/





Author: Лобода Е.А. Мартынов В.Г. Мендриков Б.С.
Tags: организация производственного процесса производственное планирование управление качеством технологическая документация
ISBN: 5-7050-0190-8
Year: 1992
Similar



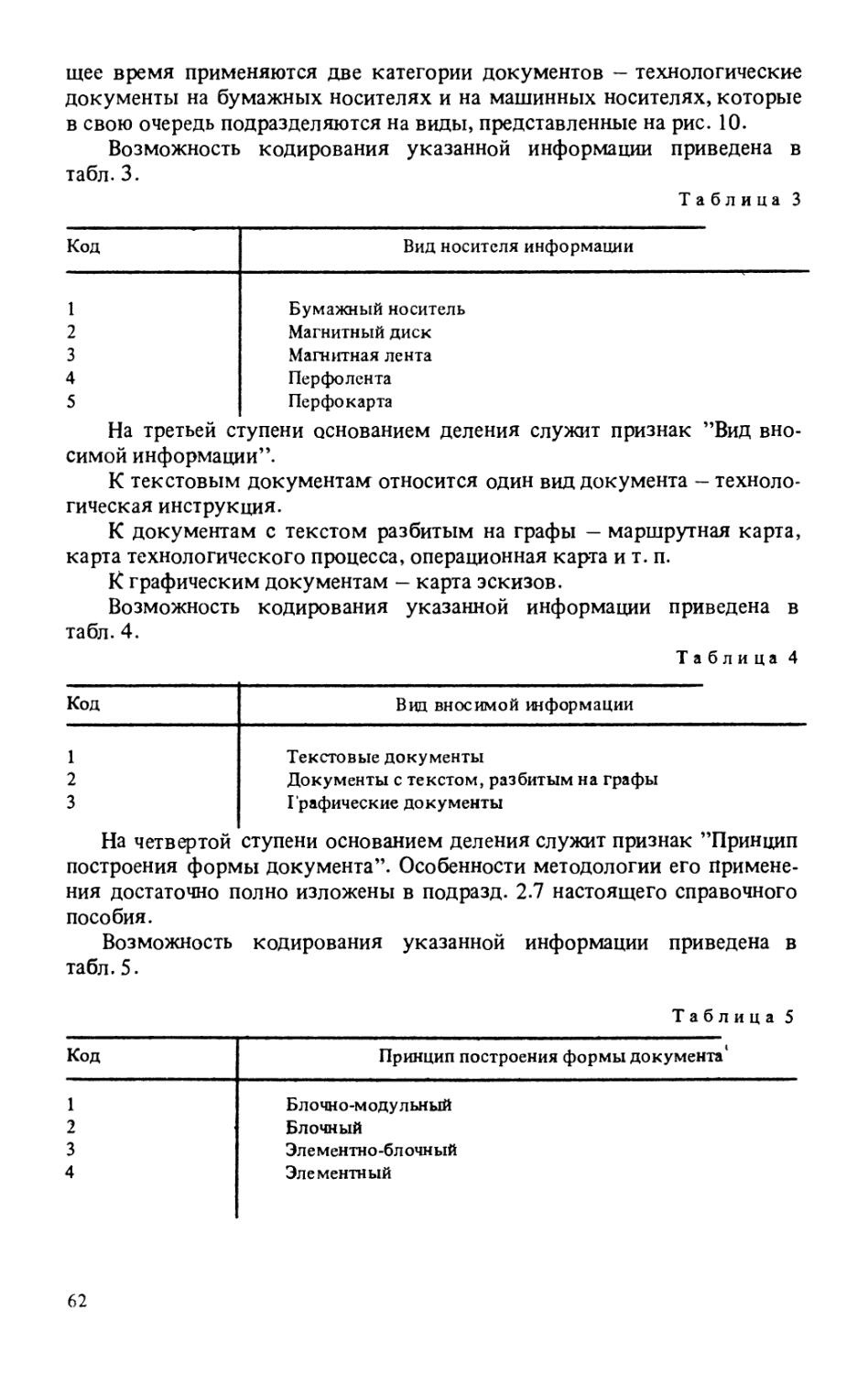
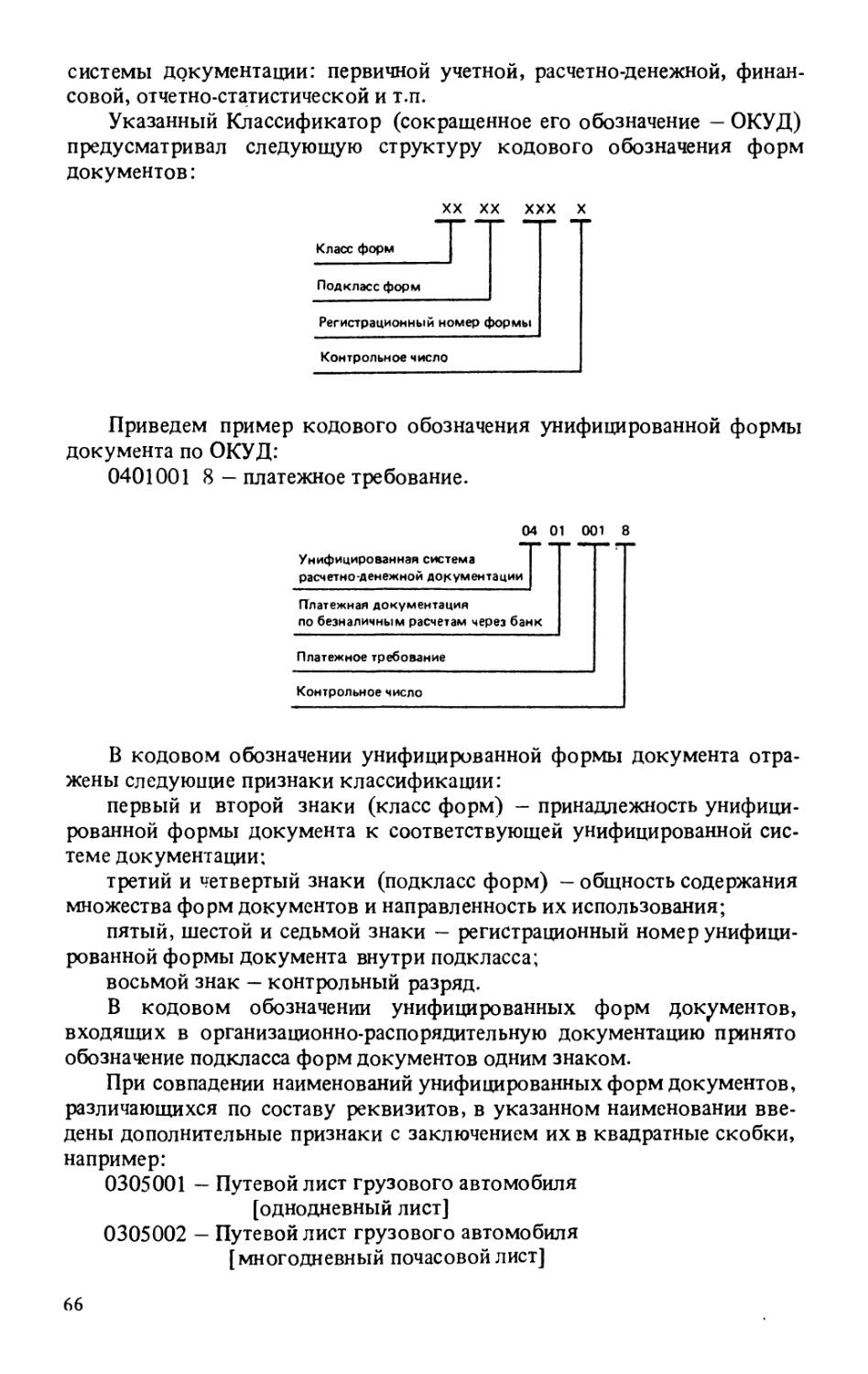
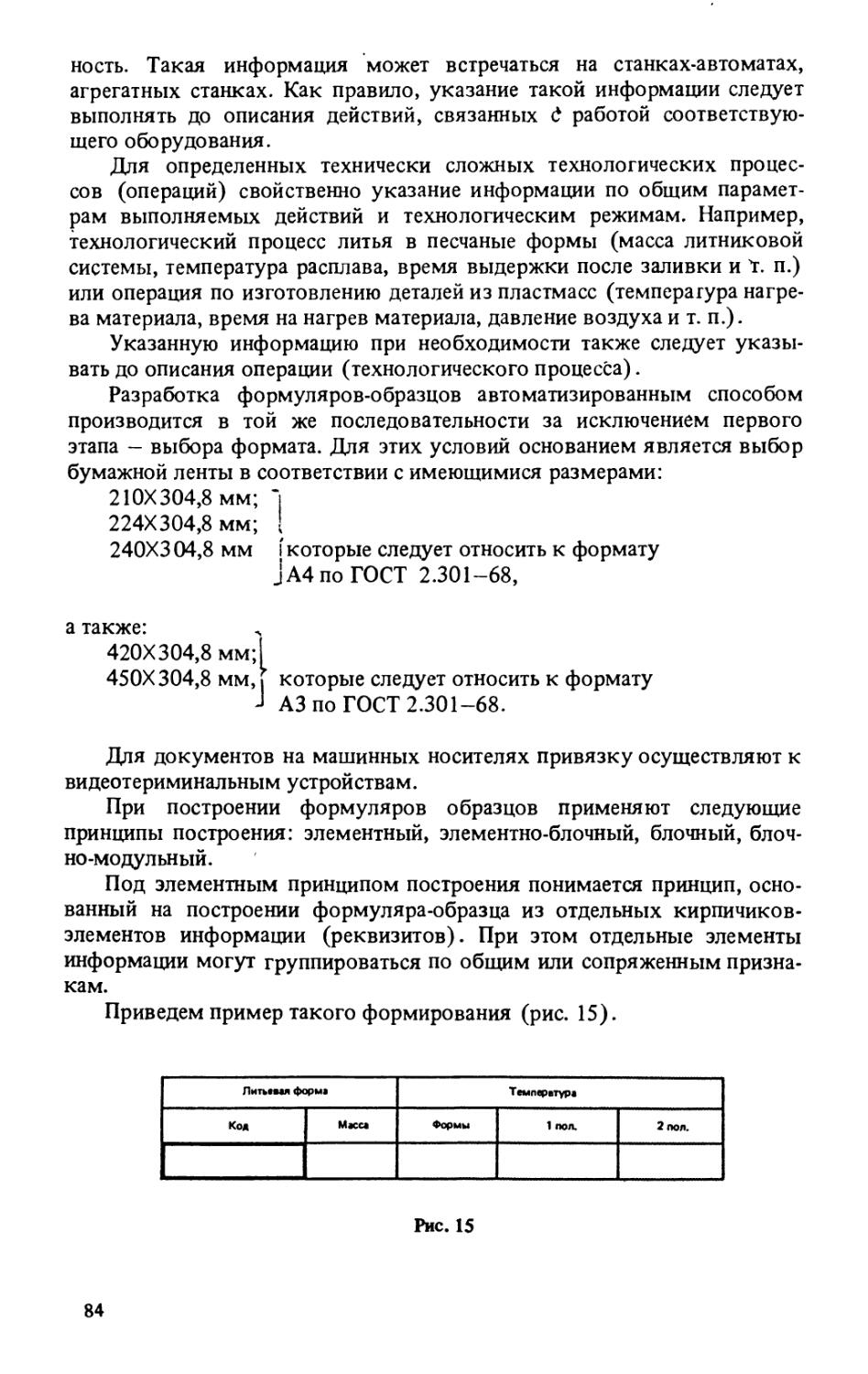
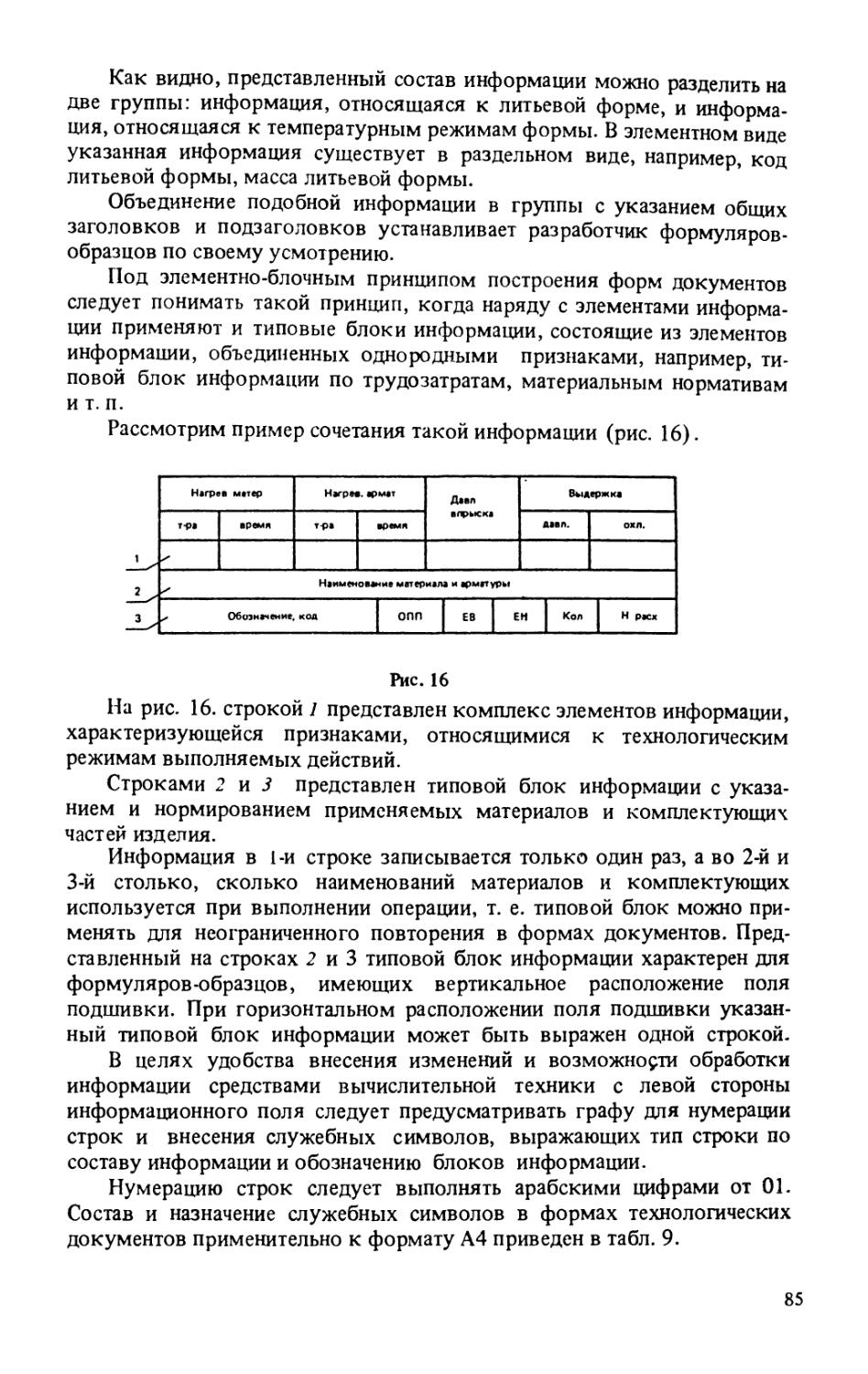
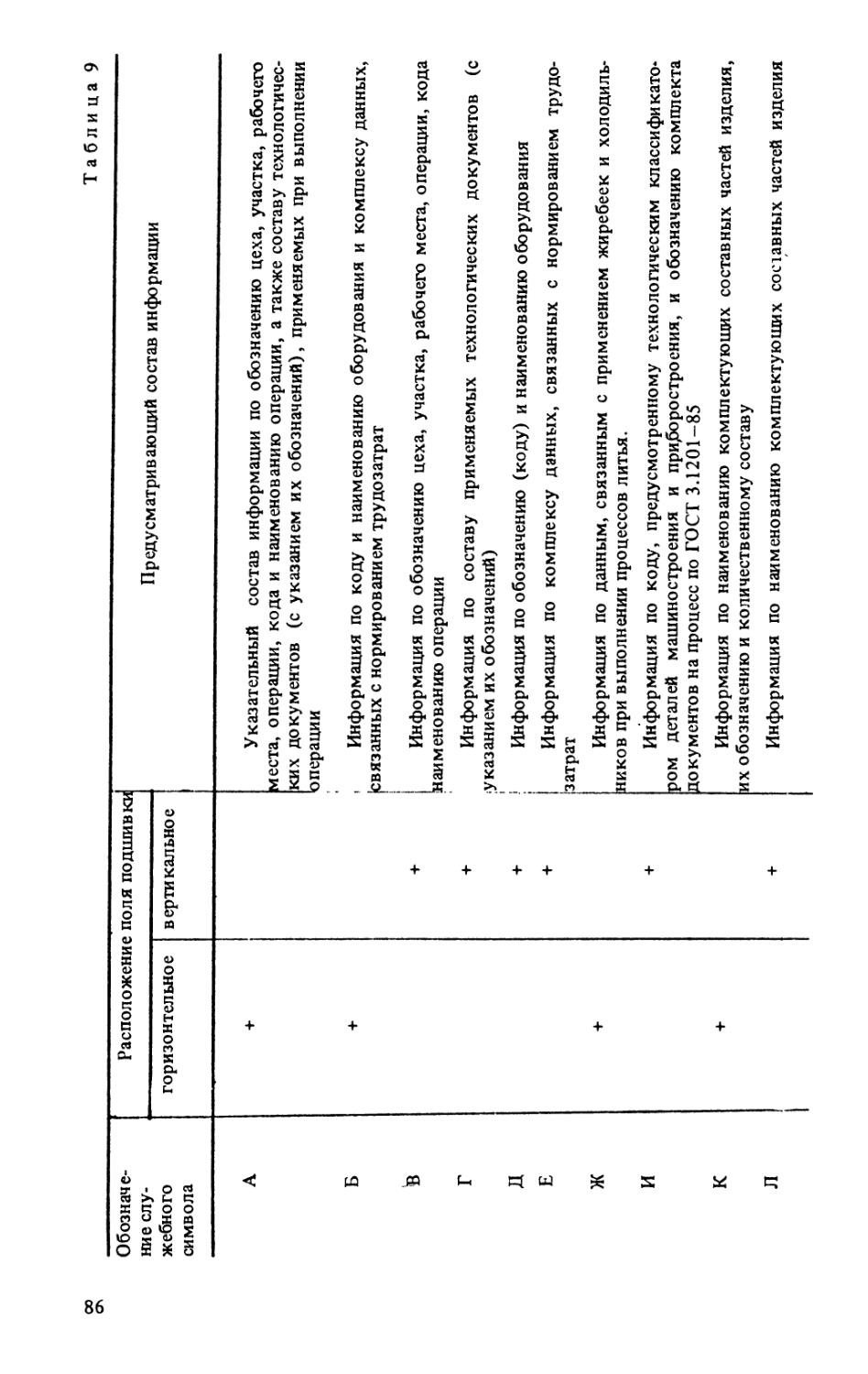
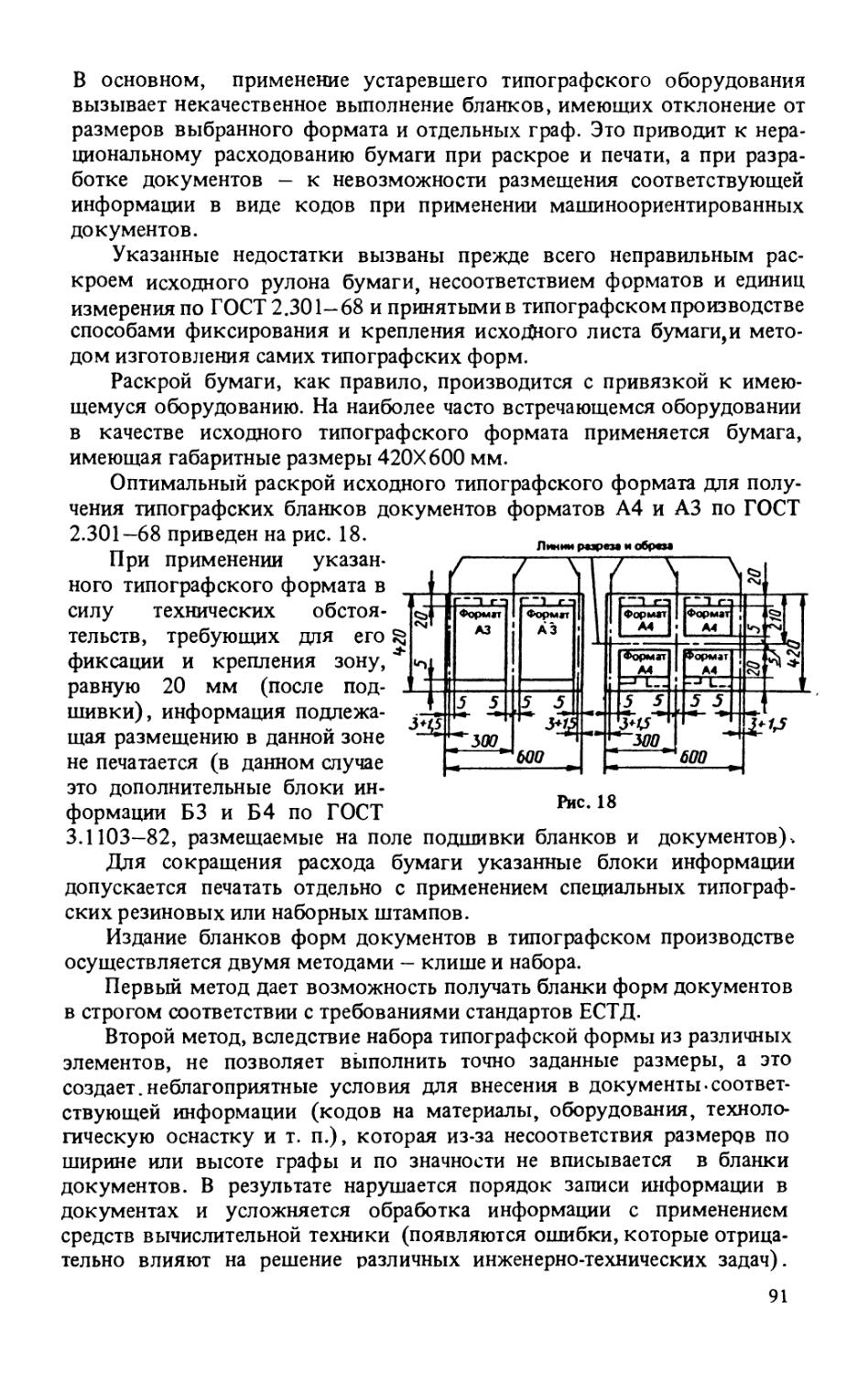
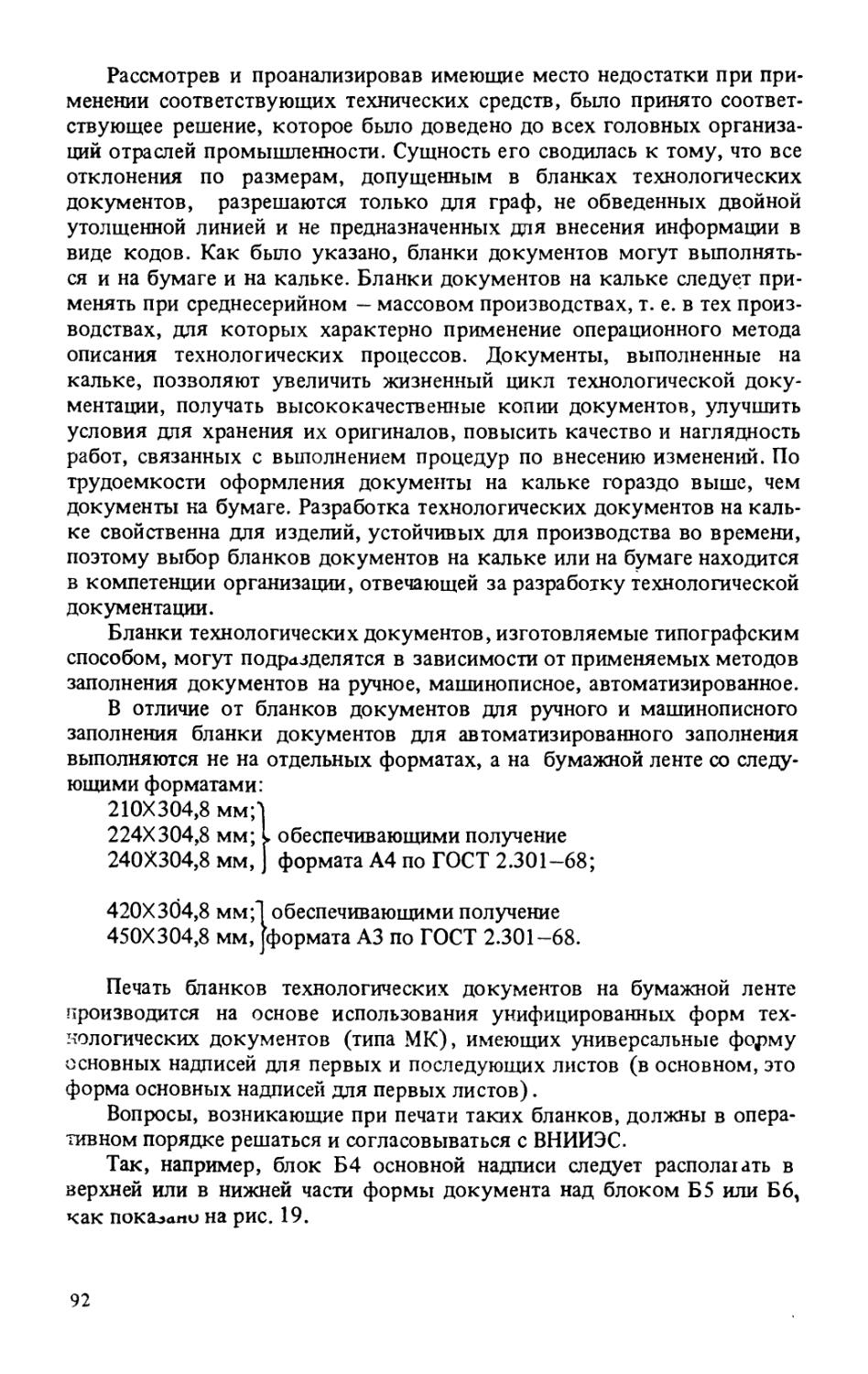
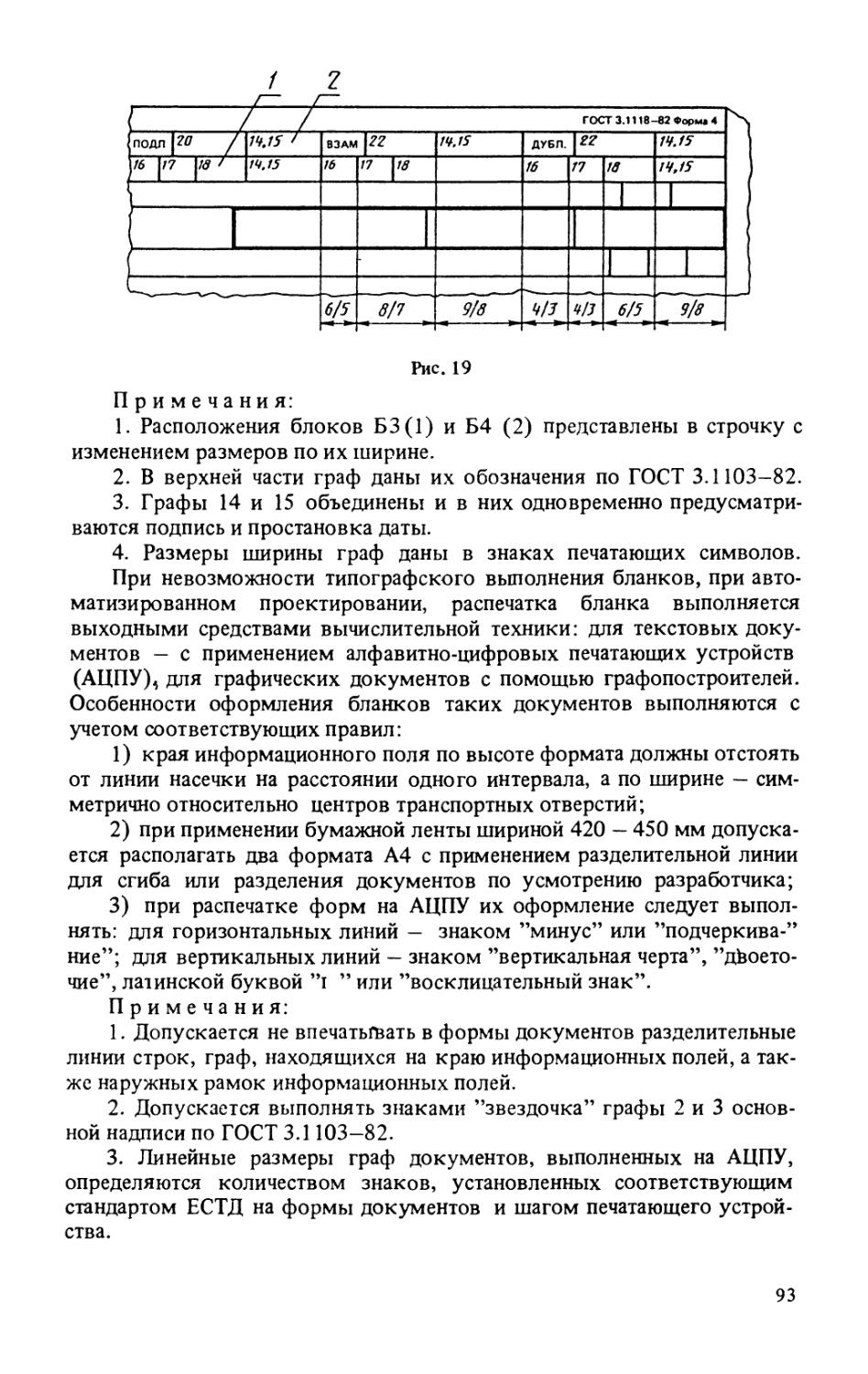
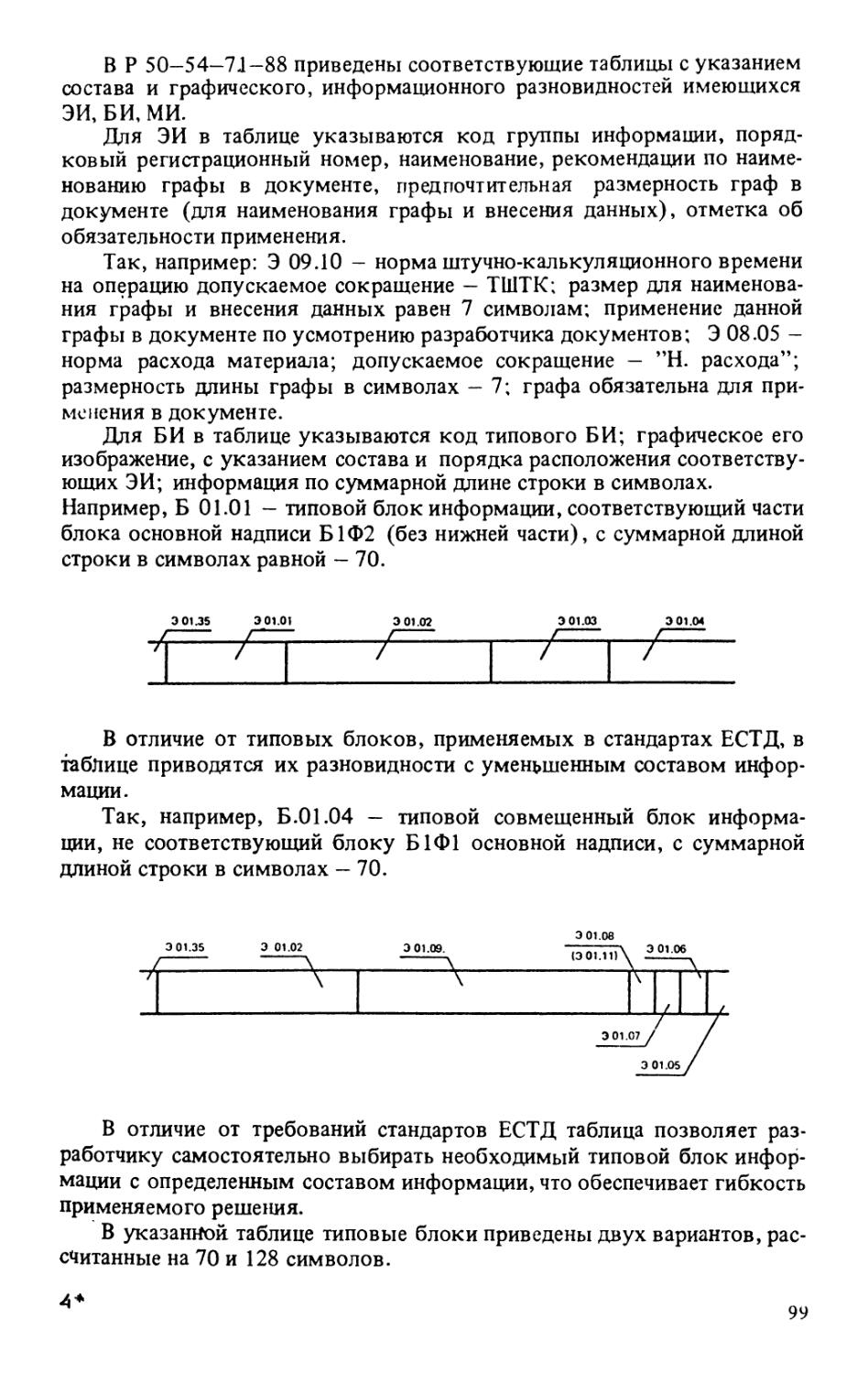
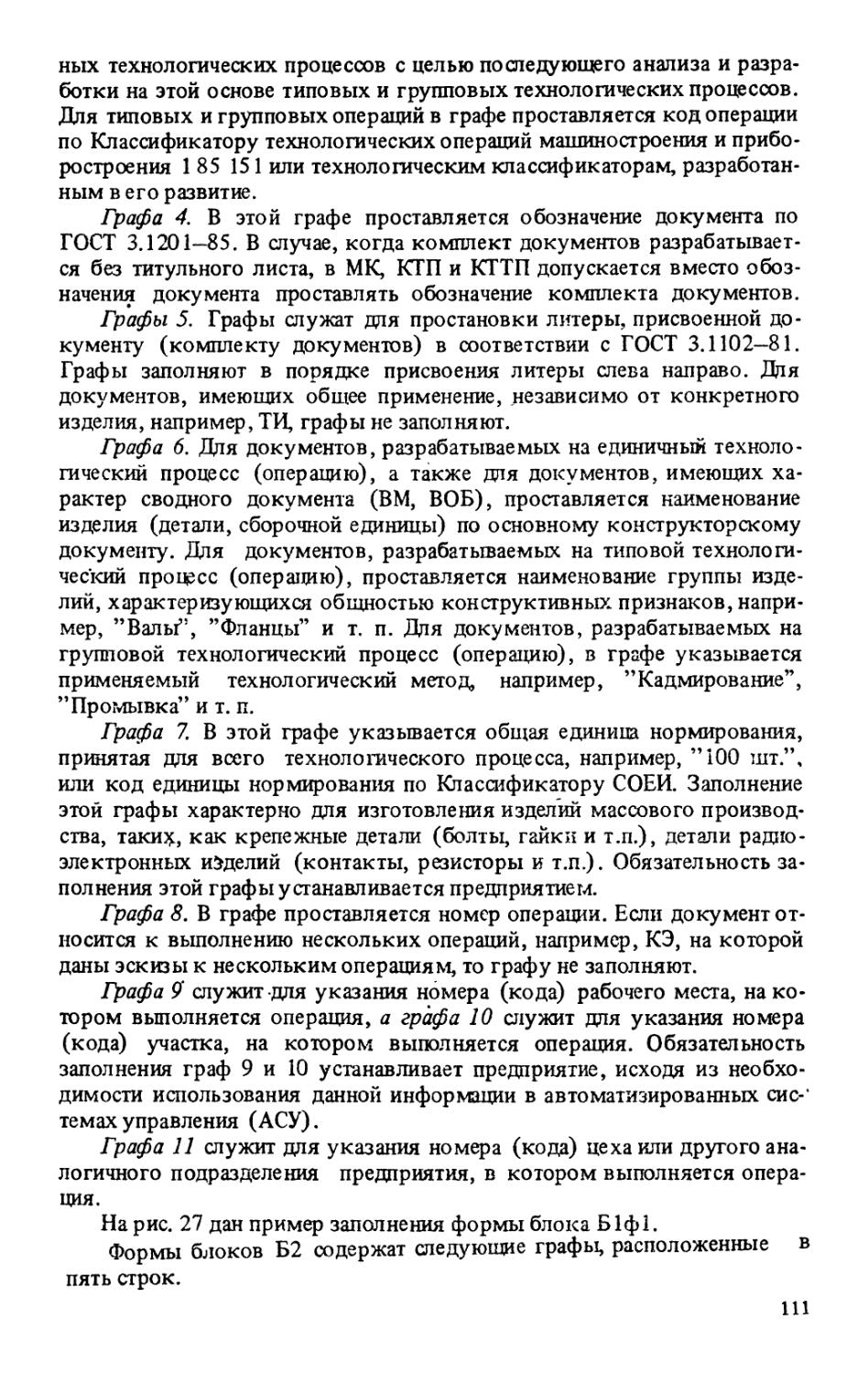
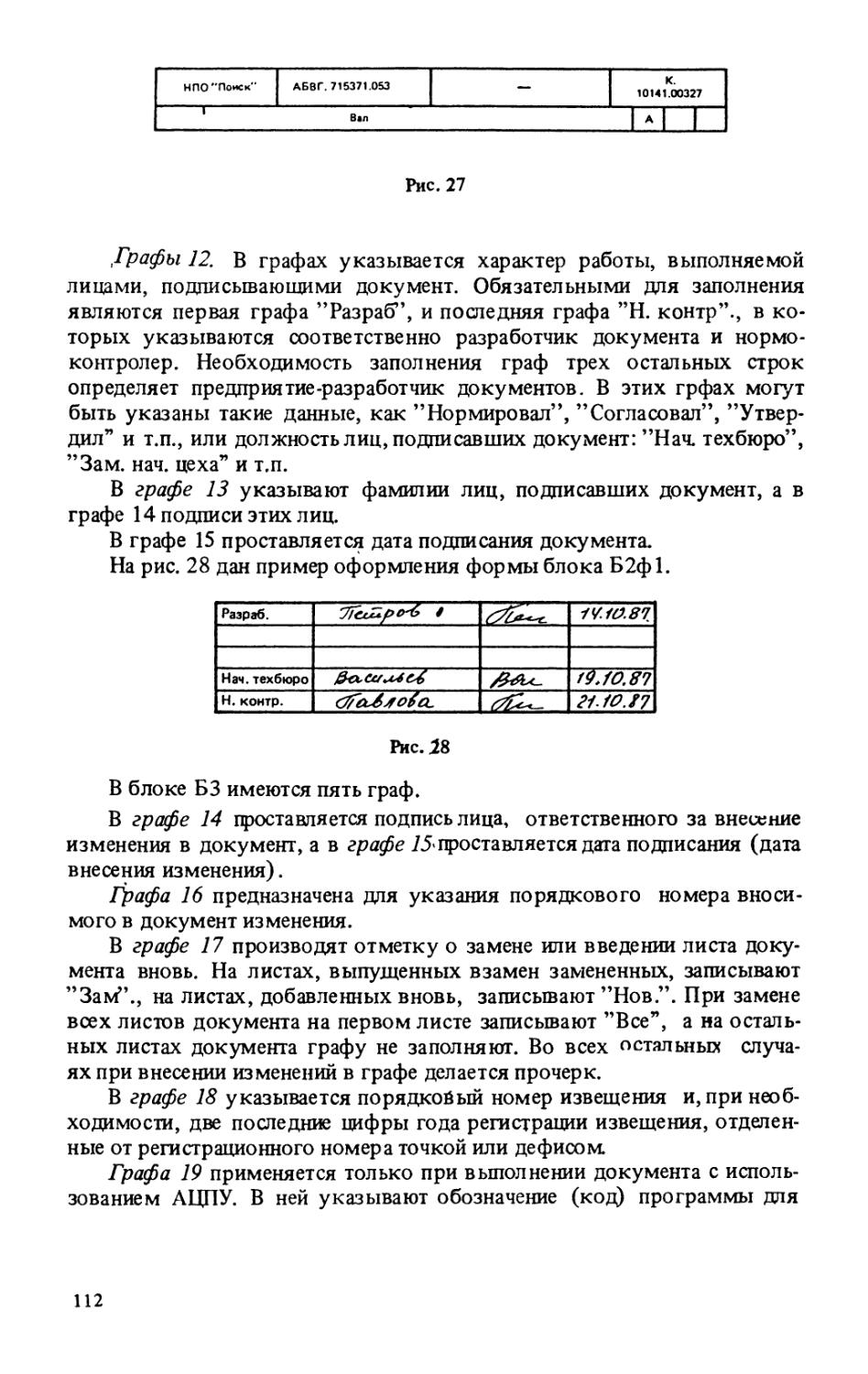
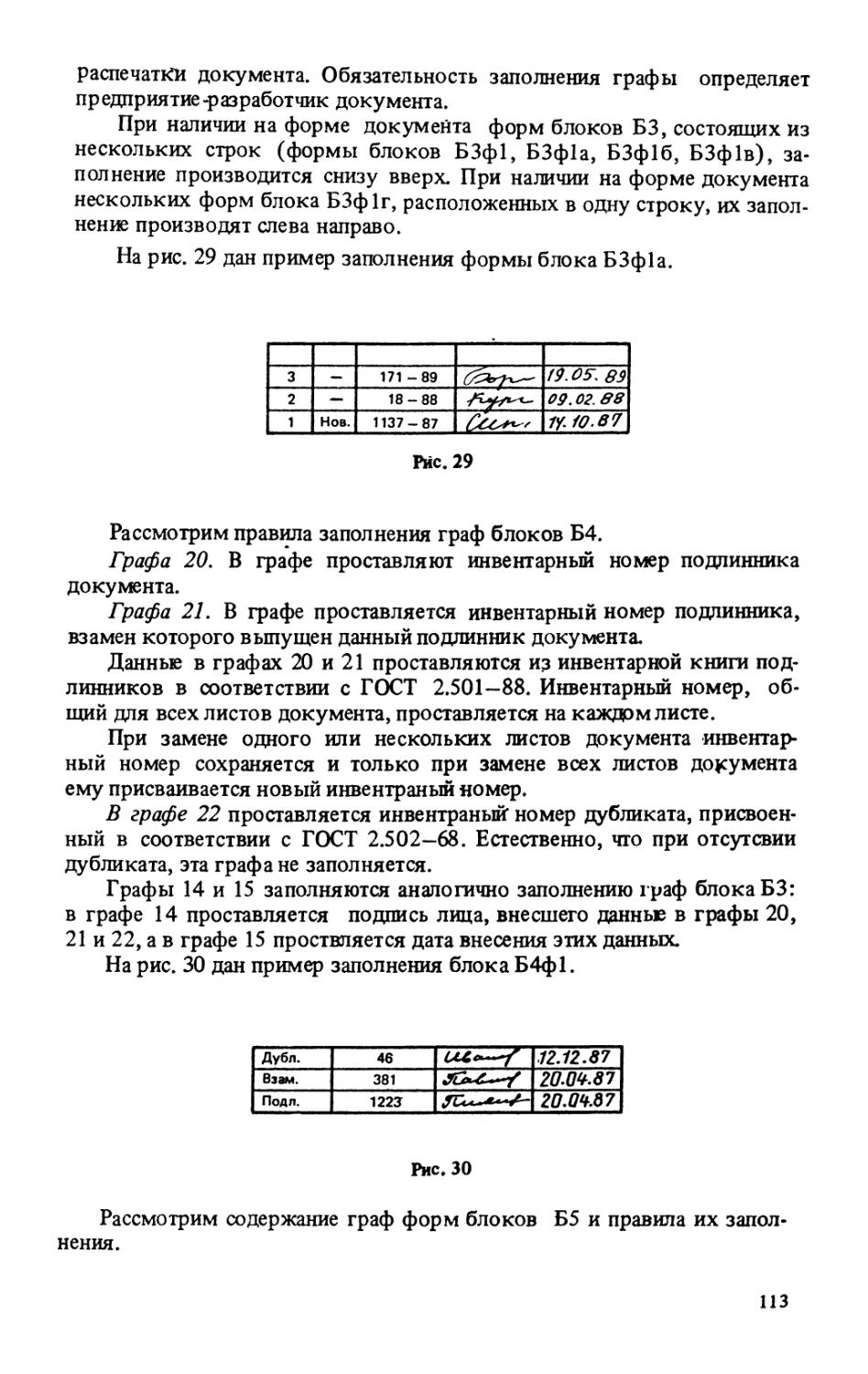
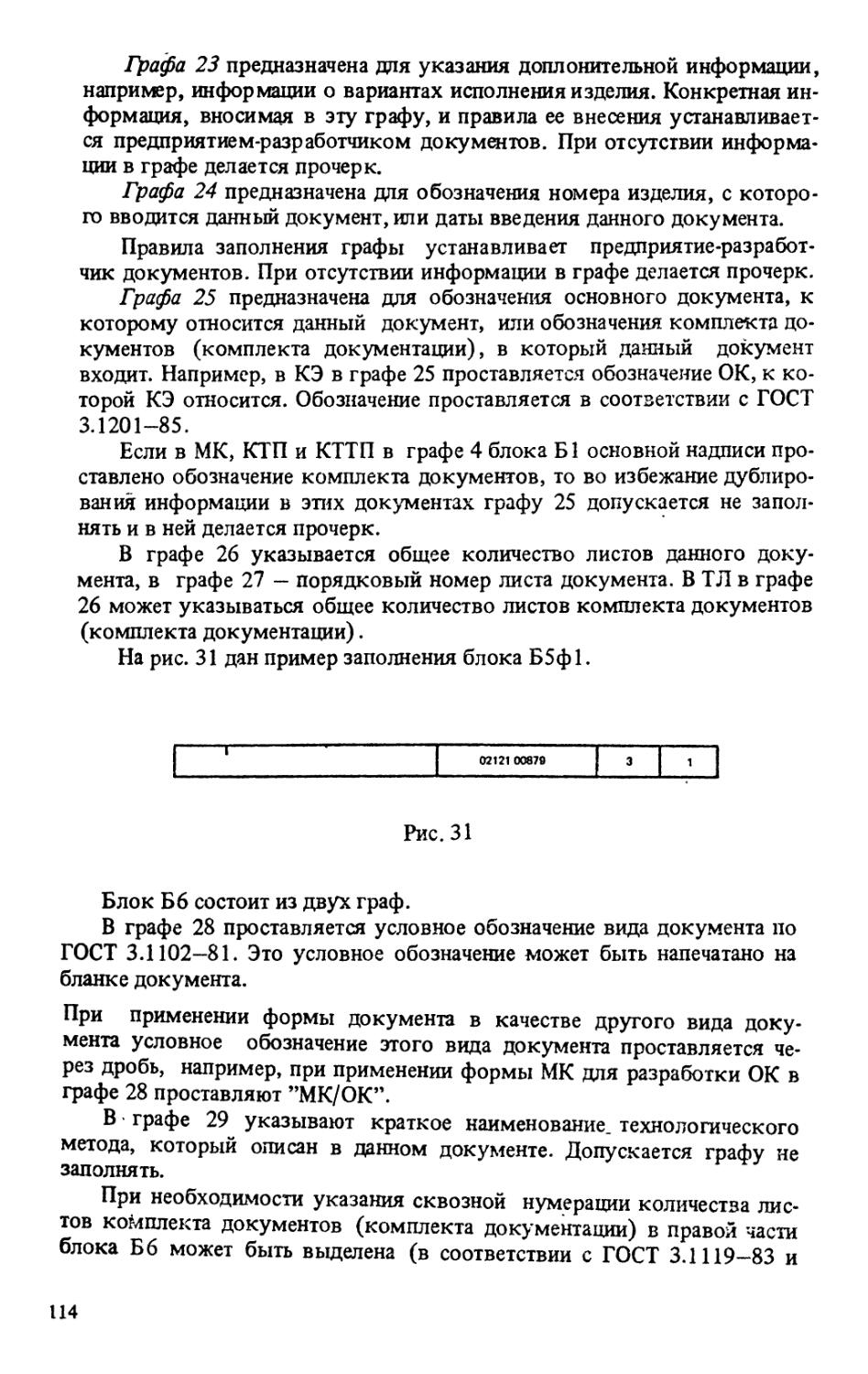
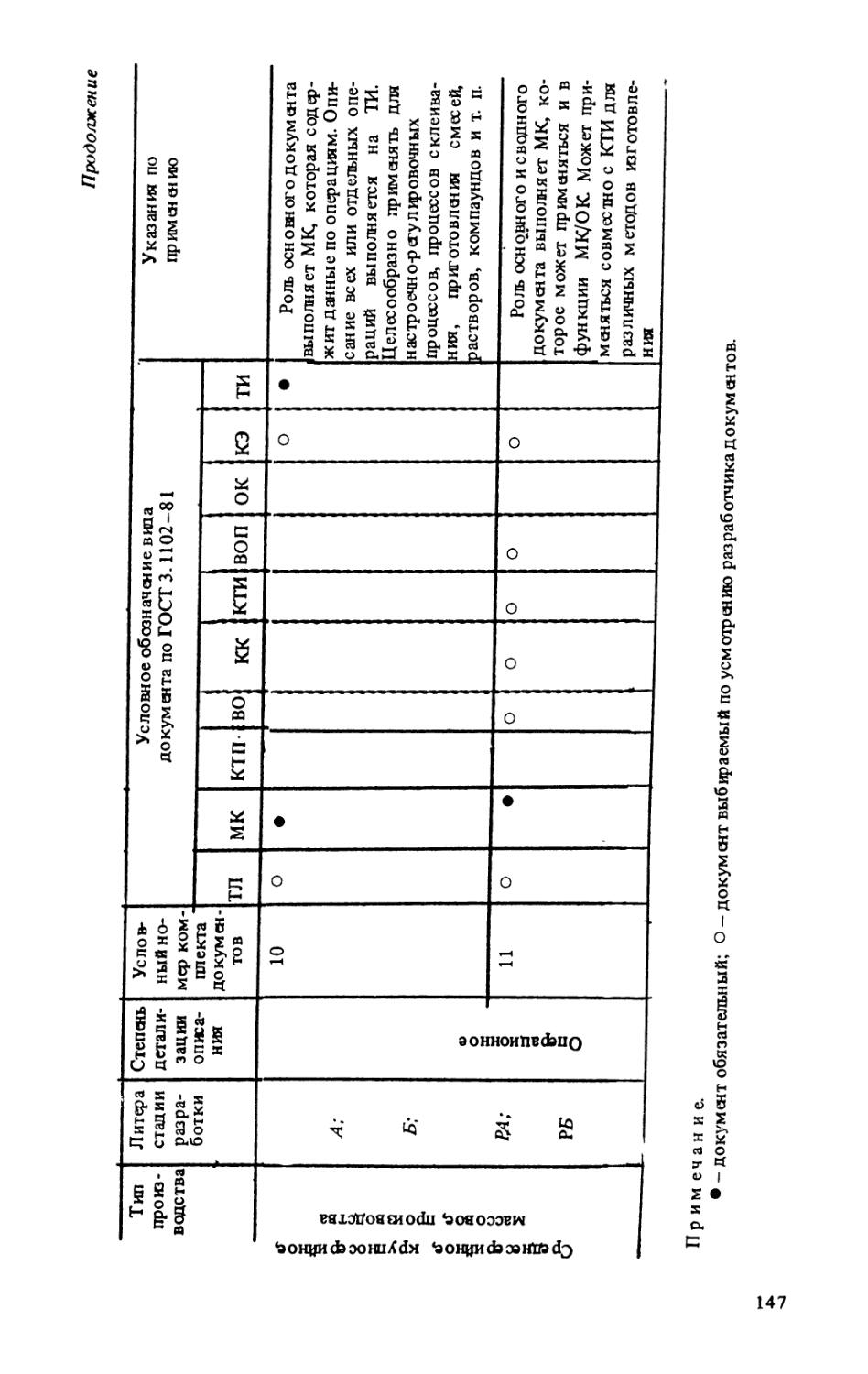
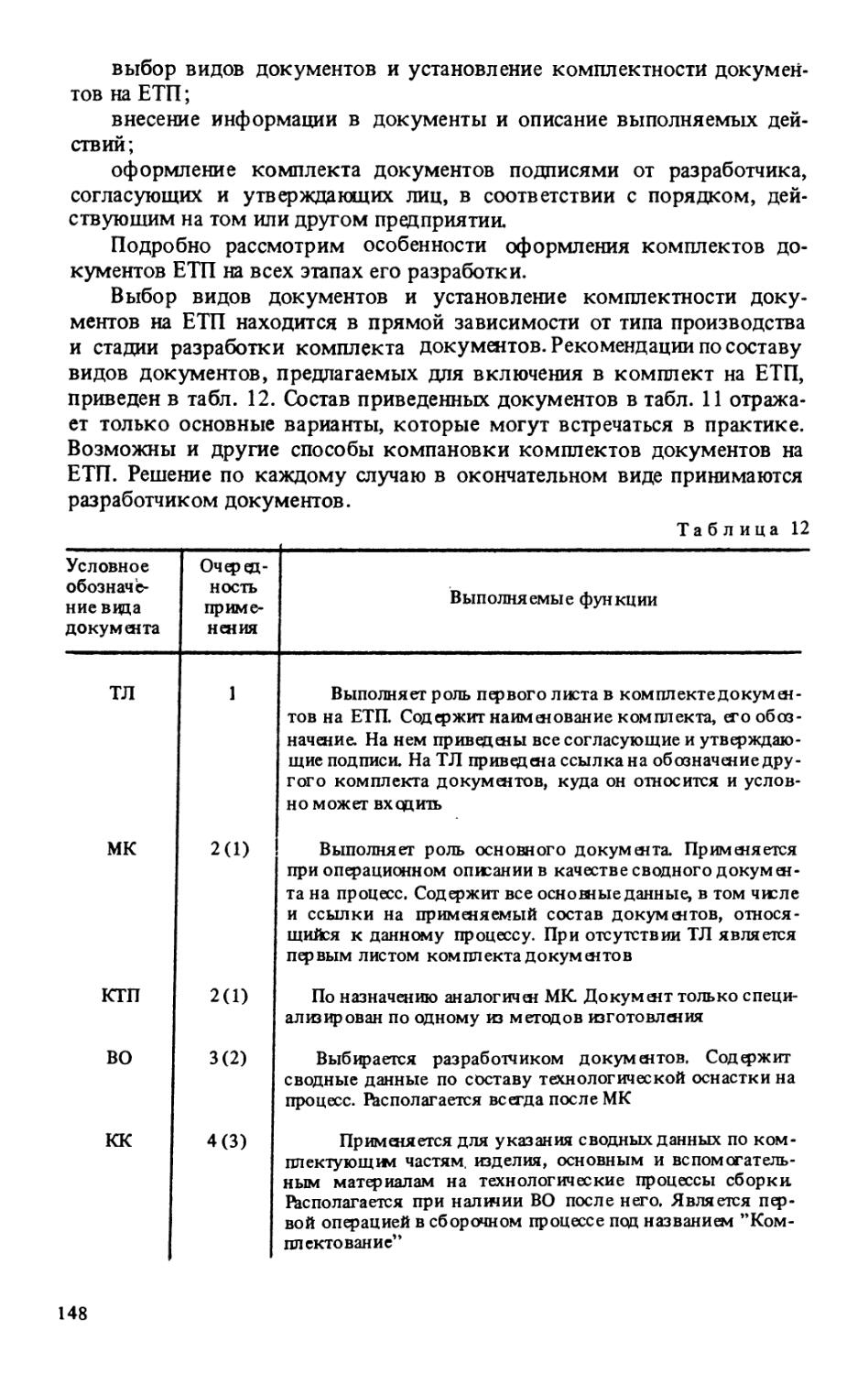
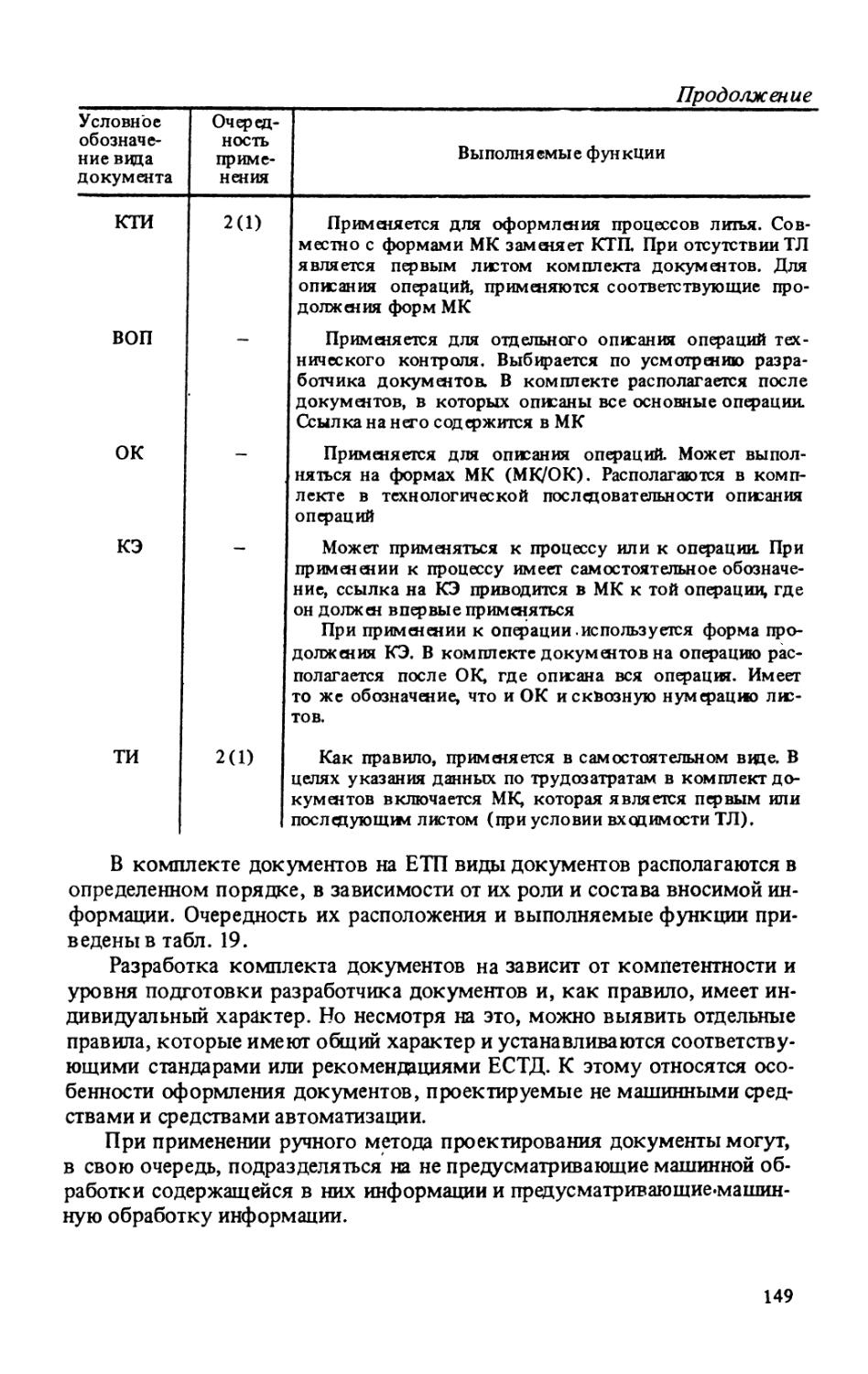
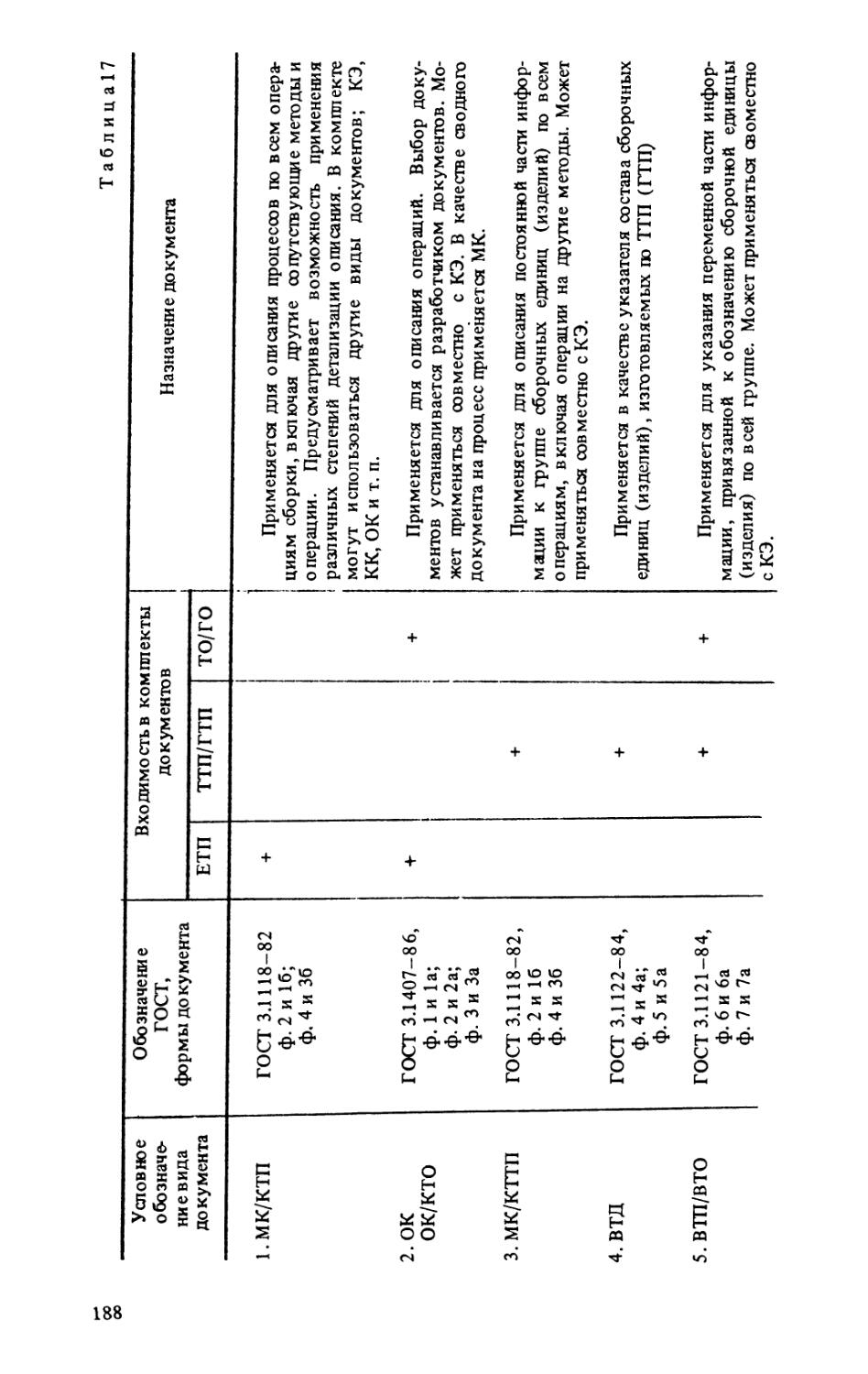
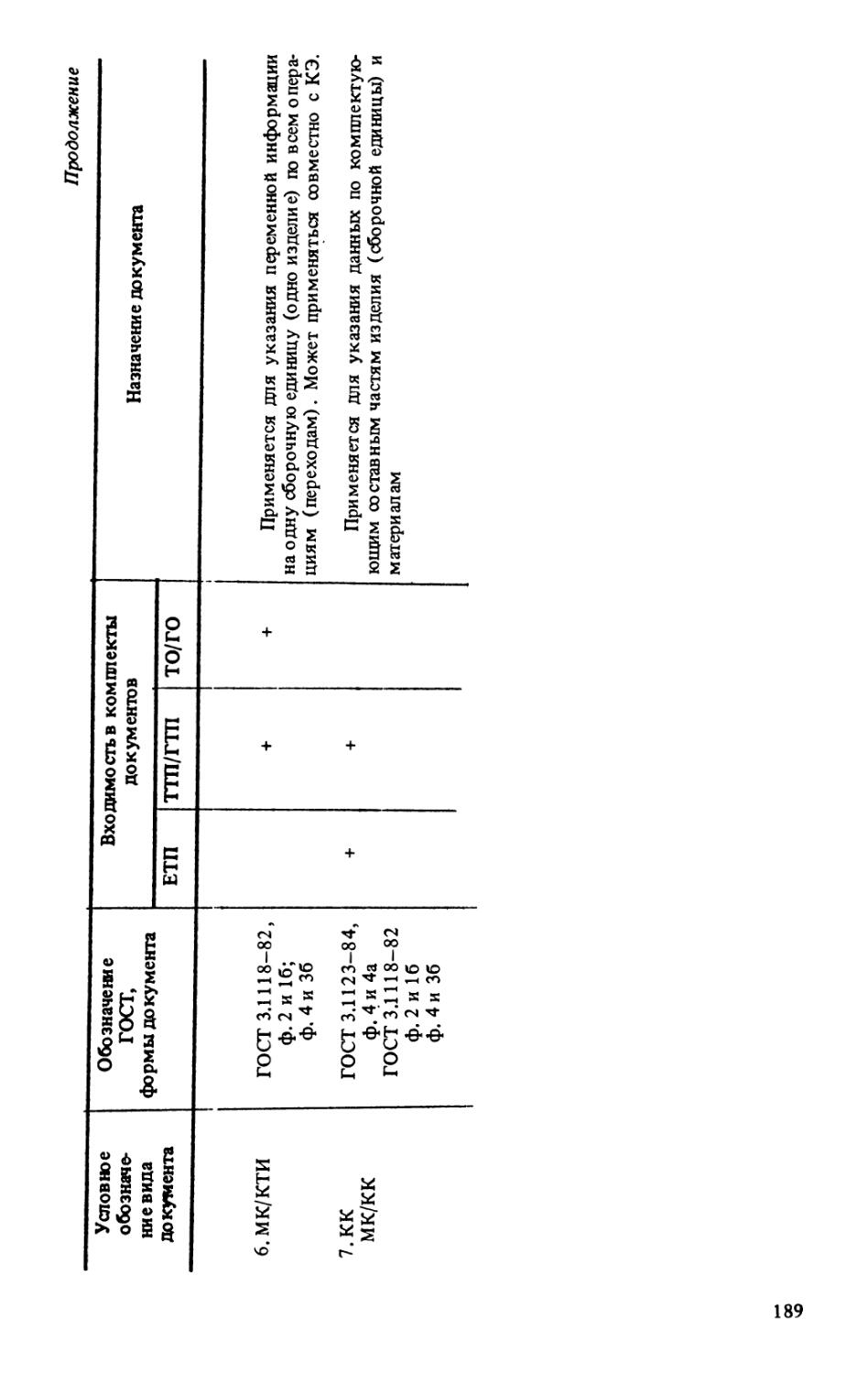
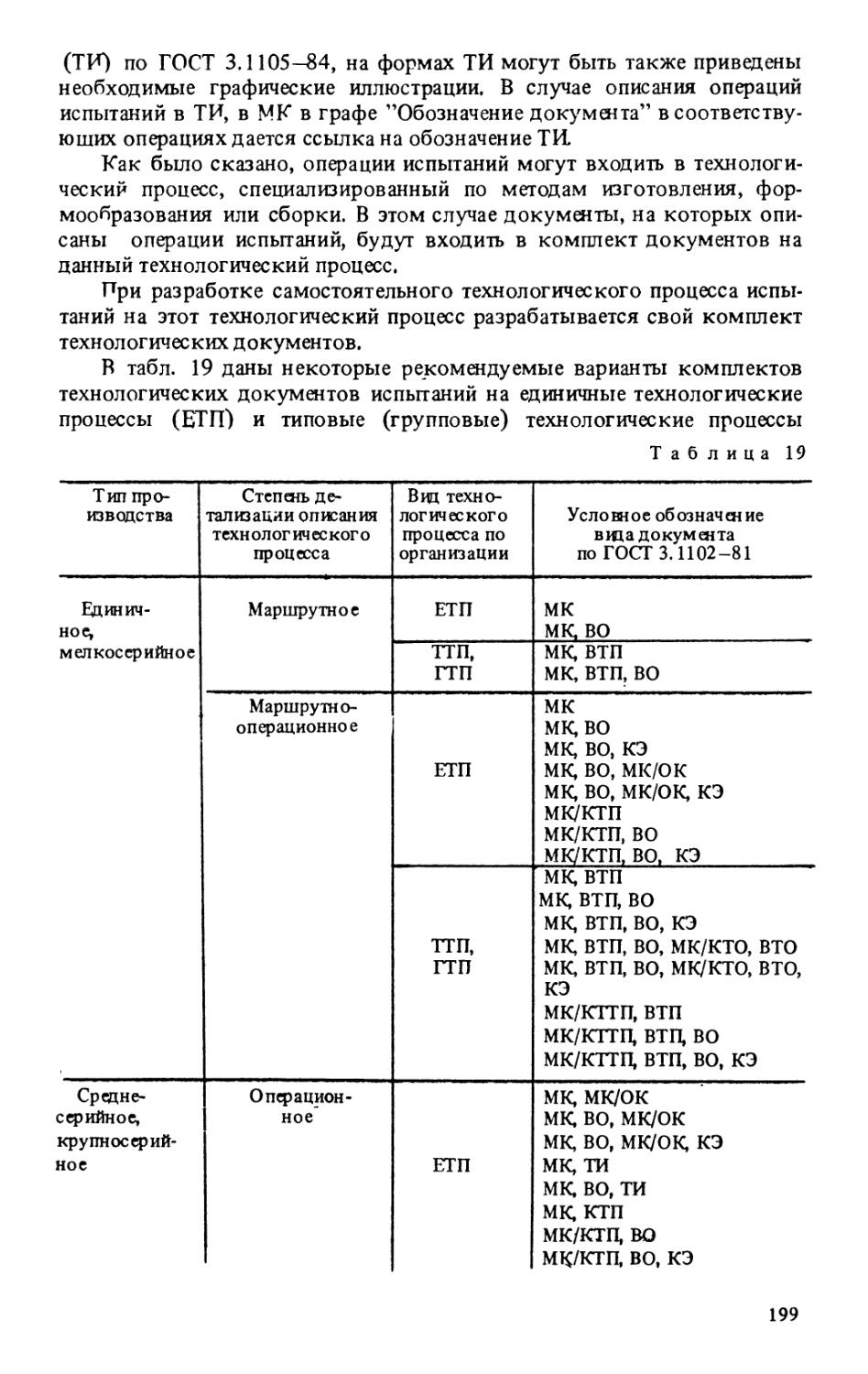
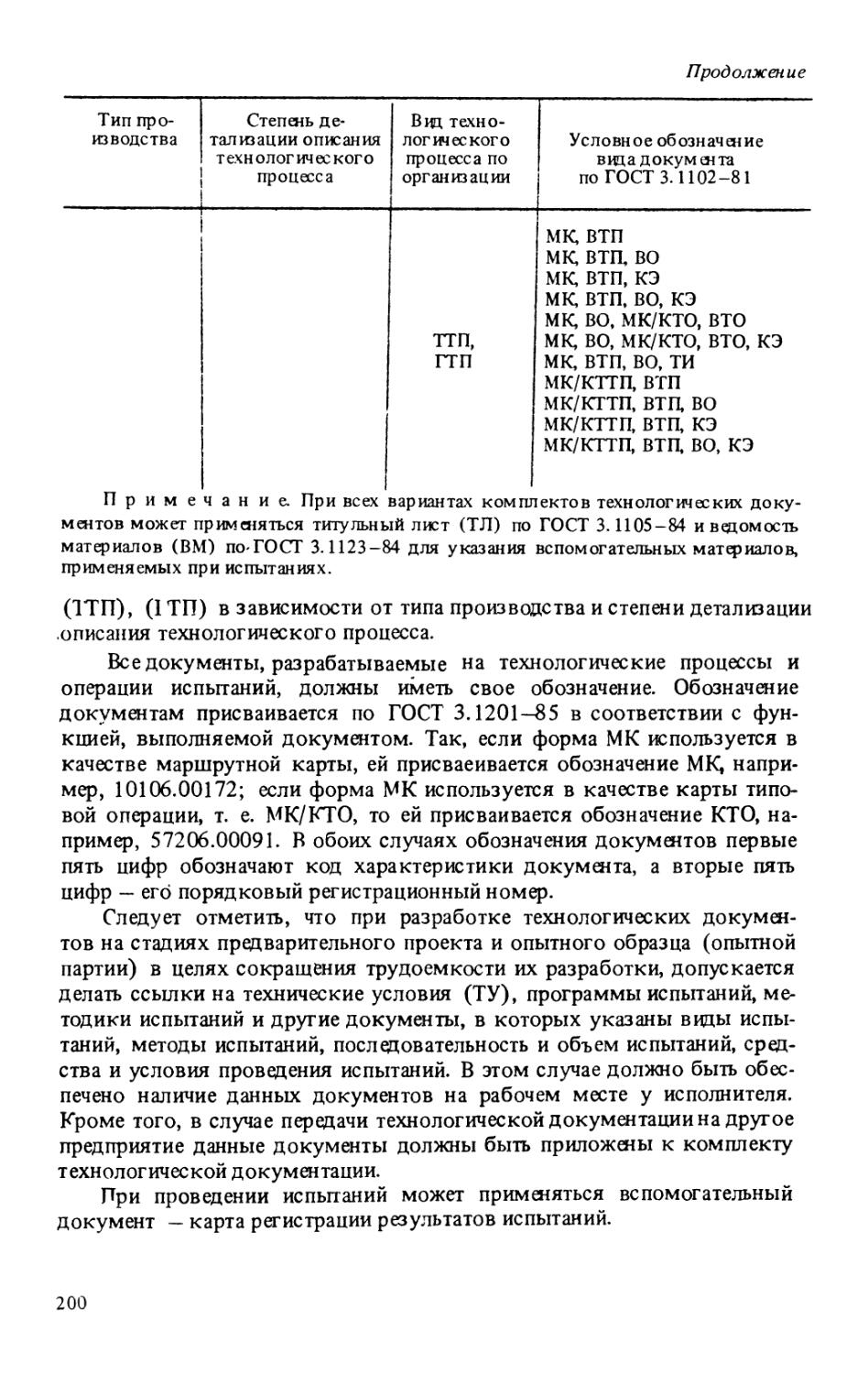
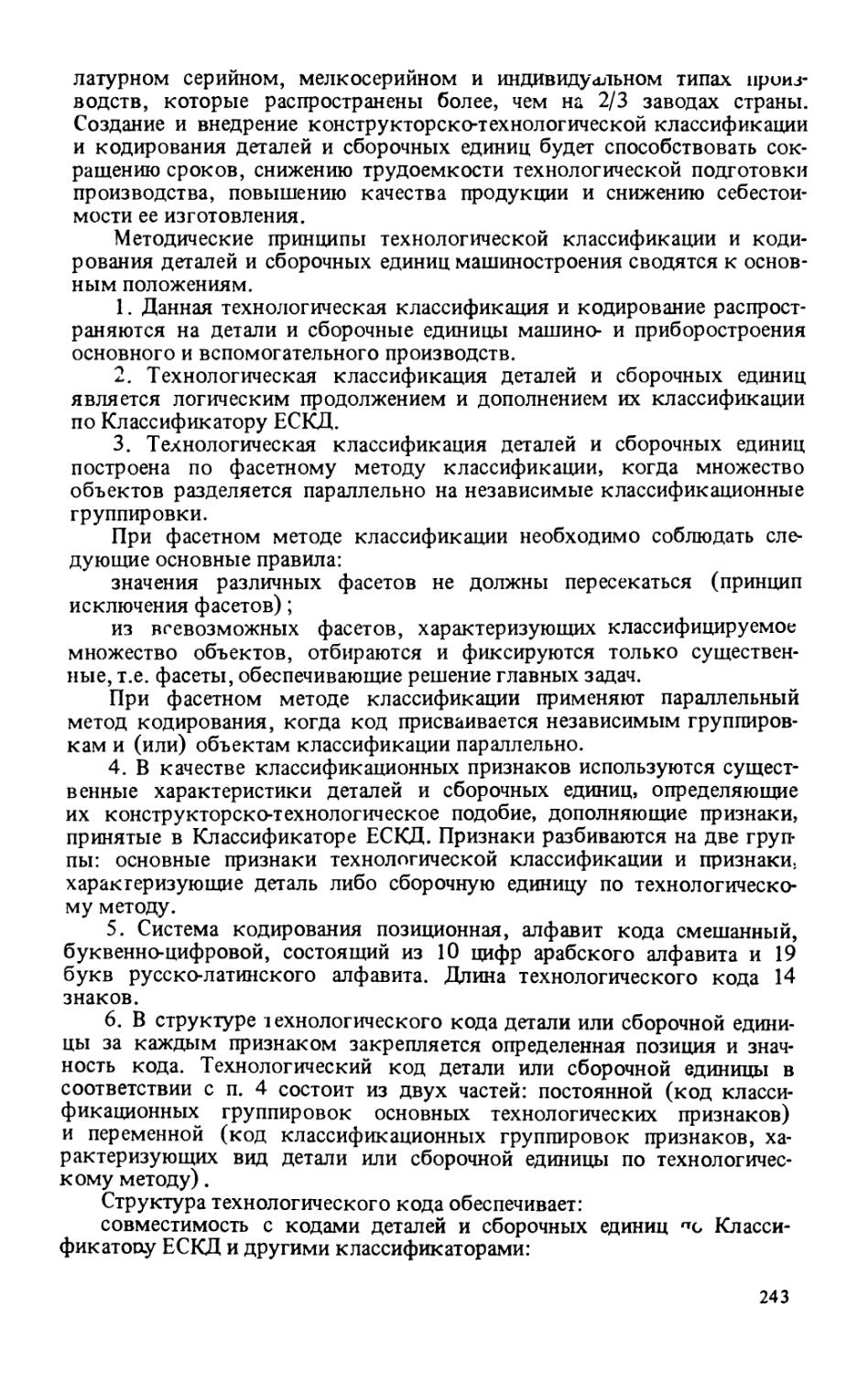
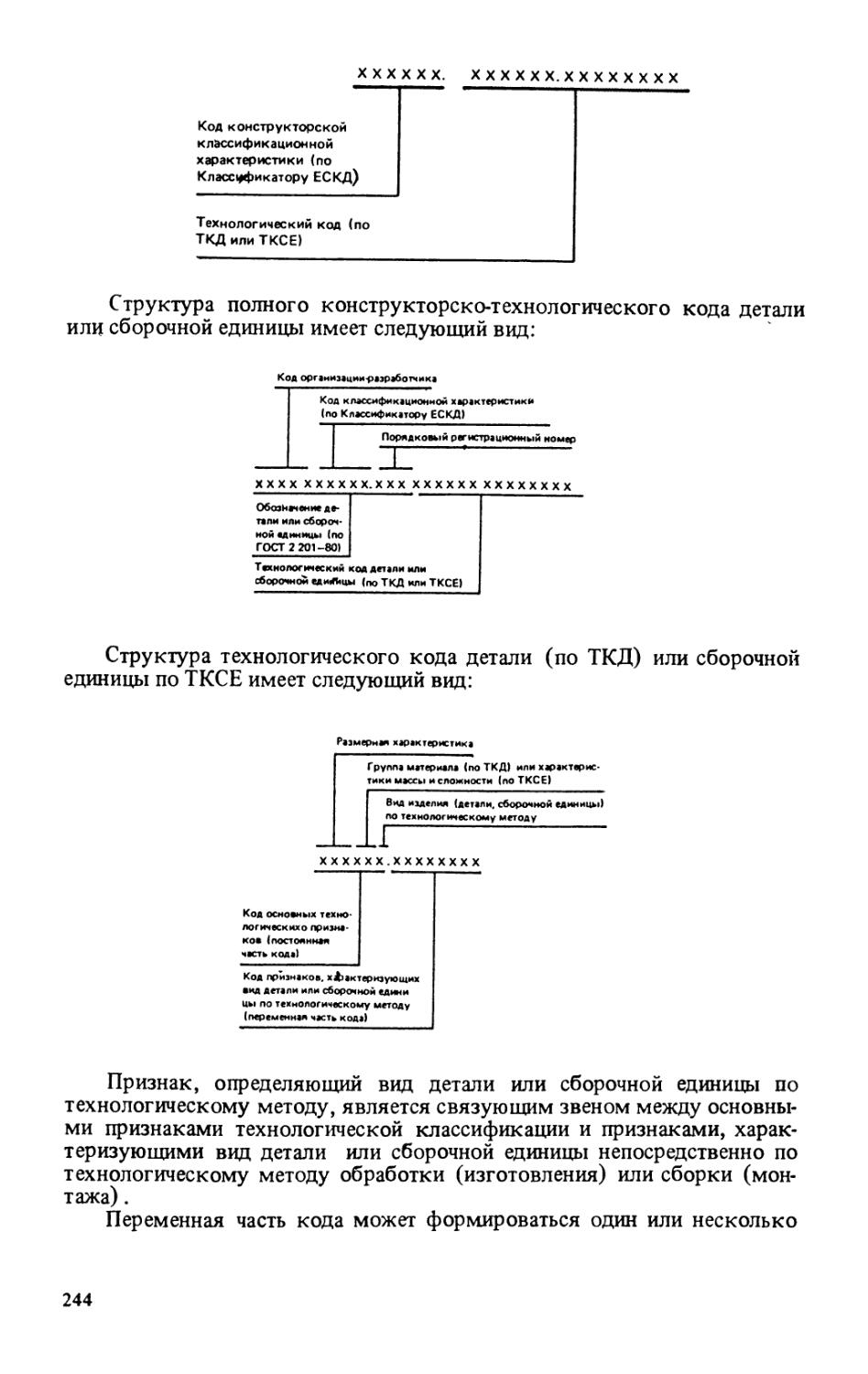
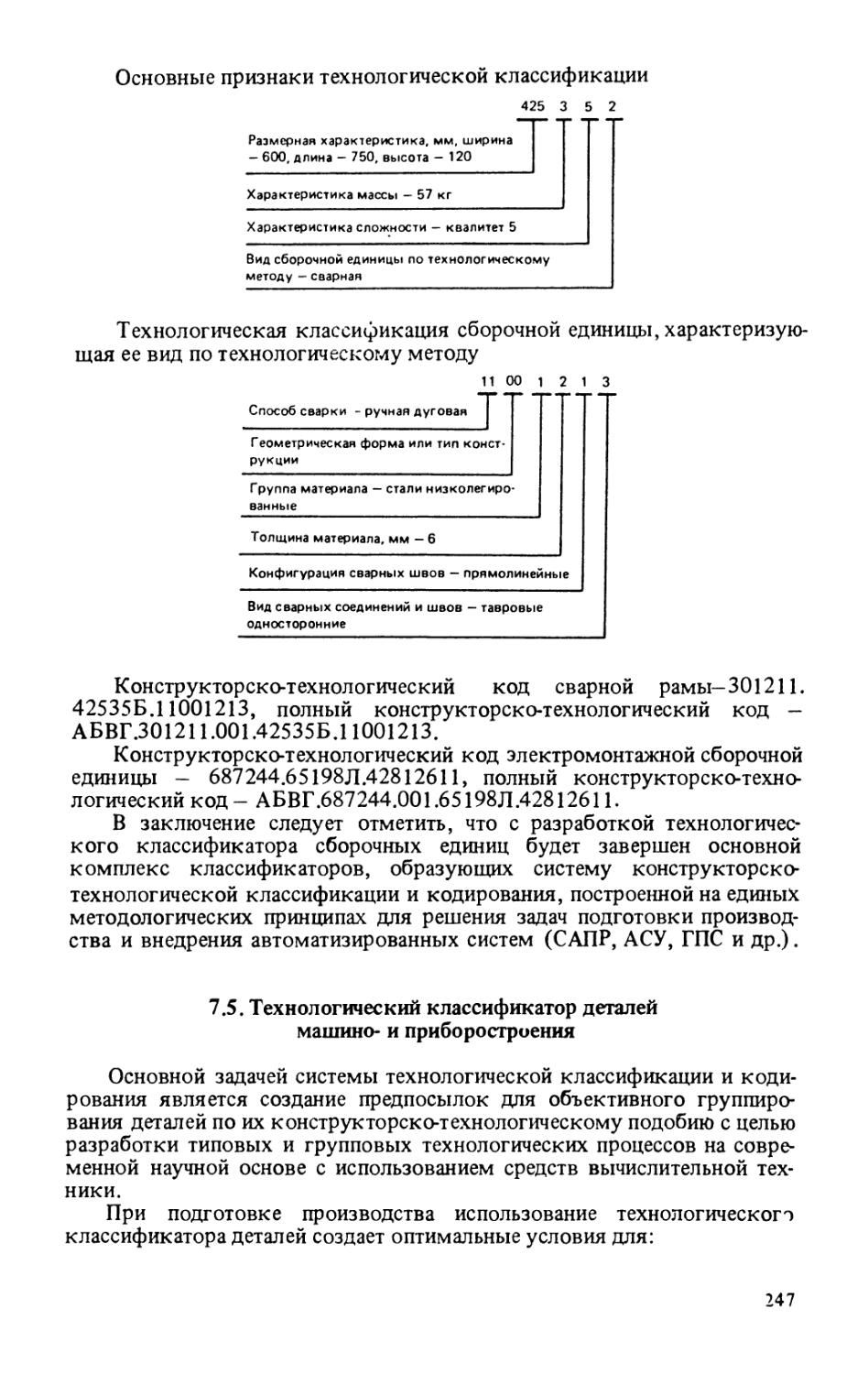
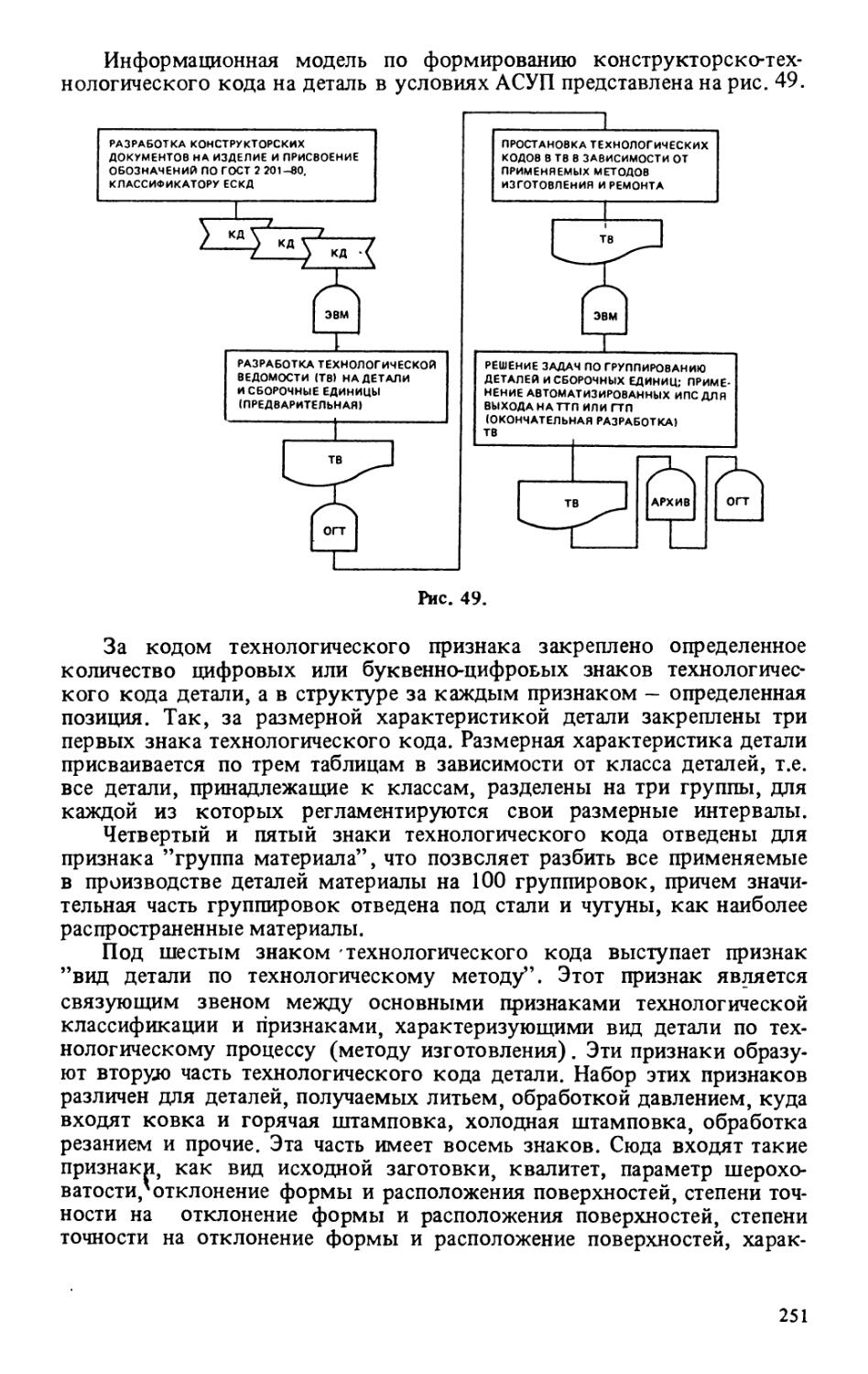
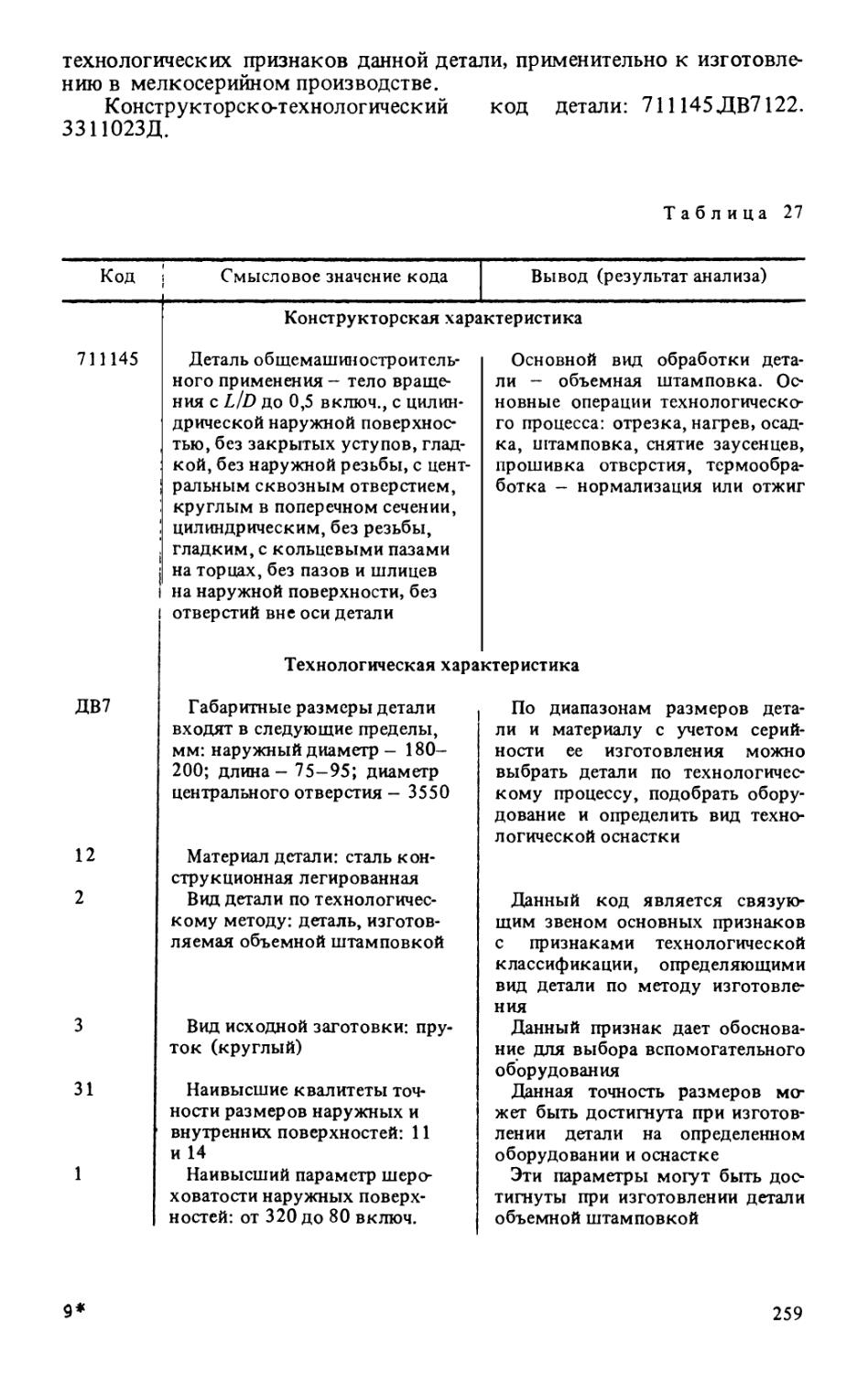
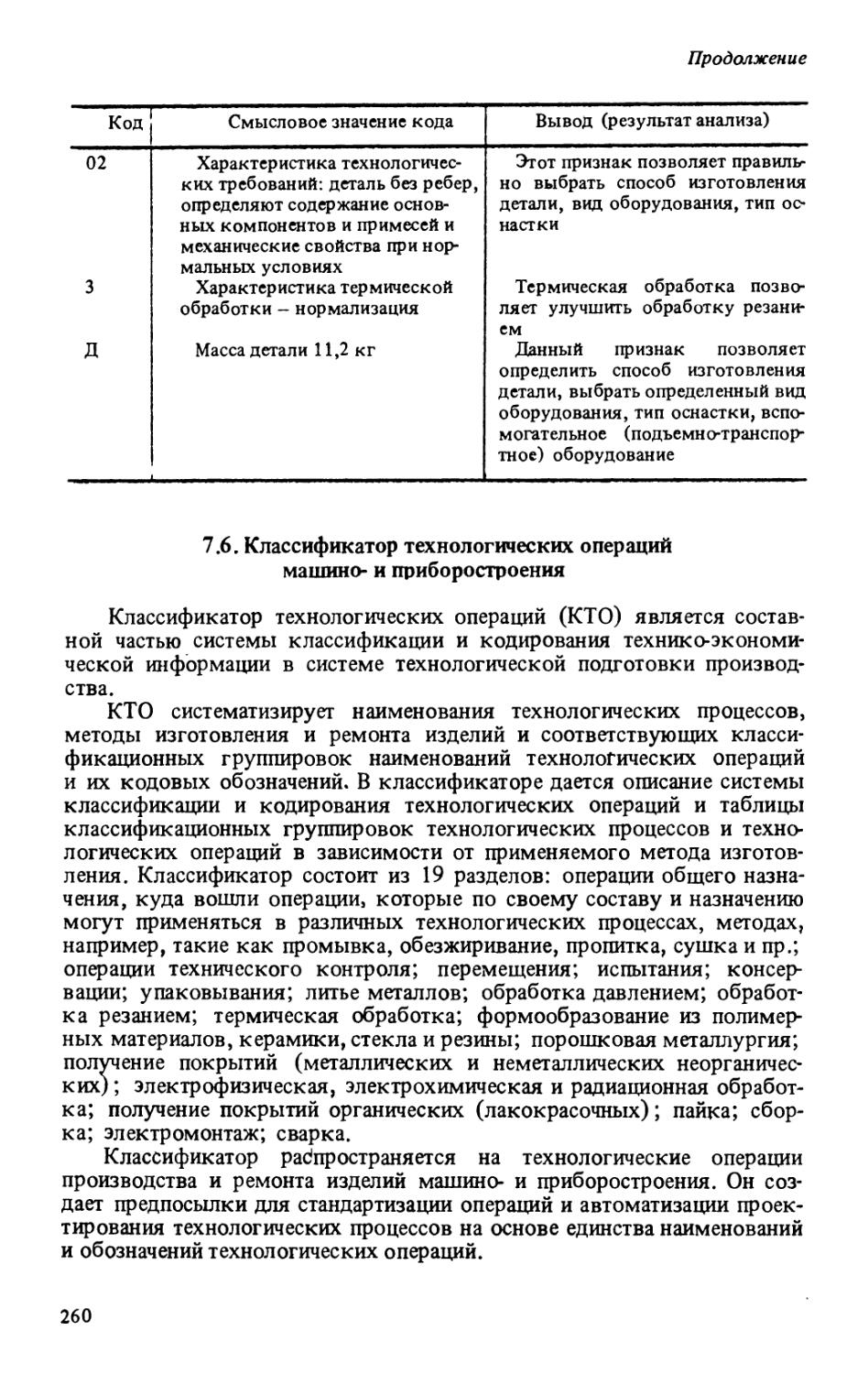
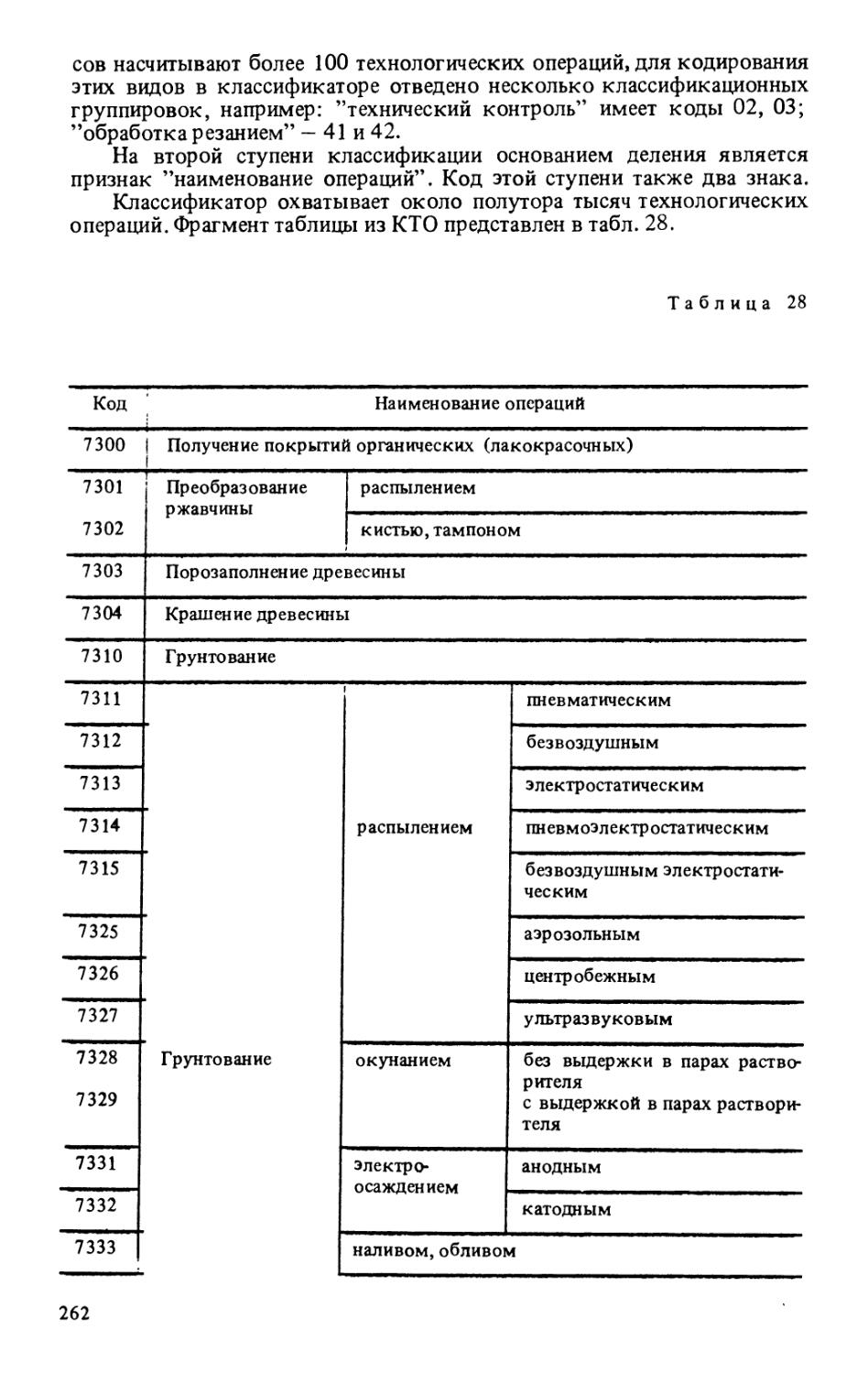
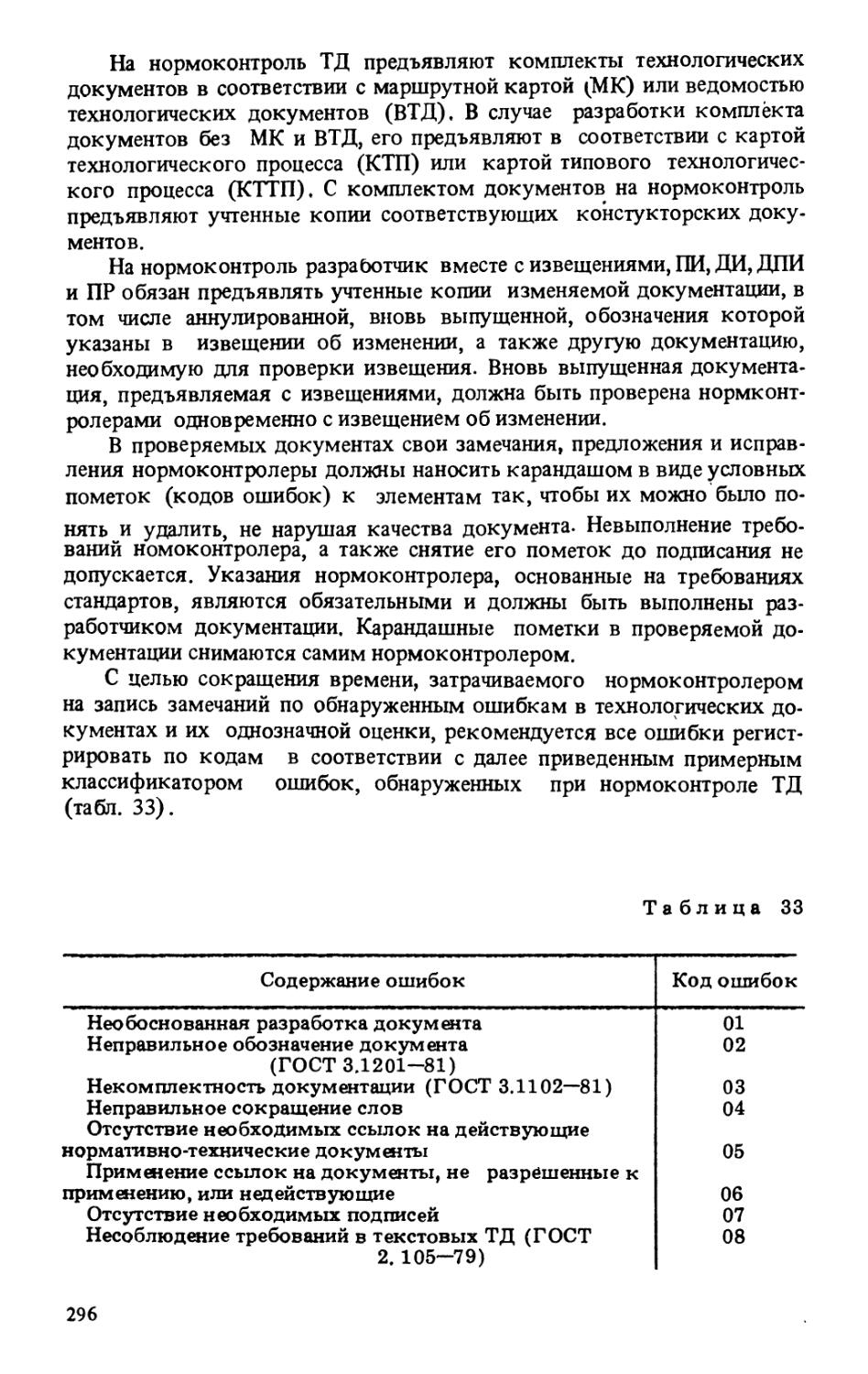
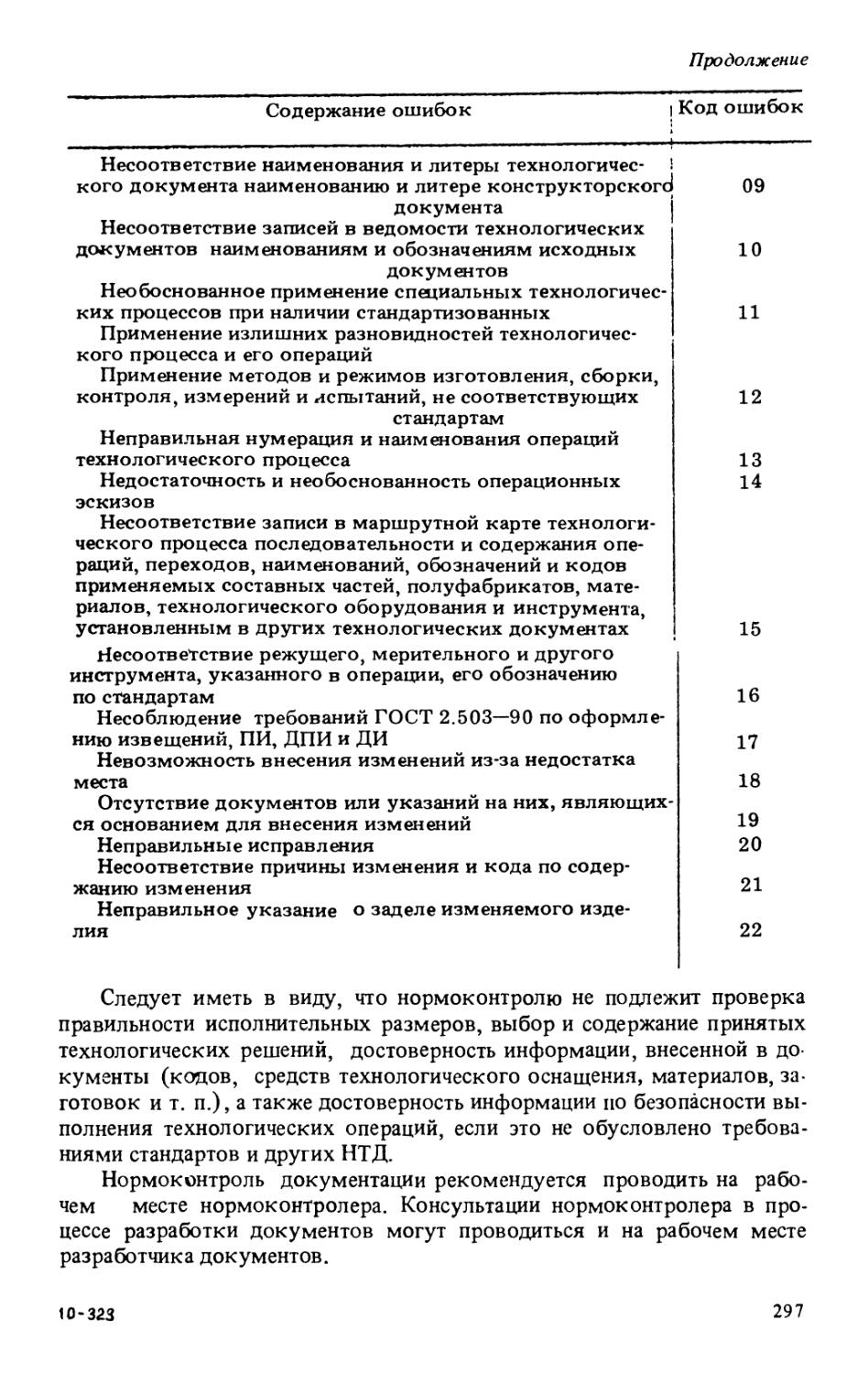
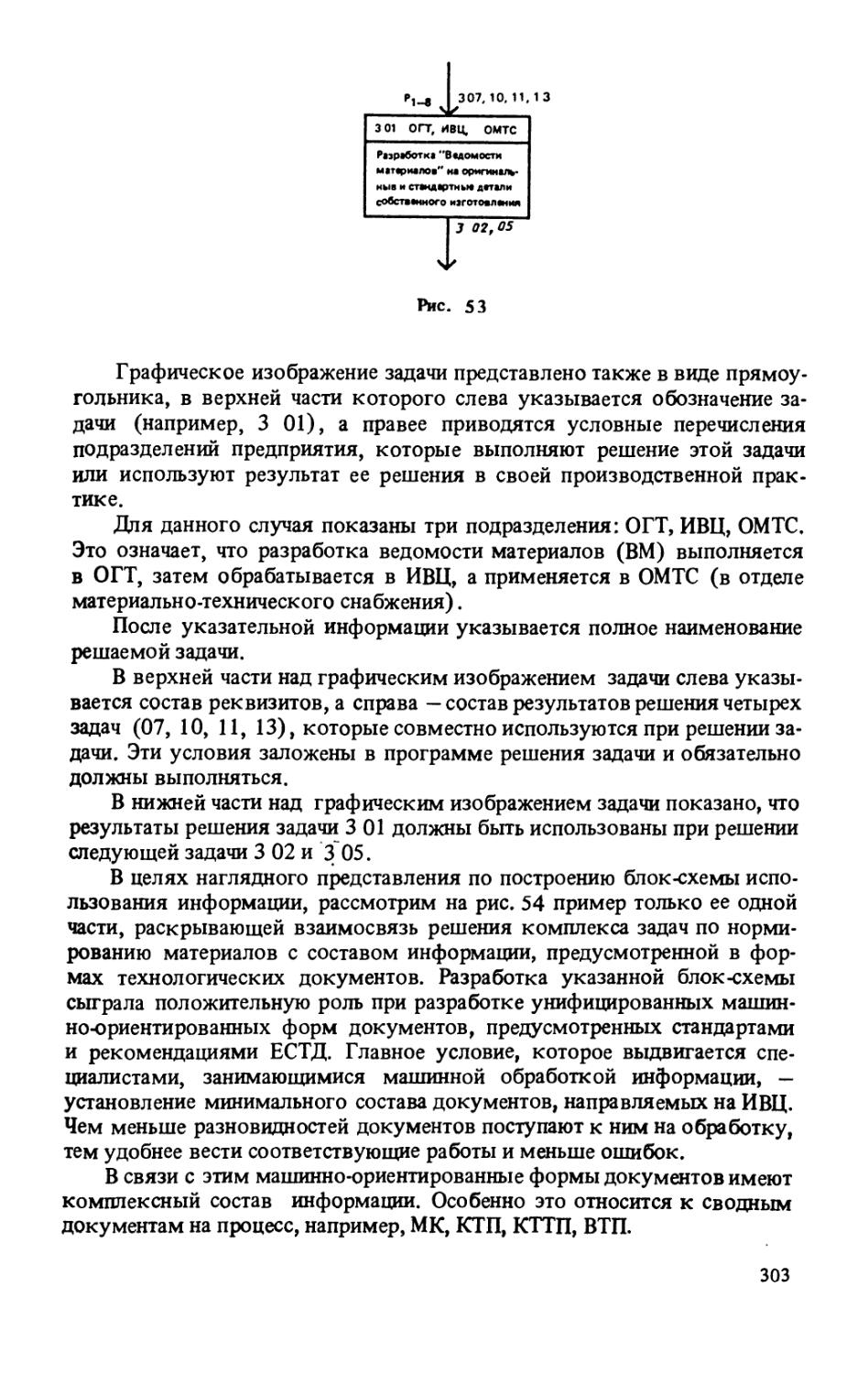
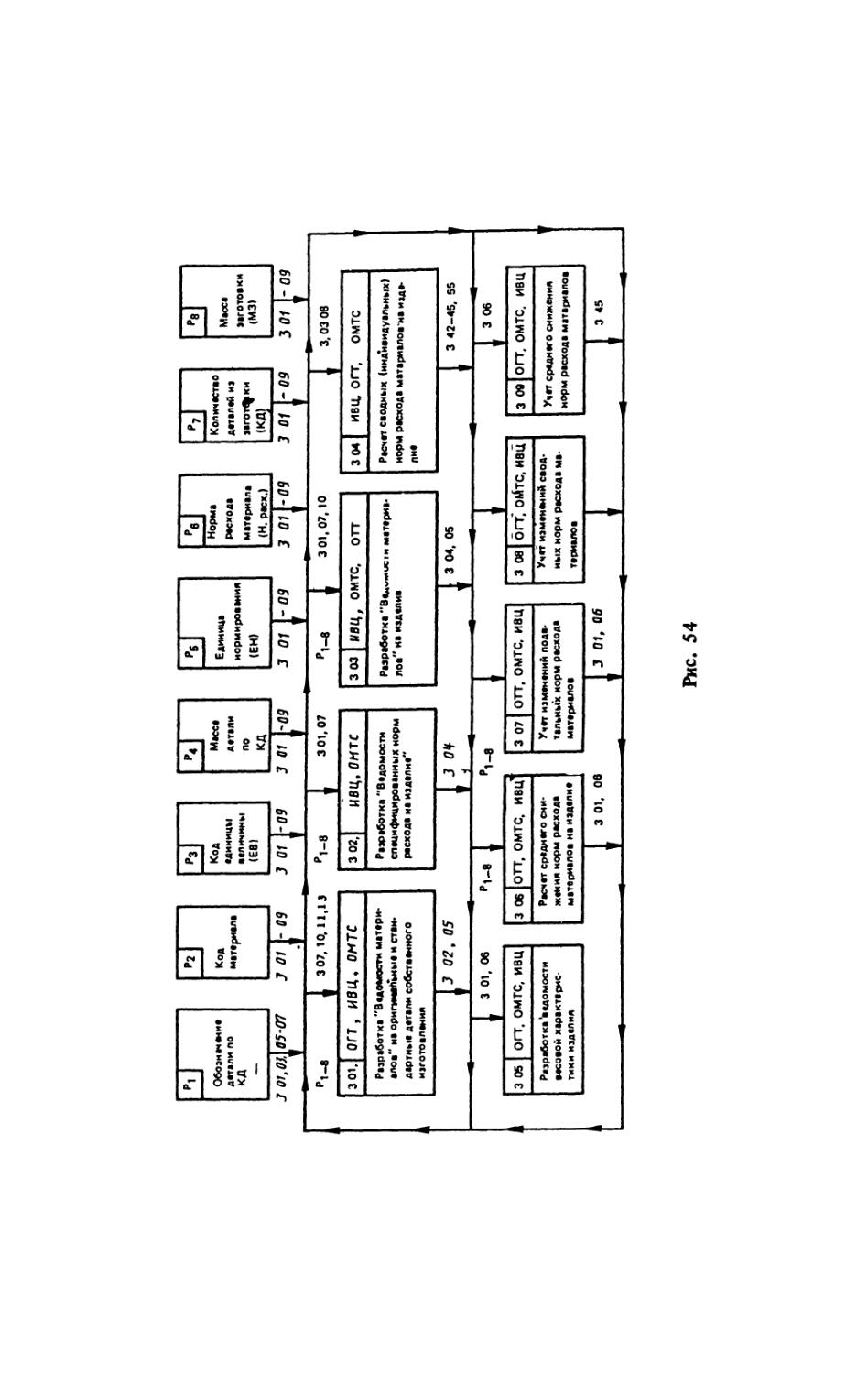
Text
ЕДИНАЯ
СИСТЕМА
ТЕХНОЛОГИЧЕСКОЙ
ДОКУМЕНТАЦИИ
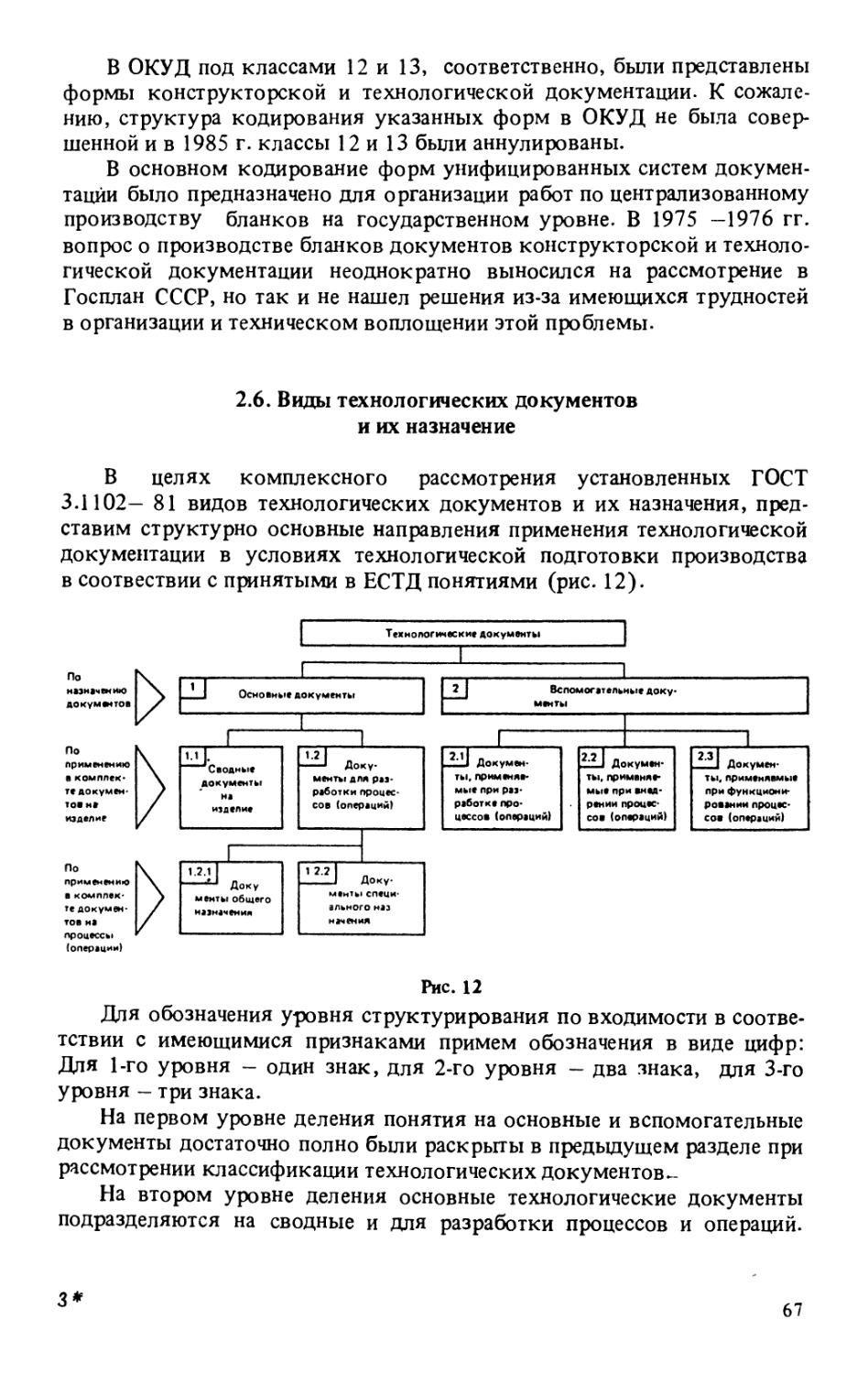
СПРАВОЧНОЕ ПОСОБИЕ
ЕДИНАЯ
СИСТЕМА
ТЕХНОЛОГИЧЕСКОЙ
ДОКУМЕНТАЦИИ
СПРАВОЧНОЕ ПОСОБИЕ
МОСКВА
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1992
УДК 658.5 16.3.002 (031)
Единая система технологической документации:
Справочное пособие/ Е.А. Лобода, В.Г. Мартынов, Б.С. Мендриков и
др. - М.: Издательство стандартов, 1992. - 325 с.
В справочном пособии на базе стандартов Единой системы
технологической документации даются подробные разъяснения
по общему оформлению и применению технологической
документации. Уделяется внимание нормоконтролю, оформлению и
обращению документации в условиях автоматизированного
производства.
Для инженерно-технических работников КБ, НИИ и
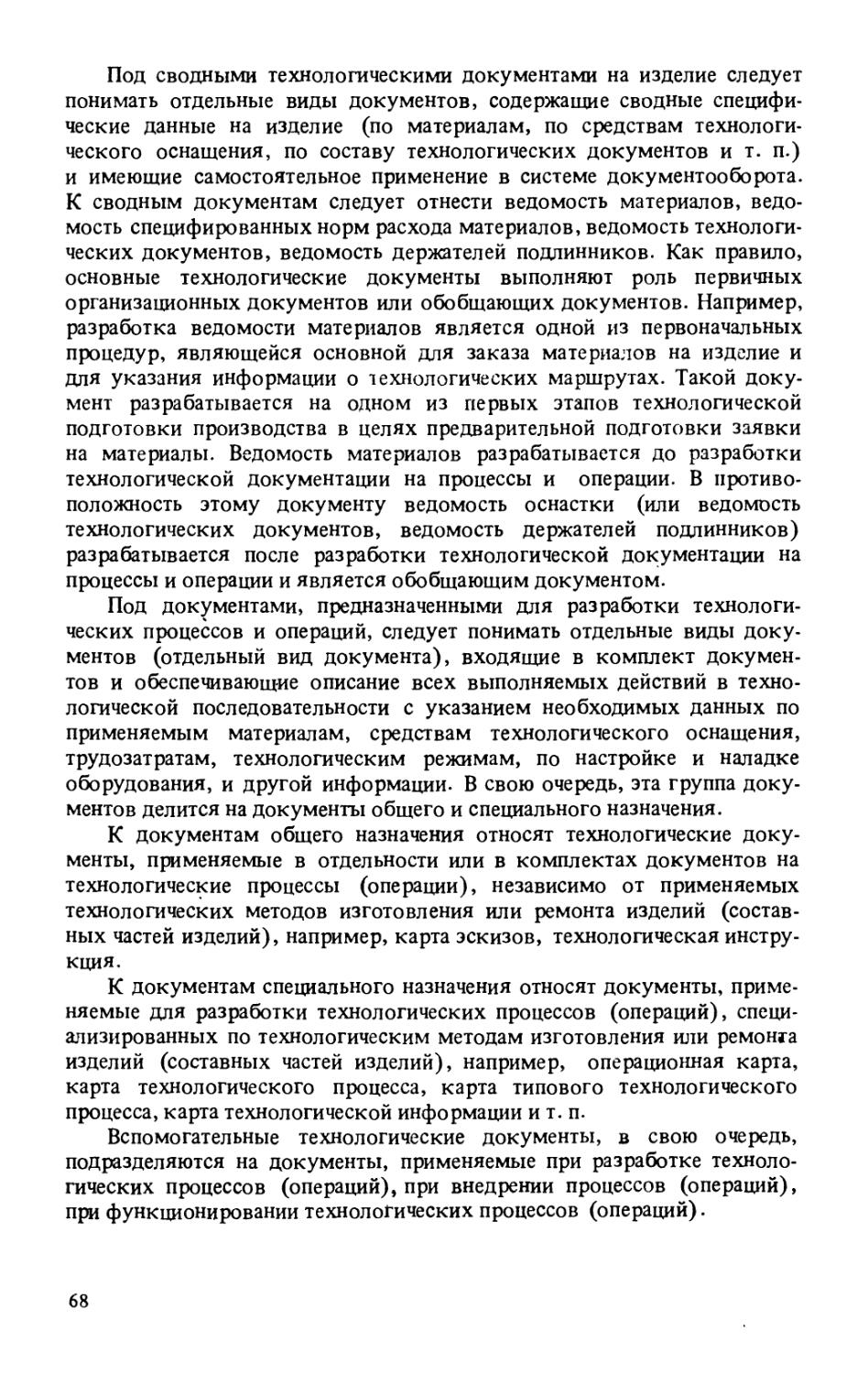
предприятий. Табл. 38. Ил. 5 7. Библиогр.: 21 назв.
Рецензент инженер В.К. Зимник
2003000000 - 004
Е _31-91
085(02) - 92
КВИ 5-7050Ю190* ©Е.А. Лобода, В.Г. Мартынов, Б.С. Мендриков,
К.Н. Ничков, СИ. Разевский, С.Л. Таллер,1992
ПРЕДИСЛОВИЕ
Повышение качества новых изделий, сокращение сроков их
освоения и выпуска возможно при условии применения новых технологий,
прогрессивных средств технологического оснащения и коренного
совершенствования систем технологической подготовки и управления
производством на базе широкого применения средств автоматизации.
Во многом практическое решение этих задач зависит от качества
конструкторской и технологической документации, которая должна
отвечать требованиям вычислительной техники, исключать дублирование
информации, обеспечивать информационную совместимость и создавать
основу для единства технического языка.
В целях реализации этих требований к конструкторской и
технологической документации были разработаны и внедрены комплексы
государственных стандартов и рекомендаций Единой системы
конструкторской документации (ЕСКД) и Единой системы технологической
документации. (ЕСТД).
Практика внедрения стандартов ЕСКД и ЕСТД показала, что
необходимы разъяснения особо сложных случаев. Именно этими причинами
обусловлено появление данного справочного пособия.
Необходимость данного пособия, кроме того, определяется
повышенной заинтересованностью предприятий и организаций в рациональном
применении стандартов ЕСТД с целью снижения трудоемкости при
разработке, оформлении и обращении технологической документации
независимо от типа производства и методов проектирования
технологических процессов.
Пособие составлено с учетом опыта работы специалистов
Госстандарта СССР с предприятиями и организациями, широко применяющими
нормативно-техническую документацию по ЕСТД.
Материал справочного пособия разбит на десять глав, в которых
последовательно раскрывается информация по общим положениям
системы, состоянию ее разработки и совершенствования, от
рекомендаций по построению и оформлению форм документов до
комплектации и оформления технологической документации на процессы и изделие
в целом. Уделено внимание особенностям оформления технологической
документации, разрабатьюаемой с применением средств автоматизации.
Рассмотрены методологические вопросы внедрения конструкторско-
технологической классификации.
Справочное пособие написано коллективом авторов. Разделы 1, 2,
6, 9, 10 написаны Б.С Мендриковым; 3, 4 - К.Н. Ничковым;
5 - Б.С. Мендриковым, К.Н. Ничковым, Е.А. Лободой; 7 - С.Л. Тал-
лером, СИ. Разевским; 8 - В.Г. Мартыновым.
3
1. ОБЩИЕ ПРИНЦИПЫ РАЗРАБОТКИ И ПОСТРОЕНИЯ ЕСТД
1.1. Предпосылки создания комплекса государственных
стандартов Единой системы технологической
документации (ЕСТД)
Стандартизацией и унификацией правил по оформлению
технологической документации в СССР на государственном уровне стали
заниматься сравнительно недавно.
Первой попыткой упорядочить правила по оформлению
технологической документации на государственном уровне был разработанный
специалистами Госстандарта СССР сборник РТМ 94-63-РТМ 103-63, в
