/






































































































































































































































































































































Author: Бэргард Г.Д.
Tags: промышленность металлорежущие станки металлургия обработка металлов инструкция по эксплуатации слесарное дело
Year: 1929




Text
ГЕНРИ Д. БЭРГАРД
СТАНКИ по МЕТАЛЛУ
И РАБОТА НА НИХ
Том I
СЛЕСАРНОЕ ДЕЛО
ТОКАРНЫЕ СТАНКИ
Переработанный и дополненный перевод
с 7-го американского издания
инженер - механика Н. С. А ч е р к а н а
под ред. проф. И. М. Холмогорова
165 рис. в тексте
ИЗДАНИЕ
ЧЕТВЕРТОЕ
„КНИГ А"
ЛЕНИНГРАД — 1930 — МОСКВА
СЛЕСАРНОЕ ДЕЛО
ГЛАВА I.
МОЛОТКИ. ОТВЕРТКИ. ГАЕЧНЫЕ КЛЮЧИ. НОЖОВКИ.
1. Применение ручных инструментов.
В механической мастерской целый ряд работ произ-
водится при помощи ручных инструментов. Термин „сле-
сарные работы" применяется для операций, связанных
с разметкой, окончательной пригонкой, сборкой и уста-
новкой машин и их частей. Мелкие изделия при этом
обрабатывают на верстаке, большею частью в тисках,
а более крупные детали или сборные единицы—прямо на
полу мастерской. При всех этих работах пользуются
одними и теми же инструментами—молотками, гаечными
ключами, ручными режущими, измерительными приборами
и т. п. инструментами.
Хороший слесарь и вообще квалифицированный ме-
таллист должен иметь достаточный навык в обращении
с ручным инструментом. Никто не станет сапожным моло-
точком заколачивать большие гвозди или загонять са-
пожный гвоздик (,,тэкс“) кувалдой—большим кузнечным
молотом. Точно также не следует начинать опиливать—
или, как говорят, обдирать—изделие шлифным напиль-
ником, отвинчивать J i-дюймовую ганку 12-дюймовым
разводным ключом, или, например, пользоваться отверткой,
хотя бы и тупой, как зубилом, или обратно.
От хорошего слесаря требуется не только знание того,
какой инструмент нужен для той или иной работы и
умение правильно пользоваться этим инструментом: он,
кроме того, никогда не должен употреблять инструмент,
не подходящий для исполняемой им работы. Настоящий
слесарь ценит свой набор инструментов и знает, что он
может сделать с помощью каждого из них. Сноровка
6
СТАНКИ ПО МЕТАЛЛУ
приобретается практикой, но для того, чтобы узнать наз-
начение каждого ручного инструмента и научиться обра-
щению с ним, нужна теоретическая подготовка и умение
наблюдать работу опытных рабочих.
При слесарных работах применяются следующие руч-
ные инструменты: молотки, отвертки, гаечные ключи,
ножовки, зубила, напильники, шабера, метчики, плашки,
тонкие сверла (ими сверлят, вставляя их в дрели и коло-
вороты) и слесарные развертки—цилиндрические, кони-
ческие и для конических штифтов. Кроме того, поль-
зуются почти всеми теми же измерительными инструмен-
тами и калибрами, что и при работе на станках. В первой
части настоящего тома описаны только те инструменты,
которые нужны почти исключительно при ручной ра-
боте. Остальные инструменты, применяемые чаще на
станках, описаны в соответствующих местах первого и
второго тома.
2. Молотки.
Слесарные молотки изготовляются из стали. После
отковки их закаливают и отпускают. Обычно пользуются
молотками весом от J/4 кг до 1—11Л кг, редко до 2 кг
(Ь) (с)
Фиг. 1. Слесарные мологки
самые ходовые слесарные молотки—до !/г к* 1)« Передняя
(рабочая) часть молотка называется бойком или лицом,
противоположная — задком или хвостом. На фиг. 1 а
Ч До введения метрической системы вес молотков обозначался
в фунтах. Самые ходовые молотки—от И <!>. до 1 $4 ф., более тяже-
лыми молотками (до 6 ф.)п т. наз. ручниками, слесаря поль-
зуются редко.
МОЛОТКИ. ОТВЕРТКИ. ГАЕЧНЫЕ КЛЮЧИ. НОЖОВКИ 7
изображен молоток с шарообразным задком: это—обыч-
ная форма слесарного (верстачного) молотка „англий-
ского фасона". Молотки по фиг. 16—с прямым и 1 с—с
поперечным задком чаще всего применяются при ковке
и клепке. Отверстие—т. наз. ухо или глазок—молотка
посередине немного уже, чем по концам. Ручка молотка,
лучше всего рябиновая или дубовая, засаживается в гла-
зок с одного конца, а выступающий конец ее расклини-
вается мягкими стальными пластинками так, чтобы он
раздался и туго обхватывался глазком. Такое укрепление
ручки вполне надежно. Следует помнить, что молоток
с расхлябанной ручкой представляет большую опасность.
Ручка должна быть засажена под прямым углом к молотку,
и ее длина и толщина должны быть таковы, чтобы молоток
был „сподручен", т.-е., чтобы им удобно было пользоваться.
Всякий молотобоец знает, что удар кувалды дает го-
раздо больший эффект, если поднять ее без напряжения
и всю силу вложить в удар при опускании молота на
наковальню. То же самое верно и в отношении ручного
молотка: ловкий короткий удар дает лучшие результаты
и не так утомляет работающего. Нанести такой удар
нельзя, если взять ручку молотка слишком близко к го-
ловке или чересчур крепко сжать ее.
Неправильно нанесенный удар молотка представляет
большую опасность. Надо помнить, что чугун хрупок и
легко ломается. Нельзя сильно ударять по частям слабого
сечения или находящимся на весу. Загоняя коническую
шпильку или шпонку, надо соблюдать осторожность. Не
следует забывать, что изделие (незакаленное) мягче
молотка, и если, нанося удар, промахнуться, так что моло-
ток скользнет и ударит по чисто обработанной поверх-
ности, то на ней останется царапина или след, который
иногда нельзя будет удалить.
Мягкие молотки.
Молотки из свинца или мягкого баббита 9 применяют
вместо стальных в тех случаях, когда стальной молоток
мог бы попортить изделие—напр., чтобы выправить иэде-
1) Сплав олова, свинца, сурьмы и меди, предназначенный спе-
циально для заливки подшипников (см. §§ 48 и 49;. Изредка пользуются
молотками из красной медм или цинка.
8
СТАНКИ ПО МЕТАЛЛУ
лие в тисках, засадить оправку и т. под. Отличный
мягкий молоток можно сделать самому из круглого куска
свинца диаметром в 50—60 мм.
3. Отвертки.
Отвертка изготовляется из куска инструментальной
стали, который вытачивают до требуемой длины и ширины.
Отвертки шириною до 10 мм делают обычно из круглой
стали, более широкие лучше ковать из квадратной или
полосовой, так как такую отвертку при надобности
удобнее захватить ключом. Один конец отвертки отко-
вывают так, чтобы он мог хорошо сидеть в ручке, дру-
Фиг. 3. Двухсторонняя отвертка.
Фиг. 2 Форма лезвия
отвертки: О, — правиль-
ная, Ь — неправильная
гой конец оттягивают и расплющивают до такой тол
щины, чтобы он входил без зазора в прорез головки
винта. Этот конец отвертки закаливают и отпускают до
фиолетового или васильково-синего цвета (285—2951 С).
Не рискуя особенно ошибиться, можно сказать, что
в большинстве случаев отвертке придают неправильную
форму, а именно—спускают лезвие на нет, так что грани
его не прилегают к параллельным сторонам прореза
(фиг. 2 6). Это, несомненно, вызывается желанием сде-
лать отвертку, которой можно было бы пользоваться при
разной ширине прореза. При этом обыкновенно идут
чересчур далеко, и в результате такими отвертками только
портят большую часть головок винтов. Действуя, как на-
клонная плоскость или клин, лезвие такой отвертки при
повороте стремится выйти из прореза, и, если поворачивать
МОЛОТКИ ОТВЕРТКИ. ГАЕЧНЫЕ КЛЮЧИ. НОЖОВКИ 9
ее с большой силой и в то же время недостаточно нажи-
мать книзу, отвертка выскочит из прореза, оставив на
головке винта заусенец. Это не только портит внешний
вид винта, но и нередко является причиной царапины.
Правильно сделанная отвертка—это одна из тех мелочей,
которые сразу показывают хорошего слесаря.
Двухсторонние отвертки в виде скобы (фиг. 3), с лез-
виями, расположенными под прямым углом друг к другу,
употребляются там, где головку винта нельзя достать
отверткой обычного типа.
ВОПРОСЫ.
Применение отверток.
1. Что произойдет, если повернуть отвертку с большой силой так,
что она выскочит из прореза?
2. Как направлены внутренние боковые грани прореза в головке
винта—параллельно одна другой или под углом?
3. Можно ли пользоваться тупым зубилом, как отверткой? Об'яс-
ните, почему.
4. Хорошо ли будет действовать отвертка, если заточить ее, как
стамеску?
5. От чего получаются заусенцы на краях прореза в головке
винта? Можно-ли опиловкой поправить прорез? Можно ли оставлять
заусенцы? Что надо сделать, чтобы удалить их?
6. Почему необходимо, поворачивая отвертку, нажимать ее вниз?
7. Укажите три причины, заставляющие делать грани лезвия
отвертки параллельными.
8. Из какой стали делают отвертки? Почему?
9. Как укрепляется хвост отвертки в ручке (черенке)? Какие другие
способы существуют для того, чтобы захватить отвертку при повороте?
10. Почему стержень более широких отверток часто делают
четырехгранным?
11. Как закаливают отвертку?
12. За чем надо следить при нагревании отвертки во время
калки? Почему?
13. До какого цвета надо нагревать отвертку при калке?
14. До какого цвета побежалости следует отпускать отвертку?
Должна ли отвертка быть тверже напильника или мягче? Почему?
15. Что представляет собою двухсторонняя отвертка с лезвиями
под прямым углом? В каких случаях ее следует применять?
4. Гаечные ключи.
Гаечные ключи изготовляются самых разнообразных
форм и служат для вращения (отвинчивания и завинчи-
вания) гаек, болтов, труб, метчиков и т. д. Все ключи,
10
СТАНКИ ПО МЕТАЛЛУ
независимо от их формы, состоят из рукоятки (одной
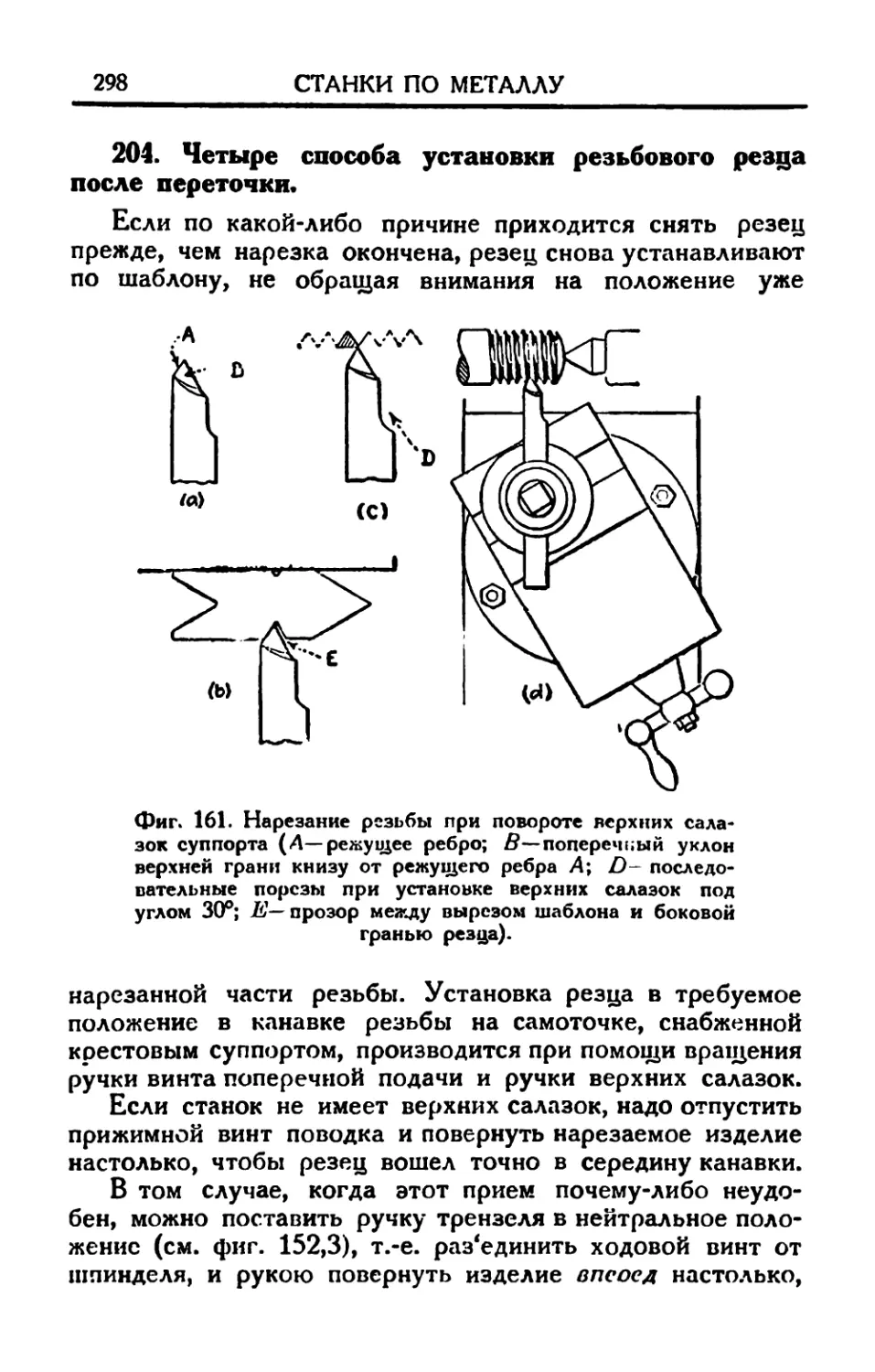
или больше) с захватами или отверстием—т. наз. челю-
стью или зевом,—форма которых соответствует той
детали, которую должен захватывать ключ. Гаечные
ключи получают название либо по своей форме—5-образ-
ный ключ, вилочный ключ и т. д.,—либо по изделию,
для которого они предназначены—крановый ключ, ключ
для круглых головок, ключ для труб и т. д.,—либо по
своей конструкции — разводной (раздвижной) ключ, ключ
с храповиком и пр. Гаечные ключи, обычно применяемые
в механическом деле, изображены на фиг. 4.
5. Несколько замечаний относительно употребления
гаечных ключей.
Губки гаечного ключа должны плотно прилегать
к граням того изделия, которое им поворачивают, иначе он
будет сминать их углы. Так как гаечный ключ предста-
вляет собою рычаг, то механические достоинства его
тем выше, чем длиннее его ручка. Последней обычно
придают размеры, позволяющие приложить к ключу
наибольший вращающий момент, допускаемый условиями
прочности вращаемой детали. В разводных ключах этого
соразмерить нельзя. Поэтому при затягивании малого
болта большим французским или шведским ключом или
при нарезании отверстия малого диаметра с помощью
большого воротка необходимо соблюдать известную осто-
рожность. При длинной ручке ключа трудно правильно
оценить сопротивление вращению болта или метчика,
и, приложив слишком большое усилие, можно сломать их.
Не следует пользоваться ключом с чересчур большим
для данной детали отверстием. Подвижную губку развод-
ного ключа надо прижимать к гайке вплотную.
Быстрый и резкий поворот при затягивании гайки и
удар ладонью по рукоятке ключа при отпускании ее
оказываются более действительными, чем постепенное
увеличение усилия.
Совершенно недопустимо пользоваться гаечным ключом
в качестве молотка или ударять молотком по рукоятке ключа.
При отвинчивании полезно пустить в нарезку немного
керосина. Точно также рекомендуется время от времени
смазывать керосином винт разводного ключа.
Фиг. 4. Гаечные ключи, (а—односторонний для 6-гранной
гайки или головки, Ь—двухсторонний для 6-гранной гайки,
С—двухсторонний для токарных станков, d—„аллигатор*4
для труб, е—шведский раздвижкой, /—односторонний для
квадратной гайки и стопорного болта, g—двухсторонний
такой же, Л—S-образный, Z, j—крючкообразные для круг-
лых гаек, вилочный, Z- французский разводной, т- тор-
цевой, ft—торцевой для токарного патрона, О—раздвиж-
ной для метчиков, р—для труб).
12
СТАНКИ ПО МЕТАЛЛУ
В некоторых случаях, когда ключ не удается повер-
нуть и когда можно быть уверенным, что и ключ и пово-
рачиваемое им изделие не пострадают от приложенного
усилия, можно увеличить длину рычага, а вместе с тем
и вращающий момент, надев на рукоятку ключа кусок
железной трубы. Однако, этот прием надо производить
с осторожностью, иначе можно погнуть ключ, сорвать
Фиг 5. Отвинчивание
гайки.
вдвое меньше того,
болт, сломать метчик или раз-
вертку и т. под.,—смотря по про-
изводимой работе.
Нередко головки болтов или
гайки занимают в собранной ма-
шине такое положение» что пово-
рот ключа на 9(Г (для квадратной
гайки) или на 60° (для шестигран-
ной) невозможен. Подобного рода
затруднение можно обойти при по-
мощи ключа, у которого головка
повернута относительно оси ру-
коятки на 2242° для квадр. гаек
(фиг. 4, g) или на 15° для шестигран,
гаек (фиг. 4, ключ а—Z). Накла-
дывая ключ на гайку поочередно
то одной, то другой стороной, как
показано на фиг. 5, можно дать
гайке полный оборот даже и в том
случае, когда размах рукоятки
который потребовался бы прямому
ключу.
Ключ с трещоткой бывает особенно полезен при воз-
можности только коротких размахов рукоятки и может
быть применен даже и в том случае, если они ограничены
10°. Другое преимущество этого ключа состоит в том,
что его нет надобности снимать, пока болт или гайка не
затянуты, как следует.
б. Действие контр-гайки.
Часто случается, что под влиянием сотрясений движу
щихся частей машины гайка болта постепенно отвинчи-
вается и болтовое скрепление ослабевает, что в неко-
торых случаях может повлечь серьезную аварию машины
МОЛОТКИ. ОТВЕРТКИ. ГАЕЧНЫЕ КЛЮЧИ. НОЖОВКИ 13
(напр., в двигателях). Для того, чтобы предохранить
гайку от самоотвинчивания, на болт надевают вторую
гайку, которая носит название контр-гайки. Назна-
чение ее, следовательно, состоит в том, чтобы пре-
дупредить ослабление болтового скрепления и удер-
жать завинченную на болте гайку в первоначальном поло-
жении. Гайка и контр-гайка должны быть затянуты так,
чтобы их винтовая нарезка соприкасалась с противо-
положными сторонами нарезки болта
(фиг. 6); при этом получится эффект
очень туго затянутой гайки. Недоста- С f
точно завертывать контр-гайку только
до тех пор, пока она не соприкоснется >—
с гайкой: чтобы нарезка ее прижи-
малась к противоположной стороне
винтовой нарезки болта, необходимо л z
взять ключом как гайку, так и контр-
гайку, и, завертывая контр-гайку, 6. Гайка и контр-
в то же время гайку немного отдать гайка.
назад. Если она завинчена до отказа,
то требуется повернуть ее назад на самый незначитель-
ный угол.
Так как обе гайки—верхняя и нижняя—затягиваются,
и во время их службы при ударах и сотрясениях боль-
шая часть нагрузки может переходить то на гайку, то на
контр-гайку, обе они делаются одинаковой нормальной
высоты.
ВОПРОСЫ.
Применение гаечных ключей.
1. С какой целью головка гаечного ключа бывает иногда повер.
нута на 15° или на 22*/2а относительно рукоятки?
2. Об'ясните назначение каждого из следующих ключей: одно*
сторонний ключ, двухсторонний ключ, ключ с замкнутым зевом
(накладной ключ), вилочный ключ торцовый ключ, ключ с трещоткой,
разводной ключ, ключ для патрона, торцовый ключ с квадратом?
3. В чем удобство торцового ключа?
4. Чго такое рычаг? Является ли гаечный ключ рычагом?
5. Отчего рукоятки гаечных ключей делают короткими?
6. Можно ли вывертывать винт с 6-гранной головкой 12р раз-
водным ключом? Об'ясните причину.
7. Что может произойти, если приложить слишком большое уси-
лие к рукоятке гаечного ключа?
14
СТАНКИ ПО МЕТАЛЛУ
8. Укажите два глазных недостатка разводного ключа, когда он
находится в руках неопытного слесаря.
9. Как надо накладывать гаечный ключ на гайку?
10. Чем вызывается смятие углов головок болтов и гаек? На что
оно указывает?
11. Что действительнее при отпускании гайки или болта — мед-
ленно приложенное усилие или удар? Почему?
12. Оэ ясните принцип действия контр-гайки.
13. Об'ясните, в чем заключается действие стопорного винта.
14. Почему на стопорных винтах часто применяется контр-гайка?
15. В каких случаях надо смазывать шпильки и винты машины?
Машинным маслом или тавотом?
7. Ножовочные поло*:hi.
Ножовочным полотном или просто ножовкой
называется пила для распиловки металлов. Она прина-
длежит к числу самых полезных инструментов слесарной
мастерской, но правильно обращаться с нею умеют
только немногие слесаря. Ножовочные полотна делаются
тонкими и узкими. Длина ручных ножовок (она считается
по расстоянию между отверстиями на концах)—от 6" до 14"
(приблизительно 150 до 400 мм), через дюйм. Некоторые
фирмы выпускают полотна длиною до 40м (ок. 1000 мм).
Для ручной распиловки металла чаще всего применяются
ножовки длиною 87, 10" и 12", шириною от 11 до 16 мм
и толщиною 0,6 — 0,8 мм. Полотна для приводных но-
жовок обычно несколько шире—20 до 25 мм—и толще—
0,8 мм (при крупном зубе—1,25 мм).
Ножовочные полотна изготовляются из высококаче-
ственной стали, специальным способом закаленной и
отпущенной. Они должны быть очень твердыми и вслед-
ствие этого чрезвычайно хрупки. У некоторых полотен
закалены только зубья, а спинка полотна оставлена мягкой.
Такие полотна ломаются гораздо реже.
8. Число зубьев ножовки.
Если в ножовке выломано хотя бы несколько зубьев,
она уже непригодна для работы. Одной из главных при-
чин выкрашивания зубьев является несоответствие числа
их распиливаемому металлу. В большинстве случаев
мастерские покупают полотна, не указывая определенно
числа зубьев на погонный дюйм и для какого металла
требуется ножовка, и продавец отпускает пилу с нор-
МОЛОТКИ. ОТВЕРТКИ. ГАЕЧНЫЕ КЛЮЧИ. НОЖОВКИ 15
мальным числом зубьев—18 или 20 на пог. дюйм. Такая
ножовка годится для стали и чугуна в толстых кусках,
но непригодна для мягких металлов или тонких труб.
Обыкновенную (машиноподелочную) сталь в прутках
диаметром до 25 мм можно с успехом распиливать на при-
водной ножовке с широким полотном в 14 зубьев на
дюйм; но если такой ножовкой начать распиливать трубу
или тонкий пруток, то зубья ножовки заест и они сло-
маются. Для разных работ можно рекомендовать следую-
щие числа зубьев:
мягкая сталь в прутьях или полосах большого сече-
ния при распиливании приводной ножовкой—14 зубьев
на дюйм („крупный зуб“);
мягкая сталь в прутьях или полосах большого сече-
ния при распиливании ручной ножовкой—16 зубьев на
дюйм;
для большинства работ при ручной распиловке —
18 зубьев на дюйм;
инструментальная сталь и чугун—20 зубьев на дюйм;
трубы, латунь, медь, тонкие прутки—24 зуба на дюйм
(„мелкий зуб“);
тонкий листовой металл и тонкие трубы—32 зуба на
дюйм.
9. Ручные станки для ножовок.
Ручные станки (лучки) для ножовочных полотен
делаются разных типов. Они бывают либо постоянной
длины, либо раздвижные, приспособленные для натя-
гивания полотен разных размеров—обычно от 8" и до 12".
Полотно вдевается в станок так, чтобы зубья резали
металл при ходе вперед (от себя); при зтом оно должно
быть настолько туго натянуто, чтобы не могло изги-
баться во время работы. Иначе полотно легко сломается.
С другой стороны, нельзя натягивать его и чересчур
туго, в противном случае, при малейшем наклоне вбок
ножовочного станка, полотно лопнет.
Пилить вниз легче, чем вбок или кверху, поэтому
обычно ножовку держат так, как показано на фиг. 7.
Иногда, однако, удобнее держать ножовочный станок
в горизонтальной плоскости—напр., при отпиливании
длинной полосы от листа металла. В подобных случаях
16
СТАНКИ ПО МЕТАЛЛУ
натяжные захваты, которыми полотно удерживается
в станке, поворачивают на 90°, так, что полотно будет
перпендикулярно к своему обычному положению в станхе.
Фиг. 7. Правильное положение рук при работе ножовкой.
При такой установке полотна можно отпилить полосу
любой длины, лишь бы ширина ее была не больше рас-
стояния полотна от спинки станка.
10. Практические указания относительно работы
ножовкой.
Обычно стараются пилить ножовкой как можно быст-
рее. Между тем для большинства работ лучше всего
делать 50—60 ходов в минуту. Рабочий ход—вперед,
от себя; во время обратного хода—на себя—нажимать
на ножовку не следует.
Сила нажатия на ножовку зависит от рода изделия,
ширины распила и состояния полотна. Если, например,
требуется разрезать толстый кусок машиноподелочной
стали, то необходимо приложить довольно значительное
усилие, чтобы зубья начали брать металл; но если нажи-
мать с такой же силой при распиловке тонкого прутка
или мягкого металла, напр., меди,—то зубья войдут
в металл слишком глубоко, ножовку заест и она, веро-
ятно, лопнет. То же самое может случиться при распи-
ловке тонкого прутка. Вообще, пилить ножовкой надо
осмотрительно.
Подходя к концу распила, надо соблюдать осторож-
ность, иначе зубья могут защемиться, и ножовка лопнет.
МОЛОТКИ ОТВЕРТКИ. ГАЕЧНЫЕ КЛЮЧИ. НОЖОВКИ 17
Если полотно сломалось, когда до конца распила еще
далеко, следует начать работу новой ножовкой в другом
месте прутка или изделия. Это особенно важно по отно-
шению к приводным ножовкам. Дело в том, что у ста-
рого полотна развод зубьев, вследствие их износа,
несколько меньше, чем у нового, следовательно, и ширина
пропила меньше развода нового полотна. Поэтому, если
пытаться продолжать начатый старой ножовкой распил
новым полотном, оно защемится.
Следует сохранять взятое направление распила, так
как, если пойти вкось, ножовка изогнется и может лоп-
нуть. Если распил уводит в сторону, поверните прут или
брусок на четверть оборота и начните новый распил;
первый распил даст направление второму.
Изделие должно быть закреплено неподвижно, иначе
под давлением ножовки оно начнет двигаться, и полотно
лопнет.
Никогда не следует пользоваться керосином или
маслом при ручной распиловке — в этом нет необходи-
мости. При машинной распиловке, когда полотно от тре-
ния о металл нагревается настолько, что может отпу-
ститься, для охлаждения пользуются водой. Поэтому
на приводных ножовках имеется капельник или резервуар,
из которого вода каплями стекает на полотно.
Начинающему можно рекомендовать намечать место
распила ребром трехгранного напильника.
Тонкий листовой металл удобно пилить, зажав его
между двумя досками, при чем распиливают вместе с листом
и доски: это помогает правильному направлению ножовки
и предупреждает заедание зубьев. Если имеются полотна
только с крупным зубом, то для распиловки тонкого
металла лучше пользоваться старым, немного изношен-
ным, полотном.
Для пропиливания прорезей — в головках винтов
и т. под.,—имеются в продаже специальные ножовочные
полотна, толщиною от 1,2 мм до 2,8 мм. Они очень
удобны для такого рода работ, в особенности, когда надо
сделать таких прорезей немного и не стоит пускать спе-
циальный станок, если даже он и имеется в мастерской ,)«
*) Большею частью для таких прорезей в ножовочный станок вде-
вают рядом два полотна нормальной толидины.
Станки по чггаллу.
2
18
СТАНКИ ПО МЕТАЛЛУ
ВОПРОСЫ.
О работе ножовками.
1. Если от латунного листа требуется отрезать полосу длиною
150 мм и шириною 25 мм, как укрепить полотно в ножовочном станке?
Почему?
2. При каком ходе ножовки происходит резание—при ходе впе-
ред (от себя) или назад (на себя)? Как направлены зубья в правильно
поставленном полотне? Режет ли ножовка при движении назад?
Об‘ясните причину этого.
3. С какой скоростью нужно пилить нож вкой при обычных
работах?
4. Когда пользуются полотнами с 16 зубьями на погонный дюйм?
С 20 зубьями на дюйм? С 32 зубьями на дюйм?
5. Каков результат поломки одного—двух зубьев ножовочного
полотна? Отчего?
6. Насколько туго нужно натягивать полотно в станке? Для
чего?
7. Какие причины вызывают поломку полотна при перекосе
ножовочного станка? При неровной подаче вперед? При слишком
сильном нажиме?
8. Если требуется отпилить кусок полосового металла, сечением»
напр., 25X5 лги,как нужно зажать полосу в тиски? Почему?
9. Почему ножовочное полотно делается тверже, чем пила для
дерева?
10. Отчего ножовочное полотно более хрупко, чем пила по
дереву?
11. Укажите три ошибки, часто допускаемые при работе ножом**
ками, каждая из которых может повлечь по.’омку полотна.
ГЛАВА IL
РАЗМЕТКА.
11. Разметка.
Разметка состоит в том, что на подлежащих обра-
ботке поверхностях изделия наносят—р асчерчивают —
специальными инструментами центральные точки (центры),
окружности, кривые или прямые линии, которые указы-
вают работающему границу, до которой нужно снимать
слой металла при обработке предмета. Особенно широко
применяется разметка для сверлильных и строгальных
работ. Разметка имеет смысл только в том случае, если
она в точности соответствует предстоящей обработке
изделия. Поэтому необходимо точно соблюдать размеры,
указанные на чертеже, и линии разметки прочерчивать
тонко, но ясно. Степень необходимой при этом точности
зависит от рода изделия и характера обработки. Часто
приходится производить разметку отливок; при этом
нельзя, конечно, ожидать от нее большой точности раз-
меров—до сотых или даже десятых долей миллиметра.
С другой стороны, разметить отливку так, чтобы ее
можно было обработать точно по размеру (в особенности,
если в отдельных местах припуски малы) нередко бывает
труднее, чем точно разметить два—три отверстия на уже
обработанной поверхности.
12. Инструменты для разметки (фиг. 8).
1. Разметочная плита представляет собою
чугунную доску соответствующего размера, для прочно*
сти и жесткости снабженную снизу ребрами. Она точно
обработана по верхней плоскости, а также со всех боко-
вых сторон. На разметочную плиту ставят или кладут
2*
20
СТАНКИ ПО МЕТАЛЛУ
при разметке изделие и разметочные инструменты. (Т. наз.
поверочная плита отличается от разметочной более
точной обработкой верхней плоскости, которая у нее при-
иабривается с возможной точностью. Поверочные плиты
больших размеров довольно дороги и применяются для
выверки изделий, калибров и пр.). Разметочные плиты
для крупных предметов имеют нередко площадь до 1,5
на 3 метра и больше.
Фиг. 8. Набор инструментов яля разметки.
2. Молоток.
3. Кернер центровой.
4. Кернер разметочный отличается от цент-
ровот о кернера более острым концом, угол которого
состав\яет около 30 , в то время, как острие центрового
кернер i затачивается под углом 90°.
5. Чертилка или графилка. Тонкая стальная
игла длиною 200—300 мм с ручкой посередине. Один
конец — ее прямой, другой загнут приблизительно под
прямым углом. Острия чертилки закалены и отпущены.
Большею частью иглы чертилки ввинчиваются в ручку
РАЗМЕТКА
21
или закрепляются в ней с помощью зажимной гайки и
при поломке могут быть легко заменены.
Чертилка служит для прочерчивания линий на металле.
6. Остроконечный циркуль, лучше всего —
пружинный. Острия его закалены. Этим инструментом поль-
зуются для наметки окружностей и для того, чтобы откла-
дывать расстояния. Размер его считается по длине ножек.
Чтобы взять циркулем определенную длину, ставят
острие одной ножки на какое-нибудь деление масштаб-
ной линейки (стальной), напр., на 10 мм, а другое *острие
устанавливают на требуемом расстоянии от первого так,
чтобы оно приходилось точно на середине риски (штриха)
соответствующего деления линейки. Так как риски
масштаба представляют собою впадины в форме буквы V,
то циркуль может быть часто установлен точнее, если руко-
водиться не зрением, а осязанием. Ножку следует двигать
поперек риски до тех пор, пока она не сядет на се „дно“.
7. Центровочный циркуль, у которого одна
ножка остроконечная, другая закругленная, применяется
при центровке торцов цилиндрических изделий (см. § 109).
8. Стальной масштаб (см. § 38).
9. Универсальный угломер описан далее, в
§ 182. При разметке он служит главным образом
для измерения и разметки углов. Благодаря нониусу,
этот инструмент дает большую точность.
Иногда вместо угломера пользуются более дешевой
малкой (фиг. 9), которая в соединении с транспорти-
ром до известной степени заменят универсальный угломер.
22
СТАНКИ ПО МЕТАЛЛУ
10. Параллельные подкладки.
11. Параллельный ресмус (параллельная
чертили а, штатив) состоит из массивной плитки с точно
обработанной нижней плоскостью (подошвой), которая
устанавливается на разметочной плите. На плитке укре-
плен стержень (штанга), шарнирно-скрепленный с основ-
ной плиткой ’)> благодаря чему
стержень можно устанавливать
под любым углом к подошве рес-
муса. По стержню передвигается
универсальный зажим — пол-
зушка в виде муфты,—в отвер-
стии которого укреплена сталь-
ная игла.
Параллельный ресмус слу-
жит главным образом для про-
верки параллельности плоско-
стей и линий плоскости плиты
и между собою и для наметки
параллельных прямых. Особенно
часто применяется для разметки
изделий, которые должны быть
обработаны на строгальном
станке.
12. Угольник с пяткой
из закаленной стали употре-
бляется для измерения прямых
углов и прочерчивания верти-
кальных линий. Иногда обе стороны его снабжаются деле-
ниями на миллиметры и полумиллиметры.
13. Угольник.
14. Струбцинка или параллельны! зажим
для закрепления изделий.
Точный масштаб — высотомер (фиг. 10) слу-
жит для измерения расстояний между параллельными
прямыми и плоскостями по высоте, для измерения высоты
выступающих частей над плоскостью и для прочерчива-
ния параллельных прямых, а также, кал параллельный рес-
’) В дешевых штативах шяанга представляет неподвижный верти-
кальный круглый стержень, ввинченный в основную плиту.
РАЗМЕТКА
23
мус. Линейка снабжена с обеих сторон делениями на полу-
миллиметры и благодаря нониусу, нанесенному на пол-
зуне, позволяет производить отсчеты с точностью до
0,02 мм. Короткая неподвижная ножка инструмента имеет
широкую пятку, которой калибр можно поставить на
плиту. На подвижную ножку надевается остроконечная
надставка, которая служит чертилкой при разметке линий
на поверхности.
Фиг 11. Разметочный штангенциркуль.
Раздвижной разметочный штангенцир-
куль (фиг. 11) представляет по существу циркуль для
вычерчивания дуг или окружностей большого диаметра
(от 200 до 5000 мм).
13. Прочерчивание линий при разметке.
Разметка изделия требует от работающего большой
вдумчивости. Дать немногие общие правила или указа-
ния, как производить разметку,—невозможно, так как чуть
ли не каждая разметка является самостоятельной зада-
чей. Разметка сводится к вычерчиванию линий. Поверх-
ность, подлежащая обработке, намечается линиями—пря-
мыми или кривыми, а центры отверстий определяются
пересечением линий. Двойная или смазанная неровная
линия хуже, чем бесполезна. Конец чертящего инстру-
24
СТАНКИ ПО МЕТАЛЛУ
мента должен быть острым; линию надо прочерчивать
только один раз. Поверхность отливки полезно предва-
рительно хорошо натереть мелом, тогда начерченные на
ней линии будут выделяться яснее. Более крупное литье
быстрее и лучше покрыть смесью свинцовых белил и
скипидара. Для того, чтобы сделать более заметными
линии, размеченные на обработанной поверхности, можно
воспользоваться раствором медного купороса. Окунув
в него хлопчатобумажные концы или чистую тряпку, сма-
зывают им размечаемую поверхность. Для приготовления
раствора нужной крепости на стакан воды берут две чай-
ных ложки кристаллического медного купороса и доба-
вляют несколько капель азотной кислоты.
14. Практические указания разметчику.
При разметке лучше всего исходить из одной основной
плоскости, и если требуется прочертить несколько линий,
следует наметить или, как говорят, „отбить" сначала
главную ось, к которой можно было бы относить все
остальные линии. Если изделие симметрично, то в каче-
стве главной оси удобнее всего бывает выбрать ось
(плоскость) симметрии. Эта ось полезна и для того, чтобы
впоследствии точно устанавливать и выверять изделие
на плите, если бы его пришлось во время разметки пере-
двигать или снимать.
В тех случаях, когда основной плоскостью является
плоскость разметочной плиты, параллельный ресмус можно
устанавливать по масштабной линейке, поставленной вер-
тикально. Иглу ресмуса следует устанавливать в точном
соответствии с размерами, показанными на чертеже.
Этим инструментом легко отбивать на изделии парал-
лельные прямые, расстояние между которыми задано чер-
тежом. Если требуется более высокая точность, поль-
зуются точным высотомером (фиг. 10).
Точки пересечения этих прямых с другими отклады-
вают, измеряя по масштабу расстояния от уже обрабо-
танной плоскости, от раньше установленного угольника
с плиткой или угловой плитки или от определенной точки
посредством циркуля. Прямые, идущие под углом, наме-
чаются при помощи малки или угломера.
РАЗМЕТКА
25
Если изделие неудобно поставить прямо на разметоч-
ную плиту, его можно подпереть параллельными подклад-
ками или клиньями или привернуть к угловой плите.
После этого разметка производится, как описано выше.
При разметке отверстий центры их определяются
пересечением линий. Точка пересечения накернивается
острым кернером, и полученным углублением пользуются,
как центром, описывая из него циркулем окружность,
равную требуемому отверстию. После того, как все
окружности отверстий расчерчены, центры их вторично и
более глубоко накерниваются центровым кернером, чтобы
сверлу легче было взять с самого начала правильное
центральное направление.
Если при разметке центр приходится в полости, как,
например, в пустоте отливки или в промежутке между
двумя ребрами, выступами и т. под., то обычно в полость
сверху забивают кусок мягкого дерева, затем берут
полоску тонкой листовой меди или цинка, отгибают у нее
обе кромки вниз и забивают в дерево. На полоске расчер-
чивают линии, определяющие положение центра для ножки
циркуля, и накернивают его.
Во время отливки изделий с вставленными в форму
сердечниками (шишками) последние иногда немного сдви-
гаются с места, и отливка получается с неправильно
расположенной полостью. Такую отливку нередко бывает
возможно спасти от браковки, исправив дефект литья
соответствующим небольшим смещением линий обработки.
В подобных случаях рекомендуется сделать предвари-
тельную разметку, чтобы выяснить, выйдут ли поверх-
ности чисто обработанными с размерами по чертежу.
Если нет уверенности в том, что линии, прочерченные
на поверхности отливки, не сотрутся во время обработки,
то полезно наметить эти линии легкими ударами молотка
по кернеру. Расстояние между кернами вдоль линий
должно составлять 5—6 мм. На обработанных поверхно-
стях размеченные линии не накерниваются.
Начинающему разметчику можно посоветовать по окон-
чании разметки изделия проверить ее, тщательно сличая
с чертежом.
Часто приходится размечать ряд отверстий, располо-
женных по окружности на равных расстояниях одного
26
СТАНКИ ПО МЕТАЛЛУ
от другого. Для облегчения этой работы приводим таблицу
хорд (расстояний между центрами отверстий) для окруж-
ности диаметром = 1.
Число отверсий по окружности 3 4 5 6 7
Расстояние мелду центрами при диаметре окружности = 1. . 0,866 0,707 0,588 0,500 0.431
Число отверстий по окружности 8 9 10 11 12
Расстояние ме,кду центрами при диаметре окружности — 1. . 0,383 0,342 0,309 0,282 0,259
Число отверстий по окружности 13 11 15 16 17
Расстояние между центрами при диаметре окружности — 1 . 0.239 | 1 0,222 0,208 0,195 0,181
Число отверстий по окружное и 18 19 20 24 32
Расстояние между центрами при диаметре окружности = 1 . 4 0,174 0,165 0,156 0,131 0,098
Для окружности другого диаметра надо умножить
величину его на цифру, стоящую в табличке под цифрой
требуемого числа отверстий. Напр., если требуется наме-
тить 8 равноотстоящих отверстий по окружности диамет-
ром 400 лш, то расстояние между центрами этих отверстий
будет: 400X0,383—153,2 мм.
ВОПРОСЫ.
Разметка.
1. Для каков цели применяется мел при разметке? В каких случаях
намеливают размечаемую поверхность?
2. Каким раствором смачивают обработанные поверхности для
гогг, чтобы начерченные линии проступали яснее? Как его приготовить?
3. Чем отличается разметочный кернер от центрового?
РАЗМЕТКА
27
4. Что значит „легко наметить центр кернером"? Зачем это
делается?
5. Отчего установка циркуля по осязанию точнее, чем если уста-
навливать его, вглядываясь в деления масштабной линейки?
6. Каким инструментом намечают глубокие центра? Почему?
В каких случаях производится такая разметка? Об‘ясните причины.
7. Для чего иногда накернивают (разметочным кернером) ряд точек,
расположенных по намеченной окружности? Когда это делают на
других прочерченных линиях?
8. Необходимо ли это делать на обработанных поверхностях?
Об'ясните, почему это нецелесообразно.
9. Каким образом обычно разбивают прямые, параллельные между
собою или основной оси?
• 10. Как прочерчивают прямые, идущие под углом к заданной
прямой?
11. Как точно наметить точку пересечения линий, исходя от обра-
ботанной поверхности? От заданной точки?
12. Что называется проверкой разметки? В каких случаях следует
производить ее?
13. Расскажите применение при разметке каждого из следующих
инструментов: масштабной линейки, чертилки, центровочного циркуля,
простого циркуля, параллельного ресмуса, разметочного и центрового
кернера, разметочной плиты, угольника, параллельных подкладок,
параллельных струбцинок, струбцинок со скобой, угольника, угломера,
точного высотомера.
14. Чему равна сторона наибольшего квадрата, который межно
запилить на конце круглого прутка диаметром 10 мм? Диаметром 25 мм?
15. На сколько надо раздвинуть ножки остроконечного циркуля,
чтобы точно отложить расстояние между отверстиями, если они
расположены на равных расстояниях по окружности диаметром 125 мм
и число отверстий десять?
ГЛАВА III.
РАБОТА ЗУБИЛОМ (РУБКА).
15. О работе зубилами.
Зубила применяются для разрубания металлов и
срезания слоев с их поверхности. Так как нагретое железо
и сталь мягче холодных, то для рубки их в горячем
состоянии зубила употребляют так же часто (если не
чаще), как и для обработки холодных металлов. Соответ-
ственно с этим различают кузнечные и слесарные
зубила. Как показывают эти названия, первые применяются
исключительно в кузнице, а вторые находят широкое приме-
нение для самых разнообразных слесарных работ. Несмотря
на простоту этого инструмента, умелое пользование им
требует большого опыта.
Строгальные и фрезерные станки являются, конечно,
более удобными орудиями для снятия слоя металла, чем
молоток и зубило, но встречается много таких случаев,
где молоток и зубило незаменимы. Нет ни одной меха-
нической мастерской, где можно было бы обойтись без
слесарных зубил. Поэтому каждый квалифицированный
металлист должен уметь не только работать им, но и
затачивать его.
16. Слесарные зубила.
Зубила изготовляются нескольких форм (см. фиг. 12).
Плоское зубило применяется для обрубки плоскостей,
часто также для разрезки листового металла. Крейц-
мейсель отличается от плоского зубила формой и
направлением режущего ребра, которое у него гораздо
уже, чем у плоского зубила. Крейцмейсель служит для
прорубания канавок, иногда—отверстий и пазов. Проруб-
РАБОТА ЗУБИЛОМ
29
ной крейцмейсель с остроконечным лезвием пред-
назначен, главным образом, для прорубки треугольных
канавок и обрубки металла в углах изделия. Желобча-
тыми зубилами пользуются для таких работ, как черно-
Фиг. 12. Слесарные зубила (л —плоское зубило, Ь — крейц-
мейсель, С — прорубной остроносый крейцмейсель,
d, е—желобчатые зубила).
Зубила приготовляются из восьмигранной углероди-
стой стали ’) и различаются по размеру сечения мате-
риала. Обычная длина—150 до 200 мм. Они аккуратно
отковываются и отжигаются, после чего их затачивают,
закаливают и отпускают. Предварительный отжиг стали
улучшает ее структуру, благодаря чему зубило получается
более прочным.
Так как зубило подвергается ударам, то отпуск его
должен быть доведен ниже отпуска, напр., токарного
резца или сверла. Калить следует только режущую часть
зубила—на 10—20 мм от лезвия. Выше тело зубила должно
1) Сталь этого профиля в пр ода к1 обычно и называется
„зубил! но Г*.
30
СТАНКИ ПО МЕТАЛЛУ
оставаться мягким. Наиболее подходящая температура
отпуска 275е—285 \ что соответствует фиолетово-синему
цвету побежалости.
Режущая часть зубила затачивается под углом около70°.
В плоском зубиле и крейцмейселе этот угол образуется
двумя симметрично скошенными гранями (фасками). Многие
слесаря предпочитают плоские зубила с слегка закруг-
ленным лезвием. Зубила других типов имеют только одну
фаску.
17. Заточка зубила.
Для того, чтобы правильно заточить зубило, следует дер-
жать его, как показано на фиг. 13, опираясь левой рукой на
подручник. Не следует слишком сильно прижимать зубило
Фиг. 13 Заточка зубила.
к точильному кругу, иначе оно отпустится, то-есть исчез-
нет твердость, полученная при закалке. Чтобы заточить
плоскую и хорошо режущую грань, надо держать зубило
слегка наклонно и медленно перемещать его вперед и
назад по окружности точила, в особенности, если оно
сильно сработано. Так как, при отсутствии опыта, фаски
зубила затачиваются неравномерно (один край больше,
другой —меньше), то начинающему рекомендуется во время
точки почаще проверять, правильно ли идет заточка, чтобы
во-время исправить указанную оШибку. Нельзя хорошо
рубить таким зубилом, у которого фаска кривая; поэтому
надо затачивать его так, чтобы фаски были совершенно
плоскими.
РАБОТА ЗУБИЛОМ
31
Большинство начинающих затачивают лезвие зубила
под слишком острым углом. Надо помнить, что угол в 70°
ближе к целому прямому углу, чем к половине сто.
18. Приемы работы зубилами.
Основное правило при работе зубилом—не сжимать
рукой слишком крепко ни зубило, ни молоток. Ручку
молотка надо держать ближе к концу и не „душить44 ее
поднимать молоток свободным движением предплечья
вертикально вверх, немного выше плеча, и ударить по
зубилу сильным коротким ударом. В зависимости от
условий работы, зубило можно держать ладонью свер.^
или снизу. Поверхность фаски, обращенная к изделии^
служит направляющей для движения зубила; ее следует
удерживать параллельной той плоскости, которую жела-
тельно получить после обрубки. Если держать зубила
слишком круто, оно будет врезаться в изделие больше,
чем надо, а если, наоборот, оно стоит слишком наклонно,
то при ударе будет соскакивать с намеченной линия.
Внимательно следя за направлением линии обработки и
режущей гранью зубила, быстро привыкают автомати-
чески поднимать и опускать зубило, как это требуется
работой. Никогда не смотрите во время рубки на лоб
зубила, иначе промахнетесь и, вместо зубила, ударите
молотком по руке.
Многие сдесаря не подают зубило непрерывно вперед,
но после каждых двух-трех ударов отводят его назад
миллиметра на три. При этом меньше устает рука, и
работа получается чище. Понятно, перед следующим
ударом зубило снова подают вперед до отказа.
Не следует брать стружку толще 1,5—2,5 мм. При
такой стружке ’ зубило реже ломается, режущее ребро
дольше работает без переточки и за один и тот же про-
межуток времени срубается большее количество металла.
Для чистовой отделки и на тот случай, если зубило
„запорется“, т.-е. уйдет слишком глубоко в металл, надо
оставлять запас не меньше 0,5 — 1 мм. Обрубая начисто,
надо брать зубило с острым лезвием и наносить удары
более слабые, чем при черновой обрубке, но такие не
короткие.
32
СТАНКИ ПО МЕТАЛЛУ
Если требуется обрубить довольно широкую плоскость,
то прежде всего прорубают крейцмейселем по контуру
неглубокие канавки, а затем плоским зубилом вырубают
металл между канавками.
При рубке железа или меди зубило надо время от
времени поливать машинным маслом или мыльной водой.
Обрубку отливок лучше всего вести от краев к середине,
так как при обратном направлении можно слишком силь-
ным ударом выломать кромку или угол у изделия глубже
границы обработки. При втором проходе зубилом удары
молотка должны быть легче.
Старайтесь везде, где это возможно, рубить по напра-
влению к неподвижной губке тисок.
Зажимая изделие в тиски, кладите под него деревянную
или металлическую подкладку, чтобы от ударов оно
не оседало.
Не бейте молотком по ручке винта тисок.
Во время работы смотрите на намеченную на поверх-
ности линию обработки, иначе можете разбить молотком
пальцы.
При малом зубиле берите легкий молоток, а при
зубиле нормального размера (3//)— молоток в полкило-
грамма.
Зажимая в тиски изделие с обработанными поверхно-
стями, прокладывайте между изделием и губками тисок
полоски тонкой меди или латуни, иначе насеченные
ста/ьные губки тисок испортят отделанную поверхность.
ВОПРОСЫ.
Работа зубилами.
1. Рассмотрите режущую грань правильно заточенного зубила.
Представляет ли лезвие прямую линию? Заточены ли фаски плоско?
2. Проверьте, берет ли напильник режущий конец зубила около
лезвия. Попробуйте напильником зубило на расстоянии 20 мм от
режущего ребра. Какое место тверже? Так же ли оно твердо, как
напильник?
3. На каком расстоянии от лезвия закалено зубило?
4. До какого цвета побежалости следует отпускать зубило? Срав-
ните отпуск зубила с отпуском другого знакомого вам режущего инстру-
мента.
5. Пропадет ли закалка зубила, если нагреть его до вишнево-
красного или даже синего цвета?
РАБОТА ЗУБИЛОМ
33
6. Отчего закалка не восстановится, если отшлифовать зубило?
7. Сохраняет ли лезвие зубила свою первоначальную твердость
после нескольких заточек? Об'ясните, почему.
8. Как надо держать зубило во время заточки? Отчего нельзя
опереть зубило о подручник?
9. Как можно заточить фаски зубила плоско, если поверхность
наждачного круга изношена?
10. Отчего для заточки инструментов мокрая шлифовка лучше
сухой?
11. Какой угол заточки лучше всего подходит для зубила? Почему
не 90е? Почему не 50е?
12. Какие предосторожности в отношении сохранения закалки
надо принимать при заточке слесарных зубил и других режущих
инструментов?
13. Начинающие слесаря обычно затачивают один конец фаски
больше, чем другой. Чем это объясняется? Как это исправить?
14. Как можно заточить зубило, если нет наждачного круга?
15. Что такое плоское зубило? Крейцмейсель? Слесарное долото?
16. Какого веса молоток лучше всего подходит для рубки?
17. Как надо держать ручку молотка при рубке? Почему?
18. Как надо стоять у тисок во время рубки?
19. Как следует держать зубило? Надо ли крепко сжимать его?
20. На какую часть зубила надо смотреть во время рубки?
Почему?
21. Под каким углом к обрабатываемой поверхности надо
держать зубило? Почему не под большим углом? Почему не под
меньшим?
22. Каким образом можно предохранить от мятин и царапин
обработанные поверхности изделия, если приходится зажимать его
в тиски?
23. Что надо сделать для того, чтобы зажатое в тиски изделие
не оседало от ударов?
24. Каким зубиком пользуются для прорубки канавок?
25. Почему перед тем, как калить и отпускать откованный инстру-
мент, полезно отжечь его?
Станка ио ыстапу.
3
ГЛАВА IV.
РАБОТА НАПИЛЬНИКАМИ.
19. Применение напильников.
При сборке машинных частей иногда приходится
несколько уменьшать их размеры. Делать это на станках
бывает часто и нецелесообразно и дорого, так как нередко
точная установка детали на станке связана с большой
потерей времени. В таких случаях большую пользу при-
носят напильники (их называют также „пилами").
Далее многие изделия—напр., штампы, лабораторные
приборы, модели—требуют красивой наружной отделки.
Эта работа производится также опиловкой. Поэтому
каждый металлист должен уметь в совершенстве поль-
зоваться напильниками.
Искусству работы напильником учит только практика.
Начинающий металлист должен знакомиться с этой ра-
ботой путем чтения, наблюдения и расспросов; после этого
он может перейти к практике.
20. Типы напильников.
Напильник (фиг. 14) представляет собою планку высоко-
углеродистой тигельной стали, на поверхности которой
насечены зубилом или специальным пилонасекательным
станком параллельные ряды зубьев. Насечки идут под
некоторым углом к оси напильника, зависящим, во-первых,
от рода материала, для обработки которого предназна-
чается напильник, и, во-вторых, от того, будет ли им
производиться черновая или чистовая опиловка. Если на
напильнике насечен только один ряд параллельных бороздок
(см. фиг. 15), то он носит название напильника с орд И-
нар ной или простой насечкой. Напильник с пере-
РАБОТА НАПИЛЬНИКАМИ
$5
крестной или двойной насечкой имеет на поверх-
ности два ряда параллельных бороздок, взаимно пересе-
кающихся и составляющих с осью напильника различные
углы.
Длина напильника*».»» —>|
Ксс чРЕбро 'Грань Пятка Хвост 4 Ручка
Фиг. 14. Плоский напильник.
Смотря по расстоянию между зубьями насечки, разли-
чают: самую крупную, крупную, драчевую, полуличную
(полушлифную), личную (шлифную, мелкую) и бархатную
<*) (Ь) (с)
Фиг. 15. Насечка напильников (Я—ординарная, Ь—пере*
крестная, перекрестная мелкая).
(тонкую шлифную) насечки (фиг. 16). В американских
и английских напильниках короче 10* крупность насечки
иногда обозначается номерами от № 00 до № 8, причем
№ 00 соответствует самой крупной насечке 9.
9 В России номера напильников имеют другое значение: они
характеризуют сразу и форму профиля и род насечки. Так, напр.,№ 2
обозначает плоско остроносые драчевые напильники, № 4—такие же»
но личные, № 6—полукруглые драчевые, Ко 8—полукруглые личные,
№10—трехгранные драчевые, № 12—трехгранные личные, № 33—квад-
ратные драчевые. № 34—квадратные личные, и т д.
36
СТАНКИ ПО МЕТАЛЛУ
Напильники с крупной насечкой применяются обычно
для грубой опиловки, с средней насечкой — для следую-
щей промежуточной стадии обработки, а чистовая отделка—
шлихтовка—производится мелкозубками. В механи-
ческих мастерских напильники с самой крупной, крупной
и бархатной насечками употребляются сравнительно редко.
Обычно пользуются исключительно Драчевыми, полушлиф-
ными и шлифными (личными) пилами.
Самая крупная Крупная Л ране в as
ПоЛУШЛИФНАЯ ШлИФНАЯ БАРХАТНАЯ
Фиг. 16. Типы насечек.
Напильники бывают самой разнообразной формы
и длиною от 4" до 18", реже до 24" (хвост не считается).
Обычно их различают либо по профилю (по форме попе-
речного сечения), напр., „квадратный напильник*1, „круг-
лый", „трехгранный", „полукруглый" и т. д., либо по
наружному очертанию—„плоский остроносый", „плоский
тупоносый" и т. п., либо по специальному назначению—
„для точки пил", „ключевой" и пр. Чаще всего приме-
няемые сечения напильников показаны на фиг. 17. На-
звания профилей следует запомнить.
РАБОТА НАПИЛЬНИКАМИ
37
Напильники для механических мастерских. — Почти
все слесарные напильники имеют перекрестную насечку.
Самое важное исключение представляют напильники для
точки заводских пил, имеющие ординарную насечку.
Внешнее очертание их почти одинаково с плоско-тупо-
носыми напильниками, обычная длина—10" или 12". Ребра
могут быть плоские или закругленные. Иногда закруглено
только одно ребро. Напильники этого типа чаще всего
применяются с Драчевой или полушлифной насечкой.
Фиг. 17. Профили напильников(1—4 —10"-овый, плоский. 5— КГ-Овый
квадратный. 6 — 10"-овый круглый. 7 — 10"-овый трехгранный,
8 — 10"-овый полукруглый, 9 - 8"-овый плоско-закругленный,
10—8"-овый карасик. 11 — 8"-овый ключевой, 12—вдовый барет-
ный, 13 — 8' -овый ножевой или мечевидный).
Каждый зуб ординарной насечки представляет собою
широкое лезвие, как у зубила, отличаясь этим от остро-
конечных зубцов перекрестной насечки. Благодаря этому
опиливаемая поверхность выходит чище, зато металл сни-
мается не так быстро, как напильником с двойной насечкой.
Для опиловки на токарном станке ординарная насечка
считается более удобной. Напильники этого типа (с Дра-
чевой насечкой) применяются для опиловки латуни и бронзы.
Прямое назначение их —заточка зубьев пил лесопильных
рам и ножей строгал елъных по дереву станков.
Плоский остроносый напильник имеет прямоуголь-
ное сечение, оба размера которых к переднему концу
уменьшаются (см. фиг. 14). Иногда он бывает несколько
сужен и к пятке. Применяется в механической мастерской
38
СТАНКИ ПО МЕТАЛЛУ
чаще всех других напильников и для самых разнообразных
работ. Больше всего в ходу 12"-овые драчевые напиль-
ники этого типа, попользуются и всеми другими насечками
и размерами от 6" до 16".
Плоский тупоносый напильник имеет параллельные
боковые ребра, так что сечение его по всей длине оди-
наково. Рабочие поверхности едва заметно выпуклы.
Плоско-тупс н )сый полушлифной напильник удобнее всех
других для снятия „грата“, т.-е. удаления следов обра-
ботки на станках. После него требуется самая незначи-
тельная чистовая отделка. Плоско-тупоносым личным
напильником пользуются чаще других для чистовой
опиловки плоскостей; он часто применяется и для отделки
цилиндрических изделий в центрах токарного станка
(см. § 130).
Пазовый или канавочный напильник похож на плоско-
тупоносый, но несколько уже его. Особенно удобны
8"-овые напильники этого типа; их можно применять для
очень многих работ и заграницей ими широко пользуются.
В России напильники этого типа применяются редко.
Квадратный напильник употребляется для пропиловки
небольших квадратных или прямоугольных отверстий, для
отделки дна узких канавок и т. п. работ.
Круглый напильник служит для разделки круглых
отверстий и для шлихтовки закругленных углов и гал-
телей. Обычно круглые напильники слегка суживаются
к переднему концу.
Трехгранные напильники имеют перекрестную насечку
на всех трех гранях. Ребра их очень остры. Напильники
этой формы особенно удобны для опиловки поверхностей,
составляющих между собою угол меньше прямого, для
снятия затылков специальных метчиков, разбуровок и т. п.
инструментов, которые часто приходится не покупать гото-
выми, а приготовлять в мастерской *)•
Полукруглые напильники всевозможных длин и насечек
применяются в мастерских для самых разнообразных
работ.
9 Трсхграппые напильники 4"— 6" применяются специально и для
наточки зубьев ручных пил для дерева.
РАБОТА НАПИЛЬНИКАМИ.
39
Напильники с двумя закругленными краями очень
удобны для обработки галгелей, заплечиков и закругленных
углов отверстий.
„Карасики* часто применяются вместо полукруглых.
Кривизна обеих рабочих граней этих напильников различна,
что представляет в некоторых случаях большое удобство.
Ключевые напильники по очертанию схожи с плоско-
остроносыми, но сужены к концу гораздо сильнее и значи-
тельно тоньше их. Специальное назначение их —выпили-
вание бородок замочных ключей. Однако ими часто поль-
зуются и для других работ—для пропиливания прорезей
и канавок и для чистовой отделки боковых сторон узких
канавок и пазов.
Баретныйнапильник—плоский трехгранный - имеет на
сечку только на широкой грани. Он очень удобен для шлих-
товки острых углов пазов и канавок специальной формы.
Ножевой напи кьник („ножовка") употребляется вместо
баретного в тех случаях, где более тонкое поперечное
сечение его и гладкие боковые грани не требуются.
Описанными типами напильников не исчерпывается все
разнообразие, существующее в этом отношении на рынке.
Однако, другие формы их применяются только в самых
редких случаях.
21. Насечка на боковых грагях.
Напильники для заточки заводских пил и плоско-остро-
носые имеют простую насечку на обеих боковых гранях,
плоско-тупоносые—только на одном ребре, другое насечки
не имеет. У пазового напильника нет насечки на обоих
боковых ребрах.
У напильников других типов боковую насечку можно
без труда сточить на наждачном круге, если это требуется.
Такими напильниками чище опиливаются внутренние дву-
гранные углы (между двумя плоскостями), так как при
опиловке одной плоскости другая плоскость не страдает
от насечки боковой грани напильника.
22. Форма граней напильников.
У большинства напильников рабочие грани делаются
обыкновенно слегка выпуклыми по длине. Этому есть важ-
ные причины. Если бы при опиловке широкой плоскости
40
СТАНКИ ПО МЕТАЛЛУ
все зубья напильника одновременно касались ее, потре-
бовалось бы сильно нажимать на напильник, чтобы он
брал металл. Точно также необходимо было бы большое
усилие для подачи его вперед. Пришлось бы, таким об-
разом, затрачивать значительно больше работы и, кроме
того, было бы труднее правильно вести пилу. Если бы
грань напильника была плоской, то для получения пло-
ской поверхности пришлось бы подавать его все время
строго прямолинейно, что практически невозможно. Есть
и еще одна причина: если бы заготовка для напильника
имела плоские грани и ее бы „повело", т.-е. покоробило
во время калки (а совершенно избежать этого невоз-
можно), тогда одна сторона его оказалась бы вогнутой и,
значит, не могла бы быть использована для обработки
плоской поверхности изделия.
23. Остроносые и тупоносые напильники.
Форму рабочих граней напильника не надо смешивать
с его очертанием. Плоско-остроносый напильник, например,
кроме того, что имеет слегка выпуклые рабочие грани,
к переднему концу несколько уже, чем у пятки или посе-
редине (см. фиг. 14). Пилы некоторых профилей,—например,
квадратные, круглые, трехгранные — для многих работ
удобнее, если от середины к „носу" они утонены, сходя
почти на нет. Такую форму им большей частью и придают.
Бывают, однако, и такие случаи, когда предпочтительнее
пользоваться напильником одинакового по всей длине попе-
речного сечения. Такие напильники называются тупо-
носыми.
24. Ручки для напильников.
Часто пренебрегают одной вещью, очень важной для
напильника, а именно, — удобной и аккуратно прила-
женной ручкой. Размер ручки зависит от длины пилы и харак-
тера работы. Большой напильник должен быть снабжен
ручкой такой величины, чтобы ее легко можно было дер-
жать в руке. Если она чересчур велика или мала, то при
тяжелой работе рука быстро устанет. Ручка маленького
напильника должна быть такой величины и веса, чтобы
уравновешивать пилу.
РАБОТА НАПИЛЬНИКАМИ
41
Лучшие ручки для напильников—из карельской или
обыкновенной березы, реже — из бука или штампованные из
бумажной массы. Обычная длина их от 80 до 160 мм.
Для коротких напильников — 4* и 5"-овых — отличную
ручку можно сделать из куска старого кожаного ремня,
вырезанного надлежащим образом.
Деревянные и бумажные ручки надеваются на напильник
следующим образом. В ручке просверливают отверстие
диаметром, приблизительно равным средней толщине
хвоста и соответствующей же длины. Нагревают до красна
хвост старого напильника, быстро втыкают в отверстие
примерно на 2,3 длины и тотчас же вынимают. После этого
ручку опускают в воду, чтобы остановить горение и затем
насаживают ее на напильник, причем делать это надо
осторожно, чтобы она не лопнула. Ручка должна охватывать
почти весь хвост пилы.
25. Уход за напильниками.
При опиловке, в особенности узких поверхностей
и углов, мелкие частицы снимаемого материала забиваются
в промежутки между зубьями напильника и он начинает
Фиг. 18. Инструменты для чистки напильников.
скользить по изделию. Для устранения этого пользуются
либо проволочной щеткой из проволоки толщиной 0,25 мм
(фиг. 18 п), либо прочисткой, сделанной из прутка мягкой
стали, латуни или меди, расплющенной на конце (фиг. 18 Ь).
Напильники часто тупятся от неумелой работы, в осо-
бенности пилы с мелкой насечкой. Сильнее всего тупятся от
неправильного обращения новые напильники. Ими надс
пользоваться первое время с большой осторожностью, дс
тех пор, пока не сработаются маленькие заусенцы, полу
чающиеся при насекании на конце каждого зуба
42
СТАНКИ ПО МЕТАЛЛУ
Напильники стоят дорого, потому небрежно бросать
их в ящик или на верстак не следует. Кладите их акку-
ратно на предназначенное им место в мастерской.
26. Как держать напильник во время работы.
Для опиловки, т.-е. снятия слоя металла с изделия,
напильник двигают вперед и назад по обрабатываемой
поверхности, нажимая на него более или менее сильно
при движении вперед. Во время обратного хода нажимать
на напильник не следует, но вместе с тем не надо и сни-
Фиг. 19. Правильное положение рук при грубой
опиловке.
мать его с изделия, а отводить назад совершенно сво-
бодно, причем он будет легко скользить по поверхности
изделия, не снимая в это время металла.
По большей части опиловку производят, держа напиль-
ник обеими руками. При особенно тонких работах, когда
пользуются напильником, который слишком мал для того,
чтобы держать его обеими руками, приходится, понятно,
ограничиваться одной рукой. Как держать напильник при
тяжелой работе, показано на фиг. 19. Обхватите правой
рукой ручку напильника так, чтобы она упиралась в ладонь
руки и большой палец приходился сверху. На нос пилы
положите ту часть ладони левой руки, которая прилегает
к большому пальцу, а пальцы пригните снизу.
При шлихтовке положение правой руки остается тем же,
левую руку можно держать так, как изображено на фиг. 20:
гак легче направлять пилу.
РАБОТА НАПИЛЬНИКАМИ
43
Начинающий обычно слишком крепко сжимает напиль-
ник и начинает держать его приблизительно правильно
тогда, когда у него устанут руки.
27. Положение тела при работе напильником.
Хорошо работать напильником—искусство, овладеть
которым можно только в соответствующих условиях.
Правильными приемами исполнить что-нибудь легче, чем
неправильными, но отвыкнуть от однажды усвоенных
неправильных приемов и усвоить правильные — нелегко.
Фиг. 20. Правильное положение рук при окончательной
опиловке.
При опиловке изделие должно быть зажато в тисках
не выше локтя работающего, когда он стоит прямо, поэтому
малорослые слесаря должны стоять у верстака на более
или менее толстой деревянной площадке. Опиловка
на верстаке, в особенности тяжелая, требует известного
размеренного ритмического движения рук, туловища
и ног.
Положение тела при опиловке должно быть таково:
носок левой ноги обращен к верстаку, правая нога в рас-
стоянии 200 300 льи от левой и слегка повернута так,
чтобы середина очертания ее ступни приходилась против
пятки левой ноги; туловище, начиная от бедер, несколько
наклонено вперед. Держите напильник так, как изобра-
44
СТАНКИ ПО МЕТАЛЛУ
жено на фиг. 19, согнув правую руку приблизительно
под прямым углом; левая рука должна быть согнута очень
незначительно. Медленно подайтесь вперед в течение
2/з рабочего хода, слегка согнув при этом колени, и в то
же время руками подайте напильник вперед. Во время
последней трети хода продолжайте движение рук вперед,
но туловище медленно верните примерно в начальное
положение. Затем оттяните напильник назад, не снимая
с изделия, в начальное положение для следующего дви-
жения вперед. Напильник держите на поверхности изделия
прямо, иначе поверхность получится не плоской, а кривой.
Большой и самой частой ошибкой является чрезмерная
поспешность работы. Надо нажимать сильно, но подавать
напильник вперед, не торопясь
28. Практические указания относительно опиловки.
Прежде, чем начинать опиловку чугунной отливки
необходимо снять с нее корку, хотя бы зубилом, так как
Фиг 21. Проверка плоскости угольником.
достаточно только не-
много попилить та-
кую корку, чтобы
испортить напильник.
В тех случаях,
когда приходится
долго работать на-
пильником, полезно
часто менять напра-
вление опиловки, так
как при этом руки
отдыхают. Начинаю •
щему, кроме того, это
помогает пилить ров-
нее, а научиться опи-
ливать плоскость так,
чтобы она оставалась
плоской и ровной —
самое главное.
Время от времени опиливаемую плоскость надо про-
верять стальным масштабом или лучше угольником
6фиг. 21), прикладывая к ней линейку в разных напра-
влениях—в длину, поперек и по диагонали—и наблюдая
РАБОТА НАПИЛЬНИКАМИ
45
просвет между поверхностью и линейкой. Обычная
ошибка неопытного слесаря это—качание напильника,
в результате чего получается выпуклая поверхность.
Пилить надо возможно прямолинейно.
Если требуется опилить плоскость под прямым углом
к другой плоскости, то необходимо стараться получить
прямой угол уже при черновом опиливании, так как если
хотя бы одно место запилить на 1—1,5 мм глубже, чем
требуется, то это будет значить, что либо изделие испор-
Фиг. 22. Подпиливание одной рукой.
чено, либо 1—1,5 мм надо снять по всей остальной
поверхности. Поэтому такие углы надо возможно чаще
проверять стальным угольником (внутренним двугранным
углом).
При шлихтовке недостатки работы видны особенно
ясно, если прозоры между изделием и угольником рас-
сматривать на свет. Обращаться с угольником надо бе-
режно, так как при малейшем повреждении он уже не
годится для работы.
Во время шлихтовки обнаруживаются преимущества
выпуклой формы рабочих граней напильников. Хороший
слесарь может работать таким образом, чтобы немногие
зубья, одновременно касающиеся поверхности изделия,
снимали металл именно там, где это требуется. Если
46
СТАНКИ ПО МЕТАЛЛУ
середина, угол или один край слишком выда отся, то он
опиливает поверхность именно в этом месте.
Научиться хорошо работать напильником в короткое
время нельзя. Для этого требуется практика и вниматель-
ное отношение к делу. После того, как будет получаться
хороший результат при работе обеими руками, не особенно
трудно научиться опиливать одной рукой. При этом надо
Фиг. 23. Наводка „штриха" напильником.
