием
статистических данных:
т
<43>
г=1
269
где tBi — время, затраченное на устранение Z-го отказа; т — число
отказов за время наблюдений или за заданное время.
Вероятность восстановления (выполнения непланового ремонта)
Рв за установленное время t3 есть вероятность того, что время
восстановления /в будет меньше заданного:
Рв (Z3) = Вер {t3<t3}=P (/в < /3). (44)
Чем больше значение Рв (t3) приближается к единице, тем выше
показатели ремонтопригодности машины, тем лучше организован ее
ремонт.
Коэффициент готовности Кг относится к главным показателям
надежности (в том числе ремонтопригодности) машин. Он опреде-
ляет вероятность того, что машина (изделие) будет работоспособна
в произвольно выбранный момент времени в промежутках между
выполнениями планового технического обслуживания. Если ма-
шина работает в установившемся режиме эксплуатации, коэффи-
циент готовности определяется по формуле
= (45)
1 о ~ 1 в
где То — среднее время между отказами (наработка на отказ);
Тв — среднее время восстановления.
Чем больше значение коэффициента готовности, тем надежнее
машина.
Коэффициент кратности сроков службы деталей машины есть
отношение числа элементов, сроки службы которых кратны перио-
дичности ремонтов базовых конструктивных элементов или всей
машины, к общему числу элементов машины
^кр = ^, (46)
где ЛкР — коэффициент кратности сроков службы;
NKp — число элементов с кратными сроками службы;
No — общее число элементов машины.
Чем выше значение коэффициента Лкр, тем в большей мере
используется ресурс элементов машины.
Коэффициент восстановления ресурса машины после ремонта
Кв.р=-^, (47)
гр. н
где ?р. р и /р. н — соответственно ресурс (работоспособность) отре-
монтированной машины (ее конструктивных эле-
ментов) и новой.
Чем выше значение коэффициента Кв. Р, тем выше качество
ремонта.
270
§ 3. Теоретические основы построения ремонтных циклов
и системы планово-предупредительных ремонтов машин
Периодичность, виды и объемы плановых ремонтов машин
устанавливаются (планируются) заранее и оформляются в виде
структурных графиков ремонтных циклов и календарных графиков.
Структурные графики ремонтных циклов должны разрабатываться
с учетом всех факторов, определяющих необходимость ремонтов.
Главным из таких факторов является механическое изнашивание
деталей, на примере которого можно рассмотреть принципы
построения графиков ремонтных циклов.
Периодичность ремонтов машины устанавливается с учетом
следующих требований:
Рис. 176. Схема изнашивания и периодических ремонтов
трущейся пары
в узлах трения не должно быть аварийных форм изнашивания
деталей;
при ремонтах не должно происходить выбраковки деталей
с неиспользованными ресурсами работоспособности.
В главе XIV (см. рис. 158) были рассмотрены закономерности
изнашивания трущейся пары во времени в течение срока службы
детали (втулки) Тх. За период службы всей машины Т№ узел трения
«цапфа вала — подшипник скольжения» будет ремонтироваться
многократно (рис. 176). За время износ (зазор S) трущейся пары
достигнет предельного значения 5пРед и потребуется ремонт узла
трущейся пары (замена втулки, шлифовка цапфы вала и другие ра-
боты). В результате этих операций за время тр1 зазор в соединении
примет начальное значение 5Нач и трущаяся пара снова будет
работать в течение времени <г2 в основном с прежними закономер-
ностями изнашивания. При достижении предельного износа £пРед
будет выполнен второй ремонт узла трущейся пары в течение вре-
мени тр2 и т. д. Таким образом, периодичность ремонта трущейся
пары устанавливается достаточно точно.
В конструкции машин входит большое число трущихся пар
с различными сроками службы, поэтому установление периодич-
ности ремонта всей машины значительно усложняется. У машины,
сроки службы узлов трения которой не равны и не кратны друг
другу, периодичность ремонта узлов можно представить графически
271
Е /
Рис. 177. Схема изнашивания трущихся
пар с разными и некратными друг другу
сроками службы
(рис. 177). Трущаяся пара А работает в течение времени т[,
и т. д., трущаяся пара Б — т2, т2 и т. д., трущиеся пары В, Г, Д, Е—
в течение т3, т4, т5 и тв. Вследствие неравенства и некратности этих
величин возникает необходимость частых, почти непрерывных,
ремонтов. Практически в этом случае устанавливают такую перио-
дичность ремонтов (например,
т2), при которой совпадает
с периодичностью ремонта
только срок службы деталей
5, детали А работают с ава-
рийным изнашиванием, а де-
тали В выбраковуются с не-
использованными ресурсами
работоспособности. Таким об-
разом, машины с разрознен-
ными сроками службы дета-
лей имеют весьма низкую ре-
монтную технологичность и не
удовлетворяют основным тре-
бованиям научного планиро-
вания ремонтов.
Число ремонтов машины
может быть сокращено при
соблюдении принципов группирования и кратности сроков службы
деталей. Соблюдение принципа группирования сроков службы де-
талей позволяет назначить периодичность ремонтов в соответствии
со сроками службы группы
деталей. Так, например (рис.
178), для механизма ремонт
деталей А и Б будет проведен
через время тх, для деталей
В и Г — через т2 и деталей
Д и Е — через т3. Но посколь-
ку величины тх, т2 и т3 не
кратны друг другу, второй
ремонт, например, деталей А
и Б не будет совпадать во
времени с ремонтом В и Г
и т. д., в результате число
ремонтов быстро увеличится.
Следовательно, кроме выполнения принципа группирования не-
обходимо соблюдать и принцип кратности сроков службы де-
талей.
При соблюдении этого принципа (рис. 179) первый ремонт
деталей А, Б, В, Г, Д, Е будет происходить через время, соответ-
ственно, ть т2 и т3. Второй ремонт деталей А и Б будет совпадать
с первым ремонтом деталей В и Г, а первый ремонт дета-
лей Д и Е — совпадать со вторым ремонтом деталей В и Г
Рис. 178. Схема изнашивания трущихся
пар со сгруппированными сроками службы
272
и четвертым ремонтом деталей А и Б, т. е. будет удовлетворяться
условие
т3 — 2т 2 = 4тх.
С увеличением числа ремонтируемых деталей растет и объем
ремонтных работ, т. е. изменяется вид ремонта машины или меха-
низма. Таким образом, ремонт, при котором производится замена
только быстроизнашиваемых деталей и соответственно требуется
небольшой объем разборочно-сборочных работ, будет одним видом
ремонта, например текущим (Т). Ремонт, при котором производится
Рис. 179. Схема изнашивания трущихся пар со сгруппированными
и кратными сроками службы
замена деталей со средними и малыми сроками службы, будет
вторым видом ремонта — средним (С) и ремонт, при котором про-
изводится замена деталей с большими, средними и малыми сроками
службы и требуются наибольшие затраты труда, будет третьим
видом ремонта — капитальным (К). В последнем случае получено
полное физическое обоснование периодичности ремонтов и струк-
туры ремонтного цикла машины.
Регулярное техническое обслуживание и проведение плановых
ремонтов машины составляют основу системы планово-преду-
предительных ремонтов, которая обязательна для всех типов
машин.
Основная цель системы ППР — содержание машин и оборудо-
вания в работоспособном состоянии, обеспечивающем заданную
производительность, удлинение межремонтных сроков службы
и снижение общих затрат на ремонты. Работа деталей машин с ава-
рийными формами изнашивания должна быть исключена.
273
Система ППР имеет ярко выраженный профилактический харак-
тер, поскольку ее основу составляют частые технические обслужива-
ния (межремонтные) и текущие (малые) ремонты, благодаря которым
создаются нормальные условия для работы механизмов и преду-
преждается появление крупных неисправностей и отказов.
§ 4. Ремонтные циклы подъемно-транспортных машин
В сложных машинах, к каким относятся и подъемно-транспорт-
ные, имеющих большое число трущихся пар, не всегда удается
полностью выдержать принципы группирования и кратности сроков
службы деталей. Кроме того, дело усложняется тем, что факти-
ческие или ожидаемые сроки службы деталей во многих случаях
неизвестны (особенно для машин оригинальной конструкции).
Структура ремонтных циклов, определяющая периодичность ремон-
тов и технического обслуживания, виды и число ремонтов, зави-
сит от типа машины, режима ее работы, условий эксплуатации
и других факторов. Поэтому при разработке графиков ремонт-
ных циклов машин в значительной мере учитывается опыт длитель-
ной эксплуатации и ремонтов данного или близкого типа машин.
На структурном графике ремонтного цикла (рис. 180) должны
быть отражены виды ремонтов — капитальные (К), средние (С)
и малые (М) или текущие^Т), а также число каждого вида ремонта
“ в течение одного ремонтного цикла (РЦ),
который в буквенной интерпретации
представляется следующим образом:
К-М-М-С-М-М-С-М-М-К. Ремонтным
циклом называется время или наработка
машины между капитальными ремонта-
ми (или между вводом новой машины
в эксплуатацию и ее первым капиталь-
ным ремонтом).
На большинстве графиков ремонтных
к
с
м м
& с
мом т м м
t
t
Рис. 180. График ремонтного
цикла кранов при их экс-
плуатации в машинострои-
тельной промышленности
циклов наносятся также периодичность
и виды технического обслуживания и осмотров: техническое об-
служивание (ТО), профилактическое обслуживание (ПО) и осмотр
(О). Существенной разницы между системой ТО и ПО нет.
ГОСТ 18322—73 [46] вводит единую терминологию технического
обслуживания.
Периодичность ремонтов машин может быть выражена в часах
(месяцах) э сплуатации, часах работы машины (машино-часах) и в
единицах выполненной ею работы. Нормирование периодичности
ремонтов в месяцах эксплуатации, является слишком приближен-
ным, применяется редко и только в отношении машин с малым
использованием их во времени (например, козловых и мостовых
кранов для ГЭС).
Нормирование периодичности ремонтов в часах работы ма-
шины более точное, поскольку изнашивание деталей и другие вред-
274
с
с
м
о I
Тц=рп20Ш)
а
С
К
I12 лет
С
МММ | МММ
I I I I I I I
ные процессы в машинах зависят прежде всего от времени ее ра-
боты. Такой вид нормирования широко применяется при ремонте
подъемно-транспортных машин, эксплуатируемых в машинострое-
нии, строительстве и др.
Нормирование периодичности ремонтов машины в единица^
выполненной работы наиболее точное, поскольку изнашивание
деталей и другие вредные процессы в машине определяются не
только временем, но и интенсивностью ее работы. В качестве таких
единиц принимаются, например, тонно-километры (или километры)
пробега для автомашин, тыся-
чи кубометров вынутого экс- £ - « *
каватором грунта определен-
ной категории и др. Для
подъемно-транспортных ма-
шин за единицу выполнен- г
ной работы принимают тонны к
груза, переваленного краном
или перемещенного конвейе-
ром.
Длительность ремонтного
цикла Т в машино-часах оп-
ределяется по формуле
Т= 14000ру, (48)
где ру — коэффициент, учи-
тывающий режим работы кра-
на. Для кранов, работающих
в легком режиме, он равен 3,
в среднем режиме — 2, тя-
желом — 1 и в весьма тяже-
лом — 0,6.
Таким образом, время между капитальными ремонтами кранов,
эксплуатируемых в машиностроении, находится в пределах 8 400—
42000. Время между двумя плановыми ремонтами (межремонт-
ный период) в данном графике определяется по формуле
т
1 9 ’
К
К
Тц=длет
6
Рис* 181. Графики ремонтных циклов;
а — ленточных конвейеров; б — лифтов с годо-
вым пробегом 2500—4500 км для первого после
установки цикла; в — то же для последующих
циклов
где Тц — длительность ремонтного цикла.
Структура ремонтного цикла ленточных конвейеров при их
эксплуатации в машиностроении показана на рис. 181, а. Здесь
длительность ремонтного цикла в часах работы конвейера опреде-
ляется по формуле
Тц = 20 400р„, (49)
где рп — коэффициент, учитывающий тип производства: для массо-
вого и крупносерийного производства рп = 1; для серийного рп= 1Д
для мелкосерийного и единичного рп = 1,5.
275
Структура ремонтного цикла лифтов, эксплуатируемых в маши-
ностроении, для первого после установки цикла приведена на
рис. 181, б, а для последующих — на рис. 181, в. Здесь межре-
тттттттк
5
ТТТТТТТТК
в
г
Рис. 182. Графики ремонтных циклов кранов при их
эксплуатации в строительстве:
а — краны на гусеничном ходу с дизельно-электрическим приво-
дом грузоподъемностью 16—25 т; б — краны автомобильные
грузоподъемностью 5—Ют; в — краны башенные грузоподъем-
ностью от 10 до 20 т; г — краны на железнодорожном ходу с
дизельно-электрическим приводом грузоподъемностью 15—20 т
(без ходовой части)
монтный период выражается в годах эксплуатации, что недоста-
точно точно учитывает характер работы лифтов между ремонтами.В
Рис. 183. График ремонтных циклов
портальных и плавучих кранов при их
эксплуатации в морских портах
то же время разработка отдель-
ных ремонтных циклов для пер-
вого и последующих циклов
оправдана, хотя и применяется
сравнительно редко.
Следует обратить внимание
также на изменяющуюся струк-
туру цикла: после первого сред-
него ремонта число малых ре-
монтов уменьшается в два раза.
Структура ремонтных циклов
лифтов, эксплуатируемых в го-
родских зданиях, зависит от
этажности зданий (в значительной мере определяющих пробег
лифтов) и срока эксплуатации лифтов. Так, например, для новых
276
Т а б л и ц а 27. Нормы периодичности, трудоемкости и продолжительности технических обслуживании и ремонтов кранов
при их эксплуатации в строительстве (выборка)
Наименование кранов Виды технических обслу- живаний и ремонтов . Периодичность выполне- ния технических обслу- живаний и ремонтов, машино-ч Количество технических обслуживаний и ремон- тов в одном ремонтном цикле Средняя трудоемкость выпол- нения одного технического обслуживания и ремонта, чел.-ч Среднее время пребыва- ния машины в техниче- ском обслуживании и ремонте, календарные сутки Номера графиков струк- тур ремонтных циклов
всего в том числе работы:
слесар- ные станоч- ные прочие
Краны на гусеничном ходу то 250 60 50 40 5 5 11
с дизельно-электрическим т 1500 11 520 320 120 80 8,0 11
приводом грузоподъемностью 16—25 т к 18000 1 2600 1900 410 290 35 (рис. 182, а)
Краны автомобильные то 300 32 45 30 6 9 1,5
грузоподъемностью от 5 т 1500 7 600 420 80 100 9,0 17
до 10 т к 1200 1 1500 960 320 220 24,0 (рис. 182, б)
Краны башенные грузоподъемностью от 10 то 200 63 27 19 5 3 1,0
до 20 т т 1600 8 250 140 45 65 5,0 20
к 14400 1 1250 740 240 270 21,0 (рис. 182, в)
Краны на железнодорожном ходу то 300 40 45 25 8 12 2,0
с дизельно-электрическим приводом грузо- т 1800 7 615 310 105 200 10,0 21
подъемностью 15—25 т (без ходовой части) к 14400 1 2100 1050 375 675 22,0 (рис. 182, г)
ю
оо
Таблица 28. Межремонтные нормы для кранов, эксплуатируемых в морских портах (в тыс. т и машино-ч.)
Номинальная грузо- Перегружаемые грузы
штучные | навалочные | лесные
подъемность, тс В к Межремонтный период
Типы кранов а ПО т СК
краны с уравно- вешенной стрелой краны с неуравно- вешенной стрелой Единица нз1 ПО т с, К ПО T с, к крюком грейфером крюком грейфером крюком грейфе ром|
Портальные и полупортальные 10—15 ТЫС. 27— 160— 960— 60— 350- 2100— 22— 25- 130— 150— 780— 900—
Т 30 —180 1080 75 450 2700 23 33 140 200 840 1200
30—45 ТЫС. 30— 180— 1080— 75- 450— 2700— 22- 25— 130— 150— 780— 900—
Т 33 200 1200 83 500 3000 23 30 140 200 840 1200
Плавучие 10—15 ТЫС. 22— 130— тво- 47- 280— 1680— 18— 20— 105— 120— 630— 720—
Т 24 145 его 60 360 2160 19 27 115 160 690 960
маш.-
часы 350 2100 12600 350 .2100 12600 350 350 2100 2100 12600 12600
лифтов, обслуживающих здания в 5—6 этажей, ремонтный цикл
имеет структуру: К-М-М-М-М-С-М-М-М- М-К при Та — 10 годам.
Для лифтов, эксплуатируемых свыше 8 лет в зданиях с числом
этажей 10 и более, ремонтный цикл имеет структуру: К-М-С-М-К
при Тц == 4 годам.
Графики ремонтных циклов некоторых типов кранов, эксплуа-
тируемых в строительстве, показаны на рис. 182 [49]. Здесь гра-
фики рассчитаны, как правило, на отдельные типы кранов или на
однотипные краны близкой грузоподъемности. Периодичности ре-
монтов и ТО нормируются в машино-часах. Составной частью
графиков являются таблицы с указанием периодичности, трудоем-
кости и продолжительности ремонтов и ТО (табл. 27).
Межремонтные периоды кранов, эксплуатируемых в морских
портах (рис. 183), выражаются главным образом в тысячах тонн
переваленных грузов, а для плавучих кранов, кроме того,— в ма-
шино-часах (табл. 28). При этом учитывается характер груза, вид
грузозахватного органа, грузоподъемность крана и тип его стре-
лы (укосины).
§ 5. Нормирование трудоемкости ремонта
подъемно-транспортных машин
Трудоемкость ремонта каждого типа машин нормируется не-
посредственно в человеко-часах и ремонтных единицах.
Нормирование трудоемкости в человеко-часах применяется для
машин, эксплуатируемых в строительстве и в речном флоте (табл. 29).
Однако такой вид нормирования не-
сколько громоздкий и используется
для нормирования общей трудоем-
кости и трудоемкости только слесар-
ных и станочных работ.
В машиностроении для ремонта
всего технологического и подъемно-
транспортного оборудования принята
система нормирования трудоемкости
в ремонтных единицах. При этом за
единицу сложности ремонта и трудо-
вых затрат на ремонт (ремонтную
единицу г) принимается сложность
Таблица 29. Трудоемкость
ремонтов портальных кранов,
чел.-ч
Вид ремонта
Грузо- подъем- «н j
ность СЙ S
крана, т 3 § 2 § а а Si
5 1553 2650 3700
10 1950 3350 4420
15 2250 3800 5270
ремонта и трудовые затраты на
ремонт машины-эталона. Тогда трудов мкость и сложность ремонта
любой машины может быть выражена через трудоемкость и слож-
ность ремонта машины-эталона, т. е. с помощью ремонтных единиц.
Для подъемно-транспортных машин принято два вида ремонт-
ных единиц: для механического и электрического оборудова-
ния (табл. 30). Из табл. 30 видно, что в ремонтной единице указаны
трудовые затраты на все виды плановых ремонтов с разделением
по видам работ.
279
Таблица 30. Нормы времени в часах на одну ремонтную единицу
Оборудование Работы Ремонтные работы и работы по техническому уходу
промывка как самостоятель- ная операция проверка на точность как самостоятельная операция осмотр перед капитальным ремонтом осмотр I малый ремонт । средний ремонт капитальный ремонт j
Технологическое и Слесарные, 0,35 0,40 1,0 0,75 4 16 23
подъемно-транспорт- станочные, — — 0,10 0,10 2 7 10
ное прочие — — — — 0,10 0,5 2
Электротехническое Всего Электро-сле- 0,35 0,40 1,10 0,85 6,10 23,5 35
сарные, — — —— 1 5 11
станочные, — — — —— 0,20 1 2
прочие — — —— — — 1 9
Всего — — — — 1,2 7 15
Для каждого типа машин определена категория сложности их
ремонта /?. Категории сложности ремонтов мостовых кранов сред-
ней грузоподъемности приведены в табл. 31.
Таблица 31. Категория сложности ремонта мостовых крюковых кранов
(выборка)
Грузо- подъем- ность, т Пролет, м За вод-и зготови тель Категория сложности ремонта
механической части электрической части при работе
в легком режиме в среднем режиме
на пере- менном токе и К й о а GJ н О и о ь на пере- менном токе на по- стоянном i токе
50/10 125/20 До 14 14—13 Свише 23 До 14 14—23 Свыше 23 им. С. М. Кирова «Сибтяжмаш» 18 20 23 50 55 60 34 34 39 39 36 44 43 54
Трудоемкость ремонта машины определяется как произведение
трудоемкости одной ремонтной единицы г на число ремонтных
единиц (категорию ремонтосложности) R данной машины.
280
Тогда трудоемкость капитального ремонта QK, например, крана
грузоподъемностью 125/20 т пролетом 23 м, имеющего категорию
ремонтосложности 7?м = 55 и R3 = 54, будет равна: для механи-
ческого оборудования QK. м = RMrM = 55 * 35 = 1925 чел.-ч; для элек-
трического оборудования QK,3 = R3r3 = 54 • 15 = 810 чел.-ч.
С помощью ремонтных единиц можно планировать загрузку
ремонтных баз, нормировать расход запасных частей. Так, например,
для подъемно-транспортных машин нормативные запасы запасных
частей на одну ремонтную единицу составляют от 30 до 50 руб.
в зависимости от вида производства.
§ 6. Виды ремонтов
В зависимости от объема ремонтных работ и сложности ремонт-
ных операций различают следующие виды плановых ремонтов
подъемно-транспортных машин: текущий, средний и капитальный.
