















































































Author: Дьячков В.Б.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение металлорежущие станки станки
Year: 1983




В. Б. Дьячков
Н.Ф.Кабатов
М.УНосинов
СПЕЦИАЛЬНЫЕ
МЕТАЛЛО-
РЕЖУЩИЕ
СТАНКИ
оошемашино
строительного
применения
Справочник
chipmaker.ru
В. Б. Дьячков
Н.Ф.Кабатов
М.ХНосинов
СПЕЦИАЛЬНЫЕ
МЕТАЛЛО-
РЕЖУЩИЕ
СТАНКИ
общемашино-
строительного
применения
Справочник
Chipmaker.ru
МОСКВА «МАШИНОСТРОЕНИЕ» 1983
chipmaker.ru
ЕБК 34.63-5
Д92
УДК 621.9.06 (031)
Рецензент Э. И. Булатов
Дьячков В. Б. и др.
Д92 Специальные металлорежущие станки общемашинострои-
тельного применения: Справочник/В. Б. Дьячков, Н. Ф. Ка-
батов, М. У. Носинов. — Мл Машиностроение. 1983. —
288 с., ил.
1 р. 70 к.
Приведены технические характеристики специальных металлорежущих
ставков, сведения для рационального выбора станков при проектировании цехов?
разработки технологии металлообработки и организации снабжения станквми.
Даны рекомендации по выбору станков для полной обработки (от черновой до
финишной операции) группы деталей определенного типа или отдельного элемента
детали.
Справочник предназначен для инженерно-технических работников машино-
строительных министерств, проектных организаций, заводов, а также для работ-
ников, занимающихся вопросамн снабжения станками.
2703000000-100 ББК 34.63-5
Д 038(01)-83 I0GS3 6П4.6.08
© Издательство «Машиностроение», 1983 г,
ВВЕДЕНИЕ
Металлообрабатывающее оборудо-
вание, многочисленную часть кото-
рого составляют металлорежущие
станки, является основным видом тех-
нологического оборудования в машино-
строении. По действующему порядку
планирования производства и распре-
деления промышленного оборудова-
ния металлорежущие станки подраз-
деляются на универсальные и спе-
циальные (специализированные *).
К универсальным относят станки, вы-
полненные с определенным стандарти-
зованным или нормализованным
соотношением основных технических
параметров. К специальным станкам
относят модификации универсальных
станков, имеющих отклонения от стан-
дартных параметров, а также станки,
оснащенные наладками (или подгото-
вленные под оснащение наладками)
и устройствами для обработки кон-
кретной детали или группы де-
талей.
Специальные станки составляют
примерно 20 % общего выпуска метал-
лорежущих станков. Проектирование
и создание современного машино-
строительного или ремонтного пред-
приятия не могут быть осуществлены
без применение специальных метал-
лорежущих станков. Особо эффективно
применение специальных станков,
поставляемых с наладками и при-
способлениями, для строящихся пред-
приятий и цехов, поскольку получение
с за вода-изготовителя готовых к ра-
боте станков существенно ускоряет
освоение производственных мощно-
стей на предприятии — заказчике стан-
ков. Эффективно также, вследствие
экономии производственных площа-
дей, применение специальных, напри-
мер укороченных, модификаций уни-
версальных станков.
* Все специализированные станки
далее в тексте авторы называют специаль-
ными.
Установлен особый порядок пла-
нирования производства и распределе-
ния специальных металлорежущих
станков в народном хозяйстве, который
отражает особенности их конструиро-
вания, организации производства,
испытания и приемки на станкостро-
ительных заводах, а также отладки
технологического процесса обработки
деталей на таких стайках в производ-
ственных условиях заказчика. Дей-
ствующий порядок заказа специальных
станков гарантирует заказчикам
получение от конструкторских и
научно-исследовательских организа-
ций станкостроения квалифициро-
ванной консультации по вопросу
о возможности обеспечения иа проек-
тируемом станке заданного перечня
технологических операций и их эффек-
тивности. Этот порядок также исклю-
чает выбор дорогостоящих станков
в случаях, когда обработку конкрет-
ной группы деталей целесообразно
производить в иной последовательно-
сти на универсальных металлорежу-
щих станках. Порядок заказа спе-
циальных станков регламентирован
OCT 2-НО2-3—81, разработанным на
основе ГОСТ 15.001—73*, и соответ-
ствующими нормативами.
Опыт использования специальных
станков показывает, что специальные
станки (или их аналоги), созданные
для конкретного предприятия, впо-
следствии находят применение на дру-
гих предприятиях заказчика, а также
на предприятиях иных машиностро-
ительных отраслей промышленности.
Это объективно отражает внедрение
достижений научно-технического про-
гресса в технологию машиностро-
ения.
Настоящий справочник содержит
сведения о комплексе специальных
металлорежущих станков для обра-
ботки группы деталей данного класса
от черновой до финишной обработки
и, кроме того, в нем приведены краткие
данные об аналогичных по назначению
универсальных станках — базовых мо-
делях для изготовления специальных
металлорежущих станков обще-
ма ш иностооит ель н ого применения.
chipmaker.ru
Глава 1
ОБРАБОТКА
ДЕТАЛЕЙ ТИПА ВАЛОВ
ТЕХНОЛОГИЧЕСКИЕ ЗАДАЧИ,
ВОЗНИКАЮЩИЕ ПРИ ОБРАБОТКЕ
ВАЛОВ
Для деталей типа валов характерна
вначительная величина отношения
их длины к диаметру, они образованы
в основном правильно расположен-
ными по длине вала участками наруж-
ных поверхностей вращения и не-
сколькими торцовыми поверхностями,
а иногда также и глубокими или
сквозными отверстиями, концентрич-
ными по отношению к наружным по-
верхностям вращения
Для деталей типа валов чаще всего
применяют схему построения техно-
логического процесса, при которой,
используя в качестве черновой базы
варужную необработанную поверх-
ность заготовки, обрабатывают ее
торцы с образованием центровых от-
верстий (гнезд); последние служат
основной технологической базой при
дальнейшей обработке вала. Когда
эта схема не обеспечивает получения
достаточной точности и правильности
формы детали, в качестве технологи-
ческих баз поочередно используют
наружные и внутренние поверхности
вращения и торцовые поверхности об-
рабатываемой детали. В ряде случаев
на валах приходится специально соз-
давать технологические базы для уста-
новки и закрепления деталей с при-
менением универсальных и специаль-
ных приспособлений.
Реальные детали типа валов, помимо
наружных, внутренних и торцовых
поверхностей вращения, часто имеют
и шпоночные канавки, продольные
шлицы и зубчатые профили, лыски,
эксцентричные и поперечные отвер-
стия, для обработки которых исполь-
зуются как универсальные станки,
имеющие специальные инструменталь-
ные головки для такой обработки, так
и специальные станки.
обработка торцов валов
Детали типа валов чаще всего изго-
тавливают из проката и поковок.
В некоторых отраслях машиностро-
ения применяют литые валы и отливки
цилиндрической формы, которые
технологически можно отнести к де-
талям типа валов. Обработка концов
вала обычно является подготовитель-
ной операцией, .обеспечивающей
получение мерных заготовок или соз-
дание технологических баз для после-
дующей обработки поверхности
вращения. Иногда обработка торцовых
поверхностей является самостоятель-
ной операцией, обеспечивающей
формирование заданной поверхности
конца вала. Станки, применяемые для
обработки торцовых поверхностей,
можно разделить на две группы: а) для
разрезания заготовок, б) для получе-
ния заданной формы торцовой поверх-
ности вала.
Станки для разрезания
заготовок валов
Прокатный материал, использу-
емый в качестве заготовок для валов,
поступает с металлургических заводов
в виде прутков и труб, которые затем
разрезают на части в соответствии
с длиной отдельных валов. Промыш-
ленность выпускает отрезные станки:
ножовочные, ленточнопильные и
круглопильные. Кроме того, для раз-
резания металла на заготовки валов
широко применяют токарные и токар-
но-револьверные и трубоотрезные
станки, одношпиндельные и много-
шпиндельные токарные отрезные ав-
томаты; реже для этой цели применяют
фрезерные и поперечно-строгальные
станки.
Разрезание может осуществляться
при невращающейся заготовке или
с вращением заготовки. Сам процесс
разрезания может производиться то-
карными и строгальными резцами,
дисковыми пилами и фрезами, абра-
зивными кругами, ножовочными и лен-
точными пилами. Точность и произ-
водительность разрезания зависят
от способа выполнения этой операции.
Большое значение при разрезании име-
ет получение торца, перпендикуляр-
ного к оси заготовки, в связи с тем,
что при косом торце заготовки за-
трудняются последующая обработка
центровых гнезд и подрезка торна
вала. Наибольшая производитель-
ность достигается на отрезных станках
с абразивными и фрезерными диско-
выми пилами, наибольшая точность
Обработка торцов валов
5
разрезания—при вращении отрезаемой
заготовки.
Технические характеристики то-
ка рно-отрезных одношпиндельных
и многошпиндельных автоматов при-
ведены в табл. 15 гл. 2, а перечень
универсальных отрезных ножовоч-
ных, ленточнопильных и круглопиль-
ных станков — в табл. 1.
1. Универсальные кру гл оп ильные,
ленточнопильиые и ножовочные станки
Станки Наибольший диаметр раз- резаемой заготовки, мм Станки Наибольший диаметр раз- резаемой заготовки, мм
Круглопиль- ные 8Г632; 8Г636 8А641; 8А641 А; 8Г642; 8Г646 8В66А; 8Г661; 8Г662 8Г67; 8Г671; 8Г672 8А68; 8Г681 ПО 160 240 350 500 Леиточно- пильные 8542 8А531; 8Б543 8544 8Б545 Ножовочные 8Б72; 872; 8Б72К 180 250 350 500 250
Технические характеристики уни-
версальных и специальных абразивно-
отрезных станков приведены в табл. 2;
специальных круглопильных и трубо-
отрезных станков — в табл. 3 и 4.
Абразивно-отрезной станок 6МП-328
(см. табл. 2) предназначен для раз-
резания без охлаждения абразивными
кругами труб диаметром 5—60 мм
и толщиной стеики 0,2—3,5 мм. Раз-
резание производится под углом 90°
к оси трубы при ручной подаче абра-
зивного круга. Абразивно-отрезной
станок 6МП-329 служит для разреза-
ния под углом 90° абразивными кру-
гами без охлаждения труб диаметром
6—89 мм и толщиной стенки 0,25—
9 мм.
Абразивно-отрезные станки 8220,
8А230 и 8А240 предназначены для
разрезания невращающихся заготовок
как под углом 90°, так и под углом 45°
к оси заготовки. Станок 8220 — на-
стольный с ручной подачей отрезного
диска. Станки 8А230 и 8А240 имеют
гидравлическую подачу абразивного
круга и механизированный зажим за-
готовок. На станках разрезают прут
ковый материал (диаметром 20; 35
и 60 мм соответственно для станков
моделей 8220, 8А230 и 8А240), трубы
(диаметром 40 60 и 90 мм), квадраты
(20 X 20; 35 х 35 и 60 X 60 мм),
уголки (40 X 40 X 4); 63 X 63 X 5 и
90 х 90 X 9), швеллеры (размером
65 X 36 х 4,5; 80 X 40 X 5 и 100 X
X 46 х 4,5 мм) и другие профили.
Абразивно-отрезиые автоматы 8242
и 8252 предназначены для разрезания
невращающихся заготовок (прутков
диаметром до 60 и 80 мм соответствен-
но, труб диаметром 100 и 120 мм,
уголка размером 80 X 80 X 8 и 100 х
X 100 X 8 мм, швеллера размером
100 X 46 х 4,5 мм и 140 X 58 X
X 4,9 мм) абразивными кругами с охла-
ждением и без охлаждения под пря-
мым углом к оси заготовки на мерные
заготовки длиной 30—1000 мм.
Абразивно-отрезной автомат ГД-85
служит для прямого отрезания по
упору концов изделий типа стержней
клапанов двигателей внутреннего
сгорания на длину 126—145 мм.
Абразивно-отрезной автомат 8254
предназначен для прямого разрезания
абразивным кругом проката круглого
профиля сплошного сечения и труб
длиной до 6 м из различных марок
сталей и сплавов при вращении за-
готовки. Разрезание может произ-
водиться как с охлаждением, так и без
него. Длина отрезаемой (по упору)
заготовки -30—500 мм.
Абразивно-отрезной автомат 8264
предназначен для разрезания (под
углом 90° к оси) вращающихся загото-
вок круглого проката и труб длиной
до 6000 мм на мерные длины 30—
500 мм по упору абразивными кругами
с охлаждением. Регулирование ско-
рости подачи круга осуществляется
бесступенчато в диапазоне 25—
400 мм'мин, скорость отвода круга
2 м/мин.
Абразивно-отрезной станок ГД-87
служит для отрезания дефектных кон-
цов проката, вырезания дефектных
chipmaker.ru
6
Обработка деталей типа валов
Технические характеристики абразивно-отрезных станков
00ZI/28-VJ 200 -12 оРГ 1Драт Х300 80 )
о о —7 о о Э 5 Нет оссо сс<сс ю Ю «—'О счосо со см о G <0 0’181
006/Z8-V.J •“° С 1 Eg С 2о ”
О 4П ° кс'С0 <£> сх ем Л*0 С О т »л СО i 1 Нет © оО ССО ©<©г- О СО 36,34
о . и L^-юо >,£ Cl— о е - С 1 КО о> 1 СО Of зс А 8200 0’55 »е’8е
5 4-5 Пруток 80; труба | 120 и 80 .1400 7800 | 2680 20 W 1 3400 30,0 32,34
zwt 00 3-4 Пруток 60; труба 100 48 1 60- 7120 1620 1780 2500 17,0 о>
ОКУ- 4i 4 Пруток 60; груба So 7 500 1О .70 60 2000 1300 10,0 11,1
oezvv g-«o Е ь 1 1 1 60 и Ф 13 и 1960 1200 © <0 со
S8-VJ 30' 2-3 Стержень 8,6—9,6 с голов- кой 34—41 80 1900 X 1 Нет 1260 980 1540 880 LQ © ©
огг-о 200 1-2 Пру- ток 20; труба 40 48 и 80 1Л 900 500 640 20:1 = 3,0
6Z8-UW9 400 3 — 4 6-89 80 Ручная ф 008 0691 0051 0£< LO ю 6.-3
еге-nwp 300 2-3 5-60 50 и X 1Г 1140 1480 600 Л °?
Параметр ® Е 5 • “ •S X ® га -г S s га ® га zf — — П W tj “ с S с S £ с £ С £ « ь К ° - - еГ о. v -° Л ® O.S Й F К ь cl к ч £ £ 2 га ос е <V - С ё Р © В* S о X о & В Й 2- 2 2 С1 ® £ ЕР е,.\3<о га о ®« se-S? ra S bi Ч® заготовки, об/мин Наибольший угол поворота UWId, ... 1 Габариты станка. мм: . длина ширина высота 1 Масса станка, м i Мощность электро- 1 двигателей, кВт; главного при- вода общая
Примечания; 1. По порядку заказа абразивно-отрезные станки классифицируют следующим образом: 5МП-328. 6МП-329,
ГД-85, 8254. 8264, ГД-87/900, ГД-87/1200 — специальные; 8220, 8А230, 8А240. 8252, 8242 — универсальные.
2. Изготовители: 6МП-328. 6МП-329 — Минский станкостроительный завод им. С. М. Кирова; 8220, ГД-85; 8А230, 8А240. 8242,
8252, 8254. 8264, ГД-87/900 и ГД-87/1200 — Гомельский станкостроительный завод им. С. М- Кирова.
Обработка торцов валов
7
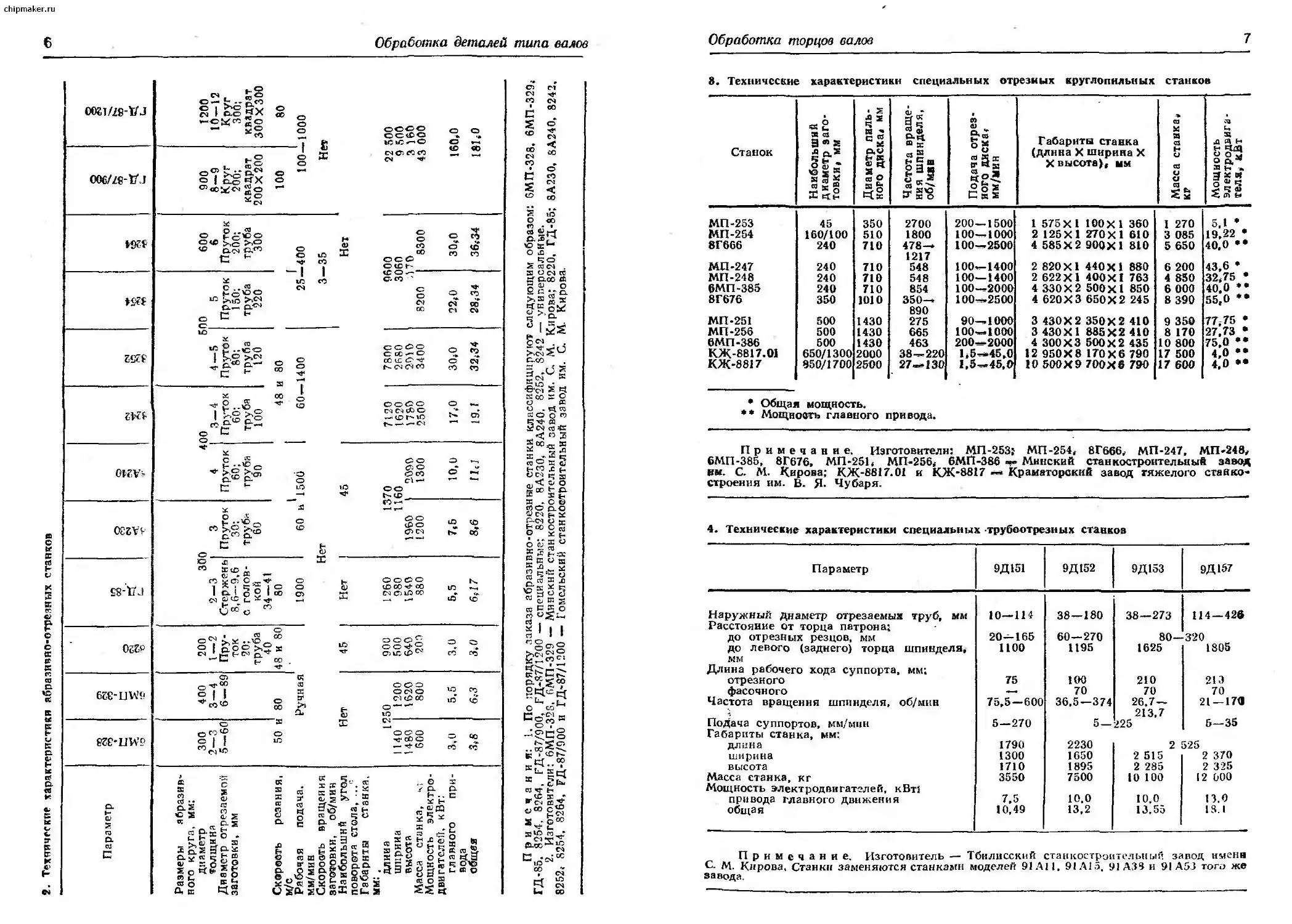
8. Технические характеристики специальных отрезных круглопильных станков
Станок Наибольший диаметр заго- товки, мм Диаметр пиль- ного диска, мм Частота враще- ния шпинделя, об/МЯВ 1 Подача отрез- ного диска, мм/мин Габариты станка (длина X ширина X X высота), мм Масса станка, |кг Мощность электродвига- теля, кВт
МП-253 45 350 2700 200—1500 1 575X1 100X1 360 1 270 5.1 * 19,22 •
МП-254 160/100 510 1800 100—1000 2 125X1 270X1 610 3 085
8Г666 240 710 478—* 1217 100—2500 4 585X2 900X1 810 5 650 40,0 ••
МП-247 240 710 548 100—1400 2 820X1 440X1 880 6 200 43,6 •
МП-248 240 710 548 100—1400 2 622X1 400X1 763 4 850 32,75 •
6МП-385 240 710 854 100—2000 4 330X2 500X1 850 6 000 40.0
8Г676 350 1010 350— 100—2500 4 620X3 650X2 245 8 390 55,0 *•
890
МП-251 500 1430 275 90—1000 3 430X2 350X2 410 9 350 77,75 •
МП-256 500 1430 665 100—1000 3 430X1 885X2 410 8 170 27,73 •
6МП-386 500 1430 463 200—2000 4 300 X 3 500 X 2 435 10 800 75.0 ••
КЖ-8817.01 650/1300 2000 38—220 1,5—45.0 12 950X8 170X6 790 17 500 4,0 ••
КЖ-8817 850/1700 2500 27—130 1,5—45,0 10 500X 9 700X 6 790 17 600 4,0 ••
• Общая мощность.
** Мощность главного привода.
Примечание. Изготовители; МП-253;- МП-254,- 8Г666,- МП-247, МП-248,
6МП-385, 8Г676, МП-251, МП-256, 6МП-386 Минский станкостроительный завод
цм. С. М. Кирова; КЖ-8817.01 и КЖ-8817 Краматорский завод тяжелого с га к ко*
строения им. В. Я- Чубаря.
4. Технические характеристики специальных трубе отрезных станков
Параметр 9Д151 9Д152 9Д153 9Д157
Наружный диаметр отрезаемый труб, мм 10—114 38—180 38—273 114 — 426
Расстояние от торца патрона; до отрезных резцов, мм 20—165 60—270 80- 320
до левого (заднего) торца шпинделя, 1100 1195 1625 1805
мм Длина рабочего хода суппорта, мм; отрезного 75 100 210 213
фасочного — 70 70 70
Частота вращения шпинделя, об/мин 75,5—600 36,5—374 26.7 — 21 — 176
Подача суппортов, мм/мин 5 — 270 5— 213.7 225 5—35
Габариты станка, мм: длина 1790 2230 2 525
ширина 1300 1650 2 515 2 370
высота 1710 1895 2 285 2 325
Масса станка, кг 3550 7500 10 100 12 000
Мощность электродвигателей, кВт< привода главного движения 7,5 10.0 10,0 13.0
общая 10,49 13,2 13,55 18.1
Примечание. Изготовитель — Тбилисский станкостроительный завод имени
С. М. Кирова. Станки заменяются станками моделей 91 All, 9!Al5, 91 А38 и 91 А53 того же
завода.
chipmaker.ru
8
Обработка деталей типа валов
участков в любом месте штанги, раз-
резания заготовки на мерные длины.
Кривизна разрезаемого проката не
должна превышать 5 мм на 1 м длины.
Отклонение от перпендикулярности
торцов штанги проката относительно
продольной оси должно составлять не
более ±5 мм. Длина отрезаемой по
упору ваготовки 1000—3000 мм. На
станке применяют абразивные круги
диаметром 900 или 1200 мм. Резание
производится со скоростями 100 или
80 м/с о бесступенчато регулируемой
подачей и осциллирующим движением
круга с частотой до 200 двойных ходов
в минуту.
Отрезной круглопильный автомат
8Г666 (см. табл. 3) предназначен для
разрезания заготовок из алюминия,
его сплавов и из других легких цвет-
ных металлов и сплавов на мерные
длины 20—1500 мм. Разрезание заго-
товок круглого и квадратного профи-
лей производится в автоматическом
цикле. Для разрезания немерных за-
готовок (например, литниковой и
донной частей) предусмотрены полу-
автоматический и наладочный циклы.
Отрезной круглопильный автомат
8Г676 предназначен для разрезания
цветных металлов сегментными ди-
сками на мерные заготовки длиной
20—1500 мм. Разрезание производится
под углом 90° к оси заготовки с точ-
ностью по длине ±0,5 мм.
Отрезной круглопильный станок
МП 247 служит для отрезания концов
труб из алюминиевых сплавов. Станок
оснащен Двумя независимыми меха-
низмами зажима заготовки; зажим
осуществляется за отрезаемую при-
быль для исключения смятия трубы.
Подачу труб в рабочую вону можно
производить как в левой, так и с пра-
вой стороны станка. Подъем и про-
движение трубы для очередного раз-
резания осуществляются механизмом
станка, управление циклом работы
станка — электрогидравлическими и
гидромеханическими устройствами.
Отрезной круглопильный станок
МП-248 служит для разрезания круг-
лых алюминиевых слитков на заго-
товки длиной 315—500 мм диском,
оснащенным резцами из твердого спла-
ва. Цикл работы станка в полуавтома-
тическом режиме включает зажим ва-
готовки, ускоренный подвод, рабочий
ход и отвод в исходное положение
бабки пильного диска, разжим ва-
готовки, подъем ваготовки над приз-
мой. Отрезанная ваготовка падает на
рольганг, вакрепленный иа верхней
плоскости станины. Управление цик-
лом работы станка осуществляется
электрогидравлическими и гидроме-
ханическими устройствами.
Отрезной круглопильный станок
МП-251 предназначен для разрезания
круглых алюминиевых слитков на за-
готовки длиной 400—1100 мм диском,
оснащенным резцами из твердого спла-
ва. Цикл работы станка в полуавтома-
тическом режиме включает зажим за-
готовки, ускоренный подвод, рабочий
ход и отвод в исходное положение
бабки пильного диска, разжим заго-
товки, подъем ваготовки иад призмой.
Отрезанная заготовка падает на
рольганг, вакрепленный на верхней
плоскости станины. Управление цик-
лом осуществляется электрогидравли-
ческими и гидромеханическими уст-
ройствами.
Отрезной круглопильный станок
МП-253 предназначен для разрезания
труб и прутков из медных сплавов
сегментным пильным диском. Разреза-
емый материал закрепляется гидра-
влическим механизмом зажима.
Прижимная планка устанавливается
по высоте в вависимости от толщины
разрезаемого материала с помощью
винта. Бабка пильного диска, закре-
пленная на качалке, расположена вну-
три станины. Подача пильного диска
на разрезаемый материал осущест-
вляется гидроцилиндром.
Отрезной круглопильный станок
МП-254 предназначен для разрезания
труб и прутков из медных сплавов
сегментным пильным диском. Цикл
работы станка в полуавтоматическом
режиме включает важим заготовки,
ускоренный подвод, рабочий ход и от-
вод бабки пильного диска, разжим
ваготовки и подъем заготовки над
призмой.
Отрезной круглопильный станок
МП-256 служит для отрезания труб
из медных сплавов сегментным пиль-
ным диском на заготовки длиной 400—
1100 мм. Цикл работы станка состоит
из следующих операций; зажима за-
Обработка торцов валов
9
готовки, ускоренного подвода бабки
пильного диска, рабочего хода (реза),
отвода бабки в исходное положение,
разжима заготовки и подъема заго-
товки над призмой. Управление цик-
лом — электрогидромеханнческое. Ста-
нок этот заменяется станком 8Г686.
Отрезной круглопильный автомат
6МП-385 предназначен для разрезания
круглых слитков из алюминия и его
сплавов на заготовки длиной 240—
1000 мм. Отрезной круглопильный
автомат 6МП-386 служит для разреза-
ния круглых слитков из алюминия
и его сплавов на мерные заготовки
длиной 300—1200 мм.
Специальные отрезные круглопиль-
ные станки колонкового типа КЖ-8817
и КЖ-8817.01 предназначены для от-
резания припусков поковок, прибылей
литых заготовок и вырезки образцов
на пробы из заготовок черных и цвет-
ных металлов. Заготовка, неподвижная
в процессе обработки, крепится на
стендовой плите. Рядом со стендовой
плитой располагается стойка (колон-
на), перемещающаяся по неподвиж-
ному основанию. По вертикальным
направляющим стойки перемещается
пильная бабка с выдвижным горизон-
тальным штосселем, на котором рас-
положена головка с пильным диском,
поворачивающаяся вокруг оси штос-
селя на угол до 90е. Станок КЖ-8817
рассчитан на разрезание сплошных
заготовок массой до 150 000 кг, а ста-
нок КЖ-8817-01 — до 60 000 кг.
Трубоотрезные станки 9Д151,
9Д152, 9Д153 и 9Д157 (см. табл. 4)
предназначены для отрезания концов
труб и для разрезания на части сталь-
ных труб. Обрабатываемая труба про-
пускается через полый шпиндель
станка, зажимается гидравлическим
цанговым зажимом со сменными ку-
лачками и вращается вместе со шпин-
делем. Отрезание конца трубы на за-
данную длину по жесткому упору
в автоматическом режиме работы про-
изводится двумя одновременно рабо-
тающими резцами, установленными
на переднем и заднем отрезных суп-
портах. При работе без упора может
быть отрезан конец трубы произволь-
ной длины. Наружная фаска снимается
резцом, установленным в специальном
суппорте, смонтированном на перед-
нем торце шпиндельной бабки иад
шпинделем. Зачистка внутренних
заусенцев производится вручную с по-
мощью рычажного приспособления,
установленного на переднем отрезном
суппорте.
Станки для обработки
торцов валов
При обработке торцов валов на уни-
версальных и специальных станках
обеспечивается не только получение
заданного по длине размера вала, но
и формирование и окончательная об-
работка центровых гнезд, обточка
шеек, прилегающих к "торцу вала,
сверление, расточка, зенкерование,
развертывание и фасонная обработка
соосных отверстий полых валов и
труб, а также получение пазов на
торцовой поверхности вала.
Для обработки торцов валов при-
меняют токарные, сверлильные,
фрезерные, расточные и другие уни-
версальные, а также специальные стан-
ки, в том числе протяжные, шлице-
фрезерные, барабанно-фрезерные,
шлифовальные и полировальные стан-
ки для обработки плоских и фасонных
торцовых поверхностей мелких и
средних валов (см. табл. 8, 9, 11
и автомат модели 694 на с. 16)
Центровые отверстия (гнезда)
являются технологической базой для
целого ряда операций как при черно-
вой, так и при финишной обработке.
Даже у мелких деталей типа валиков,
стержней, штырей, пальцев, изгото-
вляемых на револьверных станках
и токарных прутковых автоматах и не
имеющих центровых отверстий, при
выполнении ремонтных работ может
возникнуть потребность в образовании
и обработке центровых гнезд. Для
обработки центровых отверстий при-
меняются специальные центроваль-
ные, центровально-подрезные, рас-
точные, фрезерно-центровальные, цен-
тровально-отрезные, центрошлнфо-
вальные и центродоводочные станки.
Технические характеристики таких
станков приведены в табл. 5—7.
Двусторонний центровальный ста-
нок 2910 (см. табл. 5) предназначен
для сверления центровых отверстий
в ступенчатых или гладких заготовках.
chipmaker.ru
10
Обработка деталей типа валов
5. Технические характеристики двусторонних центровальных
и центровально-подрезных станков
Станок Размеры устанавли- ваемой заготовки, мм Диаметр подрезае- мого торца, мм Ход пиноли, мм Частота вращения шпинделя, об/мин Пределы подачи, мм/об шп. Г а >ариты станка (длина х ширина х X высота), мм Масса станка, кг Мощность приво- да»а, кВт
длина диаметр в тисках ♦’ и между тисками
2910 45—160 5—16 — 30 2000—4000 0.01 — 0,05 1060Х X1185 X X 1800 1000 0,4X2
2911 60—ЗбП 10-32 (50) и 125 — 55 500—2000 0,014— 0,115 1610Х X 890 X X 1850 1450 1,1 Х2
2В20М 60—450 10—65 — 1S 1000—2000 (20— 200) »* 2 1670Х Х910Х XU50 1000 0,6X2
2911-1 60—500 10-32 (50) и 125 — 55 500—2000 0,014 — 0,115 1750Х Х890Х X 1850 1500 1,1X2
2912 70—710 10—30 (100) и 250 — 65 355—1400 0,02—0,16 2160Х Х750Х X 1900 1780 1,5x2
2912-1 70—1000 10—80 (100) и 250 — 65 355—1400 0,02—0,16 2450 X X 750 X X 1900 1850 1,5X2
2913 60—1400 30—200 и 500 •— 90 170—1320 0,04 — 0,32 315ОХ X1450X X 1700 2950 2,2X2
2931 70—360 10—50 (80) и 250 32 65 355—1400 0,01—0,16 1700Х Х660Х X 1900 1400 2,2X2
2931-1 70—500 10—50 (80) н 250 32 65 355 — 1400 0,01—0,16 1700Х Х660Х Х1900 1550 5,5 X 2
2932 60—710 30 — 100 (200) и 500 80 90 170—1320 0,02—0,32 2450 X X 1450Х X 1700 2900 2,2X2
2932-2 60—1000 30—100 (200) и 500 80 90 170—1320 0,02—0,32 2740Х X 1450Х Х1700 3060 5,5X2
*1 Размеры в скобках — возможные, ио нерекомендуемые.
Пределы подачи в миллиметрах в минуту.
* Здесь н далее второй сомножитель — число двигателей.
Примечания. 1. Изготовители! 2910. 2911, 2911-1, 2912, 2912-1, 2913. 293b
2931-1, 2932, 2932-2 — Молодечяенский станкостроительный завод (производство заме-
няющих моделей поручено Ереванскому станкостроительному заводу им. Ф. Э. Дзер-
жинского); 2В20М — Сестрорецкий инструментальный завод им. С. И. Воскова.
2. Здесь и далее принято сокращение: шп. — шпиндель.
Обработка торцов валов
II
Цикл работы автомата предусматри-
вает подачу заготовки в зону обра-
ботки, зажим заготовки в тисках,
обработку центровых отверстий осе-
вым перемещением пииолей шпинде-
лей, опускание детали в гнездо на
направляющие планки транспортера
ваготовок. Автомат оснащен меха-
низмом контроля поломки сверла,
предупреждающим выход бракован-
ных деталей на дальнейшую обработку;
точность обработки иа автомате: до-
пуск на смещение центрового отверстия
относительно наружной поверхности
0,072—0,120 мм; допуск на глубину
центрового отверстия 0,18—0,30 мм.
Двусторонний центровальный ста-
нок 2911 предназначен для обработки
центровых отверстий в деталях типа
валов. Станок имеет две центроваль-
ные головки, выполненные иа базе
агрегатных головок типа ГС-05. Го-
ловки и тиски имеют независимый
привод.
Двусторонний центровальный полу-
автомат 2В20М предназначен для цен-
трования заготовок концевого ин-
струмента как с одной, так и с двух
сторон одновременно, а также для
центрования деталей типа валов. За-
жим и отжим заготовки, ускоренный
подвод центровочных шпинделей,
рабочая подача и ускоренный отвод
шпинделей осуществляются от гидро-
привода.
Двусторонний центровальный полу-
автомат 2911-1 является модифика-
цией полуавтомата 2911, предназначен-
ной для обработки валов длиной до
500 мм.
Двусторонний центровальный полу-
автомат 2912 служит для обработки
центровых отверстий в деталях типа
валов. Центровальные головки обес-
печивают вращение, подачу и уско-
ренные подвод и отвод пиноли. Зажим
ваготовки механический — тисками.
Двусторонний центровальный полу-
автомат 2912-1 предназначен для об-
работки деталей типа валов длиной
до 1000 мм. Станок является моди-
фикацией полуавтомата 2912. На
станке 2912-1 (как и на базовом стан-
ке) можно производить обработку с за-
жимом заготовки в одних или двух
тисках. При зажиме в двух тисках
можно обрабатывать валы с длиной
не менее 230 мм; при зажиме в одних
тисках — с длиной не менее 70 мм.
Двусторонний центровальный полу-
автомат 2913 предназначен для одно-
сторонней или двусторонней обра-
ботки центровых отверстий в деталях
типа валов. При зажиме в двух тисках
обрабатывают заготовки длиной не
менее 120 мм, в одних тисках — 60 мм.
Станок имеет две центровальных го-
ловки с выдвижной пинолью. Враще-
ние инструмента и осевая подача его
обеспечиваются центровальными го-
ловками. Изменяют частоты враще-
ния шпинделей и рабочие подачи с по-
мощью сменных зубчатых колес.
Двусторонние центровально-под-
резные полуавтоматы 2931 и 2932
предназначены для обработки торцов
и центровых отверстий деталей типа
валов. Специальным комбинирован-
ным инструментом на полуавтомате
можно без перестановки ваготовки
производить обточку концов валов,
снятие фасок, растачивание углубле-
ний, обработку концов труб и анало-
гичные операции. Сверление центро-
вых отверстий производится комбини-
рованным инструментом одновремен-
но с подрезкой торцов. Центровально-
подрезными головками обеспечивается
как вращение инструмента, так и ра-
бочая подача его. Наименьшая длина
заготовки, устанавливаемой в двуя
тисках полуавтомата 2931 — 230 мм,
а полуавтомата 2932 — 170 мм.
Двусторонние центровально-под-
резные полуавтоматы 2931-1 и 2932-1
являются модификациями полуав-
томатов 2931 и 2932 и предназначены
для обработки удлиненных заготовок,
лециальные расточные станки
ИР-23 и ИР-24 Ивановского завода
тяжелого станкостроения им. 50-летия
СССР (табл. 6) предназначены для
обработки центровых отверстий в круп-
ногабаритных деталях типа метал-
лургических валков и других анало-
гичных деталях. Станки выполнены
по типу горизонтально-расточных
станков с поперечно-подвижной стой-
кой.
Фрезерно-центровальные полу-
автоматы последовательного дей-
ствия МР-71М, МР-73М и МР-75М —
Московского станкозавода им. Орд-
жоникидзе и Костромского заводя
chipmaker, ru
12
Обработка деталей типа валов
6. Технические характеристики специальных расточных станков для обработки центровых отверстий
Параметр ИР-23 ИР-24
Размеры обрабатывае-
мых валков, ums
диаметр
длина
Диаметр расточного
шпинделя, мм
Конус шпинделя
Ход расточного шпин-
деля, мм
Рабочая площадь «тви-
довой плиты, мм
Частота вращения шпин-
деля. об/мин
Пределы подач шпинде-
ля, мм/об
То же, мм/мин
Пределы подач шпин-
дельной бабки, мм/мин
Габариты станка, мм-,
длина
ширина
высота
Масса станка, кг
Мощность электродви-
гателя привода главного
движения. кВт
600— 150—
1500 600
8000 5000
110 110
Морз № 6
710
2700X5000
12.5—1600
0,056—9.0
2.2—1760
1,4 — 110
9200
6050
3200
25 000
8,5/10,0 ♦
* Здесь и далее электродвигатель
двухскоростной или трехскоростной.
автоматических линий (табл. 7) слу-
жат для двустороннего фрезерования
торцов валов с последующим сверле-
нием в них центровых отверстий.
Обрабатываемая деталь закрепляется
в зажимных тисках и во время обра-
ботки остается иеподвижиой. Цикл
обработки детали состоит из ускорен-
ного подвода фрезерных головок, фре-
зерования одновременно обоих тор-
цов детали (при поперечном перемеще-
нии шпиндельной бабки), быстрого
отвода фрезерных головок, быстрого
подвода сверлильных головок, за-
центровки одновременно обоих тор-
цов, быстрого отвода сверлильных го-
ловок.
Фрезерно-центровальные полуав-
томаты барабанного типа МР-76М
и МР-76АМ предназначены для фре-
зерования одновременно обоих тор-
цов валов и сверления в них центро-
вых отверстий. Фрезерование торцов
осуществляется двумя фрезерными го-
ловками с приводом от одного гидро-
цилиндра, сверление центровых от-
верстий — двумя сверлильными голов-
ками е независимым управлением По-
дачи от гидроцилиндров. Полуавтома-
ты имеют один (для МР-76АМ) или два
(для МР-76М) трехпозиционных ба-
рабана с тисками для зажима заготовок
на каждой позиции. При обработке
обеспечиваются строгая перпендику-
лярность центровых отверстий тор-
цам валов и мерная зацентровка.
Переналадка полуавтомата на обра-
ботку другой детали производится пе-
ремещением правой передаточной
коробки. Зажим деталей выполняют
механическими ключами.
Двусторонние фрезерно-центро-
вальные полуавтоматы барабанного
типа МР-77 и МР-78 отличаются
в основном тем, что помимо двусто-
роннего фрезерования и зацентровки
торцов валиков при специальном ис-
полнении на них можно производить
глубокое сверление под монтажные
резьбы. Привод подач фрезерных и
сверлильных головок, зажимных ти-
сков, а также механизма фиксации
и зажима барабанов гидравлический.
Фрезерно-центровальный полуав-
томат МР-179 последовательного дей-
ствия предназначен для фрезерования
торцов деталей типа валов, полуосей
с последующей зацентровкой. Кроме
фрезерно-центровальных операций на
станке можно производить наружное
обтачивание, растачивание отверстий,
подрезание торцов е обработкой базо-
вых фасок.
Специальный фрезерно-центро-
вальный односторонний полуавтомат
МР-179Ф4 спроектирован для ис-
пользования в составе автоматизиро-
ванного участка токарной обработки
валов. Станок выполнен с использова-
нием основных конструктивных ре-
шений полуавтомата МР-179. На стан-
ке производится последовательная
обработка двух торцов вала с поворо-
том детали на 180’. Станок обеспечи-
вает фрезерование двух торцов вала,
мерную зацентровку и нарезание резь-
бы в центровом гнезде. Поперечное
перемещение инструмента при фре-
зеровании торцов заготовки осуще-
ствляется силовой головкой, устано-
Обработка торцов валов
13
Технические характеристики специальных фрезерио-центровальиях и пентровально-отрезных станков
Примечание. Изготовитель: МР-71М, МР-73М. МР-75М, МР-76М. МР-76АМ, МР-77, МР-179Ф4, МР-78, МР-179 — Москов-
ский станкозаводим. С. Орджоникидзе и Костромской завод автоматических линий; КЖ4-250 — Краматорский завод тяжелого станко-
строения им. В. Я. Чубзря.
r.ru
и
Обработка деталей типа валов
вленной на наклонно-поперечных на-
правляющих каретки, имеющей пере-
мещение по продольным направля-
ющим станины. В корпусе силовой
головки смонтированы два шпинделя:
нижний (фрезерный) и верхний (свер-
лильный). При фрезеровании обраба-
тываемая деталь неподвижна, по-
перечное перемещение совершает си-
ловая головка. Регулирование в осе-
вом направлении осуществляется
перемещением фрезерной пиноли. По-
дача при сверлении и нарезании резь-
бы осуществляется продольным пере-
мещением поворотного стола по на-
правляющим станины. Заготовка уста-
навливается в тисках поворотного сто-
ла. Сзади стайка расположен инстру-
ментальный магазин на 36 инстру-
ментов. Загрузка и выгрузка инстру-
мента производятся манипулятором,
фреза при обработке различных валов
не меняется.
Центровальио-отрезной двусторон-
ний полуавтомат КЖ-4250 служит для
двустороннего отрезания прибылей
заготовок длиной 2250—2800 мм и за-
центровки деталей типа осей и валов
длиной 2250—2600 мм. Одновременно
обрабатываются два торца заготовки.
Отрезание прибылей диаметром 140—
230 мм с наибольшей длиной 200 мм
производится отрезными пильными
дисками, установленными на шпин-
делях левой и правой бабок, пере-
мещающихся по направляющим ста-
нины.
Обработка центровых отверстий
производится сначала сверлом, а затем
зенковкой. Для образования центро-
вых гнезд станок имеет две (правую
и левую) центровальные бабки и два
двухпозиционных поворотных бара-
бана с двумя шпинделями для сверла
и зенковки. Зажим обрабатываемой
ваготовки осуществляется двумя
самоцентрирующимися тисками за
подступичные части диаметром 160—
270 мм, после чего под шейки оси под-
водятся подушки механизма раскли-
нивания, который обеспечивает уст-
ранение зазоров в вертикальном напра-
влении при отрезании прибылей. Ре-
гулируемые по высоте ролики служат
для установки на них различных по
диаметру заготовок осей перед за-
жимом.
Барабанно-фрезерный двухшпин-
дельный станок ДФ-131 (табл. 8) пред-
назначен для фрезерования торцовых
поверхностей деталей типа валов
длиной до 200 мм, а также плоскостей
на мелких деталях других типов (вы-
полненная наладка предназначена
для обработки с двух сторон дверных
петель автобусов). Обработка загото-
вок на станке осуществляется торцо-
выми фрезами, которые устанавли-
ваются в две одношпиндельные бабки,
расположенные с двух сторон транс-
портного барабана диаметром 800 мм.
Специа ль ный ба рабанно-фрезер ный
четырехшпиндельный станок ГФ-1080
предназначен для фрезерования (ме-
тодом непрерывной подачи) торцовых
плоскостей деталей типа валов, вали-
ков, связей, щек вилок кардаииых
валов, а также мелких корпусных
деталей. Станок оснащается шпин-
дельными бабками различных испол-
нений для обработки чугуна (с часто-
той вращения шпинделя пшп = 63-5*
•5-200 об/мин), стали (лшп = 125-5*
•5-630 об/мии) и цветных металлов
(пшп = 630-5-1600 об/мин).
Барабанно-фрезерный четырехшпин-
дельный станок модели ГФ-1080М2
является модификацией базового
барабанно-фрезерного станка, пред-
назначенной для обработки деталей
из алюминия.
Специальный барабанно-фрезериый
четырехшпиндельный станок ГФ-1090
предназначен для непрерывного фре-
зерования (в основном твердосплав-
ными торцовыми фрезами) торцовых
плоскостей деталей типа валиков, свя-
зей, щек вилок карданных валов и мел-
ких корпусных деталей. На станке
применяются по согласованию в за-
казчиком двухшпиндельные бабки
для обработки чугуна (пшп= 634-
*?-200 об/мин), стали (яшп = 1254*
*5-630 об/мин) или цветных металлов
(«шп = 6004-1600 об/мин). Компо-
новка станка такая же, как станка
ГФ-1080.
Барабанно-фрезерный четырех-
шпиидельный станок ГФ-1100 пред-
назначен для фрезерования торцовых
плоскостей деталей типа валов и дру-
гих деталей, закрепляемых в зажимных
(в гидравлическим, пневматическим
или цепным зажимом) приспособле*
Обработка торцев валов
15
8. Технические характеристики специальных барабанив-фрезерных станков
Параметр дФ-га ГФ-1080 I Ф-1080М? ГФ-КВ0 ГФ-UOO
Диаметр вращения наиболее Удаленной точки обрабатывае- мой детали, мм Расстояние, мм: между торцами шпинделей 1100 400 600 1400 600 | 1600 3400
между осями шпинделя и барабана, мм шпинделей в одной бабке, мм Число шпинделей в одной бабке Частота вращения шпинделей, об/мин Время одного оборота бара- 200 в—< 1 70—800 63—1600 4 3 31В—1250 50 84 63- -1600
50,0—2,5 52,6-4,0 26,0—2,0 62,6—4,0
бана, мин Габариты станка (длина х ши- 2000 X 2800 X 8500 X S900X 5700 X
рнна X высота), мм X 1700Х X1700X Х1680Х Х1700Х Х1700Х
X 1700 X 1730 Х1017 XI730 XI787
Масса станка, кг 4700 8000 ©800 0500 12 000
Мощность электродвигателей привода вращения, кБп шпинделей 7,0X2 13,0X4 13,0X4 13,0X4 13,0X4
барабана 2,0 3.0 3.0 3,0 3,0
Примечание. Изготовители:
станков; ГФ-1080, ГФ-1080М2, ГФ-1090
станков.
ДФ-131 — Дмитровский завод фрезерных
И ГФ-1100— Горьковский завод фрезерных
ииях двух барабанов, установленных
на одном валу привода подачи.
Протяжной автомат непрерывного
действия 7590Р (табл. 9) предназначен
для прорезания шлицев в головках
винтов и шурупов диаметром 1,6—
3 мм и длиной 4—25 мм. Автомат
снабжен механизмами для срезания
заусенцев и для автоматического сбра-
сывания некондиционных деталей.
Для загрузки деталей применяется
вибрационный бункер.
Горизонтально-протяжной станок
непрерывного действия ЗМП-360
(по выполненной наладке) предназна-
чен для обработки двух торцов в ро-
торе замка (деталь типа винта из мед-
ного сплава). На двух торцах ротора
прорезается по шлицу шириной 2,4 мм
(в головке ротора) и 4,5 мм (на втором
торце). Кроме шлицевого паза шириной
4,5 мм методом протягивания обраба-
тываются прилегающие ко второму
торцу две лыски на образующей ци-
линдрической поверхности детали.
Горизоитальио-протяжной автомат
непрерывного действия МП-143 пред-
назначен для одновременного протяги-
вания двух торцов поршневого пальца.
Загрузка и выгрузка деталей автома-
тические.
Горизонтально-протяжной станок
непрерывного действия Л1П-162н2
предназначен для протягивания тор-
цов заготовки поршневого пальца.
Станок имеет загрузочное устройство
для подачи заготовок из бункера.
Протяжной автомат непрерывного
действия 7583С1 предназначен для
обработки протягиванием торцов за-
готовок осевого инструмента. Автомат
имеет загрузочный агрегат, осуще-
ствляющий подачу заготовок из бун-
кера, который наполняется заготов-
ками с помощью ковша. При соответ-
ствующей наладке автомат может быть
легко приспособлен для обработки
сквозных поверхностей, расположен-
ных поперек оси заготовки.
Шлицефрезерный автомат 694
производства Мелитопольского стан-
козавода им. 23 Октября предназначен
для фрезерования шлицев в головках
винтов (для металла) и шурупов (для
chipmaker, ru
. 16
Обработка деталей типа валов
9. Технические характеристики специальных протяжных станков непрерывного
действия для обработки торцов мелких деталей типа валиков
Параметр 7590Р ЗМП-360 МП-143 МП-162н2 7583CI
Наибольшее тяговое усилие, Н 1770 24 500 49 000 98 100
Скорость протягивания, м/мин 6,75—9,55 ДО 6,0 до 7,25 2,0—12,9 2,6—12,9
Производительность станка, 290-^-410 685 1320 Опреде- 500—2400
шт/ч ляется
Габариты станка, мм: наладкой
длина 1156 3470 3636 5600 5030
ширина 954 1700 1210 1720 2500
высота 1205 1500 1860 2600 2440
Масса станка, кг 940 7500 4664 9039 7510
Мощность электродвигателей привода главного движения, кВт 0.6 7.5 10,0 2 а.о
Примечания: 1. Для всех станков опособ регулирования скорости про-
тягивания — ступенчатый.
2. Изготовители: 7590Р — Клинскнй станкостроительный завод; остальных мо-
делей — Минский станкостроительный завод им. С. М. Кирова.
дерева). Загрузка заготовок бункер-
ная. Все узлы автомата скомпонованы
на верхней плоскости тумбы. Враще-
ние от электродвигателя передается
на узел редуктора, с помощью которого
осуществляется движение фрезерного
мостика. Этот автомат заменяется стан-
ком 6А94. Технические характеристики
станка 694 приведены ниже.
Размеры обрабатываемых
шурупов н винтов (диа-
метр х наибольшая длина);
мм.......................
Диаметр фрезы, мм . . .
Частота вращения фрезер-
ного шпинделя, об/мии . .
Наибольшее перемещение
фрезы, мм:
осевое ...............
радиальное ...........
Частота вращения диска?
несущего заготовки, об/мии
Производительность стан-
ка, шт/мин, для заготовок
диаметром, мм,
2,5—3.................
3.5 — 4...............
4,5—5.................
6 . ................
Габариты станка, мм;
длин а ...............
ширина ...............
высота................
Масса, кг................
Мощность электродвига-
телей, кВт:
привода главного дви-
жения ........
общая ........
2,5—6X45
63
330—400
10
22
0,825 — 1,0
ПО
90
64
56
ИЗО
850
1530
400
0,6
0.72
Станки 3921 и 3922 (табл. 10) пред-
назначены для доводки центровых от-
верстий методом сплошного шлифова-
ния шлифовальными головками,
твердосплавными зенкерами или при-
тирами. Обрабатываемая деталь уста-
навливается вертикально на центр
бабки изделия, прижимается к на-
строенному по детали люнету и удер-
живается рукой от проворачивания
или зажимается в люнете. Для пред-
отвращения проворачивания корот-
ких деталей предусмотрен держатель
типа пинцета. Сначала доводится одно
центровое отверстие, затем деталь пере-
ворачивается и обрабатывается дру-
гое отверстие. Станки оснащены при-
способлением для правки конических
шлифовальных головок и твердо-
сплавных притиров алмазом или шли-
фовальным кругом. На станках обеспе-
чиваются точность 0,002 мм и параметр
шероховатости обработанной поверх-
ности Ra = 0,63 мкм.
Станок 3922Р предназначен для шли-
фования центровых отверстий с углом
конуса 60е методом планетарного шли-
фования о осциллирующим движением
шлифовального круга вдоль образу-
ющей конуса центрового отверстия.
Обработка может производиться
с вращением и без вращения обрабаты-
Обработка торцов валов
10. Технические характеристики специальных станков для шлифования и доводки
центровых отверстий
Параметр 3921 3922 3922 Е 3922Р МВ-119 3925
Размеры обрабатываемой де- тали, мм:
диаметр длина 5—50 30—320 5—200 10- 50—1000 -200 10—120 200— 1500 6 — 200 50—500
Диаметр детали,- зажимаемой в тисках или в люнете, мм 5—50 5—170 10- -150 10—120 25—100
Диаметр обрабатываемого цен- трового отверстия, мм Расстояние от оси центров до станины, мм 2.5- 12,5 95 2.5—20 150 2.5 -32 1 3—32 30 1,6—10
Вертикальное перемещение шлифовальной бабки, мм 30 60 160 175 Нет
Частота вращения шлифоваль- ной головки, об/мин Частота планетарного враще* ния шпинделя, об/мнн 3000— 6050 770—» 6050 Нет 48 000 16 000— 48 000 400 12 000— 24 000 200 Нет Нет
Число осцилляций шлифоваль- ного круга, дв. код/мни Нет 115 175 Нет
Ход осциллироваиия, мм Нет 0—10 0-4 0—3 Нет
Частота вращения изделия, об/мии Габариты станка, mmJ Нет 60 60 50— 1250
длина 565 628 940 990 1030 1250
ширина 540 596 880 870 680 580
высота 1007 1980 2000 2028 2890 1200
Масса стайка; кг 240 460 915 960 1430 750
Мощность электродвигателя, кВт 0,45 0,45 0.4 0,6 0,6Х«
Примечания! I. Изготовители: МВ-119 — Московский завод координатное
расточных станков; остальных моделей — Каунасский завод шлифовальных станков
«Нерпе».
2. Здесь и далее принято сокращение; дв. — двойной.
ваемой детали. На станке можно также
обрабатывать фаски с наибольшим
диаметром 50 мм.
Главное движение шлифовального
инструмента (вращение шлифоваль-
ного круга вокруг собственной оси),
вращение оси шлифовального ин-
струмента относительно оси центро-
вого отверстия и одновременно колеба-
тельное движение (осциллирование
под углом 30° к оси) позволяют обра-
батывать центровые отверстия на не-
подвижно закрепленных деталях
любой формы. В деталях с точной
круглой наружной поверхностью об-
работка может осуществляться при
вращении детали вокруг своей оси^.
Обрабатываемая дераяв-^ уСтанадд^-.
вается вертикально }на'*Йен’гр'бАбки •
изделия и закрепляется в тисках по-
наружному диаметру.; Детали, не име-
ющие пригодных для закрепления ци-
линдрических поверхностей, перед
зажимом в тисках предварительно фи-
ксируются по обрабатываемому цен-
тровому отверстию с помощью откид-
ного центра. Сначала шлифуется одно
центровое отверстие, затем деталь пере-
ворачивается, и шлифуется другое
отверстие. Станок оснащен приспосо-
блением для правки шлифовального
круга. На станке обеспечиваются от-
клонение от круглости отверстий
0,002—0,003 мм и параметр шерохо-
ватости обработанной поверхности
Ra = 0,63 мкм.
Станок 3922Е предназначен для
шлифонятггтх центровых отверстий
с углом’.'йщ^'са 60° методом линейного
шлифования с осциллирующим дви-
жением шлифовального круга вдоль
образующей- конуса центрового от-
chipmaker.ru
18
Обработка деталей типа валов
верстия и вращением обрабатываемой
детали. На станке можно обрабатывать
также фаски с наибольшим диаметром
50 мм. Обработка без вращения де-
тали иа станке не предусмотрена. В от-
личие от станка 3922Р станок 3922Е
имеет только два движения инстру-
мента: вращение вокруг собственной
оси (главное движение) и осциллиру-
ющее движение вдоль конической обра-
еующей центрового отверстия. Обра-
батываемая деталь устанавливается
вертикально на центр бабки изделия
и закрепляется щечками тисков, смон-
тированных на вертикальных напра-
вляющих станины. Сначала шлифуется
одно центровое отверстие, затем (после
поворота детали) — другое. На станке
обеспечиваются отклонение от круг-
лости центровых отверстий 0,002—
0,003 мм и отклонение от прямолиней-
ности образующей отверстия 0,004—
0,006 мм.
Станок МВ-119 предназначен для
шлифования центровых отверстий с уг-
лом конуса 60° шлифовальными голов-
ками путем планетарного вращения
шлифовального шпинделя (при не-
подвижной детали) или вращения де-
тали (при неподвижном планетарном
шпинделе). Деталь устанавливается
вертикально на центр бабки изделия
и зажимается в тисках, установленных
на вертикальных направляющих ста-
нины или в люнете. Отклонение от
круглости при шлифовании детали,
установленной на обработанных на
станке центровых гнездах, 1—2 мкм,
параметр шероховатости обработан-
ной поверхности Ra~ 1,25+ 0,63 мкм.
Горизонтально-доводочный полу-
автомат 3925 предназначен для одно-
временной обработки двух центровых
отверстий в деталях с базовыми шей-
ками диаметром до 100 мм н выступа-
ющими элементами диаметром до
200 мм. Производительность доводоч-
ного полуавтомата модели 3925 более
чем в 3,5 раза превышает производи-
тельность центродоводочных станков
3921 и 3922. Деталь устанавливается
горизонтально на призмы н при-
водится во вращение центробежным
патроном или хомутиком с поводком
от вращающегося стакана, смонтиро-
ванного на неподвижной пиноли перед-
ней бабкн. Инструмент устанавливает-
ся в пинолях передней и задней бабок.
На станке обеспечиваются отклонение
от круглости обработанных центровых
отверстий не более 0,006 мм, отклоне-
ние от прямолинейности их образу-
11. Технические характеристики специальных двусторонних горизонтальных
торце шлифовальных станков
Параметр СА-12М 3343П-Ц СА-4М1 3344 П-Ц1
Диаметр шлифовального круга, мм 600 750
Размеры обрабатываемой детали (диаметр X 50X140 60 X 120 60x240 90 X 300
X длина), мм Скорость круга, м/с 32 28 35 28
Скорость подачи деталей, м/мин Габариты станка, мм: 0,35—1,4 0.39—4,4 1,4 — 12,9 1,0—9.0
* длина 2550 2330 4020 3140
ширина 1600 2050 2000 2650
высота 1530 1650 1840 2360
Масса станка, кг 5500 7000 12 000
Мощность электродвигателей привода шли- фовальных кругов, кВт 10,0X2 30,0X2 30,0X2 30,0X2
Примечания: 1. Для обработки гладких валиков, роликов и плунжеров
могут применяться не только приведенные в этой таблице станки с транспортными ба-
рабанами, на которых базируются и механически закрепляются обрабатываемые заго-
товки, но и станки с транспортными дисками с отверстиями или пазами, без механи-
ческого крепления детали (см. табл. 40 гл. 2).
2. Изготовители! СА-12М — Московский завод «Станкоагрегат», СА-4М1 — Мо-
сковский завод специальных станков «Спецстанок»; 3343П-И и 3344П-Ц1 — Москов-
ский завод автоматических линий им. 50-летия СССР.
Обработка наружных поверхностей вращения валов
19
ющей не более 0,016 мм, параметр ше-
роховатости обработанной поверх-
ности Ra= 1,25 мкм.
Торцешлифовальный горизонталь-
ный полуавтомат СА-12М класса точ-
ности Н (табл. 11) предназначен для
одновременного шлифовании двух
параллельных поверхностей деталей
типа клапанов, крестовин кардана,
плунжеров и т. п. Станок этот заме-
няется станком модели 3343П-Ц класса
точности П.
Торцешлифовальный горизонталь-
ный полуавтомат СА-4М1 предназначен
для одновременного шлифования
торцов деталей типа клапанов по ме-
тоду непрерывного шлифования.
Цикл работы станка, включая подачу
шлифуемых изделий в зону шлифова-
ния, автоматизирован. Этот станок
заменяется станком 3344П-Ц1 класса
точности П.
Торцешлифовальные горизонталь-
ные станки 3343П-Ц, 3344П-Ц1 пред-
назначены для точного шлифования
торцов деталей типа клапанов, порш-
невых пальцев, крестовин кардана,
вилок переключения, поршневых паль-
цев и др. Обработка производится
С'базированием и механическим за-
жимом обрабатываемых деталей на
вращающемся барабане.
Специальный полировальный ав-
томат 3896 Дербентского завода шли-
фовальных станков предназначен
для полирования головок деталей типа
винтов под защитно-декоративное
покрытие и для глянцевания головок
после покрытия.
Технические карактеристики спе-
циального полировального станка
модели 3896 для обработки торцовых
поверхностей вчнтов приведены
ниже:
Размеры устанавливае-
мой детали (диаметр х
X длин»), мм........(3-5-10) X (5-5-70)
Диаметр днека стола,
мм ................ 500
Число полировальных
головок ............ 3
Размеры полировально-
го круга, мм........ 300X 100X32
Частота вращения,
об/мнп:
полировального
круга .............
стола........ .
Габариты манка, mmi
Длина
1600
0.4 —1,2
2100
ширина................. 2000
высота............ 1500
Масса станка, кг , . , 2450
Мощность электродвп»
гателей. кВт:
полировальных го-
ловок ...... 4,0x3
общая .......... 12,6
Для обработки винтов с потайной,
полупотанной, цилиндрической к
полукруглой головками автомат
оснащен загрузочным устройством
с бункером. Загруженные в бункер
винты подаются по направляющим
планкам в пазы сменного диска стола.
Сменный диск, вращаясь вместе с го-
ризонтальным столом, подает винты
под круги трех полировальных голо-
вок, установленных вокруг стола. Каж-
дая из головок осуществляет один пере-
ход полирования или шлифования со-
гласно технологии полирования голо-
вок. Для обеспечения равномерной
обработки всей поверхности головок
винтов в столе имеются устройства
для вращения винтов под полироваль-
ными кругами. По окончании обра-
ботки винты по лотку скатываются
в ящик. Средняя производительность
автомата — 5000 шт/ч.
ОБРАБОТКА НАРУЖНЫХ
ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ВАЛОВ
Наружные поверхности вращения
деталей типа валов обычно обрабаты-
вают, придавая заготовке вращатель-
ное движение, а инструменту — отно-
сительное продольное и поперечное
перемещения. В ряде случаев продоль-
ное перемещение получает заготовка.
При обработке ступенчатых валов
средних размеров применяют как цен-
тровые, так и бесцентровые станки,
при обработке гладких валов широкое
распространение получил метод бес-
центровой обработки. Мелкие детали
типа валов (валики, пальцы, штыри,
болты и т. п.) могут быть обработаны
на одношпнндельных и многошпин-
дельных токарных прутковых ав-
томатах и револьверных станках, тех-
нические характеристики которых
приведены в табл. 3—5 и 15—20 гл. 2.
В ряде случаев одновременно с обра-
боткой наружной поверхности враще-
ния возможно обеспечить обработку
20
Обработка деталей типа валов
r.ru
торца, обработку со стороны отрезки,
поперечное сверление и ряд других
операций.
В зависимости от исходной заготовки
и заданного качества обработанной
поверхности готовой детали обработка
наружных поверхностей вращения
деталей типа валов может быть произ-
ведена на токарных станках, токарных
многорезцовых центровых полу-
автоматах, круглошлифовальиых и
полировально-шлифовальных стай-
ках, суперфинишных, притирочных
и доводочных станках.
Токарные бесцентровые станки
Высокопроизводительная обработка
наружных поверхностей вращения
прутков и труб может осуществляться
па бесцентровых токарных станках
(табл. 12). Обработка на этих станках
производится вращающимися смен-
ными многорезцовыми головками при
продольной подаче заготовки. Все то-
карные бесцентровые станки относятся
к группе специальных металлорежу-
щих станков.
Токарный бесцентровый станок
КЖ-9301 (см. табл. 12) предназиачен
для обтачивания прутков из углеро-
дистой н легированной стали. Пруток
подается на станок после правки.
Устройство подвода прутков, входя-
щее в комплект поставки стайка,
представляет собой рольганг с вмонти-
рованными в него (на отдельных стой-
ках) роликами. Механизм подающих
роликов подает обрабатываемый пру-
ток в резцовую головку. Механизм
12. Технические характеристики специальных токарных бесцентровых станков
Станок Размеры обрабаты- ваемой детали (диаметр X X длина), мм Частота вр ащенн я шпин- деля, об/мин Пределы подач, мм/мин Скорость бы- строго хода кареток, м/мин Габариты станка (длина х X ширина X X высота), мм Масса станка, кг Мощность глав- ного электро- двигателя, кВт
КЖ-9301 12®40Х X 1 600® 6 000 105—1680 (0,75— 4,0) * — 14 450Х XI 530X1 600 6 830 14,0
КЖ-9302 32е80Х Х2 4504-6 000 105—1680 (0,67 — 10,6) ’ 0,2—12 14 650X X 1 800Х 1 520 18 027 32,0
КЖ-9306 25 80 X Х2 5004=4 000 20—550 200 — 2500 8—10 8 850 X ХЗ 760X1 500 21 575 32,0
©ЗЗОА 50^ 160 X ХЗ 0004- 4-10000 16,7—250 300—2000 8—10 17 240 X X 10 000X XI 900 65 000 75,0
©ззом 50® 160Х ХЗ 000&7 500 16,7 — 250 300—2000 8—10 17 240Х X 10 ооох X 1 900 65 000 75,0
9340 704-250 X X 2 1004# 7 500 11,9 — 361 300—2000 8—10 17 360 X Х10 070Х Х2 085 70 000 100,0
©34 0 А 70s-250X X 2 100® 7 500 11,9—361 300—2000 8—10 17 360Х Х10 070Х X 2 085 70 000 100,0
©34 С В 564г 210Х ХЗ 1004=9 000 11,9—361 300—2000 8—10 17 360Х X 10 070Х Х2 085 70 000 100,0
©340Б 56 4^ 210 X ХЗ 100е9 000 11,9—361 300—2000 8—10 17 360 X X Ю 070Х Х2 085 70 000 100,0
9350К 1204-350 X ХЗ 200е#8 000 8-160 300—2000 8—10 18 640х X 10 760Х Х2 180 80 000 160,0
* Пределы подач даны в миллиметрах за
1 оборот шпинделя.
Примечание. Изготовитель —- Краматорский завод тяжелого станкострое-
ния им. В. Я- Чубаря.
Обработка наружных поверхностей вращения валов
21
тянущих роликов аналогичен меха-
низму подающих роликов, но имеет
ие рифленые, а гладкие шлифованные
ролики.
Обработка прутков производится
резцовой головкой, установленной
на шпинделе. Соосно шпинделю смон-
тирована специальная цанга, центри-
рующая и поддерживающая обрабаты-
ваемый пруток перед поступлением его
в резцовую головку.
Токарный бесцентровый станок
КЖ-9302 предназначен для обтачи-
вания прутков из углеродистой и ле-
гированной стали резцовой головкой.
Станина станка состоит из двух частей:
левой на загрузочной стороне и правой
на разгрузочной стороне станка. Со-
осно шпинделю смонтирована специ-
альная цанга, центрирующая и под-
держивающая обрабатываемый пру-
ток.
Механизм подающих роликов обес-
печивает подачу обрабатываемого
прутка в резцовую головку. Непрерыв-
ное поступательное движение обраба-
тываемого прутка через резцовую го-
ловку обеспечивается двумя карет-
ками.
Токарный бесцентровый станок
КЖ-9306 предназначен для бесцентро-
вой обточки прутков из титановых
сплавов с пределом прочности на раз-
рыв до 1200 МПа. Непрерывное посту-
пательное движение обрабатываемого
прутка через резцовую головку обес-
печивается каретками. Для подогрева
труднообрабатываемых сплавов ста-
нок оснащается индукторами токов
высокой частоты. Трушиеся поверх-
ности защищены от попадания ока-
лины. Шпиндельный узел защищается
от нагрева экраном с циркулирующей
охлаждающей жидкостью. Охлажде-
ние резцов и стружки производится
воздухом. Бесступенчатое изменение
подач кареток и чисел оборотов шпин-
деля на ходу обеспечивается кнопоч-
ным дистанционным управлением.
Станок снабжен загрузочно-разгру-
зочным устройством и может работать
в автоматическом и полуавтоматиче-
ском режимах.
Токарные бесцентровые станки
9330М и 9330А предназначены для
обдирки трубных заготовок, а также
для обтачивания труб и сортового
проката цилиндрической формы. Об-
работка производится вращающимися
сменными многорезцовыми головками,
которые укрепляются на концах пу-
стотелых шпинделей, приводимых
во вращение регулируемыми электро-
двигателями постоянного тока. По-
дача заготовки осуществляется пере-
мещающимися по направляющим ста-
нины загрузочной и разгрузочной ка-
ретками с приводом от индивидуаль-
ных гидроцилиндров.
Токарные бесцентровые стаики
9340, 9304А, 9340Б, 9340В служат для
обдирки трубных заготовок, а также
для чистового обтачивания труб и сор-
тового проката цилиндрической
формы. Принцип обработки основан
на совмещении непрерывного вращения
многорезцовых головок и непрерыв-
ного поступательного движения об-
рабатываемого изделия. Сменные
многорезцовые головки укреплены на
концах пустотелых шпинделей, ча-
стота вращения которых бесступенчато
регулируется электродвигателями по-
стоянного тока. Загрузочная и раз-
грузочная каретки с приводами от
индивидуальных гидроцилиндров, пе-
ремещаясь по направляющим станин,
осуществляют подачу заготовки.
Станки отличаются друг от друга
направлением загрузки и выгрузки
обрабатываемых изделий. Загрузка
и разгрузка станка 9340А производятся
с задней стороны станка; загрузка
станка 9340Б — с передней стороны
станка, разгрузка — с задней стороны
(подача осуществляется слева). Ста-
нок 9340В загружают и разгружают
так же, как и станок 9340Б, но подача
осуществляется справа.
Токарный бесцентровый станок
9350К предназначен для обдирки труб-
ных заготовок и обтачивания сорто-
вого проката цилиндрической формы.
Он может быть использован для об-
тачивания труб. Перемещение заго-
товки в процессе обработки осуще-
ствляется загрузочной и разгрузоч-
ной каретками, которые перемещаются
по направляющим станины. На них
установлены быстродействующие ме-
ханизированные и частично автома-
тизированные зажимные устройства
с отдельными гидроприводами. Об-
работка производится вращающимися
22
Обработка деталей типа валов
многорезцовыми головками, укре-
пленными на концах пустотелых шпин-
делей.
Токарно-центровые станки
Горизонтальные токарно-центровые
станки наиболее широко применяются
при обработке деталей типа валов.
На таких станках выполняют следу-
ющие операции:
центрование концевым инструмен-
том (центровым сверлом, спиральным
сверлом, зенковкой), установленным
в конусе задней бабки или в конусе
специальной суппортной державки,
вакрепленной в резцедержателе;
исправление центров резцом путем
поворота верхних салазок суппорта
ва угол конуса или зенковкой, уста-
новленной на суппорте или в задней
бабке;
обработка наружных цилиндри-
ческих поверхностей резцом с уста-
иовкой заготовки вала в центрах без
люнета или с люнетом, а также (при
использовании специальных головок
в державок, устанавливаемых на суп-
порте) шлифовальным кругом, абра-
еивными брусками и наждачным по-
лотном;
подрезание торцов подрезным, про-
водным (при наличии свободного вы-
вода резца) или широким прорезным
резцами;
обработка внутренних цилиндри-
ческих поверхностей резцом, уста-
навливаемым на суппорте, или конце-
вым инструментом, устанавливаемым
в задней бабке;
обработка конических поверхностей
с помощью конусного зенкера или
развертки, широкого резца (заточен-
ного в соответствии с углом получа-
емого конуса) или обычного проход-
ного резца в сочетании с применением
сдвига задней бабки, поворота верхних
салазок суппорта, использованием
копировальной линейки или одновре-
менно включенных продольной и
поперечных подач;
нарезание наружной и внутренней
резьбы (на станках, имеющих винто-
резную кинематическую цепь);
отрезание с помощью отрезного пря-
мого или отогнутого резца.
При использовании фасонного ин«
струмента, специальных наладок или
при применении специальных кон-
струкций самих станков на токарно-
центровых станках выполняют также
обработку фасонных наружных вну-
тренних и торцовых поверхностей,
эксцентриков и деталей с фасонным
поперечным сечением и некоторые дру-
гие работы.
Основные размеры универсальных
токарно-центровых станков горизов-
тальной компоновки приведены
в табл. 13. Специальные токарно-
центровые станки проектируются
в основном на базе универсальных
станков горизонтальной компоновки.
Они отличаются от последних увели-
ченной высотой центров, уменьшенным
или увеличенным межцентровым рас-
стоянием, наличием выемки в станине
и нескольких суппортов, оснащен-
ностью копировальными устройства-
ми, точностью обработки, скоростью
резания, а также зажимными устрой-
ствами, приспособлениями и налад-
ками для обработки конкретной детали
или группы деталей. На базе уни-
версальных токарно-центровых стан-
ков созданы специальные сферо-
токарные станки, предназначенные
для обработки как выпуклых, так
и вогнутых сфер на наружных поверх-
ностях вращения деталей типа валов.
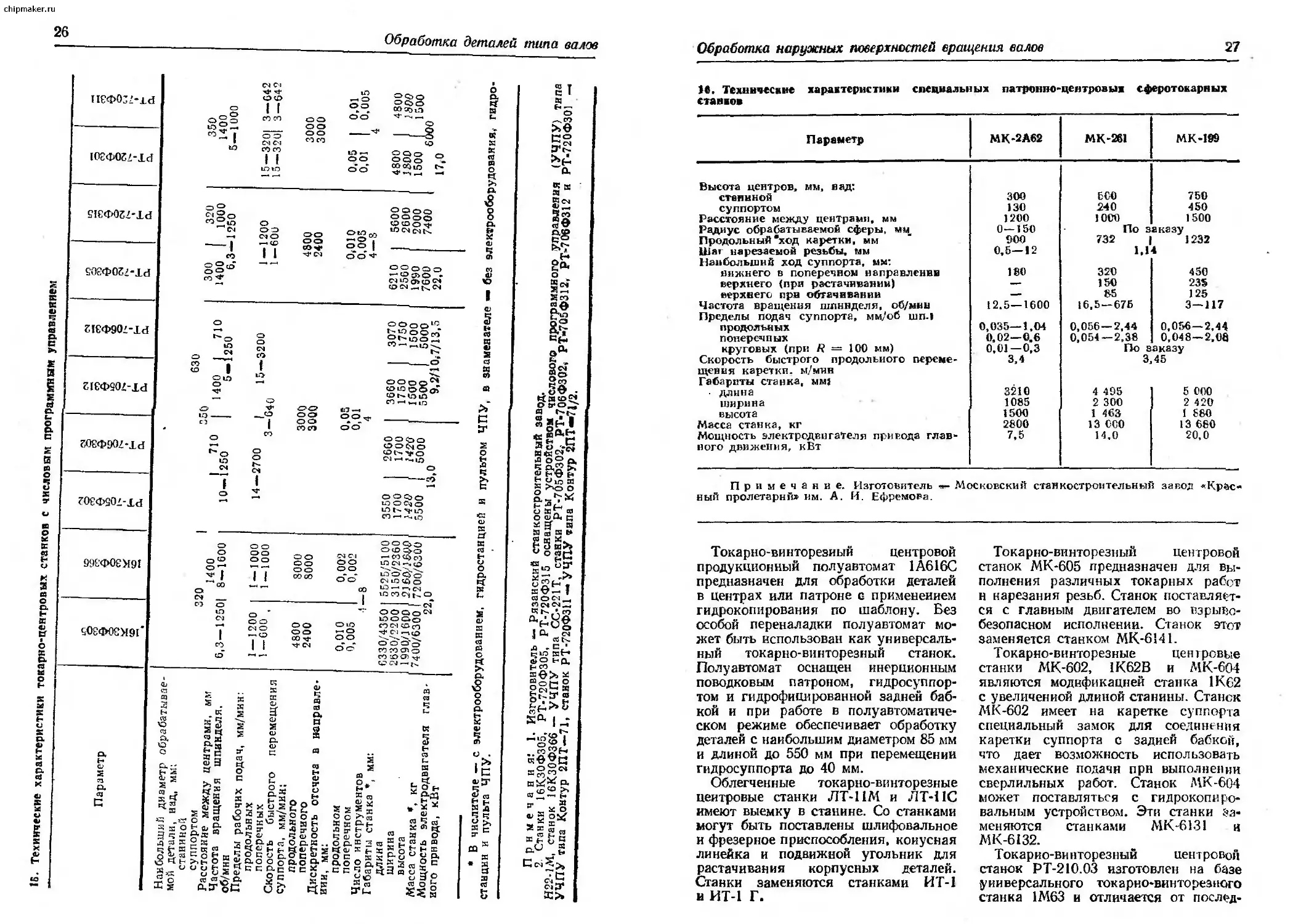
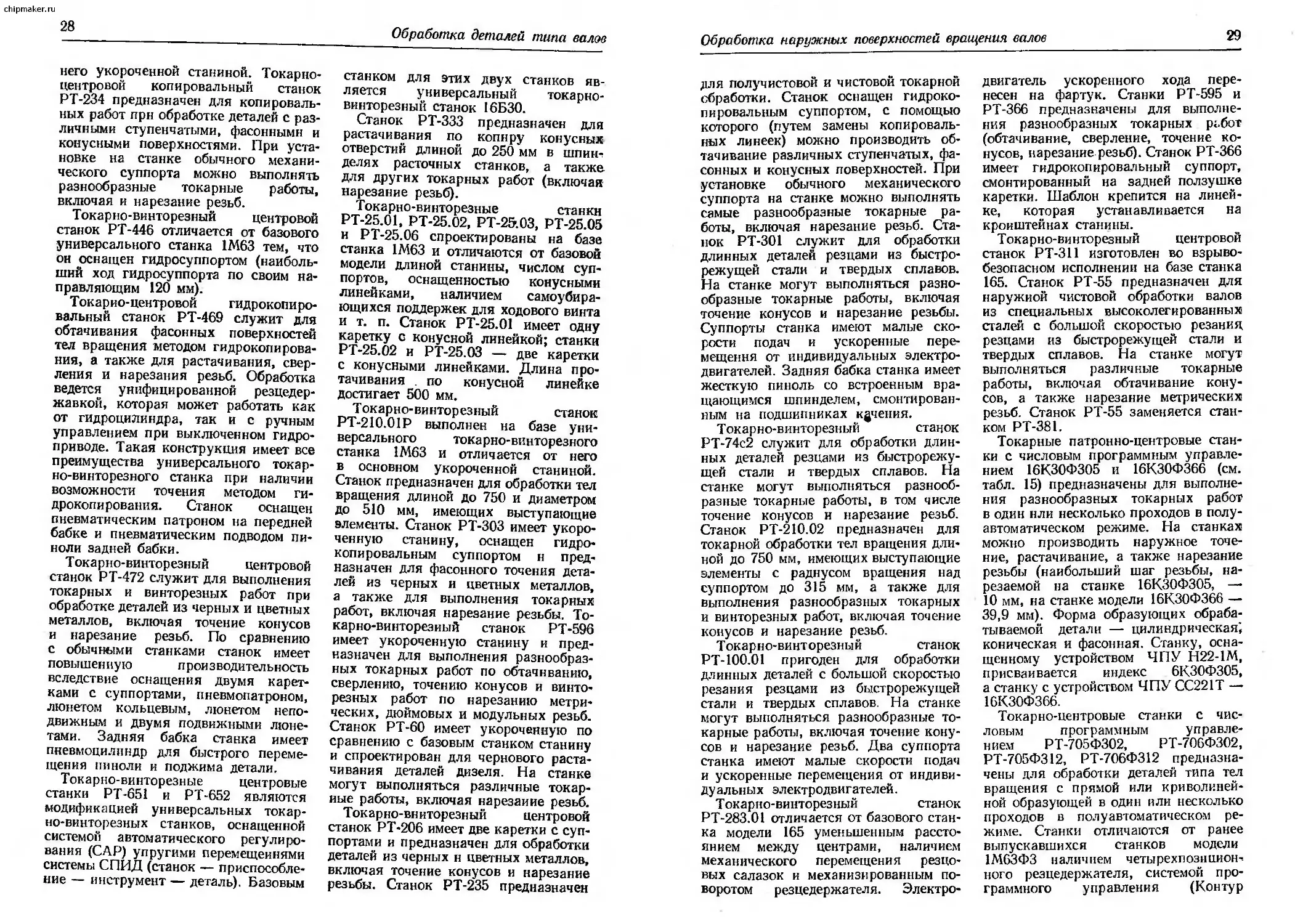
Технические характеристики спе-
циальных токарно-центровых станков
горизонтальной компоновки при-
ведены в табл. 14, токарно-центровых
станков с программным управлением —
в табл. 15, сферотокарных центровых
станков — в табл. 16.
Облегченный токарно-винторезный
центровой станок ОТ-4 (см. табл. 14)
предназначен для выполнения различ-
ных токарных работ и нарезания резьб
повышенной точности. Конструкцией
станка предусмотрено прямое соеди-
нение ходового винта с гитарой. Для
протачивания конусов задняя бабка
может смещаться в поперечном напра-
влении до 10 мм вправо и влево. Этот
станок заменяется станком ОТ-5.
Токарно-центровой станок ЕТ-34
предназначен для обработки ступен-
чатых валов в полуавтоматическом
режиме. Полуавтомат оснащен гидро-
копировальным суппортом.
Обработка наружных поверхностей вращения валов
23
13. Основные размеры универсальных токарно-центровых станков-
Станок Диаметр X X длина обрабаты- ваемых деталей, мм Станок Диаметр X X длина обрабаты- ваемых деталей, мм Станок Диаметр X X длина обрабаты- ваемых деталей, мм
16Т01П 16Т01А 16Т02П 16Т02А 16Д03П 16Т03П 16Т03А 16У03П 16Б04П 16Б04А 16Т04П 16С04А 16Т04А 16У04П 16С05А 16Б05А 16Б05П 16Б16А 1 А616 I А616П 1 А616К 1А616ФЗ 100X125 100X125 125X180 125X180 160X250 160X250 160X250 160X250 200X350 200 X 350 200X350 200X350 200X350 200X350 250X350 250x350- 250 X 500 320X500 320X710 320X710 320X71Q 320X710 16Б16 16Б16П 16Б16ФЗ 1М61 1М01П 320x710 320X710 320X710 320x710 320X710 400x710 400X1 000 400X1 400 400x710 400x1 000 400X1 000 400X1 000 400X1 000 400x1 000 400X1 000 400X1 000 500X1 000 500X1 500 500X2 000 630x1 400 630 X 2 800 630X1 400 1М63Ф306 630X 1 400 630X1 400 630 X 2 000 630 X 2 800 630X 1 400 630 X 2 000 630X2 800 630X2 800 1 000X2 800 1 000 X 5 000 1 000X8 000 1 250 X 10 000 I 250Х 10 000 1 250 X 10 000 1 600X16 000 1 600 X 16 000 2 000Х 10 000 2 500 X 12 000 2 500X12 000 2 500X12 000 3 200 X 16 000 4 000 X 24 000
16К30
16КЗОФЗ
16К20
1А64 1Л64
16Л20П 16У20Е 10К2ОП 16К20Г 16К20ГС 16К20Ф1 16К20ФЗ 16К20Т1
165
1658 16Б60 * 1А660 • 1А660Ф1 * IA661 • 1А665 • 1А670 • 1А667 * 1А671Ф1 ♦ 1А675 • 1 А680 • 1А681 •
I6K25
1М63
1М63Ф301
* Ставки поставляются по именному перечню Госплана СССР; длина обработки —»
по согласованным требованиям.
Токарно-центровой полуавтомат
КТ-61 предназначен для обработки
в центрах деталей типа валов с при-
менением гидрокопирования. На
станке можно работать в полуавтома-
тическом (с ручной загрузкой и раз-
грузкой деталей) или в автоматическом
режиме (с автоматической загруз-
кой и разгрузкой деталей), задавае-
мому по программе. На станке об-
рабатываются валы за один или два
прохода с одного установа одним рез-
цом, закрепленным на гидрокопиро-
вальном суппорте, действующем по
схеме однокоординатного копирова-
ния с заданной продольной подачей,
с передним расположением шаблонов.
Профиль обрабатываемого изделия
определяется двумя шаблонами:
нижним черновым (для первого про-
хода) и верхним чистовым (для вто-
рого). Загрузочное и разгрузочное
устройства работают от гидравлики.
Токарно-винторезный станок
16М16САУ предназначен для токарной
обработки деталей в центрах или па-
троне. Привод главного движения раз-
дельный (число оборотов шпинделя
настраивается коробкой скоростей,
расположенной на передней тумбе,
и переборами в шпиндельной бабке).
Станок оснащен системой автомати-
ческого управления (САУ). которая
в сочетании с гидрокопировальным"
суппортом, механизированной задней
бабкой и центробежным поводковым
патроном обеспечивает высокопроиз-
водительную (на 30—40 % выше, чем
на обычном станке) обработку. Про-
дольные и поперечные подачи суп-
порту сообщаются от коробки подач
нли от регулируемого электродвига-
теля постоянного тока. Прн работе
с САУ коробка подач отключается,
и минутная подача (в миллиметрах
в минуту) осуществляется от электро-
двигателя постоянного тока, регули-
рование числа оборотов которого про-
исходит автоматически в зависимости
от фактического припуска на обработку
при сохранении постоянного усилия
резания.
14. Технические характеристики специальных, токарно-центровых станков
Станок Наибольший диаметр обрабаты- ваемой детали над станиной х X расстоя- ние между центрами, мм Длина обра- ботки одним суп- портом, мм Шаг метри- ческой резьбы, мм Частота вращении шпинделя, об/мин Пределы рабочих подач, мм/об, шп. Габариты станка (длина X ширина х X высота), мм Масса станка, кг Мощ- ность глав- ного при- вода, кВт
продольных поперечных
ОТ-4 250X460 500 0,25 — 3,5 33,5 — 3000 0,05 — 0,7 Ручные 1 550Х700Х 1 360 535 1,5
ЕТ-34 320X710 640 — 200 — 2000 0,07 — 0,73 0,03 — 0,36 2 580 X 850 X 1 450 1 600 4,5
КТ-61 320X350 325 — 1000 — 2000 100 — 500 * По копиру 1 970Х 1 540Х 1 535 2 000 7,5
16М16САУ 320X 710 670 0,25-5,6 20—2000 0,05 — 2,8 0,03—1,4 2 700X 1 450X 1 450 2 230 3,8/6,-3
1А616С 320X710 670 0,5-24 11-2240 0,08 — 2,64 0,08 — 2,64 2 135X 1 225X 1 220 1 550 4,0
лт-им 400Х 1 400 1315 0,2-12 28 — 1000 0,03 — 3,5 0.02 — 3,0 2 600Х975Х 1 410 1 200 2,2
лт-пс 400Х 1400 1315 0,4 — 10,0 28 — 1000 0,03 — 2,9 0,03 — 2,6 2 630Х 1 000Х 1 410 1 250 2,2
МК-605 400X710; 400X1000; 400Х 1 400 640; 930; 1330 1-192 12,5 — 2000 0,07 — 4,16 0,04 — 2,08 2 522X2 010X 1 324; 2 812X2 010Х 1 324 3 212X 2 010X 1 324 2 178 2 238 2 320 7,-5
МК-602 400X2 000 1930 1 — 192 12,5 — 2000 0,07-4,16 0,04 — 2,08 3 812Х 1 166Х 1 324 2 600 10,0
1К62В 400X3 000 2930 1-192 12,5 — 2000 0,07 — 4,16 0,04 — 2,08 4 847Х 1 166Х 1 324 3 330 10,0
МК-604 400X4000 3930 1-192 12,5 — 2000 0,07 — 4,16 0,04 — 2,08 5 847Х 1 166Х 1 324 3 655 10(0
РТ-210.03 630X750 600 1-192 10—1250 0,64-1,02 0,03=* 0,38 2 880X1 690X1 420 3 560 15,0
РТ-234 630X2 800 2180 1 — 192 10—1250 0,1—3,2 0,4-1,18 5 100X 1 490X1 790 5 120 14,0
РТ-446 630 X 2 800 2520 1-192 10—1250 0,06—1,02 0,03 — 0,38 4 950Х 1 690Х 1 420 5 980 13(0
РТ-469 630X 2 800 2520 1—192 10—1250 0.06 — 1,02 0,03 — 0,38 4 950Х 1 690Х 1 420 5 380 13(0
РТ-472 630X 2 800 1770X2 1 — 192 10-1250 0,06 — 1,02 0,03—0,38 5 590X1 690X1 420 6 580 13(0
РТ-651 630X2 800 2600 1-288 5—1000 0,09-2,01 0,04 — 8,4 5 013X1 844X1 534 6 49 0 13(0
РТ-652 630X2 800 2600 11-288 5—1000 0,09 — 5,00 0,04 — 2,16 о 073X 1 844 X 1 534 6 550 13,0
РТ-333 630X4 000 3850 1 — 192 10—1250 0<1—3,02 0,04 — 1,18 6 170X2 100X 1 275 6 574 14(0
РТ-25.05 630X4 000 3850 1 — 192 10—1250 0,06 — 1,02 0,03—0,38 6 280X1 740X 1 350 6 480 15,0
РТ-25.06 630X5 000 4750 1 — 192 10—1250 0,06—1,02 0,03-0,38 7 100X 1 740Х 1 420 8 155 15*0
РТ-25.01 630X8 000 7850 1 — 192 10—1250 0,06 — 1,02 0,03 — 0,38 10 200X 1 815X 1 275 9 460 15(0
РТ-25.02 630X8 000 7100Х 2 1 — 192 10—1250 0,06 — 1,02 0,03 — 0,38 ’.0 200X 1 815X 1 430 10 ЗЮ 15,0
РТ-25.03 630 X 10 000 9850X2 1 — 192 10-1250 0,06 — 1(02 0,03 — 0,38 12 420X1 815X 1 430 11 860 15,-0
РТ-210.01 800X 750 600 1 — 192 10 — 1250 0,06 — 1,02 0,03 — 0,38 2 880 X 1 690X 1 430 3 830 15,0
РТ-300 800X 1 000 945 1 — 192 10 — 1250 0,1-3,2 0,04 — 1,3 3 550X 1 740X 1 275 4 956 14,-0
РТ-596 800X1 000 900 1 — 120 7,1—750 0,2 — 3,05 0,07 — 1.04 4 100X 2 100X 1 550 9 400 и7,0
РТ-60 800Х 2 000 1720 1 — 120 7,1 — 750 0,2 — 3,05 0.07 — 1,04 5 025X2 000X 1 660 11 050 20,-0
РТ-206 800X 2 800 2520 X 2 1 — 120 7,5 — 750 0,2 — 3,05 0,07 — 1,04 5 825X 2 00СХ1 700 11 775 14.-0
РТ-235 800X 2 800 2520 1-120 7,1—750 0,2—3,05 0,07 — 1,04 5 825X2 790 X 1 660 И 800 20,0
РТ-301 800 X Ю 000 9720 X 2 1 — 120 7,5 — 750 . 0(2 — 3,05 0,07 — 1,04 13 055X 2 000Х ’ 800 29 215 17,0
PT-74C2 800X 12 000 11 720 1 — 120 7,1—750 0,2 — 3,05 0,07—1,04 15 000 X 2 000 X 1 600 21 900 17,С
РТ-210.02 950X750 600 1 — 192 10—1250 0,06—1,02 0,03 — 0,38 2 880X 1 690X 1 430 3 980 (3,0
РТ-100.01 960 X 10 000 9720Х 2 1 — 120 5 — 500 0,2 — 3,05 0,07 — 1,04 13 170X 2 000X1 760 21 700 30,0
РТ-283.01 1 000X1 000 600 1-120 5 — 500 0,2—3,05 0,07—1,04 4 100X 2 100X1 760 10 100 28,0
FT-595 1 000Х 1 000 900 1 — 120 1 — 500 0,2-3,05 0,07—1,04 4 100X2 100X 1 760 9 900 22,1
FT-36S 1 000 X 2 800 2520 1 — 120 5 — 500 0,2 — 3,05 0,08—1,2 5 825 X 2 750 X 1 700 12 000 20,0
РТ-311 1 000X 5 000 4500 1-120 5—214 0,2 — 3,05 0,07—1,04 8 050X2 100X 1 700 14 358 15,0
РТ-55 1 000Х 10 000 7000Х 2 1-16 8—40С1 ОД—16 0,05 — 8 15 700X2 700X1 950 48 600 75,0
* Предел ы рабочих подач даны в миллиметрах в минуту.
Обработка деталей типа валов Обработка наружных поверхностей вращения
Примечание Изготовители: МК-602, МК-604, МК-605, 1К62В — Московский станкостроительный завод «Красный про-
летарий* им. А. И. Ефремова: станков с индексом ?Т (например, РТ-652) — Рязанский станкостроительный завод: ОТ-4 — Одесский
станкостроительный завод; ЕТ-34 — Ереванский станкостроительный завод им. Ф- Э. Дзержинского; КТ-61 и 16М16 САУ — Средне-
волжский станкостроительный завод; ЛТ-11М и ЛТ-llc — Лубенский завод «Коммунар» и Ивановский завод тяжелого станкостро-
ения им. ЯП-лети я СССР.
26
Обработка деталей типа валов
иеФОз'-xd
ioe<MKi-±d
eiEtPOZ'-id
SOEtpOIZ-Id
1В. Технические характеристики токарно-центровых станков с числовым программным управлением
Обработка наружных поверхностей вращения валов
27
И. Технические характеристики специальных патронно-центро-ыж сферотокарных
станков
Параметр МК-2А62 МК-261 МК-199
Высота центров, мм, над: 600
станиной 300 750
суппортом 130 240 450
Расстояние между центрами, мм 1200 1000 1500
Радиус обрабатываемой сферы, мм Продольный *х«д каретки, мм 0—150 По заказу
900 732 1232
Hi я» нарезаемой резьбы, мм 0,5—12 1,1 4
Наибольший ход суппорта, мм: 180 320 450
нижнего в поперечном направлении
верхнего (при растачивании) — 150 235
верхнего при обтачивании — 85 125
Частота вращения шпинделя, об/мин 12.5—1600 16,5 — 676 3—117
Пределы подач суппорта, мм/об шп.» 0,056—2,44
продольных 0,035—1,04 0,056 — 2,44
поперечных 0. jz—0.6 0,054 — 2,38 0,048—2,08
круговых (при R — 100 мм) 0.01 — 0,3 По заказу
Скорость быстрого продольного переме- 3,4 3,45
щей и я каретки, м/мин
Габариты станка, мм$ • длина 3210 4 495 5 000
ширина 1085 2 300 2 420
высота 1500 1 463 1 880
Масса станка, кг 2800 13 000 13 680
Мощность электродвигателя привода глав- 7,5 14,0 20,0
него движения, кВт
Примечание. Изготовитель «- Московский станкостроительный завод «Крас-
ный пролетарий» им. А. И. Ефремова.
Токарно-винторезный центровой
продукционный полуавтомат 1А616С
предназначен для обработки деталей
в центрах или патроне с применением
гидрокопирования по шаблону. Без
особой переналадки полуавтомат мо-
жет быть использован как универсаль-
ный токарно-вннторезный станок.
Полуавтомат оснащен инерционным
поводковым патроном, гидросуппор-
том и гидрофицированной задней баб-
кой и при работе в полуавтоматиче-
ском режиме обеспечивает обработку
деталей с наибольшим диаметром 85 мм
и длиной до 550 мм при перемещении
гидросуппорта до 40 мм.
Облегченные токарно-винторезные
центровые станки ЛТ-11М и ЛТ-11С
имеют выемку в станине. Со станками
могут быть поставлены шлифовальное
и фрезерное приспособления, конусная
линейка и подвижной угольник для
растачивания корпусных деталей.
Станки заменяются станками ИТ-1
и ИТ-1 Г.
Токарно-винторезный центровой
станок МК-605 предназначен для вы-
полнения различных токарных работ
н нарезания резьб. Станок поставлш?т-
ся с главным двигателем во взрыво-
безопасном исполнении. Станок этот
заменяется станком МК-6141.
Токарно-винторезные центровые
станки МК-602, 1К62В и МК-604
являются модификацией станка 1К62
с увеличенной длиной станины. Станок
МК-602 имеет на каретке суппорта
специальный замок для соединения
каретки суппорта с задней бабкой,
что дает возможность использовать
механические подачи прн выполнении
сверлильных работ. Станок МК-604
может поставляться с гидрокопиро-
вальным устройством. Эти станки За-
меняются станками МК-6131 и
МК-6132.
Токарио-винторезный центровой
станок РТ-210.03 изготовлен на базе
универсального токарно-винторезного
станка 1М63 и отличается от послед-
chipmaker.ru
28
Обработка деталей типа валов
него укороченной станиной. Токарно-
центровой копировальный станок
РТ-234 предназначен для копироваль-
ных работ прн обработке деталей с раз-
личными ступенчатыми, фасонными и
конусными поверхностями. При уста-
новке на станке обычного механи-
ческого суппорта можно выполнять
разнообразные токарные работы,
включая и нарезание резьб.
Токарно-винторезный центровой
станок РТ-446 отличается от базового
универсального станка 1М63 тем, что
он оснащен гидросуппортом (наиболь-
ший ход гидросуппорта по своим на-
правляющим 120 мм).
Токарио-центровой гидрокопиро-
вальный станок РТ-469 служит для
обтачивания фасонных поверхностей
тел вращения методом гидрокопирова-
ния, а также для растачивания, свер-
ления и нарезания резьб. Обработка
ведется унифицированной резцедер-
жавкой, которая может работать как
от гидроцилиндра, так и с ручным
управлением при выключенном гидро-
приводе. Такая конструкция имеет все
преимущества универсального токар-
но-винторезного станка при наличии
возможности точения методом ги-
дрокопирования. Станок оснащен
пневматическим патроном на передней
бабке и пневматическим подводом пи-
ноли задней бабки.
Токарно-винторезный центровой
станок РТ-472 служит для выполнения
токарных и винторезных работ при
обработке деталей из черных и цветных
металлов, включая точение конусов
и нарезание резьб. По сравнению
с обычными станками станок имеет
повышенную производительность
вследствие оснащения двумя карет-
ками с суппортами, пневмопатроном,
люнетом кольцевым, люнетом непо-
движным и двумя подвижными люне-
тами. Задняя бабка станка имеет
пневмоцилпндр для быстрого переме-
щения пиноли и поджима детали.
Токарно-винторезные центровые
станки РТ-651 и РТ-652 являются
модификацией универсальных токар-
но-винторезных станков, оснащенной
системой автоматического регулиро-
вания (САР) упругими перемещениями
системы СПИД (станок — приспособле-
ние — инструмент— деталь). Базовым
станком для этих двух станков яв-
ляется универсальный токарно-
винторезный станок 16Б30.
Станок РТ-333 предназначен для
растачивания по копиру конусных
отверстий длиной до 250 мм в щпин-
делях расточных станков, а также
для других токарных работ (включая
нарезание резьб).
Токарно-винторезные станки
PT-25.01, PT-25.02, PT-25.03, РТ-25.05
и РТ-25.06 спроектированы на базе
станка 1М63 и отличаются от базовой
модели длиной станины, числом суп-
портов, оснащенностью конусными
линейками, наличием самоубира-
ющихся поддержек для ходового винта
и т. п. Станок РТ-25.01 имеет одну
каретку с конусной линейкой; станки
РТ-25.02 и РТ-25.03 — две каретки
с конусными линейками. Длина про-
тачивания по конусной линейке
достигает 500 мм.
Токарно-винторезный станок
РТ-210.01Р выполнен на базе уни-
версального токарно-винторезного
станка 1М63 и отличается от него
в основном укороченной станиной.
Станок предназначен для обработки тел
вращения длиной до 750 и диаметром
до 510 мм, имеющих выступающие
элементы. Станок РТ-303 имеет укоро-
ченную станину, оснащен гидро-
копировальным суппортом н пред-
назначен для фасонного точения дета-
лей из черных и цветных металлов,
а также для выполнения токарных
работ, включая нарезание резьбы. То-
карно-винторезный станок РТ-596
имеет укороченную станину и пред-
назначен для выполнения разнообраз-
ных токарных работ по обтачиванию,
сверлению, точению конусов и винто-
резных работ по нарезанию метри-
ческих, дюймовых и модульных резьб.
Станок РТ-60 имеет укороченную по
сравнению с базовым станком станину
и спроектирован для чернового раста-
чивания деталей дизеля. На станке
могут выполняться различные токар-
ные работы, включая нарезание резьб.
Токарно-вниторезный центровой
станок РТ-206 имеет две каретки с суп-
портами и предназначен для обработки
деталей из черных н цветных металлов,
включая точение конусов и нарезание
резьбы. Станок РТ-235 предназначен
Обработка наружных поверхностей вращения валов
29
для получистовой и чистовой токарной
обработки. Станок оснащен гидроко-
пировальным суппортом, с помощью
которого (путем замены копироваль-
ных линеек) можно производить об-
тачивание различных ступенчатых, фа-
сонных и конусных поверхностей. При
установке обычного механического
суппорта на станке можно выполнять
самые разнообразные токарные ра-
боты, включая нарезание резьб. Ста-
нок РТ-301 служит для обработки
длинных деталей резцами из быстро-
режущей стали и твердых сплавов.
На станке могут выполняться разно-
образные токарные работы, включая
точение конусов и нарезание резьбы.
Суппорты станка имеют малые ско-
рости подач и ускоренные пере-
мещения от индивидуальных электро-
двигателей. Задняя бабка станка имеет
жесткую пиноль со встроенным вра-
щающимся шпинделем, смонтирован-
ным на подшипниках качения.
Токарно-винторезный станок
РТ-74с2 служит для обработки длин-
ных деталей резцами из быстрорежу-
щей стали и твердых сплавов. На
станке могут выполняться разнооб-
разные токарные работы, в том числе
точение конусов и нарезание резьб.
Станок РТ-210.02 предназначен для
токарной обработки тел вращения дли-
ной до 750 мм, имеющих выступающие
элементы с радиусом вращения над
суппортом до 315 мм, а также для
выполнения разнообразных токарных
и винторезных работ, включая точение
конусов и нарезание резьб.
Токарно-винторезный станок
РТ-100.01 пригоден для обработки
длинных деталей с большой скоростью
резания резцами из быстрорежущей
стали и твердых сплавов. На станке
могут выполняться разнообразные то-
карные работы, включая точение кону-
сов и нарезание резьб. Два суппорта
станка имеют малые скорости подач
и ускоренные перемещения от индиви-
дуальных электродвигателей.
Токарно-винторезный станок
РТ-283.01 отличается от базового стан-
ка модели 165 уменьшенным рассто-
янием между центрами, наличием
механического перемещения резцо-
вых салазок и механизированным по-
воротом резцедержателя. Электро-
двигатель ускоренного хода пере-
несен на фартук. Станки РТ-595 и
РТ-366 предназначены для выполне-
ния разнообразных токарных работ
(обтачивание, сверление, точение ко-
нусов, нарезание резьб). Станок РТ-366
имеет гидрокопировальный суппорт,
смонтированный на задней ползушке
каретки. Шаблон крепится на линей-
ке, которая устанавливается на
кронштейнах станины.
Токарно-винторезный центровой
станок РТ-311 изготовлен во взрыво-
безопасном исполнении на базе станка
165. Станок РТ-55 предназначен для
наружной чистовой обработки валов
из специальных высоколегированных
сталей с большой скоростью резания
резцами из быстрорежущей стали и
твердых сплавов. На станке могут
выполняться различные токарные
работы, включая обтачивание кону-
сов, а также нарезание метрических
резьб. Станок РТ-55 заменяется стан-
ком РТ-381.
Токарные патронно-центровые стан-
ки с числовым программным управле-
нием 16К30Ф305 и 16К30Ф366 (см.
табл. 15) предназначены для выполне-
ния разнообразных токарных работ
в один нли несколько проходов в полу-
автоматическом режиме. На станках
можно производить наружное точе-
ние, растачивание, а также нарезание
резьбы (наибольший шаг резьбы, на-
резаемой на станке 16К30Ф305, —
10 мм, на станке модели 16К30Ф366 —
39,9 мм). Форма образующих обраба-
тываемой детали — цилиндрическая’,
коническая и фасонная. Станку, осна-
щенному устройством ЧПУ Н22-1М,
присваивается индекс 6К30Ф305,
а станку с устройством ЧПУ СС221Т —
16К30Ф366.
Токарно-центровые станки с чис-
ловым программным управле-
нием РТ-705Ф302, РТ-706Ф302,
РТ-705Ф312, РТ-706Ф312 предназна-
чены для обработки деталей типа тел
вращения с прямой или криволиней-
ной образующей в один или несколько
проходов в полуавтоматическом ре-
жиме. Станки отличаются от ранее
выпускавшихся станков модели
1М63ФЗ наличием четырехпозииион-
ного резцедержателя, системой про-
граммного управления (Контур
chipmaker.ru
30
Обработка деталей типа валов
2ПТ-71), в станках имеется гидравли-
чески» поджим задней бабки. В стан-
ках РТ-705Ф312. РТ-706Ф312 ис-
пользуется трехскоростной двигатель
мощностью 9,2/10,7/13,5 кВт.
Токарные станки с числовым про-
граммным управлением РТ-720Ф305
и РТ-720Ф315 пригодны для выполне-
ния разнообразных токарных работ
в полуавтоматическом режиме в один
или несколько проходов. На станках
можно производить наружное точе-
ние, растачивание, а также нарезание
резьбы.
Токарный станок с числовым про-
граммным управлением 16К30Ф302
предназначен для токарной обработки
деталей как из обычных черных и
цветных металлов, так и жаропроч-
ных сталей в один или несколько про-
ходов в полуавтоматическом режиме.
На станке можно производить наруж-
ное точение, растачивание, сверление,
а также нарезание резьбы. Форма
образующих обрабатываемого изде-
лия — цилиндрическая, коническая
и фасонная.
Токарные станки с числовым про-
граммным управлением РТ-720Ф301
и РТ-720Ф311 используются для вы-
полнения разнообразных токарных
работ в один или несколько проходов
в полуавтоматическом режиме в усло-
виях мелкосерийного производства.
Станки спроектированы на базе станка
1М63Ф306 и отличаются от базовой
модели приводами подач и системами
ЧПУ. В станках применены шагово-
ймпульсные приводы подач отече-
ственного производства. В станке
РТ720Ф301 применена система Кон-
тур 2ПТ-71, а в станке РТ-720Ф311 —
система Контур 2ПТ-71/2. Основные
технические характеристики станков
соответствуют базовой модели
1М63Ф306.
Патронно-центровой сферотокар-
ный станок МК-2А62 (см. табл. 16)
предназначен для обработки внутрен-
них и наружных сферических, цилин-
дрических и конических поверхно-
стей деталей, устанавливаемых в цен-
трах и патроне, а также для нарезания
резьбы. На станке возможна токарная
обработка в центрах деталей типа
валов с диаметром вращения над суп-
портом 260 мм, а также нарезание
резьб. Станок сконструирован как
модификация базового универсаль-
ного станка 1К62; в связи с увеличе-
нием (по сравнению с базовым станком)
высоты центров до 300 мм в станке
А1К-2А62 усилены коробка передач,
шпиндель н задняя бабка. Каретка
станка перемещается по продольным
направляющим станины вручную
или механически. На каретке распо-
ложен поворотный стол, который за-
крепляется специальным фиксатором
в нужном положении. Нанесенные на
диске поворотного стола деления обес-
печивают установку его при обработке
конусов под любым углом с точностью
до 30'. При обработке сферических
поверхностей поворотный стол полу-
чает ручную или механическую кру-
говую подачу. По направляющим по-
воротного стола перемещается суппорт
с резцедержателем. Станок МК-2А62
заменяется станком МК-6031.
Специальные токарные станки
МК-261 и МК-199 предназначены для
обработки чаше- и грибообразных сфе-
рических поверхностей деталей,
а также для различных токарных ра-
бот, включая нарезание резьб на телах
вращения, устанавливаемых в центрах
или патроне. В станках имеются меха-
низмы быстрых перемещений ка-
ретки, суппорта и поворотного стола.
Станок МК-261 заменяется станком
РТ-658 Рязанского станкозавода.
Вертикальный центровой слитко-
обдирочный станок МА-1809 Коломен-
ского завода тяжелого станкостроения
предназначен для удаления дефектного
слоя методом отслаивания с заготовок
из труднообрабатываемых сплавов
никеля, титана, а также из сплавов
алюминия и других металлов. Заготов-
ка устанавливается вертикально
в центрах, и ей придается вращение.
Обработка заготовки осуществляется
двумя диаметрально расположенными
инструментальными роликами, кото-
рые перемещаются вдоль образую-
щей обрабатываемой заготовки и
одновременно вращаются вокруг
собственной оси. Применение вместо
резцов инструментальных вращающих-
ся роликов обеспечивает увеличение
производительности обдирки елнтка
в 5—6 раз по сравнению с обычны-
ми горизонтальными слиткообдироч-
Обработка наружных поверхностей сращения валов
31
выми станками. Технические характе-
ристики станка модели МА-1809 при-
ведены ниже.
Расстояние между
вертикальными цен-
трами, мм.........
Размеры обрабаты-
ваемой детали (диа-
метр X длина), мм
Глубина удаляемо-
го слоя, мм ....
Частота вращения
шпинделя, об/мии
Пределы вертикаль-
ной подачи, мм/мин
Диаметры инстру-
ментальных роли-
ков, мм...........
Наибольшее усилие
рабочей подачи, Н
Габариты станка,
мм:
длина .........
ширина , , , ,
высота . . . ,
Масса станка, кг . ,
Мощность главного
влеитродвигателя,
кВт ..............
1200
(30-5-280 X 400-5-1200
6
20—400
20—800
250; 300; 350; 400
580-10’
3 800
1 900
5 500
32 000
70
Токарные многорезцовые
копировальные полуавтоматы
Токарные многорезцовые гидро-
копировальные полуавтоматы пред-
назначены для однопроходной или
многопроходной обработки в центрах
деталей типа валов сложной конфигу-
рации. Многорезцовое обтачивание
на полуавтоматах производится про-
дольной подачей, врезанием с после-
дующей продольной подачей, попереч-
ной подачей и осуществляется с по-
мощью продольных и поперечных
или крестовых суппортов.
Краткие технические характери-
стики универсальных токарных
многорезцовых полуавтоматов при-
ведены в табл. 17.
Специальные многорезцовые полу-
автоматы выполняются в основном на
базе перечисленных универсальных
полуавтоматов, отличаются от них
числом суппортов, межцентровым
расстоянием и оснащаются наладками
для обработки конкретной детали,
К специальным полуавтоматам отно-
сятся также тяжелые токарные много-
резцовые копировальные полуав-
томаты, оснащенные двумя, тремя
и четырьмя суппортами. По располо-
жению шпинделей полуавтоматы под-
разделяются на горизонтальные
(табл. 18) и вертикальные (табл. 19).
Токарный копировальный полу-
автомат ВТ-11 (СИ-11) Сестрорецкого
инструментального завода им. Воскова
(см. табл. 18) предназначен для то-
карной обработки концевого инстру-
мента в центрах и патроне методом
гидрокопирования по круглому ко-
пиру в один или два прохода. Полу-
автомат может работать в наладочном
н полуавтоматическом режимах.
Токарный копировальный полу-
автомат КТ-110 предназначен для
обработки ступенчатых валов. Ста-
нок имеет два гидравлических суп-
порта: одпокоординатный, переднего
расположения, под углом 60° к линии
центров, и подрезной, вертикального
расположения. Пиноль задней бабки
перемещается от гидродвигателя
и имеет встроенный вращающийся
шпиндель с центром. Станок имеет
механизм для многопроходной (один —
17. Основные размеры универсальных токарных копировальных и многорезцовых
центровых полуавтоматов
Станок Диаметр обработки над суппортом х X расстояние между центрами, мм Ставок Диаметр обработке Над суппортом X X расстояние между центр? ми. мл
1А720 200X320 1713П 250X710
1А730 320X500 1713САУ 250X 710
1708 200X 500 1713ФЗ 250X 710
1708САУ 200X500 1713ТФЗ 250X710
1Н713 250X 500 1Б732Ф300 320X1000
1В713ГС 250X 500 1Б732Ф310 320X 1 100
1713 250X 710 1Б732Ф360 320X 2000
chipmaker.ru
32
Обработка деталей типа валов
Обработка наружных поверхностей вращения валов
33
19. Технические характеристики токарных вертикальных многорезцовых центровых
полуавтоматов
Параметр 1723М I734M 175IM
Размеры обрабатываемой детали (диа- метр X длина), мм: 200X360 320 X 500 500X500
Размеры патрона (диаметр X высота), мм 300X160 400X180 600X200
Вертикальный код каретки правого суп- порта, мм 420 520
Наибольший код ползуна гидрокопиро*- вального суппорта, мм 160 240 —
Наибольшее вертикальное перемещение каретки левого суппорта, мм Наибольший горизонтальный код суппор- тов,- мм: 420 520
левого 186 240 320
правого копировального 110 170
правого крестового ——ч 320
Вертикальный ход центровой бабки, мм 240 3 00
Частота вращения шпинделя, об/мин Скорость быстрых перемещений суппор* тов в направлении,- м/мин; продольном поперечном 50—1250 40- 4,8 2,4 1000
Габариты станка (длина X ширина X вы- 2000 X 1500Х 2300 XI700 X 2400 X 1900Х
сота), мм Х2300 Х2650 X 2600
Масса станка, кг 6000 8000 9000
Мощность электродвигателя главного при* 'вода, кВт 7.0/10,5 13,8/20,4 13,8/20,4
Примечание. Изготовитель *=» Минский завод автоматических линий.
четыре прохода) обработки. Режимы
работы с ганка — автоматический и на-
ладочный. Загрузка заготовок произ-
водится автоматически с помощью уста-
новленного на станке автозагрузчика.
Загрузочное устройство может вме-
щать от 12 до 38 заготовок диаметром
соответственно 40 и 13 мм. Установка
и снятие детали занимает 6—7 с.
Токарный многорезцовый копиро-
вальный полуавтомат 1716Ц с цикло-
вым программным управлением при-
годен для черновой и чистовой обра-
ботки в центрах деталей типа валов
с прямолинейными и криволинейными
образующими. Рабочая подача и бы-
строе перемещение копировального
суппорта осуществляются от электро-
двигателя постоянного тока. Пово-
ротная двухпозиционная резцовая
гочовка и механизм смены копиров
позволяют вести обработку деталей
в несколько проходов с автоматической
сменой инструмента. Переключение
скоростей и подач может производиться
во время обработки с помощью уста-
новленной в цепи главного дви-
жения автоматической коробки ско-
ростей. Изменение подач происходит
при помощи тиристорного преобра-
зователя. Механизм копировального
щупа имеет устройство для точного
регулирования положения щупа.
Класс точности полуавтомата П. Упра-
вление движением механизмов полу-
автомата осуществляется с помощью
набора штеккеров на пульте набора
программы.
Токарный многорезцовый копиро-
вальный полуавтомат 1719ФЗ с чис-
ловым программным управлением
является модификацией станка 1719,
но имеет крестовый суппорт с пятн-
позициониой револьверной головкой
и оснащен системой ЧПУ. Станок пред-
назначен для обточки в центрах дета-
лей о прямолинейным, ступенчатым
и криволинейным профилем (нарезание
резьбы по заказу). Привод главного
движения станка имеет 11 ступеней
chipmaker, ru
34
Обработка деталей типа еаме
скорости, из которых по программе
управляются четыре. Приводы про-
дольной (ось г) и поперечной (ось к)
подач — элеитрогидравлические с ша-
говыми электродвигателями. Ди-
скретность отсчета по оси х 0,005 мм,
по оси z — 0,01 мм.
Токарный многорезцовый копиро-
вальный полуавтомат 1719Ц предназна-
чен для черновой и чистовой обработ-
ки деталей типа валов с прямолиней-
ным и криволинейным контуром. Ста-
нок имеет поворотные резцедержа-
тели и оснащен четырехпроходиой си-
стемой копирования с цикловым
программным управлением.
Токарный многорезцовый копиро-
вальный полуавтомат 1719 предназна-
чен для черновой и чистовой токарной
обработки валов с прямолинейными
и криволинейными участками поверх-
ности. Обработку можно произ-
водить одним или несколькими рез-
цами, а также многорезцово-копиро-
вальным способом. Класс точности
полуавтомата Н.
Токарно-копировальный многорез-
цовый полуавтомат 1Б732 исполь-
зуется для обработки в центрах мето-
дом копирования валов различной кон-
фигурации, гильз двигателей внутрен-
него сгорания, ниппелей и муфт для
бурильных труб, а также других
аналогичных изделий. Базовые мо-
дификации полуавтомата моделей
1Б732.00, 1Б732.30 и 1Б732.60 пред-
назначены для однопроходной обра-
ботки деталей (длиной соответственно
1000, 1400 и 2000 мм) без изменения
частоты вращения шпинделя в процес-
се обработки и имеют один (верхний)
копировальный суппорт и один (ниж-
ний) подрезной суппорт. Копироваль-
ный суппорт имеет две подачи. Мощ-
ность электродвигателя главного при-
вода — до 55 кВт. Полуавтомат мо-
жет оснащаться двумя подрезными
суппортами, а также продольной ка-
реткой с двумя однокоордииатными
копировальными суппортами, распо-
ложенными под углом 90s к оси шпин-
деля (для обработки деталей фасон-
ного профиля без прямых торцов),
либо двумя наклонными однокоорди-
натиыми копировальными суппор-
тами (для обработки деталей с пря-
мым торцом), либо двумя копироваль-
ными суппортами, позволяющими
обрабатывать методом последова-
тельной встречной обработки за одну
установку оба конца детали.
Токарный многорезцовый копиро-
вальный полуавтомат 1Б732САУ пред-
назначен для токарной обработки
в центрах ступенчатых валов, гильз
двигателей, муфт и других деталей.
Полуавтомат имеет копировальный
суппорт, производящий обработку
основного профиля деталей, он снаб-
жается одним или двумя подрезными
суппортами, предназначенными для
прорезки канавок, подрезки торцов
и других операций. При обработке
длинных деталей на продольной ка-
ретке верхнего суппорта можно уста-
новить два копировальных суппорта,
каждый из которых работает по своему
копиру. Цикл работы станка задается
на штеккерной панели. Имеется воз-
можность заранее настроить штеккер-
ную панель на обработку двух или
трех деталей. Система автоматического
управления (САУ) стабилизирует мощ-
ность резания в процессе обработки
вследствие изменения продольной
подачи копировального суппорта
в зависимости от нагрузки, которая
определяется силой тока в фазе элек-
тродвигателя главного привода. Про-
дольная подача контролируется при-
бором, установленным на пульте упра-
вления станка.
Токарный полуавтомат 1Б732МФЗ
с контурной системой числового про-
граммного управления предназначен
для обработки валов сложной конфи-
гурации. На нем можно производить
черновую и чистовую обработку в цен-
трах фасонных, конических и ци-
линдрических поверхностей, а также
галтелей, фасок, канавок. По заказу
можно обеспечить нарезание резьбы
по программе. Станок имеет крестовый
суппорт и магазин с 12 инструментами.
По программе управляются перемеще-
ния по двум осям координат одновре-
менно. Шпиндель полуавтомата имеет
18 ступеней частот вращения, нз кото-
рых 9 управляются по программе.
Приводы подач — электрогидравличе-
ские с шаговыми двигателями. Ди-
скретность отсчета в направлении оси
центров 0,01 мм, в перпендикулярном
направлении 0,005 мм. В качестве
Обработка наружных поверхностей вращения валов
3.5
программоносителя используется
восьмидсрожечная перфолента.
Токарно-копировальные полуав-
томаты 1А832 и 1А833, предназначен-
ные соответственно для черновой и чи-
стовой обработки тяжелых валов типа
осей и колесных пар диаметром 120—
300 мм и длиной 2200—2600 мм, имеют
два гидрокопировальных наклонных
(в разных направлениях) суппорта,
которые в зависимости от настройки
кулачков могут выполнять обработку
как совместно, так и раздельно. Станки
оснащены загрузочным устройством
с лапами.
Токарные вертикальные многорез-
цовые центровые полуавтоматы
I723M. 1734М и 175IM (табл. 19) пред-
назначены для обработки в центрах
коротких деталей типа валов, фланцев
с хвостовиками, валов-шестерен, а так-
же торцовых и наружных концентрич-
ных поверхностен вращения деталей
типа втулок и дисков, установленных
на оправках, стаканов и гильз с под-
жимом верхним центром и др. Станки
имеют правый продольный, левый по-
перечный суппорты и вертикальную
центровую бабку. Левые суппорты всех
станков имеют рабочий ход в гори-
зонтальном (поперечном) направле-
нии. отскок и вертикальное устано-
вочное перемещение по высоте. Правые
суппорты у полуавтоматов 1723М
я 1734М — гидрокопировальные,
у 1751М — крестовый. В гидрокопиро-
вальном суппорте ползун расположен
под углом 45°. Каждый суппорт имеет
гидравлический привод подач, обес-
печивающий бесступенчатое регулиро-
вание подач, автоматический переход
с одной подачи на другую и ускорен-
ный перебег необрабатываемых уча-
стков заготовок. Циклы работы суп-
портов, переключение подач, число
оборотов шпинделя программируются
на штеккериой панели.