становиться на скамейку такой высоты, чтобы плечо при-
ходилось примерно на уровне изделия. Держать напиль-
ник можно различно. На фиг. 22 показан один из
приемов — удобный и позволяющий точно направлять
напильник.
Чтобы получить на поверхности изделия ровные и
однообразные продольные штрихи, нужно держать
напильник, как показано на фиг. 23 и двигать его прямо
взад и вперед, нажимая все время достаточно сильно.
Часто при этом снимают с напильника рукоятку, чтобы
легче сохранить равновесие. Для этой работы наиболее
удобны напильники ординарной насечки.
РАБОТА НАПИЛЬНИКАМИ
47
29. Опиливание мягких металлов.
Опиливать латунь, баббит, свинец и др. мягкие металлы
обыкновенным напильником с перекрестной насечкой
нельзя, так как зубья скоро забиваются стружкой, кото-
рую трудно удалить. Для этих металлов существуют
напильники с специальной насечкой: нижняя идет под
Крллый
Овальный
Полукруглый
Плоский
(АРЕТНЫЙ
Шарнирный
Мечеобразный
Фиг. 24. Надфили.
более острым углом к оси, верхняя—почти поперек
напильника (см. фиг. 15 с). Обе насечки глубже, чем
у обыкновенных напильников, и расстояния между борозд-
ками больше, благодаря чему они забиваются не так
легко. Напильники этого типа особенно хороши для латуни.
Если в мастерской нет такой пилы, то для обработки
мягкого металла лучше всего взять напильник с орди
нарной насечкой.
48
СТАНКИ ПО МЕТАЛЛУ
30. Надфили.
Самые маленькие и тонкие напильники носят название
надфилей (проволочные или игольчатые напильники).
Они часто применяются для наиболее ответственных меха-
нических работ, как, напр., изготовление лекал, штампов
и т. под., и для тонких шлихтовальных работ. Обычная
длина их—100 до 160 alm, причем насечена бывает только
половина или треть этой длины, остальная гладкая часть
служит ручкой (фиг. 24).
31. Чего ве следует делать при опиловке.
Не пользуйтесь сработавшимся напильником.
Не пользуйтесь грязным напильником.
Не опиливайте узкие поверхности и ребра новым
напильником.
Не снимайте хорошим напильником корку чугунной
отливки.
Не работайте личным напильником по мягкому
металлу.
Не шлихтуйте драчевым напильником.
Не обдирайте изделие шлифным напильником.
Не ударяйте напильником по губкам тисков.
Не кладите напильники так, чтобы они царапали друг
Друга.
Не касайтесь пальцами чугунной поверхности, которую
опиливаете.
Не пилите чересчур быстро.
Не пилите слишком долго без проверки размеров.
ВОПРОСЫ.
Напильники и работа ими.
1. Для чего рабочие грани напильников делают слегка выпуклыми?
2. Если бы напильник был совершенно плоским и его повело бы
во время закалки, отразилось ли бы это на его пригодности? Об'ясните,
почему.
3. Каким напильником легче снимать металл — совершенно пло-
ским или слегка выпуклым? Почему?
4. Каков будет результат работы, если при опиловке правая
рука немного сдает вниз, а левая—вверх? При обратном положении
рук?
РАБОТА НАПИЛЬНИКАМИ
49
5. Легко ли получить выпуклую воверхность при опиловке узких
граней? Укажите причины.
6. Как надо менять направление опиловки, если приходится долго
пилить?
7. Надо ли снимать напильник с изделия во время обратного
его движения? Почему?
8. Укажите разницу между плоско* остроносым и плоско-тупоносым
напильником.
9. Чем отличается драчсвая пила от полушлифной?
10. Что называется Драчевой насечкой? Полулпчной? Личной?
11. Как измеряется длина напильника?
12. Чем отличается пила с перекрестной насечкой от пилы с орди-
нарной насечкой?
13. Какой металл легче опиливать—чугун или железо?
14. Каким образом надо снимать корку с чугунных отливок перед
опиловкой их?
15. Почему не следует пользоваться напильником для удаления
корки с чугунных отливок?
16. Когда применяются пилы с крупной насечкой? С мелкой?
17. Каким напильником надо опиливать узкую поверхниС1Ь
новым или старым? Почему?
18. Как предохранить напильник от забивания чугунными опил-
ками?
19. Как надевают ручку на хвост напильника?
20. В каких случаях целесообразно пользоваться напильниками
с гладким (нс насеченным) ребром? Можно ли сиять насечку с напиль-
ника?
21. Какой часто употребляемый напильник имеет оба ребра без
насечки?
22. Какова форма полукруглого напильника?
23. Какие поверхности опиливают полукруглой пилой? Зачем
насекают плоскую грань ее?
24. Каким способом обозначается насечка напильников малых
размеров?
25. Какой 12"-овый напильник следует выбрать, чтобы снять
большой слой металла? Какую пилу взять для шлихтовки?
26. Что представляет собою щетка для чистки напильников?
Как сделать хороший инструмент для чистки напильников из куска
медного или лагунного прутка?
27. От чего забивается напильник? Как прочистить его?
28. Перечислите главные виды профилей (поперечных сечений)
напильников.
29. Почему пила с ординарной насечкой удобнее других для
опиловки на станке?
30. Что такое надфиль?
Станки ио металлу.
4
ГЛАВА V.
РАБОТА ШАБЕРОМ.
32. Когда и для чего требуется шабрить поверх-
ность.
Поверхность изделия, обработанная на станке или
напильниками, не является абсолютно ровной, так как на
ней остаются следы резца или напильника (т. наз. ,,грат“),
хотя и очень незначительные. Для того, чтобы получить
возможно гладкую поверхность, требуется дополнительная
операция: либо обработка на шлифовальном станке, либо
ручная обработка — шабрение. Шлифовка на станках
подробно рассмотрена во втором томе настоящей книги,
в настоящей же главе речь будет итти лишь о ручных
способах обработки.
Причины, вызывающие необходимость шабровки, сво-
дятся к следующему.
1. На станке или при помощи напильника получить
гладкую поверхность невозможно.
2. Плоские направляющие поверхности—в большинстве
случаев чугунные, а чугун выходит из-под продольно-
строгального станка, шепинга или фрезерного станка
в таком виде, что служить направляющей не может;
во - первых, в виду того, что поверхность его не доста-
точно плоска а неточна, во-вторых, даже самый острый
резец не может дать настолько ровную и гладкую поверх-
ность, чтобы она могла служить направляющей.
3. В машиностроении часто встречаются кривые (обык-
новенно — цилиндрические) трущиеся и опорные поверх-
ности, как, напр., подшипники для валов, шпинделей
станков и т. под. Поверхности эти—чугунные, баббитовые
или бронзовые—необходимо шабрить для того, чтобы
РАБОТА ШАБЕРОМ
51
получить высокую точность пригонки, необходимую
в деталях этого рода.
33. Инструменты, применяемые при шабровке пло-
скостей.
Для получения точной плоскости необходимо найти
выступающие на ней места, хотя бы они выступали всего
на 0,05—0,07 мм и снять их.
Чтобы обнаружить неровности на плоскости, приме-
няют следующие инструменты.
Трехгранные поверочные линейки (фиг. 25)
для проверки направляющих станков и т. под.; обычная
длина их 250 до 700 мм, ширина 40 до 100 мм.
Фиг. ‘25. Тречгранная поверочная линейка.
Углы в поперечном сечении составляют либо 603,
как у линейки, изображенной на рисунке, либо два угла
по 45е и один—в 90°.
Поверочные плиты (фиг. 26-а). Они отливаются
из чугуна с укрепляющими ребрами снизу, сообщающими
им большую жесткость и прочность. Верхняя плоскость
прострагивается и затем шабрится с наибольшей воз-
можной точностью. Менее точные поверочные плиты шаб-
рятся и с боковых сторон. С боков обычно приделы-
ваются дубовые ручки. Снизу ребра плиты имеют три
невысоких выступа, которыми плита ставится при надоб-
ности на специальный стол или верстак. Нормальные раз-
меры их от 100 X 150 мм до 600 X 1000 мм. Понятно,
что большие плиты устанавливаются неподвижно, как
разметочные, и ручек не имеют.
Поверочныелинейки (фиг. 26 Ь), шириною, от 40 до
120 мм и длиною 500—2000 мм, реже до 5000 лш, изго-
товляются из чугуна, причем им придается форма, предохра-
няющая линейку от прогиба и коробления. Они применяются
главным образом для выверки направляющих у станков
и т. под. работ. Верхняя плоскость линейки обрабаты-
4‘
52
СТАНКИ ПО МЕТАЛЛУ
вается так же точнэ, как и у поверочных плит. На
нижнем ребре имеются две ножки, которыми линейка
ставится на верстак.
Все поверочные инструменты дороги, и обращаться
с ними следует очень бережно. Они хранятся в мастер-
ской в специальных деревянных футлярах, откуда выни-
маются только на время работы.
Самая работа шабровки состоит в соскабливании
выступающих участков поверхности острыми скребками,
которые называются шаберами. На фиг. 27 изображены
шабера, обычно применяемые для шабрения плоскосп i -
плоский прямой шабер (а) и изогнутый (Ь).
Фиг. 26. Поверочная плита и линейка.
Плоские шабера имеют длину от 150 до 300 лгл/,
наиболее ходовые 200 — 250 мм. К лезвию его, толщиною
около 1,5 мм, спущены с обеих сторон фаски.
Изогнутый шабер или шабер-дрючок служит для
„наведения мороза", т.-е. пятен (бликов), придающих
красивый вид чисто отделанным и шабреным поверхностям.
Им пользуются также в тех случаях, где работать пло-
ским шабером неудобно, напр., в углах канавок с сече-
нием в виде ласточкина хвоста, встречающихся в напра-
вляющих многих частей станков.
Шабера трехгранной и желобчатойформы
размером от 75 до 200 мм применяются очень часто в самых
разнообразных случаях шабровки. Гораздо реже приме-
няется сердцевидный шабер, форма которого осо-
бенно удобна для вышабривания дна призматических
канавок.
РАБОТА ШАБЕРОМ
53
Шабера изготовляются из специального сорта инстру-
ментальной стали и закаливаются—плоские и изогнутые
примерно на ]/з длины от рабочего конца, трехгранные и
желобчатые — на всю длину рабочей части. После этого
они отпускаются до соломенно-желтого цвета (220°—230 ).
Часто ограничиваются после закалки нагреванием шабера
Фиг. 27. Шабера.
только до такой температуры, чтобы при обрызгивании
его несколькими каплями воды онй не испарялись сразу,
а только кипели бы. Другими словами, стараются сооб-
щить шаберу возможно большую твердость.
Иногда шабера делают из старых напильников, нс
качество их уступает шаберам, изготовленным из спе-
циальной стали.
34. Заточка плоского шабера.
Фаски рабочего конца плоского шабера затачивают
плоско, а рабочее ребр > слегка закругляют по длине,
чтобы можно было вьппабривать определенное небольшое
54
СТАНКИ ПО МЕТАЛЛУ
место поверхности, не касаясь соседних участков углами
ребра. После заточки шабер выправляют на оселке, сна-
чала — фаски, потом — ребро. Шлифуя ребро на оселке,
надо держать шабер вертикально и двигать по оселку
вперед и назад примерно на 70—80 мм. Ручка должна
быть слегка наклонена вперед; при движении вперед надо
нажимать на шабер, назад—отводить свободно.
Во время правки ребро шабера следует держать не
перпендикулярно к направлению движения, а под углом
к нему около 45°. Эго дает более гладкое и ровное ребро
и в тех случаях, когда поверхность оселка изношена;
кроме того, ребю получает при этом небольшую полез-
ную для работы выпуклость.
Править шабера лучше всего на оселках „Арканзас"
(натуральных).
35. Приемы шабровки.
Для того, чтобы обнаружить выступающие места
плоскости, поверочную плиту покрывают „краской", т.-е.
растертой на льняном касле берлинской лазурью, накла-
дывают изделие на плиту и передвигают по ней, или
наоборот — передвигают плиту по изделию, смотря по
тому, что легче. Выступающие места плоскости сразу
же обнаружатся, так как на них останутся следы краски.
В начале пришабровки на поверхности останется только
несколько пятен, в отдельных точках ее, более или
менее удаленных одна от другой. Эти места снимают
шабером и затем повторяют операцию „пришабровки на
краску". По мере дальнейшего пришабривания количество
пятен все увеличивается, и чеьч становится больше число
равномерно распределенных по плоскости пятен, тем она
лучше пришабрена.
На фиг. 28 показано, как следует держать шабер во
время работы. Для плоского шабера рабочим ходом
является ход вперед; .обычная длина хода—редко больше
12—15 мм. Обработанное шабером место должно быть
чистым и гладким, без следов царапин. Пользуйтесь только
острым шабером; если одна сторона затупилась, пере-
верните его и работайте другой стороной. По мере надоб-
ности, шабер правят на оселке, и после каждых трех-
РАБОТА ШАБЕРОМ
55
четырех правок снова немного подтачивают на наждач-
ном круге.
Шабрить следует не более, чем на 0,05—0,08 мм.
Если поверхность имеет более значительные неровности,
то ее приходится снова обработать на станке; иногда
Фиг. 28 Шабровка плоскости.
выгоднее опилить. По мере того, как число пятен увели*
чивается и размеры их уменьшаются, становится все труд-
нее судить о том, в каких местах и сколько шабрить.
К самому концу шабровки вместо краски можно поль-
зоваться скипидаром: выступающие места будут блестеть
более остальной части поверхности. Кроме того, скипи-
дар играет роль смазочного вещества между изделием
и плитой, что часто является преимуществом и отчасти
облегчает работу шабера.
36. Практические указания относительно шабровки.
Не касайтесь пальцами, которые всегда более или
менее замаслены, той поверхности, которую предполо-
жено шабрить. На пришабриваемой поверхности совер-
шенно не должно быть масла.
56
СТАНКИ НО МЕТАЛЛУ
Обычно легче и скорее снимать пятна опиливанием.
Однако, делать это надо осторожно, чтобы не испортить
работу.
Пока поверхность еще недостаточно точна, следует
шабрить сильно, если хотят добиться хороших результа-
тов. Когда пятна начинают ложиться ровнее, нажим на
шабер надо ослабить.
Шабер снимает стружку легче и лучше, если время
от времени опускать его в скипидар или воду.
Шабровку надо вести так, чтобы следы ее были при-
мерно в виде четырехугольника; особенно это относится
к началу работы. Направление работы шабером надо все
время менять. Этот прием делает более заметными пятна
краски при последующем накладывании на поверочную
плиту.
Краску лучше всего наносить мягкой тряпкой или
пальцами. В начало работы надо намазывать ее гуще, чем
под конец.
На поверочную плиту ни в коем случае не должна
попадать грязь, наждачная пыль и т. под. Точно также
необходимо тщательно вытирать пришабриваемую по-
верхность перед накладыванием ее на выверочную
плиту.
Пользуйтесь всей поверочной плитой, а не одной
только частью ее.
Шабер должен быть острым, иначе он будет оста-
влять на поверхности царапины.
37. Шабрение кривых поверхностей.
Подшипники и другие криволинейные поверхности
часто необходимо бывает шабрить для пригонки их
к вращающимся или скользящим частям. Для этой цели
пользуются шаберами, изображенными на фиг. 29. Чаще
всего применяется полукруглый изогнутый шабер (а). Он
имеет два режущих лезвия и работает при движении впе-
ред или назад. Правильное положение рук при работе
таким шабером показано на фиг. 30.
Для кривых большого радиуса многие предпочитают
пользоваться шабером формы b (фиг. 29). Лезвие его
затачивают соответственно форме кривой поверхности
РАБОТА ШАБЕРОМ
57
изделия. Рабочий ход — при движении назад (на себя).
Пришабровка криволинейной поверхности — наир., вкла-
•>иг. 29. Шабера для кривых юперхностсн.
дыша подшипника к валу—по существу и исполнению
почти не отличается от шабрения плоскости.
Фиг. 30. Пришабривание вкладыша подшипника.
Трехгранный шабер (с на фиг. 29) служит для того, чтобы
затуплять или закруглять, если нужно, острые ребра обра-
ботанного изделия, напр., края отверстий и т. под. Его
обычно изготовляют из старого напильника, стачивая
с него насечку. Три ребра шабера этого типа оставляют
острыми только в нижней (ближайшей к острию) трети,
остальную часть ребер закругляют, чтобы предохранить
руки работающего от порезов.
58
СТАНКИ ПО МЕТАЛЛУ
ВОПРОСЫ.
Шабровка.
1 Есть ли разница между углом резания плоского шабера и шабера
для кривых поверхностен?
2, Прямолинейно ли лезвие плоского шабера? Какова его форма?
3. В чем состоит разница между шабером для подшипника и трех-
гранным шабером?
4. Почему шабер для подшипников делают слегка искривленным?
5. В каких случаях применяется трехгранный шабер? Каким
способом обычно изготовляют в мастерских такие шабера?
6. Из какого сорта стали приготовляют шабера? Почему?
7. Как закалить шабер? Как отпустить?
8. На что надо обращать особое внимание во время заточки
шабера?
9. Зачем шабер после заточки правят на оселке?
10. Как выправить на оселке шабер для подшипников?
11. Как надо держать плоский шабер при правке на оселке?
12. В чем выражаются преимущества шаброванной поверхности?
13. Что такое поверочная плита? Почему с поверочной плитой
надо обращаться с величайшей осторожностью?
14. Как выверить плоскую направляющую?
15. Как выверить поверхность подшипника?
16. Зачем поверочную плиту покрывают тонким слоем сурика или
берлинской лазури? Чем лучше покрывать? Почему?
17. Как узнать, достаточно ли хорошо пришабрена поверхность?
ГЛАВА VI.
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ.
38. Масштабы.
Одним из главных измерительных инструментов, при-
меняемых для обычных измерений в механической мастер-
ской, являются стальные линейки с делениями, или мас-
штаб ы. Существует много сортов масштабов—из зака-
ленной пружинной стали, „особо гибкие14, „узкие" и т. д.,
длиною от 25 мм до 1200 мм. Наиболее распространены
масштабы из закаленной пружинной стали длиною 150 мм.
Деления наносятся либо с обеих сторон, либо только
с одной, но почти всегда (за исключением узких масшта-
бов) у обои£ ребер, при чем величина делений бывает
различной. На наших заводах чаще всего пользуются
масштабами с делениями у одного ребра на целые мил-
лиметры или половины их, а у другого—на дюймы до
Узз"» или 7g4" (реже до У190").
Для облегчения отсчетов длина штрихов делений
делается различной. Самые длинные штрихи соответ-
ствуют целым сантиметрам, несколько более короткие
полусантиметрам, еще более короткие—миллиметрам и,
наконец, самые короткие—полумиллиметрам. Аналогично—
в отношении подразделений дюйма на ’/ДУДУя"//™"
и Уз/> иногда и 1 (фиг. 31). Встречаются масштабы
с делением на 0,oo1/z.
Гибкие стальные масштабы имеют деления только
с одной стороны. Они применяются для измерения линий
на кривых поверхностях и могут быть изогнуты по ради-
усу от 25 мм. Особенно часто пользуются ими слесаря-
инструментальщики.
60
СТАНКИ ПО МЕТАЛЛУ
При применении масштаба высокая точность измере-
ний недостижима, так как ширина его рисок составляет
5
ЩДЗуВДШ1|НЩ111фШ^ . .
4, 11 _?! 81 КР-1Д
Я ' SB 4Я к’зпо
№
Фиг. 31. Стальной масштаб.
от 0,05 до 0,10 лиг. Для более точных измерений поль-
зуются винтовыми калибрами и др. инструментами, опи-
санными ниже
39. Кронциркуля.
Кронциркуля служат для измерения наружных
и внутренних размеров изделий, последние называются
нутроме рами. Существует много типов кронцирку-
лей—обыкновенные, пружинные, с добавочной ножкой и др.
Фиг 32. Пружинные кронциркуля (<7 для наружных измерений,
Ь—для внутренних измерений). Фиг. 33. Простой кронциркуль.
Фиг. 34. Кронциркуль с добавочной ножкой.
На фиг. 32 изображены пружинные кронциркуля—для
наружных и внутренних измерений. Пружинка, соединяющая
вверху ножки инструмента, прижимает их вплотную к гайке
установочного винта. Гайку делают иногда разрезной,
что облегчает быструю установку кронциркуля.
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
61
Обыкновенный кронциркуль изображен на фиг. 33.
Обычно кронциркуля и нутромеры этого типа приме-
няются только для измерения больших размеров.
Кронциркуля „с добавочной ножкой" (фиг. 34) упо-
требляют в тех случаях, когда инструмент нельзя снять
с измеряемого изделия, не раздвинув его ножек, напр.,
при измерении полостей, наружное отверстие которых
меньше внутреннего диаметра, при измерении диаметра
трубы через фланец и т. под. Пользуются этим инстру-
ментом . следующим образом: отпускают стопорную
гайку а, связывающую добавочную ножку с одной из
ножек кронциркуля, отодвигают последнюю в такое поло-
жение, чтобы можно было снять инструмент (при этом
шарнир b остается неподвижным), затем отводят ножку
назад до прежнего положения, указываемого добавочной
ножкой и закрепляют стопорную гайку а. При этом,
понятно, ножки кронциркуля займут такое же относи-
тельное положение, как и во время измерения, т.-с. пока-
жут точно взятый размер.
На фиг. 34 показан нутромер описанного типа. Суще-
ствуют и кронциркуля для наружных измерений, снабжен-
ные таким же приспособлением. Острия ножек всех
кронциркулей слегка закруглены, чтобы не царапать
изделие.
40. Измерение кронциркулем.
Степень точности размера, даваемого кронциркулем,
зависит от тонкости осязания, и чтобы сделать точное
измерение, инструмент надо держать свободно за головку,
не сжимая ее. Концы ножек должны лежать на прямой,
совпадающей с направлением измеряемой линии.
Если сильно нажимать на кронциркуль, установленный,
напр., на 26 мм, то можно надвинуть его на вал диамет-
ром в 27 мм, пользуясь тем, что стальные ножки его
несколько пружинят. Обратно, можно установить ножки
кронциркуля на 27 мм и измерять им 25 - лгм-овый вал
так, что острия ножек будут касаться вала, как понятно
из фиг. 35. Поэтому при измерении необходимо держать
кронциркуль в плоскости, строго перпендикулярной к оси
измеряемого изделия.
62
СТАНКИ ПО МЕТАЛЛУ
Измеряйте кронциркулем изделие только тогда, когда
оно неподвижно, иначе получите * неверный размер или
сломаете кронциркуль.
Чтобы установить пружинный кронциркуль на требуе-
мый размер, возьмите стальной масштаб в левую руку
так, чтобы начало делений было внизу,
как показано на фиг. 36а, и свет па-
дал сбоку прямо на масштаб. Мизин-
цем поддерживайте линейку. Крон-
циркуль держите в правой руке так,
чтобы можно было регулировать уста-
новочную гайку большим и указа-
тельным пальцами. Против нулевого
деления масштаба поставьте острие
одной ножки, слегка поддерживая ми-
зинцем, чтобы оно не двигалось,
и затем, подвинчивая гайку крон-
циркуля, установите вторую ножку его
против требуемого деления масштаба. Держите масштаб
на такой высоте, чтобы это деление приходилось на
уровне глаза, и подвинчивайте гайку до тех пор, пока
Фиг. 35 Ошибка в изме-
рении диаметра вала при
перекосе кронциркуля.
Фиг. 36. Установка кронциркуля по масштабу (а пра-
вильно, Ь—неправильно).
острие ножки кронциркуля не будет стоять против сере-
дины риски деления. При таком способе измерения можно
легко достигнуть точности в пределах от 0,05 до 0,08 мм.
На фиг. 366 показано положение масштаба при изме-
рении кронциркулем, которым пользуются в том слу-
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
63
чае, когда мастерская имеет верхний фонарь, так что
свет падает сверху.
Обыкновенный кронциркуль держат при измерении
примерно так же, как пружинный. Расстояние между нож-
ками изменяют, держа свободно за шарнир и постукивая
одной из ножек (не острием) по какому-нибудь твердому
предмету.
Для измерений высокой точности кронциркуля не
годятся, но они вполне применимы для всех обычных
(Ь) (с)
Фиг. 37. Предельные калибры („Go on" - проход, „Not
go опи —пепроход).
слесарных работ, для снятия размеров заготовки при
измерении обрабатываемых начерно изделий и таких рабо-
тах, где допуски размеров не ниже 0,10—0,15 мм.
Кронциркулями можно измерять длины до 900 мм, и
нутромерами—до 600 мм.
При массовом производстве одинаковых изделий для
измерений лучше пользоваться специальными калибрами.
Для предметов цилиндрической формы пользуются нор-
мальными калибрами („скобами"), а в тех случаях,
где допускаются определенные отклонения в большую
или меньшую сторону от номинального размера, приме-
няют предельные калибры.
На фиг. 37 изображено три типа предельных калиб-
ров. Понятно, что, напр., при черновой обточке разница
между размерами „прохода" и „непрохода" гораздо
больше той, которая допускается при чистовой обработке.
Пределы отклонения от номинального размера (т. наз.
допуски) окончательно обработанных изделий совер-
шенно различны для разного рода работ и зависят от
типа пригонки.
64
СТАНКИ ПО МЕТАЛЛУ
Предельный калибр, показанный на фиг. 37с, отли-
чается от других тем преимуществом, что благодаря вин-
там может быть установлен на различные размеры.
41. Микрометр.
Микрометры являются удобным и весьма точным
инструментом для наружных измерений. В продаже имеется
много типов их для измерений до 25 мм 50 мм и т. д.,
вплоть до 600 мм. Деления, нанесенные на втулке винта
микрометра и на обхватывающей ее гильзе, дают пока-
зания до 0,01 мм. На глаз можно оценивать промежу-
точные значения (между делениями), так что при неболь-
шом навыке измерения с точностью до 0,005 мм не
представляют никакого труда.
Главные части микрометра: дуга или скобка F (фиг. 38),
в которой укреплен неподвижный стерженек („накова-
ленка") 71 и втулка//, снабженная внутри винтовой резьбой.
Половина подвижного
стержня скрытая вну-
три втулки, нарезана,
и конец винта закре-
плен в заднем конце
гильзы Т. Таким обра-
зом, при вращении гиль-
зы У, винт будет вра-
щаться вместе с нею
и, следовательно, будет
Фиг 38. Микрометр. перемещаться внутри не-
подвижной втулки Н.
Шаг винтовой нарезки составляет обычно 0,5 лш, т.-е.
при одном полном обороте гильзы вправо или влево
стержень 5 приближается к упорному стерженьку А или
удаляется от него на 0,5 мм. (В дюймовых микрометрах шаг
нарезки и перемещение стержня S при одном обороте
гильзы также 1 или 0,025", т.-е. немного более 0,5 мм).
Вдоль втулки, параллельно оси стержня S, нанесена
линия с делениями на целые миллиметры и 0,5 мм.
Окружность скошенной кромки гильзы разделена на
50 равных частей.
Когда микрометр закрыт, т.-е. стержни Л и 5 сопри-
касаются, скошенный край гильзы совпадает с нулевым
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
65
делением на втулке, и в то же время нулевое деление
гильзы совпадает с направлением штриха (линии делений)
на втулке. Если повернуть гильзу влево на один полный
оборот, т.-е. так, что ее нулевое деление опять совпадет
с штрихом на втулке, то расстояние между стержнями
будет составлять 0,5 мм.
Если дать гильзе еще два полных оборота влево, то,
очевидно, микрометр будет открыт на 1,5 мм. Нулевое
деление гильзы будет снова совпадать с направлением
штриха на втулке, но гильза при этом будет открывать
три деления втулки, равные каждое полумиллиметру.
Повернем гильзу еще немного, напр., так, что штрих
будет совпадать с 24-ым делением скошенного края гильзы.
Так как при полном обороте гильзы стержень микро-
метра подается на */г мм9 то при повороте на одно
деление, иначе говоря, Vso полного оборота, перемещение
стержня будет составлять Х-у лгл< или 0,01 мм. При
повороте же на 24 деления подвижной стержень пере-
двинется на 24 X 0,01 мм или 0,24 мм. Следовательно,
отсчет по микрометру производится следующими образом:
по линии делений втулки отсчитывают целые миллиметры
и половины миллиметров; по делению гильзы, совпадаю-
щему с штрихом, сотые доли миллиметра. Сумма обоих
отсчетов и показывает расстояние между торцами непо-
движного и подвижного стерженька микрометра. В взя-
том примере оно составляет: 1,5 мм -f- 0,24 мм — 1,74 мм.
Во многих случаях механической обработки 0,02 мм
или даже 0,01 мм является величиной, которой прене-
бречь нельзя. Поэтому микрометром пользуются при
работах, где точность измерения должна быть не ниже
0,01 мм.
42. Как пользоваться микрометром.
На фиг. 39 показано, как надо держать микрометр,
чтобы точно измерить изделие, которое находится в
другой руке. Заметьте положение пальцев: мизинцем или
безымянным пальцем поддерживают изнутри скобку
микрометра, слегка прижимая ее к ладони руки. Благо-
даря этому, можно подвинчивать гильзу микрометра в
любую сторону большим и указательным пальцами.
Станки пи металлу.
5
66
СТАНКИ ПО МЕТАЛЛУ
Если свободны обе руки (напр., изделие зажато в
тиски или установлено в центрах токарного станка), то
Фиг. 39. Измерение микрометром.
одной держат скобу около
неподвижного стерженька,
а большим и указатель-
ным пальцами другой вра-
щают гильзу.
При измерении цилин-
дрических изделий надо на-
кладывать микрометр так,
чтобы торцы стержней
А и S были расположены
на концах одного диаметра.
Подвижной стержень £ сле-
дует придвигать к пред-
мету вплотную, но не при-
жимать чересчур сильно,
так как при этом не только
получается ошибка от
0,02 мм до 0,05 мм, но будет страдать и резьба микро-
метра.
При недостаточном внимании легко ошибиться в отсчете
по микрометру на 0,5 мм. Подобная ошибка так же
непростительна, как арифметическая ошибка при сложении
5 и 25. Когда пользуетесь микрометром, держите его
должным образом, тщательно устанавливайте, снимая
размер, и правильно читайте показание.
ВОПРОСЫ.
Об измерениях.
1. Как делать отсчеты по масштабу, пользуясь только теми деле-
ниями, против которых стоят цифры?
2. Как вы держите кронциркуль, когда прикладывастеего к масштабу
для отсчета?
3. Как устанавливают на требуемый размер обыкновенный крон*
циркуль?
4 У предельного калибра по фиг. 37 а углы с одной стороны
закруглены, с другой скошены под углом 45 . Зачем это сделано?
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
67
5. Отчего у предельных калибров расстояние между калеными
поверхностями на стороне „нспроход" меньше, чем на стороне
„проход"?
6. Какова разница между этими размерами?
7. На сколько миллиметров перемещается подвижной стерженек
микрометра при одном полном обороте гильзы? Почему?
8. На сколько частей разделен скошенный край гильзы? Против
каких делений поставлены цифры? Для какой цели?
9. Какие деления имеются на втулке микрометра? Против каких
поставлены цифры?
10. Расскажите, как надо держать микрометр, когда одна рука
занята? Когда изделие стоит на станке?
11. Чем отличается применение микрометра от измерения
С-образной скобой?
ГЛАВА VII.
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ.
Общие сведения о закалке и отпуске стали»
43. Сущность паяния или пайки.
Паянием называется соединение металлических
поверхностей при помощи другого металла или сплава,
т. наз. припоя, плавящегося при более низкой темпера-
туре, чем соединяемые металлы. Обыкновенный мягкий
или слабый припой представляет сплав олова и
свинца и плавится при температуре около 220 С.
При известных условиях металлы соединяются, образуя
новое вещество, т. наз. сплав. Образование его зависит
от многих условий. Одним из них является обычно, хотя
и не всегда, сообщение теплоты, т.-е. нагревание. Ртуть
соединяется с золотом, серебром, медью и цинком и при
обычных температурах, образуя т. наз. амальгамы. С дру-
гой стороны, свинец, медь, олово и т. д. при обычной
температуре не соединяются, но легко образуют сплавы
при более или менее высоких температурах.
Пайка состоит в том, что различные металлы, нахо-
дящиеся на поверхностях спаиваемых изделий, образуют
сплав при температуре более низкой, чем точки плавления
спаиваемых металлов. Как было упомянуто, слабый припой
состоит из олова и свинца. Если олова !/з и свинца 2/3,
припой называется третником, если же они входят в
сплав в равных долях, припой носит название половин-
ника. Олово плавится при температуре 232 С, свинец—
при 340° С; однако, если кусок свинца бросить в распла-
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ.
69
пленное олово, оба металла быстро образуют сплав. Если
взять одинаковые по весу количества олова и свинца и
сплавить их таким образом между собою, то температура
плавления полученного сплава (половинника)—около 220е С,
т.-е. ниже температур плавления как свинца, так и олова
в отдельности.
Прочность спая двух прилегающих друг к другу метал-
лических поверхностей обменяется тем, что на поверх-
ности каждого куска под влиянием нагрева образуется
очень тонкий слой сплава из припоя и данного металла,
и оба слоя сплавляются между собою. С другой стороны,
если стык поверхностей неплотный, то расплавленный
припой заполняет промежуток и, застывая, соединяет обе
поверхности. Пайка слабым припоем производится при
помощи паяльника, нагретого до сравнительно низкой
температуры, который расплавляет припой, причем на
поверхностях соединяемых металлов образуются сплавы.
Эти сплавы в свою очередь сплавляются между собою или
припой сплавляется с каждым из соединяемых металлов,
смотря по обстоятельствам, благодаря чему происходит
соединение поверхностей.
44. Очистка спаиваем* поверхностей. Флюсы
(плавни).
Одно из основных условий хорошей спайки состоит
в том, чтобы поверхности, подлежащие спайке, были абсо-
лютно чисты. Предварительная очистка этих поверхностей
производится напильником, шабером и куском наждачной
шкурки. Однако, очищенная таким способом поверхность
под действием воздуха тотчас же окисляется, иначе говоря,
кислород воздуха соединяется с металлом и образует на
его поверхности тонкую пленку окисла. Как бы тонок
ни был этот слой окисла, он не сплавляется с другим
металлом. Поэтому спаять две поверхности, покрытые
окислами, нельзя. Необходимо удалить грязь, масло и
т. п., а затем также и слой окисла, прежде, чем
производить спайку. Так как окисление металлов происхо-
дит непрерывно, то слой окисла должен быть удаляем и
во время паяния. Это достигается при помощи флюсов
или плавней. Действие их заключается в том, что,
испаряясь, они уносят с собою и окислы.
70
СТАНКИ ПО МЕТАЛЛУ
При пайке пользуются разными флюсами. Для пайки
слабыми припоями латуни, оцинкованного железа и стали
очищают эти металлы в „оттравленной" соляной кислоте.
Последнюю „оттравливают" при помощи маленьких кусоч-
ков цинка, которые бросают в кислоту небольшими пор-
циями до тех пор, пока он не перестанет растворяться
в ней, и кислота не перестанет кипеть. Вместо соляной
кислоты, из которой выделился водород, получился, соб-
ственно говоря, хлористый цинк, но в мастерских его
называют „оправленной соляной кислотой".
Во время „оттравливания" бак с соляной кислотой
следует убирать подальше от машин и инструмента, так
как выделяющиеся пары вредно действуют на железо и
чугун, вызывая налет ржавчины.
При спайке латуни, меди, олова и стали к оправлен-
ной кислоте следует добавлять 25% воды.
Крепкой соляной кислотой пользуются при пайке
слабым припоем чугуна, листового железа и цинка. В этих
случаях после окончания пайки изделие следует пропо-
лоскать в воде, чтобы прекратить раз'едающее действие
кислоты.
Самым лучшим флюсом при спайке жести или меди
является канифоль в порошке. Ее насыпают вдоль шва
спайки. Расплавляясь, она затекает в шов.
Бура служит флюсом для крепких припоев (см. стр. 73).
Она действует аналогично канифоли: под влиянием капил-
лярных сил затекает в шов сначала бура, а за ней и
расплавленный припой.
45. Паяльники.
Паяльники (фиг. 40) изготовляются разного веса и
форм. Чаще всего применяются паяльники по фиг. 40 и 40а,
другие формы, как, напр., фиг. 406 служат обычно только
для специальных работ. Не следует пользоваться малень-
ким паяльником для большой пайки, так как он не может
сохранять нагрев достаточно долго. С другой стороны,
слишком тяжелый паяльник неудобен для мелких работ.
Необходимо, чтобы паяльник был совершенно чист. При
нагреве паяльника надо следить за тем, чтобы не пере-
греть его. иначе конец паяльника покроется слоем окисла
меди и так как этот окисел очень плохо проводи"" тепло,
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ
71
то паяльник становится непригодным для работы, пока
его не очистят от окисла.
НШ1Н
Фиг. 40. Паяльники.
46. Практика пайки слабым припоем.
Прежде всего, если паяльник не совсем чист, следует
опилить его конец примерно на длину 20 мм старым
полуличным напильником и отполировать наждачной
шкуркой до блеска. Затем паяльник нагревают до темпе-
ратуры, достаточной для расплавления припоя и далее
поступают по одному из следующих способов:
1. Погружают конец паяльника в кислоту и зат^к
проводят им по припою.
2. Конец паяльника натирают куском нашатыря и
проводят по припою. Это—лучший и самый быстрый
способ.
3. На кирпич кладут кусок припоя и немного толченой
канифоли, берут на конец паяльника канифоли и затем
водят им по припою, пока конец паяльника не покроется
полудой.
После этого производят самую пайку, проводя острым
концом паяльника по шву. Припой затекает в шов, соединяя,
таким образом, поверхности.
Паяльник, потерявший блеск во время нагрева в горне,
на бензиновой или керосиновой паяльной л<хмпе, отчи-
щают, погружая его на одну секунду в раствор нашатыря
(одна чайная ложка нашатыря в порошке на литр воды).
72
СТАНКИ ПО МЕТАЛЛУ
Во время паяния часто бывает удобно „прихватить"
спаиваемые куски металла, то есть соединить каплями
припоя несколько тойек шва так, чтобы шов не мог
разойтись во время дальнейшей пайки.
Паяльником надо пользоваться таким образом, чтобы
утилизировалось все возможное количество теплоты,
сообщенной ему. Кроме того, *то надо держать над швом
так, чтобы припой затекал и внутрь шва, а не только
растекался снаружи.
Часто представляется удобным спаять вместе две или
больше тонких деталей, чтобы обработать их на станке
вместе, как одно целое, и затем, распаять, т.-е. раз‘-
единить их, расплавив припой.
При спаивании стали со сталью рекомендуется обе
поверхности предварительно полудить, так как сталь не
так легко соединяется с слабым припоем, как медь или
латунь. Лужение производится следующим образом: сталь-
ной предмет очищают, как указано выше, нагревают,
посыпают побольше флюса и натирают поверхность
либо прямо куском припоя, либо, как обычно, паяльником.
Излишек полуды стирают чистыми концами. Если затем
посыпать облуженные поверхности флюсом, прижать одну
к другой и нагреть, то они отлично спаяются.
47. Паяние крепкими припоями.
Паяние крепкими припоями дает соединение
гораздо более прочное, чем при применении слабых при-
поев. Крепкие припои представляют сплав двух или
больше металлов, взятых в известной пропорции. Суще-
ствует много рецептов крепких припоев. Чаще всего в их
состав входят медь и цинк.
Хорошим крепким припоем является следующий сплав:
меди—1 часть, цинка—1 ч. При составе припоя: меди—
2 ч., цинка—1 ч., шов получается прочнее, но самый
припой труднее плавится. Очень хорош припой следу-
ющего состава: меди—4 ч., цинка—3 ч., олова—1 ч.
Крепкие припои продаются и применяются в виде
мелких зерен или проволоки. Так как прутковая латунь,
применяемая для работы на автоматах и револьверных
станках, по своему составу близка ко второму из указан-
ных выше припоев, то, если под руками нег крепкого
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ
73
припоя, ложно заменить его латунными опилками или
тонкой стружкой.
В качестве флюса при паянии крепкими припоями
употребляется бура в горошке. Смешав небольшое коли-
чество ее с водой так, чтобы получилась тестообразная
кашица, намазывают ее на спаиваемые поверхности перед
нагревом их. Во время пайки шов посыпают сухой бурой»
которая, плавясь, затекает в шов между спаиваемыми
поверхностями. Не следует употреблять слишком много
буры, так как от избытка ее поверхность вблизи шва
закаливается, что затрудняет опиловку и чистовую отделку
этого места. Когда флюс начинает плавиться, посыпают
вдоль шва припой и продолжают нагревать изделие
только до тех пор, пока припой, расплавляясь, не зальет
шов; после этого нагревание немедленно прекращают.
Чтобы аккуратно насыпать флюс и припой вдоль шва,
удобно пользоваться маленькой лопаткой, сделанной из
стального прутка подходящего размера; для этого доста-
точно расплющить конец прутка.
Прочное соединение в месте спая получится лишь
в том случае, если спаиваемые поверхности плотно при-
легают одна к другой и удерживаются на месте во время
пайки.
Медь, латунь, железо, ковкий чугун и сталь легко
спаиваются крепким припоем. При пайке меди и латуни
надо соблюдать известную осторожность, чтобы не рас-
плавить (или, как говорят, „сжечь") и спаиваемое изделие.
ВОПРОСЫ.
Пайка.
1. Из каких металлов составляется слабый припой?
2. Сталь - сплав. Латунь—сплав- Что такое сплав? Является ли сла-
бый припой сплавом?
3. Если расплавить кусок слабого припоя на куске красной меди,
получится ли новый сплав?
4. Что значит „сплавляться"?
5. Отчего, если кусок слабого припоя расплавить на медном
листе, припой пристанет к меди?
6. Что представляет собою ржавчина? Что значит „окисление*?
7. Если кусок стали отполировать, он будет сохранять свой блеск
при обычной температуре в течение дней и даже недель, но при
74
СТАНКИ ПО МЕТАЛЛУ
достаточном нагреве быстро потемнеет, почти до черноты. Чем это
обгоняется?
8. Почему припой не пристает к поверхности, покрытой слоем
окислов?
9. В чем состоит действие флюса?
10 Для чего нужны при пайке флюсы?
11. Какими флюсами обычно пользуются в слесарных и механиче-
ских мастерских?
12. Как берут слабый припой на конец паяльника?
13. О чем надо позаботиться, нагревая паяльник? Почему?
14. В чем состоит разница между паянием слабым и крепким при-
поем?
15. Из каких металлов составляется крепкий припой?
16. Какой плавень применяется при паянии крепким припоем?
17. Как насыпают флюс на спаиваемые поверхности?
48. Баббит.
Баббитом или белым металлом называют
сплавы, применяемые для заливки подшипников, в кото-
рых вращаются валы, и состоящие из олова, свинца,
сурьмы и меди. Пропорция этих металлов в баббитах
чрезвычайно различна. Баббит, вообще говоря, тем
лучше, чем выше в нем содержание олова, но тем и цена
его выше. Поэтому, чем нагрузка подшипника больше,
чем больше число оборотов вала, вообще, чем ответ-
ственнее работа подшипника, тем более высокосортным
(т.-е. богатым оловом) баббитом следует его заливать.
Если поместить вал в подшипнике в его рабочем поло-
жении и затем промежуток между валом и подшипником
(обычно—вкладышем подшипника) залить расплавленным
баббитом и после остывания его пришабрить подшипник
к валу „под краску", то отпадает надобность в расточке под-
шипника—с одной стороны, а с другой—уменьшаются
потери работы машины, вызываемые трением в под-
шипниках.
Баббит крепок и долго держится без замены. Он легко
обрабатывается, если в этом встречается надобность,
и шабрится гораздо легче, чем чугун или бронза. Когда
подшипник разработается, баббит легко вырубить из него
зубилом. После того баббит расплавляют, прибавляют
к нему („присаживают") сколько требуется нового баббита
и снова заливают подшипник.
В случае отсутствия готового баббита требуемого со-
става, можно вместо него взять баббит подходящего ана-
ПАЯНИЕ ЗАЛИВКА БАББИТОМ
75
лиза, руководствуясь, главным образом, содержанием
олова. Составлять баббит у себя в мастерской не реко-
мендуется, так как при отсутствии опыта трудно соста
вить сплав, однородный во всей массе.
49. Практические приемы заливки нодшипников
баббитом.
Существует много способов заливки подшипников
баббитом.
1. В подшипник или вкладыш цилиндрической формы
вставляется вал (в рабочем положении) или стержень
совершенно одинакового с ним диаметра, и кольцевой
промежуток между валом и подшипником заливается рас-
плавленным баббитом.
2. Вместо вала вставляется оправка диаметра несколько
меньшего, чем вал. После заливки подшипник раста-
чивается.
3. Подшипник разнимается по горизонтальной пло-
скости, проходящей через его середину и состоит из
верхней и нижней половин. Заливают обе половины одно-
временно. Между ними прокладывают куски картона так,
чтобы они касались вала. Для того, чтобы расплавлен-
ный баббит мог протекать из одной половины подшип-
ника в другую, в картонных прокладках около вала
делают отверстия. После заливки узкие полоски металла,
соединяющие обе половины подшипника, легко разломать,
и подшипник разнимается на две части.
4. Баббитом заливают верхнюю и нижнюю половинки
подшипника отдельно: сначала заливают нижнюю поло-
вину, затем крышку, т.-е. верхнюю половину, устанавли-
вают на место, и также заливают ее баббитом.
Понягнэ, что при обоях последних пособах металл
можно заливать вокруг вала или оправке равного валу
диаметра с тем расчетом, чтобы для поличения опорной
поверхности достаточно было одной пришуабровки, либо
брать перед заливкой оправку диаметра несколько мень-
шего требуемого и затем растачивать подшипник по раз-
меру. Перед расточкой рекомендуется расколотить всю
поверхность залитого баббита круглым задком молотка.
Это уплотняет баббит, сообщая ему более мелкую сыпь,
и увеличивает долговечность подшипника.
76
СТАНКИ ПО МЕТАЛЛУ
Для того, чтобы предупредить возможность переме-
щений залитого баббита в вкладышах подшипника,
в последних высверливают небольшие отверстия под пря-
мым углом к оси подшипника. При заливке баббит запол-
няет и эти отверстия, надежно связывая набивку (т.-е.
слой баббита) с верхней или нижней половиной вкладыша.
Отверстия делают обычно слегка коническими, в под-
шипниках малых диаметров—цилиндрическими. У больших
подшипников для этой же цели выбирают в верхнем вкла-
дыше две канавки (иногда и больше) параллельно оси,
сечением в виде ласточкина хвоста.
Если подшипник служит упорным, то во избежание
расхлябывания баббитовой набивки конец ее, ближайший
к пяте, несущей нагрузку, целесообразно несколько рас-
точить или при заливке ставить ступенчатый стержень
соответствующей формы.
Перед заливкой рекомендуется поверхность вала или
стержня закрасить смесью графита с бензином; это облег-
чает удаление стержня из подшипника после заливки.
Особенно важно это для массивных подшипников, когда
толщина слоя баббита довольно значительна. Для той же
цели можно пользоваться простой сажей, медленно про-
водя пламенем свечи со всех сторон вала (или оправки),
чтобы он покрылся копотью на требуемой длине.
Перед заливкой полезно подогреть как вал, так и кор-
пус подшипника. Иначе расплавленный баббит, соприка-
саясь с холодным металлом, будет чересчур быстро
затвердевать и не успеет равномерно заполнить кольце-
вую щель между валом и подшипником, благодаря чему
могут появиться раковины. Вообще при предварительном
подогреве поверхность баббита получается гораздо более
гладкой и требует меньше шабровки.
Если подшипник заливают прямо по размеру, т.-е.
так, чтобы его не надо было растачивать, то вал следует
устанавливать перед заливкой самым тщательным обра-
зом. В тех случаях, когда приходится заливать много
подшипников, чтобы сберечь время, полезно сделать спе-
циальное приспособление для быстрой установки вала
и удержания его на месте во время заливки.
Для замазки наружного отверстия между валом и под-
шипником, через которое мог бы вытекать расплавлен-
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ
77
ный баббит, можно пользоваться огнеупорной глиной, заме-
шивая ее на воде так, чтобы получилась масса средней
густоты и достаточно пластичная. Можно также заложить
эти отверстия вырезанной из картона шайбой и снаружи
замазать глиной.
Расплавляя баббит, надо избегать слишком сильного
перегрева его. Требуемая для заливки температура
узнается на практике следующим образом. Когда баббит
расплавился, тонкой сосновой щепкой быстро дотраги-
ваются до его поверхности. Если при этом щепка вспых-
нет, можно начать заливку.
Если непосредственно перед заливкой посыпать баббит
толченой в порошке канифолью, поверхность подшип-
ника получится более гладкой.
Во избежание разбрызгивания расплавленного баббита,
следует остерегаться попадания воды (хотя бы и несколь-
ких капель) в баббит.
Заливать надо непрерывной струей, так как, если пре-
рвать заливку, то первая порция баббита застынет, допол-
нительно заливаемый металл не сплавится с уже залитым,
и баббитовая набивка подшипника будет иметь расслойку.
Поэтому при заливке больших подшипников приходится
иногда пользоваться двумя чумичками, выливая баббит
одновременно из обеих.
ВОПРОСЫ.
Заливка баббитом.
1. Из каких металлов составляют баббит?
2. Чем определяется качество разных сортов баббита?
3. Для какой цели применяются баббигы?
4. Укажите, какими тремя преимуществами отличается баббит, как
металл для заливки подшипников?
5. Опишите самый простой тип подшипника, заливаемого баббитом.
6. Опишите самый лучший тип подшипника, заливаемого баббитом.
7. Годится ли подшипник типа, упомянутого в вопр. 5-ом, для
тяжело нагруженных валов? Почему?
8. Целесообразно ли применять подшипник, упомянутый в вопр.
б-ом, для вала диам. 25 мм? Почему?
9. Как удерживают от расхлябывания баббитовую набивку в малых
подшипниках? В больших подшипниках? В упорных подшипниках?
10 Как подготовляют вкладыши для заливки баббитом?
11. Как подготовляют вал или onoaBKv для заливки баббитом?
78
СТАНКИ ПО МЕТАЛЛУ
12. Как отделяют верхний вкладыш от нижнего? Зачем это делают?
13. Зачем подогревают подшипник и вал?
14. Как предупредить пригорание баббита к валу?
15. Как предупредить вытекание баббита из подшипника?
16. Сколько баббита надо расплавить для заливки? Почему?
17. Почему подшипник будет испорчен, если прервать заливку?
18. Как быстро надо плавить баббит? Почему?
19. Как узнать, достаточно ли баббит нагрет для заливки („горяч*4)?
20. Имеет ли значение перегрев баббита?
21. Какое действие оказывает на заливку прибавление к баббиту
небольшого количества канифоли в порошке?
22. Когда ее добавляют?
23. Что может вызвать разбрызгивание расплавленного баббита?
50. Сталь. Закалка, отжиг, отпуск.
Сталь является сплавом железа с углеродом. Содер-
жание углерода в стали обычно не превышает 1,409'6 ’),
что соответствует наиболее твердой стали (напр., для
бритв) и может опускаться до 0,10% для самой мягкой
стали. Чем сталь ближе к чистому железу, т.-е. чем
меньше в ней углерода, тем она мягче, тем легче куется
и сваривается и тем лучше обрабатывается инструмен-
тами. Поэтому сталь с содержанием углерода 0,1% до
0,2% (обозначение: С- 0,1%—0,2%) употребляется для
изготовления цепей, с С--0,2 %—0,35%, которая крепче,
но все еще легко обрабатывается—на болты, валы и т. д.
Сталь с содержанием С0,3%—0,7% идет на тяжелые
поковки для частей двигателей, для изготовления вагон-
ных осей, рельс и пр.
Сталь, в которой содержание углерода выше 0,75%,
может закаливаться (принимать закалку). Это
значит, что если нагреть ее до темно-красного цвета
и, не дав остыть, погрузить в воду, то она станет очень
твердой и очень хрупкой. Если снова нагреть закален-
ную сталь, поднимая температуру постепенно, и затем
дать ей медленно остыть, то уменьшится как хрупкость
ее, так и твердость, и уменьшение этих свойств будет
тем значительнее, чем выше нагрев стали. Если нагрев
стали произвести до той же температуры, до которой она
была нагрета при закалке, и затем ее медленно охладить,
то твердость и хрупкость сделаются такими же, как и до 9
9 Иногда пользуются обозначением стали номерами, причем номер
соответствует содержанию углерода в десятых долях процента. Так,
№14 отвечаег стали с 1^4^ углерода, №6 с 0,6 % и т- д.
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ
79
закалки; этот процесс возвращения стали к первоначаль-
ному состоянию называется отжигом. Если же нагреть
сталь до температуры более низкой, чем при закалке,
и затем дать ей медленно остыть, то твердость и хруп-
кость исчезнут не вполне, а лишь уменьшатся, и притом
уменьшатся тем значительнее, чем выше температура
нагрева; этот процесс носит название отпуска стали.
Степень отпуска зависит от назначения того предмета
или инструмента, который из нее изготовлен. Так, напр.,
железка для рубанка и сверло по металлу должны иметь
различную степень твердости и хрупкости, поэтому степень
отпуска, стали в обоих случаях должна быть различной.
51. Сталь машиноподелочная и сталь углеродистая
инструментальная.
Сталь с содержанием углерода ниже 0,5% закали-
вается лишь незначительно и называется низкоугле-
родистой, мягкой или машиноподелочной
(поделочной) сталью, так как применяется преиму
щественно для изготовления некоторых частей машил
При содержании углерода выше 0,75% сталь хорошо при-
нимает закалку и называется высокоуглеродистой.
Сталь с С=0,75% принимает закалку и годится для
изготовления молотков, зубил, крейцмейселей и т. под.,
но не пригодна для режущих инструментов по металлу.
Сталь для изготовления сверл, метчиков, разверток и т. п.
инструментов должна быть богаче углеродом и называется
инструментальной углеродистой *)• Лучшие
ссрта этой стали, применяемые для режущих инструмен-
тов, содержат от 0,9% до 1,2% углерода. Из стали
с содержанием С=1,0% изготовляются сверла, пружины,
плашки, ножовочные полотна, напильники и т. д.
Нагревание изменяет структуру и свойства стали. Если
нагреть сталь с содержанием углерода 1,0% до темпера-
туры 750°—760°, строение ее станет очень мелкозерни-
стым, и при быстром охлаждении в воде это строение
останется неизменным. При этом сталь получит высокую
степень твердости.
При повторном нагревании, начиная примерно с 200 С,
твердость стали начнет уменьшаться и при температуре
’) В отличие от описанной ниже быстрорежущей стали.
80
СТАНКИ ПО МЕТАЛЛУ
около 315СС она свою хрупкость потеряет совершенно
и утратит также большую часть твердости. Иначе говоря,
инструментальная углеродистая сталь проходит через все
степени твердости, начиная от твердости стекла и кончая
почти мягкостью железа (или, как говорят, получает все
степени отпуска), в интервале температур от 200° до 315 С.
52. Закалка стали.
Если сталь нагреть недостаточно, она не принимает
закалки, небольшой перегрев ее портит, а очень большой—
совершенно губит. Необходимая для закалки темпе-
ратура определяется главным образом в зависимости от
[!Э11№В!ВМЯВ1ЭДД1311И1Ш
Фиг. 41. Брусок для опыта Меткафа,
содержания углерода: чем оно ниже, тем выше должна
быть температура нагрева. Так, например, молоток, сде-
ланный из углеродистой стали с содержанием С=0,75%,
требует нагрева до 775°—790°, между тем как для закалки
развертки, изготовленной из стали с С — 1,0 %, надо на-
греть ее до 735°—755 ; нагревом до 790° можно ее испор-
тить, как говорят,—пережечь.
Опыт Меткафа. Действие различных степеней на-
грева на крепость и вид излома (псыпь“) закаленной
стали наглядно показывает следующий опыт. Берут
стальной пруток диам. 10—15 мм и длиной около 200—
225 мм и прорезают на нем ряд неглубоких канавок на
расстоянии 12—15 мм одна от другой (фиг. 41). Один
конец прутка кладут в горн и нагревают до белокалиль-
ного жара (т.-е. очень сильно перегревают), притом так,
чтобы другой конец был нагрет не особенно сильно.
Затем пруток быстро погружают в воду, вытирают до-
суха и разламывают на отдельные части. При этом ока-
жется, что: 1) перегретый конец стали оказывает слабое
сопротивление излому и сыпь его очень крупна; 2) сле-
дующие за ним части отламываются так, что для после-
довательных кусков требуются все более сильные удары
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ
81
молотка, а сыпь излома становится постепенно все более
и более мелкой; 3) конец бруска, недостаточно нагретый,
не обладает твердостью, и напильник легко берет его;
4) в закаленной части бруска самый твердый кусок отли-
чается в то же время самой мелкой сыпью, и поверх
ность излома его неровная.
53. Практические указания относительно закалки.
Старайтесь, чтобы поток воздуха в горне не омывал
сталь дольше, чем это необходимо, во избежание окис-
ления поверхности ее, т.-е. выгорания углерода. Обезугле-
роженная сталь закалки не примет. Если такую поверх-
ность нельзя потом сошлифовать, как, напр., поверхность
метчика, то инструмент испорчен.
Нагревайте изделие медленно, со всех сторон и равно-
мерно, иначе после закалки останутся мягкие места или
изделие „поведет*4, т.-е. покоробит во время калки; оно
может даже дать трещину.
Остерегайтесь перегреть сталь, иначе режущие грани
изготовленного из нее инструмента будут быстро тупиться.
Если, однако, сталь нечаянно перегрели, бесполезно дать
ей немного остыть и затем калить ее, так как это ни
к чему не приведет. Гораздо лучше дать стали остыть
до комнатной температуры и затем снова нагреть ее до
должной температуры, после чего калить. При чрезмерно
высоком перегреве на поверхности стали появляются
пузыри. Такая сталь непоправимо испорчена („пережжен-
ная сталь“).
Не пользуйтесь для нагрева жаром большим, чем это
нужно, иначе ребра или тонкие сечения нагреются
слишком скоро, раньше, чем достаточно нагреются
остальные части изделия.
Не кладите длинные тонкие изделия так, чтобы во
бремя нагрева они могли изгибаться под действием соб-
ственного веса, иначе они выйдут из закалки искрив-
ленными.
Переносите изделие из огня в закалочную ванну как
можно быстрее.
Чтобы закаливаемое изделие не повело, погружайте
длинные изделия вертикально (в направлении длины),
а широкие плоские—боком. Если сечения предмета
6
82
СТАНКИ ПО МЕТАЛЛУ
в разных местах сильно отличаются одно от другого, то
чтобы не получилось трещин, надо погружать в ванну
прежде всего самые большие сечения.
Для того, чтобы на изделии не осталось после за-
калки мягких (т.-е. незакаленных) мест, надо перемещать
его в ванне, приводя таким образом в соприкосновение
с холодной жидкостью, которая, охлаждая предмет, в то
же время смывает с его поверхности пузырьки образо-
вавшегося пара.
Держите изделие в ванне до тех пор, пока оно не
остынет настолько, чтобы его можно было взять в руку,
не рискуя обжечься. После этого выньте изделие из ванны
и снова нагрейте до такой температуры, при которой
капля воды закипит на его поверхности. Это делается
потому, что в изделии, получившем закалку, внутренние
напряжения достигают очень большой величины, а на-
гревание, хотя бы и небольшое, значительно уменьшает
их. Таким последующим нагревом удается спасти не одну
сотню изделий.
Мелкие режущие инструменты или изделия с слабым
поперечным сечением, а также крупные предметы, кото-
рые не должны быть особенно твердыми, калятся с боль-
шим успехом в масляной ванне. Однако, для боль-
шинства изделий самой лучшей закалочной ванной
является холодная проточная вода.
54. Отпуск стали. Цвета побежалости.
Проделаем следующий опыт. Возьмем стальной пруток
диам. */4" или больше и длиною 125—150 мм и закалим
его. Отполируем его до блеска и вытрем. Взяв его куз-
нечными щипцами, начнем медленно водить им вперед
и назад над пламенем горна, притом так, чтобы нагрев
был больше всего у одного конца и постепенно убывал
к другому концу. Наблюдая пруток, мы заметим, что
конец его, сильнее всего нагреваемый, скоро потеряет
свой серебристый блеск и покроется налетом бледно-
желтого или, вернее, светло-соломенного цвета. По мере
дальнейшего нагревания прутка светло-соломенный цвет
будет перемещаться—„ползти*4—вдоль прутка, по направ-
лению к более холодному концу и будет заменяться на
более горячем конце желто-солпменным, коричневым,
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ
83
коричнево-фиолетовым, фиолетовым, темно-синим, светло-
синим и т. д., которые поочередно замещают один другой
и непрерывно „ползут" к верхнему концу прутка.
Эти цвета носят название цветов побежалости
и указывают температуру, до которой сталь должна
быть нагрета после закалки, или, как говорят, отпу-
щена. Самый процесс такого нагрева называется
отпуском.
Если, заканчивая последний опыт, попробовать на
пильником отдельные места прутка, то можно убедиться,
что конец, отпущенный до синего цвета, запиливается
сравнительно легко и что по мере приближения к дру-
гому концу, покрытому светло-соломенным налетом, на-
пильник берет сталь все с большим трудом.
Температуры, соответствующие различным цветам по-
бежалости, таковы:
светло-соломенный.............. 200°
светло-желто-соломенный . . 215°
светло-желтый.................. 225и
темно-желтый................... 240°
светло-бурый................... 250°
бурый.......................... 265°
пурпурно-красный............... 275°
фиолетовый..................... 285°
темно-синий.................... 295°
светло-синий.............. 310°—315°
зеленовато-серый.......... 325°—330е
Эти цвета обусловливаются наличием тонкой пленки
окислов, которые образуются на поверхности стали при
ее нагревании. С повышением температуры слой окислов
становится все толще и вследствие этого меняется
и видимая окраска стали, т.-е. цвет побежалости.
С
84
СТАНКИ ПО МЕТАЛЛУ
Мягкая незакаленная сталь при нагреве дает те же
цвета побежалости, что и закаленная. Поэтому нали-
чие на стали одного из этих цветов нисколько не
свидетельствует о том, что сталь закалена; наоборот,
стирание цвета побежалости не делает твердую сталь
мягкой.
55. Практические указания относительно отпуска
стали.
Таблица I (см. в конце книги Приложения) дает
цвета побежалости для отпуска разных инструментов,
с которыми приходится иметь дело в мастерской.
Обыкновенно слабый припой плавится приблизи-
тельно при температуре отпуска фрез, разверток и т. п.
инструментов. Нагревайте при отпуске эти инструменты
до тех пор, пока палочка слабого припоя не станет пла-
виться при прикосновении к ним.
Изделие, которое должно быть отпущено, следует
нагревать медленно, осторожно и так, чтобы оно про-
гревалось во всей массе; не надо подносить его слишком
близко к огню, иначе тонкие сечения получат более
сильный отпуск, чем более толстые. Изделие следует все
время поворачивать, чтобы все его части нагревались
равномерно и получили одинаковый отпуск. Такие ин-
струменты, как метчик, развертка или торцевая фреза,
надо медленно водить взад и вперед над огнем и в то
же время поворачивать. Расстояние от огня зависит от
его интенсивности; не старайтесь отпускать изделие
чересчур быстро.
Маленькие предметы можно отпускать, нагревая их на
металлической плите, пока они не примут соответствен-
ного цвета побежалости. Лучший способ отпуска—в масле
(льняном, хлопковом или рыбьем жиру), нагретом до тре-
буемой температуры. Подлежащие отпуску изделия остав-
ляют в масле, пока они не прогреются во всей массе.
Если оставить их в масле дольше, чем нужно, то это не
повредит им, если только температура масла не подни-
мается.
Закалка и отпуск слесарных зубил, отверток, кованных
резцов токарных и строгальных и т. п. инструментов
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ
85
производится обычно следующим образом. Нагревают не
только ту часть инструмента, которая должна быть зака-
лена, а несколько больше, затем закаливают только тре-
буемую часть и быстро отчищают ее наждачной шкуркой
или куском сломанного шлифовального круга. Теплота,
передаваясь от нагретой, но не закаленной части инстру-
мента к закаленному концу, будет производить отпуск
его. Когда появится требуемый цвет побежалости,
инструмент снова погружают в воду, на этот раз
полностью.
При этом способе необходимо соблюдать следующую
предосторожность: закаливая конец инструмента, надо
держать его в ванне вертикально, двигая вверх и вниз
примерно на 10—15 мм от границы закалки, чтобы гра-
ница между закаленной и незакаленной частью инстру-
мента не была слишком резкой. Если держать инструмент
неподвижно, он может дать трещину на уровне поверх-
ности воды.
56. Быстрорежущая сталь.
Два опыта, описанные в параграфах 52 и 54, пока-
зывают, что: 1) при нагревании углеродистой стали выше
760° строение ее становится крупнозернистым и 2) темпе-
ратуры отпуска от степени твердости равной твер-
дости стекла до мягкости приблизительно железа лежат
в пределах от 200° до 315ЪС. Это верно для углеро-
дистой, но неверно для быстрорежущей стали.
В 70-х годах прошлого столетия знаменитый англий-
ский металлург Мошет открыл, что сталь, содержащая
примерно 1,5% углерода, от 5 до 8% вольфрама и около
0,5% марганца’), закаливается в струе воздуха и сохра-
няет закалку при нагреве почти до красного цвета. Сталью
Мошета (самозакаливающаяся сталь, самоза-
калка) можно было поэтому брать более крупную
стружку и резать металл скорее, чем углеродистой, так
как развивающаяся от трения теплота не уничтожала
х) Состав стали Мошета по анализам Тэйлора таков: вольфрама—
5,4%, марганца —1,6%, кремния -1,0%, хрома—0,4%,углерода—0,15%
86
СТАНКИ ПО МЕТАЛЛУ
закалку, что могло бы вызвать „с‘еданиел (т.-е. полное
стирание) режущего ребра. Однако, сталь Мошета трудно
поддавалась обработке, почему и не получила широкого
распространения, по крайней мере для изготовления
инструментов.
Около 1900 года американцы Тэйлор и Уайт обна-
ружили своеобразные свойства стали с содержанием
0,68% углерода, 18% вольфрама и 5 до 6% хрома и раз-
работали специальный метод термической обработки этой
стали, получившей название быстрорежущей. Пре-
имущества ее были вскоре признаны всеми. С тех пор
на рынке появились десятки сортов быстрорежущей
стали. Все или почти все они являются сплавами воль-
фрама и хрома или молибдена и хрома с углеродистой
сталью.
С точки зрения применения ее для изготовления
режущих инструментов быстрорежущая сталь обладает
двумя существенными преимуществами перед углероди-
стой: 1) во время термической обработки ее неопасно
нагреть больше, чем требуется, так как даже такой
нагрев, при котором кромки резца начинают оплавляться,
не портит быстрорежущую сталь; 2) закалка резца из
быстрорежущей стали не пропадает и режущие ребра не
тупятся и тогда, когда резец во время работы накалится
докрасна. Благодаря этому, производительность инстру-
мента (резца, сверла и т. под.) из быстрорежущей стали
превышает более, чем вдвое, производительность такого
же инструмента, изготовленного из углеродистой
стали.
Быстрорежущая сталь стоит значительно дороже, чем
инструментальная углеродистая, и для изготовления таких
инструментов, как метчики, плашки, ручные развертки,
калибры и т. д. совершенно достаточна углеродистая
сталь. Напротив, применение быстрорежущей стали на
фрезы, токарные резцы, ходовые размеры спиральных
сверл и механических метчиков вполне целесообразно
и более чем окупается.
Термическая обработка хромо-вольфрамовой стали
производится по способу Тэйлор-Уайта, который состоит
из следующих операций:
ПАЯНИЕ. ЗАЛИВКА БАББИТОМ
87
А. Высокий нагрев:
а) Медленный нагрев до 830°—840° С.
б) Быстрый нагрев от 830°—840° до белокалиль-
ного жара (1220°).
в) Быстрое охлаждение (в керосиновой ванне) до
температуры ниже 860°.
г) Охлаждение быстрое (в керосине) или медленное
(в струе воздуха) до температуры окружающего
воздуха.
Б. Медленный нагрев:
д) Наглев до° температуры темнокрасного каления
(64(г—650°) в течение около пяти минут.
е) Быстрое или медленное охлаждение до темпе-
ратуры окружающего воздуха.
Термическая обработка хромо-молибденовой стали
производится почти таким же способом. Единственная
разница в операции бх нагрев достаточно производить
до температуры 1000°—1020°. В повышении температуры
до белокалильного жара нет надобности.
ВОПРОСЫ»
ЗАКАЛКА И ОТПУСК СТАЛИ.
1. В чем заключается разница между мягкой поделочной сталью
и углеродистой инструментальной?
2. В чем заключается разница между закалкой и отпуском?
3. Что обозначает номер стали?
4. Опишите опыт Меткафа.
5. Объясните практическое значение опыта Меткафа для слесаря
или инструменталыцика.
6. Почему закаливаемую сталь надо нагревать равномерно и во
всей массе?
7. Почему нагрев для отпуска стали должен быть медленным
и равномерным?
8. Каков результат перегрева во время закалки?
9. Каков результат перегрева во время отпуска?
10. В чем заключается разница между пережогом стали н пере-
мог в ее при отпуске?
88 СТАНКИ ПО МЕТАЛЛУ
11. Как уничтожить чрезмерную твердость и хрупкость стали?
12. Что такое „побежалые цвета*4? На что они указывают?
13. Имеет ли побежалый цвет фреза, отпущенная в масле? Почему?
14. Расскажите, из каких операций состоят процессы закалки
и отпуска зубила?
15. Что может случиться с зубилом, если во время калки дер-
жать его в закалочной ванне неподвижно? Почему?
16. В чем заключаются преимущества быстрорежущей стали по
сравнению, напр., с углеродистой инструментальной?
17. Из каких операций слагается процесс термической обработки
быстрорежущей стали?
ТОКАРНЫЕ СТАНКИ
ГЛАВА VIII.
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ И РАБОТЕ
В МЕХАНИЧЕСКИХ МАСТЕРСКИХ.
57. Механическая мастерская.
Механической мастерской называется такая, в кото-
рой металлические части машин обрабатываются до тре-
буемых размеров и затем собираются в одно целое, обра-
зуя более или менее сложные машины.
58. Оборудование механических мастерских.
Оборудование механических мастерских состоит из
станков, род, размеры и число которых зависят от харак-
тера производства данной мастерской. Сверх того,
в состав оборудования мастерской входят инструменты
и приспособления для слесарной работы, разметки и сборки,
в том числе—измерительные инструменты, приспособления
для закрепления как инструментов, так и обрабатывае-
мых изделий на станках и на верстаке и, наконец, меха-
нический инструмент, применяемый при работе на станках.
59 • Нормальные типы станков.
Нормальными типами станков обычно считаются: токар-
ные, вертикально - сверлильные, поперечно-и продольно-
строгальные, долбежные, фрезерные и шлифовальные.
Станки револьверные, горизонтально-сверлильные, зубо-
резные и многие другие относятся обычно к группе спе
циальных станков. Эти последние являются видоизмене
ниями станков нормальных типов и развились из них
как конструктивное решение некоторых специальных
производственных задач.
Провести резкую грань между нормальными и спе-
циальными станками трудно и, пожалуй, в этом и нет
92
СТАНКИ ПО МЕТАЛЛУ
необходимости. Еи^е до недавнего времени фрезерный
станок и еще дольше — шлифовальный считались спе-
циальными машинами. Теперь они являются очень суще-
ственной и необходимой частью оборудования всякой
хорошо оборудованной мастерской. Тот, кто умеет созна-
тельно работать на станках нормальных типов, легко
и быстро освоится с работой на любом специальном
станке.
Все перечисленные станки строятся в большом коли-
честве типов и размеров. К счастью для рабочего и меха-
ника, известные основные принципы конструкции и упра-
вления механизмами движений остаются одинаковыми для
всех станков одного и того же класса, независимо от их
размеров. Кроме того, многие из этих принципов повто-
ряются и в машинах других типов. Поэтому, когда рабо-
чий переходит работать на станке другого типа или раз-
мера, ему не приходится заново изучать все механизмы
этого станка. Если ему хорошо известно устройство нор-
мального станка какого-нибудь определенного типа и опре-
деленных размеров, то эти знания значительно облегчат
ему понимание конструкции и способов управления меха-
низмами других станков. Сходство конструкции однород-
ных станков больших и малых размеров становится оче-
видным при сравнении, напр., маленького токарного
и огромного пушечного станков или верстачного свер-
лильного и тяжелого многошпиндельного сверлильного
станка с отдельным мотором, применяемым, напр., для
обработки паровозных рам. По своей конструкции и спо-
собу обработки изделий, большой и малый станок одной
и той же группы в основном одинаковы. Точно также
основные принципы выбора правильных скоростей реза-
ния и подач, заточки режущего инструмента (резцов,
сверл, фрез и пр.), регулировки подшипников и т. д.
