/












































Text
,0551.
Л И; Калистратов
Авиационный мотор
М-1ООА
ВОЕЧИЗДАТ
1039
H. КАЛИСТРАТОВ
АВИАЦИОННЫЙ МОТОР
M-100A
УЧЕБНИК
ДЛЯ ШКОЛ И СТРОЕВЫХ ЧАСТЕЙ
ВВС РККА
ГОСУДАРСТВЕННО® ВОЕННОЕ ИЗДАТЕЛЬСТВО
НАРКОМАТА О£ ОРОНЫ СОЮЗА ССР
МОСКВА - 1938
О 5 ЧУ
И. Г. КАЛИСТРАТОВ. Авиационный мотор М-100А.
В книге систематизированы все д; иные го эксплоатацнп и устройству
мотора М-100А усовершенствованного типа. Книга является учебником для
военных авиационно-технических училищ и строевых частей ВВС РККА,
а также может служить пособием в кружках по изучению мотора М-100А.
Редактор военяшкенер 3-го ранга Цы гуле в Сдано в производство 2.8.38
Техн, редактор Моисеенко Подписано к печати 8-12.38
Корректор Себрякова
Формат бумаги 60x92/16. Уполн. Главлита № Г—10071. Изд. № 428. Зак. № 547
Объем 13,75 печ. л. Ч- 1 вкл. 0,25 п. л. 15 уч.-авт. л. В бум. листе 94.400 знаков
Адрес изд-ва: Москва, Орликов пер., д. 3
Отпечатано в 1-й типографии Государственного военного изд-ва ПКО СССР
Москва, ул. Скворцова-Степанова, д. 3
ГЛАВА I
ДАННЫЕ И ХАРАКТЕРИСТИКИ МОТОРА
1. Краткие сведения о моторе
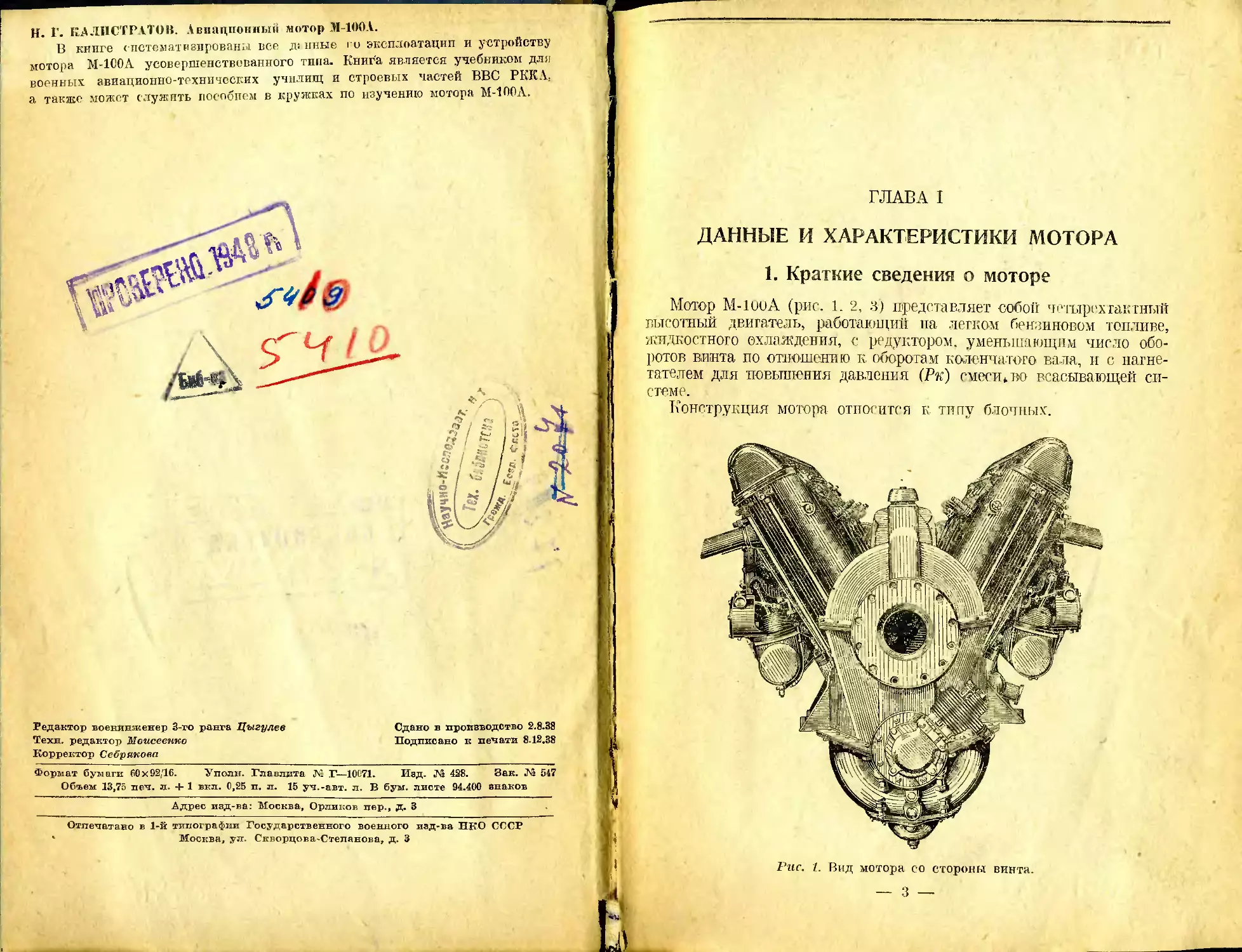
Мотор М-ЮОА (рис. 1. 2, 3) представляет собой четырехтактный
высотный двигатель, работающий на легком бензиновом топливе,
жидкостного охлаждения, с редуктором, уменьшающим число обо-
ротов винта по отношению к оборотам коленчатого вала, и с нагне-
тателем для повышения давления (Рк) смесищю всасывающей си-
стеме. 1
Конструкция мотора относится к типу блочных.
Риг. I. Вид мотора со стороны винта.
3 —
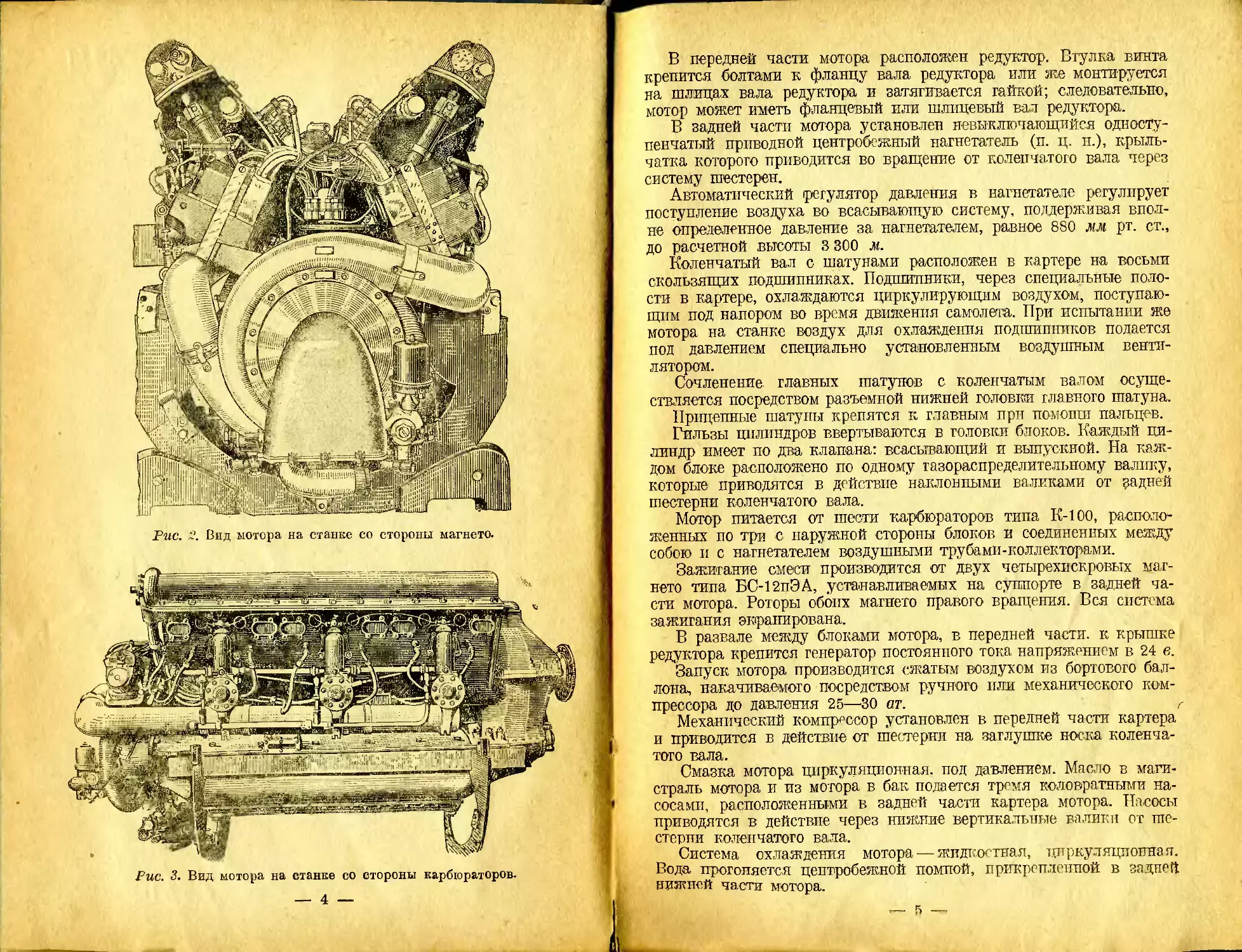
Рис. £?. Вид мотора на станке со стороны магнето.
Рис. 3. Вид мотора на станке со стороны карбюраторов.
— 4 —
В передней части мотора расположен редуктор. Втулка винта
крепится болтами к фланцу вала редуктора или же монтируется
на шлицах вала редуктора и затягивается гайкой; следовательно,
мотор может иметь фланцевый или шлицевый вал редуктора.
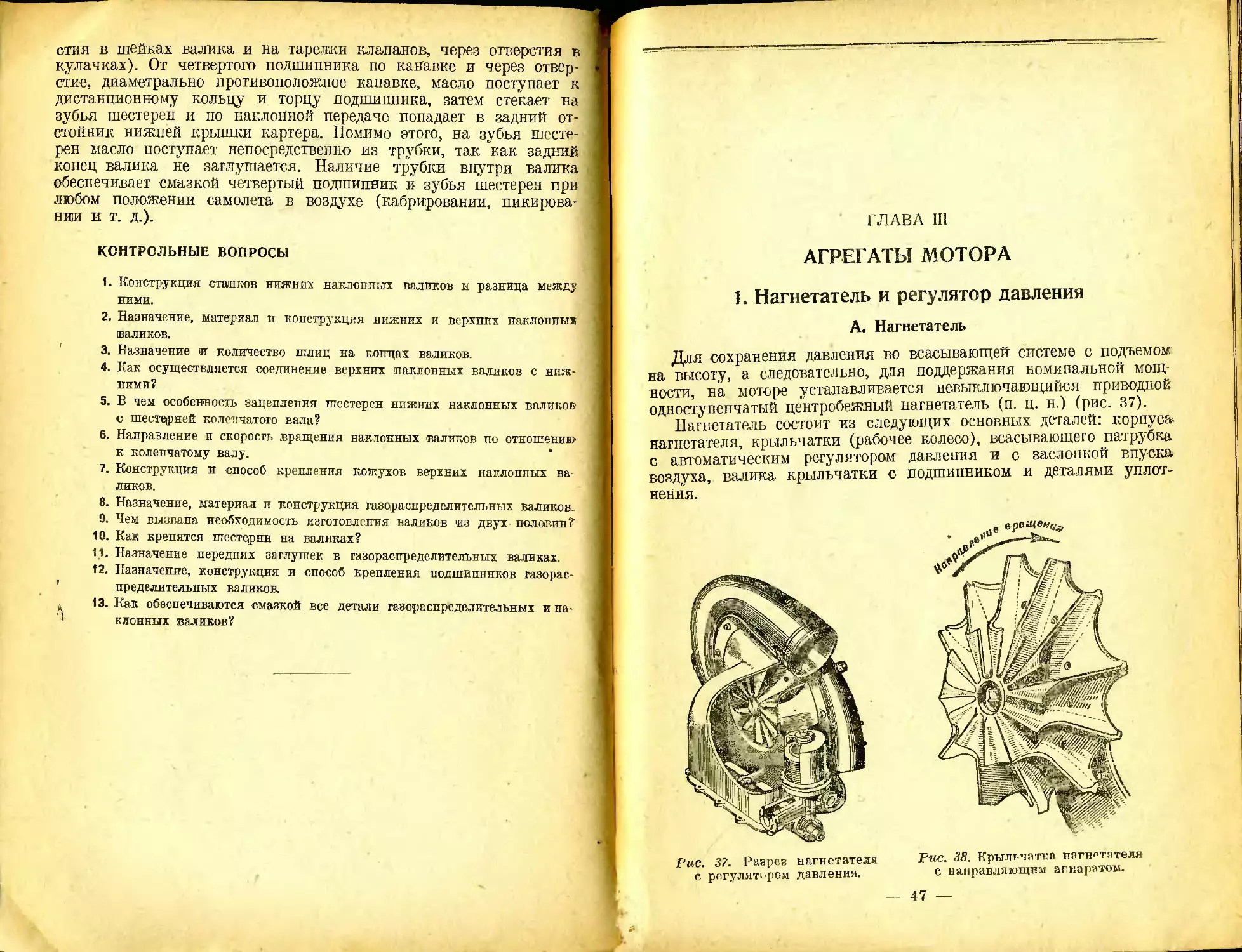
В задней части мотора установлен невыключающийся односту-
пенчатый приводной центробежный нагнетатель (п. ц. н.), крыль-
чатка которого приводится во вращение от коленчатого вала через
систему шестерен.
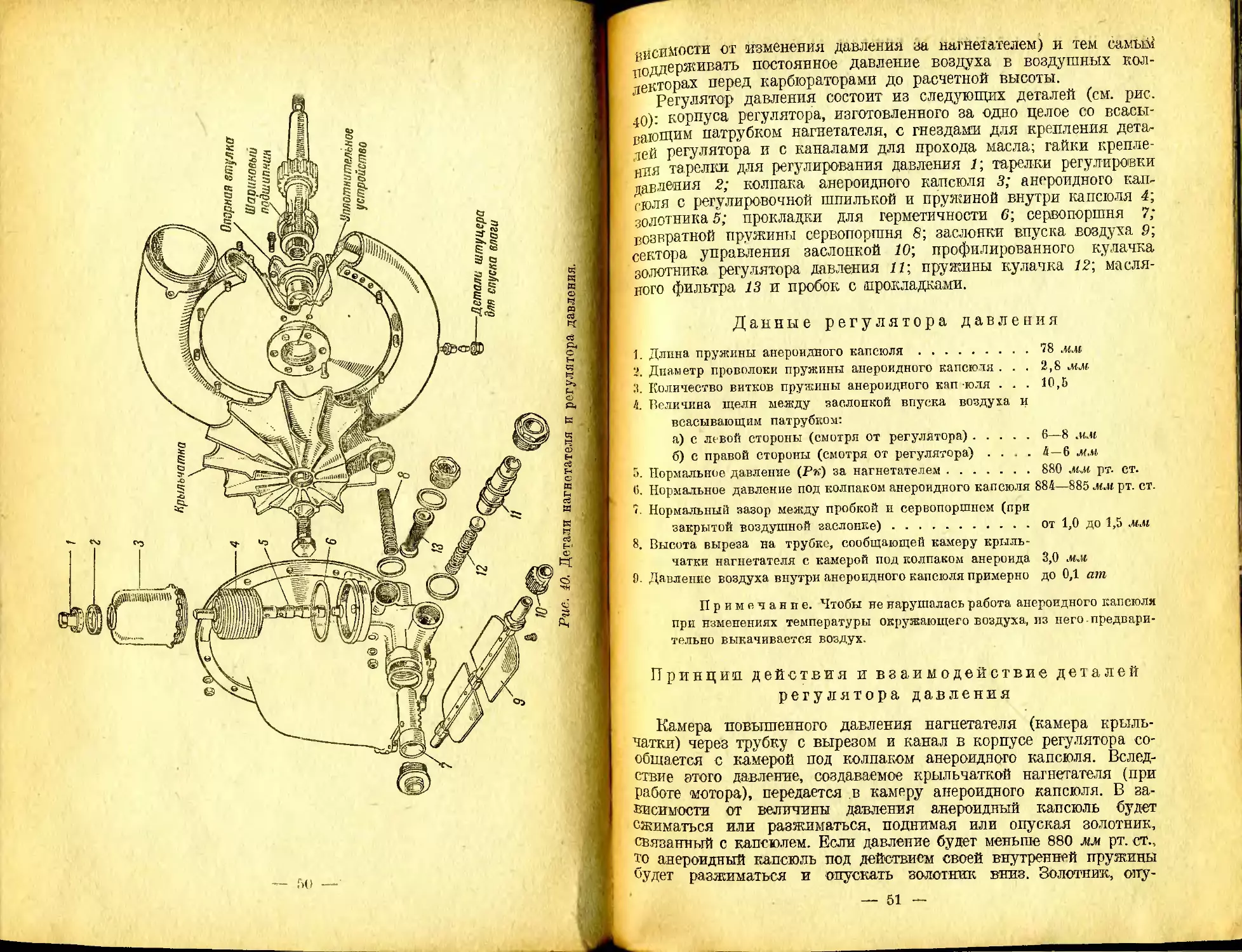
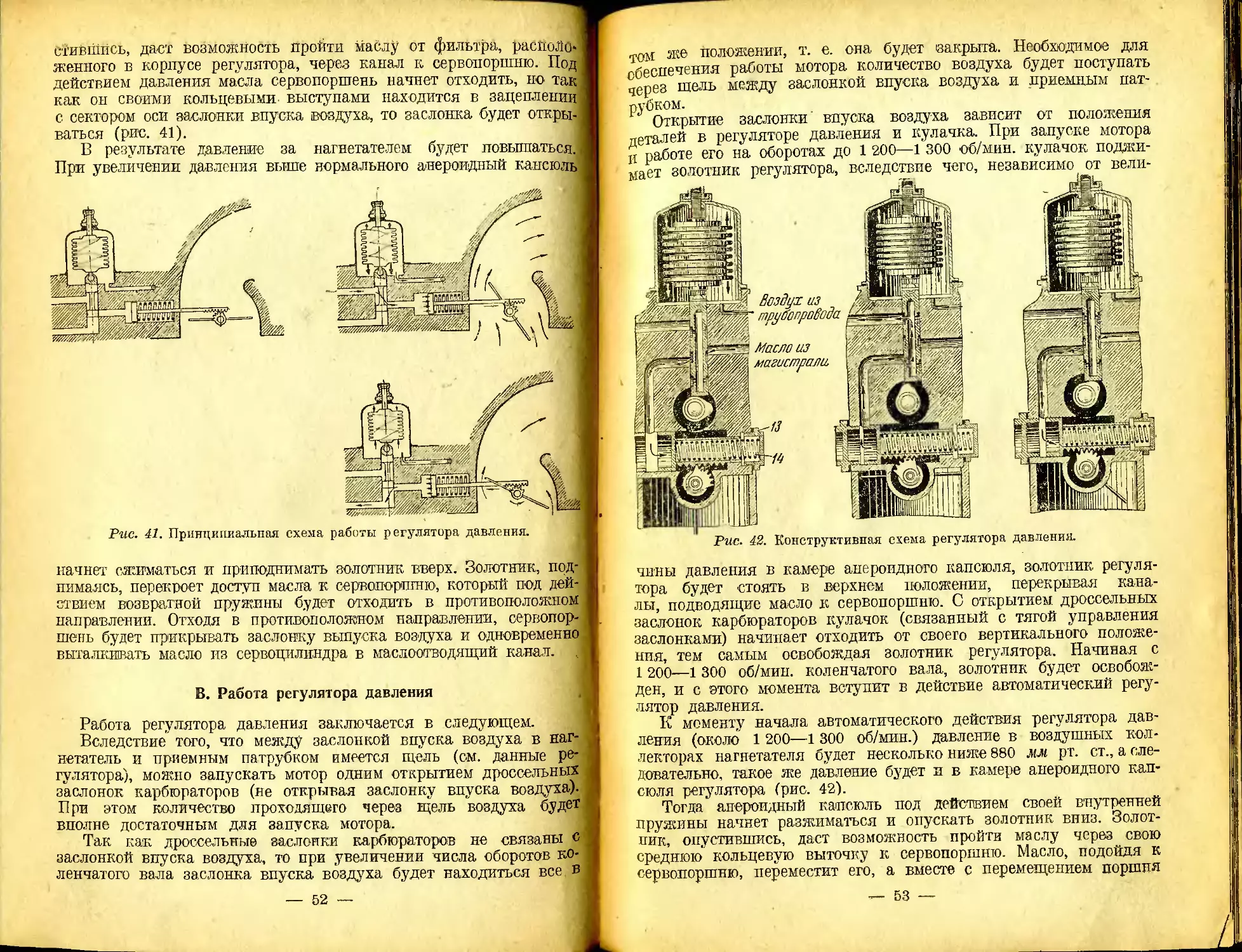
Автоматический регулятор давления в нагнетателе регулирует
поступление воздуха во всасывающую систему, поддерживая впол-
не определенное давление за нагнетателем, равное 880 мм рт. ст.,
до расчетной высоты 3 300 м.
Коленчатый вал с шатунами расположен в картере на восьми
скользящих подшипниках. Подшипники, через специальные поло-
сти в картере, охлаждаются циркулирующим воздухом, поступаю-
щим под напором во время движения самолета. При испытании же
мотора на станке воздух для охлаждения подшипников подается
под давлением специально установленным воздушным венти-
лятором.
Сочленение главных шатунов с коленчатым валом осуще-
ствляется посредством разъемной нижней головки главного шатуна.
Прицепные шатуны крепятся к главным при помощи пальцев.
Гильзы цилиндров ввертываются в головки блоков. Каждый ци-
линдр имеет по два клапана: всасывающий и выпускной. На каж-
дом блоке расположено по одному газораспределительному валику,
которые приводятся в действие наклонными валиками от задней
шестерни коленчатого вала.
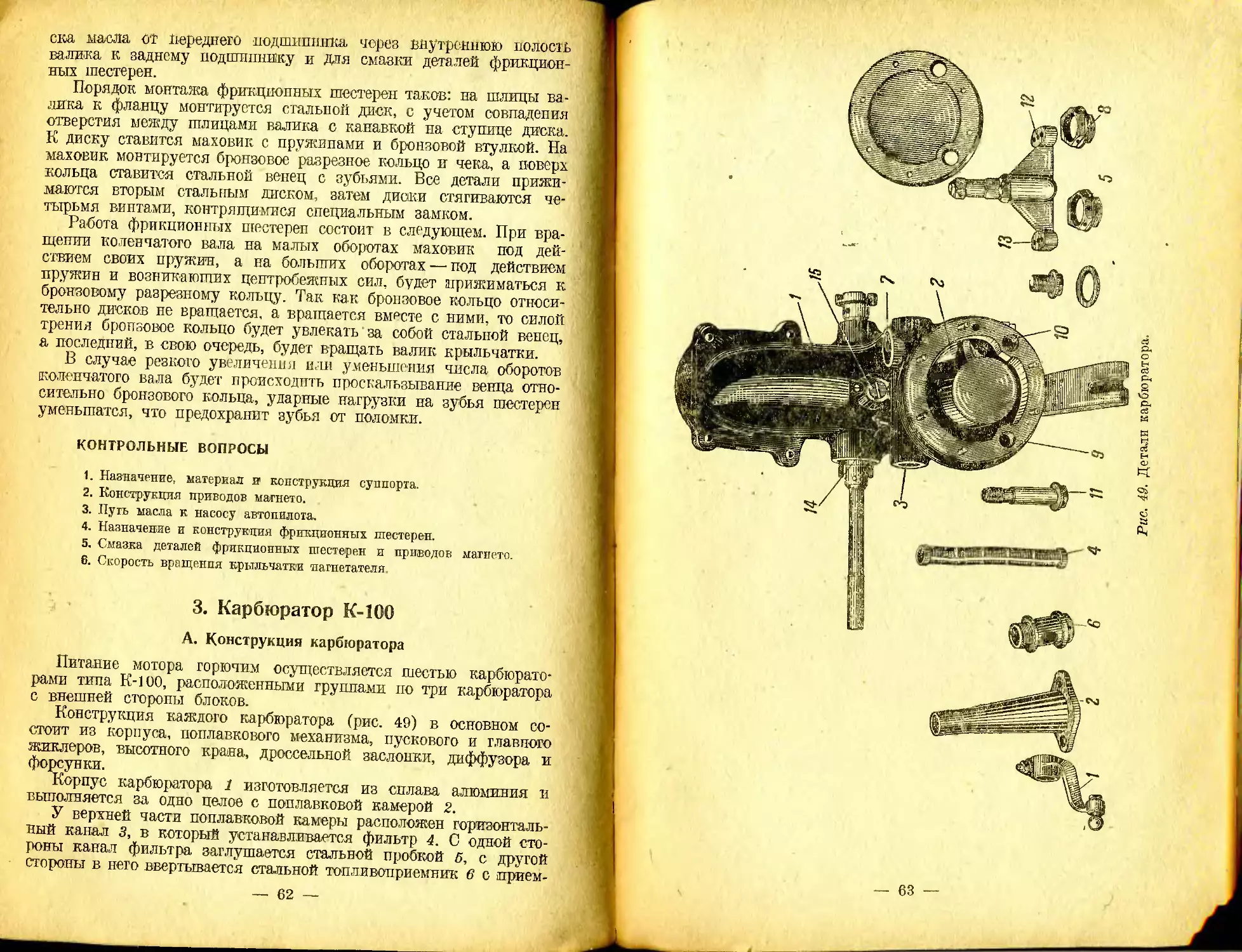
Мотор питается от шести карбюраторов типа К-100, располо-
женных по три с наружной стороны блоков и соединенных между
собою и с нагнетателем воздушными трубами-коллекторами.
Зажигание смеси производится от двух четырехискровых маг-
нето типа БС-12пЭА, устанавливаемых на суппорте в задней ча-
сти мотора. Роторы обоих магнето правого вращения. Вся система
зажигания экранирована.
В развале между блоками мотора, в передней части, к крышке
редуктора крепится генератор постоянного тока напряжением в 24 в.
Запуск мотора производится сжатым воздухом из бортового бал-
лона, накачиваемого посредством ручного или механического ком-
прессора до давления 25—30 ат.
Механический компрессор установлен в передней части картера
и приводится в действие от шестерни на заглушке носка коленча-
того вала.
Смазка мотора циркуляционная, под давлением. Масло в маги-
страль мотора и из мотора в бак подается тремя коловратными на-
сосами, расположенными в задней части картера мотора. Насосы
приводятся в действие через нижние вертикальные валики от ше-
стерни коленчатого вала.
Система охлаждения мотора — жидкостная, циркуляционная.
Вода прогоняется центробежной помпой, прикрепленной в задней
нижней части мотора.
Горючее к карбюраторам подается под давлением двумя коло-
вратными насосами марки БНК-5 или БНК-56.
Нумерация цилиндров начинается от винта во труппам, труп-
пы же определяются, смотря со стороны
летчика.
Вспышки в цилиндрах происходят через
щ)° в порядке следующей очередности:
1 л. — 6 п. — 5 л. — 2 п. — 3 л. — 4 п. —
6 Л.— 1 'Л.— 2 Л.— 5 П,—' 4 Л.— 3 П. (рис. 4).
Рис. 4. Нумерация ци-
линдров и порядок
работы.
2. Общие данные мотора
1. Условное обозначение мотора . М-100А
2. Число цилиндров..........12
3. Расположение цилиндров V-об-
разное......... ............под углом 60°
4. Диаметр цилиндра . .... 150 мм
5. Ход поршня (в обеих группах) 170 .им
6. Рабочий объем всех цилиндров 36 л
7. Степень сжатия...........5,95 + 0,1
8. Передача на винт через редук-
тор с передаточным числом . . 3:2
9. Вращение коленчатого вала (смотря со стороны кабины
самолета) ... .................... ..... правое
10. Вращение винта (смотря со стороны кабины самолета) левое
11. Тип нагнетателя...................................центробежный
(и. ц. н.)
12. Передаточное число к нагнетателю.................ос 10
13. Номинальная мощность мотора на расчетной высоте,
отнесенной к стандартной атмосфере................... 860 л. с. с допуском
2ч)£ч'(верхний пре-
дел мощности но
лимитируется)
14. Номинальное число оборотов коленчатого вала в минуту
(на расчетной высоте)................................ 2 400 об/мин. с до-
пуском + 2®/0
15. Давление воздуха за нагнетателем при номинальной
мощности и при 2 400 об/мин. коленчатого вала. . 880 + 20л.и рт. ст
16. При работе мотора на 0,9 от номинальной мощности дав-
ление воздуха за нагнетателем ....................... 880 + 2(!.ил« рт. ст.
17. Эксплоатационная мощность, отнесенная к расчетной
высоте........................................ 770 л. с.
18. Эксплоатационное число оборотов коленчатого вала в
минуту ... ................. 2^3.20+2% об/мин.
19. Расчетная высота в метрах ... 3300
20. Максимальное число оборотов коленчатого вала в минуту 2 500 общин.
21. Минимальное число оборотов коленчатого вала в ми-
нуту .............................................. но выше 500 об/мин.
22. Применяемое топливо .............................. бакинский бензин
с примесью эти-
ловой жидкости
(2-2,2 с.и»)
23. Октановое число топлива..........................нс меньше<г8л,при
15°С (ощУГщщ
ляется по методу
H-S)
24. Давление топлива в магистрали....................от 0,12 до 0,32 кг/е.и2
25. Расход топлива при работе па 0,9 от номинальной мощ-
ности ........................................ не выше 270 г/л. с. ч.
26. Применяемое масло................................сураханское или
ембенское, 20%-ной
вемляной очистки
27. Давление масла в магистрали с винтом фиксируемого
шага на земле.................................- от 3.0 до 5,0кг'е.и:
28. Давление масла в магистрали с винтом изменяемого
шага (ВНШ) . ......................от 4 до 7,0 кг/см‘
29. Расход масла не выше ........ ................12 г л. с. ч.
30. Тип бензинового насоса ... .................коловратный
ВПК-5 или
ВНК-56
31. Количество бензиновых насосов.................2
32. Тип мас ляных насосов коловратный
33. Количество масляных насосов:
а) нагнетающих....................................1
б) откачивающих..................... 2
34. Средняя производительность нагнетающего масляного
насоса при номинальном режиме............ . . . </> 20 л/мин
35. Температура масла при входе в мотор . ..... не ниже 30°С
36. Температура масла при выходе из мотора .......не выше 110°С
37. Перепад температур масла ..................... не выше 55 60°С
38. Теплоотдача в масло при номинальном режиме .... не выше
600 кал/мин
39. Система охлаждения............................ жидкостная, под
давлением
40. Тип водяной помпы.............................центробежный
41. Средняя производительность водяной помпы па поми-
нальном режиме ..................... 600 л/мин
42. Объем зарубашечпого пространства . 30 л
43. Теплоотдача в воду при номинальном режиме мотора . 6 200 кал'.мин
it Температура охлаждающей жидкости при входе в блок
мотора ............ . . . ле ниже 50С
— 7 —
45. Температура охлаждающей жидкости при выходе из
блока мотора............................... ... не выше 85°С
46. Перепад температур охлаждающей жидкости при номи-
нальном режиме................................ не выше 15°С
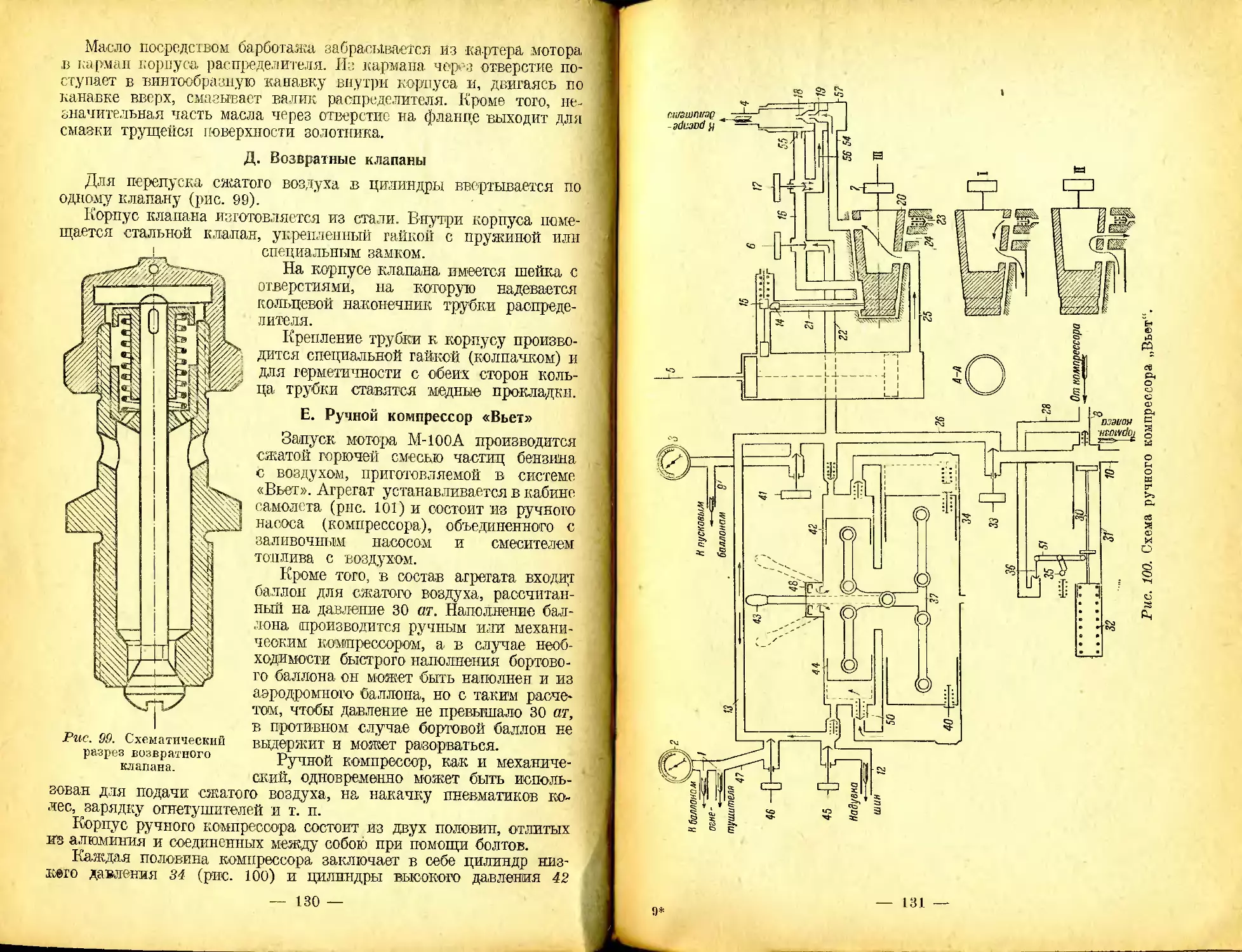
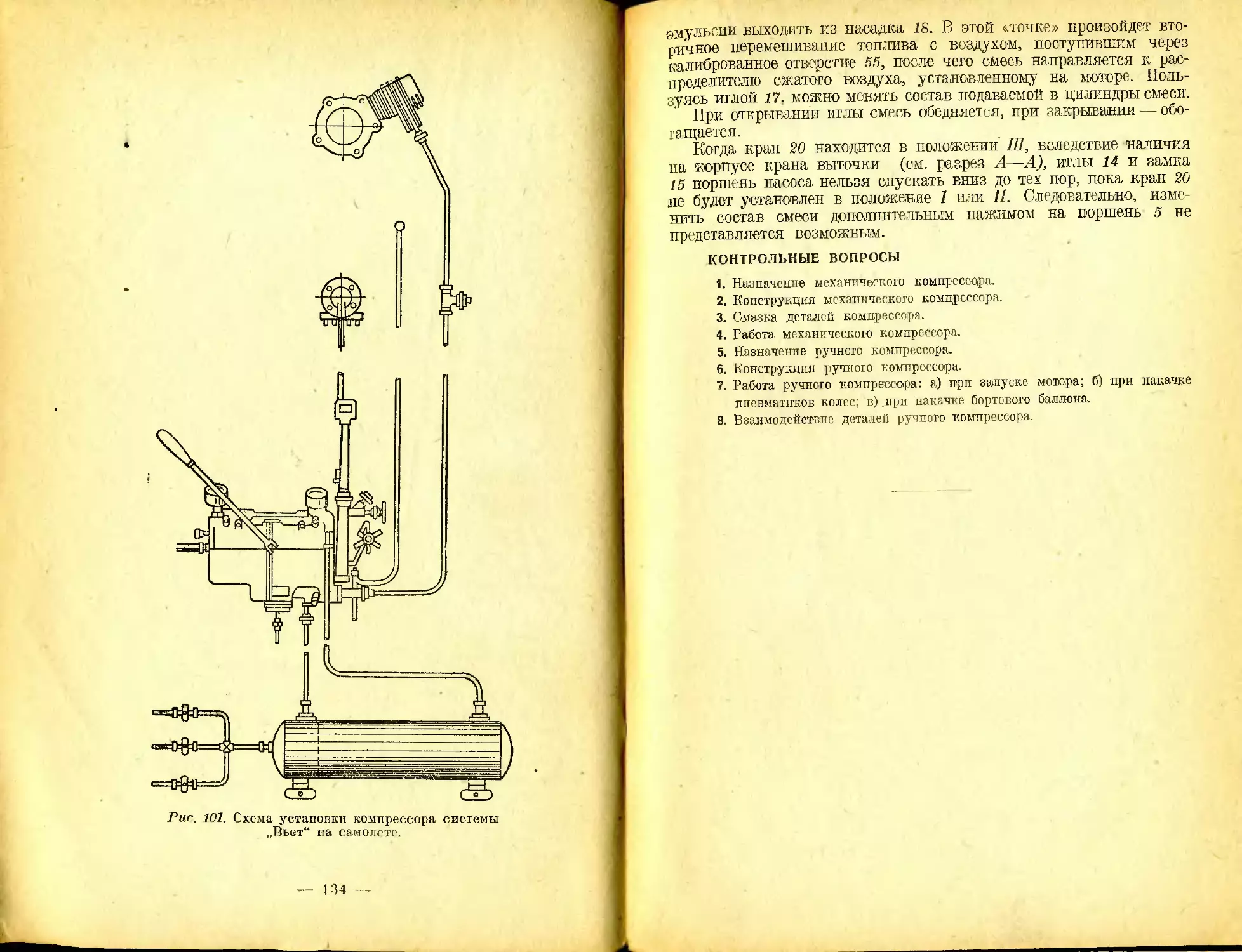
47. Система распределителя сжатого воздуха........ . типа „Вьет“
48. Тип механического компрессора..................... „Вьет" АК-40
49. Количество и тип карбюраторов ... ..........6 типа К-100
или К-100А
50. Количество и тип магнето.........................2 экранированных
магнето электро-
завода БС-12пЭА
с автоматическим
опережением
51. Направление вращения ротора магнето.............правое
52. Тип проводов.....................................экранированные
53. Тип свечей.......................................4-ЭМГ, экрани
рованные или
3-ЭМГ
54. Регулировка давления воздуха за нагнетателем (Рк) . автоматический
регулятор с ре-
гулировкой да-
вления в 880 мм
рт. ст. при номи-
нальной мощно-
сти
55. Повышение температуры воздуха в воздушных коллек-
торах нагнетателя на высоте Н = 3 300 м при от-
880
ношении давлений = 1,74 (где 506 — барометрическое
давление на Н = 3 300 л«).......................80°С
56. Сухой вес мотора без втулки винта со шлицевым ва-
лом ’редуктора................. 484 кг
57. Удельный вес мотора..............................0,56 кг!л. с.
58. Сухой вес мотора без втулки винта с фланцевым валом
редуктора............................................ие выше 477 кг
59. Габарит мотора (в мм):
с фланцевым с шлицевым
валом валом
а) длина.............• . . . . 1 724,1 1 971,4
б) ширина................... 764 764
в) высота ............. . . . 942,3 942,3
60. Расстояние между осями вала редуктора и коленчатого
вала.................................................. 240 мм
— 8 —
3. Данные регулировки мотора
А. Газораспределение
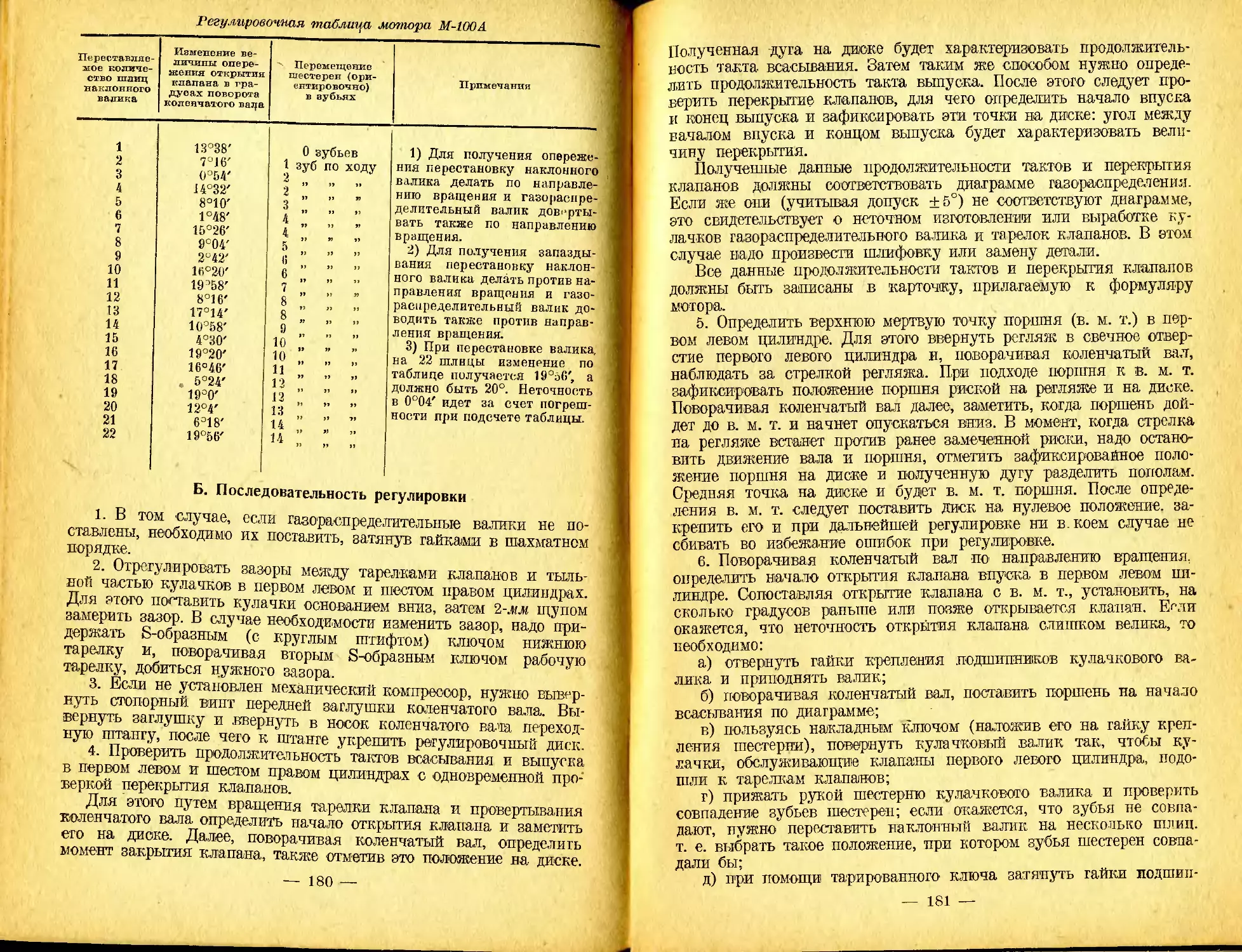
Регулировка газораспределения Минималь- ная в г Нормаль- ная РИДУ If аксмтиаль- ная с а х
Начало впуска до в. м. т 6 10 J3
Конец впуска после и. м. т . 55 60 62
Начало выпуска до и. м. т- 50 60 63
Конец выпуска после в. м. т 14 18 22
Продолжительность впуска Продолжительность выпуска . . . 241 250 — 255 265
Перекрытие клапанов 20 — 25
Примечание. Интервал между минимумом и максимумом в фа-
зах начала впуска и конца выпуска на одном моторе не должен пре-
вышать 5°. „ _
Б. Зажигание
Опережение зажигания:
а) раннее...................................31°+ 1°
б) позднее................................15° + 1°
В. Распределитель сжатого воздуха
Регулировка золотника распределителя сжатого воздуха по в.м. т. в первом
левом цилиндре
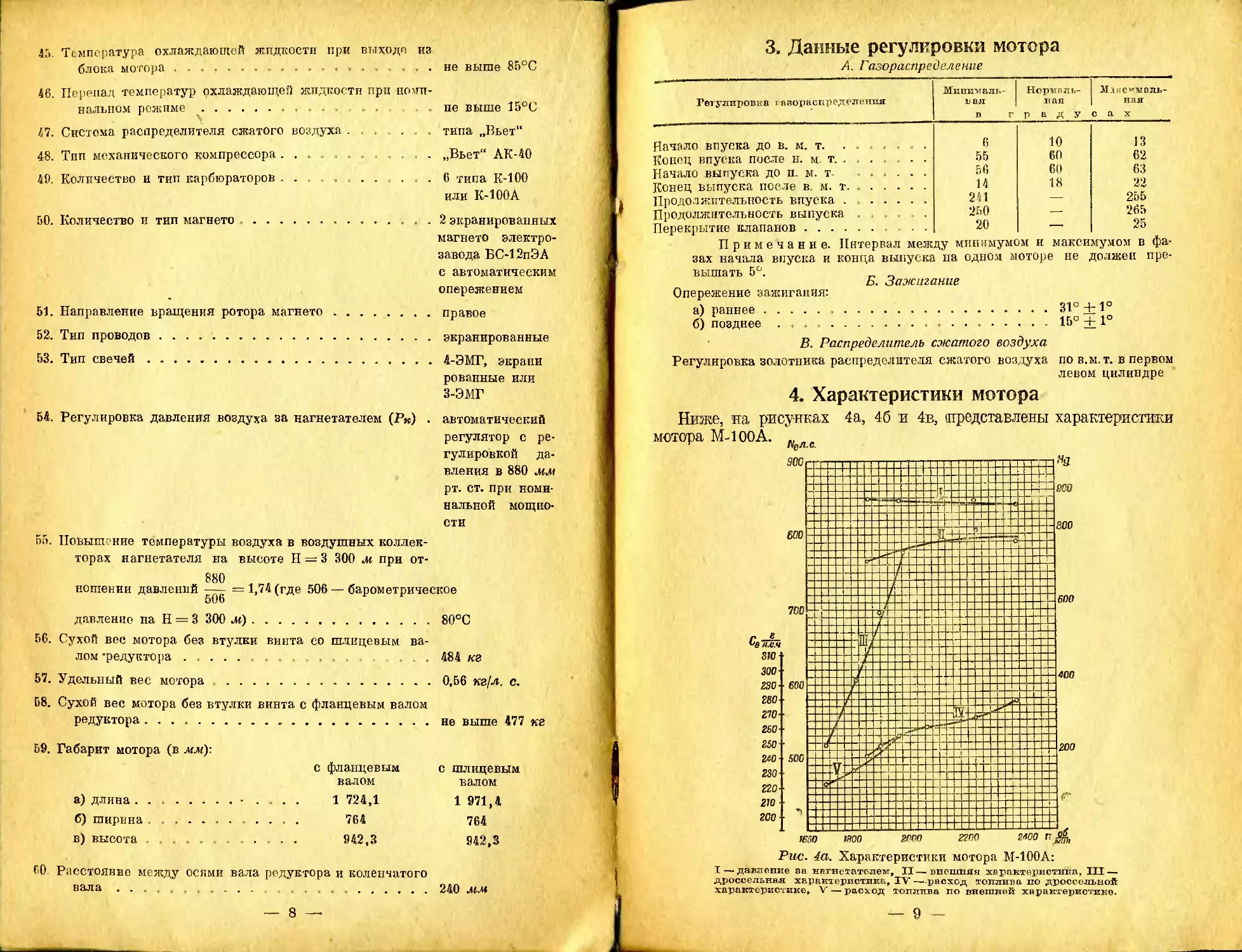
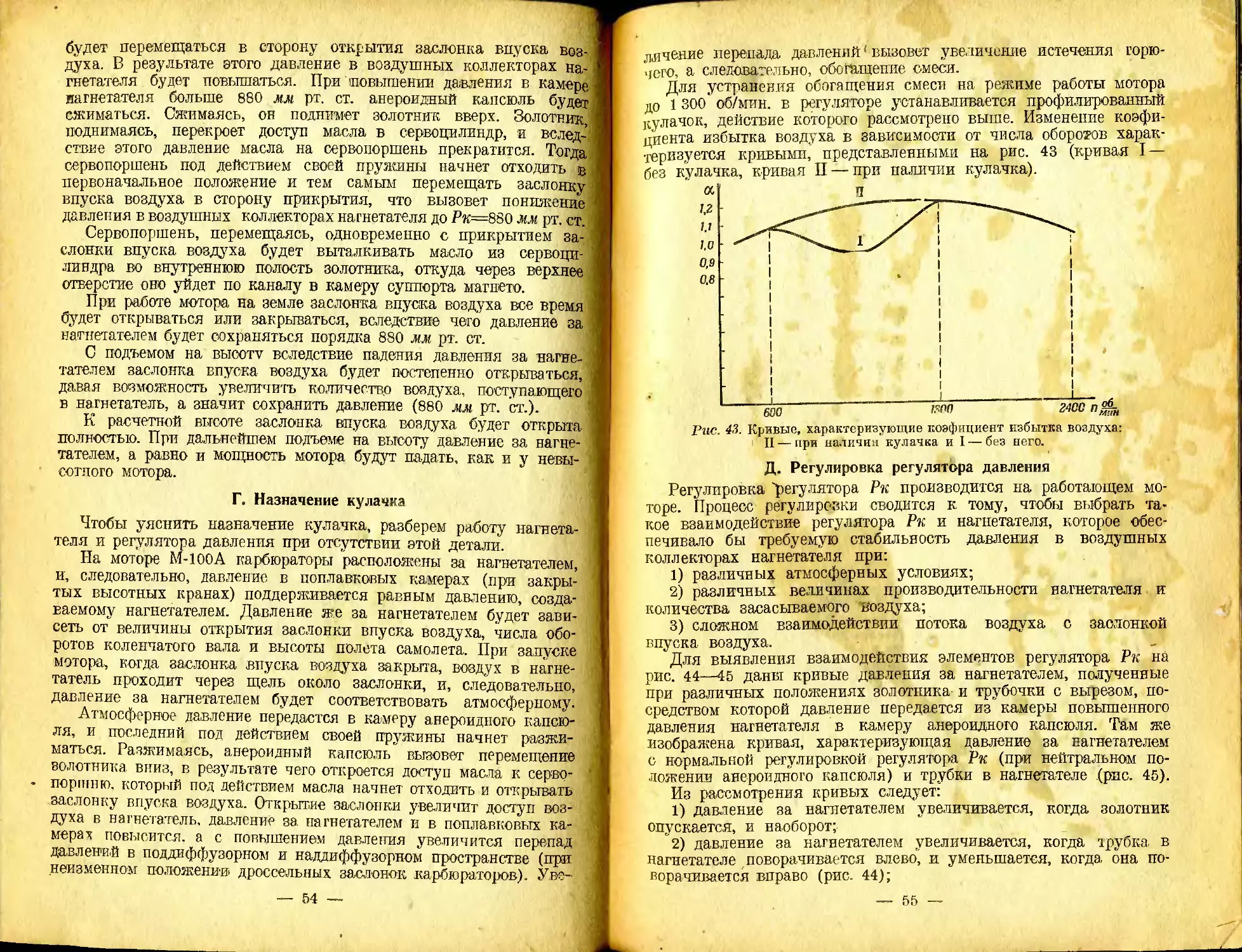
4. Характеристики мотора
Ниже, на рисунках 4а, 46 и 4в, представлены характеристики
Рис. 4а. Характеристики мотора М-100А:
Т—давление за нагнетателем, II—внешняя характеристика, III_
дроссельная характеристика, IV —расход топлива по дроссельной
характеристике, V — расход топлива по внешней характеристике.
— 9 —
Т—давление за нагнетателем, II—внешняя характеристикаIll —
мощность па высоте Н = 3 300 л;, IV — дроссельная характеристика
при разрежении в рос сивере 250 мм рт. ст., V' — расход топлива по
дроссельной характеристике, VI — расход топлива по внешней
характеристику VII — разрешение в ресспверо.
Гис. 4в. Высотная характеристика мотора М-10ОЛ.
10
5. Скорость и направление вращения валиков
вспомогательных агрегатов по отношению к скорости
вращения коленчатого вала
— = 6 = i 1
а) Наклонные валики.................. 20 5 5
в левую сторону
(смотря от привода).
б) Газораспределительные валики . .
24 • 15 1
20-36 2
в левую сторону
(смотря от привода).
в) Валик нагнетающего маслонасоса . . . 20 °
в левую сторону
(см отря от привода)
24 • 25 __ г J
г) Валики откачивающих маслонасосов . . 20 <2'!
в правую сторону
(смотря от привода).
д) Валик водяной помпы.................. ~и °
в “левую сторону
(смотря от привода).
24 • 25 • 16 _24 1
е) Валик бензонасоса...............20 • 23 • 20 23 23
в левую сторону (см от я
от привода).
10,1
ж) Валик крыльчатки нагнетателя
в
50 • 59
1 1 - 21
левую сторону (смотря
от привода).
1^
з) Ротор магнето................... . 1° • 20
в правую сторону
(смотря.от привода)
50 -12 1
и) Валик распределителя сжатого -воздуха
10 - 30 2
в левую сторону
(смотря от привода).
— П -
50 • 14—35
к) Валик маслопасоса автопилота . 40 19 38
в правую сторону
(смотря от привода).
24 -15 - 12 _ 1
20 • 36 • 12 2
л) Привод счетчика оборотов............
в левую сторону
(смотря от привода).
24 • 15 • 12 1
м) Привод к синхронизатору............. 20-36-18 3
в левую сторону
(смотря от привода).
28__2_
42 3
н) Вал редуктора.......................
в левую сторону
(смотря от магнето)
о) Привод механического компрессора . . — = 0,476
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Тип мотора и расположение цилиндров.
2. Диаметр цилиндра и ход поршня.
3. Степень сжатия.
4. Рабочий объем одного и всех цилиндров.
5. Давление на всасывании (Рк).
6. Сухой вес мотора.
7. Максимальная, номинальная и эксплоатационная мощности мотора
и числа оборотов коленчатого (вала в минуту, соответствующие этим
мощностям.
S. Высотность мотора в метрах.
9. Удельный вес мотора.
Ю. Передача на винт и степень редукции.
11. Сторона вращения коленчатого вала и винта (смоцря от летчика).
12. Применяемое горючее и давление топлива в магистрали.
13. Применяемое масло и давление масла в магистрали.
14. Температура входящего и выходящего масла.
15. Тип и количество магнето, бензонасосов и маслонасосов, устанавли-
ваемых на моторе.
16. Данные регулировки газораспределения и опережения зажигания.
17. Габариты мотора (длина, ширина, высота).
— 12 —
ГЛАВА II
КОНСТРУКЦИЯ ДЕТАЛЕЙ МОТОРА
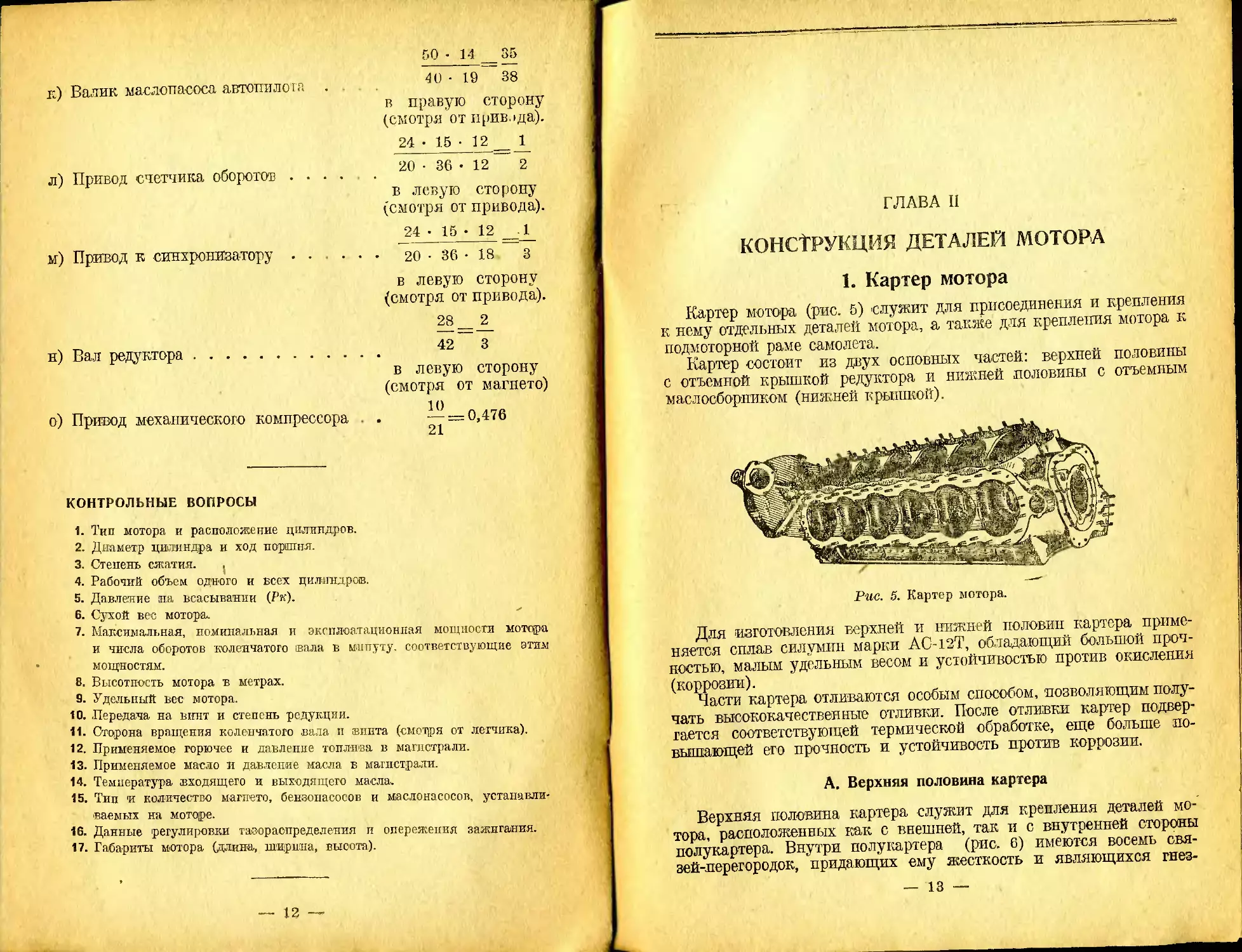
1. Картер мотора
Картер мотора (рис. 5) служит для присоединения и крепления
к нему отдельных деталей мотора, а также для крепления мотора к
подмоторной раме самолета.
Картер состоит из двух основных частей: верхней половины
с отъемной крышкой редуктора и нижней половины с отъемным
маслосборником (нижней крышкой).
Рис. 5. Картер мотора.
Для изготовления верхней и нижней половин картера приме-
няется сплав силумин марки АС-12Т, обладающий большой проч-
ностью, малым удельным весом и устойчивостью против окисления
(коррозии).
Части картера отливаются особым способом, позволяющим полу-
чать высококачественные отливки. После отливки картер подвер-
гается соответствующей термической обработке, еще больше по-
вышающей его прочность и устойчивость против коррозии.
А. Верхняя половина картера
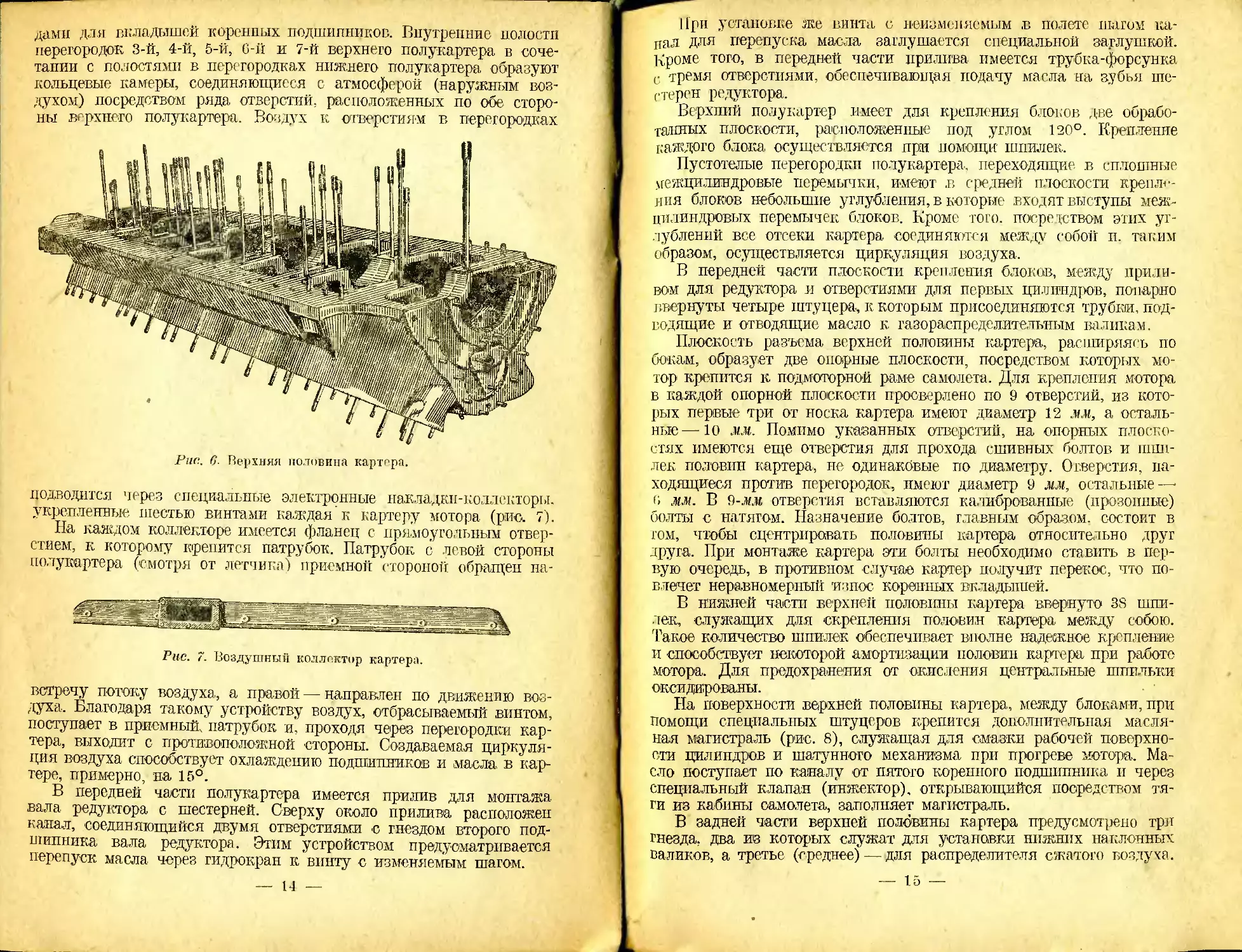
Верхняя половина картера служит для крепления деталей мо-
тора, расположенных как с внешней, так и с внутренней стороны
полукартера. Внутри полукартера (рис. 6) имеются восемь свя-
зей-перегородок, придающих ему жесткость и являющихся гнез-
13 —
д<ши для вкладышей коренных подшипников. Внутренние полости
перегородок 3-й, 4-й, 5-й, 6-й и 7-й верхнего полукартера в соче-
тании с полостями в перегородках нижнего полукартера образуют
кольцевые камеры, соединяющиеся с атмосферой (наружным воз-
духом) посредством ряда отверстий, расположенных по обе сторо-
ны верхнего полукартера. Воздух к отверстиям в перегородках
Рис. 6. Верхняя половина картера.
подводится через специальные электронные накладкп-коллекторы.
укрепленные шестью винтами каждая'к картеру мотора (рис. 7).
На каждом коллекторе имеется фланец с прямоугольным отвер-
стием, к которому крепится патрубок. Патрубок с левой стороны
полукартера (смотря от летчика) приемной стороной обращен па-
Рис. 7. Воздушный коллектор картера.
встречу потоку воздуха, а правой — направлен по движению воз-
духа. Благодаря такому устройству воздух, отбрасываемый винтом,
поступает в приемный, патрубок и, проходя через перегородки кар-
тера, выходит с противоположной стороны. Создаваемая циркуля-
ция воздуха способствует охлаждению подшипников и масла, в кар-
тере, примерно, на 15°.
В передней части полукартера имеется прилив для монтажа
вала редуктора с шестерней. Сверху около прилива расположен
канал, соединяющийся двумя отверстиями с гнездом второго под-
шипника вала редуктора. Этим устройством предусматривается
перепуск масла через гидрокран к винту с изменяемым шагом.
14
При установке же винта с неизменяемым .в полете шагом ка-
нал для перепуска масла заглушается специальной заглушкой.
Кроме того, в передней части прилива имеется трубка-форсунка
с тремя отверстиями, обеспечивающая подачу масла на зубья ше-
стерен редуктора.
Верхний полукартер имеет для крепления блоков две обрабо-
танных плоскости, расположенные под углом 120°. Крепление
каждого блока осуществляется при помощи шпилек.