Круглошлифовальные
и круглополировальные
центровые станки
Шлифование в центрах может осу-
ществляться следующими методами;
несколькими продольными про-
водами детали относительно круга,
когда вал совершает продольные пере-
мещения в обе стороны, а поперечная
подача производится в конце хода;
этот метод особенно удобен при шли-
фовании длинных гладких валов;
кругом, установленным на заданную
глубину снимаемого припуска, —
стол станка вместе с валом переме-
щается в продольном направлении;
врезанием, когда шлифование осу-
ществляется только при перемещении
круга по направлению к оси детали,
а ширина круга берется несколько
большей, чем длина обрабатываемой
шейки, при обработке этим методом
часто применяют широкие круги;
шлифованием уступами периодиче-
ской радиальной подачей круга и бы-
стрым продольным проходом для сня-
тия оставленного припуска.
Промышленность выпускает круг-
лошлифовальные универсальные стан-
ки, круглошлифовальные станки для
продольного и врезного шлифования,
врезные круглошлифовальные, торце-
круглошлифовальные станки
Основные размеры круглошлифо-
вальных станков для продольного
и врезного шлифования, поставляемых
заказчикам без предварительного со-
гласования технических заданий,
приведены в табл. 20, а универсальных
круглошлифовальиых станков для
наружного и внутреннего шлифова-
ния — в табл. 26 гл. 2.
Большинство врезных круглошля-
фовальных станков и все торцекругло-
шлифовальные центровые станки
относятся к группе специальных ме-
таллорежущих станков. Технические
характеристики специальных центро-
вых круглошлифовальных станков
для врезного и продольного шлифова-
ния приведены в табл. 21, специальных
центровых торцекруглошлифовальных
станков в табл. 22.
В машиностроении при обработке
длинных валов и труб круглополиро-
вальные центровые станки получили
относительно небольшое распростра-
нение, что связано с возможностью
выполнения операции полирования
шеек ступенчатых валов (с помощью
специальной оснастки или вручную)
на обычных токарио-центровых стан-
ках. Для полирования длинных глад-
ких валов и труб преимущественно
chipmaker.ru
36
Обработка деталей типа валов
20. Основнь : размеры универсальных центровых круглошлнфовальиых станков
для продольного и врезного шлифования
Ставок Диаметр X X длина устанавли- ваемых деталей, мм Станок Диаметр X X длина устанавли- ваемых деталей, мм Станок Диаметр X X длина устанавли- ваемых деталей, мм
8В110 100X200 ЗМ151У 200X700 ЗМ174В 400X2000
ЗГ>153 140X500 ЗМ152 200 XI000 ЗА164А 400 X 2800
ЭБ153У 140X500 ЗМ152В 200X1000 ЗМ175 400x2800
ЭЕ 153 140X500 ЗА161 280X1000 ЗА172Б 560X2800
3M153 140X500 ЗБ161 280X1000 3M193 560X2800
ЗА151 200X700 ЗБ161П 280X1000 ЗА172 560X4000
ЭА151Ц 200X700 ЗМ162 280X1000 ЗМ194 560X4000
ЭБ151 200X700 ЗМ162И 280X1400 ЗА174Б 800X4000
ЭБ151П 200X700 3M163B 280X1000 ЗМ195 800X4000
ЭМ 151 200X700 3M173 400X1400 ЗА174 800X 6000
3MI5IB 200X700 ЗА164 400X2000 ЗМ196 800::6000
ЗМ151Ф2 200X700 ЗМ174 400X2000
применяют бесцентровые круглополи-
ровальные станки; для полирования
мелких валиков используют как уни-
версальные двусторонние, так и спе-
циальные шлифовально-полироваль-
ные станки. Полирование мягкими кру-
гами или лентой, обеспечивая дости-
жение параметра шероховатости по-
верхности детали Ra = 0,32:-
->0,04 мкм, не преследует повышения
точности обработки, определяемой
предыдущей операцией.
Круглошлифовальный станок
ВТ-11М (см. табл. 21) предназначен
для шлифования методом врезания
желобов на деталях типа валиков,
фланцевых подшипников, цапф,
а также для прецизионного шлифова-
ния цилиндрических и пологих кони-
ческих поверхностей деталей, уста-
новленных в центрах. Шлифование
желобов осуществляется как в ре-
жиме автоматической подачи, так
и вручную при базировании обраба-
тываемых деталей в неподвижных цен-
трах и на башмаках. Для обеспечения
получения точного расстояния между
шлифуемыми желобами станок осна-
щен оптической системой с 30-кратным
увеличением. При обработке деталей
в режиме автоматической подачи при-
пуск на диаметр не должен превышать
0,1 мм. На станке рекомендуется об-
рабатывать валики диаметром 5—15 мм
и желоба диаметром 5—38 мм при
радиусе шлифуемого желоба 0,3—
4 мм. Механизм подачи обеспечивает
автоматическую поперечную подачу
бабки, быстрый подвод и отвод бабки
на 10 мм с точностью 0,001 мм, ручную
толчковую подачу (на радиус) с точ-
ностью 0,0005 мм. На станке может
обеспечиваться минимальная ручная
подача (на радиус) 0,00025 мм. Бабка
изделия поворотная (угол поворота
±30°). Пиноль бабки изделия пере-
мещается вручную в осевом направле-
нии на расстояние 10 мм.
Круглошлнфовальный полуавтомат
ВТ-51 повышенной точности пред-
назначен для выполнения как врез-
ного шлифования цилиндрических
поверхностей с автоматической врез-
ной подачей до жесткого электро-
упора или с прибором активного кон-
троля, так и продольного шлифования
цилиндрических поверхностей с авто-
матической периодической подачей
до жесткого электроупора или с при-
бором активного контроля. Обработка
деталей на полуавтомате производится
в центрах или в трехкулачковом па-
троне. Возможна также обработка дета-
лей в цангах, управляемых специаль-
ным краном и пневмоцилиндром. Прав-
ка шлифовального круга автомати-
ческая, осуществляемая нажатием
кнопки на пульте управления. Со
станком за отдельную плату могут
поставляться приспособления для
правки шлифовального круга на
конус и для радиусной правки шлифо-
вального круга.
Круглошлифовальный врезной ста-
нок-полуавтомат ВТ-53 повышенной
точности предназначен для шлифова-
Обработка наружных поверхностей вращения валов
37
ния цилиндрических поверхностей
методом врезной подачи до жесткого
электроупора (диаметр шлифования
8—120 мм) или с прибором активного
контроля (диаметр шлифования 10—
80 мм). Обработка деталей может
производиться в центрах, в трехку-
лачковом патроне или в цангах, упра-
вляемых специальным пиевмоцилин-
дром и краном. Правка шлифоваль-
ного круга осуществляется автомати-
чески нажатием кнопки на пульте
управления. Со станком могут поста-
вляться приспособления для правки
шлифовального круга на конус и по
радиусу. Изготовитель станка —
Вильнюсский завод шлифовальных
станков.
Круглошлифовальный врезной по-
вышенной точности полуавтомат
ЗВ 151А предназначен для врезного
шлифования цилиндрических, ступен-
чатых и пологих конических поверх-
ностей нгбором кругов или широким
кругом. Полуавтомат имеет механизм
балансировки шлифовального круга
на ходу, прибор для профильной
правки шлифовального круга по
копиру, прибор активного контроля
и устройство для форсированной по-
дачи шлифовальной бабки. При
шлифовании без прибора автомати-
ческого контроля подача шлифоваль-
ной бабки осуществляется до жесткого
упора и заканчивается выхаживанием.
Шпиндель шлифовального круга
имеет осевое колебательное движение
±2,5 мм. Полуавтомат имеет механизм
гидравлического отвода пиноли зад-
ней бабки (ход пиноли — 35 мм) с пе-
дальным управлением. Станок за-
меняется полуавтоматом ЗМ151Е.
Круглошлифовальный станок особо
высокой точности МАЗН161 спроекти-
рован для доводочного шли<|ювания
шеек и упорного рабочего торца бурта
шпинделей прецизионных станков.
На станке предусмотрено доводочное
шлифование конических шеек с углом
конуса при вершине 20° путем поворота
верхнего стола.
Круглошлифовальный врезной ста-
нок (автомат) ХШ1-10 спроектирован
для шлифования хвостовой и рабочей
части сверл и метчиков методом вре-
зания широким кругом с осциллиру-
ющим движением шпинделя шлифо-
вальной бабки. Колебательное осевое
перемещение круга 6 мм. Работа на
станке производится по циклу до
жесткого упора в автоматическом ре-
жиме.
Круглошлифовальный, врезной полу-
автомат повышенной точности ЗД161
предназначен для обработки набором
кругов или широким кругом цилин-
дрических, ступенчатых, пологих
конических и профильных поверхно-
стей деталей, устанавливаемых в цен-
трах, методом врезного наружного
шлифования. Он снабжен прибором
активного контроля, подающим коман-
ду иа отвод шлифовальной бабки по
достижении заданного размера изде-
лия, и устройством для форсированной
подачи шлифовальной бабки. Форси-
рованная подача автоматически пере-
ключается при соприкосновеиин круга
с изделием на черновую рабочую по-
дачу. На станке можно выполнять
также шлифование по циклу с полу-
автоматическим режимом без прибора
активного контроля. В этом случае
подача шлифовальной бабки произ-
водится до жесткого упора и сопро-
вождается регулируемым по времени
выхаживанием. Шлифовальный круг
имеет осеьое колебательное перемеще-
ние ±2,5 мм. Полуавтомат заменяется
круглошлифовальным полуавтоматом
ЗМ161Е.
Круглошлифовальный врезной ав-
томат повышенной точности ЗК161
предназначен для шлифования дета-
лей с цилиндрическими, ступенчатыми,
коническими поверхностями враще-
ния методом наружного врезного шли-
фования. Шлифовальный круг по-
мимо вращения имеет осевое колеба-
тельное перемещение ±3 мм. Автомат
снабжен прибором активного кон-
троля и гидравлическим прибором для
профильной правки шлифовального
круга по копиру. Цикл работы станка
полностью автоматизирован и вклю-
чает установку и снятие изделий,
шлифование и правку шлифовального
круга. Автомат ЗК161 заменяется ав-
томатом ЗМ161Д.
Круглошлифовальный врезной ав-
томат ХШ1-60 снабжен автоматическим
загрузочным устройством и налажен
на одновременное наружное шлифова-
ние врезным методом двух цилиндрн-
chipmaker ru
Sfi
Обработка деталей типа валов
Обработка наружных поверхностей вращения валов
39
>1. Технические характеристики специальных центровых круглошлнфовальных станков
Ставов Наибольшие размеры (диаметр х длина), мм Угол пово- рота стола. Ско- рость круга, м/с Частота враще- ния изделия, об/мни
устанавли- ваемых деталей шлифуемой поверхности шлифо- вального круга
ЬТ-НМ •» •0X100 15/38x100 250X10 ±1 36.5 100—800
ВТ-51 •• 140X500 80/120X450 400X63 ±6 39 80—800
ВТ-53 •• 140X600 80/120X 60 400X63 ±6 39 80—800
8В151А 300X500 120X200 600X200 +3; —12 34,5 63—400
МАЗ Н161 300X1000 120x900 400X40 ±10 31,5 20—300
ХШ1-10 •* •2/250 X X 200/500 350 X 500 6СЭХ200 +4; —12 45 100—400
ЗД161 >80X700 180X200 600X200 +3; —10 34,5 63 —400
ЗК161 280X700 120X200 600X200 +3; —10 35 40—400
ХШ1-60 «| 280X700 60/280X130 750X200 50 55—620
ЗВ161 280X i000 250X900 750X75 +3; —8 34,5 63—400
8М163Ф2Н1В 280X1250 150X1250 750X80 ±5 35 40—400
•Н163С 280X1400 280X1400 600X63 — 35 22—220
•В164Б ♦* 400X1400 120/360X1250 750X200 +2; —5 35 30—180
•В164Б-Ф2 400X1400 400X1250 750 X 200 — 35—50 12—180
ЗВ 164 •» 400 X 2000 120/360X1800 750X200 +2; -4 35 30—180
ХШ1-16 ♦» 400X4000 120/360X4000 750X75 35 30—180
ХШ1-15 •* 400X6000 120/360X6000 750X75 35 30—180
ХШ1-С5 570X1000 180X900 750X33 +3; -8 35—50 60—400
для врезного в продольного шлифования
Скорость хода стола» м/мин Поперечная подача шлифо- вальной бабки Габариты станка (длина X ширина X X высота), мм Масса станка» кг Мощность *1» кВт
на одно деление лимба» мкм врезная» мм/мин периоди- ческая» мм
0.025 — 1.25 2.5 0,02—0.2 *-• 1 000X1 200X1 400 1 400 0.6/2.0
0,1—4 2,5 0,06*-^ 1,5 0,002— 0.05 2 650X1 750X1 810 3 200 5,5/7,84
— 2,5 0,06—1,5 в№в 2 650X1 750X1 810 3 100 5,5/7,84
— 2,5 До 1.6 В” 2 580X2 255X2 050 5 275 13.0/14,3
0,06—6.0 0,5 По заказу 4 600X2 320X1 755 12 000 3.0
— 5,0 0,1—2 М 2 600X2 280X1 905 5 500 14,0
5.0 До 1,6 •ей» 2 425X3 115X2 050 5 800 13.0/14.3
2,5 До 1.8 2 425X2 520X2 090 5 400 14.0/16,2
— 5.0 0,1—3 3 480X4 340X2 170 9 000 13.0
0.1—5 5,0 0,1—6 0,5—2 3 320X2 235Х! 480 7 200 13.0/13,1
0,05—5 на 0.02—1,2 0,02—1,2 5 900X2 950X2 200 9 500 13,0/15.2
0.03—3 0,5 ван 0,0005— 0,02 5 130X3 200X2 170 9 500 6.3
0.1—5 5.0 До 1.3 0,5—2 4 850X2 760X1 585 9 300 22.0/27,7
0.1—5 — 0,025—6,0 0,025—6,0 4 850X2 760X1 765 9 300 17,0
0,1—5 5.0 До 1.3 0,5—2 6 000X2 760X1 585 11 000 22,0/22.7
0.05—4 10 или 2,5 0.05—2.5 10 560X2 550X1 585 12 260 13,0/18.8
0.05—4 10 или 2,5 —• 0,05—2,5 14 560X2 550X1 585 15 700 13,0/18.8
2,5 0,1—4 3 920X2 425Х 1 590 6 500 10,0/14,4
В числителе дана мощность главного привода, в знаменателе — общая.
В числителях указан диаметр шлифуемого валика, в знаменателе — желоба.
В числителе дан диаметр шлифования с прибором активного контроля, в зна
В числителе указан диаметр устанавливаемой детали при использовании загру
В числителе приведен диаметр шлифования в люнете, в знаменателе —• без него.
Менатепе — по упору.
вочного устройства, в знаменателе —• без загрузочного устройства.
Примечание. Изготовители: BT-I1M, ВТ-51 и ВТ-53 — Вильнюсский завод
JB164, ЗВ164Б, ЗВ164БФ2, ХИН-15, ХШ1-16, Х1И1-05 — Харьковский станкострои
шлифовальных станков; ЗВ151А, ХШ1-10, ЗД161, ХШ1-60, ЗВ161, ЗМ163Ф2Н1 В, 3H163C,
тельный завод им. С. В. Коснора.
chipmaker.ru
40
Обработка деталей типа валов
22. Технические характеристики специальных центровых торценруглошлифовальных
Станок Наибольшие размеры (диаметр X длина), мм Угол, О Окруж- ная ско- рость круга, м/с Частота враще- ния . детали, об/мнн
уста- навли- ваемой детали шлифуемой поверхности шлифо- вального круга пово- рота стола разво- рота шлифо- вальной бабки
ЭБ153Т 200X500 180X500 500 X 63 +6; —7 63е 26* 35 78—780
ХП14-01 • 200 X 700 60/120X650 750X130 --3; —10 82 35 100—400
1ХШ4-02 • 280X700 80/250Х650 750X100 -3; —10 63° 26' 35 100—530
ЗТ161 280X700 250X650 750X75 --3; —10 63° 26' 35 63—400
ЛШ4-80 280X700 250X650 750X150 —— 63° 26' 60 90—800
ИШ4-10 * 400X1200 120/300 X 1200 750X75 +3; —7 63° 26* 35 39—405
КШ4-11П 400Х 1200 300X1200 750X75 4-3; —7 63° 26' 35 53—400
ХШ4-15 600X1400 600X1400 750X75 4-2; —6 63° 26* 35 15—150
ИШ4-20 950X750 540X270 750X113 ± 3 70е 60 700—1400
КШ4-35 950X1000 170Х 1000 1100X90 +3; -8 63е 26* 35 30—180
• В числителе указан диаметр шлифования с применением люнета, в знамена
•• В числителе приведена мощность главного привода, в знаменателе — общая.
Примечание. Изготовители: ЗБ153Т — Вильнюсский завод шлнфоваль
С. В. Косиора.
ческих поверхностей на валике при-
вода масляного насоса. На станке
можно выполнять врезное шлифование
как при ручном управлении, так и
в автоматическом режиме до электри-
ческого упора или с прибором актив-
ного контроля. Станок может быть
налажен на шлифование других дета-
лей (с ручной загрузкой), при этом
предназначенные для шлифования
валиков масляного насоса загрузочное
устройство и поводковый патрон сни-
маются. Передняя и задняя бабки
станка имеют гидравлический отвод
пинолей.
Круглошлифовальный полуавтомат
ЗВ161 повышенной точности может
выполнить обработку методами про-
дольного и врезного шлифования, ци-
линдрических и конических поверх-
ностей конкретной детали, его можно
использовать в условиях единичного,
серийного и массового производства.
Управление полуавтоматом — элек-
трогидравлическое и ручное. Шлифо-
вальный круг станка помимо вращения
Имеет осевое колебательное переме-
щение ±2,5 мм.
Круглошлифовальный станок с ЧПУ
ЗМ163Ф2Н1В предназначен для на-
ружного шлифования гладких и пре-
рывистых цилиндрических, кониче-
ских и торцовых поверхностей валов
типа шпинделей. Обработка ступеней
на валах производится последователь-
но одним кругом по программе, вве-
денной вручную в устройство ЧПУ.
Наибольшее число ступеней, которые
могут быть обработаны за одну уста-
новку, — 12. Торцовые поверхности
обрабатываются прямым кругом, за-
правленным под углом 5—10°, при осе-
вом перемещении шпинделя шлифо-
вального круга в пределах 2,5 мм.
Обработка конических поверхностей
осуществляется разворотом верхнего
стола. С одной установки могут быть
обработаны левые и правые торцовые
и конические поверхности. Передняя
бабка станка имеет устройство для
осевого перемещения шпинделя на
величину разброса глубины центровых
гнезд детали; задняя бабка — меха-
низм автоматического выбора конус-
ности на детали.
Поперечная подача осуществляется
от силового шагового двигателя (ди-
скретность 1 мкм), продольная —
Обработка наружных поверхностей вращения валов
41
<f таймов
Скорость хода стола,- м/мнн Поперечная подача шлифо- вальной бабкн Габариты станка (длина X ширина X Xвысота), мм Масса станка,- KF Мощность ♦ • t кВт
иа одно деление лнмба« мкм врезная, мм/мип перноднч ческаяй мм
! 5,0 0,05—5 2260X1020X1950 3 500 7,5/9,0
5,0 До 1,6 2425X2230X2000 5 050 14,0/15,9
5,0 0,1—2 3060X2460X1730 6 000 13,0/15,0
__. 5,0 0,1—2 — 3060X2460X1730 6 000 13,0/15,0
0,05—30 5600X4500X2120 14 500 55,0/60,0
0,1—6,0 2,0 0.1—2,0 0,5—2 4610X2455X1730 6 800 13,0/19,0
0,1—6,0 5,0 0,5—2 4610X2245X1727 7 500 13,0/17,0
0,1—5,0 5,0 0,1 —2,0 0,3—2 4830X2940X1925 10 000 13.0/19.6
5,0 Опреде- ляется наладкой 3800X2500X2000 9 817 14,0/17,9
0,1—6,0 2,5 0,3—2 5500X3240X2115 15 000 22,0/27,0
теле — без него.
вых станков; остальных моделей •— Харьковский станкостроительный завод ны.
гидроцилиндром с электроуправлени-
ем. Правка круга по периферии произ-
водится автоматически. Износ шли-
фовального круга при правке автома-
тически компенсируется. Станок
оснащен устройством ЧПУ, широко-
диапазонным прибором активного
контроля и адаптивным управлением.
Круглошлифовальный особоточный
станок 3H163C предназначен для до-
водочного шлифования шеек и торцо-
вых поверхностен буртов шпинделей,
гильз, пинолей и других особо точных
деталей. На станке обеспечивается
размерная точность шлифуемых дета-
лей до ±0,5 мкм, отклонение от
круглости 0,2—0,3 мкм. При шлифо-
вании деталей из азотированной стали
38ХМ0А в зависимости от качества
шлифовального круга достигается
параметр шероховатости обработан-
ной цилиндрической поверхности
Ra — 0,05±0,03 мкм, торцовой по-
верхности Ra — 0,14-0,025 мкм.
Круглошлифовальные полуавтома-
ты ЗВ 164 и ЗВ164Б предназначены для
врезного и продольного шлифования
цилиндрических и конических глад-
ких и ступенчатых деталей. Полу-
автоматы работают при ручной и ав-
томатической подаче. При ручной по-
даче можно выполнять продольное
и врезное шлифование. В полуавтома-
тическом режиме можно производить
врезное шлифование до упора и про-
дольное шлифование до упора с ав-
томатической поперечной подачей,
осуществляемой при реверсировании
стола. Шлифовальный круг станка
модели ЗВ164Б помимо вращения
имеет осевое колебательное пере-
мещение, равное ±2,5 мм, а станка
модели ЗВ164 — ±4 мм.
Круглошлифовальный полуавтомат
ЗВ164БФ2 с числовым программным
управлением предназначен для шли-
фования цилиндрических поверхно-
стей ступенчатых валов. Продольное
перемещение стола осуществляется от
гидропривода, дискретность отсчета
0,1 мм. Поперечное перемещение шли-
фовальной бабки осуществляется
электродвигателем постоянного тока.
Дискретность отсчета 0,001 мм.
Круглошлифовальные станки
ХИН-16 и ХШ1-15 предназначены для
продольного шлифования цилиндри-
ческих поверхностей и могут быть
chipmaker.ru
42
Обработка деталей типа валов
использованы в условиях единичного
и серийного производства. Станки
снабжены механизмом автоматической
поперечной подачи. Врезное шлифо-
вание может также производиться при
ручной поперечной подаче. Управле-
ние станком электрическое, гидравли-
ческое и ручное. Шпиндель передней
бабки неподвижный. Деталь при-
водится во вращение поводком, укре-
пленным на планшайбе передней баб-
ки. Шлифовальный круг помимо вра-
щения имеет осевое колебательное пе-
ремещение ±2,5 мм. Наибольшая мас-
са изделий обрабатываемых на станках
ХШ1-16 и ХШ1-15 1000 кг.
Круглошлифовальный станок (по-
луавтомат) ХШ1-05 спроектирован
для обработки открытых и закрытых
беговых дорожек на лапах шарошеч-
ных долот методом врезного шлифова-
ния до жесткого упора. Наладочный
перегон стола (только при отведенной
шлифовальной бабке) и возвратно-
поступательное перемещение стола
(только при правке периферии круга
с прямолинейной образующей) осуще-
ствляются от гидропривода. Шлифова-
ние закрытых цилиндрических доро-
жек производится шлифовальным кру-
гом при помощи дополнительного съем-
ного шпинделя, установленного на
передней стейке шлифовальной бабки.
В полуавтомате предусмотрена воз-
можность шлифования цилиндриче-
ских открытых шеек методом врезания
с отводом шлифовальной бабки по
команде прибора активного контроля
по достижении заданного размера.
Шлифовальный круг станка помимо
вращения имеет осевое колебательное
перемещение ±2,5 мм.
Торцекруглошлифовальный врез-
ной полуавтомат ЗБ153Т (см. табл. 22)
предназначен для одновременного
врезного шлифования цилиндриче-
ской поверхности и торца буртика до
жесткого упора или с прибором актив-
ного контроля в цикле с полуавтома-
тическим режимом, а также для одно-
временного шлифования указанных
поверхностей при ручном управлении.
Благодаря наличию прибора правки
по копиру возможна обработка кони-
ческих и фасояиых поверхностей и
торца буртика. Детали обрабатывают-
ся в центрах или в трехкулачковом
патроне. Наибольший диаметр шли-
фования при применении прибора ак-
тивного контроля 60 мм, рекоменду-
емый диаметр шлифования 20—80 мм.
Наибольшая длина шлифуемой шейки
65 мм, наибольшая высота шлифуемого
торца при правке в автоматическом
режиме работы 25 мм. Полуавтомат
ЗБ153Т заменяется полуавтоматом
3T153.
Торцекруглошлнфовальный полу-
автомат ХШ4-01 используется для
врезного шлифования цилиндриче-
ских ступенчатых и пологих кони-
ческих поверхностей деталей широ-
ким шлифовальным кругом или набо-
ром кругов. Полуавтомат снабжен при-
ставным прибором активного кон-
троля обработки, но может работать
и до жесткого упора. При шлифовании
ступенчатых и фасонных поверхностей
правка круга производится по соот-
ветствующему профилю гидрофици-
рованным правильным прибором,
снабженным механизмом автомати-
ческой компенсации износа круга.
Торцекруглошлифовальный станок
(автомат) ХШ4-02 предназначен для
шлифования торцовых и цилиндри-
ческих поверхностей деталей диа-
метром до 280 мм; он отличается от
станка ХШ4-01 углом разворота шли-
фовальной бабки: угол между осями
шлифовального круга и детали 26° 34*
(у станка ХШ4-О2) и 8° (у ХШ4-01).
Торцекруглошлифовальный полу-
автомат модели ЗТ161 используется
для врезного шлифования цилиндри-
ческих, конических и торцовых
поверхностей деталей, устанавлива-
емых в центрах. Шпиндель передней
бабки не вращается. Деталь приводит-
ся во вращение поводком планшайбы
передней бабки. Задняя бабка гидро-
фицированная с ручным педальным
управлением. Шлифовальная бабка пе-
ремещается с приводом от гидравлики
или вручную в плоскости под углом
63° 26' к оси центров. Станок может
работать при ручном управлении и
в полуавтоматическом режиме (с при-
менением прибора активного контро-
ля), обеспечивая при этом точность
по 5-му квалитету СТ СЭВ 144—75.
В пределах 8-го квалитета точности
шейки можно шлифовать до жесткого
упора без применения измерительных
Обработка наружных поверхностей вращения валов
43
средств. Станок подлежит замене
торцекруглошлифовальным врезным
полуавтоматом ЗТ161Е.
Торцекруглошлифовальиый полу-
автомат ХШ4-80 спроектирован для
врезного шлифования необработан-
ных деталей с припуском иа диаметр
7—12 мм. Скорость резания 60 м/е.
На шлифование могут поступать за-
готовки литые, кованые или из про-
ката без предварительной обработки.
Шлифуются одновременно цилиндри-
ческие и торцовые поверхности. Об-
работка детали ведется в полуавтома-
тическом режиме е прибором актив-
ного контроля или до жесткого упора.
Механизм подач приводится в движе-
ние от шагового электродвигателя
с гидроусилителем с помощью одно-
коордииатной системы программного
управления. Правка шлифовального
круга осуществляется автоматически
в процессе резания с началом чистовой
подачи специальным блоком профиль-
ных алмазных роликов методом вре-
зания. Для предотвращения удара
при быстром подводе шлифовальной
бабки кругом в торец детали послед-
няя автоматически ориентируется
относительно круга (после зажима
в центрах) путем перемещения пиноли
передней бабки механизмом осевой
ориентации. Станок имеет также меха-
низм выведения коиусообразиости
детали в процессе шлифования. Точ-
ность обработки на станке — 6-й ква-
литет. Параметр шероховатости об-
работанной цилиндрической поверх-
ности Ra = 1,25-г-0,63 мкм, торцовой
поверхности Ra = 2,5ч-1,25 мкм.
Торцекруглошлифовальный полу-
автомат ХШ4-10 пригоден для врез-
ного шлифования цилиндрических,
конических и торцовых поверхностей,
а также продольного шлифования ци-
линдрических и конических поверх-
ностей деталей. Станок гидрофициро-
ван. На станке можно шлифовать
изделия в автоматическом режиме вре-
занием до жесткого упора без при-
менения специальных мерительных
средств или с применением прибора
активного контроля. Полуавтомат мо-
жет также работать с ручным управле-
нием. Ручная и гидравлическая подачи
шлифовальной бабки производятся
в плоскости шлифовального круга.
Торцекруглошлифовальиый полу-
автомат ХШ4-1Ш повышенной точ-
ности применяют для наружного шли-
фования торцовых, цилиндрических и
пологих конических поверхностей
на деталях в условиях единичного
и серийного производства. С помощью
гидравлики в станке осуществляются
возвратно-поступательное перемеще-
ние стола, быстрый подвод и отвод
шлифовальной бабки; периодическая,
автоматическая поперечная подача
круга, управляемая от кулачков ре-
верса стола при продольном шлифова-
нии; правка шлифовального круга по
периферии и торцу. Станок имеет
механизмы ручного перемещения сто-
ла и подачи шлифовальной бабки. Пе-
ремещения шлифовальной бабки
осуществляются в плоскости шлифо-
вального круга. Торцовые поверх-
ности шлифуются при ручной подаче
круга. Цилиндрические поверхности
шириной до 70 мм можно шлифовать
врезанием при ручной поперечной по-
даче круга, а цилиндрические поверх-
ности большой длины — при продоль-
ном гидравлическом или ручном пере-
мещении стола. Конические поверх-
ности обрабатываются при поверну-
том иа необходимый угол верхнем
столе. Окончательное шлифование
цилиндрических и конических по-
верхностей осуществляется при руч-
ной подаче, а предварительное — при
периодической автоматической по-
даче. В связи с ручным циклом шли-
фования автоматическая компенса-
ция изнашивания круга при правке
не предусмотрена.
Торцекруглошлифювальный станом
ХШ4-15 предназначен для врезного
и продольного шлифования цилин-
дрических, конических и торцовый
поверхностей крупногабаритных де-
талей. Шлифование конических де-
талей производится при повороте верх-
него стола иа соответствующий угол.
На стайке можно производить шлифо-
вание деталей в полуавтоматическом
режиме врезанием до жесткого упора
без применения специальных мери-
тельных устройств или о применением
прибора активного контроля. Подачи
шлифовальной бабки (гидравличе-
ская и ручная) производятся в пло-
скости шлифовального круга. Возврат.
chipmaker.ru
44
Обработка деталей типа валов
но-поступательное перемещение стола
с автоматическим реверсированием, пе-
регон стола при отведенной шлифо-
вальной бабке и отключенном воз-
вратно-поступательном движении сто-
ла, быстрый подвод и отвод шлифо-
вальной бабки; периодическая по-
дача шлифовальной бабки при ре-
версировании стола; ускоренная
подача шлифовальной бабки, непре-
рывная подача (врезание) шлифоваль-
ной бабки, блокировка ручного и
гидравлического перемещений стола,
автоматическая правка круга, вы-
борка зазора между винтом и гайкой
механизма поперечной подачи.
Торцекруглошлифовальный станок
ХШ4-35 пригоден для наружного шли-
фования шеек и торцов осей балансира
(имеющего радиус кривошипа не
менее 230 мм) и других аналогичных
деталей. На станке можно выполнять
врезное и продольное шлифование.
Продольное шлифование осущест-
вляется или с ручным управлением
или с автоматической периодической
поперечной подачей шлифовального
круга в момент реверса стола (наимень-
ший ход стола при переключении упо-
рами 8 мм). Станок может работать
в полуавтоматическом режиме мето-
дом врезного шлифования.
Торцекруглошлифовальный станок
ХШ4-20 спроектирован для врезного
шлифования цилиндрической шейки
торца оси балансира. Станок гидро-
фицирован и может работать как в по-
луавтоматическом режиме, так и при
ручном управлении. Шлифовальная
бабка станка может перемещаться в по-
перечном направлении при ручном
управлении на 270 мм, при управлении
с помощью гидравлики — на 100 мм.
Специальный полировальный ста-
нок ДШ99 Дербентского завода шли-
фовальных станков предназначен
для полирования наружной цилин-
дрической поверхности деталей (типа
штоков) до и после хромирования.
Станок работает по принципу кругло-
поЛировального станка с принудитель-
ным вращением полируемого изделия
в .центрах и продольным перемещением
его на спаренных каретках, выполня-
ющих функцию стола. Технические
характеристики этого станка при-
ведены ниже.
Размеры обрабатываемой де-
тали, мм:
диаметр ......... 50—70
длина................. 600 — 1900
Наибольшая масса обрабаты-
ваемой детали, кг........ 60
Размеры полировального кру-
га, мм:
диаметр............... 300—400
высота 150
Скорость вращения полиро-
вального круга, м/с...... 35
Частота вращения детали,
об/мнн .................. 15
Скорость осевого перемещения
детали, м/мнн............ 0,75—1,36
Габариты станка, мм;
длина .......... 5940
ширина.......... 1805
высота ................. 1525
Масса станка, кг ...... 1900
Мощность электродвигателей,
кВт:
главного привода .... 10,0
общая .......... 13,9
Бесцентровые кругло шлифовальные
и шлифовально-полировальные
станки
При обработке наружной поверх-
ности тел вращения на обычных бес-
центрово-шлифовальных станках по-
ложение детали относительно станка
определяется соотношением сил, дей-
ствующих на деталь. Бесцентровое
шлифование обеспечивает получение
детали такой формы, которая при всех
угловых положениях детали вписы-
вается в пространство между кругами
и опорой.
Наибольшее распространение бес-
центровое шлифование находит при
обработке коротких деталей типа глад-
ких валиков, втулок, ступенчатых ва-
ликов, пальцев, конусов и т. п. Бес-
центровое шлифование широко при-
меняют для окончательной обра-
ботки деталей, предварительно обра-
ботанных на токарных прутковых ав-
томатах и револьверных станках и не
имеющих центровых гнезд.
Технические характеристики бес-
центровошлифовальных станков для
обработки наружной поверхности
вращения коротких и средних деталей
приведены в табл. 28 и 29 гл. 2. Для
обработки длинных прутков, труб и
проволоки в бунтах выпускаются спе-
циальные бесцентровые круглошли-
фовальные станки (табл. 23), а также
специальные бесцентровые шлифо-
Обработка наружных поверхностей вращения валов
45
. Технические характеристики специальных бесцентровых кругло шлифовальных станков для обработки прутков и тру.
46
Обработка деталей типа валов
24. Технические характеристики специальных бесцентровых шлифовально-полировальных
станков
Параметр ВШ-620 3864 ВШ-623 3865 ВШ-500
Размеры, мм:
обрабатываемых прутков. 1*12Х 2 4ч 25 X (2Ч-50Х 5-:-100 — 54г 120 X
(диаметр X длина) X 4000 Х4800 X 6000 10 000 Х9000
абразивной ленты (длниа X X ширина) — 2500X60 — 3150Х 100 3300X100
полировального круга (диа- метр х высота) 400Х 150 250X70 600X300 400X100 400X100
контактного ролика (диа- метр X высота) 250X70 400X100 400X109
ведущего круга (диаметр X X высота) 170X72 —• 300X100 300X100
Скорость шлифовального кру- га (ленты), м/с Частота вращения, об/мин: 35 — 50 (16—30) 35—60 (16—30) (16—30)
полировального круга (или дисков) (65 — 500) 1220— 2440 (44—233) 1200 — 1910 754-1910
ведущего круга 19—45 F" 1'4 19—30 20
контактного ролика — 1220 — 2440 1200— 1910 38,7
Габариты станка (длниа X ши- 9750Х 1240Х 17 750Х 1750Х 19 730Х
рика X высота),- мм Х2950Х Х740Х Х4850Х Х1210Х X 1750Х
Х2525 X 1840 Х2910 Х2310 Х2370
Масса станка, кг 10 530 600 33 325 1500 4567
Общая мощность электродви- гателей, кВт 53.8 6.5 120,0 7.9 6.8
Примечания: 1. Длина и масса станков моделей 3864 н 3865 указаны для
модификаций без опорных стоек.
2. Изготовители: ВШ-620, ВШ-623 и ВШ-500 — Витебский станкостроительный
завод им. С. М. Кирова; 3864 и 3865 — Дербентский завод шлифовальных станков.
вально-полировальные станки для
обработки тел вращения методом сквоз-
ного или врезного шлифования абра-
вивной лентой, полировальным кругом
или полирующими роликами. Техни-
ческие характеристики таких станков
приведены в табл. 24.
Бесцентровой шлифовальный ста-
нок (автомат) ВШ-346 (см. табл. 23)
изготовлен на базе бесцентрово-шлифо-
вального станка ЗГ18211 и оснащен
цепным загрузочным устройством
модели АТ-1000 и разгрузочным роли-
ковым устройством АТ-1100. Автома-
тически загружаются прутки диаме-
тром 3—4 мм; прутки диаметром 0,8—
3 мм загружаются вручную.
Шлифовальный станок СЛ-401
В широким кругом спроектирован для
чернового и окончательного шлифова-
ния прутков из стали со специальной
отделкой поверхности. Деталь при
обработке базируется на двух непо-
движных ножах, а вращение и осевую
подачу получает от роликов, располо-
женных вне зоны шлифования. Длина
шлифуемой детали зависит от кон-
струкции транспортных устройств,
минимальная длина обрабатываемого
изделия 1500 мм. Станок оснащен
правильным и контрольным прибо-
рами и транспортными устройст-
вами.
Бесцентровые круглошлифоваль-
ные станки (автоматы) ВШ-621 и
ВШ-622 спроектированы для шлифо-
вания прутков длиной 2000—6000 мм.
Шлифование осуществляется напро-
ход широким кругом. Подналадка шли-
фовальной бабки осуществляется
с точностью 0,001—0,004 мм. Уста-
новочное перемещение шлифовальной
бабки на одно деление лимба 0,001 мм.
Бесцентрово-шлифовальный полу-
автомат ВШ-400М повышенной точ-
ности предназначен для шлифования
Обработка наружных поверхностей вращения валов
47
труб диаметром 3—75 мм и длиной
2000—8000 мм.
Бесцентровый круглошлифоваль-
ный станок СЛ-501М с широким кру-
гом пригоден для шлифования прутков
и труб, а при поставке станка без
загрузочных и разгрузочных устройств
также и для наружного сквозного
бесцентрового шлифования гладких
цилиндрических деталей типа вали-
ков и втулок. Конструкция станка
обеспечивает обработку деталей из
простых и высоколегированных ста-
лей и жаропрочных сплавов. Правка
шлифовального и ведущего кругов
производится специальными при-
способлениями, имеющими электро-
механический привод.
Бесцентровый круглошлифоваль-
ный станок СЛ-605 с широким кругом
предназначен для обработки методом
сквозного шлифования деталей типа
валов, прутков и труб. При шлифова-
нии изделие базируется на двух при-
нудительно вращающихся ведущих
кругах, находящихся под деталью,
а шлифовальный круг расположен
сверху, что создает возможность об-
работки деталей, вес которых соизме-
рим с силой резания или превышает ее.
На станке могут обрабатываться де-
тали массой до 1000 кг.
Бесцентрово-шлифовальный полу-
автомат ВШ-149М повышенной точ-
ности предназначен для шлифования
труб диаметром 10—150 мм и длиной
2000—8000 мм.
Бесцентровые шлифовально-ноли-
ровальные станки ВШ-620 и ВШ-623
(см. табл. 24) предназначены для бес-
центровой обработки прутков абра-
вивными кругами и полирующими ди-
сками. Станки имеют два подающих
Диска, два шлифовальных круга и два
полирующих диска; между дисками
каждой пары перемещается обрабаты-
ваемый пруток. Подающие диски пере-
мещают в продольном направлении
(по оси стайка) обрабатываемую за-
готовку, приводят ее во вращательное
движение и прижимают к направля-
ющему ножу, что происходит вслед-
ствие вращения подающих дисков
в одну сторону, разной скорости их
вращения, установки дисков выше
обрабатываемого прутка и регулиро-
вания положения оси прутка (по вы-
соте) с помощью вертикального уста-
новочного перемещения опорного
ножа. Абразивная обработка прут-
ков осуществляется парой шлифо-
вальных кругов, которые расположе-
ны с противоположных сторон заго-
товки. После предварительной (абра-
вивной) обработки прутка произ-
водится его окончательная обработка
парса полировальных дисков, которые
обеспечивают сглаживание микро-
неровностей (гребешков) прошлифо-
ванной поверхности, при этом обес-
печивается параметр шероховатости
поверхности Ra — 0,32 мкм. Полиру-
ющие диски выполнены так же, как
и подающие диски, и их скорости вра-
щения одинаковы. Шлифовальные баб-
ки станков перемещаются поперечно
к оси станка от механизма подачи
(0,005 мм на одно деление лимба винта
подачи). Наибольшее установочное
перемещение шлифовальной бабки
60 мм.
Бесцентровый шлифовально-поли-
ровальный станок ВШ-500 предна-
значен для сквозного наружного шли-
фования и полирования труб длиной
1000—9000 мм, толщиной стеики 0,1—
5 мм из углеродистой и легированной
стали е целью удаления наружных
дефектов и получения гладкой поверх-
ности трубы. Обработка ведется абра-
зивной лептой и полировальным кру-
гом. Продольная подача изделию сооб-
щается ведущим кругом или ведущей
лентой. В процессе обработки деталь
базируется на специальные напра-
вляющие. Конструкцией станка
предусмотрена возможность регули-
рования и останова поступательного
движения, а также возврата детали
для повторной обработки. На стайке
возможна обработка деталей, име-
ющих относительно небольшое от-
клонение от цилиндричности.
Бесцентровые шлифовально-поли-
ровальные станки 3864 и 3865 исполь-
зуются для сквозного декоративного
шлифования и полирования наружных
поверхностей. На стайках можно
производить врезное шлифование
до упора в полуавтоматическом ре-
жиме работы. Конструкция привода
ведущего круга позволяет регулиро-
вать процесс обработки приостанов-
кой поступательного движения и уско-
chipmaker.ru
48
Обработка деталей типа валов
рением его, возвращать деталь и по-
вторять обработку, что особенно необ-
ходимо для деталей с буртиками.
Станки могут оснащаться бункерными
устройствами для обработки деталей
методом врезания. Станки обеспечи-
вают получение параметра шерохова-
тости Ra — 0,63-5-0,32 мкм на шлифо-
вальных операциях и Ra = 0,08-1-
-5-0,04 мкм на полировальных опера-
циях.
Суперфинишные станки
Суперфинишные станки в машино-
строении широко применяются для
обработки шеек валов, шпинделей и
других трущихся поверхностей сталь-
ных деталей с целью получения выс-
шего качества поверхности и повыше-
ния ее износостойкости. Суперфини-
ширование деталей из цветных метал-
лов осложняется быстрым засалива-
нием абразивных брусков. Обработку
этим методом деталей типа валов осу-
ществляют либо на токарных станках,
оснащенных специальными супер-
финишными головками, либо на
специальных суперфинншных центро-
вых и бесцентровых станках с ко-
леблющимися с большой частотой мел-
козернистыми абразивными брусками
(главное рабочее движение). Бруски
закрепляются в держателях (голов-
26. Технические характеристики специальных суперфинншных центровых станков
Параметр 3870В 3871В 3871 БК 3872 Б 3871 3871К 3873
Наибольшие разме- ры обрабатываемой детали, мм; диаметр 140 280 560 280 70
длина 360 710 1400 3000 710 1400 200
Рекомендуемый диа- 6—70 20—140 50—200 100— 20—140 50—200 6—50
метр обработки, мм Высота центров и ад станиной, мм Число инструмен- тальных головок Перемещение бруска в головке, мм Ход бруска при ос- цнллированин, мм Частота осциллиро- вавши, дв. ход/мин Перемещение супер- 9—400 200 1 55 9—700 3 500 — 1501 15 — 360 380 2 65 125 — 2 55 9—400 00 4 5—50 0,5 — 6 1000— 1800 15 — 700 140 1 55 3 1000 — 2000 5 — 50
финишной головки вдоль осн детали, мм Скорость хода голов- ки, м/мни Окружная скорость вращения детали при чистовой обработке, м/мин Частота вращения 60 — 240 0,5—3,0 30—120 1450 10- 16—70 3260 0,5 — 3,75 -80 10—55 0,5—3,0 30—120 0,5—6,0 16 — 70 0,5—3,0 10-70 60—330
детали при черно- вой обработке, об/м ин Габариты станка, мм: длина 2800 3250 4485 6300 3120 3860 1325
ширина 1460 1460 1460 1570 1460 1480 920
высота Масса станка, кг 3610 1920 4040 4850 2280 9000 1875 3800 2110 4925 1850 1200
Мощность электро- двигателей, кВт: привода враще- ния изделия общая 3.0 6.78 4.0 7,58 3 6.78 .0 8,28 1.0 2,13
Примечание. Изготовитель — Витебский станкостроительный завод имени
С. М. Кирова.
Обработка наружных поверхностей вращения валов
49
26. Технические характеристики специальных суперфинишных бесцентровых станков
Параметр 3878 3873 3879 3879Б 3880
Диаметр обрабатываемой де- тали, мм 3—32 3—50 8—60 8—125 10 — 125
Число суперфинншных головок Частота осциллнрования, дв. ход/мии 6 500—1500 Опреде- ляется и ал адкой 1000 — 2000 6 4 500—1500 8
Ход бруска, мм 3 3 3 3 3
Размеры валков (диаметр X X длина), мм ео® юох Х550 Опреде- ляется нал адкой 100X550 75-S-200X Х500 120X750
Частота вращения валков, об/мин 36—360 33 — 330 20 — 200 13 — 250 16—160
Скорость осевой подачи де- тали, м/мин Габариты станка, мм: 0,15-2,1 — 0,1—2,1 — 0,1 —2,1
длина 2750 1325 2860 1900 2750
ширина 1690 920 1690 2475 1690
высота 1800 1850 1800 2010 1800
Масса станка, кг Мощность электродвигателей, кВт: 3560 1200 3600 3800 3880
привода вращения валков 1.6 1,0 3,2 1.5 3,2
общая 5.2 2,13 7.8 5.1 6.8
При меч а ни е. Изготовитель — Витебский станкостроительный завод им.
С. М. Кирова.
как) таким образом, что обеспечивает-
ся свободная установка брусков по
обрабатываемой поверхности. Абра-
зивные бруски обычно прижимаются
к обрабатываемой поверхности силой
пружин с относительно небольшим
удельным давлением.
Суперфиниширование обычно при-
меняют после шлифования, хотя в от-
дельных случаях его используют для
отделки тонкообточенных поверх-
ностей. При суперфинишировании
снимается незначительный слой ме-
талла,-вследствие чего не изменяется
микроструктура поверхностного слоя
и легко обеспечивается параметр шеро-
ховатости поверхности Ra = 0,16<-
<-0,05 мкм, достижимая шероховатость
поверхности Rz — 0,05<-0,03 мкм.
Промышленностью выпускаются
как приспособления для суперфини-
ширования (к токарным станкам), так
и специальные суперфинишные стан-
ки. Технические характеристики
таких станков приведены в табл. 25
и 26.
Суперфинишные центровые станки
(полуавтоматы) 3870Б, 3871Б, 3871БК
и 3872Б (см. табл. 25) обеспечивают
получение деталей по точности выше
5-го квалитета, параметр шерохова-
тости поверхности Ra = 0,08-ь
4- 0, 03 мкм и отклонение от кругло-
сти — до 0,5 мкм (30%). Станки
оснащаются загрузочными и разгру-
зочными устройствами.
Суперфинишные центровые станки
3871 и 3871К предназначены для одно-
временной финишной обработки
в центрах нескольких шеек ступенча-
тых валов. Станки оснащаются не-
сколькими суперфинишными голов-
ками гидромеханического типа. Об-
работка производится по реле вре-
мени в полуавтоматическом режиме.
По специальному заказу станки осна-
щаются загрузочными и разгрузоч-
ными устройствами.
Врезной суперфинишный полуавто-
мат 3873 предназначен для центровой и
бесцентровой обработки. Технические
характеристики станка при центровой
обработке приведены в табл. 25, при
бесцентровой обработке — в табл. 26.
Бесцентровые суперфинишпые полу-
автоматы 3878, 3879 и 3880 (см. табл. 26)
50
Обработка деталей типа валов
предназначены для суперфинишной
обработки напроход цилиндрических
деталей абразивными или алмазными
брусками. Детали из лотка загрузоч-
ного устройства поступают на вращаю-
щиеся валки и перемещаются под
осциллирующими абразивными бру-
сками. Подготовка поверхности детали
не требует тонкого шлифования. Станки
могут оснащаться специальными загру-
зочными н разгрузочными устройст-
вами.
Бесцентровый суперфинишный врез-
ной станок 3879Б, являющийся моди-
фикацией станка 3879, предназначен
для обработки ступенчатых валиков,
клапанов, золотников, толкателей,
крестовин и конусных поверхностей
деталей, обработка которых сквозным
методом невозможна.
На врезной суперфинишный полу-
автомат 3873 при бесцентровой врезной
обработке могут устанавливаться де-
тали диаметром до 70 мм и длиной до
500 мм и обрабатываться поверхности
диаметром 3—50 мм.
Притирочные и доводочные станки
Для повышения точности обработки
поверхности шеек валов, мелких вали-
ков и других подобных деталей при-
меняют машинно-ручиую притирку и
механическую притирку или доводку.
Машинно-ручная притирка выпол-
няется обычно с использованием стан-
ков и оснастки, изготовленных потре-
бителем, илн универсальных серийных
станков, способных сообщить детали
вращательное движение; остальные
движения, необходимые для притирки,
осуществляются вручную. Инструмен-
том для машинно-ручной притирки
кроме притиров в виде разжимных
колец могут служить плоские притиры.
Для механической притирки вали-
ков небольших размеров применяют
специальные станки с притирочными
плитами, изготовленные потребителем,
а также централизованно выпускаемые
специальные бесцентрово-доводочные и
верти кал ьно-доводоч ные дву хдисковые
станки с чугунными кругами и дисками.
По принципу действия бссцентрово-
доводочиые станки (см. табл. 29 гл. 2)
одинаковы с обычными бесцентрово-
шлифовальными станками, отличаясь
от последних главным образом приме-
няемым инструментом.
При работе на вертикальных двух-
дисковых станках (см. табл. 35 гл. 2)
обрабатываемые детали свободно укла-
дывают в сепаратор. Центр сепаратора
не совпадает с осью вращения прити-
рочных дисков, благодаря чему при
вращении дисков детали помимо вра-
щательного движения получают и не-
большое возвратно-поступательное пе-
ремещение вдоль собственной осн,
т. е. в процессе обработки детали
скользят относительно плоскостей при-
тирочных дисков и катаются между
ними. Процесс притирки обеспечива-
ется проскальзыванием деталей отно-
сительно рабочих поверхностей дисков,
изготовленных обычно из чугуна, насы-
щенного абразивом.
Механическая доводка осуществля-
ется на описанных выше специальных
бесцентровых доводочных и верти-
кально-доводочных двухдисковых
станках с использованием вместо при-
тирочных чугунных дисков специаль-
ных мелкозернистых шлифовально-до-
водочных кругов. Такой метод обра-
ботки обеспечивает значительно боль-
шую производительность, чем обра-
ботка чугунными дисками, но при этом
получается несколько худшее качество
обработанной поверхности детали.
ОБРАБОТКА ЦЕНТРАЛЕН ЫХ
ОТВЕРСТИЙ ПОЛЫХ ВАЛОВ
И ТРУБ
При обработке центральных отвер-
стий полых валов и труб основной
задачей является получение централь-
ного отверстия одинакового диаметра
и качества поверхности по всей длине
вала либо получение 'Ступенчатого
отверстия (цилиндрического, кониче-
ского) с разными требованиями к каче-
ству формы и поверхности его ступеней.
В зависимости от качества обработки,
материала, массы, размеров и конфи-
гурации заготовки вала или трубы для
обработки центрального отверстия
в них применяют сверление, растачива-
ние, протягивание, шлифование, хо-
нингование, притирку и полирование
обрабатываемой поверхности, исполь-
зуя токарно-центровые, токарно-ре-
вольверные, сверлильные, фрезерно-
Обработка центральных отверстий полых валов и труб
51
27. Технические характеристики специальных вертикальных станков для глубокого
сверления
Параметр ОС-401 л ОС-402А
Размеры сверления, мм: -12
диаметр 6
наибольшая глубина 300
Размеры рабочей поверхности стола, мм 400X320 800X320
Вертикальное перемещение стола, мм 350
Ход шпинделя инструмента, мм 320
Установочное перемещение гильзы шпинделя, мм 12 0
Число шпинделей 1 2
Расстояние, мм:
от торца шпинделя до стола 244 — 1034
от осн шпинделей до станины 200
между осями шпинделей 400
Частота вращения, об/мин; 450- >700
шпинделя инструмента
детали 5С
Рабочая подача инструмента, мм/мня 55—600 55—1003
Габариты станка, мм:
длина 1320 1435
ширина 700 1000
высота 271 5
Масса станка, кг 1050 1770
Общая мощность электродвигателей, кВт 1,5—2,7 (1.5 —2.7) X 2
Примечание. Изготовитель — Одесский завод радиально-сверлильных стан-
ков им*. Ленина.
центровальные, расточные, протяжные
внутришлифевальные, хонинговальные
и другие станки как в стандартном, так
и в специальном исполнении.
При глубоком сверлении и растачи-
вании центральных отверстий полых
валов и труб обычно применяют схему
обработки с вращением обрабатывае-
мой детали при неподвижном или вра-
щающемся инструменте, подача обычно
сообщается инструменту. Технические
характеристики специальных станков
для глубокого сверления и растачива-
ния приведены в табл. 27 и 28. Иногда
для обработки глубоких отверстий
вместо растачивания используют про-
тягивание, применяя для этой операции
универсальные и специальные протяж-
ные станки; технические характери-
стики горизонтально-протяжных стан-
ков приведены в табл. 23, 24 и 25 гл. 2.
В тех случаях, когда в центральных
отверстиях полых валов и труб необ-
ходимо получить качество поверхно-
сти, трудно достигаемое при сверлении,
растачивании, развертывании и протя-
гивании, применяют абразивную обра-
ботку. Для окончательной обработки
центральных отверстий в валах не-
больших и средних размеров широко
применяются универсальные внутри-
шлифовальные станки, а также верти-
кальные хонинговальные и доводочные
станки (см. табл. 38 гл. 3).
Технические характеристики спе-
циальных внутришлифовальных стан-
ков для обработки полых валов и труб
приведены в табл. 29, полировально-
шлифовальных станков — в табл. 30,
горизонтальных хонинговальных стан-
ков — в табл. 31.
Станки для глубокого сверления
вертикального типа ОС-401 А и ОС-402А
(см. табл. 27) предназначены для свер-
ления спиральными сверлами отвер-
стий диаметром от 6 до 12 мм. Цикл
сверления — ступенчатый в автомати-
ческом режиме. Для уменьшения увода
инструмента обрабатываемым деталям
сообщается дополнительное вращение
в сторону, противоположную направ-
лению вращения сверла от индиви-
дуального привода, устанавливаемого
на зеркало основного стола.
Станок ОС-402А представляет собой
спаренный на одном общем основании
28. Технические характеристики горизонтальных станков для глубокого сверления и растачивания
Станок Наибольший диа- метр обрабаты- ваемого отвер- стия* мм, при Наиболь- шая глу- бина об- работки, мм Частота вращения, об/мии Пределы рабочих подач, мм/мин Габариты станка (ллии а У тпипиял У Масса станка, кг Мощи ость электро- привода г, кВт
сверле- нии ** раста- чива- нии инструмента изделия X высота), м м
КП-10 3 — 60 2 500—4 000 — 15 — 200 850X 410X 1 250 250 0,12
2803 3 — 100 2 200 — 6 000 Определя- ется на- 20—300 1 100X500X 1 170 400 0,18
ладкой
2805П 12 — 400 800—10 000 — 20-400 4 600X3 000 X 1 700 6 600 3,0
ОС-801 32 — 1 250 — 20 — 2000 До 1000 7 240X1 800X1 370 12 000 —/20
ОС-5222 40 — 800 — 20 — 2000 4 — 300 5 320X2 165X1 700 10 280 -/7,5
ОС-3028 40 — 1. 250 «MS 178-1000 3-240 7 340X2 165X1 700 И 000 -/7,5
РТ-601.63 80 250 2 000 100-630 50 — 630 3—3000 10 700X2 430X1 550 20 100 100,5 *>
РТ-116 75/135 — 2 700 123 — 730 7,1 — 750 10,4 — 455 8 100X3 100X1 850 19 000 71,7 *3
РТ-65 60 — 2 000 22,4-1 000 22,4 —1000 0 — 250 8 560X1 930X1 800 12 570 45,7 »3
РТ-601 80/120 250 4 000 100 — 630 40 — 500 5 — 3000 14 300X2 465X1 560 22 600 30/27,9
РТ-601.06 80 — 1 000 м 40-500 5-3000 8 300X2 465X1 560 13 000 30/27,9
РТ-601.34 80 250 1 000 100—630 50—630 3—3000 8 300X2 550X1 550 14 650 79,8 »3
РТ-601.35 80/120 250 1 000 100—630 40 — 500 5-3000 8 400X2 465X1 560 17 000 30/27,9
РТ-601.24 80 250 I 500 100-630 ' 50 — 630 3—3000 9 400 X 2 465 X 1 560 16 800 30/27,9
РТ-601.33 80/105 250 1 800 100-630 40—500 5 — 3000 10 000X2 465 X 1 500 17 850 30/27,9
РТ-601.56 80 250 2 000 100 — 630 40—500 5*“3000 10 500X2 600X1 550 21 000 30/27,9
Продолжение табл. 28
Станок Наибольший диа- метр обрабаты- ваемого отвер- стия, мм, при Наиболь- шая глу- бина об- работки, мм Частота вращения, об/мин Пределы рабочих подач, мм/мии Габариты станка (длина х ширине х X высота), мм Масса станка, кг Мощность электро- привода 8, кВт
сверле- нии *1 раста- чива- нии инструмента изделия
РТ-601.04 100 м. 2 000 100—630 40—500 5-3000 10 400X2 465X 1 560 16 000 30/27,9
РТ-601.09 75 2 500 100-630 40-500 5—3000 И 400X2 465X 1 560 16 200 30/27,9
РТ-601.41 80 140 2 500 100-630 25-315 2,5—3000 11 700X2 500X 1 550 18 100 79,8 *3
РТ-601.40 80 ' 250 4 200 100-630 25-315 2,5—3000 14 300X2 500X 1 550 23 000 80,6 *3
РТ-604.05 80/200 300 2 000 100-630 40-500 5-3000 10 300X2 500X1 700 18 000 30/27,7
РТ-182с2и 80 250 7 000 123 — 750 7,1-750 16,8-1680 23 850X2 300 X 1 700 34 600 80,5 *3
РТ-604** 80/200 300 4 000 100 — 630 40-500 5 — 3000 13 000X3 500 X 700 (23 800) 30/27,7
РТ-604.07 80 250 5 000 100-630 40-500 5—3000 17 000X3 600X1 600 26 500 79,8 *3
РТ-401 80/200 300 3 000 100-630 40-500 5-3000 11 000X3 500X 1 700 19 100 30/27,7
РТ-266 80 250 6 500 123 — 730 7,1-750 16,8-1680 21 500X2 300X1 700 32 200 28/28
РТ-401.02 80 300 3 000 100 — 630 40-500 5—3000 11 000X3 500X1 700 19 750 82,4 *3
РТ-402 125/500 8 000 80—500 16 — 250 5-3000 24 050X5 350X2 350 41 500 55/55
РТ-605 125/250 400 8 000 80-500 16—250 5—3000 25 000X5 350X2 350 45 350 55/55
РТ-37 125 ’ 200 10 000 61,8 — 751 11,2-345 7,7—2100 33 300X2 800X2 200 62 500 137,8 *3
РТ-606 125/300 500 5 000 80-500 16—250 5-3000 16 000X4 000X2 150 34 760 55/55
Обработка деталей типа валов Обработка центральных отверстий полых валов и труб
•* В числителе указан диаметр сплошного сверления, в знаменателе — кольцевого. *® В числителе указана мощность при-
вода инструмента, в знаменателе — детали. *3 Общая мощность электродвигателей. ** Модель РТ-604 может выполняться с глуоиноа
обработки до 8000 мм; масса указана для модификации с глубиной обработки 8000 мм.
Примечание. Изготовители: К.П-10 и 2803 — Кнроваканский завод прецизионных станков; 2805П, ОС-801, ОС-5222,
ОС-3028 — Одесский завод радиально-сверлильных станков им. Ленина; моделей с индексом РТ (например, РТ-604) Рязанский
станкостроительный завод.
chipmaker.ru
м
Обработка деталей типа валов
1». Технические характеристики специальных внутри шлифовальных ставков
для обработки полых валов
Параметр СШ-50 СШ-37 всз-н ВСЭ-102
Размеры шлифуемого onepcns. мм:
глубина ваибольшая 200 200 320 450
диаметр 20- -100 50—175 50-200
угол конуса, ® 8 30 18
Наибольшие размеры уставляли» маемого изделия, мм:
длина Б00 1000 3200
наружный диаметр (в люнете) Частота вращения, ©б/мнн1 150 210 300
детали 50- -I 000 85 — 525 177
шлифовального круга 8 000- -24 000 5 400—13 200 До 13 000
Периодическая поперечная подача, мкм 1- -5 1—9 Определяется наладкой
Скорость рабочего кода стола. 1.0- -6.0 1.5 —8,0 До 8.0
м/ынв Габариты станка, мм}
длина 3 100 I 4 000 4 140 5 400
ширина 2 150 2 050 1 750 2 055
высота 1 600 1 600 1 840 1 660
Масса станка, кг 4 300 1 5 400 6 200 1 100
Общая мощность электродвягате- 6 2 11.0 7.13
лей, кВт
Примечание. Изготовители: СШ-50 н СШ-37 — Саратовский станкострои-
тельный вявод: ВСЗ-П и ВСЗ-102 —* Воронежский станкостроительный завод им •
60-летия Ленинского комсомола
вариант станка ОС-401А. Управление
каждым сверлильным агрегатом неза-
висимое.
Горизонтальный одношпиндельный
полуавтомат для глубокого сверления
КП-10 (см. табл. 28) предназначен для
сверления спиральными сверлами от-
верстий диаметром до 3 мм иа глубину
до 60 мм. Наружные размеры обраба-
тываемой детали определяются уста-
новочным приспособлением (наладкой).
Станок спроектирован для сверления
в корпусе распылителя форсунки трак-
торного двигателя трех топливоподво-
дящкх отверстий диаметром 1,9 мм и
глубиной 22 мм. Загрузка и выгрузка
детали осуществляются, вручную, все
остальные вспомогательные операции—
автоматически. Для ограничения хода
сверла на наибольшей ступени сверле-
ная в конструкции станка предусмотрен
принудительный вывод сверла из де-
тали при достижении ваданной глу-
бины.
Горизонтальный одношпиндельный
станок 2803 предназначен для глубо-
кого сверления спиральными сверлами.
Станок оснащен устройством для свер
ления прерывистой подачей и для
предохранения сверл от поломки. Он
может оснащаться приводом для вра-
щения изделия и делительной бабкой.
Производительность специальных стан-
ков, выполненных на базе станка;
2803, иа 50 % выше, чем станка КП-10.
Горизонтально-сверлильный станок
2805П предназначен для прецизион-
ного сверления за один проход глубо-
ких отверстий в деталях типа тел вра-
щения с точностью по 7—9-му квали-
тету и параметром шероховатости обра-
ботанной поверхности не хуже Ra =
= 1,6 мкм. Класс точности станка П.
Станок может работать как полуавто-
мат и пригоден для встройки в автома-
тические линии. Станок снабжается
конвейером отвода стружки и агрега-
том, обеспечивающим фильтрапию,
охлаждение и нагнетание смазочно-
охлаждающей жидкости (СОЖ) под
высоким давлением в зону резаиня.
Для работы на станке применяются
твердосплавные одиолезвийные сверла
с внутренним подводом СОЖ-
Обработка центральных отверстий полых валов и труб
55
30. Технические характеристики специальных полировальио-шлифовальных станков
для обработки отверстий в трубах и полых валах
Параметр РТ-71 КУ-136 сч КУ-216 КУ-217 КУ-218 КУ-219 КУ-220
Наибольший диаметр устанавливаемой де- тали, мм Размеры обрабаты- ваемого отверстия, мм: 225 • 200 250 485 250 485 250 485
диаметр 85 — 200 30— 150 100- 240 250— 480 100 — 240 250 — 480 100— 240 230 — 480
длина наиболь- шая Скорость инструмен- та, м/с Габариты станка, мм: 10 000 Опреде- ляется наладкой 10 000 21 — 31,5 8 500 8 500 18 000 12 000 19 17 000 30 500
длина ширина высота 12 500 1 000 2 133 26 930 1 560 1 700 27 870[ 27 0651 33 6201 32 815| 45 1201 70 015 3 200 2 100
Масса станка, кг Мощность электро- двигателей, кВт: главного привода общая 13 930 10.0 15 000 14.0 19,3 15 500| 12 0001 17 500| 13 000| 21 5001 000 55Д>
* Указан наибольший диаметр устанавливаемой детали в переднем люнете, воз*
можна установка детали диаметром до 600 мм.
Примечание. Изготовители: РТ-71 — Рязанский станкостроительный завод?
КУ-136. КУ-215. КУ-216, КУ-217, КУ-218, КУ-219 и КУ-220 — Коломенский завод
тяжелого станкостроения.
Горизонтальный одношпиндельный
сверлильный станок ОС-801 предназна-
чен для глубокого сверления отверстий
специальными однолезвийиыми свер-
лами с внутренним отводом стружки.
Станок снабжен механизмом, предохра-
няющим инструмент от поломки, с на-
стройкой и контролем по крутящему
моменту. Режим работы станка авто-
матический, цикл непрерывный.
Горизонтальные одношпиндельные
сверлильные станки ОС-5222 и ОС-3028
предназначены для глубокого сверле-
ния отверстий диаметром 16—40 мм.
Обрабатываемая деталь вращается,
инструмент осуществляет движение по-
дачи. Расстояние от оси шпинделя до
направляющих станины 235 мм.
Горизонтальный одношпиндельный
сверлильный станок РТ-116 предназна-
чен для сверления глубоких отверстий.
Обработка отверстий диаметром до
75 мм производится методом сплошного
сверления, а диаметром 75—135 мм —
методом кольцевого сверления. Подача
инструмента осуществляется переме-
щающейся по горизонтальной станине
стеблевой бабкой.
Горизонтальный одношпиндельный
сверлильный станок РТ-65 со стеблевой
бабкой предназначен для сверления
глубоких отверстий при вращении
детали и инструмента (с внутренним и
наружным отводом стружки). Подача
сверла осуществляется гидравлически.
Горизонтальный одношпиндельный
станок для глубокого сверления и
растачивания РТ-601 — базовый, пред-
назначен для создания конкретных
специальных станков для обработки
отверстий в деталях типа валов, ци-
линдров и других тел вращения.
Сверление производится при вращаю-
щихся деталях и инструменте. Кине-
chipmaker.ru
56
Обработка деталей типа валов
I
31. Технические характеристики специальных горизонтальных хонинговальных станков
Параметр РТ-57 РТ-59 РТ-82 РТ-99
Наибольшие размеры устанавливаемой де- тали, мм: диаметр 250 350
длина Размеры обрабатываемого отверстия, мы: 5 000 9 000 5 200 6 000 ••
диаметр 30—85 85—160 8-210 85—169
наибольшая длина Высота оси центров станка, мм: 5 000 9 000 5 200 6 000
иад направляющими станины над станиной стеблевой бабки 380 100 700 125 500
Диаметр отверстия шпинделя ведущей бабкн, мм Частота вращения шпинделя, об/мин: 300 450 455 450
бабкн изделия стеблевой бабкн 10- 40—500 -20 5- 20—250 -10
Пределы подач стеблевой бабки, м/мин Габариты станка, мм; 3—45 3—30 1- 31,5
длина ширина 15 500 25 750 | 16 835 2 625 18 800
высота 1 700 1 550 1 700
Масса станка, кг Мощность электродвигателей, kBtj привода стеблевой бабки привода подач 25 000 10,0 10,0 45 000 25 000 20,0 14.0 24 750
Примечание. Изготовитель -< Рязанский станкостроительный завод.
матические цепи привода вращения
детали и привода подач разделены.
В станке предусмотрена система пре-
дохранения механизмов от перегрузки
н от поломок инструмента. При некото-
рых наладках в станок встраивается
механизм отсчета глубины сверления.
На базе станка РТ-601 могут изготов-
ляться также расточные станки со
столом для обработки невращающихся
деталей.
Горизонтальные одношпиндельные
станки РТ-601.63; РТ-601.06;
РТ-601.35; РТ-601.24; РТ-601.33;
РТ-601.56; РТ-601.04; РТ-601.09;
РТ-601.41; РТ-601.40 н РТ-601.34
являются модификациями базового
станка РТ-601, отличающимися от
последнего в основном длиной обра-
ботки и наладками для обработки за-
данной детали. Станки РТ-601.04;
РТ-601.06 и РТ-601.09 налажены
только иа глубокое сверление. Станки
РТ-601.63; РТ-601.35; РТ-601.24;
РТ-601.33; РТ-601.56; РТ-601.41;
РТ-601.40 и РТ-601.34 налажены на
обработку деталей, требующих сверле-
ния и растачивания во вращающихся
заготовках при вращающемся или
неподвижном инструменте. Станки
PT-601.04, РТ-601.06, РТ-601.09
использовались для отработки наладок
гаммы станков на базе станка РТ-601,
станки РТ-601.34, РТ-601.40, РТ-601.41
и РТ-601.63 оснащены наладками для
обработки конкретных деталей типа
валов (в станке РТ-601.40 встроен ме-
ханизм отсчета глубины сверления).
Станок РТ-601.33 в отличие от базового
имеет механизированный зажим детали
в патроне бабки изделия и загрузочно-
разгрузочное устройство.
Горизонтальный сверлильно-расточ-
ной станок РТ-182с2н налажен на
кольцевое сверление отверстия диа-
метром 80 мм стеблевым инструментом.
Горизонтальный одношпиндельный
станок РТ-604 предназначен для глу-
бокого сверления и растачивания от-
верстий в деталях типа валов, труб н
цилиндров с наружным диаметром
100—400 мм. Станок является одной из
базовых моделей гаммы сверлильно-
расточных станков. Эти станки имеют
Обработка центральных отверстий полых валов и труб
57
привод подач с бесступенчатым регу-
лированием в диапазоне 1 : 1000.
В станках механизированы установоч-
ные перемещения и зажим кольцевого
и направляющего люнетов. Станок
имеет систему предохранения инстру-
ментов от перегрузки. Конструкция
бабки изделия и бабки стебля пре-
дусматривает возможность смещения
чисел оборотов шпинделя в зависимо-
сти от требований заказчика. Станки
PT-604.05, РТ-604.07 налажены на
обработку конкретных деталей типа
валов и отличаются от базовой модели
в основном длиной обработки.
Горизонтальный одношпиндельный
станок РТ-401 предназначен для глу-
бокого сверления и растачивания от-
верстий в деталях типа валов и труб
длиной до 3000 мм. На базе станка
РТ-401 выполняются станки с наладкой
на конкретную деталь. Станок
РТ-401.02 является одной из модифика-
ций базового станка для обработки
конкретной группы валов (стеблевая
бабка станка РТ-401.02 имеет длину
хода 5500 мм, длина устанавливаемой
детали до 3000 мм).
Горизонтальный одношпиндельный
сверлильно-расточной станок РТ-266
предназначен для сверления и растачи-
вания цилиндрических и конических
отверстий. Необходимые скорости ре-
зания на станке достигаются вращением
изделия и дополнительным вращением
инструмента. При обработке деталей
на станке резцовая головка перемеща-
ется вдоль обрабатываемого отверстия
справа налево, т. е. обработка произво-
дится стеблем, испытывающим сжимаю-
щие усилия.
Горизонтально-сверлильный одно-
шпиндельный станок модели РТ-402
предназначен для глубокого сверления
отверстий во вращающихся деталях
диаметром 125—500 мм и массой до
10 т. Необходимые скорости резания
достигаются вращением детали и допол-
нительным вращением инструмента.
Горизонтальный одношпнндельный
сверлильно-расточной станок РТ-605
предназначен для глубокого сплошного
и кольцевого сверления отверстий диа-
метром соответственно 40—125 и
250 мм, а также для конусного растачи-
вания отверстий диаметром до 400 мм
в деталях длиной 3000—8000 мм.
Г оризонтальный одношпиндельный
станок РТ-37 предназначен для сверле-
ния и растачивания глубоких цилин-
дрических отверстий в деталях массой
до 10 000 кг.
Горизонтальный одношпиндельный
сверлильно-расточной станок РТ-606
предназначен для сверления и растачи-
вания отверстий в деталях типа валов
и труб наружным диаметром 160—
630 мм. Обработка деталей произво-
дится при их вращении и вращающемся
или невращающемся инструменте,
имеющем продольную подачу. При
максимально допустимых режимах ре-
зания на станке могут обрабатываться
следующие (расчетные) диаметры от-
верстий: при сплошном сверлении 80—
100 мм, при кольцевом сверлении 160—
250 мм, при растачивании 250—400 мм.
Шпиндели бабки изделия и бабки
стебля имеют по девять ступеней ско-
ростей вращения. Рабочая (продоль-
ная) подача бабки стебля регулируется
бесступенчато.
Внутришлифовальные станки СШ-37
и СШ-50 (см. табл. 29) предназначены
для шлифования цилиндрических и
конических отверстий в изделиях типа
шпинделей металлорежущих станков,
гильз, пинолей и аналогичных деталей
длиной соответственно до 500 и 1000 мм.
На станках могут обеспечиваться
допуск круглости прошлифованного
отверстия 0,0015—0,003 мм (при до-
пуске круглости базовых шеек 0,0005—
0,001), радиальное биение конического
отверстия относительно базовых шеек
у торца шпинделя 0,002—0,003 мм.
Параметр шероховатости обработан-
ной поверхности Ra = 0,32 мкм.
Вместо станков СШ-50 и СШ-37 мо-
гут быть использованы станки ЗД227В
и ЗД227А.
Внутришлифовальный станок ВСЗ-11
предназначен для шлифования в дета-
лях типа шпинделей цилиндрических
и конических отверстий с углом конуса
при вершине до 30°. Станок работает
в автоматическом режиме. Бесступен-
чато регулируются поперечная подача
шлифовального круга, частота враще-
ния деталей и скорость перемещения
стола. Компенсация износа шлифо-
вального круга осуществляется в пре-
делах 0,02—2 мм. Перебег стола иа
сторону 1,5—4 мм.
chipmaker.ru
58
Обработка деталей типа валов
Внутришлифовальный станок
ВСЗ-102 предназначен для шлифования
цилиндрических и конических отвер-
стий в длинных изделиях типа валов.
Радиальное биение обработанной на
станке конической поверхности не
превышает 0,008 мм на длине 300 мм от
торца шпинделя. Параметр шерохова-
тости обработанной поверхности Ra =
= 0,32 мкм.
Горизонтальный полировальный ста-
нок РТ-71 (см. табл. 30) предназначен
для полирования глубоких отверстий
в трубах и полых валах. Станок имеет
обычную компоновку станков для глу-
бокого сверления (со стеблевой баб-
кой). Обрабатываемая деталь устанав-
ливается в патроне передией бабки и
трех люнетах и приводится во враще-
ние. Высота центров станка над на-
правляющими станка 500 мм, над ста-
ниной стеблевой бабкн 293 мм.
Специальный станок КУ-136 пред-
назначен для внутреннего шлифования
абразивной лентой труб массой до
360 кг. Во время шлифования трубе
специальным трехкулачковым патро-
ном придается непрерывное вращение
(чем обеспечивается сплошное шлифо-
вание отверстия по всей длине) или
колебательное движение (при удалении
местных пороков). Ведущая ветвь абра-
вивной ленты (шириной 30—120 мм)
проходит внутри трубы, а ведомая —
вне ее. Внутри трубы абразивная
лента во время работы с помощью
сжатого воздуха прижимается к по-
верхности отверстия трубы специаль-
ной головкой, которая через стебель
связана с кареткой и совершает воз-
вратно-поступательное движение со
скоростью 250—9000 мм/мин. Станок
оборудован механизмом загрузки и
выгрузки труб, снабжен транспорте-
ром-тележкой и электронагревателем
для склеивания абразивной ленты.
Специальные бесцентровые шлифо-
вально-полировальные станки КУ-215,
КУ-216, КУ-217, КУ-218, КУ-219 и
КУ-200 служат для обработки абразив-
ной лентой внутренней поверхности
расточенных труб.
Специальные горизонтальные хонин-
говальные станки PT-57, PT-59, РТ-82
и РТ-99 (см. табл. 31) предназначены
для хонинговании глубоких отверстий
в деталях типа труб с помощью абра-
зивных брусков, устанавливаемых
в хонинговальных головках. Разжим
абразивных брусков осуществляется от
гидронасоса. Наибольшее давление,
создаваемое насосом, 4900 кПа. Взамен
указанных станков могут быть приме-
нены станки PT-618, РТ-619 и РТ-620.
ОБРАБОТКА РЕЗЬБОВЫХ ШЕЕК
ВАЛОВ
При выборе оборудования для полу-
чения резьбы иа деталях типа валов
учитывают не только размеры обраба-
тываемых деталей и требования к точ-
ности выполняемой резьбы, ио и задан-
ный объем производства, целесообраз-
ность применения специального обору-
дования и инструмента, функциональ-
ное назначение резьбового соединения и
др. Если основным требованием точ-
ности, предъявляемым к крепежным
резьбам, является требование точности
размера по среднему диаметру, то
главным требованием к большинству
винтов с трапецеидальной и прямо-
угольной резьбой является соблюдение
точности шага винта.
Для получения резьб иа валах при-
меняют универсальные и специальные
модификации токарно-винторезиых
центровых станков (см. табл. 13, 14
и 15), позволяющих обточить шейку
вала и нарезать на ней резьбу без
переустановки заготовки. При про-
изводстве метизов широко применяют
болторезные (резьбонарезные) горизон-
тальные универсальные полуавтоматы
(табл. 32). Для нарезания резьбы на
валах, болтах, винтах и червяках
применяют также специальные резьбо-
токарные (винторезные) центровые
станки с центральным расположением
ходового винта, многопроходные цен-
тровые резьботокарные полуавтоматы,
центровые станки для вихревого (ско-
ростного) нарезания резьбы методом
огибания или охватывания однорезцо-
вой головкой или многозубой фрезой,
токарно-фрезерные, консольио-фрезер-
ные и резьбофрезерные станки с ин-
струментальными головками для уста-
новки профилированных дисковых,
торцовых, пальцевых и цилиндриче-
ских гребенчатых фрез. Применяют
нарезание резьбы методом обкатывания
червячными фрезами иа зубофрезерных
Обработка реэьбоеых шеек валов
59
32. Основные размеры универсальных
резьбонарезных горизонтальных
полуавтоматов
Тил станка
Ста-
нок
Полуавтома-
ты о гидра-
влической
подачей
класса
точности5
5991
5992
5993
5Д07
5594
5991П
5992П
5993П
5994 П
Диаметр
нарезаемой
резьбы X длина
наибольшая,
мм
Н
М4—М1ЭХ125
Мб—М27Х200
М12 —М42Х320
М12—М42Х320
М24—М76Х320
П
М4—М16Х125
Мб —М27Х200
М12—М42Х320
М24 —М76Х320
Полуавтома-
ты с механи-
ческой
подачей
5992М
5993М
5994М
Мб—М27Х200
MI2-М42Х320
М24—М76Х320
стайках (многоходовые резьбы) или
зубчатыми долбяками иа станках спе-
циальной конструкции.
Для фрезерования крупномодульпых
червяков применяют горизонтальные
эубофрезерные станки, оснащая нх
специальными фрезерными головками
(станки 5370, КУ-32 н др.).
Нарезание глобондиых червяков про-
изводят на специальных станках рез-
цами, вращающимися в плоскости,
перпендикулярной оси червяка, много-
резцовыми головками, специальными
обкаточными резцами, пальцевыми фре-
зами. Для нарезания глобоидных чер-
вяков и колес выпускается ряд спе-
циальных зубофрезерных станков. При
нарезании червяка инструмент уста-
навливают на столе, а заготовку — на
фрезерном суппорте станка. В единич-
ном и мелкосерийном производстве для
нарезания червяков обычно используют
трехрезцовую головку. В ней одни из
резцов предназначен для обработки
вершин витков червяка, а два других —
для обработки правой и левой сторон
профиля. Предварительное нарезание
производится при радиальной подаче,
а после достижения номинального
межосевого расстояния для оконча-
тельной отделки витков используют
круговую подачу. Параметр шерохова-
тости обработанной резцами поверх-
ности Ra — l,25-j-0,63 мкм. Для пред-
варительного нарезания червяков сред-
них и мелких размеров в серийном
производстве используют обкаточные
резцы в форме долбяка с право- и
леворежущими кромками илн много-
резцовые головки.
Для нарезания резьбы иа концах
труб широко применяются специаль-
ные трубонарезные станки.
Технические характеристики спе-
циальных винторезных (с центрально
расположенным ходовым винтом) стан-
ков и резьботокарных многопроходных
полуавтоматов приведены в табл. 33
центровых резьботокарных станков
с вихревой головкой н резьбофрезер-
ных станков — в табл. 34, специаль-
ных станков для нарезания червя-
ков — в табл. 35 и специальных
токарных трубонарезных станков —-
в табл. 36.
Шлифование резьбы на коротких
валах (валиках, шпильках, винтах и
других деталях) преимущественно про-
изводят на универсальных резьбошли-
фовальных станках (см. табл. 53 гл. 2),
для шлифования резьбы на метчиках
в условиях серийного и массового
производства, а также длинных и
многозаходных резьб на валах приме-
няются специальные резьбошлифоваль-
ные и червячно-шлифовальные станки
(табл. 37, 38 н 39).
Резьботокарный станок МК-651 (см.
табл. 33) предназначен для оконча-
тельного нарезания высокоточных вин-
тов и гаек. Нарезание винтов осу-
ществляют при установке заготовки
в центрах, при нарезании гаек заго-
товку закрепляют в четырехкулачко-
вом патроне. Станина станка имеет
призматические направляющие — две
для каретки и две для базирования
передней и задней бабок. Между ва-
правляющими станины расположен
ходовой винт, поддерживаемый не-
сколькими вращающимися опорами.
Накопление ошибки ходового винта
исправляют установкой под некоторым
углом линейки. Передача вращения от
3 си л W^TrnnKma,
Параметр Л (О * 1622 МК-652 1633с РТ-400 РТ-320 КТ-38А КТ-38Б КТ-38В 1А922 РТ-460 РТ-461 | 0
Размеры обрабатывае- мой резьбы, мм: наибольший диаметр наибольшая длина шаг Высота центров над ста- ниной, мм Расстояние между цен- трами, мм Частота вращения шпин- деля, об/мии Габариты станка, мм: длина ширина высота Масса станка, кг Мощность электродви- гателей, кВт: главного привода общая * Двухскоростной Возможный вариг Примечание. НМ. А. И. Ефремова; 163С 1А920 — Средневолжский 1500 3- 225 1500 4 — 40 3420 1275 1250 3000 3.0/4,0 • 4,' или двигатель. ант. Изготовите с. РТ-400. станкостро 35 2500 или 5000 -12 225 2500 или 5000 4-80 4420 или 6920 1275 1250 3300 или 4800 2,3/3,9 • или 3,0/4,5 • 5,3 ли:. MK-6S PT-320. Р ительный з 120 1000 24 — 120 385 1000 2,5—55 3850 1465 1702 9155 2,6 1,- МК- Г-460 и авод. 6 000 3 — 12 330 6 300 4-40 9 670 1 450 1 500 10 000 3,5/5,0 » 6.1 652, 1622 РТ-461 - 25 1 8 000 8- 330 8 000 3,15 10 220 1 360 1 520 11 000 4,0(5,5)«‘ 10,5 — Московсь Рязанский 180 10 000 -24 400 10 000 -40 19 920 1 600 1 500 15 190 4,0(5,5)** 10,5 ий станко гтанкостро! 200 140 1,5-6 275 500 | 1000 | 1500 | 2000 160-1000 2035 | 2980 | 3480 | 3980 1150 1195 2800 | 3050 | 3300 | 3400 7,0 8,7 строительный завод «Красны; цельный завод; КТ-38А, КТ.-З 320 2 72- 216 400 2 4-55 5 590 1 780 1 380 10 200 11,7 -И проле 8Б, КТ 650 800 1 188- 463 500 800 1,6- 80 7 170 2 050 1 545 20 300 f 12,5 §, Э § Г । я, I тарий» 55 -38В и § 1
34. Технические характеристики резьботокарчых станков с вихревой головкой и резьбофрезеряых станков
Параметр со — О1 'О О о ю О * СО S еч е 1 Тз §
а ! * * н о X СО из В1
щ S а. Ои & с. 1Л ю 1
Размеры обрабатываемой резьбы, шеек
мм: диаметр наибольший длина наибольшая 40 500; 800; 6 570 0 970 8 2000 0 3000 2 800 100 5 000 75 80 50 260 600 сь £
шаг 1200 3-12 4 -12 6-20 6-16 5-20 До 6 1-5 По про- грамме СЕ»
Высота центров над станиной нлн 160 250 250 500 410 500 200 150
столом* мм Расстояние между центрами, мм 710; 1000; 1400 675 1075 2000 4000 2 800 6 300 750 710 660
Частота вращения, об/мнн1 4-40 1240 — 1840 1,25 545 1.6 50 1,6—20 0.15-4,75 0,315-10 2
шпинделя изделия резцовой головки нлн фрезы -1225 110-11 00 100—1200 7,5-375 80-630 63 — 2800
Габаритные размеры станка, мм! длина ширина высота Масса станка, кг 2055; 2345; 2745 1093 1250 1350; 1425; 1525 3030 | 3430 1750 1240 3095 | 3315 5000 1950 1700 9000 6360 1870 1695 9900 6 100 1 950 2 150 14 000 9 025 1 325 1 850 16 000 2140 1255 ИЗО 2400 2270 ИЗО 1730 3175 3115 3125 2350 8700
Мощность электродвигателей,- кВт: главного привода общая 1,5 3 2,2 5,2 2,2 4,0 3.2 11,8 7,5 11,8 3,2 14,3 3,0 14,2 1.1 2,2 3,9 5.0/4,5 ' 7,9
Примечание, Изготовители! ЕТ-28М - Ереванский станкостроительный завод и_м;„3Фр|;
^Х2иГс^=рКоИи^ 3»ОД «-.’23 Октября; ДФ-224М - Дми-
тровский завод фрезерный станков.
62
Обработка деталей типа валов
85, Технические характеристики специальных станков для нарезания червяков
Параметр ЕЗ-2А ЕЗ-10А ЕЗ-57 548 КУ-240
Наибольшие размеры нарезае- мого червяка, мм: наружный диаметр 75 140 320 4 50
длина 140 250 800 2300 650
модуль 6.5 6 10 30 42
Наибольший угол подъема вит- 20 10 20 Опреде- 40
ка нарезаемых червяков, ° Наибольшее перемещение суп- Вручную Про- Верти- ляется наладкой Полереч-
порта, мм Расстояние между осями де- 45 35—130 дольное 310 65 — 125 кальное 190 80—600 ное 520 До 800 225—490
тали и инструмента Частота вращения шпинделя. 265—432 Опреде- 1,9—157 0.01 — 45 6.5—45
об/мин Габариты стайка, мм: длина 1650 ляется наладкой 2300 2650 5 100 5 000
ширина 1545 I1G5 1530 3 600 2 750
высота 1610 1600 2075 2 100 1 785
Масса стайка, кг 2800 2600 8000 30 000 19 650
Мощность электродвигателя 4.0 5.5 7.5 13,0 10,0
привода главного движения. кВт
Примечание. Изготовители: ЕЗ-2А, ЕЗ-10А и ЕЗ-57 — Егорьевский стан-
костроительный завод «Комсомолец»; 548 — Коломенский завод тяжелого станкострое-
ния; КУ-240 — Горьковский завод фрезерных станков.
86. Технические характеристики специальных трубонарезных станков
Параметр 91Н15 91 Н15Б 9Н14 91Н25 1Н983 (РТ-410)
Диаметр обрабатываемой тру- бы, мм 30—150 73 — 146 30—190 100—250 70—290
Длина нарезаемой резьбы, мм Наибольшее перемещение суп- портов, мм: 200 500 200 800
продольное 400 570 400 800
поперечное 200 220 200 500
Частота вращения шпинделя, об/мин Пределы подач суппортов, мм/мин: 100- -710 16-715 56—400 5.3 — 386
продольных 21—640 21—640 0,1—1.6 » 21—640 0.06—1,6 •
поперечных Габариты станке, мм! 15—195 14—380 0,04 — 0,59 ♦ 15—195 0,03— 0,71 •
длина 4 740 3 150 2 950 3 980 3 900
ширина 2 250 2 170 1 575 1 925 1 8G0
высота 2 290 2 420 1 355 2 300 1 525
Масса стайка, кг 16 700 16 800 4 400 16 500 9 050
Мощность электродвигателя привода главного движения, кВт 18,9/27.7 18,9/27,7 10.0 18.9/27,7 14,5
Подача дана в миллиметрах за один оборот шпинделя.
Примечание. Изготовители: 91Н15, 91Н15Б, 9Н14,- 91Н25 Тбилисский
станкостроительный аавод им. С. М. Кирова; 1 Н983 — Рязанский станкостроительный
взвод.
Обработка резьбовых шеек валов
63
37. Технические характеристики специальных резьбе шлифовальных станков
Пар аметр 5П821 5П822 5822БЗ МВ-127 (МВ-127С2) МВ-138 МВ-20 СП а <О *
Наибольшие размеры устана- вливаемой детали, мм: диаметр длина >2^ 360 500 200 1500 2000 320 1000
Размеры шлифуемой резьбы, мм: ди аметр наибольшая длина 2—95 270 3—150 375 20 1400 -150 1900 30— 320 950
наибольшая глубина про- филя Шаг обрабатываемой резьбы, мм Число заходов обрабатываемой 12 0,25— 12 1 — 24 18 0,25— 24 1 — 24 18 1,5 — 24 1 1—30 55 1—75 1-12
резьбы Угол подъема винтовой линии, о ±30 ±15 ± (48) 12 ±45
Размеры шлифовального кру- га, мм: наружный диаметр (наиб-) высота Окружная скорость шлифоваль- 30- 40 10—40 50 э 30—55 35—55 10—20 30 500 -50 13—63 35—42
кого круга, м/с Частота вращения детали,- об/мин Габариты станка, мм: длина 0.3- 1795 55 2200 4215 0,15 4275 -22,5 6300 0,125— 37 3782
ширина 1910 2100 2080 1755 1755 2180 2510
высота 1710 1445 1455 1500 2000
Масса стайка, кг 4000 4500 7000 7500 8200
Мощность электродвигателей, кБт: привода шлифовального 5,5 4.5 ♦,0 4,5 5,5
круга общая 11, 0 8,5 7.8 9,9 12,7
Примечание. Изготовитель — Московский завод коорди я атно-расточных
станков.
chipmaker.ru
64
Обработка деталей типа валов
38. Технические характеристики специальных резьбошлифовальных станков
для шлифования резьбы на метчиках
Параметр МВ-139 » МВ-13 5897 •
Размеры шлифуемой резьбы, мм:
диаметр Ml—М3 М3— М16 МЮ—М3.
наибольшая длина 70 45 70
шаг 0.2—2 0.35—2 0,5—3,5
Угол профиля шлифуемой резьбы,' Диаметр шлифовального круга, мм 60 350 400
Окружная скорость шлифовального круга? m/g Частота вращения детали, об/мин *35—50 26—52 35; 50
31—200 180 — 300 25—200
Габариты станка, мм;
длина 1180/800 2245 4195/1840
ширина 2060/1355 1540 3060/2075
высота 1365 1540 1860/1710
Масса станка, кГ 1473/1400 3000 5612/4450
Мощность электродвигателей? кВт!
привода шлифовального круга 0,6 1,8/2,3 6,3
общая 1.3 6.03 14,9
* В числителе указаны данные с выносным оборудованием? а в знаменателе
без него.
Примечание. Изготовитель Московский завод координатно-расточных
станков.
39, Технические характеристики специальных червячно-шлифовальных станков
Параметр МВ-27 (5881) 5887В 5887
Наибольшие размеры устанавливаемой детали.
мм;
диаметр 125 320
длина 350 1000
Модуль шлифуемого червяка, мм 1—6 1 — 16 1 1 — 25
Число заходов шлифуемого червяка 1-6 1 — 12
Наибольший угол подъема винтовой линии чер- ч-зо ±45
пиков, ...°
Наибольший диаметр шлифовального круга, мм 400 500
Ширина шлифовального круга. Мм 13: 16: 20 13: 25; 40
Окружная скорость шлифовального круга? м/с 35 35: 42 | 35
Частота вращения детали, об/мии 0,4 — 20 0.14—57
Габариты станка, мм;
длина 2500 3812 | 3780
ширина 1730 2510
высота 1370 2000
Масса стайка, кг 3265 8500 | 8100
Мощность электродвигателей, kBtj
привода шлифовального круга 3.0 5.5
привода детали 0.76 0.75
Примечание. Изготовитель Московский завод координатно-расточных
станков.
Обработка резьбовых шеек валов
65
шпинделя на ходовой винт произво-
дится через сменные зубчатые колеса,
насаженные непосредственно на конец
шпинделя и ходовой винт.
Резьботокарный станок 1622 пред-
назначен для окончательного нареза-
ния высокоточных ходовых винтов.
Станина станка жесткой конструкции и
имеет диагональные перекрещиваю-
щиеся ребра. Между' направляющими
станины расположен ходовой винт,
поддерживаемый вращающимися опо-
рами. Станок имеет корригирующую
линейку для исправления как шаговых,
так и накопленных ошибок ходового
винта. Передача вращения от шпинделя
на ходовой винт производится через
сменные зубчатые колеса, насаженные
непосредственно иа конец шпинделя и
ходовой винт. Точность нарезаемых
винтов на длине 50 мм — 0,005 мм,
на длине 100 мм — 0,007 мм, на длине
300 мм — 0,01 мм.
Резьботокарный станок МК-652
предназначен Для окончательной обра-
ботки высокоточных винтовых поверх-
ностей с увеличенным шагом. Шпин-
дельная бабка станка н корригирую-
щий механизм имеют специальные от-
счетные устройства, позволяющие на-
чинать обработку каждой детали в пар-
тии с одного и того же зубца шпиндель-
ной шестерни н с одной и той же
точки корригирующей линейки. Ходо-
вой винт расположен между направ-
ляющими станины станка. Шерохо-
ватость обработанной поверхности
Ra = 0,63 мкм.
Резьботокарный станок 1633с пред-
назначен для чистового нарезания
резьбы точных ходовых винтов. Ста-
нина станка имеет три призматические
н одну плоскую направляющие. Две
внешние призматические направляю-
щие — для каретки. Внутренняя
призматическая и плоская направляю-
щие служат для базирования передней
и задней бабок и неподвижных люне-
тов. На задней стенке станины уста-
новлена корригирующая линейка.
Между направляющими станины рас-
положен ходовой винт. На станке
установлено устройство для непрерыв-
ного контроля шага винтов второго
класса точности с записью показаний.
Резьботокарный станок РТ-400 пред-
назначен для окончательного нарезания
резьбы точных ходовых винтов. Точ-
ность нарезаемых винтов на длине
25 мм — 0,009 мм, на длине 100 мм —
0,012 мм, на длине 300 мм — 0,018 мм.
Ходовой винт расположен между на-
правляющими станины станка и под-
держивается несколькими вращающи-
мися опорами. Станок имеет корриги-
рующую линейку для исправления
шаговых и накопленных ошибок ходо-
вого винта.
Резьботокарный станок РТ-320 пред-
назначен для окончательного нареза-
ния точных ходовых винтов. Станок
имеет станину жесткой конструкции;
между направляющими станины рас-
положен ходовой винт, поддерживае-
мый несколькими вращающимися опо-
рами. Для исправления шаговых и
накопленных ошибок ходового винта
станок снабжен корригирующей лк-
иейкой.
Резьботокарные центровые полу-
автоматы КТ-38А, КТ-38Б, КТ-38В,
1А922 предназначены для скоростного
нарезания наружной и внутренней,
цилиндрической, однозаходной, пра-
вой н левой резьб твердосплавным
резцом на изделиях диаметром враще-
ния над станиной до 550 мм и над
суппортом до 250 мм. Обрабатываемую
деталь устанавливают в центрах нли
патроне. Перемещение пиноли задней
бабки, а также зажим детали в патроне
осуществляются гндроцилиндрамн,
управляемыми поворотом рукояток.
Нарезают резьбу методом многократ-
ных последовательных проходов (5—
25 проходов за цикл). Шаг нарезаемой
резьбы и число проходов резца на-
страиваются сменными зубчатыми ко-
лесами. Длина нарезаемой резьбы опре-
деляется барабаном подачи и может
изменяться только путем замены этого
барабана. При переналадке полуавто-
матов на другой шаг нарезаемой резьбы
заменяют кулачок набора глубины
резания. Полуавтоматы КТ-38А,
КТ-38Б и КТ-38В заменяются полу-
автоматами 1Б922Г, 1Б922Д и 1Б922Е.
Резьботокарный станок РТ-460 пред-
назначен для нарезания многозаход-
ной, прямоугольной резьбы с большим
шагом на шпинделях (винтах) гидро-
винтовых и фрикционных прессов и
аналогичных винтах других машин.
Число заходов нарезаемых резьб 1—4.
chipmaker.ru
66
Обработка деталей типа валов
На станке обеспечивается нарезание
резьбы в автоматическом цикле. Обрат-
ный ход каретки осуществляется ревер-
сированием ходового винта без оста-
нова главного движения — вращения
детали. Управление реверсом выпол-
няется кнопками с пульта. Станок имеет
центральное расположение ходового
винта.
Резьботокарный станок РТ-461 пред-
назначен для нарезания многозаходной
резьбы с большим шагом на шпинделях
(винтах) гидровинтовых и фрикцион-
ных прессов и аналогичных винтах
других машин. Число заходов нарезае-
мой резьбы — 3, 4 и 6. Станок обеспе-
чивает нарезание резьбы в автомати-
ческом режиме. Станок выполнен
с центральным расположением ходо-
вого винта и продольной кареткой.
Обратный ход каретки осуществляется
реверсированием ходового винта без
остановки главного движения — вра-
щения детали.
Резьботокарный станок ЕТ-28М (см.
табл. 34) предназначен для скоростного
(вихревого) нарезания резьбы у винтов
с помощью однорезцовой головки,
установленной на суппорте станка.
Обработка детали может производиться
в центрах, патроне и цанге. Наиболь-
ший диаметр прутка, проходящего через
отверстие в шпинделе станка, 32 мм.
Резцовую головку можно перемещать
в продольном и поперечном направле-
ниях и наклонять под углом ±6°.
Станок заменяется станком 16Л2ОРВ.
Резьботокарные станки МК-6171 н
МК-6172 предназначены для скорост-
ного нарезания трапецеидальных и
модульных резьб вихревым методом.
Приводом подач является винтовая
шариковая пара.
Токарно-винторезные станки РТ-563,
РТ-450с, РТ-474.01 и РТ-474 предназна-
чены для нарезания резьбы на деталях
типа винтов методом охватывающего
резьбофрезерования. Нарезание резьбы
осуществляется направленными к цент-
ру резцами, установленными в быстро-
вращающейся головке, ось которой
смещена относительно оси медленно
вращающегося изделия и может быть
наклонена под углом ±10°. Одновре-
менно с вращением резцовая головка
совершает поступательное движение
вдоль оси, перемещаясь на один шаг
нарезаемой резьбы в течение одного
оборота детали. При обработке на
станке РТ-474 незакаленных заготовок
винтов диаметром 50 мм и длиной
600 мм с резцами с пластинками твер-
дого сплава достигнут параметр шеро-
ховатости обработанной поверхности
Ra = 2,5 мкм.
Резьбофрезерный полуавтомат 5К63
предназначен для фрезерования корот-
ких наружных резьб на длинных и
коротких деталях групповыми (гребен-
чатыми) резьбовыми фрезами. Обраба-
тываемая деталь вручную устанавли-
вается в центрах (РМЦ-750 мм), пнев-
матическом патроне или цанге. Подвод
режущего инструмента к детали, вклю-
чение очередного рабочего цикла, по-
дача на глубину резания, отвод режу-
щего инструмента от детали, включение
холостого хода и останов станка входят
в рабочий цикл станка. На станке
можно нарезать короткие внутренние
резьбы наибольшим диаметром 80 мм н
длиной до 50 мм гребенчатыми фрезами
диаметром не менее 20 мм. Станок
поставляется без предварительного
согласования технического задания и
заменяется станком 5Б63Г.
Резьбофрезерный полуавтомат 5Б63Г
предназначен для фрезерования корот-
ких резьб на деталях, закрепленных
в центрах. В качестве инструмента
применяется резьбовая гребенчатая
фреза. На станке можно фрезеровать
также короткие внутренние резьбы на
детали, закрепленной в патроне или
цанге, с применением гребенчатых
резьбовых фрез диаметром не менее
20 мм.
Фрезерный полуавтомат ДФ-224М
с числовым программным управлением
предназначен для обработки червяков
и шнеков с постоянным и переменным
шагом, а также различных объемных
деталей сложной конфигурации (крыль-
чатки, штампы) и плоских деталей
различных контуров. Обрабатываемые
заготовки червяков устанавливаются
в центрах на продольно-подвижном
столе (размер стола 320Х1000, ход
600 мм). Ползун имеет поперечное
(200 мм), а фрезерная головка —
вертикальное перемещение (250 мм) и
качание (наклон) на ±30°. Все движе-
ния в станке, необходимые для обра-
ботки контура детали, задаются про-
Обработка резьбовых шеек валов
67
граммов, записанной на магнитной
ленте. В конструкции станка пре-
дусмотрены механическое и ручное
наладочные перемещения стола, пол-
зуна и фрезерной головки, а также
ручное и механическое наладочные
вращения передней бабки.
Полуавтомат ЕЗ-2А Егорьевского
станкозавода «Комсомолец» (см.
табл. 39) предназначен для нарезания
глобоидных червяков. Станок имеет
подвижный суппорт, несущий режу-
щий инструмент — специальный зубо-
резный долбяк. Ось детали располо-
жена горизонтально. Заготовка зажи-
мается между центрами передней и
задней бабок с высотой центров 120 мм.
Нарезание червяков производится по
методу обкатки, при котором вращение
режущего инструмента согласовано
с вращением детали. Точность обра-
ботки на станке: предельноеотклоиение
межосевого расстояния ±0,03 мм.
Параметр шероховатости обработанной
поверхности в пределах Rz — 20-ь
+ Ra ~ 2,5 мкм. Полуавтомат модели
ЕЗ-10А предназначен для нарезания
цилиндрических червяков, червячных
фрез и шестерен. Он имеет подвижный
суппорт, несущий шпиндель долбяка.
Ось детали расположена горизон-
тально. Заготовка монтируется на
специальной оправке, один конец кото-
рой закрепляется в шпинделе, а другой
поджимается центром задней бабки
с помощью пневмоцилиндра. Нареза-
ние червяков производится по методу
обкатки, в процессе которой режущий
долбяк, перемещаемый вдоль оси де-
тали, совершает вокруг оси вращатель-
ное движение, согласованное с враще-
нием детали, и поступательное движе-
ние в радиальном направлении к оси
детали. Для выполнения этих движе-
ний суппорт опирается на специальный
копир, перемещающийся параллельно
оси детали. Копир спроектирован так,
что в конце цикла резания инструмента
отводится для снятия готовой детали и
установки новой заготовки. Цикл ра-
боты станка полностью автоматизи-
рован.
Станок ЕЗ-57 предназначен для на-
резания глобоидальных червяков н
глобоидальных червячных колес с меж-
осевым расстоянием 80—250 мм. Наре-
зание глобоидальных червяков про-
изводят цельными резцовыми голов-
ками (червяки с модулем до 8 мм и
межцентровым расстоянием до 200 мм)
илн резцовыми головками с несколь-
кими резцами. Черновое нарезание
червяка производится с радиальной
подачей стола. Для чистовой обработки
резцами предусмотрен механизм авто-
матического переключения рабочего
(медленного) вращения червяка на
быстрое и механизм автоматической
круговой подачи при обработке одно-
заходных червяков. Многозаходные
червяки обрабатываются с ручной
круговой подачей. На станке можно
изготовлять модифицированные чер-
вяки нарезанием их режущим инстру-
ментом с большим числом зубьев и
увеличенным межосевым расстоянием.
Механизма для образования модифи-
цированного витка станок не имеет.
Станок заменяется специальным стан-
ком 547Б.
Станок 548 предназначен для нареза-
ния глобоидальных червяков и глобо-
идальных червячных колес с межосе-
вым расстоянием до 800 мм. Глобо-
идальные червяки нарезаются резцо-
выми головками, устанавливаемыми на
столе станка, червячные колеса —
глобоидальными червячными фрезами
или резцовыми головками, устанавли-
ваемыми на фрезерном суппорте станка.
Специальный червячно-фрезерный
станок КУ-240 предназначен для обра-
ботки дисковыми модульными фрезами
профиля одно-, двух-, трех-, четырех-,
пятизаходных червяков и червячных
фрез. Заготовка устанавливается
в центрах бабки изделия. В процессе
обработки бабка изделия перемещается
по направляющим станины. Фрезерная
бабка станка неподвижна.
Трубонарезные полуавтоматы 91Н15
и 91Н25 (см. табл. 36) предназначены
для обточки (расточки) концов труб,
нарезания на них резьбы, подрезки
торцов и снятия фасок на концах труб.
Обработка труб осуществляется на
станках с помощью трех независимых
суппортов: проточного, подрезного и
нарезного. Нарезается резьба методом
многократных проходов.
Трубонарезной станок 91Н15Б пред-
назначен для чистовой обточки, рас-
точки и последующей нарезки много-
проходным методом резьбы на концах
chipmaker.ru
€8
Обработка деталей типа валов
обсадных, колонковых, ниппельных и
безнпппельных труб длиной 3000—
6000 мм геологоразведочного сорта-
мента.
Трубонарезной станок 9Н14 пред-
назначен для токарной обработки кон-
цов труб и нарезания на них резьбы.
Станок выполнен как обычный токар-
но-винторезный станок с высотой цен-
тров над станиной 315 мм и расстояни-
ем между центрами 710 мм, но имеет
полый шпиндель с диаметром отвер-
стия 200 мм и может быть использован
для любых токарных работ (включая
нарезание' резьбы) в пределах техни-
ческой характеристики. Станок заме-
няется станком ЭММ.
Трубонарезной станок 1Н983 вы-
полнен на базе обычной компоновки
универсального токарно-винторезного
станка с высотой центров 400 мм и
отличается от них в основном нали-
чием шпинделя с диаметром сквозного
отверстия 300 мм.
Резьбошлифоваль ные полуавтоматы
5Г1821 и 5П822 (см. табл. 37) предназна-
чены для шлифования наружной ци-
линдрической резьбы без затылования
и конусного шлифования. Шлифование
выполняется однониточиым или много-
ниточным кругом. На полуавтоматах
обрабатываются метрические (шаг для
модели 5П821 от 0,25 до 12 мм, для
5П822 — от 0,15 до 24 мм), дюймовые
<28—4,5 и 28—3 нитки на один дюйм),
модульные (шаг 0,3л—4л и 0,3л—8л),
а также радиусные и арочные резьбы
(радиус 1,56—5,20 для обеих моделей).
Полуавтоматы выполнены по классу
точности П и обеспечивают получение
параметра шероховатости обработан-
ной поверхности резьбы Ra —
— 0,63 мкм.
Резьбошлифовальный станок 5822БЗ
предназначен для шлифования резьбы
на длинных деталях типа ходовых
винтов (шаг шлифуемой резьбы: метри-
ческой 1,5—24 мм, дюймовой 1—14 ниток
на дюйм, модульной 1—8 мм). Шлифо-
вание на станке может производиться
олнониточными и многоииточными кру-
гами в одном или двух направлениях.
Обрабатываемая деталь устанавлива-
ется в центрах передней и задней
бабок, расположенных на столе станка,
и приводится во вращение, согласо-
ванное с продольным перемещением
стола. Обработка на станке осуществ-
ляется в автоматическом режиме. Ста-
нок оснащен автоматическим правиль-
ным прибором с механизмом компен-
сирующей подачи шлифовальной
бабки. Станок заменяется станком
5Д822В.
Резьбошлифовальный станок МВ-127
предназначен для шлифования резьбы
с арочным и радиусным профилем на
винтах шариковых винтовых пар (ра-
диус профиля резьбы 1,5—6,24 мм).
Станок снабжен специальным устрой-
ством для профилирования шлифоваль-
ного круга и автоматическим компен-
сирующим устройством. На станке
МВ-127с2 достигается точность обра-
ботки 5 мкм на длине 25 мм при пара-
метре шероховатости обработанной
поверхности Ra — 0,63 мкм.
Резьбошлифовальный станок МВ-138,
спроектированный на базе стан-
ка МВ-20, предназначен для обра-
ботки резьбы винтов шариковых пар
винт—гайка качения длиной до 2000 мм
с радиусом профиля • резьбы 1,5—
6,24 мм.
Станок МВ-20 предназначен для
шлифования наружной резьбы на дета-
лях типа ходовых винтов различного
профиля. На станке можно произво-
дить конусное и врезное шлифование.
Станок снабжен устройством для кор-
рекции шага ходового винта с вынесен-
ной наружу корригирующей линейкой.
Шлифование на станке ведется одно-
ниточным кругом с рабочим ходом
стола в одну или в обе стороны. Станок
заменяется станком 5У823.
Станок 5К823В изготовляется по
предварительно согласованным техни-
ческим заданиям и может быть нала-
жен по требованию заказчика на обра-
ботку определенной детали. Станок
может быть использован для Обработки
ходовых винтов, червяков, накатных
роликов, резьбовых калибров (пробок
и колец) и других подобных деталей.
Шлифование на станке можно произво-
дить как однониточными, так и много-
ниточными кругами с рабочим ходом
стола в одну или обе стороны. Станок
снабжен автоматическим механизмом
деления и рядом быстросъемиых при-
способлений (поставляются в согласо-
ванной с заказчиком номенклатуре).
На станке обрабатываются метрике-
Обработка резьбовых шеек валов
69
ские (шаг 1—75 мм), дюймовые (24—
3 нитки на дюйм) и мод, льные (0,5—
25 мм) резьбы. Достигаемая точность
шага наружной цилиндрической резьбы
(при работе однониточным кругом)
±3 мкм на 25 мм; ±8 мкм иа 400 мм.
Постоянство среднего диаметра на
всей длине изделия ±8 мкм. Наиболь-
ший диаметр шлифуемой внутренней
резьбы 220 мм.
Специальный резьбошлифовальный
полуавтомат МВ-139 (см. табл. 38)
предназначен для шлифования резьбы
на метчиках однониточным кругом.
На станке можно шлифовать в одну и
обе стороны; класс точности стан-
ка П.
Специальный резьбошлифовальный
полуавтомат МВ-13 предназначен для
шлифования и затылования машинных
и гаечных метчиков с прямыми и спи-
ральными канавками однониточным
шлифовальным кругом с использова-
нием автоматической поперечной по-
дачи и двустороннего шлифования и
выхаживания. На станке обрабаты-
вают метчики с двумя — пятью ка-
навками с величиной затылования на
ширину пера 0,03 ± 0,01 мм. Произво-
дительность полуавтомата 35 шт/ч при
шлифовании резьбы метчиков Мб. Ста-
нок МВ-13 заменяется полуавтоматом
5896.
Специальный резьбошлифовальный
полуавтомат 5897 предназначен для
шлифования и затылования (много-
ниточным или однониточным кругом
методом продольной подачи) профиля
резьбы машинно-ручных и гаечных
метчиков с прямыми канавками как
с правым, так и с левым направлением
винтовой линии резьбы; обработку
можно вести как по предварительно
нарезанной или накатанной резьбе,
так и без предварительного нареза-
ния.
Полуавтомат может выполняться
в исполнении для шлифования метчи-
ков со спиральными канавками (шаг
спиральных канавок 22—650 мм).
Класс точности полуавтомата П. На
полуавтомате обеспечивается параметр
шероховатости обработанной поверх-
ности резьбы Ra — 0,63 мкм
Специальный червячно-шлифоваль-
ный полуавтомат МВ-27 (5881) (см.
табл. 39) предназначен для шлифова-
ния в полуавтоматическом режиме
одно- и многозаходных червяков лю-
бого профиля и цилиндрических вин-
тов. Установка обрабатываемой детали
и снятие ее после обработки произво-
дится вручную. Шлифование ведется
однониточным кругом. Правка круга
автоматическая по быстросменным ко-
пирам. Копиры для архимедовых, кон-
волютных и эвольвентных червяков
изготовляются непосредственно на
станке. Деление на заходы шлифуемой
детали производится автоматически.
При шлифовании однозаходных червя-
ков обеспечивается 6-я степень точ-
ности по ГОСТ 3675—81 (СТ СЭВ
311—76).
Специальный червячно-шлифоваль-
ный станок 5887В, выполненный по
нормам точности станков класса В,
предназначен для шлифования дели-
тельных червяков точных зуборезных
станков, а также для окончательного
шлифования профиля высокоточных
однозаходных, архимедовых, конво-
лютных и эвольвентных червяков. На
станке можно шлифовать многозаход-
ные червяки с ручным делением на
число заходов. На станке обеспечива-
ется параметр шероховатости прошли-
фованной поверхности резьбы Ra =
= 0,5 мкм и степень точности шлифо-
вания (по СТ СЭВ 311—76) однозаход-
ных червяков — 4-я, двухзаходных и
четырехзаходных — 5-я, пятизаход-
ных — двенадцатизаходных — 6-я.
Масса обрабатываемых на станке
изделий не должна превышать
200 кг.
Червячно-шлифовальный станок 5887
предназначен для шлифования червя-
ков любого профиля массой до 300 кг.
Станок может быть использован также
и для шлифования цилиндрических
резьб. Шлифование производится
в одну или обе стороны в ручном или
автоматическом режиме. Деление на
число заходов автоматизировано.
Правка круга осуществляется автома-
тически по быстросъемным копирам.
Копиры для архимедовых, конволют-
ных и эвольвентных червяков шлифу-
ются на станке. Точность обработки
червяков — 6—7-я степень; параметр
шероховатости обработанной поверх-
ности Ra — 0,63 мкм.
chipmaker.ru
70
Обработка деталей типа валов
обработка шлицевых
(ЗУБЧАТЫХ) ПРОФИЛЕЙ
НА ВАЛАХ
Шлицевые (зубчатые) профили на
шейках валов предназначены для пере-
дачи крутящего момента, сопрягаемым
с валом деталям или для фиксации
атих деталей на валу в определенном
положении, что позволяет рассматри-
вать шлицевое соединение как много-
шпоночное соединение со шпонками,
изготовленными за одно целое с валом.
Наибольшее распространение в ма-
шиностроении получили шлицевые
соединения с прямоугольной, эволь-
вентной и треугольной формой зубьев.
Обрабатывают аубья шлицевых ва-
лов на станках, работа которых осно-
вана на методе копирования инстру-
ментом, имеющим такой же профиль,
как заданный профиль зуба или впа-
дины, либо на станках, использующих
метод обкатки. В последнем случае
профиль инструмента не совпадает
с окончательно обработанным профилем
впадины; профиль нарезанного зуба
получается, как огибающая различных
положений режущих кромок инстру-
мента. Для обработки прямобочных
шлицев созданы также одношпиндель-
ные и многошпиндельные высокопроиз-
водительные шлицефрезерные станки
(горизонтального типа с продольным
рабочим перемещением стола) с дели-
тельными устройствами. Черновая
обработка на станках такого типа
осуществляется фасонными дисковыми
фрезами, а чистовая обработка боковых
сторон зубьев — торцовыми фрезами.
Для нарезания шлицев на чейках
валов- применяются шлицефрезерные
и зубофрезерные станки горизонталь-
ной и вертикальной компоновок, шли-
цестрогальные станки, а также кон-
сольно-фрезерные, продольно-фрезер-
ные, горизонтально-расточные станки,
оснащенные универсальными или спе-
циальными делительными приспособле-
ниями. Для фрезерования пазов в круп-
ных валах типа роторов применяются
роторофрезерные станки. В случаях,
когда в конструкции шлицевого вала
не предусмотрено достаточного места
для выхода фрезы, применяют обра-
ботку на зубодолбежных станках.
Для обеспечения высокой точности
обработки шлицев по ширине, а также
по внутреннему диаметру применяют
шлицешлифовальиые и плоскопрофиле-
шлифовальные станки, оснащенные
соответствующими приспособлениями
для профильной правки круга, а при
обработке валов-шестерен — зубоше-
винговальные и зубошлифовальные
станки.
Технические характеристики гори-
зонтальных шлицефрезерных станков
приведены в табл. 40, горизонтальных
зубофрезерных — в табл. 41, зубо-
долбежных станков для валов-шесте-
рен — в табл. 42, шлицестрогальных —
в табл. 43, роторофрезерных — в табл.
44, шлицешлифовальных — в табл. 45.
Шлицефрезерные горизонтальные
полуавтоматы 5350, 5350А, 5350Б и
5350В (см. табл. 40) предназначены
для фрезерования на валах прямых
прямобочных и эвольвентных шлицев,
а также зубьев колес, выполненных
заодно с валом. Шлицы и зубья фрезе-
руют червячной фрезой методом об-
ката. Фрезе сообщается вращательное
движение и движение подачи (переме-
щение вдоль оси обрабатываемой де-
тали), а обрабатываемой детали —
только вращательное движение, согла-
сованное с вращением фрезы. Фрезе-
ровать можно в направлениях как
к задней бабке, так и от нее, как про-
тив подачи, так и по направлению
подачи. Установка заготовки, пуск
стайка с помощью кнопки, а также
снятие готовой детали производят
вручную. Подвод инструмента в зону
резания, рабочая подача, отвод инстру-
мента из зоны резания, возвращение
инструмента в исходное положение,
а также останов станка — автомати-
ческие. Полуавтоматы имеют съемное
приспособление для установки фрезы
так, чтобы ее зубья были симметричны
относительно оси заготовки. Для ис-
пользования всех зубьев фрезы инстру-
ментальный шпиндель может пере-
мещаться в осевом направлении.
Шлицефрезерные горизонтальные
полуавтоматы МШ-300 и МШ-301 пред-
назначены для обработки валов как
с прямобочным, так и эвольвентным
профилем зубьев. Станки выполнены
с подвижным столом, на котором ; >ста-
новлены передняя и задняя бабки.
Конструкция станков позволяет про-
Обработка шлицевых (рубчатых) профилей на валах
71
40. Технические характеристики шлицефреаерных станков
Параметр о 5350А а § 5360В МШ-300* S со а £
Наибольшие размеры обрабатываемой де- тали, мм; ди а метр длина 676 150 926 | 1425 1925 12Б 700 | 1000
модуль нарезаемых зубьев Расстояние между центрами, мм 760 1000 3 1500 2000 700 8 юоо
Частота вращения шпинделя, об/мин Пределы подач, мм/об изд. Габариты станка, мм: длина 2345 80- 0,6 2595 -250 3 — 5 3095 3595 31—315 4,53—500 * 3930 | 3990
ширина высота Масса стайка, кг 3650 1550 1650 3800 | 4150 4550 2366 2080 8000 | 10 300
Мощность электродвигателей, кВт1 главного привода общая 6,5/7 11,6 10,0/15,0
* Пределы подач даны в миллиметрах за минуту.
Примечания: 1. Изготовители: 5350, 5350А, 5350Б и 5350В — Средневолж-
ский станкостроительный завод и Мелитопольский станкостроительный завод
им. 23 Октября: МШ-300 и МШ-301 — Московский завод шлифовальных станков.
2. Принято сокращение: изделие — изд.
изводить встречное и попутное фрезеро-
вание с осевым и радиальным вреза-
нием. Обработка шлицевых вален на
станках выполняется в один или
несколько проходов с автоматическим
изменением режимов перед вторым
проходом. При обработке вала длиной
500, диаметром 40 мм с шестью шли-
цами (длина шлицев 300 мм) достига-
ется следующая точность обработки:
отклонение от параллельности боковых
поверхностей шлиц оси вала — не
более 0,016 мм, между собой 0,016 мм,
разность окружных шагов для станка
МШ-300 0,011 мм, для МШ-301
0,015 мм. Параметр шероховатости
обработанной поверхности Rz =
= 20 мкм. Станки работают от системы
циклового программного управления.
Горизонтальный зубофрезерный ста-
нок ВЕ-90 (см. табл. 41) служит длй
вубонарезания особоточных мелко-
модульных цилиндрических прямозу-
бых приборных колес методом обкатки
за один проход в полуавтоматическом
или автоматическом режиме, с попут-
ной или встречной подачей при осевом
или радиальном врезании инструмента.
Заготовка устанавливается в центрах
или цангах. Станок снабжается загру-
зочным устройством, приспособлением
для снятия заусенцев, микроскопом
для точной установки фрезы и для
наладки загрузочного устройства.
Установка на глубину резания и угол
поворота фрезерного шпинделя контро-
лируются измерительными головками
с точностью отсчета 1 мкм. Станок имеет
механизм коррекции кинематической
точности цепи обката и механизм регу-
лировки длины хода и глубины ра-
диального врезания фрезы, позволяю-
щий производить регулирование путем
поворота лимбов на ходу, без остановки
станка.
Горизонтальный зубофрезерный ста-
нок ВО-2 предназначен для нарезания
цилиндрических прямозубых колес.
