/
















































































































































Similar




Text
ЦЕНТРАЛЬНОЕ БЮРО ПРОМЫШЛЕННЫХ НОРМАТИВОВ ПО ТРУДУ ПРИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОМ ИНСТИТУТЕ ТРУДА ГОСУДАРСТВЕННОГО КОМИТЕТА СОВЕТА МИНИСТРОВ СССР
ПО ВОПРОСАМ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ вспомогательного, на обслуживание рабочего места
и подготовительно-заключительного для технического нормирования станочных работ
СЕРИЙНОЕ ПРОИЗВОДСТВО
Издание второе, уточненное и дополненное
Москва
«МАШИНОСТРОЕНИЕ»
1974
028
УДК 021.01:658.52.524(083 75)
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. Изд. 2-е. М., «Машиностроение», 1974, 421 с. (ЦБПНТ при НИИТруда).
Общсмашиностроителъные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ (серийное производство) разработаны Центральным бюро промышленных нормативов по труду при Научно-исследовательском институте труда Государственного комитета Совета Министров СССР по вопросам труда и заработной платы с участием ряда научно-исследовательских институтов и нормативно-исследовательских организаций предприятий машино-строения.
Сборник содержит нормативы вспомогательного времени, времени на обслуживание рабочего места, времени перерывов па отдых п личные надобности и подготовительно-заключительного времени при работе на наиболее распростра--ценных видах универсально! о и специализированного оборудования средних размеров, применяемого в машиностроении в условиях серийного производства. Нормирование работ на крупном и уникальном оборудовании в тяжелом машиностроении, а также на малых станках, применяемых в приборостроении, на стоящими нормативами не предусмотрено.
Издание рассчитано на нормировщиков и технологов, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на станочную обработку деталей в механических цехах машиностроительных предприятий, имеющих серийный характер производства.
Нормативы времени рекомендованы ЦБПНТ для применения в машиностроении и металлообработке.
Настоящий сборник является уточненным и дополненным изданием ранее выпущенных нормативов того же наименования выпуска 1968 г.
Сборник дополнен вновь разработанными нормативами на карусельно-фрезерные, зубошлифовальные, работающие абразивным червяком станки; внесены также дополнения по имеющемуся оборудованию (обработка с полуавтоматическим циклом на вну гришлифовальных, плоскошлифовальных станках). Введен раздел для нормирования многостаночных работ. Упрощены нормативы на установку и снятие деталей в специальных приспособлениях, уточнены и дополнены нормативы на установку и снятие деталей в цанговом и четырехкулачковом патроне.
Уточнены поправочные коэффициенты на вспомогательное время от серийности работ, которые даны теперь в зависимости от суммарной трудоемкости операции (а не от количества деталей в партии, как это было в сборнике изд. 1968 г.).
В сборнике приведены типовые примеры планировок рабочих мест, а также оргоснастки.
С выходом из печати настоящего сборйика нормативы изд. 1968 г. не отменяются
Замечания и предложения по сборнику просьба направлять по адресу: Москва, 103012, пл. Куйбышева, дом 1, ЦБПНТ.
О
31301-536___
038(01) — 74
БЗ-71-3-73
ОБЩАЯ ЧАСТЬ
Приведенные в сборнике нормативы времени предназначены для технического нормирования станочных работ в серийном производстве.
Сборник содержит нормативные материалы для расчета технически обоснованных норм времени на работы, выполняемые на оборудовании, применяемом в серийном производстве.
При нормировании станочных работ по настоящим нормативам определяется вспомогательное время, время на обслуживание рабочего места, время перерывов на отдых и личные надобности и подготовительно-заключительное время.
Нормативы вспомогательного времени для каждого типа оборудования разработаны на комплексы приемов, составленные по технологическим признакам и видам работ, встречающимся при обработке деталей на станках.
В зависимости от вида применяемого оборудования и характера выполняемой на нем работы в нормативах предусмотрены разная степень укрупнения норм и два метода определения вспомогательного времени па операцию.
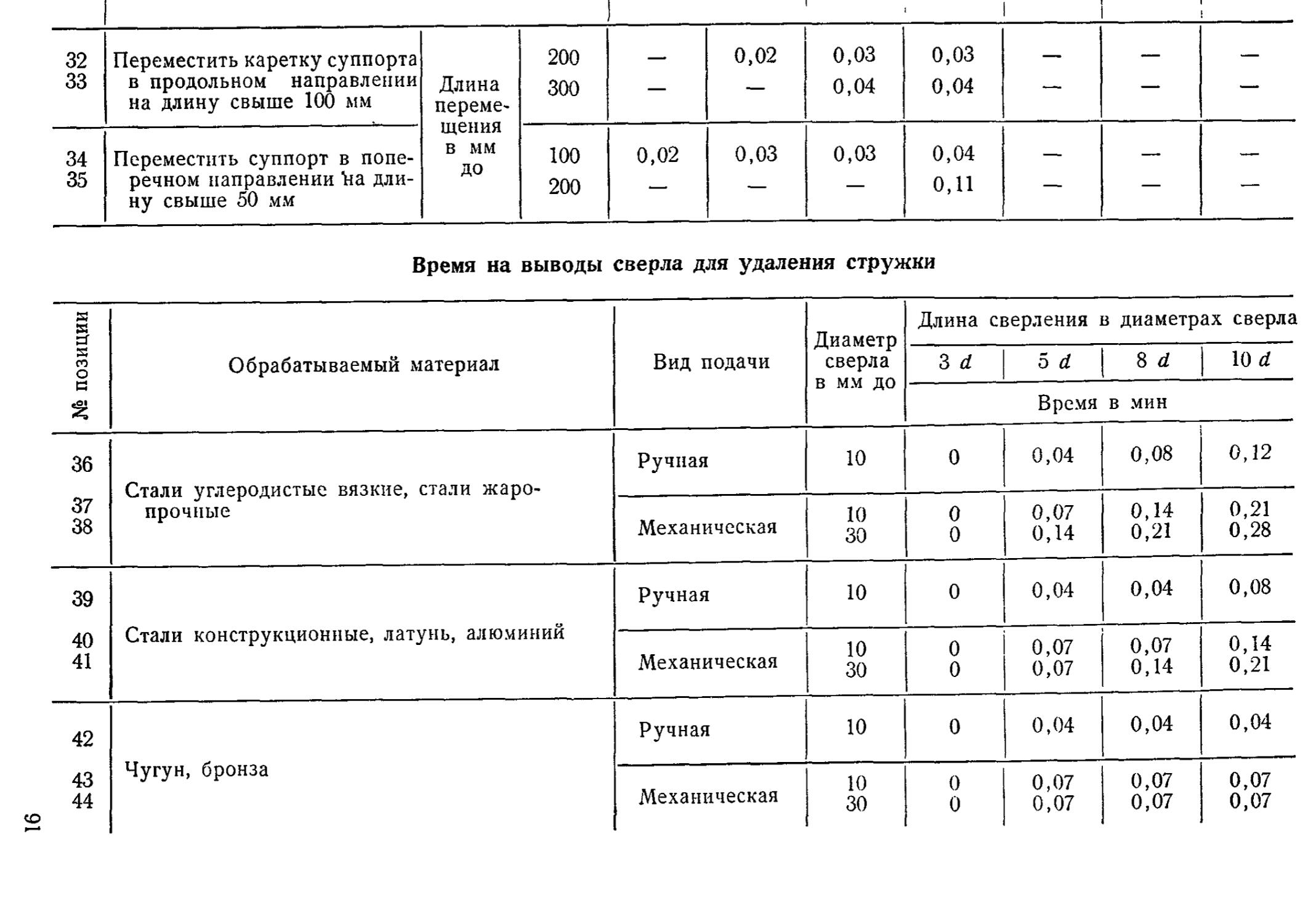
I. При расчете норм штучного времени для работ, выполняемых на универсальном оборудовании, предназначенном для многопереходных работ (карты 18—58), определение вспомогательного времени на операцию заключается в нахождении по соответствующим картам и последующем суммировании времени на установку и снятие детали; времени на проход (или обработку поверхности), определяемого для каждого перехода в операции отдельно; времени на изменение режима работы оборудования, смену инструмента и перемещение частей станка, на совмещение осей при растачивании, на выводы сверла для удаления стружки; времени на контрольные измерения обрабатываемой поверхности.
II. Для оборудования, предназначенного в основном для выполнения однопереходных операций (карты 59—85), обработка на котором в пределах одной технологической операции производится без изменения режимов работы оборудования и смены инструмента, вспомогательное время дано в виде укрупненного комплекса приемов на операщпо. Для станков этой группы вспомогательное время определяется по картам нормативов в соответствии с харак-
3
тером обработки без последующего суммирования отдельных сЛа гаемых. Исключение составляют от дельные типы станков этой труп пы, для которых учитывается время на дополнительные приемы, прибавляемое ко времени на операцию в случаях изменения содержания работы. Время на контрольные измерения детали на этих станках учитывается только в тех случаях, когда оно не является перекрываемым основным временем.
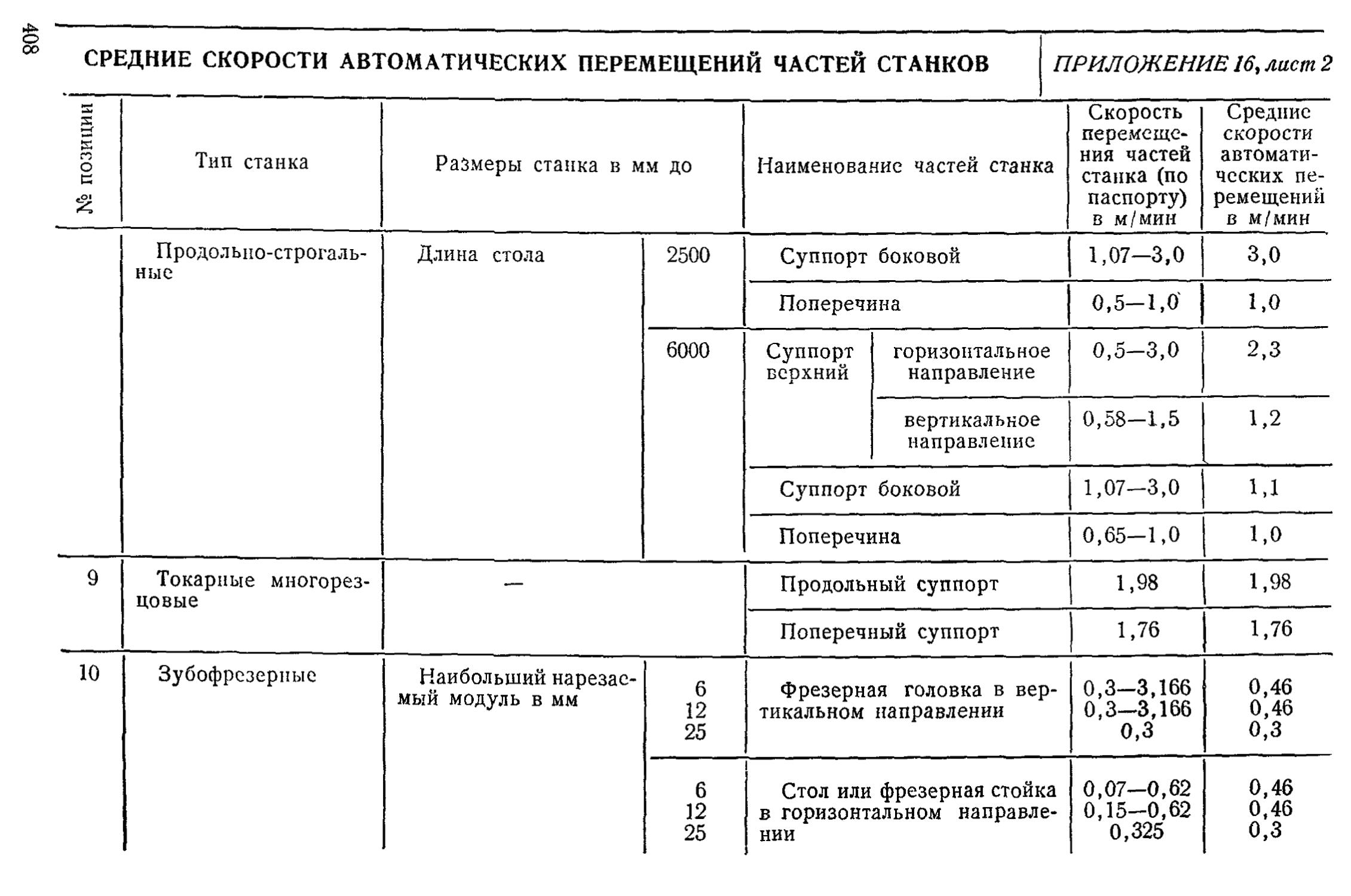
Приведенные в сборнике нормативы времени рассчитаны для нормирования работ при обслуживании рабочим одного станка (работа на одном станке). При нормировании многостаночных работ для расчета нормы времени кроме приведенных нормативов времени необходимо пользоваться методическими указаниями и нормативами времени для нормирования многостаночных работ (см. приложение 17).
При расчете нормы штучного времени необходимо учитывать условия, влияющие на изменение темпа работы и производительность труда станочника. В серийном производстве темп работы не является постоянной величиной, а изменяется в зависимости от масштаба производства.
При существующих организационно-технических условиях на продолжительность обработки оказывают существенное влияние трудоемкость операции и величина партии деталей. В серийном производстве размеры партии деталей непостоянны и изменяются в широких пределах в зависимости от количества продукции, выпускаемой предприятием.
Нормативное время в сборнике рассчитано на средние размеры суммарной продолжительности обработки партии деталей по трудоемкости операции. Для учета различной серийности, как фактора специализации производства, в нормативах предусмотрены поправочные коэффициенты (см. карту 1) на время обработки, применяемые при расчете вспомогательного времени на операцию.
При разработке технологических процессов и расчете норм штучного времени с плановыми органами предприятия заранее уточняется, какие средние величины партий изделий будут запускаться в производство. В соответствии с установленными средними партиями и продолжительностью операции определяется суммарная продолжительность обработки партии деталей и выбираются поправочные коэффициенты, приведенные в карте 1, по которым корректируется вспомогательное время, расчитанное по нормативам.
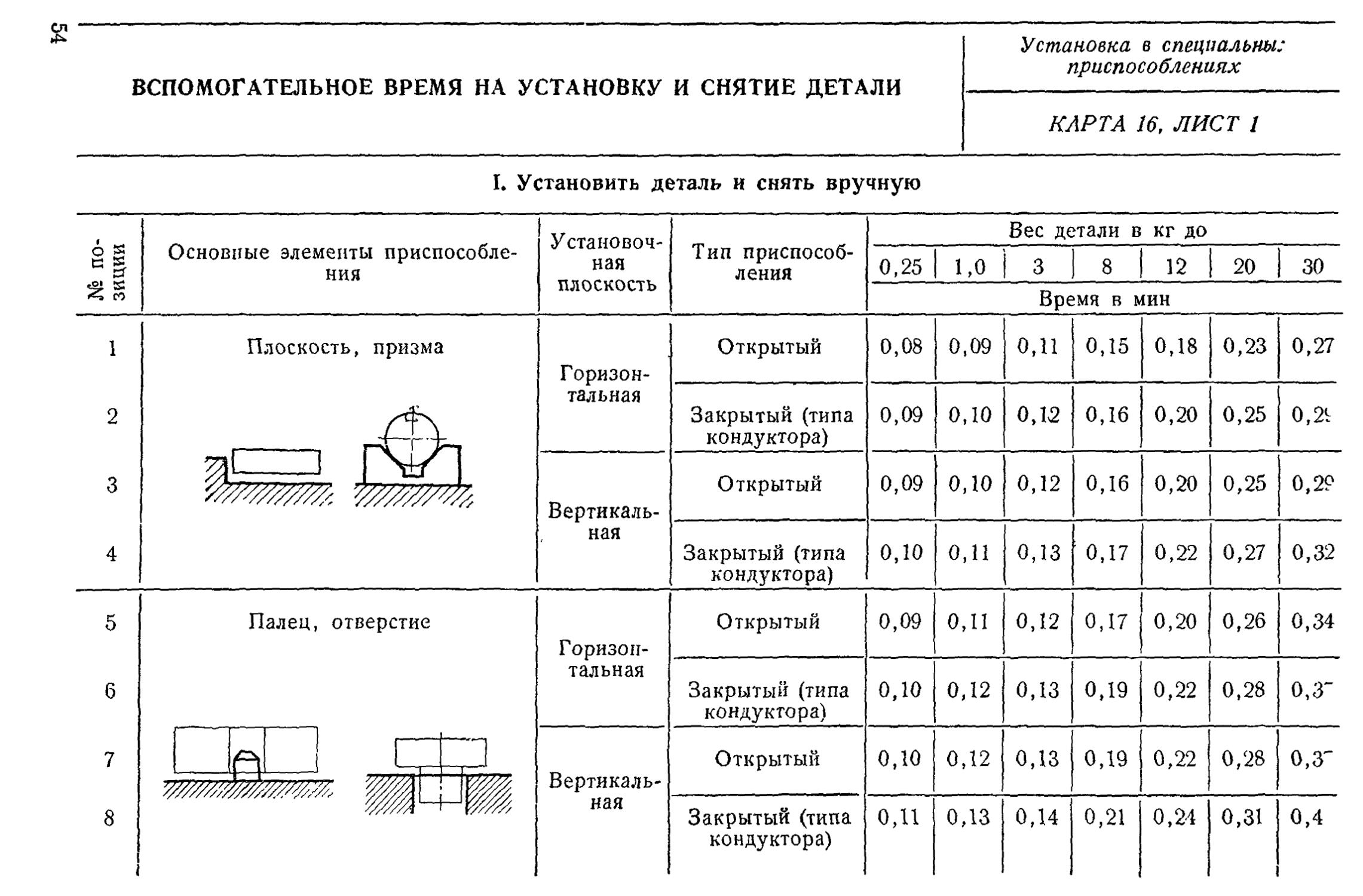
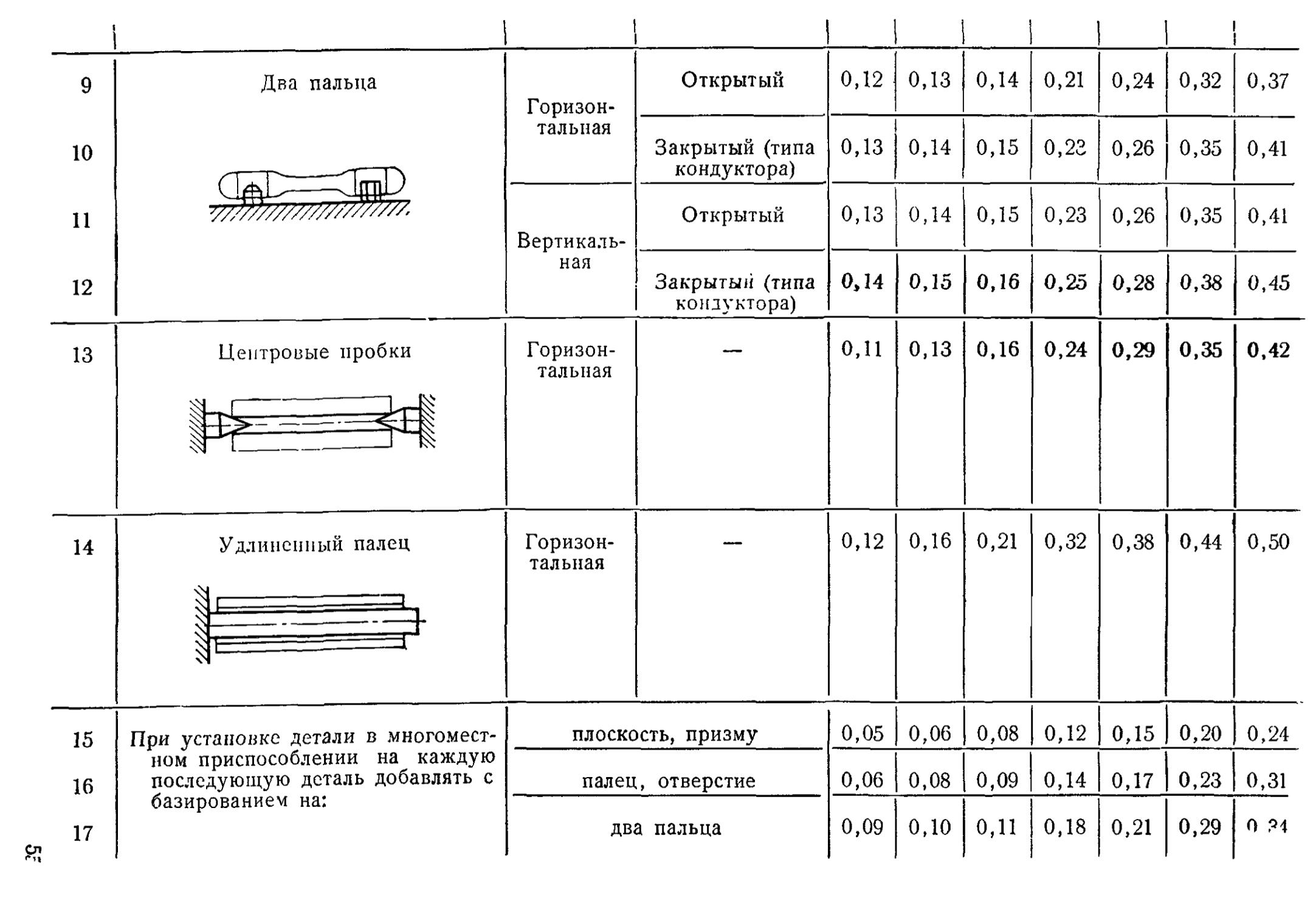
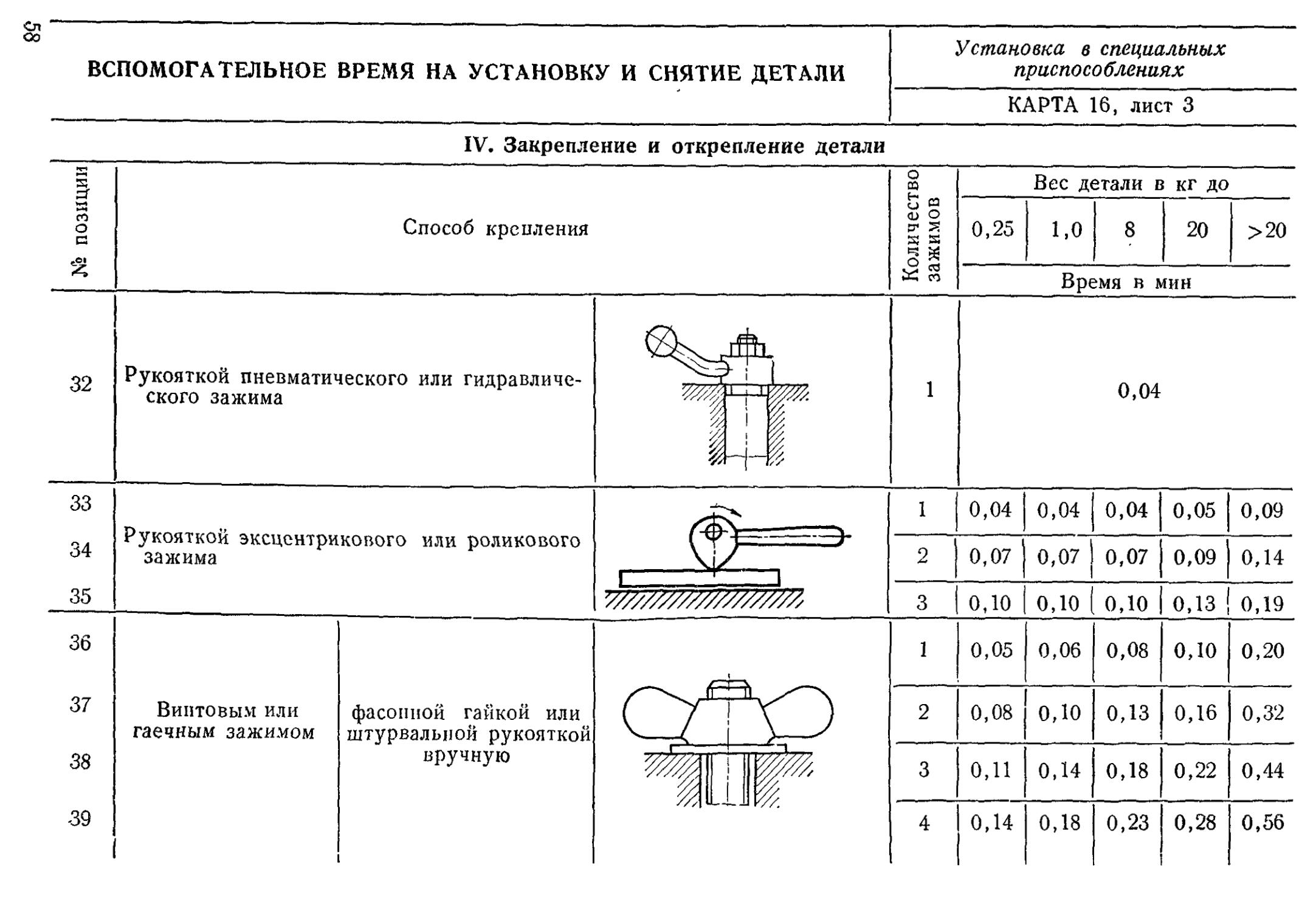
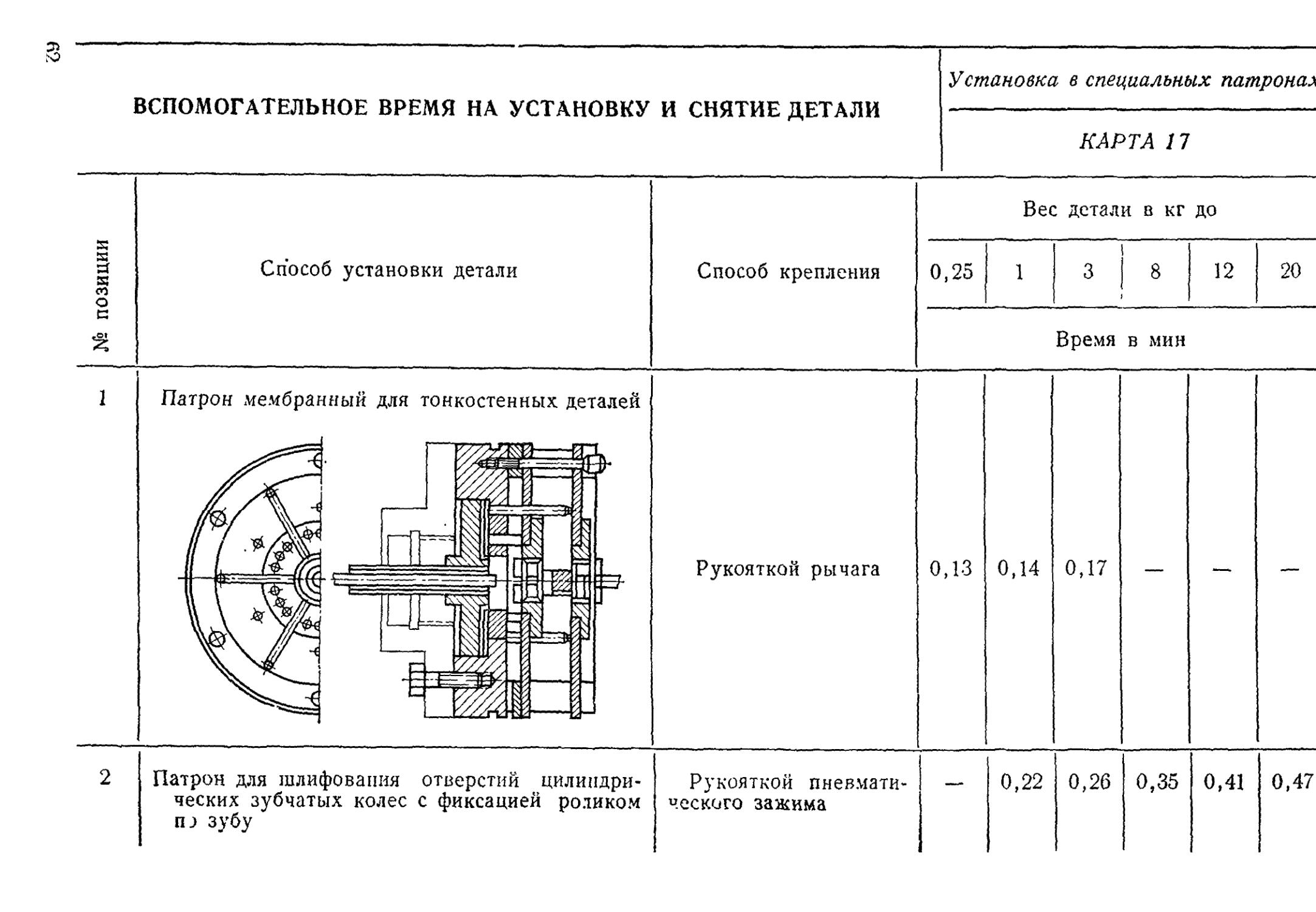
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Нормативы времени на установку и снятие детали даны по видам приспособлений вне зависимости от типов станков.
Нормативами (карты 2—17) предусмотрены наиболее распространенные типовые способы установки, выверки и крепления деталей в универсальных и специальных зажимных приспособлениях. 4
В качестве главного фактора продолжительности принят вес детали. Кроме этого фактора, учтены: способ крепления детали и тип приспособления; наличие и характер выверки; характер установочной поверхности; количество, одновременно устанавливаемых деталей и др.
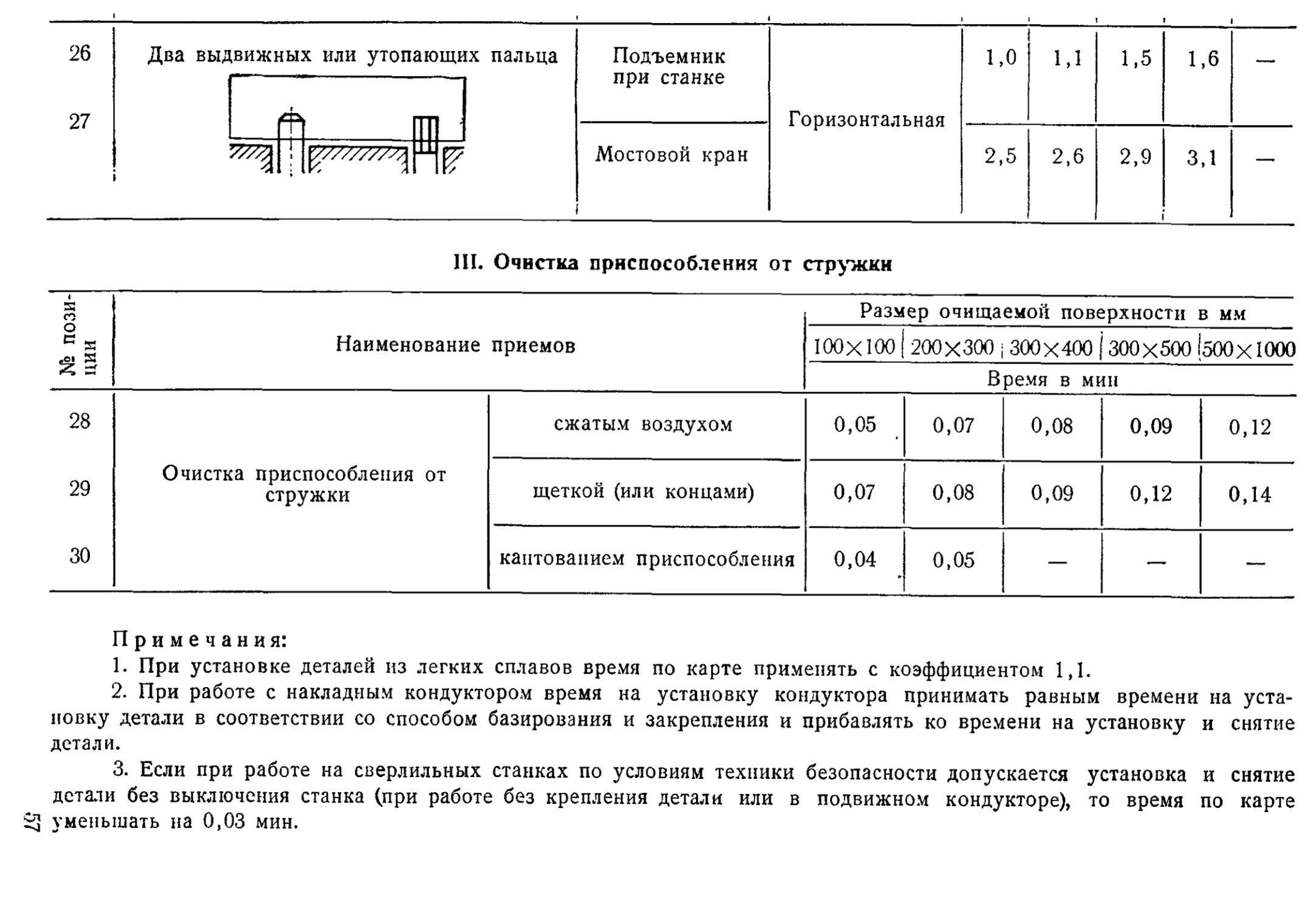
Нормативное время на установку и снятие детали предусматривает выполнение следующей работы: установить и закрепить деталь, включить станок, выключить станок, открепить деталь, снять деталь, очистить приспособление от стружки. Время на приемы «включить и выключить станок» дано вместе с временем на установку и снятие детали в целях укрупнения нормативов.
В отдельных случаях при работе на сверлильных станках на столе без закрепления детали или при ее установке в передвижных кондукторах, когда представляется возможность производить установку и снятие детали на станке без выключения вращения шпинделя, и при условии соблюдения правил техники безопасности нормативное время должно уменьшаться в соответствии с указаниями, приведенными в картах нормативов.
При работе в специальных приспособлениях вспомогательное время определяется как сумма времени на установку и снятие одной детали; на установку каждой последующей детали свыше одной при работе в многоместных приспособлениях; па закрепление детали с учетом количества зажимов и времени па очистку приспособления от стружки.
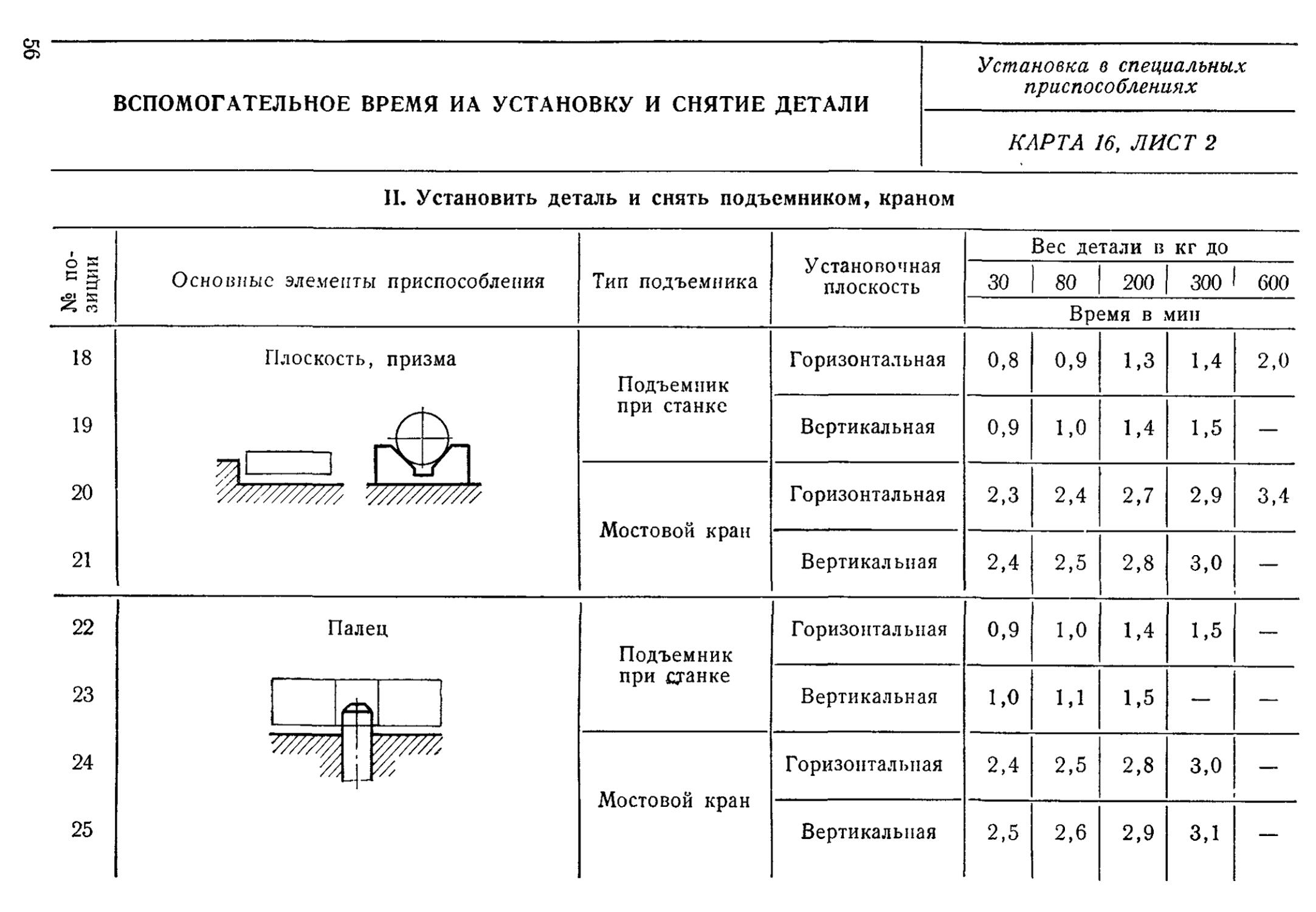
Нормативами предусматриваются установка и снятие деталей весом до 20 кг вручную и свыше 20 кг с помощью подъемных механизмов.
Установка вручную деталей весом свыше 20 кг дана в нормативах для использования в отдельных случаях при обработке на участках, где отсутствуют подъемно-транспортные средства. Не допускается установка вручную деталей весом свыше 20 кг мужчинами, не достигшими 18 лет, и женщинами.
Для работ, выполняемых с помощью подъемных механизмов, в нормативах предусматривается применение двух видов подъемных устройств:
а) подъемника при станке (или при группе станков), обслуживаемого самим исполнителем работы;
б) мостового крана.
В последнем случае нормативами учтено время на вызов крана.
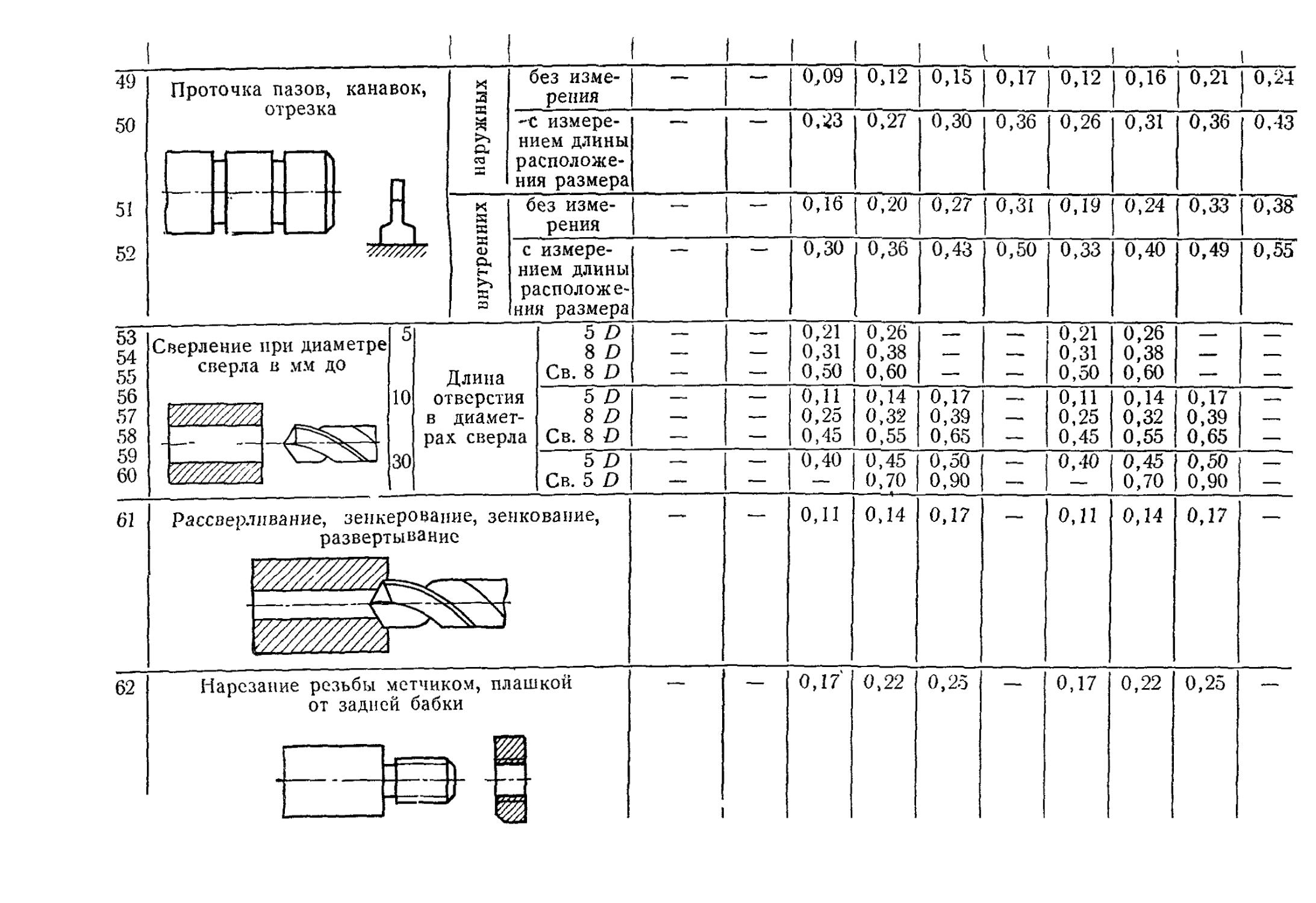
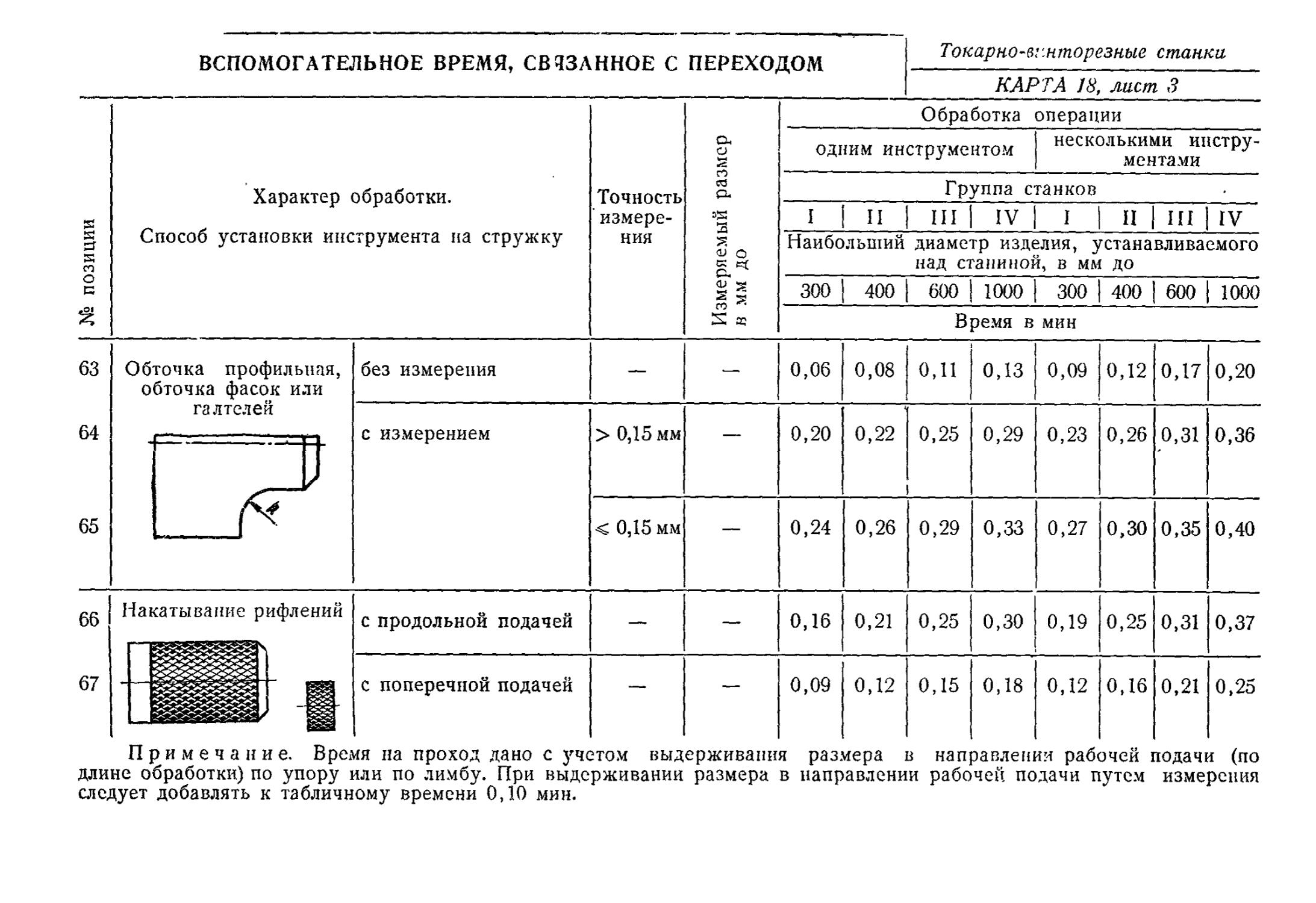
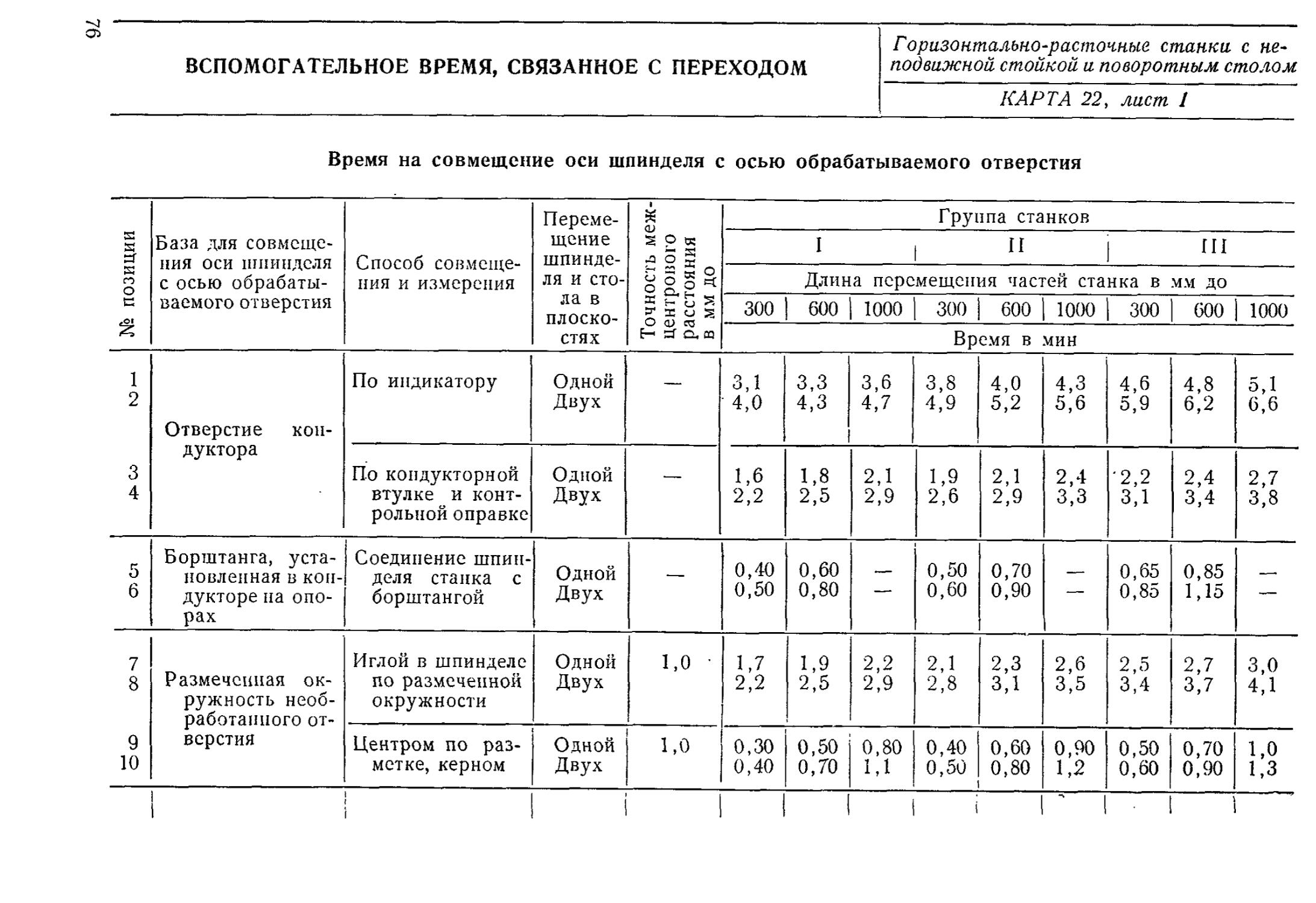
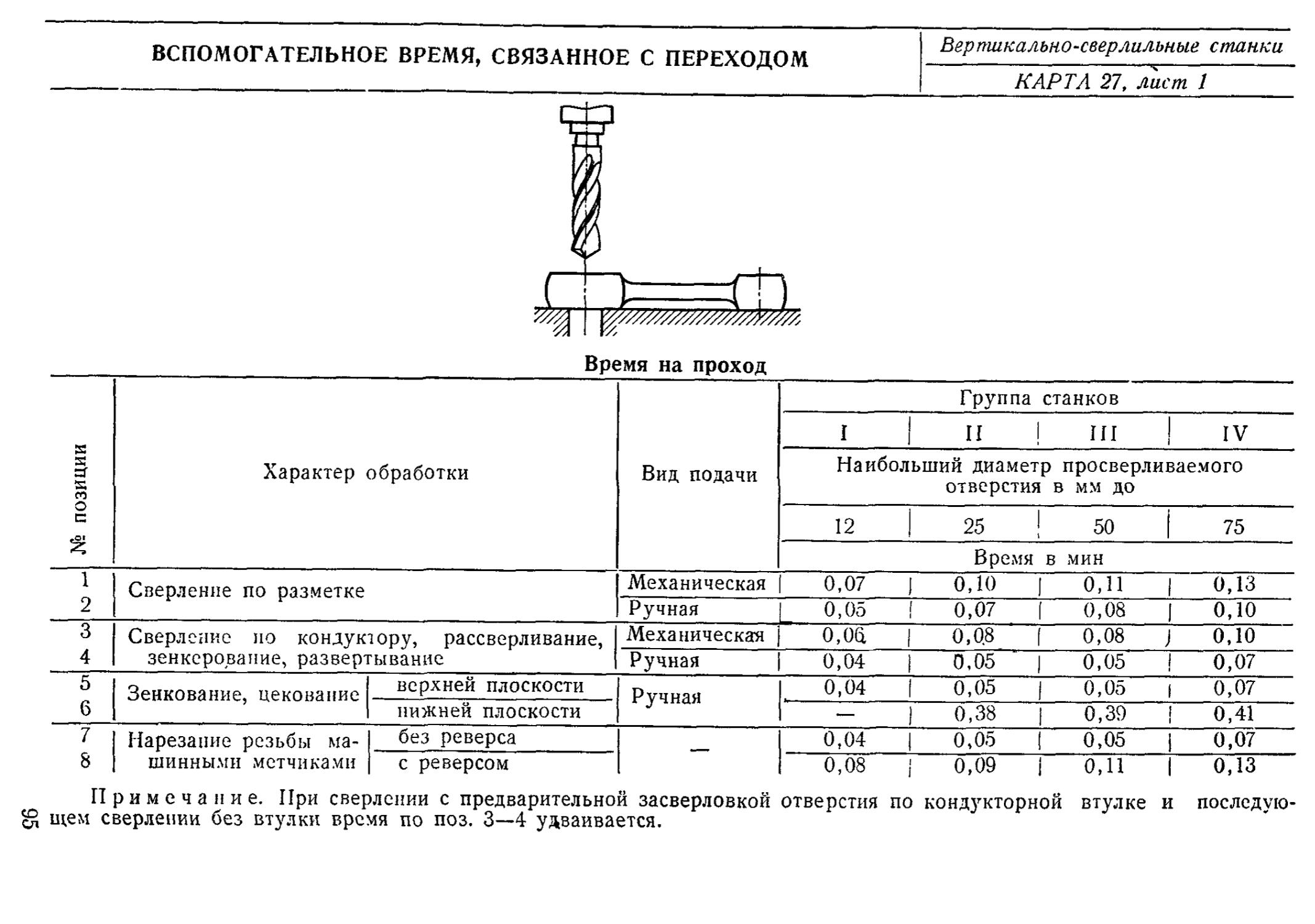
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ
ИЛИ ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ
Нормативы вспомогательного времени, связанного с переходом или • обрабатываемой поверхностью (карты 18—58), даны по типам станков и рассчитаны на выполнение укрупненных комплексов приемов, составленных по технологическим признакам и видам работ, встречающимся в серийном производстве.
5
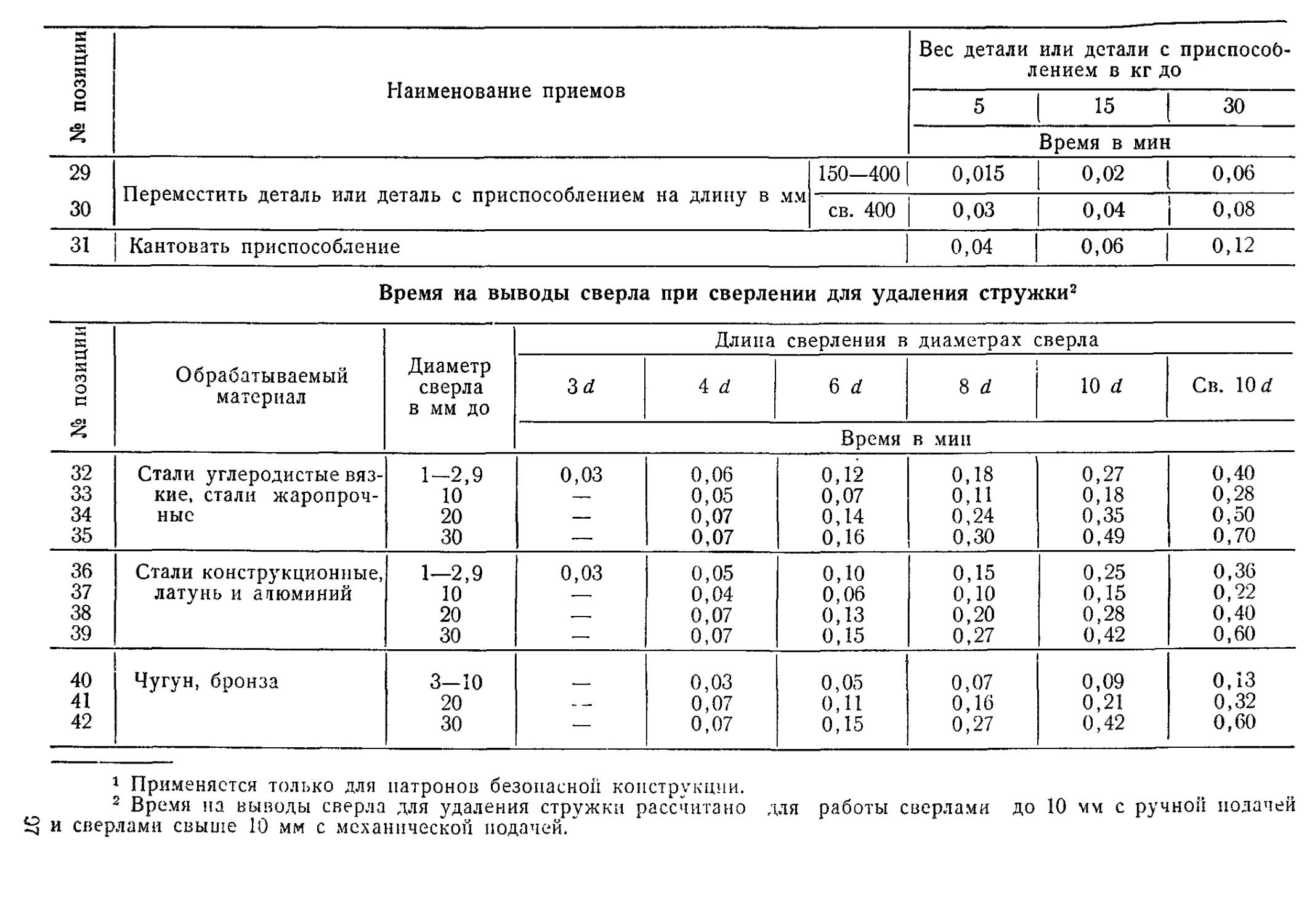
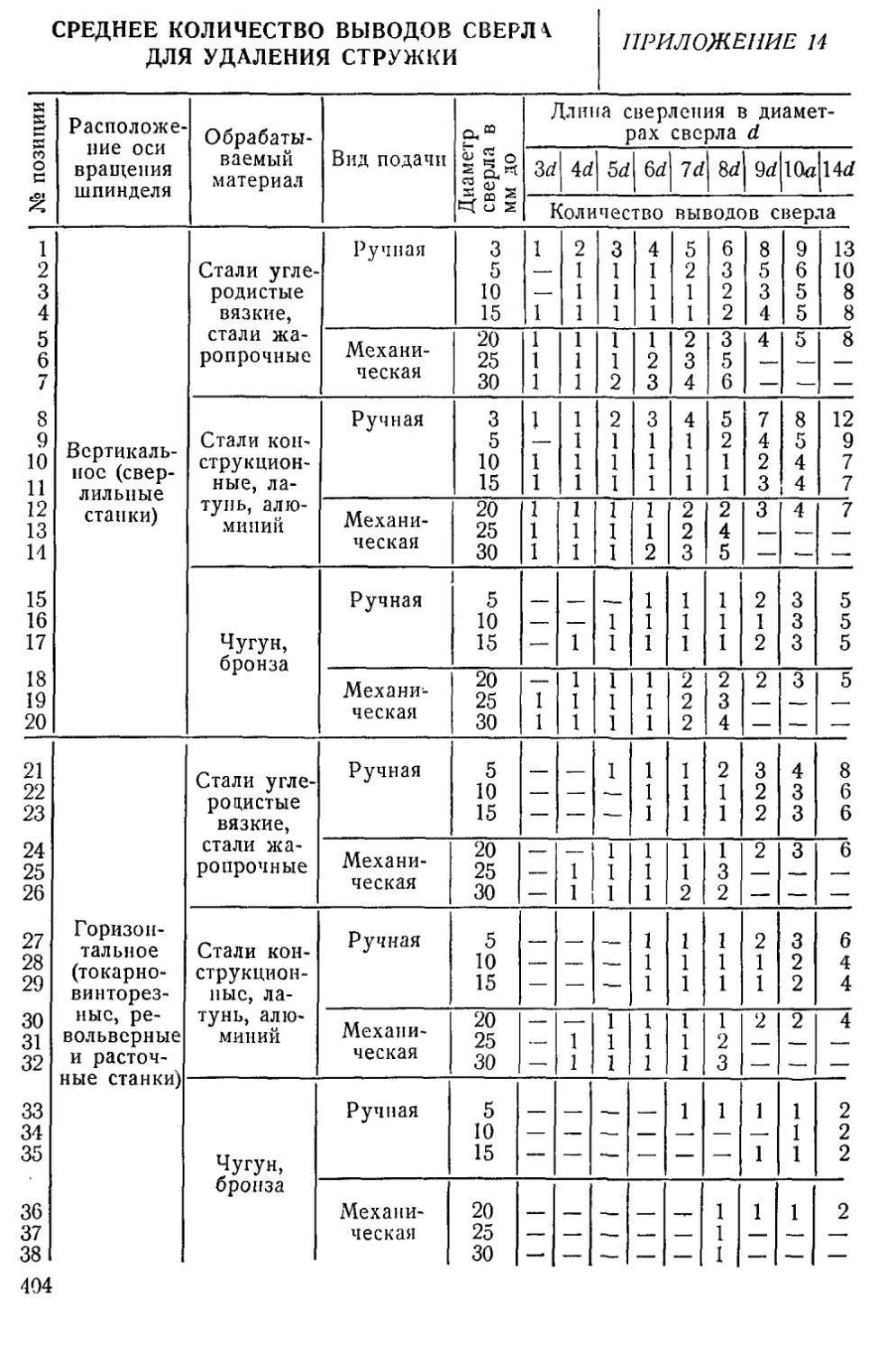
Карты нормативов этого раздела содержат время на проход (или па поверхность), время на приемы, связанные с переходом, не вошедшие в комплекс времени на проход (или поверхность), время на выводы сверла для удаления стружки при сверлении, время на совмещение оси шпинделя с осью обрабатываемого отверстия (для расточных станков), время на снятие детали для измерений в процессе обработки (для плоскошлифовальных станков).
Вспомогательное время на проход (или поверхность) предусматривает выполнение следующего комплекса приемов:
а) подвод инструмента (резца, сверла, фрезы и др.) к детали;
б) включение и выключение подачи;
в) измерение детали при взятии пробных стружек;
г) отвод инструмента в исходное положение.
При этом учитываются размер станка, размер обрабатываемой поверхности, точность обработки, способ измерения, т. е. факторы, влияющие на продолжительность выполнения комплекса приемов.
В целях укрупнения нормативов, сокращения объема нормативного материала и облегчения пользования им при нормировании, а также для обеспечения единообразия результатов расчетов норм времени из карт нормативов исключены графы, учитывающие применение различных измерительных инструментов и разные длины обрабатываемой поверхности. В нормативах времени на проход для этого приняты время на измерение наиболее распространенным измерительным инструментом и одна длина обрабатываемой поверхности. Время на дополнительные приемы включает время на перемещение частей стайка для любой другой длины, учитываемое в тех случаях, когда длина обрабатываемой поверхности превышает расчетную, принятую в комплексе нормативного времени па проход. Время па перемещение частей станка дано без разделения на перемещение ручное и перемещение с механической ускоренной подачей.
По результатам хронометражных наблюдений и исследований было установлено, что скорости перемещения частей станков при работе с ускоренной механической и ручной подачей на универсальном оборудовании в большинстве случаев одинаковы или отличаются незначительно, поэтому помещать их в отдельные таблицы нецелесообразно.
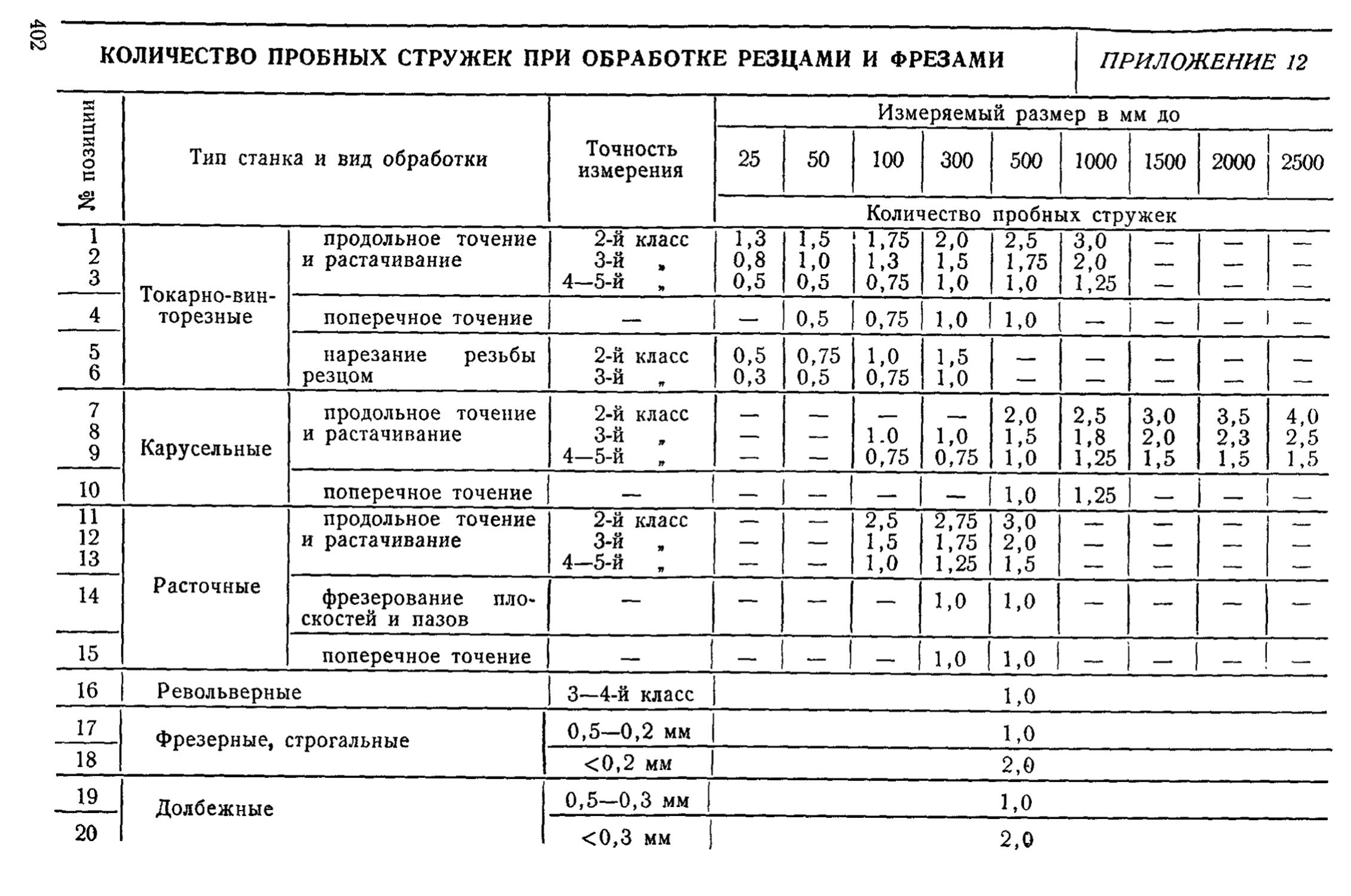
При расчете нормативов времени на проход для работ с пробными стружками (или пробными измерениями) количество пробных стружек установлено переменным в зависимости от точности обработки и размера обрабатываемой поверхности.
По материалам наблюдений и анализа затрат времени на работах, производимых с пробными стружками, было установлено, что количество пробных стружек является величиной переменной и кроме точности обработки зависит также от размеров обрабатываемой поверхности, возрастая с увеличением размеров обработки.
д
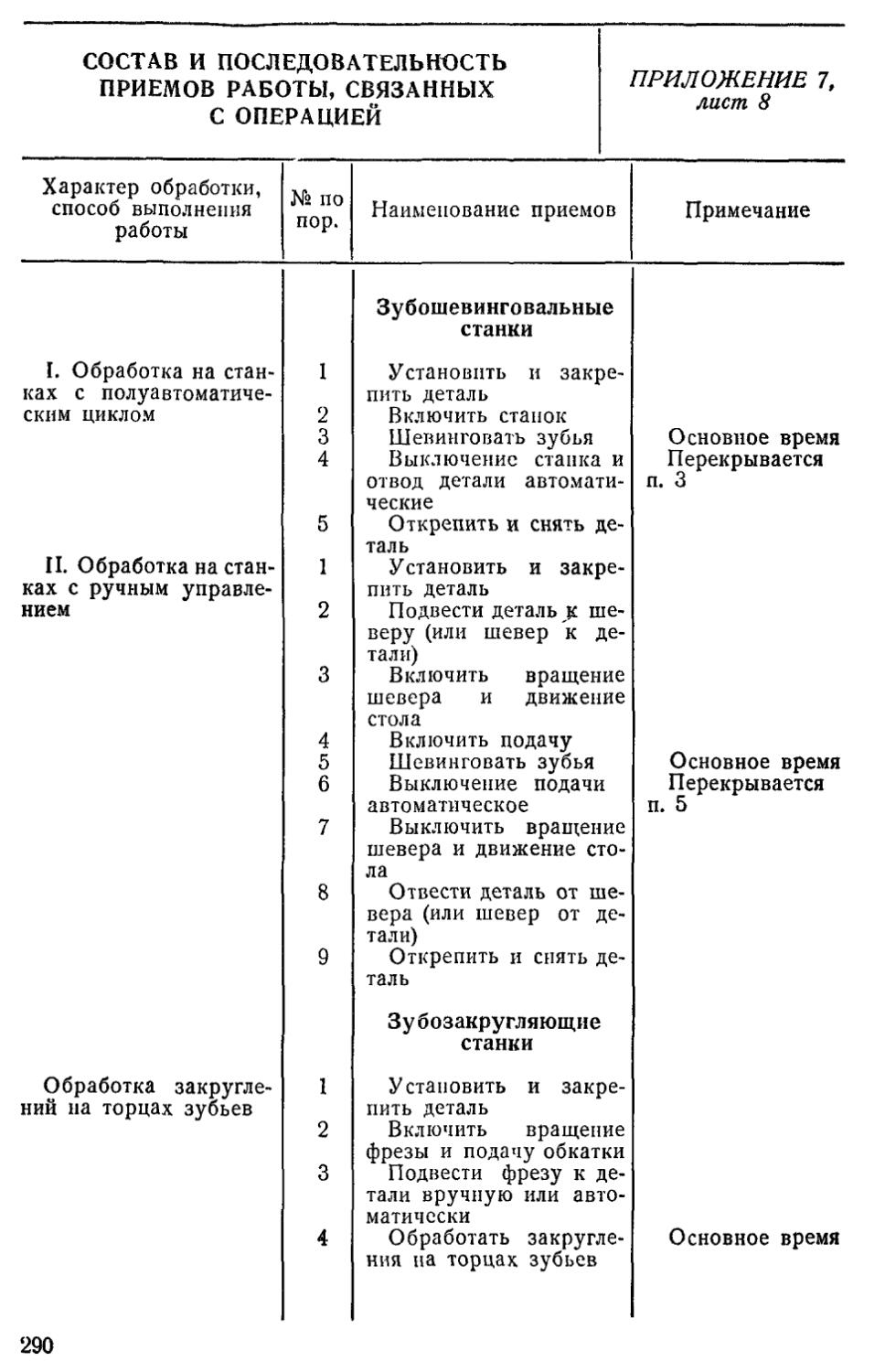
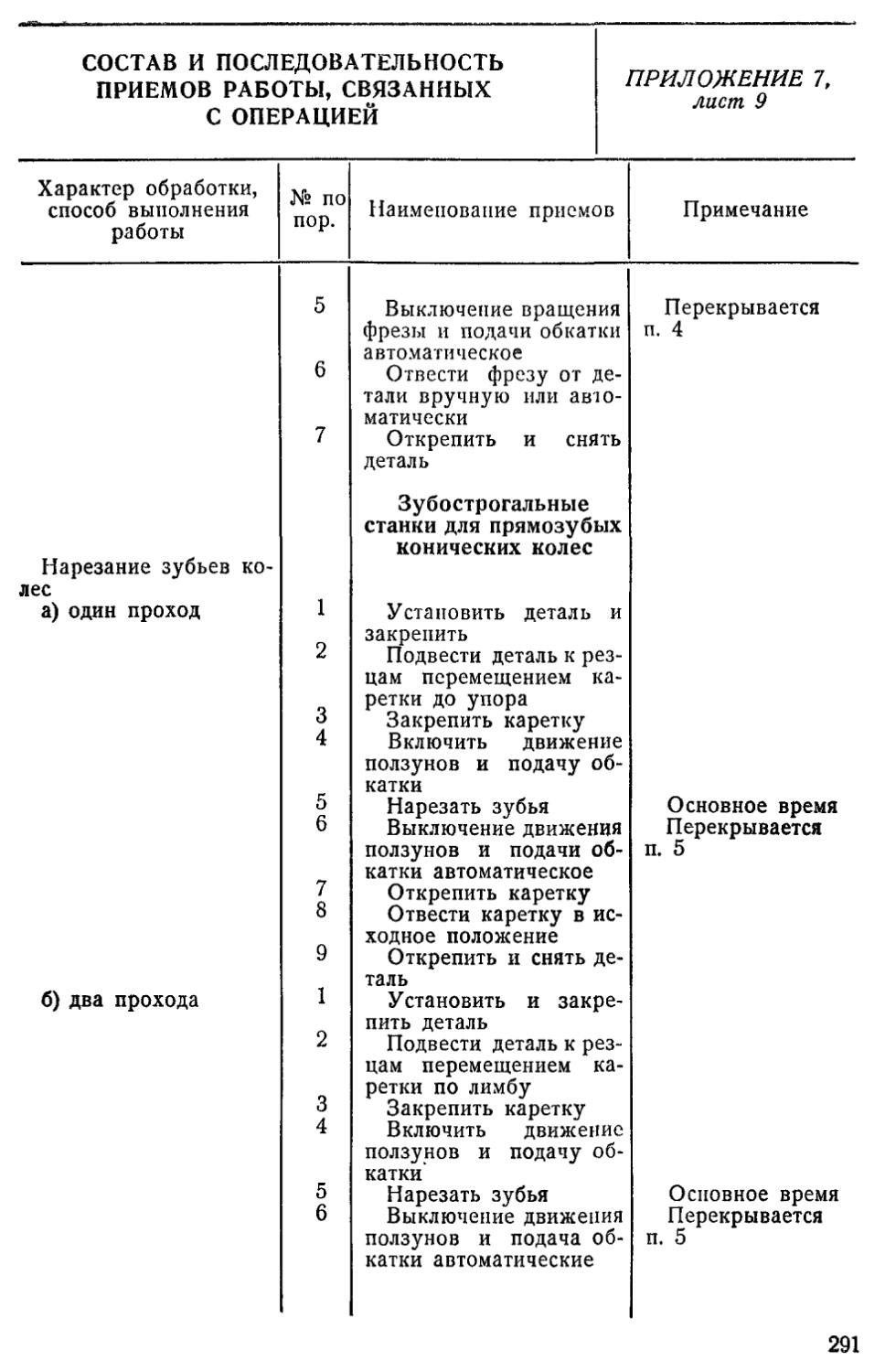
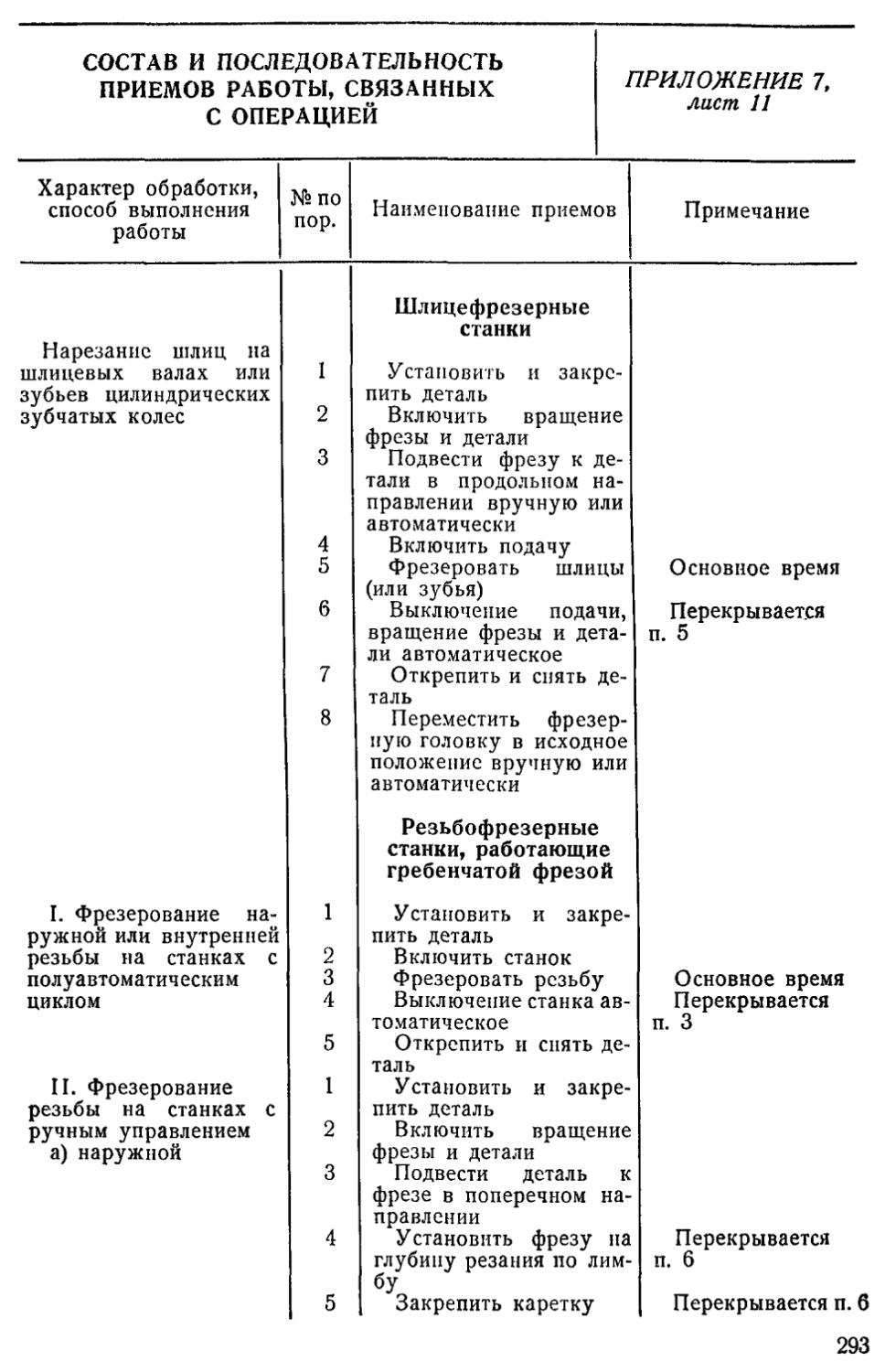
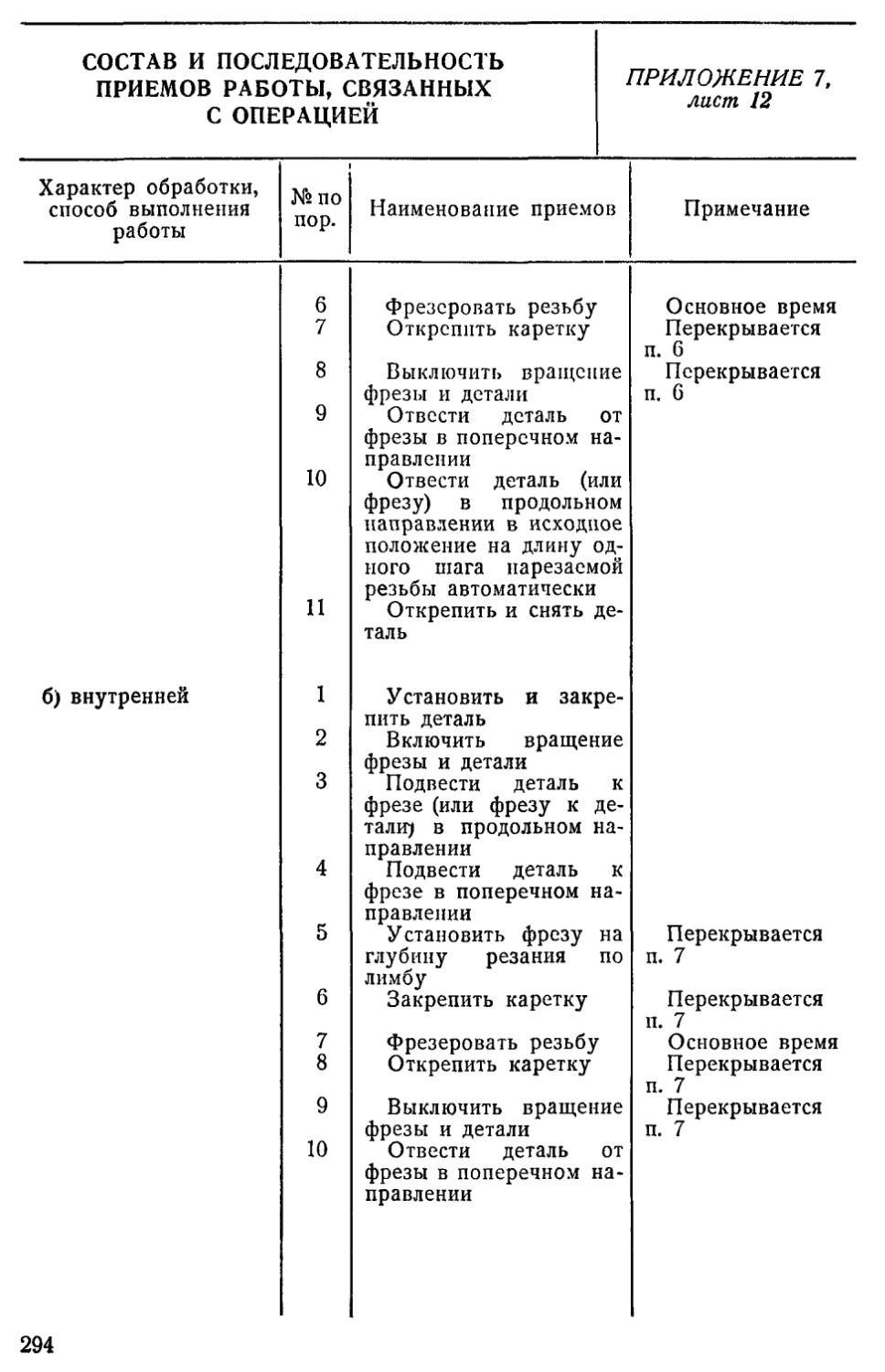
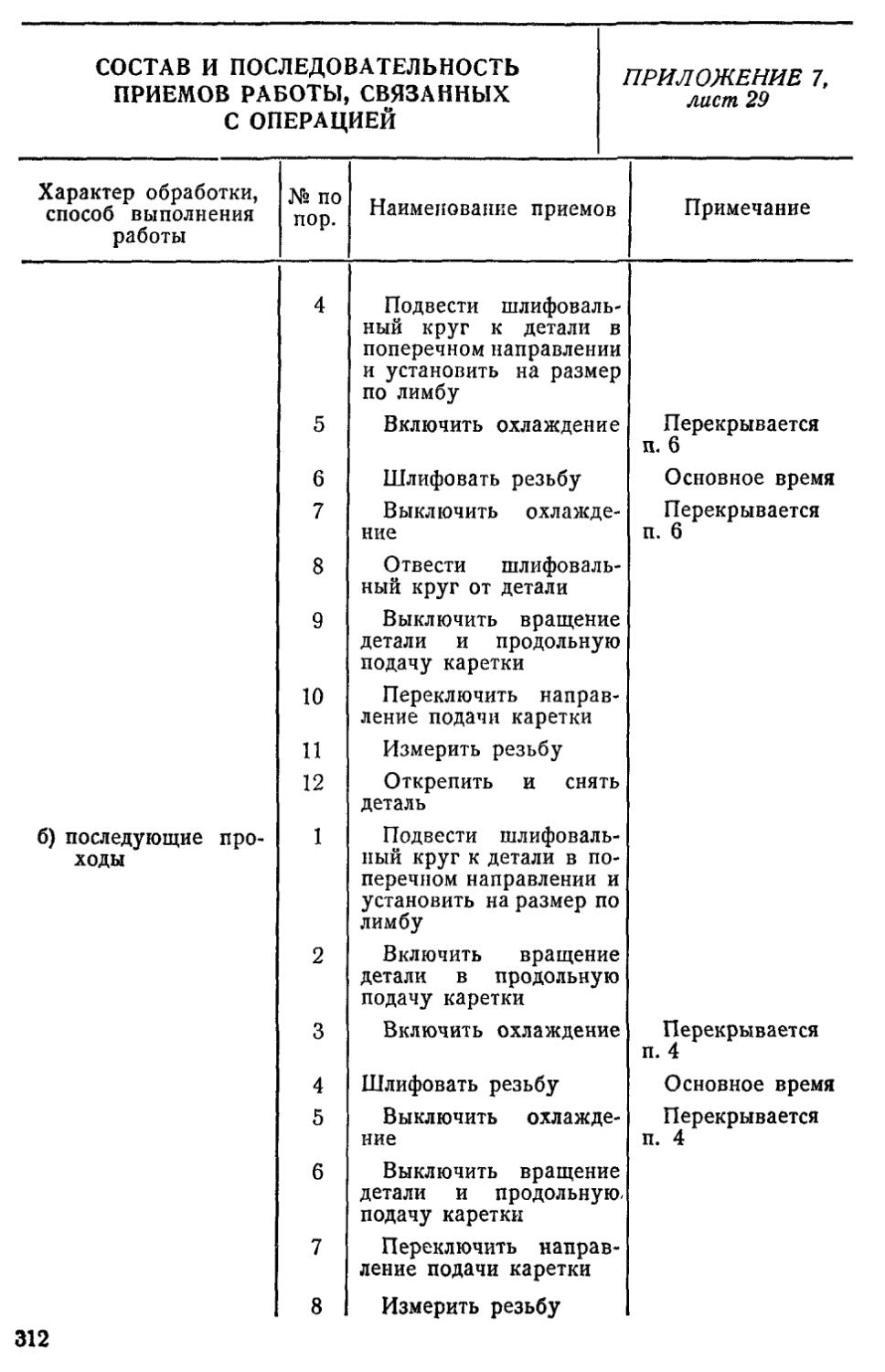
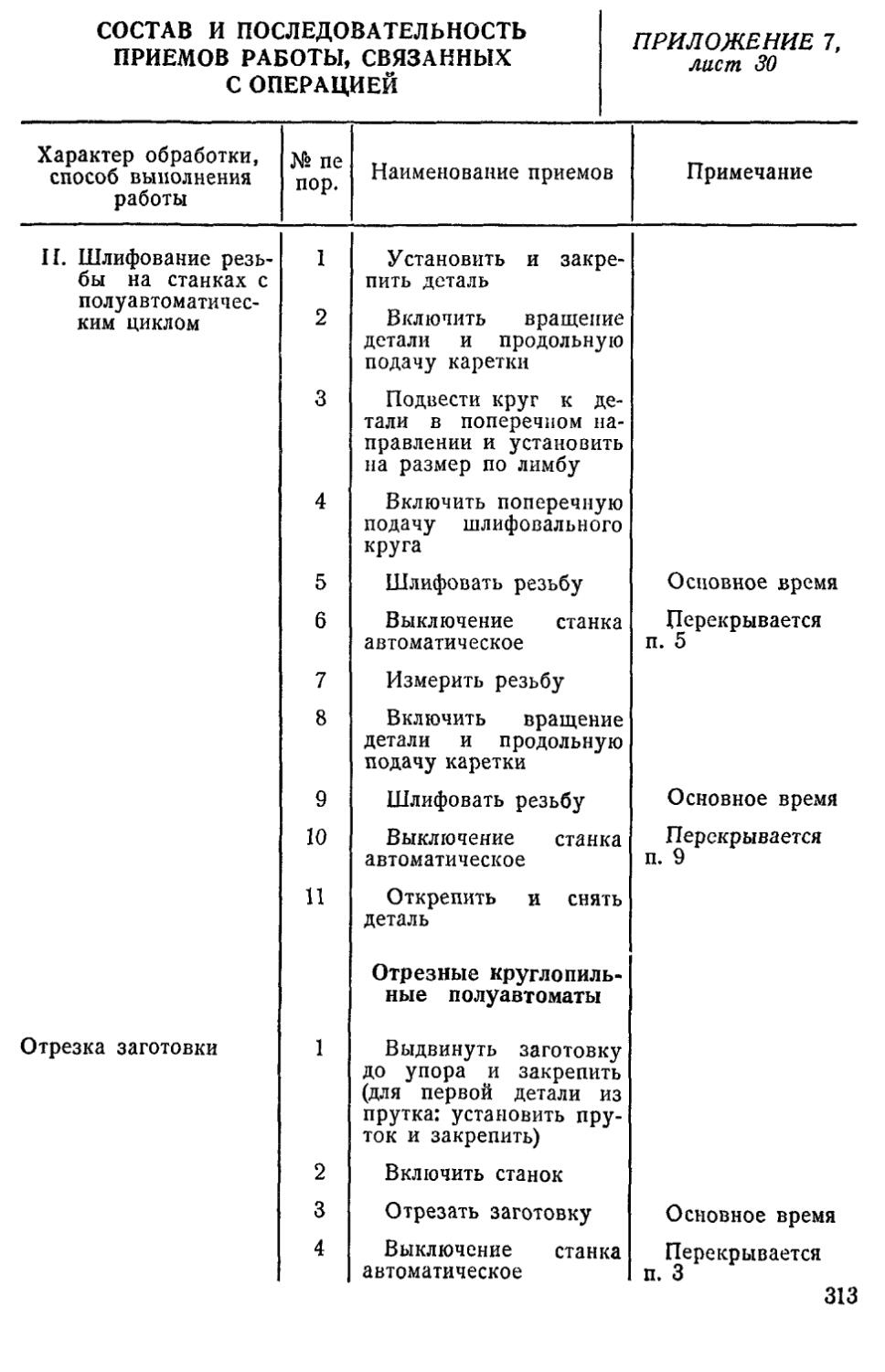
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОПЕРАЦИЕЙ
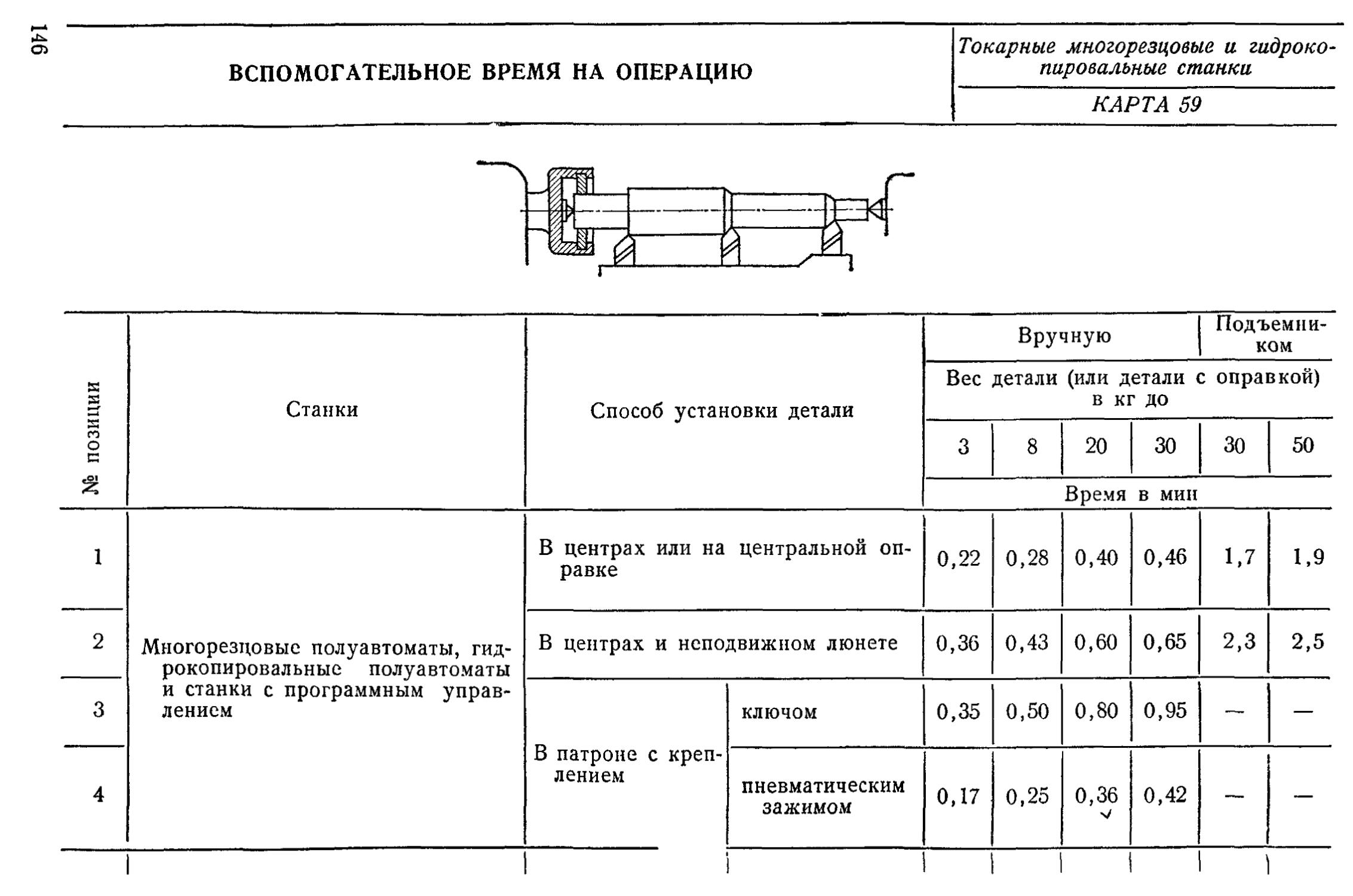
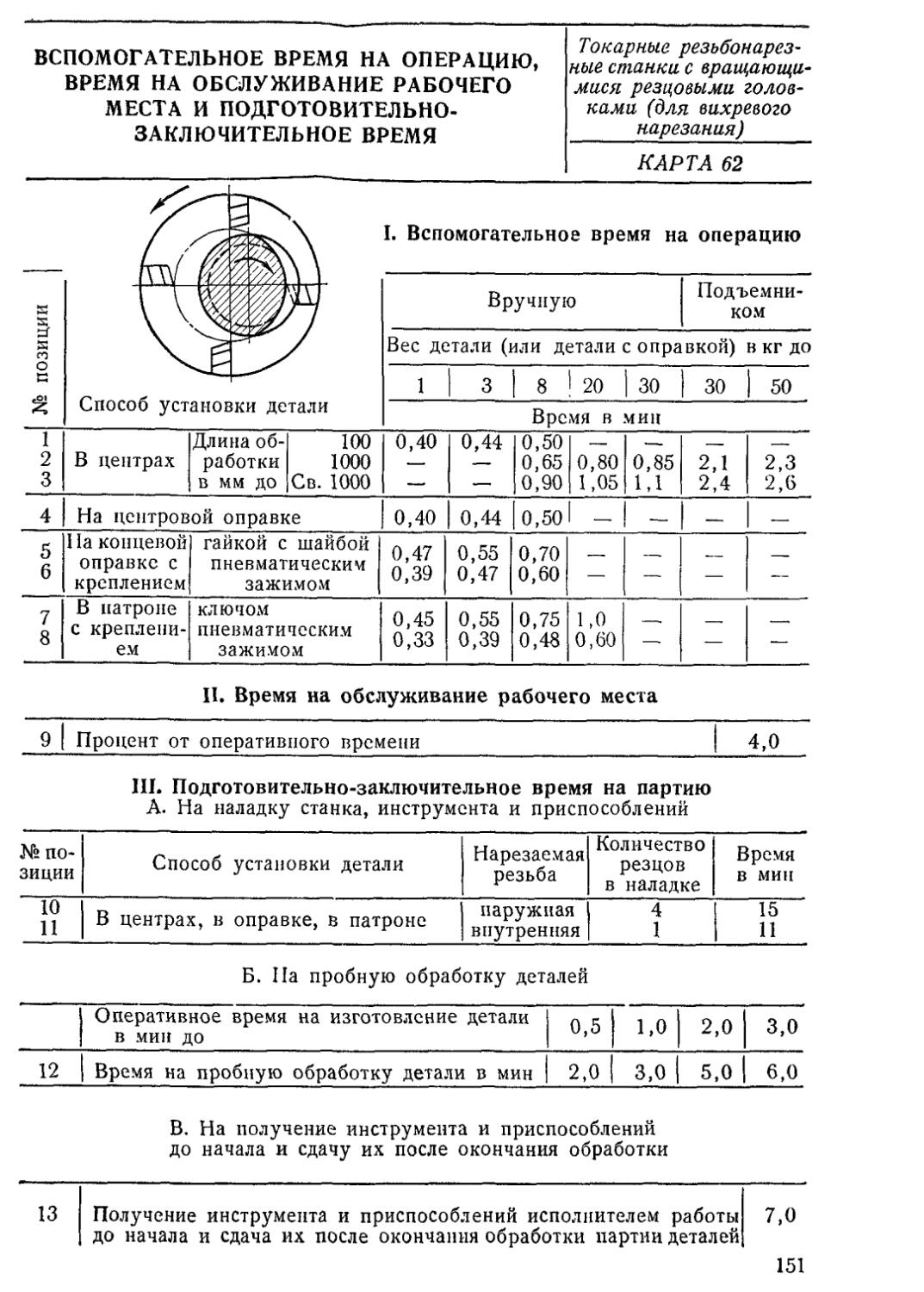
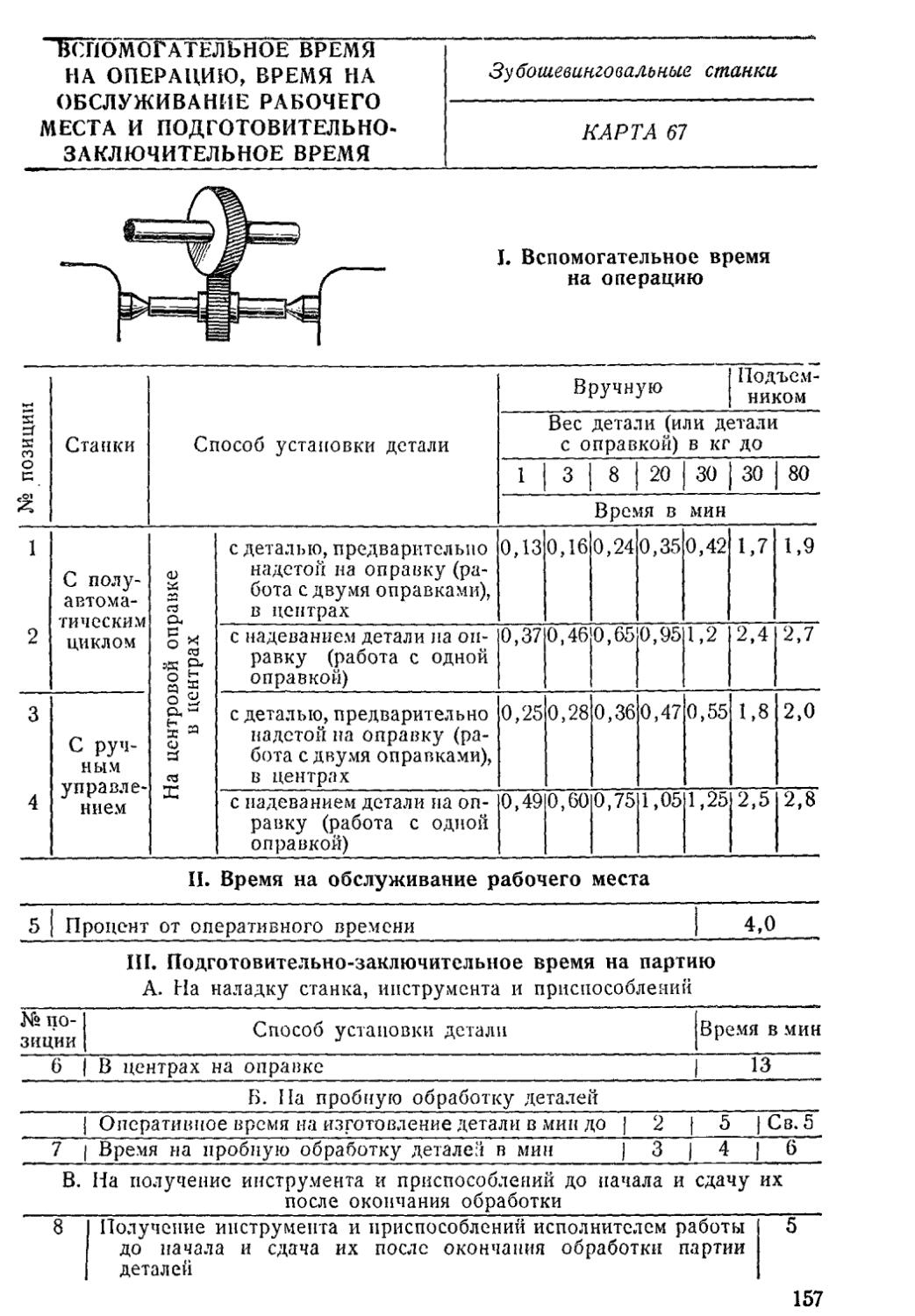
Для оборудования, рассчитанного на выполнение однопереходных работ с постоянными режимами резания в одной операции (станки многорезцовые, зубообрабатывающие, резьбообрабатываю-щис, протяжные и т. п.), вспомогательное время дано в виде укрупненного комплекса приемов работы на операцию, включая время на установку и снятие детали (карты 59—85).