котором была сделана первая попытка по унификации форм
технологических документов и правил их оформления. В основном этот комплект
документов не носил комплексного характера, так как в нем были
представлены формы документов только на отдельные методы
изготовления (ремонта) изделий и их составных частей машино- и
приборостроения: литья, обработки давлением и резанием, термообработке,
гальваническим и лакокрасочным покрытиям, сварке и сборке.
Следует отметить, как положительный фактор, что указанный
комплект документов на данный период времени уже учитывал
прогрессивный опыт, накопленный в отраслях промышленности по
эффективному и рациональному оформлению технологической
документации. Представленные в сборнике формы технологических документов
учитывали возможность машинной обработки содержащейся в них
информации с применением средств автоматизации.
Несмотря на это, имелись и серьезные недостатки:
1) отсутствовал комплексный подход к разработке темы;
2) формы технологических документов и соответствующие правила
по их оформлению носили только рекомендательный характер.
Сборник РТМ 94—63 — РТМ 103—63 нашел применение на многих
предприятиях страны. Даже в настоящее время встречаются
отдельные предприятия, которые еще имеют оформленные комплекты
технологических документов на процессы в соответствии с правилами,
изложенными в указанных РТМ.
Необходимость в унификации и в стандартизации форм
технологических документов и правил их оформления на тот период времени
была всем очевидна. Особенно это проявилось при внедрении средств
вычислительной техники в сферах технологической подготовки и
управления производством. Анализ внедрения АСУП на предприятиях и
в организациях машиностроения и приборостроения показал на их
локальность и изолированность особенно, когда это касалось
информационного обеспечения.
Специалистам, занимающимся проблемами внедрения АСУП
известно! что перед определением задач, решаемых с применением
средств автоматизации, выполняются следующие работы:
анализ информационных потоков;
4
определение состава технической информации, включаемой в формы
технологических документов и увязанной с предполагаемым составом
решаемых инженерно-технических задач;
унификация и стандартизация форм технологических документов.
Отсутствие на тот период работ, связанных со стандартизацией
форм технологических документов и правил их оформления на
государственном уровне приводил их к локальности, изолированности и
отвлекало большое число специалистов на решение соответствующих задач.
Несмотря на то, что решение их в основе носило типовой характер,
из-за разнообразия форм технологических документов и состава
размещаемой технической информации этого достичь не удалось. А это
привело к тому, что обмен опытом внедрения АСУП между
предприятиями (организациями) был затруднен, и специалистам в каждом новом
случае приходилось от типовых задач отказываться, привязывал решения
к действующим на предприятии формам технологических документов.
Другим не менее важным аргументом по стандартизации форм и
правил технологических документов на государственном уровне явились
действия, связанные с передаче^ технологической документации на
изделия с одного предприятия на другое.
В связи с локализацией форм и правил оформления технологической
документации, она была не понятна и вызывала большие трудности у
предприятий, кому передавалась. Последние в целях успешной
постановки передаваемых изделий на производство, переделывали ее в
соответствии с требованиями действующей на предприятии документации.
Указанные действия и в первом и во втором случаях были связаны с
отвлечением большой армии специалистов на "бумажную" работу, с
возрастающим объемом трудоемкости в технологической подготовке
производства и с увеличением сроков на освоение новых изделий.
Если в области стандартизации конструкторской документации эта
работа проводилась в течении значительного времени, то в области
стандартизации технологической — ей не занимались вообще.
На каждом предприятии технологическая документация была
привязана к своим задачам, к особенностям организации технологической
подготовки и управления производством. Формы технологических
документов имели в связи с этим специфическую информационную
направленность и резко отличались от практики применения таких же
документов на других предприятиях, даже в одной отрасли
промышленности.
К концу 1970 г. практика стандартизации технологической
документации на отраслевом уровне была в двух министерствах: в
Министерстве тракторного и сельскохозяйственного машиностроения и в
Министерстве электронной промышленности. Указанные системы
технологической документации не были увязаны между собой и учитывали
специфику изготовления изделий только характерных для указанных
министерств. Наиболее лучшей системой технологической документации
(СТД), с точки зрения ее адаптации к другим министерствам и
ведомствам страны, явилась СТД Министерства тракторного и сельскохозяй-
5
ственного машиностроения, выполненная ее головной организацией -
ВНИИТМАШ (г- Волгоград). Положительный опыт ее разработки и
внедрения был использован при разработке государственных
стандартов Единой системы технологической документации (ЕСТД).
1.2. Разработка комплекса государственных стандартов
и руководящих документов ЕСТД
Разработка комплекса государственных стандартов и руководящих