остаются в силе для станков всех типов и размеров. Еще
характернее то обстоятельство, что рабочее движение
режущего инструмента—с одной стороны, и движение
обрабатываемого изделия—с другой остаются одинако-
выми для всех станков одной группы, независимо от их
размеров.
Токарный станок. — В токарном станке по металлу
(фиг. 42) обрабатываемое изделие вращается около гори-
СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ И РАБОТЕ
93
зонтальной оси, параллельной продольной оси станка,,
и в то же время обрабатывается резцом, который мед*
ленно движется (подается) в направлении точно или
приблизительно параллельном оси изделия (продоль-
ная подача) или перпендикулярном к ней (попереч-
ная подача). Оба движения резца— продольное и попе-
речное—могут производиться как вручную, так и авто-
матически—или, как говорят, „с а м о х о д о м“—от при-
вода к станку.
Когда подача производится в направлении, точно
параллельном оси изделия, поверхность изделия обтачи-
вается в виде кругового цилиндра (цилиндрическая,
круглая обточка). Если резец перемещается под
небольшим углом к направлению оси предмета, то поверх-
ность последнего обтачивается на конус (коническая
обточка, обточка на конус). При увеличении
этого угла соответственно увеличивается угол при вер-
шине конуса, образующего обрабатываемую деталь; иначе
говоря, поверхность детали будет все более и более
отличаться от цилиндрической. Наконец, при движении
резца перпендикулярно к оси изделия, т.-е. при попереч-
ной подаче, обточка носит название поперечной,
лобовой или в торец. Обработка на токарном станке
внутренней поверхности изделия носит название ра-
сточки.
Вертикально - сверлильный, станок. — Вертикально-
сверлильный станок („сверлилка") применяется для высвер-
ливания отверстий в металле. Обрабатываемое изделие
неподвижно укрепляется на столе станка, а режущий
инструмент вращается и одновременно подается вниз.
Обычно на станках этого типа в качестве режущего
инструмента применяется спиральное (американ-
ское) сверло, действующее до некоторой степени ана-
логично перке, которой сверлят дерево.
Шепинг (поперечно-строгальный станок, салюсуйка)
применяется преимущественно для обработки плоскостей
сравнительно небольших размеров, примерно не более
500—600 мм в стороне. Резец шепинга имеет прямоли-
нейное переменно-возвратнсе движение, т.-е. движется
вперед и назад, при чем снимает стружку только во время
переднего хода. Изделие укрепляется обычно в тисках,
94
СТАНКИ ПО МЕТАЛЛУ.
привинчиваемых к рабочему столу станка, а подача сооб-
щается столу, который после каждого хода автоматиче-
ски перемещается в направлении, перпендикулярном
к направлению движения резца. Устройство резцового
суппорта позволяет производить подачу вниз, под пря-
мым углом к обычной подаче или под любым другим
углом к ней. Резцы, которыми производится работа на
шепинге, по форме похожи на токарные резцы.
Продольно - строгальный станок применяется для
обработки плоскостей таких изделий, которые по своим
размерам слишком велики, тяжелы или неудобны для
установки и обработки на шепинге. Рабочий стол
станков этого типа с прикрепленным к нему изделием
ходит прямолинейно вперед и назад. Резцовый суппорт
получает автоматическую горизонтальную подачу в обе
стороны (вправо или влево) вдоль поперечной балки,
прочно укрепленной на стойках станка. Подача может
производиться и вниз. На продольно-строгальном станке
применяются такие же резцы, как и на шепинге.
Фрезерный станок.—На фрезерном станке металл
снимается при помощи вращающего резца — фрезы—со
многими зубьями, каждый из которых снабжен режущей
гранью, снимающей стружку. Изделие закрепляется тем
или другим способом на рабочем столе станка и подается
вместе с ним по направлению к фрезе в продольном,
поперечном или вертикальном направлении. Фрезерный
станок применяется для самых разнообразных работ и
в мастерской является наиболее универсальным и полез-
ным станком, уступая в этом отношении только токарному.
Шлифовальный станок применяется для чистовой
отделки металлических деталей, в том числе и изгото-
вленных из мягкой или закаленной стали, в тех случаях,
когда требуется высокая степень точности. Режущим
инструментом у него служит точильный или шли-
фовальный круг из шлифующего материала. Для
обыкновенной шлифовки и специальных целей сущес твует
большое число разнообразных станков этого типа, самых
различных размеров: станки для плоской шлифовки, для
наружной и внутренней шлифовки цилиндров и т. д.
Станки для рассверливания.—Для рассверливания слу-
жат машины двух типов—вертикальные и горизонтальные,
СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ И РАБОТЕ
95
являющиеся видоизменениями токарного станка. Рассвер-
ливанием или расточкой называется операция, при кото-
рой увеличивается уже имеющееся в изделии отверстие,
обычно—при помощи одного резца. Эти станки предназ-
начаются главным образом для чистовой расточки отвер-
стий в таких отливках, которые по своим размерам или
форме неудобны для установки на токарном станке.
В вертикальных станках для расточки (они называются
карусельными), рабочий стол—планшайба — вра-
щается около вертикальной оси, а режущий инструмент—
сверло или резец—располагается над столом и может
получать подачу боковую (по направлению к середине
стола или от нее) или вертикальную — вверх и вниз—
в любом расстоянии от центра стола. В карусельных
станках малых и средних размеров несколько различ-
ных режущих инструментов закрепляются в револьверной
головке.
Режущий инструмент горизонтальных станков для
рассверливания — горизонтально -сверлильных
станков—вращается около горизонтальной оси. Шпин-
дель станка, несущий рабочий инструмент, получает про-
дольную подачу через переднюю бабку станка, а в более
новых конструкциях этих станков передняя бабка имеет
вертикальную подачу. Рабочему столу может быть сооб-
щена продольная или поперечная подача»
Горизонтально-сверлильные станки, предназначенные,
главным образом, для рассверливания отверстий, могут
применяться и для чистовой обработки горизонтальных
и вертикальных плоскостей. Для этого на шпинделе укре-
пляется соответствующая фреза.
60. Работа ручными инструментами в механической
мастерской.
В заводской практике существует ряд работ, которые
производятся вручную, без помощи машин. Сюда отно-
сится разметка и слесарные работы, о чем подробно было
сказано в первой части настоящего тома, а также мон-
таж или сборка отдельных частей машины в одно целое.
При сборке тяжелых деталей нередко приходится при-
бегать к помощи подъемных приспособлений—талей (бло-
ков) и кранов.
96
СТАНКИ ПО МЕТАЛЛУ.
61. Что должен знать квалифицированный метал-
лист и механик.
Квалифицированный металлист и механик должен иметь
ясное представление о некоторых основных вещах, с кото-
рыми приходится постоянно сталкиваться в практике
заводской работы. Сюда относятся, например, следую-
щие вопросы:
действие инструментов, режущих металл;
скорости резания;
скорости и механизмы подачи;
сопротивление материалов — напряжения, жесткость
и упругость материала;
зубчатые передачи;
измерения;
пригонка частей и т. д.
Он должен знать арифметику в об'еме, достаточном
для того, чтобы делать отсчеты по различным измери-
тельным инструментам и производить необходимые рас-
четы скоростей резания, зубчатых передач, углов, наре-
зок и т. под.
Ему должны быть достаточно знакомы основы техни-
ческого черчения, по крайней мере настолько, чтобы раз-
бираться в „синьках" (светокопиях чертежей), изобра-
жающих детали машин.
От квалифицированного рабочего и в особенности
от механика требуется основательное практическое зна-
ние конструкций типичных ходовых станков и пр «емов
работы на них. Чтобы быть хорошим механиком, не обяза-
тельно быть глубоким специалистом по всем или только
некоторым станкам; однако, несомненным фактом является
то, что высококвалифицированный специалист по какому-
нибудь определенному типу машин или роду работ в то же
время обладает обычно и хорошим знанием механической
работы вообще.
Квалифицированный рабочий, а тем более механик,
должен уметь быстро ориентироваться. Часто наиболее
выгодный способ исполнения данной работы опреде-
ляется требуемой степенью точности, количеством оди-
наковых деталей, подлежащих изготовлению, имеющимися
в распоряжении мастерской машинами и инструментами.
СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ И РАБОТЕ
97
Он должен хорошо знать последовательность отдель-
ных операций, на которые распадается работа, и знать, как
надо приступить к работе, чтобы получить в самый
короткий срок точно обработанное изделие.
62. Какими качествами должен обладать квали-
фицированный металлист и механик и как их развить
в себе.
Внимательность по отношению к себе, к машине и
к работе, точность и быстрота работы, здравый смысл
и уверенность в себе—таковы основные качества, характе-
ризующие высоко-квалифицированного рабочего и меха-
ника.
Внимательность. — Машина — хороший слуга чело-
века, но в то же время и суровый учитель. Она может
оторвать рабочему палец, чтобы показать, насколько
опасно неосторожно обращаться с вращающимися зубча-
тыми колесами. Лучше быть излишне осторожным в первое
время, пока еще не выработались профессиональные
навыки, предохраняющие рабочего от неосторожных дви-
жений около машины, без сосредоточения на этом своего
внимания. Можно сказать, что опытный рабочий осторожен
„по привычке0.
Хороший рабочий всегда заботится не только о внеш-
нем виде своей машины, но и о юм, чтобы она была
вполне .исправна.
Точность работы. — Очень часто изделия приходится
обрабатывать с точностью до сотых долей миллиметра.
При помощи тех станков и измерительных инструментов,
которые составляют оборудование современной механи-
ческой мастерской, это довольно легко. Однако, при этом
необходимо, чтобы станок был точнейшим образом собран
и вообще находился в отличном состоянии, чтобы режу-
щий инструмент был правильно заточен и установлен,
и чтобы показания измерительных инструментов были
действительно точными.
Быстрота работы. — Хороший рабочий, приступая
к работе, прежде всего обдумывает, какими приемами
может быть лучше всего исполнена заданная работа,
затем проверяет, в исправном ли состоянии станок, режу-
Стаики по металлу. 7
98
СТАНКИ ПО МЕТАЛЛУ
щие и измерительные инструменты и только после этого
осторожно, без ненужной торопливости, пускает в ход
станок с такой скоростью, чтобы добиться наибольшей
выработки. Внимательное отношение к делу, порядок
в работе, вдумчивость по отношению даже к мелочам
обеспечивают быстроту и правильность работы.
Здравый смысл. — Для успеха в работе здравый смысл
так же необходим рабочему, мастеру и заведующему
мастерской, как и человеку, занятому любым другим
делом.
Здравый смысл — это умение находить правильное
решение вопроса из сравнения обстоятельств, методов
или фактов. Металлисту, в частности, здравый смысл
должен указывать, например, в каких случаях достаточно
обдирки и в каких необходим чистовой проход, где нужна
точность обработки и где она не имеет существенного
значения. Здравый смысл должен помогать ему находить
необходимые способы исполнения работы, применяясь
к условиям данной мастерской.
Уверенность в себе, основанная на теоретическом
и практическом знании дела, при неуклонном приложении
этих знаний к работе, также является одним из важных
факторов, обусловливающих успешность работы.
Хорошим рабочим может стать тот, кто умеет обдумать
работу, выбрать способ исполнения ее и затем исполнить
ее с полным знанием дела. Для этого необходимы теоре-
тические знания—с одной стороны, и практический опыт—
с другой.
ГЛАВА IX.
ТОКАРНЫЕ СТАНКИ, ИХ УСТРОЙСТВО И РАБОТА
НА НИХ.
63, Токарный станок.
Токарный станок занимает первое место по своему
значению в оборудовании всякой механической мастер-
ской и в то же время отличается наибольшей простотой
конструкции. Это обстоятельство, в связи с большим
разнообразием работ, которые могут быть исполнены на
нем, делают токарный станок особенно интересным для начи-
нающего работать. Если, в дополнение к этому, принять
во внимание, что основные части конструкции токарного
станка и главные приемы работы на нем являются харак-
терными для многих других станков по металлу, то едва
ли может возникнуть сомнение, что изучение работы на
станках нужно начинать именно с токарных работ.
Работа токарного станка заключается в том, что
с изделия, надежно поддерживаемого на станке и вращаю-
щегося, срезается слой металла посредством резца, кото-
рый закален, отпущен и имеет надлежащую форму.
Токарный станок или самоточка, как его обычно
называют в мастерских, имеет автоматическую подачу
и большею частью снабжен ходовым винтом для
нарезки резьбы. Эти станки характеризуются двумя сле-
дующими основными размерами: высотой центров,
равной, очевидно, половине наибольшего диаметра, кото-
рый может быть обточен на данном станке, и длиною
между центрами, равной наибольшей длине изделия,
которое может быть установлено и обработано на дан
ном станке. Обе эти величины указываются в милли-
7*
100
СТАНКИ ПО МЕТАЛЛУ
метрах 9- Наибольшее распространение имеют станки не-
большие—высотой центров до 200—250 мм и длиной между
центрам до 1500—2000 мм. Крупные токарные станки,
строящиеся высотой центров до 800 мм и длиною между
центрами до 50 метров, распространены в гораздо меньшей
степени. Такие станки, однако, совершенно необходимы
для изготовления, напр., тяжелых орудий, больших насо-
сов, двигателей, крупных валов и т. п.
Главными операциями токарного станка являются:
круглая или цилиндрическая обточка, обточка на конус,
расточка по цилиндру или на конус, лобовая обточка
(т.-е. обточка по направлению, перпендикулярному к оси
изделия) и нарезка резьбы. Для особых работ на нем
имеются специальные1 приспособления, как, напр., приспо-
собление для задней заточки (снятия затылков), для
фрезерования, для шлифовки, для конической обточки
(„копир“) и др.
Много специальных токарных станков всевозможных
моделей и размеров изготовляются и для специальных
работ. Самое видное место среди них занимает револь-
верный станок, приспособленный для массового произ-
водства изделий. Требуется большой опыт и умение,
чтобы приготовить и установить несколько разных режу-
щих инструментов в револьверной головке и упоры для
ограничения хода суппорта. Зато, когда это сделано,
когда, как говорят, станок настроен, то для работы на
нем не требуется никакой квалификации. Работать на
токарном станке, исполняя разнообразные работы, гораздо
интереснее, и при этом требуется более высокая квали-
фикация, чем для работы на револьверном станке.
64. Что должен знать начинающий токарь.
Чтобы начать работать на токарном станке, недоста-
точно уметь пустить и остановить его. Начинающий
токарь должен прежде всего хорошо ознакомиться с рез-
цами — изучить их форму, узнать, как их надо затачивать
*) Этими величинами характеризуются токарные станки в СССР
и на всем европейском континенте. В Соединенных Штатах и Англии
почти всегда указывают наибольший диаметр (над направляющими)
обрабатываемого предмета в дюймах и полную длину станины
станка в футах и дюймах.
ТОКАРНЫЕ СТАНКИ
101
и как закреплять в суппорте, чтобы они резали металл.
Он должен уметь быстро и точно читать деления на
масштабе, должен знать, как измерять изделие кронцир-
кулем, чтобы получить размер с точностью до ОД
Он должен возможно скорее усвоить названия отдельных
частей станка и узнать их значение. Ему должны быть
достаточно хорошо известны значения скоростей резания
и подачи для разных случаев обработки. Он должен
уметь надлежащим образом смазывать станок везде, где
это требуется. После того, как все это усвоено, можно
приступить к работе на станке.
65. Части токарного станка.
На фиг. 42 изображен нормальный токарный винто-
резный станок. Отдельные части его обозначены номерами
и названия их даны ,в таблице на стр. 103—104. Токарь
должен знать название каждой части токарного станка
и ее назначение.
66. Чистка и смазка станка.
Для начинающего работать на станке лучший способ
ознакомиться с его конструкцией это—как следует вычи-
стить его и смазать. Чистку станка можно производить
только тогда, когда он стоит, но ни в коем случае не
во время работы. Небольшим куском хлопчатобумажных
концов, смоченных в керосине, смывают со станка грязь
и засохшее масло, затем вытирают его сухими концами.
Направляющие и другие открытые поверхности сколь-
жения должны быть особенно тщательно отчищены до
смазки. Углы надо вытирать дочиста, пользуясь для этого
намотанной на палочку тряпкой. Все направляющие ста-
нины и др. частей (поперечных салазок и задней стороны
станины, где скользит вкладная призма суппорта) смазы-
вают, растирая масло пальцами вдоль всей направляющей.
Каждая вращающаяся деталь лежит в одном или
нескольких подшипниках, и в каждом из них имеется
отверстие для смазки. Чтобы узнать, какие части станка
вращаются, достаточно рукою провернуть ступенчатый
шкив станка. Следует убедиться в том, что отверстия
для смазки не забиты грязью, и после этого залить
в каждое из них солидную порцию масла, чтобы подшип-
Фиг. 42. Токарный винторезный станок
А. Станина,
1. Направляющие (призматические).
В. Передняя бабка.
2. Главный (рабочий) шпиндель. Изго-
товлен из тигельной стали и отшли-
фован до точного размера. Ось вра-
щения шпинделя определяет линию
центров токарного станка.
3. Вращающийся центр. Вращается
вместе с шпинделем и образует упор
для обрабатываемого изделия.
4. Поводковый патрон для передачи
вращения изделию
5. Рукоятка перебора. При повороте
на себя вводит в зацепление перебор,
при повороте от себя—расцепляет
его.
6. Замыкающий штифт (болт) выдви-
гается при включении перебора, вдви-
гается — при включении его.
7. Рукоятка двухскоростной коробки
скоростей. При повороте вправо—
скорости выше, при повороте влево—
скорости ниже.
Частя токарного ставка.
8. Маховичок на валу мотора для
вращения шпинделя вручную. *
С. Задняя бабка.
9. Прижимной болт^адней бабки.
10. Неподвижный (задний) центр.
Гладко обточен и закален; не вра-
щается и представляет опору для
обрабатываемого изделия.
11. Шпиндель заоней бабки.
12. Резервуар для масла, которое слу-
жит для смазки неподвижного центра.
13. Рукоятка шпинделя задней бабки,
служащая для закрепления его на
месте.
14. Маховичок шпинделя задней бабки,
для вращения винта шпинделя зад-
ней бабки, передающего движение
шпинделю.
15. Винт для установки задней бабки
на салазках.
16. Салазки задней бабки. Допускают
небольшое поперечное перемещение
по основной доске задней бабки. Уста-
навливаются посредством винта (15).
17. Основная доска задней бабки,
D. Суппор т.
D—1. Салазки.
18. Поперечные салазки. Движутся
в направлении, перпендикулярном
к линии центров станка. Перемеще-
ние их производится вручную или
самоходом (поперечная подача).
19. Рукоятка (винта) поперечной по-
дачи с снабженной делениями втул-
кой. Каждое деление соответствует
обычно перемещению в 0.025 мм
или 0,001" поперечных салазок.
20. Резцедержатель („Солдатик").
21. Кольцо и шаровая подкладка резце-
держателя.
22. Поворотная часть суппорта. На
рисунке изображен крестовый суп-
порт с разделенной на градусы
основной доской, которая может быть
повернута около вертикальной оси
в любое положение относительно
поперечных салазок.
23. Рукоятка винта верхних салазок.
Части токарного станка (продолжение).
24. Прижимной болт для закрепления
суппорта на направляющих станины.
Применяется при лобовой обточке
изделий большого диаметра.
D—2. Передняя доска (-передник) суп-
порта.
25. Маховичок для продольной подачи
суппорта вручную
26. Кнопка для включения шестерни
подач.
27. Кнопка продольной подачи.
28. Кнопка поперечной подачи.
29. Рукоятка .маточной гайки.
30. Маховичок для пуска и выключе-
ния электромотора.
Е. Механизм подачи гг вин-
торезный мех а низ м.
31. Рукоятка трензеля для изменения
направления самоходов, а также
вращения. При среднем положении ее
подача выключена.
32. Ведущий шкив подачи.
33. Ведомый шкив подачи.
34. Передаточная шестеренка, сво-
бодно сидящая на оси.
35. Промежуточная (паразитная) ше-
(терпя.
36. Шестерня, заклиненная на ходо-
вом винте.
37. Коробка скоростей для изменения
подачи (на 3 скорости).
38. Рукоятка перемены скоростей
подачи (три положения ее отвечают
трем разным скоростям вращения
ходового валика или ходового винта).
-39. Зубчатая п редана к ходовому
валику.
40. Кулачная сиепная муфта для пе-
редачи движения ходовому винту.
41. Рукоятка муфты для передачи
движения ходовому винту или ва.ш-
ку. При повороте вправо муфта (40)
сцепляется и приводит в движение
ходовой винт; при повороте влево
через перебор (39) включает ходовой
валик При среднем положении вы-
ключены И не вращаются ни ходо-
вой винт, ни ходовой валик.
42. Ходовой валик.
43. Зубчатая рейка механизма подачи.
44. Ходовой винт для подачи суппорта
только при нарезке винтовой резьбы.
45. Переставной останов для регули-
рования длины продольного самохода.
F. П р и н а д л е ж н о с т и токар-
ного станка:
46. Останов, применяемый при нареза-
нии резьбы.
47. Планшайба.
48. Неподвижный люнет.
49. Подвижной люнет.
50. Сменные шестерни.
51. Токарный патрон (4-кулачковый)
52. Сверлильный патрон.
ТОКАРНЫЕ СТАНКИ
105
ники были обильно смазаны. Как часто надо смазывать
тот или иной подшипник и сколько масла заливать,
подскажет токарю здравый смысл. Достаточно сказать,
что самая большая неприятность — это „заедание" под-
шипника из-за недостаточной смазки.
С другой стороны, подшипник „залитый*4 так, что
масло каплет из него на пол, указывает на невежество или
на небрежность хозяина станка.
Во время чистки и смазки начинающему представля-
ется удобный случай более или менее детально ознако-
миться с устройством станка. Описание отдельных частей
самоточки дано ниже.
67. Несколько правил для начинающего токаря.
1. Перед работой засучивайте рукава.
2. Не носите колец на руках.
3. Гаечные ключи, измерительный Инструмент и пр.
держите на доске или позади станка. Никогда не кладите
изделие или инструменты на направляющие станка. Время
от времени смазывайте эти направляющие.
4. Держите руки подальше от вращающихся зубчатых
колес.
5. Если вы предпочитаете прочищать отверстие, кото-
рое вы рассверливаете, или отверстие шпинделя, пальца-
ми, то перед тем, как приниматься за прочистку, оста-
навливайте станок, иначе вы рискуете оставить свой
палец в отверстии.
6. Не поворачивайте рукоятку для того, чтобы посмо-
треть, что из этого получится, в особенности, если ста-
нок на ходу. Сначала подумайте, для чего эта рукоятка
предназначена, или спросите, и только потом можете пус-
кать станок.
7. Если вы допустили ошибку, не делайте второй,
пытаясь скрыть ее. Первая бывает иногда простительна,
вторая—никогда.
8. Однажды сделанную ошибку не повторяйте.
ОПИСАНИЕ ЧАСТЕЙ ТОКАРНО ВИНТОРЕЗНОГО СТАНКА.
В состав токарно-винторезного станка входит шесть
главных сборных частей: станина, передняя бабка, задняя
бабка, суппорт, механизм подачи и механизм для наре-
зания винтовой резьбы.
106
СТАНКИ ПО МЕТАЛЛУ
Станина.
Чугунная станина станка делается достаточно вы-
сокой и широкой и усиливается внутри поперечными
ребрами; это делается с целью увеличить жесткость,
устойчивость и прочность станка, что особенно важно
при снимании крупной стружки. Направляющие станины
в современных станках малых и средних размеров всегда
делаются призматическими (т.-е. в виде треугольника
с усеченным, обращенным кверху, углом), простраги-
ваются или фрезеруются и затем пришабриваются. Наруж-
ные направляющие представляют точно параллельные
оси станка „рельсы", по которым движется суппорт.
На внутренних направляющих, которые так же точно
обработаны, как и наружные, неподвижно установлена
передняя бабка; задняя бабка может перемещаться вдоль
них и устанавливаться в любом положении. Боковые грани
направляющих составляют обычно угол около 90°. Верхняя
грань их слегка закруглена для предупреждения выкра-
шивания.
69. Передняя бабка.
Передняя бабка состоит из: чугунного корпуса;
шпинделя; механизма для сообщения шпинделю разных
скоростей вращения („рабочих скоростей"); механизма для
передачи движения от шпинделя к ходовому валику меха-
низма подачи и к ходовому винту винторезного механизма.
Шпиндель токарного станка вращается в двух под-
шипниках, расположенных в обоих концах передней баб-
ки. Эти подшипники должны быть чрезвычайно точно
расточены и пришабрены, для того, чтобы ось вращения
шпинделя была точно параллельна направляющим стани-
ны. Шпиндель обычно делается полым, с сквозным
отверстием, расточенным к переднему концу шпинделя
на конус, в который вставляют подвижной („передний")
центр. Опорные поверхности подшипников передней баб-
ки, передний конец шпинделя, снабженный наружной резь-
бой, и коническое отверстие для центра обрабатываются
с особо высокой точностью, и точность эту надо ста-
раться сохранять. Шпиндель станка, вращаясь, опреде-
ляет скорость вращения изделия, как, напр., в токарном
станке, или режущего инструмента, как в сверлильном
ТОКАРНЫЕ СТАНКИ
107
станке. Он должен быть точно выверен и совершенно
правильно установлен, так как при малейшем нарушении
точности его установки (т.-е. если ось его непараллельна
направляющим станины или подшипники неправильно
отрегулированы и шпиндель имеет „игру“ по оси) точно
обработанное изделие получить нельзя.
70. Задняя бабка.
Задняя бабка (фиг. 43) состоит из следующих
частей: шпиндель; корпус, в котором высверлена полость
Фиг. 43. Задняя бабка токарного станка (верхняя
часть представлен^ в продольном разрезе).
для шпинделя; основная доска с внутренними направляю-
щими; винт с насаженным на наружном конце его ручным
маховичком для перемещения шпинделя; приспособление
для зажима шпинделя; зажимные болты для закрепления
задней бабки на станине.
Главное назначение задней бабки—служить опорой таких
изделий, которые обтачиваются на центрах. Чтобы можно
было устанавливать между центрами станка изделия раз-
ной длины, заднюю бабку делают передвижной вдоль
внутренних направляющих станины, причем она может
быть неподвижно закреплена в любом положении. Кроме
того, шпиндель задней бабки (11), в который вставляется
неподвижный (задний) центр (10), может получать про-
дольное перемещение посредством вращения маховичка
(14), сообщающего движение винту (5).
108
СТАНКИ ПО МЕТАЛЛУ
Шпиндель задней бабки тщательно пригнан к охваты-
вающей его втулке корпуса и нормально (т.-е. при цилин-
дрической обточке) ось его лежит на одной прямой с
осью рабочего шпинделя. В вертикальном направлении
шпиндель задней бабки перемещаться не может. В направ-
лении же поперечном *) весь корпус задней бабки, вместе
с шпинделем, может быть сдвигаем: при вращении уста-
новочных винтов А (второй аналогичный винт располо-
жен с другой стороны задней бабки) бабка перемещается
поперек станины, по направлению к токарю или от него.
Шпиндель удерживается от вращения в втулке задней
бабки посредством шпонки, идущей вдоль шпинделя, при-
мерно на а/з его длины. Благодаря этому, он может сво-
бодно скользить вдоль втулки, но не может вращаться
внутри нее. Шпиндель делается пустотелым. С переднего
конца он расточен на конус, который несет неподвиж-
ный центр.
В другой конец его, расточенный цилиндрически, встав-
лена бронзовая гайка N. При вращении маховичка (14)
винт 5 свободно вращается в крышке С корпуса бабки.
От поступательного движения винт удерживается с одной
стороны маховичком, с другой—заплечиком. Таким обра-
зом, при вращении винта в гайке N, он будет подавать
шпиндель вперед или назад, в зависимости от направле-
ния вращения маховичка.
Для того, чтобы вынуть центр из шпинделя зад-
ней бабки, надо вращать маховичок так, чтобы шпиндель
уходил назад, до тех пор, пока конец винта не упрется
в центр. При дальнейшем вращении маховичка винт вы-
толкнет центр из шпинделя.
Если шпиндель вышел из корпуса настолько, что
соскочил с винта, то прежде, чем начать затягивать
шпиндель винтом в обратную сторону, надо убедиться
в том, что шпоночная канавка приходится точно против
шпонки.
Не следует подавать шпиндель слишком далеко назад,
иначе он окажется прижатым к заплечику и может
защемиться.
1) Направления всех движений отнесены здесь и везде в дальней*
шем к линии центров токарного станка
ТОКАРНЫЕ СТАНКИ
109
71. Суппорт.
Суппорт состоит из продольных салазок и перед-
ней доски. Продольные салазки передвигаются
вдоль наружных направляющих станины; заложенный сза
ди призматический клин предохраняет их от опрокиды-
вания. Они имеют форму буквы Н, длинные стороны
которой скользят вдоль направляющих, так что салазки
перекинуты через станину на подобие моста. Продольные
салазки несут на себе поперечные салазки, поворотный
круг и резцедержатель („солдатик"). Суппорт служит
главным образом для установки резца. Ему можно сооб-
щать движение—подачу—либо вручную, либо посред-
ством самоходного механизма по наружным направляю-
щим станины (т. наз. пр одольная подача). Верхняя
часть основных салазок прострогана в виде направляю-
щих, по которым могут скользить поперечные салазки,
перемещая верхнюю часть суппорта вместе с резцом в
направлении, перпендикулярном к продольной подаче. Эта
подача называется поперечной и может произво-
диться как вручную, так и самоходом.
Передняя доска (передник) суппорта несет с
внутренней стороны зубчатые колеса и соединительные
муфты, при помощи которых движение ходового валика
передается суппорту, а также раздвижную ма т о ч н у ю
(половинчатую) гайку, которая замыкается на ходо-
вом винте при нарезке винтовой резьбы.
72. Механизм подач.
Для передачи движения от шпинделя к ходовому ва-
лику станка, идущему вдоль всей станины, служат две
или несколько зубчатых передач (т.-е. сцепленных между
собою зубчатых колес), одна из которых расположена в
передней бабке (трензель), а другая—на левом конце
станины. От вращающегося ходового валика движение
передается через ряд зубчатых колес, расположенных на
внутренней стороне передника, суппорту, сообщая ему
либо продольный самоход (продольные салазки движутся
по направляющим станины), либо поперечный самоход
(поперечные салазки перемещаются по направляющим
продольных салазок поперек станины). Включение и вы-
по
СТАНКИ ПО МЕТАЛЛУ
ключение зубчатых колес подачи, помещенных на перед-
ней доске суппорта, производится посредством фрикци-
онных муфт, которые управляются кнопками, располо-
женными на наружной стороне передника. Простым пово-
ротом соответствующей кнопки токарь пускает или оста-
навливает продольный и поперечный самоходы.
73. Винторезный механизм.
Винторезный механизм самоточки содержит
зубчатые колеса, необходимые для передачи движения от
шпинделя к ходовому винту. Обычно это те же зубчатые
колеса, которые служат для передачи вращения ходовому
валику. Ходовой винт расположен вдоль станины, обычно—
выше ходового валика. Этот винт делается довольно
большого диаметра и снабжается крупной резьбой 9, кото-
рая должна быть нарезана с высокой точностью.
Чтобы передать движение от ходового винта суппорту,
надо замкнуть на винте половинки маточной гайки, кото-
рые закреплены в переднике суппорта.
Ходовым винтом не следует пользоваться для само-
ходной подачи при обычных токарных работах, а ходо-
вым валиком нельзя пользоваться при нарезании резьбы.
Подробное описание механизма подачи и винторез-
ного механизма дано ниже.
74. Несколько важных замечаний относительно про-
верки самоточки перед началом работы.
Токарь должен выработать в себе привычку каждый
раз перед тем, как пустить станок, проверить, свободно ли
движется суппорт. Для этого суппорт подают вручную
по направляющим, с целью убедиться, что:
1) маточная гайка разомкнута,
2) ходовой валик свободен,
3) зажимные винты нижних салазок суппорта не
затянуты,
4) направляющие станины смазаны.
Если пустить станок в ход в то время, как маточная
гайка замкнута и одновременно включен ходовой валик,
поломка передней доски суппорта или механизмов подачи
1) Чаще всего—трапецеидальной, реже квадратной.
ТОКАРНЫЕ СТАНКИ
111
неизбежна. Если включен один из продольных самоходов,
в то время, как продольные салазки притянуты к ста-
нине, сломается одна или несколько частей механизмов
подачи. Если направляющие не смазаны, на них будут
оставаться царапины, и они будут быстро испорчены.
ВОПРОСЫ.
Конструкция токарных станков. I.
1. Для какой цели служат направляющие? Какую форму они
имеют? Как их отделывают? Для какой цели?
2. Как производится перемещение суппорта вдоль направляющих
вручную? Что такое „шестеро?! рейки подачи44?
3. Как надо чистить и смазывать направляющие? Что случится,
если оставить их несмазанными?
4. Где помещается подвижной центр? Где помещается непод-
вижный центр?
5. Почему центры называются один — „подвижным", другой —
„неподвижным"? Какой из них закален, какой—нет? Почему?
6. Передвиньте заднюю бабку вдоль станины. Каким другим
способом можно перемещать параллельно оси станины задний центр?
7. Если шпиндель задней бабки сошел с винта, какую предо*
сторожкость надо принять в отношении шпоночной канавки?
8. Как вынуть неподвижный центр? Какую предосторожность
следует соблюдать при этом?
9. Каким способом можно перемещать заднюю бабку поперек
станины? Почему при этом необходимо прежде всего отпустить при-
жимные болты?
10. Как закрепляется шпиндель задней бабки? Достаточно ли чет-
верти оборота зажимного рычага, чтобы освободить шпиндель?
11. Где находится рабочий шпиндель станка? Почему он должен
быть массивным и точно обработанным? Почему такие же требования
пред'являются к его подшипникам?
12. Чем определяется „линия центров" станка? Чему она парал-
лельна? Когда неподвижный центр находится на линии центров?
13. Как вынимается подвижной центр? Зачем на нем делают
отметку в виде риски?
14. Какими двумя преимуществами обладает полый шпиндель?
15. Какая часть суппорта носит название продольных (нижних)
салазок? Передника передней доски? Резцовых салазок?
16. Как обрабатывается верхняя плоскость продольных салазок?
Почему она всегда должна быть чиста и хорошо смазана?
17. Можно ли подать суппорт от руки, когда маточная гайка
ходового винта, закрыта? Когда кнопка продольного самохода не отпу-
щена? Когда винт, закрепляющий суппорт, зажат? Об'ясните, почему.
18. Почему токарь прежде, чем начать работу должен проверить,
свободно ли ходит суппорт по станине?
112
СТАНКИ ПО МЕТАЛЛУ
19. Как происходит передача движения от шпинделя к ходовому
валику? Ходовому винту?
20. Опишите действие маточной гайки. Почему ее называют также
„половинчатой* или „раздвижной*?
21. Как смазывают шестерни, расположенные в переднике суп-
порта?
СКОРОСТИ ВРАЩЕНИЯ ШПИНДЕЛЯ.
75. Изменение скорости вращения шпинделя.
Так как на станке приходится обтачивать изделия
разных диаметров, то шпиндель должен иметь возмож-
ность вращаться с различными скоростями, чтобы можно
было получить должную скорость резания при любом
диаметре — от самого малого до наибольшего, который
может быть обработан на станке с определенной высотой
центров.
В станках с непосредственным приводом от электро-
мотора изменение числа оборотов шпинделя достигается
частью посредством изменения числа оборотов самого
мотора, частью при помощи зубчатых передач в перед-
ней бабке. Однако, в большинстве случаев самоточки
имеют ременный привод, и рабочие скорости зависят от
размеров шкивов и зубчатых передач бабки. Таким стан-
кам движение сообщается следующим образом: от какого-
либо двигателя или электромотора вращение передается
ремнем главному трансмиссионному валу, от
него — конт р-п р и в о д у, а от ступенчатого шкива на
последнем—ступенчатому шкиву, имеющемуся на передней
бабке станка. „Ступенчатым" называется шкив, имеющий
несколько „ступеней", т.-е. соединенных вместе шкивов
разных диаметров.
76. Контр-привод.
На фиг. 44 изображена конструкция потолочного
контр-привода со ступенчатым шкивом (3) и с двумя
холостыми (т.-е. свободно вращающимися на валу)
шкивами (1) и (2), которые могут быть закреплены на валу
контр-привода при помощи фрикционных муфт
(муфт трения). Вал контр-привода вращается в двух под-
шипниках, которые установлены в двух подвесках
(4), прикрепленных к балкам потолка. Очень важно, чтобы
вал контр-привода был строго горизонтален и параллелен
ТОКАРНЫЕ СТАНКИ
113
главному трансмиссионному валу, так как иначе ремни,
идущие с главного вала на контр-привод, будут соска-
кивать.
Фиг. 44. Контр-привод с фрикционными муфтами (1 и 2—холостые
шкивы с фрикционными муфтами; 3—ступенчатый шкив; 4—подвеска;
5—переводный рычаг; 6—тяга; 7—шкив с фрикционной муфтой внутри,
8—11- детали муфты).
Ступенчатый шкив закреплен на валике неподвижно
при помощи стопорных винтов. Оба шкива (1) и (2) сидят
на валу свободно, а фрикционные муфты (8) закреплены
на валу двумя стопорными винтами (см. фиг. 44 внизу).
Наружная поверхность кольца фрикционной муфты обто-
чена так, что диаметр ее немного меньше диаметра вну-
тренней поверхности обода шкива. Кольцо это снабжено
ушками, по средине между которыми имеется разрез, как
это ясно видно на рисунке. К ушкам прикреплены
шарнирно двойные рычаги (9), которые раздвигаются
входящим между ними клином (10) и при этом раз-
водят кольцо муфты, заставляя его плотно прижи-
маться к внутренней поверхности соответствующего
шкива. Клин (10) перемещается вилкой (11), 'связанной
с тягой (6), которая в свою очередь соединена с переводной
9 О скоростях резания см. стр. 151.
Станки ио Металлу
114
СТАНКИ ПО МЕТАЛЛУ
рукояткой (5). Оба шкива контр-привода соединены с со-
ответствующими шкивами главного трансмиссионного вала
ремнями, один — прямым, другой — перекрестным, вслед-
ствие чего шкивы контр-привода вращаются в противо-
положные стороны. Положение клина (10) определяет
таким образом направление вращения или неподвижность
контр привода, следовательно, и станка. Обратный ход
самоточкам дают редко, обычно—лишь при нарезке винто-
вой резьбы.
СКОРОСТИ ВРАЩЕНИЯ ШКИВОВ И ЗУБЧАТЫХ КОЛЕС.
Начинающий должен самым подробным образом озна-
комиться с устройством механизма, сообщающего токар-
ному станку главное движение, т.-е. вращение шпинделю,
ясно представлять себе способы получения различных ско-
ростей его, так как на таких же принципах основаны ме-
ханизмы, применяемые почти во всех других типах стан-
ков. Прежде всего необходимо усвоить понятие о веду-
щих и ведомых шкивах и шестернях.
77. Ведущие и ведомые шкивы.
Когда два шкива соединены перекинутым через них
ремнем, вращательное движение передается от одного из
них, который называется ведущим, другому — ведо-
мому.
Если диаметры ведущего и ведомого шкивов оди-
наковы, то ведомый шкив будет вращаться с тем же
числом оборотов, что и ведущий. Причина этого понятна:
расстояние, которое пройдет ремень за один оборот
ведущего шкива вследствие трения об его поверхность,
равно длине окружности обода этого шкива, которая
в свою очередь равна длине окружности обода ведомого
шкива (так так диаметры шкивов одинаковы). Если
диаметр ведомого шкива вдвое больше диаметра веду-
щего, то, как нетрудно понять, скорость его вдвое меньше
скорости ведущего, и т. д. Иначе говоря, скорости веду-
gew и ведомого шкивов обратно пропорциональны их
диаметрам.
Если диаметры ведущего и ведомого шкивов обозна-
чить соответственно через Di мм, и Z)2 мм, а числа обо-
ТОКАРНЫЕ СТАНКИ
115
**2 _
рогов их в минуту — соотв. щ и п2, то: ——— =
или D\ ni = D2 п2. Зная три из этих величин,
определить четвертую. Отношение —
вается передаточным числом.
78. Ведущие и ведомые зубчатые колеса.
То же рассуждение верно и в отношении шестерен,
вместо диаметров для них
D,
легко
назы-
с той лишь разницей, что
можно брать и числа зуб-
цов. Если, например, ведущая
шестерня с 40 зубцами, сце-
пленная с шестерней, имеющей
20 зубцов (фиг. 45-а), сде-
лает один оборот, то есть
повернется на 40 зубьев, то
и ведомая шестерня, повер-
нется, очевидно, также на
40 зубьев, т.-е. сделает два
полных оборота. Другими сло-
вами, в то время, как ведущая
шестерня делает один обо-
рот, ведомая делает два обо-
рота. Таким образом, числа
оборотов зубчатых колес,
находящихся в зацеплении,
обратно пропорциональны
числам их зубцов.
Если Zi, Z2—числа зуб-
цов и щ, п2 — числа оборо-
тов (в минуту) двух находя-
щихся в зацеплении зубча-
тых колес, то: —- = или
и, Х2
£
Z\ ni — Z2 п2. Отношение
передаточным числом.
79. Простая зубчатая передача.
Если два, три или больше зубчатых колес находятся
в зацеплении между собой таким образом, что первая
0 О
’ О
Фиг. 45. Простые зубчатые пе-
редачи (а — без промежуточной
шестерни; Ь~с одной промежу-
точной шестерней; С—с двумя про-
межуточными шестернями. Ве-
дущие шестерни—D, ведомые Г,
промежуточные J).
I О
о О
и.,
называется также
8*
116
СТАНКИ ПО МЕТАЛЛУ
шестерня сцеплена со второй, вторая с третьей, третья
с четвертой и т. д., и притом каждая шестерня сидит на
отдельной оси, то такая система колес называется про-
стой зубчатой передачей. Все промежуточные зуб-
чатки между первой—ведущей—и последней—ведомой—
шестерней носят название паразитных колес или
просто паразитов.
Паразитные колеса, передавая вращение от ведущей
зубчатки к ведомой, влияют лишь на направление вра-
щения последней, но не изменяют передаточного
числа, т.-е. отношения между числами оборотов (скоро-
стями) крайних зубчатых колес. Это ясно из фиг. 45-6.
При одном обороте ведущей шестерни D с 40 зубцами,
промежуточная шестерня J повернется также на 40 зуб-
цов, независимо от общего числа ее зубцов, точно также
на 40 зубцов, иначе — на 2 оборота, повернется ведомая
шестерня F9 имеющая по окружности 20 зубцов. Если бы
шестерня F была сцеплена с D непосредственно, то она
также делала бы два оборота на один оборот ведущей
шестерни D. Следовательно, на скорость вращения ведо-
мой шестерни паразитное колесо не влияет. Однако,
направления вращения F в обоих случаях противоположны,
как это видно из сравнения фиг. 45-а и 45-6.
Какое бы число промежуточных колес ни вводить
в простую зубчатую передачу, отношение чисел обо-
ротов (скоростей) ведущей и ведомой шестерен остается
неизменным и таким же, как при непосредственном
зацеплении, но направление вращения ведомых зубчатых
колес зависит от числа промежуточных шестерен*, при
нечетном числе паразитов шестерни вращаются в одну
и ту же сторону, при четном—в противоположные (сра-
вните фиг. 45-6 и 45-с).
80. Сложная зубчатая передача.
Если в состав зубчатой передачи входит пара шесте-
рен, заклиненных на общей оси или общем валике или
каким-нибудь другим способом, но так, что обе они вра-
щаются с одинаковым числом оборотов в единицу вре-
мени (т.-е., как говорят, с одинаковой угловой скоростью),
то такие пары шестерен не являются паразитными. Пусть
одна шестерня такой пары F (фиг. 46) сцеплена с веду-
ТОКАРНЫЕ СТАНКИ
117
щей зубчаткой £)„ а другая — D.. с ведомой зубчаткой
Тогда можно рассматривать, как ведомую шестерню
простой зубчатой передачи £>, —F, a D2— как ведущую
шестерню простой передачи D-— Fz. Подобная система
зубчатых колес носит название сложной зубчатой
передачи. В такой передаче размерами шестерен,
промежуточных между первым ведущим и последним
ведомым зубчатым колесом, пренебрегать нельзя, как
в случае простой передачи. Если шестерня с 20 зуб-
цами (фиг. 46) делает в еди-
ницу времени, напр., в минуту,
12 оборотов, то Flt имея 60 зуб-
цов, сделает оборотов втрое
меньше, т.-е. четыре; Dz сде-
лает также 4 оборота, так как
заклинена на одной оси с F,
а последняя шестерня — ведо- Фиг. 46. Сложная зубчатая
мая — Fz, имеющая 60 зубцов передача (шестерни и D3
(вдвое больше, чем D2) сделает на общей оси).
4:2. т.-е. два оборота в минуту.
При простой передаче шестерня F2 вращалась бы со
скоростью четырех оборотов в минуту, как нетрудно
подсчитать, исходя из чисел зубцов колес Dv и F2.
В сложной зубчатой передаче число оборотов послед-
ней ведомой шестерни получится, если число оборотов
первой ведущей шестерни умножить на произведение
чисел зубцов всех ведущих шестерен и разделить на
произведение чисел зубцов всех ведомых шестерен. В
20.30 о
взятом примере: /1 = 12 . - = 2.
ВОПРОСЫ.
Скорости вращения шкивов и зубчатых колес.
1. Что называется скоростью вращения зубчатого колеса?
2. Скорости вращения двух шестерен, находящихся в зацеплении
обратно пропорциональны числам зубцов. Что значит „обратно про-
порциональны*?
3. Ведущая шестерня D имеет 60 зубцов и сцеплена с ведомой
шестерней F, имеющей 40 зубцов. Сколько оборотов сделает ведомая
шестерня F за то время, что ведущая D сделает 10 оборотов?
118
СТАНКИ ПО МЕТАЛЛУ
4. Если между шестернями D и F предыдущей задачи ввести
паразитное зубчатое колесо 7, какой результат окажет это на скорость
вращения F? На направление вращения F?
5. Введите еще одну промежуточную шестерню в эту простую
зубчатую передачу. Какое влияние окажет она на скорость шестерни
F и направление ее вращения?
6. Что называется простой зубчатой передачей?
7. Какое влияние на скорость и направление последней ведомой
шестерни оказывает введение в простую передачу одного или несколь-
ких паразитных колес? Верно ли это для всякой простой передачи?
8. Обратный ход самоточки часто бывает быстрее рабочего хода.
Каким способом это достигается?
9. При установке токарного станка желательно иметь самую
низкую скорость шпинделя 100 об/мин. Ч» Диаметр наибольшей сту-
пени шкива станка — 250 мм, наименьшей ступени шкива контр-
привода—150 мм, рабочего шкива (к трансмиссии) на контр-приводе—
ЗСО мм. Какого диаметра шкив надо поставить на трансмиссионном
вале, если этот вал делает 250 об/мин?
10. Шкив диаметром 300 мм вращается со скоростью 220 об/мин.
и соединен ремнем с шкивом диам. 200 .ч.ч. Сколько об/мин. делает
меньший шкив?
11. Что называется обратным отношением двух величин?
81. Скорости вращения шпинделя при выключен-
ном переборе.
Обычно все станки, кроме самоточек самых малых
типов, имеют два ряда скоростей: без зубчатого перебора
и с перебором.
Различные скорости шпинделя в станках с ременным
приводом (ступенчатым шкивом) получаются переводом
ремня с одной ступени на другую. Ступенчатый шкив
станка является ведомым, и перевод ремня с большей
ступени его на меньшую (и одновременно—на соответ-
ствующую большую ступень шкива контр-привода, который
является ведущим) увеличивает скорость шпинделя.
Ступенчатый шкив (1) станка (фиг. 47) не закреплен
на шпинделе и свободно вращается на нем. Шестерня D
заклинена шпонкой на шпинделе (2). Чтобы сообщить
вращение шпинделю, необходимо передать движение от
ступенчатого шкива, приводимого ремнем, шестерне D.
Это может быть сделано прямым соединением ступен-
чатого шкива с шестерней D посредством сцепляю-
щего штифта или болта L. Число получаемых таким
способом скоростей равно числу ступеней шкива.
!) Сокращенное обозначение: оборотов в mhh’TV-
ТОКАРНЫЕ СТАНКИ
119
82. Сцепляющий штифт.
Собственно, сцепляющей частью штифта является часть
его Р (фиг. 48), которую можно заводить в одно из
соответствующих отверстий в ступенчатом шкиве, сое-
диняя при этом шкив с шестерней D.
Фиг. 47. Передняя бабка токарного станка (I—ступен-
чатый шкив; 2—шпиндель; 3—втулка перебора; 4—эксцен-
тричная цапфа валика перебора; 5 ведущая шестерня,
заклиненная на шпинделе; Д- шестерня, соединенная со
ступени, шкивом; В и С—шестерни перебора; Е валик
перебора; Н— рукоятка для включения перебора).
Пружина 5 стремится вдавить штифт Р в отверстие
ступенчатого шкива, но в положении, изображенном на
фиг. 48, этому мешает шпилька С. ~.
Чтобы завести штифт в отверстие
шкива, поворачивают головку К
штифта так, чтобы шпилька Свошла
в отверстие Л/, и затем передви-
гают рукою рабочий ремень до
тех пор, пока одно их отверстий
в ступенчатом шкиве не окажется
против Р; тогда под действием
пружины S штифт Р войдет
Фиг. 48. Сцепляющий
штифт (болт).
в отверстие.
Для того, чтобы шкив доста-
точно было повернуть лишь на
часть оборота, в нем делают несколько отверстий для
штифта, расположенных равномерно по окружности.
120
СТАНКИ ПО МЕТАЛЛУ
Ни в каком случае нс пускайте станок раньше, чем
сцепляющий штифт заскочил в отверстие ступенчатого
шкива. Чтобы разъединить шестерню D от шкива, доста-
точно вытянуть головку К вправо настолько, чтобы штифт С
вышел из отверстия //, и затем повернуть головку на
часть оборота.
83. Зубчазый перебор.
Для увеличения числа рабочих скоростей шпиндели,
токарные станки (и многие станки других типов) снаб-
жаются зубчатым перебором, который обыкновенно
называют просто перебором. Назначение перебора —
понизить скорость шпинделя по сравнению со скоростью
ступенчатого шкива. Такое уменьшение скорости сопро-
вождается одновременным увеличением силы станка.
Некоторые самоточки имеют два перебора и больше.
Шестерни В и С перебора (фиг. 47) заклинены на
длинной втулке (3), вращающейся свободно на валике Е,
концы которого лежат в подшипниках, находящихся
в приливах передней бабки позади шпинделя.
Как видно из чертежа, концы этого валика -цапфы
или шипы—эксцентричны, т.-е. ось их нс совпадает с осью
той части, на которой сидит втулка.
Благодаря такому устройству задний перебор можно
вводить в зацепление с шестернями А и D или выводить
из него: это достигается поворотом валика Е рукояткой Н.
На фиг. 47-а пунктиром показано положение шестерни
В при выключенном переборе.
84. Скорости шпинделя при включенном переборе.
На фиг. 47-6 перебор находится в зацеплении с шестер-
нями шпинделя, а сцепляющий болт выключен. Зубчатое
колесо А неподвижно соединено со ступенчатым шкивом
и передача движения происходит следующим образом: от
ступенчатого шкива и шестерни А шестерне В, втулке
и шестерне С перебора; от С—шестерне шпинделя Z),
неподвижно заклиненной посредством шпонки на шпин-
деле. Если диаметр В втрое больше диаметра шестерни Л,
то число ее оборотов будет втрое меньше. Так как шестерни
В и С заклинены обе на общей втулке, то они будут вра-
щаться с одинаковым числом оборотов. Если, далее,
ТОКАРНЫЕ СТАНКИ
121
шестерня D втрое больше С, то она будет вращаться со
скоростью втрое меныпей, чем С. Следовательно, в общем
шестерня D будет вращаться со скоростью х/з • т.-е.
’/о скорости А; иначе говоря, при взятых отношениях диа-
метров шестерен число оборотов D, а вместе с тем и
шпинделя, в девять раз меньше числа оборотов А, т.-е.
ступенчатого шкива. Общее число скоростей с перебором
равно, понятно, числу ступеней шкива. Таким образом,
станок с трехступенчатым шкивом и перебором имеет
всего шесть скоростей: три без перебора и три с пере-
бором.
85. Счетчик числа оборотов.
Для определения числа оборотов станка (при различ-
ных положениях ручки контроллера, если он работает
непосредственно от электромотора и при положении ремня
на разных ступеньках шкива—при работе от контр-привода)
удобно пользоваться счетчиком числа оборотов. Суще-
ствует много систем подобных счетчиков. Некоторые
т. наз. тахометры — показывают стрелкой на цифер-
блате непосредственно число оборотов вращающегося
вала, шпинделя и т. под. в минуту. Другие—собственно
счетчики—отсчитывают сделанное число оборотов, так что
при пользовании ими замечают число оборотов за изве-
стный промежуток времени, наблюдаемый по секундомеру,
напр., за */< или ’/2 минуты, и отсюда определяют число
оборотов в минуту.
Счетчики указывают обороты либо посредством выска-
кивающих при каждом обороте цифр, либо при помощи
стрелки, передвигающейся при каждом обороте на одно
деление циферблата.
86- Перевод ремня с одной ступеньки на другую.
При переводе ремня с одной ступеньки шкива на
другую следует замечать, какая часть ремня является набе-
гающей. Смысл этого термина понятен. На фиг. 49 часть
ремня С набегает на шкив В (с шкива А — сбегает),
часть D—набегает на шкив А (с В—сбегает).
Для перевода ремня с одной ступеньки шкива на дру-
гую надо сдвигать с места набегающую на этот шкив
часть оемня, но никак не сбегающую. Так, напр., для
122
СТАНКИ ПО МЕТАЛЛУ
перевода ремня на другую ступень шкива В надо дей-
ствовать на часть С ремня, а для шкива А — на
часть D.
Следует приучиться скидывать ремень ручкой гаечного
ключа или деревянной палкой; надевать его на шкив при-
ходится большею частью руками. При этом надо ста! о-
виться близко к шкиву и пользоваться открытой ладонью
Фиг. 49
Ременная передача.
руки, держа пальцы прижатыми один
к другому и ни в коем случае не
сгибая их: иначе они могут быть
защемлены.
Небольшой практики достаточно,
чтобы научиться в несколько прие-
мов переводить ремень. Иногда (в осо-
бенности, когда ремень туго натя-
нут) удобно для этой цели пользо-
ваться крюком, т.-е. палкой доста-
точной длины, в конец которой под
прямым углом к палке вбита шпилька
длиной 100 — 125 мм. Длина палки
сообразуется с высотой трансмиссий
и контр-приводов над полом ма-
стерской.
На время перевода ремня реко-
мендуется выключать как перебор,
так и сцепляющий штифт, так как
при этом ведомый шкив вращается
вхолостую, что значительно облег-
чает перевод ремня.
СКОРОСТИ ПОДАЧИ И УПРАВЛЕНИЕ ИМИ.
Продольной подачей самоточки называется дви-
жение всего суппорта вдоль направляющих станка, т.-е.
параллельно оси вращения шпинделя или параллельно
линии центров станка. Поперечной подачей назы-
вается движение поперечных салазок перпендикулярно
к линии центров станка.
Каждая из этих подач может производиться в обоих
направлениях либо от руки (ручная подача), либо авто-
матически (с а м о х о д). Величина ручной подачи зависит
ТОКАРНЫЕ СТАНКИ
123
всецело от токаря: она может быть быстрой или медлен-
ной и шпиндель может в это время работать или оста-
ваться неподвижным. Подача самоходом, напротив, совер-
шенно автоматична и состоит в том, что на каждый
оборот шпинделя приходится определенная длина переме-
щения суппорта. При подаче самоходом движение пере-
дается от вращающегося шпинделя станка посредством
ряда зубчатых колес ходовому валику, а от него через
систему шестерен, расположенных в переднике суппорта,
либо нижним салазкам суппорта, либо винту поперечной
подачи, смотря по тому, в каком направлении должен
перемещаться резец при работе.
Фиг. 50. Схема передачи от шпинделя к ходовому валику
и ходовому винту (1—шпиндель; 2—промежуточный ва-
лик; 3- промежу i очный валик коробчи подач; 4- верхний
промежуточный валик коробки подач; 5 —ходовой валик;
6—ходовой винт).
87. Передача от шпинделя к механизму подач.
Фиг. 50 представляет схему передачи движения от
шпинделя к ходовому валику и винту. Шестерня Sp закли-
нена на шпинделе (1) и передает движение через
124
СТАНКИ ПО МЕТАЛЛУ
пестерню /?| шестерне FS, заклиненной на промежуточ-
ном валике (2). Шестерни и FS образуют ревер-
сивный механизм, подробно описанный в следующем пара-
графе. Этот механизм помещается обычно внутри корпуса
передней бабки станка.
Другая шестерня St промежуточного валика (2)
является сменной, т.-е. она может быть снята с валика
и заменена другой — большего или меньшего диаметра.
Так как она заклинена шпонкой на валике (2), то вра-
щается одновременно с FS. Через промежуточную шес-
терню (паразит) J движение передается далее: сменной
шестерне Sc, заклиненной на нижнем валике (3) коробки
подач, одновременно — шестерне Е, от нее—шестерне В,
сидящей неподвижно на верхнем валике (4) коробки
подач. Когда кулачная муфта С—Н расцеплена (как это
изображено на схеме) движение передается далее от
валика (4) ходовому валику (5) через пару шестерен Gj,
G-. Когда же левая половина С муфты сдвинута вправо,
так что находится в сцеплении с другой половиной муфты Н,
то вращается ходовой винт (6), так как Н неподвижно
закреплена на нем. Ходовой валик при этом не вращается,
так как G\ уже не находится в зацеплении с G*.
По описанной схеме устраиваются передачи в боль-
шинстве существующих токарных станков, и все разли-
чия сводятся к деталям конструкции.
88. Реверсивный механизм (трензель).
Оси шестерен и R> реверсивного механизма, так
называемого трензеля, укреплены в кронштейне, кото-
рый качается на цапфе промежуточного валика (2). Посред-
ством реверсивной рукоятки (на фиг. 15 обозначена—31)
кронштейн можно устанавливать в любом из трех поло-
жений, представленных на фиг. 51. Реверсивные шестерни
являются промежуточными между зубчатым колесом шпин-
деля Sp и зубчаткой FS (см. фиг. 50) и закреплены
в кронштейне таким образом, что в зацепление можно
ввести либо только одну шестерню либо обе /?•> и 7?i,
либо обе вывести из зацепления. Иначе говоря, при пер-
вом положении рукоятки промежуточный валик (2) вра-
щается вправо, при втором—влево, при третьем—неподви-
ТОКАРНЫЕ СТАНКИ
125
жен. Трензель, следовательно, служит для того, чтобы
изменять направление вращения ходового валика или
ходового винта.
Фиг. 51 Трензель.
89. Паразитная шестерня. Гитара.
Промежуточная шестерня, обозначенная буквой J на
фиг. 50, вращается на коротком валике или цапфе, кото-
рая укрепляется в до-
вольно длинном про-
резе чугунной доски
(1) специальной фор-
мы (фиг. 52), т. наз.
гитары. Гитара мо-
жет поворачиваться
около оси промежу-
точного валика. Бла-
годаря такому устрой-
ству, при любых (в
известных пределах}
диаметрах сменных
шестерен St и Sc про*
межуточную шестер-
ню J можно устано-
вить так, чтобы она
находилась в зацеп-
лении одновременно
с обеими этими ше-
Фиг. 52. Гитара.
стернями.
Для смены шестерен прежде всего отпускают гайки
А и/? (фиг. 521, затем зажимной болт гитары С и, нако-
126
СТАНКИ ПО МЕТАЛЛУ
нец, гайку D, при чем рукою поддерживают промежуточ-
ную шестерню, чтобы она не упала сразу вниз, вдоль
прореза гитары. Когда одна или обе сменные шестерни
заменены другими, поднимают промежуточную шестерню
так, чтобы она оказалась в зацеплении с верхней шестер-
ней, затягивают гайку D, поворачивают гитару так, чтобы
промежуточная шестерня вошла в зацепление с нижней
сменной и, наконец, затягивают закрепляющий болт С.
Чтобы между зубьями шестерен оставался необходи-
мый зазор, перед тем, как затянуть болт С, между нахо-
дящимися в зацеплении зубьями соседних шестерен про-
кладывают узкие полоски бумаги.
90. Коробка скоростей подачи (коробка Нортона).
Вместо только что описанного механизма, требующего
для изменения скорости подачи смены соответственно
подобранных шестерен, многие современные станки снаб-
Фиг. 53. Схема механизма подачи с коробкой Нортона.
жаются т. наз. коробкой скоростей подачи или короб-
кой Нортона. Эта коробка позволяет изменять подачу,
что особенно важно в случае нарезки винтов, без замены
шестерен в механизме подачи, простым переводом одной
или нескольких рукояток из одного положения в другое.
На фиг. 53 изображена схема механизма скоростей
подачи станка завода Хенди. Вдоль ходового винта про-
ТОКАРНЫЕ СТАНКИ
127
фрезерована шпоночная канавка, благодаря чему он произ-
водит подачу как при нарезке винтов, так и при простой
обточке. Следовательно, надобность в ходовом валике
отпадает. Поворотом двух рукояток получается 36 разных
скоростей подач. Одна рукоятка переводит шестерню В,
сидящую на длинной шпонке валика Л/, вдоль этого
валика, таким образом, что шестерня В оказывается
напротив одной из шестерен коробки скоростей подачи А
(отдельно показанной на фиг. 53 справа), заклиненных
на ходовом винте. Одновременно рукоятка поднимает про-
межуточную шестерню (не показанную на схеме), которая
находится в постоянном зацеплении с В, и которая, будучи
поднята в такое положение, что сцепляется с одной из
шестерен коробки А, передает движение от В этой послед-
ней шестерне. На схеме зубчатка В изображена в таком
положении, что передача движения происходила бы от В
через промежуточную шестерню зубчатому колесу коробки
Нортона, имеющему 70 зубьев.
Все шестерни коробки скоростей подачи (на чертеже
их всего двенадцать) заклинены, как уже сказано, на
ходовом винте. Описанное устройство позволяет получать
при данной скорости валика М двенадцать различных
скоростей подачи, так как в коробке А двенадцать
шестерен разных диаметров. Валику М можно сообщить
три различных скорости при помощи второй рукоятки,
которая переводит систему зубчатых колес £, К и Н
в одно из трех положений, показанных на чертеже. Сле-
довательно, такое устройство дает для каждой скорости
рабочего шпинделя 3 X 12, т. - е. 36 разных скоростей
подачи, а при пользовании маточной гайкой—36 винтовых
нарезок с различным числом ниток на Г'.
91. Зубчатые передачи передника суппорта.
Устройство зубчатых передач, расположенных в перед-
нике суппорта и сообщающих суппорту продольную или
поперечную подачу от вращающегося ходового валика,
изображено на фиг. 54. Шестерня 7 сцепляется с зубча-
той рейкой (43 на фиг. 15) и при вращении сообщает суп-
порту движение вдоль направляющих станины (продольная
подача). Зубчатка 10 находится в зацеплении с шесте-
ренкой, заклиненной на винте поперечной подачи и при
128
СТАНКИ ПО МЕТАЛЛУ
вращении сообщает верхним салазкам поперечную подачу.
Остальные зубчатые колеса механизма передника служат
для того, чтобы передавать движение от ходового валика
либо шестерне продольной подачи 7, либо шестерне попе-
речной подачи 10. Эта передача происходит следующим
образом.
Фиг. 54. Устройство передника суппорта.
Вдоль всего ходового валика прорезана шпоночная
канавка. Коническая шестерня 1 сидит на длинной шпонке,
помещенной в этой канавке. При движении суппорта
вдоль направляющих станка шестерня 1 свободно сколь-
зит в/о\ь ходового валика, но при вращении последнего
вращаетгя вместе с ним, благодаря соединению шпонкой.
Таким образом, от ходового валика движение передается
конической шестерне 1. Вращение ее передается кони-
ческой зубчатке 2. Маленькая цилиндрическая шестерня 3,
показанная пунктиром и скрепленная с зубчаткой 2,
сцепляется с шестерней 4, которая в свою очередь сце-
пляется с колесом 9. Следовательно, когда вращается
ходовой валик, вращаются вместе с ним и шестерни 1, 2,
ТОКАРНЫЕ СТАНКИ
129
3,4 и 9, независимо от того, включен ли продольный или
поперечный самоход, или нет.
Чтобы получить продольный самоход, поворачивают
кнопку а, зажимающую фрикцион между шестернями 4 и 5
(последняя показана на чертеже пунктиром), что заста-
вляет шестерню 5 вращаться вместе с 4. Шестерня 5
сцепляется с зубчаткой 6, а с последней одновременно
вращается и шестеренка 7 продольной подачи, которая,
как сказано выше, и про-
изводит перемещение
нижних салазок суп-
порта вдоль направляю-
щих станины.
Поперечный самоход
включается кнопкой 6,
которая зажимает фрик-
ционное сцепление ме-
жду шестернями 9 и 10.
Шестерня 10 находится
в зацеплении с шесте-
ренкой на винте попе-
речной подачи. Фиг. 55. Устройство раздвижной гайки
Ручной маховичок С (замка) ходового винта.
вращает шестерню 8,
которая сцеплена с зубчаткой 6. Следовательно, вращением
маховичка сообщается движение зубчатым колесам 8,6 и 7,
то есть производится продольное перемещение суппорта.
Половинки 11 и 12 маточной гайки (фиг. 55) сдви-
гаются и раздвигаются при повороте рукоятки <7, распо-
ложенной снаружи передника. Рукоятка d скреплена с
диском, в котором прорезаны эксцентричные канавки 13
и 14. Шпильки 15 и 16 половинок гайки входят в эти
канавки, так что при повороте диска в направлении,
показанном стрелкой, обе половинки сходятся в притык,
плотно охватывая при этом ходовой винт, при повороте же
рукоятки d в обратную сторону—маточная гайка раскры-
ваемся и освобождает ходовой винт.
92. Другое устройство механизма передника суппорта.
В новейших американских станках часто применяется
устройство механизма самоходов, изображенное на фиг. 56.
Станки по металлу
9
130
СТАНКИ ПО МЕТАЛЛУ
Отличительной чертой его является коническая передача
для получения обратного хода суппорта. Как видно из
рисунка, вместо одной конической шестеренки, заклинен-
ной на ходовом валике, этот механизм имеет две таких
шестерни: они расположены по одной с каждой стороны
большой конической зубчатки и вводятся в зацепление
с ней поворотом рукоятки, находящейся снаружи перед-
ника. Вращение большой конической зубчатке может
А ч- Н н
Фиг 56. Устройство передника суппорта у самоточки тяжелого типа
(А -предохранительный рычаг; В- резьбовые часы; С—раздвижная
>айка (разомкнута); D — передник суппорта; Е — шестерня попе-
речной подачи; Г направляющий кронштейн ходового винта; G—ше-
стерня, сцепленная с рейкой (может выводиться из зацепления с ней);
Н задние поддерживающие плиты; М резервуары для масла).
передаваться той или другой малой конической шестерней,
но так как они расположены с противоположных сторон
большой зубчатки, то при данном направлении вращения
ходового валика вращение большой конической зубчатки
будет происходить в одну или в другую сторону, в зави-
симости от того, с какой из малых шестерен она сцеплена.
Направление вращения большой конической зубчатки
определяет направление вращения всех остальных зубча-
тых колес передника, а следовательно—и направление
самоходов. Когда рукоятка поставлена в среднее поло-
жение (как изображено на рисунке), обе малые конические
ТОКАРНЫЕ СТАНКИ
131
шестерни выведены из зацепления с большой, следова-
тельно, самоходы выключены.
Другой ценной особенностью этой конструкции является
предохранительный рычаг Л, не позволяющий замкнуть
гайку С ходового винта, когда одна из малых конических
шестерен реверсивного механизма находится в зацеплении
с большой. Благодаря этому, токарь не может включить
одновременно самоходы от ходового винта и ходового
валика, что могло бы повлечь поломку станка.
Специальный прибор В с циферблатом снаружи перед-
ника дает возможность при нарезании винтовой резьбы
начинать новый проход, сразу переводя суппорт в началь-
ное положение. Между тем в обычных самоточках точная
установка суппорта, после каждого прохода, в первона-
чальное положение связана с большой потерей времени.
ВОПРОСЫ.
Конструкция станков. II.
1. Зачем шпиндель токарного станка должен иметь возможность
вращаться с различным числом оборотов в минуту?
2. Что понимается под „приводом посредством ступенчаты о
шкива**?
3. Объясните, в чем состоит действие контр-привода. Зачем иногда
делают контр-приводы с двумя холостыми шкивами''
4. Об'ясните, как работает фрикционная муфта в контр-приводах
такой конструкции?
5. В каких случаях включают задний зубчатый перебор? Об*ясните
назначение эксцентрических цапф валика перебора.
6. Включается ли сцепляющий болт, когда перебор включен'' Когда
перебор выключен? Об лените, почему.
7. Расскажите подробно, как включить сцепляющий шти<|>т?
8. Об‘ясните подробно принцип действия перебора.
9. Начертите схему реверсивного механизма передней бабки
(трензеля) и об*ясните его действие.
10. В чем состоит назначение промежуточной шестерни в смен-
ном переборе самоточки?
11. Начертите схему действия нортоновскои коробки.
12. Начертите схему действия <] рдкционной муфты в том виде,
как она применяется в механизмах передника токарного станка.
13. Начертите схему передачи движения от конической шестерни
на ходовом валике станка к винту поперечной подачи.
14. Начертите схему реверсивной передачи посредством трех
конических зубчатых колес передника.
9
132
СТАНКИ ПО МЕТАЛЛУ
ТОКАРНЫЕ СТАНКИ ДЛЯ ТЯЖЕЛЫХ РАБОТ.
93. Характерные особенности токарных станков для
тяжелых работ.
Применение резцов из быстрорежущей стали повело за
собой необходимость постройки более мощных станков,
усиления конструкции отдельных частей их и устройства
более надежного привода. Таким образом появился целый
ряд конструкций с передачей движения от установленного
на станке электромотора к шпинделю через посредство
более или менее сложных зубчатых переборов, муфт и
т. д. Такие механизмы дают большее число рабочих
скоростей, чем устройства со ступенчатым шкивом, и
вместе с тем обеспечивают большую мощность станка.
В применении к токарным станкам подобные устройства
носят название передней бабки „с коробкой рабочих
скоростей" или „с постоянной скоростью ремня" (при пере-
даче ремнем на одноступенчатый шкив).
Характерными особенностями передней бабки с короб-
кой рабочих скоростей являются легкость и быстрота
изменения скоростей, которое достигается простым пово-
ротом рычагов, без перевода ремня, и ее приспособляе-
мость как к непосредственному соединению с электромо-
тором, так и к прямой передаче от главного трансмис-
сионного вала, причем отпадает надобность в контр-
приводе.
Повышение мощности бабки при таком устройстве
вызывает необходимость в соответственном увеличении
солидности и устойчивости конструкции станка в целом, в
частности—деталей механизма подачи. Поэтому передник*
таких токарных станков снабжаются задней доской, кото-
рая несет подшипники валиков зубчатых передач меха-
низма. Все шестерни изготовляются из специальных
сортов стали, а валики—закаливаются (или цементиру-
ются) и шлифуются.
Все современные мощные токарные станки, с высотою
центров до 300 мм, снабжаются нортоновской коробкой
для изменения подачи. Обычно такая коробка дает 32 и
более скоростей подачи при обточке и столько же разных
шагов винтовой нарезки. Установка нужной подачи про-
изводится моментально, посредством одной или двух
ТОКАРНЫЕ СТАНКИ
133
рукояток, расположенных на наружной стэроне корпуса
передней бабки. Рядом с рычагами помещают табличку,
указывающую положение рычагов для каждой скорости
подачи.