Текущий (малый) ремонт — наименьший по объему вид плано-
вого ремонта, при котором за счет регулировки механизмов, замены
и ремонта быстроизнашиваемых деталей обеспечивается нормаль-
ная работа машины до очередного планового ремонта. При теку-
щих ремонтах механизмы очищают от грязи и пыли, заменяют или
доливают смазочные масла, проверяют состояние и регулируют
тормоза, приборы безопасности, заменяют износившиеся тормозные
накладки, втулки и другие легкодоступные детали с предельными
износами, регулируют подшипники качения. У электрических дви-
гателей проверяют сопротивление изоляции, устраняют поврежде-
ния наружных частей обмоток, ремонтируют контактные кольца
и коллекторы, щеточные аппараты, меняют щетки и устраняют
другие мелкие неисправности.
У кранов, кроме того, производится замена износившихся ка-
натов, ревизия и ремонт ограничителей грузоподъемности.
У ленточных конвейеров ремонтируют ленту и регулируют
ее натяжение, ремонтируют ограждение станций, меняют невращаю-
щиеся ролики.
При малом ремонте лифтов, кроме очистки, смазки, проверки
состояния лебедок, тормозов, ловителей, производится замена
роликов и пружин башмаков кабины и противовеса, чугунных вкла-
дышей и скользящих башмаков, втулок рычагов.
Средний ремонт — средний по объему и сложности вид плано-
вого ремонта машины. Цель его — ограниченное восстановление
ресурса машины и обеспечение ее работы до очередного планового
ремонта. При средних ремонтах выполняются те же работы, что
и при текущих. Кроме того, разбирают отдельные узлы и механиз-
мы, заменяют или ремонтируют износившиеся детали малого
и среднего сроков службы, собирают и регулируют узлы и меха-
низмы. Одновременно со средним ремонтом механической части
ПТМ производится, как правило, капитальный ремонт электри-
281
ческих двигателей, включая их разборку и пропитку обмоток горя-
чими изоляционными лаками, сушку в печах, сборку и испытание.
Капитальный ремонт — наиболее сложный и трудоемкий по
объему вид планового ремонта машины. Цель его — полное или
близкое к полному восстановление ресурса машины. При капиталь-
ном ремонте производится полная разборка малогабаритных машин
(например, электрических талей, автомобильных кранов) и меха-
низмов (лебедок, редукторов), замена или ремонт износившихся
деталей, включая базовые, ремонт и покраска металлоконструк-
ций. Заключительными операциями капитального ремонта ма-
шины является ее испытание вхолостую и под нагрузкой. Краны
после капитального ремонта проходят внеочередной техническое
освидетельствование, включая статические и динамические испы-
тания.
§ 7. Календарное и технологическое планирование ремонтов
Структурными графиками ремонтных циклов устанавливают вид,
последовательность и периодичность ремонтов машины.
На основании структурных графиков составляют годовые кален-
дарные графики плановых ремонтов различных типов машин, экс-
Рис. 184. Сетевой график капитального ремонта сменных агрегатов козлового
крана грузоподъемностью 5 т
плуатируемых на предприятии. При разработке таких графиков
учитывается загрузка ремонтной базы и сезонность работы машин
(в речных портах).
Во время ремонта машина, естественно, не выполняет полезной
работы, остановить ее на строго определенное время можно только
при наличии резерва машин на заводе, в цехе, на участке. Дли-
тельные, неорганизованные ремонты машин могут оказать весьма
неблагоприятное влияние на работу предприятия. Сократить
продолжительность и повысить качество ремонта можно за счет
разработки технологических графиков; подготовки и применения
прогрессивных методов ремонта.
282 '
На ремонты крупных машин и большого числа однотипных машин
разрабатываются технологические графики линейные и сетевые.
Рассмотрим в качестве примера сетевой график капитального ре-
монта сменных агрегатов (тельфера, ходовых тележек) козлового
крана грузоподъемностью 5 т (рис. 184) (11. В график внесены основ-
ные расчетные данные ремонта. Кружками обозначены события,
каждое из которых разбито на четыре сектора. В них указаны:
номер события (нижний сектор), позднее окончание предыдущей
работы (правый сектор) и ранее начало последующей работы (ле-
вый сектор). Исходные данные, по которым составлялся график,
приведены в табл. 32. Из этих данных видно, что критический путь
проходит через события 0-2-5-7-11-13-14-15-16-17-18-19, длитель-
ность критического пути составляет 64 ч 2 мин, а резерв времени
по ремонту электродвигателей — 13 ч 57 мин.
Таблица 32. Исходные данные сетевого графика (рис. 184)
Шифр события Наименование работ Трудоемкость, чел.-ч и чел .-мин Число испол- нителей, чел. Продолжи- тельность работы, ч и мин
0—1 Снятие электродвигателей 30° 1 3°°
0-2 Разборка тележек 48<о 4 1210
1—3 Ремонт электродвигателей: тельфера 1300 1 13оо
3—8 тележек 2000 1 2О00
1—4 Разборка тельфера 8<о 1 8<о
4-6 Обмывка деталей: тельфера 730 1 узо
2-5 тележек 18оо 2 9°о
6-9 Дефектовка и подбор запчастей: тельфера ро 1 рО
5—7 тележек 2оо 1 2оо
9-10 Ремонт корпусов и деталей: тельфера 2060 1 2060
7—11 тележек 3840 4 94°
10—12 Сборка тельфера 1410 2 705
11—13 Окраска внутри корпусов тележек 220 1 220
13—14 Сборка тележек 5910 4 14^
12—15 Установка электродвигателей: тельфера 2оо 1 200
14-15 тележек ро 2 О40
15-16 Регулировка механизмов и тормо- зов 65° 2 з2*
§ 8. Подготовка машин к ремонту
Ремонту подъемно-транспортных машин, также как и произ-
водству, должна предшествовать техническая и материальная под-
готовка.
283
Техническая подготовка ремонта машин включает их конструк-
торскую и технологическую подготовку.
В объем конструкторской подготовки ремонта машин входит
разработка:
рабочих чертежей деталей, подлежащих замене при ремонте
(в тех случаях, когда такие чертежи не представлены заводом-
изготовителем);
чертежей деталей улучшенной конструкции и деталей, обеспечи-
вающих модернизацию машины в процессе ремонта;
ремонтных чертежей в соответствии с ГОСТ 2.604—68 «Чертежи
ремонтные».
Разработка рабочих чертежей деталей по изношенным образ-
цам представляет значительные трудности. Для зубчатых колес,
кроме того, необходима правильная расшифровка параметров
зубчатого зацепления. При разработке таких чертежей следует
руководствоваться системой допусков и посадок, нормами и тре-
бованиями ГОСТов, нормалями и другими инструктивными мате-
риалами.
В объем технологической подготовки ремонта машин входит
разработка следующей документации:
технических условий на контроль и выбраковку изношенных
деталей;
технических условий на ремонт деталей;
предварительных ведомостей технического состония машины
перед ремонтом/
карт технологических процессов ремонта машин;
норм расхода материалов.
Технологическая подготовка ремонта включает также разра-
ботку и изготовление технологической оснастки (приспособлений,
специального инструмента и др.), необходимой для выполнения
ремонта.
Цель материальной подготовки ремонта— заблаговременное
приобретение и доставка на ремонтное предприятие сырья (слит-
Таблица 33. Примерная стоимость материалов, расходуемых при ремонте
некоторых видов ПТМ (в проц, от заработной платы рабочих) [11]
Оборудование Вид ремонта
капиталь- ный средний малый
Стоим О( зть материала , проц.
Подъемно-транспортные (кроме ленточных конвейеров) 210 50
Ленточные конвейеры для горелой горячей земли со скрапом 330 240 80
Элеваторы 275 210 65
Напольные конвейеры 330 240 80
284
ков бронз, латуней), материалов (прокат черных металлов)-
покупных изделий (канатов, подшипников качения, тормозных
накладок), заготовок (поковок, отливок) и запасных частей. Заявки
на эти материалы и изделия составляют на основании норм и уточ-
ненной годовой программы работы ремонтного предприятия или
годовых графиков ремонта машин, разработанных предприятием,
эксплуатирующем машины. Ориентировочно стоимость всех ви-
дов материалов, необходимых для ремонта, определяется в про-
центах от основной зарплаты ремонтных рабочих (табл. 33).
Годовой фонд зарплаты рабочих может быть определен по сум-
марному числу ремонтных единйц оборудования, подлежащего
ремонту.
Глава XIX
ОБЩИЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
И ОСНОВНЫЕ ОПЕРАЦИИ РЕМОНТА
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Общий технологический процесс ремонта
подъемно-транспортных машин
Ремонт машины представляет собой последовательно выполняе-
мые разборочные, восстановительные, слесарные, сборочные и регу-
лировочно-наладочные операции. В результате выполнения этих
работ машине возвращается работоспособность и восстанавли-
вается ее ресурс.
Основные операции ремонта подъемно-транспортных машин:
разборка машины на узлы, а узлов на детали;
очистка, мойка и дефектация деталей;
ремонт (восстановление) деталей, металлоконструкций, гидрав-
лической и пневматической аппаратуры, электрических двига-
телей и электрической аппаратуры;
узловая и общая сборка, обкатка;
испытание узлов и машины вхолостую и под нагрузкой;
покраска машины.
Перечисленные операции в полном объеме выполняются только
в процессе капитального ремонта машин. При среднем и текущем
ремонтах обычно выполняется только часть операций или же все,
но лишь в отношении некоторых механизмов машины.
Ремонтное оборудование и технологические участки размеща-
ются в цехах в соответствии с последовательностью выполнения
ремонтных операций. Характер разборочно-сборочных операций
зависит от конструкции машины и места проведения ее ремонта.
При ремонте автомобильных и гусеничных кранов разборочно-
285
Механические
Злектроремонтный Ремонтная и ремонтные
цех ремонтной площадка цехи ремонтной
базы базы
Рис. 185* Схема общего технологического процесса ремонта крупной подъемно-транспортной машины
сборочные операции во многих случаях полностью выполняются
в условиях ремонтного предприятия. При ремонте мостовых кранов,
конвейеров, лифтов, элеваторов, подвесных канатных дорог, общая
разборка на узлы производится на месте установки машины, а раз-
борка узлов и последующие операции— на ремонтном предприятии.
Схема общего технологического процесса ремонта крупной
машины при выполнении общей разборки, сборки, наладки и испы-
тания ее на месте установки (ремонтной площадке) приведена на
рис. 185. Узловая разборка и ремонт механического, пневматиче-
ского и гидравлического оборудования машины производятся в ре-
монтно-механических цехах предприятия, а ремонт электрического
оборудования.— в электроремонтном цехе.
§ 2. Организационно-технологические методы ремонта
В зависимости от места проведения ремонта, количества ремон-
тируемых в течение года однотипных машин, обеспеченности их
запасными частями изменяются и организационно-технологические
методы и формы ремонта машин.
Рис. 186. Схема ремонта машин индивидуальным методом
При ремонте подъемно-транспортных машин применяются
индивидуальный, агрегатный и поточный методы.
При индивидуальном методе (рис. 186) годные детали и детали,
требующие ремонта, снимают с машины (№ п). После очистки,
контроля и восстановления детали вновь устанавливают на эту же
машину. Весь комплекс работ, связанных с р монтом машины
(включая изготовление значительной части новых деталей), произ-
водится го время ремонта. При этом используется также неболь-
шое количество запасных частей, ходовых колес кранов, блоков.
287
Индивидуальным'методом ремонтируются, как правило, машины
индивидуального изготовления: мощные и специальные краны,
некоторые типы конвейеров и др. Этот метод ремонта принято назы-
вать-также необезличенным, так как все детали, снятые с ремонти-
руемой машины, снова устанавливают на нее.
Существенные недостатки индивидуального метода:
большая продолжительность ремонта, определяемая необхо-
димостью выполнения в процессе ремонта значительного объема
работ по изготовлению и ремонту деталей;
более низкое по сравнению с агрегатным методом качество ре-
монта, так как основной объем работ (кроме работ по ремонту
электрооборудования) выполняют универсальные бригады, в ко-
торых отсутствует узкая специализация рабочих. Кроме того, при
ремонте этим методом испытание и обкатка собранных узлов про-
изводятся обычно на самой машине, так как изготовление редко-
используемых стендов не рационально; более высокая, как пра-
вило, стоимость ремонта.
При агрегатном (сменно-узловом) методе ремонта (рис. 187)
детали ремонтируемой машины в процессе дефектации делятся на
пять групп: годные; требующие непродолжительного ремонта; тре-
бующие продолжительного ремонта; простые детали, требующие
замены; сложные детали, требующие замены. Несложные детали
могут быть отремонтированы или изготовлены заново в период
ремонта машины, не влияя существенно на его продолжительность.
Ремонт и изготовление сложных деталей (зубчатых колес, бараба-
нов) неизбежно удлинят продолжительность ремонта всей машины.
Такие работы необходимо выполнять в межремонтный период, что
допустимо только в случае замены деталей, т. е. вместо деталей,
снятых с ремонтируемой машины (№ п), будут установлены такие же
детали, предварительно изготовленные или снятые с однотипной
машины (№ п— 1). В свою очередь, сложные детали, снятые с ма-
шины № п, после их ремонта и изготовления будут использованы
при ремонте однотипной машины (№ п + 1). Таким образом, при
агрегатном методе ремонта создается оборотный фонд отремонти-
рованных и изготовленных деталей и собранных узлов (редукторов,
тормозов, лебедок и др.). При этом создаете я обезличивание деталей
и узлов, входящих в оборотный фонд. Однако при полной взаимоза-
меняемости деталей и узлов и их одинаковом качестве такое обезличи-
вание (обезличенный ремонт) не влияет на качество ремонта машин.
Величина и номенклатура оборотного фонда деталей и узлов
зависят от- конструкции машины, количества однотипных машин,
ремонтируемых в течение года, вида и заданной продолжитель-
ности ремонтов. Чем большее число машин ремонтируется в тече-
ние года и чем меньше заданная продолжительность ремонта, тем
больше новых и заранее отремонтированных деталей и узлов должно
находиться в переходящем комплекте.
Таким образом, при агрегатном методе продолжительность ре-
монта машины не связана с продолжительностью ремонта и изго-
288
Рис. 187. Схема ремонта машин агрегатным методом
товления сложных деталей, а определяется главным образом вре-
менем выполнения собственно ремонтных операций.
Агрегатный метод ремонта применяется при необходимости
отремонтировать в течение года от 4 до 18 однотипных машин.
Недостатком агрегатного метода ремонта является увеличение неза-
вершенного производства за счет оборотных фондов и уменьшение
оборачиваемости оборотных средств.
Основные преимущества агрегатного метода ремонта:
сокращение продолжительности ремонта за счет выделения
операций по ремонту и изготовлению сложных деталей в отдельный
вид работ, не связанный непосредственно с ремонтом данной машины;
повышение качества ремонта за счет выполнения операций на
специализированных участках или постах.
Агрегатный метод ремонта является одним из прогрессивных
и поэтому находит все более широкое применение.
Поточный метод ремонта применяется в условиях специализи-
рованных ремонтных предприятий при большом (более 300—400)
числе ремонтов однотипных машин в год. Поточным методом могут
ремонтироваться такие агрегаты подъемно-транспортных машин,
как двигатели автомобильных кранов, звенья цепей конвейеров.
§ 3. Разборка и мойка машин
Разборка машин на узлы (сборочные единицы), а узлов на
детали необходима для того, чтобы установить степень пригод-
ности деталей к дальнейшей работе, отремонтировать или заме-
нить негодные, очистить от грязи и продуктов износа. Разбирать
детали следует так, чтобы не испортить их. С этой целью приме-
няются современные способы и средства механизации разборочно-
сборочных работ.
Рассмотренные в главе VI методы и средства механизации про-
цессов сборки узлов при производстве подъемно-транспортных
машин в значительной мере пригодны для механизации процессов
их разборки и последующей сборки при ремонте машин.
При разборке машин широко применяются разного рода пере-
носные съемники (рис. 188). Винтовые съемники рассчитаны на
усилие до 10, гидравлические—до 15 тс. Необходимое давление
масла в цилиндре 1 гидравлического съемника (рис. 188, б) создается
ручным насосом 3. Бачок с маслом 2 устанавливается на съемнике.
Принцип работы индукционных съемников основан на нагреве
детали вихревыми токами до температуры 120—140° С, после чего
деталь легко снимается. Индукционный нагрев создается съемной
катушкой (индуктором) 1, по обмоткам которой проходит перемен-
ный ток.
Температура нагрева снимаемой детали определяется зависи-
мостью
290
где Ан — величина натяга деталей в соединении;
<4— диаметр цапфы вала, мм;
а — коэффициент линейного расширения стали, мм/град.
С помощью индукционных съемников снимают внутренние
кольца конических подшипников, мелкие шестерни.
Рис. 188. Схемы съемников:
а — винтового; б — гидравлического; в — индукционного;
1 — цилиндр; 2 — бачок с маслом; 3 — ручной насос; 4 — ин-
дуктор
Рис. 189. Установка монорельса для
снятия и подъема узлов при ремон-
те мостовых кранов:
/ — тельфер; 2 — монорельс
Применение при ремонте более простых подъемно-транспорт-
ных средств объясняется меньшим, как правило, объемом раз-
борочно-сборочных работ, меньшими массами поднимаемых узлов.
Так, например, при ремонте не разбираются (не демонтируются)
металлоконструкции кранов.
Для подъема крупных узлов
при ремонте используются стре-
ловые краны на автомобильном
и гусеничном ходу, монтажные
мачты. Для подъема и опускания
тележек и других узлов ремонти-
руемых мостовых кранов исполь-
зуются монтажные балки. При ус-
тановке в цехе мостовых кранов
в два яруса подъемные операции
при ремонте кранов, установлен-
ных на нижнем ярусе, производят
краны, установленные на путях
второго яруса. В современных
цехах иногда места ремонта кра-
нов оборудуются настенными кон-
сольными передвижными кранами.
У кранов в процессе ремонта из крупных узлов чаще всего заме-
няют узлы ходовых колес. Для их подъема или для подъема других
крупных узлов используются передвижные тельферы (рис. 189)
или специальные подъемные устройства (рис. 190) [44].
В конструкцию некоторых козловых кранов входят гидродом-
краты, устанавливаемые на корпусе балансира и позволяющие
291
поднять одну сторону большого балансира и выкатить малый при-
водной балансир вместе с приводом. Таким же образом может быть
заменен малый неприводной балансир.
Мойку и очистку деталей выполняют не только с целью уда-
ления с них накопившейся грязи, смазки, продуктов износа, ржав-
чины, но и с целью подготовки деталей для дефектации.
Моечные операции являются весьма трудоемкими и вредными,
поэтому они должны быть механизированы в наибольшей степени.
Очистке и мойке подвергаются все детали, кроме тех, которые не
подлежат восстановлению (см. главу XXI).
Наиболее простой и наименее совершенный способ очистки
деталей — это мойка их вручную в керосине или бензине. Более
совершенные методы — выварка в щелочных ваннах; мойка щелоч-
ными растворами в специальных моечных машинах и установках;
в щелочных ваннах с применением ультразвука; мойка подшипни-
ков качения на специальных установках с применением горячих
растворов.
Ванны для выварки деталей представляют собой баки различ-
ной емкости с паровым подогревом. В них заливают 3%-ный раствор
каустической соды и на 6—20 ч погружают очищаемые детали
и узлы. Раствор подогревается до температуры 80—85° С.
Моечные машины камерного (тупикового) типа могут быть раз-
личных схем. Моечная машина (рис. 191) состоит из камеры 8 ци-
линдрической формы, к верхней части которой присоединена труба
с вытяжной вентиляцией. Полом камеры служит вращающаяся
на роликах 2 платформа 3, приводимая во вращение механизмом
10. На решетчатом настиле платформы уложены рельсы узкой
колеи 4, продолжающие колею цеха. По ней передвигается несамо-
292
ходная тележка 5. Со стороны колеи камера 8 имеет отодвигаемую
брезентовую штору 6, так что тележка может закатываться и выка-
тываться из камеры. В потолочной и боковых частях камеры уста-
новлены трубчатые рампы 7 с соплами. Трубы рамп присоединя-
ются к трубопроводу 9 с горячим раствором каустической соды
Другая часть рампы присоединяется к трубопроводу с горячей
водой.
Процесс мойки деталей следующий. Тележку с установленными
на ней грязными деталями закатывают в камеру и закрывают ее.
Затем приводится во вращение платформа 3, а в рампы под давле-
нием 2 кг/см2 подается горячий (75—85° С) раствор каустической
Рис. 191. Схема моечной машины камерного типа:
/ — отстойник; 2 — ролики; 3 — вращающаяся платформа;
4 — рельсы; 5 — несамоходная тележка; 6 — брезентовая
штора; 7 — трубчатые рампы; 8 — камера; 9 — трубопровод;
10 — механизм вращения платформы
соды. Мощные струи горячего раствора смывают с деталей грязь,
а загрязненный раствор поступает в отстойник 1. Во избежание
ржавления очищенные детали промываются струями горячей
воды, после чего тележку выкатывают из камеры.
В моечных машинах обычно применяют 3—5%-ный раствор
каустической соды или другие щелочные растворы.
В моечных машинах конвейерного типа (рис. 192) операции за-
грузки деталей на пластинчатый конвейер 1, обмывки их горячим
содовым раствором, а затем горячей водой и снятия очищенных
деталей с конвейера производятся непрерывно. Камеры 2 имеют
длину 12 м и больше. Существуют также моечные машины с под-
весными конвейерами.