Фрезерная стойка станка движется по
горизонтальным направляющим, пи-
не ль с суппортом перемещается внутри
фрезерной стойки для установления
необходимого расстояния между осями
инструмента и заготовки. Фреза имеет
осевое перемещение от гидроцилиндра
после каждого цикла. Обрабатываемая
заготовка при зубонарезании поджима-
ется задним центром, задний центр,
chipmaker.ru
72
Обработка деталей типа валов
ых зубофрезерных станков
дее-ля 1 250 4 000 1 С4 250 20/25 3400 с 6-60 9 850 4 640 2 850 60 000 42,0
zee-лм 2 000 о> Ч <У «а с о ляется «Е с о rtCPO со —>ю ч — со ГС 6 600 2 890 2 130 20 000
1 се-ля 500 3 000 I 1 W Сч) 1 250 10 1 2700 1 о сч О 7 1 8 500 1 2 890 |30 ООО 19.0
П£-ЛМ | 4 000 1 О с С4 I 20/25 1 4000 1 ©0^0 еоео со СО 04 05 СП 04
Х9?-Л>1 5 500 ; 1 со 20/25 1 5500 45 10 345 2 890 37 000
SZESS 1 250 ООО 1 С4 250 40/50 1 3475 о о 09-9 ООО© — LOM’tD©1-' 00 СО 00 со 04 О Tf OJ ОС lO
CZCBS О оо 1 е 200 30/40 1 3710 | 360 8-80 8 865 3 650 2 700 45 000 32.0
1ZEBS 00 500 1 Ю 04 250 10 1 2500 1 о ю О 7 о 600 890 170 128 500 1.0
0ZEB9 ю о> S 04 1 Ю 20/25 1 2800 1 04 10- 1 100 | 7 । 2 ! 2 ' 27 000 J IS
г-ое 80 120 О о 1 о 1Л о <N<N о й 250— 2000 GOO© t-. юю, * О1 —• « С4
/ об-аа 32 1 Опреде- ляется i наладкой 6-400 1.0 20 0 04 со 180-3500 1105 750 1550 600 1,1
Параметр Наибольшие вазмевы обоабатываемпй = «? а Ч диаметр длина Параметры нарезаемых зубьев} число - наибольший модуль, мм * длина прямого зуба, мм угол наклона зуба, 0 Наибольший диаметр устанавливаемых червячных фрез, мм Частота вращения фрезерного шпинделя, об/мин Габариты станка, мм: длина ширина высота Масса станка, кг . Мощность электродвигателя главного при- вода, кВт
Д-Л
л*
Обработка шлицевых (рубчатых) профилей на валах
73
42. Технические характеристики специальных зубодолбежных станков для обработки
ьалов-шестереи
Параметр КН-24 5123 КН-44
Размеры устанавливаемой детали, мм: диаметр 200 320 *
длина 180—350 700 120 —500
Наибольшие размеры обрабатываемого зубчатого
венца, мм:
модуль 5 6
ширина венца 50 150 100
Частота движения дол бяка, дв. ход1 мин 200—850 31,5—315 65—450
Габариты стайка, мм:
длина 2700 2500 1750
ширина II00 1300 1280
высота 2070 1440 2350
Масса стайка, кг 4400 5000 4300
Мощность электродвигателя, кВт: 2,1/3,0 3.7
привода главного движения 3,3/4,1
общая — 6,9 6,6
Примечание. Изготовитель — Корсуиь-Шевчеиковскяй станкостроительный
завод им. Богдана Хмельницкого.
43. Технические характеристики
специальных шлнцестрогалъных станков
Параметр МА-4В МА-5104
Наибольшая длина уста- навливаемой Детали, мм Размеры обрабатываемой детали, 'мм: наружный диаметр 445 360
25- 50
длина шлицев 70— 370
наибольшая глубина шлицев 3,5 5
Наибольший- ход рабо- чей каретки, мм 485 400
Число двойных ходов в минуту 18—48 31,5— 90
Пределы подачи резцов, мм/дв. ход Габариты станка, мм: 0.03 — 0,15
длина 2495 2730
ширина 1660 2235
высота 2320 2965
Масса станка, кг 6000 10 000
Мощность электродви- гателя главного приво- да, кВт 14,0 17,0
пиноль фрезерной каретки фиксиру-
ются гидрозажимами. В зависимости от
характеристики нарезаемой заготовки
станок изготовляется в различных
исполнениях: с радиальным врезанием,
без радиального врезания, для обра-
ботки шестерен-валиков, цилиндриче-
ских зубчатых колес с отверстием,
с однозаходной либо трех- или шести-
заходной делительной червячной па-
рой, полуавтоматическом или автома-
тическом исполнении с загрузочным
устройством.
Горизонтальные зубофрезерные стан-
ки 5В370, 5В373 и 5В375 служат для
фрезерованияцилиндрическихзубчатых
колес с наружным зубом (валов-шесте-
рен) методами обкатки и единичного
деления. Обработка на станках может
производиться как червячными, так и
дисковыми и пальцевыми фрезами. При
укомплектовании станков по заказу
дополнительными узлами возможна
обработка пальцевой фрезой шеврон-
ных колес без проточки на вершине
шевронного колеса. Наибольшая масса
заготовки, которая может быть обра-
ботана на станке 5В370, 5В373 и
5В375, составляет соответственно
4000, 10 000 и 30 000 кг.
Горизонтальный зубофрезерный ста-
нок 5В371 служит для обработки
цилиндрических зубчатых колес мето-
дом обкатки червячной фрезой. Станок
особо высокой точности, он должен
эксплуатироваться в помещениях с по-
стоянной температурой (20-р 0,5 °C)
и устанавливаться на специальном
фундаменте. Станок рассчитан на обра-
ботку валов-шестерен массой до 4000 кг.
chipmaker.ru
74
Обработка деталей типа- валое
44. Технические характеристики специальных роторофрезерных станков
Параметр ГФ-610 КУ-347 КУ-275 КУ-348 КУ-317 КУ-324
Размеры обрабаты- ваемой детали, мм:
диаметр 550—1200 380—1250 800—1820 700—2000 1000— 2400 1500— 3000
длина наиболь- шая 8500 8000 15 500 11 000 22 500 12 000
Наибольшая масса устанавливаемой де- тали, кг Габариты станка, мм: Уточня- ется при заказе 40 000 150 000 100 000 400 000 200 009
длина 12 450 18 000 26 460 25 000 41 200 26 500
ширина 4 350 6 500 11 500 8 100 8 200 8 500
высота 4 100 4 000 4 230 6 000 4 100 6 350
Масса стайка, кг 69 000 200 000 450 000 300 000 480 000 500 000
Мощность электро- двигателей главного привода, кВт 22,0 75,0 100,0 30,0X2 125,0 125,0X2
Примечание. Изготовители: ГФ-610 — Горьковский завод фрезерных стан-
ков; 1\5-347, КУ-275, КУ-348, КУ-317, КУ-324 — Коломенский завод тяжелого стан-
костроения.
Горизонтальный зубофрезерный ста-
нок КУ-267 предназначен для фрезе-
рования зубьев цилиндрических валов-
шестерен методом обкатки червячной
фрезой или методом единичного деле-
ния дисковой фрезой. Станок выполнен
на базе станка 5В370 и рассчитан на
обработку заготовок массой до 4000 кг.
В конструкции станка предусмотрена
возможность обработки шпоночных па-
зов шириной 20—50 мм.
Горизонтальный зубофрезерный ста-
нок КУ-311 Коломенского завода тя-
желого станкостроения выполнен на
базе станка модели 5В370 и служит для
фрезерования зубьев цилиндрических
валов-шестерен массой до 4000 кг
червячной фрезой (методом обкатки) и
дисковой фрезой (методом единичного
деления). На стайке возможна обра-
ботка бочкообразных зубьев с наиболь-
шей длиной фрезерования 400 мм.
Горизонтальный зубофрезерный ста-
нок КУ-331, выполненный на базе
станка модели 5B37I, предназначен
как для фрезерования червячной фре-
зой, так и для шевингования зубьев
валов-шестерен. Наибольшая длина
зуба при шевинговании 300 мм.
Горизонтальный зубофрезериый ста-
нок КУ-377 предназначен для обра-
ботки по методу обкатки червячной
фрезой точных зубчатых колес на
валах.
Горизонтальный зубофрезерный ста-
нок КУ-396, выполненный на базе
станка модели 5В375, предназначен
для фрезерования зубьев цилиндри-
ческих валов-шестерен червячной фре-
зой (методом обкатки) и дисковой фре-
зой (методом единичного деления). На
станке возможно фрезерование про-
фильных пазов длиной до 200 мм
в дисках и роторах турбин диаметром
450—1000 мм.
Вертикальный зубодолбежный полу-
автомат КН-24 предназначен для одно-
и многопроходной обработки деталей
типа вал-шестерня в центрах с исполь-
зованием автоматизированного рабо-
чего цикла.
Зубодолбежный полуавтомат 5123
выполнен в горизонтальной компоновке
и предназначен для обработки зуба на
деталях типа валов-шестерен с зубча-
тыми венцами наружного и внутрен-
него зацепления. Станок пригоден для
обработки зубчатых венцов (эвольвент-
ных шлицев) внутреннего зацепления,
глубоко расположенных в отверстиях
длинных валов. Особенностями станка
являются повышенная производитель-
ность за счет возможности введения
инструмента непосредственно в зону
Обработка шлицевых (зубчатых) профилей на валах
75
м/мии
Размеры шлифовального кру-
га, мм"
наружный диаметр 90—200 70—200 90—200 60—150 125—200
высота наибольшая 32 20 32
chipmaker.ru
76
Обработка деталей типа валов
Продолжение табл. 45
Примечание. Изготовитель — Московский завод шлифовальных станков
Обработка шлицевых (зубчатых) профилей на валах
77
долбления углубленных венцов, пол-
ная автоматизация рабочего цикла,
возможность работы по жесткому упору
при чистовом проходе, автоматический
отвод детали от инструмента (до 200 мм)
по окончании рабочего цикла. На стан-
ке возможна также обработка обычных
цилиндрических зубчатых колес.
Зубодолбежный полуавтомат КН-44,
выполненный на базе универсального
зубодолбежного станка 5140, пред-
назначен для обработки цилиндриче-
ских зубчатых колес наружного зацеп-
ления в центрах. По особому заказу
станок может поставляться налажен-
ным на обработку винтовых зубьев
с определенным углом наклона винто-
вой линии в пределах 0—55 °.
Станки МА-4В и МА-5104 (см.
табл. 43) московского опытного завода
«Ста нкоконстру кци я» п редназна чены
для обработки шлицев на валах мето-
дом одновременного строгания всех
шлицевых впадин. Строгание на стан-
ках производится охватывающей голов-
кой с профильными резцами, имею-
щими радиальную подачу на каждый
двойной ход обрабатываемой детали.
На станке МА-5104 могут быть обрабо-
таны как сквозные, так и несквозные
шлицы (с плавным выходом). Произво-
дительность обработки в 3—5 раз пре-
вышает производительность шлицефре-
зерных станков. Отклонение от парал-
лельности шлицев относительно оси
детали не более 0,01 мм на длине
100 мм. Параметр шероховатости обра-
ботанной поверхности Ra = 2,5ч-
ч- 1,25 мкм.
Горизонтальный роторофрезерный
станок ГФ-610 (см. табл. 44) предназна-
чен для фрезерования пазов в роторах
газовых турбин и аналогичных деталей.
Обработка пазов производится с по-
мощью трех горизонтальных и одного
вертикального шпинделя, смонтирован-
ных в двух шпиндельных бабках. Пре-
дельная масса обрабатываемых загото-
вок уточняется при согласовании тех-
нических заданий на изготовление
станка и наладок к нему.
Горизонтальные роторофрезерные
станки КУ-347, КУ-275, КУ-348,
КУ-317 и КУ-324 предназначены для
фрезерования различных видов пазов
на шейках роторов турбогенераторов
и аналогичных изделий фрезами из
твердых сплавов и быстрорежущей
стали (КУ-347 и КУ-275); для обра-
ботки дисковыми (предварительно) и
концевыми фасонными (окончательно)
фрезами прямых и косых елочных па-
зов под хвостовики лопаток в роторах
паровых и газовых турбин (КУ-348);
для фрезерования твердосплавными н
быстрорежущими фрезами- различных
пазов крупнс .абаритных тяжелых ро-
торов (КУ-317); для обработки радиус-
ных елочных пазов под лопатки в рото-
рах паровых турбин (КУ-324).
Илицешлифовальные станки 3451,
3451 Б, 3451В, 3451Г (см. табл. 45)
предназначены для обработки различ-
ных зубчатых профилей на шлицевых
валах профильным шлифовальным кру-
гом или блоком кругов. Боковые сто-
роны шлица и центрирующая внутрен-
няя поверхность шлицевого вала обра-
батываются одновременно. На станке
возможно раздельное шлифование сна-
чала центрирующей внутренней по-
верхности вала, а затем боковых
сторон шлица. В этом случае обработка
производится с двух установов со
сменой шлифовальных кругов. Меха-
низмы станка обеспечивают автомати-
ческое деление на один зуб за двойной
ход стола, автоматическую вертикаль-
ную подачу шлифовального круга за
один оборот изделия, правку круга
с управлением от кнопки и автомати-
ческую правку. Механизм вертикаль-
ной подачи дает возможность произво-
дить автоматическую, ручную и толчко-
вую подачи. В станке имеется прибор
для правки шлифовального круга тремя
алмазами одновременно (двумя алма-
зами по боковым сторонам и одним по
периферии). Точность обработки на
станке соответствует нормам точности
станков класса П, параметр шерохова-
тости обработанной поверхности Ra —
= 1,25 мкм. Со станком поставляются
необходимое количество делительных
дисков и оснастка для заданной обра-
ботки изделий с разным числом шли-
цев.
Полуавтомат ЗБ450В предназначен
для шлифования шлицевых валов и
протяжек в условиях единичного, се-
рийного и массового производства.
Шлифование производится одним кру-
гом или блоком из двух или трех кру-
гов. Станок имеет полностью автомата-
chipmaker.ru
78
Обработка деталей типа валов
зироваиный цикл, обеспечивающий
существенное повышение производи-
тельности вследствие полного снятия
чернового припуска на каждом пазу
без деления. Точность обработки на
станке по сравнению со станками 3451
и ЗП451 повышена в 1,6 раза и соответ-
ствует нормам точности шлифовальных
станков класса В. Параметр шерохова-
тости обработанной поверхности Ra =
= 0,63 мкм.
Полуавтомат ЗП451 предназначен
для шлифования шлицевых валов с пря-
мобочным профилем. Станок налажива-
ется на обработку детали одним кру-
гом или блоком кругов. Боковые сто-
роны и дно шлицевых пазов (центри-
рующий внутренний диаметр вала)
можно обрабатывать одновременно или
раздельно. На полуавтомате предусмо-
трены автоматический и ручной ре-
жимы работы. Правка круга ведется
тремя алмазами одновременно: боко-
вых сторон — двумя алмазами, по
периферии — одним.
Шлицешлифовальный полуавтомат
ЗП451с предназначен для шлифования
шлицевых валов в серийном и массовом
производстве. Полуавтомат в автомати-
ческом режиме осуществляет деление,
подачу, измерение в процессе шлифова-
ния, переход подачи с черновой на
чистовую, выхаживание и правку
круга. Полуавтомат выполнен на базе
станка ЗП451 и оснащен системой авто-
матического регулирования (САР),
которая при снятии чернового при-
пуска изменяет скорость перемещения
стола и поддерживает постоянной за-
данную мощность шлифования при
изменении его глубины. Производи-
тельность станка выше на 20—25 % ,
чем обычного шлицешлифовального
полуавтомата, вследствие повышения
скорости перемещения стола при обра-
ботке участков детали с припуском
меньше заданного и скорости движения
вне зоны шлифования. При чистовом
шлифовании САР отключена. При
обработке шлицевого вала с восемью
шлицами длиной шлифования 350 мм и
диаметром 48 мм на станке ЗП451С
обеспечивается разность соседних
окружных шагов не более 4 мкм, на-
копленная погрешность окружного
шага не более 7 мкм, отклонение от
параллельности боковых поверхностей
шлицев от оси изделия и между собой не
более 9 мкм, параметр шероховатости
обработанной поверхности Ra =
= 1,25 мкм.
Полуавтомат MIU-238 предназначен
для шлифования шлицевых валов с пря-
мобочным профилем. На полуавтомате
предусмотрены автоматический и руч-
ной режимы работы. Деталь шлифуется
одним кругом или блоком кругов.
Боковые стороны и дно шлицевых валов
можно обрабатывать одновременно или
раздельно. Правка круга ведется одно-
временно тремя алмазами: два правят
боковые стороны и одни — периферию
круга.
Автомат МШ-278 предназначен для
обработки шлицевых валов в массовом
и крупносерийном производстве. Ста-
нок оснащен портальным манипулято-
ром и пригоден для встройки в авто-
матическую линию. Процессы загрузки,
разгрузки, ориентации и зажимов дета-
лей автоматизированы. При обработке
шлицевого вала размером 8x42x48 мм
с длиной шлифования 380 мм на станке
МШ-278 обеспечивается разность со-
седних окружных шагов 0,002 мм;
накопленная погрешность окружного
шага 0,007 мм; отклонение от парал-
лельности сторон шлицев от оси детали
0,008 мкм на длине 300 мм; равномер-
ность ширины шлицев 0,008 мкм на
длине 300 мм. Параметр шероховатости
обработанной поверхности Ra =
= 9,63 мкм.
Зубошлифовальный станок ЕЗ-88
егорьевского станкозавода «Комсо-
молец», спроектированный на базе
станка модели 5В832, предназначен
для шлифования профиля зуба мелко-
модульных хвостовых долбяков мето-
дом обкатки абразивным червяком
с вертикальной подачей детали вдоль
зуба. При шлифовании на станке
ЕЗ-88 долбяк устанавливается под
углом к направлению движения суп-
порта, вследствие чего эвольвентный
профиль зуба долбяка сохраняет по-
стоянную форму по всей Длине зуба,
тогда как шлифование мелкомодуль-
ных долбяков на станках, где исполь-
зован абразивный червяк, установлен-
ный в определенное положение отно-
сительно долбяка без продольного хода
детали, приводит к получению пере-
менного заднего угла долбяка, что
Обработка шпоночных и смазочных канавок, лысок, пазов и отверстий
79
лимитирует число переточек долбяка.
На станке ЕЗ-88 по сравнению с базо-
вым станком увеличена также частота
вращения абразивного червяка (с 1500
до 2000 об/мин). Класс точности станка
В. На станке обеспечивается получение
параметра шероховатости поверхности
обработанных зубьев Ra~ 0,32 мкм.
Ниже приведены технические характе-
ристики станка модели ЕЗ-88.
Расстояние между центрами,
мм..........................86—200
Размеры обрабатываемого зуб-
чатого венца, мм:
наименьший диаметр ... 16
модуль......................0,14 — 1
наибольшая ширина венца
(прямозубого) ...... 50
Число обрабатываемых зубьев 24—200
Задний угол при вершине об-
рабатываемой детали, ...° , . , 6 — 8
Наибольший диаметр шлифо-
вального круга, мм.......... 300
Частота вращения шлифоваль-
ного круга, об/мин ..... 2000
Пределы подачи:
вертикальной, мм/мнн . . 3,78—165
радиальной, мм/ход .... 0,02 — 0,08
Габариты станка, мм:
длина............... 2110
ширина...................... 2450
высота . ............... . 2000
Масса станка, кг ...... 6000
Мощность электродвигателя
привода главного движения,
кВт ........................ 3,0
обработка шпоночных
И СМАЗОЧНЫХ КАНАВОК, ЛЫСОК,
ПОПЕРЕЧНЫХ ПАЗОВ И ОТВЕРСТИЙ
Наряду с основными технологиче-
скими задачами, решаемыми при обра-
ботке любого вала (задачи обработки
поверхностей вращения и торцовых
поверхностей), обычно возникают до-
полнительные проблемы, связанные
с обработкой таких элементов вала,
как продольные и поперечные пазы и
канавки, лыски и плоские площадки,
нецентральные, поперечные и наклон-
ные отверстия, которые предназначены
для передачи крутящего момента
сопряженным с валом деталям, для
фиксации этих деталей в определенном
положении по длине вала и относи-
тельно друг друга, а также для обеспе-
чения подвода смазочного материала
к трущимся элементам поверхности
вала и сопряженных с ним деталей.
При разработке технологического
процесса обработки продольного паза,
канавки или лыски, предназначенных
для установки шпонки, следует учи-
тывать условия работы шпоночных
соединений и стандартизованные до-
пуски и посадки этих соединений.
В тех случаях, когда строго регла-
ментировано допускаемое смещение
осей вала и ступицы, используют не-
напряженные виды шпоночных соеди-
нений с тангенциальными, призмати-
ческими и сегментными шпонками,
устанавливаемыми в соответствующие
пазы (канавки). Эти соединения спо-
собны передавать только крутящий
момент. Тангенциальные шпонки при-
меняются на валах большого диаметра;
при нагружении шпоночного соедине-
ния большими знакопеременными кру-
тящими моментами используют две
расположенные под углом шпонки.
В связи с тем, что тангенциальная
шпонка выполняется из двух односкос-
ных клиньев, составленных так, что
рабочие (узкие) грани шпонки взаимно
параллельны, — соединения с танген-
циальными шпонками обычно изготов-
ляются с допусками свободных разме-
ров — без использования прецизион-
ного оборудования. Допуски для соеди-
нений с призматическими и сегмент-
ными шпонками регламентированы
стандартами н должны выполняться
с высокой точностью, что при обработке
шпоночных пазов на валах может
вызвать необходимость применения
операции шлифования.
Обычно шпоночные канавки, про-
дольно расположенные пазы и лыски на
валах получают фрезерованием диско-
выми или концевыми фрезами, иногда
применяют строгание, вихревое наре-
зание и шлифование. Размер обрабо-
танной шпоночной канавки получается
несколько большим, чем размер фрезы,
что обусловлено погрешностями уста-
новки и заточки фрезы. Поэтому при
работе как концевой, так и дисковой
фрезой к фрезерным станкам предъяв-
ляются жесткие требования в отноше-
нии биения в патронах и оправках,
а фреза обычно шлифуется на размер,
несколько меньший номинального.
Выпускаются шпоночно-фрезерные
станки, шпиндель которых имеет
осциллирующее перемещение; канавка
в этом случае получается шире дна-
chipmaker.ru
SO
Обработка деталей типа валов
метра концевой фрезы, причем ампли-
туда осцнллнровакня фрезы может быть
установлена достаточно точно. В зави-
симости от объема выпуска и требова-
ний к правильности профиля, точности
размеров и качеству обработанной
поверхности обработку шпоночных
канавок и продольных пазов на валах
осуществляют на универсальных и спе-
циальных консольно-фрезерных и про-
дольно-фрезерных станках, продоль-
но-строгальных и горизонтально-ра-
сточных станках, специальных токар-
ных станках, координатно-расточных,
координатно-шлифовальных, плоско-
шлифовальных (пазошлнфовальных)
станках.
Технические характеристики верти-
кальных и горизонтальных шпоночно-
фрезерных одношпнндельных и двух-
шпиндельных станков для обработки
канавок под призматические шпонки
приведены в табл. 46 и 47, горизон-
тальных шпоночно-фрезерных станков
для обработки канавок под сегментные
шпонки — в табл. 4S, специальных то-
карных станков для обработки шпо-
ночных и смазочных канавок —
в табл. 49.
Для получения и обработки эксцен-
трично расположенных, поперечных и
наклонных отверстий, поперечных к оси
вала пазов и лысок, плоских площадок
и многогранных профилей на шейках
валов в мелкосерийном производстве
применяют универсальные металлоре-
жущие станки (сверлильное, расточ-
ные, фрезерные, строгальные и др.),
которые оснащают как универсаль-
ными, так и специальными крепежными
(а иногда и делительными) приспособле-
ниями. В крупносерийном и массовом
производстве для обработки указанных
элементов валов (особенно при обра-
ботке мелких валиков) преимущест-
венно используют агрегатные и спе-
циальные токарные и токарно-фрезер-
ные автоматы и полуавтоматы, а также
сверлильные, фрезерные, протяжные и
другие станки с автоматизированной
загрузкой и выгрузкой заготовок. Тех-
нические характеристики некоторых
специальных пазошлифовальных, фре-
зерных и протяжных станков для
обработки продольных и поперечных
пазов, лысок и Плоских площадок на
гбразующих мелких и средних деталей
типа валов приведены в табл. 50,
51 и 52.
Вертикальный одношпиндельный
шпоночно-фрезерный станок 692М (см.
табл. 46) предназначен для фрезерова-
ния шпоночных пазов мерными конце-
выми фрезами. Обрабатываемые детали
закрепляют на столе, имеющем только
установочные перемещения. В про-
цессе обработки заготовка неподвижна.
Рабочая продольная подача фрезерного
шпинделя осуществляется перемеще-
нием шпиндельной бабки, подача на
врезание (после каждого продольного
хода бабки) — перемещением пиноли
шпинделя. Возвратно-поступательное
движение шпиндельной бабки, ее
быстрое перемещение, а также подача
пиноли на врезание производятся
гидроприводом с бесступенчатым регу-
лированием скорости. Величины пере-
мещений бабки и врезания на каждый
проход предварительно настраиваются,
после чего шпиндельная бабка авто-
матически совершает возвратно-посту-
пательное движение относительно
вакрепленного на столе изделия, а пи-
ноль шпинделя в конце каждого про-
кода автоматически подается на задан-
ную глубину. Шпиндель станка при-
водится во вращение от двухскорост-
ного электродвигателя. Станок постав-
лялся без предварительного заказа
(ио порядку, установленному для уни-
версальных станков).
Одношпиндельные шпоночно-фрезер-
ные станки 692 Р и ДФ-692РС1 предназ-
начены для обработки шпоночных
пазов глубиной 10 и 26 мм немерными
шпоночными фрезами с уменьшенными
иа 0,2—1,0 мм от номинала диаметрами.
На станках возможна обработка шпо-
ночных пазов стандартными фрезами.
Стол станка имеет установочные пере-
мещения в продольном, поперечном
и вертикальном направлениях, фрезер-
ная головка — установочное перемеще-
ние ±5 мм в поперечном направлении.
Рабочая продольная подача фрезерного
шпинделя осуществляется перемеще-
нием шпиндельной бабки, подача на
врезание — осевым перемещением
шпинделя иа каждый продольный про-
ход бабки.
Вертикальный двухшпиндельный
шпоночно-фрезерный станок ДФ-82А
с рядным расположением шпинделей
Обработка шпоночных и смазочных канавок, лысок, пазов и отверстий
KI
Параметр
43. Технические характеристики’ вертикальных шпоночно-фрезерных станков
Р .я обработки канавок под, призматические шггомкн
Размеры рабочего стола мм;
ширина
длина
Размеры обрабатываемого
паза, мм:
ширина
длина (без переуста-
новки)
Число шпинделей
Расстояние между осями
шпинделей, мм
Наибольшее осевое переме-
щение шпинделя, мм;
гидравлически
от руки
Рабочее продольное переме-
щение, мм:
шпиндельной бабки
стола
Наибольшее расстояние,
мм;
от оси шпинделя до вер-
тикальных направля-
ющих станины (вылет
шпиндели)
от торца шпинделя до
рабочей поверхности
стола
Установочное перемещение
стола, мм:
продольное
поперечное
вертикальное
Частота вращения фрезер-
ного шпинделя, об/мнн
Пределы рабочих подач;
вертикальных, мм/код
продольных, мм/мии
Габариты станка, мм;
длина
ширина
высота
Масса станка, кг
Мощность электродвигате-
лей, кВт:
привода главного Дви-
жения
общая
200 800 1000 250 1720 400 1700
4 — 24 4 — 22 | 4—24 300 3 — 20 8 — 20 1 4 — 20 Опреде- ляется налад- кой 900
А 2 630— 1650 1
40 )00 —•
300 900
205 235 205 350
500 410 460 230
440 160 375— 3750 630 200 300 315-3150 300 150 375— 3750 Не 285— 3600 т 150 300 375-3750 900 320 220 31.5— 1600
450— 1200 0,01 250— I 250— 1200 I 1200 ,-0.5 450— 1200 8.5— 418.6 12.5— 630
1520 1400 1750 1250 1480 1520 2185 2000 1 2070 2300 2400 1 2300 1350 1750 2500 2700 2570 1850 460(1
1,6/2.3 2.2 1.6/2,3 3,0/4,5 1,1/1,6X2 —
*— 3.0 । 3.42 — — — 6.2
Примечание. Изготовители: 692М. 692Р, ДФ-692с1, ДФ-82А, ДФ-82АМ,
ДФ-82АМс1 — Дмитровский завод фрезерных станков; ГФ-718 — Горьковский завод
фрезерных станков.
47, Технические характеристики горизонтальных птпоночво-фрезерных станков для пазов под призматические шпонки
Станок Рабочая поверх- ность стола, мм Обрабатываемый шпоночный паз (длина х шири- на), мм Расстояние, мм Частота вращения шпин- деля, об/мнн Пределы продольных подач, мм/мин Габариты станка (длина х ширина х X высота), мм Масса стан- ка. кг Общая мощность электро - двигате - лей, кВт
от осн шпинде- ля до стола от торца шпинде- ля до оси сто- ла
6Д91 200X800 3 — 12 (20) X 300 75—175 120—174 500—4000 20—1200 1590Х I290X 1480 2000 3,4
ДФ-6Д92 250Х 1000 8 — 24X600 15—115 5-130 250—3150 Опреде- ляются наладкой 1870Х 1080Х 1530 2500 3.55
6Д92 250Х 1000 6-32X600 50 — 150 90-190 250—3150 8-400 1995Х 1115Х 1530 2650 4,3
6Д95 500X2000 25 —50Х 1200 315 175 — 425 100—1250 6,3 — 315 2840Х 1650Х 1650 4700 7,2
ГФ-719 400X1600 (25 — 80X900) * 30—450 200—520 160—1000 12,5-630 2565Х 2135 X 1770 4400 14,0
ДФ-860 400Х 1800 (10X42) * 150-250 0—138 изо 16—1200 4450X 2825X 2380 4200 5,6
ДФ-96Г 225X680 До 20 X 100 116—120 30—85 400—1275 6 •• 1400Х750Х 1246 1300 4,7
ДФ-96ГА 225X 680 6-16Х 120 148—152 20-100 437 — 1270 (2,48 — 10,48) ** Г 1320Х 1000Х 1145 1200 4,0
ДФ-96С1 200X 800 4-16Х 120 180-196 35 — 85 500—1820 250—1200 1830Х 1420X 1500 1650 4,62
* Данные определяются выполненной
** Пределы продольных подач даны в
наладкой.
двойных ходах стола в минуту.
Примечания. 1. Станки моделей ДФ-96Г, ДФ-96ГА и ДФ-96с1 — двухшпнндельные; станки остальных моделей — одно-
шпиидельные.
2. Изготовители: 6Д91, ДФ-6Д92, 6Д92, 6Д95, ДФ-860, ДФ-96Г, ДФ-96АГ и ДФ-96с1 — Дмитровский завод фрезерных станков;
ГФ-719 — Горьковский завод фрезерных станков.
48. Технические характеристики горизонтальных шпоночно-фрезерных станков для обработки капа вок под сет ментные и 1ПОНКИ
Параметр ДФ-88А ДФ-88М1 ДФ-88В ДФ-88Д1 ДФ-88ДУ2 ДФ-88ДУЗ ДФ-88ДУ1 ДФ-88ДУ1
Наибольшие размеры обрабатываемого шпоночного паза, мм; ширина глубина Число шпинделей Расстояние, мм: между осями шпинделей от торца шпинделя до оси среднего паза стола (плиты) от оси шпинделя до поверхности стола Величина быстрого автоматического, вер- тикального перемещения фрезерной го- ловки, мм Частота вращения шпинделя, оо/мин Вертикальная автоматическая рабочая по- дача, мм/мин Габариты станка, мм: длина ширина высота Масса станка, кг Мощность электродвигателей, кьт; главного движения общая 6 12 1 20 — 35 160 — 210 38 270 Опреде- ляется наладкой 780 690 1350 1000 1,0 2,2 10 20 60 — 80 180-250 30 125 — 400 20-1700 1325 1050 1550 1400 1,1 2,32 6 12 До 150 20—35 140 — 190 38 270 Опреде- ляется наладкой 890 880 1350 1500 1,5X2 4,5 35-200 125—400 1800 1225 1600 2300 I 165 — 385 90- 85- | 250-800 । 10 20 2 | 500 | 375 — 600 -115 от правого -110 от левого 180—250 30 | 125-400 20 — 1700 1900 1090 1550 2115 1,1X2 . 4,52 | 490 — 815 | 250 — 800
Обработка деталей типа вялое Обработка шпоночных и смазочных канавок, лысок, плов и отверстий
Примечание. Изготовитель - Дмитровский завод фрезерных станков.
84
Обработка деталей типа валов
19. Технические характеристики специальных твкариых станков для обработки
шпоночных и смазочных канавок
Параметр ЕТ-23А ] ЕТ-23М РТ-368.01
Наибольшие размеры обрабатываемой де- тали, мм: диаметр 150 320
длина 500 710 2800
Наибольшая длина нарезаемой канавки. 120 2520
мм Число скоростей шпинделя 4 12 22
Частота вращения шпинделя, об/мин 12,5 -125 10—1250
Пределы рабочих подач, мм/об. шп. 0,04 — 0.24 0,127 — 0,635 0,064—1,025
Габариты стайка, мм: длина 1880 мм/д в. ход 2055 (продольных) 0,0256 — 0.378 (поперечных) 5150
ширина 850 1123 1740
высота 1450 1510
Ма сса стан ка, кг 1200 1300 5260
Мощность электродвигателей привода глав- 2,2 13,0
кого движения, кВт
Примечание. Изготовители: ЕТ-23А и ЕТ-23М — Ереванский станкострои-
тельный завод им. Ф. Э. Дзержинского; РТ-368.01 — Рязанский станкостроительный
завод.
50. Технические характеристики специальных фрезерных станков для обработки
канавок, пазов, лысок, площадок на валах
Параметр ГФ-1295н1 ГФ-1118Н1 ГФ-626 ГФ-769
Рабочая поверхность стола, мм 400X1700 450X1280 900X2000
Рабочий ход стола, мм 320 900 1100 2550
Горизонтальное перемещение шпиндель- -— — 115 1200
ной бабки, мм Вертикальный ход траверсы, мм 800
Число шпинделей 2 5 1
Расстояние от поверхности стола, мм: до торца вертикального шпинделя 60—380 465—515 1 00— 1000
до оси горизонтального шпинделя —— 30 — 420 250 —
Расстояние от оси стола, мм: до оси вертикального шпинделя 0—320 0—100 0—600
до торца горизонтального шпинделя — 200—520 100—265 ——
Частота вращения шпинделей ♦, об/мин 31.5—1600 200—1000 17,5-2020
31,5—1600 200—630
Пределы рабочих подач, мм/мин: стола 39—1250 Опреде- 200—1600 8 — 385
шпиндельной бабки ляется наладкой 580
Габариты станка, мм: длина 2135 2635 2495 5 990
ширина 2610 3175 2290 3 510
высота 2240 1945 1762 3 660
Масса станка, кг 6080 5100 7500 16 100
Общая мощность электродвигателей, кВт 8,6 12.5 17.8 21,9
* В числителе дана «частота вращения вертикального шпинделя, в знаменателе —
горизонтального.
Примечание. Изготовитель— Горьковский завод фрезерных станков.
Обработка шпоночных и смазочных канавок, лысок, пазов и отверстий
85
51. Технические характеристики специальных горизонтально-протяжных автоматов
с перемещающимся инструмснтол? для наружного протягивания (примеры наладок/
Параметр 8МП-421 8МП-ЗС2
Номинальное тяговое усилие, Н Размеры обрабатываемых детален, мм: 6180 9810
диаметр 5—10 7,5
длина 91,5+0,15 29,8
Материал заготовки Стали РСМЗ; Р12; Р18; Р9К5 Сталь 20Х
Расстояние между обработанными плоскими 5 — 0,15
поверхностями, мм 3-б+&5
Длина обработанной поверхности, мм 5—0.48
Параметр шероховатости обработанной по- верхности Кг, мкм 20 40
Максимальная длина инструмента, мм 770 400
Длина хода салазок, мм 600—1060 610
Число двойных ходов салазок в минуту 12 — 30 6 — 30
Способ загрузки обрабатываемых деталей Магазинный Бункерный
Высота загрузки, мм 1480 1880
Производительность, шт/ч Габариты станка, мм: 24 — 60 12 — 60
длина 2380 1650
ширина 1180 1030
высота 1480 1220
Масса станка, кг 2000
Мощность электродвигателя привода глав- ного движения, кВт 5.5 4.0
Примечание. Изготовитель — Минский станкостроительный завод имени
С. М. Кирова.
52. Технические характеристики специальных горизонтально-протяжных станков
непрерывного действия с перемещающимся изделием (примеры наладок)
Параметр ЗМП-360 ЗМП-344 ЗИП-345 ЗМП-343
Поминальное тяговое уси- лие, Н Число зажимных приспо- соблений Шаг зажимных приспособ- лений, мм 12 420 24 500 18 280
Размеры (диаметр X дли- на) заготовки, мм 9X22,2 13X31 12X53
Расстояние между плоски- ми поверхностями, мм 7 11.6 и 9 8.5
Длина плоской поверхно- сти, мм Шероховатость поверхно- сти, мкм 3.0; 2,6 и 1,0 = 20 6 в 4 Ra = 2,5 2,5
Материал Наибольшая скорость про- тягивания, м/мин Сплав JIC58 Сталь 0,8кп Сталь 0,8к 6 Сталь А12
Высота загрузки/выгрузки, мм Габариты (Длина X шири- на X высота) станка, мм Масса станка, кг Мощность главного элек- тродвигателя, кВт 1155/590 1255'590 3470X1700XI500 7500 7,5 1220/590
Примечание. Изготовитель — Минский станкостроительный завод имени
С. М Кирова
ir.ru
86
Обработка деталей типа валов
предназначен для одновременного фре-
зерования двух шпоночных пазов на
одной стороне (на двух концах) вала
мерными концевыми фрезами. Фрезеро-
вание шпоночных канавок осуществля-
ется при продольной подаче шпиндель-
ных головок относительно оси вала и
вертикальной подаче (на каждый про-
ход) фрезерного шпинделя.
Вертикальный двухшпиндельный
шпоночно-фрезерный полуавтомат
ДФ-82АМ с рядным расположением
шпинделей предназначен для одновре-
менной обработки двух шпоночных
пазов на одной стороне вала. Пазы
фрезеруются по маятниковому циклу
мерными фрезами с подачей на глубину
при каждом проходе. Станок имеет две
самостоятельные шпиндельные бабки,
совершающие возвратно-поступатель-
ное движение по направляющим го-
ловки станины. Обрабатываемые валы
крепятся в тисках на столе, имеющем
только установочные вертикальные и
поперечные перемещения.
Вертикальный двухшпиндельный
шпоночно-фрезерный станок
ДФ-82АМс1 с рядным расположением
шпинделей предназначен для фрезеро-
вания одновременно двух шпоночных
пазов на одной стороне вала. Пазы
фрезеруются по маятниковому циклу
мерными фрезами с подачей на глубину
при каждом проходе. Станок оснашен
пневматическими тисками, обеспечи-
вающими зажим изделий диаметром
20—45 мм.
Вертикально-фрезерный консольный
одношпиндельный станок ГФ-718 пред-
назначен для фрезерования пазов кон-
цевыми фрезами. Размерная обработка
паза достигается благодаря планетар-
ному вращению фрезы с предваритель-
но установленным эксцентриком взаим-
ным положением двух гильз шпинделя.
Эксцентриситет выбирается в зависи-
мости от диаметра фрезы и необходи-
мой ширины паза н устанавливается
с помощью специального устройства
в пределах от 0 до 0,5 мм, что обеспе-
чивает фрезерование паза, ширина
которого на 1 мм больше действитель-
ного размера фрезы. Цикл работы
станка в полуавтоматическом режиме
состоит из ускоренного подъема кон-
соли, врезания фрезы на заданную глу-
бину, включения продольной подачи
стола, остановки его по окончании
обработки, ускоренного отвода стола
в исходное положение, остановки
станка. Возможна настройка станка и
на другие циклы работы. На станке
осуществляется также динамическое
торможение шпинделя, преселективное
переключение чисел оборотов шпин-
деля и подач стола,а также ускоренное
перемещение последнего во всех на-
правлениях.
Горизонтальный шпоночно-фрезер-
ный полуавтомат 6Д91 (см. табл. 47)
поставляется заказчикам без предвари-
тельного согласования технических
условий. Станок предназначен для
обработки шпоночных пазов в деталях
типа валов диаметром до 80 мм и дли-
ной до 300 мм некалиброванными кон-
цевыми и шпоночными фрезами. Пара-
метр шероховатости обработанных бо-
ковых сторон шпоночного паза Rz =
— 20 мкм, дна паза Rz — 40 мкм.
Класс точности станков П. Обрабаты-
ваемый вал устанавливается на столе
станка, имеющем установочные пере-
мещения (вертикальное и продольное).
Шпиндельная бабка в продольном и
радиальном направлениях перемеща-
ется от гидропривода, а также имеет
установочное перемещение (45 мм
в радиальном направлении) от руки.
Шпоночно-фрезерный горизонталь-
ный станок ДФ-6Д92 спроектирован
для обработки шпоночных пазов нека-
либрованными концевыми и шпоноч-
ными фрезами в валах диаметром до
90 мм. Наибольшая разбивка обраба-
тываемого паза 1,0 мм, цена деления
лимба разбивки паза 0.01 мм. Стол
станка имеет установочное вертикаль-
ное перемещение (цена деления лимба
0,02 мм), а шпиндельная бабка — про-
дольное и поперечное перемещения
(от руки и механическое) (цена деления
лимбов 0,02). Станок может работать
в полуавтоматическом режиме, за одну
установку на станке может быть обра-
ботано до шести шпоночных пазов,
расположенных на одной прямой по
длине вала. На станке можно обраба-
тывать пазы под закладные шпонки,
сквозные пазы, а также производить
другие фрезерные работы и сверление
отверстий диаметром до 24 мм.
Горизонтальный шпоночно-фрезер-
ный полуавтомат 6Д92 предназначен
Обработка шпоночных и смазочных канавок, лысок, пазов и отверстий
87
для обработки шпоночных пазов иемер-
ными шпоночными фрезами. На станке
можно обрабатывать пазы под заклад-
ные шпонки, сквозные пазы, а также
производить другие фрезерные работы,
сверлить отверстия диаметром до 32 мм.
Компоновка полуавтомата аналогична
компоновке станков 6Д91 и ДФ-6Д92.
Горизонтальный шпоночно-фрезер-
ный полуавтомат 6Д95 (см. табл. 47)
предназначен для обработки шпоноч-
ных пазов немерными концевыми и
шпоночными фрезами. На станке
можно обрабатывать пазы под заклад-
ные шпонки, сквозные пазы, а также
производить другие фрезерные работы.
Шпиндель станка совершает осцилли-
рующее движение, в результате чего
обеспечивается получение шпоночного
паза по ГОСТ 23360—78 некалиброван-
ным инструментом. Станок может ра-
ботать в полуавтоматическом, а при
оснащении загрузочно-разгрузочными
устройствами в автоматическом ре-
жиме. По принципу работы полуавто-
мат 6Д95 сходен с полуавтоматом мо-
дели 6Д92, но в отличие от последнего
снабжен жестким неподвижным столом.
Для точной установки инструмента по
оси изделия шпиндель станка имеет
установочное вертикальное перемеще-
ние в пределах 6 мм.
Горизонтальный консольно-фрезер-
ный станок ГФ-719 служит для фрезе-
рования шпоночных и других пазов
некалиброванными концевыми фре-
зами. Точная обработка паза достига-
ется благодаря планетарному враще-
нию фрезы с предварительно установ-
ленным эксцентриситетом взаимного
положения двух гильз шпинделя.
Эксцентриситет выбирается в зависи-
мости от диаметра фрезы и необходимой
ширины паза и устанавливается с по-
мощью специального устройства в пре-
делах 0—2 мм, что обеспечивает фрезе-
рование пазов с шириной на 4 мм
больше действительного диаметра фре-
зы. На станке возможна работа в полу-
автоматическом режиме по маятнико-
вому циклу: ускоренный подвод детали
к инструменту, рабочая подача, уско-
ренный отвод детали в исходное поло-
жение, остановка станка.
Горизонтальный шпоночно-фрезер-
ный автомат ДФ-860 предназначен для
обработки шпоночных пазов и попереч-
ных отверстий в деталях типа валов
(наибольшая длина вала 600 мм).
Автомат пригоден для встройки
в автоматическую линию и для работы
с портальным манипулятором, но
может быть использован для работы
в полуавтоматическом режиме с ручной
загрузкой и выгрузкой. Шпиндельные
салазки с горизонтально расположен-
ным фрезерным шпинделем имеют вер-
тикальное перемещение, двухзубая
фреза диаметром 9,7 мм — осевое пере-
мещение 120 мм. Заготовка устанавли-
вается в специальном приспособлении
на столе станка, ее перемещение в го-
ризонтальном направлении осуществ-
ляется с помощью крестовых салазок.
Специальный двухшпиндельный го-
ризонтальный шпоночно-фрезерный
станок ДФ-96Г спроектирован для
фрезерования двух шпоночных кана-
вок на валике фрикционной муфты и
валике-шестерне. При установке на
столе станка соответствующего крепеж-
ного приспособления станок может
быть использован для фрезерования
двух противолежащих шпоночных ка-
навок в различных валиках диаметром
до 100 мм.
Горизонтальный двухшпиндельный
шпоночно-фрезерный станок ДФ-96ГА
позволяет одновременно фрезеровать
на валах два противолежащих шпоноч-
ных паза мерными концевыми фрезами
^расстояние между пазами 50 мм).
На станине станка установлены две
шпиндельные бабки с соосными шпин-
делями. В конце каждого хода стола
шпиндельные бабки автоматически
подаются на глубину врезания. Стол со
специальными приспособлениями для
установки и закрепления детали раз-
мещен между шпиндельными бабками.
Станок имеет пневматическую распре-
делительную станцию, что дает возмож-
ность применять пневмозажимы. Цикл
работы станка в автоматическом ре-
жиме включает возвратно-поступа-
тельное движение стола, подвод фрезы,
периодическое врезание фрезы, уско-
ренный отвод фрезы по достижении
заданной глубины фрезерования и
автоматический останов станка.
Горизонтальный двухшпиндельный
шпоночно-фрезерный станок ДФ-96с1
предназначен для одновременного фре-
зерования двух диаметрально противо-
chipmaker.ru
88
Обработка деталей типа вам в
положных шпоночных пазов на деталях
типа валов мерным инструментом по
маятниковому циклу. На станке обра-
батываются пазы шириной 4—16 мм и
глубиной до 40 мм. Заготовка распола-
гается на перемещающемся возвратно-
поступательно столе, по обе стороны
которого находятся горизонтальные
шпиндельные бабки. Шпиндельные
головки получают быстрое перемеще-
ние и поперечную подачу на каждый
ход стола.
Шпоночно-фрезерный станок КУ-388
Коломенского завода тяжелого станко-
строения имеет горизонтальный и вер-
тикальный шпиндели и предназначен
для обработки шпоночных пазов на
валах. Обработка валов, устанавли-
ваемых в горизонтальных центрах и
люнетах, производится дисковыми и
концевыми фрезами. Технические ха-
рактеристики этого станка приведены
ниже.
Размеры обрабатываемой де-
зйля, мм:
диаметр............... 25—135
длина наибольшая .... 9 000
Габариты станка, мм:
длина ....................... 13 500
ширина .................... 2 000
высота .................... 1 890
Масса станка, кг ..... 20 000
Мощность электродвигателей
привода фрезерной бабки, кВт:
горизонтальной . . . 4,3
вертикальной 6,5
Горизонтальный шпоночно-фрезер-
ный станок ДФ-88А (см. табл. 48)
предназначен для обработки на валах
пазов под сегментные шпонки мерной
дисковой фрезой диаметром до 38 мм.
Заготовка -устанавливается в пневма-
тическом съемном зажимном приспо-
соблении на передвижной стол. На
станине станка установлена коробка
барабана с фрезерной головкой. Верти-
кальное перемещение фрезерной го-
ловки осуществляется от криволиней-
ного паза барабана. Шпиндель станка
имеет постоянную частоту вращения.
Изменение частоты вращения при пере-
ходе на обработку другой детали воз-
можно при условии изготовления спе-
циальных звездочек. Электромагнит-
ный пневматический золотник авто-
матически подает сжатый воздух от
сети в зажимное приспособление при
пуске и отключает его при останове
станка. На станке автоматически про
изводятся зажим детали, быстрый под-
вод фрезерной головки, фрезерование
шпоночного паза, отвод фрезерной
головки, останов станка с помощью
конечного выключателя и освобожде-
ние детали.
Горизонтальный двухшпиндельный
шпоночно-фрезерный станок ДФ-88В
является модификацией станка
ДФ-88А, предназначенного для обра-
ботки на валах одновременно двух
пазов под сегментные шпонки. В отли-
чие от одношпиндельиого станка
ДФ-88А двухшпиндельный станок
ДФ-88В имеет две фрезерные головки,
расположенные по обе стороны от
зажимного приспособления со смеще-
нием одной головки относительно дру-
гой в направлении оси обрабатываемого
вала.
Горизонтальный одношпиндельный
фрезерный полуавтомат ДФ-88М1
предназначен для фрезерования пазов
под сегментные шпонки мерными диско-
выми фрезами. Обрабатываемый вал
устанавливается в приспособлении
на неподвижном столе размером
220 x 600 мм. Обработка паза осу-
ществляется вертикальным переме-
щением фрезы (быстрый подвод и
рабочая подача).
Горизонтальный двухшпиндельный
фрезерный полуавтомат ДФ-88Д1
позволяет вести одновременную или
раздельную обработку двух пазов под
сегментные шпонки на одной стороне
вала с расстоянием между осями шпо-
нок 35—200 мм. От станка ДФ-88М1
станок ДФ-88Д1 отличается увеличен-
ным размером стола (220 X1000 мм)
и двумя фрезерными головками, уста-
новленными с обеих сторон стола.
Горизонтальные двухшпиндельные
фрезерные полуавтоматы ДФ-88ДУ1,
ДФ-88ДУ2, ДФ-88ДУЗ и ДФ-88ДУ4
предназначены для обработки двух
пазов под сегментные шпонки (одновре-
менно или раздельно) мерной дисковой
фрезой методом врезания. Обрабаты-
ваемая деталь устанавливается на
неподвижный стол (220X1100 мм), по
одну сторону от которого расположены
последовательно две фрезерные бабки.
Расстояние между осями фрезерных
шпинделей у станков ДФ-88ДУ1,
ДФ-88ДУ2 и ДФ-88ДУ4 изменяется
Обработка шпоночных и смазочных канавок, лысок, пазов и отверстий
89
в диапазонах соответственно 375—
600 мм, 165—385 мм и 590—815 мм.
Двухшпиндельный станок ДФ-88УЗ
имеет постоянное расстояние между
осями шпинделей, равное 500 мм; он
предназначен для одновременного фре-
зерования на двух деталях шпоночного
паза.
Токарный полуавтомат ЕТ-23А (см.
табл. 49) предназначен для прорезки
на валах и во втулках спирально-
замкнутых, кольцевых и прямых кана-
вок. Станок выполнен на базе универ-
сального токарно-центрового станка.
Каретка станка перемещается вручную
в рабочую позицию и в процессе обра-
ботки канавки остается неподвижной.
Обработка канавки в неподвижной
или вращающейся заготовке произво-
дится резцом при продольном (воз-
вратно-поступательном) движении
верхней части суппорта. Обработка
ведется в центрах или патроне.
Токарный полуавтомат ЕТ-23М
предназначен для прорезания смазоч-
ных спирально-замкнутых (восьмерок)
и прямых (при наличии выхода) ка-
навок на валах и во втулках. Обраба-
тываемая деталь крепится в центрах
или патроне. Спирально-замкнутые
канавки с числом витков от 1 до 4 и
наибольшей длиной 60 мм нарезаются
резцом, который приводится в воз-
вратно-поступательное движение с по-
мощью шарнирного четырехзвенпого
механизма, помещенного в фартук
станка.
Тока р но- центр овой (тока р но-фр е-
верный) станок РТ-368.01 предназначен
для фрезерования шпоночных пазов на
ходовых валиках токарных станков и
валах других машин. Фрезерование
пазов производится с помощью верти-
кально-фрезерной головки (час-
тота вращения шпинделя головки
400 об/мин), расположенной на суп-
порте станка. Станок выполнен на базе
универсального токарно-винторезного
центрового станка (диаметр обрабаты-
ваемого изделия над станиной и суп-
портом соответственно 630 и 350 мм).
Плоскошлифовальный станок ОШ-32
оршанского станкозавода «Красный
Борец» предназначен для обработки
боковых поверхностей пазов в деталях
типа фрезерных оправок. Станок спро-
ектирован на базе универсального
станка модели ЗГ71 и имеет обычную
компоновку плоскошлифовальных
станков с горизонтальным шпинделем
и прямоугольным столом. Для уста-
новки обрабатываемых деталей станок
оснащается специальными установоч-
ными приспособлениями. Ниже при-
ведены технические характеристики
этого станка.
Размеры рабочей поверх-
ности стола, мм;
ширина ...............
длина ..............
Длина обрабатываемых де-
талей, мм:
наименьшая............
наибольшая ...........
Наибольшее продольное пе-
ремещение стола, мм . . .
Размеры шлифовального
круга, мм:
наружный диаметр . .
высота..............
диаметр отверстия . . .
Частота вращения шлифо-
вального круга, об/мии . .
Поперечная автоматиче-
ская подача, мм/дв. ход . .
Скорость продольного пе-
ремещения стола, мм/мин
Габариты станка, мм;
длина ...............
ширина ..............
высота...............
Масса станка, кг . . . .
Мощность электродвига-
телей, кВт:
привода главного дви-
жения ..............
общая................
200
630
142
700
160
175
16
32
2850
0,003—0.025
5 000—2С 000
1 600
1 880
1 800
1 925
1,7
3,3
Консольно-фрезерный станок модели
ГФ-1295н1 (см. табл. 50) предназначен
для фрезерования пазов и плоскостей
в различных деталях методом попереч-
ной подачи до жесткого упора. Для
установки и крепления детали станок
оснащен двухместным гидравлическим
приспособлением с делительным
устройством. Привод накладной двух-
пшиндельной фрезерной головки (с рас-
стоянием между шпинделями 374—
386 мм) осуществляется от индиви-
дуального электродвигателя. Выбор
необходимых скоростей производится
поворотом лимба, а переключение ско-
ростей — рукояткой. На станке воз-
можна работа по автоматическому
циклу, осуществляемому гидравли-
ческим командоаппаратом. Управле-
ние станком выполняется с пулыов
управления, расположенных на боко-
вой стенке станины и на салазках
станка.
chipmaker, ru
90
Обработка деталей типа валов
Консольно-фрезерный станок
ГФ-1118н1 спроектирован для фрезеро-
вания восьми и четырех пазов в дета-
лях типа клапана. Станок имеет два
горизонтальных шпинделя. Основной
шпиндель расположен в станине стан-
ка. Дополнительный шпиндель уста-
новлен в Г-образном хоботе станка
(напротив основного шпинделя). Хобот
станка соединен с консолью стола
цилиндрическими скалками. На станке
предусмотрены гидравлические рабо-
чие подачи и быстрые перемещения
стола, а также ручные перемещения
стола в поперечном и вертикальном
направлениях. Станок может быть
настроен на скачкообразные и маятни-
ковые полуавтоматические циклы. Для
установки и крепления детали при
обработке и повороте на 40° вокруг
своей оси служит приспособление
с электрическими конечными выключа-
телями, контролирующими поворот
детали и отдающими команду органам
подачи стола. Установка (и снятие)
обрабатываемой детали в приспособле-
ние производятся вручную.
Продольно-фрезерный пятишпин-
дельный станок ГФ-626 предназначен
для обработки валиков коробки пе-
редач автомобилей и тракторов. Стол
станка имеет продольное перемещение
по станине, шпиндельная бабка (с вер-
тикальными и горизонтальными шпин-
делями) перемещается в поперечном
направлении по направляющим тумбы.
Обрабатываемые валики устанавли-
ваются в центрах приспособления,
установленного на сголе.
Продольно-фрезерный одношпин-
дельный двухстоечный станок ГФ-769
предназначен для обработки пазов
в деталях из алюминиевых сплавов и
черных металлов. Стол станка имеет
продольное перемещение по станине,
траверса — вертикальное перемещение
по направляющим двух стоек, шпин-
дельная бабка — поперечное переме-
щение по направляющим траверсы,
гильза шпинделя — осевое (вертикаль-
ное) перемещение 100 мм. Расстояние
между стойками станка 1250 мм.
Протяжной горизонтальный автомат
8МП-421 (см. табл. 51) предназначен
для протягивания поводков на хвосто-
виках сверл диаметром 10 мм и длиной
90 мм (обрабатывается одни торец
заготовки и две прилегающие к торцу
лыски); протяжной горизонтальный
автомат 8МП-362 налажен на протяги-
вание прилегающих к торцу лысок на
двух противоположных сторонах обра-
зующей специального винта диаметром
65 мм и длиной около 30 мм из стали
20Х.
Специальные горизонтально-протяж-
ные станки непрерывного действия,
технические характеристики которых
приведены в табл. 52, выполнены
с наладками для обработки:
ЗМП-360 — двух пазов в торцах
ротора замка и двух лысок, прилегаю-
щих к одному из торцов; глубина паза
в головке ротора 2,6 мм, ширина
2,4 мм, глубина и ширина паза, протя-
нутого в противоположном торце, со-
ответственно 1 и 4,5 мм; расстояние
между лысками, протянутыми парал-
лельно последнему пазу (в поперечном
сечении вала), 7 мм;
ЗМП-344 — квадратов валика замка
двери; квадраты, образуемые иа двух
шейках валика, протягиваются на двух
станках поочередно. На первом станке
протягиваются на двух шейках валика
четыре лыски (по две противолежащих
лыски на каждой из двух шеек), на
втором — еще четыре лыски, в резуль-
тате чего образуются квадратные (в се-
чении) шейки;
ЗМП-345 — квадратов валика зам-
ка двери при одновременном протя-
гивании по две стороны квадратов;
ЗМП-343 — двух лысок на средней
шейке ступенчатого валика; лыски
протягиваются на противоположных
сторонах шейки диаметром 12 мм.
Ориентировочная производитель-
ность каждого из станков — 1000 дета-
лей в час.
Глава 2
ОБРАБОТКА
КОНЦЕНТРИЧЕСКИХ
ДЕТАЛЕЙ
ТЕХНОЛОГИЧЕСКИЕ ЗАДАЧИ,
ВОЗНИКАЮЩИЕ ПРИ ОБРАБОТКЕ
КОНЦЕНТРИЧЕСКИХ ДЕТАЛЕЙ
Для концентрических деталей ха-
рактерно то, что они образованы
в основном наружными, внутренними и
торцовыми поверхностями, имеющими
одну общую ось. Реальные концентри-
ческие детали кроме этих поверхностей
имеют канавки, пазы, лыски, нецен-
тральные и поперечные отверстия,
шлицы и зубья. Среди концентрических
деталей можно выделить группу дисков
(кольца, диски, колеса, шкивы, венцы,
ободы, маховики, фланцы и др.), т. е.
детали, диаметр которых существенно
больше их длины, и группу втулок
(гильзы, втулки, вкладыши, буксы и
т. д.), т. е. детали, у которых диаметр
и длина являются величинами одного
порядка.
Для всех концентрических деталей
наряду с задачей получения правиль-
ных поверхностей вращения характер-
но требование обеспечения концентрич-
ности (соосности) наружных и внутрен-
них поверхностей вращения и перпен-
дикулярности торцов к общей оси
поверхностей. Этого можно добиться
либо обработкой всех поверхностей за
одну установку, либо последовательной
обработкой сначала наружной, а затем
внутренней поверхности детали (обра-
ботка от наружной поверхности) или,
наоборот, сначала внутренней, а затем
наружной поверхности (работа от
отверстия). При обработке достаточно
жестких (толстостенных) концентри-
ческих деталей требование получения
концентричности достаточно просто
выполняется при обработке наружных,
внутренних и торцовых поверхностей
за одну установку. К обработке от
наружной поверхности наиболее часто
прибегают в тех случаях, когда требо-
вания концентричности к одной группе
поверхностей детали меньше, чем к дру-
гой. В этом случае все поверхности,
которые должны быть строго соосны,
обрабатывают за одну установку, а по-
верхности, к соосности которых
предъявляются менее жесткие требова-
ния, обрабатываются за другую уста-
новку.
В ряде случаев использование метода
обработки от наружной поверхности
диктуется особенностями технологи-
ческого процесса. Так, при шлифова-
нии термообработанных зубчатых колес
для уменьшения отклонения от соос-
ности начальной окружности колеса
целесообразно производить шлифова-
ние отверстия, используя в качестве
установочной базы мерные ролики,
установленные между зубьями и зажа-
тые в патроне. При методе обработки
с базированием от наружной поверх-
ности зажим заготовки за эту поверх-
ность достаточно просто и надежно
осуществляется патронами, поставляю-
щимися вместе со станком. Обработка
концентрических деталей с базирова-
нием от отверстия (с последующим
базированием детали на оправке или
разжимной цанге) во многих случаях
обеспечивает достижение высокой сте-
пени концентричности обрабатываемых
поверхностей, иногда даже большей,
чем при обработке за одну установку.
В частности, на отделочно-расточных
станках возможна точная обработка
используемых в качестве базы при
финишной обработке центральных
отверстий тонкостенных, слабо закреп-
ленных деталей. Иногда при обра-
ботке отверстий свободным протягива-
нием метод обработки от отверстия
является единственным, позволяющим
выполнить достаточно высокие требо-
вания к соосности наружной и вну-
тренней поверхностей вращения. Это
отверстие является базой для после-
дующей обработки наружной поверх-
ности вращения концентрической де-
тали. При обработке неустойчивых
деталей выбор метода обработки от
наружной поверхности или от отвер-
стия во многих случаях определяется
способом возможного закрепления
детали.
В зависимости от конфигурации
детали, ее размеров, массы, жесткости,
заданной точности обработки, требова-
ний к качеству поверхности, объема
выпуска и ряда других факторов,
определяющих выбор технологии обра-
ботки, концентрические детали обра-
батывают, вращая или не вращая их
относительно оси центрального отвер-
chipmaker.ru
92
Обработка концентрических деталей
стия. Комплекс металлорежущих стан-
ков для полной обработки концентри-
ческих деталей (с вращением или без
вращения заготовки) включает станки
для обработки наружных и внутрен-
них поверхностей вращения и торцовых
поверхностей детали, резьбы, винто-
вых, шпоночных и смазочных канавок,
а также лысок, нецентральных, попе-
речных и фасонных отверстий и окон,
шлицевых и зубчатых профилей.
ОБРАБОТКА НАРУЖНЫХ
И ВНУТРЕННИХ ПОВЕРХНОСТЕЙ
ВРАЩЕНИЯ КОНЦЕНТРИЧЕСКИХ
ДЕТАЛЕЙ
Обработка концентрических поверх-
ностей деталей типа втулок, колец,
дисков, гильз с их вращением (изделия)
получила наибольшее распростране-
ние. Для работы по этому методу ис-
пользуют центровые, патронно-цен-
тровые, патронные токарные станки,
токарно-револьверные станки, патрон-
ные и патронно-центровые токарные
полуавтоматы и автоматы, прутковые
токарные автоматы, токарно-карусель-
ные, патронные и центровые кругло-
шлифовальные станки, бесцентрово-
шлифовальные, бесцентрово-доводоч-
ные и бесцентровые шлифовально-
полировальные станки, внутришлифо-
вальные патронные и бесцентровые,
вертикаль но-доводочные двухдисковые
станки, а также полировально-шлифо-
вальные станки барабанного типа
(с вращением" изделия в зоне обра-
ботки).
Для обработки без вращения заго-
товки внутренних поверхностей враще-
ния концентрических деталей приме-
няются горизонтальные и вертикальные
станки и автоматы для внутреннего
протягивания, а также хонинговальные
и вертикально-доводочные станки.
Токарные патронные
и лоботокарные станки
Наиболее распространены в промыш-
ленности универсальные токарно-цен-
тровые станки (см. гл. 1.табл. 13, 14),
обычно поставляемые комплектно
с трехкулачковым самоцентрирующим-
ся патроном, их широко используют
для обработки резцами всех концен-
тричных поверхностей деталей типа
втулок и дисков. В некоторых случаях
(например, при обработке центральных
отверстий) на этих станках выполня-
ются операции сверления, зенкерова-
ния и развертывания с помощью ин-
струментов, устанавливаемых в пиноли
задней бабки.
Применение специальных укорочен-
ных токарно-центровых и особенно
токарно-патронных и лоботокарных
станков при обработке большинства
конкретных деталей типа дисков, вту-
лок и колец обеспечивает значительную
экономию производственных площадей
и резко повышает эффективность ис-
пользования оборудования.
Специальные токарно-центровые,
токарно-патронные и лоботокарные
станки общемашиностроительного при-
менения, используемые для обработки
концентрических деталей, можно раз-
делить на четыре основные группы:
токарные патронно-центровые стан-
ки, выполненные по обычной компо-
новке токарно-центровых станков
(с продольной станиной и задней
бабкой), предназначенные для обра-
ботки наружной поверхности вращения
одной или нескольких концентрических
деталей, установленных на общую
оправку; обычно на таких станках
механизирован зажим заготовки (на-
пример, с помощью пневмопатрона);
токарные патронные станки обычной
компоновки (с продольной укорочен-
ной станиной), но без задней бабки или
со специальной задней бабкой, предна-
значенной для поджима торца обраба-
тываемой заготовки; ряд из этих стан-
ков оснащен специальными планшай-
бами, патронами, разжимными оправ-
ками и т. п.;
лоботокарные станки с переставной
станиной н задней бабкой, установлен-
ными на общей плите;
станки, имеющие специальную ком-
поновку, рассчитанную только на обра-
ботку относительно коротких деталей;
к ним относятся, например, токарно-
патронные (лоботокарные) станки с по-
перечными станинами.
На базе станков первой и второй
групп изготовляются специальные
станки для обработки наружных и
внутренних сферических поверхностей
Обработка наружных и внутренних поверхностей вращения деталей 93
концентрических деталей (см. табл. 16
гл. 1 и табл. 39).
Технические характеристики токар-
ных патронных станков с продольной
станиной и лоботокарных станков
с переставной станиной приведены
в табл. 1, специальных токарных
патронных и лоботокарных станков
с поперечной станиной — в табл. 2.
Токарно-винторезный патронный
станок КТ 64 (см. табл. 1) предназначен
для обработки деталей в патроне или на
разжимной цанговой оправке с приме-
нением механизированного гидравли-
ческого зажима заготовки. Станок
оснащен гидрокопировальным суппор-
том, действующим по схеме однокоорди-
натного копирования с заданной про-
дольной подачей, и гидрофнцированной
задней бабкой. Гидрокопировальный
суппорт устанавливается под углом 60°
к оси центров и обеспечивает обработку
деталей с углом подъема до 90° и
падения до 30°. Резцовые салазки
поворотные; угол их поворота ±90°.
Конструкция задней бабки обеспечи-
вает возможность выполнения свер-
лильных операций (во время сверления
пиноль получает медленное перемеще-
ние с заранее установленной подачей
при помощи гидропривода). Станок
КТ-64 заменяется станком 16П16.
Токарный патронный станок
16К20РФ.Зс5 с числовым программным
управлением предназначен для токар-
ной обработки в полуавтоматическом
режиме за один или несколько прохо-
дов наружных и внутренних поверх-
ностей вращения концентрических
деталей со ступенчатым и криволиней-
ным профилем, а также для нарезания
крепежных резьб. На станке установ-
лен автоматический поворотный резце-
держатель с восьмипозиционной ин-
струментальной головкой. Система
ЧПУ обеспечивает перемещение суп-
порта по двум координатам, автомати-
ческое переключение девяти ступеней
частот вращения шпинделя, индекса-
цию инструментальной головки в лю-
бой из восьми позиций (с автомати-
ческим поиском требуемой позиции),
а также выполнение необходимых вспо-
могательных команд. Наибольшая
длина детали, которая может быть
обработана на станке при использова-
нии всех восьми инструментов, 150 мм.
Дискретность перемещений суппорта
в продольном направлении 0,01 мм,
в поперечном направлении 0,005 мм
(при использовании устройства ЧПУ
Н22-1 М). Станок может поставляться
без предварительного согласования за-
казчиком специального технического
задания (как универсальный).
Патронный токарно-отделочный ста-
нок МК-603 служит для обработки
колец подшипников и аналогичных
деталей (наибольший диаметр деталей,
зажимаемых в патроне, 215 мм, наи-
большая длина обрабатываемой по-
верхности 150 мм). Компоновка стан-
ка — обычная для токарных станков.
Задней бабки станок не имеет.Управле-
ние частотами вращения шпинделя
осуществляется двумя рукоятками.
Пуск и останов шпинделя осуществля-
ются с кнопочной станции, расположен-
ной на каретке. Коробка передач
снабжена электромагнитным тормозом.
Механические перемещения суппорта
в продольном и поперечном направле-
ниях производятся с помощью одной
мнемонической рукоятки, расположен-
ной на фартуке. Быстрые перемещения
суппорта осуществляются с помощью
той же рукоятки, но при нажатии
встроенной в рукоятку кнопки включе-
ния электродвигателя привода быстрого
перемещения.
Токарный станок РТ-291 изготовлен
со специальной наладкой и предназна-
чен для обтачивания, растачивания,
торцового точения (одновременно двумя
суппортами) и сверления деталей тина
дисков.
Лоботокарный станок РТ-192 пред-
назначен для токарной обработки
в самоцентрирующем пневмопатрове
деталей из черных и цветных металлов
резцами из быстрорежущей стали и
твердых сплавов. На станке можно
обрабатывать по периферии детали
диаметром до 800 мм и длиной до
150 мм, а также производить непрерыв-
ное точение торца деталей диаметром
до 1000 мм. Выемка в станине позво-
ляет обрабатывать детали диаметром
до 1250 мм и длиной до 130 мм. Ставок
имеет обычную компоновку токарных
станков без задней бабки. Класс
точности станка Н.
Токарно-винторезный патронный
станок МК-163 предназначен для то-
chipmaker.ru
94
Обработка концентрических, деталей
1. Технические характеристики патронных токарных станков с продольным рас поло же
Параметр КТ-64 16К20РФЗс5 МК-603 РТ-291 РТ-192 МК-163 т
Н а ибол ыи и й ди а метр обрабатываемой детали, мм: над станиной над суппортом (вы- 320 180 400 220 650 630 (1250)
емкой) Наибольшее перемеще- ние суппорта, мм; продольное поперечное Шаг нарезаемой резьбы, мм Частота вращения шпинделя, об/мин Пределы подач суп- портов, мм/об шп. [мм/мим 1: продольных 280 170 Опреде- ляется наладкой 9—1800 0,065— 900 До 20 - 12,5 — 2000 [3 — 12001 250 50 12,5— 1600 0,075—1,6 95 140 5- [14—650] 460 600 500 0,1—3,05 655 655 1 — 56 5—522 0,056 —
поперечных Габариты станка, мм: длина ширима высота Масса станка, кг Мощность электродви- гателей главного при- вода, кВт 0,91 0.065 — 0,91 2100 1275 1390 1800 5,5 [1.5— 600] 3360 1710 1750 4000 10,0 0.0375— 0,8 2100 1166 1324 1700 7.0 [7—325] 3930 2765 1635 9900 28.0 0.035 — 1,07 3700 2200 1700 9000 22 2.44 0,04—1,72 3 850 2 620 1 630 10 100 .0
Примечания: 1. Изготовители:
тельный завод «Красный пролетарий» им. А.
скнй завод тяжелого станкостроения нм. В.
2. Здесь и далее принято сокращение:
КТ-64 — Средневолжский станкостроительный
И. Ефремова; 1Н692, PT-291, PT-192, РТ-307,
Я Чубаря.
шпиндель — шп.
карной обработки деталей типа флан-
цев, шкивов, дисков, а также для
нарезания резьб. На станке можно
обтачивать конусные поверхности дли-
ной до 500 мм. Станок имеет крестовый
суппорт с удлиненной поворотной сред-
ней частью, что дает возможность осу-
ществлять механическую подачу суп-
порта в разных направлениях: нижнего
суппорта в продольном и поперечном
направлениях, каретки с суппортом
с помощью ходового винта или реечно-
зубчатой передачи фартука, суппорта
под углом 0—90° с поворотом в двух
направлениях, комбинированную по-
дачу — в различных направлениях,
зависящих от комбинации подач суп-
портов. Задней бабки станок не имеет.
Станок заменяется станком МК-6751.
Токарный патронный станок
МК-166с1 предназначен для обработки
деталей типа коллекторных колец элек-
тродвигателей. Каждая из двух суп-
портных групп станка состоит из ниж-
него поворотного и верхнего суппор-
тов. Наибольший угол поворота ниж-
него суппорта ±60°. Каретка с двумя
суппортами может перемещаться авто-
матически и вручную (на ускоренном
ходу). На станке можно производить
различные токарные работы и нареза-
ние резьб.
Токарный патронный станок РТ-307
служит для обработки фасонных торцо-
вых поверхностей с помощью гидроко-
пировальиого суппорта и работ по
обтачиванию, растачиванию и нареза-
нию резьбы с помощью механического
Обработка наружных и внутренних поверхностей вращения деталей
₽5
нием станины и лоботокарных станков с переставной станиной
со
О ю 05
МК-1 CU CL £ со £ £ £ 10 05 X :69V 1
1000 650 354 540 600 (1400) 1270 (2000) 2000 (3200)
655 655 1—56 5—522 650 650 7,1-750 88 80 1-120 5—500 0 0 10—500 800 960 Опреде- ляется наладкой 2,5—520 1000 800 | 600 1 — 120 5—500 1800 500 2,5 — 125 3000 800 0,8—63
0,056-2,44 0,02—0,86 0,2—3,05 0,08—12 0,05- 0,02 — 0,34 0,75 0,02 — 0,34 [0,005 — 2400] [0,005— 2400] 0,2 — 3,05 0,07— 1,04 0,2— 3,05 0,07 — 1,04 0,9- 166 0,7 — 125 По за- казу
3850 2750 1530 0700 22,0 8650 2305 1600 9650 17,0 4 350 2 200 1 7 10 950 28 4 730 2 450 00 11 480 0 4 210 3 300 2 000 16 000 32,0 4 530 2 1 10 442 2 3 950 200 700 10 025 2,0 6 430 2 930 2 000 14 280 3( 8 300 5 700 3 400 55 000 ),0
завод; МК-163, MK-166cl. МК-6713, 16К20РФЗС5, МК-603 — Московский станкострон-
РТ-45, PT-302, РТ-445, РТ-539 — Рязанский станкостроительный завод; 1А693— Краматор-
суппорта. Гидрокопировальный и ме-
ханический суппорты расположены на
одних салазках.
Токарный патронный станок РТ-45
предназначен для обработки деталей
из черных и цветных металлов. Основ-
ной вид работы на станке — точение
фасонных торцовых поверхностей с по-
мощью гидрокопировального суппорта.
Кроме того, на станке можно выпол-
нять разнообразные токарные работы,
включая нарезание резьб. В станине
станка имеется выемка для обработки
деталей диаметром до 1400 мм и длиной
до 400 мм.
Токарный патронный станок РТ-302
предназначен для обработки деталей
наибольшей длиной 320 мм с фасонными
поверхностями с помощью гидросуп-
порта, а также для обычных токарных
работ, включая нарезание резьб. Гид-
росуппорт допускает глубину резания
не более 5 мм.
Токарный патронный станок
МК-6713 с ЧПУ предназначен для
обработки деталей типа колец, флан-
цев, дисков различной конфигурации,
а также для нарезания крепежных
резьб. Привод главного движения
станка осуществляется электродвигате-
лем постоянного тока, питаемым от
системы двигатель — генератор и
управляемым от тиристорного преобра-
зователя. Станок имеет автоматическую
шестипозиционную поворотную ин-
струментальную головку. Система
ЧПУ (Н22-1м) обеспечивает постоян-
ство скорости резания, перемещение
chipmaker.ru
96
Обработка концентрических деталей
Технические характеристики специальных патронных токарных и лоботокарных станков с поперечной станиной
СМ
E69V 1 2 000 80 | 2300X700 2 50 [ 2 450 2 1 1—100 0.24 — 240 0.12 — 120 5 800 3 870 2 230 29 700 30,0
169 V I 1 200 1400X501 4 1 700 1,6-315 (0, OS- 12,3) (0.11 - 24,G) 4 180 3 660 1 805 14 060
ГФ W1691 630 230 | 250 1 000X250 625 1 000 | 100 12 2—315 4-630 4,8-1200 1-1200 4,8- 1200 1 — 1 200 3 030 3 020 2 920 2 910 1 885 19 500 | 15 000 22,0
09€Ф0е/-1а
zm>szz-id 1 2,92 — 642] 0,1-1200 2,92 —642| 0,1 — 1200 2180 3030 2170 6500 17,0
13£Фзг z-id
400 150 630Х 18 425 600 6 5—1000 0,1 — 1200 0,1 — 1200 2180 | 2180 3,0
говФогг-и
юеФси-и 4.8- 2,4- 880 500 2.4— 2,4 — 440 500 2300 2175 2855 1555 6000 1
€Ф52Д’1с1
Примечание. Изготовители: РТ-725ФЗ, РТ-725Ф301, РТ-725Ф302. РТ-725Ф303, РТ-725Ф321, РТ-725Ф322, РТ-750Ф360,
1691МФЗ — Рязанский станкостроительный завод; 1А691 и 1А692 — Краматорский завод тяжелого станкостроения им. В. Я- Чубаря.
Обработка наружных и внутренних поверхностей вращения деталей
97
суппорта по двум координатам, авто-
матическое переключение девяти ско-
ростей, индексацию инструментальной
головки в шести положениях, выпол-
нение необходимых вспомогательных
команд.
Токарно-винторезный патронный ста-
нок РТ-445 (РТ-445 01) предназначен
для обработки деталей из черных и
цветных сплавов резцами из быстроре-
жущей стали и твердых сплавов.
Основной вид работы на станке —
точение фасонных поверхностей по
торцу гидрокопировальным суппортом.
Кроме того, на станке можно выполнять
различные токарные работы, включая
нарезание резьбы. Задней бабки станок
не имеет. Станина станка имеет
выемку, которая закрывается спе-
циальным мостиком (наибольшая
длина детали, устанавливаемой
в выемке, для станка РТ-445 220 мм,
РТ-445.01 — 230 мм). Шпиндель полу-
чает вращение от электродвигателя
через клиноременную передачу и ко-
робку передач. В переднюю бабку
встроен механизм для увеличения
в 8 раз передаточного отношения между
шпинделем и цепью подач. Суппорт
станка вместе с кареткой перемещается
по направляющим станины и вместе
с поперечными салазками — по на-
правляющим каретки. Продольное и
поперечное перемещения суппорта
могут производиться вручную и меха-
нически. Управление перемещениями
каретки и поперечных салазок осу-
ществляется одной мнемонической
рукояткой. Гидросуппорт установлен
на поперечных салазках станка под
углом 60° к торцу планшайбы. На
ползушке суппорта находится резце-
держатель, поворачивающийся на 180°.
Станок РТ-445 заменяется станком
на базе модели 16П50.
Тэкарно-винторезный . патронный
станок РТ-539 предназначен для обра-
ботки в патроне деталей из черных и
цветных металлов резцами из быстроре-
жущей стали и твердых сплавов. На
станке могут выполняться разнообраз-
ные токарные работы, включая нареза-
ние резьбы метрической, дюймовой и
модульной. Станина станка имеет
выемку, которая закрывается специаль-
ным мостиком с направляющими. Дви-
жение от ходового винта или вала
суппортной группе передается фарту-
ком с электромагнитными муфтами
прямого и обратного хода. Управление
подачами осуществляется от одной
рукоятки. Станок имеет поперечный и
поворотный суппорты с механическим
рабочим и ускоренным перемещениями,
а также ручным. Станок в обычном
исполнении не имеет задней бабки,
однако по особому заказу, за отдель-
ную плату, заказчикам может быть
поставлена со станком задняя бабка
с наибольшим перемещением пиноли
шпинделя 300 мм. Станок заменяется
станком 16П50.
Лоботокарный станок 1Н692 пред-
назначен в основном для обработки
торцовых цилиндрических и кониче-
ских поверхностей различных деталей
массой до 5000 кг. Деталь может уста-
навливаться на планшайбе станка,
в патроне или в центрах (расстояние
между центрами — до 2000 мм, высота
центров над плитой 1000 мм). В патроне
могут быть обработаны детали диаме-
тром 90—1270 мм; диаметр планшайбы
станка 1600 мм. Станок имеет отдельно
стоящую переднюю бабку. Задняя
бабка со станиной закрепляются на
плите. Перемещение задней бабки
в продольном направлении осуществля-
ется от отдельного электродвигателя.
Фартук и прикрепленная к нему
каретка с суппортом имеет продольное
перемещение по своей (отдельно рас-
положенной) станине. Поперечные
салазки суппорта перемещаются по
направляющим каретки, поворотная
часть суппорта смонтирована на по-
перечных салазках и может поворачи-
ваться на 90° в обе стороны. Станок
заменяется станком 1А692Б.
Лоботокарный станок 1А693 имеет
компоновку, аналогичную компоновке
станка 1Н692; он предназначен для
обработки деталей массой до 16 т.
Расстояние между центрами передней
и задней бабок станка 3200 мм.
Станок поставляется потребителям
в порядке, установленном для заказа
уникальных станков.
Токарные патронные станки с число-
вым программным управлением
РТ-725ФЗ, РТ-725Ф301, РТ-725Ф302,
РТ-725Ф303, РТ-725Ф321, РТ-725Ф322
(см. табл. 2) предназначены для обра-
ботки в патроне дисков, фланцев.
r.ru
98
Обработка концентрических деталей
колец и других деталей, наибольшая
длина которых составляет около 1/4 их
наибольшего диаметра с цилиндриче-
ской, конической и фасонной поверх-
ностями. На станках возможна обра-
ботка наружных, внутренних и торцо-
вых поверхностен по замкнутому авто-
матическому циклу в один или не-
сколько проходов. Станки имеют кре-
стовый суппорт с шестипозицнонной
револьверной головкой, перемещаю-
щийся по неподвижной поперечной
(по отношению к оси шпинделя) ста-
нине. Станки оснащены различными
системами числового программного
управления: на станках РТ-725ФЗ
применялась система У221-3061Р
(Н221м) и Контур ЗГ1-68, иа станках
РТ-725Ф301 — Контур 2ПТ-71. Отли-
чительной особенностью станка
РТ-725Ф302 являлось применение си-
стемы ЭМ-907, а станка РТ-725ФЗОЗ —
применение системы Н221м и гидро-
станции объемного регулирования.
В конструкциях станков предусмотрен
датчик нарезания резьбы.
Станки РТ-725Ф321 и РТ-725Ф322
спроектированы на базе станков
РТ-725Ф301 и РТ-725Ф302, основная
характеристика их соответствует базо-
вым моделям. В отличие от базовых
моделей станки имеют шпиндельную
бабку повышенной жесткости, их кон-
струкция предусматривает возмож-
ность встройки транспортера уборки
стружки.
Станок РТ-725Ф.321 оснащен систе
мой Контур 2ПТ-71/2, а станок
РТ-725Ф322 — системой ЭМ-907.
Лоботокарный станок РТ-750Ф360
с ЧПУ и двенадцатипозиционным ин-
струментальным магазином предназна-
чен для обтачивания и растачивания
деталей типа дисков, фланцев, колец
с цилиндрическими, коническими и
фасонными поверхностями в автома-
тическом режиме за один или не-
сколько проходов. Конструктивно ста-
вок выполнен с поперечной станиной
и одним крестовым суппортом, пере-
мещающимся по станине.
Обработку деталей массой до 1250 кг
на станке можно производить в че-
тырехкулачковом патроне диаме-
тром 1000 мм. На станке возможно
обтачивание торцовых поверхностей
с поддержанием постоянной скорости
резания, а также растачивать внутрен-
ние поверхности деталей иа глубину
до 230 мм (при вылете борштанги
250 мм).
Лоботокарный станок 1691МФЗ
(РТ-750Л1ФЗ) с ЧПУ имеет назначение
и компоновку, аналогичные станку
РТ-750Ф360. Станок оснащен двена-
дцатипозиционным инструментальным
магазином и может оснащаться ус-
тройством для нарезания резьб.
Лоботокарные станки 1А691 и 1А692
предназначены для обработки крупно-
габаритных концентричных деталей
типа дисков и фланцев. Станки вы-
полняются с поперечной станиной,
с механическим и гидрокопироваль-
ными суппортами или одним механи-
ческим суппортом. Станки могут вы-
полняться с бесступенчатым регули-
рованием частоты вращения шпинде-
ля, с устройством для поддержания
постоянной скорости резания, а также
устройством для нарезания торцовых
резьб (спирали).
Токарно-револьверные станки
Универсальные токарно-револьвер-
ные станки (табл. 3) применяются
для обработки заготовок в виде прут-
ков диаметром до 100 мм и штучных
заготовок диаметром до 630 мм. На
станках кроме обтачивания и раста-
чивания резцами удобно выполнять
последовательные операции сверле-
ния, зенкероваиия, развертывания, на-
резания резьбы с помощью инстру-
ментов, устанавливаемых в револьвер-
ной головке.
Специальные токарно-револьверные
станки (табл. 4 и 5) отличаются от
базовых универсальных станков удли-
ненной или укороченной станиной,
конструкцией и точностью исполнения
шпиндельного узла, диапазонами ча-
стот вращения шпинделя, пределами
рабочих подач, величинами и скоростью
перемещений суппортов и револьвер-
ных головок, установочно-зажимными
приспособлениями, наличием или от-
сутствием дополнительных устройств
и оригинальных узлов и т. д.
Токарно-револьверный станок
АР-20 (см. табл. 4), спроектированный
на базе универсального станка 111365,
отличается от базовой модели в основ-
Обработка наружных и внутренних поверхностей вра'ценич деталей
9Э
3. Основные размеры универсальных токарно-револьверных станков
Станки прутковые и Пруткове-патронные Наи- больший диаметр обраба- тывае- мого прутка. мм Станки патронные с вертикаль- ной револь- верной головкой Наиболь- ший диа- метр де- тали обрэ* батывае- моЙ н ад станиной, мм
с горизонтальной револьверной го- ловкой с вертикальной или наклонной револьверной головкой
— 1ЕЗЮП; 1Р310П 10 1 Е340БП 403
1Д316П 1Е316П; 1Е316 1Е316ПЦ; 1Е316Р 16 1 А365; 1П365; 1М365; 1Е365; 1Е365Б; 1Е365БП; 1 Е365БПЦ 500
— 1Н318: IH318P 18
1Г325; 1Д325; 1Д325П; 1Д325ПЦ 1Н325; 1Е325; 1Е325П; 1Е325ПЦ 25
1Г340; 1Г340П: 1Г340ПЦ; 1Г340ПФЦ; 1Д34О; 1Д340П; 1Д340ПЦ; 1341; 1K34I; 1А341Ц; 1А341ПЦ 1А340; 1А340Ц; 1В340; 1Е340П; 1Е340ПЦ 40
1П371 1 Е371Б 630
— 1365; 1Е365: 1Е365П; 1Е365ГЩ 65
— 1371; 1Е371 100
ном числом ступеней и пределами
частот вращения шпинделя, конструк-
цией шпинделя (он имеет сквозное
отверстие диаметром 80 мм и расточку
в его переднем конце диаметром 200 мм
на длину 740 мм), числом продольных
и поперечных подач суппортов.
Токарно-револьверный станок АТ-7,
спроектированный на базе универсаль-
ного станка 1П365, отличается от
базовой модели числом ступеней и
пределами частот вращения шпинделя,
конструкцией шпинделя (он имеет
сквозное отверстие диаметром 85 мм
и расточку в его переднем конце
диаметром 220 мм на длину 550 м),
габаритными размерами. Станок осна-
щен цанговым патроном н по особому
заказу выполняется с копировальным
устройством. Ускоренное перемещение
суппортов (револьверного и попереч-
ного) в продольном направлении
6 м/мин.
Токарно-револьверный станок АР-15,
спроектированный на базе универсаль-
ного станка 1П365, отличается от него
наличием поперечного суппорта с уве-
личенным проходом над верхней
частью, равным 420 мм. За отдельную
плату станок может комплектоваться
пневматическим устройством для за-
жима заготовки в патроне.
Токарно-револьверный станок АР-18,
спроектированный на базе универсаль-
ного станка 1П365, отличается от
последнего наличием универсального
револьверного суппорта с вертикаль-
ной осью шестигранной револьверной
головки. Револьверная головка кроме
продольного перемещения может пере-
мещаться и в поперечном направлении.
Поперечный суппорт мостового типа
с передней четырехгранной головкой
и с увеличенным проходом, равным
420 мм. Станок может комплектоваться
патроном диаметром 315 или 400 мм.
В зависимости от диаметра установ-
ленного патрона меняется диапазон
частот вращения шпинделя; 34—
1500 об/мин при диаметре 320 мм;
chipmaker.ru
J00
Обработка конце.нтрических деталей
Технические характеристики специальных токарно-револьверных станков с вертикальной револьверной головкой
Мощность электро- двигателя главного привода. кВт 13,0 13,0 13,0 13,0 13,0 22,0 22,0 22,0 22.0 22,0 22,0 22,0 22,0 22,0
Масса стан • ка. кг 1 3900 3900 3900 3900 3900 6300 6300 6300 6300 6300 6300 6300 6300 6500
Габариты стайка (длина X ширина X X высота), мм 3430X1500X1653 3430X 1730X 1635 3430X 1730X 1655 3430X1730X 1655 3430X1730X1655 4270X 1900X 1680 4230X 1900X 1680 4230X 1900X 1680 4230X1900X1680 4230X1900X1680 4230X 1900X 1680 4230X 1900X 1680 4230X1900X1680 3530X 1900X 1680
Пределы подачи, мм/об поперечной 0,045 — 0.7 0,045—1,35 0,045—1,35 0,03 — 0,9 0.03 — 0,9 0,045 — 1,35 0,045—1,35 0,045 — 1,35 0,045—1,35 0,045 — 0,7 0,045-1.35 0,045-1,35 0,045 — 1,35 0,045-1,35
Пр( Д' Л’ Н?!| 0,09-1,35 0,09 — 2,7 0,09 — 2,7 0,06—1,8 0,06—1,8 0,09-2,7 0,09-2,7 0,09 — 2,7 0,09 — 2,7 0,09 — 1,35 0,09-2,7 0,09-2,7 0,09 — 2,7 0,09 — 2,7
Частота враще- ния шпин - деля, об/мин 59 — 504 50 — 504 34 — 1080 34 — 1500 34 — 1080 20 — 893 17-797 20 — 893 20 — 893 24 — 629 20 — 893 20—893 20 — 893 24 — 628
с к с н oj HOHOliEad ofc BiraVuiuini eTidox to ээгпчкоуивн 660 705 725 725 725 1080 1080 1060 1080 1080 1080 750
BTl -doj. ot iiMfiCi/oj ! i о нd ан s irоя ad xo 210 — 940 255 — 980 275-1000 275 — 1000 275-1000 605—1340 0-1380 0—1400 320—1400 300—1380 320—1400 320—1400 320—1400
Наибольши й дна - метр детали, мм w .vOldOUllAp и orc й)- ч нлпрр djjo 320/4 50 320/450 420/450 420/450 420/450 420/600 420/600 420/600 420/600 420/600 420/600 — /350
ион -ПНЕХО rt'B И OK -оен инне нехэЛ 500 500 500 500 500 630 630 630 630 • 630 630 630 ьзо 630
Станок АР-20 АТ-7 АР-15 АР-18 АР-19 АР-38 АТ-12 АР-17 АР-24 АР-25 АР-28 АР-34 АР-4 1 АР-49
Изготовитель — Алапаевский станкостроительный завод.
О
I
S'
ф
S
к
Обработка наружных и внутренних поверхностей вращения деталей
101
5. Технические характеристики специальных токарно-револьверных станков
горизонтальной револьверной головкой
Параметр
БР-1 БР-2 БРЗ-40АР БРЗ-60АР
Наибольший диаметр, мм:
устанавливаемой детали
прутковой заготовки
Наибольшая длина заготовки, м
Расстояние от торца шпинделя до револь-
верной головки, мм
Наибольшее перемещение револьверного
суппорта
продольное, мм
круговое (поперечное), ...°
Частота вращения шпинделя, об/мин
Пределы подач револьверного суппорта,
мм/об;
продольных
круговых (поперечных)
Габариты станка, мм:
длина
ширина
высота
Масса стайка, кг
Мощность электродвигателя главного при-
вода, кВт
400
65 1 40
3000
82-630
60
1000
548 550
360
60—2000 45—2000
0,036—0,8 0,034 — 1,6
0,02 — 0.5 0.017 — 0,8
30 СО
1300 1200
1500 1560
2700 2500
4,1/6,6 4,5/6,7
Примечание. Изготовитель — Бердичевский станкостроительный завод «Ком-
сомолец».
34—1080 об/мин при диаметре 400 мм.
Патроны для закрепления деталей
могут быть установлены (в зависимо-
сти от заказа) как с ручным зажимом,
так и пневматическим. С помощью
специальных приспособлений возможно
нарезание резцом резьбы с одного из
суппортов.
Токарно-револьверный станок АР-19,
спроектированный на базе универсаль-
ного станка 1П365, отличается от
последнего наличием универсального
револьверного суппоота с вертикаль-
ной осью, плоской револьверной го-
ловки с автоматическими поперечной
и продольной подачей. Поперечный
суппорт — мостового типа с передней
четырехгранной головкой и увеличен-
ным проходом над верхней частью
420 мм. Станок может комплектоваться
патроном диаметром 315 или 420 мм.
В зависимости от диаметра установлен-
ного патрона меняется диапазон частот
вращения шпинделя: а) 34—
1500 об/мин при диаметре 320 мм;
б) 34 — 1080 об/мин при диаметре
400 мм. Патроны для закрепления
деталей могут быть установлены как
с ручным зажимом, так и зажимом
с помощью пневматики.
При использовании специальных при-
способлений возможно нарезание рез-
цом резьбы с одного из суппортов.
Токарно-револьверный станок АР-38
спроектщ 1 ан на базе универсального
станка 1П371; он отличается от по-
следнего наличием на переднем конце
шпинделя вместо трехкулачкового па-
трона специального зажимного при-
способления, приводимого в действие
гидроцилиндром, смонтированным на
левом конце шпинделя. На попереч-
ном суппорте устанавливается спе-
циальный резцедержатель для одного
резца, но может быть установлен и
обычный поворотный на четыре резца.
Револьверный суппорт гидрофнпиро-
ван, он имеет восьмигранную револь-
верную головку, которая в конце
хода при обратном перемещении авто-
матически поворачивается. Станок име-
ет центральный узел охлаждения, с по-
мощью которого охлаждающая жид-
кость по системе трубопроводов под-
водится через ось револьверной го-
ловки к распределительному устрой-
chipmaker.ru
102
Обработка концентрических деталей
ству и от него через пустотелые оправ-
ки и инструменты — в зону резания.
Токарно-револьверный станок АТ-12,
спроектированный на базе универсаль-
ного станка 1П371, отличается от
последнего габаритными размерами,
числом ступеней и пределами частот
вращения шпинделя, имеет сквозное
отверстие в шпинделе диаметром 125 мм
и расточку в его переднем конце
диаметром 200 мм на длину 650 мм.
Станок по особому заказу оснащается
копировальным устройством, позво-
ляющим производить фасонное раста-
чивание.
Токарно-револьверный станок АР-17,
спроектированный на базе универсаль-
ного станка 1П371, отличается от
последнего наличием универсального
револьверного суппорта с вертикаль-
ной осью шестигранной револьверной
головки. Револьверная головка, кроме
продольного перемещения, имеет воз-
можность перемещения и в попереч-
ном направлении. Перемещение в обоих
направлениях может осуществляться
как вручную, так и механически.
Для закрепления детали применяется
трехкулачковый патрон диаметром
400 мм. В станке отсутствует попереч-
ный суппорт.
Токарно-револьверный станок АР-24,
спроектированный на базе универ-
сального станка 1П371; отличается
от последнего наличием усиленного
поперечного суппорта.
Токарно-револьверный станок АР-25,
спроектированный на базе универсаль-
ного станка 1П371, отличается от
последнего числом ступеней и пре-
делами частот вращения шпинделя,
конструкцией шпинделя(ои имеет скво-
зное отверстие диаметром 125 мм и
расточку в его переднем конце диа-
метром 280 мм иа длину 750 мм).
Станок предназначен для работ с за-
креплением детали в цанге. С помощью
копировального устройства можно про-
изводить фасонное растачивание, а при
использовании специальных приспо-
соблений — нарезание резьбы резцом.
Токарно-револьверный станок АР-28
спроектирован на базе универсального
станка 1П371; он отличается от послед-
него наличием универсального ре-
вольверного суппорта, позволяющим
обрабатывать деталь как с продоль-
ной, так и с поперечной подачей
револьверной шестигранной головки.
Токарно-револьверный станок АР-34
спроектирован на базе универсаль-
ного станка 1П371; он отличается от
последнего наличием укороченной ста-
нины и усиленного поперечного суп-
порта.
Токарно-револьверный станок АР-4),
спроектированнный на базе универ-
сального станка 111371, отличается
от последнего наличием узла автома-
тического поворота револьверной го-
ловки при обратном перемещении суп-
порта, а также узла зажима заготовки
с пневмоприводом.
Токарно-револьверный станок АР-49
спроектирован на базе универсального
станка 1П371, ои отличается от ба-
зовой модели наличием гидрокопиро-
вального суппорта. На станке можно
производить подрезку торца и раста-
чивание внутренних конических по-
верхностей. При переналадке станка
можно выполнять обтачивание наруж-
ных конических поверхностен. Станок
предназначен для работ с закрепле-
нием детали в цанге. Наибольший
диаметр обрабатываемой детали, за-
жимаемой в цанге, 170 мм. Станок
отличается от базовой модели кон-
струкцией шпинделя (он имеет сквоз-
ное отверстие диаметром 130 мм и
расточку в его переднем конце диа-
метром 280 мм на длину 500 мм).
Наибольшая длина копируемой части
детали 160 мм. Ход гидросуппорта
равен 90 мм. Угол разворота оси
гидрокопироватьного суппорта к оси
шпиндельной бабки 45°.
Токарно-револьверные станки БР-1
и БР-2 (см. табл. 5) предназначены
для обработки деталей повышенной
точности в условиях серийного про-
изводства. Класс точности станков П,
точность обработки — 8-й квалитет по
СТ СЭВ 144—75; наибольшее допу-
скаемое колебание диаметра прутка,
зажимаемого вкладышами одного ра-
диуса, ±0,2 мм; наибольшее допускае-
мое колебание диаметра штучных за-
готовок ± 1 мм. На станке можно про-
изводить обтачивание, сверление, зен-
керование, растачивание, разверты-
вание, отрезание, нарезание резьбы.
Возможна обработка деталей из прут-
ка в цанговом патроне и штучных за-
Обработка наружных и внутренних поверхностей вращения деталей ЮЗ
готовок в трехкулачковом патроне.
Станок имеет 16-позиционнуто револь-
верную головку с осью вращения,
параллельной оси шпинделя. Попереч-
ная подача осуществляется вращением
револьверной головки. Переключение
частот вращения шпинделя и подач
револьверного суппорта осуществляет-
ся автоматически при повороте револь-
верной головки.
Токарно-револьверные станки
БРЗ-40АР и БРЗ-60АР относятся к ка-
тегории станков повышенной точности
с горизонтальным расположением ре-
вольверной головки. На станках мож-
но производить черновое и чистовое
обтачивание, растачивание, сверление,
зенкерование, развертывание, отрезку,
проточку канавок, нарезание резьб
метчиками и плашками. Станки осна-
щены автоматическим резьбонарезным
устройством, позволяющим нарезать
резцами и резьбовыми гребенками на-
ружные и внутренние резьбы с шагом
0,5—3 мм; нарезание резьб произво-
дится без перерывания цикла работы
станка. На станке БРЗ-40АР прутко-
вые заготовки обрабатываются в цан-
говом патроне, а штучные — в трех-
кулачковом патроне. На станке
БРЗ-60АР обработка прутковых и
штучных заготовок производится в
трех кулачковом патроне, обработка
деталей из прутка (наибольшая подача
прутка 150 мм) осуществляется в авто-
матическом, а штучных заготовок —
в полуавтоматическом режиме. Наи-
большее колебание диаметра обрабаты-
ваемых на станках прутковых загото-
вок ± 1 мм, штучных заготовок ± Змм.
Револьверный суппорт снабжен 16-
позиционной револьверной головкой,
имеющей ось вращения, параллельную
оси шпинделя. Точный останов ре-
жущего инструмента, движущегося
в продольном направлении, осуществ-
ляется регулируемыми кулачками,уста-
навливаемыми на барабане упора, дви-
жущегося в поперечном направле-
нии, — выдвижным упором. Зажим и
подача пруткового материала, а также
зажим штучных заготовок выполняют
с помощью гидравлического механизма.
Увеличение диаметра обработки за-
готовки из прутка на станке БРЗ-60АР
до 60 мм осуществлено за счел оснаще-
ния станка передним гидравлическим
трехкулачковым патроном со смен-
ными кулачками.
Токарные патронные
и патронно-цеитровые
полуавтоматы и автоматы
Токарные патронные полуавтоматы
и автоматы предназначены для на-
ружной и внутренней обработки штуч-
ных заготовок. На полуавтоматах уста-
новка детали, пуск станка и снятие
готовой детали производятся вручную,
цикл обработки и остановка станка
производятся автоматически. Автома-
ты оснащены специальными устрой-
ствами для передачи детали из зоны
загрузки в зону резания, загрузки
ее в патрон, выгрузки из патрона
и транспортирования в зону разгрузки
готовой детали. По числу шпинделей
патронные полуавтоматы и автоматы
разделяюзся на одношпиндельные и
многошпиндельные, по расположению
шпинделей — на горизонтальные и вер-
тикальные.
Одношпиндельные токарные гори-
зонтальные патронные полуавтоматы
и автоматы выполняются либосподвиж-
ной шпиндельной бабкой и непереме-
щающимися вдоль оси шпинделя рез-
цовыми блоками (револьверными го-
ловками), либо с неподвижной шпин-
дельной бабкой и перемещающимися
параллельно оси шпинделя суппорта-
ми, несущими резцедержатели или по-
воротные резцовые головки.
Токарные патронные одн©шпиндель-
ные горизонтальные полуавтоматы с по-
движной шпиндельной бабкой (табл. 6)
работают аналогично токарным прут-
ковым автоматам продольного точения:
на тех и других заданная форма по-
верхности детали получается за счет
перемещения вращающейся заготовки
вместе со шпиндельной бабкой в про-
дольном направлении и согласован-
ного с этим движением перемещения
инструментальной головки (револьвер-
ная головка, резцовый блок на по-
перечном или крестовом суппорте)
в направлении, поперечном>оси вра-
щения заготовки.
Токарный патронный горизонталь-
ный одношпиндельный автомат МА-1169
(см. табл 6), разработанный ЭНИМСом,
предназначен для токарной обработки
chipmaker.ru
104
Обработка концентрических деталей
6. Технические характеристики токарных патронных одно шпиндельных
горизонтальных полуавтоматов и автоматов с подвижной шпиндельной бабкой
Параметр МА-1169 1П416ФЗ 1П716ФЗ БРПФЗР
Наибольшие размеры детали, обрабаты- ваемой над суппортом, мм: диаметр дли и а 100 160 80
Наибольшее рабочее продольное переме- щение шпиндельной бабки, мм 85 90 100 90
Наибольшее поперечное (вертикальное) пе- ремещение суппорта, мм 70 90 (от кулачка) 180 (полное) 100 90 от кулачка
Частота вращения шпинделя, об/мин Пределы рабочих подач, мм/мин: 330—1280 63 — 2800 125—2000 45—2000
шпиндельной бабки Опреде- 2,4—4800 5—500 2,4 — 4800
суппорта Габариты станка, мм: ляется наладкой 1,2 — 2400 5—500 1,2 — 2460
длина 2155 1930 2000 2250
ширина 1550 1040 1500 2500
высота 1750 1880 1700 2040
Масса стайка, кг 3000 3500 3200 3100
Мощность электродвигателей главного привода, кВт 5,5 4.5/6,7 5,5 4,2/6,3
Примечание. Изготовители: 1П416ФЗ, 1П716ФЗ, БРПФЗР — Бердичев-
ский станкостроительный завод «Комсомолец», МА-1169 — НПО ЭНИМС.
деталей типа колец и дисков с диа-
метром вращения над суппортом 100 мм,
над станиной станка 160 мм. Продоль-
ное перемещение сообщается шпин-
дельной бабке, поперечное — верти-
кально расположенному суппорту (ши-
рина зеркала суппорта 220 мм, вы-
сота 435 мм), выполненному в виде
плиты с Т-образнымн пазами для
крепления инструментальных блоков.
Класс точности станка Н. Станок
позволяет производить за одну уста-
новку детали обработку ее отверстия
и горца. Режим обработки задается
с помощью сменных шкивов, устанав-
ливаемых в цепи привода шпинделя,
и сменных кулачков суппорта — шпин-
дельной бабки (время одного оборота
распределительного вала регулируется
в пределах 9,5—30 с). Пуск и оста-
новка станка, а также переключение
режима работы осуществляются кноп-
ками пульта управления, расположен-
ного на выносном кронштейне станка.
Токарные патронные одношпиндель-
иые полуавтоматы 1П416ФЗи 1П716ФЗ
предназначены для получистовой и чи-
стовой токарной обработки деталей
из штучных заготовок. Продольная
подача осуществляется за счет гори-
зонтального перемещения шпиндель-
ной бабкн, вертикальное расположе-
ние револьверного суппорта обеспечи-
вает хороший отвод стружки из зоны
обработки. Управление станками осу-
ществляется с помощью системы 41 (У.
Станок 1П416ФЗ поставляется по ТУ
завода-изготовителя без предваритель-
ного согласования технического зада-
ния.
Токарный патронный одношпиндель-
ный автомат БР-11ФЗР спроектирован
на базе полуавтомата 1П416ФЗ. Авто-
мат оснащен манипулятором, позво-
ляющим автоматизировать процесс
установки заготовки в патрон и снятия
обработанной детали, и системой ЧПУ
1H22-3I. Класс точности станка П.
Станок выполнен с горизонтальной
подвижной шпиндельной бабкой и
вертикальным револьверным суппор-
том. Привод главного движения —
электрический переменного тока, при-
вод движения подачи — электрический
постоянного гока, привод устройства
зажима изделия — гидравлический.
Обработка наружных и внутренних поверхностей вращения деталей
105
1. Технические характеристики натронных токарно-револьверных одношпиндельн, х
горизонтальных полуавтоматов
Параметр 1416 1416Ц 1425
Наибольшие размеры обрабатываемой де-
тали, мм:
диаметр
длина
Расстояние, мм:
от торца шпинделя до торца револьвер-
ной ГОЛОВИН
от осн шпинделя до торца поперечных
суппортов
Наибольшее перемещение револьверного
суппорта, мм
Число поперечных суппортов
Длина хода поперечных суппортов, мм
Частота вращения шпинделя, об/мин
Пределы подач суппортов, мм/мин;
револьверного
поперечных
Габариты ставка, мм:
длина
ширина
высота
Масса станка, кг
Мощность электродвигателей привода глав-
ного движения, кВт
160 250
100 175
245 — 415 260—430 365 — 610
120— -220 165 — 305
170 245
2
100 140
63 — 2000 50—2000 40—1250
20—100 20- 300
25—100 25 — 200 20—200
2050 2105 2680
1550 1405 1900
1850 1875 2500
2900 3250 4200
5.5 7,5
Примечание. Изготовители: 1416 и 1416Ц — Бердичевский станкострои-
тельный завод «Комсомолец»; 1425 — Алапаевский станкостроительный завод
На станке обеспечивается постоянство
диаметра обработанной поверхности
в поперечном сечении 0,006 мм, в лю-
бом сечении — 0,01 мм, шероховатость
обработанной поверхности Ra =
~ 2,5 мкм.
По конструктивному исполнению то-
карные патронные одношпиндельные
горизонтальные полуавтоматы с не-
подвижной шпиндельной бабкой можно
разделить на несколько типов:
1) токарно-револьверные патронные
полуавтоматы (табл. 7) — станки, име-
ющие крестообразную (четырехлуче-
вую) револьверную головку с осью
поворота, параллельной оси вращения
заготовки;
2) токарные патронные полуавтома-
ты фронтального типа (габл. 8), обслу-
живание которых осуществляется опе-
ратором, с торца станка, перпенди-
кулярного оси шпинделя;
3) токарные патронные многорезцо-
вые полуавтоматы горизонтальной ком-
поновки (табл. 9), выполненные с ис-
пользованием шпиндельных бабок и
станин обычных универсальных то-
карных станков;
4) токарные патронные многорезцо-
вые горизонтальные полуавтоматы с
наклонной или вертикальной стани-
ной (см. табл. 9), с компоновкой по
типу горизонтальных токарно-копи-
ровальных многорезцовых центровых
полуавтоматов (см. табл. 17 и 18
гл. 1).
Токарно-револьверные патронные
полуавтоматы 1416 и 1425 (см. табл. 7)
предназначены для обработки в Па-
троне штучных заготовок (поковок
штамповок, отливок) деталей типа
фланцев и дисков.
Полуавтоматы легко переналажи-
ваются за время, незначительно пре-
вышающее продолжительность пере-
наладки обычных револьверных стан-
ков. Они могут поставляться как без
предварительного технического зада-
ния, так и налаженными на обработку
конкретной детали. На полуавтоматах
выполняются операции обтачивания,
сверления, растачивания, зенкерова-
chipmaker.ru
106
Обработка концентрических деталей
8. Тонические характеристики токарных патронных одиошпнндельных
горизс н гальных полуавтоматов и автоматов фронтального типа
Параметр АТ-25ОП СБ-137 Параметр АТ-250П СБ 137
Наибольшие разме- ры обрабатываемой детали, мм: диаметр * длина Наибольшее переме- щение суппортов, мм: 250/165 220 500/320 160 Частота вращения шпинделя, об/мин Пределы подач суп- портов, мм/мин Габариты станка, мм: длина 70—1780 20—500 1940 40 — 1000 10 — 1000 3850
продольное 220 300 ширина 1720 2650
поперечное 180 200 высота 2000 2200
Скорость быстрого перемещения суп- портов, м'мин 1,65—1,8 8.0 Масса станка, кг Мощность электро- двигателя главного привода, кВт 3000 6,5/7.5 9400 34/24
* В числителе приведены диаметры деталей иад станиной,
над суппортом.
в знаменателе
Примечание. Изготовитель СБ-137 — Барановичский завод автоматические
линий.
ния, развертывания, подрезания, про-
резания. Резьба нарезается с помощью
самооткрывающихся головок. Возмож-
на (с использованием нормальных и
несложных специальных приспособ-
лений) обработка внутренних канавок
в отверстиях и на наружной поверх-
ности вращения детали. Полуавтоматы
снабжены четырехпозиционной револь-
верной головкой, предназначенной для
обработки наружных и внутренних
поверхностей вращения, и двумя по-
перечными суппортами для обработки
канавок или фасонных профилей на
наружном диаметре и торцовых по-
верхностей. Цикл работы, за исключе-
нием загрузки, полностью автомати-
зирован и включает автоматическое
перемещение инструмента, изменение
частоты вращения шпинделя и подач
в процессе обработки изделия. Полу-
автоматы допускают многостаночное
обслуживание. Полуавтомат 1416 за-
меняется' станком 1А416.
Токарно-револьверный полуавтомат
1416Ц выполнен на базе полуавтомата
1416, в отличие от базовой модели он
оснащен пневмоструйной системой цик-
лового программного управления. Ско-
рости быстрого перемещения револь-
верного суппорта увеличены по сравне-
нию с аналогичными скоростями базо-
вой модели в 2,2 раза. На станке
можно выполнять все технологические
операции, доступные для базовой мо-
дели.
Токарные патронные многорезцовые
полуавтоматы и автоматы (см. табл. 8)
фронтального типа выпускаются одно-
и двухшпиндельного исполнения.Фрон-
тальная компоновка станков создает
удобство обслуживания станка при
обработке в патроне коротких концен-
тричных деталей (дисков, фланцев,
зубчатых колес, колец и т. п.) и упро-
щает автоматизацию подачи заготовок,
скатывающихся под собственным весом
по лоткам.
Токарный одношпиндельный фрон-
тальный патронный полуавтомат
АТ-250П имеет два независимых кре-
стовых суппорта, которые могут пере-
мещаться в продольном и поперечном
направлениях. Подача их осуществ-
ляется от гидропривода. Каждый суп-
порт имеет две рабочие скорости по-
дачи, переключаемые автоматически.
Передняя бабка и крестовые суппорты
установлены на жестком литом основа-
нии, имеющем проем для сбора струж-
ки. Полуавтомат настраивается с по-
мощью сменных зубчатых колес. Ча-
стоты вращения шпинделя переклю-
чаются автоматически. Автоматическое
Обработка наружных и внутренних поверхностей сращения деталей
107
управление станком осуществляется
через систему циклового программного
управления. Информация о частотах
вращения шпинделя, подачах, направ-
лениях перемещений (т. е. информация
о последовательности операций) на-
капливается в программаторе посред-
ством расстановки штеккеров на штек-
керных панелях по заранее подготов-
ленной перфокарте. На каждом суп-
порте имеются линейки с упорами,
которые расставляются согласно циклу
обработки, производят различные пере-
ключения и определяют пути переме-
щения инструмента.
Токарный одношпиндельный фрон-
тальный патронный автомат СБ-137
может переналаживаться благодаря
особой конструкции загрузочного ус-
тройства и наличия штеккерной си-
стемы управления, которая програм-
мирует работу станка в автоматиче-
ском режиме. Подготовка резцовых
блоков осуществляется вне станка.
Транспортно-загрузочное устройство
состоит из двухзахватной механиче-
ской рукн, подводящего и отводящего
логков, оснащенных отсекателями, хо-
ботковыми выключателями, приемной
и отдающей станциями. Автомат осна-
щен двумя независимыми крестовыми
суппортами с гидроприводом, обеспе-
чивающим бесступенчатое регулирова-
ние скоростей рабочих и быстрых уста-
новочных перемещений. Каждый суп-
порт имеет две рабочие подачи, пере-
ключаемые в автоматическом режиме.
Суппорты установлены на общем ниж-
нем основании с направляющими, рас-
положенными перпендикулярно оси
шпинделя. Автомат может использо-
ваться автономно или встраиваться
в автоматическую линию.
Токарный патронный полуавтомат
1П717ФЗ (см. табл. 9) предназначен
для токарной обработки тел вращения
с канавками, фасками и поверхностями
с криволинейными образующими. За-
готовки крепятся в патроне нлн на
оправке и обрабатываются за один или
несколько проходов в автоматическом
режиме. Станок оснащается системой
ЧПУ Контур 2ПТ или ЭМ 907, имеет
крестовый суппорт, перемещающийся
в продольном направлении по направ-
ляющим станины, расположенным в
вертикальной плоскости. Суппорт не-
сет шестипозиционную револьверную
головку со сменными резцедержате-
лями. Привод подачи осуществляется
двумя гидроусилителями через чер-
вячную пару для подачи в поперечном
направлении и шариковые ходовые
винты для подачи в продольном на-
правлении. Изменение частоты враще-
ния шпинделя производится электро-
магнитными устройствами и девяти-
скоростной автоматической коробкой
скоростей. Зажим обрабатываемой за-
готовки осуществляется с помощью
гидроцнлиндра, управляемого посред-
ством ножной педали. Для удаления
стружки из поддона станка имеется
шнековый транспортер. Станок постав-
ляется как в стандартном (универсаль-
ном) исполнении, так и по согласован-
ным техническим заданиям в специаль-
ном исполнении с наладкой на обра-
ботку конкретной детали или группы
деталей, включая детали с резьбой.
Токарный патронный полуавтомат
с ЧПУ КТ-141 предназначен для токар-
ной обработки в патроне или на оправ-
ке коротких деталей типа фланцев,
втулок, зубчатых колес диаметром до
200 мм (при обработке над станиной)
и радиусом вращения над станиной вы-
ступающих необрабатываемых элемен-
тов — до 200 мм. Станок имеет 12-
позицнонную инструментальную го-
ловку с предварительно настроенными
инструментами. Автоматический поиск
запрограммированного инструмента по-
зволяет устанавливать инструмент на
головке в произвольной последователь-
ности. Система кодирования и поиска
инструмента с применением сменных
кодовых планок позволяет програм-
мировать 79 различных инструментов.
Инструментальная головка расположе-
на на цилиндрической гильзе, которая
перемещается параллельно оси шпин-
деля. Установка вершин режущих
кромок всех инструментов в одной
плоскости сокращает до минимума
холостые хода при смене инструмента
и облегчает программирование. Ста-
нок оснащается устройствами ЧПУ
типа ЭМ907, 1Н22 или Н22-1М. На
станке обеспечивается обработка с точ-
ностью размера подиаметру ±0,015мм,
по длине ±0,02 мм.
Токарный патронный полуавтомат
с ЧПУ КТ-142 является модификацией
108
Обработка концентрических деталей
в. Технические характеристики одношпиндельных горизонтальных токарных патронных
Станок Наибольшие разме- ры обрабатываемой детали, мм Диаметр отверстия шпинделя, мм Число суппортов Наибольшее ра- бочее перемеще- ние суппортов, мм
Диаметр*1 длина *“ продольных крестовых расточных поперечных продольных, продольно- крестовых, расточных поперечных
। продоль- ное j D Е 02 О с Е tc
1П717ФЗ 160/320 100 - — 1 — — 420 160 -
КТ-141 —/200 100 52 — 1 — — 250 125 —
КТ-142 160/— 100/250 52 — 1 — — 250 125 -
НТ-53 200/400 250 52 1 — — 1 250 — 125
1П713ФЗ 250; 180/400 160 - — 1 — — 250 210 -
1П752МФЗ 250/500 250/650 71 — 1 — -— 1035 350 —
1П752МФ305 250/500 250/600 71 — 1 — — 1035 350 —
1П752МФ306 250/500 250/600 71 — 1 — — 1035 350 —
МР-505А 300 150 65 1 — 1 1 220 25 100
МР-15 320 250 — 1 — — 1 500 155 100
ЕТ-65 350 150 - I — — — Определяется наладкой -
1П732ФЗ 400/630 250 — — 1 — — 600 260 —
1П732РФЗ 400/630 250 - — 1 — — 1010 365 -
1П732Ф4 400/630 250 — — 1 — — 1250 410 —
1Л732Ф4А 400/630 250 — — / — — 1250 410 —
1П732МФЗ 400/630 300 72 — 1 — 1250 410 —
1П756ДФЗ 500/630 320 — 1 — — 720 250 -
♦ 1 В числителе приведен наибольший диаметр обрабатываемой детали под суппор
* 2 В числителе приведена наибольшая длина обрабатываемого изделия в патроне, в
* э В скобках указаны пределы рабочих подач в миллиметрах на один оборот шпинделя.
* 4 В скобках указаны габариты и масса с приставными узлами и принадлежностями.
Примечания: I. Частоты вращения шпинделя и пределы рабочих подач стан
2. Изготовители: 1П717ФЗ, КТ-141, КТ-142 — Средневолжский станкостроительный
1П713ФЗ, ЕТ-Б5 — Ейский станкостроительный завод; 1П752МФЗ, 1П756ДФЗ и их мо
модификаций — Московский станкостроительный завод им. С. Орджоникидзе
Обработка наружных и енутренних поверхностей вращения деталей
109
полуавтоматов с продольной станиной
Частота вращен ия шпни - деля, об/мии Пределы рабочих подач, суппортов, мм/мин *а Габариты {длина х ширина X X высота) станка, мм Масса стаи - ка, кг Мощность электро- двигателя главного привода, кВт
продольных и рас- точных в направ- лении попереч- иых
продоль- ном попереч- ном
40—1600 0—540 или 2—1200 0—270 или 2 — 600 — (2800 X 2U10X 1800) или (2920X2670X1860) (3 000) 6,5/8,5
56—2500 1 — 1200 1—600 — 2165X1865X1720 (2200X5160X1900) 4 400 (4 700) 4.5/14,5
56 — 2500 1—1200 1 — 600 — 2290X1865X1720; (2300X5160 X 1900) 4 450 (5 350) 11.5/14,5
56—710 0.12 — 1,38 — 0,016— 2,27 2460X1839X1630 4 000 10
125—1250 5—1200 2,5—600 — (3167X 1292X2164) (4 500) 22,0
6,3—1250 1 — 1200 1—600 — 377ОХ 1810X2195 9 000 22,0
6.3—1250 1 — 1200 1—600 — (5775X3775X 2195) 9 000 22,0
8—1600 1—1200 1 — 1200 — (5675X3775X2840) 9 000 22,0
50—586 (0,14 — 1,26) По ко- пиру (0,09 — 0,8!) 3120X2065X1540 5 800 17.0/22.0/ 30
40—910 20—700 То же 20—250 2630Х 1500X 2200 6 200 20—28
42 — 910 20 — 700 2> — ЗОЗОХ 2090X2310 6 000 20
25—1250 0,1 — 1200 0,1 — 1200 — 3825X2140X 2650 (5410X2520X2650) 11 200 37
25 — 1250 0,1 — 1200 0,1 — 1200 — 4340X2390X2800 (5400X3300X 2800) 10 500 37
25—1250 0,5—1200 0,5—1200 — 4235X2050X2615 10 500 40
25—1250 0,5—1200 0,5—1200 — 4235X2050X2615 10 500 40
25—1250 0,1 — 1200 0,1—1200 — 4340X2390X2800 10 500 40
8—1600 или 10—2000 1—2000 1—2000 — 3000X3500X2600 8 000 22 — 30
том, в знаменателе — над
знаменателе — с поджимом
станиной пли выемкой в станине,
задним центром
нов с ЧПУ уточняются в зависимости от согласованного к применению устройств ЧП У.,
завод; НТ-53 — Новосибирский станкостроительный завод им. XVI партсъезда.