94. Двойной перебор.
Некоторые токарные станки снабжены двойным
зубчатым перебором, позволяющим получить боль-
шее число скоростей шпин-
деля, чем простой перебор,
описанный в § 83.
На фиг. 57 изображено
устройство подобного пере-
бора. Фиг. 57 а представляет
вертикальный разрез перед-
ней бабки; перебор на ней
не виден; он показан на
фиг. 57 Ъ и с, которые изо-
бражают горизонтальные раз-
резы бабки.
Фиг. 57. Двойной зубчатый перебор [прямая передача
(без перебора): Gt— G2— G3—G^-D (большая скорость);
передачи с перебором: Gi~G2—G3—Gt—F—E—C—D
(средняя скорость); G± G2—G3—G^—Л—В—C—D (малая
скорость)].
(с)
Шестерня Gi (фиг. 57 a) заклинена на валу электро-
мотора и передает движение через шестерни G2 и Ge
134
СТАНКИ ПО МЕТАЛЛУ
зубчатке G<. Зубчатые колеса Ga, F и А соединены
вместе и свободно вращаются на шпинделе.
Сцеплением шестерен G4 и D, которая заклинена на
шпинделе, получается столько же скоростей без перебора,
сколько скоростей имеет мотор.
Задний перебор состоит из шестерен В, Е и С
(фиг. 57 Ъ и с). Шестерня С неподвижно заклинена на
длинной втулке, а В и £ ходят по шпонке вдоль этой
втулки и могут быть передвинуты вправо (6) или влево (с).
Если вытянуть из G< сцепляющий болт и сдвинуть
перебор вправо, в положение, изображенное на фиг. 57 6,
то передача будет происходить следующим образом: от
мотора через Gb Gj, G. к Gh одновременно—к F (фиг.
57 о), от ГкЕ, втулке и С; наконец, от С к зубчатке D на
шпинделе (фиг. 57 6). Если диаметры F и Е одинаковы,
а диаметр С в три раза меньше диаметра D, то скорость D
будет втрое меньше скорости F. Таким образом, полу-
чится ряд скоростей шпинделя, каждая из которых в три
раза меньше соответствующей скорости шпинделя при
непосредственном сцеплении G< с 7Л
Чтобы получить еще более низкие числа оборотов,
надо выключить перебор, перевести В и Е влево и снова
включить их, как показано на фиг. 57 с. Схема передачи
будет такова: от мотора к G4 к F так же, как и раньше,
одновременно—к шестерне А, соединенной с Е(фиг. 57 а),
от А и В, втулке и С и, наконец, от С к /> (фиг. 57 с).
Если А в четыре раза меньше В, то шестерни В и С
будут вращаться вчетверо медленнее, чем А, Шестерня
В, как и раньше, имеет число оборотов, втрое меньшее,
чем С. Следовательно, скорость В составляет !/з ’
т.-е. ’/i- соответствующей скорости при выключенном
переборе.
95. Передняя бабка с коробкой скоростей.
Для изменения скоростей вращения шпинделя и скоро-
стей то дачи в станках пользуются зубчатыми передачами
двух основных типов: нортоновскими (см. § 90), в
которых одна и та же шестерня вводится в зацепление
с одной из шестерен, расположенных рядом на подобие
ступенчатого шкива (А на фиг. 53) и с передвижными
шестернями, в которых несколько зубчатых колес, закли-
ТОКАРНЫЕ СТАНКИ
135
ценных на втулке, передвигаются вместе с нею вдоль
валика, входя при этом в зацепление с различными
шестернями на других параллельных валиках.
Иногда механизм представляет комбинацию обоих
типов с одной или несколькими муфтами. Все это имеет
целью увеличить число скоростей.
Фиг. 58. Схема передач к шпинделю токарного станка Хенди.
Указанные механизмы входят в конструкцию не только
самоточек, но и станков других типов—шепингов, фре-
зерных и т. д. Из описанных ниже конструкций передней
бабки с зубчатыми переборами первая построена по прин-
ципу нортоновской коробки, вторая представляет меха-
низм с передвижными шестернями.
Фиг. 58 изображает схему передач к шпинделю
станка зав. Хенди (Hendey), а фиг. 59—устройство передней
бабки. В дальнейшем описании буквенные обозначения
относятся к обеим фигурам одновременно.
В механизм входят следующие части: рабочий шкив Л/,
приводный вал S, на котором сидит качающаяся рамка R
с ведущей шестерней промежуточные шестерни
136
СТАНКИ ПО МЕТАЛЛУ
/| и J2\ шпиндель с четырьмя заклиненными на общей
втулке шестернями Gj, G2, G3 и А и большой зубчаткой F;
двойная кулачная муфта С, которая скользит по шпонке
шпинделя и может сцепляться с Gj или F; перебор,
состоящий из двух шестерен В\ и В>, сделанных за одно
целое с соединяющей их втулкой, свободно вращающейся
на валике заднего перебора.
Фиг. 59. Устройство передач в передней бабке станка Хенди.
Схема передач представляется в следующем виде:
Без перебора. Рычаг муфты (L на фиг. 59) повер-
нут налево; муфта сцеплена с G3.
D—J.—Gj—G3 (высшая скорость).
d-/i-g2-g3
D-J.-G.
B-h-h- Gi
С перебором. Рычаг L муфты повернут направо;
муфта сцеплена с F.
D-J.-G.~A -В.- В2 F
D-J^G2-A -B.-B-F
D—J\—G^—A —B\—B.—F
D- J.—J2—G,—A - Bi—B2—F (низшая скооость).
ТОКАРНЫЕ СТАНКИ
137
Указанные восемь скоростей составляют геометриче-
скую прогрессию. Перебор находится в постоянном заце-
плении с шестернями шпинделя, но вводится в работу
посредством муфты. Рычаг муфты позволяет моментально
пускать и останавливать шпиндель, что представляет
большое удобство для работы.
Другой тип передней бабки изображен схематически на
фиг. 60 и 61. На последнем рисунке внизу показана бабка
Фиг. 60. Схема механизма переднем бабки американского
токарного станка.
с расположенными в ней зубчатыми передачами и с откры-
той крышкой, которая изображена сверху. Цифровые
обозначения деталей на обоих чертежах одинаковы.
Механизм состоит из следующих частей рабочий шкив;
первый валик Sj с шестернями 1 и 3 и фрикционной
муфтой К между ними; второй валик на котором
неподвижно заклинена зубчатка 9 и установлена скользящая
по шпонке шестерня 10 и свободно вращающаяся втулка Q
с закрепленными на ней шестернями 4, 6 и 2; шпиндель,
на котором неподвижно заклинена шестерня 11 и ходит по
шпонке правая половина кулачной муфты /, а также сво-
бодно вращается втулка Л/; напоследней заклинены шестерня
8 и левая половина муфты J; вторая втулка Q>f несущая
138
СТАНКИ ПО МЕТАЛЛУ
шестерни 5 и 7, скользит по шпонке проходящей сквозь
нее втулки М.
Снаружи бабки расположено три рычага, каждый из
которых может занимать два положения—соответственно
А —В F—Е и С—D, т.-е. правое и левое.
Фиг. 61. Механизм передней бабки американского токар-
ного станка.
Рычаг А—В переводит подвижную муфту Q- из сред-
него положения влево (5 сцепляется с 4; положение
рычага А} или вправо (7 сцепляется с 6; положение
рычага В).
Второй рычаг F—E управляет фрикционной муфтой К
^едущего валика. Среднее положение соответствует холо-
ТОКАРНЫЕ СТАНКИ
139
стому вращению валика *$i; при переводе рычага влево
(положение F} муфта сцепляется с шестерней 3, при пере-
воде вправо (положение £)—с шестерней 1, Фрикцион К
дает два ряда скоростей; он же служит для пуска в ход
и остановки шпинделя.
Рычаг С-D служит для установки подвижной поло-
вины кулачной муфты J и одновременно подвижной
шестерни 10. В положении С муфта включена, а шестерня 10
выведена из зацепления с 11; при положении рычага Z?,
наоборот,—муфта расцеплена, а шестерня 10 находится
в зацеплении с 11.
Таким образом, общее число скоростей шпинделя—8.
Они получаются по следующей схеме:
Схема передачи 1-2-4—5 3—4—5 1—2—6—7 3—4-6-7 1—2 -4-5—8—9—10—11 3-4-5-8-9—10-11 1—2—6—7—8—9—10 11 3-4 _ 6—7—8—9—10—11 Положение рычагов А—С — Е. А - C — F В С—Е B — C—F A — D — E A — D-F B D-E B — D — F
Перевод рычагов из одного положения в другое с свер-
шается в несколько секунд. Для облегчения установки
hxj на станке обычно имеется табличка, где для каждой
комбинации положений рь.чаров указано соответственное
число оборотов шпинделя.
ГЛАВА X.
ТОКАРНЫЕ РЕЗЦЫ. ОСНОВЫ ПРОЦЕССА РЕЗАНИЯ
МЕТАЛЛОВ.
Важнейшим условием хорошей работы станка является
правильный выбор режущего инструмента—р е з ц а — и
придание ему надлежащей формы, иначе говоря—правиль-
ная заточка его. Употребление резца неподходящей
для данной работы формы, а тем более—тупого или не-
правильно заточенного, влечет за собой в лучшем случае
непроизводительную потерю времени, а зачастую и
поломку резца или брак обрабатываемого изделия. Это
верно в отношении не только токарных резцов, но всех
режущих инструментов вообще. Поэтому, приступая к ра-
боте на станке, необходимо иметь совершенно ясное пред-
ставление об основных условиях успешной работы инстру-
мента, а также о том, как и какие грани его надо зата-
чивать.
96. Условия высокой производительности механиче-
ского режущего инструмента.
Действие режущих инструментов, применяемых на
станках по металлу, в частности—токарных резцов, зави-
сит от трех главных условий: 1) от устойчивости обра-
батываемого изделия, т.-е. от прочности материала его
и способа закрепления его на станке; 2) от прочности
инструмента, иначе говоря, от размеров его и способа
закрепления; 3) от формы режущей части инструмента.
Надлежащая устойчивость и прочность станка также,
конечно, необходимы.
Работающему на станке обычно приходится самому
затачивать и устанавливать требуемые для работы резцы,
а потому он должен быть хорошо знаком с требованиями,
пред'являемыми к ним.
ТОКАРНЫЕ РЕЗЦЫ
141
97. Токарные резцы.
Токарный станок применяется для весьма разнооб-
разных работ—для обточки, нарезки резьбы, расточки
отверстий и т. д., причем для каждой операции тре-
буются резцы особой формы. На фиг. 62 изображены
различные типы кованных токарных резцов. Впрочем,
в последнее время они постепенно вытесняются более
экономичными резцами небольших размеров, вставляе-
мыми в специальные державки (см. фиг. 66).
Названия резцов и назначение их указаны на стр. 143.
Основные принципы, лежащие в основе выбора углов
заточки резца, углов зазора и пр., изложенные в даль-
нейших^ параграфах, являются общими для всех режущих
по металлу инструментов. Тот, кто знает, почему токар-
ный резец затачивают так, а не иначе, знает, почему выби-
рают определенные углы уклона и т. д., и умеет держать
резец во время заточки на шлифовальном круге, быстро
научится правильно затачивать и другие инструменты
и поймет, какую форму они должны иметь.
Материал, из которого изготовляются резцы, должен
быть достаточно тверд и вязок, чтобы противостоять
усилиям, действующим на резец во время резания. Поэтому
режущий инструмент по металлу изготовляют из стали,
закаливают и затем отпускают.
98. Угол заострения резца.
Действие каждого режущего инструмента аналогично
действию клина, который раздвигает частицы материала.
По отношению к резцам угол клина, образуемого его
гранями, называется углом заострения резца или,
короче,—у г л о м резца (см. фиг. 63).
Чем тверже обрабатываемый материал, тем прочнее
должно быть лезвие резца, т.-е. тем больше должен быть
угол его заострения. Угол резца, подходящий для дерева,
не годится для обработки железа или стали, так как
величина его скоро изменится вследствие того, что режущее
ребро закруглится („сдаст*) под действием большого
сопротивления металла резанию. Для резцов по металлу
угол заострения делается .от 60° до 80°, в зависимости
от твердости обрабатываемого металла.
Фиг. 62. Кованные резцы для токарных работ.
ТОКАРНЫЕ РЕЗЦЫ
143
Коваввые токарные резды.
1. Подрезной резец (на рисунке -правый) применяется
для торцовой (лобовой) обточки. Имеет боковой и передний зазор
Режущее ребро затачивается под таким углом, чтобы резец не заде-
вал заднего центра станка при приближении к центру обтачиваемой
поверхности. Резец имеет лишь поперечный уклон. Продольного
уклона нет.
2. Остроносый резец (на рис.—правым) в настоящее
время применяется редко, так как вытеснен „нормальными0 резцами
Тэйлора.
3. Изогнутый остроносый резец (на рис. —левый).
Концы резцов большинства типов часто отгибаются вправо или влево.
Для некоторых работ, напр , для обработки заплечиков, это предста-
вляет удобство.
4. Нормальный проходной резец. Этот тип резца
выработан Тэйлором в результате многолетних опытов, показавших,
что такая форма резца является наиболее выгодной для обточки.
Средний продольный уклон 8°, средний поперечный уклон 14'. В даль-
нейшем этот резец для краткости называется „нормальным".
5. Отрезной резец. Подробно рассмотрен в §§ 147 и 148.
6. К р у г л о н о с ы й резец. Режущее ребро закруглено по
произвольному радиусу, что отличает его от нормального резца. При-
меняется для проточки полукруглых канавок, галтелей (выкружек),
заплечиков и т. под.
7. Резец для латуни. Затачивается, как резец типа 6, носок
которого закруглен по малому радиусу. Не имеет ни продольного, ни
поперечного уклона, во избежание врезания резца в мягкую латунь.
8. Широкий отделочный резец. Очень полезен для
выверки передних центров и обточки коротких конусов. Применяется
часто при крупной подаче для снятия самой тонкой чистовой стружки
с чугуна. Продольного уклона не имеет.
9. Пружинный резец. Для обточки широких заплечиков
и др. фасонных работ, где требуется снимать широкую стружку,
а также для чистоьой отделки чугуна и стали (с водой) Когда этот резец
пружинит, режущее ребро его отходит от обрабатываем ой поверхности
10. Плоский (тупоносый) резец. Очень удобен для
лобовой обточки торцов большого диаметра, когда требуется снять
много металла. Подача от окружности к центру. Применяется также
для чистовой обработки стали, при крупной подаче и малой глубине
резания („тонкой стружке’4). Для самой чистой отделки—охлаждение
водой с содой. Имеет только продольный уклон, поперечного нет.
Боковой зазор - с обеих сторон, следовательно, может работать как
правый и как левый резец.
11. Центровочный резец (резец-сверло). Затачивается
нод углом 120°—соответственно углу вершины спирального сверла
Работает аналогично перке. Зазор обоих режущих ребер направлен
в противоположные стороны. Применяется для наметки центра отвер-
стий, которые должны быть просверлены спиральным сверлом.
12. Резец дл’я нарезки винтовой резьбы. Носок его
зачитавается точно по профилю резьбы. Подробно—см. гл. 16.
13. Резец для расточки. См. § 162.
144
СТАНКИ ПО МЕТАЛЛУ
99. Углы зазора
Действие резца, снимающего с металла стружку, похоже
iia действие ножа, которым снимают кожуру с яблока.
Снимаемая стружка трется об одну из граней, образую-
щих клин, между тем как другая грань не должна касаться
изделия и поэтому составляет с ним некоторый неболь-
шой угол, т. наз. угол бокового зазора (фиг. 63).
Этот угол не должен быть, вообще говоря, больше 6°,
так как при увеличении его уменьшается угол резца, сле-
довательно, резец придется чаще затачивать.
Фиг. 63. Углы токарного резца
(а—угол заострения; Ь — угол
бокового зазора; С боковой
уклон).
Фиг. 64. Нормальный то-
карный резец (а—угол за-
острения резца; Ъ—задний
угол; С—передний уклон;
Г—направление давления
стружки на резец).
Действие силы сопротивления резанию на токарный
резец направлено по касательной к окружности обтачи-
ваемого изделия в точке соприкосновения резца с изде-
лием (см. фиг. 64). Так как вершина—т. наз. носок —
резца обычно устанавливается на высоте линии центров
или несколько выше ее, то для того, чтобы не было
трения между изделием и передней гранью резца, этой
грани дают некоторый уклон. Угол между передней гранью
и направлением резания называется углом переднего
зазора или, короче, углом зазора. Обычная велп-
чпна его—около 10°. Впрочем, она зависит от высоты
закрепления резца в суппорте.
ТОКАРНЫЕ РЕЗЦЫ
145
100. Углы уклона режущей грани.
Для того, чтобы получить требуемый угол заострения,
необходимо сточить верхнюю (режущую) грань резца так,
чтобы она имела одновременно продольный уклон—от
режущего ребра назад—и боковой уклон — от режущего
ребра в сторону, противоположную подаче. Иначе угол
заострения резца получится недостаточно острым. Уклон
от носка резца назад называется углом продольного
уклона режущей грани, а боковой уклон—углом попе-
речного уклона ее (фиг. 65). Величина этих углов
зависит, естественно,
от того, какой угол
заострения требуется,
так как чем больше
уклон, тем меньше
угол резца, т.-е. тем
острее режущий клин,
образуемый его гра-
нями. Для обточки чу-
гуна и инструменталь-
Фиг. 65. Углы уклона нормального токар-
ного резца (а— угол продольного уклона-
Ь—угол поперечного (бокового) уклона).
ной углеродистой стали угол резца должен составлять
в среднем около 70°, для мягкой поделочной стали—60°.
При заточке резца сначала снимают угол зазора, затем
углы уклона, с таким расчетом, чтобы получить требуемый
для обработки материала угол заострения.
По сравнению с сталью латунь является металлом
мягким и поэтому для обработки ее не требовалась бы
придавать резцу такой же большой угол заострения, как
резцу по стали. Однако, в действительности на резцах
по латуни обычно углов уклона не затачивают, так как
острые резцы имеют стремление „в<едаться т.-с. углу-
бляться в мягкий материал.
101. Державки для резцов.
Резцы из быстрорежущей стали работают примерно
вдвое производительнее резцов из углеродистой инстру-
ментальной стали. Поэтому в последнее время токарные
резцы, а также и другие режущие инструменты для обра-
ботки Металлов, изготовляют преимущественно из быстро-
режущей стали. Так как она значительно дороже углеро-
( танки по металлу
10
146
СТАНКИ ПО МЕТАЛЛУ
диетой, то широкое распространение получили различные
державки, в которых надежно закрепляется неболь-
шой кусок быстрорежущей стали, заточенный соответ-
ствующим образом. При этом получается экономия не
только на стоимости стали, но и на расходах по отковке
эезцов.
Фиг. 66. Державки для токарных резцов (1 — для отделочного
резца; 2—для обдирочного резца; 3—для изогнутого отделочного
резца; 4—для левого подрезного резца; 5—для отрезного резца;
6—для пружинного резца; 7—для расточных резцов).
На фиг. 66 показано несколько распространенных
типов державок для резцов. На фиг. 67 представлены
справа—вставные токарные резачки из быстрорежущей
стали, заточенные для разных работ, слева—работа этих
резачков, закрепленных в державкн.
ТОКАРНЫЕ РЕЗЦЫ
147
102. Заточка резцов.
Правильно заточенный резец при работе в нормаль-
ных условиях остается острым в течение довольно дол-
Фиг. 67. Вставные резцы (1- подрезной; 2 и 3—то-
карные; 4—для нарезания винтовой резьбы;
5—отрезной; 6 и 7-фасонные)
того времени. Как только он обнаружит признаки зату-
пления, необходимо немедленно переточить его, иначе
10*
148
СТАНКИ ПО МЕТАЛЛУ
пострадает не только резец, но и обрабатываемое им
изделие. Тупой резец не столько режет металл, сколько
вырывает частицы его, поэтому обрабатываемая поверх-
ность не может получиться гладкой. Одним из основных
факторов производительной работы станка является
остро заточенный рез( %.
Нужно помнить, что неправильная заточка резцов
ложится тяжелым бременем на стоимость изделий уже
одной только стоимостью излишне сношенного материала
Фиг. 68. Заточка токар-
ного резца (a, b, С~по-
следовательные положения
резца во время заточки).
Фиг. 69. Положение рук и встав-
ного резца во время заточки.
резцов и точильных кругов. Где надо затачивать резец—
сверху, спереди, сбоку или со всех сторон понемногу?
Дать определенные правила на этот счет нельзя, и при
заточке резца следует исходить из того, для какой работы
он предназначается. Способ заточки в большой степени
зависит и от того, сколько времени должен работать
резец без переточки и сколько времени всего он должен
служить.
Затачивая резец из углеродистой стали, не следует
слишком сильно прижимать его к точильному кругу, так
как иначе режущее ребро нагреется (обычно оно прини-
мает при этом синий цвет) и отпустится, т.-е. пропадет
его закалка. Предпочтительнее пользоваться мокрым
точилом. Резцы быстрорежущей стали теряют закалку не
так легко, но иногда, при недостаточном количестве воды.
ТОКАРНЫЕ РЕЗЦЫ
149
на поверхности их появляются трещины. Поэтому, во-пер-
вых, не надо жалеть воды, во-вторых—не следует черес-
чур сильно нажимать на резец во время заточки.
Не держите резец на одном месте, перемещайте его
так, чтобы он прижимался к разным местам цилиндри-
ческой поверхности круга. При этом резец надо посте-
пенно поворачивать, как показано на фиг. 68, т.-е., чтобы
он принимал последовательно положения п, 6, с.
Малые резцы не следует затачивать в державках, потому
что, во-первых, это неудобно, во-вторых, можно одно-
временно сточить и конец державки. На фиг. 69 показано,
как надо держать такие резцы во время заточки. Начи-
Фиг. 70 Державка с вставным резцом.
нающему рекомендуется попрактиковаться сначала на
маленьких кусках простой поделочной стали подходящей
формы и только потом перейти к заточке вставных рез-
цов быстрорежущей стали. Вначале получение заточкой
правильного заднего угла на таком резце представляет
некоторые затруднения, так как для работы резец вста-
вляется в державку под известным углом. Поэтому в первое
время, пока нет навыка, лучше всего пользоваться ша-
блоном. В тех случаях, когда требуется получить задний
угол в 10 , удобно пользоваться шаблоном для токарных
центров (см. фиг. 85), угол которого 60 \ так как в боль-
шинстве державок резец закрепляется так, что верхняя
грань его составляет 20 с горизонталью (фиг. 70). Если
угол резца отличается от 60', нетрудно вырезать соответ-
ствующий шаблон из куска листового металла.
103. Чего не следует делать при заточке резда.
1. Не затачивайте резец наугад; отдавайте себе от-
чет в том, где и сколько металла надо снять.
150
СТАНКИ ПО МЕТАЛЛУ
2. Держите резец крепко и уверенно.
3. Не прижимайте резец к кругу с левой руки; дер’
жите его надлежащим образом, это и легче всего.
4. Не жалейте воды.
5. Не держите резец все время на одном месте шли-
фовального круга, иначе вы прорежете канавку на нем.
6. Не пользуйтесь, если это возможно, таким кругом,
который потерял правильную цилиндрическую форму или
поверхность которого сильно выщерблена.
7. Не затачивайте резец на торцевой поверхности круга,
если в этом нет необходимости: когда понадобится точить
на торце, его поверхность будет уже не плоской, а исца-
рапанной вами или кем-нибудь другим.
8. Не опирайте вставные резачки на подручник: дер-
жите их в левой руке и на подручник опирайтесь рукой.
9. Не отодвигайте подручник дальше, чем на 1,5—2 мм
от шлифовального круга.
10. Не закругляйте вершину резца для нарезания резьбы
и не превращайте, наоборот, резец с закругленным носком
в резец для нарезки резьбы: это напрасная трата мате-
риала и времени.
ВОПРОСЫ.
Рез.цы.
1. Какую форму имеет режущее ребро резца для цилиндрической
обточки? Почему невыгодно делать токарные резцы остроконечными?
2. Что называется углом (заострения) резца? Какова средняя вели-
чина его у токарных резцов? Почему не 90 ? Почему не 30°?
3. Что называется углом зазора? КакдЬа величина угла бокового
зазора у токарных резцов? Величина переднего зазора? Отчего черес-
чур большой угол зазора невыгоден?
4. Что называется углом продольного уклона резца? Углом попе-
речного уклона? Зачем резцу придают эти уклоны?
5. При всех прочих равных условиях будет ли резец с поперечпы.м
уклоном снимать стружку одинаково хорошо при подаче в одном и
в другом направлении?
6. Что понимают иод отрицательным уклоном?
7. Какой токарный резец называется правым?
8. Какой резец называется отрезным?
9. Отрезной резец имеет пять углов зазора; где они расположены?
10. Подрезной резец имеет четыре угла зазора; где они расположены?
11. Какие грани следует снимать при заточке подрезного резца—
верхнюю, боковую или переднюю?
ТОКАРНЫЕ РЕЗЦЫ
151
12. Каковы преимущества резца, выправленного на оселке?
13. Какими причинами вызывается трение резца Ъб изделие?
14. Укажите главные преимущества державки и вставного резца.
15. Надо ли затачивать вставной резец в державке или раньше
вынуть его? Об‘ясните, почему?
16. Укажите три главных условия, от которых зависит хорошее
действие режущего инструмента.
СКОРОСТЬ РЕЗАНИЯ, СКОРОСТЬ ПОДАЧИ И ГЛУБИНА
РЕЗАНИЯ.
104. Определения скорости резания, скорости подачи
и толщины стружки.
Скорость резания всякой операции, состоящей
в снятии стружки или в разрезании металла, выражается
в метрах в минуту или миллиметрах в се-
кунду. Для токарных станков скорость резания равна
лине, проходимо й цилиндрической (при цилиндрической
обточке) или торцевой (при лобовой обточке) поверхностью
изделия в единицу времени по лезвию резца. Если бы
можно было точно измерить длину стружки, снятой рез-
цом в течение минуты (или секунды), она представила бы
скорость резания.
Скоростью подачи или просто подачей (пи-
танием) при обточке называется величина перемещения
резца вдоль обрабатываемого предмета за один оборот
последнего. Если, например, при обточке вала подача
составляет 0,5 лш, то это значит, что когда изделие сде-
лает 1С0 оборотов, суппорт передвинется на 0,5>
X 100 — 50 лш. Часто употребляют выражения: „большая"
или „крупная" подача, „малая" или „тонкая" подача. Эти
выражения имеют смысл только в том случае, когда
говорят о станках приблизительно одинаковой мощности.
Понятно, что одна и та же подача может быть „малой" для
крупного станка и „большой" для станка малой мощ-
ности.
Глубиной резания называется толщина слоя ме-
талла, снимаемого резцом; так называют иногда и толщину
снимаемой стружки, хотя эти величины не вполне одина-
ковы вследствие деформирования металла при резании.
Положим, например, что требуется стальную болванку
диаметром 50 мм обточить на токарном станке до диа-
152
СТАНКИ ПО МЕТАЛЛУ
метра 47 мм с одного прохода» Ясно, что глубина резания
5Q______________47
должна быть = 1,5 aim.
105. Элемент времени.
Одним из основных факторов, определяющих произ-
водительность машины или мастерской, является время.
От скорости, с которой металл снимается с изделия,
зависит время полной обработки его. Количество снимае-
мой стружки зависит, в свою очередь, от трех элементов —
глубины резания, величины подачи и скорости резания.
Рассмотрим для примера токарную работу.
1. Предположим, что требуется уменьшить диаметр
изделия с 50 мм до 41 мм, т.-е. глубина резания должна
быть 1,5 мм. Если резец может взять такую стружку с одного
прохода, то нет никакого смысла делать два прохода,
снимая стружку в 0,75 мм, так как при этом обточка
потребовала бы вдвое больше времени. Следовательно,
первым фактором производительности является глубина
резания.
2. Если при одном обороте изделия резец подается на
0,4 мм, в то время, как можно было бы сообщить ему
подачу в 0,8 мм, то для прохода определенной длины
потребуется вдвое большее число оборотов изделия, иначе
говоря, при прочих равных условиях, вдвое больше вре-
мени. Таким образом, величина подачи является вторым
фактором, влияющим на скорость обработки.
3. Пусть диаметр изделия 50 мм и число оборотов его
65 в минуту. Скорость резания составляет очевидно:
~. 0,050.65( "*10 метр, в минуту. Если резец может работать
(без ненормально частой переточки) со скоростью резания
20 мстр/мин, то неэкономично давать шпинделю станка
только 65 об мин. Следовательно, третьим фактором произ-
водительности является скорость резания.
Задача производительной и экономичной работы ма-
стерской сводится, поэтому, к умелому подбору скорости
резания, величины подачи и глубины резания для каждой
работы и к выбору соответствующего станка. Удачный
подбор этих элементов требует большого опыта. Проще
находить их при помощи подсчета по известным фор-
мулам.
ТОКАРНЫЕ РЕЗИЫ
153
106. Выбор скорости резания и величины подачи.
Надлежащие подача и глубина резания определяются
таким большим числом условий, что дать твердые правила
для выбора их невозможно. Форма резца, способ закре-
пления его, сорт стали, из которой он сделан; род обра-
батываемого материала — сталь машиноподелочная или
инструментальная, латунь или чугун; форма изделия
и способность его сопротивляться давлению резца; род
обработки (черновая или чистовая), все эти обстоятель-
ства приходится учитывать при назначении глубины резания
и величины подачи.
Точно также целый ряд условий определяет необхо-
димую скорость резания, и нет возможности составить
такую таблицу, которая охватывала бы все случаи обра-
ботки. Однако, для разных металлов существуют опре-
деленные, твердо установленные опытом средние, значения
скоростей резания.
Средние значения скорости резания для резцов углеродистой
стали.
Отожженная инструментальная сталь . . . 7,5 мсгр мин
Поделочная сталь и железо..............10.5 метр мин.
Чугун..............•...................12 метр, мин
Латунь............. ...................30 метр мин.
Скорости резания для резцов из быстрорежущей стали но крайней
мерс в два раза больше.
Не следует смешивать скорость резания с числом
оборотов в минуту. Скорость резания при обточке выра-
жается формулой:
Dn,
где V—скорость в метрах в минуту, D—диаметр изделия
в метрах и п — число оборотов в минуту.
Скорость в миллиметрах в секунду v;
где d— диаметр изделия в миллиметрах и и—число обо-
ротов его в минуту.
Из этих формул ясно, что для данной скорости резания
чисЛо оборотов обратно пропорционально диаметру изделия.
154
СТАНКИ ПО МЕТАЛЛУ
Очевидно, число оборотов вычисляется по одной из
приведенных формул’-
V 60. v
n=itD или 11 = ^’
где буквы имеют только что указанные значения.
Так, например, если требуется обточить латунный ва-
лик диаметром 120 мм, то выбирая скорость резания по
приведенной таблице V~30 метр/мин, получим:
п 80 об/мин-
Определение числа оборотов обычно производят
только начинающие токаря. Современем вырабатывается
профессиональное чутье, позволяющее давать станку нуж-
ную скорость, почти не думая об этом.
В современных научно-организованных заводах ско-
рость резания или число оборотов станка назначается
мастером, получающим соответствующие указан ия от нор
мировочного бюро завода.
ВОПРОСЫ.
Скорости подачи и резания.
1. Что понимают под „элементом времени* при механической
обработке изделий?
2. Укажите четыре фактора, влияющие на выбор надлежащей
подачи при обточке.
3. В чем состоит разница между скоростью резания и числом обо-
ротов изделия в минуту?
4. Сколько оборотов в минуту надо дать шпинделю, если требуется
обточить вал диаметром 55 мм при скорости резания 12 метр/мин.?
Диаметром 35 мм при скорости резания 10 метр/мин.?
5. Какой формулой определяется число оборотов сверла при задан-
ной скорости резания?
6. Совпадает ли последняя формула с формулой числа оборотов
токарного станка при заданной скорости резания?
7. Требуется обточить обод чугунного шкива диам. 300 мм Какое
число оборотов надо дать, чтобы скорость резания была 12 метр/мин.?
8. Почему скорость резания при обработке поделочной стали выше,
чем при обработке инструментальной стали?
9. Как определить скорость резания, если известны диаметр обта-
чиваемого изделия и число его оборотов?
ГЛАВА XL
ЦЕНТРОВКА.
107» Установка изделия на токарном станке.
Изделие, которое требуется обработать на станке,
должно быть укреплено или, как говорят, установлено
на станке.
Существует несколько способов установки обрабаты-
ваемых изделий на токарном станке: установка на цен-
трах, в патроне, на план-
шайбе или в неподвижном
люнете. Изделия, у кото-
обработать
торцы или цилиндрическую
поверхность строго концен-
трично с расточенным уже
отверстием, насаживаются
либо на оправку, устанавли-
ваемую между центрами
или навинчиваемую на
шпиндель, либо на спе-
циальную втулку, точно
соответствующую отвер-
стию изделия и зажимае-
рых требуется
«и (Ь)
Фиг. 71. Токарные поводки (а—хо-
мутик; Ь— параллельный поводок).
мую в патроне.
Значительная часть токарных работ производится на
центрах. Для этого в обоих торцах изделия надсверли-
вают и раззенковывают на 60° небольшие углубления, кото-
рые называются центровыми (фиг. 78). В эти отвер-
стия вставляют концы вращающегося и неподвижного
центров станка, которые поддерживают таким образом
изделие (см. фиг. 96).
156
.ТАНКИ ПО МЕТАЛЛУ
Укрепленному в центрах изделию вращение сооб-
щается обычно от поводкового патрона и т. наз. поводка
(фиг. 71п). Конец изделия вставляется в отверстие
поводка и зажимается стопорным винтом или винтами,
а отогнутый хвост поводка вставляется в прорез план-
шайбы. Таким образом, при вращении планшайба ведет
с собою поводок и вместе с ним закрепленное в нем
изделие. Для предохранения обработанного конца изделия
от повреждения стопорным винтом хомутика, между зака-
ленным концом его и изделием прокладывают кусочек
меди или латуни.
108. Значение правильной центровки изделия.
Правильная центровка изделия имеет очень важное
значение. Если она произведена неправильно, то при-
пуска, т.-е. запаса материала на обработку, может не
хватить, и изделие будет испорчено. Но даже и в том
случае, если припуск достаточно велик, неправильное
положение центровых углублений будет иметь послед-
ствием получение толстой стружки с одной стороны
изделия и тонкой—с другой. Результатом такой неравно-
мерности стружки является потеря времени и нередко
неточность обработки.
Особенно важна правильная центровка изделий из
инструментальной стали. Во время нагрева, сопровожда-
ющего прокатку этой стали в полосы разного профиля
и размеров, поверхность полос обезуглероживается *) на
глубину примерно до 0,8 лтлг. Если не обточить эту обез-
углероженную корку катанной инструментальной стали,
то та часть ес, с которой этот слой поверхности не уда-
лен, не примет закалки.
Помимо этого, плотность катанной стали в центре
прутка отличается от плотности слоев, расположенных
ближе к поверхности, и снятие с одной стороны боль-
шего количества материала, чем с другой, может привести
Ь Как указано на стр. 79, инструментальная сталь содержит от
0,60% до 1,35% углерода. Во время нагрева стали углерод, содержащийся
в ее поверхностном слое, приходит в соприкосновение с кислородом воз-
духа и несколько выгорает, т.-е. поверхностный слой становится бед-
нее углеродом, „обезуглероживается
ЦЕНТРОВКА
157
к тому, что во время калки изделие „поведет т.-е. оно
покоробится.
Аккуратной центровки требуют и чугунные отливки.
Такие изделия изготовляются посредством заливки рас-
плавленного металла в формы, сделанные обычно из земли
и песку.
Горячий металл, приходя в соприкосновение с холод-
ной (часто сырой) формой, быстро охлаждается, и на
поверхности отливки образуется т. наз.' „корка“, которая
гораздо тверже внутренних частей отливки. Кроме того,
к поверхности чугуна пригорают мелкие частицы песка.
В результате этого поверхность чугунной отливки ояень
тверда и хрупка, и при обточке необходимо, чтобы резец
резал чугун достаточно глубоко под коркой, иначе режу-
щее ребро быстро затупится или сомнется, и резец
будет испорчен.
109. Практические приемы центровки.
Центровку начинают с измерения длины изделия,
чтобы проверить, достаточны ли припуски по длине для
Фиг. 72. Нахождение
центра циркулем.
обработки. После этого наме-
ливают торцы, чтобы линии, ко-
торыми определяется положение
центров, были яснее видны.
1-ый способ. Центровка при
помощи центровочною цир-
куля. — Раздвигают центровоч-
Фиг. 73. Нахождение центра
центровочным угольником.
ный циркуль приблизительно на длину радиуса изделия.
Изогнутую ножку прикладывают к окружности торца, чуть
пониже его, а другой ножкой прочерчивают небольшую дугу
158
СТАНКИ ПО МЕТАЛЛУ
около центра торца (фиг. 72). Затем таким же порядком
проводят еще три дуги, переставляя изогнутую ножку
циркуля всякий раз примерно на ж/4 окружности торца.
Начерченные четыре дуги образуют маленький четырех-
угольник (криволинейный), середина которого и является
искомым центром.
Фиг. 74. Комбинированный угломер (я —центровочный уголь-
ник; Ь—транспортир; С—аншлаг; (I и £ —полки аншлага; /—уро-
вень; чертилка).
2-ой способ. Центровка при помощи центровоч-
ною угольника.—Центровочный угольник (фиг. 73) состоит
из линейки, по которой скользит и может быть закреп-
лен в любом месте центровочный аншлаг специальной
формы с широкими опорными (внутренними) поверхно-
стями. Линейка делит угол, образуемый опорными пло-
скостями угольника, пополам. Для наметки центра уголь-
ник накладывают на торец изделия таким образом, чтобы
обе опорные его плоскости касались боковой поверхности
изделия, как изображено на фиг. 73. Тогда ребро линейки
определит положение диаметра. Графилкой прочерчивают
этот диаметр на торце. Затем поворачивают угольник
в другое произвольное положение и прочерчивают вто-
рой диаметр. Пересечение двух диаметров определяет
положение центра.
ЦЕНТРОВКА
159
Иногда для этой цели пользуются комбинирован-
ным угломером (фиг. 74). Он состоит из линейки
с центровочным угольником а, транспортиром b и на-
клонным аншлагом с. Последний имеет две широких
полки, из которых одна d перпендикулярна к линейке, дру-
гая е составляет с ней угол в 45°. К внутренней стороне
полки d прикреплен ватерпас /. Этот прибор может слу-
жить не только центровочным угольником, но также
линейкой, масштабом, аншлажным угольником, ватерпа-
сом и калибром для измерения глубины.
Внутри аншлага с имеется чертилка g для разметки.
3-й способ. Центровка при помощи ресмуса.—В тез
случаях, когда требуется центровать отливку или поковку
неправильной формы, можно воспользоваться ресмусом 9»
Пусть, например, требуется наметить центр на болте
с квадратной головкой (фиг. 75). При ручной отковке
центр головки может не совпадать с осью стержня болта
и поэтому обработку надо вести по двум центрам—
головки и стержня, иначе припуска тела болта может не
хватить. Чтобы правильно наметить центры такого изде-
лия, его кладут на параллельные или V-образные под-
кладки, устанавливают ресмус так, чтобы острие чер-
тилки приходилось примерно против центра изделия, и на
J) Описи не рссмуса см. стр. 22.
определяющие
160
СТАНКИ ПО МЕТАЛЛУ
обоих концах его прочерчивают линии образующие малые
четырехугольники, как показано на фиг. 75. В середине
этих прямоугольников лежат искомые центра.
4-ый способ. Центровка призматических изделий.—
Изделия правильной призматической формы (т.-е. сечение
которых представляет четырехугольник) можно центро-
вать, проводя на торцах диагонали, определяющие своим
пересечением центра.
110. Применение кернера.
(<х) (Ъ)
Фиг. 76 Наметка центра кер-
пером (7/7 — „высокое место'*
изделия)-
После того, как центр найден, изделие зажимают
в тиски, берут кернер, острие которого заточено под
углом около 90 , и накерняют центр (фиг. 76а), сначала—
одним легким ударом; затем, если наметка сделана кер-
нером правильно, углубляют центр несколькими более силь-
ными ударами. Углубление
должно быть сделано на-
столько большим, чтобы изде-
лие могло опираться на цен-
тры токарного станка во
время выверки. Правильность
набивки центров необходимо
проверять, в особенности пер-
вое время, пока еще не вы-
работался глазомер. Прежде,
чем надевать хомутик или
пускать в ход станок, сле-
дует изделие установить в цен-
трах самоточки и провернуть
его рукою, прижимая другой
рукой кусок мела к окруж-
ности торца изделия. Этим
способом определяются „высокие места**, т.-е. точки более
удаленные от накерненного центра. Вынув изделие из станка,
снова зажимают его в тиски и, наклонив кернер в сто-
рону самого „высокого** места, намечают центр несколько
ближе к нему (фиг. 766). После этого ставят кернер пер-
пендикулярно к торцу и набивают новый центр в намечен-
ной точке.
ЦЕНТРОВКА
161
111. Надсверливание и раззенковка центрового углу-
бления.
Для получения центровых углублений правильной
формы лучше всего пользоваться комбинированным
центровальным сверлом (фиг. 77а), представля-
ющим сочетание сверла и зенковки с углом в 60°.
Вынув передний центр из шпинделя токарного станка,
вставляют вместо него малый сверлильный патрон, конус
которого соответствует отверстию шпинделя, предвари-
тельно убедившись в правильном положении линии цен-
тров станка. Затем вставляют в патрон острое центро-
вальное сверло и ставят изделие на станок так, чтобы
сверло входило в одно центровое углубление, а в дру-
гое в то же время вошел центр задней бабки.
(*)
<с)
Фиг. 77. Комбинированное центровальное сверло (а)
и центровые зенковки (Ь и С).
Изделие поддерживают свободно ладонью левой руки,
опираясь ею на суппорт. Пускают станок (на самую
большую скорость) и медленно поворачивают правой
рукой маховичок шпинделя задней б|бки, подавая его
влево, пока центровое углубление не будет надсверлено
и раззенковано достаточно (см. § 112). Надо соблюдать
осторожность, чтобы не сломать сверло, когда освобож-
дают изделие, снимая его с центровального сверла. Для
этого лучше всего, подавая шпиндель задней бабки
вправо, прижимать изделие к ее центру, разгружая таким
образом сверло от веса изделия. При центровке сталь-
ных и железных изделий сверло следует смазывать
маслом; в чугуне же работа производится всухую.
Вместо комбинированного центровального сверла иногда
применяют специальной формы зенковки, изображенные
на фиг. 77 6 и с
Вращающийся и неподвижный центры токарного
станка должны лежать на прямой, строго параллельной
ребрам направляющих станка, при всех работах, за
исключением конической обточки. Нужно принять за
Станки по металлу
11
162
СТАНКИ ПО МЕТАЛЛУ
правило, приступая к работе на самоточке, всякий раз
проверять правильность положения центров станка.
Для этого поступают следующим образом:
1. Пускают станок в ход и наблюдают, не бьет ли
передний центр. Затем придвигают заднюю бабку к перед-
ней на столько, чтобы расстояние между остриями центров
составляло 1—1,5 мм. При этом легко заметить даже
незначительное несовпадение острий центров.
2. Проверяют расположение меток на нижней доске
и на корпусе задней бабки (см. стр. 108). Несовпадение
их указывает на то, что задний центр сдвинут с линии
центров станка.
Способ точной установки центров самоточки—см. на
стр. 172—173.
112. Размеры центровых углублении.
В продаже имеются комбинированные центровальные
сверла разных размеров. Твердо установленных правил
для размеров центровых отверстий нет. Отношение этих
(а) (Ь) (с) (ch (С)
Фиг. 78. Форма центрового углубления (Я —непра-
вильно: изделие будет опираться на центр только
наружной окружностью углубления; Ь—коническая
часть раззенкована слишком большой зенковкой;
С—недостаточная раззенковка; d—взято сверлом
слишком малого диаметра; е—правильная форма
углубления).
размеров к диаметру изделия в значительной степени
произвольно и зависит от рода металла, количества мате-
риала, который должен быть снят, от глубины резания,
числа черновых и чистовых проходов и формы изделия.
Центровые углубления не должны быть чересчур боль-
шими; размеры их должны быть лишь достаточны для
ЦЕНТРОВКА
163
того, чтобы противостоять сопротивлению ре.-анию. Если
после обточки торца центровое углублен» е окажется
слишком малым, его нетрудно увеличить. Диаметр а
цилиндрической части углубления должен составлять от
1/з до Уг. внешнего диаметра b раззенкованной части (см.
фиг. 78 е).
Глубина центрового углубления должна быть доста-
точна для того, чтобы острие центра станка не доходило
до конца его: только при этом условии коническая поверх-
ность центра станка будет служить опорой изделию.
Кроме того, остающаяся часть отверстия служит резер-
вуаром для масла.
Для обдирки, т.-е. предварительной черновой
обточки, можно пользоваться следующей табличкой:
Требуемый диаметр изделия Диаметр Ь центро- Размер центроваль
после полной обработки. вого углубления. ного сверла.
10 мм 3 мм 1,5 мм
25 мм 5 мм 2,5 мм
40 мм 6 мм 3 мм
Необходимо помнить о том, что правильность центро-
вых углублений имеет чрезвычайно важное значение: они
должны иметь правильную форму, правильные размеры,
быть гладкими и чистыми.
113. Извлечение сломанного центрового сверла.
В случаях поломки сверла, когда конец его застрял
в отверстии, часто удается извлечь его сильным ударом
но концу изделия. Если это не помогает, следует отжечь
обломок сверла (вместе с концом изделия), после чего его
нетрудно высверлить.
ВОПРОСЫ.
Центровка»
1. Центровочный циркуль можно раздвинуть на величину немного
больше или немного меньше радиуса изделия, имеет ли это значение?
2. Зачем торцы натирают мелом?
3. Какой величины центровое углубление делаечея перед выверкой?
Почему? Чему равен угол заострения кернера?
4 Как проверяют правильность предварительной набивки центров?
’Ito показывает „высокое место*’?
11
164
СТАНКИ ПО МЕТАЛЛУ
5. Если требуется изменить положение центрового углубления, как
это делается?
6. Почему центровые углубления должны быть накернсны довольно
точно?
7. В чем состоит удобство пользования комбинированным центро-
вальным сверлом?
8. Сколько оборотов надо дать центровальному сверлу?
9. Укажите два размера, определяющие надлежащую величину
центрового углубления.
10. Отчего центровальное сверло легко ломается? Как избежать
;/гого?
И. Надо ли применять смазку во время центровки? В чем
состоит действие смазочных жидкостей?
12. Как определить положение центра, пользуясь центровочным
угольником?
13. Облените, почему глубина центрового углубления должна
быть такова, чтобы между острием центра станка и дном отверстия
оставался промежуток?
14. Почему сломанный конец сверла, застрявший в отверстии,
надо отжечь, прежде чем высверливать его?
114. Установка изделия на центрах.
После того, как изделие аккуратно расцентровано, один
конец его крепко зажимают в поводок. Подкладывать
кусок меди под зажимной винт требуется только в тех
случаях, когда изделие уже чисто отделано. В центровое
углубление другого конца пускают масло, ставят изделие
на центра и поджимают должным образом неподвижный
центр. Опытный токарь всегда ставит изделие сначала
на передний центр, убедившись предварительно в том,
что хвост хомутика свободно ходит в прорезе планшайбы.
(Если взять хомутик большего, чем требуется, размера,
то хвост его может застревать в прорезе планшайбы,
и изделие будет стоять на центрах неправильно). Затем
токарь заводит центр задней бабки в центровое углубле-
ние, при чем старается сделать это так, чтобы острие
центра попало в отверстие сразу. Чтобы избежать „игры",
задний центр надвигают до тех пор, пока изделие не
будет зажато между центрами достаточно устойчиво, но не
чересчур крепко, так как изделие должно вращаться легко,
иначе незакаленный задний центр может быть испорчен.
Устанавливая изделие на станке, не следует держать
его на вытянутых руках или перегибаться через суппорт.
Держите изделие крепко, опирая кисть руки о суппорт,
шпиндель задней бабки и т. д.
ЦЕНТРОВКА
165
115. Обточка торцов изделий.
Когда изделие центровано и установлено на центрах,
приступают к следующей операции—обточке торцов (под-
резка). Она производится при помощи правого подрезного
Фиг. 79. Подрезка торца-
Фиг. 80. Установка под-
резного резца при под-
резке торца.
резца (фиг. 79). Резец зажимают в суппорте так, чтобы
он касался торца не всей длиной режущего ребра, а лишь
концом его, как изображено на фиг. 80, где а предста-
вляет ту часть ребра, которая ка-
сается торца.
Чтобы получить после обточки
гладкую поверхность, конец подрез-
ного резца слегка закругляют на
оселке или стачивают так, чтобы
получилась небольшая плоскость
(см. фиг. 80). Ширина ее а должна
быть больше величины поперечной
подачи.
Подрезка торцов производится
в направлении от центрового углу-
бления к окружности, а не на-
оборот. Если при этом надо снять много металла, то
обычно сначала обтачивают торец начерно, подавая резец
в направлении к оси изделия. Иногда для этой предва-
рительной операции удобнее пользоваться другим резцом,
напр., остроносым.
166
СТАНКИ ПО МЕТАЛЛУ
В тех случаях, когда надо подрезать подряд торцы
нескольких изделий, целесообразно поставить в заднюю
бабку центр с выемкой, т. наз. полу центр (фиг. 81).
Это-обыкновенный центр токарного станка, конец кото-
рого сошлифован, как изображено на рисунке. Полуцентр
не должен быть сошлифован точно на по-
----------- ловину, так как он портил бы центровое
f отверстие. Для обточки торцов он го-
раздо удобнее обычного центра. Когда
требуется подрезать торцы одного-двух
изделий или когда в инструментальной
полуцентра нет, пользуются следующим
приемом.
Ставят изделие на центра (не слиш-
Фиг. 81. Полу- ком свободно и не слишком туго), пу-
центр. скают станок, и, поворачивая правой ру-
кой рукоятку поперечной подачи, а левой — маховичок
продольной подачи, подводят резец как можно ближе
к центровому углублению и затем подают его влево
настолько, чтобы резец начал брать тонкую стружку
вокруг центрового углубления. Останавливают подачу
левой рукой (продольную), а правой рукой медленно
подают верхние салазки суппорта на себя (к окружности
торца). При этом резец будет обтачивать торец изделия.
Глубина резания и скорость подачи определяются усло-
виями работы. Обычно токаря предпочитают подрезать
торцы диаметром до 25—30 мм при ручной подаче. Начи-
нающий должен обтачивать первые торцы, пользуясь
самой малой подачей.
При описанном способе обточки торца вокруг центро-
вого углубления останется небольшой заусенец. Чтобы
снять его, подают подрезной резец вплотную к обрабо-
танной поверхности торца у самого заусенца. Отодви-
гают задний центр примерно на 1 мм и зажимают шпин-
дель задней бабки. Если пустить станок, то изделие
будет стремиться „наезжать" на резец, благодаря чему
заусенец вокруг центрового углубления будет чисто сре-
зан. Снова отводить после этого резец к окружности
торца не следует: надо остановить станок и снять изделие.
Торец должен быть подрезан чисто, особенно—вокруг
центрового углубления, чтобы опорная поверхность на
ЦЕНТРОВКА
167
центре станка оставалась все время одинаковой. Если
торец обработан неаккуратно, центровое углубление будет
разрабатываться неравномерно и потеряет круглую форму.
Если у токаря есть сомнение, достаточны ли припуски
по длине, следует оставить на обоих торцах изде-
лия небольшие необточенные участки, чтобы можно
было доказать, если это понадобится, что заготовка была
слишком короткой.
Проверку правильности подрезки торца производят,
прикладывая к нему ребро стальной линейки. Плоский
торец может получиться только в том случае, если центры
станка находятся на прямой, параллельной ребрам напра-
вляющих. Если торец получился выпуклым, это значит,
что задний центр сдвинут назад (от токаря), если, на-
оборот, поверхность торца оказывается вогнутой, задний
центр смещен с линии центров вперед (к токарю).
В тех случаях, когда при последующей цилиндрической
обточке изделия понадобится снять большое количество
металла, лучше не подрезать торцы окончательно, т.-е.
точно до требуемой длины, пока не сделаны все черно-
вые проходы: это дает возможность иметь на время
черновой обработки центровые углубления С^рлее глубо-
кими, чем было бы желательно оставить в чисто обра-
ботанном изделии. Кроме того, обточка торцов после
черновой обработки изделия позволяет срезать тот заусе-
нец, который образуется вокруг центрового углубления
во время черновой обработки вследствие большого давле-
ния резца.
Кусок стали или железа обычно отрезают с некото-
рым запасом против требуемой окончательной длины
изделия, так как получить точную длину отрезкой на
ножовке или отрезном станке нельзя. Прежде, чем начать
обработку такого куска, токарь должен измерить его,
чтобы проверить, достаточна ли длина. Затем он подрезает
один торец приблизительно на половину припуска, снимает
изделие со станка, отпускает хомутик, отмеряет требуе-
мую длину от обточенного торца, зажимает хомутик у обра-
ботанного конца изделия, снова ставит изделие на центра
и, наконец, подрезает торец почти до намеченной риски.
Чтобы точно измерить длину предмета, лучше всего
пользоваться пружинным кронциркулем для наружных
168
СТАНКИ ПО МЕТАЛЛУ
измерений (см. фиг. 32 на стх 60). Длинные изделия
приходится иногда измерять непосредственно, приклады-
вая масштаб или даже два масштаба — в притык один
за другим. Производя эту операцию, надо следить за тем,
чтобы конец масштаба приходился строго заподлицо с обра-
ботанным торцом изделия. Подрезают один торец, затем,
пользуясь масштабом, откладывают требуемую длину,
отмечают ее риской, которая показывает, до какой длины
надо подрезать с другого конца, и, наконец, производят
самую подрезку второго торца до этой риски.
Следует помнить, что назначение резца—срезать
металл, а не соскабливать его; поэтому надо избегать
большого числа проходов. Приучайтесь с самого же
начала определять, какую стружку надо взять, чтобы
снять требуемое количество металла в самый короткий
срок.
Аккуратная и быстрая подрезка торца требует внима-
ния и сообразительности. Не всякому начинающему
токарю удается обрезать изделие на требуемую длину
так, чтобы торцы получились ровными и гладкими, без
выступов, впадин или заусенцов у центрового отверстия.
ВОПРОСЫ.
Подрезка торцов.
1. Почему прежде, чем подрезать торцы изделия, надо измерить
его длину?
2. Подрезной резец имеет четыре угла зазора; где они прихо-
дятся? Какие три из них затачиваются?
3. Если пользуются державкой, то для заточки вставного резца
его вынимают из нее; почему?
4. Какие грани подрезного резца надо затачивать? Почему?
5. Надо ли править на оселке подрезной резец? Укажите причины.
6. Почему центры станка должны находиться на прямой, парал-
лельной ребрам направляющих? Что получится, если задняя бабка
сдвинута по направлению к токарю? От него?
7. Как установить изделие на центра станка?
8. Всегда ли нужно подрезать торец начисто раньше, чем подре-
зан начерно другой торец? Укажите причины.
9. Если требуется подрезать торцы у нескольких изделий, то что
целесообразнее—обточить сначал начерно все торцы или чисто обра-
батывать их последовательно один за другим?
10. Когда подают резец вручную при подрезке торцов? Когда
пользуются самоходом? Укажите причины в обоих случаях.
ЦЕНТРОВКА
169
11. Как производится подача для подрезки торцов - к центровому
отверстию или от него? Почему?
12. Почему рекомендуется слегка закруглять конец подрезного
резца?
13. Как намечают на изделии длину перед обточкой торцов?
Как измеряют эту длину?
14. Почему не следует подрезать торцы начисто до обточки боко-
вой поверхности изделия?
15. Для обточки торца обыкновенно достаточно одного чернового
и одного чистового прохода. Требуется ли иногда большое число
проходов?
16. Если требуется снять большое количество металла, какой дру-
гой резец можно взять вместо подрезного? Почему он даст большую
производительность? Какую подачу можно сообщить ему?
17. Иногда торцы после обточки получаются неровными, волни-
стыми; какими причинами это вызывается?
18. Что такое „полуцентр“? Почему он больше половины нор-
мального центра?
19. Что представляет собою заусенец? Как удобнее всего снять
заусенец у центрового отверстия? Другой способ?
20. Укажите по крайней мерс две причины, обусл о вливающие
необходимость подрезки торцов.
ГЛАВА XII.
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ.
Для обточки цилиндрических (также и конических)
поверхностей, изделию сообщают вращение около его
оси, в то время, как резец получает продольную подачу
и снимает с изделия стружку. Все эти действия в одина-
ковой мере относятся и к обточке на револьверном
станке, и к обработке—наружных и внутренних поверх-
ностей—на карусельном станке. Принципы и приемы
работы обточки и расточки остаются одинаковыми, как
для крупных, так и для малых станков. Действие резца
остается тем же самым, независимо от того, как уста-
новлено изделие—на центрах, зажато в патроне само-
точки, установлено на столе карусельного станка или
в специальном зажимном приспособлении на одном из
этих станков. Основные положения, касающиеся подач,
скоростей, приемов установки и измерения и пр., являются
общими для всех типов работ на станках.
Для массового производства, состоящего в изгото-
влении сотен и тысяч одинаковых взаимно-заменяемых
частей, соответствующие размеры которых могут отли-
чаться на очень незначительную величину, специально
приспособлен револьверный станок, в головке
которого закрепляются инструменты для подрезки,
обточки наружной и внутренней (расточки) и др. опе-
раций. Большие отливки и поковки удобнее всего обра-
батывать на карусельном станке, на котором можно про-
изводить обточку торцовой и боковой поверхности сна-
ружи и внутри. Следует помнить, что все эти станки
являются видоизменениями токарного, который является
едва ли не самым полезным из всех станков по металлу.
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
171
Он применяется чаще всех других, его легко приспо-
собить для самых разнообразных работ, и токарная
работа—одна из самых важных в механической мастерской.
ОСНОВНЫЕ ПРИНЦИПЫ ТОКАРНОЙ РАБОТЫ.
116. Положение заднего центра.
Линия центров токарного станка определяется осью
вращения рабочего шпинделя и должна быть параллельна
направляющим станины. Следовательно, она параллельна
также направлению перемещения суппорта, который дви-
жется по направляю-
щим, а вместе с ним—
и направлению пере-
мещения резца.
Оба центра — пе-
редний и задний—на-
ходятся на одной вы-
соте над плоскостью
направляющих. Пе-
редний центр пере-
ставлять нельзя, он
занимает постоянное
положение. Напротив,
устройство задней
бабки таково, что
задний центр можно
сдвигать с линии цен-
тров и перемещать
в поперечном (к оси станка) направлении, т.-е. к токарю
и от него, и обратно—задний центр, смещенный с линии
центров, можно снова приводить в нормальное положение.
Если во время обработки изделия на самоточке непо-
движный центр лежит на линии центров, то расстояния
как переднего, так и заднего центра до линии, по
которой перемещается лезвие резца,—одинаковы. В этом
случае радиусы—следовательно, и диаметры—обтачивае-
мого изделия во всех местах его одинаковы, и таким
образом изделие получит после обточки точно цилиндри-
ческую форму. Это —т. наз. цилиндрическая обточка
изделия (фиг. 82-а).
Фиг. 82. Обточка по цилиндру (л) и по
конусу (Ь) (С—’линия центров станка)
172
СТАНКИ ПО МЕТАЛЛУ
В том случае, когда задний центр сдвинут с линии
центров, расстояние линии движения резца от одного
центра больше, чем расстояние ее до другого центра.
Поэтому диаметр обтачиваемого изделия непрерывно
изменяется от одного конца к другому, и изделие полу-
чится не цилиндрическим, а коническим (фиг. 82-6).
117. Выверка положения переднего центра.
Операция обточки цилиндрической поверхности на
токарном станке состоит в том, что сначала обрабаты-
вают одну половину, затем переставляют изделие в цен-
трах так, чтобы концы его Поменялись местами, и обта-
чивают вторую половину цилиндра. Ось правильно обто-
Фиг 83. Результат обточки при
неправильном положении переднего
центра.
ченнок цилиндрической по-
верхности совпадает с ли-
нией центров. Если перед-
ний центр стоит правильно
и изделие обточено только
что описанным способом,
то окажется, что поверх-
ности обеих половин явля-
ются точным продолже-
нием одна другой, иначе
говоря — получается одна
цилиндрическая поверхность. Это и служит поверкой
того, что передний центр установлен правильно и не
имеет игры.
Предположим теперь, что передний центр не совпа-
дает с осью шпинделя, и изделие обточено с двух уста-
новок, как описано выше. В результате получится то,
что изображено на фиг. 83: две цилиндрические поверх-
ности, не являющиеся продолжением одна другой.
Если отклонение переднего центра от нормального
положения незначительно, и припуск по диаметру доста-
точно велик, то обработанное изделие будет представлять
косой цилиндр. Поэтому при дальнейшей обработке на
другом токарном станке или на станке другого типа
с правильно поставленными центрами изделие будет
бить. Нередко после нескольких последующих операций
(при которых не пользуются установкой на центры) обна-
руживаетсг что изделие было испорчено обработкой на
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
173
токарном станке, а это связано с потерей времени
и убытками. Поэтому очень важно, чтобы передний
центр не имел игры.
Один из приемов проверки правильности установки
переднего центра состоит в следующем. В зажим для
резца на суппорте закрепляют державку (хвостом вперед)
и подводят конец ее очень близко к переднему центру.
Подкладывают под центр снизу лист чистой бумаги,
пускают станок и наблюдают сверху просвет между
центром и концом державки. При этом легко заметить
даже незначительную эксцентричность центра.
118. Чистка и обточка центров токарного станка.
Хвосты обоих центров токарного станка обработаны
на конус и точно соответствуют коническим отверстиям
соответствующих им шпинделей. Если на хвост центра
или в отверстие шпинделя попадет грязь, стружка
«М
Фиг. 84. Выверка центра.
и т. п., центр будет бить. Центр вытирают ладонью
руки, и если при этом окажется, что на нем есть заусенец
или неровности, заглаживают их оселком. Отверстие
в шпинделе задней бабки прочищают чистыми концами,
навернутыми на палочку, или пальцем. Для того, чтобы
прочистить отверстие рабочего шпинделя, проталкивают
через его полость насквозь чистую тряпку или концы,
а конус в переднем конце шпинделя вытирают пальцем.
Никогда не следует чистить шпиндель или другую
движущуюся часть станка на ходу.
Если после чистки окажется, что центр бьет, его сле-
дует выверить широким плоским (фиг. 84-п) или под-
резным (фиг. 84-6) резцом. Если пользуются правым
174
СТАНКИ ПО МЕТАЛЛУ
подрезным резцом, то шпинделю дают, как говорят,
„задний ход", т.-е. вращение по часовой стрелке, если
смотреть со стороны переднего центра. Обточку центра
производят на малом числе оборотов; ‘ ширина стружки
не должна быть чересчур большой. Смазка (масло или
смесь товота с машинным маслом) наносится щеткой.
Режущее ребро резца должно находиться точно в гори-
зонтальной плоскости, проходящей через линию центров.
Опиливать центр после обточки надо как можно
меньше; лучше всего обходиться совершенно без опи-
ловки. Правильность угла при вершине центра (он соста-
вляет обычно 60) про-
веряется шаблоном, изо-
—[Х|чччч»ррр|чч\/—ч. браженным на фиг. 85 1)-
В тех случаях, когда
коническое отверстие
Jzlli ч и 1 и х,шJA—шпинделя разработалось
r J до такой степени, что
является эксцентричным
Фиг. 85. Проверка центра шаблоном. п0 отношению к оси
шпинделя, приходится
ставить метки (хотя бы кернером) на шпинделе и на центре,
чтобы после чистки их центр было можно снова поста-
вить в прежнее положение.
Задний центр закален, и в случае повреждения его
приходится шлифовать заново. Для этого существуют
специальные приспособления. Если в мастерской их не
имеется, центр отжигают, выверяют на токарном станке
и снова закаливают. Задний центр служит опорой для
вращающегося изделия, поэтому во время работы ею
следует обильно смазывать, иначе он чересчур нагреется
и может начать „заедать", сделается шероховатым и даже
несколько закруглится в центровом отверстии.
119. Установка резда.
При установке резца следует руководствоваться сле-
дующими пятью правилами:
1Л Резец должен выступать из резцедержателя как
можно меньше (фиг. 86-а). Чем больше свес резца над
*) Маленькие вырезы но бокам шаблона служат для проверки
заточки резьбовых резцов и установки их на станке, деления -для
подсчета числа ниток резьбы на Г'. См. § 199
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
175
верхней доской суппорта, тем больше изгибающий момент
для него и тем сильнее он пружинит. Это вызывает дро-
жание, а нередко и более серьезные последствия, почему
такой установки следует избегать, где только воз-
можно.
2 . Резцедержатель должен быть сдвинут к левому
концу тавровой канавки в верхней доске суппорта
(фиг. 87). Если закрепить его в середине или в правом
конце канавки, сильно возрастает опасность того, что
поводок патрона ударится о верхнюю часть суппорта.
Фиг. 86. Установка державки с резцом в суппорте (а—пра-
вильная установка: державка выдвинута лишь настолько,
чтобы можно было отвернуть болт, зажимающий вставной
резец; Ь — неправильная установка: слишком большой свес).
Если это случится во время работы, конец переднего
центра сломается, и центровое отверстие в левом торце
будет испорчено.
3°. Положение режущего ребра относительно изделия
имеет большое влияние на чистоту отделки, а также на
стойкость резца, т.-е. способность его работать долгое
время без переточки. Легко доказать, что режущее ребро,
поставленное перпендикулярно к оси вращения изделия,
будет резать металл не так успешно, как при установке
под углом около 20° к этому перпендикуляру.
4и. В обычной заводской практике, при пользовании
современными токарными резцами (т. - е. державками
с вставными резцами нормального типа), стараются ста-
вить их так, чтобы конец резц^ был направлен в сто-
рону передней бабки. При этом получается приблизи-
176
СТАНКИ ПО МЕТАЛЛУ
тельно требуемый угол бокового зазора и вместе с тем
приходится меньше стачивать верхнюю грань резца.
Этот способ установки годится для снятия тонкой
стружки, при условии хорошего закрепления резца в суп-
порте. В тех же случаях, когда приходится снимать
крупную стружку, лучше, если возможно, ставить резец
Фиг. 87. Правильное положение резцедержателя.
так, чтобы вершина его была немного отклонена от пер-
пендикуляра к линии центров в сторону задней бабки:
если резец будет „стронут" с места, режущее ребро его
отойдет от изделия, а не врежется в него.
5и. Носок резца должен находиться на высоте линии
центров или чуть выше ее.
120. Направление подачи.
При обточке на центрах подача должна производиться
по направлению к передней бабке, так как при этом
давление резца на изделие передается на передний
центр, который вращается вместе с изделием. Задний
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
177
центр служит опорой для вращающегося изделия, и если
бы подача, особенно крупная, производилась в сторону
этого центра, то значительное трение, возникающее
в результате давления на этот центр, привело бы либо
к разработке центрового углубления, либо к поломке
острия центра.
121. Охлаждение центров и резца.
Очень важно, чтобы задний центр достаточно обильно
смазывался маслом. Во время обточки, особенно когда
снимается крупная стружка (обдирка), задний центр
нагревается, масло скоро становится жидким и вытекает
или испаряется, а опорная поверхность оказывается сухой.
Следствием этого может явиться заедание центра.
От теплоты, развивающейся во время снятия крупной
стружки, изделие удлиняется и может оказаться слишком
сильно зажатым между центрами. При этом недостаточно
пустить сверху немного масла на центр: надо остановить
станок, отодвинуть назад центр, смазать его, как следует,
и снова завести его в центровое углубление.
Сухой центр, точно так же, как всякий сухой под-
шипник, дает иногда знать о себе слабым визжанием. При-
чины такого визжания необходимо немедленно выяснять.
Токарные резцы работают дольше, производительнее
и чище (при обработке стали и железа), если они охла-
ждаются хорошей струей масла или другой соответ-
ствующей жидкости. Однако, большинство самоточек не
имеют ни масляного насоса, ни другого приспособления
для непрерывной подачи смазки, а то небольшое коли-
чество ее, которое можно наносить щеткой, обычно осо-
бенной пользы не приносит, за исключением тех случаев,
когда нарезают винтовую резьбу.
122. Диск с делениями у рукоятки винта для попе-
речной подачи.
Для того, чтобы при ручной поперечной подаче резца
возможно было точно устанавливать величину ее, а также
толщину стружки, многие токарные станки имеют на
переднем конце рукоятки винта поперечной подачи
втулку (фиг. 88), снабженную делениями по окружности.
Пусть, например, поперечный винт имеет резьбу, шаг
Станки п<» мс’пшу 12
178
СТАНКИ ПО МЕТАЛЛУ
Фиг. 88. Втулка рукоятки у винта попе-
речной подачи (U—деления на втулке).
которой 2 мм. Следовательно, при полном обороте его
рукоятки поперечные салазки передвинутся на 2 мм.
Если окружность втулки разделена на 100 равных частей,
то при повороте рукоятки на одно деление перемещение
поперечных салазок составит, очевидно, 2 мм : 100
0,02 мм. Деления отсчитываются от риски на непо-
движной гайке винта, которая на фиг. 88 совпадает
с нулевым делением втулки.
В американских и английских самоточках винт попе-
речной подачи имеет в большинстве случаев нарезку
10 ниток на 1", т.-е.
шаг винта 0,1", и при
100 делениях- на
втулке, одному деле-
нию отвечает переме-
щение поперечных
салазок на
10.100 ~ 0’001 ’
(около 0,025 мм).
Надо помнить, что
величина перемеще-
ния резца в попе-
речном направлении
равна изменению величины радиуса изделия, т.-е. диаметр
при этом увеличивается или уменьшается на двойную
величину.
Так как величина одного деления на втулке рукоятки
винта поперечной подачи на разных станках различна,
то, приступая к работе на станке, необходимо определить
значение одного деления. Это просто сделать следующим
образом: надо подсчитать шаг винта, измерив, напр.,
длину, занимаемую на винте 10-ю нитками и разделив
ее на 10; полученную величину разделить на число деле-
ний по окружности втулки. Результат указывает величину
поперечной подачи при повороте рукоятки на одно деление.
123. Мертвый ход винта поперечной подачи.
Всякий винт, свободно вращающийся в гайке, имеет
игру или мертвый ход, получающийся вследствие
некоторого, хотя бы очень незначительного, зазора между
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
179
нитками винта и гайки. Величина мертвого хода, понятно,
увеличивается по мере износа резьбы. Мертвый ход винта
поперечной подачи может быть в новом токарном станке —
около 0,15 лш, а в старом достигает 0,5 мм и больше.
Предположим, что токарь подал поперечные салазки суп-
порта вперед на 0,15 мм больше, чем следует и, желая
отвести резец назад, поворачивает рукоятку поперечного
винта в обратную сторону на число делений, соответ-
ствующее 0,15 мм. Если мертвый ход этого винта соста-
вляет 0,15 мм, то поперечные салазки останутся при этом
на месте и сдвинутся назад только тогда, когда винт
повернется в гайке еще на величину мертвого хода, т.-е.
0,15 мм. Лучше всего исправлять допущенную при уста-
новке такого рода ошибку следующим образом: поворо-
том рукоятки отвести поперечные салазки назад больше,
чем действительно требуется, затем начать вращать ее
в противоположную сторону, при чем рукоятка прежде всего
пройдет число делений, соответствующее мертвому ходу;
замечают, против какого деления приходится неподвижная
риска, и затем уже поворачивают рукоятку дальше на
число делений, отвечающее требуемой подаче.
ПРАКТИЧЕСКИЕ ПРИЕМЫ ЦИЛИНДРИЧЕСКОЙ ОБТОЧКИ.
Положим для примера, что на токарном станке требу
ется выточить валик диаметром 35 л/лг. и длиною 160 мм
Диаметр заготовки—38 мм, длина ее—165 мм. Прежде
всего проверяют, не бьет ли передний центр и правиль-
но ли взаимное расположение обоих центров. Затем точно
центруют изделие (диам. центрового отверстия около
4 мм) и обрезают его с торнов до требуемой длины.