Пустотелые перегородки полукартера, переходящие в сплошные
межцилиндровые перемычки, имеют ,в средней плоскости крепле-
ния блоков небольшие углубления, в которые входят выступы меж-
пилиндровых перемычек блоков. Кроме того, посредством этих уг-
лублений все отсеки картера соединяются между собой и. таким
образом, осуществляется циркуляция воздуха.
В передней части плоскости крепления блоков, между прили-
вом для редуктора и отверстиями для первых цилиндров, попарно
ввернуты четыре штуцера-, к которым присоединяются трубки, под-
водящие и отводящие масло к газораспределительным валикам.
Плоскость разъема верхней половины картера, расширяясь по
бокам, образует две опорные плоскости, посредством которых мо-
тор крепится к подмоторной раме самолета. Для крепления мотора
в каждой опорной плоскости просверлено по 9 отверстий, из кото-
рых первые три от носка картера имеют диаметр 12 мм, а осталь-
ные—10 мм. Помимо указанных отверстий, на опорных плоско-
стях имеются еще отверстия для прохода сшивных болтов и шпи-
лек половин картера, не одинаковые по диаметру. Отверстия, на-
ходящиеся против перегородок, имеют диаметр 9 мм, остальные—•
G мм. В 9-л.и отверстия вставляются калиброванные (прозопные)
болты с натягом. Назначение болтов, главным образом, состоит в
том, чтобы сцентрировать половины картера относительно друг
друга. При монтаже картера эти болты необходимо ставить в пер-
вую очередь, в противном случае картер получит перекос, что по-
влечет неравномерный износ коренных вкладышей.
В нижней части верхней половины картера ввернуто' 38 шпи-
лек, служащих для скрепления половин картера между собою.
Такое количество шпилек обеспечивает вполне надежное крепление
и способствует некоторой амортизации половин картера при работе
мотора. Для предохранения от окисления центральные шпильки
оксидированы.
На поверхности верхней половины картера, между блоками, при
помощи специальных штуцеров крепится дополнительная масля-
ная магистраль (рис. 8), служащая для смазки рабочей поверхно-
сти цилиндров и шатунного механизма при прогреве мотора. Ма-
сло поступает по каналу от пятого коренного подшипника и через
специальный клапан (инжектор), открывающийся посредством тя-
ги из кабины самолета, заполняет магистраль.
В задней части верхней половины картера предусмотрено три
гнезда, два из которых служат для установки нижних наклонных
валиков, а третье (среднее)—для распределителя сжатого воздуха.
— 15 —
Рис. 8. Дополнительная масляная магистраль.
Б. Крышка редуктора
Крышка редуктора изготовляется ив сплава силумина. Она
имеет плоскость разъема по оси вала редуктора, фиксируется отно-
сительно верхней половины картера конусными штифтами и кре-
пится болтами и шпильками. Крышка редуктора и верхняя поло-
вина картера имеют два скользящих стальных, залитых баббитом
опорных подшипника для вала редуктора: передний подшипник —
разъемный, состоящий из двух половин, и задний — целый, цилин-
дрической формы.
Крышка редуктора в верхней части имеет суфлер, соединяю-
щий полость картера с атмосферой; на задней части крышки
имеется фланец для крепления динамо.
В. Нижняя половина картера
Нижняя половина картера (рис. 0), изготовленная из сплава
силумина, имеет корытообразную форму и является опорой для
коленчатого вала. В нижней части полукартера укреплена дюрале-
вая нагнетающая масляная магистраль. Магистраль крепится
к каждой перегородке картера при помощи алюминиевой крышки
и двух винтов. Одним своим концом она выходит в сторону винта
и заканчивается штуцером для присоединения реле-индикатора
давления (реле служит для погашения пульсации масла и предо-
храняет от выбивания масла из нагнетающей магистрали в случае
поломки трубки, идущей от индикатора к манометру), а другим —
в камеру нагнетающего маслонасоса. Для отвода масла из маги-
— 16 —
нижняя крышка. В отвер-
Рис. 9- Нижняя половина картера.
&
(
страли к коренным подшипникам в каждой, перегородке имеются
дюралевые трубки, через которые масло поступает в кольцевые вы-
точки гнезд под коренные вкладыши. Гнезда коренных вкладышей
как в верхней, так и в нижней половинах картера обрабатываются
с точностью до 0,01 мм на специальных станках, так как от точ-
ности обработки зависит надежность работы вкладышей и распре-
деление нагрузок на перегородки картера.
В нижней части полукартер имеет фланец с отверстиями, к ко-
торому посредством винтов крепится
стия фланца .ввернуты
бронзовые втулки, пре-
дохраняющие резьбу в
отверстиях фланца от
порчи при частых съем-
ках нижней крышки.
В задней части, сни-
зу, имеется прилив, в
котором расточены три
цилиндрических каме-
ры, являющиеся гнез-
дами для вертикаль-
Jihx валиков и коловратных маслонасосов. Крайние камеры (отка-
^чпвающих насосов) через коленообразные дюралевые трубки и ниж-
1Хаюю крышку соединяются с отстойниками картера. Средняя камера
'Х»(нагнетающего насоса) соединена с нагнетающей магистралью; па-
I раллельпо ей в нагнетающую магистраль включен редукционный
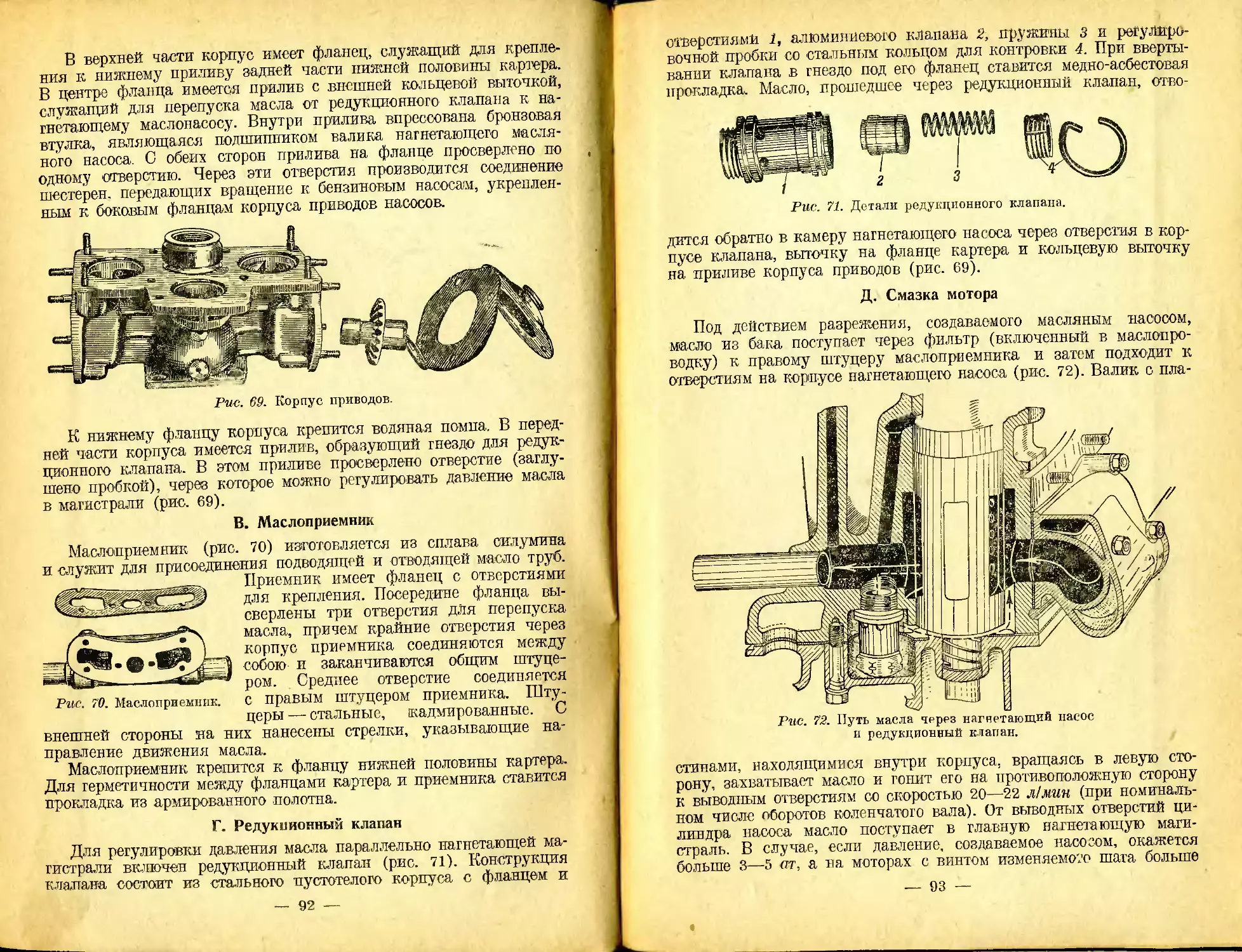
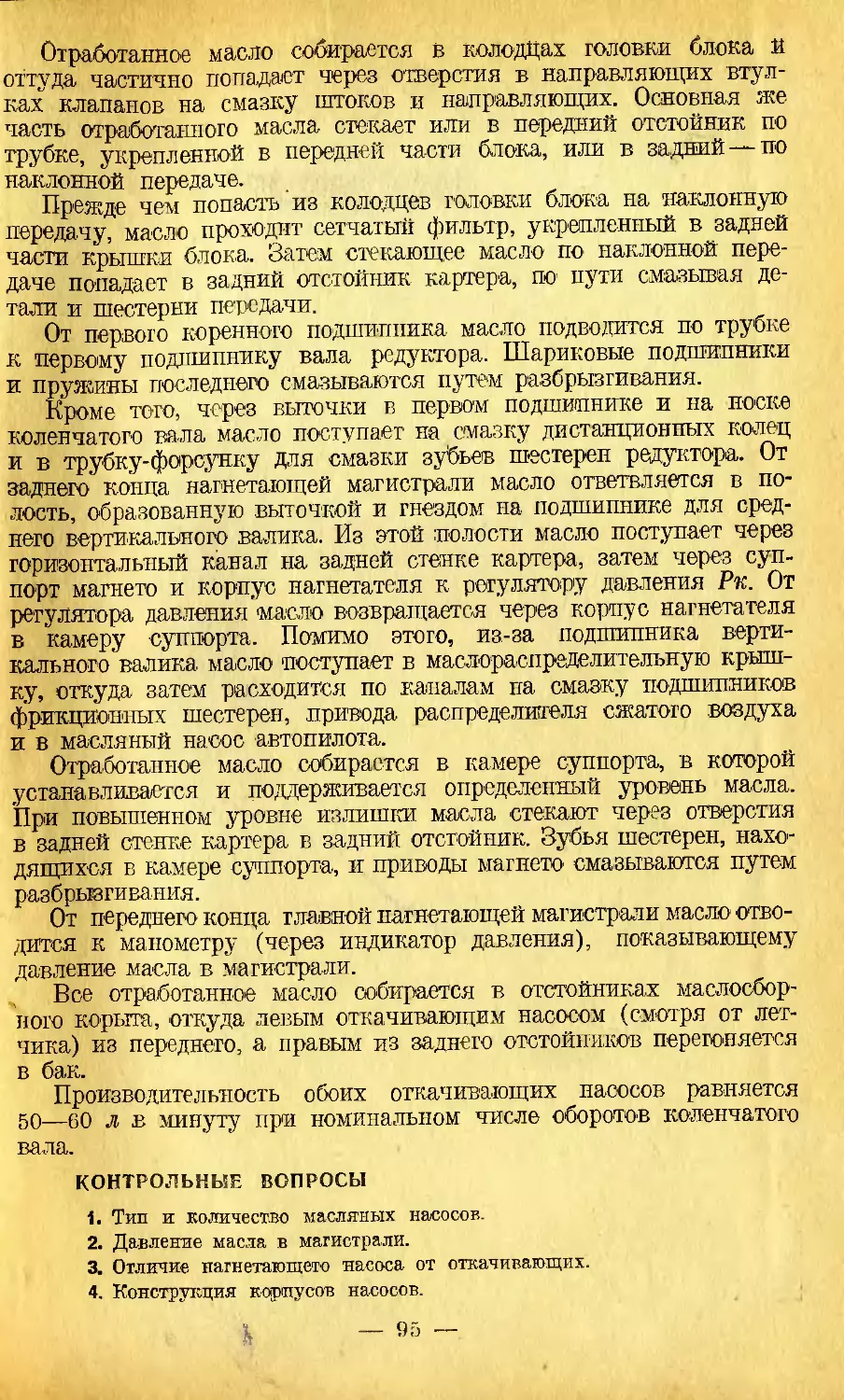
клапан (см. «Смазку мотора»). В нижней части прилив заканчи-
вается фланцем, служащим для крепления корпуса приводов.
Совмещение нижней и верхней половин картера с задней сто-
роны образует кольцевой фланец. К внутреннему венцу фланца на
шпильках крепится маслораспределительная крышка (рис. 17), яв-
ляющаяся одновременно и подшипником хвостовика коленчатого
вала.
К внешнему венцу фланца крепится суппорт магнето. Во внут-
ренний венец фланца впрессованы две бронзовые втулки, являю-
щиеся опорными подшипниками валиков фрикционных шестерен
привода нагнетателя. Ниже бронзовых втулок имеются отверстия:
меньшего диаметра, служащие для подвода масла к бронзовым
втулкам, а большего диаметра — для стока масла из камеры суп-
порта в картер. К нижней части фланца крепится маслоприемник.
Кроме того, на фланце картера имеется горизонтальный канал,
соединяющий полость за подшипником среднего вертикального ва-
лика с отверстием на внешнем венце фланца нижней половины
картера. Этот канал служит для подвода масла к регулятору дав-
ления нагнетателя. Кроме того, полость за подшипником среднего
вертикального валика соединяется с отверстием на внутреннем
венце фланца, служащим для подвода масла в маслораспредели-
тельную крышку.
Во второй перегородке (от носка) нижней половины картера
имеются два отверстия, сообщающие полость картера с атмосферой
- Л ишпргооный мотор 1 7^ ~
через суфлер, установленный на крышке редуктора. Воздух, прохо-
дящий через вторую перегородку, будет частично отнимать от нее
тепло.
Для обеспечения центровки половин картера, помимо прозон-
ных болтов, на нижней половине его расположены четыре стальных
штифта. Для создания герметичности внутренние стенки картера
пропитываются баккелитом, вареным маслом или хлористым цин-
ком.
Г. Коренные подшипники
Для опоры коленчатого вала в картере монтируются восемь ко-
ренных вкладышей, изготовленных из стали марки Т, залитых
баббитом или свинцови-
Ф иа о.огвмм
Рис. 10. Гиперболическая форма вкладыша.
стой бронзой. Заливка
вкладышей производится
центробежным способом.
Для обеспечения рав-
номерного износа вклады-
ши коренных подшипни-
ков (только залитые баб-
битом) имеют гиперболи-
ческую форму (рис. 10).
Конструктивно вкла-
дыши выполнены одина-
ково, но они не все взаимо-
заменяемы, так как пер-
вый вкладыш (считая
от винта) неразъемный, имеет две внутренние выточки с отверстия-
ми, через которые перепускается масло в форсунку для смазки
шестерен редуктора (см. «Смазку мотора»). Кроме того, в первом
подшипнике выфрезерована клинообразная канавка, обеспечиваю-
щая подвод масла к неподвижным дистанционным кольцам колен-
чатого вала, монтируемым с обеих сторон первого вкладыша (см. де-
тали носка коленчатого вала).
Второй вкладыш выполнен более широким, чем остальные, так
как он испытывает большие нагрузки при работе мотора.
Третий, четвертый, пятый, шестой и седьмой вкладыши по
своей конструкции одинаковы. Они точно обрабатываются по на-
ружному диаметру и монтируются в гнезда с натягом от 0,01 до
0.03 мм; вкладыши попарно между собой взаимозаменяемы.
Восьмой вкладыш несколько уже остальных и поэтому невзаимо-
заменяем.
Фиксация вкладышей в гнездах перегородок картера от прово-
рачивания достигается стальными стопорами, впрессованными в
гнезда. В каждом гнезде под вкладышем расточена кольцевая ка-
навка, являющаяся приемником масла, поступающего из нагне-
тающей магистрали.
Для перепуска масла из кольцевых канавок на трущуюся по-
верхность вкладышей последние имеют по пяти отверстий, располо-
— 18 —
женных по окружности. Такое устройство даст следующие преиму-
щества:
а) уменьшает гидравлическое сопротивление для масла при вы-
ходе его па трущуюся поверхность;
б) улучшает охлаждение вкладышей и коренных шеек коленча-
того вала;
в) улучшает смазку вкладышей и шеек вала; в результате
уменьшается износ трущихся деталей и увеличивается срок их
работы.
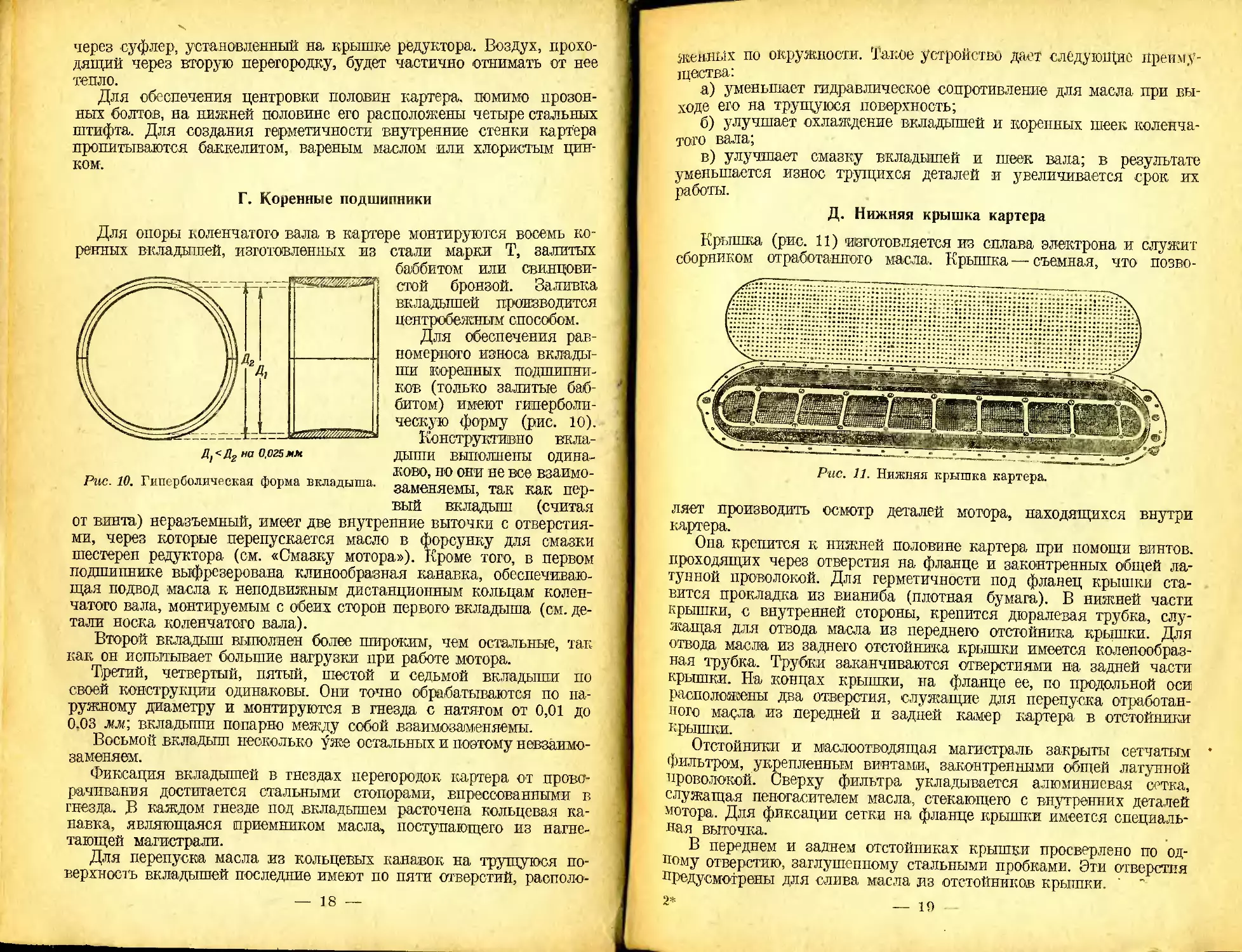
Д. Нижняя крышка картера
Крышка (рис. И) изготовляется из сплава электрона и служит
сборником отработанного масла. Крышка—съемная, что позво-
Рис. 11. Нижняя крышка картера.
ляет производить осмотр деталей мотора, находящихся внутри
картера.
Она крепится к нижней половине картера при помощи винтов,
проходящих через отверстия на фланце и законтренных общей ла-
тунной проволокой. Для герметичности под фланец крышки ста-
вится прокладка из вианиба (плотная бумага). В нижней части
крышки, с внутренней стороны, крепится дюралевая трубка, слу-
жащая для отвода масла из переднего отстойника крышки. Для
отвода масла из заднего отстойника крышки имеется коленообраз-
ная трубка. Трубки заканчиваются отверстиями на задней части
крышки. На концах крышки, на фланце ее, по продольной оси
расположены два отверстия, служащие для перепуска отработан-
ного масла из передней и задней камер картера в отстойники
крышки.
Отстойники и маслоотводящая магистраль закрыты сетчатым •
фильтром, укрепленным винтами, законтренными общей латунной
проволокой. Сверху фильтра укладывается алюминиевая сетка,
служащая пеногасителем масла, стекающего с внутренних деталей
мотора. Для фиксации сетки на флапце крышки имеется специаль-
ная выточка.
В переднем и заднем отстойниках крышки просверлено по од-
ному отверстию, заглушенному стальными пробками. Эти отверстия
предусмотрены для слива масла из отстойников крышки. ' "
2* — 19
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение картера, материал и части, из которых он состоит.
2. Способ крепления мотора к подмоторной раме самолета,
3. Способ предохранения картера от коррозии.
4. Назначение перегородок и ребер в картере.
5. Конструкция, крепление и материал коренных вкладышей.
6. Различие между коренными вкладышами; чем оно вызвано.
7. Различие между подшипниками вала редуктора и их крепление.
8. Назначение и крепление накладок (воздушных коллекторов).
9. Путь воздуха, охлаждающего вкладыши.
10. Назначение й креплепие дополнительной масляной магистрали.
11. Путь масла по дополнительной масляной магистрали.
12. Как обеспечиваются смазкой подшипники вала редуктора?
13. Назначение фланцев, находящихся в задней части картера.
14. Назначение форсунки, находящейся в полости, предназначенной для
расположения шестерен редуктора.
15. Назначение четырех штуцеров, находящихся около прилива редук-
тора.
16. Способ крепления к картеру крышки редуктора.
17. Для чего и как сообщается картер с атмосферой?
18. Крепление и конструкция нагнетающей масломагистрали.
19. Крепление реле-индикатора и трубки манометра.
20. Назначение, материал и крепление нижней крышки.
21. Расположение откачивающих масломагисцралей в крышке.
22. Креплепие и назначение сеток в нижней крышке.
2. Коленчатый вал и шатунный механизм
А. Коленчатый вал
Коленчатый вал (рис. 12) воспринимает давление газа, переда-
ваемое через поршни и шатуны, и преобразует прямолинейное дви-
жение этих деталей во вращательное. Посредством специальных ше-
стерен это вращательное движение передается укрепленному на
вале редуктора воздушному винту.
Рис. 12. Коленчатый вал.
Коленчатый вал изготовляется из высококачественной стали
марки ХНВЦ. Прокованная болванка коленчатого вала проходит
механическую и термическую обработку. Для облегчения конструк-
ции, обеспечения необходимой циркуляции масла для смазки тру-
щихся поверхностей и лучшего теплоотвода шейки вала изготов-
ляются пустотелыми. Вал имеет шесть кривошипов, расположен-
ных под углом 120°. Щеки вала круглые. Эта форма щек колен-
— 20 —
п внутренней частью
Рис. 13. Схема циркуляции масла
внутри коренных шеек.
чатого вала мотора М-100А не снижает их жесткости в сравнении
с эллипсовидными, а производство и обработку значительно упро-
щает. Одновременно это дает возможность сделать их более тон-
кими и, следовательно, уменьшить общий продольный габарит ко-
ленчатого вала и мотора в целом.
Внутрь третьей, четвертой, пятой, шестой и седьмой коренных
шеек вставлены стальные оксидированные втулки (заглушки), обра-
зующие кольцевые полости между
шейки вала. Каждая втулка с
обеих сторон укреплена манжет-
ными гайками. Гайки ввертыва-
ются во внутреннюю резьбу шей-
ки вала и раскерниваются в двух
местах каждая (предварительно
резьба гаек для создания герме-
тичности покрывается пастой
«герметик»).
На коренных шейках вала
имеется по четыре отверстия, рас-
положенных в одной (перпенди-
кулярной) плоскости под углом
90°. Через эта отверстия в по-
лость между втулкой и шейкцй
поступает масло из кольцевых
канавок под коренными вклады-
шами. Наличие четырех отверстий
на шейке обеспечивает более ин-
тенсивное поступление масла в
полость шейки й выход его из полости на трущуюся поверхность
коренного вкладыша.
Наличие втулок внутри коренных шеек вала способствует облег-
чению коленчатого вала, так как количество масла, находящееся
внутри шеек, в этом случае будет меньше, чем при обычной кон-
струкции заглушек. Кроме того, при таком устройстве улучшается
охлаждение шеек вала вследствие непрерывной циркуляции масла
(рис. 13). Эта конструкция положительна и с точки зрения бы-
строго обеспечения смазной трущихся поверхностей коленчатого
вала и подшипника, так как меньший объем гораздо быстрей за-
полняется маслом, чем больший. Это особенно важно при запуске
мотора.
На первой шейке вала (от винта) выфрезерованы четыре про-
дольные канавки, расположенные под углом 90°. Эти канавки обес-
печивают, вместе с вкладышем подшипника, перепуск масла для
смазки зубьев шестерен редуктора (см. «Смазку мотора»).
Между первой и второй коренными шейками коленчатого вала
расположен фланец, выполненный за одно целое с коленчатым ва-
лом, к которому 12 болтами крепится ведущая шестерня редуктора
в 28 зубьев. Болты устанавливаются гайками к винту и контрятся
специальной алюминиевой втулкой.
На первую коренную шейку вала, по обе стороны вкладыша под-
— 21 —
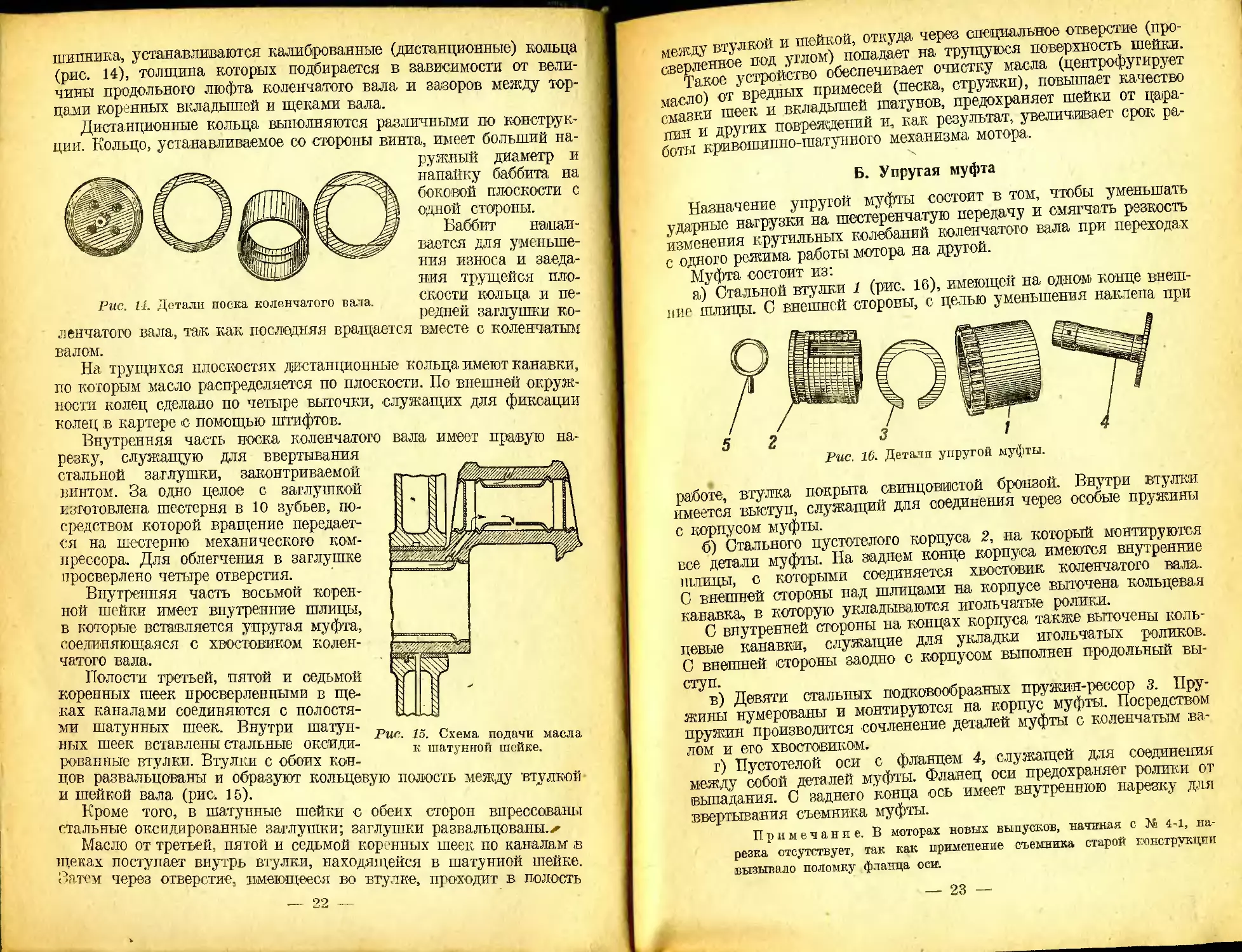
шинника, устанавливаются калиброванные (дистанционные) кольца
(рис. 14), толщина которых подбирается в зависимости от вели-
чины продольного люфта коленчатого вала и зазоров между тор-
цами коренных вкладышей и щеками вала.
Дистанционные кольца выполняются различными по конструк-
ции. Кольцо, устанавливаемое со стороны винта, имеет больший на-
ружный диаметр и
напайку баббита на
боковой плоскости с
одной стороны.
Баббит напаи-
вается для уменьше-
ния износа и заеда-
ния трущейся шю-
Рис. 11. Детали песка коленчатого вала. СКОСТИ КОЛЬЦа И пе-
редней заглушки ко-
ленчатого вала, так как последняя вращается вместе с коленчатым
валом.
На трущихся плоскостях дистанционные кольца имеют канавки,
по которым масло распределяется по плоскости. По внешней окруж-
ности колец сделано по четыре выточки, служащих для фиксации
колец в картере с помощью штифтов.
Внутренняя часть носка коленчатого
резку, служащую для ввертывания
стальной заглушки, законтриваемой
винтом. За одно целое с заглушкой
изготовлена шестерня в 10 зубьев, по-
средством которой вращение передает-
ся на шестерню механического ком-
прессора. Для облегчения в заглушке
просверлено четыре отверстия.
Внутренняя часть восьмой корен-
ной шейки имеет внутренние шлицы,
в которые вставляется упругая муфта,
соединяющаяся с хвостовиком колен-
чатого вала.
Полости третьей, пятой и седьмой
коренных шеек просверленными в ще-
ках каналами соединяются с полостя-
ми шатунных шеек. Внутри шатун-
ных шеек вставлены стальные оксиди-
рованные втулки. Втулки с обоих кон-
цов развальцованы и образуют кольцевую полость между втулкой
и шейкой вала (рис. 15).
Кроме того, в шатунные шейки с обеих сторон впрессованы
стальные оксидированные заглушки; заглушки развальцованы.х
Масло от третьей, пятой и седьмой коренных шеек по каналам в
щеках поступает внутрь втулки, находящейся в шатунной шейке.
Затем через отверстие, имеющееся во втулке, проходит в полость
вала имеет правую на-
Рие. 15. Схема подачи масла
к шатунной шейке.
между втулкой и шейкой, откуда через специальное отверстие (про-
сверленное под углом) попадает на трущуюся поверхность шейки.
Такое устройство обеспечивает очистку масла (центрофугирует
масло) от вредных примесей (песка, стружки), повышает качество
смазки шеек и вкладышей шатунов, предохраняет шейки от цара-
пин и других повреждений и, как результат, увеличивает срок ра-
боты кривошипно-шатунного механизма мотора.
Б. Упругая муфта
Назначение упругой муфты состоит в том, чтобы уменьшать
ударные нагрузки на шестеренчатую передачу и смягчать резкость
изменения крутильных колебаний коленчатого вала при переходах
с одного режима работы мотора на другой.
Муфта состоит из:
а) Стальной втулки 1 (рис. 16), имеющей на одном конце внеш-
ние шлицы. С внешней стороны, с целью уменьшения наклепа при
Рис. 16. Детали упругой муфты.
работе, втулка покрыта свинцовистой бронзой. Внутри втулки
имеется выступ, служащий для соединения через особые пружины
с корпусом муфты.
б) Стального пустотелого корпуса 2, на который монтируются
все детали муфты. На заднем конце корпуса имеются внутренние
шлицы, с которыми соединяется хвостовик коленчатого вала.
С внешней стороны над шлицами на корпусе выточена кольцевая
канавка, в которую укладываются игольчатые ролики.
С внутренней стороны на концах корпуса также выточены коль-
цевые канавки, служащие для укладки игольчатых роликов.
С внешней стороны заодно с корпусом выполнен продольный вы-
ступ.
в) Девяти стальных подковообразных пружин-рессор 3. Пру-
жины нумерованы и монтируются на корпус муфты. Посредством
пружин производится сочленение деталей муфты с коленчатым ва-
лом и его хвостовиком.
г) Пустотелой оси с фланцем 4, служащей для соединения
между собой деталей муфты. Фланец оси предохраняет ролики от
выпадания. О заднего конца ось имеет внутреннюю нарезку для
ввертывания съемника муфты.
Примечание. В моторах новых выпусков, начиная с № 4-1, на-
резка отсутствует, так как применение съемника старой конструкции
вызывало поломку фланца оси.
— 23 —
На этом конце оси просверлены два диаметрально противополож-
ных отверстия, через которые проходит шпилька, соединяющая ось
со стальной шайбой (колпачком) 5; шайба п шпилька крепят все
детали муфты.
Действие упругой муфты заключается в следующем: при резких
изменениях режима работы мотора, вследствие шпоночного соедине-
ния корпуса муфты со втулкой и шлицевого соединения с коленча-
тым валом и хвостовиком, пружины разжимаются, так как между
втулкой и корпусом имеется ход в 2—3°. Разжимаясь, пружины ча-
стично поглощают ударные нагрузки, освобождая от них зубья ше-
стеренчатой передачи. Одновременно за счет амортизации пружин
уменьшается резкость изменения величины крутильных колебаний
коленчатого вала.
Наличие игольчатых роликов, работающих по закону трения ка-
чения, обеспечивает детали муфты от возможных заеданий при ра-
боте.
Смазка внутренних деталей муфты осуществляется от восьмого
коренного подшипника через отверстие в шейке вала и втулке
муфты.
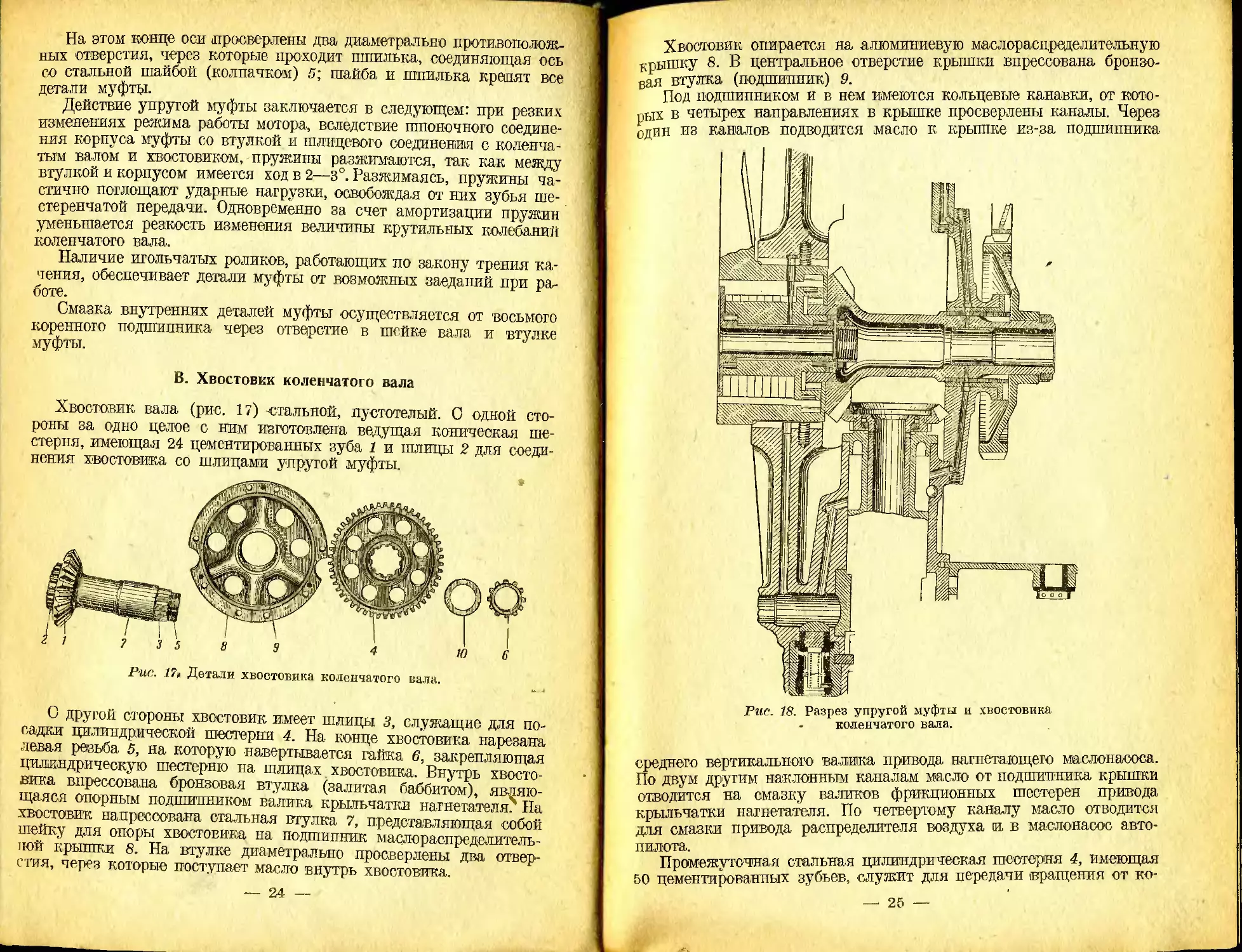
В. Хвостовик коленчатого вала
Хвостовик вала (рис. 17) -стальной, пустотелый. С одной сто-
роны за одно целое с ним изготовлена ведущая коническая ше-
стерня, имеющая 24 цементированных зуба 1 и шлицы 2 для соеди-
нения хвостовика со шлицами упругой муфты.
Рис. 17л Детали хвостовика коленчатого вала.
С другой стороны хвостовик имеет шлицы з, служащие для по-
садки цилиндрической шестерни 4. На конце хвостовика нарезана
левая резьба 5, на которую навертывается гайка 6, закрепляющая
цилиндрическую шестерню на шлицах хвостовика. Внутрь хвосто-
вика впрессована бронзовая втулка (залитая баббитом), являю-
щаяся опорным подшипником валика крыльчатки нагнетателя. На
хвостовик напрессована стальная втулка 7, представляющая собой
шейку для опоры хвостовика на подшипник маслораспределитель-
ной крышки 8. На втулке диаметрально просверлены два отвер-
стия, через которые поступает масло внутрь хвостовика.
— 24 —
Хвостовик опирается на алюминиевую маслорасцределительную
крышку 8. В центральное отверстие крышки впрессована бронзо-
вая втулка (подшипник) 9.
Под подшипником и в нем имеются кольцевые канавки, от кото-
рых в четырех направлениях в крышке просверлены каналы. Через
один из каналов подводится масло к крышке из-.за подшипника
Рис. 18. Разрез упругой муфты и хвостовика
• коленчатого вала.
среднего вертикального валика привода нагнетающего маслонасоса.
По двум другим наклонным каналам масло- от подшипника крышки
отводится на смазку валиков фрикционных шестерен привода
крыльчатки нагнетателя. По четвертому каналу масло отводится
для смазки привода распределителя воздуха и. в маслонасос авто-
пилота.
Промежуточная стальная цилиндрическая шестерня 4, имеющая
50 цементированных зубьев, служит для передачи (вращения от ко-
— 25 —
леичатого вала, через фрикционную передачу, на валик крыльчатки
нагнетателя,, на приводы магнето, распределителя воздуха и насоса
автопилота. Шестерня крепится на шлицах хвостовика гайкой. Под
шестерню ставится дистанционное кольцо 10, служащее для регу-
лировки зазоров в зубьях шестерен наклонной передачи. Гайка
контрится стальной шайбой.
Собранные детали хвостовика вместе с маслораспределительной
крышкой крепятся на шпильках к внутреннему венцу заднего
фланца картера (рис. 18).
Г. Шатунный механизм
На коленчатый вал мотора монтируются шесть пар шатунов, яв-
ляющихся связующим звеном между поршнями и шатунными шей-
ками коленчатого вала. Шатуны (рис. 19) изготовлены из стали
марки ХНВЦ. Болванки шатунов, как и коленчатого вала, проко-
вываются, затем механически и термически обрабатываются с после-
дующей шлифовкой и полировкой. Каждая шатунная пара состоит
из главного и прицепного шатунов, причем главные шатуны обслу-
живают левую группу цилинд-
ров, а прицепные—'Правую. По-
становка прицепных шатунов в
правую группу вызвана стремле-
нием уменьшить износ зеркала
цилиндров и понизить расход
масла.
Каждый шатун подразделяет-
ся на три части: верхнюю го-
ловку, тело шатуна и нижнюю
головку.
Тело главного шатуна имеет
двутавровое сечение, что придает
жесткость конструкции и умень-
шает вес. Нижняя головка ша-
туна—'разъемная и состоит из
двух частей (рис. 20). Отъемная
часть (крышка) имеет четыре
ребра для жесткости и лучшей
теплоотдачи и ушки с отвер-
Рис. 19. Шатунная пара в собран
ном виде.
стиями 1.
Другая, неотъемная часть головки выполнена за одно целое
с телом шатуна и имеет три ребра для жесткости, ушки с отвер-
стиями и серьгу 2 для крепления прицепного шатуна. Крепление
отъемной части головки (крышки) к шатуну производится по типу
шипового соединения двумя конусными стальными шпильками,
скрепляющими обе половины головки. Шпилька по длине незначи-
тельна и работает на срез в восьми местах (создается незначитель-
ный момент); это дало возможность поставить шпильки тонкие,
так как они вполне обеспечивают надежное крепление частей го-
ловки шатуна.
— 26 —-
Контровки шпильки не требуют, так как впрессовываются с на-
тягом при помощи специальной струбцинки, а во время работы
самозаклиниваются и держатся силой трения.
Внутрь нижней головки монтируется стальной разъемный вкла-
дыш 3, залитый свинцовистой бронзой. Обе половины вкладыша
фиксируются от проворачивания стопорами.
Рис. 20. Детали шатунного механизма.
В верхнюю головку главного шатуна впрессована бронзовая
втулка, законтренная бронзовым штифтом. С внутренней стороны
втулка имеет канавки для распределения масла по всей трущейся
площади втулки.
К верхней головке масло подводится под давлением от нижней
головки по трубке 4. укрепленной двумя скобками к телу шатуна.
Прицепной шатун — пустотелый, имеет цилиндрическую форму.
В верхнюю и нижнюю головки прицепного шатуна ’ впрессованы
— 27 —
бронзовые втулки, законтренные бронзовыми штифтами. Бронзовые
втулки являются подшипниками для поршневого пальца и пальца,
связывающего прицепной шатун с главным.
Прицепной шатун имеет внутренний, продольный канал, через
который масло под давлением подается к верхней головке шатуна.
В головках шатунов сверху имеются отверстия 5, через кото-
рые отработанное масло1 11 выбрасывается на поверхность днища
поршней, что способствует охлаждению последних.
Прицепной шатун крепится к главному при помощи паль-
ца б и стягивающего болта 7 (заглушки), причем палец с одного
конца имеет' фланец с усиком, удерживающим его от проворачива-
ния. Палец—пустотелый и имеет внутреннюю нарезку. Стяжной
болт для облегчения также выполнен пустотелым. На одном конце
он имеет наружную резьбу, на другом — головку с фланцем. Палец
стягивается болтом; для контровки болта под его фланец уклады-
вается латунная шайба с буртиком. Для обеспечения смазкой под-
шипников нижней и верхней головок прицепного шатуна на пальце
имеются четыре отверстия.
Угол между осями главного и прицепного шатунов составляет
60°, что дает возможность сохранить одинаковым ход поршней
как в правом, так и в левом блоке.
Шатуны и их детали нумерованы. При монтаже необходимо об-
ращать внимание на сборку деталей соответственно нумерации
(см. «Сборку шатунов»),
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение, материал и способ изготовления коленчатого вала.
2. Конфигурация щек и чем она вызвана.
3. Назначение отверстий на коренных шейках коленчатого вала.
4. Материал, конструкция и способ крепления втулок в коренных шей-
ках вала.
5. Как осуществлен подвод масла от коренных шеек к шатунным?
6. Назначение продольных канавок на первой шейке вала.
7. Назначение дистанционных колец и их отличие.
8. Назначение шестерни на передней заглушке вала.
9. Назначение упругой муфты.
10. Из каких деталей состоит упругая муфта? Укажите назначение ее
деталей.
11. Взаимодействие деталей упругой муфты.
12. Конструкция хвостовика коленчатого вала и его деталей.
13. Как подводится масло для смазки шейки хвостовика?
14. Назначение и крепление промежуточной шестерни в 50 зубьев.
15. Назначение бронзовой втулки, находящейся внутри хвостовика.
16. Назначение каналов и отверстий в маслораспределительной крышке-
17. Какую группу цилиндров обслуживают главные и прицепные ша-
туны?
18. Материал и способ изготовления шатунов.
19. Конструкция главного и прицепного шатунов.
28 —
20. В чем заключается особенность крепления крышки нижней головки
главного шатуна?
21. Способ соединения прицепного шатуна с главным.
22. Как смазываются нижние и верхние вкладыши в головках шатунов?
3. Редуктор
С целью сохранения наивыгоднейшего коэфициента полезного
действия винта на моторе устанавливается редуктор, уменьшающий
число оборотов винта по отношению к оборотам коленчатого вала.
Степень редукции 3:2, т. е. винт вращается в полтора раза мед-
леннее коленчатого вала.
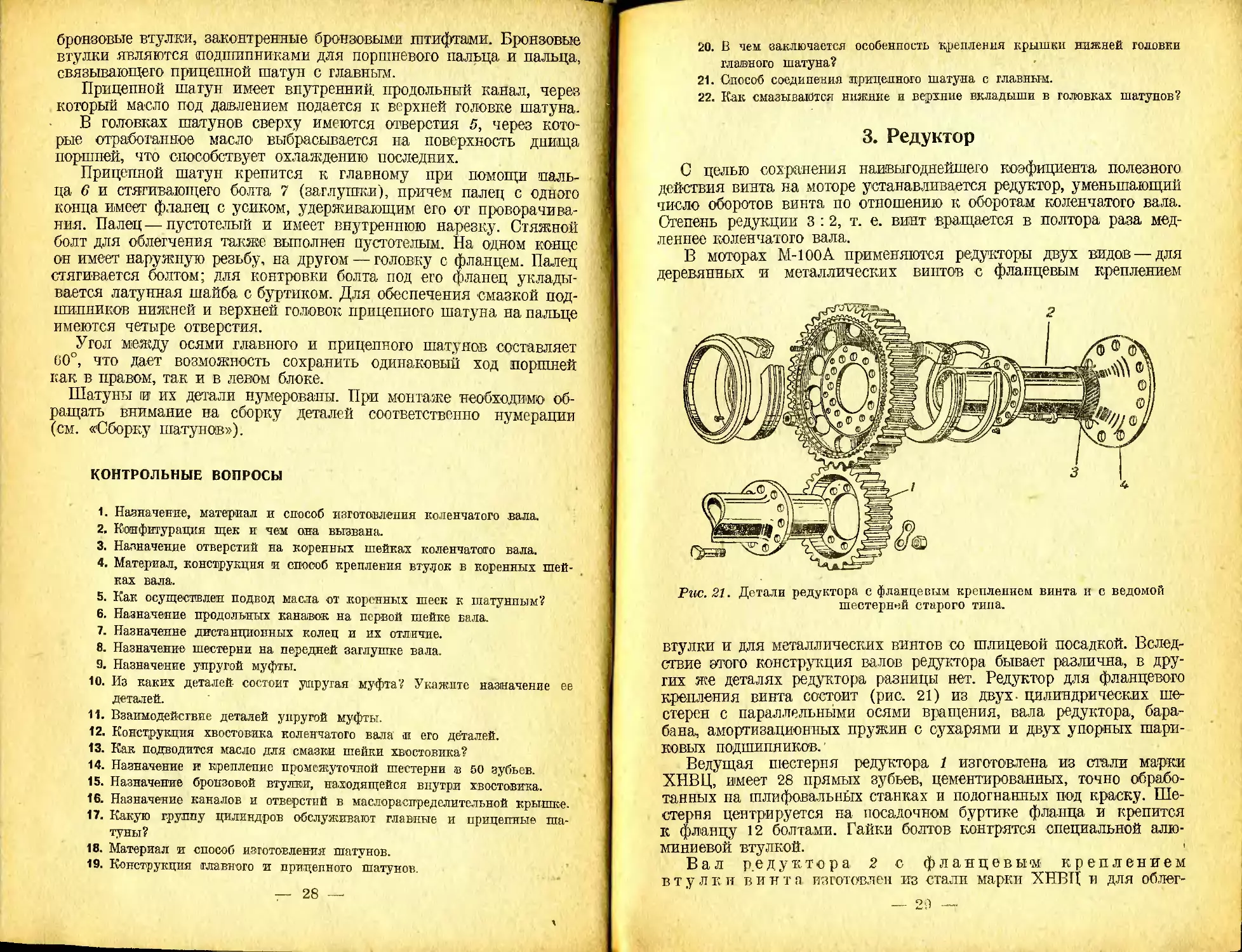
В моторах М-100А применяются редукторы двух видов — для
деревянных и металлических виптов с фланцевым креплением
Рис. 21. Детали редуктора с фланцевым креплением винта и с ведомой
шестерней старого типа.
втулки и для металлических винтов со шлицевой посадкой. Вслед-
ствие этого конструкция валов редуктора бывает различна, в дру-
гих же деталях редуктора разницы нет. Редуктор для фланцевого
крепления винта состоит (рис. 21) из двух- цилиндрических ше-
стерен с параллельными осями вращения, вала редуктора, бара-
бана, амортизационных пружин с сухарями и двух упорных шари-
ковых ПОДШИПНИКОВ. ’
Ведущая шестерня редуктора 1 изготовлена из стали марки
ХНВЦ, имеет 28 прямых зубьев, цементированных, точно обрабо-
танных на шлифовальных станках и подогнанных под краску. Ше-
стерня центрируется на посадочном буртике фланца и крепится
к фланцу 12 болтами. Гайки болтов контрятся специальной алю-
миниевой втулкой. 1
Вал редуктора 2 с фланцевым креплением
втулки вин т а изготовлен из стали марки ХНВЦ и для облег-
— 2.1 —
чения выполнен пустотелым. Внутрь вала со стороны кабинь! ей-
молета вставлена и развальцована стальная заглушка, которая не
дает возможности проникать маслу в полость вала редуктора. На
другом конце вала имеется фланец с отверстиями, к которому
крепится втулка деревянного или металлического винта (пеизме-
няющегося в полете шага). В месте перехода вала во фланец имеет-
ся зубчатый кольцевой выступ с кольцевой канавкой 3, являю-
щейся маслоотражателем. Кроме того, за одно целое с валом редук-
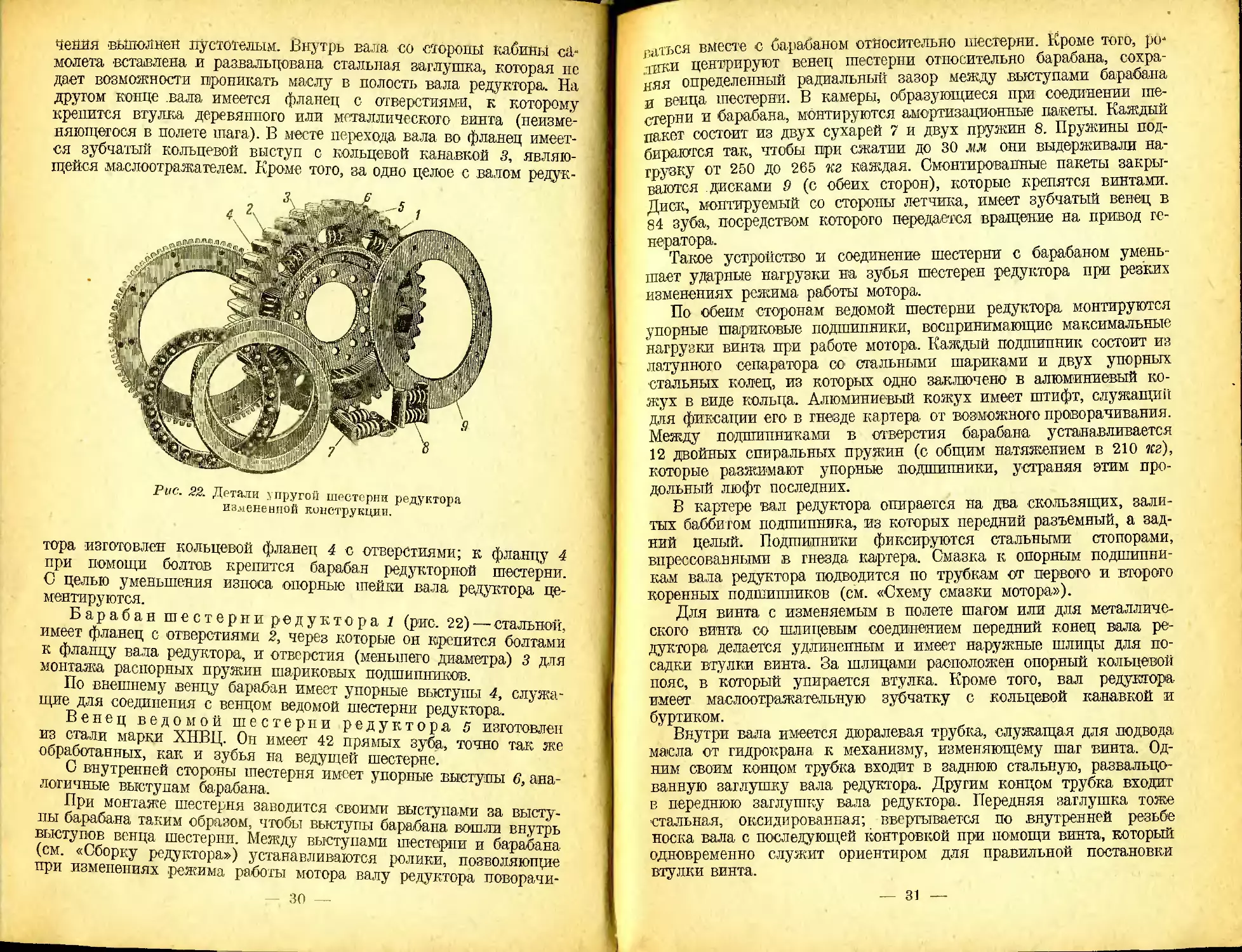
Рис. 22. Детали упругой шестерни редуктора
измененной конструкции.
тора изготовлен кольцевой фланец 4 с отверстиями; к фланцу 4
при помощи болтов крепится барабан редукторной шестерни.
С целью уменьшения износа опорные шейки вала редуктора це-
ментируются.
Барабан шестерни редуктора 1 (рис. 22) — стальной,
имеет фланец с отверстиями 2, через которые он крепится болтами
к фланцу вала редуктора, и отверстия (меньшего диаметра) 3 для
монтажа распорных пружин шариковых подшипников.
По внешнему венцу барабан имеет упорные выступы 4, служа-
щие для соединения с венцом ведомой шестерни редуктора.
Венец ведомой шестерни редуктора 5 изготовлен
из стали марки ХНВЦ. Оп имеет 42 прямых зуба, точно так же
обработанных, как и зубья на ведущей шестерне.
С внутренней стороны шестерня имеет упорные выступы 6, ана-
логичные выступам барабана.
При монтаже шестерня заводится своими выступами за высту-
пы барабана таким образом, чтобы выступы барабана вошли внутрь
выступов венца шестерни. Между выступами шестерни и барабана
(см. «Сборку редуктора») устанавливаются ролики, позволяющие
при изменениях режима работы мотора валу редуктора поворачи-
30
пяться вместе с барабаном относительно шестерни. Кроме того, ро-
тики центрируют венец шестерни относительно барабана, сохра-
няя определенный радиальный зазор между выступами барабана
я венца шестерни. В камеры, образующиеся при соединении ше-
стерни и барабана, монтируются амортизационные пакеты. Каждый
пакет состоит из двух сухарей 7 и двух пружин 8. Пружины под-
бираются так, чтобы при сжатии до 30 мм они выдерживали на-
грузку от 250 до 265 кг каждая. Смонтированные пакеты закры-
ваются дисками 9 (с обеих сторон), которые крепятся винтами.
Диск, монтируемый со стороны летчика, имеет зубчатый венец в
84 зуба, посредством которого передается вращение на привод ге-
нератора.
Такое устройство и соединение шестерни с барабаном умень-
шает ударные нагрузки на зубья шестерен редуктора при резких
изменениях режима работы мотора.
По обеим сторонам ведомой шестерни редуктора монтируются
упорные шариковые подшипники, воспринимающие максимальные
нагрузки винта при работе мотора. Каждый подшипник состоит из
латунного сепаратора со стальными шариками и двух упорных
•стальных колец, из которых одно заключено в алюминиевый ко-
жух в виде кольца. Алюминиевый кожух имеет штифт, служащий
для фиксации его в гнезде картера от возможного проворачивания.
Между подшипниками в отверстия барабана устанавливается
12 двойных спиральных пружин (с общим натяжением в 210 кг),
которые разжимают упорные подшипники, устраняя этим про-
дольный люфт последних.
В картере вал редуктора опирается на два скользящих, зали-
тых баббитом подшипника, из которых передний разъемный, а зад-
ний целый. Подшипники фиксируются стальными стопорами,
впрессованными в гнезда картера. Смазка к опорным подшипни-
кам вала редуктора подводится по трубкам от первого и второго
коренных подшипников (см. «Схему смазки мотора»).
Для винта с изменяемым в полете шагом или для металличе-
ского винта со шлицевым соединением передний конец вала ре-
дуктора делается удлиненным и имеет наружные шлицы для по-
садки втулки винта. За шлицами расположен опорный кольцевой
пояс, в который упирается втулка. Кроме того, вал редуктора
имеет маслоотражательную зубчатку с кольцевой канавкой и
буртиком.
Внутри вала имеется дюралевая трубка, служащая для подвода
масла от гидрокрана к механизму, изменяющему шаг винта. Од-
ним своим концом трубка входит в заднюю стальную, развальцо-
ванную заглушку вала редуктора. Другим концом трубка входит
в переднюю заглушку вала редуктора. Передняя заглушка тоже
стальная, оксидированная; ввертывается по внутренней резьбе
носка вала с последующей контровкой при помощи винта, который
одновременно служит ориентиром для правильной постановки
втулки винта.
— 31
4. Гидрокран
Для управления подачей масла к механизму, изменяющему
шаг винта, в верхней половине картера за приливом редуктора
(рис. 23) устанавливается гидрокран. Кран состоит из стального
пустотелого цилиндра, стальной промежуточной соединительной
шпильки и стального кадмированного рычага управления. С внеш-
ней стороны цилиндр имеет одно отверстие и паз, служащие для
PitCf 23. Схема крана гидроуправления.
перепуска масла. В верхней части цилиндра имеются два диамет-
ральных выреза, посредством которых он соединяется с выступами
промежуточной шпильки. На верхний колец шпильки монтируется
рычаг управления, к которому присоединяются два троса, идущие
из кабины самолета.
Работа гидрокрана заключается в следующем. При необходимо-
сти изменить шаг винта летчик через специальную тягу поворачи-
вает гидрокран на угол 74°, тогда паз в цилиндре крана становится
против отверстий, имеющихся в задней стенке гнезда второго под-
шипника вала редуктора, и масло, поступающее к подшипнику
вала редуктора, будет ответвляться к нижней части паза цилиндра.
Поднимаясь вверх по пазу, оно пройдет через отверстие в стенке
гнезда подшипника в трубку, расположенную внутри вала редук-
тора, а оттуда попадет в механизм винта. До тех пор, пока кран
будет находиться в таком положении, масло все время будет ока-
зывать влияние на механизм винта.
В случае необходимости прекратить действие масла летчик по-
ворачивает крап в противоположную сторону (через второй трос),
тогда против отверстия в стенке гнезда подшипника встанет отвер-
стие цилиндра, и масло, имеющееся в механизме випта и трубке
редуктора, вследствие этого сольется в картер мотора.
На моторах с винтом неизменяемого в полете шага гнездо для
гидрокрана, заглушается специальной заглушкой.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение и тип редуктора.
2. Степень редукции.
— 32
3. Конструкция if крепление ведомой шестерни и ее деталей.
4. Назначение амортизационных пакетов.
5. Назначение и конструкция упорных подшипников.
6. Назначение двойных спиральных пружин.
7. Конструктивное отличие вала редуктора для шлицевой посадки втул-
ки винта от вала редуктора для фланцевого крепления.
8. Смазка деталей редуктора.
9. Назначение, конструкция и работа гидрокрана.
5. Втулки винта
А. Для деревянного винта
Корпус втулки под деревянный влит отливается из стали мар-
ки ХП-2 и изготовляется за одно целое с задним фланцем, служа-
щим для крепления втулки,
при помощи специальных
(эксцентричная рассверловка)
болтов, к-фланцу вала редук-
тора- (рис. 24).
На передний конец корпу-
са втулки {при помощи шлиц
(и 16 (болтов крепится отъем-
ный дюралевый {марки АС-6)
фланец.
Задний фланец втулки со
стороны крепления к фланцу
вала редуктора имеет расточ
к;у Ио диаметру фланца вала,
служащую для центровки
втулки при Монтаже. Между
J'ue. 24. Втулка деревянного винта.
фланцами втулки и вала ре-
дуктора находится прокладка из феррадо, предохраняющая флан-
цевые соединения от наклепа и приваривания.
Оба фланца (передний и задний) втулки со стороны, прилегаю-
щей к матрице винта, имеют спиральные канавки, улучшающие
соединение винта с втулкой.
Б. Для металлического винта «Ратье» (шлицевой посадки)
Втулка мегаллического винта (рис. 25) со шлицевой посадкой
на вал редуктора изготовлена из стали марки ХН-2 и состоит из
двух половин. Внутри втулки имеются шлицы. За одно целое со
втулкой изготовлены два разрезанных (по оси) патрубка, в кото-
рые вставляются лопасти винта. Крепление лопастей достигается
затяжными стальными хомутами, по одному с каждой стороны.
Па торцах патрубков имеется градуировка, служащая для установ-
ки необходимого угла атаки лопасти винта. Установка угла атаки
лопасти производится поворотом лопасти на земле. Центровка
втулки винта относительно вала редуктора осуществляется двумя
конусными кольцами. Переднее кольцо — стальное п состоит из
-» \ иинциопкмй иотор '*’* ‘
двух частей. Внутри оно имеет расточку, в которую входит бур-
тик зажимной гайки. Зажимная гайка—бронзовая, ввертывается по
внутренней резьбе носка вала редуктора. Заднее кольцо—бронзовое.
Применение бронзы для заднего кольца и зажимной гайки вызвано
стремлением уменьшить приваривание (наклеп) и заедание в резьбе
данных деталей на вале редуктора. Зажимная гайка никелирована
Рис. 25. Втулка металлического винта.
Контровка зажимной гайки достигается при помощи стального
кольца. Приспособления для съемки втулка винта не имеет.
Съемку производят легким пошатыванием втулки за лопасти вин-
та с одновременным постукиванием по ней свинцовым молотком.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение втулки винта.
2. Конструкция втулки для деревянного винта.
3. Конструкция втулки винта с изменяемым на земле шагом.
4. Крепление втулок на шале редуктора.
5. Крепление деревянного винта к втулке и металлических лопастей к
втулке сРатье».
6. Блоки цилиндров
А. Рубашки блоков
На моторе М-100А устанавливаются два блока (рис. 26), отли-
тые из легкого силуминового сплава, в которые ввертываются по
шесть гильз-цилиндров. Достоинствами такой конструкции явля-
ются: 1) концентрация всех шести цилиндров в общий блок, что
увеличивает жесткость конструкции; 2) отсутствие внутреннихпе-
— 34 —
регородок в рубашке, что дает возможность сблизить оси цилинд-
ров и тем самым уменьшить длину мотора; 3) блочная конструк-
ция цилиндров, что значительно сокращает время, необходимое для
сборки мотора.
Рубашка блока мотора М-100А представляет одно целое с го-
ловкой, следовательно, и с камерой сгорания.
Рис. 26. Блок мотора.
В нижней части рубашка имеет фланец, усиленный для жест-
кости бобышками. В бобышках просверлены отверстия, служащие
для крепления блока на шпильках картера. Передняя и задняя
части рубашки усилены ребрами, расположенными вдоль рубашки.
С внешней стороны внизу, против первого и шестого цилиндров,
в рубашке просверлены отверстия для ввертывания сливных тру-
бок 1. Выше расположены фланцы с отверстиями 2 для крепления
карбюраторов и 3 для крепления выхлопных патрубков. Между
фланцами для крепления карбюраторов имеются свечные отвер-
стия 4, в которые ввертываются бронзовые втулки, застопоривае-
мые от проворачивания стальными штифтами. С обеих сторон ру-
башки имеются отверстия, заглушенные пробками, служащие для
очистки рубашки от формовочного песка в процессе обработки.
