/























































































































Author: Игнатьев А.А.
Tags: организация производственного процесса производственное планирование управление качеством машиностроение проектирование организация контроля технологическое оборудование
ISBN: 5-7433-0418-1
Year: 1999




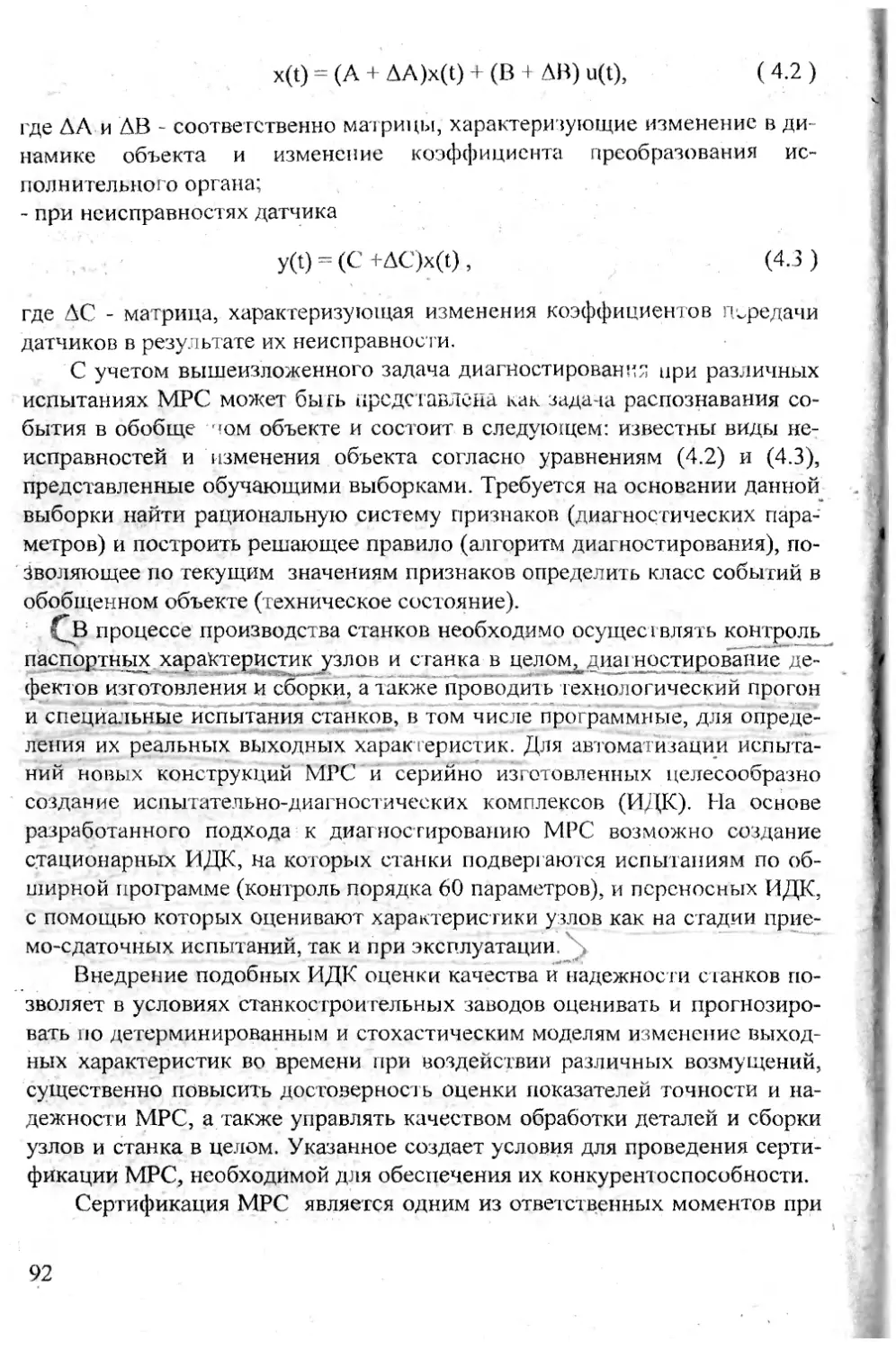
Text
ТОЧНОСТЬ И НАДЕЖНОСТЬ
АВТОМАТИЗИРОВАННЫХ
ПРЕЦИЗИОННЫХ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
1
Министерство общего и профессионального образования Российской Федерации
Саратовский государственный технический университет
ТОЧНОСТЬ И НАДЕЖНОСТЬ АВТОМАТИЗИРОВАННЫХ ПРЕЦИЗИОННЫХ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Саратов - 1999
УДК 658.52.011.56.012
Т 64
Рецензенты:
доктор технических наук А.В. Королев
(заведующий кафедрой "Технология машиностроения” Саратовского государственного технического утгиверситета);
кандидат технических наук Е.А.Сигитов
(директор АОЗТ НПК прецизионного оборудования)
ТОЧНОСТЬ И НАДЕЖНОСТЬ АВТОМАТИЗИРОВАННЫХ Т 64 ПРЕЦИЗИОННЫХ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ. Ч.З
/ А.А.Игнатьев, М. В.Виноградов, В .А. Добряков, В.В.Горбуяов,
В.В.Бондарев. -Саратов: Сарат; гос .техн.ун-т, 1999 - 124 с.
ISBN 5-7433-0418-1
В книге рассматриваются вопросы обеспечения параметрической надежности приводов подачи с фрикционной передачей прецизионных токарных модулей, управления точностью обработки колец подшипников на шлифовальных и суперфинишных автоматах, а также меюдология организации контроля и испытаний высокоточных станков, базирующаяся на системном подходе.
Для научных работников и специалистов предприятий, занимающихся вопросами проектирования и эксплуатации прецизионных металлорежущих станков, а также аспирантов и студентов машиностроительных специа л ьностсй.
Табл 9. Ил 36. Библиогр 73 казв.
т 2203000000 - 2
С 97(03) - 99 ’ '
ISBN 5-7433-0418-J
УДК 658 52.01 K56.0U. £) Сарат.?ос_техн.унт, 1999 © Л А Игнй гъев
М.В .Винограде а
В. А. Добра ков В.В.Горбунов В.В.Бондзрев, 19<?9
ВВЕДЕНИЕ
Проблема обеспечения заданной точности изготовления деталей на автоматизированных металлорежущих станках приобрела в настоящее время особую остроту, так как от ее решения зависит повышение качества продукции й ее конкурентоспособность как на внутреннем, так и на международном рынке. Решение этой проблемы требует системного подхода, базирующегося на учете многих факторов, определяющих точность обработки на станках различных моделей, и реализации комплекса мер, направленных на развитие методов и средств контроля выходных характеристик станков и повышение точности технологического процесса,
Две части, вышедшие в 1992 г.[65] и 1994 г. [66], были посвящены анализу надежности и эффективности эксплуатации автоматизированных станков, организации диагностирования, минимизации влияния динамических . Процессов различной скорости. Результаты исследований отразили ряд новых эффективных методов обеспечения функциональной п параметрической надежности станков токарной группы, разработанных в Саратовском государственном техническом университете в научной школе, основанной доктором технических наук, профессором Б.МБржозовским.
В данной части книги изложенные ранее методы повышения точности обработки применяются к станкам других групп: шлифовальным и суперфинишным автоматам для обработки колец подшипников. Кроме того, анализируются характеристики высокоточного привода подачи токарного модуля с многоступенчатой фрикционной передачей, а также развивается концепция системного подхода к организации контроля, диагностирования и испытаний автоматизированных станков на всех этапах их жизненного цикла.
Глава 1 написана А.А,Игнатьевым, М.В.Виноградовым и В.В.Бон-ларевым; глава 2 - В.В.Горбуновым и А.А.Игнатьевым; глава 3 А.А.Иг-натьевым, М.В.Виноградовым и В.А.Добряковым; глава 4 - В.А.Добря-ковым и А.А.Игнатьевым.
Глава 1. ОБЕСПЕЧЕНИЕ ПАРАМЕТРИЧЕСКОЙ НАДЕЖНОСТИ ВЫСОКОТОЧНОГО ПРИВОДА ПОДАЧИ ТОКАРНОГО СТ АНКА С МНОГОСТУПЕНЧАТОЙ ФРИКЦИОННОЙ ПЕРЕДАЧЕЙ
И ЛАЗЕРНЫМ ИНТЕРФЕРОМЕТРОМ
Значительную роль в формировании показателей точности деталей при прецизионной юкарной обработке играют точность позиционирования рабочего органа, непосредственно определяющая размер детали, и колебания в системе резец-деталь, влияющие на микрогеометрические параметры обработанной поверхности. Существенное значение в этом случае приобретают характеристики, привода подачи, влияющие в той или иной степени на оба указанных фактора [9,11,30].
Прецизионная обработка требует обеспечения позиционирования суппорта с дискретностью О,1...О55 мкм, что часто трудно реализовать из-за несовершенства традиционных механических передач приводов, колебаний, возникающих в технологической системе, амплитуда которых может превышать требуемую точность позиционирования, а также недостаточной точности датчиков обратной связи (ДОС). Проведенный анализ и результаты исследований приводов подачи прецизионных МРС показали эффективность использования в них многоступенчатых фрикционных передач (МФП) и лазерных интерферометров (ЛИ) в качестве ДОС по перемещению. Целесообразность углубленного исследования указанных приводов связана с практическим отсутствием научных основ для построения и обоснования условий применения МФП и ЛИ на станках [14,30].
В данной главе развивав гея положения системного подхода к вопросу обеспечения параметрической надежности приводов подачи прецизионных токарных МРС и формулируются требования к их точностным
характеристикам, анализируются характеристики современных датчиков обратной связи и обосновывается целесообразность прикейеняя в этом качестве лазерного гетеродинного интерферометра (ЛГИ), исследуются статические и динамические характеристики привода на основе МФП и проводится сопоставительный анализ точностных характеристик приводов подач станков различных моделей.
1.1. Анализ параметрической надежности приводов подачи прецизионных станков на основе системного подхода
1.1.1. Системный подход к вопросу обеспечения параметрической надежности приводов подачи
Необходимость совершенствования приводов подачи для повышения их статических и динамических характеристик обусловлена предъявляемыми к ним следующими основными требованиями: обеспечение высокой точности позиционирования рабочего органа - 0,1...0,5 мкм; реализация заданного качества динамических процессов; низкий уровень виброакустических колебаний механических передач приводов; обеспечение точности процессов обработки, при которых на рабочий орган действует знакопеременный периодический процесс.
Переход к станкам и, соответственно, приводам более высокого уровня точности потребовал новых технических решений их некоторых узлов. Вместо шаговых приводов, в том числе и с ДОС, стали использоваться следящие приводы с двигателями постоянного тока, причем в качестве ДОС нашли применение новые типы электромагнитных (индуктосины) и фотоэлектрических (растровые и ЛИ) датчиков [6,11,18,19,20,45,56,67,71].
Использование безлюфтовых механических передач (шариковых винтовых и фрикционных), а также гидро- и аэростатических направляющих обеспечивает высокую плавность изменения скорости в момент трогания и останова рабочего органа, а также способствует повышению эффективности ДОС с высокими метрологическими характеристиками. Указанное в совокупности с необходимостью исследования и учета при конструировании, изготовлении и эксплуатации некоторых физических процессов, не использовавшихся ранее на станках, потребовало применения системного подхода к анализу характеристик приводов подач прецизионных МРС (рис. 1.1). Это касается как функциональной структуры привода, так и технико-эксплуатационных характеристик, в которых основное внимание уделяется конструктивным особенностям узлов привода и их надежности в эксплуатации. Важным фактором является также технологичность деталей привода, поскольку, например, изготовление зубчатых и винтовых передач более трудоемко, чем фрикционных 14,30].
Использование различного вида математических моделей определяется характером решаемых задач, формой исходных данных и направленностью исследований. Так, при теоретических расчетах точности используются в основном детерминированные модели (аналоговые или дискретные) [28,59], хотя не исключается применение и моделей на основе случайных функций [22,67]. В экспериментальных исследованиях приво-
дов характер и форма управляющих воздействий оцениваются по детерминированным (аналоговым или дискретным) сигналам, а точность позиционирования - только по вероятностным соотношениям [11,57,67] Динамические характеристики приводов (переходные или передаточные функции описываются детерминированными моделями, а экспериментальные виб-роакустические (ВА) характеристики оцениваются по средним значениям амплитуд колебаний в определенных частотных диапазонах [1,3,55,66].
Функциональная структура подсистемы привода подачи
Блок управления (усилители, ЦАП, АЦП, корректирующие звенья) Двигатель Механическая передача Датчик обратной связи Каретка суппорта на направляющих -
Анализ технико-эксплуатационных характеристик привода
Конструктивно -компоновочные Технологичность конструкции Параметрическая надежность
Используемые математические модели
Непрерывные Детерминированные Статические
Дискретные Стохастические Динамические
Основные направления теоретических и экспериментальных иссле-__________________________дований__________________________ Точность перемещения рабочего органа Динамические характеристики привода
Силовые соотношения в механической передаче Долговечность механической передачи Организация диагностирования привода
Направления повышения параметрической надежности
Совершенствование консгрукции МФП и ЛГИ. Автоматизация расчетов узлов и характеристик Совершенствование технологии изготовления. Контроль и испытания Оперативное диагностирование и техническое обслуживание
Рис 1.1. Системный подход к анализу параметрической надежности привода подачи 6
Основные направления исследований приводов подачи в конечном итоге сводятся к оценке их параметрической надежности по таким характеристикам, как точность позиционирования рабочего органа, быстродействие, жесткость привода, развиваемое усилие, ВА характеристики, равномерность перемещения рабочего органами другим. Существенным моментом при этом, естественно, является анализ параметрической надежности двух основных узлов подсистемы привода подачи: ДОС (в данном случае ЛГИ), осуществляющего измерение перемещения рабочего органа, и механической передачи (в данном случае МФП), как конечного звена в цепи преобразования управляющего сигнала в заданное перемещение суппорта. При нахождении значений соответствующих параметров точности используются методы теории колебаний и автоматического управления, сопротивления материалов и технической диагностики, основ метрологии и ряда других дисциплин.
Направления повышения параметрической надежности приводов охватывают, естественно, все этапы жизненного цикла, причем на этапе конструирования наибольшее внимание следует уделить совершенствованию конструкции МФП и ЛИ и методов расчета узлов привода (в частности, МФП), в том числе за счет их автоматизации, на этапе производства - применению новых технологических методов и средств контроля, способствующих повышению точности изготовления, на этапе эксплуатации - организации своевременного технического обслуживания приводов как необходимого условия поддержания их точности на заданном уровне. Сочетание теоретических и экспериментальных методов исследования а также учет практического опыта производства и эксплуатации приводов подачи прецизионных МРС, обеспечивают разработку и эффективную реализацию методов повышения их параметрической надежности [30].
1.1.2. Обоснование требований к точностным характеристикам привода подачи
к
В сформулированных выше требованиях ^приводам подачи прецизионных МРС важнейшим фактором является способность обеспечить высокую точность позиционирования рабочего органа, что определяется характеристиками всех узлов, входящих в функциональную структуру подсистемы (см. рис. 1.1). Блок управления, в состав которого входят усилители сигналов из системы ЧПУ, аналогоцифровые (АЦП) и цифроаналоговые (АП) преобразователи, корректирующие звенья, позволяет практически безынерционно сформировать сигналы управления формообразующими перемещениями. В этих условиях статические и динамические погрешности позиционирования определяются в основном соответствующими по
грешностями механической передачи и ДОС, поскольку использование в прецизионных станках гидро- и аэростатических направляющих обеспечивает высокую стабильность сил трения и равномерность медленных перемещений рабочего органа.
Прецизионная обработка, в частности токарная по 1...3 квалитетам точности, накладывает определенные требования на следящий привод подачи, касающиеся прежде всего его дискретности. Проведем ее оценку в зависимости от требуемой точности формообразования Погрешности прецизионной обработки определяются совокупностью различных факторов, среди которых выделяются доминирующие. Причем суммарная погрешность определяется соотношением [49]
где од - среднее квадратическое отклонение (СКО) диаметральных размеров; у- коэффициент регрессии размеров; Лу - число деталей в партии.'
Заданная точность обработки достигается при Л<ЛР, где zip- поле допуска на размер детали. Систематическую составляющую погрешности компенсируют коррекцией положения инструмента, а случайною, определяемую величиной 6сто, стремятся минимизировать. В реальных условиях станок предварительно настраивают по пробным заготовкам, причем формула для расчета точности имеет следующий вид [22, 49]:
(1.2) ..
где число пробных заготовок; £ - дискретность привода; и- число единиц дискретности в данной коррекции, $,{ - допуск на настройку
Примем, что случайная составляющая погрешности определяется двумя величинами: погрешностью позиционирования суппорта со СКО ст/ и погрешностью, обусловленной деформациями (силовыми и тепловыми) технологической системы (ТС) при резании, со СКО Тогда СКО диаметральных размеров будет
(13)
Для уменьшения <j0 целесообразно стремиться к уравниванию элементарных погрешностей, т.е.
тогда из формул (1.2) и (1.3) следует
(1.5)
Определим требования к величинам <т и £ из условия обработки с заданной точностью, например, диаметра 50...80 мм по 3 квадитету, поле допуска для которого составляет 5 мкм. Следует учесть, что минимальный допуск на настройку принимается равным коррекция обеспечивается при n > 1 , число пробных деталей равно Ndin~ § [49], тогда из соотношения (1.5) следует
24сг+2б‘<5 [мкм]. (1.6)
Принимая во внимание, что для обеспечения управляемости процессом прецизионной обработки величина а должна быть сравнима с величиной £, т.е. ст «£, из последней формулы получаем необходимое значение дискретности привода подачи
£<0,2 мкм. (1.7)
Соответственно, для обеспечения обработки по 1 квалитету точности дискретность привода не должна превышать величины 8 - 0.1 мкм. При точении легкообрабатываемых материалов за счет оптимизации* режима резания величина ст? может быть сделана пренебрежимо малой, так что значение crG будет определяться только величиной ст/, и, следовательно, эквивалентной ей величиной дискретности привода £.
Проведем анализ факторов, определяющих точность привода подачи при прецизионной обработке. Точность следящих систем, как известно [22], характеризуется статической и динамической ошибками. Статическая ошибка складывается из дискретности ДОС, кинематической погрешности - люфта механической передачи, моментных ошибок, возникающих под действием нагрузки на исполнительное звено привода и других. Динамическая ошибка связана с переходными процессами при изменении скорости движения или останове рабочего органа. Оценка ряд? составляющих, выполненная в работах [22, 30], а также результаты исследований [10,14], показали, что на прецизионном МРС, имеющем беззазорную механическую передачу и аэростатические направляющие суппорта, дискретность привода подачи определяется дискретностью ДОС Ед.
Для обеспечения эффективности управления следящим приводом следует произвести также оценку необходимой частоты fa информационных сигналов ДОС. Принимая во внимание, что Ед — 0,2 мкм, а скорость перемещения суппорта МРС ограничена, например, величиной И = 6 9
м/мин, из формулы для частоты следования информационных сигналов ДОС [30]
(1.8)
получаем искомое значение, которое не должно быть ниже /д «= 500кГц.
Следовательно, для обеспечения значения дискретности ДОС Ед - 0,2мкм и менее, а также значения частоты информационных сигналов, удовлетворяющих соотношению (1.8), необходимо применение специальных высокоточных датчиков, причем в п.1.2 будет показано, что для этого могут использоваться только лазерные интерферометры. •*
1.2. Высокоточный датчик обратной связи привода подачи на основе лазерного гетеродинного интерферометра
1.2.1. Датчики обратной связи в приводах подачи станков ;
В качестве ДОС приводов подачи МРС в настоящее время используются электромагнитные и фотоэлектрические датчики, обладающие достаточно высокими метрологическими характеристиками и надежностью [56, 71]. Известно, что ДОС могут быть круговыми, измеряющими, как правило, угол поворота ходового винта, и линейными, непосредственно измеряющими перемещение рабочего органа. На прецизионных станках используются в подавляющем большинстве случаев линейные датчики, причем большое распространение получили ЛИ Далее будут рассмотрены только линейные датчики.
Определенный круг ДОС составляют* индуктосины - электромагнитные датчики [18, 71]. Фирмы Inductosin Corp (США), Olivetti (Италия), Plessey (Англия) и другие выпускают индуктосины с дискретностью отсчета до 0,002 мм (редко до 0,001 мм) Величина измеряемого перемещения определяется количеством стыкуемых линеек длиной 250 мм. В нашей стране также изготавливаются индуктосины как по лиценции фирмы Olivetti, так и собственной разработки с аналогичными характеристиками (ПИЛП1-А2). Погрешности измерения индуктосином могут быть вызваны как нарушением режима его работы, так и технологией изготовления. 1ак, например, ЭДС в обмотках должна изменяться строго по синусоидальному закону, крепление подвижных и неподвижных линеек должно быть выполнено таким образом, чтобы на всем пути перемещения между ними сохранялась параллельность, определенные погрешности вносит стыковка линеек и еще ряд других факгоров. Указанное вызывает в ряде случаев сущест-
венные ошибки при измерениях и требует специальных мер по их устранению.
В качестве ДОС применяются фотоэлектрические датчики двух типов: кодовые и растровые [67, 71]. Однако существующие кодовые датчики имеют дискретность 0,02...0,05 мм и повышение их разрешающей способности ведет к неоправданному увеличению габаритных размеров и усложнению конструкции. Более высокие точностные характеристики имеют растровые датчики. Выпускаются они фирмами Heidenhain (Германия). Philips (Голландия), RSF Electron ik (Австрия) и другими для различных диапазонов измеряемых перемещений, причем дискретность датчиков составляет до 0,001 мм. Имеются сведения о растровых датчиках с дискретностью 0,5 мкм, однако в этом случае необходимо применение дифракционных решеток, что значительно удорожает конструкцию. В нашей стране также выпускаются растровые датчики с аналогичными характеристиками (ВБ-162). Погрешности растрового датчика в основном зависят от погрешности нарезки шага штрихов растра, но, вместе с тем, при одновременном участии в формировании выходного сигнала нескольких штрихов погрешность шага в значительной степени усредняется.
В последние годы обозначилась тенденция использования на прецизионных и сверхпрецизионных станках лазерных интерферометров, которые имеют разрешающую способность до десятых и даже сотых долей микрометра [56,69], что обеспечивает возможность измерения перемещения с погрешностью на порядок ниже, чем рассмотренными выше электромагнитными и фотоэлектрическими датчиками - Имеющийся опыт эксплуатации прецизионных МРС и КИМ с малогабаритными встроенными ЛИ свидетельствует об их высокой эффективности. Фирмы Hewlett-Packard (США), SORO (Франция), Taylor-Hobson (Англия) и другие серийно выпускают ЛИ со стабилизированными по частоте лазерами с диапазоном измерений до 60 м. В нашей стране также были разработаны ЛИ различных моделей с аналогичными характеристиками' НПЛ-10М52 (Москва), ИПЛ-МП (Новосибирск), ПЛПИ - Электроника - 1000 (Саратов) и другие. Указанные ЛИ, в частности отечественные, ориентированы на выполнение адач контроля и аттестации МРС, имеют высокую стоимости и не предназначены для работы в условиях воздействия вибраций непосредственно на станках, что делает как нецелесообразным, так и технически неосуществимым применение их в качестве ДОС. Для использования на с танках необходимы специальные ПИ, привязанные к их конкретной ком- кжовке. Кроме того, для МРС, обрабатывающих малогабаритные детали, нецелесообразно использовать упомянутые выше дорогие ЛИ, а предпоч-нггельнее разработать интерферометр специальной конструкции с неста-и визированным лазером, обеспечивающим высокоточные измерения пе
ремещений до 200 мм В п. 1.2.2 бу дуг показаны принципы построения ЛГИ, разработанного в СГТУ и реализованного в качестве ДОС токарных модулей типа ТПАРМ [4,5,30,47].
Проведенный анализ современных датчиков перемещений показывает (табл. 1.1), что только ЛИ удовлетворяют требованию обеспечения дискретности измерения перемещения не более 0,1...0,2 мкм, из условия обработки с заданной точностью, причем только ЛГИ ориентирован на использование в действующем технологическом оборудовании.
Таблица 1 1
Некоторые характеристики датчиков линейных перемещений, выпускаемых в различных странах
Диапазон измеряемых перемещений,м Дискретность измерения, мкм
0,01-0,1 0,1 - 0,5 0,5 - 1,0 1,0 - 2,0
0 -0,25 Л1И (Саратов) ♦ Philips (Голландия) ♦ПИЛП-1-А2 (Россия) Olivetti (Италия)
0-0,5 - Heidenhain (ФРГ) ® BE - 162 (Россия)
с 0 - 3,0 - . - © Sokki Electr Со-). (Япония) Heidenhain (ФРГ) Sony (Япония)
0-10.0 • ИПЛ-10М.52 (Россия) SORO (Франция) ПЛПИ (Саратов) -
0 - 60,0 • Hewlett Packard (США) ИПЛ-МП (Россия) ИПИ-30К2 (Россия) -
® - фотоэлектрический датчик, © - магнитная сисгема,
♦ - индуктосин, • - лазерный интерферометр
1.2.2. Физические принципы построения лазерного гетеродинного интерферометра
Конструктивно современные ЛИ состоят из двух основных блоков: оптического - собственно интерферометра и электронного вычислительного устройства. ’Диапазон и точность измерений ЛИ определяются ь значительной степени стабильностью частоты излучения используемых в них гелий-неоновых лазеров с длиной волны X ~ 0,6328 мкм, поэтому практически все известные интерферометры (табл. 1.1) оснащены стабилизированными по частоте лазерами (одно- или двух частотными). Поскольку наибольшее перемещение, которое можно измерить интерференционным методом, равно длине когерентности излучения лазера
п Av
(19)
где С - скорость света, п({ - показатель преломления воздуха, Av- ширина полосы излучения лазера, постольку ЛИ с нестабилизированным лазером можно измерить перемещение 150...200 мм, что вполне соответствует диапазону перемещения суппорта прецизионного МРС, обрабатывающего» детали с размерами до 100 мм. Специальное построение схемы ЛИ позволяет расширить диапазон в два и фолее раз, но значительно усложняет конструкцию. Технические характеристики нестабилизированного лазера позволяют ему надежно функционировать в условиях, вибраций на станке.
В связи с изложенным была поставлена и решена задача синтеза физической схемы ЛИ с серийным нестабилизированным лазером для использования в качестве ДОС привода подачи прецизионного токарного модуля (ТМ) типа ТПАРМ.
В качестве базового был предложен ЛИ с внешней модуляцией излучения вращающейся дифракционной решеткой (ВДР) - лазерный гетеро--инный интерферометр [47]. Объясняется это тем, что практический опыт показал обеспечение наиболее высоких характеристик точности, помехо-остойчивости и надежности в эксплуатации именно гетеродинными ЛИ на гневе двухчастотных лазеров с акустооптической модуляцией (ИЛЛ-.('М.52). Здесь следует отметить, чго в России не освоено серийное производство надежных двухчастотных лазеров, что в совокупности с их высо-к ой стоимостью не позволило построить ЛИ по классической схеме фирмы I u wlett-Packard. Внешние акустооптические модуляторы более приемлемы ю стоимости, потребляемой мощности и некоторым другим характеристикам, однако в эксплуатации недостаточно стабильны и надежны, а
также работают на частоте не ниже 8 МГц, что усложняет преобразование и обработку сигналов в электронном блоке ЛИ. Преимуществом модуляторов на ВДР является легкость установки и обеспечения работы на частотах 0,5... 1,0 МГц, что удовлетворяет полученному ранее соотношению (1.8) для частоты информационных сигналов, а недостатком - наличие вращающихся частей, что, однако, практически не проявилось на практике при эксплуатации ЛГИ [30].