Следующая операция черновая обточка. Чтобы валик
получился одинакового диаметра по всей длине, оба
центра станка должны находиться точно на одной линии,
параллельной направляющим станины станка.
124. Правильная установка центров.
Резцом делают небольшую заточку у самого хомутика,
снимая стружку (№ 1 на фиг. 89) шириною 5—7 мм. При
этом резец должен резать металл на глубину несколько
большую толщины литейной корки. Не трогая винта
12
180
СТАНКИ ПО МЕТАЛЛУ
Фиг. 89. Проверка правильности
установки центров.
поперечной подачи, отодвигают задний центр назад, отво-
дят изделие в сторону настолько, чтобы оно не касалось
резца и подают суппорт к задней бабке. Снова ставят
изделие на центра и сни-
мают стружку №2 (фиг. 89).
Измеряют обе выточки.
Если диаметры их вполне
одинаковы, то станок бу-
дет обтачивать правиль-
ный цилиндр, так как обра-
ботанные места показы-
вают, что если обточить
все изделие от хомутика до задней бабки, то диаметр будет
везде один и тот же.
Если бы оказалось, что второй диаметр (выточки № 2)
больше, то надо сдвинуть заднюю бабку поперек станка
по направлению к токарю, если же он меньше первого
диаметра, то заднюю бабку следует сдвинуть назад,
дальше от токаря.
125. Проверка центров станка при помощи инди-
катора.
Для проверки правильности установки центров токар-
ного станка очень удобно пользоваться т. наз. инди-
катором. Один из инструментов этого рода изобра-
жен на фиг. 90. Он состоит из коробки, внутри которой
имеется система рычагов, увели-
чивающая во много раз переме-
щения конца закаленного штифта
(а), выступающего из коробки.
Эти перемощения указываются
стрелкою (Ь) на шкале с точностью
до 0,02 мм или 0,001*. Хвост инди-
катора служит для закрепления
в резцовом зажиме суппорта.
Проверка токарного станка при
Фиг. 90. Индикатор (и
острие штифта с шариком;
Ь - конец стрелки индика-
тора.
помощи индикатора производится
следующим образом. Ставят на центра станка т. наз.
контрольный цилиндр, т.-е. очень хорошо цен-
трованный, точно обточенный и отшлифованный валик
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ 181
длиною от 200 до 500 мм, не зажимая его при этом
в поводок, а индикатор закрепляют в резцедержателе
суппорта так, чтобы штифт его касался поверхности
цилиндра (фиг. 91) и стрелка стояла примерно на сере-
дине шкалы. Подают суппорт вручную вдоль цилин-
дра до самого конца его и наблюдают за стрелкой
индикатора. Если она остается неподвижной, центра
станка находятся на
прямой» параллельной
направляющим; в про-
тивном случае стрелка
покажет, в какую сто-
рону и насколько надо
сдвинуть заднюю баб-
ку. Точно также легко
обнаружить при этом
игру переднего
центра.
Если индикатора
под рукою не имеется,
зажимают (не туго)
Фиг. 91. Проверка правильности уста-
новки центров индикатором (J —индика-
тор; В—контрольный цилиндр).
кусок бумаги между концом хвоста державки и контроль-
ным цилиндром у одного конца его и затем то же самое
делают у другого конца, и на втулке винта поперечной
подачи замечают деления, отвечающие одному и другому
положению. Если они одинаковы—центры стоят правильно.
В противном случае поступают так, как указано в конце
предыдущего параграфа.
126. Установка станка на определенную скорость
резания.
После проверки центров устанавливают правильное
число оборотов шпинделя; оно должно быть взято
с таким расчетом, чтобы получить требуемую скорость
резания. Если обозначить через п—число оборотов шпин-
деля в минуту, v—скорость резания в метр, в мин. и d
диаметр изделия в миллиметрах, то
п
1000 v
(K)d
или п =318,5 -Х-
а
182
СТАНКИ НО МЕТАЛЛУ
Пусть, например, требуется обточить валик из поделоч-
ной стали диаметром 50 мм. Резец взят из инструмен-
тальной углеродистой стали. По табличке на стр. 153
находим подходящую скорость резания 10 метр/мин.
Следовательно, п 318,5
10
50
Е£64 об; мин. или ближай-
шее возможное для данного станка число.
127. Черновая обточка.
Чтобы получить точно обработанное изделие, необхо-
димо снять по крайней мерс две стружки. Первый проход
называется черновым, второй — ч и сто в ы м или отде-
лочным. Если требуется, напр., обточить» заготовку
диам. 40 лш до 36 лиг, т.-е. снять 4 мм по диаметру,
то глубина резания чернового прохода должна быть
меньше 2 мм. При этом можно дать резцу довольно
крупную подачу, не рискуя подвергнуть резец или изде-
лие действию слишком больших усилий.
Для черновой обточки сдвигают верхние салазки суп-
порта как можно дальше влево и закрепляют резец
в резцедержателе так, чтобы он выступал вперед лишь на
сколько требуется 1) и притом был перпендикулярен
к линии центров или повернут слегка вправо, а носок его
был выше линии центров на 0,4—0,8 мм. На один конец
изделия надевают хомутик, в центровое отверстие дру-
гого торца пускают масла и ставят изделие на центра
так, чтобы оно не хлябало, но и не было слишком тую
зажато. Hi чистовую обработку оставляют в среднем
0,7—0,8 мм по диаметру изделия, т.-е. глубина резания
чистового прохода—0,35—0,4 мм.
Пускают станок и подают резец вручную на длине
3—5 мм, следя за тем, чтобы не „запороть" изделие, т.-е.
не снять металл чересчур глубоко. Останавливают затем
станок и измеряют диаметр в обточенном месте. Если
он больше окончательного на величину чистовой обра-
ботки, т.-е. 0,7—0,8 мм, выключают продольный самоход
и обтачивают изделие, примерно, до половины длины. Затем
снимают изделие со станка и, не трогая поперечной уста-
новки резца, отводят суппорт обратно к заднему центру,
О влиянии свеса резца см. стр. 175.
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
183
закрепляют хомутик на другом конце изделия, ставят его на
центра и обтачивают вторую половину до обработанной
части. После чернового прохода диаметры обеих половин
должны быть одинаковы, и граница обеих обработанных
половин должна быть незаметна.
128. Чистовая обточка.
При чистовой обработка изделия диаметр его должен
уменьшиться на 0,7—0,8 мм. Величина припуска, оста-
вляемого на чистовой проход, зависит в значительной
степени от характера черновой обработки (при очень
большой подаче поверхность получается неровной даже
в том случае, когда пользуются довольно остро заточен-
ным резцом). Глубина резания чистового прохода должна
быть не меньше 0,4 мм (припуск по диаметру 0,8 лш),
так как при более тонкой стружке режущее ребро не
может забирать металл достаточно глубоко, и в резуль-
тате резец будет не столько резать, сколько скоблить
металл. Вследствие этого инструмент быстро тупится, и
поверхность изделия получается недостаточно чистой.
Необходимое условие чистой обработки—острое режу-
щее ребро резца. После обдирки нескольких изделий часто
бывает необходимо переточить резец, но если он обточил
только одну-две штуки, достаточно слегка подправить его
на оселке.
Чистовая обточка производится следующим образом.
Винтом поперечной подачи подводят конец резца к обто-
ченной начерно поверхности изделия, затем подают резец
вправо к заднему центру. Пользуясь делениями на втулке
рукоятки поперечного винта, подают резец вперед, но не
на полную требуемую величину, и снимают полоску,
достаточно широкую для того, чтобы можно было прове-
рить размер кронциркулем. Эта предосторожность отни-
мает немного времени, и никогда не следует упускать ее.
Замечают, сколько еще надо снять по диаметру, выклю-
чают продольный самоход, отводят резец назад к заднему
центру, затем устанавливают поперечные салазки точно
на требуемый диаметр и обтачивают изделие до поло-
вины. Выключают самоход, останавливают станок и,
не трогая рукоятки поперечной подачи, снимают изде-
лие и отводят суппорт в начальное положение (к заднему
184
СТАНКИ ПО МЕТАЛЛУ
центру). На обработанный начисто конец изделия наде-
лают хомутик, подложив под его зажимной винт полоску
меди или латуни. Смазывают задний центр, снова ставят
изделие на центра и обтачивают остающуюся часть
таким же порядком. Если положение поперечных салазок
оставалось неизменным, диаметры обеих частей изде-
лия будут одинаковы; если передний центр не бьет, то
граница обточки обеих половин будет совершенно неза-
метна; если центра станка установлены правильно, изде-
лие будет цилиндрическим, т.-е. диаметр его по всей
длине будет одинаков.
129. Массовая обточка изделий.
Для обточки большого числа одинаковых изделий
резец устанавливают по первой штуке, обрабатывают
ее на требуемую длину, выключают подачу, останавли-
вают станок, снимают обработанное изделие, отводят
суппорт в начальное положение и ставят на станок
следующую заготовку. Для контроля неизменности уста-
новки резца проверяют размер каждого изделия, снимае-
мого со станка.
Если длина обтачиваемого предмета достаточно велика,
то пока станок работает самоходом, на следующую заго-
товку надевают хомутик и смазывают центровое отвер-
стие так, чтобы можно было, сняв только-что обточен-
ный предмет, сейчас же поставить на его место сле-
дующий.
Когда окончен первый проход всех изделий, таким же
порядком производят следующую операцию, обрабатывая
последовательно одну штуку за другой, и т. д., пока не
будет закончена черновая обработка всей партии. Совер-
шенно так же производится чистовая отделка одинаковых
изделий.
Приведенные указания относятся ко всем вообще
операциям на токарном станке, а также и к массовой
обработке на большинстве других станков таких изделий,
которые выпускаются партиями. Обработка одинако-
вых деталей с одной установки режущего инструмента
дает большое сокращение времени обработки одной
штуки и, следовательно, увеличивает производительность
станка.
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ 1SS
130. Опиловка на токарном станке.
Хотя в настоящее время значительное большинство
круглых изделий х) начисто отделываются на токарном
или револьверном станке, либо доводятся до точного раз-
мера на шлифовальном станке, токарь должен уметь
опилить и отполировать изделие на самоточке точно
так же, как и на верстаке.
Такую опиловку требуется производить лишь в немно-
гих случаях, однако, нередко можно сэкономить много
времени, прибегнув к легкой обработке напильником
вместо обточки. Так, например, после того как кониче-
ская поверхность обработана почти до требуемого размера,
ее можно окончательно довести несколькими движениями
напильника скорее, чем обточкой на станке. Иногда прихо-
дится опиливать и шлифовать такие детали, как галтель
заплечика, закругленное ребро или кромку или какую-
нибудь специальную часть машины—втулку, рукоятку,
шкив и т. д.
Опиловка на токарном станке производится медлен-
ной подачей напильника, прижимаемого в то же время
к поверхности вращающегося изделия. Для этой работы
чаще всего пользуются напильником с ординарной насеч-
кой, которые не забиваются так скоро, как напильники
с перекрестной насечкой (см. стр. 37).
Нередко во время опиловки изделию дают слишком
высокое число оборотов; в особенности это касается
чугуна. Обыкновенно оказывается достаточно двойного
(по сравнению со скоростью цилиндрической обточки)
числа оборотов.
Начинающие часто допускают еще одну ошибку, двигая
напильник чересчур быстро, и портят этим круглую
форму изделия. Медленный длинный ход пилы всегда
дает лучшие результаты. При движении назад напильник
не следует снимать с изделия, но нажим должен быть
ослаблен.
Другой ошибкой является слишком сильное нажатие
на напильник. Надо помнить, что поверхность напильника
*) Точнее таких изделий, которые представляют собою тело
вращения, т.-е. все сечения которых, перпендикулярные оси, являются
окружностями.
186
СТАНКИ ПО МЕТАЛЛУ
в каждый данный момент касается лишь очень незначи-
тельной части поверхности изделия, и если чересчур
сильно нажимать на напильник, то в одном месте ме-
талла будет снято больше, нежели в другом, и изделие
потеряет точную круглую форму, сообщенную ему обточ-
кой на станке. Кроме того, насечка напильника при этом
быстро забивается опилками, и он начинает оставлять
царапины на поверхности изделия.
Начинающий должен остерегаться приближать свою
левую руку к вращающемуся хомутику, к планшайбе или
патрону. При опиловке части поверхности изделия вблизи
хомутика или кулачков патрона токарю нередко прихо-
дится принимать самые неудобные и утомительные позы,
чтобы не задеть левой рукой патрон и т. под. Очень
полезно поэтому научиться пилить с левой руки. Это
почти так же легко, как опиливать в обычном положе-
нии—с правой руки.
Напильник надо держать почти перпендикулярно к оси
изделия, но движение его должно быть направлено справа
налево или наоборот, для того, чтобы не снять в одном
месте больше металла, чем в другом. Напильник при этом
будет меньше забиваться, если направление опиловки
менять (перекрестная опиловка).
Поверхность изделия получается более чистой, если
напильник (особенно новый) при опиловке стали и чугуна
натереть мелом. Для обработки стали напильник иногда
вместо этого смазывают машинным маслом.
Относительно правильного положения рук при работе
напильником см. стр. 42—43.
Многие оставляют на опиловку слишком большой при-
пуск. Следует заметить, что если изделие обточено чисто,
то на обработку напильником и шкуркой достаточно оста-
вить около 0,05 лш.
Само собою разумеется, что взаимно-заменяемые части
должны доводиться до точного размера без помощи
напильника—на шлифовальном станке.
131. Шлифовка шкуркой на токарном станке.
Полировка или шлифовка изделий на токарном станке
производится большей частью наждачной шкуркой—полот-
ном или бумагой. В зависимости от размера зерен наждака
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
187
(„сыпи“)> различают крупные (№№ 6, 5, 4), средние
(№№ 3, 2) и мелкие (№№ 1, 0, 00, 000) номера шкурок.
Шлифовку лучше всего производить №№ 1, 0 и 00,
и самая чистая полировка получается, если пользоваться
почти сработавшейся шкуркой.
Иногда изделие предварительно слегка смазывают
машинным маслом или специальной смесью масел; при
этом поверхность получается более блестящей и дольше
сохраняет полировку.
Для успеха шлифовки шпинделю дают самое высокое
число оборотов. При больших размерах изделия необхо-
димо, чтобы оно было хорошо уравновешено и не слиш-
ком туго зажато между центрами; задний центр должен
при этом быть обильно смазан.
Не следует пытаться опиливать или полировать шкур
кой на токарном станке такие изделия, на поверхности
которых имеются канавки или отверстия. Если же сде-
лать это необходимо, то раньше забивают в эти отвер-
стия пробки из твердого дерева.
ВОПРОСЫ.
Обточка цилиндрических изделий.
1. Что понимают под установкой изделия на центрах станка?
2. Как проверить, не застревает ли хвост хомутика в прорезе
планшайбы?
3. Почему необходимо, чтобы передний центр не бил при вращении?
Укажите два способа для выверки вращающегося центра.
4. Почему оба центра должны находиться на прямой, параллельной
направляющим станины? Как это сделать?
5. Отчего необходимо смазывать заднее центровое углубление?
Зачем задний центр закаливают?
6. Что происходит, если резец слишком далеко выступает из резцо-
держателя суппорта?
7.. Что происходит, если резец поставлен так. что режущее ребро
его расположено ниже линии центров? Много выше линии центров?
Каким способом лучше всего, проверяется правильная установка резца
по отношению к линии центров?
8. Что случится, если во время обточки хомутик ударится о суп
порт? Почему случаи такого рода вызываются иногда тем. что резец
слабо зажат в суппорте?
9. Как получить на станке требуемую скорость резания?
10. Чем определяется толщина стружки при черновом проходе?
Величина подачи при черновом проходе?
188
СТАНКИ ПО МЕТАЛЛУ
11. От чего зависит толщина числовой стружки?
12. Почему отделка получается при толщине стружки 0,4 мм более
чистой, чем при толщине ее 0.05 мм?
13. Как измерить диаметр нЬчерно обтачиваемой заготовки? Когда
производят это измерение? Почему?
14. Объясните, как определить значение делений на втулке рукоятки
винта поперечной подачи и как пользоваться этими делениями.
15. Если требуется смазать центр во время работы станка, как
.>то сделать? Почему недостаточно просто смазать его снаружи?
16. От чего зависит величина подачи при чистовом проходе?
17. Как измерить диаметр чисто об точенного изделия? Когда про-
изводят это измерение? Почему?
18. Когда следует подкладывать полоску мягкого металла под зажим-
ной винт хомутика? Почему для этой цели кусок меди или латуни
лучше, чем листовое железо?
19. Опишите подробно метод массовой обточки одинаковых деталей
и укажите преимущества этого способа производства.
20. Почему напильники с ординарной насечкой лучше других для
опиловки на токарном станке?
21. Какие причины вызывают забивание напильника, т.-с. заполне-
ние опилками промежутков между зубьями насечки?
22. Какие ошибки часто делаются при опиловке на станке?
23. В каких случаях целесообразно отделывать изделия напильни-
ком на токарном станке?
ОБТОЧКА ЗАПЛЕЧИКОВ.
132. Различные типы заплечиков.
На фиг. 92 изображены различные типы заплечиков:
с гальтелыо или выкружкой (а), прямоугольный заплечик
(Л), с закругленным (с) и скошенным (rf) краем. Очевидно,
М (b) (с) (d)
Фиг- 92. Различные типы заплечиков.
по типу с и d могут быть обработаны не только запле-
чики, но и торцы изделий. Острые края в этих случаях
обычно слегка снимаются напильником или шкуркой.
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
189
133. Черновая обточка изделия до заплечика.
Если требуется обточить изделие так, чтобы получился
заплечик, прежде всего откладывают от торца требуемое
расстояние при помощи комбинированного циркуля (фиг.
72) или масштаба и чертилки—и проводят чистую острую
риску. Для того, чтобы она была более заметна, соответ-
ствующее место изделия намеливают.
Черновую обточку начинают обычным порядком,—сни-
мая стружку Нормальным токарным резцом. Не доходя
до риски на 3—1,5 мм, выключают самоход и дальше
до риски подают суппорт вручную. Рекомендуется закруг-
лить носок резца по малому радиусу и закрепить резец
таким образом, чтобы при чистовом проходе осталось
снять у заплечика как можно меньше металла.
134. Чистовая обточка выкружек малого радиуса
и заплечиков.
На фиг. 93 изображена наиболее целесообразная форма
резца для отделки прямых заплечиков. Боковые грани
его, образующие режущее ребро, на длине примерно 1,5 мм
или немного больше от ребра за-
тачиваются под углом 90 ; дальше
снимаются очень небольшие углы
зазора. Можно дать резцу незначи-
тельный боковой уклон, а носок
слегка закруглить на оселке. Если
правильно заточить и закрепить та-
кой резец, то передняя грань его
будет отличным отделочным токар-
ным резцом, а боковая грань —под-
резным. При помощи такого резца,
подавая суппорт вручную, осто-
рожно выбирают угол, оставлен-
ный обдирочным резцом, после
чего угол получается совершенно
прямым. Затем обычным порядком
изделие, обращая внимание на установку винта попереч-
ной подачи (деления), не доходя миллиметра на полтора
до заплечика останавливают самоход и дальше подают
суппорт вручную почти до самого заплечика; наконец,
Фиг. 93 Числовой резец
для обработки прямых за-
плечиков (а — режущие
ребра; Ь — зазор; с—очень
малый зазор).
начисто обтачивают
190
СТАНКИ ПО МЕТАЛЛУ
подрезают торец заплечика. Поперечную установку суп-
порта замечают по следующим соображениям: может
понадобиться обточить торец заплечика второй раз, чтобы
получить требуемую ширину его, и необходимо иметь
возможность подать резец настолько, чтобы не врезаться
в тело изделия глубже, чем надо. Коэме того, при обработке
нескольких одинаковых изделий, уже обточенных начерно,
можно быстро отделать их, если заметить поперечную
установку суппорта во время чистовой обработки первого
изделия, так как уже известно, насколько надо подать резец.
Мелкие выкружки (галтели) обрабатываются таким же
способом. Резец затачивается, как описано выше, с той
лишь разницей, что носок его закругляется по радиусу
требуемой выкружки.
Подрезку торцов заплечика многие токаря предпочи-
тают вести от окружности к центру. При таком способе обра-
ботки резец подводят к середине намеченной риски и подачу
производят по направлению к углу или выкружке заплечика.
В обоих случаях черновую обточку следует вести
почти до риски, не оставляя большого запаса для отделоч-
ного резца, иначе конец его затупится раньше нормаль-
ного времени.
Если имеется возможность, изделие обтачивают на-
черно со всех сторон, прежде, чем начать чистовую обточку.
В тех случаях, когда диаметр заготовки рядом с запле-
чиком меньше, чем в остальных частях, это место должно
быть обточено прежде всего, чтобы не пришлось делать
второго чернового прохода по этой части изделия. Иначе
говоря, не обязательно обдирать изделие до прямой ци-
линдрической формы прежде, чем подрезать заплечик. После
черновой обточки подрезают торцы до требуемой длины.
Следующая операция—чистовая обточка больших диамет-
ров изделия. Затем намечают точные размеры заплечика
на обработанной поверхности, отделывают малые диаметры
и подрезают заплечики до намеченных рисок, проверяя
диаметры штангенциркулем или микрометром, а длины—
при помощи масштаба.
135. Фасонные галтельные резцы.
Выкружки сравнительно больших размеров лучше всего
обтачивать начерно большим закругленным резцом, сооб-
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
191
Фиг. 91. Фасонные галтельные
резцы и державка для них. .
щая ему вручную обе подачи одновременно. Удобно при
этом пользоваться шаблоном профиля выкружки, выре-
занным из куска листового железа. Чистовую обработку
выкружек — внутренних и наружных — любого размера
(если радиус больше 3 мм) удобно производить т. наз. фа-
сонным резцом. Обычно
фасонные резцы отковы-
ваются и затем опилива-
ются до требуемого про-
филя. На фиг. 94 вверху
изображена специальная
державка с закрепленным
в ней фасонным резцом.
Вместе взятые они сходны
с пружинными резцами
(см. фиг. 62) в том отно-
шении, что когда резец пру-
жинит, он не в‘еда'тся
в изделие, а отходит от
него. Внизу фиг. 94 показаны типичные профили фасон-
ных резцов, предназначеных для закрепления в державке.
При обработке стали полезно смазывать фасонный
резец машинным маслом. Скорость резания должна быть
довольно малой, иначе
дрожание резца неизбежно.
136. Неподвижный люнет.
Неподвижный люнет (фиг. 95) представляет
собою весьма ценное приспособление в тех случаях,
когда приходится обрабатывать на токарном станке тон-
кие и длинные изделия, которые поэтому не имеют доста-
точной жесткости и прогибаются как от собственного
веса, так в особенности под действием давления резца.
Неподвижный люнет прикрепляется к станине при
помощи скобы а и винта Ь, Внизу корпус с простроган
соответственно форме направляющих станины. Верхняя
часть откидывается на шарнире d. Три кулачка е, поло-
жение которых регулируется установочными винтами /,
закрепляются после установки изделия болтами.
Чтобы установить необработанное еще изделие в лю-
нете, около середины его делают заточку (т.-е. канавку),
шириною несколько больше толщины кулачков (фиг. 96).
192
СТАНКИ ПО МЕТАЛЛУ
ближе к переднему
'о.
Фиг. 95. Неподвижный лю-
нет^ скоба; Ь—прижимной
вин г; С—корпус; d—шарнир;
е—кулачек; / установочный
винг кулачка).
Заточка должна быть тщательно сделана примерно посре-
дине предмета. Если изделие требуется обточить по всей
длине и кроме того предстоит и другая его обработка
у одного или обоих концов, то неподвижный люнет пред-
почитают подвижному (см. след, параграф) как для пер-
вой операции—обточки — так и для последующих. В этих
случаях заточку делают не по середине изделия, а несколько
центру, для того, чтобы первую
стружку можно было снять по
крайней мере на половине длины.
После того, как первая поло-
вина изделия обточена, перево-
рачивают его и снова устана-
вливают зажимы люнета по диа-
метру обработанной части. Что-
бы предохранить эту часть пред-
мета от царапин, то место его
поверхности, которое прихо-
дится под кулачками, оберты-
вают полоской листовой меди
или латуни. Кулачки не следует
зажимать слишком туго. Зажа-
тую под кулачками часть по-
верхности изделия охлаждают
машинным маслом.
Заточка должна быть обра-
ботана совершенно гладко; диа-
метр ее желательно выбирать
точно по размеру какой-нибудь имеющейся нормальной
оправки. Последнее делают для того, чтобы кулачки лю-
нета можно было предварительно установить по короткой
оправке, а не на самом изделии, так как тонкий длин-
ный валик сильно пружинит, и точная установка люнета
на таком изделии очень трудна.
Не следует устанавливать кулачки люнета прежде,
чем корпус его не будет крепко прижат к направляющим,
иначе во время установки кулачки могут несколько при-
поднять люнет со станины и, если закрепить его потом,
он прогнет изделие.
Неподвижный люнет применяют и в других случаях,
помимо обточки на центрах. Так, если требуется обго-
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
193
чить или расточить внутри сравнительно длинное изделие,
зажатое в патрон, оно может пружинить при обработке.
Чтобы избежать этого, пользуются неподвижным люнетом
в качестве опоры для свободного конца изделия. В этом
Фиг. 96. Установка на станке тонкого вала при помощи люнета.
случае прежде всего делают на конце заточку, концен-
тричную с осью изделия.
Если один конец изделия опирается на передний
центр станка, то во втором
отверстие и растачивать
его, пользуясь неподвиж-
ным люнетом для под-
держки этого конца. В этом
случае изделие привязы-
вают к планшайбе (обыч-
но — сыромятными сшив-
ками для ремней), чтобы
конце можно просверливать
Фиг. 97. Втулка для зажима в не-
подвижном люнете.
оно было крепко прижато
к переднему центру. Это можно сделать следующим обра-
зом: отвернуть планшайбу со шпинделя на 3—4 нитки,
сшивкой привязать к ней Хомутик как можно туже
и затем снова навернуть планшайбу на шпиндель до
отказа.
Станки по металлу
194
СТАНКИ ПО МЕТАЛЛУ
Если почему-либо сделать заточку для люнета нельзя,
пользуются специальной цилиндрической втулкой !) (фиг.97),
которую надевают на изделие и закрепляют на нем при-
жимными болтами. Чрезвычайно важно закрепить втулку
таким образом, чтобы она вращалась концентрично с осью
изделия; только после тщательной проверки правиль-
ности положения втулки можно зажимать на ней люнет.
137. Подвижной люнет.
Подвижные люнеты (фиг. 98) служат для того,
чтобы предупредить прогиб тонких изделий в сторону от
резца во время снятия стружки. На конце изделия делают
короткую заточку, снимая стружку до требуемого диа-
метра, и устанавливают по этому диаметру два кулачка
подвижного люнета. Так как он привинчен к салазкам
суппорта и движется вместе с ними, то кулачки не позво-
ляют изделию отходить от резца под влиянием усилий
резания.
138. Накатка.
Накаткой называется операция, состоящая в том,
что на поверхности предмета посредством нескольких
*) В Америке она носит своеобразное название „кошачьей головы11.
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
195
рифленых роликов, катящихся по предмету, выдавлива-
ются неглубокие бороздки, образующие узор сетки.
Понятно, что отпечаток узора на поверхности получится
только в том случае, если ролики достаточно сильно нажи-
мают на поверхность. Накаткой называют обычно как
самый инструмент для этой операции, так и получаю-
щийся при этом узор.
Накаткой снабжаются такие круглые части машин,
которые приходится часто поворачивать, напр., круглые
головки винтов, кнопки на передней доске суппорта, руко-
ятки раздвижных гаечных ключей и т. под. Накатка облег-
чает поворот их благодаря увеличению трения между
пальцами руки и накаткой.
Фиг. 99 Державка с роликами для накатки. Накатки разного
iuai а.
Встречаются различные формы узора накатки; чаще
всего ячейки ее имеют форму четырехгранной пирамиды
(„ромба"), как изображено в левой части фиг. 99. В зави-
симости от размера ячеек (шага накатки), различают круп
ную (грубую), среднюю и мелкую накатку.
Инструмент для накатки состоит из державки (фиг. 99),
в которую вставлены два сильно закаленных ролика, на
поверхности которых вырезан соответствующий узор.
Державка с роликами зажимается в суппорте станка и при
помощи винта поперечной подачи плотно прижимается
к поверхности изделия, на которой при этом отпечаты-
вается узор.
Державка, изображенная на фиг. 99, снабжена двумя
роликами, сидящими в одной общей головке, которая вра-
щается на шарнире. Такое устройство разгружает нака-
13
196
СТАНКИ ПО МЕТАЛЛУ
тываемое изделие от бокового давления, благодаря чему
не разрабатываются центровые отверстия. Указанная дер-
жавка пригодна для накатки сравнительно тонких изде-
лий, зажатых в патроне, чего нельзя сказать о держав-
ках других типов, где оба ролика отжимают изделие
в сторону.
При установке накатки в резцедержателе суппорта
надо следить за тем, чтобы отпечатки обоих роликов не
пересекались, а совпадали, иначе узор будет испорчен.
В самом начале работы инструмент надо сильно прижать
к изделию, и если работа идет правильно, нажатие можно
несколько ослабить. Сетка должна получаться совершенно
однородной, одинаково чистой и острой по всей поверх-
ности, как изображено на фиг. 99.
Накатка ведется при большой подаче самоходом.
Обычно бывает достаточно двух проходов. Для охла-
ждения пользуются машинным маслом, независимо от рода
накатываемого металла.
ОБТОЧКА НА ОПРАВКАХ.
Пустотелые предметы, с сквозным отверстием в цен-
тре, невозможно поставить для обточки ее снаружи на
центры токарного станка. Поэтому такая работа произ-
Фиг. 100. Нормальная оправка для токарных работ.
водится, насадив изделие на валик соответствующего диа-
метра, торцы которого снабжены центровыми углублени-
ями. Такие специальные валики называются оправками.
139. Простые оправки.
Простые или нормальные оправки для токар-
ных работ (фиг. 100) изготовляют из стали, шлифуют
и закаливают. В продаже имеются оправки разных раз-
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
197
меров. Поверхность их обточена слегка на конус, с укло-
ном примерно 0,6—0,7 мм на 1000 мм. Номинальный размер
считается по среднему диаметру. Простая оправка заго-
няется в отверстие изделия при помощи молотка из мяг-
кого металла—свинца, баббита и т. д.,—или специального
ручного пресса. Изделие удерживается на оправке силой
трения. Чтобы не испортить изделие, оправку необхо-
димо всякий раз смазывать перед тем, как загонять
ее в отверстие.
Диаметр концов оправки делается несколько меньше,
чем самого тела, благодаря чему мятины или заусенки,
которые могут быть вызваны при закреплении на них
хомутика, не влияют на точность самой оправки.
Очень важно, чтобы центровые углубления на оправке
были достаточно велики и могли противостоять тем боль-
шим давлениям, которые имеют место при обточке тяже-
лых изделий.
Центровые углубления должны быть обработаны совер-
шенно гладко, чтобы представлять достаточную опорную
поверхность, и иметь угол, при вершине в точности рав-
ный 60 , соответственно центрам токарного станка. Цен-
тровые отверстия несколько углубляются для предохра-
нения от ударов (см. фиг. 100), однако, при всем том
никогда нс следует загонять оправку ударами стального
молотка. В крайнем случае, если под рукою нет молотка
из мягкого металла, можно воспользоваться обыкновен-
ным ручником, положив на торец оправки толстую доску.
Чтобы вынуть оправку из отверстия, ее выколачи-
вают мягким молотком или выжимают пр ессом.
Оправку необходимо загонять в отверстие парал-
лельно оси предмета, иначе можно смять одну сторону
отверстия. Если отверстие обработано правильно, оправка
войдет в него довольно мною, прежде чем начнет за-
стревать: этим она сама себя направляет. Важно помнить,
что размер оправки обозначается всегда на том конце,
который расположен со стороны большего диаметра.
Чтобы избежать изгиба спиц шкива при закреплении
его на оправке или удалении последней, под торец втулки
(ступицы) подкладывают шайбу соответствующей толщины.
Если подходящей шайбы нет, можно воспользоваться
двумя короткими брусками одинаковой толщины.
198
СТАНКИ ПО МЕТАЛЛУ
140. Применение оправок для токарных работ.
Обточка и подрезка изделия, насаженного на оправку,
ничем не отличается от аналогичных операций при работе
на центрах; резцы должны быть так же заточены и уста-
новлены. Цилиндрическую
дят с подачей к большему
Фиг- 101. Закрепление шкива
большого диаметра на малой
оправке.
обточку на оправке произво-
концу оправки, если это воз-
можно. При этом изделие
плотнее заклинивается на
оправке.
Если сравнительно боль-
шое изделие приходится обта-
чивать на малой оправке, не-
обходимо принять меры к тому,
чтобы оправка не пружинила
и не гнулась и чтобы изде-
лие не проскальзывало на
оправке под действием да-
вления резца. В подобных
случаях нередко лучше вра-
щать изделие поводком патрона непосредственно, без по-
мощи хомутика (фиг. 101).
Надо помнить, что хотя поверхность оправки тверда,
режущие инструменты все же тверже ее, и при небреж-
ном обращении нетрудно испортить оправку. Никогда не
выбывайте вашею заводскою клейма на оправке.
141. Другие типы оправок.
Самодельные оправки. — Часто пользуются оправ-
ками, сделанными у себя на заводе из поделочной стали;
концы оправки обязательно в этом случае цементировать.
Обработка ее сводится к аккуратной обработке и цен-
тровке шеек. Центровые углубления должны быть пра-
вильно соразмерены. Для отверстий большого диаметра
(от 75 мм) тело оправки можно сделать из чугуна и в торцы
ее засадить каленые цапфы из инструментальной стали
с просверленными и раззенкованными центрами.
Расширяющиеся оправки имеются в продаже в боль-
шом количестве типов. Они дороги и не так точны, как
оправки, шлифованные из цельного куска. Широко при-
меняются конические оправки (фиг. 102п), состоящие из
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
199
конуса и надетой на него чугунной втулки с прорезами;
особенно часто применяются большие размеры их. Не сле-
дует пробовать расширять втулку под отверстие слиш-
ком большое для данной оправки, так как втулка может
лопнуть.
Другой тип расширяющейся оправки изображен на
фиг. 1026. Она состоит из стержня, вдоль которого про-
строгано три или больше канавок, равномерно углубляю-
щихся к одному концу стержня. На стержень надета
Фиг. 102. Два типа расширяющихся оправок.
втулка с прорезами, ширина которых одинакова с шири-
ной канавок стержня. В прорезы втулки вставляются кли-
нообразные шпонки, и втулка надевается на стержень
так, чтобы шпонки вошли в его канавки. Одна из шпонок
показана отдельно на фиг. 102. Они имеют по длине
уклон, равный уклону канавок стержня, поэтому наруж-
ные грани их на собранной оправке лежат на общей
цилиндрической поверхности, диаметр которой можно
менять, передвигая втулку вдоль стержня. Особое пре-
имущество оправок этой конструкции перед другими
состоит в том, что они годятся для отверстий, диаметр
которых несколько больше или меньше номинального раз-
мера оправки.
Составная оправка (фиг. 103) предназначена для
одновременной обточки или фрезеровки нескольких оди-
200
СТАНКИ ПО МЕТАЛЛУ
1аковых изделий, как, напр., заготовок для зубчатых колес,
фрез и т. под. Она хороша также для обточки тонких
изделий.
Оправка с резьбой и ганкой (фиг. 104) употребляется
для подрезки гаек и обработки таких деталей, которые
кладную шайбу W9
имеют внутреннюю вин-
товую нарезку. В тех
случаях, когда такого
рода изделие не имеет
хотя бы одного торца,
обработанного перпен-
дикулярно к оси нарез-
ки, на правый конец
оправки необходимо на-
в том, что изделие
деть пружинящую под-
иначе нельзя быть уверенным
не перекосится на оправке. Такую
Фиг. 104. Оправка с ганкой.
шайбу легко сделать из обыкновенной железной шайбы,
слегка выгнув ее, как показано на рисунке.
Фиг. 105. Короткая коническая оправка.
Коническая короткая оправка (фиг. 105) может
быть вставлена хвостом в коническое отверстие шпин-
деля станка. Другому концу ее, начиная от заплечика,
можно придать любую форму. Оправки с резьбой этого
типа (фиг. 105 справа) применяются для обработки глу-
хих гаек, т.-е. таких, которые имеют несквозное отверстие.
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
201
142. Обточка коленчатых валов и эксцентриков на
токарном станке.
Если цилиндрическая поверхность какой-либо части
изделия имеет ось параллельную, но не совпадающую
с главной осью изделия, то говорят, что эта поверхность
должна быть обработана эксцентрически. Самое изделие
Фиг. 106. Установка эксцентриков и коленчатых валов
на токарном станке.
носит название эксцентрика (фиг. 106о) или колен-
чатого вала (фиг. 1066 и с). Детали обоих типов
широко применяются в машиностроении для превращения
кругового движения в прямолинейное взад и вперед
(т. наз. „переменно-возвратное движение44) или наоборот—
прямолинейного в круговое. Для того, чтобы обточить
поверхность эксцентрика, необходимо сделать центровые
отверстия на таком расстоянии от главной оси, которое
202
СТАНКИ ПО МЕТАЛЛУ
равно эксцентриситету, т.-е. половине длины хода прямо-
линейно движущейся части машины.
На фиг. 106 показано три способа установки на цен-
трах станка цилиндрических изделий, которые должны
быть обточены эксцентрически. Эксцентрик (а) обычно
заклинивается на валу шпонкой, поэтому для обработки
его насаживают на оправку и закрепляют на ней шпон-
кой. Оправка имеет центровые углубления на расстоянии
от оси, равном эксцентриситету.
В коленчатом валу (6) перед обточкой эксцентриче-
ских поверхностей делают дополнительную пару центро-
вых отверстий. Если величина эксцентриситета настолько
велика, что центровые углубления не помещаются на тор-
цах цапф вала, то на эти цапфы надевают специальные
фланцы, предварительно расцентрованные соответствую-
щим образом, как показано на фиг. 106с. Чтобы вал не
пружинил, между фланцами и обрабатываемой шейкой
ставят распорки.
ВОПРОСЫ.
Обточка цилиндрических изделий. П.
1. Если требуется спять большой слой металла, целесообразно ли
подрезать торцы точно до требуемой длины? Укажите причины.
2. Почему обычно рекомендуется откладывать расстояние до запле-
чика от одного конца изделия?
3. Каким инструментом можно пользоваться, чтобы откладывать
₽ти расстояния:' В каких случаях пользуются мелом? Медным купо-
росом?
4. Надо ли для обдирки откладывать расстояния до заплечико.
с большой точностью? Почему?
5. Чем отличается форма резца для обточки прямого заплечика
от нормального токарного резцч? Как ставить резец? Почему?
6. Если надо обточить изделие по разным диаметрам в отдельных
местах, необходимо ли обдирать его до цилиндрической формы по
всей длине, прежде чем обточить начерно части меныиих диаметров?
7. Какой припуск надо оставлять на чистовую подрезку заплечика?
Почему?
8. Почему при обточке заплечика рекомендуется миллиметра за
полтора до него останавливать самоход и дальше подавать суппорт
вручную?
9. Какой припуск надо оставлять для чистовой обточки крупных
цилиндров?
10. Как заточить комбинированный токарный и подрезной резец
для чистовой обточки и подрезания заплечика? Хорош ли такой резец?
Чем? Опишите подробно способ работы им.
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВ
203
11. Об'ясните, как пользоваться делениями на втулке рукоятки
винта поперечной подачи при обточке изделий с заплечиками?
12. Иногда для обработки заплечиков целесообразно делать
заточку. Как ее проточить?
13. Что называется прямым углом при обработке заплечика?
Внутренней выкружкой (галтелью)?
14. Начертите заплечик с прямым краем, с закругленным краем,
со скошенным краем.
15. За чем надо следить, начиная делать накатку?
16. Как узнать, достаточно ли накатана поверхность?
17. Зачем применяют два ролика для накатки узора, изображенного
на фиг. 99?
18. С какой целью на изделии делают заточку для неподвижного
люнета?
19. Почему рекомендуется делать заточку такого же диаметра,
какой должно иметь обточенное изделие?
20. Когда не с^дует делать заточку по середине длины изделия?
21. В каких случаях привязывают поводок к планшайбе? Как это
сделать?
22. В чем состоит разница между неподвижным и подвижным
люнетом?
23. Зачем поверхность оправки делают с легким уклоном?
24. Почему размер оправки и клеймо завода нс ставят на обоих
концах оправки? '
25. Как оправку загоняют в отверстие изделия?
26. Какую предосторожность надо всегда принимать перед тем,
как загонять оправку в отверстие? Почему?
27. Укажите три главных типа оправок и сравните их достоинства.
28. Что такое оправка с резьбой? Для какой цели надевают пру-
жинную шайбу на такую опргвку?
29. Какая гайка называется „глухой"? Можете ли вы найти глухую
гайку на самоточке?
30. Как закрепить глухую гайку для обточки или подрезки ее?
31. Почему центровые углубления оправок должны быть чисто
обработаны? Почему размеры их должны быть довольно большими?
32. Зачем начало центровых углублений у оправок развертывают
на цилиндр?
33. Что такое „эксцентрик"? Что такое „бугель эксцентрика"?
34. В чем заключается разница между эксцентриком и коленчатым
валом?
35. Что называется „эксцентрическим точением"?
36. Как бы вы разметили две пары центровых отверстий по
фиг 106-6, имея несколько призматических подкладик и рейсмус?
ГЛАВА XIII.
ОБТОЧКА В ПАТРОНЕ И НА ПЛАНШАЙБЕ.
Все токарные работы можно разбить на три главных
группы в зависимости от способа укрепления изделия на
станке: обработка на центрах, в патроне и на план-
шайбе. Каждая работа на токарном станке, независимо
от того, к какой группе она относится, может состоять
из одной или нескольких операций, как обточка (на-
ружное точение), нарезание винтовой резьбы, расточка
(внутреннее точение) и т. д. Обточка на центрах рассмо-
трена выше, в настоящей же главе будут описаны токар-
ные работы в патроне и на планшайбе.
143. Типы патронов.
Изделия диаметром больше 50 мм закрепляют обычно
в токарных кулачных патронах (фиг. 107 а),
состоящих из диска, в прорезах которого передвигаются
при помощи винтов три или четыре ступенчатых кулачка.
Патроны меньшего размера имеют конический хвост,
которым они вставляются в отверстие шпинделя (фиг. 1076).
Так как главное наз! а юние их—держать мелкие сверла,
развертки и т. п. И1сгрумент, то патроны этого типа
носят название сверлильных.
Токарные патроны с независимым перемещением кулач-
ков называются обыкновенными; если же все кулачки
движутся однов[ еменно, то патрон называется универ-
сальным. Существуют токарные патроны, кулачки кото-
рых можно перемещать как все одновременно, так и
независимо один от другого; такие патроны носят назва-
ние комбинированных. Большие патроны обычно
делаются комбинированными или обыкновенными, малые
токарные и сверлильные патроны—универсальными.
ОБТОЧКА В ПАТРОНЕ И НА ПЛАНШАЙБЕ 205
Большинство токарных патронов имеют переставные
кулачки: в некоторых конструкциях кулачки переста-
вляются целиком, в других же—поворачивается только
верхняя часть их (см. фиг. 107). Переставными они
(а)
(t>)
Фиг. 107. Токарный и сверлильный патроны.
делаются для того, чтобы в патроне можно было зажи-
мать изделия разных диаметров. Различные способы закре-
пления изделий в патроне представлены на фиг. 108.
Изделие может быть
зажато снаружи (а и
6) или также изнутри
(с), если оно имеет
полость. В последнем
случае кулачки при-
ходится переставить,
как и показано на
фиг. 108 с. Следует
заметить, что, закре-
пив кольцо в патроне
(фиг. 1086), его можно
подрезать с одной
Фиг 108. Три способа закрепления из/с*
лий в кулачном патроне.
стороны и расточить внутри, а закрепив затем, как изо-
бражено на фиг. 108 с, можно обточить наружную по“
верхность и подрезать другой торец кольца. Таким обра"
зом, всю обработку можно произвести с двух уста"
новок.
206
СТАНКИ ПО МЕТАЛЛУ
144. Закрепление токарных патронов на шпинделе.
Вынимают из шпинделя центр и, если предстоит
обработка короткого изделия, затыкают отверстие в нем
чистыми хлопчатобумажными концами, чтобы предупредить
попадание стружек и грязи. Снимают планшайбу и сохра-
няют ее в таком месте, где в ее отверстие с нарезкой
не могли бы попасть стружки.
Перед надеванием патрона осматривают, нет ли грязи
или заусенок на резьбе и заплечике шпинделя или на
резьбе патрона. Нарезку обильно смазывают. Патроны раз-
мером от 10ч и выше подносят к шпинделю так, чтобы отвер-
стие их было на уровне конца шпинделя, для чего можно
пользоваться деревянными подкладками, положенными
поперек направляющих станка. Приставив отверстие па-
трона к нарезанному концу шпинделя так, чтобы оси обеих
нарезок совпадали, начинают медленно вращать шпиндель
левой рукой. При этом патрон должен свободно навинчи-
ваться на шпиндель. Чтобы снять патрон, поступают так
же. Патрон надо навинчивать на шпиндель до отказа, т.-е.
до тех пор, пока он не упрется в заплечик; подходя
к концу, вращение надо замедлить, чтобы не испортить
заплечик шпинделя, а отчасти—и резьбу, ударом, который
при этом получится.
145. Закрепление изделия в патроне.
Раздвигают кулачки патрона примерно по размеру
изделия, которое требуется закрепить, и по возможности
концентрично с круговыми канавками диска патрона.
Зажимают кулачками изделие и, поворачивая патрон рукой,
проверяют, свободно ли он вращается. Затем пускают
станок и мелом отмечают „высокое место" 9 на враща-
ющемся изделии. Отводят кулачок, отстоящий дальше
других от „высокого места" и подают к центру патрона
противоположный ему кулачок, перемещая этим изделие
в направлении центра патрона.
Правильность установки изделия можно проверить и
другим способом: зажимают в „солдатик" суппорта резец
хвостом вперед и, вращая изделие, определяют, насколько
эксцентрически оно установлено.
См. стр. 160.
ОБТОЧКА В ПАТРОНЕ И НА ПЛАНШАЙБЕ 207
После того, как изделие установлено правильно, затя-
гивают все винты патрона до отказа. Если требуется
обработать несколько одинаковых изделий, отмечают
(мелом) два соседних кулачка и при установке пользуются
только ими, не трогая остальных. При пользовании трех-
кулачковым патроном, достаточно отодвинуть только один
кулачок, чтобы можно было освободить изделие. Это
дает экономию времени.
В тех случаях, когда требуется зажать изделие в
патроне точно концентрично с уже отделанной частью
поверхности (наружной, внутренней или торцевой), для
достижения требуемой точности можно пользоваться
индикатором *)• Однако, добиться совершенной точности
в подобных случаях невозможно. Поэтому, если часть
какой-либо операции закончена начисто, не следует выни-
мать изделие из патрона раньше, чем не будет закончена
начисто вся операция.
146. Обточка плоскостей.
Обточка плоскостей получается при обработке торцов
изделий сравнительно большого диаметра, закрепленных
в патроне или на планшайбе
(фиг. 109). Для чернового прохода
можно пользоваться широким пло-
ским резцом (см. фиг. 62). При
применении этого резца или резца
подобного ему типа, обточку ведут
от окружности изделия к центру.
Чистовую отделку можно произво-
дить нормальным токарным или
подрезным резцом.
Плоскость может получиться
правильной лишь в том случае,
Фиг. 109. Об точка плос-
кое! it.
если шпиндель станка не имеет
продольной игры в подшипниках.
Болт, прижимающий нижние са-
лазки суппорта к станине, сле-
дует затягивать туго, иначе резец будет иметь стремление
отходить в сторону от обрабатываемой поверхности и
’) См. стр. 180 и 213.
208
СТАНКИ ПО МЕТАЛЛУ
обточка получится неровной. Отделка чугунных изделий
выходит значительно чище, если брать очень тонкую
стружку при очень большой подаче.
Для чугуна прекрасным отделочным резцом является
плоский широкий резец, изображенный под № 8 на
фиг. 62. Для охлаждения хорошо пользоваться густым
маслом. Чугун и латунь облицовывают всухую.
147. Разрезка круглых прутков на токарных стан-
ках. Отрезные резцы.
Различные типы отрезных резцов изображены на
(риг. 110. Боковой зазор (а и Ь) делается очень незна-
чительным, и боковые грани стачиваются ровно настолько,
Фиг. 110. Отрезные резцы (А—прямой; В—изогнутый
цельно-кованнын; С—правая державка с вставным резцом).
(С)
сколько необходимо для того, чтобы избежать трения
резца о стороны прорезаемой канавки. Чрезмерно большой
зазор ослабляет резец.
Отрезной резец, изображенный на фиг. 110 с, удобен
тем, что его можно выдвигать из державки лишь на тре-
буемую длину.
Для разрезания выбирают отрезной резец с лезвием
такого размера, который немногим больше половины
диаметра отрезаемой заготовки или прута.
Режущая грань отрезного резца шире остальных частей
его головки. Задний угол такой же, как у других токар-
ных резцов, т.-е. около 10°. Кроме переднего зазора,
резец имеет с обеих сторон боковой зазор (вниз и назад)
к телу резца (см. фиг. ИОЛ). Ширина режущего ребра
ОБТОЧКА В ПАТРОНЕ И НА ПЛАНШАЙБЕ 209
зависит от многих обстоятельств; она должна быть доста-
точно большой, чтобы обеспечивать необходимую проч-
ность резца, но, с другой стороны, чрезмерная ширина
его вызывает напрасный расход металла.
Отрезные резцы никогда не имеют бокового
уклона передней грани и лишь в самых редких слу-
чаях—небольшой передний угол, который нежелателен
потому, что при наличии мертвого хода у винта попе-
речной подачи отрезной резец с передним уклоном имеет
стремление к заеданию.
У отрезных резцов затачивается лишь передняя
грань.
148. Операция отрезки.
Отрезной резец закрепляют на высоте оси изделия.
При установке выше этой оси резец, подходя к середине
изделия, стремится подняться вверх, а при установке
Фиг. 111. Верный способ слома in огрсаной резец и испортить
изделие.
ниже ее—он заедает. Отрезку стали и катанного металла
необходимо производить при обильной смазке хорошим
маслом; для стекания его под резец подставляют чашку
или поддон. Подача резца производится вручную, при чем
требуется соблюдать осторожность и обращать внимание
на то, как режет резец. По мере приближения к середине
изделия, число оборотов станка можно увеличивать; это
особенно удобно, если станок снабжен отдельным мотором.
Ставки и и M-rajjy 14
210
СТАНКИ ПО МЕТАЛЛУ
Заточка, установка и работа отрезным резцом требуют
значительного опыта.
Отрезку заготовки, закрепленной в патроне, удобнее
производить изогнутым отрезным резцом (фиг. ИОВ),
который можно подвести к самому патрону.
Необходимо подчеркнуть, что пружинение изделия или
резца является очень нежелательным. При отрезке
надо принять все меры к тому, чтобы как изделие,
так и резец были закреплены по возможности жестко
и устойчиво.
Не следует пробовать разрезать отрезным резцом
изделие, поставленное между центрами; точно также
нельзя делать им заточек на тонких прутках. В обоих
случаях почти неизбежны прогиб и поломка изделия,
а вместе с тем—и поломка резца (фиг. 111).
149. Дрожание резца и изделия.
Нередко во время работы отрезного резца происходят
быстрые колебания инструмента и изделия, т. н. „дро-
жание". Оно может быть вызвано одной или несколькими
причинами: тем, что резец или изделие пружинит, черес-
чур высокой установкой резца в суппорте, мертвым ходом
винта поперечной подачи или игрой шпинделя в под-
шипниках.
ВОПРОСЫ.
Применение токарных патронов.
1. Как навинчивачь патрон на резьбу шпинделя? Как лучше всего
держать тяжелый патрон, когда начинают навинчивать его на
шпиндель?
2. Почему опасно пустить станок от привода, когда начинают навин-
чивать патрон на резьбу шпинделя? Когда кончают навинчивать его?
3. В чем состоит назначение кругоьых канавок на диске патрона?
4. Как можно Сэкономить время» затрачиваемое на установку
изделия в патроне, если надо обточить партию одинаковых изделий?
5. Найдите в мастерской, где вы работаете, следующие токарные
патроны: 6"-вый универсальный 3-кулачковый; 6"-вый универсальный
двухкулачковый; 8"-вый обыкновенный 4-кулачковый; комбини-
рованный.
6. Укажите преимущества универсального патрона перед другими.
7. Укажите достоинства обыкновенного кулачкового патрона.
8. Как можно перемещать одновременно все кулачки комбиниро-
ванного патрона? Независимо один от другого?
ОБТОЧКА В ПАТРОНЕ И НА ПЛАНШАЙБЕ
211
9. Расскажите подробно, как снять патрон со шпинделя токарного
станка. Почему при этом нельзя пустить станок от привода?
10. Какими патронами пользуются для зажимания круглых прутков
или изделий малого диаметра?
11. Положим, что требуется расточить внутри кольцо, имеющее
наружный диаметр 6"; как закрепить его в 6"-вом патроне?
12. Какие кулачки называют „переставными0?
13. Что называют кулачками с переставными накладками?
14. Можно ли ударять молотком по ключу для передвижения
кулачков токарного патрона или надевать на него газовую трубу,
чтобы легче было отпустить винты?
15. почему опасно осчанавливать патрон, затормаживая его рукою?
16. Как называется маленький патрон с коническим хвостом,
который вставляют в отверстие шпинделя станка?
17. Укажите преимущества изогнутого отрезного резца для разрезки
изделий, закрепленных в патроне.
18. Какие углы зазора имеет отрезной резец?
19. Когда отрезной резец можно считать установленным пра-
вильно?
20. Почему не рекомендуется перерезать на две части изделие,
поставленное на центры станка?
21. Что понимают под дрожанием резца или изделия? Как избе-
жать его?
22. Каким резцом можно производить черновую обточку плоскостей?
23. С какой целью во время обточки плоскостей зажимают суп-
порт на стацине?
РАБОТЫ НА ПЛАНШАЙБЕ.
150. Планшайба.
Планшайба (фиг. 114D и F) представляет собою
чугунный диск с рядом радиальных, симметрично располо-
женных, прорезов (обычно более длинные—таврового сече-
ния, остальные—с параллельными стенками) разной длины,
назначение которых будет указано в дальнейшем. В центре
планшайбы имеется сквозное отверстие с резьбой для
навинчивания на рабочий шпиндель станка.
Диаметр планшайбы может быть не больше двойной
высоты центров токарного станка. Поверхность ее должна
быть совершенно точно обработана таким образом, чтобы
при закреплении ее на станке плоскость, обращенная
к задней бабке, была строго перпендикулярна к линии
центров станка.
На планшайбе обрабатываются изделия, форма которых
такова, что они не могут быть поставлены на центра
станка или зажаты в патроне.
13*
212
СТАНКИ ПО МЕТАЛЛУ
От правильности закрепления изделия на планшайбе
зависит точность обработки. Поэтому для установки на
планшайбе пользуются рядом специальных приспособлений.
Главные из них изображены на фиг. 112. В следующих
параграфах дано их описание и приведены примеры при-
менения их.
151. Приспособления для укрепления изделий на
планшайбе.
Болт с квадратной головкой (фиг. 112 6) вставляется
в любой из прорезов планшайбы и служит для приверты-
вания к ней изделий.
Фиг. 112. Приспособления для закрепления изделий на план-
шайбе (а штихмас; Ь болт с квадратной головкой; С— шпилька
с заплечиком d— скобки; €—прямая подкладка; J - подкладка
с прорезами; g— угольник; // у порка).
Шпилька с заплечиком (фиг. 112 с) имеет нарезку
с обоих концов. Она может быть закреплена в любом
прорезе планшайоы.
Скобка (фиг. 112с/). Способ применения ее совершенно
ясен из фиг. 114 А и В.
Прямая подкладка с прорезами (фиг. 112/) имеет по
крайней мере две смежные, гладко простроганные грани,
образующие прямой угол. Она снабжена продольными
прорезами и несколькими гладкими или нарезанными отвер-
ОБТОЧКА В ПАТРОНЕ И НА ПЛАНШАЙБЕ 213
стиями, которые служат для прикрепления ее к планшайбе
посредством болтов или винтов.
Угольник (фиг. 112^). Две чисто обработанных грани
его образуют чаще всего прямой угол, хотя этот дву-
гранный угол может быть и другим. Отверстия в полках
имеют то же назначение, что и у описанной подкладки.
Угольники изготовляются всевозможных размеров и широко
применяются для установок на планшайбе.
Упорка (112 Л). Небольшая толстая железная или сталь-
ная шайба с сквозным отверстием, через которое про-
пускают болт, прижимающий ее к планшайбе. Примеры
применения упорки показаны на фиг. 114 А, В и Е.
Штихмас или концевой калибр (фиг. 112 а), длина
которого может быть различна, изготовляется обычно из
стального или железного прутка. Концы его закругляют
настолько, чтобы при соприкосновении с поверхностью
они касались ее в одной точке. Применяется для измерения
постоянной длины при установке изделий в определенном
расстоянии от упорки (см. фиг. 114 В).
Простая прямая подкладка (фиг. 112 е) представляет
собою железный или стальной брусок в форме прямо-
угольного параллепипеда с параллельными противопо-
ложными и взаимно-перпендикулярными смежными гра-
нями. Применяется в соединении с подкладкой, имеющей
прорезы (см. фиг. 114 С).
Индикаторы. Индикатор, изображенный на фиг. ИЗ,
состоит из стержня и державки, зажимаемой в резцедер-
жателе суппорта, и длин-
ной иглы, которая проходит
сквозь универсальный шар-
нир на конце стержня.
Этот простой инструмент
применяется, главным обра-
зом, для выверки положе-
ния набитых кернером ме-
ток. С этой целью корот-
кий конец ИГЛЫ индикатора фиг. ИЗ. Индикатор,
подводят к керну на изде-
лии, зажатом на планшайбе (или в патроне), и пово-
рачивают шпиндель. Если керн совпадает с центром план-
шайбы (или с осью вращения шпинделя, что одно и то же),
214
СТАНКИ ПО МЕТАЛЛУ
то короткий конец иглы, а следовательно — и длинный,
будет неподвижен. Если же накерненная метка располо-
жена эксцентрично по отношению к центру планшайбы,
то при поворачивании шпинделя она будет Описывать
окружность; точно такое же движение будет произ-
водить и короткий конец иглы индикатора, а другой конец
ее покажет, в увеличенном масштабе, насколько велик
эксцентриситет расположения метки и в какукУ сторону
от центра он направлен. Изменив положение изделия на
планшайбе соответственно указанию индикатора, снова
проверяют положение керна и т. д.,пока не будет достигнута
достаточно точная установка.
Иногда пользуются индикаторами с циферблатом, на
котором стрелка указывает величину эксцентриситета
керна и и т. д.
Противовесы при работах на планшайбе совершенно
необходимы.
Для уравновешивания закрепленного на планшайбе
изделия можно воспользоваться любым куском металла,
имеющимся в мастерской, лишь бы вес его был подхо-
дящим и можно было привернуть его к планшайбе.
152. Примеры типичных установок на планшайбе.
На фиг. 114 А изображен способ закрепления на план-
шайбе чугунной плитки: она притянута двумя скобками
d и удерживается на месте подкладкой / и кр углой упор
ной А; справа привинчен противовес J)« В этом изделии
требуется просверлить и расточить отверстие с одной
стороны; центр отверстия накернен. При показанном на
рисунке положении плитки ее необходимо уравновесить
контр-грузом, расположенным на планшайбе с противопо-
ложной от центра стороны.
На фиг. 114 В та же плитка передвинута в другое
положение вдоль параллельной подкладки и снова закре-
плена на планшайбе при помощи этой подкладки и кон-
цевого калибра, зажатого между изделием и упоркой. При
наличии набора таких калибров разной длины, можно расто-
чить в плитке ряд отверстий, расположенных в определен-
J) На фиг 114 приспособления обозначены теми же буквами, 'по
на фиг 112,
ОБТОЧКА В ПАТРОНЕ И НА ПЛАНШАЙБЕ 215
<ых растояниях одно от другого; если плитку все время
передвигать вдоль одного ребра подкладки, то центры
всех отверстий будут лежать на одной прямой.
Е
Фиг. 114. Примеры типичных установок на планшайбе.
На фиг. 114 С показан способ установки на план-
шайба изделия, в котором требуется просверлить два
параллельных ряда отверстий. Для этой цели можно вое-
216
СТАНКИ ПО МЕТАЛЛУ
пользоваться двумя параллельными подкладками. Противо-
весы, прихватки и проч, на рисунке не показаны. Подоб-
ными способами закрепления на планшайбе пользуются
при изготовлении разных приспособлений, кондукторов,
калибров и т. под.
В тех случаях, когда от работы требуется высокая точ-
ность, вместо простых подкладок применяют точно кали-
брованные. Они представляют собою стальные каленые
плитки, две противоположных грани которых отшлифованы
и отполированы точно параллельно одна другой и так, что
расстояние между ними доведено до требуемого размера
с высокой степенью точности. Этими плитками можно
пользоваться и вместо концевых калибров.
В некоторых случаях, когда требуется обработать
партию одинаковых изделий, планшайбу можно использо-
вать в качестве специального приспособления для уста-
новки; для этого на ней неподвижно укрепляют под-
кладки, угольники или упорки, или все эти принадлеж-
ности одновременно, вместе, конечно, с соответствующими
прихватками. На фиг. 114 D изображена типичная установка
этого рода. В кронштейне требуется расточить отверстие
под углом в 65° к чисто обработанной подошве крон-
штейна. Специальная подкладка А прострогана под уг-
лом 25° (дополнение до 90° к 65е) к своему основанию
и представляет опорную плоскость для подошвы крон-
штейна. Установив подкладку А по первому изделию, ее
оставляют неподвижно прикрепленной к планшайбе, бла-
годаря чему дальнейшие кронштейны, одинаковые с первым,
можно установить и обработать быстро и точно.
Фиг. 114 Е дает представление о том, как можно вос-
пользоваться круглой подкладкой, упоркой и несколькими
скобками для того, чтобы точно расточить отверстие
в известном расстоянии от чисто простроганной плоскости
изделия при массовой обработке деталей.
Применение угольника для работ на планшайбе пока-
зано на фиг. 114F. Полки его должны составлять точно
прямой угол. Обычно угольники ритягивают к планшайбе
посредством винтов, проходящих сквозь нее в нарезанные
отверстия в полках угольника. Иногда, впрочем, в угольнике
отверстия только просверливают, но не нарезают; в этом
случае он может быть прикреплен к планшайбе болтами.
ОБТОЧКА В ПАТРОНЕ И НА ПЛАНШАЙБЕ
217
Часто бывает-необходимо сверлить в угольнике новые
отверстия для того, чтобы его можно бьно привернуть
к планшайбе в требуемом положении. Прежде, чем свер-
лить новые дыры, необходимо хорошо продумать наиболее
выгодное расположение их и только затем ставить
метки.
153. Практические указания относительно работ на
планшайбе.
Перед тем, как навинчивать планшайбу, необходимо
проверить, нет ли заусенцев или зарубок на заплечике
шпинделя и фланце втулки планшайбы и чиста ли резьба
шпинделя и планшайбы.
Планшайба должна навинчиваться на шпиндель сво-
бодно и доходить до самого заплечика. Слишком крепко
прижимать ее к заплечику не следует. В остальном при
навинчивании и свинчивании планшайбы остаются в силе
те же правила, что и для патрона (см. стр. 206).
Правильность положения планшайбы желательно про-
верить индикатором, если он имеется в мастерской.
После того, как изделие закреплено на планшайбе,
надо проверить каждый винт и каждую гайку, достаточно ли
туго они затянуты.
Планшайба должна вращаться свободно. Болты и при-
хватки не должны выступать настолько, чтобы они могли
во время работы задеть суппорт, направляющие станины
или переднюю бабку. Перед тем, как пустить станок,
планшайбу следует один раз провернуть кругом рукою,
чтобы убедиться в этом.
Зажимая изделие на планшайбе, полезно иногда
прокладывать между поверхностью планшайбы и изделия
лист бумаги; это уменьшает опасность проскальзывания
изделия по планшайбе, в особенности, когда закрепление
изделия представляет известные трудности.
Устанавливая изделие на планшайбе, надо помнить, что
закрепляют изделие, а не подкладку под другой конец
скобки, и соответственно с этим располагать болт или
шпильку.
Чтобы во время установки прижать изделие к план-
шайбе, следует пользоваться центром задней бабки. Если
против этого центра в изделии приходится отверстие,
218
СТАНКИ ПО МЕТАЛЛУ
можно перекрыть его достаточно большим куском поло
сового железа.
Нередко бывает удобнее и легче закрепить изделие,
необходимые противовесы и пр. на планшайбе, когда она
лежит в горизонтальном положении на верстаке. Можно
затянуть прихватки настолько, чтобы они удерживали
изделие и противовесы на месте, перенести планшайбу
на станок, надеть на шпиндель и затем уже окончательно
установить и закрепить изделие в требуемом положении.
Скобки, угольники и пр. следует прижимать достаточно
длинными болтами, чтобы была нагружена вся рёзьба
гайки. Чересчур длинных болтов, однако, надо избегать, так
как выступающие концы их представляют опасность для
работающего. Если других болтов нет, то надо поставить
их так, чтобы выступающие концы их приходились на задней
стороне планшайбы.
ВОПРОСЫ.
Работа на планшайбе.
1. Какую предосторожность надо принимать при навинчивании
большой планшайбы на шпиндель?
2. Какие операции можно производить на токарном станке при
установке изделия на планшайбе?
3. Какие приспособления применяются для закрепления изделия
на планшайбе?
4. Что представляет собою контрольный индикатор?
5. Какой груз требуется иногда привинчивать к планшайбе при
установке на ней изделия? С какой целью?
6. Почему лист бумаги, проложенный между изделием и план-
У1айбой, делает закрепление на планшайбе более надежным?
7. Как надо ставить скобку, чтобы она крепче всего удерживала
на месте изделие?
8. Что такое угольник? Паралле. ьчая подкладка? Шпилька
С заплечиком?
9. Как сделать концевой калибр? Зачем концы его закругляют?
10. Для обработки какого рода изделий планшайба представляет
эсобекнэе удобство?
ГЛАВА XIV.
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ РАЗВЕРТ-
КАМИ НА ТОКАРНОМ СТАНКЕ.
Для сверления и дальнейшей обработки отверстий
существуют специальные станки—сверлильные ’); однако,
нередко бывает удобнее производить эти операции на
токарном станке.
Сверла и развертки, которыми пользуются для этих
операций, в обоих случаях одинаковы, за исключением
перового сверла, которое применяется почти исклю-
чительно на токарном станке.
154* Перовое сверло.
Фиг. 115 изображает плоское сверло, называемое
„перовым", и державку, которая зажимается в суппорте
и удерживает сверло от вращения. Угол между режу-
щими ребрами сверла—120°. Оба они имеют одинаковую
длину, благодаря чему образуемая ими вершина (центр)
сверла сохраняет при сверлении прямолинейное напра-
вление по оси, а с другой стороны—усилие от сопроти-
вления металла резанию распределяется равномерно
между обоими ребрами. Получается круглое отверстие,
диаметр которого приблизительно равен ширине сверла.
При заточке перового сверла ребрам придают задний
угол (6) и передний угол (с). Угол заострения около
60°, Ч'го является правильным для резания металла.
155. Спиральное (американское) сверло.
Спиральные или американские сверла (фиг.
116), иногда называемые и винтовыми, почти совер-
!) Подробному описанию конструкции и работы сверлильном
станков разных типов посвящены главы I III !т>рого тома.
220
СТАНКИ ПО МЕТАЛЛУ
шенно вытеснили из практики перовое сверло. Спи-
ральные канавки выбираются с таким под'емом, чтобы
угол резания составлял около 60'. Боковая поверхность
Фиг. 115 Перовое сверло (г/—угол заострения ~ 60°; Ь угол
зазора; С угол переднего уклона!.
сверла, остающаяся после фрезеровки канавок, сошлифо-
вывается, чтобы избежать трения сверла о стенки отвер-
стия. Остаются лишь узкие полоски, дающие сверлу
лучшее направление.
Фиг. 116. Спиральное (американское) сверло с коническим
хвостом.
Спиральные сверла изготовляются разных размеров:
миллиметровые от 0,3 мм до 75 мм, при чем размеры
от 0,3 до 3 мм—идут через 0,05 мм, от 3 мм до 10 мм—
через 0,25 мм или 0,5 лш, от 10 мм до 40 мм—через
0,5 мм, от 40 мм до 60 мм—через 1 мм и далее—через
5 мм; дюймовые — от 1/з2' до З7 через 1/с4,г до 1",
а свыше 1''—через 1/з2ч и литерные, обозначаемые
буквами от А (5,94 мм) до Z (10,48 лш) по калибру
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
221
Стубса ’); номерные от № 1 (5,79 мм) до № 80 (0,34 мм)
по калибру Морзе2). Размер сверла выбивается обычно
на заточке между телом сверла и хвостом (вер-
хушкой). На маленьких сверлах клеймо не ставится,
и размер их определяется при помощи калиберной
дощечки, представляющей стальную пластинку с рядом
отверстий, около которых выбиты соответствующие отвер-
стию размеры.
Хвост спирального сверла может быть цилиндриче-
ским (сверла с „прямой верхушкой") или коническим
(сверла с „конической верхушкой"). Последние имею*!
уклон, соответствующий определенному номеру конуса
Морзе2). Обычно считается невыгодным пользоваться
сверлами с конической верхушкой для диаметра меньше
10 мм (или 3/«"), так как на цене сильно отражается
стоимость конического хвоста. Сверла таких размеров
предпочитают зажимать в сверлильный патрон (см. фиг.
107 6). Для больших размеров разница в цене между
сверлами с прямой и с конической верхушкой незначи-
тельна, и почти всегда удобнее вставлять их не в свер-
лильный патрон, а в отверстие шпинделя станка, которое
обыкновенно делается по конусу Морзе.
156. Заточка спиральных сверл*
Задний угол режущей кромки спирального сверла
составляет около 12° (фиг. 117я). Сверло заточено пра-
вильно в том случае, если короткая соединительная
кромка на вершине сверла составляет с направлением
режущих ребер угол в 45 —55°. Поэтому достаточно рас-
смотреть вершину сверла, чтобы определить, правильно ли
оно заточено: на фиг. 1176 задний угол слишком велик,
а на фиг. 117 с—слишком мал. Форма и направление
элементов, образующих рабочую часть сверла, имеют
чрезвычайно важное значение, и если задний угол
у режущих кромок сверла сделан неправильно, то под
влиянием давления подачи сверло сломается, так как
будет не в состоянии резать и углубляться в металл.
Очень важно, чтобы оба режущих ребра были совер
шенно одинаковой длины и составляли одинаковый угол
Ч См. Таблицу II в Приложениях в конце книги.
•) См. Таблгщы III и IV в Приложениях в конце книги.
222
СТАНКИ ПО МЕТАЛЛУ
с осью сверла, иначе отверстие получится чересчур
большим.
Чтобы режущее ребро получилось прямым, сверло
требуется заточить под углом 59° к оси. При всех дру-
гих углах будет получаться более или менее искри-
вленная кромка. Поэтому во время заточки сверла его
следует держать под углом 59 —60и к поверхности наждач-
ного круга, как изображено на фиг. Н8. При неко-
тором навыке нетрудно заметить даже небольшое нера-
венство режущих кромок или их углов с осью сверла.
Фиг. 117. Заточка спираль-
лого сверла (Л-сверло зато-
лчено правильно; Ь задний
угол слишком велик; С- - зад-
ний угол слишком мал).
Фиг. 118 Заточка сверла
на наждачном круге.
Правильное положение рук и сверла во время заточки
показано на фиг. 118. Левая рука должна опираться на
подручник. Так как правая рука расположен а ниже левой,
то сверло имеет стремление отойти влево, и если доста-
точно сильно прижимать его к точильному кругу, необхо-
димый угол зазора получится сам собою.