Вспомогательное время па операцию дано в зависимости от конструкции зажимного приспособления, веса детали, способа выполнения операции и других факторов.
Нормативы вспомогательного времени на операцию разработаны с учетом имеющегося в промышленности оборудования, в том числе станков с полуавтоматическим циклом и станков с ручным Управлением.
Для станков с полуавтоматическим циклом (полуавтоматы) в состав времени на операцию включено время на установку и снятие детали и время на пуск станка. Время на подводы и установку инструмента па размер обработки, па включение и выключение подачи, на холостые ходы для этих станков учитывается по паспортным данным станка и включается в норму штучного времени как отдельное слагаемое.
Определение вспомогательного времени па операцию для станков с ручным управлением при расчете нормы штучного времени дополнительных подсчетов не требует.
Время на измерения обрабатываемой поверхности, производимые в процессе обработки детали, в нормативы времени па операцию пе включено, так как достижение необходимых размеров обработки на станках этой группы обеспечивается конструкцией станка или режущего инструмента автоматически. На тех станках, где для получения необходимых размеров требуется измерение детали в процессе обработки (например, на резьбошлифовальных и шлице-шлифовальпых станках), в картах нормативов времени на операцию предусмотрено время на измерение в виде дополнительных приемов, которое добавляется ко времени на операцию в необходимых размерах в зависимости от точности обрабатываемой поверхности.
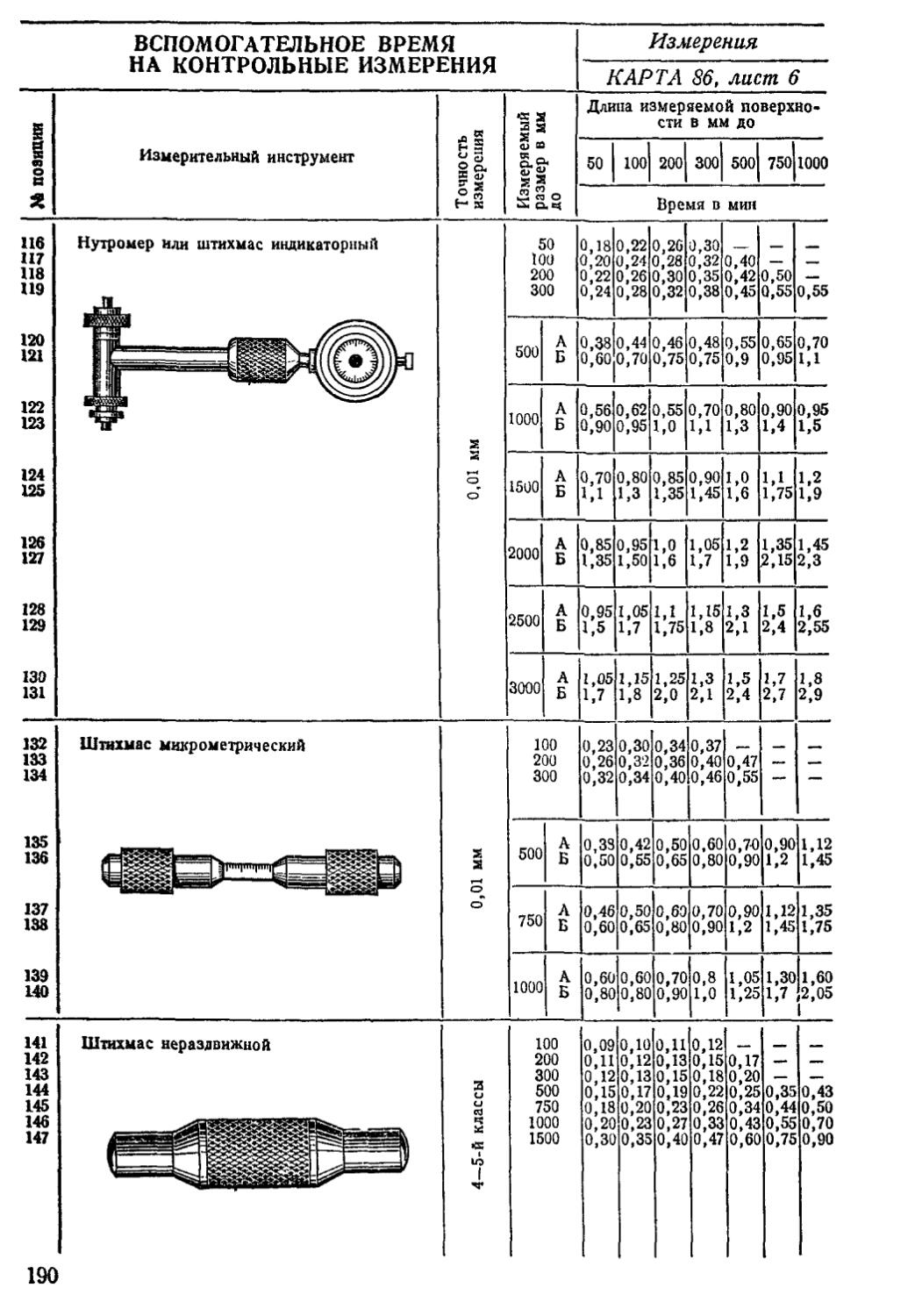
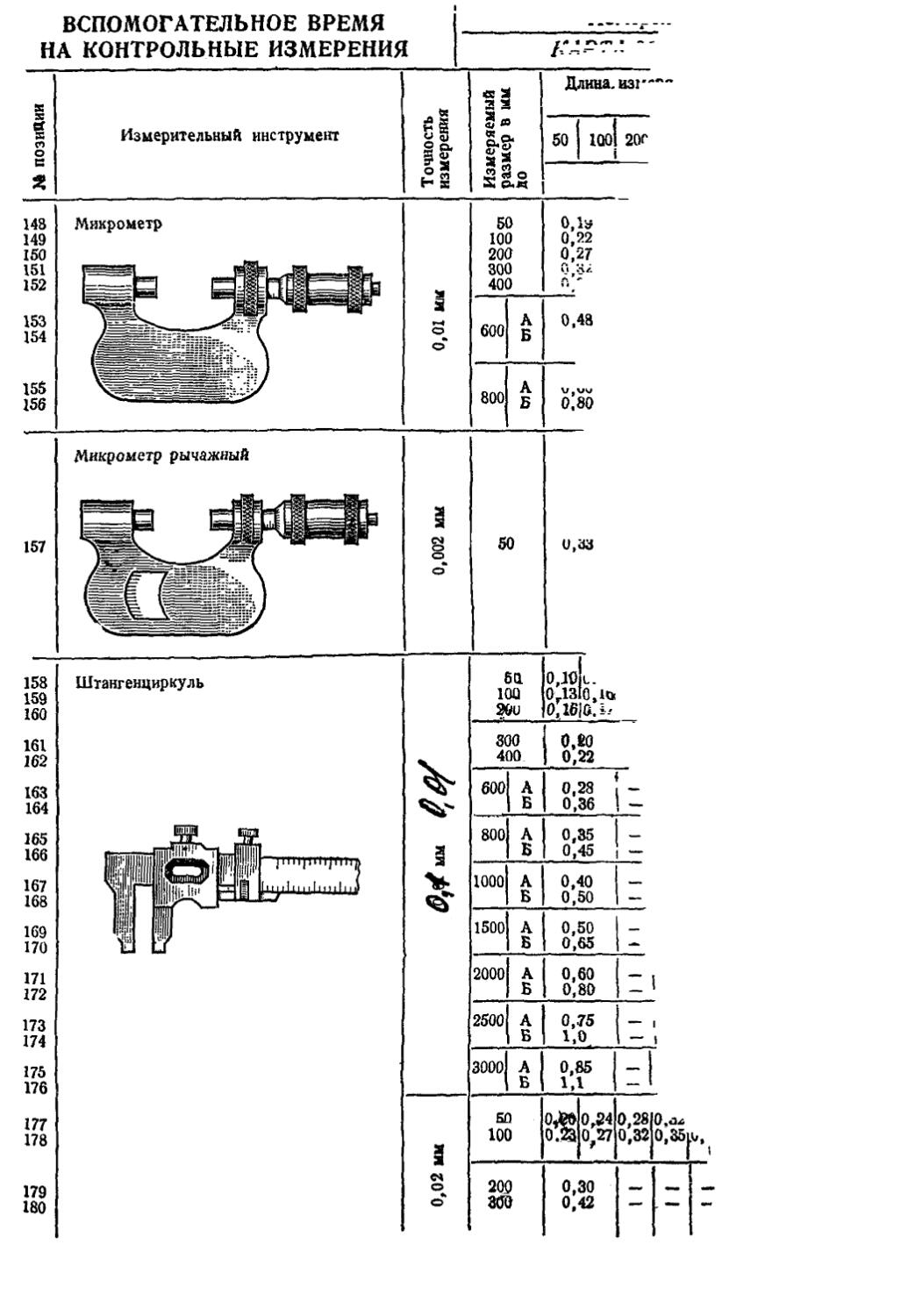
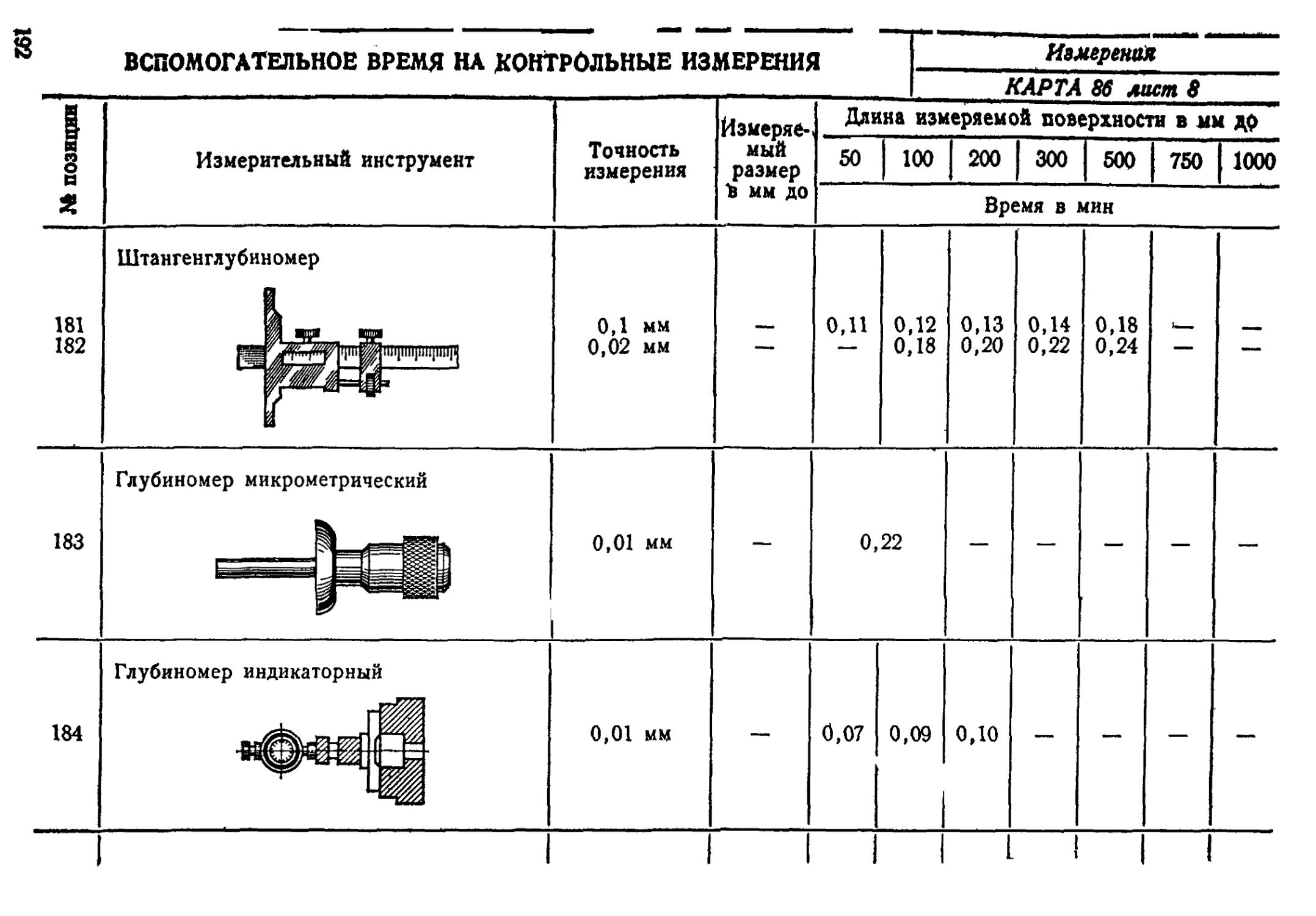
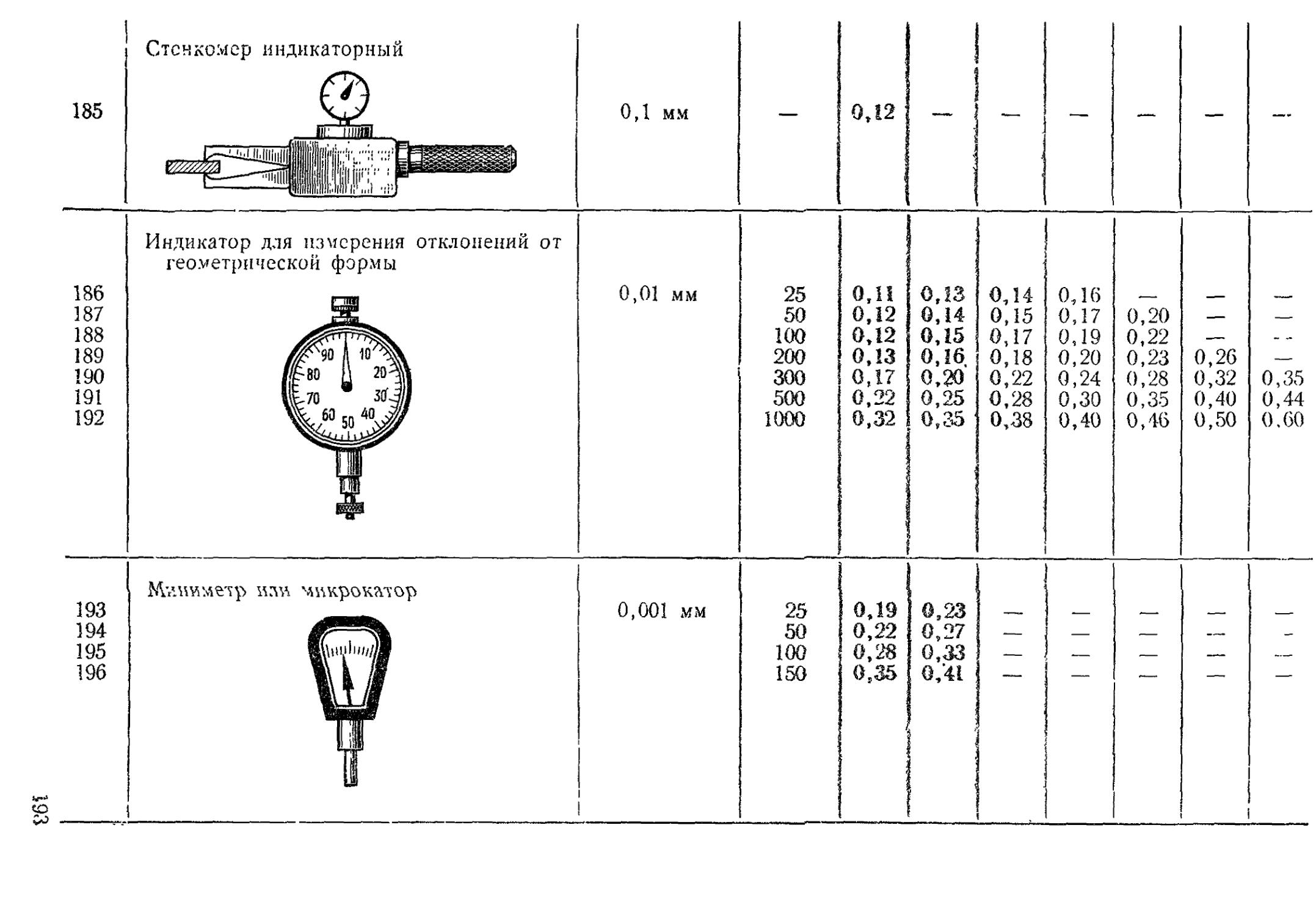
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ
НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
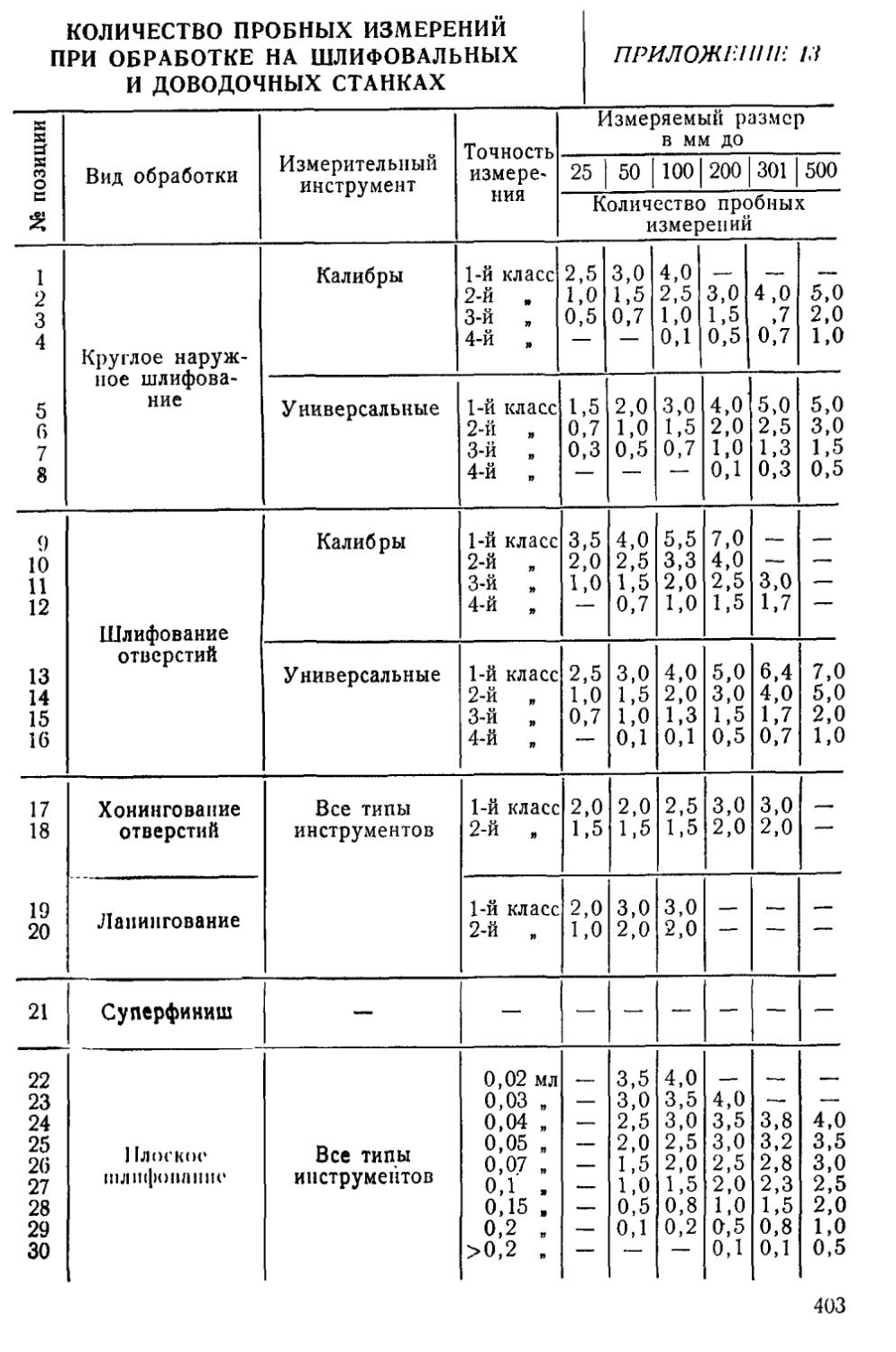
Нормативами вспомогательного времени на измерения следует пользоваться только для определения времени на контрольные измерения после окончания обработки поверхности.
Время на контрольные измерения, производимые в процессе обработки детали (например, измерения при взятии пробных .стружек иа токарных станках или пробные измерения на шлифовальных станках), учтено в необходимых размерах в зависимости от
точности обработки в картах вспомогательного времени, связанного с переходом или обрабатываемой поверхностью, по типам оборудования.
Время на измерение предусматривает выполнение работ, типичных для обработки на стайках, включая время па взятие инструмента, установку размера измерения и очистку (в необходимых случаях) измеряемой поверхности.
Нормативами не предусмотрены отдельные, редко встречающиеся виды работ при измерениях, например, ожидание остывания детали на шлифовальных работах, промывка загрязненных деталей перед измерением и т. п. Время на такие работы устанавливается с учетом фактических условий обработки по местным нормативам.
При выполнении работ на шлифовальных станках с приспособлением для автоматического измерения в процессе обработки детали вспомогательное время на поверхность следует принимать по картам времени на обработку без измерения детали.
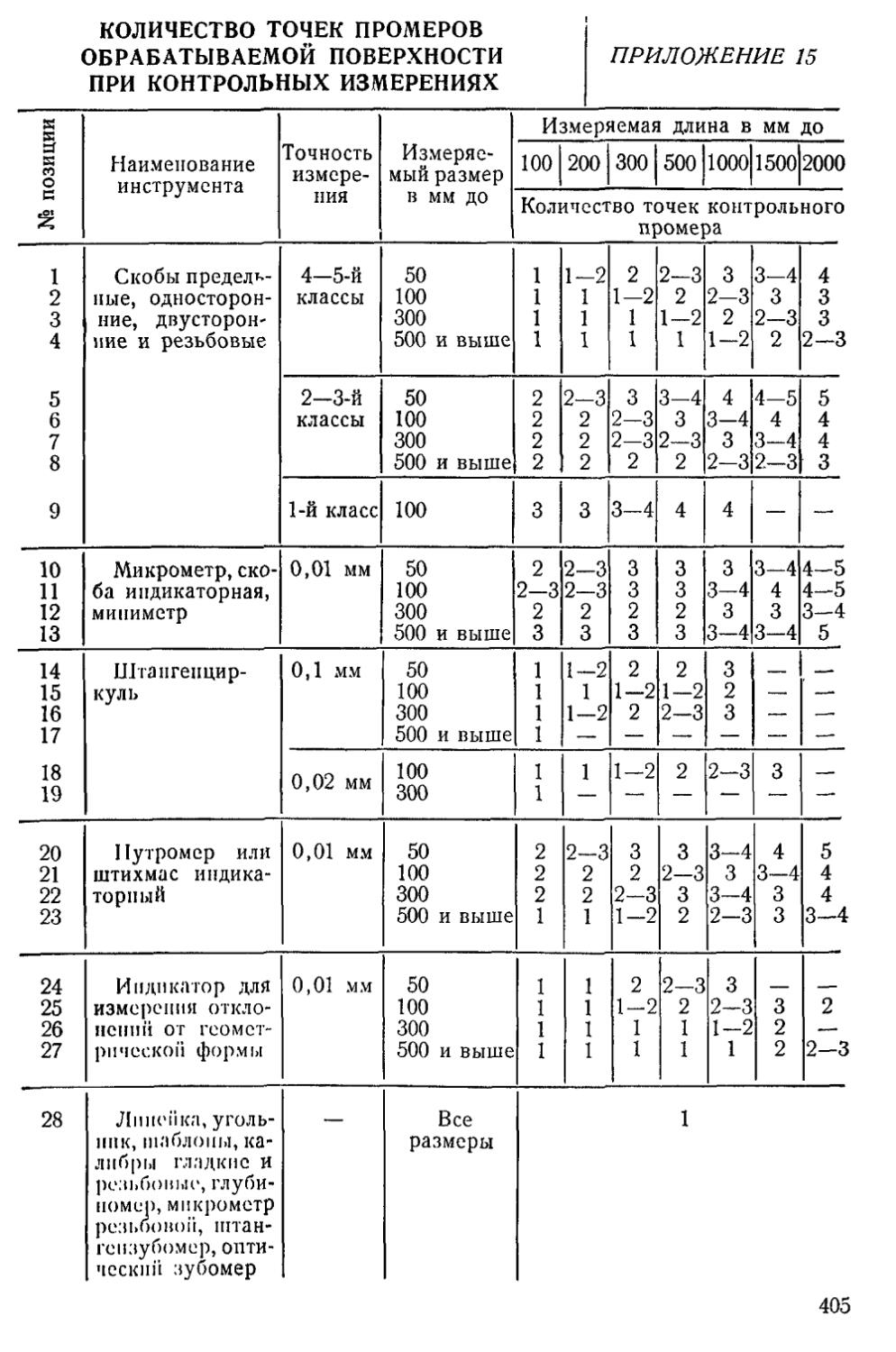
При расчете нормы штучного времени время на контрольные измерения определяется с учетом необходимой периодичности таких измерений в процессе работы.
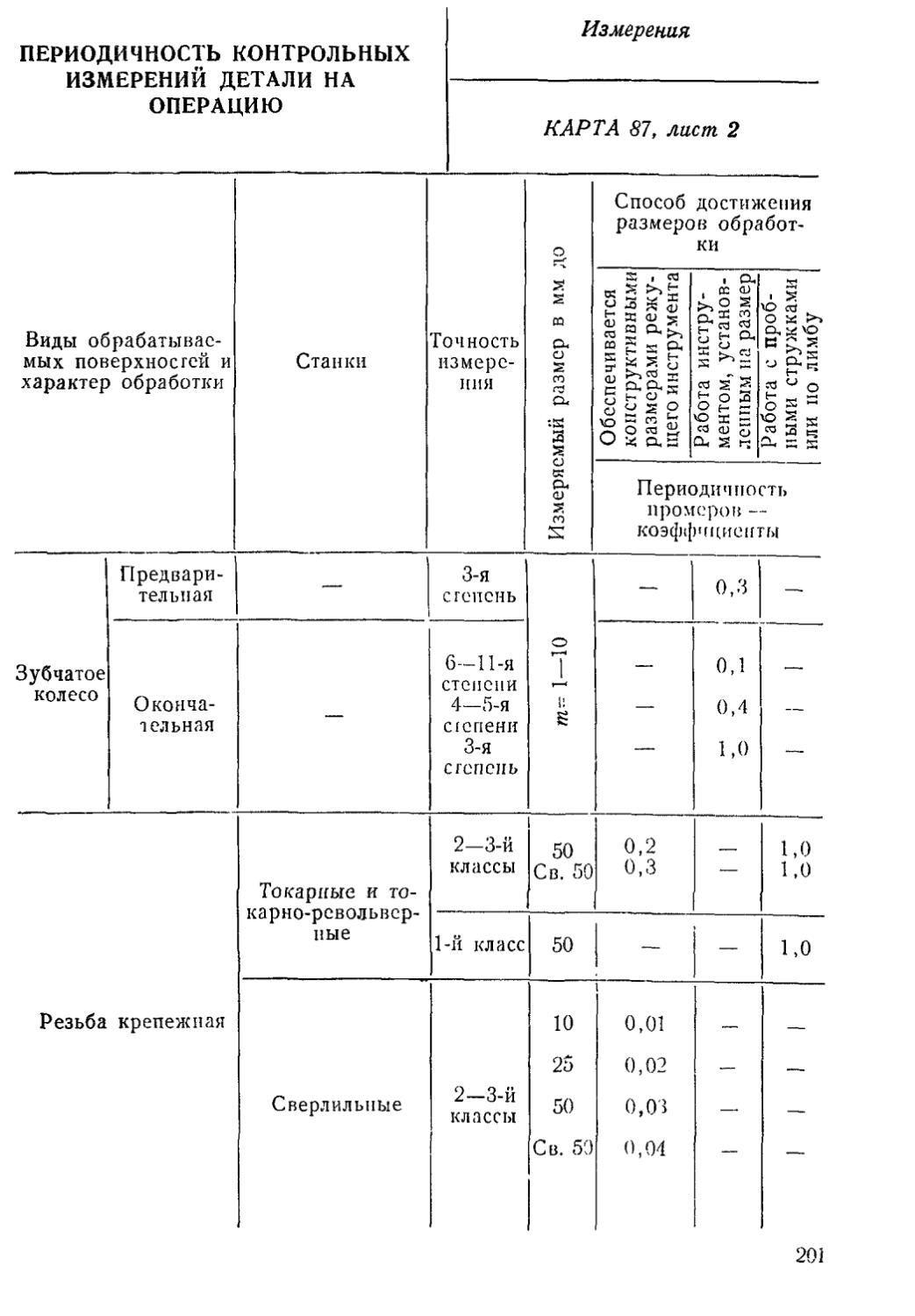
Периодичность контрольных измерений зависит от стабильности получаемых при обработке размеров, обусловливаемой технологическим процессом, конструкцией режущего инструмента, методом выполнения работы, от допуска на обработку, точности станка, размеров обработки и т. п. Периодичность измерений для каждого вида работы определяется с учетом перечисленных факторов по карте 87.
Следует иметь в виду, что время па контрольные измерения должно включаться в норму времени только в тех случаях, когда оно не может быть перекрыто основным (технологическим) временем.
НОРМАТИВЫ ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
Время на обслуживание рабочего места дано по типам станков в процентах от оперативного времени.
Приведенное в картах нормативов время рассчитано на обслуживание рабочим одного станка и включает время на техническое и организационное обслуживание рабочего места.
Нормативами предусматривается время на выполнение следующих работ:
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
а) смена инструмента вследствие затупления (для стлпкон, рп-ботающих лезвийными инструментами), периодическая иранка шлифовального круга и смена его вследствие износа (для шлифо вальпых станков);
8
б) регулировка и подналадка станка в процессе работы;
в) сметание и периодическая уборка стружки в процессе работы.
ОРГАНИЗАЦИОННОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
а) осмотр и опробование оборудования;
б) раскладка инструмента в начале и уборка его в конце смены;
в) смазка и чистка станка в течение рабочего дня;
г) получение инструктажа в течение рабочего дня;
д) уборка рабочего места в конце смены.
Время на смену инструмента вследствие затупления и на последующую регулировку и подналадку станка установлено в нормативах расчетным путем с учетом баланса оперативного времени (доля основного времени в оперативном), определенного по фотографиям рабочего дня и хронометражным наблюдениям, времени работы инструмента до затупления (период стойкости), принятого по нормативам режимов резания.
НОРМАТИВЫ ВРЕМЕНИ НА ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ
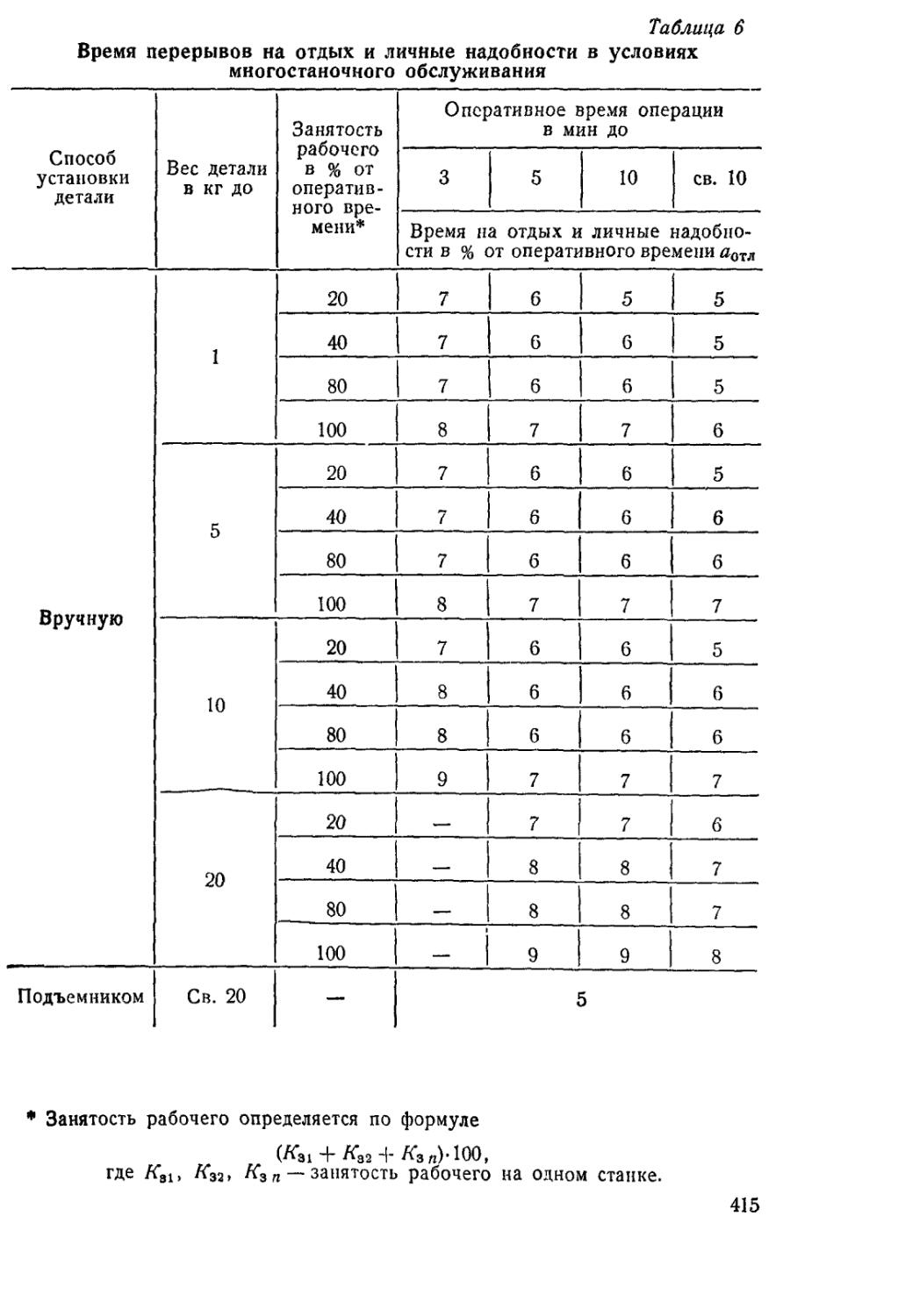
Время перерывов на отдых и личные надобности (карта 88) дано в процентах от оперативного времени. Это время устанавливается дифференцированно в зависимости от занятости рабочего и интенсивности труда. Для работ с механической подачей предусмотрено время на личные надобности и физкультпаузы, а для работ с ручной подачей учитывается дополнительно время перерывов на отдых, устанавливаемое для каждой операции в зависимости от интенсивности труда.
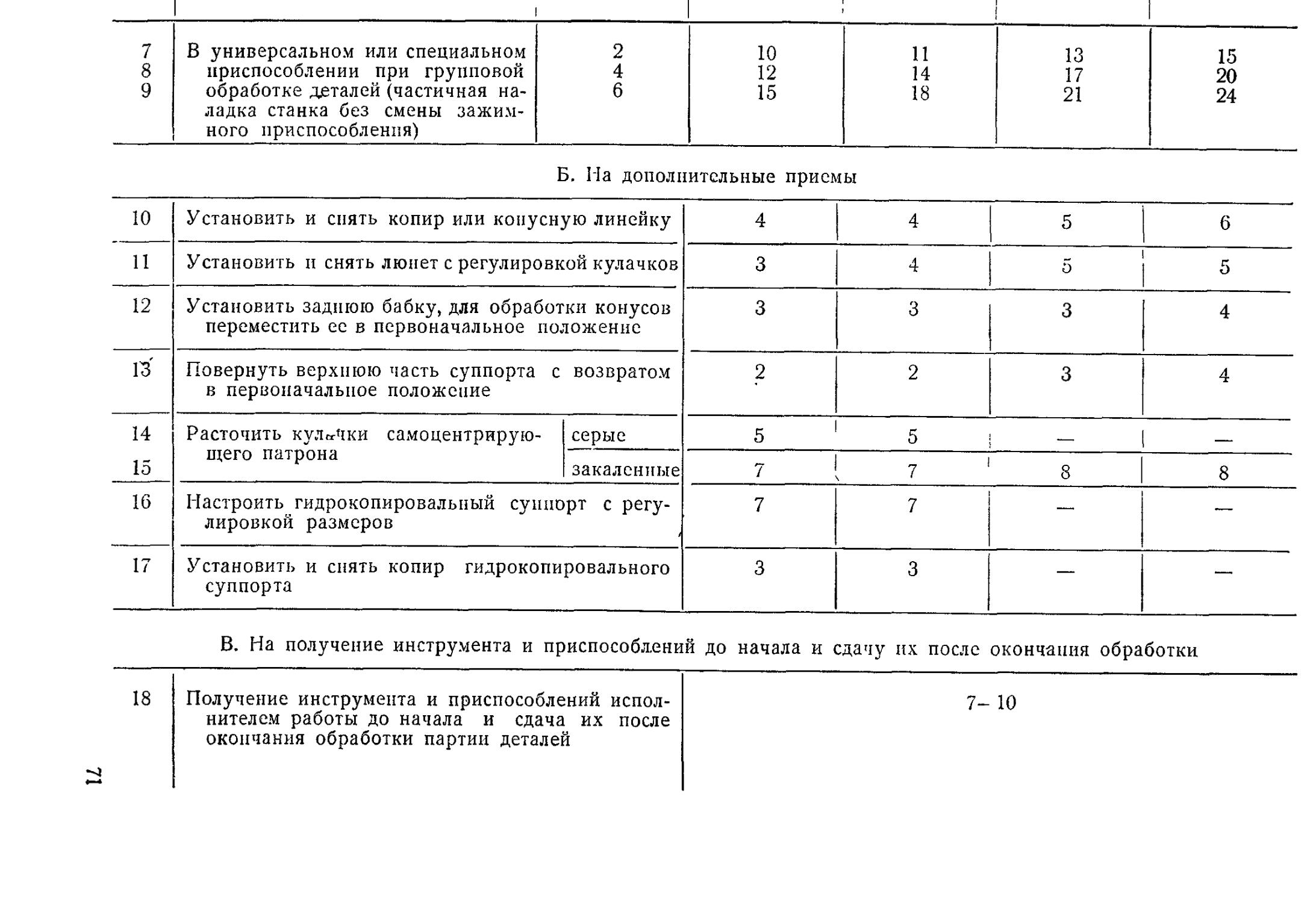
НОРМАТИВЫ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ НА ОБРАБОТКУ ПАРТИИ ДЕТАЛЕЙ
Нормативами подготовительно-заключительного времени предусматривается выполнение следующей работы:
а) получение на рабочем месте наряда, технической документации и необходимого инструктажа;
б) ознакомление с работой и чертежами;
в) подготовка рабочего места, наладка оборудования, инструмента и приспособлений;
г) пробная обработка детали на станках, работающих па однопроходных операциях инструментом, установленным на размер;
д) снятие инструмента и приспособлений после окончания обработки партии деталей.
Подготовительно-заключительное время определяется как сумма времени на наладку станка, зависящего от способа установки детали и количества инструментов, участвующих в операции, вре-
9
Завод
ПРИМЕРЫ РАСЧЕТА
ПРИМЕР 1. РАСЧЕТ НОРМЫ ВРЕМЕНИ ПРИ РАБОТЕ
Цех
<*>2560*
<Ь6ОА3 1>
<Ь40А3
1 № перехода 1 Наименование переходов Приспособление Инструмент
режущий Измерительный
1 2 3 4 5 6 7 8 Обточить по наружному диаметру 1 до 0 256_030 мм Обточить торец 2 до размера 14,5 мм Обточить торец 3 "до размера 42_0 t мм Проточить паз 4 Обточить торец 5 до размера 10_0 5 мм Расточить отверстие 6 0 60Л3 Обточить торец 7 до размера 1О_о 5 мм Расточить отверстие 8 0 40Л3 Патрон пневматический Йерсц ср=90° ВК8 То же Резец ВК8 То же Резец ВК8 То же » Штангенциркуль, калибр-пробка гладкая £)=60 мм и 7?=40 мм, шаблон
Всего
б 7 8 б
Подготовительно-заключительное время в мин 20
Оперативное время в мин Время на обслуживание рабочего места, отдых и личные надоб- 9,09
пости в мин 0,73
Штучное время в мин 9,82
Разряд работы 3
Расчетные размеры обработки в мм )рону па
2
Длина Врезание и перебег На пробную стружку Расчетная длина Припуск на с в мм Число прохо;
42 3 5 50 1,5 1
27 3 — 30 1,0 1
8 3 5 16 1,0 1
2 2 — 4 — 1
10 3 — 13 1,0 1
16 3 5 24 1,5 2
10 3 __ 13 1,0 1
20 3 5 28 1,5 2
10
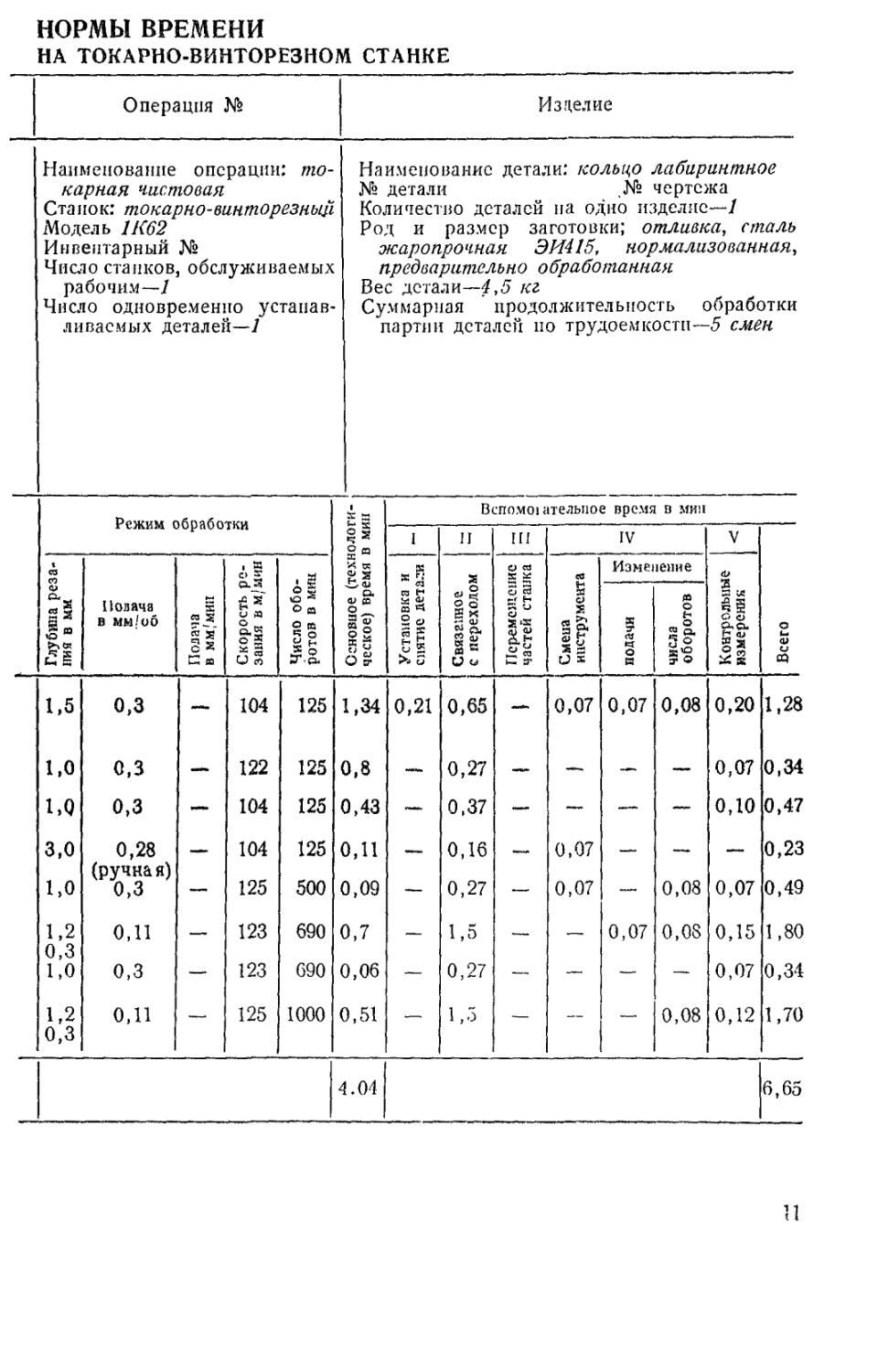
НОРМЫ ВРЕМЕНИ
НА ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ
Операция Ks Изделие
Наименование операции: токарная чистовая Станок: то кар но-винторезный Модель 1К62 Инвентарный № Число станков, обслуживаемых рабочим—/ Число одновременно устанавливаемых деталей—/ Наименование детали: кольцо лабиринтное № детали ,№ чертежа Количество деталей на одно изделие—/ Род и размер заготовки; отливка, сталь жаропрочная ЭИ415, нормализованная, предварительно обработанная Вес детали— 4,5 кг Суммарная продолжительность обработки партии деталей по трудоемкости—5 смен
Режим обработки Я к £ S О Чй £ га Вспомо! ателыюе время в мин
I н III IV V
<я гп । я с> 2 Число оборотов В МИН Е И W £ 2 «8 3 о « к и ОЗ Изменение Контрольные измерения i
Глубина ре; НИЯ 8 мм Иолача в мм /об Подача в мм’мин Скорость р зания в м/ь Основное С ческое) вре Установка снятие дета Связанное с переходов Перемещен частей стат Смена инструмент подачи числа оборотов о <и
1,5 0,3 104 125 1,34 0,21 0,65 —* 0,07 0,07 0,08 0,20 1,28
1,0 1,0 0,3 0,3 — 122 104 125 125 0,8 0,43 0,27 0,37 — —. — — 0,07 0,10 0,34 0,47
3,0 1,0 0,28 (ручная) 0,3 — 104 125 125 500 0,11 0,09 — 0,16 0,27 — 0,07 0,07 — 0,08 0,07 0,23 0,49
1,2 0,3 1,0 0,11 0,3 — 123 123 690 690 0,7 0,06 — 1,5 0,27 — — 0,07 0,08 0,15 0,07 1,80 0,34
1,2 0,3 0,11 — 125 1000 0,51 — 1,5 — — — 0,08 0,12 1,70
4.04
6,65
11
мени, затрачиваемого в случаях работы с каким-либо дополнительным, нерегулярно встречающимся в работе приспособлением или устройством, предусмотренным технологическим процессом па операцию, и времени на пробную обработку детали (инструментом, установленным на размер).
Подготовительно-заключительное время дано в зависимости от способа установки детали и приспособления па станке, размера станка и рассчитано на организационные условия производства, при которых доставка технической документации, нарядов, инструмента и приспособлений к рабочему месту производится обслуживающим персоналом.
Вместе с тем нормативы учитывают имеющиеся на отдельных заводах условия организации труда, когда доставка инструмента, приспособлений вначале и сдача их после окончания обработки партии деталей производится самим исполнителем работы. Для этих условий в нормативах в соответствующих разделах на выполнение такой работы предусматривается дополнительное время.
Для работ, выполняемых на участках групповой обработки деталей, подготовительно-заключительное время рассчитано отдельно. Это время учитывает выполнение работы с частичной наладкой станка, при которой зажимное приспособление для крепления детали не меняется, а режущие инструменты заменяются частично.
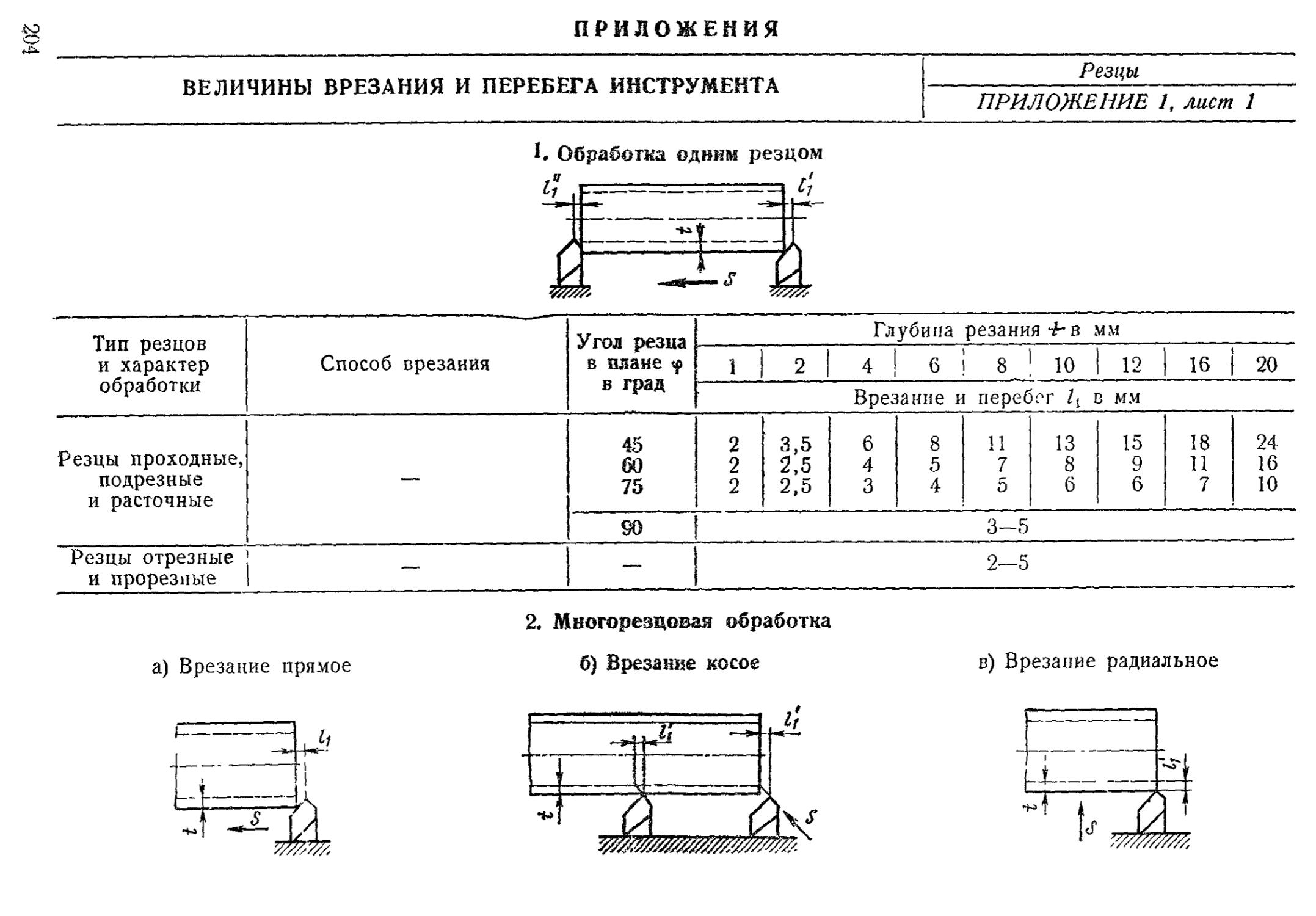
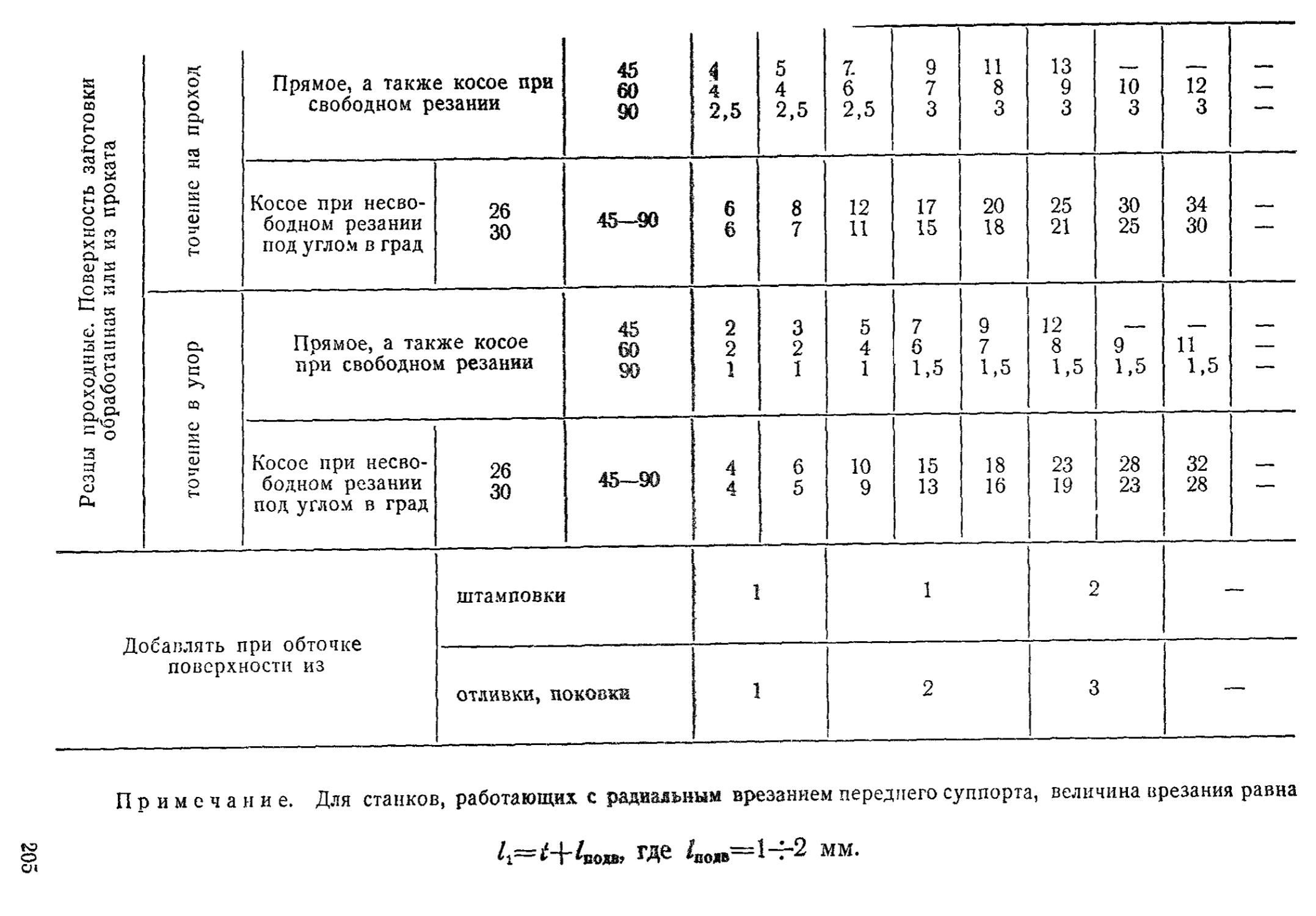
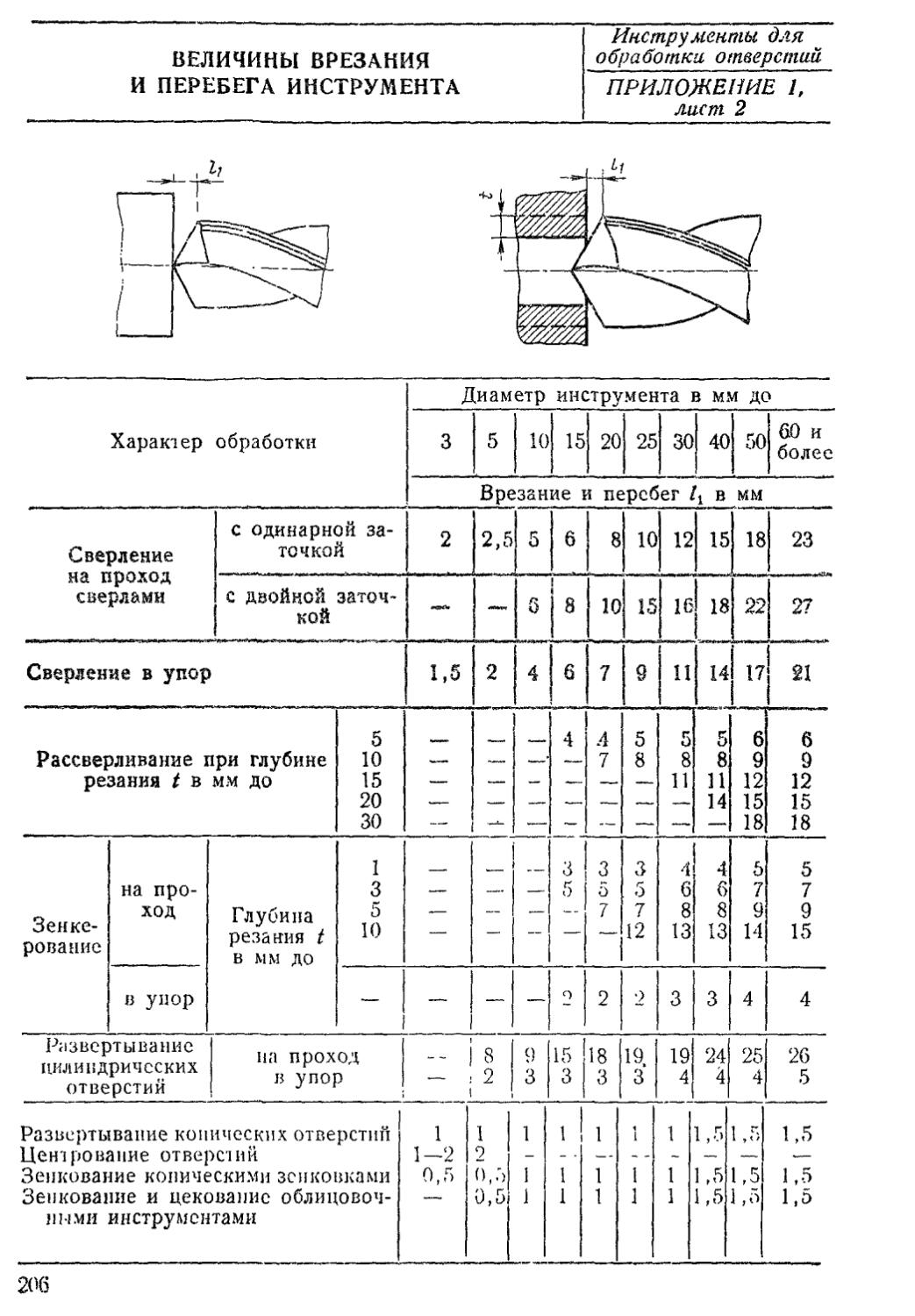
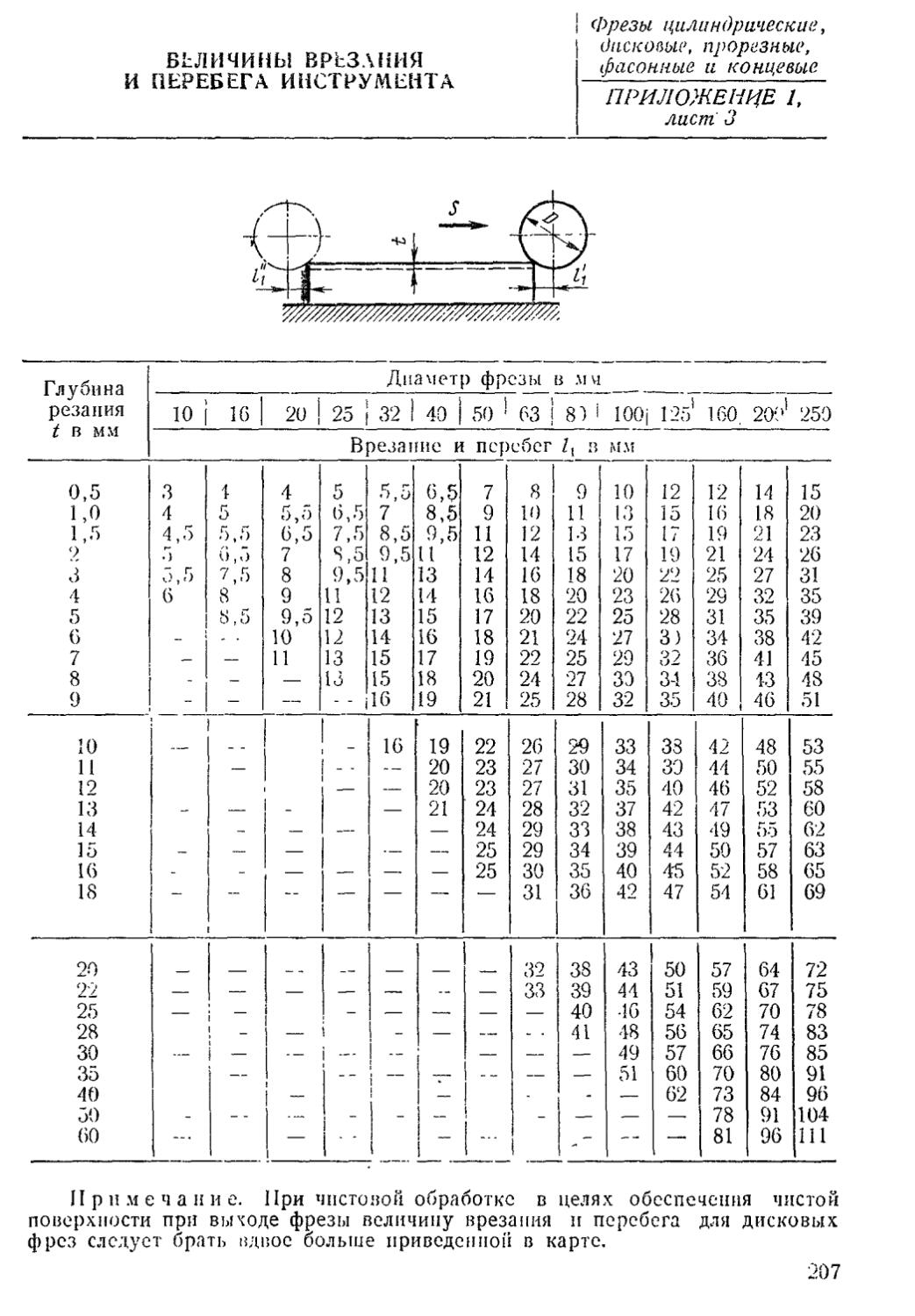
В приложениях приведены расчетные величины, наиболее часто встречающиеся и применяемые в техническом нормировании при расчете норм штучного времени: величины врезания и перебега инструмента, дополнительные длины на взятие пробных стружек и др.
Для пояснения порядка пользования нормативами приведены примеры расчета нормы времени.
Расчетный лист к примеру 1
Исходные данные для расчета нормы времени
1. Деталь — кольцо лабиринтное.
2. Операция — токарпая обработка чистовая.
3. Обрабатываемый материал — сталь жаропрочная ЭИ415, нормализованная.
4. Характер заготовки — предварительно обработана с припуском 1 —1,5 мм.
5. Вес заготовки — 4,5 кг.
6. Станок — токарпо-винторезпый, модель 1К62.
7. Инструмент — резец проходной, <р = 90°, резец расточной, резец прорезной.
8. Приспособление — патрон самоцентрирующийся пневматический.
1?
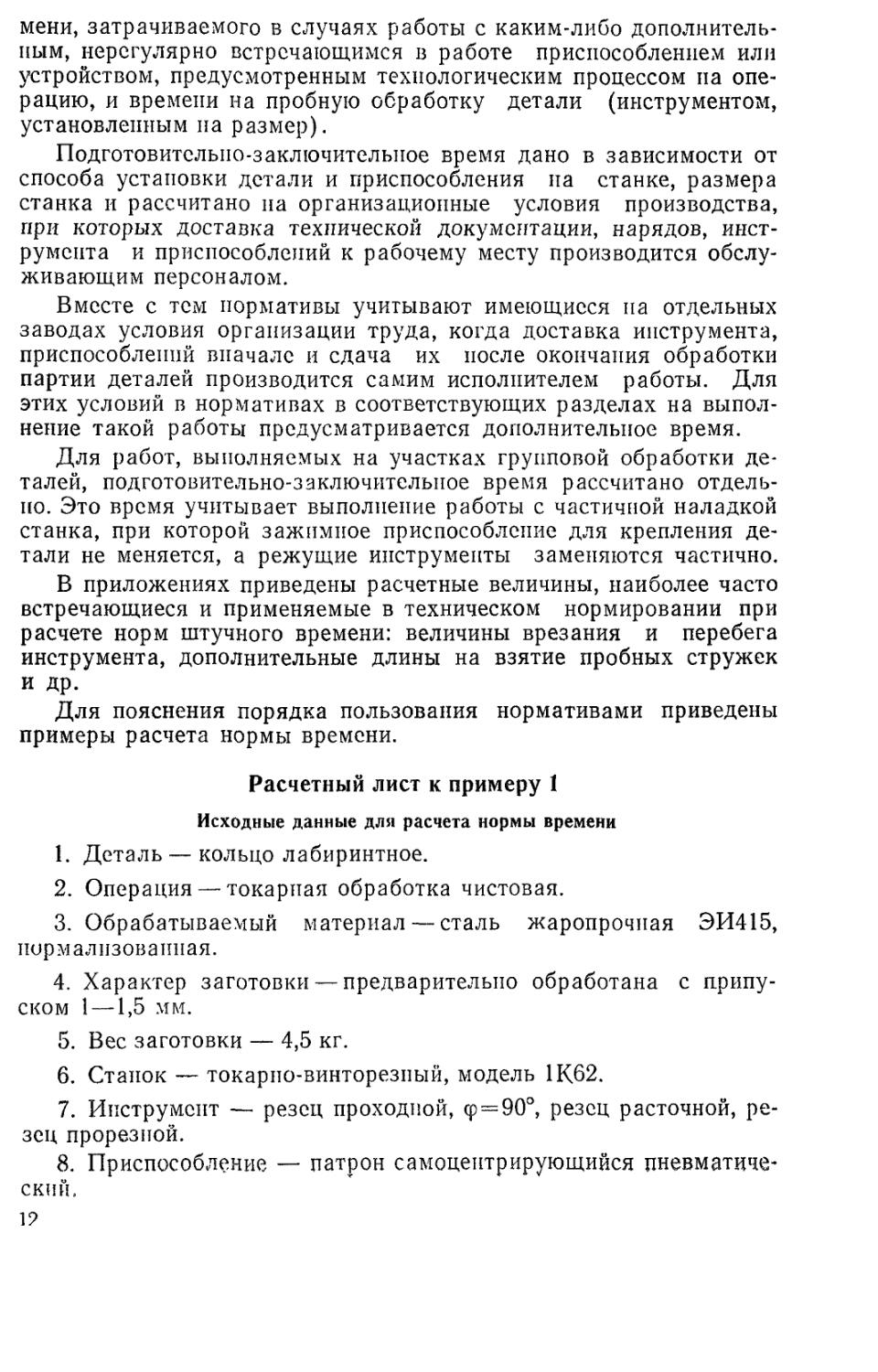
Паспортные данные станка 1К62
Число оборотов шпинделя 50 63 80 100 125 160 200
в минуту и* ** 250 315 400 500 530 690 800
1000 — — — — — —
Подачи (продольные и по- 0,11 0,12 0,13 0,14 0,15 0,17 0,19
перечные) s* в мм/об 0,21 0,23 0,26 0,28 0,30 0,34 0,39
0,43 • 0,47 0,52 0,57 0,61 0,70 0,78
0,87 0,95 1,04 — — — —
Наибольшая сила, допускаемая механизмом продольной подачи, — 360 кг.
Мощность электродвигателя — 10 кВт.
Мощность па шпинделе по приводу (для я — 804-800 об/мин) — 7,6—8,5 кВт.
Мощность на шпинделе, допускаемая прочностью слабых звейьсв кинематической цепи (для п = 804-800 об/мин), —• 7,6— 8,5 кВт.
Слабое звено — клиноременная передача.
I. Расчет режимов резания
Обработка производится резцами ВК8 с режимами резания, приведенными в технологической карте*.
И. Определение основного (технологического) времени
Основное (технологическое) время определяется по формуле
4 = 2+А±к . / мин, ns
где I — длина обрабатываемой поверхности (определяется по чертежу) в мм; /1 — величина врезания и перебега резца в мм; Z2 — дополнительная длина на взятие пробной стружки в мм; п — число оборотов шпинделя в минуту; s — подача на один оборот шпинделя в мм/об; i — число проходов.
Согласно приложениям 1 и 3 устанавливаются величины врезания и перебега инструмента 1\ и величины на взятие пробной стружки /2. Для каждой обрабатываемой поверхности в соответствии с условиями работы они равны:
* Малые и большие значения чисел оборотов шпинделя и подачи в примере не приводятся.
** Режимы резания в примере установлены по «Общемашиностроительным нормативам режимов резания для технического нормирования работ на металлорежущих станках. Часть 1». М., «Машиностроение», 1967.
13
Для поверхности
1
2
3
4
5
6
7
8
11 = 3 мм Z2 = 5 мм
11 = 3 мм /2 = 0 мм
11 = 3 мм h = 5 мм
11 = 2 мм /2 = 0 мм
11 = 3 мм z2 0 мм
11 = 3 мм z2 = 5 мм
11 = 3 мм z2 0 мм
h 3 мм /2 5 мм
Тогда для поверхности 1 . . . . . . . . Zoi = 42+3+5 _ 125-0,3 1,34 мин
2 . . . . . . . . 4)2 == 27+3 = 0,8 мин
я я я 125-0,3 8+3+5
3. . . . , . . . Z03 = — 0,43 мин
я я я 125-0,3
4 . . . . . . • • Z04 == ,°+2 = 0,11 мин
я я я 125-0,28
5. . . . • • • • 4)5 — 10+3 = 0,09 мин
я я я 500-0,3
я я я 6. . . . • • • • Z06 = (16+3+5)-2 690-0,1 = 0,7 мин
7 . . . . . . . . Zo7 = 10+3 — 0,06 мин
я я я 690-0,3
я я я я. . . . .... 4)8 (20+3+5)-2 1000-0,11 — 0,51 мин
Основное
(технологическое) время на операцию равно
Го — /о1 4” А?з +..........+ = 4,04 мин.
III. Определение вспомогательного времени
Вспомогательное время на установку и снятие детали /уст
Время на установку и снятие детали весом 4,5 кг в самоцентри-рующем патроне с пневматическим зажимом без выверки равно 0,21 мин (карта 2, поз. 5).
Вспомогательное время, связанное с переходом £пер
Вспомогательное время, связанное с переходом, при обработке несколькими инструментами в операции устанавливается по карте 18. Для чистовой обработки с пробными стружками или при установке резца по лимбу время па проход равно:
для обработки поверхности ] . ..........................0,65 мин (поз. 15);
„ „ „ 2.............................0,37 мин (поз. 40);
„ „ „ 3.......................... 0,37 мин (поз. 44);
„ „ „ 4.............................0,16 мин (поз. 49);
„ „ „ 5.............................0,27 мин (поз» 40);
„ „ „ 6.............................0,75 мин (поз. 19);
„ „ „ 1.............................0,27 мин (поз. 40>
« в 8 &.......................... 0,75 мин (поз. 19);
14
Для обработки поверхностей 6 и 8 в два прохода время на проход удваивается.
По той же карте 18 (лист 4) устанавливается время на смену резца поворотом резцовой головки, для поверхностей /, 4 и 5 равное 0,07 мин за один переход (поз. 70); время на изменение величины подачи для переходов 1 и 6, равное 0,07 мин за один переход (поз. 69); время на изменение числа оборотов шпинделя для переходов 1, 5, 6 п 8, равное 0,08 мин па один переход (поз. 68).
Вспомогательное время на контрольные измерения
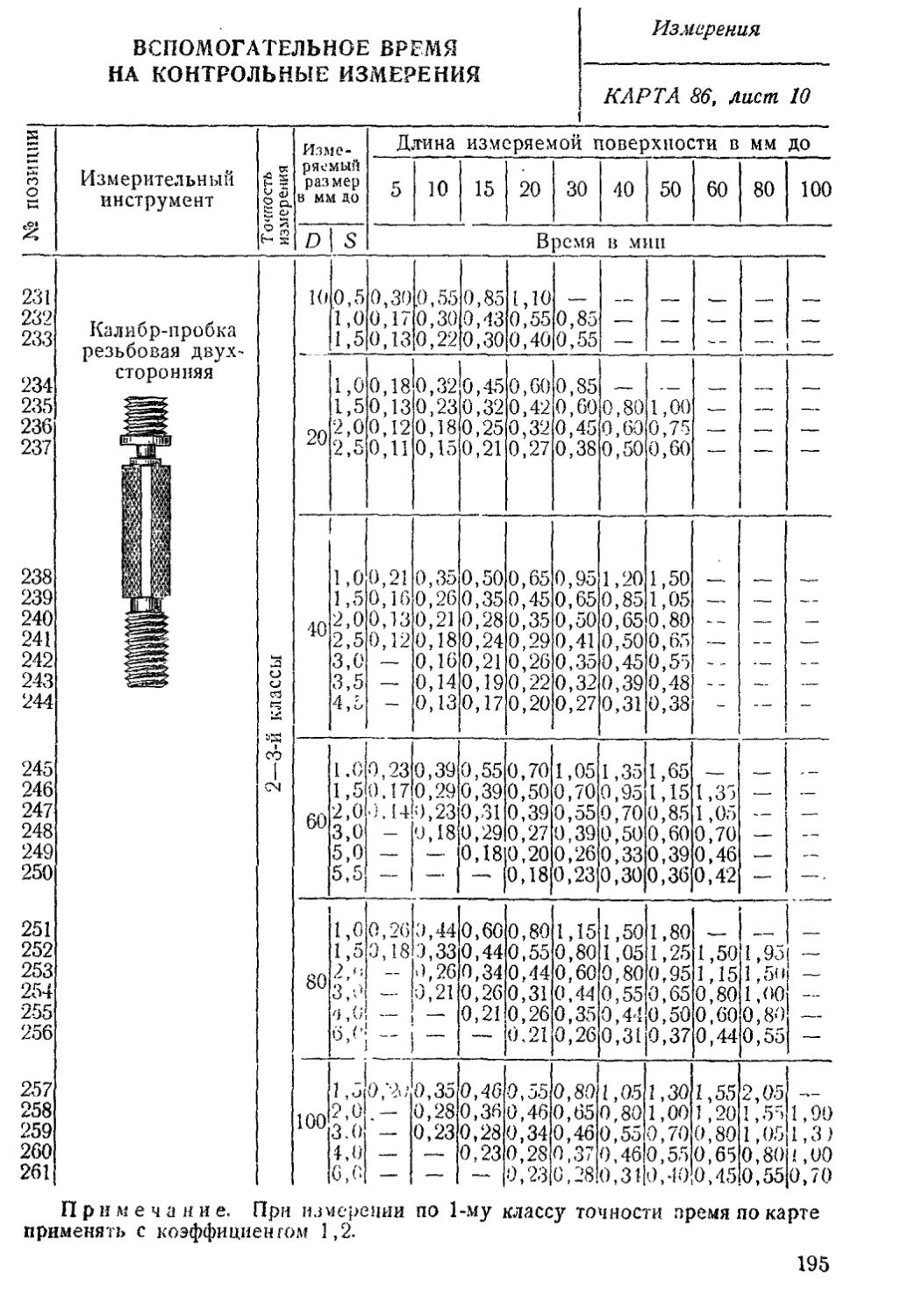
Вспомогательное время па контрольные измерения обработанной поверхности устанавливается по карте 86. При измерении штангенциркулем поверхности / время па измерение равно 0,20 мин (поз. 161); при измерении линейным шаблоном поверхностей 2, 5 и 7 оно равно 0,07 мин, а для поверхности 3—0,10 мин на один переход (поз. 5 и 6); при измерении гладким калибром-пробкой поверхностей 6 и 8 время па измерение равно 0,15 и 0,12 мин на один переход (поз. 72 и 73).
По карте 87 устанавливается, величина периодичности контрольных измерений. Для обрабатываемого размера свыше 200 мм принимается коэффициент периодичности, равный 1,0.
Вспомогательное время на операцию составит
Гв = ст -ф /пег> Ч~ ^изм 0,21 -ф 5,66 -ф 0,78 == 6,65 мин.
По карте 1 определяется поправочный коэффициент на вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей по трудоемкости. При трудоемкости обработки партии деталей в пять смен этот коэффициент равен 0,76.
С учетом поправочного коэффициента вспомогательное время па операцию составит
ТВАД =- 6,65 • 0,76 = 5,05 мип.
IV. Определение времени на обслуживание рабочего места, отдых и личные надобности
Время на обслуживание рабочего места (организационное и техническое) определяется по карте 19. Для станков II группы с наибольшим диаметром изделия, устанавливаемого над станиной, 400 мм оно составляет 4,0% оперативного времени.
Время перерывов на отдых и личные надобности при работе на станке с механической подачей (карта 88) составляет 4% оперативного времени.
V. Определение нормы штучного времени
Норма штучного времени определяется по формуле
гшт - (То Н- TBKts) (1 Добффф мин;
ГШ1 - (4,04-1 5,05) 11 - 9,82 мип.
13
VI. Определение подготовительно-заключительного времени
Подготовительно-заключительное время определяется по карте 19.
При обработке детали в патроне с работой тремя режущими инструментами, участвующими в операции, подготовительно-заключительное время на партию деталей равно 20 мин.
Расчетный лист к примеру 2
Исходные данные для расчета нормы времени
1. Деталь — зубчатое колесо с прямым зубом, т = 4, 2=40.
2. Операция — фрезерование зубьев черновое.
3. Обрабатываемый материал — сталь 45; НВ 189.
4. Характер заготовки — после токарной обработки.
5. Вес заготовки — 4,4 кг.
6. Станок — зубофрезерный, модель 5Б32.
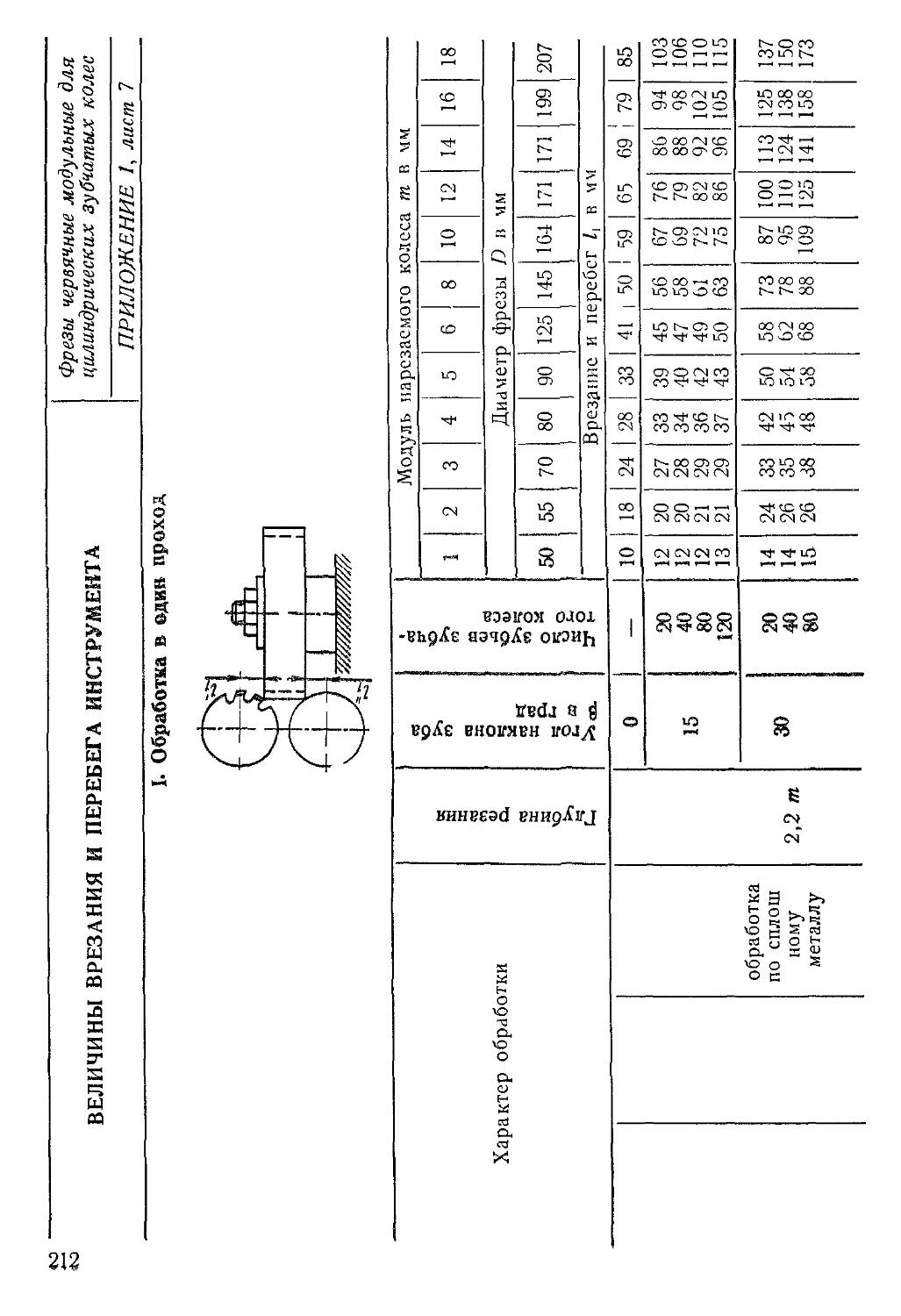
7. Инструмент — фреза модульная червячная, однозаходная из стали Р18; т = 4 мм, £)и=80 мм.
8. Приспособление — оправка с гайкой.
9. Количество одновременно устанавливаемых деталей — 5.
10. Количество станков, обслуживаемых рабочим, — 4.
Паспортные данные станка 5Б32
Наибольший нарезаемый модуль т по стали в мм . .
Число оборотов шпинделя в минуту п..............
Подача на один оборот заготовки $ в мм/об . . . .
Мощность электродвигателя главного привода станка в кВт...............................................
8
154; 123; 103; 90; 73; 5;
60
0,22; 0,44; 0,89; 1,0;
1,33; 1,78; 2,14; 2,4;
2,67, 3,11; 3,56; 4,0
3,7
I. Расчет режимов резания
Для обработки зубьев ст = 4 по сплошному металлу модульной червячной фрезой на заготовке из стали 45 (/7В189) устанавливаются по нормативам скорректированные по паспортным данным станка режимы резания1: s0 = 2,67 мм/об; г; = 31 м/мип; п = = 123 об/мин при работе на одном станке.
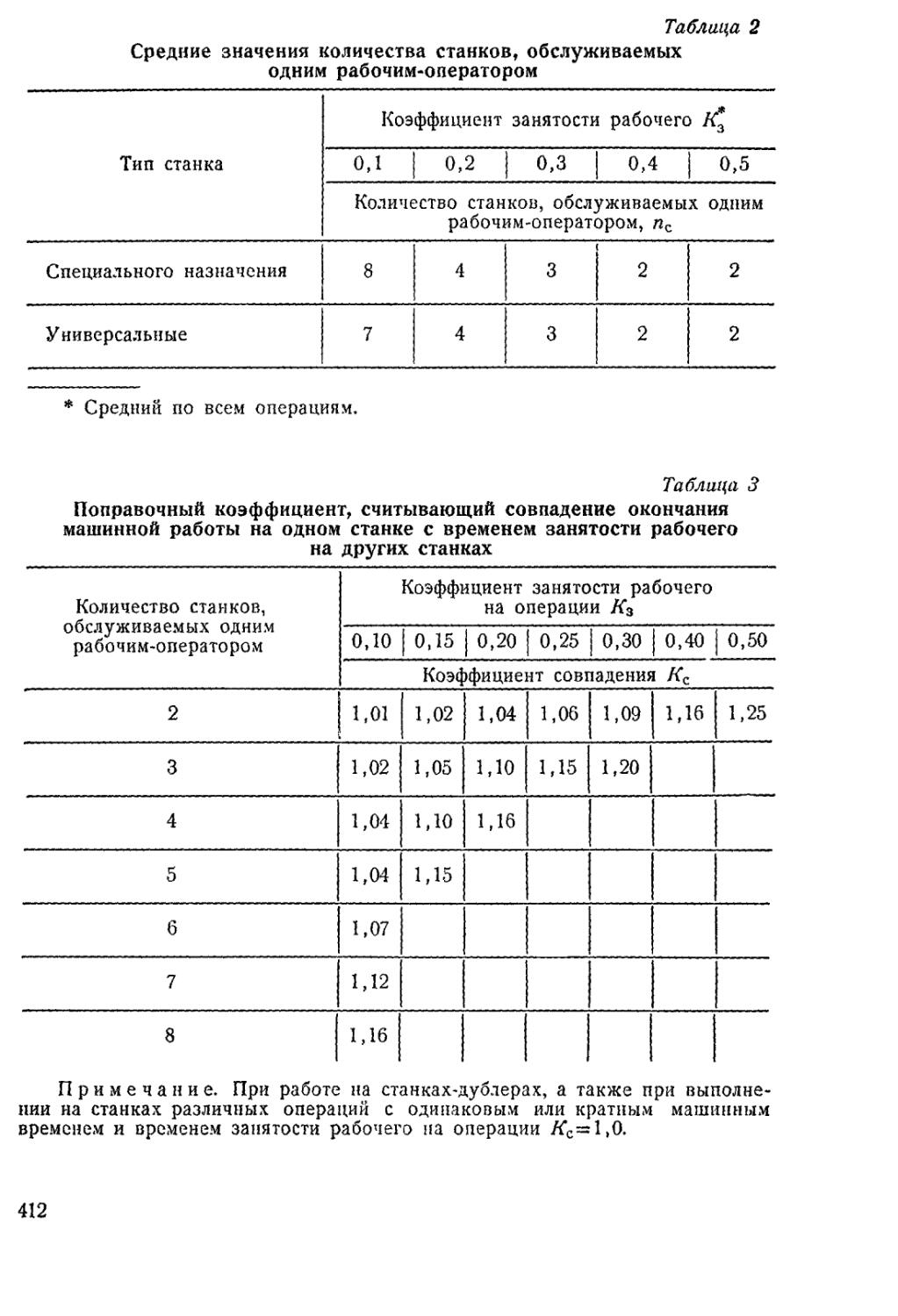
При многостаночном обслуживании (для рботы на 4 станках) по приложению 17, табл. 4 выбирается поправочный коэффициент на скорость резания Kv = 0,75 и устанавливаются скорректированные по паспортным данным станка режимы резания: s0 = = 2,67 мм/об; о = 22,6 м/мин; я = 90 об/мин.
1 Режимы резания в примере установлены по «Общемашипостроительным нормативам режимов резания для технического нормирования работ па металлорежущих станках. Часть II». М., «Машиностроение», 1967.