документов ЕСТД проводилась на основании трех постановлений
партии и правительства:
1) постановление Совета Министров СССР от 11 января 1965 г.
"Об улучшении работы по стандартизации в стране";
2) постановление ЦК КПСС и Совета Министров СССР от 10 ноября
1970 г. "О повышении роли стандартов в улучшении качества
выпускаемой продукции";
3) постановление Совета Министров СССР от 2 июля 1971 г. "Об
улучшении организации и ускорении работ по созданию
унифицированных систем документации и единой системы классификации и
кодирования технико-экономической информации, используемой в
автоматизированных системах управления в народном хозяйстве".
Первое постановление сыграло решающую роль в разработке и
создании двух систем документации — Единой системы конструкторской
документации (ЕСКД) и Единой системы технологической
документации.
Разработкой указанных двух систем документации решалась
основная задача - создание комплекса государственных стандартов и
руководящих документов устанавливающих:
единые взаимосвязанные правила и положения по разработке,
оформлению и обращению конструкторских и технологических документов;
унификацию и стандартизацию машинно-ориентированных форм
документов, обеспечивающих возможность обработки содержащейся в
них информации с применением средств механизации и автоматизации;
структуру построения систем документации и соответствующие
обозначения стандартов ЕСКД и ЕСТД;
стандартизацию общих понятий применяемых при разработке и
оформлении конструкторских и технологических документов.
По существу системы указанных стандартов устанавливали в стране
единый подход к разработке и оформлению документов, что
способствовало созданию единого технического языка.
Техническим заданием на разработку комплекса государственных и
руководящих документов ЕСТД были установлены следующие
основные требования, которым должны отвечать стандарты:
стандарты системы должны обеспечить преемственность основных
положений стандартов ЕСКД и других систем по стандартизации;
правила оформления технологической документации должны
учитывать возможность ее обработки средствами вычислительной техники;
6
правила оформления технологической документации должны
обеспечивать снижение объема и трудоемкости ее разработки, унификацию
порядка ее оформления и внесения изменений;
технологическая документация должна базироваться на типовых и
групповых технологических процессах;
система должна включать правила обращения документации.
Функции головной организации, выступающей в качестве основного
соисполнителя и руководство по проведению работ, связанных с
разработкой государственных стандартов ЕСТД были возложены на
Всесоюзный научно-исследовательский институт по нормализации в
машиностроении (ВНИИНМАШ) Госстандарта СССР.
Второе постановление партии и правительства страны сыграло
решающую роль в разработке государственных стандартов на Единую систему
технологической подготовки производства (ЕСТПП). В постановлении
говорилось, что следует обязать Госстандарт СССР совместно с
министерствами и ведомствами страны в 1971 - 1974 гг. разработать
комплекс стандартов на Единую систему технологической подготовки
производства изделий машиностроения, проиборостроения и средств
автоматизации, устанавливающих единый порядок разработки технологической
документации и предусматривающих применение типовых
технологических процессов, стандартной оснастки и оборудования.
Следует отметить, что разработка стандартов ЕСТПП внесла
определенный вклад в совершенствование технологической подготовки и
управления производством на отраслевом и региональном уровнях, на
уровне предприятий (организаций). Кроме этого, стандарты ЕСТПП
определили место и значение стандартов ЕСТД в деле
совершенствования и развития технологической подготовки производства для всех
предприятий машиностроения и приборостроения.
Третье постановление правительства способствовало развитию
стандартизации не только конструкторской и технологической
документации, но и других унифицированных систем документации,
применяемых в народном хозяйстве страны:
проектной документации на капитальное строительство;
плановой документации;
отчетно-статистической и первично-учетной документации;
бухгалтерской, финансовой и первичной учетной документации
бюджетных учреждений;
организационно-распорядительной документации;
документации по материально-техническому снабжению и сбыту;
документации по ценообразованию;
расчетно-денежной документации;
документации по торговле;
документации по внешней торговле;
документации по социальному обеспечению.
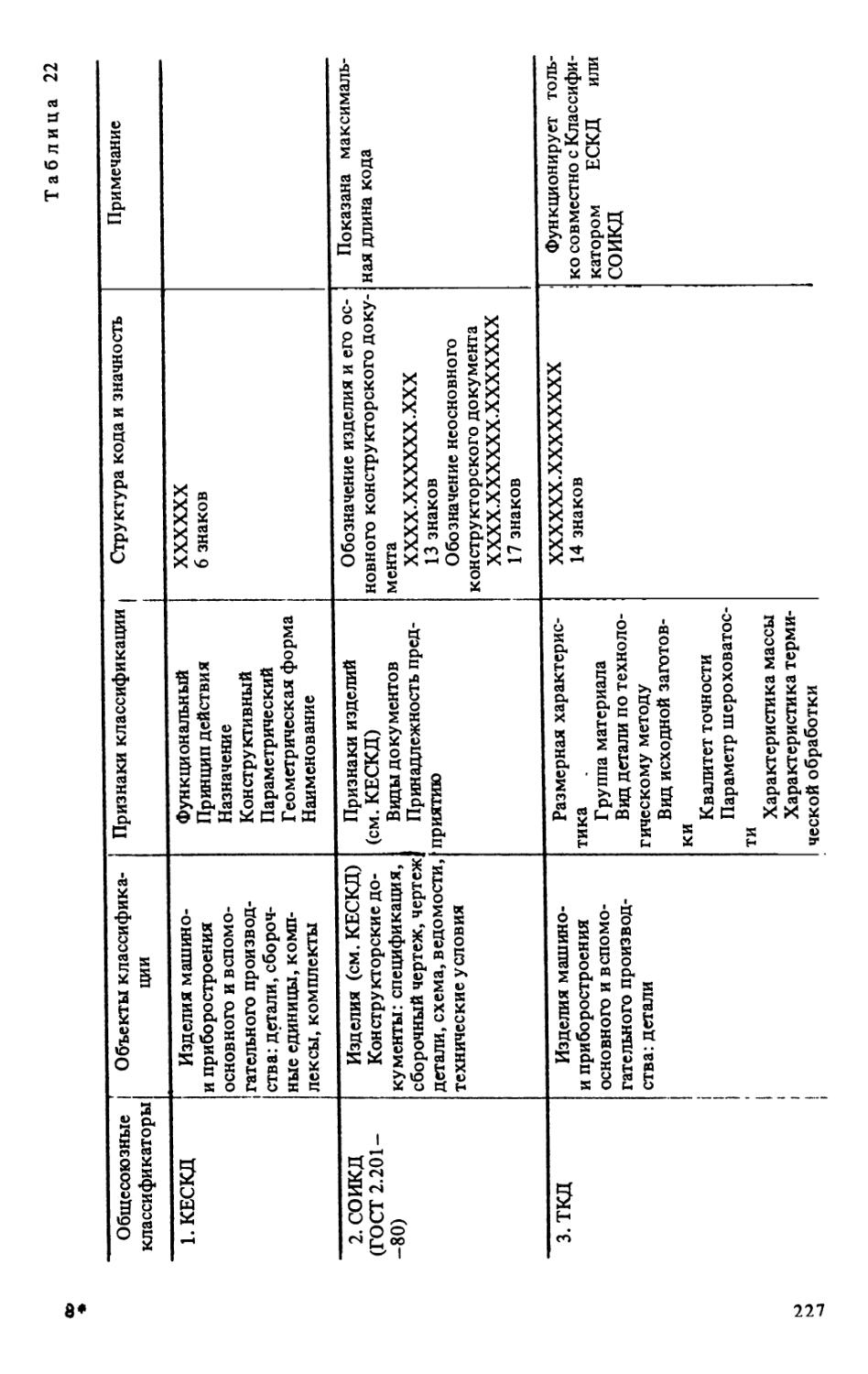
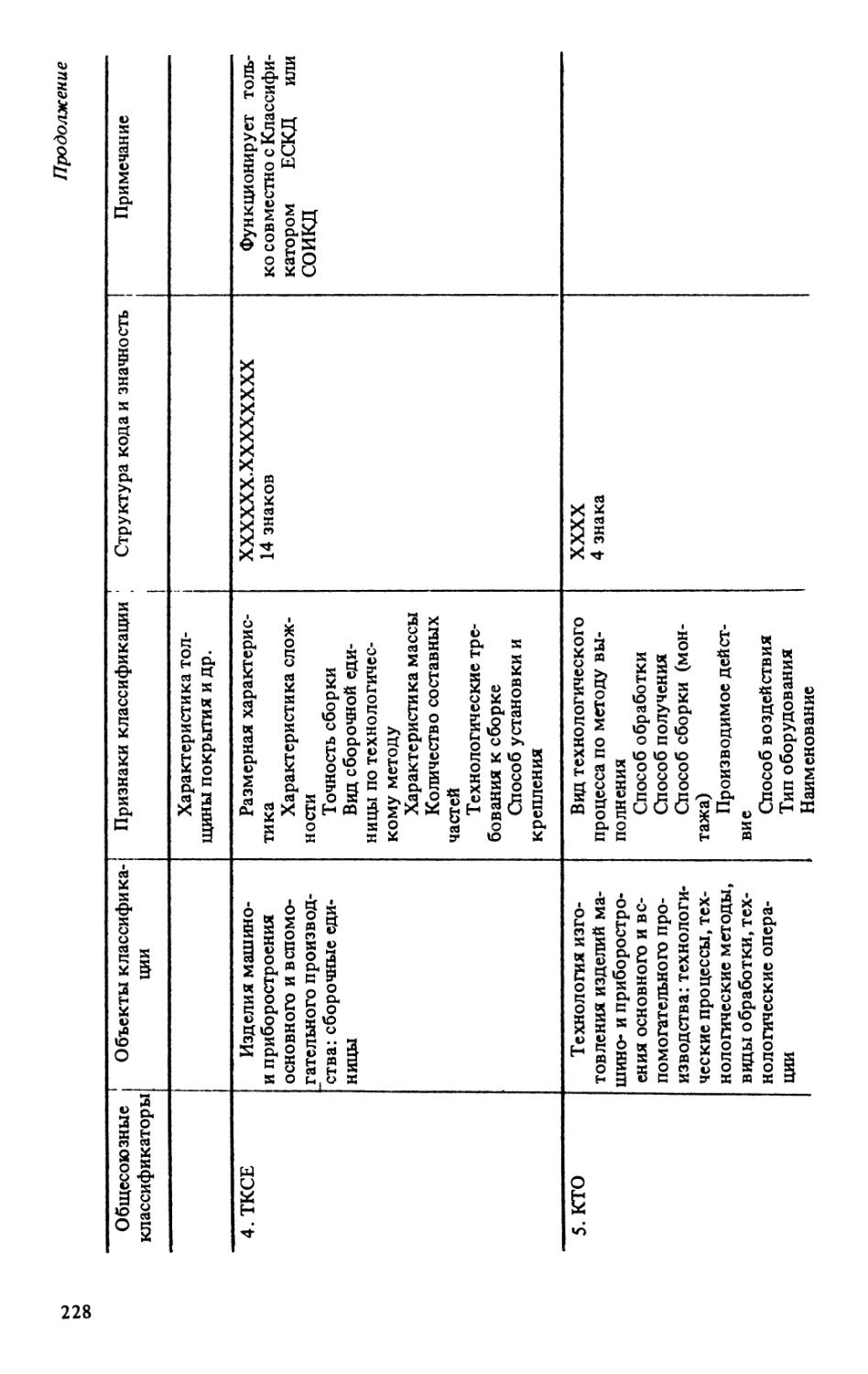
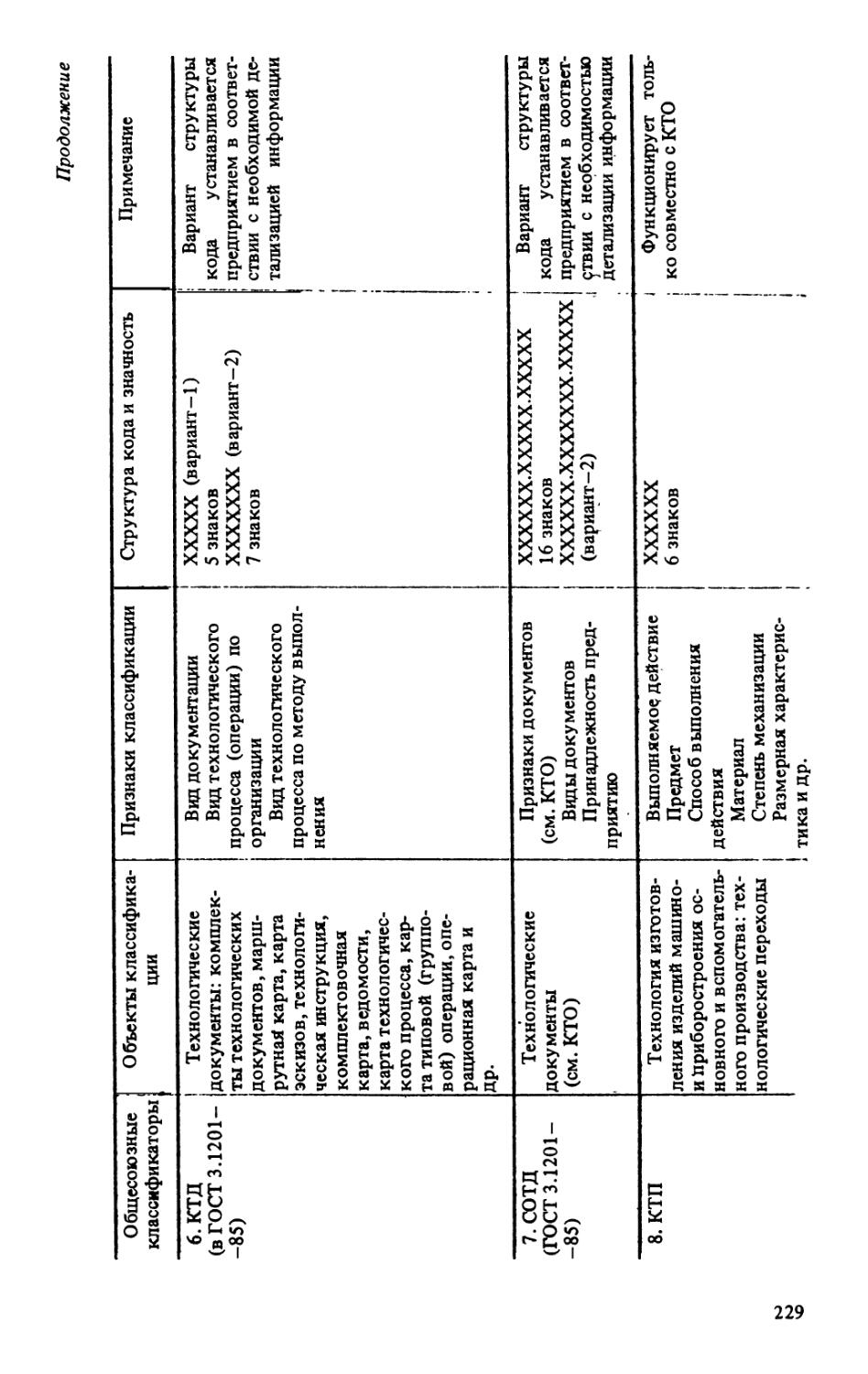
Помимо разработки унифицированных систем документации (УСД),
в постановлении было сказано о необходимости разработки Единой
системы классификации и кодирования, широко используемой в УСД,
7
которая создала основу для разработки целого ряда общесоюзных
классификаторов технико-экономической информации:
общесоюзного классификатора промышленной и
сельскохозяйственной продукции (ОКП);
общесоюзного классификатора предприятий и организаций (ОКПО) ;
общесоюзного классификатора должностей и тарифных разрядов
(ОКПДТР);
технологического классификатора деталей машиностроения и
приборостроения (ТКД);
классификатора технологических операций машиностроения и
приборостроения (КТО);
системы обозначений единиц и измерений (СОЕЙ) и др.