Чтобы усилить сверло, промежуточную стенку его
несколько утолщают по направлению к хвосту. В сверлах
меньше 20 лш (или V/*) это утолщение незаметно;
напротив, в сверлах больших размеров, по мере того,
KiK они становятся короче (вследствие многократных
заточек) приходится выбирать канавки вблизи острия,
для того, чтобы с одной стороны соединительную кромку
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИИ
223
на вершине сделать короче, а с другой—чтобы получить
канавки такого размера, которые были бы достаточны для
свободного отвода стружки наружу. Обе канавки необхо-
димо сошлифовать совершенно одинаково.
Для сверления латуни режущие кромки спирального
сверла не должны иметь заднего угла, поэтому лучше
Фиг. 119. Сверло с прямыми канавками.
всего применять для этой цели сверло с прямыми
канавками (фиг. 119). Впрочем, можно пользоваться
и спиральным сверлом, если режущие кромки сточить
так, как показано стрелкой на фиг. 120. Рекомендуется
применять подобные же сверла и для сверления тонкого
листового металла, так как спиральное сверло, зато-
ченное обычным порядком, имеет
стремление заедать при выходе на
другую сторону листа („на проходе").
Часто по небрежности или незна-
нию работают затупившимся свер-
лом. В результате узкая направля-
ющая полоска в нижней части сти-
рается, диаметр сверла внизу стано- фнг 120 Заточка сии
ВИТСЯ меньше („неполным ), сверло рального сверла для
Не берет металл И ВИЗЖИТ. Прихо- сверления латуни наси-
дится СТОЧИТЬ ВСЮ ту часть сверла, кого листового металла,
диаметр которой меньше номиналь-
ного, и снова заточить его. Перед тем, как взять
сверло для работы, следует проверить ею размер и
правильность заточки.
В мастерских, где производится много сверловки,
рационально иметь специальный станок для заточки
сверл (фиг. 121). Станки этого рода можно быстро уста-
навливать для заточки сверл с изменяющимся в изве-
стных пределах диаметром и любой длины. Конструкция
их такова, что правильная заточка сверла (т.-е. так,
чтобы режущие кромки имели одинаковую длину
224
СТАНКИ ПО МЕТАЛЛУ
и составляли правильный угол с осью сверла и чтобы
задний угол имел требуемую величину) не представляет
никаких затруднений.
Фиг. 121. Заточка спирального сверла на специальном
станке.
157. Скорости резания и подачи спиральных сверл.
Охлаждение.
Твердость и вязкость разнообразных материалов,
применяемых в машиностроении, настолько различны
между собою, что дать какие-либо. общие нормы для
скоростей резания и подачи спиральных сверл предста-
вляется невозможным. Они обычно определяются опы-
том, и дальнейшие указания имеют целью лишь помочь
начинающему притти к выбору необходимых данных
самым коротким путем. Средние данные для скоростей
резания и подачи спиральных сверл приведены в Таб-
лице V (см. Приложения в конце книги). В современных
правильно организованных заводах имеется специальный
отдел, назначающий для каждой работы наиболее выгод-
ные скорости резания и подачи.
Если режущее ребро выкрашивается, это значит, что
либо чересчур велика подача, либо слишком велик зад-
ний угол режущего ребра.
Если ребро раскололось вдоль оси,—слишком велика
подача или чересчур мал задний угол режущего ребра.
Начинающие в особенности имеют склонность затачи-
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
225
вать задний угол к центру сверла меньше, чем следует.
Затылок режущей кромки сверла должен быть одинако-
вым по всей длине, иначе поломка сверла под нагрузкой
подачи неизбежна.
Быстрое затупление режущих ребер сверла, особен-
но наружной части их (углов) служит признаком того,
что скорость резания (иначе говоря, число оборотов
сверла) слишком велика.
Визг сверла обычно свидетельствует о перекосе
отверстия или затуплении сверла. Если сверло визжит,
надо немедленно остановить станок и выяснить причину
этого.
Достаточное охлаждение сверла является одним из
главных условий хорошей работы его. В качестве
охлаждающих жидкостей можно рекомендовать сле-
дующие:
при сверлении неотожженной стали—скипидар;
„ „ углеродистой стали—хорошее масло;
„ „ мягкой стали и железа—масло или содо-
вая вода !);
„ „ ковкого чугуна—содовая вода;
„ „ латуни—всухую или обильная поливка
керосином;
„ „ алюминия, меди и мягких сплавов—
керосин.
Чугун следует всегда сверлить без всякого охла-
ждения.
ВОПРОСЫ.
Сверла и заточка их.
L Как держат сверло во время ручной заточки, опирают ли его
о подручник или держат в левой руке? Почему?
2. Как надо держать правую руку при заточке сверла?
3. Какой угол образует соединительная кромка на вершине спи
рального сверла с поверхностью шлифовального круга во время
заточки? Почему не 45° или 30е?
*) На 100 литров воды -от 2 до 4 Ki кальцинированной соды.
Станки пэ металлу 15
226
СТАНКИ ПО МЕТАЛЛУ
4. Почему сверло держат режущим ребром кверху и горизон-
тально?
5. В каком направлении к шлифовальному кругу надо переме-
щать сверло, чтобы получить задний угол режущего ребра? Огчею
нельзя сообщить ему крутящее движение?
6. Почему заточку сверла следует производить при обильной
подаче воды?
7. Если правильно заточенное сверло поставить перпендику-
лярно к плоскости, какой угол образует режущая кромка с этой
плоскостью?
8. Чему равен задний угол режущей кромки спирального
сверла?
9. Где расположены режущие ребра спирального сверла? Вер-
шина (острие)? Направляющая полоска?
10. К чему приводит слишком большой задний угол режущего
ребра? Слишком малый задний угол?
11. Как можно узнать, посмотрев на вершину спирального сверла
достаточно ли велик задний угол режущего ребра или нет?
12. Имеет ли спиральное сверло другие задние углы?
13. Что называется „углом уклона** режущего инструмента?
14. От чего зависит значение угла уклона в спиральном
сверле?
15. Почему нельзя дать твердых норм для величин скорости реза-
ния и подачи при сверлении металлов спиральными сверлами?
16. На что указывает визг сверла?
17. Что означает стирание направляющей полоски? Чем оно
вызывается?
18. Сколько оборотов в минуту должно делать сверло диамет-
ром 20 .v.y, чтобы скорость резания была 12 метров в минуту?
158. Развертки.
Сверлом почти невозможно высверлить отверстие,
диаметр которого был бы точно равен диаметру сверла.
Поэтому, чтобы получить отверстие точного размера,
круглое и с гладкими стенками, целесообразно просвер-
лить его сверлом, диаметр которого на 0,7—0,8 мм меньше
требуемого размера и затем окончательно отделать—р а з-
вернуть—отверстие специальным инструментом, т. наз.
разверткой. Развертывание производят обычно на
станке, а в тех случаях, когда требуется особенно высо-
кая точность—вручную.
Машинные развертки (фиг. 122). — Машинные раз-
вертки широко применяются на сверлильных, токарных
и других станках. Существует два главных типа машин-
ных разверток—со скошенным концом зубцов и обыкно-
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
227
венные развертки. В развертках первого типа (фиг. 122а)
концы зубцов срезаны на конус и, кроме того, имеют
задний угол; этот конец развертки только и режет.
Ширина зубцов, не имеющих задней заточки по длине,
почти одинакова с шириной канавок между ними. Канавки
назначаются для того, чтобы дать доступ в отверстие
охлаждающей жидкости и вывести наружу стружку. Для
предупреждения трения о стенки отверстия стержень
развертки по направлению к хвосту делают несколько на
конус (приблизительно на 0,02—0,03 мм). Развертки этого
типа не дают особенно гладкого отверстия; ими удобно
(«О
(Ь)
Фиг. 122. Машинные развертки.
пользоваться для того, чтобы развернуть отверстие
начерно, оставив припуск в несколько сотых миллиметра,
чтобы затем довести его до вполне точного размера при
помощи ручной развертки (см. стр. 228). С этой целью
развертки с срезанным концом делают меньше номи-
нального диаметра на 0,08—0,12 мм.
Машинные обыкновенные развертки (фиг. 122 Ь) имеют
больше зубцов, чем развертки того же диаметра первого
типа. Ширина зубцов у них меньше и задняя заточка сделана
по всей длине зуба. Передние концы их несколько скошены
или закруглены, и затем у них снят задний угол. Эти
развертки представляют .прекрасный инструмент для
чистовой отделки отверстий, если не требуется особенно
высокой точности.
Развертки обоих описанных типов могут иметь прямой
или конический хвост. Не следует покупать машинные раз-
вертки с коническим хвостом при диаметре меньше 9 мм
и с цилиндрическим хвостом—при диаметре больше 25 мм.
Причины этого те же, что и в случае сверл (см. стр. 221).
15е
228
СТАНКИ ПО МЕТАЛЛУ
Кроме того, развертки с прямой верхушкой размером 25 мм
и выше плохо зажимаются в патрон.
Ручные развертки (фиг. 123). — В тех случаях, когда
требуется получить отверстие, диаметр которого отличался
бы от требующегося на минимальную величину и стенки
которого были бы совершенно гладки отверстие пред-
варительно сверлят или растачивают, затем отделывают
разверткой, оставляя припуск 0,05—0,07 мм, и, наконец,
доводят до точного размера ручной разверткой.
itilinii’iiHfinffHn'Illfiilf’liiittfUUtifiDitiifin
1
Фиг. 123. Слесарная развертка.
Этот инструмент служит почти исключительно для
окончательной отделки отверстий и по действию анало-
гичен шаберу. Ручная развертка шлифуется цилиндриче-
ски почти по всей длине зубцов; лишь самый конец ее,
на длине равной, примерно, диаметру, сошлифовывается
слегка на конус, чтобы легче было заводить развертку
в отверстие. Зубцы имеют очень небольшой задний угол.
Хвост развертки кончается квадратом для воротка.
Никогда не следует пользоваться ручной разверткой
для работы на станке. Особенно внимательно надо сле-
дить за тем, чтобы с самого начала работы развертка все
время сохраняла прямолинейное направление в отверстии
(не перекашивалась). Для ручного развертывания сле-
дует оставлять припуск не больше 0,10—0,12 мм.
Пустотелые развертки (фиг. 124).—Из соображений
экономии многие предпочитают пользоваться пустоте-
лыми развертками, которые насаживаются на оправку.
Как и описанные выше, они делаются двух типов и
в общем ничем не отличаются от цельных машинных раз-
верток, за исключением лишь того, что совершенно изно-
шенную пустотелую развертку можно выбросить, сохра-
нив при этом оправку, что представляет известную эко-
*) Это имеет место особенно часто при массовом производстве
изделий, где обычно применяется система предельных допусков.
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
229
номию. Одной оправкой можно пользоваться для развер-
ток разных диаметров.
О» тиши.—
Фиг. 124. Пустотелая развертка и оправка к нег*
Регулирующие (устанавливающиеся) развертки
(фиг. 125).- Самым удобным и универсальным типом раз-
d?)
Фиг.
125. Устанавливающиеся
развертки.
вертки является регулирующаяся развертка с вставными
резцами, которые в лучших инструментах этого рода
могут переставляться в довольно широких пределах
в большую и меньшую сто-
рону от номинального диа-
метра развертки. Это не-
редко представляет большое
удобство. Несмотря на то,
что они значительно дороже
обыкновенных цельных раз-
верток, их преимущества —
легкость заточки и возмож-
ность быстро установить
резцы по требуемому раз-
меру —делают их очень удоб-
ным инструментом.
В продаже имеются все
нормальные типы разверток
этого типа, ручных и машин-
ных. Они изготовляются цельными (фиг. 125 а) или
пустотелыми, для насадки на оправку (фиг. 125 6).
Конические развертки (фиг. 126).—Конические раз-
вертки применяются для окончательной обработки кони-
ческих отверстий, наир., в шпинделях токарных, свер-
лильных и фрезерных станков, в сверлильных патронах
и т. д. Для развертывания цилиндрических отверстий на
конус отверстие прежде всего проходят обдирочной раз-
верткой (фиг. 126) со ступенчатыми зубьями. После
этого отверстие проходят предварительной разверткой
(фиг. 126) и, наконец, чистовой, которая придает стенкам
отверстия гладкую поверхность. Для конических отвер-
230
СТАНКИ ПО МЕТАЛЛУ
стий достаточно обработки предварительной и чистовой
развертками.
Квадрат на конце хвоста разверток служит для накла-
дывания воротка. Работа коническими развертками про-
изводится всегда вручную. Так как выход стружки из
отверстия затруднен, коническую развертку приходится
часто вынимать и чистить.
Если во время работы развертку заедает, стенки
отверстия получатся шероховатыми. Для избежания этого
шаг зубьев развертки (т.-е. расстояние между соседними
зубьями) делают неодинаковым. Развертки с нечетным
числом зубьев или со спиральными зубьями никакими
особыми преимуществами не обладают.
Фиг. 126. Конические развертки
Необходимо подчеркнуть, что никогда ни при каких
обстоятельствах не следует вращать развертку
в обратную сторону. Это относится к разверткам всех
типов.
Заусенец или грат на зубе развертки портит отвер-
стие. Поэтому при получении развертки из инструмен-
тальной следует ощупать режущую грань каждого зуба
и, если окажется нужным, снять грат на оселке.
159. Сверление на токарном станке. Надсверливание
центрового углубления.
Пусть требуется просверлить в каком-нибудь изделии
отверстие диаметром, например, 25 льи. После установки
изделия в патроне первая операция обычно состоит
в подрезке торца, в особенности, если изделие предста-
вляет чугунную отливку. Следующая операция — наметка
центра для сверла при помощи изогнутого резца с кон-
цом, заточенным подобно перовому сверлу (см. фиг. 115).
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
231
Режущие ребра этого резца затачиваются под углом
120°, равным углу между лезвиями спирального сверла.
На обоих ребрах резца снимают задние углы, обращен-
ные в противоположные стороны, соответственно усло-
виям их работы. Резец зажимают в суппорте так, чтобы
вершина (острие) его лежала на оси центров и режущие
кромки были расположены симметрично относительно
обрабатываемой поверхности, что необходимо для равно-
мерного распределения между ними работы резания.
Пускают станок и подают резец к торцу. Если острие
резца не занимает точно центрального положения, на торце
изделия получится небольшой кружок. Легко установить
вершину резца на середину этого кружка.
Размер центрового отверстия должен быть приблизи-
тельно равен диаметру сверла, которым предполагают
работать.
Самый процесс сверления состоит из следующих
отдельных операций.
Выбирают сверло, размер которого на 0,4—0,8 мм
меньше диаметра требуемого отверстия (припуск на раз-
вертывание) и державку для
сверла (фиг. 127) с кони- > г f Ла
ческим отверстием, в которое Л
вставляется хвост сверла. V
Державка снабжена большим £
центровым углублением (Л)
и ручкой (Z?), удерживающей I
сверло или развертку от вра-
щения во Время работы. Ко- Фиг. 127. Державка для сверла
нические отверстия державок (А—цент^овое^ углубление;
имеют размеры конуса Морзе ручка;,
разных номеров *) и, сле-
довательно, соответствуют сверлам и разверткам нор-
мальных размеров. Конический хвост сверла и отвер-
стие державки должны быть предварительно вытерты
и очищены от грязи и масла. Если верхушка сверла
замаслена, трение между нею и стенками отверстия дер-
жавки почти отсутствует, и сверло будет удерживаться
от вращения только поводком хвоста. Так как сопроти-
]) См. Таблицу IV в Приложениях в конце книги.
232
СТАНКИ ПО МЕТАЛЛУ
вление резанию при сверлении достигает нередко значи-
тельной величины, поводок под действием скручивающих
сил может сломаться.
Перед тем, как начать сверление, необходимо про-
верить, не сдвинута ли задняя бабка с центральною
положения.
Острие сверла ставят в надсверленное центровое
углубление изделия, а центр А державки —• на задний
центр (см. фиг. 128). Задняя бабка должна быть крепко
Фиг. 128. Сверление на токарном станке.
притянута к станине прижимными болтами, и шпиндель ее
должен выдаваться из корпуса как можно меньше. Подача
сверла во время работы производится вращением махо-
вичка задней бабки.
В тот момент, когда сверло проходит насквозь на дру-
гую сторону изделия, в которой сверлят отверстие, оно
имеет стремление „ввинтиться" в отверстие (благодаря
наличию винтовой спирали) и при этом отойти от заднего
центра. Не следует пытаться прижимать сверло к зад-
нему центру руками, так как это опасно: сверло
нередко ломается и при этом сильно калечит руки. Чтобы
предупредить возможность соскакивания державки сверла
с заднего центра, ее ручку можно упереть о закреплен-
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИИ
233
ный в суппорте резец, как изображено на фиг. 128.
К такому способу установки следует прибегать не тогдп,
когда сверло подходит к концу отверстия, а с самого
начала работы. Под действием давления винта задней
бабки на державку сверла суппорт движется достаточно
легко и не затрудняет сколько-нибудь заметно подачу
сверла; в то же время сопротивление его достаточно
велико для того, чтобы не позволить державке соскочить
с заднего центра в тот момент, когда сверло имеет стре-
мление „убежать" от него сквозь отверстие.
Необходимо строго придерживаться следующего пра-
вила: ни в каком случае не отпускать прижимные
болты задней бабки и не отодвигать задний центр
от сверла во время работы станка. После того, как
отверстие просверлено, следует остановить станок
и, прижимая сверло к заднему центру, либо отвести назад
шпиндель задней бабки, либо отпустить болты, прижи-
мающие заднюю бабку к станине, и отодвинуть ее назад
настолько, чтобы сверло можно было вынуть
Отверстия малых диаметров можно сверлить, зажав
сверло в сверлильный патрон, хвост которого подходит
к отверстию шпинделя задней бабки.
При сверлении отверстий на токарных станках почти
всегда дают сверлу слишком малую скорость; это обго-
няется, невидимому, тем обстоятельством, что о скорости
резания судят по скорости вращения патрона, диаметр
которого, конечно, гораздо больше диаметра сверла. Полу-
чается ложное впечатление, будто сверло вращается доста-
точно быстро. Поэтому необходимо всякий раз подсчи-
тать число оборотов и проверить скорость резания по
таблице или по формуле V — ~ Dn> где И—скорость реза-
ния в метрах в минуту, D - диаметр сверла, выражен-
ный в метрах, и п—число оборотов в минуту рабо-
чего шпинделя станка.
160. Обработка отверстий на токарном станке раз-
вертками.
Следующая за сверлением операция состоит в развер-
тывании отверстия. Развертку вставляют в державку или
зажимают в хомутик (при цилиндрической верхушке), подло-
жив предварительно полоску латуни или меди под прижим-
234
СТАНКИ ПО МЕТАЛЛУ
ной болт. Затем устанавливают развертку на станке таким
же способом, как и сверло. Все сказанное в предыдущем
параграфе относительно предохранения сверла от соска-
кивания с заднего центра при сверловке сквозных отвер-
стий относится полностью и к развертыванию на станке.
Развертывание отверстий на станках производится при
более низком числе оборотов, чем сверление (в особен-
ности это касается чугуна), во избежание чрезмерного
нагревания и порчи развертки. Подача не должна быть
слишком большой, иначе стенки отверстия задираются
и получаются шероховатыми.
Развертывание отверстий на токарном станке произво-
дится следующим образом: закрепив развертку так, чтобы
ось ее совпадала с осью отверстия (при этом конец ее
будет приходиться против входа в отверстие), пускают
станок и немедленно начинают подавать развертку, вра-
щая маховичок задней бабки. Отверстия в чугуне развер-
тывают всухую, в стали и кованном металле - при охла-
ждении маслом.
161. Развертывание отверстий вручную.
Если почему-либо необходимо окончательно отделать
отверстие ручной разверткой, лучше начать эту работу,
пока изделие еще стоит на станке. Развертку поджимают
неподвижным центром и вращают в отверстии посред-
ством гаечного ключа или воротка. После того, как отвер-
стие развернуто примерно на четверть или на треть длины,
и развертка получила достаточное направление, изделие
можно снять со станка и, зажав в тиски, закончить работу.
Очень важно, чтобы в начале этой операции задний
центр стоял на линии центров. Если задняя бабка сдви-
нута с этой линии хотя бы и очень незначительно, раз-
вертка начнет работу не центрально, и отверстие полу-
чится неточным.
ВОПРОСЫ
Сверление и отделка отверстий развертками.
1. Если острие центровального резца-сверла не расположено
точно на высоте линии центров станка, какого рода след получится на
торце изделия?
2. Каким способом можно найти центр в этом случае?
3. Какую форму имеет конец центровального резца? Почему?
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
235
х. 1чи.« заточить задний угол на режущем ребре этого резца,
расположенном ближе к токарю? На друюм режущем ребре? Почему?
5. Какой величины направляющую впадину надо наметить?
6. Если требуется сверлить необработанную отливку или т. под.
изделие, почему необходимо обточить торец прежде,* чем сверлить
отверстие?
7. Можно ли пользоваться сверлом-резцом для подрезки части
поверхности вокруг намеченного центра?
8. Как заточить вставной резец, чтобы получить достаточно
удовлетворительный инструмент для наметки центрового углубления?
9. Что получится, если сверлить отверстие при сдвинутой в сто-
рону задней бабке?
10. Как производится подача сверла?
11 Должна ли скорость резания быть такой же, как и в том
случае, если бы вращалось сверло? Почему?
12. Какое число оборотов требуется, чтобы при сверлении отвер-
стия Г'-овым сверлом скорость резания составляла 10 метров
в минуту? При диаметре сверла 35 мм?
13. Как можно судить о том, насколько правильно выбрана
подача?
14. Когда сверло проходит на другую сторону сквозного отвер-
стия, оно имеет стремление заедать, причем державка отходит от зад-
него центра и сверло может сломаться. Как предупредить это?
15. Если требуется высверлить довольно глубокое отверстие
в стали, как пустить смазку в отверстие?
16. На что указывает визг сверла?
17. Как закрепить хомутик на сверле с прямым хвостом?
РАСТОЧКА ОТВЕРСТИЙ НА ТОКАРНОМ СТАНКЕ.
Сверление можно определить, как операцию, состоя-
щую в образовании отверстия в сплошном материале.
В отличие от сверления, расточка состоит в увели-
чении размера уже существующего отверстия — предва-
рительно просверленного или отлитого — посредством
обработки внутренней поверхности его специальными
инструментами, большею частью—токарными резцами осо-
бой формы.
В тех случаях, когда увеличение отверстия произво-
дится при помощи сверла, операцию называют рассвер-
ливанием. Она применяется для отверстий диаметром не
более 75 мм.
162. Рез.ы‘ для внутренней расточки.
Резец или режущая часть инструмента для внутренней
расточки отверстий представляет собою токарный резец
особой формы, закрепленный в державке или откованный
236
’ СТАНКИ ПО МЕТАЛЛУ
на конце прутка (фиг. 129). Он затачивается, как левый
токарный резец (т. е. резец, режущий при подаче слева
направо). На фиг. 130 показаны углы расточного резца.
Фиг. 129. Резец для расточки (кованный)
Угол заострения составляет 60°—70 \ как у прочих токар-
ных резцов, а носок резца закруглен, что сообщает
Фиг. 130. Углы расточного резца (а — боковой уклон; Ь — боковой
зазор; С — передний зазор).
инструменту большую стойкость и обеспечивает более
чистую отделку обрабатываемой поверхности. Режу-
щее ребро составляет с перпендикуляром к растачи-
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
237
ваемой поверхности угол около 20э, как показано
на фиг. 130, I.
Благодаря этому стружка завивается в сторону от
обрабатываемой поверхности и уменьшается стремление
резца в'едаться в изделие. Расточной резец должен иметь
боковой зазор (Ь), необходимый для того, чтобы заби-
рать стружку, и передний зазор (с), устраняющий трение
резца о поверхность.
Углы зазора должны быть достаточны для того, чтобы
не было трения о поверхность изделия, но вместе с тем
они не должны быть чересчур велики, иначе головка
резца получится ослабленной, и режущее ребро будет
легко выкрашиваться и тупиться.
Тело резца для расточки или пруток, на конце кото-
рого он откован, должны быть возможно коротки,
насколько это допускает глубина отверстия. Необходимо
наблюдать за тем, чтобы тело резца не терлось
о стенки, когда оезец во время работы уходит вглубь
отверстия.
163. Державки для расточных резцов.
Специальные державки для расточных резцов, позво-
ляющие произвольно устанавливать свободную длину
полосы и положение режущего ребра, обычно значительно
Фиг. 131. Державка для расточного резца (внизу слева—
запасная головка, справа—ключ для закрепления стержня
в державке и головке стержня).
удобнее для работы, чем резцы, кованные из цельного
куска. Одна из державок этого рода изображена на фиг.
131. Вставной резец можно вынуть из державки, заточить
и снова поставить на место, не трогая с места державку,
238
СТАНКИ ПО МЕТАЛЛУ
что особенно удобно при нарезании внутренней резьбы.
Запасная головка для закрепления резцов под острым
углом к направлению подачи облегчает расточку поверх-
ности вблизи внутренних заплечиков и облицовку дна
несквозного отверстия.
Нередко державки для расточных резцов изготовляют
у себя в мастерской, отковывая их из полосового железа
или мягкой стали. Отверстие для резца в таких дер-
жавках делают обычно овальным, и откованный из круг-
лой стали резец закрепляют в нем при помощи болтов.
164. Когда необходима расточка отверстия?
Отверстие, сделанное при помощи сверла, приходится
часто растачивать до большего диаметра потому, что нет
сверла такого размера, который оставлял бы материал
лишь для отделки разверткой, либо из-за отсутствия
подходящего комплекта инструментов для машинного и
ручного развертывания; однако, в большинстве случаев
отверстие растачивают для того, чтобы довести его до
точных размеров.
Если необходимо обработать совершенно правильное
и точно расположенное отверстие в изделии, зажатом
в патрон или на планшайбе, оно должно быть расточено.
На высокую точность обработки отверстия в сплошном
металле при помощи сверла рассчитывать нельзя, даже
в том случае, когда сверление начато правильно, так как
сверло может встретить раковину или твердое место
в металле, либо затупиться в глубине отверстия и дать
перекос. Развертка следует направлению просверленного
отверстия, и если оно было неправильно, результат полу-
чится неудовлетворительный.
Для обработки отлитого отверстия оно должно быть
непременно расточено. Иногда такие отверстия предва-
рительно рассверливают специальным спиральным свер-
лом с тремя режущими ребрами, которое для этой цели
лучше, чем обычное американское сверло с двумя лез-
виями; однако, если от обработки требуется точность,
такое отверстие после рассверловки должно быть расто-
чено.
Иногда шишка бывает не совсем правильно поста-
влена в форме или сдвигается с места во время заливки,
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
239
вследствие чего соответствующая дыра в отливке оказы-
вается расположенной несколько эксцентрично. Во многих
случаях отливку можно спасти, закрепляя ее в патроне
несколько эксцентрично, т.-е. таким образом, чтобы сере-
дина отверстия оказалась почти на направлении оси
шпинделя. Если припуск на обработку достаточен, то
отверстие можно расточить на известную глубину или
полностью и дальше рассверливать его.
165. Практические указания относительно расточки.
Выбирают расточной резец, откованный таким обра-
зом, чтобы тело его не терлось о стенки отверстия и
длина была не больше необходимой. При большой длине
резец сильно пружинит, и увеличивается опасность заеда-
ния. В результате этого обрабатываемая поверхность
получается шероховатой, а с другой стороны — быстро
срабатывается режущее ребро резца. Этого можно избе-
жать, применяя резец в оправке достаточно боль-
шого сечения, не слишком длинной и надежно закре-
пленной.
Перед началом работы проверяют, хорошо ли заточен
резец и правильно ли выбраны для данного материала
углы зазора и уклона. Особенно важно, чтобы режущее
ребро было острым, так как при тупом резце даже
лучший токарь, работая на хорошем станке, не добьется
удовлетворит ельных результатов.
Вершина расточного резца должна находиться по воз-
можности точно на высоте линии центров станка.
Скорости резания и подачи при расточке—те же, что
для наружной обточки данного материала. Глубина реза-
ния меньше, так как резец пружинит.
Начинающие часто растачивают отверстие так, что
оно получается в форме колокола—-в начале диаметр
больше, дальше в глубину — меньше. Это происходит от
того, что, начиная расточку, снимают несколько тонких
стружек на короткой длине, чтобы получить требуемый
диаметр, затем включают самоход. Когда резец подойдет
к необработанной еще части отверстия и начинает сни-
мать более толстую стружку, он начинает несколько пру-
жинить, и диаметр растачиваемого отверстия получается
конечно, меньше, чем в начале отверстия. Если тре •
240
СТАНКИ ПО МЕТАЛЛУ
буется точность обработки, такое отверстие необходимо
во всяком случае еще раз пройти начисто острым отде-
лочным резцом.
Зажимая изделие в патрон, надо соблюдать осто-
рожность, чтобы не деформировать и не сломать его;
в особенности это касается деталей с тонкими стенками
или ободом. Перед чистовым проходом можно несколько
ослабить кулачки патрона.
166. Измерение отверстий.
Диаметр отверстия измеряют при помощи нутромера,
о чем подробнее—см. стр. 60. Снятый размер отсчитывают
по стальному масштабу (фиг. 132 а). Этот прием допустим
Фиг. 132. Приемы установки нутромера на определенный размер.
для черновой обработки, в тех же случаях, когда тре-
буется точность, лучше пользоваться микрометром, как
показано на фиг. 132 Ь.
Ни в каком случае нельзя прикидывать, сколько еще
стружки осталось снять, чтобы довести отверстие до
размера, пользуясь для этого поставленным по размеру
нутромером; необходимо измерять отверстие и затем
подавать поперечные салазки суппорта на желаемую вели-
чину. Если требуется расточить несколько одинаковых
отверстий, полезно иметь второй нутромер и, установив
его на точный размер, проверять им только последний
проход.
Измерение отверстия следует производить аккуратно.
Обе ножки нутромера должны находиться в одной пло-
скости, перпендикулярной к оси изделия, в конечных
точках одного диаметра. Наклон нутрометра или перекос
при измерении не допускаются.
СВЕРЛЕНИЕ И ОБРАБОТКА ОТВЕРСТИЙ
241
ВОПРОСЫ.
Расточные £езцы. Расточка и развертывание отверстий
1. В чем заключается разница между сверлением и расточкой?
2. Относится ли расточной резец к группе токарных? Какой
частью он снимает стружку? Какая грань его является передней?
Боковой?
3. Подходят ли углы зазора расточного резца, правильно зато-
ченного для отверстия в 50 мм, для расточки отверстия диаметром
25 мм?
4. Какой угол с осью отверстия составляет режущее ребро пра-
вильно заточенного и установленного резца для расточки? Почему?
5. Укажите две причины, обусловливающие необходимость закруг-
ления носка резца.
6. Должен ли расточной резец для чугуна и стали иметь перед-
ний и боковой уклон? Укажите причины.
7. В каком отношений должен резец для расточки латуни отли-
чаться от такого же резца для стали? Об*ясните. почему.
8. В каких двух направлениях стремится пружинить резец для
расточки? Каким способом можно в значительной степени ослабить
это стремление?
9. Какая скорость резания подходит для расточки отЛрстия
в поделочной стали резцом из углеродистой инструментальной стали?
Для расточки отверстия в чугуне? В инструментальной стали?
В латуни? Какая скорость резания возможна для всех втих материалов,
если пользоваться расточным резцом из быстрорежущей стали?
10. Какое число оборотов шпинделя требуется для расточки
в чугуне отверстия дипм. 50 мм? В латуни?
11. Как установить при расточке надлежащую скорость подачи?
Толщину стружки?
12. Как производится измерение отверстия? Как просесть снятый
размер при помощи масштаба? Микрометра?
1э. Как пользуются делениями на втулке рукоятки винта попе-
речной подачи при расточке отверстий?
14. Какова цель расточки отверстий? В каких случаях целесо-
образно растачивать отверстие, которое затем предполагается раз-
вертывать?
15. В каких случаях отверстие развертывают на токарном станке
при помощи развертки, размер которой равен требуемому диаметру
отверстия? Несколько меньше его? На сколько меньше отверстия
может быть развертка?
16. Как закрепляют на станке развертку с коническим хвостом?
С цилиндрическим хвостом?
17. Почему развертка должна быть прижата к неподвижному
центру в течение всей работы?
18. Сравните скорости резания и подачи при сверлении и при
развертывании отверстий.
19. Как пользуются на токарном станке ручной разверткой?
Стаикв по металлу
16
242
СТАНКИ ПО МЕТАЛЛУ
20. Какой припуск надо оставлять на обработку ручной раз-
верткой?
21. Как дать правильное направление развертке? Каково должно
быть точное положение неподвижного центра? Почему?
22. Каким образом вращают ручную развертку, установленную на
токарном станке? Как ей сообщается правильное направление?
23. Почему ручную развертку никогда нельзя поворачивать
в обратную сторону?
24. В каких случаях ручное развертывание производится с смазкой?
25. Почему при развертывании отверстий в тонких стенках необ-
ходимо соблюдать крайнюю осторожность?
26. Тело ручной развертки не везде имеет одинаковый диаметр
Какая часть его тоньше? На сколько тоньше? Почему? Одинаков ли
диаметр остальной части развертки?
27. Как получить угол зазора в ручной развертке?
28. Что называют разверткой „с неравным шагом4*? В чем ее
преимущества перед другими?
29. В чем состоят преимущества ручного развертывания перед
машинным?
30. Что представляет собою устанавливающаяся развертка? Какими
достоинствами она отличается?
31. Что надо делать, если стружка, получающаяся при разверты-
вании отверстия, плохо выводится наружу?
ГЛАВА XV.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ.
167. Конические поверхности, применяемы'^ в стан-
ках по металлу. Конуса Морзе и Браун и Шарпа. Метри-
ческие конуса.
Применение конических поверхностей в механическом
деле играет весьма видную роль. Во многих станках
и инструментах для обработки металлов конические
поверхности применяются или в виде хвостовых частей,
или в виде отверстий (см. фиг. 133).
Фиг. 133. Закрепление конического хвоста инструмента
в коническом отверстии.
Почти все вращающиеся шпинделя станков снабжены
коническим отверстием, предназначенным для надежного
и прочного закрепления в нем конических хвостов-раз-
ных инструментов и приспособлений, как, напр., сверл,
разверток, центров и т. д. Преимущество такого способа
закрепления состоит в том, что оно производится очень
быстро и надежно; вставленный инструмент остается
закрепленным как угодно долго, и вместе с тем доста-
точно легкого удара, чтобы вынуть хвост инструмента
из отверстия.
Степенью конусности или, короче, конусно-
стью круглой конической поверхности называется отно-
16*
244
СТАНКИ ПО МЕТАЛЛУ
шение разности диаметров двух круговых сечений (т.-е.
в двух местах поверхности) к расстоянию между этими
сечениями. Как оба диаметра, так и расстояние между ними
должны быть измерены в одинаковых единицах длины.
Иногда конусность относят к одному погонному метру.
На фиг. 134 конусность с составляет:
____ D—d 30 — 25 i i с п г
с — --------------------------------------------------j—- — 1:15 или 0,06667, прибли-
женно — 0,067.
Фиг. 134. Определение конусности.
На погонный метр конусность составляет в этом при-
мере 66,67 мм.
Следовательно, конусность определяется тремя раз-
мерами: двумя диаметрами и расстоянием между ними
(точнее—между плоскостями заключающих эти диаметры
сечений, перпендикулярных к оси конической поверх-
ности).
В машиностроении принято несколько систем нор-
мальных конусов. Важнейшие из них — конуса
Морзе и конуса Браун и Шарпа (см. Табл. IV
и VII — Приложения в конце книги). В последнее время
в Германии разработана и система метрических
конусов (Табл. VIII), более последовательная, чем обе
предыдущих системы. Однако, так же, как метрическая
система винтовой резьбы до сих пор не вытеснила резьбы
Витворта и, по причинам аналогичного порядка, конуса
Морзе и Браун и Шарпа до сих пор применяются весьма
широко и гораздо более распространены, чем метриче-
ские конуса.
Конические хвосты спиральных сверл представляют
конуса Морзе разных номеров: до э/1б/'—конус Морзе № 1,
свыше э/1е" до 2э/з2"—№ 2 и т. д.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 245
Конуса Браун и Шарпа имеют применение в фрезер-
ных станках1). Концы оправок, хвосты зажимных патронов,
концевых фрезеров и т. д. обработаны по нормалям кону-
сов Браун и Шарпа.
Хвосты центров токарных станков не имеют опре-
деленной конусности. Каждая фирма выбирает свой соб-
ственный уклон, поэтому центр одной самоточки не под-
ходит к отверстию в шпинделе токарного станка другой
фирмы; сверлильный патрон, хвост которого предна-
значен для закрепления в шпинделе вертикально-свер-
лильного станка, не годится для токарного станка,
и т. д.
Большим неудобством указанных систем конусов
является трудность запоминания целого ряда размеров
для конуса каждого номера. Конуса Морзе, кроме того,
имеют различную конусность, так что на восемь номеров
конусов этой системы приходится шесть разных степе-
ней конусности. Запомнить все эти данные невозможно,
поэтому необходима таблица конусов.
Для того, чтобы конуса (хвосты и отверстия) сохра-
няли свою точность, на них не должно быть грязи,
стружки, а тем более мятин или заусенцев. Помятый или
побитый конус для работы не годится. Основное правило
для сохранения конусов — чистота. Кроме того, они
должны быть всегда вытерты до - суха, так как, если
конус в масле, он не будет держаться на месте.
168» Способы конической обточка
Для обработки конических поверхностей на токарных
станках существует несколько способов: 1) смещение
задней бабки в направлении, поперечном к линии центров
станка; 2) обработка поверхности широким плоским
резцом; 3) обработка посредством соответствующей
установки поворотной части (верхних салазок) суп-
порта; 4) устройство специальной линейки („копира")
для обточки конусов. Если токарный станок такого
приспособления не имеет, обычно пользуются смещением
задней бабки. Этот способ и будет рассмотрен прежде
всего.
1) См. том II, гл. VIII -ХП1.
246
СТАНКИ ПО МЕТАЛЛУ
169. Поперечное смещение заднем бабки.
Если задний центр станка сдвинут с линии центров,
то ось изделия, установленного между центрами, не будет
параллельна направлению перемещения резца, и поверх-
ность изделия окажется обточенной на конус (см. фиг. 135).
Подсчет величины смещения задней бабки, необходимого
для получения заданного конуса, производится на осно-
вании простой формулы. Для того, чтобы эта формула
Фиг. 135. Обточка конической поверхности на сдвинутых
центрах.
была понятна, необходимо прежде всего вполне уяснить
себе следующее:
1Л Чем больше сдвинуто с линии центров данное изде-
лие, тем большая получится конусность.
2°. Чем длиннее изделие, тем больше должно быть
смещение задней бабки для получения заданной степени
конусности. Такя например, смещение задней бабки на
1,5 мм от линии центров дало бы довольно значитель-
ную конусность („крутой" конус) при длине изделия
в 50 мм и едва заметную—при длине изделия в 500 мм
(„пологий" конус). Во втором случае конусность была бы
в десять раз меньше, чем в первом.
3°. Величина смещения задней бабки от полной длины
обрабатываемой на конус поверхности не зависит. При
вычислениях не следует смешивать длину всего изделия
с длиною конуса.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 247
4°. Так как изделие вращается на станке, смещение
должно быть вдвое меньше того, которое требовалось бы
для получения такой же конусности в том случае, если
бы изделие не вращалось.
5°. При заданной конусности смещение пропорцио-
нально длине изделия, умноженной на */2, так как изде-
лие вращается.
На основании сказанного, для вычисления величины
смещения задней бабки получаются следующие фор-
р» L, с
мулы, практически достаточно точные: 5 ——— >
где L—длина изделия в мм, с — конусность, или, так как
с -- & (см. § 167), то
„ /. (D сГ)
° 2 /
В последней формуле все величины должны быть взяты
в одинаковых единицах длины.
Приведенные формулы дают следующее правило-, чтобы
определить величину поперечного смещения задней бабки
для обработки на заданной конической поверхности, надо
умножить длину конической части изделия в мм на конус-
ность и полученное произведение разделить на два.
170. Установка поперечного смещения задней бабки.
Предположим, что станок установлен для цилиндри-
ческой обточки и требуется сдвинуть заднюю бабку на
известную величину для обработки конуса. Для того,
чтобы резцодержатель оставался неподвижным, зажимают
в нем резец или державку, как изображено на фиг. 136.
Подают поперечные салазки суппорта вперед настолько,
чтобы лист бумаги оказался легко зажатым между резце-
держателем и шпинделем задней бабки (фиг. 136 >4).
Поворачивают ручку винта поперечной подачи назад
на величину мертвого хода, и, заметив деление на втулке
рукоятки винта, отводят поперечные салазки суппорта
назад на величину требуемого смещения задней бабки
(фиг. 136 В), при чем для этого пользуются делениями
на втулке рукоятки винта поперечной подачи (величина
перемещения, соответствующего одному делению, должна
248
СТАНКИ ПО МЕТАЛЛУ
быть известна). Затем придвигают заднюю бабку к суп-
порту настолько, чтобы тот же лист бумаги снова ока-
зался так же плотно зажатым между шпинделем задней
бабки и резцодержателем, как и раньше. Очевидно, задняя
бабка будет при этом смещена на требуемую величину.
Фиг. 136- Установка поперечного смещения задней бабки
(а—резцедержатель; державка или резец; Г—бумага;
S—поперечное смещение).
Если надо сдвинуть бабку в направлении от токаря,
установку производят аналогичным способом. Устанавли-
вают суппорт, как показано на фиг. 136 А, отодвигают зад-
нюю бабку назад несколько дальше, чем надо, и подают
поперечные салазки суппорта вперед на величину требуе-
мого смещения. Затем подвигают заднюю бабку в обрат-
ную сторону, по направлению к токарю, настолько, чтобы
лист бумаги оказался зажатым между ее шпинделем
и резцодержателем суппорта.
171. Установка резца.
Так, как острие заднего центра при смещении зад-
ней бабки станка перемещается в плоскости, параллель-
ной плоскости направляющих станины, то очевидно, что
три прямые—линия центров станка, ось изделия и пря-
мая смещения центра—лежат в одной горизонтальной
плоскости 9- Поэтому при обточке—наружной или внут-
ренней—конической поверхности вершина резца должна
находиться на высоте лр и ш центров станка.
*) Предполагается, что станок установлен по ватерпасу.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 249
172. Практические приемы измерения конусов.
Так как центровые отверстия несколько (хотя и незна-
чительно) уменьшают расчетную длину изделия, что не
принимается во внимание при подсчете смещения задней
бабки, и так как возможны и другие ошибки, то перед
чистовой обработкой изделия по размеру необходимо
проверить величину конусности.
Как указано в § 167, конусность определяется, как
частное от деления разности двух диаметров на расстоя-
ние между ними. На практике для проверки, насколько
правильно обработан конус, пользуются следующим при-
емом, дающим приближенно точный результат. Каранда-
шом или графилкой прочерчивают на поверхности конуса
две линии, параллельные торцу, и если возможно, отстоя-
щие одна от другой на круглое число (напр., крат-
ное 10) миллиметров. Измеряют диаметры конуса в пло-
скостях этих линий и делят разность диаметров на рас-
стояние между ними. Полученное частное является мерой
конусности.
При определении конусности описанным или подоб-
ным ему приемом, расстояние между диаметрами изме-
ряют на поверхности конуса, а не по оси изделия. Для
практических целей получающаяся при этом погрешности
значения не имеет, так как для обычных в машинострои-
тельной практике конусов разница между расстоянием
двух плоскостей, измеренным по оси изделия и на поверх-
ности его настолько незначительна, что в большинстве
случаев ею можно пренебречь.
Само собою разумеется, что для конусов с большим
уклоном (т.-е. с большим углом при вершине) описанный
приближенный способ определения конусности непри-
меним.
173. Позерка конусов калибрами.
Точно измерить диаметры конуса кронциркулем или
микрометром почти невозможно. Окончательная проверка
и пригонка конусов производится при помощи специаль-
ных калибров (фиг. 137) или по отверстию шпинделя
или втулки, для которой предназначается конус.
Чтобы проверить правильность конуса, на поверхнп
250
СТАНКИ ПО МЕТАЛЛУ
сти его проводят мелом три тонких линии, примерно
равноотстоящие по длине, вставляют конус в калибр
(фиг. 137а) настолько, чтобы он не заедал, и поворачи-
вают в нем на часть оборота. Если меловые линии сти-
раются при этом не одинаково, конус не соответствует
калибру. В тех случаях, когда требуется высокая точ-
ность обработки, вместо мела лучше воспользоваться
притиркой под краску (растертая на масле берлинская
лазурь), которую наносят на конус тонким слоем.
ill».........rjilHb.
(Ь)
Фиг. 137. Калибры для конусов {(I -кольцевой калибр
для наружного конуса; Ь—калибр для внутреннего
конуса).
Нормальные калибры для конусов (фиг. 137) наруж-
ные и внутренние необходимы везде, где обрабатываются
точные конуса.
Быстрый и точный способ проверки размера конуса
состоит в том, что замечают, до какого места конус вхо-
дит в калибр. Если, например, конический хвост инстру-
мента с конусностью 0,05 не доходит в калибр на 10 мм
полной глубины, то он „полнее", чем надо, на 10 л«лсХ0,05,
т.-е. 0,5 мм; наоборот, если конус вошел на 5 мм больше,
чем требуется, размер его меньше нормального на
5X0,05-0,25 мм.
174. Изготовление конуса по данному образцу.
В тех случаях, когда требуется обточить конус точно
по данному образцу, пользуются следующим приемом.
Ставят образцовый конус на центра, сдвинув задний
центр, либо установив соответствующим образом „копир4*
или верхние салазки крестового суппорта. В резцодержа-
теле зажимают индикатор так, чтобы острие его штифта
касалось поверхности конуса. Если установка сделана
правильно, то при продольном перемещении суппорта
(одновременно и острия индикатора по поверхности конуса)
показание индикатора будет оставаться неизменным.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 251
175. Обточка конуса плоским резцом.
Нередко коническую поверхность с большим уклоном,
напр., вершину центра, легче и быстрее всего можно обра-
ботать при помощи плоского резца (см. фиг. 84# на
стр. 173). Необходимо лишь, чтобы этот резец был
достаточно широк, правильно заточен и установлен на
высоте линии центров и под надлежащим углом к ней.
176. Опиливание конической поверхности.
В большинстве случаев круглые конуса доводятся до
точного размера обточкой или шлифовкой на станке.
Иногда, впрочем, бывает удобно окончательно пригнать
конус легкой обработкой напильником, особенно, когда
работа должна быть сделана скоро. Доводка обточкой
или шлифованием продолжается значительно дольше.
177. Приспособление для обточки конусов.
Если оба центра станка занимают нормальное поло-
жение (на линии центров), а суппорт движется вдоль
направляющих и в то же время резец постепенно и равно-
мерно подается в поперечном направлении (к токарю или
от него), то поверхность поставленного на центры изде-
лия будет обтачиваться на конус. Назначение т. наз.
„копира", т.-е. приспособления для обработки кониче-
ских поверхностей на токарном станке (фиг. 138), состоит
в том, чтобы при продольном перемещении суппорта
сообщать верхним салазкам его вместе с резцом медлен-
ное поперечное движение. При этом и будет получаться
коническая поверхность. Поперечное движение сообщается
резцу при помощи ползушки, связанной с поперечными
салазками суппорта непосредственно или промежуточной
частью, и скользящей по направляющей линейке, которую
можно установить под требуемым углом к направлению
линии центров станка.
Чтобы можно было пользоваться таким приспосо-
блением, необходимо ослабить один или несколько болтов
(число и расположение их зависит от конструкции при-
способления), которые освобождают при этом поперечные
салазки, позволяя им перемещаться независимо от винта
поперечной подачи. Когда эти болты отпущены, попе-
252
СТАНКИ ПО МЕТАЛЛУ
речные салазки можно свободно двигать взад и вперед,
взявшись рукою за резцедержатель. Соединяют попе-
речные салазки с ползушкой. Направляющая линейка
поворачивается около вертикальной оси, проходящей
через ее середину, и может быть закреплена в произ-
вольном положении. На фиг. 138 изображена одна из
Фиг. 138. Приспособление для обточки конусов
(1 — направляющая полоса; 2— ползу шка; 3—задняя
плита; 4 соединительный болт; 5—прижимной болт;
6—стопорный болт; 7—останов; 8 болты с тавровой
головкой; 9— диск с делениями).
конструкций такого приспособления. Все другие конструк-
ции его по идее тождественны с этой и отличаются от него
лишь в деталях.
Приспособление для конической обточки обладает
многими ценными для работы достоинствами, главные из
котооых следующие:
1Л Центра станка остаются в нормальном положении
(на линии центров), благодаря чему центровые отверстия
в изделии не срабатываются.
2°. Длина изделия не имеет значения, так как при
данной установке направляющей полосы будет получаться
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 253
поверхность с определенной конусностью, независимо от
длины изделия.
3°. Не приходится нарушать нормальную установку
станка, что дает экономию времени и труда.
4°. Расточка конусов (внутренних конических поверх-
ностей) производится так же легко, как и обточка их
(наружных конических поверхностей).
5°. Возможно обрабатывать поверхности с значительно
большей конусностью, чем посредством смещения центра
задней бабки. Так, например, для того, чтобы обточить
поверхность конусностью 0,06 на конце вала длиною
1200 ММ) надо было бы сдвинуть заднюю бабку на S =
1200.0,06 г
-------2----- — 36 мм9 что для обычного среднего станка
с высотой центров 175—200 мм невозможно.
Нередко представляется удобным комбинировать оба
способа обработки конусов — при помощи смещения зад-
ней бабки и установки описанного приспособления, если
конусность слишком велика для каждого из этих спо-
собов в отдельности.
При пользовании некоторыми типами приспособлений
для конического точения необходимо уделять особое вни-
мание исключению влияния мертвого хода („игры"), так
как иначе можно получить совершенно неудовлетво-
рительные результаты. Каждые салазки и каждый сво-
бодно вращающийся винт имеют некоторый мертвый ход,
который становится все заметнее по мере износа частей.
Если устройство приспособления для обточки конусов
таково, что в каком-нибудь месте между резцом и напра-
вляющей полосой имеется мертвый ход, необходимо
уничтожить его в должном направлении, перед тем, как
начать обработку. Иначе некоторая часть изделия, со-
ответствующая величине мертвого хода, окажется обра-
ботанной цилиндрически, и только после того, как мерт-
вый ход будет пройден и приспособление вступит в ра-
боту, начнется обточка на конус.
Чтобы при точенйи конических поверхностей исклю-
чить мертвый ход, отводят суппорт как можно ближе
к задней бабке, но так, чтобы при этом не ударить
резцом о центр ’ее, затем подают суппорт вручную вперед,
пока резец не начнет снимать стружку; в этот момент
254
СТАНКИ ПО МЕТАЛЛУ
можно включить самоход. Эту операцию необходимо
повторять перед каждым проходом.
При обработке конусов с помощью специального
приспособления необходимо столько же аккуратности
и внимания, как и при обработке их всяким другим
способом.
178. Расточка конических поверхностей при помощи
специального приспособления.
Расточку конических поверхностей на токарном станке
лучше всего производить при помощи описанного в пре-
дыдущем параграфе приспособления. Так же, как и при
наружной обточке, необходимо уничтожить мертвый ход
в частях приспособления, иначе начало отверстия полу-
чится расточенным на некоторой длине на цилиндр,
и только затем начнется коническая поверхность.
Перед началом работы следует убедиться в том, что
конец расточного резца достаточно мал и не станет
тереться о стенки отверстия, подходя к меньшему
диаметру конуса.
179. Расточка конических отверстий при помощи
поворота верхних салазок суппорта.
Другой способ расточки конических поверхностей,
особенно часто применяемый для обработки очень кру-
тых конусов, заключается в установке верхних салазок
суппорта. Они должны быть повернуты на некоторый
угол, соответствующий требуемой конусности. Способ
установки подробно описан в §§ 181 и 182.
Подача расточного резца производится вручную.
180. Проверка конических отверстий.
Проверка правильности конических отверстий произ-
водится при помощи специальных калибров (фиг. 137 6),
аналогично тому, как наружные конуса проверяются
калиберными кольцами (см. § 173).
Конические отверстия доводятся до точного размера
обычно посредством конических разверток, описанных
в § 158 (фиг. 126).
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 255
ВОПРОСЫ.
Конуса и нх измерение.
1. Как определить уклон конуса на погонный метр, если известна
конусность?
2. Сколько размеров надо снять, чтобы определить конусность
изделия?
3. На что надо обращать особенное внимание при измерении
конического хвоста или втулки кронциркулем или микрометром?
4. Почему для определения конусности удобнее измерять диа-
метры, отстоящие, напр.» на 100 мм один от другого, а не на 103 мм
или 97 мм?
5. Чему равен уклон конуса на длине 40 если конусность его
составляет 0,09? На длине 125 если конусность 0,02? На длине
300 если конусность 1 : 18?
6. Как проверить конус калибром? Почему надо провести мелом
три линии, а не одну? Не лучше ли намелить весь конус?
7. Если конус подходит к калиберному концу, но не входит в него
на полную длину, как узнать по выступающему концу, на сколько
его надо обточить?
8. Предположим, что конусность хвоста развертки с оставляет
1 : 20 и требуется оставить припуск на шлифовку 0,25 Jtw; на сколько
глубже войдет в калиберное кольцо хвост развертки после шлифовки?
9. Имеется ли коническое отверстие в шпинделе фрезерного
станка? Сверлильного и шлифовального станков? Есть ли в мастерской,
где вы работаете, у какой-нибудь машины вращающийся шпиндель,
не имеющий конического отверстия?
10. Назовите несколько режущих инструментов, которые закре-
пляются в станках при помощи конического хвоста. Надежно ли вто
закрепление? Достаточно ли одного трения конуса для того, чтобы
он держался в отверстии шпинделя или втулки?
11. Укажите некоторые преимущества конической поверхности
перед другими в отношении применения к частям машин.
12. Как надо обращаться с коническими частями или поверх-
ностями машин и инструментов? Что можно сказать о забитом или
исцарапанном коническом хвосте инструмента9
13. Зачем на конце конических верхушек спиральных сверл,
машинных разверток и концевых фрез сделан плоский язычеь
(„поводок")? Почему его не имеют центры токарных станков?
14. Что понимают под „системой нормальных конусов"? Назо-
вите две системы нормальных конусов, принятых в торговой и техни-
ческой практике для закрепления режущих инструментов и укажите
их главные различия.
15. Почему конус Браун и Шарпа (сокращенное обозначение:
Б.-Ш.) не подходит к отверстию в шпинделе сверлильного станка?
Почему конический хвост патрона, предназначенного для токарного
станка, не подойдет к отверстию шпинделя фрезерного или свер-
лильного станка?
256
СТАНКИ ПО ME I АЛЛУ
16. Какие распространенные режущие инструменты имеют вер*
хушку по системе конусов Морзе?
17. В каких станках чаще всего применяются конуса Б.-Ш.?
18. Удовлетворяют ли отверстия шпинделей токарных станков
какой-нибудь определенном системе нормальных конусов9
ВОПРОСЫ.
Обточка конических поверхностей. L
1. Если передний и задний центры токарного станка распо-
ложены на линии центров, при обточке получится цилиндрическая
поверхность. Почему?
2. Если задний центр смещен, какая поверхность получится при
обточке? Почему? Какой величиной определяется смещение задней бабки?
3. Какой Чгопец конуса будет меньше, если задний центр сдви-
нуть по направлению к токарю? От него?
4. Как уничтожить мертвый ход основной плиты задней бабки
при смещении ее из среднего положения?
5. Если длина изделия 300 .ч.ч и задний центр смещен на 6 мм,
конусность полученной поверхности = 0,04. Почему?
6. Какая конусность получится при обточке изделия длиною
600 .млс при смещении задней бабки на 6 мм? Почему?
7. В двух предыдущих вопросах смещение задней бабки оди-
наково, а степень конусности разная. Об'ясните. почему.
8. Предположим, что требуется обточить на конус два прутка
круглой стали, один длиною 300 мм, другой длиною 600 мм, причем
конусность в обоих случаях должна быть одинакова. На сколько буде’1
различаться смещение задней бабки в одном и другом случае? Для
какого прутка потребуется большее смещение? Почему?
9. Пусть задний центр смещен на 6 мм и изделие обточено па
конус на длине 100 леи. Другое изделие тех же размеров ипр и том же
смещении задней бабки обточено на конус на длине 150 JLM. Будет ли
конусность одинаковой в обоих случаях? Почему?
10. Можно сказать, что конусность поверхности, получаемой при
обточке изделия, определяется двумя величинами; одна из них — сме-
щение задней бабки из среднего положения. Укажите другую величину.
11. Зависит ли длина конической поверхности от смещения задней
бабки? Дайте об’яснекие этого.
12. Какое правило существует, чтобы определить величину сме-
щения задней бабки для обточки конуса?
13. Почему в этом правиле произведение делят на два?
14. Как указывают конусность на чертежах? Как она указывается
в таблицах нормальных конусов?
15. На изделии длиною 195 лгл< требуется обточить конус длиною
100 мм и с конусностью 1 :24. Определите величину смещения зад-
ней бабки.
16. Рассчитайте смещение задней бабки для следующих случаев
конической обточки:
а) длина изделия 210 мм, конусность 0,05.
б) длина изделия 162 мм, конусность 1:24.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 257
о) длина изделия 225 мм, конусность 0,067.
г) длина изделия 170 мм, конусность 0,04.
17. Требуется обточить на одинаковый конус два изделия равной
длины; одно имеет центровые отверстия более глубокие, чем другое.
Для какого из них требуется большее смешение задней бабки?
18. Если подсчет сделан правильно и точно и задняя бабка сме-
щена на полученную расчетом величину с точностью до 0,02 мм.
можно ли считать, что конус получится правильным и вести обработку
до конца, не проверяя размеров? Почему?
19? Как проверить правильность обрабатываемого конуса посред-
ством кронциркуля или микрометра?
20. Почему при измерении диаметра конуса микрометром, сни-
мают размер только краями винта и наковаленки?
21. Отчего при обточке конуса вершину резца устанавливают на
высоте линии центров?
22. Если требуется изготовить конус по образцу, как можно уста-
новить заднюю бабку, не подсчитывая величины смещения ее? Можно
ли это сделать, если новая заготовка длиннее или короче образца?
Укажите причины.
23. В каких случаях можно производить окончательную пригонку
конуса опиловкой на станке?
24. Если оба центра токарного станка расположены на линии
центров, а суппорт имеет продольную подачу, и резец в то же время
перемещается в поперечном направлении назад (по направлению
к токарю), какую форму будет иметь обточенное при этих условиях
изделие?
25. Чем направляется ползушка в приспособлении для обточки
конических поверхностей? Как производится установка направляющей
линейки? Чем она зажимается? Почему ее надо зажимать?
26. Расскажите подробно принцип устройства и опишите кон-
струкцию приспособления для обточки конусов.
27. Укажите по крайней мере четыре преимущества этого приспо-
собления перед другими способами обработки конусов.
28. Для обработки каких конусов целесообразно пользоваться
одновременно — смещением задней бабки и специальным приспосо-
блением для обточки конических поверхностей?
181. Обточка конических поверхностей при помощи
поворота верхних салазок суппорта.
Конические поверхности с большим углом при вер-
шине лучше всего обтачивать на таких станках, верх-
ние салазки суппорта которых допускают поворот
около вертикальной оси на произвольный угол (фиг. 139),
т.-е. имеют сложный или „крестовый" суппорт. Пово-
ротная доска суппорта разделена по окружности на гра-
дусы, и нуль делений, отмеченный риской на одной сто-
роне доски, совпадает с риской на поперечных салазках
( тапки но металлу
258
СТАНКИ ПО МЕТАЛЛУ
Бе^хниё
СЛДАЗКИ'
Рукоятка верхних
САЛАЗОК
Фиг. 139. Обточка конической поверх-
ности при повернутых верхних салазках
суппорта.
когда направление их составляет прямой угол с линией
центров станка. Верхние салазки могут получать ручную
подачу, независимую от поперечной подачи нижних
салазок суппорта.
Установка верхних салазок для обточки заданного
конуса не представляет затруднений, если только токарь
понимает, что, во-
первых, эти салазки
в нормальном поло-
жении составляют 90°
с линией центров
станка и, во-вторых,
что направление дви-
жения резца должно
составлять с линией
центров некоторый
другой угол, отлич-
ный от 90°. Для того,
чтобы точить под
известным углом к ли-
нии центров станка,
верхние салазки дол-
жны быть повернуты
либо на угол, соста-
вляющий дополне-
ние 9 к половине
угла при вершине конуса, либо на угол, превышающий
на 90° половину угла при вершине конуса. Если этот по-
следний угол обозначить через а, то требуемый угол
поворота верхних салазок составляет 90°—трили 90°
Поясним сказанное примерами. Пусть требуется обто-
чить заготовку для конической шестерни, образующая
которой составляет с ее осью, т.-е. и с линией центров,
угол 66° 40' или 662/з°. Дополнение к этому углу:
90° — 672/3° = 221/3°. Следовательно, верхние салазки надо
повернуть на 22^3° от нормального положения (см. фиг. 139).
!) Дополнением угла называется разность между 90° и величиной
этого угла, иначе говоря — угол, составляющий в сумме с данным 90°.
Напр., дополнение 37^4° равно: 90° — 37 И ° =г 52^ °.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 259
Второй случай иллюстрирован фиг. 140. Требуется
обточить центр токарного станка. Угол при вершине цен-
тра составляет, как известно из предыдущего, 60 ; следо-
вательно, угол образующей с линией центров равен 30°.
Повернем верхние салазки на 90° вправо от нормального
положения и дальше вправо еще на 30° (см. фиг. 140).
Если бы повернуть верхние салазки только на угол 90 —
— 3j° = -60° вправо, то при-
шлось бы станок пустить
в обратном направлении (вра-
щение шпинделя по часовой
стрелке, если смотреть со
стороны задней бабки) и
обтачивать центр с задней
стороны. Иногда так и де-
лают. Если же повернуть
верхние салазки на 60° влево,
то рукоятка их могла бы
Фиг. 140. Обточка центра то-
карного станка.
осью конуса, либо, на-
удариться о планшайбу.
Величина угла указы-
вается на чертежах либо
как угол при вершине, либо
как угол между образующей
конец, как угол образующей с перпендикуляром к оси.
Во всех случаях надо прежде всего вычислить угол между
образующей конуса и линией центров и затем отсюда
подсчитать по указанному в настоящем параграфе спо-
собу необходимый угол поворота верхних салазок суп-
порта.
182» Универсальный угломер.
Самым удобным и распространенным в механических
мастерских инструментом для измерения углов является
универсальный угломер, одна из конструкций
которого изображена на фиг. 141.
Принцип устройства его сводится к следующему. Две
стальных линейки —короткая А с диском D и длин! a i В
с диском С, имеющие прямые и параллельные ребра, вра-
щаются около общей оси, проходящей через центры
дисков, из которых С разделен на градусы. Когда края
обеих линеек параллельны друг другу, короткая риска на
17
260
СТАНКИ ПО МЕТАЛЛУ
диске D стоит против нуля шкалы диска С. Значения
углов от 0° до 90° включительно отсчитываются непо-
средственно по поло-
жению риски на
диске D : деление
шкалы, против кото-
рой окажется эта
риска, указывает ве-
личину измеряемого
угла. Для определе-
ния величины тупого
угла (больше 90 ), за-
ключенного между
ребрами линеек, по-
фиг. 141. Универсальный угломер. казание шкалы^надо
вычесть из 180°, так
как деления шкалы идут не от нуля до 180°, а от 90J
до 0° в обе стороны.
Различные случаи применения угломера для измере-
ния углов представлены на фиг. 142.
ВОПРОСЫ.
Обточка конусов. II.
1. Что такое угол? Как он измеряется?
2. Что такое острый угол? Тупой угол?
3. Как указывают величину угла на чертежах?
4. Что значит „угол при вершине"? Угол „между образующей
конус и линией центров?
5. Что называется „дополнением угла"? „Дополнительным углом"?
Приведите примеры.
6. Как разделена шкала поворотной доски верхних салазок?
7. Если повернуть верхние салазки суппорта на 30° от нормаль-
ного положения, какой угол получится при вершине обточенной поверх-
ности?
8. Почему для обточки заданного угла верхние салазки надо
установить с большой точностью?
9. Почему перед установкой верхних салазок надо определить,
какой угол с линией центров должно составлять направление резания?
10. Опишите устройство универсального угломера.
11. Как производится отсчет величины тупого угла при измерении
его универсальным угломером?
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ 261
Фиг. 142. Измерение углов универсальным угломером.
ГЛАВА XVI.
НАРЕЗАЙИЕ ВИНТОВОЙ РЕЗЬБЫ НА ТОКАРНЫХ
СТАНКАХ.
183. Системы винтовой резьбы.
Винтом называется в технике круглый цилиндриче-
ский стержень, на поверхности которого вырезана каким-
либо способом канавка, идущая вокруг него по винтовой
линии и образующая на поверхности такую же выступаю-
щую в штовую „нитку0. Оба винтовых элемента—винто-
вая впадина (канавка) и винтовой выступ (нитка) в сово-
купности носят название винтовой резьбы (на-
резки) или —короче—р е з ь б ы. Во всех системах винто-
вой резьбы профили впадины и выступа одинаковы или
очень мало отличаются один от другого,
Гайка представляет собою деталь, нарезанную по
внутренней поверхности отверстия соответственно винту,
т.-е. так, что винтовой впадине винта в гайке отвечает
винтовой выступ, и наоборот, причем размеры резьбы
гайки таковы, что при навинчивании гайки на винт или
болт обе нарезки плотно входят одна в другую,—выступ
винта в впадину гайки и выступ гайки в впадину винта.
Винт вместе с соответствующей ему гайкой может
применяться для того, чтобы производить давление, для
передачи движения или в качестве детали, соединяющей
две или несколько частей машины; в последнем случае
винт с гайкой носит название болта.
Резьба на винте может быть образована накаткой
в специальной машине, нарезанием вращающимся резцом
на резьбофрезерном станке или фасонным резцом—на
токарно-винторезном или, наконец, при помощи специаль-
ных инструментов, т наз. плашек (см. § 194). В меха-
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
263
шческой практике чаще всего пользуются двумя послед-
ами способами.
Резьба на внутренней поверхности отверстия, как, напр.,
। гайке, может быть нарезана на токарном станке рез-
ком особой формы, аналогично расточке отверстия, или
специальным инструментом, т. наз. метчиком (см. § 189).
Существует большое число систем винтовых нарезок,
1рименяемых для разных целей в разных странах. Так,
шпример, ходовые винты самоточек большею частью
снабжены трапецеидальной резьбой, винты попе-
>ечной подачи—прямоугольной, железные водопро-
водные трубы — газовой (видоизменение треугольной
>езьбы). В нашей стране, как и во всех почти странах
Европы и в Англии, нормальные машиностроительные
>олты, винты, гайки и пр. имеют резьбу Витворта,
। Соединенных Штатах—нормальную американ-
скую (U.S. St.) или остроугольную „Vй резьбу,
ю Франции—метрическую !). За последнее время
геудобства, связанные с большим разнообразием винто-
вых резьб, вызвали во всех странах с развитой техникой
стремление к нормализации их. В Германии, Англии,
Франции, Сединенных Штатах число резьб сокращено
I многие из них нормализованы. Но так как междуна-
)одного соглашения при этом не было достигнуто, то
>азнообразие винтовых резьб все еще остается очень
5олыпим. В России в 1921 г. была утверждена метрическая
система резьбы с профилем по Международной Системе
S. J.), принятой международным конгрессом в Цюрихе
। 1898 г. Однако, до настоящего времени наиболее распро-
страненной в России для машинных болтов, винтов и гаек
[вляется резьба Витворта (английская), размеры кото-
)ой даны в Таблице X (см. Приложения в конце книги).
5 дальнейшем будут подробно рассмотрены как резьба Вит-
юрта, так и другие системы винтовой резьбы. Определения
следующего параграфа относятся ко всем системам нарезки.
184. Определения элементов винтовой резьбы
фиг. 143).
Шаг ом резьбы называется расстояние между двумя
соседними нитками, измеренное по образующей винта,
9 Таблицы IX—XII (см. Приложения в конце книги).
264
СТАНКИ ПО МЕТАЛЛУ
Оно равно расстоянию между двумя соседними высту-
пами или впадинами резьбы; при резьбе Витворта вместо
шага дается число ниток на длине 1 дюйма. Нетрудно
от числа ниток перейти к величине шага; если, напри-
мер, дано 8 ниток на 1П, то шаг, очевидно, равен 1/$".
Ход (п о д ‘ е м) винта — расстояние, на которое он
передвинется при одном обороте в гайке, т.-е. шаг вин-
товой линии. Для одноходового (однооборотного) винта
ход, очевидно, равен шагу, для двухходового — вдвое
больше шага и т. д. *)•
Углом профиля резьбы (остроугольной и трапе-
цеидальной) называется угол при вершине треугольника,
образующего про-
филь выступов (и впа-
дин). Этот профиль по-
лучится при сечении
винта плоскостью,
проходящей через его
ось. Так, на фиг. 143
угол резьбы соста-
вляет 60°.
Термины: наруж-
ный диаметр И Фиг. 143. Элементы винтовой резьбы,
внутренний диа-
метр резьбы понятны из чертежа (см. фиг. 143).
Номинальным диаметром винта или болта называется
диаметр стержня, на котором нарезана винтовая резьба.
Глубина впадины нарезки или, что то же, высота выступа
ее, измеренная перпендикулярно к оси винта, носит назва-
ние глубины резьбы. Очевидно, что разность
между наружным и внутренним диаметром резьбы равна
ее двойной глубине, и, наоборот, если из наружного диа-
метра вычесть глубину, умноженную на два, разность
представит внутренний диаметр резьбы.
Внутренний диаметр резьбы винта определяет размер
отверстия, которое надо просверлить в гайке или в другой
нарезаемой внутри части, чтобы получить „полную" резьбу.
Резьба может быть правой или левой, в зависи-
мости от направления хода винтовой линии на поверхно-
П См. § 211
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
265
сти стержня винта. Если, смотря на винт сбоку, видим,
что нитки поднимаются слева направо, — резьба назы-
вается правой, в противном случае — левой. Иначе: если
при навинчивании гайки на неподвижный болт она вра-
щается по часовой стрелке (вид с конца болта) — винт
правый, в противном случае—левый. Изображенная на
фиг. 143 резьба—правая, как и огромное большинство
встречающихся в практике винтов. Левая резьба приме.?
няется в исключительных случаях. Так/ она находит при-
менение для большей части винтов шпинделя задней бабки
токарных станков.
185. Употребительные системы бинтовых нарезок.
Несколько десятков лет тому назад профиль винто-
вой резьбы обыкновенных болтов и винтов имел вид
треугольника с более или менее острым углом при вер-
шине. Острие резца или профиля режущего инструмента
обычно затачивали так, чтобы стороны его составляли
угол в 55э или 60°. Так как изготовлять резьбонареза-
тельные инструменты, метчики и плашки с достаточна
острыми углами режущего профиля, а тем более сохра-
нять эти углы достаточно острыми было невозможно,
то в профиль остроугольной резьбы начали вводить
различные видоизменения. Острие резца стали закру-
глять или срезать вершину его, и резьбу на болтах и на
метчиках стали делать несколько менее глубокой, закру-
гляя вершину выступов и дно впадин профиля резьбы.
Так как каждый завод сам делал для себя винты, мет-
1ики и плашки, то винты, изготовленные в одном месте,
могли не подходи!ь к отверстиям, нарезанным в другом
или даже в другой мастерской одного и того же завода.
Эти причины заставили промышленность стремиться
к установлению твердых размеров, т.-е. нормализа-
ции винтовой резьбы. Первыми по времени были норма-
лизованы системы резьбы Витворта—в Англии (1841 г.) и
Селлерса — в Соединенных Штатах (1869 г.). Со времени
последней войны работа по нормализации пошла усилен-
ным темпом. Больше всего в этой области сделано Гер-
манией, установившей нормали для большинства резьб,
встречающихся в промышленности. В результате этой
работы витвортовская резьба хотя и не вытеснена из
266
СТАНКИ ПО МЕТАЛЛУ
практики, но вполне подготовлено постепенное вытесне-
ние ее метрической. Последняя же для большинства прак-
тически важных размеров (от 6 мм до 68 мм) совершенно
совпадает с системой S. J. (международной), которая уже
давно вошла во всеобщее употребление во Франции.