Сверху фланцев крепления карбюраторов укреплена заливочная
магистраль. Вверху передней части рубашки блока имеются два
фланца со шпильками и отверстиями, к которым присоединяются
трубки подвода "’и отвода масла к га зораспределительным валикам.
Вверху задней части рубашки имеется кронштейн 5, служащий
для направления верхнего наклонного валика. Со стороны «V»
блоков над камерами сгорания ставится латунная труба, укреп-
ленная при помощи шпильки с гайкой и центрирующего ее сталь-
ного кадмированного приемного штуцера. По всей длине трубы
имеются отверстия для распределения охлаждающей жидкости в
головке блока; диаметр и количество их пе одинаковы, чем и до-
стигается неравномерность распределения жидкости по головке
блока, (рис. 27).
Неравномерность распределения жидкости обусловлена неоди-
наковым воздушным охлаждением передних и задних цилиндров.
3* _ 35 _
На. рубашке над первым и шестым цилиндрами вверху имеются
два отверстия, служащие для отвода охлаждающей жидкости в ра-
диатор. Отвод жидкости производится через одно из указанных
отверстий (в зависимости от удобства монтажа отводящей трубы на
самолете). Кроме, того, в каждом цилиндре просверлено по два от-
верстия, в которые на резьбе поставлены бронзовые втулки, засто-
поренные стальными штифтами.
Рис-. 27. Труба для распределения охлаждающей жидкости.
Одно из отверстий служит для ввертывания свечи, второе для
возвратного клапана распределителя воздуха. В верхней части
головки блока имеются колодцы для помещения клапанных пру-
жин и чугунных направляющих штоков клапанов (с конусной по-
садкой в блок). Направляющие впрессованы с определенным натя-
гом, причем направляющие выпускных клапанов имеют по три от-
верстия для обеспечения смазки штоков клапанов.
Для предохранения от коррозии внутренние стоики рубашки
блока покрыты баккелптом. В верхней части головки блока кре-
пятся газораспределительные валики вместе с подшипниками.
Внутренняя часть головки имеет расточенную шатровую камеру
сгорания, переходящую в верхней части в клапанные коробки.
В клапанные коробки впуска п выпуска впрессовываются с натя-
гом в 0,1 мм стальные седла клапанов. Внешняя сторона седел
имеет конус 0,1 мм и две неглубоких кольцевых канавки. В эти
канавки при запрессовке седел вдавливается металл рубашки, чем
обеспечивается надежность крепления седел от выпадания.
Б. Крышка блока
Крышка блока изготовляется из электронного сплава марки
F-1 и имеет корытообразную форму. В задней части крышки про-
сверлены два отверстия, через которые проходят валики приводов
синхронизатора и счетчика оборотов. С внутренней стороны в зад-
ней части крышки ставится дугообразный сетчатый фильтр. Между
крышкой и головкой блока для герметичности ставится про-
кладка из армированного полотна. Крепление крышки к головке
производится винтами, завинчиваемыми в бронзовые втулки (пи-
стоны), служащие для сохранения резьбы блока при частом де-
монтаже крышки.
В. Гильзы-цилиндры
В каждом блоке мотора монтируется по шесть гильз-цилиндров,
служащих для направления движения поршней.
Гильзы (рис. 28) изготовляются из стали марки ХМА-4. Для
предохранения от износа рабочая поверхность гильз нитрируется;
глубина слоя нитрации —от 0.4 до О.в мм.
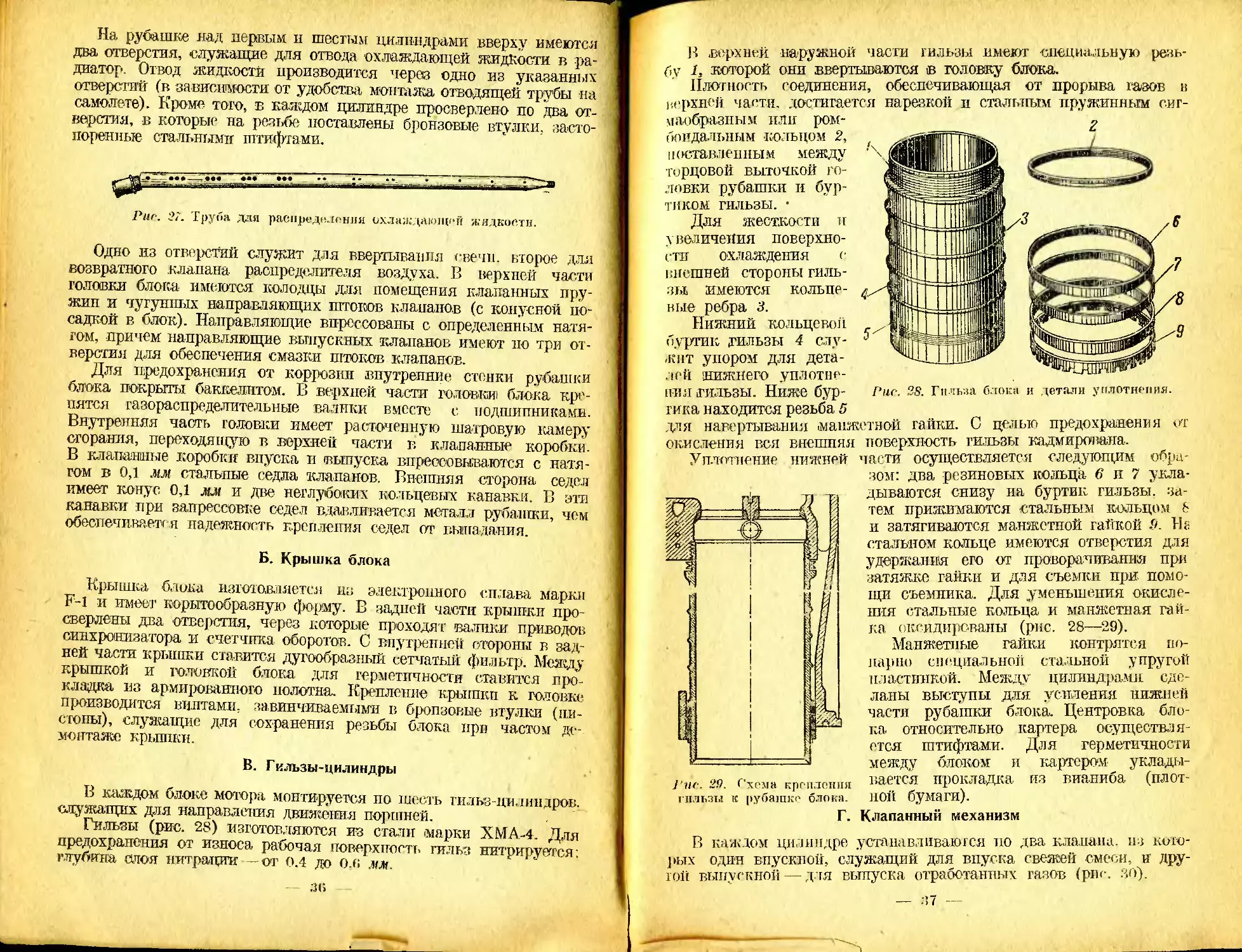
Рис. 28. Гильза блока и детали уплотнения.
ение нижней
Рис. 20. Схема крепления
гильзы к рубашке блока.
Г.
В верхней наружной части гильзы имеют специальную резь-
бу 1, которой они ввертываются в головку блока.
Плотность соединения, обеспечивающая от прорыва газов в
верхней части, достигается нарезкой и стальным пружинным сиг-
маобразным или ром-
боидальным кольцом 2,
поставленным между
торцовой выточкой ГО-
ЛОВКИ рубашки и бур-
тиком гильзы. •
Для жесткости и
у величеиия поверхно-
сти охлаждения с
внешней стороны гиль-
зы имеются кольце-
вые ребра з.
Нижний кольцевой
буртик гильзы 4 слу-
жит упором для дета-
лей нижнего уплотне-
ния гильзы. Ниже бур-
гика находится резьба 5
для навертывания манжетной гайки. С целью предохранения or
окисления вся внешняя поверхность гильзы кадмироваиа.
части осуществляется следующим обра-
зом: два резиновых кольца 6‘ и 7 укла-
дываются снизу на буртик гильзы, -за-
тем прижимаются стальным кольцом Ь
и затягиваются манжетной гайкой £/. На
стальном кольце имеются отверстия для
удержаний его от проворачивания при
затяжке гайки и для съемки при помо-
щи съемника. Для уменьшения окисле-
ния стальные кольца и манжетная гай-
ка оксидированы (рис. 28—29).
Манжетные гайки контрятся по-
парно специальной стальной упругой
пластинкой. Между цилиндрами сде-
ланы выступы для усиления нижней
части рубашки блока. Центровка бло-
ка. относительно картера осуществля-
ется штифтами. Для герметичности
между блоком и картером уклады-
вается прокладка из вианиба (плот-
ной бумаги).
Клапанный механизм
В каждом цилиндре устанавливаются по два клапана, из кото-
рых один впускной, служащий для впуска свежей смеси, и дру-
гой выпускной — для выпуска отработанных газов (рис. зо).
— 37 —
Рис. 30. Клапан.
Клапаны изготовляются из стали марки ЭН-107 или GXSM,
причем клапап впуска имеет тюльпанообразную форму, а клапан
выпуска грибкообразную. Диаметр грибка у обоих клапанов оди-
наковый и равен 68 мм. Штоки клапанов пустотелые. Нижняя
часть штока выпускного клапана заполняется натрием (9 г Na),
назначение которого состоит в том, чтобы отнимать тепло от
грибка клапана и передавать его к верхним
деталям клапанного механизма.
Учитывая неравномерный нагрев штоков
выпускных клапанов по длине, их изготов-
ляют на конус в 0,05 ллт, т. е. внешний диа-
метр штока в нижней части равен 17,42 мм,
а в верхней — 17,47 мм. Кроме того, для умень-
шения износа штоки впускных и выпускных
клапанов нитрированы. Глубина слоя нитра-
ции— от 0,10 до 0,18 мм.
Внутренняя верхняя часть штоков клапа-
нов имеет миллиметровую нарезку, в кото-
рую ввертывается тарелка штока клапана.
С внешней стороны на концах штоков
имеются шлицы, удерживающие при монта-
же от проворачивания клапап и верхнюю
опорную шайбу. На грибки клапанов нано-
сятся метки «ВП» (впуск) и <ВХ» (выхлоп).
Рабочая фаска клапанов срезана под углом
45° и для уменьшения прогара наварена стел-
литом. На шток клапана монтируются, две
концентрические пружины, опирающиеся в
нижней и. верхней части на стальные тарель-
чатой формы шайбы. Пружины изготовлены
из стальной проволоки марки ХВ и для
предохранения от окисления оксидированы.
Верхняя опорная шайба в центре имеет от-
верстие с мелкими шлицами, которыми она
соединяется со шлицами штока клапана. Зуб-
чатка, насеченная сверху шайбы, служит
для контровки тарелки клапана от проворачивания во время
работы. В отверстия же, расположенные по буртику шайбы,
вставляется S-образный ключ, удерживающий ее от проворачива-
ния при монтаже деталей клапана и при регулировке зазора.
Рабочая тарелка клапана — стальная, верхняя часть ее це-
ментирована, так как с ней непосредственно соприкасается кула-
чок газораспределительного валика. Тарелка пустотелым стержнем
с внешней нарезкой ввертывается внутрь штока клапана при по-
мощи S-образного ключа и контрится зубчатой насечкой. Помимо
контровки, зубчатка может быть использована для точной регу-
лировки зазора между рабочей тарелкой и тыльной частью кулачка
газораспределительного валика. Перестановка тарелки на 1 зу-
бец меняет оазор на 0,01 мм.
- 38 —
Д. Поршни
I
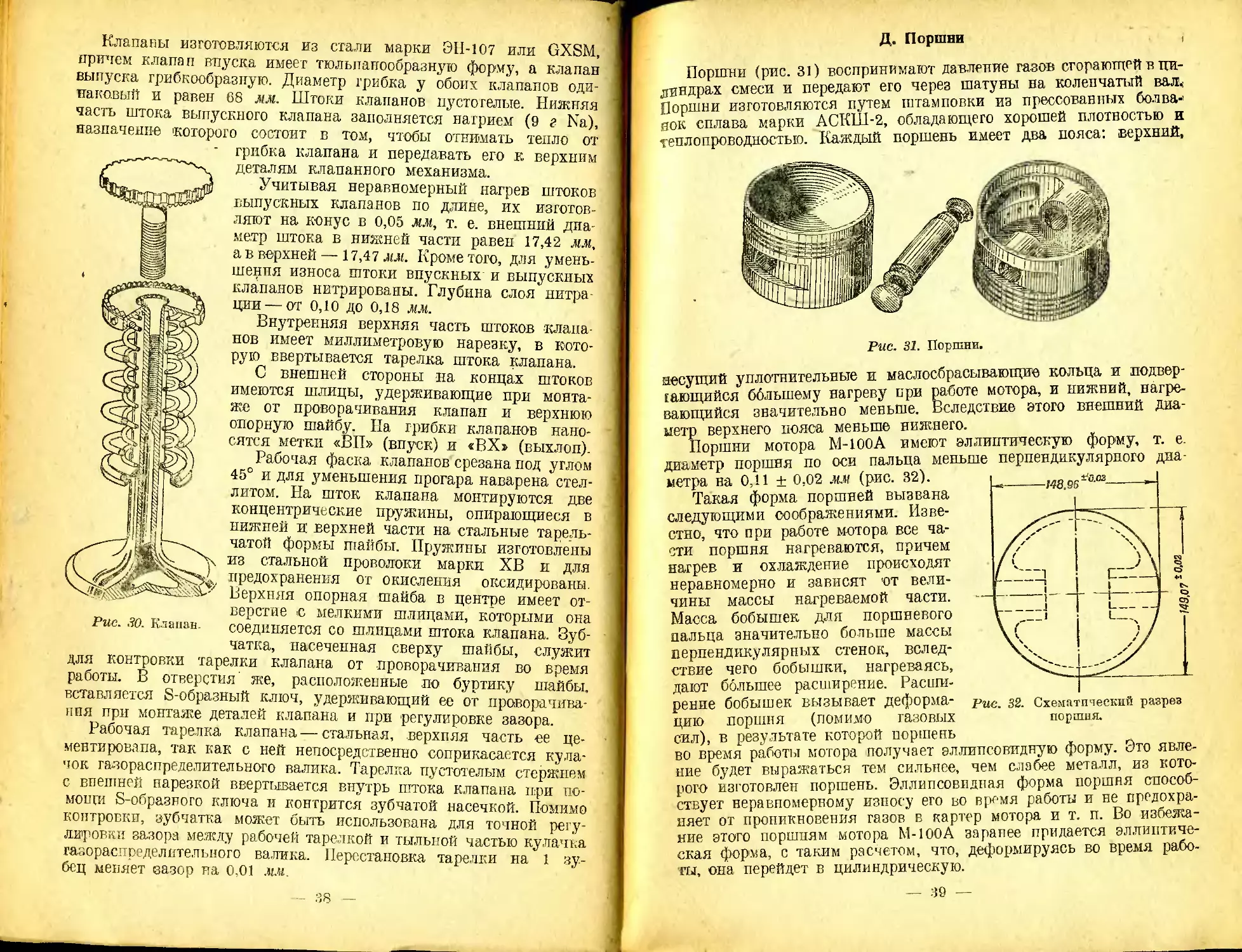
Поршни (рис. 31) воспринимают давление газов сгорающей в ци-
линдрах смеси и передают его через шатуны на коленчатый вал.:
Поршни изготовляются путем штамповки из прессованных бол па-
нок сплава марки АСКШ-2, обладающего хорошей плотностью и
теплопроводностью. Каждый поршень имеет два пояса: верхний,
Рис. 31. Поршни.
и маслосбрасывающие кольца и подвер-
несущий уплотнительные
гающийся большему нагреву при работе мотора, и нижний, нагре-
вающийся значительно меньше. Вследствие этого внешний диа-
метр верхнего пояса меньше нижнего.
Поршни мотора М-100А имеют эллиптическую форму,
диаметр поршня по оси пальца меньше перпендикулярного
т. е.
диа-
Рис. 32. Схематический разрез
поршня.
метра на 0,11 ± 0,02 мм (рис. 32).
Такая форма поршней вызвана
следующими соображениями. Изве-
стно, что при работе мотора все ча-
сти поршня нагреваются, причем
нагрев и охлаждение происходят
неравномерно и зависят от вели-
чины массы нагреваемой части.
Масса бобышек для поршневого
пальца значительно больше массы
перпендикулярных стенок, вслед-
ствие чего бобышки, нагреваясь,
дают большее расширение. Расши-
рение бобышек вызывает деформа-
цию поршня (помимо газовых
сил), в результате которой поршень
во время работы мотора получает эллипсовидную форму. Это явле-
ние будет выражаться тем сильнее, чем слабее металл, из кото-
рого изготовлен поршень. Эллипсовидная форма поршня способ-
ствует неравномерному износу его во время работы и не предохра-
няет от проникновения газов в картер мотора и т. п. Во избежа-
ние этого поршням мотора М-100А заранее придается эллиптиче-
ская форма, с таким расчетом, что, деформируясь во время рабо-
ты, она перейдет в цилиндрическую.
— 39 —
(3 целью приближения формы камефы сгорания в цилиндрах
к < Прической и получения необходимой степени сжатая поршни
имеют вогнутую головку.
В канавки верхней части поршня монтируются три уплотни-
тельных и одно маслосбрасывающее кольца. В канавке маслосбра-
сывающего кольца просверлены отверстия, через которые масло
проходит внутрь поршня,
ней стороны на поршнях
Pur. -if. Пиршневыр кольца.
Для облегчения с внешней и внутрен-
вмеются боковые выточки.
Внутренняя часть бобышек порш-
невого пальца имеет канавки, запол-
няющиеся маслом и 'обеспечивающие
смазку поршневого пальца.
В нижней части поршня, с внут-
ренней стороны, имеется кольцевой
буртик, придающий жесткость «юбке»
поршня.
На бобышках поршней ставятся
метки: номер мотора, вес поршня и
номер цилиндра, в который поршень
устанавливается.
1. Поршневые кольца (рис. 33) изготовляются из чу-
гуна марки ПЧ-1 с последующей термообработкой. Назначение ко-
лец состоит в том, чтобы создать уплотнение от прорыва газов ме-
жду стенками цилиндра и поршня и частично отводить масло со
стенок цилиндра. Для обеспечения плотного прилегания к стен-
кам цилиндра каждое кольцо имеет разрез — так называемый «за-
мок», ПОД уг.ТОМ 45°.
Верхние уплотнительные и мас-
лосбрасывающие кольца имеют ци-
шндрическую форму, а второе и
третье уплотнительные кольца —-
форму усеченного конуса (угол 2— Рис, Поршневой пален.
3 ), обеспечивающего увеличение
удельного давления на стенку цилиндра, лучшую очистку стенок
от масла и лучшую приработку кольца. При монтаже колец необ-
ходимо ставить их конусом вверх, ориентируясь пробой на краску
в специальном цилиндре или проверяя лекальной линейкой.
Маслосбрасывающее кольцо по своей боковой поверхности
имеет кольцевую выточку с отверстиями, через которые масло, счи-
щаемое со стенок цилиндра, отводится внутрь поршня. Во избежа-
ние окисления во время храпения поршневые кольца ок-
сидируются.
2. Поршневой палец (рис. 34) служит для соединения
поршня с верхней головкой шатуна и для передачи давления га-
зов от поршня к шатуну. Палец изготовляется из стали марки
XIH и для облегчения выполняется пустотелым. Поверхность
его цементируется (глубина слоя цементации 1.1—1,5 и шли-
фуется.
Палец — свободноплавающий (это уменьшает его износ и по-
вышает надежность в работе), па концах имеет кольцевые выточки.
служащие для облегчения пальца, и уменьшения выкрашивания
кромок поршневых отверстий. Для предохранения стенок цилиндра,
от задира торцом пальца в него вставляются алюминиевые, сфе
рической формы заглушки, имеющие по одному отверстию для
выпуска воздуха и масла из внутренней полости пальца.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Из каких основных частей состоит блок?
2. Материал и способ изготовления рубашки блока.
3. Назначение латунной трубы, находящейся внутри рубашки блока;
чем вызвано имеющееся в вей расположение отверстий?
4. Меры предохранения рубашки блока от коррозии.
5. Материал и способ крепления клапанных седел.
6. Материм и способ крепления свечных гнезд.
7. Материал направляющих штоков клапанов; их отличие.
8. Назначение трубок и их крепление впереди блока.
9. Назначение штуцеров, расположенных против 1-го и 6-го цилиндров.
10. Назначение, материал и способ крепления гильзы.
11. Как предохраняются внутренние стенки гильзы от износа и внешни*
от коррозии?
12. Чем достигается уплотнение между гильзой и рубашкой блока е
верхней и нижней частях?
13. Назначение л материал клапанов.
14. Отличие между клапанами впуска н выпуска и чем оно вызвано?
15. Устройство и принцип действия коптрового замка.
16. Количество пружин и их назначение.
17. Способ охлаждения клапанов.
18. Назначение, материал п способ изготовления поршня.
19. Почему диаметры «юбки» и днища поршня различны?
20. Преимущества эллиптической формы поршня; как велика эллиптич-
ность?
21. Назначение, материал и конструкция поршневых колец.
22. Почему поршневые кольца изготовляются конусными?
23. Назначение, материал и обработка поршневого пальца, и заглушек.
24. Как осуществляется смазка поршневого пальца?
7. Промежуточная передача и газораспределительные
валики
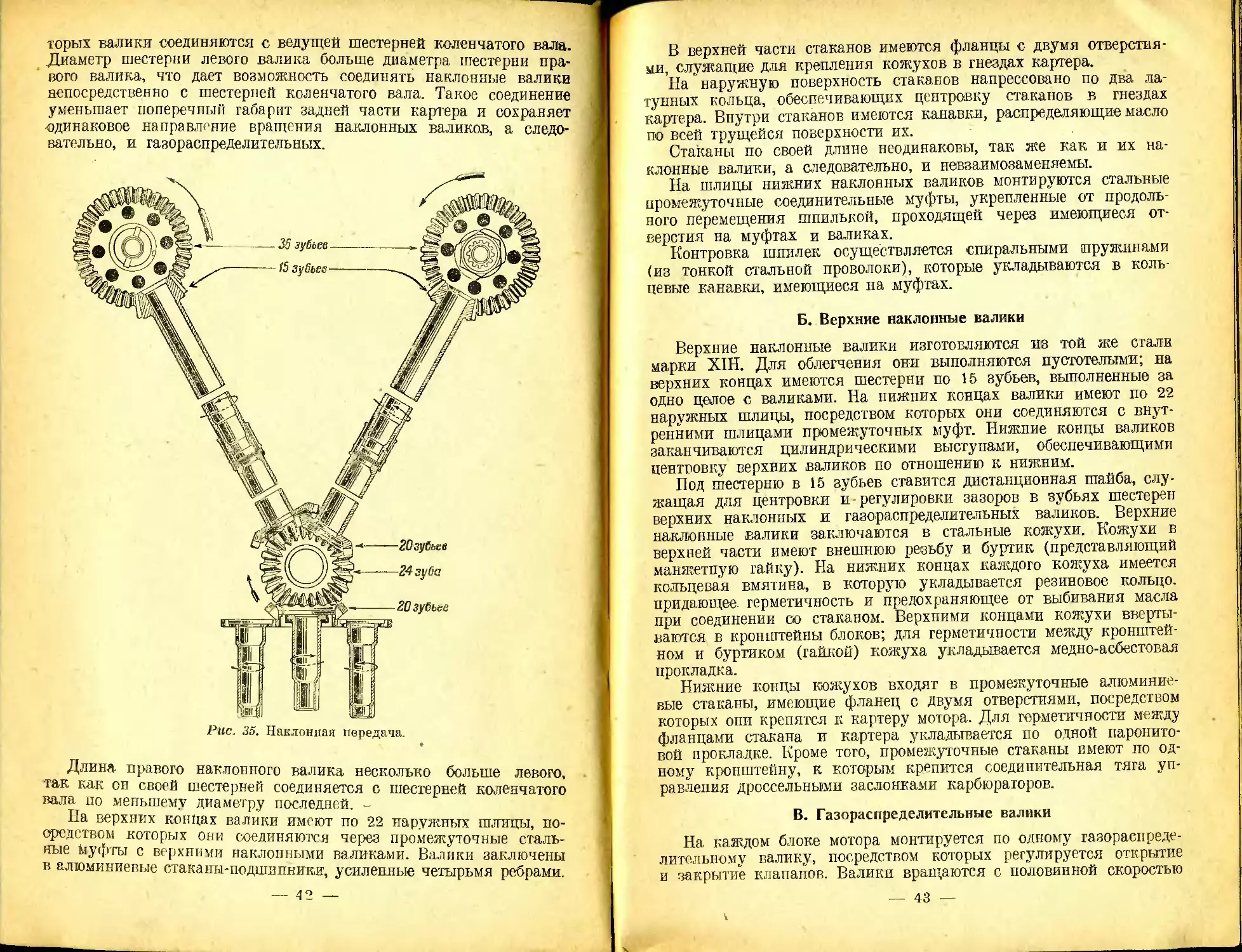
Передача вращения от коленчатого вала к газораспределитель-
ным валикам на моторе М-100А осуществляется через наклонные
валики, состоящие из двух частей и вращающиеся против часовой
стрелки (рис. 35).
А. Нижние наклонные валики
Нижняя половина наклонных валиков ('рис. 35) изготовлена из-
стали марки XIH. Валики для облегчения сделаны пустотелы-
ми. На нижних концах за одно целое с валиками выполнены ше-
стерни. имеющие по 20 цементированных зубьев, посредством ко-
11
торых валики соединяются с ведущей шестерней коленчатого вала.
Диаметр шестерни левого валика больше диаметра шестерни пра-
вого валика, что дает возможность соединять наклонные валики
непосредственно с шестерней коленчатого вала. Такое соединение
уменьшает поперечный габарит задней части картера и сохраняет
одинаковое направление вращения наклонных валиков, а следо-
вательно, и газораспределительных.
Рис. 35. Наклонная передача.
Длина правого наклонного валика несколько больше левого,
так как он своей шестерней соединяется с шестерней коленчатого
вала по меньшему диаметру последней. -
На верхних концах валики имеют по 22 наружных шлицы, по-
средством которых они соединяются через промежуточные сталь-
ные Муфгы с верхними наклонными валиками. Валики заключены
в алюминиевые стаканы-подшипники, усиленные четырьмя ребрами.
— 42 —
В верхней части стаканов имеются фланцы с двумя отверстия-
ми, служащие для крепления кожухов в гнездах картера.
На наружную поверхность стаканов напрессовано по два ла-
тунных кольца, обеспечивающих центровку стаканов в гнездах
картера. Внутри стаканов имеются канавки, распределяющие масло
по всей трущейся поверхности их.
Стаканы по своей длине неодинаковы, так же как и их на-
клонные валики, а следовательно, и невзаимозаменяемы.
На шлицы нижних наклонных валиков монтируются стальные
промежуточные соединительные муфты, укрепленные от продоль-
ного перемещения шпилькой, проходящей через имеющиеся от-
верстия па муфтах и валиках.
Контровка шпилек осуществляется спиральными пружинами
(из тонкой стальной проволоки), которые укладываются в коль-
цевые канавки, имеющиеся на муфтах.
Б. Верхние наклонные валики
Верхние наклонные валики изготовляются из той же стали
марки XIH. Для облегчения они выполняются пустотелыми, на
верхних концах имеются шестерни по 15 зубьев, выполненные за
одно целое с валиками. На нижних концах валики имеют по 22
наружных шлицы, посредством которых они соединяются с внут-
ренними шлицами промежуточных муфт. Нижние концы валиков
заканчиваются цилиндрическими выступами, обеспечивающими
центровку верхних валиков по отношению к нижним.
Под шестерню в 15 зубьев ставится дистанционная шайба, слу-
жащая для центровки и регулировки зазоров в зубьях шестерен
верхних наклонных и газораспределительных валиков. Верхние
наклонные валики заключаются в стальные кожухи. Кожухи в
верхней части имеют внешнюю резьбу и буртик (представляющий
манжетную гайку). На нижних концах каждого кожуха имеется
кольцевая вмятина, в которую укладывается резиновое кольцо,
придающее герметичность и предохраняющее от выбивания масла
при соединении со стаканом. Верхними концами кожухи вверты-
ваются в кронштейны блоков; для герметичности между кронштей-
ном и буртиком (гайкой) кожуха укладывается медно-асбестовая
прокладка.
Нижние концы кожухов входят в промежуточные алюминие-
вые стаканы, имеющие фланец с двумя отверстиями, посредством
которых они крепятся к картеру мотора. Для герметичности между
фланцами стакана и картера укладывается по одной паронито-
вой прокладке. Кроме того, промежуточные стаканы имеют по од-
ному кронштейну, к которым крепится соединительная тяга уп-
равления дроссельными заслонками карбюраторов.
В. Газораспределительные валики
На каждом блоке мотора монтируется по одному газораспреде-
лительному валику, посредством которых регулируется открытие
и закрытие клапанов. Валики вращаются с половинной скоростью
— 43 —
коленчатого вала и в левую сторону (.если смотреть от летчика).
Изготовляются из стали марки ХШ, причем каждый валите со-
стоит из двух частей — передней и задней, скрепленных между
собой при помощи фланцев и шести болтов (рис. 36).
Изготовление валиков из двух частей вызвано производствен-
ными соображениями, а именно: при рассверловке внутренней ча-
сти валика (по всей длине) сверло обычно «уводит» в сторону or
центра до 1,5 мм. Чтобы избежать этого, валики делаются из двух
частей.
На каяадом валике расположено по шесть пар цементированных
кулачков. Глубина слоя цементации допускается не менее 1,2 лл.
На каждом кулачке просверлено по одному отверстию, через ко-
торые масло выходит из внутренней полости валика на смазку ра-
бочей тарелки клапана и поверхности кулачка.
На конце валика со стороны магнето на двух шпонках монти-
руется коническая шестерня в 36 зубьев и затягивается гайкой.
Контровка гайки осуществляется стальной шайбой.
Внутрь валика вставлена дюралевая трубка, служащая для под-
вода масла к четвертому подшипнику и шестерням. Одним кон
цом трубка входит в заднюю часть валика, а другим — в специаль-
ную (переднюю) заглушку, распределяющую масло в полости ва-
лика и дюралевой трубки.
Кроме того, со стороны шестерни в валик, запрессована своим
хвостовиком и укреплена шпилькой цилиндрическая шестерня в-
12 зубьев, служащая для привода счетчика. оборотов и еинхропн
затора.
Каждый валик вращается в четырех алюминиевых подшипни-
ках, причем первый и четвертый подшипники неразъемные. Под-
шипники фиксируются каждый двумя штифтами и крепятся па
шпильках блока. Кроме того, четвертый подшипник имеет допои
пительный стальной штифт.
Средний штифт четвертого подшипника впрессован в подшип-
ник и входит в выточку в головке блока. Штифт, помимо радиаль-
ных нагрузок, несет также и осевую нагрузку, воспринимаемую
подшипником от работы шестерен.
На трущихся поверхностях подшипников имеются канавки,
обеспечивающие •распределение масла по всей поверхности. Перед-
няя заглушка валика—-стальная, имеет форму поршенька с коль-
цевым буртиком па оси. Заглушка вставляется внутрь валика и
контрится стальным круглым замком. Для ввертывания съемника
заглушка имеет резьбу.
Для регулировки продольного люфта валика, между четвертым
подшипником и шестерней, устанавливается дистанционная шайба,
толщина которой подбирается в зависимости от необходимого про-
дольного люфта валика.
Смазка деталей валиков осуществляется маслом, подводимым
к первому подшипнику. Через первый подшипник и отверстия на
конце валика масло поступает в полость валика и одновременно,
через отверстия в передней заглушке, — в полость трубки. Пройдя
в полость валика, масло попадает в подпгаппики (через отвев
Д.ет'л-’
стия в шейках валика и на тарелки клапанов, через отверстия в
кулачках). От четвертого подшипника по канавке и через отвер-
стие, диаметрально противоположное канавке, масло поступает к
дистанционному кольцу и торцу подшипника, затем стекает на
зубья шестерен и по наклонной передаче попадает в задний от-
стойник нижней крышки картера. Помимо этого, на зубья шесте-
рен масло поступает непосредственно из трубки, так как задний
конец валика не заглушается. Наличие трубки внутри валика
обеспечивает смазкой четвертый подшипник и зубья шестерен при
любом положении самолета в воздухе (кабрировании, пикирова-
нии и т. д.).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Конструкция станков нижних наклонных валиков н разница между
ними.
2. Назначение, материал я конструкция нижних и верхних наклонных
валиков.
3. Назначение и количество шлиц па концах валиков.
4. Как осуществляется соединение верхних наклонных валиков с ниж-
ними?
5. В чем особенность зацепления шестерен нижних наклонных валиков
с шестерней коленчатого вала?
6. Направление и скорость вращения наклонных валиков по отношени»
к коленчатому валу.
7. Конструкция и способ крепления кожухов верхних наклонных ва
ликов.
8. Назначение, материал и конструкция газораспределительных валиков..
9. Чем вызвана необходимость изготовления валиков из двух половин?
10. Как кренятся шестерни на валиках?
1.1- Назначение передних заглушек в газораспределительных валиках.
12. Назначение, конструкция и способ крепления подшипников газорас-
пределительных валиков.
И 13. Как обеспечиваются смазкой все детали газораспределительных и на-
‘ клонных валиков?
ГЛАВА III
АГРЕГАТЫ МОТОРА
1. Нагнетатель и регулятор давления
А. Нагнетатель
Для сохранения давления во всасывающей системе с подъемом
на высоту, а следовательно, для поддержания номинальной мощ-
ности, на моторе устанавливается невыключающийся приводной
одноступенчатый центробежный нагнетатель (п. ц. н.) (рис. 37).
Нагнетатель состоит из следующих основных деталей: корпуса
нагнетателя, крыльчатки (рабочее колесо), всасывающего патрубка
с автоматическим регулятором давления и с заслонкой впуска
воздуха, валика, крыльчатки с подшипником и деталями уплот-
нения.
Рис. 37. Разрез нагнетателя
с регулятором давления.
Рис. 38. Крыльчатка нагнетателя
с направляющим аппаратом.
47 —
Корпус нагнетателя изготовляется из сплава электрона или
силумина и имеет улиткообразную форму. Со стороны мотора
корпус имеет фланец со шпильками, посредством которых нагне-
татель крепится к суппорту. В нижней части корпуса расположен
штуцер, обеспечивающий контроль за внутренней полостью кор-
пуса (попадание масла) и слив влаги.
С задней стороны к фланцу корпуса крепится всасывающий
патрубок. В полости, образующейся между корпусом ‘нагнетателя
и всасывающим патрубком, помещается крыльчатка (рис. 38).
Крыльчатка изготовлена из сплава F-1 пли АС-12Т и для предо-
хранения от окисления окси-
дирована. Диаметр» ее равняет-
ся 240 ± 0,1 мл. Лопасти
крыльчатки в своей централь-
ной части загнуты в направ-
лении вращения.
На рис. 39 показано, как
частицы воздуха набегая с оп-
ределенной скоростью па ло-
пасти крыльчатки, вызывают
вход воздуха с ударом. Удар-
ный вход связан с некоторой
Мсилютиая скорость воздуха
Рис. 39. Схема разложения сил. дей-
ствующих на крыльчатку
нагнетателя.
потерей экономичности, и для
того, чтобы избежать этого,
кромки лопастей на входе обыч-
но загибают вперед под таким
углом, чтобы загнутая часть
лопасти была параллельна
служащее для уменьшения удар-
движению воздуха.. Устройство.
ных нагрузок на лопасти крыльчатки, называется направляющим
аппаратом нагнетателя.
Между лопастями крыльчатки просверлены отверстия, обеспе-
чивающие выравнивание давления с обеих сторон крыльчатки. Со
стороны привода крыльчатка имеег две кольцевые выточки, расто-
ченные двумя радиусами. В выточку большего диаметра входит
фланец уплотнительной втулки (лабиринта), а в выточку мень-
шего диаметра входит дистанционная шайба, служащая для регу-
лировки зазора (0.3—0,8 .ил) между крыльчаткой и стенкой кор-
пуса нагнетателя.
Внутри ступицы крыльчатки имеются шлицы, посредством
которых она монтируется на шлицы валика: монтированная
крыльчатка подтягивается винтом, имеющим левую резьбу. Вся
поверхность винта, кроме резьбы, кадмируется. Контровка винта
осуществляется стальной пластинчатой шайбой с усиками. Для
съемки крыльчатки с валика с задней стороны в ступице крыль-
чатки имеется нарезка, в которук» ввертывается съемник.
Валик крыльчатки — стальной (сталь марки ХН-1), для об-
легчения выполнен пустотелым. (’ одного конца он заглушен
алюминиевой пробкой, ввернутой на резьбе и раскерненпой. а <-
другого копна имеет внутреннюю левую резьбу и внешние шли-
цы. Посредине валика, за одно целое с ним, изготовлена шестер-
ня, имеющая 21 цементированный зуб.
Передняя часть валика представляет конус, к концу перехо-
дящий в цилиндр. Цилиндрическая часть является первой опор-
ной шейкой валика; она входит в хвостовик коленчатого вала,
вследствие чего обеспечивается центровка валика крыльчатки от-
носительно оси коленчатого вала (рис, 40).
Второй опорой валика крыльчатки является шариковый под-
шипник, монтируемый в гнезде перегородки корпуса нагнетателя,
вместе с уплотнительным устройством. Уплотнительное устрой-
ство (лабиринт) служит для того, чтобы препятствовать проникно-
вению масла из камеры механической передачи в камеру крыль-
чатки, так как это повлечет повышение расхода масла, нагарообра-
зование на поршнях, повышение температуры мотора и т. п.
Уплотнительное устройство состоит из стальной втулки с
двумя кольцевыми канавками и маслоотражательного диска.
Гнездо, в котором монтируются детали уплотнения, через капал
в перегородке корпуса нагнетателя сообщается с камерой повы-
шенного давления крыльчатки нагнетателя. Поэтому при вращении
крыльчатки в гнездо уплотнительного устройства будет нагнетаться
воздух, давление в нем повысится и станет больше, нежели в ка-
мере механической передачи (больше атмосферного). Этим устра-
няется возможность подсоса масла в камеру крыльчатки нагне-
тателя. Между уплотнительной втулкой и валиком крыльчатки
монтируется стальная распорная втулка, одним своим торцом упи-
рающаяся через маслоотражатель во внутреннюю обойму шарико-
вого подшипника, а вторым — в дистанционную шайбу. Все детали
шарикового подшипника и уплотнения оксидированы.
Всасывающий патрубок нагнетателя — воронкообразной формы,
с приемным патрубком и заслонкой для впуска воздуха — изготов-
ляется из сплава F-1 или ЛС-12Т. С правой стороны патрубка
(смотря со стороны летчика) имеется прилив, в котором располо-
жены детали автоматического регулятора давления.
Для герметичности между корпусом нагнетателя и патрубком
помещается прокладка из армированного полотна.
Принцип действия нагнетателя заключается в том, что воздух,
поступающий с большой скоростью к крыльчатке нагнетателя,
отбрасывается ею на периферию. Воздух, получивший от крыль-
чатки энергию, поступает в сборную улитку, где скорость его
движения падает, а давление повышается. Затем скопившийся
в воздушных коллекторах воздух (с повышенным давлением)
используется для принудительного наполнения цилиндров.
Нагнетатель мотора М-100Л рассчитан так, что при макси-
мальном числе оборотов коленчатого вала на земле он может
создать в воздушных коллекторах нагнетателя давление порядка
1300 лм рт. ст.
Б. Регулятор давления
Назначение регулятора давления состоит в том, чтобы автомати-
чески открывать пли закрывать заслонку впуска воздуха (в за-
4 Авиационный иотор
— 49 —
Pric. 40. Детали нагнетателя и регулятора давления.
щсимости от изменения давления за нагнетателем) и тем самых!
Поддерживать постоянное давление воздуха в воздушных кол-
лекторах перед карбюраторами до расчетной высоты.
J Регулятор давления состоит из следующих деталей (см. рис.
40): корпуса регулятора, изготовленного за одно целое со всасы-
вающим патрубком нагнетателя, с гнездами для крепления дета-
лей регулятора и с каналами для прохода масла; гайки крепле-
ния тарелки для регулирования давления 1; тарелки регулировки
давления 2; колпака анероидного капсюля 3; анероидного кап-
сюля с регулировочной шпилькой и пружиной внутри капсюля 4;
золотника 5; прокладки для герметичности 6; сервопоршня 7;
возвратной пружины сервопоршня 8; заслонки впуска воздуха 9;
сектора управления заслонкой 10; профилированного кулачка
золотника регулятора давления 11; пружины кулачка 12; масля-
ного фильтра 13 и пробок с прокладками.
Данные регулятора давления
1. Длина пружины анероидного капсюля.................78 мм
>, Диаметр проволоки пружины анероидного капсюля . . . 2,8 .м.ч
3. Количество витков пружины анероидного кап юля . . . 10,Б
4. Величина щелн между заслонкой впуска воздуха и
всасывающим патрубком:
а) с левой стороны (смотря от регулятора).......6—8 мм
б) с правой стороны (смотря от регулятора) . . . 4—6 мм
5. Нормальное давление (Рк) за нагнетателем.......... 880 мм рт. ст.
6. Нормальное давление под колпаком анероидного капсюля 884—885 мм рт. ст.
7. Нормальный зазор между пробкой и сервопоршнем (при
закрытой воздушной заслонке)..........................от 1,0 до 1,5 мм
8. Высота выреза на трубке, сообщающей камеру крыль-
чатки нагнетателя с камерой под колпаком анероида 3,0 мм
9. Давление воздуха внутри анероидного капсюля примерно до 0,1 ат
Примечание. Чтобы не нарушалась работа анероидного капсюля
при изменениях температуры окружающего воздуха, из него предвари-
тельно выкачивается воздух.
Принцип действия и взаимодействие деталей
регулятора давления
Камера повышенного давления нагнетателя (камера крыль-
чатки) через трубку с вырезом и канал в корпусе регулятора со-
общается с камерой под колпаком анероидного капсюля. Вслед-
ствие этого давление, создаваемое крыльчаткой нагнетателя (при
работе мотора), передается в камеру анероидного капсюля. В за-
висимости от величины давления анероидный капсюль будет
сжиматься или разжиматься, поднимая или опуская золотник,
связанный с капсюлем. Если давление будет меньше 880 мм рт. ст.,
то анероидный капсюль под действием своей внутренней пружины
будет разжиматься и опускать золотник вниз. Золотник, опу-
— 51 —
сбившись, даст возможность пройти маслу от фильтра, распоЛо»
женного в корпусе регулятора, через канал к сервопоршню. Под
действием давления масла сервопоршень начнет отходить, но так
как он своими кольцевыми выступами находится в зацеплении
с сектором оси заслонки впуска воздуха, то заслонка будет откры-
ваться (рис. 41).
В результате давление за нагнетателем будет повышаться.
При увеличении давления выше нормального анероидный капсюль
Рг1с. 41. Принципиальная схема работы регулятора давления.
начнет сжиматься и приподнимать золотник вверх. Золотник, под-
нимаясь, перекроет доступ масла к сервонорпгню, который под дей-
ствием возвратной пружины будет отходить в противоположном
направлении. Отходя в противоположном направлении, сервопор-
шень будет прикрывать заслонку выпуска воздуха и одновременно
выталкивать масло из сервоцилиндра в маслоотводящий канал.
В. Работа регулятора давления
Работа регулятора давления заключается в следующем.
Вследствие того, что между заслонкой впуска воздуха в наг-
нетатель и приемным патрубком имеется щель (см. данные ре-
гулятора), можно запускать мотор одним открытием дроссельных
заслонок карбюраторов (не открывая заслонку впуска воздуха).
При этом количество проходящего через щель воздуха будет
вполне достаточным для запуска мотора.
Так как дроссельные заслонки карбюраторов не связаны с
заслонкой впуска воздуха, то при увеличении числа оборотов ко-
ленчатого вала заслонка впуска воздуха будет находиться все в
— 52 —
том же положении, т. е. она будет закрыта. Необходимое для
обеспечения работы мотора количество воздуха будет поступать
через шель между заслонкой впуска воздуха и приемным пат-
рубком.
Открытие заслонки впуска воздуха зависит от положения
деталей в регуляторе давления и кулачка. При запуске мотора
и работе его на оборотах до 1 200—1 300 об/мин. кулачок поджи-
Рис. 42. Конструктивная схема регулятора давления.
чины давления в камере анероидного капсюля, золотник регуля-
тора будет стоять в верхнем положении, перекрывая кана-
лы, подводящие масло к сервопоршню. С открытием дроссельных
заслонок карбюраторов кулачок (связанный с тягой управления
заслонками) начинает отходить от своего вертикального положе-
ния, тем самым освобождая золотник регулятора. Начиная с
1 200—1 300 об/мин. коленчатого вала, золотник будет освобож-
ден, и с этого момента вступит в действие автоматический регу-
лятор давления.
К моменту начала автоматического действия регулятора дав-
ления (около 1 200—1 300 об/мин.) давление в воздушных кол-
лекторах нагнетателя будет несколько ниже 880 мм рт. ст., а сле-
довательно. такое же давление будет и в камере анероидного кап-
сюля регулятора (рис. 42).
Тогда анероидный капсюль под действием своей внутренней
пружины начнет разжиматься и опускать золотник вниз. Золот-
ник, опустившись, даст возможность пройти маслу через свою
среднюю кольцевую выточку к сервопоршню. Масло, подойдя к
сервопоршню, переместит его, а вместе с перемещением поршня
— 53 —
будет перемещаться в сторону открытия заслонка впуска воз-
духа. В результате этого давление в воздушных коллекторах на-
гнетателя будет повышаться. При повышении давления в камере
нагнетателя больше 880 мм рт. ст. анероидный капсюль будет
сжиматься. Сжимаясь, он поднимет золотник вверх. Золотник,
поднимаясь, перекроет доступ масла в сервоцилиндр, и вслед-
ствие этого давление масла на сервопоршень прекратится. Тогда
сервопоршень под действием своей пружины начнет отходить в
первоначальное положение и тем самым перемещать заслонку
впуска воздуха в сторону прикрытия, что вызовет понижение
давления в воздушных коллекторах нагнетателя до Рк=880 мм рт. ст.
Сервопоршень, перемещаясь, одновременно с прикрытием за-
слонки впуска воздуха будет выталкивать масло из сервоци-
линдра во внутреннюю полость золотника, откуда через верхнее
отверстие оно уйдет по каналу в камеру суппорта магнето.
При работе мотора на земле заслонка впуска воздуха все время
будет открываться или закрываться, вследствие чего давление за
нагнетателем будет сохраняться порядка 880 мм рт. ст.
С подъемом на высоту вследствие падения давления за нагне-
тателем заслонка впуска воздуха будет постепенно открываться,
давая возможность увеличить количество воздуха, поступающего
в нагнетатель, а значит сохранить давление (880 мм рт. ст.).
К расчетной высоте заслонка впуска воздуха будет открыта
полностью. При дальнейшем подъеме на высоту давление за нагне-
тателем, а равно и мощность мотора будут падать, как и у невы-
согпого мотора.
Г. Назначение кулачка
Чтобы уяснить назначение кулачка, разберем работу нагнета-
теля и регулятора давления при отсутствии этой детали.
На моторе М-100А карбюраторы расположены за нагнетателем,
и, следовательно, давление в поплавковых камерах (при закры-
тых высотных кранах) поддерживается равным давлению, созда-
ваемому нагнетателем. Давление же за нагнетателем будет зави-
сеть от величины открытия заслонки впуска воздуха, числа обо-
ротов коленчатого вала и высоты полета самолета. При запуске
мотора, когда заслонка впуска воздуха закрыта, воздух в нагне-
татель проходит через щель около заслонки, и, следовательно,
давление за нагнетателем будет соответствовать атмосферному.
Атмосферное давление передастся в камеру анероидного капсю-
ля, и последний под действием своей пружины начнет разжи-
маться. Разжимаясь, анероидный капсюль вызовет перемещение
золотника вниз, в результате чего откроется доступ масла к серво-
поршню. который под действием масла начнет отходить и открывать
заслонку впуска воздуха. Открытие заслонки увеличит доступ воз-
духа в нагнетатель, давление за нагнетателем и в поплавковых ка-
мерах повысится, а с повышением давления увеличится перепад
давлений в поддиффузорном и наддиффузорном пространстве (при
неизменном положении дроссельных заслонок карбюраторов). Уве-
— 54 —
дачение перепада давлений' вызовет увеличение истечения горю-
чего, а следовательно, обогащение смеси.
Для устранения обогащения смеси на режиме работы мотора
до 1 300 об/мин. в регуляторе устанавливается профилированный
кулачок, действие которого рассмотрено выше. Изменение коэфи-
циента избытка воздуха в зависимости от числа оборотов харак-
теризуется кривыми, представленными па рис. 43 (кривая I —
без кулачка, кривая II — при наличии кулачка).
Рис. 43. Кривые, характеризующие коэфициент избытка воздуха:
II—при наличии кулачка и I — без него.
Д. Регулировка регулятора давления
Регулировка 'регулятора Рк производится на работающем мо-
торе. Процесс регулировки сводится к тому, чтобы выбрать та-
кое взаимодействие регулятора Рк и нагнетателя, которое обес-
печивало бы требуемую стабильность давления в воздушных
коллекторах нагнетателя при:
1) различных атмосферных условиях;
2) различных величинах производительности нагнетателя и
количества засасываемого воздуха;
3) сложном взаимодействии потока воздуха с заслонкой
впуска воздуха.
Для выявления взаимодействия элементов регулятора Рк на
рис. 44—45 даны кривые давления за нагнетателем, полученные
при различных положениях золотника и трубочки с вырезом, по-
средством которой давление передается из камеры повышенного
давления нагнетателя в камеру анероидного капсюля. Там же
изображена кривая, характеризующая давление за нагнетателем
с нормальной регулировкой регулятора Рк (при нейтральном по-
ложении анероидного капсюля) и трубки в нагнетателе (рис. 45).
Из рассмотрения кривых следует:
1) давление за нагнетателем увеличивается, когда золотник
опускается, и наоборот;
2) давление за нагнетателем увеличивается, когда трубка в
нагнетателе поворачивается влево, и уменьшается, когда, она по-
ворачивается вправо (рис. 44);
— 55 —
3) изменение положения анероидного капсюля к трубки в на-
гнетателе по-разному влияет на давление за нагнетателем на раз-
личных участках работы мотора.
Последнее обстоятельство указывает на то, что получение тре-
буемой кривой давления за нагнетателем обусловливается опреде-
ленным сочетанием положения анероидного капсюля и положе-
ния трубки в нагнетателе.
ММ Пу
20
Обороты коленчатого вала в мин
Рис. 44. Кривые давления за нагнетателем при разных положениях
трубки, передающей давление в анероидную камеру.
Регулировка положения трубки в нагнетателе является наи-
более существенной операцией в регулировке автомата и произво-
дится на заводе.
Обычно наивыгоднейшее положение трубки характеризуется
избытком давления в камере анероидного капсюля по сравнению
с давлением в камере повышенного давления в нагнетателе на
4—5 мм рт. ст.
Практически регулировка регулятора сводится к трем опера-
циям:
1) регулировке положения трубки в нагнетателе;
2) регулировке положения анероидного капсюля;
3) установке кулачка.
1. Регулировка положения трубки в нагнета-
теле. Несмотря на однообразие конструкций нагнетателей для
— 56 —
моторов М-100А, каждый нагнетатель требует индивидуальной
установки трубки. Для замера давления в камере анероидного
капсюля ставят временный колпак со штуцером, к которому
присоединяется трубка пьезометра. Второй пьезометр присоеди-
няется к воздушным коллекторам нагнетателя. Затем, давая раз-
личные режимы работы мотору, сравнивают показания пьезомет-
лииН$
1100
80
60
40
го
1000
80
60
40
го
900
80
60
40
го
800
80
760 L
_J---1—---1--1—.—и---1----1-—I Li——1__—i-----
600 вое 10001200 иоо isoo ш гооо \zzoo г4оо геоо
Обороты коленчатого бывала в мин.
Рис. 45. Кривые давления за нагнетателем при работе
с различной регулировкой регулятора давления.
ров. При правильной установке трубки в нагнетателе показания
должны быть равны на всех режимах работы мотора. В противном
случае снимают всасывающий патрубок нагнетателя и поворачи-
вают трубку в зависимости от необходимости в ту или другую сто-
рону на угол 5—10°, наблюдая за тем, чтобы она не проворачива-
лась свободно в своем гнезде. Если давление в камере анероид-
ного капсюля меньше давления в воздушных коллекторах, трубку
— 57 —
поворачивают прорезью навстречу потоку струи воздуха; при уве-
личенном давлении поступают наоборот.
При проверке и установке трубки обращают внимание, чтобы
при снижении оборотов с 2 400 до 1 800 (приведенных к расчетной
высоте) давление в воздушных коллекторах и в камере анероидного
капсюля не выходило за пределы 4—5 мм рт. ст.
При повертывании трубки пользуются специальным ключом
с воротком. Если трубка сидит в своем гнезде свободно, ее необ--
холимо подвальцевать. После установки трубки всасывающий пат-
рубок нагнетателя ставится на место и закрепляется. Для герме-
тичности под фланцем устанавливается прокладка.
2. Р е г у л и р о в к а положения анероидного кап-
сюля. При регулировке положения трубки в нагнетателе необхо-
димо было добиться синхронности давления в камере анероидного
капсюля и в воздушных коллекторах нагнетателя; для получения
же номинальной мощности мотора важно отрегулировать давление,
соответствующее 880 мм рт. ст.
Во избежание возможных ошибок, тяти управления дроссель-
ными заслонками разъединяют с тягой управления кулачком. Ку-
лачок ставят в такое положение, чтобы он не имел соприкоснове-
ния с золотником, после чего вывертывают регулировочный винт
анероидного капсюля доотказа. На ось заслонки впуска воздуха
ставят специальный рычаг, по которому можно следить за откры-
тием заслонки впуска воздуха. Затем запускают мотор и, посте-
пенно увеличивая число оборотов до максимума, следят за надду-
вом, создаваемым нагнетателем. Так как золотник регулятора на-
ходится в верхнем положении, то заслонка впуска воздуха остается
закрытой, несмотря на полный газ, и мотор не дает полных обо-
ротов.
После такой проверки начинают сбавлять число оборотов мо-
тора до 800—1 000 и ввертывают регулировочный винт капсюля
на незначительную величину. Закрепив винт, снова доводят число
оборотов до максимума, следя за началом открытия заслонки впу-
ска воздуха: если заслонка начала открываться и давление по
пьезометру соответствует 880 мм рт. ст., регулировку можно счи-
тать законченной; если же открытия заслонки не происходит, необ-
ходимо произвести дальнейшее ввертывание винта капсюля.
3. Установка кулачка. Получив нормальное давление
за нагнетателем при включенном регуляторе Рк, начинают уста-
навливать кулачок. Для этого дают мотору работать на режиме
1 200—1 300 об/мин. и ось кулачка поворачивают по часовой
стрелке до встречи с золотником анероидного капсюля. В этом по-
ложении на оси кулачка закрепляется поводок, и тяги управ-
ления дроссельными заслонками карбюраторов соединяются с тя-
гой управления кулачком. Затем производят проверку. Если ока-
жется, что заслонка впуска воздуха при оборотах несколько выше
1 200—1 300 не открывается, то установку кулачка необходимо про-
извести сначала, добиваясь, чтобы заслонка начинала открываться
именно с этих оборотов.
Надо иметь в виду, что механизм регулятора Рк работает удов-
— 58 —
летворительно при температуре окружающего воздуха не ниже
—5—10° С, так как при более низких температурах масло в серво-
цилиндре застывает и циркуляция нарушается, что вызывает боль-
шой передув на средних оборотах или даже полный отказ работы
регулятора. В этом случае регулятор необходимо подогреть горя-
чим воздухом, имеющим температуру 50—60° С.
Окончательным критерием правильной регулировки регулятора
/’к является:
а) хорошая приемистость мотора;
б) отсутствие большого передува при резком снижении обо-
ротов;
в) сохранение нормального давления (880 мм рт. ст.+ 20 мм\
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение нагнетателя.
2. Из каких основных частей состоит нагнетатель?
3. Назначение, материал и конструкция корпуса нагнетателя.
4. Устройство воздушного уплотнения и его работа.
5. Конструкция и материал крыльчатки.
6. Конструкция валика крыльчатки.
7. Назначение дистанционного кольца и стальной втулки, монтируемых
на валик крыльчатки.
8. Назначение регулятора давления.
9. Из каких основных деталей состоит регулятор давления?
10. Конструкция деталей регулятора и их назначение.
11. Назначение кулачка.
12. С чем соединяется тяга кулачка.
13. Принцип действия регулятора давления.
14. Путь масла в регулятор и из регулятора в мотор.
15. С каких оборотов коленчатого вала начинает работать регулятор?
16. Работа регулятора давления на земле и в воздухе.
17. Как производится регулировка регулятора давления?
2. Суппорт магнето
Суппорт (рис. 46) изготовляется из сплава силумина или элек-
трона и служит для крепления магнето, нагнетателя, маслонасоса
автопилота и их приводов.
В верхней части суппорта расположены два кронштейна с при-
водами для установки магнето. Привод магнето состоит из сталь-
ного валика с шестерней в 20 зубьев, двух шариковых подшипни-
ков, стального кадмированного кожуха, в котором монтируется при-
вод, и рессорной муфты привода. Наличие двух шарикоподшипни-
ков на каждом валике обусловлено необходимостью центровки ва-
лика привода.
Между приводами магнето (рис. 47) на суппорте расположена
площадка, служащая для крепления маслонасоса автопилота. На-
сос приводится в действие от шестерни привода распределителя
сжатого воздуха через стальной пустотелый валик, имеющий па
нижнем конце шестерню в 19 зубьев, а на верхнем конце —
— 59 —
Рис. 46. Суппорт магнето с фрикционной
передачей (первой конструкция).
шлицы, посредством которых оп соединяется со шлицами валика
насоса (помпы).
Валик заключен в алюминиевый воронкообразный подшипник,
имеющий в верхней части фланец для крепления, а в нижней ча-
сти— втулку, служащую подшипником для валика.
Масло к насосу автопилота поступает от задней распределитель-
ной крышки. Чтобы попасть к насосу, оно проходит следующий
путь: от крышки на-
правляется в кольце-
вую выточку, имею-
щуюся в гнезде креп-
ления привода рас-
пределителя сжатого
воздуха, из кольцевой
выточки попадает по
каналу к отверстию
па внешнем фланце
крепления суппорта и
уже отсюда идет че-
рез канал в суппорте
к подводящему шту-
церу и затем в насос.
Помимо подводящего
штуцера, на суппорте
имеется штуцер, служащий для отвода излишков масла из на-
соса автопилота. Между приводами магнето с задней стороны
(смотря от винта) на суппорте просверлено отверстие, заглушен-
ное пробкой. Это отверстие в случае необходимости служит для
Рис. 47. Суппорт с приводом магнето (измененной конструкции).
заливки подогретого масла па шестеренчатую передачу, при зим-
ней эксплоатации мотора.
В задней части суппорта, со стороны нагнетателя, имеются два
отверстия с запрессованными бронзовыми втулками, которые слу-
жат подшипниками для валиков фрикционных шестерен. В ниж-
ней части суппорта просверлено отверстие, заглушенное пробкой,
служащее для слива масла из камеры суппорта. Под нижнюю и
верхнюю пробки для герметичности ставятся медно-асбестовые
прокладки.
— 60 —
С правой стороны суппорт й.меет канал, по которому под,
дится масло к регулятору давления нагнетателя. Рядом с каналЛг
на фланце суппорта просверлено отверстие для стока возвращаю-
щегося из регулятора давления масла в камеру суппорта.
Для крепления суппорта к картеру мотора и для крепления на-
гнетателя к суппорту имеются два фланца с отверстиями. При
монтаже с обеих сторон суппорта для герметичности укладываются
прокладки, причем со стороны картера — бумажная, а со стороны
нагнетателя — из армированного полотна.
Привод крыльчатки нагнетателя
Крыльчатка нагнетателя приводится во вращение ют колен-
чатого вала через систему шестеренчатой передачи, которая со-
стоит из промежуточной цилиндрической шестерни в 50 зубьев,
укрепленной на хвостовике коленчатого вала, двух фрикционных
шестерен и шестерни валика крыльчатки.
Рис. 48. Детали фрикционной шестерни привода
крыльчатки нагнетателя.
Наличие фрикционных шестерен обеспечивает уменьшение на-
грузки на зубья шестерен и валик крыльчатки при резких пере-
ходах с одного режима работы мотора на другой.
Фрикционные шестерни (рис. 48) состоят из следующих дета-
лей: стального валика 1 с малой промежуточной шестерней
в 14 зубьев, стального венца в 59 зубьев 2, чеки 3, бронзового
разрезного кольца 4, стального маховика из двух частей с двумя
двойными пружинами 5, бронзовой втулки (подшипник махо-
вика) 6, двух стальных дисков 7 и стяжных винтов с пластинками
для контровки.
Валик шестерни — стальной, пустотелый, с обоих концов заг-
лушен алюминиевыми пробками. На передней части валика нахо-
дится малая промежуточная шестерня, изготовленная за одно це-
лое с валиком. На другой части валика имеются фланец и шлицы.
Отверстия, просверленные на концах валика, служат для перепу-
— 61 —
ска масла ст переднего подшипника через внутреннюю полость
валика к заднему подшипнику и для смазки деталей фрикцион-
ных шестерен.
Порядок монтажа фрикционных шестерен таков: на шлицы ва-
лика к фланцу монтируется стальной диск, с учетом совпадения
отверстия между шлицами валика с канавкой иа ступице диска.
К диску ставится маховик с пружинами и бронзовой втулкой. На
маховик монтируется бронзовое разрезное кольцо и чека, а поверх
кольца ставится стальной венец с зубьями. Все детали прижи-
маются вторым стальным диском, затем диски стягиваются че-
тырьмя винтами, контрящимися специальным замком.
Работа фрикционных шестерен состоит в следующем. При вра-
щении коленчатого вала па малых оборотах маховик под дей-
ствием своих пружин, а на больших оборотах — под действием
пружин и возникающих центробежных сил, будет прижиматься к
бронзовому разрезному кольцу. Так как бронзовое кольцо относи-
тельно дисков не вращается, а вращается вместе с ними, то силой
трения бронзовое кольцо будет увлекать за собой стальной венец,
а последний, в свою очередь, будет вращать валик крыльчатки.
В случае резкого увеличения или уменьшения числа оборотов
коленчатого вала будет происходить проскальзывание венца отно-
сительно бронзового кольца, ударные нагрузки на зубья шестерен
уменьшатся, что предохранит зубья от поломки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение, материал и конструкция суппорта.
2. Конструкция приводов магнето.
3. Путь масла к насосу автопилота.
4. Назначение и конструкция фрикционных шестерен.
5. Смазка деталей фрикционных шестерен и приводов магнето.
6. Скорость вращения крыльчатки нагнетателя
3. Карбюратор К-100
А. Конструкция карбюратора
Питание мотора горючим осуществляется шестью карбюрато-
рами типа К-100, расположенными группами по три карбюратора
с внешней стороны блоков.
Конструкция каждого карбюратора (рис. 49) в основном со-
стоит из корпуса, поплавкового механизма, пускового и главного
жиклеров, высотного крана, дроссельной заслонки, диффузора и
форсунки.
Корпус карбюратора 1 изготовляется из сплава алюминия и
выполняется за одно целое с поплавковой камерой 2.
У верхней части поплавковой камеры расположен горизонталь-
ный канал з, в который устанавливается фильтр 4. С одной сто-
роны канал фильтра, заглушается стальной пробкой 5, с другой
стороны в него ввертывается стальной топливоприемник 6 с прием-
— 62 —
Рис. 49. Детали карбюратора.
цым алюминиевым, штуцером. Вверху горизонтального канала про-
сверлено отверстие 7, через которое ввертывается в свое гнездо кла-
пан впуска горючего (игла) в поплавковую камеру; отверстие
заглушается пробкой 8.
На фланце поплавковой камеры просверлены два капала,
в один из которых 9 ввертывается и заглушается бронзовой проб-
кой главный жиклер, а в другой канал 10 ввертывается трубка с
пусковым жиклером 11. Снизу в поплавковой камере просверлено
отверстие, служащее для слива горючего из поплавковцй камеры;
отверстие заглушено пробкой.
Через канал и главный жиклер поплавковая камера сообщается
с отверстием 12 на фланце крепления форсунки. Канал пускового
жиклера соединяется с одной стороны с отверстием 13 на фланце
крепления форсунки, с другой — с выводными отверстиями у дрос-
сельной заслонки. Над каналом фильтра в корпусе карбюратора
имеются два отверстия: одно для ограничительного винта дроссель-
ной заслонки 14, а другое для калиброванного регулятора малого
таза 15.
Посредине корпуса карбюратора проходит ось дроссельной за-
слонки, опирающаяся на бронзовые втулки, запрессованные в отвер-
стия корпуса карбюратора. С внешней стороны бронзовые втулки
имеют по две кольцевые выточки с отверстиями. Кольцевые вы-
точки, с одной стороны, сообщаются с задиффузорным простран-
ством, а с другой—со смесительной камерой над дроссельной за-
слонкой. Вследствие этого через бронзовые втулки (подшипники)
оси дроссельной заслонки во время работы мотора происходит цир-
куляция воздуха под давлением, равным давлению под диффузо-
ром карбюратора. Благодаря такому устройству, при полетах на
высоте, т. е. в зонах низкого атмосферного давления, не происхо-
дит подсоса смеси из смесительной камеры карбюратора-(в послед-
ней давление больше атмосферного) в атмосферу между осью за-
слонки и ее подшипниками. Указанное устройство является воз-
душным уплотнителем (лабиринтом), способствующим сохранению
в смесительной камере давления, создаваемого нагнетателем.
Дроссельная заслонка изготовлена из бронзы и укреплена в
прямоугольном пазу оси при помощи трех бронзовых винтов.