Указанное постановление позволяло использовать средства
автоматизации при разработке, ведении и машинной обработке различных
систем документации в нашей стране и создать информационное
обеспечение для автоматизированных систем управления.
К разработке первых и вторых редакций государственных
стандартов ЕСТД было привлечено шесть научно-исследовательских институтов,
входящих в следующие министерства страны:
Минприбор, Минавиапром, Минобщемаш, Минэлектротехпром, Мин-
химнефтемаш и Госстандарт СССР.
В обсуждении проектов стандартов приняло участие свыше 2000
организаций и предприятий страны, которым они рассылались на отзыв.
В результате коллективного труда большого числа специалистов
разных отраслей промышленности и научных организаций был
разработан основной комплекс стандартов ЕСТД. Основной комплекс
стандартов в 1971 г. был полностью утвержден и состоял из 23
наименований.
Основным этот комплекс стандартов назьюался потому, что в своем
составе мог решать различные задачи в области оформления и
обращения технологической документации как общего назначения, так и
специализированной по видам работ на предприятиях и организациях,
независимо от их типа и характера производства.
Постановлением Государственного комитета стандартов Совета
Министров СССР было принято решение о проведении опытного
внедрения стандартов ЕСТД с 1 июля 1971 г. по 1 февраля 1973 г.
Проведением опытного внедрения стандартов ЕСТД преследовалась цель —
окончательная корректировка и взаимоувязка всех стандартов, а также
отработка системы в условиях ее применяемости для различных
масштабов производства.
В целях организационного проведения опытного внедрения главной
организацией по ЕСТ.Ц ВНИИНМАШ были разработаны и утверждены в
Госстандарте СССР план мероприятий по проведению опытного
внедрения стандартов ЕСТД методические указания "Порядок опытного
внедрения стандартов ЕСТД" (8 - 71) и методические указания "Порядок
внедрения стандартов ЕСТД" (9 - 71). В опытном внедрении приняли
участие 20 министерств и ведомств и более 150 предприятий. Издание
стандартов было начато в 1971 г. (40 000 экз.), и затем они распределя-
8
лись между головными и базовыми организациями министерств и
ведомств.
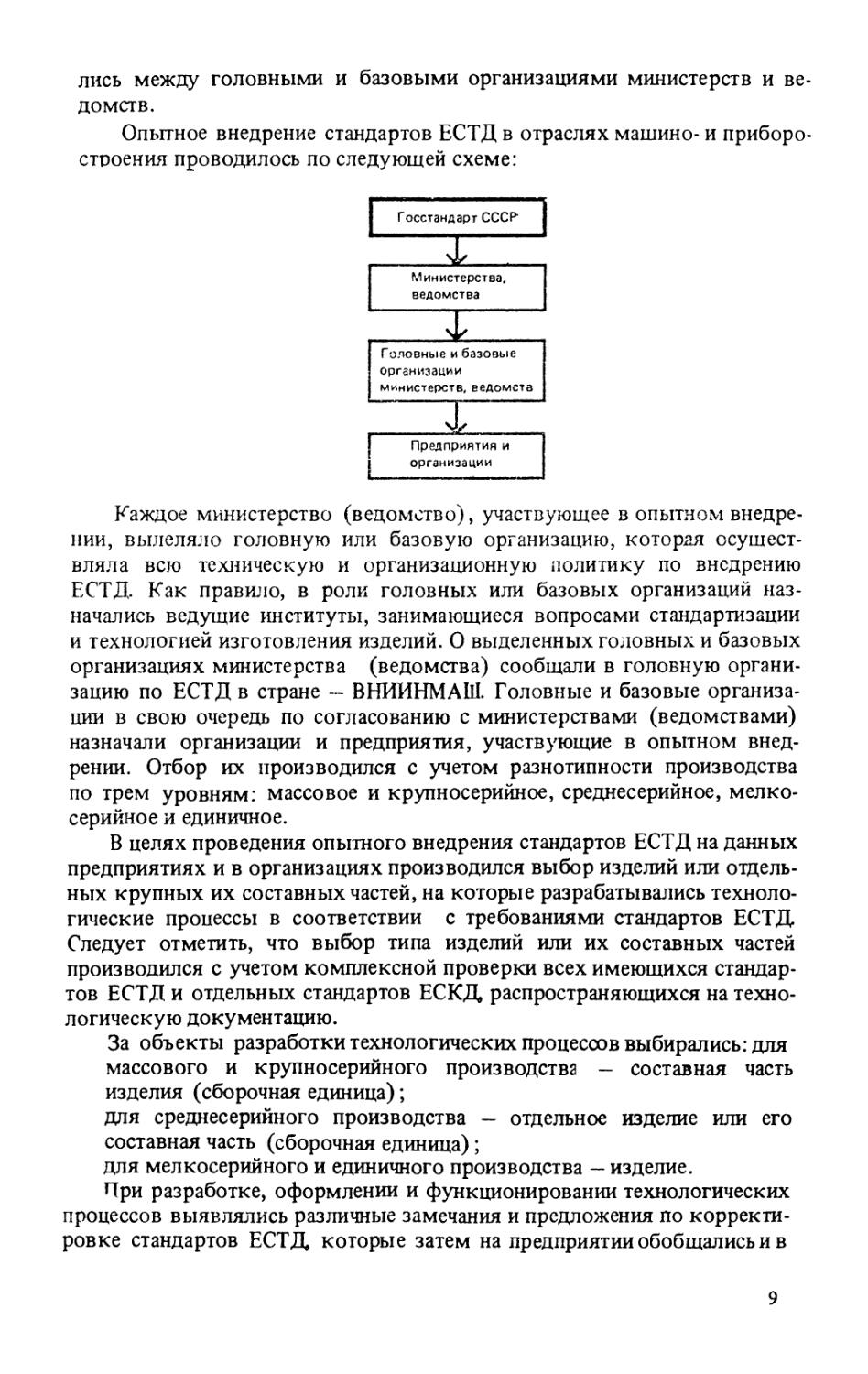
Опытное внедрение стандартов ЕСТД в отраслях машино- и
приборостроения проводилось по следующей схеме:
Госстандарт СССР
А.
Министерства,
ведомства
Головные и базовые
организации
министерств, ведомств
-2&1
Предприятия и
организации
Каждое министерство (ведомство), участвующее в опытном
внедрении, вылеляло головную или базовую организацию, которая
осуществляла всю техническую и организационную политику по внедрению
ЕСТД. Как правило, в роли головных или базовых организаций
назначались ведущие институты, занимающиеся вопросами стандартизации
и технологией изготовления изделий. О выделенных головных и базовых
организациях министерства (ведомства) сообщали в головную
организацию по ЕСТД в стране - ВНИИНМАШ. Головные и базовые
организации в свою очередь по согласованию с министерствами (ведомствами)
назначали организации и предприятия, участвующие в опытном
внедрении. Отбор их производился с учетом разнотипности производства
по трем уровням: массовое и крупносерийное, среднесерийное,
мелкосерийное и единичное.
В целях проведения опытного внедрения стандартов ЕСТД на данных
предприятиях и в организациях производился выбор изделий или
отдельных крупных их составных частей, на которые разрабатывались
технологические процессы в соответствии с требованиями стандартов ЕСТД
Следует отметить, что выбор типа изделий или их составных частей
производился с учетом комплексной проверки всех имеющихся
стандартов ЕСТД и отдельных стандартов ЕСКД распространяющихся на
технологическую документацию.
За объекты разработки технологических процессов выбирались: для
массового и крупносерийного производства — составная часть
изделия (сборочная единица);
для среднесерийного производства — отдельное изделие или его
составная часть (сборочная единица);
для мелкосерийного и единичного производства — изделие.
При разработке, оформлении и функционировании технологических
процессов выявлялись различные замечания и предложения по
корректировке стандартов ЕСТД которые затем на предприятии обобщались и в
9
таком виде направлялись в головные или базовые организации отраслей
промышленности. В свою очередь такая же работа проводилась в
головных и базовых организациях министерств и ведомств.
В 1973 г. окончился двухлетний период опытной проверки
комплекса государственных стандартов Единой системы технологической
документации. Следует отметить, что стандарты ЕСТД были проверены на
предприятиях различных по объему выпуска изделий, характеру и типу
производства, различной оснащенности, на изделиях самого разного
вида. И, что особенно важно, на ряде предприятий, где разрабатывались
и внедрялись АСУ П. Такая организация работ позволила отраслям
промышленности проверить стандарты ЕСТД на характерных для своей
отрасли предприятиях и выработать к ним единые для отрасли
требования, а ВНИИНМАШ, обобщив опыт всех отраслей промышленности,
унифицировать эти требования.
На основании предложений и замечаний головных организаций
отраслей промышленности основной комплекс стандартов ЕСТД был
переработан, а проекты стандартов в новой редакции, разосланы на
отзыв. В июле - сентябре 1973 г. во ВНИИНМАШ проходили
согласительные совещания по окончательным редакциям переработанных
стандартов ЕСТД на которых было решено одобрить окончательные
редакции и представить их в конце 1973 г. на утверждение в
Госстандарт СССР. В декабре 1973 г. Госстандарт СССР рассмотрел и
утвердил откорректированные стандарты ЕСТД основного комплекса со
сроком их введения в действие с 01.07.75.
В целях более четкой организации введения в действие стандартов
ЕСТД Госстандарт СССР поручил ВНИИНМАШ переработать
методические указания "Порядок внедрения стандартов ЕСТД" (9 — 71).
Данные методические указания (МУ) были переработаны ВНИИНМАШ
и представлены в Госстандарт СССР на утверждение. В марте 1974 г.
указанные МУ были утверждены Госстандартом СССР и им было
присвоено новое обозначение РД 23 — 74.
К моменту введения в действие стандартов ЕСТД продолжались
работы по развитию системы.
К 1975 г. общий фонд стандартов ЕСТД насчитывал около 50
документов, а к концу 1980 г. он возрос до 70 стандартов и трех
методических указаний.
Весь комплекс государственных стандартов и руководящих
документов по ЕСТД имел четкие границы и уже в то время устанавливал:
общие положения и назначение системы стандартов ЕСТД;
общие требования, связанные с разработкой форм
технологических документов, выполнения бланков документов и оформления
технологических документов;
правила выполнения основных надписей и стадий разработки
документации;
стандартизацию и унификацию основных и вспомогательных форм
технологических документов;
10
правила оформления документов с учетом требований,
предъявляемых к документам в АСУ;
назначение и оптимизацию состава содержащейся в формах
документов информации и увязку их с составом решаемых задач;
комплектность документов на изделие и технологические процессы;
термины и определения основных понятий, применяемых при
проектировании технологической документации;
требования к записи наименований операций, к их содержанию с
применением различной степени детализации описания;
требования к составу применяемых классификаторов технико-
экономической информации в документах;
правила выполнения отдельных процедур по учету состава
применяемости деталей и сборочных единиц (ДСЕ) в изделии, технологической
оснастки;
систему обозначения комплектов технологических документов на
изделия, на процессы и отдельные документы.
В период с 1971 — 1976 гг. были разработаны и нашли свое место
применения при разработке технологической документации следующие
технологические классификаторы:
классификатор деталей машиностроения и приборостроения (ТКД);
классификатор технологических операций (КТО).
Весь комплекс государственных стандартов и руководящих
документов ЕСТД делился на две основные группы — методические
указания и государственные стандарты.
В состав первой группы входили следующие документы:
методические указания РД 23-74 "О порядке внедрения стандартов
Единой системы технологической документации";
методические указания РДМУ 60—75 "По оформлению документов
контроля соблюдения технологической дисциплины в ЕСТД";
методические указания РДМУ 63—76 "О порядке проведения
контроля за внедрением и соблюдением стандартоэ Единой системы
технологической документации";
методические указания РДМУ 128-78 "О подготовке текстовой
конструкторской и технологической документации с использованием
организационных (пишущих) автоматов и применения гектографов
выборочной печати";
методические указания РД 50—134—78 "По контролю полноты
изложения требований безопасности труда в конструкторской и
технологической документации".
Как видно из приведенного состава, часть документов носила
организационный характер, а другая развивала отдельные положения
стандартов ЕСТД с целью комплексного охвата всевозможных
требований, связанных с выполнением процедур по разработке, оформлению
и обращению технологических документов в производстве.
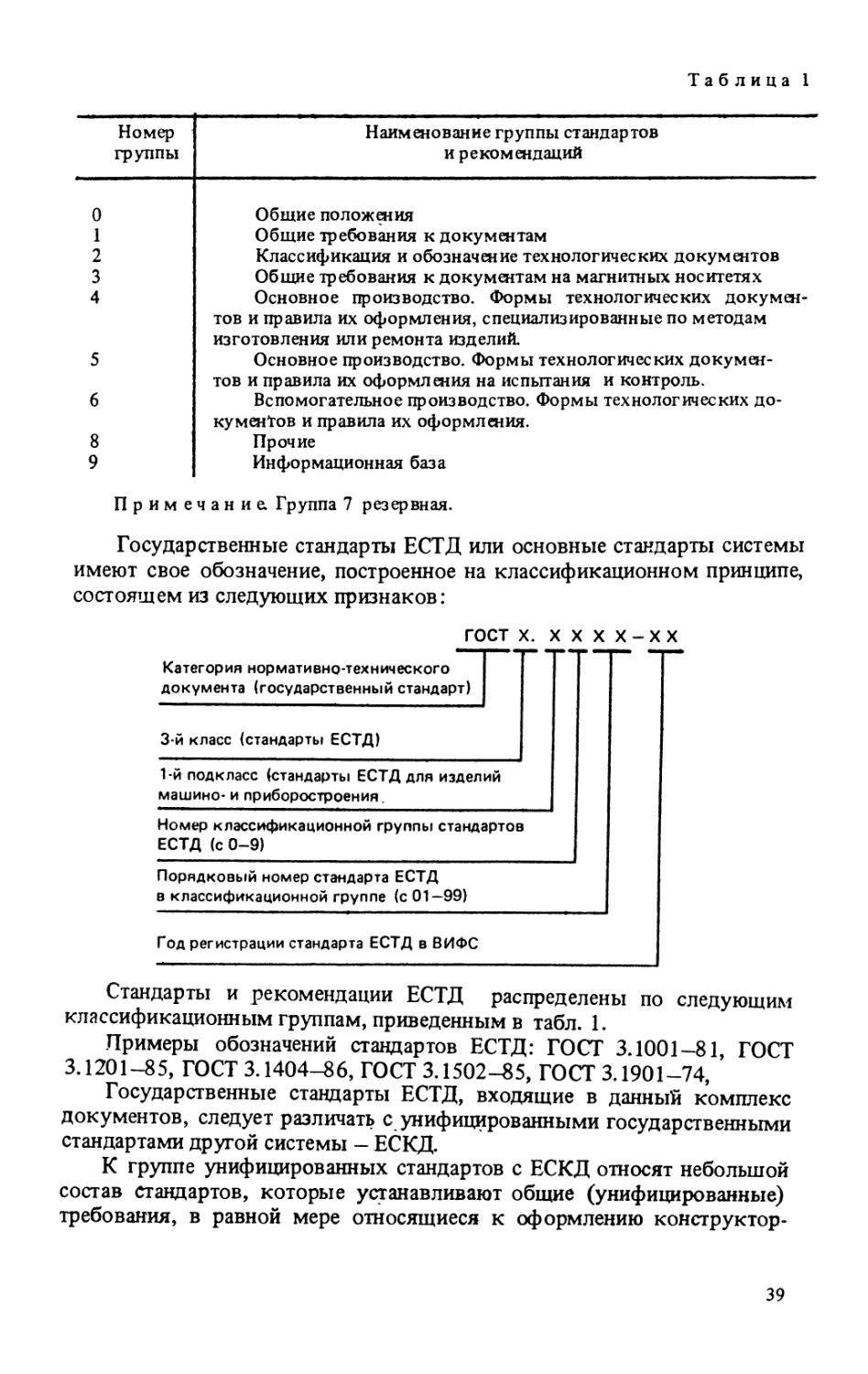
Во второй группе был представлен весь комплекс государственных
стандартов ЕСТД разбитый на девять классификационных групп:
группа 0. Общие положения;
группа 1. Основополагающие стандарты;
11
группа 2. Классификация и обозначение технологических
документов;
группа 3. Учет применяемости деталей и сборочных единиц в
изделиях и средств технологического оснащения;
группа 4. Основное производство. Формы технологических
документов и правила их оформления на процессы,
специализированные по видам работ;
группа 5. Основное производство. Формы документов и правила их
оформления на испытания и контроль;
группа 6. Вспомогательное производство. Формы технологических
документов и правила их оформления;
группа 7. Правила заполнения технологических документов;
группа 8. Резервная;
группа 9. Информационная база.
Представленный состав стандартов охватывал все методы,
применяемые при изготовлении и ремонте изделий, учитывал характерные
особенности оформления документов с учетом типа и характера
производств, а также особенности оформления технологических документов
в условиях АСУ и отчасти оформление отдельных документов,
проектируемых с применением средств механизации и автоматизации. Такой
комплексный подход к данной проблеме позволил широко развернуть
работы по внедрению системы. Здесь бы хотелось отметить важную
роль головных и базовых организаций отраслей промышленности и
соответствующих специалистов, которые явились проводниками этой
идеи и оказали существенную помощь в успешном внедрении стандартов
ЕСТД, на предприятиях и в организациях страны.
1.3. Стандартизация технологической документации
на международном и национальных уровнях
В отличии от конструкторской документации, стандартизация
которой осуществляется в рамках ИСО/ТК 10 "Технические чертежи" и
МЭК/ТК 3 "Графические обозначения", аналогичной работы по
технологической документации на международном уровне не проводилось.
Однако имелся опыт отдельных западных стран по стандартизации
технологической документации на национальном уровне.
Это прежде всего относилось к таким странам, как Германия (ГДР)
и Болгария.
В ГДР проблемой унификации требований к разработке и
оформлению технологической документации стали заниматься с 1971 г.
Выполнение этой работы было возложено на Центральное отделение по
первичной документации Государственного центрального статистического
управления Совета Министров ГДР. Основная цель была такая же, как
и при разработке стандартов ЕСТД в СССР.
Результатом данной работы явилась разработка государственных
стандартов:
12
ТГЛ 31420/01—03. Организация технологического процесса, бланки,
общая форма;
ТГЛ 34520/01 и 02. Организация технологического процесса, бланки с
уменьшенным количеством информации.
С помощью указанных стандартов впервые были унифицированы
все вопросы, связанные с разработкой форм, изготовлением и
использованием бланков и формуляров для технологической документации,
применяемой в ГДР. Требования стандартов охватывали набор
основных документов универсального назначения, независимых от методов
и средств проектирования, методов изготовления и типов
производств.
Внедрение данной документации на практике 400 предприятий
различных отраслей и сфер производства в ГДР показал на актуальность
ее всестороннего применения.
В ГДР унифицированную технологическую документацию, не
обусловленную методом обработки или ремонта называли "Технологическая
система документации заказа — наряда".
Указанная документация включала следующие виды документов:
технологическая спецификация, технологическая карта,
сопроводительная карта заказа, производственный инструмент, материальная
квитанция, рабочий наряд, сообщение об изменениях, извещение о
рекламации, оригиналы переводного оттиска.
Как видно из перечня, состав применяемых видов документов очень
ограничен. Технологическая спецификация — это прототип ведомости
материалов, применяемой в СССР, которая осуществляет связь с
конструкторской спецификацией и содержит сводные данные о материалах,
используемых при изготовлении (ремонте) изделия и его составных
частей.
Технологическая карта соответствует нашей форме маршрутной
карты (МК) и в ней указывается только перечень применяемых
операций с привязкой к рабочим местам (оборудованию) и трудозатратам
на операцию.
Рабочий инструктаж соответствует форме технологической
инструкции. Данный документ применяют с привязкой к конкретному рабочему
месту (оборудованию) и содержит дополнительные данные к
технологической карте по наладке и настройке оборудования, применяемым
технологическим режимам, технике безопасности и процедурам,
связанным с выполнением основных и вспомогательных действий по
операции.
Сопроводительная карта, материальная квитанция и рабочий наряд
относятся к производственным документам, которые получаются с
помошью средств механизации на основании технологической
спецификации и технологической карты.
Извещения об изменении и рекламации имеют оперативный
характер и выполняются при необходимости корректировки документации
на процесс или указания соответствующих данных о полученных
рекламациях.
13
Оригиналы переводного оттиска используются только при
применении гектографов выборочной печати для заполнения сопроводительных
карт материальных квитанций и рабочих нарядов.
В начале указанный состав технологических документов
ориентировался на применение национальных средств механизации, оргавтоматов
"ОРТ1МА-526" и "ОРТ1МА-528" совместно с гектографами
выборочной печати. Применение указанных средств позволяло сократить
трудоемкость при разработке основных и производных технологических
документов. Построение формы технологической карты имело блочный
характер, что позволяло удачно формировать формы производных
документов — материальной квитанции, сопроводительной карты заказа
и рабочего наряда.
Комплексный подход по применению средств механизации позволил
уже в 1979 г. полностью отойти от ручного заполнения основных и
производных технологических документов, а также создал
информационную и техническую основу для применения в последующем более
современных средств автоматизации.
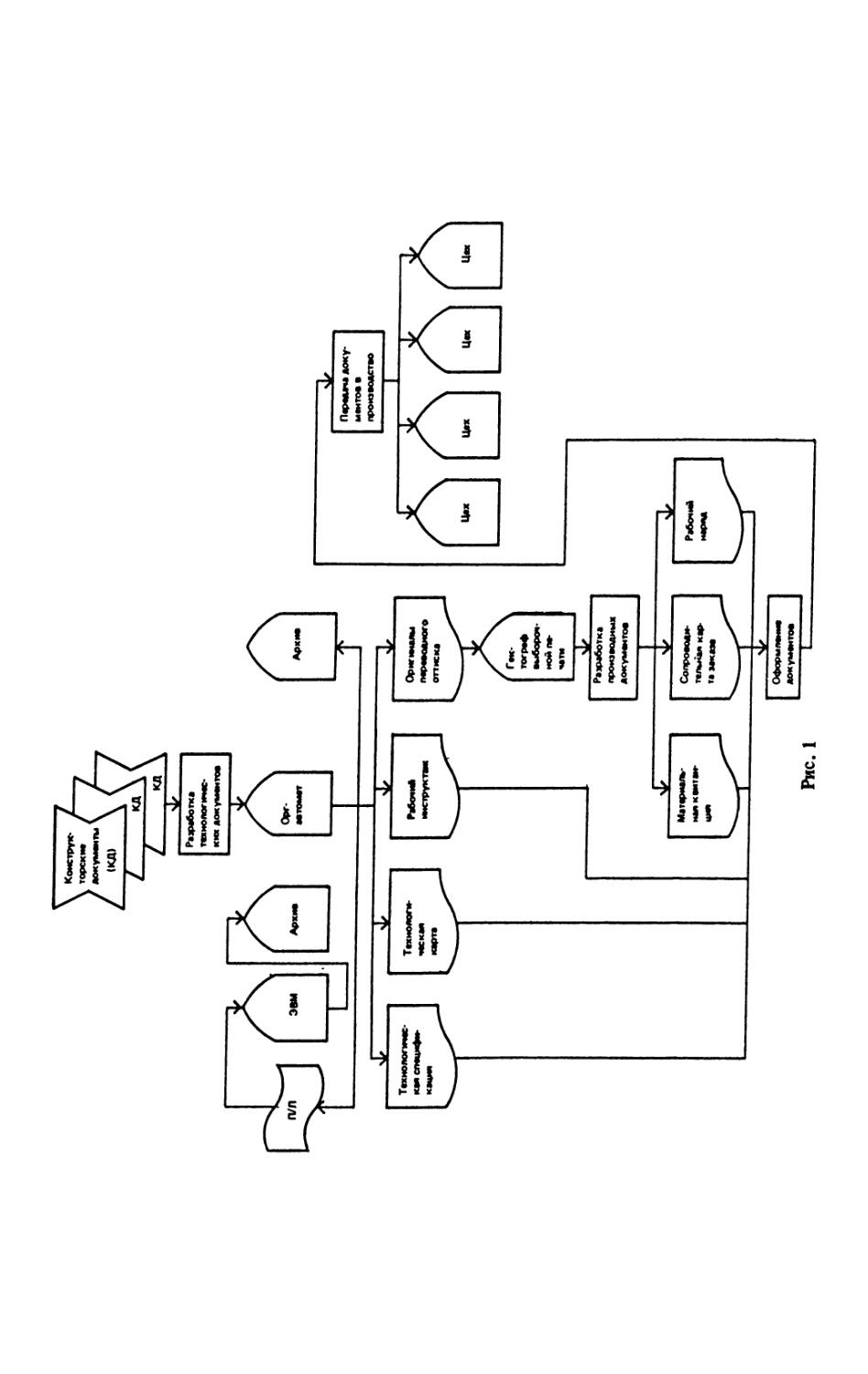
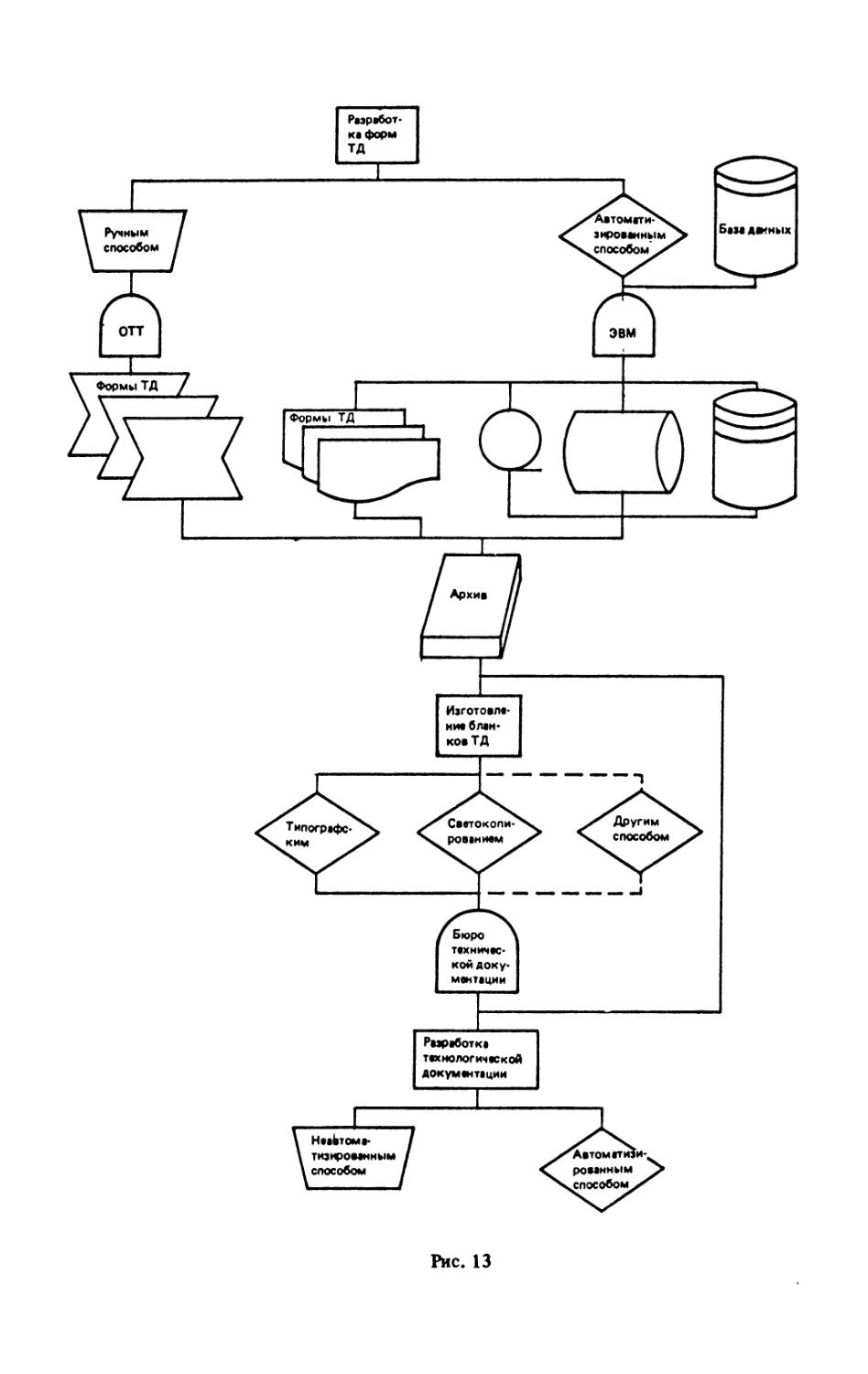
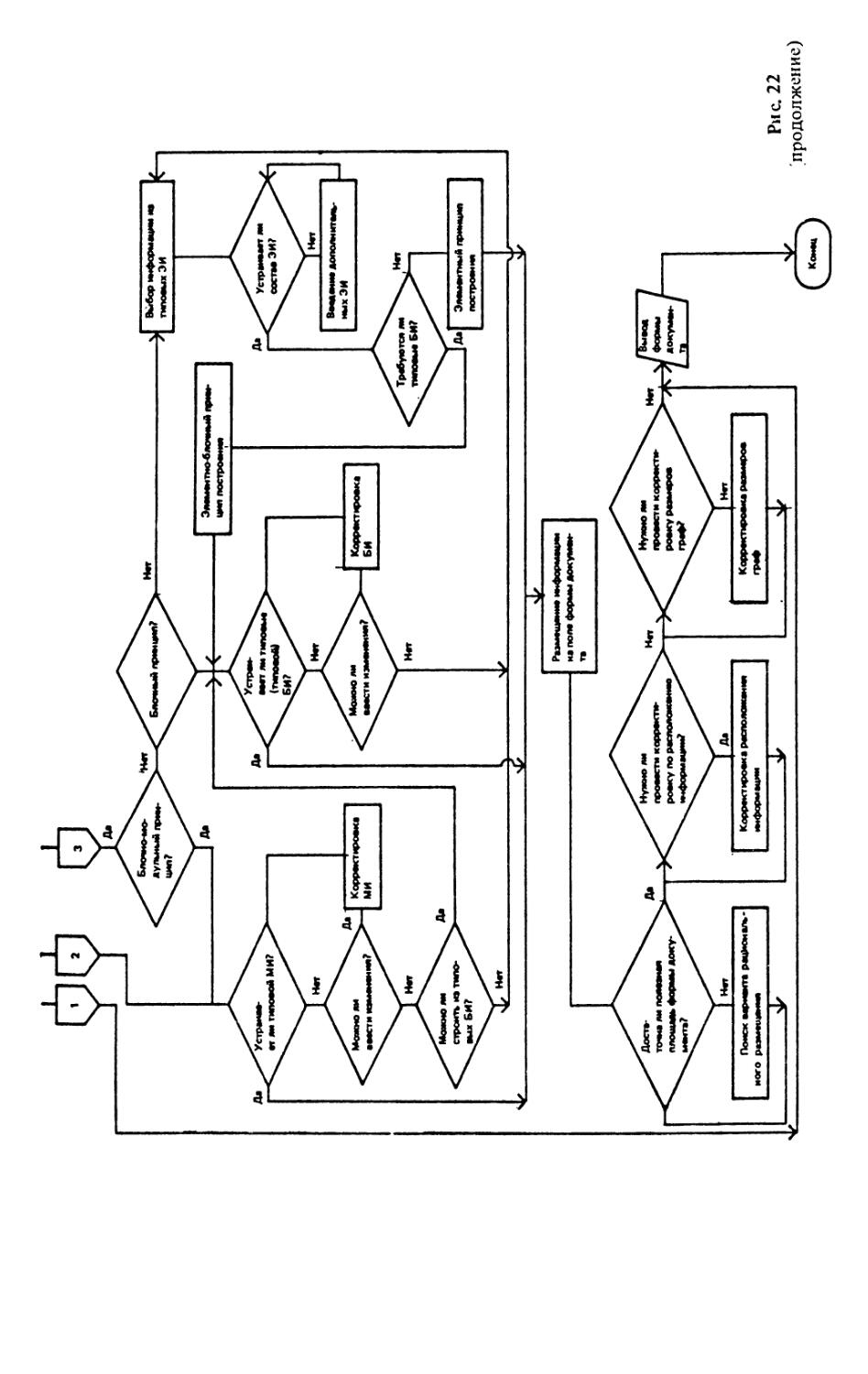
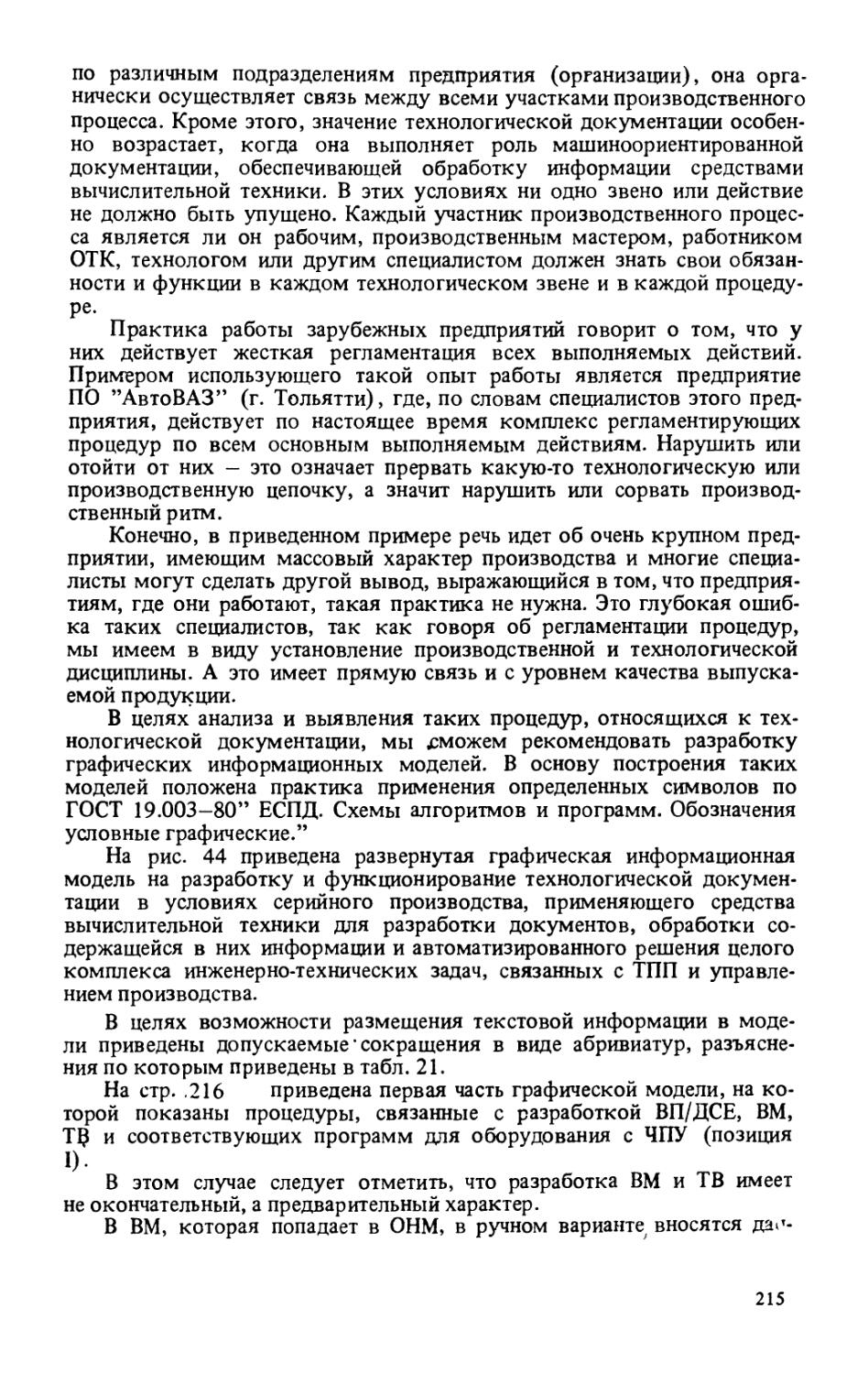
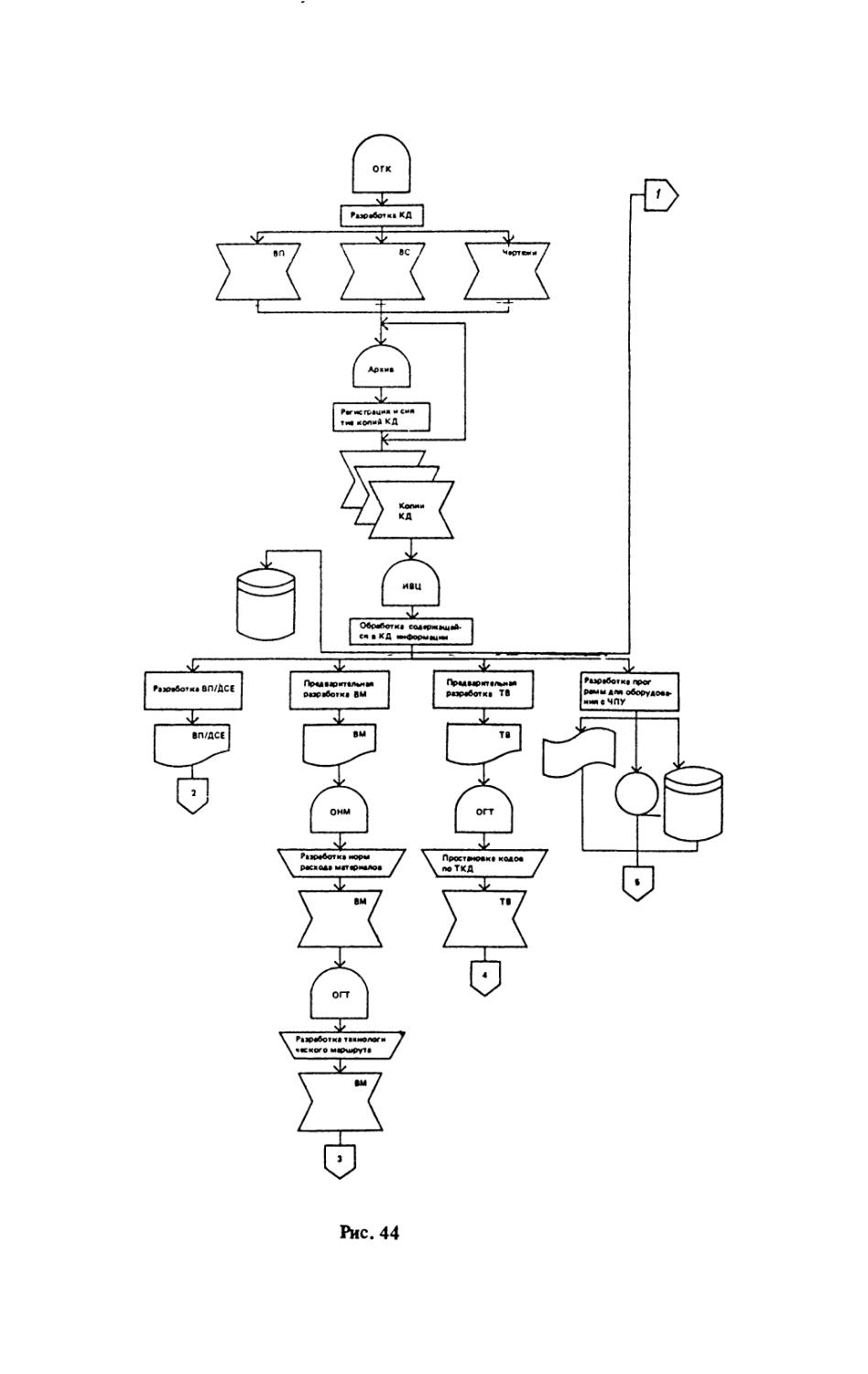
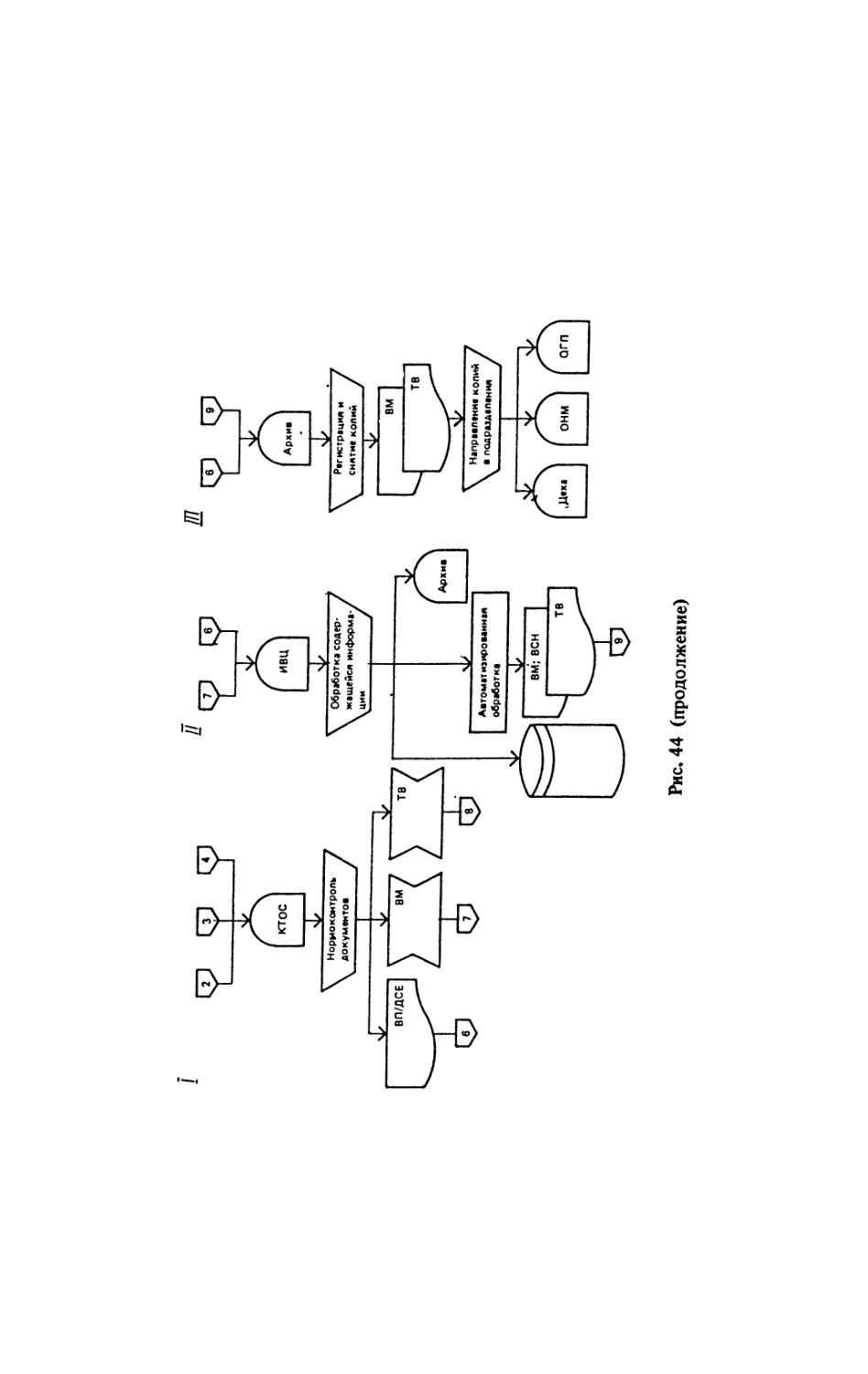
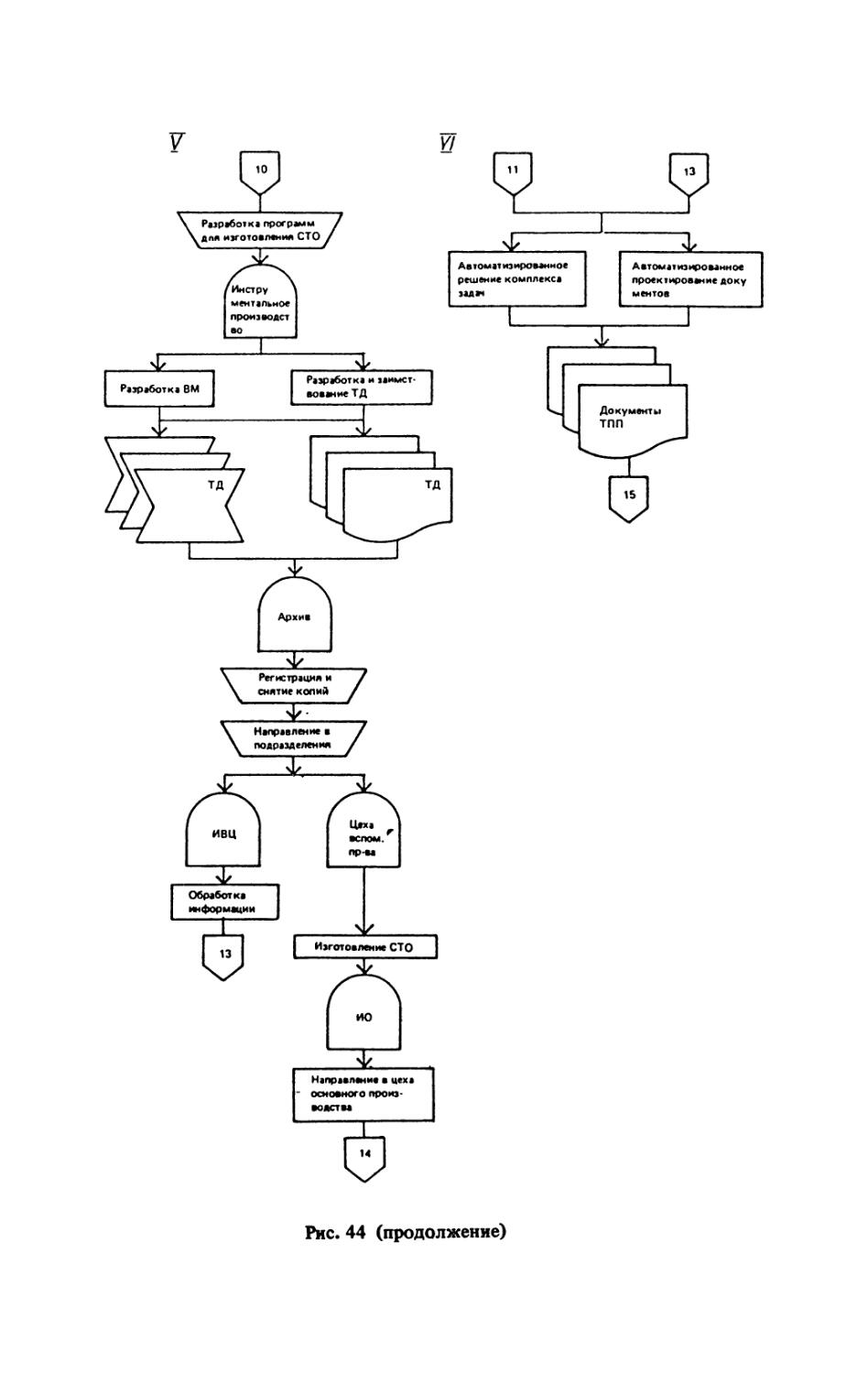
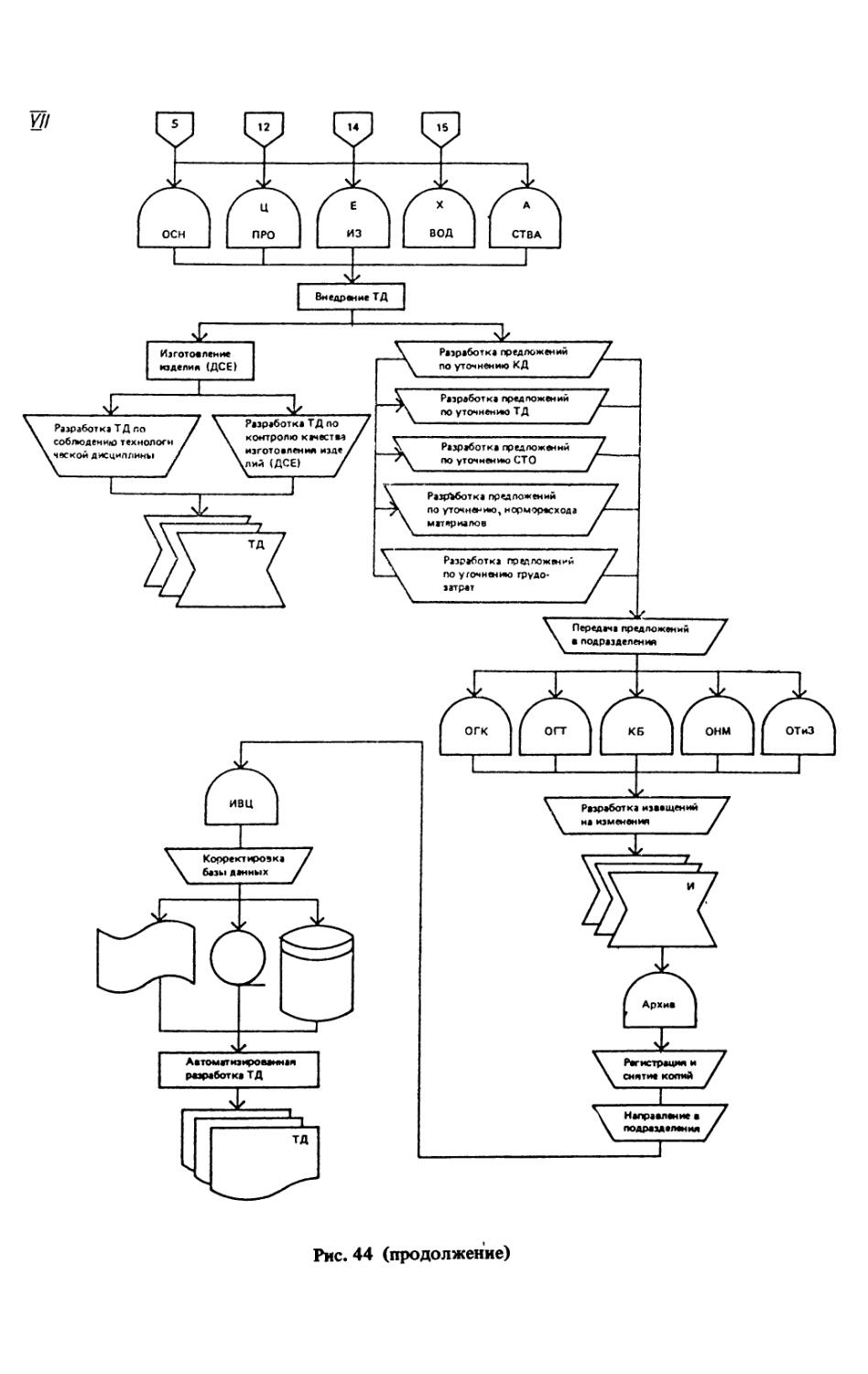
Информационная модель разработки всего комплекса
технологических документов в ГДР с применением средств механизации показана на
рис. 1.