Функция измерительного преобразования ЛГИ устанавливает связь между измеряемым перемещением и выходными сигналами интерферометра с учетом его характеристик. Преобразование информации в ЛГИ производится в два этапа (рис. 1.2). Первый этап заключается в преобразовании входного перемещения S(t) путем оптического гетеродинирования исходной световой волны и дальнейшей интерференции соответствующих лучей в изменение разности фаз или частот выходных электрических сигналов оптического блока. Второй этап выполняется в электронном блоке и заключается в измерении полной разности фаз информационных сигналов за время движения рабочего органа станка и представлении результатов измерения в цифровой форме, удобной как для дальнейшего использования в системе управления ТМ, так и для визуального наблюдения оператором
Рис. 1.2. Функциональная схема лазерного гетеродинного интерферометра с внешней механической модуляцией
I
Для определения перемещения объекта за время tU3M по известной скорости его перемещения V(t) существует формула
S = ^V{t)di. (1.10)
В ЛГИ формирование информации о перемещении рабочего органа станка осуществляется из доплеровского изменения частоты fd излучения, отраженного от движущегося уголкового отражателя, закрепленного на
суппорте. Скорость движения последнего однозначно связана с доплеровской частотой соотношением
f>=2vo/C’ (1-11)
. де v - частота излучения лазера.
Следовательно, искомое перемещение S выражается формулой
В связи с необходимостью значения частоты информационных сигналов в приводе подачи не ниже 500 кГц, что установлено в п. 1.1.2. выделение частоты fd осуществляется путем сравнения частот сигналов с опорного канала, на выходе которого выделяется опорная частота^ и измерительного канала, на выходе которого выделяется измерительный сигнал с частотой fu~f if di откуда следует, что спектр доплеровского сигнала переносится на опорную частоту, то есть выполняется гетеродинирование.
Формирование сигналов в опорном и измерительном каналах осуществляется после прохождения излучения лазера через модулятор на В ДР [9,30], который позволяет после дифракции на решетке использовать в интерферометре лучи с частотами ц v-f то есть при дифракции на движущейся периодической структуре (ВДР) осуществляется формирование гучей с различными оптическими частотами с одновременным разделением по углу. Расположение модулятора на входе оптического блока является предпочтительным, поскольку нестабильность частоты модуляции изучения, переносимая на опорную частоту, вносится одновременно как в опорный, так и в измерительный каналы интерферометра (рис. 1.2), что повышает стабильность его работы. Последующая интерференция соответствующих лучей позволяет сформировать два оптических сигнала с частотами f , причем разность указанных частот возникает только в случае -среметцения объекта контроля. Дальнейшее фотоэлектрическое преобра-1 икание обеспечивает выделение на выходе каналов интерферометра элек-i г, .-.веских сигналов 11 о и Uu гармонической формы с соответствующими м глотами. В электронном блоке сравниваются частоты сигналов с выхо-•в обоих каналов, выделяется доплеровская частота fd и, после соответст-г. -ощей обработки, согласно формуле (1-12) выдается информация об из-' репном перемещении суппорта.
Построение функции измерительною преобразования осущест-' (ялось с помощью функциональной схемы ЛГИ на основе электрооп-> । веских аналогий [30].
Пусть монохроматическое излучение лазера описывается функцией
Е = £„ехр{- jot], . (1.13)
: После преобразования излучения на ВДР и фильтрации будем рас-
сматривать два луча с частотами а>} и со2, поступающие в интерференционную схему
|Л - Y& ехр{- ’
где <р: - начальные фазы; //, у2 - коэффициенты преобразования амплитуд на модуляторе: 7=1,2,...; круговая частота модуля-
ции.
Интерференционная схема представляется четырьмя оптическими линиями задержки от модулятора до фотоприемников опорного и измерительного каналов соответственно. Фотоприемники, выполняющие функции фотоэлекгрических смесителей, и усилители являются оконечными элементами преобразования сигналов в оптическом блоке, после чего выходные сигналы опорного и измерительного каналов поступают в электронный блок.
Функция измерительного преобразования - разность фаз сигналов измерительного и опорного каналов - равна [30]
где Д£; = — 6и2 9 Д = — £о2. Из формулы следует,чго при иостоян-
стве величин Разность Фаз ф пропорциональна из-
меряемому перемещению Если в процессе измерения присутствует погрешность отсчета разности фаз, изменяются частоты излучения и модуля ции, геометрические размеры интерферометра, например, в результате, воздействия температуры, то искомое перемещение S будет измеряться с некоторой погрешностью Очевидно, что снижение погрешности достигается повышением стабильности частот ш и .<?, минимизацией влйяющих величин, а также соответствующим выбором геометрических параметров интерферометра, так чтобы £ (^£с-.и£и2 были близки друг другу, а Д 0 и А / стремились к нулю.
Синтез физической схемы ЛГИ. Прежде чем перейти к рассмотрению конкретных схем ЛГИ, реализованных для применения в качестве ДОС, приведем основные математические соотношения, описывающие
преобразование излучения лазера на В ДР, поскольку это является существенным для построения оптической схемы щтерферометра [30]. Формирование информационных сигналов в ЛГИ зависит от спектральных и энергетических характеристик модулятора, которые могут значительно меняться в зависимости ст использования амплитудной, или фазовой В ДР.
Предполагая, что поле световой волны с гауссовым распределением амплитуды в поперечном сечении, падающей нормально к плоскости решетки, описывается выражением
где - радиус луча лазера; г = yic2 ч у2 - расстояние от оси луча, а дифракционный спектр выражается интегралом Фурье:
со со
Е(и) = f ]Е(х,у)Т(х)ехр{-jwcjdccfy, >
—со —со
(1.17)
где и кмпЗ - пространственная частота; к - волновое число;(9 - угол дифракции; Т(х) - функция пропускания В ДР, то по результатам работы [30] можно сделать вывод, что в интерферометре с амплитудной В ДР используются луч с частотой а)1^Ф^2лу и гетеродинный луч с частотой П^2л(у-/)г а в интерферометре с фазовой ВДР - два гетеродинных луча с частотами (Dr o-Q-^2n(y^f) и G)2^(thQ^2n:(v-f). Тогда, исходя из анализа схемы, получаем, что опорная частота в ЛГИ с амплитудной ВДР равна/ а в ЛГИ с фазовой ВДР - 2/.'
В свете изложенного выше синтезированы физические схемы одно-it двухкоординатного ЛГИ, защищенные а.с. 1019233 и а.с. 1227948 (рис. 1.3). В качестве источников излучения использованы серийные мало-габаритаые лазеры, соответственно, ЛГ-66 и ОКГ-13; возможно также использование ЛГ-78, ЛГИ-207 и других [56].
В однокоординатном ЛГИ сигналы с фогоприемников - фотодиодов -после соответствующего усиления и преобразования в прямоугольные импульсы поступают на реверсивный счетчик электронного блока. При движении уголкового отражателя, установленного на суппорте реверсивным г летчиком за счет неравенства частот сигналов с фотоприемников накапывается разность показаний, соответствующая полной разности фаз Ф, и, с ( ответственно, измеряемому перемещению S.
Синтез самостоятельной схемы двухкоординатного ЛГИ обусловлен г ч раниченной длиной когерентности нестабилизированного лазера. Опти
ческая схема отличается введением дополнительных элементов, в том числе второго уголкового отражателя. В электронный блок, соответственно, введен еще один реверсивный счетчик для подсчета перемещения рабочего органа станка по второй координате.
Рис 1.3 Оптическая схема лазерного гетеродинного интерферометра
с модулятором на ВДР: 1 - лазер; 2 - модулятор; 3-8, 5-19 - зеркала; 9,14 - уголковые отражатели, 10,11,20 - фотоприемники. 13 - электронный блок; 21-23 - предварительные усилители
В электронном блоке подсчет перемещения осуществляется в соответствии с формулой
S=K,^> (1.18)
где /<„ - коэффициент пересчета; Ns - число счетных импульсов, причем результат измерения может формироваться с дискретностью ОД мкм и 0.2 мкм. Последняя формула является аналогом выражения (1.12), но в дискретном виде.
Таким образом, в результате проведенных теоретических и экспериментальных исследований были разработаны и изготовлены образцы ЛГИ, которые послужили основой для создания высокоточного ДОС привода подачи прецизионного ТМ.
I
1.2.3. Анализ структуры погрешностей измерения перемещения суппорта прецизионного токарного модуля ДОС на основе ЛГИ
Применение ЛГИ на ТМ типа ТПАРМ в качестве ДОС потребовало анализа суммарной погрешности измерения перемещения AS, поскольку от этого зависит точность позиционирования рабочего органа.
Погрешности любого измерительного устройства (ИУ) можно классифицировать по различным признакам: по размерности, по характеру связи между величиной погрешности и уровнем сигнала, по закономерности появления при многократных испытаниях, по условиям и причинам их появления [30].
Величина AS для любого интерферометра определяется многими факторами, рассмотренными ранее в работе [45]. Тем не менее, необходим анализ структуры погрешностей измерения перемещения ЛГИ с учетом введения модулятора на ВДР, нестабилизированного лазера и ряда конструктивных особенностей, обусловленных встраиванием интерферометра в ТМ.
Проведенные исследования показали, что суммарная погрешность AS может быть разделена на две по условиям их появления* статическую и динамическую (табл. 1.2). Статическая погрешность ASim , выраженная в единицах измеряемой величины, возникает при установившемся режиме измерения, когда измеряемая величина и выходной сигнал сохраняют постоянное значение. Динамическая погрешность AS дин имеет место при не-установившемся режиме измерения и добавляет ся к статической. Следовательно, имеет место соотношение
AS^AScm I AS^ / (1.19)
причем обе составляющие правой части состоят из нескольких компонентов, обусловленных различными факторами.
Структура погрешностей представлена в табл. 1.2, а подробный анализ компонентов рассмотрен ранее в книге [11].
Для проверки точностных характеристик установленного на станке однокоординатного ЛГИ моноблочной конструкции с минимизированной температурной погрешностью (за счет тепловой изоляции лазера от оптической части) выполнены измерения концевых мер длины 5-го разряда. Концевые меры базировались на направляющих токарного станка 16БО4П (рис. 1.4) и по специальной методике [30], осуществлялось измерение их длины с помощью ЛГИ (дискретность отсчета 0,1 мкм), причем в качестве нуль - индикатора служил индуктивный датчик ИМП-2 с дискретностью 0,1 мкм. Каждая концевая мера (5 мм, 10 мм, 20 мм, 30 мм, 40 мм, 50 мм, 60 мм, 70 мм, 80 мм, 100 мм) измерялась 30 раз, при этом в процессе измерения каждой из мер температура окружающего воздуха изменялась в пределах ±0,2°С, давление и влажность были нормальными, источники колебаний практи зески отсутствовали.
f
^Таблица 1.2
Структура погрешностей измерения ЛГИ перемещения суппорта по условиям их появления
• Погрешность измерения
» ' статическая динамическая
Основная погрешность Погрешность приближения вследствие дискретности выходного сигнала и погрешности счета в электронном блоке. Погрешность ст изменения внутренних параметров вследствие нестабильности мощности и частоты излучения, производственно-технологических погрешностей, тепловых деформаций при выделении тепла лазером. Погрешность от действия внутренних дестабилизирующих факторов вследствие шумов оптоэлектронной цепи и внутренних наводок в электронном блоке. 1 Погрешность от динамического искажения выходного сигнала
Доп олнител ьная погрешность Погрешность от изменения длины волны излучения при изменении параметров воздушной среды. Погрешность от изменения линейных размеров интерферометра -[при изменении температуры окружающей среды. Погрешность установки интерферометра на станке Погрешность от вибрационных воздействий. Погрешность от ' электрических и электромагнитных наводок.
Рис. 1.4, Схема исследования точностных характеристик ЛГИ по концевым мерам длины: 1-суппорт; 2-датчик касания;
3-направляющие станка 16БОП4П; 4-упор; 5-опорная концевая мера длины 6-интерферометр; 7-измеряемая концевая мера длины.
Погрешность измерения, мкм
Длина концевой меры, мм
Температура,
Рис 1.5 Погрешности измерений концевых мер длины 5-го разряда (1) посредством ! И и значения температуры (2) в рабочем помещении при проведении измерений
Статистическая обработка данных, выполненная при доверительной вероятности 0,95, показала высокую сходимость измерений концевых мер, выражающуюся в Том, что СКО среднего нс превышает 0,1 мкм, а доверительный интервал - 0,2 мкм. Указанное хорошо согласуется с оценкой погрешности ЛГИ по формулам. В то же время погрешности измерения длины мер, равные разности среднего значения измерений и номинальной длины каждой концевой меры, были различны и не всегда близки к нулю (рис. 1.5). Это связано, в первую очередь, с тем, что при измерениях концевых мер различных номиналов в разные дни температура окружающего воздуха имела отличие от нормальной (до нескольких градусов). Указанное приводило как к изменению номинальной длины концевой меры, так и к возрастанию температурных погрешностей измерения ЛГИ. Сопоставление кривых на рис. 1.5 хорошо иллюстрирует связь погрешности измерения с отклонением температуры от нормальной.
Проведенные исследования и результаты оценки точностных характеристик ЛГИ свидетельствуют о возможности и целесообразности его использования в качестве высокоточного ДОС привода подачи
1.3. Повышение параметрической надежности многоступенчатой фрикционной передачи
1.3.1. Улучшение кинематических характеристик и силовых соотношений вМФП
Результаты исследований показали, что длт выполнения высокоточной обработки на прецизионных станках целесообразным является применение в приводах подачи фрикционных передач (с цилиндрическими роликами), которые при определенных условиях способствуют реализации технических характеристик приводов, недостижимых при использовании. других типов механических передач. Известно, что механические передачи должны обеспечивать максимальную кинематическую точность и высокую равномерность перемещения, практически не иметь нелинейностей (зазоров), обладать низким уровнем ВА колебаний, минимальным собственным моментом сухого трения и высоким КПД, иметь высокую долговечность, минимальные габариты и вес и приемлемую технологичность конструкции.
К достоинствам ФП можно отнести простоту и технологичноегь конструкции, равномерность передачи движения, бесшумность, относительную дешевизну, к недостаткам - необходимость усилий прижатия роликов, превышающих передаваемые усилия и создающих повышенные нагрузки на опоры, непостоянство передаточного отношения при измене
нии нагрузки (из-за проскальзывания), повышенное изнашивание рабочих поверхностей роликов, в том числе из-за пробуксовывания.] В исследованиях ряда авторов анализировались в подавляющем большинстве случаев только одноступенчатые ФП (приборные) или вариаторы. Однако в них не рассматривались конструкции МФП, объединяющих в себе функции редуктора и тягового механизма привода подачи МРС, и, соответственно, не приведены результаты анализа взаимодействия элементов в таких ФП, определяющего параметрическую надежность привода в целом [14].
Опыт эксплуатации приводов с МФП, разработанных в ПО "Тантал" (рис. 1.6), на прецизионных ТМ типа ТПАРМ [10,33] показал, что при их рациональной компоновке обеспечивается значительное упрощение кинематических цепей, высокий КПД, низкий уровень ВА колебаний, возможность реализации режима стружкодробления (например, при предвари-гельных проходах) путем наложения возвратно-поступательных перемещений на формообразующие движения суппорта. Однако в процессе эксплуатации приводов с МФП был выявлен ряд факторов, которые приводили к снижению их параметрической надежности, отказам приводов и ТМ. Теоретические исследования и практический опыт обусловили необходимость системного подхода к анализу параметрической надежности не только привода подачи в целом, но и собственно МФП, что позволило, в соответствии с концептуальными положениями, связать на междисциплинарном уровне физические процессы в контактах фрикционных пар, вопросы долговечности МФП, особенности силового взаимодействия роликов, динамические и точностные характеристики привода, а также вопросы его настройки, диагностирования и обслуживания.
Рис. 1 6 Многоступенчатая фрикционная передача (МФП)
Важнейшими показателями ФП являются передаваемый момент, КПД, реализуемое передаточное отношение, причем известно, что ФП имеют меньшую нагрузочную способность по сравнению с зубчатыми и винтовыми передачами. Основная зависимость, определяющая работоспособность ФП, имеет вид
где Рп-сила прижатия роликов; 7rmp -коэффициент трения; Д -запас сцепления (для силовых передач Д = 1.2...2,0,для приборных Д = 2,0...3,0); Ft -передаваемая окружная сила. Из формулы (1.21) следует, что сила Рп значительно превышает Ft.
Анализ триботехнических характеристик контакта фрикционных пар
Материалы элементов ФП должны обладать возможно более высоким ктр, достаточно высоким модулем упругости и низким коэффициентом внутреннего трения, (в противном случае увеличиваются скольжение и гистерезисные потери на деформацию при перекатывании роликов), высокой контактной выносливостью, повышенной стойкостью к износу и заеданию цри скольжении, хорошей теплопроводностью. В связи с этим для роликов ФП используются закаленные стали твердостью HRC 60 (шероховатость поверхности Ra = 0,32...1,25 мкм), например, ШХ-4, ШХ-15, 18ХГТ, 18ХВН, 65Г и другие [14].
Характер изменения величины ктр следует рассматривать с привлечением основных понятий триботехники, которые предполагают необходимость анализа механики контакта (макрогеометрия), механические свойства тел, вид деформаций, контактные силы, тип и скорости относительного движения, топография поверхности (микрогеометрия) и физико-химических процессов в контакте (учет влияния смазки и загрязнений, образования и разрушения окислов, адгезионных связей и т.д.)[70]. Так, например, коэффициент трения мало меняется с изменением контактных напряжений, но достаточно сильно—при изменении состояния поверхности с высокой или низкой исходной шероховатостью. В процессе приработки поверхности сглаживаются или загрубляются и приобретают так называемую эксплуатационную равновесную шероховатость, устойчиво сохраняющуюся на протяжении остального периода работы, вплоть до начала необратимых разрушений поверхности. Наиболее достоверными могут считаться те значения ктр , которые получены из испытаний самой ФП в условиях ее эксплуатации.
Исследования показали, что периодические структурные преобразования поверхностных слоев взаимодействующих роликов в процессе работы, наряду с попаданием на них пыли, влаги, масла и т.п., вызывают колебания значений ктр. При этом меняются не только тяговые свойства МФП, но и параметрическая надежность привода подачи.
Поверхностные слои изменяются, в основном, под воздействием переменных деформаций в зоне контакта, а также в результате физического и химического взаимодействия с окружающей средой: локальных температурных скачков, при окислении, образовании и разрушении адгезионных связей, фреттинг-коррозии и других явлениях (в частности, исследования, проведенные в СГТУ, показали наличие в нижней части корпуса МФП продуктов износа фрикционных пар, а рентгеноструктурный анализ выявил присутствие в них оксидов железа Fe2O3 и Fe3O4). Указанное изменяет структуру поверхностного слоя, вносит нестабильность в процесс трения на микроуровне и приводит к стохастическому изменению коэффициента трения.
Попадание на поверхность контактирующих пар влаги, органических веществ и продуктов износа в ряде случаев существенно изменяет величину ктр [14]. Табличные значения ктр для пары сталь-сталь со смазкой составляют 0.05, а без смазки - 0,15. Согласно экспериментальным исследованиям величины ктр на МФП модуля ТПАРМ-100, при наличии на поверхности роликов продуктов износа, масляной пленки, и т.д. значения ктр менялись от 0,12 до 0,2 для пары ролик-ролик и от 0,21 до 0,41 для пары ролик-шток, что свидетельствует об отличии реальных величин коэффициентов трения в МФП от табличных, которых можно добиться только в лабораторных условиях при идеально чистых и тщательно обезжиренных поверхностях пар трения. Проведенный сопоставительный анализ параметров МФП при работе без смазки и со смазкой (масло ’’Индустри-альное-20”) показал, что масляная среда, во-первых, обеспечивает защитные свойства против фрикционного окисления, на что указывалось ранее для одноступенчатых ФП, во-вторых, не ухудшает тяговых свойств МФП, а наоборот стабилизирует их за счет удаления продуктов износа из зоны контакта. Это позволило разработать конструкцию и рекомендовать к внедрению МФП с масляной средой [14,30].
Миншшзация силовых взаимодействий элементов МФП
Как было отмечено выше, МФП, в отличие от одноступенчатых, обкидают некоторыми особенностями, обусловленными процессом передачи касательной силы FT через несколько контактирующих пар роликов. Учи-1ывая это, можно выбрать как рациональную схему компоновки МФП на
стадии проектирования, так и целесообразную методику настройки в процессе изготовления и эксплуатации. Известно, что ФП может передать в точке контакта двух роликов силу
Fr <kmpNh , (1.49)
где Nk - нормальная сила в точке контакта.
В простейшем случае двух роликов сила Nk равна силе прижима Рп, обеспечиваемой устройством натяга. В МФП, когда оси роликов и линии контакта расположены не на одной прямой, действующая в данной точке сила F& зависящая в основном от момента нагрузки, влияет на нормальные силы в соседних точках контакта[15]. Указанное подробно исследовано на примере двухступенчатой ФП привода ТМ ТПЛРМ-100, состоящей из двух фрикционных пар "ролик-ролик" и одной фрикционной пары "ролик-шток" (рис.1.7). Оси роликов О] и О3 жестко закреплены в корпусе ФП, а ролик О2 имеет возможность самоустанавливаться по роликам Оi и О2 и прижимается к ним силами Рп} и Рп2 , направленными по линии центров соответствующих роликов и действующими на ось ролика О2 .
Рис.1.7. Схема распределения сил в двухступенчатой фрикционной передаче привода подачи модуля ТПАРМ-10С
Обозначив угол между и Рп2 через а, условие статического равновесия ролика О2 в векторной форме можно записать в виде
N > - Р „2 + Fh sin а - (Д4к, - Д,) cos а = 0;
(151)
^11-P„1+KJsina-Qv„-P„2)cosa = 0.
Из схемы (рис. 1.7) видно, что возникающие в процессе передачи крутящего момента силы FTl и Ft2 оказывают влияние на величину нормальных сил Nk2 и Nki при постоянных силах Рп1 и Рп2
Кроме того, из анализа выражения установлено, что для каждого из значений % = d2 / D2. определяющего соотношение касательных сил PTi и Ft2 (так как d2 / D2= FTi / Ft2 ), существует оптимальное значение угла а™п, при котором это взаимовлияние сил минимально [14]. Действительно, для момента проскальзывания между роликами выражение (1.23) может быть приведено к виду
Л3, = ~ -----------------— (1-24)
X2sina + ^X2cosa + ^
Из выражения для первой производной по а
dFi = __ P^1kdcosa + х} ..
1 / \2
аа rsin<z + t ycosa + k
\ ZL 2 n,P /v 2 - n,P I
можно получить условие экстремума
amin=arccos(-x2),
(1.26)
которое для значения %2 =0,28, полученного для МФП ТМ ТПАРМ-Г00, равно amin = 106°. В упомянутой МФП из конструктивных соображений угол а выбран близким к 90°, тогда из формулы (1.23) следуют соотношения
Л; - Nki + Fri ;
Рц2 = FT1 ,
(1.27)
(1.28)
с учетом которых и принятого обозначения й/Ц силы прижима, необходимые для обеспечения заданного усилия на штоке Fuim, выражаются формулами
(1.29)
(1.30)
В процессе эксплуатации МФП взаимовлияние фрикционных пар проявляется в несимметрии привода подачи, выраэкающейся в различии максимальных усилий развиваемых приводом при движении суппорта в различных направлениях, что влияет как на динамические свойства привода, так и на его параметрическую надежность в целом. Экспериментальные исследования показали [14], что относительное изменение при реверсировании привода составило около 40%. Упомянутое усилие может быть использовано для оценки технического состояния МФП и диагностирования привода подачи, так как определяется регулировкой усилий в отдельных фрикционных парах.
Рассмотренное взаимовлияние сил в МФП учтено при разработке методики ее настройки в процессе изготовления и при проведении технического обслуживания. Это обеспечило рациональное распределение усилий в фрикционных парах и минимизацию их силового взаимовлияния при передаче момента, что способствовало повышению кинематической точности и долговечности МФП
При прижатии взаимодействующих элементов ФП с силой Рп происходят их упругие деформации, в результате чего вместо линии касания образуется площадка (полоска) касания. Ширина площадки касания для пары ролик-ролик равна [30]
а для пары ролик-шток -
(I 32)
где г, - радиус роликов; f- длина полоски касаний, ® = ~ /Л ) ' С, + - //ЕР> А ” коэффициенты Пуассона (// •- 0, 3 для стали); 7?, - модули упругости (К — 2,1 . 105 МПа для стали)
При больших усилиях прижатия иа площадке касания возникают значительные контактные напряжения, носящие переменный характер, которые при многократном приложении вызывают, как указывалось выше, усталостное разрушение рабочей поверхности. Для расчета максимальной величины контактного напряжения сжатия используется формула Герца-Беляева:
еж? .пах ’ а г сжмп 5 V /
V ьр
где' е=2е,еЛЕ> + £,) приведенный модуль упругости; р - /лг /(г + г2) - приведенный радиус кривизны; стсжд(т - допускаемое контактное напряжение сжатия (для закаленной стали <усждоп - 800 ЙЙ/м2). Формулы (1.31) - (1.33) применены в разработанной в СГТУ методике расчета долговечности МФП, проведенной по аналогии с расчетом долговечности подшипников качения, характер взаимодействия элементов которых во многом идентичен характеру взаимодействия фрикционных пар исследуемой передачи [14] Полученные результаты в основном соответствуют практическим данным.
При небольших усилиях прижатия под воздействием нагрузки на ФП возможно пробуксовывание роликов, что приводит к интенсивному локальному износу рабочей поверхности и изменению ее геометрии (появлению лунок или лысок). Последнее вызывает появление ударны?: нагрузок, что обусловливает возрастание вибраций, увеличение потерь в ФП и неравномерность изнашивания рабочих поверхностей. Так, например, экспериментально-аналитическое исследование влияния износа поверхности фрикционных пар на характеристики перемещения штока МФП показало, что неравномерность скорости перемещения штока определяется геометрическими параметрами локальных дефектов поверхности и усилиями прижатия фрикционных пар. Из этого следует, что для каждой взаимодействующей фрикционной пары должны быть рассчитаны оптимальные усилия прижатия, обеспечивающие максимальную долговечность и параметрическую надежность МФП Необходимо отмотать, что наиболее целссо- -образным является автоматизирование расчета МФП, что позволит осуще-с (вить в диалоговом режиме выбор ее.приемлемых параметров.
Используемые на ГМ типа ТПАРМ в приводах подачи МФП имеют, как указывалось выше, ограничения по величине развиваемой силы на штоке, причем верхний предел связан с величиной контактного напряжения сжатия стежаш в наиболее нагруженной фрикционной паре, а нижний предел - с пробуксовкой роликов в случае, когда сила резания становится сравнимой с величиной FWmm«x- В первом случае снижается долговечность 29
МФП, а во втором - резко снижается параметрическая надежность привода подачи и модуля в целом. Это обусловило целесообразность контроля величины Реттах как интегрального диагностического параметра, определяющего работоспособность МФП. Разработанное динамометрическое устройство (ДУ) позволило как в процессе настройки МФП, так и в процессе эксплуатации оперативно определять усилие РшпгтаХ) развиваемое приводом, что способствовало исключению ряда отказов[14].
Упомянутое ДУ позволяет фиксировать усилие сжатия до 1000Н с погрешностью не более 25 Н. В процессе измерения ДУ размещалось между элементами станины и кареток суппорта модуля. Перемещение кареток осуществлялось в ручном режиме со скоростью 3...5 мм/с по координатам X и Z до остановки суппорта в результате проскальзывания МФ1I. В этот момент фиксировалась величина Fuimmax В условиях эксплуатации контроль усилия Fvimmax был выполнен на 38 модулях ТПАРМ-100 и 2-х модулях ТПАРМ-100М (экспериментальная лаборатория).
Обобщенные результаты измерений (табл. 1.3) свидетельствуют о, том, что после внедрения ДУ в 2,5 раза уменьшилось количество приводов с FMmmax< 400Н (это усилие является номинальным), что обеспечило значительное снижение числа отказов ТМ из-за нарушения работоспособности МФП. Кроме того, на ряде модулей МФП были настроены на усилие Futmmax > 600Н, что позволило проводить на них обработку с достаточно большими силами резания (например, точение деталей из различных марок стали).