С противоположной стороны поплавковой камеры монтируется
высотный кран, состоящий из стального золотника с полукруглой
канавкой. Золотник крана крепится к фланцу на корпусе карбю-
ратора при помощи шпильки, спиральной пружины, колпачка и
шплинта.
Фланец крепления золотника сообщается через канал с поплав-
ковой камерой и через отверстие со смесительной камерой в диф-
фузоре.
Внутри корпуса карбюратора монтируется алюминиевый диф-
фузор, укрепляемый стальным винтом. Диффузор увеличивает ско-
рость проходящего через него воздуха, вызывая разрежение около
верхней части форсунки. Ниже диффузора к фланцам при помощи
четырех шпилек крепится форсунка (рис. 50).
— 64 —-
Форсунка является распылителем топлива, поступающего из
поплавковой камеры в смесительную, и состоит из алюминиевого
основания, бронзового корпуса, ввернутого в основание, гильзы
форсунки и кожуха форсунки.
Основание форсунки 1 имеет два фланца для крепле-
ния к фланцам карбюратора и горизонтальный канал 2, соединяю-
щие. 50. Схематический разрез форсунки.
щий отверстие на фланце с форсункой и служащий для подвода
топлива от главного жиклера к форсунке. Внутренняя нарезка з
па основании форсунки служит для ввертывания корпуса форсунки.
В верхней части основания имеется (за счет вьггочки на корпусе
форсунки) внутренняя кольцевая расточка 4, от которой идет косой
канал 5, соединяющий отверстие на фланце карбюратора с кольце-
вой расточкой.
А внацио пный мотор
63
Корпус форсунки 6 представляет собой гильзу; нижней утол-
щенной частью он ввертывается на резьбе в основание и затяги-
вается ключом, накладываемым на граненый буртик корпуса.
Между корпусом и его основанием монтируется медное кольцо, слу-
жащее для контровки корпуса от отвертывания.
Гильза форсунки 7 на нижнем своем конце имеет кольцевой
пояс 8, служащий для ее центровки. На верхнем конце гильзы
имеется кольцевой буртик 9, обеспечивающий плотное прилега-
ние гильзы к верхней части кожуха. На самой гильзе про-
Рис. 51. Конструктивная схема карбюратора.
сверлен ряд калиброванных отверстий, служащих для соединения
внутренней полости гильзы с полостью 19. Гильза закрывается
кожухом, навертываемым на внешнюю резьбу корпуса. В нижней
части этот кожух имеет отверстия 11 для входа воздуха внутрь
форсунки, а в верхней части отверстия 12 для вывода эмулг/ии
в диффузор карбюратора.
Внутри нижней части корпуса карбюратора имеются два ка-
нала; в каналы ввертываются два воздушных жиклера; через один
жиклер воздух поступает в поплавковую камеру, через другой —
в канал малого газа.
Поплавковый механизм (рис. 51) состоит из латунного
цилиндрического поплавка 1, укрепленного к корпусу карбюратора
при помощи рычага и оси 2, и из латунного перепускного клапана
(иглы) 5. Поплавковый механизм служит для поддержания опре-
деленного уровня горючего в поплавковой камере.
Поплавковая камера закрывается алюминиевой крышкой, кре-
пящейся на шпильках при помощи гаек, контрящихся специ-
— 66 —
альньтми железными пластинками. Для создания герметичности
под фланец крышки ставится прокладка из армированного по-
лотна.
Карбюраторы, устанавливаемые к правому и левому блокам,
имеют различный подвод горючего и различное расположение пере-
пускного клапана и главного жиклера, а именно: на карбюрато-
рах левого блока горючее подводится с правой стороны поплавко-
вой камеры; перепускной клапан и главный жиклер расположены
с левой стороны поплавковой камеры; на карбюраторах правого
блока — наоборот.
Б. Путь горючего и воздуха в карбюраторе
Горючее к фильтру карбюратора подается под давлением
0,12—0,32 ат двумя коловратными насосами типа БНК-5 или
БНК-бб.
Пройдя через фильтр (рис. 52), оно поступает через З-лл отвер-
стие клапана впуска горючего (иглы) в поплавковую камеру и от-
сюда проходит через главный жиклер к основанию форсунки. От
основания форсунки часть горючего поступает внутрь форсунки,
Рис. 52. Схематический разрез карбюратора.
5*
67 —
а другая часть ответвляется к пусковому жиклеру. На основании
закона сообщающихся сосудов горючее в поплавковой камере, в
форсунке и пусковом канале устанавливается на одном уровне..
При работе мотора горючее, прошедшее через пусковой жиклер,
проходит по каналу к выводным отверстиям около дроссельной за-
слонки. Выводных" отверстий, с целью продления работы пуско-
вого жиклера, имеется два.
Карбюраторы крепятся на воздушных трубах-коллекторах, дав-
ление в которых устанавливается равным создаваемому нагнета-
телем. Вследствие этого воздух под повышенным давлением посту-
пает через воздушный. жиклер в поплавковую камеру, где устанав-
ливается также определенное давление.
Через второй воздушный жиклер воздух поступает в пусковой
канал, где и происходит первое перемешивание частиц горючего
с частицами воздуха.
В. Работа карбюратора
1. Запуск мотора и малый газ
Перед запуском мотора вся магистраль, поплавковая камера,
форсунка и пусковой канал должны быть заполнены горючим.
Дроссельная заслонка карбюратора находится в прикрытом поло-
жении, образуя между корпусом и заслонкой щель 0,2 мм.
При проворачивании коленчатого вала в цилиндре двигателя
создастся разрежение, которое передается в смесительную камеру
карбюратора над дроссельной заслонкой. Но так как под дроссель-
ной заслонкой давление воздуха больше, чем над заслонкой, то
вследствие разности давлений будет происходить движение воздуха
в смесительную камеру. Циркуляция воздуха вызовет разрежение
около выводных отверстий пусковой системы. Первоначально боль-
шее разрежение будет создаваться около верхнего отверстия, пере-
даваясь в канал малого газа. В результате получится разность
давлений между поплавковой камерой и каналом малою газа, и топ-
ливо, прошедшее через жиклер малого газа, будет подниматься
вверх по каналу, перемешиваясь с воздухом, поступающим из-под
диффузорного пространства. Перемешавшись с воздухом, топливЛ
пойдет к выводным отверстиям уже в виде эмульсии и будет посту-
пать в смесительную камеру через верхнее выводное отверстие.
Через нижнее же отверстие будет происходить подсос воздуха
из-под дроссельной заслонки, так как давление под последней (при
запуске мотора) будет больше, чем в канале малого газа. Вслед-
ствие подсоса воздуха из-под дроссельной заслонки произойдет
вторичное перемешивание топлива, поступающего по каналу- ма-
лого газа, с воздухом. Третий раз перемешивание топлива с воз-
духом произойдет уже в смесительной камере, откуда готовая смесь
поступит в цилиндры мотора.
По мере открытия дроссельной заслонки разрежение будет уве-
личиваться около нижнего выводного отверстия, через которое и
будет обеспечиваться поступление топлива. Наличие двух вывод-
ных отверстий обусловлено стремлением продлить работу пусковой
— 68 —
системы. Оба выводных отверстия обеспечивают количественную
подачу топлива до режима работы 1 100—1 200 об/мип.
Состав смеси малого газа регулируется подбором (при регули-
ровке карбюратора па заводе) воздушного блидера, устанавливае-
мого в канал, соединяющий поддиффузорное пространство с верх-
ней частью канала малого газа.
2. Работа мотора на средних числах оборотов (от 1100 до
1 800 об/мин.).
По мере увеличения угла открытия дроссельной заслопки дви-
жение воздуха в диффузоре создает в нем, а следовательно, и около
верхних отверстий форсунки разрежение. Возникает разность дав-
лений между поплавковой камерой и верхней частью форсунки,
вследствие которой масса топлива, находящегося в каналах малого
газа и в форсунке, сразу же высасывается в диффузор карбюра-
тора, и получающаяся богатая смесь способствует плавному пере-
ходу с малого газа на нормальный. При дальнейшем увеличении
числа оборотов расход топлива возрастает, однако, поступающий
через нижнюю часть форсунки во внутренпюю ее полость воздух
создает в ней повышенное давление, чем и уменьшает истечение
топлива, создавая несколько обедненный состав смеси на эксплоа-
тационном режиме работы мотора, т. е. примерно до 1 800 об/мин.
3. Работа мотора на максимальных оборотах
По мере дальнейшего увеличения числа оборотов (за счет откры-
тия дроссельных заслонок) разрежение около выводных отверстий
колпака форсунки увеличивается, что вызывает усиленное исте-
чение топлива и понижение уровпя в форсунке. С постепенным
падением уровня приоткрываются отверстия на гильзе форсунки,
через которые воздух заходит внутрь гильзы форсунки и заторма-
живает истечение топлива.
С дальнейшим увеличением числа оборотов скорость движения
воздуха в диффузоре карбюратора возрастает, а следовательно, воз-
растает и скорость движения воздуха в форсунке (при упавшем
уровне топлива). Увеличение скорости движения воздуха в диф-
фузоре увеличивает перепад давлений между диффузором и по-
плавковой камерой, в силу чего истечение топлива из форсунки
усиливается. Оно будет несколько больше, чем подсос воздуха в
форсунку (так как поступление воздуха определяется другим за-
коном), несмотря на то, что воздух будет проходить через все
отверстия в форсунке (внутрь ее). Вследствие этого на максималь-
ных числах оборотов состав смеси будет все же несколько обога-
щенным, что и требуется для нормальной работы мотора.
4. Работа мотора па высоте
При работе мотора на высоте, больше расчетной, удельный вес
воздуха уменьшается, и в тех же объемных количествах воздух,
поступивший в цилиндры, весит меньше. Весовое ясе количество
топлива остается почти неизменным. Вследствие этого с поднятием
на высоту происходит обогащение смеси, понижается мощность и
— 69 —
экономичность мотора. Для устранения этого явления служит
высотный кран-корректор, действие которого заключается в сле-
дующем. При закрытом корректоре давление в поплавковой камере
сохраняется равным давлению в коллекторе нагнетателя. При вра-
щении золотника высотного корректора канавка последнего сооб-
щает полость поплавковой камеры с зоной пониженного давлепия
в диффузоре, вследствие чего давление в поплавковой камере не-
сколько понижается (так как приток воздуха в поплавковую
камеру через калиброванное отверстие сохраняется _ постоянным,
а расход его будет зависеть от величины открытия золотника кор-
ректора). Истечение топлива через главный жиклер будет происхо-
дить под меньшей разностью давлений и, следовательно, в меньшем
количестве.
Пользование высотным корректором регламентируется особой
инструкцией.
Г. Порядок разборки карбюратора
Разборку карбюратора необходимо производить на чистом сто-ле,
применяя для работы только установленный инструмент. Перед
разборкой карбюратора надо:
а) разъединить коллекторы нагнетателя в коленообразной части,
отвернув для этого винт хомута, снять хомут и отвести в сто-
рону резиновое кольцо;
б) разъединить тяги управления дроссельными заслонками и
высотными корректорами карбюраторов;
в) отвернуть 12 гаек крепления карбюраторов к блоку мотора
и снять группу карбюраторов;
г) отсоединить карбюраторы от коллектора.
При выполнении данной работы необходимо обращать внимание
ла то, чтобы не погнуть и не поломать тяг управления, не попор-
тить резинового кольца и не поломать фланцев крепления карбю-
раторов к блоку.
После съемки карбюраторов с коллекторов нагнетателя разборку
их рекомендуется производить в следующей последовательности:
1) снять контровку с пробок карбюратора;
2) вывернуть топливоприемник, пробку фильтра и вынуть
фильтр;
3) вывернуть пробки главного и пускового жиклеров и самые
жиклеры;
4) раскоптрпть гайки крепления крышки поплавковой камеры,
отвернуть их и снять крышку (прокладку снять осторожно, чтобы
не порвать);
5) торцовым ключом вывернуть клапан впуска горючего в по-
плавковую камеру;
6) вывернуть ось крепления поплавка и аккуратно вынуть по-
плавок;
7) вынуть шплинт и снять детали высотного корректора;
8) расконтрить гайки крепления основания форсунки, отвер-
нуть их и снять форсунку (форсунку разбирать нельзя);
9) вывернуть воздушные жиклеры;
70
10) отвернуть винт крепления диффузора и вынуть последний
снизу;
11) отвернуть три винта крепления дроссельной заслонки -к оси
и вынуть заслонку снизу;
12) вынуть ось дроссельной заслонки.
При разборке карбюратора необходимо следить, чтобы не повре-
дить деталей и прокладок карбюратора. Сборка одного карбюратора
производится в обратном порядке разборке с выполнением соответ-
ствующих технических требований. Полная разборка карбюраторов
без особой необходимости и при отсутствии специального инстру-
мента и оборудования не допускается.
*
Д. Характеристика карбюратора
а) Количество смесительных камер ..............1
б) Диаметр смесительных камер..................56 мм
в) Давление топлива в подводящей магистрали па
максимальных листах оборотов коленчатого вала мотора от 0,12 до 0,32 кг,см2
г) Давление топлива в подводящей магистрали на
минимальных числах оборотов..........................от 0,2 до 0,14 кг/'см2
д) Уровень топлива в поплавковой камере, считая от
оси главного жиклера ................................31 + 1 мм
е) Предельные углы наклона карбюратора (на нера-
ботающем моторе) на земле при давлении в подводящей
магистрали не более 0,20 кг[см2-
вперед и назад....................... - 10°
в сторону высотного корректора......... 4°
ж) Вес собранного карбюратора:
переднего......................................не более 1 925 г
среднего........................................ „ 1 925 „
заднего...................................... , „ 2 026 „
Е. Данные регулировки карбюратора
й- а Наименование деталей регулировки карбюратора Основные жиклеры Запасные жиклеры
диаметр в мм истечение за 1 мин. в см3 диаметр в мм истечение за 1 мин. в см3
1 Главный жиклер 2,60 800+1,5% 2,60 800+1,5%
2 Жиклер малого газа 1,00 130+1,5% 0.85 90+1,5%
3 Впит малого газа 1,30 184+2% 1,00 125+2%
i Главный воздушный жиклер . . 4+0,025 — 4+0,025 —
.’> Воздушный жиклер малого газа 2,00 490+2% — —
Диффузор 46+0,02 — —
Примечания: 1. Решающим фактором в характеристике работы
жиклеров я >ляегея истечение топлива; номинальный диаметр является
величиной условной и не может служить причиной браковки жиклеров.
2. Проверка на истечение производится на грозненском бензине удель-
ного веса 0,710—0,720 при напоре столба горючего 500 + 2 л,м.
3. Клеймение жиклеров производится по номинальному диаметру в
сотых долях митлиметра. Например, диаметр в 1 мм клеймится как „100".
— 71 —
ж. Регулировка карбюраторов
Регулировка карбюраторов в заводских условиях состоит из
следующих операций:
1) Гидропроба всех деталей и узлов карбюратора. Проба про-
изводится на специальных установках согласно соответствующим
техническим требованиям.
2) Проверка плотности прилегания дроссельных заслонок кар-
бюраторов к корпусу. Проверка производится при закрытом поло-
жении заслонки, на специальной установке, прососом воздуха, за-
меряемого высотой водяного столба при постоянном давлении.
Перед проверкой должен быть спят винт упора-Хограничитель)
заслонки, а отверстие должно быть плотно закрыто заглушкой.
При испытании дроссельная заслонка прижимается постоянным
грузом весом 175 г.
Давление подводимого к установке сжатого воздуха составляет
0,1 кг/см* (73,5 мм рт. ст.).
Плотность давления воздуха перед дроссельной заслонкой дол-
жна быть в пределах: нижний предел — 650 мм вод. ст., верхний
предел — 850 мм вод. ст.
3) Установка углов дроссельной заслонки на упоре (ограничи-
теле). Винт упора дроссельной заслонки контрится в таком поло-
жении, чтобы он обеспечивал угол открытия заслонки 1°30'—1°50'.
Угол открытия заслопки контролируется присасыванием воздуха
и специальным сектором. Просос воздуха при открытом положении
заслонки (на угол 1°30') измеряется на специальной установке
высотой водяного столба при постоянном давлении подводимого к
установке сжатого воздуха, равном 0,2 кг/см2 (147 мм рт. ст.).
Одновременно замеряется (специальным сектором) угол откры-
тия дроссельной заслонки. Давление перед дроссельной заслонкой
должно соответствовать 100 + 2 мм водяного столба.
4) Проверка жиклеров на истечение. Проверка производится на
специальной установке, согласно предъявляемым к жиклеру требо-
ваниям (см. данные регулировки).
5) Регулировка уровня горючего в поплавковых камерах (про-
изводится сразу для группы карбюраторов). Карбюраторы устанав-
ливаются так, чтобы поплавковые камеры находились строго в вер-
тикальном положении. Затем вывертывается пробка главного жик-
лера и ввертывается коленообразная стеклянная трубка. Устано-
вив карбюраторы и ввернув трубку, подводят бензин под давле-
нием 0,22 ат и наблюдают за величиной уровня. Нормально уро-
вень в поплавковых камерах должен быть 31 + 1 мм от центра проб-
ки главного жиклера; в противном случае добиваются точности
путем установки фибровых прокладок под седло клапана впуска
горючего (иглы) или же заменяют клапан.
При применении прокладок надо иметь в виду, что отношение
рычага поплавка к игле равно примерно 5 : 1. т. е. если подложить
под седло иглы прокладку в 1 мм., уровень в поплавковой камере
изменится на 5 мм.
72 -
данными. Ис-
производится
испытания, с соответствующими эта-
Рис. 53. Схема диска для регулировки тяг
карбюраторов.
6) Испытание карбюраторов на вентиляционной установке Ма-
релли. Испытание производится с помощью вентилятора, создаю-
щего в испытуемом карбюраторе воздушный поток, а в смеситель-
ной камере — разрежение.
Продувкой определяется качество монтажа и регулировки кар-
бюратора. Качество испытуемого карбюратора определяется срав-
нением количества топлива, прососанного карбюратором при задан-
ном установившемся режиме
лонными
пытание
на тракторном керосине
удельного веса 0,835—
0,845 при 15°С.
Заданный режим ис-
пытаний определяется:
а) разрежением за -
дроссельной заслонкой;
б) положением дрос-
сельной заслонки;
в) положением высот-
ного корректора:
г) расходом топлива в
единицу времени.
Разрежение за дроссе-
лем замеряется водяным
манометром, присоединя-
емым к сепаратору уста-
новки. Колебания допу-
скаются: для разрежений
до 400 мм вод. ст. ± 5 мм, (
тля разрежений в 400 мм и больше +10 мм. Подача горючего в
поплавковую камеру происходит самотеком под давлением 0,03—
0.08 кг/см? в зависимости от штихпробера.
7) Регулировка синхронности открытия дроссельных заслонок и
высотпых корректоров (на установленных на мотор карбюраторах).
Эта операция является очень ответственной и требует большой
точности. Регулировка производится в следующем порядке:
а) устанавливают тяги карбюраторов и укрепляют к стаканам-
наклонных валиков (соединительная тяга);
б) закрепляют кронштейн тяг на наклонном валике в таком по-
ложении, чтобы расстояние от центра соединительной тяги до цен-
тра нижнего конца вертикальной тяти равнялось 140 мм;
в) соединяют тяги с осями как правой, так и левой группы кар-
бюраторов;
г) устанавливают на шпильки крепления выхлопных патрубков
к шестым цилиндрам стрелки из проволоки или алюминия;
д) устанавливают в торец осей дроссельных заслонок (смотря
- от зажигания) регулировочные диски (рис. 53);
el поворачивая оси дроссельных заслонок, определяют угол их
поворота; он должен быть в пределах 76—78° по диску;
— 73 —
а
ж) определяют при помощи дисков синхронность открытия
дроссельных заслонок в обеих группах карбюраторов: разница дол-
жна быть не более, чем на 1.°;
Примечание. Изменение угла поворота осей и регулировка син-
хронности открытия заслонок производятся путем изменения длины тяг.
з) соединяют тяги управления высотными корректорами так,
чтобы при перемещении их в заднее крайнее положение торцы не
доходили до корпуса магнето на 2—3 мл.
Отрегулировав тяги управления карбюраторами, необходимо
завернуть и зашплинтовать винты рычагов тяг. Кроме того, надо
следить, чтобы в соединениях тяг не было люфтов и заеданий. При
обнаружении люфта или заедания следует выяснить причину и
устранить дефект.
8) Регулировка малого газа на работающем моторе (см.
стр. 189).
3. Воздушные коллекторы
Воздух от нагнетателя к карбюраторам поступает по алюминие-
вым или электронным трубам (коллекторам), состоящим с каждой
стороны из трех частей (рис. 54). Части коллекторов соединяются
между собой посредством резиновых колец, затянутых хомутами,
чем и достигается необходимая герметичность.
Рис. 54. Воздушный коллектор нагнетателя.
Крепление коллекторов к карбюраторам производится также
при помощи хомутов. Для герметичности между карбюраторами
и воздушными коллекторами ставятся резиновые кольца (про-
кладки).
На коленообразных частях коллекторов имеется по три шту-
цера и один штуцер навернут на конце коллектора (от винта).
Назначение штуцеров следующее: два служат для слива конден-
сированного топлива, третий соединяется посредством трубки с
бензонасосом для выравнивания в нем давления, к четвертому кре-
пится трубка от вакуумметра, показывающего давление воздуха
в коллекторе.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Тип и количество карбюраторов, устанавливаемых на мотор.
2. Конструкция деталей карбюратора.
— 74 —
3. Путь топлива и воздуха по каналам карбюратора.
4. Работа карбюратора на всех режимах работы мотора.
5. Назначение и работа высотного корректора.
6. Данные карбюратора и его регулировки.
7. Последовательность разборки и сборки карбюратора.
8. Из каких операций складывается регулировка карбюраторов?
9. Способ регулировки синхронности открытия дроссельных заслонок
и высотных корректоров.
10. Назначение воздушных коллекторов и штуцеров на них.
11. Крепление карбюраторов на моторе.
12. Управление карбюраторами.
4. Бензиновые насосы типа БНК-5 и БНК-56
А. Назначение насоса
Для обеспечения подачи топлива из бака к карбюраторам на
моторе М-100А устанавливаются два бензиновых насоса типа БНК-5
или БНК-бб (бензиновый насос коловратный—пятый). Насос имеет
очень компактную конструкцию и
дает высокую производительность.
Конструкция насоса рассчитана
для установки его на моторы с кар-
бюраторами, расположенными за
нагнетателем, но он может быть
использован на моторах с карбюра-
торами, расположенными перед на-
гнетателем, и на моторах без нагне-
тателя.
Кроме того, в случае необходи-
мости насос может быть установ-
лен на моторах с правым и левым
вращением коленчатого вала.
Насос снабжен специальной эла-
стичной камерой-мембраной, слу-
жащей для обеспечения нормаль-
ной работы редукционного клапа-
на. Редукционный клапан двойной;
он служит для регулировки давле-
ния подаваемого в поплавковые ка-
меры топлива и для перепуска
топлива при заливке магистрали
перед запуском мотора. Сочетание
клапанов, пружины и мембраны
называется высотным устройством.
О 500 1000 1500 гооо 2500
И об/мин насоса
О 500 /ООО 1500 гооо 2500
Л об/пищ матова
Рис. 55. Характеристика
насоса БНК-5.
Б. Основные данные и характеристики насоса (рис. 55)
1. Гарантируемая производительность насоса 600 л!час при 2100 об/мин
2. Вес насоса со штуцерами.............................1 480 г
3 Диаметр цилиндра коловратного механизма ......... 34 мм
4. Диаметр цилиндра высотного устройства................ 38 мм
— 75 —
В. Конструкция насоса и его деталей
Конструкция насоса (рис. 56) в основном состоит из корпуса,
коловратного механизма, высотного устройства и штуцеров для
подвода и отвода топлива.
Корпус изготовляется из алюминия марки АС-2 кокильной
отливки.' Внутри корпуса имеются два расточенных цилиндра,
один из которых служит камерой для деталей коловратного меха-
низма, а второй — камерой для деталей высотного устройства. Ци-
Рис. 56. Общий вид насоса БНК-5.
линдр коловратного механизма имеет два противоположных отвер-
стия, служащих для подвода и отвода топлива.
Оба цилиндра соединяются между собою, причем верхняя часть
цилиндра высотного устройства соединена с камерой подвода топ-
лива к насосу, а нижняя часть — с камерой нагнетания.
В нижней части цилиндра коловратного механизма имеется
резьба для ввертывания уплотнительной втулки. Кроме того,
в нижней части корпуса имеются два диаметрально противопо-
ложных прилива с отверстиями: одно отверстие заглушается проб-
кой, а во второе ввертывается штуцер 1 (рис. 56), через который
отводится топливо, попавшее к сальнику насоса.
В нижней части цилиндра высотного устройства имеется не-
большой прилив, в средину которого впрессована стальная втулка,
служащая направляющей для оси редукционного клапана. Выше
прилива впрессовано бронзовое кольцо, являющееся опорой для
76
редукционного клапана. В верхней части цилиндр заканчивается
фланцем с четырьмя шпильками.
Коловратный механизм состоит из стальной (азотиро-
ванной внутри) направляющей втулки, двух бронзовых подпятни-
ков, стального азотированного ротора и бронзовой лопатки с
двумя стальными калеными контактными пластинками.
Втулка имеет два противоположных отверстия, служащих
для подвода и отвода топлива.
Внутреннее сверление втулки расположено эксцентрично по
отношению к внешней окружности и имеет нецилиндрическую
форму, т. е. просверлено по кривой различными радиусами (улитка
Паскаля), что дает возможность применять неразъемную лопасть
в коловратном механизме. С внешней стороны втулки имеется ка-
навка производственного значения.
По обе стороны втулки устанавливаются бронзовые подпятники,
служащие подшипниками для ротора насоса. Фиксация втулки
относительно подпятников осуществляется четырьмя штифтами, по
два с каждой стороны.
Ротор представляет собой валик с прямоугольной прорезью,
в котором монтируется лопатка. Удлиненный конец валика имеет
форму квадрата, посредством которого он соединяется с приводом.
Лопатка на своих ребрах имеет полукруглые капавки, в ко-
торые укладываются контактные пластинки.
Пластинки с одной стороны имеют полукруглую форму и
соприкасаются с лопаткой, другая же сторона их обработана по
внутренней кривой втулки и соприкасается с последней.
Монтаж коловратного механизма производится в следующем по-
рядке. В ротор устанавливается лопатка с контактными пластин-
ками, затем ротор вставляется во втулку и ставятся подпятники.
Собранный механизм впрессовывается в цилиндр корпуса. При
впрессовке нужно следить за тем, чтобы отверстия на втулке со-
впали с отверстиями на корпусе (технические требования на
сборку см. в разделе «Сборка насоса»).
После монтажа коловратного устройства в цилиндр корпуса на
хвостовик валика устанавливается свинцовая прокладка, затем по
внутренней резьбе цилиндра ввертывается алюминиевая втулка.
Между втулкой и валиком ставится пробковое кольцо (сальник),
которое зажимается специальной бронзовой гайкой. Для контровки
гайки используется пластинка, с одной стороны привернутая вин-
том к торцу втулки, а с другой своим штифтом входящая в одно
из торцевых отверстий гайки. Такое устройство создает уплотнение
и предохраняет камеру привода от проникновения топлива. При
плохом состоянии уплотнения (при пропускании сальника) топ-
ливо попадает в кольцевые канавки на гайке и втулке, из кото-
рых оно отводится к штуцеру, а от штуцера по трубке отводится
или в атмосферу или в дополнительный бачок.
К торцу корпуса насоса при помощи четырех винтов крепится
промежуточный дюралевый фланец, служащий для крепления на-
соса к корпусу приводов. Между фланцем и корпусом ставится
бумажная прокладка.
— 77 —
Высотное устройство состоит из двойного дюралевого
редукционного клапана, латунного меха (мембраны), стальной пру-
жины, дюралевой крышки со штуцером, бронзового винта со спе-
циальной алюминиевой пластинкой, бронзового колпачка и бумаж-
ных прокладок.
Двойной клапан предназначен для редуктирования топ-
лива (при повышении давления больше необходимого) и для пере-
пуска его при заполнении магистрали перед запуском мотора.
В диск редукционного клапана впрессована ось из нержавею-
щей стали, на которой свободно сидит дюралевый перепускной
клапан, прижимаемый пружиной, другой своей стороной опираю-
щийся на шайбу, законтренную проволочным замком. Нижним кон-
цом ось клапана входит во втулку, впрессованную в днище цилин-
дра корпуса, а верхним концом — в углубление на нижней части
мембраны. Для обеспечения направления движения клапана в ци-
линдре по его внешней окружности имеются 4 лапки.
Мембрана-—цельнотянутая, из тонкой (0,15—0,17-хм) ла-
тунной трубы. Нижней частью она припаяна к латунному донышку,
а верхней частью к латунному корпусу. Корпус мембраны пред-
ставляет гильзу (для направления пружины) с фланцем, посред-
ством которого она крепится к фланцу цилиндра на четырех
шпильках. Внутрь мембраны устанавливается стальная кадмиро-
ванная пружина, натяжение которой регулируется винтом, зафик-
сированным специальной пластинкой. Пластинка удерживается
колпачком, навернутым на крышку мембраны.
Крышка мембраны имеет штуцер, к которому крепится трубка,
подводящая внутрь мембраны воздух из воздушных коллекторов
нагнетателя.
Для создания герметичности между фланцами мембраны ста-
вятся бумажные прокладки, а под колпачок—фибровая'прокладка.
Г. Принцип действия коловратного механизма
Основными деталями коловратного насоса являются ротор, ло-
патка и контактные пластинки. Ротор помещен во втулке и при-
водится в действие от шестерни коленчатого вала мотора через
промежуточную передачу. Лопатка с пластинками делит камеру
втулки на два объема Д и С, величина которых с вращением ро-
тора меняется, так как камера втулки расположена эксцентрично
по отношению к ротору (рис. 57).
Если вращение ротора происходит, как указано на рис. 57
стрелкой, то объем Д увеличивается, а объем С уменьшается. Ло-
патка с пластинками перекрывает отверстие, подводяхцее топливо.
При дальнейшем вращении лопатки она создает за собой разрежен-
ное пространство, заполняющееся топливом, поступающим от при-
емного клапана А.
Процесс всасывания топлива продолжается до тех пор, пока
противоположная пластинка лопатки снова не перекроет отверстия,
подводящего топливо. После этого засосанное топливо выталки-
вается через противоположное отверстие Б в магистраль.
— 78 —
При наличии неразъемной лопатки и эксцентричном располо-
жении ротора камера втулки не может быть выполнена в виде
круглого цилиндра, так как в этом случае при вращении ротора
значительно менялся бы радиальный зазор между контактными
пластинками и стенками камеры. Поэтому рабочая камера насоса
Рис. 57. Схема насоса БНК-5, собранного
для правого вращения.
БНК-5 изготовляется по особой кривой (улитка Паскаля), обла-
дающей тем свойством, что все хорды, проходящие через ее фокус
и лежащие на оси ротора, равны между собой (рис. 58).
Благодаря этому в камере БНК-5 ради-
альные зазоры остаются постоянными при
любом положении лопатки. При работе же
насоса они уничтожаются совершенно, по-
тому что контактные пластинки под дей-
ствием центробежных сил плотно прижи-
маются к стенкам рабочей камеры.
При применении неразъемной лопатки
трение контактных пластинок о стенки ка-
меры становится весьма незначительным
(по сравнению с разъемными лопатками),
что очень важно при отсутствии смазки
в бензиновом насосе.
Рис. 58. Схема уела
качающейся части
насоса БНК-5.
Д. Назначение мембраны
Для уяснения назначения мембраны необходимо вспомнить,
что подача топлива в поплавковую камеру карбюратора на невы-
сотных моторах производится под разностью давлений между по-
плавковой камерой и давлением, создаваемым насосом. При этом!
— 79 —
бак с горючим, насос и поплавковая камера находятся в одинако-
вых атмосферных условиях, независимо от высоты полета самолета.
Но так как насос подает в единицу времени топлива больше,
чем его расходуется, то для поддержания определенного постоян-
ного давления топлива в нагнетающей магистрали в насосе уста-
навливается редукционный клапан.
На моторе же М-100А карбюраторы расположены за нагнетате-
лем, и в поплавковых камерах их поддерживается то давление, ка-
кое создает нагнетатель, т. е. больше атмосферного. Следовательно,
чтобы обеспечить нормальную работу редукционного клапана на-
соса, надо в камере, в которой помещается редукционный клапан,
поддерживать такое же давление, как и в поплавковых камерах
карбюраторов. Подводить же воздух с повышенным давлением в
згу камеру (без мембраны) нельзя, так как это вызовет перемеши-
вание воздуха с топливом, что нарушит нормальную работу на-
соса. Поэтому в камере редукционного клапана насоса БНК-5 уста-
новлена специальная мембрана, внутрь которой подводится повы-
шенное давление воздуха, т. е. мембрана, являющаяся резервуаром
для воздуха (Рк). Мембрана сделана эластичной, что дает возмож-
ность свободно открываться и закрываться редукционному кла-
пану.
Е. Принцип действия редукционного клапана и мембраны
При работе пасоса на редукционный клапан сверху будут дей-
ствовать следующие силы:
а) атмосферное давление, имеющееся в баке (Р«);
б) высота столба горючего, находящегося в баке (Б«);
в) давление внутри мембраны (Рк);
г) давление пружины, находящейся внутри мембраны (Рпр).
Следовательно, на клапан будет действовать сумма сил, кото-
рая может быть заменена одной равнодействующей:
Ро6щ-=Ра + Р« + П + Рпр.
В действительности, давления Ра и Рн на работу редукцион-
ного клапана оказывать влияния не будут, так как топливо, посту-
пившее из бака в камеру редукционного клапана, будет давить
на все стенки с одинаковой силой (по закону Паскаля). Иначе
говоря, сила, действующая на клапан сверху (рис. 59), будет стре-
миться прижать его к своему седлу, а сила, действующая на до-
нышко мембраны, будет сжимать мембрану и находящуюся в ней
пружину. Эффективные же площади клапана и донышка мембраны
одинаковы, и силы, действующие на эти площади, взаимно унич-
тожаются.
Сила Рк (давление внутри мембраны) также не будет оказывать
влияния на клапан, потому что в поплавковых камерах карбюра-
торов поддерживается такое же давление Рк, и, следовательно, эти
силы взаимно уничтожатся. В результате, независимо от столба
горючего и атмосферного давления в баке от величины Р к, оозда-
— 80 —
ваемого нагнетателем, и независимо от высоты полета самолета
давление на редукционный клапан сверху будет оказывать только
пружина, находящаяся внутри мембраны.
Рис. 59. Схема насоса БНК-5, собранного
для левого вращения.
Ж. Работа насоса
1. Под действием ручного заливочного насоса (альвейера) топ-
ливо из бака поступает к приемному клапану А насоса БНК-5,
а так как коловратный механизм во время заливки магистрали
не работает, то, пройдя приемный клапан, оно направится в ка-
меру редукционного клапана. Пройдя через отверстия в диске кла-
пана и отжав перепускной клапан, топливо попадет в нагнетаю-
щий штуцер Б и затем по магистрали пойдет в поплавковые ка-
меры карбюраторов. В результате вся магистраль будет заполнена
топливом.
2. Если ручной насос будет подавать топливо в магистраль
после БНК-5, то топливо пойдет непосредственно в поплавковые
камеры карбюраторов.
Одновременно часть топлива через штуцер Б будет заходить
под редукционный клапан насоса.
При давлении топлива сверх отрегулированного натяжения
пружины диск редукционного клапана приподнимется вверх,
вследствие чего топливо пойдет к приемному клапану А. Клапан
прижмется к своему седлу и не даст возможности топливу прохо-
дить в магистраль, соединяющую бак с приемным клапаном А.
Такое же явление будет иметь место и при отказе одного из насо-
сов (см. схему бензопроводки).
3. В начале работы коловратного механизма (после запуска мо-
тора) редукционный клапан, прижатый пружиной (через мембрану)
5 Авиационный иотор
к своему седлу, изолирует камеру нагнетания от камеры подвода
топлива к наносу, и насос дает в нагнетающий трубопровод пол-
ную подачу.
4. При увеличении давления со стороны нагнетания (при уве-
личении числа оборотов или при закрытии поплавковых камер)
топливо будет давить на площадь диска редукционного клапана
с большей силой, клапан приподнимется вверх и сожмет пружину
и мембрану. В результате этого нагнетающая камера сообщится со
всасывающей камерой насоса, и часть топлива пройдет в камеру
всасывания, что вызовет понижение давления в камере нагнетания.
5. Так как насос подает горючее непосредственно под иглу по-
плавковой камеры карбюратора, то подача происходит только при
поднятой игле и в том количестве, которое требуется для питания
моторов.
6. Расход топлива меняется с изменением числа оборотов колен-
чатого вала по кривой, близкой к кубической параболе, подача же
топлива насосом изменяется пропорционально числам оборотов
(рис. 55) и выбирается со значительным запасом, обеспечивающим
нормальное питание мотора (топливом) одним насосом в случае
отказа второго.
7. При перепуске излишка топлива через редукционный кла-
пан в нагнетательном трубопроводе устанавливается давление, ве-
личина которого будет зависеть от величины натяжения пружины
и упругости мембраны.
8. Ввиду того что нормальная подача топлива в поплавковые
камеры при давлении топлива выше 0,45—0,50 ат и ниже 0,05—
0,08 ат нарушается, натяжение пружины редукционного клапана
для мотора М-100А необходимо регулировать в пределах 0,12—
0,32 ат, т. е. топливо в поплавковые камеры должно поступать
при данном давлении.
9. Учитывая, что насос подает топлива значительно больше, чем
требуется для работы мотора, редукционный клапан насоса, отре-
гулированный па 0,12—0,32 ат, практически почти во всех слу-
чаях работы насоса приоткрыт, а поступление необходимого
количества топлива в поплавковую камеру регулируется иглой
карбюратора.
10. Так как редукционный клапан насоса работает только при
определенном направлении вращения ротора, необходимо каждый
раз при перемене направления вращения ротора весь коловратный
механизм повертывать на 180° (рис. 59), и тогда направление по-
тока горючего к редукционному клапану не изменится.
Завод выпускает насосы как правого, так и левого вращения.
Направление вращения указывается стрелкой, нанесенной на таб-
личке насоса.
11. В случае постановки насоса БНК-5 или БНК-56 на мотор
с карбюратором, расположенным перед нагнетателем, или на невы-
сотный мотор, штуцер 2 (рис. 56) на крышке мембраны соединяют
с наружным воздухом. Тогда давление внутри мембраны в поплав-
ковой камере карбюратора и в баке будет одинаковым, независимо
от высоты полета самолета.
— 82 —
Рис. 60. Приемный
клапан бензонае.оса.
топлива из бака
Редукционный клапан, отрегулированный пружиной на соответ-
ствующее давление, будет работать в этом случае так же, как. и
в насосах без мембраны.
3. Приемный клапан (обратный ОК-1)
Приемный клапан (рис. 60) предназначается для установки на
бензиновую магистраль с внутренним диаметром от 12 до 14 мм.
Клапан служит для автоматического выключения отказавшего в
работе насоса и препятствует внутренней цир-
куляции горючего через отказавший насос
обратно во всасывающий трубопровод.
Дюралевый корпус клапана 1 имеет за-
прессованное латунное гнездо 2, на которое
опирается клапан 3, изготовленный из латуни.
Направляющая клапана 4 отштампована из
листовой стали, поставлена в выточку кор-
пуса и закреплена.
На корпус клапана навернута стальная
кадмированпая крышка 5 и между крыш-
кой И корпусом поставлена фибровая про-
кладка 6.
Клапан ввертывается в штуцер подвода
к насосу.
Горючее, поступившее из бака к приемному клапану, отжимая
последний, проходит в коловратный механизм насоса и отсюда под
давлением идет к пожарному крану (рис. 61).
В случае отказа одного из насосов горючее от пожарного крана
под действием исправного насоса пойдет в неисправный насос и,
прижав приемный клапан, прекратит дальнейшее поступление го-
рючего из бака в неисправный насос.
И. Особенности насоса БНК-56
Насос БНК-бб имеет вместо пробкового сальника фрикционное
уплотнение и отъемный хвостовик привода с муфтой Ольдгейма
(рис. 62—63).
Уплотнение предохраняет от вытекания горючего из коловрат-
ного механизма и протекания масла. Пружина 1 (рис. 62) прижи-
мает с одной стороны шлифованный буртик муфты Ольдгейма 2,
изготовленной из закаленной стали, к торцу подпятника 3, а с
другой стороны — шлифованный буртик отъемного хвостовика 4
из азотированной стали к бронзовому подпятнику 5, запрессован-
ному в муфту 6 (рис. 62).
Муфта Ольдгейма, поглощающая вредные влияния при воз-
можных перекосах и смещениях ведущего валика привода, умень-
шает радиальные усилия на подшипники ротора, предохраняя по-
следние от износа.
Замена пробкового сальника фрикционным уплотнением вы-
звана тем, что при длительных хранениях насоса пробка пересы-
хает и требует подтяжки; кроме того, на изготовление сальника
6* — 83 —
Рис. 61. Схема бензопроводки при установке двух насосов
БНК-5 на мотор М-100А.
Рис. 62. Схематический разрез муфты Ольдгейма.
— 84 —
идет высокосортная импортная пробка. Фрикционное же уплотне-
ние с муфтой Ольдгейма упрощает уход за насосом. Кроме того,
муфта Ольдгейма препятствует течи масла из мотора, при разра-
ботке привода насоса.
Течь горючего из сливного штуцера насоса допускается
пе более десяти капель в минуту; при усилившейся течи следует
спять насос и разобрать уплотнение в следующем порядке: 1) от-
вернуть винт замка 7, 2) снять замок 8, 3) вывернуть муфту 6.
Рис. 63. Детали муфты Ольдгейма.
После этого нужно притереть трущиеся поверхности муфты
Ольдгейма и хвостовика. Затем все детали тщательно промыть в
бензине (до полного удаления наждака) и собрать уплотнение.
К. Разборка, сборка и ремонт БНК-5
Полная разборка всего насоса производится только на заводе
или в парковых мастерских. В полевых условиях допускается
только разборка редукционного клапана, сальника и отъемного
фланца.
Разборку редукционного клапана и высотного устройства нужно
производить в следующем порядке:
1) отвернуть четыре гайки, крепящие крышку к корпусу;
2) осторожно снять крышку, следя за тем, чтобы не порвать
находящуюся под ней бумажную прокладку, после чего вынуть
мембрану и редукционный клапан; ни в коем случае нельзя вы-
нимать мембрану одновременно с крышкой (рис. 64), так как пру-
жина, находящаяся внутри мембраны, чрезмерно ее растянет, что
приведет к перенапряжению материала мембраны и сокращению
срока ее службы; кроме того, может нарушиться регулировка ре-
дукционного клапана.
При износе направляющих лопаток клапана до диаметра 35 мм
клапан подлежит замене. Если же износилась плоскость клапана,
прилегающая к гнезду, клапан надо разобрать, притереть по плите,
промыть в бензине, собрать и снова поставить на место. Плотность
прилегания клапана проверяется по краске.
В случае обнаружения дефектов на мембране ее надо заменить,
так как она никакому ремонту не подлежит, в частности, запайка
трещин па мембране не допускается. Мембрана заменяется при на-
личии: а) поверхностной коррозии; б) трещин; в) перекоса оси
свыше 1 мм', г) износа витков по наружному диаметру; д) вмятин
на витках мембраны.
— 85 —
Мембрана является самой ответственной деталью насоса и тре-
бует аккуратного обращения. Ни в коем случае не разрешается
сжимать, растягивать и выправлять мембрану.
Сборка насоса производится в обратном порядке.
Если' при разборке по каким-либо причинам отвертывался кол-
пачок, вынималась пластинка-замок и вывертывался регулировоч-
ный винт, то после постановки насоса на мотор нужно соответ-
ствующим образом отрегулировать натяжение пружины.
Правильно Неправильно
Рис. Gi. Разборка редукционного клапана.
Если же регулировочный винт при разборке не вывертывался,
то при установке высотного устройства на мотор натяжение пру-
жины не изменится, не изменится и давление горючего, поступаю-
щего в карбюраторы.
При сборке высотного устройства надо проверить состояние
бумажных прокладок и, в случае обнаруженных повреждений, за-
менить их, так как при нарушении герметичности между фланцем
мембраны и корпусом насоса будет происходить подсос воздуха
в насос.
Перед сборкой высотного устройства необходимо также прове-
рить величину зазора между донышком мембраны и стержнем
редукционного клапана.; она должна быть в (пределах 0,3—0,6 мм.
—- 86 —
Зазор проверяется следующим образом. Поставив в цилиндр
высотного устройства клапан, прокладку и мембрану, опирают глу-
бомер на плоскость фланца мембраны и выдвижной линейкой
глубомера без нажима касаются бобышки донышка мембраны; за-
тем повторяют этот же замер, нажимая на бобышку линейкой глу-
бомера доотказа. Разность показаний по шкале глубомера дает ве-
личину зазора (рис. 65).
Необходимо также проверить правильность положения регули-
из прорези винта, для
ровочного винта: замок не должен выходить
чего расстояние от донышка колпачка
до торца завернутого винта не должно
превышать 2 мм. Учитывая это, под кол-
пачок обычно ставят прокладку не тол-
ще 1 мм.
Для подтяжки или замены пробко-
вого сальника насоса нужно отвернуть
винт контрпластинки, вынуть пластин-
ку и подтянуть гайку сальника на
один-два оборота. Перетягивать гайку
не следует, так как это вызовет преж-
девременный износ пробки и течь горю-
чего.
В случае необходимости (при износе
или поломках) разобрать коловратный
механизм, разборку нужно производить
в такой последовательности: сняв с на-
соса круглый фланец и все детали
уплотнения, заглушают впускное и вы-
Риг. 65. Определенна
зазора.
пускное отверстия насоса. Насос погружают на 5 минут в масло,
нагретое до 175—180° С, следя за тем, чтобы масло не попадало
внутрь насоса и высотного устройства. Затем насос осторожно
зажимают за квадратную часть корпуса в тиски (подложив свин-
цовые или деревянные подкладки) и, взявшись пассатижами за
квадратный конец ротора, вынимают коловратный механизм
(в случае необходимости можно постучать по корпусу насоса дере-
вянным молотком).
Если вместе с ротором извлечен только верхний подпятник, сле-
дует подобрать подходящий по длине болт или шпильку с резьбой,
ввернуть его в отверстие нижнего подпятника и вынуть последний.
Затем все детали насоса тщательно промыть в бензине.
При сборке коловратного механизма насоса необходимо следить
за тем, чтобы лопатка-пластина свободно входила в прорезь ро-
тора (зазор должен быть не более 0,04 мм). Торцы подпятников и
втулки для более плотной пригонки притираются по плите. При
сборке подпятников со втулкой необходимо следить за правильным
расположением подпятников, так как они невзаимозаменяемы. Конец
втулки, имеющий лыску в канавке производственного значения,
должен соединяться с верхним подпятником. Обе установочные
шпильки нижнего подпятника должны выступать за нижний торец
узла на 1,5—2,0 мм. Ротор должен вращаться плавно, что прове-
— 87 —
ряется вращением его ог руки; три проверке подпятники и втулки
коловрата должны быть сжаты. Зазор между ротором и внутренней
стенкой втулки должен быть не более 0,06 мм. Величина зазора
проверяется щупом.
Нельзя делать фаски или закругления на острых кромках под-
пятников и лопатки, так как это будет уменьшать подсос горю-
чего.
Для установки коловратного механизма в корпус насоса, послед-
ний нагревают в масле или в электропечи до 175—180° С и уста-
навливают под пресс или на стол сверлильного станка. Затем в кор-
пус вводят собранный коловратный механизм и дожимают его
прессом или шпинделем сверлильного станка. При этом нужно
следить, чтобы шпильки нижнего подпятника точно совпадали с
отверстиями в дне корпуса. Чтобы обеспечить легкость монтажа
коловратного механизма, внутренняя поверхность камеры в кор-
пусе должна быть свободна от масла. Для этого перед погружением
в масло все отверстия в корпусе заглушаются, и корпус погру-
жается в таком положении, чтобы масло не переливалось через
кран камеры.
Установив коловратный механизм в корпус насоса, необходимо
сразу же затянуть алюминиевую муфту уплотнения. Во избежание
заеданий резьба муфты и корпуса должна быть чистой и смазан-
ной минеральным маслом.
После охлаждения насоса муфта вывертывается, на верхний
подпятник ставится свинцовая прокладка и муфта ввертывается
на свое место и затягивается. Затем монтируются прочие детали
уплотнения. Запрессовывая коловратный механизм, необходимо по-
мнить, что для левого вращения ротора коловратный механизм
нужно устанавливать канавкой на втулке в сторону камеры высот-
ного устройства, для правого вращения его нужно повернуть
на 180°.
Так как завод выпускает насосы, собранные для работы в опре-
деленном направлении вращения, то при перемонтировке насоса па
другое направление вращения в дне камеры коловратного меха-
низма необходимо высверлить дополнительные отверстия под
шпильки нижнего подпятника. Эти отверстия сверлятся на глу-
бину 2 + 0,25 мм сверлом диаметром 5 мм и точно под углом
180° к отверстиям, имеющимся в насосе.
Во всех случаях разборки магистрали и съемки насоса с мотора
необходимо заглушать всасывающий и нагнетающий штуцеры на-
соса для предохранения внутреннего механизма насоса от кор-
розии.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение и тип бензонасоса.
2. Конструкция деталей насоса.
3. Почему рабочая камера выполнена по улитке Паскаля!
4. Принцип работы коловратного механизма.
5. Назначение мембраны и двойного редукционного клапан?
В. Работа высотного устройства.
— 88 —
7. На какие моторы может быть установлен насос?
8. Назначение и конструкция
9. Назначение и конструкция
10. Почему на моторе М-100А
11. Схема бензопроводки.
приемного клапана.
муфты Ольдгейма.
ставятся два бензонасоса?
5. Нижние вертикальные валики (привод насосов)
Масляные и бензиновые насосы, а также водяная помпа полу-
чают вращение от ведущей конической шестерни коленчатого вала
через промежуточные вертикальные валики (рис. 66).
Валики — стальные, для облегчения выполнены пустотелыми
и на нижних концах имеют внешние шлицы для соединения с внут-
Рис. 66. Вертикальные валики.
ренними шлицами валиков масляных насосов. На верхних концах
валиков откачивающих маслопасосов имеются шестерни в 23 зуба,
выполненные за одно целое с валиками. На валике же нагнетаю-
щего маслонасоса насажены две шестерни, из которых верхняя
имеет 20 зубьев и выполнена за одно целое с валиком, а нижняя
имеет 25 зубьев и соединяется с верхней шестерней при помощи
специальных выступов. Верхние части валиков имеют рабочую
шейку большего диаметра, чем пижние. Вертикальные валики вра-
щаются в алюминиевых подшипниках, монтируемых в гнезда зад-
ней части картера. Ввиду того что все три подшипника подгоня-
ются одновременно, они невзаимозаменяемы. Подшипник среднего
валика с внешней стороны имеет кольцевую расточку. Крепление
подшипников в гнездах картера осуществляется четырьмя винтами.
Смазка подшипников и шеек валиков производится через отверстия
на рабочих шейках валиков маслом, стекающим по наклонной пе-
редаче.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение и конструкция вертикальных валиков.
2. Взаимозаменяемы ли валики и их подшипники?
3. Способ крепления подшипников.
4. Смазка, валиков и их подшипников.
— 89 —
6. Масляные насосы и смазка мотора
Подача масла из бака в мотор и откачивание его из мотора
в бак осуществляются тремя коловратными насосами (рис. 67), рас-
положенными в задней части нижней половины картера.
Нагнетающий насос берет масло из бака и подает его в маги-
страль под давлением 3—5 ат для моторов с постоянным шагом
винта и 5—7 ат для моторов с изменяемым шагом винта, откуда
по трубкам и каналам масло
расходится по всему (Мотору,
смазывая трущиеся детали. От-
работанное масло собирается на
дне картера в отстойниках мас-
лосборного корыта и затем дву-
мя откачивающими насосами по-
дается оттуда обратно в бак.
Рис. 67. Водо-масляный агрегат.
А. Конструкция насосов
Конструкция масляных насо-
сов (рис. 68) состоит из чугун-
ных корпусов (чугун марки
ПЧ-1), стальных валиков и чу-
гунных пластин (чугун марки
ПЧ-2) со спиральными пружи-
нами.
Корпуса насосов 1 внутри ра-
бочей части имеют эксцентрич-
ные сверления, служащие для по-
мещения валиков с пластинами.
По бокам, на срезах цилиндров,
просверлено на откачивающих
по 6, а па нагнетающем 5 отвер-
стий для приема и отвода масла, причем отверстия для приема
масла расположены по оси .цилиндра, а отверстия для отвода
смещены несколько в сторону.
На корпусе нагнетающего насоса в нижней части просверлено
два отверстая 2, в которые вставляются штифты для крепления
корпуса к корпусу приводов насосов. Ввиду того что указанные
отверстия расположены не симметрично по отношению к оси (левое
смещено на 5°), они служат также и ориентиром для правильной
установки корпуса на корпусе приводов насосов.
В нижней части корпусов откачивающих насосов ввернуто по
одному винту для фиксации корпусов в гнездах картера. Кроме
того, со стороны подвода масла на цилиндрах откачивающих насо-
сов имеется по одному отверстию, через которые отсасывается масло
от приводов бензиновых насосов.
Внутрь корпусов нагнетающего и откачивающих насосов встав-
ляются валики 3 с рабочими пластинами. Валики стальные и на
верхних и нижних концах имеют шлицы. Верхними шлицами ва-
лики соединяются с вертикальными валиками, от которых они
90 —
получают вращение. Нижними шлицами валик нагнетающего на-
соса соединяется с валиком водяной помпы, передавая ему враще-
ние. С нижними шлицами валиков откачивающих насосов соеди-
няются промежуточные шестерни по 16 зубьев, передающие вра-
щение на привод бензиновых насосов. Посередине валики насосов
имеют прямоугольные прорези 4, в которые вставляются пластины
5 с распорными спиральными пружинами 6.
Рис. 68. Детали маслонаеоеов с приводами.
На нижнем конце валика нагнетающего насоса имеется зуб-
чатка, являющаяся воздушным лабиринтовым сальником.
На нижних концах валиков откачивающих насосов проточены
винтообразные канавки, служащие для подвода масла к приводам
бензиновых насосов.
Б. Корпус приводов насосов
Корпус приводов 7 (рис. 68) изготовляется из сплава силу-
мина и служит для крепления бензиновых насосов с приводами,
водяной помпы и для монтажа масляных насосов.
— 91
В верхней части корпус имеет фланец, служащий для крепле-
ния к нижнему приливу задней части нижней половины картера.
В центре фланца имеется прилив с внешней кольцевой выточкой,
служащий для перепуска масла от редукционного клапана к на-
гнетающему маслонасосу. Внутри прилива впрессована бронзовая
втулка, являющаяся подшипником валика нагнетающего масля-
ного насоса. С обеих сторон прилива на фланце просверлено по
одному отверстию. Через эти отверстия производится соединение
шестерен, передающих вращение к бензиновым насосам, укреплен-
ным к боковым фланцам корпуса приводов насосов.
Рис. 69. Корпус приводов.
К нижнему фланцу корпуса крепится водяная помпа.. В перед-
ней части корпуса имеется прилив, образующий гнездо для редук-
ционного клапана. В этом приливе просверлено отверстие (заглу-
шено пробкой), черев которое можно регулировать давление масла
в магистрали (рис. 69).
В. Маслоприемник
Маслоприемник (рис. 70) изготовляется из сплава силумина
и служит для присоединения подводящей и отводящей масло труб.
_____________. Приемник имеет фланец с отверстиями
Для крепления. Посередине фланца вы-
• . -—-сверлены три отверстия для перепуска
масла, причем крайние отверстия через
корпус приемника соединяются между
собою и заканчиваются общим штуце-
ром. Среднее отверстие соединяется
с правым штуцером приемника. Шту-
церы — стальные, кадмированные. С
Рис. 70. Маслоприемник.
внешней стороны на них нанесены стрелки, указывающие на-
правление движения масла.
Маслоприемник крепится к фланцу нижней половины картера.
Для герметичности между фланцами картера и приемника ставится
прокладка из армированного полотна.
Г. Редукционный клапан
Для регулировки давления масла параллельно нагнетающей ма-
гистрали включен редукционный клапан (рис. 71). Конструкция
клапана состоит из стального пустотелого корпуса с фланцем и
— 92 —
отверстиями 1, алюминиевого клапана 2, пружины 3 и регулиро-
вочной пробки со стальным кольцом для контровки 4. При вверты-
вании клапана в гнездо под его фланец ставится медно-асбестовая
прокладка. Масло, прошедшее через редукционный клапан, отво-
Рис. 71. Детали редукционного клапана.
дится обратно в камеру нагнетающего насоса через отверстия в кор-
пусе клапана, выточку на фланце картера и кольцевую выточку
на приливе корпуса приводов (рис. 69).
Д. Смазка мотора
Под действием разрежения, создаваемого масляным насосом,
масло из бака поступает через фильтр (включенный в маслопро-
водку) к правому штуцеру маслоприемника и затем подходит к
отверстиям на корпусе нагнетающего насоса (рис. 72). Валик с пла-
Рис. 72. Путь масла через нагнетающий насос
п редукционный клапан.
станами, находящимися внутри корпуса, вращаясь в левую сто-
рону, захватывает масло и гонит его на противоположную сторону
к выводным отверстиям со скоростью 20—22 л!мин (при номиналь-
ном числе оборотов коленчатого вала). От выводных отверстий ци-
линдра насоса масло поступает в главную нагнетающую маги-
страль. В случае, если давление, создаваемое насосом, окажется
больше 3—5 от, а на моторах с винтом изменяемого шата больше
— 93 —
6—7 аТ} часть масла перейдет через редукционный клапан, вслед-
ствие чего давление в магистрали понизится.
Из главной магистрали (рис. 73) масло ответвляется в трубки
перегородок картера, по которым поступает затем в кольцевые
выточки под коренными вкладышами. Через пять отверстий на
каждом вкладыше масло выходит на трущуюся поверхность вкла-
дыша и коренную шейку вала, одновременно заполняя полости
внутри коренных шеек коленчатого вала. Ввиду того что на корен-
ных шейках вала просверлены четыре противоположно располо-
женных отверстия, масло имеет возможность циркулировать вну-
три шейки, чем улучшается смазка шейки и подшипника
(см. раздел «Коленчатый вал»). От третьей, пятой и седьмой ко-
ренных шеек по каналам в щеках масло подводится к шатун-
ным шейкам для смазки шейки и вкладыша нижней головки глав-
ного шатуна. При совмещении отверстия (при вращении коленча-
того вала) на шатунной шейке с отверстиями во- вкладыше главного
шатуна масло по трубке на главном шатуне и по каналу внутри
дополнительного шатуна поступает для смазки втулок верхних го-
ловок шалунов и поршневых пальцев.
Использованное масло стекает обратно в картер, но по пути
захватывается кривошипно-шатунным механизмом и под действием
центробежных сил разбрызгивается в виде мельчайших капель,
образуя в картере «масляный туман» (так называемый «барботаж-
ный способ»), который покрывает стенки цилиндра и поршня.
Поршень, двигаясь к н. м. т., своими кольцами счищает масло
со стенок цилиндра и отбрасывает его обратно в картер. При этом
часть масла через отверстия в маслосборочном кольце и в канавке
поршня попадает внутрь поршня (при движении поршня к н. м. т.)
и способствует охлаждению нижней части днища поршня.
Некоторая часть масла попадает в камеру сгорания цилиндра,
где и сгорает вместе с горючей смесью. Это явление будет сказы-
ваться тем больше, чем больше будут зазоры между канавками
и поршневыми кольцами. Во избежание этого зазоры должны быть
в пределах, указанных на стр. 173.
От пятого коренного вкладыша по трубке в верхней перегородке
картера (в зависимости от положения клапана-инжектора) масло
подается в дополнительную магистраль, а из магистрали через спе-
циальные штуцеры поступает на смазку нижних головок шатунов
и, путем разбрызгивания, на рабочую поверхность цилиндров при
прогреве мотора.
От второго коренного подшипника по трубкам масло подводится:
а) ко второму подшипнику вала редуктора и гидро крану (если
таковой установлен); б) к газораспределительным валикам.
Масло, поступившее в первый подшипник газораспределитель-
ного валика, распределяется заглушкой. Одна часть его идет внутрь
валика, обеспечивая смазкой второй и третий подшипники, и выхо-
дит через отверстия на кулачках на тарелки клапанов, другая
часть масла поступает внутрь дюралевой трубки, по которой про-
ходит к четвертому подшипнику и шестерням.
— 91 —
Отработанное масло собирается в колодцах головки блока И
1оттуда частично попадает через отверстия в направляющих втул-
ках клапанов на смазку штоков и направляющих. Основная же
часть отработанного масла стекает или в передний отстойник по
трубке, укрепленной в передней часта блока, или в задний—по
। наклонной передаче.
Прежде чем попасть из колодцев головки блока на наклонную
передачу, масло проходит сетчатый фильтр, укрепленный в задней
части крышки блока. Затем стекающее масло по наклонной пере-
даче попадает в задний отстойник картера, по пути смазывая де-
тали и шестерни передачи.
От первого коренного подшипника масло подводится по трубке
к первому подшипнику вала редуктора. Шариковые подшипники
и пружины последнего смазываются путем разбрызгивания.
Кроме того, через выточки в первом подшипнике и на носке
коленчатого вала масло поступает на смазку дистанционных колец
и в трубку-форсунку для смазки зубьев шестерен редуктора. От
заднего конца нагнетающей магистрали масло ответвляется в по-
лость, образованную выточкой и гнездом на подшипнике для сред-
него вертикального валика. Из этой полости масло поступает через
горизонтальный канал на задней стенке картера., затем через суп-
порт магнето и корпус нагнетателя к регулятору давления Рк. От
регулятора давления масло возвращается через корпус нагнетателя
в камеру суппорта. Помимо этого, из-за подшипника верти-
кального валика масло поступает в маслораспределительную крыш-
ку, откуда затем расходится по каналам на смазку подшипников
фрикционных шестерен, привода распределителя сжатого воздуха
и в масляный насос автопилота.
Отработанное масло собирается в камере суппорта, в которой
устанавливается и поддерживается определенный уровень масла.
При повышенном уровне излишки масла стекают через отверстия
в задней стенке картера в задний отстойник. Зубья шестерен, нахо-
дящихся в камере суппорта, и приводы магнето смазываются путем
разбрызгивания.
От переднего конца главной нагнетающей магистрали масло отво-
дится к манометру (через индикатор давления), показывающему
давление масла в магистрали.
Все отработанное масло собирается в отстойниках маслосбор-
ного корыта, откуда левым откачивающим насосом (смотря от лет-
чика) из переднего, а правым из заднего отстойников перегоняется
в бак.
Производительность обоих откачивающих насосов равняется
50—60 л в минуту при номинальном числе оборотов коленчатого
вала.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Тип и количество масляных насосов.
2. Давление масла в магистрали.
3. Отличие нагнетающею насоса от откачивающих.
4. Конструкция корпусов насосов.
&
— 95 —
S. КойструкЦйя ваЛиКов Насосов, крепление н назначение конических
шестерен.
6. Назначение пластин и пружин.
7. Назначение винтовых канавок на нижних концах валиков и отвер-
стий на нижних частях корпусов откачивающих насосов.
8. Взаимозаменяемы ли откачивающие насосы?
9. Чем фиксируется установка нагнетающего насоса?
10. Работа насосов.
11. Производительность насосов.
12. Путь масла в моторе.
13. Направление и скорость вращения валиков насосов.
14. Назначение, конструкция и работа редукционного клапана.
15. Конструкция корпусов приводов.
16. Конструкция маслоприемника.
7. Водяная помпа и охлаждение мотора
Циркуляция охлаждающей жидкости в моторе обеспечивается
центробежной помпой, находящейся снизу задней части мотора и
приводимой во вращение валиком нагнетающего масляного насоса
(рис. 74).
Помпа обеспечивает подачу 600—700 л жидкости в минуту при
номинальных оборотах коленчатого вала.
А. Конструкция помпы
Конструкция водяной помпы (рис. 75) в основном состоит из
корпуса, крышки корпуса, полутурбинки и валика полутурбинки.
Корпус помпы 1 изготовляется из силумина и имеет улитко-
образную форму. В центре корпуса сделан прилив 2 с запрессо-
ванной бронзовой втулкой 3, являющейся подшипником валика по-
лутурбинки. Кроме того, на корпусе имеются два спиральных па-
трубка, по которым охлаждающая жидкость отводится в мотор,
и фланец для крепления помпы к корпусу приводов.
Крышка корпуса 4 также изготовляется из силумина; она
имеет патрубок для подвода жидкости из радиатора, а в центре —
прилив с запрессованной бронзовой втулкой 5. Втулка служит под-
шипником валика полутурбинки. Снизу ввертывается опорный
винт 6, которым регулируется зазор между верхней частью полу-
турбинки и стенкой корпуса. Кроме того, крышка имеет два шту-
цера, к которым присоединяются трубки для слива воды от нижней
части блоков. В крышку помпы ввертывается сливной краник 7.
Сверху крышка имеет центрирующий буртик и фланец для кре-
пления к корпусу.
Полутурбинка 8 обычного типа изготовлена из алюминия и
прикреплена заклепками к фланцу валика. Валик полутурбинки 9
изготовляется из нержавеющей стали и для облегчения выпол-
няется пустотелым. На верхнем конце валик имеет внешние шлицы
для соединения со шлицами валика нагнетающего масляного на-
соса. На нижнем конце валик имеет винтообразную канавку для
— 96 —
охлаждения бронзовой втулки. В торец нижнего конца валика
впрессован стальной цементированный подпятник 10, опирающийся
на винт 6.
Для создания герметичности между корпусом и крышкой помпы
ставится прокладка 11 из армированного полотна. На верхнюю
часть валика наматывается
асбестовый сальник 12, про-
питанный графитовой мазью.
Сальник подтягивается гай-
кой 13, навертываемой на на-
резку втулки корпуса по ле-
вой резьбе. Контровка гайки
осуществляется винтом, ввер-
тываемым в корпус приводов
под приливом редукционного
клапана.
Собранная помпа крепится
к корпусу приводов на четы-
рех шпильках. Полутурбинка
вращается в направлении про-
тив часовой стрелки (смотря
со стороны привода).