В Соединенных Штатах, как указано выше, принята особая
система резьбы —американская нормальная (U. S. Std),
прежде известная под названием резьбы Селлерса.
Из других нормализованных заграницей и принятых
у нас резьб важнейшей является газовая витвортовская
резьба для железных и стальных труб, отличающаяся от
нормальной резьбы Витворта. Так как с ней часто при-
ходится иметь дело в заводской практике, размеры ее при-
ведены в Таблице XII (см. Приложения в конце книги).
Для целей вагоностроительной, автомобильной, вело-
сипедной промышленности, для точной механики и мн. др.
применяются в отдельных случаях системы остроугольной
резьбы, отличные от нормальных резьб для болтовых
скреплений. Из них многие в настоящее время нормали-
зованы и приняты большинством заводов, представляю-
щих данную отрасль промышленности в соответствующей
стране.
Из нарезок других профилей нормализованы, напр.,
круглая резьба для вагонных стяжек, для пожарной арма-
туры, для патронов ламп накаливания и др., а также тра-
пецеидальные системы „Акмэ“ (американская) и метри-
ческая, широко применяемые в станкостроении.
Размеры элементов важнейших систем винтовой резьбы
приведены в Таблицах IX — XII.
186. Метрическая резьба (S. J.).
В основании профиля метрической резьбы *) лежит
равносторонний треугольник (фиг. 144), следовательно,
угол при вершине его равен 6(Г. Высоту треугольника (Л)
легко вычислить по правилам геометрии: она составляет
0,866 5, где 5 обозначает шаг резьбы. Углы выступов
срезаны на J/s высоты треугольника, впадины же закруг-
лены радиусом, составляющим от Vie ДО V24 высоты,
’) В дальнейшем под резьбой разумеется как резьба винта, так ц
гайки.
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
267
в среднем J/io Л или 0,0633 5. Благодаря этому, между
выступами винта и впадинами гайки — с одной стороны
и выступами гайки и впадинами винта — с другой, обра-
зуется зазор (а)9 изменяющийся для разных диаметров
резьбы (в небольших пределах) в зависимости от вели-
чины соответствующего радиуса закругления впадин.
В среднем зазор составляет 0,045 *5. Глубина t соприка-
сающихся сторон винта и гайки равна 3 4 Л или, что то
же, 0,6495 5. Глубина резьбы 0,6495 S-|-0,0455=
=0,6945 5. По этим формулам или пользуясь данными Та-
Фиг. 144. Метрическая резьба.
блицы XI (см. Приложени/i в конце книге), можно легко
вычертить профиль метрической резьбы любого диаметра.
Внутренний диаметр резьбы (Z)A), очевидно, меньше
наружного (Da) на двойную глубину резьбы (2 Т), т.-е.
Dx-Da—2 T=Da—1,389 5.
Последняя формула—одна из важнейших, которыми
приходится пользоваться при нарезании винтовой резьбы
на самоточке.
Все размеры метричекой резьбы указываются в мил-
лиметрах.
187. Резьба Витворта (S. W.).
Профиль резьбы Витворта (см. Таблицу X) отличается
от метрической в следующем.
Угол при вершине треугольника составляет 55°. Вер-
шины выступа и впадины резьбы срезаны на J/e высоты
263
СТАНКИ ПО МЕТАЛЛУ
треугольника и закруглены радиусом 0,13733 о, где S,
как выше, шаг резьбы. Для резьбы Витворта вместо
шага (5) в таблицах указывают число ниток (/V) на 1".
Очевидно, S = ——или, в миллиметрах, S = мм.
Высота треугольника h = 0,96049 S, глубина резьбы
t =-= h — 2.—^—= -%- h •=- 0,64033 S.
о 3
Чаще всего применяют нормальную в Германии резьбу
Витворта с зазором при вершине. Размеры элементов этой
системы резьбы и приведены в Таблице X.
Закругления выступов и впадин витвортовской резьбы,
как и других систем, имеют целью предохранить нарезку
от выкрашивания острых углов и от заедания при завин-
чивании и вывинчивании.
В Англии все размеры резьбы Витворта указываются
в дюймах, в других европейских странах, в том числе и
СССР, в английских мерах дается только наружный
диаметр, все остальные размеры указываются в милли-
метрах.
188. Американская нормальная резьба (U. S. St.) и
остроугольная резьба „Vм.
Нормальная в Соединенных Штатах Сев. Америки
винтовая резьба до 1922 г. была известна под названием
резьбы Селлерса. Профиль ее представляет равносторон-
ний треугольник, т.-е. угол при вершине составляет 60°,
так же, как в случае метрической резьбы. Благодаря
этому элементы резьбы U. S. St. связаны некоторыми
формулами, представляющими выражение тех же зависим
мостей, которые имеют место для элементов метрической
резьбы.
Высота треугольника резьбы U. S. St. составляет: на
0,8660 S; выступ и впадина срезаны на Ve h, т.-е. глубина
резьбы t = h—2 • !/e h = 3Л h или t = 0,6495 S. Внутрен-
ний диаметр Dk = Da — 21 — Da — 1,299 S. Шаг S = ,
где N — число ниток на 1".
Американская остроугольная резьба „Vй отличается
от U. S. St. только тем, что выступы и впадины резьбы
не срезаны.
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
269
Размер элементов резьбы U. S. St. и V всегда указы-
ваются в дюймах.
О прямоугольной (ее называют также квадратной или
ленточной) и трапецеидальной резьбе — см. §§ 209 и 210
и Таблицу XIII.
ВОПРОСЫ
О различных системах резьбы.
1. Каким способом можно получить резьбу на винте? В гайке?
Укажите несколько способов.
2. Назовите три известных вам системы винтовой резьбы и опи-
шите их профиль.
3. В чем заключается разница между шагом и ходом резьбы?
4. Укажите разницу между метрической резьбой н резьбой Вит-
ворта; между квадратной и трапецеидальной резьбой.
5. Дайте определения „внутреннего диаметра резьбы", „двойной
глубины резьбы
6. В чем состоит различие профилей резьбы S. I. и U. S. St.?
7. Какие еще известны вам нормализованные системы винтовой
резьбы?
8. Укажите выражение двойной глубины резьбы Витворта в частях
шага.
9. Как определить внутренний диаметр резьбы, зная ее наружный
диаметр и шаг?
10. Вычислите внутренний диаметр метрической резьбы номиналь-
ного диаметра 24 мм,
189. Метчики.
Нарезка в отверстиях получается обычно на специаль-
ных гайкорезных станках или при помощи особого
приспособления на сверлильных станках. Однако, очень
часто приходится производить эту работу ручным спосо-
бом. На фиг. 145 изображен комплект ручных сле-
сарных метчиков. Стержень их снабжен на конце
квадратом, который вставляется между плашками во-
ротка (фиг. 146). Правая плашка неподвижна, левую можно
передвигать, поворачивая левую ручку воротка. Благодаря
такому устройству, одним воротком можно пользоваться
для метчиков нескольких размеров.
В продаже имеются метчики для нарезки винтовой
резьбы разных систем и всех нормальных размеров. Для
изготовления метчика отжигают пруток круглой стали
соответствующего диаметра, точно обтачивают, обрабаты-
270
СТАНКИ ПО МЕТАЛЛУ
вают квадрат на фрезерном станке и затем нарезают —
сначала резцом, затем гребенкой. Стачивают на конус
конец на известной длине (ср. №№ 1, 2 и 3 на фиг. 145),
прорезают продольные канавки для образования на мет-
чике режущих кромок, ставят на стержне клеймо (диа-
метр резьбы и номер метчика — №№ 1, 2 или 3, иногда
шаг или число ниток на V). Наконец, метчик закали-
вают и о: пускают. Стержень должен остаться неза-
каленным.
Ручные метчики изготовляются комплектами из трех
гомеров: № 1 — для чернового (первого) прохода, №2 —
Фиг. 146. Вороток.
Jwpwj)
для предварительного (второго) и № 3 — для чистового
(третьего) прохода. Конец первого метчика сточен на
конус на длине по крайней мере шести ниток, второго
метчика — на длине 3—4 ниток, на третьем метчике не-
сколько сняты только последние 1 — 2 нитки. Все мет-
чики одного комплекта предназначаются для резьбы одного
и того же диаметра, так что сквозное, не особенно длин-
ное отверстие (напр., в гайке) можно нарезать одним
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
271
первым метчиком. Иногда окончательно доводят резьбу
метчиком № 2. Несквозные отверстия проходят последо-
вательно первым и вторым метчиками, а особенно мелкие
(неглубокие) — также и третьим.
Нередко пользуются комплектами метчиков из двух
штук; они состоят из второго и третьего метчика *)•
190. Форма метчиков.
Фиг. 147. Профиль мет-
чика (а—реи.ущсе ребро;
Ь—пятка; С—нитка).
Режущие ребра концевой скошенной части метчика
имеют зазор или, как говорят, заднюю заточку по всей
длине части нитки между канавками, иначе метчик не мог бы
резать. Выше, для уменьшения тре-
ния между зубцами метчика и стен-
ками нарезаемого отверстия, на зуб-
цах снимают обточкой затылок, при-
мерно на 2/з длины части нитки
между канавками (фиг. 147). Благо-
даря тому, что на остальной трети
затылок не снимается, переднюю
грань зубца можно затачивать не-
сколько раз, при чем профиль его,
совпадающий с профилем резьбы,
изменяться не будет.
Обычное число канавок на по-
верхности метчика—три или четыре.
Они необходимы для того, чтобы, во-первых, образовать
режущие грани, во-вторых, чтобы дать место для удале-
ния стружек, образующихся при вырезании винтовой
канавки. Если метчик заточен правильно и достаточно
остро, число канавок практического значения не имеет.
191. Сверление под резьбу.
Диаметр отверстия, которое должно получить нарезку
по внутренней поверхности, как, например, в гайке, теоре-
тически равен внутреннему диаметру винта соответствую-
щего размера. Если просверлить такое отверстие, взяв
диаметр сверла точно равным указанному теоретическому
размеру, и затем нарезать отверстие, получится так назы-
ваемая полная резьба (плашечная, маточная резьба),
1) О метчиках других типов см. т. И гл. III.
272
СТАНКИ ПО МЕТАЛЛУ
которая нужна в плашке и иногда в других изделиях,
имеющих специальное назначение. Обычно же отверстия
не нарезают полной резьбой, так как это нецелесооб-
разно: такие отверстия трудно нарезаются вследствие
большого трения метчика о его стенки, метчики часто
ломаются и стоимость нарезания резьбы увеличивается
не только из-за частых поломок инструмента, но и по-
тому, что извлечение поломанного конца метчика из уже
частью нарезанного отверстия представляет очень боль-
шие трудности. Поэтому диаметр сверл под резьбу обычно
выбирается несколько больше внутреннего диаметра винта
соответствующего размера.
Для нарезания достаточно оставить две трети двойной
глубины резьбы. Обыкновенная гайка, просверленная так,
что глубина резьбы в ней составляет только половину
полной нормальной глубины резьбы, сломает болт прежде,
чем сорвется резьба. Напротив, резьба глубиною в две
трети номинальной вдвое безопаснее, притом для нареза-
ния ее нужно приблизительно в три раза меньше силы,
чем для нарезания полной резьбы. Так, например, пол-
ная номинальная двойная глубина метрической резьбы
составляет 1,299 S (см. § 186), две трети этой вели-
чины — 0,866 S или приблизительно и с достаточной для
практики точностью—0,9 S. Поэтому для обычных механи-
ческих работ диаметр отверстия под резьбу можно под-
считывать, вычитая из величины наружного диаметра
метчика 0,9 S, где S представляет, как и выше, шаг резьбы.
Размеры сверла для отверстий под резьбу можно взять
и из соответствующих таблиц и подыскать ближайшее
к полученному размеру сверло среди нормальных милли-
метровых, дюймовых, литерных или номерных, имеющихся
в данной мастерской.
Пример» Определить размер сверла для отверстия под
резьбу Витворта М".
Решение: по Таблице X шаг S = 2,1168 мм; 0,9 S =
~ 1,905 мм; К” — 12,701 лглг; диаметр отверстия:
12,701- мм —1,905 .иж --10,796 мм. Ближайшее сверло
миллиметровой серии, равное 11 мм, отличается от полу-
ченного расчетного размера на 0,2 мм, ч го практического
значения не имеет.
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
273
192. Длина нарезанной части отверстия.
За исключением тех случаев, когда винт или болт
должен быть неподвижно закреплен в отверстии, как, напри-
мер, болты некоторых типов резцодержателей токарных
станков, нет необходимости нарезать отверстие глубже,
чем на 1 диаметра винта. Болт, хорошо пригнанный
к резьбе отверстия и входящий в нее на длину, равную
его диаметру, может сломаться едва ли не прежде, чем
будет сорвана резьба. Это часто упускают из виду и
нарезают отверстие на большую глубину, что влечет
за собою напрасную потерю времени и поломку метчиков.
193. Практические приемы нарезания резьбы метчи-
ками.
Для того, чтобы начать работу первым (черновым)
метчиком, необходимо нажимать на него с известной силой
и следить за тем, чтобы метчик начал нарезать резьбу,
а не только увеличивал размер отверстия. После того,
как метчик начал резьбу, он дальше сам направляет себя,
требуется только поворачивать его. Полезно время от вре-
мени поворачивать метчик на пол оборота в обратную
сторону, чтобы ломать стружку, а при нарезании мягких
материалов, как медь, баббит и т. под., необходимо не-
сколько раз в течение работы вынимать метчик и уда-
лять стружку из отверстия.
Надо стараться с самого начала направить метчик
по оси отверстия и все время сохранять это направление.
Ценную помощь в этом отношении оказывает кондуктор
для нарезания резьбы. Он представляет собою обыкно-
венную нарезанную внутри втулку, торец которой обто-
чен под прямым углом к ее оси. Если высота кондуктора
в три—четыре раза больше диаметра метчика, он не поз-
волит метчику перекоситься, т.-е. взять неверное напра-
вление.
При нарезании резьбы в стали, железе и других ме-
таллах, за исключением чугуна, смазкой служит деревян-
ное масло. Чугун следует нарезать всухую; иногда,
впрочем, метчик нарезает легче, если слегка смазать ма-
слом или мылом те зубья его, которые работают в уже
нарезанной части отверстия. При нарезании метчиками
Станки по металлу
18
274
СТАНКИ ПО МЕТАЛЛУ
меди часто пользуются смесью скипидара и масла, при
нарезания алюминия—смесью масла с керосином.
Если конец метчика обмотать подходящим куском об-
тирки и провернуть его сквозь нарезанное отверстие,
резьба последнего станет несколько полнее.
На фиг. 148 изображен метчик ,,Gun“. Благодаря свое-
образному профилю режущей части и заточке последних
Фиг. 148. Метчик „Gun".
3—4 ниток, при нарезании резьбы этим метчиком полу-
чается вьющаяся стружка, выталкиваемая наружу (см.
фиг. 148 справа). Так как метчик не засоряется, канавки
его могут быть сделаны мельче, чем в обычных ручных
метчиках, следовательно, метчик „Gun" прочнее их и
значительно меньше подвергается риску поломки.
Следует помнить, что если приходится перерезать или
„прогонять" (т.-е. проходить снова метчиком) уже наре-
занное отверстие, то необходимо предварительно прове-
рить, не было ли закалено изделие; иначе можно испор-
тить или сломать метчик. Поэтому, например, не следует
пытаться прогонять метчиком цементованную гайку.
ВОПРОСЫ.
Метчика и нарезание метчиками винтовой резьбы.
1. Назовите три метчика, составляющие комплект. Укажите назна-
чение каждого из них.
2. Как проверить, правильно ли пошел метчик? Почему ето
необходимо?
3. Какова степень твердости метчика? Хрупок ли он? Почему он
легко ломается?
4. Что такое вороток с переставной плашкой? Простой воро-
ток? Укажите преимущества каждого из них Каким недостатком отли-
чается вороток с переставной плашкой?
5. Что называется „углом зазора" (задним углом) у метчика?
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
275
6. Почему во время нарезания резьбы метчиком рекомендуется
часто поворачивать его в обратную сторону на Vi или % оборота?
7. Что надо сделать, чтобы во время нарезания метчиками резьбы
в хрупких металлах резьба не выкрашивалась?
8. Какую смазку лучше всего применять для нарезания метчи-
ком чугуна? Стали? Латуни? Алюминия? Меди?
9. Как далеко должен войти винт в нарезанное отверстие, чтобы
скрепление получилось достаточно надежным?
10. Что такое „глухое" отверстие?
11. Что произойдет с метчиком, если стараться повернуть его
после того, как он дошел до дна отверстия?
12. Как пользоваться масштабом, когда нужно определить шаг
резьбы или число ниток на 1"? Что такое „шаблон винтовой резьбы"1)?
13. Чему равен диаметр наибольшего сверла, которое может пройти
сквозь гайку?
14. Что такое сверло „под резьбу**? Сверло „под плашечную
резьбу**?
15. Почему сверло под резьбу меньше наружного диаметра болта?
16. Какой профиль имеет резьба на болтах, обычно применяемых
у нас в настоящее время?
17. Сколько ниток на 1" имеет резьба Витворта 3/<п? Метрическая
резьба 18 jw.h?
18. Почему винты, применяемые в автомобилестроении имеют
резьбу меньшего шага по сравнению с резьбой обычных машинных
болтов?
19. Равен ли обычно размер сверла для отверстия под резьбу
внутреннему диаметру резьбы винта? В какую сторону он отличается
от этого диаметра—в большую или меньшую9
20. Укажите три причины, по которым нецелесообразно нарезать
полную резьбу.
21. Определите размер сверла для отверстия под метрическую
резьбу 16 мм и под резьбу Витворта 5/8н.
22. Определите размер сверла для отверстая под метрическую
резьбу 30 мм и под резьбу Витворта I1/*"*
23. Если требуется плотно соединить две части, можно ли нарезать
ту и другую и соединить их болтом?
24. Как можно немного увеличить нарезанное метчиком отверстие
гайки, если хотят, чтобы она свободно сидела на болте, пользуясь
для этого нормальным метчиком того же размера?
25. Какую предосторожность следует принять, прежде чем прого-
нять метчиком старую гайку? Почему?
26. Иногда случается, что ^"-овый болт не подходит к нарезан-
ному отверстию того же диаметра, повидимому вполне исправному.
Чем это об*ясняется? Как можно выйти из подобного затруднения
имея под рукой 1/2/,-овые метчики и 1/ан*овые плашки и если этот
^''-овый болт- стопорный?
27. Как затачивается ручной метчик? Как снимают у него
затылки?
х) См. фиг. 156.
18е
276
СТАНКИ ПО МЕТАЛЛУ
194. Плашки.
Плашкой называется инструмент для нарезания
наружной резьбы. Обычно для машинного нарезания
наружной резьбы в винторезную головку (фиг. 149)
вставляют четыре плашки специальной формы (лисички),
которые имеющимися на них резцами, соответствующими
профилю и размеру требуемой резьбы, нарезают гладкий
круглый стержень на желаемую длину. При этом либо
головка остается неподвижной и вращается нарезаемый
болт, либо обратно—головка вращается, а нарезаемый
прут или болт неподви-
жен. Благодаря симме-
тричному расположению
плашек в болторезной го-
ловке работа резания рас-
пределяется между ними
равномерно.
Иногда вместо четырех
плашек в головку вста-
вляют цельные плашки
Фиг. 149. Винторезная головка или плашки раз*емные на
с плашками две части; однако, лучше
всего пользоваться голов-
ками с четырьмя отдельными плашками, надежно и пра-
вильно закрепленными в головке (см. фиг. 149). Удобство
головки последнего типа заключается в том, что при на-
добности плашки легко вынуть и заточить или заменить
другими. Кроме того, она позволяет регулировать поло-
жение плашек в довольно значительных пределах, что
является большим преимуществом в тех случаях, когда
требуется болт, диаметр которого несколько больше или
меньше нормального или когда требуется черновой и чи-
стовой проход резьбы. Закрытая головка с комплектом
вставленных в нее плашек обладает всеми преимуще-
ствами цельной плашки.
Большая часть болтов и винтов, применяемых в про-
мышленности, изготовляется специальными винторезными
и болторезными станками и автоматами. Однако, очень
часто приходится прогонять уже существующую резьбу
на довольно большой длине или даже заново нарезать ее
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ 277
вручную. В этих случаях плашка закрепляется в т. наз.
клуппе (фиг. 150).
При нарезании резьбы вручную конец стержня запи-
ливается или стачивается на конус под углом около 45°
по крайней мере на глубину резьбы. Необходимо обра-
щать особое внимание на то, чтобы дать плашке верное
Фиг. 150. Клупп.
направление. Как и в случае нарезки внутренней резьбы
метчиком, в начале работы требуется нажимать на клупп,
но после того, как первые нитки нарезаны, плашка дальше
направляет себя автоматически. При нарезании стали
и железа лучше всего применять деревянное масло. Время
от времени, через каждые 2—3 оборота, клупп надо пово-
рачивать в обратную сторону на часть оборота, чтобы
ломать стружку.
ВОПРОСЫ.
Нарезание резьбы плашками.
1. Как запилить на конус конец прутка? Каким другим способом
можно снять на нем конус?
2. Укажите две причины, вызывающие необходимость скашивания
конца прутка.
3. На что надо обращать внимание, начиная нарезать винт клуп-
пом? Почему это необходимо?
4. Как лучше нарекать новую резьбу—с одного или с двух прохо-
дов? Почему? Как регулируется для этого положение плашек?
5. Какой смазкой лучше всего пользоваться при нарезании стали
и железа?
6. Почему рекомендуется при нарезании резьбы клуппом часто
поворачивать его назад на четверть или пол оборота?
7. Как предупредить срывание резьбы во время нарезания ее?
8. Как предохранить резьбу, уже нарезанную на одном конце
шпильки, от повреждений во время нарезания другого конца?
9. Как можно нарезать болт или винт под самой головкой, если
это требуется?
10 Что называется „плашкой"? „Слесгрным клуппом"?
11. Что называется „цельной плашкой*? „Выверяющимися" (регу-
лирующимися) плашками?
2/8
СТАНКИ ПО МЕТАЛЛУ
12. Какими преимуществами отличается выверяющаяся плашка перед
другими?
13. Какими преимуществами отличается винторезная головка
с вставными плашками?
14. Какую предосторожность надо принять перед тем, как прого-
нять плашкой старую резьбу болта или винта? Почему?
РАСЧЕТ И ПОДБОР ЗУБЧАТЫХ КОЛЕС ДЛЯ НАРЕЗАНИЯ
РЕЗЬБЫ НА ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ.
Нарезание винтовой резьбы на токарном станке тре-
бует применения зубчатых колес. Для того, чтобы пра-
вильно подобрать их, необходимо знать правила расчета
зубчатых передач.
195. Определения основных терминов.
Цилиндрическим зубчатым колесом или
шестерней называется колесо с рядом зубьев по окруж-
ности (ободу), параллельных оси колеса.
Зубчатой передачей или перебором назы-
вается совокупность двух или более зубчатых колес,
зубья которых сцеплены между собою. Вращение первой
шестерни вызывает одновременно вращение каждой
из шестерен, входящих в данную зубчатую передачу.
Иногда применяют системы зубчатых колес, враща-
ющихся или заклиненных на одной общей оси или втулке.
В том случае, если диаметры этих зубчатых колес увели-
чиваются последовательно к одному концу оси, систему
называют ступенчатой зубчатой передачей
(в станках—коробкой Нортона).
В простой зубчатой передаче первая шестерня, кото-
рой сообщается вращение, носит название ведущей,
вторая же, которой вращение передается, называется
ведомой шестерней.
В зубчатой передаче числа оборотов шестерен обратно
пропорциональны числам их зубцов.
Так, например, если ведущее зубчатое колесо имеет
20 зубьев, а ведомое—40, то при одном обороте веду-
щего колеса ведомое повернется на 20 зубьев, т.-е. сде-
лает половину оборота. Следовательно, ведомое зубчатйе
колесо, имеющее число зубьев (а также и диаметр) вдвое
больше, чем ведущее, делает оборотов вдвое меньше
НАРЕЗАНИЕ ВИНТОВОМ РЕЗЬБЫ
279
ведущего. Точно также, если бы ведомая шестерня была
в два раза меньше ведущей, то число оборотов ее было бы
в два раза больше числа оборотов ведущей шестерни.
Если обозначить числа зубьев двух шестерен зубчатой
передачи через Z\ и Z>, а соответственные числа их
оборотов через ni и гь, то:
__ ^9 ГГ ___ *7
V = ИЛИ Zin{=Z9ri2
Последнюю формулу можно выразить еще и так: для
данной простой зубчатой передачи произведение числа
зубцов каждой шестерни на число ее оборотов в единицу
времени есть величина постоянная.
Зубчатое колесо, находящееся в зубчатой передаче
в сцеплении одновременно с ведущей и ведомой шестер-
нями, называется паразитным (или про межу т о ч-
н ы м). Назначение ее состоит либо в том, чтобы соеди-
нять два зубчатых колеса, находящиеся на таком расстоя-
нии одно от другого, что непосредственное зацепление
их невозможно, либо в изменении направления вращения
ведомой шестерни.
В зубчатой передаче шестерни каждой непосредственно
сцепленной между собою пары вращаются в противопо-
ложных направлениях. Поэтому, если ввести между ними
одно или несколько паразитных колес с произвольным
числом зубьев, то относительные скорости ведущей и ведо-
мой шестерен не изменятся, но изменится лишь напра-
вление вращения ведомой зубчатки. При нечетном числе
паразитных колес ведомая шестерня вращается в ту же
сторону, что и ведущая, при четном числе их — напра-
вления вращения ведущей и ведомой шестерни проти-
воположны.
Пример. — Ведущее зубчатое колесо имеет 28 зубьев,
ведомое — также 28 зубьев; при одном обороте ведущего
колеса ведомое также сделает один полный оборот. Вве-
дем между ними одну промежуточную шестерню с произ-
вольным числом зубьев, например—60. При одном обо-
роте ведущей шестерни промежуточная повернется на
28 зубьев, следовательно, на столько же зубьев (т.-е. 28)
оно повернет сцепленное с ним ведомое зубчатое колесо,
л-е.последнее сделает один полный оборот, так как
280
СТАНКИ ПО МЕТАЛЛУ
если бы паразитного колеса не было, и обе шестерни —
ведущая и ведомая — находились в непосредственном
зацеплении. Однако, направление вращения ведомой зуб-
чатки при этом изменится в противоположную сторону
(см. фиг. 45).
Следовательно, в простой зубчатой передаче размер
паразитных шестерен значения не имеет. Отношение
Фиг. 151. Схема передачи вращения от
шпинделя токарного станка к ходовому
винту (Л - шпиндель; промежуточный
валик; С—ходовой винт; 1 — шестерня на
шпинделе; 2—шестерни трензеля; 3—ше-
стерня постоянная промежуточного валика;
4—сменная шестерня на промежуточ-
ном валике; 5—промежуточная шестерня;
6—сменная шестерня на ходовом винте).
чисел оборотов веду-
щей и ведомой ше-
стерни равно обрат-
ному отношению чи-
сел их зубьев.
Нарезание винто-
вой резьбы на то-
карно - винторезном
станке производится
таким образом, что
суппорту сообщается
принудительное пе-
ремещение (самохо-
дом) на определенную
длину на каждый обо-
рот рабочего шпин-
деля.
Принудительное
движение суппорта
достигается: во-пер-
вых, — соединением
шпинделя с ходовым
винтом через систему
зубчатых колес, передающих вращение шпинделя ходо-
вому винту; во-вторых,—замыканием раздвижной маточ-
ной гайки так, чтобы она плотно обхватывала ходовой
винт, чем обеспечивается перемещение суппорта на извест-
ную длину, одинаковую для каждого оборота ходового
винта.
При нарезании резьбы на самоточке вращение шпин-
деля передается ходовому винту через ряд зубчатых
колес, которые должны быть установлены и вращаться
на валиках. С этой целью параллельно шпинделю устраи-
вается промежуточный валик b (фиг. 151), от которого
НАРЕЗАНИЕ ВИНТОВОМ РЕЗЬБЫ
281
вращение ходовому винту передается посредством набора
сменных шестерен (см. фиг. 151) ’)•
Передача от шпинделя к валику b получается через
“Так называемый „трензель", который состоит из зубча-
того колеса (1), заклиненного на шпинделе (а), двух
трензельных или реверсивных шестерен (2) и шестерни
(3), заклиненной на шпонке на внутреннем конце проме-
жуточного валика (6).
Обе шестерни (2) трензеля являются промежуточными
(паразитными) между зубчатым колесом (1) шпинделя
и заклиненной на промежуточном валике шестерней (3);
Фиг 152. Механизм трензеля (в—шпиндель; Ь—промежу-
точный валик; /?lt R>—шестерни трензеля).
при этом оси их сидят в качающемся кронштейне, кото-
рый токарь может переставлять таким образом, что либо
в зацепление между ведущим и ведомым зубчатыми коле-
сами будут введены одна или обе шестерни (2), либо
обе они будут выведены из зацепления с ведущей шестер-
ней. На фиг. 152 изображены три положения трензеля:
при первом положении рукоятки в передачу введена одна
шестерня R\, и промежуточный валик (6) вращается по
часовой стрелке; при втором положении рукоятки —
в передаче участвуют обе трензельных шестерни R\, R2,
и валику (6) сообщается вращение против часовой
стрелки; третье положение рукоятки — нейтральное, т.-е.
обе шестерни малого трензеля выключены из зацепления
с зубчатым колесом шпинделя и вследствие этого проме-
жуточный валик (6) остается неподвижным.
*) См. также §§ 87—89.
232
СТАНКИ ПО МЕТАЛЛУ
Назначение трензеля — изменять направление враще-
ния ходового валика, если почему-либо подача должна
производиться по направлению к задней бабке, или ходо-
вого винта — при нарезании левой резьбы. Если при
пбычном направлении вращения изделия (к токарю) ходо-
вой винт вращается таким образом, что суппорт переме-
щается от задней бабки к передней, на изделии будет
нарезаться правая резьба; напротив, если при том же
направлении вращения изделия ходовой винт станет вра-
щаться в обратную сторону, так что и суппорт будет
подаваться в обратном направлении — от передней бабки
к задней, то при нарезании изделия будет получаться
левая резьба.
Сменный зубчатый перебор (он носит название
„сменного" потому, что ведущая и ведомая шестерни
могут быть заменяемы токарем на шестерни других раз-
меров) состоит (см. фиг. 151) из шестерни (4) на про-
межуточном валике, промежуточной (паразитной)
шестерни (5) и шестерни (6) на ходовом винте.
К токарно - винторезному станку прилагается набор
сменных шестерен; подбирая соответствующим образом
размеры (числа зубцов) шестерен промежуточного валика
(4) и ходового винта (6\ можно получить различные отно-
шения между числами их оборотов.
196. Постоянный коэффициент передачи станка.
Если шестерня (1) на шпинделе (см. фиг. 151)
и постоянная шестерня (3) промежуточного валика дела-
ются одинакового размера и, с другой стороны, сменные
колеса на промежуточном валике (4) и на ходовом винте
(6) также одинаковы, то при одном обороте шпинделя
ходовой винт также сделает один оборот. Если ходовой
винт имеет, например, 4 нитки на 1", т.-е. шаг его равен
!/?', то при одном обороте его суппорт переместится
на Следовательно, при указанных соотношениях раз-
меров зубчатых колес число ниток на 1" нарезаемого
винта будет равно числу ниток на 1* ходового винта,
иначе говоря, шаг нарезаемой резьбы будет одинаков
с шагом ходового винта.
У очень многих станков, однакоже, постоянная
шестерня (3) промежуточного валика больше шестерни
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
283
(1) шпинделя. Предположим, напр., что шестерня (1)
шпинделя имеет 30 зубцов, а постоянная шестерня (3)
промежуточного валика 40 зубцов; одному обороту
шпинделя соответствует, следовательно» зо/4о или 8/< обо-
рота промежуточного валика, и при одинаковых сменных
колесах (4) и (6) на промежуточном валике и ходовом
винте последний сделает 3/* оборота на один оборот
шпинделя. Если шаг ходового винта —1/4\ то подача суп-
порта составит при этом 3/< шага, т.-е. 3// . 54* = а/1б*> т.-е.
будет нарезаться резьба с шагом 3/1бйГ. Если бы винт имел
не 4 нитки на 1", а 6 ниток, то шаг его — */6* и шаг резьбы
получился бы: Vo • 8/Z = Vs*» т.-е. резьба имела бы 8 ниток
на 1".
Положим теперь, что постоянная шестерня промежу-
точного валика вдвое больше зубчатого колеса на шпин-
деле и ходовой винт имеет 6 ниток на 1*: тогда при
одинаковых сменных шестернях промежуточного валика
и ходового винта нарезаемая резьба будет иметь шаг
И . ,/6ж = 1/12* или 12 ниток на Г'.
Если обозначить числа зубцов шестерни (1) шпинделя
через Z\ и шестерни (3) промежуточного валика через
Z>> шаг ходового винта — через £ (в мм или дюймах),
шаг нарезаемой резьбы — s (в мм или дюймах), то при
одинаковых сменных шестернях на промежуточном
валике и ходовом винте эти величины связаны формулой:
s Zx q
£ = z2 или 5 = z> • 5
В случае, если заданы числа ниток на 1* ходового
винта—Tv и требуемой резьбы — п, то так как эти числа
обратно пропорциональны соответствующим шагам
резьбы 9, существует при указанном выше предполо-
жении зависимость:
N КТ
— = 7; или п = • /V
Величина шага резьбы, нарезаемой на данном станке
при одинаковых сменных колесах на промежуточном
х) Очевидно, 6' ~ и s - ~ (шаг в дюймах). Следовательно,
W
А П
284
СТАНКИ ПО МЕТАЛЛУ
валике и ходовом винте (т.-е. выражение s = 5), имеет
важное значение для расчета сменных шестерен и может
быть названа постоянным коэффициентом пере-
дачи данного станка. Так как числа оборотов зубча-
тых колес обратно пропорциональны числам их зубьев,
то можно сказать, что постоянный коэффициент передачи
равен произведению шага ходового винта на отношение
числа оборотов промежуточного валика к числу оборотов
шпинделя. Отсюда получается простое правило опреде-
ления указанного коэффициента для данной самоточки:
подсчитать числа оборотов шпинделя и промежуточного
валика за одинаковый промежуток времени (целые числа),
взять отношение второго числа к первому и умножить
на величину шага ходового винта.
Следует помнить, что коэффициент передачи выра-
жается в тех же единицах длины, что и шаг ходового
винта. В дальнейшем он обозначен буквой К.
Пусть, например, на 4 оборота шпинделя пришлось
3 оборота промежуточного валика, и ходовой винт имеет
6 ниток на 1", т.-е. шаг его равен Тогда постоян-
ный коэффициент передачи составит 3/i . Vc" ~ 1/$" или
в миллиметрах: 1 8.• 25,4 = 3,175 мм, Иначе говоря, при
одинаковых сменных шестернях на промежуточном валике
и ходовом винте данный станок будет нарезать резьбу
с шагом Vя* (8 ниток на 1") или 3,175 мм.
Всякий токарный станок с постоянным коэффициентом
передачи— ’/s* (3,175 мм) будет нарезать резьбу шага
при одинаковых сменных шестернях промежуточного
валика и ходового винта, шага — Vig", если шестерня
ходового винта вдвое больше сменного колеса проме-
жуточного валика, шага если она вдвое меньше смен-
ного колеса промежуточного валика и т. д.
197. Подсчет сменных зубчатых колес (передаточ-
ного числа) для заданной резьбы.
Предположим, что передача движения от промежуточ-
ного валика к ходовому винту совершается через слож-
ную зубчатую передачу*)• На фиг. 153 она состоит из
П См 8 80
НАРЕЗАНИЕ ВИНТОВОМ РЕЗЬБЫ
285
трех пар сменных зубчатых колес: а — Л, b — В и с — С;
из них шестерни о, Ь, с—ведущие и Л, В, С—ведомые
колеса. Первая сменная шестерня а заклинена на проме-
жуточном валике (т)9 последняя С—на ходовом винте
(г). Обозначим числа зубьев сменных шестерен теми же
буквами - соответственно а, 6, с, Л, В, С. При одном обороте
промежуточного валика (т), т.-е. и шестерни а, ведомая
шестерня Л сделает у оборотов (см. § 195); столько же
оборотов сделает и соединенная с ней шестерня
ведомая шестерня В на один
•jt оборотов, следовательно, на
один оборот ’ промежуточного
а b _
валика она делает обо-
ротов. Точно так же получим,
что число оборотов последней
ведомой шестерни С, значит,
и ходового винта, на котором
она заклинена, составляет
а Ь с
А‘ 1' С
оборот ведущей
Ь. Далее,
делает
ь
Схема
Черт. 153.
зубчатого перебора
ведущие шестерни;
ведомые шестерни; ТП—про-
межуточный валик; Г— ходо-
вой винт).
сложноги
(а, Ь, с-
А, В, С-
отношение числа обо-
на один оборот промежуточного
валика. Таким образом полу-
чается следующее правило:
в сложной зубчатой передаче
ротов последней ведомой шестерни к числу оборотов
первой ведущей равно отношению произведения чисел
зубцов всех ведущих шестерен к произведению чисел
зубцов всех ведомых шестерен.
При обозначениях предыдущего параграфа, на 1 оборот
шпинделя число оборотов промежуточного валика будет
составлять . Если сменный перебор состоит из опи-
санной системы зубчатых колес, то число оборотов ходо-
вого винта на 1 оборот шпинделя составит:
и Ъ с
Л />* С
Ж
СТАНКИ ПО МЕТАЛЛУ
и при шаге ходового винта S перемещение суппорта,
следовательно и шаг s нарезаемой резьбы, выразится
следующим образом:
a с с» / и 1) с \
S = Z2' ~А~~В~С 5<ИЛИ S = K • TIFC )’ИЛИ
S == Z, Л II С ’ т’’е' S~K • где Q= я в с
Эта формула является основной при подсчете смен-
ных шестерен для нарезания винтовой резьбы, шаг
которой задан. Она может быть выражена следующим
образом:
шаг нарезаемой резьбы
шаг ходового винта
произведение чисел зубцов всех ведущих колес
произведение чисел зубцов всех ведомых колес
Правая часть последнего равенства носит название
передаточного числа. Его следует подбирать таким
образом, чтобы оно, во-первых, точно равнялось отно-
шению шага нарезаемой резьбы к шагу ходового винта,
во-вторых, состояло из возможно меньшего числа пар
сменных колес. Обычно числа зубцов сменных шестерен
подбирают так, чтобы они были кратными пяти, конечно,
в тех случаях, где это возможно.
При нарезании метрической резьбы на самоточках
с ходовым винтом, шаг которого разен простой дроби
дюйма (американские и английские станки), для перевода
мер (в отношении шагов нарезаемой резьбы и ходового
винта) пользуются шестерней с 127 зубцами. Это число
получается следующим образом: 1* = 25,4 мм или 1 мм =
1* 1 M.W 1 \7 С
= -пгт» иначе: ттг = -—т- Умножая на э числитель
и знаменатель дроби в правой части равенства, получим
1 жм ___ 5
1* — *127"
Так как цифра 127 входит в знаменатель, то сменная
шестерня с 127 зубьями всегда является ведомой.
(т. наз. „переводная" шестерня).
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ 287
Примеры.
1°. Нарезать резьбу 10 ниток на I''. Постоянный коэф-
фициент передачи равен */g"- Набор сменных тестере»
имеет от 20 до 80 зубьев через 4 зуба, кроме того-
шестерни в 69 и 127 зубьев. s 6
По формуле: s=K • Q находим : l/o",= io‘
Умножая числитель и знаменатель дроби на 4, получим
передаточное число -до-; следовательно, на промежуточном
валике нужна сменная шестерня с 24 зубьями, на ходо-
вом валике—с 40 зубьями.
Можно взять также шестерни 36 и 60, или 48 и 80, так
как при таком подборе величина передаточного числа
остается без изменения и соответствующие зубчатые
колеса в наборе имеются.
2°. На той же самоточке нарезать резьбу в 11*/г
ниток на Г'. 1 1 6 12
Передаточное число : ~^~= = 23 ’ Умножая
числитель и знаменатель на 3, получим сменные шестерни
36 и 69.
3°. Нарезать резьбу шага 3 мм на самоточке, ходовой
винт которой имеет 5 ниток на lz/. Числа зубцов шестерни
шпинделя и постоянной шестерни промежуточного валика
одинаковы.
г-, 3 мм
11о формуле находим: передаточное число — 1,ь„ =
•А • 25,4 =127’
Следовательно, сменная шестерня на промежуточном
валике должна иметь 75 зубцов, на ходовом винте—
127 зубцов.
4°. Нарезать резьбу шага 0,85 мм на том же токар-
ном станке.
„ 0,85 4,25
i 1ередаточное число “Л/7Т25 4 =~254~ или»Умножая на
20 85 ’ *
20» "«лучим:
Если в наборе имеются шестерни с числами зубьев
только кратными пяти (и шестерня в 127 зубьев, без
которой метрическую резьбу нельзя было бы нарезать),
поступают следующим образом: разлагают на подходящие
288
СТАНКИ ПО МЕТАЛЛУ
множители числитель и знаменатель передаточного числа,
п 85 85 25
1 юлучим: что можно выразить в форме:
Следовательно, в данном случае приходится ввести
две пары сменных шестерен с числами зубьев: 85, 127,
25 и 100. Первая заклинивается на промежуточном валике,
последняя—на ходовом винте.
5. Нарезать резьбу 28 ниток на 1Г. Постоянный коэф-
фициент передачи станка 1/см» набор сменных шестерен
тот же, что в первом примере.
Передаточное число - : -у — . Очевидно, при
имеющихся сменных шестернях одной пары их недо-
статочно. 6
Разлагая числитель и знаменатель дроби на множи-
2 3
тели, получим передаточное число в виде: • -у-. Умно-
жая оба члена первой дроби на 16, второй—на 8 (числа,
лч 32 24
кратные 4), получим: передаточное число = ^4- • 55 •
Все сменные шестерни, необходимые для этой двойной
передачи, в наборе имеются.
Если бы одна из шестерен 24 или 56 отсутствовала,
3 3 10 30
отношение-у можно заменить другим, напр.,-у ^ю то
3 12 _ 36
или 7 Х 12 ~ 84 •
На многих токарно-винторезных станках прикреплены
таблички, указывающие, какими сменными шетернями надо
пользоваться для нарезания резьбы того или иного шага
(или числа ниток на I")- Однако, иногда нужная сменная
шестерня может отсутствовать или быть сломана, или
на табличке может не быть требуемой резьбы. Поэтому
токарь должен уметь подсчитывать зубчатую передачу.
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ.
198. Изготовление винтовой резьбы на самоточке*
Нарезание винтовой резьбы на токарно-винторезном
станке состоит из следующих последовательных операций.
Немного подают резец специальной формы (см. фиг. 160)
в поперечном направлении, пускают станок и снимают
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
289
тонкую стружку на требуемой длине. Затем отводят резец
назад из прорезанной канавки и сообщают станку обрат-
ный ход, для того, чтобы возвратить резец в начальное
положение. Подают резец вперед в поперечном напра-
влении настолько, чтобы он мог снять вторую тонкую
стружку (не больше 0,08—0,12 мм). Эти операции повто-
ряют до тех пор, пока резьба не будет закончена. Если
во время обратного хода станка оставить резец в уже
нарезанной части канавки, конец его сломается, так как
между ходовым винтом и маточной гайкой, а также между
зубьями зубчатых передач имеется мертвый ход. Поэтому
и необходимо перед тем, как дать станку обратный ход,
отвести резец из канавки. Опытные токаря обычно пово-
рачивают назад (влево) ручку винта поперечной подачи
и дают обратный ход станку в одно и то же время; начи-
нающему можно рекомендовать поупражняться в этом,
прежде чем пробовать нарезать резьбу. Для этого надо
взяться правой рукой за рычаг отводки (или рукоятку
контроллера, если станок имеет отдельный электромотор),
лево й—за ручку винта поперечной подачи и стараться
действовать обеими руками одновременно.
199. Предварительные указания относительно наре-
зания резьбы.
Резьбовой резец должен быть совершенно правильно
заточен по шаблону (фиг. 154 !). Угол между двумя боко-
выми гранями должен точно соответствовать углу профиля
резьбы, т.-е. для метрической рэзьбы—60°, для резьбы
Витворта 55° и т. д. При этом измерение угла должно
производиться по верхней грани резца, т.-е. поверхность
шаблона и указанной грани резца должны лежать в одной
плоскости. Это вызывается тем, что верхняя грань винто-
резного резца устанавливается в горизонтальной плоско-
сти, проходящей через ось нарезаемого изделия, следова-
тельно, угол профиля резьбы (впадины) равен углу при
вершине в плоскости верхней грани резца. Если прикла-
дывать шаблон иначе, напр., по направлению CD (см.
фиг. 160), то профиль впадины будет иметь угол значи-
тельно меньше нормального.
J) Большой вырез шаблона служит для проверки угла при вершине
центров токарного станка.
Станки по металлу. 19
290
СТАНКИ ПО МЕТАЛЛУ
Резец должен быть закреплен в суппорте таким обра-
зом, чтобы верхняя грань его, как уже упомянуто, лежала
точно в горизонтальной плоскости, проходящей через ось
нарезаемого винта, а боковые грани составляли совер-
шенно одинаковые углы с этой осью. Установка резца
производится по тому же шаблону, как изображено
на фиг. 155. Не следует вдавливать винторезный резец
в вырез шаблона. Приложив сторону шаблона к поверх-
ности изделия (в горизонтальной плоскости, проходящей
через его ось) подводят резец в вырез, затем передви-
Фиг. 154 Шаблон для резь- Фиг 155. Установка рззьбового резца
бовых резцов. по шаблону.
гают шаблон так, чтобы одна сторона выреза плотно
прилегала к боковой грани резца. Снизу подкладывают
кусок бумаги и наблюдают, есть ли прозор. После того,
как проверена одна боковая грань, передвигают шаблон
по поверхности изделия в другую сторону и проверяют
вторую грань. Если в обоих случаях прозора нет, резец
заточен и установлен правильно. На фиг. 155 изображено
положение шаблона во время проверки левой грани
резца: слева прозора нет (а), справа виден просвет (Ь).
При нарезании винтовой резьбы передача самохода
через фрикционные муфты никогда не применяется. Перед
началом работы необходимо удостовериться в том, что
самоход ходового валика выключен. Если замкнуть
маточную гайку при включенном самоходе ходового
валика, механизм передней доски суппорта сломается, как
только станок будет пущен.
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
291
Необходимо непременно проверять правильность
установки шестерен и соответствие передачи требуемому
шагу резьбы. Нередко недосмотр в этом отношении
влечет за собою порчу изделия. После первого же про-
хода следует измерить шаг винтовой канавки. Это можно
сделать, приложив ребро масштаба к поверхности изделия
параллельно его оси и измеряя число ниток на 1 * или—
для метрической резьбы—длину между первой и один-
надцатой ниткой (т.-е. шаг, умноженный на 10 . Проверять
резьбу измерением одного шага не рекомендуется, так как
при этом легко допустить ошибку. При помощи шаблона
винтовой резьбы (фиг. 156) проверка правильности
Фиг. 156. Резьбовой шаблон.
нарезки производится быстрее, и меньше вероятность
ошибки. Шаблон состоит из набора стальных пластинок,
каждая из которых снабжена с одной стороны вырезами,
точно соответствующими профилю резьбы определенного
шага. На каждой пластинке выбиты цифры, указывающие
либо шаг резьбы в мм (для S. J.), либо число ниток
на 1 и (для S. W. и U. S. Sdt.). Шаблоном можно поль-
зоваться как для наружных измерений (резьбы винтов и
болтов), так и для внутренних (резьбы гаек).
Далее необходимо проверить, совершенно ли замкнута
маточная гайка на ходовом винте. Если половинки ее
не совсем сомкнуты, это указывает на то, что выступы
резьбы ходового винта не приходятся против впадин
гайки. Для устранения этого суппорт достаточно немного
передвинуть вручную вдоль направляющих станины.
19'
292
СТАНКИ ПО МЕТАЛЛУ
Следует проверить, остается ли достаточный проме-
жуток между поводком и резцом, когда последний под-
ходит к концу нарезки.
При нарезании стали и железа надо применять хоро-
шее масло, нанося его кистью на конец резца. Не наре-
зайте эти металлы всухую и не расплескивайте масло
по станку.
Если в поводковом патроне имеется несколько проре-
зов, следует отметить мелЪм тот из них, которым поль-
зуются. В случае необходимости снять со станка наре-
занное изделие, при обратной установке его хвост должен
быть вставлен в тот же прорез патрона, иначе резьба
будет испорчена.
Даже при остром резьбовом резце на вершине высту-
пов резьбы остается после нарезки грат. Он должен быть
снят напильником перед последним чистовым проходом.
Если наружный диаметр нарезаемого прута точно
равен наружному диаметру резьбы, то о нарезанной глу-
бине ее можно с достаточной точностью судить по
ширине наружной поверхности между соседними впади-
нами винта. По мере приближения к концу, необходимо
усиливать внимание к работе. При нарезании нескольких
винтов часто бывает целесообразно сначала пройти резьбу
всех изделий начерно, затем перейти к чистовой обра-
ботке. Чистовой проход резьбы производится острым и
правильно заточенным резцом, снимающим при этом
тонкую стружку.
200. Остановы при нарезании резьбы.
Начинающему токарю можно рекомендовать при наре-
зании резьбы пользоваться остановом (фиг. 157). При
помощи болта (В) останов (Л) прижимается к суппорту
впереди поперечных салазок. Винт (5) свободно проходит
сквозь отверстие в останове и ввинчивается в отверстие,
нарезанное в теле поперечных салазок, не меньше, чем
на 6 — 8 мм. Устанавливают резец по шаблону в гори-
зонтальной плоскости, проходящей через ось изделия, и
подают вперед поперечные салазки так, чтобы носок
резца почти касался поверхности нарезанного изделия.
Затем ввинчивают винт (5) настолько, чтобы головка его
прилегала вплотную к останову. Если при этом останов
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
293
крепко прижат к суппорту, поперечные салазки (и резец)
нельзя подать вперед, не вывинтив предварительно винт (5)
из отверстия в салазках.
Для того, чтобы перед каждым проходом подать резец
вперед на известную величину, отпускают винт (S)
настолько, чтобы попереч-
ные салазки получили воз-
можность переместиться на
эту величину. Понятно, что
подача должна умень-
шаться по мере приближе-
ния к полной ширине впа-
дины резьбы, т.-е. по мере
приближения к концу ра-
боты. Многие токаря пред-
Фиг. 157. Устройство останова для
нарезании резьбы.
почитают пользоваться для
установки глубины резания делениями на втулке винта
поперечной подачи. Однако, установка резца произво-
дится скорее и легче, если пользоваться одновременно
остановом и делениями. В особенности это касается начи-
нающего токаря.
Фиг. 158. Измерение резьбы способом
„трех проволок- (5 — шаг резьбы;
d—глубина резьбы; W—диаметр про-
волок; М—показание микрометра).
201. Измерение резьбы при помощи трех проволок.
Одним из самых легких и точных способов проверки
точности резьбы является метод измерения ее при помощи
трех проволок, состоя-
щий в следующем.
Три куска строго ка-
либрованной проволоки,
длина которых примерно
на 25 мм больше диа-
метра измеряемого вин-
та, закладываются с од-
ной стороны—в две со-
седних впадины, с проти-
воположной стороны—в
впадину, приходящуюся
как раз напротив первых
двух впадин, на середине между ними, как это изображено
на фиг. 158. Все три проволоки должны быть одинакового
диаметра, но в определенном размере его для данной
294
СТАНКИ ПО МЕТАЛЛУ
резьбы нет надобное*: и; достаточно, чтобы проволока
была настолько тонка, чтобы входила в впадину, но вместе
с тем выступала несколько выше вершины выступов
резьбы (см. IF на фиг. 158).
Три конца проволок с каждой стороны винта стяги-
вают резинкой, удерживающей их на месте во время
производства измерения микрометром. Иногда предпочи-
тают закреплять концы проволок в маленьком деревян-
ном брусочке, как показано на фиг. 158 слева. После
этого микрометром снимают размер М между наружными
юверхностями проволок.
Для того, чтобы определить, достаточна ли глубина
готовой резьбы или—для незаконченной—на какую глу-
бину она еще должна быть прорезана, пользуются сле-
дующими формулами').
1°. Для метрической резьбы (S. J.):
Л/=£> + 31Г—1,5125 5
для резьбы диаметром до 6 мм, и
M=D-\ 3 W—1,5145 S
для резьбы больше б мм.
2’. Для резьбы Витворта (S. W.):
M=D + 3W— или M=D + 3W—1,6008 S.
3°. Для американской резьбы (U. S. St.):
M-~D-\3W— или M=D-|-3IF—1,5155 5.
В первой формуле все размеры—в миллиметрах, в двух
последних—в дюймах. Через N обозначено число ниток
на 1''. Зная диаметр D на сторонах проверяемой резьбы
и нормальный ее шаг S (из таблицы), а также диаметр
IF проволок, вычисляют правую часть формулы, соответ-
ствующей данной системе резьбы, и результат сверяют
с показанием М микрометра. Если последнее больше
вычисленного по формуле значения М, глубина резьбы
недостаточна, в противном случае—чересчур мала.
Значения букв указаны на фиг. 158
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
295
Удобнее всего пользоваться готовыми таблицами, кото-
рые содержат вычисленные значения приведенных формул
для употребительных систем нарезок и различных диамет-
ров резьбы. В Приложениях в конце книги приведена
Таблица XIV для применяемых у нас систем резьбы.
Указанные в ней диаметры W проволок, конечно, нс обя-
зательны, но пользование таблицей возможно только в том
случае, если диаметры проволок взяты из второго столбца.
Если под рукою таких проволок нет, следует обращаться
к расчету по формулам.
Пример.
При измерении способом „трех проволок” винта с ме-
трической резьбой 16 лш показание микрометра получи-
лось 17,45 мм. Определить, достаточно ли глубоко сде-
лана нарезка, имея проволоки диаметром М^=1,43л<л/.
Шаг»резьбы S—2 мм (см. Табл. XI). По формуле
показание микрометра должно быть:
М=. 164 3.1,43 — 1,5145 . 2=17,261 мм.
То же значение указывает Таблица XIV.
Показание микрометра больше на (17,45 —17,261) мм —
= 0.189 мм.
Следовательно, резьбу надо пройти еще на некоторую
глубину.
202. Измерение винтовой резьбы специальным микро-
метром.
Для точного измерения „глубины резьбы” пользуются
специальным микрометром, изображенным на фиг. 159.
Один измерительный конец его заточен на конус, угол
которого соответствует профилю измеряемой резьбы;
вершина его усечена. Другой измерительный конец
(„наковаленка") снабжен острым вырезом, в форме V,
точно соответствующим конусу, и вращается на оси, что
позволяет производить измерение резьбы при любом
положении скобы микрометра.
Благодаря тому, что вершина конуса срезана, а вырез
не имеет плоского дна, при измерении резьбы дости-
гается полное соприкосновение между измерительными
концами и боковой поверхностью ниток резьбы
296
СТАНКИ ПО МЕТАЛЛУ
Если привести концы микрометра в соприкосновение,
то линия А—В, представляющая направление плоскости,
по которой срезана вершина конуса, соответствует нуле-
вому показанию микрометра.
Фиг. 159. Микрометр для измерения винтовой
резьбы.
Так как с каждой стороны винта микрометр измеряет
лишь половину глубины резьбы, то показание микро-
метра равно наружному диаметру резьбы, уменьшенному
на ее глубину—для системы Витворта или на глубину
соприкосновения поверхностей резьбы болта и гайки—
для метрической системы.
203. Применение верхних салазок суппорта при на-
резании винтовой резьбы.
Большой недостаток винторезного резца, который
режет одновременно обоими ребрами верхней грани, за-
ключается в том, что этой грани нельзя дать уклона и,
следовательно, резец не может резать должным образом.
Если бы винторезный резец, который, как предполагается,
должен снимать одинаковое количество стружки обоими
режущими ребрами, имел угол поперечного уклона
с одной стороны, то на другом ребре получился бы при
этом отрицательный уклон, и это ребро не могло бы
резать. Причина, препятствующая заточке продольного
уклона на верхней грани винторезного резца, заклю-
чается в том, что при наличии его уменьшается угол
между боковыми гранями, т.-е. угол заострения резца,
и уменьшается тем значительнее, чем больше угол про-
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ 297
дольного уклона. Эте ясно из рассмотрения фиг. 160,
которая показывает, что при заточке верхней грани по
плоскости CD (т.-е. угол продольного уклона = BOD)
угол (а) между режущими ребрами в этой плоскости
получится меньше, чем при отсутствии продольного
уклона.
Однако, если станок имеет верхние (поворотные)
салазки, то можно применять и резьбовые резцы, имею-
щие поперечный уклон, как изображено на фиг. 161а.
Резец затачивают под углом, соответствующим про-
филю резьбы (60°—для метрической, 55°—для витвортов-
ской), и устанавливают по шаблону (фиг. 1616). Верхние
салазки суппорта устанавливают
таким образом, чтобы можно
было подавать резец под углом
в 30°—для метрической резьбы
или 271/2°— для резьбы Вит-
ворта. При такой подаче резец
будет резать вдоль одной сто-
роны ниток резьбы, последова-
тельно углубляя канавку, т.-е.
приближаясь к дну ее. Уста-
новка суппорта показана на
фиг. 161 d.
Останов, описанный в § 200,
при указанном способе нареза-
ния резьбы не может служить
бины ее, так как резец подается
верхних салазок.
Работа резания производится только одной стороной
резца (фиг. 161с), поэтому верхняя грань его может
иметь желаемый угол поперечного уклона. Если резец
правильно заточен, то между другим ребром верхней
грани и поверхностью резьбы будет оставаться самый
незначительный зазор.
Способ нарезания винтовой резьбы при помощи соот-
ветствующей установки верхних салазок можно вполне
рекомендовать, так как при этом способе нарезка произ-
водится в два-три раза быстрее, чем резцом, не имеющим
угла уклона.
л-В
Сечение
C-D
в
Фиг. 160. Резьбовой резец.
для регулирования глу-
вперед поворотом ручки
298
СТАНКИ ПО МЕТАЛЛУ
204. Четыре способа установки резьбового резца
после переточки.
Если по какой-либо причине приходится снять резец
прежде, чем нарезка окончена, резец снова устанавливают
по шаблону, не обращая внимания на положение уже
Фиг. 161. Нарезание резьбы при повороте верхних сала-
зок суппорта (4—режущее ребро; В— поперечный уклон
верхней грани книзу от режущего ребра A; D- последо-
вательные порезы при установке верхних салазок под
углом 30°; Л1—прозор между вырезом шаблона и боковой
гранью резца).
нарезанной части резьбы. Установка резца в требуемое
положение в канавке резьбы на самоточке, снабженной
крестовым суппортом, производится при помощи вращения
ручки винта поперечной подачи и ручки верхних салазок.
Если станок не имеет верхних салазок, надо отпустить
прижимной винт поводка и повернуть нарезаемое изделие
настолько, чтобы резец вошел точно в середину канавки.
В том случае, когда этот прием почему-либо неудо-
бен, можно поставить ручку трензеля в нейтральное поло-
жение (см. фиг. 152,3), т.-е. разъединить ходовой винт от
шпинделя, и рукою повернуть изделие впеоед настолько,
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
299
чтобы резец оказался точно против середины канавки
резьбы. После этого надо поставить трензель в прежнее
положение.
Наконец, четвертый способ заключается в том, что
промежуточную шестерню гитары выводят из зацепления
со сменной шестерней на ходовом винте и вращают
шпиндель вручную до тех пор, пока резец не попадет
в нарезку. Затем промежуточную шестерню снова вводят
в зацепление с сменными колесами.
205. Нарезание левой резьбы.
Для того, чтобы нарезать левую резьбу, необходимо
изменить направление вращения ходового винта. При этом
суппорт будет перемещаться по направлению к задней
бабке, между тем как направление вращения шпинделя
останется нормальным (т.-е. против часовой стрелки, если
смотреть на него со стороны задней бабки).
При нарезании левой винтовой резьбы работу начи-
нают с левого конца изделия, т.-е. ближайшего к поводку
(обычно предварительно протачивают канавку для резьбо-
вого резца) и ведут ее по направлению к задней бабке.
206. Нарезание винтовой резьбы на конусе*
Для нарезки винтовой резьбы на конической поверх-
ности изделия, напр., на трубе, резьбовой резец устана-
вливают перпендикулярно к оси нарезаемого изделия.
Если па станке имеется приспособление для конической
обточки (см. § 177), следует им воспользоваться; в про-
тивном случае прибегают к смещению задней бабки на
величину, соответствующую требуемой конусности (см.
§ 169), при том условии, что изделие может быть поста-
влено на центра.
Если изделие должно быть зажато в патрон и при этом
станок не имеет приспособления для конической обточки,
можно удовлетворительно выполнить эту работу, мед-
ленно подавая во время вращения изделия резец на себя.
207. Нарезание внутренней резьбы.
Нарезание внутренней резьбы не отличается от наре-
зания наружной, за исключением лишь того, что периоди-
ческая поперечная подача резца производится в противо-
300
СТАНКИ ПО МЕТАЛЛУ
положном направлении: для каждого нового прохода—по
направлению к токарю, для перевода суппорта в начальное
положение (обратный ход)—от него.
Диаметр нарезаемого отверстия берется равным вну-
треннему диаметру резьбы винта или немного больше
его, в зависимости от назначения изделия. Если резьба
несквозная или не доходит до конца отверстия, в том
месте, где резьба кончается, должна быть расточена кру-
говая канавка: иначе болт или винт не дойдет до конца
резьбы.
Резец для внутренней нарезки должен быть правильно
заточен; при этом особенное внимание надо обращать на
соблюдение требуемой работой величины угла зазора. Для
того, чтобы резец как можно меньше пружинил, тело
резца должно быть возможно коротким, и сечение его
надо брать настолько большим, насколько это позволяют
размеры нарезанного отверстия.
Останов следует установить так, чтобы он, действуя
в одном направлении — ограничивал глубину резания,
а действуя в противоположном — не позволял отводить
резец назад слишком много, так как при этом спинка
резца может задевать за вершину выступов резьбы.
Если под рукою нет метчиков, резьбу приходится
доводить до точного размера на самоточке. В том слу-
чае, когда изделие, на котором нарезается внутренняя
резьба, имеет большой вес или настолько громоздко, что
его неудобно приносить к станку, можно сберечь время,
сделав калибр. Для этого снимают точные размеры
с нарезанной части этого изделия и изготовляют корот-
кий винт того же диаметра и шага. Этот винт и может
служить шаблоном.
208. Нарезание винтовой резьбы без обратного хода
станка.
При нарезании винтовой резьбы перед каждым про-
ходом необходимо отвести суппорт в начальное положение.
Это обычно достигается сообщением контр-приводу вра-
щения в обратную сторону через посредство перекрест-
ного ремня от трансмиссии. Понятно, что одновременно
с переменой направления вращения контр-привода изме-
няется и направление вращения шпинделя самоточки, еле-
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
301
довательно—и ходового винта. Если маточная гайка при
этом замкнута, суппорт получит самоход в обратную сто-
рону (к задней бабке).
Нередко при нарезании винтовой резьбы на большой
длине потеря времени, связанная с перемещением резца
к началу нарезки подобным способом, настолько значи-
тельна, что в некоторых мастерских пользование пере-
крестным ремнем при производстве этой работы не допу-
скается.
Чтобы нарезать винтовую резьбу, не сообщая перио-
дически станку обратного хода, по окончании каждого
прохода суппорт отводят назад вручную, открыв пред-
варительно маточную гайку. При этом суппорт должен
пройти вполне определенное расстояние, чтобы резец
встал точно в свое первоначальное положение, т. - е.
против канавки резьбы. В этом положении маточную гайку
снова замыкают.
Расстояние, на которое суппорт нужно перевести вруч-
ную, зависит, конечно, от длины нарезки, но также и от
шага нарезаемой резьбы и от шага ходового винта. Оно
может быть определено на основании следующих правил:
1°. Если шаг нарезаемой резьбы равен шагу ходового
винта или в целое число раз меньше его, резец, закре-
пленный в суппорте в любом месте обратного перемещения,
будет находиться против канавки резьбы.
2°. Во всех остальных случаях резец при перемещении
суппорта вручную попадет в канавки резьбы лишь на
таком расстоянии, которое делится без остатка как на
шаг нарезаемой резьбы, так и на шаг ходового винта
(т.-е. на величину, кратную обоих шагов).
Для тех случаев, когда задается число ниток на 1*
нарезаемой резьбы и известно число ниток на резьбы
ходового винта, эти правила можно выразить следующим
образом:
1°. Если числа ниток на 1,у нарезаемой резьбы и резьбы
ходового винта одинаковы или число ниток нарезаемой
резьбы делится без остатка на число ниток резьбы ходо-
вого винта, при переводе суппорта вручную на любую
величину резец будет попадать в канавку резьбы.
2°. Если число ниток на Г нарезаемой резьбы — чет-
ное, то при переводе суппорта вручную резец попадет
302
СТАНКИ ПО МЕТАЛЛУ
в канавку резьбы, когда суппорт пройдет целое число поло-
вин дюйма (т.-е., напр., 5", 5W, 6", 6J4" и т. д.) -при
четном числе ниток на 1" ходового винта, и целое число
дюймов—при нечетном числе ниток на 1" ходового винта.
3°. Если число ниток на 1" нарезаемой резьбы—нечет-
ное, суппорт можно перевести вручную на любое целое
число дюймов.
4Э. Если число ниток на V нарезаемой резьбы дроб-
ное (напр., 52 :!) суппорт можно перевести вручную на
число дюймов, кратное знаменателя дроби (для взятого
примера—на 3я, 6", 9", 12" и т. д.).
Перемещение суппорта считается всегда от того поло-
жения, в котором он находится в момент размыкания
маточной гайки.
. Подсчитав и выбрав расстояние, на которое нужно
перемещать суппорт вручную после окончания каждого
прохода, полезно отметить полученную длину, напр.,
карандашом, на направляющих станины. При подаче суп-
порта вручную до этой метки маточная гайка плотно
сомкнется на ходовом винте, и резец займет правильное
положение по отношению к нарезаемой резьбе.
Для облегчения перемещения суппорта от руки на
точную величину некоторые станки имеют особый неболь-
шой прибор (в роде счетчика), по циферблату которого
ходит стрелка, показывающая величину перемещения суп-
порта. Одно деление циферблата соответствует обычно
перемещению в W, а. один полный оборот стрелки — 4",
209. Нарезание прямоугольной резьбы.
Резец для нарезания прямоугольной (квадрат-
ной, ленточной) резьбы (фиг. 162-п) имеет некоторое
сходство с коротким отрезным резцом, но отличается от
и его одной очень существенной особенностью: головка
ео расположена не параллельно продольной плоскости
тла резца, как это имеет место в отрезных резцах,
а наклонена к ней под некоторым углом, зависящим от
угла под'ема винтовой резьбы '). Это ясно из рассмо-
*) Углом под'ема винтовой линии, расположенной на поверхности
круглого цилиндра, называется угол между направлением этой линии
и сечением цилиндра плоскостью, перпендикулярной оси цилиндра.
См. фиг. 162 </.
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
303
трения фиг. 162-6. Прежде, чем приступать к изгото-
влению резца для прямоугольной нарезки, необходимо
уметь определить угол наклона режущей части резца
к оси нарезаемого винта для резьбы заданных размеров.
Величина этого угла наклона зависит при данном диа-
метре резьбы от ее шага*, чем больше шаг, тем больше
и угол наклона. При одинаковом шаге резьбы наклон
обратно rif с порционален диаметру резьбы, т. - е. чем
больше этот диаметр, тем меньше угол наклона.
Фиг. 162. Резец для нарезания прямоугольной резьбы
(Д—форма головки резца; Ь—положение головки резца
в канавке резьбы; С~сечение головки резца; d—графи-
ческое определение угла наклона боковых граней головки
резиа).
Помимо наклона к оси винта, который должна
иметь головка резьбы, чтобы правильно нарезать прямо-
угольную резьбу, она должна утоняться по направлению
к телу резца; иначе головка не сможет даже войти в кри-
волинейную канавку резьбы, будучи ограничена с боко-
вых сторон двумя параллельными плоскостями. Поэтому
левый угол бокового зазора А (фиг. 162-с) должен быть
больше правого угла бокового зазора В.
Величину углов А и В можно определить графически
из прямоугольного треугольника (фиг. 162-J), у которого
один катет равен шагу резьбы, а другой — длине вну-
тренней окружности резьбы—для левой кромки (угол А)
и длине наружной окружности резьбы — для правой
кромки (угол В). Тогда угол наклона кромки к перпен-
дикуляру к оси винта получится непосредственно из по-
304
СТАНКИ ПО МЕТАЛЛУ
строенного для нее треугольника, как угол между гипо-
тенузой и катетом, представляющим развернутую окруж-
ность ’)•
Для большей точности построения треугольник сле-
дует строить в увеличенном масштабе (в несколько,
напр., 10 раз больше натуральной величины). Чтобы по-
лучить полную величину углов зазора А и В получен-
ные теоретические углы необходимо увеличить, так как
иначе неизбежно было бы трение боковых граней резца
о стенки канавки. Это увеличение принимают обычно
равным 3°. Понятно, что он должен отсчитываться от
полученного теоретического направления режущей кромки
в сторону от соответствующей стенки канавки (к сере-
дине рабочего конца резца). Следовательно, теоретиче-
ский угол наклона левой кромки должен быть увеличен
на 3°, правой кромки — уменьшен на 3° (для правого
винта).
Пример.
Определить углы наклона боковых граней головки
резца для нарезания прямоугольной резьбы диаметра
30 мм и шага б мм.
Глубина канавки равна половине шага, т.-е. 3 мм.
Внутренний диаметр D* — (30 — 2.3) мм = 24 мм.
Наружный диаметр D* — 30 mmvl шаг S=6 мм. заданы.
Следовательно, все необходимые для построения раз-
меры имеются.
Длина наружной окружности ^Da = 3,14.30 мм =
= 94,2 мм; длина внутренней окружности ~DK =
= 3,14.24 мм = 75,4 мм..
Сделав соответствующее построение в масштабе, напр.,
10 :1, и измерив чертежным угломером полученные углы,
найдем:
*) При обозначениях: й—угол наклона кромки, S—шаг резьбы,
1) — наружный диаметр и DK — внутренний диаметр резьбы, углы
наклона можно определить из формул:
tgt> = -JL- и
л и
S
~ОЛ *
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
305
угол наклона левой кромки 8д = 41/го
угол наклона правой кромки 80 = 32/з° *)•
Принимая боковой зазор равным 3°, получим оконча-
тельные углы А . В:
А — 4*/2° И- 3° = 7'/г° (левая кромка)
В~~321з°—3° = 31-° (правая кромка).
Фиг. 163. Пример графического определения углов
наклона боковых граней головки резца для нарезания
прямоугольной резьбы.
Боковые углы резца при этом получатся (см. фиг. 1636):
левый угол т = 90° — 71/2° = 821/2°;
правый угол л =90° -р2/з° = 902/з°*
Приемы нарезания прямоугольной резьбы на токарном
станке не отличаются сколько-нибудь существенно от наре-
зания треугольной резьбы—метрической или Витворта 2).
’) При пользовании приведенными выше формулами получи-
лось бы:
tyt = 0,0796 и 8 — 4*33'
* 75,4 а
Iqt 6 = 0.0637 и & — 3°38'
• 11 94.2 и
к) В настоящем параграфе метод определения профиля резца для
прямоугольной реаьбы изложен применительно к правой резьбе. Он
может быть полностью применен и к левой квадратной резьбе, если
везде в этом параграфе заменить слово „правый" на „левый", и наоборот.
« Ставки ни металлу 20
306
СТАНКИ ПО МЕТАЛЛУ
Если шаг прямоугольной резьбы больше 10 мм,
лучше прорезать канавку черновым резцом не на полную
ширину и затем окончательно пройти ее чистовым рез-
цом, так как при нарезании прямоугольной резьбы сразу
во всю ширину канавка получается иногда недостаточно
чистой. Причина этого заключается в том, что стружка,
выходя из канавки, трется о поверхность ее стенок и
своими острыми краями царапает их. Поэтому нередко
предпочитают нарезанную резьбу отделывать подрезным
резцом, обрабатывая каждую сторону канавки отдельно.