В Болгарии работы по унификации технологической документации
проводились на основе опыта разработки и внедрения комплекса
стандартов ЕСТД в СССР. В период 1973-1975 гг. специалистами было
разработано свыше 30 национальных стандартов, устанавливающих общие
требования к оформлению технологических документов. По имеющейся
информации в других странах работа по стандартизации технологической
документации на государственном уровне на тот период времени не
проводилась, или имела только локальный характер на уровне фирм и
предприятий.
1.4. Состояние работ по совершенствованию
стандартов ЕСТД
Решения постановления ЦК КПСС и СМ СССР "О мерах по
ускорению научно-технического прогресса" от 18 августа 1983 г. и
постановления СМ СССР "О совершенствовании порядка разработки и
согласования технологической документации при создании и постановке на
производство новой (модернизированной) продукции машиностроения" от
14 января 1986 г. поставили перед общетехническими системамшстан-
дартов важные народнохозяйственные задачи по упрощению порядка
разработки, оформления и согласования технической документации, а
также по исключению из стандартов требований методического
характера, включая отмену отдельных стандартов, содержащих указанные
действия.
Реализация указанных постановлений нашло комплексное отражение
при совершенствовании государственных стандартов ЕСТД.
14
Рис. 1
К проблеме совершенствования стандартов ЕСТД специалисты
Госстандарта СССР приступили вначале 1981 г. Основанием для этого
явились следующие мероприятия:
решение Московского Всесоюзного совещания по машиностроеник
(май 1981 г);
пятилетний опыт внедрения стандартов ЕСГД в отраслях
промышленности.
Решения Московского Всесоюзного совещания по машиностроению
поставило перед Госстандартом СССР первоочередные задачи по
упрощению процедур разработки и оформления технической документации.
Начиная с этого момента, институты Госстандарта СССР стали проводить
комплексные работы по совершенствованию действующих
общетехнических систем стандартов с целью исключения требований, влияющих на
организацию производства и обеспечивающих гибкость при решении
соответствующего комплекса инженерно-технических задач.
По ЕСТД были оперативно подготовлены и внесены изменения
№ 1 к ГОСТ 3.1111-77 и ГОСТ 3.1201-74 упрощающие процедуры
внесения изменений и систему обозначения технологических документов.
Кроме этого, была подготовлена программа по коренному пересмотру
и совершенствованию стандартов ЕСТД вошедшей составной частью
в программу разработки комплекса государственных стандартов и
руководящих документов систем автоматизированного проектирования
(САПР) на 1986-1990 гг. (раздел 08).
Анализ, проведенный в 1980 г. специалистами Госстандарта СССР по
пятилетнему опыту внедрения комплекса государственных стандартов
ЕСТД в отраслях машино-и приборостроения, выявил положительные
стороны и обобщил имеющиеся замечания и предложения.
Итоги указанной работы и определили направления
совершенствования стандартов ЕСТД.
Анализируя состояние комплексного внедрения стандартов ЕСТД
за период 1975—1980 гг. следует отметить, что внедрение системы в
целом установило единство оформления технологической
документации, повысило ее мобилизационный характер, создало предпосылки по
внедрению, систем автоматизированного управления (АСУ)
предприятиями (организациями) за счет разработки унифицированных машино-
ориентированных форм документов и возможности автоматизации
решения на основе информации, содержащейся в них свыше 50
инженерно-технических задач.
К сожалению, следует отметить, что наряду с положительными
факторами, выявленными при внедрении стандартов ЕСТД имели 1#есто
и отрицательные, к которым следует отнести:
большое количество и разнообразие форм технологических
документов;
отсутствие унификации форм документов, проектируемых с
применением средств автоматизации и вручную;
низкий уровень заполняемости бланков документов;
отсутствие комплексных правил по оптимизации записи текстовойин-
формации в документах, специализированных по методам изготовления;
16
большой объем форм документов, выполненный на форматах АЗ,
создающих неудобство при пользовании на рабочих местах и не
обеспечивающих идентичность состава расположения информации при
проектировании документов с применением средств автоматизации.
Анализ и тщательное изучение существа указанных недостатков
показало, что в основе причин отрицательно влияющих на комплексное
внедрение стандартов ЕСТД является нерациональность выбранного
метода построения форм технологических документов,
предусматривающих внесение информации в виде текста с разбивкой на графы с
применением табличного построения.
Как известно, стандарты ЕСТД на формы и правила оформления
документов предусматривали для указанных видов документов по-
графное их построение с применением вертикальных разделительных
линий. Указанный принцип нашел очень распространенное применение
не только в технологической документации, но и в других
унифицированных системах документации. В принципе такие документы удобны
для восприятия информации на рабочих местах, так как каждая графа
предусмотрена для внесения соответствующей информации. Но в
условиях массового их применения, что в полной мере относится к
технологической документации, такие документы страдают одним из
серьезнейших недостатков — низким коэффициентом заполняемости.
Анализ применения форм маршрутных карт (МК) по ГОСТ 3.1105-74
" показал, что в отдельных случаях коэффициент заполняемости форм
/К3 ф ) составлял 0,4-0,5. Снижение КЭф. прежде всего происходило
за счет:
1) образования так называемых "мертвых зон" при записи
информации в графах "Номер цеха, участка, операции", "Оборудование (код,
наименование, инвентарный номер), а также в графах по трудозатратам.
Например, запись информации в графы "Номер цеха, участка, операции"
в одну строку производилась только после того, как было описано
содержание всей операции (т. е. до следующей операции в эти графы
информация не вносилась).
2) увеличенных размеров по высоте заголовков и подзаголовков
отдельных граф, предусматривающих внесение в них наименований без
сокращений или с допускаемыми способами сокращений (например,
общая часть заголовков и подзаголовков с учетом их размеров по
высоте в форме 3 МК по ГОСТ 3.1105 занимало примерно -*- формата
из-за помещаемого в них необходимого текста);
3) применения форм документов формата АЗ.
Кроме указанного, необходимость коренного совершенствования
комплекса государственных стандартов ЕСТД была продиктована
дополнительно еще двумя условиями:
введением в действие ГОСТ 2.201—80 "ЕСКД Обозначение
изделий и конструкторских документов" и классификатора ЕСКД до
01.01.92;
активизацией работ по комплексному проектированию
технологических документов с применением средств механизации и автоматизации.
17
В первом случае введение ГОСТ 2.201-80 и классификатора ЕСКД
предусматривающего новую систему и структуру обозначения
конструкторских документов, заставляло разработчиков ЕСТД полностью
пересмотреть все действующие формы документов на предмет возможности
увеличения длины соответствующих граф в формах документов с
учетом внесения полного обозначения (21 печатающий символ или длина
графы - 59,8мм).
Учитывая то обстоятельство, что классификатор ЕСКД
распространяется и на обозначения специальных средств технологического
оснащения, комплексной переработке должны были подлежать все стандарты
ЕСТД на формы и правила оформления документов. А это означало, что
при наличии граф, предусматривающих внесение обозначений средств
технологической оснастки по МН 74—59—МН 81—59, размер длины
графы должен быть увеличен с 40 мм до 59,8 мм (т. е. в 1,5 раза). В
связи с большим количеством таких граф в документах, нужно было бы
формы документов, выполненных на форматах А 4, переводить на
больший формат АЗ, а выполненных на формате А 3 — на формат А 2. Такая
практика привела бы не только к коренному пересмотру всех
стандартов, но и усложнило бы условия обращения и применения документов
на рабочих местах.
Во втором случае, в связи с расширением работ по внедрению
САРР-Т, начиная с 1975 г. были разработаны и утверждены пять
государственных стандартов, предусматривающих формы документов и
требования к ним, применяемых при автоматизированном проектировании:
ГОСТ 3.1110-75, ГОСТ 3.1424-75, ГОСТ 3.1425-76, ГОСТ 3.1426-76 и
ГОСТ 3.1429-77.
Указанные стандарты полностью отвечали требованиям САПР-Т и
как ' показал анализ, были внедрены многими организациями и
предприятиями страны.
При разработке форм документов, их построение осуществлялось с
применением конструкционной сетки, рассчитанной на типовой шаг —
2,6 и интервал — 4,25 мм алфавитно-цифровых печатающих устройств
ЭВМ (АЦПУ ЭВМ). При этом отдельные формы документов (особенно,
выполненных на формате А 3) имели существенные отличия от форм
документов, применяемых при проектировании документов вручную.
Такое положение приводило к разнохарактерности форм документов и
способствовало увеличению их разновидностей, затрудняло понимание
на рабочих местах. Кроме этого, в связи с активизацией работ по
автоматизации нужно было бы разработать в два раза больше стандартов,
т. е. продублировать действующие стандарты ЕСТД на формы
документов, специализированные по методам изготовления, не
предусматривающие требования САПР-Т. Такая практика привела бы к громоздкости и
к трудноуправляемости всей системы.
В целях комплексного решения указанных недостатков,
специалистами Госстандарта СССР был разработан и предложен новый принцип
элементно-блочно-модульного построения документов с применением
"плавающих граф" для текстовой записи содержания операций. Этот
принцип впервые нашел отражение в новых редакциях:
18
ГОСТ 3.1103-82 "ЕСТД. Основные надписи" и ГОСТ 3.1118-82
"ЕСТД. Формы и правила оформления маршрутных карт".
Указанный принцип нашел достаточное освещение в печати (Стандарты и
качество, 1983, № 9; 1985, № 6), а также в соответствующих стандартах
ЕСТД, издания 1982—1986 гг. Новый принцип построения форм
технологических документов, совместно с применяемыми сокращениями и
условными обозначениями информации, размещаемой для указания
наименований заголовков и подзаголовков соответствующих граф,
позволил полностью устранить все перечисленные недостатки по опыту
внедрения стандартов ЕСТД (1975—1980 гг.) и обеспечил:
сокращение ранее применяемых видов и разновидностей различных
технологических документов в 8-10 раз;
приведение основного состава форм документов к рациональному
формату А 4;
сокращение общего объема разрабатываемой технологической
документации в 1,5—1,8 раза, за счет резкого повышения Я*3.ф.>
независимость применения форм документов от методов и средств
проектирования;
повышение уровня унификации форм технологических документов
с возможностью использования одного вида документа взамен других
видов документов, например, МК/ОК, МК/КТО, МК/КТП, МК/КТТП,
МК/КК и т. п.
При разработке новых форм технологических документов было
учтено требование об использовании классификаторов
технико-экономической информации (ТЭИ) на государственном уровне. В настоящее
время формы документов, регламентированные стандартами ЕСТД
(1982-1986 гг.), полностью соответствуют требованиям следующих
общесоюзных классификаторов ТЭИ, с возможностью внесения
информации, учитывая их структуры и значности:
Классификатору ЕСКД;
Технологическому классификатору деталей машиностроения и
приборостроения (ТКД);
Классификатору технологических операций (КТО);
Классификатору системы обозначения единиц измерений (СОЕЙ);
Классификатору профессий рабочих^ должностей служащих и
тарифных разрядов (ОКГТДТР).
Кроме указанного, новые формы учитывают внесение информации
с учетом значности отдельных отраслевых классификаторов, например,
классификатор материалов, классификатор заготовок и т. п. Это
потребовало комплексного пересмотра всех действующих стандартов ЕСТД
(1974-1980 гг.) с точки зрения не только устранения имевших место
недостатков, но и для полной взаимоувязки с требованиями всех
стандартов системы, а также со стандартами других общетехнических
систем.
При проведении работ по совершенствованию действующих
стандартов, специалисты не ограничивались корректировкой отдельных
требований. Новые редакции стандартов имеют значительное отличие.
При их разработке специалистами учитывались все требования промыш-
19
ленности, с целью создания гибкости системы и комплексного ответа на
поставленные вопросы. При этом рассматривались вопросы по
оптимизации документооборота в различных типах производств с целью
упрощения процедур разработки и оформления документации.
Под особым вниманием находились вопросы непосредственно
связанные с особенностями оформления технологических документов
на бумажных носителях, проектируемые с применением средств
механизации и автоматизации.
Параллельно с работами по совершенствованию стандартов ЕСТД
проводились работы и по развитию системы.
Комплексность проводимой работы и ее масштабность говорит о
том, что речь идет о системе стандартов второго поколения, В целях
установления состава и границ новой системы и сравнения с ранее
действующим комплексом стандартов, условно новый комплекс
стандартов назван - ЕСТД 2,
За период 1981-1990 гг. были пересмотрены все стандарты ЕСТД,
регламентирующие требования к оформлению документов, что
позволило сократить общий объем стандартов ЕСТД с 74 до 37 ГОСТ.
Сокращение такого количества стандартов ЕСТД удалось выполнить
за счет:
объединения отдельных стандартов в один стандарт, перевода ряда
стандартов в рекомендации, отмены отдельных стандартов ЕСТД.
В первом случае такая работа проводилась, как правило, для
стандартов, устанавливающих требования к формам и правилам
оформления технологических документов, специализированным по методам
изготовления. Совмещение таких стандартов удавалось производить за
счет применения унифицированных форм технологических документов
и правил их оформления. Яркими примерами таких действий явились
ГОСТ 3.1404—86 "ЕСТД Формы и правила оформления документов на
технологические процессы и операции обработки резанием",
разработанного взамен ГОСТ 3.1404-74, ГОСТ 3.1423-75, ГОСТ 3.1424-75, ГОСТ
3.1418-82; ГОСТ 3.1407-86 "ЕСТД. Формы и требования к
заполнению и оформлению документов на технологические процессы
(операции), специализированные по методам сборки", разработанного взамен
ГОСТ 3.1406-74, ГОСТ 3.1407-74, ГОСТ 3.1411-74, ГОСТ 3.1413-73,
ГОСТ 3.1417-74, ГОСТ 3.1419-74, ГОСТ 3.1422-75, ГОСТ 3.1426-76,
ГОСТ 3.1427-77, ГОСТ 3.1430-78.
Унификация на такой основе была проведена по всей 4-й
классификационной группе стандартов ЕСТД. Это позволило не только сократить
отдельные стандарты, но самое главное типизировать и унифицировать
требования к оформлению документов. В настоящее время на каждый
технологический метод имеется только один стандарт. Это упрощает
поиск стандартов и содержащейся в них информации, позволяет
рационально и эффективно выбирать комплектность и процедуры оформления
документов.
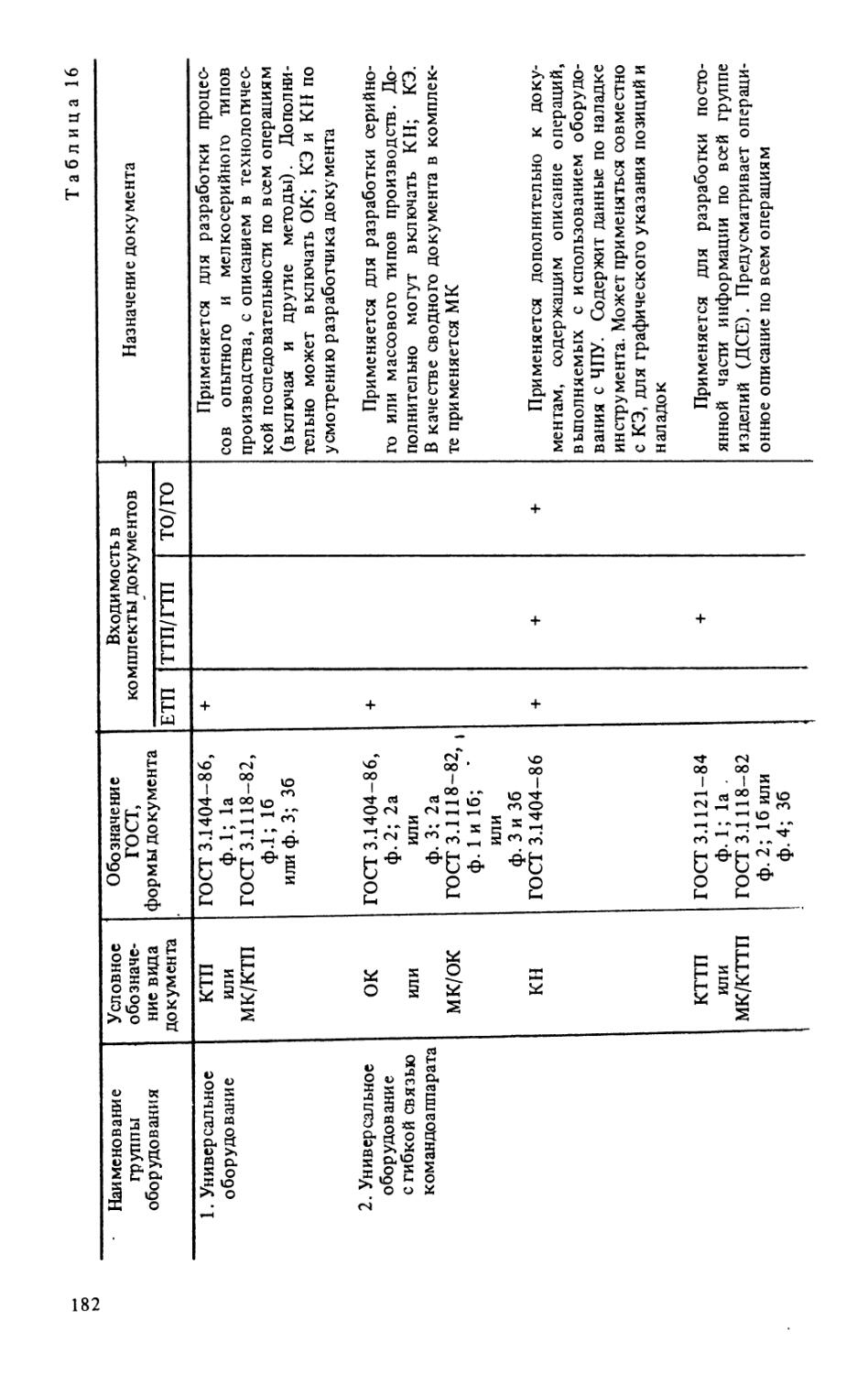
Так, например, в ГОСТ 3.1404-86 все правила по оформлению
документов специализированы в зависимости от следующих групп
применяемого оборудования для обработки резанием:
универсального;
20
специализированного (станки с ЧПУ, станки полуавтоматы и
автоматы) ;
специального обрудования (автоматические и роторные линии,
модули ГПСи др.)
В зависимости от применяемого оборудования в ГОСТ приведены
соответствующие формы и правила оформления документов.
Во втором случае, при пересмотре действующих стандартов были
приняты соответствующие решения о их переводе в рекомендации. Это
прежде всего касалось стандартов, которые устанавливали требования
к дополнительным документам, или стандартов, требования которых
распространялись на организационные или методические процедуры,
непосредственно связанные с оформлением документации. За
указанный выше период было пересмотрено и переведено в ранг рекомендаций
10 государственных стандартов ЕСТД.
Отмена действующих стандартов проводилась только для тех
документов, требования которых морально устарели или же вызывали
дополнительные трудности в организации технологического документооборота
на предприятиях и в организациях страны.
Другим направлением совершенствования стандартов ЕСТД являлась
совместная работа со специалистами ЕСКД по пересмотру ряда
действующих в системах однотипных стандартов с целью их унификации и
выработки единых требований. Эта работа проводилась в 1988 г. по
соответствующему графику работ, предусматривающего совершенствование
комплекса стандартов ЕСТД, утвержденного первым заместителем
Председателя Гостандарта СССР.
Указанная работа предусматривала следующее:
унификацию стандартов ЕСКД и ЕСТД с целью исключения
дублирования типовых требований, предъявляемых при оформлении
конструкторской и технологической документации и сокращения общего парка
действующих комплексов стандартов;
ориентацию новых унифицированных документов на выработку
типовых требований, предъявляемых к технической документации при
применении различных средств автоматизации.
Последнее должно было характеризовать работу специалистов по
комплексной разработке конструкторской и технологической
документации в условиях САПР.
По опыту передовых капиталистических стран в современных
условиях разработка конструкторской и технологической документации с
применением средств автоматизации выполняется не разными
специалистами (конструкторами, технологами), а специалистами — автомати-
заторами, которые владеют навыками в работе в одинаковой, мере как
конструктора, так и технолога. В связи с расширением работ по
внедрению средств автоматизации в нашей стране для проектирования кон:
структорской и технологической документации и было принято
соответствующее решение о пересмотре некоторых стандартов ЕСКД и
ЕСТД.
В соответствии с вышеуказанным графиком работ, пересмотру
подлежали следующие действующие стандарты:
21
1) ГОСТ 2.423—73 "ЕСКД. Правила выполнения чертежей элементов
литейной формы и отливки'';
ГОСТ 2.429-84 "ЕСКД. Правила выполнения чертежей поковок";с
целью их последующего перевода в состав стандартов ЕСТД, как
относящихся по назначению и характеру применения к системе
технологической документации. Новые редакции вышеуказанных проектов ГОСТ с
учетом дополнений, полученных по результатам их согласования с
отраслями промышленности и с измененными названиями, были
рассмотрены, утверждены Госстандартом СССР в 1988 г. и вошли в
основополагающую группу стандартов ЕСТД со следующими обозначениями
и названиями:
ГОСТ 3.1125—88 "ЕСТД. Правила графического выполнения
элементов литейных форм и отливок";
ГОСТ 3.1126-88 ''ЕСТД. Правила выполнения графических
документов на поковки".
Указанные госудраственные стандарты предусматривают
возможность разработки графических изображений элементов литейных форм,
отливок и поковок на картах эскизов, что позволяет их применять на
рабочих местах и при хранении в одном комплекте технологической
документации на процессы изготовления. Это позволяет исключить
ранее существующую оторванность этих документов от комплектов
технологических документов на соответствующие процессы;
2) ГОСТ 2.004—83 "ЕСКД Правила выполнения конструкторских
документов на печатающих и графических устройствах вывода ЭВМ";
ГОСТ 3.1124-86 "ЕСТД Общие требования к оформлению
документов на бумажных носителях, проектируемых с применением средств
механизации и автоматизации".
Работа по пересмотру указанных стандартов пошла успешно и в
1988 г. была разработана первая редакция проекта государственного
стандарта которая прошла все стадии согласования с отраслями
промышленности. Эта редакция была рассмотрена и утверждена Госстандартом
СССР. Унифицированный стандарт был зарегистрирован в составе
стандартов ЕСКД со следующим обозначением и названием:
ГОСТ 2.004—88 "ЕСКД. Общие требования к выполнению
конструкторских и технологических документов на печатающих и графических
устройствах вывода ЭВМ". Для обратной связи указанного стандарта со
стандартами ЕСТД предполагается в ГОСТ 3.1001-81 "ЕСТД Общие
положения" ввести ссылку на необходимость применения указанного
стандарта при оформлении технологической документации,
разрабатываемой с применением средств автоматизации;
3) ГОСТ 2.103-68 "ЕСКД Стадии разработки";
ГОСТ 3.1102-81 "ЕСТД. Стадии разработки и виды документов".
Пересмотр указанных стандартов предусматривал возможность
разработки унифицированного стандарта, устанавливающего общие
требования к выполнению стадий разработки конструкторской и
технологической документации. В принципе действующие редакции указанных
стандартов были полностью взаимоувязаны и, поэтому речь шла не о
22
разработке каких-либо дополнительных требований к ним, а просто о
сокращении одного стандарта. В 1988 г. был разработан проект
унифицированного стандарта и разослан на отзыв в отрасли промышленности.
Анализ поступивших предложений и замечаний по проекту стандарта
показал на явное несогласие отраслей промышленности, продиктованное
желанием иметь раздельные стандарты. В связи с указанным
дальнейшие работы по подготовке второй и окончательной редакций не
проводились;
4) аналогичное состояние получилось при пересмотре ГОСТ 2.111—68
"ЕСКД. Нормоконтроль" и ГОСТ 3.1116-79 "ЕСТД. Нормоконтроль",
которое завершилось тем же исходом;
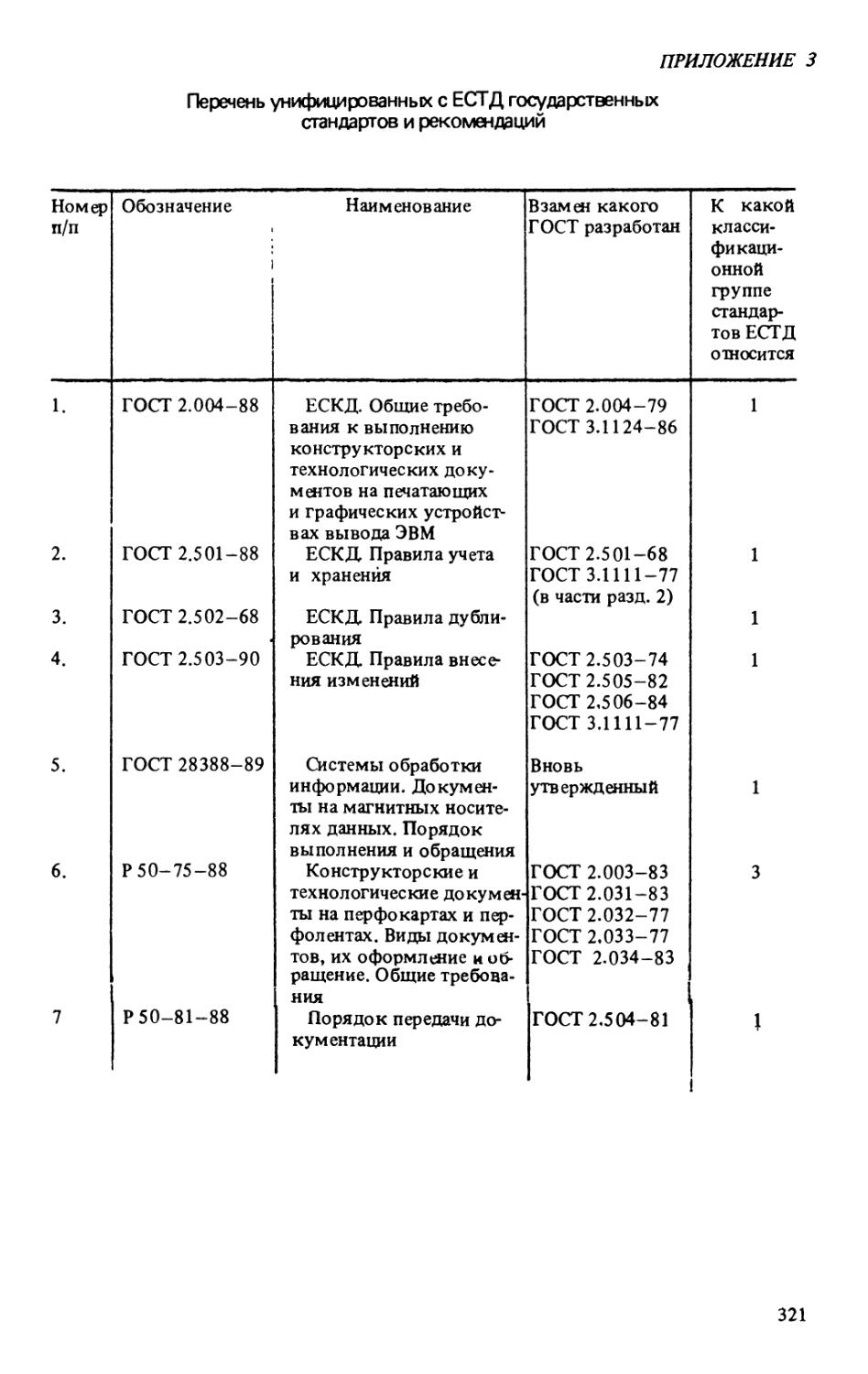
5) в 1988 г. взамен ГОСТ 2.504-81 "ЕСТД. Порядок передачи
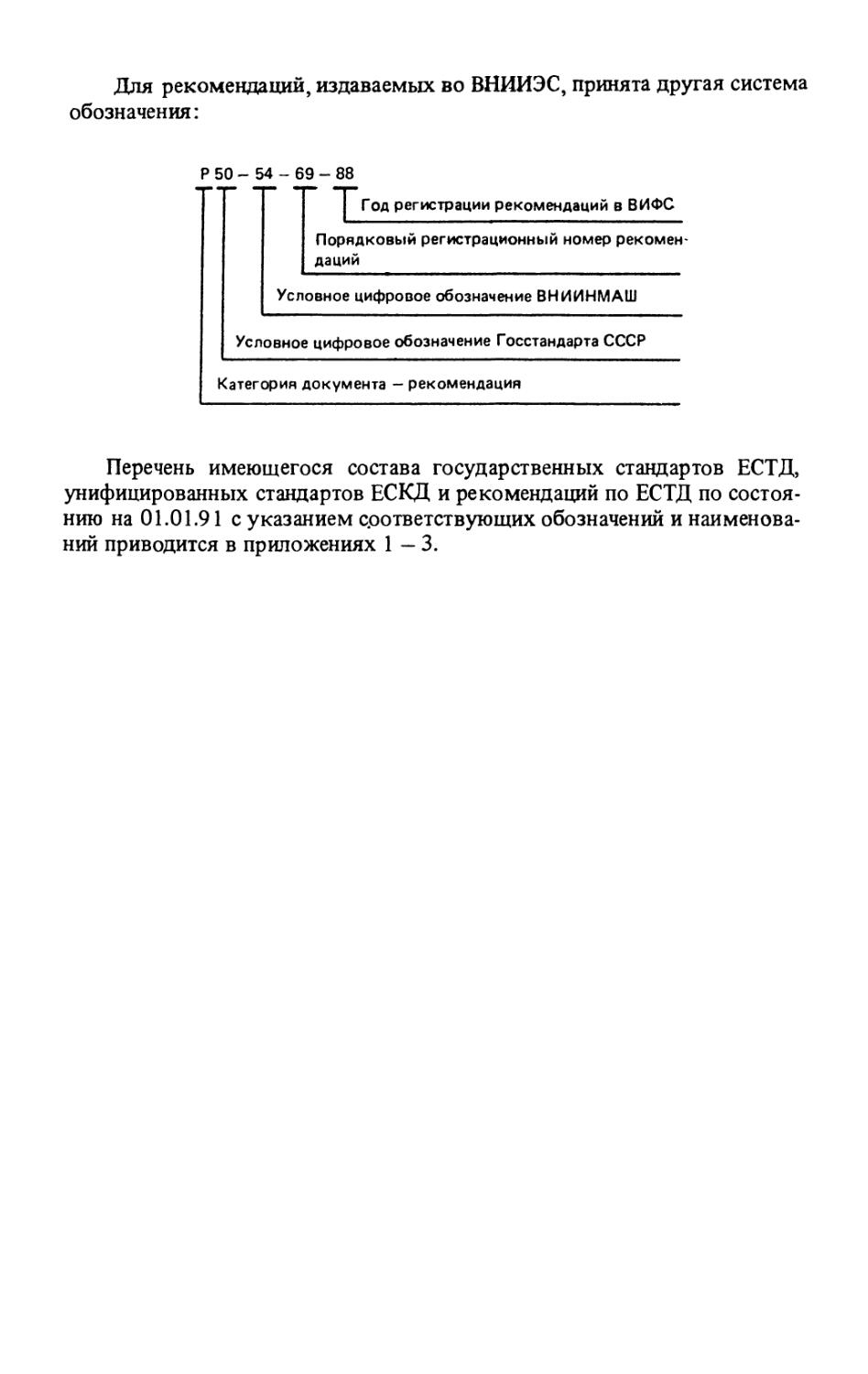
документации" были разработаны и утверждены рекомендации? 50—81—88
с аналогичным названием, которое полностью учитывают процедуры,
связанные с порядком передачи не только конструкторской, но и
технологической документации;
6) ГОСТ 2.503-74 "ЕСКД. Порядок внесения изменений" и ГОСТ
3.1111—77 "ЕСТД. Правила учета, хранения и внесения изменений".
Пересмотр указанных стандартов выполнялся в 1989—1990» гг. Цель
— создание унифицированного стандарта, который должен учитывать
общие положения, а также особенность внесения изменений в
конструкторскую и технологическую документацию.
1988 г. был проведен 1-й этап этой работы, который предусматривал
разработку взамен ГОСТ 3.1111-77 соответствующих рекомендаций,
которые должны были войти в проект унифицированного стандарта
(взамен ГОСТ 2.503—74) в виде самостоятельного раздела.
Рекомендации "ЕСТД. Общие положения по внесению изменений" были
разработаны в 1988 г, взамен ГОСТ 3.1111-77 и им было присвоено
следующее обозначение — Р 50—92—88.
В 1990 г. были закончены работы по пересмотру ГОСТ 2.503—74.
При регистрации в ВИФСе данному стандарту было присвоено следующее
обозначение — ГОСТ 2.503—90. Указанный стандарт также относится к
унифицированным с ЕСКД стандартам и предусматривает возможность
внесения правил изменений в конструкторскую и технологическую
документацию. В связи с тем, что правила внесения изменений,
предусмотренные Р 50—92—88, не были полностью реализованы в редакции
нового стандарта, в настоящее время этот документ не аннулирован и
существует наравне с ГОСТ 2.503-90. Правила выбора применения того
или иного документа предоставляется разработчикам документов;
7) ГОСТ 2.501-68 "ЕСКД.. Правила учета и хранения". ГОСТ
3.1111—77 "ЕСТД. Правила учета, хранения и внесения
изменений".
Пересмотр указанных стандартов осуществлялся в 1988 г. В
результате проведения этой работы и по согласованию с головными и базовыми
организациями отраслей промышленности была подготовлена
окончательная редакция унифицированного стандарта, который был утвержден
Госстандартом СССР в том же году - ГОСТ 2.501-88 "ЕСКД. Правила
учета и хранения";
23
8) ГОСТ 2.003-83 "ЕСКД. Документы на перфокартах и
перфолентах. Типы и виды";
ГОСТ 2.031—83 "ЕСКД Документы на перфокартах и перфолентах.
Основные надписи";
ГОСТ 2.032—77 "ЕСКД. Документы на перфокартах и перфолентах.
Правила учета и хранения";
ГОСТ 2.033—77 "ЕСКД. Документы на перфокатрах и перфолентах.
Правила дублирования";
ГОСТ 2.034—83 "ЕСКД. Документы на перфокартах и перфолентах.
Правила внесения изменений".
Пересмотр указанных стандартов осуществлялся с целью их
перевода в рекомендацию и учета -требований к аналогичным документам
технологического назначения. Такой документ был разработан в 1988 г. и
утвержден в Госстандарте СССР.
Данные унифицированные рекомендации имеют следующее
обозначение и наименование - Р 50-75—88 "Конструкторские и
технологические документы на перфокартах и перфолентах. Виды документов, их
оформление и обращение. Общие требования";
9) в 1988 г. Госстандартом СССР были разработаны и утверждены
рекомендации Р 50-54—91-88 "Документы на магнитных носителях
данных. Выполнение и обращение". Эта работа относилась к новым
направлениям в области правил оформления документов. В 1989 г, по
данной проблеме, взамен указанных рекомендаций был утвержден
РОСТ 28388-89 "Система обработки информации. Документы на
магнитных носителях данных. Порядок выполнения и обращения".
Указанный документ устанавливает общие положения по магнитным
носителям данных конструкторского и технологического назначения.
10) ГОСТ 3.1503-74 "ЕСТД. Правила оформления документов
контроля. Паспорт технологический";
ГОСТ 3.1504-74 "ЕСТД. Правила оформления документов
контроля. Карта измерений";
ГОСТ 3.1505-75 "ЕСТД. Правила оформления документов
контроля. Журнал, контроля технологического процесса".
Пересмотр указанных стандартов осуществлялся в 1988 г. с целью
перевода их в рекомендацию в связи с тем, что они устанавливали
правила оформления вспомогательных технологических документов. При
их пересмотре были учтены замечания и предложения отраслей
промышленности по их редакциям, а также приведены графическое
расположение и оформление основных надписей содержащихся форм документов
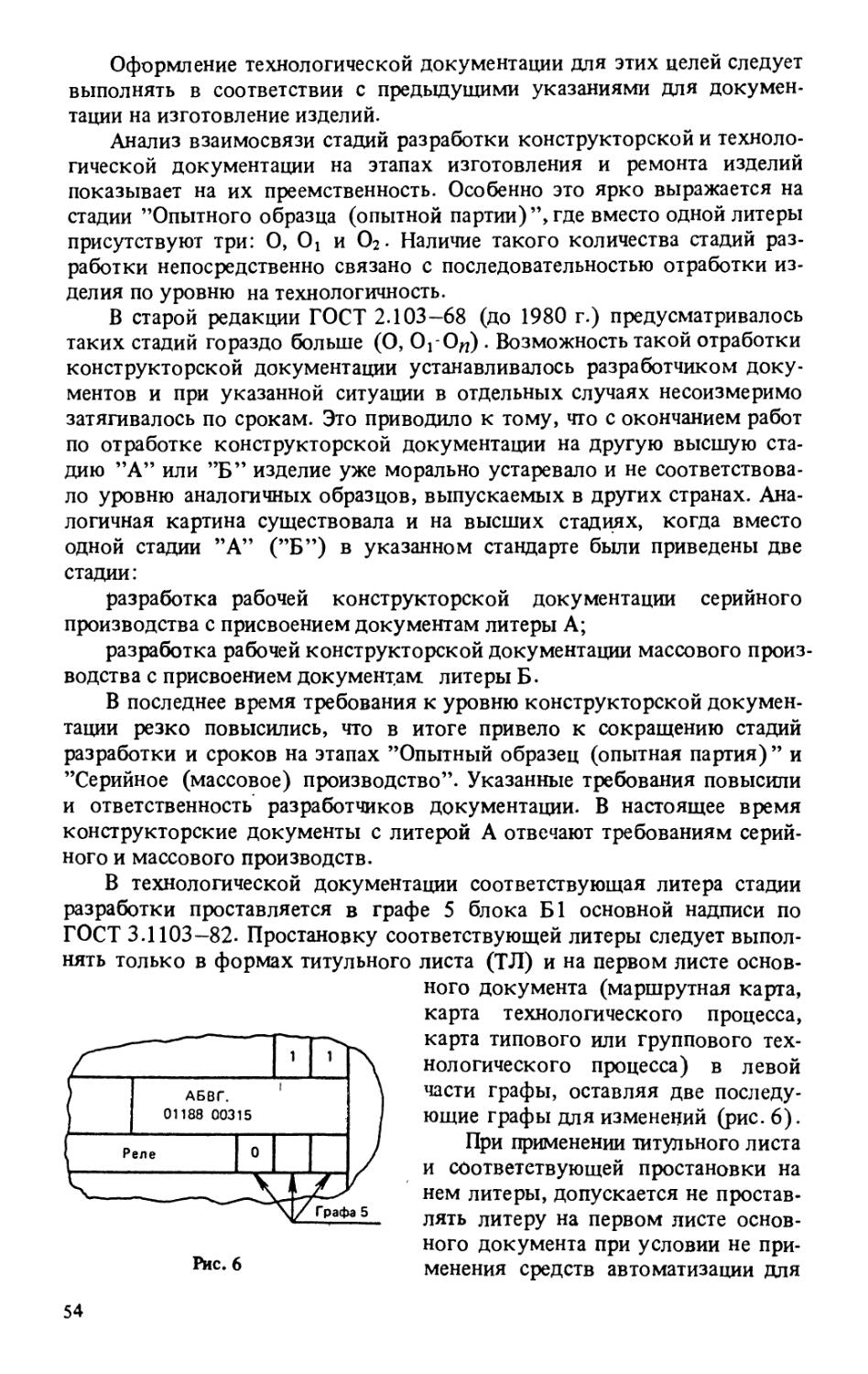
в соответствии с ГОСТ 3.1103-82.