16
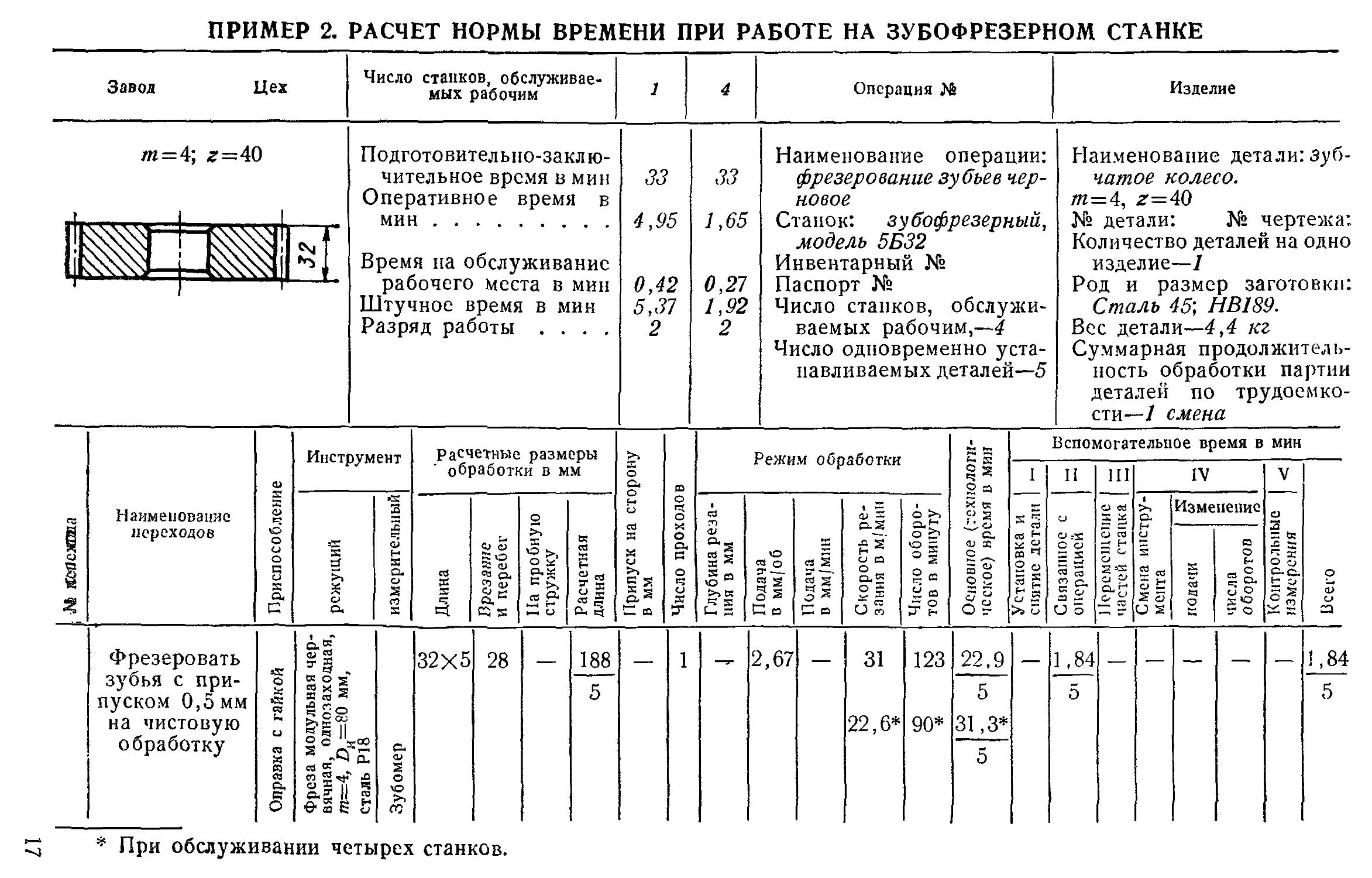
ПРИМЕР 2. РАСЧЕТ НОРМЫ ВРЕМЕНИ ПРИ РАБОТЕ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ
Завод Цех Число станков, обслуживаемых рабочим 1 4 Операция № Изделие
/и=4; г=40
Подготовительно-заключительное время в мин 33 33 Наименование операции: фрезерование зубьев чер-
Оперативное время в новое
мин Время на обслуживание 4,95 1,65 Станок: зубофрезерный, модель 5Б32 Инвентарный №
рабочего места в мин 0,42 0,27 Паспорт №
Штучное время в мин 5,37 1,92 Число станков, обслуживаемых рабочим,—4 Число одновременно устанавливаемых деталей—5
Разряд работы .... 2 2
Наименование детали: зуб-чатое колесо.
т=4, z=40
№ детали: № чертежа:
Количество деталей на одно изделие—1
Род и размер заготовки: Сталь 45\ НВ189.
Вес детали—4,4 кг
Суммарная продолжительность обработки партии деталей по трудоемкости—/ смена
i i
Наименование переходов
Фрезеровать зубья с припуском 0,5 мм на чистовую обработку
1 Приспособление Инструмент Расчетные размеры обработки в мм Припуск на сторону в мм
режущий I измерительный Длина Врезание и перебег На пробную стружку Расчетная длина
Оправка с гайкой Фреза модульная червячная, олнозаходная, 772=4, /)и=80 мм, сталь Р18 Зубомер 32X5 28 — 188 5 —
* При обслуживании четырех станков.
Режим обработки Основное (технологическое) время в мин Вспомогательное время в мин
Установка и I снятие детали 1 ~ II ill IV Контрольные 1 . измерения 1 Всего
Глубина резания в мм Подача в мм/об Подача в мм/мин Скорость резания в м/мин Число оборотов в минуту Связанное с операцией Перемещение 1 частей станка | Смена инструмента Изменение
подачи числа оборотов
2,67 — 31 123 22.9 — 1,84 — — — — — 1,84
22,6* 90* 5 31,3* 5 5
5
1L Определение основного (технологического) времени
Основное (технологическое) время определяется по формуле
где I — длина обрабатываемой поверхности в мм (в данном примере при ширине венца В = 32,мм для одновременно устанавливаемых пяти деталей /=160 мм); /1 — величина врезания и перебега фрезы в мм; z — число зубьев нарезаемого зубчатого колеса; п — число оборотов шпинделя фрезы в минуту; s0 — подача па один оборот нарезаемого колеса в мм; К — число заходов фрезы.
Согласно приложению 1 величина на врезание и перебег фрезы Л для нарезания зубьев прямозубых зубчатых колес т = 4 в один проход равна 28 мм.
Основное время при обслуживании рабочим одного станка
__ (160 4- 28) • 40 _по а £
То —------------- =22,9 мин на 5 детален;
123 • 2,67 1
при многостаночном обслуживании
г (160 |- 28) • 40 О1 о г-
7 - - д.—!—------— 31,3 мин на 5 детален;
90- 2,67-1
III. Определение вспомогательного времени
Вспомогательное время на операцию определяется по карте 63. При установке детали весом 4,4 кг на оправке с гайкой и обработке в один проход время на операцию составляет 1,20 мин на одну деталь (см. поз. 4).
При одновременной установке на оправке 5 деталей ко времени на операцию добавляется 0,26 мин па каждую деталь сверх одной.
При обработке на станке модели 5Б32 указанное время согласно примечанию по карте уменьшается на 0,4 мин.
Вспомогательное время на операцию
Тв =1,20-| 1,04 — 0,4-- 1,84 мин на 5 деталей.
Вспомогательное время на контрольные измерения при обработке фрезой, установленной на размер, на зубофрезерных станках не учитывается. В данной операции измерение размеров обработанного зуба производится в процессе машинного времени обработки следующей детали.
По карте 1 определяется поправочный коэффициент на вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей по трудоемкости. При трудоемкости обработки партии деталей в одну смену этот коэффициент равен 1,0.
Для многостаночного обслуживания вспомогательное время на операцию определяется без изменений, как для работы па одном станке.
18
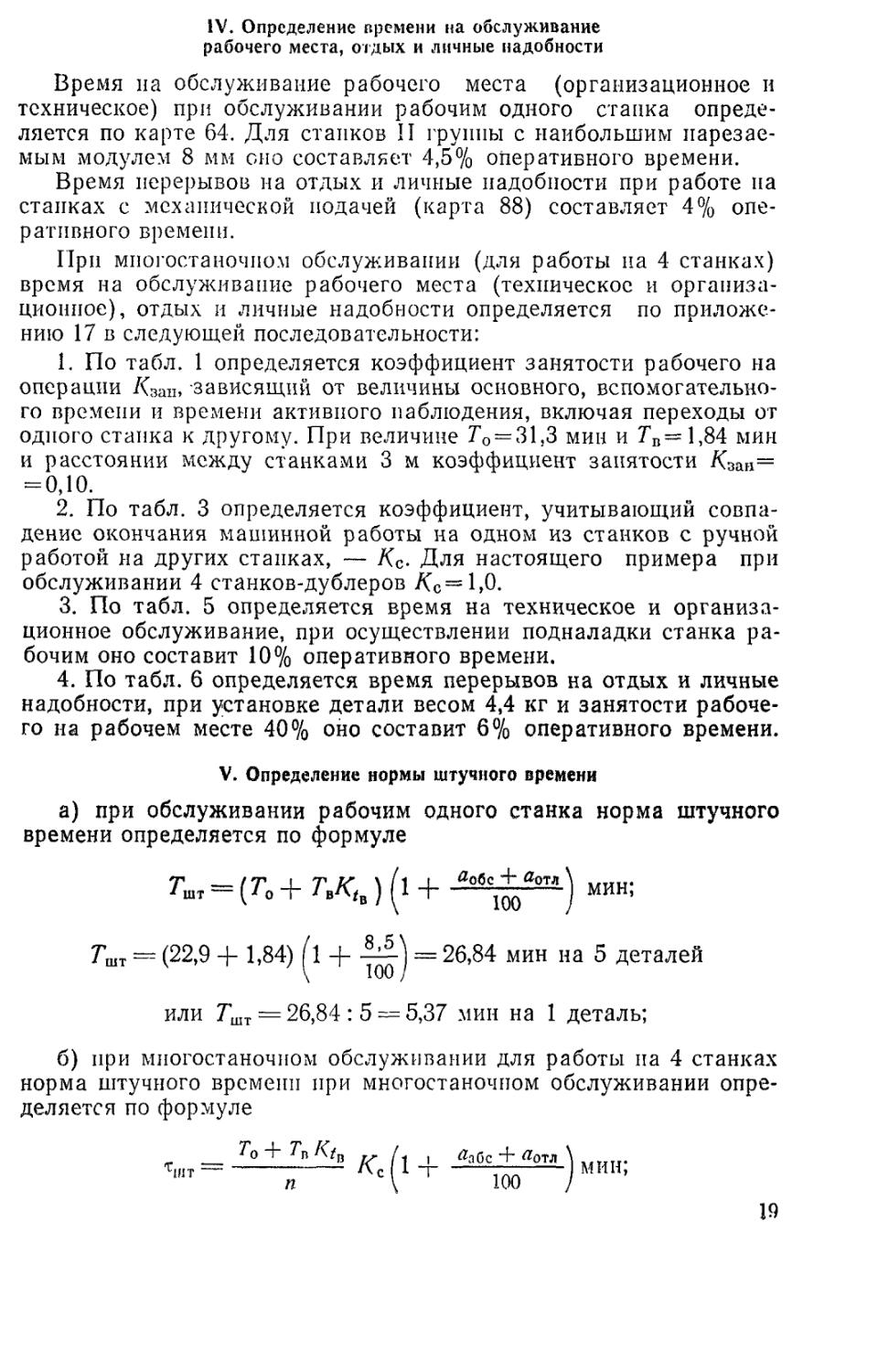
IV. Определение времени на обслуживание рабочего места, отдых и личные надобности
Время на обслуживание рабочего места (организационное и техническое) при обслуживании рабочим одного станка определяется по карте 64. Для станков II группы с наибольшим нарезаемым модулем 8 мм оно составляет 4,5% оперативного времени.
Время перерывов на отдых и личные надобности при работе па стайках с механической подачей (карта 88) составляет 4% оперативного времени.
При многостаночном обслуживании (для работы на 4 станках) время на обслуживание рабочего места (техническое и организационное), отдых и личные надобности определяется по приложению 17 в следующей последовательности:
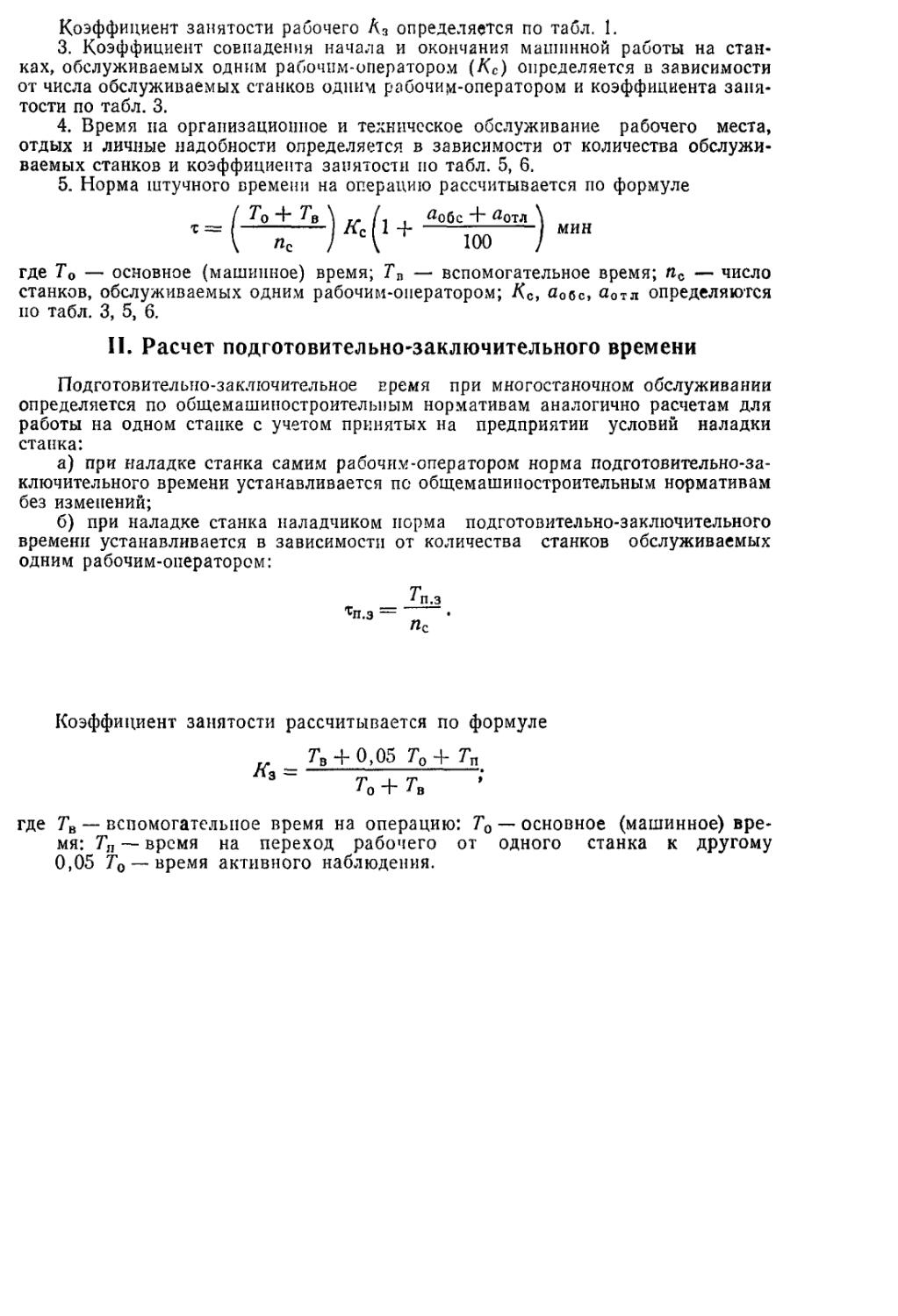
1. По табл. 1 определяется коэффициент занятости рабочего на операции Z(3an, -зависящий от величины основного, вспомогательного времени и времени активного наблюдения, включая переходы от одного станка к другому. При величине ГО = 31,3 мин и Тв—1,84 мин и расстоянии между станками 3 м коэффициент занятости Д3ан= = 0,10.
2. По табл. 3 определяется коэффициент, учитывающий совпадение окончания машинной работы на одном из станков с ручной работой на других станках, — Кс- Для настоящего примера при обслуживании 4 станков-дублеров Кс—1,0.
3. По табл. 5 определяется время на техническое и организационное обслуживание, при осуществлении подналадки станка рабочим оно составит 10% оперативного времени.
4. По табл. 6 определяется время перерывов на отдых и личные надобности, при установке детали весом 4,4 кг и занятости рабочего на рабочем месте 40% оно составит 6% оперативного времени.
V. Определение нормы штучного времени
а) при обслуживании рабочим одного станка норма штучного времени определяется по формуле
Тшт = (Го + ГЛВ) (1 + мин;
ГШт — (22,9 + 1,84) ^1 + = 26,84 мин на 5 деталей
или Гшт = 26,84 : 5 = 5,37 мин на 1 деталь;
б) при многостаночном обслуживании для работы на 4 станках норма штучного времени при многостаночном обслуживании определяется по формуле
Тшт =---------5 /<с 1 + - .-Ап - мин;
п \ 100 /
19
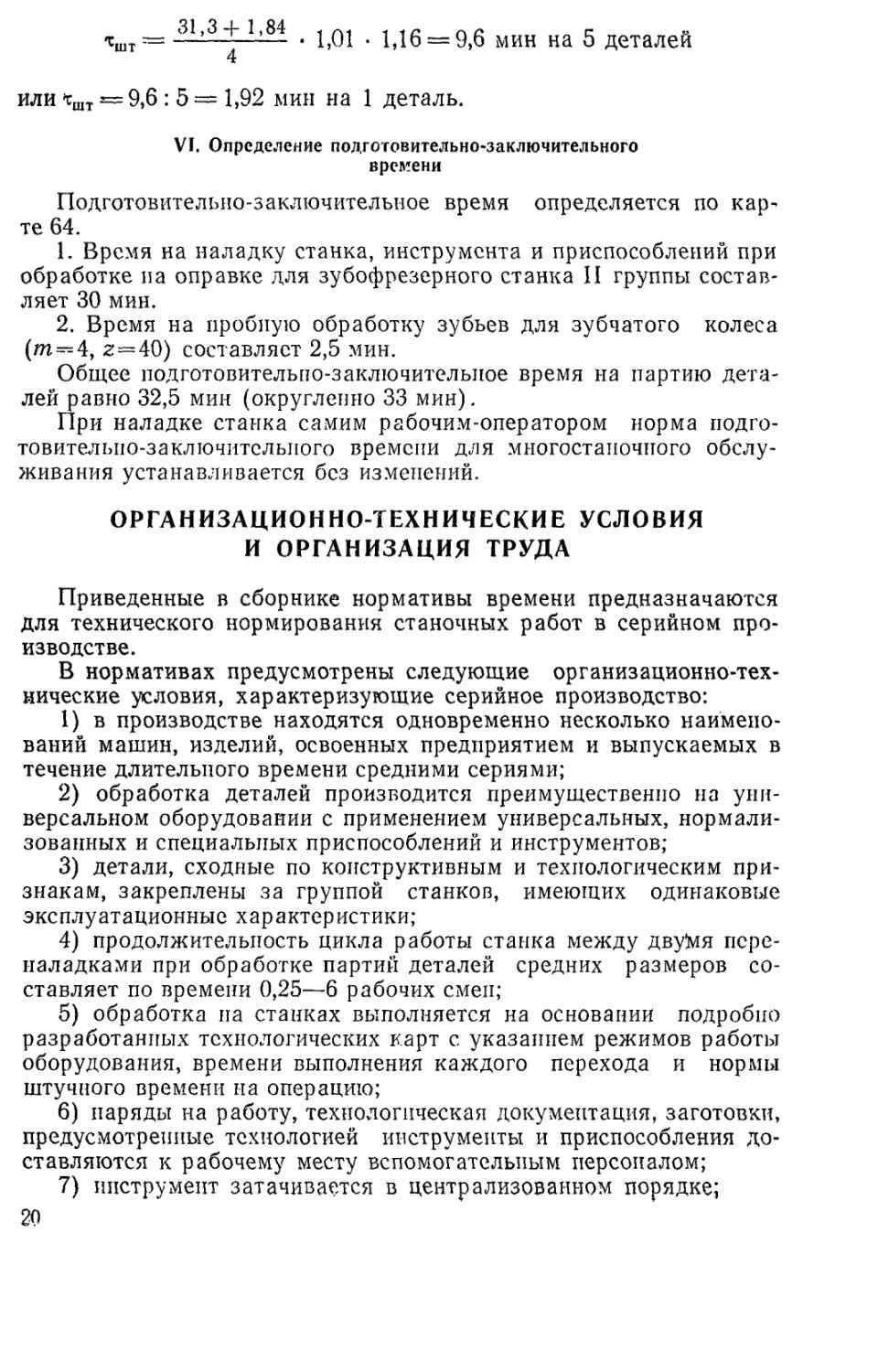
31,3 -j- 1,84 1 А1 1 1 £ AZ? c °
т:шт = —------- • l,Ol • 1,16 = 9,6 мин на 5 деталей
или t„ = 9,6 : 5 = 1,92 мин на 1 деталь.
VI. Определение подготовительно-заключительного
времени
Подготовительно-заключительное время определяется по карте 64.
1. Время на наладку станка, инструмента и приспособлений при обработке на оправке для зубофрезерного станка II группы составляет 30 мин.
2. Время на пробную обработку зубьев для зубчатого колеса (т — 4, z=40) составляет 2,5 мин.
Общее подготовительно-заключительное время на партию деталей равно 32,5 мин (округленно 33 мин).
При наладке станка самим рабочим-оператором норма подготовительно-заключительного времени для многостаночного обслуживания устанавливается без изменений.
ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ УСЛОВИЯ И ОРГАНИЗАЦИЯ ТРУДА
Приведенные в сборнике нормативы времени предназначаются для технического нормирования станочных работ в серийном производстве.
В нормативах предусмотрены следующие организационно-технические условия, характеризующие серийное производство:
1) в производстве находятся одновременно несколько наименований машин, изделий, освоенных предприятием и выпускаемых в течение длительного времени средними сериями;
2) обработка деталей производится преимущественно на универсальном оборудовании с применением универсальных, нормализованных и специальных приспособлений и инструментов;
3) детали, сходные по конструктивным и технологическим признакам, закреплены за группой станков, имеющих одинаковые эксплуатационные характеристики;
4) продолжительность цикла работы станка между дву!мя переналадками при обработке партий деталей средних размеров составляет по времени 0,25—6 рабочих смен;
5) обработка на станках выполняется на основании подробно разработанных технологических карт с указанием режимов работы оборудования, времени выполнения каждого перехода и нормы штучного времени на операцию;
6) наряды на работу, технологическая документация, заготовки, предусмотренные технологией инструменты и приспособления доставляются к рабочему месту вспомогательным персоналом;
7) инструмент затачивается в централизованном порядке;
20
8) станки, обрабатывающие тяжелые детали, оборудованы подъемно-транспортными средствами;
9) рабочее место обеспечено необходимым комплектом приспособлений, способствующих сокращению вспомогательного времени и перекрытиям времени ручной работы временем машинной работы станка (наличие комплекта двух оправок, двух хомутиков, поворотных столов, быстродействующих пневматических устройств, многоместных приспособлений и приспособлений, применяемых на участках групповой обработки деталей и др.).
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
При рациональной организации рабочее место в условиях серийного производства должно быть оснащено в соответствии с требованиями производственного процесса и условиями выполнения работы с соблюдением правил санитарной гигиены и техники безопасности.
Основными факторами, влияющими на организацию рабочего места, являются степень детализации технологического процесса и организация производства. Они определяют операции на рабочем месте, систему обеспечения заданием, технической и другой рабочей документацией, систему обеспечения рабочего места материалами и заготовками, порядок передачи готовых деталей после данной операции на следующее рабочее место, систему сигнализации и связи.
Расположение оборудования на рабочем месте, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовой продукции планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождение и поиски.
Освещение рабочего места должно быть достаточным и правильным. Требуемая освещенность определяется в зависимости от характера и точности работы, размеров объекта различения, контраста рассматриваемого объекта с фоном и действующими санитарными нормами.
При естественном и искусственном освещении рекомендуется так размещать рабочие места, чтобы свет падал слева или спереди. При наличии местного освещения свет не должен слепить глаза, тень не должна падать на обрабатываемую деталь.
Внешнее оформление рабочих мест и производственных помещений должно соответствовать требованиям технической эстетики.
Количество инструмента и приспособлений на рабочем месте должно быть минимально необходимым, обеспечивающим бесперебойную работу в течение смены с наименьшими затратами времени на получение и замену их.
В набор инструмента, который постоянно хранится на рабочем месте, должен включаться только нормализованный инструмент. Специальный инструмент хранится только во время пользования им. При определении набора инструмента, предназначенного для
21
постоянного хранения, следует устанавливать не только минимально необходимое его количество, но и максимально допустимое.
Инструменты и приспособления должны располагаться на рабочем месте в определенном, удобном для пользования порядке, чтобы быстро, без дополнительных потерь времени найти их, взять, установить и затем уложить после окончания работ.
Количество обрабатываемых деталей, заготовок на рабочем месте определяется системой организации производства и должно обеспечивать непрерывную работу в течение смены. Не допускается загромождение рабочего места сверхнормативными запасами деталей,заготовок.
Все обрабатываемые детали, заготовки должны храниться на рабочем месте в таре.
ТИПОВЫЕ ПРИМЕРЫ ПЛАНИРОВОК РАБОЧИХ МЕСТ В МЕХАНИЧЕСКИХ ЦЕХАХ СЕРИЙНОГО ПРОИЗВОДСТВА*
Инструментообслуживанне рабочего места в механических цехах серийного производства не требует больших постоянных наборов инструментария, который имеется в единичном и мелкосерийном производстве. Система ипструментообслуживания должна обеспечить подачу рабочему набора инструментария (или выдачу ему в ИРК), необходимого для обработки партии деталей.
Если партия деталей обрабатывается в течение более чем одной смены, то набор инструментария передается рабочему другой смены.
Замена изношенного и вышедшего из строя инструмента производится на рабочем месте по вызову рабочего (или самим рабочим в ИРК).
При данной системе инструментообслуживания в большинстве случаев отпадает необходимость оснащать рабочие места инструментальными тумбочками, предназначенными для хранения довольно большого постоянного набора инструментария.
Рабочие места в серийном производстве следует оснащать приемными столиками с двумя или четырьмя инструментальными ящиками. Такого количества ящиков вполне достаточно для хранения инструмента, предназначенного для обработки партии деталей, а также для небольшого набора постоянно хранимых па рабочем месте средств по уходу за оборудованием (гаечных ключей, универсального измерительного инструмента, масленки и т. д.).
Наиболее современным методом организации серийного производства является поточный метод, при котором весь технологиче
* Материал взят из сборника «Типовые решения организации рабочих мест в производственных цехах машиностроительных заводов». AV, изд. Госкомитет по машиностроению при Госплан^ СССР. 1
22
ский процесс изготовления изделия или полуфабриката выполняется на последовательно расположенных поточных линиях. Менее продуктивным является предметно-групповой метод организации производства, при котором технологический процесс выполняется на предметно-замкнутых участках, специализированных на изготовлении группы конструктивно и технологически подобных предметов (Участки валов, зубчатых колес, корпусных деталей и т. д.).
Метод организации производства по типам оборудования (универсальный метод), хотя и встречается еще в промышленности, однако является наименее рекомендуемым для серийного производства. При этом методе обработка изделий производится на участках, специализированных по типам оборудования (участках токарной обработки, сверлильных операций, плоскостной обработки и т. д.).
Учитывая все это, можно разработать планировку и оснащение рабочих мест в серийном производстве с учетом специфических конкретных условий предприятий.
Ниже приведены примеры планировки отдельных рабочих мест станочников: токаря, фрезеровщика, сверловщика, шлифовщика и зубофрезеровщика с учетом требований, предъявляемых к организации рабочих мест в серийном производстве.
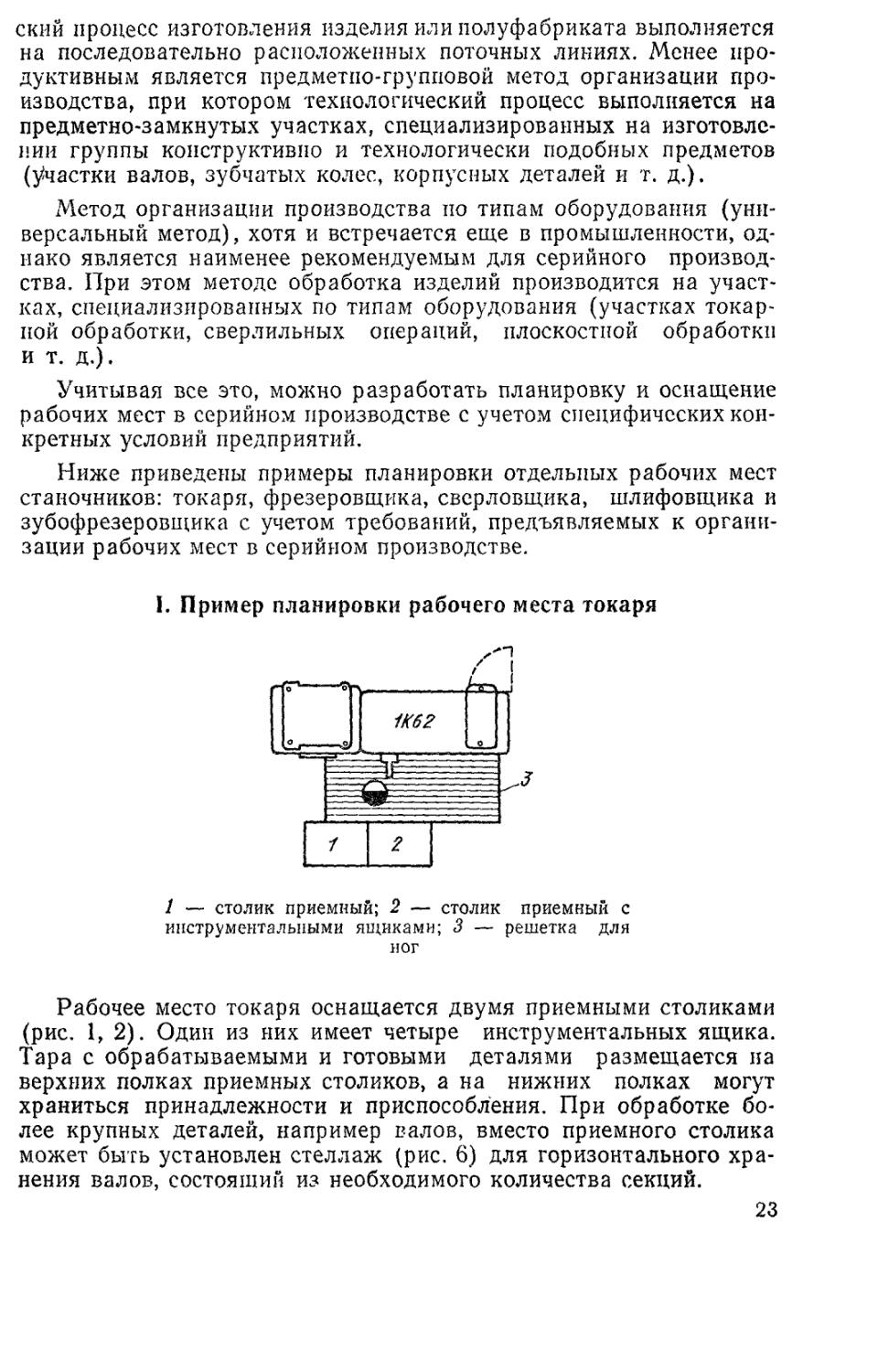
I. Пример планировки рабочего места токаря
1 — столик приемный; 2 — столик приемный с инструментальными ящиками; 3 — решетка для ног
Рабочее место токаря оснащается двумя приемными столиками (рис. 1, 2). Один из них имеет четыре инструментальных ящика. Тара с обрабатываемыми и готовыми деталями размещается па верхних полках приемных столиков, а на нижних полках могут храниться принадлежности и приспособления. При обработке более крупных деталей, например валов, вместо приемного столика может быть установлен стеллаж (рис. 6) для горизонтального хранения валов, состоящий из необходимого количества секций.
23
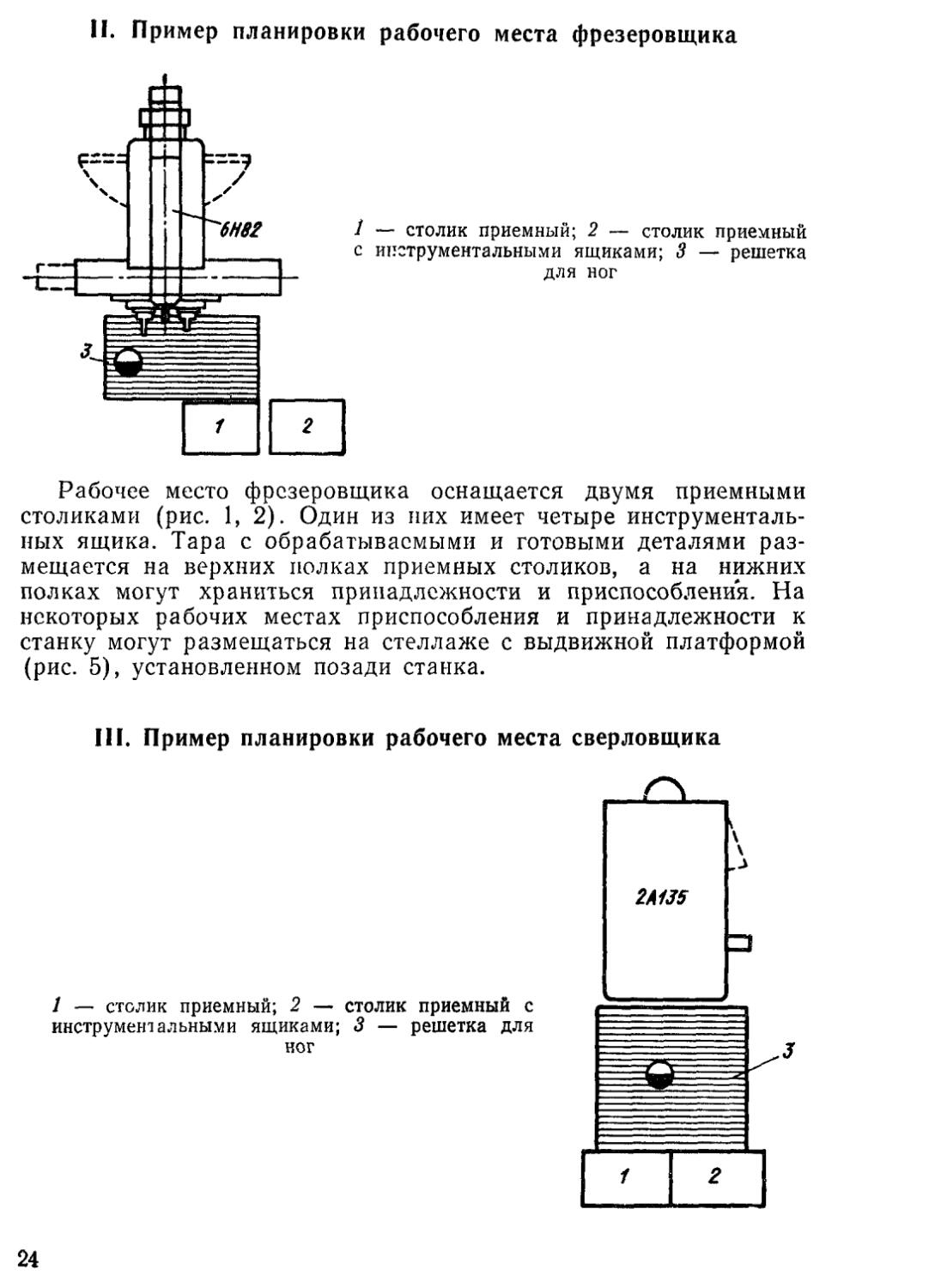
II. Пример планировки рабочего места фрезеровщика
— столик приемный; 2 — столик приемный инструментальными ящиками; 3 — решетка для ног
Рабочее место фрезеровщика оснащается двумя приемными столиками (рис. 1, 2). Один из них имеет четыре инструментальных ящика. Тара с обрабатываемыми и готовыми деталями размещается на верхних полках приемных столиков, а на нижних полках могут храниться принадлежности и приспособления. На некоторых рабочих местах приспособления и принадлежности к станку могут размещаться на стеллаже с выдвижной платформой (рис. 5), установленном позади станка.
III. Пример планировки рабочего места сверловщика
1 — столик приемный; 2 — столик приемный с инструментальными ящиками; 3 — решетка для
ног
24
Рабочее место сверловщика оснащается двумя приемными столиками (рис. 1, 2). Один из них имеет четыре инструментальных ящика. Тара с обрабатываемыми и готовыми деталями размещается на верхних полках приемных столиков, а на нижних полках могут храниться принадлежности и приспособления.
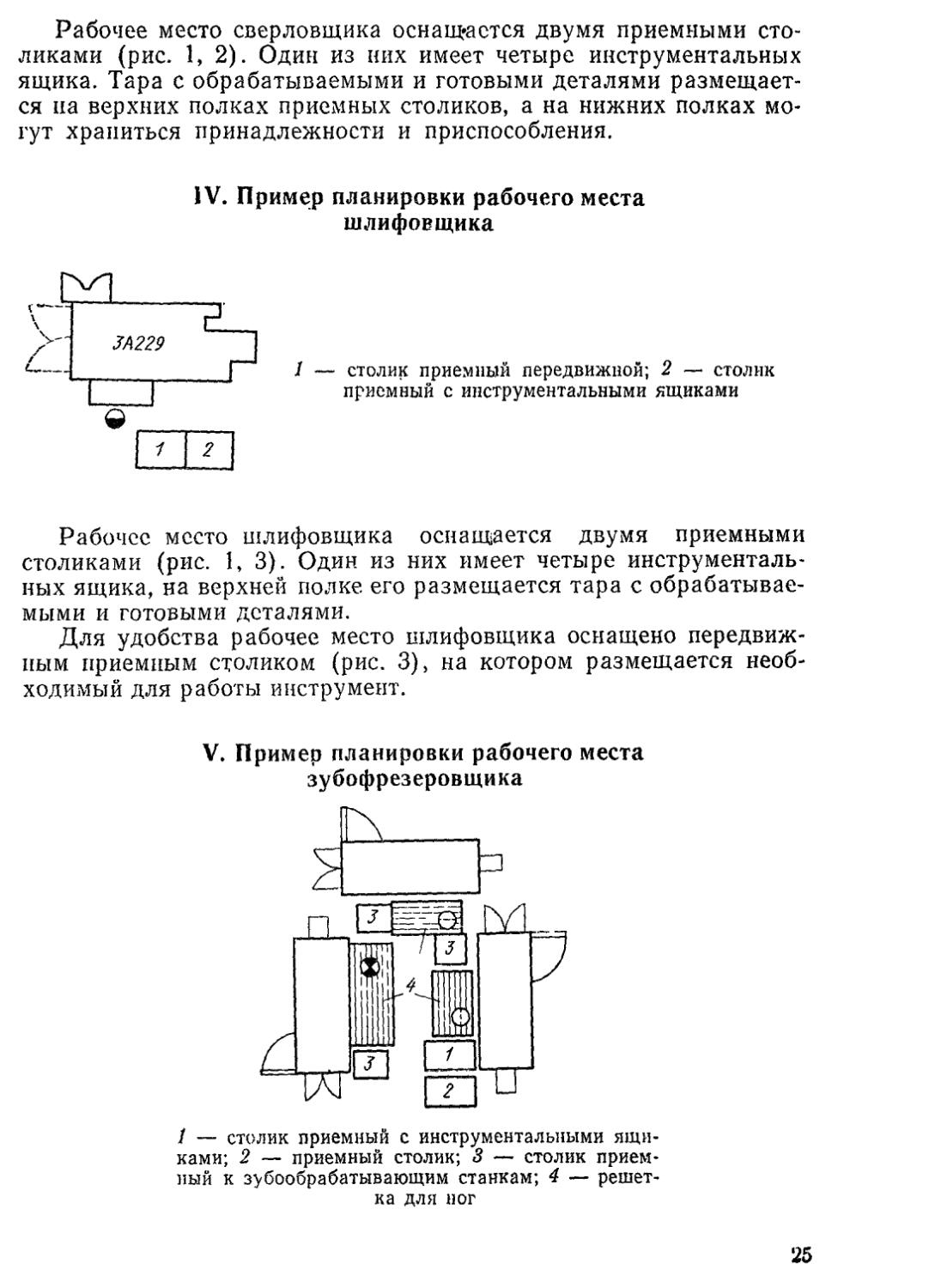
IV. Пример планировки рабочего места шлифовщика
1 — столик приемный передвижной; 2 — столик приемный с инструментальными ящиками
Рабочее место шлифовщика оснащается двумя приемными столиками (рис. 1, 3). Один из них имеет четыре инструментальных ящика, на верхней полке его размещается тара с обрабатываемыми и готовыми деталями.
Для удобства рабочее место шлифовщика оснащено передвижным приемным столиком (рис. 3), на котором размещается необходимый для работы инструмент.
V. Пример планировки рабочего места зубофрезеровщика
/ — столик приемный с инструментальными ящиками; 2 — приемный столик; S — столик приемный к зубообрабатывающим станкам; 4 — решетка для ног
25
Рабочее место зубофрезеровпшка, обслуживающего три зубо-фрезерных станка, оснащается двумя приемными столиками (рис. 1, 2) (один из них с инструментальными ящиками) и тремя столиками для установки тары с готовыми деталями (рис. 4). Особенностью этих столиков является наличие отверстий в верхней полке и ящиков для слива масла, которое стекает с обработанных деталей.
Показанная па планировке расстановка трех зубофрезерных станков обеспечивает лучшее их обуслуживапие. Рабочий находится между станками, и его путь от одного станка к другому наименьший.
ОРГОСНАСТКА РАБОЧИХ МЕСТ В МЕХАНИЧЕСКИХ ЦЕХАХ*
Оснащение рабочих мест станочников оргоспасткой должно производиться на основе типовых конструкций.
Специальная оргоснастка проектируется в исключительных случаях, если по тем или иным причинам не подходит типовая.
Ниже в качестве примера приведены отдельные конструкции типовой оргоснастки.
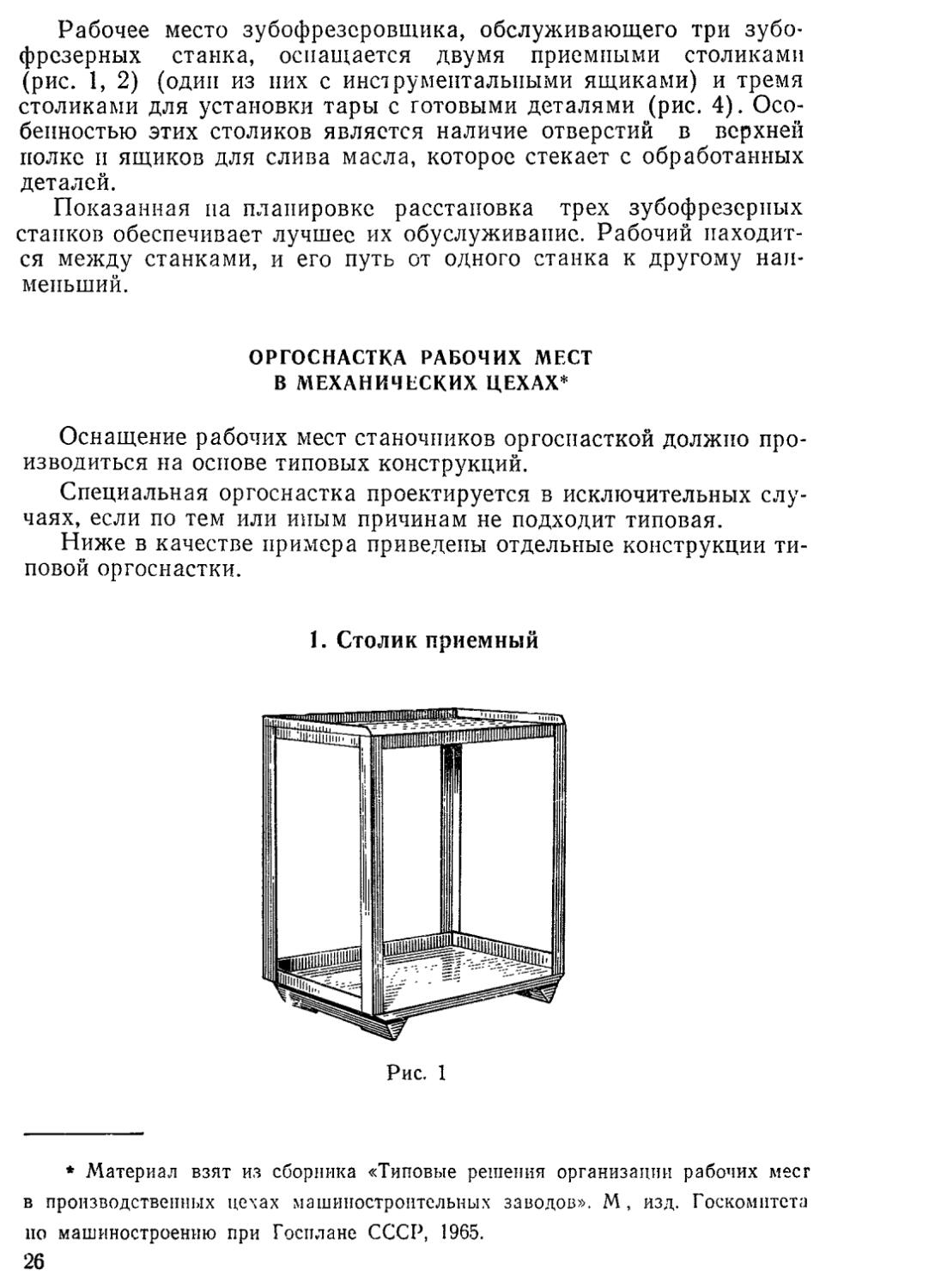
1. Столик приемный
Рис. 1
* Материал взят из сборника «Типовые решения организации рабочих мест в производственных цехах машиностроительных заводов». М, изд. Госкомитета по машиностроению при Госплане СССР, 1965.
26
На верхней полке столика размещается тара с обрабатываемыми деталями или сами обрабатываемые детали. При необходимости на нижней полке могут храниться приспособления и принадлежности.
На отдельных рабочих местах столик может использоваться для раскладки на нем непосредственно используемого в работе инструмента.
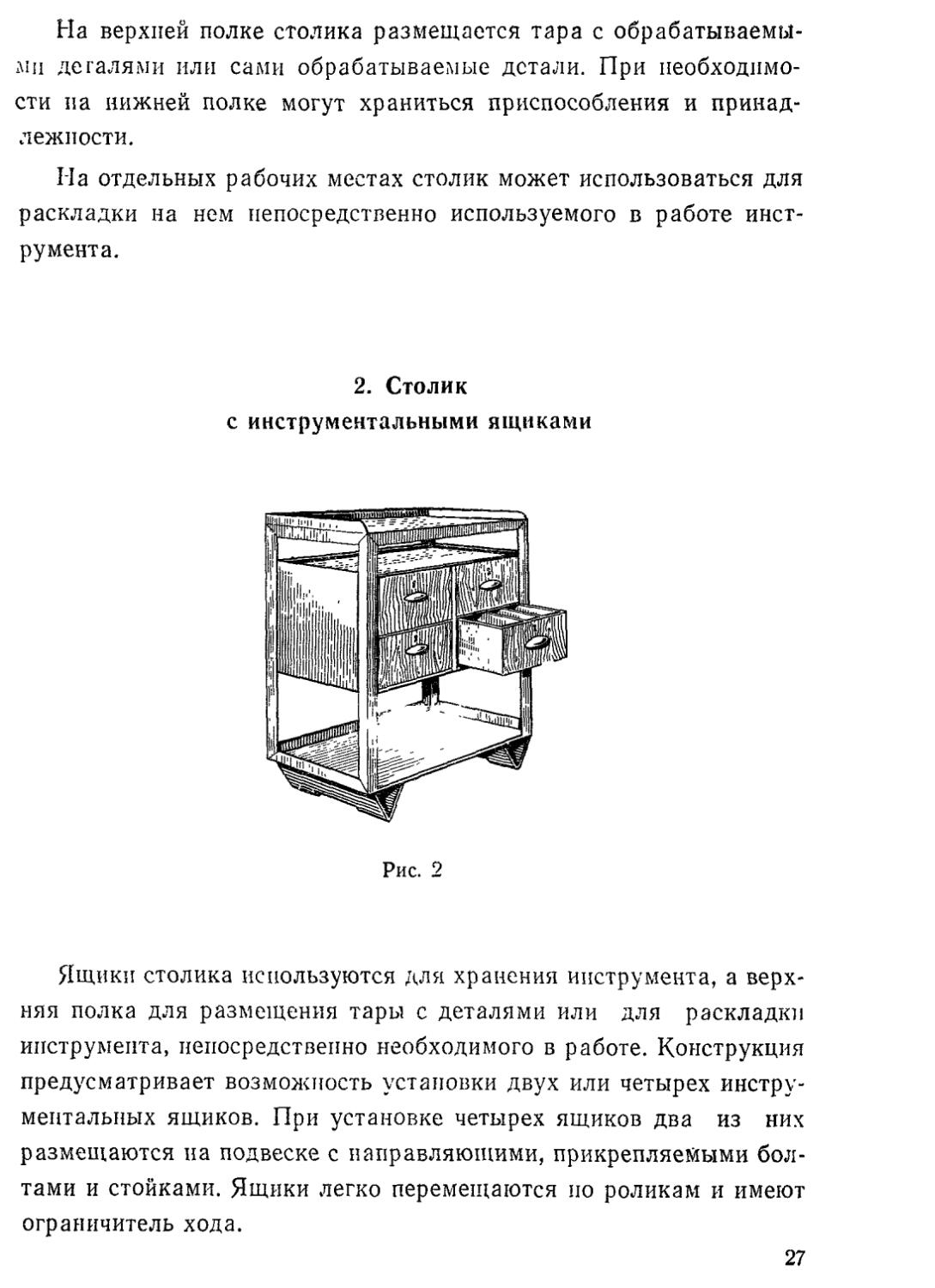
2. Столик
с инструментальными ящиками
Рис. 2
Ящики столика используются для хранения инструмента, а верхняя полка для размещения тары с деталями или для раскладки инструмента, непосредственно необходимого в работе. Конструкция предусматривает возможность установки двух или четырех инструментальных ящиков. При установке четырех ящиков два из них размещаются на подвеске с направляющими, прикрепляемыми болтами и стойками. Ящики легко перемещаются ио роликам и имеют ограничитель хода.
27
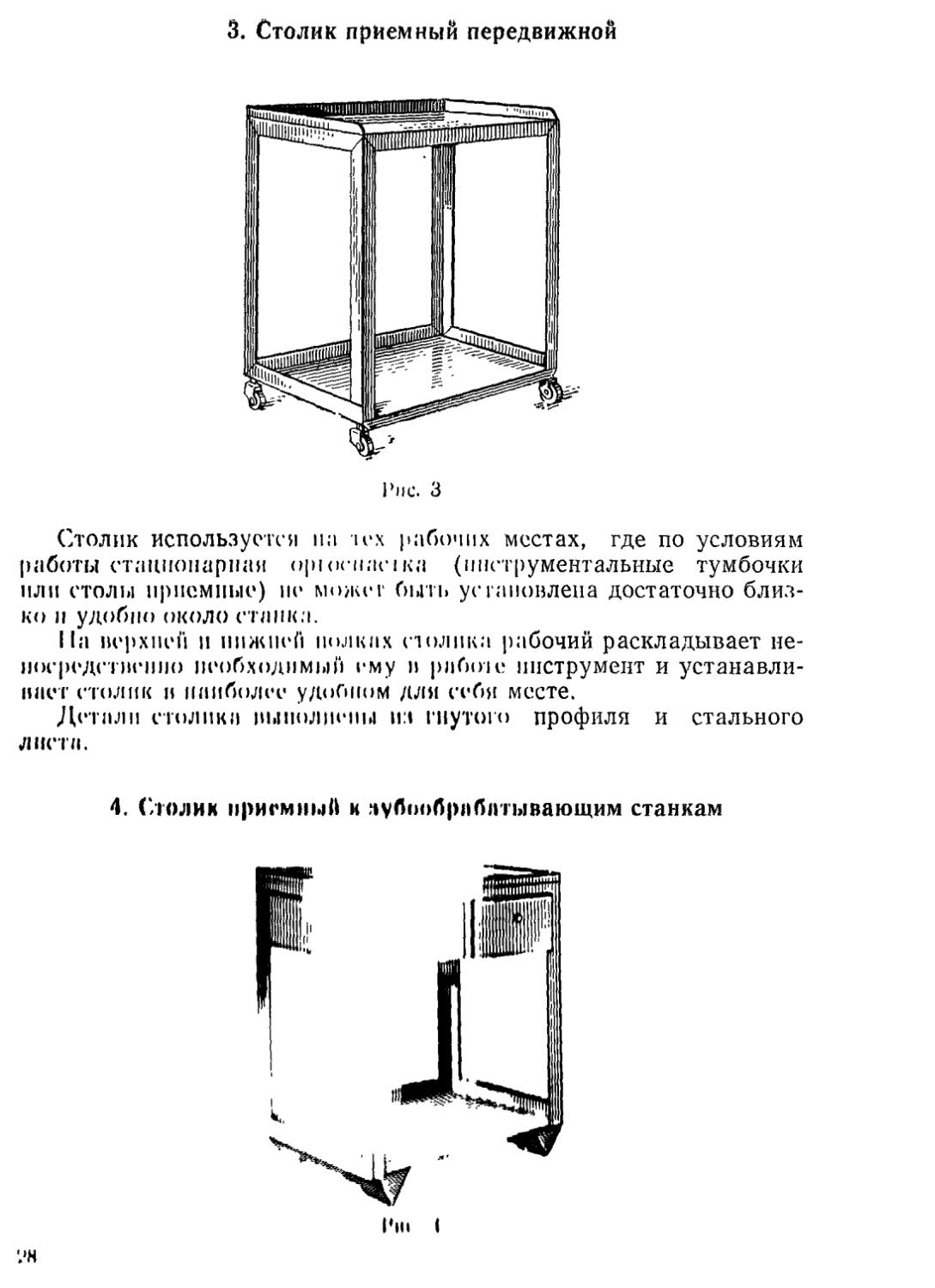
3. Столик приемный передвижной
Рис. 3
Столик используется па тех рабочих местах, где по условиям работы стационарная opioeiiaeiKa (инструментальные тумбочки или столы приемные) по может быть установлена достаточно близко и удобно около станка.
На верхней и нижней полках столика рабочий раскладывает непосредственно необходимый ему в рабою инструмент и устанавливает столик и наиболее удобном дли себя месте.
Детали столики выполнены из гнутого профиля и стального листа.
4. (‘.юлик приемный к чубиобрабатывающим станкам
Рш (
Столик приемный предназначен для оснащения рабочих мест у зубообрабатывающих станков, где обрабатываемые детали находятся в масле. Масло с обработанных деталей стекает на верхнюю полку столика, имеющую отверстия, и через них в ящики для сбора масла. Из ящиков масло сливается в переносную тару.
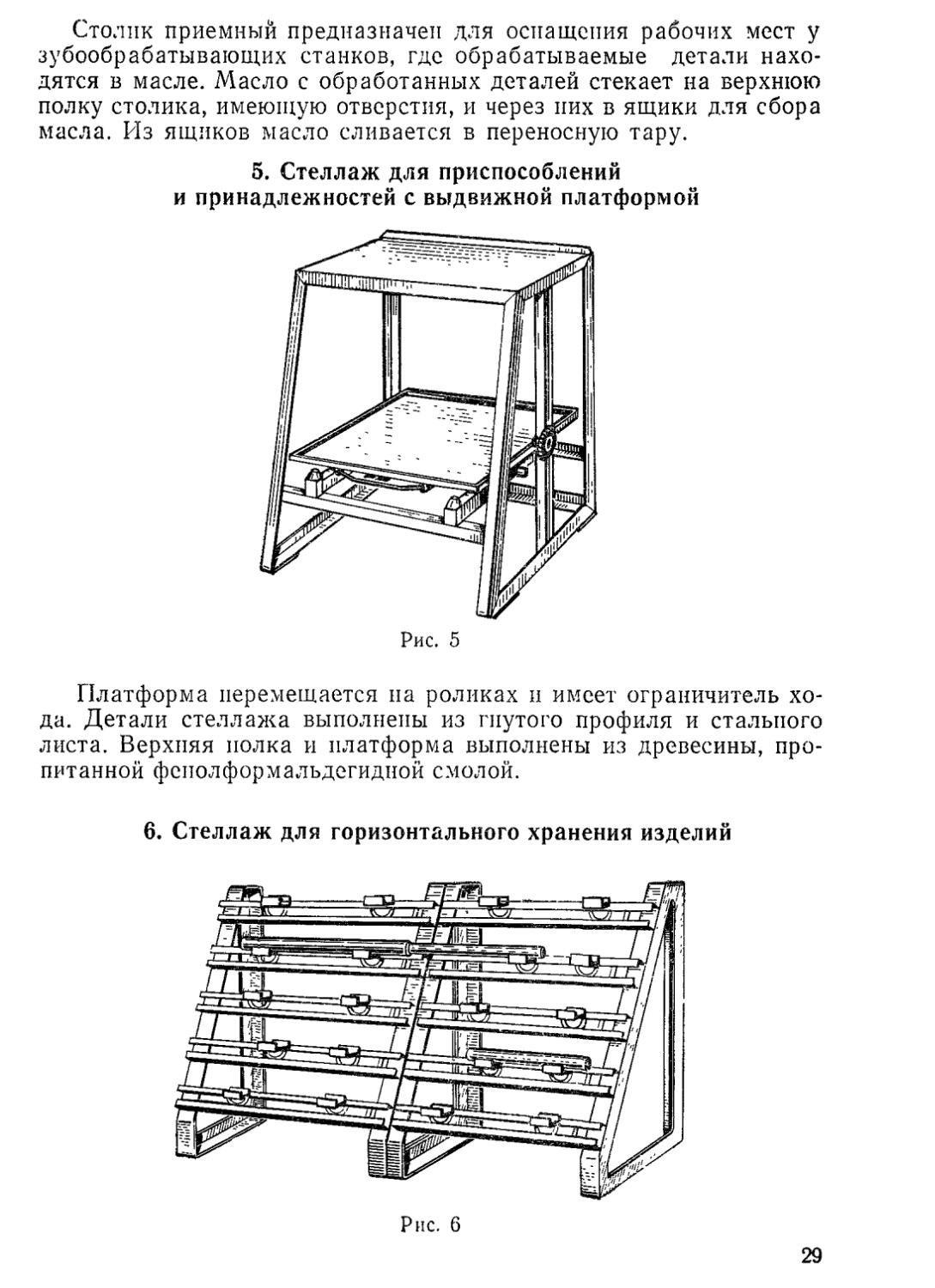
5. Стеллаж для приспособлений и принадлежностей с выдвижной платформой
Рис. 5
Платформа перемещается на роликах и имеет ограничитель хода. Детали стеллажа выполнены из гнутого профиля и стального листа. Верхняя полка и платформа выполнены из древесины, пропитанной фенолформальдегидной смолой.
6. Стеллаж для горизонтального хранения изделий
Рис. 6
29
Стеллаж предназначен для горизонтального хранения валов, осей и других подобных деталей, а также борштанг и оправок с наибольшим диаметром до 100 мм.
Стеллаж имеет пять расположенных па разной высоте направляющих, на которых закрепляются передвижные опоры.
Детали или боршташи укладываются на опоры, расположение и количество которых определяется в каждом конкретном случае отдельно. Конструкция предусматривает возможность соединения секций стеллажа по длине.
Детали стеллажа выполнены из гнутого профиля и уголка. Призма опоры изготовлена из древесины, пропитанной фенолформальдегидной смолой.
НОРМАТИВЫ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СПОМОГАТЕЛЬНОЕ ВРЕМЯ В ЗАВИСИМОСТИ ОТ ХАРАКТЕРА СЕРИЙНОСТИ РАБОТ КАРТА 1
Характер выполняемой работы Суммарная продолжительность обработки партии деталей по трудоемкости операции, рабочих смен
<0,25 0,25—0,5 0,6-1,0 1-2 3-4 5-6 7-10 11-15 >15
Коэффициент на вспомогательное времй
Мелкие станки: Обработка крепежных деталей, нормалей, арматуры и других деталей мелких размеров 1,15 м 0,87 0,70 0,66 0,57 0,5 0,5 0,5
Средние станки: Обработка деталей повторяющихся конструкций и средних размеров — 1,32 1,15* м 0,87 0,76 0,66 0,57 0,5
Крупные станки: Обработка корпусных и оригинальных деталей — __ — 1,3 1,15 0,87 0,76 0,66
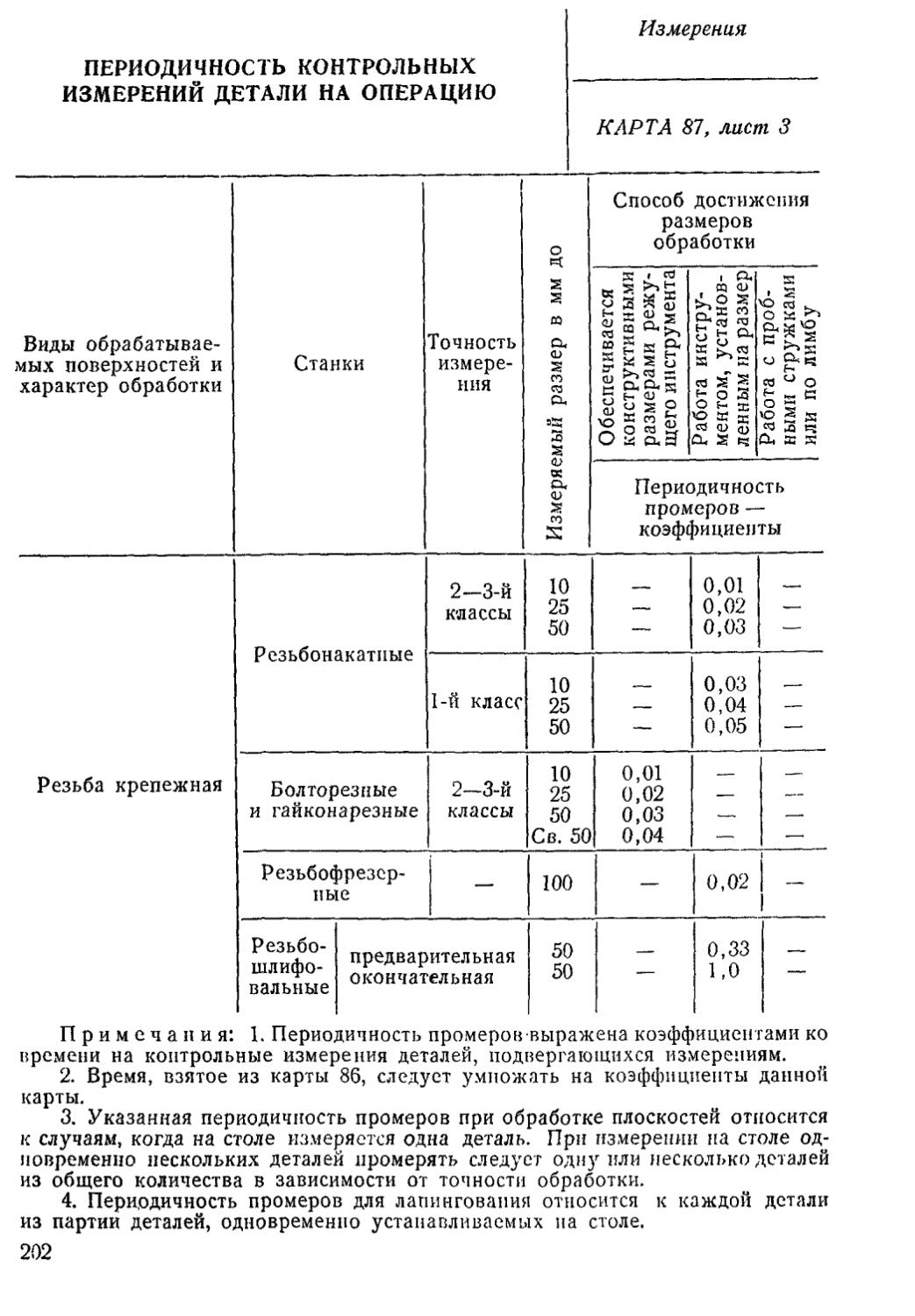
Примечания: 1. Поправочные коэффициенты на вспомогательное время следует применять при расчетах норм штучного времени в процессе подготовки производства с учетом серийности работ. Серийность работы как фак гор специализации производства измеряется в нормативах в продолжительности времени обработки партии одинаковых деталей на станке.
2. Продолжительность работы станка по обработке партии деталей рассчи-(ывается с учетом трудоемкости операции и количества дателей в партии или как средняя величина, учитывающая количество операций, выполняемых рабочим или группой рабочих при обработке однородных деталей в течение месяца.
31
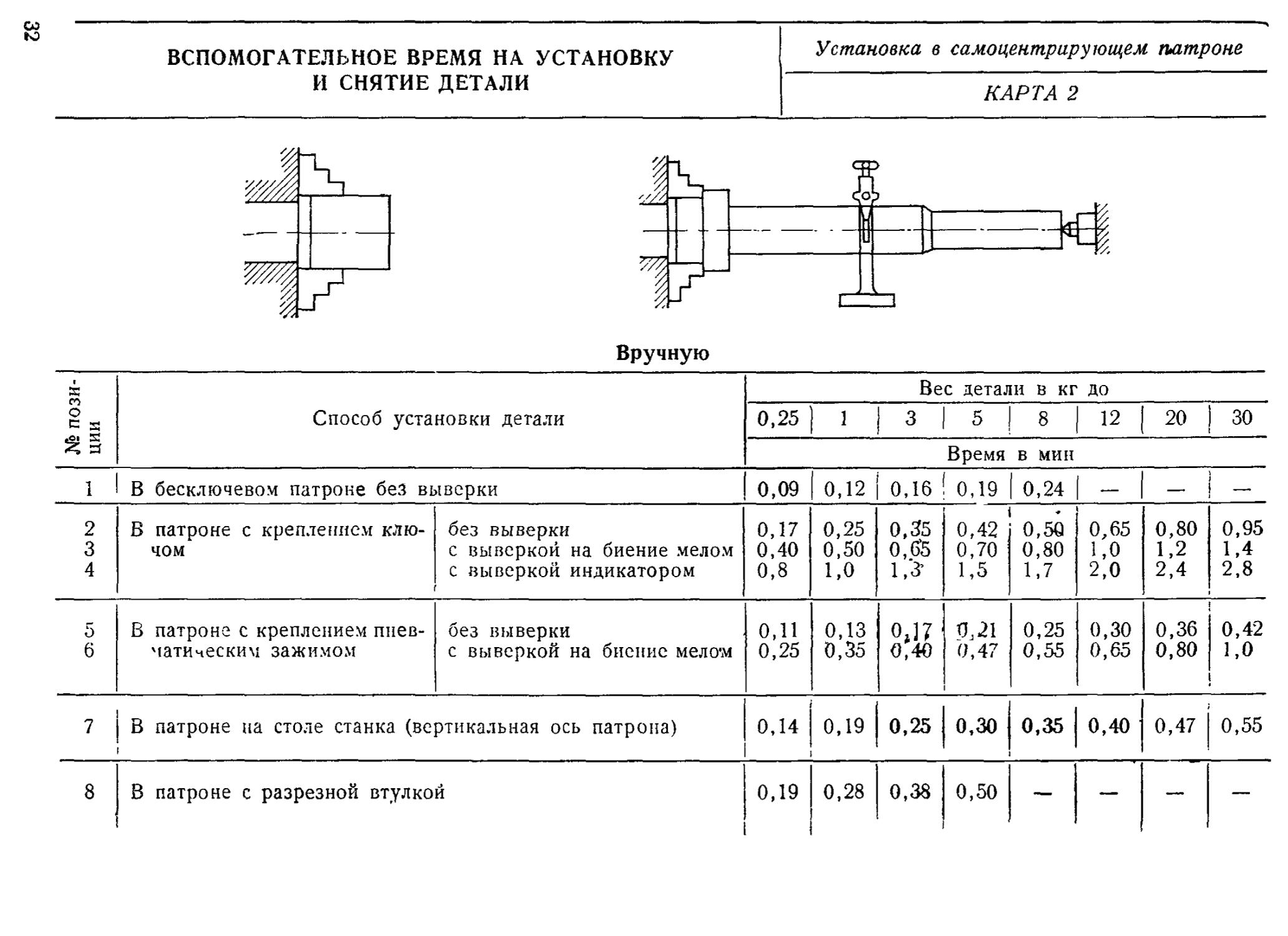
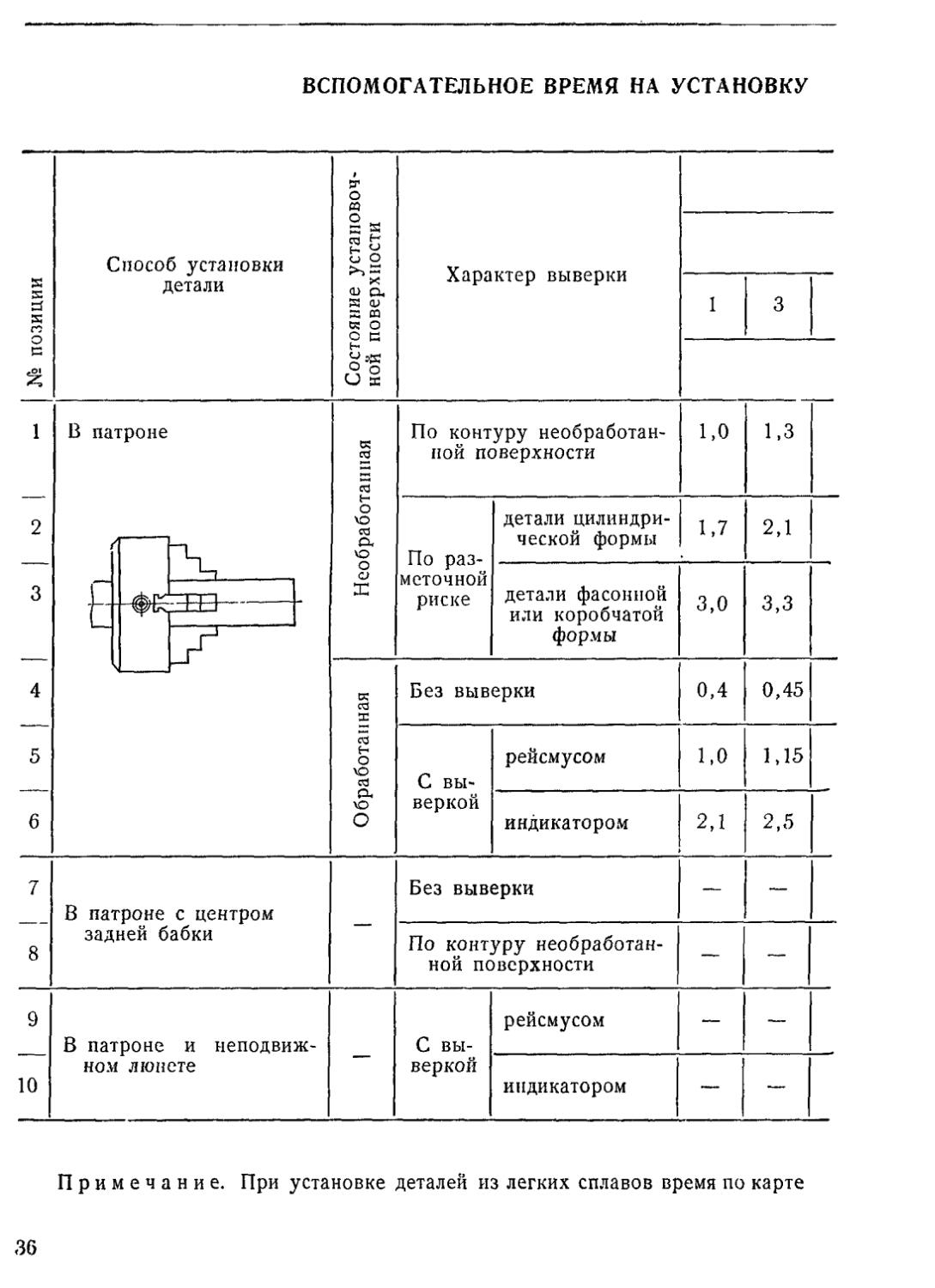
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ Установка в самоцентрарующем патроне
И СНЯТИЕ ДЕТАЛИ КАРТА 2
Вручную
* пози-1И Способ установки детали Вес детали в кг до
0,25 ; 1 1 1 3 1 । 5 1 8 1 12 | | 20 I 30
я Время в мин
1 1 В бесключевом патроне без выверки 0,09 0,12 0,16 ! ! 0,19 1 0,24 — — —
2 В патроне с креплением клю- без выверки 0,17 0,25 0,35 0,42 0,50 0,65 0,80 0,95
3 чом с выверкой на биение мелом 0,40 0,50 0,65 0,70 0,80 1,0 1,2 1,4
4 с выверкой индикатором 0,8 1,0 1,3- 1,5 1,7 2,0 2,4 2,8
5 В патроне с креплением пнев- без выверки 0,11 0,13 0,17 0.21 0,25 0,30 0,36 0,42
6 чатическим зажимом с выверкой на биение мело’м 0,25 0,35 0,40 0,47 0,55 0,65 0,80 1,0 I
7 i 1 В патроне на столе станка (вертикальная ось патрона) 0,14 0,19 0,25 0,30 0,35 | 0,40 0,47 0,55
8 В патроне с разрезной втулкой i 0,19 0,28 0,38 0,50 — — — —
1 1 i I ) 1
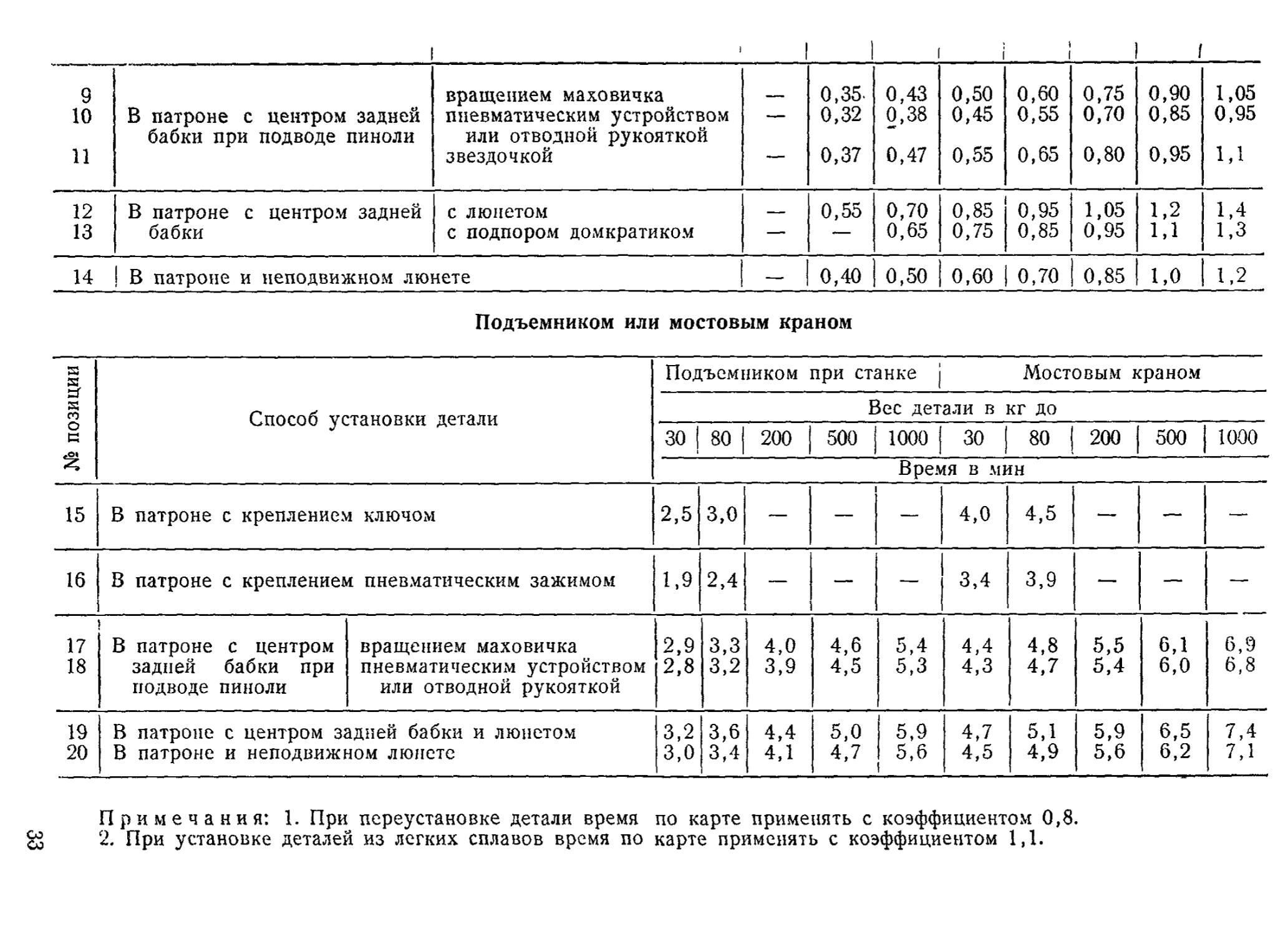
9 вращением маховичка 0,35. 0,43 0,50 0,60 0,75 0,90 1,05
10 В патроне с центром задней пневматическим устройством — 0,32 0,38 0,45 0,55 0,70 0,85 0,95
бабки при подводе пиноли или отводной рукояткой 0,95
11 звездочкой — 0,37 0,47 0,55 0,65 0,80 1,1
12 В патроне с центром задней с люнетом — 0,55 0,70 0,85 0,95 1,05 1,2 1,4
13 бабки с подпором домкратиком — — 0,65 0,75 0,85 0,95 1,1 1,3
14 1 В патроне и неподвижном люнете — 0,40 0,50 0,60 I 1 0,70 0,85 1,0 1,2
Подъемником или мостовым краном
S S Sf я СО Способ установки летали Подъемником при станке j Мостовым краном
Вес детали в кг до
О
К «о. 30 ! 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000
Время в мин
15 В патроне с креплением ключом 2,5 3,0 — — — 4,0 4,5 — — —
16 В патроне с креплением пневматическим зажимом 1,9 2,4 — — — 3,4 3,9 — — —
17 18 I в патроне задней подводе с центром бабки при пиноли вращением маховичка пневматическихМ устройством или отводной рукояткой 2,9 2,8 3,3 3,2 4,0 3,9 4,6 4,5 5,4 5,3 4,4 4,3 4,8 4,7 5,5 5,4 6,1 6,0 6,9 6,8
19 в патроне с центром задней бабки и люнетом 3,2 3,6 4,4 5,0 5,9 4,7 5,1 5,9 6,5 7,4
20 в патроне и неподвижном люнете 3,0 3,4 4,1 4,7 5,6 4,5 4,9 5,6 6,2 7,1
Примечания: 1. При переустановке детали время по карте применять с коэффициентом 0,8.
2. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
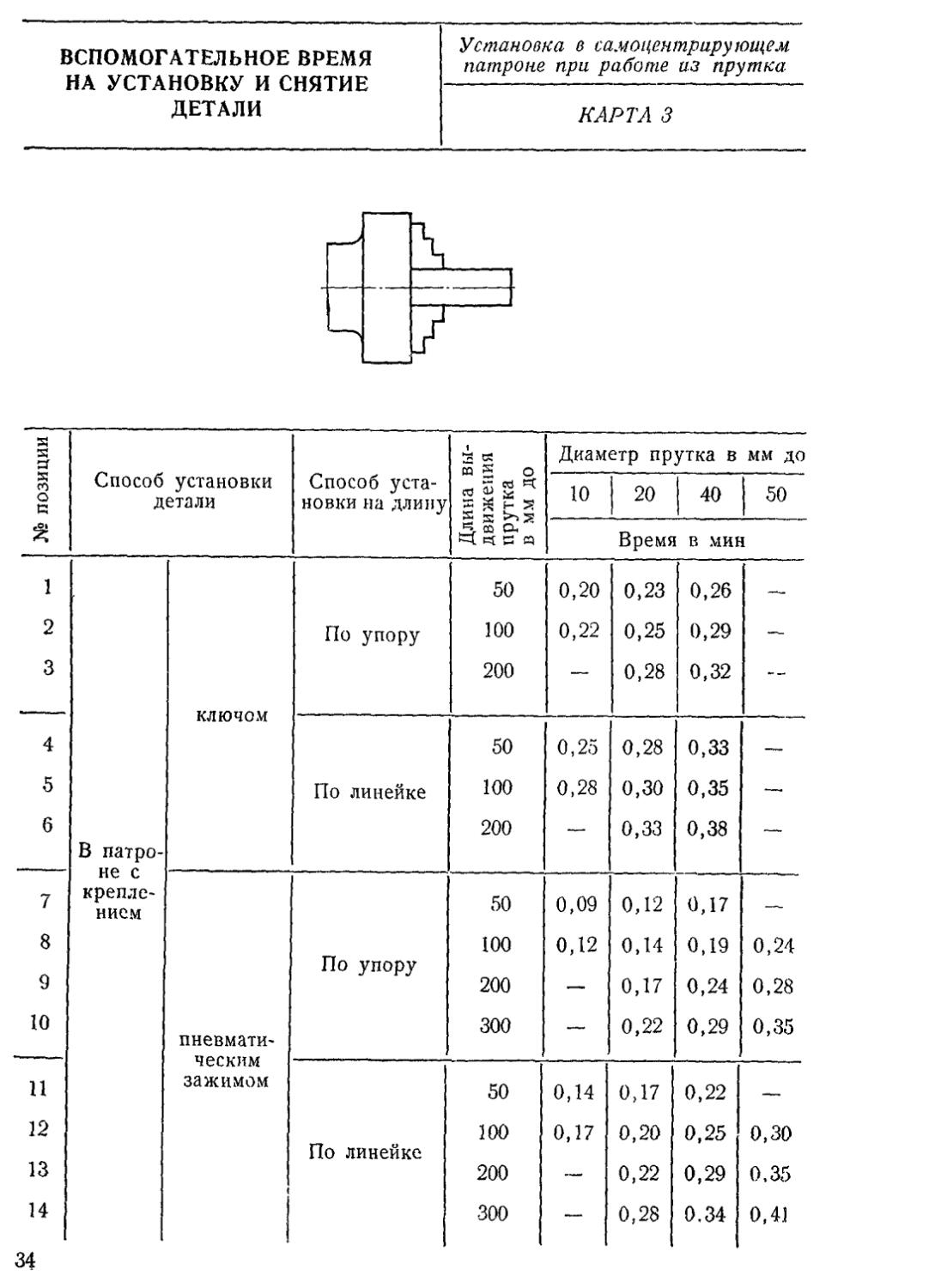
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в самоцентрарующем патроне при работе из прутка
КАРТА 3
№ позиции Способ установки детали Способ установки на длину Длина выдвижения прутка в мм до Диаметр прутка в мм до
10 20 40 50
Время в мин
1 2 3 4 5 6 В патроне с креплением ключом По упору 50 100 200 0,20 0,22 0,23 0,25 0,28 0,26 0,29 0,32 —
По линейке 50 100 200 0,25 0,28 0,28 0,30 0,33 0,33 0,35 0,38 —
7 8 9 10 пневмати' ческим зажимом По упору 50 100 200 300 0,09 0,12 0,12 0,14 0,17 0,22 0,17 0,19 0,24 0,29 0,24 0,28 0,35
11 12 13 14 По линейке 50 100 200 300 0,14 0,17 0,17 0,20 0,22 0,28 0,22 0,25 0,29 0,34 0,30 0,35 0,41
34
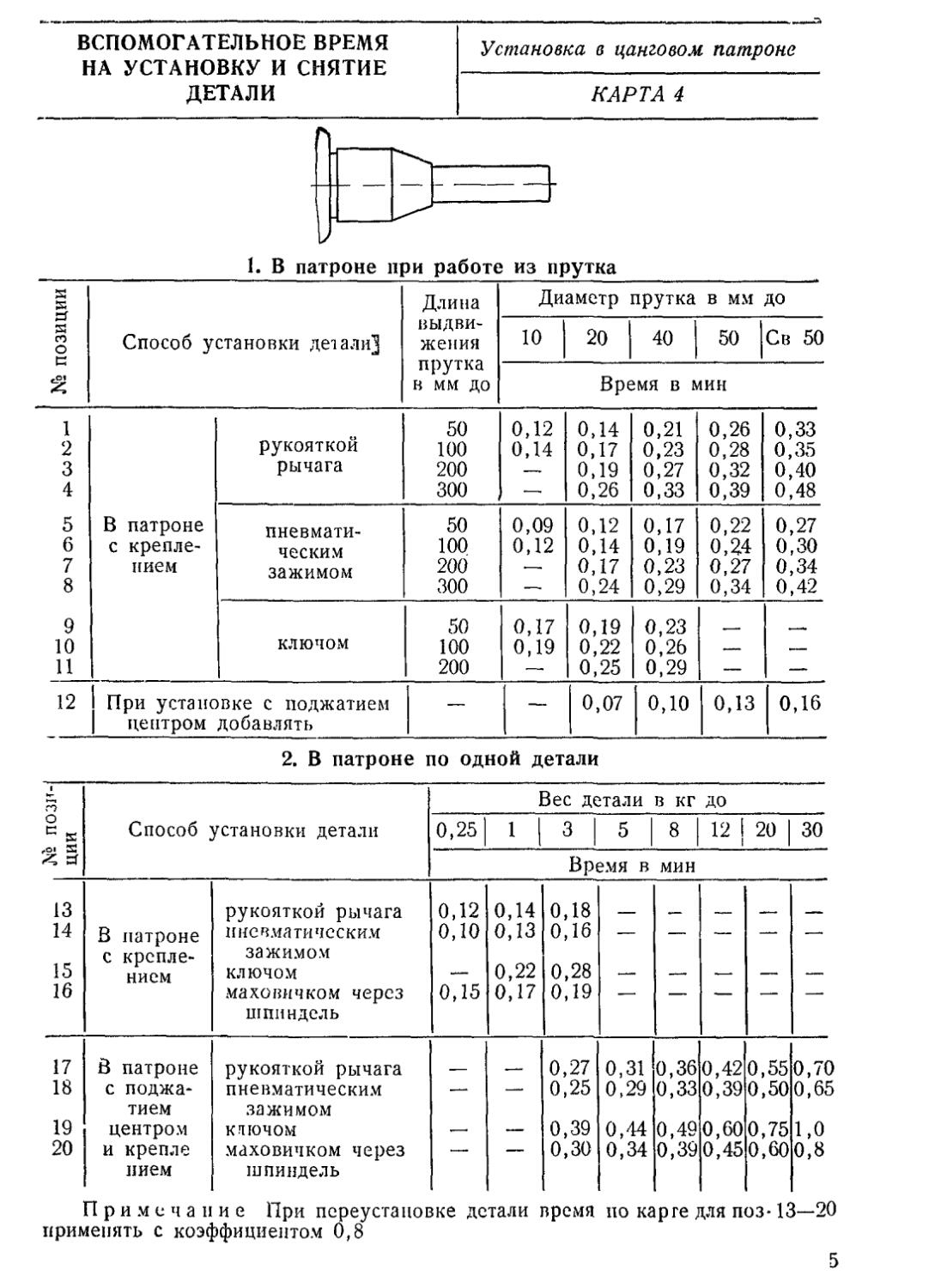
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в цанговом патроне
КАРТА 4
1. В патроне при работе из прутка
№ позиции Способ установки детали] Длина выдвижения прутка в мм до Диаметр прутка в мм до
10 20 40 50 Св 50
Время в мин
1 2 3 4 5 6 7 8 9 10 _11_ В патроне с креплением рукояткой рычага 50 100 200 300 0,12 0,14 0,14 0,17 0,19 0,26 0,21 0,23 0,27 0,33 0,26 0,28 0,32 0,39 0,33 0,35 0,40 0,48
пневматическим зажимом 50 100 200 300 0,09 0,12 0,12 0,14 0,17 0,24 0,17 0,19 0,23 0,29 0,22 0,24 0,27 0,34 0,27 0,30 0,34 0,42
ключом 50 100 200 0,17 0,19 0,19 0,22 0,25 0,23 0,26 0,29
12 При установке с поджатием центром добавлять — — 0,07 0,10 0,13 0,16
2. В патроне по одной детали
, пози- 1 ции Способ установки детали Вес детали в кг до
0,251 1 | 3 5 8 | 12 | 20 | 30
Время в мин
13 14 15 16 В патроне с креплением рукояткой рычага пневматическим зажимом ключом маховичком через шпиндель 0,12 0,10 0,15 0,14 0,13 0,22 0,17 0,18 0,16 0,28 0,19 — — — — II II
17 18 19 20 В патроне с поджатием центром и крепле нием рукояткой рычага пневматическим зажимом ключом маховичком через шпиндель — — 0,27 0,25 0,39 0,30 0,31 0,29 0,44 0,34 0,36 0,33 0,49 0,39 0,42 0,39 0,60 0,45 0,55 0,50 0,75 0,60 0,70 0,65 1,0 0,8
Примечание При переустановке детали время по карге для поз-13—20 применять с коэффициентом 0,8
5
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ
№ позиции 1 Способ установки детали Состояние установочной поверхности Характер выверки
1 3
1 В патроне Необработанная По контуру необработанной поверхности 1,0 1,3
2 По разметочной риске детали цилиндрической формы 1,7 2,1
3 детали фасонной или коробчатой формы 3,0 3,3
Е —нч
_1
4 Обработанная Без выверки 0,4 0,45
5 С выверкой рейсмусом 1,0 1,15
6 индикатором 2,1 2,5
7 8 В патроне с центром задней бабки — Без выверки — —
По контуру необработанной поверхности — —
9 В патроне и неподвижном люнете — С выверкой рейсмусом — —
10 индикатором — —
Примечание. При установке деталей из легких сплавов время по карте
36
И СНЯТИЕ ДЕТАЛИ Установка в четырехкулачковом патроне
КАРТА 5
Вручную Подъемником при станке Мостовым краном
Вес детали в кг до
5 8 12 20 30 30 80 200 500 1000 30 80 200 500 1000 1500
Вес детали в кг до
1,55 1,85 2,2 2,7 3,3 4,0 5,1 6,6 9,1 12,0 5,5 6,6 8,1 10,6 13,5 1 1
2,4 2,8 3,3 3,9 4,5 5,4 6,7 9,0 12,6 16,0 6,9 8,2 10,5 14,1 17,5 —
3,7 4,2 4,8 5,5 6,2 7,0 9,0 12,1 — — 8,5 10,5 13,6 __ __ —
0,55 0,65 0,80 0,95 1,1 2,9 3,3 3,8 4,8 5,8 4,4 4,8 5,3 6,3 7,3 —
1,25 1,45 1,7 2,2 2,8 4,2 5,0 6,2 7,5 9,5 5,7 6,5 7,7 9,0 11,0 —
2,8 3,2 3,8 4,4 4,9 6,0 6,8 8,0 9,3 11,3 7,5 8,3 9,5 10,8 12,8
— 2,3 2,7 3,3 4,0 —
— 1,3 1,5 2,0 2,5 3,5 4,4 5,3 6,6 8,5 5,0 5,9 6,9 8,1 10,0 12,5
1,5 1,8 2,1 2,5 2,9 4,4 5,3 6,9 9,6 — 5,9 6,8 8,4 11,1 — —
2,1 2,5 3,0 3,5 4,1 6,3 7,8 9,4 12,0 7,8 9,3 10,9 13,5 — —
применять с коэффициентом 1,1.