Дификацип — Рязанский станкостроительный завод; МР-505А, МР-15. 1П732ФЗ и ei о
chipmaker.ru
но
Обработка концентрических деталей
полуавтомата КТ-141, оснащенной ги-
дравлической откидной задней бабкой,
он предназначен для обработки за-
готовок с поддержкой задним цент-
ром.
Токарный многорезцовый автомат
НТ-53 спроектирован для токарной
обработки деталей типа фланцев, кры-
шек и втулок на базе универсального
полуавтомата 1А730. Автомат оснащен
магазинным устройством. На автомате
можно производить черновое и чисто-
вое оотачивание, подрезание торцов,
снятие фасок, растачивание отверстий
в зависимости от устанавливаемой
наладки.
Токарный патронный полуавтомат
1П713ФЗ с ЧПУ, выполненный на
базе станка 1713ФЗ, предназначен для
обработки в патроне деталей типа ди-
сков, фланцев, колец и т. п. На полу-
автомате по программе можно осуще-
ствлять обработку наружных поверх-
ностей с прямолинейным и криволиней-
ным формообразованием, подрезание
торцов, прорезание наружных и вну-
тренних канавок, сверление и раста-
чивание отверстий. Полуавтомат снаб-
жен патроном с механизированным
зажимом обрабатываемых деталей. По-
луавтомат оснащается пяти-шестипо-
зиционной револьверной головкой. На
полуавтомате обеспечиваются параметр
шероховатости обработанной поверх-
ности Ra = 2,5 мкм и точность раз-
мера по диаметру 20—30 мкм. Управ-
ление станком осуществляется от кон-
турной системы ЧПУ с вводом про-
граммы от перфоленты Дискретность
перемещения суппорта в продольном
направлении 0,01 мм, в поперечном
0,005 мм. По заказу станок комплек-
туется датчиком резьбонарезания для
получения цилиндрических, кониче-
ских и торцовых резьб.
Токарный патронный полуавтомат
1П752МФЗ предназначен для токарной
обработки по программе от устройства
ЧПУ цилиндрических, конических,
торцовых, ступенчатых и криволиней-
ных поверхностей деталей из черных,
цветных металлов и сплавов, сверле-
ния (диаметр до 70 мм) и растачивания
В них центральных отверстий (глубина
до 250 мм) различного профиля в про-
дольном сечении. В зависимости от
системы ЧПУ, которой оснащается
полуавтомат, на нем возможно наре-
зание цилиндрических, конических и
торцовых резьб шагом до 10 мм.
Компоновка станка — с расположе-
нием зеркала направляющих станины
в вертикальной плоскости. Направля-
ющие для продольного и поперечного
перемещения суппорта выполнены из
стальных закаленных планок. Для
надежного закрепления заготовок при
обработке в патроне, а также для об-
работки удлиненных деталей преду-
смотрен гидроподжнм центром задней
бабки с ходом пиноли 375 мм. Закреп-
ление заготовки производится само-
центрирующим патроном с пневмо-
приводом. На полуавтомате обеспечена
автоматическая смена режущих ин-
струментов с помощью инструменталь-
ного магазина, в который заклады-
ваются восемь заранее настроенных
инструментальных блоков. Подвод ох-
лаждающей жидкости в зону резания
осуществляется через инструменталь-
ный блок. Для удаления стружки из
зоны обработки имеется емкость, рас-
положенная в основании полуавтомата
под обрабатываемой деталью и выдви-
гающаяся по консольным направля-
ющим на заднюю сторону полуавтома-
та. Полуавтомат выполняется по клас-
су точности Нив обычном исполнении
оснащается системой программного
управления ЭМ-907. Он позволяет
получать поверхности по 6—7-му ква-
литету и параметры шероховатосчи
обработанной на полуавтомате поверх-
ности Rz = 20 и Ra = 2,5 мкм.
Токарные патронные полуавтоматы
Ш752А1Ф305 и 1П752МФ306 являются
модификациями станка 1П752МФЗ. Ста-
нок 1П752Л1Ф305 оснащается устрой-
ством ЧПУ типа Н22-1М, станок
1П752МФ306— устройством СС221Т.
Оба станка имеют восьмипозиционный
инструментальный магазин. На станке
1П752МФ305 суппорт имеет быстрые
установочные перемещения в продоль-
ном направлении со скоростью
4,8 м/мин, в поперечном — 2,8 м/мин;
у станка 1П752МФ306 скорости пере-
мещения суппорта в обоих направле-
ниях 8 м/мин. Дискретность отсчета
поперечных и продольных перемеще-
ний у станка 1П752МФ305—0,005 и
0,01 мм, а у станка 1П752МФ306 —
0,002 в обоих направлениях.
Обработка наружных и внутренних поверхностей вращения деталей
111
Станки могут работать с автоопера-
тором РР-1, который имеет гидропри-
вод и предназначен для загрузки и вы-
грузки обрабатываемых деталей типа
тел вращения.
Токарный одношпиндельный много-
резцовый полуавтомат МР-505А пред-
назначен для токарной обработки по-
ковок наружных и внутренних колец
шариковых и роликовых подшипников
и аналогичных деталей. Применение
постоянных кривых копиров суппортов
и сменных зубчатых колес повышает
маневренность полуавтомата и облег-
чает переналадку его с обработки
одной детали на другую. Станок вы-
полнен с горизонтальной станиной и
имеет три суппорта: продольный копи-
ровальный — для обработки наружных
цилиндрических поверхностей, кону-
сов и канавок; расточной копироваль-
ный — для цилиндрических и кониче-
ских расточек и внутренних канавок;
поперечный — для торцовых подрезок
и обработки фасонными резцами.
Токарный гидрокопировальный по-
луавтомат МР-15 предназначен для
токарной обработки деталей типа ко-
лец подшипников, имеющих наружные
и внутренние цилиндрические, кони-
ческие и фасонные поверхности. Обра-
ботка профиля колец производится
копировальным суппортом. Подреза-
ние торцов осуществляется подрезным
суппортом, который может двигаться
на рабочей подаче как при прямом, так
и при обратном ходе. Гидравлическая
следящая система — двухкоординат-
ная. Режим работы станка — автома-
тический; вручную производятся толь-
ко операции загрузки и разгрузки.
Удаление стружки осуществляется
шнековым транспортером.
Токарно-копировальный патронный
полуавтомат ЕТ-65 предназначен для
обработки методом копирования де-
талей типа колец подшипников каче-
ния и выполняется в двух вариантах —
для обтачивания или растачивания.
Токарный патронный полуавтомат
1П732ФЗ с ЧПУ предназначен для
токарной обработки в патроне деталей
сложной конфигурации. На станке
можно производить обтачивание цилин-
дрических, конусных и сферических
поверхностей, подрезание торцов, свер-
ление, зенкерование, развертывание,
растачивание отверстий, нарезание
резьбы, прорезание различных кана-
вок. Компоновка станка выполнена
с наклонным расположением плоскости
направляющих станины. По направ-
ляющим станины в продольном на-
правлении перемещается суппорт, не-
сущий две шестипсзнционные инстру-
ментальные головки с перпендикуляр-
ными относительно друг друга осями
поворота. Система ЧПУ станка обес-
печивает автоматическое управление
перемещениями исполнительных орга-
нов по трем координатам: независи-
мым поперечным перемещением каре-
ток резцовой и револьверной головок
и их совместным (с суппортом) пере-
мещением в продольном направлении.
Станок может также работать в ре-
жиме предварительного набора коорди-
нат; в этом случае в пульте управления
вручную задаются величины переме-
щения головок, подач и частоты вра-
щения шпинделя.
Токарный патронный полуавтомат
1П732РФЗ аналогичен по компоновке
станку 1П732ФЗ, но имеет на продоль-
но-крестовом суппорте только одну
12-позиционную инструментальную го-
ловку револьверного типа с горизон-
тальной осью поворота.
Токарные патронные полуавтоматы
с ЧПУ 1П732Ф4 и 1П732Ф4А отно-
сятся к группе многооперационных
станков (обрабатывающих центров);
они позволяют кроме различных то-
карных работ (выполняемых на токар-
ных полуавтоматах с ЧПУ) произво-
дить вращающимися инструменталь-
ными шпинделями обработку нецен-
тральных отверстий, фрезерование лы-
сок и пазов, нарезание резьбы. Ком-
поновка станков — с горизонтальным
шпинделем н наклонной станиной,
по продольным направляющим кото-
рой перемещается крестовый суппорт.
Для фрезерования и обработки не-
центральных отверстий на суппорте
устанавливаются инструментальные
шпиндели, имеющие независимый при-
вод, закрепленный на поперечной ка-
ретке станка. Станок снабжен инстру-
ментальным магазином на 12 державок,
смена инструмента на суппорте про-
изводится автоматически. На станке
1П732Ф4 необходимая державка уста-
навливается на суппорте непосред-
chipmaker.ru
112
Обработка концентрических деталей
ственно из магазина, на станке
1П732Ф4А предусмотрен механический
загрузчик, который перегружает новую
державку из магазина на суппорт (это
уменьшает время загрузки). Зарядка
магазина производится вручную.
Шпиндель снабжен дополнительным
приводом (шаговый двигатель с гидро-
усилителем), который через червячную
пару поворачивает шпиндель на за-
данный угол, обеспечивая позициони-
рование, а также рабочее и ускоренное
перемещение шпинделя при обработке
нецентральных отверстий и фрезерова-
нии лысок и других операциях. Наи-
больший диаметр (при обработке ста-
ли) сверления 16 мм. Фрезерование
выполняется концевой фрезой наиболь-
шим диаметром 20 мм. Наибольшая
глубина сверления нецентральных
отверстий: продольных 130 мм, попе-
речных 45 мм. Система ЧПУ—Н55-1.
Токарный патронный полуавтомат
с ЧПУ 1П732МФЗ оснащен магазином
на 12 инструментов и предназначен
для обработки в патроне деталей с пря-
молинейным и криволинейным конту-
ром. Компоновка полуавтомата: с го-
ризонтальным шпинделем и наклонной
станиной, по продольным направля-
ющим которой перемещается крестовый
суппорт.
Токарный патронный полуавтомат
с ЧПУ 1П756ДФЗ Рязанского станко-
завода является базовой моделью.
Станок предназначен для токарной
обработки в патроне по программе
различных деталей, имеющих цилин-
дрические, торцовые, конические, сту-
пенчатые и криволинейные поверхно-
сти, а также для сверления и растачи-
вания центральных отверстий глуби-
ной до 200 мм. На станке возможно
нарезание наружных и внутренних
резьб с шагом до 40 мм. Компоновка
станка с наклонным расположением
плоскости направляющих станины обе-
спечивает удобный сход стружки из
зоны обработки и свободный доступ
к обрабатываемой детали. Станок мо-
жет работать с автооператором РР-1,
который выполняет операции по за-
грузке станка заготовками, находя-
щимися в специальном контейнере, н
выгрузке обработанной детали в тот
же контейнер. Смена инструмента осу-
ществляется автоматически с помощью
двух шести-восьмипозиционных ре-
вольверных головок. Подвод охлаж-
дающей жидкости в зону резания
производится через инструментальный
блок. Удаление стружки осуществ-
ляется с помощью транспортера, вы-
двигаемого на заднюю сторону станка.
Полуавтомат оснащен контурной си-
стемой ЧПУ, обеспечивающей дискрет-
ность перемещений по осям координат,
равную 0,002 мм, скорость быстрых
перемещений суппорта 10 м/мин.
Одношпнндельные вертикальные то-
карные патронные полуавтоматы
(табл. 10) имеют продольный (копи-
ровальный или крестовый) суппорт,
предназначенный для обработки торца
и продольной обработки наружных и
внутренних поверхностей вращения
деталей типа дисков, фланцев, и по-
перечный суппорт — для поперечной
обработки их наружной поверхности.
Выпускаются модификации с двумя
крестовыми суппортами, а также име-
ющие кроме правого и левого суппортов
центральный продольный (перемеща-
ющийся по оси шпинделя) резцовый
нли револьверный суппорт. Для обра-
ботки деталей типа стаканов с поджи-
мом задним Центром, фланцев с хво-
стовиками, а также заготовок концен-
тричных деталей, установленных на
оправках, используют центровые мо-
дификации (см. табл. 19 гл. 1) верти-
кальных токарных одношпиндельных
патронных полуавтоматов.
Токарные вертикальные одношпин-
дельные многорезцовые патронные по-
луавтоматы 1723, 1734 и 1751 (см.
табл. 10) предназначены для обработки
в патроне деталей типа дисков, флан-
цев, зубчатых колес и т. п. Станки
практически не требуют фундамента и
не нуждаются в выверке по уровню.
Каждый из станков имеет два суппорта
с отдельным гидроприводом подач,
обеспечивающим бесступенчатое регу-
лирование подачи, автоматический пе-
реход с одной подачи на другую в про-
цессе обработки и на ускоренный ход.
Привод вращения шпинделя осуще-
ствляется двухскоростным электродви-
гателем, который обеспечивает авто-
матический переход с одной скорости
на другую в процессе обработки.
Правый суппорт станков (у 1723 и
1734 — копировальный, у 1751 — кре-
Обработка наружных и внутренних поверхностей вращения деталей
113
'ехяические характеристики вертикальных токарных одношпиндельных патронных полуавтоматов
н D & о электро- двигате- лей глав- ного привода, кВт 7/10,5 13,8/20,4 13,8/20,4 7/10,5 13.8/20,4 13,8/20,4 7/10,5 13,8/20,4 13,8/20,4 7/10,5 13,8/20,4 13,8/20,4 7/10,5 13,5/19,5 13,5/19,5 m
1 Масса стан- ка, кг 4 500 7 000 9 000 5 500 8 500 10 000 5 000 7 600 . 9 500 5 100 7 200 9 700 6 000 8 000 8 200 10 760
Габариты станка (длина X ши- рина х высота), мм 2065 X 1500X 2300 2300 X 1650 X 26001 2400X 1900X 2650: 2200 X 1500X 2300' 2500 X 1650X 2600 2600 X1900 X 2600 2065 X 1500 X 2500 2300Х 1700Х 2800 2400 Х.1900 X 2800 2065X1500X 2700 2300 X 1700X 2900 24 00Х 1900X 2900 1700X2000X 2665 2200X2250X3035 2420 X 2250X3035 2562X 2235X3035
Ч астота вращения шпин - деля, об/мнн 50 — 1250 40—1000 40 — 1000 50—1250 40—1000 40—1000 50-1250 40—1000 40 — 1000 50—1250 4 0—1000 40— 1000 1 63—1410 45—1000 31,5 — 1000 29-225
л СЧ <р е S ojosair 180 240 320 180 240 320 • 180 240 320 180 240 320 | 160 220 220 w
И О к ф О) с а> X X га ojoaoioadM ojoaudu „ 1 320 180 240 320 320 320 160 ! 220 220 1
о о и & С OJOH41TB0 -odniJOM ojoeedu 1111~!i°! । 1 1 1 о
ф OJOHdasMirosad ।।।।।।।j isii 1 1 1 1
й. 3 ф X S OJOHhOXOBd ши isili । । 1 1 1 400
с" <р о X ч га ЕЙ S £Х О с ojosair 420 520 520 420 520 ; 520 420 I 520 520 । 420 520 520 400 500 500 e £ О < ется I налад- с о EC Д ra ex И c
ojoeoioadM ojoaedij 520 420 520 520 520 520 400 500 500 1 c p
<и X ojOHqiruH -OdliUOM OJOHEdU 420 520 420 520 420 520 1 1 1 400 i | X
с г "сс о IlHBMflOlT -oj Hwi4HdaH4iroH -ad о xi4HOX3adM 1 1 1 1 1 1 1 1 1 1 1 1 1 O) R о ч
S и сс д О е е xwsoxaadM I 1 1 l-l 1 “ 1 1 1 1 s
о Х1Ч HMEBSOdllUOM Illi 1 1 1 1 1 - a о EC К ra Q X Ф a к
Наиболъ- шие размеры обраба- тываемой детали (диаметр X высота), мм 200X 160 320X 200 500X 200 200X160 320 X 200 500X 200 200 X 160 320X 200 500X 200 200X 160 320X 200 500X 200 200X 160 320X 200 500X 200 500X200
Станок 1723 . 1734 1751 1723П 1734П 1751 П 1723Г 1734Г 1751 Г 1723P 1734P 1751 P 1723ФЗ 1734ФЗ 1751 ФЗ <£ 4 •
Примечание. Изготовители: 1723, 1734, 1751 и их модификаций — Минский завод автоматических линий; МР-4М— Мо
сковский станкостроительный завод им, С. Орджоникидзе. _____ _______ ________________ __________________
chipmaker.ru
114
Обработка концентрических деталей
стовый) предназначен для продольной
одно- или многопроходной обработки,
левый суппорт (у всех моделей одина-
ковый) с автоматическим отводом при
обратном ходе имеет установочное
перемещение по высоте, регулируемое
в зависимости от размера обрабатывае-
мой детали. Автоматический отвод
суппорта при обратном ходе дает воз-
можность обрабатывать скрытые торцы
в деталях типа чашек и позволяет отво-
дить инструмент, не касаясь обрабо-
танных поверхностей. В гидрокопиро-
вальном суппорте ползун расположен
под углом 45°, что дает возможность
обрабатывать детали с одинаковой по-
дачей по диаметрам и торцам. Удаление
стружки происходит в сторону задней
стенки станка двумя шнековыми струж-
коотводами, установленными под каж-
дым суппортом. Очередность работы
суппортов и цикл правого суппорта
устанавливаются с помощью переклю-
чателей. Цикл работы левого суппорта,
переключение подач суппортов и чи-
сел оборотов шпинделя программиру-
ются на штеккерной панели.
Полуавтоматы 1723П, 1734П и
1751П, являющиеся модификациями
повышенной точности базовых станков
1723, 1734 и 1751, предназначены для
выполнения операций чистовой обра-
ботки в патроне деталей типа колец,
дисков, фланцев, зубчатых колес и т. п.
Правые суппорты у всех станков —
крестовые.
Полуавтоматы 1723Г, 1734Г и 1751Г
имеют такую же компоновку, как и
базовые станки, но дополнительно
оснащены перемещающейся вертикаль-
ного направлению оси вращения шпин-
деля) расточной головкой, предназна-
ченной для выполнения операций свер-
ления, зенкерования и растачивания
Центральных отверстий закрепленных
в патроне заготовок концентричных
деталей при одновременной обработке
их наружных и торцовых поверхностей
вращения резцами, установленными
в правом и левом суппортах. Расточная
головка выполняется с вращающимся
шпинделем, частота вращения которого
регулируется сменными зубчатыми ко-
лесами.
Полуавтоматы 1723Р, 1734Р и 1751Р
отличаются от полуавтоматов 1723Г,
1734Г и 1751Г наличием вместо расточ-
ной четырехпозиционной вертикально
перемещающейся револьверной голов-
ки, предназначенной для многопроход-
ной (за счет смены инструмента) обра-
ботки центральных отверстий концен-
трических деталей.
Токарные вертикальные одношпин-
дельные патронные полуавтоматы
с ЧПУ 1723ФЗ; 1734ФЗ и 1751ФЗ
предназначены для черновой и чисто-
вой обработки в патроне за несколько
проходов наружных и внутренних и
торцовых поверхностей вращения кон-
центрических деталей с прямолинейны-
ми и криволинейными образующими по
7- и 8-му квалнтету точности с авто-
матической сменой режущего инстру-
мента в цикле обработки. Обрабаты-
ваемая деталь закрепляется в механи-
зированном трехкулачковом патроне.
Два суппорта (правый и левый) с че-
тырехпозиционными поворотными рез-
цедержателями (револьверными го-
ловками) выполняют программируемые
перемещения в вертикальном и гори-
зонтальном направлениях. Оба суп-
порта могут работать одновременно.
Перемещение суппортов на один им-
пульс в вертикальном направлении
равно 0,01, в горизонтальном —
0,005 мм. Скорость быстрого переме-
щения соответственно 4,8 и 2,4 м/мин.
Токарный вертикальный патрон-
ный одношпиндельный полуавтомат
МР-4М предназначен для многорез-
цовой обработки штучных заготовок
(поковок) деталей типа колец подшип-
ников. Полуавтомат оснащен тремя
суппортами: продольным — для на-
ружного обтачивания, расточным и
поперечным. Все суппорты имеют бес-
ступенчатый гидравлический привод
рабочей подачи и ускоренные переме-
щения. Суппорты оснащены механиз-
мами, которые осуществляют автома-
тический отвод резца от изделия по
окончании обработки перед отводом
суппортов в исходное положение. Ги-
дроцнлиндры, перемещая копирные ли-
нейки дают возможность продольным
суппортом производить точение на ко-
нус, врезание резца в любом месте
по высоте заготовки. Расточной суп-
порт не имеет копирных линеек, но
с помощью поворотного механизма
может растачивать конические поверх-
ности с углом наклона образующей
Обработка наружных и внутренних поверхностей вращения деталей
115
11. Основные параметры универсальных токарных мнотошниндельиых горизонтальных
патронных полуавтоматов
1Б225П-6К
1Б240П-8
1Б240П-8К
1 А240П-8
1А240П-6
1Б240П-6
1Б240П-6К
Станок
Модель
станка
100
100
100
125
130
130
130
До 2000
101 — 1400
(1820)
101 — 1400
(1820)
101—1440
80—1140
80—1140
(1610)
80—1140
(1610)
6000
8500
1265ПМ-8
1Б265П-8
8500 1Б265П-8К
8500
8500
8500
8500
1265ПМ-6
1Б265П-6
1Б265П-6К
1 А290П-8
1Б290П-8К
130
130
130
160
160
160
160
160
97 — 814
97 — 814
(1290)
97—814
(1290)
75 — 805
78 — 805
(1160)
78 — 805
(1160)
48—620
48 -630
(1000)
13 503
14 503
14 500
13 500
14 503
14 503
16 609
16 800
* В скобках указан верхний предел Частоты вращения для скоростного исполнения
конуса в пределах от 0 до 20°. Полу-
автомат МР-4М заменяется полуавто-
матом 1Б775.
Многошпиндельные горизонтальные
токарные патронные полуавтоматы и
автоматы подразделяют на две группы:
последовательного и параллельного
действия. На станках первой группы
заготовка последовательно обрабаты-
вается на всех позициях, а перенос
ее из одной позиции в другую осуще-
ствляется либо поворотом самого шпин-
дельного блока, либо с помощью авто-
оператора типа механической руки
или специального устройства другого
типа. Станки параллельного действия
применяют для одновременной обра-
ботки нескольких деталей; на них
полная обработка каждой детали осу-
ществляется на одной позиции.
Горизонтальные многошпиндельные
токарные патронные полуавтоматы и
автоматы последовательного действия
могут налаживаться на обработку кон-
кретной детали непосредственно иа
заводе-изготовителе (специальные стан-
ки) или поставляться в стандартной
исполнении по ТУ изготовителя (уни-
версальные станки).
К универсальным горизонтальным
многошлиндельным токарным патрон-
ным полуавтоматам последовательного
действия (табл. 11) относится группа
шести- и восьмишпиндельных полу-
автоматов, предназначенных для то-
карной обработки деталей диаметром
до 160 мм; перенос заготовки из одной
позиции в другую осуществляется по-
воротом шпиндельного блока вместе
с закрепленными в патронах блока
заготовками.
Основная группа специальных токар-
ных многошпиндельных патронных го-
ризонтальных полуавтоматов (и вы-
полняемых на их базе патронных авто-
матов) общемашиностроительного при-
менения включает универсальные полу-
автоматы, оснащенные необходимым
набором принадлежностей и дополни-
тельных устройств (наладок), предна-
значенные для обработки конкретной
детали или группы однотипных дета-
chipmaker.ru
116
Обработка концентрических деталей
лей, а также специальные патронные
полуавтоматы с двойной индексацией
шпиндельного блока (барабана), при-
годные для одновременной обработки
двух деталей или (при наличии авто-
оператора или другого специального
устройства для поворота детали) для
обработки одной детали с двух проти-
воположных концов. К специальным
полуавтоматам (и выполняемым на
их базе патронным автоматам) отно-
сятся четырехшпиндельные, шести- и
восьмишпиндельные полуавтоматы,
предназначенные для обработки дета-
лей диаметром более 160 мм. Кроме
указанных выше станков выпускается
(используемая почти полностью в мас-
совом производстве) группа узкоспе-
циальных многошпиндельных патрон-
ных полуавтоматов и автоматов после-
довательного действия, предназначен-
ных только для обработки одной или
нескольких однотипных деталей. Эти
станки снабжаются автоматическими
загрузочными и разгрузочными устрой-
ствами, механизмами для ориентирова-
ния и закрепления детали в процессе
обработки, оснащаются специальными
инструментальными головками с не-
зависимым приводом и другими налад-
ками.
По требованию заказчика специаль-
ные многошпиндельные патронные по-
луавтоматы могут быть поставлены без
наладки на обработку конкретной де-
тали. В этом случае специальный полу-
автомат оснащается согласованным
предварительно набором оснастки, в ко-
торый могут входить некоторые из
перечисленных ниже устройств:
для точения и расточки конусов
с продольного или поперечного суп-
портов;
для сверления глубоких отверстий;
для нарезания наружных или вну-
тренних резьб метчиками, плашками,
самооткрывающимпся головками, са-
мозакрывающимпся метчиками и рез-
ном путем многократного врезания;
для растачивания канавок и подрез-
ки внутренних торцов;
для растачивания камер;
для обработки поднутренных галте-
лей;
для обтачивания сфер;
для сверления эксцентрично распо-
ложенных отверстий;
для прошивки квадратов и много-
гранников и др.
Технические характеристики ряда
специальных полуавтоматов для штуч-
ных заготовок приведены в табл. 12.
Токарный патронный четырехшпии-
дельный горизонтальный полуавтомат
модели 1А240П-4 (см. табл. 12) пред-
назначен для обработки деталей из
штучных заготовок — штамповок, по-
ковок, отливок, отрезков проката.
На нем можно выполнять черновое и
чистовое обтачивание, подрезание, рас-
тачивание, сверление и развертывание
отверстий, нарезание резьбы, точение
конусов, канавок и другие операции.
Обработка изделий производится в че-
тырех позициях (нарезание резьбы,
быстрое сверление н развертывание —
только в двух позициях). Зажим за-
готовок — гидравлический. Режущий
инструмент закрепляют в державках
и приспособлениях четырехпозицион-
иого продольного суппорта и на четы-
рех поперечных суппортах. Частота
вращения рабочих и инструментальных
шпинделей задается с помощью смен-
ных зубчатых колес. Регулирование
хода продольного и поперечных суп-
портов осуществляется без смены ку-
лачков. Режим работы станка — полу-
автоматический. Полуавтомат оборудо-
ван системой охлаждения и имеет тран-
спортер для стружки. Полуавтомат
заменяется полуавтоматами 1Б240П-4
и 1Б240П-4К (последний — повышен-
ной точности).
Токарные патронные четырехшпин-
дельные горизонтальные полуавтоматы
1265ПМ-4и 1А290П-4имеют назначение
и принципиальную компоновку, ана-
логичные полуавтомату 1А240П-4: по-
зиционирование деталей в процессе
обработки осуществляется поворотом
шпиндельного барабана, продольная
обработка — с помощью продольного
четырехпозиционного суппорта и спе-
циальных дополнительных устройств,
поперечная обработка — с помощью
четырех поперечных суппортов. По-
луавтоматы заменяются полуавтомата-
ми из новой гаммы моделей (соответ-
ственно): 1Б265П-4, 1Б265П-4К и
1Б290П-4, 1Б290П-4К.
Токарный четырехшпиндельный па-
тнонный полуавтомат КА-191 является
модификацией универсального полу-
Обработка наружных и внутренних поверхностей вращения деталей 117
12. Технические характеристики специальных многошпиндельных горизонтальных патронных автоматов и полуавтоматов
последовательного действия
chipmaker.ru
118
Обработка концентрических деталей
Продолжение тябл. 12
Параметр уточняется при проектировании наладки на конкретную деталь
В числителе приведен диаметр над поперечным суппортом, в знаменателе — над продольным.
В числителе даны диаметры резьбы, нарезаемой по стали, я знаменателе — по латуни._______
Обработка наружных и внутренних поверхностей вращения деталей
НО
автомата модели 1А240П-4, он оснащен
загрузочным устройством и специаль-
ной наладкой для обработки деталей
типа шкивов и дисков. В зависимости
от наладки на полуавтомате дости-
гается при 100%-ной загрузке про-
изводительность 55—400 деталей в час.
На станке производят обтачивание,
сверление, подрезание торнов, выта-
чивание канавок и другие операции
при обработке деталей из штучных
заготовок. Установка детали в загру-
зочное устройство или специальный
патрон может выполняться вручную
или автоматическим загрузчиком.
Токарный шестишпиндельный гори-
зонтальный патронный полуавтомат
КА-104 выполнен на базе универсаль-
ного полуавтомата 1А240П-6. Полу-
автомат КА-104 работает как сдвоен-
ный трехшпнндельный полуавтомат;
на нем можно одновременно изготовлять
две различные детали. Заготовки за-
крепляют в патронах поворотного
шпиндельного барабана, периодически
поворачивающегося на 120 . Одна из
заготовок последовательно проходит I,
III и V' позиции, а другая—II, IV
и VI. Снятие готовых деталей и за-
грузка новых заготовок производятся
в V и VI позициях. Поперечные суп-
порты обслуживают пять рабочих по-
зиций; VI позиция поперечного суп-
порта не имеет. Продольный суппорт
обслуживает одновременно все шесть
позиций.
Токарный шестишпиндельный полу-
автомат КА-111 с двойной индекса-
цией шпиндельного барабана предназ-
начен для изготовления деталей из
штучных заготовок (поковок, штампо-
вок, отливок, отрезков проката) из
стали различных марок и цветных
металлов. На полуавтомате можно
выполнять черновое и чистовое обта-
чивание, фасонирование, растачивание,
развертывание, сверление, нарезание
резьбы, подрезание торцов, вытачива-
ние канавок и т. Д. Все позиции
обслуживает один продольный суп-
порт, последние четыре позиции об-
служиваются также дополнительными
устройствами с независимой продоль-
ной подачей, во всех позициях, кроме
первой, можно устанавливать враща-
ющиеся инструментальные шпиндели.
Полуавтомат является модификацией
полуавтомата 1А290П-6 и работает
как сдвоенный трехшпиндельный по-
луавтомат.
Токарный восьмишпиндельный па-
тронный полуавтомат КА-193 является
модификацией универсального полу-
автомата 1А240П-8, оснащенной за-
грузочным устройством для деталей
типа колец и дисков и специальной
наладкой. Режим работы станка (за
исключением загрузки заготовки в за-
грузочное устройство) автоматический.
На станке выполняются обтачивание,
сверление, развертывание, нарезание
резьб и другие операции. В семи ра-
бочих позициях обрабатываются семь
заготовок, VIII позиция — загрузоч-
ная.
Токарный восьмишпиндельный авто-
мат КА-238 предназначен для токар-
ной обработки деталей с выполнением
операций, требующих остановки шпин-
деля в заданном угловом положении.
Возможность фиксированного останов!
шпинделя станка в VI, VII, VIII- по-
зициях в заданном угловом положении
позволяет выполнять операции по-
перечного сверления, зенкерования,
развертывания, фрезерования лысо:;
и пазов, а также производить ориен-
тированную загрузку и выгрузку дета-
лей и другие операции. На станке
можно выполнять черновое, чистовое
и фасонное точение, подрезание торцов,
вытачивание канавок, сверление, рас-
тачивание, развертывание, нарезание,
накатывание и фрезерование резьб,
накатывание рифлений. Каждая пози-
ция обработки, кроме загрузочной,
может обслуживаться отдельным по-
перечным суппортом; продольный суп-
порт обслуживает одновременно вез
позиции. Оснащение станка автомати-
ческим загрузочным устройством по-
зволяет встраивать его в автоматичес-
кие линии.
Многошпиндельные вертикальные то-
карные патронные полуавтоматы и
автоматы различаются по числу рабо-
чих шпинделей (обычно от двух до
шестнадцати), конструктивной компо-
новке и принципу действия.
Вертикальные токарные многошпин-
дельные патронные полуавтоматы по-
следовательного действия (табл. 13)
предназначены для обработки деталей
достаточно сложной конфигурации иа
Примечание. Изготовители: 1К282 н 1283 — Московский станкостроительный завод «Красный пролетарий* нм. А. И. Еф-
ремова: 1284. 1286-8. 1286-6. 1286-4 — Краснодарский станкостроительный завод им. Г. М. Седина.
Обработка наружных и внутренних поверхностей вращения деталей
121
нескольких позициях. Различают полу-
автоматы с поворотным блоком вра-
щающихся шпинделей и с неподвиж-
ным блоком вращающихся шпинделей;
в первом случае перенос детали в сле-
дующую позицию осуществляется по-
воротом шпиндельного блока, во вто-
ром — с помощью автооператора или
вручную.
Полуавтоматы с поворотным блоком
выполняются с 4, 6, 8 и 16 шпинделями.
Они снабжаются продольными и по-
перечными многорезцовыми суппорта-
ми, а также рядом специальных суп-
портов. На этих полуавтоматах при-
меняются следующие стандартные суп-
порты: вертикальный, горизонтальный
(компаундный), универсальный, сдвоен-
ный. Вертикальный суппорт имеет
только постоянный вертикальный ход;
горизонтальный (компаундный) суп-
порт обычно используется для гори-
зонтальной подачи, но им можно про-
изводить обработку сначала с верти-
кальной, а затем с горизонтальной
подачей. Универсальный суппор.т от-
личается от горизонтального только
тем, что направляющие его каретки
могут поворачиваться под любым углом
к горизонту, что дает возможность
обрабатывать конические поверхности.
Сдвоенные суппорты снабжены двумя
одновременно работающими салазка-
ми (вертикальными и горизонтальными)
позволяющими совмещать в одной по-
зиции вертикальное и горизонтальное
обтачивание. Специальные суппорты
проектируются особо для деталей, ко-
торые не могут быть обработаны с ис-
пользованием стандартных суппортов.
Полуавтомат 1К282 (см. табл. 13) —
восьмишпиндельный. Обработка дета-
лей ведется одновременно на семи ра-
бочих позициях (для полуавтомата
с одинарной индексацией) суппортами
различных исполнений. На полуавтома-
те могут быть установлены суппорты
простые или последовательного дей-
ствия, а также сверлильные головки
с одним сверлом или многошпиндель-
ные. С помощью командоаппаратов,
устанавливаемых на каждой позиции,
суппорты могут быть переналажены на
любой сложный цикл с автоматическим
переключением подачи. Полуавтомат
поставляется в двух исполнениях —
силовом и скоростном
Полуавтомат 1283 — восьмишпин-
дельный. Он выполняется также в ше-
стнадцатншпиндельном исполнении
(модель 1283С, диаметр обрабатывае-
мой детали 250 мм). Каждая позиция
полуавтомата может быть настроена
на тот или иной вид обработки неза-
висимо от других позиций.
Шестишпиндельный полуавтомат
1284 служит для обработки изделий,
требующих применения ряда после-
довательных операций (цилиндриче-
ского и конического точения, подре-
зания, растачивания, сверления, зен-
керования и развертывания) в пяти
рабочих позициях, VI позиция ис-
пользуется для закрепления заготовки
и снятия готового изделия. Суппорты
двойного действия, применяемые на
полуавтомате, допускают работу по
вертикали сверху вниз и по горизон-
тали справа налево, суппорты уни-
версального типа — дополнительное
перемещение слева направо и под уг-
лом Полуавтомат модернизирован
(станок 1Б284), в частности увеличены
частота вращения шпинделя (до
224 об/мин) и мощность главного при-
вода (в зависимости от наладки) до
45 кВт.
Полуавтомат 1286 выполняется в
восьмишпиндельном, шестишпиидель-
ном и четырехшпиндельном исполне-
ниях с одинарной или двойной
индексацией. Восьмишпиндельный по-
луавтомат с одинарной индексацией
имеет семь рабочих и одну загрузоч-
ную позицию, полуавтомат с двойной
индексацией — шесть абочих и две
загрузочные позиции. Шестишпиндель-
ный полуавтомат с одинарной индекса-
цией имеет пять рабочих и одну за-
грузочную позицию, а с двойной индек-
сацией — четыре рабочие и две за-
грузочные позиции. На полуавтоматах
1286 могут выполняться обтачивание
и растачивание цилиндрических и ко-
нусных поверхностей стандартными и
специальными резцами, протачивание
торцовых плоскостей, сверление, зен-
кероваиие н развертывание отверстии
сверление отверстий многошпиндель-
ными головками и нарезание резьбы
метчиками, которые возможны при
оснащении станков соответствующими
силовыми головками. Полуавтоматы
выпускаются в двух исполнениях:
chipmaker.ru
122
Обработка концентрических деталей
14. Технические характеристики специальных много шпиндельных вертикальных
токарных автоматов роторного типа
Параметр 6С175 ОС 176 Параметр 6С175 6С176
Наибольшие размеры об- рабатываемой детали, мм: Наименьший импульс под- наладки, мм 0,01
ди а метр длина Число роторов 65 200 Продолжительность цикла обработки, с Габариты станка, мм: 3- -20
рабочих длина 2 260
транспортных контрольных Число рабочих шпинделей Число позиций: 6 8 ширина высота Масса стайка, кг Мощность электродвига- телей, кВт: 2 540 3 11 000 2 830 580 12 003
на каждом транспорт- ном роторе 2- -3 привода каждого шпин- деля 1 .7
и а контрольном роторе Частота вращения шпин- делей, об/мин 2 150—1000 привода вращения ро- торов привода гидростанции 2,8 2.8
Пределы рабочих подач шпинделя, мм/об 0,05 — 5 обща я 15,8 19.8
Примечание. Изготовитель — Московский завод специальных станков
(кС не цста нок»).
нормальном (для обработки изделий
из черных металлов) и быстроходном
(для обработки изделий из цветных
металлов и сплавов).
Вертикальные многошпиндельные
токарные полуавтоматы и автоматы
параллельного действия предназначе-
ны для высокопроизводительной обра-
ботки в патроне деталей относительно
простой конфигурации, обработка ко-
торых возможна в одной позиции;
в этом случае на всех позициях, кроме
загрузочно-разгрузочной, производят-
ся одни и те же операции. К этой
группе станков относятся, например,
роторные автоматы (табл. 14), а также
полуавтоматы и автоматы с рядным
расположением шпинделей. Последние
позволяют производить одновременную
обработку либо нескольких деталей
с одной стороны (параллельная обра-
ботка), либо последовательную пооче-
редную обработку одной детали с двух
противоположных сторон двумя раз-
ными шпинделями (перенос детали
от одного шпинделя к другому осу-
ществляется с помощью автооперато-
ров или вручную).
Токарный роторный автомат 6С175
(см. табл. 14) выполнен с вертикальным
расположением шпинделей и предназ-
начен для токарной обработки деталей
типа втулок, седел и клапанов.
Автомат состоит из роторов: ра-
бочего, транспортных, управления и
контрольного, подводящего и отводя-
щего лотки. Заготовка из подводящего
лотка передается во впускной ротор
и далее проходит через загрузочный,
рабочий, разгрузочный и контрольный
роторы и отводящий лоток. После уста-
новки заготовки загрузочным ротором
в зону одного из шпинделей рабочего
ротора она зажимается, приводится
во вращение и обрабатывается суп-
портом, перемещающимся по заданной
траектории. Полная обработка каждой
детали осуществляется за время пово-
рота рабочего ротора до зоны действия
разгрузочного ротора, который (после
останова шпинделя и освобождения
детали) передает заготовку в контроль-
ный ротор Годные детали контроль-
ным ротором передаются в отводящий
лоток. Автомат заменяется роторными
автоматами 6С215 и МЕ-215.
Токарный роторный автомат 6С176
конструктивно выполнен аналогично
автомату модели 6С175 и отличается
в основном числом рабочих шпинделей.
Обработка наружных и внутренних поверхностей вращения деталей
123
Автомат заменяется роторными авто-
матами 6С214 (модификации 6С214А,
6С214Б, 6С214В, 6С214К) и МЕ-214Г.
Токарный двухшпинде.’ ный патрон-
ный полуавтомат с ЧПУ РТ-555ФЗ
Рязанского станкостроительного заво-
да предназначен для черновой и чисто-
вой токарной обработки деталей типа
шестерен, фланцев. На станке может
производиться токарная обработка на-
ружных, внутренних и торцовых по-
верхностей деталей. Обработка ведется
в автоматическом режиме по заданной
программе. Две независимо работаю-
щие позиции и две системы программ-
ного управления позволяют произво-
дить одновременную обработку двух
деталей одного наименования (причем
возможно на первой позиции обраба-
тывать одну сторону детали, на вто-
рой — другую). Для зажима деталей,
имеющих на наружной поверхности
облойную часть, на первой позиции
применен патрон с самоустапавлива-
ющимися кулачками. Станок оснащен
устройствами для уборки стружки
из зоны резания и для дробления
стружки.
Ниже приведены технические харак-
теристики многошпиндельного верти-
кального токарного патронного полу-
автомата параллельного действия.
Размеры обрабатываемой
детали (диаметр X длина
наибольшая), мм . . . . .
Число рабочих шпинделей
Наибольшая масса обраба-
тываемой детали, кг . . .
Число резцовых (незави-
симых) головок ..........
Число позиций инструмен-
тов в каждой резцовой го-
ловке ...................
Наибольшее перемещение
головок по осн» мм:
6
2 ..................
Частота вращения шпин-
делей, об/мин ............
Пределы рабочих подач,
мм/мин:
продольных ...........
поперечных ...........
Перемещен и я на одни им-
пульс (дискрета), мм:
предо л ьн ые ........
поперечн ые...........
Скорость быстрых переме-
щений, мм/мии:
продольных ....
поперечных
Масса станка, кг . . . .
Мощность электродвигате-
лей главного привода, кВт
50-рЗООх 160
2
50
2
315
420
63—1250
4,8—1200
2,4-600
0,01
0,005
3 000
1 500
22 200
18,0
Токарные прутковые автоматы
Мелкие детали типа втулок и дисков
целесообразно изготавливать на прут-
ковых токарных автоматах, используя
при этом возможность обработки на-
ружных и внутренних поверхностей
вращения в одну установку, а также
оснащенность специальных автоматов
устройствами для соосного и попереч-
ного сверления, центрования, подреза-
ния торцов, протачивания конусов,
обтачивания многогранников, нареза-
ния и фрезерования резьб, фрезерова-
ния шлицев или лысок, для обработки
со стороны отрезания и т. д. В качестве
заготовок для автоматов используются
прутки различного поперечного сече-
нья, трубы и проволока, свернутая
в бунт.
По числу шпинделей прутковые авто-
маты подразделяются .на одношпин-
дельные и многошпиндельные, по рас-
положению шпинделей — на горизон-
тальные и вертикальные. По конструк-
тивной компоновке и характеру работы
одношпиндельные автоматы делятся на
фасонно-отрезные, продольного точе-
ния и револьверные, многошпиндель-
ные автоматы — на автоматы последо-
вательного действия (обработка заго-
товки выполняется последовательно
в нескольких позициях) и автоматы
параллельного действия (на всех рабо-
чих позициях происходит одинаковая
обработка заготовки). Последняя груп-
па автоматов включает токарно-отрез-
ные горизонтальные многошпиндель-
ные автоматы с рядным расположением
шпинделей.
Токарно-отрезные и фасонно-отрез-
ные прутковые и бунтовые автоматы
(табл. 15) предназначены для изготов-
ления несложных по форме деталей не-
большой длины, главным образом ме-
тодом поперечной подачи (с примене-
нием фасонного или отрезного инстру-
мента), хотя на некоторых из них
может осуществляться обработка с про-
дольной подачей детали или продоль-
ного суппорта. Они служат для обра-
ботки деталей из проволоки в бунтах
(деталь не получает вращения) и де-
талей из прутков и труб (деталь полу-
чает вращение в процессе обработки).
Автоматы для обработки деталей из
прутков и труб выпускаются как
chipmaker.ru
124
Обработка концентрических деталей
15. Технические характеристики токарно-отрезных и фасонно-отрезных прутковых
и бунтовых автоматов
Автомат Наибольший диа- метр обрабатывае- мой детали *, мм Наибольшая длина, мм Ч астота враще- ния шпин- деля, об/мин Масса стан- ка, кг Мощ - и ость элек- тродвн- гателя главно- го при- вода, кВт Габариты стайка (длина X ши- рина к высота), мм
обрабаты- ваемой де- тали фасонной об- точки вре- занием продольного точення
Токарные одношниндельиые фасонно-отрезные
для обработки деталей из проволоки в бунтах
1032 12/10 150 12 Нет 620—1962 1600 2,2 2800X915X1275
1 В 032 10/8 6/4 100 10 50 800—4000 1200 2,2 3060X720X1320
1 Б 023 50 5 25 3000— 6000 830 0.8 1860Х585Х 1290
Токарные одиошниидельные фасонно-отрезные прутковые
11Ф16 16 70 <+) 60 260—6300 1000 3,0 1315X780X1460
11Ф25 25 110 ( + ) 100 2000 — 2060 4,0 1900Х 1000 X 1560
4000
11 Ф40 40 ПО ( + ) 100 125—2500 2075 5,5 1900X1000X1560
Токарные вертикальные одношпиндельные отрезные прутковые
МФ-142 J 5 I 110 1 ( + ) I Нет | 1300— I 645 I 1,5 I 800X450X3250
2500
1125 | 2в I 200 | 13 | Нет | 220—105б| 1210 | 1,9/2,1 | 1160X683X1870
Токарно-отрезные четырехшпнидельные горизонтальные прутковые
1240-0 I 40 1 300 I ( + ) I Нет I 198—14231 4400 | 10,0 16000x1323X1950
1Б24О-О 40 350 ( + ) Нет 128—1536 6000 10,0'13,0 6570Х1370X1925
* В числителе дан диаметр детали из прутка, в знаменателе — из бунта.
Примечания: 1. Изготовители: 1032 — Ленинградский згвод станков-автома-
тов: 1Б032 и 1Б023 — Шяуляйский станкостроительный завод; 11Ф16 — Мелитополь-
ский станкостроительный завод им. 23 Октября; 11 Ф25 и 11Ф40 — Хабаровский стан .о-
стрсительиый завод; 1Б240-0 — Житомирский и Киевский заводы стаиков-автоматов
МФ-142 — Московский завод «Фрезер»; 1240-0 — Московский станкостроительный
завод им. С. Орджоникидзе.
2. Здесь и далее ( ) — параметр уточняется при проектировании наладки на
конкретную деталь.
в многошпиндельном (с рядным рас-
положением шпинделей), так и в одно-
шппндельном исполнении. Вследствие
сравнительной простоты конструкции
и быстроходности токарно-отрезные и
фасонно-отрезные автоматы имеют вы-
сокую производительность.
На токарных одношпиндельных авто-
матах продольного точения детали
обрабатываются при вращении прутка
и при продольной подаче его вместе
со шпиндельной бабкой. Сочетание вра-
щения и продольного перемещения
прутка с поперечным перемещением
инструментальных суппортов обеспе-
чивает получение деталей с фасонной
поверхностью, не прибегая к исполь-,
зованию фасонных резцов. Автоматы
позволяют обработать детали с более
сложным профилем и большей длины,
чем на токарных отрезных и фасонно-
отрезных автоматах. Существенным до-
стоинством конструкции автоматов про-
дольного точения по сравнению с то-
карно-револьверными автоматами яв-
ляется возможность обработки всей
поверхности детали в непосредствен-
ной близости к люнету. Это обстоя-
Обработка наружных и внутренних поверхностей вращения деталей
125
16. Технические характеристики
универсальных токарных одношпиндельных
прутковых автоматов продольного точения
Станок
Ч астота
вращения
заготовки,
об/мин
Повышенная точность
1М06П 1Б10П 1М10П 1А12П 6 10 10 10 1 400—10 000 1 400—10 000 900—8 000 900—8 000 630 630 800 800 1,5 1.5 2,2 2.2
Высокая точность
1М06В 6 1 400—10 000 630 1.5
1Б10В 6 1 400—10 000 630 1,5
1М10В 10 900—8 000 840 2,2
1 А12В 10 900—8 000 800 2,2
1 П1 6 16 500 — 5 600 1200 3,0
] 1 Г1 6В 16 500 — 5 600 1200 3,0
1Д25В 25 315 — 4 000 1800 5,5
1М32В 32 315 — 4 000 2000 5,5
Особо высокая точность
1М06А 6 1 400—10 000 630 1,5
1 Б10А 6 1 400—10 000 630 1.5 .
1MI0A 10 800—8 000 840 2,2
1П16А 16 4 00—5 600 1200 3.0
11Т16А 16 400—5 600 1250 3,0
тельство исключает возможность воз-
никновения на детали больших из-
гибающих моментов от усилия реза-
ния на резцах, благодаря чему длин-
ные ступенчатые и фасонные нежесткие
детали с большим отношением длины
к диаметру могут обрабатываться с вы-
сокой точностью.
Универсальные токарные одношпин-
дельные прутковые автоматы продоль-
ного точения (табл. 16), серийно вы-
пускаемые промышленностью, пред-
назначены для токарной обработки
пруткового материала диаметром 6—
32 мм; по особому заказу или за
отдельную плату они снабжаются нор-
мализованными сверлильными и резь-
бонарезными приспособлениями и ря-
дом стандартных принадлежностей.
Специальные токарные одношппн-
дельные прутковые автоматы продоль-
ного точения (табл. 17) в соответствг:|
с согласованным изготовителем и по-
требителем техническим заданием на-
лаживаются на обработку конкретн. й
детали (или группы деталей) и снаб-
жаются необходимыми устройствами
(наладками) (для обработки со стороны
отрезания, поперечного сверления,
сверления глубоких отверстий с мно-
гократным выводом сверла и т. д.).
Выпускаются модификации автоматов
с увеличенным числом суппортов, с
остановом и торможением шпинделя,
магазином для загрузки прутков, с ло-
вителем готовых деталей, с переносчи-
ком деталей и другими специальными
устройствами.
Токарно-винторезный одношппндель-
ный автомат высокой точности модели
1Р103 (см. табл. 17) предназначен для
обработки деталей из холоднокатаного
калиброванного прутка из стали, цвет-
ных металлов и сплавов. Продольное
перемещение шпиндельной бабки вме-
сте с обрабатываемым прутком и по-
перечное перемещение радиально-рас-
положенных суппортов позволяет осу-
ществить любую комбинацию относи-
тельных движений, необходимых для
получения различных тел вращения
при точении простыми резцами. Авто-
мат имеет специальное резьбонарезное
п шлицепрорезное приспособления для
изготовления деталей типа винта и
обеспечивает обработку с точностью
размера по диаметру в пределах
0,008 мм, по длине 0,015 мм и пара-
метром шероховатости обработанной
поверхности Ra = 0,32 мкм. Нареза-
ние резьбы производится методом об-
гона. Расстояние от режущего инстру-
мента до оси обрабатываемой детали
регулируется микрометрическими вин-
тами. Шпиндельная бабка, суппорты,
шпиндель приспособления и механиче-
ская рука получают перемещение от
индивидуальных кулачков. Автомат
поставляется налаженным иа обра-
ботку конкретной детали (или группы
деталей) и оснащается соответству-
ющими дополнительными приспособ-
лениями.
Одношпиндельный токарный авто-
мат ШП-1, спроектированный на базе
универсального автомата продольного
17. Технические характеристики специальных одношпиидельных прутковых автоматов продольного точения
Параметр 1Р103 ШП-1 ШП-7 ШП-8 ЛА-135А 1М10Г А IM10EB 1М10РА ЛА-155
Размеры обрабатываемого прут- м, мм: наибольший диаметр наибольшая длина Длина необработанного остатка прутка (при работе с люнетом), мм Диаметр отверстия шпинделя, мм Наибольшая подача прутка, мм Наибольшие размеры обрабаты- ваемой детали, мм: наружный диаметр длина Наибольший диаметр (по стали), мм: продольного сверления резьбы, нарезаемой плашкой или метчиком 4 160 6 50 4 50 78 2000 3,0 М3 6 8 0 6 6* 7S Опреде- ляется наладкой 4,0 М4 55; 80; 100 М5 и М4 10 3000 170 13 80; 10 100 6,0 М 100 16 4000 40 18 140 16 140 12,0 М8
резьбы, нарезаемой резцом Наибольшая глубина продольного сверления, мм — 6 1 30 — 30; 40 40 30; 40 16 75
Продолжение табл. 17
Параметр 1Р103 ШП-1 ШП-7 ШП-8 ЛА-135А 1М10ЕА 1М10ЕВ 1М10РА ЛА-155
Наибольшая длина нарезаемой резьбы, мм:
плашкой или метчиком 20 30 30 * - 30 35: 40 30; 40 40 30: 40 50
резцом — 18 — — — — — — 14
Число суппортов 5 5 5 5 5 6 6 5 1 •
Поперечный ход суппортов (со- ответственно 1, 2, 3, 4, 5 и 6) 4; 4; 12; 12; 12 Опреде- ляется наладкой 8; 8; 20; 10; 10 Опреде- ляется наладкой 8; 8; 20; 10; 10 10; 10; 15; 15 15; 15 10; 10; 15; 20 20; 20 10: 10: 0; 15; 15 23
Частота вращения, об/мнн:
шпинделя 1600 — 1250 1400 — 10 000 1400 — 10 000 1400 — 10 000 1400—• 6300 900 — 8000 900-8000 900-^-5600 180- 5700
распределительного вала 1,4 —4,0 0,22-51 0,15-50 0,22 — 51 0,254 — 12 0,099- 33,78 0,099 — 33,8 0,099 — 5 —
Габариты станка, мм:
длина ПОП 1250 1250 1250 1250 1460 1460 1460 2200
ширина 715 810 810 810 810 870 870 870 800
высота 1345 1430 1430 1430 1430 1450 1450 1450 1600
Масса станка, кт 380 620 600 600 630 000 840 900 1100
Мощность главного привода. кВт 1.1 1,7 1.5 2,2 • 4,3
• Крестовый, с шестью резцедержателями.
Обработка концентрических деталей Обработка наружных и внутренних поверхностей вращения деталей
Примечание. Изготовители: 1Р103, ШП-1, ШП-7, ШП-8 — Шяуляйский станкостроительный завод; ЛА-lSiA, 1М10ЕА,
1М10ЕВ, 1М10РА и ЛА-155 — Ленинградский завод станков-автоматов.
chipmaker.ru
128
Обработка концентрических деталей
точения 1Б10В, предназначен для из-
готовления деталей с нарезанием резь-
бы резном в несколько проходов. Авто-
мат особо пригоден для изготовления
червяков с метрической, дюймовой я
модульной лево- и правосторонней,
одно- и многозаходной резьбой и
аналогичных деталей. На автомате
можно производить операции, выпол-
няемые на универсальном станке и,
кроме того, нарезать резьбу резцом.
Ориентировочная производительность
0,22—51 штук в минуту.
Одношпиндельный токарный автомат
ШП-7, спроектированный на базе уни-
версального автомата 1Б10В, предна-
значен для изготовления деталей с лы-
сками, прорезями, поперечными от-
верстиями и отверстиями как со сторо-
ны обработки, так и со стороны отре-
зания. Автомат служит для изготов-
ления штырей и корпусов штепсельных
разъемов, а также деталей, по конфи-
гурации сходных с ними. Шпиндель-
ная бабка автомата оснащена устрой-
ством останова шпинделя в ходе рабо-
чего цикла. Цикл работы в автомати-
ческом режиме может производиться
с использованием механической руки
для обработки со стороны отрезания
(на длину 25 мм) или без ее использова-
ния. На автомате производятся сле-
дующие операции: обтачивание, под-
резание, отрезание, центрование, по-
перечное сверление, фрезерование про-
резей, лысок и скосов, а также про-
дольное сверление как со стороны
обработки, так и со стороны отрезания.
Точность размеров обработанных дета-
лей в зависимости от точности заготов-
ки (прутка) по диаметру 0,005 мм, по
длине — 0,012 мм. Параметр шерохо-
ватости обработанных поверхностей
Ra = 1,25 мкм.
Одношпиндельный токарный авто-
мат продольного точения ШП-8 спроек-
тирован на базе универсального авто-
мата 1Б10В, он оснащен механической
рукой и приспособлением для обработ-
ки со стороны отрезки.
Токарный автомат ЛА-135А предна-
значен для изготовления деталей из
прутков методом фасонно-продольного
точения, а также для выполнения
с помощью дополнительных устройств
следующих операций с остановом
шпинделя: поперечного сверления от-
верстий, фрезерования лысок, сверле-
ния эксцентричных отверстий вдоль
оси детали и т. д. Регулирование рас-
стояния от режущего инструмента
до оси обрабатываемой детали произ-
водится микрометрическими устрой-
ствами с точностью 0,001—0,020 мм.
Предусмотрено автоматическое выклю-
чение автомата по окончании обработ-
ки всего прутка, а также в случае
поломки резьбонарезного инструмента
и обрыва ремня шпинделя. Автомат
(за дополнительную плату) постав-
ляется с одно-, двух- и трехшпиндель-
ными сверлильными и резьбонарезны-
ми приспособлениями, шлицепрорез-
ным приспособлением, улавливателем
крупных деталей, приспособлением для
обработки со стороны отрезки и с дру-
гими приспособлениями и принадлеж-
ностями.
Токарные одношпиндельные автома-
ты продольного точения 1М10ЕА и
1М10ЕВ являются модификацией уни-
версальных автоматов IM10A и 1М10В
и отличаются от последних увеличен-
ным числом суппортов. Точность раз-
меров обработанных деталей по диа-
метру и длине на автомате 1М10ЕА
соответственно 0,005 и 0,015 мм, па-
раметр шероховатости обработанных
поверхностей но диаметру Ra = 1,25—
0,63 мкм, по торцу Rz = 40, Ra =
= 2,5 мкм. Для автомата 1М10ЕВ
точность размеров обработанных де-
талей по диаметру и длине соответ-
ственно 0,015 и 0,020 мм.
Токарный одношпиндельный автомат
1М10РА отличается от базового уни-
версального автомата 1М10А в основ-
ном наличием шестисуппортной стой-
ки и возможностью останова и индек-
сации шпинделя. Останов и индекса-
ция шпинделя в автоматическом цикле
позволяют (помимо обработки прутка
методом фасонно-продольного точения)
выполнять операции поперечного свер-
ления, фрезерования лысок и сверле-
ния эксцентричных отверстий вдоль
оси детали. Число фиксированных по-
ложений может быть от единицы ло
четырех. Автомат комплектуется (за
отдельную плату) пписпособлениями:
трехшпиндельным сверлильно-резьбо-
нарезным для многократного ввода
Обработка наружных и внутренних поверхностей вращения деталей
129
18. Технические характеристики универсальных токарно-револьверных прутковых
одношпиндельных автоматов
Станок Класс точности стайка Наиболь- ший диаметр обрабаты- ваемого прутка, мм Частота вращения шпинделя, об/мин, в направлении Масса станка, кг Мощность электро- двигателя главного привода, кВт
левом правом
1Е110 н 10 160—5000 80—630 1325 2.2
1Е110П п 10 160—5000 80—630 1325 2,2
1ДП2 н 12 500—5000 160—1600 1100 2,2
1Е116 н 16 125—4000 60—500 1325 3,0
1Е116П п 16 125—4000 63—500 1325 3,0
1Д118 н 18 400 — 4000 125—1250 1100 2.2
1Л116П п 20 90—5000 45—630 1325 3,0
1Б125 н 25 200—3150 80—1250 2250 5.5
1Е125 н 25 125—4000 63 —500 2500 4,0
1Е125П - п 25 125—4000 63—500 2840 4.0
1Б140 н 40 160—2500 63—1000 2300 7,5
1F140 н 40 80—2500 40—315 2600 5,5
1Е140П п 40 80—2500 40—315 2850 5,5
и вывода сверла, для обработки со
стороны отрезания и др. Точность
размеров обработанных на станке де-
талей по диаметру до 0,005 мм, по
длине — до 0,015 мм. Параметр шеро-
ховатости обработанных поверхностей
по диаметру Ra = 1,25-т-0,63 мкм,
по торцу от Rz = 40 до Ra ~ 2,5 мкм.
Токарный одношпиидельиый автомат
с ЧПУ ЛА-155 предназначен для из-
готовления деталей из калиброван-
ного прутка методом продольного то-
чения. На станке можно производить
следующие виды токарной обработки:
обтачивание цилиндрических и фа-
сонных поверхностей, подрезание тор-
цов, центрование, сверление, зенкеро-
вание, развертывание и растачивание
отверстий, нарезание резьб метчиками
и плашками, отрезание деталей. Основ-
ной отличительной особенностью стан-
ка является наличие вертикального
крестового суппорта с шестью резце-
держателями и трехшпиндельного
сверлильно-резьбонарезного устрой-
ства с приводами подач от силовых
шаговых электродвигателей, управ-
ляемых двухкоордннатной системой
ЧПУ. Трехкоординатное устройство
ЧПУ позволяет одновременно рабо-
тать двумя инструментами — резцом
И одним из инструментов, установлен-
ным в шпинделе трехшпиндельного
устройства. Конструкция загрузочного
устройства позволяет произвести бы-
струю смену поддерживающей трубы
при изменении диаметра обрабатывае-
мого прутка. Станок обеспечивает точ-
ность размеров обработанных деталей
с допусками по диаметрам в пределах
0,008—0,01 мм и по линейным разме-
рам до 0,018 мм. Диапазон подач
шпиндельной бабки 5—240 мм/мин,
инструментов суппорта 5—120 мм/мин.
Нарезание резьб происходит со ско-
ростью, равной 0,1 а свинчивание —
со скоростью, равной 0,3 скорости
главного шпинделя.
Токарно-револьверные одношпин-
дельные прутковые автоматы позво-
ляют осуществить последовательную
обработку прутковой заготовки не-
сколькими инструментами, установлен-
ными в револьверной головке и, кроме
того, фасонными и отрезными резцами,
закрепленными в поперечных суппор-
тах. Токарно-револьверные автоматы
обычно применяют для изготовления
деталей относительно небольшой дли-
ны и сложной конфигурации, обработ-
ка которых не может быть обеспечена
на токарных автоматах продольного
точения.
Универсальные токарно-револьвер-
ные автоматы (табл. 18) предназначе-
ны для выполнения операций обтачи-
вания и растачивания изделий про-
стыми и фасонными резцами; нарезания
резьбы метчиками, плашками и само-
раскрывающимися резьбовыми голов-
chipmaker.ru
130
Обработка концентрических деталей
нами; сверления, зенкерования и раз-
вертывания центральных отверстий в
концентрических деталях. Обычно с
автоматами поставляются качающийся
упор и устройства для быстрого свер-
ления и для протачивания конусов,
а по особому заказу — устройство
внешней подачи прутка, приспособле-
ние для продольного обтачивания,
комплект инструментальных держа-
вок и др.
Специальные токарно-револьверные
прутковые одиошпиндельные автоматы,
выполненные иа базе универсальных
станков, поставляются налаженными
на обработку конкретной детали (груп-
пы деталей), н в соответствии с согла-
сованным между потребителем и по-
ставщиком техническим заданием осна-
щаются рядом стандартных и специаль-
ных устройств и приспособлений, в ча-
стности механизмом внешней подачи
прутка, прутковым магазином; меха-
низмом правки прутка, механизмом
ваправки прутка, устройством для
останова и индексации шпинделя, ги-
дрокопировальиым устройством, при-
способлениями для продольного обта-
чивания, протачивания” конусов, по-
перечного сверления, нарезания резь-
бы резцом или гребенкой; устройства-
ми и приспособлениями для доделоч-
ных операций со стороны отрезки,
для фрезерования шлицев и лысок,
для фрезерования наружных резьб и др.
В многошпиндельных токарных прут-
ковых автоматах последовательного
действия используется принцип по-
зиционной обработки. Этот же принцип
используется и при обработке ца одно-
шпиндельных токарно-револьверных
автоматах с той разницей, что в ре-
вольверных одношпиндельных авто-
матах производится смена позиций
инструментов, а в многошпиндельных—
самих обрабатываемых деталей. В мио-
гошпиндельных автоматах работа всех
инструментов может быть совмещена
по времени (совмещение операций),
тогда как в револьверных одношпин-
дельиых автоматах инструменты в ос-
новном работают последовательно . и
большую часть времени находятся
в бездействии. Это различие обеспе-
чивает большую производительность
многошпиндельиых автоматов. Однако
на миогошпиндельных автоматах в
ряде случаев • достигается меньшая
точность обработки, что обусловли-
вается трудностью точной фиксации
шпиндельного блока на всех позициях.
Универсальные многошпиндельные
прутковые токарные автоматы (табл. 19)
выпускаются с горизонтальным рас-
положением шпинделей в шести- и
восьмишпиндельном исполнении для
обработки деталей из пруткового ма-
териала диаметром до 100 мм.
Специальные токарные горизонталь-
ные многошпиндельные прутковые ав-
томаты последовательного действия
(табл. 20) выполняются с восьми-,
шести-, и четырехпозиционным шпин-
дельным барабаном н позволяют про-
изводить токарную обработку прутков
и труб диаметром до 125 мм, а в не-
которых случаях и до 140 мм. Восьми-
и шестишпиндельные автоматы выпол-
няются с одинарной или двойной ин-
дексацией шпиндельного барабана, с
нормальным (относительно базового
станка) или увеличенным диаметром
обработки. Все специальные автоматы
в соответствии с согласованными тех-
ническими заданиями могут постав-
ляться как налаженными на обработку
конкретной детали, так и без наладки
на деталь (под наладку заказчика).
В набор оснастки спецстанка, постав-
ляемого без наладки на деталь, могут
входить некоторые из перечисленных
ниже устройств:
для точения и расточки конусов
с продольного или поперечного суп-
портов;
для нарезания наружных или вну-
тренних резьб метчиками, плашками,
самооткрывающимися головками, са-
мозакрывающнмнся метчиками, рез-
цом путем многократного врезания;
для обтачивания сфер;
для сверления эксцентрично рас-
положенных отверстий;
для прошивки квадратов или много-
гранников;
для сверления глубоких отверстий;
для обработки длинных деталей и др.
Токарный четырехшпиндельный
прутковый автомат 1216-4 (см. табл. 20)
предназначен для обработки деталей
из калиброванного прутка. Автомат
может оснащаться приспособлениями
для обработки торца детали со стороны
отрезки, для фрезерования шлицев
Обработка наружных и внутренних поверхностей вращения деталей 131
19. Технические характеристики универсальных токарных горизонтальных
миогошпнндельных прутковых автоматов последовательного действия
Станок Число- шпинделе а Наибольший диа- метр обрабатывае- мого прутка, мм Частота вращения шпинделя, об/мин Маа > станка, кг Станок Чпсло шпинделей Наибольший диа- метр обрабатывае- мого прутка, мм Частота вращения шавнделя, об/ыик . Массе ел ка* кг
Нормальная точность Повышенная точность
1216-6 6 16 617 — 4460 317 — 2650 4 000 12I6-6K 6 16 617 — 4460; 317 — 2650 4 000
1А223-6 6 25 280—2560 5 700 1Б216-6К 6 16 375—5000 4 400
1А240-8 8 32 177-1730 9 000 1Б225-6К 6 25 350—3500: 280—2800 в 500
1А240-6 6 40 142 — 1600 9 000 1Б240-8К 8 32 180—1800; 180 — 2650 9 000
1Б240-6 6 40 141—2640 9 000 1Б240-6К 6 40 141—2640 9 000
1265М-8 8 50 97 — 1176 13 Б00 1Б265-8К 8 50 97 — 1810; 27 — 1176 14 500
1265М-6 6 65 73 — 1065 13 500 1Б265-6К 6 65 73 — 1590; 73 — 1065 14 500
1А290-8 8 80 80—703 18 000 1Б290-8К 8 80 80—1200; 80—706 20 300
1 А290-6 6 100 70—565 17 600 1Б290-6К 6 100 70,5—930; 70,5—567 20 000
и других доделочных операций. Каж-
дый шпиндель обслуживается суппор-
том с самостоятельным ходом. Автомат
заменяется автоматом 1216-4К.
Токарный шестишпиндельный прут-
ковый автомат МР32 является модифи-
кацией универсального автомата
1А225-6. На автомате можно произво-
дить параллельную обработку двух
одинаковых или различных деталей.
На автомате помимо выполнения то-
карных работ можно произвести свер-
ление отверстий со стороны отрезания,
фрезерование шлицев и лысок при вра-
щающейся детали и обтачивание много-
гранников. Автомат заменяется спе-
циальными автоматами, выполняемы-
ми на базе универсальных автоматов
1Б225-6 и 1Б225-6К Житомирского
завода ста и ков-автоматов и 1В225-6
Московского станкозавода
им. С. Орджоникидзе.
Токарный четырехшпиндельный
прутковый автомат 1А240-4 предназна-
чен для выполнения операций черно-
вого н чистового обтачивания, подрез-
ки, растачивания, сверления и развер-
тывания отверстий, нарезания резьбы,
точения конусов, многогранников, вы-
точки канавок в деталях из прутковых
заготовок. Каждую рабочую позицию
обслуживает отдельный поперечный
суппорт. Подача прутка для обработки
новой детали и обрезание готовой
детали производятся в позиции IV.
Автомат заменяется автоматом
1Б240-4К Житомирского завода стаи-
ков-автоматов.
Шестишпиндельный автомат КА-107
предназначен для изготовления дета-
лей из калиброванных прутков и труб.
Автомат выполнен на базе универсаль-
ного автомата модели 1А240-6 и рабо-
тает (в отличие от базового) как сдвоен-
ный трехшпиндельный; на нем можно
одновременно обрабатывать две раз-
личные или две одинаковые по форме
детали. Шпиндельный барабан с ше-
стью шпинделями периодически пово-
рачивается иа 120°, перемещая заго-
товки в следующую позицию обработ-
ки. Одна из обрабатываемых загото-
вок последовательно проходит I, II
и V позиции, другая — II, IV и VI.
Отрезание готовой детали и подача
заготовки производятся в V и VI по-
зициях.
Шестишпиндельный прутковый ав-
томат модели КА-106 является моди-
фикацией универсального автомата мо-
chipmaker.ru
132
Обработка концентрических деталей
Примечание. Изготовители; МР-32 — Московский станкостроительный завод им. С. Орджоникидзе; остальных моделей
Киевский завод станков-автоматов им. М. Горького.
Обработка наружных и внутренних поверхностей вращения деталей
133
дели 1А240-6, предназначенной для
обработки заготовок с диаметром боль-
шим, чем иа базовом стайке. Шпин-
дельный барабан с рабочими шпинде-
лями периодически поворачивается на
60'; каждая заготовка последовательно
обрабатывается во всех позициях. Про-
дольный суппорт — общий для всех
позиций; каждая позиция обслужи-
вается отдельным поперечным суппор-
том.
Шестишпиндельный автомат КА-103
предназначен для изготовления деталей
из калиброванных прутков и труб.
Он является модификацией универсаль-
ного автомата 1А240-6, и его отличие
заключается в двойной индексации
шпиндельного барабана и в возмож-
ности обработки заготовок с диаме-
тром большим, чем иа базовом станке.
На автомате КА-103 можно одновре-
менно обрабатывать две различные
или две одинаковые по форме детали.
Шпиндельный барабан поворачивается
иа 120°, и одна из заготовок последова-
тельно проходит нечетные, а другая —
четные позиции. Автомат поставляется
либо уже налаженным на обработку
конкретной детали либо наладку осу-
ществляет заказчик; в этом случае
к нему могут быть поставлены устрой-
ства для нарезания резьбы, быстро-
го сверления и развертывания, допол-
нительный комплект сменных зубча-
тых колес.
Токарный четырехшпиндельный прут-
ковый автомат 1265М-4 предназначен
для обработки деталей из калиброван-
ного прутка круглого, квадратного
и шестигранного профилей и труб
различных марок стали и цветных ме-
таллов. На автомате имеются четыре
поперечных суппорта (с независимым
приводом каждый) и один продольный
суппорт, обслуживающий четыре по-
зиции. На продольном суппорте в двух
позициях могут устанавливаться ин-
струментальные державки с независи-
мой (от продольного суппорта) пода-
чей, а также инструментальные шпин-
дели с самостоятельным приводом.
Автомат 1265М-4 заменяется автома-
тами 1Б265-4 и 1Б265-4К.
Токарный' четырехшпиндельный
прутковый автомат 1А290-4 Киевского
завода станков-автоматов нм. М. Горь-
кого предназначен для изготовления
деталей из труб. Автомат выполняет
черновое и чистовое обтачивание, под-
резку, вытачивание канавок, отрезку,
центрование, сверление, растачивание,
зенкерование, развертывание, нареза-
ние резьбы. Режущие инструменты
закрепляются в державках и приспо-
соблениях на продольном суппорте
и четырех поперечных суппортах; при-
способление для быстрого сверления
может быть установлено в любой
позиции, кроме I, а приспособление
для нарезания резьбы — только в по-
зициях III и IV. По согласованию
е заказчиком автомат может выпу-
скаться в быстроходном исполнении.
Автомат 1А290-4 заменяется автоматом
1Б290-4К.
Токарно-карусельные станки
Токарно-карусельные станки обычно
применяют для обработки концентри-
ческих деталей больших габаригоЕ и
массы, установка которых на верти-
кальных планшайбах н в патронах
горизонтальных токарных и лобото-
карных станков затруднена или не-
возможна. На токарио-карусельны;!
станках планшайба (стол, важимной
патрон) совершает вращательное глав-
ное движение вокруг вертикальной оси,
движение подачи сообщается инстру-
менту.
Универсальные токарно-карусель-
ные станки (табл. 21) выпускаются
с планшайбами диаметром 710—8750 мм
(наибольший диаметр обработки 800—
10 000 мм); станки с диаметром обра-
ботки 3200 мм и более относятся
к уникальным станкам и распреде-
ляются по специальному перечню.
Универсальные токарно-карусель-
ные станки выполняются в одностоеч-
ном (наибольший диаметр обработки
до 1600 мм) или двухстоечном (наиболь-
ший диаметр обработки 2500 мм и
более) конструктивном варианте. Одно-
стоечные станки имеют один верти-
кальный суппорт с пятипозициониой
револьверной головкой, который пере-
мещается по горизонтальным направ-
ляющим поперечины, и один горизон-
тальный суппорт- с чётырехпозициои-
иым резцедержателем, перемещающий-
ся по вертикальным направляющим
chipmaker, ru
134
Обработка концентрических деталей
21. Основные размеры универсальных товарно-карусельных станков
Станок Диаметр X X высота (обрабатывае- мой детали), мм Станок Диаметр X X высота (обрабатывае- мой детали), мм
1508 1510 1512; 1512Ф1; 1512ПФ1; 1512Ф2; 1512ФЗ 1516; 1516Ф1; 1516ПФ1; 1516Ф2; 1516ФЗ 1525; 1525Ф1; 1525Ф2; 1525ФЗ 1Л532; 1Л532Ф2 800X630 1 000 X 800 1 250 X1 000 1 600 X 1 000 2 000 X Г 600 3 200X1 600 1532Т 1540; 1540Ф1; 1540Ф2; 1540Т 1550; 1550Ф1; 1550Т 1563; 1563Ф1 1580Л 1А591 3 200X2 000 4 000X2 000 4 000X2 500 5 000X2 500 6 300X3 200 8 000X3 200 10 000X5 000
стойки. Ползуны вертикального и го-
ризонтального суппортов имеют со-
ответственно вертикальный и горизон-
тальный рабочий ход. Двухстоечиые
станки выполнены с неподвижным пор-
талом, по стойкам которого переме-
щается поперечина с двумя вертикаль-
ными суппортами; по особому заказу
некоторые нз двухстоечных станков
дополнительно комплектуются одним
или двумя горизонтальными суппор-
тами.
Специал ьи ые токарно-кару сел ьн ые
станки (табл. 22) изготовляются в ос-
новном на базе универсальных, их
отличает от базовых станков увеличен-
ная или уменьшенная высота обработ-
ки, число и конструкция горизонталь-
ных и вертикальных суппортов, за-
жимные устройства, наличие дополни-
тельных приводных головок (фрезер-
ных, шлифовальных, сверлильно-ра-
сточных), приспособлений и устройств
для отсчета углов поворота планшай-
бы, растачивания глубоких отверстий,
прорезания кольцевых пазов и кана-
вок, обтачивания и растачивания ко-
нусов, копировальной обработки фа-
сонных поверхностей вращения, наре-
зания резьбы, работы по упорам
и т. д. Станки выпускают в одностоеч-
ном и двухстоечном исполнениях, осо-
бо крупные двухстоечные станки вы-
полнены с двумя (центральной и коль-
цевой) планшайбами и подвижным
порталом.
Токарно-карусельный одностоечный
станок КС-297 (см. табл. 22) снабжен
электрокопировальным устройством и
предназначен для обработки рабочей
поверхности формовочных и выгибиых
штампов для изготовления деталей
типа цельнокатаных железнодорожных
колес. Суппорт станка имеет горизон-
тальное (900 мм) и вертикальное
(360 мм) рабочие перемещения.
Токарио-карусельный одностоечный
станок КС-412, изготовленный на базе
универсального токарио-карусельного
станка 1516, оснащен сменными при-
способлениями, позволяющими произ-
водить при ремонте обработку цельно-
катаного железнодорожного колеса,
а также бандажа и колесного центра.
Обрабатываемая деталь крепится в
трехкулачковой самоцентрирующейся
планшайбе. Вертикальный суппорт
станка смонтирован на подвижной
поперечине и оснащен устройством,
позволяющим растачивать конусную
канавку с уклоном 1 : 3 в бандаже под
замковое кольцо. Кроме того, иа стан-
ке можно производить точение и рас-
тачивание цилиндрических и кониче-
ских поверхностей; обработку плоских
торцовых поверхностей со ступенча-
тым регулированием скорости резания
иа чистовых и получистовых режимах
вертикальным и боковым суппортами;
сверление, зенкерование, развертыва-
ние, прорезание канавки и отрезку.
На станке возможна работа по упорам.
Токарно-карусельный одностоечный
станок 1501М предназначен для обра-
ботки деталей типа цельнокатаных
железнодорожных колес. На стайке
можно производить черновое и чисто-
вое растачивание отверстия ступицы,
подрезку торца с внутренней стороны
колеса, снятие радиусов, прилегающих
к отверстию ступицы. Вертикальный
суппорт неподвижно установлен иа
Обработка наружных и внутренних поверхностей вращения деталей
13
стойке. В ползуне вертикального суп-
порта жестко крепится борштанга
с выдвижными резцами. Горизонталь-
ный суппорт снабжен регулируемой
по вертикали резцедержавкой. Цен-
трирование, зажим и освобождение
детали осуществляются пятикулачко-
вой самоцентрирующейся планшайбой
с механическим приводом. Изменение
частоты вращения планшайбы, вклю-
чение и выключение рабочих подач
суппортов производят на ходу. Станок
снабжен ограждением планшайбы двух
типов: подвижным, которое обеспечи-
вает безопасность во время работы
станка, неподвижным, служащим для
сбора стружки и направления ее на
транспортер. Станок может работать
в ручном и полуавтоматическом режи-
мах; управление работой станка — ди-
станционное — с подвесного кнопоч-
ного пульта.
Токарно-карусельные двухстоечные
станки 1Б502 и 1Д502 предназначены
соответственно для черновой и чисто-
вой обработки деталей типа цельнока-
таных железнодорожных колес. На
станках можно производить подрезку
торца и обтачивание поверхности сту-
пицы, подрезку торца и обкатывание
цилиндрического пояска обода с на-
ружной стороны колеса, обтачивание
профиля катания и гребня, подрезку
торца обода с внутренней стороны ко-
леса. На станке 1Д502 можно также
растачивать отверстия ступицы. Все
суппорты станка 1Б502 снабжены элек-
трокопнровальными устройствами; для
обеспечения дополнительного прижима
обрабатываемого колеса по торцу сту-
пицы станок снабжен также специаль-
ным суппортом, расположенным под
поперечиной. У станка 1Д502 копиро-
вальными устройствами снабжены пра-
вый вертикальный и оба боковых суп-
порта; левый вертикальный (расточной)
суппорт управляется путевыми и ко-
нечными выключателями. Все суппор-
ты каждого из станков имеют ускорен-
ные установочные перемещения (го-
ризонтальные суппорты 800 мм/мин,
вертикальные 1600 мм/мин).
Центрирование и зажим заготовки
иа станках осуществляются трехку-
лачковой самоцентрирующейся план-
шайбой с механическим приводом.
Для установки и снятия изделия на
станке установлены два консольно-
поворотных крана с электромехани-
ческим приводом. Управление работой
стайка (в ручном и полуавтоматическом
режимах) производится со стационар-
ного пульта, управление краном —•
с индивидуальных подвесных кнопоч-
ных пультов.
Токарно- кару сел ьи ые дву хстоечныа
станки 1540П и 1550П предназначены
для обтачивания и растачивания цв-
линдрических и конических поверх-
ностей, подрезания торцов, прорезания
кольцевых пазов и канавок в различ-
ных деталях газовых и паровых тур-
бин, но могут быть использованы каж
станки общего назначения. Станки
оснащены электроконтактными копи-
ровальными устройствами для обра-
ботки поверхностей тел вращения скрй-
Чо/шнещюц образующей; специальное
приспособление дает возможность про-
изводить точение торцовых поверх-
ностей с постоянной скоростью реза-
ния. Вертикальные суппорты, распо-
ложенные на поперечине, имеют не-
зависимые приводы подач и ускорен-
ных перемещений. Регулирование по-
дачи — бесступенчатое иа ходу стач-
ка. Управление станком—дистанцион-
ное.
Станки могут оснащаться приспо-
соблением для обтачивания конусов
(угол наклона образующей обтачивае-
мых конусов 3—87°, интервал между
•углами наклона образующей Г), де-
сятискоростной фрезерной головкой
(частота вращения шпинделя 80—
675 об/мин, наибольший диаметр тор-
цовой фрезы для станка модели 1540П
ПО мм, модели 1550П — 150 мм).
К станку 1540П может быть поставлен
боковой суппорт с ходом ползуна
950 мм и наибольшим вертикальным
перемещением 2320 мм. Станки яв-
ляются модификацией базовых универ-
сальных станков 1540 и 1550.
Двухстоечные токарно-карусельные
станки КУ-50 и КУ-63 предназначены
для обтачивания и растачивания ци-
линдрических и конических поверх-
ностей, а также для подрезания торцов
деталей. На станках можно выполнять
черновую и чистовую обработку де-
талей из чугуна, стали, цветных
металлов и сплавов. Станки сконструи-
рованы на базе универсальных токарио-
chipmaker.ru
136
Обработка концентрических деталей
22. Технические характеристики специальных токарно-карусельных станков
Станок Диаметр план- шайбы, мм Наибольшие размеры уста- навливаемой детали, мм 3 Число суппортов Ход ползу- нов суппор- та, мм Ход бокового суп- порта по стойке, мм
Наибольшая ма, устанавливаемой детали, т
ди а метр высота верти- каль- ных гори- зои- таль- ных верти- каль- ных горн- зои- таль- ных
КС-297 1 400 930 300* 3 1 — 360
КС-412 1 400 1 600 1000 5 700 630 1000
1501М 1 400 1 050 (+) 0,62 1000 550 (+)
1Б502 1 400 1 050 (+) 0,62 2 (+)
1Д502 1 400 1 050 (+) 0,62 2 (+)
КУ-407 3 200 2500 40 2 1 1600 1750
КУ-321 4 000 2400 63 2 —. 1600 — —
КУ-280 4 000 2500 63 2 1600 — ч—"
КУ-333 4 000 2500 63 2 1600 1650 2000
КУ-408 4 000 3200 63 2 1 2000 1750
1540П 4 000 2500 50 2 <•—1 1600 •—
1550П 4 500 5 000 3200 63 2 — 2000 — —
КУ-50 4 500 5 000 2000 50 2 (+) 1250 — —
КУ-325 4 500 5 000 2500 63 2 1 1600 1100 2260
КУ-265 5 000 3200 63 2 — 2000 — —
КУ-281 5 000 3200 100 2 1 2000 1250 2800
К У-63 6 600 6 300 2500 80 2 — 1600 —
КУ-409 6 300 6 000 3200 125 2 *— 2000 — —
КУ-107 6 300 3200 125 2 1 2000 1250 2800
КУ-346 6 300 3200 125 2 — 2000 —
КУ-64 6 300 5000 125 2 2500 — —
КУ-282 6 300 5000 125 2 1 2000 1250 4600
КУ-322 7 100 8 000 4800 125 2 —-» 2000 —
КУ-65 7 100 8 000 5000 125 2 — 2500 — ►—
КУ-Ю1 7 100 8 000 5000 125 2 1 2500 1250 4600
КУ-152 •• 12 500
<1Б591) 8 750 10 000 ♦* 5000 200 2 *•— 3200 — —'
КУ-153 •• 11 200 16 000
<1 Б592) 6 300 12 500 •» 5000 320 2 3200 —
КУ-299 •’ 14 800 20 000
(1 Б594) 8 000 16 000 •* 6300 560 2 4000 •—
” Прн придвинутом портале.
•а В числителе указаны данные для кольцевой
*3 Значения даны в миллиметрах в минуту.
планшайбы,
в знаменателе для
Примечание. Изготовители: КС-297, КС-412, 1Б502, 1Д502 и 1501М —
с кий завод тяжелого станкостроения.
Обработка наружных и внутренних поверхностей вращения деталей
137
Частота вращения планшайбы, об/мин Пределы рабочих подач ползунов суппорта, мм/об Габариты станка (длина X ширина X X высота), мм Масса стан к а,- кг Мощность электро- двигателя главного привода. кВт
верти- кального горизои- тального
8,7—104 0,5—2 - 4 807x2 760X3 790 18 580 31
4 — 200 0,07- -12,5 3 190X3 360X4 100 18 000 30
10—200 48-101 •’ 48 »• 3 790 X 1 735X4 240 16 000 30
24- 36 24 — 42 *s 6 050X7 515X5 340 45 000 160
27-42 30—100 •• 24—53 *• 6 050X7 515X5 340 4 500 55
0,66—62,1 0,059 -470 5 100X9 300X7 700 115 000 63
0,46—42,5 0.035—285 — 6 060X10 410X8 400 145 000 125
0,46—42,5 0,043 — 352 — 6 060Х 10 410Х 8 400 134 000 125
0,46—42,5 0,043 — 352 0.059 — 465 6 060X10 410X8 400 180 000 125
0.46—42,5 0,035 -285 6 100Х 10 400X9 100 150 000 125
0,52—48.7 0,059—470 — 5 900X10 100X7 700 106 200 63
0.34—31,2 0,044 — 352 — 6 600X11 400X9 100 144 000 125
0,46—43,4 0,059 — 470 — 6 170X11 760X7 150 116 500 63
0.34—34.2 0,043 -352 6 560Х 11 410X8 400 150 000 125
0,34 — 31,2 (+) — 6 560X11 410X9 100 145 000 125
0,15 — 24,8 0,035 — 285 0,035—285 7 500Х 12 900X9 765 215 000 125
0,3—27.6 0,044—352 — 7 400Х 12 700X8 400 181 300 125
0.46—42,5 0,0352 — 285 — 8 200Х 14 200x9 800 240 000 125
0128—23,2 0.015 — 285 0.035—285 8 215X14 200X9 760 247 000 125
0,34 — 31.2 0,043 — 352 — 8 213Х 14 200X9 750 235 000 125
0,28—23,2 0,035—285 — 8 213Х 14 200Х 12 220 240 400 125
0,15 — 25,5 0,035—285 0,035—285 8 415Х 14 200Х 12 260 268 000 125
0,22—20,1 0,035—285 — 8 615X17 600X12 060 320 000 125
0,23—19.3 0,035— 285 — 8 615X17 600X 12 060 281 160 125
0,23 — 19,3 0,035—285 0.035—285 8 615X17 600X12 060 291 760 125
0.11 — 11,2 0,041—300 — 13 805X22 800Х 15 508 610 000 160
0,051 — 5,1 0,041—300 19 380X25 ЗООХ 18 775 807 000 125-160
0.28 — 23,2 •*.
0,041 — 4,1 0.041 — 300 20 035X28 800X22 080 1 335 000 2Х 160
0,127—12,7»
центральной.
Краснодарский станкостроительный завод им. Г. М. Седина; остальных моделей —Коломен-
Обработка концентрических деталей
r.ru
138
карусельных станков моделей 1540
и 1550, но имеют увеличенный диаметр
планшайбы (по сравнению с базовыми
станками). Станки имеют два верти-
кальных суппорта, каждый из которых
осуществляет независимую подачу от
электродвигателя постоянного тока.
Быстрые перемещения суппорта и пол-
зуна осуществляются от асинхронного
электродвигателя переменного тока
с пульта управления дистанционно.
Каждый суппорт имеет свой механизм
отсчета перемещений. Механизм от-
счета перемещений ползуна находится
иа суппорте. Поперечина перемещается
от асинхронного электродвигателя пе-
ременного тока. Станки управляются
с двух пультов — подвесного и ста-
ционарного. Для расширения техно-
логических возможностей станков к ним
по особому заказу могут поставляться
дополнительные узлы: к станку
КУ-50 — боковой суппорт, к станку
КУ-63 — расточной суппорт и при-
способление для выверки изделия,
к станкам обоих моделей — фрезерная
головка, револьверная головка, при-
способление для точения конусов, при-
способления для копирования, для
отсчета угла поворота планшайбы,
для растачивания глубоких отверстий
и для поддержания постоянной ско-
рости резания при торцовом точении.
Токарно-карусельные двухстоечные
станки КУ-64 и КУ-65 предназначены
для обтачивания н растачивания цилин-
дрических и конических поверхностей,
подрезания торцов, прорезания коль-
цевых пазов и канавок в различных
деталях из чугуна, стали и легких
сплавов инструментом из быстрорежу-
щей стали и твердого сплава.
Станки оснащены электроконтакт-
иым копировальным устройством для
обработки поверхностей тел вращения
с криволинейной образующей. Спе-
циальное приспособление дает воз-
можность производить точение торцо-
вых поверхностей с постоянной ско-
ростью резания. Вертикальные суп-
порты, расположенные на поперечине,
имеют независимые приводы подач и
установочных перемещений.
Токарно-карусельные двухстоечные
станки КУ-101 и КУ-Ю7 служат для
обработки чаш и конусов засыпных
устройств доменных печей, ио могут
быть использованы и как универсаль-
ные для обтачивания и растачивания
цилиндрических и конических поверх-
ностей, подрезания торцов, кольцевым
пазов и канавок в различных деталях.
Станки изготовлены на базе универ-
сальных токарно-карусельиых стан-
ков 1580Л и 1563.
Станки оснащены электроконтакт-
иыми копировальными устройствами
для обработки тел вращения с криво-
линейной образующей. Специальное
приспособление дает возможность про-
изводить точение торцовых поверхно-
стей с постоянной скоростью резания.
Вертикальные суппорты, расположен-
ные на поперечине, имеют независимые
приводы подач и установочных пере-
мещений. На правой стойке размещен
боковой суппорт с независимым приво-
дом подач, обеспечивающий удобную
обработку деталей типа чаш и конусов.
Управление станками дистанционное.
Станки КУ-Ю1 и КУ-107 могут осна-
щаться комбинированным суппортом
с ползуном и расточным шпинделем,
приспособлением для обточки конусов,
фрезерной головкой, приспособлением
для центрирования и выверки изделия,
поворотной шлифовальной головкой
для бокового и вертикальных суппор-
тов, поворотной фрезерной головкой.
Комбинированный суппорт имеет пол-
зун с ходом .2000 мм и расточной
шпиндель диаметром 125 мм с ходом
1000 мм. Угол поворота суппорта от
—15 до +30°. Приспособление для
обточки конусов позволяет обрабаты-
вать конусные поверхности с углом
наклона образующей 3—87°. Цена
деления установочной шкалы 1°. Фре-
зерная головка допускает обработку
изделий торцовыми фрезами диаме-
тром до 150 мм. Приспособление для
центрирования и выверки детали имеет
ползун с ходом 1500 мм и скоростью
перемещения 70 мм/мин. Поворотная
шлифовальная головка с шлифоваль-
ным кругом диаметром до 450 мм по-
ворачивается в вертикальной и гори-
зонтальной плоскостях на 360°; ско-
рость вращения шпинделя 1420 об/мии.
Специальные токарио-карусельпые
станки КУ-152 (1Б591) и КУ-153
(1Б592) выполнены с подвижным порта-
лом. На станках можно выполнять
обдирочные и отделочные операции на
Обработка наружных и внутренних поверхностей вращения деталей
139
деталях из чугуна, стали, цветных
металлов и их сплавов: обтачивание
и растачивание цилиндрических и ко-
нических поверхностей с любым углом
наклона образующей, прорезание ка-
навок, обработку с постоянной ско-
ростью резания торцовых плоскостей,
обработку фасонных поверхностей по
копиру.
Станки снабжены двумя вертикаль-
ными суппортами — правым и левым.
Левый суппорт комбинированный, ои
конструктивно представляет собой узел
состоящий из двух механизмов — то-
карного суппорта и устройства для
фрезерно-сверлнльно-расточных работ,
снабженного расточным шпинделем ди-
аметром 160 мм с ходом 1250 мм.
Правый и левый вертикальные суп-
порты поворачиваются на 10—}-30°
относительно оси планшайбы. На пра-
вом суппорте находится копировальное
приспособление для обработки криво-
линейной поверхности тел вращения.
Со станками могут быть поставлены
приспособление для обтачивания ко-
нусов методом двух подач, приспособ-
ление для центрирования и выверки
деталей и суппорт на колонке.
Токарно-карусельный двухетоечиый
станок КУ-265 предназначен для раста-
чивания деталей типа сферических
крышек, растачивания и обтачивания
цилиндрических и конических поверх-
ностей и обработки торцовых плоско-
стей различных деталей. Левый верти-
кальный суппорт стайка комбиниро-
ванный, с расточным шпинделем.
Токарио-карусельиый двухстоечный
станок КУ-280 выполнен иа базе уни-
версального токарно-карусельиого
стайка модели 1540Т и имеет механи-
вированное крепление изделия и ком-
бинированный суппорт.
Токарно-карусельный двухстоечный
станок КУ-281 сконструирован иа
базе универсального токарио-карусель-
ного станка 1550Т и рредиазначеи для
обработки деталей из чугуна, стали,
цветных металлов и сплавов диаметром
до 5000 мм и высотой до 3200 мм.
В отличие от базового станок имеет
боковой и два вертикальных суппорта,
левый из которых комбинированный,
что позволяет при применении трех
специальных приспособлений обраба-
тывать изделия типа чаш и конусов за-
сыпных устройств доменных печей.
На станке можно обтачивать и раста-
чивать цилиндрические и конические
поверхности, подрезать торцы, про-
резать кольцевые канавки н пазы
в различных деталях.
Токарно-карусельный двухстоечный
станок КУ-282 имеет портал более
высокий, чем у базового станка 1563,
и боковой суппорт. Станок служит
для обработки изделий типа чаш и
конусов засыпных устройств домен-
ных печей, а также для обтачивания
и растачивания цилиндрических и
конических поверхностей, подрезания
торцов, прорезания и подрезания коль-
цевых канавок в различных деталях.
Специальное приспособление дает воз-
можность производить точение тор-
цовых поверхностей с постоянной ско-
ростью резания. Применение трех спе-
циальных приспособлений для точения
конусов позволяет вести обработку
конусов тремя суппортами.
Токарио-карусельиый станок моде-
ли КУ-299 (1Б594) выполнен с подвиж-
ным порталом. На станке можно про-
изводить обтачивание и растачивание
цилиндрических и конических поверх-
ностей с любым углом наклона обра-
вующей, обработку торцовых плоско-
стей с постоянной скоростью резании,
обтачивание и растачивание фасонных
поверхностей по копиру, прорезание
и подрезание канавок. При придвину-
том портале иа станке обрабатываются
изделия диаметром до 16 000 мм, при
отодвинутом — до 20 000 мм. Станок
имеет центральную планшайбу диа-
метром 8000 мм, вращающуюся с ча-
стотой 0,127—12,7 об/мин, и кольце-
вую планшайбу диаметром 14 800 мм,
имеющую частоту вращения 0,041—
4,1 об/мии. Станок снабжен двумя
вертикальными суппортами, поворачи-
вающимися относительно оси план-
шайбы иа угол —10-;—Ь30°. Левый
суппорт комбинированный с расточным
шпинделем диаметром 160 мм и ходом
1250 мм. На правом суппорте находится
копировальное приспособление для об-
работки криволинейных поверхностей
тел вращения. Со станком могут быть
поставлены приспособления для обта-
чивания конусов методом двух подач,
для центрирования и выверки изделий
и суппорт на колонке.
chipmaker.ru
140
Обработка концентрических деталей
Токарно-карусельные двухстоечные
станки КУ-321 и КУ-322 спроекти-
рованы на базе токарно-карусельных
станков 1540Т и КУ-65, чистового
растачивания конических и цилиндри-
ческих отверстий в деталях типа сту-
пиц гребных винтов. Станки имеют
два суппорта. Левый суппорт комби-
нированный, с расточным шпинделем.
Диаметр расточного шпинделя станка
модели КУ-321 90 мм, ход шпинделя
800 мм. У станка КУ-322 диаметр
расточного шпинделя 125 мм, ход
1000 мм.
Токарно-карусельный двухстоечный
станок КУ-325 изготовлен на базе
универсального станка 1550 для об-
работки конусов и 'Чаш доменных печей
и оснащен одним боковым и двумя
вертикальными суппортами. Станок
может быть использован как универ-
сальный для выполнения разнообраз-
ных токарных работ. На станке может
выполняться черновая и чистовая об-
работка деталей из чугуна, стали, цвет-
ных металлов и сплавов. Оснащение
станка боковым суппортом позволяет
обрабатывать детали типа конусов
и чаш. Для расширения технологиче-
ских возможностей станка с ним (как
и со станками моделей КУ-101 и
КУ-107) за дополнительную плату
могут поставляться дополнииельные
узлы.
Токарно-карусельный двухстоечный
станок КУ-333 предназначен для об-
работки кривошипов сборных колен-
чатых валов. На станке может произ-
водиться торцовое обтачивание криво-
шипов с наибольшим диаметром 3500 мм
(с откинутой поддержкой) или 4000 мм
(со снятой поддержкой), прорезание
щек, растачивание отверстий, обра-
ботка галтелей. Станок может быть
использован как универсальный. Он
имеет два боковых суппорта (правый
и левый) и два вертикальны суппорта.
Левый вертикальный суппорт комбини-
рованный, с расточным шпинделем
диаметром 250 мм и ходом 1200 мм.
Частота вращения расточного шпин-
деля 16—250 об/мин.
Токарно-карусельный двухстоечный
КУ-346 спроектирован для обработки
деталей турбин, гидрогенераторов и
других деталей энергетического ма-
шиностроения; он также может быть
использован как универсальный. На
станке производятся обтачивание и
растачивание цилиндрических поверх-
ностей, а также протачивание, шлифо-
вание и суперфиниширование торцо-
вых плоскостей деталей. Станок имеет
два вертикальных суппорта, он осна-
щен шлифовальной головкой и устрой-
ством для суперфиниширования. Ча-
стота вращения шпинделя шлифоваль-
ной головки 1460 об/мин, наибольший
диаметр шлифовального круга 450 мм.
Число колебаний державки, т. е. двой-
ных ходов в минуту, 955—1455 при
амплитуде колебания 2; 3; 4,6; 5,6
и 6 мм.
Токарно-карусельные двухстоечные
станки КУ-407 и КУ-408, изготовлен-
ные на базе универсальных токарно-
карусельных станков 1532Т и 1540Т,
предназначены для обработки пробок
и колец шаровых кранов, а также для
обтачивания и растачивания цилиндри-
ческих и конических поверхностей,
подрезания торцов, прорезания коль-
цевых пазов и канавок в различных
изделиях. Станки имеют два верти-
кальных и один боковой суппорт.
Применение копировальных устройств
на левом вертикальном и боковом
суппортах дает возможность вести
обработку сфер у пробок и колец
шаровых крнов как точением, так и
шлифованием.
Токарно-карусельный двухстоечный
станок КУ-409, выполненный на базе
универсального станка 1563, предназ-
начен для обработки деталей типа сту-
пиц и шатунов; он может быть исполь-
зован как станок общего назначения
для выполнения разнообразных то-
карных работ. Левый шпиндель стан-
ка — расточной (диаметр шпинделя
250 мм, ход 1200 мм, частота вращения
16—250 об/мии). Для отсчета горизон-
тальных перемещений суппортов по
траверсе и вертикального перемещения
ползуна правого суппорта станок осна-
щен системой цифровой индикации.
Протяжные стаики
Для обработки внутренних поверх-
ностей вращения (центральных отвер-
стий) концентрических деталей типа
дисков и втулок широко применяют
протяжные станки горизонтального или
Обработка наружных и внутренних поверхностей вращения деталей
141
23. Основные параметры универсальных протяжных станков для внутреннего
протягивания
Стаи ок
' V “ ~
o' s s 2
£
£
Стая ок
Горизонтально-протяжные Вертикально-протяжные
7Б54 49 1000 360X360 7Б64; 7Б64У 49 1000 320
7Б55; 7Б55У 98 1250 450X450 7Б65 98 1250 450
7Б56: 7Б56У 196 1600 450X 450 7Б66 196 1250 450
7Б57 392 2000 560X560 7Б67 392 1600 710
вертикального исполнения. Эти же
станки применяют для обработки замк-
нутых (внутренних) фасонных поверх-
ностей (многогранные, шлицевые и
вубчатые отверстия, шпоночные и сма-
вочные канавки в отверстиях, плоские
площадки в отверстиях и т. п.) раз-
личных деталей машин. Существуют
два метода обработки на таких стан-
ках — координатное и свободное про-
ти ги ван ие.
При координатном методе протяги-
вания заготовку закрепляют в спе-
циальном приспособлении, которое и
служит направляющей для инструмен-
та — протяжки. Метод координатного
протягивания позволяет получить не
только точные размеры и форму и об-
работанного отверстия, но и точное рас-
положение его относительно других
поверхностей или осей изделия.
Метод свободного протягивания не
обеспечивает получения точного рас-
положения протянутой поверхности
относительно других поверхностей или
осей. При работе по этому методу обра-
батываемая деталь (она не закреп-
ляется и не выверяется) надевается
отверстием на переднюю направля-
ющую часть протяжки и в процессе
обработки благодаря направляющему
действию протяжки занимает правиль-
ное положение, прижимаясь торцом
к поверхности опорной плиты станка.
Поскольку при работе по методу сво-
бодного протягивания протяжка сле-
дует за уже имеющимся отверстием,
то получить отверстие, ориентирован-
ное определенным образом относитель-
но других обработанных повехностей,
можно только в том случае, когда
положение отверстия уже до протя-
гивания определилось с достаточной
точностью, т. е. при использовании
протягивания как калибровочной опе-
рации. Сразу поле сверления цен-
тральных отверстий в деталях типа
втулок и дисков окончательную обра-
ботку (точение, шлифование и др.)
наружной поверхности вращения и
торцов производят после протягива-
ния. В связи с тем, что даже незначи-
тельное отклонение от перпендикуляр-
ности торца относительно оси детали
вызывает перегрузки в работе протяж-
ки, перед протягиванием стремятся
обработать торец детали и отверстие
за одну установку.
При протягивании деталей значи-
тельной массы используют подъемные
механизмы и специальные наладки
для надевания детали на переднюю
направляющую протяжки и удержа-
ния детали в процессе обработки.
Универсальные станки для внутрен-
него протягивания (табл. 23) серийно
выпускаются с номинальным тяговым
усилием от 49 до 392 кН в горизон-
тальной и вертикальной компоновках.
Специальные горизонтально-протяж-
ные станки для внутреннего протя-
гивания (табл. 24) выпускаются с но-
минальным усилием от 24,5 до 1275 кН,
специальные вертикально-протяжные
(табл. 25) — от 24,5 до 785 кН. Все
специальные станки для внутреннего
протягивания можно разделить иа
две группы: станки универсального
исполнения, оснащенные непосредст-
венно на заводе-изготовителе специаль-
ным приспособлением и инструментом
для обработки определенной детали,
chipmaker, ru
142
Обработка концентрических деталей
24. Технические характеристики специальных горизонтально-протяжных станков для
Параметр 7В53 Н/в 7 В55 1 МП-475 МП-121 1МП-427
Номинальное тяговое усилие, кН Наибольший рабочий ход са- лазок, мм Наибольший наружный диа- метр обрабатываемой детали, ММ Рабочая поверхность перед- ней опорной плиты станка, мм Диаметр отверстия, мм: в опорной плите под план- шайбу в планшайбе Длина подвода и отвода про- тяжки, мм Скорость, м/мин| рабочего хода обратного хода (рекомен- дуемая) подвода и отвода протяжки Габариты станка, мм: длина ширина высота Масса станка, кг (Мощность электродвигателей главного привода, кВт * Параметр указан для в * * В числителе дан приме 24,5 1000 360 X 360 125 73 1,5 — 11.9 2 5500 1730 1500 4700 5.5 ыполненной р с учетом 98 2000 600 160 too 500 1.5- 0—25 (6800 — 8000)* 1600 1500 6300 — 8500 17,0 наладки иа к размера подл 1250 55 * 450 X 41 580 11.5 6850 2100 I960 8300 30.0 онкретную она, в эиа» 16 600 ** 2000 о 200 (30 600 4 20 4690 1210 1400 4200 10.0 — 30.0 деталь, сенате ле — 196 00 44 * 580 1,5-11,0 15 7000 2300 1470 6800 22,0 ез его уче
Примечание. Принятые сокращения здесь и далее: Н/б — на базе модели.
2. Изготовители: КУ-176 и КУ-375 — Коломенский завод тяжелого станкостроения;
и станки, отличающиеся от универсаль-
ных тяговым усилием, длиной рабоче-
го хода инструмента, конструкцией
и размерами опорных плит (столов,
планшайб) и других узлов станка,
оснащенностью устройствами для авто-
матической загрузки и выгрузки дета-
лей и т. д.
Горизонтально-протяжной станок
7Б53 класса точности Н (см. табл. 24)
предназначен для протягивания сквоз-
ных отверстий различной геометриче-
ской формы в деталях из черных
и цветных металлов и сплавов. В за-
висимости от выбранных режимов ре-
зания, материала заготовки и каче-
ства используемого инструмента можно
получить параметр шероховатости об-
работанной поверхности Ra — 2,5-н
-4-0,32 мкм. Привод стайка гидравли-
ческий, регулирование скорости рабо-
чего и обратного ходов бесступенчатое.
Подвод и отвод протяжки, а также ее
сопровождение в процессе резания
механизированы. Станок оснащеи ме-
ханизмом регулирования длины хода
рабочих салазок и механизмом счета
циклов. Со станком поставляются спе-
циальное приспособление для обра-
ботки определенной детали и при-
способления для подачи и съема об-
рабатываемых деталей.
Специальные горизонтально-протяж-
ные станки усилием 98 кН на базе7Б55
выполняются с ходом салазок 1600
или 2000 (у базового стайка 1250 мм);
в соответствии с согласованными тех-
ническими заданиями они оснащаются
специальными приспособлениями и ин-
струментом для обработки конкретных
деталей, а также подъемником для
установки и снятия деталей и протя-
Обработка наружных и внутренних поверхностей вращения деталей
143
внутреннего протягивания
Н/б 7Б56 МП-103 Н/б 7 Б 57 МП-110 7Б58 КУ-176 КУ-375
245 392 540 785 980 1 275
2 оео 1 170 2 600 2 330 2 600
900 **
«00 600 • 600 600 * 2 000 2 000
660X5 60 1 055 X I 045Х
XI 000 X I 000
250 320 555
180 260 250
600 630 1260 2500
1,1—11,0 1.0-6.16 1,0-6,8 0.5 —3,6 0,3- -3,7
20—26 20 20—25 20 10 0,3—15
10 0,3- -3,7
(6000—8000)* 5 650 (8500—9500)* 8 900 9 740 (10 800) * 10 140 12 100
2 135 2 230 2 120 2 200 2 290 2 850 4 040
1 525 I 280 I 610 1 600 2 020 2 185 2 100
10 000 12 000 16 000 10 200 21 400 (24 000) • 19 600 30 000
30,0 17.0 40,0 40,0 65,0 66,0 132,0
та.
остальных моделей — Минский станкостроительный завод им. G М. Кирова.
икек большой массы либо специальными
вагрузочио-раэгрузочиыми устрой-
ствами.
Горизонтально-протяжной станок
ШП-475 предназначен для обработки
сквозных отверстий различной геоме-
трической формы и размеров одновре-
менно в двух деталях. Расстояние
между осями обрабатываемых деталей
120 мм.
Горизоитально-протяжиой станок
МП-121 служи для протягивания точ-
ных сквозных отверстий различной
геометрической формы и размеров.
Станок не имеет приставной станины
и может использоваться (без поддона)
для обработки крупногабаритных де-
талей в мелкосерийном производстве.
Горизоитальио-протяжиой автомат
1МП-427 предназначен для протягива-
ния сквозного отверстия диаметром
40 мм в цилиндрах из стали 20 диа-
метром 44 мм. Расчетная производи-
тельность станка 160 деталей в час.
Станок снабжен поддерживающими са-
лазками с длиной хода 600 мм; одно-
временно на станке обрабатываются
две детали. Загрузка деталей — мага-
винная, выгрузка — автоматиче-
ская.
Специальный горизонтально-про-
тяжной станок усилием 196 кН, вы-
полненный на базе станка 7Б56, имеет
длину хода салазок до 2000 мм (у ба-
зового станка 1600 мм); ои снабжен
подъемником для установки и снятия
обрабатываемых деталей и протяжек
большой массы либо специальными
загрузочными устройствами. Станок
осиащеи специальными наладками для
обработки конкретной детали. Моди-
фикации станков позволяют одновре-
chipmaker, ru
144
Обработка концентрических деталей
25. Технические характеристики специальных вертикально-протяжных стаиков
для внутреннего протягивания
Станок Номинальное тяговое усилие, кН Наибольшая длина хо- да рабочих салазок, мм Скорость, м/мин Габариты станка (длина х ширина х X высота), мм Масса станка, кг Мощность электродви- гателя главного при- вода, кВт
рабочего хода обратного хода | (рекомендуемая)
4МП-492 МП-113 МП-303 Н/б ТБ 65 МП-86 4МП-424 4МП-447 7Б66-1 МП-141 МП-73 Н/б 7 Б 67 МП-170 7Б68 49 49 49 98 196 196 196 196 196 294 392 785 785 800 800 1000 1600 1050 1250 1250 1600 1650 1600 2000 1600 1600 (2000 ПО заказу) 2,3 — 14,0 2,3 — 12,0 1.5 — 11,5 1.5—11,4 9,8 1,5—8,5 1,5-8,5 1.5 — 13,0 1,5 —8.5 1,0—6,85 1.0—7.9 1,0—5,4 1,0 —8,0 20 20 20 20 20 20 20 20 20 15 14 18 11 2620 X 1460X2606 2600X1675X2600 2670Х 1100X3400 4100Х 1260X4600 2355X900 Х3800 3050X2900X4050 3440X2760X3850 3865 X 1340X5250 3380X1735X4538 3850X2300X4900 4800X2060X 5500 3950X3050X6480 5150X3710X6435 4 800 4 400 5 000 10 000 6 000 9 500 9 520 12 860 9 026 19 500 24 000 26 500 22 000 (24 000 при ходе рабочих салазок 2000 мм) 10,0 10,0 10,0 22.0 20.0 22,0 22.0 30,0 20,0 30,0 57.0 40,0 40.0X2
Примечание. Изготовитель — Минский станкостроительный завод имени
С. М. Кирова.
менно параллельно обрабатывать две
детали.
Горизонтально-протяжной станок
МП-103 предназначен для протягива-
ния отверстия диаметром 40 мм в ра-
бочем цилиндре амортизатора автомо-
биля (наружный диаметр цилиндра
44 мм, одновременно обрабатываются
две заготовки). Режим работы станка—
автоматический.
Специальный горизонтально-протяж-
ной станок, выполненный на базе
станка 7Б57, имеет длину хода сала-
зок 2500 мм (базовый станок имеет
длину хода салазок 2000 мм).
Горизонтально-протяжной станок
МП-110 предназначен для протягива-
ния отверстий в ступицах и полу-
муфтах (детали трактора). Станок пере-
налаживается на обработку каждой из
этих деталей. Режим работы станка —
полуавтоматический. Расчетная про-
изводительность станка — 300 деталей
в смену. Станок снабжен электриче-
ским подъемником.
Горизонтально-протяжной станок
7Б58 предназначен для обработки
сквозных отверстий в деталях из чер-
ных и цветных металлов. Класс точ-
ности станка Н. Привод станка гидра-
влический, регулирование скорости ра-
бочего и обратного ходов бесступен-
чатое. Подвод и отвод протяжки,
а также ее сопровождение в процессе
резания механизированы. Перемеще-
ние подвижной части приставной ста-
нины обеспечивает полное сопровожде-
ние протяжки для широкого диапазона
длин обрабатываемых деталей. Нали-
чие замедления скорости в конце ра-
бочего хода дает возможность, не
снижая производительности, сохра-
нять требуемые режимы обработки.
Станок оснащен автоматическим рабо-
чим и вспомогательным патронами,
со станком поставляются также ра-
бочий патрон для шпоночных протяжек
и рабочий патрон с ручным раскрытием
в конце рабочего хода при многократ-
ном протягивании. Для сокращения
Обработка наружных и внутренних поверхностей вращения деталей
145
вспомогательного времени, а также
удобства обслуживания станок осна-
щен призмой, поддерживающей обра-
батываемые детали, механизмом регу-
лирования длины хода рабочих са-
лазок, подъемником для установки и
снятия обрабатываемых деталей н про-
тяжек. Станок поставляется с налад-
кой для обработки конкретной детали
или без нее (под наладку заказчика).
Горизонтально-протяжные станки
КУ-176 и КУ-375 предназначены для
протягивания сквозных круглых от-
верстий диаметром 60—500 мм, а также
отверстий фасонных профилей в де-
талях наружным диаметром до 900 мм
и длиной до 250 мм при использовании
приставной станины и диаметром до
2000 мм и длиной до 1000 мм при ра-
боте без приставной станины.
Вертикально-протяжной станок
4МП-492 (см. табл. 25) спроектирован
для протягивания отверстия диаметром
6,9 мм в зубчатом колесе спидометра
диаметром 13,8 мм, высотой 12,1 мм
и аналогичных деталях. На станке
одновременно обрабатываются две де-
тали. Расчетная производительность
станка — 200 деталей в час. Загрузка
деталей — магазинная, выгрузка —
автоматическая.
Вертикально-протяжной станок
МП-113 спроектирован для запрессов-
ки бронзовой втулки в блок зубчатых
колес 'и протягивания отверстий во
втулке диаметром 17,7 мм. Режим ра-
боты станка автоматический. Расчет-
ная производительность станка —
150 штук в час.
Вертикально-протяжной станок
МП-303 предназначен для обработки
методом протягивания сквозных от-
верстий различной геометрической фор-
мы и размеров в деталях из черных
или цветных металлов и сплавов.
Класс точности станка Н. При осна-
щении приспособлениями для подачи
и съема обрабатываемых деталей ста-
нок может работать в автоматическом
режиме, а также встраиваться в авто-
матические линии. Для удаления
стружки применяют скребковый транс-
портер.
Специальный вертикально-протяж-
ной станок, выполненный на базе
станка 7Б65, имеет увеличенную до
1600 мм длину хода рабочей каретки
и наладку иа обработку конкретной
детали.
Вертикально-протяжной станок
МП-86 предназначен для обработки
протягиванием отверстий в зубчатых
колесах автомобилей и тракторов и
в других аналогичных деталях. Расчет-
ная производительность станка (по вы-
полненному техническому заданию) —
160 штук в час. Станок может рабо-
тать в составе автоматической линии.
Вертикально-протяжной автомат
4МП-424 спроектирован для протя-
гивания центрального отверстия диа-
метром 72,17+0’035 мм во втулке (са-
теллит дифференциала) диаметром
118 мм и длиной 61 мм. Материал —
сталь 20ХНЗЛ. Станок осиащен гру-
зоподъемником. Загрузка и выгрузка
деталей производятся автоматически.
Расчетная производительность авто-
мата ПО деталей в час.
Вертикально-протяжной автомат
4МП-447 спроектирован для протяги-
вания отверстия диаметром 90 (/78)
в головке выдвижной трубы (многоос-
ная деталь из стали 35). Загрузка
обрабатываемых деталей — магазин-
ная, выгрузка — автоматическая.
Вертикально-протяжной станок
7Б66-1 предназначен для обработки
методом протягивания предварительно
обработанных или не обработанных
сквозных отверстий различной гео-
метрической формы в деталях из чер-
ных или цветных металлов и сплавов.
Класс точности стацка Н. Привод
станка — гидравлический, регулирова-
ние скорости рабочего и обратного
ходов — бесступенчатое. Отвод и под-
вод протяжки к рабочему патрону,
а также ее сопровождение в процессе
резання автоматизированы. Имеется
механизм для удаления стружки за
пределы станка, предусмотрена сигна-
лизация от электроконтактного мано-
метра о затуплении режущего инстру-
мента. При оснащении автоматизиро-
ванными приспособлениями для по-
дачи и съема обрабатываемых деталей
станок может работать в автоматиче-
ском режиме, а также может быть
встроен в автоматические линии. Ста-
нок поставляется со специальным при-
способлением для обработки одной
или нескольких определенных деталей.
chipmaker.ru
146
Обработка концентрических деталей
Вертикально-протяжной станок
МП-141 предназначен для протягива-
ния внутренних поверхностей раэлич-
• ной геометрической формы. Подвод
м отвод протяжки, а также сопрово-
ждение ее в процессе резания меха-
низированы. Станок осиащеи меха-
низмом для автоматического удаления
стружки за пределы станка, грузо-
подъемником или специальными при-
способлениями для установки и съема
обрабатываемых деталей, он постав-
ляется налаженным на обработку опре-
деленной детали или группы деталей.
Вертикально-протяжной станок
МП-73 спроектирован для протягива-
ния отверстий диаметром ПО (Н7)
в однобортных и двубортных роликах
подвески трактора. Расчетная произ-
водительность станка — 60 штук в час.
Режим работы станка автоматический.
Станок поставляется в двух исполне-
ниях (с правой и левой выгрузкой) и
может встраиваться в автоматические
линии.
Специальный вертикально-протяж-
ной станок для внутреннего протяги-
вания, выполненный на базе станка
•7Б67 имеет длину хода рабочих сала-
еок 2000 мм и поставляется нала-
женным на обработку определенной
детали или группы деталей.
Вертикально-протяжной станок
МП-170 предназначен для внутреннего
протягивания. Станок имеет два ра-
бочих цилиндра, которые закреплены
нижией частью в плите станка, бла-
годаря чему усилие, развиваемое ци-
линдрами, и усилие резания нахо-
дятся в одной плоскости и восприни-
маются плитой, не вызывая изгиба-
ющего момента в станине и тумбе.
На станке может производиться ра-
бота несколькими протяжками одно-
временно. Подвод и отвод протяжки,
а также ее сопровождение в процессе
реэаиия механизированы.
Вертикально-протяжной станок 7Б68
предназначен для протягивания пред-
варительно обработанных или не об-
работанных сквозных отверстий в круп-
ногабаритных заготовках из черных
или цветных металлов и сплавов.
Выполняются модификации станка с
длиной хода рабочих салазок 1600
или 2000 мм; станок поставляется
налаженным иа обработку определен-
ной детали (или нескольких деталей)
и снабжается необходимыми специаль-
ными приспособлениями и инструмен-
том.
Круглошлифовальные стаикн
Наибольшее распространение для
обработки деталей типа тел вращения
в индивидуальном и мелкосерийном
производстве получили универсальные
круглошлифовальиые станки
(табл. 26), позволяющие осуществить
с одной установки обработку наруж-
ных и внутренних цилиндрических,
конических и торцовых поверхностей
детали. При обработке на этих стайках
возможна установка заготовки (или
оправки с заготовкой) в центрах,
кулачковых патронах, цангах, на план'
шайбе или в приспособлении. Станки
имеют поворотную шлифовальную баб-
ку с двумя шлифовальными кругами:
один для наружного, второй — для
внутреннего шлифования. Шлифоваль-
ная бабка имеет поперечное перемеще-
ние и некоторый угол поворота в го-
ризонтальной плоскости, а стол стан-
ка — продольное перемещение и угол
поворота на 5—10°. На столе установ-
лены передняя и задняя бабки. У не-
которых станков салазки и шлифо-
вальная бабка могут разворачиваться
вместе или отдельно («двойной пово-
рот»).
Обработку наружных поверхностей
вращения деталей осуществляют при
базировании заготовки на оправке на
центровых круглошлифовальиых стан-
ках (см. табл. 20 и 21 гл. 1) либо при
установке заготовки в патроне или спе-
циальном приспособлении на патрон-
ных круглошлифовальных станках
(табл. 27) для врезного или врезного
и продольного шлифования. Па стан-
ках для продольного и врезного шли-
фования выполняют также шлифова-
ние торцовых поверхностей вращения
соответствующим образом заправлен-
ным шлифовальным кругом (с под-
нутренным торцом или радиусным
торцом).