Подшипники качения моют на специальных установках в горя-
чем растворе воды или керосина с добавкой 8—10%-ной консистен-
тной смазки УТВ, затем их промывают горячей водой, сушат и сма-
зывают рабочей смазкой.
В моечных установках с использованием ультразвука (рис. 193)
очищаемые детали помещаются в ванну с горячим (температура
55—60° С) раствором каустической или кальцинированной соды.
293
Рис. 192. Схема моечной машины конвейерного типа:
1 — пластинчатый конвейер; 2 — камеры
Рис. 193. Схема устройства ванны УЗВ-16 для ультразвуковой очистки деталей:
1 — коробка клеммного набора; 2 — звукоизоляционный кожух; 3 — крышка; 4 — замок;
5 — бак для слива жидкости из ванны; 6 — магнитострикционный преобразователь; 7 — ван-
на; 8 — змеевик для нагрева или охлаждения жидкости в ванне; $ — выходное отверстие
в системе вентиляции; 10 — термометр; 11 — устройство для бортового отсоса; 12 — сетка
с очищенными деталями; 13 — труба для слива жидкости из ванны; 14 — труба для подачи
горячей воды; 16 — труба для слива воды; 16 — труба для подачи холодной воды; 17 ~ труба
для ввода электропроводов
В дно ванны встраивается один или несколько магнитострикцион-
ных преобразователей (аппаратов), соединенных с генератором
высокочастотных колебаний (частота колебаний в пределах 19—
20 кгц). Диафрагмы преобразователей передают ультразвуковые
колебания щелочному раствору. Таким образом, на деталь, находя-
щуюся в растворе и в ультразвуковом поле, воздействует большое
число гидравлических ударов, вследствие чего процесс очистки зна-
чительно интенсифицируется: его продолжительность составляет
всего 0,5-7-4 мин. Достоинством ультразвукового метода является
также весьма высокое качество очистки и возможность хорошей
очистки труднодоступных мест (резьбовых отверстий).
Отечественной промышленностью выпускается несколько типов
установок для ультразвуковой очистки деталей: УЗВ-16, УЗВ-17,
УЗВ-18 и др.
§ 4. Дефектация деталей и нормы выбраковки
типовых деталей подъемно-транспортных машин
Машины поступают в ремонт с различной степенью износа дета-
лей и с различными видами дефектов (повреждений). Установле-
ние степени пригодности деталей для дальнейшей работы в машине
принято называть дефектацией деталей.
В соответствии с требованиями ГОСТ 2602—68 «Ремонтные
документы», входящего в ЕСКД, на все изделия серийного и массо-
вого производства должны разрабатываться документы, включаю-
щие руководства, технические условия и нормы расхода запасных
частей на средние и капитальные ремонты. Руководства по ремонту
включают технические требования (условия) на дефектацию и ремонт
деталей, определяющие:
допустимые и предельные размеры изношенных деталей;
признаки неисправимых дефектов;
способы устранения дефектов;
технические требования к отремонтированным деталям и не-
разъемным соединениям.
Для многих машин (электровозы, автомобили и др.) такие тех-
нические требования на дефектацию и ремонт деталей разрабо-
таны и применяются при ремонте машины.
Допустимыми размерами элементов деталей приняты такие разме-
ры, при которых деталь может работать до очередного планового
ремонта, предусматривающего разработку узла с данной деталью.
Предельными (браковочными) размерами рабочих элементов
деталей являются такие размеры, при которых деталь исчерпала
свой ресурс или ресурс сопряжения и не может быть использована
для дальнейшей работы. Предельно изношенные детали могут ис-
пользоваться в машине только после их восстановления.
Допустимые и предельные размеры изношенных деталей должны
быть научно обоснованы с учетом всего сложного комплекса фак-
торов, определяющих ресурс деталей.
295
Sa остр
--------- 26-0J5SH
25=0.25 SH
60р-
50,0-
40,0
£
500-
16,55
Snpz 10,50
х кгс
°“’ММ2
40,0
55,0
50,0 J
е
I 20,24
22,76 №,0
20,0
'‘-15,0
-10,0
-5,0
бТ-65,0
, 29,24
' 22,16
20.0
брасч~ 16,55
При определении степени пригодности деталей учитывают:
величину износа детали и наличие других повреждений; вид оче-
редного планового ремонта.
Величина износа детали показывает, в какой степени исчерпан
ее ресурс, а также характеризует появление или приближение
предельного состояния детали. В свою очередь, предельное состоя-
ние детали устанавливается
на основании расчета ее
на прочность (с учетом дей-
ствующих нагрузок, ско-
ростей, вида материала и
его термической обработ-
ки), расчета геометричес-
ких параметров изношен-
ных элементов, величин
натягов и зазоров в со-
пряжениях ит. д. Рассмот-
рим методику определения
предельных состояний эле-
ментов вала-шестерни z =
= 28; т = 10 унифициро-
ванных механизмов подъе-
ма и тяги ковша шагающе-
го экскаватора ЭШ 10/60.
Для изношенных зубьев
шестерни (колеса) предель-
ные состояния определяю-
тся по изгибной и контакт-
ной прочности; заострению
вершин зубьев; боковому
зазору, определяемому до-
пустимыми величинами хо-
лостых ходов при реверсе,
вибрации; износу упроч-
ненного (закаленного) слоя.
Предельные размеры
зубьев шестерни опреде-
ляют графоаналитическим
заострению вершины зуба
Se. остр- Задаваясь различными величинами износа зубьев 6,
рассчитывают изношенный зуб на изгибную прочность по опас-
ному сечению с—с. Запас прочности относительно предела теку-
чести должен быть не менее 1,4-?-1,7.
Как видно из графика (рис. 194), при износе зубьев 26 = 0,25SH
запас их прочности == 2,25. Однако предельным состоянием
зубьев у данного колеса является заострение вершин зубьев
Se. остр = 2,10 мм, так как при дальнейшем изнашивании возни-
кает выкрашивание зубьев у вершин. Поэтому за предельный
10,0
е
о_
—^0
2би
5
а
Рис. 194. Графики для
ного размера зубьев колеса
34ХНЗМ:
а — график напряжений; б — шкала напряжений и
запасов прочности зубьев
определения предель-
на стали
методом по изгибаемой прочности и
296
износ зубьев принят износ 26и = 0,25SH, где SH — начальная
толщина зуба по постоянной хорде.
Допустимые размеры изношенных элементов детали зависят
также от вида очередного планового ремонта. Пусть имеется цапфа
вала с номинальным диаметром dH (рис. 195). Величина предельного
износа цапфы 8Пр характеризуется отрезком НД. В этом случае ко
времени проведения второго среднего ремонта цапфа вала будет
иметь предельные размеры и будет выбракована (вал заменен или
восстановлен). При первом капитальном ремонте цапфа вала будет
иметь ресурс работоспособности, характеризующийся отрезком
ВВ", который достаточен для работы до очередного планового ре-
Рис. 195. Схема к определению допустимых и пре-
дельных размеров деталей в зависимости от вида
ремонта машины
монта (С), при котором производится разборка узла с рассматривае-
мым валом. Если при втором среднем ремонте вал не будет заменен
или восстановлен, то ко времени очередного капитального ремонта
цапфа вала будет иметь износ больше предельного на величину ЕЕ.
Пусть теперь цапфа изнашивается со скоростью, характеризу-
ющейся прямой НЕ". Тогда ко времени проведения первого капи-
тального ремонта она будет иметь ресурс работоспособности, харак-
теризующийся отрезком В'В". Однако, если узел с валом может быть
разобран только при проведении среднего или капитального ре-
монтов, устанавливать вал на машину при первом капитальном
ремонте не следует, так как предельный износ (точка Г") цапфа
будет иметь ко времени проведения текущего ремонта (через время
/пр), когда узел с валом не разбирается (например, узел механизма
передвижения гусеничного крана). Таким образом, допустимые
размеры деталей определяются с учетом вида ремонтов. Так, на-
пример, для цапфы вала с номинальным диаметром 200 мм, соеди-
ненной с подшипниками скольжения, и с предельным размером
190 мм допустимыми размерами могут быть: для капитального ре-
монта — любой размер в пределах 200—196 мм, для среднего —
200—194 мм, для текущего — 200—193 мм.
297
Таблица 34. Технические требования на дефектацию и ремонт деталей.
00 Деталь: вал-шестерня тп = 10; г = 28. Масса = 210 кг. Материал 34XH3M. Твердость НВ280-320.
Количество на машину — 2 (1+1)
Пози- ция на эс- кизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры при дефектации Возможные способы восстановления Размеры после восстановления
номинальный допустимый при среднем ремонте допустимый при капиталь- ном ремонте предельный (браковочный) номинальный ремонт
—0,10 —0,16 *—0,16
1 Износ зуба по тол- щине Замер. Штангель- зубомер 13,87~0’16 +0,03 13,87~2’0 -Ьо»оз 013О+0’002 4-0,03 13,87—1,10 +0,03 менее 10,30 +0,03
2 Износ поверхности по Ф130Н Замер. Микрометр 013О+0,004 +0,03 0130 °’00 +0,03 0 менее 129,90 Автомати- ческая вибродуго- вая наплав- ка 013О+0’004 +0,03
3 . Износ поверхности по Ф125Н Замер. Микрометр 0125+0- °04 +0,032 0125+0,002 —0,105 0 125 °-00 —0,105 0 менее 124,92 Автомати- ческая вибродуго- вая на- плавка 0125+°-004 +0,032
4 Износ шпоночного паза по ширине Замер. Шаблон 36-0,105 36+°,250 36+0,150 более 36,5 Наплавка 36—0,105 —
Допустимые размеры детали для каждого вида ремонта нахо-
дятся в достаточно широких пределах: от верхнего, равного номи-
нальному размеру детали, до нижнего, определяемого минимально
необходимым ресурсом ее работоспособности до соответствующего
планового ремонта. В общих условиях на дефектацию деталей
часто указываются только наименьшие допустимые размеры де-
тали.
Требования на дефектацию и ремонт деталей обычно оформля-
ются в виде специальных карт. Такая карта для рассмотренного
вала-шестерни z = 28; т = 10 приведена в табл. 34. В карте ука-
зоны допустимые и предельные размеры зубьев, установленные по
изложенной методике и по предлагаемым графикам (рис. 195).
Предельные размеры шеек и цапф валов под подшипники каче-
ния (позиция 2 на карте 1) и под шпоночные соединения (пози-
ция 3 на карте 1), определяются переходом посадки с натягом
(Н, Т) в посадки с зазором. Допустимые размеры этих элементов
валов определяются нулевым значением нижней границы поля
допуска.
В картах приводятся только некоторые из возможных способов
восстановления (ремонта) деталей. Фактически могут применяться
и другие способы. Так, например, вместо автоматической вибро-
дуговой наплавки может быть применена автоматическая наплавка
под слоем флюса. I
Основные требования и нормы к дефектации и выбраковке типо-
вых деталей подъемно-транспортных машин необходимо рас-
смотреть более подробно.
Валы и оси
Валы и оси подлежат выбраковке при наличии в них трещин
и остаточных деформаций кручения. Изгиб вала, если он не привел
к образованию трещин, может быть устранен путем правки в хо-
лодном состоянии или с подогревом. В процессе правки в металле
вала или оси также не должны образовываться трещины или внут-
ренние разрывы. Поэтому ремонту подлежат оси и валы с ограни-
ченными величинами изгиба (табл. 35).
Изогнутые валы и оси механизмов подъема кранов, лифтов
и ППКД правке не подлежат. Наиболее часто валы и оси снимают
с машины вследствие предельного износа цапф и шеек.
Величины износов отдельных зон рабочих поверхностей деталей
машин зависят от направления и характера нагрузок, регуляр-
ности поступления смазки, тщательности укрытия зоны от внешней
абразивной среды. Поэтому рабочие элементы деталей машин, как
правило, изнашиваются неравномерно. Цапфы и шейки валов
также изнашиваются неравномерно, в результате чего эти элементы
получают более или менее грубые отклонения от правильной (на-
чальной) геометрической формы. Наиболее существенными из та-
ких отклонений в продольном сечении цапф и шеек валов явля-
299
Таблица 35. Допустимые и предельные величины изгиба валов,
устраняемые правкой (в долях длины)
Виды величины Краны, лифты, ППКД Остальные ПТМ
при п <500, об/мин при п > 500, об/мин при п < 500, об/мин при п > 500, об/мин
Предельная без правки Допустимая при правке без подо- 0,00025 0,00015 0,00035 0,00025
грева Допустимая при правке с подо- 0,008 -0,010 0,010- -0,020
гревом до 600—650° С 0,020 -0,030 0,025- -0,035
ются конусность (рис. 196, а), бочкообразность (рис. 196, б), сед-
лообразность (рис. 196, в). В поперечном сечении такими отклоне-
ниями являются овальность (рис. 196, г), некруглость и др. За
Рис. 196. Отклонения от правильной геометрической формы элементов деталей
в результате неравномерного изнашивания:
а—г — цапф и шеек валов и осей; А—Г — втулок
формы принимается разность между наибольшим и наимень-
шим dHM диаметрами, т. е.
Д = da(j (1ЯЫ.
Иногда величину Д относят в длине I или диаметру dH0M цапфы
(шейки) вала и получают удельную величину конусности, оваль-
ности и т. д. Отклонения от правильной геометрической формы
цапф и шеек валов, также как и подшипников скольжения, учи-
тываются при дефектации деталей. При этом для валов принимается
наименьший диаметр цапфы или шейки.
300
В качестве обязательной операции при ремонте валов и осей
является устранение отклонений от правильной геометрической
формы цапф и шеек путем проточки на ремонтный или на номиналь-
ный размер после пополнения металла в местах износа (наплавкой).
Предельные размеры изношенных цапф и шеек валов и осей
ПТМ по данным эксплуатационной практики и проверенные рас-
четами приведены в табл. 36.
Таблица 36. Предельные размеры цапф и шеек валов и осей (в долях от dH0M)
Тип машины Валы Оси
цапфы шейки цапфы | шейки
Краны, лифты ППКД 0,96 0,97 0,94 0,95
Остальные ПТМ 0,94 0,95 0,93 0,94
Оси соединения пластинчатых крюков с траверсами или другими
грузовыми подвесками заменяют при износе цапф, равном или
превышающем 5% величины номинального диаметра цапфы.
Втулки и вкладыши подшипников скольжения
Бронзовые и латунные втулки и вкладыши подшипников сколь-
жения также изнашиваются неравномерно и имеют те же откло-
нения от правильной геометрической формы, что цапфы и шейки
валов (рис. 196, А—Г).
Предельные износы вкладышей и втулок зависят от характера
нагрузок, вида механизма и определяются по прочности, условиям
работы трущейся пары, зазору, вследствие появления недопустимых
ударов, вибраций, ухудшения условий смазки и др.
По прочностным критериям предельные износы бронзовых и ла-
тунных втулок и вкладышей не должны превышать при неизменяе-
мом направлении нагрузки 40%, при знакопеременной нагрузке
30% начальной толщины стенки.
Из условий сохранения работы трущейся пары при густой смазке
предельным является 4—6-кратное увеличение начального зазора
в соединении.
Стальные втулки пластинчатых крюков и проушин не подлежат
ремонту при износе, превышающем 50% толщины стенки втулки.
При изготовлении новых стальных втулок они должны подвергаться
термической обработке (обычно нормализации), что увеличивает
срок их службы.
Барабаны и блоки
Чугунные барабаны и блоки при наличии в них сквозных тре-
щин подлежат выбраковке и не ремонтируются. Трещины в сварных
барабанах и барабанах из литых сталей могут завариваться с пред-
301
варительной разделкой. Литые барабаны литейных кранов при на-
личии в них сквозных трещин подлежат выбраковке.
Нормы выбраковки барабанов и блоков, входящих в конструк-
ции кранов и лифтов, характеризуются большей жесткостью по срав-
нению с нормами выбраковки барабанов и блоков, входящих в конст-
рукции, например, конвейеров, экскаваторов и других машин. Эта
разница определяется соображениями техники безопасности.
Грузовые барабаны кранов заменяются при износе стенки на
величину, превышающую 20% начального значения, блоки—при
износе опорной поверхности ручья на величину, превышающую
25% диаметра каната.
Тормозные шкивы и фрикционные накладки
Тормозные шкивы заменяются при обнаружении в них трещин
и при износе, превышающем 35% начальной толщины обода. На-
кладки тормозных колодок заменяются при износе, превышающем
начальную толщину накладки в средней части на 50%, в концевой
части — на 60—70%.
Зубчатые колеса
Зубчатые колеса со сквозными трещинами в ободе и ступице
подлежат замене. Трещины в диске стальных зубчатых колес,
кроме колес механизмов подъема кранов, разрешается заваривать.
В результате изнашивания зубьев колес снижается их изгибная
прочность и изменяется контактная. Изменение изгибной прочности
зуба в зависимости от величины износа зуба показано на рис. 194
(кривая е—е).
В результате изнашивания (даже незначительного) изменяются
профили зубьев — вместо эвольвентных они приобретают неопре-
деленные очертания. Вследствие этого нарушаются основные рас-
четные параметры зубчатого зацепления. Допустимые и предель-
Таблица 37. Ориентировочные значения предельных износов зубьев
прямозубых колес (в проц, от начальной толщины зуба
по хорде делительной окружности)
Вид и тип зубчатой передачи Краны, лифты и ППКД Остальные ПТМ
Открытые передачи 20 30
Закрытые передачи при окружной скорости до 5 м/с Закрытые передачи при окружной скорости от 5 20 25
до 10 м/с 15 20
Зубчатые передачи механизмов подъема кранов Зубчатые передачи механизмов подъема кранов, 15 —
транспортирующих жидкий и горячий металл 10 —
302
ные износы зубьев зависят от степени точности зубчатой передачи,
и прежде всего от окружной скорости колеса, от назначения зубчатой
передачи и места ее установки (табл. 37). Чем больше окружные
скорости, тем при меньшей величине износа зубьев колесо подле-
жит замене или ремонту. Такая зависимость определяется большими
скоростями скольжения, возникающими на поверхностях контакти-
рования зубьев, а также явлениями вибрации и ударов, возникаю-
щими в зацеплении, особенно при реверсивном вращении.
§ 5. Узловая и общая сборка
Требования, предъявляемые к качеству и последовательности
операций при узловой и общей сборке машин, выполняемых в про-
цессе ремонта, не отличаются от требований, предъявляемых к ка-
честву и последовательности операций, выполняемых при изготовле-
нии и монтаже узлов и машины. В то же время меньшая во многих
случаях оснащенность ремонтного производства сборочными и ис-
пытательными стендами и специальными контрольными приспособ-
лениями повышает требования к тщательности выполнения сбороч-
ных операций.
В условиях ремонтного цеха производится сборка таких узлов,
как редукторы, ходовые балансирные агрегаты (колеса, буксы,
подшипники, балансиры и др.), подъемные лебедки, грузовые те-
лежки, приводные и натяжные станции конвейеров малой произ-
водительности. На специализированных ремонтных предприятиях
завершающей операцией узловой сборки является обкатка и испы-
тание собранных узлов на специальных стендах (тормозов, дизелей
стреловых самоходных кранов, реле ограничителей грузоподъем-
ности, гидро- и пневмоаппаратуры и др.).
Крупные узлы ремонтируемых машин, а также узлы, демонтаж
которых связан с большими затратами труда и потерей времени,
в большинстве случаев собирают на месте установки машины. Так,
например, лебедки кранов большой грузоподъемности собирают,
как правило, на грузовой тележке, которая остается на кране.
На месте установки машин собирают также приводные и натяжные
станции конвейеров большой производительности, подъемные ле-
бедки лифтов и другие узлы.
Общую сборку машин при ремонте можно разделить на два вида
сборки:
мелких и средних машин, которые полностью разбирают при
ремонте;
крупных машин, у которых разбирают только некоторые узлы
и механизмы.
Сборка при ремонте машин первого вида ничем не отличается
от их сборки при изготовлении и монтаже. При этом сохраняются
все требования технических условий на сборку машины. Общая
сборка машин второго вида сводится к установке на машину отре-
монтированных узлов и к сборке всех связывающих и промежуточ-
303
ных звеньев (цепных передач, электропроводок, трубопроводов
и др.), т. е. при этом виде сборки производятся те же операции, что
и при монтаже.
§ 6. Технологические испытания машин носле монтажа
и ремонта
Технологические испытания подъемно-транспортных машин пос-
ле монтажа и ремонта преследуют одинаковые цели и проводятся
в общем по одинаковым параметрам и программам.
Машины после монтажа и ремонта испытывают с целью уста-
новить качество монтажа и ремонта, проверить правильность сборки
механизмов, отрегулировать и наладить аппаратуру и устройства,
проверить степень пригодности смонтированной или отремонти-
рованной машины для работы в расчетных режимах и условиях
эксплуатации. Испытания после монтажа и ремонта позволяют выя-
вить и установить все ненормальности в работе механизмов, уст-
ройств и всей машины в целом, а также произвести первую об-
катку механизмов. Послемонтажные и послеремонтные испытания
кранов не заменяют их испытаний при технических освидетельство-
ваниях и являются подготовительно-проверочными к этим испы-
таниям.
Общие испытания машин после монтажа и ремонта делятся на
испытания без нагрузки (вхолостую) и испытания под номинальной
нагрузкой.