В результате испытаний установлена целесообразность применения ДУ для оперативной оценки величины FUirnmax в условиях эксплуатации. Выявлена необходимость введения параметра "усилие, развиваемое приводом подачи" в перечень показателей, включенных в ТУ на модуль липа ТПАРМ, а также в приемо-сдаточные акты, составляемые после проведения мероприятий в рамках СЮ и ПР.
Таблица 1.3
Результаты измерений усилия на штоке МФП приводов подачи модулей ТПАРМ в условиях эксплуатации до и после внедрения динамометрического устройства
Усилие Количество приводов
на штоке до внедрения ДУ После внедрения ДУ
<400 Н 25% 10%
400Н- 600Н 75% 56%
>600Н ** 34%
Анализ передаточного отношения МФП
Передаточные отношения ФП обычно не превышают следующих значений: 1фп<1 в обычных передачах; 4/,Л<15 в передачах с разгруженными валами; ц/>« <25 в передачах приборов[90]. Проскальзывание в ФП учитывается введением в формулу для передаточного отношения 1фп коэффициента скольжения :
(U _ Г1
(1-34)
где - угловые скорости ведущего и ведомого роликов ФП, причем величина составляет до 0,005 для стали по стали без смазки и до 0,05 для стали по стали со смазкой.
Реальные значения для МФП в известной литературе отсутствуют, поэтому для оценки указанного параметра были выполнены исследования на специальном стенде [14], методика и результаты которых приведены в п.1.3.2. Они показали, что значения относительного скольжения при рациональной настройке МФП не превышают величины = 2 . 10 при работе передачи как без смазки, так и со смазкой. ,*
Сохранение постоянного значения 1мфп определяет точность передачи, которая может быть оценена погрешностью изменения линейной скорости штока Vwm (величина /^реальных МФП модулей типа ТАПРМ составляет от 1/21 до 1/100). Изменение передаточного отношения МФП Определяется двумя факторами: погрешностями диаметральных размеров роликов и скольжением в МФП, оцениваемым коэффициентом £с. Произведем анализ изменения величины Ушт для двухступенчатой ФП, изображенной на рис.1.7. В идеальном случае, когда значения всех параметров МФП постоянны, а скольжение отсутствует, скорость штока выражается формулой [30]
г,0 Л
V щт 1 Z мфп • Г
(135)
.0 .(°).
где 1уф ~ in ,&) - угловая скорость первого ролика, задаваемая от электродвигателя привода подачи; г? - малый радиус ролика 3, непосредствен-но определяющий скорость у ~ передаточные отношения соот
ветствующих пар роликов.
В реальном случае при наличии погрешностей геометрических
размеров роликов передаточное отношение i}2 - первой пары роликов определяется выражением
L = + + (1.36)
где 3R,= ARjR„ 8R2 = ArJR2, AR,> AR2 - случайные or-клонения радиусов роликов 1 и 2. По аналогии для второй пары роликов имеем
где §Г2 = ArJri” <5R> ARjRi, Ari A R ». .-случайные от-клонения радиусов роликов 2 и 3. Поскольку реальное передаточное отношение МФП с учетом скольжения имеет вид
й„ = /3.(1 + #R X1 + 8R X1 + ^Х1 + 8R X1 + (1 -38)
следовательно, скорость штока определится выражением
= 8 к), (1-39)
а о / о
где = ДГз/Г^’ Arc случайное отклонение радиуса ролика 3. Подставляя в (1.39) формулу (1.38), раскрывая скобки и пренебрегая членами 2-го порядка малости, получаем
Г = Г™(1+ + 3R 2 + Згз + 8R з + 8гз - <), (1-40)
откуда относительное изменение скорости шгока
определится выражением
. ’ 8V,..„. = j/?. + 2 + jr2 + ^7?.з + Згз ~ £• (1 42)
Поскольку допустимое отклонение размеров роликов МФП модулей типа ТПАРМ составляет 0,002 мм, то для реальных размеров роликов вы-ражение £ S = АЛ, + $R ,2 + 3Гг + АТ?, + £г, + £ по величине не пре-восходит значения ЗЛО’4 , в то время как имеет величину порядка 2-10'\ Отсюда следует, что скольжение роликов составляет основу погрешности о
Я?, поскольку величиной £<5* можно пренебречь. Если учесть, что значение 4с само по себе является достаточно . малой величиной,
то можно сделан, заключение о высокой стабильности передаточного отношения МФП и, следовательно, о практически линейной связи величин и в выражении (1.39).
Коэффициент полезного действия МФП по величине превышает аналогичные для других типов механических передач. При оценке КПД ту фрикционной передачи в общем случае учитываются потери на геометрическое скольжение NeC} упругое скольжение Nyc, трение в подшипниках NniU} сопротивление катков NKm:
n = Nj(Nm+N^ , (i-43)
где Nnojl - полезная мощность; Nnom- потери мощности, Nnom-NjC+Nyc+NnUi +NKm. Так как у МФП с металлическими колесами упругое скольжение практически отсутствует, а геометрическое скольжение не допускается, то Nnom^Nniu+NKm В этом случае для рациональной конструкции, при высокой точности изготовления и тщательной настройке МФП се КПД достигает величины 0,95...0,97, что превосходит КПД лучших шариковых винтовых передач (ШВП) (не более 0,8...0,9) [14].
1.3.2. Экспериментальное исследование относительного скольжения в МФП модулей типа' 111АРМ
При анализе ФП используется понягие "относительное скольжение”, характеризующее разницу длины пути, проходимого роликом при пёрека-тывании по плоскости за один оборот, и длины его окружности [14]. В приложении к МФП указанное понятие в известной литературе практически не рассматривалось, что потребовало проведения соответствующих исслецований.
Качение роликов передач, применяемых в модулях типа ТПАРМ, характеризуется одинаковыми упругими константами материалов роликов и штока, и при условии принятия эллиптического закона распределения давлений и постоянства коэффициента трения, можно допустить наличие в зоне контакта трех участков; двух участков скольжения по краям, и расположенного между ними участка сцепления. При реальном значении ктр (п. 1.3.1) и реальных соотношениях геометрических параметров роликов передний участок скольжения исчезает, и зона контакта делится на участок скольжения и участок сцепления, начинающийся у входа в контакт. В частном случае, когда в контакте реализуется максимальная касательная сила, вся зона контакта охвачена скольжением.
При взаимодействии стальных цилиндрических роликов их деформации малы, следовательно, ширина полоски контакта весьма мала по
сравнению с радиусами, материалы тел претерпевают плоскую дсформа- I цию и подчиняются закону Гука. Приведенные в работе [14] экспериментальные и теоретические тяговые характеристики фрикционных пар сталь-сталь (ШХ15) с /?/ = R2 25 мм, HRC 60...62 подтверждают наличие зависимости £с от передаваемого момента (при постоянной силе прижатия), обнаруживая одновременно определенные расхождения экспериментальных и теоретических значений. В работе делается попытка объяснить эти расхождения повышенной тангенциальной податливостью микро неровностей рабочих поверхностей роликов. Кроме того, сказываются погрешности измерения скоростей роликов ввиду малости £. при стальных роликах и возможный перекос их осей.
При использовании ФП в замкнутом приводе подачи модуля типа ТПАРМ величина на первый взгляд, существенного значения не имеет, однако в динамическом режиме, при разгоне, торможения, реверсе, при работе привода со стружкодроблением - она в значительной степени влияет на динамические свойства привода подачи Реально это приводит к отказам, т.е. аварийным остановкам модуля из-за срабатывания блокировки "несовпадение координат", искажению формы при обработке сложных поверхностей, отсутствию стружкодробления и т.п. Очевидно, что величина является важной характ еристикой МФП, позволяющей объективно оценить ее потребительские свойства с учетом различных факторов, которые трудно определить в явном виде (например, перекос осей).
Сложности в измерении скоростей роликов из-за высоких требований к точности измерений (ввиду малых значений дали основание разработать оригинальную методику оценки величины скольжения МФП модуля типа ГПАРМ учитывающую ее особенности [14] Наличие сравнительно короткого поступательно движущегося конечного звена (штока") не позволяет проводить измерения при его перемещении в одну сторону с достаточной точностью ввиду малых значений В то же время реверсивная работа привода с односторонней нагрузкой соответствует реальным условиям эксплуатации и позволяет, ввиду значительной абсолютной величины скольжения при достаточно большом числе двойных ходов, измерить ее с достаточной точностью.
Из схемы испытательного стенда (рис. 1.8) видно, что при наличии односторонней нагрузки на шток в виде груза, подвешенного через блок, скорость штока будет отличаться от расчетной или от скорости холостого хода: при опускании груза она будет больше, а при подъеме - меньше на * величину, определяемую скольжением. Суммарный угол поворота входного ролика будет в первом случае меньше, а во втором - больше, чем в случае холостого хода, т.е. когда скольжение можно принять равным нулю.
Обеспечив /достаточно точную фиксацию штока в момент измерения, относительное скольжение можно определить но формуле
9'е "~(ССхх“^н)^^хх •>
(144)
где а**, а» - суммарный угол поворота входного ролика без нагрузки и с нагрузкой, соответственно После выполнения МФП определенного числа двойных ходов, шток вручную подводился к индикатору и фиксировалось его положение.
Рис 1 8 Схема стенда для исследования скольжения в МФП:
1 -фрикционная передача, 2-нагрузка, 3-блок, 4-индикатор часового типа; S2 - конечные выключатели; 5-указатель угла поворота со шкалой: 6-стойка
Для определения величины абсолютного скольжения удобно использовать величину " оСхх - ath подсчитанную за определенное число двойных ходов, которая измеряется с помощью указателя; закрепленного на валу входного ролика, и шкалы на корпусе МФП. Она равна разности
между положением указателя в начале эксперимента и после выполнения определенного числа двойных ходов.
Угол ахх определялся путем подсчета числа оборотов входного ролика на очень медленной (ползучей) скорости перемещения штока и при отсутствии нагрузки по формуле
^2(У,+^ЛД360°?
(1.45)
где - число оборотов, необходимое для перемещения штока от индикатора до конечного выключателя 5\; А/? - число оборотов, необходимое для перемещения штока от до S2; kgx - число двойных ходов.
Относительное скольжение определялось по формуле
(1.46)
Каждое измерение повторялось не менее трех раз; определялось среднее арифметическое результатов измерений, которое затем подставлялось в формулу (1.46) для определения
Для измерения предельных усилий, развиваемых на штоке, использовалось упомянутое выше ДУ, которое ’’зажималось” между штоком и стойкой 6 (рис. 1.18 а) в одном случае, между штоком и корпусом МФП -в другом. В экспериментах ФП регулировалась на три предельных усилия: 250 Н, 450Н, 800 Н
Рабочие возвратно-поступательные движения штока обеспечивались электродвигателем постоянного тока, питаемым от стабилизируемого регулируемого источника постоянного тока Б5-7. Реверс осуществлялся путем изменения полярности подаваемого на двигатель напряжения посредством конечных выключателей S], S2 (рис. 1.8) и промежуточного реле, контакты которого коммутировали цепь питания электродвигателя. Цепь управления питается от отдельного источника 6/-27В. В процессе эксперимента контролировались ток и напряжение в цепи питания элекгродвигателя.
Для первой серии экспериментальных исследований МФП был взят трехступенчатый фрикционный редуктор модуля ТПАРМ-100, обеспечивающий перемещение штока 0,6мм на один оборот входного вала (* -И/100), настроенный по заводской методике, в рабочем состоянии, поверхности роликов не смазаны (условно сухие). Последняя фрикционная пара ролик-шток обеспечивала усилие (буксовала) при 450 Н.
Вращая входной вал вручную, подсчитывали угол от исходной точки до точек реверса. После подстановки получили следующее значение угла поворота входного вала за десять двойных ходов по формуле (1.45) .*
ах^~ 2 (20 + 10.8) 360° - 72000°. (1.47)
После завершения измерений относительного скольжения условно сухого редуктора, через верхнее окно в корпус редактора заливалось масло, стекавшее в подставленную под пего емкость. Полив маслом периодически повторялся в процессе измерений. На рис. 1.9 изображены зависимости от-носительного скольжения от нагрузки на штоке для различных сред и регулировок МФП Для уточнения характера влияния динамических процес-
сов при реверсе на величину относительного скольжения были проведены измерения для других значений количества и длины двойных ходов (рис. 1.10).
Рис. 1.9. Зависимость относительного скольжения в МФП ТПАРМ-100
от нагрузки на штоке при постоянном угле поворота входного вала:
1 - ФП условно сухая ( FUimmax = 450 Н); 2 - ФП в масляной среде ( FUitnmGX = 450 Н); 3 - ФП в масляной среде ( Fuimmax - 800 Н). 4 - ФП в масляной среде ( Fuimtnax =
•= 250 Н)
Нагрузка на штоке, Н
Рис 1.10. Зависимость относительного скольжения в МФП ГПАРМ-100, находящейся в масляной среде, от нагрузки при постоянном предельном усилии на штоке Fииптах '*450. Н 1,2 - число двойных ходов штока 5 и 10, соответственно; 3.4 - число двойных ходов штока 3 и 5, соответственно, но длина ходов увеличена по сравнению с первоначальной (примерно в 2 раза)
Результаты измерений показали, во-первых, что величина £с примерно в 2 раза превышает данные, полученные для одноступенчатой передачи. Указанное объясняется наличием в МФП нескольких фрикционных пар. Во-вторых, масляная среда практически не сказывается па величине что может быть объяснено исходной загрязненностью условно сухой МФП, что справедливо для условий эксплуатации ТМ. Характер изменения относительного скольжения связан только с изменением регулировки МФП на различные предельные усилия на штоке (250Н, 450Н, 800Н).
МасляииЛ среда, как показали исследования, значительно снижает износ поверхностей фрикционных пар и способствует эффективному удалению продуктов износа с поверхностей роликов и штока, что, естественно, значительно повышает ее долговечность. Исследование МФП модуля ТПАРМ-80 также показали, что изменение состояния поверхностей фрикционных пар МФП незначительно влияет на величину £с.
Анализ результатов исследований показал следующее:
- величина относительного скольжения «^.наряду с предельным усилием на штоке, является важным и информативным показателем технического состояния МФП;
- МФП модулей ТПАРМ-100 и ТПАРМ-SO имеют сопоставимые величины относительного скольжения (£ не более 0,005).,причем при работе в масляной среде значения несколько меньше (до 25 %), чем при работе без смазки.
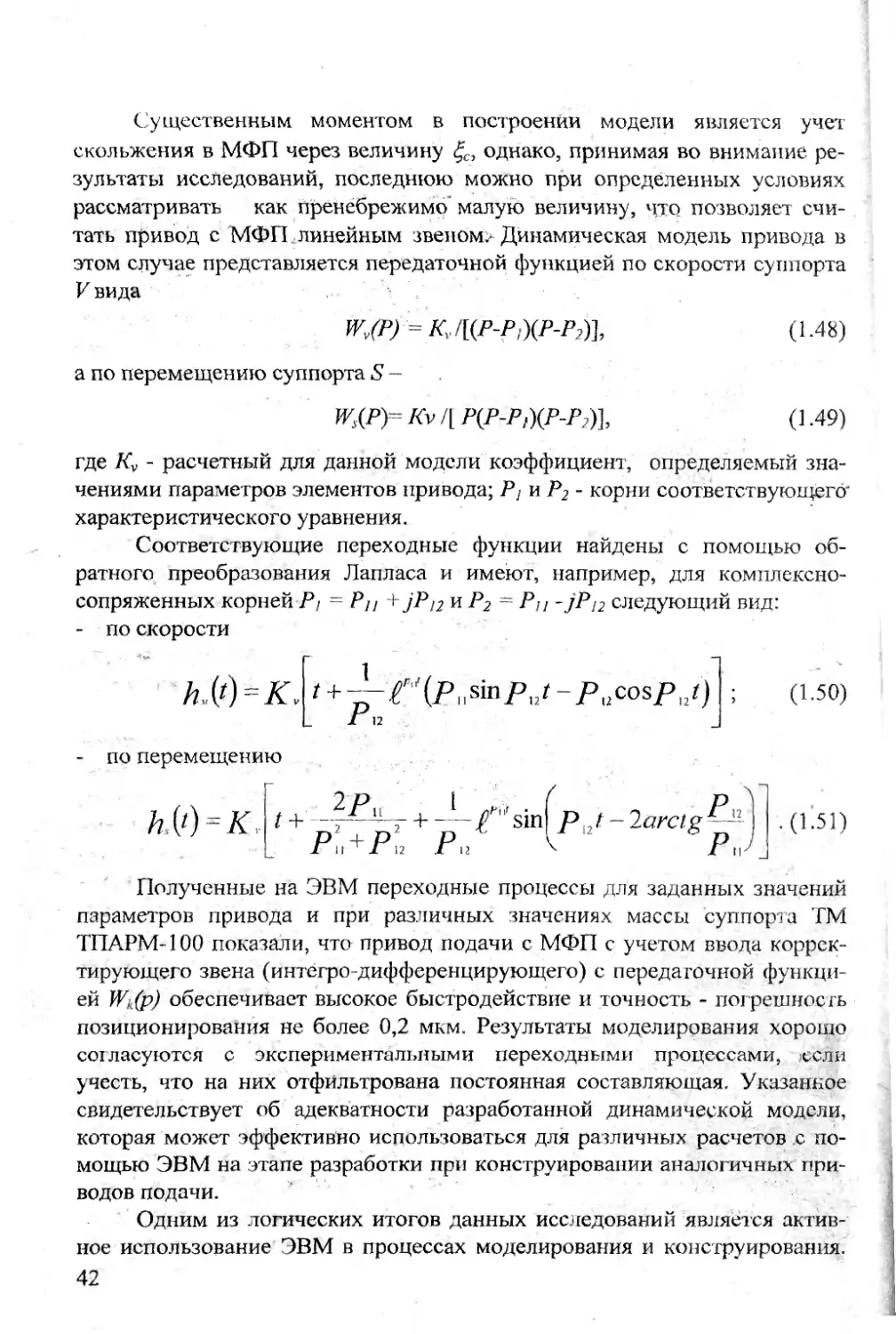
1.4. Точностные характеристики привода подачи с МФП прецизионного токарного модуля
1.4.1. Анализ динамических характеристик приводов подачи
Параметры точности обработки деталей в значительной степени определяются динамическими характеристиками приводов, в частности, амплитудно-частотными, переходными, виброакусгическими и стабильностью скорости перемещения рабочих органов по направляющим Весьма существенна роль указанных характеристик для реализации стру>ккоцроб-ления, поскольку на ТМ ТПАРМ-100, в отличие от известных методов, применяется кинематическое струкжко дробление, при котором скорость продольного перемещения модулируется по определенному закону |14]. ( Анализ научно-технической информации и опыт собственных исследований [30,55] позволили сформулировать методологию анализа динамических характеристик приводов подачи, базирующуюся на системном подходе, с учетом их существенного вклада в точное тыс характеристики ириво-
дон, и, соответственно, взаимосвязь с точностью обработки на прецизионных МРС:
1. Определение методов и средств исследования динамических характеристик приводов в частотной и временной областях.
2. Построение динамической модели привода и ее теоретические ис
следования на основе методов теории автоматического управления, теории случайных функций, теории колебаний и т.п.
3. Проведение экспериментальных исследований амплитудно-частотных, переходных, виброакустических и других характеристик приво
дов.
4. Определение направлений улучшения динамических характеристик приводов подачи (совершенствование конструкции, оптимизация режима эксплуатации, повышение качества управления и т.п,) с целью обеспечения заданных выходных параметров деталей при прецизионном
точении.
Методы исследования динамических характеристик приводов подачи базируются на задании их во временной и частотной областях.
В первом случае задаются параметры, характеризующие качество переходного процесса при отработке скачка управляющего или возмущающего воздействия. При этом нормируются время переходного процесса и перерегулирование. Иногда необходим монотонный переходной процесс, например, в случае одностороннего выбора зазора кинематической цепи при точном позиционировании, когда перерегулирование недопустимо Равномерность перемещения рабочих органов, оказывающая влияние на микрогеометрию поверхности, особенно важна при прецизионной обработке.
Во втором случае при использовании частотных областей для анализа динамических свойств используют АЧХ по управляющему воздействию в диапазоне существенных частот. При этом нормируется полоса пропускания частот элскгропривода (обычно 20...40 Гц) В ряде случаев выполняют оценку собственных частот приводов подачи и измерение их В А характеристик для того, чтобы выявить доминирующие частоты, снизить йх влияние, а также осуществить сравнительный анализ приводов и диагностирование технического состояния.
Теоретические методы исследования динамических характеристик приводов подачи МРС базируются на основных положениях теории автоматического управления с широким внедрением числовых методов, использующих ЭВМ Ра .раиоганы методы анализа и синтеза сложных электромеханических сис гем приводов, которые учитывают специфические особенности электрической и механической частей, их взаимную связь и влияние.
Задачу анализа динамических свойств привода можно считать решенной, если получена его передаточная функция или частотная харакге-рисгика по управляющему воздействию. Математическое описание электрической части приводов достаточно разработано и представлено в соответствующей литературе [55]. Более сложным является построение математической модели механической части привода. Для анализа используют эквивалентную механическую многомассовую систему с сосредоточенными массами и соединяющими их упругими элементами, обладающими жесткостью, но лишенными массы. При составлении такой схемы важно учитывать трение в направляющих, механических передачах и упругих элементах, поскольку для каждого конкретного привода эти характеристики описываются различными зависимостями
Моделирование динамических процессов в приводе подачи с МФП осуществлялось по схеме, представленной на рис.1.11. Схема включает в . себя блок управления; электродвигатель постоянного тока (ДПТ), причем используются'малогабаритные двигатели моделей ДП-35, ДП-40 и тп . МФП (рис. 1.6, 1.7), ЛГИ в качестве ДОС. Проведенный в работе [14] анализ динамической модели привода в виде многомассовой системы показам, что ранее разработанная трехмассовая модель может быть заменена на одномассовую
Для обоснования указанного выполнен анализ приведенных к валу двигателя моментов инерции роликов МФП, роторов электродвигателей, применяемых в приводах, и кареток суппорта (массой 400 кг и 200 кг). Из рис.1 12 видно, что наиболее существенным для МФП является приведенный момент инерции поджимаемого ролика О2, который, гем не менее, даже в совокупности с моментом инерции ротора двигателя, значительно меньше момента инерции суппорта. Для сопоставления инерционных сил с силами резания выполнен расчет моментов от приведенных сил инерции на валу двигателя при ускорении каретки 500 мм^с2 и от силы резания 50 Н (табл. 1.4), который показал существенную роль суппорта. Следовательно, из всех элементов привода подачи ’ГМ ТПАРМ-100 наиболее весомый вклад в динамическую нагрузку на двигатель оказывает суппорт, что и дает основание рассматривать модель привода как одномассовую.
На базе основных положений теории автоматического’ управления и ее математического аппарата, по функциональной схеме и с учетом принципов работы привода подачи с обратной связью была синтезирована его динамическая модель с управлением по скорости. Для ее описания составлена система линейных алгебраических уравнений (в области оператора Лапласар)7 устанавливающая характер преобразования сигналов звеньями динамической модели [30].
Рис. 1.11. Функциональная схема привода подачи
Рис. 1.12. Приведенные моменты инерции двигателей ДП-35(1) ДП-40(2), ДП-50(3), роликов МФП 01(4),02(5),0з(6),0о(9), кареток суппорта массой 400 кг(7) и 200 кг(8).
Таблица 1.4
Моменты от приведенных сил инерции при ускорении суппорта 500 мм/с2 и от силы резания 50 Н
Элементы привода Величина момента, Н<м-10 '2
1. Ролик О1 0,068
2. Ролик 02 1,204
3. Ролик ОЗ *• 0,116
4. Двигатель ДП-40 1,212
5. Суппорт (400 кг) 9,572
6. Сила резания (50 Н); 2.392
Существенным моментом в построении модели является учет скольжения в МФП через величину %С) однако, принимая во внимание результаты исследований, последнюю можно при определенных условиях рассматривать как пренебрежимо’ малую величину, что позволяет считать привод с МФП.линейным звеном? Динамическая модель привода в этом случае представляется передаточной функцией по скорости суппорта V вида -
WV(P) = К^Р-Р^Р-Рз)],
(1.48)
а по перемещению суппорта S -
Ws(P)^Kvi[P(P^f)(P-P2)]9
(1.49)
где Kv - расчетный для данной модели коэффициент, определяемый значениями параметров элементов привода; Р} к Р2- корни соответствующего характеристического уравнения.
Соответствующие переходные функции найдены с помощью обратного преобразования Лапласа и имеют, например, для комплексносопряженных корней Pi = Р]} + jPi2 = Рп - jP}2 следующий вид:
- по скорости
Ш=К, t +
rXP^p^-p^cospj)
(1.50)
по перемещению
= t+ -
/''sin р 2t ~2arctg~— .(1.51) V D
Полученные на ЭВМ переходные процессы для заданных значений параметров привода и при различных значениях массы суппорта ТМ ТПАРМ-100 показали, что привод подачи с МФП с учетом ввода корректирующего звена (интсгро-диффсренцирующего) с переда гочной функцией W^p) обеспечивает высокое быстродействие и точность - погрешность позиционирования не более 0,2 мкм. Результаты моделирования хорошо сшласуются с экспериментальными переходными процессами, если учесть, что на них отфильтрована постоянная составляющая. Указанное свидетельствует об адекватности разработанной динамической модели, которая может эффективно использоваться для различных расчетов с помощью ЭВМ на этапе разработки при конструировании аналогичных приводов подачи.
Одним из логических итогов данных исследований является активное использование ЭВМ в процессах моделирования и конструирования. 42
Теоретические и экспериментальные исследования МФП и привода в целом показали, что достаточно сложный характер силовых взаимосвязей и контактных взаимодействий в передаче, а также необходимость учета динамических свойств привода и конструктивных ограничений обуславливают резкое увеличение объема, сложности и времени расчетов. Это делает целесообразным применение ЭВМ для повышения качества и производительности проектирования. Разработанная методика автоматизированного расчета МФП, учитывающая результаты проведенных исследований, обеспечивает оперативное определение силовых соотношений и конструктивных параметров передачи с учетом требуемой дол! овечности при заданных статических и динамических характеристиках привода подачи.
I 4 2. Сопоставительный анализ точности позиционирования рабочих органов прецизионных токарных станков
Точность формообразования при прецизионной металлообработке в значительной степени определяется статическими и динамическими характеристиками приводов подач, в частности, точностью позиционирования рабочего органа. Погрешность позиционирования может быть минимизирована за счет уменьшения и стабилизации сил трения в направляющих, малых зазоров в кинематической цепи привода, малой дискретности системы ЧПУ и ДОС, а также за счет ряда других факторов.
Существующие приводы подач не могут обеспечить высоких точностных параметров в силу присущих им особенностей и недостатков Привод подачи с ДПТ и направляющими скольжения или качения включает, как правило, зубчатые передачи и винтовую пару, которые имеют погрешности передаточного отношения. Кроме того, при скоростях ниже критических наблюдаются релаксационные колебания, при возникновении которых максимальная скорость скачка может во много раз превышать среднюю скорость перемещения Общая закономерность сводится к тому., что величина динамической ошибки при позиционировании суппорта образно пропорциональна жесткости привода и прямо пропорциональна разности сил трения покоя и движения. Очевидно, что указанные величины имеют в каждом случае вполне определенную величину и исключить их влияние невозможно. Экспериментальные данные показывают, что при скоростях, близких к критическим, погрешность позиционирования из-за несоответст- \ вия сил грения покоя и движения составляет несколько микрометров
Использование шагового двигателя (ШД) позволяет повысить точность перестановки при скоростях ниже критических за счет того, что мгновенное значение скорости значительно выше се среднего значения В разомнутом шаговом приводе значительную долю погрешности позицио-43
пирования составляют погрешности зубчатых, червячных и винтовых механических передач. Использование ДОС, например ЛИ с дискретностью отсчета 0,3 мкм, позволяет скомпенсировать статические погрешивши механических передач [10].