Б. Охлаждение мотора
Охлаждающая жидкость из
радиатора по трубе поступает
к патрубку крышки помпьц
Затем полутурбинка гонит
жидкость по трубам к прием-
ным патрубкам блоков. По-
ступая по латунной трубе в
головке блока, жидкость через
отверстия в трубе равномерно
распределяется !по цилиндрам.
Пройдя в зарубашечные про-
странства, она отнимает тепло
от клапанных коробок и ци-
линдров, а затем через отвер-
стия со стороны «V» блоков
по трубам отводится в радиа-
тор. Кроме того, от нижних
частей блоков через отверстия
против шестых цилиндров
жидкость по трубкам отводит-
ся непосредственно к помпе.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Тип и производительность
2. Материал
7
Рис. 74. Водяная помпа.
Рис. 75. Детали водяной помпы.
аюмпы.
и конструкция основных деталей: корпуса, полутурбинки,
валика, сальника и крышки.
А виаппопный мотор
— 97 —
3. Материал сальника.
4. Какую резьбу имеет гайка, поджимающая сальник? Способ контровки
гайки.
5. Назначение подпятника, запрессованного в валик помпы.
6. Назначение винта в нижней крышке.
7. Конструкция краника и назначение двойного штуцера.
8. Направление и скорость вращения полутурбинки.
9. Путь охлаждающей жидкости по мотору.
8. Зажигание
А. Общие сведения
Приготовленная за период всасывания и сжатия смесь в цилин-
драх мотора М-100А воспламеняется электрической искрой высо-
кого напряжения, проскакивающей между электродами свечей, рас-
положенных в камерах сгорания.
В качестве источника тока высокого напряжения используются
два четырехискровых экранированных рабочих магнето типа
БС-12пЭА (рис. 76).
Рис. 76. Общий вид рабочего магнето.
Оба магнето—правого вращения, устанавливаются на площадки
суппорта, центрируются (относительно площадок) штифтами и кре-
пятся ленточными хомутами.
Ротор магнето приводится во вращение через систему шестерен-
чатой передачи от коленчатого вала; хвостовик ротора соединяется
с приводом через рессорное соединение.
На хвостовике ротора на шпонке при помощи гайки крепится
стальная муфта; к муфте четырьмя болтами крепится стальная
кадмированная втулка, соединяющаяся с рессорой привода.
Отношение числа оборотов ротора к числу оборотов коленча-
того вала равняется полуторной скорости. Это обусловлено отноше-
нием угла поворота ротора, заключенного между моментами раз-
мыкания, к угловому промежутку между работой цилиндров.
90°
рав нтям -~-о =1,5.
60
— 98
Правое магнето обслуживает наружные свечи, левое — внут-
ренние.
Опережение зажигания смеси в цилиндрах от обоих магнето син-
хронное и равняется 31° ±1°.
Диапазон автоматического опережения по ротору равняется 25°;
по коленчатому валу это соответствует 16°,6 [(25 : 3) X 2], сле-
довательно, минимальный угол опережения будет 15°,4 (32°—46°,G)
до в', м. т. в такте сжатия.
Для точной регулировки зажигания на втулке привода имеются
четыре овальных выреза, дающие возможность поворачивать ротор
относительно привода.
Направление вращения ротора магнето указано стрелкой, выби-
той с внешней стороны передней опоры.
Выбитая на передней опоре литеровка обозначает: БС — большое
«Сцинтилла», 12 — число цилиндров, п—наличие пускового борна,
Э — экранированное, А — автоматическое опережение зажигания.
Для контроля и управления системой зажигания мотора во
внешнюю цепь включается переключатель типа «Сцинтилла».
В качестве источника тока высокого напряжения для запуска
мотора в системе зажигания предусмотрена установка двухискро-
вого пускового магнето типа «МС» (малое «Сцинтилла»).
Вся система зажигания экранирована. На моторе установлены
свечи марки 4-ЭМГ: с четырьмя электродами, экранированные, ма-
лого габарита, или 3-ЭМГ.
К имеющимся на моторе агрегатам зажигания предъявляются
жесткие требования в отношении надежности действия, независимо
от режима работы мотора.
Магнето БС-12пЭА к настоящему времени являются одними из
лучших, что подтверждается практикой их эксплоатации.
Система зажигания на моторе является наиболее ответственной
аппаратурой, которую необходимо изучить в совершенстве всем
лицам, соприкасающимся с обслуживанием мотора.
Б. Конструкция деталей рабочего магнето
Конструкция магнето БС-12пЭА состоит из следующих основных
деталей: корпуса магнето; ротора; автомата опережения; якоря;
прерывателя; передней опоры; распределительного барабана (побе-
гушки); распределительных колодок.
1. Корпус магнето
Корпус магнето изготовляется из сплава алюминия и служит
для крепления всех деталей магнето.
В корпус заливаются полюсные башмаки, переходящие в верх-
ней части в стойки, на которые монтируется якорь.
Полюсные башмаки и стойки представляют одно целое и наби-
раются из отдельных пластин (листов) динамного железа, изоли-
рованных друг от друга (рис. 77).
Длина дуги полюсных наконечников зависит от количества по-
люсов ротора, т. е. при четырехполюсном роторе она равняется 45°
и при двухполюсном 90° (рис. 78).
7#
— 99 —
В передней части корпуса (смотря от привода) имеется фланец
с двумя шпильками и двумя нареза иными отверстиями, посред-
ством которых к корпусу крепится передняя опора.
В задней части корпуса находится камера, в которую монти-
руется прерыватель магнето.
В стенке между камерой для прерывателя и камерой для ро-
тора впрессовано стальное кольцо, являющееся опорой для заднего
шарикового подшипника ротора. Для изоляции под кольцо постав-
лена специальная прокладка.
Рис. 77. Корпус магнето. Рис. 78. Угол расположения
башмаков.
Со стороны привода в стенку влито бронзовое кольцо,
являющееся подшипником и направляющей прерывателя. В боко-
вые стенки камеры прерывателя ввертываются два винта, посред-
ством которых регулируется величина угла поворота прерывателя
относительно ротора в магнето с механическим опережением; в маг-
нето же БС-12пЭА за счет указанных винтов прерыватель фикси-
руется строго в вертикальном положении.
Камеры прерывателя и ротора посредством особых отверстий
сообщаются с наружным воздухом, чем достигается вентиляция
камер.
Нижняя часть корпуса представляет площадку, которой корпус
и устанавливается на кронштейн суппорта магнето. Для центровки
корпуса магнето относительно штифтов суппорта на корпусе име-
ются углубления.
2. Ротор магнето
В корпус магнето вставляется колоколообразный ротор, изготов-
ленный из хромистой стали. Ротор служит источником магнитного
потока. Па концы полюсов ротора монтируются полюсные наконеч-
ники, набранные из отдельных изолированных между собой пла-
стин из динампого железа (изготовление наконечников из отдель-
ных пластин вызвано стремлением уменьшить влияние токов Фуко)
(рис. 79).
Ротор рабочего магнето имеет четыре полюса, из нпх два южных
и два северных. Одноименные полюсы связаны между собой через
специальные перемычки, укрепленные на валике автомата опере-
жения. Соединением одноименных полюсов достигается увеличение
— too —
числа магнитных силовых линий, проходящих через сердечник
якоря.
Передний конец ротора представляет собой конусный валик, на
который монтируются детали привода ротора с шариковым подшип-
ником (см. «Сборка магнето»).
Рис. 79. Ротор с вынутым автоматом опережения.
3. Автомат опережения зажигания
Автомат опережения зажигания вставляется внутрь ротора.
Изменение момента размыкания первичной цепи можно произ-
водить или поворотом прерывателя относительно кулачковой шайбы
ротора, или поворотом кулачковой шайбы ротора относительно
пятки молоточка прерывателя. В магнето БС-12пЭА опережение за-
жигания достигается пу-
тем автоматического по-
ворота кулачковой шай-
бы. Автомат (рис. 80) со-
стоит из оси, на задний
конец которой при помо-
щи гайки крепится ку-
лачковая шайба 1, брон-
зовой задней щеки (цап-
фы) 2, к которой крепят-
ся соединительные по-
люсные перемычки 3,
набранные из отдельных
пластин динамного же-
Рг(с. 80. Автомат опережения.
лева, двух бронзовых центрифугальных масс 4, передние концы ко-
торых упираются в специальные шаровые бронзовые втулки, а зад-
ние эксцентрично соединяются с промежуточной шайбой заднего
конца оси. Кроме того, задние концы центрофугальных масс скреп-
ляются болтом 5, пропущенным сквозь сережки центрофугальных
масс. На концы болта поставлены регуляторные пружины 6, удер-
живаемые гайками 7. Винты 8 ввернуты в тело центрофугальных
масс, и служат для регулировки весовой симметрии масс в отно-
шении друг друга.
Работа автомата (рис. 81). Автомат, будучи скрепленным
с ротором, вращается вместе с ним. При вращении ротора центро-
фугальные массы под действием центробежных сил стремятся пе-
реместиться в радиальном от центра положении. Вследствие этого
происходит сжатие регуляторных пружин.
• — 101
Рис. S1. Схема работы автомата опережения.
— 102’—
При перемещении центрофугальных масс ось ротора поворачи-
вается вместе с кулачковой шайбой 1 на определенный угол, вели-
чина которого зависит от величины расхождения центрофугальных
масс. Расхождение же центрофугальных масс зависит от их веса
и натяжения регуляторных пружин. Чем больше число оборотов
ротора, тем больше центробежная сила, действующая на центрофу-
гальные массы, и, следовательно, тем больше угол поворота кулач-
ковой шайбы.
Для мотора М-100А автомат опережения регулируется так, чтобы
диапазон поворота кулачковой шайбы при максимальном враще-
нии ротора равнялся 25°. Иначе говоря, кулачковая шайба может
повернуться за счет автомата на угол 25°.
Перемещение центрофугальных масс в радиальном направлении
ограничивается гайками болта 5 и дистанционными втулками 9
(см. рис. 80).
При работе мотора автомат опережения начинает действовать
с 1 200 об/мин. ротора и к 1 600 об/мин. дает максимальное опере-
жение—25" по ротору.
Со снижением числа оборотов коленчатого вала мотора, а сле-
довательно и ротора, центробежные силы, действующие на центро-
фугальные массы, уменьшаются, и центрифугальные массы силой
регуляторных пружин перемещаются в обратном направлении, одно-
временно' поворачивая и кулачковую шайбу.
Кулачковая шайба—стальная, имеет четыре кулачка, располо-
женные под углом 90° в отношении друг друга, и служит для раз-
мыкания первичной цепи путем влияния на фибровую пяточку
молоточка прерывателя. За один оборот ротора происходит четыре
размыкания первичной цепи, так как магнитный поток в сердеч-
нике якоря четыре раза меняет свое направление.
С каждым разрывом первичной цепи во вторичной обмотке
якоря индуктируется ток высокого напряжения, который исполь-
зуется для запала смеси в цилиндрах мотора.
Собранный автомат опережения вставляется в ротор магнето и
крепится к нему четырьмя винтами через бронзовую щеку (цапфу).
Преимуществом устройства данного автомата является то, что
он не увеличивает размеров магнето. С точки зрения эксплоатации
автоматическое увеличение опережения зажигания облегчает работу
летного состава тем, что1 исключает необходимость пользования сек-
тором опережения.
4. Якоръ магнето (катушка)
Катушка состоит из сердечника, изготовленного из отдельных,
изолированных между собой пластин динамного железа. Непосред-
ственно на сердечнике наматывается первичная обмотка из толстой
(диаметром около 1,00 мм) медной проволоки, покрытой изолирую-
щим материалом (эмалью) (рис. 82).
Первичная обмотка состоит из пяти рядов витков, по 33 витка
в каждом.
Таким образом, общее число витков составляет 165.
Один конец первичной обмотки припаян к сердечнику якоря
— 103 —
и тем самым соединен через сердечник, стойки и полюсные баш-
маки с корпусом магнето или, как говорят, с массой.
Второй конец первичной обмотки припаян к латунному щитку
катушки.
На первичную обмотку наматывается конденсатор ленточного
типа, обкладки которого присоединяются у начала и конца первич-
ной обмотки.
Поверх конденсатора наматывается вторичная тонкая обмотка
из медной тонкой (диаметром 0,08 мм) проволоки. Вторичная об-
Рис. 82. Якорь (трансформатор).
мотка, как и первичная, покрыта слоем эмали и имеет примерно
12 000—13 000 витков.
Витки вторичной обмотки наматываются рядами, по 32 витка
в каждом.
С целью изоляции вся вторичная обмотка от первого до послед-
него ряда покрыта изоляционным шелком. Кроме того, сверху вто-
ричной обмотки намотана шелковая лента, пропитанная изоляци-
онным лаком. Помимо ленты, для лучшей изоляции между отдель-
ными слоями витков прокладывается изолировочная бумага.
Начало вторичной обмотки припаивается ближе к концу первич-
ной обмотки, выведенному к щитку якоря. Это обусловлено жела-
нием использовать первичную обмотку как вторичную при индук-
тировании тока высокого напряжения.
Второй конец вторичной- обмотки выводится и припаивается к
пластинчатому пружинному контакту, расположенному с противо-
положной стороны щитка.
Намотанные на сердечник якоря обмотки с обеих сторон заклю-
чаются в специальной формы эбонитовые или пертинаксовые щеки.
К щекам при помощи двух заклепок прикреплен латунный
щиток, к которому припаян второй конец первичной обмотки и
конец обкладки конденсатора. К щитку в свою очередь приклепаны
три щетки, набранные из отдельных (по три штуки) латунных пла-
стин и служащие для передачи тока низкого напряжения к нако-.
вальне прерывателя, т. е. служащие электрическим связующим
звеном между щитком и наковальней прерывателя. Наличие трех
щеток обусловлено необходимостью иметь эластичное и надежное
соединение с наковальней прерывателя независимо от угла пово-
рота последнего (при механическом опережении зажигания).
Назначение и работа обмоток и конденсатора рассмотрены ниже
(см. «Работа магнето»).
— 104 —
Якорь монтируется на стойки и крепится к последним при по-
мощи двух винтов.
Сочетание полюсных башмаков стоек и сердечника якоря обра-
зует так называемый электрический мостик.
С целью предохранения от рассеивания магнитных силовых ли-
ний под якорь ставится изолирующая эбонитовая прокладка.
Помимо эбонитовой прокладки, под якорь ставится еще фетровая
прокладка, служащая для предохранения деталей от соприкоснове-
ния друг с другом во время работы магнето (смягчающая подушка).
5. Прерыватель
Прерыватель (рис. 83) служит для размыкания и замыкания
первичной цепи, в результате чего во вторичной обмотке возникает
электродвижущая сила высокого напряжения.
Рис. S3. Прерыватель.
Корпус прерывателя 1 изготовляется из бронзы или алюми-
ния. В верхней части корпуса при помощи двух винтов укреплена
наковальня, изолированная (электрически) от корпуса прерыва-
теля посредством фибровых прокладок и втулок.
В задней части наковальни, с левой стороны магнето мотора
М-100А ввернут контакт, законтренный контргайкой; с правой
стороны ее укреплена фибровая пяточка.
К корпусу прерывателя при помощи оси и стопорного винта
укреплен алюминиевый рычаг (или, иначе, молоточек). На ниж-
нем конце рычага имеется фибровая пяточка, а в верхний конец
ввернут второй контакт прерывателя. С целью меньшего обгорания
контакты прерывателя изготовляются из сплава платино-иридия.
К верхней части рычага-молоточка и к корпусу прерывателя при
помощи винтов укреплена двойная стальная пружина, служа-
щая для прижимания контактов друг к другу. Натяжение пружин
подбирается строго определенным и достигает 650—700 г. Поста-
новка спаренной пружины вызвана стремлением уменьшить рез-
кость изменения амплитуды колебаний молоточка при его работе
и тем самым предохранить контакты прерывателя от расклепы-
вания.
Помимо1 указанной пружины, к корпусу прерывателя крепится
еще пружина, служащая для центровки рычага прерывателя отно-
сительно сто1 продольной оси.
— 105
В нижней части корпуса при помощи двух винтов и пружиня-
щей пластинки укреплен фетр, через который осуществляется
смазка кулачковой шайбы ротора и фибровой пятки рычага пре-
рывателя.
Прерыватель в собранном виде монтируется в камеру корпуса,
причем для регулировки осевой игры прерывателя между ним и
стенкой корпуса магнето ставится латунная шайба 2, толщина ко-
торой может быть 0,2, 0,3, 0,7, 0,8 и 1,3 мм.
Центровка прерывателя относительно камеры в передней части
достигается кольцевым поясом корпуса прерывателя, а в задней
стальным кольцом 3. Крепление прерывателя производится двумя
винтами 4, ввертываемыми в корпус магнето через центрирующее
кольцо 3.
Торец прерывателя закрывается алюминиевой заглушкой 5,
центрируемой двумя штифтами и укрепляемой винтом 6 к кор-
пусу прерывателя.
Для контровки винта с противоположной стороны крышки мон-
тируется стальное пружинное кольцо.
Работа прерывателя. Наковальня прерывателя, будучи
соединена (прижата) со щетками якоря, дает возможность току низ-
кого напряжения, индуктируемому в первичной обмотке, подойти
к контакту, ввернутому в наковальню.
В тот момент, когда контакты прерывателя сомкнуты, ток про-
ходит на массу магнето (подробней путь тока низкого напряжения
см. ниже).
При вращении же ротора кулачковая шайба последнего набе-
гает на фибровую пятку рычага, прерывателя и заставляет рычаг
повертываться на своей оси. Вследствие этого происходит размыка-
ние контактов прерывателя, а значит, и разрыв первичной цепи.
О дальнейшим поворотом ротора кулачковая шайба освобождает
рычаг прерывателя, контакты последнего под действием пружины
соединяются и замыкают первичную цепь.
Фибровая пятка, прикрепленная к наковальне прерывателя,
служит для ограничения отхода молоточка (под действием сил инер-
ции) при размыкании контактов, т. е. для сохранения воздуш-
ного промежутка при полном размыкании контактов в пределах
0,35—0,45 мм.
Назначение фибровой пятки на рычаге прерывателя — обеспечи-
вать меньший износ кулачковой шайбы.
6. Передняя опора
Передняя опора изготовлена из алюминия и служит опорой для
передней части ротора и для крепления бронзовой шестерни с рас-
пределительным барабаном (побегушкой) (рис. 84).
С задней стороны опора имеет фланец, посредством которого она
соединяется с корпусом магнето. Во фланце укреплены три шпиль-
ки, служащие для опоры и крепления распределительных колодок.
Между шпильками по фланцу выфрезерована канавка, в кото-
рую укладывается фетровый шнур, предохраняющий распредели-
тельные колодки от возможных царапин и препятствующий попа-
— 106 —
1
Рис. 84. Передняя опора с брон-
зовой шестерней и побегушкой.
Данию влаги в камеру барабана. С левой стороны от верхней
шпильки на фланец опоры нанесена метка-риска, служащая ори-
ентиром для правильной сборки магнето (подробно указано ниже).
В нижней части передней опоры имеется гнездо, в которое впрес-
совано стальное опорное кольцо переднего шарикового подшипника.
В том же гнезде помещается и шестерня ротора.
Кроме того, в гнезде укреплен фетр, обеспечивающий смазкой
шариковый подшипник и зубья шестерен.
В верхней части опоры при
помощи четырех винтов и
стальной шайбы укреплена ось
вращения бронзовой шестерни.
Ось — стальная, пустотелая, с
передней стороны 'имеет эксцен-
тричный фланец, посредством
которого производится крепле-
ние оси к передней опоре и регу-
лируется радиальный зазор меж-
ду зубьями шестерен (см. «Обор-
ка магнето»). Внутрь оси встав-
тяется фетр, пропитываемый ма-
слом. Масло из фетра через от-
верстия в оси выходит на тру-
щуюся поверхность оси и втул-
ки бронзовой шестерни.
Для заливки масла в перед-
ней опоре имеется масленка, из
которой масло поступает в ось
и на фетр, расположенный в
нижнем гнезде передней опоры.
На ось передней опоры мон-
тируется бронзовая шестерня,
имеющая 99 зубьев.
Шестерня крепится при по-
мощи фасонного железного коль-
ца и имеет для регулировки продольной игры на обеих сторонах
тонкие стальные шайбы, количество которых различно.
Шестерня имеет два отверстия, через которые специальной от-
верткой можно отвернуть винты, крепящие ось шестерни. Со сто-
роны, обращенной к якорю, на шестерне нанесена метка-риска,
назначение которой то же, что и риски на передней опоре.
7. Распределительный барабан-побегушка
Распределительный барабан-побегушка (рис. 84) служит для
распределения тока высокого напряжения по секциям распредели-
тельных колодок.
Побегушки насаживается на хвостовик бронзовой шестерни и
крепится к последней при помощи латунного кольца. Фиксация
— 107 —
побегушки от вращательного движения относительно шестерни осу-
ществляется специальным винтом.
На изготовление побегушки идет специальный изоляционный
материал — стабилит, обладающий высокой электрической проч-
ностью. Побегушка имеет три (пояса (рис. 85). В крайние пояса
залито по два медных контакта, из которых 1 является рабочим
Рис. 85. Схема
побегушки.
и 2— пусковым.
Б средний пояс залито медное кольцо, к которому подводится
ток высокого напряжения от пускового магнето.
В центре побегушки, со стороны якоря,
залита медная втулка, в которую ставится
уголек с пружиной. Уголек соединяется с пру-
жинным контактом якоря и служит провод-
ником тока высокого напряжения от вторич-
ной обмотки якоря к рабочим контактам по-
бегушки.
Электрическое соединение рабочих кон-
тактов, залитых в крайние пояса побегушки,
осуществляется через медные пластины, на-
ходящиеся внутри побегушки. Через аналогич-
ные пластины пусковые контакты крайних
поясов соединяются с кольцом, залитым в средний пояс побе-
гушки.
Электрического соединения рабочие контакты с пусковыми не
имеют во избежание ненормального распределения тока.
Рабочие и пусковые контакты крайних поясов, а также и пуско-
вые контакты по отношению к рабочим, находятся под определен-
ными углами, обусловливаемыми конструктивным выполнением
деталей распределения тока в магнето БС-12пЭА и количеством
цилиндров мотора (см. ниже).
Побегушка вращается в сторону, противоположную вращению
50 • 24 • 33 1
ротора, со скоростью ———— = — скорости коленчатого вала,
или, иначе говоря, за два оборота коленчатого вала побегушка
повертывается на один оборот.
Такая скорость вращения побегушки позволяет ей за один обо-
рот обслужить все цилиндры, так как они заканчивают цикл ра-
боты (полный цикл) за два оборота коленчатого вала.
Исходя из того, что расположение контактов на побегушках для
магнето с правым и левым вращением ротора неодинаково, на торце
побегушки под угольком нанесена метка в виде буквы «П», кото-
рая указывает, что данная побегушка предназначена для магнето
с правым вращением ротора.
8. Распределительные колодки
Для распределения тока высокого напряжения по свечам ци-
линдров мотора магнето имеет две колодки, устанавливаемые на
опорные шпильки передней опоры и крепящиеся верхней крышкой,
— 108 —-
прижимаемой винтом. Колодки, как и побегушка, изготовлены из
стабилита.
В крайних поясах колодок укреплено с помощью остроконеч-
ных винтов по 6 медных контактов. В среднем поясе правой ко-
лодки укреплен контакт, к которому подводится ток высокого на-
пряжения от пускового магнето.
Вверху колодок имеются гнезда, в которые вставляются про-
вода, зажимаемые затем остроконечным винтом. Около гнезд про-
ставлены цифры, указывающие порядок искрообразсвания (но не
порядок работы цилиндров). Гнездо для присоединения провода
высокого напряжения от пускового магнето обозначается буквой
«Н» или «П».
9. Величина и значение углов между контактами побегушки и
распределительных колодок
Во всех магнето, в том числе и в БС-12пЭА, побегушка
обслуживает все цилиндры за один оборот. Так как у мотора
М-100А 12 цилиндров, то чередование работы между ними будет
720°
-----=60°, т. е. один цилиндр будет работать через 60° после
12
другого. Побегушка же за два оборота коленчатого вала повернется
3 60°
на 360°, а за 60° поворота коленчатого вала на — — —30°. Под этим
углом и расположены (контакты на распределительных колодках
в каждом поясе.
В колодках имеется три пояса. В крайних поясах расположено
по1 три контакта, общий угол между которыми составляет 60°.
В среднем поясе на колодке расположен контакт, передающий ток
высокого напряжения от пускового магнето к кольцу побегушки
и обозначенный буквой «Н».
Рабочие и пусковые контакты на побегушке расположены по
отношению друг к другу под углом 90°, пусковые же по отноше-
нию к рабочим расположены под углом 40—42°. Наличие двух ра-
бочих и двух пусковых контактов обусловлено стремлением умень-
шить перегрев и обгорание их, так как при работе одного кон-
такта второй находится вне секции (не работает), после чего поло-
жение меняется.
Такая конструкция побегушки и распределительных колодок
имеет то преимущество, что каждый контакт побегушки, обслужив
три контакта колодки, в течение следующих 120° поворота побе-
гушки остывает.
Расположение пусковых контактов под углом 40—42° по отно-
шению к рабочим вызвано необходимостью подать искру от пуско-
вого магнето при запуске мотора в тот момент, когда поршень уже
отойдет на определенное число градусов от в. м. т. в рабочем такте,
чтобы таким обоазом избежать обратного вращения коленчатого
вяла.
— 109 —
10. Крышки магнето
Крышка 1 (рис. 86) закрывает якорь магнето и крепится к кор-
пусу двумя винтами. В передней части крышки имеется фланец
с запрессованным шнуром, к которому прижимаются распредели-
тельные колодки. Назначение шнура то же, что и на фланце пе-
редней опоры.
В задней части крышки имеется специальный борн 2, служа-
щий для присоединения внешнего провода, идущего от переключа-
теля.
Посредством борна и провода ток низкого напряжения отво-
дится от наковальни прерывателя к переключателю и затем попа-
дает на массу мотора.
Рис. 86. Крышки магнето.
Сверху крышки имеется масленка, посредством которой подво-
дится масло к заднему шариковому подшипнику и фетру преры-
вателя.
Крышка 3 закрывает гнездо прерывателя сверху и крепится спе-
циальным пружинным замком. Крышка 4 служит для крепления
распределительных колодок.
11. Работа магнето
а) Принцип действия магнето. При вращении ротора
происходит изменение магнитного потока в сердечнике якоря. Так
как на сердечнике имеются две обмотки (см. рис. 82), то, на осно-
вании закона электромагнитной индукции, в них должны индукти-
роваться электродвижущие силы, мгновенные значения которых
определяются соответствующей формулой.
Величина индуктированной ЭДС прямо пропорциональна числу
витков обмотки и скорости изменения магнитного потока, ее пере-
секающего: если скорость изменения магнитного потока увели-
чится, то и индуктирование ЭДО в обмотках будет происходить
сильнее.
Скорость изменения магнитного потока в сердечнике якоря
будет наибольшей в момент нулевого значения величины этого по-
тока, и, следовательно, в этот момент электродвижущие силы в об-
мотках якоря будут иметь максимальную величину.
— 110 —
При скорости вращения ротора=4 ООО об/мий. максима,явная
величина ЭДС в первичной обмотке достигает значений порядка
25—30 в. Величина же ЭДС во вторичной обмотке при этом будет
соответственно 2 000—2 500 в.
Этого, конечно, недостаточно' для образования искры между
электродами свечи, тем более что смесь внутри цилиндра мотора
к моменту запала находится под большим давлением (9—10 ат).
б) Короткое замыкание первичной обмотки
якоря. Если при вращении ротора замкнуть первичную обмотку
накоротко, то в ней под ф
действием индуктирован-
ной ЭДС потечет электри-
ческий ток, величина ко-
торого в каждый данный
момент будет зависеть от
характера изменения ЭДС
первичной обмотки и от
полного сопротивления пер-
вичной цепи.
Так как ЭДС первичной
обмотки переменна Но ве-
личине и направлению, то
и ток в первичной обмотке
будет переменным.
Из электротехники из-
•. 87. Кривые, характеризующие
Фо II Ф/.
вестно, что при прохожде-
нии тока по обмотке в ней возникает магнитный поток, величина
которого прямо-пропорциональна силе этого тока.
Следовательно, переменный ток в первичной обмотке магнето
создает переменный магнитный поток.
На рис. 87 кривая Фо показывает характер изменения магнит-
ного потока в сердечнике якоря при постоянно разомкнутой пер-
вичной обмотке, т. е. при отсутствии в ней тока.
Кривая представляет изменения магнитного потока, создан-
ного первичной обмоткой при прохождении по ней тока и при усло-
вии полного отсутствия магнитного потока, создаваемого ротором.
Но так как на самом деле магнитный поток ротора и магнитный
поток, созданный обмоткой, существуют одновременно, они создадут
в сердечнике якоря какую-то результирующую намагничивающую
силу ФР. Таким образом, получим результирующий магнитный
поток, мгновенное значение которого равно алгебраической сумме
мгновенных значений Ф{ и Фо в данный момент.
Характер изменения результирующего магнитного потока изо-
бражен на рис. 87 кривой Фр.
Действие магнитного потока, 'созданного первичной обмоткой, на
магнитный поток ротора называется реакцией якоря.
Угол, на который поворачивается ротор от вертикального поло-
жения до момента нулевого значения результирующего магнит-
ного потока, равен, примерно, 12—14°.
— ill
Итак, из рассмотренного выше можно сделать следующие вы-
воды:
1. При вращении роторе при постоянно разомкнутых контактах
прерывателя (холостой ход) в первичной и во вторичной обмотках
индуктируются электродвижущие силы, достигающие максималь-
ной величины в момент нулевого значения магнитного потока
в сердечнике якоря. В момент максимального значения магнитного
потока в сердечнике якоря величина ЭДС в обмотках равна нулю.
2. Величина ЭДС, возникающей во вторичной обмотке при ра-
боте магнето с постоянно разомкнутой первичной обмоткой, недо-
статична для образования
искры в свече мотора.
3. При работе магнето с
постоянно замкнутой пер-
вичной обмоткой магнитный
поток, созданный этой об-
моткой, взаимодействуя с
магнитным потоком ротора,
создает в сердечнике якоря
результирующий магнитный
поток, скорость изменения
которого недостаточна для
получения во вторичной об-
мотке ЭДС нужной силы и
Образования искры в свече.
в) Р а б о ч и й про-
цесс магнето. Рассмот-
рим теперь изменение маг
при размыкании первичной
Рис. 88. Кривая, характеризующая резуль-
тирующий магнитный поток
в сердечнике якоря.
нитного потока в сердечнике якоря
обмотки.
Размыкание производится в тот момент, когда сила тока в пер-
вичной обмотке будет максимальной, т. е. когда ротор повернется
от своего нейтрального положения на угол 12—>14° (рис. 88).
Этому моменту соответствует нулевое значение результирующего
магнитного потока.
При размыкании контактов прерывателя ток в первичной об-
мотке быстро исчезает, а следовательно, исчезает и причина, пре-
пятствующая магнитному потоку ротора замкнуться ио сердечнику
якоря.
Быстрое исчезновение тока в первичной обмотке влечет за собой
очень резкое изменение величины магнитного потока в сердечнике
якоря, т. е создает необходимое условие для индуктирования во
вторичной обмотке электродвижущей силы большой величины —
порядка 12—15 тыс. в.
Такая величина ЭДС достаточна для образования искры между
электродами свечи и воспламенения смеси в цилиндре мотора.
Исходя из этого, можно сказать, что первичная обмотка в схеме
магнето необходима для того, чтобы при прохождении по ней тока
(при замкнутом состоянии контактов прерывателя) магнитный по-
— 112 —
ток, созданный ею, препятствовал магнитному потоку ротора зам-
кнуться по сердечнику якоря.
При размыкании первичной обмотки это препятствие магнит-
ному потоку устраняется, и магнитный поток ротора может-сво-
бодно проходить по железному сердечнику якоря.
Число магнитных силовых линий в сердечнике якоря в этот
момент нарастает с большой скоростью, и магнитные линии, пере-
секая витки первичной и вторичной обмоток, индуктируют в них
электродвижущие силы большой величины.
Следовательно, основное назначение первичной обмотки заклю-
чается в том, чтобы увеличивать скорость изменения магнитного
потека в сердечнике якоря, создавая таким образом ЭДС нужной
величины. В противном случае, (пришлось бы увеличивать ЭДС за
счет увеличения числа витков, что весьма нежелательно.
При четырехполюсном роторе за один его оборот происходит
четыре размыкания.
Магнето с четырехполюсным ротором называется четырехискро-
вым, а с двухполюсным ротором — двухискровым.
г) В л и я н и е момента размыкания и величины
расстояния между контактами прерывателя на
величину индуктированной ЭДС. Из кривей рис. 87,
характеризующей изменение силы тока в первичной обмотке, видно,
что при размыкании первичной цепи позже момента нулевого зна-
чения потока, результирующий магнитный поток в сердечнике
якоря будет меньше, чем при размыкании в момент нулевого зна-
чения. Это происходит потому, что сила тока в первичной обмотке
к этому времени будет иметь уже меньшую величину.
Если же размыкание произвести ранее момента нулевого зна-
чения, то уменьшение скорости изменения магнитного потока в сер-
дечнике якоря будет по той же'причине еще больше.
И в том и в другом случае величина ЭДС вторичной обмотки
уменьшится, причем во втором случае уменьшение будет значи-
тельнее.
В эксплоатации при полном опережении зажигания момент раз-
мыкания контактов прерывателя должен совпадать с моментом мак-
симального значения силы тока в первичной обмотке.
Снижение ЭДС во вторичной обмотке при позднем зажигании
происходит в небольшой степени, так как изменение силы тока
в первичной обмотке незначительно.
Уменьшение расстояния между контактами прерывателя (умень-
шение зазора) понижает сопротивление воздушного промежутка,
а это вызывает жирообразование в прерывателе, влекущее обгора-
ние контактов.
Увеличение зазора между контактами прерывателя, помимо чи-
сто механических нежелательных явлений, приводит к уменьше-
нию ЭДС вторичной обмотки. Это происходит потому, что сила тока
в первичной обмотке достигает своего максимума ле мгновенно, а за
какой-то промежуток времени.
При большом расстоянии между контактами прерывателя время
8 Авиационный мотор -- из —
/
йх замкнутого состояния уменьшается, следовательно, уменьшается
и время нарастания тока в первичной обмотке.
Если время сомкнутого состояния контактов будет меньше, то
это приведет к уменьшению максимального значения силы тока
первичной обмотки, а значит, к уменьшению ЭДС вторичной об-
мотки.
д) Устройство и назначение конденсатора в
схеме м. а г н е т о. Из сказанного выше ясна необходимость воз-
можно быстрого прерывания тока в первичной обмотке.
Как только контакты прерывателя начнут расходиться, сопро-
тивление первичной цепи сильно возрастет. Это поведет к быстрому
уменьшению силы тока в первичной обмотке, а значит, к быстрому
изменению величины магнитного потока в сердечнике якооя.
Индуктируемая ЭДС первичной обмотки при этом сильно возрастет
и достигнет достаточной величины, чтобы пробить воздушный зазор
между контактами прерывателя, которые еще не полностью разо-
шлись.
Проскочившая искра перейдет в вольтову дугу, а это значит,
чтс ток не прерван и течет по обмотке.
Причина образования искры заключается в повышении напря-
жения между контактами прерывателя в момент их размыкания.
Уменьшить это напряжение можно путем включения конденса-
тора параллельно прерывателю.
Конденсатор представляет собой металлические изолированные
между собой пластины с большой поверхностью, называющиеся
обкладками конденсатора.
В магнето Б0-12пЭА конденсатор имеет обкладки, нарезанные
в виде лент — длинных полосок из алюминиевой фольги, изоли-
рованных друг от друга бумагой, пропитанной в парафине.
Схематически устройство конденсатора представлено на рис. 89,
где а и с — обкладки из фольги с выводными концами, а b —
промежуточный изолирующий материал.
Конденсатор набирается из тонких лент и наматывается на пер-
вичную обмотку. Концы обкладок а припаиваются к сердечнику
якоря, т. е. соединяются с массой, а концы обкладок с соединяются
с концом первичной обмотки. Электрическая схема соединений
представлена на рис. 90. "
Если конденсатор включить в цепь источника тока, то ето
обкладки зарядятся, т. е. заполнятся определенным количеством
электричества.
Зарядка конденсатора происходит не мгновенно, а за некоторый,
хотя и незначительный, промежуток времени. Во время зарядки
конденсатора по первичной обмотке будет проходить электрический
ток, но как только конденсатор зарядится полностью, ток прекра-
тится.
Первичная обмотка якоря и конденсатор в этом' случае будут
представлять два источника тока, соединенные параллельно, т. е.
положительный с положительным, а отрицательный с отрицатель-
ньгм.
Когда контакты прерывателя замкнуты, конденсатор зарядиться
— 114 —
не может, так как его обкладки соединены между собой через пре-
рыватель, но как только контакты прерывателя начнут расходиться,
конденсатор начнет заряжаться, и процесс заряжания будет про-
должаться в течение всего времени, пока контакты расходятся.
По мере расхождения контактов прерывателя напряжение на
них будет возрастать, но так как конденсатор включен параллельно
прерывателю, то обкладки последнего будут заряжаться, и напря-
жение на них будет увеличиваться по мере увеличения количества,
электричества.
Совершенно иная картина была бы при отсутствии конденса-
тора, а именно: в начале размыкания контакты прерывателя пахо-
Рие. S9. Схема устройства
конденсатора.
Рис. SO. Электрическая
схема соединений.
дплись бы под большим напряжением, возникающим в первичной
обмотке (за счет быстрого уменьшения силы тока в ней, а следо-
вательно, за счет большей скорости изменения магнитного потока
в сердечнике якоря), в результате чего через воздушный промежу-
ток проскакивала бы искра, вызывающая обгорание контактов и
уменьшение ЭДС вторичной обмотки.
При замыкании контактов прерывателя конденсатор будет раз-
ряжаться, и ток пойдет в направлении, обратном тому, которое он
имел во время зарядки конденсатора. Этот ток будет существовать
только до момента полной разрядки конденсатора.
Вывод: конденсатор устраняет искренне между7 контактами
прерывателя и увеличивает скорость изменения магнитного потока
в сердечнике якоря; следовательно, ЭДС вторичной обмотки при
из личин конденсатора будет выше, чем без него.
12. Путь первичного и вторичного тока
а) Путь первичного тока при включенной цепи
через переключатель при замкнутых контактах.
Индуктируемый в первичной обмотке ток низкого напряжения вы-
ходит на щиток якоря катушки.
При замкнутых контактах прерывателя ток со щеток проходит
через наковальню и молоточек па массу магнето. Одновременно
часть тока проходит через переключатель на массу мотора, а с мас-
сы мотора и магнето поступает через стойки в сердечник якоря и
затем в первичную обмотку.
8*
115 —
Таким образом получается замкнутая цепь с параллельным
ответвлением через переключатель.
б) Путьпервичного тока при включенной цепи
через переключатель и при разомкнутых контак-
тах прерывателя. В этом случае, независимо от того, что пер-
вичная цепь, идущая через прерыватель на массу, с вращением
ротора будет размыкаться, все же индуктирование тока высокого
напряжения во вторичной обмотке происходить не будет. Это обус-
ловлено тем, что первичный ток пойдет через переключатель на
массу мотора п оттуда через массу магнето, стойки и сердечник
якоря будет замыкаться в первичной обмотке.
в) Путь тока высокого напряжения (вторичного).
При разомкнутой цепи, идущей через переключатель, в момент раз-
мыкания контактов прерывателя будет происходить зарядка кон-
денсатора и индуктирование тока высокого напряжения во вторич-
ной обмотке.
Индуктированный ток высокого напряжения пойдет через пру-
жинный контакт якоря и уголек побегушки к рабочим контактам
последней.
От рабочих контактов (при вращении побегушки) ток поступает
через контакты распределительных колодок и провода к централь-
ным электродам свечей. Пробивая воздушный промежуток между
электродами свечи в виде искры, ток производит запал смеси, на-
ходящейся в камере сгорания цилиндра, и через массу мотора,
магнето, стойки, сердечник якоря, первичную обмотку возвращается
обратно во вторичную обмотку.
г) Искровой предохранительный промежуток.
Предохранительный промежуток служит для защиты якоря от дей-
ствия повышенного напряжения в случаях: отрыва провода, чрез-
мерного увеличения зазора между электродами свечей или порчи
(обгорания) электродов свечей.
В магнето БС-12пЭД предохранительным промежутком является
расстояние между рабочим контактом побегушки и бронзовой ше-
стерней. При наличии указанных выше неисправностей ток высо-
кого напряжения проскакивает в виде искры на массу шестерни,
тем самым предохраняя изоляцию якоря от пробоя.
13. Экранировка системы зажигания
При работе системы зажигания в телефоне радиоустановки са-
молета бывают слышны разряды в виде треска, значительно ухуд-
шающего слышимость.
При изучении этого явления было установлено следующее. Если
убрать провода высокого напряжения и вращать ротор магнето при
постоянно разомкнутой или постоянно замкнутой первичной цепи,
даже при условии близкого расположения радиоприемника
к агрегатам зажигания, треск в телефоне радиоустановки будет
очень незначителен.
Замыкание и размыкание первичной обмотки при отсутствии
проводов высокого напряжения несколько увеличивают треск.
Наиболее „сильное мешающее действие возникает при рабочем
— 116 —
процессе системы зажигания, т. е. когда происходит искрообразо-
вание в свечах.
Значительно увеличивается шум в телефоне при увеличении
длины проводов низкого и высокого напряжения, а также при
уменьшении расстояния между антенной и системой зажигания.
Несомненно, конечно, что и близость расположения радиоприем-
ника к системе зажигания увеличивает мешающее действие.
Причина заключается в том, что переменный ток вторичной
цепи создает переменный магнитный поток, индуктирующий допол-
нительные (мешающие) токи в цепи радиотелефона.
Кроме того, цепь высокого напряжения, обладая емкостью и са-
моиндукцией, представляет собой колебательный контур, излучаю-
щий во время разрядов электромагнитную энергию.
Рис. 91. Схема разреза экранированного провода.
В этом случае система зажигания играет роль отправителыюй,
правда только мешающей, радиостанции.
Для устранения мешающего действия системы зажигания на
радиоустановку система зажигания на. моторе М-100А экрани-
руется.
Распределительные колодки магнето заключаются в специальные
алюминиевые кожухи. Провода низкого и высокого напряжения
оплетаются хлопчатобумажной оплеткой, пропитанной в тутовом
масле, и заключаются в гибкий алюминиевый шланг с последую-
щей двойной металлической оплеткой.
К концам проводов припаиваются специальные наконечники,
которые навертываются на алюминиевые кожухи свечей.
Для улучшения экранировки все кожухи соединяются с массой
мотора. Это достигается тем, что хомуты, крепящие провода к мо-
тору, являются также средством соединения приводов с массой.
Экранировка системы зажигания производится весьма тща-
тельно, так как недостаточное экранирование где-либо в одном ме-
сте приводит в негодность всю установку.
Отрицательной стороной такого способа экранирования является
уменьшение мощности магнето за счет потерь в экране и увеличе-
ние веса системы зажигания (рис. 91).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Тип и количество магнето, устанавливаемых на мотор.
2. Расположение и крепление магнето на моторе.
3. Какое магнето обслуживает наружные и какое внутренние свечи?
4. Направление и скорость вращения ротора правого и левого магнето.
— 117 —
5. Какое значение имеют буксы, выбитые на передней опоре магнето?
6. Каково назначение ротора магнето?
7. Какими свойствами должен обладать металл, идущий на изготовление
ротора магнето?
8. Как изменяется магнитный поток в роторе при работе магнето?
9. Как изменяется магнитный поток в сердечнике якоря при посто-
янно разомкнутой первичной обмотке при вращении двух- и четы-
рехполюсного ротора?
10. В какие моменты скорость изменения магнитного потока в сердеч-
нике якоря имеет максимальную величину? Сколько таких моментов
за один оборот прп двух- п четырехполюсном роторе?
11, От каких факторов зависит ЭДС первичной и вторичной обмотки?
12. Какое назначение имеет первичная обмотка?
13. Как влияет на величину ЭДС вторичной обмотки момент размыка-
ния первичной цепи? :
14. Как влияет на величину ЭДС вторичной обмотки величина зазора
между контактом прерывателя?
15. Какое назначение имеет конденсатор в схеме магнето?
16. Основные части магнето.
17. Конструкция корпуса и его назначение.
18. Назначение и устройство автомата опережения.
19. Назначение и конструкция прерывателя.
20. Назначение и устройство передней опоры н побегушки.
21. Почему контакты на побегушке и распределительных колодках рас-
положены под определенным углом?
22. Устройство якоря.
23. Путь первичного и вторичного тока.
24. Назначение и устройство экранировки.
В. Разборка магнето
1. Основные замечания
Разборка и сборка магнето являются весьма ответственными
операциями и требуют большой аккуратности и абсолютной чи-
стоты. Разбирающий магнето должен помнить, что качество работы
мотора на земле и в воздухе в значительной степени определяется
бесперебойной работой магнето.
Малейший дефект — перекос, повреждение, заусенцы и т. и.—
может вывести магнето из строя и привести к аварии, а в худшем
случае к катастрофе самолета.
Разборка магнето должна производиться на совершенно чистом
столе, освобожденном от посторонних предметов, в особенности ме-
таллических стружек, опилок и т. п. Мелкие посторонние метал-
лические частицы с рабочего стола легкое могут быть затянуты
силой магнита внутрь магнето. Не обнаруживая своего присут-
ствия в первое время работы магнето, они могут проникнуть в от-
ветственные места и этим вывести магнето из строя.
При разборке необходимо инструмент раскладывать на одной
стороне стола, а снимаемые детали на другой, обращая внимание
— 118 —
па то, чтобы детали не соприкасались друг с другом во избежание
повреждений.
Выколачивать и постукивать детали как при разборке, так и
сборке не следует.
2. Последовательность разборки магнето
Разборку магнето нужно производить в следующем порядке:
1. Вынуть шплинт, отвернуть гайку и снять шайбу с хвосто-
вика ротора.
2. Снять при помощи съемника соединительную муфту привода.
3. Вынуть плоскогубцами шпонку с конусной части хвостовика
ротора.
4. Снять контровочную булавку винта крепления крышки
распределительных колодок.
5. Отвернуть винт и снять крышку распределительных колодок.
6. Оттянув радиально в стороны, снять левую и правую рас-
пределительные колодки вместе с проводами высокого напряжения
(если колодки с проводами не были сняты при съемке магнето
с мотора).
7. Отвести в сторону пружину, крепящую крышку прерывателя,
и снять крышку.
8. Вывернуть борн первичной цепи, идущей к переключателю.
9. Отвернуть три винта и снять крышку якоря.
10. Отвернуть винт торцовой крышки прерывателя и снять ее.
11. Вынуть прерыватель, для чего: отвернуть два винта цент-
рирующего' кольца прерывателя, ввернуть винт крепления торцо-
вой крышки в корпус прерывателя и плавно вынуть прерыватель.
Примечание. Если же (у магнето ВС-12пЭА) прерыватель сразу
не подается, необходимо ослабить один из упорных бинтов, и тогда
прерыватель выйдет свободно.
12. Вынуть латунную шайбу для регулировки осевой игры
прерывателя.
13. Отвернуть два винта крепления якоря и снять якорь, не
повредив щетки, уголька и щеки якоря.
14. Вынуть уголек побегушки и сразу же замкнуть металличе-
ской пластинкой стойки якоря во избежание размагничивания
ротора.
15. Отвернуть два винта и четыре гайки, крепящие переднюю
•опору, после чего плавным движением снять опору.
16. После съемки передней опоры плавным движением вынуть
ротор и сразу же замкнуть его полюсы.
На этом заканчивается разборка магнето на его основные части.
Дальнейшую разборку без необходимости производить не следует,
так как всякая разборка влечет изнашивание деталей.
3. Последовательность разборки частей магнето на отдельные
детали
В случае необходимости разборки частей магнето на отдель-
ные детали рекомендуется производить разборку в такой последо-
вательности.
— 119 —
1. Разобрать прерыватель, для чего:
а) вывернуть два винта крепления наковальни к корпусу, опять
изоляционные шайбы и втулки, снять наковальню; при разборке
следить, чтобы не повредились изоляционные шайбы и втулки;
б) осторожно отвернуть два винта крепления возвратной пру-
жины молоточка и снять пружину;
в) отвернуть винт, контрящий ось рычага молоточка, и вынуть ось;
г) вынуть рычаг прерывателя.
Контакты прерывателя, если они в исправном состоянии, вывер-
тывать не следует.
2. Снять побегушку и бронзовую шестерню с передней опоры,
для чего:
а) выдуть с помощью отвертки латунное кольцо, крепящее по-
бегушку, снять побегушку и бумажную прокладку;
б) снять с помощью специальных плоскогубцев фасонное
кольцо с оси шестерни, спять регулировочные шайбы и шестерню.
Ось шестерни снимать не рекомендуется, так как при монтаже
трудно без специального станка отрегулировать радиальный зазор
между зубьями шестерен.
Дальнейшая разборка частей магнето производится только в ре-
монтных органах при наличии необходимых приспособлений и стан-
ков для регулировки.
В особенности не следует разбирать автомат опережения зажи-
гания как при учебных целях и тем более в условиях эксплоата-
ции материальной части.
Г. Сборка магнето
Выше мы уже указывали, что разборка и сборка магнето тре-
буют большой аккуратности и чистоты. Кроме того, каждая допу-
щенная небрежность и неряшливость при сборке может впослед-
ствии привести к крупным дефектам материальной части.
Педантичная аккуратность и строгая последовательность в от-
дельных операциях при сборке гарантируют высокое качество
работы при 'минимальной затрате времени.
Последовательность сборки магнето
1. Собрать прерыватель, для чего: 1) укрепить рычаг прерыва-
теля; 2) привернуть пружины рычага; 3) поставить наковальню
прерывателя и привернуть ее двумя винтами, обращая внимание
на наличие и качество изоляционных прокладок й втулок.
После сборки прерывателя специальным динамометром прове-
рить натяжение пружины рычажка; нормальное натяжение пру-
жины—500—700 г'.
2. Укрепить побегушку на передней опоре.
3. Установить автомат опережения в ротор, ориентируясь по
меткам, выбитым керном на одном из полюсных наконечников и
бронзовой цапфе.
4. Установить ротор в корпус магнето так, чтобы один из его
полюсных наконечников соприкасался с обоими полюсными баш-
маками (в нейтральное положение).
— 120 —
5. Соединить бронзовую шестерню, укрепленную на передней
опоре, с шестерней ротора. Для этого нужно предварительно вло-
жить* передний шариковый подшипник в гнездо передней опоры.
Затем поставить бронзовую шестерню в такое положение, чтобы
риска на ней и е д о х о д и л а, по ходу, до риски на передней опоре
на 1% зуба.
Указанный порядок сцепления объясняется следующими сообра-
жениями.
“ Выше мы указывали, что наивыгоднейший момент разрыва пер-
вичной цепи будет тогда, когда ротор отойдет от своего нейтраль-
ного положения на угол 12—14°. Величину данного угла без специ-
альных приспособлений определить нельзя. Если сборку магнето
приходится производить без специальных приспособлений, сцепле-
ние шестерен нужно производить, ориентируясь по вышеуказанным
лескам.
Цена 14 зуба получается из следующего расчета.
Окружность бронзовой шестерни равняется 360°. Количество на-
резанных на ней зубьев 99. Цену каждого зуба узнаем делением:
99
Но так как бронзовая шестерня вращается в три раза медлен-
нее, нежели ротор, то при повороте ее на 3,63° ротор повернется на
3,G3° X 3=10,89°. Следовательно цена одного зуба бронзовой ше-
стерни по ротору будет 10,89°.
Для получения же 12—14° по ротору к этой величине необхо-
димо прибавить цену 4 зуба бронзовой шестерни (10,89°: 4 =
= 2,72°).
Сцепив указанным порядком шестерни, можно быть уверен-
ным, что в' момент совпадения рисок на бронзовой шестерне и
передней опоре ротор отойдет от нейтрального положения на угол
12—14°, а это и есть наивыгоднейшпй момент разрыва первичной
цепи (за счет прерывателя), при котором получается максималь-
ная ЭДС во вторичной цепи.
После правильного сцепления шестерен необходимо проверить
величину продольного люфта ротора (от руки), которая не дол-
жна превышать 0,02 мм. Затем при помощи двух винтов, двух
гаек и двух контргаек укрепить переднюю опору к корпусу и
плавным поворотом ротора проверить его вращение для выявле-
ния возможных заеданий и других неисправностей.
6. Установить якорь, предварительно подложив под него пе>р-
тинаксовую и войлочную прокладки. При монтаже якоря обра-
тить внимание на наличие и исправность уголька в побегушке.
Закрепить сердечник якоря двумя винтами, положив под го-
ловки их контршайбы.
7. Положить латунные шайбы для регулировки продольного
люфта прерывателя и затем смонтировать, прерыватель, укрепив
его двумя винтами через центрирующее стальное кольцо. Про-
дольная игра прерывателя должна быть не более 0,02 мм.
Если при разборке вывертывался один из упорных винтов
прерывателя, то необходимо его ввернуть с таким расчетом, чтобы
прерыватель стоял в вертикальном положении.
8. Поставить крышку якоря и укрепить ее тремя винтами.
9. Поставить верхнюю крышку прерывателя и крышку распре-
делительных колодок.
10. Поставить шпонку на хвостовик ротора с последующим
монтажем муфты привода.
11. Отрегулировать зазор между контактами прерывателя,
пользуясь двумя ключами.
12^ Установить магнето на специальную установку и произ-
вести испытание работы магнето.
Д. Пусковое магнето
Пусковое магнето предназначено для воспламенения смеси
в цилиндрах мотора при запуске и устанавливается в большин-
стве случаев в кабине самолета.
По принципу действия и конструктивному выполнению пус-
ковое магнето совершенно аналогично с рабочим, с той лишь су-
щественной разницей, что ротор магнето имеет два полюса — се-
верный и южный. Следовательно, за один оборот ротора сила
тока в первичной цепи будет два раза достигать максимального
значения.
В алюминиевый корпус влиты два полюсных башмака, пере-
ходящие в верхней части в стойки. Башмаки состоят из отдель-
ных пластин динамного железа. Внутрь корпуса вставляется
двухполюсный ротор, полюсные наконечники которого закрываются
бронзовой цапфой.
В центре цапфы имеется опорная шейка, входящая в бронзо-
вый подшипник, впрессованный в стенку корпуса.
На переднем конце ротора имеется шестерня в 18 зубьев и
опорная шейка.
К стойкам при помощи двух винтов крепится якорь с обыч-
ной для магнето БС-12нЭА схемой монтажа обмоток и включением
конденсатора.
Один конец первичной обмотки припаян к сердечнику якоря,
а второй через специальную шину выводится к изолированной от
массы наковальне прерывателя с параллельным ответвлением
к зажиму «ПН» стабилитовой колодки (рис. 92).
Вторичная обмотка одним концом припаяна к первичной,
а вторым через пружинный контакт выведена к зажиму «П» ста-
билитовой колодки.
Кулачковая шайба прерывателя снабжена восемью выступами
и укреплена на оси ведущей шестерни в 72 зуба, сцепляющейся
с ведомой шестерней ротора в 18 зубьев.
Такая конструкция кулачковой шайбы (8 выступов) объяс-
няется разностью чисел оборотов ротора и кулачковой шайбы:
18'“ 4‘ ®сли кулачковая шайба вращалась со скоростью, рав-
ной скорости вращения ротора, то необходимо было бы иметь
— 122 —
лько два выступа (так как за один оборот ротора первичную
пспь нужно разомкнуть два раза).
ц До ввиду того что за один оборот кулачковой шайбы ротор
довернется четыре раза, на кулачковой шайбе должно быть 8 вы-
ступов.
Прерыватель по своей конструкции весьма прост. Он укреплен
тремя винтами к специальному кронштейну в передней части кор-
пуса (рис. 92).
Передняя часть магнето закрывается алюминиевой опорой, при-
крепленной к корпусу четырьмя винтами.
Рис. 92. Пусковое магнето со снятой крышкой.
Собранное магнето заключается в алюминиевый кожух, укреп-
ляемый четырьмя винтами к фланцу передней опоры.
Зажим «П» через внешний провод соединяется с контактом «Н»
распределительной колодки одного из рабочих магнето, с которого
ток высокого напряжения пускового магнето поступает через
кольцо побегушки и контакты распределительных колодок по про-
водам к свечам.
Зажим «ПН» внешним проводом соединяется с зажимом «ПН»
переключателя. Таким образом, первичная цепь пускового магнето
может быть через переключатель соединена с массой мотора, по-
мимо прерывателя. Если эта цепь не будет прервана (при запуске
мотора), то пусковое магнето работать не будет.
Зажим «М» пускового магнето, электрически связанный с кор-
пусом магнето, через провод соединяется с массой мотора (в осо-
бенности при установке пускового магнето в кабине самолета на
Деревянный щиток). Тем самым создается замкнутый контур пер-
вичной и вторичной цепей.
Стабилитовая колодка пускового магнето заключена в алюми-
ниевую коробку, служащую экраном. На коробке имеются три
вышеуказанных зажима, к которым прп помощи накидных гаек
крепятся экранированные провода.
— 123 —
Е. Переключатель
Для контроля за исправностью работы магнето и для управле-
ния системой зажигания в кабине самолета устанавливается экра-
нированный переключатель типа «Сцинтилла».
Рис. 93. Переключатель со снятым кожухом.
Переключатель заключен в дюралевый кожух п на задней
крышке имеет зажимы для крепления проводов.
На рис. 93 показан переключатель со снятыми деталями.
К алюминиевому кор-
пусу переключателя с
помощью четырех шпи-
лек крепится баккелито-
вая крышка с монтиро-
ванными на. ней тремя
пружинящими контакт-
ными лапками, снабжен-
ными специальными за-
жимами, имеющими ли-
теровку.
«Р1» — зажим для
присоединения провода,
идущего от первичной
обмотки левого рабочего
магнето.
«Р2» — зажим для
присоединения провода,
идущего от первичной
обмотки правого рабоче-
го магнето.
«ПН» — зажим для
присоединения провода,
идущего от зажима «ПН»
пускового магнето,
идущего к массе мотора,
переключатель не имеет, так как он связан с массой через экрани-
ровку проводов системы зажигания.
В передней части корпуса переключателя смонтирована руко-
ятка, на оси которой жестко укреплены: дюралевый диск с пятью
Рис. 94. Схема работы переключателя
„Сцинтилла".
Зажима для присоединения провода,
— J24 —
полукруглыми вырезами по окружности, набор фибровых шайб,
доставляющих барабан переключателя, и контактный, медный,
кулачковый диск.
Для фиксации деталей переключателя в определенном положе-
нии в передней стенке его корпуса имеется шарик с пружиной.
При переключении шарик заскакивает в полукруглые вырезы на
дюралевом диске и тем самым предохраняет детали переключателя
от поворачивания при вибрациях во время работы мотора.
На рис. 94 показаны все возможные случаи в работе переклю-
чателя: О — выключены рабочие и пусковое магнето; 1 — включены
левое рабочее и пусковое магнето; 2— включены правое рабочее
и пусковое магнето; 1 + 2 — включены оба рабочих и (пусковое
магнето.
Ж. Свечи
Для получения искры в цилиндрах мотора в каждый цилиндр
ввертывается по две свечи марки 4-ЭМГ_. или 3-ЭМГ (рис. 95).
Центральный электрод свечи заключен в алюминиевый экрани-
рующий кожух, укрепленный в корпусе свечи и имеющий с внут-
ренней стороны слюдяную изоляцию.
Рис. 95. Свечи.
Внутри цилиндрического экрана вставлена коническая пру-
жина, имеющая на верхнем конце медную шайбу, с которой сое-
диняется провод высокого напряжения.
Наконечник провода крепится к экрану свечи посредством на-
кидной гайки, навертываемой на внешнюю резьбу экрана.
Ниппель свечи имеет четыре боковых электрода, что уменьшает
возможность обгораний как центрального, так и боковых элек-
тродов.
Примечание. Уход за системой зажигания в эксплоатации см.
в главе «Уход за мотором».
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Меры предосторожности црп разборке магнето.
2. Последовательность разборки магнето.
3. Последовательность сборки магнето.
4. Правила сцепления шестерен.
S. Последствия неправильного сцепления шестерен.
8. Назначение пускового магнето.
7. Конструкция пускового магнето.
8. Работа пускового магнето.
— 125 —
9. Назначение и устройство переключателя
10. Работа переключателя.
11. Назначение и конструкция свечей.
9. Пусковое устройство
Мотор М-100А снабжен механическим компрессором «Вьет»
(рис. 96), служащим для сжатия воздуха до давления 20—30 ат.
Сжатый воздух расходуется для следующих целей: а) для за-
пуска мотора; б) питания воздухом огнетушителя; в) наддувки
пневматикой колес самолета; г) питания тормозных колес; д) пи-
Рис. 96. Механический
компрессор „Вьет".
тания навигационных приборов.
При помощи механического компрессора,
укрепленного к переднему фланцу картера
и приводимого в действие от носка колен-
чатого вала, воздух засасывается из атмо-
сферы в цилиндр компрессора, сжимается
в нем и подается в специальный баллон,
помещающийся в кабине самолета.
Затем, при запуске мотора, сжатый воз-
дух из баллона через распределитель по-
дается в цилиндры для вращения колен-
чатого вала.
Помимо механического компрессора, в об-
щей пусковой системе «Вьет» имеется
ручной компрессор, которым пользуются
в случае порчи механического компрессора,
наполняя баллон воздухом от руки.
Кроме того, для заливки цилиндров
горючим перед запуском и в процессе ето
имеется заливочное приспособление, состоящее из бачка с горю-
чим, насоса и заливочной магистрали.
А. Конструкция механического компрессора
В конструктивном отношении механический компрессор пред-
ставляет собой поршневой насос, который в основном состоит из
картера, цилиндра с двумя клапанами, эксцентрикового валика с
шатуном и поршня.
Картер изготовляется из алюминия и состоит из двух час-
тей: задней, имеющей два. фланца, одним из которых она крепится
к картеру мотора, и передней, присоединяющейся ко второму
фланцу задней части картера. Обе части картера имеют опоры для
эксцентрикового валика. В переднюю часть картера впрессован1
шариковый подшипник. В задней части картера (на опоре) распо-
ложены два канала, служащие для подвода масла из нагнетающей
магистрали мотора к эксцентриковому валику и цилиндру ком-
прессора. В верхней части обеих половин картера имеется вну-
тренняя кольцевая выточка и внешняя нарезка, служащие для
крепления цилиндра.
— 126 —
3 к с Ц е я т р и новый в а-
лик — стальной, имеет две
опорные шейки. С внутренней
стороны его задней шейки
имеется шестерня внутреннего
зацепления в 21 зуб, посред-
ством которой валик приво-
дится во вращение. На внеш-
ней поверхности задней опор-
ной шейки имеются поперечная
и продольная лыски; первая
служит для перепуска масла к
цилиндру, а по второй масло
поступает внутрь валика.
О передней стороны ва-
лик заглушается специальной
стальной заглушкой, имеющей
отверстие для перепуска масла
из внутренней полости эксцен-
трика на смазку шарикового
подшипника. -
Цилиндр состоит из двух
частей: стальной гильзы и на-
вернутой алюминиевой голов-
ки. Сверху головки имеются
два гнезда, в которые монтиру-
ются два стальных клапана;
клапан с конусом (на рабочей
поверхности'), направленным
вверх, является всасывающим,
а клапан с конусом, направ-
ленным вниз,—нагнетающим.
Над клапаном всасывания ввер-
тывается фильтр. Для отвода
воздуха от нагнетающего кла-
пана имеется штуцер. Для обес-
печения охлаждения поверх-
ность головки сделана ребри-
стой. На нижней части цилин-
дра выточен кольцевой буртик и
манжетна я гайка, служащие для
крепления цилиндра к картеру.
Ниже буртика просверлено
отверстие, через которое масло
подводится внутрь цилиндра.
Поршень — алюминие-
вый, в верхней части имеет
три уплотнительных чугунных
кольца и в нижней части од-
но маслосборочное.
— 127 —
Поршень монтируется на алюминиевый шатун посредством
стального пальца н стальных игольчатых роликов. Наличие роли-
ков уменьшает износ верхней головки шатуна и обеспечивает от
заеданий и перекосов поршня. Палец поршня—стальной, свободно-
плавающий, с обоих концов заглушается алюминиевыми заглуш-
ками.
Б. Работа компрессора
Эксцентриковый валик, вращаясь за счет передачи движения
от коленчатого вала, перемещает поршень от в. м. т. к н. м. т. и
обратно. Поршень, перемещаясь вниз, увеличивает объем цилиндра,
создавая тем самым разрежение воздуха.
Тогда воздух окружающей среды, пройдя черев фильтр, будет
давить па всасывающий клапан, откроет его и пойдет внутрь'ци-
линдра. (Пружина клапана рассчитана только на атмосферное дав-
ление и потому не затрудняет его открытие.) По мере движения
поршня от н. м. т. к в. м. т. засосанный воздух будет сжиматься,
вследствие чего в цилиндре создается давление порядка 20—30 ат.
Это давление будет оказывать влияние на оба клапана, но так как
всасывающий клапан конусом направлен вверх, то он начнет при-
жиматься к своему седлу, а нагнетающий клапан будет откры-
ваться. Через открывшийся клапан воздух из цилиндра по трубо-
проводу будет уходить в соответствующие баллоны, находящиеся
в кабине самолета.
В. Смазка деталей компрессора
Масло из нагнетающей «’магистрали картера мотора поступает
к отверстию на фланце картера компрессора, которое должно быть
совмещено с отверстием на фланце картера мотора. Затем по ка-
налу в картере компрессора оно поступает к задней опоре, откуда,
при совмещении поперечной лыски опорной шейки валика с от-
верстием канала в картере, переходит во второй капал картера.
По второму каналу картера масло поступает к отверстию в ниж-
ней части цилиндра, которое должно быть совмещено с концом
канала. Тогда марго проходит внутрь цилиндра и распределяется
поршнем по всей трущейся поверхности цилиндра и поршня.
По продольной лыске на задней опоре валика масло поступает
во внутреннюю полость эксцентрика, откуда через отверстия
в шейке и заглушке выходит для смазки нижней головки ша-
туна и шарикового подшипника.