Цель испытаний вхолостую — проверка правильности взаимо-
действия всех элементов кинематических цепей механизмов (зуб-
чатых и цепных передач, муфт, тормозов, систем управления),
правильности работы приборов безопасности, ограничителей, реле,
а также проверка работы узлов трения. Испытывается вхолостую
последовательно каждый механизм при номинальных числах оборотов
двигателей, при этом прежде всего проверяется правильность
работы смазочных систем.
Характер работы зубчатых передач проверяется по шуму, вибра-
ции, величинам радиальных и торцевых биений колес. В цепных
передачах у цепных и ленточных конвейеров проверяется пра-
вильность набегания цепей и лент. У подшипников скольжения —
поступление смазки, отсутствие ненормального нагрева.
В тормозах и рычажных системах управления проверяется от-
сутствие люфта, плавность включения, отсутствие задиров на тор-
мозных шкивах. В случае обнаружения дефектов в работе механиз-
мов и других устройств машины их устраняют, а механизмы и уст-
ройства снова испытывают вхолостую. Так повторяется до полного
устранения дефектов. К испытаниям под нагрузкой машина допус-
кается только при ее нормальной работе вхолостую.
Продолжительность холостых испытаний зависит от типа маши-
ны, качества монтажа и ремонта. Однако с целью обкатки механиз-
мов они могут работать вхолостую (при условии отсутствия дефек-
304
тов) в течение 2—6 ч. Для машин, у которых невозможно создать
работу механизмов в холостом режиме (например, механизм пере-
движения кранов), продолжительность испытаний вхолостую обычно
не превышает 20-г-ЗО мин. При этом испытания проводятся на по-
ниженных скоростях.
Цель испытаний под нагрузкой — проверить работу механизмов
и машины в целом в режиме номинальных или близких к ним на-
грузок. При испытании под нагрузкой происходит более интенсив-
ный, тщательно контролируемый процесс взаимной приработки
деталей. При этом проверяются те же параметры работы механиз-
мов, что и при испытании вхолостую: отсутствие ненормального
шума, сильных вибраций, перегрева узлов трения и др. У кранов
особенно тщательно проверяется работа тормозов (удержание гру-
за). Все дефекты, возникающие при испытании под нагрузкой, не-
медленно устраняются. Продолжительность испытаний под нагруз-
кой зависит от конструкции машины и обычно находится в пре-
делах 20—40 мин.
§ 7. Требования техники безопасности при монтаже
и ремонте машин
Значительный объем работ по монтажу и ремонту подъемно-
транспортных машин выполняется в недостаточно приспособленных
условиях (монтаж и ремонт металлоконструкций, сборка механиз-
мов на проектной отметке-высоте), поэтому, кроме общих пра-
вил и требований по безопасному производству работ [10, 31, 32,
34,39], при монтаже и ремонте машин необходимо выполнять специ-
альные правила и требования, главными из которых являются:
1. При монтаже и ремонте машин в условиях действующего
цеха или склада место монтажа или ремонта должно быть ограж-
дено, а на ограждениях должны быть предупредительные надписи.
На монтажную или ремонтную площадку посторонние лица не до-
пускаются, а рабочие, занятые монтажом или ремонтом, должны
работать в предохранительных шлемах и быть специально про-
инструктированы о возможных опасностях при работе на этой
площадке (падение предметов с монтируемой или ремонтируемой
машины и др.).
2. Рабочие места, расположенные на высоте более 3 м, должны
иметь специальные рабочие площадки (подмости), оборудован-
ные прочными перилами. При работе на высоте вне этих площадок
(например, при ремонте металлоконструкций мостовых перегружа-
телей) рабочие снабжаются проверенными предохранительными
поясами.
3. Запрещается производство монтажных и ремонтных работ на
высоте при силе ветра более 3 баллов, грозе, температуре воздуха
ниже 30° С, гололедице, снегопаде и тумане. В районах с сильными
ветрами и низкими температурами монтажные и ремонтные работы
должны производиться в соответствии со специальной инструкцией.
305
4. При работе в ночное время рабочие места должны быть
хорошо освещены лампами рассеивающего света и прожекторами.
Переносные лампы должны иметь напряжение 12 в.
5. Стропы, используемые для зачаливания поднимаемых узлов,
должны быть испытаны на требуемую грузоподъемность.
6. Перед опиранием стрел портальных и других, стреловых
кранов на внешнюю опору под заднюю часть поворотной платформы
необходимо подверти шпальные клетки и подпереть платформу
клиньями или домкратами.
Глава XX
СОВРЕМЕННЫЕ МЕТОДЫ РЕМОНТА
(ВОССТАНОВЛЕНИЯ) ДЕТАЛЕЙ
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Общая характеристика
Как известно, в результате работы детали изнашиваются —
меняются геометрические параметры их элементов, снижается
качество рабочих поверхностей за счет появления микротрещин,
надрывов и т. д. Однако процессы изнашивания происходят на
тонком наружном поверхностном слое деталей и не затрагивают
основной металл.
Величины износов выбраковываемых деталей обычно составляют
0,5—3% их номинальных размеров, а потеря массы деталей вслед-
ствие изнашивания — 0,01—2,5% их начальных масс.
Совершенно очевидно, что если удастся тем или иным способом
пополнить металл в местах износа детали, то можно полностью
восстановить ее начальные геометрические параметры, чистоту
и другие показатели качества поверхности, т. е. можно полностью
восстановить ресурс работоспособности детали. Более того, леги-
рованием пополняющего металла, его термической обработкой
и поверхностным упрочнением можно увеличить ресурс восста-
новленных деталей.
Ремонт деталей машин, при котором восстанавливается их ре-
сурс и отсутствуют разборочно-сборочные операции в отношении
самой детали, принято называть восстановлением деталей (но не
реставрацией). Следовательно, восстановление деталей есть особый
вид их ремонта.
Современная практика ремонта (восстановления) деталей рас-
полагает многими прогрессивными методами. Каждый из них обла-
дает своими достоинствами и недостатками и наиболее эффективен
для ремонта определенного вида деталей.
306
Современные методы ремонта (восстановления) деталей машин,
в том числе подъемно-транспортных, можно разделить на три сле-
дующие группы:
1) пополнение металла в местах износа деталей;
2) удаление дефектного металла и обработка деталей на ремонт-
ные размеры;
3) удаление изношенных элементов деталей и замена их новыми.
Восстановление деталей современными методами находит широ-
кое применение в практике ремонта. Использование надежно вос-
становленных деталей экономически целесообразно, так как стои-
мость восстановления обычно составляет 25—30% стоимости новой
детали. Кроме того, при восстановлении достигается экономия
металла, сокращаются трудовые затраты, повышается загрузка
оборудования и т. д.
§ 2. Классификация и характеристика методов ремонта деталей
путем пополнения (присадки) металла в местах износа
Схемы ремонта деталей типа «вал» (В) и типа «втулка» (Л)
методами пополнения металла показаны на рис. 197.
Толщина слоя металла, наносимого на изношенную поверх-
ность:
для детали типа «вал»
8Н = &в +
для детали типа «втулка»
^п>
где 8В, 8а— величина изно-
са на одну сторону; 8П—
припуск на обработку.
Восстановленные (номи-
нальные) размеры:
детали типа «вал»
Рис. 197. Схема ремонта деталей методом
пополнения металла в местах износа
^ном — 4" 28в;
(50)
детали типа «втулка»
Оном — ои 28а,
(51)
где da, —диаметры изношенных элементов деталей.
Величины износов деталей 8В и 8а различны, что в значитель-
ной мере определяет выбор метода пополнения металла:
за счет собственного металла детали (путем осадки, лорниро-
вания и др.); при ремонте подъемно-транспортных машин эти ме-
тоды применяются весьма редко;
за счет присаживаемого металла. Классификация этих методов
приведена на рис. 198.
307
При ремонте деталей ПТМ наиболее часто используются методы
электродуговой наплавки, металлизации и осаждения металлов.
Электродуговая наплавка может быть ручная и автоматиче-
ская. Ручную наплавку производят стержневыми наплавочными
электродами и трубчатыми. Ремонт деталей методами автоматической
наплавки может осуществляться под слоем флюса, в струе электро-
лита и с использованием порошковой проволоки.
Рис. 198. Общая классификация методов ремонта деталей с пополнением
металла в местах износа
§ 3. Ремонт деталей методами электродуговой наплавки
Ручная наплавка стержневыми и трубчатыми электродами из-за
сравнительно низкой производительности и большого расхода
металла применяется в тех случаях, когда применение способов
автоматической наплавки затруднено или невозможно. Например,
наплавка изношенных мест деталей без разборки узла (вала в
сборе с крупным зубчатым колесом), труднодоступных мест деталей
или деталей со сложной конфигурацией и др.
Стержневые наплавочные электроды представляют собой толсто-
обмазанные (качественные) электроды. При наплавке такими элек-
тродами происходит стабилизация и газовое укрытие сварочной
дуги, а также легирование наплавленного металла.
По способу легирования наплавляемого металла наплавочные
электроды делятся на два вида: с легированием через металл стеож-
ня; с легированием через обмазку.
308
У электродов первого вида (ЭН-15ГЗ-25, ЭН-У30Х28С4Н4-5О
и др.) стержень изготавливается из легированных сталей, а в об-
мазку входят только элементы, создающие устойчивость сварочной
дуги и укрытие для расплавленного металла.
Металлический стержень наплавочных электродов второго вида1
изготавливается из низкоуглеродистой стали (проволоки) типа
Св-08, Св-08А и Св-15, а легирующие элементы (феррохром, ферро-
молибден и др.) включаются в состав обмазки. При наплавке эти
элементы расплавляются и легируют наплавленный металл.
Наплавленный металл должен обладать повышенной и высокой
твердостью и возможно большей износостойкостью, что и опреде-
ляет состав легирующих компонентов в металлическом стержне
и обмазке. Отечественная промышленность выпускает стержневые
наплавочные электроды большой номенклатуры с широким диапа-
зоном свойств наплавленного металла. В зависимости от назначе-
ния и типа наплавляемой детали выбирается тип и марка напла-
вочного электрода. В табл. 38 приведена краткая характеристика
некоторых марок наплавочных электродов с легированием чере®
обмазку, применяемых при ремонте деталей подъемно-транспортных
машин.
Таблица 38. Характеристика наплавочных электродов
Марка электрода Химический состав наплавленного металла, % Твердость без- термообра- ботки
С Мп Si Сг прочие
ОЗН-250 0,13—0,16 2,3-2,6 220—280 НВ
ОЗН-ЗОО 0,13—0,17 3—3,5 — — — 270—330 НВ
ОЗН-400 0,18—0,22 4—4,5 — — — 370—430 НВ
12АН/ЛИИВТ 0,8—1,10 4-5 1,2-1,8 6-8 —. 25—32 HRC
Т—540 1,2—1,5 — — 7,5-9,5 17=1,1 35—42 HRC
13КН/ЛИИВТ 0,7—0,9 0,6-1,0 1—1,5 3,5—4 — 56—62 HRC
КБХ 5,1 — — 29,8 В=2,2 58—62 HRC
Т-590 3-3,5 — — 22—27 В==1,5 58-62 HRC
У трубчатых наплавочных электродов легирование наплав-
ленного металла достигается за счет легирующей шихты, заполня-
ющей внутреннюю полость электрода. Трубка электрода изготав-
ливается методом вальцовки из низкоуглеродистой стальной ленты
и одновременно заполняется шихтой. Иногда вместо легирующей
шихты трубки заполняют зернами твердых сплавов. Твердость
наплавленного трубчатыми электродами металла находится в пре-
делах 30—65 HRC. Промышленностью выпускаются трубчатые
наплавочные электроды марок ЭТН-1, ЭТН-2, ЭТН-5 и др.
Наплавленный металл, имеющий высокую твердость, или не об-
рабатывается (зубья ковшей грейферов), или обрабатывается абра-
зивным инструментом. Иногда наплавленный металл нагревают
30»
вместе с деталью и обжимают в штампе под молотом (ремонт кер-
нов клещевых кранов и др.).
Ремонт деталей методом автоматической наплавки под слоем
флюса является весьма совершенным технологическим процессом,
однако он применим только для цилиндрических поверхностей
и плоскостей ходовых колес кранов, осей, валов, блоков и других
деталей ПТМ.
Автоматическая наплавка под слоем флюса имеет те же преиму-
щества, что и автоматическая сварка,— высокое качество, большую
производительность, экономичность и др. Высокое качество наплав-
ки объясняется стабильностью процесса, а также тем фактом, что
электрическая дуга в данном случае горит под оболочкой, обра-
зованной расплавленным флюсом, что предохраняет расплавленный
металл от кислорода и азота воздуха. Остывший флюс образует
на металле корку, предохраняющую его от чрезмерно быстрого
охлаждения.
Для автоматической наплавки под слоем флюса используется то
же оборудование, что и для автоматической сварки: сварочные
трансформаторы (СТШ-500, ТСД-500, ТСД-1000-4, ТСД-2000),
генераторы (ПСО-500, ПСГ-500, ПС-1000, ПСМ-1000), выпрямители
(ВС-300, ВС-500, ВС-1000), автоматические сварочные аппараты
(АБС, А-513, А-384, А-580).
В установках для автоматической наплавки валов и осей часто
используются токарные станки с Дополнительным редуктором для
уменьшения чисел оборотов шпинделя. При этом восстанавливае-
мую деталь устанавливают в центрах или в патроне, а наплавочную
головку (аппарат) с бункером флюса — на суппорте станка.
Для наплавки цилиндрических деталей большого диаметра (хо-
довых колес, блоков и др.) изготавливают специальные установки
(рис. 199). Наплавочную головку 1 и бункер с флюсом 2 устанав-
ливают на суппорте, имеющем продольную подачу. Бухта со свароч-
ной проволокой 3 устанавливается на станине 4. Наплавляемая
деталь 7 закрепляется в план-шайбе, приводимой во вращение ме-
ханизмом 5. Нерасплавившийся флюс собирается во флюсосборнике
6, откуда он пневмотранспортом поступает в бункер. При наплавке
деталей используются кремнистые флюсы ОЦС-45, АН-348А,
АН-60 и голая легированная проволока марки СвО8ГА, Св10Г2С,
Св12Г2Х. В состав керамических флюсов (марки КС-Х12Т, ЖС-320
и др.), также применяемых при наплавке деталей, входят легирую-
щие компоненты, поэтому при их применении может использо-
ваться низкоуглеродистая сварочная проволока марки Св-08,
Св-08А и др.
Диаметр сварочной проволоки и величина сварочного тока
определяются конструкцией и массой наплавляемой детали. При
этом диаметр проволоки находится в пределах 2—5 мм, а величина
тока 300—1000а при напряжении сварочной дуги 15—60 в.
Недостаток наплавки деталей под слоем флюса — сравнительно
большое термическое воздействие сварочной дуги на металл ремон-
310
тируемой детали, вызывающее изменение структуры металла, короб-
ление тонких деталей и др.
Автоматическая вибродуговая (виброконтактная) наплавка в
струе электролита или под слоем флюса оказывает сравнительно
ограниченное тепловое воздействие на основной металл и поэтому
Рис. 199. Установка для автоматической наплавки
под слоем флюса:
1 — наплавочная головка; 2 — бункер с флюсом; 3 — сва-
рочная проволока; 4 — станина; 5 — механизм вращений;
6 — флюсосборник; 7 — деталь
применяется при ремонте сложных деталей: длинных валов и осей,,
штоков поршней, тормозных шкивов и др.
Малое термическое влияние сварочной дуги при вибродуговой
наплавке определяется особыми свойствами электрических раз-
рядов, возникающих между вибрирующим электродом и деталью,
малыми величинами сварочного тока (150—200 а) и интенсивным
отводом тепла электролитом. Принципиальная схема установки
311
для вибродуговой наплавки деталей, смонтированной на токарном
станке, показана на рис. 200.
Восстанавливаемая деталь 7 закрепляется в центрах станка.
Наплавочная головка 3 и бухта электродной проволоки устанав-
ливаются на суппорте станка.
Рис. 200. Принципиальная схема уста-
новки для автоматической вибродуго-
вой наплавки:
1 — электродвигатель; 2 — ролики; 3 — на-
длавочная головка; 4 — электромагнит; 5 —
бачок; 6 — сопла; 7 — восстанавливаемая де-
таль; 8 — насос; 9 — отстойник
Электродная проволока подается
в зону наплавки роликами 2 на-
плавочной головки. Одновре-
менно проволоке сообщается ко-
лебательное движение с по-
мощью электромагнита 4. Коле-
бания электродной проволоки
создают пульсирующий процесс
наплавки, электролит (3%-ный
раствор кальцинированной со-
ды) поступает в зону наплавки
через сопла 6 из бачка 5. Сте-
кающий электролит собирается
в отстойнике 9, откуда он насо-
сом 8 подается в расходный бачок.
Электролит служит для стабили-
зации сварочной дуги и охлаж-
дения наплавленного металла
и металла наплавляемой детали. Одновременно пары электролита
защищают расплавленный металл от кислорода и азота воздуха.
Питание сварочной дуги производится от сварочных преобразова-
Рис. 201. Установка для вибродуговой наплавки типа УАНЖ-5:
/ токарный станок; 2 — наплавочная головка; 3 — электрораспределительный шкаф; 4 — се-
леновые выпрямители
телей (типа ПСО-500, ПС-300М) или сварочных выпрямителей (типа
ВС-500). Промышленностью выпускается несколько типов, свароч-
ных головок (УАНЖ-5, ВГ-5, КУМА-5М), отличающихся произво-
512
дительностью, частотой вибрации проволоки. Общий вид установки
для вибродуговой наплавки деталей с питанием от селеновых выпря-
мителей и с наплавочной головкой типа УАНЖ-5 приведен
на рис. 201, а схема наплавочной головки типа УАНЖ-5 — на
рис. 202.
Диаметры голой электродной проволоки, применяемой при
вибродуговой наплавке, находятся в пределах 1,2-г-Змм, скорость
подачи проволоки — от 10 до 50 м/мин, амплитуда колебаний —
от 0,8 до 3,25 мм и частота вибрации — от 21 до 105 периодов
в секунду.
При правильно выбранном
режиме вибродуговой наплав-
ки качество наплавленного
слоя весьма высокое: нет раз-
рывов, неплотностей, непро-
варов, газовых пузырей и дру-
гих дефектов. Недостатками
вибродуговой наплавки яв-
ляется ее термическое воз-
действие на металл детали
и резкое охлаждение горя-
чего металла жидким электро-
литом, создающее в нем боль-
шие напряжения, а иногда
и трещины. Последний недо-
статок можно исключить при-
менением вибродуговой на-
плавки под слоем флюса с
охлаждением наплавляемой
детали водой.
Автоматическая наплавка
«порошковой» проволокой от-
личается от автоматической
наплавки под слоем флюса
только тем, что вместо голой
электродной проволоки ис-
пользуется трубчатая (порош-
ковая) проволока, аналогич-
ная по устройству трубчатым
Рис. 202. Наплавочная головка типа
УАНЖ-5:
1 — пружина вибратора; 2 — подающие ролики;
3 — электродвигатель привода роликов; 4 — элек-
тромагнит вибратора; 5 — колонка; 6 — защит-
ный экран; 7 — наплавляемая деталь; 8 — мунд-
штук
электродам. При таком методе на-
плавки в зависимости от состава шихты, заполняющей внутренние
полости трубчатой проволоки, можно получить наплавленный ме-
талл с широким диапазоном свойств. При добавлении в шихту
стабилизирующих и защитных компонентов возможна автомати-
ческая наплавка без применения флюсов, т. е. открытой ду-
гой (на это указывает индекс «О» в марке порошковой прово-
локи). Промышленностью выпускается довольно большое чис-
ло марок порошковой проволоки (ПП-У15Х12М-0, ПП-У25Х17Т-0
и др.).
313
§ 4. Ремонт деталей методами индукционной,
электрошлаковой, плазменной и газовой наплавки
При ремонте деталей методом индукционной (высокочастотной)
наплавки для расплавления присаживаемого металла или шихты
используются токи высокой частоты. Наплавляемая деталь 1
(рис. 203) устанавливается в направляющих 5 специального при-
способления. На деталь наносится шихта твердых сплавов в виде
порошка или пасты через дозатор 2 и деталь охватывается индук-
тором 3, получающим питание от высокочастотного трансформатора
4, Вследствие того, что сплошной металл
обладает большей магнитной проницаем
Рис. 204. Ремонт
керна клещевого
крана методом
электрошлако-
вой наплавки:
Рис. 203. Схема индукционной на-
плавки деталей:
1 — наплавляемая деталь; 2 — дозатор;
3 — индуктор; 4 — трансформатор; 5 —
направляющие [52]
мостью по сравнению с магнитной про-
ницаемостью порошкообразной шихты,
деталь нагревается раньше шихты. По-
этому присаживаемые сплавы (сормайт,
1 — присаживае-
мый металл: 2 —•
шлаковая ванна;
3 — наплавленный
металл; 4 — ко-
киль; 5 — керн
ФБХ-6-2и др.) должны иметь температуру плавления на 150—200°
ниже температуры плавления основного металла.
Ремонт деталей методами электрошлаковой наплавки приме-
няется в тех случаях, когда надо наплавить сравнительно большие
массы металла (зубья ковшей экскаваторов, керны клещевых кранов
и др.). При электрошлаковой наплавке присаживаемый металл рас-
плавляется в ванне флюса (шлака), который предварительно рас-
плавляется под действием электрического тока. Процесс электро-
шлаковой наплавки можно рассмотреть на примере ремонта керна
клещевого крана (рис. 204). Присаживаемый металл 1 (пруток из
стали ЗХ2В8 или другие марки) расплавляется в шлаковой ванне 2 и
наплавляется (осаждается) на изношенный конец керна 5. В начале
наплавки конец керна нагревается до сварочной температуры
расплавленным шлаком (температура ванны около 2000° С). Фор-
мирование шлаковой ванны и расплавленного металла 3 происхо-
дит в кокиле 4, имеющем водяное охлаждение.