37
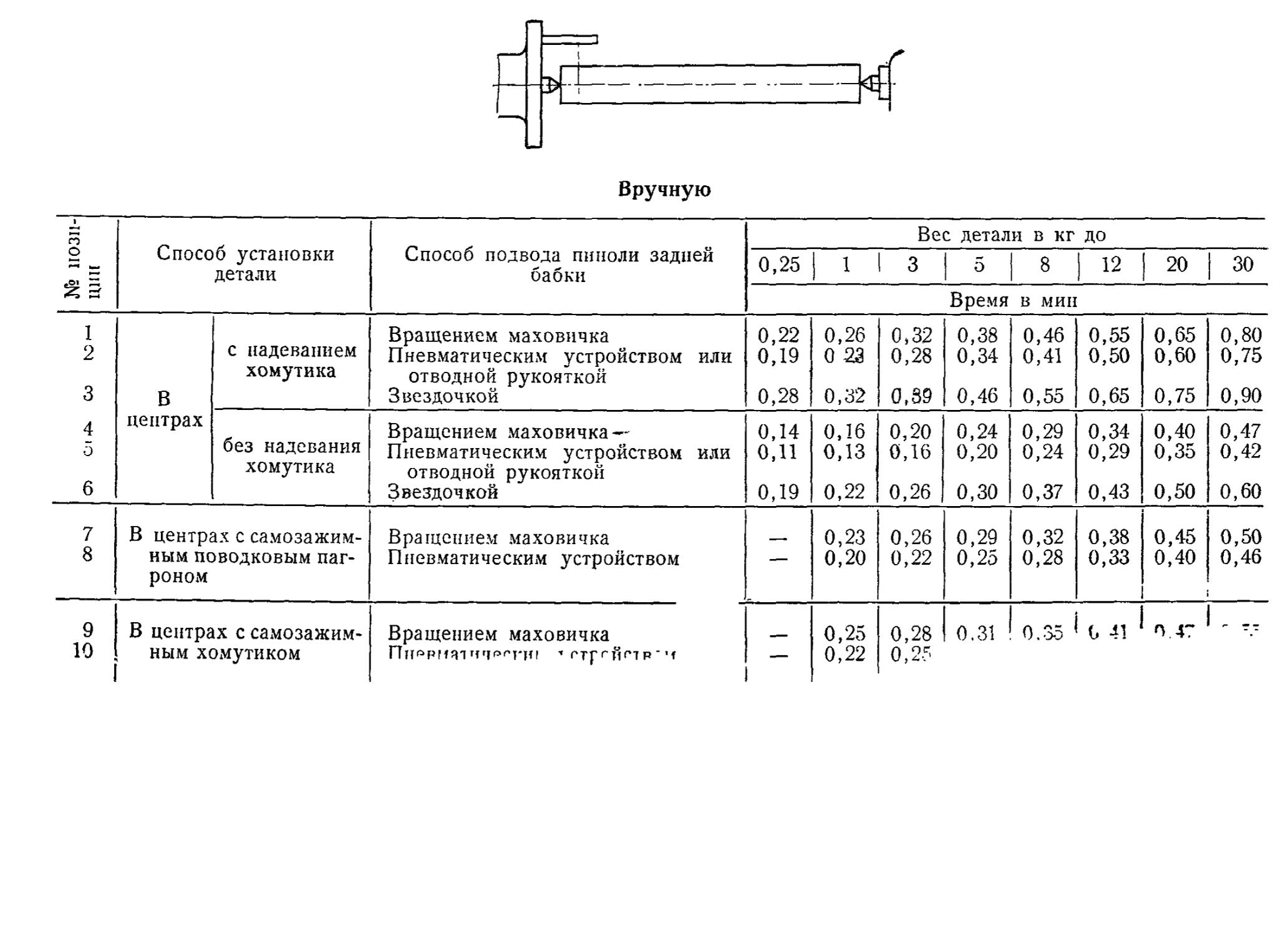
Вручную
№ позиции Способ установки детали Способ подвода пиноли задней бабки Вес детали в кг до
0,25 ] 1 1 3 1 1 8 1 12 | 20 1 30
Время в мин
1 2 3 В с надеванием хомутика Вращением маховичка Пневматическим устройством или отводной рукояткой Звездочкой 0,22 0,19 0,28 0,26 0 23 0,32 0,32 0,28 0,39 0,38 0,34 0,46 0,46 0,41 0,55 0,55 0,50 0,65 0,65 0,60 0,75 0,80 0,75 0,90
4 •5 6 центрах без надевания хомутика Вращением маховичка — Пневматическим устройством или отводной рукояткой Звездочкой 0,14 0,11 0,19 0,16 0,13 0,22 0,20 0,16 0,26 0,24 0,20 0,30 0,29 0,24 0,37 0,34 0,29 0,43 0,40 0,35 0,50 0,47 0,42 0,60
7 8 В центрах с самозажимным поводковым патрон ОхМ Вращением маховичка Пневматическим устройством — 0,23 0,20 0,26 0,22 0,29 0,25 0,32 0,28 0,38 0,33 0,45 0,40 1 0,50 0,46
9 10 В центрах с самозажим- НЫМ ХОхМуТИКОМ ВращениехМ маховичка 1 1 0,25 0,22 0,28 0,25 0.31 0.3-5 । । 6 41 । 1 п 4~
। 1
11 12 В центрах и неподвижном люнете с надеванием хомутика Вращением маховичка Пневматическим устройством 0,41 0,38 0,46 0,43 0,55 0,50 0,60 0,55 0,65 0,60 0,75 0,70 0,90 0,85 1,0 0,95
13 14 без надевания хомутика Вращением маховичка Пневматическим устройством 0,33 0,30 0 36 0,33 0,40 0,36 0,44 0,40 0,48 0,43 0,55 0,50 0,65 0,60 0,70 0,65
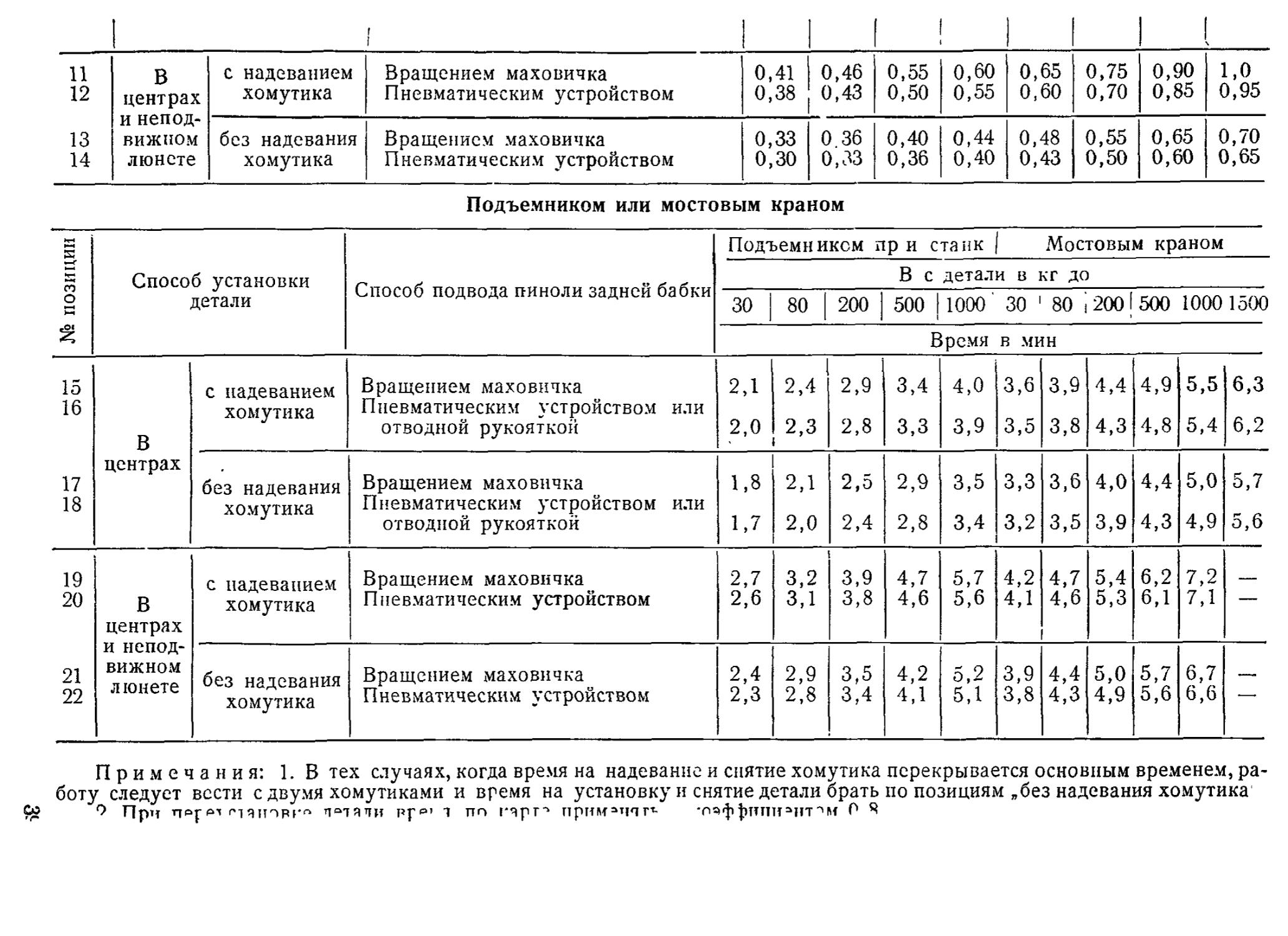
Подъемником или мостовым краном
S Подъемником при станк । | Мостовым краном
Способ установки Способ подвода пиноли задней бабки В с детали в кг до
о детали 30 | 80 | 200 | 500 |1000 30 1 80 ; 2001500 1000 1500
2 Время в мин
15 16 В с надеванием хомутика Вращением маховичка Пневматическим устройством или отводной рукояткой 2,1 2,0 2,4 2,3 2,9 2,8 3,4 3,3 4,0 3,9 3,6 3,5 3,9 3,8 4,4 4,3 4,9 4,8 5,5 5,4 6,3 6,2
17 18 центрах без надевания хомутика ВращениехМ маховичка Пневматическим устройством или отводной рукояткой 1,8 1,7 2,1 2,0 2,5 2,4 ; 2,9 2,8 3,5 3,4 3,3 3,2 3,6 3,5 4,0 3,9 4,4 4,3 5,0 4,9 5,7 5,6
19 20 В с надеванием хомутика Вращением маховичка Пневматическим устройством 2,7 2,6 3,2 3,1 3,9 3,8 4,7 4,6 5,7 5,6 4,2 4,1 4,7 4,6 5,4 5,3 6,2 6,1 7,2 7,1 —
центрах 1
и непод-
21 22 вижном люнете без надевания хомутика Вращением маховичка Пневматическим устройством 2,4 2,3 2,9 2,8 3,5 3,4 4,2 4,1 5,2 5,1 3,9 3,8 4,4 4,3 5,0 4,9 5,7 5,6 6,7 6,6 —
Примечания: 1. В тех случаях, когда время на надевание и снятие хомутика перекрывается основным временем, работу следует вести с двумя хомутиками и время на установку и снятие детали брать по позициям „без надевания хомутика £2 О При и» f f'lannpr^ па7Апи врр’ i по гярг'' примчит 'п=»ф фтпшант^м 0
£
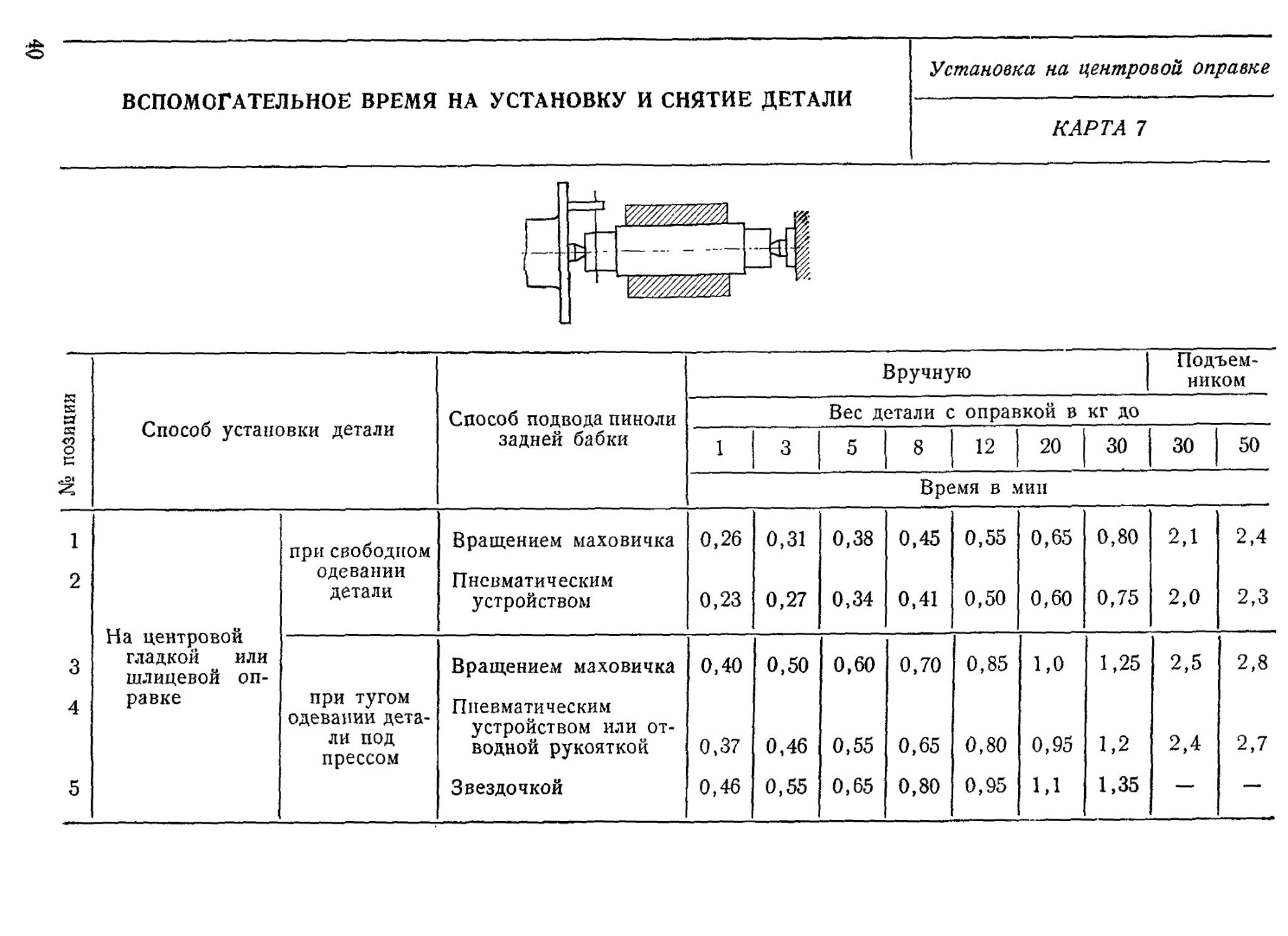
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
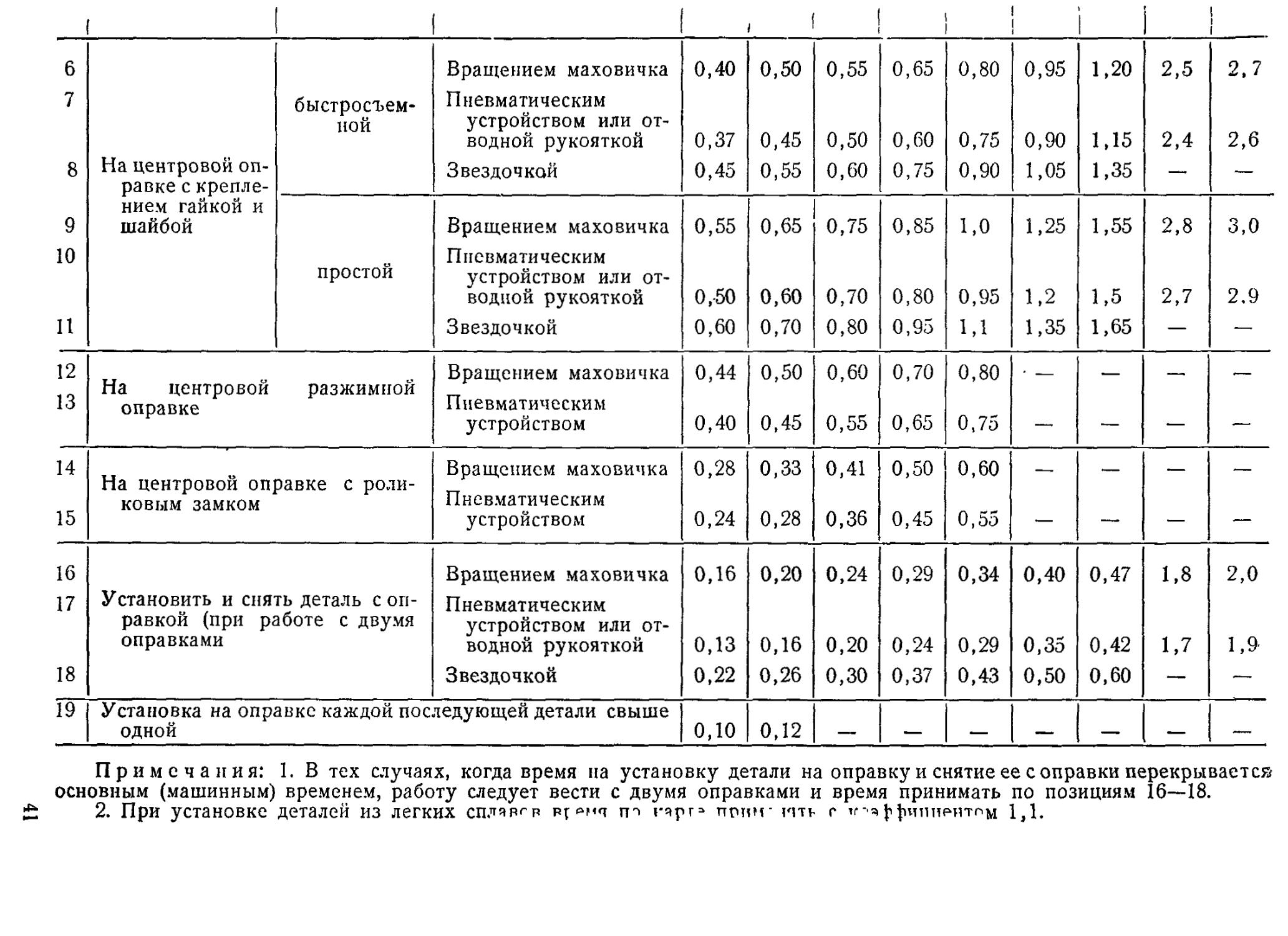
Установка на центровой оправке
КАРТА 7
Вручную Подъемником
Е£ кг Способ установки детали Способ подвода пиноли Вес детали с оправкой в кг до
<0 О С задней бабки 1 3 5 8 12 20 30 30 50
Время в мин
1 при свободном Вращением маховичка 0,26 0,31 0,38 0,45 0,55 0,65 0,80 2,1 2,4
2 На центровой одевании детали Пневматическим устройством 0,23 0,27 0,34 0,41 0,50 0,60 0,75 2,0 2,3
3 гладкой или шлицевой оп- Вращением маховичка 0,40 0,50 0,60 0,70 0,85 1,0 1,25 2,5 2,8
4 равке при тугом одевании детали под прессом Пневматическим устройством или отводной рукояткой 0,37 0,46 0,55 0,65 0,80 0,95 1,2 2,4 2,7
5 Звездочкой 0,46 0,55 0,65 0,80 0,95 1,1 1,35 — —
< 1 1 1 , 1 ! 1 1 i 1 1
6 Вращением маховичка 0,40 0,50 0,55 0,65 0,80 0,95 1,20 2,5 2,7
7 быстросъемной Пневматическим устройством или отводной рукояткой 0,37 0,45 0,50 0,60 0,75 0,90 1,15 2,4 2,6
8 На центровой оправке с крепле- Звездочкой 0,45 0,55 0,60 0,75 0,90 1,05 1,35 —• —
9 нием гайкой и шайбой Вращением маховичка 0,55 0,65 0,75 0,85 1,0 1,25 1,55 2,8 3,0
10 простой Пневматическим устройством или отводной рукояткой 0,-50 0,60 0,70 0,80 0,95 1,2 1,5 2,7 2,9
11 Звездочкой 0,60 0,70 0,80 0,95 1,1 1,35 1,65 — —
12 13 На центровой оправке разжимной Вращением маховичка Пневматическим устройством 0,44 0,40 0,50 0,45 0,60 0,55 0,70 0,65 0,80 0,75 — — — •—
14 15 На центровой оправке с роликовым замком Вращением маховичка Пневматическим устройством 0,28 0,24 0,33 0,28 0,41 0,36 0,50 0,45 0,60 0,55 — — — —
16 Вращением маховичка 0,16 0,20 0,24 0,29 0,34 0,40 0,47 1,8 2,0
17 Установить и снять деталь с оправкой (при работе с двумя оправками Пневматическим устройством или отводной рукояткой 0,13 0,16 0,20 0,24 0,29 0,35 0,42 1,7 1,9-
18 Звездочкой 0,22 0,26 0,30 0,37 0,43 0,50 0,60 — —
19 Установка на оправке каждой последующей детали свыше одной 0,10 0,12 — — — — — —
Примечания: 1. В тех случаях, когда время на установку детали на оправку и снятие ее с оправки перекрываете» основным (машинным) временем, работу следует вести с двумя оправками и время принимать по позициям 16—18.
2. При установке деталей из легких спляргр р^мч ш карг* поим - ить г v-'э fjnniпритом 1Д.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка на концевой оправке
КАРТА 8
№ позиции Способ установки детали Вручную Подъемником
Вес детали в кг до
0,2б| 1 1 3 1 5 j 8 1 12 1 20 1 30 | 30
Время в мин
1 На концевой гладкой или шлицевой оправке без крепления 0,12 0,16 0,21 0,26 0,32 — — — —
2 3 4 5 6 На концевой оправке с креплением гайкой и быстросъемной шайбой гайкой и простой шайбой гайкой и быстросъемной шайбой с центром задней бабки гайкой и простой шайбой с центром задней бабки роликовым замком 0,20 0,30 0,15 0,27 0,38 0,35 0,46 0,20 0,34 0,50 0,42 0,60 0,26 0,42 0,60 0,50 0,70 0,31 0,50 0,70 0,60 0,80 0,38 0,60 0,80 0,70 0,90 0,70 1,0 0,80 1,1 1,0 1,3 1,1 1,4 2,7 3,0 2,8 3,1
7 8 9 На концевой разжимной оправке с креплением пневматическим зажимом гайкой маховичком через шпиндель 0,15 0,22 0,20 0,19 0,29 0,26 0,25 0,37 0,32 0,31 0,46 0,38 0,37 0,55 0,45 0,42 0,65 0,55 0,55 0,80 0,65 1,1 —
10 На концевой резьбовой оправке 0,19 0,24 0,32 0,41 0,50 — — — —
11 Установка на оправке каждой последующей детали свыше одной 0,08 0,09 0,10 0,12 — — — — —
Примечание. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
42
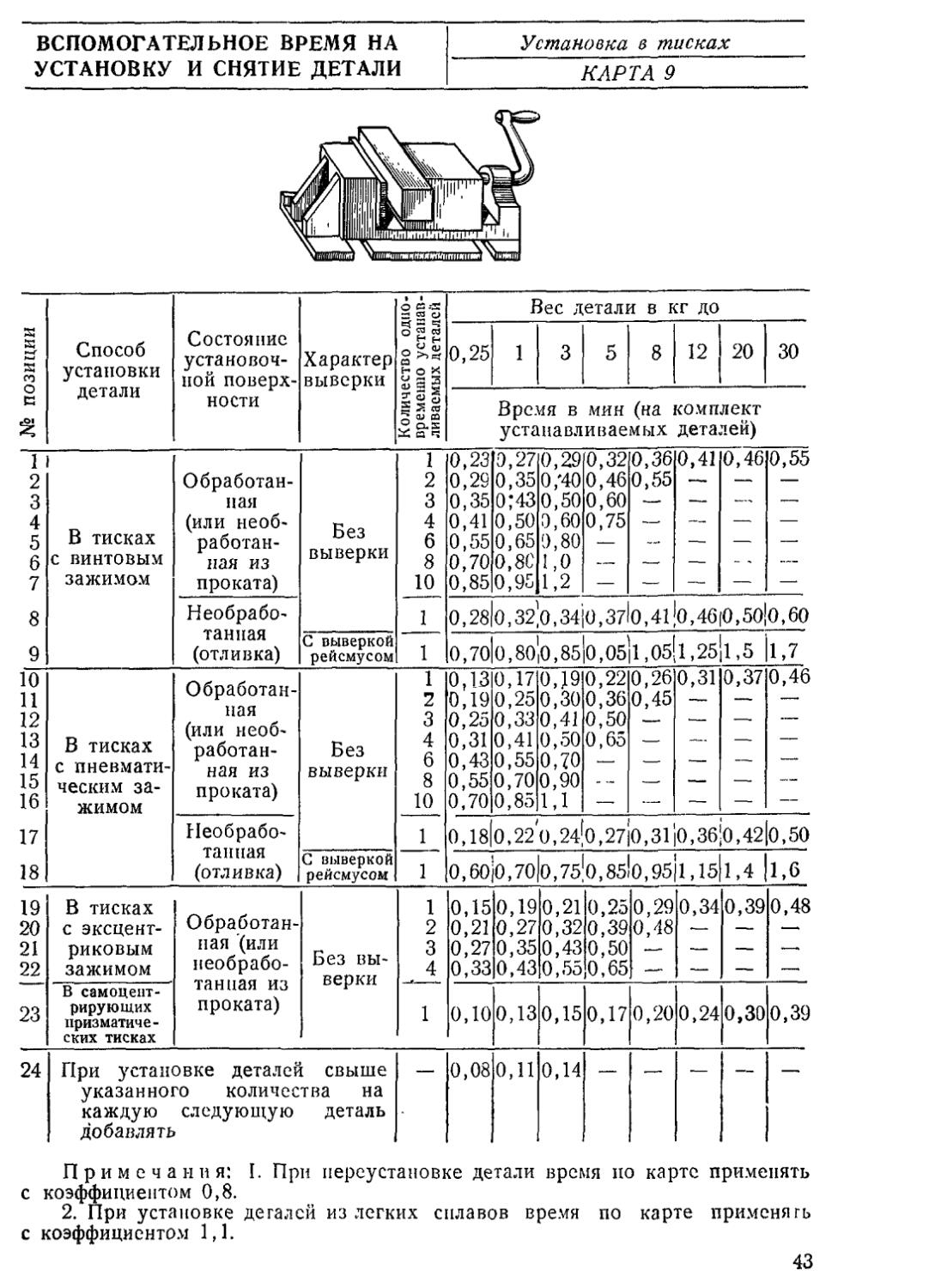
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА
УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в тисках
КАРТА 9
№ позиции 1 Способ установки детали Состояние установочной поверхности Характер выверки Количество одно-! временно устанав-। ливаемых деталей Вес детали в кг до
0,25 1 3 5 8 12 20 30
Время в мин (на комплект устанавливаемых деталей)
1 2 3 4 5 6 7 8 9 В тисках с винтовым зажимом Обработанная (или необработанная из проката) Без выверки 1 Ю 00 0,27 0,35 о;43 0,50 0,65 0,80 0,95 0,29 0,'40 0,50 0,60 9,80 1,0 1,2 [0,32 0,46 0,60 0,75 0,36 0,55 0,41 0,46 0,55
2 3 4 6 8 10 0,29 0,35 0,41 0,55 0,70 0,85
Необработанная (отливка) 1 0,2в|0,32’о,34 0,37 0,41 0,46(0,50 0,60
С выверкой рейсмусом 1 О,7о|о,8О ',0,85 0,05' 1,05! д,25' 11,5 1,7
10 11 12 13 14 15 16 17 18 В тисках с пневматическим зажимом Обработанная (или необработанная из проката) Без выверки 1 2 3 4 6 8 10 0,13 0,19 0,25 0,31 0,43 0,55 0,70 0,17 0,25 0,33 0,41 0,55 0,70 0,85 0,J9 0,30 0,41 0,50 0,70 0,90 1,1 0,22 0,36 0,50 0,65 0,26 0,45 0,31 0,37 0,46
Необработанная (отливка) 1 0,18 0,22'0,24^0, 27 jo, зГ|О,Зб(о,42 0,50
С выверкой рейсмусом 1 0,6010,70 0,75!о,85!о,95 1,15 1,4 1,6
19 20 21 22 В тисках с эксцентриковым зажимом Обработанная (или необрабо-тайная из проката) Без выверки 1 2 3 . 4 0,15 0,21 0,27 0,33 0,19 0,27 0,35 0,43 0,21 0,32 0,43 0,55 0,25 0,39 0,50 0,65 0,29 0,48 0,34 0,39 0,48
23 В самоцент-рирующих призматических тисках 1 0,10 0,13 0,15 0,17 0,20 0,24 0,30 0,39
24 При установке деталей свыше указанного количества на каждую следующую деталь добавлять — 0,08 0,11 0,14 — — — — —
Примечания: I. При переустановке детали время по карте применять с коэффициентом 0,8.
2. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
43
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ
№ позиции | Способ установки детали Состояние установочной поверхности Характер выверки Количество одновременно устанавливаемых дета- лей Вруч Вес де
0,25 1,0 3
Вре
1 2 На столе без крепления — — 1 1о,О8 0,09)0,11
с креплением одним болтом с планкой Обработанная или необработанная (отливка) Без выверки 1 0,36 0,40 0,45
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 На столе с креплением болтами и планками 1 2 3 4 6 8 1 1 1 1 1 1 0,6 1,05 1,5 2,0 3,0 3,9 0,65 1,20 1,7 2,2 3,2 4,3
Необработанная (отливка) Выверка простая (по копту-ру неразмеченной поверхности) 1 2 3 4 6 8 1 1 1 1 1 1 1,05 1,9 2,8 3,6 5,2 7,0 1,15 2,1 3,0 3,9 5,8 7,6
Обработен-ная 1 2 3 4 6 8 1 1 1 1 1 1 0,8 1,5 2,1 2,7 4,0 5,3 0,95 1,7 2,5 3,2 4,8 6,3
Необработанная (отливка) Выверка сложная (по разметочной риске) 1 2 3 4 6 1,55 3,0 4,4 5,8 8,6 1,85 3,4 5,0 6,6 9,7
Обработанная 1 2 3 4 6 — 1,0 1,8 2,6 3,4 5,0 1,25 2,3 3,3 4,3 6,3
31 32 33 34 35 На столе пакетом с креплением болтами и планками Обработанная Без выверки 2 3 4 6 8 — 0,7 0,8 0,95 1,15 1,45 0,85 1,0 1,15 1,45 1,8
Примечания: 1. Время на установку и снятие в поз. 4-—30 предусматри 20 кг четырьмя болтами, а в поз. 31— 35 закрепление двумя болтами независимо тали большим (или меньшим) количеством болтов на каждый последующий 2. В случае необходимости дополнительного крепления детали расклинива 0,15 мин на каждый клин или 0,5 мин на каждую струбцину.
3. При установке деталей из легких сплавов время по карте применять с 4. Если при работе из сверлильных станках по условиям техники безопасно станка (при работах без крепления детали), то время по карте в поз. 1 умень-44
И СНЯТИЕ ДЕТАЛИ Установка на столе
КАРТА 10
ную
| Подъемн. при станке] Мостовым краном
тали в кг до
5 8 12 20 30 30 80 200 500 1000 30 80 200 500 1000 2000 3000
мя в мин (на комплект устанавливаемых деталей)
0,13 0,151 0,18 0,23 0,30 1,0 1,2 1,5 1,9 2,7 2,5 2,4 3,о! 3,4 4,2! 5,0 5,8
0,50 0,55 0,6 0,65 0,75 1,5 1,7 ।
0,75 0,85 0,95 1,1 2,1 2,7 3,3 4,0 4,6 5,4 4,5 4,8 5,5 6,1 6,9 8,0 9,5
1,4 1,5 1.7 2,0 3,1 4,1 5,0 6,0 7,0 — 5,9 6,5 7,5 8,5 — — —
1,9 2,2 2,5 2,9 4,2 5,5 6,5 8,0 9,5 .— 7,0 8,0 9,5 11,0 — — —
2,5 2,9 3,2 3,8 5,2 7,0 8,0 10,0 12,0 — 8,5 9,5 11,5 13,5 — —
3,7 4,2 4,7 5,6 7,3 10,0 11,5 13,5 17,0 — 11,5 13,0 15,0 18,5 — — —
4,9 5,6 6,2 7,4 9,4 13,0 15,0 17,5 — — 14,5 16,5 19,0 — — — —
1,35 1,55 1,8 2,2 3,4 4,3 4,7 5,6 7,0 8,5 5,8 6,2 7,1 8,5 10 12,5 15,5
2,4 2,8 3,4 4,0 5,5 7,0 8,0 9,6 11,5 — 8,5 9,5 11,1 13,0 — —
3,5 4,0 4,7 5,7 7,5 9,5 10,5 13,1 16,5 — 11,0 12,0 14,6 18,0 — —, —-
4,6 5,3 6,1 7,5 9,7 12,0 13,5 17,6 21,5 — 13,5 15,0 19,1 23,0 — — —..
6,8 7,8 9,0 11,0 13,8 16,0 18,5 24,0 32,0 — 17,5 20,0 25,5 33,5 — — —'
8,9 10,3 11,9 14,5 17,3 21,0 24,0 32,0 — — 22,5 25,5 33,5 .— —. — —.
1,05 1,2 1,4 1,6 2,6 3,6 4,0 4,7 5,5 7,0 5,1 5,5 6,2 7,0 8,5 10,0 12,5
1,9 2,2 2,5 2,9 4,1 5,5 6,0 7,5 8,5 10,5 7,0 7,5 9,0 10,0 12,0 1 -—
2,7 3,1 3,6 4,2 5,6 7,5 8,0 10,0 12,5 14,5 9,0 9,5 11,5 14,0 16,0 —.
3,6 4,1 4,7 5,4 6,9 9,5 10,5 13,0 16,5 — 11,0 12,0 14,5 18,0 —
5,3 6,0 7,0 8,0 9,8 13,5 15,0 18,0 24,5 — 15,0 16,5 19,5 26,0 — — —
7,0 8,0 9,3 10,6 12,8 17,5 19,5 24,0 — — 19,0 21,0 25,5 — — — —
2,05 2,3 2,6 2,9 4,1 5,5 7,0 9,0 11,0 13,0 7,0 8,5 10,5 12,5 14,5 19 22,5
3,8 4,3 4,8 5,2 6,5 9,5 12,5 15,5 19,5 23,0 11,0 14,0 17,0 21,0 24,5 — —.
5,6 6,2 7,0 7,6 9,1 13,0 18,0 22,0 27,0 30,0 14,5 19,5 23,5 28,5 31,5 — —„
7,3 8,1 9,2 10,0 11,8 17,0 23,0 31,0 39,0 — 18,5 24,5 32,5 40,5 — — —-
10,9 12,1 13,7 14,5 16,1 26,0 42,0 58,0 74,0 — 27,5 43,5 59,5 75,5 —> —. —•
1,4 1,7 1,9 2,2 3,3 4,5 5,5 6,5 8,5 10,5 6,0 7,0 8,0 10,0 12 14,5 16,5
2,6 3,2 3,5 4,1 5,5 7,5 9,0 11,5 14,0 17,5 9,0 10,5 13,0 15,5 19,0 — —
3,8 4,6 5,2 6,0 7,6 10,5 13,0 16,0 20,0 28,0 12,0 14,5 17,5 21,5 29,5 — —.
5,0 6,0 6,8 7,8 9,6 13,5 16,5 22,0 27,0 — 15,0 18,0 23,5 28,5 —. — —
7,4 8,9 10,0 11,6 13,6 19,0 24,0 31,0 39,0 — 20,5 25,5 32,5 40,5 — — —.
0,95 1,1 — — — — — — — — — — —. — —,
1,45
1,9 — 1 "
2,4 —. — _— — —_ — — — — — — — — —. —
2,9 — — — — — — — — — — — — — — —
вает закрепление одной детали весом до 20 кг двумя болтами и весом свыше от количества одновременно устанавливаемых деталей. В случае крепления деболт ко времени следует добавлять (или вычитать) 0,4- мин.
кием или струбциной к табличному времени следует добавлять время в размере
коэффициентом 1,1.
сти допускается установка и снятие детали без выключения вращения шпинделя тать на 0,04 мин.
45
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ
S S Состояние установочной поверхности Вруч
й S <п Способ установки
О Й 2 детали AapaKiep иывирки 8 1
1 В самоцентрирующем патроне с креплением ключом — Без выверки 0,35
2 3 На столе в четырех лачках ку- Необработанная Без выверки С выверкой по контуру необработанной поверхности 0,75 1,8
4 t детали цилиндрической формы 2,6
1 (отливка) По разметочной
5 Г Г h 1 детали фасонной или коробчатой формы 3,3
। L J - г: риске
6 7 8 Обработанная Без выверки С выверкой рейсмусом С выверкой индикатором 0,75 1,8 2,6
9 10 На столе с креплением болтами и планками Необработанная Без выверки С выверкой по контуру необработанной поверхности 1,2 2,5
11 детали цилиндри- 3,4
Ты i.^^1 i (отливка) По разме- ческой формы
12 точной риске детали фасонной 4,1
или коробчатой формы
13 14 Обработанная Без выверки С выверкой рейсмусом 1,2 2,5
15 16 17 18 На столе с в четырех болтами с креплением кулачках и планками Необработанная (отливка) Без выверки С выверкой по контуру необработанной поверхности 1,9 3,0
По разме- детали цилиндрической формы 3,8
точной риске детали фасонной или коробчатой формы 4,5
Примечания: 1. Время в карте дано на крепление и открепление детали вом болтов на каждый последующий болг ко времени следует добавлять 0,4 мин 2. При установке детали с подпором домкратиками ко времени по карте 3. При установке деталей из легких сплавов время по карте применять с 46
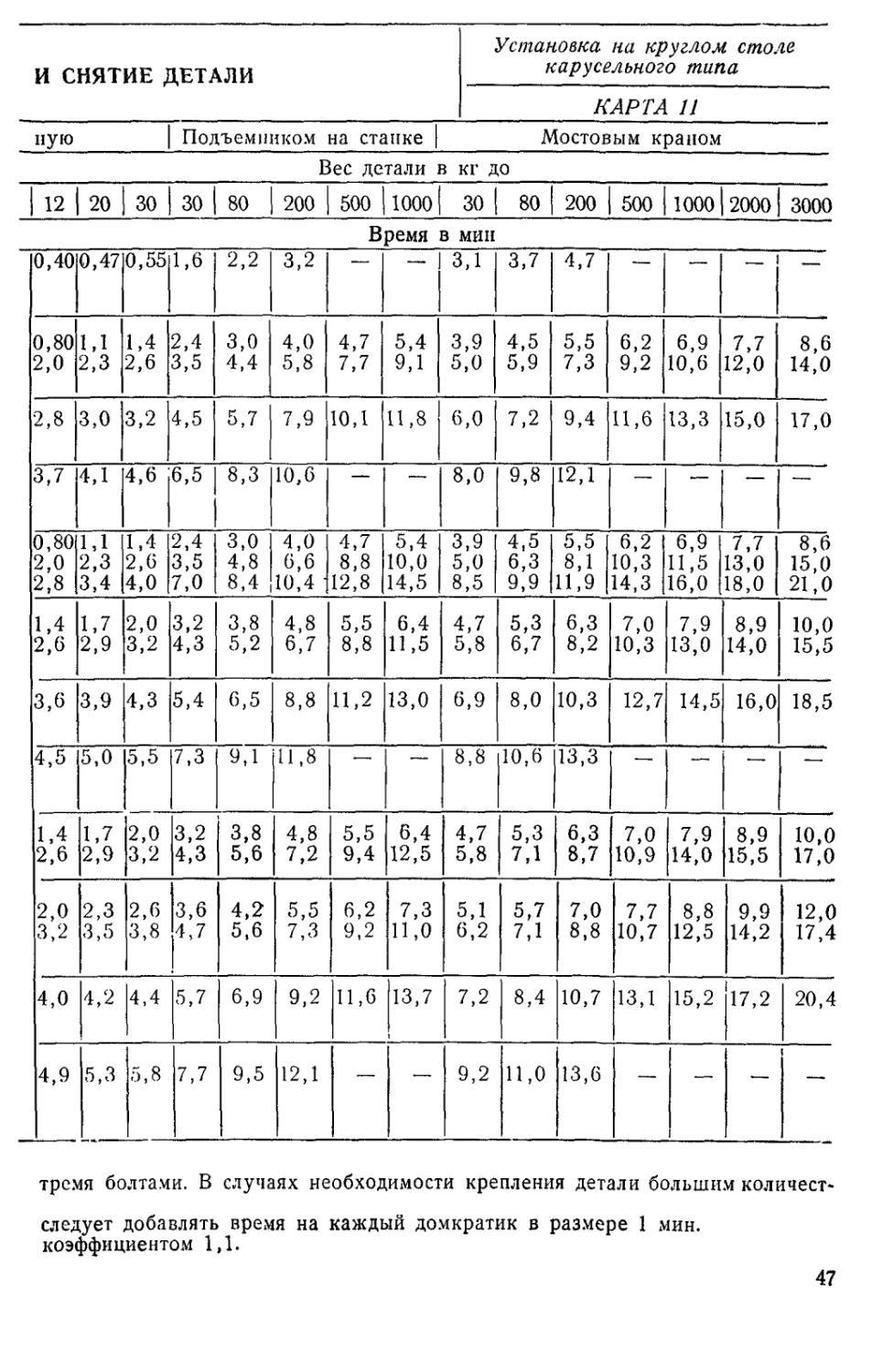
И СНЯТИЕ ДЕТАЛИ Установка на круглом столе карусельного типа
КАРТА 11
ную Подъемником на станке | Мостовым краном
Вес детали в кг до
12 20 30 30 80 200 500 11000 1 30 | 80 | 200 | 500 1100012000 1 3000
Время в мин
0,40 0,47 0,55 1,6 2,2 3,2 — — 3,1 3,7 4,7 — ’— । —
0,80 2,0 1,1 2,3 1,4 2,6 2,4 3,5 3,0 4,4 4,0 5,8 4,7 7,7 5,4 9,1 3,9 5,0 4,5 5,9 5,5 7,3 6,2 9,2 6,9 10,6 7,7 12,0 8,6 14,0
2,8 3,0 3,2 4,5 5,7 7,9 10,1 11,8 6,0 7,2 9,4 11,6 13,3 15,0 17,0
4,1 4,6 6,5 8,3 10,6 — •— 8,0 9,8 12,1 — — — —
0,80 2,0 2,8 1,1 2,3 3,4 1,4 2,6 4,0 2,4 3,5 7,0 3,0 4,8 8,4 4,0 6,6 10,4 • 4,7 8,8 12,8 5,4 10,0 14,5 3,9 5,0 8,5 4,5 6,3 9,9 5,5 8,1 11,9 6,2 10,3 14,3 6,9 11,5 16,0 7,7 13,0 18,0 8,6 15,0 21,0
1,4 2,6 1,7 2,9 2,0 3,2 3,2 4,3 3,8 5,2 4,8 6,7 5,5 8,8 6,4 11,5 4,7 5,8 5,3 6,7 6,3 8,2 7,0 10,3 7,9 13,0 8,9 14,0 10,0 15,5
3,6 3,9 4,3 5,4 6,5 8,8 11,2 13,0 6,9 8,0 10,3 12,7 14,5 16,0 18,5
4,5 5,0 5,5 7,3 9,1 11,8 -— — 8,8 10,6 13,3 — — — —•
1,4 2,6 1,7 2,9 2,0 3,2 3,2 4,3 3,8 5,6 4,8 7,2 5,5 9,4 6,4 12,5 4,7 5,8 5,3 7,1 6,3 8,7 7,0 10,9 7,9 14,0 8,9 15,5 10,0 17,0
2,0 3,2 2,3 3,5 2,6 3,8 3,6 4,2 5,6 5,5 7,3 6,2 9,2 7,3 11,0 5,1 6,2 5,7 7,1 7,0 8,8 7,7 10,7 8,8 12,5 9,9 14,2 12,0 17,4
4,0 4,2 4,4 5,7 6,9 9,2 11,6 13,7 7,2 8,4 10,7 13,1 15,2 17,2 20,4
4,9 5,3 5,8 7,7 9,5 12,1 — •— 9,2 11,0 13,6 — — ’— —
тремя болтами. В случаях необходимости крепления детали большим количестве дует добавлять время на каждый домкратик в размере 1 мин. коэффициентом 1,1.
47
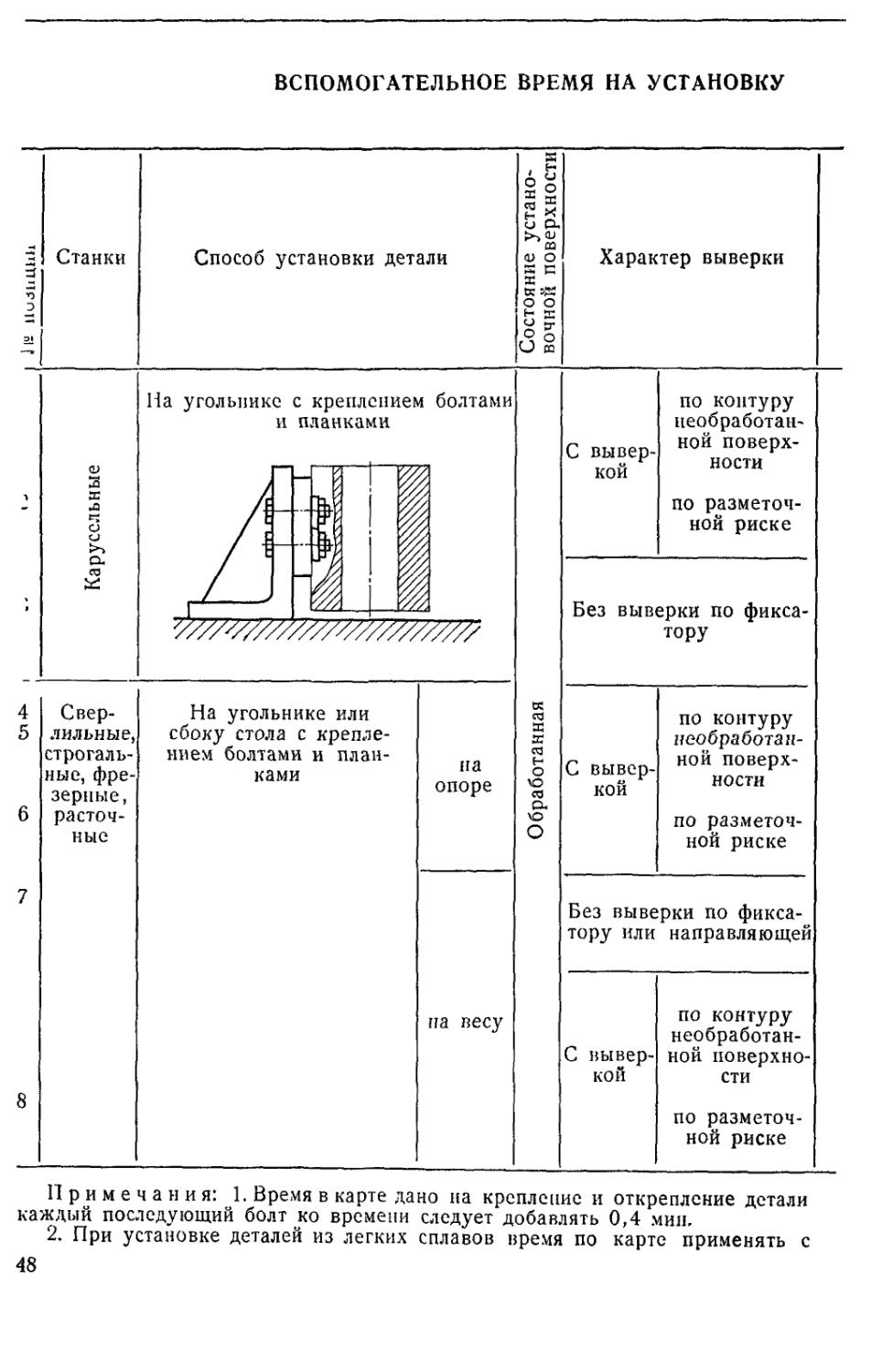
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ
Станки
Способ установки детали
На угольнике с креплением болтами и планками
4 5 6 Сверлильные, строгальные, фрезерные, расточные На угольнике или сбоку стола с креплением болтами и планками
7
8
Характер выверки
С выверкой
по контуру необработанной поверхности
по разметочной риске
Без выверки по фиксатору
на опоре Обработанная С выверкой по контуру необработанной поверхности по разхметоч-ной риске
Без выверки по фиксатору или направляющей
на весу С выверкой по контуру необработанной поверхно- сти
по разметочной риске
Примечания: 1. Время в карте дано на крепление и открепление детали каждый последующий болт ко времени следует добавлять 0,4 мин,
2. При установке деталей из легких сплавов время по карте применять с
48
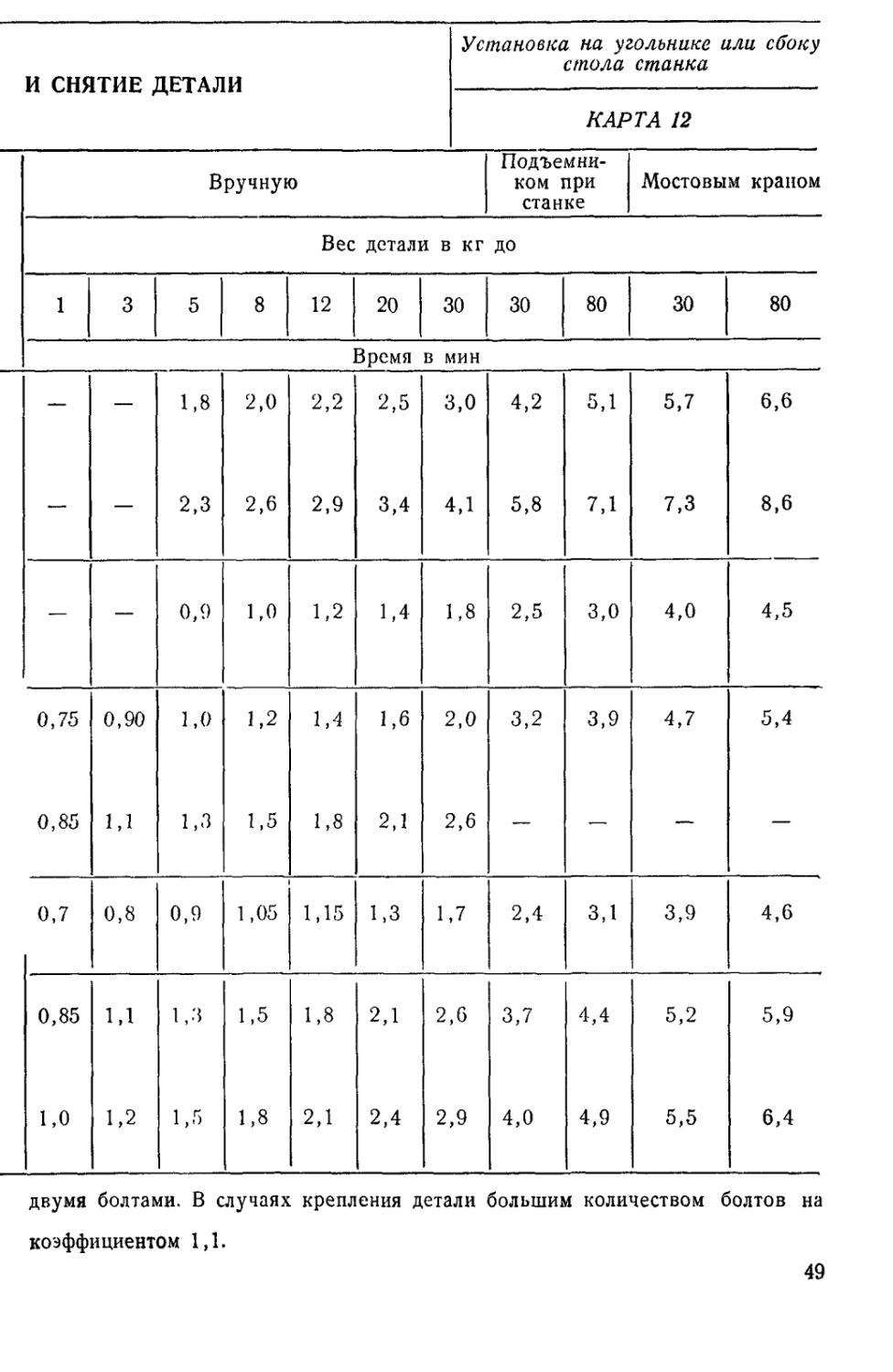
И СНЯТИЕ ДЕТАЛИ Установка на угольнике или сбоку стола станка
КАРТА 12
Вручную Подъемником при станке Мостовым крапом
Вес детали в кг до
1 3 5 8 12 20 30 30 80 30 80
Время в мин
— — 1,8 2,0 2,2 2,5 3,0 4,2 5,1 5,7 6,6
— — 2,3 2,6 2,9 3,4 4,1 5,8 7,1 7,3 8,6
— — 0,9 1,0 1,2 1,4 1,8 2,5 3,0 4,0 4,5
0,75 0,90 1,0 1,2 1,4 1,6 2,0 3,2 3,9 4,7 5,4
0,85 1,1 1,3 1,5 1,8 2,1 2,6 — — — —
0,7 0,8 0,9 1,05 1,15 1,3 1,7 2,4 3,1 3,9 4,6
0,85 1,1 1,3 1,5 1,8 2,1 2,6 3,7 4,4 5,2 5,9
1,0 1,2 1,3 1,8 2,1 2,4 2,9 4,0 4,9 5,5 6,4
двумя болтами. В случаях крепления детали большим количеством болтов на коэффициентом 1,1.
49
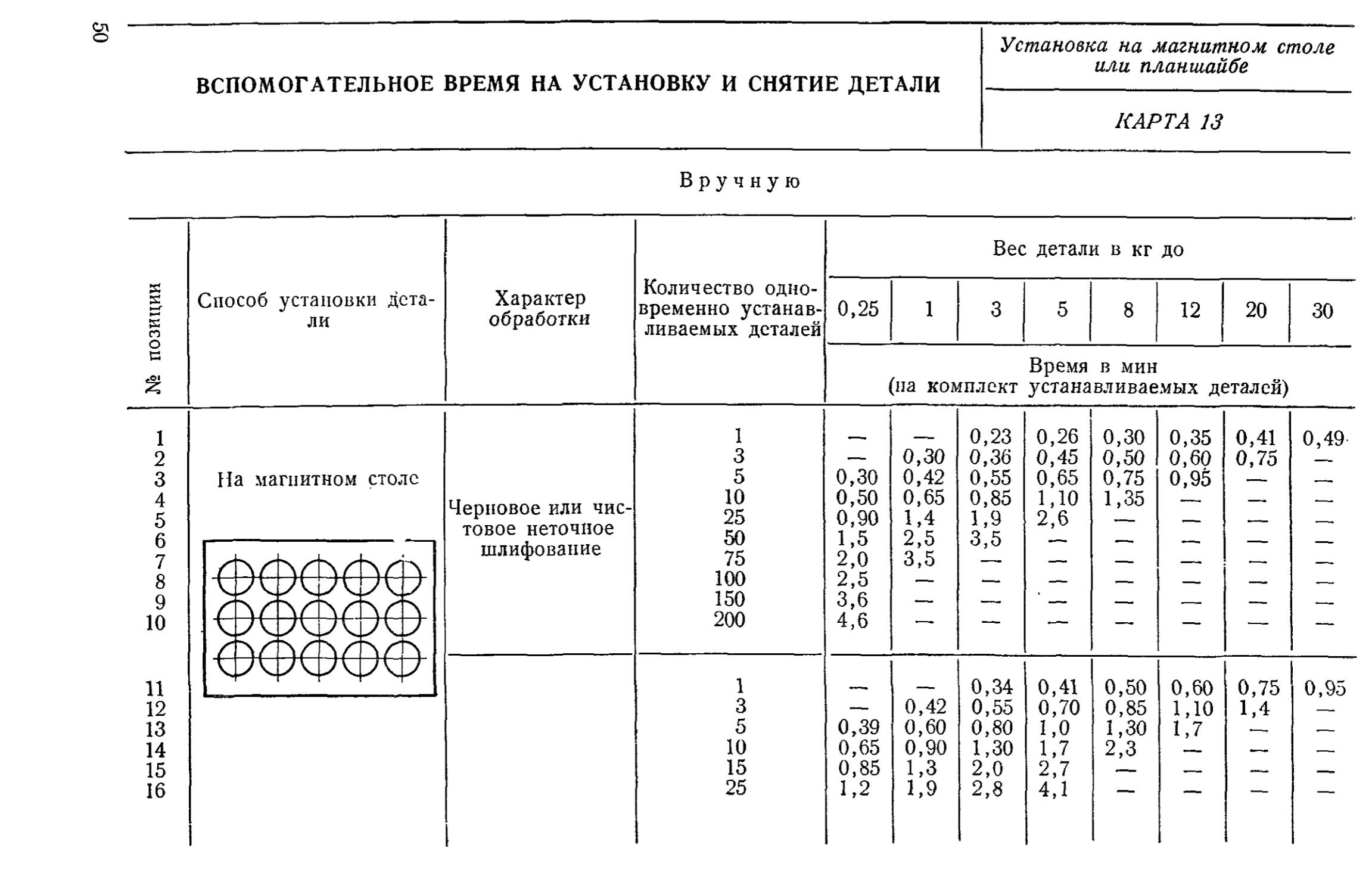
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка на магнитном столе или планшайбе
КАРТА 13
Вручную
№ позиции Способ установки детали Характер обработки Количество одновременно устанавливаемых деталей Вес детали в кг до
0,25 1 3 5 8 12 20 30
Время в мин (на комплект устанавливаемых деталей)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 На магнитном столе Черновое или чистовое неточное шлифование 1 3 5 10 25 50 75 100 150 200 0,30 0,50 0,90 1,5 2,0 2,5 3,6 4,6 0,30 0,42 0,65 1,4 2,5 3,5 Illi OiLd ОО Си Со NO СП СЛ СП со 0,26 0,45 0,65 1,10 2,6 0,30 0,50 0,75 1,35 , ООО 1 1 1 1 1 1 1 ФОС0 От О Си 0,41 0,75 0,49
1 3 5 10 15 25 0,39 0,65 0,85 1,2 0,42 0,60 0,90 1,3 1,9 0,34 0,55 0,80 1,30 2,0 2,8 0,41 0,70 1,0 1,7 2,7 4,1 0,50 0,85 1,30 2,3 0,60 1,10 1,7 ini -75 Сл 0,95
17 18 19 20 21 22 23 24 25 26 Чистовое шлифование точное (<0,02 мм) 35 50 60 75 85 100 125 1,5 1,9 2,2 2,6 2,8 3,2 3,9 4^ 4^ ОэЬО 1 1 1 °°с11 1 1 1 1 счю 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 — —
На магнитной планшайбе с горизонтальной осью — 1 0,20 0,25 0,30 — — — — —
Закрыть и открыть оградительный кожух по (необходимости) шарнирный съемный — 0,08 0,15
Подъемником или мостовым крапом
! ПОЗИЦИИ Способ установки детали Подъемником при станке | Мостовым краном
Вес детали в кг до
30 1 80 | 200 | 500 | 1000 I 30 i 80 | 200 500 | 1000
2 Время в мин
27 На магнитном столе 1,1 1,3 1,6 2,0 — 2,6 2,8 3,1 3,5 4,3
28 29 На столе с креп-лением болтами и планками двумя без выверки с выверкой индикатором 2,1 5,0 2,4 6,1 2,9 7,3 3,5 9,5 4,1 11,7 3,6 6,5 3,9 7,6 4,4 8,8 5,0 11,0 5,6 13,2
30 31 четырьмя без выверки с выверкой индикатором 3,0 5,8 3,6 6,9 4,3 3,1 5,0 10,3 5,8 12,5 4,5 7,3 5,1 8,4 5,8 9,6 6,5 11,8 7,3 14,0
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА
УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в сепараторе на круглом столе вертикально-доводочного станка
КАРТА 14
s S Sf
S
Способ установки детали Количество одновременно устанавливаемых деталей до
Диаметр (или ширина) детали в мм до
6 10 16 25 40 и более
Длина детали (отношение L: D)
<5 >5 <б| >5 <5 >5 <4 <3
к
Время в мин (на комплект устанавливаемых деталей
1 В гнездо сепаратора без 10 0,85 0,9 1,0 1,1 1,1 1,2 1,3 1,4
2 крепления 12 1,0 1,1 1,1 1,2 1,2 1,3 1,4 1,6
3 16 1,1 1,2 1,2 1,3 1,4 1,5 1,6 1,7
4 20 1,2 1,3 1,4 1,5 1,5 1,6 1,7 1,8
5 25 1,4 1,5 1,5 1,6 1,7 1,8 2,0 ——
6 30 1,5 1,6 1,7 1,8 1,9 2,0 2,1 —
7 40 1,8 1,9 2,1 2,2 2,4 2,5 — —_
8 50 2,1 2,2 2,4 2,5 2,8 2,9 — —
9 \ W// I 60 2,4 2,5 2,7 2,8 3,1 3,2 — —
10 80 2,8 2,9 3,2 3,4 3,7' 3,8 — —
11 100 3,2 3,4 3,7 3,8 4,2 4,4 — —.
12 В гнездо сепаратора с креп- 5 — — 1,4 1,7
13 лением в центрах или по отверстию штифтом 8 — — — — — 2,0 2,2
14 10 — — — 2,0 2,1 2,2 2,1 2,7
15 12 — — 2,2 2,4 2,5 2,7 2,8 3,1
16 !Г2$\ 16 2,4 2,5 2,7 2,8 2,9 3,1 3,2 3,5
17 /уш 20 3,1 3,2 3,3 3,5 3,6 3,8 3,9 4,2
18 25 3,8 3,9 4,2 4,3 4,6 4,8 4,9 —
19 / 30 4,6 4,9 5,0 5,2 5,5 5,6 5,9 ——
20 1 / 40 6,2 6,3 6,7 6,9 7,3 7,4 — —
21 7 50 7,7 7,8 8,4 8,5 9,1 9,2 —
RO
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КАНТОВКУ КРУПНЫХ ДЕТАЛЕЙ И ВРЕМЯ НА ПЕРЕМЕЩЕНИЕ ДЕТАЛИ К СТАНКУ ПРИ УСТАНОВКЕ ПОДЪЕМНИКОМ Кантовка и перемещение детали подъемником
КАРТА 15
№ позиции Угол поворота при кантовке в град Характер застропки Расстояние до места расположения или места кантовки детали в м до Вес детали в кг до
80 200 1 500 1000 2000 300(
Время в мин
1 2 3 4 5 6 90 Удобная застропка— при наличии у детали просветов и выступов для захвата стропами 5 10 20 0,9 1,2 1,7 1,2 1,5 2,0 1,5 1,8 2,3 2,0 2,4 3,0 2,9 3,3 3,9 3,7 4,1 4,7
180 5 10 20 1,4 1,7 2,2 1,8 2,1 2,6 2,3 2,6 3,1 3,0 3,4 4,0 4,4 4,8 5,4 5,-5,с 6,^
7 8 9 10 11 12 90 Неудобная застропка— на сплошных деталях с захватом снаружи петлей 5 10 20 2,2 2,5 3,0 2,8 3,1 3,6 3,5 3,8 4,3 4,6 5,0 5,6 6,4 6,8 7,4 7,8 8,2 8,8
180 5 10 20 3,0 3,3 3,8 3,9 4,2 4,7 5,1 5,4 5,9 6,8 7,2 7,8 9,6 10,0 10,6 12, ( 12,£ 13,(
13 14 Транспортировка детали подъёмником (к станку при установке и от станка при снятии) на расстоянии более 5 м при длине перемещения в м до 10 | 20 0,3 0л
0,5 0,6
Примечания: 1. Время на кантовку добавляется ко времени на установку и снятие детали в тех случаях, когда в процессе выполнения операции имеет место переустановка детали.
2. Время на транспортировку детали добавляется ко времени на установку и снятие в тех случаях, когда детали находятся на расстоянии более 5 м о~ станка.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в специальны: приспособлениях
КАРТА 16, ЛИСТ 1
I* Установить деталь и снять вручную
№ позиции Основные элементы приспособления Установочная плоскость Тип приспособления Вес детали в кг до
0,25 1 1,0 1 3 1 8 1 12 | 20 | 30
Время в мин
1 2 3 4 Плоскость, призма , г-ч г Горизонтальная Открытый 0,08 0,09 0,11 0,15 0,18 0,23 0,27
Закрытый (типа . кондуктора) 0,09 0,10 0,12 0,16 0,20 0,25 0,21
। Pm/] Вертикальная Открытый 0,09 0,10 0,12 0,16 0,20 0,25 0,2?
Закрытый (типа кондуктора) 0,10 0,11 0,13 0,17 0,22 0,27 0,32
5 6 7 8 Палец, отверстие Горизонтальная Открытый 0,09 0,11 0,12 0,17 0,20 1 0,26 0,34
Закрытый (типа кондуктора) 0,10 0,12 0,13 0,19 0,22 0,28 0,3~
eJ LZZL Вертикальная Открытый 0,10 । 0,12 0,13 0,19 0,22 0,28 0,3"
ц р J 7773
Op {
Закрытый (типа кондуктора) 0,11 0,13 0,14 0,21 0,24 0,31 0,4
9
Два пальца
14
Удлиненный палец
15
16
При установке детали в многоместном приспособлении на каждую последующую деталь добавлять с базированием на:
। 1 1
Горизонтальная Открытый 0,12 0,13 0,14 0,21 0,24 0,32 0,37
Закрытый (типа кондуктора) 0,13 0,14 0,15 0,23 0,26 0,35 0,41
Вертикальная Открытый 0,13 0,14 0,15 0,23 0,26 0,35 0,41
Закрытый (типа кондуктора) 0,14 0,15 0,16 0,25 0,28 0,38 0,45
Горизонтальная — 0,11 0,13 0,16 0,24 0,29 0,35 0,42
Горизонтальная — 0,12 0,16 0,21 0,32 0,38 0,44 0,50
плоскость, призму 0,05 0,06 0,08 0,12 0,15 0,20 0,24
палец, отверстие 0,06 0,08 0,09 0,14 0,17 0,23 0,31
два пальца 0,09 0,10 0,11 0,18 0,21 0,29 0
Си О
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ ИА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в специальных приспособлениях
КАРТА 16, ЛИСТ 2
II. Установить деталь и снять подъемником, краном
№ позиции Основные элементы приспособления Тип подъемника Установочная плоскость Вес детали в кг до
30 1 80 | 200 | 300 1 600
Время в мин
18 19 20 21 Плоскость, призма Подъемник при станке Горизонтальная 0,8 0,9 1,3 1,4 2,0
I1——1, ///////////> Вертикальная 0,9 1,0 1,4 1,5 —
Мостовой кран Горизонтальная 2,3 2,4 2,7 2,9 3,4
Вертикальная 2,4 2,5 2,8 3,0 —
22 23 24 25 Палец Подъемник при суанке Горизонтальная 0,9 1,0 1,4 1,5 —
Вертикальная 1,0 1,1 1,5 — —
жж Мостовой кран Горизонтальная 2,4 2,5 2,8 3,0 —
Вертикальная 2,5 2,6 2,9 3,1 —
26 27 Два выдвижных или утопающих пальца Подъемник при станке Горизонтальная 1,0 1 1,1 1,5 1,6 —
ITI PI
Мостовой кран 1 2,5 2,6 2,9 3,1 —
III. Очистка приспособления от стружки
№ позиции Наименование приемов Размер очищаемой поверхности в мм
100x100 1 200 X300 i 300 X400 1 300 x500 1500x1000
Время в мин
28 сжатым воздухом 0,05 0,07 0,08 0,09 0,12
29 Очистка приспособления от стружки щеткой (или концами) 0,07 0,08 0,09 0,12 0,14
30 кантованием приспособления 0,04 0,05 — — —
Примечания:
1. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
2. При работе с накладным кондуктором время на установку кондуктора принимать равным времени на установку детали в соответствии со способом базирования и закрепления и прибавлять ко времени на установку и снятие детали.
3. Если при работе на сверлильных станках по условиям техники безопасности допускается установка и снятие детали без выключения станка (при работе без крепления детали или в подвижном кондукторе), то время по карте £] уменьшать на 0,03 мин.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ У становка в специальных приспособлениях КАРТА 16, лист 3
IV. Закрепление и открепление детали
№ позиции Способ крепления Количество зажимов Вес детали в кг до
0,25 1,0 8 20 >20
Время в мин
32 Рукояткой пневматического или гидравлического зажима 1 0,04
1 I г
33 34 35 Рукояткой эксцентрикового или роликового зажима 1 0,04 0,04 0,04 0,05 0,09
2 0,07 } 0,07 | 0,07 0,09 0,14
k—i
3 0,10 | 0,10 ( 0,10 0,13 I 0,19
36 37 38 39 Винтовым или гаечным зажимом фасонной гайкой или штурвальной рукояткой вручную i ( / ! \ ) ,А. -,| ••• 1 0,05 0,06 0,08 0,10 0,20
2 0,08 0,10 0,13 0,16 0,32
3 0,11 0,14 0,18 0,22 0,44
11 %
4 0,14 0,18 0,23 0,28 0,56
40 41 42 43
гайкой с помощью гаечного ключа (
44 45 46 47 48 49 50 51 52 Скользящей или поворотной планкой, быстросъемной шайбой рукояткой пневматического зажима
рукояткой эксцентрикового зажима 1 1 1
гайкой с помощью гаечного ключа
1 1 1
1 0,14 0,15 0,20 0,25 0,28
2 0,22 0,24 0,32 0,40 0,48
*11 J1 r 3 0,30 0,33 0,44 0,55 0,68
4 0,38 0,42 0,56 0,70 0,88
E_?I itw P//, 1 0,05 0,05 0,06 0,07 0,09
2 0,06 0,06 0,07 0,08 0,10
r-gl 1 2 0,04 0,07 0,05 0,08 0,07 0,11 0,08 0,13 0,12 0,19
1 H 1*
. | \\//////////// 3 0,10 0,11 0,15 0,18 0,26
1 0,12 0,13 0,18 0,21 0,28
i_ ij 3 2 0,18 0,21 0,29 0,34 0,48
3 0,24 0,29 0,40 0,47 0,68
4 0,30 0,37 0,51 0,60 0,88
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Установка в специальных приспособлениях
КАРТА 16, лист 4
№ позиции Способ крепления Количество зажимов Вес детали в кг до
0,25 1,0 8 20 >20
Время в мин
52 53 54 55 Накидной крышкой рукояткой эксцентрикового зажима -ц. -L- r-u 1 — 0,07 0,10 0,12 -—
k LU
1
V/////////7/////////////////
винтовым зажимом или фасонной гайкой вручную 1-+-» r-j-i 1 ’— 0,09 0,13 0,17 —
1 " T|
7777777777777777777/77777
гайкой с помощью гаечного ключа ф ф Ф rffh. 1 1 — 0,17 0,25 0,32 —
защелкой r-ф г4-1 ф / -г -г -г г 1 — 0,05 0,07 — —
77777/7/777/7777777777/77
Ci
56 Гидропластом с помощью винта и гаечного ключа
57 58 Пальцевым фиксатором или шпилькой
59 Клипом
60 61 62 Струбцинами
63 64 Подбивка молотком при установке детали в многоместном приспособлении
1 - 0,16 0,20 0,24 0,2$
1 •— 0,04 0,07 I 0,08 i 0,10
2 — 0,07 0,13 0,15 0,18
L 1 Ш////Л 1 «ж 1 — 0,13 0,17 — —
i J 2 — — — — 0,7
3 -— •— — •— 0,9
V ' ' 4 — — — — 1,5
Количество деталей до 5 шт. — 0,02 0,03 0,05 •— —
св. 5 шт. — 0,03 0,04 0,06 — —
3
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в специальных патрона*
КАРТА 11
S S S*
с
1
2
Способ установки детали
Патрон мембранный для тонкостенных деталей
•f:
Патрон для шлифования отверстий цилиндрических зубчатых колес с фиксацией роликом пэ зубу
Вес детали в кг до
Способ крепления
Рукояткой рычага
Рукояткой пневматического зажима
0,25 1 3 8 12 20
Время в мин
0,13 0,14 0,17 — — —
— 0,22 0,26 0,35 0,41 0,47
3
Патрон для шлифования отверстий цилиндрических зубчатых колес с фиксацией по отвер-
5
стию
6
Патрон для шлифования отверстий конических зубчатых колес
7
8
Скользящими планками с болтами — 0,65 0,80 1,20 1,30 1,40
Рукояткой пневматического зажима и планками 0,18 0,2] 0,28 0,33 0,38
Скользящими планками с болтами — 0,52 0,65 0,96 1,0 1,10
Рукояткой пневматического зажима — 0,18 0,21 0,27 0,29 0,36
Скользящими планками с болтами — 0,60 0,75 1,10 1,20 1,30
49
50
51
52
Проточка пазов, канавок, отрезка
* без изме-
3 Репи?_
-с измере-нием длины 2 расположения размера
без измерения^ с измерением длины расположен ния размера
53 54 55 56 57 58 Ci верление i сверла при диаметре в мм до 5 10 Длина отверстия в диаметрах сверла 5 D 8 D Св. 8 D 5 D 8 D Св. 8 D
59 60 30 5 D Св. 5 D
61
рассверливание, зенкерование, зенкование, развертывание
1 1 1 । 1 1 1
.— 0,09 0,12 0,15 0,17 0,12 0,16 0,21 0,24
0,23 0,27 0,30 0,36 0,26 0,31 0,36 0,43
— 0,16 0,20 0,27 0,31 0,19 0,24 0,33 0,38
0,30 0,36 0,43 0,50 0,33 0,40 0,49 0,55
— 0,21 0,26 — — ! i 0,21 0,26 — —
— 0,31 0,38 — — 0,31 0,38 — —
— 0,50 0,60 — — 0,50 0,60 — —
— 0,11 0,14 0,17 — 0,11 0,14 0,17 —,
— 0,25 0,32 0,39 —. 0,25 0,32 0,39 —
— 0,45 0,55 0,65 — 0,45 0,55 0,65 —
— 0,40 0,45 0,50 — 0,40 0,45 0,50 —
— — 0,70 0,90 — 0,70 0,90 —
0,11 0,14 0,17 0,11 0,14 0,17
62
Нарезание резьбы метчиком, плашкой от задней бабки
0,17 0,22 0,25 0,17 0,22 0,25
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ. СВЯЗАННОЕ С ПЕРЕХОДОМ Токарно-ву.нторезные станки
КАРТА 18, лист 3
№ позиции Характер обработки. Способ установки инструмента на стружку Точность 'измерения Измеряемый размер в мм до Обработка операции
одним инструментом несколькими инструментами
Группа станков
I 1 1 II 1 \ Ш 1 IV | I 1 II1 Ш 1 IV
Наибольший диаметр изделия, устанавливаемого над станиной, в мм до
300 1 | 400 | 1 600 I ! юоо | 300 1 400 | 600 1 ; 1000
Время в мин
63 64 65 Обточка профильная, обточка фасок или без измерения — •— 0,06 0,08 0,11 0,13 0,09 0,12 0,17 0,20
галтелей с измерением > 0,15 мм — 0,20 0,22 1 0,25 ( 0,29 0,23 0,26 0,31 0,36
< 0,15 мм — 0,24 0,26 0,29 0,33 0,27 0,30 0,35 0,40
66 67 I lai <атывание р шфлений с продольной подачей — — 0,16 0,21 0,25 0,30 0,19 0,25 0,31 0,37
с поперечной подачей — — 0,09 0,12 0,15 0,18 0,12 0,16 0,21 0,25
Примечание. Время на проход дано с зачетом выдерживания размера в направлении рабочей подачи (по длине обработки) по упору или по лимбу. При выдерживании размера в направлении рабочей подачи путем измерения следует добавлять к табличному времени 0,10 мин.
7 В универсальном или специальном 2 10 11 13 15
8 приспособлении при групповой 4 12 14 17 20
9 обработке деталей (частичная наладка станка без смены зажим- 6 15 18 21 24
ного приспособления)
Б. На дополнительные приемы
10 Установить и снять копир или конусную линейку 4 4 5 6
11 Установить и снять люнет с регулировкой кулачков 3 4 0 1 5
12 Установить заднюю бабку, для обработки конусов переместить ее в первоначальное положение 3 3 i i 3 4
13 Повернуть верхнюю часть суппорта с возвратом в первоначальное положение 2 2 3 4
14 Расточить кулсгЧки самоцентрирую- серые 5 1 5 1 1
15 щего патрона закаленные 7 j v 7 ' 8 1 8
16 Настроить гидрокопировальный суппорт с регулировкой размеров 7 7 — —
17 Установить и снять копир гидрокопировального суппорта 3 3 — —
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
7- 10
Карусельные станка
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,
СВЯЗАННОЕ С ПЕРЕХОДОМ
КАРТА 20, ласт 1
Время на проход
| № позиции | Характер обработки. Способ установки инструмента на стружку Точность измерения Измеряемый размер в мм до Группа станков I 1 II 1 III
Наибольший диаметр обрабатываемого изделия в мм до
850 11500 12500
Время в мин
1 с установкой резца по лимбу (черновой проход) — — 0,32 0,36 0,46
2 3 4 5 Продольное точение и растачивание 6 7 8 ГГТ1 о с предварительным промером (черновой прохбд) 500 1000 1500 2500 0,65 0,75 0,70 0,80 0,95 0,80 0,95 1,05 1,3
4-5-й классы 100 250 500 1000 1500 0,65 0,70 0,90 1,2 0,70 0,75 0,95 1,25 1.6 0,90 1,05 1,15 1,5 1 Я5
12 13 со взятием пробных 100 250 0,75 0,80 0,80 0,90 1,0 1,1
14 стружек 500 1,2 1,25 1,5
15 (чистовой 3-й класс 1000 1,55 1,65 1,95
16 проход) 1500 — 2,0 2,3
17 2000 -- 2,8
18 2500 -- 3,4
19
20
21
22
23
500 1,45 1,6 1,9
1000 2,0 2,2 2,5
1500 — 2,8 3,2
2-и класс 2000 — 4,1
2500 — — 5,2
72
Карусельные станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,
СВЯЗАННОЕ С ПЕРЕХОДОМ
КАРТА 20, лист 2
£
о CS
24
25
26
27
28
29
31
32
33
34
Характер обработки. Способ установки инструмента на стружку
Точность измерения Измеряемый размер в мм до Группа станков
[ 1 II | ш
Наибольший диаметр обрабатываемого изделия в мм до
85011500|2500
Время в мии
Поперечное точение
с установкой резца по лимбу (черновой проход) — — 0,32 0,36 0,46
с предварительным промером (черновой проход) — 500 св. 500 0,65 0,75 0,70 0,80 0,80 0,95
со взятием пробных стружек (чистовой проход) <0,5 мм 500 св. 500 0,90 1,2 0,95 1,25 1,15 1,5
Проточка пазов без измерения 0,29 0,31 0,39
с измерением длины распо- 0,50 0,55 0,70
ложения размера
0,11 0,13 0,17
Проточка профильная, проточка фасок или галтелей
без измерения
с измереним >0,15 мм 0,27 0,29 0,35
с точностью <0,15 мм 0,31 0,33 0,39
Сверление, зенке-рование, развертывание
0,32 0,36 0,45
73
Карусельные станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,
СВЯЗАННОЕ С ПЕРЕХОДОМ
КАРТА 20, лист 3
№ позиции Характер обработки. Способ установки инструмента на стружку Группа станков I I II i III Наибольший диаметр обрабатываемого изделия в мм до 850 | 1500 | 2500 Время в мин
Время на приемы, связанные с переходом, не вошедшие в комплексы
35 Изменить число оборотов стола 0,08 0,10 0,13
36 Изхменить величину подачи 0,07 0,09 0,11
37 Сменить инструмент по- на боковом суппорте 0,10 0,12 0,16
38 воротом резцовой головки на поперечине 0,12 0,15 0,20
39 проходной, подрезной, расточной 0,8 1,0 1,2
40 Установить и снять инструмент резец прорезной, широкий, фасонный 1,0 1,5 2,0
41 сверло, зенкер, развертку 0,25 0,30 0,40
42 Повернуть суппорт па угол с возвратом в первоначальное положение грубо 1,6 2,0 3,0
43 точно 3,0 4,0 5,0
44 45 46 47 Переместить резцовую головку на длину св. 200 мм при длине перемещения в мм до 300 500 750 1000 0,04 0,10 0,19 0,04 0,10 0,19 0,04 0,11 0,21 0,33
74
Карусельные станки
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
КАРТА 21
I. Время на обслуживание рабочего места
Группа станков I II ш
Наибольший диаметр обрабатываемого 850 1500 2500
изделия в мм до Процент от оперативного времени 5,5 6,0 6,5
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ Количество Группа станков
I | If । 1 Ш
Способ установки детали режущих Наибольший диаметр обра-
пози- инструмен- батываемого изделия
ции тов в налад- в мм до
ке до
850 | 1500 | । 2500
Время в мин
1 В универсальном приспособ- 3 18 22 26
2 лении (на столе в кулачках, 6 24 30 36
3 на столе с болтами и планками, на угольнике с болтами и планками) Св. 6 26 34 40
4 3 20 25 29
5 В специальном приспособлении 6 26 33 39
6 Св. 6 29 37 43
Б. На дополнительные приемы и сдачу их после окончания обработки
7 Установить суппорт под углом, повернуть его в первоначальное положение 3,0 4,0 5,0
8 Установить и снять один упор для крепления детали 2,0 3,0 4,0
В. На получение инструмента и приспособлений до начала
9
Получение инструмента и приспособлений исполнителем работы до начала и сдачи их после окончания обработки партий деталей
10
75
10
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Горизонтально‘расточные станки с неподвижной стойкой и поворотным столом
КАРТА 22, лист 1
Время на совмещение оси шпинделя с осью обрабатываемого отверстия
База для совмещения оси шпинделя с осью обрабатываемого отверстия
Способ совмещения и измерения
По индикатору
Отверстие дуктора
кон-
По кондукторной втулке и контрольной оправке
Борштанга, установленная в кондукторе на опорах
Соединение шпинделя станка с борштангой
Размеченная окружность необработанного отверстия
Иглой в шпинделе по размеченной окружности
Центром по разметке, керном
Перемещение шпинделя и стола в плоскостях
Одной Двух
Одной Двух
Одной Двух
Одной Двух
Одной Двух
Группа станков
Длина перемещения частей станка в мм до
300 600 1000
0,40
0,60
0,80
к
300
600 I 1000 I 300
Время в мин
0,50
0,60
0,70
0,90
600 1000
0,30
0,40
0,70
0,40
0,50
0,60
0,80
0,90
0,60 0,90
1,0
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
30
31
32
33
34
Обработанное отверстие
Наружная боковая плоскость детали
Обработанное отверстие и плоскость (для пересекающихся осей)
По нониусной или масштабной линейке
Одной Двух
Одной Двух
0,3
По штихмасу или измерительным плиткам с помощью контрольных валиков
По консольной
I оправке
По нониусной или масштабной линейке
По штихмасу или измерительным плиткам
По штихмасу или измерительным плиткам
Повернуть стол на угол при совмещении осей в другой плоскости с откреплением и закреплением
90°
180°
Закрепить или открепить рычагом шпиндельную бабку гайкой
Одной Двух
Одной Двух
Одной Двух
0,1
0,5
Одной I 0,3 Двух
Одной Двух
Одной I 0,1
Двух__________
Одной 0,5
Двух
Одной или двух
0,1
0,5
Примечание. При автоматическом совмещении осей по упорам время устанавливается по паспортным данным станка с прибавлением времени на включение подачи.
35
36
37
40
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Время на проход
Горизонтально-расточные станки с неподвижной стойкой и поворотным столом
КАРТА 22, лист 2
Способ крепления инструмента
Характер обработки.
Способ установки инструмента на стружку
Свер- Стали, алю-ление миния
Точность измерения
Измеряе-м ы й размер в мм до
Группа станков
Диаметр шпинделя в мм до
80 110 150
X \
Время в мин
Чугуна, бронзы
Длина сверления в
ди а мет- 1
рах сверла
5D
8D
Св. 8D
Рассверливание, зенкерование развертывание
0,32 0,40
0,45 0,60
0,60 0,80
0,18 0,21
0,32 0,40
0,47
0,70
0,95
0,25
0,47
0,18 0,21 0,25
41
42
43
45
46
47
48
49
50
51
52
53
резцовой головкой, мерным резцом
Растачивание отверстий
со взятием пробных стружек
Подрезка торцов пластиной, зенкование
Прорезка пазов (с креплением инструмента в специальной оправке)
без измерения
классы
100
300
Св. 300
3-й класс
2-й класс
100
300
100
300
0,15
0,18
0,50
* |>| "* 1—1 . .. I
с измерением длины расположения размера
И
0,60
0,80
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
СВЯЗАННОЕ С ПЕРЕХОДОМ
Горизонтально-расточные станки с неподвижной стойкой и поворотным столом
КАРТА 22, лист 3
*
Группа станков
s
s co
К
54
55
56
57
58
59
Способ крепления инструмента
В шпинделе или борштанге
III
Характер обработки. Способ установки инструмента па стружку
Фрезерование плоскостей и пазов
Растачивание отверстий, наружное продольное точение
по лимбу
Точность измерения
Измеряемый размер в мм до
Диаметр шпинделя в мм до
110
150
80
Время в мин
с установкой фрезы
по разметке
со взятием пробной стружки
с установкой резца
мм
300
0,50
0,60 0,70
1,05
по лимбу
0,50
по разметке
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
В резцедержателе на планшайбе
Поперечное точение
Прорезка пазов
4-5-й классы 100 300 Св. 300 0,85 1,1 1,3 1,0 1,3 1,5 1,25 1,5 1,8
со взятием пробных стружек 3-й класс 100 300 Св. 300 1,1 1,3 1,6 1,3 1,5 1,9 1 1,6 1,9 2,2
2-й класс 100 300 Св, 300 1,6 1,9 2,3 1,8 2,2 2,7 2,3 2,7 3,1
с установкой резца по лимбу — — 0,39 0,47 0,60
по разметке — — 0,85 0,95 1,0 1,1 1,2 1,3
со взятием пробной стружки 0,3-0,5 мм 300 Св. 300 0,55 0,65 0,75
без измерения — — 0,36 0,41 0,49
с измерениехм длины расположении размера — — 0,60 0,65 0,75
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Горизонтально-расточные станки с непод-важной стойкой и поворотным столом
КАРТА 22, лист 4
Время на приемы» связанные с переходом, не вошедшие в комплексы
№ позиции Наименование приемов Группа станков
I 1 II 1 III
Диаметр шпинделя в мм до
80 | ПО 1 150
Время в мин
75 76 77 78 Изменить число оборотов шпинделя Изменить величину подачи . Изменить направление вращения шпинделя Изменить направление подачи 0,08 0,07 0,04 0,05 0,10 0,09 0,05 0,05 0,13 0,11 0,05 0,05
79 80 81 82 83 84 85 86 87 88 Установить и снять борштангу в конус шпинделя без крепления с креплением клином 0,50 1,1 0,70 1,5 1,0 1,9
в конус шпинделя и подшипник задней стойки без выверки вручную 5,0 6,0 7,0 11,0
крапом
с выверкой подшипника задней стойки вручную 9,0 10,0 11,0 15,0
краном
во втулку кондуктора и конус шпинделя (без задней стойки) с поворотом стола вручную 2,5 5,0 3,5 7,0 4,5 9,0
краном
с отводом стола вручную 3,0 5,5 4,0 7,5 5,5 10,0
краном
89 90 Установить инструмент в конус шпинделя и снять его без крепления с креплением клином 0,30 0,8 0,40 1,0 0,50 1,2
91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Установить и снять инструмент в борштанге свободно резец с установкой на размер по шаблону или линейке 0,6 0,7 0,8
бее установки па размер резец двухсторонний, расточная пластина Диаметр отверстия в мм до 100 200 350 0,5 0,7 1,1 0,6 0,8 1,2 0,7 0,9 1,3
зенкер, развертка, расточная резцовая головка 100 200 0,35 1,0 0,40 1,2 0,50 1,4
расточная резцовая головка разъемная вручную краном 0,7 0,8 2,8 1,0 3,0
стесненно (через окно детали или приспособления) резец с установкой на размер по шаблону или линейке 0,7 0,8 0,9
без установки на размер резец двухсторонний, расточная пластина Диаметр отверстия в мм до 100 200 350 0,7 0,9 1,3 0,8 1,0 1,5 0,9 1,1 1,7
зенкер, развертка, расточная резцовая головка 100 200 0,4 1,2 0,48 1,5 0,6 1,8
расточная резцовая головка разъемная вручную краном 0,9 1,1 3,6 1,2 3,8
107 108 Установить и снять резец в резцедержателе на планшайбе проходной подрезной 1,0 1,2 1,1 1,3 1,2 1,8
109 110 Установить и снять кондукторную втулку при диаметре отверстия втулки в мм <80 >80 0,13 0,19 0,18 0,26 0,26 0,35
111 112 113 Переместить (выдвинуть) шпиндель на длину св. 200 мм Длина перемещения в мм до 300 500 800 0,03 0,01 0,03 0,08 0,16 0,03 0,08 0,16
114 115 116 117 Переместить стол станка на длину св. 200 мм 300 500 750 1000 0,04 0,10 0,19 0,04 0,10 0,19 0,29 0,07 0,16 0,30 0,47
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Горизонтально-расточные станки с неподвижной стойкой и поворотным столом КАРТА 23 ”
I. Время на обслуживание рабочего места
Группа станков
I | 11 ! III
Диаметр шпинделя станка в мм до 80 110 150
Процент от оперативного времени 4,0 4,5 5,5
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Количество переходов в операции ДО Группа станков
I 1 II 1 1 III
Диаметр шпинделя станка в мм до
80 но 150
Время в мин
1 2 3 На столе с креплением болтами и планками 15 30 Св. 30 17 23 29 18 24 30 20 26 32
1 1
4 5 6 7 8 9 10 11 12 13 В специальном приспособлении при установке приспособления вручную 15 30 Св. 30 18 24 30 20 26 32 22 28 34
краном 15 30 Св. 30 21 27 33 23 29 35 25 31 37
Б. На дополнительные приемы
Установить резцедержатель на планшайбу с постановкой и креплением оправки для резца и снять 4,0 5,0 6,0
Повернуть стол на угол через червячную передачу с откреплением и закреплением и поворотом в первоначальное положение 1,5 2,0 2,5
Установить и снять угольник с выверкой 6,0 6,0 7,5
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
Получение инструмента и. приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 7—10
Револьверные станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
КАРТА 24, лист 1
Время на проход при работе на станках с вертикальной осью вращения головки
S S S Характер обработки. Способ установки инструмента Вид подачи Группа станков
I 1 II 1 III IV
Наибольший диаметр о ваемого прутка в м брабаты-м до
СО О К 2 на 12-25 36 65 110 и выше
Время е 5 МИН
1 2 Работа револьверной Обработка с продольной подачей Механическая Ручная 0,07 0,05 0,10 0,08 0,12 0,09 0,13 0,10
3 4 головкой Обработка с продольной подачей и предварительным врезанием Механическая Ручная 0,18 0,16 0,20 0,17 0,21
1 1 1 1
5 6 с установкой по упору или без выдерживания-размера Механическая Ручная 0,11 0,09 0,14 0,12 0,18 0,15 0,20 0,17
7 8 Работа обработка с продоль- резца по лимбу Механическая Ручная — 0,15 0,13 0,19 0,16 0,21 0,18
9 суппортом ной или поперечной подачей с пробной стружкой (для обработки по 3—4-му 100—200 мм Механическая — — 0,50 0,55
10 классу точности) при диаметре в мм св. 200 мм — — 0,55 0,60
11 Нарезание резьбы резьбонарезной самооткрывающейся головкой — 0,09 0,13 0,15 0,17
12 крепежной метчиком или плашкой 0,11 0,16 0,20 0,22
00
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Револьверные станка
КАРТА 24, лист 2
Время на проход при работе на станках с горизонтальной осью вращения головки
позиции Характер обработки. Способ установки инструмента на стружку Вид подачи Группа станков
I | 1 II 1 III
Наиболынн мого гй диаметр прутка в м’ эрабатывае-и до
36 1 1 50 1 [ Св. 50
2 Время в мин
13 Обработка с продольной подачей Механическая 0,10 0,13 0,15
14 Ручная 0,08 0,10 0,12
15 Обработка с прол ьной подачей и варительным Механическая 0,15 0,19 0,22
16 врезанием Ручная 0,13 0,16 —
17 18 Обработка с поперечной подачей с подводом револьверной головки
19 20 без подвода револьверной головки
21 Нарезание крепежной резьбонарезной самооткрьь вающейся головкой
22 резьбы метчиком или плашкой
23 Нарезание конической резьбы резцом с ко-пирным устройством первый проход
24 каждый последующий проход
Механическая 0,15 0,19 0,22
Ручная 0,13 0,16 —
Механическая 0,09 0,12 0,13
Ручная 0,07 0,09 —
— 0,13 0,17 0,19
— 0,17 0,21 0,24
— 0,08 0,11 0,14
— 0,02 0,03 0,03
CD 1 о ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Револьверные станки КАРТА 24, ласт 3
Время на приемы, связанные с переходом, не вошедшие в комплексы
№ позиции Наименование приемов Ось вращения револьверной головки
вертикальная | горизонтальная
Группа станков
I 1 И 1 1 IV 1 I 1 Н I 1 И1
Наибольший диаметр обрабатываемого прутка в мм до
12—25 36 65 110 и выше 36 50 св. 50
Время в мин
25 Изменить число оборотов шпинделя 0,025 0,05 0,06 0,07 0,05 0,06 0,07
26 Изменить величину подачи 0,03 0,04 0,05 0,06 0,04 0,05 0,06
27 Сменить резец поворотом резцовой головки суппорта — 0,06 0,07 0,08 — — —
28 Повернуть ручной упор — 0,02 0,02 0,02 — — •—
29 Закрепить или открепить каретку от продольного перемещения — 0,04 0,04 0,05 — — —
30 Закрепить или открепить револьверную голов-ку от продольного перемещения -— — — — 0,03 0,035 0,045
31 Смазать деталь, развеотку, метчик 0,03 1 0,04 I 0,04 0,05 0,04 0,04 0,05
i ' ' 1 1
32 33 Переместить каретку суппорта в продольном направлении на длину свыше 100 мм Длина перемещения в мм до 200 300 — 0,02 0,03 0,04 0,03 0,04 — — —
34 35 Переместить суппорт в поперечном направлении tea длину свыше 50 мм 100 200 0,02 0,03 0,03 0,04 0,11 — — —
Время на выводы сверла для удаления стружки
№ позиции Обрабатываемый материал Вид подачи Диаметр сверла в мм до Длина сверления в диаметрах сверла
3 d | 5 d | 8 d I 10 d
Время в мин
36 37 38 Стали углеродистые вязкие, стали жаропрочные Ручная 10 0 0,04 0,08 0,12
Механическая 10 30 0 0 0,07 0,14 0,14 0,21 0,21 0,28
39 40 41 Стали конструкционные, латунь, алюминий Ручная 10 0 0,04 0,04 0,08
Механическая 10 30 0 0 0,07 0,07 0,07 0,14 0,14 0,21
42 43 44 Чугун, бронза Ручная 10 0 0,04 0,04 0,04
Механическая 10 30 0 0 0,07 0,07 0,07 0,07 0,07 0,07
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Револьверные станки с вертикальной осью вращения головка
КАРТА 25
I. Время на обслуживание рабочего места
Группа ставков
IV
Наибольший диаметр обрабатываемого прутка в мм до . . . .
Процент от оперативного времени...........................
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
Группа станков
ПО и выше
5,5
I 2
3
Способ установки детали
Количество режущих инструментов в наладке до
IV
Наибольший диаметр обрабатываемого прутка в мм до
Время в мин
ПО и выше
В универсальном приспособлении (патрон, концевая оправка)
14
16
18
19
10
40
В специальном приспособлении
18
23
30
20
30
39
24
34
44
25
36
46
7
8
9
В универсальном или специальном приспособлении при групповой обработке деталей (частичная наладка станка без смены зажимного приспособления
4 10
8 13
10 18
11
18
25
13
21
28
Б. На дополнительные приемы
10
11
Расточить кулачки самоцентрирующего патрона
сырые
закаленные
12 | Установить и снять люнет с регулировкой роликов
В. На пробную обработку деталей
Количество резцов, устанавливаемых на размер с допуском на обработку <0,1 мм
Оперативное время обработки детали в мин до
10
св. 15
Время в мин
13
12
14
17
4»
Г. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
I I |"| -— ---------- - — - - .__ - .... ...
I
Получение иьструмента и приспособлений исполнителем работы до ачала и сдача их после окончания обработки партии дет; ей
БРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
Револьверные станки с горизонталь-ной осью вращения головки
КАРТА 26
I. Время на обслуживание рабочего места
к- .^. ,^м.. .>. —‘--гу- у--* ~
Группа станков
I I II I III
Наибольший диаметр обрабатываемого прутка в мм до
Процент от оперативного времени ....................