Наряду с этим пользуются и нормальными резцами для
квадратной резьбы, заточенными на полную ширину ка-
навки. Во всяком случае, при том или другом способе
обработки резьбу необходимо выполнить так, чтобы
стенки ее были гладкими.
Фиг. 164. Шаблоны для
резцов „ Акмэ“ {(1—шаблон
для заточки резцов;#- ша-
210. Нарезание трапецеидаль-
ной резьбы.
Трапецоидальная (трапецевид-
ная) резьба получает в последнее
время все более широкое распро-
странение, вытесняя во многих
случах прямоугольную. Особенно
большим распространением поль-
зуется трапецоидальная резьба
„Акмэ“, применяемая главным
образом в американских и англий-
ских станках. В Германии норма-
лизована метрическая трапецои-
дальная резьба (Табл. XIII), отли-
чающаяся от системы „Акмэ“ ве-
личиною угла, образуемого непа-
блон для установки рез-
цов).
раллельными сторонами трапеции:
в то время, как у резьбы „Акмэ0
он составляет 29 \ в немецкой ме-
трической системе он округлен до 30°. В остальном обе
системы резьбы различаются незначительно.
Одно из преимуществ трапецеидальной резьбы перед
прямоугольной заключается в том, что нарезание первой
значительно легче.
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
307
В частности, постепенное вытеснение трапецеидальной
резьбой прямоугольной в ходовых винтах самоточек
обменяется тем, что на ней легче сомкнуть маточную
гайку, благодаря уклону боковых граней нитки.
Резец для трапецеидальной резьбы обычно затачи-
вается по шаблону для соответствующего шага нарезки
(фиг. 164-а). Профиль его может быть определен
построением, аналогичным тому, которое служит для опре-
деления углов резца для квадратной резьбы. Углы зазора
имеют почти ту же величину, что и для нарезания ква-
дратной резьбы.
При производстве трапецоидальной резьбы надо осо-
бенно следить за тем, чтобы резец был остро заточен.
211. Многоходовая резьба.
Винтом называется, как уже было указано в § 182,
цилиндрический стержень, на поверхности которого выре-
зана канавка, идущая по винтовой линии; при этом одно-
временно образуется нитка, обвивающая цилиндр по та-
кой же винтовой линии. Если винтовая линия только
одна, винт называется- одноходовым или о д н о о б о-
ротным (о д н о н и т о ч н ы м); если же на поверхности
цилиндра расположены несколько винтовых канавок
(одновременно—и ниток) на равных расстояниях одна от
другой, винт носит название многоходового или
многооборотного (многониточного). Таким
образом разлучают двухходовые, трехходовые, четырех-
ходовые и т. д. винты. Многоходовые винты применяются
в машиностроении и могут иметь любую форму црофиля
и любое направление хода—правое или левое.
Очевидно, что при одном обороте винта в неподвиж-
ной гайке, независимо от числа ниток на винте, переме-
щение его равно шагу винтовой линии (фиг. 165).
В одноходовом винте (фиг. 165-а) расстояние между вит-
ками резьбы s совпадает с шагом винта (р). В двуххо-
довом винте (фиг. 165-6) шаг (р) вдвое больше расстояния $,
в трехходовом (фиг. 165-е) шаг (р) в три раза больше рас-
стояния ($) витков и т. д.
Предположим, что для машины требуется передаточ-
ный (т.-е. передающий движение от одной части к дру-
гой) винт, причем перемещение должно составлять 10 мм
20*
308
СТАНКИ ПО МЕТАЛЛУ
на один оборот винта и диаметр его не может быть
больше 40 мм, Одноходовой винт с диаметром 40 мм
и шагом 10 мм будет иметь вид, изображенный на фиг.
165-J; вследствие крутого под'ема резьбы винт произво-
Фиг. 165. Многоходовая резьба (а—одноходовая;
Ь — двухходовая; С — трехходовая; d — одноходовая
резьба большого шага; е — мелкая одноходовая
резьба; /—нормальная форма двухходовой резьбы;
на всех фигурах $ — расстояние между соседними
витками резьбы; р—шаг винта).
дит невыгодное в конструктивном смысле впечатление,
и кроме того сечение стержня винта получается относи-
тельно слабым.
Если бы нарезать резьбу такого же шага (т.-е. 10 мм), но
вдвое меньшей глубины, винт имел бы вид, изображенный на
фиг. 165-е, точно также неудовлетворительный; при этом
гайка оказывается ослабленной примерно вдвое по срав-
нению с нормальной,
Если же нарезать вторую резьбу такой же глубины,
как на фиг. 165-е, по середине между впадинами первой
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
309
резьбы (фиг. 165-/), получится двухходовой винт, конструк-
тивный по форме и значительно более прочный, чем
нарезки по фиг. 165 d и е. Само собою разумеется, что
резьба гайки должна состоять из стольких же ниток, как
и резьба соответствующего ей винта.
212. Нарезание многоходовой резьбы.
Чтобы нарезать двухходовую резьбу какого-либо про-
филя, напр., метрическую, начинают работу так, как если бы
надо было нарезать одноходовой винт требуемого шага,
и продолжают ее до тех пор, пока нарезка не будет
выполнена до половины глубины, причем ширина канавки
будет вдвое меньше полной ширины одноходовой резьбы
того же шага. После этого изделие надо повернуть
вокруг оси точно на половину оборота, не поворачивая
в то же время ходового винта. Это может быть сделано
при помощи специального поводкового патрона с прорезом
для хвоста поводка, точно расположенным против того,
в котором был закреплен хвост поводка во время про-
точки канавки первой резьбы.
В случае отсутствия такого патрона с точно профре-
зерованными прорезами, можно воспользоваться другим
приемом: вывести промежуточную шестерню гитары из
зацепления с сменной шестерней ходового винта и повер-
нуть шпиндель станка (вместе с изделием) на половину
оборота. Прежде, чем расцепить эти шестерни, надо при-
вести сменную шестерню промежуточного валика (на фиг.
151 она обозначена цифрой 4) в такое положение, чтобы
какой-нибудь зуб ее приходился точно посередине между
двумя зубьями промежутрчной шестерни и отметить этот
зуб мелом. Перемещение этого зуба показывает, на какой
угол повернулся шпиндель, и здесь-то и возможна серь-
езная ошибка.
Если шестерня шпинделя (фиг. 151, 1) и постоянная
шестерня (3) промежуточного валика имеют одинаковое
число зубцов, отмеченный мелом зубец шестерни (4)
повернется на пол оборота, когда и изделие будет повер-
нуто на пол оборота; однако, в настоящее время конструк-
ция большей части станков такова, что шестерня шпин-
деля меньше постоянной шестерни промежуточного валика
в отношении 3:4 или 2:3. Это значит, что при повороте
310
СТАНКИ ПО МЕТАЛЛУ
шпинделя (и изделия) на половину оборота сменная
шестерня промежуточного валика повернется соответ-
ственно на 3/t или 2/3 половины оборота, т.-е. на 3/g или
]/з оборота, в зависимости от соотношения размеров
шестерен (1) и. (3).
Предположим для примера, что шестерня (1) шпин-
деля имеет 30 зубьев, а постоянная шестерня (3) проме-
жуточного валика — 40 зубьев; в данном случае соотно-
шение равно 3:4, и сменная шестерня (4) передаточного
валика повернется на 3/g оборота. Поэтому необходимо
поставить на промежуточный валик сменную шестерню
с таким числом зубьев, которое делится без остатка на 8.
Отметив один зуб мелом, как указано выше, отсчиты-
вают на сменной шестерне промежуточного валика (в соот-
ветствующую сторону) число зубьев, отвечающее половине
оборота изделия, начиная с зуба, следующего за отмеченным,
и отмечают мелом последний зуб. Поворачивают шпиндель
до тех пор, пока второй отмеченный зуб не займет точно
требуемого положения по отношению к зубьям промежу-
точной шестерни гитары, и снова вводят в зацепление
сменные колеса.
Нарезание трех- и четырехходовой резьбы произво-
дится аналогично нарезанию двухходовой.
ВОПРОСЫ.
Нарезание винтовой резьбы на токарном станке.
1. Как производится нарезание пинтовой резьбы на самоточке?
2. В чем состоит назначение трензеля?
3. Зачем к токарно-винторезному станку при продаже прилагается
•сомнлект сменных зубчатых колес?
4. Если поставит!» одинаковые сменные шестерни на промежуточ-
ном валике и ходовом винте, станок будет нарезать винт определен-
ного шага, который может быть либо равен, либо не равен шагу ходо-
вого винта. Об’ясните причины этого.
5. Укажите правило или формулу для подсчета сменных шестерен
для нарезания резьбы.
6. Если постоянный коэффициент передачи станка составляет
какие сменные шестерни надо взять, чтобы нарезать винт в 12
ниток па 1*? 10 ниток на 1*? 6 ниток на 1"? IV/a ниток на V?
7. Имеет ли значение число зубцов промежуточной шестерни,
закрепляемой в гитаре? Почему?
НАРЕЗАНИЕ ВИНТОВОЙ РЕЗЬБЫ
311
8. Для какой цели промежуточную шестерню можно закреплять
в гитаре в разных положениях? Зачем гитара переставляется?
9. Что называется „сложной зубчатой передачей"?
10. В каких случаях применяют сложный зубчатый перебор при
нарезании винтовой резьбы?
11. Подсчитайте сменные шестерни для нарезки винта с шагом
4,5 мм на самоточке, ходовой винт которой имеет 5 ниток на 1".
Набор сменных шестерен имеет от 20 до 100 зубцов через 4 и пере-
водную шестерню (в 127 зубьев).
12. Зачем вершина нитки метрической резьбы срезана? Зачем
закруглено дно канавки в резьбе этой системы?
13. Какой угол образуют режущие ребра резца для нарезки резьбы
Витворта? Метрической? Нормальной американской?
14. Каким шаблоном пользуются при заточке резьбовых резцов?
15. Какой зазор должен иметь резьбовой резец? С какой стороны?
Почему?
16. Почему вершина резьбового резца бывает закруглена? Каким
образом закругляют эту вершину?
17. Если резьбовой резец должен работать обоими режущими реб-
рами одновременно, может ли он иметь продольный уклон? Укажите
причины.
18. Почему не следует при установке резца крепко зажимать
шаблон между резцом и изделием?
19. Какое назначение имеет останов при нарезании резьбы? Как
он устроен?
20. Почему необходимо отвести резец из канавки прежде, чем дать
станку обратный ход?
21. Зачем вы пользуетесь смазкой при нарезании винтов? Как сю
надо пользоваться?
22. Какова должна быть глубина резания при нарезании винтовой
резьбы? Почему не больше?
23. Как узнают, что резьба почти окончена?
24. Как снять грат с нарезки?
25. Какой способ лучше для проверки резьбы винта—гайкой или
при помощи трех проволок?
26. Если резьбу винта проверяют гайкой, можно ли точно узнать,
какую стружку надо снять, ’ггобы окончить резьбу? При проверке
способом „трех проволок"?
27. Почему при последнем способе пользуются тремя проволоками,
а не двумя?
28. Почему проволочка толщиною 0,8 мм слишком тонка для про-
верки метрического винта, шаг которого равен 2,5 мм? Почему про-
волока диаметром 6,5 мм слишком толста для этого винта? На осно-
вании чего судят о размере резьбы?
29. Укажите формулу для проверки резьбы Витнорта по способу
„трех проволок".
30. Почему способ „трех проволок" особенно ценен при изгото-
влении специальных метчиков?
31. Если почему-либо резьбовой резец приходится вынуть из суп-
порта раньше окончания нарезки, на что надо обращать особенное
внимание, когда снова устанавливают его на место?
312
СТАНКИ 110 МЕТАЛЛУ
32. Укажите два способа правильной установки резца по отноше-
нию к уже нарезанной части резьбы.
33. Почему при установке резца необходимо принимать во вни-
мание мертвый ход ходового винта?
34. Что называется „прогрессией" в применении к сменным шестер-
ням самоточки?
35. Целесообразно ли пользоваться верхними салазками крестового
суппорта при нарезании винтовой резьбы? Укажите причины.
36. Опишите подробно установку станка и инструмента при наре-
зании резьбы с помощью верхних салазок суппорта.
37. Расскажите, как нарезать левый винт на самоточке.
38. Какой прибор существует для того, чтобы можно было при
нарезании резьбы быстро перемещать суппорт вручную, не переводя
станок на обратный ход?
39. Какое сменное колесо необходимо, чтобы нарезать метрическую
резьбу на станке, ходовой винт которого имеет 6 ниток на 1"? Почему?
40. В каких случаях применяется двухходовой винт?
41. Как производится нарезка двухходового винта на самоточке?
ТАБЛИЦА I.
ЦВЕТА ПОБЕЖАЛОСТИ ДЛЯ О 1 ПУСКА ЗАКАЛЕРН. ИНСТРУМ.
(Ориентировочные данные).
Ревцы токарные и строгальные—до светло-соломенного цвета. Резцы
долбежные и зуборезные фрезы—до темно-соломенного цвета. Сверла
и плашки—до светло-бронзового цвета. Фрезы—до бронзового цвета.
Метчики» ножовочные полотна для металла—до фиолетового цвета.
Резцы и сверла для дерева—до темно-фиолетового цвета. Ножовочные
полотна и пилы для дерева—до синего цвета.
ТАБЛИЦА II. ЛИТЕРНЫЕ СВЕРЛА ПО КАЛИБРУ СТУБСА.
Обо- значе- ние. Диаметр JLM. Общая длина .М.М. Обо- значе- ние. Диаметр JU.H. 1 Общая длина мм. Обо- значе- ние. Диаметр мм. Общая длина мм.
Z 10,48 136 R 8,61 121 Н 6.76 108
Y 10,26 133 Р 8,21 117 G 6,62 108
X 10,08 130 0 8,02 108 F 6,53 108
W 9,81 130 N 7,67 108 Е 6,34 97
V 9,57 127 L 7,36 108 D 6,22 97
и 0,35 124 К 7,13 108 С 6.15 97
Т 9,09 124 1 7,03 108 В 6,05 97
S 8,86 121 1 6,89 108 А 5,94 97
ТАБЛИЦА III. НОМЕРНЫЕ СВЕРЛА ПО КАЛИБРУ МОРЗЕ.
№ Диаметр мм. Общая длина мм. № Диаметр мм. Общая длица леи. Я Диаметр Общая длина мм.
1 5,79 102 29 3,45 3,26 72 57 1,09 42
2 5,61 100 30 71 58 1,07 41
3 5,41 99 30 3,17 70 59 1,04 40
4 5,31 98 31 3,05 70 60 1,02 39
5 5,22 97 33 2,87 67 61 0,99 38
6 5,18 96 34 2,82 66 62 0,96 38
7 5,11 95 35 2,79 65 63 0,94 38
8 5,05 4,98 94 36 2,71 64 64 0,91 38
9 93 37 2,64 63 66 0,84 38
10 4,92 92 38 2,58 62 67 0,81 37
11 4,85 91 39 2,53 61 68 0,79 36
14 4,62 88 40 2,49 60 69 0,74 35
15 4,57 87 41 2,44 59 70 0,71 34
16 4,49 86 42 2.37 58 71 0,66 33
17 4,39 85 43 2,26 57 72 0,63 32
19 4,22 83 44 2,18 56 73 0,61 30
20 4,09 81 45 2,08 55 74 0,57 29
21 4,04 80 46 2,06 54 75 0,53 27
22 3,99 79 48 1,93 52 76 0,51 25
23 3,91 78 50 1,78 50 77 0,46 24
24 3,86 77 52 1,61 48 78 0,41 22
26 3,73 75 53 1,51 47 79 0,37 21
27 3,66 74 55 1,32 44 80 0,34 19
28 3,57 73 56 1,18 13
СТАНКИ ПО МЕТАЛЛУ
ТАБЛИЦА IV.
ОБЩЕСОЮЗНЫЙ СТАНДАРТ
КОНУСА ДЛЯ ИНСТРУМЕНТОВ
ОСТ из
№ Коп уса (хвостовики) с а а п к и й
к>>пуса D в. <Ь 13 Ь 1< а h с г г: Г
Морзе 0 9,045 9,212 в,115 5,9 56,3 59,5 3,2 3,9 10,4 4 1,0
1 12,005 12,239 8,973 8,7 62,0 65,5 3,5 5,2 14,5 9,5 •5 4,25
2 17*781 17,981 14,<ИЮ 13.6 74.5 78,5 4,0 6,3 17.1 11,1 6 1,5
3 23,82В 24,052 19,133 1 ’ 1S,6 93,5 98,0 4,5 7,9 21.3 14,3 7 2.0
4 31,269 .11,544 25.156 24,6 117,7 123.0 5,3] 24,9 15,9 9 j 2,5
5 44.401 44,732 36,549 35.7 149.2 155,5 6,31 15,9 30,0 19,0 11 । । 3,0 1 *
с; 03,350 «3.7И2| 52,422 51.3 209.6 217.5 7,»| 19,0 45,6 28.6 1 ' 1 17 1 1 -1'"
Метрич, 80 80 80,4 69 67 220 228 8 26 17 24 23 5
100 100 100.5 87 <S5 260 270 10 32 58 28 30 6
120 120 120.6 1U5 103 300 312 12 38 68 32 36 । 6 1
140 140 140,7 123 121 340 354 14 И 78 36 42 1 8 ।
OCT 113
ТАБЛИЦА IV (продолжение»
КОНУСА ДЛЯ ИНСТРУМЕНТОВ
мм
К конуса Конуса (хвостовики) без лапки Втулки (гнезда)
D D, (1 <1, ' 1, к а f 8 «1» 1 1 к i Ie }> к
Мстрпч. 4 4 4,1 2,85 23 25 2 0,5 3,0 25 21 2,5 8
> 6 £ 6,15 4,4 32 35 3 0,5 4,6 34 29 3.5 12
Морзе б 9,1’45 9,212 6.401 50,8 54,0 3,2 1.0 Ь. 7 51,9 I 40 4,1 14»5
> 1 12.065 12,239 •г 9.371 54,0 57,5 3,5 1,0 15 9.7 55,5 52 5,4 16,5
> 2 17,781 17,981 зг 14,534 65,0 69,0 4,0 1.5 20 14.9 66,0 63 6,0 22,0
> 3 23,826 24,052 ч," 19,760 81,0 85,5 4.5 2,0 25 20,2 83,2 78 8,2 . 27,5
> 4 31.269 31,544 W 25,909 103,2 108,5 5,3 2,0 30 26,5 105,7 98 12,2 32,0
> 5 44.401 44,732 v 37.470 131,7 138,0 6,3 3.0 40 38,2 134.5 125 16,2 37,5
> 6 iiB,350 63,702 1" 53Л52 184.1 192,0 7.9 4,0 50 54,8 187,1 177 19Д 47,5
Метрнч. £0 80 80,4 щ," 70,2 196 204 8 Ъ 60 71,4 2U0 ISO 26,3 52
> 100 100 100,5 i»e" 88,4 232 242 10 6 60 89,9 237 22U 32,3 60
> 120 120 120,6 13/8" 106.6 268 280 12 6 60 108,4 274 254 38.3 68
> 140 14) 140,7 1*/з" 124,8 •304 318 ( 14 8 65 126,9 310 286 44,3 76
X
о
эе
S
х
SQ
Конуса (хвостовики) и втулки (гнезда)
Л’^2 Метрпч. 4 п 6| | Морзе 0 Морзе 1 Морзе 2 Морзе 3 Морзе 4 \ Морзе 5 Морзе 6 Метрич. 80.100,120,140
Конус- 1:20=0.05 1:19,212= 1:20,048= 1:20.020= 1:19,922= 1:19,254= 1:19,002= 1:19.180= 1:20 = 0,05
ность 0,05205 0,04988 0,04995 0/150196 0,051938 0,052626 0,052138
Угол а 1с25'56" 1029'26" 1«25'44" b25'49" 1°26'15" 1=29'15" 1°30'25" Г-^О'Зб" Р2Г/51)"
Б к тусах без лапок производить зепьковку резьбового отверстия д^ диаметра d при углах 6О3—75°.
ТАБЛИЦА V.
СКОРОСТИ РЕЗАНИЯ И ПОДАЧИ ПРИ СВЕРЛЕНИИ
СПИРАЛЬНЫМИ СВЕРЛАМИ.
Скорости резания в метр./мин.
Сверла пз стали.
Материал.
Быстро- режущ.
Железо и мягкая сталь сопр. па 40 кт/см-' 66 „ 80 - 24 20 16
разрыв 90 „ 12
мягкий 22
Чугун средний 16
• твердый 10
’ мягкий 18
Ковкий чугун средний 14
, твердый 10
мягкое 16
Стальное литье среднее 12
твердое 8
Латунь я алюминий мягк. средн. 60 50
тверд. 40
Бронза мягкая твердая 22 12
Няструмеитальн. мягкая 10
сталь твердая 6
Углеро-
дистой.
18 14 Среднее значение
1U подачи
6 18 па одни оборот сверл а.
12 6 14 10 G 12 9 6 35 30 25 18 10 6 4 Для сверл до 12 м.и — 0,05 до 0,20 .мм. Для сверл более 12 .к.и -
0,20 до 0,30 мм.
ТАБЛИЦА VI.
ЧИСЛО ОБОРОТОВ СВЕРЛ ИЗ УГЛЕРОДИСТОЙ СТАЛИ.
Дня метр сверла мм Железо, I сталь, I 9 лс в мин. И Чугуп 10,5 м в мин. Латунь 18 м в мин. Дпаметр сверла М.М Железо, 1 сталь, ! 9 м в инн. ; Чугун ; 10,5* .и в мин ! 1 1 Латунь 1 18 лс в мин '
Число оборот . в мпи. Ч пело оборот . в мин.
1,5 1840 2150 3670 30 95 115 195
3,0 930 1100 1850 35 85 95 165
5,0 610 720 1220 40 75 85 145
6,0 460 535 915 45 65 75 130
8,0 365 430 735 50 55 65 115
10,0 300 350 600 55 50 60 105
13,0 230 265 460 60 50 55 95
16,0 185 215 365 65 45 50 90
20,0 140 165 280 70 40 50 85
25,0 115 135 230 75 40 45 75
СТАНКИ ПО МЕТАЛЛУ
ТАБЛИЦА VII.
КОНУСА БРОУН И ШАРП.
Уклон в клине — 7:48.
Угол = 8° 18'.
Конус № | Диаметр Длина х воста Р мм Глу- бина втулки 11 мм Отверстие для клина. Плоский конец Конус- ность
Отвер- стия сверху Л мм Кону- са на той к. конце D мм Расст. от конца шпипд. К мм Длина L мм Ши- рина Ж мм Длина Т мм Ши- рина 1 мм
1 6,07 5,08 23,81 2G,99 23,81 9,525 3,43 4,77 3,17 1 :24
2 7,61 6,35 30,16 33,34 29,765 12,70 4,22 6,35 3,97 1 :24
3 10,05 7,93 50,SO 53,97 50,00 15,875 5,00 7,94 4,76 1 :24
4 10,21 8,89 31,75 34,92 30,56 17.46 5,79 8,73 5,56 1 :24
5 13,28 11,43 44,45 47,62 42,86 19,05 6,60 9,52 6,35 1 :24
6 15,21 12,7 60,32 63,50 58,34 22,225 7,39 11,11 7,14 1 : 24
7 18,42 15,24 76,20 79,37 73,82 23,81 8.18 11,90 7,94 1 :24
8 22,82 19,05 90,49 93,66 87,71 25,40 8,97 12,7 8,73 1 : 24
9 27,09 22,86 101,60 104,77 98,42 28,57 9,78 14,29 9,525 1 -24
9а 27,36 22,86 107,95 111,12 104.77 28,57. 9,78 14,29 9,525 1 : 24
10 31,99 26,53 127 130,17 123,03 33,34 11,35 16,67 11,11 1 : 231/1
10а 32,74 26,53 144,46 147,63 140,49 33,34 11,35 16,67 11,11 1 :23’/4
11 38,89 31,75 171,45 174,62 167,48 33,34 11,35 16,67 11,11 1 :21
12 45,64 38,10 180,97 184,15 176,21 38,10 12,95 19,05 12,70 1 : 24
13 52,65 44,45 196,85 200,02 192,08 38,10 12,95 )9,05 12,70 1 :24
14 59,53 50,80 209,55 212,72 203,99 42,86 14,53 21,42 14,29 1 : 24
15 66,41 57,15 222,25 225,42 216,69 42,86 14,53 21,42 14,29 1 :24
16 73,29 63,50 234,95 238,12 228,60 47,62 16,13 23,81 15,875 1 :24
17 80,16 69,85 217,65 250,82 — — - - — 1 : 24
18 87,04 76,20 260,35 263,52 — -- — 1 : 24
ПРИЛОЖЕНИЯ
ТАБЛИЦА УШ (DIN 233).
МЕТРИЧЕСКИЕ КОНУСА.
Конический хвост н втулка к нему.
Цилиндр. Конус.
Конусность = 1: 20 0,05.
Размеры в мм.
Название. Конический хвост.
D а | 1 • • 1 А | (h А 1
4* 4 4,1 2.85 2
6* 6 6.15 4Д — —. — 3,5
9 9 9,2 6,5 — 6,2 6 5,5
12 12 12,2 9,4 М 6 9 8,5 8
18 18 18,2 14,5 М 10 14 13.5 13
£ 24 24 24.2^ 19,6 Vi* 19 18 18
§ 32 32 32'2 26,7 г,/я* 26 25 24
* 40 40 40?2 33,8 3// 33 32 30
3 50 50 50,25 42,9 8/Г 42 41 40
g 60 60 60,3 52.0 1* 51 49 48
g 70 70 70,35 GL1 И СЮ 58 58
80* SU 80,4 7и,2 FV 69 67 65
5 90 90 90,45 79,3 1W 78 76 75
Я 100* 100 100,5 88,4 1W 87 85 85
110 ПО 110,55 97,5 1W 96 94 92
120* 120 120,6 106,6 Р/s' 105 103 100
130 130 130,65 115,7 IV/ 114 112 ПО
140* 140 140,7 124,8 Р/‘/ 123 121 120
150 150 150,75 133,9 iVi" 132 130 125
Снабженные * конуса признаются нормальными для станков.
Величина а представляет собой наибольшую длину, на которую
конический хвост может выступать из соотв. втулки.
ТАБЛИЦА VIII МЕТРИЧЕСКИЕ КОНУСА (продолжение).
Название. . Конический х вост Втулка
h | li | fo | ft | « | Ъ | с | е | * [ Я 1 г | i А ’ fe № 0 1 h
1 4* 6* 9 12 18 £ 24 с 32 ~ 40 = 50 г 60 г 70 1 80* £ 90 г 100* 110 120* 130 140* 150 Снабж< Величи 23 32 50 52 70 88 106 124 142 160 178 196 214 232 250 268 286 304 322 енны< на а 25 35 54 56 74 92 110 128 147 16G 185 204 223 242 261 280 299 318 337 е * пре/ 56 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 кону (став- 60 64 84 104. 124 144 165 186 207 228 249 270 291 312 333 354 375 гса п шет 2 3 4 4 4 4 4 4 5 6 7 8 9 10 11 12 13 14 15 риз> соб 3,9 6,5 8 11 14 17 20 23 36 29 32 35 38 41 44 47 <аются ой паи 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 нор |бОЛ! 10 13 16 19 23 27 32 37 43 47 52 58 63 68 73 78 83 мал ьшу 15 20 25 30 40 40 50 50. 60. 60 60 60 60 65 65 65 ьиым ю д; 4 5 6 7 9 11 14 17 20 23 26 30 83 36 39 42 •45 И ДЛ1 шну, 0,5 0,5 1,0 1,25 1,5 2,0 2,5 3 3 4 4 5 5 в 6 6 8 8 8 я станк на кот 2,2 2,5 2,5 3 4 4 5 5 в 7 8 8 9 10 10 11 12 13 14 ов. орую 1 3 4,6 6,7 9,7 14.8 20,0 27 2 344 43,6 52,9 62.1 71,4 80,6 89,9 99,2 108,4 117,7 126,9 136,2 коничес 23 34 52 54 72 90 109 127 145 164 182 200 219 237 .255 274 292 310 329 !КИЙ ХВ 21 29 49 51 68 85 103 119 136 153 170 186 204 220 236 254 270 286 305 ост мо> 2,5 3,5 4,3 5,3 6,8 8.3 11.3 14.3 17.3 20.3 233 26,3 29,3 32,3 35,3 38,3 41,3 44,3 47,3 кет вы< СТАНКИ ПО МЕТАЛЛУ А Ь Q0O1 Г’ О С "fTOClO о «в г-1 г-1 О! от со т? V? о со со г- г- оо с £
из соотв. втулки.
СТАНКИ ПО МЕТАЛЛУ
ТАБЛИЦА IX
ОБЩЕСОЮЗНЫЙ СТАНДАРТ
МЕТРИЧЕСКАЯ РЕЗЬБА
для диаметров от 1 иьи до 5 мм
ОСТ 94
.«л
БОЛТ Б 0 Л Т л ГАЙКА Г АЙ к а
Диаметр резьбы Средняя диаметр резьбы Шаг Глубина Рабочая Зазор Диамегр резьбы
Наруж- ный Вну- тренний реаьбы резьбы высота витка Радиус Наруж- ный Вну- тренний
<1о di d«p в U и с г d'o d'.
1,0 0,653 0,838 0,25 0,174 0,162 0,011 0,016 1,023 0,675
1,2 0,853 1,038 0,25 0,174 0,162 0,011 0,016 1,223 0,875
1,4 0,983 1,205 0,3 0,208 0,195 0,014 0,019 1,427 1,010
1,7 1,214 1,473 0,35 0,243 0,227 0,016 0,022 1,732 1,245
2,0 1,444 1,740 0,4 0,278 0,260 0,018 0,025 2,036 1.480
2,3 1,744 2,040 0,4 0,278 0,260 0,018 0,025 2,336 1,780
2.С 1,975 2,308 0,45 0,313 0,292 0,020 0,028 2,641 2,015
3,0 2,305 2,075 0,5 0,347 0,325 0.023 0,032 3,045 2,350
(ЗЛ) 2,686 3,110 0,6 0,417 0,390 0,027 0,038 3,554 2,721
4.0 3,028 3,540 0,7 0,486 0,454 0,032 0,044 4,063 3,091
5,0 3,889 4,480 г 0,8 0.556 0,520 '0,036 0,050 5,072 3,961
Диаметр резьбы, иоетавлеииий скобки, не
возможности, ио прим пять»
Дои у ст нм вариант профиля резьбы, в котором
очертание дна впадпн взамен дугп выполняется пря-
мой, касательной к дуге (см. чертеж), при сохре
женин всех табличных размеров для отдельных
элементов (исключая г).
Диаметры от С леи и выше—см. ОСТ 32,
ПРИЛОЖЕНИЯ
ТАБЛИЦА 1Ха.
ОСТ
МЕТРИЧЕСКАЯ РЕЗЬБА
32
для дгаметров от С лы» до 68 мм
мм
БОЛТ Б ОЛТ в *3 » ₽с ► , П II It A
Диаметр резьбы «6 « SS я а . rt Я hf A t ^M^Mv-Tp pflBbfel
Пару ж- Вин- Гаг С31 Ч О ill i 1 Нжруаи
вым реШ1|6 “ ь t О И с. К а. Д Д. w cu им! ie*nBt*
<Ь | 1 d‘ Лср 6 U to t r d't • da
6 4,611 0.167 5,350 1 0,695 0,650 0,045 0,063 6,090 4,701
(7) 5,611 0,247 6,350 1 0,695 0,650 0,045 0,063 7,099 5,701
8 6*263 0,308 7,188 1,25 0,868 0.812 0,066 0.079 8113 6,376
ИО 0,414 8,188 1,25 0,868 0,812 •',05? 0,079 9,113 7,376
10 7,911; 0,492 9,026 1,5 1.042 0,974 0,068 0,095 10Д35 8,052
цп 8,918 0.624 10.026 1.5 1,042 0 974 0,068 0,095 11,135 9.052
12 9,569 0.71г- 10,863 1,75 1.216 1,137 0,079 0,111 12,158 9,727
14 11,222 0’989 12.701 2 1' 389 1,299 0,090 0.126 14,180 11,402
16 13,222 1,373 14,701 2 1,389 1,299 0,090 0,126 16,180 13,402
18 14,527 1,657 16,376 2,5 1,737 1.624 0,113 0.158 18,226 14,752
20 10,527 2.145 18,376 2^5 1,737 1,624 0,113 0.158 20,226 16,752
22 18.527 2,698 20,376 2,5 1,737 1,624 0,113 0.158 22,226 18,752
24 19,8:2 3,089 22,051 3 2.084 1,948 0,135 0,189 24,271 20,103
27 22/32 4.Q94 25,051 3 2'0е4 1,948 0,135 0.189 27,271 23,103
30 25,138 4.963 27,727 3,5 2,431 2 273 0,158 0,221 30.316 25,453
33) 28 138 6.218 0,727 3,5 2,431 2,273 0,158 0,221 зз;з1« 28,453
36 30.443 7,279 33,402 4 2.779 2,598 0.180 0,253 36,361 30.804
(39) 38,443 8.7Я5 36,402 4 2,779 2,598 0,180 0.2’3 3!',361 33^804
42 ^5. «48 10,04 39,077 4,5 3,126 2,923 0,203 0,284 42,406 36,154
(45) 38,748 11,7» 42.077 4,5 3,126 2,9.3 0.203 0,284 45,406 39,154
48 41.054 13,23 44,752 5 3,473 3,248 0,226 0,316 48,451 41,505
(52) 45,034 15,1'4 48,752 5 3,473 3,248 0.226 0,316 52,451 45.505
56 48,359 18,37 52.428 5,5 3/20 3.572 0,248 0,347 56,496 48,855
(60) 52,359 21,53 56 428 5,5. 3,820 3,572 0,248 0,347 60,496 52,855
64 55.684 24.34 60.103 6 4.168 3,897 0271 0.379 64,541 56 206
(68) 59,664 27.96 64,403 6 4,168 З.о97| 0,271 0,379 68 541 60,206
рвмечавве. Дмшетров резьбы, воставмввых в свобвв, ви возховпоств, во пря вспять.
по системе
ТАБЛИЦА X
ДЮЙМОВАЯ РЕЗЬБА
Витворта оеа зазоров по вершинам и «падинам,
дан диаметров от 3yw" до 4".
ОСТ
33 а
К О Л' т и г л ll К А \ •
>1 Диаметр резьбы Идещидь Сртдияй Шаг ГлубиИЯ Число еоритм- чссяая
ж Нару»* I иы! | Внут- ренний сече ням стержня дянмитр реяьбы резьбы резьбы Радиус НИТОК на !* высота резьбы
’d dl *>.Нг Ucp и И г » и
:,/ы 4.76Л ЗИ08 0,091 4,085 1,058 0,677 0,145 24 1.017
6Д150 4.724 0,175 5,537 1,270 0,813 0,174 20 Г22О
"'|В 7,9381 6,131 0,295 7,034 1,411 0,904 0,194 18 1,355
’/s 9,5251 7,492 0,44' 8,509 1,588 1,017 0.218 16 1,525
(’/«) 7а 11.112 8,789 0,607 9,951 1.814 1,162 0,249 14 1,743
12ЛЮ 9,989 0,784 11,345 2,117 1,356 0,291 12 2,033
(’/.а) 14388 11,577 1,052 12.932 2,117 1,356 0,291 12 2,033
% 15.875! 12,918 мн 14,897 2.309 1,479 .0,817 11 2,218
Я4 19,0501 15,798 1,960 17.424 2,540 1,626 0,349 10 2,440
’/• 22,225 18,611 2.720 ЭД418 2.822 1,807 0,388 9 2,711
1 25,400| 121.334 3.575 23,367 ?.;175 2,033 0,436 Я 3,050
V/. 28,575 23,929 4,497 26,252 3,629 2,323 0,493 7 3,485
},1* 0я») 1>4 31,750 27,104 5,770 29,427 3.629 2,323 0,4‘’8 7 3,485
34,925 29,504 6.837 32,215 4.233 2,71 0,581 6 4,066
38,100 32,079 8,388 9,495 35,390 4,233 2,711 0,581 6 4,066
(1*/в) 41.275 34,770 38,022 5,080 3,253 0,698 5 4,879
14 44]450 37.945 11.308 41,198 5,080 3,253 0,698 5 4,870
47,625 40й97 12'817 44,011 5,644 3,614 0,775 4«/s 5,421
3 50,860 43.572 14,911 47,186 5,644 3,614 0,775 44i 5,421
2'/« 57,150 49,019 63,500, 55,309 16,872 53,084 6,350 4,«66 0.872 4 6,099
2»/.. 24,078 59.434 6.350 4,066 0,872 4 6 099
2я/» 69.850,60.557 28.802 65,204 7,257 4,647 0,997 зуг 6,»7<»
•> 76.200, «6,907 35.159 71.554 7.257 4,647 5,004 0,997 З'/а 6,970
X'h 83.550 72.542 41,330 77,546 7,815 1.073 3«/i 7,507
,w.. 88ДОО 78,892 48.883 83,890 7.815 5.004 СО73 7.507
Я’ г 95,2г 0 84,409 55,959 89,829 915,179 8,467 5,421 1,163 •> 8Л32
'1 101.000 90559 84,695 • 1 ’ ч 8,467 5,421 1,163 3 8Д32
Примечание 1. Дм.чш принят ранных 2& 4 мм.
2 Р»-мир (I । аяея размеру <Го на т'мяцо ОСТ ЛЪб.
л Диммеиюн ]м*зь6ы. стол щи к и скобкмж^ «и» илпмияшостм. ти» применять.
4. Д’шускп дая резьбы будут дрш япоследгтвги.
Til БЛИЦА Ха
ДЮЙМОВАЯ РЕЗЬБА
системе Витворта с газором по першипам и впадинам, для
диаметров от з/ш' до 4"
ОСТ ЗЗ-б
число ПИТОЕ
па Г
0,56633.8
о.492.>:;.8
254_ .M.W
п
?. - O,o74.S
г = 0,13733.8
t0= 0.96049.8
X
§
fs
w
'/«
'/а
1/4
1. ОЛТ к 0 Л Т 1< Г А к А Г АЙКА
Диаметр резьбы g 5 «= X Гд 3 ii В ?« о* р „ |Тсирс- 1яСЛ0|Т||чес|. Диаметр реаьбы
Лартж- Виг- 3 S Т f ~ й «Г ё v и 1 ИИТ,?* высота II ару ж- I Ыпу-
выя треи и я <i Sot £7“ X ~ «=* Z £ X « 2 г> л5 113 1 резьбы ный 1 треввай
*• di Fc.v9 dep s и 1л 3 n to d'o | d»
4-606 3.408 0,091 4.08511,058 0.509 0,521 i0.078'o.l45 24 1.017 4,762 3,564
6Д62 4,724 0.175 5:.537 1.27) 0,719 .'U525fo. 94 ОД74 20 1.220 6.350 4,912
7.720 6,1 iil 0'295 7jO34 11411 0.799 0,69510.104 0,194 18 1.355 7/J38 <;,Н99
9,290 7.492 0,441 8,509 1,588 0>‘99 0.782 0.117 0,218 16 11525 91525 ^,727
10,844 8,789 0,607 9.9511,8.4 LO27 0.893 0,134 0,249 14 11743 Ifll* 9,058
12,3о7 9,9ЬЙ 0.784 111345 2.117 1,199 1,042 0,156.0,291 12 21033 12.700 ! 0,302
13,074 11,577 1,052 12,932 2317 L199 1,042 0,156 0,291 12 21033 14:288 11,890
15,534 12.918 1,311 14.397 2.309 1.308 1.137 ОД 71 0.317 11 2,218 15:875 18,260
18,675 15,798 1.980 171424 2'540 1.438 1,2510.1880,349 10 2,44 191050 16,173
21,808 18,611 21720 201418 2,822 L598 1,389.0,20910,388 9 2,711 22.225 19-028
24,931 21.334 3'575 23'367 3.175 1,798 1.5630.235 0,436 <8 3.050 25,400 21^804
28.039 23,929 4,497 26,2523-629 2Д55 СО о _о о. 00 I- 7 31485 28.575 24.465
311214 27.104 5,770 29.427 31629 2.055 1,786 '0,268.0.498 7 3,485 31:750 27^640
34,299 29'504 6.837 321215 4.233 2,397,2, 84,0,31310.581 6 4,0о6 34'925130,130
37,474 32,67» 8>8h 35,390 41233 2,397 2,084’0,31310.581 6 4,006 38,10033,305
40,524 34.770 9.495 38.022 51080 ЬО ОС* ЬёГ ¥ р' Ху о р' о 8 5 4,87!; 41.27535,521
43.099 371945'11,308 411198 51080 2.877,2.501 Ю.376 0,698 5 4,879 441450138,696
461791 401397|12,817 44'0115,644 3.197 ,2,77‘);о,417 |0.775 4'/J 5,421 47.625141,232
49.966 :431572>14.911 47,1865.644 3.197 2.7790.417 Ю,775 4>/2 5 421 501800144.407
561211 49019jl«;872 53.084 6.350 Х596!3.12б 0469 Ю.8 2 4 ‘6.099 57,15,,|49'.958
62,561 55,389 24.078 591434 6,350 3.596.3.126 0.469 0.872 4 в;09!1 63.500561308
681777 60,557 28,802 65.204 71257 4,110|з'57310.536 0,997 3'/. 6,970 Ъ91850;61.630
75,127 66,907 35,159 71.554 7,257 4,110;3.573,0;536!0,997 8'/^ в:»70 76.200 671980
81,395 72,542 41.330 77.546 7,815 4 426'3,848 0,57811.073 3'4! 7,507 82'550 73,698
87,745 78,892 4«'8<s:s 83,896 7.815 4.426 3.848 0,578 1.073 З'/J 7.507 88,000 80,048
93,998 84,409 55,959 89,829 8',467 4,795 4.16810.62611.153 3 18:132 95 25085,66)»
100.348 Q0.759|64.695 96.1798,467 4,795|41168.0.626i 1.163 3 &132 101.600 92.1»Ю
Пр и я с 1 а и я X' !. Дюйм принят рапным "5,4 ,м.м.
2. Дмам««т|и11> ]»'-и.бы стоящих и скобках, по воамежихтв. во прям», янь.
3. Д«>11Г11.И Д1Л резьбы будут ДЯИЫ глоследствпи.
ПРИЛОЖЕНИЯ
ТАБЛИЦА XI.
ЕТРИЧЕСКАЯ РЕЗЬБА
(по D1N 13 и 14).
р—-3— Высота трсуголь- инка . . . \ . . Л 0,8660 . S 0,045 . S
1 1 I 1 fa Зазор при Вершинин у основаипя роль бы. а
Глубина резьбы . Z 0,6945 . £
Глубина соприка- са>ицп*ся .сторон. t 0,6495 . S
Закругление . . . г 0,0633.5
В 0 л т ы Диаметр Глг- Т а я к а
Лиа- DiivTpeu- Площадь па Шаг бппа Диаметр Внутрен-
метр ни ft дна- ионеречи. сторонах резьбы ний диа-
резьбы метр ]>сзьбы Dk сечения. резьбы 8 резьбы метр
стержня болта Df Т резьбы dk
на мм ОМ2 мм мм мм мм мм
1 0,652 0,0033 0,838 0,25 0.174 1,024 0.676
1,2 • 0,854 0,0057 1,038 0.25 0'174 1,224 o;s76
м 0.984 0,0076 1,205 03 0,208 1,42G 1.010
1,7 . 1,214 0,0116 1,473 0Д5 0,243 1,732 гш
2 1,444 0,0164 1,740 0,4 0.278 2,036 i;4SO
2,3 1,744 0,0239 2,040 0,4 0.278 2,336 1,780
2, в k»74 0,0806 2,308 0,45 0.313 2,642 2,016
3 2,3(16 0,0418 2,675 0.5 0,347 3,044 2,350
3,5 2,666 0,0558 3,110 0,6 , 0,417 8,554 2.720
4 8,028 0,072 3,545 0.7 0,4<86 4,062 3,090
(4,5) 8.458 0,094 4,013 0,75 0,521 4.568 3,526
5 8,888 0,119 4.480 0.8 0,556 5Д)72 3,960
0,5) 4,250 0,142 4915 0,9 0,625 5,580 4,330
6 4,610 0,167 5,350 1 0,69.5 6,090 4.700
(7) 5,610 0,247 6,350 1 0,695 7,000 5,700
S 6.2G4 0.308 7,188 1,25 0,868 8,112 6,376
(9) 7>«4 ОД 14 8,188 1,25 0.868 9,112 7.376
10 7,016 0.492 9,026 1,5 1,042 10,136 8,053
(Н) 8,916 0,624 10,026 10,863 1,5 1,042 11,136 9,052
12 9,570 0,718 1,75 1.215 12,156 9,726
14 11.222 0,989 12.701 2 1,389 14,180 11,402
16 13^222 1,373 14,7<>1 2 1,380 16.180 13,403
(IS) 14,528 1,657 16,376 2,5 1,736 18*224 14.752
20 16,528 2,145 18.376 2,5 1.736 .20.224 16,752
22 18.528 2,696 20.376 * 2,5 1Д36 22,224 18.752
Продолжение см. на след. сто-.
СТАНКИ ПО МЕТАЛЛУ
ТАБЛИЦА XI (продолжение).
МЕТРИЧЕСКАЯ РЕЗЬБА
(по DIN 13 и 14).
Болты 1 Диаметр на сторонах резьбы мм Шаг в мм Глу- бипа резьбы Т мм Гайка
Диа- метр резьбы Оа ММ Внутрен- ним диа- метр резьбы 1)к мм Площадь п оперся п. сечения стержня болта см2 Диаметр резьбы мм Внутрен- ний диа- метр резьбы rfk мм
24 19,832 3,089 22,051 3 2,084 24,270 20,102
27 22,832 4,094 25,051. 3 2,084 27,270 23,102
30 25.138 4,963 27,727 3,5 2,431 30,816 25,454
33 2.8,138 6.218 30,727 3,5 2,431 33,316 28,454
46 30,444 7,279 33,402 4 СО г* £ 86,550 30,804
-39 33,444 8,785 36.402 4 2.778 39.360 38,804
42 Зо, 4«>0 10,04 39,077 4,5’ 3.125 42Л04 36,154
45 38,759 11,79 - 42.077 4,5 8,125 45,404 39,154
48 41,054 13,23 4<752 5 3.473 48,450 41,504
-52 45,054 15,94 48,752 5 3,473 52,450 45,504
56 48,360 18,37 52.428 5.5 3,8*20 56,496 48,856
60 52.360 21,53 56,428 5.5 3,820. 60.496 52,856
•64 55>6 24,34 «0,103 6 4,167 64,54 56,206
68 59,666 27,96 64,103 6 4Д67 68,54 §0,206
72 63,666 31,83 68,103 6 4,167 72,54 64.20G
76 67,666 35,96 72,103 6 4,167 76,54 68,206
40 71,666 40.34 76.103 6 4,167 80,54 72,206
84 75,666 44,96 80'103 6 4,167 84,54 76,206
89 80,666 51,10 85.103 6 4.167 89,54 81,206
•94 85,666 57,64 90,103 6 4,167 94,54 86,206
99 90,666 64,56 95,103 С 4,167 99,54 91,206
104 95,666 71,88 100.103 6 4,167 КИ.54 96,20'J
109 100,666 79,59 105.103 6 4.167 109Л4 101,206
114 105,666 87,60 110.103 6 4,167 114,54 106.20G
119 110,666 96,18 115'103 6 4,167 119,54 111,206
124 115,66G 105,07 120,103 6 4.167 124,54 116.20G
129 120,666 114,85 126,103 6 < 167 129.54 121,206
134 125,666 124.04 130.103 6 4,167 134,54 126,206
139 130,666 13409 135'103 6 4,167 139.54 131,206
144 135,666 134J0 140,103 6 4.167 144,54 136,206
149 140,666 155,40 145,103 6 4J67 149,54 141,206
Резьбы диаметром меньше 6 мм и больше 68 .мл являются герман-
ским дополнением интернациональной системы (S. J.), установленной
в 1898 году в Цюрихе для диаметров резьб от 6 мм до 80 .км.
Следует избегать винтов, данные о которых заключены в скобки.
СТАНКИ ПО МЕТАЛЛУ
ТАБЛИЦА ХИ
ОБЩЕСОЮЗНЫЙ СТАНДАРТ
РЕЗЬБА ТРУБНАЯ
цилиндрическая
ОСТ 266
fO = 0.9C0W г
11 = 0,б4Цв1. *
г = O.13TS3. •
ММ
Обозин чешке резьбы Диаметр резьбы lifer резьбы Гл1бяпа резьбы Радиус Число ВИТОВ
: Ндррг- дык Внутреи- (реднвЯ на 1* на 127
Г •« 1 1 *1 <р И г п. м
9.729 8,567 9,148 0,907 0,581 0,125 28 , 140
13,158 11,446 12,302 1,337 0.856 0.184 19 95
16,663 14,951 15,807 1,337 0.856 .0,184 19 95
•/2 20^)56 18,632 19,794 1,814 1,162 0,249 14 70
(5е) 22.912 20,588 21,750 • 1,814 1.162 0,249 14 70
26,442 24,119 25,281 1,814 1,162- 0,249 14 70
(Ч) 30,202 27,878 29,040 1,814 1.162 ' 0,249 14 70
1 33.250 30,293 31,771 2,309 1.479 0,317 П 55
(»*/«) 37.898 34,941 36,420 2,309 1,479 0,317 11 5о
!•/« 41,912 38,954 40,433 2.309 1,479 0.317 11 55
П3/в) 44,325 41,367 42,846 2,309 1,479 0,317 11 55
1'.е 47,805 44,847 46,326 2,309 1.479 0.317 11 55
!’/♦ 53,748 50,791 52,270 2,309 1,479 0,317 11 55
2 59,616 ' 56,659 58,13? 2,309 1,479 0,317 11 55
(-”<«) 65,712 62,755 64,234 2,309 1,479 0,317 И 55
ПРИЛОЖЕНИЯ
Таблица хи (продолжение)
Обозна- чение резьбы Диаметр резьбы Шаг резьбы Глубина ревьбы Радиус Число нктск
Наруж- ный Ькутрен- ккй Средина на 1" на 127 •4 Мб
»» 4 «1| dep я t< г п П|
2‘М 75,187 72,230 73,708 2.309 1,47» 0,317 11 5.5
(2’«) 81,537 78 580 80,058 2,309 1,479 0,317 11 55
О м 87.887 84.030 86,409 2,309 1.479 0,317 11 55
(W.1 9::.яь4 91,026 92.505 2,309 1,479 0,317 11 55
з«;г 100.334 ч 97.376 98,855 2,309 1,479 0,317 11 о г»
(З3*) 106.684 103.727 105,205 2.309 1.4?9 0.317 и 55
4 112,034 110,077 111,556 2.309 1,479 ОДП 11 55
4*/з 125,735 122.-777 124,256 2,309 17479 •0,817 11 55
5 138,435 135,478 136,957 2,309 1,479 . 0,317 11 55
51/. 151,136 ' 148,178 149,657 2,302 1,479 0,317 11 55
6 163,836 160.879 162,357 2,309 1,47» ОД 17 11 55
7 189,237 185,934 187,611 2,540 1,627 0,349 10 50
»S 214,638 211,885 213,012 2,540 1,627 0,349 10 • 50
9 240,039 236,786 238.412 2,540 1,627 0,349 10 50 .
10 265,440 262,187 263.813 2,540 1,627 0.349 10 50
11 290,841 286,775 288,NW 3.175 2,033 .0,436 8 40
12 31G.242 312,176 314.20!» 3.175 2,033 0,436 8 40
13 347,485 343,419 345,452 3,175 2,033 0,436 8 40
14 372,886 368,S20 370Д53 3,175 2 033 0,436 8 40
15 398,287 394,221 396,254 3,175 2,033 0,436 3 40
16 423,688 410,622 421,655 3.175 2,033 0.436 8 40
17 449,089 445,023 447,056 3,175 2,083 0,436 8 40
18 474,4я0 470,424 472,457 3,175 2.033 0,436 8 40
1. Дюйм принят равным 25,4 .им.
2. Диаметров ревьбы, обетченне клторой поставлено в скобки, ио возможности же првмивмть.
3. Пример о6оянач<шхя трубкой цнлвидрвческоЙ резьбы ll'fa”:
2>/а" труби*
4. Дан нал тайлинг трубкой резьбы заменяет все встречающиеся в промышленности, СССР
варианты цилвинрической трубкой резьбы, имевшей нвименованпе „резьба газовал
СТАНКИ ПО’(МЕТАЛЛУ
ТАБЛИЦА XIII.
ТРАПЕЦОИДАЛЬНАЯ РЕЗЬБА (ОДНОХОДОВАЯ)
по DIN 103.
А = 1,866 . S
7=0.5. S4-2/3b
I = 0,5 (Я + а)
Гл. со припас, стор =0.5 (S—а)
«=0,25 мм для Z>«= 10 до ПО
=0,5 > >
Ъ=0.375 > >
=0.75 > >
г=0,25 > >
5=0,5 > >
с=0,25 . S
> =115 > 300
> = Ю > ПО
> =115 > 300
> = 11 > ПО
> «113 > 300
Болт Диам. на стороп. Df мм S Г ' а й к а
Дпмг. реяьбы &а мм Внутр, дп&м. »к мм. Площ. попер, сечения см1 Глуб. резьбы •т км * Дпам. резьбы 4а мм Внутр, диам. dK мм Глуб. резьбы t Пт
10 6.5 0,33 1,75 8,5 3 10,5 7,25 1,626
12 •8,5 0,57 1,75 10,5 3 12,5 9,25 1,626
14 9.5 0,71 2.25 12 4 14,5 10,25 2,126
16 11,5 1,04 2'25 14 4 16,5 12.25 2,125
18 13,5 1,43 2,25 16 4 18,5 14,25 2,125
20 15,5 1,89 2,25 18 4 20,5 16,25 2,125
22 16,5 2,14 2,75 19,5 5 22,5 1725 2,625
24 18,5 2,69 2,75 21,5 5 24,5 19,25 2,625
26 20,5 3,30 2.75 23.5 25г5 5 26,5 28,5 21,25 2,625
28 22,5 3,98 2,75 5 23,25 2,625
30 23,5 4,34 3.25 27 6 30,5 24.25 3.125
32 25,5 5,11 3,25 29 6 32,5 26,25 3.125
(34) 27,5 5,94 3,25 31 6 34,5 * 28.25 3,125
36 29.5 6.83 3,25 33 6 36.5 30,25 3.125
(38) 30,5 731 3,75 34,5 7 38,5 31,25 3,625
40 32,5 8,3 3,75 36,5 7 40,5 33,25 3,625
(42) 34,5 9,35 3,75 38,5 7 42,5 35 25 3,625
44 3G,5 10.46 3,75 40,5 7 44,5 37,25 3,625
(46) 37,5 1L04 4,25 42 8 46,5 38,25 4,125
48 39,5 12,25 4,25 44 8 48.5 40,25 4,125
Заключенных в скобки размеров следует избегать.
ПРИЛОЖЕНИЯ
ТАБЛИЦА XIII (продолжение).
ТРАПЕЦОИДАЛЬНАЯ РЕЗЬБА (ОДНОХОДОВАЯ)
по DIN 103.
Болт Днам. па сторон. Df мм Шаг S хм Гайка
Дням, резьбы Da ММ Внутр. ДНЯМ. Ас мм 11лощ. попер, сечепня см2 Глуб. резьбы Т мм Дням, резьбы мм Внутр, диам. мм Глуб. резьбы i мм
(50) 41,5 13,53 4,25 46 50.5 42.25 4,125
52 43,5 14.86 4,25 48 52.5 44.25 4,125
55 45,5 16,26 4,75 50,5 553 46?25 4.625
(58) 48,5 18.47 4,75 53,5 58 5 49,25 4,625
60 O0,i) 20,03 4,75 5э,5 60,5 51,25 4,625
(62) 52,5 21,65 4,75 57,5 9 62,5 Й,25 V>25
65 54,5 23.33 5,25 5,25 60 10 65,5 55,25 5Д25
(68) 57,5 25,97 63 10 68.5 58.25 5,125
70 59,5 27,81 5,25 65 10 70,5 60,25 5,1
(72) 61,5 29,71 5,25 67 10 72,5 62,25
75 64,5 32.67 ед Ъ О' 70 10 7.5,5 65.25 5,125
(78) 67,5 35.78 5,25 73 10 78,5 68?25 5.125
SO 69,5 37,94 5.25 75 10 80,5 70,25 5Д25
(82) 71.5 40,15 5,25 7 / 10 82,5 72,25 5.125
85 72,5 41,28 6,25 79 12 85,5 73,25 & 125
(88) 75,5 44,77 47.17 G.25 82 12 88.5 76,25 6.125
' 00 77.5 6.25 6,25 84 12 90,5 78,25 6.125
(92) 79,5 49,64 86 12 92.5 80.25 6,125
95 S2,5 53.46 6,25 89 12 95,5 83,25 6.125
(98) 57,41 6,25 92 12 98,5 86,25 6,123
100 87,5 60,13 6,25 94 12 100.5 88.25 6.125
(Ю5) 92.5 67.20 6,25 99 12 105.5 93.25 6,125
ПО ‘ 97,5 74,66 6,25 104 12 110.5 98,25 6,125
(П5) 100 78.54 7,5 108 14 116 101.5 7.25
120 105 86.59 113 14 121 106.5
Заключенных в скобки размеров следует избегать.
330
СТАНКИ ПО МЕТАЛЛУ
ТАБЛИЦА XIII (продолжение).
ТРАПЕЦОИДАЛЬНАЯ РЕЗЬБА (ОДНОХОДОВАЯ)
по D1N 103.
Б о х т Диам. на <ГГ(фОН. Df мм Шаг S мм Г а й к
Диам. резьбы мм Виутр. диам. Ac ММ Илощ. попер, сечения см- Глуб. резьбы Т мм Диам. резьбы мм Внутр, диам. мм Гл у б. резьбы t мм
*
(1251 110 изо:: 118 14 126 111.5 7.25
13о 115 ЮЗ.хТ 123 14 131 116,5 1 7 25
135) *12“ 113.1 128 14 136 121.5 7*25
14о . 125 122.72 4 .•) 133 14 141 126.5
(14'и 13<> 7.5 138 44 146 IJ1..
14» из 1 138.93 8.5 142 16 151 134.5 X.25
(135) 13х 149.57 S ,1 147 16 156 130.5 Х,25
Jfii» 143 16О.»И •8.5 152 16 161 1 14.5 8,2.»
(Ki.’.) J4S | 172.03 8 . > 157 16 на; 140.5 8,25
IK. . 1 1ЬЗ 183.85 8.» 162 16 17! : 154.5 | 8;25
(1.75; 1 58 I9G.H7 ! 8.5 167 16 J7G 159.5 1 8,25
18ft НИ 203.58 9.5 171 18 181 162.5 9 ‘J5
185) Ни; 216.42 9.5 176 18 186 107.5 | 9^25
190 171 229.1 и; 9.5 181 18 191 172.5 9,25
. 1 !••>) 176 243.29 9.5 186 JS 196 177. . 9.25
<ч> 1X1 257.30 9.5 191 is 201 182.’» 9,25
210 189 280.55 10.5 •Joo 20 211 190.5 10.25
220 199 зн.о:; Ю.5 2Ю 2о 221 200 5 10.25
230 209 343.07 1о.5 226 2о 231 2Ю.5 10.25
240 217 369 81 11.5 229 241 218.5 11.25
250 221 4<»4.71 11.5 239 •>2 251 228.5 11.25
260 237 441.15 11.5 249 261 238.5 11.25
270 245 471.41 12.5. 258 24 271 2 16.5 12.25
280 255 5JO.71 12 5 268 24 281 1 2545,5 12.25
290 265 551.55 12.5 2«8 24 291 266.5 12.2.-»
$00 1273 1 5S5.35 13.5 1 । л 26 3< 1 274.5 1 i::.2>
3;u.'.iK>'ii4iiiHX в скобии размеров следует избегать.
ПРИЛОЖЕНИЯ
ТАБЛИЦА XIV.
ТАБЛИЦА ДЛЯ ИЗМЕРЕНИЯ РЕЗЬБЫ ПРИ ПОМОЩИ ПРОВОЛОКИ.
Диаметр проволоки и показание М микрометра.
Ревьба Витворта Метр, резьба (SJ) Витвортовская газ. резьба
Диам. резьбы. Диам. провод. W М •Keiltf Диам. провод. / " м Номмпаль-1 пый дпам. отверстия' трубы- Диам. провод. W М
ДЮЙМ мм мм мм м м мм ДЮЙМ мм мм
1 в; £ и R в 7 Hi & > w . '8 1 I1 9 1'/| 1=‘/8 Й; ’7/« о В 21 0,3 0.37 0.48 0.G 0,6 0.79 0.79 0.98 0J9 1,19 1.19 1.43 1.13 1.43 1 43 1,78 1.7s 2.38 2,38 2,8* £17 3,17 3.17 3.17 1.670 2.483 3,330 4.219 1.969 5.763 6.821 8,182 10.089 11.978 13.082 1 1.630 16.708 18.291 19.313 21.100 23,345 23.953 30.304 33.479 35.68G 38.860 43.183 4<;,зг>7 48.629 51.803 1 1.2 1,4 1,7 •> 2.3 2.6 3 3,5 ( 5.5 G 7 1 8 9 Ю 11 1 12 14 16 18 20 22 24 27 30 33 36 39 42 45 48 52 0.18 0.18 0.24 I.V24 0.24 0,21 о.З 0,3 0.4 S 0,48 0.4 8 0.G 0.6 0,6 0,6 0.79 0.79 0.98 0.98 0,98 1.43 1 43 1.43 1.43 1.43 1.7S 1,78 2 38 2.3S 2.38 2.38 3.17 3,17 3.17 3.17 1.162 1.362 1.666 1.891 2.115 2.114 2.819 3.143 4.032 4,886 1.805 5.589 3.937 6.286 7,281» 8.477 9.477 10.1,69 11.669 12.290 15.261 17.261 18.503 20.503 22,503 21.796 27,796 31.838 34.838 37,080 40,080 44.693 47,693 49,935 53,935 1 л 3 к £ /4 X 1 l's 1* 1 Г’’ч 11. ’ i*; • о 0.6 0.79 0.79 1.19 1,19 1.19 . 1.19 1.43 1 43 1.43 1J3 1.43 1.43 1,43 10.176 13,519 17,024 21.818 23.775 27.303 31.065 34.080 38.728 •42,742 15.(КЛ 445% О U
ОГЛАВЛЕНИЕ I ТОМА.
СЛЕСАРНОЕ ДЕЛО. Стр
ГЛАВА I. Молотки. Отвертки. Гаечные ключи. Ножовки . . 3
Применение ручных инструментов. Молотки. Отвертки.
Гаечные ключи. Несколько замечаний относительно употре-
бления гаечных ключей. Действие контр-гайки-Ножовочные
полотна. Число зубьев ножовки. Ручные станки для ножо-
вок. Практические указания относительно работы ножовкой.
ГЛАВА II. Разметка...................................... 19
Разметка. Инструменты для разметки. Прочерчивание
линий при разметке. Практичаские указания разметчику.
ГЛАВ А III. Работа зубилом (рубка)...................... 28
О работе зубилами. Слесарные зубила. Заточка зубила.
Приемы работы зубилами.
ГЛАВА IV. Работа напильниками........................... 34
Применение напильников. Типы напильников. Насечка на
боковых гранях. Форма граней напильников. Остроносые и
тупоносыэ напильники. Ручки для напильников. Уход за
напильниками. Как держать напильник во время работы.
Положение тела при работе напильником. Практические
указания относительно опиловки. Опиливание мягких ме-
таллов. Надфили. Чего не следует делать при опиловке.
ГЛАВА V. Работа шабером................................. 50
Когда и для чего требуется шабрить поверхность. Инстру-
менты. применяемые при шабровке плоскостей. Заточка
плоского шабера. Приемы шабровки. Практические указания
относительно шабровки. Шабрение кривых поверхностей.
ГЛАВА VI. Измерительные инструменты..................... 59
Масштабы. Кронциркуля. Измерение кронциркулем.
Микрометр. Как пользоваться микрометром.
ОГЛАВЛЕНИЕ
333
Стр.
ГЛАВА VII. Паяние. Заливка баббитом.................. 63
Общие сведения о закалке и отпуске
стали. Сущность паяния или пайки. Очистка спаиваемых
поверхностей. Флюсы (плавни). Паяльники. Практика пайки
слабым припоем. Паяние крепкими припоями. Баббит. Прак-
тические прземы заливки подшипников баббитом. Сталь.
Закэлка. отжиг, отпуск. Сталь машиноподелочная и сталь
углеродистая инструментальная. Закалка стали. Практичес-
кие указания относительно закалки. Отпуск стали. Цвета
побежалости. Практические указания относительно отпуска
стали. Быстрорежущая сталь.
ТОКАРНЫЕ СТАНКИ.
ГЛАВА VIII. Общие сведения об оборудовании и работе в ме-
ханических мастерских........................ ...... 91
Механическая мастерская. Оборудование механических
мастерских. Нормальные типы станков. Работа ручными
инструментами в механической мастерской. Что должен
знать квалифицированный металлист и механик. Какими
качествами должен обладать квалифицированный металлиёт
и механик и как их развить в себе.
ГЛАВА IX. Токарные станки, их устройство работа на
них. ................................................ 9^
Токарный станок. Что должен знать начинающий токарь.
Части токарного станка. Чистка и смазка станка. Не-
сколько правил для начинающего токаря. Описание
частей токарно-винторезного станка. Ста-
нина. Передняя бабка. Задняя бабка. Суппорт. Меха-
низм подач. Винторезный механизм. Несколько важных
замечаний относительно проверки самоточки перед нача-
лом работы. Скорости вращения шпинделя.
Изменение скорости вращения шпинделя. Контр-привод. Ве-
дущие и ведомые шкивы. Ведущие и ведомые зубчатые
колеса. Простая зубчатая передача. Сложная зубчатая пере-
дача. Скорости вращения шпинделя при выключенном пе-
реборе. Сцепляющий штифт. Зубчатый перебор. Скорости
шпинделя при включенном переборе. Счетчик числа обо-
ротов. Перевод ремня с одной ступеньки на другую. Ско-
рости подачи и у п р ав л е н и е и м и. Передача от-
334
СТАНКИ ПО МЕТАЛЛУ
Стр.
шпинделя к механизму подач. Реверсивным механизм
(трензель). Паразитная шестерня. Гитара. Коробка скоростей
подачи. (Коробка Нортона). Зубчатые передачи передника
суппорта. Другое устройство механизма передника суппорта.
Токарные станкидлятяжелых работ. Характер-
ные особенности токарных станков для тяжелых работ.
Двойной перебор. Передняя бабка с коробкой скоростей.
ГЛАВА X. Токарные резцы. Основы процесса резания
металлов...........................................140
Условия высокой производительности механического режу-
щего инструмента. Токарные резцы. Угол заострения резца.
Углы зазора. Углы уклона режущей грани. Державки для
резцов. Заточка резцов. Чего не следует делать при заточке
резца. Скорость резания, скорость подачи
и гл уб ина резания. Определения скорости резания,
скорости подачи и толщины стружки. Элемент времени.
Выбор скорости резания и величины подачи.
ГЛАВА XI. Центровка................................155
Установка изделия на токарном станке. Значение пра-
вильной центровки изделия. Практические приемы центровки.
Применение кернера. Надсверливание и раззенковка
центрового углубления. Размеры центровых углублений.
Извлечение сломанного центрового сверла. Установка изде-
лия на центрах. Обточка торцов изделий.
ГЛАВА XII. Обточка цилиндрических предметов........170
Основные принципы токарной работы.
Положение заднего центра. Выверка положения переднего
центра. Чистка и обточка центров токарного станка.
Установка резца. Направление подачи. Охлаждение центров
и резца. Диск с делениями у рукоятки винта для попереч-
ной подачи. Мертвый ход винта поперечной подачи. Прак-
тические приемы цилиндр п ческойобточк и.
Правильная установка центров. Проверка центров станка
при помощи индикатора. Установка станка на опреде-
ленную скорость резания. Черновая обточка. Чистовая
обточка. Массовая обточка изделий. Опиловка на токар-
ном станке. Шлифовка шкуркой па токарном станке. О б-
точка заплечиков. Различные типы заплечиков.
ОГЛАВЛЕНИЕ
335
Стр.
Черновая обточка изделия до заплечиков. Чистовая обточка
выкружек малого радиуса и заплечиков. Фасонные галтель-
ные резцы. Неподвижный люнет. Подвижной люнет На-
катка. Обгочка на оправ ках. Простые оправки.
Применение оправок для токарных работ. Другие типы
оправок. Обточка коленчатых валов и эксцентриков на
токарном станке.
ГЛАВА XIII. Обточка в патроне и на планшайбе...........20-1
Типы патронов. Закрепление токарных патронов на
шпинделе. Закрепление изделия в патроне. Обточка плос-
костей. Разрезка круглых прутков на токарных станках.
Отрезные резцы. Операция отрезки. Дрожание резца и
изделия. Работы напланшайбе. Планшайба. Приспо-
собления для укрепления изделий на планшайбе. Примеры
типичных установок на планшайбе. Практические указания
относительно работ на планшайбе.
ГЛАВА XIV. Сверлевие и обработка отверстий развертками
на токарном станке................................... 219
Перовое сверло. Спиральное (американское) сверло. За-
точка спиральных сверл. Скорости резания и подачи спираль-
ных сверл. Охлаждение. Развертки. Сверление на токарном
станке. Надсверливание центрового углубления. Обработка
отверстий на токарном станке развертками. Развертывание
отверстий вручную. Расточка отверстий на то-
карном станке. Резцы для внутренней расточки. Дер-
жавки для расточных резцов. Когда необходима расточка
отверстия? Практические указания относительно расточки.
Измерение отверстий.
ГЛАВА XV. Обработка конических поверхностей.............243
Конические поверхности, применяемые' в станках по ме-
таллу. Конуса Морзе и Браун и Шарпа. Метрические ко-
нуса. Способы конической обточки. Поперечное смещение
задней бабки. Установка поперечного смещения задней
бабки. Установка резца. Практические приемы измерения
конусов. Поверка конусов калибрами. Изготовление конуса
по данному образцу. Обточка конуса плоским резцом.
Опиливание конической поверхности. Приспособление для
обточки конусов. Расточка конических поверхностей при
336
СТАНКИ ПО МЕТАЛЛУ
Стр.
помощи специального приспособления. Расточка кони-
ческих отверстий при помощи поворота верхних салазок
суппорта. Проверка конических отверстий. Об точка кони-
ческих поверхностей при помощи поворота верхних сала-
зок суппорта. Универсальный угломер.
ГЛАВА XVI. Нарезание винтовой резьбы на токарных
ставках. . •............................................262
Системы винтовой резьбы. Определения элементов вин-
товой резьбы. Употребительные системы винтовых нарезок.
Метрическая резьба. Резьба Витворта. Американская нор-
мальная резьба (U. S. St.) и остроугольная резьба „Y“.
Метчики. Форма метчиков. Сверление под резьбу. Длина
нарезанной части отверстия. Практические приемы наре-
зания резьбы метчиками. Плашки. Расчет и подбор
зубчатых колес для нарезания резьбы на
токарно - винторезном станке. Определения
основных терминов Постоянный коэффициент передачи
станка. Подсчет сменных зубчатых колес (передаточного
числа) для заданной резьбы. Нарезание винтовой
резьбы. Изготовление винтовой резьбы на самоточке.
Предварительные указания относительно нарезания резьбы.
Остановы при нарезании резьбы. Измерение резьбы при
помощи Грех провблок. Измерение винтовой резьбы спе-
циальным микрометром. Применение верхних салазок
суппорта при нарезании винтовой резьбы. Четыре способа
установки резьбового резца после переточки. Нарезание
левой резьбы. Нарезание винтовой резьбы на конусе.
Нарезание внутренней резбм. Нарезание винтовой резьбы
без обратного хода станка. Нарезание прямоугольной резьбы.
Нарезание трапецеидальной резьбы. Многоходовая резьба.
Нарезание многоходовой резьбы.
ПРИЛОЖЕНИЯ.
Таблицы................................................313