Одновременное врезное шлифование
торцов и прилегающих к ним шеек
осуществляют на специальных цен-
тровых (при базировании заготовки
на оправке) или патронных торце-
Обработка наружных и внутренних поверхностей вращения деталей
147
26. Технические характеристики универсальных кругло шлифовальных станков
для наружного и внутреннего шлифования
Станок Диа- метр X X длина (устана- вливае- мой де- тали). мм Диаметр шли- фования, мм Наибольшая длина шли- фовапия. мм Угол поворота, °
наруж- ного (реко- меидуе- МО го) вну- трен- него на- руж- ного вну- трен- него сто- ла ♦* * шлифо- вальной баб- ки •* бабки изде- лия
ЗА10П 100X160 2—15 8 — 15 140 30 5/7 90/90
ЗВ10 100Х 160 1 — 15 3-15 150 15 6/7 90/90 90/30
ЗУ10В, А, С 100x160 3 — 15 До 25 140 30 6/7 30/30 90/30
ЗА! 10 140Х 200 3 — 30 10 — 25 180 50 10/10 90/90 90/30
ЗВПОА 140x200 3 — 25 4—25 180 50 5/- 90/10 90/30
ЗАНОВ 140X200 3 — 30 5 — 25 180 50 5/6 90/30 90/30
ЗЭ110М 140x200 3 — 30 10—25 180 50 10/10 90/90 90/30
ЗБ12 200 X 500 8—200 25—50 450 75 6/7 90/90 90/30
ЗК12 200 X 500 10—60 25—50 450 100 6/7 90/90 90/30
ЗЕ12 200X 500 10—60 20 — 40 450 100 6/6 90/10 90/30
ЗУ12УВ 200 X 500 10—60 15—45 450 юо 6/7 30/30 90/30
ЗУ12УА, УС 200 X 500 10—60 20 — 50 450 100 6/7 30/30 90/30
ЗУ12А, В 200X500 До 60 20 — 50 450 100 6/7 30/30 90/30
ЗУ120А 200X500 » 60 20 — 50 450 75 6/7 Дв. по- 90/30
3M13I 280X700 До 280 25—100 700 125 10/3 ворот 90/90 30/30 90/30
ЗУ131. в 280X700 » 280 30—100 700 125 10/3 30/30 90/30
3MI32 280Х 1000 » 280 зо—юо 1000 125 8/3 зо/зо 90/30
ЗУ132, В ЗУ! 33 280X1400 » 280 30—100 1400 125 6/2 30/30 90/30
ЗУ142, В 400X1000 » 400 30—200 1000 125 8/3 30/30 .90/30
ЗУ143 400Х 1400 50—400 30—200 1400 125 6/3 30/30 90/30
ЗУ144 400 X 2000 50—400 30—200 2000 125 6/3 зо/зо 90/30
** В числителе указан угол поворота по часовой стрелке, в знаменателе против.
*2 В числителе указан угол поворота в сторону изделия, в знаменателе — в про*
тнвоположную сторону.
•3 В числителе указан угол поворота в сторону круга, в знаменателе — в противо-
положную сторону.
круглошлифовальных станках (см.
табл. 22 гл. 1 и табл. 27). При шлифо-
вании торца вручную, когда допусти-
мо изменение его осевого положения
из-за неточности глубины зацентровки,
можно применять торцекруглошлифо-
вальные станки со шлифовальной баб-
кой, перемещающейся в направлении,
перпендикулярном оси вращения об-
рабатываемой детали. При использо-
вании торцекруглошлифовальных
станков со шлифовальной бабкой, пе-
ремещающейся под углом к оси за-
готовки, необходима (автоматическая
или обеспечиваемая специальной на-
ладкой) осевая ориентация шлифо-
вального круга относительно поверх-
ности обрабатываемых торца и шейки.
При выборе угла наклона шлифоваль-
ного круга (направления перемещения
шлифовальной бабки) учитывают рас-
пределение припусков на торце и
шейке и необходимое соотношение
подач при их обработке. При распо-
ложении оси шлифовального круга
под углом 26° 34' к оси изделия (на-
клоне круга на 63° 26') и подаче шли-
фовальной бабки в плоскости вращения
круга обеспечивается врезное шлифо-
вание цилиндрической и торцовых
поверхностей с соотношением подач
2:1. Правка профиля круга на тор-
цекруглошлифовальных станках про-
изводится в соответствии с формой
обрабатываемых шейки и торца.
Для обработки наружной поверх-
ности вращения крупногабаритных ко-
лец, дисков, стаканов применяют ка-
русельно-шлифовальные специальные
станки (см. табл. 30) и специальные
27. Технические характеристики специальных патронных кругло шлифовальных и торцекруглошлнфовальных станков
Параметр ХШ1-09 ЗТ161А ЗТ160 зТ1бои ХШ-246 3A4S6 ЗК486 ЗА487 ХШ8-15
Наибольший диаметр устанав- ливаемой детали, мм Расстояние от оси детали до ра- бочей поверхности стола (пли- ты), мм Размеры шлифуемой поверхно- сти, мм; диаметр длина наибольшая Тип патрона Угол между осями изделия и шлифовального круга, ...° Угол поворота, ...°; бабкн изделия стола Наибольшее перемещение, мм: шлифовальной бабки (попе- речное) егола (продольное) 250 138 200 32 Спецналь- ный Опреде- ляется по и аладке +4; -13 200 400 2! 150 250 75 270 Ю И 2J 13 Мембр 26° 34' -В— ±1 19 - 280 (300) » >0 0 0 энный 0 450 300 170 300 18 5 20 560 3! 19 180 6 30 22 0 5 180 » 0 Спецна 0 4 ьз 275 0 680 350 650 250 льный 5 ±5 200 600 1000 * 1365 * 1000 450 Кулач- ковый или мем- бранный 120 850 1250
Продолжение табл, 27
Параметр ХШ1-09 ЗТ161А ЗТ160 ЗТ160И ХШ-246 ЗА486 ЗК486 ЗА487 ХШ8-15
Размеры шлифовального круга, мм:
наружный диаметр 450 750 460 600
высота 32 75 130 18 63 125 200
диаметр отверстия 203 305 500 305
Окружная скорость круга, м/с 30 35 50 60 30-35 35- -40 25—50 21—35
Частота вращения детали, об/мин Опреде- ляется по наладке 60 — 300 55- 620 Опреде- ляется По на- ладке 90—450 50— 200 30—120 6—52
Габариты станка, мм:
длина 2350 2710 3760 4 750 2630 2450 2250 2860 4 200
ширина 2340 2220 4680 4 690 2250 2370 2300 2900 4 600
высота 1870 1730 2250 2 005 1450 2290 2290 2250 2 600
Масса станка, кг 5275 4000 8110 10 000 4000 6000 4500 6500—7300 20 000
Мощность электродвигателей, кВт:
главного привода 4,5 13,0 17,0 19,5 7,0 10,0 10,0 13,0 1'9,0
общая 7,9 14,5 22,8 13,5 — 13,0 13,0 17,0 30 ,5
• Параметр уточняется прн заказе станка.
Обработка концентрических деталей Обработка наружных и внутренних поверхностей вращения деталей
П'р и м е ч а и н е. Изготовитель — Харьковский станкостроительный завод ни. С. В. Косиора.
chipmaker.ru
150
Обработка концентрических деталей
токарво-карусельиые станки, оснащен-
ные шлифовальными головками. В не-
которых случаях используют специ-
альные шлифовальные станки, вы-
полненные на базе расточных станков.
Патронный круглошлифовальный
станок ХШ1-09 (см. табл. 27) пред-
назначен для наружного шлифования
тыльного конуса шарошек буровых
долот и аналогичных деталей в усло-
виях единичного, серийного и массо-
вого производства. На станке исполь-
вуется абразивный круг диаметром
450 мм или алмазный круг размерами
(диаметр наружный X высота X диа-
метр отверстия) 300X15X 75 мм. Ста-
нок работает в полуавтоматическом
режиме с отводом шлифовальной бабки
при достижении заданного размера
изделия по команде от прибора актив-
ного контроля илн по команде от
кулачка механизма врезания (при ра-
боте до упора). В наладочном режиме
управление станком ручное (цена де-
ления лимба на диаметр изделия
5 мкм). Схема станка допускает полную
автоматизацию его работы и встраи-
вание в автоматическую линию при
оснащении стайка загрузочно-разгру-
зочными устройствами. С помощью
механизма поперечной подачи можно
производить шлифование до упора
при ручном управлении с компенса-
цией износа шлифовального круга.
Правка круга через определенное число
циклов, заранее установленных на
реле счета импульсов, производится
автоматически при отведенной шли-
фовальной бабке. С помощью гидро-
привода на станке осуществляются
следующие движения: возвратно-по-
ступательное перемещение шлифоваль-
ного шпинделя (с амплитудой до 50мм);
быстрый подвод и отвод шлифовальной
бабки; форсированная подача шлифо-
вальной бабки до искры; периодиче-
ская поперечная подача шлифовальной
бабки; автоматическая импульсная по-
перечная подача шлифовальной бабки
с компенсацией положения прибора
правки; правка шлифовального круга
и компенсация износа при правке;
ввод и вывод прибора активного кон-
троля; выборка зазора в паре гайка—
винт механизма поперечной подачи.
Патронный торцекруглошлифоваль-
цый полуавтомат ЗТ161А предназначен
для врезного шлифования цилиндри-
ческих, конических и торцовых по-
верхностей деталей, зажимаемых в мем-
бранном патроне передней бабки (наи-
больший диаметр отверстия детали
для зажима в патроне 160 мм); задней
бабки станок не имеет. Станок может
работать при ручном управлении (цена
деления лимба на диаметр изделия
4,5; 5,0 мкм) и в полуавтоматическом
режиме с применением прибора актив-
ного контроля для измерения иа ходу
диаметра шлифуемого методом вре-
зания поверхности. Шлифование шеек
в пределах 8-го квалитета точности
можно производить до жесткого упора
без применения измерительных уст-
ройств. Шлифовальная бабка станка
перемещается в плоскости вращения
шлифовального круга от руки или
с помощью гидропривода (ускоренный
подвод — отвод, рабочая подача). Рас-
положение оси шлифовального круга
под углом 26° 34' к оси изделия и
подача бабки в плоскости вращения
круга (при соответствующей его прав-
ке) обеспечивают возможность одно-
временного врезного шлифования ци-
линдрической и торцовой поверхностей
с соотношением подач 2:1. Правка
шлифовального круга по периферии
и торцу производится гидрофициро-
ванным правильным прибором, распо-
ложенным на шлифовальной бабке.
Патронный торцекруглошлифоваль-
ный полуавтомат ЗТ160 предназначен
для одновременного шлифования торца
и прилегающей к нему цилиндриче-
ской поверхности методом врезания.
Шлифовальная бабка станка повернута
на угол 26° 34'. Высота центра шпин-
деля над столом 160 мм. Станок рас-
считан на следующие виды шлифова-
ния: врезное при ручном управлении
(цена деления лимба 0,005 мм), врез-
ное в полуавтоматическом режиме до
упора, врезное в полуавтоматическом
режиме с прибором активного кон-
троля. Автоматический режим работы
стайка после установки детали, в па-
трон осуществляется в последователь-
ности: зажим детали в патроне; бы-
стрый подвод (до 100 мм) шлифоваль-
ной бабки к детали, включение при-
вода вращения детали и иасоса охла-
ждения; форсированная подача шли-
фовальной бабки; черновое шлифова-
Обработка наружных и внутренних поверхностей вращения деталей
151
ние и ввод измерительной скобы; чи-
стовое шлифование; доводочное шли-
фование; выхаживание; отвод шли-
фовальной бабки и измерительной
скобы, выключение вращения детали и
насоса охлаждения; разжим детали.
Класс точности станка П. Параметр
шероховатости обработанных поверх-
ностей: цилиндрических — Ra ие бо-
лее 0,63 мкм, торцовых — Ra ие более
1,25 мкм.
Торцекруглошлифовальный патрон-
ный полуавтомат ЗТ160Н предназна-
чен для одновременного врезного шли-
фования со скоростью до 60 м/с ци-
линдрической и торцовой поверхностей
тел вращения, закрепляемых в патро-
не. Полуавтомат может работать при
ручном управлении и методом вреза-
ния в полуавтоматическом режиме до
упора и с применением прибора актив-
ного контроля. Профильная правка
шлифовального круга осуществляется
гидрофицированным прибором по ко-
пиру.
Круглошлифовальный патронный
станок ХШ-246 предназначен для шли-
фования кольцевых канавок зубчатых
колес коробки передач. Обрабатывае-
мая деталь крепится в кулачках мем-
бранного зажима бабки изделия (вы-
сота центров бабки под столом 170 мм).
При помощи гидравлики осуществля-
ются поперечная врезная подача шли-
фовального круга, перемещение стола,
ускоренные подвод и отвод шлифоваль-
ной бабки (время перемещения 4 с);
блокировка (отключение) механизма
ручного перемещения стола, устране-
ние зазора в механизме поперечной
подачи шлифовального круга; закреп-
ление детали в мембранном патроне;
смазывание направляющих станины.
Стол станка и шлифовальная бабка
могут перемещаться от руки. Передняя
бабка (изделия) перемещается вместе
со столом и может устанавливаться под
углом к шлифовальному кругу с точ-
ностью 20' по делениям шкалы по-
ворота.
Круглошлифовальный патронный
полуавтомат ЗА486 предназначен для
врезного шлифования поверхности бе-
говых дорожек внутренних колец ци-
линдрических и конических ролико-
подшипников. Деталь закрепляется в
мембранном патроне передней бабки.
установленной на столе станка (рас-
стояние от оси шпинделя бабки до
рабочей поверхности стола 195 мм),
и получает вращение от отдельного
электродвигателя. Наладка на шли-
фование конической дорожки осуще-
ствляется поворотом бабки изделия и
точным поворотом стола, который кон-
тролируется с помощью индикаторного
устройства. Кроме автоматического ме-
ханизма врезания полуавтомат имеет
механизм двухскоростиой ручной по-
перечной подачи, вмонтированный иа
корпусе шлифовальной бабки (цена
деления лимба подачи иа диаметр из-
делия 2,5 мкм).
От гидропривода в стайке осуще-
ствляются подвод и отвил, шлифоваль-
ной бабки (длина хода 50 мм), вреза-
ние (форсироваииая, черновая, чисто-
вая и доводочная подачи), движение
правильного инструмента, подача пра-
вильного инструмента и шлифовальной
бабки для компенсации износа круга,
включение осциллироваиия шлифо-
вального круга при правке (ход 3 мм).
Круглошлифовальный патронный
автомат ЗК486 предназначен для ав-
томатического врезного шлифования
беговых дорожек внутренних колец
цилиндрических и конических ролико-
подшипников в условиях серийного и
массового производства. Шпиндель пе-
редней бабки приводится во вращение
от электродвигателя постоянного тока.
Передняя бабка поворотная; для точ-
ной установки передней бабки под
требуемым углом имеется индикатор-
ное устройство. Шпиндель шлифоваль-
ной бабки установлен в гидродинами-
ческих подшипниках скольжения спе-
циальной конструкции. Автомат имеет
двухскоростной механизм ручной по-
перечной подачи (цена деления лимба
9 мкм), смонтированный иа корпусе
шлифовальной бабки. Привод автомата
осуществляется от шести асинхронных
электродвигателей трехфазного тока;
шкаф электроаппаратуры устанавли-
вается отдельно.
Круглошлифовальный патронный
полуавтомат ЗА487 спроектирован для
наружного шлифования цилиндриче-
ских и конических поверхностей колец
среднегабаритных подшипников каче-
ния. На полуавтомате могут обраба-
тываться методами продольного и врез-
chipmaker.ru
152
Обработка концентрических деталей
него шлифования конические и ци-
линдрические поверхности при ручном
или гидравлическом перемещении сто-
ла, а также при ручном или гидравли-
ческом перемещении шлифовальной
бабки. Бабка изделия установлена на
верхнем поворотном столе. Деталь за-
крепляется в патроне. Привод шпин-
деля бабки изделия от электродвига-
теля постоянного тока. Привод полу-
автомата осуществляется от шести
асинхронных электродвигателей трех-
фазного тока.
Патронный круглошлифовальный
станок ХШ8-15 предназначен для на-
ружного шлифования колец крупнога-
баритных подшипников качения и ана-
логичных деталей. Станок обеспечи-
вает обработку цилиндрических и ко-
нических поверхностей с углом накло-
на образующей до 45°. На нем можно
выполнять продольное и врезное шли-
фование при ручном управлении (цена
деления лимба подачи на диаметр
изделия 5 мкм); продольное шлифова-
ние с автоматической поперечной по-
дачей, осуществляемой импульсами в
левой, правой или в обеих точках ре-
версирования стола (пределы подачи
2,5—800 мкм); врезное шлифование
с автоматической поперечной подачей
импульсами на каждые одни, три или
шесть оборотов деталей. Для попереч-
ного перемещения шлифовальной бабки
предусмотрены гидрофицированные ме-
ханизмы быстро о подвода-отвода (дли-
на хода бабкн 50 мм), а также импульс-
ной подачи, управляемой при продоль-
ном шлифовании от реверсирующих
устройств, а при врезном шлифова-
нии — командоаппаратом, приводимым
во вращение от шпинделя изделия.
Кроме того, имеются механизмы с руч-
ным приводом, осуществляющие ра-
диальное и осевое перемещение шли-
фовального круга Шпиндель шлифо-
вального круга имеет осевое перемеще-
ние з 3 мм. Стол с шлифовальной
бабкой расположен на продольных
направляющих станины, салазки с по-
воротной бабкой изделия — на попе-
речных направляющих. Привод стола
и салазки — от гидравлической си-
стемы. Продольная подача круга осу-
ществляется возвратно-поступатель-
ным движением стола, двухскорост-
ной механизм ручного перемещения
стола при перемещениях стола от
гидравлической системы автоматически
отключается. Шлифуемая деталь кре-
пится на планшайбе в универсальных
кулаках или в мембранном патроне
и приводится во вращение от электро-
двигателя постоянного тока. Поворот
бабки детали, крепление ее после
поворота и крепление детали в мем-
бранном патроне механизированы и
имеют кнопочное управление; поворот
бабки для корректировки угла конуса
детали осуществляется вручную по
индикатору. Привод вращения шпин-
деля осуществляется от электродви-
гателя постоянного тока. Механизм
осевого перемещения шпинделя обес-
печивает получение малых осевых по-
дач.
Бесцентровые круглошлифовальные,
бесцентровые шлифовально-
полировальные и бесцентрово-
доводочные станки
Бесцентровые шлифовальные, поли-
ровальные и доводочные (бесцентрово-
притирочные) станки применяются для
абразивной обработки наружной по-
верхности вращения цилиндрических
н конических деталей с гладкими и
фасонными поверхностями. Конструк-
тивные компоновки и технические ха-
рактеристики выпускаемых станков
обеспечивают обработку как длинных
деталей типа валов и труб (см. табл. 23
и 24 гл. 1), так и коротких деталей типа
втулок, колец, гильз, валиков, паль-
цев, штифтов и т. п.
Обработка на бесцентровых станках
может осуществляться по методу врез-
ного или сквозного шлифования (шли-
фования напроход); в первом случае
наибольшая длина шлифуемой по-
верхности ограничена высотой уста-
навливаемого на станке шлифоваль-
ного круга, во втором — возможно
шлифование поверхности длиной в не-
сколько раз большей, чем высота
шлифовального круга.
Универсальные бесцентровые круг-
лошлифовальные станки (табл. 28)
предназначены для обработки наруж-
ных поверхностей вращения деталей
типа втулок, колец, гильз, пальцев,
небольших валиков диаметром 0,2—
Обработка наружных и внутренних поверхностей вращения деталей
153
28. Основные параметры универсальных
бесцентровых круглошлифовальных станков
Станок Наи- боль- ший диа- метр шлифо- вания, мм Высота шлифо- вального круга или набора кругов
ЗД180 6 40
ЗМ182; ЗМ182А 25 100
3IU182 25 300
ЗМ184; ЗМ184Д; ЗМ184И 80 150
ЗШ184; ЗШ184И 80 550
3183; ЗМ185; ЗМ185И 160 200
ЗШ185 160 800
160 мм методом сквозного илн врез-
ного шлифования. В процессе шлифо-
вания обрабатываемая деталь нахо-
дится между опорным ножом и веду-
щим кругом и получает от последнего
вращательное движение. Опорную по-
верхность ножа располагают строго
параллельно оси шлифовального кру-
га. Методом врезания шлифуют ци-
линдрические детали с буртами и
выступами, а также конические, сфе-
рические поверхности деталей; при
врезном шлифовании продольная (осе-
вая) подача заготовки отсутствует,
а шлифовальному кругу (или веду-
щему кругу вместе с ножом) сооб-
щается поперечная подача. Продоль-
ное перемещение заготовки в зоне
шлифования ограничивают жестким
упором с гладкой, не имеющей биения,
торцовой поверхностью. При сквоз-
ном шлифовании заготовке сообщается
не только вращение, но и продольная
подача от ведущего круга, который
устанавливается с небольшим накло-
ном по отношению к шлифовальному
кругу.
Сквозным шлифованием обрабаты-
вают гладкие цилиндрические детали,
конические поверхности деталей по
этому методу можно шлифовать с про-
дольной подачей до упора.
Круглошлифовальные бесцентровые
станки обеспечивают высокую произ-
водительность обработки по сравнению
с патронными и центровыми кругло-
шлифовальными станками вследствие
значительно большей жесткости кон-
струкции бесцентрово-шлифовальных
станков и возможности повышения
режимов резання. Бесцентровым сквоз-
ным шлифованием на универсальных
станках и их модификациях, осна-
щенных специальными наладками, на-
дежно обеспечивается обработка по
5-му квалитету точности с получением
параметра шероховатости обрабаты-
ваемой поверхности Ra = 0,32 мкм.
Припуск, снимаемый за одну опера-
цию, на станках с нормальной ши-
риной круга при невысоких требова-
ниях к допуску формы (—0,1 мм) и
качества поверхности (Ra = 2,5 мкм)
достигает 0,25 мм на диаметр, на
бесцентрово-шлифовальных станках с
шириной круга 500—800 мм — до 2 мм.
При жестких допусках формы и требо-
ваниях к качеству обработанной по-
верхности припуск под чистовое бес-
центровое шлифование оставляет
0,02 мм; центр обрабатываемой детали
при шлифовании располагают на 12—
14 мм выше линии центров шлифоваль-
ного и ведущего кругов. Параметр
шероховатости обработанной поверх-
ности менее Ra = 0,2 мкм достигается
операцией бесцентровой доводки (при-
тирки) илн суперфннишем, выполняе-
мыми на специальных станках.
Специальные бесцентрово-шлифо-
вальные и бесцентрово-доводочные
станки (табл. 29) поставляются нала-
женными на обработку конкретной
детали (группы деталей) методом сквоз-
ного или врезного шлифования. Спе-
циальные станки для сквозного шли-
фования можно разделить на две
группы: 1) обычные универсальные,
налаженные на обработку конкретных
деталей и оснащенные специальными
устройствами для автоматизации про-
цесса ее установки, транспортирования
в зону резания, обработки и снятия
со станка (специальные направляющи:!
линейки, конические вращающиеся
валки для подачи в зону шлифования
малоустойчивых деталей типа подшип-
никовых колец, оправки для набора
тонких колец в пачки, загрузочные
бункеры, приводные роликовые и цеп-
ные транспортеры, подналадчики, ре-
гулирующие установку бабок); 2) узко
специального назначения, отличающие-
ся от универсальных наличием не
5'
3
ад
(Ъ
29. Специальные бесцентрово-шлифовальные н бесцентрово-доводочные станки 154
Модель станка Дна- метр обраба- тывае- мой де- тали, мм Наибольшие раз- меры круга (диа- метр X высота), мм Наибольший угол поворо- та ведущего круга, °, 'в плоскости Частота вращения, об/мин Габариты станка (длинах ширинах X высота), мм Масса стан- ка, кг Мощность электродвига- теля привода шлифовального круга, кВт
шлифо- вального или дово- дочного (валка) ведущего верти- каль- ной гори- зон- тальной шлифо- вального или дово- дочного круга (валка) ведущего круга или изде- лия
। Бесцентрово-шлифовальные станки с базированием изделия на опорный нож и ведущий круг
ВШ-646 2-8 200X40 200X63 ±4 — 3500 3—40 1500X1240X1625 1 750 1.1
6С136 20-75 500X550 350X550 ±3 ±30 1340 9—72 2725X 1640X 1410 8 300 14/28
СЛ-510 20—80 500X500 400X550 ±3 ±30 1340 16—50 2575X3950X2155 12 000 17-30
6С137М 40—140 600X 250 350X127 — ±2 1110 9—72 * 2640X1580X1620 8 000 22 О
6С137 40—160 600X180 350X275 — — 1110 9-72 2640X 1500X1250 6 500 14-20
СЛ-601 80—160 600X700 500X800 ±3 — изо 10—50 2150X2875X1865 16 000 40—55 1
ВШ-416М. 110- 160 600X280 350X250 — — 1086- 1566 10-115 4030X3580X1927 8 900 22 §
Л297С1С2 10—200 600X500 400X500 -1; 4-8 Нала- дочный 1100- 1430 20—70 2600X1750X1700 8 900 40-55 1 л
Л468с 1 200— 360 600 X 650 500X700 -1; + 8 Нала- дочный 1430 23-70 3110X2440X1930 12 600 40—50 Ж а
Бесцентрово-шлифовальные станки с базированием изделия на жесткие опоры (башмаки) 1
3474 В 17-80 500X35 — — — 1350 200—800 2200X1170X2280 5 000 10 X Q)
3475 В 58—148 500X63 — — — 1350 150 — 530 2200X1180X2280 5 200 13 3 а
— — 4 а
Продолжение табл 59
Модель станка Диа- метр обраба- тывае- мой де- тали,. мм Наибольшие раз- меры круга (диа- метр X высота), мм Наибольший угол поворо- та ведущего круга, °, в плоскости Частота вращения, об/мин Габариты станка (длин.: X ширина X высота), мм Масса стан - ка, кг Мощность электродвига- теля привода шлифовального круга, кВт
шлифо- вального или дово- дочного (валка) ведущего вер- ти- каль- ной гори- зонталь- ной шлифо- вального или дово- дочного круга (валка) ведущего круга или изделия
ВШ-416Б 110- 160 600X 280 — — — — 1100 29 — 340; 825 4000X3600X 2000 8 900 22
ВТА-15М (70- 200) * 500Х 45 —* — — 1900 170-344 2210X1700X 2175 4 500 5.5
ХШ8-18 150 — 400 600X100 — — — 1100 30—200 2650X2550X2000 6 000 7,5
Бесцентрово-доводочные станки
ВШ-593М 6-30 120X200 90X200 1,5 80-780 890X615X 1700 530 0.6
ЗШ182Д 0,8 — 25 350X300 250X 300 ±5 ±30 500Х 1480 20-150 2700X2300X2120 4 450 3,3/5,8/5,8/8,5
ЛЗ-52 (3867) 6-75 (800Х 162) * 560X162 ±4 — 125-310 22—830 2600Х 1800Х 1900 6 500 5,5/6,5
ЗШ184Д 3-80 500X550 350Х 550 . ±6 ±0,5 420-1070 11-120 3750X 2750X2260 8 500 5,6/9/12/15
6С137А 40-140 600X250 350X127 — ±2 1110 9-72 * 2640Х 1580Х 1620 8 000 14-22
• Параметр уточняется при проектировании наладки иа конкретную деталь.
Примечание. Изготовители: ВШ-646. ЗШ182Д, ЗШ184Д, ЛЗ-52 — Витебский ста../оетронтельиый завод им. С. М. Кирова;
60 36, СЛ-510. 6С137М. 60 37 А. 6037. СЛ-601. Л297с1с2, Л468с1.3474В. 3475В — Московский завод автоматических лиинй им. 50-летия
СССР; ВТА-15М — Вильнюсский завод шлифовальных станков; ХШ8-18 — Харьковский станкостроительный завод им. С. В. Косиора.
Обработка концентрических деталей
r.ru
156
только специальных загрузочно-раз-
грузочных устройств, но и специаль-
ных узлов самого станка. Так, на-
пример, специальный станок для бес-
центрового шлифования напроход боч-
кообразных роликов имеет шлифоваль-
ный круг вогнутого профиля, криво-
линейный опорный нож и вместо ве-
дущего круга бочкообразный ведущий
барабан со спиральными канавками,
в которые автоматически устанавли-
ваются обрабатываемые ролики. Де-
таль обрабатывается за время одного
оборота ведущего барабана.
Специальные бесцентровые кругло-
шлифовальные станки для врезного
шлифования по методу базирования
разделяются на станки с базированием
заготовки на опорный нож и ведущий
круг и станки с базированием заготов-
ки на неподвижные опоры (башмаки).
Прн работе на станках первого типа
базой для шлифования наружной по-
верхности служит сама эта поверх-
ность. Если в начальный момент об-
работки базой является необработан-
ная или обточенная поверхность, то
отклонения от цнлиндричности и не-
равномерная твердость материала ва-
готовки могут вызвать существенное
изменение базы в процессе обработки.
Высокая степень соосности концен-
тричных поверхностей обрабатываемых
деталей в процессе шлифования, в
частности, достигается прн обработке
наружных поверхностей вращения сту-
пенчатых втулок или валиков врезным
шлифованием набором кругов или ши-
роким кругом ступенчатой формы, если
диаметры обрабатываемых поверхно-
стей незначительно отличаются друг
от друга. В составе наладок врезных
бесцентровых круглошлифовальных
станков первого типа поставляются
наклонные опорные ножи для бесцен-
трового шлифования конусов, ступен-
чатые опорные ножн, опорные ножи
с вырезом и распорные втулки для
наладок в виде набора нескольких
кругов, ступенчатые ведущие круги,
устройства для правки круга набором
из нескольких правящих инструмен-
тов, устройства для правки круга по
копирным линейкам илн специальным
копирам, поддерживающие люнеты и
п ружинные подставки для обработки
и еуравновешенных и длинных иеустой-
чивых деталей (шаровые пальцы, длин-
ные валы и т. п.). Станки оснащаются
специальными загрузочно-разгрузоч-
ными устройствами. В станках цикл
шлифования автоматизирован путем
механизации ускоренных и рабочих
перемещений бабок станка либо путем
применения схемы врезного шлифова-
ния с использованием ведущего круга,
примерно половина рабочей поверх-
ности которого выполнена по форме
архимедовой спирали, а остальная
часть — по форме окружности. В по-
следнем случае весь цикл шлифования
протекает за один оборот ведущего
круга, обработанные детали попадают
в паз нли углубление, сделанное в ве-
дущем круге, далее длинные детали
разгружаются с помощью выталкива-
теля, а короткие выпадают под дей-
ствием собственного веса.
Специальные врезные бесцентровые
круглошлифовальные станки с базиро-
ванием обрабатываемой детали на жест-
ких опорах широко применяются в
крупносерийном и массовом произ-
водстве для обработки деталей типа
гильз и подшипниковых колец. При
обработке тонкостенных деталей типа
гильз и втулок, когда использование
торца заготовки в качестве дополни-
тельной установочной базы затруд-
нено, применяют бесцентрово-шлифо-
вальные станки с базированием заго-
товки на жесткие опоры (башмаки)
по предварительно обработанному от-
верстию. На станках такого типа
вместо суппорта с опорным ножом
установлена плита, несущая крон-
штейн с оправкой, на которой закреп-
лены жесткие опоры; вращение за-
готовке придается ведущими абразив-
ными роликами, прижимаемыми к на-
ружной поверхности заготовки. Шли-
фовальный круг поджимает в процессе
шлифования обрабатываемую деталь
к опоре н копирует внутреннюю ци-
линдрическую поверхность, обеспечи-
вая исправление имевшейся разно-
стей ностн заготовки. Для бесцентро-
вого шлифования наружной поверх-
ности вращения подшипниковых колец
и других деталей, имеющих предва-
рительно шлифованный торец, при-
меняют бесцентровые круглошлифо-
вальные и шлифовально-доводочные
стаикн с базированием заготовки на
Обработка наружных и внутренних поверхностей вращения деталей
157
жесткие опоры (башмаки) по наружной
поверхности. Обрабатываемая деталь
поджимается торцом к вращающейся
планшайбе шпинделя передней бабки
электромагнитом (магнитный патрон)
или роликами. Расположение заготов-
ки эксцентрично оси вращения шпин-
деля обеспечивает скольжение заго-
товки по поверхности магнитного па-
трона пли планшайбы (дополнительно
к сообщаемому заготовке вращению),
необходимое для поджатия наружной
базовой поверхности к опорам.
Бесцентрово-шлифовальный автомат
ВШ-646 (см. табл. 29) предназначен
для шлифования колец приборных
подшипников и аналогичных деталей.
Класс точности станка В.
Бесцентрово-шлифовальный автомат
6036 служит для сквозного или врез-
ного шлифования деталей типа колец,
осей валиков и других аналогичных
деталей. Суппорт с поддерживающим
ножом неподвижен, а обе бабки (шли-
фовальная и ведущая) имеют попе-
речное наладочное перемещение, за-
висящее от диаметра обрабатываемой
заготовки. Подача шлифовальной баб-
ки на глубину производится путем
поворота бабки на оси. Поперечная
подача шлифовального круга на одно
деление лимба соответствует 0,002 мм,
его продольная подача при правке —
50—200 мм/мин.
Бесцентрово-шлифовальный полу-
автомат с широким кругом СЛ-510
предназначен для окончательной об-
работки методом сквозного шлифова-
ния гладких деталей, имеющих форму
тел вращения. Компоновка станка
наклонная, что обеспечивает лучший
прижим детали к ведущему кругу.
Частота вращения ведущего круга
устанавливается бесступенчатым из-
менением числа оборотов приводного
двигателя постоянного тока. Скорость
осевого перемещения определяется ча-
стотой вращения и углом наклона
оси ведущего круга. Ведущая бабка
выполнена в виде жесткой отливки
без поворотной части. Для создания
осевой подачи разворачивается весь
корпус ведущей бабки по цилиндри-
ческим направляющим, которые од-
новременно служат и для горизонталь-
ного (подиаладочного) перемещения
бабки. Прибор для правки имеет са-
мостоятельные перемещения в верти-
кальной плоскости. Подача шлифо-
вального круга на изделие осуще-
ствляется качанием бабки шлифоваль-
ного круга относительно оси, распо-
ложенной под шпинделем шлифоваль-
ного круга. Механизм подач позво-
ляет производить автоматическую или
ручную подналадку; величина и на-
правление подналадки контролируют-
ся по команде от прибора активного
контроля. Конструкция суппорта по-
зволяет осуществлять регулировку уг-
ла скоса опорного ножа. Правка шли-
фовального и ведущего кругов произ-
водится специальными приспособле-
ниями с электромеханическим при-
водом.
Бесцентрово-шлифовальный автомат
6С137М служит для шлифования мето-
дом врезания дорожек качения вну-
тренних колец конических роликопод-
шипников; при специальной наладке
может быть использован для обработки
наружной поверхности вращения де-
талей типа колец, гильз и валов. Наи-
большая длина обрабатываемой де-
тали 250 мм. На полуавтомате могут
обрабатываться одновременно два
кольца. Компоновка полуавтомата на-
клонная: линии центров кругов в за-
висимости от диаметра изделия рас-
положены под углом 10—14°. Обра-
батываемая деталь получает вращение
от ведущих кругов; частота ее враще-
ния устанавливается бесступенчатым
регулированием числа оборотов ве-
дущего круга. Суппорт ножа смонти-
рован на полуавтомате неподвижно.
Ведущая и шлифовальная бабки имеют
установочные поперечные перемеще-
ния. Рабочие подачи осуществляются
поворотом шлифовальной бабки с по-
мощью домкрата планетарным редук-
тором от электродвигателя. Дости-
жение заданного размера обеспечи-
вается специальным устройством
(электрочувствительным упором), кон-
тролирующим путь шлифовальной баб-
ки и обеспечивающим компенсацию
износа шлифовального круга. Команды
на подналадку подаются прибором,
устанавливаемым вне рабочей зоны.
Полуавтомат может работать также
с прибором активного контроля, встро-
енным в рабочую зону станка. Правка
шлифовального круга осуществляется
chipmaker, ru
158
Обработка концентрических деталей
после обработки заданного числа де-
талей специальным приспособлением,
имеющим гидропривод.
Бесцентрово-шлифовальный автомат
6С137 применяют для шлифования ко-
лец подшипников, осей катков, вали-
ков и других аналогичных деталей
методом врезания. Суппорт с под-
держивающим ножом неподвижен, а
обе бабки (шлифовальная и ведущая)
имеют наладочные перемещения. По-
дача шлифовальной бабки на глубину
производится качанием. Поперечная
подача на один оборот маховика со-
ставляет 0,14 мм, на одно деление
лимба — 0,002 мм.
Бесцентрово-шлифовальный полу-
автомат с широким кругом СЛ-601
предназначен для обработки наружной
поверхности’ гладких цилиндрических
деталей типа втулок, подшипниковых
колец, поршневых пальцев, осей, сту-
пенчатых валиков методом сквозного
или врезного шлифования. Детали,
устанавливаемые на опорном ноже
между шлифовальным и ведущим кру-
гами, получают от ведущего круга
вращение, а при шлифовании напроход
и осевую подачу. Опорный нож кре-
пится на суппорте, основание которого
неподвижно закреплено иа станине.
Поворотная часть суппорта позволяет
менять угол скоса ножа. Осевая по-
дача изделия зависит от частоты вра-
щения ведущего круга и угла наклона
его оси в вертикальной плоскости.
Компоновка станка наклонная, что
обеспечивает лучший прижим детали
к ведущему кругу и надежное враще-
ние детали. Подача бабки шлифоваль-
ного круга на деталь выполняется
поворотом корпуса бабки планетар-
ным механизмом с помощью специаль-
ного домкрата. При наладке станка
бабка ведущего круга может быть
повернута для обеспечения осевой по-
дачи н передвинута для компенсации
износа круга и переналадки на другой
диаметр обработки. Правка шлифо-
вального и ведущего кругов произ-
водится правильными устройствами,
имеющими электромеханический при-
вод.
Бесцентрово-шлифовальный полу-
автомат ВШ-416М, спроектированный
иа базе полуавтомата модели 3185,
предназначен для шлифования поясков
гильз цилиндров методом врезания.
Партия деталей (7—10 шт.) уклады-
вается в магазин полуавтомата. Ба-
рабан при повороте захватывает из
магазина гильзу и подает ее под
упоры толкателя. Толкатель переме-
щает гильзу в зону шлифования.
В зависимости от типа и размера об-
рабатываемой гильзы полуавтомат ос-
нащается соответствующей наладкой.
Полуавтомат обеспечивает 6-й ква-
литет точности размера и параметр
шероховатости обработанной поверх-
ности не более Ra == 1,25 мкм.
Бесцентровый круглошлифовальный
станок Л297с1с2 служит для обра-
ботки наружной цилиндрической по-
верхности деталей типа колец, втулок,
штоков, валов методом сквозного бес-
центрового шлифования.
По своей компоновке станок отно-
сится к группе бесцентрово-шлифо-
вальных станков с неподвижным суп-
портом и подвижными бабками шли-
фовального и ведущего кругов. Рас-
стояние между осями кругов 400—
700 мм. В процессе обработки деталь
базируется на опорном ноже и веду-
щем круге; ведущий круг сообщает
детали вращение и осевую подачу.
Подача ведущей бабки на деталь и
разворот ее в вертикальной плоскости
для создания осевой подачи детали
осуществляются по цилиндрической
направляющей промежуточной плиты,
которая вместе с закрепленными на ней
ведущей бабкой и суппортом ножа
может разворачиваться в горизонталь-
ной плоскости для регулирования зоны
резания. Указанные перемещения баб-
ки являются наладочными, они не
автоматизированы. Подача шлифо-
вального круга на изделие осуще-
ствляется качанием шлифовальной баб-
ки. Правку шлифовального и веду-
щего кругов выполняют единичными
алмазами с использованием специаль-
ных приборов правки, которые полу-
чают движение от электромеханиче-
ского привода. Правка шлифовального
круга также может производиться ав-
томатически с заданной периодично-
стью. Получение заданного размера
обработки на станке контролируется
прибором активного контроля или
специальным подиаладочным устрой-
ством. Класс точности станка В.
Обработка наружных и внутренних поверхностей вращения деталей
159
Бесцентровый круглошлнфовальный
станок Л468с 1 предназначен для об-
работки методом сквозного бесцентро-
вого шлифования наружной цилин-
дрической поверхности детален типа
подшипниковых колец, втулок и др.
Класс точности станка В. Станок
выполнен с неподвижным суппортом
и подвижными бабками шлифоваль-
ного и ведущего кругов. С целью
(улучшения условий обработки детали
И уменьшения изнашивания опорного
ножа линия центров шлифовального
и ведущего кругов наклонена в сто-
рону ведущего круга. Подача загото-
вок в зону резания осуществляется
С помощью конических валков. В про-
цессе обработки деталь базируется
на иоже с регулируемым скосом н на
ведущем круге. Вращение и осевая
подача сообщаются детали ведущим
кругом, частота вращения которого
регулируется бесступенчато. Скорость
осевой подачи деталей до 3 % от окруж-
ной скорости. Подача ведущей бабки
на деталь и разворот ее в вертикаль-
ной плоскости (для создания осевой
подачи изделия) происходят по ци-
линдрической направляющей станины;
эти движения являются наладочными,
они не автоматизированы. Подача шли-
фовального круга на изделие осуще-
ствляется качанием шлифовальной
бабки. Отвод круга от изделия, подача
круга на изделие прн входе в размер
после правки и периодическая под-
наладка выполняются автоматически,
однако они могут выполняться н вруч-
ную вращением маховика механизма
подачи. В станке предусмотрен раз-
ворот шлифовальной бабки вместе
с промежуточной плитой в горизон-
тальной плоскости для регулирования
воны резания. Обработка на станке
может производиться с применением
прибора активного контроля или спе-
циального подиаладочного устройства.
Правку кругов выполняют единич-
ными алмазами с помощью специаль-
ных приводных приборов для правки
С заданной периодичностью в автома-
тическом цикле.
Круглошлифовальный бесцентро-
вый автомат 3474В предназначен для
врезного шлифования дорожек каче-
ния внутренних колец роликоподшип-
ников и наружных поверхностей вра-
щения аналогичных концентрических
деталей диаметром 17—80 мм, высотой
5—33 мм с предварительно обработан-
ным торцом (наибольший диаметр уста-
навливаемых изделий 20—87 мм, вы-
сота 7—45 мм). Автомат выполнен с не-
подвижной шлифовальной бабкой; по-
перечная подача осуществляется ка-
чанием бабки изделия (наибольший
ход 1,5 мм). Базирование изделий про-
изводится по наружной поверхности
на жесткие опоры (башмаки). Изделие
приводится во вращение магнитной
планшайбой (патроном). Автомат по-
ставляется с измерительным прибором
илн без него. В цикле работы автомата
предусмотрена ускоренная подача до
соприкосновения шлифовального круга
с обрабатываемой поверхностью с по-
следующим автоматическим переходом
на рабочую подачу. Автомат гидрофи-
цирован; гидро- и влектрооборудова-
ние в целях экономии производствен-
ной площади смонтировано в одном
блоке с автоматом.
Круглошлифовальный бесцентровый
автомат 3475В служит для врезного
шлифования на жестких опорах (баш-
маках) дорожек качения внутренних
колец роликоподшипников н наруж-
ных поверхностей вращении анало-
гичных деталей. Наименьший и наи-
больший диаметры заготовок с буртом,
устанавливаемых на станке, соответ-
ственно 62 и 160 мм, ширина — от 10
до 63 мм. Диаметры шлифуемой по-
верхности 58—148 мм, длина 10—63 мм.
Конструкции автомата аналогична мо-
дели 3474В.
Бесцентрово-шлифовальный станок
ВШ-416Б предназначен для шлифова-
ния деталей типа гильз с базирова-
нием их по внутреннему диаметру на
жестких опорах (башмаках). На столе
бабки ведущего круга установлен крон-
штейн с оправкой, на котором в трех
пазах закреплены жесткие опоры (баш-
маки). Обрабатываемая деталь уста-
навливается на башмаки и приводится
во вращение специальными приводны-
ми роликами, выполняющими роль
ведущего круга.
Круглошлифовальный автомат
ВТА-15М служит для окончательного
шлифования монтажных, цилиндры-
chipmaker.ru
160 Обработка концентрических деталей
веских и сферических поверхностей
наружных колец подшипников, доро-
жек качения внутренних колец ци-
линдрических и конических ролико-
вых подшипников н шлифования вну-
тренних колец шариковых подшипни-
ков класса точности 6. Точность об-
работки: овальность 0,005 мм, волни-
стость 0,0008—0,001 мм, гранность
0,001—0,0015 мм; параметр шерохо-
ватости обработанной поверхности
Ra — 0,63 мкм. Класс точности стан-
ка П.
Бесцентровый круглошлифовальный
станок ХШ8-18 предназначен для фи-
нишного шлифования наружных мон-
тажных поверхностей колец подшип-
ников качения, а также роликовых
дорожек внутренних колец ролико-
подшипников и наружных поверхно-
стей вращения (цилиндрических и ко-
нических) аналогичных концентричных
деталей с предварительно обработан-
ными торцами. Наибольшая длина
шлифуемой поверхности 100 мм.
Обработка ведется методом врезного
шлифования. Заготовка базируется об-
рабатываемой поверхностью на не-
подвижных опорах (башмаках) н при-
жимается базовым торцом к враща-
ющейся электромагнитной планшайбе
(магнитному патрону). Цикл шлифо-
вания полуавтоматический: удаление
основной части припуска производится
при непрерывной подаче шлифоваль-
ной бабки; затем включается импульс-
ная доводочная микронная подача для
получения окончательного размера де-
тали. Стол вместе с установленной
на нем бабкой изделия (расстояние
от оси шпинделя бабки изделия до
рабочей поверхности стола 350 мм)
может разворачиваться в горизонталь-
ной плоскости на угол до 30°; на перед-
нем конце шпинделя бабки изделия
устанавливается магнитный патрон.
Частота вращения шпинделя бабки
изделия регулируется бесступенчато.
Шпиндель шлифовальной бабки имеет
небольшое (6 мм) осевое перемещение.
Механизм поперечных подач обеспе-
чивает перемещение шлифовальной
бабки по винту на 220 мм, быстрый
подвод шлифовальной бабки на 50 мм,
ручную подачу шлифовальной бабки
(на 1 оборот маховика — 1 мм, на
одно деление лимба — 0,01 мм); пре-
делы подач шлифовальной бабки при
правке круга 0,003—0,04 мм. Меха-
низм микронных подач с ценой де-
ления лямбд 0,5 мкм на диаметр обес-
печивает’ периодическую подачу шли-
фовальной бабки при доводочном шли-
фовании в пределах 0,5—4,0 мкм.
При помощи гидропривода в станке
осуществляются следующие движения:
быстрый подвод и отвод шлифовальной
бабки, непрерывная и импульсная
врезная поддча и шлифовальной бабки,
правка шлифовального круга, подача
алмаза и компенсационная подача шли-
фовальной бабки при правке, выклю-
чение осциллирования шлифовального
круга при его правке, ввод и вывод
измерительного прибора, выборка за-
зора в паре винт—гайка механизма
поперечной подачи, смазывание под-
шипников шпинделя шлифовальной
бабки, бабки изделия и тайки меха-
низма поперечной подачи. Контроль
размера кольца при доводочном шли-
фовании осуществляется прибором ак-
тивного контроля.
Бесцентрово-доводочный автомат
ВШ-593М спроектирован для доводки
колец приборных подшипников. Осно-
вание автомата сварное, в нем распо-
ложены элентрошкаф и привод валков.
На основание крепится чугунная пли-
та, на которой установлены враща-
ющиеся валки, устройство подачи па-
сты и бункер для загрузки колец
подшипников. Загрузка колец и по-
дача пасты осуществляются автома-
тически. Засыпанные в бункер кольца
подшипников вращающимся гибким
деталепроводом ориентируются вслед-
ствие гироскопического эффекта отно-
сительно своей оси вращения и по-
даются в зону доводки, состоящую из
вращающегося доводочного валка и
верхнего ножа, жестко установленных
на плите, вращающегося ведущего
валка, который самоустанавливается
в горизонтальной н вертикальной пло-
скостях. Нож и валки изготовлены
из специального чугуна. На доводоч-
ный нож подается абразивная паста,
которая кольцом разносится по всей
длине валков. При соответствующем
подборе состава пасты, частоты враще-
ния валков и усилия прижима веду-
Обработка наружных и внутренних поверхностей вращения деталей 161
щего валка на станке обеспечивается
следующая точность обработки: до
пуск на размер — до 3 мкм, отклоне-
ние от цилнндричности — до 0,2 мкм,
отклонение от круглости — до 0,2 мкм
и параметр шероховатости обработан-
ной поверхности до Ra = 0,084-
4-0,04 мм (при исходном параметре
шероховатости заготовки Ra =
= 0,32 мкм и допуске формы до
0,001 мм). Автомат рассчитан на ре-
жим обработки со съемом за один
проход припуска — в пределах 1—
3 мм.
Бесцентрово-доводочный станок
ЗШ182Д предназначен для доводки
гладких, ступенчатых, конических и
фасонных наружных поверхностей тел
вращения методом сквозного или врез-
ного доводочного шлифования. До-
водке на станке подвергаются детали
из чугуна, стали, цветных металлов
Vi та сплавов, а также изделия из
неметаллических материалов (тексто-
лита, пластмассы, стекла) при соот-
ветствующем подборе абразивного кру-
га и материала опорного ножа. Класс
точности станка В. На нем обеспе-
чивается получение следующей точ-
ности геометрической формы обрабо-
танной цилиндрической поверхности:
отклонение от круглости 1 мкм, от-
клонение от цилнндричности 1,6 мкм;
параметр шероховатости обработан-
ной поверхности Ra = 0,08 мкм.
Бесцентрово-доводочный полуавто-
мат ЛЗ-52 служит для шлифования и
доводки методом сквозного шлифова-
ния наружной поверхности изделий
цилиндрической формы. Загрузка из-
делий производится вручную илн с по-
мощью приспособлений. Полуавтомат
имеет две перемещающиеся бабки (наи-
большее перемещение 260 мм), между
которыми помещается обрабатываемая
деталь. При соответствующей предва-
рительной обработке поверхностей,
правильном подборе абразивов и ре-
жимов резания с ганок обеспечивает
параметр шероховатости обработан-
ной поверхности Ra = 0,634-0,16 мкм.
Благодаря незначительному слою сни-
маемого металла параметры точности
деталей после обработки практически
не изменяются н целиком определяют-
ся суммарными отклонениями размера
и формы, полученными на предыдущей
операции.
Бесцентрово-доводочный полуавто-
мат ЗШ184Д предназначен для тон-
кого шлифования и доводки наружных
поверхностей деталей типа тел враще-
ния методом сквозного шлифования.
При соответствующем подборе абра-
зивного круга и материала опорного
ножа на станке можно обрабатывать
детали из чугуна, стали, цветных ме-
таллов и их сплавов до и после терми-
ческой обработки, а также детали из
различных неметаллических материа-
лов (пластмассы, стекло и др.). Класс
точности станка В.
Бесцентрово-доводочный полуавто-
мат 6С137А является модификацией
бесцентрово-шлифовального полуав-
томата модели 6С137М, предназначен-
ной для выполнения доводочных опе-
раций. При шлифовании на станке
€ОЭТА снятаь заданного припуска
(0,01—0,04 мм на диаметр) контроли-
руют с помощью электронного реле,
фиксирующего электрические показа-
тели двигателя шлифовального круга,
Внутришлифовальные станки
Существуют две основные схемы
обработки на внутри шлифовальных
ставках. При работе по первой схеме
круговая подача (вращение) сообщает-
ся заготовке, поперечная подача —-
шлифовальному кругу, а продольная
подача — либо кругу, либо заготовке
(либо отсутствует). Внутришлифоваль-
ные станки, работающие по этой схе-
ме, получили самое широкое распро-
странение. При работе по второй схеме
(на планетарных шлифовальных стан-
ках) шлифовальному кругу сообщается
медленное движение круговой подачИ
вокруг оси обрабатываемого отверстия
и быстрое (рабочее) вращение вокруг
собственной оси. Продольная подача,
как и при работе по первой схеме,
сообщается либо заготовке либо шли-
фовальному кругу. Работающие по
второй схеме планетарные внутрншли-
фовальные станки применяются в ос-
новном для обработки отверстий в де-
талях больших размеров илн в де-
талях, форма которых затрудняет иХ
chipmaker.ru
162
Обработка концентрических деталей
30. Техиичесжис характеристики карусельно-шлифовальных станков
Стенок Класс точности станка Диаметр Планшай- бы (сто- ла), мм Наибольшая высота обраба- тываемой де- тали, мм Скорость круга, м/с Ч астота враще- ния сто- ла, об/мин Масса станка, кг
3762 В 1000 800 35 6—60 33 000
ЗН762ф1 А 1000 400; 800 35; 50 6—60 35 000
ЗН762 А 1000 400 35 6—60 24 000
ЗН763Ф1 А 1600 600; 1000 35; 50 4—40 44 000
3H763 А 1600 600 35 5—40 41 000
ЗН764Ф1 А 2500 800; 1250; 1800 35; 50 2-20 64 000
ЗН764 А 2500 800 35 2-20 67 000
установку в патроне или на план-
шайбе.
Для обработки концентрических де-
тален типа втулки и диска в боль-
шинстве случаев применяют станки,
работающие по первой схеме, т. е.
с вращением обрабатываемой детали
вокруг собственной оси. Обработку
отверстий выполняют методом шлифо-
вания продольными проходами (одним
или несколькими) детали относительно
круга либо методом шлифования по-
перечной подачей (врезанием).
Шлифование напроход получило наи-
большее распространение, так как
обеспечивает более высокую точность
и меньшую шероховатость поверх-
ности. Врезное шлифование обеспе-
чивает более высокую производитель-
ность обработки и широко применяется
при обработке фасонных, коротких
и глухих отверстий, не имеющих
канавки для выхода круга.
Диаметр шлифовального круга при
внутреннем шлифовании рекомендуется
выбирать наибольшим, исходя из диа-
метра обрабатываемого отверстия. От-
верстия малого диаметра обрабаты-
вают шлифовальными кругами диа-
метром 2—5 мм, а также быстровраща-
ющимися стальными притирами, шар-
жированными алмазной пылью.
Для шлифования отверстий, на-
ружных и внутренних торцов, на-
ружных поверхностей вращения круп-
ногабаритных деталей применяют ка-
русельные станки с вертикальными
(поворотными и неповоротными) шли-
фовальными бабками (табл. 30); для
обработки отверстий и прилегающих
к ним торцов мелких и средних дета-
лей преимущественно применяются па-
тронные и бесцентровые внутрншлнфо-
вальные станки с горизонтальным рас-
положением шпинделей.
При работе на горизонтальных па-
тронных внутришлифовальных стан-
ках заготовки устанавливают в ку-
лачковых или мембранных патронах.
Первые допускают установку деталей
с большим диапазоном диаметров, их
широко применяют в единичном и
серийном производстве, вторые полу-
чили наибольшее распространение в
массовом производстве, так как обес-
печивают более быструю и точную
установку обрабатываемой детали.
Установочной базовой поверхностью
при обработке на патронных внутри-
шлифовальных станках в большинстве
случаев служит наружная поверх-
ность детали. При обработке зубчатых
колес в качестве установочной базы
целесообразно выбрать делительную
окружность, для чего перед установ-
кой зубчатого колеса в патрон во впа-
дины зубьев закладывают ролики (с
применением сепаратора или без него).
Точность и надежность установки зуб-
чатого колеса в патроне зависит от
числа роликов в нем.
Универсальные внутришл ифоваль-
ные станки (табл. 31) предназначены
для обработки отверстий диаметром
(d) 3—400 мм и глубиной 0,8—2d
в изделиях диаметром до 630 мм (800 мм
при работе без кожуха); на станках
обрабатываются цилиндрические и
конические сквозные и глухие отвер-
стия. Станки снабжены торцешлифо-
вальным приспособлением для обра-
ботки наружного торца детали еа
Обработка наружных и внутренних поверхностей вращения деталей
. 163
31. Технические характеристики
универсальных внутри шли фовальн ы х
станков
Станок Наибольший диаметр шлифуе- мого отверстия х Хдлина шли- фования, мм Окружная ско- рость круга, м/с 03 - сЗ S
Q.4
М сЗ <й О).
Частот иия д об/мин
ЗК225В; ЗК225А 25X50 16—35 280—2000
ЗК227В; ЗК227А 100X125 20—35 140—1000
ЗК228В; ЗК228А 200X200 20—42 100—600
ЗК229В; ЗК229А 400X320 25-50 40—240
один уставов со шлифованием отвер-
стия. На универсальных внутришлн-
фовальных станках заготовка уста-
навливается в патроне поворотной
передней бабкн, шлифовальная бабка
смонтирована на столе, имеющем про-
дольное перемещение. В станках при-
менена периодическая автоматическая
поперечная подача шлифовальной баб-
ки (на двойной ход стола). Станки осна-
щены комплектом сменных внутрн-
шлифовальных шпинделей, позволя-
ющих обрабатывать отверстия с ра-
циональными режимами во всем диа-
пазоне технической характеристики
станка.
К специальным патронным внутри-
шлнфовальным станкам (табл. 32) от-
носятся станки, отличающиеся от уни-
версальных точностью или размерами
обработки (диаметром шлифования ме-
нее 3 мм и более 400 мм); автоматизи-
рованные (полуавтоматы с ручной вы-
грузкой, автоматы с одноруким или
двуруким автооператором, автоматы
с портальным манипулятором); для
скоростного силового шлифования и
специального технологического назна-
чения с оригинальным конструктив-
ным решением отдельных узлов.
Для обработки отверстий и приле-
гающих к ним торцовых поверхностей
концентрических деталей, в частности,
применяются:
одношпиндельные полуавтоматы и
автоматы для шлифования сквозных
цилиндрических отверстий;
одношпиндельные полуавтоматы с
качающейся бабкой изделия для об-
работки методом врезания деталей типа
колец подшипников качения;
станки, полуавтоматы н автоматы
с осциллированием шлифовального
круга в процессе обработки детали;
автоматы для шлифования кониче-
ских отверстий в деталях типа муфт
и дисков;
одношпиндельные полуавтоматы для
шлифования труднодоступного (в сту-
пенчатом отверстии) или наружного
торца детали;
одношпиндельные автоматы для по-
следовательного шлифования сквоз-
ного отверстия и труднодоступного
торца (в расточенной части отверстия)
одним шлифовальным кругом или бло-
ком кругов;
станки и двухшпиндельные полуав-
томаты для последовательного шлифо-
вания глухих ступенчатых отверстий
и канавок в деталях конусообразной
формы (шарошки буровых долот и
т. п.);
одношпиндельные полуавтоматы и
автоматы для одновременного шлифо-
вания глухого отверстия и внутрен-
него торца;
двухшпиндельные полуавтоматы и
автоматы с перпендикулярным рас-
положением шпинделей для одновре-
менного шлифования сквозного от-
верстия (первый шпиндель с осью
вращения, расположенной параллель-
но осн вращения детали) и занижен-
ного внутреннего торца ступенчатого
отверстия (второй шпиндель, рабо-
тающий периферией круга и располо-
женный перпендикулярно первому
шпинделю) методом продольной по-
дачи;
двухшпиндельные, автоматы и по-
луавтоматы с параллельным располо-
жением осей шлифовальных шпинде-
лей для одновременного шлифования
сквозного отверстия и наружного
торца;
двусторонние внутрншлнфовальныа
станки.
Для обработки деталей типа колец
и втулок промышленностью выпуска-
ются специальные бесцентровые вну-
тришлнфовальные станки с высокой
производительностью. Они обеспечи-
chipmaker.ru
164
Обработка концентрических деталей
32. Технические характеристики специальных внутри шлифовальных патронных станков
Мощность электродви- 1 гателя *, кВт 0.5-3/3,8 0,5—3.5/4,0 4,0/9,9 4,0/10,1 5,5/12 7,5/14 13,0/21,1 2,0/6,2 4,0/11,8 5,5/13,1 7,5/15,3 -/7,5 -/10,0 —/11,8 СО Ю 04 to — С4 © С ^04 04 ь? со со о тттттттт
Мас- са стан- ка, кг 2 800 3 100 4 300 4 600 6 200 7 800 14 500 3 100 4 500 6 300 6 900 4 770 1 5 500 ! 5 800 3 300 4 500 5 580 6 000 6 100 5 330 4 600 5 500
« I S «1 3 ж с го ю rt (длина Xширинах X высота), мм 2225X 1775X 1750 2225X 1775X 17.0 2815X 1900X 1750 2815Х 1900Х 1750 3830X2330X1870 4470X 2330X 2000 4900X3120X2120 2225Х 1776X 1750 2815X 1900X 1750 41 'Х 1400Х1870 4240X 1730X 1940 2980Х2230Х 1815 3350X2300X 1820 3500X2900X2000 2475Х1450Х 1540 2930Х2230Х 1375 3500Х 2400Х ( + ) 3600Х 2400Х( + ) 3400Х 1650Х(+) 3750X 2300X 1870 3000X2200X1850 3500X 2400X 1850
XJ S о Си О J продоль- ного пе- 1 ремеще- i НИЯ сто- ла, м/мнн 1,0—7,0 1,0-7,0 1,0-' .0 1,0-7,0 1,0—10,0 1,0—10,0 1,0-6,0 0,2 — 10,0 0,2—10,0 1,0-8,0 1,0-8,0 0,5-8,0 0,5-8,0 0,5-8,0 0,5-12,0 8,0 0,5 —8,0 8,0 8,0 0,2-10,0 0,5 —8,0 0,5 —8,0
щащения, об/мин шлифовального круга 20 000-100 000 20 000 — 100 000 9 000 — 24 000 9 000 — 24 000 4 500—12 000 3 500 — 6 000 1 890—3 350 24 000 — 48 000 9 000—24 000 7 000-24 000 3 500-12 000 16 000 и 3200 9 000—20 000 6 000—20 000 н 3 200 11 000—22 000 9 000 10 000 и 5 000 6 000-9 000 7 000—15 000 12 000—14 500 9 000 — 20 000 9 000 — 20 000
Частота е детали 280—2000 280 — 2000 140 — 1000 140-1000 100-600 40 — 240 10—100 600—1400 320—800 100—600 80-250 400 240—900 420 450-600 300 240 240; 258 140 — 500 250 — 400 420 240-630
ИИ ‘Biroxo Vox jinH4irotfodLi 320 320 450 450 630 800 800 320 450 630 800 360 360 360 450 360 360 500 690 630 360 360
-OU ITOJ/ имрир exodoa уишч^ориен 45 45 45 45 30 30 30 30 30 30 30 3 8 COCOCOCOOIGCOCO со
iiirei -ofc #оиэва1шаенвхэ.Л diauiEiitf ^итчкорцен 200 200 400 400 560 800 1100 100 250 1280 400 100 110 И 250 165 150 180 230 400 350 350
о i S' ® 7г. S 5 квшчкориен ' 50 50 125 125 200 320 500 1 45 100 125 200 40 65 65 100 40 60 80 50 125 80 80
Размеры рабатыв МОГО OTI СТИЯ, ! диаметр ООООО Old© 1Л W2 О О О о О КО О С4 to О Ю 1П 04 04-- —-OJ-’J’OOOl —— oiOcD© 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ПсООССООФЮооООС C lC'imCO О1 хГ со СО 04 04 — OJ 25 — 80 25-100 50-150 80—120 125 80—125 25 — 150 25-150
Станок iomt^r^cocnomr--cocnS2*",’“< 04 04 04 04 04 04 СО 04 04 04 04 . Т ’*** С4 04 04 С4 С4 04 04 04 С4 О1 О1 Д Д Л cOCOcOrOcOcOCOCOcOCOcoUUU чГ 04 04 — Г- СО С 4 СО О 04 СП — ins- — —- — СП — эаваавза иииииоии
Примечание. Изготовители станков: ЗК225В, ЗК225Ас, ЗК227ВС, ЗК227Ас, ЗК225Б н моделей с индексом СШ — Саратовский
станкостроительный завод; 3K228BC, ЗК229ВС, 3A230, ЗК228Б, ЗК229Б — Воронежский станкостроительный заводим. 50-летия Ленин» 1
ского комсомола.
Сработка наружных и внутренних поверхностей вращения деталей 1'65
вают получение одинаковой толщины
стейки ! всех точках окружности,
что при цилиндрической наружной
(базовой) поверхности равносильно
созданию соосности внутренней и на-
ружных поверхностей детали.
Бесцентрово-шлифовальные станки
для обработки отверстий (табл. 33)
выпускаются двух типов. При обра-
ботке на бесцентровых внутришлифо-
вальных станках первого типа деталь
приводится во вращение совместным
действием шлифующего (вводимого в
отверстие) круга и ведущего круга.
В процессе обработки шлифуемая де-
таль базируется на ведущем круге
и поддерживающем ролике (а не на
ноже, как в случае наружного бес-
центрового шлифования) и прижи-
мается к ведущему кругу нажимным
роликом.
Бесцентровые внутришлифовальные
станки второго типа служат для об-
работки отверстий во втулках и коль-
цах, Имеющих шлифованный торец.
Заготовка базируется на двух жестких
опорах (башмаках) и поджимается
шлифованным торцом к вращающейся
планшайбе электромагнитом нли роли-
ком. Эксцентрическое расположение
заготовки на опорах относительно оси
вращения ведущей планшайбы обес-
печивает проскальзывание заготовки
по плоскости планшайбы и поджатие
наружной базовой поверхности заго-
товки к неподвижным опорам (башма-
кам).
Для обработки отверстий в трудно-
обрабатываемых материалах приме-
няются специальные внутришлифо-
вальные станки для электрохимиче-
ского шлифования (табл. 34).
Специальные патронные внутрншлн-
фовальные станки ЗК225Вс, ЗК225Ас,
ЗК227ВС, ЗК227Ас, ЗК228Вс, ЗК229Вс
(см. табл. 32) изготовляются на базе
универсальных станков ЗК225В,
ЗК225А, ЗК227В, ЗК227А, ЗК228В,
ЗК229В и отличаются от последних
механизированным зажимом заготовки
в патроне илн в специальном устрой-
стве и оснащенностью прибором для
визуального контроля отверстия.
Внутришлифовальный станок 3A230
поставляется по предварительному за-
казу. Станок предназначен для шли-
фования цилиндрических и конических
сквозных н глухих отверстий с углом
при вершине до 60°; он применяется
в инструментальных ремонтных, экс-
периментальных и производственных
цехах. Станок может быть поставлен-
ным с наладкой для обработки опре-
деленной детали. Стайок заменяется
станком 2К230.
Внутришлифовальные патронные по-
луавтоматы ЗК225Б, ЗК227Б, ЗК228Б
и ЗК229Б предназначены для шлифо-
вания цилиндрических отверстий в ус-
ловиях серийного производства. В по-
луавтоматах применяется система ак-
тивного контроля, позволяющая пода-
вать необходимые команды в процессе
шлифования и команду на окончание
шлифования по достижении требуе-
мого размера отверстия. На станках
обеспечивается разброс раз-мера диа-
метра обработанных отверстий в пре-
делах 3—4 мкм. Без активного кон-
троля на станках можно кроме цилин-
дрических отверстий обрабатывать
также и конические отверстия; шли-
фование в этом случае осуществляется,
как на обычных универсальных стан-
ках ЗК225В, ЗК227В, ЗК228В и
ЗК229В.
Внутришлифовальный патронный
полуавтомат СШ-83 сконструирован по
заказу ВАЗа для одновременного шли-
фования отверстия и торца у зубчатого
колеса автомобиля (диаметр отверстия
43,5 мм, длина 37 мм). Частота враще-
ния основного шпинделя 16 000 об/мин,
торцешлифовального — 3200 об/мин,
В процессе обработки отверстия шли-
фовальный шпиндель станка имеет
осциллирующее движение. По ком-
поновке станок аналогичен станку
СШ-114.
Внутришлифовальный патронный ав-
томат СШ-113 предназначен для шли-
фования сквозных цилиндрических нли
конических отверстий в деталях типа
втулок и зубчатых колес. Компоновка
станка горизонтальная. Стол станка
служит для подвода шлифовальных
кругов в зону шлифования, рабочее
возвратно-поступательное движение
внутришлифовального круга осуще-
ствляется кареткой шлифичальной баб-
ки от механизма осцилляции. Попереч-
ная подача осуществляется путем пере-
chipmaker.ru
J 66
Обработка коноешпрических деталей
33. Технические характеристики специальных внутришлифовалытых бесцентровых стан
Станом Размеры шлифуемого отверстия, мм Наружный диаметр ус- танавливав лой детали, мм Наибольший угол конус- ности обрабатываемых I отверстий, ® 1 Наиболь- шее пере- мещение бабки из- делия или шлифоваль- ной бабки и ее пино- ли, мм Частота вращения
диаметр длина наиболь- шая детали, тыс. об/мин шлифовальных кругов, тыс. об/мнн ведущих кругов илн роликов, об/мин
продоль- ное 1 попереч- ное
ЛЗ-242 1-6 10 (+) 0 70 50,7 2—10 90—150 325—560
СШ-40 3 — 16 15 25 0 70 25 1,5 36
ЛЗ-204 10—35 20 (+) 0 80 (+) 0,5—1,8 24 — 60
3483В, (6С185 А) 10—35 30 15 — 50 0 190 30 0,39—3 36—96 —
МС-4АМ 20—80 50 40—100 30 120 20 0,37 — 0,7 6 — 12 ——
МС-4М 20—80 50 40—100 30 120 20 0,37 — 0,7 12—48
МС-6М 20—80 50 40—100 30 120 20 0,37—0,7 12 — 48
6С60М 20—80 50 (+) 60 120 20 0,37 — 0,7 12—48 —
6С69М 20—80 50 30 120 20 0,37—0,7 12 — 48 —
3484 В 25—85 40 35—100 0 200 35 0,3—1 12 — 48
3484В1 25—85 40 35—100 30 200 35 0,3—1 12 — 48 —
3485В1 60—125 75 80—160 30 220 50 0.15—0,45 6 — 24
(111-22 80—150 400 180 0 800 + 170 —30 0,16 4,5 —5,4 67
СЛ-201 60—160 60 80—200 20 340 60 0,2 — 0,49 4 — 14
6С1БЗМ 125 — 175 75 150—200 0 400 80 0,15—0,3 5,5 —8,5 —
6С151М 150—260 100 180—300 0 400 80 0,06 — 0,26 3,8 —4,8 —
• * Скорость указана в двойных ходах за 1 мин.
* 2 Пределы подачн даны в миллиметрах за один двойной ход.
* • В числителе приведена мощность привода шлифовального круга, в знаменателе — общая.
Примечание. Изготовители: ЛЗ-242, ЛЗ-204— Ленинградский станкострои
3483В (6С185А), МС-4АМ, МС-4М, МС-6М, 6С60М. 6С69М — Московский завод «Станкоагре
смнх линий им. 50-летия СССР.
мещения детали механизмом попереч-
ной подачи к шлифовальному кругу.
Станок снабжен магазинами для за-
готовок; загрузка и выгрузка детали
осуществляются на ходу (без остановки
вращающегося шпинделя) автоопера-
тором с одинарным захватом.
Внутришлифовальный патронный
автомат СШ-114 предназначен для од-
новременного шлифования отверстия
(периферией круга) и наружного торца
(торцом второго круга) у деталей типа
зубчатых колес и втулок двумя парал-
лельно расположенными шпинделями
(частота вращения шпинделя для об-
работки отверстия 6000—20 000 об/мин,
торцешлифовального шпинделя
3200 об/мнн). Станок работает в авто-
матическом режиме с использованием
магазина заготовок и автооператора
с одинарным захватом, осуществля-
ющего загрузку н выгрузку деталей
на ходу станка. Рабочее возвратно-
поступательное движение шлифоваль-
ного круга осуществляется кареткой
шлифовальной бабкн от механизма
осцилляции, поперечное перемещение
детали по направлению к шлифоваль-
ному кругу — механизмом поперечной
подачи. Подача на врезание торце-
шлифовального круга осуществляется
от механизма торцовой подачи; под-
Обработка наружных и внутренних поверхностей вращения деталей
167
ков
Скорость продольного пе- ремещения ।шлифовальной бабки илн ее пиноли, м/мнн Пределы поперечной подачи Габариты стайка (дли- нах ширина х высота), мм Мас- са стан- ка, кг Мощность, кВт ♦»
автоматиче- ской. мм/мин ручной и а 1 де- ление лимба, мкм
80 — 430 *» 0,1—5,0 (0,25—20) *а 1 1250X900X2250 1600 0.5—0.6/2.5
2—4 0,06—0.8 2,5 2030 X 1190X1880 • 2090 —/3.0
185—360 »• 0.1—6 —— 1460X950X1900 2100 I—3.5/—
1—3; 9 0.2—3; 10 — 1160X1150X2245 3500 0,4—3.5/5,в
2—5 0.05—4 4 2265X940X2100 3200 1—2/3.2—4.1
0,5—3,6 0,1—2,1 4 2265X940X2100 3200 2—7/4.2—9.2
0.5—3.6 0.1—2,1 4 2265x940X2100 3200 2—7/4.2—9.2
2—5 0.1—2,1 4 2113X920X2100 3200 2—7/3,9—8.9
2—5 0,1—2,1 4 2113X920X2100 3200 2—7/3,9—8.9
80 0.1—6; 10 — 2100X1280X2100 4700 2—7/—
(40—400) ** 0,1—6; 10 —» 2100Х 1280X2100 4700 2-7/-
(30 — 150) *м 0.05—3; 5 — 2350X1300X2200 4700 —/5—1S
0.3 — 10 (0,005—0,03) *= 2.5 3820X1950X1580 5800 7.5/11.9
(40 — 80) *‘ 0,05—3 2900X2000X2150 6000 4,7—7,5/—
1—8 0,025—1.5 —— 2550Х215ОХ 1750 7400 7/ —
0.1—4.5 0.025—0,75 — 2550X2150X1750 7400 2.8—10/ —
тельный завод им. Ильича; СШ-40; СШ-22 — Саратовский станкостроительный завод:
гат»; 3484В, 3484В1, 3485В1, СЛ-201, 6С153М. 6С151М — Московский завод автзматиче
вод шлифовальных кругов в зону
шлифования — перемещением стола
станка.
Внутришлифовальный патронный
станок СШ-57, отличающийся повы-
шенной жесткостью, предназначен для
обработки цилиндрических отверстий
концентрических деталей в условиях
серийного производства. Станок осна-
щен гидрозажнмом заготовок. Компо-
новка станка горизонтальная. На ле-
вой верхней части плоскости станины
расположен мост с бабкой изделия,
которая может поворачиваться иа угол
до 3° для устранения конусообраз-
ности. Стол станка перемещается по
продольным направляющим станины
от гидроцилиидра. На столе разме-
щены салазкн, несущие шлифовальную
бабку.
Внутришлифовальный патронный
полуавтомат СШ-78 служит для шли-
фования отверстий в деталях типа
зубчатых колес, втулок и т. п. В про-
цессе обработки отверстия шлифоваль-
ный шпиндель станка имеет осцилли-
рующее движение.
Внутришлифовальный патронный
полуавтомат СШ-124 предназначен для
одновременной обработки отверстия и
прилегающего к нему заниженною
(внутреннего) торца в деталях типа
chipmaker.ru
J68
Обработка концентрических деталей
34. Технические характеристики
специальных внутри шли фокальных
станков для электрохимического
шлифования
Параметр СШ-БЗ СШ-60
Размеры шлифуемо- го отверстия, мм:
диаметр 20—100 6—20
длина наиболь- шая 100 50
Наибольший диа- метр устанавливае- мой детали, мм 230 100
Наибольший угол поворота бабки стан- ка, ...° 30 30
Наибольшее про- дольное перемеще- ние стола, мм 500 250
Наружный диаметр шлифовального кру- га, мм Частота вращения, об/мин: 20—60 5—16
изделия 150— 1500 4500 250—2500
шлифовального круга Габариты станка, мм: 4500
длина 3500 3350
ширина 1450 830
высота 1540 1500
Масса станка, кг 2950 1500
Общая мощность электродвигателей, установленных на станке, кВт 15 8,8
Примечание. Изготовитель
станков — Саратовский станкостроитель*
ный завод.
дисков и зубчатых колес периферией
двух перпендикулярно расположенных
кругов. Компоновка станка горизон-
тальная. По направляющим станины
перемещается (от гидроцилиндра) стол.
На столе установлена шлифовальная
бабка, каретки .которой служат для
возвратно-поступательного движения
внутришлифовального круга и посту-
пательного движения торцешлифоваль-
ного круга. На каретке торцешлифо-
вального круга установлен механизм
продольной подачи. В левой части
станины смонтирован мост, служащий
для поперечного перемещения бабки
изделия. На салазках установлена баб-
ка изделия с гндрозажимом и патроном,
на передней части салазок моста уста-
новлен механизм поперечной подачн.
Класс точности станка П.
Внутришлифовальный патронный
автомат СШ-137, спроектированный по
ваказу КамАЗа, налажен на одновре-
менное шлифование сквозного цилин-
дрического отверстия (диаметром 92 мм,
длиной 42 мм) и заниженного торца.
Станок снабжен автооператором с дву-
мя захватами и пригоден для исполь-
зования в составе автоматической ли-
нии. Класс точности станка П.
Внутришлифовальный патронный
полуавтомат СШ-102 предназначен для
последовательного шлифования бего-
вых дорожек (цилиндрических и сфе-
рической) шарошек буровых долот.
Загрузка заготовок осуществляется
вручную. Компоновка станка гори-
зонтальная двухпозииионная. Стол
станка совершает возвратно-поступа-
тельное движение от гидроцилиндра.
На столе установлены шлифовальная
бабка с двумя шлифовальными шпин-
делями, механизм поперечной подачи
и аппарат правки шлифовальных кру-
гов. С левой стороны на станке уста-
новлен мост с бабкой изделия. Бабка
изделия в процессе цикла перемещается
в поперечном направлении в позицию
первого или второго шлифовального
шпинделя от гидроцилнндра.
Внутришлифовальный патронный
полуавтомат СШ-122 является моди-
фикацией станка ЗК228Б, предназна-
ченного для скоростного силового шли-
фования (о =604-70 м/с) цилиндри-
ческих и конических глухих и сквоз-
ных детален. На станке предусмотрен
контроль размера диаметра отверстия
в процессе шлифования с гарантией
точности размера не грубее 0,03 мм;
для снятия припусков предусмотрены
две правки круга за один автоматиче-
ский цикл. Шлифовальная бабка имеет
наладочное (15 мм в дискретностью
0,01 мм на 1 деление лимба) и автома-
тическое (0,6 мм за цикл) поперечные
перемещения; бабка изделия — нала-
дочное перемещение на 200 мм вперед
(от рабочего) и 50 мм назад (на рабо-
чего). На станке может производиться
шлифование с непрерывной попереч-
ной подачей.
Внутришлифовальный патронный по-
луавтомат СШ-99 предназначен для
'Обработка наружных и внутренних поверхностей вращения деталей 169
одновременного шлифования отверстия
и наружного торца у деталей типа зуб-
чатого колеса двумя шлифовальными
кругами с параллельным расположе-
нием осей. Обработка отверстия осу-
ществляется периферией круга, торца
детали — торцом второго круга. За-
грузка заготовок производится вруч-
ную. По компоновке станок аналоги-
чен СШ-114, но магазин для заготовок
отсутствует. Частота вращения шпин-
деля для шлифования отверстия
9000—20 000 об/мнн, торцешлнфоваль-
ного шпинделя 3200 об/мин.
Внутришлифовальный патронный
полуавтомат СШ-111 служит для шли-
фования цилиндрических или кониче-
ских сквозных отверстий в деталях
типа втулок. Шпиндель изделия в про-
цессе шлифования имеет осциллиру-
ющее движение, загрузка деталей
производится вручную. По компо-
нотке станок аналогичен модели
СШ-113, но без магазина для заготовок.
Внутришлифовальный бесцентровый
автомат ЛЗ-242 (см. табл. 33) пред-
назначен для шлифования цилиндри-
ческих отверстий колец подшипников.
Обработка производится шлифоваль-
ными кругами диаметром 0,85—7,2 мм.
Кольца базируются на неподвижных
осевой и радиальной опорах, им со-
общается вращательное движение при-
водными роликами (верхним и ниж-
ним). Шлифовальной бабке сообщают-
ся колебательные движения с ампли-
тудой 0,2—0,4 мкм. Класс точности
автомата А. Параметр шероховатости
поверхности обработанного отверстия
Ra = 0,32 мкм.
Внутришлифовальный бесцентровый
станок-автомат СШ-40 предназначен
для шлифования (при активном кон-
троле) сквозных цилиндрических от-
верстий в деталях типа втулок и колец. '
При обработке детали базируют на
неподвижных опорах (башмаках) и
поджимают их по торцу роликами.
Станина автомата выполнена как еди-
ное целое с мостом, по которому
перемещаются в поперечном направ-
лении (на направляющих качения) са-
лазки, несущие бабку изделия. Попе-
речную подачу детали к шлифоваль-
ному кругу осуществляют с помощью
механизма с приводом от шагового
электродвигателя, имеющего большой
диапазон регулирования и обеспечи-
вающего безынерционную отсечку при
остановках. Шлифовальная бабка име-
ет пиноль, перемещающуюся в про-
дольном направлении. В ней закреплен
электрошпнндель, питающийся от пре-
образователя электротока высокой ча-
стоты. Осциллированне шлифоваль-
ного круга при шлифовании происхо-
дит от механизма колебательных дви-
жений. В процессе обработки заготов-
ки поступают в приемник автоопера-
тора. Прошлифованные детали по-
даются по лотку в накопитель, рас-
положенный иа передней стороне ста-
нины. Аппарат правки (с неотбрасы-
вающнмся алмазом) размещают на
бабке изделия и максимально придви-
гают к торцу его. Для выверки конус-
ности бабку изделия поворачивают
на угол до 2°, а для удобства наладки —
на 35° вместе с плитой (по плоскости
наладки). Автомат снабжен пневмо-
агрегатом, от которого очищенный и
обезвоженный сжатый воздух посту-
пает на маслораспылнтель и пневмо-
систему активного контроля. Контроль
отверстия производится в процессе
шлифования. На автомате обеспечи-
ваются овальность и конусообразность
обработанных отверстий до 0,01 мм,
параметр шероховатости обработанной
поверхности Ra — 0,63 мкм.
Внутришлифовальный бесцентровый
автомат ЛЗ-204 предназначен для об-
работки отверстий внутренних колец
подшипников качения с базированием
на жестких опорах по желобу или
бурту. Шлифуемое кольцо подается
автоматически из подводящего лотка
в зону шлифования и получает враще-
ние от электромагнитного патрона.
Шлифование ведется с осциллирова-
нием пиноли шлифовального шпин-
деля. Автоматическая работа станка
обеспечивается гидроприводом. Авто-
мат оснащен пневмоэлектрическим при-
бором активного контроля, встроенным
в шпиндель изделия.
Внутришлифовальный бесцентровый
станок-автомат 3483В (6С185А) пред-
назначен для обработки цилиндриче-
ских посадочных отверстий колец под-
шипников, а также цилиндрических
отверстий в деталях типа колец и
втулок с предварительно прошлифо-
chipmaker.ru
170
Обработка концентрических деталей
ванным торцом. На автомате обеспе-
чивается обработка отверстий внутрен-
них колец шарико- и роликоподшип-
ников 6-го класса. Шлифуемое кольцо
поступает в автомат по лоткам, опре-
деляемым наладкой, откуда загрузоч-
ным устройством подается на непо-
движные опоры. Базирование детали
осуществляется по наружному диа-
метру (или дорожке качения) непо-
движными опорами (башмаками), а
по торцу — плитой электромагнитного
патрона. Абразивный круг шлифоваль-
ной бабки приводится во вращение
электрошпинделем. Продольное пере-
мещение шлифовального круга пере-
дается от гидропривода. Осцилляция
в рабочей зоне осуществляется элек-
тродвигателем постоянного тока через
червячный редуктор н эксцентрик.
Поперечная подача осуществляется ка-
чанием бабки изделия. Компенсация
износа круга осуществляется гидро-
механическим устройством.
Внутришлифовальный бесцентровый
станок (автомат) МС-4АМ класса В
служит для тонкого шлифования от-
крытых цилиндрических и кониче-
ских дорожек качения в наружных
кочьцах роликоподшипников. Шли-
фуемая деталь устанавливается на двух
башмаках и приводится в действие тор-
цом магнитного патрона. Для шлифова-
ния колец с различным углом конуса
бабка изделия может поворачиваться
на угол до 30°, а для шлифования ко-
лец с выпуклостью на дорожке каче-
ния плита бабки изделия может на-
клоняться на угол до 6°. Возвратно-
поступательное перемещение шлифо-
вального круга производится пинолью,
поперечная подача — качанием бабки
шлифовального шпинделя. Все вспо-
могательные и рабочие перемещения
в цикле работы автомата совершаются
от гндро- и электропривода.
Внутришлифовальные бесцентровые
станки (автоматы) МС-4М и МС-6М
предназначены для шлифования поса-
дочных отверстий внутренних колец
подшипников, отверстий колец кар-
данных подшипников, открытых ци-
линдрических н конических дорожек
качения в наружных кольцах роли-
коподшипников,' а также цилиндриче-
ских и конических отверстий в дета-
лях, имеющих форму колец и втулок.
Шлифуемое изделие базируется на двух
неподвижных опорах (башмаках) и
торце магнитного патрона. Шлифова-
ние колец с различным углом конуса
внутреннего отверстия обеспечивается
поворотом бабки изделия на угол до
30°, шлифование колец с выпуклостью
на дорожке качения обеспечивается
наклоном плиты бабки изделия на
угол до 6°. Возвратно-поступательное
перемещение шлифовального круга
осуществляется с помощью пиноли,
перемещающейся по роликовым на-
правляющим бабки шлифювального
шпинделя. Поперечная подача про-
изводится за счет качания бабки шли-
фювального шпинделя вокруг оси, рас-
положенной под осью круга. Все ра-
бочие н вспомогательные перемещения
в станке совершаются автоматически
с помощью гидро- и электропривода.
Контроль размера шлифуемого от-
верстия осуществляется прибором ак-
тивного контроля. Класс точности ав-
томатов П.
Внутришлифовальный бесцентровый
автомат 6С60М предназначен для шли-
фювания открытых цилиндрических и
конических дорожек качения наруж-
ных колец роликоподшипников, а так-
же цилиндрических н конических от-
верстий в деталях, имеющих форму
колец и втулок. Шлифуемая деталь
базируется на жестких опорах (башма-
ках) и торце магнитного патрона, при-
водящего его во вращение. Шлифю-
вальнын круг приводится во вращение
высокочастотным электродвигателем,
поперечная подача круга осуществля-
ется качанием шлифовальной бабки.
Станок заменяется автоматами моделей
3484В и 3484В1.
Внутришлифовальный бесцентровый
автомат 6С69М предназначен для шли-
фования посадочных отверстий вну-
тренних колец подшипников качения,
а также для шлифования цилиндриче-
ских отверстий в деталях, имеющих
фюрму колец н втулок. Шлифуемая
деталь базируется на жестких опорах
(башмаках) и торце магнитного патро-
на. Шлифювальный круг приводится
во вращение высокочастотным элек-
трошпинделем; поперечная подача кру-
га осуществляется качанием бабки
шлифовального шпинделя. Он снабжен
измерительным прибором активного
Обработка наружных и внутренних поверхностей вращения деталей
17!
контроля. Станок заменяется автома-
том 3484В.
Внутрншлифовальные бесцентровые
автоматы высокой точности 3484В,
Зч84В1, 3485В и 3485В1 предназначены
для чистового шлифования открытых
дорожек наружных колец конических
и цилиндрических роликоподшипни-
ков, посадочных отверстий внутрен-
них колец всех типов, а также цилин-
дрических н конических отверстий
в деталях, имеющих форму колец и
втулок. Обрабатываемые кольца ба-
зируются на жестких опорах (башма-
ках) и приводятся во вращение ма-
гнитным патроном. На станках 3484В
и 3485В обрабатываются цилиндри-
ческие отверстия, на станках 3484В1
и 3485В1 — конические.
Внутришлифовальный бесцентровый
станок СШ-22, сконструированный на
базе станка ЗК228Б, предназначен для
шлифования отверстий в гильзах бло-
ков цилиндров двигателей. В процессе
обработки деталь приводится во вра-
щение совместным действием шлифо-
вального круга и ведущего ролика.
Класс точности станка П. На станке
Обеспечивается точность обработки от-
верстий по овальности и конусообраз-
иостн — 0,02 мм.
Внутришлифовальный бесцентровый
автомат СЛ-201 предназначен для шли-
фования методом врезания абразив-
ными кругами шириной 32—63 мм
цилиндрических и конических отвер-
стий колец подшипников качения, а
также деталей, имеющих форму колец
и втулок, с предварительно обработан-
ными торцами. Обрабатываемая де-
таль устанавливается на двух башма-
ках и магнитной торцовой планшайбе,
которая приводит деталь во вращение.
Для шлифования дорожки качения
наружных колец конических ролико-
подшипников с различным углом ко-
нуса верхняя плита изделия может
разворачиваться в горизонтальной пло-
скости на угол до 20°, а для получения
дорожки качения наружных колец
роликовых подшипников с выпукло-
стью (бомбиной) нижняя плита бабки
изделия может наклоняться в верти-
кальной плоскости на угол до 6°.
Возвратно-поступательное движение
шлифовального круга осуществляется
столом по направляющим скольжения
от механизма осцилляции. На столе
установлен суппорт, на котором за-
креплен шпиндель шлифовального кру-
га с ременным приводом. Суппорт
осуществляет подачу шлифовального
круга на обрабатываемую деталь с по-
мощью ходового винта и гайки. Вра-
щение винта производится механизмом
подачи с приводом от электродвигателя
постоянного тока. По заказу автомат
оснащается прибором активного кон-
троля.
Внутришлифовальный бесцентровый
автомат 6С153М предназначен для
шлифования посадочных отверстий
внутренних колец подшипников ва-
гонных осей, деталей, имеющих форму
колец, а также втулок из магнитных
материалов с использованием прибора
активного контроля. Обрабатываемая
деталь устанавливается на башмаках
и магнитно-торцовой опоре, которая
приводит ее во вращение. Возвратно-
поступательное движение шлифоваль-
ного круга осуществляется столом по
направляющим скольжения от гидро-
цилиндра. На столе установлен суп-
порт, на котором закреплен шпиндель
шлифовального круга с ременным при-
водом. Суппорт осуществляет врезную
подачу шлифовального круга с по-
мощью ходового винта и гайки, вра
щенне винта производится механизмом
подачи с приводом от электродвигателя
постоянного тока. Автомат заменяется
автоматом 6С227.
Внутришлифовальный бесцентровый
автомат 6С151М служит для шлифова-
ния методом врезания цилиндрической
поверхности опорных бортов и до-
рожки качения наружных колец под-
шипников вагонных осей, а также
деталей, имеющих форму колец и вту-
лок с открытыми и глухими цилин-
дрическими отверстиями, из магнит-
ных материалов. Обрабатываемая де-
таль базируется на двух башмаках и
магнитной торцовой опоре, приводя-
щей деталь во вращение. Шлифоваль-
ный шпиндель закреплен на установ-
ленном на столе суппорте, перемеща-
ющемся в поперечном направлении по
направляющим стола. Стол совершает
от механизма осцилляции возвратно-
поступательное движение по продоль-
ным направляющим станины. Суппорт
осуществляет врезную подачу шлифо-
chipmaker.ru
172
Обработка концентрических деталей
вального круга с помощью механизма
подачи, приводимого в движение элек-
тродвигателем постоянного тока. Авто-
мат оснащен прибором активного кон-
троля.
Анодно-механические внутришлифо-
вальные станки СШ-53 и СШ-60 (см.
табл. 34) предназначены для обработки
твердосплавных деталей типа фильер
н волок. При работе станка проис-
ходит процесс электрохимического рас-
творения поверхности детали и не-
прерывного удаления образующейся
при электролизе пленки. Станки сна-
бжены источником постоянного тока,
регулятором напряжения, щеточными
контактами, копиром, с помощью ко-
торого обрабатывают весь профиль
волок, за исключением выходного ко-
нуса. Выходной конус обрабатывают
при повороте бабки изделия на угол
конуса. Станки оснащены следящей
системой, обеспечивающей поддержа-
ние постоянного зазора между обраба-
тываемой деталью и шлифовальным
кругом (межэлектродного зазора). Тех-
нологический цикл работы станков
включает черновую обработку сталь-
ным катодом, чистовую обработку то-
копроводящим абразивным кругом и
доводку алмазной пастой. При обра-
ботке деталей из твердых сплавов обес-
печиваются отклонение от цилиндрич-
ности 0,01 мм, отклонение от круглости
отверстия — 0,004 мм, параметр ше-
роховатости обработанной поверхно-
сти Ra — 0,08 мкм. Время обработки
одной детали (с припуском 0,5—1,0 мм
на диаметр) для станка СШ-53 состав-
ляет 50—55 мин, для станка СШ-60
30—40 мин. Станки заменяются стан-
ком СШ-101.
Хонинговальные, доводочные
и притирочные станки
Хонинговальные, доводочные и
притирочные станки применяют для
обработки отверстий в концентриче-
ских деталях, а также при обработке
наружных цилиндрических поверхно-
стей вращения деталей типа втулок,
цлунжеров, валиков, пальцев и др.
Хонингование — процесс обработки
цилиндрических поверхностей мелко-
зернистыми абразивными брусками,
имеющими поступательное и враща-
тельное движение относительно обра-
батываемой поверхности — широко
применяется при обработке длинных и
средней длины отверстий в гильзах,
пинолях, втулках. Хонингование ко-
ротких отверстий в деталях типа зуб-
чатых колец несколько затруднено,
поэтому получило распространение хо-
нингование сразу нескольких корот-
ких деталей, расположенных одна за
другой. Наибольшее распространение
получило хонингование сквозных ци-
линдрических гладких отверстий в де-
талях из черных металлов; реже при-
меняется хонингование сквозных от-
верстий в деталях из цветных металлов,
при обработке которых абразивные
бруски быстро засаливаются. При хо-
нинговании отверстии с прерывистой
поверхностью в виде окон, шпоночных
канавок, поперечных сверлений воз-
никают некоторые трудности, однако
этот процесс осуществим, если исполь-
зовать бруски таких размеров, что они
в процессе обработки все время пере-
крывают имеющиеся в детали окна.
Для обработки в концентрических де-
талях отверстий небольшой длины
применяют вертикальные одношпин-
дельные и двухшпнндельные хонин-
говальные станки. Эти же станки
применяют для обработки отверстий
в корпусных деталях.
Для обработки длинных отверстий
в деталях типа цилиндров, гильз,
пинолей применяются горизонтальные
хонинговальные станки; эти станки
имеют привод вращения заготовки,
что позволяет воспрепятствовать одно-
стороннему давлению абразивных бру-
сков (под действием собственного веса)
на обрабатываемую поверхность и
снижает вероятность получения оваль-
ности отверстия. Технические харак-
теристики некоторых горизонтальных
хонинговальных станков приведены
в табл. 31 гл. 1.
Притирка — процесс снятия тончай-
ших слоев металла посредством мел-
козернистых абразивных порошков в
виде смазочного материала, нанесен-
ного на твердую поверхность прити-
ра — позволяет получать высокую точ-
ность размеров по 6-му квалитету и
выше, а также параметр шерохова-
тости поверхности Rz ~ 0,054-
Обрсботка наружных и внутренних поверхностей вращения деталей
173
ч-0,025 мкм. Притиркой могут обра-
батываться детали из любых материа-
лов, но чаще всего эта операция при-
меняется при производстве деталей
из закаленных сталей. Различают при-
тирку шаржирующимся и нешаржи-
рующимся абразивом.
Притирка шаржирующимся абрази-
вом наиболее распространена. В этом
случае зерна абразива вдавливаются
в поверхность притира, в связи с чем
материал притира выбирают меньшей
твердости, чем материал обрабатывае-
мого изделия. При притирке шар-
жирующимся абразивом в качестве
материала для притира обычно ис-
пользуют серый чугун, а особо тонкая
притирка производится притирами из
латуни или красной меди. Обработку
производят с обильным применением
смазочных жидкостей (керосин, ма-
шинное масло).
Притирка нешаржирующимся абра-
зивом применяется для обработки де-
талей из цветных металлов и сплавов,
а также для обработки стальных де-
талей с целью достижения низкой ше-
роховатости и зеркального блеска об-
работанной поверхности. При этом
виде притирки используются сравни-
тельно мягкие абразивные материалы,
материал притира должен иметь твер-
дость большую, чем поверхность об-
рабатываемого отверстия. Материалами
для притиров служат обычно твердо
закаленная сталь, хромированная
сталь, зеркальное стекло и, реже,
обычный серый чугун. В качестве
смазочных сред используются керо-
син, машинное масло, растворенные
в керосине пасты ГОИ, а для притирки
медных сплавов — смесь свиного сала
с машинным маслом.
Машинно-ручная притирка отвер-
стий концентричных и многоосных
деталей может производиться на обыч-
ных токарных и других простейших
станках, в этом случае притиру сооб-
щается вращательное движение, а де-
таль удерживается в руках илн в спе-
циальном зажиме, причем ей сооб-
щается возвратно-поступательное дви-
жение вдоль оси притира. Притиры для
машинно-ручной притирки выполняют-
ся в виде разжимных пробок или опра-
вок с насаженными на них втулками.
Машинную (механическую) притирку
отверстий концентричных, многоосных
и небольших корпусных деталей про-
изводят на специальных вертикально-
доводочных станках. Вариантом ма-
шинной притирки является процесс
доводки отверстии, выполняемый на
указанных станках с использованием
вместо притиров абразивного инстру-
мента. Доводку наружных поверхно-
стей вращения деталей типа втулок
можно производить на специальных
бесцентрово-доводочных станках
J73-52, ЗШ184Д, ЗШ182Д и др. (см.
табл. 29), а также на специальных
вертикально-доводочных двухдиско-
вь : станках.
Бесцентрово-доводочные станки от-
личаются от обычных бесцентрово-
шлифовальных тем, что в них исполь-
зованы мелкозернистые круги или чу-
гунные валки большой высоты. При
обработке на бесцентрово-доводочных
станках точность формы и размеров
обработанных деталей в связи с не-
значительностью снимаемого слоя за-
висит от точности выполнения преды-
дущих операций. При соответству-
ющем подборе режимов резания на
бесцентрово-доводочных станках до-
стигается шероховатость обработанной
поверхности до Ra — 0,04 мкм.
На вертикально-доводочных двух-
дисковых станках (табл. 35) обработку
наружной поверхности вращения де-
талей типа втулок и гильз производят
с применением деталедержателя (се-
паратора). Гнезда изделий в сепара-
торе располагают таким образом, чтобы
ось изделия была наклонена к направ-
лению главного движения под углом,
что создает дополнительное скольже-
ние деталей относительно доводочных
дисков. Для получения поверхности
с малой шероховатостью в качестве
рабочего инструмента применяют диски
из чугуна, а для получения более гру-
бых поверхностей — абразивные
диски.
Двухдисковый вертикально-дово-
дочный настольный станок 3813 (см.
табл. 35), выполненный без привода
верхнего диска, предназначен главным
образом для исправления овальности
и конусообразное™ цилиндрических
деталей с одновременным уменьшением
шероховатости обработанной поверх-
ности (до Ra = 0,08 мкм) методом
chipmaker.ru
174
Обработка концентрических деталей
35. Технические характеристики специальных двухдисковых вертикально-доводочных станков
4ЯИ Сч X « СО СЧ X * СМ 1 5
ВИНЭЖИаЦ OJOHaptrj etfoandu вцэхедйцу -odxHaice HipoHlnow 0,4 1.5 1.0 1.1 О 3,3/4,1 С 4 /*Т э to * V ч _ «г о 8 X ЗЕ, 381 встроит
JM ем нею вээеу/ шн т—4 2700 1 1 ! Ь э ч 4300, □ С ’ S f о г С ъ- и D. 0> п О >; 381 CTWKI
Габариты станка (длинах ширинах X высота), мм о i 8 X О гО * X о о изил 1 иои А 1 / /V 1010X 1340X1650 1100X1080 X 2100 О Сч сч X S X 8 со , 2415X1945X1870 1560X1200X2035 | 1865X1312X2025 $ 0 *4 i J < s. -4 Э ч < 0 8 - 3VVU Л 1 оии л XOUV 2330Х2180Х 2570 2290X2700X2800 !нателе — плоских г еле — против. мифовальных станков <Нери< ЗБ816, 3817 — Воронежский
нии/ро *edoxedetf33 eirea БииаТпвйя exoioefc сч СЧ СЧ И , i/—OV 20; 31 2.5— □4,6 2-54 15-52 СЧ СО 4 t <+> 30-120. 7-23 30-120 X <я ад а а ш ст S ад в а ад
i враще- 1 ння диска, об/мин нижне- го । 70-142 34-100 39 — 60 41,5 — 81 25 — 80 45-115 45 — 115 30 — 99 30-99 СЧ G СО XJ 47 с со о с с С4 ерхностеГ j диска, в 1й завод и зе; 3816П,
I Ч естота верх- него •• ,31.5—93 эт 7 м 00 <70 1 41-105, СО 7 «о 1Л о 7 •* 51—130 26—88 33 — 108, ОС со 1 со сч 33 — 108 33-66 35 — 66 18-36 22-43 22; 44 1 22; 44 | °* с а и X X X X X 8“ S*
н 'екижийн эшгизд 1 0 — 392 49 — 490 ( + > 0- 1 57 0 0- 1570 , 392 — 1 470 49- 1 370 (+) (+) 980 — 12 200 1 960 — 8 800 980 — 12 200 илиндрич вращеин ЗЕ814 -I вводим. М
ИИ * -оме • хэхиоисина'п ритчЕориен 6, - 10/5 10/5 20/10 О О1 ! о См J V + (+) 20/— 20/ — 0П/ — водке ц явлении А814, ЗБ814, роительный за >ла.
х| и - 5 Л ИиниэdiAne 160 140 204 220 053 222 о о о 420 420 305 доп |Г с грн до । иапр;
«Я S U рнйжЛсТеи 280 280 । 405 450 450 о 700 700 750 1100 с СО о 1- п Н И Ф X X? СО ь о S СО о ° °? = %
эабатываемоЛ . и, мм плоской (вы- сота; наи- больший дна-1 метр круг- лого основа- । НИЯ) 1—30; 50 До 75; 75 3 — 50; 115 3-50; 115 os ‘-os—s 1 S с 1Г ЬГ 2 — 95; 140 2—95; 140 3-100; 200 15-110; 320 10 — 120; 320 зан эксцентрис 1 частота вращ< м е ч а н и е. Изготовители: 2 I81G, ЗД817 — Майкопский сте им. 50-летия Леиниского к<
к о детал • ад О . я я СК х X X 2 ® о * о 5 * S О Н X Л О й) ад 5Г £ д 20X60 2-1-30x60 До 75X100 3 4-50 X 115 S11 х 09 4- Е о X о 123 2,5+50X115 5+95Х 160 । । 5^-95X160 О О С СЧ СЧ ОС СЧ СЭ СГ XXX о о с о — CS % 7 4 «Э 1Л с числителе ука; числителе данг
Модель 1 стайка । 3813 3813Е ЗА814 ЗБ814 ЗЕ814 3814П О с С хГ о ад оо СО СО ЗБ816 3E8J6 3817 ЗД817 оз со • • • • При 3814ПС, ЗЕ ный завод
Обработка наружных и внутренних поверхностей вращения деталей
175
доводки на вращающемся притире
с абразивным агентом. Класс точности
станка П. Управление станком кно-
почное с пульта управления.
Двухдисковый вертикально-доводоч-
ный полуавтомат 3813Е предназначен
для обработки цилиндрических по-
верхностей неступенчатых деталей, а
также для двусторонней обработки
плоских поверхностей деталей различ-
ной формы. Класс точности станка П.
Обработка на станке производится
чугунными или абразивными дисками,
вращающимися в противоположном
или одном направлении. Верхний
шпиндель с диском получает верти-
кальное рабочее перемещение на ве-
личину снятия припуска. Выключение
подачи осуществляется по команде от
реле времени или прибора активного
контроля. Кроме плоскопараллельной
обработки деталей возможна обра-
ботка одного плоского торца с исполь-
зованием верхнего шпинделя для при-
жима детали. Цилиндрические изде-
лия обрабатываются в сепараторе диа-
метром 300 мм, плоская доводка про-
изводится в шести сепараторах (дер-
жателях) диаметром 90 мм. Загрузка
и выгрузка обрабатываемых деталей
производятся вручную. Станок осна-
щен подъемным приспособлением для
загрузки деталей. За отдельную плату
станок поставляется налаженным на
обработку конкретной детали, его так-
же могут укомплектовать абразив-
ными дисками, алмазницей, прибором
активного контроля и другими при-
надлежностями. При обработке на
станке достигаются овальность изде-
лий до 0,0005 мм, конусообразность —
до 0,0015 мм, отклонение от плоскост-
ности — до 0,0005 мм и отклонение от
параллельности 0,001 мм, параметр
шероховатости /?а=0,15 мкм.
Двухдисковый вертикально-дово-
дочный станок ЗА814 предназначен
для доводки цилиндрических и пло-
ских (в зависимости от наладки) де-
талей после шлифования. Станок вы-
полнен без привода верхнего прити-
рочного диска. Верхний диск имеет
вертикальное перемещение, иижнему
неподвижному диску сообщается вра-
щательное движение от электропри-
вода. На станке обеспечиваются шеро-
яовагость обработанной поверхности
до Ra — 0,04 мкм и точность обра-
ботки для цилиндрических деталей
диаметром 5 мм и длиной 40 мм: оваль-
ность 1 мкм, конусообразность 2 мкм;
для плоских деталей диаметром 100 мм
и высотой 20 мм; отклонения от па-
раллельности и плоскостности торцов
2 мкм. Станок заменяется станками
ЗБ814 и ЗЕ814.
Двухдисковый вертикально-дово-
дочный станок ЗБ814 служит для.
уменьшения шероховатости поверхно-
сти и улучшения геометрии наружной
поверхности детален методом доводки
на вращающемся притире с нанесе-
нием абразивной пасты или суспензии.
Нижний притирочный диск станка
приводится во вращение от электро-
привода, верхний диск привода не
имеет. Станок применяется главным
образом для обработки цилиндриче-
ских деталей, а также плоских дета-
лей, обрабатываемых с одной стороны.
На станке можно обрабатывать детали
из стали, бронзы, чугуна, керамики,
пластмассы и других материалов. Ста-
нок обеспечивает параметр шерохова-
тости поверхности обработанных де-
талей Ra *= 0,16—0,08 мкм, отклоне-
ние от плоскостности 1—2 мкм, па-
раллельности — 1,5—2,5 мкм, оваль-
ность — до 1 мкм и конусообраз-
ность — до 1,5 мкм. Станок заменяется
станком ЗЕ814.
Двухдисковый вертикально-дово-
дочный станок ЗЕ814 в отличие от
станков ЗА814 и ЗБ814 выполнен с пне-
вматическим подъемом верхнего диска.
Класс точности станка П. На станке
“обеспечиваются параметр шерохова-
тости обработанных плоских поверх-
ностей менее Ra = 0,16 мкм, цилин-
дрических Ra = 0,08 мкм, отклоне-
ние от плоскостности торцов обраба-
тываемых деталей диаметром 40 мм —
0,001 мм, овальность и конусообраз-
ность цилиндрических деталей Диа-
метром 20 мм и длиной 60 мм —
0,0016 мм.
Двухдисковый вертикально-дово-
дочный полуавтомат 3814П предназна-
чен для обработки наружных поверх-
ностей неступенчатых цилиндрических
деталей, а также для двусторонней
обработки плоских поверхностей де-
талей разной формы после шлифова-
ния с помощью абразивной пасты или
chipmaker.ru
176
Обработка концентрических деталей
абразивной суспензии, которые на-
носятся на торцы верхнего и нижнего
дисков. Обработка цилиндрических де-
талей производится во вращающемся
сепараторе диаметром 540 мм, плоская
доводка — в шести сепараторах диа-
метром 160 мм. Кинематическая схема
станка допускает обработку во вра-
щающихся сепараторах при неподвиж-
ных или вращающихся (в одну сто-
рону или противоположные стороны)
дисках, загрузка и выгрузка изделий
производятся вручную. Контроль дли-
тельности обработки (включая выха-
живание) осуществляется с помощью
реле времени. Полуавтомат обеспечи-
вает параметр шероховатости обра-
ботанных поверхностей плоских =
= 0,16 мкм, цилиндрических /?п =
=. 0,08 мкм, отклонение от плоскост-
ности и параллетьностн 0,001 мм,
овальность — до 0,5 мкм, конусооб-
разность — до 1 мкм.
Вертикально-доводочный двухдн-
сковый полуавтомат 3814ПС предна-
значен для уменьшения шероховатости
поверхности и повышения точности
формы цилиндрических и плоских де-
талей методом доводки между двумя
чугунными илн абразивными дисками.
Класс точности станка В. На полу-
автомате применен прибор активного
контроля снятия припуска с точностью
до +0,003 мм, контроль за припуском
может осуществляться также по реле
времени доводки и реле времени вы-
хаживания.
Двухдисковый вертикально-дово-
дочный полуавтомат 3816П предна-
значен для доводки цилиндрических
поверхностей, торцов колец и плоских
поверхностей других форм после их
окончательного шлифования. Доводка
производится торцами двух враща-
ющихся чугунных дисков, шпиндели
которых расположены вертикально.
Верхний шпиндель опускается и под-
нимается с помощью гидропривода.
Обрабатываемые детали устанавли-
ваются между дисками в специальном
сепараторе, которому сообщается при-
нудительное вращательное движение.
Станок работает в полуавтоматиче-
ском режиме, управление осуществля-
ется с выносного пульта. На станке
обеспечиваются получение параметра
шероховатости обработанной поверх-
ности Ra = 0,16+0,08 мкм и допуск
формы 1 мкм. Станок заменяется стан-
ками ЗБ816 и ЗЕ816.
Двухдисковый вертикально-доводоч-
ный станок модели ЗБ816 служит для
обработки расположенных в сепара-
торе деталей цилиндрической формы
нли двусторонней обработки плоских
поверхностей деталей различной фор-
мы. Обработка ведется торцами двух
дисков, шпиндели которых располо-
жены вертикально. Для получения
параметра шероховатости обработан-
ной поверхности Ra — 0,08+ 0,04 мкм
применяются чугунные диски, для
получ< ния поверхностей с Ра = 0,32+
+ 0,16 мкм — абразивные диски. Вре-
мя обработки задается с помощью
реле времени.
Двухдисковый однопозиционный
вертикально-доводочный полуавтомат
ЗЕ816 предназначен для уменьшения
шероховатости и улучшения формы
цилиндрических и плоскопараллель-
ных деталей методом доводки между
двумя чугунными или абразивными
дисками. Класс точности станка В.
Привод верхнего, нижнего доводоч-
ных дисков и сепараторов — от от-
дельных электродвигателей. Обработка
на станке может производиться дово-
дочными дисками или абразивными
кругами. Изменение скорости сепара-
торов и их реверсирование в цикле
позволяют производить кинематиче-
скую правку доводочных дисков. Име-
ется устройство промывки дисков при
выхаживании. Регулирование времени
обработки происходит в диапазоне
2—3600 с.
Двухдисковый вертикально-дово-
дочный станок 3817 предназначен для
доводки наружных цилиндрических и
плоских поверхностей деталей после
шлифования. Обработка деталей ве-
дется торцами двух чугунных дисков,
шпиндели которых расположены вер-
тикально. Контролируется процесс об-
работки с помощью реле времени.
Обрабатываемые детали укладываются
в ячейки переходника сепаратора на
поверхность доводочного диска ниж-
него шпинделя. Верхний шпиндель
опускается и прижимает детали до-
водочным диском. Обработка ведется
с подачей абразивной суспензии на
чугунные диски и изделия. Прижим,
Обработка наружных и внутренних поверхностей вращения деталей
т
подъем и опускание верхнего диска
осуществляются от гидропривода. Ре-
версирование, отключение принуди-
тельного вращения и жесткое закреп-
ление верхнего шпинделя выполня-
ются через редуктор. Регулируют ча-
стоту вращения сепаратора соответ-
ствующей настройкой вариатора. Для
повышения точности обрабатываемых
деталей обработку можно вести при
неподвижных дисках и вращающемся
сепараторе.
Вертикально-доводочный двухди-
сковый станок ЗД817 предназначен
для уменьшения шероховатости по-
верхности и улучшения формы дета-
лей с плоскопараллельными н гладки-
ми цилиндрическими поверхностями
методом доводки между двух чугунных
дисков с абразивной смесью. Обра-
батываемые детали устанавливаются
в специальном сепараторе (для пло-
скопараллельной доводки используют-
ся сепараторы — звездочки планетар-
ного привода). Вращение верхнего
диска и сепаратора может реверси-
роваться. Кроме гого, верхний дово-
дочный диск может фиксироваться
жестко или самоустанавливаться. Ста-
нок работает в полуавтоматическом
режиме. Окончание цикла работы за-
дается одним из следующих способов:
по реле времени, прибору активного
контроля снятия припуска, прибору
активного контроля снятия припуска
с выхаживанием по реле времени,
индикатору, показывающему величину
снятия припуска. На станке преду-
смотрено охлаждение доводочных ди-
сков водой. При значительной выра-
ботке дисков их протачивают с по-
мощью устройства для правки с по-
следующей правкой диска по диску.
Класс точности станка П.
Полировально-шлифовальные
станки
Полирование представляет собой от-
делочную обработку, которая, обес-
печивая достижение высоких пара-
метров шероховатости поверхности (в
ряде случаев до зеркального блеска),
не преследует целей повышения точ-
ности обработки. Основное назначение
полирования — декоративная обработ-
ка для придания блеска поверхности
детали. Кроме того, полирование при-
меняете для повышения коррозион-
ной стойкости, уменьшения трения,
повышения усталостной прочности из-
делий. Полирование осуществляется
посредством мягких кругов, иа ци-
линдрическую поверхность которых на-
носится смесь абразивного порошка
и смазочного материала; к полирова-
нию относят также отделку поверх-
ности абразивной шкуркой и лентой,
и обработку войлочными кругами с аб-
разивным порошком, наклеенным на
поверхность круга.
Промышленностью выпускаются
универсальные двусторонние (с одной
стороны круг, с другой — абразивная
лента) полировально-шлифовальные
станки (табл. 36).
36. Основные параметры универсальных
полнровально-шлифовальных станков
Станок Наибольший диаметр, мм Шири- на аб- разив- ной лен- ты, мм
полиро- вального круга контакт- ного ро- лика аб- разивной ленты
ЗА 352 200 200 50
ЗБ852 250 250 50
ЗБ853 315 315 70
ЗБ854 400 400 100
ЗБ855 500 500 140
Обработка деталей на универсаль-
ных двусторонних полировально-шли-
фовальных станках производится вруч-
ную полировальным кругом или сво-
бодным участком ленты, а также аб-
разивной лентой на контактном или
профильном ролике. Станки устанав-
ливают без тумбы — для работы сидя,
или с тумбой — для работы стоя.
Станки могут поставляться с рядом
приспособлений и принадлежностей.
Для станков моделей 3853 (ЗБ853)
и 3854 (ЗБ854) Дербентским заводом
шлифовальных станков спроектирова-
на специальная приставка модели
ДШ36.20, представляющая собой че-
тырехшпиндельную головку со шпин-
делями, имеющими трн частоты вра-
щения в диапазоне 50—77,5 об/мин.
Шпиндели расположены на планшайбе
с горизонтальной осью вращения. Ча-
178
Обработка концентрических деталей
37. Технические характеристики специальных ленточно-шлифодальных станков различных
моделей с горизонтальным многопозиционным барабаном
Параметр ДШ-48
Наибольшая длина устанавли- ваемой детали, мм Размер абразивной ленты (дли* на X ширина), мм Скорость ленты, м/с Число позиций; в барабане в зоне обработки Расстояние между осями по- зиций барабана, мм Индексация барабана, с Время выстоя в зоне обработ- ки, с Частота вращения детали в ра- бочей эоне, об/мии Число качаний детали в зоне обработки Габариты станка, мм: длина ширина высота Масса станка, кг Общая мощность электродви- гателя, кВт 160 4000 X X 120 4 1 <+) ( + ) 60 1776 1710 1995 2150 6,2
ДШ-105 ДШ-106 ДШ-107 ДШ-61 ДШ-59
210 235 262
3150Х 150 2500 Х130
30 35
12 1 2 500 1 10 2 | I 420
2,2 Б 1, 3.5—27 5 3,6 5— 3.5 — 14 -20 3,5—14
— 3,85 70—84
4,6 •—
1250 1260 1100 2470 1800 4,23 1260 1765 I 1875 1550 1 1800 1685 WP ) 5,22
Примечание. Изготовитель станков — Дербентсцнй завод шлифовальных
станков.
стета вращения планшайбы 1,5—
2,33 об/мин. Планшайба смонтирована
на вертикальной стойке, перемеща-
ющейся с помощью верхних и нижних
салазок в горизонтальной плоскости.
Нижняя часть вертикальной стойки
имеет вертикальное перемещение, что
обеспечивает необходимую установку
(по высоте) осн вращения планшайбы.
Дербентским заводом шлифоваль-
ных станков спроектирован и изготов-
лен ряд специальных ленточно-поли-
ровальных станков и полуавтоматов
с вертикально перемещающейся абра-
зивной лентой н многопозиционным
барабаном (планшайбой) с горизон-
тальной осью вращения (табл. 37).
Обрабатываемые детали устанавлива-
ются поочередно в оснащенные спе-
циальными наладками (держателями)
шпиндели н при повороте барабана
перемещаются в зону обработки, где
происходит полирование детали не-
прерывной абразивной лентой при од-
новременном вращении или качании
изделия, а также при неподвижном
его положении (с использованием или
без использования контактного ро-
лика).
Наружную обработку поверхностей
вращения ряда концентрических де-
талей можно производить на бесцен-
тровых полировально-шлифовальных
станках (табл. 24 гл. 1) методом врез-
ного шлифования до упора или мето-
дом шлифования напроход. Станкоза-
водами выпускаются также специаль-
ные доводочно-полировальные станки
для колец подшипников качения, кото-
рые почти Полностью потребляются
специализированными предприятиями
по производству и ремонту подшип-
ников.
Полировальный станок ДШ-48 (см.
табл. 37) спроектирован для полирова-
ния цилиндрической поверхности зад-
ней тормозной колодки легкового ав-
томобиля по радиусу 120 мм. Обра-
ботка ведется непрерывно движущейся
гибкой абразивной лентой при враще-
нии йэделия в зоне контакта с инстру-
ментом. Обрабатываемые детали уста-
Обработка торцовых поверхностей концентрических деталей
179
навливаются на четырехшпиидельной
поворотной планшайбе (барабане) с го-
ризонтальной осью вращения.
Ленточно-шлифовальный полуавто-
мат ДШ-59 сконструирован для пред-
варительного и окончательного шли-
фования деталей типа хирургических
ножниц в собранном виде после термо-
обработки, а также для предваритель-
ного и окончательного шлифования
ручек кровоостанавливающих зажи-
мов, иглодержателей и других деталей
в разобранном состоянии перед тер-
мообработкой. Для обработки деталей
разных типов и размеров полуавтомат
имеет ряд наладок, зажимных уст-
ройств. Обработка ведется шлифо-
вальной лентой при вращении детали
в зоне контакта с нею.
Ленточно-шлифовальный полуавто-
мат модели ДШ-61 сконструирован для
предварительного двустороннего шли-
фования базовых поверхностей ручек
хирургических ножниц длиной 14 и
17 см в собранном виде после термо-
обработки. Обработка ведется шлифо-
вальной лентой с поворотом изделия
на 180° при переходе из одной рабочей
позиции в другую.
Ленточно-шлифовальные полуавто-
маты модели ДШ-105, ДШ-106 и
ДШ-107 сконструированы для поли-
рования поверхности ручек столовых
приборов (ножей, вилок и ложек).
Обработка профильной поверхности
ручек производится гибкой абразив-
ной лентой, которая прижимается к де-
тали в зоне обработки с помощью
профильных роликов. Обрабатываемые
детали устанавливаются на барабане
(планшайбе) с горизонтальной осью
вращения. Обработка поверхности ру-
чек на станке ДШ-105 ведется при
качании детали, на ДШ-106 —при
вращении детали, на ДШ-107 — прн
неподвижной детали в зоне обработки.
В зависимости от обрабатываемой де-
тали полуавтоматы комплектуются на-
ладками.
ОБРАБОТКА ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
КОНЦЕНТРИЧЕСКИХ ДЕТАЛЕЙ
При обработке концентрических де-
талей наряду с задачей получения
соосных наружных и внутренних ци-
линдрических, конических и фасон-
ных поверхностей вращения правиль-
ной формы приходится решать задачи
по обработке плоских и фасонцык
торцовых поверхностей с регламенти-
рованным положением этих поверх-
ностей относительно общей осн цен-
трального отверстия и наружной по-
верхности детали. Для деталей с глу-
хими или ступенчатыми отверстиями
необходимо выбрать технологию и со-
ответствующее оборудование для пред-
варительной и окончательной обра-
ботки внутренних (труднодоступных)
торцов. Дополнительные технологи-
ческие задачи возникают при наличии
на торцовых поверхностях деталей
пазов и канавок, нецентральных от-
верстий, резьбовых (спиральных) и
зубчатых профилей.
Обычно обработку торцовых поверх-
ностей концентрических деталей мел-
ких и средних размеров производят
в одну установку с обработкой наруж-
ных и внутренних концентричных по-
верхностей, используя станки, осна-
щенные крестовыми и поперечными
суппортами, поперечно перемещакицн-
мися головками или специальными
инструментальными наладками. Обра-
ботку торцов деталей крупных, а
в ряде случаев торцов деталей средних
и мелких размеров при ремонтных
работах, в индивидуальном и экспе-
риментальном производстве выполня-
ют как самостоятельную операцию.
Торцы концентрических деталей об-
рабатывают при вращении заготовки
относительно собственной оси, чри
поперечном перемещении невраща-
ющейся заготовки относительно вра-
щающегося инструмента. В ряде слу-
чаев при обработке торца заготовка
остается неподвижной, инструменту же
сообщаются вращательное движение и
осевое перемещение.
Для обработки торцов по первому
методу используются станки токарчой
группы, плоскошлнфовальные стачки
с круглым столом, карусельно-шли-
фовальные, универсальные круглошли-
фовальные, патронные торцекругЛо-
шлифовальные, внутришлифовальцые
и торцевнутришлифовальные станки.
Для работы по второму методу (наи-
более распространенному при обра-
ботке плоскостных деталей) приме-
chipmaker.ru
180
Обработка концентрических деталей
38. Технические характеристики специальных муфтоотрезных станков
Параметр 9Д162 9Д163 9Д167
Диаметр разрезаемой трубы, мм 38—180 28—273 136—451
Расстояние до отрезных резцов от торца зажимного 30-290 80—320
патрона, мм Число отрезных суппортов Наибольший ход суппорта, мм 100 2 210
Расстояние от торца патрона до роликов механизма 1495 1904 2055
подачи трубы, мм Число скоростей шпинделя Частота вращения шпинделя, об/мин 36,5—374 12 26.9-215 21,4 — 171
Пределы рабочих подач суппорта, мм/мин Габариты станка, мм: длниа 2400 5—225 3314 3493
ширина 1655 2220
высота 1895 2222 2325
Масса стайка, кг Мощность электродвигателей, кВт: привода главного движения 8000 1 0 500 13 500
10.0 17,0
общая 14,9 15,25 22,62
Примечание. Изготовитель — Тбилисский станкостроительный завод
нм. С. М.Кврова.