В 1988 г. была подготовлена взамен указанных государственных
стандартов одна рекомендация. Она была утверждена Госстандартом
СССР и ей присвоено следующее обозначение и наименование:
Р 50-609-38-88 "ЕСТД. Правила оформления документации
контроля. Паспорт технологический. Карта измерений. Журнал контроля
технологического процесса";
24
11) ГОСТ 3.1506-75 "ЕСТД. Правила оформления'документов
контроля. Карта регистрации результатов испытаний".
По аналогии с предыдущими стандартами данный стандарт был
пересмотрен и утвержден Госстандартом СССР в качестве
рекомендаций Р 50-65-88 "ЕСТД. Порядок оформления карты регистрации
результатов испытаний";
12) ГОСТ 3.1601-74 "ЕСТД. Правила оформления документации,
обращающейся в ремонтных и инструментальных цехах".
Указанный стандарт регламентировал правила оформления
технологической документации по вспомогательному производству, поэтому
он тоже, исходя из из лишней регламентации документов, нисшего
порядка, был пересмотрен в 1988 г. и переведен в рекомендации —
Р 50-70—88 "ЕСТД. Правила оформления документов, применяемых в
ремонтных и инструментальных цехах";
13) ГОСТ 3.1602-74 "ЕСТД. Правила оформления документов на
процессы перемещения" был по той же причине пересмотрен в 1989 г. и
переведен в рекомендации Р 50—111—89 с первоначальным названием;
14) ГОСТ 3.1301-74 "ЕСТД. Метод расчета применяемости деталей
и сборочных единиц в изделии с использованием вычислительной
техники". Стандарт был пересмотрен в 1988 г. с целью перевода в
рекомендацию, которой присвоено новое обозначение и уточнено название:
Р 50-54-69-88 "ЕСТД. Расчет применяемости деталей и сборочных
единиц в изделии с использованием вычислительной техники";
15) ГОСТ 3.1302—74 "ЕСТД. Учет применяемости технологической
оснастки".
Стандарт также был пересмотрен в 1988 г. и переведен в
рекомендации Р 50—68—88 с ранее принятым названием;
16) ГОСТ 3.1113—77 "ЕСТД. Правила оформления документов,
применяемых при разработке, внедрении и функционировании
технологических процессов". Стандарт пересмотрен в 1988 г. и переведен в
рекомендации - Р 50-67—88 "ЕСТД. Порядок оформления документов,
применяемых при разработке, внедрении и функционировании
технологических процессов";
17) ГОСТ 3.1114—79 "ЕСТД. Правила оформления документов,
применяемых при нормировании технологических процессов (операций).
Технико-нормировочная карта".
Стандарт пересмотрен в 1988 г. и переведен в рекомендации с
уточненным названием - Р 50-72—88 "ЕСТД. Порядок оформления
документов, применяемых при нормировании технологических процессов.
Технико-нормировочная карта";
18) Стандарты 7-й классификационной группы на правила записи
операций и переходов, специализированные по технологическим
методам изготовления ГОСТ 3.1701-79 - ГОСТ 3.1707-84 будут
аннулированы после внедрения классификатора технологических, переходов
машиностроения и приборостроения (КТП) 1 89 187, который
разработан специалистами Госстандарта СССР совместно с отраслями
машиностроения и приборостроения в 1989 г.
25
1.5, Состояние и перспектива развития
комплекса ЕСТД
Любая научно-техническая проблема по стандартизации должна
находиться в постоянном движении. Ей должно быть присуще и
совершенствование и развитие, она должна постоянно отвечать требованиям
современного развития науки и техники. Система стандартов ЕСТД
находится в динамике своего развития. В основном перспектива ее
развития зависит от уровня двух основных направлений:
развития технологии машиностроения и приборостроения;
развития современных средств вычислительной техники.
В первом случае создание новых видов прогрессивных технологий и
средств технологического оснащения значительно влияет на
информативность документов и их состав. Так, например, внедрение новых видов
электрофизических и электрохимических методов обработки позволили
совершенно изменить технологию обработки изделий машиностроения и
приборостроения, а это привело к специфике разработки и оформления
технологической документации, нашедшей отражение в рекомендациях
Р 50-54—33—87 "ЕСТД. Требования к оформлению документов на
технологические процессы электрофизических и электрохимических
методов обработки".
Широкое внедрение оборудования с числовым программным
управлением (ЧПУ) также привело к специфике оформления
технологических документов. В связи с этим появились новые виды документов:
карта кодирования информации, карта наладки инструмента, карта
заказа на разработку управляющей программы и т. п.
Появление нового вида электрошлакового литья привело к
созданию соответствующей карты технологической информации (см. ГОСТ
3.1401-85, форма 9).
Следует отметить, что разработка новых видов документов с
появлением новых видов технологий и средств технологического оснащения
в основном ограничена. Это в первую очередь объясняется тем, что в
настоящее время, стандартами и рекомендациями ЕСТД
устанавливаются унифицированные формы документов, которые имеют общие правила
оформления, а это способствует сокращению применяемых форм
документов.
Во втором случае развитие современных средств вычислительной
техники также может влиять на виды применяемых форм.
Современные стандарты и рекомендации ЕСТД учитывают
требования, предъявляемые средствами вычислительной техники к
документам при их проектировании и обработке информации. Формы
документов имеют модульные, модульно-блочные, блочные и элементно-блочные
принципы построения, что позволяет их удобно применять в условиях
внедрения средств автоматизации.
В настоящее время с развитием персональных компьютеров особое
применение получили формы технологических документов с
вертикальным расположением поля подшивки, рассчитанные на размещение 70
26
символов в строке. Иногда для таких форм требуется отличное
размещение информации по сравнению с формами документов,
рассчитанными на большее размещение количества символов в строке, а это
приводит к соответствующим изменениям в стандартах и
рекомендациях ЕСТ Д.
Анализируя состояние и перспективу развития комплекса НТД
ЕСТД, можно выделить следующие основные направления:
разработка НТД, предусматривающих оптимизацию комплектности,
оформления и обращения технологических документов на бумажных
носителях;
разработка НТД предусматривающих требованиям и правила по
особенностям оформления технологических документов на бумажных
носителях, разрабатываемых и применяемых в условиях средств
механизации и автоматизации;
разработка НТД в развитие и дополнение к действующему составу
ЕСТД;
разработка НТД предусматривающих требования и правила по
оформлению и обращению технологических документов на машинных
носителях.
Первое направление охватывает большую группу государственных
стандартов и рекомендаций, которые способствуют: рациональности
выбора ограничительного состава форм технологических документов,
применительно к условиям работы предприятия или выбранного метода
обработки; оптимизации записи информации за счет допускаемых
сокращений, применения соответствующих условных графических
обозначений; оптимизации оформления и обращения технологических
документов.
К этой группе относятся такие государственные стандарты, как:
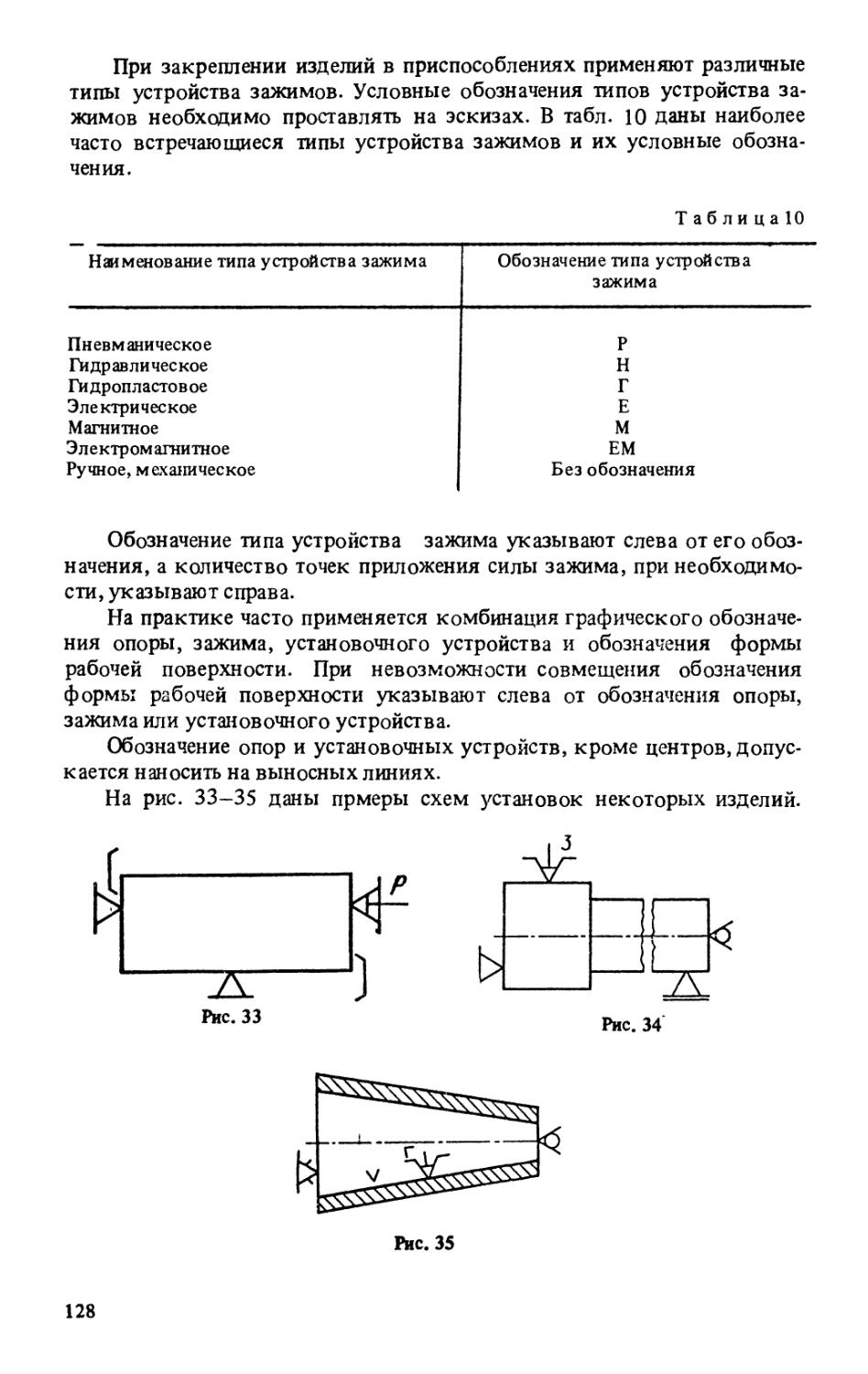
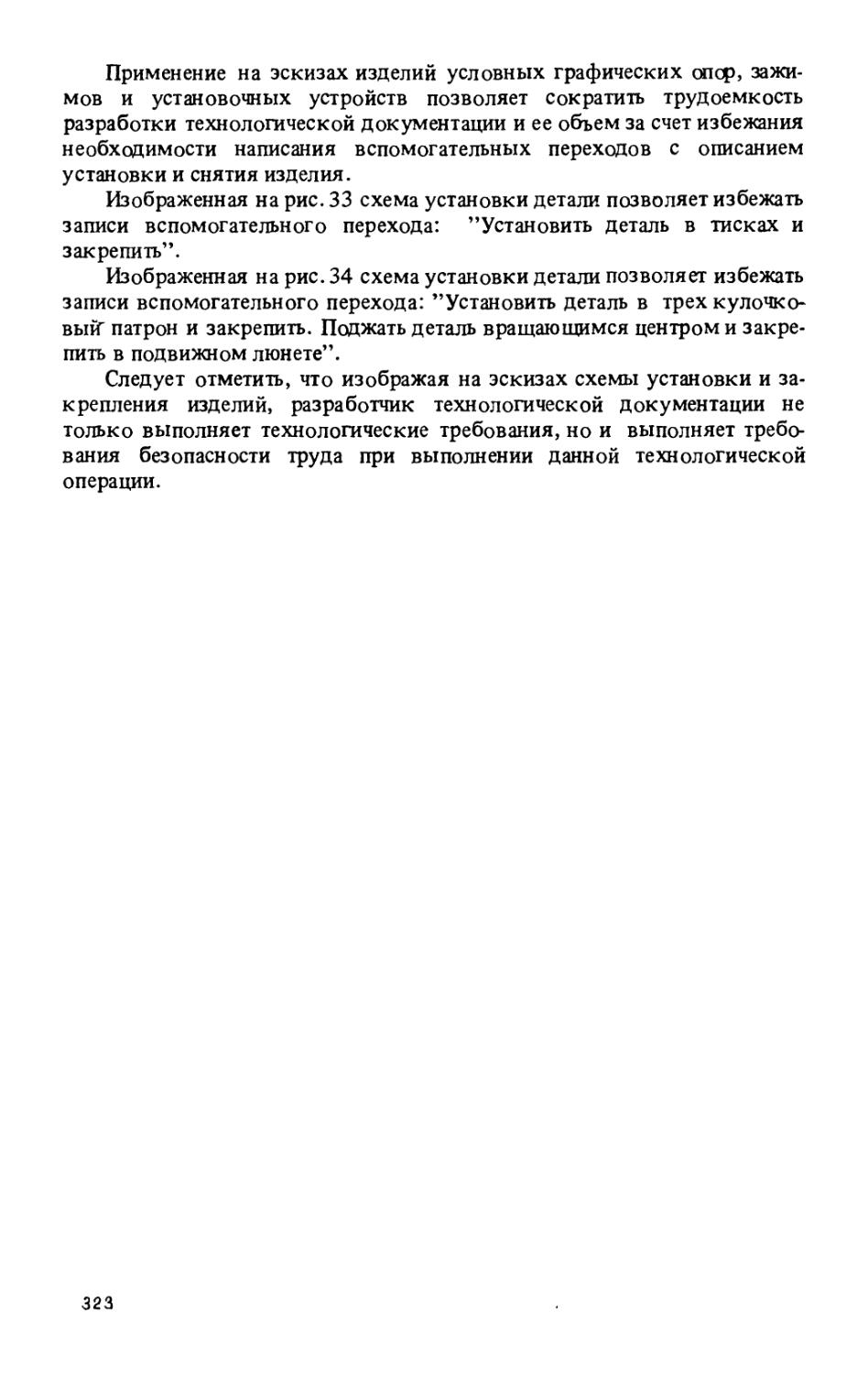
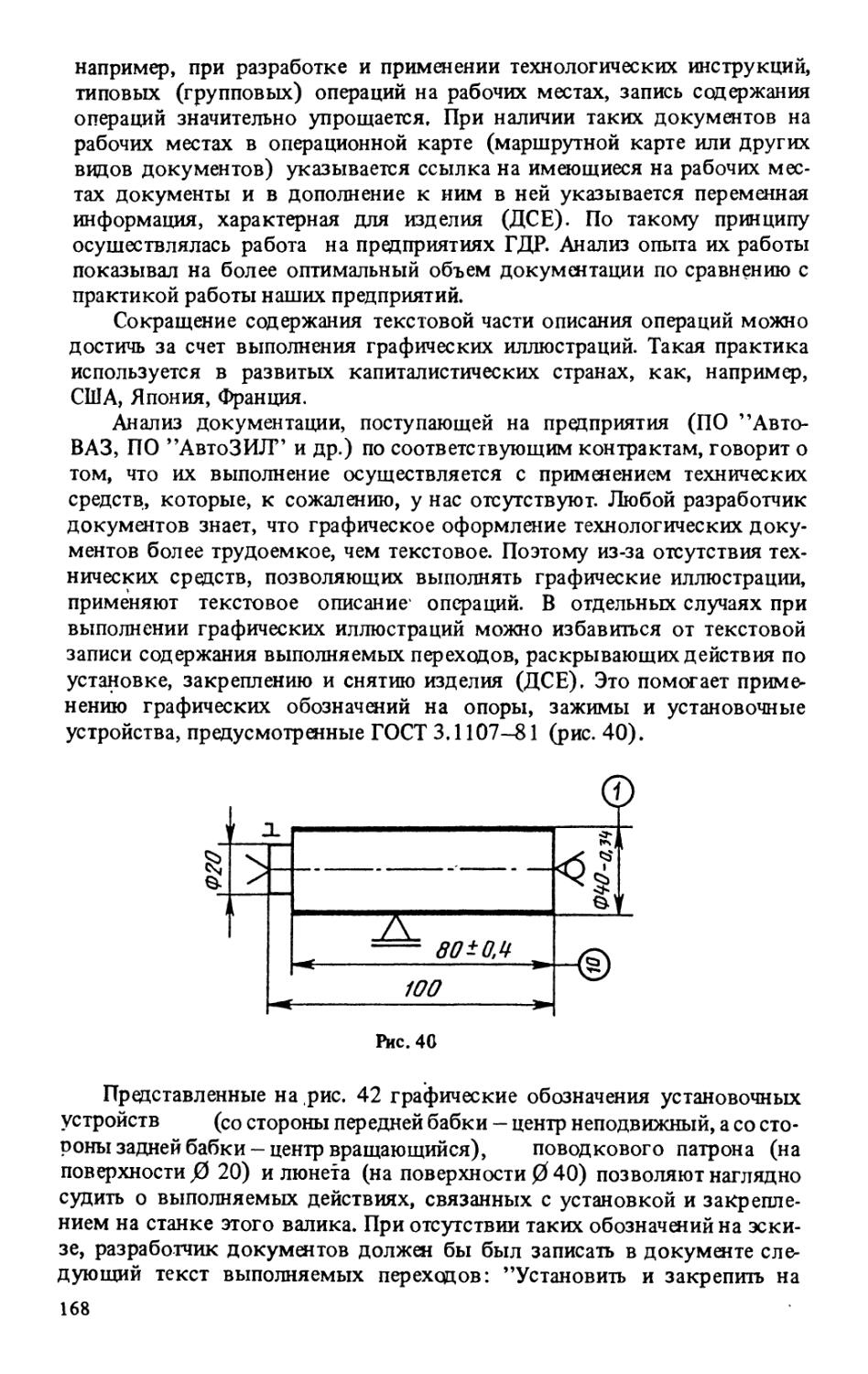
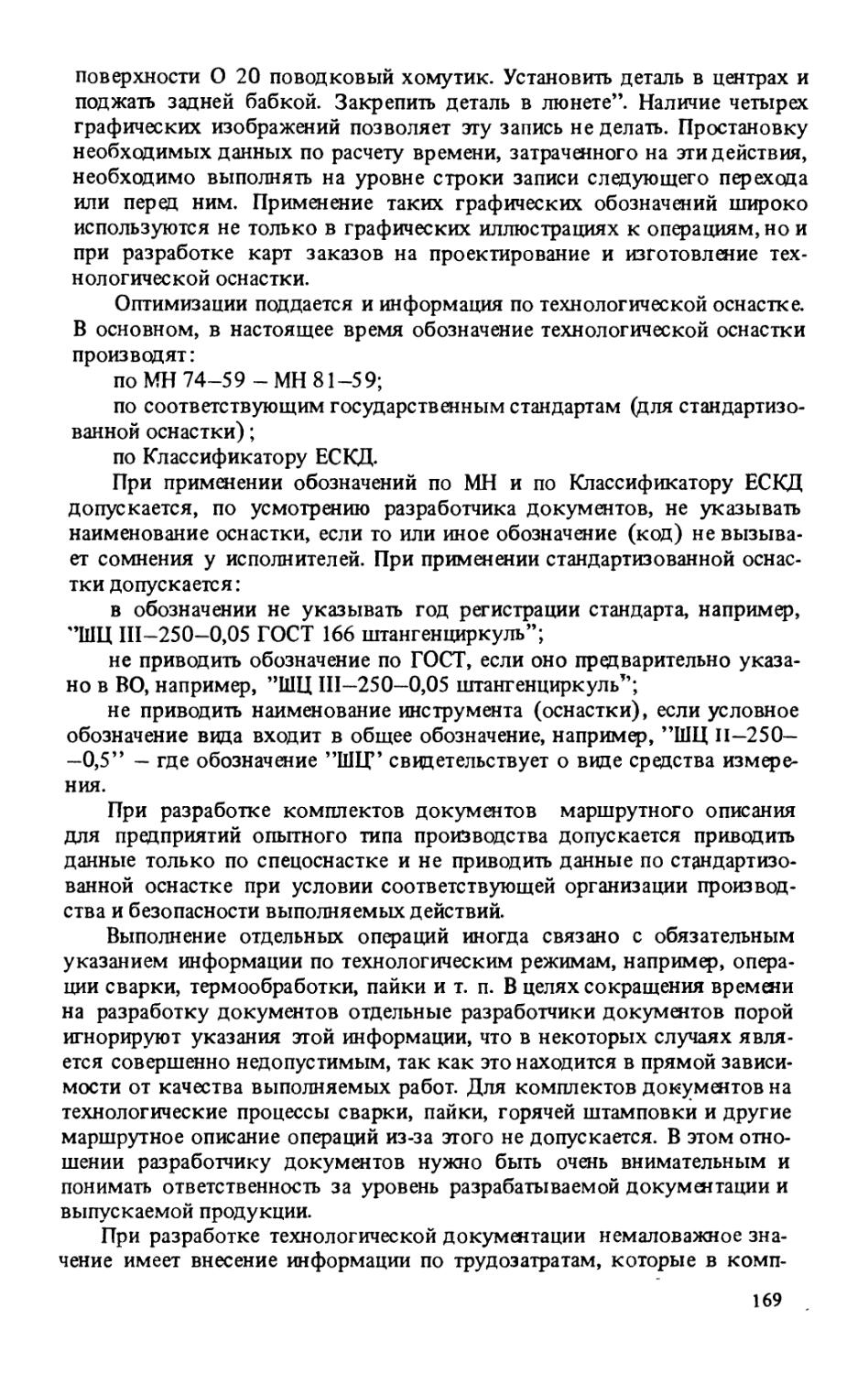
ГОСТ 3.1107—81 "ЕСТД Опоры, зажимы и установочные
устройства. Графические обозначения;
ГОСТ 3.1119—83 "ЕСТД Общие требования к комплектности и
оформлению комплектов документов на единичные технологические
процессы";
ГОСТ 3.1120—83 "ЕСТД. Общие правила отражения и оформления
требований безопасности труда в технологической документации";
ГОСТ 3.1121—84 "ЕСТД. Общие требования к комплектности и
оформлению комплектов документов на типовые (групповые)
технологические процессы (операции)".
В развитие этих документов в 1989 г. Минэлектронпромом
совместно с Госстандартом СССР были разработаны рекомендации Р 50-54-
—274—89 "ЕСТД. Допускаемые сокращения условных обозначений
стандартизованной оснастки. Инструмент режущий". Указанный
документ содержит правила, позволяющие сокращать запись по обозначению
и наименованию стандартизованного режущего инструмента. Известно,
что запись наименования и обозначения стандартизованного режущего
инструмента занимает много места в технологической документации.
27
Соответствующими стандартами на режущий инструмент краткой и
лаконичной записи не предусматривается. Более того, в обозначении
режущего инструмента, как правило, фигурируют данные по обозначению
государственного стандарта. Один раз в пять лет государственные
стандарты на продукцию подлежат пересмотру. Чаще всего при пересмотре
стандартов меняются не данные по инструменту (размеры, марка
материала), а год регистрации стандарта во Всесоюзном информационном
фонде стандартов (ВИФС), что приводит к соответствующим массовым
изменениям в технологической документации. Указанные
рекомендации предусматривают два варианта сокращенной записи условного
обозначения.
Для первого варианта в рекомендациях для каждого условного
обозначения по государственным стандартам приведены специальные
таблицы, которые позволяют применять допускаемые сокращения.
Например, для сверла спирального с цилиндрическим хвостовиком
короткой серии (К), исполнения 1, диаметром 15 мм повышенной
точности класса А, правое — по стандарту предусматривается следующая
запись: сверло 2300—5701 по ГОСТ 4010—77; по рекомендациям:
сверло К 015.
Применение данного варианта позволяет значительно сократить
запись условного обозначения, предусмотренного стандартом, но
затрудняет поиск инструмента. Этот вариант возможен при определенной
организации технологической подготовки и управления производством,
обеспечивающей поиск и хранение инструмента, или возможен при
введении на инструмент дополнительной маркировки в соответствии с
правилами данных рекомендаций, хотя за этим стоят дополнительные
затраты на маркировку инструмента.
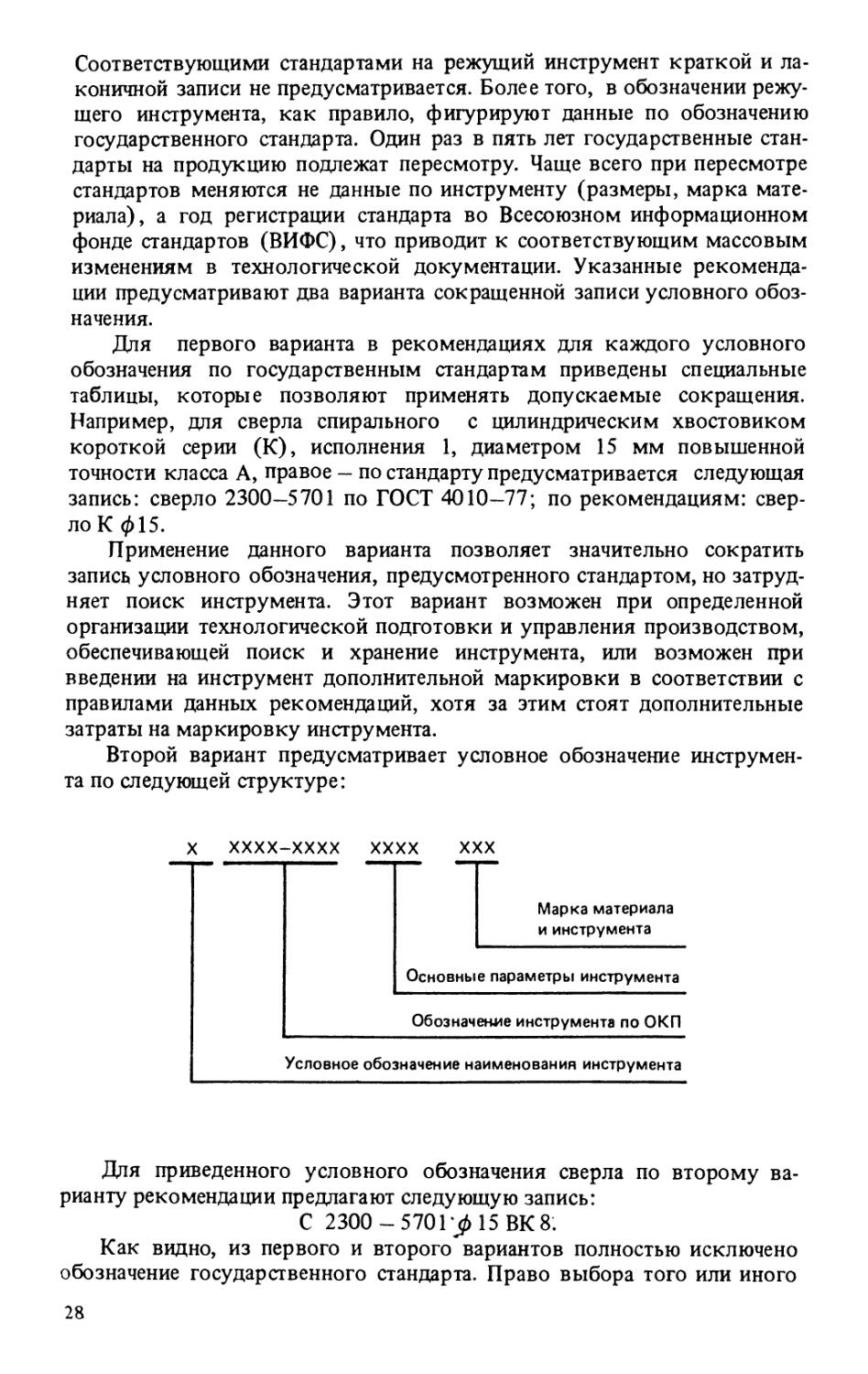
Второй вариант предусматривает условное обозначение
инструмента по следующей структуре:
х хххх-хххх хххх ххх
Марка материала
и инструмента
Основные параметры инструмента
I Обозначение инструмента по ОКП
Условное обозначение наименования инструмента
Для приведенного условного обозначения сверла по второму
варианту рекомендации предлагают следующую запись:
С 2300-5701^ 15 ВК 8.
Как видно, из первого и второго вариантов полностью исключено
обозначение государственного стандарта. Право выбора того или иного
28
варианта предоставляется предприятию. Данные рекомендации являются
первыми в упрощении записи условных обозначений инструмента. В
1990-1993 гг. предполагается разработать аналогичные рекомендации на
измерительный и вспомогательный инструмент.
Введение в состав ЕСТД новой категории вида документа -
рекомендаций позволяет более гибко применять такие документы в
практике работы предприятий. Само название этого вида документации
свидетельствует о том, что такие документы не относятся к регламентным.
Это скорее всего техническое пособие, которое может быть
использовано по усмотрению разработчика документации в целях сокращения
трудоемкости и объема и разработки и оформления.
В составе рассматриваемых документов предполагается разработать
рекомендации по допускаемым сокращениям отдельных слов и
словосочетаний, применяемых при записи информации в технологических
документах. За основу их разработки предполагается взять отраслевой
стандарт, разработанный ВНИИТМАШ (г. Волгоград), широко
применяемый с 1975 г. на предприятиях и в организациях тракторного и
сельскохозяйственного машиностроения. В этом же направлении возможна
разработка и других документов. В частности, по оптимизации выбора
комплектности технологических документов на изделие с учетом
специфики выпускаемой продукции, типа и характера производства, на
основе построения графических и информационных моделей,
раскрывающих структуру и организацию документооборота.
В состав указанных документов предполагается включить альбомы
с типовыми бланками технологических документов, оформленными в
соответствии с требованиями стандартов ЕСТД и предусматривающие
возможность их получения типографским способом и с применением
печатающих и графических выводов ЭВМ.
Такие альбомы должны сыграть положительную роль в анализе
применяемых форм документов на предприятии, с точки зрения их
достоверности и правильности оформления эталонным образцам. Они
помогут предприятиям ликвидировать имевшие место недостатки в
оформлении бланков, применяемых форм технологических
документов и создадут базу для унификации форм документов в целом по
стране.
Второе направление развития предусматривает разработку
рекомендаций и стандартов, отражающих правила и требования особенностей
оформления технологических документов на бумажных носителях,
разрабатываемых и применяемых для средств механизации и
автоматизации. Это направление развития комплекса ЕСТД должно охватить
все процедуры, непосредственно связанные с автоматизированным
проектированием технологических документов на процессы и
операции; с обработкой данных, содержащихся в формах технологических
документов, используемых при решении инженерно-технических задач
с применением гибких производственных систем.
Следует отметить, что все документы ЕСТД, пересмотренные в
1981—1989 гг., отвечают условиям применения технологических
документов в САПР и АСУП. В связи с этим речь может идти только о
29
документах, отражающих общие требования к оформлению
технологических документов, а также об особенностях их оформления в
условиях гибких производственных систем (ГПС) и АСУП.
В состав таких документов ЕСТД входит ГОСТ 2.004-88 "ЕСТД.
Общие требования к выполнению конструкторских и технологических
документов на печатающих и графических устройствах вывода ЭВМ",
разработанный взамен ГОСТ 2.004-79 и ГОСТ 3.1124-86.
Указанный документ относится к унифицированному с ЕСКД
стандарту и устанавливает общие требования, используемые при
оформлении различных технологических документов, специализированных по
методам изготовления и ремонта изделий.
В 1988 г. в состав указанных документов была включена
рекомендация Р 50-54-71—88 "ЕСТД. Автоматизированное формирование форм
технологических документов на основе базы данных". Этот документ
предусматривает перспективу совершенствования действующей системы
стандартов ЕСТД. Дело в том, что жесткая регламентация форм
технологических документов иногда вызывает определенные нарекания у
промышленности из-за отсутствия гибкости в установлении
определенного состава информации, необходимой для конкретного предприятия.
Этот недостаток позволяет устранить указанная рекомендация, в
которой приведены общие положения по автоматизированному
формированию форм технологических документов на основе базы данных.
В этом направлении предполагается в 1991—1995 гг. разработать
следующие рекоментации:
"ЕСТД. Порядок и общие правила оформления технологической
документации, применяемой в условиях внедрения
автоматизированных систем управления предприятием (АСУП)";
"ЕСТД. Порядок и общие правила оформления технологических
документов, применяемых в условиях внедрения гибких
производственных систем (ГПС) ".
Третье направление предусматривает разработку документов в
развитие и дополнение комплекса ЕСТД.
В основном в состав этой группы входят государственные
стандарты и рекомендации, разрабатываемые вновь.
В 1989 г. была разработана рекомендация Р 50-114-89 "ЕСТД.
Правила оформления документов на технологические процессы
консервации и упаковывания".
В перспективе предусматривается разработка и других
рекомендаций:
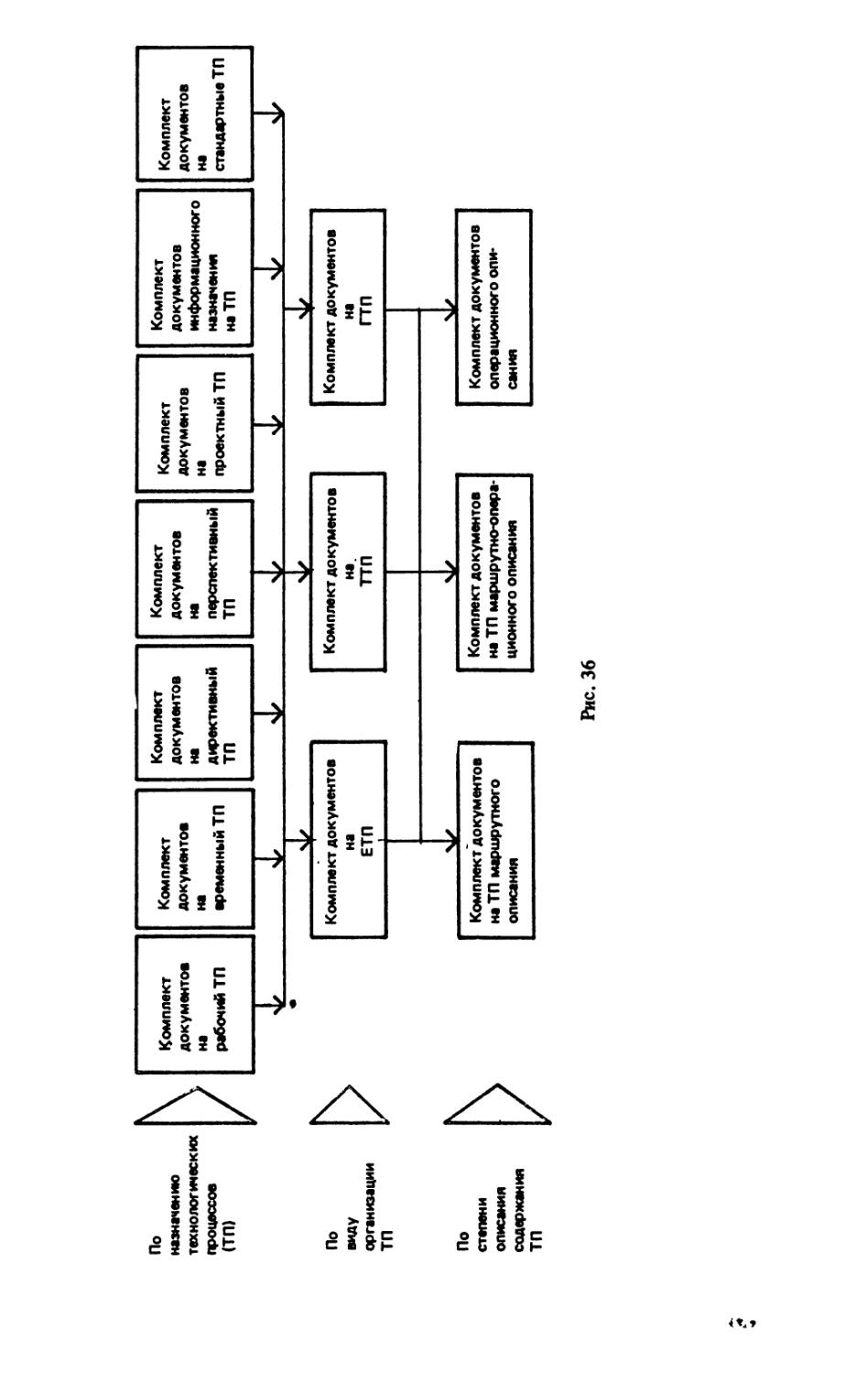
"ЕСТД. Порядок оформления технологических документов на
процессы (операции)'сбора и сдачи отходов производства";
"ЕСТД. Порядок оформления комплектов временной рабочей
технологической документации на процессы машиностроения и
приборостроения";
"ЕСТД. Порядок оформления комплектов проектной
технологической документации на процессы машиностроения и приборостроения";
"ЕСТД. Порядок оформления комплектов директивной
технологической документации на процессы машиностроения и приборостроения";
30
"ЕСТД. Порядок оформления комплектов технологической
документации на изделия машиностроения и приборостроения";
"ЕСТД. Порядок оформления и передачи комплектов
технологической документации на изделия (или составные части изделий)
машиностроения и приборостроения с одного предприятия (организации) на
другое".
Следующее направление развития предусматривает разработку
рекомендаций и государственных стандартов, предусматривающих
требования и правила оформления технологических документов на
машинных носителях.
К категории этих документов следует отнести унифицированные
с ЕСКД документы:
Р 50-75-88 "ЕСКД. Конструкторские и технологические
документы на перфокатрах и перфолентах. Виды документов, их
оформление и обращение. Общие требования".
ГОСТ 28388-89 "Система обработки информации. Документы на
магнитных носителях данных. Порядок выполнения и обращения".
В этом направлении предполагается разработать и другие
документы, которые будут устанавливать требования к составу информации
и оформлению технологических документов на машинных носителях.
1.6. Основные положения по порядку внедрения
комплекса ЕСТД в отраслях промышленности
После утверждения основного комплекса стандартов ЕСТД в 1974 г.
для их практического внедрения в отраслях промышленности
Госстандарт СССР разработал методические указания. Разработка этого
материала преследовала определенную цель - обеспечить условия для введения
в действие всего комплекса стандартов ЕСТД в установленные сроки и
осуществить такой порядок их внедрения, который не создавал бы
осложнений для функционирующего производства.
Методические указания были согласованы с промышленностью и
утверждены со следующим обозначением и наименованием: РД 23-74.
Методические указания. "О порядке внедрения стандартов Единой
системы технологической документации".
Указанные методические указания включали пять раделов: 1.
Основные положения. 2. Порядок внедрения стандартов ЕСТД в
технологическую документацию. 3. Порядок внедрения стандартов ЕСТД в
нормативно-техническую документацию. 4. Порядок внедрения стандртов
ЕСТД в научно-техническую литературу. 5. Подготовительные
мероприятия по внедрению стандартов ЕСТД.
В методические указания дополнительно в виде приложения был
включен перечень государственных стандартов ЕСТД по состоянию на
01.04.74.
РД 23—74 сыграли важную роль выделе организации внедрения
комплекса государственных стандартов ЕСТД в отраслях промышленности.
С целью ограничения специфики внедрения стандартов ЕСТД в
отдельных отраслях промышленности были разработаны отраслевые
31
аналогичные материалы, прошедшие согласование во ВНИИНМАШ.
Указанные материалы были бы актуальны и сегодня но, к сожалению, по
решению Госстандарта СССР в 1988 г. были аннулированы вместе со
многими документами такого порядка, характерными для различных
систем стандартизации (ЕСКД, ЕСТПП и др.)
В связи с отсутствием в настоящее время такого руководящего
документа и проводимыми работами по внедрению новых стандартов и
рекомендаций по ЕСТД, остановимся на основных положениях
организации внедрения этой системы.
Организацию внедрения комплекса ЕСТД можно условно
представить в щзде следующей схемы, представленной на рис. 2.
В соответствии с решением
Госстандарта СССР функции головной
организации по ЕСТД были возложены из
ВНИИНМАШ. В обязанности головной
организации по ЕСТД входило:
руководство разработкой, развитием
и совершенствованием комплекса
стандартов ЕСТД;
организация работ по опытному и
практическому внедрению основного ком*
плекса стандартов ЕСТД;
сбор замечаний и предложений от
отраслей промышленности по разработке,
совершенствованию и развитию системы;
подготовка ежегодных отчетов в
Госстандарт СССР по состоянию работ, свя*
занных с разработкой и внедрением
комплекса стандартов ЕСТД;
оказание методической помощи
головным и базовым организациям
отраслей промышленности, отдельным
предприятиям и организациям по внедрению
комплекса стандартов ЕСТД,
Для практической работы по внедрению стандартов ЕСТД в отраслях
промышленности каждое министерство (ведомство) специальным
приказом назначило из подведомственных научно-исследовательских и про-
ектно-технологических организаций и предприятий головную
организацию. Как правило, в эту категорию вхоДили ведущие организации в
области технологии, например, в Минстанкопроме — Оргстанкинпром, в
Минтяжмаше - ВПТИтяжмаш, в Минсельхозмаше - ВНИИТМАШ и т, д.
На головные организации по внедрению ЕСТД возлагались
следующие функции:
а) разработка, согласование с Госстандартом СССР и введение в
действие отраслевых методических указаний, устанавливающих порядок
внедрения стандартов ЕСТД с учетом специфики отрасли;
б) разработка планов мероприятий по внедрению стандартов ЕСТД с
учетом специфики отрасли;
ВНИИНМАШ
Госстандарта СССР —
— головная организация по
ЕСТД в отраслях
промышленности
Головные организации по
ЕСТД в отраслях
промышленности машиностроения и
приборостроения
Ж
Базовые организации
отраслей промышленности по
ЕСТД
Предприятия и организации
машиностроения и
приборостроения
Рис.2
32
в) разработка руководящих материалов по внедрению стандартов;
г) разработка плакатов и альбомов форм технологических
документов с примерами их заполнения;
д) организация опорно-консультационных пунктов по внедрению
стандартов;
е) координация работ по внедрению стандартов;
ж) проведение инструктажа и обмена опытом в отрасли по вопросам
внедрения и соблюдения требований стандартов ЕСТД;
з) осуществление контроля за внедрением стандартов ЕСТД на
предприятиях и в организациях отрасли;
и) осуществление связи с головной организацией по ЕСТД —
ВНИИНМАШ;
к) выявление предложений от предприятий и организаций по
дальнейшему развитию ЕСТД; представление замечаний и предложений по
их совершенствованию, а также отдельных стандартов ЕСКД,
устанавливающих унифицированные требования к обращению конструкторских
и технологических документов.
В отдельных отраслях промышленности, помимо головных
организаций по внедрению стандартов ЕСТД, были организованы и базовые
организации. Как правило, базовые организации являлись головными
организациями по выпуску специализированной продукции. Так, например, в
Минтяжмаше, базовыми организациями по вагоностроению являлись
ВНИИвагоностроения (г. Тверь), по тепловозостроению — ПО "Воро-
шиловоград — тепловоз".
Базовые организации были первыми, где внедрялся комплекс
стандартов ЕСТД, и их опыт после внедрения уже передавался другим
предприятиям, выпускающим родственную продукцию. В отдельных
отраслях промышленности были базовые организации, которые передавали
свой опыт по внедрению стандартов ЕСТД в условиях АСУП и САПР.
Оценивая структуру внедрения стандартов ЕСТД в отраслях
промышленности, следует отметить, что она сработала положительно с
верху до низу. Правда, в отдельных отраслях промышленности, где
головньто организации не выполняли свои функции, эта система имела
и серьезные недостатки.
К числу активных головных организаций следует отнести Оргстан-
кинпром (Минстанкопром); ВНИИТМАШ (Минсельхозпром); ВПТИ-
тяжмаш (Минтяжмаш); НИИТавтопром (Минавтопром); ВНИИстан-
дартэлектро (Минэлектротехпром) и многие другие организации.
Рассматривая роль головных организаций отраслей
промышленности по ЕСТД необходимо остановиться на головной организации по
ЕСТД в стране - ВНИИНМАШ. Специалисты этой организации
выполнили значительный объем работ в области организации внедрения
комплекса стандартов ЕСТД. К основным направлениям этой работы
следует отнести:
координацию работ по внедрению стандартов ЕСТД в отраслях
промышленности;
организацию консультационного методического центра при
ВНИИНМАШ по проблеме ЕСТД;
2-323
33
проведение региональных, отраслевых городских, семинаров и
семинаров для предприятий и организаций;
разработку методических и учебных пособий;
организацию публикаций по основным направлениям разработки,
совершенствования, развития и внедрения системы в целом в журнале
"Стандарты и качество";
ответы на письма организаций, предприятий и трудящихся по
проблеме внедрения ЕСТД.
Отметим, что во внедрении стандартов ЕСТД, начиная с 1974 г.,
участвовало более 60 министерств и ведомств. Учитывая, что в каждом
из них имелась-своя отраслевая специфика оформления технологической
документации, во ВНИИНМАШ проводились соответствующие
совещания с принятием конкретных решений. В связи с этим
специалистам-разработчикам комплекса стандартов ЕСТД приходилось рассматривать и
принимать соответствующие решения по имеющемуся опыту
оформления технологической документации различных предприятий и
организаций.
В целях обеспечения проведения консультаций по проблеме
внедрения системы при ВНИИНМАШ был организован
консультационно-методический центр (КМЦ), в котором регулярно (два раза в неделю)
осуществлялись квалифицированные консультации представителям базовых
и головных организаций отраслей промышленности, предприятий и
организаций Москвы, Московской области и других регионов страны.
Немаловажным значением в области подготовки кадров явились и
такие мероприятия, как проведение семинаров по проблеме ЕСТД.
Указанные семинары проводились по различным программам (от 1 до
4 дней) с рассмотрением наиболее важных проблем в области
оформления и обращения технологической документации. Такие семинары
проводились в разных городах;Самаре, Волгограде, Ростове-на-Дону,
Санкт-Петербурге, Набережных Челнах, Магнитогорске, Иркутске,
Хабаровске и других, а также почти во всех столицах союзных республик.
Всего было проведено более 300 семинаров.
Для организации внедрения комплекса стандартов ЕСТД в отраслях
промышленности специалистами ВНИИНМАШ разрабатывались
различные методические и учебные пособия:
Методические указания по оформлению документов контроля
соблюдения технологической дисциплины в ЕСТД — РДМУ 60-75;
Методические указания о порядке проведения контроля за
внедрением и соблюдением стандартов Единой системы технологической
документации — РДМУ 63—76;
Методические указания о рациональных способах заполнения и
применения технологической документации, разрабатываемой в
соответствии с требованиями стандартов ЕСТД - РДМУ 75-76;
Методические указания. Оптимизация оформления технологических
документов, разрабатываемых в соответствии с требованиями
стандартов ЕСТД - РД 5Р-362-82;
примеры оформления различных документов;
плакаты;
34
сборник лекций "Единая система технологической документации"
(М.: Изд—во стандартов, 1977).