Все отработанное масло стекает в нижнюю часть картера ком-
прессора и отсюда через окно и через два отверстия на фланце
картера мотора попадает в передний отстойник.
Г. Распределитель воздуха
Распределитель воздуха служит для распределения карбюриро-
ванной смеси и сжатого воздуха по цилиндрам мотора при запуске
последнего.
—• 128 —
Распределитель крепится в задней пасти верхней половины кар-
тера и приводится в действие через шестеренчатую передачу от
коленчатого вала.
Конструкция распределителя (рис. 98) состоит из: корпуса, ва-
лика с шестерней, золотника с промежуточной втулкой, шпильки,
крышки, золотника (гайки), колоколообразного колпака, трубок и
возвратных клапанов.
Корпус 1 изготовлен из алюминия. В верхней части он имеет
фланец с отверстиями, которые через каналы соединяются со шту-
церами крепления трубок. Посредине корпуса имеется фланец для
Рис. 9S. Распределитель сжатого воздуха.
крепления его к картеру мотора. Нижняя часть корпуса усилена
кольцевым буртиком. Между буртиком: и корпусом образуется
кольцевой карман.
Внутрь корпуса вставляется стальной пустотелый валик 2, име-
ющий на одном конце изготовленную за одно целое с ним шес-
терню в 30 зубьев, а на другом конце шлицы.
На шлицы валика монтируется стальной распределительный
диск-золотник 3 с промежуточной втулкой, служащей для точной
установки золотника при его регулировке. На фланце диска-золот-
ника имеется овальная прорезь, через которую воздух распреде-
ляется по трубкам, идущим к цилиндрам.
Золотник с валиком скрепляется шпилькой 4. Сверху золот-
ника по внутренней резьбе ввертывается крышка (гайка) 5 и
контрится шплинтом. Под крышку ставится медно-асбестовая про-
кладка. Внутренние детали распределителя закрываются колоколо-
образным стальным колпаком 6, имеющим штуцер для подвода
воздуха. Для герметичности под колпак ставится фибровая про-
кладка.
К корпусу распределителя крепятся 12 трубок, соединяю-
щихся с одной стороны через каналы с золотником, а с другой
с возвратными клапанами цилиндров.
При запуске мотора сжатый воздух подводится к штуцеру 7,
заполняя полость между колпаком и золотником. При совмещении
свальной прорези золотника с каналами в корпусе воздух посту-
пает в трубки, откуда через возвратные клапаны попадает в ци-
линдры мотора.
Смазка деталей распределителя осуществляется следующим
путем.
9 Авиационный мотор
— 129 —
Масло посредством барботажа забрасывается из картера мотора
.в карман корпуса распределителя. Из кармана через отверстие по-
ступает в винтообразную канавку внутри корпуса и, двигаясь по
канавке вверх, смазывает валик распределителя. Кроме того, не-
значительная часть масла через отверстие на фланце выходит для
смазки трущейся поверхности золотника.
Д. Возвратные клапаны
Для перепуска сжатого воздуха в цилиндры ввертывается по
одному клапану (рис. 99).
Корпус клапана изготовляется из стали. Внутри корпуса поме-
щается стальной клапан, укрепленный гайкой с пружиной или
I
Рис. 99. Схематический
разрез возвратного
клапана.
специальным замком.
На корпусе клапана имеется шейка с
отверстиями, на которую надевается
кольцевой наконечник трубки распреде-
лителя.
Крепление трубки к корпусу произво-
дится специальной гайкой (колпачком) и
для герметичности с обеих сторон коль-
ца трубки ставятся медные прокладки.
Е. Ручной компрессор «Вьет»
Запуск мотора М-100А производится
сжатой горючей смесью частиц бензина
с воздухом, приготовляемой в системе
«Вьет». Агрегат устанавливается в кабине
самолета (рис. 101) и состоит из ручного
насоса (компрессора), объединенного с
заливочным насосом и смесителем
топлива с воздухом.
Кроме того, в состав агрегата входит
баллон для сжатого воздуха, рассчитан-
ный на давление 30 ат. Наполнение бал-
лона (производится ручным или механи-
ческим компрессором, а в случае необ-
ходимости быстрого наполнения бортово-
го баллона он может быть наполнен и из
аэродромного баллона, но с таким расче-
том, чтобы давление не превышало 30 ат,
в противном случае бортовой баллон не
выдержит и может разорваться.
Ручной компрессор, как и механиче-
ский, одновременно может быть исполь-
зован для подачи сжатого воздуха, на накачку пневматиков ко-
лес, зарядку огнетушителей я т. п.
Корпус ручного компрессора состоит из двух половин, отлитых
из алюминия и соединенных между собою при помощи болтов.
Каждая половина компрессора заключает в себе цилиндр низ-
вето давления 34 (рис. 100) и цилиндры высокого давления 42
— 130 —
Рис. 100. Схема ручного компрессора „Вьет".
131 —
9*
й 44. Поршни низкого и высокого давлений соединяются шатуйамц
с одним общим кривошипом 37, на оси которого крепится съем-
ная ручка 43. На торцах цилиндров ввернуты ниппели, служащие
для отвода сжатого воздуха к баллонам огнетушителей 1, пуско-
вым баллонам 9 и для наддувки пневматиков колес 12.
Полости цилиндров высокого давления соединяются между со-
бой трубкой 13, расположенной сверху компрессора. Для контроля
давления сжатого воздуха имеются манометры 2 и 3, указываю-
щие давление в пусковом баллоне, в баллоне огнетушителя и при
наддувке пневматиков.
Внизу корпуса компрессора находится регулятор давления 31,
имеющий назначением сообщать трубопровод механического ком-
прессора 8 с атмосферой, когда в пусковом баллоне будет достиг-
нуто желаемое давление порядка 30 ат, и включать его в случае
падения давления в пусковом баллоне. Выключение и включение
баллона осуществляется автоматически управляемой иглой 36.
На конце ручного насоса имеется запорная игла 6, открывае-
мая при запуске мотора и служащая для направления сжатого воз-
духа, поступающего в распределитель сжатого воздуха, а затем
в цилиндры мотора.
Насос для впрыска топлива 5 с помощью сверлений и каналов
может засасывать топливо из баков самолета и подавать его в сме-
сительные камеры карбюраторов.
Для впрыскивания топлива при запуске мотора имеется рас-
пределительный кран 20 с ручкой 7.
Смеситель состоит из двух жиклеров 18 и 19, входящих один
в другой, и верхнего приемного ниппеля 4, ввернутого в корпус.
Принцип работы ручного компрессора насоса и распылителя
следующий.
Приводимые в возвратно-поступательное движение ручкой 43
поршни низкого давления засасывают через фильтр 48 воздух, ко-
торый благодаря создавшемуся разрежению в камере сжатия по-
ступает внутрь ее через клапан 40.
В процессе сжатия, пройдя сетчатый фильтр и клапан 50, воз-
дух попадает в полость цилиндра высокого давления. Таким же
образом, в такте сжатия в цилиндрах 42 и 44 воздух уже под вы-
соким давлением (30—40 ат), при открытой запорной игле 41,
по каналу 13 поступает к пусковым баллонам.
В случае открытия итлы 46 воздух будет поступать по кана-
лу 47 к баллонам огнетушителя и. при открытой игле 45, по ка-
налу 12 пойдет для наддувки пневматиков.
При одновременном открытии всех перечисленных запорных игл
возможно одновременное пополнение всех баллонов. Таким обра-
зом, чередующимся ходом поршней низкого и высокого давлений
воздух будет поступать к нужному баллону под давлением, кон-
тролируемым манометрами 2 и 3.
Регулятор давления, состоящий из цилиндра 31, в котором дви-
жется поршенек 30, несет па одном своем конце уплотнительную
манжету, а на другом — небольшой стакан с отверстием, в которое
входит регулируемая пружина 32.
— 132 —
При работе механического компрессора подаваемый им сжатый
воздух по каналам 8 и 26 поступает в пусковой (бортовой) бал-
лон; при этом запорные иглы 33 и 41 должны быть открыты.
По окончании заполнения баллона излишек воздуха, преодолев
натяжение пружины 32, заставляет поршень 30 отойти от своего
первоначального положения и, нажимая заплечиком на конец ры-
чага 51, дает возможность запорной игле 36 открыть канал 28, че-
рез который излишек воздуха, поступающий от компрессора, ухо-
дит в атмосферу.
В этом положении игла 36 будет удерживаться фиксатором 35
до тех пор, пока давление в пусковом баллоне не упадет ниже нор-
мального. При падении давления в баллоне пружина 32, преодолев
действие пружины фиксатора 35, отожмет поршень в его первона-
чальное положение, вследствие чего запорная игла под действием
пружины (не указанной на схеме) перекроет канал 28, и воздух от
компрессора пойдет в пусковой баллон.
Через канал 10 компрессор связан с баллонами, обслуживаю-
щими механизм торможения самолета при посадке, навигационные
приборы и т. д., краны управления которыми выводятся на от-
дельный щит.
При помощи насоса для впрыска топлива можно произвести
впрыск чистого бензина в смесительные камеры карбюраторов или
обеспечить подачу карбюрированной смеси под давлением к рас-
пределителю сжатого воздуха.
Впрыскивание топлива в смесительные камеры карбюраторов
происходит следующим образом.
Установкой крана 20 в положение «всасывание» (см. положе-
ние 7) и медленным поднятием поршня 5 кверху создают разреже-
ние иод поршнем, под действием которого бензин пройдет по кана-
лам 23 и 25 внутрь цилиндра. При достижении поршнем 5 верх-
него крайнего положения кран 20 устанавливают в положение
«впрыскивание» (см. положение 11) и, постепенно нажимая на пор-
шень 5, заставляют топливо перетекать по каналам 25 и 24 в за-
ливочную магистраль мотора.
Смешением топлива, засасываемого из баков самолета, и воз-
духа, подаваемого из пускового баллона, получается карбюриро-
ванная смесь.
Бензин, засосанный поршнем 5 вышеуказанным способом, за-
полняет полость цилиндра. Устанавливая кран 20 в положе-
ние 111 и открывал иглы 41 и 6, дают возможность воздуху пз
пускового баллона по каналам 22 частично проходить в каналы
21 И 16.
Одна часть воздуха, поступившая по каналу 21 в полость ци-
линдра заливочного насоса, будет вытеснять находящееся там топ-
ливо через каналы 25 и 54 в насадок смесителя 19. Вторая часть •
воздуха, разветвляясь и минуя регулировочную иглу 17, будет
проходить внутрь смесителя 57 и одновременно по сверлениям
в игле 17 попадать в насадок 78.
Таким образом, бензин, поступающий в насадок 19, будет сме-
шиваться с воздухом, поступившим по каналу 56, и уже в виде
— 133 —
Рис. 101. Схема установки компрессора системы
„Вьет" на самолете.
— 134 —
эмульсии выходить из насадка 18. В этой «точке» произойдет вто-
ричное перемешивание топлива с воздухом, поступившим через
калиброванное отверстие 55, после чего смесь направляется к рас-
пределителю сжатого воздуха, установленному на моторе. Поль-
зуясь иглой 17. можно менять состав подаваемой в цилиндры смеси.
При открывании иглы смесь обедняется, при закрывании — обо-
гащается.
Когда кран 20 находится в положении Ш, вследствие наличия
па корпусе крана выточки (см. разрез А—А), иглы 14 и замка
15 поршень насоса нельзя спускать вниз до тех пор, пока кран 20
не будет установлен в положение 1 или II. Следовательно, изме-
нить состав смеси дополнительным нажимом на поршень 5 не
представляется возможным.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение механического компрессора.
2. Конструкция механического компрессора.
3. Смазка деталей компрессора.
4. Работа механического компрессора.
5. Назначение ручного компрессора.
6. Конструкция ручного компрессора.
7. Работа ручного компрессора: а) при запуске мотора; б) при накачке
пиевматпков колес; в) .при накачке бортового баллона.
8. Взаимодействие деталей ручного компрессора.
ГЛАВА IV
ДЕМОНТАЖ И МОНТАЖ МОТОРА
1. Разборка мотора
А. Общие замечания
Разборка мотора бывает двух видов — полная и частичная. Ча-
стичная разборка мотора обычно производится в эюсплоатационных
условиях, без снятия мотора с самолета. К частичной разборке
относятся: замена отдельных деталей и агрегатов мотора, ремонт
отдельных деталей и т. п.
Полная разборка производится после выработки мотором поло-
женного ресурса. Этот вид разборки ставит задачей выявить степень
износа всех деталей и агрегатов мотора и определить их год-
ность для дальнейшей работы. Полная разборка мотора произво-
дится в парковых мастерских или на заводе. Независимо от того,
где будет разбираться мотор (в мастерских или на заводе), необ-
ходимо иметь: деревянные стеллажи для укладки снимаемых дета-
лей и агрегатов, инструмент и приспособления для разборки мо-
тора, ванны для промывки и очистки деталей и прочее оборудо-
вание.
Производить разборку мотора и его агрегатов следует двум-че-
тырем человекам в нижеуказанной последовательности. Разборка
мотора, и агрегатов требует принятия мер предосторожности от воз-
можных поломок или других дефектов; поэтому для руководства
работой должен быть выделен старший, который обязан следить за
соблюдением последовательности операций при разборке и пра-
вильным использованием инструмента и приспособлений (только
по назначению). Неправильное и небрежное использование ин-
струмента и приспособлений очень часто приводит к порче деталей.
Кроме того, в целях предохранения деталей от порчи при разборке
необходимо рабочее место содержать в абсолютной чистоте и уда-
лять с места разборки все посторонние предметы.
Б. Последовательность разборки мотора
Разборку мотора в парковых или заводских условиях рекомен-
дуется производить в такой последовательности:
1. Установить мотор на монтажный станок, закрепив его двумя
болтами с каждой стороны.
— 136 —
2. Отвернуть пробки отстойников маслосборного корыта и
слить масло из картера.
3. Разъединить тяги управления карбюраторами и кулачком
регулятора давления.
4. Снять трубки подачи топлива к карбюраторам, обращая вни-
мание, чтобы не погнуть их и не попортить детали «АМ»-со~
единений.
5. Снять трубы, подводящие охлаждающую жидкость к блокам.
6. Отсоединить трубки уравнивания давления в бензиновых
насосах.
7. Разъединить воздушные коллекторы нагнетателя в коленооб-
разной части, для чего предварительно снять хомуты и сдвинуть
в сторону резиновые кольца, обращая внимание, чтобы случайно не
попортить их.
8. Отвернуть гайки крепления карбюраторов к блоку, снять ком-
плект карбюраторов (3 пгт.) и закрыть всасывающие патрубки бло-
ков картонными или деревянными заглушками (во избежание по-
падания внутрь цилиндров посторонних предметов). При съемке
карбюраторов не допускать перекосов, чтобы не поломать фланцы
крепления.
9. Снять провода зажигания со свечей цилиндров, ни в коем
случае не разъединяя их с наконечником.
10. Разъединить хомуты крепления проводов зажигания и тру-
бок распределителя сжатого воздуха.
11. Снять хомуты крепления магнето.
12. Поставить вилку привода магнето в вертикальное положе-
ние и, приподнимая край магнето, снять его с суппорта вместе
с приводом.
13. Спять соединительную тяту управления карбюраторами.
14. Отсоединить заливочную магистраль от кожухов наклон-
ных валиков.
15. Вывернуть свечи из головок блоков.
16. Отсоединить трубки распределителя сжатого воздуха от
возвратных клапанов.
17. Отвернуть гайки крепления распределителя сжатого воздуха
и снять его вместе с трубками.
18. Снять трубки подвода и отвода масла к газораспределитель-
ным валикам, предварительно отвернув гайки штуцеров у картера
мотора. /
19. Отвернуть гайки крепления нагнетателя к суппорту, снять
нагнетатель и' прокладку.
20. Отвернуть гайки крепления суппорта магнето, снять суп-
порт, соблюдая осторожность при вынимании фрикционных шесте-
рен и съемке бумажной прокладки.
21. Отвернуть гайки крепления блоков и снять шайбы.
22. Снять механический компрессор «Вьет».
23. Поочередно поставив блоки в вертикальное положение и
пользуясь специальным приспособлением, снять блоки. Для пре-
дохранения кромок плоскости картера от забоин при вынимании
поршней из цилиндров необходимо их слегка придерживать. Чтобы
— 137 —
не попортить поршней и резьбу па шпильках, следует надеть на
шпильки предохранительные резиновые трубки. Блок снимается
вместе с верхней половиной наклонного валика и его кожухом.
24. Снять поршни, для чего, поворачивал коленчатый вал, по-
ставить снимаемы! поршень в в. м. т. и затем нажимом рукой на
поршневой палец вынуть его в сторону винта. Если поршневой
палец от руки не пойдет, необходимо подогреть поршень специаль-
ной электрогрелкой до температуры 60—70° С. Ни в коем случае не
следует выбивать палец бронзовой выколоткой и молотком, так как
это влечет порчу бобышек поршня и заглушек пальца.
25. Снять верхнюю крышку и прокладки блоков.
26. Отвернуть гайки крепления подшипников газораспредели-
тельных валиков и снять последние вместе с подшипниками.
Примечал и е. Гайки подшипников необходимо отвертывать посте-
пенно и в шахматном порядке, чтобы не поломать фланцев и не погнуть
шпилек.
27. Отвернуть гайки крепления крышки редуктора и снять
крышку, предварительно сняв втулку винта и рычаг управления
гидрокраном.
Прим еча ни е. Если на моторе имеется динамо, ее следует снять
перед съемкой блоков.
28. Пользуясь специальным приспособлением (рис. 102), стя-
нуть пружины, распирающие упорные кольца шарикоподшипни-
ков, и снять вал редуктора вместе со всеми его деталями.
Рис 102. Приспособление, применяемое при съемке вала редуктора.
138 —
29. Вынуть гидрокран.
30. Перевернуть картер на станке нижней частые вверх и
снять, не порвав бумажную прокладку, маслосборное корыто.
31. Снять водо-масляный агрегат вместе с корпусом приводов.
При съемке пе следует ударять киянкой, так как это может вы-
звать поломку корпуса нагнетающего маслонасоса. Вывернуть ре-
дукционный клапан.
32. Снять передаточную шестерню магнето и самопуска и цилин-
дрическую шестерню хвостовика коленчатого вала.
33. Снять маслораспределительную крышку картера (задний
кронштейн).
34. Отвернуть гайки шпилек и болтов, стягивающих обе поло-
вины картера.
35. Снять нижнюю половину картера, придерживая вертикаль-
ные валики ст выпадения.
36. Вынуть вертикальные валики из нижней половины кар-
тера-.
37. Пользуясь специальным приспособлением или ремнями, вы-
нуть коленчатый вал с шатунами и уложить его на козелок. При
вынимании вала следить, чтобы шатуны не ударялись о картер.
38. Отсоединить хвостовик коленчатого вала.
39. Расконтрить соединительные муфты наклонных валиков и
снять их.
40. Вынуть нижние наклонные валики.
41. В случае необходимости отвернуть гайки крепления стака-
нов нижних наклонных валиков и легкими ударами выбить ста-
каны из гнезд верхней половины картера.
42. Легкими ударами алюминиевой выколотки выбить из кар-
тера откачивающие маслонасосы (если они не вышли при съемке
водо-масляного агрегата).
Примечания: 1. Гайки крепления деталей на моторе должны быть
предварительно расконтрены.
2. Все снимаемые детали и агрегаты следует укладывать на стеллаже
так. чтобы они не касались друг Друга, во избежание возможных
повреждений.
В. Разборка узлов мотора
Разборку узлов мотора следует производить в такой последо-
вательности.
1. Картер мотора
а) Снять вкладыши коренных подшипников при помощи съем-
ника.
б) Вывернуть винты и вынуть подшипники, вертикальных ва-
ликов.
в) Вывернуть перепускной клапан (инжектор) дополнительной
масломагистрали.
г) Отвернуть сайки и снять дополнительную масляную маги-
страль.
— 139 —
Главную нагнетающую масляную магистраль и форсунку, под-
водящую масло к зубьям шестерен редуктора, без особой необхо-
димости снимать не следует.
2. Коленчатый вал
а) Вывернуть контрящий винт и переднюю заглушку коленча-
того вала (шестерню привода компрессора «Вьет»).
б) Снять первый коренной вкладыш, дистанционные кольца и
алюминиевую втулку с носка коленчатого вала.
в) Вынуть при помощи специального съемника упругую муфту
из восьмой коренной шейки.
г) Пользуясь специальным прессом, выпрессовать шпильки
(в сторону винта) крепления крышек главных шатунов и, выбив
шпильки тонкой оправкой, снять крышки и шатуны.
д) Отогнуть стороны замка стяжных болтов, прицепных шату-
нов и вывернуть стяжные болты.
о) При помощи ручного пресса выпрессовать пальцы прицеп-
ных шатунов и снять прицепные шатуны.
Дальнейшей разборке коленчатый вал не подлежит, так как при
постановке на место ведущей шестерни редуктора нарушается точ-
ность подгонки и возможны перекосы и биение. В случае же не-
обходимости заменить ведущую шестерню, вместе с ней заменяется
и ведомая шестерня вала редуктора.
Втулки и заглушки шеек коленчатого вала вынимаются только
при промывке шеек вала. В этом случае вывертываются монтаж-
ные гайки и вынимается втулка коренной шейки. В шатунных
же шейках при помощи стальной выколотки выбивается только
одна заглушка из двух у каждой шейки.
3. Блок мотора
а) Вынуть из подшипников верхние наклонные валики (кожухи
валиков снимаются в крайних случаях). При съемке кожуха нужно
отжать контрящую пластинку и вывернуть кожух из кронштейна
блока. Перед снятием кожуха надо предварительно снять хомуты
крепления заливочной магистрали.
б) Поставить блок на специальную подставку, вставите в ци-
линдры и, укрепив деревянные болванки, пользуясь съемником
(или двумя S-образными ключами), отвернуть рабочие тарелки кла-
панов, после чего снять опорные тарелки и пружины клапанов.
в) Вынуть клапаны, следя, чтобы они не ударялись о рабочую
поверхность цилиндров во избежание забоин.
г) Вынуть трубу из головки блока, для чего отвернуть гайку
в передней часта блока и подводящий патрубок, и затем осторожно
вынуть трубу. ’
Направляющие втулки штоков клапанов, седла клапанов и
гильзы цилиндров вместе с деталями уплотнения вынимаются при
помощи специального оборудования и только в случае необходи-
мости, т. е. при замене.
д) Снять заливную магистраль.
4. Газораспределительные валики
а) Снять подшипники валика. Для этого нужно сначала отвер-
нуть по четыре винта на 2-м и 3-м подшипниках и разъединить
их, затем расконтрить гайку крепления шестерни в 36 зубьев,
отвернуть ее и легким постукиванием свинцового молотка сбить
шестерню. После этого снять дистанционное кольцо и четвертый
подшипник. Первый подшипник снимается свободно от руки.
б) Вынуть трубку распределительного валика. Для этого надо
снять пружинный замок передней заглушки и при помощи съем-
ника, вворачиваемого в резьбу заглушки, вынуть заглушку вместе
с трубкой, учитывая, что трубка в передней заглушке укреплена
штифтом, а в задней части развальцована.
Разъединять половины валиков и вынимать передаточную ше-
стерню к приводам счетчика оборотов синхронизатора, а также
внутреннюю трубку без необходимости не следует.
5. Суппорт магнето
а) Отвернуть по четыре гайки приводов магнето и вынуть при-
воды (разбирать приводы магнето не рекомендуется).
б) Вынуть передаточную шестерню к маслонасосу автопилота
вместе с её подшипником.
6. Нагнетатель и регулятор давления
а) Отвернуть гайки крепления всасывающего патрубка к кор-
пусу нагнетателя.
б) Снять шайбы и патрубок со шпилек корпуса.
в) Снять прокладку.
г) Отвернуть гайку и снять регулировочную шайбу с колпака
анероидного капсюля.
д) Отвернуть колпак вместе с анероидным! капсюлем.
е) Разъединить колпак и капсюль.
ж) Отвернуть пробку маслофильтра и вынуть фильтр.
з) Вывернуть подшипник кулачка и вынуть кулачок с пру-
жиной.
и) Разобрать фрикционные шестерни.
Дальнейшую разборку деталей нагнетателя и регулятора давле-
ния производить не рекомендуется во избежание поломок и по-
вреждений.
7. Водяная помпа и масляные насосы
а) Отвернуть четыре гайки и отсоединить корпус водяной помпы
от корпуса приводов.
б) Расконтрить винты крепления крышки водяной помпы.
в) Вывернуть винты, отнять крышку от корпуса водяной помпы,
снять прокладку и вынуть полутурбинку.
г) Отвернуть контрящий винт гайки сальника водяной помпы.
д) Отвернуть гайку сальника водяной помпы.
е) Вынуть установочные штифты корпуса нагнетающего масля-
ного насоса и снять насос с корпуса приводов.
141 —
ж) Разобрать нагнетающий и откачивающие масляНрте насосы,
з) Разобрать редукционный клапан.
8. Распределитель сжатого воздуха
а) Отвернуть накидные гайки трубок распределителя ог шту-
церов и снять трубки.
б) Отвернуть колпак от корпуса и снять фибровую прокладку.
в) Расконтрить крышку (колпачок) золотника-распределителя,
вывернуть крышку и снять прокладку.
г) Вынуть соединительную шпильку и снять золотник-распре-
делитель вместе с промежуточной муфтой. Вынуть муфту из зо-
лотника и вынуть валик из корпуса.
9. Механический компрессор
а) Вывернуть фильтр всасывающего клапана.
б) Отвернуть колпак пружины нагнетающего клапана.
в) Расконтрить и отвернуть гайку крепления цилиндра.
г) Отвернуть и снять гайки со шпилек, соединяющих поло-
вины картера.
д) Поставить поршень в н. м. т. и ударами деревянной киянки
осторожно разъединить половины картера.
е) Снять шатун с эксцентрикового' валика.
ж) Вынуть поршень из цилиндра. (Разъединять поршень и ша-
тун не рекомендуется во избежание утери игольчатых роликов.)
з) Разобрать клапанный механизм и вывернуть нагнетающий
штуцер.
Г. Промывка и очистка деталей после разборки
Все детали после разборки мотора, предназначенные для осмо-
тра и ремонта, должны подвергаться промывке на специальной
промывочной машине (в условиях завода) или в ваннах (.в усло-
виях мастерских).
Детали, подвергаемые промывке, помещаются на специальные
сетки или колодки и около 10—12 мин. промываются на моечной
машине горячим раствором кальцинированной соды (0,15—О,2°/о)
и хромпика (0,01—0,02%) при температуре 80—90° С.
Все промытые детали поступают на рольганг машины и сразу
же обдуваются сухим, чистым, сжатым воздухом с целью удаления
оставшейся в углублениях деталей промывочной жидкости.
Промывочная жидкость, как правило', должна обновляться через
каждые пять дней работы ванны. Перед заливкой новой жидкости
ванна предварительно очищается от старой жидкости и грязи.
Химикаты, употребляемые, для зарядки ванны, должны быть
тщательно проверены химической лабораторией на пригодность
к работе.
В целях предохранения деталей от коррозирующего влияния
промывочной жидкости пользование промывочной ванной строго
регламентируется специальной инструкцией.
После проливки и очистки все детали мотора подвергаются на-
142 —
ружному осмотру и обмерам измерительными приборами с целью
выявления дефектов в износа.
Ремонт деталей и агрегатов мотора М-100А производится со-
гласно разработанной заводом инструкции, содержание которой
будет дано в особом издании. Вследствие этого в настоящей книге
раздел ремонта, не дан.
Д. Сборка узлов мотора
1. Общие замечания
Приступая к сборке узлов мотора, необходимо приготовить все
детали, инструмент, приспособления и прочие материалы. Место,
отведенное под сборку, должно быть чистым. Все детали, подле-
жащие сборке, предварительно* должны быть промыты в ванне или
в специальной моечной машине и смазаны.
Промывка деталей производится горячим раствором кальцини-
рованной соды (0,15—0,2%) и хромпика (0,01—0,02%) при темпе-
ратуре 80—90° С. Длительность промывки 10—12 мин. Промытые
детали сразу же Обдуваются сухим, чистым, сжатым воздухом с
целью удаления остатков промывочной жидкости, задержавшихся
в углублениях деталей.
2. Подгонка передач к картеру и проверка зацепления
шестерен
1. Осмотреть и зачистить шабером плоскость разъема картера
от пасты «герметик», снять заусенцы и прочистить смазочные
отверстия.
2. Протереть тряпкой, смоченной в бензине, плоскости разъ-
ема картера.
3. Осмотреть коренные вкладыши и устранить -заусенцы на их
кромках.
4. Осмотреть вкладыши вала редуктора., устранить заусенцы.
5. Перевернуть верхнюю половину картера, осмотреть плоскость
разъема с крышкой редуктора, очистить от пасты «герметик» и
протереть тряпкой, смоченной в бензине. а
6. Осмотреть нижние вертикальные валики и их подшипники,
хвостовик коленчатого вала, маслораспределительную крышку и
цилиндрическую шестерню, привод самопуска, фрикционные ше-
стерни.
7. Поставить в крышку редуктора верхнюю половину вкладыша
переднего подшипника вала редуктора.
8. Поставить в верхний картер нижнюю половину вкладыша
переднего подшипника Рала редуктора.
9. Надеть на вал редуктора задний вкладыш, сжать специальным
приспособлением шариковые подшипники редуктора и уложить
редуктор в верхний картер (сборку редуктора см. ниже) так, чтобы
метка на заднем вкладыше совпала с меткой на плоскости разъ-
ема.
10. Проверить продольное перемещение вала редуктора: между
валом редуктора и торцом гнезда картера должен быть зазор 0,05 мм.
— 143 —
При отсутствии зазора нужно восстановить его, подобрав соответ-
ствующих размеров упорную шайбу шарикового подшипника.
11. Накрыть редуктор крышкой и прикрепить ее, предвари-
тельно сцентрировав с картером при помощи конусных штифтов,
болтами и шпильками.
12. Проверить вращение вала редуктора: оно должно быть сво-
бодным, без заеданий.
13. Отвернуть гайки крепления крышки редуктора, снять
шайбу и снять крышку.
14. Вынуть редуктор из картера и снять задний опорный под-
шипник.
15. Вынуть половинки первого опорного вкладыша вала редук-
тора.
а) Проверка зацепления шестерен нижних
наклонных валиков
1. Поставигь в верхний полу картер стаканы нижних наклонных
валиков и укрепить их гайками к шпилькам картера, предвари-
тельно подложив под гайки шайбы.
2. Перевернуть половипу картера на 180° и поставить в ста-
каны нижние наклонные валики.
3. Уложить в картер хвостовик коленчатого вала и прижать
его (от возможного перемещения) специальным прижимом.
4. Надеть на хвостовик маслораспределительную крышку и при-
крепить ее гайками.
5. Надеть на хвостовик дистанционную шайбу, шестерню в
50 зубьев, контршайбу и навернуть гайку.
6. Проверить центровку зубьев ведущей шестерни коленчатого
вала (хвостовика) с шестерней левого наклонного валика: при
правильной центровке задний торец зуба шестерни коленчатого
вала должен совпадать с задним торцом зуба шестерни наклонного
валика. Если центровка неудовлетворительная, нужно сменить ди-
станционную шайбу хвостовика.
7. Проверить щупом продольный люфт нижних наклонных ва-
ликов между нижним торцом стаканов (подшипников) и торцом
шестерен нижних наклонных валиков. Величина зазора должна
быть 0,10—0,25 мм. При отсутствии зазоров надо подрезать ниж-
ние торцы стаканов или заменить дистанционную шайбу хвосто-
вика.
8. Разобрать всю передачу и вынуть как наклонные валики,'
так и хвостовик.
б) Проверка зацепления шестерен нижних
вертикальных валиков (приводов насосов)
1. Смазать торцы шестерен вертикальных валиков краской и
поставить их в подшипники.
2. Провернуть шестерни и проверить степень их прилегания
к торцам подшипников. В случае плохого прилегания нужно при-
шабрить торцы.
3. Вынуть валики откачивающих маслонасосов и смазать крас-
кой торен нижней шестерни валика (привода) нагнетающего мас-
лонасоса.
— 144 —
4. Провернуть шестерню и проверить степень прилегания (по
краске) торца шестерни к торцу подшипника.
5. Положить в картер хвостовик коленчатого вала и прижать
его прижимом.
6. Поставить маслораспределительную крышку, прикрепив ее
к картеру. Поставить дистанционное кольцо хвостовика, шестерню
в 50 зубьев, контршайбу и навернуть гайку.
7. Проверить продольный люфт среднего вертикального ва-
лика. Наличие люфта определяется зазором между торцами под-
шипника и нижней шестерни валика: зазор должен быть в пре-
делах о,1О—0,25 мм. В случае отсутствия зазора нужно подтор-
цевать подшипник и вторично проверить прилегание торца ше-
стерни по краске.
8. Разобрать передачу, вынув хвостовик коленчатого вала и
нижние вертикальные валики.
9. Проверить линейкой высоту фланцев подшипников верти-
кальных валиков. При неодинаковой высоте фланцы нужно под-
торцевать и проверить прилегание шестерен по краске.
в) Проверка зацепления шестерен привода
магнето и распределителя сжатого воздуха
1. Поставить в верхнюю половину картера собранный привод к
магнето, самопуску и маслонасосу автопилота и прикрепить его
гайками с предварительной постановкой необходимых шайб.
•2. Надеть на шпильки крепления суппорта прокладку из арми-
рованного полотна, поставить суппорт, положить шайбы и укре-
пить суппорт гайками.
3. Проверить центровку зубьев шестерен приводов магнето и
шестерни привода к магнето и самопуску по внутренним торцам
зубьев шестерен привода магнето. При плохой центровке сменить
дистанционную шайбу под шестерней привода магнето и самопуска.
4. Проверить продольный люфт шестерни привода к магнето и
самопуску при сцеплении с ведомыми шестернями приводов маг-
нето. Люфт определяется величиной зазора, промеряемого щупом
между торцом подшипника (па валике привода к магнето и само-
пуску) и дистанционной шайбой. Величина зазора должна быть
од 0—0,25 мм.
5. Отвернуть гайки крепления суппорта, снять суппорт и его
прокладку.
6. Разобрать распределитель сжатого воздуха, положить на
фланец крепления самопуска прокладку и поставить на нее кор-
пус самопуска с валиком, после чего установить шайбы и прикре-
пить корпус самопуска к верхней половине картера.
7. Прижать шестерню привода самопуска внутрь картера до-
отказа и промерить специальным щупом продольный люфт ва-
лика самопуска между торцами шестерни валика самопуска и его
корпусом. Величина зазора должна быть 0,10—0,25 мм. При отсут-
ствии зазора нужно подрезать нижний торец корпуса самопуска
или же подшлифовать задний торец шестерни привода к самопуску.
8. Собрать распределитель воздуха и снять его с картера.
9. Снять с картера привод к самопуску и магнето.
П) Авиационный тиотор
— 145 —
г) Проверка зацепления и вращения валиков
насосов
1. Повернуть нижнюю половину картера плоскостью разъема
вниз.
2. Вынуть из корпусов откачивающих маслонасосов их валики;
из валиков вынуть пластины с пружинами.
3. Вставить валики (без пластин) в корпусы откачивающих
маслонасосов.
4. Осмотреть поверхность гнезд в картере, предназначенных для
постановки насосов, и вставить корпусы откачивающих насосов
в картер.
5. Проверить, не выступают ли торцы корпусов за плоскость
картера,— они должны быть ниже плоскости картера на 0,05—
0,10 мл.
6. Разобрать нагнетающий маслонасос, после чего вставить
в корпус насоса его валик, (без пластин).
7. Поставить корпус нагнетающего маслонасоса вместе с ва-
ликом на корпус приводов и укрепить корпус насоса штиф-
тами.
8. Надеть на шпильки корпуса приводов прокладку из арми-
рованного полотна.
9. Надеть на валики откачивающих насосов опорные и дистан-
ционные шайбы.
10. Поставить корпус приводов вместе с нагнетающим масло-
наоосом и водяной помпой на фланец картера мотора. Водяная-
помпа должна быть прикреплена к корпусу приводов. Положить
шайбы и прикрепить корпус к картеру.
11. Проверить наощупь зазор между зубьями шестерен при-
вода бензонасосов. Зазор должен быть в пределах 0,10—0,25 мм,
что соответствует продольному перемещению валиков шестерен
примерно на 0,2—0,8 мм. При отсутствии зазора сменить дистан-
ционную шайбу.
12. Перевернуть половину картера плоскостью разъема вверх,
поставить нижние вертикальные валики и проверить шлицевое
соединение и вращение валиков: вращение должно быть свобод-
ным, без заеданий.
13. Снять все детали с нижней половины картера, собрать на-
сосы и установить на корпус приводов.
д) Проверка зацепления привода крыльчатки
нагнетателя и всего узла
1. Вставить в верхнюю половину картера стаканы нижних на-
клонных валиков.
2. Прикрепить стаканы к половине картера.
3. Вставить в стаканы нижние наклонные валики и уложить
хвостовик коленчатого вала.
4. Поставить в нижнюю половину картера вертикальный валик
нагнетающего маслонасоса.
5. Накрыть верхнюю половину картера нижней, придерживая
вертикальный валик.
6. Скрепить половины картера четырьмя фиксирующими бол-
— 146 —
тами, поставив их в отверстия против второго и восьмого корен-
ных подшипников.
7. Поставить маслораспределительную крышку и прикрепить ее
гайками к картеру.
8. Поставить на хвостовик дистанционную шайбу, .шестерню в
50 зубьев, контршайбу и навернуть гайку.
9. Поставить на картер привод к магнето и распределителю
сжатого воздуха.
10. Положить на фланец крепления суппорта прокладку.
11. Надеть на валики фрикционных шестерен дистанционные
шайбы.
12. Поставить собранные валики фрикционных шестерен — один
в подшипник картера, другой — в подшипник суппорта. Поставить
суппорт на шпильки картера и прикрепить его гайками.
13. Проверить щупом продольный люфт валиков фрикционных
шестерен. Зазор определяется между дистанционной шайбой и тор-
цом бронзовой втулки (опорным подшипником), запрессованной в
стенку суппорта. Величина зазора должна быть 0,10—0,25 мм.
При отсутствии указанного зазора нужно подторцевать фланец
бронзовых втулок, запрессованных в картер и суппорт, или сме-
нить дистанционные шайбы.
14. Проверить радиальный зазор в зубьях промежуточных ше-
стерен и шестерни в 50 зубьев; величина зазора должна быть
0,10——0,20 мм.
15. Проверить радиальный зазор в зубьях шестерни в 50 зубьев
и шестерни привода магнето и самопуска.
16. Надеть на шпильки крепления нагнетателя прокладку из
армированного полотна, поставить нагнетатель и прикрепить его
гайками.
17. Проверить вращение валика крыльчатки. Вращение должно
быть свободным, без заеданий.
18. Снять с картера все детали и разъединить половины картера.
Примечание. При монтаже деталей для проверки и регулировки
зазоров в зацеплениях необходимо на фланцы и под гайки ставить
именно те прокладки и шайбы, которые должны стоять на моторе, или
равноценные им.
3. Сборка коленчатого вала
1. Положить вымытый коленчатый вал на козелок.
2. Отполировать шатунные и коренные шейки наждачным по-
лотном 0000.
3. Зачистить щеки вала от ржавчины (если таковая имеется)
наждачным полотном № 000.
4. Осмотреть коленчатый вал, зачистить все места, имеющие
ржавчину, и очистить нарезку в коренных шейках.
5. Проверить исправность резьбы под манжетные гайки в ко-
ренных шейках.
6. Прочистить ершом все отверстия для смазки.
7. Протереть весь коленчатый вал тряпкой и замшей,
ю*
147 —
8. Поставить втулки внутрь коронных шеек, смазать резьбу
пастой «герметик», завернуть манжетные гайки, законтрить их и
зачистить заусенцы гаек.
9. Поставить и развальцевать втулки и заглушки в шатунные
шейки коленчатого вала.
10. Смазать коленчатый вал маслом.
11. Осмотреть шатуны и зачистить заусенцы и забоины в проу-
шине прицепного шатуна.
12. Осмотреть и подобрать по номерам половины вкладышей
главных шатунов, загладить имеющиеся риски.
13. Промыть в бензине все детали шатунов и обдуть воздухом.
14. Соединить главные шатуны с прицепными, для чего смазать
салом пальцы прицепных шатунов и запрессовать их специальным
прессом (в нагретом состоянии).
15. Надеть на фланец стяжного болта латунную контршайбу,
смазать болт салом и ввернуть его в палец.
16. Проверить посадку фланца болта в выточку на шатуне при
помощи линейки (посадка должна быть заподлицо).
17. Законтрить фланец болта латунной шайбой.
18. Проверить продольный зазор между нижней головкой при-
пепного шатуна и проушиной главного шатуна; величина зазора
должна быть 0,18—0,32 мм.
19. Смазать маслом гнезда шатунов и вкладыши, поставить
вкладыши в нижнюю головку шатуна и крышку согласно поряд-
ковых номеров.
20. Поставить шатуны на шейки коленчатого вала и накрыть
нижними крышками.
21. Смазать маслом конические шпильки и запрессовать их
в шатуны при помощи струбцинки. Шпильки должны быть за-
прессованы согласно нумерации шатунов и шпилек.
22. Проверить вращение шатунов на шейках коленчатого вала;
вращение должно быть свободным, без заеданий.
23. Проверить зазор между щекой и главным шатуном; вели-
чина зазора должна быть 0,15—0,36 мм.
24. Смазать маслом и. запрессовать в восьмую шейку колен-
чатого вала упругую муфту так, чтобы отверстия для смазки сов-
пали (порядок сборки упругой муфты см. ниже).
25. Промыть детали носка коленчатого вала, обдуть воздухом
и поставить на вал в такой последовательности:
а) алюминиевую контрвтулку;
б) дистанционное кольцо с меньшим внешним диаметром и ка-
навками для смазки, поступающей к алюминиевой втулке;
в) первый коренной вкладыш;
г) второе дистанционное кольцо (напайкой баббита в сторону
передней заглушки);
д) переднюю заглушку (законтрить ее винтом).
26. Поставить хвостовик коленчатого вала по метке в шлицы
упругой муфты.
— 148 —
4. Разборка, проверка и сборка упругой муфты
1. Выбить коническую шпильку из колпачка (шайбы) и оси
упругой муфты.
2. Выбить при помощи деревянной киянки ось упругой муфты
и одновременно снять колпачок.
3. Вынуть корпус муфты вместе с пружинами и игольчатыми
роликами.
4. Вынуть игольчатые ролики из всех трех гнезд, промыть их
и сложить ролики каждого пояса в отдельную коробочку, учиты-
вая, что ролики одного пояса ставить в другой нельзя, так как
они заранее подобраны по соответствующим поясам.
5. Промыть корпус упругой муфты с пружинами и зачистить
наружную поверхность пружин.
6. Снять пружины с корпуса.
7. Зачистить внутреннюю поверхность фланца оси от ржав-
чины.
8. Зачистить рабочую поверхность поясов оси и корпуса.
9. Осмотреть все детали муфты и зачистить их от ржавчины.
10. Промыть все детали муфты в бензине и обдуть их воз-
духом.
11. Смонтировать пружины на корпус муфты согласно их ну-
мерации.
12. Смазать густым маслом наружный кольцевой пояс (коль-
цевую канавку) и заполнить его роликами.
13. Посадить корпус муфты во втулку от руки. Между корпу-
сом и втулкой муфты должен бьггь зазор в 0,01—0,02 мм.
14. Смазать густым маслом пояса игольчатого1 хода в полости
корпуса и в полости втулки и заполнить их игольчатыми роли-
ками.
15. Вставить ось муфты в корпус так, чтобы фланец оси вошел
во втулку доотказа.
16. Поставить на ось колпачок и законтрить его шпилькой.
Конец шпильки с меньшим диаметром нужно слегка расклепать.
17. Проверить зазор между втулкой корпуса и колпачком; ве-
личина зазора должна быть 0,10—0,15 мм.
5. Разборка, проверка и сборка упругой шестерни редуктора
1. Снять с вала редуктора задние опорный и упорный подшип-
ники.
2. Расконтрить винты венца привода генератора и наруж-
ного упорного диска.
3. Вывернуть винты, снять венец привода генератора.
4. Выколотить амортизационные пакеты и вынуть ролики.
5. Спять венец упругой шестерни.
6. Промыть в бензине и обдуть воздухом все детали редук-
тора. '
7. Осмотреть и зачистить детали, имеющие ржавчину, наждач-
ным полотном № 0000, после чего вторично промыть и обдуть
воздухом.
— 149 —
Приступая к сборке, следует все детали редуктора слегка сма-
зать маслом и монтировать в таком порядке:
1. Вставить барабан во внутреннюю полость венца шестерни,
предварительно направив упорные выступы барабана в проме-
жутки между упорными выступами венца шестерни. Когда упор-
ные выступы барабана окажутся против пазов в упорных высту-
пах венца, поворотом барабана в венце ввести выступы барабана
в пазы венца.
2. Собрать пружинные пакеты (пакет составляют два сухаря и
две пружины) по номерам гнезд, располагая нумерованные торцы
как пружин, так и сухарей с одной стороны (метки-цифры обо-
значают порядковый номер гнезд).
3. Вставить на место ролики, ориентируясь до номерам на их
торцах (все номера должны быть обращены к нумерованной щеке
венца).
4. Вставить первый и шестой пружинные пакеты в соответ-
ствующие гнезда согласно нумерации.
Постановку пакетов на место необходимо производить при по-
мощи струбцины. Сухари пакетов должны лежать своей середи-
ной на упорах струбцины. Пружинные пакеты сжимаются струб-
циной до размера 51,5 мм между наиболее удаленными точками
рабочих поверхностей. После этого выступающая часть пакета вво-
дится в гнездо, и упоры струбцины разводятся приблизительно до
кромок упорных выступов барабана и венца. Затем легкими уда-
рами ручника через бронзовую выколотку пакеты устанавливаются
на место с таким расчетом, чтобы один сухарь по отношению
к другому выступал не более чем на 2—3 мм.
5. Вставить в соответствующие, гнезда оставшиеся пакеты при
помощи струбцины. Пакеты необходимо ставить попарно в диамет-
рально противоположные гнезда. Плоскости обоих торцов каждого
сухаря должны быть расположены на 0,3 мм ниже плоскости со-
ответствующей щеки венца.
6. Сцентрировать при помощи буртика зубчатый венец (диск)
привода генератора и прикрепить сто винтами к венцу упругой
шестерни редуктора.
7. Прикрепить при помощи винтов к зубчатому венцу редук-
тора наружный упорный диск.
8. Надеть на вал редуктора упорное кольцо (заключенное
в алюминиевый кожух) шарикового подшипника, направив его
центрирующий буртик к фланцу (или шлицам) крепления втулки
винта.
9. Надеть на вал редуктора шариковый подшипник (сепара-
тор) таким образом, чтобы кольцо подшипника фаской было об-
ращено в сторону шестерни.
10. Надеть упругую шестерню на вал редуктора с центровкой
ее па кольцевом поясе вала, диаметром 90 + 0 01 мм и прикрепить
шестерню к фланцу пала временными болтами1.
И. При помощи плиты, призм-подставок и индикатора прове-
рить биение начальных окружностей венцов упругой шестерни и
шестерни привода генератора. Для этого нужно уложить вал ре-
— 150 —
дуктора на призмы, установленные на плиту. Затем при помощи
индикатора и калиброванного ррлигса диаметром 12 мм для упру-
гой шестерни и диаметром 6,5 мм для шестерни привода генератора
проверить биение. Биение начальной окружности упругой шестер-
ни допускается до1 0,05 мм, а биение начальной окружности ше-
стерни привода генератора — до 0,10 .м.м.
12. Закрепить шестерни, удовлетворяющие техническим требо-
ваниям по биению, окончательно на вале редуктора, для чего уда-
лить временные болты, крепящие упругую шестерню, и на место
, ,« 4-0,026
их поставить прозонные болты диаметром 12 J_6>005 после этого
установить специальные шайбы-замки и навернуть гайки.
13. После крепления упругой шестерни вторично проверить ее
биение по начальной окружности, и если оно не выходит за пре-
делы нормы, законтрить гайки болтов путем загиба концов шайб
на грани гаек.
14. Вставить двойные распорные пружины шариковых подшип-
ников в отверстия барабана, расположенные на окружности диа-
метром 150 мм.
15. Смонтировать в гнездо барабана задний шариковый под-
шипник.
16. Надеть на заднюю шейку вала редуктора вкладыш опор-
ного подшипника.
17. Сцентрировать упорные подшипники в своих гнездах и
сжать их струбциной, после чего уложить вал редуктора в картер.
18. Проверить по краске зацепление зубьев ведущей и ведомой
шестерен редуктора, для чего:
а) нанести тонкий слой краски на рабочие поверхности зубьев
ведущей шестерни редуктора;
б) уложить вал редуктора на его опорные подшипники в кар-
(О О X
/\ ) ’
о /
в) проверить посадку упорных подшипников, зажатых струб-
циной; зазор между упорными кольцами подшипников и бурти-
ками картера должен быть в пределах 0,0—0,05 мм;
г) снять струбцину, закрыть редуктор его крышкой и закрепить
последнюю при помощи болтов и шпилек, предварительно сцентри-
ровав крышку с картером конусными штифтами;
д) плавно повернуть на 1,5' оборота коленчатый вал или же на
1 оборот вал редуктора, учитывая, что вращение за коленчатый
вал должно быть по направлению вращения, а за вал редуктора—
против направления вращения;
е) вынуть редуктор из картера и проконтролировать величину
закрашенных рабочих поверхностей зубьев упругой шестерни ре-
дуктора; если окажется, что у одного из зубьев венца поверхность
закрашена менее чем на 70%, зацепление следует считать неудов-
летворительным и шестерни заменить другими; если же окажется,
что поверхность закраски достаточная, зацепление шестерни можно
считать удовлетворительным и краску с зубьев шестерен можно
Удалить;
— 151 —
ж) проверить зазор между зубьями шестерен; для этого нужно
уложить редуктор вторично на подшипники картера и закрыть
крышкой; на фланце для крепления крышки редуктора устанав-
ливается и крепится индикатор, а к валу редуктора крепится спе-
циальная планка с меткой; вращением вала редуктора планка
приводится в соприкосновение с ножкой индикатора, которая уста-
навливается на метке планки; после соприкосновения планки
с ножкой индикатора вращение продолжают до тех пор, пока
стрелка индикатора не отклонится на 30—40 делений; затем фик-
сируют коленчатый вал, а вал редуктора покачивают то в одну,
то в другую сторону вокруг его оси вращения в пределах зазора
между зубьями, наблюдая за предельными отклонениями стрелки
индикатора.
Разность между предельными отклонениями стрелки индика-
тора даст величину искомого зазора. Зазор должен быть в преде-
лах 0,02—0,12 леи.
Зазор между зубьями шестерен необходимо' проверять через
каждые 70—90° утла поворота вала редуктора или через 100—
120° угла поворота коленчатого вала, пользуясь индикатором.
После определения зазора между зубьями шестерен через 70—
90° проверяется зазор между ними через каждые 10° угла поворота
вала редуктора или 6° поворота коленчатого вала при помощи
щупа.
Если величина, зазоров не выходит из пределов нормы, нужно
вынуть редуктор из картера, законтрить винты дисков проволокой,
после чего редуктор может быть установлен на мотор.
6. Сборка блока
При сборке блока, после ввертывания гильз при помогли спе-
циального оборудования, производится испытание гильз цилиндров
воздухом под давлением в 30 ат и зарубашечных пространств —
водой под давлением 1,5—2 ат. Если результаты испытаний
удовлетворяют техническим требованиям, приступают к сборке
блока.
Ввертывание гильз производится при помощи специального
оборудования и заключается в следующем. Рубашка помещается
в специальную ванну и нагревается до температуры 110° С. Не
вынимая рубашки из ванны, в нее ввертывают гильзу, для чего:
а) монтируют на нижний буртик гильзы детали -уплотнения,
а именно: два резиновые кольца, стальное кольцо-шайбу, манжет-
ную гайку, причем сначала гайка завертывается от руки до упора
деталей уплотнения в буртик гильзы, а затем дотягивается клю-
чом так, чтобы она повернулась на длину дуги окружности гильзы,
равную 136 mi;
б) ставят на опорный торец буртика гильзы сигмообразное или
ромбоидальное уплотнительное кольцо (ромбоидальное кольцо ста-
вится наружным конусом вниз);
в) ввертывают гильзу в головку болта сначала от руки, а за-
тем при помощи специального приспособления, и после того
как буртик гильзы упрется в эластичное кольцо,
— 152
производят затяжку тайки но длине дуг окруж-
ности гильзы, равной 3G мм;
г) контрят манжетные гайки соседних двух гильз при помощи
стальных пружинных пластинок.
Примечание.. Выше мы указывали, что вывертывать гильзы без
необходимости не следует. Порядок ввертывания гильз дается лишь
с целью ознакомления с данной операцией сборки блока.
После ввертывания гильз в рубашку блока производится даль-
нейшая сборка блока в такой последовательности:
1. Пользуясь специальным ключом, произвести притирку кла-
панов (рабочая поверхность клапанов должна быть матовой, без
рисок, заусенцев и т. д.), затем седла и детали клапанов промыть
в бензине и вытереть сухой тряпкой.
2. Установить блок на специальную подставку, и все детали,
предназначенные к сборке, промыть в бензине с последующей об-
дувкой воздухом.
3. Произвести на этой же подставке дальнейшую сборку. Сма-
зать клапаны маслом и вставить в направляющие штоков. Поста-
вить в цилиндры деревянные болванки и закрепить их соответ-
ствующей планкой. Повернуть блок на 180°.
4. Смонтировать пружины клапанов, предварительно поставив
нижние опорные шайбы.
5. Поставить на шлицы штока верхние опорные шайбы-замки
и ввернуть рабочие тарелки клапанов.
6. При помощи специального приспособления или двух S-об-
разных ключей отрегулировать ш) лекалу высоту пружин (высота
пружин замеряется от фланца крепления крышки блока до ниж-
него обреза верхней опорной шайбы; она должна равняться 19,9—
20,0 .о). Предварительно нужно проверить посадку верхних опор-
ных шайб на шлицах клапанов.
7. Повернуть блок на 180°, отнять планку и вынуть деревян-
ные болванки.
В случае необходимости заменить направляющие втулки што-
ков клапанов, для чего:
а) выбить при помощи выколотки и молотка направляющую
из гнезда блока;
б) снять заусенцы (шабером) на нижней кромке гнезда направ-
ляющей втулки;
в) запрессовать новую направляющую втулку в блок двумя
ударами груза весом 1 320 г, свободно падающего с высоты
200 мм;
г) проверить при помощи калибра внутренний диаметр направ-
ляющей;
д) проверить при помощи глубомера посадку направляющей от
верхней плоскости блока (от фланца крепления крышки блока);
нормально расстояние от фланца, до направляющей должно быть
п г + 0.2
0,5 _06 ММ;
е) проверить перпендикулярность направляющей по отношению
к продольной оси блока (специальным приспособлением); перекос
— 153 —
на длине 100 мм не должен превышать 0,05 мм; в поперечном от-
ношении перекос должен быть не более 0,1 мм.
8. Собрать газораспределительные валики. Для этого нужно
промыть все детали в бензине, обдуть воздухом и смазать маслом.
Сборку проводить в такой последовательности:
а) поставить с натягом 0,01—0,02 мм шестерню привода тахо-
метра и счетчика оборотов, закрепив ее шпилькой; концы шпильки
зачистить заподлицо1 с шейкой валика;
б) соединить обе половины валика так, чтобы соседние кулачки
около фланцев были расположены под углом 180°; поставить
болты головками в разные стороны, навернуть гайки и зашплин-
товать;
в) надеть задний (четвертый) подшипник, поставить дистанци-
онное кольцо и шпонки под шестерню;
г) поставить шестерню валика с натягом 0,01—0,02 мм, затем
поставить контровую шайбу, навернуть гайку и законтрить ее
шайбой;
д) поставить на валик средние подшипники, скрепить их вин-
тами; винты законтрить проволокой.
Между шейками валика и трущейся поверхностью подшипников
должны быть зазоры: у первого подшипника — 0,03 мм, у вто-
рого, третьего и четвертого — 0,04 мм;
е) поставить в передний конец валика дюралевую трубку и
маслораспределительную заглушку и законтрить ее пружинным
замком;
ж) надеть на валик передний подшипник.
9. Ввернуть в блок возвратные клапаны самопуска, для чего
надеть на корпус клапана медно-асбестовую прокладку, смазать
салом резьбу и ввернуть клапан .в гнездо блока. Под 'колпачок
поставить две медно-асбестовые прокладки.
10. Надеть на корпус заливной форсунки (если заливная ма-
гистраль снималась) прокладку, переходный штуцер, вторую про-
кладку и ввернуть корпус форсунки в блок.
И. Надеть на трубки заливпой магистрали накидные гайки. По-
ставить трубки на блок и привернуть их накидными гайками
к переходным штуцерам.
12. Испытать заливочную сеть бензином под давлением 0,5 ат.
13. Поставить заглушки на патрубки для отвода воды и укре-
пить их гайками.
14. Ввернуть в блок штуцеры для отвода воды (от нижней
части), предварительно подложив прокладки.
15. Надеть на кожух наклонного валика медно-асбестовую про-
кладку. ввернуть кожух в кронштейн блока, законтрив гайку ко-
жуха специальной пластинкой.
16. Закрасить дистанционную шайбу верхнего наклонного ва-
лика краской и проверить ее прилегание к торцу бронзовой втулки
кронштейна блока. В случае неплотного прилегания торец втулки
пришабрить.
17. Промыть в бензине наклонный валик и втулку, обдуть вой-
— 154 —
духом, протереть тряпкой, смазать валик и поставить в кронштейн
блока.
18. Поставить собранный газораспределительный валик на
шпильки головки блока. Навернуть и затянуть тарированным
ключом гайки. Проверить вращение валика.
19. Проверить при помощи индикатора, биение шестерни газо-
распределительного валика по начальной окружности; биение не
должно превышать 0,25 мм.
20. Проверить продольный люфт газораспределительного ва-
лика; люфт должен быть в пределах 0,1—0,15 мм. Такой же ве-
личины должны быть зазоры и в зубьях шестерен.
21. Накрыть блок крышкой, предварительно обдув ее возду-
хом.
7. Сборка нагнетателя и регулятора давления
Перед сборкой нагнетателя и регулятора необходимо осмотреть
все детали и убедиться в отсутствии расшатывания шпилек на
фланцах и трубок внутри улитки корпуса. Промыть детали в бен-
зине, обдуть воздухом и смазать маслом, после чего приступить
к сборке в такой последовательности:
1. Смазать сервопоршень и поставить его в сервоцилиндр пат-
рубка нагнетателя так, чтобы первый кольцевой пояс поршенька
попал в первый зуб рейки (смотря с противоположной стороны
поршенька).
2. Поставить прокладку и завернуть переднюю пробку в пат-
рубок нагнетателя.
3. Поставить внутрь поршенька возвратную пружину, поло-
жить прокладку и завернуть заднюю заглушку.
4. Проверить вращение оси заслонки впуска воздуха; враще-
ние должно быть свободным, без заеданий.
5. Поставить в гнездо патрубка масляный фильтр, поставить
прокладку и ввернуть пробку фильтра.
6. Ввернуть в колпак анероидный капсюль, соединенный с зо-
лотником.
7. Надеть на резьбу колпака фибровую прокладку.
8. Вставить золотник анероида в калиброванный канал патрубка
и ввернуть колпак на свое место.
"9 . Поставить регулировочную шайбу (тарелку) па шпильку
анероида и ввернуть гайку (колпачок).
10. Надеть на шпильки корпуса нагнетателя (со стороны пат-
рубка) прокладку из армированного полотна. Поставить собран-
ный всасывающий патрубок на шпильки корпуса, нагнетателя, оса-
див его легкими ударами деревянного молотка.
11. Надеть на шпильки простые шайбы и шайбы Гровера, после
чего навернуть гайки.
12. Поставить кулачок регулятора вместе с пружиной и его
подшипником (с гайкой). Поставить под гайку прокладку и за-
вернуть гайку в патрубок нагнетателя.
13. Собрать фрикционные шестерни согласно порядка, указан-
ного на стр. 61.
155 —
8. Сборка суппорта магнето
1. Собрать привод магнето. Для этого нужно напрессовать на
валик привода шариковые подшипники и вставить его с под-
шипниками в кожух, после чего собрать рессорное соединение.
2. Смонтировать привод к маслонасосу автопилота.
3. Ввернуть штуцеры и пробки.
9. Сборка поршней
1. Промыгь детали поршня в бензине и обдуть воздухом.
2. Определить конусность колец, пользуясь лекальной линей-
кой или по краске в особом цилиндре.
3. При помощи специальных клещей поставить кольца на пор-
шень, учитывая, что первое и четвертое кольца цилиндрические,
а второе и третье конусные. Кольца необходимо ставить конусом
вверх.
4. Промерить зазоры по образующей колец. Величина зазора
должна быть: у первого кольца — 0,14—0,18 мм, у второго —
0,12—0,16 мм, у третьего—0,11—0,15 мм, у четвертого (маслосбо-
рочного) — 0,04—0,08 мм.
5. Заполировать риски на. пальце и на поршне.
6. Промыть палец, обдуть воздухом, смазать маслом и вставить
в бобышки поршня (предварительно поршень должен быть нагрет
электрогрелкой до 60—80° С).
10. Сборка водо-масляного агрегата
а) Сборка корпуса приводов
1. Подобрать и поставить шайбы под корпусы откачивающих
маслоиасосов. Шайбы поставить так, чтобы они но выпадали из
гнезд корпуса приводов.
2. Надеть прокладку под пробку гнезда редукционного клапана
и ввернуть пробку.
б) Сборка нагнетающего' маслонасоса
1. Вложить валик в корпус и проверить вращение валика; вра-
щение должно быть свободным, без заеданий.
2. Вынуть валик из корпуса, вложить в его прорезь пластины
(без пружин') и проверить зазоры. Зазор по высоте (между торцами
прорези и пластины) должен быть 0,02—0,08 мм и по ширине
0,02—0.05 мм.
3. Вынуть пластины из валика и в гнезда пластин вложить
две пружины. Пластины соединить так, чтобы цифры 1—2 находи-
лись по' одну сторону пластины.
4. Вложить собранную пластину в паз валика так, чтобы цифра
валика, 1 находилась под цифрой 1 пластины.
5. Поставить собранный валик в корпус насоса и проверить
вращение валика, с пластинами в корпусе насоса.
6. Поставить собранный насос на корпус приводов (ориенти-
руясь по' нижним отверстиям насоса) и укрепить штифтами.
в) Оборка откачивающих маслоиасосов
1. Поставить валик (без пластин) в корпусе насоса, проверить
— 1 56 —
сто вращение и проконтролирован, при помощи линейки, не вы-
ступает ли торец валика из торца корпуса насоса. Торцы должны
быть заподлицо с фланцем картера мотора, допустимо отклонение
не более 0,00—0,05 мм.
2. Вынуть валик, .вставить пластины (без пружин) и прове-
рить зазоры. Зазор должен быть: по высоте 0,02—0,08 мм, по ши-
рине 0,02—0,05
3. Проверить соединение шестерни привода бензонасоса со
шлицами валика маслонасоса. Шестерня своими шлицами дол-
жна входить свободно, но не выпадать.
4. Вложить в гнезда пластин по три пружины и затем поста-
вить пластины в прорезь валика.
5. Поставить собранный валик в корпус насоса и проверить
вращение валика с пластинами в корпусе.
6. Поставить на нижнюю часть корпуса шайбу, а на валик
шестерни привода бензонасоса — дистанционное кольцо, после чего
соединить шестерню с валиком насоса.
7. Установить собранный насос на корпус приводов.
Примечания: 1. В такой же последовательности собирается и
второй откачивающий маслопасос.
2. Зазор в зубьях шестерен привода бензиновых насосов должен быть
равен 0,2—0.3
г) Сборка водяной помпы
1. Поставить корпус приводов вместе с собранными маслона-
сосами на шпильки корпуса водяной помпы. Надеть на шпильки
простые шайбы, шайбы Гровера и навернуть гайки.
2. Намазать краской валик и плоскость прилегания полутур-
бинки к корпусу помпы и поставить полутурбинку в корпус
помпы.
3. Поставить крышку водяной помпы вместе с прокладкой так,
чтобы отверстия под винты совпали.
4. Ввернуть винты крепления крышки водяной помпы.
5. Провернув полутурбинку, проверить по краске прилегание
валика к бронзовой втулке корпуса приводов, после чего снять
крышку, вынуть полутурбинку с валиком и осмотреть прилегание.
При недостаточном прилегании валика к втулке следует послед-
нюю пришабрить.
6. После окончательной пришабровки втулки отрегулировать
продольный люфт валика полутурбинки. Для этого нужно ввер-
нуть винт подпятника валика и наощупь определить величину
зазора между винтом и подпятником валика. Зазор должен быть
равен. 0.1—0,3 мм.
7. По выполнении указанных операций нужно отсоединить во-
дяную помпу от корпуса приводов и на валик помпы надеть саль-
ник, затянув его гайкой, после чего опять соединить корпус помпы
с корпусом приводов. Гайку сальника, законтрить.
11. Сборка механического компрессора «Вьет»
1. Поставить на поршень три уплотнительных и одно масло-
сборочное кольца. Соединить поршень с шатуном. Вставить пор-
— 157 —
шень в цилиндр и притереть кольца с помощью пемзы и масла.
После притирки снять кольца, промыть все детали в бензине и
обдуть воздухом.
2. Вторично поставить кольца и проверить зазор в стыках.
Зазор должен быть равен 0,1—0,3 мм. Кольца в канавках должны
вращаться свободно.
3. При помощи наждака и масла притереть клапаны компрес-
сора. После притирки промыть детали клапанов в бензине и обдуть
воздухом.
4. Завернуть в головку цилиндра штуцер нагнетающей маги-
страли.
5. Поставить на место нагнетающий клапан вместе с пружи-
ной. Клапан должен открываться так, чтобы высота подъема была
в пределах 0,66—1,34 мм.
6. Завернуть в головку цилиндра колпак, пружины и прове-
рить действие клапана.
7. Поставить на место клапан всасывания и надеть пружину.
8. Надеть на шток клапана верхнюю тарелку и законтрить ее.
9. Проверить зазор между торцом тарелки клапана и направ-
ляющей втулкой. Зазор должен быть равен 0,4—0,7 мм.