При ремонте деталей методом плазменной наплавки источником
тепла является струя плазмы, которая представляет собой сильно
314
ионизированное газообразное вещество, получаемое при вдувании
в электрическую дугу пламеобразующего газа (аргон или гелий).
Температура плазменной струи достигает 15000° С. При плазмен-
ной наплавке в качестве присаживаемых сплавов используются
прессованные порошки твердых сплавов. Методом плазменной
наплавки восстанавливают клапаны автомобильных двигателей,
валы автомобильных кранов и др.
При ремонте деталей методом газовой наплавки источником
тепла служит ацетилено-кислородное пламя. Ацетилено-кислородное
пламя горелки подводится в зону наплавки детали и расплав-
ляет наплавочные сплавы. Твердые гранулированные сплавы перед
наплавкой насыпают на восстанавливаемую поверхность. Для га-
зовой наплавки наиболее рационально применение трубчатых
электродов.
При наплавке цветных металлов используются прутки этого же
металла. Газовой наплавкой восстанавливаются детали из бронзы,
латуни и других цветных металлов (вкладыши, щеткодержатели
электрических машин и др.).
§ 5. Ремонт деталей методами металлизации
Под металлизацией понимается процесс напыления расплавлен-
ного металла на ремонтируемые детали сжатым воздухом. Для
расплавления металла используется тепло электрической дуги,
газового пламени, токов высокой частоты и плазмы. Схемы рас-
пылительных головок металлизаторов показаны на рис. 205 [52].
Наибольшее распространение получили электродуговые ме-
таллизаторы типа ЭМ-За, ЭМ-6. Они просты по устройству и безо-
пасны в эксплуатации. Распылительная головка аппарата устанав-
ливается на суппорте токарного станка, а восстанавливаемая де-
таль— в его патроне или в центрах. К головке подключается шланг
подачи сжатого воздуха от цеховой сети (давление 5—6 кг/см2).
Для подачи металлической проволоки 1 в направляющее устройство
2 в головке имеется две пары электрически изолированных по-
дающих роликов, приводимых во вращение от электродвигателя
(рис. 205, а). Направляющее устройство подключено к источнику
сварочного тока — сварочному генератору или трансформатору.
При контакте проволок возникает электрическая дуга, расплавля-
ющая проволоку, Расплавленный металл сжатым воздухом распыля-
ется на частицы размером 0,01—0,4 мм и в таком виде наносится
на восстанавливаемую деталь 4. Скорость частиц металла в момент
выхода из сопла обычно находится в пределах 120-ь200 м/с. Металл
детали в зоне напыления нагревается до температуры 90—200° С,
так что наносимый и основной металл не сплавляются. Соединение
напыленного и основного металла создается силами механического
сцепления. Кроме того, с целью увеличения прочности сцепления
создается искусственная шероховатость поверхности дробеструй-
ной обработкой, нарезкой мелкой рваной резьбы и другими спо-
315
собами. Восстанавливаемая поверхность должна быть чисто про-
мыта бензином. Вследствие недостаточной прочности соединения
основного металла с напыленным его последующая механическая
обработка производится при малых скоростях резания и подач
(v = 15—25 м/мин, с = 0,2—0,5 мм/об, t = 0,3-5-1,0 мм).
Методами металлизации на восстанавливаемую деталь могут
наноситься стали и цветные металлы. Этот метод успешно приме-
няется для восстановления валов и осей в местах соединения с под-
шипниками качения, крупных бронзовых вкладышей и др.
Рис. 205. Схема распылительных головок металлизаторов: электродуго-
вого (а), газового (б), высокочастотного (в), плазменного (г):
/ — распыляемая проволока; 2 — направляющие устройства; з — воздушное сопло;
4 — индуктор; 5 — электрод вольфрамовый
§ 6. Ремонт деталей методами электролитического
осаждения металлов
Сравнительно небольшие объемы металла в местах износа
деталей могут быть пополнены методами электролитического и хими-
ческого осаждения (наращивания). Этими методами успешно вос-
станавливают плунжеры насосов, штоки поршней, цапфы валов
и осей в местах соединения с подшипниками качения и др. Из мето-
дов электролитического осаждения в ремонтных целях наиболее
широко используются хромирование и осталивание.
Принципиальная схема установки для хромирования (рис. 206)
состоит из ванны с электролитом 3 и источника постоянного тока 1.
В электролит опускается металлическая пластина 2, служащая
анодом, и восстанавливаемая деталь 4, служащая катодом.
316
Электролитическое осаждение металлов основано на законах
электролиза. В электролите образуются молекулы, расщепленные
(диссоциированные) на электрически заряженные частицы — ионы,
которые могут быть представлены атомами или группами атомов.
Под действием электрического тока, пропускаемого через электро-
лит, положительные ионы (катионы) движутся к катоду, а отрица-
тельные ионы — к аноду. Положительные ионы представлены
металлом, входящим в электролит (хромом, никелем и др.), и водо-
родом Н2, а отрицательные — кислотными остатками, например
SO4, и водными остатками ОН.
На анодах и катодах происходят реак-
ции нейтрализации ионов, например, на
катоде (детали):
Н2СгО4 + 6Н+ + бе = Сг + 4Н2О,
где е — электроны, восстанавливающие
хром до нейтрального. В результате этой
реакции происходит разряд металлических
ионов на поверхности детали. Электроли-
тическое осаждение металла подчиняется
следующим законам Фарадея:
химическое действие электрического
тока прямо пропорционально количеству
электричества, протекающего через данный
Рис. 206. Принципиальная
схема установки для хро-
мирования:
1 — источник постоянного то-
ка; 2 — металлическая пласти-
на; 3 — электрод; 4 — восста-
навливаемая деталь
электролит;
количество вещества, осажденного при прохождении тока через
электролит, прямо пропорционально его эквивалентному весу.
Эти законы могут быть выражены формулой
GT = СИ,
где GT — теоретический вес осажденного металла, г; С — электро-
химический эквивалент, г/а«ч; t — продолжительность электро-
лиза, ч.
Действительный вес осажденного металла меньше теоретиче-
ского и определяется формулой
г —
— юо ’
(52)
где t] — выход металла по току, %. При хромировании т] = 12—
18%, при других электролитических процессах т] = 60—90%.
Толщина слоя осажденного металла
(53)
где £>к — катодная плотность тока, а/дм2; у — удельный вес оса-
жденного металла, г/см3.
Для получения твердого износостойкого хромового покрытия
применяют электролит следующего состава: хромовый ангид-
317
рид (CrO3) 150-*-250 г, серная кислота (H2SO4) — 1,6-*-2,5 г,
вода — 1л.
Твердость и внешний вид хромового покрытия определяются
температурой электролита и плотностью тока. Различают три
вида хромовых осадков:
серые (матовые), которые характеризуются высокой твердостью
и хрупкостью, но их противоизносные свойства понижены;
блестящие, которые характеризуются весьма высокой твердостью
(500—1100 НВ) и наличием мелких трещин, видимых под микро-
скопом;
молочные, обладающие твердостью в пределах 450-J-660 НВ,
вязкостью и пониженными противоизносными свойствами.
В ремонтных целях применяются главным образом блестящие
хромовые покрытия. У ремонтируемых деталей места, подлежащие
хромированию, шлифуются с целью устранения отклонений от
правильной геометрической формы и обезжириваются, а места,
не подлежащие хромированию,— покрываются целлулоидным или
другими видами лаков. Внутреннюю поверхность электролитных
ванн покрывают сплавом свинца и сурьмы (5—6%) или облицовы-
вают кислотоупорными плитками. В качестве анода использу-
ется свинцовая пластина с
60%-ной присадкой сурьмы.
Недостаток блестящего хро-
мового покрытия —слишком
большая гладкость, в результа-
те чего на такой поверхности
с трудом удерживается масля-
ная пленка, что ухудшает усло-
вия работы трущейся пары.
Чтобы создать условия для удер-
жания масляного слоя приме-
няется так называемое порис-
тое хромирование, при котором
на поверхности хромового осад-
ка образуется сетка пор и ка-
налов за счет анодного травления поверхности током обратного
направления. Травление поверхности осуществляется в конце про-
цесса осаждения на деталь гладкого хромового покрытия.
При ремонте методами хромирования крупногабаритных деталей
применяют струйное хромирование, принцип которого ясен из
рис. 207.
Ремонт деталей методом хромирования имеет ряд существенных
недостатков, главными из которых являются малая толщина хро-
мового покрытия (0,05-ь0,5 мм) и значительная продолжительность
процесса (до 10—18 ч). Эти недостатки в определенной степени
отсутствуют при ремонте деталей методом осталивания, который за-
ключается в электролитическом осаждении на восстанавливаемой
детали железа и железоуглеродистых сплавов. Толщина осажден-
Рис. 207. Установка для струйного
хромирования:
1 — насос; 2 — наконечник свинцовый; 3 —
хромируемая деталь; 4 — подставка; 5 —
ванна
318
ного слоя в данном случае достигает 3 мм и более. Твердость покры-
тия увеличивается за счет введения в электролит глицерина, сахара
и других добавок (до 1%).
Основной электролит обычно имеет следующий состав: хлорис-
тое железо (FeC14H2O) — 200—350 г/л, хлористый натрий (NaCl) —
100—150 г/л, соляная кислота (НС1) — 1,5—2,5 г/л. Анодом слу-
жат пластины из низкоуглеродистой стали (10,20), катодом — вос-
станавливаемая деталь.
Температура электролита зависит от его состава и находится
в пределах 60—100° С, а плотность тока для электролитов из хло-
ристого железа — от 50 до 80 а/дм2. Скорость осаждения металла
при осталивании значительно (в 10—20 раз) больше скорости оса-
ждения металла при хромировании.
Микротвердость осажденного слоя стали находится в пределах
400—650 кГ/мм2 и зависит от температуры электролита и плотности
тока: она увеличивается с повышением плотности тока и пониже-
нием температуры электролита. Осажденный слой можно подвер-
гать термической и химико-термической обработке.
Химическое осаждение металла применяется при ремонте деталей
с небольшими величинами износов (плунжеров насосов, посадоч-
ных мест под подшипники качения и др.). Процесс осаждения
никельфосфорных соединений на восстанавливаемую (или новую
упрочняемую) деталь происходит за счет химических реакций без
электрического тока. Покрытие происходит в горячих (/ = 90-т-
95° С) растворах солей никеля (NiCl36H2O) и восстановителя —
гипофосфита натрия, кроме того, применяют буферные добавки.
Никельфосфорные покрытия обладают высокой микротвер-
достью (250—600 кГ/мм2) и износостойкостью [22]. Толщина по-
крытия — до 70—150 мк.
§ 7. Сравнительный анализ методов ремонта деталей
с пополнением металла
Наиболее рациональный метод ремонта деталей с пополнением
металла в местах износа должен обеспечивать:
возможность нанесения на деталь слоя металла любой толщины—
практически в пределах 0,1—15 мм;
прочное соединение нанесенного металла с основным;
минимум термического воздействия на металл детали, вызываю-
щего в нем структурные изменения;
свойства нанесенного металла близкие к свойствам металла
деталей;
малую длительность процесса восстановления.
Ни один из рассмотренных методов ремонта деталей практи-
чески не отвечает всем предъявленным требованиям (табл. 39),
но в наибольшей степени этим требованиям отвечает восстановле-
ние деталей методом осталивания.
319
Таблица 39. Сравнительный анализ качественных показателей
ремонта деталей методами пополнения металла
Показатели Методы
наплавки напыления осаждения
Толщина слоя нанесенного металла, мм 0,5-j-20 0,5—5 0,05—3
Прочность соединения с металлом де- Весьма
тали высокая Низкая Высокая
Термическое воздействие на металл детали Длительность процесса восстановле- Большое Слабое Отсутствует
ния Малая Малая Большая
Анализ данных табл. 39 показывает, что наиболее рациональным
методом пополнения металла является метод наплавки, обеспечи-
вающий необходимую толщину наплавляемого металла, весьма
высокую прочность соединения и небольшую продолжительность
процесса восстановления. Основной недостаток его — термическое
воздействие на металл детали и наплавленного слоя. Причины
Зона термического
влияния
Рис. 208. Схема структур металла в зоне тер-
мического влияния
заключаются в следующем. Структура наплавленного металла
(рис. 208) зависит от состава электрода, способа и режима наплавки
и является крупнозернистой. В зоне IV—IV металл нагревается
выше температуры 1100° С, что создает благоприятные условия
для роста зерен, в результате чего снижаются механические свойства
металла. В зоне III—III металл нагревается выше точки АСз, но
ниже температуры 1000° С и после охлаждения получает улучшен-
ную мелкозернистую структуру. Металл в зоне II—II нагревается
до температур выше точки Ас, и ниже точки Ас, и получает не-
полный отжиг. Зона I—I имеет структуру основного металла ниже
точки Ас,.
Зоны II—V в совокупности образуют зону термического влияния,
возникающего при наплавке и сварке металлов. Прочность свар-
320
ного соединения в зоне термического влияния определяется главным
образом прочностью металла в зоне IV—IV с ухудшенной струк-
турой.
Для улучшения структуры металла в этой зоне и снятия внут-
ренних напряжений применяют правильные режимы наплавки
и сварки: наплавку специального «отжигающего слоя», механичес-
кую обработку (наклеп, обкатку) наплавленного металла и терми-
ческую обработку (низкотемпературный отжиг или нормализацию)
наплавленной детали или сварной металлоконструкции.
§ 8. Ремонт деталей методами обработки их
на ремонтный размер
Значительный (обычно 2-4-2,5-кратный) запас прочности деталей
во многих случаях позволяет не восстанавливать номинальные
размеры изношенных элементов. Однако эти элементы, как пра-
вило, имеют те или иные отклонения от правильной геометрической
формы (овальность, конусность) и низкое качесто рабочих поверх-
ностей. С целью придания изношенному элементу правильной гео-
метрической формы и удаления дефектного слоя изношенный элемент
обрабатывают на ремонтный размер, отличный от номинального.
Тогда рабочий элемент детали В типа «вал» (рис. 209) будет иметь
ремонтный размер dp, а со-
прягаемая с этим элемен-
том деталь А типа «втул-
ка» (обычно более простая)
восстанавливается или за-
меняется на новую. При
этом кроме номинальных
размеров полностью вос-
станавливается вид сопря-
жения (посадки) деталей
и качество их поверх-
ностей.
Рис. 209. Схема ремонта деталей методом
обработки на ремонтный размер
Методом обработки на ремонтный размер ремонтируют цапфы
и шейки валов и осей, сопрягаемых с подшипниками скольжения,
гидравлические и пневматические цилиндры, зубья зубчатых колес
(методом корригирования), тормозные шкивы и др.
Величина проточки цапф и шеек валов проверяется расчетом,
однако можно руководствоваться и данными табл. 36.
Имеющийся запас прочности у многих деталей позволяет много-
кратно обрабатывать их на ремонтный размер. Во всех случаях
должна быть разработана и внедрена в производство система таких
размеров, обеспечивающая взаимозаменяемость деталей в пределах
каждого класса ремонтных размеров. При проточке вала на первый
ремонтный размер dpl (рис. 210)
dpi = d№-2(S' + П
П 6-277
321
где д' — величина наибольшего износа на одну сторону; д” —
припуск на обработку, размер которого определяется глубиной
микротрещин и величиной отступлений от правильной геометричес-
кой формы.
При проточке вала на второй ремонтный размер
dp2 = dp! —2 (В' + 8") = dB — 2 • 2 (8' + 8").
Тогда очередной (n-й) ремонтный размер детали типа «вал»
dpn = dH — 2п(8'4-8"). (54)
Рис. 210. Схема для определения ремонтного размера деталей
типа «вал»
Очередной ремонтный размер детали типа «втулка»
£>рЛ = Пн + 2п(8'+8"), (55)
где dB, Дв— номинальные размеры новых деталей; п—порядковый
номер ремонтного размера (1, 2, 3).
Ремонт деталей методом обработки на ремонтный размер обес-
печивает: отсутствие термического воздействия на металл детали;
возможность осуществления всех методов упрочняющей техноло-
гии; использование стандартного технологического оборудования —
токарных и расточных станков и др.
Недостатки этого метода: некоторое ослабление детали; увели-
чение номенклатуры запасных частей за счет деталей с ремонт-
ными размерами.
322.
Глава XXI
РЕМОНТ ТИПОВЫХ ДЕТАЛЕЙ,
УЗЛОВ И ОБОРУДОВАНИЯ
ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. Общие правила ремонта и предъявляемые
к нему требования
В зависимости от характера изнашивания, вида других повреж-
дений и назначения детали ПТМ делятся на две группы: детали,
которые невозможно или не разрешается ремонтировать (восста-
навливать), и те, которые можно и разрешается ремонтировать
(восстанавливать).
К первой группе относятся стальные проволочные канаты, пру-
жины всех видов (при наличии в них трещин, изломов и остаточных
деформаций сжатия), подшипники качения (при наличии трещин
в кольцах и следов грубого изнашивания на опорных дорожках
колец, шариков и роликов), кованые крюки и петли, валы (при
наличии трещин и остаточных деформаций кручения), бронзовые
и латунные втулки (кроме расточки на ремонтный размер и .на-
плавки местных износов), тормозные накладки, клиновые тес-
тропные ремни и др.
Ко второй группе относятся все остальные детали ПТМ, кроме
таких, как валы механизма подъема литейных кранов.
Главные требования к применяемым методам ремонта деталей
и узлов подъемно-транспортных машин:
1. Ремонт детали или узла не должен снижать их ресурса
(несущей способности, срока службы и др.).
2. Запрещаются ремонтные операции, создающие концентрацию
напряжений в деталях, а также операции, изменяющие характер
соединения деталей.
3. В отремонтированных деталях должны, как правило, пол-
ностью восстанавливаться начальные показатели их качест-
ва — чистота рабочих поверхностей, твердость и структура ме-
талла.
4. При выборе методов ремонта деталей необходимо учитывать
назначение детали и характер ее нагружения, материал и вид термо-
обработки, вид изнашивания и величины износа, условия работы
детали в узле трения.
5. При выборе методов ремонта предпочтение следует отдавать
тем, которые позволяют полностью восстановить или увеличить
ресурс существующей детали по сравнению с ресурсом новой,
выбирая при этом более простые и экономичные методы.
6. Независимо от метода, какой был применен для восстанов-
ления детали, должны быть созданы расчетные условия ее работы
(вид посадки, характер смазки).
323
7. Запрещается применение методов ремонта, резко снижающих
ресурс детали или безопасность работы на машине (насечка или
кернение мест посадки с подшипниками качения).
Хорошее знание ремонтным персоналом достоинств и недостат-
ков каждого из методов ремонта (восстановления) деталей позво-
ляет выбрать метод, наиболее эффективный для данной детали.
В соответствии с требованиями ГОСТ 2.604—68 «Чертежи ре-
монтные» на ремонт деталей и сборочных единиц и на детали с ре-
монтными размерами должны разрабатываться ремонтные чертежи.
От рабочих чертежей они отличаются тем, что на них указываются
только размеры, допуски и другие данные, которые должны быть
выполнены или проверены в процессе ремонта. Места ремонта по-
казываются жирными линиями. Ремонтный чертеж нумеруется тем
же номером, что и основной с добавлением буквы «Р».
§ 2. Ремонт грузозахватных органов
У пластинчатых крюков изнашиваются предохранительные плас-
тины и нагруженные поверхности стальных втулок, запрессован-
ных в отверстия. При износе предохранительных пластин на вели-
чину, превышающую 50% начальной толщины стенки, их заменяют
новыми. Замене подлежат также пластины, имеющие сквозные
трещины. Новые пластины изготавливаются из той же стали, а со-
стояния остальных пластин проверяют и склепывают.
У сборных грузовых петель изношенные элементы (нижняя тра-
верса и др.) заменяют новыми.
Грейфер является наиболее часто ремонтируемым узлом. При
износе зубьев, превышающем 35% начальной длины рабочего
элемента, их заменяют новыми. При меньших величинах износов
зубья наплавляют стержневыми электродами Т-590, Т-620, КБХ,
ХР-19 или трубчатыми электродами ЭТН-1, ЭТН-2. Этими же
электродами наплавляют и режущие кромки челюстей грейферов.
Погнутые тяги и элементы корпуса правят в холодном состоянии
или с подогревом.
Изношенные проушины наплавляют электродами типа ОЗН-ЗОО
и растачивают на номинальный размер. Разрывы стенок корпуса
и трещины в поясах грейферов разделывают под сварку и завари-
вают сварочными электродами типа Э-42.
Клещи колодцевых кранов и кранов для раздевания слитков
разрешается ремонтировать путем замены износившихся втулок
проушин и ручной наплавки поверхностей качения роликов.
Наиболее быстроизнашиваемой деталью клещей являются керны
(срок службы — 1,5-5-3 ч). Предельно изношенные керны заменя-
ются новыми или восстановленными. Керны восстанавливают
ручной или электрошлаковой наплавкой. При наплавке прутком
из стали ЗХ2В8 стойкость кернов увеличивается в 1,5—2 раза. На-
плавленный металл кернов имеет твердость 55—60 HRC и обрабаты-
вается наждачным инструментом (или обжимается в горячем виде).