Рассмотрим применение разработанного ЛГИ для контроля точности позиционирования станка 16БО4П с направляющими скольжения, оснащенного шаговым приводом с системой ЧПУ Ш-111 [11,14]. Л ГИ устанавливался непосредственно на станке. Системой ЧПУ задавалось перемещение суппорта на 100 мм, разделенное на 20 интервалов по 5 мм (последняя величина соответствовала шагу ходового винта станка). Подход к границе интервала - односторонний.
Первая серия экспериментов проводилась с разомкнутой системой управления приводом. Результаты измерений практически не зависели от скорости перемещения. Систематические погрешности составляют 12... 15* мкм, случайные - 2...3 мкм.
Вторая серия экспериментов проводилась с замкнутой системой управления приводом, в которую дополнительно включался программный счетчик Ф-5007, который осуществлял управление перемещением суппорта путем сравнения количества импульсов с ЛГИ как ДОС привода с запрограммированным, а при их равенстве вырабатывал сигнал, запрещающий подачу управляющих импульсов из системы ЧПУ на ШД. Результаты измерений также практически не зависели от скорости перемещения суппорта. Погрешности позиционирования составляли не более +2 мкм. Их снижение может быть достигнуто путем уменьшения и выравнивания сил прения покоя и движения в направляющих скольжения, а также уменьшением зазоров в механической передаче. Замкнутая система управления с Л.Г И в качестве ДОС значительно снижает влияние погрешностей ходового винта и редуктора на точность позиционирования суппорта.
Для оценки точности позиционирования суппорта токарного станка с ЧПУ высокой точности с направляющими качения ТПК-125В ЛГИ также устанавливался непосредственно на станке По разработанной программе обеспечивалось перемещение суппорта на 100 мм, разделенное на 10 интервалов по 10 мм. Подход к границам интервалов - двухсторонний. Скорость перемещения при измерениях 20, 80 и 180 мм мин. Количество измерений на каждой скорости - 10. Результаты измерений, обработанные на ЭВМ, практически не зависели от скорости. Анализ результатов для скорости 80 мм/мин (табл. 1.5) показал, что систематическая погрешность позиционирования суппорта составила до 2,4 мкм, а случайная - до 14,1 мкм, причем значительный вклад оказала нелинейность пары винт-гайка
Появление в последнее время станков с газовыми направляющими, практически исключающими релаксационные колебания при малых подачах, а также использование беззазорных МФП в замкнутых приводах подачи позволило обеспечить высокую точность позиционирования. С целью анализа точности работы привода подачи ТМ. ТПАРМ-100, имеющего аэростатические направляющие суппорта и ЛГИ как ДОС привода, проведе
ны измерения повторяемости перемещения суппорта по программе в заданные точки рабочей зоны Отклонения перемещения суппорта при одностороннем подходе в точку контроля фиксировались индуктивным датчиком ’’Minicom" (Япония) с ценой деления 0,1 мкм (табл. 1.6). Анализ результатов показал высокую повторяемость перемещений, поскольку среднее значение отклонения перемещения от заданного не превышало 0,2 мкм, а СКО среднего - 0,1 мкм [10,33].
Аналогичные измерения проведены и на модулях ТПАРМ-100М и ТПАРМ-80, причем в регламентированных температурных условиях до 20 ь 0,5°С. Результаты измерений свидетельствуют (табл. 1.7), что на упомянутых ТМ повторяемость перемещения суппорта составила 0,1.. 0,2 мкм при СКО 0,1 мкм; указанное соответствует требованиям к приводам подачи для обеспечения точности обработки no 1 ...2 квалитетам
Таблица 1.5
Результаты измерений точности позиционирования суппорта токарного станка ТПК-125В
Переме- Среднее систе- Зона нечу ветви- Текущая погреш-
щение, магическое от- дельности, ность позициони-
мм клонение мкм рования, мкм
10 0,2 , . 3,2 0,2 4,0
20 -1,2 3,0 -1,2 3,9
30 -1,4 3,3 -1,4 4,1
40 0,7 3,2 0,7 4,0
50 1,9 3,1 i,9 4,0
60 2,4 3,3 2,4 4,1
70 0,5 3,1 0,5 4,0
80 1,1 3,3 1,1 4,1
90 -0,3 3,1 -0,3 4,0
Примечание: СКО средних значений по всем точкам контроля составило 0,8 мкм.
Таблица 1.6
Результата измерений повторяемости перемещения суппорта токарного модуля ТПАРМ-100
Номер точки контроля Среднее значение отклонения,мкм
1 0,1
2 0,1
3 0
4 0,2
5 -0,2
Примечание: 1.СКО средних значений составило не более 0,1 мкм.
2. Количество измерений -15.
Таблица 1.7
Результаты измерений точности позиционирования суппорта прецизионных токарных модулей типа ТПАРМ
Модель станка Среднее значение отклонения перемещения от заданного, мкм
Номер точки в рабочем пространстве
1 2 3 4 5 6
ТПАРМ ЮОМ Поперечное перемещение (ось X)
0,0 0,1 од -од -од од
Продольное перемещение (ось Z)
0,0 0,1 -0.1 0,0 0, 1 , ОД
ТПАРМ 80 Поперечное перемещение (ось X)
0,0 0,1 0,1 -од 0,0 0,0
Продольное перемещение (ось Z)
0,0 0,1 -од -од -0 ,1 од' 1
Примечание- 1. В каждой точке рабочего пространства выполнено 10 и <мерений.
2. Среднее квадратическое отклонение перемещения о г заданного для обоих модулей составляет не более 0,1 мкм
Сравнительные характеристики точности позиционирования рабо
чих органов станков с различными приводами подачи приведены в табл. 1.8.
Таким образом, по результатам исследований установлено, что совместное применение в приводе подачи МФП и ДОС на основе ЛИ обеспечивает высокую точность позиционирования суппорта ТМ, практически не достижимую с помощью других типов приводов.
Характеристика приводов подачи прецизионных токарных станков
Таблица 1.8
Станок Тип двигателя Тип механической передачи Вид направляющих Датчик обратной связи Величина перемещения, мм 1 Скорость перемещения, мм/мин Текущая погрешность позиционирования, мкм
16БО4ПС ЧПУ шд червячный редуктор, винтовая пара скольжения скольжения нет 100 0,2-30 ' 8
то же : шд то же то же лги 100 0.2...30 2
ГПК-125В шд зубчатый редуктор, винтовая пара качения качения нет 100 20... 180 2,0-4
ТПАРМ-100 ДПТ МФП газовые ЛГИ 100 0,2...50 0,3
ТПАРМ-100М ДП1 МФП газовые ЛГИ 200 О,2...5О 0,2
ТПАРМ-80 J п МФП газовые ЛГИ 200 0,2...50 0,1
Глава 2. УПРАВЛЕНИЕ КАЧЕСТВОМ ШЛИФОВАНИЯ КОЛЕЦ ПОДШИПНИКОВ НА АВТОМАТИЗИРОВАННЫХ СТАНКАХ
Одна из основных задач технологии машиностроения - обеспечение заданного качества деталей при определенной производительности с наименьшими затратами. Главным показателем качества колец подшипников является точность поверхностей качения, определяемая значениями макро- и микрогеометрических погрешностей обработки. К другим показателям качества, как известно, относится состояние поверхностного слоя дорожки качения.
Для обеспечения качества колец, от которого в значительной степени зависит эксплутационная надёжность подшипников, при обработке на современных шлифовальных автоматах необходимо учитывать не только достаточно известные методы технологии машиностроения, по и методы теории автоматического управления. Последние позволяют эффективно реализовать управление точностью по принципу обратной связи на основе приборов активного контроля, в том числе и с несколькими информационными параметрами, а также учесть нестационарность параметров процесса шлифования
2.1. Системный подход к вопросу управления качеством обработки на шлифовальных автоматах
Обеспечение конкурентоспособности продукции подшипниковой промышленности как на внутреннем, так и на международном рынке связано с повышением качества выпускаемой продукции. Эксплутационная надежность подшипников в значительной степени зависит от качества изготовленных колец, которое определяется, в частности, точностью обработки и качеством поверхностного слоя дорожек качения. В то же время шлифование, особенно высокопроизводительное, сопровождается интенсивными тепловыми процессами в зоне резания, что приводит к существенному изменению физико-механических характеристик поверхностного слоя, появлению прижогов и микротрещин. Указанное существенно снижает долговечность подшипников.
Создание высокоточного и высокопроизводительного процесса обработки'возможно только при совершенствовании как технологического процесса (в том числе алгоритма управления им), так и конструкции шлифовального автомата(в том числе устройств управления и контроля), 48
абразивного инструмента, СОЖ, а также повышения точности заготовок [16,50,73].
Для внутреннего и наружного круглого шлифования характерно построением многоступенчатого рабочего цикла: ускоренная подача, черновая и чистовая подачи, выхаживание и правка круга. Следует отметить, что в зависимости от конкретных условий обработки построения рабочего цикла может меняться. Основным критерием оптимизации рабочего цикла является обеспечение стабильных показателей качества шлифуемой поверхности при минимальных затратах времени на ее обработку [73].
Проведенные в СГТУ совместно с ОАО СПЗ исследования показывают [8,39], что повышения качества и производительности шлифования поверхностей качения колец подшипников достигается посредством применения комбинированного управления, включающего управление точностью размера и качеством поверхностного слоя, а также управление циклом обработки (рис. 2.1).
Применение приборов активного контроля позволяет при установлении многоступенчатых рабочих циклов обеспечить высокую размерную точность обработки (погрешность размера не превышает 3...6 мкм) [73]. Наибольшее распространение имеют приборы с двухконтактной измерительной схемой, например, типа "Элекон-ЗМ", выпускаемые ОАО СПЗ. Поскольку собственная погрешность прибора составляет не более 1 мкм, то в основном погрешность обработки обусловлена тепловой деформацией детали и нестабильностью съема металла в конечный момент шлифования. Минимизация температурной погрешности достигается снижением величины снимаемого припуска, правкой круга перед чистовой подачей, стабилизацией темпера туры и расхода СОЖ. Нестабильность съема металла связана с такими факторами, как запаздывание с выполнением команды прибора на отвод шлифовального круга (0.1...0.7 с), нестабильность упругих деформаций в технологической системе, изменение режущей способности абразивного инструмента [16,50].
Уровень виброакустических (ВА) колебаний при шлифовании существенно влияет на весь комплекс показателей точности обработанных деталей. Коррекция параметров технологического режима по результатам измерения В А колебаний при обработке позволяет определить целесообразные значения подачи и снимаемого припуска. Так для шлифования колец из стали ШХ-15 на станках модели SIW- 4 выявлено, что наиболее информативными частотами В А колебаний для организации управления точностью являются 2 кГц и 4 кГц [39]. .-л;/.
Измерение уровня ВА колебаний на указанных выше частотах может быть использовано также для контроля момента касания детали кругом. В этом случае переключение подачи с ускоренной на рабочую при касании делает цикл обработки более целесообразным и повышает.производительность шлифования.
Рис.2.1. Схема управления точностью и производительностью шлифования кояец подшипников
Послеоперационный контроль качества поверхностного слоя неразрушающими методами, в частности, с помощью вихретоковых датчиков, ориентирован на выявление различных дефектов дорожки качения колец подшипников (прижоги, трещины, неравномерность твердости и т.п.). При автоматизации такого вида контроля оперативно определяются возможные причины дефектов и вносятся изменения в технологический процесс, что способствует улучшению эксплутационных характеристик колец.
'Таким образом, рассмотренный комплекс методов управления точностью и производительностью шлифования колец подшипников, реализуемый совместными усилиями сотрудников ОАО СПЗ и СГТУ, позволит повысить эксплурационную надежность изготовленных подшипников.
2.2. Обеспечение точности обработки колец подшипников средствами активного контроля размеров
Обеспечение точности размеров обработанных деталей на шлифовальных автоматах, как указано выше, реализуется посредством применения средств активного контроля [16]. Активный контроль выражает общую тенденцию, свойственную приложению современных методов теории управления к автоматизированному технологическому оборудованию. Получаемая измерительная информация о величине и направлении изменения размеров позволяет оптимизировать технологический процесс и обеспечить заданный уровень качества. Активный контроль позволяет: повысить точность обработки путем компенсации погрешностей, обусловленных износом инструмента, тепловыми и силовыми деформациями и другими факторами. Средства активного контроля, реализующие управление по принципу обратной связи, позволяют совместить процессы обработки и измерения, исключая необходимость периодических остановок станка для выполнения измерений размеров, что резко повышает производительность станков. Кроме того, использование активного контроля практически предупреждает появление брака и существенно сокращает объем последующих контрольных операций. Таким образом, активный контроль позволяет решить комплекс технологических, метрологических и экономических задач, направленных на повышение качества продукции и эффективность производства.
Эффективность технологического процесса механической обработки зависит от того, насколько успешно разрешается в нем противоречие между требованиями качества и производительности.
В отечественной и зарубежной литературе уделено значительное внимание средствам уменьшения влияния отклонений технологических параметров на точность, качество и производительность обработки путем использования систем адаптивного управления и активного контроля.
Значительное число исследований и разработок направлено на повышение эффективности шлифования путем стабилизации отдельных условий обработки. Теоретические основы шлифования с поддержанием постоянства радиальной силы резания изложены в работах [50,73]. Показана возможность стабилизации упругих отжатий системы, повышения производительности и точности, уменьшения износа шлифовального круга в режиме установившегося шлифования. Однако поддержание постоянства
силы резания в начале обработки приводит к чрезмерно высоким подачам, неравномерному износу круга и термическим повреждениям поверхностного слоя, что связано с неравномерностью припуска вдоль профиля заготовки и особенно проявляется при врезном шлифовании.
В работах [49,50] рассмотрены теоретические основы управления подачами станка по временным программам съема припуска. Переход от черновых режимов к чистовым характеризуется тем, что скорость съема металла линейно уменьшается по мере убывания припуска. Остающийся припуск уменьшается во времени по экспоненциальной зависимости:
D = DH-T„-V-
где D - текущее значение припуска; . DH - припуск, снимаемый при ~ уменьшающейся подаче; Тп - постоянная времени программы; V - начальная скорость съема припуска; т - текущее время.
Постоянная времени Тп определяет продолжительность чистового этапа шлифования, при этом ограничением минимального значения Тп принимается предельная температура в зоне шлифования.
Недостаток программного управления состоит в необходимости оснащения шлифовальных станков программирующими устройствами и следящими приводами подач, отрабатывающими программу. Обеспечение высокого качества и производительности затруднено нестабильностью подач, обусловленной зазорами в механизме подач и инерцией движения большой массы шлифовальной бабки.
Способ, не требующий существенных затрат на реализацию, осуществляется фирмой Марпосс (Италия). По этому способу производится непрерывное измерение скорости съема припуска путем вычисления изменения текущего размера в течение заданного промежутка времени. Команда на включение чистовой подачи формируется только тогда, когда скорость уменьшения размера после выключения черновой подачи становится равна скорости чистовой подачи. Недостаток данного способа состоит в том, что увеличивается доля припуска, снимаемая на чистовой подаче, а, следовательно, уменьшается производительность обработки.
В работе [50] приведен способ адаптивного управления шлифованием, использующий в качестве управляющего параметра постоянную времени динамической системы станка. Этот способ состоит в определении постоянной времени в течение переходного периода, вызванного1 ступенчатым снижением подачи шлифовального круга, путем измерения отрезка времени, соответствующего уменьшению мощности шлифования в 2,7 раза. Величина постоянной времени используется для расчета упругой де
формации технологической системы. Недостатком способа является то, что измерение постоянной времени происходит на этапе чистовой обработки. Поэтому команда на переход к чистовой обработке, формируемая б зависимости от величины упругой деформации, может быть реализована лишь при обработке следующей детали.
Известен способ коррекции команд по текущему значению скорости съема припуска [16]. Узел коррекции уровня срабатывания команд выполнен в виде дифференцирующих звеньев, включенных между измерительным преобразователем и формирователями команд. Сигнал на формирователях равен разности произведений текущей величины припуска и его производной на коэффициенты пропорциональности:
(2.2)
где U - текущий припуск, ифОрм.- сигнал на формирователях команд, Кь К? - коэффициенты пропорциональности. Недостаток устройства в том, что коэффициенты пропорциональности не остаются постоянными и зависят от режимов резания, сложившихся к моменту формирования команды.
/ В работе [50] отражены результаты исследований, проведенных с целью изучения особенностей процесса шлифования при использовании средств активного контроля. Был исследован цикл врезного шлифования с применением схемы регистрации изменения интенсивности съема припуска в функции текущего значения припуска. Под интенсивностью понимается скорость съема. Было выявлено, что при шлифовании в цикле, состоящем из черновой подачи, правки, чистовой подачи й выхаживания, между припуском на выхаживание и скоростью съема припуска существует линейная зависимость:
bDe = Tp(VB-VK)- (2.3)
где Тр - постоянная резания системы; VD - текущая скорость съема припуска; V* - конечная скорость при срабатывании команды на прекращение обработки. Линейная зависимость между скоростью съема припуска и припуском, ( пимаемым при выхаживании, получена в работе в узком диапазоне скорое гей подач (менее 0,5 мм/мин).
Наиболее широко применяется способ активного контроля размеров, состоящий ни черенки текущего размера обрабатываемой детали й формировании команд на переключение подачи при постоянных заранее заданных значениях текущего припуска. Прибор "Элекон", разработанный на ОАО Саратокский подшипниковый завод, реализует этот способ.
Не дос г 11 ок способа заключается в том, что колебания величины и отклонение формы припуска на заготовках приводят к нестабильным ре-
зульгатам обработки вследствие наследования исходной формы и колебаний скорости съема припуска. Применяемые после черновой подачи выхаживание "по времени" или правка шлифовального круга стабилизируют результаты, но ограничивают производительность обработки. Другими словами, недостаток способа состоит в том, что для безусловно качественной обработки всех деталей режимы обработки выбираются по наиболее неблагоприятным сочетаниям условий обработки. Эффективность способа (точность и производительность) быстро увеличивается при стабилизации начальных условий обработки.
На рис. 2.2 показана функциональная схема активною контроля:, осуществляемого прибором "Элекон". Обрабатываемое кольцо 1, установленное на бабке изделия 2, обрабатывается шлифовальным кругом 3. Индуктивные датчики 4 контактируют с обрабатываемой поверхностью кольца. Преобразователи 5, соединенные с датчиками, преобразуют переменное напряжение в постоянное и подают его в сумматор 6. Электрическая корректировка установки датчиков осуществляется переменным резистором 7. Пороговые устройства 8, 9, 10 подключены к выходу сумматора и по мере уменьшения текущего припуска формируют команды в блок управления 11 на переключение подачи. Припуск, при котором происходит переключение подачи, задается резисторами 12, 13. Перемещение бабки изделия в направлении подачи осуществляется двигателем 14.
Для повышения точности обработки, в частности,для снижения погрешности формы кольца подшипника, необходимо сформировать модель технологической системы, отражающую функциональную зависимость припуска, снимаемого за счет упругих деформаций системы, от скорости съема в момент выключения подачи. Это позволит' по текущей скорости съема и текущему припуску определить момент начала выхаживания. Для управления процессом шлифования в соответствии с разработанной моделью прибор активного контроля "Элекон" модернизирован.
Известно, что в первом приближении динамическая модель технологической системы может быть представлена линейным апериодическим звеном, переходная характеристика которого имеет экспоненциальный характер, а частотные свойства проявляются в подавлении быстропеременных составляющих возмущающих воздействий. При этом важными технологическими параметрами становятся коэффициенты передачи и постоянные времени переходных процессов, численно характеризующие чувствительность и инерционность технологической системы [50].
В более общем виде модель переходных процессов обработки, возникающих при применении режимов, может быть представлена в виде суммы экспоненциальных функций с различными коэффициентами передачи и постоянными времени.
Рис.2.2. Функциональная схема активного контроля при шлифовании с использованием прибора "Элекон"
Для составления модели движения кромки шлифовального круга с учетом упругости технологической системы и модели формирования глубины термических повреждений поверхностного слоя обозначим связи между силами резания и упругими деформациями, между скоростью съема припуска, объемом сошлифованного металла и режущей способностью круга, между режущей способностью круга и силами резания.
1. Величина упругой деформации технологической системы
у ~ у’’- [мм], (2.4)
Г
К
где Р,, Н - нормальная составляющая силы резания;
к , Н/ мм - жесткость техноло] ической системы;
а < 1 - показатель степени.
2. Нормальная составляющая силы резания
(2.5)
где , мм/мин - скорость съема припуска;
kf,, мм/мин*Н - режущая способность круга;
/3 < 1 - показатель степени.
3. Скорость и текущая величина упругой деформации.
Для частного случая (отдельною участка переходною процесса) положим а- к} -const, £)Z^const. Исходя из того, что сила резания Ру
уравновешивается упругой системой станка, запишем:
---К,. •
kv
или в дифференциальной форме:
(2.6)
Отсюда скорость упругой деформации:
(2.7)
где скорость подачи. 56
Величина упругой деформации
dr = V., • к., • kv 1 - exp
к г Ч к,.<к
г
4. Скорость съема припуска и припуск
- т
кР 'к
>
э
/ск -к
кук
(2.10)
где DP,Dг{ - текущий начальный припуск.
Зависимости (2.9) и (2.10) характеризуют шлифование с подачей. Для этапа выхаживания (шлифования без подачи за счет накопленных упругих деформаций) начальная скорость съема - это скорость съема в момент выключения подачи (обозначим ), начальный припуск - припуск в момент выключения подачи (обозначим Dp ). Учитывая начальные условия выхаживания и то, что Vp^ 0, преобразуем (2.9) и (2.10) для эзапа шлифования без подачи:
V, = ^-ехр-Ц-, ’ (2.11)
f к„-к
( ~Т )
D.lux=D^-^-ky-kr- 1-ехр — - . (2.12)
1с • 1с
Выражения (2.9 - 2,10) справедливы для отдельных, достаточно коротких интервалов времени, когда предположения о постоянстве куи kv-верно. Представим переходной процесс как ряд участков экспонент, для которых ку -ку = f(Vs,AD), где AD- припуск, снятый за время шлифования. Поскольку к и kv существенно зависят от условий шлифования, рассмотрим способ их экспериментального определения. Отметим, что в выражениях (2.8 - 2.12) куи kvучаствуют в виде произведения к * kv. Обозначим это произведение кр. По выражению (2.8) для г -> оо:
У = и, • кр .откуда кр = ,
I р
причем Vp - известна, а величина упругой деформации у может быть оп
ределена как припуск, снимаемый при продолжительном выхаживании (отсчитывается по шкале прибора активного контроля). Варьируя скорость подачи Г,, и снимаемый припуск AD, получим массив данных для определения функциональной зависимости
^=/(г„до).
(2.13)
Эта Зависимость используется для математического и имитационного (компьютерного) моделирования, а также для настройки формирователей команд прибора активного контроля.
Для имитационного моделирования этапа шлифования с подачей, основанного на использовании численных методов, можно использовать следующие зависимости:
Ц = Ц • 1 - ехР ~
< ! >
(2.14)
Dr = DH + VP _ -exp-
(2-15)
где kp ( - /(К, 5 /sDt), причем f может быть как аналитической, так и табличной функцией.
Чтобы использовать зависимости (2.11)-(2.15) для имитационного моделирования, необходимо задать условия формирования команд прибора активного контроля на переключение подач.
Один из способов состоит в формировании команд с учетом непостоянства упругих деформаций технологической системы, например, D - )• кп, где Г - скорость съема припуска на момент оконча-
ния обработки.
На рис.2.3 показана функциональная съема формирователя команды на включения выхаживания (включения подачи) с учетом текущих значений скорости съема припуска и режущей способности круга.
Текущее значение припуска с выхода сумматора 1 подается в дифференцирующее устройство 2, на выходе которого сигнал пропорционален текущей скорости съема припуска, текущий припуск и скорость его съема с выходов устройств 1 и 2 подаются в аналоговый вычислитель параметра кр. Масштабные усилители 4 и 5 формируют произведения текущей и конечной скоростей Гу и Г на параметр кр . Сумматор 6 вычисляет разность этих произведений. Пороговое устройство 7 формирует сигнал на выключение подачи, когда текущее значение припуска станет меньше сигнала с выхода сумматоров.
Гис. 2.3. Схема формирователя команды на включение подачи с учетом скорости съема припуска и режущей способности круга
Имитационное моделирование шлифования для оценки эффективности способов управления шлифованием может быть выполнено, например, с помощью электронных таблиц Microsoft Excel 97 для Windows 95. Программа содержит необходимые математические и логические функции и средства графического отображения результатов моделирования.
На рис. 2.4 показана структурная схема программы имитационного моделирования. Первая часть программы (значения с индексом ”g”) моделирует подвод шлифовального круга к детали, вторая (индекс ”i”) - врезание круга в деталь, третья (индекс ”j") - выхаживание.
Результаты моделирования цикла шлифования, включающего два последовательных процесса, содержащих подвод круга, врезание и выхаживание, а также правку круга внутри цикла, показаны на рисунках 2.5, 2.6. Рисунки содержат графики изменения подачи и припуска и таблицы начальных и конечных значений режимов каждого этапа шлифования. Из результатов моделирования видно, что непроизводительные потери времени возникают при "шлифовании воздуха" на этапах подвода круга к детали и при правке круга. Значительные потери времени возникают также в результата переходных процессов. Так, например, в модели N 2 на рис.2.6 припуск на чистовую обработку величиной 20 мкм снимается при шлифовании с подачей 0,02 мм/с не за одну секунду, а за 6,9 с. В то же время поведение технологической системы в нестационарных режимах шлифования определяет глубину дефектного слоя, которая зависит от режущих свойств круга и скорости съема припуска, поэтому управление переходными процессами способствует существенному повышению производи тельности и качества прецизионного шлифования. Решение этой задачи возможно па основе дополнительной информации о состоянии процесса резания, которая содержится в виброакустических колебаниях формообразующего узла станка при шлифовании.
1
2
Рис. 2.4. Структурная схема программы имитационного моделирования
Этапы цикла шлифования Начальные условия этапов Условия окончания этапа Время Скорость подачи Подача Скорость съема Текущий припуск Упругие деформации Пост. времени
Припуск Скорость подачи Продолжительность т Vp Sp —— ——- Vs D Dy Кр*
1 Подвод круга 1 300 100 Sp<DH 0,5 100 250 0 250 0 2,5
2 Шлиф, с предвар. подачей 250 50 - D<D1 5,3 50 -15 46,79916 79,2582 91,0584745 1,945729
3 Выхаживание 1 80 0 60 0,7 0 -15 22,59419 - 59,8292 73,7102157 3,481915
4 Правка круга * - —— .— 6 5 0 90 0 59,8292 0 4,877135
5 Подвод круга 2 60 20 - Sp<D2 1,6 20 58 0 59,8292 0 4,877135
6 Шлиф, с окончат, подачей 20 20 - D<D3 5,1 20 -44 13,36082 19,1089 61,8220064 4,627113
7 Выхаживание 2 0 0 - D=0 1,9 0 -44 8,379261 -0,28747 42,9504932 5,239737
Рис 2.5. Имитационная модель №1
Этапы цикла шлифования Начальные условия этапов Условия окончания этапа Время Скорость подачи Подача Скорость съема Текущий припуск Упругие деформ. Пост. времени
Припуск Скорость подачи Продолжительность т Vp Sp Vs D Dy Кр*
1 Подвод круга 1 300 100 - Sp<DH 1,5 100 150 0 150 0 3
2 Шлиф, с предвар. подачей 150 80 60 - D<D1 2,6 60 -6 46,9792 78,67 79,974 1,702325
3 Выхаживание 1 0 - 60 0,6 0 -6 22,9151 0 59,7217 64,877 3,087132
4 Правка круга * 6 - 5 0 90 59,7217, 0 4,354174
5 Подвод круга 2 60 20 - Sp<D2 1,6 20 58 0 59,7217 0 4.354174}
6 7 Шлиф, с окончат, подачей 20 20 - D<D3 4,9 20 40 13,7257 19,3443 58,1 4,232925
Выхаживание 2 0 0 - D=0 2 0 -40 8,03385 -0,6606 38,618 4,919998
Рис. 2 6 Имитационная модель №2
2.3. Управление качеством обработки по виброакустическим характеристикам при резании
Как уже отмечалось, на точность и производительность обработки деталей с применением систем активного контроля существенное влияние оказывает нестабильность скорости съема припуска. В связи с этим управление циклом обработки следует осуществлять не только по результатам измерения отклонения текущего размера детали непосредственно в процессе обработки, но и по результатам определения одного из параметров, достаточно полно характеризующего состояние процесса резания в текущий момент времени. Как показали проведенные исследования [8,39], в качестве такого параметра можно использовать уровень В А колебаний элементов шлифовального станка достаточно близко расположенных к зоне обработки. При этом необходимо измерять уровень В А колебаний в том частотном диапазоне, колебания в котором наиболее существенно кор-релированы с состоянием процесса резания.