Периодически необходимая информация по ЕСТД освещалась на
страницах журнала "Стандарты и качество" в виде обзоров и статей.
С целью информирования большого круга специалистов по данной
тематике в указанном журнале была организована специальная рубрика
"Вам отвечают специалисты", в которой сотрудники ВНИИНМАШ
подробно отвечали на вопросы по внедрению стандартов ЕСТД специалистам
различных отраслей промышленности.
Учитывая то обстоятельство, что на предприятиях машино- и
приборостроения применялись локальные системы, документирования в РД
23—74 были установлены правила по порядку внедрения стандартов
ЕСТД в технологическую документацию, которые учитывали порядок
внедрения системы в условиях вновь разрабатываемой документации,
а также переоформление действующей документации на соответствие
требованиям стандартов и возможность применения ранее действующей
системы документирования.
В условиях полного внедрения комплекса стандартов ЕСТД при
разработке технологической документации на новые изделия
предусматривались следующие мероприятия:
изучение специалистами предприятий и организаций требований
стандартов ЕСТД;
выбор состава и комплектности форм документов применительно к
условиям предприятия и составу решаемых задач в области
технологической подготовки и управления производством;
выполнение выбранных формуляров-образцов для печати бланков;
размножение бланков документов;
разработка типовых примеров оформления документов,
применительно к видам документов, методам изготовления и типам производств;
комплексная разработка технологической документации на новые
изделия.
Указанная схема служила типовой и могла адаптироваться с учетом
добавлений и изменений самих предприятий и организаций.
Порядок переоформления или возможность применения ранее
действующий технологической документации в обязательном порядке
должен был согласовываться предприятием (организацией) с
министерством или ведомством. При этом учитывалось:
а) количество подлежащей переоформлению технологической
документации;
б) применяемость технологической документации и ее
перспективность для использования;
в) пригодность документации к микрофильмированию;
г) загрузку инженерно-технических кадров на предприятиях
отрасли;
д) спедифические особенности отрасли (характер и масштабы
производства изделий);
е) масштабы взаимообмена технологической документацией между
организациями;
2*
35
ж) степень расхождения ранее применяемой системы
документирования со стандартами ЕСТД.
Для предприятий, применяющих средства автоматизации для
управления производством или проектирования технологических процессов,
процедура переоформления документов была более трудоемкой. Здесь
в первую очередь нужно было корректировать базу данных и програм-
ное обеспечение. На это нужно было давать больше времени и этот
период затягивался для некоторых предприятий на 2 — 3 года.
Выполнение всех процедур, связанных с переоформлением
технологической документации, как правило, оформлялось соответствующими
распоряжениями по предприятию (организации), в котором
указывались этапы, ответственные исполнители и сроки выполнения. При
необходимости указанные распоряжения согласовывались с министерствами
или ведомствами.
Анализ перехода предприятий (организаций) на новую систему
технологической документации выявил трудности в работе головных и
базовых организаций. В связи с этим, часть нареканий по организации
указанной работы шли не по назначению в Госстандарт СССР.
РД 23—74 отражал порядок внедрения стандартов ЕСТД не только
в технологическую, но и в нормативно-техническую документацию
(НТД)» и в научно-техническую литературу. Это требование накладывало
определенный отпечаток на комплексный подход к типизации
оформления технологической документации, поэтому вся действующая в
отраслях промышленности отраслевая НТД, устанавливающая порядок или
правила оформления технологической документации, подлежала отмене
или переоформлению. Все документы такого уровня, выпускаемые
отраслями промышленности, вновь должны были согласовываться с
Госстандартом СССР в целях проведения их экспертизы для соблюдения
единства правил и требований по оформлению технологической
документации в стране.
В отраслевых НТД, разрабатываемых вновь, были установлены
ограничения в части дублирования информации из содержания
государственных стандартов ЕСТД но допускалось устанавливать следующие
требования:
ограничение комплектности технологических документов,
применительно к условиям производства;
ограничение условностей, упрощенных изображений, допускаемых
стандрами ЕСТД;
приведение отдельных иллюстраций по положениям и требованиям
отдельных стандартов;
разработка справочных и руководящих пособий;
приведение допускаемых сокращений слов и словосочетаний.
При внедрении стандартов ЕСТД в научно-техническую литературу
в РД 23—74 предусматривались следующие мероприятия:
а) выпуск учебной и справочной литературы, отражающей
положения и требования стандартов ЕСТД;
б) включение соответствующих разделов в учебые и справочные
36
издания по организации машиностроительного и приборостроительного
производства;
в) переработка намеченной к изданию учебной и справочной
литературы для отражения в ней положений и требований стандартов ЕСТД.
Соответствующей экспертизе должны были подвергаться и все
подгатавлиБГаемые к изданию рукописи, содержащие положения о
процедурах разработки, оформления и обращения технологической
документации.
1.7. Общие положения ЕСТД
ЕСТД представляет собой комплекс состоящий из государственных
стандартов и рекомендаций Госстандарта СССР и ВНИИЭС* (далее-ком-
плекс документов ЕСТД), устанавливающий взаимосвязанные правила
и положения по порядку разработки, комплектации, оформления и
обращения технологической документации, применяемой при изготовлении
и ремонте изделий (их составных частей) машиностроения и
приборостроения.
Комплекс документов ЕСТД устанавливает типовые правила
оформления:
комплектов технологической документации на изделия;
сводных технологических ведомостей на изделия;
комплектов технологических документов на процессы и операции
с учетом применяемых методов и их видов;
отдельных видов основных технологических документов;
отдельных видов вспомогательных технологических документов.
В целом комплекс документов ЕСТД предусматривает;
общие положения по построению системы;
общие правила по оформлению технологических документов с
текстом разбития на графы, а также текстовых и графических документов;
правила оформления технологических документов на бумажных и
машинных носителях;
термины и определения основных понятий, применяемых при
выполнении и оформлении технологической документации;
систему обозначения технологических документов и их комплектов;
правила построения форм технологических документов;
правила выполнения бланков форм технологических документов;
систему условных обозначений опор, зажимов и установочных
устройств;
классификацию состава информации, применяемой в формах
технологических документов;
классификацию видов технологических документов;
классификацию видов комплектов технологических документов на
процессы;
правила по отражению требований безопасности в технологических
документах и т. п.
♦ВНИИНМАШ с 01.01.91 г. переименован во Всесоюзный
научно-исследовательский институт экспертизы общесоюзных стандартов (ВНИИЭС).
37
Основное назначение комплекса документов ЕСТД заключается в
следующем:
установление единых унифицированных машино ориентированных
форм документов, обеспечивающих совместимость информации,
независимо от применяемых методов проектирования документов (без
применения и с применением средств механизации и автоматизации);
создание единой информационной базы для внедрения средств
механизации и автоматизации, применяемых при проектировании
технологических документов и решение соответствующего комплекса
инженерно-технических задач в области технологической подготовки
и управления производством;
установление единых требований и правил по оформлению
документов на единичные, типовые и групповые технологические процессы и
операции;
установление единых правил оформления документов в
зависимости от типа и характера производства и степени детализации описания
технологических процессов;
обеспечение оптимальных условий при передаче технологической
документации с одного предприятия на другое (другие предприятия) с
минимальным переоформлением;
создание предпосылок по снижению трудоемкости
инженерно-технических работ, выполняемых в сфере технологической подготовки и
управления производством за счет оптимизации оформления
документов и их документооборота, а также использования средств
механизации и автоматизации;
обеспечение взаимосвязи с общетехническими системами стандартов
(СРПП; ЕСКД; ГСС; ССБТидр,);
обе печение взаимосвязи с международными системами стандартов
ИСО и МЭК.
Единые правила комплекса документов ЕСТД распространяются на
всю технологическую документацию, а также на соответствующие НТД
отраслей промышленности и научно-техническую литературу, в которых
описываются соответствующие положения об оформлении
технологической документации.
Обязательность изучения и применения стадартов ЕСТД в отраслях
промышленности устанавливается соответствующими распоряжениями
по министерствам и ведомствам, а в вузах, техникумах,
профтехучилищах — специальными учебными программами.
Все принципиальные решения, которые в период разработки
комплекса документов ЕСТД, его совершенствования и развития определяли
положения, структуру, состав стандартов, требования к оформлению и
обращению документов, принимались и сейчас принимаются на
согласительных совещаниях, где всегда присутствуют представители головных
и базовых организаций, а также заинтересованных предприятий и
организаций.
Комплексу стандартов ЕСТД присвоен третий класс в
существующей системе обозначения государственных стандртов и он входит в
группу Т 5 3 указателя стандартов.
38
Таблица 1
Номер
группы
Наименование группы стандартов
и рекомендаций
О I Общие положения
I Общие требования к документам
2 Классификация и обозначение технологических документов
3 Общие требования к документам на магнитных носитетях
4 I Основное производство. Формы технологических
документов и правила их оформления, специализированные по методам
изготовления или ремонта изделий.
5 | Основное производство. Формы технологических
документов и правила их оформления на испытания и контроль.
6 | Вспомогательное производство. Формы технологических
документов и правила их оформления.
Прочие
Информационная база
Примечание, Группа 7 резервная.
Государственные стандарты ЕСТД или основные стандарты системы
имеют свое обозначение, построенное на классификационном принципе,
состоящем из следующих признаков:
гост х. хххх-хх
Категория нормативно-технического
документа (государственный стандарт)
3-й класс {стандарты ЕСТД)
1-й подкласс (стандарты ЕСТД для изделий
машино- и приборостроения.
Номер классификационной группы стандартов
ЕСТД (с 0-9)
Порядковый номер стандарта ЕСТД
в классификационной группе (с 01—99)
Год регистрации стандарта ЕСТД в ВИФС
1
Стандарты и рекомендации ЕСТД распределены по следующим
классификационным группам, приведенным в табл. 1.
Примеры обозначений стандартов ЕСТД: ГОСТ 3.1001-81 ГОСТ
3.1201-85, ГОСТ 3.1404-86, ГОСТ 3.1502-35, ГОСТ 3.1901-74,
Государственные стандарты ЕСТД, входящие в данный комплекс
документов, следует различать с унифицированными государственными
стандартами другой системы - ЕСКД.
К группе унифицированных стандартов с ЕСКД относят небольшой
состав стандартов, которые устанавливают общие (унифицированные)
требования, в равной мере относящиеся к оформлению конструктор-
39
ской и технологической документация. Пока такой состав стандартов
просматривается в направлениях:
обращения документов;
установления общих требований к оформлению документов,
выполняемых с применением средств автоматизации;
установления общих требований к оформлению документов на
магнитных носителях.
Унифицированные стандарты имеют обозначение по принятой в
ЕСКД системе:
гост х. х х х - х х
Категория нормативно-технического I I I I I
документа (государственный стандарт)! I I I I
2-й класс (стандарты ЕСКД)
Г I
Номер классификационной группы
стандартов ЕСКД (с 0 - 9)
Порядковый номер стандарта ЕСКД
в классификационной группе (с 01 — 99)
Год регистрации стандарта ЕСКД в ВИФС-
Информацию о распространении унифицированного стандарта на
технологическую документацию можно получить только из его
названия, например, ГОСТ 2.004—88 "ЕСКД. Общие требования к
выполнению конструкторских и технологических документов на печатающих
и графических устройствах вывода ЭВМ" и по имеющимся ссылкам в
основополагающих стандартах ЕСТД.
Разработка унифицированных с ЕСКД стандртов имеет свою
направленность и цель, заключающиеся в сокращении общего числа
действующих государственных стандартов и в перспективном
совмещении функций работы конструктора и технолога одним исполнителем
на характерном для условий его работы автоматизированном рабочем
месте (САПР-К и САПР-Т).
Подобные примеры уже в настоящее время имеют место в
передовых индустриально развитых капиталистических странах, когда
разработка конструкторских и технологических документов выполняется
подготовленными специалистами-автоматизаторами на основании
имеющегося программного обеспечения для средств автоматизации.
Как указывалось,, помимо стандартов в комплекс ЕСТД входит и
другой вид документов-рекомендаций. Этот вид документов
применяется в дополнение к стандартам ЕСТД. Обычно их разрабатывают на
правила оформления вспомогательных или производных
технологических документов с целью более гибкого подхода. Рекомендации не
являются обязательными и применяются исполнителями по их
усмотрению. Такая форма документации имеет в основном методический или
40
справочно-информационный характер и может устанавливать правила
оформления не только форм технологических документов, но иметь и
другую направленность, например, рекомендовать формы организации
оптимизированного документооборота, правила сокращенной записи
текстовой информации, правила записи средств технологического
оснащения и т. п.
В зависимости от места издания рекомендации подразделяют на
две группы, а именно, рекомендации, издаваемые Издательством
стандартов и издаваемые ВНИИЭС, другими институтами Госстандарта СССР
или головными организациями отраслей промышленности.
Разработка рекомендаций осуществляется по той же системе, что и
государственных стандартов. Принятие решения об утверждении этой
категории документа осуществляется при рассмотрении документа на
научно-технической комиссии (НТК) Госстандарта СССР. Здесь же
определяется возможность издания этого материала в Издательстве
стандартов с определением тиража и срока издания.
В отдельных случаях НТК Госстандарта СССР может принять другое
решение - поручить ВНИИЭС утвердить проект рекомендаций на своем
уровне. Проекты указанных рекомендаций утверждаются приказом
директора ВНИИЭС и соответствующая информация об этом
указывается на титульном листе рекомендаций. Издание рекомендаций,
утвержденных во ВНИИЭС осуществляется в типографии института. Тираж их
издания определяется методом письменного опроса головных и базовых
организаций по ЕСТД с учетом заинтересованности исходящей от
предприятий и организаций отрасли. Приобретение рекомендаций,
выпущенных Издательством стандартов, осуществляется в установленном
порядке так же, как и государственных стандартов через Центральную
контору по распределению стандартов или специализированные магазины по
продаже стандартов.
Регистрация рекомендаций, предназначенных для издания в
Издательстве стандартов или во ВНИИЭС, осуществляется в ВИФС, с учетом
различной структуры их обозначения.
Для рекомендаций, издаваемых в Издательстве стандартов, принята
следующая структура обозначения:
Р 50-60 - 88
Год регистрации рекомендаций в ВИФС
Порядковый регистрационный номер рекомендаций
Условное цифровое обозначение Госстандарта СССР
Категория документа - рекомендация
41
Для рекомендаций, издаваемых во ВНИИЭС, принята другая система
обозначения:
Р 50 - 54 - 69 - 88
Год регистрации рекомендаций в ВИФС
Порядковый регистрационный номер
рекомендаций
Условное цифровое обозначение ВНИИНМАШ
Условное цифровое обозначение Госстандарта СССР
Категория документа - рекомендация
Перечень имеющегося состава государственных стандартов ЕСТД,
унифицированных стандартов ЕСКД и рекомендаций по ЕСТД по
состоянию на 01.01.91 с указанием срответствующих обозначений и
наименований приводится в приложениях 1 — 3.
2. ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО ВЫБОРУ И ПОСТРОЕНИЮ
ФОРМ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
2.1. Основные положения па выбору форм
технологических документов
В системах технологической подготовки и управления
производством предприятий и организаций машино- и приборостроения
применяется большой состав различной документации, которая в комплексе
обеспечивает условия по функционированию промышленных
предприятий и их подразделений.
Особое значение в технологической подготовке производства
отводится технологической документации. Выбор ее применительно к
условиям конкретного предприятия обусловливается различными
условиями, зависящими прежде всего от следующих факторов:
типа и вида производств;
стадии разработки документации;
технологического метода (процесса, операции), применяемого при
изготовлении (ремонте) изделий и их составных частей;
отдельных видов специфического оборудования.
В соответствии с ГОСТ 14.004—83 под типом производства
понимается классификационная категория производства, выделяемая по
признакам широты номенклатуры, стабильности и объема выпускаемой
продукции.
В соответствии с установленной структурой классификации
производств (см. разд. 3) выбор ограничительного состава форм документов
зависит от двух признаков — объема выпуска изделий и вида
производств.
Первый признак разделения производств несет в себе структурные
и организационные особенности. Для предприятий с малым объемом* но
с большой номенклатурой выпуска изделий состав документов, как
правило, должен иметь минимальную комплектность. Это объясняется
прежде всего тем, что в таких производствах применяется
универсальное оборудование, позволяющее быстро его перестраивать при выпуске
разнообразной продукции. Важным фактором является и то
обстоятельство, что в таких условиях рабочие должны иметь высокую
квалификацию. В связи с указанным разработка технологических процессов
выполняется в основном на формах маршрутных карт, используемых
на рабочих местах вместе с конструкторской документацией. В целях
сокращения объема записи информации в маршрутных картах на таких
предприятиях широко используют технологические инструкции для
разработки типовых (групповых) технологических процессов
(операций). Это позволяет в маршрутной карте давать только ссылки на
обозначения указанных документов, не дублируя имеющуюся в них
информацию.
Помимо документов, предназначенных для разработки
технологических процессов, на указанных предприятиях могут применяться и
43
другие документы, предназначенные для решения задач, связанных с
расчетом материалов, средств технологического оснащения, трудоемкости и
т. п. Состав таких документов регламентируется стандартами ЕСТД, а их
выбор устанавливается предприятием (организацией), исходя из
решаемого комплекса инженерно-технических задач в области
технологической подготовки и управления производством.
Предприятия (организации), осуществляющие большой объем
выпуска изделий при их небольшой номенклатуре имеют другую
организацию производства, позволяющую каждую операцию закреплять за
одним рабочим местом. На этих предприятиях вместо универсального
оборудования для изготовления (ремонта) изделий применяют
специальное оборудование, автоматические линии, что позволяет использовать
рабочих низкой квалификации, так называемых "операционщиков". В
условиях такой организации работ для рабочих мест, задействованных в
технологическом процессе, разрабатывается подробная технологическая
документация, которая предусматривает закрепление за каждым
рабочим местом один, а иногда и несколько документов операционная карта,
технологическая инструкция, карта наладки инструмента
(оборудования), инструкция по охране труда. Как правило, при такой организации
работ, конструкторская документация на рабочие места не выдается, а
вся необходимая графическая информация отражается в картах эскизов
или в специальных зонах других документов, предусматривающих
внесение соответствующей информации.
Все, что мы сейчас рассмотрели, фактически является первым
этапом-по выбору документов. Итак, мы выяснили, что для предприятий с
небольшим объемом производства, следует применять упрощенный
вариант выполнения документов с оформлением записи на формах
таких документов, как маршрутная карта и технологическая
инструкция.
Предприятия, отличающиеся большим объемом выпуска изделий,
должны иметь операционную технологию, заключающуюся в подробном
описании выполняемых действий каждого исполнителя и в закреплении
определенных документов за рабочим местом.
Второй признак разделения производств несет в себе особенности
выбора документов в зависимости от специфики выполняемых действий.
На этом этапе выясняется, что для таких видов производств, как
литейное, кузнечное, гальваническое, лакокрасочного покрытия и
других, не всегда удается применять формы маршрутных карт в качестве
универсального документа из-за необходимости отражения в них
специфической информации. Для таких производств нужны другие
документы, например, карга технологической информации, карта
технологического процесса, учитывающие тот или иной технологический метод
(иногда даже вид) при изготовлении или ремонте изделий.
Важное значение при выборе состава^ документов приобретает
фактор, относящийся к стадии разработки технологической документации,
фактически он предопределяет выбор документации. В основном ста-
44
дии разработки технологической документации находятся в прямой
зависимости от со отвеет вующих стадий разработки конструкторской
документации, и, в конечном счете, способствуют выбору типа
производства. Так, например, при разработке конструкторской и
технологической документации на стадии "Опытного образца" ("Опытной
партии") выбор падает на опытное производство, при производстве
опытного образца изделия небольшими партиями — на мелкосерийное
производство.
На следующем этапе выбора документов необходимо принимать во
внимание технологический метод изготовления (ремонта) изделия. При
рассмотрении соответствующего метода изготовления необходимо
учитывать и вид технологического процесса (операции) по организации его
выполнения, так как единичные, типовые или групповые
технологические процессы накладывают тоже свои особенности на состав и
оформление технологических документов. Например, при разработке единичных
технологических процессов используют формы маршрутных карт, карт
технологических процессов, операционных карт, а при разработке
типовых (групповых) технологических процессов (операций) при указании
постоянной информации, относящейся ко всей группе деталей — формы
маршрутных карт или карт типовых (групповых) технологических
процессов, а при указании переменной информации, относящейся к
конкретной детали - ведомости деталей к типовым (групповым)
технологическим процессам (операциям) или карты технологической информации.
В целях конкретного ответа на выбор форм технологических
документов, применительно к технологическому методу, его виду или операции,
а также виду технологического процесса по организации его выполнения
во всех стандартах и в рекомендациях ЕСТД 4-й классификационной
группы даны соответствующие правила.
Окончательный выбор форм документов на технологические
процессы иногда зависит и от применяемого оборудования, особенно, если
оно имеет специфику настройки и управления. Так, например, при
выполнении операции по обработке резанием с применением одношпин-
дельного или многошпиндельного токарных автоматов и полуавтоматов
формы документов будут разные при одинаково назьюаемой операции
"Автоматная токарная". Применение разных форм документов
продиктовано необходимостью указания в них специфической информации,
отражающей особенности наладки и настройки систем станков, а также
разной методологией по расчету кулачков.
Аналогичная картина может встречаться и в других технологических
методах, поэтому состав применяемых видов документов может быть
самым разнообразным, и в каждом конкретном случае определяется
специалистом по разработке технологических процессов (операций).
2.2. Классификация производств
Проектирование и оформление технологической документации на
процессы находится в прямой зависимости от производства, на котором
45
будут изготавливаться или ремонтироваться изделия и его составные
части. Поэтому прежде, чем перейти к особенностям построения форм
технологических документов, рассмотрим классификацию производств,
применяющихся в машино- и приборостроении.
В общем случае классификацию производств можно выполнить по
пяти признакам: назначению, типу, организации, уровню применения
средств механизации и автоматизации, виду.
Классификация применяемых производств в машино- и
приборостроении приведена на рис. 3.
На первом уровне классификации в зависимости от назначения
производства можно разделить на основное, вспомогательное и опытное.
Пользуясь терминами и соответствующими определениями,
приведенными в ГОСТ 14.004-83 "ЕСТПП. Термины и определения
основных понятий", рассмотрим, чго подразумевается под указанными
терминологическими понятиями:
основное производство — производство товарной
продукции;
вспомогательное производство — производство
средств, необходимых для обеспечения функционирования основного
производства;
опытное производство — производство образцов, партий
или серий изделий для проведения исследовательских работ или
разработки конструкторской и технологической документации для
установившегося производства.
Основное и вспомогательное производства на одном предприятии —
явление довольно часто встречающееся и, в основном, имеет системный
повсеместный характер для практики предприятий и организаций
машино- и приборостроения.
Опытное производство характерно только для тех предприятий и
организаций, которые имеют свои конструкторские бюро,
занимающиеся проблемами совершенствования и развития выпускаемых изделий.
Комплексное применение указанных производств характерно для
крупных производственных объединений (ПО) или предприятий (фирм).
Примером такого предприятия является Московское
производственное объединение "АвтоЗИЛ", где для основного производства
характерен выпуск семейства грузовых автомобилей "ЗИЛ" разных
модификаций, для вспомогательного — изготовление и ремонт средств
технологического оснащения, а для опытного — разработка и изготовление
опытных образцов лового семейства грузовых автомобилей. В
последнее время многие предприятия стали больше уделять внимания
выпуску товаров народного пртребления. В связи с этим в их структуре
предусматриваются соответствующие производства. В принципе, такие
производства работают на использовании отходов от основного производства,
и по масштабам выпуска соответствующих изделий иногда занимают
ведущее место в стране. Такие производства относятся к основным.
По типу производства подразделяются на единичное, серийное и
массовое.
В соответствии с ГОСТ 14.004-83:
46
д
л л
Рис 3
По
назначению
По
типу
По
организации
По
уровню
применения
средств
механизации и
автоматизации
По
виду
тип производства — классификационная категория
производства, выделяемая по признакам широты номенклатуры,
регулярности, стабильности и объема выпуска продукции;
единичное производство- производство,
характеризуемое малым объемом выпуска одинаковых изделий, повторное
изготовление и ремонт которых, как правило, не предусматривается;
серийное производство— производство,
характеризуемое изготовлением и ремонтом изделий периодически
повторяющимися партиями;
массовое производство— производство,
характеризуемое большим объемом выпуска изделий, непрерывно изготовляемых
или ремонтируемых продолжительное время, в течение которого на
большинстве рабочих мест выполняется одна рабочая операция.
В свою очередь, серийное производство в зависимости от количества
изделий в партии и значения коэффициента закрепления операций
подразделяют на мелкосерийное, средиесерийное и крупносерийное-
В соответствии с ГОСТ 3.1121—84 под коэффициентом закрепления
операций (К3 0 ) понимается отношение суммарного числа различных
операций к суммарному числу рабочих мест, занятых при изготовлении
(ремонте) изделия: 2о
Значение К3 0 принимается для планового периода, равного одному
месяцу.
Указанным стандартом установлены следующие значения
характеризующие А*30:
1</Г3 0 < 10 для крупносерийного производства;
10 < К3 0щ < 20 для среднесерийного призводства;
20<А*3.о. < 40 для мелкосерийного производства.
Для единичного производства значение К3 0 не установлено, а для
массового производства равно единице.
В целях комплексного рассмотрения вопросов по выбору
оптимального значения ^3.о. Для предприятий в 1980 г. специалистами
Госстандарта СССР совместно с ленинградским Северно-Западным заочным
политехническим институтом (СЗПИ) были разработаны методические
указания РД 50-174-30 "ЕСТПП. Выбор оптимальной величины
коэффициента закрепления операций К3 0 для предприятий (цехов, участков
предприятия) машино- и приборостроения". В данных методических
указаниях была представлена система нормативов эффективной
организации, включая и норматив К3 0 , направленная на достижение,
поддержание и своевременную корректировку организационных условий
производства подразделений при изменении параметров продукции,
структуры программы, технологии изготовления (ремонта) элементов
производства цехов и участков предприятий.
В 1988 г. методические указания РД 50-174-80 в связи с работами,
осуществляемыми Госстандартом СССР по сокращению парка
действующих нормативно-технических документов ЕСТПП были
аннулированы.
48
На третьем уровне классификации производства по организации
разделяют на три группы — поточное, групповое, и установившееся.
В соответствии с ГОСТ 14.004-83:
поточное производство — производство,
характеризуемое расположением средств технологического оснащения в
последовательности выполнения операций технологического процесса и
определенным интервалом выпуска изделий;
групповое производство — производство,
характеризуемое совместным изготовлением или ремонтом групп изделий с
разными конструктивными, но общими технологическими признаками;
установившееся производство — производство
изделий по окончательно отработанной конструкторской и
технологической документации.
Поточное производство характерно для предприятий (организаций)
массового и крупносерийного типа производства, например, ПО
"АвтоВАЗ" (г. Тольятти), а групповое —для предприятий единичного,
мелкосерийного и среднесерийного типа производства, например,
гальваническое, термическое, лакокрасочное производство. Установившееся
производство, как правило, характерно для крупносерийного и массового
типа производства.
На четвертом уровне классификации производства разделяют по
уровню применяемых средств механизации и автоматизации на
автоматизированное и механизированное;
К автоматизированным относят предприятия (организации), в
которых выполнение всех процедур, связанных с технической подготовкой
и управлением производства, комплексно автоматизировано. Как
правило, на таких предприятиях проектирование конструкторских
и технологических документов осуществляется с применением САПР-К
и САПР-Т, технологическая подготовка — с применением
автоматизированной подготовки производства (АСТПП), управление производством
— с применением автоматизированных систем управления (АСУ), а
изготовление и сборка изделий — с применением оборудования,
оснащенного системами с числовым программным управлением (СЧПУ),
управляемыми средстами вычислительной техники. Такое
производство чаще называется "гибким" производством. Оно позволяет в
сравнительно короткие сроки осваивать и выпускать новые, более
совершенные изделия, с меньшей трудоемкостью и повышенным качеством
изготовления (ремонта). В связи с изложенным, целесообразно
автоматизировать производства с мелкосерийным и среднесерийным типом
производства. В автоматизированном производстве ручной труд
исполнителей отсутствует.
К механизированным производствам относятся предприятия
(организации), в которых механизации подвергнуты все процессы,
связанные с ранее применяемым ручным трудом, опасными работами для
здоровья человека, например, перемещения изделий с применением
транспортных средств, загрузка и выгрузка изделий — с применением
соответствующих средств. Например, механическая рука и т. п.
49
Кроме указанных производств, могут иметь место и другие
производства, в которых применение средств автоматизации или механизации
не носит комплексный характер, а встречается только в отдельных
процессах и операциях.
На последней классификационной ступени производство
разделяют по виду, т. е. по признаку применяемого метода для изготовления
(ремонта) изделия и его составных частей. К наиболее
распространенным видам производств следует отнести: литейное, прессовое, механо-
обрабатывающее, термическое, сборочное, сварочное, гальваническое,
лакокрасочное и др. Выбор соответствующих видов производств чаще
всего зависит от структуры предприятия, степени применения того или
иного метода при изготовлении составных частей для изделия и его
специализации. В большей мере разделение производств по видам
характерно для предприятий крупносерийного и массового типа.
В отдельных случаях вид производства может иметь обобщенный
характер, например, заготовительное производство, где могут
применяться несколько методов изготовления заготовок, включая действия
по раскрою и отрезанию заготовок.
Представленная классификация производств имеет общий
характер и рекомендуется для наглядного рассмотрения.
2.3. Стадии разработки технологической
документации
Стадии разработки конструкторской и технологической
документации стали применяться в документах с момента введения в действие
комплексов государственных стандартов ЕСКД и ЕСТД. Необходимость
отражения этой информации продиктована степенью уровня
выпускаемой документации, связанной с ее отработкой на технологичность и
повышением качества и надежности изготовляемых (ремонтируемых)
изделий. Если проследить путь проектирования и внедрения
конструкторской и технологической документации, то можно определить тесные
связи между этими двумя системами документирования. Вначале
ведется разработка конструкторской документации, которая создает основу
для всех действий, связанных с организацией технологической
подготовки и управлением производством. При разработке технологической
документации на процессы изготовления (ремонта) изделий и их
составных частей осуществляются действия по взаимной увязке
документов и последующей их отработке. Стадии разработки
конструкторской и технологической документации охватывают все этапы, начиная
от момента начала разработки до производства изделий. Информация
по стадиям разработки конструкторской и технологической
документации условно обозначается в виде заглавной буквы русского
алфавита - литеры, представляемой в основной надписи конструкторского
и технологического документов.
Требования по стадиям разработки конструкторской
документации установлены в ГОСТ 2.103-68, а по технологической - в ГОСТ
3.1102-82.
50
С целью анализа применения стадий разработки в конструкторской
и технологической документации приведем соответствующую схему
их взаимосвязи на рис. 4.
На схеме видно, что стадии разработки технологической
документации выполняются в строгой логической последовательности и в
основном соответствуют стадиям разработки конструкторской документации.
За исключением трех случаев:
1) на стадии разработки конструкторской документации
"Техническое предложение", когда технологическая документация не
разрабатывается;
2) на стадиях разработки конструкторской документации
"Эскизный проект" и "Технический проект", когда технологическая
документация имеет стадию разработки "Предварительный проект" и
соответствующую литеру "П";
3) на стадии разработки технологической документации
"Директивная документация", не имеющей аналога в стадиях разработки
конструкторской документации.
В первом случае готовятся только технико-экономические
предложения по проектируемому изделию, которые прямого отношения
к технологической документации не имеют.
Во втором случае на стадиях "Эскизный проект" и "Технический
проект" разрабатывается конструкторская документация, которая
в своей основе предусматривает возможность изготовления макетов
изделий.
Такая практика применяется в основном для наиболее сложных
изделий типа летательных* аппаратов с целью определения возможности
размещения и установления на внешней и внутренних поверхностях
специальной аппаратуры и других устройств, а также проверки формы
изделия и стыковки отдельных его составных частей. В этом случае
разработка технологической документации выполняется в упрощенном
варианте, применительно к типу опытного производства.
В третьем случае стадия "Директивная технологическая
документация" появилась не случайно. В отдельных отраслях промышленности
этот термин применяется длительное время.
Под директивной технологической документацией следует понимать
комплект документов, предназначенный не для изготовления, а только
для выполнения предварительных расчетов на основе решения
инженерно-технических, планово-экономических и .организационных задач, в
целях определения возможности размещения соответствующего заказа
на том или ином предприятии при постановке новых изделий на
производство, на основе конструкторской документации, выполненной на
стадии "А" или "Б". Примером таких изделий являются летательные
аппараты. Для того, чтобы определить возможность размещения такого
изделия на предприятии необходимо иметь информацию по аналогу
изготовляемого такого изделия с учетом коэффициента его сложности
или следует выполнять соответствующие расчеты, которые позволят
дать ответ на такие вопросы: определение трудоемкости изделия,
определение потребности в рабочих, определение применяемого
оборудования, расчет производственных площадей и т. п.
51
>
Изготовление изделий
(их составных частей)
1
[ /
1 * д
п
Констр
екая до
тация е;
ного пр
водства
Литера 1 И
Ь * * п
\1 о «ч9
н
Конструкторская
документация
серийного
(массового)
производства
/
|(-
—
—«1
Литера 1 А (Б)
ч
р»
\
'
Конструкторская
документация
опытного образца
(опытной партии)
'
4
\
О
О
Литера 1 О 1 1 Литера
Техничес
кий проект
/Тч
>х 1
; *
:
/\
Стадия
жизненного
цикла
изделия у
Литера 1 Э
Ч
Техническое
предложение
Питера I П
1—•
^—^^
Стадии
разработки
конструкторе
кой документа
ГОСТ 2 103
-68
\
?
—л
"1
1 §\\ **
к к * ° а
1 * 1 1 | 2
Литера 1 И
Т
Директивная
технологическая докумен
тация
Литера 1 Д
Технолог ичес
кая докумен
тация серий
ного (массо
вого) проиэ
водства
-г
Технологическая
документация опытного образца
(опытной партии)
ч4
Литера |а(Б)
\
6
О
Литера 1 О 1 1 Литера
>х
I
с
\>
X
1 Литера 1 П
Технологическая
документация не
разрабатывается
^^~\^
Стадии
разработки
технологической документа
ГОСТЗ 1102
-в,
2м
Решение указанных задач невозможно выполнить без
предварительной разработки укрупненной технологии по сборке и испытанию
изделий и его составных частей, а также по разработке соответствующих
документов на изготовление сложных составных частей. Как правило,
разработка такой документации выполняется на формах маршрутных
карт. После решения всего комплекса инженерно-технических задач
и определения возможности изготовления изделия на данном
предприятии комплект директивной документации может быть использован при
разработке рабочей технологической документации.
На стадии "Опытный образец (опытная партия)" разработка
технологической документации ведется применительно к опытному
производству и поэтому имеет упрощенный вариант оформления.
На стадиях "Серийное (массовое) производство" разработка
технологической документации имеет подробное описание, выражающееся
в том, что на каждом рабочем месте должен быть отдельный документ
с полным описанием всех выполняемых действий с указанием
применяемых материалов, средств технологического оснащения и данных по их
настройке, технологических режимов и трудозатрат. Описание
производится в логической последовательности выполняемых действий с
указанием основных и вспомогательных переходов и при необходимости
приемов работы.
Разработка и оформление технологической документации на стадии
"Единичное производство" выполняется по аналогии документации
"Опытного образца (опытной партии)".
Схема взаимосвязи стадий разработки конструкторской и
технологической документации, предназначенной для ремонта изделий
приведена на следующем рис. 5.
Стая ия
жизненного
цикла
изделия
РЕМОНТ ИЗДЕЛИЙ
(ИХ СОСТАВНЫХ ЧАСТЕЙ)
Стадии
разработки
конструкторской докумеч-]
тации по
ГОСТ 2.103
Стадии
разработки
технологической
документации по
ГОСТ 3.1102 -
Конструкторская
документация опытного
образца (опытной пзрти<
щ
Литера Ро
Литера Ро| (Ро})
Технологичесчтч
документация опытного
образца (опытной партии)
А.
И
[Литера] Ро||Литера Ро, (Ро»)
Конструкторская докум<
тация серийного
(массового) производства
ж:
Технологическая
документация
серийного
(массового) производства
Литера РА (РБ)
И.
г^
Директивная
технологическая
документация
Конструкторская
документация единичного
производства
Технологическая
документация единичного
производства
Рис.5
53
Оформление технологической документации для этих целей следует
выполнять в соответствии с предыдущими указаниями для
документации на изготовление изделий.
Анализ взаимосвязи стадий разработки конструкторской и
технологической документации на этапах изготовления и ремонта изделий
показывает на их преемственность. Особенно это ярко выражается на
стадии "Опытного образца (опытной партии) "> где вместо одной литеры
присутствуют три: О, О! и 02. Наличие такого количества стадий
разработки непосредственно связано с последовательностью отработки
изделия по уровню на технологичность.
В старой редакции ГОСТ 2.103-68 (до 1980 г.) предусматривалось
таких стадий гораздо больше (О, ОгО^) . Возможность такой отработки
конструкторской документации устанавливалось разработчиком
документов и при указанной ситуации в отдельных случаях несоизмеримо
затягивалось по срокам. Это приводило к тому, что с окончанием работ
по отработке конструкторской документации на другую высшую
стадию "А" или "Б" изделие уже морально устаревало и не
соответствовало уровню аналогичных образцов, выпускаемых в других странах.
Аналогичная картина существовала и на высших стадиях, когда вместо
одной стадии "А" ("Б") в указанном стандарте были приведены две
стадии:
разработка рабочей конструкторской документации серийного
производства с присвоением документам литеры А;
разработка рабочей конструкторской документации массового
производства с присвоением документам литеры Б.
В последнее время требования к уровню конструкторской
документации резко повысились, что в итоге привело к сокращению стадий
разработки и сроков на этапах "Опытный образец (опытная партия)" и
"Серийное (массовое) производство". Указанные требования повысили
и ответственность разработчиков документации. В настоящее время
конструкторские документы с литерой А отвечают требованиям
серийного и массового производств.
В технологической документации соответствующая литера стадии
разработки проставляется в графе 5 блока Б1 основной надписи по
ГОСТ 3.1103—82. Простановку соответствующей литеры следует
выполнять только в формах титульного листа (ТЛ) и на первом листе
основного документа (маршрутная карта,
карта технологического процесса,
карта типового или группового
технологического процесса) в левой
части графы, оставляя две
последующие графы для изменений (рис. 6).
При применении титульного листа
и соответствующей простановки на
нем литеры, допускается не
проставлять литеру на первом листе
основного документа при условии не
применения средств автоматизации для
54
обработки содержащейся в документах информации и для
проектирования документов.
Простановка литеры в технологическом документе
свидетельствует об уровне оснащенности технологического процесса и степени его
отработки. Для серийного производства присуще применение
агрегатных станков, станков с ЧПУ и отдельных станков универсального
назначения. Для массового поточного производства — автоматические
линии, специальное оборудование, исключающее полностью применение
станков универсального назначения. А это приводит к применению
других форм документов и соответствующих правил их оформления.
Простановка литеры в технологических документах должна
выполняться, как. правило, на основании литеры имеющейся в конструкторском
документе и с учетом, правил, изложенных в настоящем пособии. Но
бывают и некоторые исключения, на которых мы постараемся
остановиться.
При разработке типовых и групповых технологических процессов
независимо от применяемых методов изготовления и ремонта п{эи
простановке литеры разработчик должен ориентироваться на входящую в
них составную часть изделия (изделие), имеющую (имеющего)
наивысшую литеру. Например, в групповой технологический процесс входят
детали с литерой О, О!, 02, и А. Для этого случая простановка литеры в
документах должна соответствовать — А. Это условие необходимо
выполнять всегда в таком порядке, так как меняется сущность
организации процесса и его оснащенность. При разработке такого группового
процесса на низшую или среднюю литеру, он не сможет обеспечить
выпуск изделий (их составных частей) имеющих высшую литеру.
Простановка соответствующей литеры в типовых и групповых
технологических процессах следует выполнять в картах типового
(группового) технологического процесса (на первом листе) и на первом
листе ведомости деталей к типовым (групповым) технологическим
процессам (операциям). При применении взамен ведомости деталей к
типовым (групповым) технологическим процессам (операциям)
соответствующей карты технологической информации, раскрывающей
переменную информацию применительно к конкретному изделию
(составной его части) с использованием соответствующей основной
надписи и литерой, ее простановку следует производить применительно к
конструкторскому документу.
Иногда в производствах встречается практика выполнения
технологической документации на предыдущей стадии в отличие от стадии
разработки конструкторского документа. Например, конструкторские
документы на изделие имеют литеру А, а необходимо изготовить
небольшую партию этих изделий. В отдельных случаях изготовление таких
партий изделий может выполняться с повторением в течение года. В
таких случаях технологические документы могут иметь низшую литеру,
например, О! или И. Это позволяет производству гибко подходить к
данной проблеме и иметь возможность изготовления продукции в
условиях мелкосерийного производства с меньшим объемом оснащенности
и с использованием универсальных средств технологического оснащения.
55
2.4. Структура технологических методов и выполняемых действий,
применяемых на стадиях жизненного цикла изделия при проектировании
технологических документов
Разработка технологической документации применительно к
стадиям жизненного цикла изделий выполняется при изготовлении и ремонте
изделий (их составных частей), а также при утилизации отходов
производств.
В качестве основных действий, применяемых для выполнения
соответствующих работ в производствах машино- и приборостроения
применяют технологические методы и операции.
В соответствии с ГОСТ 3.1109—82 под технологическим методом
понимается совокупность правил, определяющих последовательность и
содержание действий при выполнении формообразования, обработки или
сборки, перемещения, включая технический контроль, испытания в
технологическом процессе, изготовления или ремонта, установленных
безотносительно к наименованию, типоразмеру или исполнению изделия.
Под технологической операцией понимается законченная часть
технологического процесса, выполненная на одном рабочем месте.
При разработке технологических документов на процессы
разработчик, как правило, ориентируется на выбранный метод изготовления или
ремонта, поэтому комплекты документов специализируются по
выбранному одному методу. Например, комплект документов на
технологический процесс обработки резанием, литья, ковки и т.п. При таком подходе
процедура оформления документации значительно упрощается и
улучшаются условия ее поиска. Но бывают и другие моменты, когда один
комплект документов на процесс может учитывать несколько методов.
Например, комплект документов на процессы сборки, в котором
отражаются действия по разъемным и неразъемным соединениям (с
применением различных видов сварки, пайки, клепки, склеивания). В этом
случае описать весь технологический процесс на универсальных формах
документов (типа маршрутных карт) не всегда удается и поэтому
приходится применять специализированные формы соответствующих
операцио*нных карт, что приводит к увеличению комплектности
документов и трудоемкости его оформления.
С целью наглядного рассмотрения всего состава основных
технологических методов, прменяемых при изготовлении изделий (их составных
частей), представим их в виде структуры, состоящей из двух
признаков — класса, основных методов и подкласса основных методов.
Это разделение мы сделаем чисто условно на основе практики,
сложившейся на многих предприятиях (организациях) страны,
занимающихся изготовлением изделий машино- и приборостроения.
Под основными технологическими методами следует понимать
группу методов, которая находит широкое применение на стадии
изготовления изделий.
Структура состава основных технологических методов,
примененных при изготовлении изделий, приведена на рис. 7 с учетом имею-
56
Изготовление
изделия
* Хпаковывание
Подкласс основных
методов
* Формообразование
• Обработка давпением
ч
ч
* Литье
•Формование
•Спекание
• Ковка
• Штамповка
• Поверхностное пласти-
ческое деформирование
• Обработка
* Обработка резанием !
• Термическая обработка
• Электрофизическая
обработка
* Электрохимическая
обработка
• Спесарная обработка
• Раскрой материала
• Сборка
\-
ч
• Получение покрытия
•Технический контроль
* Испытание
Перемещение
• Консервация
• Расконсервация
и
Сборка разъемных
соединений
•Сварка
• Пайка
• Клепка
• Склеивание
• Монтаж
Получение покрытий
неорганических
(металлических и неметаллических)
Получение покрытий
органических (лакокрасоч- '
ных)
Рис.7
щихся стандартизованных терминов на технологические методы по
ГОСТ ЗЛ109-&2, отмеченные знаком „*".
Термины на технологические методы: перемещение, получение
покрытий органических (лакокрасочных) установлены
Классификатором технологических операций машино- и приборостроения (1 85 151).
Термин "Сборка разъемных соединений" приведен условно с целью
разделения подкласса основных методов на разъемные и неразъемные
соединения.
Как видно из приведенной структуры, такие методы, как
формообразование, обработка давлением, обработка, сборка и получение
покрытий, являются по существу высшими обобщенными
группировками, не применяемыми на прямую в производствах. В то же время
другие, отнесенные к классу основных методов, имеют конкретное
отношение к технологическим процессам и не имеют соответствующего
деления, хотя оно возможно.
На другой стадии жизненного цикла изделил — ремонт изделий и
его составных частей присутствуют как технологические методы, так и
операции. При этой следует отметить, что отдельные действия могут
иметь как форму технологического процесса, так и операции. Например,
процесс промывки изделий, выполняемых на разных технологических
мертах (например, в ваннах), оформляют документально в виде
технологического процесса, а на одном рабочем месте — в виде операции. Для
ознакомления с типовыми действиями, указанными в упрощенном
плане и технологической последовательности их выполнения при ремонте
изделий и их составных частей приведем соответствующую структуру
на рис. 8.
[ На свор отходов
I* сдачу отходов
Рис.8
Рис.9
58
В отличие от предыдущей структуры изготовления изделий на схеме
приведены два признака — основные действия и сопутствующие.
Под основными действиями следует понимать комплекс
необходимых процедур, выполняемых по ремонту изделия и его составных
частей и оформляемых в виде технологических процессов.
Под сопутствующими действиями, следует понимать отдельные
взаимоувязанные действия, выполняемые совместно с конкретным
основным действием по ремонту изделия и его составных частей и
оформляемых в виде технологических процессов или операций,
документально относящихся или входящих в общий комплект документов на
основное действие.
Следует отметить, что состав сопутствующих действий для таких
методов, как "сборка сборочных единиц" или "сборка изделия" не
раскрыт. Это сделано предусмотрительно, чтобы не затенять схему
информацией указанной на предыдущем рис. 7. Аналогично это можно
отнести и к "нанесению покрытий".
В процессе изготовления или ремонта изделий и их составных частей
могут выполняться и другие действия, имеющие основной или
вспомогательный характер. Выбор основных действий в дополнение к
рассматриваемым в этом разделе устанавливает разработчик документов. Состав
вспомогательных действий, имеющих отношение к утилизации и
восстановлению отходов производства, приведен на рис. 9.
Приведенные примеры по составу выполняемых действий, методов,
операций позволяют представить наглядно объем разработки
специализированной технологической документации. Разработка такой
документации необходима в целях комплексного выполнения планируемых работ,
повышения качества и уровня выпускаемых изделий, расчета в
потребности материалов и по рабочей силе, средств технологического
оснащения, загрузке рабочих мест, выполнения требований безопасности и
охраны труда и т. д.