10. Завернуть в головку цилиндра фильтр-приемник.
11. Надеть на поршень поршневые кольца, смазав их маслом.
12. Вставить на тавоте ролики в верхнюю головку шатуна и
наложить с обеих сторон шатуна шайбы.
13. Надеть поршень на шатун и вставить поршневой палец
с заглушками.
14. Надеть шатун на эксцентриковый валик и закрепить его
заглушкой.
15. Напрессовать на переднюю шейку валика шариковый под-
шипник.
16. Смазать поршень с кольцами маслом, обжать кольца ман-
жетой и вставить поршень в цилиндр.
17. Вставить эксцентриковый валик в переднюю часть кар-
тера., затем смонтировать цилиндр в картер по центрирующему
буртику.
18. Поставить заднюю половину картера и скрепить картер.
19. Завернуть манжетную гайку и законтрить ее винтом.
20. Законтрить все гайки и винты компрессора.
Примечания: 1. При положении поршня в в. м. т. между порш-
нем и верхней частно цилиндра должен быть зазор 0,1—0,25 мм, что
достигается за счет подрезки головки поршня.
2. При соединении картера необходимо проверить совпадение отвер-
стия на нижней части цилиндра с каналом в картере.
3. Верхние буртики и плоскость разъема картера перед монтажом
смазываются тонким слоем пасты «герметик».
12. Сборка распределителя сжатого воздуха
1. Вставить промежуточную муфту вместе с пружиной в золот-
ник-распределитель и проверить посадку ее по всем шлицам.
— 158 —
2. Смазать тонким слоем масла валик с шестерней и вставить
его в корпус распределителя.
3. Надеть на шлицы валика золотник вместе с муфтой и пру-
жиной и законтрить чекой-осью.
4. Положить на золотник медно-асбестовую прокладку и ввер-
нуть колпачок золотника.
5. Положить на корпус распределителя фибровую прокладку
и навернуть колоколообразный колпак.
6. Навернуть на штуцер колпака гайку.
7. Привернуть к корпусу отводящие трубки воздуха согласно
схеме, приведенной на стр. 185.
Примечание. Перед сбортг .1 все детали должны быгь промыты
в бензине и обдуты воздухом.
13. Сборка группы карбюраторов
а) Постановка тяг поворота дроссельных за-
слонок
1. Промыть карбюраторы в .ванне с бензином и обдуть воз-
духом.
2. Проверить вращение оси дроссельной заслонки в подшип-
никах карбюратора и продольный люфт оси. Люфт должен быть
не более 0,3 мм.
3. Проверить путем вращения работу рычагов высотного кор-
ректора и крепление диффузора.
4. Поставить три карбюратора на специальную плиту и при-
вернуть каждый двумя гайками. (К плите карбюраторы крепятся
фланцами крепления карбюраторов к блоку мотора.)
5. Соединить промежуточные тяги с осями дроссельных за-
слонок.
6. Проверить щупом радиальный зазор в сухарях соединитель-
ных муфт. Зазор должен быть не более 0,02 мм.
7. Закрепить муфты на соединительных тягах.
8. Поставить рычаг управления заслонками с его шарнирной
головкой на задний карбюратор в нужном положении.
б) Сборка и постановка бензопровода
1. Промыть и обдуть воздухом трубки бензопроводки и осмот-
реть их. При осмотре обратить особое внимание на чистоту внут-
ренней поверхности трубок и на отставание никеля на наружной
поверхности.
2. Надеть замки на трубки и соединить их с тройниками.
3. Ослабить болты и разрезные гайки штуцеров-топливоприем-
ников карбюраторов.
4. Вывернуть из штуцеров-топливоприемников разрезные гайки.
Вставить в штуцеры уплотнительные резиновые кольца (сальники),
алюминиевые кольца, и завернуть разрезные гайки.
5. Поставить на карбюраторы собранный бензопровод и закре-
пить все разрезные гайки и штуцеры.
Примечание. Сборка бензопровода производится отдельно.
1 59 —
в) J1 о с т а п о в й а тяг управления высотными к о р.
ректорам и
1. Повернуть плиту с карбюраторами обратной стороной.
2. Соединить тяги управления высотными корректорами, пред-
варительно установив корректоры в закрытом положении. Следить,
чтобы не было люфтов и заеданий.
3. Закрепить соединение тяг и проверить синхронность откры-
тия корректоров.
Примечание. После сборки карбюраторы устанавливаются на спе-
циальную установку (не снимая с плиты), на которой проверяется гер-
метичность соединений бензопроводки бензином под давлением 0,2—0,3 ат.
4. Установить карбюраторы на воздушные коллекторы (коллек-
торы собираются отдельно, и так как эта операция ничего слож-
ного не представляет, порядок сборки коллекторов здесь не ука-
зывается).
5. После проверки герметичности снять карбюраторы с уста-
новки и отсоединить плиту.
б. Произвести контровку всех деталей и соединений карбюра-
торов.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Виды разбцркп мотора и их различие.
2. Последовательность разборки мотора и меры предосторожности при
разборке.
3. В каких случаях производится разборка узлов мотора на отдельные
детали?
4. Последовательность разборки каждого узла в отдельности и меры
предосторожности при разборке.
5. Каким составом промываются детали после разборки и для чего?
G. Каким составом промываются детали перед сборкой?
7. Последовательность сборки узлов мотора и технические условия
сборки по каждому узлу в отдельности.
Е. Сборка мотора
1. Общие замечания
Прежде чем приступать к сборке мотора, необходимо, как и при
сборке узлов, подготовить оборудование: козелки, поворотный ста-
нок, приспособления, инструмент и нужные материалы—-обтироч-
ный материал, масло, шплинты, проволоку и т. п.
Рабочее место, отведенное под сборку, а также детали, предна-
значенные для сборки, должны быть чистыми. Никаких посторон-
них предметов около собираемого мотора, во избежание порчи де-
талей, быть не должно.
Перед постановкой па мотор все детали, как правило, промы-
ваются чистым бензином, обдуваются воздухом и смазываются чи-
стым маслом. Во время сборки необходимо обращать особое вни-
мание на сохранность деталей при их монтаже и предохранять
мотор от попадания каких-либо посторонних предметов. Предмет,
160 —
попавший по небрежности в мотор (гайка, шайба, шплинт и т. п.),
илп неправильность, допущенная при монтаже отдельных дета-
лей, могут привести к поломкам частей мотора.
2. Последовательность сборки мотора
Сборку мотора рекомендуется производить в такой последова-
тельности:
а) Сборка верхней половины картера
1. Положить верхнюю половину картера на сборочный станок
гнездами вкладышей вниз и привернуть болтами.
2. Установить в полукартер стаканы нижних наклонных вали-
ков так, чтобы вырезы на нижнем конце правого и левого стака-
нов были обращены внутрь. При установке надо учесть, что ста-
кан правого валика несколько длиннее.
3. Смазать нижние половины наклонных валиков и поста-
вить их в стаканы.
4. Надеть на верхние концы валиков соединительные проме-
жуточные муфты, закрепить их шпилькой и законтрить пружиной.
5. Надеть фибровые прокладки на шпильки дополнительной
масляной магистрали. Поставить магистраль. Ввернуть перепуск-
ной клапан (инжектор). Навернуть гайки и законтрить их прово-
локой.
6. Перевернуть половину картера кверху гнездами.
7. Смазать маслом гнезда коренных вкладышей и поставить
вкладыши согласно их' нумерации, за исключением первого (пер-
вый вкладыш ставится вместе с коленчатым валом).
б) Сборка нижней половины картера
1. Положить полукартер на козелок гнездами вкладышей вниз.
2. Смазать маслом откачивающие маслонасосы и установить
их в гнезда полукартера так, чтобы фиксирующие винты насосов
вошли в выточки на фланце полукартера.
3. Поставить редукционный клапан нагнетающей масломаги-
страли, подложив под него прокладку.
4. Поставить корпус приводов вместе с закрепленным па нем
нагнетающим маслонасосом. Предварительно корпус насоса необ-
ходимо смазать маслом и положить на его фланец прокладку из
армированного полотна, также смазанную маслом.
5. Поставить водяную помпу и привернуть гайками. Предвари-
тельно проверить набивку сальника.
6. Перевернуть нолукартер гнездами коренных вкладышей
кверху.
7. Смазать маслом гнезда и поставить вкладыши в картер со-
гласно порядковому номеру.
8. Смазать маслом и поставить нижние вертикальные валики
в гнезда полукартера.
9. Смазать маслом собранный коленчатый вал и при помощи
тали уложить в картер.
Перед укладкой коленчатого вала не забыть поставить хвосто-
вик. Направить дистанционные кольца и первый вкладыш так,
чтобы они сели на стопорные штифты.
I1 Авиационный мотор — 161 —
в) 3 а к р in т не к а р т ера и п о с i а н о в к а б л о к. о в
1. Намазать плоскость разъема пастой «герметик» и закрыть
коленчатый вал нижней половиной картера, следя, чтобы пе вы-
пали вертикальные валики.
2. Поставить шайбы и гайки на коренные шпильки; гайки
слегка завернуть. Поставить и закрепить болты (прозонные) пло-
скости разъема картера, находящиеся против перегородок корен-
ных подшипников. Закрепить окончательно и зашплинтовать гайки
коренных шпилек. Поставить и закрепить остальные сшивные
болты.
3. Перевернуть картер кверху шпильками крепления блоков.
4. Поставить маслораспределительную крышку. Надеть на
шпильки шайбы и закрепить гайками.
5. Поставить на шлицы хвостовика цилиндрическую шестерню
в 50 зубьев, положив предварительно дистанционную шайбу. По-
ставить контршайбу и завернуть гайку; гайку законтрить.
6. Поставить шестерню привода к магнето и самопуску. Под-
шипник шестерни закрепить гайками.
7. Соединить суппорт магнето с корпусом нагнетателя, положив
между фланцами прокладку из армированного полотна.
8. Поставить шайбы и навернуть гайки на шпильки крепления
нагнетателя к суппорту.
9. Поставить одну фрикционную шестерню в подшипник зад-
ней стенки картера, а вторую в подшипник суппорта.
10. Положить на шпильки картера прокладку из вианиба и
поставить суппорт вместе с нагнетателем, следя за тщательным
сцеплением зубьев шестерен.
11. Прикрепить суппорт гайками к картеру мотора.
12. Поставить передний опорный вкладыш вала редуктора, сма-
зав его маслом.
13. Поставить распорные пружины упорных подшипников.
Смонтировать па заднюю часть вала упорный подшипник и вто-
рой опорный вкладыш, смазав их предварительно' маслом.
14. Зажать упорные подшипники в приспособление и поставить
собранный редуктор в картер так, чтобы метка на ведущей ше-
стерне совпала с меткой на ведомой.
15. Поставить гидрокран так, чтобы выточка крана была против
отверстий в стенке картера.
16. Намазать фланец крышки редуктора пастой «герметик» и
накрыть редуктор (предварительно сняв приспособление). Поста-
вить шайбы, затянуть и зашплинтовать гайки.
17. Смазать маслом бумажные щхжладки под блоки и поло-
жить их на плоскости картера. Надеть на шпильки крепления
блоков резиновые трубки, предохраняющие резьбу шпилек и
поршни от ударов при провертывании коленчатого вала.
18. Поставить поршни на левую и правую группы шатунов,
смазанные маслом. Номера на бобышках поршней должны быть
обращены в сторону винта.
162 —
19. Повернуть картер на монтажном станке так, чтобы плос-
кость крепления одного из блоков была в горизонтальном поло-
жении.
20. Поворачивая коленчатый вал, поставить средние четыре
поршня на одном уровне.
21. Снять газораспределительные валики в том случае, если
регулировка газораспределения будет производиться параллельно
со сборкой.
22. Положить блоки (на стеллаже) в горизонтальное положе-
ние и смазать маслом зеркальную поверхность цилиндров.
23. Положить на фланцы стаканов нижних наклонных вали-
ков прокладки и поставить промежуточные стаканы.
24. Смонтировать резиновые кольца во вмятины кожухов верх-
них наклонных валиков.
25. Обжать манжетой поршневые катьца четырех поршней, по-
ставленных на одном уровне.
26. Повернуть устанавливаемый блок шпильками крепления
распределительных валиков кверху и в свечные отверстия первого
и шестого цилиндров наружной стороны и второго' и пятого ци-
линдров внутренней стороны ввернуть наколенники тросов для
подъема блока.
27. Снять со шпилек предохранительные резиновые трубки, за-
тем при помощи тали надеть блок на средние четыре поршня,
сжать манжетами кольца первого и шестого поршней и посадить
блок до конца.
28. Поставить на шпильки крепления блоков хомуты крепле-
ния трубок распределителя сжатого воздуха и проводов зажигания.
Хомуты 'ставятся с обеих сторон блоков на 3-ю, 8-ю и 11-ю
шпильки крепления блоков.
29. Поставить на шпильки’ крепления блока шайбы п навер-
нуть гайки, законтрив пх общей проволокой.
Таким же порядком устанавливается второй блок.
Примечание. Если регулировка газораспределения будет произ-
водиться параллельно со сборкой мотора, то после постановки блоков
приступают к регулировке. Порядок регулировки — см. в гл. --Регулировка
мотора».
30. Поставить заливочную магистраль и прикрепить гайками
промежуточные стаканы наклонных валиков.
31. Установить в задней части крышки блока маслофильтр,
шестерни привода синхронизатора и тахометра, закрепив их на
фланцах гайками. Под фланцы поставить бумажные прокладки,
смазанные маслом.
32. Если газораспределительные валики при постановке блоков
не снимались, их следует смазать маслом, положить прокладку
под крышку блока и привернуть крышку винтами.
33. Поставить в передней части блока трубки для подвода и
отвода масла к газораспределительным валикам. При постановке
необходимо на сливные трубки поставить резиновые шланги, а на
11*
— 163 —
нагнетающие — фетровый сальник, после чего маслотрубки укре-
пить.
34. Смонтировать распределитель сжатого воздуха, подложив
под его корпус бумажную прокладку.
35. Монтировать па концы валиков приводов магнето рессорное
соединение (если не было смонтировано) и поставить соединитель-
ную муфту в вертикальное положение.
36. Поставить тягу, соединяющую тяги карбюраторов, и при-
вернуть гайками.
37. Установить магнето на центрирующие штифты площадок
суппорта и укрепить ленточными хомутами (регулировку зажи-
гания см. в главе «Регулировка мотора»),
38. Ввернуть в цилиндры мотора свечи и возвратные клапаны.
39. Надеть трубки распределителя воздуха на шейки возврат-
ных клапанов, положив по обе стороны каждого наконечника тру-
бок медные шайбы-прокладки. Навернуть гайки-колпачки и закон-
трить их проволокой.
40. Поставить распределительные колодки с проводами на опор-
ные шпильки магнето.
41. Соединить провода со свечами цилиндров согласно схеме
на рис. 104.
42. Укрепить проводи, идущие к свечам, специальными хому-
тами, закрепленными на шпильках крепления блоков.
43. Поставить механический компрессор, для чего на шпильки
фланца картера поставить бумажную прокладку, смазанную мас-
лом, поставит:» компрессор и закрепить гайками.
44. На боковые поверхности верхней половины картера поста-
вить накладки-коллекторы и прикрепить их винтами.
45. На всасывающие фланцы блоков поставить прокладки из
армированного полотна, затем поставить собранную группу кар-
бюраторов (три), положить на шпильки по одной простой шайбе
и по одной шайбе Гровера, после чего навернуть гайки.
46. Поставить коленообразные части воздушных коллекторов
нагнетателя. Перед постановкой коллекторов в местах соединений
необходимо надеть резиновые кольца с хомутами и винты хому-
тов затянуть и законтрить.
47. Поставить хомут с рычагами на кожух левого наклонного
валика, соединив рычаги с тягами управления дросселями кар-
бюраторов (регулировку тяг см. в разделе «Карбюратор» на стр. 73).
48. Поставить бензиновые насосы, предварительно положив под
них прокладки.
49. Поставить трубки бензопровода, идущего от бензонасосов
к пожарному крану и от крапа к карбюраторам.
50. Поставить трубки, соединяющие полости воздушных кол-
лекторов нагнетателя с полостью мембраны бензонасосов.
51. Осмотреть внутреннюю полость картера и поставить масло-
сборное корыто, предварительно установив пеногасительную сетку
и бумажную прокладку. Крышку привернуть винтами и закон-
трить проволокой.
— 164 —
ж. Основные технические требования на монтаж деталей мотора
1. Картер
Проверка прилегания вкладышей к гнездам с натягом от 0,01
до 0,03 мм. (При проверке на краску прилегание должно быть на
•75% площади.)
Зазор между вкладышем и шейкой коленчатого вала должен
быть равен 0,04—0.08 мм. При проверке зазора, замеряется инди-
катором внутренний диаметр вкладыша и наружный диаметр
шейки коленчатого вала.
Зазор между зубьями шестерен редуктора должен быть равен
0,02—0,12 мм.
Долевой зазор в упорных подшипниках без пружин должен
быть максимум 0,05 мм.
2. Наклонная передача
Подгонка наклонных валиков, центровка зубьев и проверка за-
зора между зубьями. Правый валик — шестерня меньшего диа-
метра центрируется по основанию шестерни вала. Левый валик —
шестерня большего диаметра центрируется по вершине шестерни
коленчатого вала.
Зазор между зубьями проверяется продольным ходом валиков
и должен быть в пределах от 0,10 до 0,25 мм.
Зазор между промежуточной муфтой и стаканом нижнего на-
клонного валика должен быть от 0,3 до 0.4 мм.
Зазор между венцом шестерни правого валика 1и выточкой
у шестерни левого валика, должен быть пе менее 0,4 мм.
Центровка шестерен наклонных валиков с шестерней коленча-
того вала достигается, кроме подторцовки стаканов, еще подбором
дистанционных шайб, подкладываемых между торцом бронзовой
втулки заднего кронштейна (маслораспределительной крышки) и
цилиндрической промежуточной шестерней передачи на нагне-
татель.
Продольный зазор между бронзовой втулкой и дистанционным
кольцом должен быть равен 0,1—-0,2 мм.
3. Воздушный самопуск
Подготовка привода самопуска, центровка шестерен, проверка
зазора: зазор в конических шестернях должен быть 0,15—0,20 л/л;
зазор в зубьях шестерен приводов магнето — 0,10—0,25 мм.
Проверка сцепления магнето: а) совпадения осей по дискам;
б) посадки конуса муфты на конусе валика ротора (по краске).
4. Нагнетатель
Проверка по краске положения валика крыльчатки в подшип-
нике (подшипник внутри хвостовика коленчатого вала).
Проверка вращения валика крыльчатки: вращение должно
быть свободным, без заеданий.
Проверка 'зазоров между зубьями шестерен (ведущей, промежу-
точной, фрикционной и шестерни валика, крыльчатки нагнета-
теля): зазоры должны быть в пределах 0,10—0,20 мм.
— 165 —
Проверка продольного хода промежуточных валиков (с фрик-
ционными шестернями): ход должен быть в пределах от 0,10 до
0,25 Л.М.
5. Подгонка привода к помпам
Проверка центровки и зазора в зубьях между шестерней ко-
ленчатого вала и шестерней привода нагнетающей масляной помпы.
Зазор должен быть в пределах 0,10—0,25 мм.
Проверка центровки и зазора в цилиндрических шестернях
приводов помп. Зазор должен быть 0,10—0,25 мм.
Проверка шлицевого соединения валиков помп и валиков при-
водов в шлицах. Проверка зазора. Продольный зазор валика при-
вода нагнетающей помпы при постановке в привод должен быть
в пределах 0,10—0,25 мм.
Проверка прилегания торца шестерни валика нагнетающего
маслонасоса к торцу подшипника (по краске).
6. Блок
а) Проверка зазора в шестернях распределительных и
наклонных валиков.
б) Контроль притирки клапанов. Проверяется за-
зор между штоками клапанов впуска и выпуска и направляющей
втулкой. В верхней части зазор должен быть от 0,03 до 0,05 мм,
в нижней части от 0,08 до 0.09 мм. Проверяются собранные кла-
панные пружины по высоте от плоскости крепления крышки блока
ДО' верхней части тарелочки. Высота должна быть 19,9—20,0 мм
(проверяется лекалом).
в) II р о в е р к а распределительных валиков. Про-
веряется контровка передней заглушки в распределительном ва-
лике (постановка пружины).
Подгонка шестерен распределительных валиков на шпонках: за-
зор между вершиной шпонки и канавкой шестерни должен быть
0,10 .м.х; натяг по ширине шпонки—0.01—0,06 мм.
г) Наружный осмотр блока. Проверяется постановка
водяной трубы (правильно ли направлены отверстия для выхода
воды) п постановка заливочной магистрали и возвратных кла-
панов.
7. Коленчатый вал
Проверка положения заглушек: заглушки должны стоять за-
подлицо СО' щекой вала и должны быть законтрены.
Проверка затяжки болтов крепления шестерни к. фланцу вала.
Проверка постановки упорной муфты коленчатого вала, кон-
трящей гайки болтов крепления шестерни редуктора к фланцу
вала: гайки должны входить в вырезы на муфте; муфта, посажен-
ная на валу, должна иметь диаметральный зазор от 0,02 до 0.04 мм.
Проверка биения шестерни редуктора. Максимальное биение —
0,05 зыс перекос шестерни допускается не более 0.01 мм.
Проверка зазора между вкладышем шатуна и шатунной шей-
— 166 —
01Г зазор должен быть в пределах 0,05—0,10 мм, а в случае вкла-
^ыша из свинцовистой бронзы — 0,07—0,11 мм.
Проверка зазора между торцом шатуна и щекой вала —
0.15—0,36 ММ.
Осмотр смазочных отверстий у восьмой коренной шейки и у
упругой муфты. Отверстия должны точно совпадать.
я. Вал редуктора
Осмотр алюминиевого опорного- кольца и запрессованного в
него кольца шарикоподшипника.
Проверка посадки головок болтов к фланцу вала. Головка дол-
жна прилегать плотно; зазор должен быть меньше 0,03 мм.
Проверка установки упорных подшипников. Кольцо с широ-
кой фаской должно быть со стороны шестерни.
9. Шатуны
Проверка продольного зазора между прицепным шатуном и
главным. Зазор должен быть в пределах 0,18—0,32 мм.
Проверка посадки заглушек в шатунах (по линейке) и кон-
тровки заглушек.
Проверка нумерации и наружный осмотр шатунов. Шатуны не
должны иметь вмятин, рисок, ржавчины и т. п.
Вес главного шатуна 2,850 ±25 г.
Вес прицепного шатуна 1 040+10 г.
10. Упругая муфта
Осмотр смазочных отверстий во втулке валика и корпусе упру-
гой муфты. Отверстия должны совпадать (проверка обязательна
при старой конструкции; при измененной конструкции этой про-
верки не требуется, так как внутри восьмой шейки вала и на ко-
жухе муфты, кроме смазочных отверстий, имеется кольцевая ка-
навка).
Осмотр постановки пружины: пружины должны быть запод-
лицо с торцом корпуса муфты (в противном случае они подшли-
фовываются, но не более чем на 0,1 мм каждая).
Наружный осмотр постановки 72 роликов, 30 роликов и 32 ро-
шков.
Проверка зазора между втулкой и корпусом муфты: величина
зазора должна быть 0,01—0,02 мм.
Проверка положения фланца оси: фланец должен быть запод-
лицо с муфтой.
11. Нагнетатель
Проверка вращения крыльчатки.
Проверка зазора между торцом крыльчатки и корпусом нагне-
тателя (проверяется щупом): зазор должен быть в пределах 0,3—
0,8 лглг.
Проверка контровки винта, крепящего крыльчатку к валику.
Проверка крыльчатки на биение: биение не допускается.
— 1(57 —
Проверка балансировки крыльчатки: отклонения не допуска-
ются.
Проверка зазора между лабиринтовым сальником в установоч-
ной муфте: зазор должен быть 0,02—0,04 мм.
12. Регулятор давления
Проверка сцепления сектора заслонки с рейкой поршенька.
Проверка притирки поршенька к гнезду корпуса.
13. Масляные насосы
Проверка подгонки лопаток к пазу валика: зазор по ширине
между лопаткой и пазом должен быть 0,02—0,05 лиц зазор между
торцом лопатки и торцом паза валика должен быть от 0,02 до
0,08 мм.
Проверка шлицевого соединения конических шестерен в ва-
лике откачивающих насосов: валики откачивающих насосов со сто-
роны шлицевого соединения должны быть заподлицо с корпусом.
14. Водяная помпа
Проверка зазора между корпусом и полутурбинкой: зазор дол-
жен быть в пределах 0,1—0,3 мм, (проверяется воском); диамет-
ральный зазор между валиком и втулкой — от 0,03 до 0,07 мм.
Проверка герметичности сальника в плоскостях разъема помпы
и притирки сливного краника; проверка (производится водой под
давлением 1 ат.
Осмотр привода к помпам.
Проверка зазора в шестернях откачивающих масляных насо-
сов и приводов к бензиновым насосам: зазор должен быть 0,10—
0,25 мм.
Проверка продольного зазора валика нагнетающего насоса при
постановке на привод. Зазор должен быть 0,10—0,25 мм.
15. Поршни
Проверка зазоров по образующей колец. Зазор должен быть:
для первого кольца 0,14—0,18 мм, второго — 0,12—0,16 мм, треть-
его— 0,11—0.15 мм, четвертого — 0,04—0,08 мм.
Проверка комплекта поршней по весу.
Вес должен быть 1 630 г. Разница допускается не более 5,0 г.
Проверка притирки возвратного клапана (проверяется кероси-
ном). Место притирки при испытании в течение 3 минут керосином
не должно давать протекания.
16. Нижний картер
Проверка положения откачивающих маслонасосов в картере.
Насосы должны входить с зазором 0,01—0,03 лом. Стопорные винты
должны быть ввернуты в корпус насосов п должны входить
в выемки на картере.
Проверка положения натнетающего насоса. Нагнетающий на-
сос должен входить с тем же зазором, что и откачивающие.
— 168 —
17. Сборка мотора
1. Проверка положения коленчатого вала и продольных зазо-
ров между щеками и торцами подшипников (согласно таблице на
стр. 170).
2. Проверка затяжки гаек и их шплинтовки.
3. Осмотр постановки поршней. Поршни должны быть постав-
лены согласно их нумерации. Проверка расположения замков
поршневых колец и посадки поршневых пальцев.
4. Осмотр постановки блоков (наличие прокладок, поломки
колец и т. д.).
5. Осмотр укладки вала редуктора, посадки алюмишгевых ко-
лец и постановки упорных подшипников в картер. Подшипники
ставятся с натягом 0,3 мм.
6. Проверка, зазора в шестернях редуктора. Зазор должен быть
ОТ 0,09 ДО 0,12 ММ.
7. Проверка зазора между шестернями самопуска. Зазор дол-
жен быть от 0,10 до 0,25 хм.
8. Осмотр фрикционных шестерен и проверка зазора в шестер-
нях передачи на нагнетатель и магнето. Зазор должен быть
0,15—0,25 ММ.
9. Проверка постановки карбюраторов и соединения всасываю-
щих труб. Зазор в стыках должен быть от 0,3 до 0,6 мм.
10. Осмотр правильности соединения тяг и шплинтовки их
(опробуется действие всей системы рычагов).
11. Осмотр всей бензопроводки и «АМ»-соединения.
12. Полный наружный осмотр мотора и проверка вращения
коленчатого вала.
3. Монтажные зазоры мотора М-100А (в мм)
Наименование деталей Зазоры и допуски Примечания
мини- маль- ный макси- маль- ный жела- тель- ный
Коленчатый вал
Биение средней шейки — 0,05 — Биение опреде-
Биение носка вала ... — 0,05 — ляется при уста-
Биение заднего конца вала .... Диаметральны 1 зазор в двух не- — 0,05 — новке вала на вто- рую и седьмую
редпих подшипниках 0,07 0,11 0,09 коренные шейки
Диаметральный зазор в средних 0,05 0,09 0,07
подшипниках
Диаметральный зазор в заднем 0,07 0,11 0,09
подшипнике
Зазор муфты упругого привода 0,00 0,03 0.01
в шейке коленчатого вала
— 169 —
Зазоры и допуски
Наименование деталей
мини-
маль-
ный
макси- жела-
мачь- тель-
ный ный
Примечания
Вал редуктора Диаметр шейки вала редуктора: передней задней Наружный диаметр переднего вкла- 89,96 77,96 89,98 77,98 —
дыша Внутренний диаметр переднего 96,01 96,03 96,02
вкладыша Наружный диаметр заднего вкла- 90,05 90,07 90,06
дыша Внутренний диаметр заднего вкла- 84,01 84,03 84,02
дыша 1 78,05 78,07 78,06
Диаметральный зазор между валом 0,07 0,11 0,09
и передним подшипником .... Диаметральный зазор между валом
0,07 0,11 0,09
и задним подшипником
Диаметральный натяг между вкла- 0,00 0,04 0,02
дышами и картером редуктора .
Коренная шейка
Наружный диаметр шейки 89,96 89,98 —
Длина иг-йк-н . . 56,95 57,05 —
Овальность . . . — 0,02 —-
Конусность — 0,01 —
Шатунная шейка
Диаметр шейки 67,96 67,98 —
Длина шейки 75,98 76,06 .—
Овальность . — 0,02 —
Конусность . ... — 0,01 —
Зазоры и допуски
Наименование деталей
минималь-
ные
максималь-
ные
И Д F к д
Примечания
Подшипники
Первый . Свобс дно, без за юра Начало регули-
Второй . — 6,50 — 6,30 ровки зазоров с
Третий . 1,10 1,10 1,70 1,95 седьмого подшип-
Четвертый 0,90 1,25 1,65 2,г0 ника
Пятый . 0,70 1,60 1,08 2,25
Шестой . 0,85 1,85 1,15 2,06
Седьмой . 0,75 2,05 0,80 2,25
Восьмой . 1,70 — 1,80 —
I 70 —
Зазоры и допуски
Наименование деталей мини- маль- ный макси- маль- ный жела- тель- ный Примечания
Главный картер и коренные
вкладыши Внутренний диаметр гнезд вкла- дышей: 75,99
переднего 76,01 —
всех остальных Наружный диаметр вкладышей: 95,99 96,01 —
переднего 76,01 76,03 —
всех остальных 96,01 96,03 —.
Внутренний диаметр вкладышей: 70,03
переднего 70,04 —
всех остальных 90,03 90,04 —
Диаметральный натяг между гнез- дом и вкладышем:
передним ... - 0,01 0,03 0,02 1 Для всех вкла
остальными ... . ... 0,01 0,03 0,02 J дышей
Шатуны Верхняя головка главного шатуна: Внутренний диаметр головки ша- 37,99
туна без втулки 38,01 —
Наружный диаметр втулки шатуна 38,03 38,05 —
Внутренний диаметр втулки . . . 34,025 34,04 —
Натяг верхней втулки в головке
шатуна 0,02 0.06 0,04
Овальность .... — 0,02 -—
Конусность — 0,01 .—
Зазор между поршневым пальцем 0,025
и бронзовой вт.лкой 0,051 0,03
Зазор между торцами бобышек и
торцами верхней головки .... Нижняя головка главного шатуна: Внутренний диаметр (без вкла- 6,75 7,65 7,20
дыша) 72,01 72 03 —
Овальность . — 0,01 —
Конусность — 0,01
Натяг между внутренним диамет- ром головки и наружным диамет-
ром вкладышей 0,01 0,04 0,02
Зазор между щеками коленчатого
вала и торцами нижней головки . 0,18 0,36 0,26
Диаметральный зазор нижней го- 0,07
ловки шатуна на коленчатом вале 0,11 0,09 Бронзовый вкла дыш
0,04 0,07 0,06 Баббитовый вкладыш
Проушина главного шатуна: 29,97
Внутренний ди метр проушины . . 29,99 —
Внутренний диаметр проушины под
буртик .... ...... 30,75 30,11 —
Овальность . . —. 0,01 —
— 171
Зазоры и допуски
Наименование деталей
мини-
маль-
ный
макси-
маль-
ный
жела-
тель-
ный
Примечания
Диаметр пальца прицепного шату- на 29,99 30,00 —
Диаметр буртика пальца прицеп- ного шатуна 30,09 30,10 —
Натяг между пальцем бокового ша- туна и проушиной 0,01 0,03 0,02
Прицепной шатун Верхняя головка: Диаметр верхней головки прицеп- ного шатуна (без втулки) .... 37,99 38,01
Наружный диаметр бронзовой втул- ки верхней головки прицепного шатуна 38,03 38,05
Внутренний диаметр бронзовой втулки в -рхней головки прицеп- ного шатуна . ... 34,025 34,04
Овальность . . — 0,01 —
Конусность — 0,01 —
Зазор между поршневым пальцем и бронзовой втулкой верхней го- ловки прицепного- шатуна .... 0,025 0,051 0,038
Зазор между торцами бобышек и торцом верхней головки .... 6,75 7,65 7,20
Нижняя головка: Внутренний диаметр нижней го- ловки прицепного шатуна .... 32,99 33,01
Наружный диаметр бронзовой втул- ки нижней головки прицепного шатуна 33,03 33,05
Внутренний диаметр бронзовой втулки прицепного шатуна . . . 30,03 30,045 —
Натяг между бронзов, й втулкой и нижней головкой прицепного шатуна 0,02 0,06 0,04
Зазор между пальцем нижней го- ловки прицепного шатуна и брон- зовой втулкой 0,03 0,055 0,04
Боковой зазор между торцами ниж- ней головкн прицепного шатуна и проушиной главного шатуна . 0,16 0,24 0,20
Параллельность осей головок шатунов Параллельность осей верхней и ниж- ней головок главного и бокового шатунов в плоскости, перпенди- кулярной к плоскости движения шатуна — 0,1 —
Параллельность
осей верхней и
нижней головок
проверяется при
помощи оправок
172 —
Наименование деталей Зазоры и допуски Примечания
мини- маль- ный макси- маль- ный жела- тель- ный
Параллельность осей верхней и 1 нижней головок в плоскости, па- 0,1 длиной 200 мм, вставленных в
ратлельной движению шатуна . . Параллельность осей верхней го- ловки главного шатуна и про- ушины в плоскости, перпендику- лярной плоскости движения ша- верхнюю и- ниж- нюю головки ша- тунов. Замер. про- изводится на кон- цах оправок
туна Параллельность ос й верхней го- ловки главного шатуна и про- ушины в плоскости, перпендику- лярной плоскости движения 0,1
шатуна Поршень Зазоп в верхней части поршня (пер- 0,2
пендикулярно пальцу) Зазор в нижней части поршня (пер- 0,95 1,05 1,00
пендикулярно пальзу) Овальность отверстий под поршне- 0,57 0,65 0,61
вой патер — 0,02 —‘
Конусность Поршневой палец 0,01
Диаметр пальца 33,98 34,00 —
Овальность . ——- 0,01 —•
Конусность Натяг между поршневым пальнем и бобышками поршня в холодном •— 0,01 —
состоянии Поршневые кольца Зазор между первым уплотнитель- От 17 Р1 до 0 10 мм
ным кольцом и его канавкой . . Зазор между первым коническим 0,14 0,18 0,16
кольцом и его канавкой Зазор между вторым коническим 0,12 0,16 0,16
кольцом и его канавкой Зазор между маслосбрасывающим 0,11 0,15 0,13
кольцом и его канавкой Зазор в стыке для всех колец в 0,04 0,08 0,06
рабочем состоянии 1 р—микрон. 0,5 0,7 0,6
— 173 —
Наименование деталей Зазоры и допуски Примечания
МИНИ- МИЛЬ- ный макси- маль- ный жела- тель- ный
Цилиндры
Диаметр цилиндра s . . . .
Овальность ..................
Конусность...................-
Распределительные валики:
Диаметр шеек передних ........
Диаметр шеек средних и зад-
них ................ . .
Овальность ............
Конусность ...........
Биение средней шейки .........
Диаметральный зазор передней
шейки в подшипнике............
Диаметр льный зазор между про-
межуточными и задней шейками
в подшипниках.................
Зазор М' жду ведомой шестерней и
распределительным валиком . .
Клапаны
Диаметр штока всасывающего кла-
пана .........................
То же, выхлопного в верхней
части ........................
То же, выхлопного в нижней части
Овальность всасывающего клапана
Конусность всасывающего клапана
Зазор между штоком впускного
клапана и его направляющей . .
Зазор между штоком выхлопного
клапана в верхней его части и
его направляющей .............
Зазор между штоком выхлопного
клапана в нижней его части и
его направляющей..............
Пружины
Наружная клапанная пружина при
сжатии ее до высоты 50 мм, что
соответствует закрытию клапана,
должна развивать силу (в кг) . .
При сжатии пружины до высоты
37 мм, что соответствует откры-
тию клапана, она должна разви-
вать силу (в кг)..............
Внутренняя клапанная пружина
при сжатии ее до высоты 42,5 мм,
что соответствует закрытию
клапана, должна развивать силу
(в кг)........................
149,8 150,02
—. 0,03 —
— 0,02 —
33,95 33,97 —
33,95 33,97
— 0,01 —
— 0,01 —
— 0,05 —
0,02 0,05 0.03
0,03 0,06 0,04
0,00 0,02 0,01
17,46 17,47 —
17,47 17,48 •
17,42 17,43 —
— 0,01 —
— 0,01 —
0,03 0,05 0.04
0,03 0,05 0,04
0,08 0,10 0,09
21,5 22 5 —
29,3 32,3 •
9,23 9,8 —
174 —
Наименование деталей
При сжатии пружины до высоты
29,5 мм, что соответствует откры-
тию клапана, она должна разви-
вать силу (в кг)..............
Наклонный валик
Диаметральный зазор верхней по-
ловины валика в подшипниках .
Диаметратьный зазор нижней по-
ловины валика в подшипниках .
Зазор нижнего подшипника наклон-
ного валика в верхней половине
картера ......................
Водяная помпа
Диаметр цилиндрической чагти
валика в корпусе .............
То же, в крышке........... . - .
Зазор между валиком и втулочками
корпуса и крышки..............
Зазор между полутурбинкой и кор-
пусом помпы............ . . .
Зазор между полутурбинкой и
крышкой помпы.................
Масляный насос
Диаметр валика привода .......
Зазор между валиком привода и
втулочками ...................
Зазор между валиком насоса и
корпусом.....................
Зазор между картером и корпусом
насоса .......................
Нагнетатель
Диаметральный зазор между про-
межуточным валиком привода и
его подшипником...............
Зазор между валиком крыльчатки
и передней втулочкой .........
Осевой зазор между крыльчаткой
нагнетателя и его корпусом . . .
Осевой зазор между крыльчаткой
и всасывающим патрубком . . .
Биение крыльчатки по торцу (в со-
бранном состоянии)............
Овальность по наружному диаметру
Биение по наружному диаметру .
Зазор между валиком заслонки
в крайних и средних подшипни-
ках ..........................
Тахометр
Зазор между валиком и его под-
шипником .....................
Зазоры и допуски Примечания
мини- маль- ный макси- маль- ный жела- тель- ный
12,22 14.44
0,01 0,03 0,02
0,03 0,05 0,04
0,01 0,03 0,02
17,96 17,94 ___
9,94 9,96 —
0,03 0,07 0,05
0,4 0,7 0,4
0,1 1,2 0,65
23,97 23,98 —
0,02 0,04 0,03
0,02 0,06 0,04
0,01 0,03 0,02
0,02 0,04 0,03
0,01 0,03 0,02
0,6 1,0 0,6 -
— 1.6 од
.— 0,02 —
— 0,05 —.
— 0.05 —
ОДП 0,03 0,02
U, 02 0,04 0,03
175 —
Весовые и специальные допуски
Наименование деталей Минимум в г Максимум в г Примечание
Номинальный вес поршня Разница в весах поршней, монти- 1 630 —
руемых на разные моторы . . . Разница в весах поршней, монти- —20 +20
руемых на один мотор — +5
Поминальный вес главного шатуна Разница в весах шатунов, монти- 2 850 +25
руемых на разные моторы . . . Разница в весах шатунов, монти- —25 +25
руемых па один мотор Номинальный вес прицепного ша- туна (с пальцем, заглушкой, конт- —15 +15
ровочной шайбой) Разница в весах прицепных шату- нов, монтируемых на разные 1 367,6 —
моторы Разница в весах прицепных шату- нов, монтируемых на один мо- —10 +10
тор —5 +5
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Последовательность сборки мотора.
2. Способ крепления отдельных деталей.
3. Применяемые прокладки и их назначение.
4. Технические требования па постановку и крепление отдельных деталей.
5. Монтажные зазоры и допуски по мотору.
ГЛАВА V
РЕГУЛИРОВКА МОТОРА
1. Общие замечания
Правильная регулировка мотора, и в частности регулировка
газораспределения, позволяет полностью использовать тепло, полу-
чаемое в рабочем такте. Всякая допущенная неточность при
регулировке может привести к большим потерям тепла, а вслед-
ствие этого и к понижению мощности и экономичности мотора.
С другой стороны, регулировка газораспределения влияет на вели-
чину коэффициента наполнения, что также отражается на мощ-
ности мотора.
Таким образом, правильной регулировкой газораспределения
обеспечивается в эксплоатации снятие с мотора, номинальной мощ-
ности при наибольшей экономичности. Это достигается тем, что
коленчатый вал, газораспределительный валик и клапанный меха-
низм приводятся (путем регулировки) во взаимодействие (откры-
тие и закрытие клапанов в определенные моменты), предусмотрен-
ное диаграммой газораспределения.
2. Регулировка газораспределения
Приступая к регулировке газораспределения, нужно учесть, что:
а) направление вращения коленчатого вала — правое;
б) направление вращения винта — левое;
в) угол развала между блоками — 60°;
г) порядок работы цилиндров: 1л. — бп. — 5л. — 2п. — зл. —
4п. — 6л. — in. — 2л. — 5п. — 4л. — зп.,
д) зазор между тарелкой клапана и тыльной частью кулачка
равен 2,0 мм±0 для впуска и выпуска (на холодном моторе);
е) данные диаграммы газораспределения см. на стр. 10 и на
рис. 103.
Регулировка газораспределения мотора М-100А, как правило,
производится на заводе, попутно со сборкой мотора. Регулировка
складывается из следующих операций:
а) установки кулачковых валиков на блоки;
б) регулировки зазоров между тарелкой клапана и тыльной
частью кулачка;
12 Авиационный мотор 1 <
в) проверки продолжительности тактов всасывания, выпуска и
перекрытия клапанов;
г) определения в. м. т. по регляжу;
д) регулировки газораспределения ------ ...-
перестановки наклонных валиков
Начало
всасывания
Максимальное
опережение
зажигания
ла
Конец
выпуска
Начало
выпуска
Конец
всасывания
согласно диаграммы путем
определенное число шлиц,
пользуясь таблицей.
Перестановка наклон-
ных валиков производит-
ся по ходу или против
хода, в зависимости от
того, на какую величину
и в какую сторону нужно
изменить регулировку.
Все возможные данные
перестановки можно по-
лучить следующим рас-
четом:
а) Определяем цену
одной шлицы наклонного
валика в градусах пово-
рота коленчатого вала:
360° • 20
----------= 13,64°,
22 • 24
или 13°38',
Рис. ЮЗ. диагр^ша газораспределения 36()о _ок,ружность
наклонного валика,
22 — число шлиц на наклонном валике,
20—'Число зубьев нижней шестерни наклонного валика,
24 — число зубьев на шестерне коленчатого вала.
б) Определяем цену зуба верхней шестерни наклонного валика
в градусах поворота коленчатого вала:
360° 20
15 • 24
20°,
где 360°—окружность шестерни верхнего наклонного валика,
15 -—'Число зубьев шестерни верхнего наклонного валика,
20 —-число зубьев нижней шестерни наклонного валика,
24 —'Число зубьев шестерни коленчатого вала.
Примечание. Цена одного зуба шестерни кулачкового валика
в градусах
™L = 20
36
поворота коленчатого вала равняется также 20°,
(где 36 — число зубьев шестерни кулачкового вата).
т. е.
А. Расчет регулировочной таблицы
Ввиду того что число зубьев верхней шестерни наклонного ва-
лика и число шлиц на его нижнем конце неодинаково, при пере-
— 178 =
становке наклонного валика (в любую сторону) па гюбое число
шлиц (кроме полного оборота) верхней шестерни наклонного ва-
лика и шестерни газораспределительного валика точного совпаде-
ния зубьев не будет. Будет недосцепление на какую-то долю зуба.
Для того чтобы сцепить шестерни, необходимо довернуть газо-
распределительный валик. Повертывание газораспределительного
валика в ту или другую сторону до полного сцепления зубьев
повлечет изменение в открьптш клапана. Предположим, что на-
клонный валик переставлен на одну шлицу по направлению вра-
щения; это значит, что верхняя шестерня наклонного валика по-
вернулась на. 13°38', так как цена одной шлицы—-13°38'. При этом,
если довернуть газораспределительный валик до полного сцепле-
ния зубьев шестерен тоже по направлению его вращения, то полу-
чится опережение открытия клапана на 13°38' по коленчатому
валу. Если -же довернуть валик против направления вращения, то
получится запаздывание открытия клапана на б°22' (20°—13°38'=
=6°22').
Чтобы облегчить составление на основе полученных данных
таблицы и пользование ею, примем для дальнейших рассуждений,
что газораспределительный валик доводится всегда в сторону пере-
становки наклонного валика.
а) При перестановке наклонного валика по направлению вра-
щения на одну шлицу вместе с ним повернется и шестерня в
15 зубьев, в результате чего будет происходить недосцепление ше-
стерни наклонного валика с шестерней газораспределительного
валика на 13°38'. Если довести газораспределительный валик (так-
же по направлению вращения) до сцепления зубьев, то получим
опережение открытия клапана на 13°38'.
б) При перестановке наклонного валика по направлению вра-
щения на две шлицы шестерня наклонного валика повернется на
13°38'Х2=27°16'.
Но так как цена одного зуба равняется 20°, то перемещение
шестерни на полный зуб никакого изменения не даст.
Несовпадение шестерен будет соответствовать 7° 16'.
Если довести газораспределительный валик (тоже по направле-
нию вращения) до полного сцепления зубьев, то получится опе-
режение открытия клапана на 7°16'.
При подсчете таблицы необходимо иметь в виду, что при пере-
множении цены одной шлицы (13°38'), например, на три шлицы,
получим 39°114'; переводя минуты в градусы, получим 40°54', но
гак как цена двух зубьев —• 40°, то в открытии клапана изменения
не произойдет, потому что эти зубья полностью сцепятся с зубья-
ми шестерни газораспределительного валика. Несовпадение же
третьего зуба будет соответствовать 0°54', и если довернуть газорас-
пределительный валик по направлению вращения до полного сцеп-
ления зубьев, то получится опережение открытия клапана на. 0°54'.
Производя таким же путем дальнейший расчет, получим сле-
дующую таблицу:
12*
— 179 —
Регулировочная таблица мотора М-100А.
Переставляе- мое количе- ство шлиц наклонного валика Изменение ве- личины опере- жения открытия клапана в гра- дусах поворота коленчатого вал}а Перемещение шестерен (ори- ентировочно) в зубьях Примечания
1 13°38' 0 зубьев 1) Для получения опереже-
2 7°16' 1 зуб по ходу ния перестановку наклонного
3 0 ’54' 2 валика делать по направле-
4 14°32' 3 » » нию вращения и газораспре-
5 8°10' делительный валпк дов^рты-
6 1°48' 4 п » >• вать также по направлению
7 15°26' 4 „ „ ,, вращения.
8 9°04' 5 2) Для получения запазды-
9 2°42' й вания перестановку наклон-
10 16°20' 6 ного валика делать против на-
И 19’58' 7 „ „ „ правления вращения и газо-
12 8°16' 8 распределительный валик до-
13 17°14' 8 „ водить также против направ-
14 10°58' 9 ления вращения.
15 4°30' ю „ „ „ 3) При перестановке валика.
16 19°20' ю „ „ „ на 22 шлицы изменение по
17 16°46' 11 „ ,, „ таблице получается 19°э6', а
18 . 5°24' 12 должно быть 20°. Неточность
19 19=0' 12 в 0°04' идет за счет погрет-
20 12°4' 13 „ „ „ ности при подсчете таблицы.
21 6°18' 14 „ „ „
22 19°56' 14 „ „
Б. Последовательность регулировки
1. В том случае, если газораспределительные валики не по-
ставлены, необходимо их поставить, затянув гайками в шахматном
порядке.
2. Отрегулировать зазоры между тарелками клапанов и тыль-
ной частью кулачков в первом левом и шестом правом цилиндрах.
Для этого поставить кулачки основанием вниз, затем 2-мм щупом
замерить зазор. В случае необходимости изменить зазор, надо при-
держать S-образным (с круглым штифтом) ключом нижнюю
тарелку и, поворачивая вторым S-образным ключом рабочую
тарелку, добиться нужного зазора.
3. Если не установлен механический компрессор, нужно вывер-
нуть стопорный винт передней заглушки коленчатого вала. Вы-
вернуть заглушку и ввернуть в носок коленчатого вала переход-
ную штангу, после чего к штанге укрепить регулировочный диск.
4. Проверить продолжительность тактов всасывания и выпуска
в первом левом и шестом правом цилиндрах с одновременной про-
веркой перекрытия клапанов.
Для этого путем вращения тарелки клапана и провертывания
коленчатого вала определить начало открытия клапана и заметить
его на диске. Далее, поворачивая коленчатый вал, определить
момент закрытия клапана, также отметив это положение на диске.
— 180 —
Полученная дуга на диске будет характеризовать продолжитель-
ность такта всасывания. Затем таким же способом нужно опреде-
лить продолжительность такта выпуска. После этого следует про-
верить перекрытие клапанов, для чего определить начало впуска
и конец выпуска и зафиксировать эти точки на диске: угол между
началом впуска и концом выпуска будет характеризовать вели-
чину перекрытия.
Полученные данные продолжительности тактов и перекрытия
клапанов должны соответствовать диаграмме газораспределения.
Если же они (учитывая допуск ±5°) не соответствуют диаграмме,
это свидетельствует о неточном изготовлении или выработке ку-
лачков газораспределительного валика и тарелок клапанов. В этом
случае надо произвести шлифовку или замену детали.
Все данные продолжительности тактов и перекрытия клапанов
должны быть записаны в карточку, прилагаемую к формуляру
мотора.
5. Определить верхнюю мертвую точку поршня (в. м. т.) в пер-
вом левом цилиндре. Для этого ввернуть регляж в свечное отвер-
стие первого левого цилиндра и, поворачивая коленчатый вал,
наблюдать за стрелкой регляжа. При подходе поршня к в. м. т.
зафиксировать положение поршня риской на регляже и на диске.
Поворачивая коленчатый вал далее, заметить, когда поршень дой-
дет до в. м. т. и начнет опускаться вниз. В момент, когда стрелка
на регляже встанет против ранее замеченной риски, надо остано-
вить движение вала и поршня, отметить зафиксированное поло-
жение поршня на диске и полученную дугу разделить пополам.
Средняя точка на диске и будет в. м. т. поршня. После опреде-
ления в. м. т. следует поставить диск на нулевое положение, за-
крепить его и при дальнейшей регулировке ни в. коем случае не
сбивать во избежание ошибок при регулировке.
6. Поворачивая коленчатый вал по направлению вращения,
определить начало открытия клапана впуска в первом левом ци-
линдре. Сопоставляя открытие клапана с в. м. т., установить, на
сколько градусов раньше или позже открывается клапан. Если
окажется, что неточность открытия клапана, слишком велика, то
необходимо:
а) отвернуть гайки крепления подшипников кулачкового ва-
лика и приподнять валик;
б) поворачивая коленчатый вал, поставить поршень на начало
всасывания по диаграмме;
в) пользуясь накладным ключом (наложив его на гайку креп-
ления шестерни), повернуть кулачковый валик так, чтобы ку-
лачки, обслуживающие клапаны первого левого цилиндра, подо-
шли к тарелкам клапанов;
г) прижать рукой шестерню кулачкового валика и проверить
совпадение зубьев шестерен; если окажется, что зубья не совпа-
дают, нужно переставить наклонный валик на несколько шлиц,
т. е. выбрать такое положение, при котором зубья шестерен совпа-
дали бы;
д) при помощи тарированного' ключа затянуть гайки подшип-
— 181 —
пиков кулачкового валика и проверить начало открытия клапана
впуска в первом ловом цилиндре.
При вторичной проверке открытия клапана может оказаться,
что клапан открывается несколько раньше или позднее, чем ука-
зано в диаграмме (например, клапан открылся 15 до в. м. т.,
а должен был отрыться 10° до в. м. т.). В этом случае нужно
посту пить следующим образом:
а) нанести простым карандашом метки на четвертом подшип-
нике и теле кулачкового валика:
б) отвернуть гайки и приподнять кулачковый валик;
в) определить по таблице, на сколько шлиц следует повернуть
наклонный валик (в нашем 'случае надо валик повернуть на
четыре шлицы против направления вращения наклонного валика):
г) приподнять наклонный валик и переставить его на нужное
количество шлиц;
д) нажать рукой на шестерню кулачкового валика и прове-
рить совпадение зубьев; если зубья не совпадают, надо повернуть
кулачковый валик в ту же сторону, в которую поворачивали на-
клонный валик, до момента сцепления зубьев (в нашем случае
нужно повертывать кулачковый валик против направления его
вращения) и проверить по ранее нанесенным меткам правильность
провертывания кулачкового валика (возможна, например, такая
ошибка: вместо того, чтобы повернуть валик на часть зуба, его
повернули на 1—2 зуба с лишним);
е) затянуть гайки крепления подшипников кулачкового валика
и проверить начало открытия клапана; если в процессе переста-
новки не было допущено ошибок, то клапан должен открываться
точно в нужной точке (в нашем случае 15°—5°26'=9С34' до
в. м. т.).
7. Повернуть коленчатый вал по ходу и определить момент
открытия клапана впуска в шестом правом цилиндре. ПО' диа-
грамме клапан должен открываться через 60° после начала впу-
ска в первом левом цилиндре, но так как мотор не отрегулирован,
клапан откроется несколько раньше или позднее. В этом случае
необходимо добиться открытия клапана точно по диаграмме тем
же способом, что и при регулировке первого левого цилиндра, т. е.
перестановкой наклонного валика.
8. Закончив регулировку первого левого и шестого правого ци-
линдров, надо проверить все точки диаграммы газораспределения
для выявления возможных ошибок.
Ошибки могут быть допушены следующие:
а) вследствие неодинаковой затяжки гаек кроп.тентгя подшип-
ников могут измениться зазоры клапанов; изменение зазоров вызо-.
пет несоответствие открытия и закрытия клапанов по диаграмме;
б) возможен переход с левой группы на правую не через 60°,
а через 420° (лишний оборот коленчатого вала):
в) возможен переход с левой группы на правую не через 60°.
а через 50° и меньше, если не учесть, что клапан в шестом пра-
вом цилиндре должен открываться через 60° после начала
от к рытия клапана в первом левом цилиндре.
182 —
9. Убедившись, что газораспределение отрегулировано пра-
вильно, установить зазоры на всех остальных 10 цилиндрах.
10. Все данные регулировки записать в карточку. На этом регу-
лировка газораспределения может считаться законченной.
3. Установка зажигания
Регулировка (установка) зажигания на моторе является ответ-
ственной операцией, так как она в значительной степени опреде-
ляет работу мотора в воздухе. При неправильной установке в си-
стеме зажигания могут возникнуть неисправности или даже может
произойти выключение зажигания в полете. Во избежание этого,
устанавливая зажигание, нужно:
а) проверить совпадение осей симметрии, привода и ротора
магнето, пользуясь специальным приспоооблением;
б) проверить правильность сборки магнето способом, указан-
ным в разделе «Сборка магнето»; _
в) проверить искрообразование, т. е. величину искры тока вы-
сокого напряжения;
г) отрегулировать зазор между контактами прерывателя, поль-
зуясь специальным щупом и двумя ключами, предназначенными
для этой цели.
Убедившись в исправности магнето, можно приступить к уста-
новке зажигания. Установку проводить в такой последователь-
ности:
1. Поворачивая коленчатый вал, поставить поршень в первом
левом цилиндре, не доходя 31—32° до в. м. т.#в такте сжатия
(по диску).
2. Совместить риски на бронзовой шестерне и передней опоре
магнето.
3. Установить магнето на площадке суппорта.
4. Проверить совпадение рисок на шестерне и опоре. Если
риски после установки магнето на площадку разошлись, следует:
а) освободить гайки болтов привода;
б) путем поворота, ротора магнето относительно вырезов на
приводе добиться совпадения рисок, после чего затянуть гайки
болтов привода.
5. Заложить тонкую пластинку щупа или восковую бумагу
в контакты прерывателя.
6. Проворачивая коленчатый вал по ходу, заметить момент
размыкания контактов прерывателя. При правильной установке
магнето контакты должны разомкнуться при положении поршня
в первом левом цилиндре не доходя 14,4° до в. м. т. (31°—16,6°=
=14,4° или 32—1С.6°=15,4°). Это и будет позднее опережение за-
жигания.
П р и моча и и е. Такая проверка правильности установки зажигания
производится потому, что применяемые магнето имеют автоматпческое
опережение зажигания. Размыкание контактов прерывателя прп полном
опережении будет происходить на работающем моторе.
1<3 —
7. Установить и проверить второе магнето в той же последова-
тельности, что и первое.
8. Снять магнето, зашплинтовать гайки болтов привода, после
чего поставить магнето на площадки, совместив риски (при поло-
жении поршня в первом левом цилиндре не доходя 31—32° до
в. м. т. в такте сжатия).
9. Закрепить магнето к суппорту при помощи хомутов.
4. Монтаж проводов
Прежде чем производить монтаж проводов, необходимо прове-
рить надежность их крепления к распределительным колодкам.
Убедиться в том, что электрическое соединение проводов с кон-
тактами распределительных колодок не нарушено. Осмотреть про-
вода и проверить крепление наконечников. Затем установить рас-
пределительные колодки на магнето, обращая внимание, чтобы
буртик колодки прилегал к бронзовой шестерне. Укрепить колодки
при помощи верхней крышки и винта.
Винт должен быть законтрен стальной булавкой.
Распределить провода по свечам цилиндров, учитывая, что
левое магнето обслуживает наружные, а правое внутренние свечи
Кроме того, ориентирами для правильного монтажа проводов мо-
гут служить схема рис. 104 и бирки на проводах, номера которых
указывают, к какой свече надо присоединить провод.
Укрепить затем провода в специальных держателях (если
сняты карбюраторы), ввернуть свечи и присоединить наконечники.
При ввертывании свечей необходимо обратить внимание на нали-
чие медно-асбестовой прокладки. Свечи и наконечники проводов
к свечам должны быть туго затянуты.
Закончив монтаж проводов и убедившись в его правильности,
нужно в переднюю и заднюю масленки магнето залить масло:
в заднюю масленку 5 капель, в переднюю 10.
— 1R | —
5. Регулировка золотника распределителя
сжатого воздуха
Регулировка золотника, распределителя производится ио двум
цилиндрам одновременно.
Для этого необходимо поршень в первом левом цилиндре по-
ставить в в. м. т. в конце такта сжатия и в начале рабочего
хода. Затем, отвернув колпак, переставить золотник распредели-
теля на шлицах так, чтобы овальная прорезь золотника совпала
о каналами, подводящими воздух в первый левый и третий правый
цилиндры. Отверстие, отводящее воздух в первый левый цилиндр.
Рис. 105. Схема регулировка золотника распределителя.
должно быть прикрыто золотником (учитывая направление вра-
щения золотника) (рис. 105), а отверстие третьего правого ци-
линдра должно быть полностью открыто.
Такая регулировка золотника производится потому, что, со-
гласно порядка работы цилиндров, после третьего правого работает
первый левый. Золотник же регулируется с таким расчетом, чтобы
в начале вращения коленчатого вала воздух попадал в первый
цилиндр.
После регулировки золотника надо ввернуть гайку-колпачок и
проверить наличие медно-асбестовой прокладки. Законтрить гайку
и золотник шплинтом. Затем поставить фибровую прокладку и
ввернуть колпак распределителя. Далее ввернуть возвратные кла-
паны в гнезда цилиндров и присоединить к ним трубки распре-
делителя. С обеих сторон наконечника трубки должны быть по-
ставлены медно-асбестовые прокладки. Контровка гаек-колпачков,
крепящих трубки к возвратным клапанам, производится прово-
локой.
Примечание. Регулировку тяг управления карбюраторами см. на.
стр. 73. '
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Чем вызывается необходимость регулировки мотора?
2. Данные, необходимые для регулировки.
3. Регулировочные данные для мотора М-100А.
4. Способ расчета регулировочной таблицы.
— 185 —
5. Последовательность регулировки газораспределения.
6. Способ применения регулировочной таблицы.
7. Возможные ошибки при регулировке.
8. Что нужно сделать перед установкой зажигания?
9. Последовательность устаповкп зажигания.
10. Монтаж проводов.
11. Регулировка золотника распределителя воздуха.
6. Регулировка мотора в эксплоатационных условиях
Общие замечания
Регулировка мотора в условиях эксплюатации отличается от
регулировки в условиях завода или мастерских тем, что мотор ре-
гулируется непосредственно' на самолете без необходимых приспо-
соблений. Последовательность выполнения операций регулировки
остается той же, только газораспределение регулируется без регу-
лировочной таблицы и регулировочного диска; контроль точности
регулировки производится по зубьям шестерни газораспределитель-
ного валика.
Операции необходимо производить в такой последовательности:
1. Регулировка газораспределения
1. Отрегулировать зазоры между тыльной частью кулачков и
тарелками клапанов в первом левом и шестом правом цилиндрах.
Для этого снять крышку блока и путем поворота коленчатого вала
за лопасти винта установить газораспределительный валик так,
чтобы кулачки над клапанами первого левого цилиндра встали
в вертикальное положение, т. е. тыльной частью вниз. Затем при
помощи двух S-образ,пых ключей вывернуть рабочие тарелки кла-
панов до соприкосновения их с тыльной частью кулачков. От
этого положения ввернуть каждую тарелку назад на два полных
оборота, что будет соответствовать зазору 2 мм, так как нарезка
внутри штока клапана — миллиметровая. Отрегу.тировав зазоры,
нужно законтрить рабочие тарелки клапанов. Точно так. же регу-
лируются зазоры и в шестом правом цилиндре.
2. Поворачивая коленчатый вал и придерживая рабочую та-
релку клапана, определить момент открытия всасывающего кла-
пана в первом левом цилиндре (т. е. начало Бсаюываяня).
3. Расшплинтовав и отвернув гайки подшипников газораспре-
делительного валика, приподнять сто вверх, не снимая с головки
блока.
4. При помощи регляжа, определить в. м. т. в первом левом
цилиндре.
5. При положении поршня в первом' левом цилиндре в в. м. т.
укрепить алюминиевую стрелку к четвертому подшипнику правого
газораспределительного валика. Стрелка должна быть установлена
так, чтобы ее конец был против середины вертнкальтю стоящего
зуба шестерил правого газораспределительного валика (рис. 106).
С. После установки стрелки повернуть коленчатый вал против
направления вращения на 30—40° и затем, поворачивая его
— 186 —
обратно по направлению вращения, остановить в тот момент, когда
вершина ранее стоявшего вертикально зуба шестерни правого газо-
распределительного валика не дойдет ДО стрелки на половину
зуба, т. е., когда стрелка встанет в положение, указанное на
рис. 107.
При этом положении поршень в первом левом цилиндре не
дойдет до в. м. т. на 10°, так как цена одного зуба по- коленчатому
720°
валу-------- =20°. а половины зуба —10’. Начало же всасывания
36
по диаграмме газораспределения должно быть около 10е не доходя
до в. м. т.
7. Установив поршень в нер-вом левом цилиндре, не доходя 10°
то в. м. т., повернуть газораспределительный валик (левый) так.
Рис. ЮН.
Рис. 107.
чтобы кулачок впуска, своей плоской частью коснулся тарелки
клапана.
8. Осторожно нажимая па шестерню газораспределительного ва-
лика, проверить совпадение зубьев шестерен. Если окажется, что
зубья не совпадают, надлежит сделать следующее:
а) нанести метки на. теле валика и четвертого подшипника;
метки наносятся одна против другой и служат для копт-роля по-
ворота валика относительно подшипника;
б) путем перестановки наклонного валика, в шлицах проме-
жуточной втулки подобрать такое положение, чтобы зубья шесте-
рен совпали.
9. Заметив положение меток (они должны находиться одна
против другой), осадить газораспределительный валпк и привер-
нуть его гайками (при затяжке гаек надо учитывать, что неравно-
мерная затяжка может изменить величину зазора между тарел-
кой клапана и тыльной частью кулачка).
10. Проверить момент открытия всасывающего клапана. Для
этого провернуть коленчатый вал на 30—40° против паправленпя
вращения, затем медленно поворачивать его по направлению вра-
щения и, придерживая тарелку, определить момент открытия
клапана. Если не было допущено никакой ошибки, то клапан дол-
жен открываться при положении поршня в первом левом цилиндре
но доходя до в. м.*т. около 10°. В противном случае операции 7.
S, 9 и 10 необходимо повторять, добиваясь открытия клапана при
нужном положении поршня.
1S7 —
11. В тот момент, когда в первом левом цилиндре поршень и
клапан будут находиться на начале всасывания (после регули-
ровки), следует перенести стрелку с правого газораспределитель-
ного валика на левый и установить ее, а на зубе против стрелки
нанести метку.
12. Поворачивая коленчатый вал, определить начало открытия
всасывающего клапана в шестом правом цилиндре.
13. Определив начало всасывания в шестом правом цилиндре,
приподнять валик.
14. Повернуть коленчатый вал так, чтобы метка на зубе сов-
пала с носком стрелки. От этого положения повернуть коленчатый
вал по ходу на три зуба поворота шестерни газораспределитель-
ного валика, что будет соответствовать 60° поворота коленчатого
вала (20°Хз=б0°). Это значит, что поршень шестого правого ци-
линдра не дойдет около 10° до в. м. т. Установив поршень таким
путем в нужном положении, нужно согласовать открытие всасы-
вающего клапана с диаграммой газораспределения, выполняя опе-
рации 7, 8, 9 и 10.
15. Закончив регулировку первого левого и шестого правого
цилиндров, еще раз проверить правильность открытия клапанов.
Затем вышеуказанным способом отрегулировать зазоры 10 других
цилиндров.
16. Снять стрелку, затянуть и зашплинтовать гайки подшип-
ников газораспределительных валиков, поставить крышки блоков
и привернуть их винтами.