няются, в частности, фрезерные, рас-
точные, строгальные, протяжные, пло-
скошлифовальные, ториешлифоваль-
ные, вертнкально-доводочные одно- и
двухдисковые станки.
Третий метод используется прн ра-
боте на сверлильных, расточных и
ряде специальных и агрегатных стан-
ков. Технические характеристики тор-
цеплоскошлифовальных станиов при-
ведены в табл. 40, вертнкально-дово-
дочпых — в табл 35, 47 этой главы,
а остальных станков, применяющихся
для обработки плоских торцов вторым
и третьим методами, — в гл. 3.
Для получения заготовок концен-
трических деталей с плоскими торцами
используются универсальные и спе-
циальные ножовочные, ленточные, ди-
сковые отрезные (табл. 1, 3 гл. 1),
а также специальные муфтоотрезные
(табл. 38) станки.
Для прорезания на торцах концен-
трических деталей шлицев и пазов
в индивидуальном производстве при-
меняются преимущественно универ-
сальные фрезерные станки, для ис-
пользования в серийном н крупносе-
рийном производствах выпускаются
специальные фрезерные (см. табл. 43
н 44) и протяжные полуавтоматы
(см. табл. 45).
Муфтоотрезные полуавтоматы 9Д162,
9Д163 и 9Д167 (см. табл. 38) предна-
значены для разрезания стальных труб
на заготовки соединительных муфт.
Разрезание трубы производится двумя
парами одновременно работающих от-
резных резцов, установленных на пе-
реднем и заднем суппортах. Обрабаты-
ваемая труба пропускается через полый
шпиндель станка до жесткого упора,
зажимается гидравлическим цанговым
зажимом со сменными кулачками и
вращается вместе со шпинделем; от
трубы отрезаются две заготовки муфт.
Станки заменяются полуавтоматами
91А15Б, 91А25Б, 91А38Е и
91А53Б.
Токарный патронный станок
МК-2А65 (табл. 39) предназначен для
обработки внутренних и наружных
сферических поверхностей, а также для
обтачивания цилиндрических и кониче-
ских поверхностей. На станке возмож-
на токарная обработка в патроне из-
делий с диаметром вращения над суп-
портом 260 мм. Каретка станка пере-
мещается по направляющим станины
н несет на себе поворотный стол. На-
несенные на диске поворотного стола
деления обеспечивают установку его
при обработке конусов под любым уг-
лом с точностью до 30'. При обработке
Обработка торцовых поверхностей концентрических деталей
181
39. Технические характеристики специальных патронных сферотокарных станков
Параметр МК-2А65 МК-2А63 МК-1А98
Высота центров над станиной, мм 30 400 300
Наибольший диаметр обрабатываемой детали, мм 260 365 380
Радиус обрабатываемой сферы, мм; наружной 0—130 130—800 800—оо
внутренней 25 — 200 130—800 800—оо
Диаметр отверстия шпинделя, мм Частота вращения шпинделя, об/мин 12,5 — 38 1600 12,5 — 1920
Пределы рабочих подач суппорта, мм/об. шп: продольных Продоль- —,
поперечных ных 0,07—2,4 . Поперечных
круговых (прн радиусе сферы 100 мм) 0,02 — 0.68 0,012 — 0,049 — 2,52 По настройке
Габариты станка, мм2 длина 2140 олз 2810 рычажного устройства 2190
ширина 1150 1350 1620
высота 1400 1370 1385
Масса станка, кг 2100 3100 1922
Мощность электродвигателей привода главного 7,5 7.0 7,0
движения, кВт
Примечание. Изготовитель — Московский станкостроительный завод «Крас-
ный пролетарий» им. А. И. Ефремова.
сферических поверхностей поворотный
стол получает ручную илн механиче-
скую подачу. По направляющим по-
воротного стола перемещается суппорт
с резцедержателем. Посредством ру-
коятки, расположенной на передней
стенке каретки, можно получать меха-
ническую. продольную подачу каретки
(0,07—2,4 миллиметра за один оборот
шпинделя) и механическую круговую
подачу стола. При необходимости руч-
ного перемещения каретки или стола
указанная рукоятка устанавливается
в нейтральное положение. Наружные
сферы обтачиваются на станке с по-
мощью наклонного резцедержателя,
а внутренние — универсального суп-
порта. Конструкция станка обеспе-
чивает ускоренные перемещения во
всех направлениях, включая движение
резца по сфере. Станок заменяется
станком МК-6032.
Токарный патронный станок
Л1К-2А63 предназначен для обработки
внутренних и наружных сферических
поверхностей. Каретка станка, снаб-
женная поворотным столом, переме-
щается по призматическим направ-
ляющим станины. Каретку переме-
щают по станине в соответствии с ра-
диусом обрабатываемой сферы; это
перемещение производится механиче-
ски (от рейкн и реечного зубчатого
колеса) или вручную. Поворотный стол
имеет круговую подачу и может фикси-
роваться на каретке специальным
фиксатором в положении, позволя-
ющем производить точную обработку
торцов. На поворотном столе закреп-
лен длинный или короткий брус (в за-
висимости от радиуса обрабатываемой
сферы), на брусе — обточной илн рас-
точной суппорт. Над брусом можно
производить обработку изделий с наи-
большим диаметром 365 мм. Станок
заменяется станком МК-6033. .
Токарный патронный станок
МК-1А98 предназначен для обработки
внутренних и наружных сферических
поверхностей изделий с наружным диа-
метром до 380 мм и наибольшим диа-
метром обрабатываемой сферической
поверхности 350 мм. Обработка сферы
осуществляется с помощью рычажного
устройства, укрепленного на каретке.
Рычажное устройство состоит нз двух
chipmaker.ru
182
Обработка концентрических деталей
линеек, каждая из которых перемеща-
гя в поворотных направляющих.
Каждая направляющая может пово-
рачиваться вокруг вертикальной оси.
С помощью зубчатого сектора и зубча-
того колеса можно изменять угол ме-
жду линейками, от которого зависит
радиус обрабатываемой сферы. Прн
включении поперечной подачи верхний
суппорт под действием ннжнего суп-
порта и линеек перемещается по своим
направляющим и совершает при этом
движение по дуге окружности отно-
сительно неподвижной каретки. На
верхнем суппорте установлен резце-
держатель с резцом, который также
движется по дуге окружности.
Станок подлежит замене станком
Л1К-6034.
Двусторонние торцешлнфовальные
горизонтальные станки 3342А-Д,
3343П-Д, 3343А-Д, 3344П-Д, 3344А-Д
(табл. 40) предназначены для шлифо-
вания концентрических деталей типа
втулок, колец, конических и цилиндри-
ческих роликов, устанавливаемых в от-
верстиях транспортного диска. Станки
обладают жесткостью и чувствитель-
ностью к малым перемещениям. Ме-
ханизмы правки, установленные не-
посредственно на шлифовальных баб-
ках, н высокочувствительные устрой-
ства поворота шлифовальных бабок
с контролем по индикаторным устрой-
ствам обеспечивают быструю и стабиль-
ную наладку станков. Станки 3343П-Д
и 3344П-Д выполнены по классу точ-
ности П, станки 3342А-Д, 3343А-Д и
3344А-Д — по классу точности А.
При шлифовании на станке 3343П-Д
торцов втулки диаметром 30 мм и
длиной 40 мм обеспечивается допуск
на высоту кольца 60 мкм, параметр
шероховатости поверхности Ra —
= 0,4—0,6 мкм, припуск, снимаемый
ва 1 проход, 0,15 мм.
Двусторонние торцешлнфовальные
горизонтальные станки 3342А-Ф,
3343А-Ф, 3344П-Ф предназначены для
шлифования плоских торцов концент-
ричных деталей типа колец подшипни-
ков, подаваемых в зону шлифования
узким транспортным диском (устрой-
ством круговой подачи) с открытыми
пазами. Настройка на требуемый раз-
мер обрабатываемой детали "(высоту ее)
осуществляется осевым перемещением
шлифовальных кругов. Стабильная и
быстрая наладка станков происходит
с помощью высокочувствительных
устройств изворота шлифовальных ба-
бок, контролируемых индикаторными
устройствами и механизмами правки,
установленными непосредственно на
шлифовальных бабках. Станок модели
3344П-Ф выполнен по классу точности
П; станки 3342А-Ф и 3343А-Ф — авто-
маты класса точности А снабжены
системой управляющего контроля с обе-
спечением автоматической компенса-
ции износа шлифовальных кругов,
поддержанием положения зоны шли-
фования и автоматической правки аб-
разивных кругов. Прн шлифовании
торцов наружного кольца подшипника
диаметром 30 мм автоматы 3342А-Ф
и 3343А-Ф обеспечивают отклонение
от плоскостности торцов соответствен-
но 1,0 и 3,0 мкм, допуск на высоту
колоца 30 мкм, параметр шерохова-
тости обработанной поверхности Ra —
= 0,4-5-0,6 мкм. Общий припуск на
обработку иа 1 проход 0,1 мм.
Торцешлифовальный двусторонний
горизонтальный полуавтомат СА-2М
предназначен для одновременного шли-
фования двух торцов деталей типа паль-
цев, конических и цилиндрических ро-
ликов, пружин, плашек и т. п. Станок
оснащен устройством круговой подачи
(транспортным диском), перемещаю-
щим детали в процессе шлифования
между двумя шлифовальными круга-
ми, установленными на двух горизон-
тальных шпинделях полуавтомата. По
заказу станок оснащается контрольно-
измерительными приборами н соответ-
ствующим загрузочным устройством.
Класс точности станка Н. Станок за-
меняется станками 3343П-Д и 3343А-Д
классов точности П и А.
Торцешлифовальный двусторонний
горизонтальный полуавтомат СА-ЗМ
служит для одновременного шлифо-
вания двух торцовых поверхностей
деталей типа поршневых колец и ко-
лец подшипников. При шлифовании
на станке деталей диаметром 100—
120 мм с припуском 0,1—0,15 мм обе-
спечиваются отклонение от плоскост-
ности 0,007—0,009 мм, от параллель-
ности — 0,01—0,015, параметр ше-
роховатости обработанной поверхности
Ra = 1,25-5-0,32 мкм.
Обработка торцовых поверхностей концентрических деталей
183
40. Технические характеристики специальных двусторонних горизонтальных торцеплоскошлифовальных станков
Общая мощность , электпо- двигате- лей, кВт 7,5X2 • 7,0X2 • 27,7 23,0 38,6 35,6 62,3 62,5 30,0 + 26,0 • 62,4 62,8 62,3 62,3
Масса стан- ка, кг 4 500 5 000 6500 5 500 7 500 7 500 12 000 12 000 10 000 9 000 12 000 12 000 12 000
Габариты станка (длинах шипинах X высота), ми 2560Х 1760X1980 21 80X 1790X 1435 3150Х 1810Х 1510 234ОХ 1610Х 1530 2730Х 1850Х 1575 2730X1850X1575 3140Х 2400Х 1830 3140X 2650X 2360 3845X 2775X 2130 3050Х 2655Х 2000 3140X3115X2400 3620Х 2555Х 1750 3140X2400X 1830
Пределы рабочих подач, м/мин 1,4-12,9 2,5—10,5 1,0—8,0 0,25-1,8 0,9-7,1 0,9-7,1 2,5-9,1 1,0-8,0 (+) I (+) 1,0-15,0 1,0-8,0 2,5-9,!
Метод подачи деталей в рабочей зоне С Диском с открытыми па- зами Диском с отверстиями То же » Диском с открытыми паза- ми Диском с отверстиями Магнитным патроном и ли- нейкой По техзаданню То же Звездочкой, расположен- ной вне зоны шлифования То же Диском с открытыми пазами
э/м 'кни -B€0d ЧАЭОЙОМЭ 28 28 28 32 28 28 28 28 35 35 28 28 28
нин/90 ‘bjAUh о jo и -Ч1ГВНОфИ1ГШ вин -atiiBds вхолэвь 1200 1200 875 юоо 910 910 710 710 450 — 890 900 710 710 710
Размеры об- рабатывае- мой детали, мм высо- та 6 — 40 4 — 15 12 — 70 15- 140 5-85 12 — 60 10- 120 1,5-10 3 — 60 2 — 6 4-70 10-70 10- 120 кругов
гг tv 4-15 10-30 12 — 60 15-60 10- 1 00 20— 100 30- 150 50 — 160 50 — 160 50- 180 40- 200 40 — 200 40- 200 привода
‘BiAdM олончггва -офиотп dxaweMV 450 450 600 600 600 600 750 750 750 750 750 750 750 цность
Станок о 2 tie ci i е c?cf? w ? & S << << с < £ - ё < с Cl CI +; X) +1 •е + 'Р ^2 7 * Ф Ф Ф Ф Ф ФФФ -4 Ф Ф Ф СОСО со4* со со СО СО СО "*» СО со СО СОСО со О со со со со со V со со со
Примечание. Изготовители: 3342А-Д, 3343П-Д, 3344П-Д, 3344А-Д, 3342А-Ф, 3343А-Ф, 3344П-Ф, 3344П-М, 3344П-Е,
3344А-Е — Московский завод автоматических линий нм, 50-летия СССР; СА-2М, СА-ЗМ, СА-31 — Московский завод специальных станков
»Спецстанок».
chipmaker.ru
184
Обработка концентрических деталей
41. Технические характеристики универсальных плоскошлифовальных станков с круглым
столом
Расположение
шпинделя
ЗД740В 400 160
ЗД740БФ1 400 160
ЗП740В 400 160
ЗЕ740В 400 160
ЗД740А 400 160
ЗД754 400 200
ЗД741В 800 200
ЗП741В 800 200
ЗП741ИВ 800 200
ЗД741А 800 200
ЭД756 800 350
ЗД741ЛВ 1000 200
Горизонтальное
»
»
»
Вертикальное
Гори зонтальное
»
»
Вертикальное
Гори зонтальное
35
35
35
60
35
23
35,5
35
60
35,5
25.5
35
15 — 180
15—180
15—180
15—200
15—180
10 — 56
8—96
8—96
8—96
8—96
5—30
6 — 78
5 000
5 800
5 600
6 300
5 300
5 100
9 500
9 800
10 300
10 000
10 000
10 650
Примечание. Угол наклона стола — для шлифования вогнутых поверх-
ностей, «—» — для шлифования выпуклых поверхностей.
Торцешлифовальный двусторонний
горизонтальный полуавтомат СА-31
предназначен для одновременного
шлифования двух параллельных тор-
цов поршневых колец. Станок выпол-
нен по классу точности Н.
Двусторонний торцешлифовальный
горизонтальный станок 3344П-М слу-
жит для точного шлифования торцов
концентричных деталей типа поршне-
вых колец на проходе принудительной
подачей их в зону шлифования маг-
нитным патроном и упорной линейкой.
Жесткость станка и чувствительность
его узлов к малым перемещениям обе-
спечиваются применением в опорах
шпинделей шлифовальных кругов
прецизионных подшипников качения,
а также пииолей на высокоточных ро-
ликовых герметично закрытых направ-
ляющих. Стабильная и быстрая налад-
ка станка обеспечивается с помощью
высокочувствительных устройств по-
ворота шлифовальных бабок с контро-
лем индикаторными устройствами и
механизмом правки, установленным
непосредственно иа шлифовальных
бабках. Станок снабжается системой
управляющего контроля и обеспечива-
ет автоматическую компенсацию из-
носа шлифовальных кругов, поддер-
живание положения зоны шлифования
и автоматическую правку. При шли-
фовании торцов поршневого кольца
диаметром 100 мм на полуавтомате
3344П-М обеспечиваются допуск на
высоту кольца 30 мкм, параметр шеро-
ховатости поверхности /?а = 0,4-?-
4-0,6 мкм,припуск, снимаемый за один
проход, — 0,1 мм.
Двусторонние торцешлифовальные
горизонтальные станки 3344П-Е и
3344А-Е предназначены для шлифова-
ния плоских торцов концентричных
деталей типа колец подшипников на-
проход с подачей в зону шлифования —
звездообразным питателем, располо-
женным вне зоны шлифования.
Технические характеристики уни-
версальных плоскошлнфовальиых
станков с круглым столом приведены
в табл. 41.
Плоскошлифовальный станок
ЗД740ЛВ (табл. 42) является модифи-
кацией с увеличенным столом универ-
сального станка ЗД740В. Класс точ-
ности станка В. Угол наклона стола
±6°. На станке обеспечиваются полу-
чение обработанной поверхности с от-
клонением от плоскостности до 0,008 мм,
185
Обработка торцовых поверхностей концентрических деталей
6SZVE
8SZWE
IfSSZUE
(6SZUZ)
st-еэя
£5-ЕЭа
imzu£
8SZITE
42. Технические характеристики специальных плоскошлнфовальиых станков е круглым столом
(ireezVE)
zs-eoa
ir£SZtC£
HITOt>Zf£
186
Обработка концентрических деталей
от параллельности — 0,008 мм, пара-
метр шероховатости Ra = 0,63 мкм.
Плоскошлифовальиый станок полу-
автомат ВСЗ-64 спроектирован для
шлифования торцов колец приборных
подшипников (наружный диаметр
кольца 5—30 мм, отношение высоты
к диаметру кольца не более единицы).
Обрабатываемые кольца устанавлива-
ются на электромагнитном столе диа-
метром 560 мм с шагом полюсов маг-
нитной плиты 1,5 мм. На станке обе-
спечиваются отклонение от параллель-
ности и плоскостности обработанных
торцов 0,006 мм н параметр шеро-
ховатости обработанной поверхности
Ra = 0,63 мкм. Предусмотрены ручная
и автоматическая подачи, ускоренное
и замедленное перемещения шлифо-
вальной бабки. Размагничивание об-
работанных деталей производится на
электромагнитном столе станка. Ста-
нок оснащен прибором активного кон-
троля и выполнен на базе станка
ЗП754Л.
Плоскошлифовальный станок
ЗД754Л является модификацией мо-
дели ЗД754 с увеличенным столом
универсального плоскошлифовального
станка с круглым выдвижным столом
и вертикальным шпинделем. Класс
точности станка П.
Специальны и плоскошл ифовальны й
полуавтомат ЗП754Л выполнен с круг-
лым выдвижным столом и вертикаль-
ным шпинделем. Класс точности станка
П. Станок оснащается прибором актив-
ного контроля с ценой деления шкалы
0,002 мм. При черновом шлифовании
на станке возможен наклон колонны
совместно с шлифовальной бабкой
(наклон шлифовального круга 0,05—
2,0 мм).
Плоскошлифовальные станки
BC3-53 и ВСЗ-52 являются модифика-
цией универсального станка ЗД756.
Станки выполнены с вертикальным
шпинделем и круглым выдвижным сто-
лом. Класс точности станков П. Ста-
нок BC3-53 имеет чугунный стол, а
ВСЗ-52 — электромагнитный. На стан-
ках обеспечиваются получение от-
клонения от параллельности обрабо-
танных торцов дегалей 0,016 и пара-
метр шероховатости поверхности
Ra = 1,25 мкм.
Плоскошлифовальный полуавтомат
ЗП756Л выполнен с круглым выдвиж-
ным столом и вертикальным шпинде-
лем. Класс точности полуавтомата П.
На станке обеспечивается получение
параметра шероховатости обработан-
ной поверхности Ra = 1,25 мкм,
отклонение от плоскостности — не
более 16 мкм, отклонение от параллель-
ности основанию — до 16 мкм. Полу-
автомат снабжен прибором активного
контроля. На полуавтомате (при черно-
вом шлифовании) возможен наклон ко-
лонны вместе со шлифовальной бабкой.
Плоскошлифовальный станок ЗД758
предназначен для шлифования пло-
костей деталей массой до 350 кг из
ферромагнитных сплавов торцом шли-
фовального круга. Станок выполнен
с вертикальным шпинделем и выдвиж-
ным круглым электромагнитным сто-
лом. В цепи подач шлифовальной бабки
применена пара винт—гайка качения.
Класс точности станка П.
Плоскошлифовальный станок
ЗМ758 служит для силового шлифова-
ния плоских поверхностей различных
деталей. Станок выполнен с выдвиж-
ным круглым столом и вертикальным
шпинделем. Предусмотрен выпуск мо-
дификации с электромагнитным сто-
лом п полуавтоматическим режимом
работы. Класс точности станка П.
Особенно эффективен станок для шли-
фования обычных чугунных и сталь-
ных отливок по корке (при снятии
за один проход припуска до 2—4 мм),
для обработки деталей нз труднооб-
рабатываемых материалов (со снятием
за один проход припуска до 12 мм)
и тонкостенных ребристых поверх-
ностей.
Плоскошлифовальный станок
ЗД759 выполнен с круглым магнит-
ным выдвижным столом н вертикаль-
ным шпинделем. Возможность наклона
колонны со шлифовальной бабкой на
большой угол позволяет производить
высокопроизводительное черновое и
чистовое шлифование. Шлифовальная
бабка перемещается вертикально по
прямоугольным направляющим, ох-
ватывающим направляющие колонны.
Шлифование может производиться при
дозированной подаче, равной 0,005 мм.
Класс точности станка П.
Плоскошлифовальный полуавтомат
ВСЗ-45 является модификацией станка
Обработка торцовых поверхностей концентрических деталей
187
ЗД759, предназначенной для шлифо-
вания торцов колец подшипников диа-
метром 1600—1800 мм. Станок имеет
круглый подвижный электромагнит-
ный стол с кольцевыми гидростатиче-
скими направляющими и вертикаль-
ный шпиндель. Перемещение шлифо-
вальной бабки осуществляется переда-
чей винт—гайка качения. Наклон кру-
га при черновом шлифовании произ-
водится вручную. Станок осиащен
прибором активного контроля; наи-
больший снимаемый припуск прн из-
мерении прибором активного контроля
1,2 мм.
Специальные станки (полуавтоматы)
ДФ-60АМ и ДФ-177А (табл. 43) пред-
назначены для фрезерования шлицев
корончатых гаек. Обработка ведется
одновременно шестью дисковыми фре-
вами, консольно закрепленными на
трех шпинделях. Гайки подаются
к фрезам двумя непрерывно движу-
щимися цепными конвейерами со
сменными гайкодержател-ями. Перед
43. Технические характеристики
специальных станков для фрезерования
шлицев на торцах корончатых гаек
Параметр ДФ-60АМ ДФ-177А
Размеры обраба- тываемой гайки (под ключ), мм Число: шпинделей одновременно работающих фрез В —27 27 — 41 3 Б
Диаметр фрезы, мм Число ветвей по- дачи изделий 105 2
Число гайкодер- экателей в каждой цепи 58 29
Частота враще- ния шпинделя, об/мин 55- 110
Пределы рабочих подач, мм/мин Габариты стан- ка, мм: 190- -380
длина 1880 1900
ширина 990 1000
высота 1340
Масса станка, кг 1800 2200
Мощность элек- тродвигателя при- вода главного Движения, кВт 7.5
фрезерованием гайки закрепляются
прижимами. После обработки одного
шлица гайки автоматически повора-
чиваются на угол 60° в подходят ко
второму фрезерному шпинделю; по-
сле обработки второго шлица они
снова поворачиваются на 60° н под-
ходят к третьему шпинделю. Вручную
производится только загрузка гаек
в гайкодержатели. Наладка полуав-
томата на обработку гайки состоит
в установке соответствующих гайко-
держателей и фрезы, регулировании
расстояния от оси шпинделя до кон-
вейера и установке прижимных уст-
ройств на необходимую высоту.
Консольно-фрезерные ставки
ГФ-724 и ГФ-1099Н1 (табл. 44) пред-
назначены для фрезерования трех-
сторонними фрезами пазов на кольце,
блокирующем синхронизатор ко-
робки передач. Станок выполнен с дву-
мя параллельно расположенными го-
ризонтальными шпинделями. На ос-
новном горизонтальном столе рас-
положено двухместное делительное
приспособление для установки двух
одновременно обрабатываемых колец
(ось вращения колец в приспособлении
расположена вертикально). Переме-
щения стола на станке модели ГФ-724
могут осуществляться вручную с по-
мощью рукояток нли от электромехани-
ческого привода. Станок ГФ-1099Н1
управляется с кнопочной станции, рас-
положенной на лицевой стороне са-
лазок.
Консольно-фрезерный станок
ГФ-690Н служит для одновременною
фрезерования зубьев трех кулачковых
муфт. Детали устанавливают так,
чтобы ось вращения была расположена
вертикально в трех позициях дели-
тельного приспособления иа горизон-
тальном столе станка. Станок имеет
два параллельно расположенных го-
ризонтальных шпинделя.
Консольно-фрезерный станок ГФ-771
выполнен с двумя последовательно
расположенными вертикальными
шпинделями в одной фрезерной баб-
ке. Станок предназначен для фрезе-
рования карманов в поршнях авто-
мобильных и тракторных двигателей.
На продольном горизонтальном столе
смонтированы два круглых стола. При-
вод вращения столов-— бесступенчатый
chipmaker.ru
J 88
Обработка концентрических деталей
44. Технические характеристики специальных консольных фрезерных станков для
обработки торцовых поверхностей
Параметр ГФ-724 ГФ-1099Н1 ГФ-690Н ГФ-771 ГФ-738
Размеры поверхности горизон- тального стола, мм;
ширина 320 400 500
длина 1250 1 1325 1600 1700 600
Число шпинделей 2 3 2 1
Расположение оси шпинделей Горизонтальное Верти- Горизон*
Расположение плоскости рабо- кальное тальное
Горизонтальное Уголь-
чего стола ник
от оси шпинделя до горизонтального стола 90—510 50—450 30 — 450 — 30 — 410
от торца шпинделя до ра- — 40 — 583 130—170
бочего стола от оси стола до направля- ющих станины 210—470 210—530 240—580 320—530 ( + )
Наибольшее перемещение го- ризонтального стола, мм;
продольное 700 900 160
поперечное 260 320 340 210 40
вертикальное 420 400 420 180 380
Пределы рабочих подач стола, мм/мин:
продольных 25—1250 12—350 25 — 1250 0—2000 (+)
поперечных 25 — 1250 25 — 1250 <+)
вертикальных 8 — 400 8 — 400 —•— <+)
Скорость быстрых перемеще- ний горизонтального стола, м/мин:
Продольных 3 2,4 3 2 —*
поперечных 3 •— 3 — —
вертикальных 1 —— 1 0,84 —
Частота вращения шпинделя, 37,5 — 31,5- -1600 1250; 160 — 501
об/мин Габариты станка, мм: 1900 1600
длина 2445 2345 2565 2850 2200
ширина 2485 2545 2135 3060 960
высота 1365 1700 1770 2360 1600
Масса станка, кг 3370 3600 5600 5000 2860
Мощность электродвигателей, кВт:
привода главного движения 4,5 7,5 10,0 4.5 4,5
общая 6,2 11.0 13,0 6.4 6,1
Примечание. Изготовитель — Горьковский завод фрезерных станков.
от гидропривода, наибольшая подача
круглого стола — 1000 мм/мин.
Консольно-фрезерный станок
ГФ-738 предназначен для обработки
винтовых сферических канавок —
«слезок» в дисках сцепления.
Горизонтальный протяжной станок
непрерывного действия ЗМП-342
(табл. 45) служит для протягивания
двух лунок глубиной 2 мм на торцовой
поверхности полукольца радиусом
35 мм и шириной 2,3 мм. Производи-
тельность станка — 1000 деталей в час.
Горизонтальный протяжной станок
непрерывного действия ЗМП-444 пред-
назначен для протягивания паза ши-
риной 10 мм и глубиной 2 мм в торцовой
поверхности кольца карданного под-
шипника (деталь формы колпачка).
Л1атериал заготовки — сталь 15Г.
Производительность станка — 1400
деталей в час.
Горизонтальный протяжной станок
непрерывного действия МП-218 пред-
назначен для обработки базового торца
и двух радиусных впадин вкладыша
подшипника скольжения. Производи-
тельность станка — 1000 деталей в час.
Обработка торцовых поверхностей концентрических деталей
гаэ
4Б. Технические характеристики специальных протяжных станков для обработки
торцовых поверхностей концентричных деталей
Параметр ЗМП-342 ЗМП-444 МП-218 1МП-382
Номинальное тяговое усилие, кН Число одновременно протягиваемых дета- лей 24,5 49 49 2 392 1
Число зажимных приспособлений или опорных плит 18 25 18 1
Шаг зажимных приспособлений, мм 280 320 420 —
Скорость протягивания, м/мнн 6 5,45 7,13 1, 5-6,8
Загрузка деталей Ручная Автома- тическая Ручная
Выгрузка деталей Габариты станка, мм; Механи- зирован- ная Автома- тическая Механи- зирован- ная Ручная
длина 3470 5200 4970 8100
ширина 1700 1400 1630 2200
высота 1500 1950 1890 1500
Масса станка, кг 7500 7300 9100 12 400
Мощность главного электродвигателя, кВт 7.5 10,0 7,5 40,0
Примечание. Изготовитель —- Минский станкостроительный завод
им. С. М. Кирова.
Горизонтальный протяжной станок
1 МП-382 предназначен для протяги-
вания четырех пазов шириной 60 мм
и глубиной 75 мм на торцовой поверх-
ности чаши маховика. Станок выпол-
нен с опорной плитой под планшайбу
(диаметр отверстия в плите 260 мм)
и горизонтальными салазками с длиной
рабочего хода 2000 мм. Производи-
тельность станка — 20 деталей в час.
Токарный полуавтомат МК-51М
(табл. 46) предназначен для чистового
подрезания торца н растачивания от-
верстия (одним суппортом) и нареза-
46. Технические характеристики специальных станков для нарезания и шлифования
спиралей на торцах дисков
Параметр МК-51М МВ-114 МВ-130
Диаметр обрабатываемого диска, мм * -165—400 100—325 328—550
Наибольшее поперечное механическое переме- щение шлифовальных головок или суппорта для нарезания спирали, мм Частота вращения, об/мин; 6 0,24 0,5
шлифовального круга — 6 000—12 000 3000 — 4550
изделия Габариты стайка, мм; 22 — 280 15—30 10—40
длина 2230 3290 3910
ширина 1790 1515 1688
высота 1525 1765 2115
Масса станка, кг Мощность электродвигателей, кВт: 3650 3600 4750
привода шлифовальных головок — 3,0 1.5+ 1.1
привода изделия 4,5 1,0 2,0
Примечание. Изготовители: МК-51М — Московский станкостроительный
завод «Красный пролетарий» им. А. И. Ефремова; МВ-114, МВ-130 — Московский завод
координатно-расточных станков.
chipmaker.ru
190
Обработка концентрических деталей.
47. Специальные вертикально-доводочные станки с одним вращающимся диском или
с двумя неподвижными дисками н вращающимся сепаратором
Параметр 3803 3804П 3806 3806Л 3808 3813Б 3814Б
Диаметр доводочного диска, мм: 450
наружный 280 710 1600 280 450
внутренний Число: доводочных дисков правильных колец Размеры правильных колец, мм: 52 100 150 1 3 500 160 190 2
диаметр наружный/ внутренний 115/100 200/150 310/250 620/500 — —
высота — 100 280 150 Опреде- л яется Наладкой — —•
Наибольшая высота об- работки с использовани- ем верхнего диска, мм Наибольшие размеры ос- нования обрабатываемой детали, мм: 200 80 200 30 200
круглого (диаметр) 100 150 250 500 60 230 или 450
квадратного (еторо* на) 70 105 {75 359 42 160 или 315
Частота вращения дово- дочного диска или сепа- ратора, об/мнн: Габариты станка, мм: 71; 141 31; 54; 95 21: 35; 72 37: 75 29 18.5; 37,5 2.44
длина 700 1030 1472 1495 2725 700 1500
ширина 454 714 1300 1220 1920 454 1060
высота 786 1355 2480 2010 2540 985 2000
Масса станка, кг 164 1000 1770 2300 10 490 230 2000
Мощность электродви- гателей привода главно- го движения, кВт 0,4 0.6 2.2 13.0 0.4 1.Б
Примечание. Изготовитель — Каунасский завод шлифовальных станков
«Нерис».
ния спирали на диске трехкулачковых
самоцеитрирующихся патронов разме-
ром 165, 240, 325 и 400 мм (вторым суп-
портом). Шаг нарезаемых спиралей
7/{6 и н 6; 7; 8; 10; 11 и 12 мм.
Наибольшее поперечное перемещение
суппорта для нарезания спирали —
ручное 60 мм и механическое 9 мм.
Наибольшее перемещение суппорта
для растачивания отверстия и подреза-
ния торца — продольное 80 мм н по-
перечное 100 мм. Наибольшее пере-
мещение каретки — 450 мм.
Шлифовальные станки МВ-114 и
МВ-130 предназначены для шлифова-
ния на деталях типа дисков токарных
самоцентрнрующихся патронов боко-
вых поверхностей спиралей, торцов
диска со стороны спирали, отверстий
на дисках. Шлифование выпуклой и
вогнутой сторон спирали ведется двумя
шлифовальными кругами одновремен-
но; обработка производится в две сто-
роны по полуавтоматическому циклу,
который включает правку шлифо-
вальных кругов. Обработка отверстий
и торцов осуществляется последова-
тельно, циклы обработки отверстий и
торцов не автоматизированы.
Вертикально-доводочный однодиско-
вый станок 3803 (табл. 47) предназна-
чен для уменьшения шероховатости и
Обработка резьбы и винтовых канавок на поверхностях вращения Г91
отклонений от плоскостности и па-
раллельности поверхностей деталей ме-
тодом доводки их иа вращающемся
притире с абразивной смесью. При-
жим деталей к доводочному диску
осуществляется накладными грузами,
подача суспензии иа доводочный диск—
дозированная. На станке обеспечива-
ются получение параметра шерохо-
ватости обработанной поверхности
Ra = 0,16 мкм и отклонения от пло-
скостности 0,7—1,6 мкм (для плоских
деталей диаметром 20 и 90 мм соот-
ветственно).
Вертн ка льн о-до во доч ный однодиско-
вый станок 3804П служит для обра-
ботки плоскостей деталей из стали,
бронзы, чугуна, керамики, пластмас-
сы и других материалов. Обрабатыва-
емые детали укладываются в правиль-
ные кольца, прижим нх к доводочному
диску осуществляется накладными
грузами. Обработка ведется с абразив-
ной пастой илн суспензией, На станке
обеспечивается отклонение от плоскост-
ности обработанной поверхности 1 мкм
и параметр шероховатости Ra —
= 0,16-т-0,08 мкм.
Вертикально-доводочные одноди-
сковые станки 3806 и 3806Л предна-
вначены для уменьшения отклонения
от плоскостности до 1 мкм и шерохо-
ватости обработанной поверхности до
Ra = 0,16 мкм деталей из различных
материалов. На станке можно обра-
батывать только плоские поверхности
деталей методом их доводки на враща-
ющемся чугунном дисковом притире.
Высота подъема прижимного диска
200 мм — для станка модели 3806,
340 — для модели 3806Л.
Вертикально-доводочный одно-
дисковый станок 3808 используют для
доводки на вращающемся притире
плоской поверхности деталей из стали,
чугуна, керамики н других материа-
лов. На станке могут одновременно
обрабатываться детали одинаковой или
различной конфигурации. Окружная
скорость доводочного диска 2,4 м/с.
Вертикально-доводочный двухднско-
вый станок 3813Б предназначен для
обработки двух параллельных пло-
скостей детали методом доводки на
неподвижных притирочных дисках при
вращении сепаратора. Станок выпол-
няется с дисковым сепаратором илн
сепаратором планетарного типа. При
обработке на станке деталей диамет-
ром 20—50 мм достигаются отклонение
от плоскостности 0,7—1,0 мкм, от
параллельности торцов 1,0 мкм, пара-
метр шероховатости обработанной по-
верхности Ra = 0,16 мкм.
Вертикальио-доводочный двухдиско-
вый полуавтомат 3814Б предназначен
для улучшения геометрии и качества
поверхности деталей с параллельными
плоскостями методом доводки на при-
тире с абразивной пастой. Обработка
осуществляется на неподвижных ди-
сках при вращении сепаратора (с экс-
центриситетом 50 мм). В зависимости
от конструкции сепаратора на станке
можно обрабатывать детали либо
с круглым основанием диаметром 30—
230 мм илн 350—450 мм н либо с квад-
ратным со стороной 20—160 или 240 -
315 мм. Загрузка деталей производи-
тся вручную. Управление полуавто-
матом кнопочное с пульта управления.
Подача абразивной пасты на доводоч-
ный диск производится вручную.
По особому заказу со станком поста-
вляется устройство с пультом управ-
ления периодической дозированной по-
дачи суспензии.
обработка резьбы и винтовых
КАНАВОК НА НАРУЖНЫХ
И ВНУТРЕННИХ ПОВЕРХНОСТЯХ
ВРАЩЕНИЯ КОНЦЕНТРИЧЕСКИХ
ДЕТАЛЕЙ
Станки для нарезания резьб
и винтовых канавок
Резьбовые профили на наружной
поверхности вращения концентриче-
ских деталей могут быть получены на-
резанием резьбовыми резцами и гре-
бенками, плашками, винтонарез-
ными головками, обкаточными рез-
цами н фрезерованием дисковыми,
гребенчатыми, торцовыми фрезами и
вихревыми головками, спиральные ка-
навки — резцами, пальцевыми и
дисковыми фрезами. Для получения
резьбы на внутренней поверхности
этих деталей используют резьбовые
резцы и гребенки, метчики, гребенчатые
резьбовые фрезы; спиральные каиавки
в отверстиях нарезают резцами и про-
тяжками.
r.ru
192
Обработка концентрических деталей
Нарезание наружных и внутрен-
них резьб в деталях, изготовляемых
из прутковых заготовок, производят
на одношпиндельных (см. табл. 16,
17, 18) н многошпиндельных (см.
табл. 19, 20) прутковых автоматах
самооткрывающимися резьбонарез-
ными головками, плашками и мет-
чиками в одном цикле с обработкой
наружных и внутренних поверхностей
вращения. На автоматах, оснащенных
специальным устройством, возможно
нарезание резьбы резцом или гребен-
кой.
Нарезание наружных и внутренних
резьб на штучных заготовках деталей
типа втулок и дисков обычно осущест-
вляют при установке детали в патроне
или на планшайбе (с базированием
по отверстию или наружной поверх-
ности), наружных резьб на деталях
типа гильз и труб — при установке их
в центрах.
На револьверных станках (см.
табл. 3, 4 и 5) нарезание резьб произ-
водят метчиками, плашками и резьбо-
нарезными головками. Некоторые из
станков имеют резьбонарезное при-
способление, получающее движение от
резьбового копира (станки 1Н318,
1Е316П, 1Д316П, 1Н325, 1Д325,
БРЗ-40АР, БРЗ-60АР и др-); на них
для нарезания резьбы кроме метчиков,
плашек и резьбонарезных головок,
устанавливаемых в револьвере, при-
меняют также резьбовые резцы, гре-
бенки и резьбонарезные головки, за-
крепляемые в резьбонарезном при-
способлении.
Токарно-винторезные, патронно-
центровые и патронные станки (см.
табл. 13, 14, гл. 1 и табл. 1; 2 гл. 2)
используют преимущественно для на-
резания наружных и внутренних резьб
на концентричных деталях среднего
и большого (а в индивидуальном
и мелкосерийном производствах и ма-
лого) диаметров для нарезания пря-
моугольных, трапецеидальных резьб
и резьб с нестандартным шагом. В се-
рийном и массовом производстве ис-
пользуют резьботокарные (см. табл. 50)
и муфтонарезные (см. табл. 51) полу-
автоматы. Для нарезания точных гаек
используют резьботокарные станки
с центральным расположением ходо-
вого винта (см. табл. 50). Нарезание
резьб на крупногабаритных концен-
тричных деталях можно производить
на специальных токарно-карусельных
станках, оснащенных специальным
устройством для нарезания резьбы
вертикальным суппортом.
Вертикально-сверлильные и ра-
диально-сверлильные станки исполь-
зуют обычно для нарезания метчиками
резьб в нецентральных отверстиях
деталей типа дисков. Для нарезания
резьб в гайках широко применяются
вертикальные резьбонарезные станки
и двухшпиидельные гайконарезные
автоматы (табл. 48).
Для нарезания винтовых канавок
в отверстиях концентрических деталей
применяют токарно-винторезные, про-
тяжные для внутреннего протягивания,
(см. табл. 23) или специальные кана-
вочные станки (см. табл. 49 гл. 1).
Протягивание отверстий с различным
профилем винтовых канавок осущест-
вляют протяжками, режущие выступы
которых расположены по винтовой ли-
нии; обработку ведут на универсаль-
ных станках, оснащенных специальным
приспособлением для самовращения
заготовки, либо на специальных стан-
ках с устройством для принудительного
вращения протяжки (или заготовки).
Нарезание винтовых канавок на
наружной поверхности концентриче-
ских деталей производят на универ-
сальных токарно-винторезных (см.
табл. 13, 14, гл. 1 и табл. 1, 2 гл. 2),
либо на специальных токарных стан-
ках (см. табл. 49 гл. 1), фрезеруют
канавки дисковыми или пальцевыми
фрезами на универсально-фрезерных
или вертикально-фрезерных станках,
оснащенных делительной головкой,
включаемой в цепь продольных подач
станка.
Фрезерование резьб на наружных и
внутренних поверхностях вращения
концентрических деталей выполняют
при вращении заготовки, согласован-
ном с осевой подачей заготовки или
инструмента, используя вертикально-
фрезерные, токарно-фрезерные (то-
карные с «вихревыми» головками) и
резьбо-фрезерные станки. На универ-
сальных резьбофрезерных станках
(табл. 49) наружная и внутренняя
резьбы фрезеруются в процессе вра
щения заготовки. Обработка на стан-
Обработка резьбы и винтовых канавок на поверхностях вращения
193
48. Технические характеристики вертикальных резьбонарезных станков и гайконарезных
автоматов
Станок Наибольший диаметр на- резаемой резьбы, мм Частота сраще- ния шпинделя, об/мин Габариты станка (длинах X ширина X высота), мм Масса деталй, кг
Вертикальные резьбонарезные станки
2053
2054М
2056
2057
ИЗ
Мб
М18
М24
1250—2000
224—2240
112 — 1120
90—500
445X265X526
675X770X1650
870X590X2025
1130X810X2430
30
310
450
800
Гайконарезные двухшпиндельные автоматы
2061 М5 400—2240 630Х480Х 1135 3 00
2062 М10 280—900 745Х470Х 1155 370
2063 М20 100—560 980Х615Х 1410 640
2064 МЗО 106—335 1210X730X1500 960
2065 МЗв 50—250 2350X1450X1850 2500
Примечание. Станок 2057 относится к специальным станкам, остальные станки
поставляются без предварительного согласования технических заданий.
ках 5Б63, 5Б64 и 5Б65 ведется методом
Охватывающего резьбофрезерования
(короткие наружные цилиндрические
резьбы) или резьбовыми гребенчатыми
фрезами (наружные и внутренние резь-
бы) при установке заготовки в патрон
или на разжимную оправку, на станке
бБЬЗГ — резьбовыми гребенчатыми
фрезами при установке заготовки в
центрах. Шаг резьбы устанавливается
при помощи сменных копиров.
Специальные токарные станки с вих-
ревыми головками и резьбофрезерные
станки (см. табл. 33 гл. 1 и табл. 52)
позволяют нарезать резьбы на наруж-
ной поверхности или в отверстиях де-
талей типа втулок, гильз, дисков диа-
метром до 1000 мм (с шагом 1—120 мм).
Резьботокарный патронный двух-
суппортный полуавтомат КТ-64
(табл. 50) предназначен для скорост-
ного нарезания короткой однозаходной
наружной (диаметром 30—200 мм)
и внутренней (диаметром 40—200 мм)
цилиндрической правой и левой резьб
резцом с твердосплавной пластинкой
с одновременным протачиванием по-
верхности под резьбу. Нарезание резьб
осуществляется с помощью горизон-
тального резьбонарезного суппорта
многократными последовательными
проходами. Обрабатываемая деталь
закрепляется в патроне. Цепь подач
настраивается на шаг нарезаемой резь-
бы путем подбора и установки па полу-
автомате барабана и сменных зубчатых
49. Технические характеристики универсальных резьбофрезерных стаиков
Станок Наибольшие размеры на- резаемых резьб (диа* метр Xдли- на), мм Наибольшие размеры ус- танавливае- мых деталей (диаметр х X длин а), мм Наиболь- ший шаг резьбы, мм Частота оС вращения, /мин Масса станка* кг
фрезы изделия
5Б63Г 80X50 450X710 5 80 — 630 0.315—10 3175
5Б63 80X50 450X360 5 160—2500 0.5—16 2800
5Б61 125 X 75 500X430 6 63—1000 0.16 — 8 3900
6Б65 200 X 75 560X600 6 50 — 800 0.1—5 4800
chipmaker, ru
194
Обработка концентрических деталей
50. Технические характеристики
специальных патронных резьботокарных
станков и полуавтоматов
Параметр КТ-84 РТ-463
Наибольший диаметр детали, устанавли- ваемой над станиной, мм Размеры нарезае- мой резьбы, мм: 330 1300
диаметр 30—200 260—650
наибольшая дли- на 140 650
Шаг резьбы, мм 1.5—6 3—6
Частота вращения шпинделя изделия, об/мин Габариты станка, мм: 160— 1000 1,6 — 80
длина 2580 6990
ширина 1290 1960
высота 1660 2400
Масса станка, кг в; оо 25 650
Мощность влектро- двнгателя главного привода, кВт 7.0 9,2—13.5
Примечание. Изготовители!
КТ-84 — Средневолгкский станкострои-
тельный завод; РТ-463 — Рязанский стан-
костроительный завод.
колес, соответствующих длине и шагу
резьбы. От замкнутой кривой барабана
движение передается продольной пол-
зушке полуавтомата. Шаг нарезаемой
резьбы должен быть кратен шагу
рабочей спирали барабана. Подача
на глубину резания после каждого
прохода осуществляется от специаль-
ного торцового кулачка в период об-
ратного хода резца. Настройка на
заданное число проходов осуществля-
ется сменными зубчатыми колесами.
Кроме переднего резьбонарезного суп-
порта полуавтомат имеет задний вер-
тикально расположенный токарный
суппорт, обеспечивающий протачива-
ние поверхности под резьбу и подреза-
ние торца заготовки. Наибольшая дли-
на растачивания (обтачивания) под
резьбу 70 мм, длина подрезаемого тор-
ца 70 мм. Расстояние от торца шпин-
деля до левой кромки резцедержате-
лей суппортов: резьбонарезного 95—
605 мм, токарного — 120—390 мм.
Наибольший диаметр обрабатываемой
детали над станиной 330 мм, над
суппортом — 220 мм.
Горизонтальный резьбонарезной
(резьботокарный) станок РТ-463 пред-
назначен для нарезания многозаход-
ной прямоугольной резьбы в гайках
резьбовой пары шпинделей (винтов)
гидровинтовых и фрикционных прес-
сов. Компоновка станка выполнена
с центральным расположением ходо-
вого винта. Иа станке обеспечивается
нарезание резьбы в автоматическом ре-
жиме. Обратный ход каретки осущест-
вляется путем реверсирования ходо-
вого винта без останова главного дви-
жения — вращения детали. Деление
на заход осуществляется от отдельной
рукоятки, вынесенной на лицевую
часть передней бабки.
Токарно-винторезные полуавтоматы
91М25, 91М38, 91М53 (табл. 51) слу-
жат для чистового обтачивания, рас-
тачивания и многопроходного нареза-
ния резьб в муфтах. Привод главного
51. Технические характеристики специальных муфтонарезиых полуавтоматов
Параметр 9IM25 91М38 91М53
Диаметр нарезаемой резьбы, мм Частота вращения шпинделя, об/мин Пределы рабочих подач при точении* 90—250 56 — 400 21—640 114 — 380 28—200 17- 170—530 22,4 — 160 -250
мм/мин Габариты стайка, мм: длина ширина высота Масса стайка, кг Мощность главного привода, кВт 4280 2100 2050 13 500 18,9/27,7 41 j 2( 14 400 18,9/27,7 оо 00 >50 14 600 18,9/27,7
Примечание. Изготовитель — Тбилисский станкостроительный завод нм.
С. М. Цирова.
Обработка резьбы и винтовых канавок на поверхностях вращения
195
52. Технические характеристики специальных резьбофрезерных станков
Параметр КТ-86 КТ-85 КТ-43 КТ-44 КТ-45 РТ-324.01
Наибольшая длина ус- танавливаемых деталей, мм Наибольший диаметр нарезаемой резьбы, мм: 150 400 500 900 650
наружной внутренней Наибольшая длина резьбы, мм 50 80 1 30 50 140 14( >0 400 (+) 400 650
Шаг нарезаемой резьбы, мм Частота вращения, об/мнн: 3 0,5-3 0,5—4 1 — 120
фрезы 125 — 630 250— 000 725—5600 710—4750 1725—5600 550
изделия Габариты станка, мм: 0,2 —6 0—27 0—8 0,5—50
длина 1375 1710 1840 2330 2710 4700
ширина 1180 1220 1030 1185 2200
высота 1330 1180 1285 1700
Масса станка, кг Мощность электродви- гателей, кВт: привода фрезерной головки общая 2000 1.7 2100 3,5 2600 1,3/1,7 3200 12 120 3,0 26.5
Примечание. Изготовители: КТ-86. КТ-85, КТ-43, КТ-44, КТ-45 — Средне-»
волжский станкостроительный завод; РТ-324.01 — Рязанский станкостроительный завод
движения станков — электрический
переменного тока, привод движения
подачи — общий с приводом глав-
ного движения, привод устройства
зажима детали — пневматический.
На базе станков 91М25, 91М38 и
91М53 могут выполняться модификации
станков для нарезания ниппелей (на-
пример, 91М25-1), для хвостовиков
долот, для корпусов долот.
Резьбофрезериые станки (полу-
автоматы) КТ-86, КТ-85, КТ-43,
КТ-44 и КТ-45 (тал. 52) предназна-
чены:
КТ-86 — для нарезания короткой
наружной и внутренней цилиндриче-
ской резьб специальными гребенчатыми
резьбовыми фрезами; все рабочие и
вспомогательные движения полуавто-
мата осуществляются от специальных
гидроцилнндров, вмонтированных
в узлы полуавтомата;
КТ-85 — для нарезания конической
наружной и внутренней резьб специ-
альными гребенчатыми резьбовыми
фрезами; полуавтомат может работать
как в автоматическом режиме с за-
грузкой детали из бункера, кассеты
или подводящего транспортера, так
и в полуавтоматическом режиме
с установкой детали вручную;
КТ-43 — для нарезания внутренней
резьбы праворежущими стандартными
резьбовыми фрезами — концевыми
(пальцевыми) и насадными; для об-
работки цветных металлов служит
высокоскоростная фрезерная бабка,
черных металлов — бабка с понижен-
ным числом оборотов (модели послед-
него станка имеют индекс А); по тре-
бованию заказчика полуавтомат может
быть приспособлен для нарезания на-
ружной резьбы и оснащен специаль-
ными загрузочными устройствами;
КТ-44 — для нарезания внутренних
н наружных резьб на деталях из цвет-
ных металлов. Резьба нерезается гре-
бенчатыми концевыми или насадными
стандартными резьбовыми фрезами. На
полуавтомате можно производить бес-
ступенчатую настройку шага для лю-
бой резьбы в пределах технической
характеристики станка; по требованию
заказчика поставляется модификация
196
Обработка концентрических деталей
полуавтомата (высокоскоростная фре-
зерная головка у нее заменена более
тихоходной), предназначенная для об-
работки черных металлов (станок
КТ-44А);
КТ-45 — для фрезерования короткой
внутренней резьбы в деталях типа
гильз из цветных металлов; поставля-
ется также модификация полуавтомата
(станок КТ-45А), предназначенная
для обработки деталей из стали и чу-
гуна. Полуавтомат может быть при-
способлен для нарезания наружной
резьбы гребенчатыми праворежущими
пальцевыми илн насадными стандарт-
ными резьбовыми фрезами.
Резьбофрезерный станок РТ-324.01
выполнен иа базе универсального то-
карно-винторезного станка с высотой
центров над станиной 500 и над вы-
емкой 700 мм. Над станиной могут
обрабатываться детали иа длину про-
дольного хода каретки станка (1500 мм)
с базированием заготовки в патроне
и люнете; при обработке детали над
выемкой ее длина ограничена длиной
выемки (650 мм). По компоновке станок
относится к токарным патронным стан-
кам с продольной станиной, задней
бабки станок не имеет. Патрон станка
специальный, приспособленный для
установки конкретной детали. Станок
пригоден для обычных токарных ра-
е«т в диапазонах частоты вращения
шпинделя 5—500 об/мин, продольных
подач 0,2—3,05 мм/об шп. и попереч-
ных подач 0,07—1,04 мм/об шп. Мощ-
ность привода вращения изделия
(22 кВт) обеспечивает возможность вы-
полнения как токарных, так и резьбо-
фрезерных работ. Каретка станка имеет
продольное перемещение (как у обыч-
ных токарных станков). На каретке
имеется специальная ползушка, на
которой установлен суппорт с четы-
рехпозиционным резцедержателем и
резьбофрезерная головка для фрезеро-
вания внутренних и наружных резьб.
Шлифование наружной резьбы на
концентрических деталях производят
многониточным или однониточным аб-
разивным кругом.
В массовом и серийном производстве
применяется высокопроизводительное
шлифование наружной резьбы иа бес-
центрово-шлифовальных станках обыч-
ной компоновки (см. табл. 28, 29)
многониточным резьбовым абразивным
кругом с кольцевыми нитками.
Шлифование наружной резьбы мио-
гониточными кругами на патронно-
центровых резьбошлифовальных стан-
ках находит применение в серийном и
массовом производстве. Абразивными
кругами с кольцевыми нитками ко-
роткие резьбы шлифуют методом вре-
зания, а длинные — с осевой подачей
заготовки (или шлифовального круга).
При работе в том и другом случае оси
круга и заготовки параллельны, что
приводит к некоторому искажению
профиля резьбы и исключает возмож-
ность шлифования многонитечными
кругами точных резьб с большим углом
подъема профиля.
Шлифование наружной резьбы одно-
ниточным кругом наиболее распро-
странено, оно обеспечивает получение
более точных резьб, чем при работе
многониточным кругом. Шлифование
однониточным кругом ведут при осе-
вой подаче заготовки (в некоторых кон-
струкциях шлифовальной бабке со-
общается перемещение вдоль оси за-
готовки) с наклоном круга на угол
подъема резьбы; оси заготовки и аб-
разивного круга располагаются в па-
раллельных плоскостях.
Универсальные резьбошлифовальные
станки, поставляемые без предвари-
тельного согласования технических за-
даний (табл. 53),позволяют обрабаты-
вать наружные и внутренние резьбы
в деталях наружным диаметром до
200 мм и длиной до 500 мм. Специаль-
ные резьбошлифовальные станки (см.
табл. 37 гл. 1) позволяют вести обра-
ботку наружных резьб диаметром до
320 мм на деталях длиной до 3000 мм;
специальные шлифовально-затыловоч-
ные станки (табл. 54) — шлифование
и затыловку профиля червячных фрез
с наибольшим модулем 16 мм. Для
шлифования внутренних резьб при-
меняют как универсальные резьбо-
шлифовальные (см. табл. 53), так н
специальные внутрнрезьбошлифо-
вальные станки (табл. 55), позволяю-
щие производить шлифование внутрен-
ней резьбы диаметром до 450 мм.
Шлифовально-затыловочный станок
МВ-107 (см. табл. 54) предназначен
для шлифования профиля червяч-
ных фрез класса 00. На станке воз-
Обработка резьбы и винтовых канавок на поверхностях вращения
197
БЗ. Технические характеристики универсальных резьбошлифовальных станков
ий раз- авливае- 1и (диа- на), мм Наибольший раз- мер шлифуемой резьбы (диа- метр X длииа), мм Шаг шлифуе- мой резьбы, мм О 5? ° « (ращения анка, кг
Станок Наибольш мер устаи мой дета^ метр X дли наруж- ной внут- ренней наруж- ной внут- ренней Окружная рость кру; <л . oS§ о s “ фО V «О Масса ст;
5821 5К821В 5822М 5К822В 140х Х350 125Х Х360 200 X X 500 200 X ХбОО 125Х X 265 95X270 150Х Х400 150Х Х375 80X80 80X45 125X75 125X75 0,25—12 0,25 — 12 0,25—24 0,25—24 0,5—6 0,5—6 0.5—6 1—6 28 — 50 35—60 25—50 35—60 0,8—60 0,3 — 100 0,3—45 0,3—100 2640 4845 5000 5565
можно шлифование одиозаходных и
многозаходных фрез, имеющих архи-
медовый, конволютный и эвольвент-
ный профили спиралей. Основные ра-
54. Технические характеристики
шлифовально-затыловочных станков
Параметр МВ-107 (5884) МВ-15
Наибольшие разме-
ры устанавливае- мой детали, мм*. диаметр 320
длина 850 1000
Размеры шлифуе- мой резьбы: наибольшая дли- 500 400
иа, мм число заходов 1 8
Наибольший модуль 8 16
шлифуемых зубьев, мм. Число затылуемых 6 — 20 6 — 22
зубьев Скорость шлифо- 20 — 35 20-30
вального круга, м/с Габариты станка, мм: длина 3160 3400
ширина 2000 3100
высота 1460 1690
Масса станка, кг 5000 6900
Мощность электро- двигателей, кВт: привода шлифо- 0.65 0.75
вальиого круга привода изделия 1,6 2.3
Примечание. Изготовитель —•
Московский завод координатно-расточных
стам ков.
бочие и вспомогательные движения
станка автоматизированы. Станок имеет
три шлифовальные бабки: с дисковым,
чашечным и пальцевым кругами (баб-
ки с чашечным и пальцевым кругами
поставляются по особо согласованно-
му техническому заданию). Бабки ос-
нащены правильными приборами для
прямолинейной заправки кругов. Со
станком поставляется копирный при*
бор, позволяющий получать фланки- '
рованные профили и исправлять от-
клонение режущей кромки от прямо-
линейности.
Шлифовально-затыловочный станок
МВ-15 предназначен для окончатель-
ного шлифования (затылования) одно-
заходных и многозаходных червяч-
ных фрез с шагом 6,28—251,2 мм.
На станке достигается следующая точ-
ность обработки: отклонение осевого
шага фрезы от номинала ±8 мкм;
накопленная ошибка шага (на всей
длине образца) ± 1,6 мкм; циклическая
ошибка в пределах шага ±8 мкм.
Станок заменяется станком 5884В.
Виутрирезьбошлифовальиый станои
МВ-50С1 (см. табл. 55) предназначен .
для шлифования внутренних радиус- '
ных резьб с помощью внутрнрезьбо-
шлифовалыюго устройства. Если это
устройство снято, то на стайке можно
выполнять шлифование наружной
резьбы в центрах (расстояние между
центрами 500 мм, наибольший диа-
метр устанавливаемой детали 200 мм),
затылование, конусное и врезное
198
Обработка концентрических деталей
Б5. Технические характеристики
специальных резьбе-шлифовальных
станков для обработки внутренних резьб
Параметр МВ-50С1 МВ-28
Наибольший диа- метр устанавливае- мой детали, мм Размеры обрабаты- ваемой резьбы, мм: 160 225
наименьший диа- метр 25 30
наибольшая дли- на 75 115
Угол подъема винто- вой линии резьбы, . ±8
Наибольшая конус- ность резьбы 1 1 5 1:4
Окружная скорость круга, м/с 30— 35
Частота вращения детали, об/мин Габариты станка, мм Опреде- ляется на- ладкой 0.8—60
длина 2390 1659
ширина 2030 1530
высота 1480 1500
Масса станка, кг Мощность, кВт: S900 280(1
электродвигателя привода шлифовального крута, кВт 1.4
общая 8,0 I 2,0
Примечания: 1. Внутренние
резьбы диаметром 220 мм и глубиной
100 мм в длинных деталях наружным диа-
метром до 220 мм могут быть обработаны на
стайке 5KS23B (см. табл. 37 гл. 1).
2. Mai отовитель — Московский вавод
координатно-расточных станков.
шлифование. Наибольший диаметр на-
ружной резьбы, шлифуемой однони-
точиым кругом, 150 мм, шлифуемой
многониточным кругом.— 120 мм; наи-
большая длина резьбы (измеренная от
переднего центра) 400 мм; шаг обраба-
тываемой резьбы: метрической 0,25—
СО мм, модульной МЗ-М19, дюймовой
3—28 ниток на один дюйм. Станок
может быть укомплектован спепиаль-
ным приспособлением для обработки
плоских плашек и зубчатых реек,
обеспечивающим шлифование резь-
бового профиля иа поверхности дли-
ной до 120 мм и шириной до 150 мм
со следующими параметрами: наи-
меньший шаг резьбы, шлифуемой одио-
ниточным кругом, 0,5 мм, многони-
точныы кругом — 0,75 мм; наиболь-
ший шаг резьбы, шлифуемой однони-
точным кругом с остроугольным про-
филем, 6 мм, многониточным кругом
с остроугольным профилем — 4 мм,
многониточным кругом с профилем
3) бчатой рейки — 2 мм.
Внутрирезьбошлифовальный станок
МВ-28 предназначен для выполнения
основных внутрирезьбошлифовальны.к
операций в инструментальных и про-
изводственных цехах. Шлифование ве-
дется одпониточным или многониточ-
ным кругом с ходом стола в одну
или две стороны; при перемещении
в одну сторону быстрый отвод стола
в исходное положение осуществляется
автоматически. Поставляемые со стан-
ком правильные устройства обеспе-
чивают обработку резьб треугольных,
трапецеидальных, полукруглых и дру-
гих профилей. На станке можно об-
рабатывать цилиндрические и кони-
ческие резьбы, а также шлифовать
торцовые поверхности деталей. На
станке на длине 2 мм обеспечивается
точность шага обработанной резьбы
5 мкм, на длине 100 мы — 8 мкм.
ОБРАБОТКА ШПОНОЧНЫХ
II СМАЗОЧНЫХ КАНАВОК, ЛЫСОК,
НЕЦЕНТРАЛЬНЫХ, ФАСОННЫХ
И ПОПЕРЕЧНЫХ ОТВЕРСТИЙ,
ШЛИЦЕВЫХ И ЗУБЧАТЫХ
ПРОФИЛЕЙ
Для передачи рабочих усилий либо
для обеспечения правильного положе-
ния или перемещения концентриче-
ских деталей на их наружной и вну-
тренней поверхностях выполняют про-
дольные н поперечные пазы, уступы,
площадки, лыски, многогранные и зуб-
чатые профили, а также эксцентричные
и поперечные отверстия (окна). В се-
рийном и массовом производстве при
изготовлении концентрических дета-
лей на токарных одношпиндельпых и
многошпипдельных автоматах указан-
ные элементы поверхности получают
с помощью специальных дополнитель-
ных приспособлений, которыми осна-
щаются автоматы. В индивидуальном
производстве, а также при обработке
деталей средних и крупных размеров
Обработка канавок, зубьев и нецентральных отверстий
199
56. Технические характеристики
универсальных долбежных станков
ИЙ ход 4М вижения । двойной абочей по- стол а. ий угол рлбяка, ° нка, кг
Станок а СХЯ ап <s
Нанболь долбяка, Частота долбяка, ход/мин е-5 S ° =t8 i Наиболь наклона Масса С'
7Л412 100 52— 360 5 1 050
7А420 200 210 40 — 500 5 2 000
7А420М 200 163 40— 500 5 2 200
7Б420 200 163 16 — 500 6 2 300
7М430 320 158 10—55 630 5 5 200
7Д430 320 3—38 630 10 5 700
7М450 500 7—33 800 5 7 750
7Д450 500 5 — 30 800 10 8 200
745А 1000 2—15 1250 —- 17 000
7410 1000 2—30 1200 15 35 000
7414 1400 2—30 1600 10 38 000
используются универсальные станки
фрезерной, строгальной, протяжной и
сверлнльно-расточной групп, а также
специальные.
Шпоночные пазы в центральных от-
верстиях концентрических деталей
в индивидуальном и серийном произ-
водстве обычно прорезают на долбеж-
ных станках (табл. 56); в серийном и
массовом производстве для получения
шпоночных пазов шириной 1,5 —
100 мм применяют универсальные про-
тяжные станки дли внутреннего про-
тягивания (см. табл. 23 гл. 2), снаб-
женные соответствующей оснасткой,
либо специальные протяжные станки
(табл. 57 и 58).
Прорезание шпоночных пазов иа
протяжных станках выполняют шпо-
ночными протяжками с цилиндричес-
ким телом либо плоскими шпоночными
протяжками с применением универ-
сальных и специальных приспособле-
ний ийй направляющих оправок (адап-
теров), прикрепляемых к опорной плита
станка. Шпоночные канавки в кониче-
ских отверстиях протягивают иа оп-
равке, посадочная часть которой рас-
положена под углом к направлению
протягивания. Универсальные станки
для внутреннего протягивания и иж
специальные модификации при ис-
пользовании соответствующих протя-
жек используются также для получв-
67. Технические характеристики специальных горизонтально-протяжных станков для
обработки шпоночных пазов, лысок и шестигранников на концентрических деталях
Параметр ЗМП-376 ЗМП-405 ЗМП-377 МП-164 1МП-384
Номинальное тяговое усилие, кН Скорость протягивания, м/мин 245 6 392 6,6 490 2,3—11,5 980 1,5 —11,в
Число зажимных (установоч- ных) приспособлений 12 16 28 26 1
Шаг приспособлений, мм 420 320 ——
Загрузка деталей Ручная Автома- тическая Ручная Автома- тическая
Выгрузка деталей Механизированная Автома- тическая Механи- зирован- ная То же
Производительность станка, шт ч Габариты станка, мм: 650 680 320 аео 65
длина 3470 4410 5920 4665 6050
ширина 1700 2110 1380 2300
высота 1500 1650 1880 1170 1540
Масса станка, кг 7500 10 780 16 700 7706 6750
Общая мощность электродвига- телей, кВт 7,5 10,0 13,4 17.0
Примечание. Изготовитель — Минский станкостроительный завод им.
С. М. Кирова.
200
Обработка концентрических деталей
68. Технические характеристики специальных вертикально-протяжных станков для
обработки пазов и лысок
Параметр 7Б-1А МП-176 5МП-487 4МП-350 4МП-494 5МП-419 5МП-416
Номинальное тяговое усилие, кН Ход рабочих салазок, мм Скорость рабочего хода ползуна, м/мнн Число протягиваемых 69 0—7 2 98 000 1,5—13 I 1,5—11,4 2 250 1 196 1,5- 7 1600 -8,5 1
деталей Расчетная производи- (+) 25 150 70 800 25 1 15
дельность, деталь/ч Загрузка (выгрузка) Ручная Автоматическая Ручная
Габариты станка, мм* длина 1540 2950 4 700 3 210 3440 3 730 3 670
ширина 1180 1650 3 380 1850 1 735 2 100
высота 2395 3640 4 000 3850 4 130 4 440
Масса станка, кг 3000 6600 12 000 17 000 9500 10 200 15 500
Мощность электродви- гателя, кВт: главного привода 10,0 14,0 30,0 22,0
общая — — .— 32.5 26,0 — —
Примечание. Изготовители: 7В-1А — Сестрорецкий инструментальный завод
им. С. И. Воскова; МП-179, 5МП-487, 4МП-350, 4МП-494, 5МП-419, 5МП-416 — Минский
станкостроительный завод нм. С. М. Кирова.
бия сквозных квадратных, многограи-
вых, зубчатых и других форм отвер-
ствий с прямыми и винтовыми канав-
ками. Для шлифования шпоночных па-
зов и отверстий фасонных форм при-
меняются координатно-шлифовальные
станки со специальным устройством
для шлифования замкнутых профилей
дисковым кругом, а также специальные
контурно-шлифовальные станки.
Для нарезания различных смазочных
канавок в отверстиях концентрических
деталей наряду с протяжными стан-
ками для внутреннего протягивания
применяют специальные токарные и
однорезцовые вертикальные станки для
тягового строгания.
Формирование и обработку глубо-
ких и поперечных пазов, лысок, много-
гранных профилей на поверхности кон-
центричных деталей, а также нецен-
тральных и поперечных отверстий и
окон в единичном и мелкосерийном
производстве обычно выполняют на
универсальных металлорежущих стан-
ках, в крупносерийном и массовом про-
изводствах и при обработке некото-
рых крупногабаритных изделий для
этих работ используют протяжные
(см. табл. 57, 58), фрезерные (табл. 59,
60), расточные (табл. 61), сверлильные
(например, ЛР-272Ф2) и другие спе-
циальные станки.
При отсутствии зубообрабатываю-
щих станков в условиях индивиду-
ального производства для нарезания
и обработки неточных зубчатых и
шлицевых профилей на поверхности
концентрических деталей применяют
универсальные консольно- фрезерные
и плоскопрофилешлифовальные станки,
оснащенные стандартными или спе-
циальными делительными головками,
устанавливаемыми на стол стан-
ка. В мелкосерийном, серийном и мас-
совом производстве для обработки
шлицевых и зубчатых профилей на на-
ружной и внутренней поверхности
концентрических деталей применяют
универсальные и специальные зубо-
обрабатывающие и шлицеобрабатыва-
ющие станки, полуавтоматы и авто-
маты.
Универсальные зубодолбежиые по-
луавтоматы в стандартном исполнении
(табл. 62) предназначены для черновой
Обработка канавок, вубьев и нецентральных отверстий
201
59. Технические характеристики специальных консольно-фрезерных станков для обработки
пазов, лунок, лысок и скосов на концентричных деталях
Пер а метр см СП СО СО оО CD СО о с* Е о о о
о0
• ё я
е ё е О е
U| I—
Число шпинделей 1 2
Размер рабочей поверхности стола, мм! ширина длина Расстояние, мм: от оси стола до зеркала станины от оси шпинделя до стола 30—41С 210—470 30—45С 32 1250 0 (210— 450) * 80—500 210— 470 90—510 1325 210— 530 30—450
от торца шпинделя до сто- —• •— (210— 80—566 •—
ла Наибольшее перемещение сто- ла, мм: продольное поперечное 700 260 700 * 260 • 410) * 260 240 700 260 320
вертикальное Частота вращения шпинделя, об/мин: Пределы подач стола, мм/мин 380 25- Опре- деляет- ся на- ладкой 31,5—161 1250 200 )0 0—15(4 25- 420 37,5— 1900 1250 31,5— 1600 Опреде-
Габариты станке, мм: длина 2560 2850 2150 2100 2450 ляется н ал ад- кой 2350
ширина 1745 1855 1760 2490 2550
высота 1660 1560 194 0 1370 1700
Масса станка, кг 3400 3000 3250 3370 3600
Мощность электродвигателей, кВт: привода главиого деи же- 7,0 4,5 7,5 4,5 7,5
НИЯ общая 8,83 10,6 6,4 11,9 6,3 10,5
Параметр уточняется при проектировании
наладки на конкретную деталь.
Примечание. Изготовитель — Горьковский завод фрезерных станков.
и чистовой обработки методом обкатки
круглыми долбяками цилиндрических
прямозубых зубчатых колес внутрен-
него зацепления, закрытых зубчатых
венцов (блок-шестерен) с наружным
зацеплением (особенно в тех случа-
ях, когда малый зазор для выхода ин-
струмента не позволяет применять
другие методы обработки) и открытых
зубчатых венцов с наружным зацепле-
нием. По особому заказу уииверсаль-
вые, или выполненные на их базе спе-
циальные станки могут поставляться со
штосселями, налаженными на обра-
ботку цилиндрических косозубых
(винтовых) колес. Комплекс выпускае-
мых универсальных зубодолбежных
станков предназначен для обработки
зубчатых колес 6—8-й степени точно-
сти диаметром до 1250 мм и модулем
до 12 мм. В комплекс освоенных спе-
циальных зубодолбежных станков,
принцип работы которых основан на
методе обкатки круглыми долбяками,
входят станки для обработки зубчатых
колес диаметром свыше 1250 мм, про»
chipmaker.ru
202
Обработка концентрических деталей
СО. Технические характеристики
специальных вертикальных бесконсольных
фрезерных полуавтоматов для обработки
окон в концентричных деталях
П раметр ГФ-962Н1 ГФ-334МН1
Размеры рабочей по- 630 X 630 X
верхности стола (ширина X длина), мм Х2500 X 2750
Расстояние от рабо- чей поверхности сто- ла до основания станка, мм Наибольшее пере- мещение, мм: 870 910
каретки 250 225
шпиндельной бабки 100 200
Частота вращения 200— 200 —
шпинделя, об/мин Габариты станка, мм: 1000 1000
длина 3150 3200
ширина 3000 3500
высота 2360 2500
Продолжение табл. 60
Параметр ГФ-962Н1 ГФ-334МН!
Масса станка, кг Мощность электро- двигателей, кВт: 10 500 12 000
привода главно- го движения 2,8 4,5
общая 5,6 7,3
Г1 римечание. Изготовитель —
Горьковский завод фрезерных станков.
дукционные станки с увеличенной мощ-
ностью привода, быстроходные зубо-
долбежные станки, станки-автоматы,
оснащенные загрузочно-разгрузочными
устройствами. В крупносерийном и
массовом производстве для черновой
и чистовой обработки прямозубых
цилиндрических колес и шлицевых
валов применяются зубодолбежные
61. Технические характеристики специальных горизонтально-расточных станков для
обработки поперечных отверстий в концентричных деталях
Параметр ИР-1 ИР-2 ЛР-170
Размеры обрабатываемой детали, мм: диаметр длина Диаметр обрабатываемых отверстий, мм Наибольшая масса обрабатываемой де- тали, кг Диаметр рабочей поверхности стола, мм Наибольшее перемещение, мм: выдвижного шпинделя (осевое) шпиндельной бабкн (вертикальное) левой стойки (поперечное) правой стойки (поперечное) Частота вращения шпинделя, об/мин Габариты станка, мм: длина ширина высота Масса станка, кг 665 — 1100 1545—3000 56—70 3000 1200 530 610 530 I 522 644 | 550 20—1000 6 400 4 650 4 250 24 650 До 1300 ( + ) (+) 4000 1400 1240 i960 1500 1500 7,5—950 1 330 6 350 5 350 63 000
Мощность электродвигателя привода главного движения, кВт (7,5/10.0) X 2 (7,5/10,0) X 2 14.0X2
Примечание. Изготовители: ИР-1, ИР-2—Ивановское СПО им. 50-летня СССР;
ЛР-170 — Ленинградский станкостроительный завод нм. Я. М. Свердлова.
Обработка канавок, вубьсв и нецентральных отверстий
203
62. Технические характеристики универсальных зубонарезных станков
Станок Наибольшие раз- меры обрабаты- ваемых колес (диаметр X мо- дуль зуба), мм Длина обра- ботки, мм (ширина ко- леса) Частота враще- ния инструмен- та, об/мин Масса станка, кг
Зубодолбежные для цилиндрических колес
5111 80X1 20 (250—1600) • 1 770
5122В 200X4,5 50 (200—850) • 4 500
5122 200X6 50 (380—1200) • 3 850
5140 500X8 100 (65-450) • 4 200
5В150 800Х 12 160 (33—180) ♦ 10 200
5B150D 800X12 160 (33-188) • 10 200
5М150 800Х 12 160 (33—212) • 10 800
5М150П 800X12 160 (19 — 212) » 10 800
5В161 1250X12 160 (33—188) • 10 400
5В161П 1250X12 160 (33-188) • 10 400
5M16I 1250X12 160 (33 — 212) • 10 900
Зубофрезерные для цилиндрических колес, вертикальные
53 08 А 80Х 1 70 63—400 2 350
5304 В 80X1.5 100 100—1600 2 500
5304 П 80Х 1,5 100 100—1600 2 100
5К301П 125X2,5 100 100—500 1 720
53А10 125X2,5 150 40 — 900 3 400
53А13 125X4 (6) »• 150 118—530 5 900
5306П 200X4 140 63—400 4 500
53I0A 200х 1,5 130 40-250 4 800
5К310 200X4 200 63 — 400 4 340
5М310 200X4 200 50—400 4 900
5ЭА20 200X4 (6) »• 180 75 — 500 5 200
530GK 200X4 (5) •• 140 80—500 3 300
53А23 200X5 (9) •» 180 80—375 7 900
5Б312 320x6 180 100—500 5 750
5В312 32ОХ6 140 100—500 5 700
53А30 320X6 220 50—400 6 800
5К324 500x8 300 50—310 6 400
5М324 500X8 350 50—300 8 100
53А50 500X8 350 40—405 9 700
5К324А 500x8 300 50—310 6 400
5М324А 500x8 350 500—30» 8 400
53А50Н 500X8 350 40—403 9 200
5К32 800x10 300 50—310 7 200
5К32П 800X10 300 50—310 7 200
53А80 800X10 350 40—405 10 300
5К32А 800 X 1 0 300 50—310 7 200
5М32А 800 X 10 350 50—300 8 400
53А80Н 800X10 350 40—405 9 900
БЗА80К 800Х 10 350 40—405 9 900
5К328П 1250X12 560 32—200 14 000
5К328А I250X 12 560 32—200 14 000
6А342 2000X20 760 8—100 32 000
5А342П 2000x20 760 8—100 32 000
5343 3200X30 1350 10 — 60 88 000
5345 5000 X 40 2200 10—60 132 000
5В345П 5000X40 1400 8.5—85 127 000
5345 8000X40 2200 10-60 158 000
5348 12 500X40 2200 10-60 227 000
конических прямозубых колес
Вубострогальные н зубофрезерные для
5Т23В 125Х 1.5 15 (210—820) • 3 000
БП23 125X2.5 20 71—427 1 800
БС237 125X2.5 20 65—315 * 3 100
5П23БП 125X2,5 20 (160—800) * 1 800
5236П 125X2,5 20 (160—800) • 3 000
5А250 500 X 10 90 (76-450) • 8 800
5А250П 500Х 10 90 (76-450) • 8 700
chipmaker.ru
204
Обработка концентрических деталей
Продолжение табл. 62
Станок Наибольшие раз- меры обрабаты- ваемых колес (диаметр X мо- дуль зуба), мм Длина обра- ботки, мм (ширина ко- леса) Частота враще- ния инструмен- та, об/мин Масса станка,- кг
5C27GH 500X10 80 (42—400) * •* 9 000
5282 800 X 16 125 (30—307) • 12 200
5С286П 800 X 16 125 (28—277) * 15 000
5А283 1600X30 270 (17—127) * 19 000
5Е283 1600X30 270 (17—127) * 19 000
Зуборезные для конических колес с круговыми зубьями
5С23П 125X2.5 20 110—550 3 100
5П23А 125X2,5 20 137—820 1 «00
525 500Х 10 6о 25—325 7 500
ГС27С-П 500 X 10 80 30—200 8 800
L28-C 800X16 100 21 — 300 14 200
ГС280П 800 X 16 125 20—127 1 5 000
5А234 1600x30 250 8.3—62 42 300
* Приведена частот» возвратно-поступательного движения инструмента в двойных
ходах за одну минуту.
•* Указан наибольший модуль нарезаемых колес при двухпроходной обработке.
станки с многорезцовыми головками,
на которых все зубья колеса нареза-
ются одновременно. Технические ха-
рактеристики ряда универсальных зу-
боотделочных станков приведены
в табл. 63, а специальных зубодол-
бежных станков — в табл. 64.
Высокопроизводительная обработ-
ка цилиндрических зубчатых колес
наружного зацепления с прямыми и
косыми зубьями достигается на спе-
циальных зуборезных станках (на-
пример, МА-5382), принцип работы
которых основан на методе зуботоче-
ния — непрерывном делении много-
зубым дисковым инструментом сбор-
ной конструкции.
Наибольшее распространение при
обработке зубчатых профилей на
цилиндрических зубчатых колесах ло-
63. Технические характеристики универсальных зубоотделочных станков
Ста- нок Наибольшие диаметр X X модульX X длина зу- ба колеса, мм Масса станка, кг Мощность глав- ного электро- двигателя, кВт Ста- нок Наибольшие диаметр X X модуль X X длина зу- ба колеса, мм Масса станка, кг >сть глав- электро- еля. кВт
Мощи с кого 3
5В830 5В832 Зубошлпфова 125Х 1,5X80 200 X 3 X 100 льные 5 720 7 180 3.0 3,0 5701 Зубошевингов 125Х 1,5X40 з льные 1 560 0,9
5В833 320X4X150 8 180 4,0 5702 320Х6Х 100 4 700 З.С
5831 320Х6Х 100 4 500 0,6 5702В 320Х6Х 100 5 300 3,2
5А841 320Х8Х 150 8 000 1,5 5А703 500Х8Х 150 4 500 4,0
5М851 320Х 10Х 170 5 600 0,75X2 5Б703 500Х 10Х 150 4 000 3,0
5851 5851Ц 5А842 5А868 5843 320X10X220 320X10X220 500 X 10 X 220 800 X 12 X 200 800Х 12X220 5 600 5 800 9 300 10 000 И 250 0,6X2 0,75X2 1.5 15.0 1,5 5В913 Зубохонинговг 320X6 эльные 4 000 3.0
5853 800Х 12X290 7 500 0,6X2 5А913 320X8 3 400 4.0
5853Ц 800X 12X290 7 800 0,75X2 5A9I5 500Х 12 4 300 3,7
Обработка канавок, еубьев и нецентральных отверстий
205
64. Технические характеристики специальных зубодолбежньтх станков для цилиндрических зубчатых колес
chipmaker.ru
206
Обработка концентрических деталей
лучнли зубофрезерные станки. Уни-
версальные зубофрезерные станки (см.
табл. 62) предназначены в основном
для фрезерования зубьев цилипдриче-
ческих прямозубых и косозубых колес
диаметром до 1250 мм (методом об-
катки с осевой подачей) и червячных
колес (методом обкатки с радиальной
подачей). На станках некоторых мо-
делей н на специальных станках, вы-
полняемых на их базе, возможно на-
резание червячных колес методом об-
катки с тангенциальной подачей
(5К301, 5К324, 5М324, 5К328А и др.),
а также нарезание цилиндрических
прямозубых и косозубых колес мето-
дом обкатки с диагональной подачей
(5К301П, 5К32). Недостатком самого
распространенного метода зубофрезе-
ровапия — обкатки с осевой подачей —
является большая длина пути вреза-
ния. Длина фрезерования с радиально-
осевой подачей равна сумме ширины
зубчатого венца и удвоенной величины
рекомендуемого перебега фрезы, а
с осевой подачей — сумме ширины
зубчатого венца, длины врезания и
величины рекомендуемого перебега фре-
зы. Если удвоенная высота нареза-
емого зуба меньше, чем длина вреза-
ния, целесообразно применять фрезе-
рование обычными червячными фре-
зами с радиально-осевой подачей в ав-
томатическом режиме, осуществляемое
на специальных зубофрезерных стан-
ках. До получения полной высоты
зуба резание производится с ради-
альной подачей фрезы по направлению
к оси обрабатываемого колеса, затем
она прекращается и включается осе-
вая подача. При радиальной подаче
резко возрастает нагрузка на зубья
червячной фрезы, поэтому эта подача
должна быть в 2—3 раза меньше осе-
вой. Выполняемое на специальных
станках фрезерование с диагональной
подачей, когда подача червячной фрезы
производится под углом к оси обраба-
тываемого колеса, обеспечивает (по
сравнению с осевым фрезерованием)
меньшую шероховатость поверхности
зубьев и повышает период стойкости
червячных фрез вследствие более рав-
номерного износа зубьев. При диаго-
нальном фрезеровании экономически
целесообразно применять более длин-
ные и точные червячные фрезы.
Специальные зубофрезерные станки
(табл. 65) включают модификации уни-
версальных станков, отличающиеся от
последних параметрами точности и
размерами обработки, повышенной
жесткостью и мощностью приводов,
оснащенностью типовыми или специ-
альными загрузочно-разгрузочными
устройствами, возможностью обработ-
ки зубьев специальной формы (бочко-
образных, конусных и др.), а также
группу мастер-станков для обработки
особо точных делительных червячных
колес и группу зубопрорезных стан-
ков, предназначенных для скоростного
чернового нарезания прямозубых ци-
линдрических колес дисковыми фреза-
ми. Выполненные конструкции спе-
циальных зубофрезерных станков поз-
воляют производить нарезение зуб-
чатых колес 2—9-й степенепи точности
наибольшим наружным диаметром
125—5000 мм.
Уникальные универсальные зубо-
фрезерные станки (см. табл. 62), по-
ставляемые по предварительному за-
казу (по именному перечню, утвер-
ждаемому в установленном порядке),
предназначены для нарезания цилин-
дрических и червячных колес диамет-
ром 2000 мм и более. В стандартном
исполнении уникальные станки поста-
вляются только с главным суппортом
(для червячной фрезы); они пригодны
для фрезерования методом обкатки
с осевой подачей прямозубых, косо-
зубых и шевронных (с канавкой для
выхода фрезы) зубчатых колес, а так-
же нарезания червячных колес методом
обкатки с радиальной подачей фрезы.
Станки 5А342 ии 5А342П могут осна-
щаться механизмом для обработки
червячной фрезой прямозубых колес
с бочкообразными зубьями. Главный
суппорт станков можно использовать
для нарезания зубьев колес дисковой
фрезой методом единичного деления.
По особому заказу уникальные станки
могут оснащаться следующими допол-
нительными узлами: тангенциаль-
ным суппортом для обработки червяч-
ных колес при тангенциальной подаче
инструмента; накладной головкой для
обработки зубчатых колес наружного
зацепления пальцевыми фрезами; на-
кладной головкой для обработки зуб-
чатых колес внутреннего зацепления
Обработка канавок, вубъев и нецентральных отверстий
207
пальцевыми, дисковыми фрезами и
фрезой «улиткой»; накладной головкой
для обработки прямозубых колес
внутреннего зацепления дисковыми
фрезами (только к станкам БА342
и 5А342П); скоростной головкой для
дисковых фрез (к станкам БА342 и
5А342П не поставляется); механизмом
реверса для фрезерования пальцевыми
фрезами шевронных колес без выточки
на вершине шеврона (работает только
при наличии накладной головки для
пальцевых фрез); механизмом малого
конуса для < фрезерования червячной
фрезой прямозубых колес с малым уг-
лом конуса при вершине (к станкам
БА342 и 5А342П не поставляется).
Конические зубчатые колеса вы-
полняются с прямыми, тангенциаль-
ными и криволинейными зубьями.
Последние могут быть выполнены с уг-
лом спирали в середине венца, равным
нулю (с нулевыми зубьями типа «зе-
рол»), или с углом спирали, не рав-
ным нулю в середине веица (спираль-
но-конические зубьям). Из конических
колес с тангенциальными (косыми)
или криволинейными зубьями могут
быть составлены гипоидные передачи
со скрещивающимися осями валов.
Универсальные зубострогальные и
вубофрезерные станки для прямозубых
конических колес (см. табл. 62) пред-
назначены для обработки колес наи-
большим диаметром 125, 500, 800 и
1600 мм и модулем до 30 мм. Станки
для нарезания колес диаметром до
800 мм работают с использованием ме-
тода обкатки двумя резцами (станки
5Т23В, 5П236П, 5236П, 5А250,
5А250П, 5С276П, 5282 и 5С286П)
или двумя тарельчатыми фрезами
(станки 5П23 и 5С237), станки для
нарезания колес наибольшим диамет-
ром 1600 мм — с использованием ме-
тода копирования (строгания двумя
резцами по шаблону). На специальных
станках (табл. 66) нарезание коничес-
ких зубчатых колес выполняют путем
прорезания впадии дисковыми про-
фильными фрезами с единичным деле-
нием, методом обкатки двумя спарен-
ными дисковыми фрезами, методом про-
тягивания круговыми профильными
протяжками, строганием одним или
двумя резцами по шаблону. Специ-
альные зуборезные станки позволяют
производить обработку зубьев прямо-
зубых колес диаметром до 3200 мм.
Универсальные зуборезные станки
для конических колес с круговыми
вубьями (см. табл. 62) предназначены
главным образом для фрезерования
торцовой круговой резцовой головкой
спирально-конических или нулевых
конических колес с круговыми зубь-
ями методом разделенной обкатки с пе-
риодическим делением; на некоторых
из универсальных станков (например,
станок 5С280П) возможно неразание
колес методом врезания или комбини-
рованным методом. К специальным
зуборезным станкам для конических
колес с круговыми вубьями (табл. 67)
относятся модификации универ-
сальных станков с автоматическими
загрузочными устройствами; комплек-
ты станков для последовательного
чернового и чистового нарезания ко-
лес обкаткой, врезанием или комбини-
рованным методом; комплекты станков
для нарезания зубчатых пар полуоб-
катных передач методом врезания и
кругового протягивания.
Универсальные зубошлифовальпые
станки (см. табл. 63) предназначены
для шлифования зубьев цилиндриче-
ских колес с наибольшим диаметром
125, 200, 320, 500 и 800 мм; станки,
принцип работы которых основан на
методе обкатки двумя тарельчатыми
кругами, выполнены по классу точ-
ности А, остальные — по классу точ-
ности В. Специальные зубошлифоваль-
ные станки (табл. 68) позволяют про-
изводить обработку зуба цилиндриче-
ских колес наружного зацепления
3—6-й степени точности наибольшим
диаметром 50—1250 мм, а по особому
предварительному заказу могут вы-
полняться станки для шлифования
цилиндрических колес с наибольшим
диаметром 3200 мм (станок 5858).
Выпускаются также зубошлифоваль-
ные станки для цилиндрических колес
внутреннего зацепления диаметром
до 1000 мм (табл. 69) и зубошлифоваль-
ные станки для конических зубчатых
колес (табл. 70) с прямыми и круго-
выми зубьями.
Универсальные зубошевинговальные
и зубохоиинговальные станки (см.
табл. 63) выполняются в горизонталь-
ной и вертикальной компоновке и пред-
208
Обработка концентрических деталей
65. Технические характеристики специальных вертикальных зубофрезерных станков
Диа- емого аэовой налад- наре- 1Ь для ли •3, Й о Л И 2 о ф PJ сЗ « угол 1, ° !Й ХОД :уппор- ♦*, ММ между 1Я (сто- им X S Et S
Станок ьший ареза для б и по ьший моду; моде СП ф ТО t « К tf * «о х >> а « л - альны юго с стола „ л ° Ф То — Et Ф s« о. ьший резы,
X _ ~ _ ° Я ? О Ф Н 2 ф. о, ф ф £ ь *2 . ” Ф о О Ф Е £ X S id Наибол заемый базовой мм Число зубьев модели Наибол наклон: Верти Ki фрезерл та или Расстоя осями и ла) и 4 Наибол метр ф
ВО-1 125 2,5 8—240 ±45 150 (100) 20—135 100
5306КС27 200 и 89 5/2.5 34 ±45 (160) 25 — 185 125
ВС10-743 200 и 4/2,0 6—45/38 ±60 и 220 45 — 180 125
134,6 29° 51'
ВЕ-62 250 1.5 10 — 600 ±45 150 ( + ) 125
ВС12-673 320 и 8) 6/2.6 30 — 180 (29.5) 99,5—140 125
ВС12-715 320 и 6/5 17 — 110 100,25— 120
101,6 166
ВС07-742 320 и 6/2,5 8—120/60 ±45 и 200 (60—260) 160
177,94 29° 51'
5 307 К 320 6 8—120 ±45 200 (140) 60—260 160
5307 Е 320 и 250 6/4,5 (+) ±30 (140) 160—800 160
ЕЗ-ЗО 320 5 (~Н — — ( + ) (-Н
542 320 5 6—300 — — 30 — 225 100
ЕЗ-60 320 12 (+) — 400 (300) 0—600 250
5М324Б 500 8 Наимень- шее 12 ±60 400 60—350 200
ЕС-40С1 710 (+) (+) — 435 (200) До 550 160
5К32С7 800 10 Наимень- шее 12 ±60 360 (300) 80—500 200
5 №2 Б 800 10 Наимень- шее 12 ±60 400 (350) 80 — 500 200
5М32Д 800 10 Наимень- ±60 400(350) 80—500 200
шее 12
ЕЗ-59 800 12 (+) — 400 130—730 250
543 800 6 30—1000 — — 130—590 125
544 (544М) 2000 10 90—500 — 400 300—1500 320
5362 2000 8 (+) ±45 1240 (1000) 200—1150 250
КУ-290 2000 о 1+) ±45 540 (300) 200—1150 250
КУ-38 2000 10 <+) ±45 1000 (900) 200—1125 250
КУ-349 2000 Шаг 1+) •— (400) ( + ) 350
50,8
5363 3200 10 (+) ±45 1800 (1600 или 1750) 400 550—1800 360
516 (516М) 5000 16 120—800 — 850— 2700 320
5365 5000 12 (+) ±45 2520 (2300) 950—2750 400
*1 В скобках дана наибольшая длина прямого зуба,- обрабатываемого колеса.
♦г Пределы рабочих подач при выполненной наладке изделия даны в миллиметра»
•3 Параметр в знаменателе относится к выполненным наладкам.
Примечание. Изготовители? ВО-1* 5306К-С27 Вильнюсский станкостроитель
Витебский станкостроительный заводим. Коминтерна; ВЕ-62*-Опытный завод «Прецизика»
ЕЗ-59 — Егорьевский станкостроительный завод «Комсомолец»; 542; 543 -* завод «Станкокон
КУ-349— Коломенский завод тяжелого станкостроения.
Обработка канавок, вубьев и нецентральных отверстий
>09
Частота вра- щения фре- зерного шпинделя для базовой модели *3. об/мин Пределы рабочих подач при выполненной наладке изделия, мм/об Габариты станка (длина хширинах X высота), мм Мас - са стан - ка Мощность электродви- гателей, кВт
осевых радиаль- ных тан- ген- цяаль- них глав - кого при- вода общая
100—300 0,35—45 0,4—60 2960X1770 X 1820 2 250 2,2 —
80—500 0.5 — 5 —— —— 1550Х 1320Х 1920 3 200 5.5 10.0
63—400/160 3 — — 2700Х 1170Х 2100 5 102 4,0 7,9
50—500 (0,0075— 75) *2 (0.0075— 75) *г — 1850Х 1130Х 1800 3 200 2,2 —
94 — 415/285 100—500/100 2 (+) — 2300X1400X2300 2600X2500X2400 5 700 6 300 7,0 11,5 12.9
63 — 400/256 3,2 — 2850X2380X 1900 8 140 7,5 13,5
63—400 0,95—5 0,25—2.5 0.1 — 3 2000X1370X2020 6 800 7,5 13.5
160—800 1—5 — 2100X1450X 2100 7 800 7,5 17,0
37,5—95 <+) — 1770Х 1240Х 1730 2 900 1,0
8—80 — 0,01 0,03 — 2040X2000X1800 6 000 2,1
365 (150— 400) *» —• — 3000X1550X2550 11 000 22,0 29.6
50—315 0,68—6,1 0,2 — 1,85 — 2760 X 1220X2200 7 700 7,5
62—203 (20 — 280) •’ —* — 2400X1390X2440 6 500 5,5 10.2
50—310 0,8—5,0 0,3—1.7 — 2650X 1510X2000 7 200 7,5 13,0
50—315 0,68—6,1 0,2 — 1,85 — 2550X1640X2200 8 000 7,5 13,3
50—300 0.68—6,1 0,2 — 1,85 0,11 — 3,7 28I0X 1640X2200 8 400 7,5 16.S
365 (150— 370) •• — — 3000 X 1550X2550 11 000 *— 29,0
5,5—40 0,11 — 0,64 — 2950X1950X1515 10 000 3,0— 4.5 —4»
6—49,5 ,, 0,07—2,2 — 6950X3300X3100 51 000 14,0 20,1
6.5—39,2 0,3—3,2 0,315— 3,1 — 7045X3136X3915 39 000 10,0 -ы»
10,0—100 0,3—3,0 0,315— 3,1 — 6135X3136X3215 35 000 10,0
11,2—63 0,35—4 —• —. 5880X2880X3600 26 000 14
(+) (+) — — 6100X2800X3380 38 000 14,0 -*•
6—40 0,3—3,2 0,315— 3,1 — 9700X3780X5280 96 500 25,0
5,6—46 0,09—3,1 . 8510X4390X3100 75 000 14,0
6—40 0,3—3,2 0,315 — 3 — 1070X5090X6300 149 250 25,0
за одну минуту.
ный завод им. 40-летия Октября; ВС10-743, ВС12-673. ВС12-743, BC07-74S, 5307К. 5307Е —
Вильнюсского филиала ЭНИМС; ЕЗ-ЗО, ЕЗ-60, ЕЗ-40С1, 554324 Б. 5К32с7, 5М32Б, 5М32Д,-
«трукция» НПО ЭНИМС; 544 , 544М, 5362, 5363, 5365, 546, 546М, КУ-290, КУ-38,
вв Технические хер.мгтерпетпкн епевва.тъвых зуборезвых ставков для квввчееквх вряирнувых колее
Параметр 5245 ЕЗ-40 ЕЗ-20 5230 5С268 5С269 5С277П 5A283C1 52ТМ2
Нагб^лъгпп* размеры обраба* Гыглемых зубчатых колес, мм:
диаметр X модуль 250X5 315X8 360Х 8 320 X 8 500X 12 1600Х 50 3200X40
ишрика 25 200 so 80 270 500
Числе нарезаемых зубьев 10-75 (+) 10-100 8—50 10—150 10-300 13—200
Угол делительного конуса, ...° 14-76 0—90 5—85 15—75 5 — 85 5—90 6-85
НаяболмгпиА диаметр инстру- мейта. мм 533 160 150 275 635 450
Частота вращения шпинделя, об/мяв 15,4 62 — 203 61 — 123 21-111 10,5—20 20 — 80 (17-127) * (4-51) ••
Гэб*риты сивка, мм*
Для в а 2060 2410 2600 2200 2000 3 140 3 790 6 000
тяряия 1650 1390 1300 1600 2115 I 900 2 780 4 200
‘biwrt 1470 2160 2240 1600 2 2Р0 2 410 3 000
Маееа ставка, кг 7150 6500 5400 9500 13 000 19 200 44 000
Мощность электродвигателей, к Вт;
ГЛЯВЙОГО привода 5,5 4,7 13,0 5,5 7,5 21.0
общя» 7,85 9,6 8,8 17,53 12,7 13,6 33,5
• Дана частота движения резцов в двойных ходах в минуту.
, _Q_₽ и м е ч а и и е. Изготовители: 5245 — Саратовский завод зубострогальных станков; ЕЗ-40, ЕЗ-20 — Егорьевский стаикостоои-
тельвый завод «Комсомолец»; 5230, 5С268, 5С269, 5С277П, 5А283С1, 52ТМ2 — Саратовский завод тяжелых зуборезных станков.
67. Технические характеристики специальных зуборезных станков для конических колес с круговыми зубьями
Параметр 525Б 5С263 5С26В 5232 5Б231 5Б232 5С273 527 В 5281 5281Б
Наибольшие разме- ры обрабатываемого колеса, мм; диаметр модуль Число нарезаемых зубьев Угол конуса наре- заемого колеса, 0 Угол наклона зуба колеса, ° Диаметр резцовой головки, мм Частота вращения шпинделя, об/мин Габариты станка, мм; длина ширина высота Масса станка, кг Мощность электро- двигателей главного привода, кВт 250 10 4 — 30 (+) 160 — 315 25 — 325 2980 2400 1600 8000 5,5 5-85 0- 60-250 30- 2£ 1930 1870 8800 3,0 320 8 75 45 160—250 -200 10 1930 1870 8800 3,0 65 — 90 190—304 4,2-15,3 2200 1600 1600 7000 2,0/3 10 15-100 40- 0—50 200 — 500 25 — 252 2', 1850 1720 7000 7,5 500 -90 200—500 3,1—32 00 1850 1720 7'500 3,0/9 5 — fl- 160- 20 3 1 980 2 200 13 500 2 150 -84 -45 -400 -155 40 1 980 2 200 13 500 4,0 8С 1 ’’0- (- (- (- 20—238 3 070 2 210 2 510 14 000 10,0 0 160 -) -) 4.4-17 3 080 2 210 2 510 14 000 3,2/6
Примечание. Изготовитель станков — Саратовский завод тяжелых зуборезных станков.
Обработка концентрических деталей Обработка канавок, вубьев и нецентральных отверстий
। chipmaker.ru
212
Обработка концентрических деталей
68. Технические характеристики специальных зубе шлифовальных станков для
цилиндрических зубчатых колес наружного зацепления
Параметр 5891 5891С 5А893 5А893С 5В835 5 В 836 5844 5Б861
Размеры обрабатывае- мого зубчатого колеса, мм:
диаметр 10 -125 40— 320 50— 500 50— 800 120— 1250 300-* 1250
модуль 1- -6 2— 16 1,5—6 1.5—8 3—10 5—16
наибольшая ширина венца 30 28 5 200 320
Расположение оси об- рабатываемой детали • Г в
Длина устанавливае- мых детален, мм 75- 120 До 160 330 — 4 85 320 540 (+) (570) (+)
Число зубьев обраба- тываемого колеса 7- 100 10— 180 16— 250 16— 240 16— 350 20—» 250
Наибольший угол на- клона зуба, ° ±30 ±35 ±30
Наибольшие размеры шлифовального Kpyia, мм!
наружный диаметр 250 ГСО 400 450 500
высота 25 32 100 32 63
Частота вращения шли- фовального круга, об/мин 2000; 2500 1150 1500 1150 1690
Частота относительного продольного рабочего перемещения шлифо- вального круги и изде- лия, ДВ. ХОД,''.V. ин 13 — 25 12-27 10- -20 (2-1 65) •• 12—75 3—12
Пределы радиальных подач, мм/ход 0,002 — 0,01 0,02 -0.8 <+) 0,01-» 0,18
Габариты станка, мм:
длина 1500 1955 2550 2830 3230 4800 6750
ширина 1400 1500 1770 2550 2070 3200 3890
высота 1750 1820 2190 2190 2350 2550 4200 4300
.Масса станка, кг 2300 2800 3500 4000 10 100 12 000 28 000 43 000
Мощность электродви- гателей главного приво- да, кВт 0,6 0,75 1.1 1.1 5.5 5,5 2,2 22,0
* Принятые обозначения: В — вертикальное: Г — горизонтальное.
• * Дена скорость относительного продольного рабочего перемещения шлифовель*
него круга и изделия в миллиметрах за минуту.
Примечание. Изготовители 6891, 5891 С, 5А893, 5А893С* 5844* ББ861 ~ Мос-
ковский завод шлифовальных станков; 5В835, 5В830 *— Егорьевский станкостроительный
завод «Комсомолец».
Обработка канавок, вубьев и нецентральных отверстий
213
69. Технические характеристики зубошлифовальных станков для цилиндрических колес
внутреннего зацепления
Параметр МШ242 5А868Д 5Б861В
Размеры обрабатываемого колеса, мм; диаметр делительной окружности модуль Диаметр шлифовального круга, мм Скорость шлифования, м/с Габариты станка, мм; длина ширина высота Масса станка, кг Мощность электродвигателя привода шлифоваль- ного круга, кВт 80—320 1—6 63—125 33,5 3350 2660 3017 8500 3,0 200—600 1,5—9 Определяет- ся наладкой 35 5 600 3 200 2 190 14 000 Л5 403-.1000 3 — 12 370 35. 6 690 3 750 4 280 42 000 4,9
Примечание. Изготовитель — Московский завод шлифовальных станков.
назначены для обработки цилиндриче-
ских колес диаметром до 500 мм. Ше-
вингование зубьев цилиндрических ко-
лес наружного и внутреннего зацепле-
ния диаметром до 1250 мм производят
на специальных станках 5717, 5717с1,
5717с2, 5717сЗ, 5717с4.
Горизоитальный непрерывно-
протяжной станок ЗМП-376 (см.
табл. 57) спроектирован для протяги-
вания двух противолежащих лысок
(под гаечный ключ) на наружной по-
верхности вращения круглой гайкн
диаметром 20 мм и длиной 40 мм (ма-
териал гайки — сталь 45, расстояние
между лысками 14 мм). При соответ-
ствующей переналадке на станке мо-
жно протягивать лыски в деталях че-
тырех наименований аналогичного
типа. Горизонтальный непрерывно-
протяжной автомат ЗМП-405 предна-
значен для протягивания двух проти-
волежащих лысок (расстояние между
ними 75 мм, ширина лыски около
5 мм) в уплотнительном кольце диа-
метром 88 мм и толщиной 10,5 мм.
Непрерывно-протяжной горизонталь-
ный станок ЗМП-377 служит для про-
тягивания шестигранника на головке
гайки форсунки. Наружный диаметр
корпуса гайки 29,8 мм, диаметр от-
верстия 20,5 мм, размер шестигранника
«под ключ» 30 мм. Прн соответствую-
щей переналадке станка на нем можно
протягивать шестигранник в деталях
трех наименований аналогичного типа.
Горизонтально-протяжной станок не-
прерывного действия МП-164 предна-
значен для протягивания шестигран-
ного профиля. На станке предусмо-
трены три зоны резания и три зоны
поворота, каждая из которых произ-
водит поворот зажимного приспособ-
ления вокруг вертикальной оси на
120°. Протяжной горизонтальный ав-
томат 1МП-384 спроектирован для
протягивания сквозного шпоночного
паза шириной мм в отверстии
ступнцы опорного катка. Наружный
диаметр катка 400 мм, ширина 60 мм.
Наружный диаметр ступицы 60 мм,
длина 80 мм, диаметр отверстия 45 мм.
Материал — сталь 45Л-1. Размер
опорной плиты станка 450Х 450 мм,
ход салазок — 1250 мм.
Вертикальный контурошлифоваль-
иый полуавтомат МАЗЭбфЗ с числовым
программным управлением завода
«Станкоконструкция» НПО ЭНИМС
предназначен для обработки открытых
и глухих отверстий и наружных по-
верхностей сложной формы с прямоли-
нейной образующей. В режиме врез-
ного шлифования при правке круга
фасонным инструментом возможна об-
работка непрямолинейньтх образую-
щих. Станок пригоден также для вы-
полнения координатно-шлифовальных
работ. Система ЧПУ стайка обеспечи-
вает многопроходное шлифование об-
рабатываемого контура (до четырех
chipmaker.ru
214
Обработка концентрических деталей
79. Технические характеристики зувотлпфовальных станков для конических зувчатых колес
>~Л я
U-
а
о. к
Обработка канавок, вубьев и нецентральных отверстий
215
проходов со снятием припуска и вы-
хаживающий проход) с постоянной или
переменной контурной скоростью, ав-
томатический выход узлов станка в ис-
ходное положение, цифровую индика-
цию всех мерных положений, автома-
тическую компенсацию зазоров в ме-
ханической системе станка при ревер-
сах и погрешностей перемещений сто-
ла, связанных с погрешностями ходо-
вых винтов. Привод координатных
перемещений стола — шаговый с гид-
роусилителем (дискретность 1 мкм),
третья координата V управляет пере-
мещением пниоли прибора правки кру-
га, осуществляемым с дискретностью
2 мкм от шагового двигателя. Износ
шлифовального круга при правке ав-
томатически компенсируется системой
ЧПУ. На станке обеспечиваются точ-
ность размеров 0,02 мм, повторяе-
мость размеров 0,002 мм, отклонение
от перпендикулярности образующих
относительно базового торца (на длине
80 мм) 8 мкм, отклонение от прямоли-
нейности образующих 2 мкм. Параметр
шероховатости обработанной поверх-
ности деталей из стали Ra = 0,08-:-
-ь0,04 мкм, из алюминия7?а = 0,32 мкм,
из чугуна Ra = 0,25 мкм, хрома Ra =
= 0,16 мкм.
Технические характеристики верти-
кального контурошлифовального стан-
ка модели МАЗЭбфЗ приведены ниже.
Наибольшие размеры
обрабатываемой детали
(длина X ширина X
X высота), мм . . . .
Размеры поверхности
стола (длина X шири-
на), мм...............
Наибольшее переменке-
нне стола по осям ко-
ординат, мм:
по оси X .........
по осн у . ... .
Диаметр шлифоваль-
ного круга, мм . . . .
Скорость вертикального
перемещения шлифо-
вальной бабки, м/мин
Контурная скорость пе-
ремещения детали,
мм/мин ...............
Габариты станка (дли-
на X ширина х высо-
та), мм ..............
Масса станка, кг . . .
Мощность электродви-
гателя привода шлифо-
вального шпинделя^
кВт............... .
800 X 500 X 150
1000x500
1000
500
20—150
0—7
0—300
4700X3000X3180
9000
4,5/7,5
Вертикальный полуавтомат КТ-22
предназначен для нарезания различных
видов смазочных канавок в отверстиях
втулок и в других деталях из бронзы
и чугуна. Все механизмы станка раз-
мещены в станине, имеющей круглую
форму. Электродвигатель укреплен
сбоку станины и передает движение
шпинделю через систему зубчатых пе-
редач. Обрабатываемая деталь уста-
навливается в трехкулачковом или
цанговом патроне с ручным зажимом.
В зависимости от вида обрабатываемой
канавки шпинделю придается соответ-
ствующее движение, сочетающее в себе
вращение и возвратно-поступательное
перемещение; характер движения оп-
ределяется настройкой станка. Вклю-
чение полуавтомата осуществляется
кнопками, автоматическое выключение
в конце цикла — конечным выключа-
телем. Подача резца на глубину ре-
зания и отвод его осуществляются
с помощью кулачков автоматического
врезания (они легко заменяются при
переналадке станка); рядом с кулач-
ками расположены сменные зубчатые
колеса для настройки необходимого
числа проходов резца. Регулирование
хода шпинделя осуществляется по
лимбу, расположенному с левой сторо-
ны станины.
Технические характеристики спе-
циального станка КТ-22 для прорезки
смазочных канавок приведены ниже.
Наибольшие размеры обра-
батываемой детали, мм:
диаметр .................
длина ................
Наибольшая глубина про-
резаемой канавки, мм . .
Наибольший ход шпинде-
ля, мм .................
Частота вращения шпин-
деля, об/мин ............
Скорость вертикального пе-
ремещения шпинделя,
дв. ход/мин .............
Число проходов резца за
один Цикл обработки . . .
Габариты станка, мм;
длина ................
ширина ............ ,
высота ...............
Масса стайка, кг . , . .
Мощность электродвигате-
ля главного привода. кВт
120
2 Й0
3
220
57.5 — 230
14.37—115
3—9
980
830
1780
800
1.5—1,7
Вертикально-протяжной полуавто-
мат 7В-1А (см. табл. 58), выполненный
с четырехпозиционным поворотным сто-
chipmaker.ru
216
Обработка концентрических деталей
лом, предназначен для наружного
протягивания элементов поверхности,
образованных плоскостями (таких, на-
пример, как уступы, лыски квадраты
и т. д.), а также для обработки откры-
тых фасонных цилиндрических поверх-
ностей. Рабочая'ширина салазок 300 мм,
стола 500 мм. Величина перемещения
стола 100 мм. Станок может работать
по полуавтоматическому, а при нали-
чии загрузочных устройств — по
автоматическому циклу. Поворот стола
может осуществляться через 90° в од-
ном либо в двух направлениях. Время
поворота стола 1 с. Время автомати-
ческого отвода стола (на 60 мм)
0,5 с.
Вертикально-протяжной станок
ЛАП-176 спроектирован для протягива-
ния глубоких пазов в статоре за шесть
проходов. Станок выполнен с поворот-
ным блоком протяжек, рабочим и
вспомогательным ползунами. Общая
мощность электродвигателей станка
16,8 кВт.
Протяжной вертикальный автомат
5МП-487 (рабочая ширина салазок
500 мм, стола — 450 мм; ход стола
160 мм) спроектирован для протяги-
вания двух противолежащих лысок
на середине наружной поверхности вра-
щения полой оси диаметром 51 мм
и длиной 220 мм. Глубина лысок
5,3 мм, ширина 25 мм. Материал за-
готовки — сталь 50.
Вертикально-протяжной станок
4МП-350 предназначен для протягива-
ния отверстий различной геометриче-
ской формы и размеров. Станок про-
ектирован для встройки в автоматиче-
скую линию по обработке зубчатых
колес. Станок имеет два настраиваемых
по обрабатываемой детали мага-
випа-накопителя (емкость магазина при
небольших габаритах деталей 60 шт.).
Конструкция магазинов накопителей и
механизма подачи заготовок в зону
резания позволяет легко производить
переналадку станка-автомата на об-
работку отверстий диаметром 30—
140 мм и шпоночных пазов в деталях
типа зубчатых колес наружным диамет-
ром 120—210 мм, высотой 30—140 мм.
Главный привод станка — гидравли-
ческий с объемным регулированием;
привод механизма загрузки и магази-
нов-накопителей — гидравлический
с дроссельным регулированием. С це-
лью сокращения на переналадку
при переходе с обработки шлицевых
отверстий на протягивание шпоноч-
ного паза шпоночная протяжка выпол-
нена сборной на цилиндрической оп-
равке, что позволяет применять оди-
наковые рабочие и вспомогательные
патроны как прн обработке шлицевых
отверстий, так и при обработке шпо-
ночных пазов.
Вертикально-протяжной станок
(автомат) 4А1П-494 сконструирован для
обработки методом протягивания шли-
цевых отверстий в маслоотгонных коль-
цах. Одновременно (в пакете) обра-
батываются семь деталей. Привод ав-
томата гидравлический. Незначитель-
ная переналадка автомата позволяет
обрабатывать детали разных парамет-
ров. Вместимость магазина заготовок —
1600 шт.
Протяжной вертикальный станок
БАШ-419 (рабочая ширина салазок
500 мм, стола — 450 мм, ход стола
125 мм) спроектирован для протягива-
ния за три прохода паза шириной
50 мм на наружной поверхности букс
на расстоянии 175 мм от оси отверстия.
Ширина буксы 105 мм. Материал —
сталь 45.
Сдвоенный протяжной вертикальный
сгаиок 5МП-416 предназначен для чер-
нового и чистового протягивания во-
сьми пазов, симметрично расположен-
ных на наружной поверхности бараба-
на фрикциона диаметром 238 ммГи вы-
сотой 115 мм. Ширина обработанных
пазов 29,5—30 мм, глубина 6—10,5 мм.
Материал заготовки — сталь 40Х.
Станок выполнен с рабочей шириной
салазок 500 мм, стола — 450 мм, ход
стола 125 мм.
Горизонтально-фрезерный консоль-
ный станок ГФ-792 (см. табл. 59)
предназначен для фрезерования на-
жимного диска сцепления. Для ориен-
тирования детали при обработке ста-
нок снабжен специальным приспособ-
лением. Обработка на станке может
производиться цилиндрическими, ди-
сковыми угловыми и торцовыми фре-
вами. Возможно фрезерование по на-
правлению подачи. На станке осущест-
вляются механические подачи, уско-
ренные и наладочные перемещения
стола в продольном, поперечном и
Обработка канавок, вубьев и нецентральных отверстий
217
вертикальном направлениях. Станок
может быть настроен на полуавтомати-
ческий или автоматический (маятнико-
вый) цикл работы.
Консольный горизонтально-фрезер-
ный станок ГФ-818 служит для фрезе-
рования в ступице муфты коробки
передач трех пазов под углом 120°.
Станок может быть настроен на полу-
автоматический или автоматический
цикл работы. Ориентирование детали
в процессе обработки осуществляется
специальным приспособлением, смон-
тированным на столе станка.
Вертикально-фрезерный консоль-
ный станок ГФ-783 предназначен для
обработки лунок в правых и левых
кольцах включения коробки передач
автомобилей и тракторов. Цикл работы
станка полуавтоматический. Шпин-
дель может быть повернут в двух вер-
тикальных плоскостях па угол 360°:
перпендикулярно к оси стола и па-
раллельно ей. На станке возможно
фрезерование детали в направлении
подачи.
Консольно-фрезерный станок
ГФ-1066 выполнен на базе широко-
универсального фрезерного станка
СМ82Ш и налажен для фрезерования
двумя прорезными фрезами замка
одновременно у нескольких поршне-
вых колец, собранных в пакет. Фрезы
устанавливаются под углом друг к дру-
гу в радиальном направлении. Станок
может быть использован при обработке
и других деталей. Для обработки раз-
личного вида поверхностей шпиндель-
ная головка смонтирована на выдвиж-
ном хоботе и может поворачиваться
под любым углом в трех взаимно
перпендикулярных плоскостях. Ста-
нок имеет горизонтальный шпиндель,
который может быть использован при
обработке плоскостей торцовыми и
цилиндрическими фрезами.
Горизонтально-фрезерные консоль-
ные станки ГФ-724 и ГФ-1099Н1 спро-
ектированы для фрезерования пазов
кольца синхронизатора коробки пере-
дач автомобилей и тракторов трех-
сторонними фрезами. Станки снабжены
двухместным гидравлическим дели-
тельным приспособлением и работают
в полуавтоматическом цикле. Стол
станков имеет быстрые установочные
перемещения.
Бесконсольные одношпиндельные
вертикально-фрезерные полуавтоматы
ГФ-962Н1 п ГФ-334МН1 (см. табл. 60)
спроектированы для обработки вых-
лопных окон во втулке дизеля, изго-
товленной нз высокопрочного чугуна,
комбинированным инструментом —
сверлом-фрезой. Обработка фрезой
производится методом обхода окна
по контуру. Обрабатываемая деталь
закрепляется в специальном приспсу
соблении с делительным механизмом,
с помощью которого осуществляется
поворот заготовки для обработки каж-
дого следующего окна. Инструмент
подается в зону резания путем после-
довательных перемещений каретки и
шпиндельной бабки (обход окна по
контуру осуществляется перемещением
обрабатываемой детали в продольном
и поперечном направлениях). Все пе-
ремещения узлов, а также зажим и от-
жим изделия гидрофицированы; числа
оборотов шпинделя настраиваются
сменными зубчатыми колесами. Ста-
нок работает как полуавтомат, от-
жим и снятие обрабатываемой детали
производятся вручную. Полуавтомат
может работать в наладочном режиме,
в этом случае все перемещения узлов
производятся независимо друг от
друга от кнопок стационарного пульта
управления.
Фрезерно-расточной горизонтальный
станок ИР-10 Ивановского завода тя-
желого станкостроения строектирован
для обработки фасок на внутренних
кромках окон цилиндровых втулок ди-
зелей. На верхней части станины стан-
ка установлена специальная силовая го-
ловка, перемещающаяся по продольным
направляющим станины. На торце
хобота силовой головки смонтирована
поворотная (относительно горизон-
тальной оси) фрезерная головка с пи-
нолью, последней сообщаются осевое
перемещение и вращение. Обрабаты-
ваемая заготовка устанавливается на
примыкающей к станине станка тумбе,
на верхней части которой смонтировано
приспособление, обеспечивающее ори-
ентирование оси обрабатываемой заго-
товки по оси перемещения хобота си-
ловой головки.
Технические характеристики спе-
циального горизонтального фрезер-
но-расточного станка ИР-10 для об-
218
Обработка концентрических деталей
работки фасок на внутренних сторонах
окон втулок приведены ниже.
Размеры обрабатываемы*
деталей, мм:
диаметр ............. 665—1000
длина ................ 1545 — 3000
Диаметр обрабатываемых
отверстий (окон), мм . . . 56—70
Наибольшая масса обраба-
тываемых деталей, кг . . . 3000
Диаметр пиноли, мм . . . 85
^Наибольшее перемещение
Ъиноли, мм:
от руки .................. 100
от гидропривода ... 12
Частота вращения пиноли,
об/мнн ......... 65—335
Рабочая подача пиноли,
мм/мии .................... До 100
Наибольшее перемещение
силовой головкн, мм . . . 800
Наибольшее перемещение
фиксатора, мм .......... 85
Пределы рабочих подач си-
ловой головки, мм/мин . . 20—230
Габариты станка, мм;
длина ................... 5640
ширина . ................ 2160
высота.......... 1620
Масса стайка, кг .... 6750
Мощность электродвигате-
ля привода главного дви-
жения. кВт.............. 1,7
Горизонтально-расточные станки
ПР-1, ИР-2 и ЛР-170 (см. табл. 61)
гыполнены в стандартной компоновке
двусторонних горизонтально-расточ-
ных станков с продольно-подвижными
(относительно оси шпинделя) стой-
ками, расположенными с двух сторон
круглого стола. Заготовка цилиндри-
ческой формы устанавливается тор-
цом на стол и базируется по отверстию
с помощью специального приспособ-
ления, имеющего вертикально распо-
ложенную (по оси вращения стола)
оправку. Шпиндели всех станков имеют
осевое перемещение, шпиндельные
бабки — вертикальное перемещение
по стойке, стойки — перемещение к сто-
лу н от него. Станки работают по полу-
автоматическому циклу.
Полуавтоматы ИР-1 и ИР-2 спроек-
тированы соответственно для раста-
чивания контура и для снятия наруж-
ными фасок в продувочных окнах
(диаметром 56—70 мм) цилиндриче-
ских втулок дизелей (длиной 1545—
3000 мм).
Станок ЛР-170 предназначен для од-
новременного растачивания двумя
шпинделями диаметром 175 мм гнезд
в цилиндрах с радиально расположен-
ными отверстиями. На станке можно
производить сверление, растачивание,
зенкование и развертывание отверстий
подачей шпинделя или стойки (пределы
подач шпинделя 2—1500 мм/мин,
скорость установочных перемещений
шпиндельных бабок и стоек 1,2—
1600 мм/мин).
Автоматический останов всех под-
вижных узлов в требуемых положениях
обеспечивается специальными электри-
ческими механизмами. Управление
станком дистанционное.
Специальный многошпиидельный
сверлильный станок ЛР-272ф2 пред-
назначен для сверления и развертыва-
ния отверстий в корпусе парогенерато-
ров и других подобных им деталей
с использованием системы ЧПУ. Об-
рабатываемая деталь закрепляется
вручную на двух поворотных планшай-
бах зажимных бабок, перемещающихся
на центральной станине. С каждой
стороны детали на двух верхних са-
нях расположены шесть сверлильных
головок, которые перемещаются, в на-
правлении, перпендикулярном оси
шпинделя. Оси шпинделей сверлиль-
ных головок расположены горизон-
тально. Каждая сверлильная головка
имеет отдельный электродвигатель
переменного тока. Для линии, состоя-
щей из шести сверлильных головок,
осевая подача пииолей осуществляется
от одного двигателя постоянного тока.