324
§ 3. Ремонт валов и осей
Валы и оси с остаточными деформациями изгиба (при стреле
прогиба менее 0,005—0,008 длины) и при отсутствии трещин пра-
вят в холодном состоянии или с подогревом до температуры 550—
6
а
Рис. 212. Схема автоматической на-
плавки шлицев:
1 — наплавочная головка; 2 — сопло
600° С. Нагревают при помощи ацетилено-кислородных горелок,
паяльных ламп. При ремонте валов и осей могут быть использо-
ваны автоматическая наплавка под слоем флюса, автоматическая
вибродуговая наплавка, металлизация, хромирование, обработка
на ремонтный размер и другие
методы.
Для ремонта валов механиз-
мов подъема кранов возможно
применение только хромирова-
ния и обработки на ремонтный
размер (до 0,97 dH).
Изношенные боковые по-
верхности шлицев 1 цапфы 2
(рис. 211) вала механизма пере-
движения подъемных кранов
можно восстановить автомати-
ческой вибродуговой наплавкой
или автоматической наплавкой
под слоем флюса. С этой целью
при наплавке включается только, продольная подача напла-
вочной головки 1 (рис. 212, а), а вал закрепляется в положении,
удобном для наплавки. Флюс подается через сопло 2. Местный
износ шлицев может быть устранен также ручной наплавкой.
При восстановлении шлицев на валах и в ступицах колес с целью
уменьшения вредного теплового влияния электрической дуги
предпочтительнее применять одностороннюю наплавку. Толщина
325
наплавленного слоя определяется износом шлица на обеих сторо-
нах. Износ на наплавленных сторонах шлицев устраняется в про-
цессе их механической обработки (рис. 212, б).
§ 4. Ремонт подшипников и подшипниковых узлов
Предельно изношенные втулки и вкладыши подшипников сколь-
жения заменяются новыми, а местные износы вкладышей можно
устранять наплавкой. Заготовки втулок и вкладышей из бронзы
и латуни отливаются на центробежной машине или в металлические
формы. Чтобы не допустить брака при отливке деталей из бронзы
нельзя смешивать лом бронзы и латуни. В переплав необходимо
добавлять не менее 60% свежей (чушковой) бронзы, отливки должны
быть плотными, без пор и раковин. Отдельные мелкие раковины
допускаются только при условии, если их общая площадь не пре-
вышает 2—3% опорной поверхности вкладыша или втулки.
При механической обработке втулок и вкладышей выполняются
все требования рабочих чертежей и норм, предъявленных к устрой-
ству смазочных канавок и фасок в местах разъема вкладышей,
а также к технологическим допускам, учитывающим усадку вту-
лок при запрессовке (см. гл. VI). Перед установкой вкладышей
в подшипник они проверяются на прилегание к цапфе или шейке
(на краску) и пришабриваются. Втулки запрессовывают при помощи
прессов, винтовых приспособлений или путем их предварительного
охлаждения в жидком азоте, а затем тщательно проверяют совпа-
дение смазочных отверстий.
В узлах подшипников качения ремонтируются только корпуса,
а предельно изношенные подшипники заменяют новыми. При исполь-
зовании работавших подшипников их промывают в керосине и горя-
чем масле и смазывают эксплуатационной консистентной смазкой.
Изношенные посадочные места в корпусах подшипников на-
плавляют и растачивают на номинальный размер. При достаточной
толщине стенок корпусной детали возможна ее расточка на боль-
ший размер с последующей запрессовкой стальной втулки (коль-
ца). Внутренний диаметр втулки должен отвечать наружному
диаметру подшипника качения. Требуется, однако, чтобы толщина
стенки такой втулки была не менее 5 мм.
Подшипниковые узлы должны ремонтироваться с выполнением
всех требований, изложенных в главах VI, X.
§ 5. Ремонт тормозов
•г При износе обода тормозного шкива на величину 0,2 от на-
чальной толщины его ремонтируют путем обточки на ремонтный
размер. При этом толщина обода после обточки 5Р должна быть
не менее 0,75 его номинальной толщины
Sp — SH — 8И — 8(i,
326
где 8И — величина износа шкива на одну сторону; 8П — припуск
на обработку.
Для обточки шкивов требуется их демонтаж, что связано с раз-
боркой всего узла. Поэтому при наличии специального приспособ-
ления весьма рациональной является обточка шкивов на месте.
Приспособление представляет собой суппорт токарного станка,
закрепленного на раме тормоза или тележки. Шкив обтачивается
при включении двигателя механизма на самые малые обороты при
снятых подъемных канатах (в период замены канатов).
Тормозные шкивы с местным (локальным) характером износа
(канавки) или при наличии небольших отколов восстанавливают
автоматической вибродуговой или ручной наплавкой. При этом
твердость наплавленного металла должна быть меньше твердости
основного металла шкива на 8—10 единиц НВ.
Предельно изношенные тормозные накладки заменяют новыми
и приклепывают их заклепками из меди или алюминия к тормозным
колодкам.
Изношенные проушины рычагов развертывают на больший (на
7—10%) диаметр. Валики, входящие в эти отверстия, изготавливают
с соответствующими ремонтными размерами.
§ 6. Ремонт барабанов и блоков
У барабанов и блоков изнашиваются главным образом ручьи
под канаты. У новых блоков и барабанов опорная поверхность
канатов определяется углом ан, обычно равным 120° С (рис. 213, а).
Рис. 213. Схема восстановления изношенных ручьев барабана
При износе ручьев угол аи и опорная поверхность каната становятся
значительно меньшими (рис. 213, б),что весьма вредно отражается
на работоспособности каната. Аналогичные явления происходят
и при износе ручьев блоков. Наиболее простым способом восстанов-
ления ручьев барабанов и блоков является нарезание на изношенных
элементах деталей ручьев полного профиля (рис. 213, в).
В результате изнашивания стенка барабана уменьшается на
величину Ди, а в результате проточки ручьев — на величину
327
Др. Естественно, что толщина стенки после нарезки ручьев должна
гарантировать ее прочность и устойчивость. Наличие запаса проч-
ности и устойчивости стенок барабанов разрешают их проточку
на величину Др, обычно равную 20—25% начальной толщины
стенки.
Во всех случаях необходима проверка стенки на прочность
Sp>,T^i. (56>
где Р — натяжение каната, кг; t — шаг навивки каната, см;
[осж] — допускаемое напряжение сжатия материала барабана,
кгс/см2.
Изношенные ручьи блоков, входящих в конструкции грузовых
ПКД, конвейеров, экскаваторов и т. д., разрешается восстанавли-
вать автоматической наплавкой под слоем флюса или автомати-
ческой вибродуговой наплавкой. Наплавка производится проволо-
кой Св-08А или Св-08ГА, флюсы применяются марки ОЦС-45 или
АН-348А.
Местные отколы и несквозные трещины в этих блоках завари-
вают ручной сваркой.
§ 7. Ремонт зубчатых колес и звездочек
У зубчатых колес и звездочек в наибольшей степени изнашива-
ются зубья, поэтому их ремонт сводится главным образом к ремонту
(восстановлению) зубьев.
Рис. 214. Шаблоны для контроля геометрических пара-
метров зубьев звездочек
Зубчатые колеса со сквозными трещинами венца и с изломом
двух соседних зубьев ремонту не подлежат. Если же выломанная
(выкрошенная) часть зуба не превышает половины его длины, раз-
решается восстанавливать зуб методом ручной наплавки. При мест-
ном выкрашивании и износе зубьев они наплавляются электро-
дами, дающими наплавленный металл повышенной и высокой твер-
дости.
328
Зубья крупных колес восстанавливают, кроме того, методами
дополнительного корригирования и замены венцовой части. Для
наплавки зубьев колес и звездочек применяют наплавочные элек-
троды типа ОЗН-ЗОО, O3H-350, ЭН-18ГН-35. После наплавки
зубья обрабатывают на номинальные размеры.
Параметры эвольвентных зубчатых колес проверяют методами,
общепринятыми в машиностроении: толщину зуба проверяют при
помощи кромочного штангензубомера или по длине общей нормали;
соответствие геометрических параметров восстановленных зубьев
звездочек проверяют при помощи специальных шаблонов на шаг
и продольный профиль (рис. 214, я)
и на поперечный профиль (рис.
214, б). Восстановленные этими мето-
дами зубья колес и звездочек могут
подвергаться поверхностной закалке.
Восстановление изношенных зубьев
колес методом дополнительного (ре-
монтного) корригирования основано
на использовании законов корриги-
рования эвольвентных зубчатых пере-
дач. При этом способе ремонта изно-
шенное зубчатое колесо протачивается
по наружному диаметру на величину
2Айр (рис. 215). При нарезании зубьев
режущий инструмент (профиль исход-
ного контура) сдвигается к центру
колеса на величину
ХР = — СР. к т == Д/гр, (57)
$н
So
Рис. 215. Схема ремонта зубьев
колес методом ремонтного кор-
ригирования:
/ — изношенный зуб: 2 — профиль
нового зуба
где Ср. к — коэффициент дополнительного ремонтного корригиро-
вания;
т—модуль зубчатого колеса.
По геометрическим расчетным параметрам получается зубча-
тое колесо с отрицательной высотной коррекцией.
В результате этих операций в здоровое тело изношенного зуба /
(и частично в металл обода) вписывается профиль 2 нового корри-
гированного зуба. После нарезания зубья могут подвергаться
поверхностной термической обработке.
Сопрягаемую с отремонтированным зубчатым колесом шестерню
(обычно более изношенную и более простую в изготовлении де-
таль) заменяют новой с положительной коррекцией. При неизменя-
емом межцентровом расстоянии коэффициенты коррекции колеса
и шестерни одинаковы по величине, но противоположны по знаку,
т. е.
Ср. к = Ср. ш«
По геометрическим параметрам нулевая отремонтированная
зубчатая передача будет представлять собой равносмещенную
329
(корригированную) передачу. В результате ремонтного корригиро-
вания колес полностью сохраняются все геометрические параметры
зацепления (кроме De, Dt и S#) и условия работы зубчатой пере-
дачи [21].
Методом дополнительного корригирования успешно восстанав-
ливаются зубья зубчатых колес барабанов лебедок, зубчатые венцы
стреловых кранов и др.
§ 8. Ремонт ходовых колес кранов
У ходовых колес кранов изнашиваются опорные поверхности
по кругу катания и особенно реборды.
Наиболее широко применяемым методом ремонта ходовых ко-
лес кранов является автоматическая наплавка изношенных поверх-
ностей с последующей их обработкой на токарных станках. В ка-
честве наплавочной проволоки используются Св-08ГА и флюс
АН-348А. Однако могут применяться и другие марки проволок
и флюсов. После наплавки колесо обрабатывается на номинальные
размеры и подвергается термической обработке (сорбитизации).
При твердости наплавленного металла, равной 350—400 НВ,
часто обходятся без термообработки.
Достоинством ремонта методом наплавки колес является также
возможность их ремонта в сборе с зубчатым колесом или валом
и возможность многократного ре-
монта.
Стоимость ремонта ходовых колес
методом наплавки обычно составляет
15—20% стоимости новой детали.
В ремонтных цехах крупных машино-
строительных заводов (НКМЗ и др.)
имеются специальные участки ремон-
та ходовых колес кранов методом
автоматической наплавки.
§ 9. Ремонт конвейерных лент
Необходимость ремонта конвейер-
ных лент вызывается местными про-
дольными и поперечными разрывами,
о
Рис. 216. Схема замены изношен-
ных лент конвейера:
1 — новая лента; 2 — узел натяжного
барабана; 3 — барабан; 4 — привод-
ной барабан; 5 — трактор
износом и повреждениями резиновых
обкладок, расслоением прокладок бельтинга у кромок лент
и др. Чаще всего ленту ремонтируют, не снимая с конвейера.
Демонтаж ленты необходим при замене ленты, а иногда и при ее
капитальных ремонтах, связанных с большим объемом вулканиза-
ционных работ. Демонтаж изношенной ленты удобно совмещать
с монтажом (навешиванием) новой. С этой целью у натяжного бара-
бана (узел 2 на рис. 216, а) старая лента разрезается, и с нею при
помощи скоб или болтов соединяется конец новой ленты /. Тогда
330
при включении приводного барабана 4 конвейера новая лента про-
тягивается на конвейер, а старая наматывается на барабан 3, Анало-
гичным образом меняют ленту при помощи трактора 5 (рис. 216, б).
Несквозные разрывы прорезиненных лент, местные повреждения
обкладок, бортов и кромок лент ремонтируют при помощи перенос-
ных вулканизированных прессов. Схема такого пресса для ремонта
бортовых частей лент приведена на рис. 217. Пресс состоит из
стальных пластин /, имеющих нагревательные элементы 4, струб-
цины 2 и ограничительную линейку 3. После обычной подготовки
ленты к вулканизации на ремонтируемое место устанавливается
вулканизатор, создающий удельное давление до 10 кгс/см2, а нагре-
Рис. 217. Вулканизационный пресс для ремонта бортовых частей конвейер-
ных лент:
/ — стальные пластины; 2 — струбцины; 3 — ограничительная линейка; 4 — нагреватель-
ные элементы
вательные элементы включаются в сеть переменного тока. Режим
вулканизации обычный.
Мелкие трещины и повреждения верхних обкладок прорезинен-
ных лент заделывают при помощи самовулканизующихся паст.
§ 10. Ремонт металлических конструкций
В металлических конструкциях подъемно-транспортных машин
после их длительной эксплуатации могут появляться остаточные
деформации изгиба элементов ферм, е трещины в элементах метал-
локонструкций и в сварных швах, ослабление заклепок и болтов,
другие повреждения и дефекты.
В зависимости от характера повреждений применяются сле-
дующие методы ремонта металлоконструкций:
правка погнутых элементов в холодном состоянии или с подо-
гревом без съема элементов с основной конструкции;
удаление дефектных элементов (подкосов, раскосов, косынок)
и установка на их место новых;
разделка трещин в элементах и их заварка с приваркой в не-
обходимых случаях усиливающих накладок;
вырубывание дефектных сварных швов и укладка новых;
331
замена ослабших заклепок и подтягивание годных ослабших
болтов.
При большом числе разнообразных дефектов в одном узле
металлоконструкций (раме, ферме стреле крана) его заменяют
новым.
Ремонт несущих мегаллоконструкций кранов, лифтов и ППКД
должен, как правило, производиться на специализированных
ремонтных предприятиях, имеющих разрешение инспекции Гос-
гортехнадзора на производство данного вида работ. Сварочные ра-
боты в этом случае поручаются высококвалифицированным (дипло-
мированным) сварщикам, имеющим разрешение Госгортехнадзора
на выполнение ответственных сварочных работ.
Ремонт металлоконструкций связан с изготовлением новых эле-
ментов и узлов. Для их изготовления должны применяться марки
сталей, указанные в чертежах завода-изготовителя. При отсут-
ствии таких чертежей для металлоконструкций конвейеров, гру-
зовых ПКД и других машин следует применять стали спокойной
плавки (ВСтЗпс, ВСтЗсп и др.). При ремонте крановых металлокон-
струкций, эксплуатируемых в условиях низких температур, при
выборе марок сталей следует руководствоваться рекомендациями
ВНИИПТМАШа, приведенными в табл. 40, а при выборе марок
электродов — требованиями, приведенными в табл. 41.
Таблица 40. Рекомендуемые марки сталей для изготовления
и ремонта крановых металлоконструкций
Минимальная температура воздуха в месте установки крана, °C Толщина проката, мм Марка стали Типы кранов
До 9 ВСтЗпс Мостовые, козловые, общего назна- чения
—30 10-25 ВКСтЗпс
ВМСтЗпс То же
10-25 ВМСтЗпс Грейферные, магнитные Портальные, мостовые перегружа-
10—30 18Гпс
10—30 М16С тели
До 9 ВКСтЗпс Мостовые, козловые, общего назна- чения
До 9 ВМСтЗпс Магнитные, грейферные, мостовые
-40 10-25 10-25 ВСтЗсп ВМСтЗсп Мостовые, козловые, общего назна- чения
10—30 10—30 18Гпс М16С То же
Свыше 30 До 20 10Г2С1 09Г2 Все типы кранов
—50 21-40 21—32 09Г2С Все типы кранов. Грузоподъемность
10Г2С1 10ХСНД 15ХСНД мостовых кранов не более 125 т и пролет не более нормированного
33?
При температурах, ниже указанных в табл. 42, сварочные ра-
боты разрешается выполнять только после предварительного подо-
грева металла на расстоянии 100 м с каждой стороны шва.
При ремонте решетчатых
металлоконструкций изогну-
тые элементы ферм правят
без подогрева при стреле про-
гиба f < 0,015/, где / — дли-
на элемента. При обнаруже-
нии трещин элемент подле-
жит замене.
На рис. 218 приведен ре-
монтно-технологический чер-
теж решетчатой фермы. Эле-
мент а—б, имеющий сквозную
трещину и большой изгиб,
подлежит замене, элемент
в—г с незначительным изги-
бом должен быть выправлен
без подогрева с помощью вин-
тового или гидравлического домкрата 2, установленного на деревян-
ные брусья 3. Деревянная прокладка 1 устанавливается с целью
придания большей устойчивости домкрату за счет большого KO-
I' а б л и ц а 42. Минимально допустимая
начальная температура стали при ручной
и полуавтоматической дуговой сварке
без предварительного подогрева (°C)
Сталь угле-
родистая
Сталь низко-
легированная
Швы металлоконструкций
Толщина
стали, мм
16
16—30
30—40
Свыше 40
-30 -30 -20 —20
-30 —20 -10 0
—10 —10 0 +5
0 0 +5 + 10
ваются и завариваются с при-
варкой усиливающих накладок. При разделке трещин в их кон-
цевой части на расстоянии 15—20 мм видимого конца просверли-
вается сквозное отверстие диаметром 6—8 мм.
Профиль разделки (канавки) под сварку определяется толщиной
свариваемого листа и может быть V-образной формы при толщине
Таблица 41. Электроды
для ручной сварки сталей
Эксплуата- ционные тем- пературы, °C Стали углеродистые Стали низколегиро- ванные
Выше Э42 УОНИ 13—55
минус 30 Ниже УОНИ (типа Э50А-Ф) УОНИ 13-45 (тип Э42А-Ф) СМ-11
минус 30 13—45 (тип Э42А-Ф) СМ-11 (тип Э42А-Ф) (тип Э42А-Ф) УП2-55 (тип Э50А-Ф)
эффициента трения дерева по
стали по сравнению с коэф-
фициентом трения стали по
стали.
Несквозные трещины в эле-
ментах ферм разделывают под
сварку, заваривают и при-
варивают усиливающие на-
кладки.
Главными видами повреж-
дений листовых металлокон-
струкций являются трещины,
образующиеся преимущест-
венно в местах резких пере-
ходов и перепадов жесткостей.
Схема ремонта металлокон-
струкции концевой балки мос-
тового крана приведена на
рис. 219. Трещины разделы-
333
Шоб с трещиной срубить
и забарить
Рис. 218. Ремонтно-технологический чертеж решетчатой фермы:
1 — деревянная прокладка; 2 — гидравлический домкрат; 3 — брусья
листа до 16—20 мм и Х-образный — при большей толщине (если
возможна двусторонняя разделка трещины).
Отверстие в конце трещины снижает величину концентрации
напряжений и предупреждает дальнейшее распространение тре-
щины. Известно, что чем меньше
—Ч А-А радиус выточки в растянутом или
Рис. 219. Схема ремонта концевой
балки крана
изгибаемом элементе, тем выше
коэффициент концентрации напря-
жений. При радиусе выточки, рав-
ном 0,1-г-0,25 ее глубины, напря-
жения в изгибаемом элементе уве-
личиваются в 2—5 раз.
Конец трещины можно рассмот-
реть как выточку с бесконечно ма-
лым радиусом (рис. 220, а). Следо-
вательно, концентрация напряже-
ний в этом месте многократно уве-
личивается. Когда в конце трещи-
ны сверлится отверстие, радиус
трещины обретает конечные разме-
ры (З-т-4 мм) и концентрация на-
пряжений резко снижается (рис.
220, б).
Усиливающие накладки необ-
ходимо приваривать фланговыми
швами, расположенными под уг-
лом 30—90° к нормальному сече-
нию усиливаемого элемента (рис.
221, б). При таком расположении
Рис. 220. Схема локализации рас-
пространения трещины
334
шва в любое нормальное сечение В—В попадают только небольшие
участки в с зоной термического влияния. При расположении швов
параллельно нормальному сечению (рис. 221, а) зоны термического
влияния а в сечениях А—А воздействуют на металл почти по всему
сечению, что вызывает разрушение элемента по шву.
Рис. 221. Схема установки усиливающих накладок
Толщина усиливающих односторонних накладок берется в пре-
делах 0,6—0,7 толщины основной стенки. Увеличение толщины
накладок приводит к увеличению жесткости усиленного участка.
Всякий же резкий перепад жесткостей элемента вызывает появле-
ние трещин в этих местах.
§ 11. Ремонт пневматического оборудования
В конструкцию некоторых подъемно-транспортных машин (стре-
ловых кранов и др.) входят пневматические системы управления.
Ремонт пневматического оборудования включает ремонт и испы-
тание компрессора, воздухосборника, пневмоаппаратуры, трубо-
проводов и рабочих цилиндров.
Компрессоры и пневматическая аппаратура ремонтируются по
специальным технологическим процессам. Воздухосборники осви-
детельствуются, ремонтируются и испытываются в соответствии
со специальными Правилами Госгортехнадзора.