Св. 50
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
1
2
3
4
9
10
11
12
Способ установки детали
В цанговом патроне
В специальном приспособлении
В универсальном или специальном приспособлении при групповой обработке деталей (частичная наладка станка без смены зажимного приспособления)
4
8
12
16
4
8
12
16
4
8
12
16
Группа станков
I П____________Ш
Наибольший диаметр обрабатываемого прутка в мм до
36 |
50
Св. 50 >
Время в мин
15
22
31
40
19
26
35
44
11
15
22
28
18
27
36
44
24
33
42
50
13
19
26
31
5
6
8
Б. На дополнительные приемы
13 Установить и снять люнет с регулировкой роликов
14 [Настроить резьбовое накидное приспособление
2,5
10
В. На пробную обработку деталей
S X
X
о
Количество резцов, устанавливаемых на размер с допуском на обработку <0,1 мм
I Оперативное время обработки детали в мип до
3 | 5 | 10 | 15 |Св. 15
Л-"----/ — - _ , .- I »
Время в мин
15
16
8
И
12
15
14
17
17
20
Г. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
17 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
7-10
94
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Время на проход
Верпшкально-сверлильные станки
__— — — _ ~ _ _L_L -_ _-, - --.
КАРТА 21, лист 1
Группа станков
_J л г_ ._^^^^^т--. I 1ГП.<_нм-----' -~..Т_-* Т1Г-"~*
II I III | IV
I
№ позиции
Характер обработки
Вид подачи
Наибольший диаметр просверливаемого
отверстия в мм до
75
Сверление по разметке
Механическая Ручная
Сверление по кондуктору, рассверливание, зенкеровапие, развертывание
Зенкование, цекование .. всР£ней плоск-ости
нижнеи плоскости
Механическая
Ручная
Ручная
Нарезание резьбы ма- без реверса
шинными метчиками с реверсом
Время в мин
(W j ОДО | 67П j ОДЗ
0,05 ! 0,07 | 0,08 | 0,10
0,05 | 0,08 ( 0,08 J 0,10
0,04 | 0,05 | 0,05 ! 0,07
0,04 I 0,05 | 0,05 | 0,07
- | 0,38 | 0,39 | 0,41
0,04 | 0,05 | 0,05 | 0,07
0,08 j 0,09 | 0,11 | 0,13
Примечание. При сверлении с предварительной засверловкой отверстия по кондукторной втулке и последую-щей сверлении без втулки время по поз. 3—4 удваивается.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
I ...
Вертикально-сверлильные станки
КАРТА 27, лист 2 ................... |<»| I» I ><
Время на приемы, связанные с переходом, не вошедшие в комплексы
№ позиции
Наименование приемов
Время в мин
11
Включить или выключить вращение шпинделя
кнопкой
рычагом
Группа станков
.0,03
«м*
Изменить число оборотов шпинделя или величину подачи
0,08
13
14
в быстросменном патроне
16
без выключения враще-[Диаметр инст-ния шпинделя1
с выключением вращения шпинделя
румента в мм до
30
0,05
0,06
0,09
в кулачковом патроне
0,17
18
19
20
Установить и снять инструмент
в конусе шпинделя при конусе Морзе №
в державку
для зенковки, цековки или подрезного ножа
W
I для метчика
0,08
Поставить и снять кондукторную втулку при внутреннем диаметре втулки в мм до
0,09
св. 40
Смазать деталь, инструмент •*
0,05
If
•*
*
! ПОЗИЦИИ Наименование приемов Вес детали или детали с приспособлением в кг до
5 1 15 | 30
2* Время в мин
29 150-400 0,015 | 0,02 [ 0,06
30 Переместить деталь или деталь с приспособлением на длину в мм 0,03 | 0,04 J 0,08
31 Кантовать приспособление | 0,04 | 0,06 | 0,12
Время на выводы сверла при сверлении для удаления стружки2
! ПОЗИЦИИ Обрабатываемый материал Диаметр сверла в мм до Длина сверления в диаметрах сверла
3d 4 d 6 d 8 d | 10 d Св. Юг/
X Время в мин
32 Стали углеродистые вяз- 1—2,9 0,03 0,06 0,12 0,18 0,27 0,40
33 кие, стали жаропроч- 10 — 0,05 0,07 0,11 0,18 0,28
34 ные 20 — 0,07 0,14 0,24 0,35 0,50
35 30 — 0,07 0,16 0,30 0,49 0,70
36 Стали конструкционные, 1—2,9 0,03 0,05 0,10 0,15 0,25 0,36
37 латунь и алюминий 10 — 0,04 0,06 0,10 0,15 0,22
38 20 — 0,07 0,13 0,20 0,28 0,40
39 30 — 0,07 0,15 0,27 0,42 0,60
40 Чугун, бронза 3-10 0,03 0,05 0,07 0,09 0,13
41 20 — 0,07 0,11 0,16 0,21 0,32
42 30 — 0,07 0,15 0,27 0,42 0,60
1 Применяется только для патронов безопасной конструкции.
2 Время на выводы сверла для удаления стружки рассчитано для работы сверлами до 10 мм с ручной подачей ЬЗ и сверлами свыше 10 мм с механической подачей/
- ------------ — - >1 III Ч » —I |1||ЬДм^»^1| I !>! !« I I —| 1**^1
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
it
44
45
46
47
49
— —„ — ‘ _ _ — - — - , 1
Вертикально-сверлильные станки
хх_--_-г--""Il -М-. —1‘
КАРТА 27. лист 3
л
Время связанное с операцией при нарезании резьбы в гайках гаечными метчиками
Способ установки и базирования детали
В паз приспособления оез крепления
В гнезда без крепления
Диаметр резьбы в мм до
А
Способ крепления метчика
В быстросменном патроне
В патроне с ключом
В быстросменном патроне
*
В патроне с ключом
Точность измерения
1-й класс
классы
0,05
0,06
0,06
0,06 0,06
1-й класс 0,06
классы
1-й класс
классы
1-й класс
классы
12
27
30
Время в мин
0,07
0,06
0,10
0,07 0,07
1 *
0,10
0,09
0,06
0,06
0,06
0,06
0,06 0,06
0,08
0,09
0,08
0,10
0,07
0,07
0,10
0,10
0,11
0,08
0,09
0,12
w>
0,10
0,10
0,17
0,15
0,13
0,14
0,16
0,15
0,18
0,17
0,10
0,16
0,19
0,18
*
*
*
I
Количество гаек, допускаемое по длине хвостовой части метчика
Диаметр резьбы в мм до
16
30
*
Количество гаек, допускаемое по длине хвостовой части метчика
20
19
16
*
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Вертикально-сверлильные станки
- - ... - - -----**-"**•'
КАРТА 28
*
I. Время на обслуживание рабочего места
Группа станков
г
IV
Наибольший диаметр просверливаемого отверстия в мм до . .
50
Процент от оперативного времени
II. Подготовительно-заключительное время на партию
А. Ла наладку станка, инструмента и приспособлений
Группа станков
IV
Способ установки детали
Количество
Наибольший диаметр просверливаемого отверстия
тов в наладке до
в мм до
12
t
Время в мин
_—_ _ -----—
В универсальном приспособлении (тиски, болты с планками, патрон)
10
13
13
15
14
14
вручную
В кондукторе
при установке кондуктора
краном
10
11
12
В универсальном или специальном приспособлении при групповой обработке деталей (частичная наладка станка без смены зажимного приспособления)
Св. 6
11
12
13
14
15
16
13
“15
17
16
18
20
10
13
15
17
16
18
10
14
16
18
17
19
21
9
11
12
Б. На дополнительные приемы
Установить и снять многошпиндельную головку
25
В На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
14
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
«А
*
Радиально-сверлильные станки
КАРТА 29, лист 1
ПОЗИЦИИ
Характер обработки
Сверление по разметке
Время на прохо
Группа станков
Наибольший диаметр просверливаемого отверстия в мм до
Вид подачи
Механическая
0,10
50
Длина горизонтального перемещения инструмента для обработки следующего отверстия в мм до
200
500
0
0,11
Ручная
0,07
0,09
200 | 500
Время в мин
1000 | 0
500
1000
*
0,14
0,20
0,14
0,17
0,10
0,17
1
*
Сверление по кондуктору, рассверливание, зенкеро-вание, развертывание, растачивание
верхней плоскости
Механическая
Ручная
0,08
0,10
0,13
0,09
0,18
0,1В
0,21
0,05 0,07
0,10
0,05
0,07
0,10
0,06
0,09
0,15
0,15 0,18
0,06
0,09
0,08
0,18
Зенкование цекование
Ручная
нижнеи плоскости
0,38
0,41
0,44
0,47
0,50
без реверса
0,07
0,10
0,06
0,15
0,08
0,15
0,18
Нарезание резьбы машинными метчиками
IWfl II
с реверсом
0,09
0,18
0,14
0,21
Примечание. При сверлении с предварительной засверловкой отверстия по кондукторной втулке и последующем сверлении без втулки время по поз. 3—4 удваивается.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Радиально-сверлильные станки
КАРТА 29, лист 2
*
*
Время на приемы, связанные с переходом, не вошедшие в комплексы
позиции
Наименование приемов
Время в мин
10
11
Включить или выключить вращение шпинделя
кнопкой
рычагом
Группа
станков
0,02
0,03
12
13
Изменить число оборотов шпинделя или величину подачи
Группа станков
III
0,08
0,09
0,11
19
Установить и сиять инструмент
в быстросменном патроне
без включения вращения шпинделя1
с выключением вращения шпинделя
в кулачковом патроне
в конусе шпинделя при конусе Морзе №
в державку
Диаметр инструмента в мм до
0,05
0,06
0,09
0,20
для расточного резца
I HHW и
0,30
для подрезного ножа или цековки
для метчика
0,24
0,08
28 29 30 Поставить и снять кондукторную втулку при внутреннем диаметре в мм до 20 40 Св. 40 0,07 0,09 0,12
31 Смазать деталь, инструмент 0,05
32 33 34 Повернуть деталь с приспособлением на угол с фиксацией при размере приспособления в мм до 300X500 500ХЮ00 Св. 500ХЮ00 0,09 0,11 0,14
35 Закрепить, открепить шпиндельную головку или рукав колонны 0,03
36 Обработка с выдерживанием длины по лимбу (при работе с механической подачей) 0,03
Время на выводы сверла при сверлении для удаления стружки2
№ пози- 1 Обрабатываемый материал Диаметр сверла Длина сверления в диаметрах сверла
3d | 4d [ 6 d | 8d' j Юг/ | Св. 10 d
ции в мм до
Время В мин
37 Стали углеродистые вязкие, стали жа- 3—10 0,05 0,07 0,11 1 0,18 1 0,28
38 ропрочные 20 — 0,07 0,14 0,24 0,35 0,50
39 30 — 0,07 0,16 0,30 0,49 0,70
40 Стали конструкционные, латунь и алю- 3-10 — 0,04 0,06 0,10 0,16 0,22
41 миний 20 -— 0,07 0,13 0,20 0,28 0,40
42 30 1 — 0,07 0,15 0,27 0,42 0,60
43 3—10 - - 0,03 0,05 0,07 0,09 0,13
44 Чугун, бронза 20 — 0,07 0,11 0.16 0,21 0,32
45 30 — 0,07 0,15 0,27 0,42 0,60
j L Применяется только для патрона безопасной конструкции.
* ' Время на выводы сверла для удаления стружки рассчитано для работы сверлами до » 10 мм с ручной подачей и
о сверлами свыше 10 мм с механической подачей.
8
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Радиально-сверлильные с танки
КАРТА 30
I. Время на обслуживание рабочего места
Группа станков
I II 1 111
Наибольший диаметр просверливаемого отверстия в мм до 35 50 75
Процент от оперативного времени 4,0 4,0 4,5
И. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Количество режущих инструментов в наладке до Группа станков
' i । н ! in
Наибольший диаметр просверливаемого отверстия в мм до
35 | 50 | 75
Время в мин
1 2 3 В универсальном приспособлении (тиски, болты с планками, патрон) 3 6 Св. 6 11 13 14 11 13 14 13 15 17
1
4 3 13 13 14
5 вручную б 15 15 16
6 Св. 6 17 17 18
В кондукторе при установке кондуктора
7 3 16 16 17
8 краном 6 18 18 19
9 Св. б 20 20 21
10 В универсальном или специальном приспособлении при 3 8 8 9
11 групповой обработке деталей (частичная наладка станка б 9 9 11
12 без смены зажимного приспособления) Св. б 10 10 12
Б. На дополнительные приемы
13 Установить и снять дополнительный стол 3 3 3
Повернуть стол на угол с возвратом в первоначальное положение 2 2 2
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
15
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
5-7
о
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Г оризон тальн о -вер тикальн о -и универсально-фрезерные станки
КАРТА 31
Время на проход
! № позиции Характер обработки. Способ установки инструмента на стружку Группа станка
I ! 1 II 1 | III | IV
Длина стола в мм до
750 | ! 1250 | 1 1800 | ; 2500
Время в ми в
1 Фрезерование на станках с полуавтоматическим циклом или программным управлением 0,03 0,04 0,06 0,08
2 3 4 5 6 7 8 9 Фрезерование плоскостей, фасонных поверхностей и пазов фрезой, установленной па размер 0,14 0,18 0,22 0,22
с установкой фрезы по лимбу 0,24 0,30 0,37 0,39
по разметке 0,47 0,60 0,70 0,85
Ы//1 по шаблону приспособления 0,31 0,38 0,46 0,49
7//7/7//77/////77л со взятием одной пробной стружки универсальные инструменты, шаблоны Измеряемый размер в мм <100 >100 <100 >100 0,55 0,60 0,47 0,49 0,65 0,70 0,55 0,60 0,75 0,80 0,65 0,70 0,80 0,85 0,70 0,75
1 ।
10 наружных по лимбу 0.34 | | 0,41 0,49 0,55
11 Фрезерование криволинейных поверхностей и пазов по копиру с установкой фрезы по упору копира 0,41 0,48 0,60 0,65
12 закрытых по лимбу 0,48 0,60 0,70 0,75
13 по упору копира 0,55 0,70 0,80 0,85
14 Фрезерование шлиц винтов, граней болтов и гаек 0,04 0,06 — —
Время на приемы, связанные с переходом, не вошедшие в комплексы
15 Изменить число оборотов шпинделя 0,06 0,07 0,08 0,10
16 Изменить величину или направление подачи 0,06 0,07 0,08 0,10
17 Повернуть делительную головку или делительное приспособление на одну позицию 0,04 0,04 0,04 —
18 По вернуть приспособление с рабочей позиции на загрузочную — 0,09 0,09 0,11
19 Поставить и снять щиток ограждения от стружки ! 1паР-ниРны^ 0,05 ! о.об i 0,07 | 0,09
20 съемный i о,1б 0,18 0,20 j | 0,25
21 300 0,04 0,04 0,04 0,04
22 23 Переместить стол в продольном направлении на длину свыше 200 мм 599 0,09 0,09 0,20 0,10 0,21 0,10 0,21
24 при длине перемещения в мм до ^qqq .— 0,31 0,31
25 1500 — — — 0,47
Примечания: I. Время на проход с пробкой стружкой по поз. 6—9 устанавливается на многопроходных работах, при обработке одной фрезой нескольких поверхностей в операции, при фрезеровании закрытых плоскостей и выдерживании в таких случаях точных размеров по обрабатываемой поверхности (допуск <0,2 мм).
2. При выполнении работы с установкой фрезы в двух направлениях к -«табличному времени следует добавлять 0,10 мин.
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬ- Горизонтально-, вертикально- и универсально-фрезерные станки
НО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ КАРТА 32
I, Время на обслуживание рабочего места
Длина стола в мм до......................................................
Процент от оперативного времени ........................................
Группа станков
I 1 и ! III i IV
750 1250 1800 2500
3,0 3,5 4.0 4,5
И. Подготовительно-заключительное время на партию
А. На 'наладку станка, инструмента и приспособлений
Группа станков
Количество устанавли- I 1 И 1 ш ; IV
> позиции Способ установки детали Длина стола в мм до
ваемых фрез1 750 1250 1800 2500
Время в мин
1 2 3 В универсальном приспособлении (патрон, патрон с центром, центра, болты с планками, тиски) без делительной головки 1—2 С?. 2 10 14 16 11 16 19 12 18 22 13 20 24 'я t
4 5 б с делительной головкой 1-2 Св. 2 16 20 22 17 22 25 20 26 30 ! 21 28 32
1 1 1
7 вручную 13 1 16 19 21
8 1-2 17 «1 25 28
9 В специальном приспособлении Св. 2 19 24 28 32
при установке приспособления
10 краном — 15 18 21 24
11 1—2 19 23 27 31
12 Св. 2 21 26 30 35
13 В универсальном или специальном приспособлении при — 5 8 9 10
14 групповой обработке деталей (частичная наладка станка 1-2 10 11 13 14
15 без смены зажимного приспособления) Св. 2 12 13 16 17
1 При наладке станка с установкой набора фрез, предварительно скомплектованных на оправке, время определять по поз. 2, 5, 8, 11 или 14.
Б. На дополнительные приемы
16 Установить две стойки, придерживающие хобот 2 2 2 3
17 Установить промежуточную стойлу на хоботе 2 2 2 3
18 Установить и снять круглый стол 7 8 9 10
19 Установить и снять копир 7 8 9 10
20 Повернуть шпиндельную бабку на угол с возвратом в первоначальное
положение 4 4 4 6
21 Установить и снять домкрат '. 2 2 2 3
22 Установить и снять распорку 2 2 2 3
23 При настройке делительной головки на дифференциальное деление .... 3,5 4,5 5,0 6,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
24
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей .................
10
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Продольно-фрезерные станки
КАРТА 33
Время на проход
№ позиции Характер обработки. Способ установки инструмента на стружку Количество фрез (шпинделей), устанавливаемых на размер Измерительный инструмент Измеряемый размер в мм до Группа станков
I 1 II j III
Длина стола в мм до
1600 | 3000 j 6000
Время в мин
1 1 фрезами, установленными на — 0,26 0,26 0,29
размер
2 1 - 0,85 0,90 1,1
3 2 1,2 1,4 1,7
4 Фрезерование плоскостей, п0 разметке 3 1,7 1,9 2,3
5 фасонных поверхностей 4 — 2,4 2,8
и пазов
6 1 0,55 0,60 0,65
7 ’ с установ- 2 — 0,80 0,90 1,0
8 г-5§г -[Sj—, к0% п0 лимбу з 1,1 1,2 1,4
9 I фрезы 4 — — — 1,5 1,8
10 1 0,60 0,65 0,80
11 по шаблону при- 2 0,95 1,1 1,3
12 способления и 3 . 1,3 1,5 1,8
13 щупу 4 — — - 1,9 2,3
1 1
14 15 16 0,2—0,5 мм 1 Универсальные многомерные 300 500 Св. 500 0,95 1,05 1,10 1,05 1,10 1,20 1,2 1,3 1,4
17 18 19 со взятием пробных стружек с точностью обработки Шаблон 500 Св. 500 0,85 0,90 0,90 0,95 1,1 1,2
20 21 <0,2 мм 1 Универсальные многомерные 300 500 Св. 500 1,40 1,55 1,70 1,50 1,70 1,80 1,7 1,9 2,0
Время на приемы, связанные с переходом, не вошедшие в комплексы
22 23 । Изменить число оборотов шпинделя Изменить величину подачи 0,08 0,07 0,10 0,08 0,13 0,10
24 1000 0,13 0,13 0,13
25 2000 — 0,38 0,38
26 27 ГГ СЛЛ 3000 Переместить стол на длину св. 500 мм при длине перемещения в мм до 4000 0,70 0,70 1,05
28 5000 — — 1,40
29 Св. 5000 — — 1,70
, . Примечание. При выполнении работы с установкой фрезы в двух направлениях к табличному времени следует ~ добавлять 0,18 мин па одну фрезу.
Продольно-фрезерные станка
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
КАРТА 34
L Время на обслуживание рабочего места
Длина стола в мм до........................
Процент от оперативного врсхмени........... .
Группа станков
I II III
1600 3000 6000
4,0 4,5 5,0
II, Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Количество устанавливаемых фрез1 Группа станков I j II 1 III
Длина стола в мм до
1600 | 3000 | 6000 Время в мин
1 2 В универсальном приспособлении (болты с планками, тиски) 1-2 Св. 2 21 30 25 36 28 42
3 4 5 6 В специальном приспособлении при установке приспособления вручную 1—2 Св. 2 22 31 27 38 32 46
краном 1-2 Св. 2 27 36 32 43 37 51
1 При наладке станка с установкой набора фрез, предварительно скомплектованных на оправке, время определять по поз. 1, 3 или 5.
Б. На дополнительные приемы
7
Повернуть фрезерную головку на угол с возвра-
6,0 7,0 8,0
том в первоначальное положение
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
8
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
10
114
Копировально-фрезерные станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
КАРТА 35
Копирный ролик
Овраватывйемал поверхность
Время на проход
Группа станков
' 1 “ 1 ш
S со Характер обработки Длина стола В МхМ до
О С 1250 | । 1800 I 2500
g Время в мин
1 Копирное фрезерование на станках с полуавтоматическим циклом или программным управлением 1 0,04 0,06 0,08
2 Фрезерование криволинейных поверхностей и пазов по плоским копирам наружных 0,25 0,32 0,34
3 закрытых 0,40 0,50 0,55
Время на приемы, связанные с переходом, не вошедшие в комплексы
4 Повернуть копир для обработки следующей поверхности при многопереходных операциях 0,12 0,15 0,20
5 Повернуть фрезерную головку для обработки вторым шпинделем 0,05 — —
6 Изменить число оборотов шпинделя 0,07 0,08 0,10
7 Изменить величину или направление подачи 0,07 0,08 0,10
115
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
Копировально-фрезерные станки^
КАРТА 36
L Время на обслуживание рабочего места
Группа станков
III
Длина стола в мм до .
Процент от оперативного времени . .
1250
1800
2500
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
Группа станков
III
Способ установки детали
Длина стола в мм до
1250
1800
OI
Время в мин
В универсальном приспособлении (болты с планками, тиски)
19
В специальном приспособлении при установке приспособления
вручную
31
краном
Б. Время на получение инструмента и приспособлений до начала и сдачу их после окончания обработки
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки
10
партии детален
116
ВРЕМЯ НА ОБСЛУЖИВАНИЕ
РАБОЧЕГО МЕСТА
Карусельно-фрезерные станки
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮ-
ЧИТЕЛЬНОЕ ВРЕМЯ
КАРТА 37
- --- -- ——м^ц.
L Время на обслуживание рабочего места
Группа станков
Диаметр стола в мм до.............
Процент от основного времени . . . .
1000
1600
6,5
2000
Ш
И. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
Способ установки детали
Количество устанавливаемых фрез
Группа станков
Ш
Диаметр стола в мм до
2000
1000
Время в мин
1600
В специальном приспособлении при установке деталей в количестве до
8
18
29
42
30
46
При групповой обработке деталей (частичная наладка станка без смены зажимного приспособления)
8
19
10
27
43
Б. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
10
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
10
Примечание. Вспомогательное время, связанное с переходом, на установку и снятие детали для карусельно-фрезерных станков, работающих по принципу непрерывного фрезерования не нормируется, так как оно перекрывается машинным временем. Время на загрузку стола в начале и разгрузку в конце смены, а также на включение вращения фез, подачи стола в начале смены и выключение в конце смены вошло во время на обслуживание рабочего места.
117
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,
СВЯЗАННОЕ С ПЕРЕХОДОМ
Продольно-строгальные станки
КАР ТА 38, лист 1
Время на проход
№ позиции
Характер обработки. Способ установки инструмента на стружку
Наибольшая длина строгания в мм до 2500 4000 Т 6000
Группа станков
Ч И Ш
Время в мин
с установкой резца (черновой проход)
по разметке по лимбу по мерным плиткам
0,43 0,48
। i
0,65
0,37
0,55
118
Строгание пазов, скосов, отрезка
с предварительным про-мерОхМ (черновой проход)
со взятием пробных стружек при чистовом проходе с точностью об-
работки
без измерения
0,48 0,55
мм
100
300
Св. 300
0,65 0,75
0,75 0,80
0,80 0,90
0,85
0,90
1,05
<0,2 мм
100
300
Св. 300
1,35
1,45
1,65
0,34
0,38
с измерением длины расположения размера
0,60 0,65
0,75
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Продольно-строгальные станки
КАРТА 38, лист 2
Время на приемы, связанные с переходом, не вошедшие в комплексы
№ позиции
Характер обработки. Способ установки инструмента на стружку
2500 4000 6000
Наибольшая длина
строгания в мм до
Группа станков
I II I III
Время в мин
13
14
Изменить скорость движения стола
Изменить длину хода стола кулачками
о д н и м двумя
0,08
0,10
0,30
0,40
16 Изменить величину подачи
0,07
0,09
17 Повернуть резцедержатель на угол с возвратом в первоначальное положение
18 Повернуть суппорт на угол с возвратом в первоначальное положение
19
Установить и снять резец
проходной или подрезной широкий или фасонный
21 Установить резец в державку и снять его
0,40
0,60
22
23
24
25
Установить и снять державку1 с резцом в резцедержатель
Переместить суппорт в горизонтальном направлении на длину свыше 200 мм при длине перемещения в мм до
300
500
1000
0,80
0,03 0,08
1,0
0,05
0,11
0,29
1,2
0,05 0,11 0,29
Примечание. При строгании несколькими суппортами одновременно следует учитывать воз-можность перекрытия времени работы суппортов. Перекрываемое время в норму штучного времени не включается.
119
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
Продольно-строгальные станки
И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
КАРТА 39
I. Время на обслуживание рабочего места
Наибольшая длина строгания в мм до
Группа станков
ш
4000
6000
Процент от оперативного времени . .
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
Группа станков
s
S
Способ установки деталей
Количество болтов
Наибольшая длина строгания в мм до
О К
2500 4000 6000
I -»> 1 —114^ II *
Количество работающих суппортов ---- -L_J-I----
Время в мин
I Г* ТТТ"Т т ~~ ~ . ‘ ‘ М—
На столе с крепленивхм болтами и плангямн
! 1 ! I
4 5 вручную без выверки с выверкой 2 15 16 15 19 — 1 — 1 1 1 — —
6 7 В специальном приспособлении ири установке приспособления без выверки с выверкой 4 17 19 20 22 19 21 24 26 22 24 28 30
8 9 краном без выверки с выверкой 4 19 21 22 24 22 24 28 29 26 29 32 35
10 11 без выверки с выверкой 6 20 22 23 25 23 25 28 30 27 32 33 38
Б. На дополнительные приемы
12 Установить и снять державку для резца 1,0 2,0 3,0
13 Повернуть суппорт на угол с возвратом в первоначальное положение 2,0 2,5 3,5
14 Повернуть резцедержатель на угол с возвратом в первоначальное положение 2,0 2,0 2,5
15 Установить и снять домкрат, призму, распорку 1,0 1,0 2,0
16 Установить и снять угольник с выверкой 4,0 6,0 9,0
17 Установить с регулировкой многорезцовый блок и снять его 4,0 5,0 6,0
18 Установить один резец и многорезцовый блок на сопряженный размер и снять его 2,0 3,0 4,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
19
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
7,0
Поперечно-строгальные станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,
СВЯЗАННОЕ С ПЕРЕХОДОМ
КАРТА 40
Время на проход
S S Характер обработки. Способ установки 3 а. о 3 * S я Группа станков I 1 It
Наибольшая длина
Я инструмента на стружку Q ~ Я хода ползуна
СО О S’® в мм до
Я ~ (П 500 | 900
S я Время в мин
1 2 3 4 5 6 7 8 9 10 11 Строгание плоскостей и поверхностей по фасонному контуру резцом, установленным на размер (черновой или чистовой проход) — 0,19 0,26
с установкой резца (черновой проход) по разметке — 0,45 0,55
по лимбу — 0,25 0,34
по шаблону или мерным плиткам — 0,33 0,42
с предварительным промером (черновой проход) — 0,33 0,42
со взятием пробных стружек при чистовом проходе с точностью обработки 0,5—0,2 мм 100 300 Св. 300 0,50 0,60 0,70 0,65 0,75 0,85
<0,2 мм 100 300 Св. 300 0,80 1,0 1,15 1,0 1,15 1,3
Строгание пазов, скосов, отрезка
12
13
без измерения
с измерением длины расположения размера
0,25 0,34
0,45 0,55
Время на приемы, связанные с переходом, не вошчдщие в комплексы
14 15 16 17 Изменить число двойных ходов ползуна Изменить длину хода ползуна Изменить величину подачи Повернуть суппорт на угол с возвратом в первоначальное положение 0,07 0,15 0,06 1,2 0,08 0,20 0,07 1,6
18 Установить и снять проходной или подрезной 0,80 | 0,90
19 резец широкий или фасонный 1,0 1 1,4
20 21 Переместить стол на длину свыше 200 мм 300 500 0,06 0,14 0,06 0,15
22 23 Переместить суппорт вертикально на длину свыше 100 мм Длина перемещения в мм до 150 200 0,06 0,10 0,07 0,13
122
Поперечно-строгальные станки
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
КАРТА 41
I. Время на обслуживание рабочего места
Группа станков
I II
Наибольшая длина хода ползуна в мм до 500 900
Процент от оперативного времени 3,5 4,5
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Группа станков
I II
Наибольшая длина хода ползуна в мм до
500 900
Время в мин
1 В универсальном приспособлении (болты с планками, тиски) 11 12
2 В специальном приспособлении 13 16
Б. На дополнительные приемы
3 Повернуть суппорт на угол с возвратом в первоначальное положение 2,0 2,5
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
4
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
123
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,
СВЯЗАННОЕ С ПЕРЕХОДОМ
Долбежные станки
КАРТА 42
О
1
8
Время на проход
Характер обработки. Способ установки инструмента на стружку
С5
Группа станков
I I И
Наибольшая длина хода долбяка в мм до
500 | 900
Время в мин
Обрабо1ка плоскостей и поверхностей по фасонному контуру
2
4
9
6
7
с установкой резца (черновой проход)
по разметке
по лимбу
с предварительным проме-ром (черновой проход)
со взятием пробных стружек при чистовом проходе с точностью обработки
0,5—0,3 мм
<0,3 мм
Обработка пазов
без измерения
с измерением размера расположения паза
0,41
0,55
0,23
0,33
0,31
0,42
100
300
100
300
0,50
0,60
0,65
0,70
0,80
0,90
0,06
0,45
0,95
1,1
0,10
S s
Время на приемы, связапные с переходом, не вошедшие в комплексы
10 11 12 Изменить число двойных ходов долбяка Изменить длину хода дол бяка Изменить величину подачи 0,07 0,15 0,06 0.08 0,20 0,07
13 14 проходной или подррзной 0,80 0,90
Установить и снять резец шпоночный или широкий 1,0 1Л
15 Установить и снять державку для резца 1,3 1,5
16 17 Переместить стол на длину св. 200 мм при длине перемещения в мм до 400 600 0,18 0,16 0,09 0,20
18 19 20 21 Повернуть круглый стол по оси на угол в град до 30 60 120 180 0,08 0,12 0,20 0,28 0,10 0,15 0,24 0,35
124
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Долбежные станки
КАРТА 43
I. Время на обслуживание рабочего места
Группа I станков I II
Наибольшая длина хода долбяка в мм до .... 500 900
Процент от оперативного времени 3,5 4,5
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
Xs позиции Способ установки детали Группа станков I 1 И Наибольшая длина хода долбяка в мм до 500 | 900 Время в мин
1 В универсальном приспособлении (патрон, болты с планками, тиски) 11 12
2 В специальном приспособлении 13 16
Б. На дополнительные приемы
3 Установить и снять угольник с выверкой 2,5 3,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
4
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
125
to о ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ Круглошлифовальные станки
КАРТА 44, лист 1
Группа станков
I | II
Характер обработки Измерительный инстру- Точность измерения Диаметр обрабатываемой поверхно- Наибольший диаметр устанавливаемого изделия в мм до
300 | 550
мент сти в мм ДО Длина обрабатываемой поверхности в мм до
8 100 1 250 1 500 | 1000 | 100 | 250 | 500 | 1000
Время в мин
I. Обработка цилиндрических поверхностей с продольной подачей
1 Шлифование поверхности без измерения — — 0,16 0,22
2 25 0,65 0,75 0,80 0,90
3 50 0,80 0,90 1,0 1,20 1,00 1,10 1,20 1,45
4 Шлифование поверхности 1-й класс 100 1,2 1,4 1,55 1,95 1,45 1,65 1,80 2,20
5 с измерением 200 1,75 2,0 2,2 2,7 2,1 2,3 2,5 3,0
б 300 2,4 2,7 3,0 3,6 2,8 3,1 3,3 3,9
7 500 — — — — 4,2 4,4 4,7 5,6
о 25 0,40 0,45 0.50 0,55
о П о 3 50 0,50 0,55 0,60 0,70 0,60 0,65 0,70 0,80
У 1 А 100 0,70 0,80 0,85 1,05 0,85 0,95 1,0 1,2
10 1 1 Он о 2-й класс 200 0,95 1,1 1,2 1,4 1,15 1,25 1,35 1,6
И 1 1 О S Q 300 1,3 1,45 1,6 1,85 1,5 1,65 1,8 2,1
12 2 500 — — — — 2,2 2,3 2,4 2,9
13 ।
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34 to
Универсальные 3-й класс
Скоба жесткая 1 - i 1-и класс i
2-й класс
3-й класс
25 0,26 0,28 — 0,34 0,36 — —
50 0,33 0,36 0,38 0,44 0,44 0,45 0,47 0,55
100 0,41 0,45 0,48 0,55 0,50 0,55 0,60 0,70
200 0,55 0,60 0,65 0,80 0,70 0,75 0,80 0,90
300 0,75 0,80 0,95 1,05 0,9 0,95 1,1 1,2
500 — — — — 1,25 1,30 1,35 1,55
25 0,90 1,15 — — 1,1 1,35 — —
50 1,0 1,25 1,45 — 1,25 1,5 1,7 —
100 1,5 1,8 2,0 — 1,8 2,1 2,3 —
25 0,41 0,47 — — 0,50 0,60 —> —
5Q 0,5б 0,60 0,65 0,80 0,65 0,75 0,80 .0,95
100 0,80 0,95 1,05 1,25 1,0 1,15 1,25 1,45
200 1,05 1,25 1,35 1,6 1,3 1,5 1,6 1,9
300 1ъ5 1,7 1,85 2,2 1,8 2,0 2,1 2,5
500 — — — — 2,4 2,6 2,8 3,2
25 0,28 0,31 — — 0,36 0,40 — —
50 0,32 0,36 0,39 0,45 0,42 0,46 0,50 0,55
100 0,42 0,48 0,50 0,60 0,55 0,60 0,65 0,70
200 0,60 0,70 0,75 0,90 0,75 0,85 0,90 1,05
300 0,70 0,80 0,85 1,0 0,90 1,0 1,05 1,15
! 500 —- — — — 1,1 1,2 1,25 1,4
ко 00 ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ Кр углошлифовальные станки
КАРТА 44, лист 2
Группа станков
I 1 и
S я сг S го Характер обработки Наибольший диаметр устанавливаемого изделия в мм до Измери- Точность — 1 — тельный И,МРПРНИЯ 300 550 И MCTnvMPMT измеРения ! РУ Измеряемая длина в мм до
о д 100 | 250 | 500 ) 100 | 250 ! 500
£ Время в мин
И. Обработка торцовых поверхностей
35 Шлифование торцов без измерения — — 0,07 0,09
36 37 38 39 40 Шлифование торцов с измере-н^ем Универсальные многомерные 0,03 мм 0,05 , 0,07 » 0,10 , Св. 0,10 , 1,35 0,95 0,8 0,6 0,36 1,45 1,25 1,05 0,7 2,0 1,7 1,45 1,15 1,5 1,1 0,9 0,7 0,41 1,6 1,4 1,15 0,8 2,2 1,85 1,55 1,25
41 42 43 44 45 Калибры и шаблоны 0,03 мм 0,05 , 0,07 . 0,10 , Св. 0,10 , 0,85 0,65 0,55 0,42 0,25 0,9 0,8 0,65 0,46 1,1 0,95 0,8 0,65 1,05 0,75 0,65 0,5 0,31 1,05 0,95 0,8 0,55 1,25 1,1 0,9 0,75
ВСПОМОГА 1 hJlbnvc огыпл, . СВЯЗАННОЕ С ОБРАБОТКОЙ ;/1ПтГп ПОВЕРХНОСТИ | КЛРГА 44, лист 3
| № позиции Характер обработки । Измерительный инструмент ! Точность пз.мерения Диаметр обрабатываелтой । поверхности в мм до Группа станков
I 1 I
Наибольший диамет устанавливаемого изделия в мм до
300 | 350
Длина обрабатываемой поверхности ил г ширина шлифоваль кого круга в мм дс
50 | 100 ( 50 | 100
Время в мин
Hl. Обработка цилиндрических поверхностей с радиальной подачей
46 Шлифование поверхности без измерения (за одно врезание) — — .— 0,07 6,09
47 25 0,55 0,65
48 о 1-й 50 0,70 0,80
49 5 класс 100 1,05 1,2
50 Я 200 1,6 1,75
51 о о 300 2,2 2,4
52 о 25 0,29 0,34
53 S 2-й 50 0,39 0,45
54 Шлифование поверхности с из- о класс 100 0,55 0,65
55 мерением (за одно врезание) 200 0,85 0,95
56 ч 300 1,15 1,25
57 W О, 25 0,17 0,20
58 о м 3-й 50 0,23 0,27
59 S ж класс 100 0,30 0,35
60 >> 200 0,45 0,50
61 300 0,65 0,70
62 1 а 25 0,70 — 0,85 —
63 1-и 50 0 80 0 85 0 95 1 0
64 класс 100 1,25 1,3 V/ у v/чУ А у X/ 1,4 1,5
65 к 25 0,29 — 0,35 -
66 о и 50 0,37 0,39 0,45 0,4'
67 qj Z-H 100 0,65 0,70 0,75 0,81
68 £ класс 200 0,85 0,90 1,0 1,о:
69 cd хо 300 1,25 1,3 1,4 1,5
о
70 О 25 0,18 - 0,22 -
71 q я 50 0,21 >0,22 0,26 0,2'
72 о-И 100 0,30 0,31 0,36 0,3"
73 класс 200 0,46 0,49 0,55 0,6(
74 300 0,55 0,60 0,65 0,7(
75 Черновое шлифование длинных 2 — — 0,22 0,24 0,28 0,3(
76 поверхностей без измерения 3 — —- 0,33 0,36 0,42 0,4г
77 (за несколько врезаний с 4 ,— — — 0,44 0,48 0,55 0,б(
78 ручным перемещениехМ стола) 5 — — — 0,55 0,60 0,70 0,7г
при количестве врезаний
12£
Кру глошлифо сильные станки
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
КАРТА 45
I. Время на обслуживание рабочего места
Группа станков
I 11
Наибольший диаметр устанавливаемого изделия в мм до 300 55
Процент от оперативного времени 9,0 W
П. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Группа с* I )
Наибольший метр устава, ваемого мзде, в мм до
300 | 550
Время в мин
I В универсальном приспособлении (центра, оправка, патрон) 10 12
2 В универсальном приспособлении при групповой обработке деталей (частичная наладка станка без смены зажимного приспособления) 7 9
Б. На дополнительные приемы
3 4 5 6 Установить и снять люнет с регулировкой кулачков Повернуть стол на угол с возвратом в первоначальное положение Настроить приспособление для автоматического измерения в процессе шлифования Установить и снять шлифовальный круг 2,0 3,0 10,0 6,0 3,0 4,0 10,0 8,0
7 Править шлифовальный круг после его смены (предварительно) по цилиндрической поверхности 1,0 1,5
8 один торец 1,5 2,0
9 один радиус 0,5 0,5
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
10
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
7,0
130
ВРЕМЯ НА ОБСЛУЖИВАНИЕ •АБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
Внутришлифовалъше станки
КАРТА 46
I. Время на обслуживание рабочего места
Группа станков
I i Н ш
больший диаметр шлифуемого отверстия .м до 100 I 300 500
ент от оперативного времени 5,0 6,0 7,0
II» Подготовительно-заключительное время на партию А, На наладку станка, инструмента и приспособлений
Группа станков
I 1 II 1 Ш
Способ установки детали Наибольший диаметр шлифуемого отверстия в мм до
100 1 300 | 500
Время в мин
1 1 1 | В патроне 11 12 14
2 1 В специальном патроне или центрирующем приспособлении при установке приспособления вручную 13 15 18
краном 17 19 22
Б. На дополнительные приемы
4 Повернуть переднюю бабку или шлифовальную 2,0 3,0 4,0
5 бабку на угол с возвратом в первоначальное положение Шлифовать кулачки патрона 4,0 5,0 6,0
6 Настроить приспособление для автоматическо- 10,0 10,0 10,0
7 го измерения в процессе шлифования Выверить специальное зажимное приспособле- 6,0 8,0 8,0
ние на станке по индикатору
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
8
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
7,0
131
Go Ю ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ Внутришлифо сальные станки
КАРТА 47
, 5 Группа < станков
3 о Й § I 1 II | II I
Измерительный Точность измерения \о и S3 Cl О, о Наибольший диаметр шлифуемого отверстия в мм [ до
s Характер обработки V0 QQ ° 2 100 300 500
s инструмент о, ~ о d> Q Длина отверстия или измеряемая длина в мм до
c 'Л 1 S s S о Й S <я 50 | 1001 150 j 250 j 50 | 100 | 150 | 250 | 100 | 2001 300 j св. 300
Время В мин
1 Работа на станках с полуавтоматическим циклом 0,02 0,02 0,02
2 Шлифование отверстий без измерения — — — 0,12 о,16 । 0,22
3 4 5 6 7 Шлифование цилиндрических отверстий с измерением 1-й класс 25 50 100 200 300 0,85 1,0 1,35 0,95 1,1 1,55 1,05 1,25 1,7 1,35 1,85 0,95 1,1 1,5 1,9 2,4 1,05 1,2 1,65 2,1 2,6 1,15 1,3 1,8 2,3 2,9 1,45 2,0 2,6 3,2 1,25 1,45 2,0 2,5 3,0 1,35 1,55 2,1 2,7 3,3 1,7 2,3 2,9 3,6 ~-wl 1 1
8 25 0,41 0,55 0,75 0,45 0,60 0,80 0,49 0,70 0,90 0,48 0,65 0,80 1,2 0,50 0,70 0,55 0,75 1,0 0,65 0,85 1,1 0,70 0,90 1,15 1,7
9 Универсальные 50 0,75 1,0 0,80 1,05 1,6 0,95 1,25
10 2-й класс 100 0,90 1,35
11 многомерные 200 1,45 1,55 1,85 2,1
12 300 — — — — 1,00 1,8 1,95 2,2 2,1 2,3 2,5 2,8
13 14 15 16 17 3-й класс 25 50 100 200 300 0,32 0,41 0,50 0,35 0,45 0,60 0,38 0,49 0,65 0,55 0,70 0,38 0,47 0,60 0,70 0,80 0,41 0,50 0,65 0,75 0,85 0,43 0,55 0,70 0,80 0,95 0,60 0,75 0,90 1,05 0,50 0,65 0,80 0,90 1,0 0,55 0,65 0,85 0,95 1,1 0,70 0,90 1,05 1,2 1,15 1,3
18 19 20 1-й класс 25 50 100 1,15 1,35 2,2 1,25 1,5 2,4 1,5 1,8 2,7
21 22 23 24 25 26 27 28 Калибр-пробка гладкая ; ! 1
2-й класс 25 50 100 200 0,55 0,70 1,0 0,60 0,80 1,1 1,75 0,80 1,0 1,3 2,1
3-й класс 25 50 100 200 0,33 0,47 0,65 0,39 0,55 0,70 1,15 0,50 0,70 0,90 1,35
29 Шлифование конических Калибр-пробка .— 50 0,65 0,70 — — 0,75Ю,80 — — 1,0 I - - -
30 отверстий с измерением конусная — 100 0,951,0 - — 1,05|1,1 - — 1 1,35) _ _ _
31 Шлифование торцов без измерения — —
32 33 34 35 36 37 Шлифование измерением торцов с Универсальные многомерные 0,02 мм 0,03 , 0,05 , 0,07 „ 0,10 , Св. 0,10 „
п
6////////Л&. о
38 39 40 41 42 Калибры и шаблоны 0,03 , 0,05 , 0,07 , 0,10 , Св. 0,10 »
—
— 1,25
- 1,15
- 0,85
— 0,75 0,46 0,60 0,33 0,41
1,35 1,05 0,90 0,75 0,48
1,2 -
1,05 -0,90 0,50 0,65 0,38
1,6 1, 1,-м
1,05
СП Сп
0,75 0,55 0,47 0,38 0,29
0,85 0,65 0,55 0,48 0,34
1,05 0,85 0,75 0,65 0,41
0,90 0,80 0,70 0,52
0,85 0,95 1,2 1,15 1,4
0,65 0,75 0,95 1,0 0,90 1,15 1,2 13
0,55 0,65 0,85 0,90 0,80 1,0 1,1 1,2
0,44 0,55 0,70 0,80 0,65 0,85 0,95 1,1
0,34 0,40 0,47 0,60 0,49 0,55 0,70 0,90
_ Примечание. При шлифовании отверстий длиной до 50 мм с радиальной подачей время по карте применять с gj коэффициентем 1,2.
<а> ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ Плоскошлифовальные станка с прямоугольным столом
КАРТА 48
№ позиции Характер обработки Измерительный инструмент Точность измерения в мм Группа станков
I 1 п
Длина стола в мм до
1000 । 2000
Измеряемый размер в мм до
50 100 200 300 50 100 200 500
Время в мин
А. Станки с вертикальным шпинделем
1 Шлифование поверхности* без измерения — — 0,12 0,14
2 3 4 5 6 7 Шлифование поверхности* с измерением Универсальные многомерные 0,02 0,03 0,05 0,07 0,10 0,15 1,05 0,90 0,60 0,50 0,37 0,25 1,3 1,15 0,75 0,60 0,50 0,32 1,5 0,95 0,80 0,65 0,39 1,05 0,95 0,80 0,55 1,2 1,95 0,80 0,55 0,43 0,29 1,5 1,3 0,85 0,70 0,55 0,37 1,7 1,05 0,90 0,75 0,45 1,4 1,2 1,0 0,85
8 9 10 11 12 13 14 0,02 0,03 0,05 0,07 0,10 0,15 0,20 0,75 0,65 0,46 0,38 0,29 0,21 0,14 0,95 0,85 0,55 0,46 0,38 0,26 0,16 0,90 0,80 0,55 0,46 0,35 0,25 0,16 1,15 1,0 0,65 0,55 0,46 0,31 0,18
Калибры и шаблоны 1,1 0,70 0,60 0,50 0,32 0,22 0,75 0,70 0,60 0,42 0,28 1,3 0,85 0,75 0,60 0,38 0,26 1,1 0,95 0,80 0,65 0,41
Б. Станки с горизонтальным шпинделем
15 Работа на станках с полуавтоматическим циклом 0,02 0,02
16 Шлифование поверхности* без измерения — — 0,19 0,23
17 18 19 20 21 99 Шлифование поверхности* с измерением Универсальные многомерные 0,02 0,03 0,05 0,07 0,10 А 1 К 1,1 0,95 0,70 0,55 0,44 Л 49 1,35 1,2 0,80 0,70 0,55 А 40 1,6 1,0 0,85 0,75 л Л к 1,1 1,0 0,85 л до 1,3 1,15 0,80 0,65 0,50 л 4Q 1,6 1,4 0,95 0,80 0,65 Л лл 1,8 1,15 1,0 0,85 л 1,5 1,3 1,1 л
ZZ 23 24 25 26 27 28 29 V, 1о U , OZ U, 40 U, 01) 0,00 и,40 U, ОО 9, УО
Калибры и шаблоны 0,02 0,03 0,05 0,07 0,10 0,15 0,20 0,80 0,75 0,55 0,45 0,36 0,28 0,21 1,05 0,90 0,60 0,55 0,45 0,33 0,23 1,2 0,80 0,70 0,60 0,39 0,29 0,85 0,75 0,65 0,49 0,35 1,0 0,90 0,65 0,55 0,44 0,34 0,25 1,2 1,1 0,75 0,65 0,55 0,40 0,27 1,4 0,95 0,85 0,70 0,50 0,35 1,2 1,05 0,90 0,75 0,50
* Одной или нескольких одновременно устанавливаемых деталей
Примечание. В случаях выполнения работы со снятием детали (весом до 5 кг) со станка для измерений, производимых в процессе шлифования, к табличному времени следует добавлять приведенное ниже время на снятие и после-дующую установку детали.
Время на снятие детали для измерения
Содержание работы
—> Выключить магнит, снять деталь со стола, протереть стол, установить
Й деталь, включить магнит (с учетом количества промеров)"_____________
Допуск на измеряемый размер в мм
0,02 | 0,03 | 0,05 | св. 0,05
Время в мин
0,65 0,55 0,38 0,28
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Плоскошлифовальные станка с прямоугольным столом
КАРТА 49
I. Время на обслуживание рабочего места
Длина стола в мм до Группа станков
I II
1000 2000
Процент от оперативного времени при работе на станках с горизонтальным шпинделем 6,0 7,0
с вертикальным шпинделем 3,5 4,0
II. Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Группа станков
I 1 П
Длина стола в мм ДО
1000 | j 2000
Время в мин
1 На магнитной плите стола 7 8
Б. На дополнительные приемы
2 Установить и снять тиски или специальное приспособление на магнитной плите 1,5 2,0
3 4 5 Установить и снять шлифовальный круг дисковый 5,5 7,5
сегментный 7,5 9,5
чашечный 6,5 8,5
6 7 Править шлифовальный круг после его смены (предварительно) дисковый 2,5 3,0
сегментный или чашечный 2,0 2,5
8 Настроить приспособление для автоматического измерения в процессе шлифования 10,0 10,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
9 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 7,0
136
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ Плоскошлифовальные станки с вертикальным шпинделем и круглым столом
КАРТА 50
Jsfs позиции Характер обработки Измерительный инструмент Точность измерения в мм Группа станков
I 1 1 И
Диаметр стола в мм до
900 | 1500
Измеряемый размер в мм до
50 | юо! ! 2Оо| 50 | 100| 200
Время в мин
1 Шлифование поверхности без измерения* — — 0,19 0,23
2 3 4 5 6 7 8 9 10 11 12 13 14 Шлифование поверхности с измерением* Универсальные многомерные 0,02 0,03 0,05 0,07 0,10 0,15 1,25 1,1 0,75 0,60 0,48 0,34 1,5 1,35 0,90 0,75 0,60 0,42 1,7 1,1 0,95 0,80 0,50 1,35 1,2 0,85 0,70 0,55 0,39 1,6 1,5 1,0 0,85 0,70 0,48 1,8 1,2 1,05 0,90 0,55
| II ।
^гттт J Калибры и шаблоны 0,02 0,03 0,05 0,07 0,10 0,15 0,20 0,95 0,85 0,60 0,50 0,40 0,30 0,21 1,2 1,05 0,70 0,60 0,50 0,36 0,23 1,35 0,90 0,80 0,65 0,43 0,31 1,05 0,95 0,70 0,60 0,46 0,35 0,25 1,3 1,2 0,80 0,70 0,60 0,41 0,28 1,5 1,0 0,90 0,75 0,49 0,36
* Одной или нескольких одновременно устанавливаемых деталей.
Примечание. В случаях выполнения работы со снятием детали (весом до 5 кг) со станка для измерений, производимых в процессе шлифования, к табличному времени следует добавлять приведенное ниже время на снятие и последующую установку детали.
Время на снятие детали для измерения
Содержание работы Допуск на измеряемый размер в мм
0,02 | 0,03 | 0,05 |св. 0,05
Время в мин
Включить магнит, снять деталь со стола, протереть стол, установить деталь, включить магнит (с учетом количества промеров) 0,65 0,55 0,38 0,28
137
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Плоскошлифовальные станки с вертикальным шпинделем и круглым столом
КАРТА 11
I. Время на обслуживание рабочего места
Группа станков
I II
Диаметр стола в мм до 900 1500
Процент от оперативного времени 3,5 4,5
П. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
Xs позиции Способ установки детали Группа станков
I | II
Диа ст< в м: метр зла и до
900 | | 1500
Время в мин
1 На магнитном столе 8,0 9,0
Б. На дополнительные приемы
2 Установить на магнитном столе специальное приспособ- 1,5 2,0
ление и снять его
3 Установить и снять его шлифовальный круг 7,5 9,5
4 Править шлифовальный круг после его смены (предварительно) 2,0 2,5
5 Настроить приспособление для автоматического измерения в процессе шлифования 10 10
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
6
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
7
138
Плоскошлифовальные станки
с горизонтальным шпинделем
и круглым столом
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ
КАРТА 52
S Характер обработки Измерительный измерения Группа станков
I 1 II
Диаметр стола в мм до
400 | 750
§ инструмент из Измеряемый размер
СП Q в мм до
С X s ЕГ ? О ’ 50 | 100| 100 | 50 | Юо| wo
Н 05 Время в мин
1 Шлифование поверхности — 0,16 0,20
без измерения* г
21 Шлифование поверхности 0,02 1,1 1,35 — 1,2 1,5 —
ЗА с измерением* Универ- 0,03 0,951,2 1,6 1,05 1,3 1,7
4* сальные 0,05 0,700,80 1,0 0,75 0,901,1
5! мн 'W* многомер- 0,07 0,55 0,70 0,850,60 0,75 0,95
61 ные 0,10 0,42 0,55 0,700,48 0,60 0,80
7 0,15 0,290,37 0,44 0,34 0,420,50
8 0,02 0,85 1,05 - 0,95 1,15 —
9 । I ]—г 1—I—п 0,03 0,750,95 1,2 0,85 1,051,3
10 Калибры 0,05 0,50 0,60 0,800,60 0,700,90
И Г J и шаблоны 0,07 0,43 0,50 0,700,50 0,600,80
12 0,10 0,34 0,43 0,600,40 0,50 0,65
13 0,15 0,25 0,30 0,37 0,30 0,360,43
14 0,20 0,18Ю,20 0,27 0,22 0,24 0,32
15 Шлифование деталей типа — 0,02- 0,10 ~ - 0,12 —. —
колец кругом, установ- 0,05
ленным на размер, без
измерения (по одной
детали на столе)
* Одной или нескольких одновременно устанавливаемых деталей.
Примечание. В случаях выполнения работы со снятием детали (весом до 5 кг) со станка для измерений, производимых в процессе шлифования, к табличному времени следует добавлять приведенное ниже время на снятие и последующую установку детали.
Время на снятие детали для измерения
Содержание работы Допуск на измеряемый размер в мм
0,02 ) 0,03 | 0,05 |св. 0,05
Время в мин
Выключить магнит, снять деталь со стола, протереть стол, установить деталь, включить магнит с учетом количества промеров) 0,65 0,55 0,38 0,28
139
Плоскошлифовальные станки
с горизонтальным шпинделем
и круглым столом
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
КАРТА 53
L Время на обслуживание рабочего места
Группа станков
'
Диаметр стола в мм до 400 750
Процент от оперативного времени 6,0 7,0
II. Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Группа станков I 1 II Диаметр стола в мм до 400 | 750 Время в мин
1 На магнитном столе 7,0 &,0
Б. На дополнительные приемы
2 Установить на магнитном столе специальное приспособление и снять его 1,5 2,0
3 Установить и снять шлифовальный круг 5,0 6,0
4 Править шлифовальный круг после его смены (предварительно) 2,0 2,5
5 Повернуть стол на угол с возвратом в первоначальное положение 5,0 5,0
6 Настроить приспособление для автоматического измерения в процессе шлифования 10,0 10,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
7 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 7
ИО
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ Бесцентровошлифовальные станки
ПОВЕРХНОСТИ КАРТА 54
1. Время на установку и снятие детали
№ позиции Характер обработки. Способ установки детали Длина детали в мм до Диаметр детали в мм до
10 | 20 1 35 | 50 | 100 | св. 100
Время в мин _
1 2 3 4 С продольной подачей па проход установить деталь в лоток 50 0,020 0,025 0,035 0,040 0,05 0,06
установить деталь па опорный нож 50 100 300 и более 0,020 0,025 0,03 0,025 0,030 0,035 0,035 0,045 0,05 0,045 0,055 0,065 0,06 0,07 0,085 0,07 0,08 0,10
5 6 С радиальной подачей в упор , установить деталь на опорный нож — 0,03 0,01 0,05 0,06 0,08 0,1
установить деталь па опорный нож и снять се — 0,05 0,06 0,07 0,08 0,10 0,12
2. Время на обработку поверхности
№ позиции Содержание работы Характер обработки Процент о г основного времени
7 Внешний осмотр и измерение шлифуемой поверхности в процессе работы, укладка деталей в тару, перемещение деталей с тарой Работа с продольной подачей 3,5
8 Работа с радиальной подачей 5,0
Примечание, Когда время на установку детали для работы с продольной подачей (поз. 1—4), не превышает основного (технологического) времени, оно считается перекрываемым машинным временем и в норму штучного времени не включается.
Время на установку и снятие детали при работе в упор (поз. 5—6) является неперекрызаемыч и уч итывается при ± расчете нормы штучного времени па каждую деталь.
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Бесцентровошлифовальные станки
КАРТА 55
А -- - _ — - _ - _ - имни г —j ТТТ_^_1ЖЛ___1
L Время на обслуживание рабочего места
Процент от оперативного времени
Работа с продольной подачей
Работа с радиальной подачей
8
13
П. Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ позиции
Характер обработки
Время в мин
1
2
3
Шлифование с продольной подачей
13
без ограничения длины
Шлифование с радиальной подачей
с установкой продольного упора с установкой упора и выталкива-
теля детали
15
20
Б. На дополнительные приемы
№ позиции
Наименование приемов
Время в мин
Установить и снять, подвести или отвести лоток
Установить и снять шлифующий или ведущий круг Изменение наладочных размеров, режимов резания пробная обработка для каждого следующего прохода одной операции
8 ! Править шлифовальный круг после его смены
9 I (предварительно)
по цилиндрической поверхности по торцу, по радиусу
В. На пробную обработку деталей
№ позиции
Характер обработки
Диаметр детали в мм до
Допуск на обработку в мм ^)То15 I 0^05 рЗв. 0,05
Время в мин
10
11
12
Шлифование с продольной подачей
Шлифование с радиальной подачей
3^0
2,5
Г. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
142
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Хонинговальные станки.
КАРТА 56
Г. Вспомогательное время, связанное с обработкой поверхности
Характер обработки Измерительный
* н 1 инструмент
Точность измерения
~:s
Длина обрабатываемого отверстия в мм до
500 св. 500
Время в мин
2 Обработка отверстия
3 без измерения
Нутрометр индикаторный
1-й класс
100 200
300
50
100
0,14
10
11
Обработка отверстия с измерением
2-й класс
300
50
100
200
300
13
14
16
Пробка пневматическая (солекс)
1-й класс
2-й класс
50 0,85
100 1,2
50
100 0,75
0,70
Калибр-пробка!^ гладкая
50
100
0,70
IL Время на обслуживание рабочего места
18 I Процент от оперативного времени
III» Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции
Й iW
Тип станка
Горизонтально-хонинговальный станок
Вертикально-хонинговальный станок
Способ установки детали В патроне с люнетом
Время в мин
В специальном приспособлении
Б. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
21
Получение инструмента и приспособлений исполнителем pa- j боты до начала и сдача их после окончания обработки партии деталей
143
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Станки для супер-финиша
КАРТА 57
I. Вспомогательное время, связанное с обработкой поверхности
Группа станков
Характер обработки
Способ подвода брусков
Наибольший диаметр устанавливаемого изделия в мм до
200 | 400 |св. 400
Время в мин
Обработка одной или нескольких поверхностей без измерения
Ручной
0,27
Механический
II. Время на обслуживание рабочего места
3 Процент от оперативного времени
7,0
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции
Способ установки детали
Время в мин
В центрах
12,0
Б. Время на.получение инструмента и приспособлений до начала и сдачу их после окончания обработки
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
»" ..- " .—W— . ,! —
Примечание. Время на обработку поверхности в нормативах дано без измерения детали на станке.
Контрольные измерения детали должны производиться во время машинной обработки следующей детали.
Если время на контрольные измерения не может быть перекрыто машинным временем, то следует это время прибавлять ко времени на обработку поверхности. *
144
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ Г
ВРЕМЯ
II И II» 1ft ГД1
Вер тика льно-доводочные (лапинговальные) станки
КАРТА 58
I. Вспомогательное вре мя, связанное с обработкой поверхности
Характер обработки
Диаметр или ширина детали в м<м до
10
16
0-1 40 и ZO более
Длина детали (отношение L : D)
Время в мин (на комплект обрабатываемых деталей)
Обработка цилиндрической поверхности или плоскости без измерения
1-й класс
10
11
14
Обработка u цилиндриче- J®. ской поверхио- cL, сти или пл о с- £ кости с измс-рением £
класс
класс
16
17
18
19
кл асе
20 40 60 100
20 40 60
100
8 12 20 30 50
8 12 20 30 50
о
П> Время на обслуживание рабочего места
20 | Процент от оперативного времени ] 7,0
- I ч _I , _ _ - - / _ _ . _ - - J----' '-- у - - _---3-Г. J J h J_-I I M ~ 1 _t___JV
HL Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ j ~ Z Время
позиции1 Способ установки детали в мин
21 | В сепараторе_______________________________________________| 12
‘ Б. На'получение инструмента и приспособления до начала и сдачу их после окончания обработки
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
145
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ
Токарные многорезцовые и гидроко-пировальные станки
КАРТА 59
Станки
Вручную
Подъемником
Способ установки детали
Вес детали (или детали с оправкой) в кг до
30
50
Время в мин
В центрах или на центральной оправке
0,40
Многорезцовые полуавтоматы, гид-рокопировальные полуавтоматы и станки с программным управлением
В центрах и неподвижном люнете
0,43
0,60
ключом
патроне с креплением
о» м
пневматическим зажимохМ
0,17
1 j
5 Многорезцовые с ручным управлением В центрах или на центровой оправке 0,38 0,44 0,55 0,60 1,9 2,1
6 В центрах и неподвижном люнете 0,50 0,60 0,75 0,80 2,5 2,7
7 В патроне с креплением ключом 0,55 0,70 1,00 1,15 2,7 2,9
8 пневматическим зажимом 0,35 0,43 0,55 0,60 2,1 2,3
Примечание, При установке детали на центровой оправке предусмотрена работа с наличием двух оправок с перекрытием времени на надевание детали на оправку машинным временем. В случае невозможности перекрытия ко времени на операцию прибавлять время, приведенное ниже.
№ позиции Содержание работы Вес детали в кг до
3 8 20 30
Время в мин
9 Установка и снятие детали на центровой оправке под прессом 0,30 0,41 0,60 0,80
10 Установка и снятие детали на центровой оправке с креплением гайкой и быстросъемной шайбой 0,29 0,36 0,55 0,70
°° ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-3 АКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Токарные многорезцовые и гидро-копировальные станки КАРТА 60
L Время на обслуживание рабочего места
Группа станков
I | II
Наибольший диаметр изделия, устанавливаемого над станиной, в мм до 1 400 | св. 400
Процент от оперативного времени при количестве резцов в наладке до 1 5,5 6,5
5 6,5 7,5
12 8,5
Св. 12 8,5 9,5
IL Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Тип наладки Группа станков
I 1 II
Наибольший диаметр изделия, устанавливаемого над станиной, в мм
До 400 | Св. 400
Количество резцов, устанавливаемых с точностью обработки<0,2 мм
0!l|2|4|6j8|0|l|2<4|6!8
Время в мнн
1 1 13 18 — — —. — 16 21 — — — —
2 5 17 22 27 — — — 21 26 31 — — —
3 8 23 28 33 43 53 —. 28 33 38 48 58 .—
4 Наладка с индивидуальной установкой резцов 10 27 32 37 47 57 67 33 38 43 53 63 73
5 при количестве резцов в наладке до 12 33 38 43 53 63 73 41 46 51 61 71 81
6 15 37 42 47 57 67 .— 46 51 56 66 76
7 20 45 50 55 — — — 56 61 66 —
8 Св. 20 51 — — — — — 63 — — — — —
1 i 1 1 I 1 1 1 1
9 Наладка с установкой сменных рсзцедержа-телей с резцами* одного 15 21
10 двух 19 29
* Время дано с учетом наличия на станже сменных резцедержателей с резцами, предварительно установленными жа размер.
Б. На дополнительные приемы
№ позиции Наименование приемов Группа станков I j II Наибольший диаметр изделия, устанавливаемого над станиной, в мм До 400 I Св. 400 Время в мин
11 Сменить приспособление для закрепления детали (патрон, центра, специальное приспособление) 4 5
12 j Установить и снядь копир с регулировкой 4 1 5
13 Установить и снять дюнет с регулированием кулачков 3 4
14 сырые Расточить кулачки самоцентрирующего патрона - - 5 —
15 закаленные 7 8
16 1 | Настроить гидрокопироцальпый суппорт с регулировкой размеров 7 ! 1 8
17 j ! Установить и снять копир гидрокопировального суппорта 3 | 4
* Время дано с учетом наличия на станке сменных резцедержателей с резцами, предварительно установленными на размер.
18 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 10
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Резьботокарные, полуавтоматы для коротких резьб
КАРТА 61
I. Вспомогательное время на операцию
№ позиции /\ Способ установки детали Еь Вес детали (или детали с оправ-кой) в кг до
1 1 3 1 8
Время в мин
1 В центрах 0,20 0,22 0,28
2 3 На центровой оправке креплением гайкой с надеванием детали на оправку 0,37 0,45 0,60
с деталью, предварительно надетой на оправку 0,20 0,22 0,28
4 5 На концевой оправке с креплением гайкой с быстросъемной шайбой 0,27 0,34 0,50
пневматическим зажимом 0,19 0,25 0,37
6 7 В патроне с креплением ключом пневматическим зажимом 0,25 0,13 0,35 0,17, 0,50 0,25
II. Время на обслуживание рабочего места
8 Процент от оперативного времени
4,0
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
9 1 В центрах, на оправке, в патроне 1 24,0
Б. Па пробную обработку деталей
10 Оперативное время на изготовление детали в мин ло 0,5 1,0 2,0 3,0
Время на пробную обработку детали в мин 2,0 3,0 5,0 6,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
11
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
7,0
150
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Токарные резьбонарезные станки с вращающимися резцовыми головками (для вихревого нарезания)
КАРТА 62
Способ установки детали
I. Вспомогательное время на операцию
Вручную Подъемником
Вес детали (или детали с оправкой) в кг до
1 | 3 1 8 ! 20 1 30 | 30 1 50
Время в мии
1^0) СО В центрах Длина обработки в мм до 100 1000 Св. 1000 0,40 0,44 0,50 0,65 0,90 0,80 1,05 0,85 1,1 2,1 2,4 2,3 2,6
4 На центровой оправке 0,40 0,44 0,50 1 - — —
5 6 На концевой оправке с креплением гайкой с шайбой пневматическим зажимом 0,47 0,39 0,55 0,47 0,70 0,60 — — — —
7 8 В патроне с креплением КЛЮЧОхМ пневматическим зажимОхМ 0,45 0,33 0,55 0,39 0,75 0,48 1,0 0,60 —. — —
II. Время на обслуживание рабочего места
9 | Процент от оперативного времени | 4,0
IIL Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Нарезаемая резьба Количество резцов в наладке Время в мин
10 11 В центрах, в оправке, в патроне наружная внутренняя 4 1 15 11
Б. На пробную обработку деталей
| Оперативное время на изготовление детали 1 в мин до 0,5 1,0 2,0 3,0
12 | Время на пробную обработку детали в мин 2,0 3,0 5,0 6,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
13
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
7,0
151
й ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ
Зубофрезерные станка
КАРТА 63
| № позиции! Станки Способ установки детали Вид подачи Число । проходов । Длина обработки в мм ДО Вручную | Подъемником
Вес детали в кг до
11 1 3 1 8 1 1 20 | 30 1 30 | 80 | 120| 200| 300
Время в мин
1 2 С полуавтоматическим циклом На оправке с креплением гайкой — — — 0,37 0,50 0,70 1,0 1,3 3,0 3,3 3,6 3,8 4,0
В центрах — — — 0,19 0,22 0,31 0,43 0,50 1,8 2,1 2,3 2,5 2,7
3 4 5 6 7 8 9 10 С ручным управлением На оправке с креплением гайкой без выверки Вдоль оси колеса 1 100 Св. 100 0,75 0,90 0,85 1,00 1,05 1,20 1,35 1,50 1,65 1,80 3,4 3,5 3,7 3,8 4,0 4,1 4,2 4,3 4,4 4,5
2 100 Св. 100 — — 1,9 2,2 2,2 2,5 2,5 2,8 4,2 4,5 4,5 4,8 4,8 5,1 5,0 5,3 5,2 5,5
Радиальная 1 - |0,б5 0,80 1,00 1,3 1,6 |3,3 3,6 3,9 4,1 4,3
Тангенциальная 1 2 — 1,10 1,3 1,9 1,6 2,2 1,9 2,5 3,6 4,2 3,9 4,5 4,2 4,8 4,4 5,0 4,6 5,2
с совмещением профиля детали и инструмента Вдоль оси колеса 1 — —, — 1,35 1,7 2,1 3,9 4,2 4,5 4,7 4,9
1 | [ । । 1 1
11 При установке на оправке нескольких деталей добавлять на каждую последующую — — 0,16 0,18 0,26 0,35 — — — — — —
12 13 14 15 На оправке с подставками с выверкой по индикатору Вдоль оси колеса 1 100 Св. 100 — 2,5 j 3,1 2,6 | 3,2 3,7 3,8 6,3 6,4 7,7 7,8 8,7 8,8 9,7 9,8 11 >1 11,2
2 100 Св. 100 — — 3,3 3,6 3,9 4,2 4,5 4,8 7,1 7,4 8,5 8,9 9,5 9,8 10,5 10,8 11,9 12,2
16 Радиальная 1 1 ~~ — — 3,0 3,6 6,2 7,6 8,6 9,6 11,0
17 Тангенциальная 1 — — — 2,7 3,3 3,9 6,5 7,9 8,9 9,9 11,3
18 2 — — — __ 3,9 4,5 7,1 8,5 9,5 10,5 11,9
19 20 21 22 На подставках с выверкой по индикатору Вдоль оси колеса 1 100 Св. 100 — — — 3,8 3,9 4,4 4,5 7,0 7,1 8,4 8,5 9,4 9,5 10,4 10,5 11,8 11,9
2 100 Св. 100 — — — 4,6 4,9 5,2 5,5 7,8 8,1 9,2 9,5 10,2 10,5 11,2 11,5 12,6 12,9
23 24 25 Радиальная 1 — — — — 3,7 4,3 6,9 8,3 9,3 10,3 11,7
Тангенциальная 1 2 — — — — 4,0 4,6 4,6 5,2 7,2 7,8 8,6 9,2 9,6 10,2 10,6 11,2 12,0 12,6
26 27 В центрах Вдоль оси колеса 1 2 100 Св. 100 — — 0,70 1,50 0,80 1,60 0,85 1,65 2,1 2,9 2,4 3,2 2,6 3,4 2,9 3,6 3,0 3,8
Примечания: 1. При установке детали на оправке с поджатием центром (хоботом) приведенное в таблице время в поз. 1—10 увеличивать на 0,10 мин.
2. При обработке на станке 5Б32 с подачей вдоль оси колеса табличное время на один проход уменьшить на gj 0,2 мин при длине обработки до 100 мм и на 0,4 мин при длине 100 мм.
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Зубофрезерные станки
КАРТА 64
L Время на обслуживание рабочего места
Группа станков
I 1 II 1 III
Наибольший нарезаемый модуль в мм до .... | 6 | 12 [ 25
Процент от оперативного времени..............| 4,0 | 4,5 | 4,5
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Группа станков
I 1 II 1 III
Наибольший нарезаемый модуль в мм до
6 | 12 | 25
Время в мин
1 На оправке, в центрах 24 | 30 | 34
2 На оправке с подставками, на подставках 32 | 40 j 47
Б. На дополнительные приемы
3 При настройке станка для обработки зубчатых колес с косым зубом 3,0 3,5 4,0
4 5 При настройке станка для обработки колес с косым зубом р>30° при разноименном наклоне зубьев нарезаемого колеса и фрезы без снятия маховика 2,0 2,0 3,0
со снятием маховика 5,0 6,0 —
6 При настройке станка для обработки червячных колес с тангенциальной подачей 4,0 5,0 —•
7 Вывернуть оправку для детали на станке по индикатору! 3,0 5,0 —
В. На пробную обработку деталей
S S Нарезаемый мод}гль в мм до
►и Число зубьев
6 нарезаемого 3 5 8 12 16 Св. 16
с колеса
g Время в мин
8 20 1,5 2,0 3,0 3,5 4,0 5,0
9 40 2,0 2,5 4,5 5,0 6,0 8,5
10 80 2/5 3,5 7,0 8,0 10 15
Г. На получение инструмента и приспособлений до начала и сдачу их после окончания работы
11 I Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обра-| ботки партии деталей
7,0
154
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Зубодолбежные станки
КАРТА 66
I. Время на обслуживание рабочего места
Группа станков
__________________________________________________________* I п
Наибольший нарезаемый модуль в мм до............... .| 6 | 12
Процент от оперативного времени.......................| 4 | 4Л5
II. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
| № позиции Способ установки детали Группа станков I 1 II Наибольший нарезаемый модуль в мм до 6 | 12 Время в мин
1 На оправке в патроне 24 28
2 В центрирующем приспособлении для колес с внутренним зацеплением 26 31
Б. На дополнительные приемы
3 .Установить и снять направляющие буксы для обработки зубчатых колес с косым зубом 5 6
В. На пробную обработку деталей
। № позиции Содержание работы Нарезаемый модуль в мм до
3 1 5 1 8 1 12
Время в мин
4 Обработка нескольких зубьев, измерение, установка размера обработки 2,5 6 12 15
Г. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
156
"ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Зубошеванговальные станки
КАРТА 67
J. Вспомогательное время на операцию
S Вручную Подъемником
Станки Способ установки детали Вес детали (или детали с оправкой) в кг до
о Е 11 131 81 ; 20 1 30 , | 30 | 80
'Л Время в мин
1 С полуавтоматическим циклом w сЗ Ом с деталью, предварительно надетой на оправку (работа с двумя оправками), в центрах 0,13 0,16 0,24 0,35 0,42 1,7 1,9
2 ° Е cq а с надеванием детали на оправку (работа с одной оправкой) 0,37 0,46 0,65 0,95 1,2 2,4 2,7
3 с руч-ным управлением о S’ X -1 Q О «а с деталью, предварительно надетой на оправку (работа с двумя оправками), в центрах 0,25 0,28 0,36 0,47 0,55 1,8 2,0
4 X с надеванием детали на оправку (работа с одной оправкой) 0,49 0,60 0,75 1,05 1,25 2,5 2,8
II. Время на обслуживание рабочего места
5 I Процент от оперативного времени
4,0
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
6 В центрах на оправке । 1 13
__________________Б. На пробную обработку деталей_____________________
| Оперативное время на изготовление детали в мин до | 2 | 5 |Св.5
7 | Время на пробную обработку деталей в мин| 3 j 4 [ 6
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
8 I Получение инструмента и приспособлений исполнителем работы I до начала и сдача их после окончания обработки партии I деталей
5
157
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Зубозакругляющие станки
КАРТА 68
I. Вспомогательное время на операцию
I № позиции 1 Способ установки детали Вес детали в кг до
1 3 8 20 30
Время в мин
1 2 На оправке с креплением пневматическим зажимом гайкой с шайбой 0,29 0,37 0,35 0,44 0,47 0,60 0,65 0,80 0,75 1,10
3 4 На оправке с поддерживающей стойкой с креплением пневматическим зажимом гайкой с шайбой 0,48 0,55 0,55 0,65 0,65 0,80 0,85 1,0 0,95 1,30
5 В центрах |0,23 0,26 0,34 0,45 0,55
II. Время на обслуживание рабочего места
6 | Процент ог оперативного времени| 4,0
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в ми!
7 На оправке, в центрах 13
На получение инструмента, приспособлений до начала и сдачу окончания обработки их после
8 Получение инструмента, приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 5,0
158
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Зубострогальные станка для прямозубых конических колес
КАРТА 69
I. Вспомогательное время на операцию
№ по- | зиции Способ установки детали Вес детали в кг до
1 ) 3 1 8 I 20 I 30
Время в мин
1 2 На оправке с креплением гайкой с шайбой пневматическим зажимом без выверки 0,41 0,33 0,48 0,39 0,65 0,50 0,85 0,70 1,15 О,8о
3 4 гайкой с шайбой пневматическим зажимом с совмещением профиля детали и инструмента 0,65 0,60 0,75 0,65 0,95 0,80 1,2511,60 1,10|1,25
оо | Oi СЛ1 В цанговом патроне с креплением маховичком или ключом пневматическим зажимом без выверки 0,31 0,27 0,33 0,30 — — j
маховичком или ключом пневматическим зажимом с совмещением профиля детали и инструмента 0,55 0,50 0,60 0,55 — —
9 При черновой обработке в два прохода, на второй проход добавлять 0,26
II. Время на обслуживание рабочего места
Группа станков
I 11 1 III
Наибольший нарезаемый модуль в мм до 6 10 1 16
10 j Процент от оперативного времени 4,5 5,0 | I 5,5
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Группа станков
I 1 II 1 ин
Наибольший нарезаемый модуль в мм до
6 1 10 1 16
Время в мин
11 | На оправке или в патроне 34 | 40 | 45
Б. На пробную обработку деталей
Нарезаемый модуль в мм до ] 3 | 5 | 8 | 12 1 18
12 | Время в мин j 1.5 | 7 | 9 | 10 1 12
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
13 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 7,0
159
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Зубофрезерные станки для чернового нарезания прямозубых конических колес оасковой фрезой
КАРТА 10
I. Вспомогательное время на операцию
позиции Способ установки детали Количество шпинделей (устанавливаемых Вес детали в кг до
1 3 8 20 30
2 деталей) Время е & мин
1 1 0,27 0,34 ! 0,50 0,70 1,0
2 быстро- 2 0,47 0,60 0,85 1,25 1,75
3 съемной 3 0,65 0,85 1,25 1,75 2,5
4 гайкой с 4 0,90 1,10 1,65 — —
5 шайбой 1 0,38 0,50 0,70 1,0 1,3
6 На простой 2 0,65 0,85 1,25 1,75 2,3
7 8 концевой оправке с 3 4 0,95 1,25 1,25 1,65 1,75 2,3 2,5 3,2
9 креплением 1 0,19 0,25 0,37 0,55 0,65
10 пневматическим 2 0,33 0,44 0,65 0,95 1,15
11 зажимом 3 0,48 0,60 0,90 1,40 1,65
12 4 0,65 0,80 1,20 — —
ia маховичком через 1 0,26 0,32 0,45 — —
шпиндель
14 В цанговом пневматическим 1 0,13 0,16 0,21 — —
15 патроне зажимом 0,20 0,25
с крепле- маховичком через 1 0,17 — —
нием шпиндель
И. Время на обслуживание рабочего места 16 | Процент от оперативного времени | 4,0 III. Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
17 На оправке или в патроне 26
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
18 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 7
160
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Зуборезные станки для конических колес с криволинейным зубом
КАРТА 11
L Вспомогательное время на операцию
№ позиции Способ установки детали Вес детали в кг до
1 1 3 1 8 1 20 1 30
Время в мин
1 2 3 4 5 6 На оправке с креплением гайкой с шайбой быстросъемной простой без выверки 0,27 0,38 0,19 0,34 0,45 0,26 0,34 0,50 0,25 0,42 0,60 0,33 0,50 0,70 0,37 0,60 0,80 0,47 0,70 1,0 0,55 0,80 1,1 0,65 1,0 1,3 0,65 1,10 1,4 0,75
пневматическим зажимом
гайкой с шайбой быстросъемной простой с совмещением профиля детали и инструмента
пневматическим зажимом
1_ В цанговом патроне с креплением пневматическим зажимом 1 0,13 0,16 1 0,21 | — —
8 маховичком через шпиндель 1 0,17 0,20 1 0,25 | —
II. Время на обслуживание рабочего места
9 | Процент от оперативного времени | 4,5
III. Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Группа станков
1 1 11
Наибольший нарезаемый модуль в мм
8 | 15
Время в мин
10 ) На оправке или в цанговом патроне 45 | 60
Б. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
11 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 7,0
161
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Шлицефрезерные станки
КАРТА 12
I. Вспомогательное время на операцию
№ позиции Способ установки детали Длина обработки в мм до Все детали в кг до
3 1 8 | 20 I 30
Время в мип
1 2 3 4 В центрах без выверки 300 Св. 300 0,41 0,50 0,50 0,60 0,60 0,70 0,70 0,80
с совмещением профиля детали и инструмента 300 Св. 300 0,65 0,75 0,80 0,90 1,00 1,10 1,10 1,20
5 6 В цанговом патроне с поджатием центром без выверки 300 Св. 300 0,44 0,55 0,55 0,65 0,80 0,80 —
7 8 с совмещением профиля детали и инструмента 300 Св. 300 0,70 0,80 0,35 0,95 1,10 1,20 —
И. Время на обслуживание рабочего места
9 | Процент от оперативного времени_______________________| 4,0
Ш. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции |_____________Способ установки детали_____________[время в мин
10 ( В центрах, в патроне с центром | 23
Б. На пробную обработку деталей
Xs позиции Содержание работы Число шлиц шлицевого валика Диаметр фрезы в мм до
80 | [ 100 | 140
Время в мин
11 12 13 14 Пробная обработка шлиц 6 10 15 20 2,0 2,0 2,5 2,5 2,5 3,0 3,5 4,0 3,0 4,0 5,0 6,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
15 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 7,0
162
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ
Резьбофрезерные станки, работающие гребенчатой фразой
КАРТА 73
№ позиции i Станки Способ установки детали Вид нарезаемой резьбы Вес детали (или детали с оправ-кой) в кг до
1 1 з 1 8 1 Св. 8
Время в мип
1 2 С полуавтоматические циклом В само центрирующем патроне с креплением ключом ~~ 0,25 0,35|0,50| 0,65
пневматиче- ским зажимом : — 0,13 0,17 0,25 0,30
3 4 В цанговом патроне с крепленнем маховичком - j0,17)0,20 -) ——•
пнезматиче- | ским зажимом । — 0,13 0,16 — —
5~ 6 В цанговом патроне с центром и креплением маховичком 0,30 0,39 0,45
пневматическим зажимом — — 0,25 0,33 0,39
7 В центрах или на центровой оправке — 0,1з' 0,16 0,24 0,29
8 С ручным управлением В самоцеи-трирующем патроне с креплением ключом Наружная 0,36 0,46 0,60 0,75
9 Внутренняя 0,47(0,55(0,70 0,85
10 11 пневматическим зажимом 11а руж ная |0,24[0,2810,36 0,41
Внутренняя|о,35-О,39|о,47 0,50
12 13 В цанговом патроне с креплением маховичком Наружная |0,28|0,31| —* | Внутренняя)0,39|0,42| — 1 - 1 -
14 15 пневматическим зажимом Наружная |0,24)0,27] 1 -
Внутренняя (0,35)0,38 —
16 В цанговом патроне с центром и креплением маховичком Наружная - 1о,41 0,50 0,55
17 пневматическим зажимом —• 0,36 0,44 0,50
18 В центрах или на центровой оправке 0,24 0,27 0,35 0,40
Примечания: 1. При установке детали в центр ix или на центровой оправке предусмотрена работа с наличием двух хомутиков пли двух оправок с перекрытием времени па надевание хомутика или детали на оправку машинным временем.
2. При установке детали в патроне с выдерживанием длины по шаблону ко времени на операцию следует добавлять время на измерение в размере 0.0G мни.
163
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Резьбофрезерные станки, работающие гребенчатой фрезой
КАРТА 14
L Время на обслуживание рабочего места
Процент от оперативного времени 4,0
IL Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
1 В патроне, патроне с центром, в центрах 19
Б. На дополнительные приемы
2 Установить и снять приспособление для внутреннего фрезерования резьбы . . . 8
В. На пробную обработку деталей
Оперативное время на изготовление детали в мин до 1 3 5
3 Время на пробную обработку детали в мин 3 4 5
Г. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей ..............................
164
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Резьбофрезерные станки, работающие дисковой фрезой
КАРТА 75
I. Вспомогательное время на операцию
Способ установки деталей
В центрах или на центровой оправке
В самоцентрирующем патроне с поджатием центром
В цанговом патроне с поджатием центром
Длина обработки в мм Вручную Подъемником
Вес детали (или детали с оправкой) в кг до
до 3 1 8 1 20 | 30 | 30 | 50
Время в мин
500 1000 св. 1000 0,50 0,60 0,70 0,70 0,80 1,00 0,90 2,2 1,05| 2,4 2,4 2,6
500 1000 св.1000 0,75 0,90 1,05 1,20 1,35 1,50 1,401 - 1,50 3,3 1,6513,5 3.5
500 1000 св. 1000 0,55 0,65 0,75 0,80 0,90 1,10 — — 1 —
II. Время на обслуживание рабочего места
10 | Процент от оперативного времени| 4,0
III. Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
11 В центрах, в патроне с центром без люнета 16
12 с люнегом 18,5
Б. На пробную обработку деталей
№ позиции 11арезаемая резьба в мм до диаметр 40 | 80 | Св. 80
шаг 4 | 8 | 6 | 12 | 10 | 16
13 j | Время в мин 1,0 | 1,5 ) 2,0 | 3,0 | 3,5 | 5,0
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
14 Получение инструмента и приспособлений исполнителем работы до 7,0 начала и сд4ча их после окончания обработки партии деталей )
165
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОП) ДНЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ЭДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Резъбонакс тные полуавтоматы, ' работающие круглыми роликами ...... j _________________-
КАРТА 16
L Вспомогательное время на операцию
№ позиции Способ установки детали Способ подачи роликов Длина детали в мм до Диаметр резьбы в мм до
8 ! 12 16 ! 20 1 I 24 | 30
Время б мин
1 На направляющем ноже Ручной 100 0,045 0,050 0,055 0,060 0,065 0,070
2 500 0,050 0.055 0,060 0,065 0,070 0,080
3 Св. 500 .— । । ! 0,065 0,070 0,080 0,090
4 Автоматический — 0,030 0,030 0,032 0,035 0,035 0,040
И. Время на обслуживание рабочего места
5
Процент от оперативного времени
4,0
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
6 На направляющем ноже со сменой резьбоканатных роликов 17,0
7 без смены резьбонакатных роликов 7,0
Б. На дополнительные приемы
8 Установить и снять нож 4,0
В. На пробную обработку деталей
9 Класс точности нарезаемой резьбы 3 2
Диаметр нарезаемой резьбы в мм до 10 20 Св. 20 10 20 Св. 20
Время в мин 3,0 3,5 4,0 3,5 4,0 5,0
Г. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
10
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
5,0
Примечания: 1. Вспомогательное время, приведенное в поз. 4, для работы с автоматической подачей следует считать перекрываемым машинным временем и в норму штучного времени не включать. Значения величин этого времени используются при назначении режима резания и определении числа двойных ходов.
~ 2. При работе на станках с бункерным устройством для подачи детали на направляющий нож вспомогательное
3 время не рассчитывается.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Болторезные станки
КАРТА 77
ЬВспомогательное время на операцию
№ позиции Режущий инструмент Способ установки Длина детали в мм до Диаметр детали в мм до
8 1 161 i 24 | 36 | | 52
Время в мин
1 2 3 4 5 6 Плашки к резьбонарезным самооткрываю-щимся головкам В тисках с винтовым зажимом 200 0,12|0,13 0,14)0,15) 0,16
500 0,14|0,17 0,20)0,22) 0,24
Св. 500 — |0,27 0,31)0,34] 0,41
с пневматическим зажимом 200 0,0910,10)0,11)0,12) 0,13
500 0,12)0,14(0,1 б[0,18] 0,20
Св. 500 - |0,24|0,27|0,30| 0,36
7 8 9 10 11 12 13 Плашки круглые В тисках с винтовым зажимом 200 0,16)0,17|0,18)0,19) 0,20
500 0,18|0,21|0,24[0,26) 0,28
Св. 500 — 0,31)0,35)0,38) 0,45
с пневматическим зажимом 200 0,13 0,14)0,15)0,16) 0,17
500 0,16 0,18 0,20)0,22) 0,24
Св. 500 — 0,28 0,31|0,34| 0,40
В гнездовом приспособлении без закрепления 0,12 0,13 0,14| - —
II. Время на обслуживание рабочего места
14 ) Процент от оперативного времени ] | 3,5
III. Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ ПОЗИЦИИ Способ установки детали Режущий инструмент Время в мин
15 16 В тисках или гнездовом приспособлении Плашки к резьбонарезным самоот-крывающимся головкам Плашки круглые 9,0 6,0
Б. На дополнительные приемы наладки станка
17 18 Установить и снять резьбонарезную самооткрывающуюся головку Установить и снять патрон для круглой плашки 2,0 2,0
В. На пробную обработку детали
19 Диаметр нарезаемой резьбы в мм до 10 20 I Св. 20
Время в мин 2,0 3,0 1 4,0
Г. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
20 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 5,0
168
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Шпоночно-фрезерные станки, работающие методом маятниковой подачи
КАРТА 78
I. Вспомогательное время на операцию
№ позиции Способ установки детали Вручную Подъемником
Вес детали в кг до
1 3 8 20 30 30 50
Время в мин
1 В самоцентрирующих призматических тисках 0,30 0,32 0,37 0,47 0,55 1,1 1,2
2 На столе или на призмах с креплением двумя болтами с планками 0,46 0,48 0,60 0,70 0,80 ! 1,4 1,5
II. Время на обслуживание рабочего места
Процент от оперативного времени
Ш. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ ПОЗИЦИИ Способ установки детали Время в мин
4 В тисках или на столе с креплением болтами с планками 12,0
Б. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
5 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания партии деталей 5,0
169
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Горизонтально-протяжные станки для внутреннего протягивания
КАРТА 79
I. Вспомогательное время на операцию
X я Вручную 1 Подъемником
д’ я Вид обработки Способ установки детали и протяжки Число проходов Вес детали в кг до
о с [аме отя: мм , 1 | з 1 5 1 8 1 12 i 20 j 30 | 30 | 50 | 80 j 120 и свыше
2 CL 1=Н С ОС Время е * мин
1 без снятия про- 20 0,24 0,25 0,27 0,29 0,33 0,37 0,41 0,90 1,0 — —
2 40 0,24 0,25 0,27 0,39 0,33 0,37 0,41 0,90 1,0 — 1 —
3 тяжки со стан- 1 80 0,29 0,30 0,32 0,34 0,38 0,42 0,46 0,95 1,05 — i 1 —
4 ка Св. 80 — — 0,37 0,39 0,43 0,47 0,50 1,0 1,1 । I —
5 20 0,27 0,28 0,30 0,32 0,36 0,40 0,44 0,95 1,05
6 1 40 0,30 0,ЗТ 0,33 0,35 0,39 0,43 0,47 1,0 1,1
7 Протягивание со с ня тие*м 80 0,36 0,37 0,39 0,41 0,45 0,49 — — — — I 1
8 20 0,47 0,48 0.50 0.50 0,55 0,60 0,65 1,15 1,25 — —
9 цилиндрических, На подстав- протяжки 2 40 0,50 0*55 0,55 0,60 0,60 0,65 0,70 1,20 1,30
10 многошлицевых и фасонных отверстий ке без креп- со станка вручную 80 0,65 0,70 0,70 0,75 0,80 0,80 — — — —
И ления 20 , 0,65 0,70 0,70 0,75 0,80 0,80 0,85 1,35 1,45 — —
12 3 40 0,70 0,80 0,80 0,80 0,85 0,90 0,95 1,40 1,50 —. И.
13 80 0,95 1,0 1,0 1,0 1,05 1,1 — — —
14 со снятием про- 1 1,0 1,05 1,10 1,1 . .
15 1 с тяжки со стан- 2 Св. 80 1,55 1,85 1,90 1,90 1,95
10 ка подъемни- . ком 3 — 2,70 2,75 2,75 2,80 2,85 — i ~ — — —
Illi 1 1 1 1 1 1
17 без снятия про- 1 40 —- — 0,90 1,05 1,15 2,0 2,1 2,2 2,6
18 тяжки со 80 — 1 I-- 0,95 1,10 1,20 2,1 2,2 2,3 2,7
19 На опорной плите с креплением прижимными планка- станка Св. 80 — — ! — — 1,0 1,15 1,25 2,1 2,2 2,3 2,7
20 21 92 23 со снятием протяжки со стан-•ка вручную 2 3 40 80 40 80 1 II 1 — — 1,2 1,35 1,45 1,65 1,3 1,45 1,55 1,75 1,45 1,60 1,65 1,85 2,3 2,4 2,5 2,7 2,4] 2,5 2,6 3,8 2,5 2,6 2,7 2,9 2,9 3,0 3,1 3,3
од ми со снятием яро- 2 Св. 80 2,5 2,6 2,7 3,6 3,7 3,8 4,2
25 тяжки со станка подъемником 3 — — — — 3,4 3,5 3,6 4,5 j 4,6 4,7 5,1
26 без снятия протяжки со станка первый проход — 0,19 ГО,21 I 1 0,23 | 0,26 | 0,С0 | 0,35 | 0Ц9 I 0,95 1 1,2 1 — 1 -
27 Протягивание На центрирующей последующий проход — 0,11
28 пазов оправке без со снятием протяжки со станка первый проход — 0,23 | 0,25 | 0,27 | 0,30 1 0,34 | 0,39 {0,43 | 1,0 1 1,25| 1 ~ । 1 -
29 крепления последующий проход — 0,15
30“ В центрирую- без снятия протяжки со станка ; порВЫЙ проход — — 1 1 - 1 । ~~ 1 1 - 1 0,85 | 1,0 | 1,05 | 1,95 | 2,1 । 1 2,1 | 2,5
31 Протягивание щем делительном приспособлении с креплением прижимными последующий. проход — 0,11
32 рифлений в пазах со снятием протяжки со станка первый проход — — 1 1 - 1 1 - । । — | 0,90 | 1,05 | 1,10 | 2,0 | ! 2,2 | 1 2,2 | 2,6
33 Последующий — О 15
зГ планками проход
Добавлять при одновременной установке нескольких деталей на каждую последующую свыше одной 0,10 0,12 0,15 0,17 —- — —
35 ко времени на операцию на поворот делительного приспособления на 0,04
1 следующую позицию
IL Время на обслуживание рабочего места
36 } Процент от оперативного времени________________________________________________________________________ 1 3,5
III* Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
37 33 На подставке, опорной плите, оправке, в делительном приспособлении без снятия протяжки 7
со снятием пр о тяжки 12
Б, На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
39 * Получение инструмента и приспособлений исполнителем работы до начала м сдача после окончания обработки партии деталей I 5
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
Вертикально-протяжные станки для наружного протягивания
ВРЕМЯ
КАРТА 80, лист 1
L Вспомогательное время на операцию
№ пози-[ ции Способ установки детали Вес детали в кг до
11 3 1 5 | 8 I 12 I 20 1 30
Время в мин
1 2 3 4 5 6 7 В приспособлении с креплением планкой и гайкой одной двумя 0,25 0,33 0,27 0,35 0,30 0,38 0,37 0,47 0,43 0,55 0,49 0,60 0,6 0,7
винтовым зажимом с помощью ключа одним двумя 0,26 0,35 0,29 0,38 0,31 0,42 0,38 0,49 0,47 0,60 0,55 0,70 0,65 0,85
рукояткой эксцентрикового зажима одной двумя 0,17 0,21 0,20 0,24 0,22 0,26 0,25 0,30 0,30 0,35 0,35 0,41 —
пневматическим зажимом 0,17 0,20 0,22 0,25 0,29 0,34 —
8 9 10 Добавлять ко времени на операцию на последующий проход при многопроходной обработке — 0,13
па поворот делительного приспособления на последую- щую позицию — 0,04
на смену протяжки при работе в несколько проходов •— 0,16
172
Вертикально-протяж-
ные станки для наруж-
ного протягивания
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ
КАРТА *80, лист 2
См. эскиз на стр. 172
II. Время на обслуживание рабочего места
поз. 11 Процент от оперативного времени 4.0
Подготовительно-заключительное время на партию А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
12 В приспособлении без смены зажимного приспособления 10
13 со сменой зажимного приспособления 15
Б. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
Получение инструмента и приспособлений исполнителем до начала и сдача их после окончания обработки партии деталей
173
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ
НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Зубошлифовальные станки
КАРТА 81
I. Вспомогательное время на операцию
JS Вручную Подъемником
£ Способ установки детали Вес детали с оправкой в кг ДО
о с станки 3 j 8 1 20 I 30 1 30 ' 80 | 120 1 300
2 Время В мин
1 Работающие методом обкатки Одним кру-гом На шпиндельной оправке 1,4 1,5 1,8 2,1 3,7 4,3 — __
2 Двумя кругами В центрах или на центровой оправке 1,6 1,7 1,8 1,9 3,2 3,0 4,0 4,5
3 Абразивным ЧСрВЯКОлМ На оправке в центрах с самозажимным поводковым патроном 0,7 0,8 0,9 1,0 2,3 2,7 — —
4 На шпиндельной оправке 1,4 1,5 1,8 2,1 | 1 3,7 | [ 4,3 1 — 1 -
5 Работающие методом । копирования На штырь и упоры с креплением двумя болтами и планками с выверкой по индикатору — 1 - 1 5,0 j 8,0 | 9,5 | 10,5 I 12,0
6 В специальном приспособлении для шлифования внутреннего зуба 1,75 | 2,1 1 2,3 | 2,6 | 4,2 5,8 6,8 | 9,3
7 Добавлять ко времени На одно пробное измерение детали в процессе шлифования 0,6
8 на операцию На последующий проход при многопроходной обработке 0,14
IL Время на обслуживание рабочего места
№ позиции СТАНКИ Процент от оперативного времени
9 Работающие методом обкатки ОднИхМ или двумя кругами 9,0
10 Абразивным червяком 12,0
11 Работающие методом копирования 9,0
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции СТАНКИ Время в мин.