Финишная обработка деталей подшипников на автоматизированных шлифовальных станках в условиях серийного производства состоит из нескольких шлифовальных и доводочных операций, позволяющих постепенно приближаться к требуемой точности и качеству обрабатываемых поверхностей. Обычный припуск на шлифование дорожек качения колец подшипников составляет 0.2 - 0.4 мм на диаметр и распределение режимов резания (скоростей подач) по припуску осуществляется приборами активного контроля размеров обрабатываемых деталей, при этом начало рабочей подачи соответствует максимальному припуску, а значительная часть машинного времени (до 30%) расходуется на шлифование воздуха". Предотвращение термических повреждений поверхностного слоя дорожек качения обеспечивается применением мягких шлифовальных кругов и малых подач, причем обработка на заключительном этапе осуществляется без подачи за счет накопленных упругих деформаций, т.е. в режиме "выхаживания”. Естественно, что количество операций, распределение припуска по операциям и режимы резания, обеспечивающие качество обработки, напрямую зависят от состояния шлифовальных станков, которое проявляется в их способности в большей или меньшей степени подавлять влияние на результаты обработки дестабилизирующих процесс обработки факторов: величины и формы припуска, режущей способности абразивного круга и др. Непостоянство этих факторов приводи! к колебаниям сил
резания, скоростей съема припуска, к изменению характера апериодических и колебательных процессов, связанных с упругими деформациями технологической системы. В серийном производстве неопределенность фактических возможностей станков, абразивного и алмазного инструмента приводит к занижению режимов обработки и в сочетании с "шлифованием воздуха” снижает производительность оборудования не менее, чем в два раза. В этой связи представляет интерес ВА анализ процесса шлифования как для определения состояния оборудования с целью обеспечения гарантированного качества обработки, так и для снижения непроизводительных
заграт машинного времени за счет рационального управления технологическим режимом [39].
Уровень и характер вибраций являются важными, а иногда и единственными критериями нормального функционирования узлов станка, т.к. служат обобщающими показателями его динамических свойств, влияющих не только на точность размеров, некруглость, волнистость и шероховатость обработанных поверхностен, но и на механические свойства поверхностного слоя деталей.
В условиях шлифовальной обработки разработанные методы и средства автоматизированных испытаний, основанные на виброанализе [39], использованы для экспериментальных исследований внутришлифоваль-ных станков моделей SIW-3E и SIW-4 при обработке дорожек качения наружных колец подшипников. Первый информационно-измерительныи канал включал вибродатчик, установленный вблизи зоны резания на узле крепления детали, и виброизмеритель ВШВ-003, где посредством октавных фильтров с фиксированными частотами от 500 Гц до 4 кГц выделялись сигналы, которые подавались для визуального наблюдения на осциллограф и записывались на магнитофон. Второй канал - прибор активного контроля "Элекон-ЗМ", с которого снималась информация о текущем припуске. Полученные данные обрабатывались в лабораторных условиях на ЭВМ. В результате экспериментов установлен информативный диапазон частот вибросигналов 2 и 4 кГц. В этих частотных диапазонах амплитуда ВА колебаний наиболее сильно связана с интенсивностью съема металла и режущей способностью абразивно! о круга, а значит и с качеством обработки.
Проведенные исследования показали возможность фиксации переходных режимов шлифования (врезания и выхаживания) по амплитуде ВА колебаний в информативном диапазоне частот. Это позволяет, например,
четко (за время, не превышающее 20 мс) определять по вибросигналу момент касания детали абразивным кругом и формировать команду в привод подач па переключение с быстрого подвода на рабочую подачу, чем одновременно уменьшается на 8-10% время обработки и предотвращается образование прижогов в начале шлифования. На заключительных этапах шлифования амплитуда вибраций функционально связана с режущей способностью абразивного круга, что позволяет учесть изменение сил резания и натягов в технологической системе, и с целью предотвращения прижогов скорректировать в приборе активного контроля условия формирования команды на начало выхаживания. .
Полученные результаты исследований показывают дальнейшую перспективу автоматизации подобных испытаний и диагностирования процесса шлифования в направлении непосредственной стыковки виброаппаратуры и приборов активного контроля с персональным компьютером, который позволит проводить обработку результатов испытаний и принимать диагностические решения в реальном масштабе времени в производственных условиях.
I лава 3 ОБЕСПЕЧЕНИЕ ТОЧНОСТИ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ НА МНОГОБРУСКОВЫХ СУПЕРФИНИШНЫХ АВТОМАТАХ В УСЛОВИЯХ ЭКСПЛУАТАЦИИ
Повышение надежности вращающихся узлов различных машин и приборов в значительной степени связано с повышением параметров точности, а также снижением уровня виброакустических (ВА) колебаний подшипников. Указанные параметры, в свою очередь, зависят от точности обработки поверхностей качения колец подшипников. В связи с этим возникает задача совершенствования методов и средств их финишной обработки с целью обеспечения необходимой геометрической формы и значений параметров некруглости, волнистости и шероховатости.
Суперфиниширование является эффективным методом доводки поверхности качения, повышающим значения ее параметров точности и. в ряде случаев, исправляющим погрешности геометрической формы. Теоретические и экспериментальные аспекты суперфинишной обработки рассматривались в работах С.Г.Редько, А.А.Маталина, Д.Г.Евсеева, А.В Королева, Э.И.Кременя и других ученых. Материалы данной главы освещают в основном практические аспекты реализации изложенных выше принципов и методов обеспечения параметрической надежности МРС в условиях эксплуатации применительно к многобрусковым суперфинишным автоматам МДА-92, разработанным в СГТУ под руководством А.В.Королева, производство которых освоено в Научно-производственном предприятии нестандартных изделий машиностроения (НЛП НИМ) [41]. Методологической основой исследований служит изложенный в работах [30,65] системный подход (рис.3.1).
3.1. Системный подход к вопросу обеспечения параметрической надежности mhoiобрусковых суперфинишных автоматов
Рассматривая станок по критерию технико-экономической эффективности продукции как товар, следует признать параметрическую надежность основным показателем его качества.
Этапы жизненного цикла станков
Разработка Изготовление Эксплуатация
Новые технические решения узлов Исследования тепловых и вибрационных процессов, контрольные испытания Испытания На технологическую Надежность, Оптимизация Режима Обработки
Параметрическая надежность многобрусковых суперфинишных автоматов
Рис.3.1. Схема применения системного подхода к анализу параметрической надежности суперфинишных автоматов
Известно, что геометрическая точность вращения и уровень вибраций подшипников определяются в основном макрогеометрией и частично расположением колец и посадочных поверхностей. Долговечность подшипника в основном зависит от микрогеометрии и микроструктуры поверхностного слоя дорожки качения колец и тел качения [44,48]. Указанные параметры качества поверхностей качения существенным образом зависят от технологии и состояния оборудования для выполнения как предварительных операций (шлифование), так и доводочных (суперфиниширование).
Размерная точность и другие макрогеометрические параметры дорожки качения обеспечиваются в основном операцией шлифования, так как снятие припуска при суперфинишировании происходит в пределах допуска на размер. В связи со значительным влиянием технологической наследственности для каждого типа кольца строго регламентируются технические требования к параметрам дорожки качения после операции шлифования.
Технологическое обеспечение высоких требований к поверхностям качения колец подшипников достигается, как известно [48], с помощью такого процесса абразивной обработки, как суперфиниширование, относящегося к процессам доводки деталей упруго прижатыми брусками, совершающими короткие возвратно-поступательные или колебательные перемещения относительно вращающейся обрабатываемой поверхности. Операция суперфиниширования направлена на выполнение четырех основных требований.
Во-первых, речь идет о значительном снижении (3...5 и более раз) волнистости поверхности качения, поскольку для получения минимального уровня вибраций волнистость не должна превышать 0,2...0,3 мкм (при этом несколько уменьшается и гранность).
Во-вторых, существенно снижается шероховатость поверхности (параметр Ra в 3...5 и более ра'з), вследствие чего (если несущая часть поверхности после шлифования составляет 30...40%) после суперфиниширования она увеличивается до 90...95 %, что имеет важное значение для повышения долговечности подшипников, поскольку, например, она повышается в 2,0...2,5 раза при понижении с 0,32 мкм до 0,16 мкм.
В-третьих, необходимо обеспечить съем припуска не менее 3...5 мкм для того, чтобы удалить дефектный слой, возникающий на операции шлифования и снижающий контактную прочность и долговечность рабочей поверхности кольца, причем местные изменения микроструктуры стали (ожоги) недопустимы.
В-четвертых, речь идет о сохранении или возможном улучшении макрогеометрических параметров точности поверхности качения (некруглости и профиля в продольном сечении), достигнутых при шлифовании.
Сила резания при суперфинишировании Fp подсчитывается по формуле [48]
Fp = 0,35Fnp, (3.))
где Fnp - усилие прижатия бруска к детали, так что в большинстве случаев для колец небольших типоразмеров (диаметр до 80... 100 мм) Fp не превышает 30...50 II. Давление бруска на обрабатываемую поверхность также невелико - не более 0,4...0,5 МПа (40...50 Н/см?). Величина снимаемого припуска при доводке поверхностей качения колец обычно не превышает 10...15 мкм на диаметр.
На ряде предприятий нашей страны (ВНИПП, СКВ ШО, Станкостроительный завод им.Ильича и других) и за рубежом выпускаются высокопроизводительные автоматы и полуавтоматы для суперфинишной обработки поверхностей качения колец подшипников (ЛЗ-261, ЛЗ-263, ЛЗ-279Р, ВТ-46, ВТ-46М и др.), основанные на традиционных схемах доводки с осцилляцией брусков [48]. Кинематика современных суперфииишных станков обеспечивает обработку в автоматическом цикле с возможностью изменения параметров технологического режима, что позволяет осуществлять его оптимизацию. Следует, однако, отметить достаточно высокую сложность станков, трудоемкость наладки, значительное энергопотребление и, главное, нарушение четвертого из изложенных выше требований, связанного с сохранением профиля поверхности качения.
Многобрусковый способ суперфиниширования [41], характерной особенностью которого является замена осцилляции брусков на их совместное перемещение с инструментальной головкой, позволяет осуществлять прецизионное формообразование с высокой точностью и производительностью. Использование косоугольной модификации многобрускового способа суперфиниширования, во-первых, позволяет заменить возвратно-поступательное перемещение инструмента на его непрерывное вращение, что значительно снижает количество быстроизнашивающихся деталей и уровень вибраций в зоне обработки; во-вторых, схема настройки органически обуславливает отсутствие вогнутости профиля (“корсетности”) поверхности качения в продольном направлении колец цилиндрических и конических роликоподшипников; в-третьих, обеспечивает постоянное самозатачивание инструмента за счет раскрытия контакта бру сок-деталь, способствующего хорошему очищению рабочей поверхности инструмента СОЖ, и предотвращающего его “засаливание”; в-четвертых, обеспечивает высокие исправляющие свойства процесса (не только снижение некругло-" сти, гранности, волнистости, шероховатости, но и исправление погрешностей профиля) за счет силового замыкания между обрабатываемой поверхностью и брусками. Указанное в значительной степени повышает параметрическую надежность станков, реализующих рассмотренный способ (рис.3.2) [31,32,41].
Рис.3.2. Схема обработки на автомате МДА-92 1-кольцо, вращающееся со скоростью щ- 2-бруско держа гель с брусками 3, вращающийся СО скоростью П2
Существенным вопросом является базирование кольца при обработке. Наиболее совершенным считается зажим кольца по торцам и вывешивание его на пневмо- или гидрооноре, так как в устройствах с радиально действующими усилиями зажима форма кольца в большинстве случаев искажа-. ется [48]. В станках МД А-92 реализован вариант с гидроонорой.
Параметры точности обработанных деталей снижаются за счет воздействия ряда факторов как со стороны внешней среды и естественно протекающих внутри станка процессов различной скорости, так и факторов, связанных с изготовлением, сборкой и регулировкой станка и определяемых культурой производства и уровнем квалификации наладчика. Интенсивное развитие и внедрение на станкостроительных предприятиях современной информационно-измерительной техники создает условия для проведения исследований, реализации методов и средств контроля и испытаний станков и методов компенсации ряда внешних и внутренних возмущений (тепловых, вибрационных, износа инструмента и других), влияющих на точность прецизионного формообразования. Реализация данного направления для многобрусковых суперфинишных автоматов базируется на тщательном анализе указанных факторов, разработке и внедрении ряда датчиков и построении соответствующих моделей [32].
Так, исследования технологической надежности МДА-92 при обработке внутренних колец цилиндрических роликоподшипников выявили влияние тепловых процессов на параметры их точности, в частности, конусность поверхности качения и производительность обработки [31]. Результаты этих исследований изложены в п.3.3.1.
Для получения заданных параметров точности поверхности качения следует обеспечить минимальные биения детали, что достигается путем тщательной обработки ее центровых отверстий, качественным изготовлением гидроопоры и ШУ детали. Исследования ВА характеристик указанного ШУ показали их взаимосвязь с точностью изготовления шпинделя и некруглостью и волнистостью дорожек качения колец [37]. Более подробно эти результаты приведены в п.3.3.2.
Технические требования к поверхности качения колец роликовых подшипников предусматривают выпуклость (“бочкообразность”) профиля в продольном сечении. В способе многобрусковой обработки, используе-MOxM в МДА-92, это реализуется, как указано выше, самой кинемагикой формообразующих перемещений брусков относительно кольца. Важную роль в образовании симметричного профиля играют настройка брусков относительно дорожки качения, а также характер измерения сил прижима брусков в процессе обработки. Поскольку при суперфинишировании износ бруска позволяет ему прирабатываться к поверхности каждого кольца -самозатачиваться, постольку при условии практически постоянного усилия прижатия брусков обеспечивается их самозатачивание с плавно изменяющимся профилем в продольном сечении, что способствует образованию выпуклости профиля дорожки качения с заданными параметрами [31].
При многобрусковом способе суперфиниширования микрогеометрия поверхности определяется такими факторами, как окружная скорость изделия, скорость вращения брусков, давление брусков на обрабатываемую поверхность, время обработки, характеристики брусков (размеры, зернистость, твердость, материал связки), состав СОЖ. Для МДА-92 состав СОЖ подобран экспериментально с учетом опыта эксплуатации суперфинишных станков других моделей и включает в себя масло индустриальное И-20, керосин - до 5%, олеиновую кислоту - до 2 %. Варьирование значениями других упомянутых параметров позволяет осуществлять активное управление процессом суперфиниширования и его оптимизацию с целью формирования заданных значений волнистости и шероховатости поверхности качения для каждого типа колец. Результаты этих исследований подробно освещены в п.3.3.3.
Таким образом, системный подход к вопросу обеспечения параметрической надежности суперфинишных автоматов, совпадающий по своим основным, положениям с изложенным ранее для прецизионных токарных МРС, позволяет определить широкий спектр методов и средств повышения качества станков МДА-92 на всех этапах жизненного цикла. Так как автоматизированные станки представляют собой достаточно сложные машины, поэтому только проведение специальных испытаний на параметрическую надежность позволяет указать наиболее эффективные методы повышения точности суперфинишной обработки колец подшипников. »
3.2 Модель формирования поверхности качения
Повышение долговечности подшипников определяется многими факторами, среди которых можно выделить необходимость выпуклого профиля в осевом сечении колец. Формирование такого профиля на поверхностях качения внутренних колец достаточно естественным образом осуществляется на суперфинишных автоматах МДА-92 за счет схемы косоугольного перемещения брусков относительно детали [34].
В процессе многобрускового косоугольного суперфиниширования бруски, имея ширину, практически равную ширине дорожки качения кольца подшипника, прижимаются к обрабатываемой поверхности с усилием, задаваемым регулятором давления гидропривода, и вращаются с постоянной скоростью. Небольшой угол разворота осей и недоступность зоны обработки, закрытой вращающимися брусками, не позволяют осуществлять визуальный или инструментальный контроль процесса формообразования в степени. необходимой для анализа. Сложность этого процесса
подтверждается наличием выпуклого профиля в результате обработки колец.
При заторможенном шпинделе изделия след брусков на поверхности качения представляет собой полоску в виде “змейки” (рис.33) с явно видимой неравномерностью по ширине кольца: линия контакта на краях профиля длиннее, чем в средней части. За счет угла а^С между осями, при вращении инструментальной головки возникает движение брусков вдоль осевого профиля кольца. Каждая элементарная точка бруска движется по дуге окружности, но вследствие различных радиусов поверхность резания бруска совершает сложное движение относительно поверхности кольца в сечении, проходящем через ось вращения детали. Если принять сечение бруска в этой плоскости прямолинейным, то в процессе его вращения будет формироваться криволинейный (выпуклый) профиль детали за счет снятия припуска элементарными точками бруска с разными радиусами.
Рис.3.3. След брусков на поверхности качения внутреннего кольца роликового подшипника при заторможенном шпинделе изделия в процессе многобрускового косоугольного суперфиниширования
Моделирование процесса формообразования, выполненное авторами совместно с Е.М.Самойловой, позволило его проанализировать, определить основные зависимости и обосновать критерии оптимизации настройки.
Профиль абразивного инструмента с учетом экспериментальных данных, полученных на приборе SR-125 (Англия) в ЦИЛ АО СПЗ с брусков 63СМ14СМ1, снятых со станков МДА-92, представляет собой кривую второго порядка, в результате аппроксимации которой получено уравнение
Y = 3,60 + 0,0010-2 + 2,1£ ‘ Z2. (3.2)
Для построения модели формообразования с учетом влияния профиля бруска принимается, что каждая последующая заготовка поступает на МДА-92 с условно прямолинейной образующей и обрабатывается инструментом, профиль которого описывается уравнением (3.2). В результате анализа формообразующих перемещений брусков матричным методом, 73
изложенным ранее в работе [59], получена формула, описывающая профиль поверхности качения кольца в осевом сечении:
= J{RcI + ks2^ + s(Rd + ^2) • costw/ sin2a + s2a2 .
(3.3)
Применение матричного метода в сочетании с современными вычислительными средствами дало возможность смоделировать полученное выражение (3.3) на ЭВМ, используя программное обеспечение MatLab. В результате геометрического анализа и моделирования на ЭВМ получено, что поверхность качения кольца подшипника после суперфиниширования на МДА-92 в осевом сечении должна представлять собой вогнутую “седлообразную” поверхность, образующая которой является параболой. Необходимо, однако, учесть еще один фактор, оказывающий существенное влияние на процесс формообразования.
Введем в полученное уравнение формообразования фактор времени обработки. Для получения аналитической зависимости времени обработки в данной координате Z следует учесть гармонический характер перемещения точки контакта инструмента и детали:
(3.4)
где s - ширина дорожки качения; п6- скорость вращения брусков. Скорость перемещения выражается зависимостью
или
(3.5)
(3.6)
Из последней формулы видно, что точка контакта бруска с заготовкой перемещается в осевом сечении с переменной скоростью, максимум которой соответствует середине профиля.
Мгновенное значение времени Контакта (дифференциальная плотность распределения времени) выражается из формулы (3.6) соотношением
, dz
dt^-------. (3.7)
27rndS/4 ~z’
Время обработки инструментом детали в сечении Z можно записать с учетом направлений вращения кольца и брусков (встречное и попутное), радиуса обработки Rd и общего времени обработ к и to6 в виде
z Л R ,(nf ±nt]t.
j / \ и \ и а I по
] = ———------
4
откуда с учетом формулы (3.5) следует
(3-8)
(3-9)
т.е. зависимость t(z) является обратной по отношению к Vz.
Из соотношения (3.3) и (3.9) следует, что съем металла Qq(t) выражается параболической зависимостью, причем максимум съема соответствует краям дорожки качения.
Экспериментальные зависимости снимаемого припуска и съема металла от времени обработки при суперфинишировании представляют собой кривые, для аппроксимации которых использована разработанная программа для ЭВМ. В результате получено уравнение для снимаемого припуска Dx(t)
D0(t) = -3.861 + 1,230 t - 0,035 t2
и, соответственно, уравнение для съема металла 0э(/)
Q,(t) = 10,255 - 1,245 t + 0,036 t2.
(3.10)
(3-11)
Учитывая проведенный анализ, можно сделать вывод, что при заданном способе формообразования величина выпуклости поверхности качения в осевом сечении ограничена (не более 5 мкм) в связи с тем, что съем металла Qj(t) стремится к нулю. Указанное согласуется с экспериментальными данными [30,32].
В результате моделирования выражения (3.9) с учетом (3.10), (3.11) на ЭВМ, с использованием программного обеспечения MatLab, авторы получили выпуклую поверхность качения, образующая которой в осевом сечении является параболой (рис.3.4).
Рис 3 4. Пространственная модель формообразования поверхности качения внутреннего кольца роликового подшипника
₽ Таким образом, экспериментально-аналитическое моделирование позволило адекватно описать процесс формирования профиля поверхности качения внутреннего кольца подшипника при суперфинишной обработке на автомате МДА-92.
3.3. Испытания суперфинишных автоматов МДА-92 на параметрическую надежность
Предварительно проведенные исследования показали [41], что из целого ряда факторов, оказывающих то или иное влияние на точность и производительность обработки на многобрусковых суперфинишных автоматах, во-первых, наиболее целесообразным для доводки поверхности качения колец является применение брусков на керамической связке 63СМ14СМ1 с пропиткой серой, причем размеры брусков выбираются согласно известным рекомендациям [48]; во-вторых, скорость вращения инструментальной головки в диапазоне 30... 150 об/мин практически не влияет на микрорельеф поверхности, а при вращении со скоростью выше 150... 180 об/мин наблюдаемся частичная обработка дорожки качения, что объясняется отрывом брусков от поверхности; в-третьих, окружная скорость кольца однозначно определяется для каждого станка фиксированной скоростью вращения шпинделя, поскольку привод является нерегулируемым. Следовательно, в этих условиях в качестве варьируемых параметров могут рассматриваться давление брусков на обрабатываемую поверхность и время обработки.
3.3.1. Исследование связи параметров точности колец подшипников с состоянием теплового поля автомата МДА-92
Тепловые процессы оказывают влияние на качество деталей и при других видах металлообработки. Определенный интерес, ввиду отсутствия каких-либо данных, представляет анализ влияния изменения температурного режима станка МДА-92 на параметры точности обработанных деталей. В исследованиях, проведенных в производственных условиях при обработке внутреннего кольца цилиндрического роликового подшипника 42215КМ, анализировалось влияние изменения теплового поля на конусность дорожки качения, поскольку при данной конструкции станка она непосредственно связана с относительным перемещением инструментальной головки и шпинделя детали при тепловых деформациях, то есть с изменением настройки станка. Диаметральный размер дорожки качения 88,5 мм формируется на операции шлифования, поскольку при суперфинишной обработке снимаемый припуск, как будет показано ниже, мал (6... 10 мкм на диаметр), и его величина определяется технологическим режимом (время обработки и усилие прижатия брусков). Указанное объясняется тем, что режущая способность мелкозернистых брусков относительно невысока, так что возможные небольшие колебания давления брусков в зоне контакта из-за различного диаметра заготовок не вызывают резких колебаний съема припуска.
Измерение теплового поля - температуры основных формообразующих узлов станка - осуществлялось с помощью разработанного в СГГУ восьмиканального блока термоконтро. тя с полупроводниковыми датчиками температуры, устанавливаемыми на станке посредством магнитных оснований. Диапазон измерения - 1О...6ОЛС, погрешность измерений - 0,2°С, дискретность - 0,1 °C. Датчики фиксировали температуру основных элементов станка (шпинделя детали и инструментальной головки, бака гидросистемы, бака СОЖ, станины в различных точках) и окружающего воздуха (рис.3.5). Критерием выбора точек измерения служило наличие источников тепловых возмущений. Фиксация температуры осуществлялась через каждые 15 мин. Отклонение размера кольца от номинального в продольном сечении измерялось двумя микрокаторами, с погрешностью 1 мкм и затем по разности их показаний определялась конусность кольца.
Обработка колец осуществлялась двумя брусками при скорости вращения шпинделя п = 2500 об/мин, усилии прижатия 70 Н и времени обработки 18 с. Волнистость поверхности качения в этих условиях составляла 0,15...0,2 мкм; шероховатость Ra = 0,12...0,16 мкм.
Выполнено три группы опытов (по два эксперимента в опыте) с различными условиями: без обработки деталей, с обработкой без предвари-
Рис.3.5. Схема размещения термодатчиков на суперфинишном автомате МДА-92: О - бак гидросистемы; 1,6,7 - шпиндель детали; 2 - бак СОЖ,
3 - шпиндель инструментальной головки; 4 - окружающий воздух; 5 - станина тельного разогрева станка, с обработкой при предварительном разогреве станка.
На рис.3.6. представлен характер изменения теплового поля станка при функционировании его в автоматическом цикле без обработки. Температура масла в гидросистеме и температура шпинделя детали изменились за 5 часов на 20°С и 18°С соответственно, практически достигнув стационарного состояния. Температура станины и инструментальной головки изменилась на 6...7°С. Температура воздуха в цехе была практически постоянной (около 22°С).
Измерения теплового поля станка при обработке деталей (шесть партий по 15 деталей) без предварительного его разогрева показали, что градиент изменения температуры шпинделя детали в период обработки значительно возрастает. При перерыве в обработке в 1 час температура основных узлов изменяется незначительно, а стационарный режим не достигается даже за 6 часов функционирования станка [30].
Применение для описания тепловых процессов в станке МДА-92 математического аппарата, разработанного для анализа переходных процессов [65], позволило получить следующие модели изменения температуры в форме:
- для инструментальной головки
T5(t) -0,75 exp{0,18t} + 0,26exp{-0,44t}- 0,82exp{-0,24t}; (3.12)
- для шпинделя детали
Tj(t) < 2,41exp{0,13t} + 2,23exp{-0,28t} - 4,51exp{-0,38t}; (3.13)
- для гидросистемы
T0(t) = 125exp{0,04t} + 0,77exp{-0,32t} - 126exp{-0,06t}. (3.14)
Рис. 3.6. Изменение теплового поля станка МДА-92 в холостом режиме (точки контроля соответствуют рис. 3.5)
Известно, что стабилизация теплового поля приводит к стабилизации основных выходных характеристик любого оборудования, особенно прецизионного, поэтому практически целесообразным является его предварительный прогрев или ускоренный вывод на заданный тепловой режим. В данном случае эта процедура является необходимой с учетом того, что в переходном режиме происходит смещение настройки станка, обусловленное различными тепловыми деформациями ШУ детали и инструментальной головки в силу различных законов изменения температуры, приводящее к изменению конусности обработанных деталей. Это выявлено в ходе специального опыта из двух экспериментов, суть которых заключалась в следующем. Осуществлялся предварительный (в течение 4,5 ч) разогрев масла в гидросистеме и элементов конструкции станка, в которых оно циркулирует. Затем в процессе непрерывной доводки 250 заготовок внутреннего кольца подшипника 42215КМ с интервалом в 15 минут обрабатывались контрольные партии из 10 заготовок и осуществлялось измерение снимаемого припуска в двух сечениях и конусности каждого кольца. Полученные массивы статистически усреднялись и вычислялись средние значения снимаемых припусков в двух сечениях и конусности в каждой партии (рис.3.7). Изменение указанных величин свидетельствует о смещении первоначальной настройки станка в результате его тепловых деформаций, причем смещение оказывало положительное влияние на точность формы поверхности качения в продольном сечении кольца, поскольку конусность уменьшилась с 2,0...2,5 мкм до 0,5...0,6 мкм (по данным двух 79
эк юриментов). Это объясняется тем, что обработка была начата в мо-мс г, когда температура шпинделя детали еще не достигла своего стадиона, юг о режима, но за счет прокачивания горячего масла через его гидро-цилчндр указанный процесс пошел значительно интенсивнее. Изложенное позволяет сделать вывод о необходимости предварительного естественного или принудительного разогрева станка с последующей его наладкой за возможно более короткое время для удержания температуры основных формообразующих элементов в заданных диапазонах стационарности.