Трубопроводы при ремонте машины подлежат ревизии. Нали-
чие трещин, вмятин глубиной свыше 3 мм, дефектов резьб, а также
срывы в трубопроводных соединениях (накидных гайках, ниппе-
лях, тройниках) не допускаются. Прокладки из картона и паронита
также не должны иметь трещин и вмятин.
Рабочие цилиндры при ремонте обычно растачиваются на ремонт-
ный размер и в соответствии с ним изготавливают поршни.
335
§ 12. Ремонт электрических машин и аппаратов
В подъемно-транспортных машинах используются электродви-
гатели и другие виды электрооборудования как переменного, так
и постоянного тока. Мощные краны и другие машины часто имеют
привод по системе генератор — двигатель (Г—Д) с электромагнит-
ными силовыми усилителями.
Рис. 222. Схема технологического процесса ремонта электрических
двигателей постоянного тока
Плановые ремонты электрических машин, делятся на текущие,
средние и капитальные. Их периодичность не всегда совпадает
с периодичностью соответствующих ремонтов машины или меха-
низма, на которых они установлены.
Ремонт электрических машин и аппаратов выполняется спе-
циальными ремонтными службами и включает ремонт обмоток
и ремонт механической и электрической частей машин. Общая схема
технологического процесса ремонта электрических машин постоян-
ного тока приведена на рис. 222.
336
Как известно, обмотки электрических машин имеют изоляцию
из волокнистых материалов — хлопчатобумажного или шелкового
полотна, бумаги, картона, пропитанных масляными, масляно-
смоляными или другими электроизоляционными лаками (изоляции
классов Л и В). Широко применяется также изоляция, изготовлен-
ная на основе минеральных материалов (слюды, асбеста, стекло-
волокна и др.) в сочетании с органическими и синтетическими свя-
зующими и пропитанными составами (изоляция класса F).
В процессе работы электрических машин изоляция обмоток
стареет. Под действием тепла, выделяемого обмотками, в изоляции
появляются трещины, теряется эластичность и происходят мест-
ные разрушения изоляционного слоя. Все это приводит к сниже-
нию электрической прочности изоляции и в результате возникает
реальная опасность межвиткового замыкания или замыкания на
корпус. В обоих случаях замыкание вызывает отказ электрической
машины или аппарата и делает непригодной всю обмотку или
ее часть (секцию). Ремонты, связанные с заменой обмоток электри-
ческих машин, относятся к капитальным.
При текущем плановом ремонте обмотки очищают от пыли, гря-
зи и масла, ликвидируют отдельные повреждения на их лобовых
частях и покрывают изоляционными лаками или эмалями.
При среднем ремонте выполняют все работы текущего ремонта
и, кроме того, разбирают двигатели, исправляют места поврежде-
ний обмоток, не вынимая их, пропитывают обмотки изоляционными
лаками, сушат в печах или на воздухе, покрывают покровными
лаками или эмалями, создающими гладкую поверхность, на которой
меньше оседает пыль и которая препятствует проникновению вла-
ги внутрь обмоток. Обмотки полюсов двигателей и индукторов
постоянного тока пропитываются компаундными массами или ла-
ками (МЛ-У2 по ГОСТ 15865—70 и др.).
При капитальном ремонте электродвигателей полностью или
частично заменяют обмотки, а затем пропитывают их, сушат.
Наиболее эффективна пропитка обмоток в специальных обогрева-
емых котлах, в которые погружаются якори с уложенными в пазы
обмотками, полюсные катушки и другие детали. В начальный пе-
риод в котле создается глубокий вакуум (до 10—12 мм рт. ст.),
а затем бак заполняется горячим лаком, а в котле создается дав-
ление воздуха до 5—6 кгс/см2 при температуре 150—170° С. В ре-
зультате этих операций лак нагнетается в поры изоляционного
материала, освобожденные вакуумом от влаги. Компаундирование
отличается от рассмотренного процесса применением более густой
и вязкой по сравнению с лаками компаундной массой.
Для пропитки обмоток изоляции класса В применяют изоля-
ционные лаки БТ-987, БТ-988 по ГОСТ 6244—70; изоляционные
эмали ГФ-92, ГФ-92ГС —по ГОСТ 9151—59.
Ремонт механической части электрических машин включает
ремонт подшипниковых узлов, валов специальных устройств
электродвигателей: контактных колец, коллекторов, щеткодержа-
337
телей, мест соединения обмоток с коллекторными пластинами и кон-
тактными кольцами и др.
При текущем ремонте электрических машин подтягивают кон-
тактные соединения, зачищают контактные кольца и коллекторы,
регулируют положение траверс щеткодержателей, заправляют
смазкой подшипники и выполняют другие операции.
При среднем ремонте машины разбирают износившиеся под-
шипники качения, протачивают и шлифуют контактные кольца
и коллектор, углубляют изоляцию между его пластинками.
При капитальном ремонте выполняют те же работы, что при
текущем и среднем, а кроме того, ремонтируют или заменяют вал
ротора или якоря, производят балансировку якоря и другие опе-
рации.
Испытания элементов и всей электрической машины после ре-
монта проводятся с целью проверки качества ремонта и степени
пригодности отремонтированной машины для работы в расчетных
режимах и условиях эксплуатации. Программа испытаний элек-
трической машины после капитального ремонта должна отвечать
требованиям ГОСТ 183—66*.
Главными испытаниями для машин постоянного тока являются:
1. Измерение сопротивления изоляции обмоток относительно
корпуса машины и между витками обмоток.
2. Измерение омического сопротивления обмоток;
3. Испытания машины на холостом ходу.
4. Испытание электрической прочности изоляции относительно
корпуса и между обмотками.
5. Испытание под нагрузкой.
При отсутствии испытательных стендов электрооборудование
под нагрузкой в условиях электроремонтного цеха не испытывают
при условии проведения остальных видов испытаний. Испытание
отремонтированной электрической машины под нагрузкой в этом
случае производится после установки ее на ПТМ.
Глава XXII
РЕМОНТНЫЕ БАЗЫ
И МЕТОДЫ ИХ РАСЧЕТА
§ 1. Виды ремонтных предприятий
Ремонт машин представляет собой сложный комплекс операций
и процессов, направленных на восстановление ресурса машин.
Часть этих операций и процессов (сборка, сварка) аналогична
операциям и процессам, выполняемым при производстве машин,
другая часть (разборка, восстановление) свойственна только ре-
338
монтному производству, технологический уровень которого должен
быть равным технологическому уровню современного машинострои-
тельного производства. Этот уровень во многом зависит от органи-
зационных форм ремонтного производства.
Современная ремонтная практика выработала ряд организа-
ционных форм ремонтов, осуществляемых силами и средствами:
эксплуатационного предприятия;
специализированных ремонтных предприятий эксплуатацион-
ных ведомств;
машиностроительных предприятий, производящих машины дан-
ного вида, или специальными ремонтными филиалами этих пред-
приятий;
специальных предприятий, сдающих машины в прокат или
аренду.
Ремонт машин силами и средствами эксплуатационных пред-
приятий является наименее совершенной и экономичной формой
ремонта, поскольку им занимаются ремонтные подразделения
(участки, цехи и др.) небольшой мощности, с низкой технологичес-
кой оснащенностью, при большой номенклатуре эксплуатируемых
и ремонтируемых машин. Это чрезвычайно затрудняет централи-
зацию и специализацию ремонтных работ. Во многих случаях ре-
монтом машин, в том числе ремонтом кранов и конвейеров, занимают-
ся предприятия, по своему профилю и назначению весьма далекие
от машиностроения и металлообработки (текстильные фабрики,
предприятия пищевой промышленности и др.).
Ремонт машин силами и средствами специализированных ре-
монтных предприятий эксплуатационных ведомств является более
совершенной формой организации ремонта по сравнению с первой,
поскольку в данном случае ремонт выполняют крупные специали-
зированные предприятия, имеющие достаточно хорошую техноло-
гическую оснащенность. К таким ремонтным предприятиям отно-
сятся авто-, экскаваторо-, электровозо-, авиаремонтные и дру-
гие заводы, ремонтные предприятия объединений «Союзсельхозтех-
ника», «Союзстанкоремонт», «Лифтремонт».
Все эти ремонтные предприятия находятся в ведении ведомств
и министерств, эксплуатирующих подъемно-транспортные машины.
Ремонт силами и средствами машиностроительных предприятий,
производящих машины данного вида, является одной из наиболее
прогрессивных форм организации ремонта, который в этом случае
производится в специальных ремонтных цехах или в филиалах
машиностроительного завода (фирмы). Примером организации,
в функции которой входит производство, ремонт и техническое
обслуживание машин, может служить Волжский автомобильный
завод (ВАЗ). Для высококвалифицированного ремонта и техничес-
кого обслуживания автомобилей своего производства заводом на
всей территории СССР организованы специальные филиалы. Ана-
логичные формы организации ремонта находят широкое применение
и в зарубежной практике (ЧССР, ГДР, США , Англия). Так,
339
например, чехословацкая фирма «Татра» из имеющихся в ее распоря-
жении двадцати заводов десять специализирует на ремонте авто-
мобилей, выпускаемых фирмой. В фирме «Шкода» из девятнадцати
заводов ремонтом и техническим обслуживанием машин этой фирмы
занимается девять.
Ремонт речных и других судов часто осуществляют судострои-
тельные заводы.
Машины, подлежащие ремонту на машиностроительном пред-
приятии, или доставляются туда (транспортабельные и самоход-
ные машины), или для их ремонта на место установки выезжают
специальные ремонтные бригады.
Организация ремонта силами и средствами машиностроитель-
ных предприятий позволяет им:
получить широкую и достаточную информацию о поведении
машины и ее отдельных элементов в эксплуатации (виды и ско-
рости изнашивания деталей), наличие других повреждений, дол-
говечность элементов, которая используется при проектировании
новых и модернизации эксплуатируемых машин;
использовать в ремонтном производстве техническую докумен-
тацию и технологическую оснастку завода-изготовителя;
использовать и более рационально загрузить заготовительные
цехи и оборудование для ремонтного производства;
использовать опыт и кадры машиностроительного завода для
ремонта машин собственного производства.
Ремонт силами специализированных предприятий со сдачей
оборудования в аренду или напрокат также является прогрессив-
ной формой организации ремонта, поскольку освобождает эксплуа-
тационные предприятия от выполнения несвойственных им функ-
ций и позволяет улучшить использование машин. В аренду или
напрокат сдают строительные машины, экскаваторы, стреловые
краны и др. Занимаются этим специальные объединения (например,
«Укрэкскавация») и ремонтно-прокатные базы (РПБ).
Прогрессивные формы ремонта машин возможны при оптималь-
ном уровне централизации и специализации ремонтного произ-
водства, что позволяет организовать крупносерийное или поточное
выполнение ремонта, использовать высокопроизводительное спе-
циальное оборудование, приспособления и инструменты, укомплек-
товать квалифицированными кадрами. Все это позволяет повысить
качество ремонта и сократить его продолжительность.
Принципы централизации и специализации ремонта в полной
мере применимы к однотипным мобильным и транспортабельным
машинам (автомобили, станки и др.).
Как уже отмечалось, подъемно-транспортные машины, имею-
щие в основном большие габариты и массы, представлены на экс-
плуатационном предприятии различными типами и типоразмерами.
Такие машины легче всего ремонтировать силами и средствами
эксплуатационного предприятия, применяя комбинированный спо-
соб ремонта, при котором часть узлов и агрегатов ремонтируется
340
в специализированных цехах (электроремонтном, ремонтно-меха-
нических), а часть узлов и вся машина — непосредственно на месте
работы. Малые ремонты машин осуществляются цеховыми (участ-
ковыми) ремонтными службами.
Соответственно на эксплуатационных предприятиях (заводах,
портах, крупных строительствах), производящих ремонты своими
силами, имеются следующие виды ремонтных служб:
заводская, портовая, строительная, возглавляемая главным
механиком предприятия;
цеховая, участковая, во главе которой стоит механик цеха,
участка.
Ремонтными базами эксплуатационного предприятия являются:
ремонтно-механические, электроремонтные цехи или участки и
цеховые или участковые ремонтные мастерские.
Современные ремонтно-механические цехи имеют отделения
или участки по восстановлению деталей методами автоматической
наплавки, хромирования, осталивания, термические участки, меха-
нические отделения, необходимые производственные и вспомога-
тельные площади, оборудование, приспособления и инструмент.
Проектирование и расчет ремонтных баз зависят прежде всего
от особенностей ремонтного производства. Кроме того, в связи
с изменением количества и типа эксплуатируемых и ремонтируе-
мых машин, меняются сравнительно часто мощность и структура
ремонтных баз. Эти обстоятельства предопределяют необходимость
периодического перерасчета и реконструкции ремонтных баз.
Основы таких расчетов должны быть известны инженерно-техни-
ческим работникам ремонтных служб.
§ 2. Методы расчета ремонтных баз
Расчет ремонтной базы предусматривает определение годовой
производственной программы предприятия (если она не задается),
необходимых площадей, оборудования и штата трудящихся. Су-
ществуют уточненные (достаточно подробные) и ориентировочные
методы расчета ремонтных предприятий. При уточненных методах
расчета задается объем ремонтных работ и номенклатура ремонти-
руемых машин. Ориентировочные расчеты выполняются на уровне
проектного задания или эскизного проекта.
‘ Среди ориентировочных методов расчета ремонтных баз наи-
более распространены ценностный метод и метод ремонтосложности
(использования системы ремонтных единиц).
При ценностном методе расчета годовая производительная про-
грамма ремонтной базы определяется суммами отчислений и затрат
на ремонты машин на данной ремонтной базе.
Капитальные ремонты машин осуществляются за счет специаль-
ных средств, образуемых в результате амортизационных отчисле-
ний, величина которых определяется регламентированным про-
центом и балансовой стоимостью оборудования. Стоимость средних
341
и текущих ремонтов относится на себестоимость выпускаемой про-
дукции, однако эти расходы также составляют определенный про-
цент от стоимости оборудования. Последовательность расчета ре-
монтной базы ценностным методом:
1. Общая балансовая стоимость оборудования, подлежащего
ремонту в течение года на рассчитываемой ремонтной базе,
Ао = Ai + А2 + А3 + • • • + А; + • • • А-Ап руб., (58)
где Аг — суммарная стоимость машин /-го типа;
Лх, А2,А3— соответственно стоимость машин 1, 2, 3-го типов.
Формула (58) может быть преобразована и записана в следую-
щем виде:
Z
Ао = + п2а2 + п3а3 + • • • + nzaz = 2 № РУ б-, (58а)
i=i
где аг — балансовая стоимость машины /-го типа;
Пг — число машин Z-го типа;
z — число типов машин.
2. Годовая стоимость капитальных ремонтов
Лр. к = + A2ft2 + Л3р3 + • • • 4~Л2р2 руб., (59)
где pi, ₽2, Рз» • • • > Pz — проценты ежегодных отчислений на капи-
тальные ремонты соответствующих видов оборудования, выраженные
в долях единицы; для подъемно-транспортного оборудования р =
= 0,05 ч-0,12.
3. Годовая стоимость средних ремонтов
Лр.с = Л оуруб., (60)
где у =0,04 — 0,07 — коэффициент, учитывающий расходы на сред-
ние ремонты.
4. Годовая производственная программа ремонтной базы
Л Пр = (Ар. к + Ар. с) а руб., (61)
где а = 1,3ч-1,6— коэффициент, учитывающий работы, не свя-
занные с ремонтом (неремонтного характера).
5. Годовой фонд зарплаты производственных рабочих
Аз = Л пр? руб., (62)
где ср = 0,28ч-0,32 — коэффициент затрат на зарплату производ-
ственных рабочих.
6. Общий фонд времени на выполнение годовой производствен-
ной программы (общая трудоемкость)
Фпр = ф чел.-ч, (63)
где с — средняя часовая ставка рабочего 3—4-го разряда.
342
7. Фактический годовой фонд времени одного рабочего
Тф = [365 — (104 + 8 + (0)] W ч, (64)
где 104 — количество выходных дней в году; 8 — количество
праздничных дней в году; t0 — продолжительность отпуска рабо-
чего; (см — длительность рабочей смены (8,2 ч); ф = 0,96 — коэф-
фициент, учитывающий потери времени рабочего по уважитель-
ным причинам (болезнь и др.).
8. Общее число (штат) производственных рабочих
Ф
Мит = у^, (65)
где р = 1,10 — коэффициент переработки норм.
9. Число рабочих по профессиям в процентах от общего числа:
слесари — 55—60; станочники — 25—30; электросварщики —5—6;
прочие — 10—12.
10. Необходимое число станков
П
. 5Фпр
(66)
где 6 = 0,25-^0,30 — коэффициент станочных работ; т — среднее
число смен работы станков; DCT — годовой фонд времени работы
станка в одну смену; т| — 0,70ч-
Ч- 0,85 — коэффициент исполь- Таблица 43. Типы металлорежущих
зования станков в течение станков ремонтно-механического цеха
смены.
11. Определение номенклату-
ры (типажа) станков (табл. 43).
12. Производственная пло-
щадь (цеха)
Л
FnP = -^ м2, (67)
где q — 0,30—0,70 тыс. руб/год—
съем продукции с одного квад-
ратного метра производствен-
ной площади в год. Значение
Т’пр уточняется при размещении
станков в цехе.
13. Вспомогательная
Типы станков Соотно- шение, %
Токарные и револьверные 45—50
Карусельные 2—3
Расточные 3—4
Вертикально-сверлильные 7—8
Радиально-сверлильные 2-3
Строгальные 7—8
Фрезерные 7—9
Долбежные 2-3
Шлифовальные 7—8
Зуборезные 9-11
Прочие 3—4
площадь базы (цеха)
Авсп = (0,25 ч- 0,35) Fnp м2. (68)
14. Общая площадь цеха
F0 = Fas> + FBcn м2.
Система ремонтосложности (ремонтных единиц) определяет
трудоемкость капитальных, средних и текущих ремонтов обору-
дования. Этим методом рассчитывают ремонтно-механические цехи
343
при использовании системы ремонтных единиц для механичес-
кого оборудования и электроремонтные цехи — при использова-
нии системы ремонтных единиц для электрического оборудования
(см. табл. 30). При этом обычно учитываются только капитальные
и средние ремонты, поскольку текущие выполняются силами и сред-
ствами эксплуатационно-ремонтного персонала цеха, в котором
эксплуатируются машины.
Основные этапы расчета ремонтной базы методом ремонтослож-
ности механического оборудования следующие.
1. Число ремонтных единиц в год, необходимых для осуществле-
ния капитальных ремонтов машин данного типа (категории ремонто-
сложности)
А/ к = (^9)
где пк— число капитальных ремонтов в год машин данной ремон-
тосложности;
R — категория ремонтосложности.
2. То же для средних ремонтов
Nc = ncR. (70)
3. Общее число ремонтных единиц в год, необходимых для
капитального ремонта машин всех типов
2к
АГк.о = 2^кб (71)
где zK — число типов машин, капитально ремонтируемых в год;
NK — число ремонтных единиц, необходимых для капитального
ремонта машин z-ro типа.
4. То же для средних ремонтов
2С
Nc.0 = ^Nc{. (72)
z=i
5. Общая трудоемкость ремонтов механической части машин
Фщ> = 1кКк. о + тсМ, о = 352VK. о + 23,5А^с. о чел.-ч, (73)
где тк, хс — трудоемкости капитального и среднего ремонта машин
первой категории ремонтосложности (одной ремонтной
единицы).
6. Общий штат производственных рабочих
Мит = ^, (74)
'фр
где Тф — годовой фонд времени одного рабочего;
р — коэффициент переработки норм.
Необходимое количество рабочих по профессиям, число станков
п и их тип определяются так же, как и при расчете ремонтных
баз, ценностным методом.
344
Производственная площадь цеха
Fnp = nf,
(75)
где / = 8—12 м2 — удельная площадь на один станок; п — число
станков.
Вспомогательная площадь определяется по формуле (64).
Аналогично рассчитывается электроремонтный цех.
Рекомендуемые лабораторные
и расчетно-практические работы
Одновременно с изучением теоретических вопросов курса «Производство,
монтаж, эксплуатация и ремонт подъемно-транспортных машин» необходима
их проработка на практических и лабораторных занятиях. Рекомендуемые
лабораторные работы:
1. Определение моментов и сил трения на машине МИ-1 (Амслера) при
сухом трении типовых трущихся пар ПТМ.
2. Определение моментов и сил трения на машине МИ-1 при трении
со смазкой типовых трущихся пар ПТМ. Установление характера и степени
влияния смазки и удельных нагрузок.
3. Определение дефектов в сварных швах методом ультразвуковой дефек-
тоскопии.
4. Определение видов изнашивания типовых деталей ПТМ по изношенным
образцам и разработка методов снижения скоростей каждого вида изнашива-
ния.
5. Определение видов разрушения типовых деталей ПТМ по образцам и
разработка методов предупреждения каждого вида разрушения.
6. Разборка и сборка цилиндрического редуктора кранового типа с опре-
делением точностных показателей сборки.
7. Обработка деталей на установке для ультразвуковой очистки типа
УЗВ-16, УЗВ-18.
8. Ремонт (восстановление) изношенных деталей методом- автоматической
вибродуговой наплавки.
9. Ремонт изношенных деталей методом автоматической наплавки под слоем
флюса.
10. Ремонт деталей методом электрической металлизации.
Рекомендуемые расчетно-практические работы:
1. Расчет межоперационных припусков и допусков на заготовки деталей
типа «вал» и «втулка».
2. Разработка маршрутных технологических процессов изготовления типо-
вых деталей ПТМ.