12 13 14 ; Одним дисковым кругом 22
Работающие методом обкатки Двумя тарельчатыми кругами 29
Абразивным червяком 19
15 Работающие методом копирования 18
Б. На дополнительные приемы
16 17 Установить и снять Шлифовальный круг 3
Абразивный червяк 4
18 19 20 Править шлифовальный круг после установки Установить шлифовальный круг под углом Повернуть суппорт на угол для шлифования винтового зуба абразивным червяком 2 2 3
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
21 1 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей 5
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ,
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА И ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Шлицешлифовальные станки
КАРТА 82, лист 1
I. Вспомогательное время на операцию
позиции! Способ установки детали Вес детали в кг до
3 1 8 | ' 20 | 30
2 Время В мин
1 В центрах 0,55 0,65 0,75 | 0,85
2 В цанговом патроне с поджатием центром 0,65 0,70 0,90 | —
3 микрометром 0,22
4 Добавлять ко времени на операцию па одно пробное измерение в процессе шлифования скобой 0,13
5 калибр-кольцом шлицевым 0,30
П. Время на обслуживание рабочего места
6
Процент от оперативного времени
10,0
176
Шмще шлифовальные
станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ,
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА И ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
КАРТА 82, лист 2
См. эскиз на стр. 176
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
позиции Способ установки детали Характер обработки Время в мин
7 Шлифование профиля или дна впадины одним фасонным кругом 22
8 В центрах или в цанговом натроне с поджа-тиехМ центром Шлифование боковых сторон двумя фасонными кругами 24
9 Шлифование боковых сторон и дна впадины двумя плоскими и одним фасонным кругом 27
Б. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
10
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
5,0
177
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ,
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА И ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Резьба шлифовальные
станки
КАРТА 83, лист 1
I. Вспомогательное время на операцию
[ № позиции Станки Способ установки детали Вид затрат времени Вес детали в кг до
1 1 з 1 8
Время в мин
1 2 3 4 5 С ручным управлением В центрах без выверки Па первый проход 0,37 0,40 0,48
с совмещением профиля детали и инструмента 0,50 0,55 0,65
— На каждый последующий проход 0,14
С полуавтоматическим циклом без выверки Па операцию 0,35 0,38 0,46
с совмещением профиля детали и инструмента 0,47 0,50 0,60
6 7 Добавлять ко времени на операцию на одно пробное измерение в процессе шлифования Скобой резьбовой 0,14
Микрометром резьбовым 0,30
П. Время на обслуживание рабочего места
8 Процент о г оперативного времени 10,0
178
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ,
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА И ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Резьб'ошлифовальные
станки
КАРТА 83, лист 2
Ш. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Станки Время в мин
9 В центрах С ручным управлением 21
10 С полуавтоматическим циклом 15
Б. На дополнительные приемы
№ позиции Наименование приемов Время в мин
11 Установить и снять шлифовальный круг 6
12 Править шлифовальный круг после его смены 3
(предварительно)
13 Накатать профиль у многониточного круга 25
14 Настроить механизм затылования резьбы со сме- 7
ной кулачка
15 Проверить профиль на специальном оптическом приборе (в лаборатории) 10
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
16
Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей
5
179
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
Отрезные круглопильные полуавтоматы
КАРТА 84, лист 1
Вспомогательное время на операцию
1 № позиции | Способ установки детали Профиль проката заготовки Сталь Дюралюминий и алюминиевые сплавы
Круг-лы и Квадрат Прямоугольный Труба Фасонный Длина отрезаемой заготовки в мм до
0) 1 ©LIE 200 300 500 1000 Св. 1000 100 200 300 500 1000
Размеры до | Номер прока Время в мин
1 В тисках с винтовым зажимом 50 45 100X20 110x18 120X16 140X14 160X12 200X10 102X6 114X6 133X5 140X5 160X4 11 (сталь) 30 (А1) 7 12 14а 21 0,39 0,43 0,45 0,55 0,70 0,38 0,39 0,41 0,43 0,45
2 В тисках с винтовым 100 90 100X80 110X70 130X60 160X50 200X40 121X28 127X25 146X20 159X18 168X17 180X16 194X14 203X13
зажимом 140X130
150X120 180X45
3 150 160X110 194X38
180X100 203X34 ।
200X90 । 1
4 200 180 200X160 245X50 280X30
18 33 40 0,44 0,50 0,55 0,75 0,85 0,41 0,45 0,49 0,55 0,60
22 60 — 0,50 0,60 0,70 0,95 1,10 0,43 0,49 0,5$ 0,60 0,75
25 — — 0,50 0,65 0,80 1,05 1,30 0,46 0,50 0,65 0,70 0,85
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Отрезные круглопаль-ные полуавтоматы
КАРТА 84, лист 2
1 № позиции Способ установки детали Профиль проката заготовки Сталь Дюралюминий и алюминиевые сплавы
Круг-лый Квадрат Прямоугольный Труба Фасонный Длина отрезаемой заготовки в мм до
См. рис. на стр. 182 200 300 500 1000 Св. 1000 100 200 300 500 1000
Размеры в мм до Номер проката Время в мин
5 6 В тисках с пневматическим зажимом 50 45 100X20 110X18 120X16 140X14 160X12 200X10 102x6 114x6 133X5 140X5 160X4 11 (сталь) 30 (А1) : 7 12 14а 21 0,29 0,33 0,36 0,45 0,60 0,26 0,27 0,29 0,31 0,34
100 90 100X80 110X70 130X60 160X50 200X40 121X28 127X25 146X20 159X18 168X17 180X16 194X14 203X13 18 33 40 0,34 0,40 0,46 0,65 0,75 0,29 0,33 0,37 0,41 0,49
I 1 1 1 1
7 В тисках с пневматическим зажимом 150 130 140X130 150X120 160X110 180X100 200X90 180X45 194X38 203X34 22 6(Ь — 0,40 0,50 0,60 0,85 1,0 0,31 0,37 0,42 0,49 0,65
8 200 180 200X160 245X50 1 280X30 1 25 — — 0,40 0,55 0,70 0,95 1,20 0,34 0,40 0,48 0,55 0,75
9 Дополнительное время па операцию, связанное с установкой хомутика при отрезке заготовок пакетом 1,4 1,4
II. Время на обслуживание рабочего места
10 | Процент от оперативного времени | 5,5
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
11 В тисках 4
Б. На дополнительные приемы
12 Установить и снять тиски 5
13 Установить и снять ниризму тисок 2
14 Сменить дисковую пилу 4
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
15 Получение инструмента и приспособлений исполнителем работы до начала и сдача их после 5
окончания обработки партии деталей
_ Примечание. При резке одновременно несконью ' прутков (работа пакетом) время на операцию устанавли-9? рартс-т пп (ябяритпмч пакета.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО Центровальные станки
МЕСТА И ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ КАРТА 85
I. Вспомогательное время на операцию
пози- Станки Характер обработки S Рч * о н М rrf <D О S о В Длина заготовки в мм до
200 400 600 1000 1500 2000
2 ции S £ s R со га Время в мин
1 С полуавтоматичес- Центрование отверстий 25 0,13 0,140,15 0,16 —
2 60 0,17 0,2210,24 0,3 0,&) 0,7о
3 4 ким циклом Фрезерование торцов и центрование отверстий 100 160 0,24 0,3 0,3 57310,75 ‘1 0^85 0,85 0,95
5 6 С ручным управле- Центрование одного отверстия на одношпин- 25 60 0,20 0,24 0,21|0,22 0,29|0,31 0,23| -0,37|0,75
7 нием дельном или двух от- 100 0,31 0,37| 0,75 V, Ом 0,95 1,05
8 верстий на двухсторон- 160 0,37 578 0,85 0,95 — —
нем станке
II. Время на обслуживание рабочего места
9 I Процент от оперативного времени
3,5
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№ позиции Способ установки детали Время в мин
10 В тисках на центровальных станках с ручным управлением 5,0
11 на фрезерно-центровальном полуавтомате 10,0
Б. На дополнительные приемы
12 Установить поддерживающую стойку на размер обрабатываемой детали 1,5
В. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки
13 Получение инструмента и приспособлений исполнителем работы до начала и сдачи их после окончания обработки партии деталей 5,0
184
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ Измерения КАРТА 86, лист 1
№ позиции Измерительный инструмент Точность измерения Измеряемый размер в мм до
1001 | 3001 ! 500 [1000(2000
Время в мин
1 Линейка АЖ 1 масштаб-ная — 0,07 0,08 0,10 13 0,20
2 Угольник || S — 0,12 0,20 0,30 — —
3
4
5
6
7
8
9
10
11
12
Угломер универсальный
Шаблон или скоба линейная односторонняя
До 5' 0,26 — — —
Св. 5' 0,23 —- — —
0,2—0,5 мм 0,07 0,09 0,11 0,13 0,17
<0,2 мм 0,10 0,13 0,16 0,20 —
0,2—0,5 мм о; 09 0,11 0,14 0,16 —
<0,2 мм 0,12 0,16 0,20 0,25 —
Шаблон фасонный простой zfiPx 0,15—0,25 мм 0,10 0,12 0,15 — —
<0,15 мм 0,14 0,18 0,22 --
Шаблон фасонный сложного профиля 15—0,25 мм 0,13 0,16 0,18 -- —
<0,15 мм 0,25 0,30 0,34 —
13 Шаблон на 0,15-0,25 мм 0,16 0,21 — — —
14 симметрию йь <0,15 мм 0,27 0,32 -— — —
185
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
КАРТА 86, лист 2
Sj п О Измерительный А и <Ь о л Измеряемый размер в мм Длина измеряемой поверхности в мм до
№ п ции инструмент у 2 S 50 1100 | 200 | 300 | 50011000| 150012000
н я = до Время в мин
15 16 17 18 Скоба односторонняя предельная й классы 50 100 200 300 0,05 0,07 0,09 0,11 0,06 0,08 ^0,10 0,12 • 0,08 0,10 • 0,12 ! 0,14 10,10 10,11 ! 0,14 0,16 >0,12 0,14 0,16 • 0,17 0,17 0,19 0,21 0,22 0,20 '0,22 0,24 10,25 '0,23 0,26 0,28
19 20 7/ 500 А 0,13 0,21 ; 0,14 0,22 0,16 0,26 • 0,17 • 0,27 0,19 0,30 0,24 0,38 —
21 22 ю 1 800 А Б 0,16 0,26 0,17 0,27 0,19 0,30 0,20 0,32 0,21 0,33 0,26 0,42 —
23 24 1000 А Б 0,18 0,31 0,19 0,32 0,21 0,35 0,22 0,37 0,23 0,38 0,28 0,47 .— __
25 26 27 28 50 100 200 300 0,19 0,12 0,15 0,18 0,10 0,13 0,17 0,20 0,13 0,16 0,20 0,23 0,16 0,19 0,23 0,26 0,20 0,23 0,26 0,29 0,28 0,31 0,35 0,37 0,34 0,37 1,40 0,42 0,39 0,43 0,46
29 30 й классы 500 А Б 0,22 0,35 0,24 0,37 0,27 0,43 0,29 0,47 0,32 0,50 0,40 0,65 — —
31 32 сб 1 CS 800 А Б 0,28 0,45 0,31 0,50 0,33 0,55 0,35 0,55 0,37 0,60 0,48 0,75 —- —
33 34 1000 А Б 0,34 0,55 0,38 0,60 0,40 0,65 0,42 0,65 0,45 0,70 0,55 0,90 — —
35 36 1-й класс 50 100 0,13 0,18 0,15 0,20 0,20 0,24 0,24 0,28 0,30 0,34 — -- —
37 38 Скоба двусторонняя предельная 4-5-й классы 50 100 0,08 0,09 0,10 0,12 0,12 0,13 0,13 0,14 0,14 0,15 0,19 0,21 0,22 0,24
39 40 Л) 2-3-й классы 50 ' 100 i 0,14 0,16 0,16 0,18 0,18 0,20 0,21 0,23' 0,28' 0,32' 0,38 0,42 0,44 0,48 —
41 42 1-й класс 50 - 100 ' 0,21 0,24 0,241 0,27 0,27 0,301 0,32i 0,34i 0,42 0,48 — —
186
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
КАРТА 86, лист 3
Измеряемый размер в мм до
о
«я
Измерительный инструмент
? S S
Длина измеряемой поверхности в мм до
50 1100 12001 300 | 500 11 OOOj 1500|2000
в мин
43 44 45 46 Скоба индикаторная 1 50 100 200 300 0,11 0,14 0,18 0,22 0,12 0,16 0,20 0,24 0,16 0,19 0,24 0,28 0,19 0,23 0,28 0,31 0,24 0,28 0,31 0,35 0,34 0,37 0,42 0,44 0,41 0,45 0,48 0,50 0,47 0,50 0,55
47 48 400 А 0,24 0,38 0,27 0,43 0,30 0,48 0,34 0.55 0,37 0,60 0,46 0,70 0,55 0,90 —
49 50 600 А Б 0,28 0,45 0,31 0,50 0,35 0,55 0,37 0,60 0,40 0,65 0,49 0,80 — —
51 52 0,01 мм 800 А Б 0,31 0,50 0,35 0,55 0,37 0,60 0,40 0,66 0,45 0,75 0,55 0,95 — —
53 54 1000 А Б 0,35 0,55 — — — — — —, —
55 56 1500 А Б 0,40 0,65 — — — — — —
57 58 2000 А Б 0,48 0,75 — — — — — —.
59 60 2500 А Б 0,55 0,90 — — — — — —
61 62 3000 А Б 0,60 0,95 — - — — __ —
63 64 65 Скоба рычажная (пассаметр) 1 IlllllliStfil ‘11 111!»1 II 0,002 мм 50 100 150 0,16 0,20 0,24 0,18 0,23 0,27 0,19 0,24 0,28 0,20 0,25 0,30 0,22 0,28 0,33 0,25 0,31 0,38 — —
66 67 Скоба пневматическая О 0,002 мм 50 100 0,18 0,23 0,24 0,31 0,30 0,39 — — — — —
187
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
КАРТА 86, лист 4
позиции! Измерительный инструмент Точность измерения ^меряе- 1Й размер мм до Длина измеряемой поверхности в мм до
25 | 50 1 100 1 ' 20*
2 22 л S 2 й Время в мин
68 69 Калибр-пробка гладкая 4-5-й 25 50 0,06 0,08 0,07 0,09 0,09 0,11 o.i; о, к
70 двусторонняя классы 100 0,10 0,11 0,13 о,п
71 2—3-й 25 ОДО 0,11 0,14 0,20
72 73 U 8 классы 50 100 0,12 0,15 0.13 0,16 0,16 0,20 0,2: 0,27
74 25 0,18 0,20 0,24 0,31
75 1~И 50 0,20 0,22 0,27 0,3г
76 класс 100 0,27 0,30 0,36 0,4^
77 \ / 4—5-й 100 0,12 0,13 0,16 0,22
78 Калибр г-1 « классы 200 0,16 0,19 0,22 0,30
79 пробка И AfTrt If tl Я СТ 300 0,19 0,21 0,26 0,35
80 Н VI ЮЛ На И (плоская) 2—3-й 100 0,21 0,23 0,29 0,3!
81 классы 200 0,27 0,30 0,37 0,51
82 300 0,32 0,36 0,44 0,6(
83 1 1= L 50 0,12 0,12 0,15 0,2<
Д1 в 1 о 0,002 мм
84 100 0,14 0,14 0J8 0,2-
Пробка пневматическая
85 86 87 88 Калибр плоский для измерения пазов 4-5-й классы 25 50 0,14 0,16
2-3-й классы 25 50 0,20 0,22
89 Пробка-лекало для проверки соосности 4-5-й 50 0,11 0,11 0,14
90 классы 100 0,13 0,13 0,17 —
91 2-3-й 50 0,17 0,17 0,21
92 классы 100 0,20 0,20 0,25 ——
188
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
КАРТА 86, лист 5
Xs позиции | Измерительный инструмент Точность измерения Измеряемый размер в мм до Длина измеряемой поверхности в мм до
25 50 100 200 300 500
Время в мин
Калибр-пробка односторонняя для проверки взаимного положения оси отверстия и торца
93
94
95
25
50
100
0,20
0,25
0,30
96
97
98
99
100
101
Калибр-пробка конусная
По риске с проверкой конусности 1 на качку 25 50 100 0,10 0,11 0,12 0,11 0,11 0,14 0,11 0,13 0,15 — — —
по краске 25 50 100 0,31 0,41 0,60 0,36 0,46 0,65 0,45 0,55 0,75 1 1 1 1 1 1 1 1 i
102
103
104
105
Калибр-пробка шлицевая
2-3-й 25 50 0,10 0,14 0,12 0,16 0,16 0,20 0,25 0,30 — —
классы 75 0,16 0,19 0,24 0,35 — —.
100 0,18 0,22 0,29 0,40 — —
106 107
108
109 ПО
111
Калибр-втулка конусная
112
113
114
115
fdl
Калибр-кольцо шлицевое
По риске с проверкой конусности 1 на качку 25 50 100 0,09 0,11 0,14
ПО | краске 25 50 100 0,30 0,40 0,50
2-3-й классы 25 50 100 200 0,04 0,21 0,29' 0,32 0,17 0,30 0,33 0,35 0,20 0,31 0,23 0,32 0,25 0,35
189
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
КАРТА 86, лист 6
Длина измеряемой по верхи о сти в мм до
р
р
Измерительный инструмент
100 2001 300 500 750 1000
50
S3
Время в мин
0,18
0,19
X S
100
200
300
50 100 200 300
0,30
0,45
0.70
0,70 0,90
116 I Нутромер или штихмас индикаторный
118
119
120
121
122
124
126
127
128
129
130
131
•ТШПТ;
132 I Штихмас микрометрический
133 I
134
135
136
137
138
139
140
141 j Штихмас нераздвижной
143
144
145
146
147
0.46
0.50
А 0.60 0.60
100 200
300 500 750
1000 1500
0,09 0,11 0,12 0,15 0,18 0,20 0,30
0,10 0,11 0,12
0,12 '
0,13
0,17
0,18
190
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерительный инструмент
Длина, из:
50 1001 20г i
171
172
3
м
50 и, зз
173
174
175
176
177
178
179
180
б а 100 О,10с. 0-1310,1а
300 400 0,20 0,22
600 А Б 0,28 ; 0,36 1
800 А Б 0,35 0,45
1000 А Б 0,40 0,50 —
1500 А Б 0,50 0,65 --
2000 А Б 0,60 0,80 — I
2500 А Б 0,75 1,0 —
3000 А Б 0,85 1,1 —
50 100 а 0,24 0,27 0,28 0,32 О.ах 0,35 .и, 1
200 Ж 0,30 0,42 — — —
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
№ позиции Измерительный инструмент Точность измерения Измеряемый размер В мм до Длина измеряемой поверхности в мм др
50 100 200 300 500 750 1000
Время в мин
181 182 Штангенглуби] домер |L5S“ г® 0,1 мм 0,02 мм — 0,11 0,12 0,18 0,13 0,20 0,14 0,22 0,18 0,24 —
183 Глубиномер микром метрический 0,01 мм — 0,22 ___ — — — —
184 Глубиномер индикаторны! 5 0,01 мм — 0,07 0,09 0,10 — — — —-
1 1 i | 1
Стен ком ер индикаторный
Индикатор для измерения отклонений от геометрической формы
186
187
188
189
190
191
192
193
194
195
196
ОД мм — 0Д2 ' •— — — —
0,01 мм 25 0Д1 0,13 0Д4 ОД (5
50 0,12 0,14 0,15 0,17 0,20 — —
100 0Д2 0Д5 0Д7 0Д9 0,22 — —
200 0,13 0,!6 0,18 0,20 0,23 0,26 —
300 0,17 0,20 0,22 0,24 0,28 0,32 0,35
500 0,22 0,25 0,28 0,30 0,35 0,40 0,44
1000 0,32 0,35 1 0,38 0,40 0,46 0,50 0,60
0,001 мм 25 0,19 0,23
50 0,22 0,27 — — —
100 0,28 0,33 — — — —
1 150 0,35 0/41 • i
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
КАРТА 86, лист 9
С 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 219 213 214 215 216 217 218 219 220 291 222 223 224 225 226 227 Измерительный инструмент Точность 1 измерения 1 Измеряемый Длина измеряемой поверхности в мм до
размер в мм до D S 5 10 15 20 I 30 Bpei 40 ИЯ в 50 мин 60 80 100 150
Калибр-кольцо резьбовое проходное и 2-3-й классы j 10 0,5 1,0 1,5 0,22 0,13 0,09 0,41 0,22 0,15 0,60 0,31 0,22 0,80 0,41 0,29 0,66 0,41 0,80 0,55 1,00 0,65 0,80 III — Н !
20 1.0 1,5 2,0 2,5 0,13 0,10 0,08 0,07 0,23 0,17 0,14 0,11 0,34 0.23 0,18 0,15 0,43 0,30 0,23 0,20 0,65 0,43 0,34 0,27 0,85 0,55 0,43 0,38 1,05 0,70 0,55 0,43 0,85 0,65 0,50 0,85 0,65 1,05 0,85 1,25 1,05
40 G0 1,0 1,5 2,0 2,5 3.0 3,5 4,5 1,0 1,5 2,0 3,0 5,0 5,5 , , , ОО О О ООО 1 ! 1 1 1 ! ~1 NJ О СО О —* СЛ 0,26 0,19 0,15 0,13 0,11 0,10 0,08 0,29 0,22 0,18 0,12 0,36 0,26 0,20 0,17 0,15 0,13 0,11 0,32 0,29 0.23 0,17 0,12 0,48 0,34 0,26 0,22 0,19 0.16 М4 0,55 0,38 0,29 0,22 0,15 0,13 0,70 0,48 0.37 0,30 0,26 0,22 0,18 0,80 0,55 0.42 0,29 0,20 0,18 0,95 0,65 0,48 0,39 0,33 0,29 0,23 1,05 0,70 0,55 0,38 0,25 0,22 1,15 0,80 0,60 0,48 0,40 0,35 0,28 1,30 0,90 0,65 0,46 0,29 0,27 0,90 0,70 0,55 0,45 0,45 0,34 1,05 0,90 0,55 0,34 0,34 0,90 0,75 0,65 0,55 0,43 1,05 0,70 0,41 0,41 1,15 0,90 0,75 0,65 6,50 1,30 0,90 0,55 0,50 1,35 1,15 0,95 0,85 0,75 1,45 1.15 0,75 0,65 1,65 1,20 0,95 0,65
80 1,0 1,5 2,0 3,0 4.0 6^0 1111 --° Сссо 0,33 0,24 0,20 0,13 0,47 0,33 0,26 0,19 0,15 0,60 0,43 0,33 0,24 0,19 0,13 0,90 0,60 0,47 0,33 0,28 0,19 1,15 0,80 0,60 0,43 0,33 0,24 1,40 1,00 0,75 0,50 0,40 0,28 1,15 0,90 0,60 0,50 0,33 1,15 0,80 0,60 0,43 1,40 г, 00 0,75 0,50
100 1,5 2,0 3,0 4,0 5,0 ; । । ' । 2 0,26 0,20 0,15 0,35 0,28 0,20 0,16 0,45 0,35 0,26 0,20 0,15 0,65 0,50 0,35 0,28 0,20 0,85 0,65 0,45 0,35 0,26 1,05 0.80 0,55 0,42 0,31 1,20 0,95 0,65 0,50 0,35 1,20 0,85 0,65 0,45 1,55 1 ,05 0,80 0,55 1.85 1,25 0,95 0,77>
228 229 230 Калибр-кольцо резьбовое непроходное 2-3-й классы 40 0,5-6,0 0,06
60 0,08
100 0,10
Примечание. При измерении по l-му классу точности время по карте применять с коэффициентом 1,2.
191
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
КАРТА 86t лист 10
S Изме- Длина измеряемой поверхности в ММ до
со О Измерительный £ X ряемый размер 5 10 15 20 30 40 50 60 80 100
инструмент 2 2. в мм до
% Й Е- s D S Время в мип
231 10 0,5 0,30 0,55 0,85 1,10
232 233 Калибр-пробка резьбовая двух- 1,0 1,5 0,17 0,13 0,30. 0,22 0,43 0,30 0,55 0,40 0,85 0,55 — — — — —
234 сторонняя 1,0 0,18 0,32 0,45 0,60 0,85 — — — —
235 1,5 0,13 0,23 0,32 0,42 0,60 0,80 1,00 — —, —
236 90 2,0 0,12 0,18 0,25 0,32 0,45 0,60 0,75 — — ,—
237 2.5 0,11 0,15 0,21 0,27 0,38 0,50 0,60 — — —
238 1,0 0,21 0,35 0,50 0,65 0,95 1,20 1,50
239 1,5 0,16 0,26 0,35 0,45 0,65 0,85 1,05 —- — —
240 40 2,0 0,13 0,21 0,28 0,35 0,50 0,65 0,80 — — —
241 2,5 0,12 0,18 0,24 0,29 0,41 0,50 0,65 — __ _—
242 . л 3,0 — 0,16 0,21 0,26 0,35 0,45 0,55 — — —
243 и 3,5 — 0,14 0,19 0,22 0,32 0,39 0,48 — —
244 £ ед 4,5 — 0,13 0,17 0,20 0,27 0,31 0,38 - -- -
245 00 д 1.0 0,23 0,39 0,55 0,70 1,05 1,35 1,65 — , —
246 1,5 0.17 0,29 0,39 0,50 0,70 0,95 1,15 1,35 — —
247 2,0 ). 14 0,23 0,31 0,39 0,55 0,70 0,85 1,05 —
248 w 3,0 — 0,18 0,29 0,27 0,39 0,50 0,60 0,70 — --
249 5,0 — — 0,18 0,20 0,26 0,33 0,39 0,46 — .—
250 5,5 — — 0,18 0,23 0,30 0,36 0,42 — —,
251 1,0 0,26 3,44 0,60 0,80 1,15 1,50 1,80
252 1,5 0,18 3,33 0,44 0,55 0,80 1,05 1,25 1,50 1,95 —
253 80 2/: — М,26 0,34 0,44 0,60 0,80 0,95 1,15 1,5п —
25ч 3,0 — 0,21 0,26 0,31 0,44 0,55 0,65 0,80 1 ,оо —
255 4 , (/ — 1 0,21 0,26 0,35 0,44 0,50 0,60 0,80 -———
256 6,0' > — I — —. 0.21 0,26 0,31 0,37 0,44 0,55 —
2.57 1,5 0р>м 0,35 0,46 0,55 0,80 1,05 1,30 1,55 2,05
258 100 2,0 — 0,28 0,36 0,46 0,65 0,80 1,00 1,20 1,55 1,90
259 3.0 — 0,23 0,28 0,34 0,46 0,55 0,70 0,80 1,05 1,3)
260 4,0 — '* 0,23 0,28 0,37 0,46 0,55 0,65 0,80 1,00
261 о,о — —. — 0,23 0,28 0,31 0,40 0,45 0,55 0,70
При измерении по 1-му классу точности время по карте
Примечание. I применять с коэффициентом 1,2.
195
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
Измерения
КАРТА 86, лист 11
! № позиции Измерительный инструмент Точность измерения Измеряемый размер в мм до Длина измеряемой поверхности в мм дО
25 | 50 | 1001 200] 300
Время в мин
262 263 Скоба резьбовая 25 50 0,09 0,10 0,10 0,12 0,11 0,13 0,13 0,15 0,15 0,16
264 2-3-й 75 0,12 0,14 0,15 0,16 0,18
265 классы 100 0,14 0,16 0,17 0,18 0,20
266 ЭЛ 200 0,16 0,18 0,20 0,25 0,28
267
268
269
270
271
Скоба резьбовая индикаторная
0,01 мм
25 0,18 0,2 0,22 0,26 0,30
50 0,20 0,24 0,26 0,30 0,32
75 0,24 0,28 0,30 0,32 0,36
100 0,28 0,32 0,34 0,36 0,40
200 0,32 0,36 0,40 0,50 0,55
272 273 274 275 276 Микрометр резь .боной 0,01 мм 50 100 150 200 350 0,26 0,29 0,30 0,32 0,35 0,27 0,30 0,34 0,38 0,42 0,28 0,31 0,35 0,39 0,44 0,30 0,32 0,36 0,40 0,45 0,32 0,34 0,37 0,42 0,48
277 278 279 Штанг ш 'ен □ ;зуб' оме{ ) i(iiir'iiilriiiliiiAiiiliu^ 0,02 мм «2—5 10 т св. 10 0,6 0,75 1,0
280
281
282
т=5 0,8
0,02 мм 772=10 1,0
т св.10 1,3
Примечание. При измерении по 1-му классу точности время по карте для позиций 262—266 применять с коэффициенто.м 1,2.
196
Измерения
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ
КАРТА 86, лист 12
Xs позиции Измерительный инструмент Характер измерения Длина измеряемой поверхности в мм до Число измеряемых точек Точность измерения в мм
До 0,05 |о,06-0,15 1 0,16-0,30 Св. 0,30
Время в мин
283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 Щуп Прерывистое измерение величины зазора по прямой и кривой-(в нескольких точках) без определения величины зазора („проходит" или „не проходит) — 1 2 4 6 0,1 0,13 0,18 0,23 0,08 0,10 0,14 0,18 0,05 0,07 0,10 0,13 0,04 0,05 0,10 0,10
с определением величины зазора (подбор определенной пластинки) — 1 2 4 6 0,12 0,16 0,21 0,26 0,09 0,12 0,17 0,21 0,06 0,08 0,11 0,14 0,05 0,06 0,11 0,11
Измерение величины зазора по длине (без отрыва щупа) по прямой без определения величины зазора („проходит" или „не проходит") 120 300 650 — 0,11 0,14 0,18 0,09 0,12 0,16 0,07 0,10 0,12 0,05 0,08 0,10
без определения величины зазора (подбор определенной пластинки) 120 300 650 — 0,22 0,25 0,28 0,19 0,22 0,25 0,16 0,19 0,22 0,12 0,15 0,18
по кривой без определения величины зазора („проходит" или „не проходит") 120 300 650 — 0,18 0,23 0,29 0,14 0,18 0,23 0,10 0,14 0,17 0,08 0,10 0,12
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ Измерения
КАРТА 86, ласт 13
№ позиции Измерительный инструмент Характер измерения Длина измеряемой поверхности в мм ДО Число измеряемых точек Точность измерения в мм
До 0,05 0,06-0,15 0,16-0,30 Св. 0,ЗС>
Время в мин
300 301 302 Щуп Измерение величины зазора по длине (без отрыва щупа) по кривой с определением величины зазора (подбор определенной пластинки) 120 300 650 — 0,29 0,32 0,35 0,23 0,26 0,29 0,20 0,23 0,26 0,15 0,18 0,22
303 304 305 306 Визуальный контроль чистоты поверхности одной плоскости Вес детали в кг до <3 >3 <3 >3 — — 0,08 0,12 0,16 0,20
в нескольких плоскостях
Примечания: Время, приведенное в карте, соответствует следующим условиям работы:
1. Измерение универсальным инструментом производится с установкой его на размер в процессе измерения.
2. При измерении микрометром нескольких поверхностей при разнице в размерах от 10 мм и выше к табличному времени следует добавлять 0/2 мин на установку инструмента.
3, А —измерение деталей жесткой конструкции. 5 — измерение тонкостенных деталей, включая проверку на эллиптичность.
4. При проверке плоскостей измерение линейных размеров производится в одной точке по ширине или высоте без учета длины обрабатываемой детали.
5. При измерении скобками нескольких поверхностей одинаковых размеров одной детали на каждую следующую поверхность табличное время следует применять с коэффициентом 0,6,
6. При измерении в неудобном потожении время по карте следует применять с коэффициентом 1,3.
7. При очистке отверстия от стружки сжатым воздухом для измерения времени по карте следует добавлять 0,05 мин (по необходимости).
8. Время не предусматривает перехода исполнителя. При переходе исполнителя для выполнения контрольных измерений к времени по карте следует добавлять 0,01 мин на каждый шаг (0,7 м) исполнителя.
ПЕРИОДИЧНОСТЬ КОНТРОЛЬНЫХ Измерение
ИЗМЕРЕНИИ ДЕТАЛИ НА ОПЕРАЦИЮ КАРТА 87, лист /
К S в о я Способ достижения размеров обработки
Виды обрабатываемых поверхностей. Характер обработки ность измерь Измеряемый раз в мм до Обеспечивает-1 ся конструктивными размерами режущего инструмента Работа инструментом, установленным на размер Работа с пробными стружками или по лимбу
Точ Периодичн коэс ость промеров — )фициенты
Точение, растачивание, развертывание, наружное шлифование и внутреннее протягивание 4-5-й классы 50 200 Св. 200 0,3 0,4 0,5 0,4 0,5 и,ь 0,8 0,9 1,0
<и 2-3-й классы 50 200 Св. 200 0,4 0,5 0,6 0,5 0,6 0,7 1,0 1,0 1,0
ж и о о Й* 1-й класс 100 1,0 1,0 1,0
л & 4-5-й классы — 0,01 —
Цили Бесцентровое шлифование 2-3-й классы 100 — 0,02 —
1-й класс __ 0,03 —.
Хонингование, суперфиниш 1—2-й классы — 1 —
Цилиндрические и плоскости Лапинговаиие 1—2-й классы — 1 —
0,01 мм 200 | 1 - 1 1 - 1 1 КО
0,05 мм 50 200 Св. 200 — — 0,8 0,9 1,0
Шлифование 0,10 мм 50 200 Св. 200 — —- 0,7 0,8 0,9_
S .0,20 мм 50 200 Св . 200 __ 0,4 0,6 0,8
о о 0,10 мм 50 200 Св. 200 — 0.3 о л 0,5 0,8 0,9 1,0 ,
Фрезерование, строгание 0,20 мм 50 200 Св. 200 0,2 0,3 , 0,4 0,7 0,8 0,9
0,50 мм 50 200 Св. 200 — 0,1 0,2 0,3 0,5 0,6 0,7
Св. 0,50 мм 50 200 Св. 200 0,1 0,1 0,2 0,4 0,5 0,6
200
ПЕРИОДИЧНОСТЬ КОНТРОЛЬНЫХ ИЗМЕРЕНИЙ ДЕТАЛИ НА ОПЕРАЦИЮ
Измерения
КАРТА 87, лист 2
Способ достижения размеров обработки
Виды обрабатываемых поверхностей и характер обработки Станки Точность измерения ьмый размер в мм Обеспечивается конструктивными размерами режущего инструмента Работа инструментом, установленным на размер Работа с пробными стружками или по лимбу
к О. я СП Периодичность промеров — коэффициенты
Предварительная — 3-я степень — 0,3 —
Зубчатое колесо Окончательная — 6-11-я степени 4-5-я сюпени 3-я степень 01—1 =«* j —- 0,1 0,4 L0 —
Токарттые и токарно-револьверные 2-3-й классы 50 Св. 50 0,2 0,3 — 1,0 1,0
1-й класс 50 — — 1,0
Резьба крепежная Сверлильные 2-3-й классы 10 25 50 Св. 59 i 0,01 0,02 0,03 0,04 — —
201
Измерения
ПЕРИОДИЧНОСТЬ КОНТРОЛЬНЫХ ИЗМЕРЕНИЙ ДЕТАЛИ НА ОПЕРАЦИЮ
КАРТА 87, лист 3
I о к Способ достижения размеров обработки
Виды обрабатываемых поверхностей и характер обработки Станки Точность измерения ;мый размер в мм . Обеспечивается конструктивными размерами режущего инструмента Работа инструментом, установленным на размер Работа с пробными стружками или по лимбу
Измеряв Периодичность промеров — коэффициенты
Резьбонакатиые 2—3-й классы 10 25 50 — 0,01 0,02 0,03 1 1 1
I-й класс 10 25 50 — 0,03 0,04 0,05 1 1 1
Резьба крепежная Болторезные и гайконарезные 2-3-й классы 10 25 50 Св. 50 0,01 0,02 0,03 0,04 — N 1 I
Резьбофрезерные —- 100 — 0,02 1
Резьбо-шлифовальные предварительная окончательная 50 50 — 0,33 1,0 —
Примечания: L Периодичность промерок выражена коэффициентами ко времени на контрольные измерения деталей, подвергающихся измерениям.
2. Время, взятое из карты 86, следует умножать на коэффициенты данной карты.
3. Указанная периодичность промеров при обработке плоскостей относится к случаям, когда на столе измеряется одна деталь. При измерении на столе одновременно нескольких деталей промерять следует одну или несколько деталей из общего количества в зависимости от точности обработки.
4. Периодичность промеров для лапингования относится к каждой детали из партии деталей, одновременно устанавливаемых на столе,
202
ВРЕМЯ ПЕРЕРЫВОВ НА ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ КАРГА 88
Характер подачи Вес детали в кг до Машинноручное время в оперативном в % Оперативное время операции в мин до
0,1 0,2 0,5 1,0 выше
Время в о/о от оперативного времени
Ручная 1 20 40 80 7 7 7 б 6 7 5 6 7 4 5 7
5 20 40 80 14ц 7 7 7 6 б 7 |0О СП СЛ
10 20 40 80 <1ИГ|ПЦ 7 1 8 5 6 8
20 и выше 20 40 80 «Ж1.ьЧц 44 оооооо 7 8 9
Механическая । 4 4 4 4
to
<4^*
ПРИЛОЖЕНИЯ
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
_______Резцы_________
ПРИЛОЖЕНИЕ 1, лист 1
С Обработка одним резцом
Тип резцов и характер Угол резца в плайе $ Глубина резания 4-в мм
Способ врезания .. . . 1 2 4 6 8 10 12 16 20
обработки в град Врезание и переС )?Г ?! В ММ
Резцы проходные, подрезные и расточные — 45 60 75 2 2 2 ю юю сгз гГсм 1 6 4 3 8 5 4 И 7 5 13 8 6 15 9 6 18 11 7 24 16 10
90 3-5
Резцы отрезные и прорезные 2—5
2. Многорезцовая обработка
а) Врезание прямое
в) Врезание радиальное
б) Врезание косое
о
сл
Резцы проходные. Поверхность заготовки обработанная или из проката
о X
Прямое, а также косое при свободном резании 45 60 90 to fjb'x&b Си 5 4 2,5 7 6 2,5 9 7 3 11 8 3 13 9 3 10 3 12 3 ——.
Косое при несво-бодном резании ™ под углом в град ° 45—90 to tO 8 1 12 II 17 15 20 18 25 21 30 25 34 30 —
в упор Прямое, а также косое при свободном резании 45 60 90
о Ин! <и Косое при несво-
о бодном резании ZU 30 45-90
под углом в град
2 3 5 7 9 12 1 W4M
2 2 4 6 7 8 9 11 —
I 1 1 1,5 1,5 1,5 1,5 1,5
4 6 10 15 18 23 28 32
4 5 9 13 16 19 23 28 1
Добавлять при обточке поверхности из
штамповки 1 1 2
отливки, поковки 1 2 3 —
Примечание. Для станков, работающих с радиальным врезанием переднего суппорта, величина врезания равна
/1—t“НАаохв? ГДв /цодв—ММ.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Инструменты для обработки отверстий ПРИЛОЖЕНИЕ~ГГ лист 2
Диаметр инструмента в мм до
Характер обработки 3 5 10 15 20 25 30 40 50 60 и более
Врезание и перебег Ц в мм
Сверление на проход сверлами с одинарной точкой за- 2 2,5 5 6 8 10 12 15 18 23
С ДВОЙНОЙ кой заточ- -ЛИЯ 0 ! 8 10 15 16 । 22 27
Сверление в упор 1,5 2 4 6 7 9 11 14 17 | 21
Рассверливание при глубине резания t в мм до 5 10 15 20 30 «№ JR 5 1111 —— 4 4 7 ЮОО 1 1 1 5 8 11 5 8 И 14 6 9 12 15 18 6 9 12 15 18
Зенке-рование на проход Глубина резания t в мм до 1 3 0 10 — 3 5 3 о 7 3 5 7 12 4 6 8 13 4 6 8 13 5 7 9 14 5 7 9 15
в упор —— — —’— о 2 2 3 3 4 4
Развертывание цилиндрических отверстий на проход в упор 8 2 9 3 15 3 18 3 19. 3 19 4 24 4 25 4 26 5
Развертывание конических отверстии Центрование отверстий Зенкование коническими зенковками Зенкование и цекование облицовочными инструментами 1 1—2 0,5 I 2 0,5 0,5 1 1 1! I 1 1 1 1 1 1 1 1 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
20(5
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
I Фрезы цилиндрические, дисковые, прорезные, фасонные и концевые
~ ПРИЛОЖЕНИЕ 1, лист 3
Глубина резания t в мм Диаметр фрезы в мч
10 16 20 25 32 40 50 63 81 i I00j 125* 160. 20-?1 250
Врезание и перебег lt в мм
0,5 1,0 1,5 9 3 4 5 6 7 8 9 3 4 4,5 о 5,5 6 __ ГС *9 >-О to ~" '‘III чг*- LO 1Г? с 54- ОС Ю > 1 4 5,5 6,5 7 8 9 9,5 10 11 5 6,5 7,5 8,5 9,5 11 12 12 13 13 i 5,5 7 8,5 9,5 11 12 13 14 15 15 16 6,5 8,5 9,5 11 13 14 15 16 17 18 19 7 9 11 12 14 16 17 18 19 20 21 8 10 12 14 16 18 20 21 22 24 25 9 11 13 15 18 20 22 24 25 27 28 10 13 15 17 20 23 25 27 29 30 32 12 15 17 19 26 28 3) 32 34 35 12 16 19 21 25 29 31 34 36 38 40 14 18 21 24 27 32 35 38 41 13 46 15 20 23 26 31 35 39 42 45 48 51
10 11 12 13 14 15 16 18 16 19 20 20 21 22 23 23 24 24 25 25 26 27 27 28 29 29 30 31 30 31 32 33 34 35 36 33 34 35 37 38 39 40 42 38 39 40 42 43 44 45 47 42 44 46 47 49 50 52 54 48 50 52 53 90 57 58 61 53 55 58 60 62 63 65 69
20 22 25 28 30 35 40 50 60 1 j 'LLL Ji'lLi ; I ii I i 32 33 38 39 40 41 43 44 46 48 49 51 50 51 54 56 57 60 62 57 59 62 65 66 70 73 78 81 64 67 70 74 76 80 84 91 96 72 75 78 83 85 91 96 104 111
Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину врезания и перебега для дисковых фрез следует брать вдвое больше приведенной в карте.
207
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Фрезы торговые и конресые (для пазов)
ПРИЛОЖЕНИЕ Г~лиспг 4
Схема установки фрезы
1. Симметричная
2. Смещенная
Ширина Диаметр фрезы в мм
Установка фрезы фрезерования или ширина па- 16 20 25 32 40 50 63 80 100 125 160 200 250 320 40G
за В в мм Врезание и перебег Ц в мм
10 3,0 2,5 2,5 2,5 — - — - — — —
15 4,5 4 3,5 3,5 3,5 3,5 3,5 — м — —
20 6,5 5 4,5 4,0 4,0 4,0 4,0 *—** *——
25 — «м**м 7,5 6,0 5,0 5,0 5,0 5,0 5,0 ——. я **—* - ——
30 •в", 12 8,5 7 6,5 5,5 5,5 5,5 -1 1 ~
40 *— *— —— — 12 10 8 7,5 6,5 *—*
60 —— ***** 25 13 13 11 9,5 8,5 7,5 —
гз к нм н S 80 100 - - — — — 23 18 29 15 21 13 18 11 15 10 13 12
Оч н о S S S о 120 140 —> — — — — -— МИ 1 1 49 31 45 24 '33 20 26 17 22 14 18
160 1 • ’ — — — — - — 44 33 27 24
180 — — — — " к~ — — 61 43 33 26
200 — - — — — — — — — 54 40 32
220 * * - — — — — —— — 70 49 38
240 — - " - — - — — — — — 94 61 45
260 — " — — — — — — —* 72 53
280 — — * — *" — — — — — *— — 88 62
300 — — — — — — — — — — 109 73
320 — - — - — — — — ,,И| — — — — — 85
340 1 —“ — — — — — — — — — — — • — 100
енная В>0,ЗГ> — 33 42 52 65 80 103 127
Смещ В<0,3 D — — 1 * — — — 31 38 48 60 74 94 117
ю Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину g врезания и перебега следует брать равной диаметру фрезы.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Рез ь бонарезной инструмент
ПРИЛОЖЕНИЕ 1, лист 5
Режущий инструмент и характер обработки
Врезание и перебег в мм
Резцы резьбовые
На станках с полуавтоматическим циклом
На то кар но- на проход
винторезных — —
станках в упор
На токарных станках вихревым методом
на проход
Длина заборной часы (3 - 6 нн-
Метчики машинные
удлини задорной части
либруклциенигкп
Метчики гаечные
на проход
h длина рвущей. части
»— ...
Длина режущей части метчика
Плашки круглые
Длина заборной части (1,5—2) s
210
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Резьбонарезной инструмент
ПРИЛОЖЕНИЕ /, лист 6
Режущий инструмент и характер обработки
Врезание и перебег Zj в мм
Плашки тангенциальные
I, длина заборной
нои части
Резьбонарезные круглые гребенки для винторезных головок
li длина задорной
—f—Н— части
(2—3) s
Фрезы резьбовые гребенчатые
0,15к£>
Фрезы резьбовые дисковые с шагом резьбы в мм до
Св. 10
1 ,0 5
211
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Фрезы червячные модульные для цилиндрических зубчатых колес
I. Обработка в один проход
ПРИЛОЖЕНИЕ 1, лист 7
Характер обработки
Модуль нарезаемого колеса т в мм
обработка по сплош ному металлу
одноименные
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы
разноименные
обработка
обработка по предварительно прорезанному зубу
по сплошному металлу
обработка по предварительно прорезанному зубу
t
80
***^fci I Вин
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Фрезы червячные „иооульные для цилиндрических зубчатых колес
**«*
ПРИЛОЖЕНИЕ 1, лист 8
Г---Г-.ГГ.
| а ww—fc 1 । » ।
Характер обработки
наклона витка фрезы
первый проход
»
второй проход
**1*
2. Черновая обработка в два прохода
Глубина резания
1,4 т
Угол наклона зуба зубчатого колеса и угол
второй проход
первый проход
Примечания. 1. Величина врезания и перебега инструмента, указанная в таблице, рассчитана исходя пз получения теоретически точного профиля зубьев нарезаемого колеса по всей длине зуба.
’ 2 Пои черновом зубонарезании колес с косыми зубьями табличную величину врезания и перебега инструмента
можно уменьшить при нарезании колес с углом наклона зубьев £=Л5° на 0,7 т, с углом наклона зубьев р--30 на 1,3 т и с углом наклона зубьев р=45° на 1,9 т.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Фрезы червячные для шлицевых валов
ПРИЛОЖЕНИЕ 1, лист 9
Диаметр фрезы D в мм
Врезание и перебег Ц в мм
ВЕЛИЧИНЫ ПЕРЕБЕГА ИНСТРУМЕНТА В НАПРАВЛЕНИИ ГЛАВНОГО ДВИЖЕНИЯ
Станки
Все типы станков
ПРИЛОЖЕНИЕ 2, лист 1
Длина обрабатываемой поверхности Zx в мм
Продольно строгальные
100
200
300
Св, 300
35
50
60
75
Поперечно-строгальные и долбежные
Зубодол-бежные
20
50
70
85
120
120
5
8
12
15
20
Зубострогальные для конических колес
50
Св. 50
Протяжные
Все размеры
«г* ел »ввл».
1
ВЕЛИЧИНЫ ПЕРЕБЕГА ИНСТРУМЕНТА В НАПРАВЛЕНИИ ГЛАВНОГО ДВИЖЕНИЯ
Все типы станков
ПРИЛОЖЕНИЕ 2, лист 2
С га нки
Длина обраба тываемой поверхности
Zx в мм
Перебег ин-струмепта в направлении главного движения ZY1 в мм
Хонинговальные
Впутри-шлифо валь-ные
Бесцентровой! л нфо-вальные
218
Кругло-шлифовальные
Все размеры
В упор
На проход
На проход
В упор.
Все размеры
~0,5Вк
О
б~—’10
J JI JB
ВЕЛИЧИНЫ ПЕРЕБЕГА ИНСТРУМЕНТА В НАПРАВЛЕНИИ ГЛАВНОГО ДВИЖЕНИЯ
Осе типы станков
-1 ! 1 *— - - - ‘ I .11х Н~ Т~~ ,1 J. Ш-—И ИЖ- ——If - JWF
ПРИЛОЖЕНИЕ 2, лист 3
11 I *Iг• I ч> «» ыи 1IFWI
Станки
Длина обрабатываемой но-вер?; пости ZY в мм
Перебег инструмент; в направлении главного движения
ZX1 в мм
Плоскошлифовальные
с прямо-
угольным
столом, работающие
Плоскошлифовальные с круглым столом, работающие
торцом круга
периферией круга
торцом круга
периферией круга
г ТИЬы
Г рубая и неточная обработка
Чистовая обработка
Все размеры
Все размеры
Все размеры
10-1Г
0
215
ПРИЛОЖЕНИЕ 3
ДОПОЛНИТЕЛЬНЫЕ ДЛИНЫ НА ВЗЯТИЕ ПРОБНЫХ СТРУЖЕК
V
6
10
11
12
14
16
19
220’
Вид обработки
Обработка
цилиндрических или конических поверхностей
3-й класс
п (О н и я
торцов
Резцы
класс
0,3 мм
0,3 мм
Обработка плоскостей
0,3 мм
Ф ре-
0,3 мм
Размеры в мм до
500
1000
1000 2в.1000
500
1000
500
500 2000 Св. 2000
500
2000
90
400
90
400
ц
10
40
10
16
30
10
10
16
я
16
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ, СВЯЗАННЫХ С УСТАНОВКОЙ И СНЯТИЕМ ДЕТАЛИ
Способ установки детали
Установить и снять деталь при работе в универсальном или специальном приспособлении
Установить и снять деталь при работе на магнитном столе
Установить и
снять деталь
при работе
из прутка
вручную
подъемником при станке или мостовым краном
вручную
подъемником при станке или мостовым крапом
установка прутка
выдвижение прутка
ПРИЛОЖЕНИЕ 4
Содержание работы
Взять деталь (детали), установить в зажимное приспособление (выверить по необходимости), закрепить. Включить станок. Выключить станок. Открепить деталь (детали), снять и отложить на место.
Очистить приспособление от сгружки (по необходимости)
Застропить деталь тросом или цепью, поднять подъемником (краном), установить (выверить по необходимости), закрепить. Включить станок. Выключить станок. От-
крепить деталь, застропить тросом или цепью, поднять подъемником (краном) и
отложить на место.
Очистить приспособление от стружки (по необходимости)
Взять деталь (детали), установить на столе, включить магнит. Включить станок. Выключить станок. Выключить магнит, снять деталь (детали) со стола и отложить на место. Промыть или протереть стол
Застропить деталь тросом или цепью, поднять подъемником (краном), установить на столе, включить магнит. Включить станок. Выключить станок. Выключить магнит. Застропить деталь тросом или цепью, поднять подъемником (краном) и отложить на место. Промыть или протереть стол
Взять пруток (длиной до 3 м), установить в шпинделе станка в кулачках или в цанге, закрепить пруток. Включить станок. Выключить станок. Открепить остаток прутка и отложить
Открепить пруток, выдвинуть на заданную длину обработки, закрепить пруток. Включить станок. Положить отрезанную деталь на место. Выключить станок
Подвести подъемник (кран) к детали, застропить, поднять деталь и переместить на место кантовки. Опустить деталь, расстропить, застропить деталь и кантовать. Поднять деталь, переместить на место обработки и расстропить
Примечание. При установке детали мостовым краном в нормативах предусматривается дополнительное время на вызов крана.
Кантование детали подъемником
221
ПРИЛОЖЕНИЕ 5, лист 1
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ
Характер обработки, способ выполнения работы
Кз по пор.
Наименование приемов
Примечание
Токарно-винторезные станки
Точение с полуавто магическим циклом или программным управлением
Резцом, установленным на размер
Включить станок
Обючить деталь
Выключение станка автоматическое
Основное время Перекрывается п. I
И. Продольное точение, растачивание
а) резцом установленным на размер
4
5
Подвести резец к детали
Включить подачу
Обточить (или расточить) деталь
Выключить подачу
Основное время
Перекрывается
п. 3
б) с установкой резца по лимбу или упору
1
Переместить каретку суппорта в исходное положение вручную или автоматически
Подвести резец к детали
Установить резец на размер
Включить подачу
Обточить (или расточить) деталь
Выключить подачу
Основное время
Перекрывается п. 4
в) с предварительным примером
Отвести резец от детали
Переместить каретку суппорта в исходное положение вручную или автоматически
Выключить вращение шпинделя
Измерить деталь штангенциркулем
Включить вращение шпинделя
222
ПРИЛОЖЕНИЕ 5, лист 2
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ
Характер обработки, способ выполнения работы № ио пор Наименование приемов Примечание
4 5 6 7 8 9 10 Подвести резец к детали Установить резец на размер Включить подачу Обточить (или расточить) деталь Выключить подачу Отвести резец от детали Переместить каретку суппорта в неходкое положение вручную или автоматически Основное время Перекрывается п. 7 I. 4
г) со взятием пробной стружки 1 2 3 4 ; 5 6 7 8 9 10 11 12 13 Подвести резец к детали Установить резец на размер Включить подачу Обточить (или расточить) деталь Выключить подачу Отвести резец от детали Выключить вращение шпинделя Измерить деталь штанге н ци р к ул е м, м и к р о -метром Включить вращение шпинделя Установить резец на размер Включить подачу Обточить (или расточить) деталь Выключить подачу Основное время Перекрывается п. 4 Основное время Перекрывается п. 12 8
223
ПРИЛОЖЕНИЕ 5, лист 3
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ
Характер обработки, способ выполнения работы
I I 1111II
I. Обработка конуса Гот верхней части суппорта, установленной на угол) а) без измерения
б) с измерением
IV. Нарезание резьбы резцом
а) черновой проход
№ по пор.
14
15
Наименование приемов
Отвести резец от детали
Переместить каретку суппорта в исходное положение вручную или автоматически
Подвести резец к тали
Установить резец размер
Обточить (или расточить) конус
Переместить суппорт в исходное положение
на
Подвести резец к детали
Установить резец на размер
Обточить (или расточить) конус
Переместить суппорт в исходное положение
Выключить вращение шпинделя
Измерить деталь калибром
Включить
шпинделя
вращение
Примечание
Для каждой пробной стружки выше одной приемы пп. 7—14 повторяются
Основное время
Основное время
Установить размер
Включить шпинделя
резец на
вращение и подачу
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) чистовой проход V. Поперечное точение а) с установкой резца по лимбу или упору 3 4 5 6 7 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 Нарезать резьбу Отвести резец от детали Изменить направление вращения шпинделя и подачи Переместить каретку суппорта в продольном направлении Выключить вращение шпинделя и подачу Установить резец на размер Включить вращение шпинделя и подачу Нарезать резьбу Отвести резец от дета-тали Изменить направление вращения шпинделя и подачи Переместить каретку суппорта в продольном направлении Выключить вращение шпинделя и подачу Измерить деталь резьбовым микрометром Подвести резец к д^ ли Установить резец на размер Включить подачу Обточить деталь Выключить подачу Отвести резец от детали Переместить суппорт в исходное положение Основное время Перекрывается п. 3 Вспомогательное ма шинное время !♦ 4 Основное время Перекрывается п. 3 Вспомогательное ма шинное время Основное время g Перекрывается п. 4
225
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 5
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) с предварительным промером 1 2 3 4 5 6 7 8 Выключить вращение шпинделя Измерить деталь штангенциркулем Переместить каретку суппорта в продольном направлении Включить вращение шпинделя Подвести резец к детали Включить подачу Обточить деталь Выключить подачу Основное время Перекрывается п.
9 10 Отвести резец от детали Переместить суппорт в исходное положение
в) со взятием пробной стружки 1 2 3 4 5 6 7 8 9 10 11 12 13 Подвести резец к детали Установить резец на размер Включить подачу Обточить деталь Выключить подачу Отвести резец от детали Выключить вращение шпинделя Измерить деталь штангенциркулем Включить вращение шпинделя Установить резец на размер Включить подачу Обточить деталь Выключить подачу Основное время Перекрывается п. Основное времг Перекрывается п.
14 15 Отвести резец от детали Переместить суппорт в исходное положение
22G
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5. лист 6
Характер обработки, способ выполненья работы № по пор Наименование приемов Примечание
VI Внутренняя подрезка торца а) без измерения 1 2 3 4 5 Переместить каретку суппорта в продольном направлении Подвести резец к детали Выключить подачу Подрезать резец Выключить подачу Основное время Перекрывается п. 4
6 7 Qtbp_»h резец от детали Переместить каретку суппорта в исходное положение
б) с измерением длины расположения размера 1 2 3 4 5 6 7 8 9 Переместить каретку суппорта в продольном направлении Подвести резец к детали Выключить вращение шпинделя Измерить деталь линейкой ио длине расположения размера Установить резец на размер по длине Включить вращение шпинделя Включить подачу Подрезать торец Выключить подачу Основное время Перекрывается п. 8
10 11 Отвести резец от детали Переместить каретку суппорта в продольном направлении
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 7
Характер обработки, способ выполнения работы № по пор. Нанменов ание приемов Примечание
VII. Проточка пазов, канавок, отрезка 1. Наружных пазов, канавок (отрезка) а) без измерения 1 Подвести резец к детали
б) с измерением длины расположения размера 2 3 1 2 3 4 5 Проточить паз (отрезать) Переместить суппорт в исходное положение Подвести резец к детали Выключить вращение шпинделя Измерить деталь линейкой или шаблоном по длине расположения размера Установить резец на размер по длине Включить вращение шпинделя Основное время
2. Внутренних пазов а) без измерения 6 7 1 2 Проточить паз (отрезать) Переместить суппорт в исходное положение Переместить каретку суппорта в продольном направлении Подвести резец к детали Основное время
3 4 5 Проточить паз Отвести резец от детали Переместить каретку суппорта в продольном направлении Основное время
228
ПРИЛОЖЕНИЕ 5, лист 8
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ
Характер обработки, способ выполнения работы Хй по пор. Наименование приемов Примечание
б) с измерением длины расположения размера VIIL Сверление IX. Рассверливание, зен-керование, зенкование, развертывание 1 2 3 4 5 7 8 9 1 2 3 4 5 1 2 3 Переместить каретку суппорта в продольном направлении Подвести резец к детали Выключить вращение шпинделя Измерить линейкой или шаблоном размер по длине расположения паза Установить резец на размер по длине Включить вращение шпинделя Проточить паз Отвести резец от детали Переместить каретку суппорта в продольном направлении вручную или автоматически Переместить пиноль задней бабки Сверлить отверстие Вывести сверло из отверстия для удаления стружки и ввести в отверстие Сверлить отверстие Переместить пиноль задней бабки в исходное положение Переместить пиноль задней бабки Сверлить (зенкеровать, зенковать, развернуть) отверстие Переместить шшоль задней бабки в исходное положение Основное время Основное время Основное время Основное время
229
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 9
Характер обработки, способ выполнения работы № по пор. Наименов ание приемов Примечание
X. Нарезание резьбы метчиком или плашкой от задней бабки 1 2 3 4 5 6 Переместить пиноль зад ней бабки Нарезать резьбу Изменить направление вращения шпинделя Вывернуть метчик (или свернуть плашку) с нарезанной резьбы Переместить пиноль задней бабки в исходное положение Изменить направление вращения шпинделя Основное время Вспомогательное машинное время
XI. Обточка профильная, обточка фасок или галтелей
а) без измерения 1 2 3 Подвести резец к детали Обточить профиль (фаску, галтель) Отвести резец от детали в исходное положение Основное время
б) с измерением 1 2 3 4 5 6 Подвести резец к детали Обточить профиль (фаску, галтель) Отвести резец от детали в исходное положение Выключить вращение шпинделя Измерить деталь шаблоном Включить вращение шпинделя Основное время
XII. Накатывание рифлений
а) с продольной подачей 1 2 3 Подвести накатку к детали Установить накатку на размер Включить подачу
230
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 10
Характер обработки, способ выполнения работы Xs по пор. Наименование приемов Примечание
4 5 6 7 8 Накатать рифления Изменить направление подачи Накатать рифления Выключить подачу Переместить каретку суппорта в исходное положение вручную или автоматически Основное время Основное время Перекрывается п. 6
б) с поперечной подачей 1 2 3 4 Подвести накатку к детали Установить накатку на размер Накатать рифления Отвести накатку от детали в исходное положение Основное время
Примечание. При расчете времени на проход для обработки одним инструментом в операции при установке резца на размер перемещения частей станка учитывались в одном направлении на длину 50 мм. Для обработки несколькими инструментами в операции перемещения учтены в двух направлениях на длину 100—150 мм в каждом направлении.
I. Обточка, расточка, поперечное точение
а) с установкой резца по лимбу
Карусельные станки
1
2
3
4
5
6
7
Подвести резец к детали
Установить резец на размер
Включить подачу
Обточить (или расточить) деталь
Выключить подачу
Отвести резец от детали
Переместить суппорт в исходное положение автоматически или вручную
Основное время
Перекрывается п. 4
231
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 11
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) с предварительным промером 1 2 3 4 5 6 7 8 9 10 Выключить вращение стола Измерить деталь штангенциркулем Включить вращение стола Подвести резец к детали Установить резец на размер Включить подачу Обточить (или расточить) деталь Выключить подачу Отвести резец от детали Переместить суппорт в исходное положение автоматически или ТЛ TF1T II ТГ Т1Л Основное время Перекрывается п. 7
в) со взятием пробной стружки 1 2 3 4 5 6 7 8 9 10 11 12 13 вручную Подвести резец к детали Установить резец на размер Включить подачу Обточить (или расточить) деталь Выключить подачу Отвести резец от детали Выключить вращение стола Измерить деталь штангенциркулем Включить вращение стола Подвести резец к детали Установить резец на размер Включить подачу Обточить (или расточить) деталь Основное время Перекрывается п. 4 Основное время
232
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 12
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
14 15 Выключить подачу Отвести резец от детали Перекрывается п. 13 Для каждой пробной стружки свыше одной приемы пи. 7— 15 повторяются
16 Переместить суппорт в исходное положение автоматически или вручную
II. Проточка 1/лзов а) без измерения 1 2 Переместить суппорт Подвести резец к детали
3 4 5 Проточить паз Отвести резец от детали Переместить суппорт в исходное положение автоматически или вручную Основное время
б) с измерением длины расположения размера 1 2 3 4 5 6 7 8 9 Переместить суппорт Подвести резец к детали Выключить вращение стола Измерить линейкой размер по длине расположения паза Установить резец на размер по длине Включить вращение стола Проточить паз О шести резец от детали Переместить суппорт в исходное положение автоматически или вручную Основное время
233
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 13
Характер обработки, способ выполнения работы Ка по пор. Наименование приемов Примечание
Ш. Проточка профильная, проточка фасок или галтелей а) без изменения 1 2 3 Подвести резец к детали Проточи 1Ь профиль, фаску, галтель Отвести резец от детали Основное время
б) с измерением 1 2 3 4 5 6 Подвести резец к детали Проточить профиль, фаску, галтель Отвести резец от детали в исходное положение Выключить вращение стола Измерить деталь шаблоном Включить вращение стола Основное время
IV. Сверление, зенке-рование, развертывание 1 2 3 4 5 б Подвести сверло (зенкер, развертку) к детали Установить сверло (зенкер, развертку) по центру стола Включить подачу Сверлить (зенкеровать, развернуть) отверстие Выключить подачу Переместить суппорт в вертикальном направлении в исходное положение автоматически или вручную Основное время Перекрывается п. 4
234
ПРИЛОЖЕНИЕ 5, лист 14
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
А. Крепление инструмента в шпинделе или борштанге L Сверление 1 2 3 4 5 6 7 Горизонтальнорасточные станки Подвести инструмент к детали перемещения шпинделя Включить подачу Сверлить отверстие Вывести сверло для удаления стружки и ввести в отверстие Сверлить отверстие Выключить подачу Отвести инструмент от детали перемещением шпинделя Основное время Основное время Перекрывается п. 5
II. Рассверливание, зенкерование, развертывание 1 2 3 4 5 Подвести инструмент к детали перемещением шпинделя Включить подачу Рассверлить (зенкеровать, развернуть) отверстие Выключись подачу Отвести инструмент от детали перемещением шпинделя Основное время Перекрывается п. 3
III. Растачивание отверстий
а) резцовой головкой, мерным резцом 1 2 3 4 5 Подвести инструмент к детали перемещением шпинделя Включить подачу Расточить отверстие Выключить подачу Отвести инструмент от детали перемещением шпинделя Основное время Перекрывается п. 3
233
ПРИЛОЖЕНИЕ 5, лист 15
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) со взятием пробной стружки 1 Подвести инструмент к детали перемещением шпинделя
2 Выключить вращение шпинделя
3 Установить резец на размер перемещением в радиальном направлении
4 Включить вращение шпинделя
5 Включить подачу
6 Расточить отверстие Основное время
7 Выключить подачу Перекрывается п. б
8 Отвести инструмент от детали
9 Выключить вращение шпинделя
10 Измерить деталь штангенциркулем
11 Установить резец на размер перемещением в радиальном направлении
12 Включить вращение шпинделя
13 Подвести резец к детали перемещением шпинделя
14 Включить подачу
15 Расточить отверстие Основное время
16 Выключить подачу Перекрывается п. 15
17 Отвести инструмент от детали перемещением шпинделя Для каждой пробной стружки свыше одной приемы пп. 8~ 16 повторяются
236
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист. 16
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
IV. Подрезка торцов пластиной, зенкование 1 2 3 Подвести инструмент к детали перемещением шпинделя Подрезать (зенковать) торец Отвести инструмент от детали перемещением шпинделя Основное время
V. Прорезка пазов а) без измерения 1 2 3 4 5 Подвести инструмент к детали перемещением шпинделя Подвести резец к детали в радиальном направлении Прорезать паз Отвести резец от детали в радиальном направлении Отвести инструмент от детали перемещением шпинделя Основное время
б) с измерениехУ длины расположения размера 1 2 3 4 5 б 7 8 9 Подвести инструмент к детали перемещением шпинделя Подвести резец к детали в радиальном направлении Выключить вращение шпинделя Измерить линейкой размер по длине расположения паза Установить резец на размер по длине Включить вращение шпинделя Прорезать паз Отвести резец от детали в радиальном направлении Отвести инструмент от детали перемещением шпинделя Основное время
23’
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 17
Характер обработки, способ выполнения работы № по пор. Наименов анис приемов Примечание
VI. Фрезерование плоскостей и пазов а) с установкой 1 Подвести инструмент к
фрезы по разметке или лимбу 2 3 4 детали перемещением шпинделя Установить фрезу на размер по лимбу или разметке Включить подачу Фрезеровать деталь Основное время
5 Выключить подачу Перекрывается
б) со взятием проб- 6 7 1 Отвести фрезу от детали Переместить стол в исходное положение автоматически или вручную Подвести инструмент к п. 4
ной стружки 2 3 4 детали перемещением шпинделя Установить фрезу на размер по лимбу Включить подачу Фрезеровать деталь Основное время
5 Выключить подачу Перекрывается
6 7 8 9 10 11 12 13 Отвести фрезу от детали Выключить вращение шпинделя Измерить деталь штангенциркулем Включить вращение шпинделя Установить фрезу на размер по лимбу Подвести инструмент к детали Включить подачу Фрезеровать деталь п. 4 Основное время
14 1 Выключить подачу Перекрывается п. 13
238
ПРИЛОЖЕНИЕ 5, лист 18
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ
Характер обработки, способ выполнения работы Ns по пор. Наименование приемов Примечание
Б. Крепление инструмента в резцедержателе на планшайбе VII. Растачивание отверстий, наружное продольное точение а) с установкой рез- 15 16 1 Отвести фрезу от детали Переместить стол в исходное положение автоматически или вручную Подвести деталь к ин-
ца по лимбу или разметке 2 3 4 струменту перемещением стола автоматически или вручную Устаповить резец на размер по лимбу или разметке Включить подачу Расточить (или обто- Основное время
5 чить) деталь Выключить подачу Перекрывается
б) со взятием проб- 6 7 1 Отвесит резец от детали Отвести деталь от инструмента перемещением стола автоматически или вручную Подвести деталь к ин- п. 4
ной стружки 2 3 4 струменту перемещением стола автоматически или вручную Установить резец на размер по лимбу Включить подачу Расточить (илif обто- Основное время
5 чить) деталь Выключить подачу Перекрывается
б Отвести деталь от резца п. 4
239
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 19
Характер обработки, способ выполнения работы № по пор Наименование приемов Примечание
7 8 9 10 11 В ы к л ю ч и т ь в ра те н и е шпинделя Измерить деталь штан-Iенциркулем Включить вращение шпинделя Установить резец на размер по лимбу Подвести деталь к рез-
12 13 14 15 Включиib подачу Расточить (или обточить) деталь Выключить подачу Отвести резец от детали Основное время Перекрывается Для каждой пробной стружки свыше одной приемы пп 6— 14 повторяются
16 Отвести деталь от ин-с грумента перемещением стола автоматически или вручную
VIIL Поперечное точение
а) с установкой резца по лимбу или разметке 1 2 3 4 5 6 7 Подвести инструмент к детали перемещением резцедержателя на планшайбе Установить резец на размер Включить подачу Обточить деталь Выключить подачу Отвести инструмент от детали Переместить резец в исходное положение Основное время Перекрывается п 4
240
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 20
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) со взятием пробной стружки 1 2 3 4 5 6 7 8 9 10 11 12 13 Подвести инструмент к детали перемещением резцедержателя на планшайбе Установить резец на размер по лимбу Включить иодачу Обточить деталь Выключить подачу Отвести инструмент от детали перемещением резцедержателя па планшайбе Выключить вращение шпинделя Измерить деталь штангенциркулем Установить резец на размер по лимбу Включить врещение шпинделя Включить подачу Обточить деталь Выключить подачу Основное время Перекрывается п. 4 Основное время Перекрывается п. 12
14 15 Отвести резец от детали Переместить резец в исходное положение
IX. Прорезка пазов а) без измерения 1 1 2 3 4 5 Подвести деталь к инструменту перемещением стола автоматически или вручную Подвести резец к детали в радиальном направлении Прорезать наз Отвести резец от детали в радиальном направлении Отвести деталь от инструмента перемещением стола автоматически или вручную Основное время
241
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 21
Характер обработки способ выполнения работы № по пор. Наименование приемов Примечание
б) с измерением длины расположения размера 1 2 3 4 5 6 7 8 9 Подвести деталь к инструменту перемещением стола автоматически или вручную Подвести резец к детали в радиальном направлении Выключить вращение шпинделя Измерить линейкой размер по длине расположения паза Установить резец на размер ио длине Включить вращение шпинделя Прорезать паз Отвести резец от детали в радиальном направлении Отвести деталь от инструмента перемещением стола автоматически или вручную Основное время
Револьверные станки с вертикальной осью вращения головки
А. Работа револьверной головкой I. Обработка с продольной подачей а) механическая подача 1 2 3 4 5 6 Повернуть револьверную головку Подвести инструмент к детали перемещением револьверной головки Включить подачу Машинная работа Выключить подачу Отвести инструмент от детали перемещением головки Основное время Перекрывается п. 4
242
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 22
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) ручная подача IL Обработка с продольной подачей и предварительным радиальным врезанием 1 2 3 4 Повернуть револьверную головку Подвести инструмент к детали перемещением револьверной головки Машинно-ручная работа Отвести инструмент от детали перемещением револьверной головки Основное время
а) механическая подача 1 2 3 4 5 6 7 8 9 Повернуть револьверную головку Подвести инструмент к детали перемещением револьверной головки Подвести инструмент к детали в поперечном направлении с помощью специальной державки Врезание инструмента на заданную глубину резания Включить подачу Машинная работа Выключить подачу Отвести инструмент от детали в поперечном направлении Отвести инструмент от детали перемещением револьверной головки Основное время Основное время Перекрывается и. 6
243
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 23
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) ручная подача 1 2 3 4 Повернуть револьверную головку Подвести инструмент к детали перемещением револьверной головки Подвести инструмент к детали в поперечном направлении с помощью специальной державки Врезание инструмента на заданную глубину резания Машинно-ручная работа Отвести инструмент от детали в поперечном направлении Отвести инструмент от детали перемещением револьверной головки Основное время
5 6 7 Основное время
HL Нарезание резьбы а) резьбонарезной самооткры Бающейся головкой 1 2 3 4 5 6 Повернуть револьверную головку Установить резьбонарезную головку в рабочее положение поворотом рычага (свести плашки) Подвести инструмент к детали перемещением револьверной головки Довести инструмент до врезания Нарезать резьбу Отвести инструмент от детали перемещением револьверной головки Основное время
214
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, ласт 24
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) метчиком или плашкой 1 2 3 4 5 6 7 8 Повернуть револьверную головку Подвести инструмент к детали перемещением револьверной головки Довести инструмент до врезания Нарезать резьбу Изменить направление вращения шпинделя Вывернуть метчик (или свернуть плашку) с нарезанной резьбы Отвести инструмент от детали перемещением револьверной головки Изменить направление вращения шпинделя Основное время Вспомогательное машинное время
Б. Работа суппортом
1. Обработка с установкой резца по упору или лимбу
а) механическая подача 1 2 3 4 5 Подвести резец к детали Установить резец на размер по упору или лимбу Включить подачу Машинная работа Выключить подачу Основное время Перекрывается п. 4
6 7 Отвести резец от детали Переместить каретку суппорта в исходное положение
245
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ 2 ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 25
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) ручная подача II. Обработка со взятием пробной стружки (3—4-й классы точности) 1 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Подвести резец к детали Установить резец на размер по упору или лимбу Машинно-ручная работа Отвести резец от детали Переместить каретку суппорта в исходное положение Подвести резец к детали Установить резец на размер по лимбу Включить подачу Обточить (или расточить) деталь Выключить подачу Отвести резец от детали Выключить вращение шпинделя Измерить деталь штангенциркулем Включить вращение шпинделя Установить резец на размер по лимбу Включить подачу Обточить (или расточить) деталь Выключить подачу Отвести резец от детали Переместить каретку суппорта в исходное положение Основное время Основное время Перекрывается п. 4 Основное время Перекрывается п. 12
246
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 26
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
I. Обработка с продольной подачей Револьверные станки с горизонтальной осью вращения головки
а) механическая 1 Повернуть револьвер-
подача ную головку
2 Подвести инструмент к детали перемещением револьверной головки в продольном направлении
3 Включить подачу
4 Машинная работа Основное время
5 Выключить подачу Перекрывается п. 4
6 Отвести инструмент от детали перемещением револьверной головки в продольном направлении
б) ручная подача 1 Повернуть револьверную головку
2 Подвести инструмент к детали перемещением револьверной головки в продольном направлении
3 Машинно-ручная работа Основное время
II. Обработка с продольной подачей и предварительным врезанием 4 Отвести инструмент от детали перемещением револьверной головки в продольном направлении
а) механическая 1 Повернуть револьвер-
подача ную головку
2 Подвести инструмент к детали перемещением револьверной головки в продольном направлении
247
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 27
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
3 Подвести инструмент к детали в поперечном направлении Основное время
4 Врезание инструмента на заданную глубину резания
5 Включить подачу
6 Машинная работа Основное время
7 Выключить подачу Псрекпываетсг п. Г
8 Отвести инструмент от детали в поперечном направлении
9 Отвести инструмент от детали перемещением револьверной головки в продольном направлении
б) ручная подача 1 Повернуть револьверную головку
2 Подвести инструмент к детали перемещением револьверной головки в продольном направлении
3 Подвести инструмент к детали в поперечном направлении Основное время
4 Врезание инструмента на заданную глубину резания
5 Машинно-ручная работа Основное время
(5 Отвести инструмент от детали в поперечном направлении
7 Отвести инструмент от детали перемещением револьверной головки в продольном направлении
248
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 28
Характер обработки, способ выполнения работы Xs по пор. Наименование приемов Примечание
III. Обработка с поперечной подачей с подводом револьверной головки а) механическая 1 Повернуть револьвер-
подача ную головку
2 Подвести инструмент к
3 детали перемещением ревельверной головки в продольном направлении Подвести инструмент к
4 детали в поперечном направлении Включить подачу
5 Машинная работа Основное время
6 Выключить подачу Перекрывается п. 5
7 Отвести инструмент от
8 детали в поперечном направлении Отвести инструмент ос
б) ручная подача 1 детали перемещением револьверной головки в продольном направлении Повернусь револьвер-
2 ную головку Подвести инструмент к
3 детали перемещением револьверной головки в продольном направлении Подвести инструмент к
4 детали в поперечном направлении Машинно-ручная работа Основное время
5 Отвести инструмент от
6 деталм в поперечном направлении Отвести инструмент от
детали перемещением револьверной головки в продольном направлении
249
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 29
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
IV. Обработка с поперечной подачей без подвода револьвер- Повернуть револьверную головку
ной головки 1 См. выше IIIа, последовательность приемов пи. 3—7
а) механическая подача 2-6 Повернуть револьверную головку
б) ручная подача V. Нарезание крепежной резьбы 1 2—4 См. выше IIIб, последовательность приемов пп. 3—5
а) самооткрываю- 1 Повернуть револьвер-
щейся резьбона- ную головку
резной головкой 2 Установить резьбонарезную головку в рабочее положение поворотом рычага (свести плашки)
3 Подвести инструмент к детали перемещением револьверной головки в продольном направлении
4 Довести инструмент до врезания
5 Нарезать резьбу Основное время
6 Отвести инструмент от детали перемещением револьверной головки в продольном направлении
б) метчиком или 1 Повернуть револьвер-
плашкой ную головку
2 Подвести инструмент к детали перемещением револьверной головки в продольном направлении
3 Довести инструмент до врезания
4 Нарезать резьбу Основное время
250
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 30
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
5 6 Изменить направление вращения шпинделя Вывернуть метчик (или Вспомогательное
VL Нарезание коничес- 7 8 1 свернуть плашку) с нарезанной резьбы Отвести инструмент от детали перемещением револьверной головки в продольном направлении Изменить направление вращения шпинделя Опустить накидное при- машинное время
кой резьбы резцом с копирным устройством 2 3 способление для нарезания резьбы в рабочее положение Установить резец на проход Нарезать резьбу Основное время
I. Сверление по разметке или кондуктору а) механическая 4 1 Откинуть накидное приспособление в исходное положение Вертикально- и радиально-сверлильные станки Подвести сверло к дета-
подача 2 3 ли, совмещая оси Включить «подачу Сверлить отверстие Основное время
4 Вывести сверло для уда- Время учитывается
5 ления стружки и ввести в отверстие Сверлить отверстие по необходимости из дополнительной таблицы Основное время
6 Выключить подачу Перекрывается п. 5
7 Вывести сверло в исходное положение 251
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 31
Характер обработки, способ выполнения работы Xs по пор. Наименование приемов Примечание
б) ручная подача 1 Подвести сверло к детали, совмещая оси Сверлить отверстие
2 Основное время
3 Вывести сверло для удаления стружки и ввести в отверстие Время учитывается по необходимости из дополнительной таблицы
4 5 Сверлить отверстие Вывести сверло в исходное положение Основное время
IL Рассверливание, зенкерование, развертывание
а) механическая подача 1 2 Подвести сверло (зенкер, развертку) к отверстию, совмещая оси Включить подачу
3 Рассверлить (зенкеровать, развернуть) отверстие Основное время
4 5 Выключить подачу Вывести сверло (зенкер, развертку) в исходное положение Перекрывается п. 3
а) ручная подача 1 Подвести сверло (зенкер, развертку) к отверстию, совмещая оси Рассверлить (зенкеровать, развернуть) отверстие Вывести сверло (зенкер, развертку) в исходное положение
2 3 Основное время
III. Зенкование или цекование
а) верхней плоскости 1 Подвести зенковку (или цековку) к отверстию, совмещая оси
252 2 3 Зенковать (или цековать) отверстие Отвести зенковку (или цековку) в исходное положение Основное время
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 32
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) нижней плоско- 1 Отпустить шпиндель
сти 2 вертикально, совмещая оси, ввести оправку в отверстие
Установи!ь зенковку (или цековку) в оправке
3 Включить вращение шпинделя
4 Подвести зенковку (или цековку) к детали
5 б 7 Зенковать (или цековать) отверстие Отвести зенковку (или цековку) Основное время
Выключить вращение шпинделя
8 Снять зенковку (или цековку) с оправки
IV. Нарезание резьбы машинными метчиками 9 Переместить шпиндель в исходное положение
а) без реверса 1 Взять метчик и вставить в державку Время на установку метчика учитывается отдельно
2 Подвести метчик к отверстию, совмещая оси
3 Нарезать резьбу
4 Отвести шпиндель в исходное положение
б) с реверсом 1 Подвести метчик к отверстию, совмещая оси
2 Нарезать резьбу Основное время
3 Изменить направление вращения шпинделя вручную или автоматически
4 Вывести метчик пз отверстия Вспомогательное машинное время
253
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 33
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
L Фрезерование на станках с полуавтоматическим циклом или программным управлением II. Фрезерование плоскостей фасонных поверхностей и пазов а) фрезой, установленной на размер б) с установкой фрезы по лимбу или шаблону приспособления 5 6 1 2 3 1 2 3 4 5 1 2 3 4 5 6 Отвести шпиндель в исходное положение Изменить направление вращения шпинделя вручную или автоматически Горизонтально-, вертикально- и универсально-фрезерные станки Включить станок Фрезеровать деталь Выключение станка автоматическое Подвести деталь к фрезе перемещением стола вручную или автоматически Включить подачу Фрезеровать деталь Выключить подачу Переместить стол в продольном направлении вручную или автоматически Педвести деталь к фрезе перемещением стола вручную или автоматически Установить фрезу на размер по лимбу или шаблону приспособления Включить подачу Закрепить стол Фрезеровать деталь Открепить стол Основное время Перекрывается п. 2 Основное время Перекрывается п. 3 Перекрывается п. 5 Основное время Перекрывается п. 5
254
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 34
Характер обработки, способ выполнения работы Ка по пор. Наименование приемов Примечание
7 Выключить подачу Перекрывается п. 5
8 Отвести деталь от фрезы
а) с установкой фре- 9 Переместить стол в продольном направлении вручную или автоматически
1 Подвести деталь к фре-
зы по разметке зе перемещением стола в р уч г 1 у ю или а в то магически
2 Установить фрезу па размер по разметке
3 предварительно
Включить подачу Основное время
4 Фрезеровать деталь на длине 3—5 мм
5 Выключить подачу Перекрывается п. 4
6 Отвести деталь от фрезы
7 Установить фрезу на размер по разметке окончательно
8 Подвести деталь к фрезе перемещением стола вручную или автоматически
9 Включить подачу Перекрывается п. 11
10 Закрепить стол
11 Фрезеровать деталь Основное время
12 Открепить стол Перекрывается п. 11
13 Выключить подачу Перекрывается п. 11
14 Отвести деталь от фрезы
15 Переместить стол в продольном направлении вручную или автоматически
255
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 35
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
г) со взятием пробной 1 Подвести деталь к фре-
стружки зе перемещением стола
2 вручную или автоматически Установить фрезу на
3 размер по лимбу Включить подачу
4 Фрезеровать деталь Основное время
5 Выключить подачу Перекрывается
6 Отвести деталь от фре- п. 4
7 зы Выключить вращение
8 фрезы Измерить деталь штан-
9 ген циркулем Включить вращение
10 фрезы Установить фрезу на
И размер по лимбу Включить подачу
12 Закрепить стол Перекрывается
13 Фрезеровать деталь п. 13 Основное время
14 Открепить стол Перекрывается п. 13 Перекрывается
15 Выключить подачу
16 Отвести деталь о г фре- п. 13
17 зы Переместить стол в про-
Ш. Фрезерование криволинейных поверхностей и пазов по копиру а) наружные поверх- 1 дольном направлении вручную или автоматически Подвести деталь к фрезе
ности перемещением стола
2 вручную или автоматически Установить фрезу на
размер по лимбу или до упора копирного ролика
256
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, ласт 36
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
3 4 5 Закрепить стол Выключить подачу Фрезеровать деталь Основное время
6 Выключить подачу Перекрывается
б) внутренние поверх- 7 8 9 1 Открепить стол Отвести деталь от фрезы Переместить стол в первоначальное положение вручную или автоматически Подвести деталь к фре- п. 5
ности 2 3 4 5 6 зс перемещением стола в продольном направлении Подвести деталь к фрезе перемещением сго-ла в вертикальном или поперечном направлении Установить фрезу на размер по лимбу или до упора копирного ролика Закрепить стол Включить подачу Фрезеровать деталь Основное время
7 Выключить подачу Перекрывается
IV. Фрезерование шлиц 8 9 10 11 1 Открепить стол Отвести деталь от фрезы Отвести стол в вертикальном или попереч-нохм направлении Переместить стол в первоначальное положение вручную или автоматически Подвести деталь к фре- п. 6
винтов, граней болтов и гаек 2 зе перемещением стола по рейке Фрезеровать деталь Основное время
3 Переместить стол в продольном направлении по рейке
257
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, ласт 37
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
I. Фрезерование плоскостей, фасонных поверхностей и пазов Продольно-фрезерные станки
а) фрезой, установленной на размер б) установкой фрезы по разметке 1 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Подвести деталь к фрезе перемещением стола Включить подачу Фрезеровать деталь Выключить подачу Переместить стол Подвести деталь к фрезе перемещением стола Установить фрезу на размер по разметке предварительно Включить подачу Фрезеровать деталь на длине 3—5 мм Выключить подачу Отвести деталь от фрезы Установить фрезу на размер по разметке окончательно Закрепить узел шпинделя Подвести деталь к фрезе Включить подачу Фрезеровать деталь Выключить подачу Открепить узел шпинделя Отвести фрезу от детали Переместить стол Основное время Перекрывается п. 3 Основное время Перекрывается п. 4 Основное время Перекрывается п. 11 Приемы пп. 2, 7,8,13, 14 повторяются пропорционально числу одновременно работающих фрез
258
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 38
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
в) с установкой фре- 1 Подвести деталь к фрезе
зы по лимбу или шаблону приспо- 2 перемещением стола Установить фрезу на раз-
собления и щупу 3 4 5 мер по лимбу или шаблону приспособления Закрепить узел шпинделя Включить подачу Фрезеровать деталь Основное время
6 Выключить подачу Перекрывается п. 5
7 8 9 Открепить узел шпинделя Отвести фрезу от детали Переместить стол Приемы пп. 2, 3, 7,
г) со взятием одной 1 Подвести деталь к фрезе 8 повторяются пропорционально числу одновременно работающих фрез
пробной стружки 2 3 4 перемещением стола Установить фрезу на размер по лимбу Включить подачу Фрезеровать деталь Основное время
5 Выключить подачу Перекрывается п. 4
6 7 8 9 10 11 Отвести деталь от фрезы Выключить вращение фрезы Измерить деталь штангенциркулем, шаблоном Включить вращение фрезы Установить фрезу на размер по лимбу Закрепить узел шпинделя
259
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ПЕРЕХОДОМ
ПРИЛОЖЕНИЕ 5, лист 39
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
12 13 Включить подачу Фрезеровать деталь Основное время
14 Выключить подачу Перекрывается
15 Открепить узел шпин- п. 13
д) со взятием двух 16 17 1—9 деля Отвести фрезу от детали Переместить стол См. выше 1 ч, после-
пробных стружек I. Фрезерование на 10-25 1 Копировальнофрезерные станки Включить станок довательность приемов пп. 1—9 См. выше 1 ч, после- довательность приемов пп. 2—17
станках с полуавто- 2 Фрезеровать деталь Основное время
магическим циклом 3 Выключение станка ав- Перекрывается п, 2
или программным управлением II. Фрезерование криволинейных поверхностей и пазов по плоским копирам; а) наружные по- I томатическое Подвести фрезу к дета-
верхности 2 3 ли (или деталь к фрезе) Включить подачу Фрезеровать деталь Основное время
4 Выключить подачу Перекрывается п. 3
5 6 Отвести фрезу от детали Переместить шпиндельную головку (или стол) в первоначальное положение
260
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 40
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) закрытые поверхности
Фрезерование плоскостей фрезами, установленными на размер
I. Обработка плоскостей
а) резцом, установленным на размер
Подвести фрезу к детали перемещением шпиндельной головки (или стола) в вертикальном направлении
Подвести деталь к фрезе перемещением стола в горизонтальном направлении
Подвести палец копира до упора
Включить вращение шпинделя
Включить подачу Фрезеровать деталь Выключить подачу Отвести фрезу от детали перемещением шпиндельной головки (или стола) в вертикальном направлении
Отвести деталь от фрезы перемещением стола в горизонтальном направлении
Выключить вращение шпинделя
Карусельнофрезерные станки
Включить вращение фрезы
Включить подачу стола Фрезеровать деталь Выключить подачу стола
Выключить вращение фрезы
Строгальные и долбежные станки
Подвести резец к детали (или деталь к резцу)
Включить подачу Строгать поверхность Выключить подачу Переместить суппорт (или стол) в исходное положение вручную или автоматически
Основное время
Перекрывается п. 6
Приемы пп. 4 и 10 входят во время на установку и снятие детали
В начале смены или партии деталей
Основное время
В конце смены или партии деталей
Основное время
Перекрывается п. 3
261
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 41
Характер обработки, способ выполнения работы Не по пор. НаименоЕ 1ание приемов Примечание
б) с установкой резца по разметке 1 2 3 4 Подвести резец к детали (или деталь к рез-чу) Установить резец на размер по разметке предварительно Включить подачу Строгать поверхность Основное время
5 6 7 8 9 Выключить подачу Отвести резец от детали (или деталь от резца) Установить резец на размер по разметке окончательно Включить подачу Строгать поверхность Перекрывается п. Основное время 4
в) с установкой резца по лимбу 10 11 1 2 3 4 Выключить подачу Переместить суппорт (или стол) в исходное положение вручную или автоматически Подвести резец к детали (или деталь к рез-цу) Установить резец на размер по лимбу Включить подачу Строгать поверхность Перекрывается п. 9 Основное время
5 6 Выключить подачу Переместить суппорт (или стол) в исходное положение вручную или автоматически Перекрывается п. 4
262
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 42
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
г) с предварительным 1 Подвести .и остановить
промером или установкой резца по мерным плиткам 2 3 4 5 6 стол (или выключить движение ползуна) в положении установки резца Подвести резец к детали (или деталь к рез- ну) Установить резец на размер по линейке, шаблону, мерным плиткам Включить движение стола (или ползуна) Включить подачу Строгать поверхность Основное время
7 Выключить подачу Перекрывается п. 6
д) с взятием пробной 8 1 Переместить суппорт (или стол) в исходное положение вручную или автоматически Подвести резец к дета-
стружки 2 3 4 ли (или деталь к рез-чу) Установить резец на размер по лимбу Включить подачу Строгать поверхность Основное время
5 Выключить подачу Перекрывается п. 4
6 7 8 9 10 11 12 Отвести резец от детали (или деталь от резца) Выключить движение стола (или ползуна) Измерить деталь штангенциркулем Включить движение стола (или ползуна) Установить резец на размер по лимбу Включить подачу Строгать поверхность Основное время
13 Выключить подачу Перекрывается п. 12
263
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ ПРИЛОЖЕНИЕ 5, лист 43
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
II. Строгание пазов, скосов, отрезка а) без измерения 14 1 2 Переместить суппорт (или стол) в исходное положение вручную или автоматически Переместить суппорт (или стол) Подвести резец к детали (или деталь к рез- Для каждой пробной стружки свыше одной приемы пп. 6—13 повторяются
3 4 Строгать Отвести ли паз резец от дета- Основное время Пп. 1 и 5 на долбежных станках не учитываются
5 Переместить суппорт (или стол) в исходное положение вручную или автоматически
б) с измерением длины расположения размера 1 2 Переместить суппорт (или стол) Подвести резец к детали (или деталь к рез-
3 4 5 6 7 8 9 ну) Выключить движение стола (или ползуна) Измерить деталь штангенциркулем по длине расположения размера Установить резец на размер по длине Включить движение стола (или ползуна) Строгать паз Отвести резец от детали Переместить суппорт (или стол) в исходное положение вручную или автоматически Основное время
264
ПРИЛОЖЕНИЕ 6, лист 1
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
I. Шлифование поверхности с продольной подачей Круглошлифовальные станки
а) без измерения 1 Включить движение стола и подвести стол в продольном направлении
2 Подвести шлифовальный круг к детали в поперечном направлении до появления
3 искры Включить поперечную подачу Перекрывается п. 5
4 Включить охлаждение Перекрывается п. 5
5 Шлифовать поверхность Основное время
6 Выключить охлаждение Перекрывается п. 5
1 Выключить поперечную подачу Перекрывается п. 5
8 Отвести шлифовальный круг в поперечном направлении
9 Отвести стол в продольном направлении и выключить движение стола
б) с измерением 1 Включить движение стола и подвести стол в продольном направлении
2 Подвести шлифовальный круг к детали в поперечном направлении до появления 11 Г* TZ ♦Ч Т Т
3 искры Включить поперечную подачу Включить охлаждение Перекрывается п. 5
4 Перекрывается п. 5
5 Шлифовать поверхность Основное время
265
ПРИЛОЖЕНИЕ 6, лист 2
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ
С ОБРАБОТКОЙ ПОВЕРХНОСТИ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
6 Отвести стол в продольном направлении и включить движение стола
7 Выключить вращение детали
8 Измерить деталь микрометром, скобой Включить вращение детали
9
10 Включить движение стола и подвести стол в продольном направлении
11 Шлифовать поверхность Основное время
12 Выключить охлаждение Перекрывается п. 11
13 Выключить поперечную Перекрывается п. 11
14 п одачу Отвести шлифовальный Приемы пп. 6—10
круг в поперечном повторяются с
направлении каждым пробным измерением
II. Шлифование торцов 15 Отвести стол в продольном направлении и выключить движение стола
а) без измерения 1 Подвести шлифовальный круг к детали в продольном направлении до появления искры
2 Включить охлаждение Перекрывается п. 3
3 Шлифовать поверхность Основное время
4 Выключить охлаждение Перекрывается п. 3
5 Отвести шлифовальный круг от детали в продольном направлении
266
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ОБРАБОТКОЙ ПОВЕРХНОСТИ
ПРИЛОЖЕНИЕ 6, лист 3
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) с измерением 1 Подвести шлифовальный круг к детали в продольном направлении до появления
2 3 4 5 6 7 8 искры Включить охлаждение Шлифовать поверх- ность Отвести шлифовальный круг от детали в продольном направлении Выключить вращение детали Измерить деталь штангенциркулем, шаблоном Включить вращение детали Подвести шлифовальный круг к детали в продольном направлении до появления п г* YZ ТЧ V т Перекрывается п. Основное время 3
III. Шлифование поверхности с радиальной подачей а) без измерения (на одно врезание) 9 10 11 1 2 3 4 5 искры Шлифовать поверхность Выключить охлаждение Отвести шлифовальный круг от детали в продольном направлении Подвести шлифовальный круг к детали в поперечном направлении до появления искры Включить охлаждение Шлифовать поверх- ность Выключить охлаждение Отвести шлифовальный круг в поперечном направлении Основное время Перекрывается п. 9 Приемы пп. 4—8 повторяются с каждым пробным измерением Перекрывается п. 3 Основное время Перекрывается п. 3
267
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ОБРАБОТКОЙ ПОВЕРХНОСТИ
ПРИЛОЖЕНИЕ 6, лист 4
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) с измерением (на одно врезание) в) черновое шлифование длинных поверхностей без измерения (комплекс приемов для двух врезаний) 1 2 3 4 5 6 7 8 9 10 11 1 2 3 4 5 Подвести шлифовальный круг к детали в поперечном направлении до появления искры Включить охлаждение Шлифовать поверх- ность Отвести шлифовальный круг в поперечном направлении Выключить вращение детали Измерить деталь микрометром, скобой Включить вращение детали Подвести шлифовальный круг к детали в поперечном направлении до появления искры Шлифовать поверх- ность Выключить охлаждение Отвести шлифовальный круг в поперечном направлении Подвести стол в продольном направлении Подвести шлифовальный круг к детали в поперечном направлении до появления искры Включить охлаждение Шлифовать поверх- ность Отвести шлифовальный круг в поперечном направлении Перекрывается п. 3 Основное время Основное время Перекрывается п. 9 Приемы пп. 4—8 по-* вторяются с каждым пробным измерением Перекрывается п. 4 Основное время
268
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ ПРИЛОЖЕНИЕ 6, лист 5
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
6 7 8 9 10 Переместить стол в продольном направлении Подвести шлифовальный круг к детали в поперечном направлении до появления искры Шлифовать поверх- ность Выключить охлаждение Отвести шлифовальный круг в поперечном направлении Основное время Перекрывается п. 8 Пп. 6—10 повторяются на каждое следующее врезание
Внутришлифовальные станки
I. Шлифование отверстий а) с полуавтоматическим циклом б) без измерения 1 2 3 1 2 3 4 5 б 7 8 9 Включить станок Шлифовать поверх- ность Выключение станка автоматическое Включить движение стола и подвести стол в продольном направлении Подвести шлифовальный круг к детали в поперечном направлении до появления искры Включить поперечную подачу Включить охлаждение Шлифовать поверхность Выключить охлаждение Выключить поперечную подачу Отвести стол в продольном направлении и выключить движение стола Отвести шлифовальный круг в поперечном направлении Основное время Перекрывается п. 2 Перекрывается п. 5 Перекрывается п. 5 Основное время Перекрывается п. 5 Перекрывается п. 5
269
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ОБРАБОТКОЙ ПОВЕРХНОСТИ
ПРИЛОЖЕНИЕ 6, Лист 6
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) с измерением 1 2 3 Включить движение стола и подвести стол в продольном направлении Подвести шлифовальный круг к детали в поперечном направлении до появления искры Включить поперечную подачу Включить охлаждение Шлифовать поверх- ность Отвести стол в продольном направлений и выключить движение стола Выключить вращение шпинделя Измерить деталь нутромером индикаторным, калибр-пробкой Включить вращение шпинделя Включить движение стола и подвести стол в продольном направлении Шлифовать поверх- ность Выключить охлаждение Выключить поперечную П Г\ ТТ Я IIV Перекрывается п. 5
4 5 6 7 8 9 io- ii 12 13 Перекрывается п. 5 Основное время Основное время Перекрывается п. 11 Перекрывается п. 11
14 15 цидаЧу Отвести стол в продольном направлении и выключить движение стола Отвести шлифовальный круг в поперечном направлении Приемы пп. б—10 повторяются с каждым пробным измерением
270
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ОБРАБОТКОЙ ПОВЕРХНОСТИ
ПРИЛОЖЕНИЕ 6, лист 7
Характер обработки, способ выполнения работы
№ по пор.