Все сверлильные головки снабжены
устройствами для сброса стружки и
подвода охлаждающей жидкости через
кондукторную втулку непосредствен-
но в зону резания. С двух сторон от
центральной станины расположены цеп-
ные транспортеры, перемещающие
стружку в два грейферных ящика.
Верхние сани со сверлильными голов-
ками периодически перемещаются на
шаг между отверстиями по направля-
ющим нижних саней. Нижние сани
перемещаются вдоль оси обработки
(поперечно к оси изделия) по направля-
ющим своей станины; станины саией
прикреплены с двух сторон к централь-
ной станине. После установки и за-
крепления детали работа станка в ав-
томатическом режиме обеспечивается
системой ЧПУ с программоносителем
в виде восьмидорожечной перфоленты,
Обработка канавок, вубьев и нецентральных отверстий
219
на которой записываются следующие
цикловые команды; выбор одновре-
менно работающих шпинделей в дан-
ном переходе; перемещения верхних
саней со сверлильными головками на
шаг или полшага; поворот детали.
Технические характеристики спе-
циального горизонтального много-
шпиндельного сверлильного станка
ЛР-272Ф2 для обработки поперечных
отверстий приведены ниже.
Наибольшие размеры устана-
вливаемой детали, мм:
диаметр наружный .... 1 469
длина................... 6 000
толщина стенки.......... 140
Наибольший диаметр сверле-
ния по жаропрочной стали,
мм......................... 18
Наибольшая глубина сверле-
ния удлиненными сверлами,
мм......................... 175
Число сверлильных головок
(по наладке) .............. До 12
Частота вращения сверлиль-
ных шпинделей, об/мин . . . 100—630
Расстояние между сверлиль-
ными головками на одних
санях, мм ................. 336—360
Скорость быстрого перемеще-
ния нижних саней, мм/мин . . 2 600
Скорость быстрого подвода и
отвода пинолей с инструмен-
тами, м/мии................ 9
Наибольшее перемещение каж-
дой зажимной бабки, мм ... 1 500
Скорость перемещения зажим-
ных бабок, мм/мив ............ 700
Скорость быстрого повороте
изделия, об/мин............ 1
Габариты станка, мм:
длина.................... 13 000
ширине................... 9 500
высота ................... 3 600
Масса станка, кг........... 100 000
Мощи ость электроде и гател я
главного привода, кВт . . . 2,3/2,9
Зубодолбежный полуавтомат 51 ПУЗ
(см. табл. 64), спроектированный иа
базе универсального станка 5111, н
отличается от последнего, главным
образом, тем, что в процессе обработки
на полуавтомате заготовке в направ-
лении скорости резания сообщаются
ультразвуковые колебания с частотой
до 22 кГц. Режимы резания на полу-
автомате по сравнению с базовой мо-
делью могут быть повышены на 20 %,
производительность — на 50—60 %.
На стайке обеспечивается нарезание
еубчатых колес 6-й степени точности
с параметром шероховатости поверх-
ности зубьев Ra = 2,5 мкм. Полуаь-
томат имеет вертикальную компоновку
с отдельно стоящим электрошкафсм.
Отводное движение при холостом ходе
осуществляется инструментом. Это дви-
жение может выполняться под углом
разворотом стойки вокруг своей оси.
Установка на межцентровое рас-
стояние и врезание на глубину про-
исходят с помощью стола, перемеща-
ющегося по горизонтальным направля-
ющим станины. Радиальное врезание
производится клиновой ползушкой, пе-
ремещающейся от гидропривода. Ра-
бочий цикл станка автоматизирован.
При обработке зубчатых колес внутрен-
него зацепления на станке использу-
ется автоматический вывод инстру-
мента в верхнее положение по оконча-
нии рабочего цикла. На станке имеется
ускоренное наладочное вращение шпин-
деля стола.
Применение ультразвукового уст-
ройства позволяет значительно умень-
шить усилия резания и тем самым
повысить твердость обрабатываемых
деталей до HRC 33—39.
Зубодолбежный автомат ЕЗ-74,
спроектированный на базе зубодолбеж-
ного станка ЕЗ-69С (5131), отличается
от последнего наличием дополнитель-
ного загрузочного механизма. Автомат
предназначен для нарезания прямо-
зубых цилиндрических колес наруж-
ного и внутреннего зацепления. За-
грузочный транспортер с гнездами.
На станке возможна обработка зуб-
чатых колес с наибольшими парамет-
рами: диаметр колеса 200 мм, модуль
4 мм, ширина зубчатого венца
40 мм.
Технические характеристики спе-
циального зубодолбежного станка для
цилиндрических зубчатых колее
ЕЗ-69С (5131) приведены в табл.
64.
Зубодолбежный быстроходный вер-
тикальный станок (полуавтомат)
5122Б предназначен для нарезания
прямозубых цилиндрических зубчатых
колес внутреннего и наружного за-
цепления методом обкатки заготовок
долбяком. С помощью специальных
приспособлений возможна обработка
деталей типа секторов, кулачков, ва-
лов-шестерен из чугуна, стали и лег-
ких сплавов. Станок может быть на-
chipmaker.ru
220 Обработка концентрических деталей
лажен на обработку зубчатых колес
с винтовым зубом, оснащен загрузоч-
ным устройством и шнековым транспор-
тером для уборки стружки. Стол стан-
ка имеет цилиндрическую выточку
диаметром 65 и глубиной 25 мм; диа-
метр фланца рабочего стола 250 мм.
Наибольшее перемещение стола от-
носительно оси инструмента 270 мм;
цена деления лимба установки меж-
центрового расстояния 0,01 мм. Дви-
жение отвода инструмента может быть
осуществлено с помощью разворота
стойки вокруг своей оси (смещение
стойки ±20 мм). Класс точности стан-
ка Н. Скорость резання на полуавто-
мате в 1,4 раза выше, чем на базовом
универсальном станке модели 5122.
На станке обеспечивается обработка
зубчатых колес 6—7-й степени точ-
ности; параметр шероховатости об-
работанной поверхности зубьев
Ra = 2,5 мкм.
Зубодолбежный вертикальный полу-
автомат 5121 предназначен для на-
резания цилиндрических зубчатых ко-
лес наружного и внутреннего зацеп-
ления Полуавтомат гидрофицирован;
предусмотрены работа на жестком упо-
ре и точное регулирование угла об-
ката на чистовом режиме. Для обката
предусмотрена жесткая кинематиче-
ская связь вращения инструмента и
детали, настраиваемая сменными зуб-
чатыми колесами гитары деления. Ус-
становка иа межцентровое расстояние
и врезание на глубину зуба произво-
дятся с помощью стола с деталью:
стол перемещается по горизонтальным
направляющим и имеет ускоренный
подвод к инструменту. Радиальное
врезание на глубину зуба осуществля-
ется круговым кулачком, вращаю-
щимся от главного привода; радиаль-
ная подача настраивается сменными
зубчатыми колесами гитары радиаль-
ного врезания. Полуавтомат может
работать в наладочном и полуавтома-
тическом режимах. Предусмотрена
возможность двухпроходной обработки
деталей, при которой с помощью
двухскоростного электродвигателя про-
изводится переключение чисел двой-
ных ходов долбяка с чернового диапа-
зона на чистовой. Полуавтомат может
быть налажен на обработку косозубых
цилиндрических колес. Класс точности
полуавтомата П. Полуавтомат заменя-
ется полуавтоматами 5122В, 5122Б.
Вертикальный зубодолбежный полу-
автомат 5А130 предназначен для пред-
варительного одновременного нареза-
ния всех зубьев прямозубого колеса
наружного зацепления. Нарезание
производится специальной зубодол-
бежной головкой, резцы которой по
количеству, размеру и профилю соот-
ветствуют впадинам нарезаемого зуб-
чатого колеса. В процессе нарезания
резцовая головка неподвижна, а на-
резаемое зубчатое колесо совершает
вертикальное возвратно-поступатель-
ное движение. Подача производится
на каждый двойной ход путем переме-
щения резцов в пазах головки в ради-
альном направлении до получения пол-
ной глубины впадины зуба. Вначале
нарезания подача больше, чем в конце,
что необходимо для уравнивания уси-
лия резания. Станок работает в авто-
матическом режиме, смена заготовки
производится вручную, крепление —
гидравлическим зажимом. Для обра-
ботки тяжелых заготовок станок осна-
щается пневматическим поворотным
домкратом и погрузочно-выгрузоч-
ным устройством на четыре детали.
Для колес с 12 зубьями модулем
10,5 мм на станке обеспечиваются
производительность девять деталей
в час и точность обработки: колебание
длины общей нормали 0,44 мм. по-
грешность направления зуба (на длине
100 мм) 0,15 мм; параметр шерохова-
тости обработанной поверхности
Rz = 40 мкм.
Вертикальный зубодолбежный полу-
автомат ЕЗ-69С (5131) предназначен
для нарезания методом обкатки круг-
лым долбяком прямозубых цилиндри-
ческих колес наружного (диаметром
до 320 мм) и внутреннего (диаметром
до 200 мм) зацепления в серийном
производстве. Станок работает по
одно-, двух- и трехпроходному авто-
матическому циклу. На станке можно
обрабатывать косозубые колеса, для
чего станок должен быть снабжен
специальным монтируемым в суппорте
приспособлением (для каждого угла
спирали необходимо отдельное при-
способление). Возможна работа с ко-
сым (диагональным) отводом долбя ка.
На станке обеспечивается нарезание
Обработка канавок, еубьев и нецентральных отверстий
221
зубчатых колес не ниже 7-й степени
точности.
Зубодолбежный полуавтомат 5140Б
предназначен для обработки прямо-
зубых цилиндрических колес на-
ружного и внутреннего вацепления, а
также цилиндрических колес со спи-
ральным (винтовым) аубом с углом
подъема до 35°. Станок работает по
однопроходному илн многопроход-
ному (два или три прохода) циклу,
включающему подвод и отвод детали.
Закрепление детали осуществляется
гидравлическим зажимным патроном.
Переключение скоростей при переходе
от черновых к чистовым проходам осу-
ществляется автоматически. Стол стай-
ка имеет цилиндрическую выточку
диаметром 110 мм. На станке обеспе-
чивается нарезание колес 6-й степени
точности.
Вертикальный зубодолбежный полу-
автомат ЕЗ-26 предиазначеи для на-
резания цилиндрических зубчатых ко-
лес наружного и внутреннего зацепле-
ния. Детали сообщаются вращатель-
ное движение и радиальная подача.
В процессе работы станка осуществля-
ются движение обката долбяка и де-
тали, возвратно-поступательное дви-
жение долбяка и детали, возвратно-
поступательное движение долбяка и
радиальная подача стола. По дости-
жении заранее установленной вели-
чины врезная подача стола автомати-
чески прекращается, после чего стол
совершает один полный оборот и ста-
нок автоматически выключается. На
станке возможно нарезание зубчатых
колес наружного зацепления диамет-
ром не менее 460 мм и внутреннего за-
цепления не менее 680 мм.
Вертикальный зубодолбежный полу-
автомат ЕЗ-15В предназначен для на-
резания зубьев цилиндрических колес
внутреннего и наружного зацепления
с открытыми и закрытыми венцами
дисковыми модульными стандартными
нли специальными долбяками. Наре-
еаемое зубчатое колесо крепится на
горизонтальной планшайбе стола при
помощи специального приспособления.
Стол перемещается по направляющим
станины от руки и механически.
Полуавтомат по окончании цикла об-
работки останавливается. Для вклю-
чения второго прохода достаточно ру-
коятку механизма врезания поставить
в исходное положение. Нарезание
крупиомодульных колес возможно при
любом числе проходов.
Специальный станок МА-5382 завода
«Станкоконструкция» НПО ЭНИМС
предназначен для обработки ци-
линдрических зубчатых колес наруж-
ного зацепления с прямыми и косыми
зубьями. Обработка колес производи-
тся методом непрерывного деления
(зуботочсния) многозубым дисковым
инструментом сборной конструкции.
Профиль зуба инструмента зависит от
параметров обрабатываемого колеса:
числа зубьев, модуля, угла иаклова.
Станок обеспечивает точность обработ-
ки в пределах 7-й степени по
ГОСТ 1643—81. Обработка зубчатых
колес методом зуботочения под по-
следующее шевингование повышает
производительность вубообработки по
сравнению с зубофрезерованием при-
мерно в 2 раза.
Технические характеристики станка
МА-5382 для нарезания цилиндриче-
ских зубчатых колес методом зуботоче-
ния приведены ниже.
Диаметр обрабатываемой
детали, мм ................ 80—200
Нарезаемый модуль, мм 2—6
Число нарезаемых зубьев 20—80
Наибольшая длина зуба
нарезаемых прямозубых
колес, мм................ 60
Расстояние между осями
инструмента и детали, мм 120—190
Частота вращения инстру-
мента, об/мин............ 80—165
Пределы продольной пода-
чи, мм/об. стола........... 0,1 —1,5
Габариты станка, мм:
длина ................... 2030
ширина .................. 1165
высота................. 2400
Масса станка, кг . . . , 6000
Мощность электродвига*
«геля главного привода, кВт 5,5
Вертикальный зубофрезерный авто-
мат ВО-1 (см. табл. 65) спроектирован
на базе универсального зубофрезер-
ного полуавтомата 5К301; в отличие
от базового станка он оснащен загру-
зочно-разгрузочным устройством. На-
резание зубьев колес производится
по способу обкатки червячной фрезой
как встречным, так и попутным фре-
зерованием. Жесткость и механиче-
ская характеристика автомата (наи-
большая частота вращения изделия
chipmaker, ru
222
Обработка концентрических деталей
45 об/мин, а фрезы 500 об/мин) поз-
воляют производить обработку с ис-
пользованием кобальтовых фрез со
скоростью резания более 60 м/мин.
Повышение стойкости инструмента обе-
спечивается периодическим осевым пе-
ремещением инструмента (общая длина
40 мм), включенным в автоматический
цикл работы станка.
Вертикальный зубофрезерный станок
(автомат) 5306К-С27 спроектирован на
базе зубсфрезерного продукционного
полуавтомата 5306К, он налажен на
обработку прямозубого зубчатого ко-
леса с модулем 2,5 мм и числом зубьев
34. Параметр шероховатости поверх-
ности Rz — 40 мкм, наибольшая раз-
ность окружных шагов 26 мкм, наи-
большие отклонения от профиля зуба
50 мкм. На базовом станке возможна
обработка зубчатых колес 7-й степени
точности с параметром шероховатости
до Ra = 2,5 мкм.
Вертикальный зубофрезерный авто-
мат ВС10-743, спроектированный на
базе универсального полуавтомата
5К310 с использованием типового за-
грузочного устройства, налажен на
обработку зубчатых колес с 38 зубь-
ями модулем 2 мм. Время обработки
одной детали 3,14 мин, параметры ше-
роховатости обработанной поверх-
ности Ra = 2,5 мкм, наибольшее от-
клонение направления зуба 17 мкм,
наибольшее колебание межцентрового
расстояния за один оборот колеса
80 мкм. Загрузочное устройство рас-
положено вокруг задней стойки, что
обеспечивает компактность, большую
вместимость магазина и его быстрое
переналаживание иа другую заго-
товку. Транспортное устройство со-
стоит из неподвижного диска, который
закрепляется вокруг задней стойки,
и периодически поворачивающегося
подвижного диска. Заготовка с помо-
щью подъемника зажимается захватами
автооператора, который поворачива-
ется иа 120°, после чего происходит
разжим захватов и заготовка уста-
навливается на стол приспособления.
Ходом прошивки вниз производятся
точная установка детали и ее зажим.
Обработанная деталь поворотом авто-
оператора передается иа приемный
подъемник, который, опускаясь, остав-
ляет ее на поворотном диске. Повер-
нувшись на Vfe оборота, диск подает
в зону автооператора новую заготовку.
На станке при соответствующей на-
ладке возможна обработка зубчатых
колес с углом наклона зуба ±60°.
Вертикальный зубофрезерный ста-
нок ВЕ-62 предназначен для обработки
методом обката точных прямозубых,
косозубых и червячных колес 2—3-й
степени точности. Точность нарезания
обеспечивается применением высоко-
прецизионной делительной пары, шпин-
дельного узла с гидростатическими
опорами, системы фазовой компенса-
ции кинематической погрешности вуб-
чатых пар, комбинированных направ-
ляющих, уравновешенных подвижных
узлов. Основные источники вибрации
и теплоты вынесены за пределы станка.
При обработке косозубых колес точ-
ность обработки не снижается; так,
при обработке колеса модулем 1 с
числом зубьев 82 и углом наклона 30°
накопленная погрешность не превы-
шает 0,003 мм. Девять автоматических
циклов станка позволяют производить
обработку зубчатых колес в один, два
и три прохода, применяя осевое или
радиальное врезание при попутном
или встречном методе фрезерования.
Сочетанием осевой и радиальной подач
червячной фрезой можно нарезать
зубчатые колеса с малым углом конуса,
а при наличии специального инстру-
мента — конические прямозубые коле-
са. Скорости резания и подачи регули-
руются бесступенчато. Параметр ше-
роховатости поверхности нарезаемых
зубьев Ra = 0,32-4-0,63 мкм.
Вертикальный зубофрезерный ста-
нок (автомат) ВС12-673, спроектиро-
ванный на базе универсальных зубо-
фрезерных станков 5А312 и 5Б312,
отличается от последних наличием
специального установочного приспо-
собления (осуществляющего центри-
рование и зажим заготовки) и много-
позиционного кругового автооператора
(поворотный диск с гнездами под за-
готовки), периодически поворачиваю-
щегося относительно установочного
приспособления с помощью гидроци-
линдра. Заготовки вставляются в гнез-
да вручную. Время обработки зубча-
того колеса с модулем 2,6 и 30 зубья-
ми — 2,73 мин. Параметр шерохова-
тости обработанной поверхности Ra =*
Обработка канавок, вубьев и нецентральных отверстий
223
= 2,5 мкм, точность обработки —
7-я степень.
Зубофрезерный автомат ВС12-745
спроектирован на базе универсального
зубофрезерного полуавтомата 5Б312.
В отличие от базового полуавтомата
автомат имеет накопитель, обеспечи-
вающий его длительную непрерывную
работу (без догрузки накопителя) в те-
чение 8 ч и более. Осевое перемещение
нарезаемого зубчатого колеса осуще-
ствляется вертикальным перемещением
стола. Одновременно обрабатывается
одна заготовка. Снятие заготовок со
штырей накопителя и подача их в зо-
ну обработки, а также вывод деталей
из зоны резания и опускание на штыри
накопителя осуществляет промежуточ-
ное звено — автооператор. Центриро-
вание заготовки и зажим ее произво-
дятся установочным приспособлением.
Прием детали из автооператора, пода-
ча заготовки в автооператор и поворот
барабана накопителя осуществляются
в процессе обработки заготовки.
Зубофрезерный автомат ВС07-742,
спроектированный на базе зубофрезер-
ного полуавтомата 5307К с использо-
ванием типового загрузочного устрой-
ства, налажен на обработку зубчатого
колеса с числом зубьев 60, модулем
2,5 и углом наклона зуба 29°5Г. За-
грузочное устройство автомата пред-
ставляет собой круговой магазин (об-
щее число позиций 6, загрузочных 5),
установленный рядом со станком. Ав-
тооператор крепится к столу станка.
После окончания обработки первой
заготовки происходит разжим ее в при-
способлении и оправка поднимается.
Автооператор захватывает одновремен-
но и обработанную деталь и заготовку,
которая подается вилкой подъемника
с помощью гидроцилиндра. После пе-
ремещения автооператора вверх про-
исходит его поворот на 180°; опускаясь,
он разжимает захваты. Таким образом,
вторая заготовка устанавливается на
стол приспособления, а первая — на
передвижной стол магазина. Затем
оправка опускается, проходя сквозь
отверстие заготовки, после чего про-
исходит зажим заготовки, и цикл
повторяется. Точность обработки на
станке: наибольшее радиальное бие-
ние зубчатого венца 58 мкм, наиболь-
шая накопленная погрешность ок-
ружного шага 75 мкм, наибольшая
разность окружных шагов 17 мкм.
Параметр шероховатости обработанной
поверхности Ra — 2,5 мкм.
Вертикальный зубофрезернып ста-
нок (полуавтомат) 5307К предназначен
для обработки методом обката червяч-
ной фрезой цилиндрических колее
с прямыми и спиральными зубьями
и шлицевых валов в условиях серий-
ного и массового производства. Ста-
нок повышенной жесткости, ои до-
пускает применение твердосплавных
фрез и фрез с присадками кобальта.
Обработка может производиться с осе-
вой и радиальной подачей. На станке
обеспечивается нарезание колес 6—
7-й степени точности. Станок приго-
ден для встройки в автоматическую
линию. Он может оснащаться меха-
низмом диагонального фрезерования.
Класс точности ставка П.
Зубофрезерный полуавтомат 5307Е
является базовой моделью для изго-
товления специальных полуавтоматов
и автоматов, работающих червячными
фрезами с режущими кромками из
твердого сплава (твердосплавными) на
скоростях резания 160—250 м/мин.
На станке возможна обработка обыч-
ными фрезами изделий диаметром до
320 мм я модулем до 6 мм, а твердо-
сплавными фрезами — диаметром до
250 мм и модулем до 4,5 мм. Осевая
передвижка инструмента осуществля-
ется от гидродвигателя. Разовая пере-
движка фрезы может изменяться в пре-
делах 0,3—2,0 мм; общее осевое сме-
щение фрезы 100 мм. Для увеличения
быстроходности стола (до 30 об/ мин)
делительная пара выполнена двух-
заходной. Для обеспечения быстрого
останова шпинделя изделия без тор-
можения главного электродвигателя
в цепь привода введена фрикционная
муфта. Изменение частоты вращения
фрезы и осевой подачн стола осущест-
вляются сменными зубчатыми колеса-
ми. Точность нарезаемых колес —
6—8-я степень.
Зубофрезерный мастер-станок ЕЗ-ЭО
предназначен для обработки чер-
вячных делительных колес 3—4-й сте-
пени точности червячной фрезой или
шевером. Станок снабжен коррек-
ционным устройством, ^позволяющим
при необходимости повышать его ки.
chipmaker.ru
224
Обработка концентрических деталей
нематическую точность. На станке
можно обрабатывать делительные ко-
леса вместе с планшайбами столов
(для чего суппорт снабжен специальной
выемкой), а также обрабатывать чер-
вячные колеса вместе с валом в цент-
рах. На станке обеспечивалась обра-
ботка червячных колес с точностью
10 мкм по накопленной погрешности
и 4 мкм по погрешности соседнего
окружного шага.
Зубофрезерный мастер-станок 542
предназначен для окончательного на-
резания одно- и многозаходных дели-
тельных червячных колес методом
обкатки чистовой червячной фрезой
или червячным шевером. Работа на
станке производится методом радиаль-
ного врезания с непрерывной или пе-
риодической подачей. Точность уста-
новки межосевого расстояния: по упору
±0,03 мм, по шкале микроскопа
0,01 мм. Осевое перемещение режу-
щего инструмента 50 мм. Станок обе-
спечивает следующую кинематическую
точность: циклическая погрешность без
коррекционного устройства — 3", с
коррекционным устройством 2"; на-
копленная погрешность соответствен-
но 6" и 3”.
Вертикальный зубофрезерный ста-
нок ЕЗ-60 предназначен для скорост-
ного черново: о нарезания прямозубых
цилиндрических зубчатых колес. На
столе станка параллельно расположены
два шпинделя, что позволяет нарезать
две заготовки. Снятие и установка
заготовок производятся электроподъем-
ником, для удобства их снятия стол
станка гидравлически отводится от
фрезы. Станок работает в полуавтомати-
ческом цикле. Прн нарезании на
станке зубчатого колеса с модулем 9 мм
и числом зубьев 27 обеспечивается сле-
дующая точность обработки: пре-
дельная накопленная погрешность ша-
га 1,4 мм, предельное отклонение на-
правления зуба 0,15 мм. Параметр
шероховатости обработанной поверх-
ности Rz — 40 мкм. Машинное
время обработки зубчатого колеса
13,5 мин.
Вертикальный зубофрезерный ста-
нок 5М324Б служит для фрезерования
цилиндрических прямозубых и косо-
зубых колес методом обкатки с осе-
вой подачей, червячных колее — с ра-
диальной подачей, а также прямозу-
бых цилиндрических колес с ко-
нусной и бочкообразной формой
зуба (с использованием двухпроходного
цикла) с наибольшим радиусом бочки
850 мм. Осевая подача при нарезании
бочкообразного зуба 0,68—1,66 мм/об.
Точность обработки на станке: наи-
большая разность соседних окружных
шагов 30 с, накопленная погрешность
окружного шага 50 с. Параметр шеро-
ховатости обработанной поверхности
Ra — 2,5 мкм.
Зубофрезерный станок-полуавто-
мат ЕЗ-40С1 предназначен для нареза-
ния зубьев сегментов дисковых пил,
цепных звездочек, а также для пред-
варительной прорезки зубьев прямо-
зубых цилиндрических зубчатых ко-
лес. В зависимости от обрабатываемой
детали станок оснащается специальной
наладкой. Область применения станка
обусловливается числом и размерами
деталей, намечаемых для обработки,
так как переналадка станка на об-
работку деталей другого вида и раз-
мера связаны с изготовлением допол-
нительной оснастки. Станок работает
по непрерывному циклу с автоматиче-
ским единичным делением, что обе-
спечивает возможность обслуживания
одним рабочим двух- трех станков од-
новременно. Стол станка может пере-
мещаться вручную (ход стола 200 мм,
перемещение стола — на 1 деление
0,02 мм).
Зубофрезерный станок 5К32с7 пред-
назначен для нарезания цилиндри-
ческих и червячных колес с исполь-
зованием метода радиальной подачи.
Обработка производится по методу об-
катки обрабатываемой заготовки чер-
вячной фрезой как попутным, так и
встречным фрезерованием. Конструк-
тивной особенностью станка является
наличие встроенного следящего при-
вода, обеспечивающего высокую точ-
ность обработки бочкообразной или
конусной формы зубьев. Обработка
бочкообразного или конусного зуба
осуществляется копированием по шаб-
лону. На станке можно обрабатывать
как прямозубые колеса с длиной зуба
до 300 мм, так и колеса с бочкообраз-
ной или конусной формой зуба дли-
ной до 200 мм. При нарезании колес
с бочкообразной и конусной формой
Обработка канавок, зубьев и нецентральных отверстий
225
зубьев механизм радиальной подачи не
используется.
Зубофрезерный станок 5Л132Б пред-
назначен для фрезерования зубьев
цилиндрических прямозубых и косо-
зубых колес, червячных колес (ме-
тодом радиального врезания), и пря-
мозубых колес с бочкообразной и ко-
нусной формами зуба методом обкат-
ки. Наименьшее число нарезаемых
бочкообразных зубьев 30, пределы
расстояния от центра бочкообразного
зуба до зеркала стола (при централь-
ном исполнении копира) 300—485 мм,
радиус бочки изделия 100—850 мм,
продольная подача при фрезеровании
бочкообразных зубьев 0,68— 1,66 мм/об,
наибольшая скорость перемещения
стола от двигателя механизма бочко-
образования 1 мм/мин. Нарезание боч-
кообразного зуба с модулем более 4 мм
производится после предварительного
нарезания зуба обычным способом.
Класс точности станка Н.
Зубофрезерный станок 5М32Д пред-
назначен для обработки цилиндриче-
ских прямозубых и косозубых колес
червячной фрезой методом диагональ-
ной подачи (метод двух подач —
вертикальной и тангенциальной). На-
резание зубчатых колес производится
как попутным, так и встречным фрезе-
рованием. При зубофрезеровании с ди-
агональной подачей фреза перемеща-
ется одновременно вдоль нарезаемого
зуба и собственной оси, что значитель-
но повышает стойкость фрезы. На стан-
ке можно производить нарезание ци-
линдрических зубчатых колес методом
вертикальной подачи, червячных ко-
лес — методом радиального врезания.
Станок работает по полуавтоматиче-
скому циклу. На станке возможна
обработка кобальтовыми фрезами на
повышенных режимах зубчатых колес
с модулем до 6 мм. Класс точности
станка Н.
Зубофрезерный станок ЕЗ-59 пред-
назначен для 'чернового прорезания
зубьев прямозубых цилиндрических
зубчатых колес дисковыми фрезами
с кромками из твердого сплава методом
единичного деления. Станок имеет под-
вижный стол и неподвижную стойку,
по вертикальным направляющим кото-
рой перемещается фрезерный суппорт.
Нарезаемые зубчатые колеса крепятся
по центру стола по одному или.сразу
несколько (пакетом) с помощью спе-
циального приспособления. В зависи-
мости от числа зубьев нарезаемого
зубчатого колеса на каждом могут
нарезаться один илн два зуба за одни
проход. Станок работает по автомати-
ческому циклу, смена заготовок и пуск
станка осуществляются вручную.
Зубофрезерный мастер-станок 543
предназначен для чистовой обработки
высокоточных червячных колес для
зубообрабатывающих станков и точных
’ механизмов других машин. Обработка
иа станке производится способом об-
катки с радиальным врезанием. В ка-
честве режущего инструмента приме-
няются точные червячные фрезы и ше-
веры. Заготовка устанавливается на
стол станка диаметром 800 мм. Станок
имеет радиальные (0,11—0,64 мм/об.
стола), периодические (0,2—0,04 —
0,06 мм/об. стола) подачи и ускорен-
ное вращение стола (0,6 об/мин).
Фрезерная стойка (с установленным на
ней фрезерным суппортом) имеет уско-
ренное поперечное перемещение
130 мм/мин. Класс точности станка С.
На станке обеспечивается нарезание
зубчатых колес 3-й степени точности.
Зубофрезерные мастер-станки 544
и 544М (модернизированный вариант)
предназначены для чистового нареза-
ния червячных колес 1—3-й степени
точности; делительных колес зубо-
фрезерпых станков, делительных колес
поворотных столов координатно-рас-
точных станков, червячных колес де-
лительных машин, колес поворотных
кругов астрономических приборов и
инструментов. Стойка станка (с уста-
новленным на ней фрезерным суппор-
том) имеет поперечное перемещение по
направляющим станины, фрезерный
суппорт — вертикальное перемещение
по направляющим стойки. Стол станка
диаметром 2500 мм имеет вращательное
движение. Станки заменяются мастер-
станком КУ-433.
Зубофрезерные станки 5362, 5363
и 5365, выполненные по классу точ-
ности А, предназначены для фрезеро-
вания цилиндрических зубчатых колес
методом обкатки червячной фрезой.
На станках могут быть нарезаны ци-
линдрические колеса с прямым и ко-
сым зубом, с шевронным зубом (при
chipmaker.ru
22ft
Обработка концентрических деталей
наличии выточки для выхода червяч-
ной фрезы), а также червячные колеса
с радиальной подачей стойки. Имеется
устройство, позволяющее фрезеро-
вать зубчатые колеса при попутной
подаче. Станки выполнены с горизон-
тально-подвижной стойкой и верти-
кально-подвижным фрезерным суппор-
том. Стол станков приводится во вра-
щение от двух делительных червяч-
ных пар: крупномодульной (исполь-
вуется прн выверке изделий и черно-
вом фрезеровании) и мелкомодульной
(для чистового фрезерования). Раз-
грузка направляющих стола гидравли-
ческая. Наружный диаметр стола у
станка 5362—1800 мм, 5363 — 2800 мм,
5365 — 4000 мм, диаметр отверстия
в столе соответственно 250, 650 и
650 мм, наибольшая допустимая на-
грузка на стол 98, 245 и 490 кН.
Для достижения высокой точности
станки должны устанавливаться в тер-
моконстантном помещении с темпера-
турой 20 ± 1 °C на специальном виб-
роизоляционном фундаменте. Фрезеро-
вание зубчатых колес на станке 5363
может производиться как с вертикаль-
ным (длина фрезерования 1600 мм),
так и с радиальным врезанием (длина
фрезерования до 1750 мм), на станках
5362 и 5365 — с вертикальным вреза-
нием. Для обработки колес внутрен-
него зацепления фрезой — «улиткой»
со станками могут поставляться спе-
циальные накладные головки.
По конструктивной компоновке зубо-
фрезерный станок особо высокой точ-
ности КУ-290, аналогичен 5362, но
в отличие от него не имеет поддержи-
вающей стойки и предназначен для
обработки вубчатых колес меньшей
ширины (наибольшая ширина нареза-
емых колес для станка 5362 — 1000 мм,
для КУ-290 — 300 мм).
Зубофрезерный станок повышенной
точности КУ-38, сконструирован для
нарезания прямозубых и косозубых
цилиндрических колес паровых турбин
диаметром 300—2000 мм. Станок вы-
полнен с подвижной стойкой, верти-
кально-подвижным поворотным фре-
зерным суппортом, поворотным столом
диаметром 1600 мм и поддерживающей
стойкой.
Вертикальный вубофрезерный ста-
нок КУ-349 предназначен для фрезеро-
вания зубьев дисковых пил и звездочек
диаметром 260—2000 мм и массой до
6000 кг методами обкатки червячными
фрезами и единичного деления диско-
выми фрезами. Станок выполнен
в обычной компоновке вертикального
зубофрезерного станка с горизонталь-
но-подвижной стойкой, вертикально-
подвижным фрезерным суппортом и
без поддерживающей стойки.
Зубофрезерные мастер-станки 546
и 546М (модернизированный вариант)
предназначены для чистового нареза-
• ния червячных колес высокой точности:
делительных колес для зубофрезерных
и координатно-расточных станков, а
также червячных колес для делитель-
ных кругов различных приборов и ин-
струментов. На станках обычного ис-
полнения обрабатываются колеса наи-
меньшим диаметром 2250 мм; по от-
дельному заказу к суппорту станка
может быть поставлено приспособле-
ние, позволяющее нарезать червяч-
ные колеса с наименьшим диаметром
1650 мм.
Зубопротяжной полуавтомат 5245
(см. табл 66) предназначен для наре-
зания прямозубых конических зубча-
тых колес методом кругового протя-
гивания, при котором впадина колеса
обрабатывается за один двойной ход
и один оборот протяжки. Инструмен-
тальная бабка имеет перемещение до
100 мм, стол бабки изделия имеет
поперечное (320 мм), продольное
(330 мм) и вертикальное (3,05 мм)
перемещения от гндроцилиндра. Цена
деления установки бабки изделия на
упор Г. В процессе резания заготовка
неподвижна, а суппорт с вращаю-
щейся резцовой головкой перемеща-
ется параллельно образующей вну-
треннего конуса. Резцовая головка
состоит нз нескольких резцовых бло-
ков (каждый имеет четыре-пять рез-
цов) и двух безрезцовых участков.
Один из участков предназначен для
установки державки с «фасочным рез-
цом, другой позволяет осуществить
деление заготовки на шаг. Станок
заменяется станком 5С248 .
Зубопрорезной станок ЕЗ-40 служит
для чернового нарезания еубьев пря-
мозубых конических колес дисковыми
фрезами методом единичного деления.
Станок выполнен с неподвижной стой-
Обработка канавок, еубьев и нецентральных отверстий
227
кой, по вертикальным направляющим
которой перемещается фрезерный суп-
порт с несколькими дисковыми фреза-
ми, установленными на общей оправке.
На подвижном столе станка устанав-
ливается двухпозиционная двух- или
трехшпиндельная бабка изделия (по-
следняя для колес диаметром до 155
и модулем до 8 мм). После каждого
цикла обработки стол поворачивается
вокруг вертикальной оси на 180°.
Нарезание колес может производиться
с вертикальной подачей фрезерного
суппорта или с горизонтальной пода-
чей стола. Станок может оснащаться
бабками с регулируемым наклоном
шпинделей, что позволяет производить
обработку цилиндрических прямозу-
бых колес муфт. Основные пере-
мещения станка: вертикальная (0—
280 мм/мин) и горизонтальная (0—
80 мм/мин) подачи, быстрые перемеще-
ния суппорта и стола, поворот стола
для смены позиции (осуществля-
ются при помощи гидросистемы).
Зубопрорезной станок ЕЗ-20 пред-
назначен для нарезания прямозубых
конических колес методом единичного
деления дисковыми фрезами, укреп-
ленными соосно на одной фрезерной
оправке. Компоновка станка анало-
гична модели ЕЗ-40. Станок выпол-
няется с двухпозиционпой бабкой изде-
лия, которая может иметь два, три
или четыре шпинделя на каждой из
позиций. При двухшпиндельной бабке
возможна обработка зубчатых колес
диаметром 360 мм и модулем 8 мм, при
трехшпиндельной— 145 и 6 мм, при
четырехшпиндельной — 100 и 4 мм.
Все бабки выполняются двух типов:
поворотные с регулируемым наклоном
шпинделей на угол 0—90° и непово-
ротные, у которых шпиндели смонти-
рованы жестко соответственно конусу
нарезаемого зубчатого колеса. Станек
работает по полуавтоматическому цик-
лу.
Зубофрезерный полуавтомат 5230
предназначен для нарезания прямо-
зубых конических колес в серийном
производстве. Нарезание зубьев про-
изводится двумя спаренными диско-
выми фрезами (расположенными п >д
углом 20° к оси люльки) методом об-
катки. Производительность полуавто-
мата в 3—5 раз выше производитель-
ности зубострогальных станков. Зубча-
тые колеса до модуля 5 мм можно на-
резать иа заготовках за один проход
без предварительной прорезки, а свы-
ше 5 мм — за два прохода с помощью
двухпроходного механизма. Зубья,
обрабатываемые на станке, в зависи-
мости от применяемых фрез могут
иметь простую или бочкообразную
форму.На станке можно осуществлять
регулирование размеров и положений
пятна контакта, а также обрабатывать
плоские ведомые колеса комбиниро-
ванным методом. В этом случае сна-
чала осуществляется врезание фрез
в заготовку, а затем профилирование
зуба методом обкатки. Кинематиче-
ская цепь полуавтомата состоит из не-
прерывно зацепляющихся зубчатых
колес, среди которых находится со-
ставное зубчатое колесо внешнего и
внутреннего зацепления, приводящее
обкатную люльку в качательиое дви-
жение. На станке обеспечивается об-
работка изделий по 7-й степени точ-
ности. Параметр шероховатости обра-
ботанной поверхности зубьев Ra =
— 2,5 мкм.
Зубопротяжные автоматы 5С269
и 5С268 служат для нарезания зубьев
прямозубых конических колес (полу-
обкатных пар диаметром до 320 мм,
колес без хвостовика при обработке
на автоматической линии диаметром
не более 200 мм) методом протягива-
ния. На станке 5С269 производится
черновое нарезание зубьев, а на станке
5С268 — чистовое. Нарезание зубьев
конических колес производится кру-
говой протяжкой. На станке 5С268
можно производить как чистовое на-
резание предварительно прорезанных
и отштампованных зубьев колес мо-
дулем до 8 мм, так и нарезание зубьев
колес модулем до 6,5 мм по целой за-
готовке с помощью комбинированной
протяжки. На обоих станках обра-
ботка одной впадины зуба осущест-
вляется за один оборот протяжки, но
при работе иа станке 5С269 протяжка
вращается непрерывно, не передви-
гаясь вдоль зуба, а на станке 5С268
непрерывно вращающаяся протяжка
совершает вместе в инструментальной
бабкой возвратно-поступательное дви-
жение по направляющим стола вдоль
обрабатываемого зуба. Угол установки
chipmaker.ru
228
Обработка концентрических деталей
стола равен углу внутреннего конуса
колеса. Между первым и последним
резцом круговых протяжек, приме-
няемых на станках, имеется промежу-
ток. При прохождении этого проме-
жутка вад впадиной зуба производится
поворот заготовки на один шаг; деле-
ние осуществляется с помощью маль-
тийского креста и делительного диска.
Механизм деления получает движение
от привода протяжки. Установка и
снятие детали — автоматические. За-
грузочное устройство имеет магазин
бункерного типа и автооператор, обес-
печивающие ориентирование и подачу
ваготовки на шпиндель бабки изделия.
Горизонтальный шпиндель изделия по-
мещен в поворотном барабане. В про-
цессе обработки зубчатого колеса ба-
рабан жестко скреплен со стойкой
бабки изделия. Для смены заготовки
барабан поворачивается, выводя шпин-
дель изделия из зоны резания в зону
загрузки. По желанию потребителя
станки могут поставляться в полуавто-
матическом исполнении. В этом случае
станок модели 5С269 может работать
в комплекте с зубострогальными или
зубофрезерными станками, на которых
обработка деталей производится мето-
дом обкатки. При обработке зубчатых
колес с модулем 8 мм и числом зубьев
10 обеспечивается соответственно па
станках 5С269 и 5С268: накопленная
погрешность шага 120 и 75 мкм, наи-
большая разность соседних окружных
шагов 40 и 24 мкм.
Зубофрезерный полуавтомат 5С277П
предназначен для нарезания прямо-
зубых конических колее в серийном
и массовом производстве. Станок
работает двумя спаренными диско-
выми фрезами по методам обкатки,
врезания и комбинированному. На
станке можно нарезать ведущие зуб-
чатые колеса прямозубых полуобкат-
ных передач, у которых ведомое ко-
лесо имеет прямобочный профиль.
Ведущее губчатое колесо нарезается
с применением конического произво-
дящего колеса. Точность обработки из-
делия 6—7-я степень. Параметр шеро-
ховатости обработанной поверхности
вубьев Ra = 2,0—1,6 мкм. Станок
снабжен удобно расположенными ор-
ганами управления, транспортером
для удаления стружки, гидравличе-
еким зажимом и отжимом ваготовки.
Зубострогальный станок 5А283с1
предназначен для чернового и чисто-
вого нарезания крупномодульных
прямозубых конических колес. Об-
работка ведется в несколько проходов.
Резцовая бабка имеет два суппорта,
движущихся возвратно-поступательно
по направляющим. Направляющие
суппортов связаны с роликом, кото-
рый катится по сменному копиру при
подаче резцовой бабки. Копир пред-
ставляет собой плоское сечение эволь-
вентной конической поверхности и
обеспечивает образование этой по-
верхности на зубьях нарезаемых колес.
Каждый копир рассчитан на опреде-
ленные углы начального конуса на-
резаемых колес независимо от числа
вубьев. Станок работает по автомати-
ческому циклу, включающему быстрый
подвод резца к изделию, переключение
иа рабочую подачу и рабочую подачу
на заданную глубину зуба, быстрый
отвод и деление. После окончания об-
работки всех зубьев по одной опера-
ции станок автоматически выклю-
чается. На ставке механизированы
наладочные перемещения пли гы и де-
лительной бабки.
Зубострогальный полуавтомат
52ТМ2 служит для чернового и чисто-
вого нарезания конических и цилин-
дрических колес диаметром до 3200 мм
с прямым зубом. Наибольшая длина
зуба конических колес 500 мм, цилин-
дрических — 700 мм. Станок работает
по методу копирования одним резцом.
При нарезании конических колес тра-
верса вместе с суппортом поворачи-
вается вокруг вертикальной оси, про-
ходящей через вершину начального
конуса обрабатываемого зубчатого
колеса. Одновременно траверса вме-
сте с суппортом поворачивается во-
круг горизонтальной осн, проходящей
через вершину начального конуса об-
рабатываемого колеса. Траверса свя-
зана с роликом, катящимся по непо-
движному копиру при подаче. Копир
представляет собой плоское сечение
эвольвентной конической поверхности
(сменные копиры поставляются со
станком). После нарезания зуба на
полную глубину траверса отходит
в исходное положение, и происходит
деление. Нарезаемое вубчагое колесо
Обработка канавок, вубьев и нецентральных отверстий
229
во время резания неподвижно. При
нарезании цилиндрических колес
траверса устанавливается параллельно
оси шпинделя бабки изделия и остается
неподвижной при нарезании. Подача
осуществляется за счет перемещения
суппорта.
Зуборезный полуавтомат 525Б
(см. табл. 67) предназначен для черно-
вого нарезания конических колес,
колес «зерол» и гипоидных колес с кру-
говыми зубьями. Полуавтомат гидро-
фицирован. С полуавтоматом может
поставляться автоматическое загрузоч-
ное устройство.
Зуборезный полуавтомат 5С263 слу-
жит для чернового и чистового наре-
зания конических и гипоидных колес
с круговыми зубьями под последую-
щую чистовую обработку на высоко-
точном станке 5С26В. На полуавтомате
обеспечивается получение равномер-
ного припуска по высоте и длине зуба.
Станок может работать по методам
обкатки, врезания и комбинированным.
Метод обкатки используется при чер-
новом и чистовом нарезании всех зуб-
чатых колес и чистовом нарезании
всех колес обычных полуобкатных
передач, метод врезания — в основном
при черновом нарезании колес обыч-
ных передач и чистовом нарезании
полуобкатных передач. Комбиниро-
ванный метод применяется для наре-
зания ведомых колес. В этом случае
сначала осуществляется врезание
с весьма малой скоростью обкатки
(до упора), а затем производится окон-
чательное нарезание обкаткой. Способ
этот удобен тем, что позволяет за один
проход без снятия заготовки полностью
нарезать колесо невысокой степени
точности. Деление осуществляется пе-
риодически. По окончании профилиро-
вания впадины одного зуба включается
делительный механизм, поворачи-
вающий заготовку относительно ин-
струмента иа один шаг, после чего
начинается, профилирование следую-
щей впадины. Особенностями конструк-
ции полуавтомата являются наличие
оригинальной люльки, обеспечиваю-
щей регулирование угла наклона ин-
струментального шпинделя от 0 до 30°
и любое направление наклона; сокра-
щенное число звеньев в кинематиче-
ской цепи обкатки и главного привода;
самостоятельный бесступенчатый при-
вод цепи обкатки и управления, неза-
висимый от главного привода; ориги-
нальный механизм управления, обес-
печивающий цикл работы, необходи-
мую величину качания люльки и глу-
бину подачи на врезание, а также упра-
вляющий изменением скорости подачи
при работе методами обкатки и вреза-
ния; применение в люльке и механизме
шпинделя изделия вместо червячных
передач более износоустойчивых —
гипоидных, допускающих повышен-
ную угловую скорость качания люльки.
На станке обеспечивается нарезание
зубчатых колес 7—8-й степени точ-
ности с параметром шероховатости по-
верхности обработанных зубьев Ra =
= 2,5 мкм. На станке возможно при-
менение зуборезных головок в дюй-
мовом измерении.
Зуборезный полуавтомат 5С26В
имеет конструктивную компоновку,
аналогичную полуавтомату 5С263, и
предназначен для чистового нарезания
конических и гипоидных колес с кру-
говыми зубьями, главным образом для
изготовления зубчатых колес полу-
обкатных передач. Станок может ра-
ботать по методам обкатки, врезания
и комбинированному. Метод обкатки
используется при нарезании всех зуб-
чатых колес н колес обычных неполу-
обкатных передач, метод врезания —
при нарезании колес полуобкатных
передач. Комбинированный (как
у станка модели 5С263) метод приме-
няется для нарезания ведомых колес.
Люлька станка имеет качательное
движение с наибольшим углом кача-
ния — 60°, инструментальный шпин-
дель — радиальное смещение на вели-
чину до 140 мм, бабка изделия уста-
навливается на угол от —12 до 4-90°
в горизонтальной плоскости и на 80 мм
(вверх и вниз) по вертикали относи-
тельно центра станка. На станке обес-
печивается нарезание зубчатых колес
5—6-й степени точности с параметром
шероховатости поверхности зубьев
Ra = 1,25-r-1,0 мкм.
Зуборезный полуавтомат 5232 пред-
назначен для чистового нарезания
конических зубчатых колес со спи-
ральными зубьями при угле началь-
ного конуса, большем 65°. Полуав-
томат работает по методу кругового
Сбработка концентрических деталей
гг.ги
230
протягивания, при котором профиль
зубьев определяется профилем режу-
щих кромок инструмента. Инстру-
мент (протяжка) специально проекти-
руется для конкретной обрабатывае-
мой детали. На станке применяются
резцовые головки диаметром 71/а, 9 и
12 дюймов. Наибольшая радиальная
установка резцовой головки 210 мм.
Наибольшая длина образующей дели-
тельного конуса обрабатываемого
зубчатого колеса с углом спирали 30°
равна 200 мм, с углом спирали 0°—
145 мм.
Зуборезный полуавтомат 5Б231
предназначен для нарезания зубьев
конических зубчатых колес полуоб-
катных зацеплений с круговыми
зубьями и передаточным отношением
до 10 : 1 (при угле между осями 90°).
Наибольшая высота нарезаемых
зубьев 25 мм, наибольшая средняя
длина образующей начального конуса
при угле спирали 30° и резцовой го-
ловке 18"— 230 мм, при угле спирали
0° и резцовой головке 12"— 164 мм.
Для обеспечения стабильности обра-
ботки все подвижные части станка
в процессе резания прочно закреп-
ляются гидравлическими или винто-
выми зажимами. Вручную выпол-
няются только установка и снятие
детали; все остальные операции вы-
полняются автоматически. Управле-
ние циклом осуществляется с помощью
кнопки, расположенной на пульте.
Зуборезный полуавтомат 5Б232 слу-
жит для чистового нарезания круго-
вых зубьев конических зубчатых колес
(больших из пары) полуобкатных зуб-
чатых передач с наибольшим переда-
точным отношением 10 : 1 и высотой
зуба до 25 мм. Полуавтомат работает
по методу кругового протягивания;
профиль вубьев определяется профи-
лем режущих кромок инструмента.
Инструмент — протяжка, специально
проектируемая для определенной де-
тали. Между последним и первым
резцом имеется сектор резцовой го-
ловки без резцов; когда этот сектор
окажется около зуба нарезаемого ко-
леса, происходит деление без отвода
изделия от инструмента. Конструкция
полуавтомата допускает переключение
скоростей с большей на меньшую за
время одного оборота резцовой го-
ловки (быстрое вращение происходит
при прохождении получистовых рез-
цов, медленное — калибрующих).
Можно также включать только быстрое
или только медленное вращение в те-
чение всего времени работы. На полу-
автомате можно применять двухцик-
ловые резцовые головки — протяжки,
которые за один оборот резцового
шпинделя позволяют нарезать два
зуба.
Зуборезный полуавтомат 5С273
предназначен для чернового нарезания
конических и гипоидных колес с кру-
говыми зубьями, главным образом
с получением равномерного припуска
по высоте и длине зуба под последую-
щую чистовую обработку на станке
модели 527В. Станок может работать
с использованием методов обкатки,
врезания и комбинированного. Метод
обкатки используется при черновом
и чистовом нарезании любых зубчатых
колес и чистовом нарезании колес
обычных обкатных передач, метод
врезания — в основном при черновом
нарезании колес обычных и чистовом
нарезании полуобкатных передач.
Комбинированный метод применяется
для нарезания ведомых колес. Деле-
ние осуществляется периодически. По
окончании профилирования впадины
одного зуба включается делительный
механизм, поворачивающий заготовку
относительно резцов па один шаг,
после чего начинается профилирова-
ние следующей впадины. На станке
нарезаются зубчатые колеса 7—8-й
степени точности с параметром шеро-
ховатости обработанной поверхности
R? — 20 и Ra = 2,5 мкм.
Зуборезный полуавтомат 527В пред-
назначен для чистового нарезания
конических и гипоидных колее с кру-
говыми зубьями. Станок может рабо-
тать по методам обкатки, врезания или
комбинированному Метод обкатки
применяется при нарезании всех
зубчатых колес и колес обычных не-
полуобкатных передач, метод вреза-
ния — при чистовом нарезании колес
полуобкатных передач, комбиниро-
ванный метод — для нарезания ведо-
мых колес (как и на станке модели
5С273). На полуавтомате модели 527В
при нарезании зубчатых колес дости-
гаются точность 5—6-й степени по
Обработка канавок, зубьев и нецентральных отверстий
231
ГОСТ 1758—81 и параметр шерохова-
тости обработанной поверхности
вубьев Ra = 1,25-5-1,0 мкм. При об-
работке зубчатых колес модуля 10,5 мм
с числом зубьев 11 разность соседних
окружных шагов 11 мкм, накопленная
погрешность окружного шага 40 мм.
Зуборезный полуавтомат 5281 пред-
назначен для чернового нарезания ме-
тодом врезания (без обкатки) спираль-
нозубых конических колес (перед об-
работкой на станке модели 5281 Б).
Зуборезный полуавтомат 5281Б
служит для чистового нарезания ме-
тодом протягивания спиральнозубых
конических колес (после обработки
на станке 281).
Зубошлифовальный станок 5891
(см. табл. 68) предназначен для шли-
фования эвольвентных поверхностей
зубьев особо точных зуборезных ин-
струментов и измерительных колес
методом обкатки с единичным делени-
ем. Движение обкатки осуществляется
с помощью эвольвентного копира,
находящегося в контакте с жестким
упором, к которому копир поджимается
посредством груза. Для определенного
диаметра основных окружностей необ-
ходимо изготовление эвольвентных
копиров (кулаков). Точность деления
обеспечивается применением дели-
тельных дисков. Для каждого обраба-
тываемого изделия необходимо изго-
товление отдельного делительного
диска. Электрические счетчики им-
пульсов, установленные на пульте
управления, обеспечивают возмож-
ность автоматической правки круга
после шлифования заданного числа
вубьев и выключение станка после
окончания шлифования. Станок имеет
механизм тонкой подачи изделия на
врезание. Подача определяется по ин-
дикатору с точностью 0,001—0,002 мм.
Станок обеспечивает 3-ю степень точ-
ности деталей и параметр шерохова-
тости поверхности обработанного зуба
Re — 0,32 мкм. Станок заменяется
особо точным станком 5891С.
Зубошлифовальный станок 5891С по
компоновке аналогичен станку 5891,
но отличается от него точностью об-
работки, увеличенной мощностью
электродвигателя привода главного
движения, большим диапазоном ча-
стоты движения бабки изделии. Класс
точности станка С. Параметр шерохо-
ватости обработанных на станке зубьев
Ra =0,16 мкм.
Зубошлнфовальный станок 5А893
служит для окончательной обработки
эвольвентного профиля долбяков, ше-
веров и эталонных зубчатых колез
с высокой степенью точности. Шлифо-
вание ведется методом обкатки с эволь-
вентным копиром при единичном де-
лении. Деление осуществляется меха-
низмом деления с делительным диском.
Настройка на необходимый угол за-
цепления производится наклоном шли-
фовального круга. Для сохранения
постоянного положения режущей
кромки шлифовального круга (отно-
сительно обрабатываемого зуба) про-
исходит автоматическая подача шли-
фовального круга на алмаз прибора
правки. На станке возможна обра-
ботка косозубых изделий как с левым,
так и с правым направлением винтовой
линии. Станок оснащен двумя элек-
троимпульсными счетчиками. По од-
ному счетчику устанавливается необ-
ходимое число ходов алмаза при правке
и подается команда на подачу шли-
фовального круга к алмазу, по дру-
гому — устанавливается число зубьев
обрабатываемой детали с последующей
командой на останов бабки изделия.
Точность обрабатываемых на станке
деталей соответствует 3-й степени.
Станок заменяется особо точным стан-
ком 5А89.3С.
Зубошлифовальный станок 5А893С
предназначен для окончательной об-
работки эвольвентного профиля точ-
ных измерительных колес, долбяков
и шеверов. Обработка на станке ве-
дется по методу обкатки с эвольвент-
ным копиром при единичном делении,
осуществляемым делительным меха-
низмом. По принципиальной компо-
новке станок аналогичен станку мо-
дели 5А893. Класс точности станка С.
Параметр шероховатости обработан-
ной поверхности Ra= 0,16 мкм.
Зубошлифовальный станок 5В835
предназначен для шлифования точных
цилиндрических прямозубых и косо-
зубых колес методом непрерывной
обкатки абразивным червяком с на-
резкой (в осевом сечении) в форме
прямобочной производящей рейки
с шагом, равным окружному шагу
chipmaker.ru
232
Обработка концентрических деталей
шлифуемого колеса. Окончательное
профилирование абразивного червяка
производится на самом станке много-
ниточным накатником или алмазными
резцами. Заготовка устанавливается
в вертикально расположенных цен-
трах суппорта, имеющего вертикаль-
ное (ход суппорта 240 мм) установоч-
ное, рабочее и ускоренное (300 мм/мин)
перемещения по вертикальным на-
правляющим. Шпиндельная бабка
имеет поперечное радиальное переме-
щение до 295 мм. Станок работает по
вамкнутому полуавтоматическому
циклу. Класс точности станка В.
Зубошлнфовальный станок 5В836
служит для шлифования зубьев пря-
мозубых и косозубых цилиндрических
колес шлифовальным кругом, режущая
поверхность которого имеет форму
червяка. Обработка ведется методом
непрерывной обкатки с продольным
перемещением червяка вдоль оси
детали и радиальной его подачей
к детали после каждого прохода на
всю длину Зуба. Деталь совершает
только вращательное движение. От-
личительной особенностью станка
является короткая кинематическая
цепь с приводами абразивного червяка
н детали от отдельных синхронно
работающих электродвигателей. Ста-
нок снабжен специальным механиз-
мом для шлифования бочкообразных
зубьев. Нарезание червячного про-
филя на целом абразивном круге и
правку абразивного червяка можно
производить непосредственно на станке
специаль ным алмазно-металлическим
роликом или плоскими алмазными рез-
цами. При наличии специального стан-
ка для нарезания червячного профиля
на абразивном круге (станки модели
5033 для правки абразивных червяков
диаметром 330—450 мм выпускаются
егорьевским станкозаводом «Комсо-
молец») эта операция может произ-
водиться до установки круга на ста-
нок 5В836. Точность обработки на
станке — в пределах 4-й степени.
Зубошлифовальный станок 5844
предназначен для шлифования мето-
дом обкатки с единичным делением
евольвентного профиля крупногаба-
ритных прямозубых и косозубых ци-
линдрических колес наружного за-
цепления 4-й степени точности. Иа
станке обрабатываются детали массой
(включая массу крепежного приспо-
собления) до 3000 кг. Предусмотрена
возможность модификации профиля
зубьев по высоте (фланкирование).
Изделие вместе с приспособлением для
крепления устанавливается на круг-
лый стол станка (диаметр стола 900 мм).
В процессе шлифования воспроизво-
дится зацепление эвольвентного про-
филя зубьев с прямобочной зубчатой
рейкой, образованной кромками двух
тарельчатых абразивных кругов или
коническими поверхностями двух ко-
нических кругов. Шлифовальным кру-
гам сообщается возвратно-поступатель-
ное движение, обеспечивающее обработ-
ку зубьев детали по всей длине. На об-
работку конкретной детали станок на-
страивается изменением плеч рычага
и установкой необходимых сменных
зубчатых колес. Класс точности станка
В. Время обработки одной детали 3 ч.
Зубошлифовальный станок 5Б861
предназначен для шлифования про-
фильным кругом прямозубых и косо-
зубых цилиндрических колес с эволь-
вентным профилем зубьев методом
единичного деления. Ось детали в про-
цессе обработки расположена верти-
кально. Механизм правки рычажного
типа; набор из семи эвольвентных
кулаков обеспечивает обработку зуб-
чатых колес во всем диапазоне техни-
ческой характеристики станка. Пол-
зун, несущий суппорт с шлифовальной
головкой, перемещается по замкнутым
гидростатическим направляющим.
Шпиндель получает вращение от син-
хронного электродвигателя. Ползун
механизма винтообразования пере-
мещается в замкнутых гидростатиче-
ских направляющих, он жестко свя-
зан с основным ползуном с помощью
специальной штанги, обладающей вы-
сокой жесткостью в осевом направле-
нии и малой (для компенсации непа-
раллельное™ направляющих ползу-
нов)— в боковых направлениях. Меха-
низм деления имеет однопазовый де-
лительный диск. Подача стола на
глубину осуществляется от эвольвент-
ного кулака через угловой рычаг. На
станке имеются два цикла шлифова-
ния: черновой и чистовой. Класс
точности станка В. При обработке
прямозубых колес достигается 5-я
Обработка канавок, еубьев и нецентральных отверстий
233
степень точности по накопленной по-
грешности окружного шага, 4—5-я
степень точности по разности окруж-
ных шагов, при обработке косозубых
колес по накопленной погрешности
окружного шага достигается 3—4-й
степени точности, по разности окруж-
ных шагов 6. Параметр шероховатости
обработанной поверхности зубьев
Ra = 1,25 мкм,
Зубошлифовальный станок Л1Ш-242
(см. табл. 69) предназначен для шли-
фования боковых сторон и дна впадин
зубьев цилиндрических прямозубых
колес внутреннего зацепления. Шли-
фование производится профильным
кругом методом копирования. Ширина
шлифовального круга выбирается в за-
висимости от ширины впадины зубча-
того венца обрабатываемого колеса.
Профиль круга правится по копирам
рычажным прибором правки автома-
тически или вручную. Станок может
работать как по замкнутому автома-
тическому циклу, настраиваемому
с помощью циклового барабана, так
и с управлением вручную. При авто-
матическом цикле осуществляются
деление, подача, переход с черновой на
чистовую подачу, выхаживание и
правка круга. Снятие чернового при-
пуска производится в каждой впадине
с последующим делением, при чисто-
вом шлифовании подача на врезание
осуществляется иа один оборот детали.
Класс точности стайка П. Точность
обработанной на станке детали —
6-я степень. Параметр шероховатости
обработанной поверхности Ra —
= 1,25 мкм.
Зубошлифовальный полуавтомат
модели 5А868Д предназначен для об-
работки профиля цилиндрических
прямозубых колес внутреннего за-
цепления профильным кругом при
единичном делении. Класс точности
полуавтомата В. Параметр шерохова-
тости поверхности обработанных зубь-
ев Ra — 0,8 мкм.
Зубошлифовальный станок 5Б861В
предназначен для шлифования зубча-
тых венцов внутреннего зацепления
диаметром до 1000 мм в заготовках
зубчатых колес наружным диаметром
до 1250 мм. На станке обеспечивается
обработка зубчатых венцов по 5—6-й
степени точности. К особенностям кон-
струкции станка относятся вертикаль-
ная компоновка, короткая и жесткая
кинематическая цепь, использование
гидростатических опор для червячной
делительной пары и ползуна шлифо-
вальной бабки, наличие двух циклов)
чернового для снятия основного при-
пуска в одной впадине и чистового для
последовательного снятия припуска
по всем впадинам за один оборот детали.
Зубошлифовальный станок 587В
(см. табл. 70) предназначен для шли-
фования зубьев прямозубых кониче-
ских колес. Обработка производится
по методу обкатки дисковым шлифо-
вальным кругом с коническими рабо-
чими поверхностями. Деление на зуб
происходит периодически, время об-
работки одного зуба 7—40 с. Обра-
ботку зубчатых колес с модулем 1 мм
и ниже экономически выгодно произ-
водить без предварительного прореза-
ния впадин. На станке возможно
шлифование колес с зубьями различ-
ных форм, в частности с бочкообраз-
ными. Каждая сторона зуба колее
с нормально понижающейся формой
зубьев шлифуется раздельно. При об-
рабоже какой-либо из сторон Зуба
осуществляются соответствующие ей
автоматические изменения наладочных
установок станка. Колеса е постоянной
шириной дна впадины зуба шлифуются
сразу по двум сторонам впадины.
Класс точности станка В. Станок обес-
печивает точность обработки 5—6-й
степени.
Зубошлифовальный станок 5870М
предназначен для шлифования про-
филя зубьев прямозубых конических
колес е прямыми и бочкообразными
зубьями. Обрабатываются одновре-
менно обе стороны зуба двумя диско-
выми шлифовальными кругами с ко-
ническими рабочими поверхностями
методом обкатки при единичном деле-
нии. Шпиндели шлифовальных кругов
крепятся на ползунах, совершающих
возвратно-поступательное движение
для обработки зуба по всей длине.
Шлифование бочкообразных зубьев
возможно благодаря специальной кон-
струкции опор ползунов. Зажим за-
готовки осуществляется тарельчатыми
пружинами, разжим—о помощью
гидропривода. Два правочных аппа-
рата (верхний и нижний) обеспечивают
chipmaker.ru
234
Обработка концентрических деталей
высокоточную правку шлифовальных
кругов. Встроенный счетчик циклов
производит отсчет чисел обрабаты-
ваемых зубьев и дает команду на вы-
ключение станка в конце обработки
или на повторение цикла обработки
(шлифование с выхаживанием). Все
органы управления станком разме-
щены на пульте, расположенном с пе-
редней, рабочей, стороны станка.
Класс точности станка В. Параметр
шероховатости обработанной поверх-
ности Ra = 0,32 мкм. Станок может
поставляться по ТУ изготовителя без
предварительного согласования техни-
ческого задания.
Зубошлнфовальный полуавтомат
5870В служит для шлифования прямо-
зубых конических колес. Шлифование
зубьев конических колес производится
методом обкатки двумя дисковыми
шлифовальными кругами, которые не
имеют поступательного перемещения
вдоль зуба. Ширина обрабатываемого
венца определяется выбранным диа-
метром шлифовального крута и допу-
стимой непрямолинейностью дна впа-
дины (величиной врезания). Станок
наиболее пригоден для обработки зуб-
чатых колес, имеющих зубья с «вы-
кружкой» (скругленной частью осно-
вания зуба у впадины). Оси вращения
шлифовальных кругов наклонены
к торцу люльки под углом 23°. Верх-
ний крут имитирует верхнюю сторону
зуба производящего инструменталь-
ного колеса, а нижний нижнюю сто-
рону. Цикл работы станка построен
так, что в конце каждого рабочего и
холостого ходов люлька останавли-
вается на короткое время. За это время
деталь отводится от люльки. При
холостом ходе происходит деление на
зуб. Перед началом следующего ра-
бочего хода деталь подводится в зону
шлифования. За один проход шлифо-
вания колеса люлька совершает
столько циклов качания, сколько
зубьев имеет обрабатываемое колесо.
Станок работает по автоматическому
циклу до полной обработки зубьев
заготовки по требуемой программе.
Класс точности станка. В. Точность
обработки зубчатых колес соответ-
ствует 7-й степени. Параметр шерохо-
ватости обработанной поверхности
зубьев Ra = 0,63 мкм.
Зубошлифовальный полуавтомат
5А871 предназначен для шлифования
термически обработанных прямозубых
конических колес с высотой зуба до
22 мм. Наибольший диаметр делитель-
ной окружности шлифуемого колеса
500 мм при угле между осями 90° и
передаточном отношении i — 10 : 1,
350 мм — при £—1:1. Шлифование
производится методом обкатки двумя
дисковыми шлифовальными кругами.
Одновременно обрабатываются обе
стороны зуба. Станок снабжен меха-
низмом программного управления,
который дает команды на подачу ин-
струментальной бабки после окончания
очередного прохода на величину, соот-
ветствующую снимаемому припуску,
на следующий проход шлифования или
выхаживания, а также иа правку шли-
фовальных кругов. Профильная и пе-
риферийная части круга правятся
двумя алмазами. Шлифование произ-
водится при обильном охлаждении.
Зубошлифовальный полуавтомат
5А870В предназначен для шлифования
конических и гипоидных колес с кру-
говыми зубьями. Полуавтомат рабо-
тает по методу обкатки. Цилиндриче-
ский чашечный шлифовальный круг
крепится на шпинделе люльки и уста-
навливается в определенном положе-
нии, копируя боковую поверхность
производящего колеса. Деталь кре-
пится на оправке шпинделя бабки из-
делия. За цикл качания люльки (время
цикла качания от 5 до 85 с) при дву-
стороннем способе работы обрабаты-
ваются две стороны и дно впадины
зуба, а при одностороннем — одна
сторона и дно впадины зуба. В конце
каждого рабочего и холостого ходов
люлька останавливается на короткое
время. За время остановки деталь
отводится от люльки; при холостом
ходе происходит деление на один зуб,
перед началом следующего рабочего
хода, деталь подводится в зону шли-
фования. В приводе вращения люльки
и шпинделя изделия использованы
гипоидные пары, а в качестве главного
привода — электродвигатель постоян-
ного тока с регулируемой частотой
вращения от 1500 до 3400 об/мин.
Полуавтомат снабжен механизмом
управления штеккерного типа, кото-
рый дает команду на подачу инстру-
Обработка канавок, вубьев и нецентральных отверстий
235
ментальной бабки после окончания
очередного перехода на величину, со-
ответствующую снимаемому припуску,
включает следующий проход шлифо-
вания, выхаживания и правку шлифо-
вальных кругов. Дифференциал ме-
ханизма деления служит для тонкого
распределения припусков со стороны
впадины. Отвод стола на деление и
подвод его после деления производятся
с помощью следящей системы. В станке
предусмотрен механизм автоматиче-
ского изменения частоты вращения
круга с целью компенсации уменьше-
ния его диаметра в процессе износа.
Класс точности станка В. На станке
обеспечивается обработка зубчатых
колее по 5—6-й степени точности.
Параметр шероховатости обработан-
ной поверхности На — 0,63 мкм.
Зубошлифовальный полуавтомат
модели 5871 предназначен для шли-
фования конических колес с круго-
выми зубьями методом обкатки цилин-
дрическими или коническими чашеч-
ными кругами. Полуавтомат может
работать в автоматическом или полу-
автоматическом режиме. Автомати-
ческий цикл осуществляется от систе-
мы штеккерного программного упра-
вления. Путем соответствующей рас-
становки штеккеров на панели можно
задать необходимое число проходов
шлифования и величину припуска,
снимаемого при каждом проходе,
а также нужное число правок шлифо-
вального круга между любыми про-
ходами. Полуавтомат имеет счетчик
числа проходов при правке, который
позволяет производить от одной до
шести правок шлифовального круга
подряд от одного сигнала панели упра-
вления. После выполнения всей про-
граммы станок останавливается и ме-
ханизм программного управления
ставится в исходное положение. Пря
полуавтоматическом цикле выпол-
няется лишь один проход шлифования
по всем зубьям, а переход к следую-
щему проходу осуществляется рабо-
чим с помощью системы кнопочного
управления. Точность обработанным
зубчатых колес соответствует 5—6-й
степени.
Зубошлифовальиый полуавтомат
5А872 предназначен для обработка
конических и гипоидных колес с кру-
говыми зубьями высотой до ЗЗмм.Шли-
фование производится чашечно-цилин-
дрическим кругом методом обкатки.
Обработка вогнутой и выпуклой сто-
рон зуба может производиться раз-
дельно в две операции или одновре-
менно. Шлифуемое изделие находится
во взаимной обкатке с инструментом,
пока не будет обработана одна впадина.
Затем бабка изделия отводится иа ве-
личину, достаточную для вывода шли-
фовального круга из впадины, а люль-
ка поворачивается в обратную сто-
рону (при этом изделие продолжает
вращаться в ту же сторону, что и при
рабочем ходе). За время ускоренного
обратного хода люльки заготовка
успевает повернуться на определен-
ное число зубьев. Благодаря настройке
инструмент в каждом новом цикле по-
падает в новую впадину. Шлифование
ведется при обильном охлаждении.
Круг правится тремя алмазами, два
из которых правят боковые поверх-
ности, а третий — торец круга.
chipmaker.ru
Глава 3
ОБРАБОТКА
ПЛОСКОСТНЫХ
ДЕТАЛЕЙ
ТЕХНОЛОГИЧЕСКИЕ ЗАДАЧИ,
ВОЗНИКАЮЩИЕ ПРИ ОБРАБОТКЕ
ПЛОСКОСТНЫХ ДЕТАЛЕЙ
В соответствии с конфигурацией
исходной формы плоскостные детали,
образованные в основном плоскостями,
можно разделить иа пластины (прямо-
угольные или фигурные), балки (пря-
моугольного или фигурного сечения)
н блоки (пустотелые коробки). Реаль-
ные плоскостные детали (плиты, рамы,
листы, столы, салазки, станины,
угольники, корпуса, блоки и т. п.)
имеют отверстия, окна, пазы и вы-
ступы.
Основной технологической задачей,
возникающей при обработке плоскост-
ных деталей, является получение
правильных по форме плоскостей,
ориентированных в пространстве с не-
обходимой точностью относительно
друг друга, относительно отверстий и
других элементов детали, определя-
ющих ее реальную форму. Для рацио-
нальной полной обработки всего ком-
плекса плоскостных деталей исполь-
зуются универсальные и специальные
металлорежущие станки практически
всех технологических групп; станки,
на которых все необходимые устано-
вочные перемещения и рабочая подача
сообщаются инструменту (заготовка
в процессе обработки неподвижна);
станки, на которых эти перемещения
сообщаются заготовке, станки, рабо-
тающие по промежуточным схемам.
На выбор технологии обработки кон-
кретной плоскостной детали решающее
влияние оказывают ее масса, габариты
и требования к точности формы и взаим-
ного расположения плоскостей и раз-
личных отверстий.
Обычно при подборе станков для
полной обработки конкретной плоско-
стной детали решают последовательно
две задачи: выбор станков для обра-
ботки системы сопряженных плоско-
стей и выбор станков для обработки
различных отверстий и окон в детали.
При использовании крупных расточ-
ных станков, оснащенных различными
специальными головками и насадками,
а также при работе на многоцелевых
станках, оснащенных устройствами
автоматической смены инструмента и
специальных насадок, удается обра-
ботать на одном станке как систему
сопряженных плоскостей, так и
остальные элементы поверхности пло-
скостных деталей.
ОБРАБОТКА СИСТЕМ
СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
Качество обработанных плоскостей
оценивается точностью их формы,
взаимного расположения и параметром
шероховатости обработанной поверх-
ности. Точность обработки оцени-
вается отклонениями от плоскостности
и прямолинейности, параллельности и
перпендикулярности к .установочной
поверхности, а также отклонением
плоскости от заданного углового рас-
положения. Выбор параметров точно-
сти обработки и метода обработки
производится с учетом функциональ-
ного назначения плоскости в собран-
ном изделии. При использовании пло-
ской поверхности только в качестве
установочной базы для черновой и
окончательной ее обработки приме-
няют строгание или фрезерование,
а в некоторых случаях — торцовое
точение и однократное протягивание.
В тех случаях, когда к собранным в го-
товом изделии плоскостям {предъяв-
ляются высокие требования к плотно-
сти прилегания пли когда обработан-
ная плоскость используется как по-
верхность скольжения, для финишной
обработки применяют тонкое фрезеро-
вание, чистовое протягивание, шабре-
ние, шлифование и притирку. Выбор
установочных баз производят с учетом
габаритов детали, ее конфигурации
и требований к точности ее обработки,
стремясь выдержать принцип постоян-
ства базы. При необходимости создают
специальные технологические базы,
позволяющие осуществить устойчивую
и жесткую установку детали.
В серийном производстве для обра-
ботки плоских поверхностей приме-
няются поперечно-строгальные
(табл. 1) и продольно-строгальные
(табл. 2) станки, для обработки кромок
листов — кромкострогальные и кром-
кофрезерные станки. Универсальные
Обработка систем сопряженных плоскостей
237
. 1. Технические характеристики универсальных поперечно-строгальных станков
Станок Наи- боль- ший ход ползу- н а, мм Частота движения ползуна, двойной ХОД/МИИ Масса станка, j кг Станок Наиболь- ший ход ползуна, мм Частота движения ползуна, двойной ход/мин Масса станка* кг
7А311 200 53 — 212 600 7В36 700 10,6—118 2300
7АЗЗ 320 47 — 186 900 7Д36 700 3—48 S4C0
7303 320 47—186 1000 I 7М36 700 3—48 3300
7Б35 500 12,5—138 1800 7307Д 700 3 — 48 3400
7В35 500 13,2—150 2000 7 М3 7 1000 3 — 48 4 500
7Е35 500 13,2—150 2100 7Д37 1000 3—48 4500
7307 710 10,6—118 2800 73ЮД 1000 3—48 5600
поперечно-строгальные станки (см.
табл. 1) выпускаются с наибольшим
ходом ползуна 200, 320, 500, 700 и
1000 мм. Специальные поперечно-
строгальные станки (см. табл. 6) вы-
полняются с ходом ползуна до 2500 мм.
Выпускаются также переносные по-
перечно-строгальные станки, станки,
оснащенные поворотными столами, и
станки с бабкой ползуна, перемещаю-
щейся по поперечной станине.
Фрезерные станки в большинстве
случаев обеспечивают большую про-
изводительность при обработке пло-
скостей, чем станки строгальной
группы/Обработку плоскостей на фре-
зерных станках предпочитают произ-
водить торцовыми, а не цилиндриче-
скими фрезами; при обработке цвет-
ных металлов вместо шлифования ши-
роко применяется топкое фрезерование.
Мелкие и средние плоскостные детали
в индивидуальном и серийном произ-
водстве обычно обрабатывают на кон-
сольно-фрезерных (вертикальных, го-
ризонтальных, универсальных и ши-
рокоуниверсальных) и станках общего
назначения (табл. 3), более крупные
детали — иа универсальных и верти-
кально-фрезерных станках с крестовым
столом (табл. 4) и на универсальных
продольно-фрезерных станках (табл. 5),
а в ряде случаев на поперечно-стро-
гальных станках (табл. 6). Иногда
предпочитают выполнять фрезерова-
ние плоскостей не на фрезерных стан-
ках, а на сьерлильпо-фрезерно-рас-
точных, совмещая на одном станке
обработку и плоскостей и отверстий.
В серийном и массовом производстве
для обработки систем плоскостей дета-
лей используют протяжные (табл. 7),
плоскошлифовальные станки (табл, fc),
специальные консольно-фрезерные
(табл. 9) вертикальные фрезерные
станки с крестовыми столами (табл. 1С),
карусельно-фрезерные (табл. 11), ба-
рабанно-фрезерные (табл. 12) станки
и другие специальные фрезерные
станки. Наибольшее распространение
для обработки систем сопряженных
плоскостей получили универсальные
(см. табл. 5) и специальные продольно-
фрезерные станки.
Специальные продольно-фрезерные
станки подразделяются на станки тум-
бового типа, одностоечные, двухстсеч-
кые портального типа с подвижным
столом, двухстоечные с неподвижным
столом и перемещающимся порталсм
(портально-фрезерные станки).
Продольно-фрезерные станки тум-
бового типа имеют установленные на
тумбах шпиндельные бабки с гори-
зонтальными, наклонными или верти-
кальными шпинделями Рабочая по-
дача на станках тумбового типа осу-
ществляется продольным перемеще-
нием стола, врезание — осевым пере-
мещением шпинделей (при неподвиж-
ных шпиндельных бабках) или попе-
речным к оси стола перемещением
шпиндельных бабок. Горизонтальные
односторонние продольно-фрезерные
станки тумбового типа (табл. 13) ха-
рактеризуются расположением всех
тумб со всеми шпиндельными бабками
с одной стороны стола. Шпиндельные
chipmaker.ru
238
Обработка плоскостных деталей
2. Технические характеристики универсальных продольно-строгальных
и кромкострогальных станков
Ста- нки Наибольшие разме- ры обрабатываемой поверхности (ши- ринах длина), мм Скорость движе- ния стола или ка- ретки, м/мин Масса станка, кг Ста- нки Наибольшие разме- ры обрабатываемой поверхности (ши- рннахдлина), мм : Скорость движе- ния стола или ка- ретки, м/мии I ... Масса станка, кг
7808 7814 Одн 7110 7112 7116 Кромкострогг 2 000X8 000 2 000X1 400 эстоечные продоль 1 000X3 000 1 250X4 000 1 600X6 000 = о tr 1 1 1 A 1 1 g ООО ’З ©О 41 000 51 000 альные 27 500 35 000 50 000 Дву> 7210 7’12 72: 7Б220 7Б225 7228 7А288 7289 «.стоечные продоль 1 000X3 000 1 250X4 000 1 600X6 000 2 000X5 000 (12 500) 2 500 X 6 500 (12 500) 3 200X8 000 (16 000) ! 4 000 X 12 000 5 000 X 15 000 X Г* Г* ° Ю N3 го \ kj | < | А II 1 1 I 1 1 1 н J ’ сп сп <© СЛСЛ © -ч.| СО о о о о ОО О о О1 льные 27 500 35 000 48 000 90 000 105 000 135 700 34 2 009 399 000
Примечание. Станки с размерами, указанными в скобках, изготовляются
по особому заказу.
3. Технические характеристики универсальных консольно-фрезерных станков
Станки Размер рабочей поверх- ности сто- ла (шири- на х дли- на), мм Частота вращения шпинде- ля, об/мин Масса станка, кг Станки Размер рабочей поверх- ности сто- ла (шири- на X дли- на). мм Частота вращения шпинде- ля, об/мии Масса станка,- кг
Горизонтальные с .поворотным столом
(универсально-фрезерные'
6Т104 160X630 63 — 2800 800 6Р80 200X800 50—2240 1200
6Р10 200X800 50—2240 1200 6Т80 200X 800 50—2240 1280
6Р81 250X1000 50—1600 2300
6Р11 250X1000 50—1600 2400 6Р82 320X1250 31,5— 2900
6Р12 320X1250 31,5— 3000 1600
1600 6Р83 400X1600 31,5— 3800
6Р13 400X1600 31,5— 4200 1600
1 600 Ши рокоуниверса льн ые
Горизонтальные 6712В 125X320 63 — 3150 600
671/Вф1 125X320 63 — 3150 659
6Т804Г 160X630 63 — 2800 780 6675В 200X500 40—2240 1100
6Р80Г 200X800 50—2240 1200 676П 250X630 50—2040 950
6725В 250X 630 40 — 2000 1350
6Т80Г 200X800 50—2240 1270 6P80UI 200X 800 50—2500 1300
6Р81Г 250X1000 50—1600 2200 6Т80Ш 200X800 50—2500 1409
6Т81Г 250X1000 40—2000 2200 6Р81Ш 250Х 1000 50—2000 2500
6Р82Г 320Х 1050 31,5— 1600 2800 6Р82Ш 320X1250 31,5 — 1600 ззоо
6Р83Г 400X1600 31,5— 3700 6Р83Ш 400X1600 31,5 — 4050
1600 1600
Примечание. Для станков 6712В — 6725В указан размер основного вертикаль*
него стола.
Обработка систем сопряженных плоскостей
2Э9
4. Технические характеристики универсальных вертикально-фрезерных станков с крестовым
столом
Стан ок Размер рабо- чей поверх- ности стола (ширина X X длин а), мм Наиболь- шее рас- стояние от торца шпинде- ля до сто- ла, мм Осевое переме- щение гильзы шпннде - ля, мм Частота вра- щения шпин - деля, об/мнн Массе станка, КГ' Мощность электродви- гателя глав- ного приво- да, кВт
6540 400Х 1000 530 120 31,5—1600 5 800 7,5
6550 500X1250 630 120 31.5—1600 7 500 10,0
6550Ц 500X1250 630 120 31,5—1600 7 200 10,0
654 630X1600 750 100 25 — 1250 10 600 13,0
6560 630X1600 750 125 25—1250 12 000 13,0
6А56 800X 2000 900 150 25—1250 18 000 22,0
6А56Г 800X 2000 900 150 25—1-250 18 870 22,0 :
6А59 1000X2500 1000 150 25 — 1250 22 400 22,0
б. Технические характеристики универсальных продольно-фрезерных
станков
Станок Размер рабочей поверх- ности стола (ширинаXдли- на), мм Число шпин- делей Угол поворо- та шпиндель- ных бабок, ° Частота вращения шпинделей, об/мин Масса станка, кг
горизонтальных вертикальных 1 горизонтальных j вертикальных I X 3 я л «0 о ГО к о с- вертикальных
Одностоечные станки
6304 400X1250 1 ,—
6305 500X1250 1 —
6306 630X2000 1 1
6F308 800X 2500 1 1
6F310 1000X3200 1 1
6У312 1250X4000 1 1
6У316 1600 X 5000 1 1
±30
±30
±45
±45
40—2000
16—1600
16—1600
16—1250
16—1250
25—1250
25—1250
16—1600
16—1250
16—1250
25—1250
25—1250
5 000
9 400
19 000
27 500
32 000
52 700
57 700
4,0
7.5
10.0
13.0
17.0
22.0
22,0
Двух стоечные станки
6604 400X 1 250 2 —
6605 500 X 1 600 2 —
6606 630X 2 000 2 1
6F608 800X2 500 2 1
6Г610 1 ±00X3 200 2 2
6610 1 000X4 000 2 2
6У612 1 250 X 4 000 2 2
6У616 1 600X5 000 2 2
6620 2 000X6 300 2 2
6625 2 500X8 000 2 2
6640 4 000 X 12 000 2 2
6650 5 000 X 16 000 2 2
±30
±30
±30
±30
±30
±15
±30
±45
±45
±45
±45
4-45;
— 15
4-45;
— 15
40—2000 6 350 4,0
16—1600 -— 13 600 7,0
16—1600 16 — 1600 22 500 10,0
16—1250 16—1250 28 000 13,0
16—1250 16—1250 35 000 17,0
25—800 25—800 39 000 13,0
25—1250 25—1250 69 500 22,0,
25—1250 25—1250 75 200 22,0
20—1000 20—1000 121 900 30.0
20—1000 20—1000 136 100 30.0
10—500 10—500 620 000 100.0
10—500 10 — 500 750 000 100.0i
(5. Технические характеристики специальных поперечно-строгальных станков
Параметр 7Д362 7Д372 7310 7М386 7316 КУ-260 КУ-74 КУ-75 7325
Ход ползуна, мм 150 — 710 150—1000 300—1000 500—1600 1600 (наиболь- ший) 700- -2400 700—2500
Наибольший вылет ползуна, мм 840 1120 (900) 1400 * 2200 •
Размеры рабочей поверхности стола (длина X ширина), мм:
поворотного 500Х 450 710X560 —
качающегося 400X360 560X400 — — — — — —
Поперечное (к направлению хода ползуна) перемещение, мм:
стола 700 800 — — * — — и*
салазок — — 2600 ЗООо 3200 1200 5000 8000 5100
Вертикальное перемещение, мм:
стола (поворотного и кача- ющегося) 320 и 275 370 и 340 — — — — — — —
бабки ползуна по стойке 1100 1500 1600 -- 2 000 2500
суппорта 200 (+) 300 (+) 300 (+)
Наибольший угол поворота, °:
суппорта + 60 + 45
поворотного стола 90 — — да»
качающегося стола + 15 — —. •—
стойки — ±45 ±45
Продолжение табл. 6
Параметр 7Д362 7Д372 7310 7М386 7316 КУ-260 КУ-74 КУ-75 7325
Скорость движения ползуна, м/мин 3 — 48 5—35 5-30 5-25 5—30
Пределы подач, мм/дв. ход ползуна:
стола 0,2—5 *— V— - — - да»
суппорта Подача ручная 0,1 -20 0,15-6 0,1 -20 0,3 -1,2 0,1—20
салазок по станине — — 0,1-20 0,3 — 12 0,1 -20 0,3 -12 0,1 — 20
бабки ползуна по стойке — 0,1 — 20 0.3 — 12 0,1 — 20 — 0,3 -12 0,1-20
Габариты стайка, мм;
длина 2840 3700 5 040 6 830 6 550 4 500 15 000 18 000 9 540
ширина 1600 1850 5 080 5 570 7 250 6 630 11 270 10 120
высота 1840 1920 4 800 5 280 5 700 2 810 6 800 6 950
Масса станка, кг 3560 4700 45 000 49 000 55 000 26 530 92 800 | 104 300 95 000
Мощность электродвигателей, кВт:
привода главного движения 7.5 10.0 25,0 29,0 32,0 29,0 42,0
общан 8,6 10,1 43,1 48,0 61,9 38,2 48,0 74,9
* Указана наибольшая длина строгания в миллиметрах.
Обработка плоскостных деталей Обработка систем сопряженных плоскостей
Примечания: I. Изготовители: 7Д362 и 7Д372 — Гомельский станкостроительный завод им. С. М. Кирова; остальных стан-
ков — Коломенский завод тяжелого станкостроения.
2. Здесь и далее (+) — параметр определяется при проектировании иаладкн на конкретную деталь,
3. Здесь и далее принято сокращение: дв. — двойной.
chipmaker.ru
242
Обработка плоскостных деталей
7. Технические характеристики универсальных протяжных станков для
наружного нротягиваиг я
Станек Наибольшее тяговое уси* дне, кН Рабочий ход ползуна, им Скорость ра- бочего кода, м/мин Масса стан- ка, кг Мощность электродви- гателя глав- ного приво- да, кВт
774 48 800 1,5—11,0 3 500 10,0
7Б74 49 1000 1,5—11,6 4 750 11,0
775 880 1000 1,5—9,0 6 500 17,0
7Б75 980 1250 1,5—11,4 7 500 22,0
776 1960 1250 1.5—8.5 © 000 22,0
7Б76 1960 1250 1,5 — 13,0 10 000 30,0
7Б77 8920 1600 1,0—5,0 16 000 40,0
8- Технические характеристики универсальных плоскошлнфовальных станков
с прямоугольным столом
Размеры Размеры
рабочей Скорость Мас- рабочей рость Мас»
Станок поверх» рабоче- са Станок поверх - са
ностн сто- ла (шири- го хода стола. стан- ка, и ости сто- ла (шири- го хода стан* ка.
на X дли- на), мм м/мин кг на х дли- на), мм м/мин кт
Станки с горизонтальным шпинделем ЗЕ721 ВФ1-1 320X630 2—35 4 300
ЗЕ721АФ1-1 320X630 2—35 4 400
ЗЕ710В-1 125X250 2—25 1 000 ЗЕ721 ВФЗ-1 320X630 2—25 6 330
3701 125Х 400 3 — 25 2 150 ЗЕ721ГВ-1 320Х 630 0,025— 5 500
ЗЕ710А 125X400 2 — 25 2 560 35
ЗЭ70ВФЗ 160X400 0,005— 3 200 ЗБ721 320X1000 3—25 4 420
0,45 ЗБ722 320X1000 2 — 40 6 950
ЗБ70В 160X400 2 — 20 1 200 ЗД722 320X1250 3—4’5 9 еоо
3E7L1B-1 200X400 2—35 3 380 ЗБ724 400X2000 3—30 14 950
ЗЕ711ВФЗ-1 200x400 2—35 4 080 ЗД725 630X2000 3—30 1 6 500
ЗГ71 200X630 5 — 20 1 950
ЗГ71М 200X630 3 — 25 2 250 Станки с вертикальным шпинделем
ЗЕ711В 200X630 2 — 30 3 650
ЗЕ711ВФ1 200X630 2—30 3 580 3731 200X630 5 — 20 3 310
371 1 200X630 3—25 2 950 ЗЭ731 200X630 0,1—6 4 200
; 2711АФ1 200X630 2 — 35 3 650 ЗБ732 320X 800 3—30 6 250
ЗЕ711ИВ 200X630 2—45 5 000 3A732 320X 800 3 — 30 6 350
ЗР711Б 200X1000 3 — 25 3 800 ЗД732 320X 800 3 — 45 9 400
ЗД733 400X1000 3 — 45 10 000
бабки могут располагаться последо-
вательно вдоль стола или параллельно
(одна над другой). Бабки выполняются
как в одношпиндельном, так и в много-
шпиндельном исполнении. Шпиндели
в одной шпиндельной бабке могут рас-
полагаться в одной (горизонтальной
или вертикальной) плоскости или
в нескольких плоскостях в зависимо-
сти от системы сопряженных плоско-
стей детали, обрабатываемой на станке.
Станки оснащаются одноместными или
многоместными установочными при-
способлениями. Горизонтальные дву-
сторонние продольно-фрезерные станки
тумбового типа (табл. 14) отличаются
от односторонних расположением тумб
со шпиндельными бабками с двух про-
тивоположных сторон стола; у не-
которых станков для повышения жест-
кости противолежащие шпиндельные
бабки связаны поперечиной в одни
жесткий узел — портал.
Для всех горизонтальных станков
тумбового типа характерно отсутствие
перемещения шпиндельных бабок
в вертикальной плоскости.
Специальные односторонние про-
дольно-фрезерные станки тумбового
типа с вертикальной шпиндельной
Обработка систем сопряженных плоскостей
243
9. Технические характеристики специальных консольно-фрезерных станков
Параметр ВФ-95 ВФ-108 ВФ-87 ВФ-91 ВФ-51 ГФ-857
Размеры рабочей поверхности <тола, мм;
прямоугольного (ширина X Xдлина) 160 X Х630 200 X X 800 260 X 800 — 400 X X 1600
круглого (диаметр) 500 —
Число шпинделей 1
горизонтальных 1
вертикальных 1 — 1
Расстояние до поверхности сто- ла, мм:
от оси горизонтального шпинделя 50—350
от торца вертикального шпинделя 20—240 — 0- 350 0 — 230 30—500
Наибольшее перемещение сто- ла, мм:
продольное (+) 500 — 900
поперечное (+) 160 230 160 320
вертикальное (+) 300 350 230 420
Осевое перемещение шпинделя, мн Не ме- нее 50 — — 80 — 85
Вертикальное перемещение фрезерной головки, мм — 150 — — —
Наибольший угол поворота фрезерной головки,- ~ — ±45 — ±45
Частота вращения шпинделя, об/мин 1250— 6300 50- 2240 1 50 — 1 2240 71 — 3150 50 — 240 31.5 — 1600
Частота (круговая подача) вра- щения стола, об/мнн 0,107 — 4,75 —
Пределы рабочих подач стола, мм/мин:
продольных (+) 20 — 3000 25 — 1120 (+) — 25— 125.9
поперечных (+) .25- -1120 (+) 1,2— 500 25 — 1250
верти кальных (+) 12,5 -560 (+) 5,6 — 250 8—400
Габариты станка, мм1
длина 970 2420 1490 1350 1910 2690
ширина 810 2020 1380 14 50 1660 3070
высота 1600 1520 2010 1875 850 2270
Масса станка* кг 750 1610 1800 1350 1550 4500
Мощность электродвигателеГг привода главного движения, кВт 3,0 4,0 10,0 7.5
Примечание. Изготовители: ВФ-95, ВФ-108, ВФ-87,- ВФ-91 и ВФ-51 —
Вильнюсский станкостроительный завод «Жальгирис»; ГФ-857 —- Горьковский завод фре-
зерных станков.
м
11. Технические характеристики карусельно-фрезерных станков
Параметр ВФ-98 ГФ-686 ЛГ-22 ГФ-717 ГФ-850 621М 6А23 6М23 6М23В
Диаметр стола, мм Число шпинделей Расстояние от торца шпинделя до рабочей поверхности стола, мм Расстояние от направляющих стойки, мм; 500 1 100-450 630 475-545 800 110-560 1000 2 125 — 500 1400 115-615 1600 1 з 100—600
до оси стола (+) 575-775 675 — 835 500-900 500- -800 835 — 1085 800—1100
до оси шпинделей (+) 350 430 325 325. 470 325 460 355 290; 650; 447
Расстояние между осями шпин- делей, мм: Наибольшее перемещение сто- ла, мм: 370 396 333 396 450 465 (+)
горизонтальное (попереч- ное) вертикальное Вертикальное перемещение шпиндельной бабки, мм Осевое перемещение шпинделя, мм Частота вращения, об/мии: 160 350 60 200 70 160 450 100 400 3 300 75 00 250 500 100 300 350 150
шпинделей 50 — 2400 40—2000 250; 400 63- -1000; 100- 1600 40—250; 63-400 31,5 — 500 50-800 25-630
стола 0,1—4,5 До 0,47 0,025—0,16 0,016 — 0,2 0,032 — 0,4 0,02 — 0,12 0,02 -0,25
Круговая подача иа наиболь- шем диаметре стола, мм/мин Габариты станка, мм: (160—7000) (+) До 925 63-400 50—625 100- -1250 88 — 560 100—12801 100 — 1280
длина 1520 2800 2480 3260 | 3160 3 370 3210
ширина 680 1400 1180 1800 1 640 2090
высота 1830 2100 2860 3090 3 260 3250
Масса станка, кг Мощность, кВт: электродвигателя привода главного движения 1300 4000 7,0 6500 6463 6540 10,0 6400 10 500 12 000 12 400 13,0
общая мощность всех элек- тродвигателей, кВт 3,9 9,7 12,3 12,9 | 11,9 11,7 . 16,3 14,7 14,7
Примечание. Изготовители: ВФ-98 — Вильнюсский станкостроительный завод «Жатьгирис»; ГФ-686, ГФ-717, ГФ-850,
621М, 6М23, 6М23В — Горьковский завод фрезерных станков; ЛГ-22 — Чаренцаванский станкостроительный завод; 6А23 — Ульянов-
ский завод тяжелых и уникальных станков.
Обработка плоскостных деталей Обработка систем сопряженных плоскостей 245
chipmaker.ru
246
Обработка пмекееяишх деталей
12. Технические характеристики специальных барабан но-фрезерных станков
Параметр 6021 ГФ-428 6022 ГФ-699 6023
Размеры барабана, мм: диаметр (по граням) длина 450 460 1000 650 900
Наибольший диаметр, описи- £300 2650 2300 2650 2300
веемый точкой обрабатываемой детали, наиболее удаленной от ©си вращения барабана, мм Расстояние между стойками, 700 720 S 00 1150
мм Расстояние между торцами 350—580 380—680 580—790 690—790 830—1040
шпинделя, мм Число шпинделей черновых чистовых Число частот вращения шпин- деля Частота вращения шпинделей, об/мни: ‘черновых 37,5 — 118 6 30—150 2 2 37,5—118 1 6 37,5—118
чистовых 60—190 37 —ISO 60—190 60—190
Продолжительность одного 12,7 — 41 20 12,7—41 7.5—2,5 12,7—41
©борота барабана, мин Габариты станка, мм: длина 2860 3240 3060 3090 ззш
ширина 1 950 2 660 1 950 1 960 1 950
высота 3 750 4 035 3 750 3 515 3 750
Масса станка, кг 24 500 31 570 25 000 24 400 26 000
Мощность электродвигателей, кВт: вривода главного движения (10- 10X2 (10- 4,5X2 (10-
привода вращения барабана 17)Х2 3,0 2,8 17) X 2 3,0 2,8 17)Х2 3,0
Примечание. Изготовитель — Горьковский завод фрезерных станков.
13. Технические характеристики специальных односторонних горизонтальных продольно-
фрезерных станков тумбового типа
Параметр ГФ-1279 ГФ-1905 ГФ-1306н1 ГФ-1109 ГФ-500
Размеры рабочей поверхности СТЦЛа, М№
ширина 630 630 800 900 1 800
длина 1600 2 700 2 500 2 000 4 580
Число горизонтальных шпин- делей Продольный ход стола, мм 2 4 3 2 1
1600 1 200 2 500 1 900 3 900
Частота вращения шпинделей, об/мин Скорость перемещения стола, мм/мин: 40—400; 63—630 80 — 400; 125—630 31,5—160 40—200 1 180 245
рабочая (подача) 16—2000 19 — 950 63—400 19—950 660—4 02©
быстрая Габариты станка, mmi 1600 3 000 4 000 3 000 6 609
длина 4830 Б 830 7 300 5 500 15 650
ширина 2380 2 730 3 200 2 650 8 000
высота 1800 2 1 30 2 800 3 020
Масса станка, кг Мощность электродвигателей, кВт. 8900 12 500 20 500 14 000 70 500
привода главного движения 17,0 7,0 17.0 10,0 200,0.
привода подач 3.0 4,5 7,5 4,0 13,5
Примечание. Изготовитель — Горьковский завод фрезерных станков.
Обработка систем сопряженных плоскостей
247
'ехиические характеристики специальных двусторонних горизонтальных продольио‘фрезериых станков тумбового тина
Х0и ‘etfosMdtr oxoHSBirj кгзх - Е JHaVodiMWE ЧХЗОЯЪПОЭД 10 и 13 14X2 И 2,8X2 10 и 7,5 22 10X3 10X2 10X2 73X2 10X2 14X2 30 17X2 100X2
jm ‘еянехэ вээеэд 9 200 И 260 10 830 14 500 11 300 16 200 16 500 13 800 16 000 18 300 30 000 24 600 148 000
ни ‘(вхоэннХеииПнгпХвн -Hirtej вяиегэ rundegej О О о О О О г-^ о о о о ГОГОГОГОЮО^Т'ОГОсОспСО Оого-^ОО — хсч хго хC1 Xем XХ^ X™ Xoj Xе” XХ” Х<*Х V о Хо Хс Хо X© Хо^о Хо XО Xо ХРXхР Х ‘2 о о о ° ° Г' с 2 ° С ’2 ° 6 ° Ь с ffi S 1П СО со LQ СП СП СМ Г ’ ОО О t'' ° ГО о СП 10 со LO ю ГО <- ° ~ *е *=*• ю 2 to Г-Го СО о СП оо о о О1 О-го о СО СО 00 СО ГО ГО СО СО ххххххх*ххххх
Скорость перемещения стола уско- рен’ иая, м/мин 3 2 4,5 3 4.5 3 4,5 4 4 : 3 5-6
рабо- чая, мм/мин 20- 1000 20 — 1000 16- 2000 19 — 950 16- 2000 19 — 950 16- 2000 63—400 63 — 400 1 (+> .47, Я— 475 19-950 5-1000
нии/go (iqiraVadu) ijoiratf -НИНГП БИИЭ'ГПВЙН E-LOXOBh 40—630 40-500 40 — 400 »U —4UU 40—400 31,5- 750 25-630 40—400 40 — 400 60- 1090 25-160 31.5- 160 12,5- 63
Расстояние, мм от поверхно- сти стола до оси горизон- тальных шпинделей имдвд цоа air имдвд noHBdu 215; 58s| 215 280 320 360: 410 511 | 492 (+) 530; 1801 610; | 260 300; 555 415 360 268; 1 554: 411 1 411 380; 666; 523 614; 1154; 1694
yairaVHHurn HKETldoX AVmow 180— 480 320 — 500 340 — 780 25 — 386 ( + ) 380 — 780 50 — 794 728— 970 560 — 1000 (+) 160- 620 660 — 940 1850 — 3300
нк ‘ешэ Vox ai4H4ifoVodu 1 UUU6 0091 0091 1 (4~) 0003 0091 2400 2500 2000 2000 3000 5000 5000 6800
° Д е й о> Ч 5 к о ® 5 0X0 S К щ д ~ 3 о 11ОЯЭ1Г nosedu — см Я —’ СМ " ГО ГО см ГО Го ГО тр го —
модвр yin HqifaVHiium онэиь ©1 -«J* С4 С-1 СМ Го СЧ -f СМ СМ с-1 См см
им ‘(енштУ X в ни4ит) вггохэ qiooHxdaaou KEhogEj 450Х 1600 450X2000 । 630X 1600 630X1600 630X 2000 630X2800 630X3020 800X2000 800X2000 900X3000 900X4000 900X4000 2000X6300
Станок ГФ-1284 ГФ-742 ГФ-1255 г 1 О 1Г э о € ГФ-166 ГФ-1288 ГФ-1307 ГФ-1257 ГФ-167 ГФ-ЮЗбн! ГФ-ll 10H1 УФ-109
Примечание. Изготовители: УФ109 — Ульяновский завод тяжелых и уникальных ставков; остальных станков — Горьков
ский завод фрезерных станков.
chipmaker.ru
248
Обработка плоскостных деталей
15. Технические характеристики специальных продольно-фрезерных станков тумбового
типа с вертикальными шпиндельными бабками
Параметр ГФ-819 ГФ-1017 УФ-508Ш ГФ-820 УФ-510Ш
Размеры рабочей поверхности стола, мм
ширина 6X0 800 900 1 000
длина 2200 1 650 2 000 3 000 3 200
Число шпиндельных бабок 1 2 1
Число шпинделей в одной баб- ке Расстояние, мм: 1 3 1
между осями шпинделей — 580—1 220 —. (+) —
от торца шпинделя до ра- бочей поверхности стола 365—585 400—500 300—800 100—600 350—1 000
Наибольшее перемещение, мм:
стола (продольное) 2200 730 2 000 3 ООО
ползуна-стойки (поперечное) — 320 1 000 1 200
шпиндельной бабки (верти- — •— 300 500 400
кальное) гильзы шпинделя (осевые) 220 100 250 250
Частота вращения шпинделя, 42.5 — 2 000 25—1 250 25—630 25—1 250
об/мин Пределы подач, мм/мин: 1000
стола 47,5—300 (+) 7—700 19 — 950 7 — 700
(2100) (2100)
ползуна1-стойки — 7.6—760 у. 7.5—76Q
2 280 * 2 280 ♦
шпиндельной бабки 6—500 6 — 500
Габариты стайка, мм:
длина 6420 4 150 5 850 7 650 8 050
ширина 1970 4 350 4 750 2 320 5 330
высота 2740 2 050 3 940 3 400 4 150
Масса стайка, кг Мощность электродвигателей, кВт: 8900 13 650 20 830 15 400 25 300
привода вращения шпинде- ля 4.5 10.0 17,0 14,0 17.0
привода подач стола 4.5 7.0 2,1— 4,5 4,5—7,0 2,1-4,5
• Скоростное исполнение станка.
Примечание. Изготовители: ГФ-819, ГФ-1017, ГФ-820 — Горьковский завод
фрезерных станков; УФ-508Ш и УФ-510111 — Ульяновский завод тяжелых н уникальных
станков.
бабкой и продольно-подвижным сто-
лом (табл. 15) выполняются с не-
подвижной шпиндельной бабкой
(врезание на них осуществляется осе-
вым перемещением шпинделя); с вер-
тикальной шпиндельной бабкой, пере-
мещающейся по направляющим, рас-
положенным на фронтальной стороне
неподвижной стойки; с подвижной
стойкой (ползуном, кареткой) и не-
подвижной шпиндельной бабкой; с по-
движным ползуном, на вертикальных
направляющих которого установлена
подвижная шпиндельная бабка с вер-
тикальным шпинделем. Продольно-
фрезерные станки этой группы удобны
для фрезерования системы нескольких
плоских поверхностей, расположен-
ных последовательно вдоль обрабаты-
ваемой детали. Выпускаются также
двусторонние продольно-фрезерные
станки с вертикальными шпиндель-
ными бабками, смонтированными на
подвижных (или неподвижных) стой-
ках, расположенных с двух противо-
положных сторон стола. Специальные
одностоечные продольно-фрезерные
станки (табл. 16) выполняются с одной
горизонтальной шпиндельной бабкой,
перемещающейся по вертикальным
Обработка систем сопряженных плоскостей
249
i. Технические характеристики специальных одностоечных продольно-фрезерных станков
85 . . • £ у С К J. С р-ь сх* я ь « с - В1ГОХЭ 1.5 1.7 2,2 1.7 1.7 2.2 1,5 4,0 1,5 4,5 4,5 4,5 4,5 4,5 4,2 4,5 4.5
tftfi 5: к и <ц о Ч « Ф кг л «Д7 О сз БИНЭЖИ81Г олоннвкл 7,5 10,0 5,5 10.0 10,0 10,0 4,0 13.0 । 4,5 10,0 10,0 7,0 17,0 13,0 7,0 14,0 14,0
ля вмивхэ вээвдо 5 440 5 G50 6 400 9 900 8 570 5 950 0 000 9 460 9 500 9 460 18 000 16 500 19 550 16 100 16 000 15 400 19 500
им Целина х еииДшп хвн -Hirtt) еянехэ isiudEpBj 1 2650X 2050X 1850 3020X 2380X2080 3200X 2150X 2050 3750X3190X2220 3900X 2180X2180 4450Х 2100X2250 4890X 2180X 2080 wwx ziaux ziw 5900X2250X 2050 6000X 2790X2100 6980X3450X3450 5910X3450X3570 6100X3030X 2890 6400X 3030X3650 5910X 3450X 3450 6760X 2660X2410 8550X3100X3650
инм/мм 'eifoxo beVou isiraVadjj 20-400 20- 1000 31,5 — 1600 20 — 1000 3000: 4000 31,5- 1600 20- 1000 19—950 20 — 1000 19-950 10— 2500 19-950 19-950 19-950 16- 3350 19-950 19-950
враще- чделей, ин Х1ЧН • Ч1гвяихбэа 80 — 1250 1 42,5 — 1800 42,5 — 800 100— 2000 1
Частота ННЯ Ш'ПИ! об/м ХН ИЧ1ГВХ -новнйол 26,5 — 2000 26,5- 2000 26,5 — 2000 40-315 26-2000 26.5- 2000 12,5-400 ZU — 10UU ' 26,5- 2000 8.2 — 616 (42,5- 1800) (+) 25-1250 20-250 20-1500 20-1500 475-600
мм ‘BiroxoVox yiHiniroVodu 400 800 1100 (+) 1000 1600 z> м 2000 2200 2500 2450 2200 2800 2450 3000 3900
<D S ' К * И . к л yaLrotfHUuni Х1ЧНЧ1ГВЯИХ -das Blidox ott 11 + 1 1 1 1 100- 900 160- 900 90-900
р 4 85 KairatfHHum Х1чнчквхио£ -ndoл изо otf 100—620 250 — 480 (+) 428-702 250-610 о Л D С>О О КО О1Г] рС О — ? SS S 2»? $о»р । ।1 is± 7 1 *11 *7 ° §5 о S=;2 cd —’ соС[ смДм1
О в) ч«« Х1ЧИ -sifBMBxdas II III 1 II 1- - 11 - 1 1
» 5 ч Х1ЧНЧ1ГВХ -iiOBHdoj —<—< СМ сз —< 1 ’ I 1 (+) 1 1 2 2 2
Рабочая поверх-4 ность стола, мм 450Х 1370 450 Х 1370 450Х 1370 450Х 1850 450X 1850 450X 1800 о z> z> м X z> о ozux zzuu: 630X 2000 630X 2200 800X 2500 900X2200 900X 2000 900X2000 900X2200 900X3000 900X3000
Станок ГФ-1241Н1 ГФ-1102Н1 ГФ-1219 ГФ-629 ГФ-1012н1 ГФ-1298 ГФ-1352 IMJ-rzZVHl ГФ-1107 ГФ-1225Н1 ГФ-734 ГФ-703 ГФ-1Т93Н1 ГФ-1223 ГФ-510 ГФ-1015 ГФ-911
Примечание. Изготовитель — Горьковский завод фрезерных станков.
chipmaker.ru
S50
Обработка плоскос-тых деталей
(боковым) направляющим стойки|
с двумя горизонтальными вертикально-
подвижными шпиндельными бабками,
расположенными (одна над другой)
на одной стороне стойки или с проти-
воположных сторон стойки; с одной
шпиндельной бабкой с горизонталь-
ным нли вертикальным шпинделем,
перемещающейся по поперечине, ко-
торая, в свою очередь, имеет вертикаль-
ное перемещение по стойке; с одной
вертикальной бабкой, установленной
на поперечине и одной горизонтальной
бабкой, перемещающейся по вертикаль-
ным направляющим стойки. Специаль-
ные двухстоечные продольно-фрезер-
ные станки портального типа с по-
движным столом (табл. 17) выпол-
няются одношпиндельными (с верти-
кальным шпинделем), двухшпиндель-
иыми (два вертикальных шпинделя,
два горизонтальных шпинделя, один
вертикальный и один горизонтальный
шпиндель), трехшпиндельными (три
вертикальных, поворотных нли непо-
воротных шпинделя, два вертикальных
и один горизонтальный шпиндель,
один вертикальный и два горизонталь-
ных шпинделя), пяти, шести-, семи-,
восьми-, девяти-, и десятишпиндель-
ными (только с вертикальными либо
с несколькими вертикальными и не-
сколькими горизонтальными шпин-
делями).
При работе на многих специальных
продольно-фрезерных станках ис-
пользуется прямоточный (без попереч-
ной подачи инструмента) однопроход-
ный процесс обработки заготовки, что
обеспечивает значительное повышение
производительности по сравнению с ра-
ботой на продольно-строгальных
станках, на которых резцу сообщается
подача в поперечном направлении в те-
чение ряда ходов. Принцип прямо-
точности обработки используется и
при наружном протягивании плоско-
стей позволяющем обработать за один
проход всю плоскость блоком следую-
щих друг за другом и установленных
на разной высоте зубьев (резцов) про-
тяжки. При обработке системы сопря-
женных плоскостей протяжками при-
меняют метод координатного протя-
гивания, при котором заготовку за-
крепляют в приспособлении, а про-
тяжке придают строго направленное
перемещение. Наружное протягива-
ние обеспечивает получение высокого
качества обработанной поверхности
(калибрующими зубьями протяжки
снимается весьма малый припуск) ц
точности расположения фермы, вслед-
ствие чего во многих случаях можнд
избежать финишной обработки абра-
зивным инструментом. Универсаль-
ные протяжные станки для наружного
протягивания (см. табл. 7) выпускаются
с наибольшим тяговым усилием от 49
до 392 кН. Компоновка станков вер-
тикальная, с одним рабочим ползуном.
Специальные протяжные станки для
наружного протягивания выпускаются
в вертикальной (табл. 1-8) и горизон-
тальной (табл. 19) компоновках и от-
личаются от универсальных станков
диапазоном тяговых усилий, увеличен-
ным рабочим ходом ползуна, числом
рабочих ползунов и оснащенностью
наладками на обработку конкретной
детали или группы деталей (устройства
для последовательной обработки одним
ползуном нескольких деталей, крепеж-
но-ориентирующие устройства, загру-
зочно-разгрузочные устройства н т. д.).
В тех случаях, когда к качеству
плоской поверхности предъявляются
высокие требования, ее после предва-
рительной обработки подвергают
шабрению илн шлифованию. Для об-
работки плоскостей на деталях не-
большого размера широко используют
универсальные плоскошлифовальные
станки (см. табл. 8), работающие пери-
ферийной частью или торцом шлифо-
вального круга. Универсальные пло-
скошлифовальные станки с горизон-
тальным шпинделем выпускают со
столами длиной до 2000 мм, с верти-
кальными шпинделями — до 1000 мм.
Для обработки крупных деталей
типа станин, стоек, суппортов, при-
меняют специальные продольно-шли-
фовальные станки (табл. 20), имеющие
несколько шлифовальных бабок с вер-
тикальными, горизонтальными, на-
клонными, поворотными шпинделями;
обработка на этих станках ведется-
периферийной частью или торцом шли-
фовального круга. В крупносерийном
и массовом производстве распростра-
нены плоскошлифовальные станки не-
прерывного действия с круглым коль-
цевым столом и несколькими верти-
Обработка систем апряипних плоскостей
251
кальными шлифовальными бабками
для последовательного чернового и
чистового шлифования (табл. 21).
Специальные поперечно-строгальные
станки 7Д362 и 7Д372 (см. табл. 8)
предназначены для обработки .методом
строгания плоских и фасонных по-
верхностей. Станки являются модифи
кациями универсальных поперечно-
строгальных станков 7Д36 и 7Д37, от-
личающимися от базовых моделей нали-
чием универсального поворотного
стола. Специальные поперечно-стро-
гальные станки 7310, 7М386, 7316,
КУ-74, КУ-75 н 7325 выполнены со
стойкой, перемещающейся по горизон-
тальным направляющим станины в на-
правлении, перпендикулярном рабо-
чему ходу ползуна. Стойка может
поворачиваться относительно верти-
кальной оси. По вертикальным на-
правляющим стойки перемещается
бабка ползуна, которому сообщается
рабочее перемещение в осевом на-
правлении. Станки могут использо-
ваться как стационарные или перенос-
ные: они предназначены для обработки
крупногабаритных деталей с большой
массой. На станках можно произво-
дить строгание горизонтальных, вер-
тикальных и наклонных плоскостей,
а также прорезание пазов н прямо-
угольных проемов. Специальный по-
перечно-строгальный станок КУ-260
предназначен для обработки крупно-
габаритных деталей с большой массой.
Станок имеет поперечно расположен-
ную станину. Бабка ползуна переме-
щается по верхним направляющим
стаиииы перпендикулярно к оси дви-
жения ползуна. Стола станок не имеет.
Обрабатываемые детали располагают
рядом со станиной станка на плите.
Размер обрабатываемых деталей кон-
струкцией станка не лимитирован.
Возможное расположение обрабаты-
ваемых поверхностей по высоте опре-
деляется расстоянием от основания
станины до нижней кромки резцедер-
жателя (950—1150 мм) и выбранной
схемой установки заготовки.
Консольный вертикально-фрезерный
полуавтомат ВФ-95 (см. табл. 9) пред-
назначен для фрезерования поверхно-
стей, лежащих в одной илн нескольких
плоскостях в деталях типа корпусов,
плат, изготовленных в основном из
алюминия, латуни и других цветных
металлов и сплавов. Класс точности
полуавтомата Н. Горизонтально-фре-
зерный консольный станок ВФ-108
снабжен системой адаптивного управ-
ления продольной подачей стола; воз-
можна работа с автоматизированным
продольным перемещением стола без
применения адаптивной системы. В ме-
ханизме продольного перемещения
стола применена шариковая винтовая
пара. Вертикально-фрезерный кон-
сольный станок ВФ-87 предназначен
для обработки корпусов и других де-
талей в основном из цветных металлов,
легких сплавов и пластмасс. Станок
удобен для обработки разновысоких
поверхностей (подрезка бобышек, пла-
тиков, фрезеровка окон и т. д.) с ис-
пользованием вертикального переме-
щения шпиндельной грловки (ход
150 мм). Вертикально-фрезерный кон-
сольный станок ВФ-91 спроектирован
для обработки изделий размерами до
500X260X350 мм из легких сплавов,
цветных металлов и пластических масс.
Консольно-фрезерный станрк ВФ-51
спроектирован для фрезерования кор-
пуса топливного насоса. Станок имеет
традиционную компоновку горизон-
тально-фрезерного консольного станка
со специальной накладной вертикаль-
ной головкой. Отличительной особен-
ностью станка является наличие круг-
лого приводного стола, имеющего
вращение и поперечное перемещение.
Вертикально-фрезерный консольный
станок ГФ-857 спроектирован для
обработки различных ступенчатых по-
верхностей торцовыми фрезами. Про-
дольное перемещение стола произ-
водится от ко.мандоаппарата. Возможна
работа с использованием ручных пере-
мещений стола.
Вертикально-фрезерные станки
ЛГ-27 и ЛГ-26 (см. табл. 10) имеют
крестовый стол и вертикально-подвиж-
ную неповоротную шпиндельную
бабку и позволяют производить обра-
ботку заготовок массой соответственно
до 800 и 1250 кг. Станки работают в по-
луавтоматическом цикле; управление
станками — кнопочное, осуществляе-
мое с центрального подвесного пульта.