Помимо изменения точностных параметров колец, тепловые процессы оказывают влияние на производительность обработки за счет уменьшения времени цикла изготовления дезалей, что объясняется, как и для токарного станка 1Е61МТ [65], повышением скорости рабочих органов (подача заготовки в зону обработки, подвод и отвод брусков) вследствие уменьшения вязкости масла в гидросистеме по мере повышения его температуры. Так, например, при температуре окружающей среды в цехе 12...14°С время цикла обработки одной детали за 3 часа уменьшается да 15... 10%, что, естественно, влечет за собой соответствующее повышение производительности.
Рис.З 7. Изменение величины снимаемого припуска и конусност и дорожки качения в процессе стабилизации теплового поля станка МДА-92: 1,2 - припуски в двух сечениях колец (........ - эксперимент, ---- - аппроксимация); 3 - средняя конусность
Таким образом, результаты проведенных исследований позволили, во-первых, отметить целесообразность, как и для токарных станков, стабилизации теплового поля суперфинишных автоматов МДА-92 для повышения их параметрической надежности; во-вторых, указать на необходимость включения в ТУ на станки пункта о проведении тепловых измерений при приемо-сдаточных испытаниях, что будет способствовать выявлению возможных дефектов (при значительном превышении температуры номинальных значений) и регламентации режима эксплуатации станка данной модели.
] Г2. Исследование связи параметров точности колец подшипников с уровнем вибраций станков
В ходе йены ганий станков МДА-92 на параметрическую надежность выполнялись измерения ВА колебаний основных формообразующих узлов с целью выявления возможных дефектов изготовления, сборки, регулировки и их влияния па параметры точности поверхностей качения колец подшипников [30,37]. Уровень вибраций измерялся на двух основных узлах: ШУ детали и инструментальной головке, для чего использовались два виброизмерителя ВШВ-003-М2 с датчиками виброускорения ДН-ЗМ1 с рабочей полосой частот 2...4000Гц. Вибродатчики посредством магнитных оснований устанавливались на упомянутых узлах станков, которые являются источниками вибраций и непосредственно участвуют в формообразовании. определяя конечную величину некруглости, волнистости и шероховатости поверхности качения колец подшипников. Виброизмерителями регистрировались уровни виброускорения на фиксированных частотах 16, 32, 63, 125, 250, 500, 1000, 2000 Гц и общий уровень (диапазон ЛИН). Предварительные исследования вибраций по координатам X и У показали, во-первых, неинформативность частот 2, 4, 8 Гц; во-вторых, что измерения по одной координате У являются вполне информативными, так что в дальнейшем при испытания датчики устанавливались только по одной координате.
Амплитуда вибрации оценивалась в четырех последовательно реализуемых режимах: отсутствует вращение шпинделя детали и инструментальной головки; включено вращение одного из указанных узлов; включено вращение обоих узлов; выполняется обработка кольца подшипника. 1 акая методика измерений позволила оценить степень вклада каждого из упомянул ых узлов и процесса обработки в амплитуду В А колебаний станка. При условии, что уровень вибраций МДА-^2 №1 принят за эталонный, измерение вибраций других станков данной модели обеспечивает, во-первых, возможность проведения сопоставительного анализа суперфинишных автоматов для оценки их выходных характеристик; во-вторых, возможность вибродиагностирования, т.е. выявления нарушений в изготовлении и сборке ШУ и инструментальной головки при значительном превышении уровня В А колебаний этих узлов какого-либо станка по отношению к эталонному.
Результаты измерений на МДА-92 №1 (рис.3.8) свидетельствую г о том, что наибольший уровень вибраций наблюдается на низких частотах 16. 31, 63, 125 Гц, а на более высоких частотах вибрации незначительны. Основная составляющая амплитуды вибраций на всех исследуемых диапа
зонах определяется вращением шпинделя детали, поскольку приращение уровня вибраций за счет вращения инструментальной головки мало; за счет процесса обработки уровень одних составляющих незначительно увеличивается, других - незначительно уменьшается, что связано с силовым замыканием системы инструмент-деталь. Общий уровень виброускорепия на обоих узлах также определяется вращением шпинделя детали, поскольку включение инструментальной головки и осуществление обработки лишь незначительно повышают амплитуду вибраций.
Аналогичные измерения, выполненные на МДА-92 №4 при обработке кольца роликоподшипника 92705-02 (рис.3.9), показывают, что уровень вибраций ШУ этого станка несколько превосходил эталонный, что и объясняет более высокие значения параметров шероховатости Ra (0,12...0,16 мкм), чем у МДА №1. Кроме того, выполненные ранее измерения В А колебаний на этом станке выявили значительные превышения амплитуд вибраций на частотах 31 Гц, 63 Гц и общего уровня вибраций ШУ детали эталонных значений, связанные с дефектами его изготовления. Соответст-венно^ некруглость колец после операции суперфиниширования увеличивалась с 1...2 мкм до 2...3 мкм, волнистость поверхности качения составляла 0,4...0,5 мкм, что превышает допустимые значения. Замена шпинделя и подшипника в этом узле обеспечила снижение вибраций и, соответственно, повышение точностных параметров колец: некруглости - до 0,6... 1,2 мкм; волнистости - до 0,1...0,15 мкм.
Рис.3.8. Уровни вибраций шпиндельных узлов детали на станке МДА-92 №1:
I— 1 - ШУ выключены; г ~ 1 - ШУ детали или инструмента (п=60 об/мин) включен; - включены оба ШУ; ШШШШВИ - обработка кольца подшипника
Рис.З .'9. Уровни вибраций шпиндельных узлов детали на станке МДА-92 №4-E7ZZZZ - ШУ выключены; |. "] - ШУ детали или инструмента (п-60об/мин)
включен; /77777771 ~ включены оба ШУ; МИНИН - обработка кольца подшипника.
Таким образом, выполненные исследования уровня вибрации станков МДА-92 показали, во-первых, связь уровня В А колебаний в отдельных частотных диапазонах с параметрами точности изготовленных деталей; во-вторых, целесообразность измерений для обеспечения возможности сравнительного анализа станков между собой, позволяющего в процессе приемо-сдаточных испытаний оценить их технический уровень (следует включить в ТУ на станок) и, соответственно, качество изготовления; в-третьих, возможность осуществления вибродиагностирования каждого станка в процессе эксплуатации, если регламентирован уровень вибраций.
Проведенные измерения являются в известной степени оценочными, в связи с чем есть практическая потребность в углубленных исследованиях ВА колебаний суперфинишных автоматов данной модели, особенно если возникнет вопрос их сертификации.
3.3.3.Оптимизация технологического режима по параметрам точности обработки поверхностей качения
*
Возможность управления значениями усилия прижатия брусков и времени обработки создали условия для оптимизации на каждом станке технологического режима по параметрам точности поверхности качения колец подшипников.
Внутренние кольца цилиндрических роликовых подшипников 42215КМ, 12212КМ, 42212КМ поступали на станки МДА-92 соответственно .№>1, №2, №3, после операции шлифования со следующими характеристиками поверхности качения: некруглость - 2...5 мкм; конусность - 0...5 мкм; выпуклость - 0...2 мкм; волнистость - 0,8...1,0 мкм; шероховатость Ка = 0,55...0,63 мкм. Требуемые характеристики после суперфиниширования: некруглость - не более 2,4 мкм; конусность - не более 2 мкм; выпуклость - 0...5 мкм; волнистость - не более 0,5 мкм; шероховатость - не более 0,16 мкм.
При испытаниях скорость вращения шпинделей была фиксированной: 2500 об/мин у станков №1 и №2 и 1500 об/мин у станка №3: скорость вращения инструментальной головки - 90... 100 об/мин; обработка производилась двумя брусками 63СМ14СМ1. Начальная прикатка брусков осуществлялась по специальным кольцам, чтобы придать им профиль, близкий к требуемому. Варьирование усилия прижатия брусков осу- -ществлялось в диапазоне 40... 100 Н с шагом 20 II (сила резания согласно формуле (3.1) изменялась от 14 до 35 Н\ причем разность усилий на брусках не превышала 5 Н; при каждом значении усилия прижатия время обработки колец изменялось дискретно от 8 с до 22 с с шагом 2 с. При каждом сочетании варьируемых параметров обрабатывалась партия из трех деталей, конусность которых контролировалась микро каюрами с ценой деления 1 мкм, шероховатость измерялась прибором Surtronic - 3 (Англия), волнистость - прибором Talyrond-73 (Англия), профили некоторых деталей записывались на приборе SR-125 (Англия). Полученные массивы значений шероховатости и конусности усреднялись внутри каждой партии, а затем строились соответствующие зависимости, дававшие представление-об основной тенденции изменения исследуемых параметров.
Результаты испытаний показали [30,32], во-первых, что оптимальные усилия прижатия брусков составляют 50...70 II, поскольку при меньших усилиях сложно обеспечить удаление дефектного слоя, а при больших усилиях возможно “засаливание” брусков, целесообразное время обработки - 12... 14 с, при этом величина снимаемого припуска составляет 7...8 мкм на диаметр (рис.3.10) и отсутствуют прижоги в поверхностном слое дорожки качения; во-вторых, при настройке станка, близкой к оптимальной, эффективно реализуются исправляющие свойства многобрускового способа, проявляющиеся в уменьшении конусности до 1...2 мкм и менее; формировании выпуклости 1...3 мкм; снижении некруглости до 0,5... 1,0 мкм; волнистости - до 0,05...0,1 мкм;шерохоьатости - до 0,10...0,12 мкм.
3 Усилие прижатие, 1 i
а
Рис.3.10. Экспериментальные зависимости шероховатости поверхности и конусности дорожки качения кольца подшипника и припуска, снимаемого на диаметр, от усилия прижатия брусков и времени обработки на суперфинишном автомате МДА-92
Известно, что при суперфинишировании преобладает механическое воздействие - резание абразивными зернами, которые постоянно выкрашиваются из связки и обновляются [44]. В конце обработки интенсивность процесса затухает из-за снижения давления при сглаживании микрорельефа, так что при времени обработки больше 30 с съема металла практически не происходит (рис.3.10 в). Следует отметить, что применение четырех брусков вместо двух снижает целесообразное время обработки в два раза и, соответственно, повышает производительность станка до 00...360 деталей/час. Замена четырех брусков в результате износа осущео вляется в
условиях производства в среднем через полторы-две смены.
С целью идентификации моделей влияния параметров технологического режима (сила прижатия брусков Fnp и времени обработки 10б) на шероховатость Ra и конусность дорожки качения Kg согласно традиционному методу планирования эксперимента получены следующие зави-' симости [30,41].-
- для МДА-92 N1 при обработке кольца 42215-02 Ra=-16,4+ 48,9Fnp - 8,8 То6 + 48>0 Fnp То6; Kg=- 15,6+45,9Fnp+8,6Т 6 +45,0F„pTo6;
- для МДА-92 N2 при обработке кольца 12212-02 Ra=-l2,l+36,7Fup -6,ЗТоб +360 Fnp Тоб; < Kg- 37,8-1 l,4Flip -19,6Тоб + lQ4FnpTo6.
(3.15)
(3.16)
Сопоставительный анализ выражений (3.15) и (3.16) показывает, что для данной модели автомата шероховатость поверхности качения определяется практически идентичными зависимостями от параметров технологического режима, а конусность - значительно отличающимися друг от друга зависимостями, что объясняется более существенным влиянием на нее нас]ройки станка.
Замена оснастки на станке МДА-92 позволила провести исследования точности обработки поверхностей качения внутренних колец конических роликовых подшипников 537908-02 с углом конуса равным 12°. Эффективность процесса суперфиниширования, как и в случае обработки колец цилиндрических роликовых подшипников, зависит от выбора характеристик брусков и технологического режима. В данном случае они были
пришны .им тинными ранее определенным, что обеспечило значения парамс।р«>в игшости поверхности качения колец конических подшипников гак не я с 'но и у цилиндрических. Существенным для колец конических поди ж । ишков является сохранение после операции суперфиниширования угла конуса поверхности качения в достаточно жестком допуске 20", что в псрссчс гс на линейный размер составляет - 1,5 мкм (рис.3.11 ,а).
б
Рис.3.11. Схема измерения отклонения угла конуса от номинального (а) и характер изменения угла конуса конического подшипника 537908-02 после операции суперфиниширования на станке МДА 92 (б):
1,2 - микрокаторы с дискретностью 0,5 мкм, Дкон-разность показаний микронаторов, определяющая угол конуса, L-расстояние между точками измерений
Для проверки точности формообразования была отобрана партия колец в количестве 60 штук, прошедшая операцию шлифования, с отклонением угла конуса от номинального в пересчете на линейный размер не более чем на 5 мкм. После операции суперфиниширования указанное отклонение у тех же колец также не превышало 5 мкм. Рассчитанный коэффициент корреляции между отклонениями угла конуса до и после доводочной операции составил 0,92, что свидетельствует о сильной взаимосвязи исходного и сформированного профиля. Исправляющая способность для угловых отклонений образующей обрабатываемой поверхности кольца при многобрусковом способе суперфиниширования ограничена, поэтому для оценки его эффективности с точки зрения сохранения угла конуса было проведено сравнение его отклонения до и после доводочной операции. Результаты измерений (рис.3.116) свидетельствуют, что после операции суперфиниширования отклонение угла конуса от исходного укладывается в допуск.
Таким образом, многобрусковые суперфинишные автоматы обеспечивают необходимую точность обработки по макро- и микрогео-мегрическим параметрам поверхностей качения внутренних колец как цилиндрических, так и конических роликоподшипников.
На основании изложенного и результатов приемо-сдаточных испытаний станков МДА-92 на параметрическую надежность при обработке колец цилиндрических роликовых подшипников, проведенных в АО Саратовский подшипниковый завод, можно констатировать, что суперфинишные автоматы МДА-92 по своим техническим характеристикам не уступают зарубежным аналогам, например, выпускаемым фирмой “Супфина'’ (Германия), однако являются более дешевыми, что делает их конкурентоспособными как на внутреннем, так и на внешнем рынке.
Глава 4. ОРГАНИЗАЦИЯ КОНТРОЛЯ, ДИАГНОСТИРОВАНИЯ И ИСПЫТАНИЙ ПРЕЦИЗИОННЫХ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Возрастающая роль в станочном парке машиностроительных современных наукоемких производств прецизионных МРС, обладающих новизной технических решений, и соответствующие условия эксплуатации ставяз ряд новых задач в области обеспечения точности обработки и надежности их функционирования. Решение этих задач возможно только в комплексе на основе системного подхода к анализу всех имеющихся на сегодняшний день направлений исследований по проблеме повышения эффективности использования автоматизированного металлорежущего оборудования, включая контроль, диагностирование, испытания и сертификацию станков [35,51-53,65]. При этом рассмотрение проблемы связано со всеми этапами создания МРС и периодом их практического использования (разработка, изготовление, эксплуатация). Основные положения такого подхода к исследованию надежности станков впервые предложены профессором СГТУ Б.М.Бржозовским [9,12].
4.1. Концепция системного подхода
С учетом опыта исследований разработана концепция единого (системного) подхода к организации диагностирования, испытаний, контроля и сертификации прецизионных МРС для повышения их точности и надежности в виде многоуровневой структуры (рис.4.1). Этапы жизненного цикла станков представлены в ней как уровни организации, причем на каждом из них выделены подуровни, которые являются конечным результатом работ, выполненных на данном уровне. Например, на уровне "разработка” выделены подуровни:, проектирование станка (ПС) и экспериментальный образец (ЭС), "изготовление” - опытный (ОС) и серийный (СС) образцы станка; "эксплуатация" - техническое обслуживание (ТО) и предупредительный ремонт (ПР).
Каждая операция, связанная с анализом состояния станка, представляет собой определенную совокупность действий (накопление данных для моделирования объектов, построение системы контроля и диагностирования (СКД) и т.д.), суть которых раскрывается в зависимости
Уровни организации
Диагностирование Испытания Контроль и сертификация Выбор рациональных
111 —1-
Разработка - ГМ ▼ ▼ диагност ических параметров, выбор СД ф Диагностические модели Уточнение паспортных
ПС Определение областей работоспособного состояния Исследовательские, (программные) Основные характеристики узлов о
эс Выявление дефектов конструкции Методы получения данных для создания математических моделей Разработка паспортных характеристик (3 характеристик Методы и средства оперативного
1 диагностирования
Изготовление ▼ Предложения по улучшению конструкции ф и технологии изготовления
ОС Оснащение СД, построение , системы Типовые, Специальные, оценочные (программные) Паспортные характеристики узлов подсистем стан.ка.в-целом - g
сс Выявление дефектов изготовления Приемо-сдаточные с целью определения реальных характеристик Сертификат станка о S S Методика и организация сертификационных испытаний
I ju Пред; южения по модернизации конструкции и ф повышению технологической надежности
Эксплуатация у о
то Оперативное диагностирование и прогнозирование .ср.о.1<о.в..рсмонта Периодические и исследовательские Периодическая проверка наиболее важных паспортных характеристик g
ПР Поузловое диагностирование, локализация отказов Контрольные Организация гибкой СТО и ПР
Рис.4.1. Единый подход к организации диагностирования, испытаний и
сертификации на различных этапах жизненного цикла прецизионных МРС
от уровня организации. Такой структурный разрез создания новых и модернизации эксплуатирующихся МРС позволяет проследить процесс накопления информации о состоянии объекта и определить целесообразные направления его совершенствования.
На уровне разработки для успешной реа лизации новых технических решении узлов прецизионных МРС необходимо не только исполь ювать современные средства автоматизированного расчета И проектирования, но и определить основные узлы и их характеристики, которые следует контролировать в дальнейшем, выявить возможные дефекты конструкции и выбрать рациональные диагностические параметры, по которым осуществить конструкторскую проработку встраиваемых в станок средств диагностирования (СД), а также выполнить ряд испытаний отдельных узлов для уточнения расчетных значений параметров и моделей, причем в ряде случаев более целесообразным является использование не детерминированных, а статистических методов [57,65,66]. На основе разработанных моделей, исследований и испытаний (в том числе станков - прототипов) выявляются факторы, оказывающие наиболее сильное влияние на станок, определяются пути создания серийного образца.
Для решения указанных выше задач необходимо создание лнлг-ностичсских моделей высокоточных МРС различных групп, которые с точки зрения современной теории управления можно рассматривать как сложные динамические системы. В этой связи для построения диагностических моделей объектов достаточно широкого класса целесообразно применение методов пространства состояний, позволяющих выработать единый подход для систем, содержащих элементы различной физической природы [21,68].
Математическая модель рассматриваемых объектов может быть представлена линейными дифференциальными уравнениями в матричной форме:
x(t) - A(t) x(t) + B(t)u(t) ( 4.1 )
У (t) = C(t)x(t),
где x(t) - n - мерный вектор состояния, u(t) - r-мерньш вектор управления, y(t) - m-мерный выход датчиков с соответствюущимн коэффициентами: A(t) - (п х п)-матрица коэффициентов, характеризующих динамику объектов; B(t) - (п х г)-матрица передаточных коэффициентов исполнительных органов; C(t) - (m х п)-матрица передаточных коэффициентов датчиков [46].
Накладывая определенные условия на объект, исполнительные органы и датчики в случае возникновения неисправностей в объекте управления. модель записывается в виде
x(t) - (A + AA)x(t) + (B + AB) u(t),
где АЛ и AB - соответственно матрицы, характеризующие изменение в динамике объекта и изменение коэффициента преобразования исполнительного органа;
- при неисправностях датчика
y(t) - (C +AC)x(t) ,
где АС - матрица, характеризующая изменения коэффициентов передачи датчиков в результате их неисправности.
С учетом вышеизложенного задача диагностирование при различных испытаниях МРС может быть представлена как, задача распознавания события в обобще гюм объекте и состоит в следующем: известны виды неисправностей и изменения объекта согласно уравнениям (4.2) и (4.3), представленные обучающими выборками. Требуется на основании данной выборки найти рациональную систему признаков (диагностических параметров) и построить решающее правило (алгоритм диагностирования), позволяющее по текущим значениям признаков определить класс событий в обобщенном объекте (техническое состояние).
В процессе производства станков необходимо осуществлять контроль паспортных характеристик узлов и станка в целомг диагностирование дефектов изготовления и сборки, а также проводить технологический прогон и специальные испытания станков, в том числе программные, для определения их реальных выходных характеристик. Для автоматизации испытаний новых конструкций МРС и серийно изготовленных целесообразно создание испытатепьно-диагностических комплексов (ИДК). На основе разработанного подхода к диагностированию МРС возможно создание стационарных ИДК, на которых станки подвергаются испытаниям по обширной программе (контроль порядка 60 параметров), и переносных ИДК, с помощью которых оценивают характеристики узлов как на стадии приемо-сдаточных испытаний, так и при эксплуатации.
Внедрение подобных ИДК оценки качества и надежности станков позволяет в условиях станкостроительных заводов оценивать и прогнозировать по детерминированным и стохастическим моделям изменение выходных характеристик во времени при воздействии различных возмущений, существенно повысить достоверное'] ь оценки показателей точности и надежности МРС, а также управлять качеством обработки деталей и сборки узлов и станка в целом. Указанное создает условия для проведения сертификации МРС, необходимой для обеспечения их конкурентоспособности.
Сертификация МРС является одним из ответственных моментов при
их изготовлении. Разработка процедуры сертификации производится на основе отечественных и международных стандартов (ИСО-9000...9004), регламентирующих мероприятия по управлению качеством продукции. Проблема качества решается путем внедрения систем сертификации продукции и систем управления качеством [25]. Системы'сертификации и управления качеством продукции включают в себя аттестацию (самой продукции, рабочих мест, технологических процессов и т.п.), создание и использование в производстве различных видов оборудования (обкатных и испытательных стендов, современных контрольно-измерительных, диагностических комплексов и т.н.) и ряд других технических и организационных мероприятий.
Сертификации подвергаются образцы серийной продукции, причем она должна проводиться в аккредитованных цент рах с соответствующим испытательным оборудованием [60]. Особые требования предъявляются также к персоналу сертификационных подразделений, который также должен проходить аттестацию. Сертификационные центры, необходимость создания которых стала общепризнанной сравнительно недавно, не только создают условия для получения объективной информации о качестве и соответствии фактических показателей МРС международным стандартам, удостоверяемых сертификатом, но и позволяют выполнить наиболее сложные виды испытаний станков, недоступные многим предприятиям по стоимости аппаратуры, степени автоматизации эксперимента и квалификации персонала.
Целесообразность проведения сертификации связана еще и с тем, что существующие методы испытании МРС, например на точность, не всегда удовлетворяют современным требованиям, предъявляемым к станкам [61,64]. Выполнение всех проверок, предусмотренных нормативнотехнической документацией, еще не дает гарантии параметрической надежности станка в процессе эксплуатации. Здесь следует отметить, что чем выше требования к точности обрабатываемых деталей, тем большее число параметров с ганка должно соответствовать определенным нормам, и, следовательно, контролироваться при сертификационных испытаниях, то есть число регламентируемых выходных параметров станка зависит от его класса точности.
Теоретической основой сертификата является модель параметрического о г казн [57], учитывающая для конкретной модели МРС характер изменения выходных показателей при воздействии различных возмущений (износа, температуры, вибраций и др.). Испытания на параметрическую надежность выполняются по программе, включающей тегированные проверки и проверки по дополнительным методикам, разработанным специально для данной модели МРС. Подобные испытания проведе-
ны для токарных модулей типа ТПАРМ различных модификаций и АТПУ [65,66], суперфинишных автоматов МДА-92 [41] и шлифовальных станков нескольких моделей [39]. Обработка данных осуществлялась по стандартным и специальным программам, позволяющим в комплексе более полно учесть вероятностный характер процессов, протекающих в МРС. По результатам испытаний в технические условия на станки внесены дополнения, учитывающие необходимость контроля еще ряда параметров, определяющих параметрическую надежность.
{слученный сертификат станка может служить свидетельством его технического состояния, указывающим, при каких условиях эксплуатации и в течение какого времени с определенной вероятностью обеспечивается заданная точность обработки [13].
На этапе эксплуатации станков, особенно прецизионных, следует обеспечить выполнение нормативных требований к условиям эксплуатации, изложенным в технических условиях на МРС. Повышение надежности станков, как показали исследования, выполненные в СГТУ, может быть достигнуто оперативным диагностированием технического состояния МРС с выявлением дефектов отдельных узлов и модернизации МРС и обеспечением оптимальной гибкой системы ТО и ПР.
Таким образом, на основе изложенной концепции наиболее полное и экономически рациональное решение задач контроля, диагностирования и испытаний современных высокоточных МРС возможно только в комплексе, причем от правильности решения этих задач во многом зависит качество станков и другие их технико-экономические показатели. Кроме того, одним из рациональных путей развития станочной диагностики в современных экономических условиях России является создание испытательных и сертификационных центров с современным испытательно -диагностическим оборудованием, так как методы и средства, используемые при испытаниях и аттестации станков, тесно связаны с методами и средствами их диагностирования.
Важную роль в рассмотренной концепции играют испытания. Однако, несмотря на это существующий подход к испытаниям в отрыве от задач контроля и диагностирования МРС до сих пор не позволял создать методологию испытаний, включающую научные основы лабораторного и промышленного эксперимента и соответствующую разработку технических средств испытаний.
Как указывалось выше, современные тенденции техники требуют системного подхода ко всему циклу создания изделия от его замысла и составления ТЗ на разработку до отладки серийного образца и его промышленной эксплуатации. Поэтому при испытании любых технических систем, в том числе и станочных, желательно воспроизводить эксплуатацион-94
ные и аварийные режимы их работы, с применением установок, оснащенных информационными системами сбора и обработки данных и системами принятия решения о работоспособности испытуемых изделий и возможности их применения. Большая часть публикаций по испытаниям связаны с различными аспектами автоматизации сбора и обработки результатов измерений [23,29,72]. Проблемы воспроизведения режимов для объектов испытания, соответствующих' условиям их эксплуатации, освещены в литературе весьма слабо.
В данной книге делается попытка формирования концепции построения единой системы контроля, диагностирования и испытаний МРС, позволяющей на этой основе разрабатывать ИДК станков различных групп.
Испытания в зависимости от этапов жизненного цикла станков можно разбить на три большие группы (рис.4.1), лабораторные испытания и исследования, различные испытания опытных образцов новых моделей, приемо-сдаточные испытания серийного оборудования [25]. Окончательное суждение о пригодности объектов к эксплуатации производится только по результатам испытаний, по меньшей мере, одного контрольного эк-^. земпляра. В общем случае испытания включают в себя следующие основные этапы:
- планирование испытаний;
- измерение параметров станка как объекта испытаний (ОИ) в нерабочем состоянии;
- принятия решения по результатам измерений о возможности допустить ОИ к дальнейшим испытаниям;
- воспроизведение определенных условий функционирования ОИ, измерение и регистрация его характеристик и параметров в процессе испытаний;
- обработка результатов измерений и принятие окончательного решения о пригодности ОИ.
Основной способ проверки новых идей и конструктивных решений при создании современных МРС - эксперимент (на всех этапах разработки). К экспериментальным исследованиям относятся исследования различного рода моделей (в том числе и реализованных средствами вычислительной техники), стендовые и натурные испытания действующих макетов, отдельных подсистем и объекта в целом [62,72]. При разработке МРС важнейшие задачи испытаний следующие:
- проверка новой идеи, конструкции или метода;
- оценка вариантов конструкции МРС, предварительное определение характеристик ОИ. получение исходной информации для принятия принципиальных решений но разработке МРС;
- отработка экспериментального образца МРС - уточнение значений параметров и допустимых пределов их изменений, отработка основных приемов эксплуатации МРС, тренировка обслуживающего персонала; создание опытного образца и проведение Государственных испытаний с целью внедрения в серийное производство и разработки соответствующей документации.