Наименование приемов
Примечание
II. Шлифование торцов а) без измерения
б) с измерением
1
2
3
4
5
6
7
8
9
1
2
3
4
5
6
7
Подвести шлифовальный шпиндель для торцового шлифования
Включить вращение шлифовального круга
Подвести шлифовальный круг к детали в продольном направлении до появления искры
Включить охлаждение
Шлифовать поверхность
Выключить охлаждение
Отвести шлифовальный круг от детали в продольном направлении
Выключить вращение шлифовального круга
Отвести шлифовальный шпиндель
Перекрывается п. 5 Основное время
Перекрывается п. 5
Подвести шлифовальный шпиндель для торцового шлифования
Включить вращение шлифовального круга
Подвести шлифовальный круг к детали в продольном направлении до появления искры
Включить охлаждение Перекрывается п. 5 Шлифовать поверх- Основное время ность
Отвести шлифовальный круг от детали в продольном направлении
Выключить вращение детали
271
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ ПРИЛОЖЕНИЕ 6t лист 8
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
Шлифование поверхности 8 9 10 11 12 13 14 15 1 2 Измерить деталь штан-генглубиномером, шаблоном Включить вращение детали Подвести шлифовальный круг к детали в продольном направлении до появления искры Шлифовать поверх- ность Выключить охлаждение Отвести шлифовальный круг от детали в продольном направлении Выключить вращение шлифовального круга Отвести шлифовальный шпиндель Плоскошлифовальные станки с горизонтальным шпинделем и прямоугольным столом Включить станок Шлифовать поверх- Основное время Перекрывается п. 11 Приемы пп. 6—10 повторяются с каждым пробным измерением Основное время
а) с полуавтоматическим циклом 3 ность Выключение станка ав- Перекрывается п. 2
б) без измерения 1 2 3 4 5 томатическое Подвести шлифовальный круг к детали в поперечном направлении Подвести шлифовальный круг к детали в вертикальном направлении до появления искры Включить подачу Включить охлаждение Шлифовать поверхность Перекрывается п. 5 Перекрывается п. 5 Основное время
272
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ОБРАБОТКОЙ ПОВЕРХНОСТИ
ПРИЛОЖЕНИЕ 6, лист 9
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
6 Выключить охлаждение Перекрывается п. 5
7 Выключить подачу Перекрывается п. 5
8 Отвести шлифовальный круг от детали в вертикальном направлении
9 Отвести шлифовальный круг от детали в поперечном направлении
в) с измерением 1 Подвести шлифовальный круг к детали в по-перечнохм направлении
2 Подвести шлифовальный круг к детали в вертикальном направлении до появления искры
3 Включить подачу
4 Включить охлаждение Перекрывается п. 5
5 Шлифовать поверхность Основное время
6 Отвести и выключить движение стола
7 Измерить деталь микрометром или скобой (при допуске до 0,03 мм), глубиномером или шаблоном (при допуске свыше 0,03 мм)
8 Включить движение стола и подвести стол в продольном направлении
9 Шлифовать поверх- ность Основное время
10 Выключить охлаждение Перекрывается п. 9
11 Выключить подачу Перекрывается п. 9
273
СОСТАВ И ПОСЛЕДОВАТЕЛЬ-
НОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ
СТАНКОМ, СВЯЗАННЫХ
С ОБРАБОТКОЙ ПОВЕРХНОСТИ
ПРИЛОЖЕНИЕ 6, лист 10
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
12 Отвести шлифовальный круг от детали в вертикальном направлении Приемы пп. 6—8 повторяются с каждым пробным измерением
13 Отвести шлифовальный круг от детали в поперечном направлении
Шлифование поверхности а) без измерения 1 2 3 4 5 6 7 Плоскошлифовальные станки с вертикальным шпинделем и прямоугольным столом Подвести шлифовальный круг к детали в вертикальном направлении до появления искры Включить подачу Включить охлаждение Шлифовать поверх- ность Выключить охлаждение Выключить подачу Отвести шлифовальный круг от детали в вертикальном направлении Перекрывается п. 4 Основное время Перекрывается п. 4 Перекрывается п. 4
б) с измерением 1 2 3 4 Подвести шлифовальный круг к детали в вертикальном направлении до появления искры Включить подачу Включить охлаждение Шлифовать поверх- ность Перекрывается п. 4 Основное время
274
ПРИЛОЖЕНИЕ 6
лист 11
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
5 Отвести и выключить движение стола
б Измерить деталь микрометром или скобой (при допуске до 0,03 мм), глубиномером или шаблоном (при допуске свыше 0,03 мм)
7 Включить движение стола и подвести стол в продольном направлении
8 Шлифовать поверх- ность Основное время
5 Выключить охлаждение Перекрывается п. 8
10 Выключить подачу Перекрывается п. 8
11 Отвести шлифовальный Приемы пп. 5—7
круг от детали в вер- повторяются с каж-
тикальном направле- дым пробным изме-
Шлифование поверхности нии Плоскошлифовальные станки с вертикальным шпинделем и круглым столом рением
а) без измерения 1 Подвести деталь к шлифовальному кругу в горизонтальном направлении перемещением стола
2 Подвести шлифовальный круг к детали в вертикальном направлении до появления искры
3 Включить вертикальную подачу
4 Включить охлаждение Перекрывается п. 5
275
ПРИЛОЖЕНИЕ 6,
лист 12
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
5 6 Шлифовать поверхность Выключить охлаждение Основное время Перекрывается п. 5
б) с измерением 7 8 9 1-5 6 7 8 9 10 11 12 13 В ы к л юч ить верти - кальную подачу Отвести шлифовальный круг от детали в вертикальном направлении Отвести деталь от шлифовального круга в горизонтальном направлении Выключить вращение стола Отвести деталь от шлифовального круга в горизонтальном направлении Измерить деталь микрометром или скобой (при допуске до 0,03 мм), глубиномером или шаблоном (при допуске свыше 0,03 мм) Включить вращение стола Подвести деталь к шлифовальному кругу в горизонтальном направлении перемещением стола Шлифовать поверхность Выключить охлаждение Выключить вертикальную подачу Перекрывается п. 5 См. выше последовательность приемов пп. 1—5 Основное время Перекрывается п. 11 Перекрывается п. 11
276
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ ПРИЛОЖЕНИЕ 6, лист 13
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
14 15 Отвести шлифовальный круг от детали в вертикальном направлении Отвести деталь от шлифовального круга в горизонтальном направлении Приемы пп. 6—10 повторяются с каждым пробным измерением
Плоскошлифовальные станки с горизонтальным шпинделем и круглым столом
Шлифование поверхности а) без измерения 1 2 3 Подвести деталь к шлифовальному кругу подъемом стола до появления искры Включить движение ползуна Включить вертикальную подачу стола
4 5 Включить охлаждение Шлифовать поверхность Перекрывается п. 5 Основное время
6 Выключить охлаждение Перекрывается п. 5
7 Выключить вертикальную подачу стола Перекрывается п. 5
8 Выключить движение ползуна
9 Отвести деталь от шлифовального круга опусканием стола
277
ПРИЛОЖЕНИЕ 6,
лист 14
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) с измерением в) шлифование гру-гом, установленным на 1—5 6 7 8 9 10 11 12 13 14 15 1 Включить движение ползуна Выключить вращение стола Измерить деталь микрометром или скобой (при допуске до 0,03 мм), глубиномером или шаблоном (при допуске свыше 0,03 мм) Включить вращение стола Включить движение ползуна Шлифовать поверхность Выключить охлаждение Выключить вертикальную подачу стола Выключить движение ползуна Отвести деталь от шлифовального круга опусканием стола Подвести круг к детали См. выше последовательность приемов пп. 1—5 Основное время Перекрывается п. 11 Перекрывается п. 11 Приемы пп. 6—10 повторяются с каждым пробным измерением
размер, без измерение Обработка отверстий а) без измерения 2 3 1 Шлифовать поверхность Отвести круг от детали Хонинговальные станки Подвести хонинговальную головку к детали и ввести в отверстие Основное время
278
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ ПРИЛОЖЕНИЕ 6, лист 15
Характер обработки, способ выполнения работы К® по пор. Наименование приемов Примечание
2 3 4 5 6 7 8 9 Включить возвратно-поступательную подачу (вертикальную или горизонтальную) Включить охлаждение Разжать бруски головки Хонинговать отверстие Сжать бруски головки Выключить возвратно-поступательную подачу Выключить охлаждение Вывести хонинговальную головку из отверстия и отвести Перекрывается п. 2 Основное время Перекрывается п. 7
б) с измерением 1--9 См. выше последов вательность приемов пп. 1—9
10 11 12 13—22 Выключить вращение головки Измерить деталь Включить вращение головки См. выше последовательность приемов п п. 1—9
Станки для суперфиниша Приемы пп. 6—12 повторяются с каждым пробным измерением
Обработка одной или нескольких поверхностей без измерения 1 Подвести державку с брусками к обрабатываемой поверхности
2 Включить поступательное движение брусков
279
ПРИЛОЖЕНИЕ 6.
лист. 16
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
3 Включить охлаждение Перекрывается п. 4
4 Суперфиниш поверхности Основное время
Обработка цилиндрических или плоских поверхностей 5 6 7 Выключить охлаждение Выключить поступательное движение брусков Отвести державку с брусками от обрабатываемой поверхности Вертикально-доводочные (лапинговальные) станки Перекрывается п. 4
а) без измерения 1 2 3 Повернуть (подвести) головку верхнего доводочного диска в рабочее положение Подвести диск к деталям в вертикальном направлении. Включить вращение доводочных дисков
4 5 Полировать поверхность Отвести диск от деталей в вертикальном направлении Основное время
6 7 Выключить вращение доводочных дисков Отвести головку верхнего доводочного диска в сторону Время на приемы пп. 3 и 6 учитывается во времени на установку и снятие детали
280
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ ПРИЛОЖЕНИЕ 6. лист П
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) с измерением 1 Повернуть (подвести) головку верхнего доводочного диска в рабочее положение
2 Подвести диск к деталям в вертикальном направлении
3 Включить вращение доводочных дисков
4 Полировать поверхность Основное время
5 Отвести диск от деталей в вертикальном направлении
6 Выключить вращение доводочных дисков
7 Отвести головку верхнего доводочного диска в сторону
8 Снять детали для измерения
9 Измерить детали миниметром
10 Установить детали
11 Повернуть (подвести) головку верхнего доводочного диска в рабочее положение
12 Подвести диск к деталям в вертикальном направлении
281
ПРИЛОЖЕНИЕ 6,
лист 18
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ОБРАБОТКОЙ ПОВЕРХНОСТИ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
13 Включить вращение доводочных дисков
14 15 Полировать поверхность Отвести диск от деталей в вертикальном направлении Основное время
16 Выключить вращение доводочных дисков Время на приемы пп. 3 и 16 учитывается во времени на установку и снятие детали Приемы пп. 5—13 повторяются с каждым пробным измерением
17 Отвести головку верхнего доводочного диска в сторону
Число деталей, измеряемых в процессе обработки
Диаметр (или ширина де i ал и) в мм 6-20 21-100
Длина детали (выраженная диаметром или шириной детали) <5£> >D (4В) (5В) 2D-4D (2В-4В)
Число деталей, измеряемых в процессе обработки, из общего количества одновременно обрабатываемых деталей (в процентах) 20 30 30
282
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 1
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
I. Обработка на мно- 1 Токарные многорезцовые и гидрокопиро-вальные станки Установить и закре-
горезцовых полуавтоматах, гидрокопироваль- 2 пить деталь Включить станок
ных полуавтоматах и на 3 Машинная работа Основное время
станках с программным 4 Выключение станка Перекрывается п. 3
управлением II. Обработка па мно- 5 1 автоматическое Открепить и снять деталь Установить и закре-
горезцовых станках с ручным управлением 2 пить деталь Включить вращение
3 4 5 шпинделя Подвести суппорт (или два суппорта одновременно) с резцами к детали Включить подачу Машинная работа Основное время
6 Выключение подачи Перекрывается п. 5
Нарезание резьбы 7 8 9 1 автоматическое Выключить вращение шпинделя Переместить суппорт (или два суппорта одновременно) в исходное положение автоматически или вручную Открепить и снять деталь Токарные резьбонарезные полуавтоматы для коротких резьб Установить и закре-
резцами методом многопроходной обработки на 2 пить деталь Включить станок Машинное время
станках с автоматиче- 3 Нарезать резьбу
ским никлом 4 Выключение станка рабочих и обратных ходов Перекрывается п. 3
5 автоматическое Открепить и снять деталь
283
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 2
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
Нарезание резьбы вращающимися резцовыми головками I. Обработка зубьев на оправке с креплением гайкой или в центрах 1 2 3 4 . 5 6 7 8 9 10 11 1 2 3 4 5 Токарные резьбонарезные станки с вращающимися резцовыми головками (для верхнего нарезания) Установить и закрепить деталь Включить вращение резцовой головки Включить вращение детали Подвести резец к детали Включить продольную подачу Нарезать резьбу Выключить продольную подачу Выключить вращение резцовой головки Переместить каретку суппорта в исходное положение Выключить вращение детали Открепить и снять деталь Зубофрезерные станки 1. Станки с полуавтоматическим циклом Установить и закрепить деталь Включить станок Фрезеровать зубья Выключение станка автоматическое Открепить и снять деталь Основное время Перекрывается п. 6 Основное время Перекрывается п. 3
284
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 3
Характер обработки, способ выполнения работы Xs по пор. Наименование приемов Примечание
И. Обработка зубьев на оправке, на подставках, в центрах а) подача вдоль оси 2. Станки с ручным управлением
1 Установить и закре-
колеса, в один проход пить деталь
2 Включить вращение фрезы и стола
3 Подвести фрезу к детали в вертикальном направлении вручную или автоматически
4 Включить подачу
5 Фрезеровать зубья Основное время
6 Выключение подачи, вращения фрезы и стола автоматическое Перекрывается п. 5
7 Открепить и снять деталь
8 Переместить каретку в исходное положение вручную или автоматически
б) подача вдоль оси 1 Установить и закре-
колеса, в два прохода пить деталь
2 Включить вращение фрезы и стола
3 Подвести деталь к фрезе перемещением стола по лимбу или упо-
4 РУ Закрепить стол
5 Подвести фрезу к детали в вертикальном направлении вручную или автоматически
6 Включить подачу
7 Фрезеровать зубья Основное время
8 Выключение подачи, вращения фрезы и стола автоматическое Перекрывается п. 7
9 Открепить стол
10 Отвести деталь от фрезы перемещением стола
285
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 4
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
11 12 13 14 15 16 17 Переместить каретку в исходное положение вручную или автоматически Подвести деталь к фрезе перемещением стола но лимбу или упору Закрепить стол Включить вращение фрезы и стола Подвести фрезу к детали в вертикальном направлении вручную или автоматически Включить подачу Фрезеровать зубья Основное время
18 Выключение подачи, Перекрывается
в) подача радиальная 19 . 20 ' 21 22 1 вращения стола и фрезы автоматическое Открепить стол Отвести деталь от фрезы перемещением стола Открепить и снять деталь Переместить каретку в исходное положение вручную или автоматически Установить и закре- п. 17
2 3 4 5 пить деталь Включить вращение фрезы и стола Подвести деталь к фрезе перемещением стола Включить подачу Фрезеровать зубья Основное время
6 Выключение подачи Перекрывается
7 автоматическое Отвести деталь от фрезы перемещением стола вручную или автоматически п. 5
286
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 5
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
г) подача тангенци- 8 9 1 Выключить вращение фрезы и стола Открепить и сиять деталь Установить и закре-
альная, в один проход 2 3 4 5 6 7 пить деталь Включить вращение фрезы и стола Подвести деталь к фрезе перемещением стола по лимбу Закрепить стол Подвести фрезу к детали в тангенциальном (горизонтальном) на- правлении Включить подачу Фрезеровать зубья Основное время
8 Выключить подачу Перекрывается п. 7
д) подача тангенци- 9 10 11 12 13 1 Открепить стол Отвести деталь от фрезы перемещением стола Выключить вращение фрезы и стола Открепить и снять деталь Переместить каретку в тангенциальном направлении в исходное положение вручную или автоматически Установить и закре-
альная, в два прохода 2 3 4 5 6 пи ib деталь Включить вращение фрезы и стола Подвести деталь к фрезе перемещением стола по лимбу Закрепить стол Подвести фрезу к детали в тангенциальном (горизонтальном) направлении Включить подачу
287
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7. лист 6
Характер обработки, способ выполнения работы К2 ПО пор. Наименование приемов Примечание
I. Нарезание цилиндрических колес с прямым и косым зубом 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 1 2 Фрезеровать зубья Выключить подачу Открепить стол Отвести деталь от фрезы перемещением стола Переместить каретку в тангенциальном направлении в исходное положение вручную или автоматически Подвести деталь к фрезе перемещением стола по лимбу Закрепить стол Подвести фрезу к детали в тангенциальном (горизонтальном) на- правлении Включить подачу Фрезеровать зубья Выключить подачу Открепить стол Отвести деталь от фрезы перемещением стола Выключить вращение фрезы и стола Открепить и снять деталь Переместить каретку в тангенциальном направлении в исходное положение вручную или автоматически Зубодолбежные станки Установить и закрепить деталь Включить движение хода долбяка и подачу обкатки Основное время Перекрывается п. 7 Основное время Перекрывается п. 16
288
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 7
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
3 Подвести долбяк к детали в горизонтальном направлении (или деталь к долбяку поворотом стола) Нарезать зубья Выключение движения хода долбяка и подачи обкатки автоматическое Автоматический отвод долбяка в горизонтальном направлении (или отвод детали от долбяка поворотом стола вруч-
4 5 6 Основное время Перекрывается п. 4
II. Нарезание цилиндрических колес с внутренним зубом 7 1 2 3 Открепить и снять деталь Установить и закрепить деталь Включить движение хода долбяка и подачу обкатки Подвести долбяк к детали в горизонтальном направлении (или деталь к долбяку поворотом стола) Подвести долбяк к детали в вертикальном направлении Нарезать зубья Выключение движения хода долбяка и подачи обкатки автоматическое Автоматический отвод долбяка от детали в вертикальном направлении Отвести долбяк от детали в горизонтальном направлении (или деталь от долбяка поворотом стола) Открепить и снять деталь
4 5 6 7 8 9 Основное время Перекрывается п. 5
289
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 8
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
I. Обработка на станках с полуавтоматическим циклом И. Обработка на станках с ручным управлением Обработка закруглений на торцах зубьев 1 2 3 4 5 1 2 3 4 5 6 7 8 9 1 2 3 4 Зубошевинговальные станки Установить и закрепить деталь Включить станок Шевинговатъ зубья Выключение станка и отвод детали автоматические Открепить и снять деталь Установить и закрепить деталь Подвести деталь к ше-веру (или шевер к детали) Включить вращение шевера и движение стола Включить подачу Шевинговатъ зубья Выключение подачи автоматическое Выключить вращение шевера и движение стола Отвести деталь от шевера (или шевер от детали) Открепить и снять деталь Зубозакругляющие станки Установить и закрепить деталь Включить вращение фрезы и подачу обкатки Подвести фрезу к детали вручную или автоматически Обработать закругления на торцах зубьев Основное время Перекрывается п. 3 Основное время Перекрывается п» 5 Основное время
290
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 9
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
5 6 7 Выключение вращения фрезы и подачи обкатки автоматическое Отвести фрезу от детали вручную или автоматически Открепить и снять деталь Перекрывается п. 4
Нарезание зубьев колес а) один проход б) два прохода 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 Зубострогальные станки для прямозубых конических колес Установить деталь и закрепить Подвести деталь к резцам перемещением каретки до упора Закрепить каретку Включить движение ползунов и подачу обкатки Нарезать зубья Выключение движения ползунов и подачи обкатки автоматическое Открепить каретку Отвести каретку в исходное положение Открепить и снять деталь Установить и закрепить деталь Подвести деталь к резцам перемещением каретки по лимбу Закрепить каретку Включить движение ползунов и подачу обкатки Нарезать зубья Выключение движения ползунов и подача обкатки автоматические Основное время Перекрывается п. 5 Основное время Перекрывается п. 5
291
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 10
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
7 8 9 10 11 Открепить каретку Подвести деталь к резцам перемещением каретки до упора Закрепить каретку Включить движение ползунов и подачу обкатки Нарезать зубья Основное времг
Нарезание зубьев ко- 12 13 14 15 1 Выключение движения ползунов и подачи обкатки автоматическое Открепить каретку Отвести каретку в исходное положение Открепить и снять деталь Зубофрезерные полуавтоматы для чернового нарезания прямозубых конических колес дисковой модульной фрезой Установить и закре-
лес дисковой модульной фрезой 2 пить деталь Включить станок
3 Нарезать зубья Основное времг
4 Автоматическое вы- Перекрывается
Нарезание зубьев ко- 5 1 ключение станка Открепить и спять деталь Зуборезные полуавтоматы для конических колес с криволинейным зубом Установить и закре- п. 3
нических колес с криволинейным зубом зубо- 2 пить деталь Включить станок
резной резцовой головкой 3 Нарезать зубья Основное времг
4 Автоматическое вы- Перекрывается
5 ключение станка Открепить и снять деталь п. 3.
292
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 11
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
Нарезание шлиц на шлицевых валах или зубьев цилиндрических зубчатых колес I. Фрезерование наружной или внутренней резьбы на станках с полуавтоматическим циклом II. Фрезерование резьбы на станках с ручным управлением а) наружной I 2 3 4 5 6 7 8 1 2 3 4 5 1 2 3 4 5 Шлицефрезерные станки Установить и закрепить деталь Включить вращение фрезы и детали Подвести фрезу к детали в продольном направлении вручную или автоматически Включить подачу Фрезеровать шлицы (или зубья) Выключение подачи, вращение фрезы и детали автоматическое Открепить и снять деталь Переместить фрезерную головку в исходное положение вручную или автоматически Резьбофрезерные станки, работающие гребенчатой фрезой Установить и закрепить деталь Включить станок Фрезеровать резьбу Выключение станка автоматическое Открепить и снять деталь Установить и закрепить деталь Включить вращение фрезы и детали Подвести деталь к фрезе в поперечном направлении Установить фрезу на глубину резания по лим-бу Закрепить каретку Основное время Перекрывается п. 5 Основное время Перекрывается п. 3 Перекрывается п. 6 Перекрывается п. 6
293
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 12
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
6 Фрезеровать резьбу Основное время
7 Открепить каретку Перекрывается п. 6
8 9 10 И Выключить вращение фрезы и детали Отвести деталь от фрезы в поперечном направлении Отвести деталь (или фрезу) в продольном направлении в исходное положение на длину одного шага нарезаемой резьбы автоматически Открепить и снять деталь Перекрывается п, 6
б) внутренней 1 2 3 4 Установить и закрепить деталь Включить вращение фрезы и детали Подвести деталь к фрезе (или фрезу к детали) в продольном направлении Подвести деталь к фрезе в поперечном направлении
5 Установить фрезу на глубину резания по лимбу Перекрывается п. 7
6 Закрепить каретку Перекрывается п. 7
7 Фрезеровать резьбу Основное время
8 Открепить каретку Перекрывается п. 7
9 10 Выключить вращение фрезы и детали Отвести деталь от фрезы в поперечном направлении Перекрывается п. 7
294
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7
лист 13
Характер обработки, способ выполнения работы № по пор. Наименование приемов : Примечание
11 Отвести деталь от фрезы (или фрезу от детали) перемещением каретки в продольном направлении вручную или автоматически
12 Открепить и снять деталь Резьбофрезерные станки, работающие дисковой фрезой
Фрезерование резьбы 1 Установить и закре-
винтов и червяков пить деталь
2 Включить вращение фрезы и детали
3 Подвести фрезу к детали в продольном направлении
4 Подвести фрезу к детали в поперечном направлении по лимбу
5 Включить подачу
6 Фрезеровать резьбу Основное время
7 Выключить подачу Перекрывается п. 6
8 Выключить вращение фрезы и детали
9 Отвести фрезу от детали в поперечном направлении
10 Переместить фрезерную головку в продольном направлении в исходное положение вручную или автоматически
11 Открепить и снять деталь
295
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
Накатывание резьбы с установкой детали на нож вручную а) с включением ра- 1 Резьбонакатные полуавтоматы 1. Станки, работающие круглыми роликами Взять детали в левую Повторяется пери-
диальной подачи кнопкой б) с автоматической 2 3 4 5 6 1 РУКУ Установить деталь на нож правой рукой Включить подачу роликов кнопкой Накатать резьбу Снять деталь с ножа правой рукой и отложить Промерить резьбу (периодически) Взять детали в левую одически Основное время Перекрывается
радиальной подачей роликов 2 РУКУ Установить деталь на п. 3 Перекрывается
в) накатывание резь- 3 4 5 1 нож правой рукой Накатать резьбу Снять деталь с ножа правой рукой и отложить Промерить резьбу (периодически) 2. Станки, работающие эксцентриковыми роликами Взять детали в левую п. 3 Основное время Перекрывается п. 3 Перекрывается
бы эксцентриковым роликом без радиальной 2 РУКУ Установить деталь на п. 3 Перекрывается
подачи 3 4 5 нож правой рукой Накатать резьбу Снять деталь с ножа правой рукой и отложить Промерить резьбу (периодически) п. 3 Основное время Перекрывается п. 3
296
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 15
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
Дополнительные приемы, повторяющиеся периодически 1 Установить на столе у станка ящик с заготовками Приемы пп. 1—4 повторяются периодически и учитываются процентной надбавкой ко времени на операцию
2 3 4 Снять со стола свободный ящик Взять ящик с отработанными деталями и отложить в сторону от станка Поставить под желоб свободный ящик
Нарезание наружной резьбы а) тангенциальными плашками с самооткры-вающимися винторезными головками (без реверса) б) круглыми плашками в патроне (с реверсом) 1 2 3 4 5 6 1 2 3 4 5 Болторезные станки Установить и закрепить деталь Подвести и направить деталь в плашки Нарезать резьбу Переместить каретку в исходное положение Открепить и снять деталь Установить резьбонарезную головку в рабочее положение автоматически Установить и закрепить деталь Подвести и направить деталь в плашки Нарезать резьбу Переключить направление вращения шпинделя Свинчивание резьбы из плашки Основное время Перекрывается п. 4 Основное время Вспомогательное машинное время
297
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 16
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
Дополнительные приемы работы, повторяющиеся периодически 6 7 8 1 2 Переместить каретку в исходное положение Переключить направление вращения шпинделя Открепить и снять деталь Установить на столе у станка ящик с заготовками Снять со стола свободный ящик Приемы пп. 1—3 повторяются периодически и учитываются процентной надбавкой ко времени на операцию
3 Взять ящик с обработанными деталями и отложить в сторону от станка
Шпоночно-фрезерные станки, работающие методом маятниковой подачи
Фрезерование пазов 1 2 3 4 5 6 7 Установить и закрепить деталь Включить вращение фрезы и движение маятниковой подачи головки Подвести деталь к фрезе перемещением стола в продольном направлении (или передвинуть деталь) на размер обработки Подвести фрезу к детали в вертикальном направлении Включить вертикальную подачу Фрезеровать паз Выключите вертикальную подачу Основное время Перекрывается п. 5
298
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 17
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
8 9 10 Отвести фрезу от детали в вертикальном направлении Выключить вращение фрезы и движение маятниковой подачи Открепить и снять деталь
I. Протягивание цилиндрических, многошлицевых и фасонных отверстий а) в один проход без снятия протяжки 1 2 3 4 5 6 7 8 9 Горизонтально-протяжные станки для внутреннего протягивания Установить деталь (на подставке без крепления или на концевой части протяжки, или на приемной плите с креплением планками) Продвинуть протяжку в зажимной патрон и закрепить Включить движение ползуна Протянуть отверстие Выключение движения ползуна автоматическое Снять деталь Включить движение обратного хода ползуна Переместить протяжку в исходное положение Выключение движения ползуна автоматическое Основное время Перекрывается п. 4 Вспомогательное машинное время Перекрывается п. 8
299
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 18
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
10 Очистить протяжку от стружки щеткой Частично перекрывается п. 8
б) в один проход со снятием протяжки 11 1 2 3 Открепить протяжку и переместить ее в рабочее положение Установить деталь Установить протяжку в отверстие детали и зажимном патроне и закрепить Включить движение См. выше 1а, прием п. 1
в) в два прохода со снятием протяжки 4 5 6 7 8 9 10 11 1 2 3 ползуна Протянуть отверстие Выключение движения ползуна автоматическое Очистить протяжку от стружки щеткой Открепить и снять протяжку Включить движение обратного хода ползуна Переместить ползун в исходное положение Выключение движения ползуна автоматическое Снять деталь Установить деталь Установить первую протяжку в отверстие детали и зажимном патроне и закрепить Включить движение ТТ Г\ ТТ О Ч У Т I Основное время Перекрывается п. 4 Частично перекрывается п. 4 Перекрывается пп. 1 и 11 Перекрывается п. 9 См. выше 1а, прием п. 1
4 5 6 ползуна Протянуть отверстие Выключение движения ползуна автоматиче- ское Очистить протяжку от стружки Основное время Перекрывается п. 4 Частично перекрывается п. 4
300
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 19
Характер обработки, способ выполнения работы Xs по пор. Наименование приемов Примечание
7 8 9 10 11 12 13 14 15 Открепить и снять протяжку Включить движение обратного хода ползуна Переместить ползун в исходное положение Выключение движения ползуна автоматическое Установить вторую протяжку в от верстие детали и зажимном патроне и закрепить Включить движение ползуна Протянуть отверстие Выключение движения ползуна автоматическое Очистить протяжку от стружки Перекрывается п. 11 Перекрывается п. 11 Основное время Перекрывается п. 13 Частично перекрывается п. 13
г) в три прохода со снятием протяжки 16 17 18 19 20 1-19 20 21 22 23 Открепить и снять протяжку Включить движение обратного хода ползуна Переместить ползун в исходное положение Выключение движения ползуна автоматическое Снять деталь Установить третью протяжку в отверстие детали и зажимном патроне и закрепить Включить движение ползуна Протянуть отверстие Выключение движения ползуна автоматическое Перекрывается пп. 1 и 20 Перекрывается п. 18 См. выше 1в, последовательность приемов пп. 1 — 19 Основное время Перекрывается п. 22
301
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 20
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
24 25 26 Очистить протяжку от стружки Открепить и снять протяжку Включить движение обратного хода ползуна Частично перекрывается п. 22
27 Переместить ползун в исходное положение Перекрывается пп. 1 и 29
II. Протягивание пазов 28 29 Выключение движения ползуна автоматическое Снять деталь Перекрывается п. 27
а) первый проход без снятия протяжки 1 2 3 Установить деталь на оправке Установить под протяжку клиновую прокладку Включить движение ползуна Основное время
4 Протянуть паз
5 Выключение движения ползуна автоматическое Перекрывается п. 4
6 7 8 Сиять клиновую прокладку Снять деталь Включить движение обратного хода ползуна Перекрывается п 4
9 Переместить протяжку в исходное положение Вспомогательное машинное время
10 Выключение движения ползуна автоматическое Перекрывается п. 9
11 Очистить протяжку от стружки щеткой Частично перекрывается пп. 4 и 9
302
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 21
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) последующий проход без снятия протяжки 1 2 Установить под протяжку клиновую прокладку второго размера Включить движение ползуна
3 Протянуть паз Основное время
4 Выключение движения ползуна автоматическое Перекрывается п. 3
5 6 Снять клиновую прокладку Включить движение обратного хода ползуна Перекрывается п. 3
7 Переместить протяжку в исходное положение Вспомогательное машинное время
8 Выключение движения ползуна автоматическое Перекрывается п. 7
9 Очистить протяжку от стружки щеткой Частично перекрывается пп. 7 и 3
в) первый проход со снятием протяжки 1 2 3 Установить деталь на оправке Установить протяжку в паз оправки и зажимном патроне и закрепить Включить движение ползуна
4 Протянуть паз Основное время
5 Выключение движения ползупа автоматическое Перекрывается п. 4
6 7 8 Очистить протяжку от стружки щеткой Открепить и снять протяжку Включить движение обратного хода ползуна Частично перекрывается п. 4
9 Переместить ползун в исходное положение Вспомогательное машинное время
303
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 22
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
г) последующий проход со снятием протяжки 10 11 1-9 Выключение движения ползуна автоматическое Снять деталь Перекрывается п. 9 См. выше Пв, последовательность приемов пп. 2—10
III. Протягивание рифлений в пазах
а) первый проход без снятия протяжки б) последующие проходы без снятия протяжки 1-11 1 Установить под протяжку клиновую прокладку См. выше На, последовательность приемов пп. 1—11
2 Включить движение гтл ттотги <1
3 4 5 ПОЛЗуНа. Протянуть рифления паза Выключение движения ползуна автоматическое Снять клиповую прокладку Основное время Перекрывается п. 3 Перекрывается п. 3
6 7 8 9 Включить движение обратного хода ползуна Переместить протяжку в исходное положение Выключение движения ползуна автоматическое Очистить протяжку от стружки Вспомогательное машинное время Перекрывается п. 7 Частично перекрывается пп. 3 и 7
10 Переместить деталь в поворотном приспособлении для обработки следующего паза Время на прием учитывается отдельно по необходимости
304
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 23
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
в) первый проход со 1-11 См. выше 11 в, по-
снятием протяжки г) последующие про- 1 Установить протяжку, следовательность приемов пп. 1—11
ходы со снятием протяжки 2 3 в паз и зажимном патроне и закрепить Включить движение ползуна Протянуть рифления Основное время
4 паза Выключение движения Перекрывается
5 ползуна автоматически Очистить протяжку от п. 3 Частично пере-
6 7 8 стружки щеткой Открепить и снять протяжку Включить движение обратного вала ползуна Переместить ползун в крывается п. 3 Вспомогательное
9 исходное положение Выключение движе- машинное время Перекрывается
10 ния ползуна автоматическое Переместить деталь в п. 8 Время на прием
Обработка плоскостей 1 поворотном приспособлении для обработки следующего паза Вертикально-протяжные станки для наружного протягивания Установить и закре- учитывается отдельно по необходимости
или пазов а) в один проход 2 пить деталь Включить движение ТТГЫТ VTJ Q
3 I1UJ1Jу rid. Протянуть плоскость Основное время
4 (и а з) Выключение движения Перекрывается
ползуна автоматическое п. 3
305
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 24
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
5 6 7 8 Открепить и снять деталь Включить движение обратного хода ползуна Переместить ползун в исходное положение Выключение движения ползуна автоматическое Вспомогательное машинное время Перекрывается п. 7
б) последующие проходы (при обработке пазов) 1 2 3 4 5 6 7 8 9 Переместить деталь в поворотном приспособлении для обработки следующего паза или сменить протяжку для обработки следующего прохода Подвести стол Включить движение ползуна Протянуть паз Выключение движения ползуна автоматическое Отвести стол Включить движение обратного хода ползуна Переместить ползун в исходное положение Выключение движения ползуна автоматическое Время на прием учитывается отдельно по необходимости Основное время Перекрывается п. 4 Вспомогательное машинное время Перекрывается п. 8
1. Шлифование зубьев методом обкатки а) одним дисковым кругом 1 2 3 Зубошлифовальные станки Установить деталь с фиксированием по зубу и закрепить Включить вращение шлифовального круга Включить счетчик продолжительности обработки
306
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 25
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
4 5 6 7 8 9 10 11 12 13 14 15 16 Включить подачу об катки и возвратно-поступательное движение каретки Установить глубину шлифования и равномерность снятия припуска для первого прохода Шлифовать зубья Выключение вращения шлифовального круга, подачи обкатки и возвратно-поступательного движения каретки автоматическое Измерить профиль и шаг зуба Установить глубину шлифования по лимбу для последующего прохода Включить вращение шлифовального круга Включить счетчик продолжительности обработки Включить подачу обкатки и возвратно-поступательное движение каретки Шлифовать зубья Выключение вращения шлифовального круга, подачи обкатки и возвратно-поступательного движения каретки автоматическое Отвести шлифовальный круг от детали Открепить и снять деталь Основное время Перекрывается п. 6 Основное время Перекрывается п. 13
307
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 26
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
б) двумя тарельчатыми кругами I 2 3 4 5 6 7 8 9 10 11 12 Установить деталь с оправкой в центрах с фиксацией по зубу и закрепить Установить глубину шлифования и равномерность снятия припуска с двух сторон с включением и выключением станка в процессе регулировки размеров Включить вращение шлифовального круга Включить счетчик продолжительности обработки Включить делительный механизм на одностороннее деление для чернового прохода Включить подачу обкатки и возвратно-поступательного движения каретки Шлифовать зубья Выключение вращения шлифовального круга, подачи обкатки и возвратно-поступательного движения каретки автоматическое Измерить профиль и шаг зуба Установить глубину шлифования по лимбу для последующего прохода Включить вращение шлифовального круга Включить счетчик продолжительности обработки Время установки детали на оправку и снятие с оправки перекрывается основным временем Основное время Перекрывается п. 7
308
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 27
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
13 Включить делительный механизм на двухсторен-нее деление для чистового прохода
14 Включить подачу обкатки и возвратно-поступательного движения каретки
15 Щлифовать зубья Основное время
16 Выключение вращения шлифовального круга, подачи обкатки и воз-вратно-пост упат ельного движения каретки автоматическое Перекрывается п. 15
17 Отвести шлифовальные круги от детали
18 Открепить и снять деталь с оправкой с центров
в) абразивным червяком 1 Отвести шлифовальную бабку маховичком на 0,5—0,8 мм
2 Подвести шлифовальную бабку к суппорту
3 4 У становить деталь с оправкой в центрах с фиксированием по зубу Включить станок Время установки детали на оправку и снятие с оправки перекрывается основным временем
5 Подвести шлифовальную бабку к детали до появления искры
309
Продолжение приложения 7
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7. лист 27
Характер обработки, спосоа выполнения работы № по пор. Наименование приемов Примечание
6 Включить зажим цанги Перекрывается п. 8
7 8 Включить охлаждение Шлифовать зубья Перекрывается п. 8 Основное время
9 Выключение станка автоматическое Перекрывается п. 8
10 Отвод шлифовальной бабки автоматический
11 Переместить стойку относительно авбразив-ного червяка
12 Открепить и снять деталь с оправкой с центров
П. Шлифование зубьев методом копирования с одним профильным кругом 1—16 См. выше 1а, последовательность приемов пп. 1—16
Шлицешлифовальные станки
Шлифование шлиц 1 Установить деталь с
2 фиксированием по профилю и закрепить Включить движение
3 стола Подвести шлифоваль-
4 ный круг к детали в вертикальном направлении и установить на размер до появления искры Включить подачу де-
5 лительного механизма Включить вертикаль-
ную подачу шлифовального круга
310
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 1,
лист 28
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
6 7 8 9 10 11 Включить охлаждение Шлифовать шлицы Выключить движение стола Измерить деталь Включить движение стола Шлифовать шлицы Перекрывается п. 7 Основное время Основное время
12 13 14 15 16 17 18 Выключить охлаждение Выключить вертикальную подачу шлифовального круга Выключить подачу делительного механизма Отвести шлифовальный круг от детали в вертикальном направлении Отвести стол в продольном направлении Выключить движение стола Открепить и снять деталь Перекрывается п, 11 Перекрывается п, 11
Резьбошлифовальные станки
I. Шлифование резьбы на станках с ручным управлением а) первый проход 1 2 3 Установить и закрепить деталь Включить вращение детали в продольную подачу каретки Совместить профиль детали и инструмента (по необходимости) П. 3 применяется при шлифовании предварительно нарезанной резьбы
311
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, ласт 29
Характер обработки, способ выполнения работы Ns по пор. Наименование приемов Примечание
б) последующие проходы 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 Подвести шлифовальный круг к детали в поперечном направлении и установить на размер по лимбу Включить охлаждение Шлифовать резьбу Выключить охлаждение Отвести шлифовальный круг от детали Выключить вращение детали и продольную подачу каретки Переключить направление подачи каретки Измерить резьбу Открепить и снять деталь Подвести шлифовальный круг к детали в поперечном направлении и установить на размер по лимбу Включить вращение детали в продольную подачу каретки Включить охлаждение Шлифовать резьбу Выключить охлаждение Выключить вращение детали и продольную, подачу каретки Переключить направление подачи каретки Измерить резьбу Перекрывается п. 6 Основное время Перекрывается п. 6 Перекрывается п. 4 Основное время Перекрывается п. 4
312
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист. 30
Характер обработки, способ выполнения работы № пе пор. Наименование приемов Примечание
И. Шлифование резьбы на станках с полуавтоматическим циклом 1 2 Установить и закрепить деталь Включить вращение детали и продольную подачу каретки
3 Подвести круг к детали в поперечном направлении и установить на размер по лимбу
4 Включить поперечную подачу шлифовального круга
5 Шлифовать резьбу Основное время
6 Выключение станка автоматическое Перекрывается п. 5
7 Измерить резьбу
8 Включить вращение детали и продольную подачу каретки
9 Шлифовать резьбу Основное время
10 Выключение станка автоматическое Перекрывается п. 9
11 Открепить и снять деталь
Отрезные круглопильные полуавтоматы
Отрезка заготовки 1 Выдвинуть заготовку до упора и закрепить (для первой детали из прутка: установить пруток и закрепить)
2 Включить станок
3 Отрезать заготовку Основное время
4 Выключение станка автоматическое Перекрывается п. 3
313
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ
С ОПЕРАЦИЕЙ
ПРИЛОЖЕНИЕ 7,
лист 31
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
5 Открепить заготовку (для последней детали из прутка: открепить и сиять остаток прутка)
I. Работа на станках с полуавтоматическим циклом а) центрование отверстий 1 Центровальные станки Установить и закрепить
2 Включить станок
3 Центровать отверстия Основное время
4 Выключение станка автоматическое Перекрывается п. 3
5 Открепить и снять заготовку
б) фрезерование торцов и центрование отверстий 1 Установить и закрепить заготовку
2 Включить станок
3 Фрезеровать торцы и центровать отверстия Основное время
А Автоматическое выключение станка Перекрывается п. 3
5 Открепить и снять заготовку
314
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАБОТЫ, СВЯЗАННЫХ С ОПЕРАЦИЕЙ ПРИЛОЖЕНИЕ 7, лист 32
Характер обработки, способ выполнения работы № по пор. Наименование приемов Примечание
II. Работа на одностороннем или двустороннем станке с ручным управлением 1 Установить и закрепить заготовку
2 Включить вращение шпинделя
3 Подвести инструмент к заготовке
4 Центровать отверстие с одной стороны (на одностороннем станке), центровать отверстия с двух сторон (на двустороннем станке) Основное время
5 Отвести инструмент от заготовки
6 Выключить вращение шпинделя
7 Открепить и снять заготовку
315
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Токарно-винторезные станки
ПРИЛОЖЕНИЕ 8, лист 1
№ позиции Наименование приемов Группа станков
I 1 п ! [ ш ; 1 IV
Наибольший диаметр изделия, устанавливаемого над станиной, в мм до
300 | . 400 | 600 | 1000
Время в мин
1 Включить станок (для станков с полуавтоматическим циклом или программным управлением) 0,02 0,02 — —
2 Включить или выключить вращение шпинделя кнопкой 0,02 0,02 f 0,02 0,03
3 рычагом 0,02 1 0,03 i 0,03 0,04
4 Включить или выключить подачу кнопкой | 0,02 j о,о2 : | 0,02 0,03
5 рычагохМ | | 0,02 0,03 | 0,03 0,04
6 Изменить число оборотов шпинделя одним рычагом j 0,05 0,06 | 0,06 0,08
7 двумя рычагами j | 0,07 0,08 0,09 | 0,10
8 Изменить величину подачи одним рычагом | | 0,04 0,05 0,06 0,07
9 двумя рычагами | 0,06 0,07 0,08 0,09
10 Изменить направление вращения шпинделя | 0,03 0,04 0,04 0,05
11 Изменить направление подачи 0,03 0,04 0,04 0,05
12 Включить автоматическое ускоренное перемещение суппорта, подвести инструмент к детали или отвести от детали 0,05 0,06 0,08 0,10
__
13 Подвести иструменнт к детали вручную перемещением суппорта 0,03 0,04 0,06 0,07
14 перемещением верхней части суппорта 0,05 0,07 0,10 0,12
15 перемещением пиноли задней бабки 0,04 0,05 0,06 —
16 Отвести инструмент от детали вручную перемещением суппорта 0,03 0,04 0,05 0,06
17 перемещением верхней части суппорта 0,04 0,06 0,08 0,10
18 Установить инструмент на размер в мм по упору или лимбу грубо О<25 0,02 О', 025 0,03 —
19 £>>25 0,03 0,04 0,04 0,05
20 по лимбу с точностью <0,2 мм D<25 0,03 0,04 0,05 —
21 D>25 0,04 0,06 0,07 0,09
22 Переместить каретку суппорта в продольном направлении на длину в мм до 100 1 0,03 1 0,04 0,05 0,06
23 200 0,05 0,06 0,08 0,09
24 300 0,08 0,09 0,11 0,13
25 500 0,13 0,14 0,16 0,20
26 750 0,19 0,21 0,23 0,31
27 1000 0,27 0,28 0,31 0,42
28 1500 0,38 0,39 0,44 0,60
29 2000 — 0,55 0,60 0,80
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ Токарно-винторезные станки
СТАНКОМ И СМЕНУ ИНСТРУМЕНТА
ПРИЛОЖЕНИЕ 8, лист 2
Группа станков
I I \ 11 "1 IV
№ Наименование приемов Наибольший диаметр изделия, устанавливаемого над станиной, в
позиции мм до
300 i | 400 600 1 1000
Время в мин
30 50 0,04 0,04 0,05 0,06
31 100 0,06 0,07 0,08 0,10
32 Переместить суппорт в поперечном направлении на длину 150 0,08 0,10 0,12 0,14
33 в мм до 200 0,12 0,14 0,17 0,20
34 300 — — 0,25 0,28
35 400 — — 0,35 0,39
36 500 — — — 0,50
37 Переместить верхнюю часть суппорта на длину в мм до 50 0,06 0,07 0,08 0,10
38 100 0,09 0,10 0,12 0,18
39 150 — — 0,16 0,23
40 50 0,05 0,06 0,07 0,08
41 42 Переместить пиноль задней бабки на длину в мм до 100 150 0,07 0,13 0,09 0,14 0,11 0,15 0,13 0,18
43 200 — — 0,25 0,28
44 Подвести и отвести заднюю бабку с откреплением и за- рукояткой 0,18 0,20 0,27 —
45 креплением бтппч 0,30 0,35 0,40 —
46 Повернуть верхнюю часть суппорта на угол с откреплением и закреплением 0,6 0,6 0,7 0,8
47 Закрепить и открепить каретку суппорта 0,03 0,04 0,05 0,05
48 Передвинуть упор по станине 0,03 0,04 0,05 —
49 Поставить или снять вкладыш упора 0,05 0,06 0,07 —
50 Произвести деление на другой заход при нарезании многозаходной резьбы специальным делительным приспособлением 0,05 0,07 0,08 —
51 Смазать деталь, развертку, метчик 0,03 0,03 0,04 —
52 Закрыть или открыть щиток ограждения от стружки 0,03 0,03 0,03 0,04
53 Сменить резец поворотом резцовой головки 0,07 0,07 0,08 0,10
54 Установить и снять инструмент .резец проходной, подрезной, расточной 0,5 0,6 0,7 1,0
55 резец отрезной, резьбовой, фасонный 0,6 0,8 1,0 1,2
56 сверло, зенкер, развертку 0,10 0,12 0,14 —
57 метчик или плашку в державке 0,12 0,14 0,15 —
58 Включить или выключить охлаждение Перекрывается основным временем
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Карусельные станки
ПРИЛОЖЕНИЕ 8, лист 8
№ позиции Наименование приемов Группа станков
I | II | Ш
Наибольший диаметр обрабатываемого изделия в мм до
850 | 1500 | 2500
Время в мин
1 Включить или выключить вращение стола кнопкой | 0,03 | 0,03 | 0,04
2 рычагом | 0,04 | 0,04 ( 0,05
3 Включить или выключить подачу кнопкой 0,03 | 0,03 | 0,04
4 рычагом 0,04 | 0,04 | 0,05
5 Изменить число оборотов стола одним рычагом 0,06 | 0,07 | 0,09
6 двумя рычагами 0,08 | 0,10 | 0,13
7 Изменить величину подачи 0,07 | 0,09 0,11
8 Включить автоматическое ускоренное перемещение суппорта, подвести инструмент к детали или отвести от детали 0,08 0,09 0,11
9 Подвести инструмент к детали вручную 0,06 0,07 0,09
10 Отвести инструмент от детали вручную 0,05 0,06 0,08
11 Установить резец на раз-мер по лимбу или линейке 0,08 0,10 0,13
12 по шаблону 0,16 0,20 0,25
13 Установить инструмент по центру стола (совместить оси детали и инструмента) 0,13 0,16 0,20
14 15 16 17 18 19 Переместить суппорт в горизонтальном или вертикальном направлении на длину в мм до 100 200 300 500 750 1000 0,06 0,09 0,13 0,19 0,28 0,06 0,09 0,13 0,19 0,28 0,07 0,11 0,15 0,22 0,32 0,44
20 Повернуть суппорт па угол с откреплением и закреплением грубо | 0,8 1 1,0 1 1,5
21 точно | 1,5 1 2,0 I2'5
22 Сменить инструмент по-воротом резцовой головки на боковом суппорте | 0,10 | 0,12 1 0,16
23 на поперечине | 0,12 | 0,15 1 0,20
24 Установить и снять сверло, зенкер, развертку | 0,25 0,30 0,40
25 . Установить и снять резец проходной, подрезной, расточной 0,8 1,0 1,2
26 прорезной, широкий, фасонный | 1,0 1,5 2,0
320
ВСПОМОГА 11 Jlblioi: ВРЕМЯ НА ПРИЕМЫ .VIIPABJII ПИЯ СТАНКОМ И СМЕНУ И11< 1 P.VMEHTA Горизонтально-расточные станка
ПРИЛОЖЕНИЕ 8, лист 4
№ позиции Наименование приемов Группа станков
I 1 П i III
Диаметр шпинделя в мм до
80 | ПО | 150
Время в мин
1 Включии> или выключить вращение шпинделя пли планшайбы кнопкой j 0,03 | 0,03 I 0,04
2 рычагом | 0,04 | 0,04 | 0,05
3 Включить или выключить подачу кнопкой | 0,03 | 0,03 j 0,04
4 рычагом | 0,04 | 0,04 0,05
5 Изменить число оборотов шпинделя одним рычагом I 0,06 | 0,08 1 0,11
б двумя рычагами | | 0,08 j 0,10 ) 0,13
7 тремя рычагами , I 0,11 | 0,14 | 0,18
8 Изменить величину подачи одним рычагом | 0,05 | 0,07 1 0,10
9 двумя рычагами | 0,07 1 0,09 j 0,11
10 Изменить направление вращения шпинделя । | 0,04 | 0,05 | 0,05
11 Изменить направление подачи | 0,05 ) 0,05 | 0,05
12 Подвести инструмент к детали перемещением шпинделя, 0,07 | 0,10 | 0,12
13 перемещением стола | 0,10 | 0,12 0,15
14 перемещением резцедержателя на планшайбе 0,09 0,10 0,12
15 Отвести инструмент от детали перемещением шпинделя 0,06 0,08 0,10
16 перемещением стола 0,09 0,10 0,12
17 перемещением резцедержателя на планшайбе 0,08 0,09 0,10
18 Установить инструмент на размер по лимбу 0,10 0,15 0,20
19 по разметке, линейке или шаблону 0,25 0,30 0,35
20 21 22 23 24 Переместить шпиндель в горизонтальном направлении на длину в мм до 100 200 300 500 800 0,05 0,08 0,11 0,16 0,05 0,08 0,11 0,16 0,24 0,06 0,09 0,12 0,17 0,25
25 26 27 28 Переместить шпиндельную головку в вертикальном направлении на длину в мм до 100 200 300 500 0,05 0,09 0,13 0,19 0,05 0,09 0,13 0,19 0,07 0,13 0,20 0,29
29 30 31 32 Переместить подшипник задней стойки в вертикальном направлении вручную с откреплением и закреплением на длину в мм до 100 200 300 500 0,55 0,85 1,15 1,6 0,65 1,1 1,4 2,0 0,95 1,5 2 ,0 2 ,9 321
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Г оризонтально-расточныв станки
ПРИЛОЖЕНИЕ 8, лист 5
Ха позиции Наименование приемов Группа станког
I 1 П 1 III
Диаметр пш ин дел г в мм до
80 | НО 1 150
Время в мин
33 34 35 36 37 38 39 Переместить стол в продольном или поперечном направлении на длину в мм до 50 100 200 300 500 750 1000 0,04 0,06 0,09 0,13 0,19 0,28 0,04 0,06 0,09 0,13 0,19 0,28 0,38 0,06 0,0<1 o,i; 0,2< 0,2< о,4; 0,6(
40 Повернуть стол на угол с откреплением и закреплением рычагом 90° 1 1,1 1,3 1,7
41 180° 1 1,7 2,0 2,0
42 гайкой 90° 1,5 1,75 2,2
43 180° 2,1 2,5 2,9
44 Установить и сиять кондукторную втулку при диаметре отверстия втулки в мм <80 0,13 0,18 0,2С
45 >80 0,19 0,26 0,37
46 Установить поводковый патрон в конус шпинделя и снять его без крепления 0,32 0,47 0,65
47 с креплением клином 0,70 0,90 1,15
48 Установить и снять борштангу в конус шпинделя без крепления 0,50 0,70 1,0
49 с крепленнем клином 1,1 ! 1,5 1,9
50 в конус шпинделя и подшипник задней стойки без выверки вручную 5,0 | 6,0 7,0
51 краном 11, (
52 с выверкой подшипника задней стойки вручную 9,0 10,0 11,С
53 краном — — 15,(
54 во втулку кондуктора и конус шпинделя (без задней стойки) с поворотом стола вручную 2,5 3,5 4,5
55 краном 5,0 7,0 9,0
56 с отводом стола вручную | 3,0 | 4,0 5,5
57 краном | 5,5 | 7,5 10,0
58 Установить инструмент в конус шпинделя и снять его без крепления 0,30 1 0,40 | 0,5(
59 креплением клипом 1 0,8 1 1,0 I 1,2
322
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Горизонтально-расточные станки
ПРИЛОЖЕНИЕ 8, лист 6
№ позиции Наименование приемов Группа станков I 1 II 1 III
Диаметр шпинделя в мм до
80 | ПО ) 150 Время в мин
60 Установить инструмент в борштанге и снять его при свободной установке резец с установкой на размер по шаблону или линейке 0,6 0,7 0,8
61 резец двухсторонний или пластина расточная без установки на размер диаметр отверстия в мм до 100 0,5 0,6 0,7
62 200 0,7 0,8 0,9
63 350 ; 1,1 1,2 1,3
64 зенкер, развертка, расточная резцовая головка 100 0,35 0,40 0,50
65 200 1,0 1,2 1,4
66 расточная резцовая головка разъемная вручную 0,7 0,8 1,0
67 краном — 2,8 3,0
68 Установить инструмент в борштанге и снять его при стесненной установке (через окно детали или приспособления) резец с установкой на размер но шаблону или линейке 0,7 0,8 0,9
69 резец двухсторонний или пластина расточная без установки на размер диаметр отверстия в мм до 100 0,7 0,8 0,9
70 200 0,9 1,0 1,1
71 350 1,3 1,5 1,7
72 зенкер, развертка, расточная резцовая головка 100 0,4 0,48 0,6
73 200 1,2 1,5 1,8
74 расточная резцовая головка разъемная вручную 0,9 1,0 1,2
75 краном — 3,6 3,8
76 Установить в резцедержателе на планшайбе резец проходной 1,0 1,1 1,2
77 подрезной 1,2 1,3 1,4
323
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Револьверные станки с вертикальной осью вращения головки
ПРИЛОЖЕНИЕ 8, лист 7
№ позиции Наименование приемов Группа станков
I 1 II 1 III 1 IV
Наибольший диаметр обрабатывае-мого прутка в мм до
12-25 ( 36 ] 65 |l 10 и выше
Время в мин
1 Включить или выключить вращение шпинделя кнопкой 0,02 0,02 0,02 0,02
2 рычагом 1 - 0,02 0,03 0,03
3 Включить или выключить подачу [ 0,02 | 0,02 | 0,03 | 0,03
4 Изменить число оборотов шпинделя одним рычагом | 0,025 | 0,05 1 0,06 I 0,07
5 двумя рычагами | 0,04 0,07 0,08 I 0,09
6 Изменить величину подачи одним рычагом | 0,03 | °,04 1 0,05 | 0,06’
7 двумя рычагами | 0,05 | 0,06 । 0,07 0,08
8 Изменить направление вращения шпинделя | 0,02 1 0,03 1 0,04 0,04
9 Включить автоматическое ускоренное перемещение суппорта, подвести инструмент к детали или отвести от детали — 0,04 0,05 0,05
10 Подвести инструмент к детали вручную установленный в револьверной головке 0,025 0,03 0,03 0,04
11 установленный в суппорте 0,02 0,03 0,04 0,05
12 Отвести инструмент от детали вручную установленный в револьверной головке 0,02 0,025 0,025 0,03
13 установленный в суппорте 0,015 0,03 0,03 01
I
14 Подвести (или отвести) инструмент, установленный в специальной державке, в поперечном направлении вручную 0,03 0,04 0,04 0,04
15 Довести до врезания плашку, метчик 0,015 0,025 0,03 0,035
16 Установить резец на размер по лимбу — 0,02 0,03 0,03
17 по упору 0,02 0,02 0,03 0,03
18 Переместить каретку суппорта в продольном направлении на длину в мм до 100 — 0,04 0,05 0,05
19 200 — 0,06 0,08 0,08
20 300 — — 0,09 0,09
21 Переместить каретку суппорта в поперечном направлении на длину в мм до 50 0,04 0,04 0,05 0,06
22 100 0,06 0,07 0,08 0,10
23 200 — — — 0,17
24 Закрепить или открепить каретку от продольного перемещения — 0,04 0,04 0,05
25 Повернуть ручной упор j 0,02 0,02 0,02
26 Включить или выключить охлаждение Перекрывается основнььм временем
27 Смазать деталь, развертку, метчик 0,03 0,04 0,04 0,05
28 Сменить инструмент поворотом револьверной головки 0,015 0,02 0,03 0,03
29 Сменить инструмент поворотом резцовой головки — 0,06 0,07 0,08
30 Установить резьбоняр^тг г ггргг р рчбпчро пг.тпГоиир 0,02 0,025 | 0,035 0,035
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Револьверные станки с горизонтальной осью вращения головки
ПРИЛОЖЕНИЕ 8, лист 8
№ позиции Наименование приемов Группа станков
I i II 1 III
Наибольший диаметр обрабатываемого прутка в мм до
36 i 50 | св 50
Время в мин
1 Вкиочйть или выключить вращение шпинделя кнопкой 0,02 0,02 0,03
2 рычагом 0,02 0,03 0,03
3 Включить или выключить подачу ( 0,02 0,03 0,03
4 Изменить число оборотов шпинделя одним рычагом 0,05 0,06 0,07
5 двумя рычагами 0,07 0,08 0,09
б Изменить величину подачи одним рычагом 0,04 0,05 0,06
7 двумя рычагами 0,06 0,07 0,08
8 Изменить направление вращения шпинделя ; о,оз 1 0,04 0,04
9 Подвести инструмент к детали штурвалом в продольном направлении 0,03 0,04 0,05
10 маховичком фрикциона в поперечном направлении 0,03 0,03 0,04
11 Отвести инструмент от детали штурвалол! в продольном направлении 0,03 0,03 0,04
12 маховичком фрикциона в поперечном направлении 0,02 0,03 0,03
13 Установить резец на размер по лимбу маховичком фрикциона 0,03 0,04 0,05
14 Довести до врезания платку, метчик 0,025 1 0,03 0,035
15 Включить или выключить охлаждение Перекрывается основным временем
16 Включить или выключить фрикцион 0,03 0,04 0,045
17 Смазать деталь, развертку, метчик 0,04 0,04 0,05
18 Сменить инструмент поворотом револьверной головки 0,02 0,03 0,03
19 ! Установить резьбонарезную головку в рабочее положение (свести 1 плашки) рычагом 0,025 0,035 0,035
20 Опустить накидное приспособление для нарезания резьбы резцом 0,03 0,04 0,05
21 Установить резьбовой резец на размер первый проход 0,03 0,04 0,05
22 каждый следующий проход 0,02 0,03 0,03
23 jW У Откинуть накидное приспособление 0,02 0,03 0,04
£0 io °° ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Вертикально-сверлильные станки
ПРИЛОЖЕНИЕ 8, лист 9
№ позиции Наименование приемов Группа станков
I 1 II 1 1 III 1 IV
Наибольший диаметр просверливаемого отверстия в мм
12 | 25 | 50 1 75
Время в мин
1 Включить или выключить вращение шпинделя кнопкой 0,02 0,02 0,02 0,02
2 рычагом 0,02 0,02 0,03 0,03
3 Включить или выключить подачу 0,02 0,03 0,03 0,03
4 Изменить число оборотов шпинделя одним рычагом 0,05 0,06 0,07 0,09
5 двумя рычагами 0,07 0,08 0,09 0,11
6 Изменить величину подачи одним рычагом 0,04 0,05 0,06 0,08
7 двумя рычагами 0,06 0,07 0,08 0,10~
8 Изменить направление вращения шпинделя 0,02 0,02 0,03 0,03
9 Подвести инструмент перемещением шпинделя в вертикальном направлении на длину в мм до 100 0,02 0,03 0,03 0,04
10 250 — 0,03 0,04 0,05
П 400 — - 1 1 0,05 | 0,06
12 Отвести инструмент в исходное положение перемещением шпинделя в вертикальном направлении на длину в мм до 100 0,01 0,011 0,01 1 0,01
13 250 — 1 0,02 | 0,02 | 0,02
14 400 - i — 1 0,03 I 0,04
15 Подвести или отвести инструмент при зенковании или цековании нижней плоскости | — | - [ 0,02 | 0,02"
16 Совместить оси инструмента и отверстия по разметке 0,02 1 0,03 I 0,04 I 0,05
17 по кондукторной втулке или предварительно обработанному отверстию 0,01 0,01 0,01 0,02
18 Смазать деталь или инструмент 0,05 | 0,05 | 0,05 0,05
19 Включить или выключить охлаждение Перекрывается основным временем
20 Установить и снять инструмент в кулачковом патроне 0,17 1 0,17 | 0,17 1 0,17
21 в быстросменном патроне 1 без выключения вращения шпинделя1 с выключением вращения шпинделя 1 диаметр инструмента в мм до 15 0,05 | 1 0,05 | 0,05 | 0,05
22 25 - 1 1 0,06 | 0,06 1 0,06
23 30 - 1 1 ~ ! | 0,09 0,09
24 Св. 30 — 1 “ 1 0,12 0,12
25 26 27 28 29 Установить и снять инструмент в конус шпинделя при конусе Морзе Xs 2 3 4 5 6 0,12 ~~ 1 1 1 о© 0,15 0,18 0,20 0,18 0,20 0,24
30 в державку для цековки, зенковки или подрезного ножа 0,24 j 0,24 0,24 | 0,24
31 для метчика 0,08 | 0,08 0,08 | 0,08
32 Поставить и снять кондукторную втулку при внутреннем диаметре втулки В ММ ДО 1 20 — 1 0,07 | 0,07 | 0,07
33 40 - 1 0,09 | 0,09 | 0,09
34 Св. 40 — 1 — 1 0,12 | 0,12
№ позиции Наименование приемов Вес детали или детали с приспособлением в кг до
5 1 15 ( 30
Время в мин
35 Переместить деталь или деталь с приспособлением на длину в мм 150-400 0,015 | 0,02 | 0,06
36 Св. 400 0,03 I 0,04 | 0,08
37 | Кантовать приспособление | 0,04 | 0,06 | 0,12
1 Применяется только для патронов безопасной конструкции.
CO
ю
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА
Радиально-сверлильные станки
ПРИЛОЖЕНИЕ 8, лист 10
Группа станков
S I 1 II 1 III
а S со О Наименование приемов Наибольший диаметр просверливаемого отверстия в мм до
К 35 ( 50 1 75
g Время в мин
1 2 Включить или выключить вращение шпинделя кнопкой рычагом 0,02 0,02 0,02 0,03 0,02 0,03
3 Включить или выключить подачу 0,03 0,03 0,03
4 5 Изменить число оборотов шпинделя одним рычагом двумя рычагами 0,06 0,08 0,07 0,09 0,09 0,11
6 7 Изменить величину подачи одним рычагом двумя рычагами 0,05 0,07 0,06 0,08 0,08 0,10
8 Изменить направление вращения шпинделя 0,02 0,03 0,03
9 10 11 Подвести инструмент перемещением шпинделя в ном направлении на длину в мм до вертикаль- 100 250 400 0,03 0,04 0,03 0,04 0,04 0,05 0,06
12 13 14 Отвести инструмент в исходное положение перемещением шпинделя в вертикальном направлении на длину в мм до 100 250 400 0,01 0,02 0,01 0,02 0,01 0,02 0,04
15 Подвести или отвести инструмент при зенковании плоскости или цековании нижней 0,015 0,015 0,02
16 17 18 Переместить шпиндельную головку в горизонтальной плоскости на длину в мм до 200 500 1000 0,02 0,05 0,08 0,03 0,06 0,09 0,04 0,07 0,10
19 20 Совместить оси инструмента и отверстия по разметке 0,03 0,04 0,05
по кондукторской втулке или предварительно обработанному отверстию 0,01 0,02 0,03
21 I Смазать деталь или инструмент 1 0,05 | 0,05 | 0,05
22 | Включить или выключить охлаждение | Перекрывается основным временем
23 24 25 26 27 Установить и снять инструмент в быстросменном патроне без выключения вращения шпинделя1 диаметр инструмента в мм до 15 0,05 0,05 0,05
25 0,06 0,06 0,06
30 0,09 0,09 0,09
с выключением вращения шпинделя
Св. 30 — 0,12 0,12
28 29 30 31 32 в конусе шпинделя при конусе Морзе № 2 3 4 5 6 0,12 0,15 0,15 0,18 0,20 0,18 0,20 0,24
33 в державку для расточного резца 0,30 0,30 0,30
34 для подрезного ножа или цековки 0,24 0,24 0,24
35 для метчика 0,08 0,08 0,08
36 37 38 Поставить и снять кондукторную втулку при внутреннем диаметре втулки в мм до 20 40 Св. 40 0,07 0,07 0,09 0,12 1 0,07 0,09 0,12
39 40 41 Повернуть деталь с приспособлением на угол с фиксацией при размере приспособления в мм до 300X500 500X1000 Св. 500X1000 0,09 0,11 0,09 0,11 0,14 0,09 0,11 0,14
42 Обработка с выдерживанием длины по лимбу (при работе с механической подачей) 0,03 0,03 0,03
1 Применяется только для патронов безопасной конструкции.
CO
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Горизонтально-вертикально- и универ сально-фрезерные станки
ПРИЛОЖЕНИЕ 8, лист 11
№ позиции Наименование приемов Группа станков
I i II 1 in ! ! IV
Длина стола в мм до
750 ! 1250 | 1800 2500
Время в мин
1 Включить станок (для станков с полуавтоматическим циклом или с программным управлением) 0,03 0,04 0,06 0,08
2 3 Включить или выключить вращение фрезы кнопкой рычагом 0,02 0,02 0,02 0,03 0,03 0,04 0,03 0,04
4 5 Включить или выключить подачу кнопкой рычагом 0,02 0,02 0,02 0,03 ' 0,03 0,04 0,03 0,04
6 7 8 Изменить число оборотов шпинделя одним рычагом двумя рычагами тремя рычагами 0,04 0,06 0,08 0,05 0,07 0,09 I 0,06 0,08 0,10 0,07 0,10 0,12
9 10 Изменить величину или направление подачи одним рычагом двумя рычагами 0,04 0,06 0,05 0,07 0,06 0,08 0,07 0,10
11 Включить автоматическое ускоренное перемещение, подвести деталь к фрезе перемещением стола 0,06 0,07 0,09 0,10
12 Включить автоматическое ускоренное перемещение, отвести деталь от фрезы перемещением стола 0,04 0,06 0,08 0,09
13 Подвести деталь к фрезе перемещением стола вручную 0,05 0,06 0,08’ 0,08
14 Отвести деталь от фрезы перемещением стола вручную 0,04 0,05 0,06 0,07
15 16 Установить фрезу по разметке предварительно окончательно 0,08 0,10 0,10 0,12 0,12 0,15 0,18 0,22
17 18 на размер по лимбу по шаблону и щупу 0,06 0,13 0,08 0,15 0,09 0,18 0,10 0,20
19 Закрепить и открепить узел станка 0,05 0,05 0,06 0,07
20 Повернуть делительную одну позицию головку или делительное приспособление на 0,04 0,04 0,4 —
21 Повернуть приспособление с рабочей позиции на загрузочную — 0,09 0,09 0,11
22 23 Поставить и снять щиток ограждения от стружки шарнирный съемный 0,05 0,16 0,06 0,18 0,07 0,20 0,09 0,25
24 25 26 27 28 29 30 Переместить стол в продольном направлении па длину в мм до 100 200 300 500 750 1000 1500 0,04 0,07 0,11 0,16 0,05 0,09 0,14 0,20 0,31 0,06 0,11 0,15 0,21 0,32 0,32 0,06 0,11 0,15 0,21 0,32 0,42 0,58
31 32 Переместить стол в поперечном направлении на длину в мм до 100 300 0,04 0,05 0,06 0,15 0,06 0,15
33 34 Переместить стол в вертикальном направлении на длину в мм до 100 200 0,07 0,17 0,10 0,24 0,11 0,25 0,11 0,25
35 36 Переместить стол в продольном направлении по рейке на длину в мм до 100 200 0,02 0,03 0,03 0,04 — —
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Продольно-фрезерные станки
ПРИЛОЖЕНИЕ 8, лист 12
Ха позиции Наименование приемов Группа станков
1 1 И 1 III
Длина стола в мм до
1600 | 3000 | 6000
Время в мин
1 2 Включить или выключить вращение фрезы кнопкой рычагом 0,03 0,04 0,03 0,04 0,04 0,05
3 4 Включить или выключить подачу кнопкой рычагом 0,03 0,04 0,03 0,04 0,04 0,05
5 6 7 Изменить число оборотов шпинделя одним рычагом двумя рычагами тремя рычагами 0,06 0,08 0,10 0,07 0,10 0,15 0,10 0,13 0,20
8 9 Изменить величину подачи стола одним рычагом двумя рычагами 0,04 0,07 0,06 0,08 0,09 0,10
10 Подвести деталь к фрезе или отвести перемещением стола 0,07 0,07 0,08
11 12 13 14 15 16 17 18 Установить фрезу на размер1 верхний шпиндель по разметке предварительно окончательно 0,08 0,14 0,10 0,18 0,13 0,22
по лимбу по шаблону и щупу 0,08 0,16 0,10 0,20 0,13 0,25
боковой шпиндель по разметке предварительно окончательно 0,10 0,16 0,12 0,20 0,15 0,25
по лимбу по шаблону и щупу 0,10 0,18 0,12 0,22 0,15 0,30
! 1 1
19 100 0,07 0,07 0,08
20 Переместить шпиндельную головку (верхнего или бокового 200 0,14 0,14 0,15
21 шпинделя) по направляющим траверсы на длину в мм до 400 0,24 0,24 0,25
22 600 — 0,35 0,36
23 верхний 25 0,07 0,07 0,08
24 Подвести фрезу к обрабатываемой поверхности (или отвести фрезу) перемещением шпинделя1 на длину шпиндель Св. 25 0,11 0,11 0,12
25
в мм до боковой 25 0,06 0,60 0,07
26 шпиндель Св 25 0,1 0,1 0,11
27 Закрепить или открепить шпиндельную бабку1 0,06 0,07 0,08
28 200 •0,07 0,07 0,08
29 500 0,16 0,16 0,17
30 1000 0,29 0,29 0,30
31 1500 0,46 0,46 0,47
32 2000 — 0,60 0,65
33 Переместить стол на длину в мм до 2500 — 0,80 0,80
34 3000 — 0,95 0,95
35 4000 — — 1,20
36 5000 — — 1,55
37 Св. 5000 — — 1,90
co 1 Время дано на обработку одной фрезой. При одновременной работе несколькими фрезами время увеличивается Й пропорционально числу работающих фрез.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Копировально-фрезерные станки ПРИЛОЖЕНИЕ 8, лист 13
№ позиции Наименование приемов Группа станков I 1 II 1 III Длина стола в мм до 1250 | 1800 | 2500 Время в мин
1 Включить станок (для станков с полуавтоматическим циклом или с программным управлением) 0,04 0,06 0,08
2 3 Включить или выключить вращение фрезы кнопкой рычагом 0,02 0,03 0,03 0,04 0,03 0,04
4 5 Включить или выключить подачу кнопкой рычагом 0,02 0,03 0,03 0,04 0,03 0,04
6 7 8 Изменить число оборотов шпинделя одним рычагом двумя рычагами тремя рычагами 0,05 0,07 0,09 0,06 0,08 0,10 0,07 0,10 0,12
9 10 Изменить величину или направление подачи одним рычагом двумя рычагами 0,05 0,07 0,06 0,08 0,07 0,10
11 Включить автоматическое ускоренное перемещение, подвести деталь к фрезе перемещением стола 0,07 0,09 0,10
12 Включить автоматическое ускоренное перемещение, отвести деталь от фрезы перемещением стола 0,06 0,08 0,09
13 Подвести деталь к фрезе (или фрезу к детали) вручную | , 0,05 0,07 0,08
И | Отвести деталь от фрезы (или фрезу от детали) вручную | 0,03 0,04 | 0,05
15 ; | Установить фрезу на размер до упора копирного пальца | 0,05 0,07 | 0,08
16 Закрепить или открепить узел станка ! 0,05 0,06 0,07
17 Переместить стол (или шпиндельную головку) в вертикальном направлении при фрезеровании внутренних закрытых плоскостей 0,10 0,11 0,11
18 Переместить стол (или шпиндельную головку) в первоначальное положение 0,09 0,11 0,11
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Карусельно-фрезерные станки
ПРИЛОЖЕНИЕ 8, лист 14
№ позиции Наименование приемов Группа станков
I 1 п 1 I Ш
Диаметр стола в мм до
1000 I | 1600 ' | 2000
Время в мин
1 2 3 4 Включить пли выключить вращение фрезы кнопкой Включить или выключить подачу стола кнопкой Выключить станок кнопкой „Стоп“ Включить и выключить ускоренное автоматическое перемещение, подвести деталь к фрезе или отвести перемещением стола автоматически 0,02 0,02 0,02 0,15 0,03 0,03 0,03 0,2 0,03 0,03 0,03 0,3
й
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Поперемно-строгальные станки.
ПРИЛОЖЕНИЕ 8, лист 15
№ позиции Наименование приемов Группа станко в
I 1 II
Наибольшая длина хода ползуна в мм до
500 | 900
Время в мин
1 2 Включить или выключить движение ползуна кнопкой рычагом 0,02 0,02 0,02 0,03
3 Включить ^ли выключить подачу 0,02 0,03
4 Изменить число двойных ходов ползуна 0,07 0,08
5 Изменить величину подачи 0,06 0,07
6 Изменить длину хода ползуна 0,15 0,20
7 Подвести деталь к резцу (или отвести от резца) перемещением стола 0,03 0,05
8 ПопРпР1И рАЧПр 1- ТР1 ЯТГТТ <ИИИ ОТрОРТЧ ПТ TiPiq'TiO р р Ар 1 ЧГЯ ТЬ Ии f f ПЯПрЯРТ^НИИ 0,05 0,06
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ Поперечно-строгальные станки СТАНКОМ И СМЕНУ ИНСТРУМЕНТА 1 ПРИЛОЖЕНИЕ 8, лист 16
№ позиции Наименование приемов Группа станков
I 1 II
Наибольшая длина хода ползуна в мм до
500 | 900
Время в мин
9 10 11 12 Установить резец на размер по разметке предварительно окончательно 0,08 0,11 0,09 0,13
по лимбу по шаблону или мерным плиткам 0,06 0,12 0,08 0,15
13 14 15 16 17 Переместить стол в продольном направлении на длину в мм до 50 100 200 300 500 0,06 0,08 0,12 0,18 0,26 0,10 0,12 0,17 0,23 0,32
18 19 20 21 Переместить суппорт в вертикальном направлении на длину в мм до 50 100 150 200 0,10 0,14 0,20 0,24 0,12 0,17 0,24 0,30
22 Повернуть суппорт на угол с откреплением и закреплением 0,6 0,8
23 24 СО со Установить и снять резец проходной или подрезной широкий пли фасонный 0,8 1,0 0,9 1,4
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Продольно-строгальные станки
ПРИЛОЖЕНИЕ 8, лист 17
№ позиции Наименование приемов Группа станков
I ! 11 1 I
Наибольшая длина строгания в мм до
2500 4000 6000
Время в мин
1 2 Включить или выключить движение стола кнопкой рычагом 0,03 0,04 0,03 0,04 0,04 0,05
3 4 Включить или выключить подачу кнопкой рычагом 0,03 0,04 0,03 0,04 0,04 0,05
5 Изменить скорость движения стола 0,08 0,10 0,13
6 Изменить величину подачи 0,07 0,09 0,11
7 Изменить длину хода стола 0,25 0,30 0,40
8 Включить автоматическое ускоренное перемещение суппорта, подвести инструмент к детали 0,09 0,10 0,12
9 Подвести резец к детали или отвести от детали вручную 0,07 0,08 0,09
10 Подвести и остановить стол в положении установки резца 0,07 0,07 0,08
11 12 13 14 15 Установить резец иа размер по разметке предварите, окончатель: ль но но 0,08 0,12 0,10 0,15 0,13 0,18
ио лимбу по мерным плиткам ГГ' ПИП^ЧГП ЧЧЧ 0,10 0,15 0,16 0,12 0,18 0,20 0,14 0,20 0,25
|
16 50 0.,04 0,04 0,05
17 100 0,05 0,06 0,07
18 в горизонтальном 200 0,08 0,09 0,10
19 направлении 300 0,11 0,14 0,15
20 Переместить суппорт на 500 0,16 0,20 0,21
21 длину в мм до 1000 — 0,38 0,39
22 50 0,04 0,05 0,06
23 в вертикальном 100 0,08 0,09 0,10
24 направлении 200 0,13 0,15 0,16
25 400 0,23 0,28 0,29
26 Повернуть суппорт на угол с : откреплением и закреплением 0,9 1,2 j 1,5
27 Повернуть резцедержатель на угол с откреплением и закреплением 0,5 0,65 0,8
28 29 Установить и снять резец проходной или подрезной широкий или фасонный 0,8 1,0 1,0 1,4 1,2 2,0
30 Установить резец в державку и снять его 0,4 0,5 0,6
31 Установить державку с резцом в резцедержатель и снять ее 0,8 1,0 1 1,2
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Долбежные станки
ПРИЛОЖЕНИЕ 8, лист 18
№ позиции Наименование приемов Группа станков
I 1 II
Наибольшая длина хода долбяка в мм до
500 | 900
Время в мин
1 2 Включить или выключить движение долбяка кнопкой рычагом 0,02 0,02 0,02 0,03
3 Включить или выключить подачу 0,02 0,03
4 Изменить число двойных ходов долбяка 0,07 | । 0,08
5 Изменить величину подачи 0,06 | 0,07
6 Изменить длину хода долбяка 0,15 | 1 0,20
7 Подвести деталь к резцу (или отвести от резца) перемещением стола 0,03 | 0,05
8 9 10 11 Установить резец на размер перемещением стола по разметке предварительно окончательно 0,08 0,11 0,09 0,13
по лимбу по шаблону или линейке 0,06 0,12 0,08 0,15
12 13 14 15 Переместить стол в продольном или поперечном направлении па длину в мм до 100 200 400 600 0,08 0,12 0,20 0,28 0,10 0,15 0,24 0,35
16 17 18 19 Повернуть круглый стол по оси на угол в град до 30 60 120 180 0,08 0,12 0,20 0,28 0,10 0,15 0,24 0,35
20 21 Установить и снять резец проходной или надрезной пазовый 0,8 1,0 0,9 1,4
22 Установить и снять державку резца 1,3 1,5
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Круглошлифовальные станки
ПРИЛОЖЕНИЕ 8, лист 19
№ позиции Наименование приемов Группа станков
I 1 п
Наибольший диаметр устанавливаемого изде- ЛИЯ в мм до
300 | 500
Время в мин
1 Включить станок (для станков с полуавтоматическим циклом) 0,04 | 0,06
2 Включить или выключить вращение шлифовального круга 0,02 1 0,03
3 4 Включить или выключить вращение детали кнопкой рычагОхМ 0,02 0,03 0,03 0,04
5 6 Включить движение и подвести стол в продольнОхМ направлении кнопкой рычагом 0,04 0,05 0,06 0,07
7 8 Отвести в продольном направлении в выключить движение стола кнопкой рычагом 0,03 0,04 0,05 0,06
9 Включить или выключить поперечную подачу шлифовального круга Перекрывается основным временем
10 Изменить величину продольной подачи стола Перекрывается основным временем
11 Изменить величину поперечной подачи шлифовального круга Перекрывается основным времсиехМ
12 Изменить длину хода стола 0,07 | 1 0,08
13 Подвести шлифовальный круг к детали в поперечном направлении до появлении искры 0,04 0,05
14 Отвести шлифовальный круг от детали в поперечном направлении 0,03 0,04
15 16 Переместить стол в продольном направлении при врезном шлифовании 1 вручную на длину в мм до | 50 100 0,04 0,05 0,05 0,06
17 Включить ИЛИ ВЫКЛЮЧИТЬ г Перекрывается основным
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Внутришлифовальные станки
ПРИЛОЖЕНИЕ 8, лист 20
№ позиции Наименование приемов Группа станков
I 1 П 1 III
Наибольший диаметр шлифуемого отверстия в мм до
100 | 300 I 500
в ремя в мин
1 Включить станок (для станков с полуавтоматическим циклом 0,03 0,04 0,06
2 Включить или выключить вращение шлифовального круга 0,02 0,02 0,03
3 4 Включить или выключить вращение детали кнопкой рычагом 0,02 0,02 0,02 0,03 0,03 0,04
5 6 Включить движение и подвести стол в продольном направлении кнопкой рычагом 0,03 0,04 0,04 0,05 0,06 0,07
7 8 Отвести в продольном направлении и выключить движение стола кнопкой рычагом 0,02 0,03 0,03 0,04 0,05 0,06
9 Включить или выключить поперечную подачу шлифовального круга Перекрывается основным временем
“То" Изменить величину продольной подачи стола Перекрывается основным временем
11 Изменить величину поперечной подачи шлифовального круга Перекрывается основным временем
12 Подвести шлифовальный круг к детали в поперечном направлении до появления искры 0,03 0,04 0,05
13 Отвести шлифовальный круг от детали в поперечном направлении 0,02 | 0,03 0,04
14 Подвести или отвести шлифовальный шпиндель для торцового шлифования 0,05 | 0,06 0,07
15 Подвести шлифовальный круг к детали в продольном направлении до появления искры при шлифовании торца 0,03 0,04 0,05
16 Отвести шлифовальный круг от детали в продольном направлении при шлифовании торца 0,02 0,03 | 0,04
17 Включить или выключить охлаждение Перекрывается основным временем
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Плоскошлифовальные станки с горизонтальным и вертикальным шпинделем и прямоугольным столом
ПРИЛОЖЕНИЕ 8, лист 21
№ позиции i . Наименование приемов Группа станков
I 1 И
Длина стола в мм до
1000 । | 2000
Время в мин
1 Включить или выключить вращение шлифовального круга 0,02 0,02
2 3 Включить движение стола и подвести стол в продольном направлении кнопкой рычагом 0,04 0,05 0,06 0,07
4 5 Отвести и выключить движение стола кнопкой рычагом 0,03 0,04 0,05 0,06
6 Включить или выключить подачу шлифовального круга 0,02 0,02
7 Изменить величину скорости движения стола Перекрывается основным временем
8 Изменить величину подачи шлифовального круга Перекрывается основным временем
9 Подвести шлифовальный круг к детали в поперечном направлении (на станках с горизонтальным шпинделем) 0,04 0,05
10 Отвести шлифовальный круг от детали в поперечном направлении (на станках с горизонтальным шпинделем) 0,03 0,04
11 Подвести шлифовальный круг к детали в вертикальном направлении до появлении искры 0,06 0,07
12 *1Вргти тттпчфовяпьннй кртг гт р ррргтп'Я,тьч’>м мяпрявярнпи 0,04 0,05
о ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Плоскощлифовалъные станки с вертикальным шпинделем и круглым столом ПРИЛОЖЕНИЕ 8, лист 22
ИИ1ТЙЕ0П Наименование приемов Группа станков 1 ! 11 Диаметр стола в мм до 900 1 1500 Время в мин
1 Включить или выключить вращение шлифовального круга 0,02 0,02
2 3 Включить или выключить вращение стола кнопкой рычагом 0,02 0,02 0,02 0,03
4 Включить или выключить вертикальную подачу 0,02 0,02
5 Изменить число оборотов стола Перекрывается основным временем
6 Изменить величину подачи Перекрывается основным временем
7 Подвести деталь к шлифовальному кругу (или шлифовальный круг к детали) в горизонтальном направлении 0,04 0,05
8 Отвести деталь от шлифовального круга (или круг от детали) в горизонтальном направлении 0,03 0,04
9 Подвести шлифовальный круг к детали в вертикальном направлении до появления искры 0,06 0,07
И) Отвести шлифовальный круг от детали в вертикальнохМ направлении 0,04 0,05
11 Включить или выключить охлаждение Перекрывается основным времепехМ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Плоскошлифовальные станки с горизонтальным шпинделем и круглым столом
ПРИЛОЖЕНИЕ 8. лист 23
№ позиции Наименование приемов Группа станков
1 1 н
Диаметр стола в мм до
400 | 750
Время в мин
1 Включить или выключить вращение шлифовального круга 0,02 0,02
2 3 Включить или выключить вращение стола *^пкоп 4 рЫЧа! ОМ 0,02 0,02 0,02 0,03
4 Включить или выключить движение ползуна 0,02 0,03
5 Включить или выключить вертикальную подачу стола 0,02 0,02
6 Изменить число оборотов стола Перекрывается основным временем
7 Изменить число двойных ходов ползуна Перекрывается основным временем
8 Изменить величину вертикальной подачи стола Перекрывается основным временем
9 Подвести деталь к шлифовальному кругу подъсмо.м стола до появления искры 0,06 0,07
10 Отвести деталь от шлифовального круга опусканием стола 0,04 0,05
11 Включить или выключить охлаждение i Перекрывается основным временем
CO oo ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Хонинговальные станки ПРИЛОЖЕНИЕ 8, лист 21
Группа станков
I | II 1 Ш
£ 2 Наименование приемов Наибольший диаметр хонингования в мм до
o' e 130 | 260 | 500
2 Время в мин
1 Включить или выключить вращение хонинговальной головки 0,02 0,02 0,03
2 Включить или выключить возвратно-поступательную подачу хонинговальной головки 0,02 0,02 0,03
3 Регулирование размера и силы давления брусков хонинговальной головки 0,04 0,05 0,06
4 5 Разжать бруски хонинговальной головки вручную гидравлической подачей 0,04 0,03 0,05 0,03 0,06 0,04
6 7 Сжать бруски хонинговальной головки вручную гидравлической подачей 0,03 0,02 0,04 0,03 0,05 0,03
8 Подвести хонинговальную головку к детали и ввести в отверстие 0,02 0,02 0,03
9 Вывести хонинговальную головку из отверстия и отвести ее 0,02 0,02 0,03
10 Включить или выключить охлаждение Перекрывается п. 1
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Суперфинишные и вертикально-доводочные (лапинговальные) станки ПРИЛОЖЕНИЕ 8, лист 25
№ позиции Наменование приемов Группа станков
I 1 II 1 I ш
Наибольший диаметр устанавливаемого изделия в мм до
200 | 400 | св. 400
Время в мин
1 Суперфинишные Включить или выключить вращение шпинделя | 0,015 | 0,02 0,025
2 Включить или выключить поступательное движение брусков ( 0,015 I 0,02 0,025
3 4 Подвести державку с брусками к обрабатываемой поверхности способ подвода брусков ручной механический 0,15 0,11 0,21 0,14 0,27 0,20
5 6 Отвести державку от обрабатываемой ! поверхности ручной механический | 0,09 1 0,07 0,13 0,09 0,18 0,13
7 , Включить или выключить охлаждение | Перекрывается п. 1
8 1 Вертикально-доводочные (лапинговальные) | Включить или выключить вращение доводочных дисков 0,01
9 Повернуть (подвести или отвести) головку верхнего доводочного диска 0,05
10 Подвести доводочный диск к деталям в вертикальном направлении 0,08
11 Отвести доводочный диск от деталей в вертикальном направлении 0,06
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Токарные многорезцовые и гидрокопировальные станки
ПРИЛОЖЕНИЕ 8, лист 26
№ позиции Наименование приемов Время в мин
1 Включить станок (для станков с полуавтоматическим циклом или программным управлением) 0,02
2 3 Включить или выключить вращение шпинделя кнопкой рычагом 0,02 0,02
4 Включить или выключить подачу 0,02
5 6 Включить автоматическое ускоренное перемещение суппорта, подвести резцы к детали па длину в мм до 60 (для центровых работ) 0,06 0,08
150 (для патронных работ)
7 8 Подвести резцы к детали вручную на длину в мм до 60 (для центровых работ) 0,05 0,07
150 (для патронных работ)
9 10 11 Переместить каретку на длину в мм до 100 200 300 0,05 0,08 0,11
12 Включить или выключить охлаждение Перекрывается основным ррем^ ПА’1
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Резьботокарные и резьбофрезерные станки ПРИЛОЖЕНИЕ 8, лист~27
Ха позиции Станки Наименование приемов Время в мин
1 Резьботокарные полуавтоматы для коротких резьб, токарные резьбонарезные станки с вращающимися резцовыми головками (вихревое нарезание) Включить станок (для станков с полуавтоматическим циклом) 0,02
2 Включить или выключить вращение шпинделя 0,02
3 Включить или выключить подачу 0,02
4 Подвести резец к детали 0,04
5 6 7 Переместить каретку в продольном направлении на длину в мм до 100 1000 Св. 1000 0,04 0,18 0,42
8 9 Резьбофрезерные станки, работающие дисковой фрезой Включить или выключить вращение фрезы и детали кнопкой рычагом 0,02 0,02
10 Включить или выключить подачу 0,02
11 Подвести фрезу к детали в продольном направлении 0,04
12 13 14 15 16 Переместить фрезерную головку в продольном направлении на длину в мм до 300 500 1000 1500 2000 0,08 0,14 0,24 0,39 0,54
17 Включить или выключить охлаждение Перекрывается основным временем
18 Подвести фрезу в поперечном направлении и установить на глубину фрезерования по лимбу 0,07
О? 1Q фрА^ С1 ПА1ЯЦИ р ПППАрАЧПГ’Т Ц Я Пр Я Р Т АПТТИ | о 0^
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Зубофрезерные станки, работающие методом обкатки
ПРИЛОЖЕНИЕ 8, лист 28
№ позиции Наименование приемов Группа станков
I | II | ш Наибольший нарезаемый модуль в мм до 6 | 12 | 25
Время в мин
1 Включить станок (для станков с полуавтоматическим циклом) 0,02 0,02 0,03
2 3 Включить или выключить вращение фрезы и стола кнопкой рычагом 0,02 0,02 0,02 0,02 0,03 0,03
4 5 Включить или выключить подачу кнопкой рычагом 0,02 0,02 0,02 0,02 0,03 0,03
6 Включить автоматическое ускоренное перемещение фрезерной головки и подвести фрезу к детали 0,13 0,16 0,18
7 Подвести фрезу к детали перемещением фрезерной головки в вертикальном направлении вручную 0,11 0,13 0,15
8 Подвести фрезу к детали перемещением фрезерной головки в горизонтальном направлении вручную 0,11 0,13 0,15
9 Подвести фрезу к детали перемещением фрезерной головки в горизонтальном направлении (тангенциальная подача) вручную 0,12 0,14 —
10 Отвести фрезу от детали или деталь от фрезы 0,05 0,06 | I 0,08
11 12 13 Переместить фрезерную головку в вертикальном направлении на длину в мм до 50 100 200 0,10 0,18 0,34 0,10 0,18 0,34 0,15 0,27 0,50
14 15 Переместить фрезерную стойку или стол в горизонтальном направлении на длину в мм до 25 50 0,07 0,13 0,07 0,13 0,18 0,18
16 17 18 Переместить фрезерную головку в горизонтальном направлении (тангенциальная подача) на длину в мм 50 100 200 0,10 0,19 0,36 0,10 0,19 *0,36 0,15 0,28 0,52
19 Закрепить или открепить стол или стойку 0,02 0,02 | 0,02
20 Включение и выключение охлаждения автоматическое | Перекрывается основным временем
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Зубодолбежные, зубошевингозальные а зубозакругляющие станки
ПРИЛОЖЕНИЕ А, лист 29
№ позиции Станки Наименование приемов Время в мин
2 Зубодолбежные, работающие зуборезными долбяками Включить или выключить движение ползуна и подачу обкатки 0,02
Подвести деталь к долбяку или отвести деталь от долбяка угловым поворотом стола 0,07
3 Подвести долбяк к детали в горизонтальном направлении * 0,09
4 5 Отвести долбяк от детали в горизонтальном направлении автоматически вручную 0,03 0,06
6 Подвести долбяк к детали в вертикальном направлении (при обработке внут-реннего зуба 0,09
7 8 Отвести долбяк от детали в вертикальном направлении (при обработке внутреннего зуба) автоматически вручную 0,03 0,06
9 Закрепить или открепить стол j 0,02
10 Изменить число двойных ходов ползуна или величину круговой подачи рычагом 0,30
11 Включение или выключение охлаждения автоматическое Перекрывается основным временем
12 Зубошевин-говальные Включить станок гдля станков с полуавтоматическим циклом) 0,02
13 Подвести деталь к шеверу или шевер к детали 0,06
14 Отвести деталь от шевера или шевер от детали j 0,04
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Зубодолбежные, зубошеаинговальные а зубозакругляющие станки
ПРИЛОЖЕНИЕ'лист 30
№ позиции Станки Наименование приемов Время в мин
15 Включить или выключить вращение шпинделя и движение стола 0,02
16 [евин-ьные Включить или выключить вертикальную подачу стола 0,02
17 Зубош го вал Закрыть или открыть крышку ограждающего кожуха 0,02
18 Включение или выключение охлаждения автоматическое Перекрывается
основным временем
19 Включить станок (для станков с полуавтоматическим циклом) 0,02
20 о Включить или выключить вращение фрезы и подачу обкатки 0,02
21 Н £ Подвести фрезу к детали (или отвести от детали) перемещением | 75 0,05
22 S 2 каретки на длину в мм до | 150 0,08
23 сх X KJ ГО О Установить фрезу на размер по лимбу 0,06
24 о >> со Включить или выключить подачу обкатки 0,02
25 Включение или выключение охлаждения автоматическое Перекрывается
основным временем
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Зубострогальные и шлицефрезерные станки
ПРИЛОЖЕНИЕ 8. лист 31
1 № позиции! Станки Наименование приемов Время в мин
1 2 3 4 5 6 7 Зубострогальные для прямозубых конических колес Включить или выключить движение ползу- | кнопкой нов и подачу обкатки | рычагом 1 0,02 0,02
Подвести деталь к резцам перемещением каретки до упора 0,05
Подвести деталь к резцам перемещением каретки до лимбу (при черновой обработке в два прохода) 0,20 :
Отвести де 1 аль от резпов перемещением каретки 0.05
Закрепить или открепить каретку 0,02
Включение и выключение охлаждения автоматическое Перекрывается основным временем
8 9 10 11 12 13 14 15 16 17 Шлицефрезерные, работающие методом обкатки Включить или выключить вращение фрезы и детали кнопкой рычагом 0,02 0,02
Включить или выключить подачу 0,02
Включить автоматическое ускоренное перемещение фрезерной головки, подвести фрезу к детали в продольном направлении 0,07
Подвести фрезу к де1али в продольнохм направлении вручную 0,05
Переместить фрезерную головку в продольном направлении на длину в мм до 100 200 400 600 0,06 0,10 0,18 0,22
Включение и выключение охлаждения авгима1ическое Перекрывается основным временем
355
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА ПРИЕМ УПРАВЛЕНИЯ СТАНКОМ
Резьбофрезерные станка, работающие гребенчатой
ПРИЛОЖЕНИЕ 8, лист 32
10
Наименование приемов
Время в мин
А
Включить станок (для станков с полуавтоматическим ник-КЛОМ)
Включить (или выключить' вращение фрезы и де т ал и
кнопкой рычагом
Г
Включить автоматическое ускоренное перемещение каретки, подвести де1 алъ к фрезе (или отвести от фрезы в поперечном направлении
0,05
Подвести деталь к фрезе в поперечном направлении
О।вести деталь от фрезы в поперечном направлении
Подвести деталь к фрезе или фрезу к детали перемещением каретки в продольном направлении на длину в мм до
100
200
I
о,ов
0,05
0,06
0,10
Отвести деталь от фрезы «или фрезу от детали) перемещением карегки в продольном направлении на длину в мм до
100
200
0,05
Переместить каретку в продольном направлении на длину 1—2 шагов нарезаемой резьбы
0,05
Закрепить и открепить каретку
м*
0,03
13
Установить фрезу на глубину резания перемещением каретки и поперечном направлении вручную но лпмбу
14
Включение или выключение охлаждения автомашческое
Перекрывается основным временем
1
Перекрывав 1ся основным временем
356
I
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Болторезные, отрезные круглопильные и центровальные станки
ПРИЛОЖЕНИЕ 8, лист 33
Станки
Наименование приемов
Время в мин
Включить или выключить вращение шпинделя
Включить или выключить продольную подачу
Переключить направление вращения шпинделя
Подвести и направить деталь в плашки
0,03
10
13
14
15
17
Болторезные
Отрезные круглопильные
Отвести каретку в исходное положение на длину в мм
До 100
0,03
Установить резьбонарезную головку в рабочее положение (свести плашки) рычагом
Включить или выключить охлаждение
Включить или выключить вращение пильного диска кнопкой
Включить подачу
Включить автоматическое ускоренное перемещение пильного диска, подвести пильный диск к детали
Переместить пильный диск на длину в мм до
100
300
500
Установить и закрепить хомут на пакет; от крепить и снять хомут
Переместить подставку (люнет) в исходное положение
Включить или выключить охлаждение
Перекрывается поз. 5—6
Перекрывается поз. 1
0,04
0,09
0,14
Перекрывается основным временем
з?7
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Болторезные, отрезные круглопильные и центровальные станки
ПРИЛОЖЕНИЕ 8, лист 34
18
19
20
21
358
Станки
Центровальные с полуавтоматическим ци кл о м
Центровальные с ручным управлением
Наименование приемов
Включить станок
Переместить центровочное сверло
Переместить фрезерную головку
Время в мин
0,02
подвести отвести
подвести отвести
Включить или выключить вращение шпинделя кнопкой
Подвес!и (или оiвести) центровочное сверло к детали
0,05
0,04
0,07
0,06
0,02
одно, на одностороннем станке
два, на двухстороннем станке
Включить или выключить охлаждение
0,015
0,02
Перекрывается основным
временем
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ
УПРАВЛЕНИЯ СТАНКОМ
Шпоночно-фрезерные станки, работающие методом маятниковой подачи
ПРИЛОЖЕНИЕ 8, лист 35
нози-
Наименование приемов
Время в мин
Включить или выключить вращение фрезы
Включить или выключить маятниковую подачу шпиндельной головки
Ml
Подвести деталь к фрезе перемещения стола в продольном направлении
4 Подвести фрезу к детали в вертикальном направлении
Отвести фрезу от детали в вертикальном направлении
Включить или выключить вертикальную подачу
7 Переместить стол в вертикальном направлении 8 вверх на длину в мм до
100
200
10
Переместить стол в вертикальном направлении вниз на длину в мм до
100
0,04
0,06
0,05
0,12
359
10 !