Вертикально-фрезерный станок 654СЗ
может использоваться как универ-
сальный с крестовым столом для вы-
chipmaker.ru
Обработка плоскостных деталей
Обработка систем сопряженных плоскостей
253
252
с подвижным столом
17. Технические характеристики специальных двухстоечных продольно-фрезерных станков
Станок Размеры рабочей поверх- ности стола (ширинах Xдлина), мм Число шпин- делей Продольный ход стола, мм Наибольшее расстояние от стола до торца (оси) шпинделя, мм а О' 0> Пределы шпик
горизонтальных верти- кальных горизонтальных
поворота ь 1ых бабок, °
неповорот* ных поворотных
Угол калы
Одиошпин
ГФ-741 ГФ-560 ГФ-769 450X1600 800 х 2000 900X2000 1 1 1 1 1 1 1 1 1 1600 1600 2550 710 725 1000 I 1 1 1 11
Двухшпин
ГФ-749 ГФ-592 ГФ-713 ГФ-1197Н1 ГФ-1059Н1 ГФ-1203Н1 ГФ-1211 ГФ-1108Н1 ГФ-285 УФ-132 450Х 1600 450X1850 450X2250 630X1600 630X2200 630X2200 630X2500 900X2000 900X4000 1250X6300 1 1 2 2 2 2 1 2 1 2 2 1111111^11 1600 1800 ( + ) 2000 (-Н 1600 2200 2800 2000 1900 3680 7000 510 540 540 850 525 390 560 ( + ) ( + ) 500 ( + ) 470 ( + ) 30 30 26,5 — 2000 26,5 — 2000 25 — 2000 20 — 1500 20—315
Трехшпин
ГФ 1291 I Ф-10 ГФ-687 ГФ-707 ГФ-758 ГФ-720 ГФ-141 ГФ-1035и1 ГФ-337 УФ-140 450X1600 450X1600 450Х 1600 450X1600 450X2000 450X3150 630X2500 900X3000 900X4150 2000 X 6300 2 2 1 2 2 2 1 2 1 1 1 1 2 1 1 1 2 1 11|« 11 1 111 1600 1600 1600 1600 2000 Ж 3500 2500 3000 2800 6800 640 690 690 Ж 700 470 Ж 1115 ( + ) (4-) 2000 ±10 ±45 ±30 * 26,5 — 2000 26,5 — 2000 26,5 — 2000 26,5 — 2000 26.5—2000 47,5—600 25 — 250 21.5 — 2000 20—1000
Четырехшшш
ГФ-766 ГФ-646 ГФ-И 94 ГФ-1208и1 ГФ-1078Н1 ГФ-503 450X1600 450X1600 630X1600 630X1600 900X4000 1400X8450 4 2 1 1 1 m CS см 1 1« 1 t сч 1600 ж 1600 1600 2200 4545 8650 (215; 310) (4-) 540 (400) Ж 425 652 220 (+) (+) 100—630 26.5 — 2000 47.5 — 600 20—1500 40—400
Пяти шпин
ГФ-!218н1 ГФ-585 ГФ-1268 630X2500 630X 2900 1000X3200 2 4 1 1 5 2 ‘ 2500 2500 3200 705 (500) 980 (710) 524 0 —45 25 — 2000 Ж
частоты вращения
делей, об/мин
вертикальных
неповорот- ных поворотных
Скорость перемеще- ния стола, мм/мин Габариты станка (дли- на X ширина X высота), мм Масса станка, кг Суммарная мощность электродвигателей, кВт
рабочего (подача) i быстрого
дельные
| 42—1800 I 20-160С | 4500 I 4 550X2 ОССХ 2 940 | 7 480 I 115
| 500—3000 у •— 47,5—300 3000 4 700X3 330X3 380 | 12 500 9*2
I 17,5—2020 1 8—385 I 3000 1 5 990X3 510X3 660 1 16 100 1 21,9
дельные
26,5—2000 20—1000 (+) 3 800X2 150X2 650 10 500 13 5
26,5 — 2000 20—1000 (+) 3 800X2 600X2 550 10 360 1 з;5
26,5—2000 — 20—1600 4700 3 800X2 650X2 600 11 200 13 5
26,5—2000 •— 19 — 950 3000 5 070X2 800X3 070 10 600 29^5
26,5 — 2000 19—950 3000 6 060x2 350X2 930 17 760 24,0
50— 1 60 —~ 19 — 950 1 3000 6 770X2 400X3 240 12 480 39,5
— —- 16—2000 3500 5 700X3 500 X 2 500 И 840 26,8
1180 19—960 3000 5 500X3 200X2 800 16 000 29,0
— — 19 — 950 <+) 9 330 X 4 500x2 280 25 000 35^0
* 100—630 5000 16 340X5 700X3 730 68 000 120,0
дельные
26,5 — 2000 <+) 3000 4 300X3 100X3 070 12 500 30 2
26,5 — 2000 31,5—1 600 (4-) 3 800X3 100X2 860 11 800 16*0
26,5—2000 —— 20—1000 3000 3 800 X 2 800 X 3 1 00 11 730 18 0
950 950 20—1600 4500 4 550X 1 900X2 4 00 7 435 19*1
26,5—2000 — 20—1000 4700 3 800X2 650X2 810 12 230 1 8*5
26,5—2000 — 20—1000 4500 6 920X3 110X2 650 15 280 1 80
47,5—600 — (20— юоо) (4-) 2550 6 700Х 4 350X3 360 23 660 19,0
26,5—2000 — 19 — 950 3000 7 735X4 130X3 500 18 000 26 0
25—160 —— 19—950 3000 16 300X3 300X3 500 113 000 50^0
20— 63 0 5—1000 6000 18 970X7 650X7 120 121 900 140,0
дельные
— — 20—1000 3000 3 350X2 120X3 020 8 900 20,0
26,5—2000 — 20—1000 3000 3 800X3 100Х 2 650 13 000 13 5
47,5—600 47,5—601 19—950 3000 5 000X4 000X3 000 16 500 62* 0
20— 1500 — 19 — 950 3000 5 700X3 670X2 850 14 300 51 3
31,5—200 — 19—950 3000 10 200X4 100X3 480 21 910 315
80—400 45,6— 596 105 — 2140 4000 18 900X5 650X4 290 80 000 fe?; е
дельн ые
31,5—400 25—2000 16 — 2000 4500 6 800 X 4 ICO X 3 200 17 750 23,4
— (19 — 3000 7 000X 2 970X3 390 22 700 63Л
950) (+)
- 25—1 000 — 63—4 00 4000 8 660X 2 840X3 140 26 000 56.0
chipmaker.ru
254
Обраб тка плоскостных деталей
Обработка систем сопряженных плоскостей
25Б
Станок Размеры рабочей поверх- ности стола (ширинахдли- на), мм Число шпин- делей Продольный ход свола, мм Наибольшее расстояние от стола до торца (оси) шпинделя, мм Угол поворота верти- кальных бабок, з Пределы шпин
горизонтальных 1 верти- кальных 1 горизонтальных
неповорот- ных поворотных (
Шести шпин
Продолжение табл. П
частоты вращения делей, об/мин Скорость перемеще- ния стола, мм/мин Габариты станка (дли- на Хширииа х высота), мм Масса станка, кт Суммарная мощность электродвигателей, кВт
вертикальных
1 неповорот- ных поворотных I рабочего (подача) быстрого
дельные
ГФ-1229 630X1600 5 1
ГФ-11 69н1 900X4000 2 4
ГФ-641 900X4000 2 4
ГФ-1213н2 900X4000 — 6
ГФ-498 900X4000 2 4
ГФ-1347 1000X3200 3
1600
3280
4000 (+)
4800
5000
3200
700 (+)
(+)
580 и 690
690 и 785
( + )
525 (+)
40—630
31,5—160
31,5—1000
26,5—2000
25—1600
4 0—630 — 16 — 2000 4500 4 850X3 500X3 020 16 706 59,0
40—125 — 30—375 3000 9 000X5 210X4 100 32 700 98,5
32—1000 — 19 — 950 3000 9 750X4 500X3 350 27 000 74,5
40—2000 — 37,5—475 3000 10 450X3 570X3 480 26 240 67,0
26,5—2000 *— 19—980 3000 10 650X3 910Х. 900 22 500 33,3
25—4600 — 63—400 4000 8 500X4 050X3 390 30 360 52,0
Семишпин
дельные
ГФ-335 630X2200 4 3 — 2035 (+) — 40—630 31 — 160 — 19—950 з-зоо 6 160x3 780X3 450 7 500 40.0
ГФ-1235И1 630 X 2500 2 5 —— 3150 410 и 425 —— 26.5 — 2000 . 31—1560 — 37,5—475 3000 8 250X3 650X2 890 21 000 53,2
ГФ-171 630 X 4350 4 3 —— 5000 (+) — 20—2000 20—201)0 — 19—950 3000 10 400X4 250X3 950 23 000 40,0
ГФ-134 8 800X4006 3 4 — 4000 505 ( + ) 25—1600 25— 1.600 — 63—400 4000 10 050X3 900X3 410 31 500 77,0
ГФ-1202Н1 900 X ои iv 6 1 «— 2920 895 (+) 31,5—160 20—1500 — 19—950 3000 7 570X4 100X3 420 23 300 50,0
ГФ-402 900X3000 4 3 — 3000 900 — 20—1500 26,5—2000 — 19—950 3000 8 750X3 890X3 300 22 300 33,0
ГФ-1019 900X3000 7 — 2800 580 ( + ) 31,5—2000 — — 19—350 3000 5 980X4 200X3 100 15 000 26,0
ГФ-757 900X4000 3 4 — 4000 (+) — 31,5—160 40—315 •— 19 — 950 3000 9 850X3 200X3 350 26 060 37,8
Восьмишпин дельные
ГФ-661 630X2200 6 2 .— 4000 645 ( + ) — 32 — 1000 32—1000 -47,5—300 3000 6 000 X 3 860X2 780 13 000 79,0
ГФ-1231Н1 900X3000 2 — 3550 895 (+) 31,5—160 20—1500 20— 1000 3000 8 200X4 260X3 500 29 650 50,5
ГФ-756 900X4000 3 5 — 4000 850 — 31,5—160 31,5-200 19—950 3000 9 850X4 200X3 350 25 850 40,8
Девятншпин дельные
ГФ-1234 800X3000 4 3 2 (3000К+) 600 (+> 20 — 2000
ГФ-1124Н1 900X3000 4 5 — 3900 (+) — 26,5—2000
ГФ-776 900X4000 6 3 — 4000 955 31,5—160
ГФ-847с1и2 900X4000 6 3 — 4100 895 — 31,5—160
ГФ-377 2О00Х8500 4 э -— 8100 1220 — 16—600
Десяти шпин
31,5—400 63—200 137,5—475 3000 8 670X4 700 X3300 25 650 72,0.
26,5 — 2000 — 19 — 950 3000 8 800X3 350X2 850 24 050 43,6
31,5—160 — 19—950 3000 9 850X3 780X3 480 29 000 53,5
31,5—160 19—950 3000 9 750X4 150X3 4*0 29 850 64,3
16—600 : 338—1618 3000 19 000X7 (1П0Х4 500 124 000 222, &
ГФ-345
900X4000 I 5 I 4
5000
(+)
(+)
20—1500
дельные
। 63—125 । 1 26,5- | | 2009 । । 47,5—360) 1 зоео | 10 590X3 790X3 600 । 29 000 1 41,0 *•
и унинальньнг станков; остальных станков. — Горьковский завод фрезерных станков.
* Угол поворота горизонтальной бабки.
»» Суммарная мощность электродвигателей главного привода.
Примечание. Изготовители: УФ-132 и УФ-140 — Ульяновский завод тяжелых
chipmaker.ru
256
Обработка плоскостных деталей
18. Технические характеристики специальных вертикально-протяжных станков для
наружного протягивания
МП-305
5МП-341
775Д
МП-28 8
776Д
Станок
Число
7Б76Д-1
МП-140
7Б76-1
МП-142
МП-171
98 196 1600 1250 1 2
196 1600 2
196 1600 1
196 1600 1
196 1650 2
294 1600 1
* Диаметр круглого стола.
Рабочая
ширина,
мм
49 1000 1 1
49 800 1 4
1000 2
320 320 1,5— 11,5 2890Х 1090X2700 5 000 10.0
520* 320 1,5 — И 2480Х 1690X2400 5 900 10.0
450 400 1,5—9 3000X2020X2910 10 500 17,0
450 300 2,7—27 1990Х 1750X3300 8 000 55,0
450 500 1,5— 8,5 3880X2160X3430 14 000 22.0
450 500 1,5— 11,4 3450X2140X4080 18 000 30,0
450 500 1,5 — 8,5 3880Х 1750x4170 8 850 20,0
450 500 1,5 - И,4 4310Х 1320X4080 12 250 30,0
450 500 1,5 — 8,5 3780X2160X4170 12 550 20,0
650 630 1—6,8 4650X2300X5100 177 770 40.0
Примечание. Изготовитель — Минский станкостроительный завод им.
С. М. Кирова.
полнения обычных фрезерных, а также
сверлильных и расточных работ (наи-
больший диаметр растачивания —
200 мм), но особо удобен для обработки
по разметке прямолинейных, криво-
линейных и фасонных поверхностей
и пазов с помощью концевых фрез.
На стайке возможна обработка заго-
товок массой до 2000 кг. Вертикально-
фрезерный станок 654КС4 имеет кре-
стовый прям'оугольный и встроенный
круглый столы и вертикально-подвиж-
ную поворотную шпиндельную бабку.
На станке можно обрабатывать гори-
зонтальные, вертикальные и наклон-
ные плоскости, а также круговые и
фасонные пазы и контуры. Управле-
ние станком — кнопочное, централи-
зованное с подвесного пульта. Верти-
кально-фрезерный станок УФ-82 пред-
назначен для обработки деталей мас-
сой до 4000 кг. Станок имеет верти-
кально-подвижную шпиндельную
бабку и крестовый прямоугольный
стол со встроенным круглым сто-
лом.
Карусельно-фрезерный станок ВФ-98
(см. табл. 11) предназначен для фре-
зерования деталей из легких сплавов,
цветных металлов и пластмасс разме-
рами (в плане) не более 90X 90 мм ме-
тодом I, непрерывного фрезерования.
Станок имеет один вертикальный шпин-
дель и круглый вращающийся стол,
обладающий поперечным (ручное) и
вертикальным (9—400 мм/мин) пере-
мещениями. Карусельно-фрезерный
полуавтомат ГФ-686 спроектирован
для фрезерования выемки на дне
поршня. Станок имеет компоновку
Обработка систем сопряженных плоскостей
257
19. Технические характеристики специальных горизонтально-протяжных станков для
наружного протягивания
Станок Наибольшее тяговое уси- лие, кН . Рабочий ход ползуна, мм Скорость рабочего хода ползуна, мм/мин Число одновременно обра- батываемых деталей Производительность стан- ка, деталь/ч Габариты станка (длинах X ширина х высота), мм Масса станка, кг Общая мощность элек- тродвигателей, кВт
8МП-460 24.5 1250 7 — 15 2 150 3550Х 2050Х 1500 4 020 7,5
8МП-496 24.5 1250 7 — 15 2 350 3850X 2050X 1500 4 170 7,5
МП-94 145 2015 7,5 1 15—20 5570X 2210X1870 1з ооо 18.75
МП-117 196 1600 3—9 1 (+) 4880Х 2300X 2160 И 950 28.0
МП-156 196 2500 3—12 1 50 7400X 4050X 2640 23 500 40,0
МП-157 196 2500 3 — 12 1 50 7400X4170X2640 25 700 40,0
МП-118 19G 2500 3 — 12 1 50 7500 X 4 020X2635 15 740 40.0
2МП-417 196 2500 2 — 3 1 80 7900Х 3530Х 3140 20 100 30,0
МП-160 196 2510 1,5—11 1 78 7700XI800X1370 5 850 20,0
МП-168 196 3000 3 — 15 1 50 8000X3870X2640 1 9 500 40.0
МП-169 196 3000 3-15 1 40 8000Х4160Х 2640 19 500 40,0
МП-119 196 3400 3 — 9 1 50 8690X 4140X2500 19 500 28,0
2МП-407 196 3400 6 1 20 8660X2230X3250 24 100 30,0
2МП-409 294 3400 2—12 1 36 8930X5720X3180 26 000 80,0
МП-186 294 3400 3—12 1 30 9880X5730X3160 25 500 80,0
МП-151 294 3400 3—13,7 1 50 9950Х4840Х 2640 26 400 80,0
Примечание. Изготовитель — Минский станкостроительный завод им.
С. М. Кирова.
20, Технические характеристики продольно-шлифовальных станков
Параметр ВСЗ-46 3508В МС-313 3508 3510В 3510 ЗА544
Размеры обрабаты- ваемой детали, мм: ' длина ширина высота Наибольшая масса устанавливаемых деталей, кг Наибольшее про- дольное перемеще- ние стола или стой- ки, мм Диаметр шлифо- вального круга, мм: бабки с верти- кальным шпинде- лем бабки с горизон- тальным шпинде- лем поворотной или наклонной бабки Число шлифоваль- ных шпинделей 1000 500 700 1000 2350 500 450 2 2500 800 3750 600 1 30 300 | 630 45 3200 60 15 2 )0 800 ОО 0 0 • 3500 7000 600 1 000 800 8000 200 600 150 2 4000 1150 1200 4300 500 150 5-
chipmaker.ru
258
Обработка плоскостных деталей
Продолжение табл. 20
Параметр ВСЗ-46 3508В МС-313 3508 3510В 3510 ЗА544
Скорость продоль- ного перемещения стола,- м/мин Скорость устано- вочного перемеще- ния вертикальной шпиндельной баб- ки, мм/мин: горизонтального 3—30 2300 2-23 230©
(поперечного) вертикального 420 420
Скорость установоч- ного перемещения гори зонтал ьиой шпиндельной баб- ки, мм/мин: горизонтального 100—1200 I*—2 500 1 — 2500
(поперечного) вертикального 475 _- 320 320
Скорость установоч- ного перемещения поворотных и на- клонных шпиндель- ных бабок, мм/мин; горизонтального 100—1200 1 — 2500 1—2500 640
вертикального 475 — 336 336
Пределы рабочих прерывистых подач больших (верти- кальных и горизон- тальных) шлифо- вальных бабок, мм: вертикальных 0,005— 0,005— 0,0025 — 0,1 0,005— 0,6025— 0,005 *
поперечных пре- 0,1 0,2 20—150 4—100 0,2 20—150 о,1 4—100
рывистых Пределы прерыви- стых рабочих подач малых и поворот- ных шлифоваль- ных бабок, мм: поперечных 0,01 ♦
вертикальных 0,005—0,1 —— 0,0025 -0,05 — 0,0025 — 0,01 •
Габариты станка, мм: длина 5 400 10 050 ' 9 720 9 720 12 210 0,05 12 ПО 10 430
ширина 3 000 3 850 4 530 1 4 ПО 4 690 4 280
высота Масса станка, кг з 080 ; 19 000 30 500 3 380 38 150 34 00() 3 580 43 000 3 550 44 500 3 180 25 510
Мощность электро- двигателей, кВт: привода бабки с 28,0 28,0 10.0
вертикальным шпинделем привода бабкн с (+) 22,0 22,0
горизонтальным шпинделем привода поворот- (+) 2,8 2,8 1.5
нон илн наклон- ной бабки общая 40.22 45.0 42,0 45.0 42,0 22.4
* Наименьшая прерывистая подача в миллиметрах. _________
Примечания: 1. Изготовители: ВСЗ-46 и ЗД544 — Воронежский Станко-
строительный завод им. 50-лети я Ленинского комсомола; 3508, 3508В, 3510, 3510В,
МС-313 — Минский станкостроительный завод им. Октябрьской революция.
Обработка систем сопряженных плоскостей
259
21, Технические характеристики плоскошлифовальных вертикальных полуавтоматов
непрерывного действия
Параметр
3772Б 3772В
Параметр
3772Б 3772В
Диаметр стола, mmj
наружный
внутренний
Наибольшие размеры об-
рабатываемой детали, мм:
диаметр
высота
Число шлифовальных ба-
бок
Расстояние, мм:
от рабочей поверхность
стола до торца круга
между осями стола и
шпинделя шлифоваль-
ной бабки
от оси шпинделя до на-
правляющих колонны
(вылет шпинделя)
Вертикальное перемеще-
ние шлифовальной бабки»
мм:
наибольшее
на одно деление лимба
1000
660
170 I 220
200 ] 270
2
0—230 J 0—380
430
23в ( 38G
0,01
Размеры шлифовального
круга, мм:
наружный диаметр
высота
диаметр отверстия
Частоте вращения, об/мин:
стола
шлифовального круга
Пределы рабочих подач
шлифовальной бабки,
мм/мин
Скорость быстрого переме-
щения шлифовальной баб-
ки, мм/ ми и
Габариты станка, мм:
длина
ширина
высота
Масса станка, кг
Мощность электродвига-
телей, к Вт:
привода шлифовального
круга
общая
500
40— | 40^
150 Юо
380 I 400
0,36—1.89
980
0.05—0,5
224
3000
4500 f 3370
2270
11 300| 10 700
30.0
66,0
Примечание. Изготовитель — Воронежский станкостроительным завод
им. 50-летия Ленинского комсомола.
одношпиндельного карусельно-фре-
зерного станка для непрерывного фре-
зерования плоскостей н отличается
наличием поворотной фрезерной го-
ловки (угол поворота ±45°). Кару-
сельно-фрезерный станок ЛГ-22 пред-
назначен для непрерывного фрезеро-
вания плоскостей торцовыми фрезами.
Станок имеет одну фрезерную бабку со
шпинделями для последовательного чер-
нового и чистового фрезерования.Кару-
сельно-фрезерные двухшпиндельные
станки ГФ-717, ГФ-850, 621М и 6М23
выполнены с вертикальной двухшпин-
дельной бабкой, позволяющей произ-
водить последовательное черновое и
ч.чстовое фрезерование плоскостей
стальных чугунных и алюминиевых
деталей, установленных на вращаю-
щемся круглом столе, торцовыми
фрезами.
Наибольшие размеры обрабаты-
ваемых поверхностей в этом слу-
чае определяются диаметром устанав-
ливаемых торцовых фрез (расстоянием
между осями шпинделей). Станки
ГФ-717 и ГФ-850 укомплектованы при-
способлениями для обработки дет_ гей
шлифовальных станков, станки 621М
и 6М23 — базовые, используемые для
создания специальных станков для
обработки конкретных деталей. Кару-
сельно-фрезерный станок 6А23 пред-
назначен для непрерывного фрезеро-
вания торцовыми фрезами плоскостей
деталей, установленных иа круглом
столе станка. Фрезерная бабка имеет
два шпинделя: один — для черновой,
второй — для чистовой обработки.
Частота вращения первого и второго
шпинделей находится в постоянном
соотношении 1 : 1,58. Гильзы шпинде-
лей имеют раздельные установочггые
перемещения от маховичков и ручкой
зажим. Карусельно-фрезерный ста гик
модели 6М23В служит для непрерыв-
ного фрезерования плоскостей дета-
лей из чугуна, стали и алюминия тремя
шпинделями, смонтированными в од-
ной вертикальной шпиндельной баопе
Фрезерование производится двумя
фрезами для черновой обработки дна-
chipmaker.ru
260
Обработка плоскостных деталей
метром 300 мм и одной фрезой для чи-
стовой обработки диаметром 600 мм.
Барабанно-фрезерные станки 6021,
6022 и 6023 (см. табл. 12) являются
базовыми станками для изготовления
специальных станков для обработки
конкретных деталей и могут постав-
ляться под наладку заказчика. Станки
предназначены для фрезерования про-
тиволежащих плоскостей деталей типа
корпусов. На правой и левой стойках
станка установлено по две горизон-
тальные фрезерные бабкн. Верхние
бабкн служат для чернового, нижние—
для чистового фрезерования. Обраба-
тываемые детали закрепляются на бара-
бане, который приводится во враще-
ние от отдельного электродвигателя.
Барабанно-фрезерные станки ГФ-428
и ГФ-699 выполнены налаженными на
обработку соответственно группы ли-
тых корпусных деталей автомобилей
и тракторов и на обработку алюми-
ниевого картера сцепления двигателя
внутреннего сгорания.
Продольно-фрезерный станок
ГФ-1279 (см. табл. 13) имеет прикреп-
ленную к средней части станину, тумбу,
на которой расположена горизонталь-
ная двухшпиидельная бабка с после-
довательно (по ходу' стола) располо-
женными шпинделями для чернового
н чистового фрезерования. Продольно-
фрезерный станок ГФ-1005 предназ-
начен для фрезерования методом пря-
моточного прохождения детали (блок-
картера) в направлении рабочей подачи
с автоматической загрузкой, выгрузкой
и транспортированием детали в преде-
лах габаритов станка. Обработка ве-
дется последовательно четырьмя чер-
новыми и чистовыми шпинделями,
встроенными в одну тумбовую шпин-
дельную бабку. Продольно-фрезерный
станок ГФ1306н1 сконструирован для
последовательного чернового и чисто-
вого фрезерования базовой поверхно-
сти корпуса сцепления торцовыми
фрезами, оснащенными пластинами из
твердого сплава. Станок выполнен
с одной трехшпиндельной горизон-
тальной тумбовой бабкой и двухмест-
ным пневматическим зажимным при-
способлением. Продольно-фрезерный
станок ГФ-1109 выполнен с одной тум-
бовой горизонтальной двухшпиндель-
нсй бабкой; шпиндели в бабке распо-
ложены один над другим в вертикаль,
ной плоскости, перпендикулярной
плоскости рабочего стола. Продольно-
фрезерный станок ГФ-500 спроекти-
рован для фрезерования крупногаба-
ритной торцовой фрезой плоскостей
слитков из алюминия и его сплавов
размерами (длина X ширина X тол-
щина) (600-7-1400) X (750-т- 1200)Х
X (150-Т-200) мм.
Продольно-фрезерный станок
ГФ-1284 (см. табл. 14) выполнен с дву-
мя тумбовыми бабками с горизон-
тальными шпинделями н предназначен
для фрезерования плоскостей торцо-
выми фрезами. Нижние шпиндели
правой бабки и шпиндели левой бабкн
соосны. Продольно-фрезерный станок
ГФ-742 спроектирован для обработки
кареток станков. Помимо горизон-
тальных трехшпиндельных бабок он
имеет поворотные шпиндельные бабки
для обработки наклонных поверхно-
стей. Продольно-фрезерный станок
ГФ-1255 служит для двустороннего
чернового фрезерования блока цилин-
дров и может быть использован для
обработки противолежащих плоскостей
на других деталях методом двусторон-
ней обработки за один проход. Про-
дольно-фрезерный станок ГФ-1082Н1
имеет две двухшпиндельные тумбовые
бабки. Шпиндели в каждой из бабок
смещены по ходу стола и расположены
на разной высоте (расстояние до стола
от осн переднего шпинделя 360. зад-
него 410 мм). Станок оборудован пнев-
моагрегатом, позволяющим применять
быстродействующие зажимные приспо-
собления. Продольно-фрезерный ста-
нок ГФ 1256н1 спроектирован для
чернового фрезерования боковых сто-
рон блока цилиндров и может быть
использован для обработки других де-
талей, аналогичных блоку. Правая
тумбовая бабка изготовлена с одним
горизонтальным шпинделем, левая —
с одним горизонтальным и одним на-
клонным шпинделем. Гильзы всех
шпинделей имеют осевое перемещение.
Продольно-фрезерный станок ГФ-166
имеет две тумбовые горизонтальные
одношпиндельные бабки, скрепленные
сверху поперечиной. Станок служит
для фрезерования противолежащих
плоскостей корпуса сцепления авто-
мобиля. Продольно-фрезерный станок
Обработка систем сопряженных плоскостей
261
ГФ-1288, выполненный с двумя трех-
шпиндельнымн горизонтальными тум-
бовыми бабками, предназначен для
прямоточного чернового и чистового
фрезерования противолежащих пло-
скостей различных деталей.
Продольно-фрезерный станок
ГФ-1307 предназначен для обработки
методом прямоточного фрезерования
одновременно двух деталей. Станок
имеет две тумбы, на каждой из кото-
рых расположены по две одношпин-
дельные бабки. Привод каждой шпин-
дельной бабки — от отдельного элек-
тродвигателя. Продольно-фрезерный
станок ГФ-1257 предназначен для об-
работки блока цилиндров. Станок имеет
две трехшпиндельиые тумбовые бабки
с черновыми н чистовыми шпинде-
лями.
Продольно-фрезерный станок ГФ-167
по компоновке аналогичен станку
ГФ-166, по выполнен с двухшпиндель-
ными бабками. Станок спроектирован
для обработки корпуса переднего
моста трактора. Продольно-фрезер-
ный станок ГФ-1036н1 по компоновке
аналогичен станкам ГФ-166 и ГФ-167,
но выполнен с трехшпнндельными
тумбовыми бабкамн Станок спроек-
тирован для чернового и чистового
фрезерования за один проход боковых
платнков корпуса коробки передач и
заднего моста, изготовленных нз чу-
гуна. Продольно-фрезерный станок
ГФ-1110н1 по компоновке аналогичен
станку ГФ-1036и1. Станок служит
для обработки корпуса заднего моста,
устанавливаемого в четырехместном
приспособлении. Детали устанавли-
ваются в приспособлении попарно и
закрепляются пневмозажимом. На
столе станка может быть установлено
любое другое приспособление с пнев-
матическим или механическим зажи-
мом для обработки аналогичных дета-
лей нз чугуна.
Продольно-фрезерный станок УФ-109
спроектирован для обработки торцов
чугунных изложниц массой до 33 000 кг
Фрезерование производится торцо-
выми фрезами диаметром 600—630 мм,
причем обрабатываются одновременно
оба торца изложницы; стол станка
имеет продольное перемещение по ста-
нине. Шпиндельные бабки, установ-
ленные на тумбах, имеют установочное
перемещение, перпендикулирное к про-
дольной оси стола.
Продольно-фрезерные станки ГФ-819
и ГФ-820 (см. табл. 15) состоят из
станины, стола с механизмом его пере-
мещения по станине, тумбы, непод-
двнжной стойки, вертикальной шпин-
дельной бабки, электрооборудования
и пульта управления. Одношпиндель-
ная вертикальная фрезерная бабка
станка ГФ-819 неподвижно закреплена
иа передней плоскости стойки, фрезер-
ный шпиндель имеет осевое перемеще-
ние. У станка ГФ-820 трехшпиндель-
ная вертикальная фрезерная бабка
перемещается по вертикальным напра-
вляющим стойки. Станок ГФ-819
служит для фрезерования верхних
плоскостей картера автомобильных и
тракторных двигателей, станок
ГФ-820 — для чернового и чистового
фрезерования левой н правой половин
корпуса картера тракторного двига-
теля.
Продольно-фрезерный станок
ГФ-1017 предназначен для обработки
установочных баз блока цилиндров,
изготовленного нз алюминиевого
сплава. Станок состоит из станины,
стола с механизмом его перемещения,
двух тумб, расположенных по обе сто-
роны стола, салазок, перемещающихся
по направляющим тумб перпендику-
лярно продольной оси стола, двух вер-
тикальных шпиндельных бабок, жестко
связанных с перемещающимися салаз-
ками. Кроме рабочих движений (вра-
щения шпинделей, перемещения стола
по направляющим станины и салазок
по направляющим тумб) станок имеет
установочные движения — ручное
перемещение гильз шпиндельных ба-
бок и перемещение поддержек для
второго конца оправок. Оправку с ин-
струментом можно крепить как без
шомпола так и с помощью шомпола
через отверстие в шпинделе. Все рабо-
чие перемещения узлов и зажим де-
тали в приспособлении производятся
от гидропривода. Продольно-фрезер-
ные станки УФ-508Ш н УФ-510Ш
предназначены для фрезерной обра-
ботки крупных штампов и других
деталей с использованием как механи-
ческих, так и ручных подач. На стан-
ках возможно выполнение простых
сверлильных и расточных работ. Стол
chipmaker.ru
262 Обработка плоскостных оетамй
каждого из станков имеет продольное
перемещение по станине, ползун пере-
мешается в поперечном направлении
по тумбе, фрезерная головка — верти-
кально по направляющим ползуна.
Продольно-фрезерные одностоечные
станки ГФ-1241н1, ГФ-1102н1,
ГФ-1352, ГФ-1220н1, ГФ-1107 и
ГФ-1225н1 (см. табл. 16) предназна-
чены для фрезерования плоскостей
торцовыми фрезами, установленными
в горизонтальный шпиндель станка,
или плоскостей и пазов дисковыми
трехсторонними фрезами, смонтиро-
ванными на оправке. Станки состоят
из станины с механизмом перемещения,
стойки горизонтальной одношпнн-
дельной бабки, перемещающейся по
вертикальным направляющим стойки,
хобота, серьги для поддержки оправки,
електро- и гидрооборудовання.
Станки ГФ-1241н1, ГФ-1102н1,
ГФ-1220Н1, ГФ-1107 и ГФ-1225н1
имеют поддержку, жестко связываю-
щую во время работы станка хобот со
станиной. Станок ГФ-1352 имеет копи-
ровальное устройство, но не имеет под-
держки, связывающей хобот станка со
станиной. Продольно-фрезерные одно-
стоечные станки ГФ-1298 и ГФ-1193и1
по принципиальной компоновке ана-
логичны станку ГФ-1352, но в отличие
от него не имеют хобота с серьгой; они
предназначены в основном для фрезе-
рования деталей торцовыми фрезами.
Продольно-фрезерный одностоечный
станок ГФ-1219. спроектирован для
обработки детали из алюминиевого
сплава. Станок состоит из станины,
стола с механизмом подачи, стойки,
горизонтальной шпиндельной бабки,
имеющей установочное (ручное) пере-
мещение по вертикальным направля-
ющим стойки, накладной бабки, под-
держки, соединяющей накладную
бабку со станиной во время работы,
влектро- и пневмооборудования. На-
кладная бабка с вертикальной пово-
ротной головкой установлена сверху
горизонтальной шпиндельной бабкн.
Привод бабок — от отдельных элект-
тродвигателей.
Продольно-фрезерные одностоечные
станки ГФ-629 и ГФ-1012н1 имеют две
навесные горизонтальные шпиндель-
ные бабкн с установочным перемеще-
нием по вертикальным направляющим
стойки. Шпиндельные бабки располо-
жены последовательно по ходу стола.
На каждой бабке закреплен хобот с на-
правляющими, по которым переме-
щается серьга. Обработка плоскостей
и пазов иа станках производится трех-
сторонними дисковыми фрезами. Про-
дольно-фрезерные одностоечные станки
ГФ-703 и ГФ-734 выполнены с про-
дольно-подвижным столом, траверсой,
имеющей вертикальное перемещение
по направляющим стойки, и вертикаль-
ной шпиндельной бабкой, поперечно
перемещающейся по направляющим
траверсы. Станок ГФ-703 имеет, кроме
того, горизонтальную одношпиндель-
ную бабку, перемещающуюся по вер-
тикальным направляющим стойки.
Станок ГФ-734 кроме шпиндельной
бабки с вертикальным шпинделем
имеет накладную (иа вертикальный
шпиндель) головку с горизонтальным
шпинделем, который может быть уста-
новлен в любом положении в горизон-
тальной плоскости.
Продольно-фрезерные одностоечные
станки ГФ-1223, ГФ-1015 и ГФ-911
выполнены с двумя горизонтальными
одношпиндельными бабками, переме-
щающимися по направляющим, рас-
положенным с одной стороны стойки
(бабки размещены одна над другой).
Шпиндельные бабкн имеют коробки
передач механизмы зажима и переме-
щения гильзы в направлении, перпен-
дикулярном продольной оси стола.
Продольно-фрезерный одностоечный
станок ГФ-510 спроектирован для фре-
зерования картеров автомобильных и
тракторных двигателей фрезами диа-
метром до 250 мм. Вертикальная шпин-
дельная бабка перемещается по на-
правляющим траверсы (пределы подач
100—3400 мм/мии), траверса — по вер-
тикальным направляющим стойки
(скорость перемещения 480 мм/мии).
Продольно-фрезерный станок
ГФ-741 (см. табл. 17) спроектирован
для обработки блока цилиндров авто-
мобильных и тракторных двигателей.
Станок выполнен с неподвижной попе-
речиной, Продольно-фрезерный ста-
нок ГФ-560, спроектированный для
обработки пазов в столах станков, вы-
полнен с подвижной поперечиной и
шпинделем с выдвижной гильзой.
Продольно-фрезерный станок ГФ-769
Обработка систем сопряженных плоскостей
263
предназначен для обработки пазов
в деталях из алюминиевых сплавов и
сталей. По компоновке станок анало-
гичен стайку ГФ-560.
Продольно-фрезерный станок ГФ-749
служит для обработки корпусных де-
талей. Станок выполнен со шпиндель-
ными бабками на подвижной попере-
чине. Продольно-фрезерный станок
ГФ-592 предназначен для фрезерова-
ния плоскостей торцовыми фрезами.
Бабка с вертикальным шпинделем
расположена на подвижной попере-
чине, бабка с горизонтальным шпин-
делем — на направляющих стойки.
Продольно-фрезерный станок ГФ-713
по компоновке аналогичен станку
ГФ-749. Продольно-фрезерный станок
ГФ-1197н1 выполнен с одной горизон-
тальной бабкой и одной вертикальной
бабкой, расположенной иа неподвиж-
ной поперечине. Продольно-фрезерный
станок ГФ-1059н1 служит для проре-
зания двух пазов в стальной детали
дисковыми трехсторонними фрезами;
шпиндельные бабки расположены на
неподвижной поперечине.
Продольно-фрезерный станок
ГФ-1203и1 выполнен со шпиндельным
узлом, встроенным в неподвижную
поперечину. Шпиндели расположены
последовательно вдоль оси стола.
Продольно-фрезерный станок ГФ-1211
выполнен с перемещающимися по
стойкам горизонтальными шпиндель-
ными бабками, расположенными с про-
тивоположных сторон стола.
Продольно-фрезерный станок
ГФ-1108н1 спроектирован для одно-
временного фрезерования двух на-
клонных плоскостей блока картера
или других аналогичных деталей из
алюминиевых сплавов. Наклонные
шпиндельные бабки смонтированы на
передней плоскости неподвижного
портала. Станок работает по автрмати-
ческому циклу; в наладочном режиме
иа станке можно выполнять различные
фрезерные операции, присущие фре-
зерному станку данного типа. Осевое
перемещение гильз шпинделей осу-
ществляется поворотом лимба вручную.
Продольно-фрезерный станок
ГФ-285 спроектирован для фрезеро-
вания кромок швеллеров и других
деталей. Станок выполнен в тради-
ционной компоновке обычного уни-
версального двухстоечного продольно-
фрезерного станка. Продольно-фре-
верный станок УФ-132 спроектирован
для обработки сегментов тюбингов
торцовыми фрезами с режущими пла-
стинами из твердого сплава. Он вы-
полнен с перемещающимися по стой-
кам горизонтальными шпиндельными
бабками, расположенными с противо-
положных сторон стола. Продольно-
фрезерный станок ГФ-1291 спроекти-
рован для чернового фрезерования
четырех плоскостей, направляющих
детали из стали 12ХНЗА и стали 403.
Станок состоит из станины, стола,
двух стоек с перемещающимися по ним
горизонтальными шпиндельными баб-
ками, подвижной траверсы с переме-
щающейся по ней вертикальной шпин-
дельной бабкой, командоаппарата,
электрооборудования и подвесного
пульта. Продольно-фрезерный станок
ГФ-10 имеет аналогичную станину
модели ГФ-1291 компоновку. Станек
оснащается специальным прнспособ-
леннем для установки детали.
Продольно-фрезерный станок
ГФ-687 предназначен для фрезерова-
ния направляющих и платиков станин
станков одновременно тремя торцо-
выми фрезами. По компоновке он ана-
логичен станку ГФ-1291. Продольно-
фрезерный станок ГФ-707 сконструи-
рован для обработки блока цилиндров
автомобильных и тракторных двига-
телей. Станок выполнен с неподвиж-
ной поперечиной, иа передней плоско-
сти которой расположены две пово-
ротные шпиндельные бабки; третья
шпиндельная бабка с вертикальным
шпинделем встроена в поперечину.
Продольно-фрезерный станок ГФ-758
выполнен с одной горизонтальной
шпиндельной бабкой, перемещающейся
по левой стойке, И двумя вертикаль-
ными шпинд< льиыми бабками, переме-
щающимися по поперечине, которая
имеет вертикальное перемещение по
направляющим стоек. Продольно-фре-
зерный станок ГФ-720 служит для
обработки бруса текстильной машины.
Станок выполнен в традиционной для
универсальных продольно-фрезерных
станков компоновке и отличается о»
них размерами стола. Продольно-фре-
зерный станок ГФ-141 выполнен с тре-
мя шпиндельными бабками; одной
chipmaker.ru
264
Обработка плоскостных деталей
вертикальной, перемещающейся по
подвижной поперечине, и двумя гори-
вонтальиыми, перемещающимися по
етойкам.
Продольно-фрезерный станок
ГФ-1035н1 спроектирован для чисто-
вой обработки плоскостей картера
редуктора методом фрезерования тор-
цовыми фрезами. Станок имеет две
горизонтальные тумбовые шпиндель-
ные бабки, связанные между собой
неподвижной поперечиной. На на-
правляющих поперечины смонтиро-
вана вертикальная одиошпиидельная
бабка, совершающая установочное
ручное перемещение по поперечине.
Продольно-фрезерный станок ГФ-337
служит для обработки торцовыми фре-
еами нижней плоскости станины. Ста-
нок имеет горизонтальную шпиндель-
ную бабку, перемещающуюся по на-
правляющим стойки и одну шпиндель-
ную бабку, смонтированную на перед-
ней плоскости неподвижной попере-
чины.
Продольно-фрезерный станок
УФ-140 спроектирован для обработки
станин кузнечно-прессовых автоматов
и имеет вертикальную поворотную
ползунковую бабку (угол поворота
±45г), перемещающуюся по направ-
ляющим поперечины, и две горизон-
тальные поворотные (угол поворота
±30°) гильзовые шпиндельные бабки,
перемещающиеся по направляющим
стоек. Раздельно регулируемые при-
воды подач стола и фрезерных бабок
позволяют производить обработку
криволинейных контуров по разметке.
Продольно-фрезерный станок ГФ-766
выполнен с двумя етойками. По вер-
тикальным направляющим каждой из
стоек перемещается двухшпиндельиая
фрезерная бабка со шпинделями, рас-
положенными одни над другим в верти-
кальной плоскости. Стойки скреплены
поперечиной в одни жесткий узел.
Продольно-фрезерный станок
ГФ-646 выполнен с подвижной попе-
речиной, на направляющих которой
смонтированы две поперечно-подвиж-
ные одношпиндельиые бабки. Две го-
ризонтальные вертикально-подвижные
одношпиндельные бабки, расположен-
ные на направляющих стоек, имеют
веритикальное перемещение. Продоль-
но-фрезерный станок ГФ-1194 служит
для обработки различных плоскостей
в чугунных и стальных деталях мето-
дом торцового фрезерования. Две го-
ризонтальные бабки смонтированы на
направляющих стоек, две вертикаль-
ные бабки — на направляющих не-
подвижной поперечины. Все бабки
поворотные, поворот их осуществляется
е помощью квадрата съемной рукоят-
кой. Продольно-фрезерный станок
ГФ-1208н1 по компоновке аналогичен
станку ГФ-1194, но в отлнчие от по-
следнего имеет неповоротиые шпин-
дельные бабки.
Продольно-фрезерный станок
ГФ-1078н1 предназначен для черно-
вого и чистового фрезерования дета-
лей из чугуна торцовыми фрезами со
вставными ножами из твердого сплава.
Станок имеет один горизонтальный
шпиндель, встроенный в стойку (тум-
бу), и три вертикальных шпинделя,
встроенных в неподвижную попере-
чину. Продольно-строгальный станок
ГФ-503 предназначен для обработки
плоскостей латунных, медных и брои-
вовых елитков илн других деталей.
Обработка производится без охлажде-
ния торцовыми фрезами с ножами из
твердого сплава. Каждый слиток (де-
таль) обрабатывается одновременно
с двух сторон. Большая плоскость об-
рабатывается двумя фрезами диаме-
тром 600 мм, а две наклонные поверх-
ности — фрезами диаметром 400 мм.
Глубина резания 3—8 мм. Цикл ра-
боты станка полуавтоматический или
ручной. Станок имеет две вертикаль-
ные неподвижные и две перемещаю-
щиеся поперечные поворотные бабки.
Каждая шпиндельная бабка имеет
один шпиндель. Салазки поворотных
фрезерных бабок перемещаются по
направляющим неподвижной попере-
чины и допускают поворот головок на
требуемый угол; в рабочем положении
салазки зажаты на поперечине.
Продольно-фрезерный станок
ГФ-1248и1 служит для фрезерования
двух торцов и пазов клиньев, приме-
няемых в станкостроении. Станок имеет
две стойки, связанные между собой
вверху неподвижной поперечиной. На
направляющих стоек установлены две
горизонтальные шпиндельные бабки,
а на направляющих поперечины —
две вертикальные шпиндельные бабки.
Обработка систем сопряженных плоскостей
265
Продольно-фрезерный станок ГФ-585
выполнен с двумя тумбами (стойками),
связанными сверху неподвижной по-
перечиной. На направляющих попе-
речины смонтирована поперечно-по-
движная вертикальная шпиндельная
бабка. Горизонтальные двухшпин-
дельные бабки (расстояние между
шпинделями 370 мм) вмонтированы
в тумбы.
Продольно-фрезерный станок
ГФ-1268 предназначен для обработки
корпусов. Станок имеет неподвижный
портал с вертикальными шпиндель-
ными бабками. Продольно-фрезерный
станок ГФ-1229 состоит из двух тумб;
трех шпиндельных бабок (правой тум-
бовой — двухшпиндельной, левой тум-
бовой — трехшпиндельной, верти-
кальной одношпиндельиой, смонти-
рованной на передней плоскости попе-
речины); неподвижной поперечины;
жестко скрепляющей тумбовые бабки;
станины с продольно-подвижным сто-
лом, механизма уборки стружки, ко-
робки подач, пульта управления.
Продольно-фрезерный станок
ГФ-1169н1 спроектирован для черно-
вого фрезерования станины станка из
чугуна с твердостью НВ 170—241.
Станок имеет две одношпиндельные
горизонтальные тумбовые бабки, не-
подвижную поперечину со встроен-
ными в нее тремя шпиндельными узла-
ми и вертикальную шпиндельную
бабку, смонтированную на передней
плоскости поперечины.
Продольно-фрезерный станок ГФ-641
служит для черновой обработки
корпуса суппорта токарных стан-
ков одновременно шестью фрезами.
Станок имеет две стойки с горизон-
тальными. шпиндельными бабками
(встроенной и навесной) и неподвиж-
ную поперечину — с встроенными и
навесными вертикальными шпиндель-
ными бабками. Продольно-фрезерный
станок ГФ-1213н2 выполнен с двумя
тумбами, жестко скрепленными не-
подвижной поперечиной. В поперечину
встроена двухшпиндельная бабка, иа
направляющие поперечины (спереди и
сзади) навешены четыре вертикальных
шпиндельных бабки.
Продольно-фрезерный станок
ГФ-498 сконструирован для обра-
ботки боковых плоскостей рам торцо-
выми фрезами. Станок выполнен с не-
подвижной поперечиной. Продольно-
фрезерный станок ГФ-1347 спроекти-
рован для чернового фрезерования
ннжннх направляющих и двух торцов
детали «салазки» торцовыми фрезами
с ножами нз твердого сплава. Станок
имеет неподвижную поперечину
с встроенной в нее вертикальной двух-
шпиндельной бабкой, и четыре навес-
ные шпиндельные бабки (три горизон-
тальные и одну вертикальную).
Продольно-фрезерный станок
ГФ-335 предназначен для чернового и
чистового фрезерования корпусных
деталей одновременно с трех сторон.
Станок изготовлен с неподвижным
порталом и шпиндельными бабками,
вмонтированными в портал и тумбы.
Продольно-фрезерный станок
ГФ-1235и1 спроектирован для фрезе-
рования верхних направляющих и
боковых сторон каретки станка. Ои
имеет станину, поперечину, стол и
семь шпиндельных бабок — одну
встроенную в поперечину, две на по-
перечине, две горизонтальные навес-
ные — на направляющих стоек и две
навесные вертикальные на горизон-
тальных направляющих поперечины.
Продольно-фрезерный станок ГФ-171
спроектирован для фрезерования на-
правляющих и боковых поверхностей
станин токарных станков с примене-
нием фрез с ножами из твердого сплава.
Продольно-фрезерный станок ГФ-1348
спроектирован для чернового фрезеро-
вания верхних направляющих и двух
торцов детали «салазки» торцовыми и
специальными фрезами с ножами из
твердого сплава.
Продольно-фрезерный станок
ГФ-1202н1 служит для черновой и чи-
стовой обработки боковых плоскостей
и черновой обработки верхних плати-
ков корпуса заднего моста автомобиля.
Станок имеет две тумбы, две трех-
шпнндельные бабки, установленные
на тумбах и одношпиндельную верти-
кальную шпиндельную бабку, вмон-
тированную на горизонтальных на-
правляющих неподвижной поперечины.
Продольно-фрезерный станок ГФ-402
спроектирован для черновой обработки
профиля направляющих моста авто-
мобиля. Станок выполнен с неподвиж-
ной поперечиной. Станок ГФ-1019
chipmaker.ru
266
Обработка плоскостных деталей
спроектирован для черновой и чисто-
вой обработки нижних направляющих
пазов и канавок в крестовине суппорта
станка. Продольно-фрезерные станки
ГФ-757 служат для обработки корпуса
трансмиссии трактора с двух сторон
одновременно семью фрезами. В не-
подвижную поперечину станка вмон-
тированы четыре вертикальных шпин-
деля, в правую тумбу — три горизон-
тальных.
Продольно-фрезерный станок
ГФ-661 спроектирован для обработки
ползунов станков. Станок выполнен
с неподвижной поперечиной. Про-
дольно-фрезерные станки ГФ-1231и1
и ГФ-1231н2 предназначены для обра-
ботки корпуса заднего моста автомо-
биля. Каждый станок имеет четыре
шпиндельные бабки (две одношпин-
дельные вертикальные и две трех-
шпиндельные тумбовые бабки).
Продольно-фрезерный станок ГФ-756
спроектирован для обработки корпуса
трансмиссии трактора одновременно
восемью шпинделями. Станок выпол-
нен с неподвижной поперечиной и
встроенными в поперечину и тумбу
миогошпиндельиыми фрезерными
бабками. Продольно-фрезерный станок
ГФ-1234 спроектирован для чернового
фрезерования направляющих и пла-
тиков станины станка. Он имеет семь
шпиндельных бабок: четыре горизон-
тальные, навешенные иа стойки, трн
вертикальные — встроенные в попе-
речину, две наклонные, навешенные
с задней стороны поперечины.
Продольно-фрезерный станок
ГФ-1124и1 спроектирован для чистовой
обработки верхних и нижних направ-
ляющих каретки. Станок имеет две
стойки, жестко связанные с боковыми
сторонами станины и соединенные
вверху неподвижной поперечиной, и
шесть навесных шпиндельных бабок:
четыре горизонтальные, расположен-
ные на направляющих стоек (спереди
и сзади каждой стойки), и две верти-
кальные — иа направляющих попе-
речины. На поперечине смонтированы
также две прорезные шпиндельные
бабки н шпиндель.
Продольно-фрезерный станок ГФ-776
спроектирован для обработки станин
шлифовальных станков. Станок имеет
две тумбы, соединенные неподвижной
поперечиной. На тумбах и поперечи-
не смонтированы трехшпиидельные
бабкн. Продольно-фрезерный станок
ГФ-847с1и2 служит для чистового и
чернового фрезерования чугунного
корпуса торцовыми фрезами со встав-
ными твердосплавными ножами. По
компоновке аналогичен станку ГФ-776.
Продольно-фрезерный станок ГФ-377
спроектирован для фрезерования по-
верхностей блока цилиндров дизеля
и растачивания в нем отверстий. Наи-
большие размеры обрабатываемой
детали (длннахширинахвысота)
4420x1880x1220. Расстояние между
сгойками станка 2400 мм. Станок имеет
фрезерные головки, имеющие быстрое
перемещение (2,8 м/мин) и рабочую
подачу (6,4—230 мм). Продольно-фре-
зерный станок ГФ-345 спроектирован
для получистового фрезерования ста-
нин плоскошлифовальных станков.
Станок выполнен с неподвижной по-
перечиной.
Вертикально-протяжной станок
МП-305 (см. табл. 18) предназначен
для обработки методом протягивания
наружных поверхностей деталей из
черных и цветных металлов. Класс
точности станка Н. В зависимости от
применяемых режимов резания, ма-
териала заготовок и качества протяжки
иа станке можно получить параметр
шероховатости обработанной поверх-
ности Ra = 2,54-0,63 мкм. Станок
оснащен подводным столом с механи-
ческим приводом (длина хода стола
100 мм), который обеспечивает прижим
стола при протягивании к упорам, рас-
положенным на станке. При оснащении
приспособлениями для подачи и сня-
тия обрабатываемых деталей станок
может работать в автоматическом цик-
ле. Вертикально-протяжной станок
5МП-341 спроектирован для протяги-
вания фасок размером (1,5 ±0,1) мм
X 45° на плоской детали длиной 20 и
шириной 17,7 мм из стали 25Х5М.
Загрузка и выгрузка заготовок осуще-
ствляется вручную. Станок оснащен
круглым столом с планшайбой диа-
метром 520 мм. Поворот стола произ-
водится на угол 90°.
Сдвоенные вертикально-протяжные
станки для наружного протягивания
775Д и 776Д обеспечивают точность
обработки по 7—8-му квалитету и па-
Обработка систем сопряженных плоскостей
267
раметр шероховатости поверхности
На — 2,5-5-0,63 мкм. Станки имеют
по два подводных стола и два ползуна,
которые выполнены конструктивно
так же, как у одинарных станков.
Движение ползунов осуществляется
следующим образом: если левый пол-
еуи производит рабочий ход, то пра-
вый — обратный с незначительным
опережением рабочего хода. Это позво-
ляет сиять обработанную заготовку и
поставить новую за то время, когда на
другой стороне происходит рабочий
ход. Станки удобны также для выпол-
нения двух операций на одной детали.
Станки 775Д и 776Д заменяются соот-
ветственно станками 7Б75Д и 7Б76Д.
Вертикально-протяжной полуавтомат
МП-288 предназначен для протягива-
ния наружных прямолинейных по-
верхностей различной геометрической
формы. Полуавтомат поставляется со
специальным приспособлением для
обработки определенной детали или
без него — под наладку заказчика.
Полуавтомат отличается от базового
универсального станка увеличенным
ходом ползуна. Сдвоенный верти-
кально-протяжной станок 7Б76Д-1
является модификацией станка 7Б76Д,
отличающейся от последнего увеличен-
ным ходом ползуна (1600 мм вместо
1250 мм). Вертикально-протяжной ста-
нок модели МП-140 является модифи-
кацией универсального станка 776,
отличающейся от последнего увели-
ченным ходом ползуна. Станок заме-
няется станком 7Б76-1. Вертикально-
протяжной станок 7Б76-1 является
модификацией универсального станка
7Б76 и отличается от последнего уве-
личенным ходом ползуна. Сдвоенный
вертикально-протяжной станок МП-142
является модификацией станка 776Д,
отличающейся от последнего увели-
ченным ходом ползуна. Вертикально-
протяжной станок МП-171 с подвод-
ным столом (наибольший ход стола
160 мм) предназначен для протягива-
ния наружных прямолинейных по-
верхностей различной геометрической
формы. Станок оснащается наладками
для обработки конкретной детали.
Горизонтально-протяжной автомат
8МП-460 (см. табл. 19) спроектирован
для протягивания боковых сторон
планок и движка (деталей логарифми-
ческой линейки длиной 348 мм, ши-
риной 18,5 и 16 мм, толщиной 3,7 мм)
из винипласта. При обработке инстру-
мент неподвижно закреплен на станке,
перемещается деталь, закрепленная на
ползуне. Автомат может быть приме-
нен для обработки наружных поверх-
ностей деталей по указанному методу.
Высота загрузки деталей 1305 мм,
выгрузки — 970 мм. Загрузка обра-
батываемых деталей — магазинная,
выгрузка — автоматическая. Горизон-
тально-протяжной автомат 8МП-496
налажен иа протягивание плоскостей
(длиной 348 мм, шириной.20 и 17,5 мм)
планок и движка (детали логарифми-
ческой линейки толщиной 3,7 мм) из
винипласта. При обработке инстру-
мент неподвижно закреплен иа станке,
перемещается деталь, закрепленная
на ползуне. Станок может быть при-
менен для обработки наружных по-
верхностей других деталей по указан-
ному методу. Загрузка обрабатываемых
детален — магазинная кассетного
типа, выгрузка — автоматическая.
Высота загрузки 1305 мм, выгрузки
деталей 970 мм. Горизонтально-про-
тяжные станки МП-94, МП-117,
МП-156, МП-157, МП-118, 2МП-417,
МП-168, МП-169, МП-119, 2МП-4О7,
2МП-409, МП-186 и МП-151 предназна-
чены для обработки деталей типа блока
цилиндров двигателей внутреннего
сгорания. Станки оснащаются авто-
матическими устройствами загрузки и
выгрузки деталей, а также (по жела-
нию заказчика) грузоподъемником,
с помощью которого можно поднимать
и устанавливать инструментальные
плиты. Горизонтально-протяжной ста-
нок МП-160 предназначен для протя-
гивания рифлей на наружных поверх-
ностях деталей из сталей 40, 45 н 40Х.
Плоскошлифовальиый двухшпин-
дельный станок ВСЗ-46 (см. табл. 20)
предназначен для шлифования* пери-
ферией круга плоских угловых на-
правляющих типа «ласточкин хвост»
в столах и корпусах сверлильных го-
ловок вертикально-сверлильных стан-
ков. Станок имеет две шлифовальные
бабки, расположенные в проемах одной
колонны, что дает возможность шли-
фовать горизонтальные и угловые на-
правляющие за одну установку детали.
Станок оснащен специальным механиэ
chipmaker.ru
268
Обработка плоскостных деталей
мом для правки профиля шлифоваль-
ного круга под углом 55е.
Продольно-шлифовальные двухстоеч-
ные станки модели 3508В н 3510В слу-
жат для обработки плоскостей разъема
корпусных деталей, длинных планок,
рам и других стальных и чугунных
деталей. Шлифование производится
бабкой с вертикальным шпинделем,
работающей торцом сегментного круга.
Продольно-шлифовальный станок
МС-313 спроектирован на базе станка
3508 для шлифования ползунов меха-
нических прессов. Станок может быть
использован также для направляющих
станин, столов, кареток, для шлифо-
вания плоскостей разъема коробок
передач и шпиндельных бабок, а также
других чугунных и стальных деталей.
Станок имеет иа поперечине портала
две шлифовальные бабки, одна из
которых работает периферийной частью
круга, а другая — торцом чашечного
круга. Продольно-шлифовальные
станки 3508 и 3510 выполнены с про-
дольно-подвижным столом, неподвиж-
ным порталом и поперечиной, переме-
щающейся по вертикальным направля-
ющим портала, и двумя шлифоваль-
ными бабками, перемещающимися по
поперечине. Бабка с горизонтальным
шпинделем работает периферийной
частью круга и может обрабатывать
широкие плоскости, а при профилиро-
ванном круге — призматические на-
правляющие станин. Поворотная бабка
работает торцом чашечного круга и
может обрабатывать поверхности на-
правляющих под различными углами и
боковые вертикальные плоскости.
Класс точности станков П. Плоско-
шлифовальный станок ЗА544 предназ-
начен для шлифования направляющих
станин. Большая вертикальная бабка
станка позволяет производить обра-
ботку широких плоскостей или одно-
временно двух плоских направляю-
щих. Две малые поворотные шлифо-
вальные бабки и две шлифовальные
головки, работающие чашечными
кругами, дают возможность обраба-
тывать как плоские, так и призмати-
ческие направляющие, расположенные
под различными углами.
Плоскошлифовальные полуавтоматы
непрерывного действия с круглым сто-
лом 3772Б и 3772В (см. табл. 21) пред-
назначены для последовательного чер-
нового и чистового шлифования пло-
скостей различных деталей за один
проход. Полуавтомат 3772Б выполнен
с электромагнитным столом. Переме-
щение шлифуемых деталей из магазина
иа электромагнитный стол, черновое и
чистовое шлифование, контроль раз-
меров деталей, компенсация износа
круга, разгрузка деталей и нх размаг-
ничивание демагиитизатором произ-
водятся автоматически. На станке
3772В установка деталей осуществ-
ляется в приспособлениях с механи-
ческим креплением. Станки 3772Б
и 3772В заменяются станками ЗП772-2
и ЗП772М-2.
ОБРАБОТКА СИСТЕМ
СОПРЯЖЕННЫХ ОТВЕРСТИЙ
Наряду с необрабатываемыми реза-
нием поверхностями и обработанными
плоскостями, определяющими в основ-
ном конфигурацию детали, реальные
плоскостные детали содержат обычно
отверстия, расположенные с заданной
точностью относительно друг друга и
относительно плоских поверхностей
детали.
К отверстиям плоскостных детален
предъявляются требования по пара-
метру шероховатости обработанной по-
верхности, по точности формы отвер-
стия,расстояний между их осями, угло-
вого расположения осей отверстий от-
носительно друг друга и плоских по-
верхностей. Параметр шероховатости
обработанной поверхности и точность
формы отверстия зависят в основном
от выбранного вида обработки и каче-
ства изготовления инструмента. Точ-
ность расположения отверстий, кроме
того, существенно зависит от вида и
класса точности металлорежущих
станков и метода координации инстру-
мента, используемого при обработке
отверстий.
Для обработки систем отверстий в
плоскостных деталях применяют свер-
лильные, расточные, фрезерные шли-
фовальные, хонинговальные и прити-
рочные станки. Для обработки отвер-
стий с параллельными осями в неболь-
ших плоскостных деталях применяют
токарные станки, устанавливая об-
Обработка систем сопряженных отверстий
269
22. Технические характеристики универсальных сверлильных станков
Станок
Диаметр
сверле -
ния, мм
Частота враще-
ния шпинделя,
об/мин
Станок
Диаметр
сверле-
ния, мм
Частота враще-
ния шпинделя,
об/мин
Вертикально-сверлильные однош пни дель-
ные
2М103П 3 2 400—16 000
2Н106П 6 1 000 — 8 000
2Г106П 6 710—11 200
2М112 12 450—4 500
2Н118 18 180—2 800
2Н118Л 18 180—2 800
2Б125 25 165—2 130
2Г125 25 140—2 000
2Н125Л 25 90—1 420
2Н125 25 45—2 000
2Г135Л 35 63 — 2 000
2Н135 35 31,5—1 400
2Р135ф2 35 31,5—1 400
2Р135ф2-1 35 45—2 000
2Н150 50 22,4 — 1 000
2170 75 16—1 018
2Г175 75 18—800
Вертикально-сверлильные двухшпиидель-
ные (рядные)
2Н106П-2 I 6 11 000—8 000
2Г106П-2 6 710—11 200
рабатываемые заготовки в четырех-
кулачковых патронах, на планшайбе,
на угольнике или на суппорте стан-
ка; в последнем случае инструмент
монтируют в шпинделе станка, а коор-
динация инструмента относительно об-
рабатываемой детали осуществляется
перемещениями верхних и нижних
салазок суппорта. Установку инстру-
мента иа заданный размер (ко-
ординату) при работе иа сверлиль-
ных стайках осуществляют с помощью
кондукторов, плавающих и крестовых
столов, специальных приспособлений
(наладок), на фрезерных станках —
перемещением столов и шпиндельных
бабок, поворотом и наклоном столов
(широкоуниверсальиые фрезерные
станки), поворотом делительных и
фрезерных головок, иа горизонтально-
расточных станках — по шкалам с но-
ниусами, концевым мерам, с помощью
координатного преднабора, кондукто-
ров, индикаторных упоров, оптических
приборов и других устройств. При об-
работке систем сопряженных отвер-
стий все шире применяются станки,
оснащенные устройствами цифровой
индикации, и станки с числовым и цик-
Вертвкалыю-сверлильные трехшпиндель-
ные (рядные)
2Н106П-3 I 6 11 000—8 000
2Г106П-3 I 6 I 710—11 200
Вертикально-сверлильные четырехшпвн-
дельные (рядные)
2Н106П-4 I 6 | 1 000—8 000
2Г106П-4 I 6 I 710—11 200
Радиалыю-сверлильи ые
2Л52 25 90—1 600
2Е52 25 56—1 400
2UI52 25 90 — 1 600
2К52 25 63—1 600
2IU53 35 / 35,5—1 4 00
2 Л 53 35 35,5—1 400
2Л53У 35 35,5—1 4 00
2532 35 45—2 000
2532Л 35 45—2 000
2М55 50 20—2 000
2554 50 18—2 000
2554ф1 50 18—2 000
2М57 75 12,5—1 600
2М58-1 100 10-1 250
левым программным управлением.
Многоцелевые станки с ЧПУ и устрой-
ством автоматической смены инстру-
мента (станки типа «обрабатывающий
центр») позволяют сочетать комплек-
сную обработку систем сопряженных
плоскостей и отверстий с обработкой
различных фасонных поверхностей
реальных плоскостных деталей.
На сверлильных станках выпол-
няются операции по сверлению, выре-
занию (оправками с резцами), раста-
чиванию, зенкерованию и разверты-
ванию цилиндрических и конических
сквозных, ступенчатых и глухих от-
верстий, нарезанию (при использова-
нии стандартных и специальных при-
способлений и принадлежностей) в них
резьб и обработке плоских, прилегаю-
щих к отверстию, площадок. Универ-
сальные вертикально-сверлильные
одношппндельийе станки (табл. 22)
предназначены для обработки отвер-
стий диаметром до 75 мм, вертикально-
сверлильные многошпиндельиые
станки — до 6 мм, радиальио-сверлиль-
иые станки — до 100 мм.
Среди специальных сверлильных
станков можно выделить станки, вы
chipmaker.ru
270
Обработка плоскостных деталей
полненные на базе универсальных
вертикально-сверлильных ставков н
отличающиеся от последних оснащен-
ностью специальными устройствами
(механизмами пневмогидравлической
подачи, шкивами для получения повы-
шенной или пониженной частоты вра-
щения шпинделей, плавающими сто-
лами, специальными зажимными при-
способлениями и др.); одношпиндель-
ные вертикальные станки е кресто-
выми столами н специальными налад-
ками (табл. 23); многошпиндельныв
вертикально-сверлильные и сверлиль-
но-резьбонарезные станки в рядным
расположением шпинделей для обра-
ботки О|верстий наибольшим диаме-
тром 3 мм и 12—35 мм (табл. 24); вер-
тикальные станки с раздвижными
шпинделями (табл. 25); одношпиндель-
иые вертикальные станки в автомати-
ческим циклом перемещения шпин-
деля (табл. 26); станки в вертикально-
перемещающейся многошпиндельной
бабкой (табл. 27); радиально-сверлиль-
ные етанки с перемещающейся колон-
ной (табл. 26); горизонтально-сверлиль-
ные переносные станки (табл. 29) и
станки для глубокого сверления (мо-
дель ОС-901).
У ииверсальные горизонтально-рав-
гочные станки (табл. 30) со шпинделем
диаметром 80—125 мм, а также станки
2637 2637Г, 2637Ф1,2637ГФ1,2637Ф2,
2Н637Ф1, 2Н637ГФ1 со шпинделем
диаметром 160 мм выполнены с непо-
движной передней стойкой и кресто-
вым поворотным столом. Станки со
шпинделем диаметром 160—220 мм
моделей 2Е656, 2Е656Р, 2650Ф1,
265ОФ2., 2651Ф1, 2651Ф2, 2Б675Ф1,
2Б675Ф2 и 2Г660Ф2 выполнены с по-
перечно-подвижной передней стойкой.
Станки со шпинделем диаметром 320 мм
и станки 2Б660Ф1 и 2Б660Ф2 выпол-
нены со стойкой, перемещающейся
вдоль и поперек оси шпинделя.
Специальные горизонтально-рас-
точные станки по компоновке можно
разделить на две группы: со шпиндель-
ной бабкой, не имеющей вертикального
перемещения, и со шпиндельной баб-
кой, перемещающейся по вертикальным
направляющим стойки. Первая ком-
поновка (табл. 31) характерна только
для специальных станков. Станки, вы-
полненные по второй компоновке
(табл. 32), имеют следующие модифи -
кации: в неподвижной стойкой и кре-
стовым столом, в продольно-подвижной
стойкой, в поперечно-подвижной стой-
кой, с продольно- и поперечно-по-
движной (крестовой) стойкой. Для
обработки соосных отверстий и отвер-
стий е параллельными осями, располо-
женных на противоположных сторонах
одной детали, выпускаются двусторон-
ние горизонтально-расточные станки,
для параллельной обработки двух де-
талей — сдвоенные станки.
Для обработки отверстий в мелких и’
средних корпусных деталях нсполь-
вуют универсальные прстяжные станки
для внутреннего протягивания (см.
табл. 23 гл. 2) и специальные про-
тяжные станки. Обработку систем от-
верстий со строго регламентированным
межосевым расстоянием производят на
координатно-расточных и координат-
но-шлифовальных станках (табл. 33),
для отделочной обработки отверстий
в плоскостных деталях используют
вертикальные (табл. 34) и горизон-
тальные (табл. 35) алмазно-расточные,
патронные (табл. 31 гл. 2) и планетар-
ные (см. станок МВ-6020) виутришли-
фовальные, карусельно-шлифоваль-
ные (табл. 30 гл. 2) вертикальные
притирочные и хонинговальные
(табл. 36) станки. Вертикально-свер-
лильный координатно-сверлильный
станок 2НН8К (см. табл. 23) предна-
вначен для сверления, рассверливании,
венкерования, развертывания, зеиКо-
вания, подрезки ножами, растачива-
ние канавок и отверстий в плоскостных
а также многоосных, концентричных
и других деталях. Для нарезания
резьбы станок оснащается специаль-
ным патроном. Крестовый стол станка
обеспечивает точность установки коор-
динат ±0,05 мм. Станок может быть
оснащен накладным поворотным сто-
лом для обработки в полярной системе
координат. Станок также может быть
использован для предварительной
расточки отверстий в деталях с после-
дующей точной обработкой на коорди-
натно-расточных станках. Вертикаль-
но-сверлильные станки с крестовым
столом 2HI25K, 2Н135К и 2HI50K
обеспечивают точность установки коор-
динат ±0,05 мм. Класе точности стан-
ков П. По назначению станки а-нало-
Обработка сытем сопряженных отверстий
27]
23. Т<жкмч«ские характеристики специальных одно шпиндельных вертикально-сверлильных
станков с крестовым столом
Параметр 2Н118К 2Н125К 2Н135К 2Н150К СМ213 СМ213В
Наибольший диа- метр сверления, мм Размеры рабочей по- верхности стола, мм 18 450X280 25 35 630X400 50 I 250X750
Расстояние от торца шпинделя до стола, мм 0-450 50—500 50 — 560 50—630 (200—520) (+)
Наибольшее переме- щение сверлильной головки, мм 300 250 260 280 , 320
Осевое перемещение шпинделя, мм Перемещение стола, мм: продольное поперечное 150 380 220 200 250 560 360 300 1 250 750 1 250 750
Частота вращения шпинделя, об/мм 180—2800 45 — 2000 31,5— 1400 22,4 — 1600 63—710 20—800
Пределы _подач шпинделя* _мм/об Скорость перемеще- ния стола, м/мин Габариты ставка, мм: 0,1—0,56 0,1- 3,8 -1.6 0.05— 2,24 ( + ) Н)
длин а 1500 1280 1400 1500 6 500 7 500
ширина 1400 14.00 1650 1700 4 200 7 500
высота 2150 2300 3000 3300 5 060 5 000
Масса станка, кг 1200 1700 2600 2700 16 300 20 700
Мощность электро- двигателей привода главного движения, кВт 1.5 2,2 4,0 7,5 4,1/6,6 8,0
Примечание. Изготовители: 2НП81\ — Молодечненскпй станкостроительный
эаеод; 2Н125К, 2Н135К, 2Н150К — Стерлитамакский станкостроительный завод им.
В. И. Ленина; CM2I3 н CM2I3B — Минский завод автоматических линий.
24. Технические характеристики специальных вертикальных многошпиндельных
сверлильных станков с рядным расположением шпинделей
Станок Число шппнде - лей Наибольший условн ый ди а.метр свер' лен и я, мм Частота вра- щения шпинде- лей, об/мин Масса станка, кг Мощность электродви- гателя глав* него движе* ния, кВт
С-155/2 2 3 1 900 — 12 000 50 0,18x2
С-155/3 3 3 1 900—12 000 70 0,18x3
С-12А7 2 12 45—4 500 150 0.6X2
С-12А8 3 . 12 45—4 500 200 0,6X3
С-Г2А9 4 12 45—4 500 250 0,6X4
261118-2 2 18 180 — 2 800 1300 1,5X2
2Н118-3 3 18 180—2 800 1780 1.5X3
211118-4 4 18 180—2 800 2100 1.5X4
211125-2 2 25 45 — 2 000 2400 2,2X2
2HI25-3 3 25 45—2 000 3300 2,2X3
2Н125-4 4 25 45 — 2 000 4200 2,2X4
211135-2 2 35 31,5—1 400 2700 4.0X2
211135-3 3 35 31,5—1 400 4000 4,0X3
211135-4 4 35 31,5—1 400 5300 4,0X4
Примечание. Изготовители — Молод ечненский и
им В. И. Лепина станкостроительные заводы.
Стерлитамакский
chipmaker, ru
272
Обработка плоскостных деталей
25. Технические характеристики специальных вертикально-сверлильных многошпин-
дельных станков с раздвижными шпинделями
Параметр 2Н135М 2170М 2Г175М
Условный диаметр сверлен и я, мм;
наибольший 35 75
при наибольшем числе шпинделей 8
Наибольшее число шпинделей 12 28
Частота вращения шпинделя, об/мнн 45—2000 16—1018 40—1000
Габариты станка, мм;
длина (+) 17 00 (+)
ширина ( + ) 1505 (+)
высота ( + ) 3620 ( + )
Масса станка, кг зооо 4750 4000
Мощность электродвигателя привода 4 10
главного движения, кВт
Примечание. Изготовитель —* Стерлитамакский станкостроительный завод
им. В. И. Ленина
26. Технические характеристики специальных вертикально-сверлильных
одношпиндельных станков с автоматическим циклом перемещения шпинделя
Параметр 2Н118А, 2НИ8С 2Н125А, 2Н125С 2Н135А. 2Н135С 2 Н150 А. 2Н150С
Наибольший условный диаметр 18 25- 35 50
сверления, мм Размеры рабочей поверхности 360X320 450X400 450X500 500X560
стола, мм Наибольшее вертикальное переме- 300 170 250
щенке сверлильной головки (баб- ки), мм Наибольший ход шпинделя, мм 150 200 250 300
Расстояние от оси шпинделя до 200 250 300 350
стойки (вылет), мм Расстояние от торца шпинделя до 0—650 60 — 700 30—750 0 — 800
стола, мм Вертикальное перемещение рабо- 350 270 300 360
чего стола (ручное), мм Частота вращения шпинделя, об/мин Вертикальная рабочая подача, мм/об Габариты станка, мм: длина 180—2800 45—2000 31.5—1400 22,4—1000
0,1—0,56 0, -1.6 0.05—2,24
870 ИЗО 1245 1295
ширина 590 805 790 875
высота 2080 2290 2690 3090
Масса станка, кг 485 980 1350 2000
Мощность электродвигателей, квт; привода главного движения 1.5 2,2 4,0 7,5
общая 2.1 2.8 4.6 8,1
Примечание. Изготовители; 2Н118А, 2Н118С — МолодечненскиЙ станко-
строительный завод; остальных моделей — Стерлитамакский станкостроительный завод
им. В, И. Ленина.
Обработка систем сопряженных отверстий
273
27, Технические характеристики специальных вертикально-сверлильных станков
с перемещающейся многошпиндельной бабкой
Параметр 2С135 2С150 2С170
Наибольший условный диаметр сверления. 35 50 75
мм
Число шпинделей ( + )
Расстояние от оси шпинделя до станины 350 400
(вылет), ММ
Наибольшее вертикальное перемещение 400 500
шпиндельной бабки, мм
Размеры рабочей поверхности стола, мм (450X500) (500X600) (600X750)
( + ) ( + ) (+)
Частота вращения шпинделя, об/мин 68 — 1100 90—675 31—385
Вертикальная рабочая подача шпиндель- ОД—2,0
ной бабки, мм/об
Габариты станка, ммг
длина 1700
ширина 1270 1300
высота 3290 3380 3480
Масса станка, кг 3000 3150 3410
Мощность электродвигателей, кВт1
привода главного движения 4,0 7,5 10.0
общая 5,23 8,73 12,0
Примечание Изготовитель -* Стерлитамакский станкостроительный завод
им В. И. Ленина.
28. Технические характеристики специальных радиально-сверлильных станков
Параметр 2П52 2Р53 2Ш55 2Ш57 2М57Д
Наибольший диаметр сверле- ния, мм 25 32 50 75
Способ перемещения колонны По на- правля- ющим основа- ния По рель- сам По направляющим основания
Наибольшее перемещение ко- лонны, мм Расстояние, мм: 1000 Не огра- ничено 1600 4000
от оси шпинделя до ко- лонны (вылет) 325 — 825 750—3150 850 — 1600 1120 — 2240 500—3150
от торца шпинделя до по- верхности основания или вершины рельса, мм Наибольшее перемещение, мм: 8—1188 900 — 2300 150—1800 100 — 2360 770—2720
рукава по колонне (верти- кальное) 1050 1050 1250 1670 1500
колоииы по основанию (го* рнзонтальное) Нет 750 1120 Нет
сверлильной головки по ру- каву (горизонтальное) 500 2400 Нет 2650
шпинделя (осевое) Угол поворота рукава, °} вокруг оси колонны 130 350 400 360 600 450
вокруг продольной оси 360 —
chipmaker.ru
274
Обработка плоскостных деталей
Продолжение табл. 28
Параметр 2П62 2Р53 21П55 21П57 2М57Д
Угол поворота сверлильной головки, °: в вертикальной плоскости ' 360 ±00
рукава вокруг продольной оси ру- 360 —»
кава Частота вращения шпинделя, об/мин Осевая подача шпинделя,- 56—1400 20—2000 10—1000 6,25—800 12,5—
0-1—0.2 0,056— 0,1- -1,12 0,063-»
мм/об шп. Габариты станка, мм} длина 2179 2,5 5710 3820 4 780 3,15 ' 6 906
ширина 815 1930 1650 2 460 1 730
высота 1996 3470 3550 4 7Я5 4 895
Масса станка, кг 1200 1260 8000 18 250 20 000
Мощность электродвигателей, кВт: привода главного движения 2.2 4 ,о 7,0 7,5
общая 2,6 7,43 16,5 21,27 17,53
При мечание. Изготовители: 2П52 — Октемберянский станкостроительный
завод; остальных станков — Одесский завод радиально-сверлильных станков к№.
В. И- Ленина.
29. Технические характеристики
специальных горизонтально-сверлильных
переносных станков
Параметр ОС-9 Об ОС-955
Наибольший диа- метр, сверления, мм Угол поворота шпин- дельной бабки,- °: 35 50
вокруг колонны 360 360
вокруг горизон- тальной оси ±20
Наибольшее переме- щение салазок по ос- нованию, мм 2000 (+) 1600
Частота вращения 25 — 1000 10—
шпинделя, об/мин 1000
Пределы осевых по- дач шпинделя, мм/об Габариты станка, мм: 0,1 — 1,12
длина 3700 3250
ширина 1400 1450
высота 3250 3550
Масса станка, кг 7400 6800
Мощность электро- двигателя привода главного движения, к Вт 3,0/4,5 4,0
Примечание. Изготовитель —
Одесский завод радиально-сверлильных
станков им. В. И Ленина.
гичны станку 2Н118К. Вертикальный
сверлильно-фрезерно - резьбонарез ио й
станок СМ213 выполнен с координат-
ным крестовым столом и устройством-
автоматической смены инструментов
из магазина вместимостью на 30 инстру-
ментов. Станок предназначен для об-
работки плоских деталей типа плит,
планок, панелей и тому подобных из-
делий массой до 1500 кг без примене-
ния кондукторной оснастки. На станке
выполняются операции: сверления, зен-
керования, развертывания, цекова-
ния и резьбонарезання. Станок осна-
щен трехкоординатным устройством
ЧПУ и устройством, обеспечивающим
автоматическое переключение шпин-
дельной бабки с ускоренного переме-
щения на подачу при касании инстру-
ментом поверхности обрабатываемой
детали. Станок СМ213В является моди-
фикацией станка СМ213 класса точ-
ности В.
Специальные вертикально-сверлиль-
ные станки с рядным расположением
шпинделей (см. табл. 24) выпускаются
в двух-, трех- и четырехшпнндельном
исполнении с наибольшим диаметром
сверления 35 мм и различным соот-
ношением сверлильных и резьбоиа-
Обработка систем сопряженных отверстий
275
30. Технические характеристики универсальных горизонтально-расточных станков
Станок Диаметр шпин- деля» мм Частота вращения шпинделя# об/мин Масса стаи ка, кг Станок Диаметр шпин- деля, мм Частота вращения шпинделя# об/мин Масса станкаа кг
2MG14 80 20—1600 8 500 2636ГФ1 125 6,3 — 1000 За 000
2М614Г 80 20—1600 8 300 2Н636Ф1 125 8—1250 33 500
2М614ГФ1 80 20—1600 8 300 2Н636ГФ1 125 8—1250 33 00Q
2М615 80 20—1600 8 300 2637 160 6—800 37 700
2М615Г 80 20—1600 8 200 2637Г 160 5 — 800 33 800
2М615ГФ1 80 20—1600 8 300 2637Ф1 160 5—800 38 000
2620В 90 12,5 — 1600 13 000 2637ГФ1 160 5 — 800 34 000
2620В Ф1 90 12,5 — 1600 13 200 2637ГФ2 160 5 — 800 34 700
2629 Г 90 12,5—1600 11 400 2Н637Ф1 160 3,2 — 1000 30 800
1 2629Г Ф1 90 12.5—1600 12 100 2Н637ГФ1 160 3,2—1000 36 500
2А6‘0-1 90 10 — 1600 17 000 2Е656 160 7,5—950 43 000
2А620Ф1-1 90 10—1600 17 500 2Е656Р 160 7,5—950 48 600
2А620Ф2-1 90 10—1600 1 8 000 2650Ф1 160 4—800 70 000
2622 В 110 12,5—1250 12 700 2650Ф2 160 4—800 70 «00
2622ВФ-1 НО 12.5 — 1250 12 900 2651Ф1 200 4 — 800 70 000
262 2 Г 110 12,5 — 1250 11 100 2651Ф2 200 4 — 800 70 000
2622ГФ1 110 12.5—1250 11 800 2Б675Ф1 220 1 —500 120 000
2А622-1 110 10—1250 16 500 2Б675Ф2 220 1—500 1 20 090
2А622ПФ1 110 10—1250 17 000 2Б660Ф1 220 1—510 142 500
2А622Ф11 110 10—1250 16 500 2Б660Ф2 220 1—510 155 000
2А622Ф21 110 10—1250 17 500 2Г660Ф2 220 1 — 500 121 000
2636 125 6,3—1000 38 500 2А680 320 0,5—250 262 610
2636Ф1 125 6,3—1000 38 500 2А680Ф1 320 0,5—250 265 000
2636Г 125 6.3—1000 34 600 2А680Ф2 320 0.5 — 250 270 000
31. Технические характеристики специальных горизонтально-расточных станков
со шпиндельной бабкой, перемещающейся по направляющим станины
Параметр ЛР-166 ЛР-275 ЛР-218 ЛР-172 ЛР-180
Диаметр борштанги, мм Наибольшее перемещение, мм: 120 180 180—220 220 250
шпиндельной бабки 1300 4480 900 1700 1400
радиального суппорта бор- 30 55 68 180
штанги
Частота вращения борштаигн, 12,5 — 630 16- -259
об/мин Пределы подач, мм/мин;
шпиндельной бабки ( + ) 2,5—2000 0.95 -750 6,3—250
радиального суппорта (+) 0,35—270 0,63 — 250 4—200 (+)
Габариты ставка, мм:
длина 10 570 13 050 11 600 11 000 11 230i
ширина 4 230 3 730 12 000 3 200 4 800
высота 2 000 2 200 3 120 2 250 2 30(1
Масса станка, кг 21 000 24 500 72 000 20 000 22 000
Мощность электродвигателя привода главного движения, 7,5/10,0 17,0 20,0 28.0
кВт
Примечание. Изготовитель — Ленинградский отан кострой тельный завод
им. Я, М. Свердлова.
chipmaker.ru
276
Обработка плоскостных деталей
82. Технические характеристики специальных горизонтально-расточных станков с верти
Параметр ЛГ-6А Л Г-8 ЛГ-12 ИР-9 ЛР-149Т ЛР-187
Диаметр шпинделя,- мм 80 90 ПО
Размеры рабочей по- 1 800X1000 900 X
верхи ости стола (дли- на X ширина)# мм X 1120
Число стоек со шпин- дельными бабками 1 2 1 2
Угол поворота стойки# ° ®=- ! — j ж — ±90 —
Наибольшее перемеще- ние, мм:
стола продольное 1000 800 470 —
стола поперечное •— 800 (+) 84 5 — —
стойки продольное 1—. —— —
стойки поперечное 1000 •а— — — 2000 4800
шпиндельной бабки 710 690 800 970 и 1800 500
по стойке • шпинделя осевое 500 1000 <7 10
радиального суппорта *-* (+) 120 170 —
Частота вращения, об/мин:
шпинделя 20—1600 20—1000 12,5- -1600
планшайбы —- (+) 8—200 8—200 — —-
Пределы рабочих подач, мм/ми н
стойки ’по оси шпин- деля — — — — — —
стойки поперечно оси 1,4—1110 — — — <+) Устадо-
шпинделя вечное переме- щен и е
стола по оси шпин- —— 1,4 — 1110 — __
деля стола поперечно оси шпинделя — 1,4—1110 0,02—8* 1,4—1 110 — —
шпиндельной бабки вертикально шпиндельной бабки 1,4 — 1110 0,02—8* 1,4 — 1110 (+). Устано- вочное переме- щен не
—— — — — — т—
по оси шпинделя шпинделя 2,2— 760
радиального суппорта *— (+) 0,89- -710 —- —
Габариты станка# мм;
длина 3600 4000 4300 6 610 6 000 12 500 I
•ширина 2500 2380 2070 3 145 4 400 8 680
высота 2490 2940 2400 3 020 4 700 3 427
Масса станка, кг 6500 7000 7300 16 000 17 000 3 850
Мощность электр од ви- 4,5/6,7 4,5/6.7 4.5/6,2 7,5/10,0Х 7,5/10.0 7,5 X 10,0>
гателя привода главно- го движения, кВт Х2 Х2
♦ Пределы рабочих подач# мм/об. шп.
Примечание. Изготовители: ЛГ-6А, Л Г-8, ЛГ-12 — Чаренцаванекий станко
БО-летия СССР; НР-10, НС-23, НС-21 — Новосибирский завод «Тяжстанкогидропресс»
ский станкостроительный завод им. Я М. Свердлова.
Обработка систем сопряженных отверстий
277
кальио-подвижными (по направляющим стойки) шпиндельными бабками
2622 К ЛР-252 2656С1.5 ЛР-169 ЛР-243 НР-10 НС-23 НС-21
150 175 220
1400Х Х3000 18ООХ225( '—•
1 2 Г 2 1 2
±20 — •— —
1200
—.л 2500 —
400 1700 — 3400 600 600
2000 1700 6000 4960 4500 — 10 425 18 910
1800 1900 2000 2950 3 000
1240 1250 1240 1750 1 800
*—1 240 250 240 550
12,5 — 1250 7,5- -950 1-510
12,5 — 1250 3.8- -192 4—• 1 — 135
1,4 — 1100 1—750 —* —. 1-400
1.4 —1100 1- -750 3-1 500
1-750 — —
— 1—750 — — — — —в
1.4—1100 1- -750 3—1200 3 — 2500
I—* —
2— 1500 1—400 0.2 — 100
0.5 — 375 — 1—400
4 180 14 100 10 400 13 630 8 320 13 090 18 900 28 450
3 270 6 600 10 900 10 920 5 ПО 7 700 10 380 11 500
4 950 6 ооо 6 000 6 000 5 460 7 850 7 800 7 800
19 800 65 000 63 500 90 000 36 000 119 000 146 000 325 000
8.5/10,0 17,0X2 17,0 14,0Х 2 14,0 55,0 55.0 55,0X2
строительный завод; ИР-9, 2622К — Ивановский завод тяжелого станкостроения нм.
им. А. И. Ефремова; 2656С1, ЛР-149Т. ЛР-187, ЛР-252, ЛР-169, ЛР-243 — Ленинград-
® о ° ” 84. Техиическ станков с вер
Число расточных головок, шт.
при наладке с одной головкой г "2 х 5 5 » = ие xaf тикал!
с наибольшим чис- лом головок 9 ? ® S » Г (актер! ьн ыми
Рабочий ход головок, мм е5 а а s ж
головкн наиболь- шего габарита Наш id ая тота ще: шпг л об/ । спец: щелям
головок, наимень- шего габарита 2 » 5 “ _ 5ч « -г w «с о 1 * а CS П у Sa 5* S
Пределы рабочих подач, мм/мин ях отделомt
Габариты станка рина х высота), мм (длина X ши - ю-расточных (<
Масса станка, кг 5» Sa 3 и W а о
Мощность электродвигателя привода головок, кВт расточ н ых
К5 N5 К5 М> N5M К5 » 2552“ “ сл сл ел ооеэр >> > ее О Координатно-расточиые одностоечные вертикальные Станок 33. Технические характеристики универсальных вертикальных к о орд ииати о-рас точных и коордннатно-шлифовальных станков
320X560 400X710 630X1120 630X1120 630X1120 эдниатно-р£ горизонталь 1000Х I Х1250 43 л э Сл О Рабочая по- верхность стола (шири- наХдлина), мм
® 2 Ь- со СП СП “М — - а омфосл "g 1 1 1 1 1 gg О'У’ rr ЬЭЬЗЬЭЬЭМО?1 О 1 £ ООО 000 1 ’ « ооооо 1 ООО о© Частота вращения шпинделя, об/ми н
1 610 3 500 3 400 1 9 100 10 000 1 8 000 16 000 Масса стан- ка, кг
2455АФ-1 2455АФ-2 2Е460А 2Е470А Коорд ЗБ282 3283 3283С 3289 > > Станок
250X450 320X560 320X560 630X900 630X900 630X900 1000Х 1600 1400X2200 инатио-шли Рабочая по- верхность стола (шири- на х длина), мм
15 000— 90 000 12 000— 96 000 12 000— 96 000 12 000— 96 000 40—2 000 40—2 000 20—2 000 20 — 2 000 фовальные Частота вра- щения шпин- деля, об/мин
7 000 7 500 22 000 36 000 2 000 2 900 2 800 6 800 Масса стан- ка, кг
с
3
HI
(Ъ
35. Технические характеристики специальных отделочно-расточных (алмазно-расточных) станков с горизонтальными шпинделями
Ста- нок Наибольшее число на од- ном мостике расточных головок типа Наибольший диаметр от- верстия, мм, растачивае- мый головкой размера, мм Ход стола, мм , Рабочая поверхность стола (ширинах дли- на), мм Наибольшая частота вра- щения, об/мнн, рас- точной голов- ки размера Пределы подач стола, мм/мин Скорость быстрого хода стола, м/мин Габариты станка (дли- нах ширина х высота), мм Масса станка без нала- док, кг Мощность электродви- гателя привода рас- точных головок, кВт
I 11 III IV наи мень- шего наи- боль- шего наи- мень- шего наи - боль- шего
Односторонние
2703 В 2 2 32 05 280 200X360 4000 2500 10 — 500 2,5 1400Х850Х 1250 1 500 1,7 —4.6
2703П 2 9 32 65 280 200X360 5000 315С 10 — 500 2,5 1400X 830X1250 1 500 1,7 — 4,6
2705В 3 2 2 1 32 250 360 320X500 4000 ' 1000 10 — 800 б’ 1500 X I220 X 1300 2 800 1,1 —5,0
2705П 3 2 1 32 250 . 360 320X 500 5000 1250 10 — 800 6 1500Х 1220Х 1300' 2 800 1,1 — 5,0
2711 В 4 3 3 2 32 250 <560 500X710 4000 1000 10 — 500 4 2200Х 1440Х 1400 4 400 1,1 —5,5
2711П 4 3 3 2 32 250 560 500X710 5000 1250 10 — 500 4 2200Х 1440Х 1400 4 400 1,1 —5,5
2713 В 4 4 3 32 250 560 800X1000 4000 1000 8 — 400 2 2240X1850X1400 6 100 1,5 —5,0
271ЗП 5 4 4 3 , 32 250 560 800X1000 5000 1250 8 — 400 2 2240X1850X1400 6 100 1,5 — 5,0
Двусторонние
2704В 2 2 32 65 • 360 200X360 4000 2500 6-500 2,5 15G0X8G0XI250 1 800 2,9-5 8
2704П 2 32 65 360 200X360 5000 3150 6 — 500 . 2,5 1560X860X 1250 1 800 2,9 — 5 8
2706В 3 2 2 1 32 250 450 320X 560 4000 1000 5 — 800 6 1920Х 1 220Х 1300 3 600 1,1 — а
2706П 3 2 1 32 250 450 320Х 560 5000 1250 5 — 800 6 1910Х 1330Х 1100 3 500 1,1 —5 5
2712В 4 3 3 1 32 250 710 500X710 4 000 1000 5—800 4 2500Х 1450Х 1400 5 4 00 1,5 — 5 5
2712П 4 3 з 1 32 250 710 500X710 5000 1250 5 — 800 4 2500Х 1440Х 1400 5 400 1,5 — 5 о
2714В 4 4 3 32 250 1120 800Х 1000 4000 1000 8 — 400 2 3820Х 1850Х 1400 10 500 1,0—8 0
2714П 5 4 4 3 32 250 1120 800X1000 5000 1250 8 — 400 2 3820Х 1850Х 1400 10 500 1,0—8 0
Примечание. Изготовители: 2703В, 2703П, 2704В и 2704П — Харьковский завод агрегатных станков; 2705В, 2705П, 2711В,
2711П 2713В, 2713П, 2706В, 2706П, 2712В, 2712П, 2714В" и 2714П — Одесский завод радиальио-сверлильиых станков им. в. и. Ленина,
2705В*и 2705П— Куйбышевский завод координатно-расточных станков; 2711В и 2711П — Вильнюсский станкостроительный завод
<Комуи«рас». _________
chipmaker.ru
280
Обработка плоскостных деталей
хдя ‘вин
-qwhoV ojohgwj eV
-они du BiraiEJHflV
-OdiMOITG чхэонУпоэд
36. Технические характеристики специальных вертикальных притирочных и хоиииговальиых станков
JM 'ЕЛНЕХО ЕЭЭЕЭД
Габариты стайка, (длина X ширинах X высота), мм
нни/w ‘ИЯ0О1ГОХ MOHSLTgV -ншип EHHaiTiawadQu оло ич1г sj.euA±3ou -OHxedscos чхзос1ояэ
нига/90 ‘KiraVHHum BKHQYnEds EJ.OJ.3Eh
ИМ *Е1Г -oxo anHaYnawadau
пн ‘мхшги И1ГИ Е1Г0Х0 (EHHlfVX Хепибит) чхэон -xdduou кЕНЖэиэйХ
ИИ ‘(JlXHlfU) Е1ГОХ0 OV KiratfHBUni Ell dox ХО 9И НКОХ0 -oed эатч1горнЕЦ
ИИ ‘ИИ0О1Г -ox yoHMifaVHHum Vox jjHHqBEMHXdsg
Наибольшие размеры об- рабатывае- мых отвер- стий, мм ДЛИ- 1 иа
( диа- i метр
X
О
X
ГО
6
0,6 1,5 2.2 2.2 4,0 10,0 3,0 13,0 7.5 13,0 22,0 СМ СМ 0-1 XXX «£>ЮСЧ о~см
ООО000о 1 ^ооо ООО
in о Ю О О ООО о ^ооо сп сп m
О -ф СМ о СМ СП см о о о СУ) 00 тЬ
1 1 • —. .-i см со го со ° В-.СО -ЧЬ
<•
О О О О О ° © О 1П о ООО
еп г“—1 С1 О О Ь С1 г; tn Ь . -чф —<1П ос О г-
см о о-ет^-ососою—< С7)ОО сП- -чЪ Т —
он- СМ СМ г- С4 СО СО Сч1 coin. С1 0-1 см
С-1 см ХХ"ХХХХХ XXX XXX
X X О О X о о О О о
оо со ь~ о г- со оо сч in см t ~: со CM in
г^. «ф О W Ю — ю сор—СП , -1 СО --*1
<Ю> Г—. ж— СО СО —< _ —• СМ ж—* Ж—. S см см
XX хххххххх XXX XXX
о о сп -о *~1 -о m г—, сп с—i О С2 О ООО
о —* ю —пФфессш О Г ~ со СОЮ о
СЧ СО О1 СМ о о СО сП см оео СО ж—< -жф»
Ж-Ж-Жж-Ю- СМ с-1 со СМ см 0-1
. ш
о о ОООСМКОСОтПО ©со О О
ж—» ж—* ф _ сч (М см см О) ж-—1
1 1 3 1 1 1 1 1 1 1 1 ! 1 1 == 1 1
о о о оооеосо-и о ОО О 5 оо
5
Pt Pt
к
к •жж
оо с О О 1П О ОО О О О шош С о ою
о о д О О ж— СО СЧ чГ о о —< о OJ д СО —
in <• и ОЭ СЙ (ДЧС СП сч СО со со ю
1 1 s 1 1 1 1 1 1 1 1 1 1 1 >.111
о о rt ю о о о о ю> со СЛОЮ са in о о-
О о О С СО СС to О> 1.0 ф CD ’Г СМ tl —о со
СМ СМ СО ’3" • а
л X к
ьО ООО •° ill
] 1 Ч 1 1 112 0 0 111
ГО 1 । 1 1 1 1 1 1 -е со со
m к
О о
о ю £ о in о о о о о о m сП ® ю ю ю
Ю С- = Ф ь л СО о о о о оо х£ ж— , , .
Ct' Я -Ф <• <£ <о сс И — СО сосо©^ я 0)0)0)
XX х хххххххх 5 XXX
ю ю 1П 1.0 о о о о о о ое2 X ООО
Ю СМ ю ою о о о о о о о ООО
СОШ СО 1П 1П 1П щ ю ю с© <х> со Г- Ь. г-~
о о un ю о о о о ОСО оою
С1 СО СО со О О х*- — О ' оо со СМ Г'- со
Ш с-1 о in t *—1*
Ж—’ Ж—1 Ж—1 ж—Ж Ж Ж—Ж С-I СО <•
оо о о о о о о о о ООО CCDC>
о см О С1 Oi ' i с о с о юс о о см см
СМ СП СМ СО СО со Ш Ю 1Л со 0-1 СП о c-ltcn
—< — 0-1
о о о о о о о о о о ООО ООО
со о СО СО со со о о о ю Ю со о CO COCO
1 ( _ ,ф Tt- <£) О со<х> « Ж ж—•
~ ж-
оооосоюо f—. р—, сП coo
С1 Ю ЕО ОС 50 Д Ф о сою CM Ю co
§5
С ) СМ
Примечание. Изготовители: 3820Д. 3821Д, 3820, 3821, 3822, 3822Э, 3820-2, 3821-2, 3822 — Одесский завод прецизионных
станков им. XXV съезда КПСС; ЗМ82, 3M83 и ЗК84 — Стерлитамакский станкостроительный завод им. В. И. Ленина; ЗГ833 — Красно-
реченский станкостроительный завод им. М. В. Фруизе; ЗН84, ЗН85 и ЗН86 — Одесский завод радиально-сверлильиых станков нм,
Обработка систем сопряженных отверстий
281
резных шпинделей, в обычном и авто-
матизированном исполнении (с ин-
дексом А). Каждый шпиндель станка
работает независимо от других и имеет
самостоятельные органы управления и
настройки.
Специальные вертикально-сверлиль-
ные многошпиндельные станки с раз-
движными шпинделями (см. табл. 25)
2Н135М, 2170М и 2Г175М являются
базовыми станками е головкой коколь-
ного типа. Они предназначены под
специальные наладки для сверления,
венкерования, развертывания и наре-
зания резьб в различных деталях
в полуавтоматическом цикле. Наладки
выполняются по заданию заказчика.
Станок 2170М заменяется станком
2Г175М.
Сверлильные вертикально-сверлиль-
ные одношпиндельные станки с авто-
матическим циклом перемещения
шпинделя (см. табл. 26) 2Н118А,
2Н125А, 2Н135А, 2Н150А созданы на
базе станков 2Н118, 2Н125, 2Н135,
2Н150; они отличаются от базовой
возможностью дополнительного нала-
дочного (для обработки партии дета-
лей) и полуавтоматического циклов
(управление ведется с помощью ранее
настроенных кулачков). Скорость бы-
строго перемещения пиноли от элек-
тродвигателя мощностью 0,6 кВт со-
ставляет 2,8 м/мин. Станки 2Н118С,
2Н125С, 2Н135С и 2Н150С снабжены
пинолью фланцевого исполнения под
многошпиндельную наладку.
Специальные вертикально-сверлиль-
ные станки с перемещающейся шпин-
дельной бабкой 2С135, 2С150, 2С170
(см. табл. 27) предназначены для вы-
полнения операций сверления, развер-
тывания, венкерования и нарезания
резьбы в полуавтоматическом режиме
с циклом работы; быстрый подвод
шпиндельной бабки, рабочая подача,
быстрый отвод и автоматический оста-
нов. Станки по вада ни ям заказчиков
оснащаются специальными наладками,
в том числе устройствами автомати-
ческой загрузки и разгрузки обраба-
тываемых деталей из магазина, пере-
катными и поворотными столами, мно-
гошпиидельными головками и другими
устройствами, настроенными на обра-
ботку одной определенной детали или
на групповую обработку нескольких
однотипных деталей. Число рабочих
шпинделей определяется техническим
ваданием.
Станки 2С135, 2С150 и 2С170 заме-
няются соответственно станками
2Н135Б, 2Н150Б и 2Г175Б.
Радиально-сверлильные станки
2П52, 2Ш55, 2Ш57 и 2М57Д (см.
табл. 28) выполнены с колонной, пере-
мещающейся по направляющим осно-
вания. Радиально-сверлильный ста-
нок 2Р53 смонтирован на тележке,
перемещающейся по рельсовому пути.
Рукав станка перемещается по колонке
и может поворачиваться вокруг ее оси.
Шпиндельная бабка движется по на-
правляющим колонны.
Горизонтально-сверлильные пере-
носные станки ОС-900 и ОС-955 (см.
табл. 29) выполнены с колонкой, пере-
мещающейся по направляющим осно-
вания. Шпиндельная бабка с горизон-
тальным шпинделем имеет вертикаль-
ное перемещение по колонне и повора-
чивается вокруг ее осв. Шпиндель имеет
осевое перемещение.
Станок для глубокого сверления
ОС-901 Одесского завода радиально-
сверлильных станков им. В. И. Ленина
для получения отверстий способом
ступенчатой подачи по автоматиче-
скому циклу. Движение подачи и вра-
щение сообщаются инструменту, обра-
батываемое изделие неподвижно за-
крепляется в специальном приспособ-
лении. Технические характеристики
станка ОС-901 для глубокого сверле-
ния отверстий в корпусных деталях
приведены ниже.
Диаметр сверления, мм . ,
Наибольшая глубина свер-
ления, мм................
Продольное перемещение,
мм:
салазок по станине . ,
инструментальной баб-
ки по салазкам . . . .
Расстояние от оси шпин-
деля до направляющих, мм
Частота вращения шпин-
деля, об/мин.............
Пределы рабочих подач,
мм/мин ................. .
Габариты станка, мм:
длина (без электрошка-
фа) ..................
ширина (без гидроагре-
гата) .........
высота..................
Масса станка, кг ....
10—18
900
620
280
165
400 — 2000
40—500(780)
2800
560
1600
4100
chipmaker.ru
282
Обработка плоскостных деталей
Мощность электродвигате-
лей привода главного дви-
жения. кВт............. 4,0/4,5'5,7
Общая ................. 7,0
Горизонтально-расточные станки
ЛР-166, ЛР-275, ЛР-218, ЛР-172 и
ЛР-180 (см. табл. 31) выполнены со
шпиндельной бабкой, перемещающейся
по п родольным нал равляющим станины.
Встроенная в бабку борштанга имеет
радиальный суппорт. Обрабатываемая
деталь располагается на опорной
плите (ЛР-166, ЛР-275, ЛР-172 и
ЛР-180) пли подвижном столе (ЛР-218),
продольная ось которого располагается
поперечно оси борштанги. Размер ра-
бочей поверхности стола станка ЛР-218
5500 x 2500 мм.
Горизонтально-расточные станки
ЛГ-6А, ЛР-149Т, ЛР-187, 2656с1,5,
ЛР-169 и ЛР-243 (см. табл. 32) выпол-
нены с поперечно-подвижной (относи-
тельно оси шпинделя) стойкой. Станок
ЛР-187 двусторонний с двумя стой-
ками, расположенными по обе стороны
обрабатываемой детали, ЛР-169 —
сдвоенный (расстояние между стой-
ками, перемещающимися по одним
направляющим станины, 4240—
9200 мм). Станки выполнены в обычной
компоновке универсальных горизон-
тально-расточных станков с попереч-
но-подвижной стойкой. Станки могут
поставляться со стендовыми плитами,
продольными и поворотными столами
и устройствами для установки деталей
обрабатываемых изделий.
Горизонтально-расточные станки
ЛГ-8, Л Г-12, ИР-9 выполнены с не-
подвижными стойками и крестовым
поворотным столом. Станок ЛГ-8
работает по автоматическому циклу:
подвод стола до жестко регулируемого
упора — растачивание — отвод стола
в исходное положение. Станок ЛГ-12
оснащен оптическими устройствами
отсчета координат перемещений
шпиндельной бабкн и стола. Станок
ИР—9 имеет две неподвижные стойки,
расположенные на одной станине
с противоположных сторон крестового
стола, и две шпиндельные бабки,
перемещающиеся по направляющим
стоек. Горизонтально-расточной ста-
нок ЛР-252 состоит из двух стоек
(продольно-подвижной и поперечно-
подвижной) и расположенного между
ними поперечно-подвижного (относи-
тельно осей шпинделей) стола. Соос-
ность шпинделей выверяется опти-
ческим прибором.
Горизонтально-расточной станок
НР-10 имеет продольно-подвижную
переднюю стойку, неподвижную стен-
довую плиту, шпиндельную бабку
с выдвижным шпинделем, радиальный
суппорт, следящую копировальную
систему и специальную борштангу
с радиальным суппортом для обра-
ботки конусных отверстий в корпусных
деталях. Кроме того, на станке можно
производить обработку точных от-
верстий, обтачивание фланцев, обра-
ботку торцов радиальным суппортом
планшайбы, сверление, зенкерование
и развертывание отверстий, фрезеро-
вание плоскостей и нарезание метри-
ческой и дюймовой резьбы. Горизон-
тально-расточные станки 2622К, НС-23
и НС-21 выполнены со стойкой, пере-
мещающейся в продольном (по оси
шпинделя) и поперечном направле-
ниях. Станок 2622К переносный, точ-
ность установки координат на станке
±0,07 мм на длине 1000 мм (координа-
ты перемещения шпиндельной бабки
в вертикальной и горизонтальной пло-
скостях отсчитываются с помощью
навесных оптических устройств ценой
деления 0,01 мм). Станки моделей
НС-23 и НС-21 изготовлены на базе
универсального горизонтально-рас-
точного станка модели 2Б660, станок
НС-21 — сдвоенный, с двумя стойками,
расположенными на одной станине.
Технические характеристики уни-
версальных вертикальных координат-
но-расточных н координатно-шлифо-
вальных станков приведены в табл. 33.
Отделочно-расточные вертикальные
станки 278Л, 2А78 и 2А78Н (табл. 34)
поставляются с комплектом сменных
шпинделей и другими принадлежно-
стями; наладка станков на обработку
конкретной детали длиной соответ-
ственно до 185, 300 и 400 мм выпол-
няется на заводе-потребителе станка.
Станок 278Л комплектуется шпинде-
лями диаметром 62, 78 и 120 мм, станки
2А78 и 2А78Н — шпинделями диа-
метром 48, 78 и 120 мм и, кроме того,
универсальным шпинделем для раста-
чивания отверстий диаметром 28—
200 мм и длиной до 200 мм. Станки
Обработка систем сопряженных отверстий
ад
278Л и 2А78Н выполнены с непо-
движным столом (плитой) размером
500Х 1200 мм, станок 2А78 — с кре-
стовым столом, позволяющим помимо
растачивания выполнять сверление
отверстий по заданным координатам.
Станки 278Л, 2А78 и 2А78Н эаме-
няются соответственно станками
2Е78Л, 2Е78П и 2Е78ПН. Отделочно-
расточные вертикальные станки
ОС-561, 2777П, 2777В, 2779П и 2779В
выполняются с несколькими унифици-
рованными или специальными расточ-
ными головками, устанавливаемыми на
поверхности общей вертикальной плат-
формы, которой сообщаетси вертикаль-
ная рабочая подача. Станки работают
по полуавтоматическому циклу: быст-
рый подвод платформы (салазок), рас-
тачивание на рабочей подаче, быстрый
отвод салазок. Вращение шпинделей
осуществляется от общего для всех
головок электродвигателя через кли-
ноременные передачи.
Отделочно-расточные горизонталь-
ные полуавтоматы 2703П, 2705В,
2705П, 2711В, 2711П, 2713В, 2713П,
2704В, 2704П, 2706В, 2706П, 2712В,
2712П, 2714В и 2714П (табл. 35) —
для тонкого растачивания одного или
сразу нескольких точных цилиндри-
ческих отверстий, расположенных
с одной стороны (односторонние стан-
ки) или одновременно с двух сторон
детали. Станки являются базовыми
конструкциями для изготовления спе-
циальных станков, оснащенных на-
ладками для обработки конкретной
детали. При специальном оснащении
иа станках выполняются операции
подрезания внутренних и наружных
торцов, вырезания канавок, растачи-
вания н обтачивания конических и
фасонных поверхностей. Станки имеют
станину с одного (для односторонних
станков) или двух (для двусторонних
станков) торцов которой установлены
электродвигатели привода шпинделей
расточных головок, в средней части
станины расположен электродвигатель
привода стола. На концах станины
(на одном конце для односторонних
станков) .установлены мостики, на
верхней плоскости которых монти-
руются унифицированные или спе-
циальные расточные головки (в необ-
ходимых случаях они могут выпол-
няться с частотой вращения до
8000 об/мин). На одном мостике мцгут
устанавливаться головки разных клас-
сов точности. Стол станка переме-
щается по направляющим -станины
(по оси шпинделей головок), ход стола
ограничивается жесткими упорами.
Специальный внутришлифовальный
станок МВ6020 Саратовского станко-
строительного завода предназначен
для шлифования отверстий в невраща-
ющихся деталях. Заготовка устанавли-
вается на прямоугольный стол стола
и ориентируется в определенном поло-
жении относительно оси шлифоваль-
ного шпинделя. Шлифовальной бабке
сообщается поперечное перемещение.
Шлифовальному кругу помимо враще-
ния вокруг собственной оси сообщается
дополнительное вращательное (плане-
тарное) движение вместе с гильзой.
На станке обеспечивается постоянство
диаметра в поперечном и любом сече-
нии в пределах 0,015—0,025 мм.
Технические характеристики спе-
циального внутришлифовального
станка МВ6020 с планетарным враще-
нием шпинделя приведены ниже.
Размеры обрабатываемых от-
верстий, мм:
диаметр . , . . . . 90—320
длина наибольшая . . . 560
Размеры поверхности стола*
мм:
ширина ... . 500
длина................... 12С0
Расстояние от осн гильзы шли-
фовального шпинделя до по-
верхности стола, мм......... 100—300
Наибольший ход стола, мм . . 800
Частота вращения, об/мин:
шлифовального шпин-
гильзы шлифовального
шпинделя ...... 40—100
Скорость хода шлифоваль-
ной бабки, м/мии . 0,5—6,0
Поперечная подача круга,
мм/двойиой ход ‘ Ручная
Габариты станка, мм:
длина ................ 3350
ширина ...... 3130
высота............. . 1480
Масса станка, кг .... 6000
Мощность электродвига-
телей, кВт:
привода шлифоваль-
ного шпинделя . . 4,5
привода гильзы шпин-
деля . . . . 2,2
общая.................. 14,2
Постоянство диаметра, mms
в поперечном сечении 0,015—0,025
в любом сечении . . . 0,015—0,025
284
Обработка плоскостных деталей
Специальные вертикально-прити-
рочные станки 3820Д и 3821Д (см.
табл. 36) предназначены для обра-
ботки отверстий в различных деталях
притирами из чугуна, бронзы и стали,
шаржированными абразивной или ал-
мазной пастой. Возможно применение
притиров с впаянными алмазными ин-
струментами. На станках предусмо-
трено сочетание возвратно-поступа-
тельного и вращательного движения
притира с одновременной радиальной
подачей (разжимом) его рабочей части
(ступенчатая подача иглы разжима);
О—0,056 мм для станка 3820Д и 0—
0,07 мм для 3821Д. Станки заменяются
станками ЗЕ820Д и ЗЕ822Д.
Специальные вертикальные хонин-
говальные станки 3820, 3821, 3822,
3822Э, ЗМ82, 3M83, ЗГ833, ЗК84, ЗН84,
ЗН85, ЗН86, 3820-2, 3821-2, 3822-2 пред-
назначены для хонингования сквозных
цилиндрических отверстий в деталях из
стали и чугуна до или после их терми-
ческой обработки. Инструментом слу-
жит хон-головка, которой сообщается
вращательное и возвратно-поступа-
тельное рабочие движения. Движение
подачи осуществляется радиальным
перемещением хонинговальных бру-
сков (разжим хона), производимым
в процессе обработки специальным
механизмом станка. Станки ЗН84,
ЗН85 и ЗН86 снабжены выкатными
(имеющими перемещение от станины
станка) столами, станки ЗМ82, 3M83
н ЗК84 (заменяются станками ЗК82,
3K83 и ЗР84) имеют неподвижный стол,
на них возможна установка специаль-
ных поворотных или выкатных при-
способлений. Станки 3820, 3821, 3822
(заменяются станками ЗЕ820 и ЗЕ822)
снабжены неподвижной Плитой (сто-
лом) для установки зажимных приспо-
соблений. Станки 3820-2, 3821-2 и
3822-2 (заменяются станками ЗЕ820-2
и ЗЕ822-2) — двухшпиндельные, с по-
воротным трехпозиционным столом и
двумя кинематически с ним связанными
шпинделями; в первой позиции (пер-
вым шпинделем) производится пред-
варительная обработка отверстия, на
второй — чистовое хонингование и вы-
хаживание, третья позиция — загру-
зочная. Станок 3822Э является моди-
фикацией станка 3822, предназначен-
ной для электро химического хонин-
гования.
Указатель таблиц
285
указатель
ТАБЛИЦ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК Л1ЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Станки № табл. Стр.
Для обработки валов
Ленточно-пильные и поковочные 1 5
Абразивно-отрезные 2 6
Круглопильные К з 5, 7
Трубоотрезиые 4 7
Центровальные и центровально-подрезные 5 10
Расточные для обработки центровых отверстий 6 12
Фрезерно-центровальные и центровально-отрезные ' 7 13
Барабанно-фрезерные 8 15
Непрерывно-протяжные 9 16
Центрошлифовальиые и центродоводочные 10 17
Торцешлифовальмые 11 18
Бесцентрово-токарные 12 20
Токарно-центровые 13; 14, 15, 16 23, 24, 26, 27
Токарно-копировальные и многорезцовые полуавтоматы 17, 18, 19 31, 32, 33
Круглошлифовальные центровые 20, 21, 22 36, 38, 40
Круглополировальные центровые — 44
Бесцентровые круглошлифовальиые 23 45
Бесцентровые шлифовально-полировальные 24 46
Суперфинишные центровые и бесцентровые 25, 26 48, 49
Станки для глубокого сверления и растачивания 27, 28 51, 52
Внутри шлифовальные для длинных изделий 29 54
Полировально-шлифовальные для обработки отверстий 30 55
Хонинговальные горизонтальные 3! об
Резьбонарезные горизонтальные полуавтоматы 32 59
Винторезные и резьботскариые полуавтоматы 33 60
Резьбонарезные с вихревой головкой и резьбофрезер- 34 61
ные Станки для нарезания червяков 35 62
Трубонарезные 36 62
Резьбошлифовальиые и червячно-шлифовальные 37, 38, 39 63, 64
] Ил н цефрезер п ые 40 71
Зубофрезерные горизонтальные 41 72
Зубодолбежные для салов-шсстерен 42 73
Шлицестрогальные 43 73
Роторофрезерные 44 74
Шлнцешлифовальн ые 45 75
Шпоночно-фрезерные 46, 47, 48 81, 82, 83
Токарные для шпоночных и смазочных канавок 49 84
Фрезерные для пазов, лысок, площадок 50 84
Горизонтально-протяжные автоматы 51, 52 85
Для обработки концентрических деталей
Токарные патронные и лоботокарные 1. 2 94, 95, 96
Токарно-револьверные Одношпиндельные токарные патронные 3, 4, 5 99, 100, 101
Горизонтальные автоматы и полуавтоматы Одношпиндельиые токарные патронные 6, 7, 8. 9 104, 105, 106, 108
Вертикальные полуавтоматы 10 113
Многошпиндельные токарные патронные
Горизонтальные полуавтоматы и автоматы Многошпнмдельиые токарные патронные 11, 12 115, 117
Вертикальные полуавтоматы и автоматы 13, 14 120, 122, 123
Одношпиндельные токарные и фасонно-отрезные прут- ковые автоматы Одношпиндельные токарные прутковые 15 124
Автоматы продольного точения Одношпиндельиые токарно-револьверные 16. 17 125, 126
Прутковые автоматы 18 129
chipmaker.ru
286
Указатель таблиц
Продолжение
Станки № табл. Стр.
Миогошпнн дельные токарные прутковые автоматы 19, 20 131, 132
Токарно-карусельные 21. 22 134 136
Протяжные для внутреннего протягивания 23. 24; 25 141 142 144
Круглошлифовальные патронные и универсальные 26, 27 147, 148 153 154
Бесцентровые круглошянфовальные. шлифовально-по- 28. 29
л провальные и доводочные
Кар усельн о-шлифовал ьн ые 3-0 16?
Внутр и шли фовальные 31, 32, 33, 34 163, 164 163
Верти кально-доводочные двухдисковые 35
Полировально-шлифовальные 36, 37 38 177, 178 180 181 1 83
Муфтоотрезиые
Сферотокарные патронные .. 39
Торцеплоскошлифоваль'ные двухсторонние 40
Пл ос ко шли фовальные с круглым столом 41, 42 184, 185 187 188
Фрезерные для обработки торцовых поверхностей 43^ 44
Протяжные для обработки торцовых поверхностей 45 1*89
Станки для нарезания и шлифования спиралей на тор- цовых поверхностях 46 189
Вертикально-доводочные одноднсковые н двухднсковыс с неподвижными дисками 47 190
Резьбонарезные и гайконарезные 48 193
Резьбофрезерные 49, 52 193, 195
Резьботокарные патронные S0 1 94
iWj-ф-п/й’сГр езн 51 194
Резьбошлифовальные и шлифовально-затыловочные 53, 54. 55 197, 4 98
Долбежные 56 199
Горизонтально-протяжные для пазов, лысок и много- гранников 57 199
Верти к ал ьно-протяжные для пазов и лысок 58 200
Фрезерные для 'пазов, лысок, поперечных отверстий 59. 60 201, 20?
Расточные н сверлильные для поперечных отверстий « 61 202, 217, 219
окон
Станки для нарезания смазочных каиавок 24 5
Зу бодолбежн ые 62. 64 203, 205
Зубофрезерные вертикальные для цилиндрических ко- лес 62, 65 203, 208
Зубострогальные, зубофрезерные, зуборезные, зубопро- 62. 66 203, 210
тяжиые для прямозубых конических колес
Зуборезные для конических колес с круговыми зубья- ми 62, 67 203, 211
Зубошлифовальные 63, 68, 69, 204. 212, 213;
Зубошевииговальные н зубохонииговальные 63 214 204
Для обработки плоскостных деталей
Поперечно-строгальные 1, 6 237, 240
Продол ьно-строгальные и кром нестрога л ьные 238
Консольно-фрезерные 3, 9 238. 243
Верти на л ьно-фрезерные с крестовым столом 4, 10 239, 244
Продольно-фрезерн ые 5. 13. 14. 238, 246, 247.
Карусельно-фрезерные 15, 16. 17 248. 249. 252
11 245
Барабанно-фрезерные 12 246
Протяжные для наружного протягивания 7. 18, 19 242, 256, 257
Проскошл ифовал ьн ые 8. 21 242, 259
Продол ьно-шлифовальные 20 257
Вертикально-сверлильные 22. 23. 24, 269, 274.
25. 26, 27 272, 273
Радиальио-сверлильные 22. 28 269. 273
Горизонтально- и глубокосвсрл ильные 274. 281
Горизонтально-расточные 30. 31, 32 275. 276
Ксординатно-расточные и координатно-шлифовальные 33 278
От дел очно- расточные 34, 35 278. 279
Притирочные и хонинговальные 36 289
Внутри шлифовальные с планетарным вращением шпин- деля Без номера 283
ОГЛАВЛЕНИЕ
Введение (Н. Ф. Дабатов). . 3
Глава 1
Обработка деталей типа валов
(В. Б. Дьячков) ....... 4
Технологические задачи, воз-
никающие при обработке валов 4
Обработка торцов валов .... 4
Станки для разрезания заго-
товок валов.................. 4
Станки для обработки торцов
валов........................ 9
Обрг ботка наружных поверх-
ностей вращения валов .... 19
Токарные бесцентровые станки 20
Токарно-центровые станки 22
Токарные многорезцовые
копировальные полуавтоматы 31
Круглошлифовальные и
круглополировальные цен-
тровые станки............... 35
Бесцентровые круглошлифо-
вальные и шлифовально-по-
лировальные станки.... 44
Суперфинишные станки . . 48
Притирочные и доводочные
станки ..................... 50
Обработка центральных отвер-
стий полых валов и труб... 50
Обработка резьбовых шеек ва-
лов .......................... 58
Обработка шлицевых (зубча-
тых) профилей на валах .... 70
Обр ботка шпоночных и сма-
зочных канавок, лысок, попе-
речных пазов и отверстий ... 79
Глава 2
Обработка концентрических де-
талей (В. Б. Дьячков) 91
Технологические задачи, воз-
никающие при обработке кон-
центрических деталей.... 91
Обработка наружных и вну-
тренних поверхностей враще-
ния концентрических деталей 92
Токарные патронные и лобо-
токарные станки ............. 92
Токарно-револьверные
станки ...................... S3
Токарные патронцые и па-
тронно-центровые полуавто-
маты и автоматы............. 103
Токарные прутковые автоматы 123
Токарно-карусельные станки 133
Протяжные станки....... 140
Круглошлифовальные станки 14®
Бесцентровые круглошли-
фовальные, бесцентровые
шлифовально-полироваль-
ные и бесцентрово-доводоч-
ные станки.................. 152
Внутришлифовальные станки Ю1
Хонинговальные, доводоч-
ные н притирочные станки 172
Полировально-шлифоваль-
ные станки.................. 177
Обработка торцовых ковер х-
ностей концентрических деталей 179
Обработка резьбы и винтовых
канавок на наружных и вну-
тренних поверхностях вра-
щения концентрических деталей 19!
Станки для нарезания резьб
и винтовых канавок............ 191
Обработка шпоночных и сма-
зочных канавок, лысок, нецен-
тральных, фасонных и попереч-
ных отверстий, шлицевых и зуб-
чатых профилей................ 198
Глава 3
Обработка плоскостных деталей
Технологические задачи, воз-
никающие при обработке пло-
скостных деталей (В. Б-. Дьяч-
ков) ......................... 236
Обработка систем сопряженных
плоскостей (И. Ф. Дабатов) 236
Обработка систем сопряженных
отверстий (А1. У. Носиков) . . 268
Указатель таблиц технических
характеристик металлорежу-
щих станков................... 285
chipmaker.ru
ИВ № 3690
Владимир Борисович ДЬЯЧКОВ,
Николай Федорович КАБАТОВ,
Мэлс Умралиевич НОСИНОВ
СПЕЦИАЛЬНЫЕ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ОБЩЕМАШИНОСТРОИТЕЛЬНОГО
ПРИМЕНЕНИЯ
Редактор
Т. Д. Онегина
Художественный редактор
С. С. Водчиц
Технический редактор
Л. А. Макарова
Корректоры: Л. Л. Георг невская^
В. Е. Блохина
Оформление художника
Л, С. Вендрова
Сдано в набор 17.11.82. Подписано в* пе-
чать 22.04.83. Т-09123. Формат 60X9071#
Бумага типографская № I. Гарнитура
литературная. Печать высокая. Усл.
печ. л. 18,0- Усл. кр.-отт. 18,0. Уч,-изд.
л. 27,23. Тираж 35 000 экз. Заказ 310.
Цена 1 р. 70 к.
Ордена Трудового Красного Знамени изда-
тельство «Машиностроение», 107076,
г. Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена
Трудового Красного Знамени Ленинград-
ского объединения «Техническая книга»
им. Евгении Соколовой Союзполиграф-
прома при Государственном комитете СССР
по делам издательств, полиграфии и книж-
ной торговли. 193144, г. Ленинград,
ул. Моисеенко, 10.