3. Разработка операционных технологических процессов механической
обработки типовых деталей ПТМ.
4. Разработка паспорта (или карты) смазки механизма подъемно-транспорт-
ной машины, эксплуатируемой в заданных условиях.
5. Расчет закладных монтажных якорей (на ЭВМ).
6. Расчет монтажных нагрузок в монтажном портале при его подъеме
падающей мачтой (на ЭВМ).
7. Определение абсолютных и относительных величин износа предельно
изношенных (выбракованных) деталей по образцам или картам технических
требований на дефектацию деталей.
8. Расчет ремонтных размеров деталей типа «вал».
9. Расчет ремонтных размеров деталей типа «втулка».
10. Расчет ремонтного цеха ценностным методом.
11. Расчет ремонтного цеха методом ремонтных единиц.
346
ЛИТЕРАТУРА
1. Абгафоров В. А., Устинов Н. П. Эксплуатация и ремонт по-
грузочно-разгрузочных машин. М., «Транспорт», 1971.
2. Беляев Л. М., Французов Я. Л. Монтаж кранов и перегружа-
телей. М., Машгиз, 1958.
3. Брауде В. И. Надежность портальных и плавучих кранов. Л;,
«Машиностроение», 1967.
4. Вайнштейн В. 3., Трояновская Г. И. Сухие смазки и само-
смазывающиеся материалы. М., «Машиностроение», 1968.
5. Виноградова И. Э. Противоизносные присадки к маслам. М.,
«Химия», 1972.
6. Владимирский Т. А. Хрупкость сталей. М., Машгиз, 1959.
7. Волков П. Н., Аристов А. И. Ремонтопригодность машин. М.,
Изд-во стандартов, 1971.
8. Д а н и л е в с к и й В. В. Технология машиностроения. М., «Высшая
школа», 1972.
9. Дерягин Б. В. Что такое трение. М., Изд-во АН СССР, 1952.
10. Единые правила безопасности при разработке месторождений полезных
ископаемых открытым способом. (Утверждены Госгортехнадзором СССР
30 августа 1968 г.). М., «Недра», 1972.
11. Единая система планово-предупредительного ремонта и рациональной
эксплуатации технологического оборудования машиностроительных предприятий.
М., «Машиностроение», 1967.
12. Зеленков Г. И., Дехтеринский Л. В., Крившин А. П.
Технология ремонта дорожных машин и основы проектирования ремонтных
предприятий. М., «Высшая школа», 1971.
13. Инструкция по проведению планово-предупредительного ремонта строи-
тельных машин СН-207—68. Госстрой СССР. М., Изд-во литературы по строи-
тельству, 1969.
14. Кован В. М. Основы технологии машиностроения. М., Машгиз,
1959.
15. Коган И. Я. Строительные башенные краны. М., «Машиностроение»,
1971.
16. Козлов С. И. Применение электронных вычислительных машин для
разработки технологических процессов в машиностроении.—«Вестник машино-
строения», 1962, № 5.
17. Касаткин И. Л. Ремонт и монтаж металлургического оборудования.
М., «Металлургия», 1970.
18. Косилова А. Г., Сухов М. Ф. Технология производства подъем-
но-транспортных машин. М., «Машиностроение», 1972.
19. Костецкий Б. И. Сопротивление изнашиванию деталей машин. М.,
Машгиз, 1959.
20. Кох П. И., Нещеретный П. М,, Чекулаев В. А. Козловые
краны для гидроэлектростанций. М., «Машиностроение», 1972.
21. Кох П. И. Ремонт экскаваторов. М., «Недра», 1967.
22. Кох П. И., Максимова?. Н. Исследование противоизносных
свойств никельфосфорного покрытия в условиях сухого трения.— «Изв. высш,
учеб, заведений Машиностроение», 1962, № 12.
23. КрагельскийИ. В. Трение и износ. М., «Машиностроение», 1968.
24. Крылов В. А. Монтаж мостовых кранов и перегружателей. М.,
Изд-во литературы по строительству, 1971.
25. Матов А Л. Монтаж, эксплуатация и ремонт ленточных конвейе-
ров. М., «Недра», 1969.
26. Монтаж подъемно-транспортных машин. Краткое справочное пособие,
М., Машгиз, 1963.
27. Надежность в технике. Термины. ГОСТ 13377—67.
28. НикифоровА. С Монтаж и наладка подъемно-транспортного обо-
рудования. М., «Металлургия», 1968.
346
29. Па х омов А. С. и др. Комплексная механизация производства элек-
тромостовых кранов. НИИНФОРМТЯЖМАШ. Сб. 21—66, 1966.
30. Положение о планово-предупредительном ремонте перегрузочных машин
морских портов. М., «Транспорт», 1966.
31. Правила устройства и безопасной эксплуатации грузоподъемных кра-
нов. (Утверждены Госгортехнадзором СССР 30 декабря 1969 г.).—В сб.:
Эксплуатация подъемных сооружений. Киев, «Техшка», 1971.
32. Правила устройства и безопасной эксплуатации лифтов. (Утверждены
Госгортехнадзором СССР 26 января 1971 г.). — В сб.: Эксплуатация подъемных
сооружений. Киев, «Техн1ка», 1971.
33. Правила устройства и безопасной эксплуатации пассажирских под-
весных канатных дорог. (Утверждены Госгортехнадзором СССР 30 августа
1968 г.). — Веб.: Эксплуатация подъемных сооружений. Киев, «Техника»,
1971.
34. Правила устройства электроустановок.— В сб.: Эксплуатация подъем-
ных сооружений. Киев, «Техшка», 1970.
35. Правила устройства и безопасной эксплуатации эскалаторов. (Утвер-
ждены Госгортехнадзором 28 ноября 1967 г.). — В сб.: Эксплуатация подъем-
ных сооружений. Киев, «Техшка», 1971.
36. Правила технической эксплуатации перегрузочных машин морских,
портов. М., «Транспорт», 1965.
37. Правила технической эксплуатации электроустановок потребителей.
Днепропетровск, «Пром1нь», 1972.
38. Правила технической эксплуатации при разработке угольных и слан-
цевых месторождений открытым способом. М., «Недра», 1972.
39. Правила техники безопасности при эксплуатации электроустановок,
потребителей. Днепропетровск, «Пром1нь», 1972.
40. П р о н и к о в А. С. Основы надежности и долговечности машин. М.,
Изд-во стандартов, 1969.
41. Прошин А. С. Монтажные краны электростанций. М., «Машиностро-
ение», 1973.
42. Регистр СССР. Правила по грузоподъемным устройствам морских
судов. Л., «Транспорт», 1970.
43. Ремонтные документы. ГОСТ 2.602—68*.
44. Ремонт и модернизация кранов машиностроительных заводов. Под ре-
дакцией П. 3. Петухова. М., «Машиностроение», 1972.
45. Речной Регистр РСФСР. Правила постройки судов внутреннего пла-
вания. 4.1. Классификация и надзор. (Утв. МРФ в 1970 г.). М., «Транспорт»,
1970.
46. Система технического обслуживания и ремонта техники. Термины и
определения. ГОСТ 18322—73.
47. Совершенствование технологических процессов на Узловском машино-
строительном заводе. Сб. 8—69—9 НИИНФОРМТЯЖМАШ, 1968.
48. Справочник машиностроителя, т. 5, кн. 1. М., Машгиз, 1963.
49. Строительные нормы и правила. Установка и эксплуатация строитель-
ных машин и механизмов. (Утверждены Госстроем СССР 30 декабря 1962 г.).—
В сб.: Эксплуатация подъемных сооружений. Киев, «Техшка», 1971.
50. Суколенов А. Е., Артюхин Ю. Г. Подъемно-транспортные ма-
шины и механизация перегрузочных работ. М., «Транспорт», 1972.
51. Сухин Е. Т., Кондратьев Е. П., Свирский В. П. Техни-
ческая эксплуатация, ремонт и монтаж подъемно-транспортных машин». М.,
«Транспорт», 1967.
52. Т к а ч е в В. Н. и др. Методы повышения долговечности деталей машин.
М., «Машиностроение», 1971.
53. Трение и изнашивание в машинах. Основные термины и определения
ГОСТ 16429—70.
54. У р е в и ч А. Б. Эксплуатация лифтов. Л., Изд-во литературы по
строительству, 1972.
55. X р и с а н о в М. И., КрыловА. С. Монтаж и наладка подъемно-
транспортных машин. М., «Машгиз», 1961.
347
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
Введение............................................................ 6
Глава I. Общая характеристика производства подъемно-транспортных
машин............................................................... —
§ 1. Подъемно-транспортные машины как объект производства, монтажа,
эксплуатации и ремонта.............................................. 9
§ 2. Технологичность конструкций подъемно-транспортных машин .... 10
§ 3. Виды производства подъемно-транспортных машин................. 11
§ 4. Характеристика заводов и цехов по производству подъемно-транспорт-
ных машин.......................................................... 12
Глава II. Технологическая подготовка и основы проектирования техно-
логических процессов производства машин............................. —
§ 1. Задачи и содержание подготовки производста машин.............. 18
§ 2. Производственная технологичность конструкций подъемно-транспорт-
ных машин.......................................................... 19
§ 3. Общие правила проектирования технологических процессов........ 27
§ 4. Разработка технологических процессов с помощью электронных вы-
числительных машин................................................. 30
§ 5. Основы базирования деталей при обработке и сборке............. 34
§ 6. Характеристика приспособлений, применяемых при производстве ПТМ 36
§ 1. Виды заготовок.................................................. —
§ 2. Технология изготовления литых заготовок.......................... 39
§ 3, Технология изготовления кованых и штампованых заготовок .... 43
§ 4. Припуски на обработку заготовок.................................. 44
Глава IV. Технология механической и термической обработки типовых
§ 1. Общая характеристика технологических процессов............................. 46
§ 2. Механическая обработка базовых и корпусных деталей.............. 48
§ 3. Механическая обработка корпусов подшипников и букс ............. 53
§ 4. Механическая и термическая обработка валов и осей............... 57
§ 5. Механическая и термическая обработка зубчатых колес............. 59
§ 6. Механическая и термическая обработка звездочек.................. 62
§ 7. Механическая обработка зубчатых реек............................ 63
§ 8. Механическая обработка тормозных шкивов......................... 64
§ 9. Механическая обработка барабанов кранов и ленточных конвейеров . 66
§ 10. Механическая обработка канатных блоков......................... 69
§11. Механическая и термическая обработка ходовых колес кранов и
крановых тележек ................................................. 72
§ 12. Механическая обработка грузовых крюков..................................... 75
§ 13. Механическая обработка труб роликоопор..................................... 77
§ 14. Технологические методы повышения долговечности деталей подъем-
но-транспортных машин.............................................. 79
Глава V. Технология производства металлоконструкций подъемно-транс-
портных машин..................................................................... —
§ 1. Технологическая характеристика металлических конструкций ПТМ 81
§ 2. Общий технологический процесс производства металлоконструкций
§ 3. Первичная подготовка проката................................... 83
§ 4. Технология изготовления концевых балок мостовых кранов .... 86
§ 5. Технология изготовления главных балок мостовых кранов .... 91
§ 6. Технологический процесс изготовления (сборки) мостов мостовых
кранов............................................................ . 95
348
§ 7* Технология изготовления рам грузовых тележек кранов...................97
§ 8. Технология изготовления трубчатых металлоконструкций.................. 98
§ 9. Технология изготовления порталов портальных кранов............................................................100
$ 10. Технология изготовления стрел портальных кранов...............................................................103
§11. Методы контроля геометрических параметров металлоконструкций
кранов...............................................................105
§ 12. Основные методы контроля качества сварных соединений....................109
Глава VI. Технология сборки подъемно-транспортных машин.......................—
§ 1. Характеристика сборочных операций.......112
§ 2. Средства механизации сборочных работ.114
§ 3. Сборка типовых узлов и механизмов подъемно-транспортных машин 117
§ 4. Сборка и испытание редукторов........................................................................120
§ 5. Сборка барабанов.........................................................................................122
§ 6. Сборка грузовых тележек кранов.................124
§ 7. Сборка узлов ходовых колес и балансиров.........—
§ 8. Сборка механизмов передвижения мостовых кранов.126
§ 9. Сборка роликов ленточных конвейеров на автоматической линии . . 127
Глава VII. Организация и планирование монтажных работ.........................—
§ 1. Общая характеристика монтажа машин......................................—
§ 2. Монтажная технологичность машин . . . !.................................131
§ 3. Передовые методы организации и проведения монтажных работ . . 133
§ 4. Планирование монтажных работ............................................134
Глава VIII. Монтажные площадки и их оборудование..............................—
§ 1. Место монтажа подъемно-транспортных машин...............................137
§ 2. Выбор места под открытые монтажные площадки и их строительство 138
§ 3. Подъемно-транспортное и такелажное оборудование монтажных
площадок..............................................................140
§ 4. Технологическое оборудование монтажных площадок.................................................................147
Глава IX. Подготовка машин к монтажу...................................................................................—
§ 1. Техническая документация, представляемая заводом-изготовителем . 148
§ 2. Правила транспортировки машин к месту монтажа...........................149
§ 3. Размещение и хранение на монтажной площадке узлов монтируемой
машины...............................................................151
Глава X» Монтаж основных узлов и механизмов..........................—
§ 1. Особенности сборки узлов и механизмов при монтаже машин ... 152
§ 2. Монтаж валов, осей и муфт...................................153
§ 3. Монтаж подшипников........................................ 155
§ 4. Монтаж тормозов........................•.......................—
§ 5. Монтаж открытых зубчатых передач............................156
§ 6. Монтаж цепных передач.......................................158
§ 7. Монтаж канатных блоков и барабанов.........................—
§ 8. Монтаж ходовой части кранов мостового типа..................159
§ 9. Монтаж подкрановых путей....................................160
§ 10. Монтаж металлоконструкций...................................162
§ 11. Монтаж электрооборудования подъемно-транспортных машин ... 164
Глава XI. Монтаж кранов..............................................—
§ 1, Общие технические требования к монтажу кранов..................—
§ 2. Монтаж мостовых кранов в условиях закрытого помещения .... 165
§ 3. Монтаж мостовых кранов на открытых эстакадах............—
§ 4. Монтаж козловых кранов..................................171
§ 5. Монтаж портальных кранов................................175
§ 6. Монтаж строительных башенных кранов.....................177
§ 7. Монтаж мостовых перегружателей .........................180
349
Глава XII. Монтаж машин непрерывного транспорта..........................—
§ 1. Общие требования................................................184
§ 2. Монтаж стационарных ленточных конвейеров........................185
§ 3. Монтаж подвесных конвейеров.....................................190
§ 4. Монтаж пластинчатых конвейеров..................................192
§ 5. Монтаж горизонтально-замкнутых тележечных конвейеров.........193
§ 6. Монтаж подвесных канатных дорог.................................195
Глава XIII. Работоспособность машин. Вредные процессы, возникаю-
щие в машинах при их эксплуатации........................................—
§ 1. Работоспособность машин и их состояние в процессе эксплуатации 198
§ 2. Характеристика факторов, вызывающих вредные процессы в подъем-
но-транспортных машинах............................................200
§ 3. Трение и изнашивание в подъемно-транспортных машинах.........204
Глава XIV. Изнашивание и разрушение деталей подъемно-транспорт-
ных машин................................................................—
§ 1. Виды изнашивания деталей ПТМ и методы снижения скоростей изна-
шивания ...........................................................211
§ 2. Виды разрушения деталей ПТМ и методы их предупреждения . . . 218
§ 3. Изнашивание трущихся пар во времени.............................220
§ 4. Влияние надежности машин на затраты при их эксплуатации .... 221
Глава XV. Основы технической эксплуатации подъемно-транспортных
машин....................................................................—
§ 1. Характеристика эксплуатационной технологичности подъемно-транс-
портных машин.................................................... 226
§ 2. Общие правила технической эксплуатации подъемно-транспортных
машин..............................................................228
§ 3. Правила технической эксплуатации кранов...................229
§ 4. Правила технической эксплуатации лифтов и подъемников.....234
§ 5. Правила технической эксплуатации подвесных канатных дорог . . . 235
§ 6. Правила технической эксплуатации эскалаторов................. . 236
§ 7. Правила технической эксплуатации конвейеров...............237
§ 8. Специальные правила технической эксплуатации подъемно-транспорт-
ных машин, ^работающих на открытом воздухе.........................238
Глава XVI. Техническое обслуживание и надзор за состоянием подъем-
но-транспортных машин....................................................—
§ 1. Системы технического обслуживания и надзора...................239
§ 2. Техническое обслуживание и надзор за состоянием типовых деталей,
узлов и механизмов подъемно-транспортных машин.....................240
§ 3. Техническое обслуживание и надзор за состоянием специальных
устройств и механизмов кранов...................................... 246
§ 4. Организация технического обслуживания основных видов ПТМ и
надзора за ними................................................... 248
Глава XVII. Смазка подъемно-транспортных машин...........................—
§ 1. Цель и назначение смазки машин...................................250
§ 2. Свойства и номенклатура смазочных материалов....................251
§ 3. Паспорта и карты смазки..........................................258
§ 4. Механизация процессов смазки.....................................259
Глава XVIII. Планирование и организация ремонта подъемно-транс-
портных машин.......................................................—
§ 1. Основные факторы, определяющие необходимость ремонта машин . . 265
§ 2. Характеристика ремонтной технологичности подъемно-транспортных
машин..............................................................266
350
§ 3. Теоретические основы построения ремонтных циклов и системы
планово-предупредительных ремонтов машин.................-..........271
§ 4. Ремонтные циклы подъемно-транспортных машин......................274
5. Нормирование трудоемкости ремонта подъемно-транспортных машин 279
§ 6. Виды ремонтов................................................281
§ 7. Календарное и технологическое планирование ремонтов............282
§ 8. Подготовка машин к ремонту.....................................283
Глава XIX. Общий технологический процесс и основные операции ремон-
та подъемно-транспортных машин.........................................—
§ 1. Общий технологический процесс ремонта подъемно-транспортных
машин............................................................285
§ 2. Организационно-технологические методы ремонта............ 287
§ 3. Разборка и мойка машин...................................290
§ 4. Дефектация деталей и нормы выбраковки типовых деталей подъемно-
транспортных машин...............................................295
§ 5. Узловая и общая сборка...................................303
§ 6. Технологические испытания машин после монтажа и ремонта . . . 304
§ 7. Требования техники безопасности при монтаже и ремонте машин . 305
Глава XX. Современные методы ремонта (восстановления) деталей
подъемно-транспортных машин..............................................—
§ 1. Общая характеристика.........................................306
§ 2. Классификация и характеристика методов ремонта деталей путем
пополнения (присадки) металла в местах износа.................307
§ 3. Ремонт деталей методами электродуговой наплавки..................308
§ 4. Ремонт деталей методами индукционной, электрошлаковой, плазмен-
ной и газовой наплавки..............................................314
§ 5. Ремонт деталей методами металлизации...........................315
§ 6. Ремонт деталей методами электролитического осаждения металлов 316
§ 7. Сравнительный анализ методов ремонта деталей с пополнением ме-
талла ..............................................................319
§ 8. Ремонт деталей методами обработки их на ремонтный размер .... 321
' Глава XXI. Ремонт типовых деталей, узлов и оборудования подъемно-
транспортных машин..............................................—
§ 1. Общие правила ремонта и предъявляемые к нему требования . . . 323
§ 2. Ремонт грузозахватных органов...........................324
§ 3. Ремонт валов и осей.....................................325
§ 4. Ремонт подшипников и подшипниковых узлов...............! —
§ 5. Ремонт тормозов..............................................326
§ 6. Ремонт барабанов и блоков........................................327
§ 7. Ремонт зубчатых колес и звездочек................................328
§ 8. Ремонт ходовых колес кранов . ... .......................—
§ 9. Ремонт конвейерных лент......................................330
§ 10. Ремонт металлических конструкций.............................331
§11. Ремонт пневматического оборудования..............................335
§ 12. Ремонт электрических машин и аппаратов...........................336
Глава XXII. Ремонтные базы и методы их расчета...........................—
§ 1. Виды ремонтных предприятий........................................338
§ 2. Методы расчета ремонтных баз......................................341
Рекомендуемые лабораторные и расчетно-практические работы..........345
Литература.............................................................346
351
Петр Иванович Кох
ПРОИЗВОДСТВО, МОНТАЖ, ЭКСПЛУАТАЦИЯ
И РЕМОНТ ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
Киев, Головное издательство издательского объединения «Вища школа»
Редакторы Ф. И. Бурлыга, М. X. Тахтаров
Обложка художника А. Л. Омельянюка
Художественный редактор С. В. Анненков
Технический редактор А. М. Сухорская
Корректоры Л. И. Зотова, С. С. Себова
Информ, бланк № 1989
Сдано в набор 27. 05. 76 г. Подписано в печать 8. 02. 77 г. Формат 60х90‘/1в. Бумага
типографская № 2. 22 печ. л. 23,64 уч-изд. л. Тираж 17000 экз. Изд. № 2156. БП 05739-
Зак. № 6-277. Цена 94 коп.
Головное издательство издательского объединения «Вища школа», 252054, Киев-54,
ул. Гоголевская, 7.
Отпечатано с матриц книжной фабрики им. М. В. Фрунзе Рес-
публиканского производственного объединения «Полиграфкни-
га» Госкомиздата УССР в Харьковской городской типографии
№ 16 Областного управления по делам издательств, полигра-
фии и книжной торговли. Харьков-3, Университетская, 16.
Зак. 359.