11
%
14
15
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Станки
Горизонтальнопротяжные для внутреннего протягивания
Наименование приемов
Включить движение ползуна (рабочий или холостой ход)
Для работ с автоматическим обратным перемещением протяжки
Для работ в один или несколько проходов с ручной установкой протяжки
Закрепить протяжку в патроне
Протяжные станки
ПРИЛОЖЕНИЕ 8, лист 36
Время в мин
кнопкой
рычагом
Продвинуть протяжку (с надетой деталью или без детали) и установить концом в тяговый патрон
Вывести протяжку из тягового патрона
40
0,03
0,04
0,05
Диаметр протяжки в мм до
Взять протяжку (или сменить протяжку при работе в 2—3 прохода) с деталью и установить концом в тяговый патрон (при обработке цилиндрических, квадратных и фасонных отверстий)
40
80
40
80
Взять протяжку и установить концом в тяговый патрон (при обработке шпоночных пазов)
клином или вилкой
рукояткой зажимного патрона
0,03
0,04
0,08
0,03
0,04
И9
16
17
18
19
В ертикал ь н о-п р о-тяжные для наружного протягивания
0
клином или вилкой
Открепить протяжку
рукояткой самозажимного патрона
Установить плоскую прокладку под протяжку
Снять плоскую прокладку из-под протяжки
Очистить протяжку от стружки (с учетом перекрытий машинным временем)
Включить или выключить охлаждение
Включить движение ползуна (рабочий или холостой ход)
Включить или выключить охлаждение
Подвести или отвести стол
Диаметр протяжки в мм до
40
0,03
0,03
0,04
0,07
0,10
Перекрывается основным временем
кнопкой
рычагом
0,02
Перекрывается основным временем
0,0э
№
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Зубошлифосальные станки.
ПРИЛОЖЕНИЕ 8, лист 37 а
ПОЗИЦИИ
Станки
Наименование приемов
Время в мин
1
2
3
5
6
Зубошлифовальные, работающие одним кругом методом копирования или методом обкатки
Включить станок (для станков с полуавтоматическим циклом)
Включить или выключить вращение шлифовального круга
Включить или выключить подачу обкатки и возвратно-поступательное движение каретки
Включить счетчик продолжительности обработки
Установить глубину шлифования и равномерность снятия припуска для первого прохода
Подвести шлифовальный круг и установить на размер для последующего прохода
Отвести шлифовальный круг от детали
0,02 0,02 0,02
0,02 0,8
0,08 0,05
8
9
10 II
12
13
14
Зубошлифовальные, работающие двумя тарельчатыми кругами методом обкатки
Включить или выключить вращение шлифовального круга
. Включить или выключить подачу обкатки и возвратно-поступательное движение каретки
Переключить делительный механизм на одностороннее или двустороннее деление Включить счетчик продолжительности обработки
Установить глубину шлифования и равномерность снятия припуска с двух сторон с включением и выключением в процессе регулировки размеров для первого прохода Подвести шлифовальные круги, установить на размер для последующего прохода Отвести шлифовальные круги от детали
0,02 0,02
0,02 0,02 1,2
0,08 0,05
15
16
17
18
19
20
Зубошлифовальные, работающие абразивным червяком методом обкатки
Включить или выключить станок
Включить зажим цанги
Включить охлаждение
Подвести шлифовальную бабку к суппорту
Подвести шлифовальную бабку к детали до появления искры
Переместить стойку относительно абразивного червяка для обеспечения использования всей рабочей ширины абразивного червяка при шлифовании шестерен
Отвести шлифовальную бабку от детали автоматически
Отвести шлифовальную бабку маховичксм на 0,5—0,8 мм
0,02 0,02 0,02 0,10
0,14 0,10
0,08
0,03
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Шлацешлифовольные станки
И РИЛ О ЖЕ НИЕ 8, лист. 38
(Й^ИИ*»***
ПОЗИЦИИ
Наименование приемов
Время в мин
й
Й
Включить станок (для станков с полуавтоматическим циклом)
Включить или выключить вращение шлифовального круга
4*
Включить или выключить движение стола
Включить или выключить вертикальную подачу шлифовального круга
Включить или выключить подачу делительного механизма
Подвести шлифовальный круг к детали в вертикальном направлении и установить на размер до появления искры .....................................................
I
0,07
Отвести шлифовальный круг от детали в вертикальном направлении . .
0,0о
10
Переместить стол в продольном направлении (подвод или отвод) на длину в мм до
Включить или выключить охлаждение .
100
0,06
Перекрывается основным временем
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ Резьбо шлифовальные станки
СТАНКОМ ПРИЛОЖЕНИЕ 8, лист 39
№ позиции Наименование приемов Время в мин
1 Включить станок (для станков с полуавтоматическим циклом) 0,02
2 Включить или выключить вращение шлифовального круга 0,02
3 4 Включить или выключить вращение детали и продольную подачу каретки кнопкой рукояткой 0,02 0,02
5 Включить или выключить поперечную подачу шлифовального круга 0,02
6 Переключить направление подачи каретки (для шлифования следующего прохода) . . 0,02
7 8 Подвести шлифовальный круг к детали в поперечном направлении и установить на размер по лимбу по упору 0,08 0,05
9 Отвести шлифовальный круг от детали в поперечном направлении 0,04
10 Совместить профиль детали и инструмента 0,15
11 12 Переместить стол в продольном направлении (подвод или отвод) при обработке внутренней резьбы на длину в мм до 100 250 0,00 0,12
13 Включить или выключить охлаждение Перекрывается основным временем
14 Закрыть или открыть щиток Перекрывается основным временем
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Токарно-зинторезные станки
ПРИЛОЖЕНИЕ 9, лист 1
№ позиции Наименование элементов работы Группа станков
I j II | III | IV
Наибольший диаметр изделия, устанавливаемого над станиной, в мм до
300 ! 400 | 600 1 1000
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0 2,0
3 4 5 6 1 Установить и снять зажимное приспособление патрон патрон с центром .... центра оправку специальное приспособле- ние 3,0 4,5 3,0 1,0 6,0 4,0 5,8 3,5 1,2 8,0 4,0 6,2 4,5 1,5 10,0 5,0 8,0 6,0 1,8 13,0
8 9 Установить и снять режущий инструмент резец в резцедержавку . . 1,5 2,0 2,5 3,0
сверло, зенкер, развертку в пиноль задней бабки . . . 0,3 0,4 0,5 0,6
10 Установить величину подачи 0,15 0,2 0,3 0,3
11 Установить число оборотов шпинделя 0,15 0,2 0,3 0,3
12 Переместить каретку суппорта в продольном направлении 0,2 0,3 0,4 0,5
13 Переместить суппорт в поперечном направлени! 1 0,2 0,3 0,4 0,5
Примечание. В приложении 9 помещены приемы, продолжительность которых включена в комплекс подготовительно-заключительной работы на наладку станка, инструмента и приспособлений (раздел А) и пробную обработку деталей (раздел В).
365
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Карусельные станки
ПРИЛОЖЕНИЕ 9, лист 2
I № позиции Наименование элементов работы Группа станков I | II | III Наибольший диаметр обрабатываемого изделия в мм до 850 | 1500 | 2500 Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 5 6 7 Установить и снять зажимное приспособление на столе 4 кулачка болты с планками угольник с креплением болтами и планками па столе 4 кулачка и болты с планками специальное приспособление 4,0 3,0 7,5 7,0 6,0 5,0 3,6 9,5 8,5 8,0 6,0 4,5 12,0 10,5 9,0
8 9 । Установить и снять режущий инструмент в резцедержавку суппорта в гнездо револьверной головки 3,0 1,5 4,0 1,8 5,0 2,0
10 Установить число оборотов стола 0,15 0,2 0,3
11 Установить величину подачи 0,15 0,2 0,3
12 Переместить поперечину 1,0 1,2 1,5
13 Переместить каретку по поперечине 0,2 0,4 0,5
14 Переместить верхний суппорт в вертикальном направлении 0,2 0,3 0,4
15 Переместить боковой суппорт в вертикальном направлении 0,2 0,3 0,4
16 Переместить боковой суппорт в горизонтальном направлении 0,2 0,2 0,3
366
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Горизонтально-расточные станки с неподвижной стойкой и поворотным столом
ПРИЛОЖЕНИЕ 9, лист 3
№ позиции Наименование элементов работы Группа станков
I 1 П 1 III
Диаметр шпинделя станка в мм до
80 | ПО 1 150
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 5 Установить и снять зажимное приспособление болты с планками 4,0 4,8 6,0
специаль- ное приспособление при установке вручную краном 4,5 7,5 6,0 9,0 7,5 10,5
6 7 8 Установить и снять режущий инструмент в конус шпинделя в борштангу в резцедержатель на планшайбе 0,4 0,8 1,2 0,5 1,0 1,5 0,6 1,2 1,8
9 Установить число оборотов шпинделя 0,15 0,2 0,3
10 Установить величину подачи 0,15 0,2 0,3
11 Переместить стол в продольном направлении 0,3 0,3 0,4
12 Переместить стол в поперечном направлении 0,3 0,3 0,4
13 Переместить шпиндельную бабку в вертикальном направлении 0,3 0,4 0,5
14 Переместить шпиндель в горизонтальном направлении 0,2 0,2 0,3
367
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Револьверные станки с вертикальной осью вращения головки
ПРИЛОЖЕНИЕ 9, лист 4
№ позиции Наименование элементов работы Группа станков
I 1 II 1 ш ! IV
Наибольший диа.метр обрабатываемого прутка в мм до
12—2б| 36 I 65 | 10 и выше
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0 2,0
3 4 5 6 Установить и снять зажимное приспособление самоцептрирующий патрон цанговый патрон концевую оправку специальное приспособление 2,0 1,0 4,0 3,0 1,5 1,0 6,0 4,0 2,0 1,5 8,0 4,0 .2,0 1,5 8,0
7 8 Установить и сиять режущий инструмент в резцедержатель суппорта в гнездо револьверной головки 1,3 1,0 2,0 1,5 2,0 1,5 2,0 1,5
9 Установить число оборотов шпинделя 0,3 0,3 0,4 0,4
10 Установить величину подачи револьверной головки 0,3 0,3 0,4 0,4
11 Установить величину подачи суппорта 0,3 0,3 0,4 0,4
12 Переместить револьверную головку в продольном направлении 0,2 0,2 0,3 0,4
13 Переместить каретку суппорта в продольном направлении 0,2 0,2 0,3 0,4
14 Переместить суппорт в поперечном направлении 0,2 0,2 0,3 0,4
15 Отрегулировать один упор длины хода револьверной головки или суппорта 0,6 0,8 1,0 1,2
16 Пробная обработка 2—3 деталей, измерение регулирование резцов на размер заданной точности (по необходимости) — — — —
368
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Револьверные станки с горизонтальной осью вращения головки
ПРИЛОЖЕНИЕ 9, лист 5
№ позиции Наименование элементов работы Группа станков
I i i п III
Наибольший диаметр обрабатываемого прутка в мм до
36 1 50 | Св. 50
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 Установить и снять зажимное приспособление цанговый патрон специальное приспособление 1,5 6,0 2,0 8,0 1 2,0 8,0 1
5 Установить и снять режущий инструмент 1,5 2,0 2,5
6 Установить число оборотов шпинделя 0,3 0,4 0,4
7 Установить величину подачи револьверной головки 0,3 0,4 0,4
8 Переместить револьверную головку в продольном направлении 0,2 0,3 । 0,4'
9 Отрегулировать один упор длины хода револьверной головки 0,8 1,0 1,2
10 Пробная обработка 2—3 деталей, измерение, регулирование резцов на размер заданной точности (по необходимости) — — —
369
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Вертикально- и радиально-сверлильные станки
ПРИЛОЖЕНИЕ 9, лист 6
№ позиции Наименование элементов работы Группа станков
Вертикальносверлильные Радиальносверлильные
I | и 1 HI I IV 11 II |lll
Наибольший диаметр просверливаемого отверстия в мм до
12 I 25 | 50 | 75 | 35 | 50 | 75
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0 4,0 4,0 4,0 4,0
2 Инструктаж мастера j 2,0 2,0 2,0 2,0 2,0 2,0 2,0
3 4 5 Установить и снять зажимное приспособление патрон 3,0 3,о| 3,0 3,0 — — —
болты с планками 1,6 2,о| 2,0 2,4 2,0 2,0 2,4
тиски 3,0 3,5 3,5 4,0 3,5 3,5 4,0
6 7 кондуктор при установке вручную 3,0 3,5 3,5 4,0 3,5 3,5 4,0
краном 6,0 6,5 6,5 7,0 6,5 6,5 7,0
8 Установить и снять режущий инструмент 0,5 0,8 0,8 1,0 0,8 0,8 1,0
9 Установить число оборотов шпинделя 0,15 0,2 0,2 0,3 0,2 0,2 0,3
10 Установить величину подачи 0,15 0,2 0,2 0,3 0,2 0,2 0,3
11 Переместить шпиндель в вертикальном направлении 0,1 0,2 0,2 0,3 0,2 0,2 0,3
12 Переместить стол в вертикальном направлении 0,3 0,4 0,4 0,5 — — —
13 Переместить рукав в вертикальном направлении — — — — 0,4 0,4 0,5
14 Переместить шпиндельную головку по рукаву в горизонтальном направлении — —_ — —. 0,1 од 0,2
15 Установить упор ограничения хода на длину обработки о,1 0,2 0,2 0,3 0,2 0,2 0,3
16 37С Повернуть рукав на угол 1 — — — — 0,1 | 0,1 0,1
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Горизонтально-, вертикально- и универсально-фрезерные станки
ПРИЛОЖЕНИЕ 9, лист 1
№ позиции Наименование элементов работы Группа станков
I 1 И 1 III 1 IV
Длина стола в мм до
750 | 1250 ,1 1800 | 2500
Время в мни
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0 1 2,0
3 4 5 6 7 8 9 10 Установить и сиять зажимное приспособление патрон патрон с центром центр болты с планками тиски делительную головку 2,0 3,0 1,5 4,0 3,0 6,0 2,5 3,5 2,0 5,0 3,5 6,0 3,0 4,0 2,5 6,0 4,0 8,0 3,5 5,0 3,0 7,0 4,5 8,0
специальное приспособление при установке вручную краном 5,0 7,0 10,0 9,0 12,0 10,0 15,0
11 Установить и снять концевую фрезу в конусе шпинделя 2,5 3,0 3,5 4,0
12 Установить оправку для фрезы в конус шпинделя и снять ее 2,0 2,5 3,0 3,5
13 Установить насадную фрезу на оправку и снять ее L5 2,0 2,5 3,0
14 15 16 Установить комплект фрез на оправку и снять его две четыре шесть 2,0 3,0 4,0 2,5 3,5 5,0 3,0 4,5 6,0 3,5 5,0 7,0
17 Установить число оборотов шпинделя 0,15 0,2 0,3 0,3
18 Установить величину подачи 0,15 0,2 0,3 0,3
19 Переместить стол в продольном направлении 0,2 0,3 0,4 i 0,5
20 Переместить стол в поперечном направлении 0,15 0,2 0,3 i 0,4
21 Переместить стол в вертикальном направлении 0,4 0,5 0,6 1 0,7
22 Закрепить стол , 0,15 0,15 0,2 0,2
23 Переместить упоры автоматического выключения подачи на размер 0,3 0,3 0,4 0,4
371
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Продольно-фрезерные станки
ПРИЛОЖЕНИЕ 9, лист 8
| № позиции Наименование элементов работы Группа станков I | II j III Длина стола в мм до 1600 1 3000 i 6000 Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 Установить и болты с планками тиски 5,0 3,5 6,0 4,0 7,0 5,0
5 6 снять, зажимное приспособление специальное приспособление при установке вручную краном 5,0 10,0 7,0 12,0 10,0 15,0
7 Установить и снять оправку для фрезы шпинделя в конус 2,5 3,0 3,5
8 9 10 11 Установить фрезу на оправке и снять ее одну две три четыре 3,0 4,0 6,0 8,0 3,5 5,0 7,0 10,0 4,0 6,0 9,0 13,0
12 Установить число оборотов шпинделя 0,2 0,3 0,3
13 Установить величину подачи 0,2 0,3 0,3
14 Переместить поперечину в вертикальном направлении с ослаблением и креплением 0,8 1,0 1,2
15 Переместить шпиндельную бабку 0,4 0,5 0,6
16 Переместить стол 0,3 0,4 0,5
17 Переместить упоры автоматического выключения подачи на размер 0,5 0,5 0,6
372
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Копировально-фрезерные станки
ПРИЛОЖЕНИЕ 9, лист 9
| № позиции Наименование элементов работы Группа
I 1 Н | Ш
Длина стола в мм до
1250 | 1800 ( 2500
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 5 6 Установить и снять зажимное приспособление болты с планками 6,0 6,0 7,0
тиски 3,5 4,0 5,0
специальное приспособление при установке вручную 8,0 9,0 10,0
краном — 12,0 15,0
7 Установить и снять фрезу 3,0 3,5 4,0
8 Установить число оборотов шпинделя 0,2 0,3 0,3
9 Установить величину подачи 0,2 0,3 0,3
10 Сменить наконечник трейсера 0,7 0,9 1,2
И Сменить копир 4,0 5,0 6,0
12 Переместить каретку ио направляющим станка в вертикальном направлении 0,2 0,4 0,5
13 Переместить стол в горизонтальном направлении 0,3 0,4 0,5
373
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Карусельно-фрезерные станки ПРИЛОЖЕНИЕ 9, лист 10
| № позиции Наименование элементов работы Группа станков
I 1 1 II 1 III
Диаметр стола в мм до
1000 | 1600 1 2000
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 5 Установить и снять зажимное приспособление четырех местное 10 12 15
шестиместнос 12 15 18
восьмиместное 15 18 21
6 Установить фрезу на гильзе шпинделя с установкой на размер и снять 7,0 9,0 11,0
7 8 Установить число оборотов шпиндельной бабки сменой шестерен 2,0 3,0 4,0
рукояткой 0,2 0,3 0,3
9 10 Установить величину подачи стола сменой шестерен 1,5 2,0 3,0
рукояткой 0,2 0,3 0,3
11 Переместить стол 0,3 0,4 0,5
12 Открепить и закрепить стол 0,3 0,4 0,4
374
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО- Продольнострогальные станка
ПРИЛОЖЕНИЕ 9, лист 11
ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ
№ позиции Наименование элементов работы Группа станког
I 1 ; и | ш
Длина стола До 2500 | 4000 в мм 6000
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологиче-, ской документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 5 Установить и снять зажимное приспособление болты с прижимными планками в количестве 4 8 12 4,0 8,0 12,0 5,0 10,0 14,5 6,0 12,0 18,0
6 7 8 9 10 11 12 13 специальное приспособление при установке вручную без выверки с выверкой 2 болтами 4,0 5,0 — —
без выверки с выверкой 4 болтами 6,0 8,0 7,0 9,0 8,0 10,0
краном | без выверки с выверкой с креплением i 4 болтами 8,0 10,0 10,0 12,0 12,0 15,0
без выверки с выверкой 6 болтами 9,0 11,0 11,0 13,0 13,0 18,0
14 15 Установить и снять резец проходной или подрезной фасонный или широкий 1,0 1,8 1,5 2,5 2,0 3,0
16 Установить величину скорости резания 0,2 0,2 0,3
17 Установить величину подачи 0,2 0,2 0,3
18 Переместить поперечину в вертикальном направлении с ослаблением и креплением 1,0 1,2 1,5
19 Переместить каретку суппорта 0,4 0,5 | 0,7
20 Переместить суппорт 0,4 0,5 | 0,7
21 Переместить стол 1 0,2 0,2 | 0,2
22 Установить длину хода стола перемещением кулачков 0,3 0,4 | 0,5
375
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Поперечно-строгальные и долбежные станки
ПРИЛОЖЕНИЕ 9, лист 12
№ позиции Наименование элементов работы Группа станков
I 1 И
Наибольшая длина хода ползуна или долбяка В МхМ до
500 | 900
Время в мин
Г Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0
2 Инструктаж мастера 2,0 2,0
3 4 5 6 Установить и снять зажимное приспособление патрон болты с планками тиски специальное приспособление 3,0 2,0 3,0 4,0 4,0 2,4 3,5 5,0
7 8 9 10 Установить и снять резец на поперечно-строгальных станках проходной широкий или фасонный 0,6 1,0 0,7 1,2
на долбежных станках проходной пазовый 1,0 1,5 1,2 2,0
11 Установить число двойных ходов ползуна 0,2 0,2
12 Установить величину подачи 0,2 0,2
13 Переместить стол в горизонтальном направлении 0,2 0,3
14 Переместить стол в вертикальном направлении (для поперечно-строгальных станков) 0,4 0,5
15 Переместить стол в поперечном направлении (для долбежных станков) 0,4 0,5
16 Переместить суппорт в вертикальном направлении (для поперечно-строгальных станков) 0,4 0,5
17 Установить длину хода ползуна 0,3 0,4
18 Переместить стол по окружности в исходное положение {для долбежных станков) 0,2 0,3
376
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Круглошлифовальные станки ПРИЛОЖЕНИЕ 9, лист 13
№ позиции Наименование элементов работы Группа станков I 1 II Наибольший диаметр устанавливаемого изделия в мм до 300 1 500 Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0
2 Инструктаж мастера 2,0 2,0
3 4 5 Установить и снять зажимное приспособление центра патрон оправка 3,0 3,0 1,0 4,5 4,0 1,2
6 Установить число оборотов изделия 0,15 0,3
7 Установить величину продольной подачи стола 0,15 0,3
8 Установить величину поперечной подачи шлифовального круга 0,15 0,3
9 Переместить стол в продольном направлении 0,4 0,5
10 Переместить суппорт шлифовального круга в поперечном направлении 0,4 0,5
11 Установить длину хода стола перемещением упоров 0,4 0,5
377
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Вну тришлиф овальные станки
ПРИЛОЖЕНИЕ 9, лист 14
№ позиции i Наименование элементов работы Группа станков
I 1 II | ш
Наибольший диаметр шлифуемого отверстия в мм до
100 1 300 | 500
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 5 Установить и снять зажимное приспособление самоцентрирующий патрон 2,0 3,0 4,0
специальный патрон или центрирующее приспособление при установке вручную краном 4,0 6,0 10,0 8,0 12,0
6 Установить и снять шлифовальный круг 1,5 1,5 2,0
7 Установить число оборотов изделия 0,15 0,15 0,2
8 Установить величину продольной подачи стола (или шлифовального круга) 0,15 0,15 0,2
9 Установить величину поперечной подачи шлифовального круга 0,15 0,15 0,2
10 Переместить стол (или шлифовальный круг) в продольном направлении 0,2 0,2 0,3
11 Переместить шлифовальный круг в поперечном направлении 0,2 0,2 0,2
12 Установить длину хода стола (или шлифовального круга) перемещением упоров 0,3 0,3 0,4
378
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Плоскошлифовальные станки с горизонтальным и вертикальным шпинделем и прямоугольным столом
ПРИЛОЖЕНИЕ 9, лист 15
№ позиции Наименование элементов работы Группа станков
I 1 П
Длина стола в мм до
1000 | 2000
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0
2 Инструктаж мастера 2,0 2,0
3 Установить скорость движения стола 0,2 0,3
4 Установить величину вертикальной подачи шлифовального круга (для станков с вертикальным шпинделем) 0,2 0,3
5 Установить величину горизонтальной подачи шлифовального круга 0,2 0,3
6 Переместить шлифовальный круг в горизонтальном направлении 0,2 0,3
7 Переместить шлифовальный круг в вертикальном направлении 0,2 0,3
8 Переместить стол 0,3 0,4
9 Установить длину хода стола перемещением упоров 0,2 0,3
379
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Плоскошлифовальные станки с вертикальным и горизонтальным шпинделем а круглым столом
ПРИЛОЖЕНИЕ 9, лист 16
№ позиции Станки Наименование элементов работы Группа станков I 1 II Диаметр стола в мм до1 900(400)11500(750) Время в мин
1 2 — Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки Инструктаж мастера 4,0 2,0 4,0 2,0
3 4 5 6 7 Плоскошлифовальные с вертикальным шпинделем Установить число оборотов стола Установить величину вертикальной подачи шлифовального круга Переместить поперечину в вертикальном направлении Переместить шлифовальный круг по поперечине в горизонтальном направлении Переместить шлифовальный круг в вертикальном направлении 0,15 0,15 1,0 0,2 0,2 0,2 0,2 1,5 0,4 0,4
8 9 10 11 12 13 Плоскошлифовальные с горизонтальным шпинделем Установить число оборотов стола Установить величину вертикальной подачи стола Переместить стол в вертикальном направлении Переместить ползун в горизонтальном направлении Установить длину хода ползуна Установить число двойных ходов ползуна 0,15 0,15 0,3 0,2 0,2 0,2 0,2 0,2 0,4 0,3 0,3 0,3
1 В скобках указаны диаметры стола для станков с горизонтальным шпинделем.
380
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Бесцентровошлифовальные станки
ПРИЛОЖЕНИЕ 9, лист 17
№ позиции Наименование элементов работы Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0
2 Инструкция мастера 2,0
3 Установить и снять поддерживающий нож с регулировкой 5,0
4 Изменить число оборотов ведущего круга 0,2
5 Установить величину продольной подачи поворотом ведущего круга на угол 1,5
6 Установить и снять продольный упор 1,5
7 Установить шлифовальный круг на размер шлифования с откреплением и закреплением узлов станка 0,6
8 Установить и снять выталкиватель 5,0
9 Пробная обработка 2—3 деталей, измерение, дополнительная установка круга на размер (по необходимости) —
381
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Хонинговальные, суперфинишные и вертикаль-но-доводочные (лопин-говальные) станки
ПРИЛОЖЕНИЕ 9, лист /£
позиции Станки Наименование элементов работы Время в мин
2
1 2 — Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки Инструктаж мастера 4,0 2,0
3 4 5 6 7 8 9 Хонингование Установить кулачки патрона на размер обработки Установить кулачки люнета на размер с регулировкой Установить и снять специальное зажимное приспособление для детали Установить и снять хонинговальную головку Установить бруски в хонинговальную головку и снять их Установить длину хода хонинговальной головки перемещением упоров Установить скорость движения хонинговальной головки 2,0 2,0 8,0 2,0 3,0 0,3 0,2
10 11 12 13 Суперфинишные Установить и снять бруски Установить число оборотов изделия Установить величину продольной подачи изделия Отрегулировать силу давления и длину хода брусков 3,0 0,2 0,2 1,5
14 15 16 17 Вертикально-доводочные (лапин-говальные) Установить сепаратор на столе и снять его Очистить диски Шаржировать диски доводочной пастой Отрегулировать поступление смазывающей жидкости 2,0 1,0 2,0 1,0
382
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Токарные многорезцовые и гидрокопироваль-ные станки
ПРИЛОЖЕНИЕ 9, лист 19
№ позиции Наименование элементов работы Группа станков
I ! II
Наибольший диаметр изделия, устанавливаемого над станиной, в мм до
400 | св. 400
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0
2 Инструктаж мастера 2,0 2,0
3 Переместить заднюю бабку на размер обрабатываемой детали с откреплением и закреплением 1,2 1,5
4 Установить кулачки патрона на размер обработки 1,0 1,2
5 6 Установить и снять резец с регулировкой на сопряженный размер по шаблону 2,0 2,5
с пробными промерами для работ с точностью < 0,2 мм 7,0 7,5
7 Установить резцедержатель с резцами, предварительно установленными на размер 4,0 8,0
8 Установить число оборотов шпинделя при помощи сменных шестерен 2,0 3,0
9 10 Установить величину подачи при помощи сменных шестерен 2,0 3,0
рукояткой 0,2 0,3
11 Переместить передний суппорт в продольном направлении 0,3 0,4
12 Переместить задний суппорт в поперечном направлении 0,3 0,4
13 Установить длину хода суппортов с регулиро* ванием упоров 1,5 2,0
14 Пробная обработка 2—3 деталей, измерение, регулирование резцов на размер заданной точности (по необходимости) — —
383
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ
Токарные станки для нарезания резьбы резцами
ПРИЛОЖЕНИЕ 9 лист 20
позиции Станки Наименование элементов работы Время в мин
£
1 2 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки Инструктор мастера 4,0 2,0
3 4 Токарные резьбонарезные с вращающимися резцовыми головками (для вихревого нарезания) Установить и снять ное приспособление зажим- центра патрон 3,0 3,0
5 6 7 8 Установить резец по шаблону во вращающейся головке Установить число оборотов шпинделя Установить величину подачи Пробная обработка 2—3 деталей, измерение, регулирование резца на глубину резания (по необходимости) 1,5 0,2 0,2
9 10 11 Установить и снять зажимное приспособление центра концевую оправку патрон 3,0 1,0 3,0
12 13 14 15 16 17 18 Резьботокарные полуавтоматы для коротких резьб Установить число оборотов детали при помощи сменных шестерен Установить и снять резец Установить и снять барабан с наладкой кулачка Наладить кулачок поперечного перемещения резцедержателя с регулировкой размеров резьбового резца Установить число проходов резца при помощи сменных шестерен Наладить кулачок подачи на заданную глубину резания Пробная обработка 2—3 деталей, измерение, регулирование резца на глубину резания (по необходимости) 2.0 1,5 8,0 1,0 2,0 1,0
384
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО- ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Зубофрезерные станки ПРИЛОЖЕНИЕ, 9, лист 21
№ позиции Наименование элементов работы Группа станков
I 1 II 1 III
Наибольший нарезаемый модуль в мм до
6 1 12 I 25
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 5 Установить и снять зажимное приспособление оправку, оправку с переходной втулкой, центра 3,0 4,0 5,0
оправку с подставкой 12,0 16,0 20,0
подставки 9,0 12,0 15,0
6 Сменить оправку фрезы 2,0 3,0 4,0
7 Установить фрезу на оправку с регулировкой по оси детали, закрепить гайкой и снять 2,0 3,0 4,0
8 Установить число оборотов при помощи сменных шестерен 2,0 3,0 4,0
9 Установить величину подачи при помощи сменных шестерен 3,5 4,5 5,0
10 Сменить шестерни гитары деления 1,5 2,0 3,0
11 Переместить фрезерную головку в вертикальном направлении 0,4 0,5 0,6
12 Установить упор для автоматического включения подачи фрезы 0,3 0,4 0,5
13 Повернуть фрезерную головку на угол 1,5 2,0 3,0
14 Установить глубину резания перемещением стола 1 0,4 0,5 0,6
15 Пробная обработка, измерение зуба, дополнительная установка на глубину резания (по необходимости) — — —
385
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Зубодолбежные станки, работающие дисковыми долбяками
ПРИЛОЖЕНИЕ 9, лист 22
| № позиции Наименование элементов работы Группа станков
1 1 II
Наибольший нарезаемый модуль в мм до .
6 1 12
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0
2 Инструктаж мастера 2,0 2,0
3 4 L> Установить и снять зажимное приспособление оправку концевую с гайкой 4,5 5,0
оправку концевую пневматическую или гидравлическую 5,0 6,0
специальное приспособление для зубчатых колес с внутренним зацеплением 6,0 8,0
6 Установить и снять долбяк 4,0 4,0
7 8 Установить число двойных ходов ползуна рычагом сменой шестерен гитары 0,2 2,0 0,3 3,0
9 10 Установить величину круговой подачи рычагом сменой шестерен гитары 0,2 2,0 0,3 3,0
11 Сменить шестерни гитары деления 3,5 4,5
12 Установить величину радиальной подачи врезания 1,0 1,2
13 Установить и снять копирный кулачок механизма врезания 1,0 1,2
14 Установить длину хода долбяка 1,2 1,6
15 Установить глубину резания 0,8 1,2
16 Пробная обработка 4—6 зубьев, измерение, дополнительная установка на глубину резания (по необходимости) — —
386
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Зубошевинговальные и зубозакругляющие станки
ПРИЛОЖЕНИЕ 9, лист 23
№ позиции Станки Наименование элементов работы Время в мин
1 2 — Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки Инструктаж мастера 2,0 1,0
3 4 5 6 7 8 9 10 11 12 13 Зубошевин-говальные Установить центровые бабки на размер по длине оправки с откреплением и закреплением Установить и снять шевер Установить число оборотов шевера при помощи сменных шестерен Установить скорость продольной подачи стола при помощи сменных шестерен Установить величину вертикальной подачи стола Переместить стол в продольном направлении Переместить стол в вертикальном направлении Установить стол на угол скрещивания осей детали и инструмента Установить длину хода стола по упорам Установить рел.е выключения вертикальной подачи на заданное число ходов стола Пробная обработка, измерение зуба, дополнительная установка на глубину резания (по необходимости) 1,0 3,0 1,5 1,5 0,2 0,4 0,4 1,2 0,5 0,3
14 15 16 17 18 19 20 21 22 23 Зубозакругляющие Установить и снять зажимное приспособление концевую оправку 1,0
центра 3,0
цанговый патрон 1,5
Установить и снять фрезу Установить число оборотов фрезы Сменить шестерни гитары деления Сменить шестерни гитары подач Переместить стол Сменить копирный кулачок Пробная обработка, измерение зуба, дополнительная установка на глубину резания (п.о необходимости) 2,5 0,2 2,5 1,5 0,4 1,0
387
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Зубо строгальные станки для прямозубых конических колес
ПРИЛОЖЕНИЕ 9, лист 24
| № позиции Наименование элементов работы Группа станков
I 1 11 1 1»
Наибольший нарезаемый модуль в мм до
6 1 Ю 1 16.
Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0 4,0
2 Инструктаж мастера 2,0 2,0 2,0
3 4 5 Установить и снять зажимное приспособление оправку концевую с гайкой оправку концевую пневматическую или гидравлическую — цанговый патрон 3,0 4,0 3,0 4,0 5,0 4,0 5,0 5,0 4,0
6 Установить и снять режущие резцы (2 шт.) 3,0 3,0 4,0
7 Установить число двойных ходов резцовой головки при помощи сменных шестерен 2,5 3,5 4,5
8 Сменить шестерни гитары подач 3,5 4,5 5,0
9 Сменить шестерни гитары деления 3,5 4,5 5,0
10 Сменить шестерни гитары обкатки 3,5 4,5 5,0
11 Установить делительную бабку на угол начального конуса и базовый размер 3,0 3,0 3,0
12 Установить длину хода резцов 3,0 3,0 3,0
13 Установить длину обкатки 0,8 1,0 1,2
14 Установить делительный механизм для обработки на один зуб или для обработки двух зубьев 0,2 0,3 0,4
15 Установить глубину резания перемещением головки по лимбу 2,0 2,5 3,0
16 Пробная обработка двух зубьев, измерение 'зуба, дополнительная установка резцов на глубину резания (но необходимости) — — —
388
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Зуборезные станки для конических колес с криволинейным зубом
ПРИЛОЖЕНИЕ 9, лист 25
1 № позиции Наименование элементов работы Группа станков I 1 II Наибольший нарезаемый модуль в мм до 8 1 15 Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0 4,0
2 Инструктаж мастера ; 2,0 I 2,0
3 Установи ть и снять оправку для летали 1 3,0 ! 4,0
4 Установить зуборезную головку в шпинделе станка, закрепить и выверить по шаблону на глубину резания 8,0 10,0
5 Установить число оборотов зуборезной головки при помощи сменных шестерен 2,5 3,5
6 1 Сменить шестерни гитары подач ’ 2,5 1 3,5
7 ! I Сменить шестерни гитары деления 1 3,5 ( 4,5
8 ' Сменить шестерни гитары обкатки | 3,5 ! 4,5
9 Сменить шестерни гитары качения 2,5 3,5
10 Установить переднюю бабку под углом нарезаемого колеса 2,0 3,0
11 ; Установить корневой угол ’ 2,0 i з,о
12 Установить переднюю бабку на осевое перемещение по шаблону 1,0 1,5
13 Установить стол но нониусу с откреплением и закреплением (назад, вперед) 1,0 1,5
14 Установить барабан в рабочее положение (нулевое положение по лимбу) 0,4 I 0,5
15 ; Установить люльку под углом нарезаемого колеса 2,0 '• 3,0
16 j Установить зуборезную головку на угол 2,0 1 3,0
17 i Установить барабан под углом нарезаемого колеса 1 2,0 ; 3,0
181 1 Переместить фрезерную головку в радиальном направлении 1,0 1,5
19 i Переместить стол в горизонтальном направлении | 0,4 0,5
38»
Шлицефрезерные станки
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ
ПРИЛОЖЕНИЕ Р, лист 26
№ позиции Наименование элементов работы BpeMt В МИ1
1 Получить наряд, чертеж, технологическую документацию па рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0
2 Инструктаж мастера 2,0
3 Установить и снять зажим- центра 3,0
4 ное приспособление цанговый патрон с центром 4,5
5 Установить оправку для фрезы в конус шпинделя и снять ее 2,0
6 Установить насадную фрезу на оправку и снять ее 1,5
7 Установить число оборотов фрезы при помощи сменных шестерен 2,5
8 Установить величину подачи при помощи сменных шестерен 2,5
9 1 Сменить шестерни гитары деления 3,5
10 Установить фрезы на заданную глубину резания 0,4
11 1 Переместить фрезерную головку 0,4
12 Повернуть фрезерную головку на угол 1,2
13 Переместить упоры автоматического выключения подачи на размер по длине обрабо!ки 0,3
14 Пробная обработка шлиц на длину врезания, измерение, дополнительная установка фрезы на глубину резания (по необходимости) —
390
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Резьбофрезерные станки ПРИЛОЖЕНИЕ 9, лист 27
1 № позиции Станки Наименование элементов работы Время в мин
1 2 — Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки Инструктаж мастера 4,0 2,0
3 4 5 6 7 8 9 10 11 Резьбофрезерные, работающие дисковыми фрезами Установить и снять зажимное приспособление | патрон с центром 1 центра - ! 3,0
Установить и снять оправку для фрезы Установить и снять фрезу Установить число оборотов фрезы рычагом коробки скоростей Установить число оборотов детали при помощи сменных шестерен Переместить фрезерную головку в продольном направлении Переместить фрезерную головку в поперечном направлении Пробная обработка 1—2 деталей фрезерованием на величину врезания, измерение дополнительная установка фрезы на глубину резания 'по необходимости) 1,0 1 >5 0,2 2,5 0,4 0,4
12 13 14 15 16 17 18 19 20 21 22 Резьбофрезерные. работающие 1ребен-: чатыми фрезами Установить и снять зажимное приспособление па грон патрон с центром денара 3,0 4,5 3,0
Установить и снять оправку для фрезы Установить и снять фрезу Установить число оборотов фрезы при помощи сменных шестерен Установить число оборотов детали при помощи сменных шестерен Переместить фрезерную головку или стол в продольном направлении Переместить фрезерную головку или стол в поперечном направлении Установить фрезу на глубину фрезерования с фиксированием по лимбу Пробная обработка 1—2 деталей, фрезерование резьбы, измерение, дополнительная установка фрезы на глубину резания, фрезерование резьбы (второй проход), измерение (по необходимости) i .0 1,5 2,5 2.5 0.4 0.4 1,0
391
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Резьбонакатные и шпоночно-фрезерные станки, работающие методом маятниковой подачи
ПРИЛОЖЕНИЕ 9. лист 28
№ позиции’ Станки Наименование элементов работы Время в мин
1 2 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией осмотреть заготовки Инструктаж мастера 2,0 1,0
3 4 5 6 7 8 9 Резьбонакатные Установить нож на размер обрабатываемой детали Установить и снять резьбонакатные ролики Установить число оборотов шпинделей роликов Установить длину хода радиальной подачи каретки роликов Установить скорость и силу давления радиальной подачи роликов Установить величину выдержки реле времени Пробная обработка 5—10 деталей, настройка размеров обработки, регулирование скорости подачи, силы давления и величины выдержки, измерение резьбы 2,0 10,0 0,4 0,5 0,5 1,5
10 И Установить и снять зажимное приспособление болты тиски с планками 3,0 4,0
12 13 14 15 16 17 18 19 20 Шпоночно-фрезерные Установить концевую фрезу в конус шпинделя и снять ее Установить число оборотов шпинделя Установить величину вертикальной подачи фрезы Установить величину продольной подачи фрезы Переместить стол в продольном направлении Переместить стол в вертикальном направлении Переместить фрезерную головку в вертикальном направлении Переместить фрезерную головку в горизонтальном направлении Установить упоры продольного хода фрезерной головки 2,5 0,2 0,2 0,2 0,4 0,4 0,5 0,3 1,0
392
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНОЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Протяжные станки
ПРИЛОЖЕНИЕ 9, лист 30
№ позиции Станки Наименование элементов ра( 5 оты Время в мин
1 — Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 2,0
2 — Инструктаж мастера 1,0
3 к ж Установить справку для детали на приемной плите и снять ее (для работы шпоночной протяжкой) 4,0
4 ф 5 2 к = S Установить протяжку, отрегулировать зажимное устройство патрона для крепления протяжки (при работе со снятием протяжки) 3,0
5 Установить протяжку, закрепить в патроне и снять ее (при работе без снятия протяжки) 1,5
6 льно-fi него Установить и отрегулировать поддерживающий люнет по размеру протяжки 2,0
7 £ (D я £* Установить скорость движения ползуна 0,3
8 л к Переместить ползун в рабочее положение 0,2
9 Он* гО Установить длину хода ползуна перемещением упоров 1,0
10 я is g« Установить и снять приспособления ния детали для закрепле- 5,0
11 О g. Установить и снять протяжку 4,0
12 о О Установить стол на заданный размер обработки с откреплением и закреплением узлов 2,0
13 1 я * >» Установить скорость движения ползуна 0,3
14 BepTi для нар Установить длину хода ползуна перемещением упоров 1,0
394
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Шлицешлифовальные станки
ПРИЛОЖЕНИЕ 9, лист 32
№ позиции Наименование элементов работы Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0
2 Инструктаж мастера 2,0
3 4 Установить и снять зажимное приспособление центра патрон с центром 3,0 4,5
5 6 7 Установить и снять шлифовальный круг один два три 3,0 4,0 6,0
8 Установить скорость движения стола 0,2
9 Установить величину вертикальной подачи шлифовального круга' 0,2
10 Настроить механизм деления шпиндельной бабки 3,5
11 Переместить стол в продольном направлении в рабочее положение 0,4
12 Переместить шпиндельную бабку в вертикальном направлении 0,5
13 Установить длину хода стола перемещением упоров 1,0
14 Установить копир для правки шлифовального круга по размеру шлифуемого профиля 3,0
9П7
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Резьбошлифо&алъные станки
ПРИЛОЖЕНИЕ 9, лист 33
№ позиции Наименование элементов работы Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 4,0
2 Инструктаж мастера 2,0
3 4 Установить и снять зажимное приспособление центра самоцентрирующий патрон 2,0 3,0
5 Установить число оборотов шпинделя передней бабки 0,5
6 7 Установить величину подачи ходового винта с помощью сменных колес гитары подач с помощью сменного копира 7,0 2,5
8 Переместить стол в продольном направлении 0,4
9 Переместить шпиндельную бабку в поперечном направлении 1,0
10 Установить упор ограничения длины хода 1,о
11 Повернуть шлифовальную бабку на угол подъема шлифуемой резьбы । 3,0
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ Центровальные станки
ПРИЛОЖЕНИЕ 9, лист 34
№ позиции Наименование элементов работы Время в мин
1 Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки Ознакомиться с чертежом, технологической документацией, осмотреть заготовки 2,0
2 Инструктаж мастера 1,0
3 Установить губки тисок на размер заготовки 1,0
4 Установить расстояние между шпиндельными бабками зл
5 6 Установить и снять режущий инструмент центровочное сверло или зенковку фрезу 0,2 1,5
7 Установить число оборотов шпинделя 0,2
8 Установить упор с регулировкой длины хода на станках с ручным управлением 1,0
9 Установить длину хода сверлильной головки на станках с полуавтоматическим циклом 1,5
10 Установить длину хода фрезерной головки на станках с полуавтоматическим циклом 1,5
11 Регулировка цикла смены работы фрезы и центровочного сверла 2,0
399
СТРУКТУРА ОПЕРАТИВНОГО ВРЕМЕНИ
ПРИЛОЖЕНИЕ 10
Категория затрат времени
Станки । । Основное время Bcnoi телы вре (D 1 о о поганое мя св
S S связанн с перех дом установ и сняти детали
к со О Продолжительность
к в процентах к опера-
тивному времени
1 Токарно-винторезные 61,0 20,0 19,0
2 Карусельные 68,2 11,3 20,5
3 Горизонтально-расточные 51,5 33,0 15,5
4 Револьверные с вертикальной осью 64,5 23,7 11,8
5 Револьверные с горизонтальной осью 55,0 29,3 15,7
6 Вертикально-сверлильные 62,0 15,0 23,0
7 Радиально-сверлильные 62,6 15,8 21,6
8 Горизонтально- и вертикально-фрезерные . . . 63,0 12,7 24t3
9 Продольно-фрезерные 59,8 11,6 28,6
10 Копировально-фрезерные 82,9 7,3 9,8
11 Продольно-строгальные 78,0 5,4 16,6
12 Поперечно-строгальные . . . 78,7 9.2 12,1
13 Долбежные 71,1 13,1 15,8
14 Круглошлифовальные 73,3 12,0 14,7
15 В нутришлифо вальные 81,2 9,4 9,4
16 Плоскошлифовальные с прямоугольным столом 73,3 4,5 22,2
17 Плоскошлифовальные с круглым столом .... 85,0 2,5 12,5
18 Бесцентровошлифовальные 49,8 22,4 27,8
19 Вертикально-доводочные (лапинговальные) . . . 72,0 5,5 22,5
20 Зубофрезерные 87,6 4,2 8,2
21 Зубодолбежные 84,1 7.3 8,6
22 Зубошевинговальные 71,0 7,0 22,0
23 Зубозакругляющие 67,4 10,1 22,5
24 Зубострогалыгые для конических прямозубых колес 87,0 9,1 3,9
25 Шлицефрезерные 86,0 5,0 9,0
26 Резьбофрезерные, работающие гребенчатой фрезой 71,0 14,0 15,0
27 Горизонтально-протяжные 43,2 19,0 37,8
28 Зубошлифовальные 87,0 8,0 5,0
29 Шлицешлифовальные 91,0 3,0 6,0
30 Резьбошлифовальные 70,0 20,0 10,0
400
СОСТАВ ОПЕРАТИВНОГО ВРЕМЕНИ
ПРИЛОЖЕНИЕ 11
Число случаев
40
30
20
10
О
20
10
О
10
о
10
о
Условные обозначения 9^9 Основнобнае бремя. Вспомогательное бремя на установку и снятие Летали. о—ю Вспомогательное бре-мя, связанное с лере- . хобом.
/ < L\
1 Vx
о '/
1г X Л
7 /V г 4 "V 1,7™i х \ ►
х\ \
< k
/ / \\
/ / »>—,и-в’
о *ч* х
"ч
\
f / 1 . \ IL X
6 1
> ч
< L_J
10 20 30 40 50 60 70 80 %
Токарно-винторезные станки
Горизонтально- и вертикально-фрезерные станки
Вертикально-сверлильные станки
Круглошлифовальные станки
401
КОЛИЧЕСТВО ПРОБНЫХ СТРУЖЕК ПРИ ОБРАБОТКЕ РЕЗЦАМИ И ФРЕЗАМИ ПРИЛОЖЕНИЕ 12
№ позиции Тип станка и вид обработки Точность измерения Измеряемый размер в мм до
25 50 100 300 500 1000 1500 2000 2500
Количество пробных стружек
1 2 3 Токарно-винторезные продольное точение и растачивание 2-й класс 3-й м 4-5-й я 1,3 0,8 0,5 1,5 1,0 0,5 1,75 1,3 0,75 2,0 1,5 1,0 2,5 1,75 1,0 3,0 2,0 1,25 — — —
4 поперечное точение — — 0,5 0,75 1,0 1 1,0 — 1 — __ 1 1 —
5 6 нарезание резьбы резцом 2-й класс 3-й . 0,5 0,3 0,75 0,5 1,0 0,75 1,5 1,0 — — — — —
7 8 9 Карусельные продольное точение и растачивание 2-й класс 3-й , 4-5-й , 1 1 1 — 1.0 0,75 1,0 0,75 2,0 1,5 1,0 2,5 1,8 1,25 3,0 2,0 1,5 3,5 2,3 1,5 4,0 2,5 1,5
10 поперечное точение — — 1,0 1,25 — 1 । —
11 12 13 Расточные продольное точение и растачивание 2-й класс 3-й . 4-5-й , — — 2,5 1,5 1,0 2,75 1,75 1,25 3,0 2,0 1,5 — — — —
14 фрезерование плоскостей и пазов — — — — 1,0 1,0 — — — —
15 поперечное точение — — — — 1,0 1,0 — — — —
16 Револьверные 3—4-й класс 1,0
17 Фрезерные, строгальные 0,5—0,2 мм 1,0
18 <0,2 мм 2,0
19 Долбежные 0,5—0,3 мм | 1,0
20 <0,3 мм 1 2,0
КОЛИЧЕСТВО ПРОБНЫХ ИЗМЕРЕНИЙ ПРИ ОБРАБОТКЕ НА ШЛИФОВАЛЬНЫХ ПРИЛОЖЕНИЕ /<?
И ДОВОДОЧНЫХ СТАНКАХ
S Измеряемый размер
S сг Точность измере- в мм до
S со о Вид обработки Измерительный инструмент 251 50 | 1001 200 301 | 500
с ния Количество пробных
измерении
1 Калибры 1-й класс 2,5 3,0 4,0 —. — —
2 2-й . 1,0 1,5 2,5 3,0 4,0 5,0
3 3-й , 0,5 0,7 1,0 1.5 ,7 2,0
4 Круглое наружное шлифова- 4-й . — 0,1 0,5 0,7 1,0
5 ние Универсальные 1-й класс 1,5 2,0 3,0 4,0 5,0 5,0
6 2-й , 0,7 1,0 1,5 2,0 2,5 3,0
7 3-й , 0,3 0,5 0,7 1,0 1,3 1,5
8 4-й , — — 0,1 0,3 0,5
9 Калибры 1-й класс 3,5 4,0 5,5 7,0 — —
10 2-й , 2,0 2,5 3,3 4,0 ——
11 3-й » 1,0 1,5 2,0 2,5 3,0
12 Шлифование отверстий 4-й » 0,7 1,0 1,5 1.7 —
4,0 5,0 6,4 7,0
13 Универсальные 1-й класс 2,5 3,0
14 2-й , 1,0 1,5 2,0 3,0 4,0 5,0
15 3-й , 0,7 1,0 1,3 1,5 1,7 2,0
16 4-й , 0,1 0,1 0,5 0,7 1,0
17 Хонингование Все типы 1-й класс 2,0 2,0 2,5 3,0 3,0 —
18 отверстий инструментов 2-й , 1,5 1.5 1.5 2,0 2,0 —
19 20 Лапингование 1-й класс 2-й . 2,0 1,0 3,0 2,0 3,0 2,0 — — —
21 Суперфиниш — — — — — — —
22 0,02 мл 3,5 4,0 —
23 0,03 „ 3,0 3,5 4,0 » —
24 0,04 „ 2,5 3,0 3,5 3,8 4,0
25 11лоскос шлифование Все типы инструментов 0,05 „ 2,0 2,5 3,0 3,2 3,5
26 27 0,07 „ 0,1 , 1,5 1,0 2,0 1,5 2,5 2,0 2,8 2,3 3,0 2,5
28 0,15 . 0,5 0,8 1,0 1,5 2,0
29 0,2 „ 0,1 0,2 0,5 0,8 1,0
30 >0,2 , — — 0,1 0,1 0,5
403
ПРИЛОЖЕНИЕ 14
СРЕДНЕЕ КОЛИЧЕСТВО ВЫВОДОВ СВЕРЛ X ДЛЯ УДАЛЕНИЯ СТРУЖКИ
S Расположен Длина сверления в i диамет-
Обрабатываемый материал pax сверла d
со О С ние оси вращения шпинделя Вид подачи ламе'1 ;ерла 4 ДО за 4rf 5d 6rf 7d 8d 9d 10a
t(u S Количество выводов сверла
1 Ручная 3 1 2 3 4 5 6 8 9 13
2 Стали угле- 5 — 1 1 1 2 3 5 6 10
3 родистые 10 — 1 1 1 1 2 3 5 8
4 вязкие, 15 1 1 1 1 1 2 4 5 8
5 стали жа- Механи- 20 1 1 1 1 2 3 4 5 8
6 ропрочные 25 1 1 1 2 3 5 ,— .—. —
7 ческая 30 1 1 2 3 4 6 — — —
8 Ручная 3 1 1 2 . 3 4 5 7 8 12
9 Вертикальное (свер- Стали кон- 5 — 1 1 1 1 2 4 5 9
10 11 струкцион-ные, ла- 10 15 1 1 1 1 1 1 1 1 1 1 1 1 2 3 4 4 7 7
лильпые станки)
12 13 тунь, алюминий Механи- 20 25 1 1 1 1 1 1 1 1 2 2 2 4 3 4 7
14 ческая 30 1 1 1 2 3 5 — •— —
15 J Ручная 1 5 — — 1 1 1 2 3 5
16 10 — — 1 1 1 1 1 3 5
17 Чугун, бронза 15 — 1 1 1 1 1 2 3 5
18 19 Механи- 20 25 1 1 1 1 I 1 1 2 2 2 3 2 3 5
20 ческая 30 1 1 1 1 2 4 — — —
21 22 Стали угле- Ручная 5 10 __ — 1 1 1 1 1 2 1 3 2 4 3 8 6
23 родистые 15 — 1 1 1 2 3 6
вязкие,
24 стали жа- Механи- 20 — — 1 1 1 1 2 3 6
25 ропрочные 25 — 1 1 1 1 3 — —» —
26 ческая 30 — 1 1 1 2 2 — — —
27 28 9Q Горизонтальное (токарно- Стали конструкцион- Ручная 5 10 15 — — — 1 1 1 1 1 1 1 1 1 2 1 1 3 2 2 6 4 4
винторез- ные, ла-
30 31 ные, револьверные тунь, алюминий Механи- 20 25 — 1 1 1 1 1 1 1 1 2 2 2 4
32 и расточные станки) ческая 30 — 1 . 1 1 1 3 — —. —
33 Ручная 5 — — 1— — 1 1 1 1 1 2
34 10 — — —— — — — —- 2
35 Чугун, 15 — — *— — — — 1 1 2
бронза
36 Механи- 20 — — — — —- 1 1 1 2
37 ческая 25 — — — — — 1 — — —
38 30 —, — 1— — — 1 — — —
404
ПРИЛОЖЕНИЕ 15
КОЛИЧЕСТВО ТОЧЕК ПРОМЕРОВ ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ ПРИ КОНТРОЛЬНЫХ ИЗМЕРЕНИЯХ
S S Измеряемая длина в мм ДО
SJ я м о Наименование инструмента Точность измере- Измеряемый размер 100 200 300 500 1000 1500 2000
к й НИЯ в мм до Количество точек контрольного
промера
1 Скобы предел*- 4-5-й 50 1 1-2 2 2-3 3 3-4 4
2 ные, односторон- классы 100 1 1 1-2 2 2-3 3 3
3 ние, двусторон- 300 1 1 1 1-2 2 2-3 3
4 иие и резьбовые 500 и выше 1 1 1 1 1-2 2 2-3
5 2-3-й 50 2 2-3 3 3-4 4 4-5 5
6 классы 100 2 2 2-3 3 3-4 4 4
7 300 2 2 2-3 2-3 3 3-4 4
8 500 и выше 2 2 2 2 2-3 2-3 3
9 1-й класс 100 3 3 3-4 4 4 — —.
10 Микрометр, ско- 0,01 мм 50 2 2-3 3 3 3 3-4 4-5
11 ба индикаторная, 100 2-3 2-3 3 3 3-4 4 4-5
12 миниметр 300 2 2 2 2 3 3 3-4
13 500 и выше 3 3 3 3 3-4 3-4 5
14 Штангенцир- 0,1 мм 50 1 1-2 2 2 3 — -
15 куль 100 1 1 1-2 1-2 2 -
16 300 1 1-2 2 2-3 3 — —-
17 500 и выше 1 — —. — — —-
18 19 0,02 мм 100 300 1 1 1 1-2 2 2-3 3 —.
20 Нутромер или 0,01 мм 50 2 2-3 3 3 3-4 4 5
21 штихмас индика- 100 2 2 2 2-3 3 3-4 4
22 торный 300 2 2 2-3 3 3-4 3 4
23 500 и выше 1 1 1-2 2 2-3 3 3-4
24 Индикатор для 0,01 мм 50 1 1 2 2-3 3
25 измерения откло- 100 1 1 1-2 2 2-3 3 2
26 нений от геомет- 300 1 1 1 1 1-2 2
27 рической формы 500 и выше 1 1 1 1 1 2 2-3
28 Линейка, угольник, шаблоны, калибры гладкие и — Все размеры 1
резьбовые', глубиномер, микрометр резьбовой!, штан-гензубомер, опти-
ческий зубомер
405
СРЕДНИЕ СКОРОСТИ АВТОМАТИЧЕСКИХ ПЕРЕМЕЩЕНИЙ ЧАСТЕЙ СТАНКОВ ПРИЛОЖЕНИЕ 16, лист 1
№ позиции Тип станка Размеры станка в мм до Наименование частей станка Скорость перемещения частей станка (по по сп о рту) в м/мин Средние скорости автоматических перемещений в м/мин
1 Токарно-винторезные Наибольший диаметр обрабатываемого изделия 400 Каретка суппорта j 0,325-3,4 3,4
Суппорт | 3,4 3,4
600 Каретка суппорта ] 3,0-4,0 3,0
Суппорт ( 1,0—1,3 1,3
1000 Каретка суппорта • 1,2-2,28 2,2
Суппорт 0,525—0,778 0,7
2 Карусельные Диаметр стола 1500 Суппорт вертикальный и боковой Поперечина 2,0-2,6 0,29-0,5 2,5 0,5
2500 Суппорт вертикальный и боковой Поперечина 2,2-3,0 0,4 -0,425 2,2 0,4
3 Горизонтально-расточные Диаметр шпинделя 110 Стол 1,03-3,46 I 2,5
Шпиндельная бабка 1,03—3,46 I 2,5
Шпиндель 0,77—4,8 | 2,5
150 Стол 1,6 1 1,6
Шпиндельная бабка 1,6 1 1,6
Шпиндель 3,0 3,0
о
4 Револьверные с вертикальной осью Диаметр отверстия шпинделя
5 Радиально-сверлильные Диаметр просверливаемого отверстия
6 Горизонтально-вертикально-универсально-фрезерные Длина стола
7 Продольно-фрезерные
8 Продольно-строгальные
1
36 Револьверная головка 8,3 8,0
Суппорт 8,3 8,0
но Револьверная головка 6,0—11 11
Суппорт 6,0 6,0
75 Рукав колонны 0,85-1,27 но
750 Стол Продольно и поперечно 0,955-2,8 2,8
Вертикально 0,955-1,0 1,0
1800 Продольно и поперечно 1,0-4,0 2,3
Вертикально 0,218-1,33 0,7
2500 Продольно и поперечно 2,54 2,3
Вертикально 0,7-2,03 0,7
600 Стол 3,0-4,0 3,0
Шпиндельная бабка 0,2-1,5 1,5
2500 Суппорт верхний горизонтальное направление 2,33-3,0 3.0
вертикальное направление 0,58-1,5 1,5
СРЕДНИЕ СКОРОСТИ АВТОМАТИЧЕСКИХ ПЕРЕМЕЩЕНИЙ ЧАСТЕЙ СТАНКОВ ПРИЛОЖЕНИЕ 16, лист 2
№ позиции Тип станка Размеры станка в мм до Наименование частей станка Скорость перемещения частей станка (по паспорту) в м/мин Средние скорости автоматических перемещений в м/мин
Продольно-строгальные Длина стола 2500 Суппорт боковой 1,07—3,0 3,0
Поперечина 0,5-1,О' 1.0
6000 Суппорт верхний горизонтальное направление 0,5-3,0 2,3
вертикальное направление 0,58-1,5 1,2
Суппорт боковой 1,07—3,0 1Д
Поперечина 0,65-1,0 1,о
9 Токарные многорезцовые — Продольный суппорт 1,98 1,98
Поперечный суппорт 1,76 1,76
10 Зубофрезерные Наибольший нарезаемый модуль в мм 6 12 25 Фрезерная головка в вертикальном направлении 0,3-3,166 0,3-3,166 0,3 0,46 0,46 0,3
6 12 25 Стол или фрезерная стойка в горизонтальном направлении 0,07—0,62 0,15-0,62 0,325 0,46 0,46 0,3
ПРИЛОЖЕНИЕ 17
МЕТОДИЧЕСКИЕ УКАЗАНИЯ И НОРМАТИВЫ ВРЕМЕНИ ДЛЯ НОРМИРОВАНИЯ МНОГОСТАНОЧНЫХ РАБОТ
Норма штучного времени при многостаночном обслуживании устанавливается с учетом следующих факторов:
1) количества станков, обслуживаемых одним рабочим-оператором;
2) оперативного времени (машинного и вспомогательного);
3) коэффициента занятости рабочего-оператора при выполнении одной операции на станке;
4) коэффициента, учитывающего совпадение начала и окончания машинной работы на обслуживаемых станках;
5) коэффициента, учитывающего время организационного и технического обслуживания рабочего места и время на отдых и личные надобности;
6) расположения оборудования, расстояний между станками, обслуживаемыми рабочим-оператором.
Количество станков, обслуживаемых одним рабочим-оператором, устанавливается на предприятии с учетом конкретных производственных условий, типа оборудования и характера выполняемой работы.
Среднее количество станков, обслуживаемых одним рабочим-оператором, рассчитанное для условий нормальной загрузки рабочего, может быть определено по табл. 2.
I. Расчет нормы штучного времени
Норма штучного времени на операцию рассчитывается для каждого станка в отдельности в следующей последовательности:
1. Оперативное время (Л) + Гв) определяется по общемашиностроительным нормативам аналогично расчетам для работы на одном станке. При определении режимов резания для подсчета основного (машинного) времени скорости резания устанавливаются с понижающим* ** коэффициентом Kv в зависимости от количества станков. Понижающий коэффициент на режимы резания Kv определяется по табл. 4.
При подсчете вспомогательного времени на операцию необходимо учитывать возможные перекрытия этого времени временем машинной работы станка в целях сокращения общего времени на обработку (время на установку детали на оправку при работе с двумя оправками; измерения детали во время машинной работы станка, время на подводы, закрепления узлов, подвод охлаждения и т. п.).
Вспомогательное время па операцию определяется по общемашиностроительным нормативам без изменений, как для работы на одном станке. В норму штучного времени включается только время пеперекрываемой работы Тв. Перекрываемое вспомогательное время ZVnep изменяет баланс занятости рабочего-оператора на рабочем месте и учитывается в норме штучного времени через коэффициент занятости.
2. Коэффициент занятости рабочего-оператора К3 определяется по установленному оперативному времени с учетом доли основного (машинного) и вспомогательного времени в операции, количества станков, обслуживаемых одним рабочим-оператором, расстояний между станками и их расположением.
При определении коэффициента занятости в оперативное время входит суммарное вспомогательное время на операцию, включая перекрываемое время:
Топ = (То + Тв + Тв,пер)’
* Более полные и подробные данные см. «Методика и нормы времени для нормирования многостаночных работ па металлорежущих станках». Москва, 1968.
** В целях сокращения времени на простои оборудования при смене режущего инструмента вследствие затупления и на подналадку станка.
409
Коэффициент занятости рабочего Л3 определяется по табл. 1.
3. Коэффициент совпадения начала и окончания машинной работы на станках, обслуживаемых одним рабочим-оператором (Лс) определяется в зависимости от числа обслуживаемых станков одним рабочим-оператором и коэффициента занятости по табл. 3.
4. Время на организационное и техническое обслуживание рабочего места, отдых и личные надобности определяется в зависимости от количества обслуживаемых станков и коэффициента занятости но табл. 5, 6.
5. Норма штучного времени на операцию рассчитывается по формуле
(Го 4- Т'в \ -- Д , #обс 4~ Лотл \
--------1 + ----------— мин пс / \ 100-/
где То — основное (машинное) время; Тп — вспомогательное время; пс — число станков, обслуживаемых одним рабочим-оператором; Кс, Яобс, аОтл определяются по табл. 3, 5, 6.
II. Расчет подготовительно-заключительного времени
Подготовительно-заключительное время при многостаночном обслуживании определяется по общемашиностроительным нормативам аналогично расчетам для работы на одном станке с учетом принятых на предприятии условий наладки станка:
а) при наладке станка самим рабочим-оператором норма подготовительно-заключительного времени устанавливается по общемашиностроительным нормативам без изменений;
б) при наладке станка наладчиком норма подготовительно-заключительного времени устанавливается в зависимости от количества станков обслуживаемых одним рабочим-оператором:
Коэффициент занятости рассчитывается по формуле
Гв + 0,05 То + Гп
/А •
где Тй — вспомогательное время на операцию: То — основное (машинное) время: Тп — время на переход рабочего от одного станка к другому 0,05 TQ — время активного наблюдения.
Таблица I
Коэффициент занятости рабочего на операции
Расстояние между станками, м Вспомогательное время на операцию Т’в, мин Основное (машинное) время на операцию, мин
5 10 15 1 20 1 30 1 40 1 60 1 1 80 1 j 100
Коэффициент занятости рабочего на операции К3
3 0,5 0,14 0,1 0,08 0,08 0,07 0,06 0,06 0,06 0,05
1,0 0,22 0,14 0,11 0,10 0,08 0,07 0,07 0,06 0,06
2 0,33 0,21 0,16 0,14 0,11 0,10 0,08 0,07 0,07
3 0,41 0,27 0,21 0,18 0,14 0,12 0,10 0,09 0,08
5 0,53 0,37 0,29 0,24 0,19 0,14 0,12 0,11 0,10
8 —• 0,48 0,38 0,32 0,25 0,21 0,16 0,14 0,13
10 — 0,53 0,43 0,37 0,29 0,24 0,19 0,16 0,14
10 0,5 0,16 0,11 0,09 0,08 0,07 0,07 0,06 0,06 0,05
1,0 0,23 0,15 0,12 0,10 0,09 0,08 0,07 0,06 0,06
2 0,34 0,22 0,17 0,14 0,11 0,10 0,08 0,08 0,07
3 0,42 0,28 0,22 0,18 0,14 0,12 0,10 0,09 0,08
5 0,54 0,38 0,30 0,25 0,19 0,16 0,12 0,11 0,10
8 —’ 0,47 0,38 0,32 0,25 0,21 0,16 0,14 0,12
10 — 0,53 0,43 0,37 0,29 0,24 0,19 0,16 0,14
Св. 10 0,5 0,18 0,13 0,10 0,09 0,08 0,07 0,06 0,06 0,05
1,0 0,26 0,16 0,12 0,11 0,09 0,08 0,07 0,07 0,06
2 0,36 0,23 0,18 0,15 0,12 0,10 0,09 0,08 0,07
3 0,44 0,29 0,24 0,19 0,15 0,12 0,10 0,09 0,08
5 0,55 0,39 0,30 0,25 0,19 0,16 0,13 0,11 0,10
8 — 0,48 0,39 0,33 0,25 0,21 0,17 0,14 0,12
10 — 0,53 0,44 0,37 0,29 0,24 0,19 0,16 0,14
411
Таблица 2
Средние значения количества станков, обслуживаемых одним рабочим-оператором
Тип станка Коэффициент занятости рабочего К*
0,1 : 0,2 1 °>3 1 0,4 | 0,5
Количество станков, обслуживаемых одним рабочим-оператором, /?с
Специального назначения 8 4 3 2 2
Универсальные 7 4 3 2 2
* Средний по всем операциям.
Таблица 3
Поправочный коэффициент, считывающий совпадение окончания машинной работы на одном станке с временем занятости рабочего на других станках
Количество станков, обслуживаемых одним рабочим-оператором Коэффициент занятости рабочего на операции К3
0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,40 | 0,50
Коэс )фициент совпадени; I кс
2 1,01 1,02 1,04 1,06 1,09 1,16 1,25
3 1,02 1,05 1,10 1,15 1,20
4 1,04 1,10 1,16
5 1,04 1,15
6 1,07
7 1,12
8 1,16
Примечание. При работе на станках-дублерах, а также при выполнении на станках различных операций с одинаковым или кратным машинным временем и временем занятости рабочего на операции >0.
412
Поправочные коэффициенты на скорость резания при многостаночном обслуживании
Вид обработки и режущий инструмент* Обрабатываемый материал Техническое обслуживание станков осуществляется
рабочим-оператором j наладчиком
количество обслуживаемых станков
2-3 | 4-5 | 6-8 | 4-5 | 6-8
коэффициент на скорость резания
Резцы твердосплавные Сталь и чугун 0,89 I 0,84 | 0,80 | 0,97 | 0,94
Резцы Р18 Сталь | 0,93 | 0,90 | 0,88 | 0,98 | 0,96
Сверла спиральные Р18 Сталь | 0,89 | 0,84 | 0,80 | 0,97 | 0,94
Чугун | 0,93 | 0,90 | 0,88 | 0,98 | 0,96
фрезы торцовые твердосплавные Сталь ! [ 0,89 1 0,84 | 0,80 1 0,97 | 0,94
Чугун | 0,83 1 0,76 I 0,70 | 0,94 | 0,90
Фрезы цилиндрические Р18 Сталь | 0,83 1 0,75 | 0,70 1 0,94 | 0,90
Чугун | 0,86 I 0,80 | 0,76 | , 0,96 | i 0,92
Фрезы дисковые PI8 Сталь | 0,89 | 0,84 | 0,80 | 0,97 | 0,94
Чугун | 0,92 | 0,88 | 0,85 | 0,97 | 0,95
Фрезы дисковые твердосплавные Сталь | 1 0,81 1 0,74 0,68 | 0,94 | 0,89
Чугун | | 0,83 I 0,76 0,70 1 0,94 j 0,90
Дисковые пилы | Все металлы | 0,89 1 0,84 0,80 ( 0,97 | 0,94
Фрезы червячные модульные и шлицевые Сталь 0,83 1 0,75 0,70 1 0,94 j 0,90
Чугун 0,89 I 0,84 0,80 | 0,97 | 0,94
Долбяки дисковые зуборезные | Сталь и чугун 0,89 1 0,84 0,80 1 0,97 | 0,94
Резцы зубострогальные, головки зуборезные, фрезы дисковые модульные Сталь 0,83 0,75 0,70 0,94 0,90
Чугун , 0,89 0,84 0,80 0,97 0,94
Шевинг-фрезы Сталь и чугун 1,0 1,0 1,0 1,0 1,0
Фрезы зубозакругляющие Сталь и чугун 1,0 1 1,0 1,0 1,0 1,0
Шлифование круглое наружное, внутреннее и плоское Сталь и чугун 0,85 0,80 — 0,95 __
Шлифование зубьев, шлиц и резьбы Сталь 1,0 1,0 1,0 1,о 1,0
* Для прочих, не перечисленных в таблице типов режущих инструментов (зенкера, развертки, метчики и др.), работающих, как правило, с короткими циклами машинного времени, скорости резания при многостаночном обслуживании не меняются.
413
Таблица 5
Время на обслуживание рабочего места в условиях многостаночного обслуживания
Основные параметры станка Количество станков, обслуживаемых одним рабочим-оператором
Тип станка 2 1 3 1 4 1 5 1 6 1 7 1 8
Время на обслуживание рабочего места в % от оперативного аабс
а) П Токарные многорезцовые полуавтоматы од наладка станков Наибольший диаметр обработки над станиной, мм осущесп 400 св. 400 являет 6,0 7,0 ся раб 8,5 10,0 ОЧПЛС-QJ 10,0 12,0 'гератс 12,5 15,0 1ром 14,5 17,5 16,5 20,0 19,0 23,0
Вертикально-сверлильяые Наибольший диаметр просверливаемого отверстия, мм ло 50 75 5,0 5,5 7,0 7,5 9,0 10,0 - — — —
Горизонтально-вертикально,— универсально-фрезерные Длина стола, мм ло 750 1250 1800 2500 4,5 5,0 5,5 6,5 6,0 6,5 7,5 9,0 7,0 8,0 9,0 11,0 - — Illi ! Illi!
Продольнофрезерные Наибольшая длина фрезерования, мм до 1600 3000 6000 5,5 6,0 6,5 7,5 . 8,5 9,0 9,0 10,0 11,0 1111! 1 1 1 1 I H -
Продольно-строгальные Наибольшая длина строгания, мм до 2500 4000 6000 6,0 6,5 8,0 6,0 9,0 11,0 — -
Поперечно-строгальные Наибольшая длина хода ползуна, мм до 500 900 4,0 4,5 5,0 6,0 — — -
Кругло шлифовальные Наибольший диаметр обрабатываемой детали, мм ло 300 550 9,5 10,5 11,5 12,5 14,0 15,5 - — - —
Внутришлифо-вальные Наибольший диаметр шлифуемого отверстия, мм до 100 300 500 10,0 10,5 11,5 12,5 13,0 14,5 15,5 16,0 18,0 1 1 1 1 1 1 —
Плоскошлифовальные с прямоугольным столом Наибольшая длина рабочей поверхности, ММ ДО 1000 2000 11,0 12,0 13,5 15,0 17,0 19,0 - 1 -
Плоскошлнф овальные с круглым столом Диаметр стола, мм до 400 900 1500 13,0 14,0 15,0 16,5 18,5 21,0 21,0 23 25 1 1 1 1 1 1. i i I i
Зуборезные, шлицефрезерные, резьоофрезерные, шпопочно-фре-зернйе —• — 6,0 8,0 10,0 12 13,5 15 18
Зуб ошли ф овальные — — 1 10,0 12,5 15,0 17,5 20 23 26
Отрезные кругло-пильные полуавтоматы Токарные многорезцовые полуавтоматы, зуборезные б) Подналадка ста> нков осу 4,0 чцеств. 5,0 гнется 6,5 налад 8,0 ником 11,0 9,0 10,5 12,0
Зубошлиф овальные ] i — 15,0
414
Таблица 6
Время перерывов на отдых и личные надобности в условиях многостаночного обслуживания
Способ установки детали Вес детали в кг до Занятость рабочего в % от оперативного времени* Оперативное время операции в мин до
3 5 10 св. 10
Время на отдых и личные надобности в % от оперативного времени яотл
Вручную 1 20 7 б 5 5
40 7 6 б 5
80 7 6 6 5
100 8 7 7 6
5 20 7 6 6 5
40 7 б б 6
80 7 б 6 б
100 8 7 7 7
10 20 7 6 б 5
40 8 6 6 6
80 8 6 6 6
100 9 7 7 7
20 20 — 7 7 6
40 — 8 8 7
80 — 8 8 7
100 - i 1 9 9 8
Подъемником Св. 20 — 5
* Занятость рабочего определяется по формуле
Wai + Л32 4- #зя)*100,
где tf81> Л*з2 > А*3 п — занятость рабочего на одном станке.
415
СПИСОК ПРЕДПРИЯТИЙ, ИНСТИТУТОВ
И ДРУГИХ ОРГАНИЗАЦИЙ, МАТЕРИАЛЫ
КОТОРЫХ ИСПОЛЬЗОВАНЫ ПРИ
СОСТАВЛЕНИИ СБОРНИКА НОРМАТИВОВ
ПРИЛОЖЕНИЕ 18
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Станкостроительный им. С. Орджоникидзе, г. Москва
Московский тормозной, г. Москва
Завод „Динамо", г. Москва
Компрессорный завод „Борец", г. Москва
Электромеханический им. Владимира Ильича, г. Москва
Калининский вагоностроительный, г. Калинин
Коломенский тепловозостроительный им, Куйбышева, г. Коломна Кировский машиностроительный и металлургический, г. Ленинград Машиностроительный им. Карла Маркса, г. Ленинград Станкостроительное объединение им. Свердлова, г. Ленинград Завод „Электросила", г. Ленинград
Металлический им. XXII партсъезда, г. Ленинград
Завод полиграфических машин, г. Ленинград
Ижорский им. Жданова, г. Колпино
Транспортного машиностроения им. Малышева, г. Харьков Электромеханический, г. Харьков
Сумский машиностроительный им. Фрунзе, г. Сумы
Завод „Ростсельмаш", г. Ростов-на-Дону
Механический № 5, г. Ростов-на-Дону
Завод „Красный Аксай", г. Ростов-на-Дону
Новочеркасский электровозостроительный, г. Новочеркасск Таганрогский комбайновый, г. Таганрог
Тепловозостроительный им. Октябрьской революции, г. Ворошиловград Станкостроительный им. С. М. Кирова, г. Тбилиси Костромской текстильного машиностроения, г. Кострома Уралмашзавод им. С. Орджоникидзе, г. Свердловск Дизелестроительный им. Кирова, г. Б. Токмак Барнаульский котельный, г. Барнаул ВПТИЭлсктро, г. Ленинград Научно-исследовательский институт технологии машиностроения, г. Ростов-на-Дону
Проектно-конструкторский технологический институт машиностроения, г. Москва
Алтайский НИПТИ машиностроения, г. Барнаул
Центральная научно-исследовательская лаборатория по труду, г. Донецк Московский ордена Ленина авиационный институт им. С. Орджоникидзе
СОДЕРЖАНИЕ
Общая часть................................................. 3
Примеры расчета нормы времени.......................... 10
Организационно-технические условия и организация труда 20
НОРМАТИВЫ
Карта 1. Поправочные коэффициенты на вспомогательное время в зависимости от характера серийности работ ..... 31
I. Вспомогательное время на установку и снятие детали
В универсальных приспособлениях
Карта 2. Установка в самоцептриру ющем патроне............. 32
Карта 3. Установка в самоцентрирующем патроне при работе из прутка............................................. 34
Карта 4. Установка в цанговом патроне..................... 35
Карта 5. Установка в четырехкулачковом патроне ..... 36
Карта 6. Установка в центрах............................... 38
Карта 7. Установка на центровой оправке................... 40
Карта 5. Установка на концевой оправке..................... 42
Карта 9. Установка в тисках............................... 43
Карта 10. Установка на столе............................ 44
Карта 11. Установка на круглом столе карусельного типа . . 47
Карта 12. Установка на угольнике или сбоку стола станка . . 48
Карта 13. Установка на магнитном столе пли планшайбе . . 50
Карта 14. Установка в сепараторе на круглом столе вертикально-доводочного станка............................. 52
Карта 15. Кантовка и перемещение детали подъемником . . . 53
417
13 специальных приспособлениях
Карта 16. Установке в специальных приспособлениях ... 54
Карта 17. Установка в специальных патронах ...... ' 62
II. Вспомогательное время, связанное с переходом, время на обслуживание рабочего места и подготовительно-заключигемтьное время
Карты 18—19. Токарно-винторезные станки...................*64
Карты 20—21. Карусельные станки........................... 72
Карты 22—23. Горизонтально-расточные станки с неподвижной стойкой и поворотным столом........................ 76
Карта 24. Револьверные станки............................. 86
Карта 25. Револьверные станки с вертикальной осью вращения головки............................................ 92
Карта 26. Револьверные станки с горизонтальной осью вращения головки.......................................... 94
Карты 27—28. Вертикально-сверлильные станки............... 9&
Карты 29—30. Радиально-сверлильные с ганки................102
Карты 31—32. Горизонтально-вертикально- и универсальнофрезерные стапки.......................................108
Карты 33—34. Продольно-фрезерные станки 112
Карты 35—36. Копировально-фрезерные станки..............115
Карта 37. Карусельно-фрезерные станки.....................117
Карта 38—39. Продольно-строгальные станки.................118
Карты 40—41. Поперечно-строгальные станки...............122
Карты 42—43. Долбежные станки...........................124
111. Вспомогательное время, связанное с обработкой поверхности, время на обслуживание рабочего места и подготовительно-заключительное время
Карты 44—45. Круглошлифовалъные станки....................126
Карты 46—47. Впутришлифовальные станки................... 131
Карты 48—49. Плоскошлифовальные с ганки с прямоугольным столом................................ ... ... 134
Карты 50—51. Плоскошлифовальныс станки с вертикальным шпинделем и круглым столом ............................137
Карты 52—53. Плоскошлифовальныс с ганки с горизонтальным шпинделем и круглым столом . . ................ 139
Карты 54—55. Бесцентровошлифовальпые стапки...............141
Карта 56. Хонинговальные станки.......................... 143
Карта 57. Станки для суперфиниша ........... 144
Карта 58. Вертикально-доводочные ла винтовальные станки . 145
418
Станкостроение и инструментальное производство
Новые книги издательства «Машиностроение»
Выйдут в свет в 1974 году
ВОРАКСО Л. С., ГУТОРЕВ А. А., ДЕМИДОВ И. П. Монтаж электрооборудования станков. 15 изд. л. Цена ориентировочно 75 к.
КАЦЕВ П. Г. Статистические методы исследования режущего инструмента. Изд. 2-е, перераб. и доп. 15 изд. л. Цена ориентировочно 1 р. 15 к.
КОРЫТИН А. М., ШАПАРЕВ Н. К. Оптимизация управления металлорежущими станками. 12 изд. л. Цена ориентировочно 90 к.
КОМАРОВ А. Ф. Наладка и эксплуатация электрооборудования металлорежущих станков. 20 изд. л. Цена ориентировочно 1 р.
КУЗНЕЦОВ В. С., ПОНОМАРЕВ В. А. Универсально-сборные приспособления. Альбом монтажных чертежей. 25 изд. л. Цена ориентировочно 2 р. 85 к.
ЛЕПИХОВ В. Г. Самоустанавливающиеся инструменты. 8 изд. л. Цена ориентировочно 45 к. •
Наладка и эксплуатация агрегатных станков и автоматических линий. Справочное пособие. Изд. 2-е, перераб., 33 изд. л. (Справочники для мастеров и рабочих). Цена ориентировочно 1 р. 50 к. Авт.: М. М. ГОЛЬДИН, Л. А. ИВАНЦОВ, В. Ф. ПОНОМАРЕВ И др..
РЫЖОВ Э. В., АНДЕЙЧИКОВ О. С., СТЕШКОВ А. Е. Раскатывание резьб. 10 изд. л. Цена ориентировочно 65 к.
СЕРГИЕВСКИЙ Л. В. Наладка, регулировка и испытание станков с программным управлением. Учебное пособие для техникумов. 19 изд. л. Цена ориентировочно 90 к.
Электромагнитные и магнитные устройс1ва в станкостроении. 12 изд. л. Цена ориентировочно 65 к.
423
Вышли и поступили в продажу
БРОН Л. С., ТАРТАКОВСКИЙ Ж. Э. Гидравлический привод агрегатных станков и автоматических линий. Изд. 3-е, перераб. и доп., 328 с. Цепа 1 р. 25 к.
ВОЛЧКЕВИЧ Л. И., УСОВ Б. А. Автооператоры. Изд. 2-е, перераб. и доп., 214 с. Цена 84 к.
ГУСЕВ А. П., ЕВГЕНЕВ Г. Б., РАПОПОРТ Г. Н. Групповое управление станками от ЦВМ. 304 с. (Б-ка технолога). Цена 1 р. 27 к.
КОНСТАНТИНОВ О. Я. Магнитная технологическая оснастка.
Изд. 2-е, перераб. и доп., 384 с. Цена 1 р. 57 к.
КУЗНЕЦОВ Ю. И. Станочные приспособления с гидравлическим приводом. Конструкции и расчет. Изд. 2-е, перераб. и доп., Т52 с. Цена 48 к.
МАЗАЛЬСКИЙ В. Н. Суперфинишные станки. 160 с. Цена53к.
МАТАЛИН А. А., ДАШЕВСКИЙ Т. Б., КНЯЖИЦКИЙ И. И.
Многооперационные станки. 320 с. (Б-ка технолога). Цена 1р. 33к.
ТЕПЛИЦКИЙ Б. М., МАЗО Г. И. Делительные механизмы.
Справочное пособие. 280 с. Цена 94 к.
КНИГИ ИЗДАТЕЛЬСТВА «МАШИНОСТРОЕНИЕ» ПРИОБРЕТАЙТЕ В МЕСТНЫХ КНИЖНЫХ МАГАЗИНАХ, РАСПРОСТРАНЯЮЩИХ ТЕХНИЧЕСКУЮ ЛИТЕРАТУРУ!