2. Установка магнето
При установке нужного опережения зажигания (31—32°) без
регулировочного диска обычно пользуются рисками на бронзовой
шестерне и передней опоре магнето. В этом случае магнето реко-
мендуется устанавливать в такой последовательности:
1. Отрегулировать зазоры в контактах прерывателя. Проверить
правильность сборки магнето способом, указанным в разделе
«.Оборка магнето».
2. Пользуясь регляжем, определить в. м. т. в первом левом
цилиндре в такте сжатия.
3. Установить поршень в первом левом цилиндре в в. м. т.
4. Установить магнето на площадку суппорта, затем путем по-
ворота ротора относительно муфты перевести метку на бронзовой
шестерне в такое положение, чтобы опа находилась от метки на
передней опоре на расстоянии 4,5 зуба (по направлению враще-
ния); контакты прерывателя должны быть при этом замкнуты.
При установке магнето таким способом надо иметь в виду сле-
дующее.
В тот момент, когда поршень не дойдет до в. м. т. на 31—32°
в такте сжатия, будет полное опережение. Риски магнето будут
совмещены, а контакты прерывателя замкнуты (учитывая, что маг-
нето с автоматическим опережением).
В нашем же случае поршень находится не на 31—32°, не до-
ходя до в. м. т., а строго в в. м. т. Это значит, что коленчатый
188 —
вал повернут на 31—32° от полного опережения, а следовательно,
на сколько-то градусов повернута и бронзовая шестерня магнето.
Если коленчатый вал повернулся на 31—32°, то шестерня маг-
320
него повернется на -^-=16°; 16° соответствуют, примерно, 2,2 зуба
бронзовой шестерни по коленчатому валу.
Один зуб бронзовой шестерни соответствует з,в°
99
по бронзовой шестерне, но, учитывая, что шестерня вра-
щается в два раза медленнее коленчатого вала, по валу это будет:
3,6° X 2=7,2°; 32° поворота коленчатого вала соответствуют, при-
мерно, 4,5 зуба (7,2°Х4,5=32,4°).
Из изложенного следует, что если коленчатый вал повернулся
на 31—32°, то бронзовая шестерня магнето должна повернуться
на 4,5 зуба. Исходя из этих рассуждений и производится уста-
новка магнето при положении поршня в в. м. т. и при расхожде-
нии рисок магнето на 4,5 зуба (без регулировочного диска).
5. Таким же порядком установить второе магнето, после чего
поставить и закрепить распределительные колодки и сами маг-
нето. Произвести монтаж проводов и присоединить наконечники
к свечам.
3. Регулировка золотника распределителя сжатого воздуха
Регулировка золотника в эксплоатациоштых условиях (без ре-
гулировочного диска) аналогична регулировке на заводе или в ма-
стерских (см. регулировку золотника на стр. 185).
4. Регулировка малого газа
Регулировка малого газа производится на работающем моторе
и сводится к следующему:
1. Приоткрыть несколько дроссельные заслонки карбюраторов
и запустить мотор.
2. Вывернуть упорные винты дроссельных
заслонок всех шести карбюраторов так,
чтобы заслонки могли плотно прилегать к
корпусу карбюраторов.
3. Путем ввертывания упорных винтов
дроссельных заслонок задних карбюраторов
добиться, чтобы мотор работал при 350—- рис. юв.
400 оборотах без тряски. При этом отрабо-
танные газы, выбрасываемые из глушителей левого и правого блоков,
по цвету должны быть одинаковыми.
4. Убедившись, что отработанные газы левого и правого блоков
по цвету одинаковы, законтрить упорные винты задних карбю-
раторов.
5. Прикрыть дроссельные заслонки так, чтобы заслонки зад-
них карбюраторов коснулись упорных винтов.
— 189 —
6. Нанести карандашом метки на соединительных муфтах тяг
(валиков) других четырех карбюраторов. Метки должны быть на-
несены одна против другой (рис. 108).
7. Ввертывать упорные винты до тех пор, пока метки не начнут
расходиться. Как только метки будут расходиться, повернуть винт
в обратную сторону так, чтобы метки встали одна против другой.
Добившись такого положения у всех четырех карбюраторов,
нужно проверить работу мотора на малых оборотах и затем за-
контрить упорные винты карбюраторов.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Отлитие вксплоатационной регулировки от заводской.
2. Последовательность выполнения операций при регулировке газорас-
пределения.
3. Способ установки магнето при отсутствии регулировочного диска.
4. Установка золотника распределителя сжатого воздуха.
5. Способ регулировки малого газа.
ГЛАВА VI
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К МОНТАЖУ МОТОРА НА САМОЛЕТЕ
1. Общие замечания
Ниже изложены общие технические указания, которые в боль-
шинстве случаев являются основными при установке моторов.
Можно уверенно сказать, что большинство неполадок в винто-
моторных группах, как-то: поломка трубопроводов, течь в соеди-
нениях, в радиаторах, дефекты в системе охлаждения, плохая
подача топлива, тряска мотора, вызваны неправильной или не-
достаточно тщательной установкой мотора и его оборудования на
самолете.
Для облегчения возможной взаимозаменяемости моторов на
самолетах рекомендуется не вносить никаких изменений в при-
воды агрегатов, управления, трубопроводы, зажигание и другие
части мотора, а также избегать крепления к мотору какого бы
то ни было лишнего оборудования: бачков, кранов, огнетушите-
лей и т. п.
2. Подмоторная рама
Подмоторная рама должна быть настолько жесткой и прочной,
чтобы вполне выдерживать крутящий момент мотора, не давая
прогибов и деформаций. Картер мотора ни в кое>м случае не дол-
жен быть элементом усиления подмоторной рамы.
Недостаточная жесткость подмоторной рамы создает дополни-
тельные вибрации в моторе, которые могут служить причиной раз-
личных неполадок (течи баков, радиаторов, поломки трубопрово-
дов и т. п.).
Брусья рамы должны быть ровными по всей своей длине. Под
лапы крепления мотора необходимо устанавливать 1 з-хм прокладки
из жесткой фибры.
Мотор на подмоторной раме должен быть укреплен 18 болтами,
равномерно затянутыми гайками. Неравномерная затяжка гаек
вызывает местные деформации в лапах или прокладках. Болты
в отверстия лап должны входить с зазором минимум 0.5 мм. Гайки
болтов должны быть зашплинтованы.
191 —
Подъем мотора при установке на самолет 'необходимо произво-
дить при помощи крана и стального троса, заключенного в дюра-
левый или резиновый шланг, или каната. Так как для крепления
каната специальных сережек на моторе нет, передняя петля каната
задевается за вал редуктора, а вторая осторожно пропускается под
суппорт магнето так, чтобы не поломать трубки и не повредить по-
красочного слоя де: алей.
3. Капот
Капот мотора должен быть изготовлен с расчетом на хорошую
вентиляцию и обеспечивать выход охлаждающей жидкости, масла
и горючего при течи в трубопроводах; он должен быстро и легко
разбираться при осмотре всей винтомоторной группы.
При установке лобового радиатора сечение патрубка на выходе
воздуха из капота должно быть в полтора раза больше сечения на
входе для обеспечения необходимой циркуляции воздуха в капоте.
Конструкция капота мотора должна предусматривать возмож-
ность легкой съемки ряда деталей и агрегатов мотора, как-то: кры-
шек блоков, крышки редуктора, свечей, карбюраторов, всех насо-
сов и фильтров, а также трубопроводов и других деталей.
4. Монтаж охлаждающей системы
Для поддержания температуры охлаждающей воды не выше
85° С и этиленгликоля не выше 120° С на самолете устанавливается
радиатор. Радиатор должен быть рассчитан так, чтобы температура
жидкости не повышалась больше установленной для летнего вре-
мени.
При монтаже охлаждающей системы нужно следить, чтобы на-
пор жидкости над камерами сгорания цилиндров при любых поло-
жениях самолета в полете был достаточным.
Во избежание утечки охлаждающей жидкости вследствие рас-
ширения ее от нагревания при работе мотора рекомендуется за-
ливку всей системы производить на 14/1В всего объема для воды
и на. 7/8 для высококипящих жидкостей.
Трубопроводы охлаждающей системы на всем протяжении дол-
жны иметь диаметр не меньше диаметра отверстий для входа и
выхода воды в блоках и у помпы.
Изгибы трубопроводов должны быть большого радиуса во избе-
жание потери напора.
При невозможности избежать резких изгибов необходимо
в этих местах увеличивать сечение трубопроводов.
Соединение трубопроводов должно осуществляться главным
образом помощью гибких дюритовых шлангов, закрепленных по
концам с помощью хомутов, в соответствии с указаниями НТЭС.
Крепление трубопроводов к подмоторной раме или фюзеляжу
должно предусматривать возможность продольного расширения
трубопроводов.
Для облегчения выхода воздуха или пара из блоков мотора
— 192 —
трубопроводы, подводящие жидкость к радиатору или расшири-
тельным бачкам, должны иметь направление снизу вверх.
Трубопроводы не должны иметь мест, препятствующих спуску
охлаждающей жидкости. В нижней точке охлаждающей системы
ставится спускной кран или пробка..
Трубопроводы, соединяемые с мотором через фланцы, должны
быть короткими. Все трубопроводы, подверженные коррозии, дол-
жны иметь как снаружи, так и внутри антикоррозийное покрытие.
5. Охлаждение коренных вкладышей
На моторе с тянущим винтом фланец левого коллектора охлаж-
дения вкладышей картера должен быть наращен приемным па-
трубком, выходящим к передней части самолета, и позволяющим
принимать воздух, отбрасываемый винтом с некоторым давлением.
Фланец правого коллектора должен быть наращен патрубком, на-
правленным к задней части самолета, в зону разрежения.
На 'Моторах с толкающим винтом расположение патрубков
будет такое же, но поток воздуха будет иметь иное направление.
6. Монтаж маслопровода
Масляная магистраль мотора М-ЮОА должна состоять из сле-
дующих частей: масляного бака, масляного радиатора, фильтра,
термометров для контроля температуры и запорных кранов.
При монтаже магистрали необходимо создать полную герметич-
ность в соединениях трубопроводов, во избежание утечки и паде-
ния давления масла и особенно подсасывания воздуха во всасы-
вающем маслопроводе, которое может вызвать прекращение работы
маслонаоооов.
Трубопровод масляной магистрали должен быть возможно
короче. Соединение труб должно осуществляться с помощью гиб-
ких дюритовых шлангов или штуцеров согласно указаниям НТЭС.
При значительной длине трубок рекомендуется для уничтоже-
ния вибраций устанавливать подвески.
Конструкция масляного бака должна быть такой, чтобы пол-
ностью обеспечивать мотор маслом при любых положениях само-
лета (на взлете, в горизонтальном полете, на фигурах, при сни-
жении и т. д.).
Всасывание масла насосом при налпчии отстойника должно
производиться из нижней точки бака. Отстойник должен перио-
дически подвергаться очистке. При отсутствии фильтра конец вса-
сывающей трубки располагается несколько выше дна масляного
бака, что' исключает всасывание загрязненного масла.
Трубка, подводящая масло, должна входить в бак в верхней
его части и подальше от вентиляционного отверстия.
Масляный бак должен быть снабжен приспособлением, пре-
дупреждающим наполнение его выше определенного уровня. Пе-
ред началом работы бак должен наполняться только на 7ю своего
объема во избежание утечки масла при нагреве.
13 Авиационной мотор 193 -
Вентиляция бака должна производиться через сверление в за-
ливной пробке или через специальную трубку, входящую в бак
выше уровня масла и выходящую из капота по направлению к
винту. По мере возможности трубка должна находиться в поле
зрения летчика.
Установка масляного бака на самолете производится по воз-
можности ближе к мотору, чтобы избежать длинных трубопрово-
дов, затрудняющих работу масляных насосов.
При установке бака выше уровня масляных насосов трубопро-
вод должен быть снабжен краном для предупреждения утечки-
масла из бака в картер при неработающем моторе. Этот кран дол-
жен быть соединен с краном для горючего, так чтобы при откры-
тии крана горючего открывался и кран маслопровода.
7. Масляный радиатор
Масляный радиатор включается параллельно трубопроводу, от-
водящему масло из мотора в бак.
Радиатор должен рассчитываться на максимальное количество
подаваемого откачивающими насосами масла, но без всякого запаса,
так как при увеличении радиатора его эффективность резко
снижается.
При увеличении диаметра трубок радиатора внутри их будет
происходить движение горячего масла, не соприкасающегося с
поверхностью охлаждения.
Желательно снабжать радиатор приспособлением, позволяющим
пропускать масло через радиатор только после подогре,ва его до
определенной температуры.
При запуске мотора радиатор не обеспечит прохода, холодного
масла, откачиваемого из мотора, и должен быть выключен.
Приспособление, выключающее радиатор, гарантируег более бы-
стрый нагрев масла и сокращает время подготовки мотора к по-
лету.
При поступлении из мотора в бак температура масла контро-
лируется, для чего в отводящую магистраль устанавливается
аэротермометр с выводом показателя в кабину самолета.
В кабине самолета установлен манометр, контролирующий дав-
ление масла в главной нагнетающей магистрали картера.
Масляный фильтр устанавливается на трубопроводе, отводя-
щем масло из бака в мотор. Фильтр должен легко сниматься и
разбираться для периодической очистки.
8. Трубопроводы пусковой системы
Все трубопроводы, идущие от механического компрессора
'.Вьет» к регулятору и от регулятора к баллонам, должны иметь
небольшой наклон к линии полета, примерно 2 см на 1 м длины,
для того чтобы обеспечить автоматическое удаление конденсата
через регулятор.
194 —
В нижней части баллонов должны быть установлены краны
очистки баллонов. Очистка должна производиться через каждые
30 час. работы мотора.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие требования предъявляются: а) к подмоторной раме; б) к ка-
потам самолета; в) к монтажу охлаждающей системы; г) к охлажде-
нию коренных вкладышей; д) к монтажу маслопроводки; е) к ма-
сляному радиатору; ж) к трубопроводам пусковой системы.
13*
ГЛАВА VII
УХОД И ЭКСПЛОАТАЦИЯ
1. Приемка мотора
Моторы, получаемые с завода или складов, должны иметь пол-
ную контровку и шплинтовку штуцеров, гаек, болтов и агрегатов.
Отверстия штуцеров, патрубки и другие детали в целях предохра-
нения от попадания посторонних предметов и пыли должны иметь
крышки или должны быть обвернуты пергаментной промасленной
бумагой.
Примечание. При отсутствии картона и пергаментной бумаги
все штуцеры должны быть закрыты деревянными пробками.
Все моторы, поступающие с завода, упаковываются в
следующем порядке:
1. Мотор, укрепленный на деревянном козелке шестью болтами,
устанавливается в ящик так, чтобы детали мотора не соприкаса-
лись со стенками ящика.
2. Подмоторный козелок крепится к стенкам ящика при по-
мощи деревянных планок и фиксируется болтами, поставленными
головками наружу.
3. Ящик с одиночным комплектом запасных частей устанав-
ливается под мотором внутри козелка и крепится деревянным
клином.
4. Ящик с инструментом устанавливается рядом с ящиком оди-
ночного комплекта, между стойками козелка, и крепится деревян-
ным клином.
5. Втулка винта устанавливается спереди козелка с правой сто-
роны, между нижним и верхним брусом козелка, и крепится •
клином.
6. Дюритовые шланги укрепляются шпагатом над втулкой
винта.
7. Бензиновые трубопроводы, бензиновый кран, универсальные
хомуты, замки для хомутов и водопроводные трубы укладываются
в развале блоков и крепятся шпагатом к свечам.
8. Формуляр и описание мотора укладываются в специальный
карман, прикрепленный к стейке ящика.
К каждому мотору прилагаются:
— 19Г> —
а) ящик с одиночным комплектом деталей — 1;
6) сумка с инструментом — 1;
в) прокладка из «феррадо» под втулку винта (при фланцевом
креплении) — 1;
г) хомуты универсальные — 8;
д) замки для хомутов — 8;
е) водопроводные трубы — 2;
ж) формуляр и описание мотора—>1;
з) дюритовые шланги — 4.
При приемке мотора необходимо проверить, согласно вышеука-
занному перечню, наличие всех предметов и в случае недостачи
или неисправности составить акт с подробным указанием неис-
правностей и отсутствующих предметов, который должен направ-
ляться в Управление ВВС.
2. Установка мотора на самолет
Прежде чем приступить к установке мотора, необходимо про-
извести следующую подготовительную работу:
а) промыть бензином подмоторную раму самолета;
б) осмотреть с помощью лупы узлы крепления рамы к лонже-
ронам, проверить затяжку болтов и контровку гаек;
в) удалить масло из цилиндров через свечные отверстия с по-
мощью шприца;
г) промыть (керосином или спиртом) мотор снаружи и снять
с мотора детали, мешающие постановке его на раму (глушители,
бензонасосы и т. п.);
д) пропустить трос (5—6-лл). заключенный в резиновый шланг,
под вал редуктора и суппорт магнето;
е) поднять мотор с помощью аэродромного крана на необхо
димую высоту и, убедившись, что опусканию мотора ничто не
препятствует, плавно опустить мотор на брусья подмоторной рамы,
подложив 13-хи фибровые прокладки. Затем поставить болты и
укрепить мотор к раме. Гайки болтов зашплинтовать.
3. Монтаж винта
Перед монтажом необходимо убедиться в отсутствии царапин,
задиров и заусенцев на фланце или шлицах вала редуктора. Уста-
новить угол наклона лопастей винта фиксируемого шага для
лета — 28° и для зимы — 30°.
В случае фланцевого крепления втулки необходимо, поддер-
живая винт у фланца вала редуктора, поставить болты и затя-
нуть гайки. Между фланцами втулки и вала ставится прокладка
из «феррадо», поверхность которой очищается от масла и паби-
тостей.
Гайки болтов следует законтрить. Перед установкой винт дол-
жен быть предварительно отбалансирован, а после установки на
мотор должно быть проверено его биение.
— 197 —
При шлицевом креплении втулки вал редуктора намазывается
графитовой мазью, затем втулка устанавливается на шлицы вала,
ориентируясь по широкой шлице, и затягивается гайкой с после-
дующей контровкой.
4. Горючие, смазочные и охлаждающие жидкости
1. Горючее
В качестве топлива для моторов со степенью сжатия £ =
=5,95 ±0,1 применяется смесь из чистого авиационного бакин-
ского бензина второго сорта и этиловой жидкости (2 или 2,2 c.w3
на 1 кг бензина).
Смесь должна иметь октановое число не ниже 85 с допуском
+2,0 при температуре 15° С (определяется по методу И — S).
Удельный вес горючего должен быть в пределах 0,745—0,750,
па который и отрегулирована поплавковая камера карбюратора.
Так как температура окружающего воздуха может меняться,
то для правильного подсчета удельного веса горючего нужно вво-
дить температурную поправку, учитывающую изменение удельного
веса на 0,0009 при изменении температуры окружающей среда
на 1°С.
Температурной поправкой следует пользоваться в тех случаях,
когда температура окружающего воздуха выше или ниже +15° С.
При замере удельного веса при температуре выше +15° С по-
правку надо прибавить, при температуре ниже +15° С поправку
нужно вычесть.
Пример. Удельный вес бензина оказался равным 0,770 при
температуре окружающего воздуха —10° С.
Температурная разница (от +15° С) составит: 15°+10° =
= 25° С; поправка: 0.0009X25 = 0,0225. Следовательно, удельный
вес будет: 0,770 — 0.0225 = 0,7475.
2. Маем
Для мотора М-ЮОА рекомендуется сурахалское или эмбен-
ское масло 20'7о-ной земляной очистки.
3. Бода
Бода, предназначаемая для охлаждения мотора, должна быть
чистой и мягкой, не содержащей солей, так как в противном
случае на внутренних поверхностях системы охлаждения будет
отлагаться накипь, препятствующая правильному охлаждению мо-
тора.
Наиболее подходит для охлаждения мотора чистая дождевая
вода.
В случае применения жесткой воды рекомендуется перед за-
ливкой системы воду прокипятить и для предохранения системы
от попадания грязи" и т. п. заливку производить через фильтр.
При работе мотора при температурах ниже —20° С следует
"потреблять смесь этиленгликоля с водой.
— 198 —
5. Подготовка мотора к запуску
Перед запуском мотора необходимо убедиться, что система
охлаждения мотора залита жидкостью при водяном охлаждении
на 14/16 общего объема или, с примесью высококипящих жидко-
стей, — на 78 объема. Часть свободного пространства оставляется
для расширения жидкости от повышения температуры во время
работы мотора.
Для заливки баков до определенного объема служат показатели
уровня, которыми и пользуются при заливке. В зимнее время в
систему охлаждения необходимо заливать воду, предварительно
подогретую до температуры 80° С.
При прогреве мотора нужно заливать горячую воду до тех пор,
пока из открытых спускных кранов водяной помпы не потечет го-
рячая вода.
Масляная система должна быть залита на 9/10 своего объема.
Зимой масло, так же как и воду, необходимо предварительно подо-
гревать до температуры 70—80° С.
При запивке бензиновых баков необходимо горючее пропускать
сквозь замшевые фильтры, предохраняющие от попадания воды
и посторонних тел.
Перед запуском мотора следует открыть все краны, нужные для
.обеспечения работы мотора, как бензиновой, так и водяной и мас-
ляной системы.
6. Запуск и прогрев мотора
Запуск производится при помощи искры, воспламеняющей в
цилиндрах мотора смесь воздуха и горючего, подготовленную в пу-
сковой системе «.Вьет» (принцип действия системы см. на стр. 132)
и аналогичную по составу той смеси, которая применяется при
работе мотора. Смесь может быть сделана, богатой или бедной в за-
висимости от необходимости. Это позволяет сохранять взрывча-
тые свойства смеси незалягсимо от изменения температуры окру-
жающей среды в пределах от —20° до -ф50° С и независимо от
различной плотности бензина.
Воспламенение смеси в цилиндрах мотора при запуске осуще-
ствляется с помощью искры от пускового магнето. Запуск мотора
М-100А аналогичен запуску мотора М-17ф. Положение сектора
газа при запуске должно соответствовать работе мотора на
ООО—700 об/мин. В течение 10 мин. мотор должен работать на
малом газе с числом оборотов около 500 в минуту с открытым кла-
паном дополнительной маслопроводки. Это необходимо для обеспе-
чения интенсивной смазки кривошипно-шатунного механизма, зер-
кальной поверхности цилиндров и для более быстрого повышения
температуры масла.
Когда температура масла достигает 35° С, клапан дополнитель-
ной масломагистрали можно закрыть и увеличить число оборотов
коленчатого вала мотора.
При закрытом клапане дополнительной маслопроводки давле-
— 199 —
ние масла, как правило, выше. Ida прогревом моторе при работе
на малых оборотах давление масла должно быть не ниже 1,5 ат.
Если после закрытия клапана дополнительной маслопроводки
не происходит повышения давления масла в главной магистрали,
это указывает на заедание клапана. Заедание вызывает дымление
мотора, забрасывание маслом свечей при повышении оборотов и
недостаточную смазку пятого коренного подшипника.
После прогрева мотора следует периодически повышать обо-
роты, увеличивая их на 100 через каждые 1—2 мин.
Во время прогрева мотора надо проверить работу мотора раз-
дельно на правом и левом магнето и затем совместно, причем раз-
ница в оборотах должна быть не больше 30.
Прогрев мотора можно считать законченным, когда обороты
доведены до нормальных наземных (1 600—1 700 об/мин.), темпе-
ратура выходящей воды достигает 60 'С, а температура масла 70°О.
7. Запуск мотора автостартером
В зимних условиях при температуре ниже —10° С запуск мо-
тора производится от автостартера.
Так как при длительном прокручивании коленчатого вала хо-
лодного мотора у автостартера сильно, изнашиваются конусы, для
запуска подается дополнительно сжатый воздух из бортового бал-
лона через систему «Вьет».
8. Контроль работы мотора перед полетом
Перед полетом нужно убедиться в нормальной работе мотора:
мотор должен работать без тряски и перебоев на всех летных ре-
жимах. Незначительная тряска на земле на малых оборотах, в пре-
делах 450—750 об/мин., допустима и дефектом не считается.
Давление масла в нагнетающей магистрали должно быть не
ниже 2,5 кг! см2 на всех летных режимах и не ниже 1,5 кг/см2 на
малых оборотах.
Температура масла в картере должна быть не ниже 30°.
Примечание. При установке на моторе винта с изменяемым в по-
лете шагом давление масла в магистрали на номинальном режиме
должно быть не ниже 4 кг/см2.
9. Контроль работы мотора в полете
В полете необходимо следить, чтобы температура охлаждающей
мотор воды была не выше 85° С, а этиленгликоля не выше 120° С.
Температура, масла должна быть не выше 100° С; давление
масла не ниже 2,5 кгкм2.
Давление воздуха в коллекторах нагнетателя при полных обо-
ротах коленчатого вала должно быть не ниже 880 ±20 мм рт. ст.
при полетах до расчетной высоты (при полетах выше расчетной
вьщрте давление в коллекторах будет постепенно падать).
— 200 —
Постоянство давления в коллекторах нагнетателя до расчетной
высоты обеспечивается автоматическим регулятором давления.
Ни в коем случае не следует выключать в полете одно или оба
магнето.
10. Остановка мотора
Перед остановкой мотора после полета рекомендуется прорабо-
тать некоторое время на малых оборотах и попутно проверить ра-
боту магнето, свечей и бензиновых насосов, чтобы быть уверенным
в готовности мотора к следующему полету.
Остановка мотора производится следующим образом: дают про-
работать мотору на малых оборотах, примерно, 3—5 мин., затем
на несколько секунд увеличивают число оборотов до. 700—800,
чтобы прочистить свечи, и после этого снижают число оборотов до
минимума, закрывают пожарный кран (кран, расположенный
между бензонасосами и карбюраторами) и выключают зажигание.
Сразу же после выключения зажигания нужно открыть на не-
сколько секунд дроссельные заслонки. Это мероприятие предупре-
ждает вращение коленчатого вала в противоположном направлении
и способствует охлаждению клапанного механизма и цилиндров
мотора.
Остановка мотора путем! перекрытия доступа горючего обычно
сопровождается резкой тряской (при работе на малых числах обо-
ротов), вызывающей повышенную нагрузку на детали мотора.
Вследствие этого останавливать мотор перекрытием горючего, не
рекомендуется.
После остановки мотора надо обязательно закрыть кран на
всасывающей масляной магистрали, так как при некоторых поло-
жениях мотора, а следовательно, и маслонасоса масло из бака
может проникать в картер. Повышение уровня масла в картере
вызовет забрызгивание свечей при запуске. При эксплоатации мо-
тора в зимних условиях необходимо маслопровод от мотора к ма-
нометру заполнять смесью глицерина со спиртом. Воду из системы
охлаждения рекомендуется сливать после каждого полета.
11. Уход за винтомоторной группой
А. Уход за металлическим винтом
Уход за металлическим (винтом должен заключаться в следу-
ющем:
1. Оберегать винт от попадания бензина и масла, способствую-
щих коррозированию дюраля.
2. Пробу мотора производить на чистом утрамбованном участке
с целью предохранения от попадания песка, мусора и т. д. в пло-
скость вращения винта.
3. После каждого, полета проверять но меткам установку лопа-
стей и надежность крепления их во втулке.
4. Проверять положение хомутов крепления лопастей и при
— 201
ослаблении ставить их па место во избежание нарушения весо-
вой симметрии.
5. Через каждые 50 час. работы мотора проверять биение винта.
После полетов рекомендуется осматривать положение шпилек,
крепящих храповик. Если окажется, что шпильки выступают, их
нужно ввернуть обратно и закернить торцы в четырех точках.
Б. Уход за подмоторной рамой
При осмотре подмоторной рамы нужно обратить особое внима-
ние на следующие места:
1) узлы крепления к лонжеронам, 2) сварочные швы, з) за-
клепки, 4) сварку и клепку консолей для установки водяного ра-
диатора.
Проверить равномерность затяжки болтов крепления мотора
к раме.
Осмотреть после каждого1 полета нижние подкосы подмоторной
рамы как передние, так и задние. ,
Следует осматривать также подкосы, на которых висит водо-
масляный радиатор, особенно у сварки по концам. Сами узлы
крепления водо-масляного радиатора также должны быть внима-
тельно осмотрены. Время от времени резиновые прокладки под
хомутами должны заменяться новыми, так как с течением вре-
мени резина теряет эластичность. При установке новой резиновой
прокладки нужно избегать чрезмерной затяжки хомутов.
В. Уход за агрегатами мотора
1. Нагнетатель, регулятор давления и воздушные коллекторы
нагнетателя
Уход за нагнетателем, регулятором давления и воздушными
коллекторами заключается в следующем:
1. Следить за стыковыми соединениями с целью проверки гер-
метичности. Проверять правильность крепления стяжных хомутов
на _ воздушных коллекторах и состояние резиновых колец-прокладок.
2. Периодически снимать и продувать трубки, прикрепляемые к
коленообразной части воздушных коллекторов пагнетателя.
3. Следить, чтобы не попадало' посторонних предметов (песка,
мусора и т. и.) во всасывающий патрубок нагнетателя, так как это
ведет к повреждению крыльчатки нагнетателя.
4. Периодически вынимать маслофильтр регулятора давления.
5. После регулировки величины наддува за нагнетателем про-
верять затяжку и контровку регулировочной гайки-колпачка авто-
мата регулятора.
6. Для сохранения синхронности открытия и закрытия дрос-
сельных заслонок карбюраторов снимать последние комплектно
(в случае необходимости), т. е. одновременно по три штуки, не
разъединяя промежуточных тяг.
2. Карбюратор
1. Следить, чтобы присоединение карбюраторов к головке блока
и к воздушным коллекторам было герметичным.
202 —
2. Проверять затяжку пробок жиклеров, самих жиклеров,
а также крышек поплавковых камер во избежание пропускания
горючего.
3. Проверять пригонку рычагов дросселей и высотных коррек-
торов, а также смазку трущихся частей.
4. Заменять поврежденный поплавок, не исправляя, новым.
5. При наличии неплотности перепускного клапана (пглы) по-
плавкового механизма притереть его слегка к гнезду. В случае
неудовлетворительных результатов заменить клапан новым. Дли-
тельная притирка клапана не допускается.
6. Регулировать тяги управления карбюраторами (см. стр. 73).
7. Осматривать, проверять и промывать фильтры карбюрато-
ров через 20 час. эксплоатации мотора.
8. Через каждые 50 час. работы мотора снимать карбюраторы
и тщательно промывать их бензином, чтобы удалить из всех кана-
лов грязь и воду, могущие попасть с горючим.
3. Бензонасосы
Уход за бензонасосами сводится к следующему:
1. Следить за герметичностью пробковых сальников или муфт
Ольдгейма в приводе насосов.
2, Наблюдать за герметичностью трубопроводов в местах соеди-
нений с насосами.
4. Бензиновая система
1. Проверять засоренность фильтров отстойников и фильтров
карбюраторов в начале работы мотора через каждые 10 час., а в
дальнейшем через каждые 20 час.
2. Не допускать трения бензопроводов о детали мотора и са-
молета.
3. Не допускать вибрации бензиновых баков и бензопроводов.
4. Проверять герметичность кранов и их полное открытие (осо-
бенно открытие пожарного крана).
5. Перед полетом сливать горючее (1—2 л) из фильтров-отстой-
ников.
6. Следить за сохранностью внешней окраски и никелировки
всей бензосистемы.
7. Периодически продувать дренажные трубки.
8. Проверять герметичность всей системы и в первую очередь
«АМ»-соедппений и пожарного крана.
9. Следить за давлением бензина в трубопроводах, подводящих
горючее к карбюраторам.
5. Система зажигания
а) Уход за распределительными колодками
Перед полетом, особенно при влажной погоде, если система
зажигания при запуске мотора откажет в действии, нужно, сняв
экранированные распределительные колодки, насухо протереть чи-
стой тряпкой как побегушку, так и секторы распределительных ко-
— 203 —
лодок, после чего указанные детали вторично протереть тряпкой,
смазанной вазелином.
После каждого полета необходимо проверить, не попал ли в маг-
нето бензин. При малейшем подозрении нужно произвести тща-
тельный осмотр всей распределительной системы магнето, для чего
снять экранирующие кожухи и распределительные колодки. Через
150 час. работы мотора необходимо проверить величину зазора
между электродами побегушки и распределительных колодок; зазор
должен быть не меньше 0,2 мм и не больше 1,0 мм.
Осмотреть состояние уголька побегушки, сняв верхнюю крышку
магнето. Уголек должен хорошо пружинить и плотно прилегать
к контакту высокого напряжения на якоре.
Через каждые 50 час. работы мотора следует проверять надеж-
ность крепления проводов, идущих к свечам. Остроконечный винт,
крепящий провод в распределительной колодке, должен быть за-
тянут доотказа.
Провода должны плотно входить в отверстие сектора, исключая
возможность протекания масла, бензина и воды внутрь магнето.
При затяжке остроконечного винта, крепящего провод, нужно про-
следить, чтобы электрод сектора не сдвигался со своего централь-
ного положения. На одном из рабочих магнето гнездо для пуско-
вого провода, обозначенного буквой «П» или «Н» (при одяопуско-
вой системе), должно быть заглушено куском провода, конец кото-
рого должен выступать из гнезда сектора на длину в 20 мм.. На
экранированном магнето мотора М-ЮОА указанное гнездо закры-
вается специальной крышкой.
б) Уход за прерывателем и к о н т а к т а м и
Не реже чем через 75 час. работы мотора следует проверить
контактные винты прерывателя и поверхности контактов, вынув
прерыватель из его гнезда способом, указанным" на стр. 121. Кон-
тактные винты должны сидеть туго, а поверхности контактов дол-
жны быть чисты и гладки.
Затем корпус прерывателя вытирают промасленной тряпкой,
а неровности на контактах (если таковые имеются) устраняют
очень тонким специальным напильником. При частом употребле-
нии напильника контакты преждевременно изнашиваются, осо-
бенно, если употребляется слишком грубый напильник.
Максимальное расхождение контактов прерывателя должно быть
в пределах 0,35—0,45 мм.
Если зазор между контактами велик или мал, то, отвернув
контргайку длинного контактного винта специальйым ключом и
вращая винт, необходимо уменьшить или увеличить зазор между
контактами, после чего завернуть контргайку на место.
После установки прерывателя в его камеру и регулировки кон-
тактов следует убедиться в плотности прилегания шеток якоря
к наковальне прерывателя. Щетки и наковальня должны быть
очищены от окиси, появляющейся на них во время работы маг-
нето.
в) Смазка магнето
Магнето имеет две масленки. При установке магнето на мотор
— 204 —
следует залить в масленки небольшое количество костяного
масла— одну-две капли. Последующие смазки рекомендуется про-
изводить через каждые 50 летных часов. При этом в масленку
передней опоры заливается 10 капель в в масленку верхней крышки
5 капель костяного масла.
Фетровый фитиль прерывателя на заводе при сборке магнето
пропитывается велоситовым маслом. Подшипники — передний и
задний — при сборке и последующей переборке смазываются спе-
циальной консистентной смазкой через 500 час. работы магнето.
г) Замена деталей магнето
При обнаружении неисправностей в работе магнето разрешается
производить замену следующих деталей:
1) якоря-трансформатора.
2) распределительных колодок с экранирующими кожухами и
без них,
3) пружин прерывателя,
4) рычага прерывателя,
5) контактов прерывателя.
д) Уход за свечами и внешней проводкой
1. Периодически проверять регулировку зажигания: риски на
бронзовой шестерне и пердней опоре при положении поршня не
доходя 32° до в. м. т. в первом левом цилиндре в конце такта сжа-
тия должны совпадать.
2. Следить, чтобы провода были укреплены хомутами к шпиль-
кам крепления блоков.
3. После каждого полета проверять крепление проводов к све-
чам и распределительным колодкам.
4. Проверить свечи под давлением в 10 от и через 30—40 час.
работы мотора установить зазоры в электродах свечей (0,3—0,4 jwjw).
5. Следить за состоянием и целостью экранировки.
6. Система смазки
В условиях экоплоатации уход за масляной системой сводится
к следующему:
1. Устранять течь в баках и «АМ»-соединениях.
2. Промывать маслофильтры через 20 час. работы мотора.
3. Не допускать трения и чеканки маслопроводов о детали мо-
тора и самолета.
4. Не допускать вибраций маслопроводов.
5. Проверять герметичность водо-масляиого радиатора перед
каждым полетом.
6. Проверять контровку кранов и <<АМ»-соедипений.
7. Наблюдать за сохранностью внешней окраски маслосистемы.
8. Проверять крепление маслобака и промывать бак через каж-
дые 50 час.
9. Производить смену масла через 20 час. работы мотора.
7. Регулировка давления масла
Давление масла регулируется редукционным клапаном, уста-
новленным па задней части нижней половины картера, вблизи
— 205 —
нагнетающего масляного насоса. Для этою нужно вывернуть
пробку корпуса приводов и отрегулировать давление путем изме-
нения натяжения пружины редукционного клапана.
При правильном натяжении пружины клапан выпускает в коль-
цевую выточку на корпусе приводов и затем в нижнюю часть ма-
слонасоса масла больше или меньше, чем нужно, и тем самым
понижает или повышает давление в нагнетающей магистрали.
Натяжение пружины может быть изменено путем ввертывания
или вывертывания нарезного винта, служащего одновременно н
гнездом для самой пружины.
После регулировки редукционный клапан должен быть важон-
трен.
8. Система охлаждения
1. Проверять все соединения системы охлаждения.
2. Производить осмотр радиатора.
3. Следить за хомутами на дюритовых соединениях, не допу-
ская течи охлаждающей жидкости,
4. Проверять контровку всех сливных краников.
5. Следить за исправным состоянием редукционного клапана,
установленного на водяном радиаторе.
6. Периодически снимать сливные трубки, идущие от пижней,
задней части блоков к крышке водяной помпы, для очистки их от
накипи.
В зимних условиях необходимо следить, чтобы не произошло
замерзания жидкости в этих трубках.
9. Система «.Бьет»
а) Ручной компрессор
Уход за компрессором заключается в смазывании цилиндров
высокого и низкого давления через каждые 200—300 запусков
мотора.
Смазка осуществляется заливкой нескольких капель касторо-
вого масла через отверстие в пробке 48 (рис. 100) для впуска
атмосферного воздуха. После заливки масла рычаг 43 несколько
раз поворачивается для лучшего распределения масла по тру-
щимся частям. Точно таким же образом масло заливается в два
отверстия подшипников оси шатунного механизма.
б) Пульверизатор
Через 10—15 запусков мотора вынимать и очищать малень-
кий фильтр внутри штуцера подачи к распределительному крану
горючего из заливного бачка, так как накапливающаяся на нем
грязь мешает наполнению насоса. Изменять сечение отверстий
диффузора и жиклера категорически воспрещается.
в) Регулировка давления воздуха в баллоне
Обычно при монтаже регулятор регулируется для давления
в 20—30 ат. Для того чтобы перейти от одной регулировки к дру-
гой, достаточно заменить пружину 32 (рис. 100) поршневого штока
на другую, соответствующую желаемому давлению. При этом
нужно учитывать, что при отвинчивании пробки при помощи тор-
— 206 —
цового ключа следует избегать резкого отворачивания в конце на-
резки, так как разжимающаяся пружина может вытолкнуть проб-
ку, повредить руки л сорвать резьбу пробки.
г) 3 а л и в о ч н ы й насос
Для смазки поршня через каждые 15—20 запусков пропиты-
вать касторовым маслом сальник в направляющей гайке поршня
бензинового насоса.
10. Управление мотора
Уход за управлением мотора сводится к следующему:
1. Проверять, полностью ли открываются и закрываются ры-
чаги нормального газа и высотных корректоров у карбюраторов
при продольных движениях рычагов в кабине самолета.
2. Проверять контровку и надежность крепления всех соеди-
нений тяг, смазывая их в шарнирных соединениях.
3. Не допускать вибраций и трения тяг с другими деталями.
4. Устранять люфты в соединениях тяг.
5. Проверять действие сектора нормального газа. Сектор дол-
жен допускать резкий перевод мотора с 1 000 до 400—350 об/мин.
без остановки мотора.
6. Сектор, тяги, тросы должны обеспечивать полное открытие
и закрытие: а) жалюзей радиатора; б) клапана дополнительной
маслопроводки; в) аварийного крана слива воды; г) пожарного
крана; д) гидрокрана.
11. Меры предосторожности при хранении мотора после работы
на этиловом бензине . х
1. При остановке мотора на длительный срок и при сдаче на
склад для длительного хранения мотор должен пройти предвари-
тельную подготовку, особенно после работы мотора на этиловом
бензине.
Мотор обязательно должен проработать на средних режимах
(не выше 900 об/мин.) в течение 20 мин. на чистом бензине, без
примеси этиловой жидкости. При этом нужно убедиться, что эти-
ловое топливо полностью удалено из всех трубопроводов, топлив-
ных камер и т. д.
2. Удалить масло из масляной магистрали и помпы до охлаж-
дения мотора, очистить фильтры и поставить их на место. Заку-
порить (герметически) отверстия масляного и бензинового трубо-
проводов.
3. Смазать густым минеральным маслом следующие детали мо-
тора: а) цилиндры (поочередно, в момент, когда поршень находится
в н.м.т.), б) клапаны, в) направляющие клапанов, г) трубки и
выхлопные коллекторы, д) свечи.
Примечания: 1. При смазке снять крышки блоков и вывернуть
свечи, после чего поставить их на место.
2. Все перечисленные мероприятия по предохранению мотора от кор-
розии следует соблюдать каждый раз, когда работа мотора прерывается
на срок 10—15 дней. При меньшей стоянке никакого предохранения не
требуется.
207 —
12. Меры предохранения мотора от замерзания в холодную
погоду
При остановке мотора в зимнее время на срок, превышающий
его допустимое охлаждение, необходимо спустить воду из всей во-
дяной системы через спускные краны и убедиться в отсутствии
воды в коленах трубопровода и блоках. При невозможности по
каким-либо причинам слить воду, нужно добавить в воду во избе-
жание замерзания этиленгликоля, глицерина или спирта.
Рекомендуется следуюпщй состав охлаждающей жидкости для
зимних условий:
для температуры до —10° С: 75% воды, 20% денатурированного
спирта и 5% глицерина;
для температуры до —20° С: 60% воды, 30% спирта и 10%
глицерина;
для более низких температур следует употреблять смесь эти-
ленгликоля с водой.
13. Меры по предохранению мотора от коррозии в условиях
оксплоатации
1. Во время эксплоатации мотора необходимо наблюдать за со-
хранностью лакокрасочных покрытий мотора, так как сплавы, при-
меняемые для мотора М-100А, при длительном соприкосновении
с воздухом подвергаются коррозии.
2. Особо тщательно нужно наблюдать за сохранностью кра-
сочного покрытия на электронных деталях, как-то: крышке блока,
маслосборном корыте, патрубке всасывания, корпусе нагнетателя,
корпусе водяной помпы, суппорте нагнетателя и воздушных кол-
лекторах.
В 'случае обнаружения повреждения окраски необходимо пов-
режденные места немедленно закрасить, так как электрон спосо-
бен коррозировать уже через несколько часов после соприкосно-
вения с воздухом.
3. В исключительных случаях допускается кратковременная
смазка поврежденной поверхности вазелином, но не более чем на
двое суток.
4. Необходимо удалять с поверхности деталей мотора подтеки
масла, влаги или горючего, особенно если мотор работает на эти-
ловой смеси.
5. Не допускать промывки или обливания отдельных деталей
мотора этиловым бензином.
6. Регулярно через каждые 100 час. работы мотора удалять
накипь из водоохлаждающей системы.
7. Наблюдать, чтобы в процессе удаления накипи капли рас-
твора не попадали на кадмпрованные детали (гайки, болты, шайбы
и т. п.). В противном случае необходимо тотчас же смывать эти
места горячей водой.
8. При сдаче мотора в склад на консервацию или при отправке
в длительный ремонт необходимо провести мероприятия, указан-
ные на стр. 207.
— 208 —
ГЛАВА VIII
ХАРАКТЕР ОСНОВНЫХ НЕИСПРАВНОСТЕЙ
ДЕТАЛЕЙ ДВИГАТЕЛЯ И ИХ ПРИЧИНЫ
1. Общие замечания
В условиях эксплоатации нередко бывают случаи тех или дру-
гих неисправностей материальной части. Причинами этого явля-
ются или недостатки производственного процесса и обработки, или
недостаточное соответствне применяемого материала, или не вполне
грамотная эксплоатация материальной части. Предупреждение не-
исправностей материальной части последнего типа зависит исклю-
чительно от внимательного и бережного отношения летно-техни-
ческого состава к материальной части, соблюдения указаний по
уходу и сроков ремонтных регламентных работ.
В настоящей главе указаны только основные неисправности,
которые могут произойти на моторе и его агрегатах, но, помимо
их, конечно, могут быть неисправности и другого характера.
Следует помнить, что чем лучше обслуживается мотор, чем
тщательней проверяется каждый узел крепления и соединения де-
талей, тем больше гарантий исправной работы материальной части
в полете.
2. Конструктивные, производственные
и эксплоатационные неисправности
А. Картер мотора
1. Наблюдается выкрашивание баббита на коренных вкла-
дышах.
Это явление можно обнаружить по наличию крошек баб-
бита в картере, отвернув маслюсборное корыто. Причиной неис-
правности является недоброкачественная заливка вкладышей и
большие удельные давления на трущуюся площадь вкладышей.
Для устранения данной неисправности с начала 1938 г. завод
перешел на заливку вкладышей овпнцови'стой бронзой: вклады-
шам же, заливаемым баббитом, придана гиперболическая форма.
Кроме того, для улучшения условий работы коренных и ша-
тунных шеек увеличено количество отверстий для выхода масла
14* Авиационный мотор
— 209 —
на трущуюся поверхность коренных вкладышей и центрофугиро-
нана подача масла к вкладышам шатунов.
2. Наблюдаются трещины на фланцах и лапах кропления мотора
и подмоторной рамы. Неисправность вызывается неравномерной
затяжкой болтов, крепящих мотор к раме, и недостаточной проч-
ностью лап и фланца картера. Завод перешел на новый технологи-
ческий процесс отливки картера (улучшенный), в результате чего
прочность картера увеличилась.
3. Имеет место выбивание масла из окон верхней половины
картера (окна для прохода воздуха для охлаждения вкладышей).
Причиной неисправности является расшатывание трубок, подво-
дящих масло к коренным вклн-дыцгам.
Для устранения неисправности заводом улучшена развальцовка
трубок. При обнаружении течи масла в условиях экоплоатации
следует снять мотор с самолета и отправить в ремонтные ма-
стерские.
4. Наблюдается обрыв шпилек картера вследствие перекоса при
навертывании гаек. Шпильки рассчитаны для работы только на
растяжение, и дополнительных нагрузок на изгиб они не выдер-
живают. Для устранения неисправности увеличена длина нарезки
шпилек и изменено качество применяемой стали. Кроме того, при-
легание гаек к плоскостям деталей поверяется на краску. В экс-
плоатации необходимо обращать внимание на равномерность за-
тяжки гаек.
Б. Блок мотора
1. Имеет место прорыв отработанных газов в воду через верх-
нее уплотнение, сопровождающийся резким повышением темпера-
туры воды.
Причина дефекта заключается в недоброкачественности сигмо-
образного уплотнительного кольца. От ввертывания гильзы на
кольце образуются надиры и теряется упругость.
Дефект устранен постановкой колец ромбоидальной формы,
обеспечивающих вполне надежное уплотнение.
2. Были случаи просачивания воды через нижнее уплотнение
гильз. Эта неисправность легко обнаруживается по появлению-
пара из суфлера крышки редуктора. Для устранения дефекта
изменено качество резиновых колец нижнего уплотнения.
3. Иногда наблюдалось появление трещин на перемычках ме-
жду производственными заглушками блоков, между гнездами для
свечей и возвратных клапанов.
Для устранения неисправности заводом уменьшен диаметр за-
глушек и увеличен угол между отверстиями для свечей и возврат-
ных клапанов от 22 до 38°.
4. Были случаи появления трещин на головке блока (редко).
В целях устранения неисправности заводом несколько усилена
головка в сторону зарубашечного пространства (утолщена).
5. Наблюдается течь воды из-под винтов крепления крышек
блока. Этот дефект является результатом небрежного монтажа^
а именно: если в гнезде бронзового пистона будет находиться
— 210 —
масло, то при ввертывании винта дно пистона начнет выдавли-
ваться, вследствие чего появится течь. В экоплоатации необходимо
следить, чтобы в гнездах 'пистонов не было масла. Кроме того,
с целью улучшения герметичности заводом введены глухие бо-
бышки под пистонами.
В. Клапанный механизм
1. Наблюдалось массовое явление прогара выпускных Гилапанов
вплоть до полного разрушения грибка.
Причиной этого дефекта была недоброкачественность свечей
4-ЭМГ выпуска 1936 г. Происходило плавление слюдяной изоля-
ции, раскаливание электродов и корпуса свечи, следствием чего
являлось самовоспламенение смеси в такте всасывания, сопровожу
дающееся медленным горением, вызывающим резкое повышение
температуры клапанов и прогар их. Для устранения данного де-
фекта свечи, были заменены типом 4-ЭМГ выпуска 1937 г. В но-
вых свечах этот дефект устранен, но частичное плавление изоля-
ции свечи иногда наблюдается и до сих пор, что указывает на не-
обходимость применения изоляции лучшего качества.
2. Происходило выпучивание, вдавливание грибков клапанов,
выжимание пробок штоков клапанов и т. и. Причиной дефектов
являлась неправильная обработка клапанов: стенки штоков и та-
релок клапанов выполнялись слишком тонкими; при рассверловке
штоков уводило сверло.
Для устранения данных дефектов проведены следующие меро-
приятия:
а) усилены стенки клапанов;
б) с целью уменьшения задиров в направляющих поверхность
штоков нитрирована:
в) на штоках выпускных клапанов сделан конус в 0,05 jot
3. Нарушалась регулировка газораспределения мотора. Причи-
ной дефекта является вытяжка штоков клапанов и вывертывание
рабочих тарелок.* С нарушением зазоров нарушалась и регули-
ровка. Дефект устранен лучшей обработкой штоков.
4. Наблюдался надир на тарелках клапанов и кулачках газо-
распределительных валиков. Для устранения дефекта улучшена
обработка тарелок и кулачков; тарелки уже не взаимозаменяемы
и подбираются каждая к своему клапану. Производится проверка
тарелок на биение.
Г. Нагнетатель
1. Разбалтывается гнездо шарикового подшипника. Вследствие
этого происходит выбрасывание масла через штуцеры коллекто-
ров нагнетателя (выбрасывание масла может происходить и по
другим причинам, а именно: пропускают трубки подвода масла
к регулятору давления или пропускает подшипник оси заслонки
впуска воздуха).
14* Зак. 517
— 211
Разбалтывание шарикового подшипника происходит вследствие
несоблюдения соосности валика крыльчатки с хвостовиком колен-
чатого вала. Биение конца валика крыльчатки в хвостовике дол-
жно быть не более 0,04 мм.
2. Происходит преждевременное увеличение наддува. Причиной
является заедание оси заслонки впуска воздуха, в особенности
при работе на пыльном аэродроме. В результате при остановке
мотора заслонка не закрывается, а при запуске давление возра-
стает раньше, чем следует. В эксплоатации необходимо следить,
чтобы в подшипники оси заслонки не попадала пыль.
3. Наблюдается произвольное увеличение наддува. Неисправ-
ность возникает вследствие появления трещины на анероидном
капсюле. В этом случае анероид вытянется, золотник, опустится,
и произойдет перепуск, масла к сервопорпшю, который откроет
заслонку впуска воздуха. При обнаружении данного дефекта не-
обходимо заменить и отрегулировать анероидный капсюль.
4. При даче полного газа па некоторых моторах М-100А на-
блюдается забрасывание на короткий промежуток времени стрелки
вакуум метра за пределы установленного давления, после чего
стрелка возвращается .в нужное положение (указывает нормаль-
ное давление). Указанное явление объясняется проскальзыванием
фрикционных шестерен и инерцией регулятора давления.
Явление забрасывания стрелки не должно считаться дефектом
мотора при работе, при условии, если стрелка сразу же после
скачка устанавливается на показаниях нормального давления. Для
уменьшения забрасывания стрелки нужно прогреть мотор на ма-
лых оборотах и переход с малых оборотов на номинальные и
обратно осуществлять плавно.
5. При эксплоатации мотора в зимних условиях застывает масло
в подводящих .каналах к регулятору давления, вследствие чего ре-
гулятор начинает действовать только после тщательного прогрева
мотора.
Д. Зажигание
1. Имеют место случаи (редко) пробивания конденсатора, что
влечет сильное искрение -в прерывателе и, как следствие, обгора-
ние контактов прерывателя.
Пробивание конденсатора возможно при его недостаточной ем-
кости. В эксплоатации необходимо следить за состоянием контак-
тов прерывателя.
2. Были случаи разрушения эластичного привода магнето. Этот
дефект объясняется несоблюдением 'соосности привода с ротором
магнето. Перед установкой магнето необходимо обязательно прове-
рить соосность.
3. Наблюдается (редко) разрыв болта, стягивающего пластины
(рессору) привода магнето.
4. Были случаи нарушения регулировки зажигания. Дефект
объясняется исключительно небрежностью монтажа (не дотянуты
и не зашплинтованы болты привода магнето).
— 212 —
Е. Водяная помпа
1. Наблюдается течь воды из-под шпилек крепления крышки
водяной помпы, вследствие тою что шпильки своими концами вы-
ходят в полость водяной помпы.
2. Имеет место течь воды из-под пробки подшипника валика
водяной помпы. При обнаружении дефекта нужно заменить про-
кладку под пробкой, но с таким расчетом, чтобы не изменить за-
зора между подпятником валика и валиком.
3. Наблюдается течь воды из-под сальника водяной помпы.
Чрезмерное подтягивание сальника не рекомендуется, так как это
повлечет его выработку. Для устранения течи лучше всего заме-
нить сальник.
4. При эксплоатации в зимних условиях были случаи поломки
водяной помпы. Дефект происходит вследствие того, что при сливе
воды (при засорении трубок, отводящих воду от нижней части
цилиндров) из блоков какая-то часть воды остается в трубках и,
стекая в помпу, замерзает. Если не обнаружить этого до запуска
мотора, то неизбежна поломка помпы. В целях предупреждения
необходимо трубки периодически снимать и прочищать.
Ж. Бензонасос БНК-5
1. Происходит щюизвольноэ разрегулирование редукционного
клапана. Дефект объясняется исключительно небрежностью мон-
тажа, а именно: под пробку (колпачок) высотного устройства ста-
вят одну или две толстые прокладки, в результате контрпластиика
выходит из паза и винт пружины редукционного клапана вывер-
тывается. Давление бензина в магистрали падает, но на работе
мотора это явление может не отразиться, так кале работают два
бензонасоса. Для проверки работы редукционного клапана необхо-
димо обязательно один из насосов выключать.
2. Были частые случаи срыва резьбы пробки-колпачка высот-
ного устройства, особенно при частой регулировке давления. Для
устранения дефекта заводом усилены и крышка и ее резьба.
3. Внутрь камеры для мембраны поступает воздух из коллек-
торов нагнетателя, подогретый до температуры 70—80° С. Сопри-
касаясь ср стенками мембраны, воздух конденсируется, и осевшая
влага замерзает. В результате редукционный клапан выходит из
строя, что в свою очередь влечет повышение давления. Увеличе-
ние давления доходит' до того, что ломается бензоманометр. Кроме
того, указанный дефект вызывается попаданием воды при небреж-
ном монтаже.
Точно такое ate явление вызывается появлением трещины на
мембране. Для предупреждения дефекта необходим более частый
контроль за высотным устройством насоса.
4. Течь бензина через сливную трубку сальника. Необходимо
произвести подтяжку сальника. На насосах БНК-5 установлена
специальная муфта Ольдгейма, предохраняющая от этого дефекта.
5. Происходит ослабление крепления насоса к картеру при-
— 213 —
водою. Для предупреждения дефекта необходимо периодически ос-
матривать и подтягивать гайки.
3. Карбюраторы
1. Течь бензина в соединениях. Неисправность объясняется
тем, что в коллекторах нагнетателя находится подогретый воздух,
вызывающий усушку прокладок, особенно в <чАМ»-соединениях.
Ведется работа по выработке мероприятий, устраняющих этот зна-
чительный дефект.
2. Заедание клапана (иглы) поплавковой камеры. Происходит
главным образом от попадания механических частиц (стружек).
Дефект устраняется заменой клапана (притирать не следует).
3. Помятость стенок поплавка. Неисправность объясняется сла-
бостью стенок — не выдерживали давления Рк. Для устранения
дефекта заводом стенки поплавка усилены.
И. Распределитель сжатого воздуха
1. Бывают случаи заедания валика распределителя, так как
при загрязнении винтовой канавки внутри корпуса не происходит
смазки валика. Для устранения дефекта необходимо разобрать
самопуск и промыть в бензине.
3. Изменения в конструкции деталей
последней модификации мотора
1. 0 целью увеличения доступа масла в дополнительную маги-
страль при прогреве мотора пятый коренной вкладыш не имеет
отверстий, вследствие чего из кольцевой выточки в гнезде пятого
коронного вкладыша (при открытом инжекторе) масло поступает
в дополнительную магистраль.
Смазка же трущейся поверхности пятого коренного вкладыша
и шейки коленчатого вала осуществляется маслом, поступающим
от четвертой шатунной .шейки по каналу в щеке.
2. С целью увеличения подвода масла к маслораспределитель-
ной крышке восьмой коренной вкладыш также не имеет отверстий.
Смазка восьмого коренного вкладыша шейки коленчатого вала
и деталей упругой муфты производится от шестой шатунной шейки
по каналу в щеке.
Увеличение подвода масла к маслор1аспределптелъной крышки
обусловлено установкой маслонасоса автопилота.
3. Для лучшего обеспечения смазкой коренных шеек коленча-
того вала в них высверлено не по четыре отверстия, а по два, рас-
положенных в одной плоскости под углом е-90° и соединяющихся
между собой канавкой, образующей масляный карман.
4. Для моторов с вкладышами, залитыми свинцовистой брон-
зой, срок службы до первой переборки увеличен до 200 час.
— 214 —
5. В целях предупреждения пожара под каждом карбюратором
в воздушных коллекторах нагнетателя имеются приливы, обра-
зующие отстойники-карманы. Над каждым отстойником укреплена
металлическая сетка, предохраняющая от воспламенения находяще-
гося в отстойнике горючего.
Для отвода горючего из отстойников каждый из них имеет
штуцеры, через которые горючее отводится или под фюзеляж, или
же в дополнительный бачок.
СХЕМА ПЕРЕДАЧ МОТОРА М-100А Приложение
— 216 —
ОГЛАВЛЕНИЕ
ГЛАВА I
ДАННЫЕ И ХАРАКТЕРИСТИКИ МОТОРА
Стр.
1. Краткие сведения о моторе..................................... 3
2. Общие данные мотора........................................... 6
3. Данные регулировки мотора..................................... 8
4. Характеристики "отора......................................... —
5. Скорость и направление вращения валиков вспомогательных агрега-
тов по отношению к скорости вращения коленчатого вала .... И
ГЛАВА И
КОНСТРУКЦИЯ ДЕТАЛЕЙ МОТОРА
1. Картер мотора................................................ 13
А. Верхняя половина картера . .............................. —
Б. Крышка редуктора............................. 16
В. Нижняя половина картера.............................. —
Г. Коренные подшипники..................................... 18
Д. Нижняя крышка картера............................. 19
2. Коленчатый вал и шатунный механизм....................... . 20
А. Коленчатый вал........................................... —
Б. Упругая муфта............................................ 23
В. Хвостовик коленчатого вала.............................. 24
Г. Шатунный механизм....................................... 26
3. Редуктор .................................................... 29
4. Гидрокран................................................... 32
6. Втулки винта . ...................................... ... 33
А Для деревянного винта...................................... —
Б. Для металлического впита <Ратье> (шлицевой посадки) ... —
6. Блоки цилиндров................................ . . ... 34
А. Рубашки блоков.................................... .... —
Б. Крышка блока ............................................ 36
В. Гильзы-цилиндры....................................... —
Г. Клапанный механизм.................... . . . . . 37
Д. Поршни . . 39
7. Промежуточная передача п газораспределительные валики . . 41
А. Нижние наклонные валикп ... . . . —
Б. Верхние наклонные валики ...................... . . . 43
В. Газораспределительные валикп ............................ —
— 217 —
ГЛАВА III
АГРЕГАТЫ МОТОРА
Стр.
1. Нагнетатель и регулятор давления................................ 47
А. Нагнетатель................................................ —
Б. Регулятор давления.......................................... 49
В. Работа регулятора давления....................... ... 52
Г. Назначение кулачка............................ . . . . 54
Д. Регулировка регулятора давления............................ 55
2. Суппорт магнето................................................ 59
Привод крыльчатки нагнетателя .... . 61
3. Карбюратор К-100................................................ 62
А. Конструкция карбюратора....................... . . . —
Б. Путь горючего и воздуха в карбюраторе ... . . 67
В. Работа карбюратора......................................... 68
Г. Порядок разборки карбюратора............................... 70
Д. Характеристика карбюратора.................................. 71
Е. Данные регулировки карбюратора.............................. —
Ж. Регулировка карбюраторов................................... 72
3. Воздушные коллекторы........................................ 74
4. Бензиновые насосы типа БНК-б и БНК-56........................... 75
А. Назначение насоса.......................,....................—
Б. Основные данные и характеристики насоса .... . —
В. Конструкция насоса и его деталей............................ 76
Г. Принцип действия коловратного механизма..................... 78
Д. Назначение мембраны........................................ 79
Е. Принцип действия редукционного клапана п мембраны ... 80
Ж. Работа насоса............................................... 81
3. Приемный клапан (обратный ОК-1)........................... 83
И. Особенности насоса БНК-56.................................... —
К. Разборка, сборка и ремонт БНК-5............................. 85
б. Нижние вертикальные валики (привод насосов)...................... 89
6. Масляные насосы и смазка мотора................................ 90
А. Конструкция насосов . . . ,................................. —
Б. Корпус приводов насосов.................................... 91
В. Маслоприемнпк .............................................. 92
Г. Редукционный клапан.................................. . .
Д. Смазка мотора................................ .... 93
7. Водяная помпа и охлаждение мотора................................ 96
А. Конструкция помпы............................................ —
Б. Охлаждение мотора........................................... 97
8. Зажигание . . 4.................................................. 98
А. Общие сведения.................................. ... —
Б. Конструкция деталей рабочего магнето ..... . 99
В. Разборка магнето.......................................... 118
Г. Оборка магнето............................................. 120
Д. Пусковое магнето............................... . 122
Е. Переключатель ........................... . 124
Ж. Свечи . : . ............................. . 125
— 218 —
Стр.
9. Пусковое устройство . . . . . . . ...................126
А. Конструкция механического компрессора
Б. Работа компрессора.................. . . . . . . . 128
В. Смазка деталей компрессора . —•
Г. Распределитель воздуха ..... —
Д. Возвратные клапаны .... . 130
Е. Ручной компрессор «Вьет»................................ —
ГЛАВА IV
ДЕМОНТАЖ И МОНТАЖ МОТОРА
1. Разборка мотора...............................................136
А. Общие замечания..................... ... - —
Б. Последовательность разборки мотора . • —
В. Разборка узлов мотора ... . 130
Г. Промывка и очистка деталей после разборки ... 142
Д. Сборка узлов мотора . . 143
Е. Сборка мотора..................... .160
Ж. Основные технические требования на монтаж деталей мотора . 165
3. Монтажные зазоры мотора М-100А...........................16!)
глава V
РЕГУЛИРОВКА МОТОРА
1. Общие замечания.................................................Ш
2. Регулировка газораспределения . .................. —
А. Расчет регулировочной таблицы .... 118
Б. Последовательность регулировки . . .........180
3. Установка зажигания ... . ... 183
4. Монтаж проводов ... . ... 184
5. Регулировка золотника распределителя сжатого воздуха . . .185
6. Регулировка мотора в эксплоатационных условиях . . . . 186
Общие замечания . . . ................................... —
глава VI
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МОНТАЖУ МОТОРА
НА САМОЛЕТЕ
1. Общие замечания...............................................191
2. Подмоторная рама............................................... —
3. Капот......................... . 192
4. Монтаж охлаждающей системы . . . . —
5. Охлаждение коренных вкладышей . . 193
6. Монтаж маслопровода . . .... —
". Масляный радиатор . 194
8. Трубопроводы пусковой системы................... .... . .
ГЛАВА VII
УХОД И ЭКСПЛОАТАЦИИ
1. Приемка мотора ... .................. ... 19(5
2. Установка мотора на самолет . 197
3. Монтаж винта . . : . . —
— 219 —
Стр.
4. Горючие, смазочные и охлаждающие жидкости ..... 198
5. Подготовка мотора к запуску .... .199
6. Запуск и прогрев мотора . —
7. Запуск мотора автостартером' . . 200
8. 1,?йптро и. работы мотора перед полетом —
9. Ёонтроль работы мотора в полете —
10. Остановка мотора ... . . 201
11. Уход за винтомоторной группой —
А. Уход за металлическим винтом —
Б. Уход за подмоторной рамой . 202
Б. Уход за агрегатами мотора . —
ГЛАВА VIII
ХАРАКТЕР ОСНОВНЫХ НЕИСПРАВНОСТЕЙ ДЕТАЛЕЙ ДВИГАТЕЛЯ
И ИХ ПРИЧИНЫ
1
1. Общие замечания >..............................................209
2. Конструктивные, производственные и эксплоатационные неисправности —
А. Картер мотора.................................... ...... —
Б. Блок мотора .... 21 и
В. Клапанный механизм . 211
Г. Нагнетатель
Д. Зажпганпе 212
Е. Водяная помпа . 213
Ж. Бензонасос БНК-5 —
3. Карбюраторы 21-1
И. Распределитель сжатого воздуха . —
S. Изменения в конструкции деталей последней модификации мотора . —•
Приложение. Схема передач мотора М-ЮОА .... 216
ОПЕЧАТКИ И АВТОРСКИЕ ИСПРАВЛЕНИЯ
Стр. Строка Напечатано Должно быть
52 97 Кап 13 снизу 13—14 сверху истратов. Ави выпуска винтом, ввертываемым ационный мотор М-100-А впуска штифтом, укреплен- ным