При испытаниях серийной продукции задачи испытаний заключаются в том, чтобы достоверно определить, может ли ОИ выполнять возложенные на него функции (годен). При этом важно как не признать годным бракованный ОИ, так и забраковать годный ОИ. Испытание МРС проводят дважды: предварительные (устранение дефектов, настройки) и приемосдаточные (МРС предъявляется заказчику). В процессе эксплуатации МРС проводят исследовательские (периодические) испытания с целью модернизации и контрольные после ремонта станков (рис.4Л). При изготовлении промышленной продукции в бывшем СССР на системы контроля качества и испытания в среднем затрачивалось 30% трудоемкости. При саз- -дании космической техники в США 2/3 общих расходов на программу тратятся на системы наземных испытаний [23]. При возрастании сложности и точности МРС увеличивается значимость испытаний, ужесточаются допуски на оценки качества станков растет объем испытаний.
4.2. Моделирование испытаний
За последние 10-15 лет появились публикации по испытаниям конкретных типов систем, в частности по испытаниям радиоэлектронной аппаратуры, авиационной техники и др. [72]. Во многих работах синонимом слова “испытание” является понятие “эксперимент”. Это характерно для первых методологических работ в области испытаний. В общем случае, на основании работ [41,43.55,57], под испытанием понимается “экспериментальное исследование объекта”. С этой точки зрения, теоретическая база - теория испытаний - должна быть наукой о подготовке, проведении, обработке и анализе результатов эксперимента. Указанное не означает, что развивающаяся в настоящее время теория планирования эксперимента является теоретической основой испытаний. Теория планирования эксперимента разрабатывается как раздел математической статистики и ограничивается областью действия статистических методов. Испытание же технических систем, в качестве которых рассматриваются современные МРС, является весьма сложным многогранным процессом, для исследования которого одних методов математической статистики не достаточно.
Основная цель испытаний - получение информации о состоянии испытываемого объекта. Эта информация в дальнейшем может использоваться для решения различных задач на протяжении всего жизненного цикла объекта.
Все сказанное позволяет выдели ib две трактовки понятия испытания, которые необходимо учитывать при моделировании: испытания в широком смысле и испытания в узком смысля. Очевидно, что узкий смысл испытаний определяется теми конкретными задачами, которые решаются с использованием информации, полученной в процессе проведения испытаний. Такими задачами, как уже было отмечено, могут быть доработка ОИ, уточнение его математической модели, сдача объекта заказчику, контроль состояния подсистем ОИ, диагностирование, оценка надежностных характеристик и другие. Модели, используемые при испытаниях в этом случае, определяются конкретными задачами.
В дальнейшем речь в основном пойдет об испытаниях в обобщенном плане, т.е. об испытаниях в широком смысле. Система испытаний в общем случае является организационной системой. Основными элементами этой системы являются испытываемые объекты, испытательное оборудование с соответствующим математическим обеспечением и люди. Существующие трудности в исследовании систем испытаний объясняются сложностью построения моделей для такого рода систем [23]. Под моделью системы испытании будем подразумевать такое ее отображение, которое позволяет выделить наиболее существенные свойства.
Остановимся только на математических моделях, которые можно разделить на детерминированные и статистические.
Детерминированная модель определяется набором функциональных зависимостей между параметрами системы испытания (СИ), а статистическая - набором статистических параметров и законов распределения вероятностей. Смысл построения моделей испытаний состоит в том, что необходимо в виде математических зависимостей отобразить связь критерия эффективности с параметрами и характеристиками СИ, а это предопределяет успех исследования системы аналитическими методами либо с помощью 'ЭВМ. Чтобы получить модель СИ, необходимо выполнить математическое описание элементов системы и связей, существующих между ними.
В качестве ОИ рассматривается МРС, его подсистемы, блоки, узлы и элементы, которые очень многообразны и сами являются сложными техническими системами. К их моделированию можно подойти с единых позиции которые существуют в современной теории управления [35]. Ранее в [43,65] рассмотрена модель МРС как объект диагностирования. Исходя из вышеизложенной концепции единого подхода к контролю, диагностированию и испытаниям МРС аналогичная математическая модель может
быть предложена для автоматизированного станка, выступающего в качестве ОИ.
На основании модели ОИ составляется программа испытаний. Это документ, содержащий всю информацию о том. в каком объеме и как проводить и анализировать результаты испытании. При его составлении необходимо учитывать требования технического задания или технических условий на ОИ, т.е. программа включает требуемые значения характеристик разрабатываемого ОИ и условия, в которых он должен функционировать. Кроме того, программа испытаний должна содержать порядок действий в том случае, когда требуется доработка ОИ, при условии, что имеет место отклонение характеристик от их требуемых значений.
В общей модели СИ программу испытаний можно условно описать с помощью оператора Н. который устанавливает соответствие между множеством {x(t), y(t), u (t)} и множеством И =- {G,L}. Множество П - это множество всевозможных операций (проверка, измерения, регулировка, включение и т.д.), которые устанавливает программа испытаний, содержащее два элемента - подмножества G и jL. G определяет совокупность операций, выполняемых с объектом испытаний, a L - с контрольноиспытательным оборудованием. Особенностью оператора И является то, что он не устанавливает математическую зависимость между элементами рассматриваемых множеств потому, что до настоящего времени еще не существует аналитического метода, позволяющего формализовать taKoro вида зависимости. Оператор Н- это логический оператор, функции которого выполняет человек, ЭВМ в соответствии с заложенной программой или человек в диалоговом режиме с ЭВМ.
В состав СИ входит контрольно-испытательное оборудование (КИО). Под КИО будем понимать комплекс технических средств, воспроизводящих для ОИ все необходимые входные воздействия и регистрирующих информацию б техническом состоянии испытываемой системы. КИО управляется в соответствии с программой испытаний совокупностью операций, включенных в множество L. КИО можно рассматривать как линейное звено, считая, что информация, поступающая на него от ОИ, в нем преобразованиям не подвергается.
Суммируя все изложенное, структуру моделирования испытаний на ба*е детерминированных моделей можно изобразить в виде схемы (рис.4.2).Детерминированная модель, основные принципы построения которой рассматривались выше, является идеализацией процессов, происходящих при проведении испытаний, многие из которых в действительности являются случайными. Факторы случайности при проведении испытаний можно учитывать введением в уравнения состояния ОИ (4.1) случайных составляющих, например, в уравнении выхода y(t) для следящего привода
подачи МРС вводится переменная V(t), характеризующая стационарный гауссовский шум [2,35].
U(t)
Рис,4.2. Структура моделирования испытаний
Однако в практике испытаний в настоящее время существует только одна возможность определения характеристик необходимых случайных величин - это экспериментальный путь. Поэтому достоверность полученных результатов испытаний непосредственным образом зависит от числа испытаний. Для детерминированных моделей существенную трудность представляет отсутствие знаний о многообразных физических провессах, протекающих в ОИ.
Таким образом, говоря о перспективах использования моделирования для обоснования программ испытаний, следует подчеркнуть, что оба рассмотренных ме” ода тесно связаны между собой и ни один из них, взятый в отдельности, не обеспечит получение всех необходимых данных.
4.3. Методы и средства автоматизированных испытаний
В качестве ОИ в данной работе рассматриваются современные высокоточные МРС, в том числе с ЧПУ, и станки-автоматы. Они должны обес
печивать высокопроизводительное, точное и надежное выполнение разнообразных функций, связанных с обработкой деталей. Эти функции подлежат многочисленным проверкам, производимым в ходе испытаний МРС на всех этапах их жизненного цикла.
В рамках рассматриваемой проблемы наиболее сложные задачи приходится решать при поиске рациональных путей совершенствования стан
ка. Это связано с тем, что в условиях эксплуатации (или близких к ним) необходимо для большого количества параметров выполнить сотни и даже тысячи измерений, произвести трудоемкую статистическую обработку и осуществить анализ полученных результатов в соответствии с разработанной математической моделью. Значительная трудоемкость выполнения экспериментов приводит к тому, что исследования затягиваются на многие месяцы и годы. Такое отставание результатов во времени от реальных сроков испытаний и исследований станков при создании конкурентноспособных образцов продукции совершенно недопустимо в современных условиях рыночной экономки и создает предпосылки для автоматизации этих видов работ. Кроме того, автоматизация испытаний экономически наиболее целесообразна для такого сложного и дорогостоящего оборудования, каким являются прецизионные МРС.
Методы и средства испытаний станков необходимо разрабатывать на основе использования ЭВМ, что позволяет автоматизировать сбор данных измерений, обеспечить обработку больших объемов информации и получить результаты и рекомендации непосредственно на рабочем месте [42].
Согласно концепции (п.4.1), методы и средства автоматизированных испытаний и исследований МРС тесно взаимосвязаны и образуют единую систему, которая в общем случае включает в себя: объект (испытываемый станок); аппаратные средства; методическое, программное и информационное обеспечение (МПИО) испытаний; станочную оснастку и оператора, ведущего испытания или исследования (рис.4.3).
Методическое обеспечение йграет главную роль в системе, так как содержит задачу, условия и алгоритмы ее решения. Оно включает номенклатуру определяемых характеристик и используемых аппаратных средств, методы автоматизации сбора данных измерений, методики их обработки и представления результатов. Содержащиеся в методическом обеспечении алгоритмы реализуются в программном обеспечении, в которое входят как программы сбора и обработки данных и программы, управляющие функционированием МРС во время испытаний. Информационное обеспечение составляют'используемые для обработки данных сведения метрологического, технологического или иного характера, реализуемые в виде базы справочных данных.
Традиционно испытания станка представляют собой набор отдельных проверок, состав которых зафиксирован в программе испытаний в зависимости от их вида (приемочные, приемо-сдаточные, периодические и др.) [64]. При автоматизированных испытаниях из этого набора в первую очередь выбирают проверки, автоматизация которых технически и экономически оправдана. При автоматизации исследований (контроле, диагностировании, сертификации и др.) могут быть использованы отдельные автоматизированные проверки, но их набор произволен и подчинен поставленной задаче. С целью повышения достоверности исследований мо-
Рис.4.3. Система методов и средств автоматизированных испытаний МРС
жет быть увеличено по сравнению со стандартными проверками количество измерений, определены дополнительные характеристики, а также разработаны специальные методики исследования станка, что обусловливает целесообразность автоматизации.
Аппаратные средства по своему составу и конструктивному исполнению в значительной мере зависят от реализуемых методов и условий проведения испытаний МРС. В общем виде состав автоматизированных аппаратных средств представлен на рис.4.4. В структуру этих средств входят измерительные преобразователи (ИП), представляющие собой совокупность датчиков и блоков усиления, преобразования, индикации и других приборов, подробно описанных в [22,43,63,65] на примере систем диагностирования станков. Конкретный состав ИП определяется исходя из перечня проверок, экспериментов, реализуемых при испытаниях или других исследованиях станков. Обязательным требованием к ним является наличие выходного электрического измерительного сигнала для ввода его в ЭВМ и дальнейшей обработки. Конструктивно аппаратные средства могут быть выполнены в виде установки, состоящей из одной приборной стойки или в виде многомодульного ИДК [55,57,58], который многофункционален и позволяет осуществлять испытания МРС по полной программе.
Рассмотрим функции других аппаратных средств.Формирователи воздействий (ФВ) служат для создания различного рода воздействий на станок (силовых, тепловых, вибрационных и т.д.) при анализе его характеристик в условиях имитации рабочих нагрузок и влияния внешней среды. Устройства связи с объектом (УСО) служат для коммутации и согласова
ния аналоговых и цифровых сигналов первичных преобразователей и ввода их в канал ЭВМ, а также вывода управляющих сигналов на другие устройства. К таким устройствам относятся коммутаторы, АЦП, ЦАП и другие устройства. ЭВМ управляет всем периферийным оборудованием (ПО) (принтером, графопостроителем, устройством внешней памяти) и У СО, функционирует по программе сбора и обработки данных.
Кроме описанных выше устройств, к средствам автоматизированных испытаний (рис.4.3) относится также станочная оснастка, необходимая для размещения и крепления на испытуемом станке датчиков, а также оправок, линеек и других метрологических средств на время испытаний. С помощью станочной оснастки реализуется измерительная схема, заложенная в методике. Исполнение ее зависит от конструкции станка и требований точности, жесткости, долговечности, безопасности и времени наладки.
Обобщенная методика автоматизированных испытаний МРС включает в себя следующие последовательно выполняемые операции:
- установка на станке датчиков для сбора информации (при необходимости установка нагружающих и других формирующих воздействия устройств);
- осуществление заданных перемещений, скоростей вращения шпинделя или других функций станка, подлежащих анализу;
- сбор данных измерений;
- математическая обработка данных;
- формирование и распечатка протокола с данными и результатами испытаний (при необходимости построения графиков и схем);
- снятие со станка датчиков и нагрузочных устройств;
- принятие решения о соответствии станка заданным показателям качества.
4.3.1. Типовые методики и программные испытания
Анализ разработанных методов испытаний станков, особенно применительно к оценке качества новых моделей с высокими требованиями к точности, позволяет отметить, что за последующее время проведены обширные и плодотворные исследования МРС, связанные с оценкой виброа-кустических колебаний их элементов конструкций, тепловых деформаций, точности координатных перемещений и другие исследования [38,41,55,65,66]. Указанные испытания новейших образцов станков, проведенные в СГТУ, представляли собой глубокие экспериментальные исследования их характеристик с применением оригинальной регистрирующей аппаратуры, современных измерительных и метрологических средств,
что основано на теоретических разработках и системном подходе учета всех основных факторов, определяющих работоспособность станка [7,9,24,30], Известно много работ в этой области и других авторов [15,17,40,57,58].
Однако в настоящее время не существует общей методологии испытаний, основанной на системном подходе к ОИ и учитывающей новые результаты в области исследований характеристик современных прецизионных МРС Существующие типовые методики и программы испытаний МРС [64] не претерпели принципиальных изменений с того времени, когда были разработаны методы испытания с ганков на геометрическую или кинематическую точность. Происходило лишь последовательное появление новых видов испытаний, связанных с оценкой тех или иных отдельных факторов, влияющих на работоспособность станка. Принципиальные недостатки применяемых в настоящее время методик испытаний станков достаточно полно представлены в работе [57], среди которых можно выделить следующие:
- обособленность видов испытаний, в то время как показатели станка различны при одновременном и последовательном действии факторов;
- при испытаниях нет узаконенного понятия о его выходных параметрах, определяющих его работоспособность или техническое состояние, актуальные задачи выявления таких параметров, которые непосредственно ответственны за точность обработки и являются входными и выходными (в том числе парамет рами состояния) для технологической системы;
- при испытании станка не учитывается вероятностная природа всех явлений (различные режимы обработки и условия эксплуатации), что приводит к искажению информации о его параметрах в ст орону более высоких оценок;
- при испытаниях не применяются тестовые методы диагностирования, нет нагрузочных устройств, пригодных для этой цели;
- при испытаниях практически не используются возможности ЭВМ для управления процессом испытания и прогнозирования возможного изменения состояния станка на базе моделей параметрического отказа с ис-польюванием информации, полученной при испытании.
Таким образом, применяемые в настоящее время методы испытания МРС не могут удовлетворять растущих требований к оценке их качества и надежности. Кроме того, необходимыми условиями развития отечественного станкостроения являются сокращение сроков освоения (проведения испытаний) новых моделей станков, сокращение затрат на ремонт и техническое обслуживание, получение информации для управления качеством при изготовлении станков. Решению этих вопросов способствует метод программных испытаний станков и машин по параметрам качества и
надежности, разработанный под руководством профессора Л.С.Проникова в МГТУ им.Н.Э.Баумана [40,57]. Особенностью метода является использование ЭВМ для управления ходом испытании и применяемыми специальными нагрузочными устройствами.
4.3.2. Гибкие системы автоматизированных испытаний
Гибкие автоматизированные системы, построенные базе вычислительной техники, позволяют производить оценку качества и надежности МРС при исследованиях, испытаниях и аттестации, а также других этапах, связанных с производством технологического оборудования. Наличие таких систем обеспечивает эффективное решение задач, сформулированных в приведенной выше концепции системного подхода к организации контроля, диагностирования и испытаний станков. Указанное достигается повышением достоверности измерений и фиксации результатов, которые можно получить в виде твердых копий; уменьшением затрат времени на исследование, испытания и аттестацию станков благодаря обработке результатов в реальном масштабе времени и отсутствию временного сдвига между сбором результатов измерений и их отображениям, а также благодаря совмещению контроля различных параметров времени и автоматизации других операций, выполняемых при испытаниях МРС.
Примером может служить гибкая система автоматизированной оценки качества и надежности станков, структурное построение которой рассмотрено в [5,8]. В состав этой системы входят аппаратные и программные средства, позволяющие контролировать качество отдельных узлов и подсистем станков и оценивать качество и надежность всего станка в целом на различных стадиях его изготовления и выпуска. Система содержит ЭВМ двух уровней: нижнего - для выполнения локальных задач контроля и испытаний и верхнего - для управления качеством всего производства, а также связи с потребителем. В структуре системы выделяются стационарные и передвижные ИДК. Первые предназначены для всевозможных проверок, исследований и испытаний в лабораторных условиях вновь создаваемых или уже выпускаемых станков. С их помощью по гибкой программе измеряют: параметры точности траекторий опорных точек формообразующих узлов; кинематические и силовые параметры узлов; энергетические, электрические, виброакустические, тепловые и другие характеристики. Помимо измерений в этих ИДК осуществляется обрабоз ка результатов испытаний (графически и статистически), оценка точности и параметрической надежности и другие операции. Такие комплексы, отличающиеся высокой универсальностью и гибкостью, целесообразно использовать для
станков, выпускаемых малыми сериями (в том числе, уникальных, прецизионных). Передвижные ИДК выполняют те же функции, что и первые, но в меньшем объеме и по отдельным параметрам, т.е. предназначены для выполнения локальных задач в цеховых условиях, например, контроля по какому-либо регламентированному параметру точности станка.
Рис.4.4. Структура аппаратных средств
Следующим примером автоматизированной системы испытании является разработанный в ЭНИМСе комплекс КИМА-01 модульной компоновки [55]. Комплекс включает вычислительный модуль, который реализован на базе микроЭВМ, и три приборных модуля, включающих в себя аппаратуру для измерения характеристик точности, динамических показателей и ограничений производительности станков, а также многоканальный магнитограф.
4.3.3. Применение автоматизированных систем испытаний станков для сертификации
Рассмотренные выше системы автоматизированных испытании по
зволяю! проанализировать их принципы построения и технические решения, а также выделить особенности использования. Последнее заключается в том, что эти системы направлены на исследования и испытание вновь создаваемых станков в лабораторных условиях. Обладая гибкостью функциональной за счет широкого использования ЭВМ на различных уровнях
обработки информации, они малопригодны для испытании станков в условиях эксплуатации в силу громоздскос ги конструктивного исполнения. В этой связи актуальна задача создания для указанной выше цели мобильных автоматизированных комплексов, построенных на ба ю современных компьютерных технологий. В то же время системы автоматизированных испытаний должны быть унифицированы по информационным параметрам оценки технического состояния станков различного назначения. Это позволит сформировать испытательные центры и лаборатории не только в
составе станкостроительных производств, но и в независимых научно-исследовательских организациях, например, в структуре вузов. Назначение центров - проведение сертификационных испытаний опытных образцов станков, а также выборочных испытаний МРС, выпускаемых серийно. Испытательные центры должны создаваться на основе измерительных
комплексов, позволяющих проводить все проверки, которые предусмотрены ГОСТ ами, ТУ и другой действующей нормативно-технической документацией, в том числе и международной.
Целью всех проверок является сертификат - гарантия того, что аттестуемая модель станка будет обеспечивать заданные показатели качества в течение всего периода эксплуатации.
Центры должны быть оснащены самой современной измерительной и регистрирующей аппаратурой с выходом на ЭВМ, нагрузочными и другими устройствами, управляемыми центральным компьютером. В состав центров могут входить различные ИДК, на базе которых могут формироваться отдельные испьпательные лаборатории.
Следовательно, потребность в специальном испытательном оборудовании с соответствующим программно-математическим обеспечением (Г1МО) - необходимое условие для проведения объективной сертификации. Системный подход к организации испытаний представлен на рис.4.5.
Процесс создания системы сертификации металлообрабатывающего станочного оборудования начат ЭНИМСом [60]. Основу этой системы составляет аккредитованный I осстандартом РФ сертификационный центр, созданный на базе ЭНИМСа. В настоящее время установлены состав и структура этой системы, куда.кроме центра,включен ряд испытательных подразделений предприятий, расположенных в нескольких регионах РФ и приспособленных к испытаниям отдельных групп МРС, выявлены задачи развития и накоплен определенный опыт.
Организация испытаний МРС Признаки классификации
1 .По средствам и методам 2,По конструкции и степени автоматизации З.По видам и этапам жизненного цикла объекта 4 По структуре объекта
Аппаратные датчики, У СО, ЭВМ, периферия Система. Комплекс. Стенд. Установка. Разработка: исследовательские; программные Станок у .
Методическое и программное обеспечение: Моделирование внутренних и внешних воздействий Автоматические Автоматизированные Ручные Изготовление: типовые специальные; государственные; сертификационные; приемо-сдаточные; программные Подсистема (процессы различной скорости) V
Метрологическое обеспечение Эксплуатация: периодические; контрольные Узел и
Функциональные 1 Параметрические Параметр (датчик)
Рис.4.5. Сущность системного подхода к организации испытаний МРС
Таким образом,создание и совершенствование систем автоматизированных испытаний МРС позволит осуществить сертификацию станочного оборудования, что защитит потребителя от недобросовестности изготовителя и продавца (в том числе и зарубежного), обеспечит безопасность продукции для человека и окружающей среды и повысит конкурентоспособность продукции и ее цену на российском и международном рынках.
4.4. Экспериментально- аналитический метод испытаний
Предложенный авторами системный подход, разработанные на этой основе и использованные ими при испытаниях МРС различного назначения средства и ПМО для оценки точности и надежности при учете внутренних и внешних воздействий на станок, рассмотренные в [65,66], обеспечили формирование экпериментально-аналигического метода испытаний. Суть метода заключается в получении экспериментальных данных с последующим углубленным их анализом посредством детерминированных
и стохастических моделей, уточняющихся по мере накопления информации об ОИ согласно представленной концепции.
В отличие ..от экспериментально-аналитической модели производительности резания, разработанной в ЭНИМСе и использованной для динамических испытаний МРС [1], в которой показатель точности служит ограничением (критерием оценки является показатель производительности); в сформулированном авторами методе точность выступает интегральным критерием оценки различных характеристик станков, охватывающих все пространство состояний станка. Такой подход актуален для МРС различных групп, особенно предназначенных для финишных операций Он может быть использован для комплексной оценки станков, учи-тывающей реальные условия эксплуатации, а также при проведении сертификационных испытаний.
4.4.1. Автоматизированные динамические испытания станков
Большую роль в решении концептуально рассмотренной проблемы играют динамические испытания МРС, необходимые для выбора рациональных режимов резания с точки зрения требуемой точности обработки и их корректировки в случае разладки технологического процесса. Кроме того, оценка областей работоспособного состояния и проверка после технического обслуживания и ремонта по динамическим характеристикам станков позволяет сформировать методологию оперативного и поузловою диагностирования формообразующей подсистемы МРС.
Методы оценки динамических характеристик МРС при авгомаги-зированных испытаниях подробно рассмотрены ранее в [26,66]. В основу классификации методов положен вид входного воздействия на станок. Проведенный анализ позволил рекомендовать для проведения динамических испытании МРС методы, базирующиеся на возбуждении упругой системы станков процессом резания.
Исследования точности прецизионных МРС показывают, что колебания элементов их конструкции существенно влияют на погрешность формы детали, которая в общем балансе погрешностей для различных типов МРС составляет до 30-70% [55,57]. Качество обработки на МРС в значительной степени определяется его динамическими параметрами, оптимальные значения которых должны рассчитываться на этапе проектирования, обеспечиваться на этапе изготовления конструкцией станка и поддерживаться в процессе эксплуатации. Значительное влияние на улучшение динамических характеристик станков оказывают исследования, направленные на повышение устойчивости и качества обработки, анализ их
связи с жесткостью и колебаниями отдельных узлов и станка в делом. Результаты исследований являются основой для создания методики динамических испытаний прецизионных МРС различного целевого назначения, направленных на оценку технического состояния и повышение их точно-
сти.
Основныс'направления и применение виброакустического анализа МРС
Таблица 4.1
Назначение, цель виброанализа Применение на этапах жизненного цикла с ганка Основное содержание и использование
Оценка динамического качества конструкции станка с целью совершенствования Все этаны Расчет и измерение вибраций при тестовых воздействиях, а также в условиях эЛсплуатании; идентификация модели ОИ, локализация источников, выявление связи с выходными параметрами МРС
Диагностирование, технического состояния узлов и станка с целью оценки качества сборки, настройки,ремой га. факт ическою состояния Производство, эксплуатация Сбор данных по виброакустическим характеристиками с учетом режимов эксплуатации
Контроль технического состояния МРС при приемо-с; дточных испытаниях и сертификация Производство, подготовка к экс-плу а гации Анализ параметров вибраций исходя из требований и норм на допустимый уровень при заданных параметрах качества обработки и санитарных норм; разработка стандартных методик и 11 ГД для оценки динамического качества
Контроль и оптимизация режима резав ия с целью управления качеством технологического процесса Эксплуатация Оперативная оценка связи ВАК с параметрами стойкости инструмента и шероховатости поверхности детали, автоматизированный учет фактического состояния с использованием ЭВМ г
Повышение требований к точности обработанных деталей обусловило
внимание к виброакустическим (ВА) характеристикам станков, относящимся к числу основных показателей качества и надежности их конструкции. Уровень и характер вибраций являются важными, а иногда и единственными критериями нормального функционирования узлов станка- так как служат обобщающими показателями его динамических свойств, влияющих, в частности, на шероховатость обработанной поверхности [66J.
При автоматизированных динамических испытаниях МРС оцениваются по виброакустическим колебаниям (ВАК) элементов их конструкции, регистрируемым средствами измерительной техники с соответствующей обработкой данных на ЭВМ.
Предложенная концепция системного подхода [30], анализ научно-технической информации и собственные исследования авторов [55] позволили выделить четыре основных направления в области ВА анализа МРС на различных этапах жизненного цикла, подробно рассмотренных [65] и обобщенных в табл.4.1.
На основании изложенного разработан экспериментально-аналитически! метод динамических испытаний прецизионных МРС, направленный на улучшение динамических характеристик станков [36,65].
Разработанный метод оценки влияния ВАК станков на микрогеометрию деталей и улучшение последней в процессе эксплуатации основывается на экспериментальном исследовании связи вибраций узлов МРС с соответствующими параметрами точности деталей и оптимизации режима резания по параметрам шероховатости по детерминированным и стохастическим характеристикам ВАК технологической системы (ТС) [26,36]. Экспериментально-аналитический метод предусматривает последовательное выполнение ряда этапов [41] и в итоге определяет средства повышения точности формообразования (рис.4.5).
На первом этапе (блок операций 1) исследовались В А характеристик станков в диапазоне частот 2...4000 Гц, связанные с формированием микрогеомегрических параметров поверхности и учитывающие резонансные явления в ТС станка. Такие испытания выполнены на токарных модулях (ТМ) моделей ТПАРМ, ТПК-125, токарном полуавтомате ПТ-14 и суперфинишных автоматах МДА-92 [41,55]. Для контроля уровня ВА колебаний использовались два комплекта виброизмерителей В1ШЗ-003М2 с датчиками ДН-3, фиксирующими виброускореиия от 0,1-10“ до 103 м/с2 в диапазоне частот до 4 кГц; осциллограф С1-55; анализатор спектра СК4-56. Это позволило выявить внешние и внутренние источники вибрации, резонансные частоты в системе ’’резец-деталь” и определить направления улучшения динамических характеристик МРС различных моделей. Измерение некруглости и волнистости деталей осуществлялось с помощью профилографа-профилометра ”Talyrond-73’’ фирмы ''Taylor-Hobson” (Англия) с точностью до 0,05 мкм. Контроль параметра шероховатости Ra выполнялся на приборе "Surtronic-З” (Англия) с точностью до 0,01 мкм.
На втором этапе (блок операций 2) выполнялись различные организационно-технические мероприятия, связанные с улучшением динамических характеристик станков: защита от внешних вибраций, виброизоляция отдельных элементов станка, балансировка двигателей, шкивов, шпинде-110
Рис.4.5. Структура экспериментально-аналитического метода динамических испытаний МРС для повышения точности формообразования лей, модернизация некоторых узлов МРС для снижения их виброакгивно-сти и тлъ, что способствовало уменьшению уровня В А колебаний в системе резец-деталь и, соответственно, снижению значений макро- и микрогеометрических параметров точности деталей.
Ня третьем этапе (блок операций 3) осуществлялась оптимизация режимов резания по определенным критериям, позволяющая уменьшить вибрации в ТС и повысить как стойкость инструмента, так и параметры точности обработанной поверхности - снизить волнистость и шероховатость. Как указывалось в [66], для оптимизации режима резания возможно использование двух методов, первый из которых основан на выделении детерминированных составляющих переходных процессов при врезании резца в заготовку, и оценке по ним запасов устойчивости ТС, а второй - на определении стохастических характеристик ВА колебаний ТС - автокорреляционных функций (АКФ) и вычислении их интегральных оценок. Возможно также сравнение станков по динамическому состоянию и выбор лучшего для выполнения прецизионного точения. Оба метода прошли апробацию в условиях эксплуатации на токарных станках различных моделей. В частности, апробация второго метода при динамических испытаниях ТМ ТПАРМ-ЮОМ выполнена при точений деталей электронной техники из меди МОБ и сплава АК4Т резцами ВК8, со вставками из синтетического анализа А СПК и природного алмаза, что позволило, например, выбрать оптимальные вылет резца и скорость вращения шпинделя, обеспечивающие минимальное значение шероховатости обработанной поверхности и максимальную производительность. Сравнительный анализ профилограмм деталей из сплава АК4Т (Ra = 0,04...0,06 мкм), обработанных на ТМ ТПАРМ-ЮОМ и МРС Куммер" (Япония), установил их практическую идентичность.
Реализация результатов динамических испытаний в. условиях эксплуатации обеспечила возможность оценить влияние виброперемещений узлов МРС на параметры качества обработанных деталей и выработать мероприятия, способствующие устойчивому получению высокоточных деталей электронной и видеотехники на гамме токарных модулей ТПАРМ, также деталей сложной формы (поршней двигателей ЗМЗ) на токарном станке 16Б16Т1С1.
Таким образом, изложенное показывает, что разработанная методология при условии реализации всех этапов обеспечивает высокую точность обработанных деталей на прецизионных МРС.
Указанный подход к повышению точности прецизионного оборудования за счет применения экспериментально-аналитического метода динамических испытаний апробирован авторами на станках для финишной обработки дорожек качения колец подшипников. Объектом исследования был многобрусковый суперфинишный автомат мод. МДА-92.(разработанный в СГТУ под руководством профессора А.В .Королева), производство которого освоено предприятием НПП НИМ па базе АО СПЗ. Новизна объ-
екта, обеспечивающего эффективный способ доводки колец подшипников различных типов, обусловила научный и практический интерес исследования различных факторов, влияющих на параметрическую надежность этого станка [37]. Результаты указанных измерений были рассмотрены в главе 3.
Ст ру кт] ^ра шпиндельного узла
Двигатель Механическая передача Шпиндельная бабка
Шпиндель |
Анализ техникоэксплуатационных характеристик
Конструктивнокомпоновочные Зехнологич-ность конструкции Выходные данные
Используемые математические модели ...
Непрерывные дискретные Детерминированные Стохастические Статические Динамические
Направления исследований и испытаний
Точность положения оси вращения шпинделя Динамические характеристики ШУ Жес гкость
Долговечность
Диагностика,
Направления повышения параметрической надежности
Алгоритмическое обеспечение и автоматизация расчетов узлов, характеристик Совершен-с твование технологии изготовления Контроль и испытания Организация диагностирования и технического обе луживания
Рис.4.6. Системный подход к повышению параметрической надежности шпиндельного узла прецизионных МРС
Таким образом, результаты динамических испытаний как су-перфинишных автоматов МДА-92, так и токарных модулей типа ТПАРМ позволяют сделать следующие выводы:
1. Уровень ВА колебаний в отдельных частотных диапазонах связан с параметрами точности изготовленных деталей.
2. Сравнение по динамическим характеристикам станков позволяет
дать комплексную оценку показателей их качества и выработать мероприятия, улучшающие эти показатели.
. 3. Появляется возможность осуществления вибродиагностирования станков после изготовления и ремонта, а также в процессе эксплуатации.
4. Доказанная эффективность регламентации уровня вибраций наиболее важных формообразующих узлов свидетельствует о необходимости включения данного параметра в ТУ на станок, что особенно ак туально при решении вопросов сертификации технологического оборудования.
4.4.2. Испытания шпиндельных узлов прецизионных автоматизированных станков на параметрическую надежность
Актуальной проблемой разработки, изготовления и эксплуатации прецизионных станков являются испытания шпиндельных узлов (ШУ) по статическим и динамическим характеристикам и, в частности, по уровню вибраций, стабильности и точности положения оси вращения шпинделя [54,55,63].
Высокие требования к точности обработки деталей привели к необходимости использование новых технических решении в конструкции ШУ прецизионных станков, что обусловило актуальность исследования некоторых новых физических процессов, не учитывавшихся ранее в конструк-. торских решениях узлов станков, а также требует анализа параметрической надежности их ШУ. Указанный анализ может быть выполнен только на базе соответствующих испытаний ШУ МРС, по таким характеристикам, как точность поиожения оси вращения шпинделя, динамические характеристики ШУ, жесткость, долговечность и т.д. Это касается, как структуры ШУ, так и ею технико-эксплуатационных характеристик, причем основное внимание уделяется конструктивным особенностям узлов и их надежное ги в эксплуатации (рис.4.6).
В соответствии с концепцией системного подхода, представленной в п.4.1, а также рассмотренной ранее в [65,66] методологией обеспечения параметрической надежности МРС. разработаны методические основы динамических испытании, проводимых на базе ВА анализа элементов конструкции станков на различных этапах жизненного цикла оборудования, в том числе шпинделя как основного формообразующего узла. Минимизация ВАК пс предложенным методикам в условиях эксплуатации обеспечивала устойчивое получение заданных параметров прецизионного точения деталей из алюминиевых сплавов на токарных модулях типа ТПАРМ [55].
Измерение вибрационных характеристик при различных скоростях вращения
Рис.4.7. Экспериментально-аналитический метод динамических испытаний шпиндельных узлов МРС
Проведенные авторами динамические испытания ШУ на различных МРС позволили реализовать предложенную методику динамических испытаний (рис.4.7), включающую конструктивные изменения токарных модулей и динамическую балансировку шпинделя на основе измерения уровней вибрации ШУ в сочетании с выбором соответствующего технологического режима алмазного точения с учетом вибрационных характеристик ШУ на различных скоростях врашения. Результатом выполнения этого комплекса испытаний и мероприятий стало эффективное повышение параметрической надежности ТМ типа ТПАРМ: увеличение точности обработки деталей из алюминиевых сплавов в 2...4 раза, снижение параметра шероховатости поверхности в 3...6 раз.
ЗАКЛЮЧЕНИЕ
Результаты исследований, изложенных в третьей части книги, позво
ляют сделать вывод о том, что параметрическая надежность станков различных групп в условиях эксплуатации определяется многими факторами. Учет и минимизация их влияния, особенно для прецизионных станков, выполняющих финишные операции, требуют системного подхода, объединяющего как теоретические, так и экспериментальные исследования, проводимые не только в лабораторных, но и непосредственно в производственных условиях. По результатам исследований и испытаний реализуется комплекс мероприятий, направленных на обеспечение заданных параметров качества обработки, включающий улучшение характеристик отдельных узлов автоматизированных станков за счет модернизации и применения новых технических решений, разработку и внедрение новых алгоритмов управления формообразующими перемещениями рабочих органов, совершенствование методик настройки станков и обоснование целесообразных условий их эксплуатации. Важная роль при этом отводится проведению испытаний различных видов на всех этапах жизненного цикла станков. Результаты испытаний обеспечивают получение достоверных оценок надежности станков и точности обработки деталей на них, что позволяет определить реальный технический уровень машиностроительного производства.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Автоматизированные динамические испытания станков: Метод, ре-коменд.-М.: ЭНИМС, 1990. - 47 с.
2. Андреев Ю.Н. Управление конечномерными линейными объектами. - М.: Наука, 1976. - 426 с.
3. Аршанский М.М., Щербаков В.П. Вибродиагностика и управление точностью обработки на металлорежущих станках. - М.: Машиностроение, 1988. - 136 с.
4. А.с. 1019233. Двухкоординатный интерферометр для измерения линейных перемещений / Б.М.Бржозовский, В.В.Бондарев, А.А.Игнатьев, В.В.Мартынов //Открытия.Изобретения.-1983.-К 19.
5. А.с. 1227948. Интерферометр для измерения перемещений /Б.М.Бржозовский, В.В.Бондарев, А.А.Игнатьев, В.В.Мартынов // Открытия. Изобретения. - 1986. - N 16.
6. Белый F.M. Измерительные преобразователи для контроля технологических процессов в машиностроении: Обзор.инф. - М.: ВНИИТЭМР, 1990.-40 с.
7. Бондарев В.В. Оперативное диагностирование состояния режущего инструмента на токарных модулях ГПС бесконтактным мето-дом:Автореф дис. ...канд.техн.наук:05.03.01.-Саратов, 1987.-16с.
8. Бондарев В.В., Горбунов В.В., Игнатьев А.А. Организация автоматизированного контроля дефектов дорожек качения колец подшипников на основе вихретокового преобразователя // Проектирование и техническая диагностика автоматизированных комплексов: Сб тр.- Саратов: Са-рат. гос. техн, ун-т , 1998.- С.36-39.
9. Бржозовский Б.М. Управление технологической надежностью мо-j дулей 1 ПС. - Саратов: Изд-во Сарат.ун-та, 1989.- 108с.
10. Бржозовский Б.М., Виноградов М.В., Игнатьев А.А. Исследование
точностных характеристик приводов подач прецизионных токарных модулей // Изв.вузов. Машиностроение. - 1990. - N 3. -С. 132-135.
11. Бржозовский Б.М., Игнатьев А.А., Мартынов В.В.Обеспечение устойчивого функционирования прецизионных станочных модулей. - Саратов: Изд-во Сарат.ун-та, 1990. - 120с.
12. Бржозовский Б.М. Обеспечение функциональной устойчивости станочных модулей в автоматизированном производстве: Дис»...докт. техн наук: 05.02.08, 05.03.01. - Саратов, 1994.- 36 с. (Сарат.гос.техн.ун-т).
13. Вереина Л.И. Структура сертификата программных испытаний металлорежущих станков // Передовой производственный опыт. - 1989. - N 5.-С. 15-19.
14. Виноградов М.В. Обеспечение качества формообразующих перемещений суппорта прецизионного юкарного модуля на основе применения фрикционной механической передачи: Авгореф. дис. ...канд.техн. наук: 05.03.01. Саратов, 1990. - 16 с. (Сарат.политехи.ин-т).
15. Виноградов М.В.,Зайцев С.И. Выбор схемы и параметров фрикционного редуктора привода подачи прецизионного токарного моду-ля//Анализ и диагностика технологических операций и средств ав-томатизации:Сб.тр.-Саратов, 1989.-С.39-43 (Сарат.политехн.ин-т).
16. Волосов С.С., Гейлер З.Ш. Управление качеством продукции средствами активного контроля.- М.: Изд-во стандартов, 1989.- 264 с.
17. Воронцов А.П.,Парамонов В.Ф. Испытание и оценка надежности металлорежущих станков.- Куйбышев:Куйбыш.кн.изд-во,1988. - 96 с.
18. Вульвет Дж. Датчики в цифровых системах / Пер.с англ.- М.: Энергоиздат, 1982.-200 с.
19. Грачев Л.Н., Сахаров М.Г., Антипов В.И. Автоматическое управление точностью обработки на токарных станках с ЧГ1У: Обзор. - М: НИИмаш, 1982.-48 с.
20. Дербенев В.Н., Комаров А.П., Шурупов А.В. Микропроцессорный модуль контроля деталей МКД-901 для токарного ГПМ //Проблемы машин 'ения и автоматизации. - 19^0. * N 5. - С,31 -35.
21. Деруссо П., Рой Р., Клоуз Ч. Пространство состояний в теории управления. - М.: Наука, 1970. - 620 с.
22. Диагностика автоматических станочных модулей / Б.М.Бржозовский. В.А.Добряков, А.А.Игнатьев и др. - Саратов. Изд-во Сарат. ун-та, 1987. - 152 с.
23. Динамическое моделирован ie и испытания технических систем / И.Д.Кочубиевский, В.А-Стражмеистер, Л.В.Калиновская, П.А.Магвеев. -М.: Энергия, 1978.- 303 с. . - $
24. Добряков В А. Оперативное диагностирование формообразующей подсистемы прецизионно! о токарного модуля ГПС: Дис....канд.техн.наук: 05.03.01. - Саратов, 1988. - 230 с. (Сарат.политехн.ин-т). I
25. Добряков В.А. Концепция единого подхода к организации диагностирования, испытаний и сертификации прецизионных металлорежущих станков // Исследования станков и инструментов для обработки сложных и точных поверхностей: Межвуз.науч - сб -Саратов: Сарат.гос: техн.ун-т, 1997.-С.32-37.
26. Добряков В.А., Игнатьев А.А. Анализ методов динамических испытаний металлорежущих станков // Проектирование и техническая диагностика автоматизированных комплексов: Межвуз.науч.- сб. - Саратов: Сарат.гос.техн.ун-т, 1997. - С.81-85.
27. Дорофеев А.Л.,Казаманов Ю.Г'.Электромагнитная дефектоскопия.-М.: Машиностроение, 1980.- 232 с.
28. Дружинский И.А. Концепция конкурентноспособных станков. -Л.: Машиностроение, 1990. - 247 с.
29. Зайцев С.И., Смоляков А.Н., Свиридов В.В. Анализ работы системы автоматического поддержания размеров на прецизионном токарном модуле ТПАРМ-100 // Гибкие технологические процессы и системы в механосборочном производстве: Сб.тр.- Саратов, 1988. - С.56-61 (Са-рат. политехи, ин-т).
30. Игнатьев А.А. Обеспечение точности обработки на прецизионных автоматизированных станках на основе управления динамическими процессами по стохастическим моделям: Автореф.дис. .... докт.техн.науу 05.03.01 .-Саратов, 1995.- 32с.
31. Игнатьев А.А., Виноградов М.В.. Добряков В.А. Оценка технологической надежности многобрусковых суперфинишных автоматов для обработки колеи. Подшипников в условиях эксплуатации // Процессы абразивной обработки, абразивные инструменты и материалы: Сб.тр. - Волжский, 1997. - С. 109-И 2. '
32. Игнатьев А.А., Виноградов М.В. Системный подход к вопросу обеспечения технологической надежности многобрусковых доводочных автоматов // Прогрессивные направления развития технологии машиностроения: Сб.тр. - Саратов: Сарат.гос.техн.ун-т, 1995. - С.84-89.
33. Игнатьев А.А.,Виноградов М.В. Параметрическая надежность приводов подачи с фрикционной передачей // СТИН.- 1996.- №1.- С. 12-15
34. Игнатьев А.А.Виноградов М.В.,Самойлова Е.М Анализ процессов формообразования на многобрусковых суперфинишных автоматах МДА-92 //Прогрессивные направления развития технологии машино-ci роения: Сб.тр.- Саратов: Сарат.гос.техн.ун-г, 1997.- С. 107-113.
35. Игнатьев А.А., Добряков В.А. Организация диагностирования и испытаний металлорежущих станков на основе системного подхода // Точность автоматизированных производств: Сб.ст. - Пенза'Изд-во Ценз.гос.техн.ун-та, 1997. - Вып. N 3-4.- С.9-11.
36. Игнатьев А.А., Добряков В.А. Методология анализа влияния виб-роакустических колебаний на точность формообразования при динамических испытаниях прецизионных станков //Проектирование и техническая диагностика автоматизированных комплексов: Сб.тр.- Саратов: Сарат.гос.техн.ун-т, 1995. - С.77-80.
37. Игнатьев А.А. Добряков В.А., Виноградов М.В. Исследование динамического состояния прецизионных металлорежущих станков // СТИН. - 1997.-N 10.-С.16-20.
38. Игнатьев А.А., Добряков В.А., Сигитов Е.А. Методы и средства испытаний прецизионных автоматизированных металлорежущих станков // Точность автоматизированных производств: Сб.ст.- Пенза: Изд-во 11енз.гос.техн.ун-та, 1997.- Bbin.N 3-4.-С.97-99.
39. Игнатьев А.А., Добряков В.А., 1 орбунов В В. Управление качеством обработки колец подшипников на шлифовальных автоматизированных станках по виброакустическим характеристикам при резании И Процессы абразивной обработки, абразивные инструменты и материалы: Сб ст. Междунар. конф.- Волжский, 1998.- С.222-224.
40. Испытания станков программным методом в испытательно-диагностическом центре /А.С.Проников, В. А.Исаченко,.С. Аполлонов, Б.М.Дмитриев // Станки и инструмент. - 1990. - N 9. - С.8-12.
41. , Испытания суперфинишных автоматов МДА-92 на технологическую надежность / А.В.Королев, А.А.Игнатьев, В.А. Добряков, В.В.Мартынов // СТИН. - 1995. - N 3. - С.7-9.
42. Комплексные испытания и сертификация металлорежущих стан-ков/А.А.Игнатьев,В А.Добряков,А.И.Антонов,Е.В.Байков//Точность технологических и транспортных систем :Сб.сз .-Пенза: Изд-во Пенз.гос.ун-та, 1998,- Вып. №7-8.-С.45-48.
43. Контроль и диагностирование автоматизированных метал-лоорежущих станков: Обзор.инф. /Б.М.Бржозовский, В.А.Добряков, А.А.Игнатьев, В.В.Мартынов. - М.: ВНИИТЭМР, 1991. - 76 с.
44. Королев А.В., Новоселов Ю.К. Теоретике-вероятностные основы абразивной обработки. - Саратов: Изд-во Сарат.ун-та. - 4.1, 1987. - 160 с.; 4.2, 1989.- 160 с.
45. Коронкевич В.П., Ханов В.А. Современные лазерные интерферометры.- Новосибирск: Наука, 1985.- 182 с.
46. Кулик A-С., Рубанов ВТ., Соколов Ю.Н. Синтез систем, приспосабливающихся к изменениям параметров элементов и их отказам // Автоматика и телемеханика.- 1978. - N 1. - С.96-107.
47. Лазерный интерферометр с внешней механической модуляцией / Б.М.Бржозовский, В.В.Бондарев, А.А.Игнатьев, И Р.Зацман // Изв.вузов. Приборостроение. - 1977. - N 1.-С. 106 - 110.
48. Мазальский В.Ы. Суперфинишные станки. - Л.: Машиностроение, 1988.- 127 с.
49. Маталин А.А. Точность механической обработки и проектирование технологических процессов. - Л.:. Машиностроение, 1970. -329с. < •
50. Михелькевич В.Н. Автоматическое управление шлифованием.- М.: Машиностроение, 1975.- 304 с.
51. Надежность и эффективность в технике: Справочник. -T9. Техническая диагностика / Под общ. ред. В.В.Клюева, П.П. Пархоменко. - М.: Машиностроение, 1987. - 352 с.
52. Пахапетян Е.Г. Контроль и диагностирование автоматического оборудования. - М.: Наука, 1990. - 272 с.
53. Невельсон М.С. Автоматическое управление точностью обработки на металлорежущих станках. - Л.: Машиностроение, 1982. - 184 с.
54. Обеспечение точности обработки на автоматизированных прецизионных металлорежущих станках: Обзор.инф. / Б.М.Бржозовский, А.А.Игнатьев, В.А.Добряков, В.В.Мартынов. -М.: ВНИИТЭМР, 1992. -68с.
55. Оперативный контроль и динамические испытания металлорежущих станков: Обзор.инф. / Б.М.Бржозовский, В.А.Добряков, А.А.Игнатьев, В.В.Куранов - М.: ВНИИТЭМР, 1991. - 64с.
56. Применение лазерных интерферометров в прецизионном металлообрабатывающем оборудовании: Обзор.инф. / Б.М.Бржозсвский, А.А.Игнатьев, В.В.Мартынов, Е.В.Байков.- М.:ВНИИТЭМР. 1990.- 48с.
57. Проников А.С. Программный метод испытания металлорежущих станков. - М.: Машиностроение, 1985. - 288 с.
58. Пуш А.В., Ежков А.В., Иванников С.Н. Испытательно-диагностический комплекс для оценки надежности и качества станков // Станки и инструмент. - 1987. - N 9. - С. 8 - 12.
59. Решетов Д.Н., Портман В.Т. Точность металлорежущих станков. -М.: Машиностроение, 1986. - 336 с.
60. Сегида А.П., Пратусевич Р.М., Бойм А.Г. Развитие системы сертификации металлообрабатывающих станков //СТИН. - 1996. - N 9. - С. 11- 17.
61. Система сертификации ГОСТ: Рук.материалы Гос.ком.РФ по стандартизации, метрологии и сертификации при президенте РФ.- М.: ВНИИМАШ, 1992.- 116 с.
62. Скляренко В.А. Методы теории испытаний технических систем.-JL: ВИКИ им.А.Ф.Можайского, 1976. - 95 с.
63. Сутормин В.И. Проблемы балансировки и диагностики шлифовальных станков И СТИН. - 1994.- N 1.- С.12-18.
64. Типовые методики и программы испытаний металлорежущих станков: Методические указания. - М.;ЭНИМС, 1988. - 97 с.
65. Точность и надежность автоматизированных прецизионных металлорежущих станков. ЧЛ/Б.М.Бржозовский, В.А.Добряков, А.А Игнатьев, В.В.Мартынов. - Саратов; 1992.- 160 с.(Саратлюлитехн.ин-т)
66. Точность и надежность автоматизированных прецизионных металлорежущих станков. Ч.2/Б.М.Бржозовский, В.А.Добряков, Л Л.Игнатьев, В.В.Мартынов. - Саратов: Сарат.гос.техн.ун-т,1994.- 156 Й
67. Точность и надежность станков с ЧПУ / Под ред.А.С.Проникова. -М.: Машиностроение, 1982. - 256с.
68. Гу Дж. Современная теория управления. - М.: Машиностроение, 1971. -472 с.
69. Черпаков Б.И., Иванов М.Г. Прогресс в сверхпрецизионно и технике И Станки и инструмент. - 1992. - N 10. - С. 37-39.
70. Чихос X. Системный анализ в трибонике / Пер. с англ. С.А.Харламова. - М.: Мир, 1982. - 532 с.
71. Шварцбург Л.Э. Датчики обратных связей станков с ЧПУ: Обзор. -М.: НИИмаш, 1982.-38 с.
72. Элементы теории испытаний и контроля технических систем / В .И. Городецкий, А.К Дмитриев, В.М. Марков и др. - Л.: Энергия. 1978. -192 с.
73. Эльянор В.Д. Шлифование в автоматическом цикле.- М.'.Машиностроение, 1980.- 102 с.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ 3
Глава 1. ОБЕСПЕЧЕНИЕ ПАРАМЕТРИЧЕСКОЙ НАДЕЖНОСТИ
ВЫСОКО ! ОЧНОГО ПРИВОДА ПОДАЧИ ТОКАРНОГО СТАНКА С МНОГОСТУПЕНЧАТОЙ ФРИКЦИОННОЙ ПЕРЕДАЧЕЙ И ЛАЗЕРНЫМ ИНТЕРФЕРОМЕТРОМ............... 4
ЕЕ Анализ параметрической надежности приводов подачи прецизионных станков на основе системного подхода . . . 5
Г. Е Е Системный подход к вопросу обеспечения параметрической надежности приводов подачи......... 5
1.1.2. Обоснование требований к точностным характеристикам привода подачи ........................... 7
1.2. Высокоточный датчик обратной связи привода подачи на основе лазерного гетеродинного интерферометра.... 10
Е2. Е Датчики обратной связи в приводах подачи станков .. 10
1.2.2. Физические принципы построения лазерного гетеродинного интерферометра......................... 13
1.2.3. Анализ структуры погрешностей измерения перемещения суппорта прецизионного токарного модуля ДОС на основе ЛГИ............................... ‘ 19
1.3. Повышение параметрической надежности многоступенчатой фрикционной передачи.......................... 22
1.3.1. Улучшение кинематических характеристик и силовых соотношений в МФП...........:................. 22
1.3.2. Экспериментальное исследование относительного скольжения в МФП модулей типа ТПАРМ............ 33
1.4. Точностные характеристики привода подачи с МФП прецизионного токарного модуля..................... 38
1.4.1. Анализ динамических характеристик приводов подачи 38 1.4.2. Сопоставительный анализ точности позиционирования
рабочих органов прецизионных токарных станков. . 43
1 лава 2. У1 ПРАВЛЕНИЕ КАЧЕСТВОМ ШЛИФОВАНИЯ КОЛЕЦ
ПОДПНЙ ШИКОВ НА AIM ОМА ГИЗ ИРОВ АННЫХ (’ТАНКАХ.......................................... 48
2 1. Системный подход к вопросу управления качеством обра-бо। кн на шлифовальных автоматах............... 48
2.2. <)бсспечение точности обработки колец подшипников к ре тс 1 вами активного контроля ра шеров........ 51
2.1 Управ ic-ние качеством обработки но виброакустическим члр.и. и рис гикам при резании............... 64
Глава 3. ОБЕСПЕЧЕНИЕ ТОЧНОСТИ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ НА МНОГОБРУСКОВЫХ СУПЕРФИНИШНЫХ АВТОМАТАХ В
УСЛОВИЯХ ЭКСПЛУАТАЦИИ................................. 67 *
3.1. Системный подход к вопросу обеспечения параметрической надежности многобрусковых суперфинишных автоматов .... 67
3.2. Модель формирования поверхности качения......... 72
3.3. Испытания суперфинишных автоматов МДА-92 на параметрическую надежность............................... 76
3.3.1. Исследование связи параметров точности колец подшипников с состоянием теплового поля автомата МДА-92.... 77
3.3.2. Исследование связи параметров точности колец подшипников с уровнем вибраций станков............. 81
3.3.3. Оптимизация технологического режима по параметрам точности обработки поверхностей качения...... 83
Глава 4. ОРГАНИЗАЦИЯ КОНТРОЛЯ, ДИАГНОСТИРОВАНИЯ И ИСПЫТАНИИ ПРЕЦИЗИОННЫХ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ........................................... 89
4.1. Концепция системного подхода.................... 89
4.2. Моделирование испытаний.........:............... 96
4.3. Методы и средства автоматизированных испытаний. 99
4.3.1. Типовые методики и программные испытания... 102
4.3.2. Гибкие системы автоматизированных испытаний .... 104
4.3.3. Применение автоматизированных систем испытаний станков для сертификации.......................... 105
4.4. Экспериментально-аналитический метод испытаний. 107
4.4.1. Автоматизированные динамические испытания станков............................................ 108
4.4.2. Испытания шпиндельных узлов прецизионных автоматизированных станков па параметрическую надежность.......................................... 114
ЗАКЛЮЧЕНИЕ............................................. 116
БИБЛИОГРАФИЧЕСКИЙ СПИСОК................................. 117
/
4
Научное издание
Игнатьев Александр Анатольевич Добряков Владимир Анатольевич Виноградов Михаил Владимирович Бондарев Валерий Викторович Горбунов Владимир Владимирович
ТОЧНОСТЬ И НАДЕЖНОСТЬ АВТОМАТИЗИРОВАННЫХ ПРЕЦИЗИОННЫХ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Редактор З.И. Шевченко
Компьютерная версз ка Р В Виноградова
Лицензия JIP N 020271 от 15 11.%
Подписано в печать 13.05 99
Бум.тип. Усл.печ.л. 7,20 (7,75)
Тираж 100 экз. Заказ 210
Саратовский госудйрст пенный зехнический университет
410054 г Саратов, ул. Политехническая, 77
Копипринтер СГ'ГУ, 410054 г.С?.ратов, ул.Политехническая, 77
Формат 60 х 84 1/16
Уч -изд л. 7 5
С 73