2.5. Классификация форм технологических документов
и их система обозначения
В условиях функционирования систем технологической подготовки
и управления производством применяется разнообразный состав
технологической документации. По номенклатуре и объему выполнения
технологическая документация занимает одно из ведущих мест после
конструкторской документации.
В целях системного рассмотрения всей структуры возможного
применения форм технологической документации, специалистами
Госстандарта СССР в 1988 г. была разработана методология классификации
технологической документации.
В основе классификации технологической документации был
использован - фасетный метод, заключающийся в разбивке заданного
59
множества на независимые группировки по различным признакам
классификации. В общем виде классификация технологических
документов представлена на рис. 10
технологических
методов
изготовления (ре
моита) изделий
(их составных
частей)
Вид документа по назначению
Вид носителя информации
1
Вид вносимой информации
Принцип построения форм документов
Вид документа по ГОСТ $.1102-81
Рис.10
В зависимости от установленных признаков была принята следую
щая многоступенчатая структура кода:
Первые четыре ступени
классификации обозначены одним цифровым
десятизначным знаком (от 1 до 9),
пятая и шестая двумя (01 -99).
На первой ступени основанием
деления служит признак "Вид
документа по назначению".
Под основными технологическими
документами следует понимать
группу документов, предназначенных для
решения одной или нескольких
инженерно-технических задач, применяемых
в технологической подготовке производства при постановке новых или
модернизации выпускаемых (ремонтируемых) изделий и их составных
частей. Основные технологические документы могут нести различную
информацию:
о комплектующих составных частях изделия и примененяемых
материалах;
о средствах технологического оснащения;
Вид технологического метода (операции)
60
о выполняемых действиях исполнителей на технологические
процессы и операции;
о наладке средств технологического оснащения и применяемых
данных по технологическим режимам;
по расчету трудозатрат, материалов и средств технологического
оснащения, по технологическому марштуту изготовления и ремонта;
о требованиях к рабочим, местам, экологии окружающей среды и
т. п.
Основные технологические документы в одном случае могут
поступать на рабочие места, а в другом нет. Так, например, технологические
документы на процессы и операции имеют непосредственное на рабочих
местах применение, а такие документы, как "ведомость материалов",
"ведомость технологических маршрутов" — на рабочие места не
поступают, а прменяются в соответствующих подразделениях предприятий для
решения задач по технологической подготовке производства.
Под вспомогательным технологическим документом следует
понимать документы, дополнительно применяемые разработчиками
основных технологических документов в целях улучшения и оптимизации
организации работ, выполняемых в области технологической подготовки
производства. К вспомогательным документам относятся:
карта заказа на проектирование технологической оснастки;
карта технологического согласования;
акт внедрения технологического процесса (средств
технологического оснащения) и т. п.
Под производными технологическими процессами следует понимать
группу документов, разрабатываемые по основным технологическим
документам и применяемые для решения отдельных задач, связанных с
пооперационным нормированием трудозатрат, выдачей и сдачей
материалов, полуфабрикатов и готовых составных частей изделий. К категории
таких документов следует отнести — рабочий наряд, накладную
.требование, сопроводительную карту.
Указанные документы строятся на основе информации,
содержащейся в маршрутных картах (картах технологического процесса) и
комплектовочных карт. Разработка таких документов особенно
эффективна с применением средств автоматизации и механизации. Указанный
состав документов имеет прямое применение на рабочих местах.
Возможность кодирования указанной информации приведена в
табл. 2.
Таблица 2
Код Виды документов по назначению
1 Основные
2 Вспомогательные
3 Производные
На второй ступени основанием деления служит признак "Вид
носителя информации". В принципе по виду носителей информации в настоя-
61
щее время применяются две категории документов - технологические
документы на бумажных носителях и на машинных носителях, которые
в свою очередь подразделяются на виды, представленные на рис. 10.
Возможность кодирования указанной информации приведена в
табл. 3.
Таблица 3
Код
1
2
3
4
5
Вид носителя информации
Бумажный носитель
Магнитный диск
Магнитная лента
Перфолента
Перфокарта
На третьей ступени основанием деления служит признак "Вид
вносимой информации".
К текстовым документам относится один вид документа -
технологическая инструкция.
К документам с текстом разбитым на графы — маршрутная карта,
карта технологического процесса, операционная карта и т. п.
К графическим документам — карта эскизов.
Возможность кодирования указанной информации приведена в
табл. 4.
Таблица 4
Код
1
2
3
Вид вносимой информации
Текстовые документы
Документы с текстом, разбитым на графы
Графические документы
На четвертой ступени основанием деления служит признак "Принцип
построения формы документа". Особенности методологии его
применения достаточно полно изложены в подразд. 2.7 настоящего справочного
пособия.
Возможность кодирования указанной информации приведена в
табл.5.
Таблица 5
Код
1
2
3
4
Принцип построения формы документа
Блочно-модульный
Блочный
Элементно-блочный
Элементный
62
На пятой-ступени основанием деления служит признак "Вид
документа". Виды документов освещены в следующем подразделе. Для
кодирования видов документов рекомендуется применять цифровое
обозначение, приведенное в табл. 1 (ГОСТ 3.1201-85).
На шестой ступени основанием деления служит признак "Вид
технологического метода изготовления или ремонта изделий". Коды
основных методов следуте выбирать по табл. 3 (ГОСТ 3.1201-85).
При выборе кода признака следует исходить из назначения
комплекта- или вида документа. Обобщенный код признака "0"
присваивается сводным технологическим ведомостям, а также комплектам
документов на технологические процессы, в которых применяется не
один, а несколько технологических методов, и где невозможно
предпочесть код признака одного из них. Например, комплект
технологических документов, включающий такие методы, как обработка
резанием, термическая обработка, сварка, сборка, покрытия.
Классификация форм технологической документации позволила
группировать их по соответствующим признакам с целью быстрого
поиска, а также создать необходимую базу обозначения форм
технологических документов. Это особенно имеет важное значение при
внедрении комплексных систем автоматизации.
Такое условие не является обязательным и носит рекомендательный
характер.
Для обозначения форм технологических документов предполагается
следующая структура и длина кодового обозначения:
ХХХХХХХХ. XX
Код документа, согласно его I
классификационным признакам I I
Порядковый регистрационный номер
Порядковый регистрационный номер формам документов
присваивается двухзначными цифрами от 01 — 99.
Допускается вместо цифрового кода вида документа по ГОСТ
3.1201-82 давать его условное обозначение по ГОСТ 3.1102-81. В
этом случае длина кода документа вместо восьми знаков увеличивается
от И 13 или 15, так как значность обозначения вида документа
рассчитывается на его максимальную длину, например, КТТП. В этом
случае к коду других видов документов рассчитанных на два или три
знака добавляется соответственно два или один знак ""—", например,
"МК - -"; "ВОА - "; "КТИ - ".
Вместо кода вида технологического процесса по методу
выполнения, выбираемого, по табл. 3 (ГОСТ 3.1201-85), допускается
применять соответствующее обозначение по классификатору технологических
63
операций машино- и приборостроения с увеличением общей значности на
два знака.
Для унифицированных форм документов (МК, ОК), выполняемых
функции других видов документов (например, МК/ОК,ОК/КТИ и т. п.),
их обозначения присваивают без учета выполняемых функций.
Регистрацию форм технологических документов целесообразно
производить с разбивкой их по группам в соответствии с имеющимися
признаками. При этом для форм документов с текстом, разбитым на
графы, рекомендуется предусматривать дополнительное
группирование на формы:
технологических ведомостей на изделие, документов общего
назначения, унифицированных документов, документов, специализированных
по технологическим методам и т. п.
Необходимо учитывать другие признаки, которые характеризуют:
горизонтальное или вертикальное расположение поля подшивки
документа;
максимальную ширину информационного поля документа (при
максимальной значности 80,128 или 156 символов);
первый или последующий листы форм документов.
При обозначении форм документов общего назначения (ТИ, КЭ,
ТИ)„ а также унифицированных (МК, ОК, КТТИ), выполняющих
функции других видов документов и обеспечивающих возможность их
использования для различных методов изготовления, или ремонта,
следует применять обобщенный код без указания конкретного метода,
т. е. "00". Это же относится к сводным документам (технологическим
ведомостям) на'изделия, например, ВО, ВМ, ВСИ, ВУН, КК и др.
Процедуры, связанные с организацией регистрации форм
документов, устанавливаются внутри каждого предприятия. Для регистрации
форм технологических документов целесообразно применять журналы
или соответствующие карточки учета обозначений. Код формы
документа при необходимости, следует проставлять над верхней правой
части блока 01б основной надписи по ГОСТ 3.1103-82, перед
обозначением форм, предусмотренных стандартом или другим НТД (рис. 11).
11211000.01
2 1
К.
01241.00001
I о I I
Рис.11
64
В целях наглядного рассмотрения рекомендуемой системы
обозначения форм технологических документов в табл. 6 приведены примеры
их обозначения. Таблица 6
Код формы
документа
Полное название формы документа
В соответствии с имеющимися признаками
11211000.01 | Форма основного технологического документа на
бумажном носителе, с текстом, разбитым на графы, блочно-модульно-
го принципа построения, маршрутная карта универсального
назначения
1221100.02 | Форма основного технологического документа на
магнитном диске, с текстом, разбитым на графы, блочно-модульного
принципа построения, маршрутная карта универсального
назначения
112 36041.01 | Форма основного технологического документа на
бумажном носителе, с текстом, разбитым на графы,
элементно-блочного принципа построения, операционная карта обработки
резанием
112 3604102.02 | Форма основного технологического документа на
бумажном носителе, с текстом, разбитым на графы,
элементно-блочного принципа построения, операционная карта для автоматно-
линейной обработки резанием (с уточнением по коду КТО)
112 30К 4102.02 То же, с допущением применения вместо кода
обозначения вида документа по ГОСТ 3.1201-85 (табл. 1) его
условного обозначения по ГОСТ 3.1102-81
1110251090.07
11102000.01
Форма основного технологического документа на
бумажном носителе, предназначенная для сплошного текста, без
относительного принципа построения, технрлогическая инструкция
для исправления дефектов литья
Форма основного технологического документа на
бумажном носителе, предназначенная для графической информации,
без относительного принципа построения, карта эскизов, без
относительного метода изготовления или операции
Приведенные примеры позволяют убедиться в гибкости
рекомендуемой системы обозначения форм технологических документов. На
усмотрение предприятий дается возможность сокращения имеющихся
признаков с целью уменьшения общей значности кода. При выборе
соответствующей структуры обозначения с учетом допущений значность
кода формы должна быть установлена постоянной, применительно ко
всему имеющемуся банку форм технологических документов. Цель
указанной системы обозначения форм технологических документов —
создать основу по единообразию применяемой системы обозначения.
На государственном уровне в 1970—1975 гг. был разработан об
щесоюзный Классификатор управленческой документации (1 75 012),
который предусматривал обозначение всех форм унифицированной
3-323
65
системы документации: первичной учетной, расчетно-денежной,
финансовой, отчетно-статистической и т.п.
Указанный Классификатор (сокращенное его обозначение — ОКУД)
предусматривал следующую структуру кодового обозначения форм
документов:
хх хх ххх х
Класс форм II
Подкласс форм
Регистрационный номер формы
Контрольное число |
Приведем пример кодового обозначения унифицированной формы
документа по ОКУД:
0401001 8 — платежное требование.
04 01 001 8
Унифицированная система II
расчетно-денежной документации I I I I
Платежная документация | |
по безналичным расчетам через банк
Платежное требование |
Контрольное число |
В кодовом обозначении унифицированной формы документа
отражены следующие признаки классификации:
первый и второй знаки (класс форм) — принадлежность
унифицированной формы документа к соответствующей унифицированной
системе документации:
третий и четвертый знаки (подкласс форм) — общность содержания
множества форм документов и направленность их использования;
пятый, шестой и седьмой знаки — регистрационный номер
унифицированной формы документа внутри подкласса;
восьмой знак — контрольный разряд.
В кодовом обозначении унифицированных форм документов,
входящих в организационно-распорядительную документацию принято
обозначение подкласса форм документов одним знаком.
При совпадении наименований унифицированных форм документов,
различающихся по составу реквизитов, в указанном наименовании
введены дополнительные признаки с заключением их в квадратные скобки,
например:
0305001 — Путевой лист грузового автомобиля
[однодневный лист]
0305002 — Путевой лист грузового автомобиля
[многодневный почасовой лист]
66
В ОКУД под классами 12 и 13, соответственно, были представлены
формы конструкторской и технологической документации. К
сожалению, структура кодирования указанных форм в ОКУД не была
совершенной и в 1985 г. классы 12 и 13 были аннулированы.
В основном кодирование форм унифицированных систем
документации было предназначено для организации работ по централизованному
производству бланков на государственном уровне. В 1975 -1976 гг.
вопрос о производстве бланков документов конструкторской и
технологической документации неоднократно выносился на рассмотрение в
Госплан СССР, но так и не нашел решения из-за имеющихся трудностей
в организации и техническом воплощении этой проблемы.
2.6. Виды технологических документов
и их назначение
В целях комплексного рассмотрения установленных ГОСТ
3.1102— 81 видов технологических документов и их назначения,
представим структурно основные направления применения технологической
документации в условиях технологической подготовки производства
в соотвествии с принятыми в ЕСТД понятиями (рис. 12).
С
Технологические документы
]
По
назначению
документов
По
применению
в
комплекте
документов и»
изделие
По
применению
в
комплекте
документов на
процессы
(операции)
ПТ
Основные документы
Вспомогательные доку
мен ты
1
Сводные
документы
на
изделие
1
1.2.1 |
"' Доку
менты общего
назначения
1.2 1 1
•
Документы для
разработки
процессов (операций)
1 2 2 1
___1
Документы
специального наз
начения
_^
Документы, применяв-
мые при
разработке
процессов (операций)
|»^|
Документы,
применяемы* при
внедрении
процессов (операций)
гщ
Документы, применяемые
при
функционировании
процессов (операций)
Рис. 12
Для обозначения уровня структурирования по входимости в
соответствии с имеющимися признаками примем обозначения в виде цифр:
Для 1-го уровня - один знак, для 2-го уровня - два знака, для 3-го
уровня - три знака.
На первом уровне деления понятия на основные и вспомогательные
документы достаточно полно были раскрыты в предыдущем разделе при
рассмотрении классификации технологических документов -
На втором уровне деления основные технологические документы
подразделяются на сводные и для разработки процессов и операций.
3*
67
Под сводными технологическими документами на изделие следует
понимать отдельные виды документов, содержащие сводные
специфические данные на изделие (по материалам, по средствам
технологического оснащения, по составу технологических документов и т. п.)
и имеющие самостоятельное применение в системе документооборота.
К сводным документам следует отнести ведомость материалов,
ведомость специфированных норм расхода материалов, ведомость
технологических документов, ведомость держателей подлинников. Как правило,
основные технологические документы выполняют роль первичных
организационных документов или обобщающих документов. Например,
разработка ведомости материалов является одной из первоначальных
процедур, являющейся основной для заказа материалов на изделие и
для указания информации о технологических маршрутах. Такой
документ разрабатывается на одном из первых этапов технологической
подготовки производства в целях предварительной подготовки заявки
на материалы. Ведомость материалов разрабатывается до разработки
технологической документации на процессы и операции. В
противоположность этому документу ведомость оснастки (или ведомость
технологических документов, ведомость держателей подлинников)
разрабатывается после разработки технологической документации на
процессы и операции и является обобщающим документом.
Под документами, предназначенными для разработки
технологических процессов и операций, следует понимать отдельные виды
документов (отдельный вид документа), входящие в комплект
документов и обеспечивающие описание всех выполняемых действий в
технологической последовательности с указанием необходимых данных по
применяемым материалам, средствам технологического оснащения,
трудозатратам, технологическим режимам, по настройке и наладке
оборудования, и другой информации. В свою очередь, эта группа
документов делится на документы общего и специального назначения.
К документам общего назначения относят технологические
документы, применяемые в отдельности или в комплектах документов на
технологические процессы (операции), независимо от применяемых
технологических методов изготовления или ремонта изделий
(составных частей изделий), например, карта эскизов, технологическая
инструкция.
К документам специального назначения относят документы,
применяемые для разработки технологических процессов (операций),
специализированных по технологическим методам изготовления или ремонта
изделий (составных частей изделий), например, операционная карта,
карта технологического процесса, карта типового технологического
процесса, карта технологической информации и т. п.
Вспомогательные технологические документы, в свою очередь,
подразделяются на документы, применяемые при разработке
технологических процессов (операций), при внедрении процессов (операций),
при функционировании технологических процессов (операций).
68
К первой группе относятся документы, связанные с заказами на
проектирование средств технологического оснащения, расчетом трудозатрат
и т. п. Например, карта зказа на проектирование и изготовление
оснастки, технико-нормировочная карта.
Ко второй групе относятся документы, обеспечивающие выполнение
различных процедур, связанных с отладкой и внедрением основной
технологической документации на процессы и операции, например, акт
внедрения технологического процесса (операции) и (или) оснастки.
К третьей группе относятся документы, обеспечивающие
выполнение различных процедур, связанных с функционированием основных и
вспомогательных видов производств, например, карта технологического
согласования, журнал контроля технологического процесса (операции),
карта измерений, карта результатов испытаний и т. п.
Вспомогательные документы, как правило, не входят в комплекты
документов на процессы (операции), но отдельные из них имеют
прямое отношение, например, технико-нормировочная карта, в которой
содержатся данные по расчету норм времени на операцию. Такой
документ в первоначальном виде разрабатывается разработчиком, а сводные
данные по трудозатратам затем вносятся в основные технологические
документы (операционная карта, маршрутная карта и т. п.) Применение
таких документов имеет место при разработке основной
технологической документации серийного и массово-поточного видов производств.
Виды технологических документов, применительно к указанной
выше структуре с указанием уровня входимости, наименование вида
документа, его условного обозначения и назначения приведены в табл. 7.
2.7. Особенности построения форм технологических документов
Разработка и внедрение комплекса государственных стандартов и
рекомендаций ЕСТД преследовала цель не только установления единых
правил оформления документов, но и применение единых форм. В
принципе эта задача в настоящее время решена и практически каждое
предприятие (организация) имеет возможность выбирать необходимый
комплект форм документов из соответствующих стандартов и
рекомендаций ЕСТД.
Однако это бывает не всегда, возможно, когда это связано с
отсутствием в документе ЕСТД крайне необходимых предприятию,
(организации) форм технологических документов. Такое положение может
произойти не только с вспомогательными документами, но и с
основными.
В целях ознакомления с порядком действий и принципами
построения, связанными непосредственно с построением форм технологических
документов, подробно остановимся на этих вопросах.
69
70
Таблица 7
Уровень I Вид документа Условное I
входимости I обозначение Назначение документа
I I вида
I I документа I
1.1 Ведомость технологических ВТМ I Документ, разрабатываемый на ранних стадиях технологи-
маршрутов I ческой подготовки производства. Предназначен для указания
I сводной информации по технологическому маршруту
изготовления (ремонта) изделия и его составных частей. Документ имеет
I I I самостоятельное применение и входит в комплект технологичес-
I ких документов на изделие
1.1 I Ведомость материалов I ВМ I Документ разрабатывается на ранних стадиях
технологической подготовки производства. Содержит сводные подетальные
I I I нормы расхода материалов (основных и вспомогательных) на
I I изделие. Имеет самостоятельное применение, входит в комплект
технологических документов на изделие. Выполняет роль основ-
I I ного организационного документа для заказа материалов и указа-
I I I ния данных по технологическому маршруту.
11 Ведомость специфицированных ВСН I Документ разрабатывается на основе ВМ и содержит свод-
норм расхода материалов НЫе данные по специфицированным нормам расхода материалов
I I I на изделие. Является одним из основных документов для офор-
I I I мления заказа на материалы. Имеет самостоятельное применение,
I I входит в комплект технологических документов на изделие
11 Ведомость удельных норм ВУН Документ предназначен для указания удельных норм рас-
расхода материалов хода материалов, применяемых при выполнении процессов на
покрытия. Разрабатывается, как правило,, на вид покрытия.
Документ может применяться самостоятельно или, как допущение,
* I I входить в комплект документов на процесс
71
Продолжение
Уровень I |Условное I
входимости! Вид документа обозначение! Назначение документа
I вида
I документа
1.1 I Ведомость применяемости ВП Документ предназначен для указания применяемости дета-
деталей (сборочных единиц в изделии) лей (сборочных единиц) в изделии. Документ разрабатывается
I I I на ранних стадиях технологической подготовки "производства на
I основе конструкторской документации. Имеет самостоятельное
I I I применение.
1.1 Ведомость применяемости ВП/СОП) Документ имеет такое же назначение, как и ВП. Применяе-
I стандартных, покупных, оригиналь- I I тся самостоятельно. Разработка его производится с целью реше-
ных деталей и сборочных единиц I I ния самостоятельных и специализированных задач по определе-
I нию:
стандартных;
покупных;
I I I оригинальных деталей и сборочных единиц
1.1 Ведомость сборки изделия I ВП/ВСИ Документ предназначен для указания порядка сборки изде-
I I I лия с учетом очередности входимости составных частей изделия
I и их количества. Применяется для определения порядка сборки
I I I сложных изделий. Может применяться в самостоятельном виде и
I входит в комплект технологических документов на изделие
1.1 Технологическая ведомость ТВ I Документ предназначен для указания информации по груп-
I пированию деталей и сборочных единиц по конструкторско-тех-
I нологическим или технологическим признакам с выходом на
I обозначения имеющихся комплектов документов на типовые
I (групповые) технологические процессы или вновь разработыва-
I I емые. Применяется в качестве самостоятельного документа на
раннем этапе технологической подготовки производства
72
Продолжение
Уровень Условное I
входимости I Вид документа обозначение Назначение документа
вида
документа
1.1 Ведомость технологических ВТД Документ предназначен для указания полного состава тех-
документов нологических документов, применяемых при изготовлении
(ремонте) изделий и их составных частей. Применяется при
передаче документов с одного предприятия (организации) на другое
и при передаче документов на микрофильмирование. Допускается
его применение с целью облегчения поиска информации по
деталям, в качестве оглавления при применении типовых
(групповых) техно л отческих процессов (операций)
1.1 Ведомость держателей ВДП Документ, аналогичный ВТД, и его заменяет при передаче
подлинников подлинников технологических документов на
микрофильмирование
1.1 Ведомость оснастки ВО Документ предназначен для указания полного состава
технологической оснастки, применяемой при изготовлении изделия
или соответствующей его части. Разрабатывается на изделие или
технологический процесс. При разработке на изделие входит
I I в комплект технологической документации на изделие, а при
разработке к технологическому процессу - входит в состав
комплекта документов на процесс
1.1 Ведомость оборудования ВОБ Документ предназначен для указания полного состава
оборудования, применяемого при изготовлении (ремонте) изделия и
его составных частей. Разрабатывается, как правило, на изделие и
входит в комплект технологической документации на изделие
1.1 Ведомость дефектации ВД Документ предназначен для указания установленных дефек-
I тов с целью определения объема и последовательности
выполнения соответствующих работ по ремонту (восстановлению) изде-
I лия (составной его части). Разрабатывается как на изделие, так и
' I ! составную его часть
73
Продолжение
Уровень | Условное
входимости | Вид документа обозначение Назначение документа
вида
| документа
1.2.1 Карта эскизов КЭ Документ предназначен для указания дополнительной
графической информации в виде эскизов, схем и таблиц к текстовым
документам и документам с текстом разбитым на графы. При-
| меняется при разработке технологической документации на
процесс. Входит в комплект документов на процесс по
усмотрению разработчика документов
1.2.1 Технологические ТИ Документ предназначен для указания текстовой информа-
инструкции ции, связанной с описанием часто повторяющихся приемов
работы, действий по наладке и настройке средств технологического
оснащения, приготовлению растворов, электролитов, счесей и т.1
] а также отдельных типовых и групповых технологических про-
I \ цессов (операций). Применяется в качестве самостоятельного до-
I кумента
1.2.1 | Титульный лист I ТЛ I Документ предназначен для оформления комплектов техно-
| логических документов на изделие, технологические процессы
| или отдельные виды документов. В комплекте документов
является первым листом. Самостоятельного применения не имеет
1.2.2 Маршрутная карта МК Документ предназначен для указания сводных данных по
составу применяемых операций, оборудованию, технологических
документов и по трудозатратам на технологический процесс.
Является унифицированным и обязательным документом в
комплекте документов на процесс, позволяющим его применение и
для описания операций в маршрутном или маршрутно-операцион-
I ном изложении для единичного, индивидуального опытного и
| мелкосерийного типов производств. Выполняет функции многих
74
Продолжение
Уровень Условное
в ходимости Вид документа обозначение Назначение документа
вида
документа
I видов документов для определенных методов изготовления или
ремонта изделий и их составных частей (МК/ОК; МК/КТП;
МК/КТТП; КТИ; МК/ВТП; МК/ВТО; МК/КТО ит. д.). Функции
применения данного документа достаточно полно оговорены в
стандартах ЕСТД 1, 4 и 5 классификационных групп
1.2.2 Карта технологического КТП Документ предназначен для комплексного указания всей
процесса необходимой информации, применяемой при разработке
технологических процессов с применением операционного описания.
Документ исключает применение МК и имеет, как правило,
специализированную направленность применительно к конкретному
методу изготовления (ремонту) изделия. Характерен для
применения в условиях единичного и мелкосерийного типов
производств
1.2.2 Карта типового (группового) КТТП Документ предназначен для указания постоянной информа-
технологического процесса ции для группы деталей (сборочных единиц, изделий) при
разработке типовых (групповых) технологических процессов.
Документ может выполняться на унифицированной форме или
специализированной по одному методу изготовления (ремонта).
Характерен для применения в различных типах производств,
предусматривает маршрутно-операционные и операционные виды
описаний. Заменяет форму МК
1.2.2 Ведомость деталей к типовому ВТП Документ предназначен для указания переменной информа-
(групповому) технологическому (ВТО) ции на группу деталей (сборочных едициц, изделий) с записью
процессу (операции) соответствующих данных по каждому их обозначению в порядке
I I I расположения, к типовому (групповому) технологическому
Продолжение
Уровень Условное ■
входимости Вид документа обозначение | Назначение документа
вида
документа
процессу (операции). Документ может разрабатываться на детали
(сборочные единицы) нескольких изделий или только одного
изделия. Характерен для применения на предприятиях (в
организациях) различных типов производств. Может выполняться на
универсальной или специализированных формах технологических
I документов
1.2.2 Карта типовой операции КТО Документ предназначен для указания постоянной
информации на группу детали (сборочных единиц, изделий),
изготовляемых (ремонтируемых) по типовой (групповой) операции.
Предусматривает операционное описание, характерен для серийного
и массового типов производств. Может вполняться на
универсальной или специализированных формах технологических докумен-
I тов
122 Карта технологической КТИ Документ предназначен для дополнительного указания спе-
информации цифической информации по выполнению технологического
процесса с указанием необходимых данных по наладке, настройке
средств технологического оснащения, технологических режимов и
т. п. к основному документу (МК, ОК и т. п.), в котором
описываются действия. Документ, как правило, имеет
специализированную направленность и отражает сущность выполнения
соответствующего процесса или операции
Характерен для применения на предприятиях ( в
организациях) различных типов производств. Может выполнять функции
ВТП (ВТО) самостоятельно или совместно с другими видами до-
I кументов (МК, ОК и т. п.) для указания переменной информации,
I применительно к одной детали (сборочной единице, изделию)
76
Продолжение
Уровень Условное I
входимости Вид документа обозначение Назначение документа
вида
документу
1.2.2 Комплектовочная карта КК Документ предназначен для указания сводных данных по
составу комплектующих частей изделия, основных и вспомога-
| тельных материалов и нормам их расхода, необходимых при
выполнении технологических процессов сборки, применительно к
операциям в технологической последовательности их выполнения.
Является сводным документом на технологические процессы.
Применяется независимо от типов производства. Входит в
комплект документов на процессы сборки и располагается после МК
(КТП, КТТП) в качестве первой операции ''Комплектование*'
1.2.2 Операционная карта ОК Документ предназначен для операционного описания
единичных технологических операций. Документ может
выполняться на универсальной или специализированной форме
документа. Входит в состав комплекта документов на
технологические процессы. Может заменяться МК/ОК или применяться
совместно с КТИ, КЭ. Характерен для серийного и массового типов
производств
I 2.2 Карта наладки КН Документ предназначен для наладки инструмента или
специального оборудования. Применяется дополнительно к ОК.
Характерен для станков с числовым программным управлением и гиб-
I ких производственных систем. В комплекте документов на тех-
I нологические процессы располагается после ОК. Характерен для
| I всех типов производств
1 2.1 I Ведомость операций ВОП Документ предназначен для описания отдельных операций
конкретного процесса, специализированных по одному техноло-
I I 1гическому методу с целью удобства пользования на рабочих
77
Продолжение
Уровень | Условное |
входимости Вид документа обозначение Назначение документа
I I вида
I документа
I местах. В ЫЛ'Д находит применение только для операций тех-
! нического контроля. В комплекте документов на процесс ВОП
; | располагают после описания операций на МК, КТП, ОК и др.
1.2.2 Ведомость стержней I ВСТ | Документ предназначен для указания специфической пере-
| I менной информации, относящейся к процессу изготовления
| I стержней, имеющего групповой или типовой метод. В комплекте
I I документов располагается после основного документа, на кото-
! ром описан типовой (групповой) технологический процесс
• I (КТТП, МК/КТТП, ТИ)
2.1 Карта расчета I КРИ | Документ предназначен для неавтоматизированного расчета
' и кодирования информации кодирования программ для станков с ЧПУ. Применяется на ста-
дии разработки технологических процессов. В комплект
документов на технологический процесс не входит, хранится в
подразделениях, где осуществляются расчет программ для станков с ЧПУ
2.1 Карта кодирования ККИ Документ предназначен для кодирования информации
информации при разработке программ для станков с ЧПУ. В комплект
документов на технологические процессы не входит, имеет
самостоятельное назначение и хранится в соответствующих
подразделениях предприятия
2.1 Карта заказа на разработку КЗ/П Документ предназначен для заказа на разработку управляю-
I управляющей программы щей программы для станков с ЧПУ. Имеет функции организаци-
I I онного документа. Применяется по усмотрению разработчика
I ' документа
78
Продолжение
1 ■ ■ ■
Уровень . I Условное
входимости Вид документа обозначение Назначение документа
вида
документа
2.1 Технико-нормировочная карта ТНК I Документ предназначен для расчета трудозатрат на операцию.
Предусматривает различные способы нормирования, включая и
снятие хронометража. Хранится у исполнителей..осуществляющих
расчет трудозатрат. Является первичным документом в
отношении нормирования. Расчетные нормы с него переносятся В.ОК, МК
или другие виды документов. Выбирается по усмотрению
разработчика документов
2.1 Карта заказа на проектирование КЗ Документ предназначен для заказов на проектирование
и изготовление технологической и изготовление технологической оснастки. Имеет функции техни-
оснастки ческого и организационного документа. Применение документа
I осуществляется по усмотрению разработчика документов
2.2 Акт внедрения технологическо- АВТП Документ предназначен для указания данных по внедрению
го процесса и (или оснастки технологического процесса или оснастки. Является организацион-
I ным документом. Хранится в технологических службах, отвсча-
| ющих за внедрение технологических процессов и оснастки. Раз-
[ | | работка документа предусматривается только на наиболее
сложные и ответственные технологические процессы или
дорогостоящее оборудование. Выбор данного документа определяется
предприятием (организацией)
2.3 Карта согласования КСГП Документ предназначен для согласования технологических
технологического процесса решений, связанных с выполнением технологического процесса.
(операции) Документ допускает возможность изменять базирование,
предусмотренное в конструкторском документе; представлять на сбор-
I ку не полностью собранные составные части изделия с отличием
79
Продолжение
Уровень Условное
входимости Вид документа обозначение Назначение документа
вида
документа
I от требований в конструкторском документе и т. п. Документ
организационного характера и обеспечивает гибкосгь
производства и отработкуизделия на технологичность
2.3 Паспорт технологический ТП Документ предназначен для отражения комплекса
выполняемых процедур по выполнению технологических операций
I исполнителями, технологическому контролю и контролю пред-
I ставителями заказчика или госприемки. Документ составляют
! на особо ответственные изделия и его составные части по уемотре-
| нию предприятия. Документ после приемки и сдачи изделия хра-
нится в подразделении главного контролера (или техслужб
! технического контроля) весь период, рассчитанный на
эксплуатацию изделия. В документ могут входить и другие документы,
свидетельствующие о проводимых проверках и испытаниях изде-
I лия (карта измерений, карта испытаний и т. п.)
2.3 ! Карта измерений КИ Документ предназначен для отражения данных о проверке
изделия или его составной части на соответствие требованиям
конструкторского документа в специальных подразделениях
предприятия, например, центральная измерительная лаборатория,
I лаборатория взаимозаменяемости и т. п. Документ может входить
в ТП
2.3 | Карта регистрации КРРИ Документ предназначен для отражения данных по прово-
результатов испытаний димым испытаниям изделия (или группы типовых изделий) с
целью отражения полученных параметров, свидетельствующих о
| состоянии продукции. Документ может входить в ТП
-> г Жупнал контроля ЖКТП Документ предназначен для контроля параметров технологи-
технологического процесса ческих режимов, применяемых при выполнении операций на соот-
|технологического процесса ветствующем оборудовании. Документ относится к службам тех-
I нического контроля и имеет самостоятельное применение
Разработка
тах но логической
документации
\ Нааатома- /
\ тиэироааниым /
\ способом /
Рис. 13
При отсутствии возможности заимствования из банка имеющихся
форм технологических документов построение формы документа
осуществляется, как правило, сотрудниками предприятия
(организации) , имеющими прямое отношение к данному документу.
На рис. 13. представлена модель разработки форм технологических
документов и изготовления их бланков.
В практике разработки форм технологических документов,
имеющихся в настоящее время, учитывают два способа ручной и
автоматизированный.
Ручной способ предусматривает возможность разработки следующих
видов форм технологической документации: не
машинно-ориентированные и машино-ориентированные.
Указанные формы технологических документов
(формуляры-образцы) должны выполняться на плотной бумаге следующих форматов
по ГОСТ 2.301-68: формат АЗ (420 X 297 мм), формат А4 (21 ОХ
% 297 мм), формат А5 (210 X 148 мм).
Согласованный и утвержденный формуляр-образец является
основой для изготовления бланков технологических документов.
Формуляр-образец устанавливает форматы бумаги, служебные
поля, расположение частей и зон; расположение реквизитов с указанием
их названий в заголовках и подзаголовках.
Под служебными полями следует понимать зоны, окаймляющие
информационные поля документа.
В состав служебного поля входят поле подшивки, верхнее и нижнее
поля; поле расположенное справа (и слева).
Расположение служебных полей и их размеры на формах
технологических документов показаны на рис. 14.
Поле подшивки
Информационное поле
документа
Рис. 14
В целях правильного построения форм технологических
документов, отвечающих требованиям по внесению информации различными
способами (ручным, на печатающей машинке и др.) на информационное
поле наносят конструкционную сетку, которая образуется пересечением
вертикальных и горизонтальных линий.
81
Расстояние между соседними линиями конструкционной сетки
определяется техническими характеристиками печатающих устройств
и должно быть:
между соседними вертикальными линиями — 2,6 мм (шаг письма);
между соседними горизонтальными линиями — 4,25 мм
(межстрочный интервал).
Допускается использовать конструкционную сетку с шагом
письма - 2,54 и межстрочным интервалом - 4,24 мм.
Конструктивным элементом проектируемых форм документов
является ячейка конструкторской сетки, органиченная соседними
вертикальными и горизонтальными линиями.
Количество вертикальных и горизонтальных линий
конструкторской сетки применительно к формам документов приведено в табл. 8.
Таблица8
Формат
бумаги
АЗ
А4
А4Ь
А5
Размеры
формата,
мм
297X420
210X297
297X210
148X210
Количество линий конструкционной сетки,
не более
вертикальных
100
69
103
1
горизонтальных
94
65
45
45
Примечание. В табл. 8 формат А4Ь для форм документов с горизонтальным
расположением поля подшивки.
При разработке форм технологических документов следует
выбирать оптимальный состав информации, необходимый для выполняемых
действий, при этом нужно учитывать:
значность информации с целью удобства ее размещения;
применение возможности двухсторонней записи информации, ■ (для
ручного заполнения) возможность создания форм документов
универсального назначения.
Размеры граф и строк в формах документов должны обеспечивать
запись данных наибольшей значимости.
Длину графы (строки) форм, применяемых для запиои данных на
пишущих машинках или печатающих устройствах, вычисляют по
формуле:
I =а (л + 1),
где/ — размер графы (строки), мм; а - шаг пишущего устройства;
п - количество печатных знаков (буквы, цифры и служебные символы),
которые можно разместить в графе (строке).
82
Высоту графы (строки) ^форм, применяемых для записи данных на
пишущих машинках или печатающих устройствах, вычисляют по
формуле:
к =г (т+ 1),
где И — высота графы (строки), мм; I — основной интервал пишущей
машинки или печатающего устройства, мм; т— количество строк,
которое можно напечатать в графе через основной интервал строк.
Графы и строки форм документов следует выполнять сплошными
толстыми (основными) линиями толщиной 5 по ГОСТ 2.303-68. Графы
машиноориентированных документов, предусмотренные для обработки
данных средствами вычислительной техники, следует обводить линиями
толщиной 25 или применять другой способ выделения.
Ширина поля подшивки должна быть не менее 20 мм. Для основных
документов в соответствии с ГОСТ 3.1103-82 размер ширины поля
установлен 23 мм.
При разработке производных форм документов размер ширины
ноля подшивки должен соответствовать ширине поля подшивки для
основных форм документов. Выбор размера ширины поля для
вспомогательных документов устанавливается по усмотрению разработчика
документов.
Графы в формулярах-образцах следует располагать в логической
последовательности выполняемых действий исполнителем с учетом
удобства заполнения информации, обработки данных и рационального
использования площади и формата документа.
Построение формы-образца ручным способом следует выполнять
в следующем порядке:
1) выбор формата;
2) построение и размещение информации по основным надписям;
3) построение и размещение указательной информации;
4) построение и размещение информации по наладке и настройке
оборудования;
5) построение и размещение информации по общим параметрам
технологического процесса (операции), технологическому режиму;
6) построение и размещение информации по выполняемым
исполнителем действиям.
Выбор формата определяет разработчик формуляра-образца,
исходя из объема размещаемой информации.
Построение и размещение информации поосновным надписям
следует зыполнять в соответствии с требованиями ГОСТ 3.1103—82.
К указательной информации относятся данные по наименованию и
обозначению операции, оборудования и т. п. Указательную информацию,
как правило, необходимо размещать ниже блока Б 1 основной надписи
по ГОСТ 3.1103-82.
Информация по наладке и настройке оборудования свойственна для
определенных групп оборудования и имеет специфическую направлен-
83
ность. Такая информация может встречаться на станках-автоматах,
агрегатных станках. Как правило, указание такой информации следует
выполнять до описания действий, связанных д работой
соответствующего оборудования.
Для определенных технически сложных технологических
процессов (операций) свойственно указание информации по общим
параметрам выполняемых действий и технологическим режимам. Например,
технологический процесс литья в песчаные формы (масса литниковой
системы, температура расплава, время выдержки после заливки и т. п.)
или операция по изготовлению деталей из пластмасс (темперагура
нагрева материала, время на нагрев материала, давление воздуха и т. п.).
Указанную информацию при необходимости также следует
указывать до описания операции (технологического процесса).
Разработка формуляров-образцов автоматизированным способом
производится в той же последовательности за исключением первого
этапа - выбора формата. Для этих условий основанием является выбор
бумажной ленты в соответствии с имеющимися размерами:
210X304,8 мм; ]
224X304,8 мм; |
240X304,8 мм (которые следует относить к формату
]А4поГОСТ 2.301-68,
а также:
420X304,8 мм;1
450X304,8 мм,| которые следует относить к формату
-1 АЗ по ГОСТ 2.301-68.
Для документов на машинных носителях привязку осуществляют к
видеотериминальным устройствам.
При построении формуляров образцов применяют следующие
принципы построения: элементный, элементно-блочный, блочный, блоч-
но-модульный.
Под элементным принципом построения понимается принцип,
основанный на построении формуляра-образца из отдельных кирпичиков-
элементов информации (реквизитов). При этом отдельные элементы
информации могут группироваться по общим или сопряженным
признакам.
Приведем пример такого формирования (рис. 15).
Литьевая форма
Код
Масса
Температура
Формы
1 пол.
2 пол.
Рис.15
84
Как видно, представленный состав информации можно разделить на
две группы: информация, относящаяся к литьевой форме, и
информация, относящаяся к температурным режимам формы. В элементном виде
указанная информация существует в раздельном виде, например, код
литьевой формы, масса литьевой формы.
Объединение подобной информации в группы с указанием общих
заголовков и подзаголовков устанавливает разработчик формуляров-
образцов по своему усмотрению.
Под элементно-блочным принципом построения форм документов
следует понимать такой принцип, когда наряду с элементами
информации применяют и типовые блоки информации, состоящие из элементов
информации, объединенных однородными признаками, например,
типовой блок информации по трудозатратам, материальным нормативам
и т. п.
Рассмотрим пример сочетания такой информации (рис. 16).
Нагрев метер
т-ра
[у
время
Натре*, армат
т-ра
время
Дмл
Выдержка 1
давп. 1
охл.
1 Наименование материала и арматуры
V, Обозначение, код
ОПП
ЕВ
ЕМ
Кол
1 Н расх
Рис.16
На рис. 16. строкой 1 представлен комплекс элементов информации,
характеризующейся признаками, относящимися к технологическим
режимам выполняемых действий.
Строками 2 и 3 представлен типовой блок информации с
указанием и нормированием применяемых материалов и комплектующих
частей изделия.
Информация в 1-й строке записывается только один раз, а во 2-й и
3-й столько, сколько наименований материалов и комплектующих
используется при выполнении операции, т. е. типовой блок можно
применять для неограниченного повторения в формах документов.
Представленный на строках 2 и 3 типовой блок информации характерен для
формуляров-образцов, имеющих вертикальное расположение поля
подшивки. При горизонтальном расположении поля подшивки
указанный типовой блок информации может быть выражен одной строкой.
В целях удобства внесения изменений и возможности обработки
информации средствами вычислительной техники с левой стороны
информационного поля следует предусматривать графу для нумерации
строк и внесения служебных символов, выражающих тип строки по
составу информации и обозначению блоков информации.
Нумерацию строк следует выполнять арабскими цифрами от 01.
Состав и назначение служебных символов в формах технологических
документов применительно к формату А4 приведен в табл. 9.
85
Таблица 9
Обозначе- I Расположение поля подшивки!
ние ел у- 1 . Предусматривающий состав информации
жебного горизонтельное вертикальное
символа
А + Указательный состав информации по обозначению цеха, участка, рабочего
места, операции, кода и наименованию операции, а также составу
технологических документов (с указанием их обозначений), применяемых при выполнении
операции
о + ! Информация по коду и наименованию оборудования и комплексу данных,
[связанных с нормированием трудозатрат
'В + Информация по обозначению цеха, участка, рабочего места, операции, кода
наименованию операции
Г + Информация по составу применяемых технологических документов (с
{Указанием их обозначений)
Д + ; Информация по обозначению (коду) и наименованию оборудования
Е + | Информация по комплексу данных, связанных с нормированием трудо-
1затрат
Ж + Информация по данным, связанным с применением жиребеек и
холодильников при выполнении процессов литья.
И + Информация по коду, предусмотренному технологическим классификато*
Ьом деталей машиностроения и при^ростроения, и обозначению комплекта
документов на процесс по ГОСТ 3.1201—85
К + Информация по наименованию комплектующих составных частей изделия,
мх обозначению и количественному составу
Л ) + Информация по наименованию комплектующих составных частей изделия
86
87
Продолжение
Обозкане- Расположение поля подшивки
ниесду- . Предусматривающий состав информации
жебного горизонтельное | вертикальное
символа
М + I + ' Информация по наименованию основных (вспомогательных) материалов,
! !применяемых при выполнении процесса (операции), их обозначению и нормам
I расхода
Л 1 + Информация по обозначению применяемых основных (вспомогательных)
| материалов и нормам их расхода
0 + | + Информация по текстовому описанию выполняемых действий, связанным с
технологическим процессом (операцией)
П + Информация по данным, связанным с применяемостью деталей (сборочных
единиц) в изделии
, р + + Информация по данным и параметрам технологических режимов, связанных
с выполнением технологического процесса (операции)
с + + Информация по нумерации, обозначению деталей (сборочных единиц), их
наименованию, обозначению по конструкторскому документу и их
принадлежности (стандартное, покупное)
у + + Информация по технологической оснастке (приспособления, штампы,
преесформы, вспомогательный инструмент, режущий инструмент, средства
измерений) с указанием обозначений (кодов)
у + + Информация по обозначению детали, программы, оборудования,
устройства ЧПУ с привязкой к номеру операции
ф + + Информация по обозначению и наименованию комплекта технологических
документов и общее количество листов в комплекте документов
х + + Информация о технической характеристике чоборудования, предприятии
| I | (организации) изготовителей стоимости оборудования
88
Продолжение
Обозначе- Расположение поля подшивки
ние слу- I Предусматривающий состав информации
жебного | горизонтельное вертикальное
символа
Ш + + Информация о технологическом маршруте изготовления (ремонта) детали
(сборочной единицы)
Ц + + Информация об обозначении детали, изготовляемой из отходов материала,
коэффициенте использования материала из применяемого отхода, указания по
использованию отходов и т. п.
Э + + Информация по коду, наименованию среды
Я + + Информация о количестве деталей, подаваемых при разовой подаче, общей
подаче и подаче на такт
Состав основных данных по элементам и типовым блокам
информации с указанием правил их оформления при автоматизированном
формировании формуляров-образцов приведен в Р 50—54—71—88 "ЕСТД.
Автоматизированное формирование форм технологических документов
на основе базы данных".
Блочный принцип построения формуляров-образцов заключается в
том, что при построении форм документов используются только
типовые блоки информации. Их состав может быть различен и в каждом
случае определяется разработчиком, исходя из назначения документа.
Блочно-модульный принцип построения формуляров-образцов в
отличие от предыдущего принципа заключается в том, что отдельные
типовые блоки информации (2 и более) объединяются по своему
информационному назначению и образуют информационный модуль
информации, который по аналогии с типовым блоком информации может
повторяться неограниченное количество раз в привязке к каждой
операции
Приведем пример построения информационного модуля,
применяемого в маршрутных картах формы 4 и За по ГОСТ 3.1118—82 (рис. 17).
в
г
д
Е
Цех
Ун.
РМ
ОПЕР.
Код, наименование операции 1
Обознэч «н и* документа
Код. наименование оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
рп
кшт
тпз
тшт
Рис. 17
Приведенный на рис. 17 модуль информации раскрывает в
логической последовательности данные только по одной операции. Если в
технологическом процессе предусматривается, например, двадцать
операций, то такой модуль будет применяться для описания информации -
двадцать раз.
Наименование заголовков и строк граф в формулярах-образцах
следует выполнять:
при ручном способе — с прописной буквы, а подзаголовки граф —
со строчной буквы, если они составляют одно предложение с
заголовком, или с прописной буквы, если они имеют самостоятельное
значение;
при автоматизированном способе — со строчной буквы.
При указании данных по названию граф в документах следует
применять допускаемые сокращения или обозначения. С целью
сокращения высоты и ширины граф состав вносимой в них информации по
названию граф должен быть оптимальным и отражать сущность
вопроса.
Разработанный формуляр-образец документа должен быть оформлен
и зарегистрирован в соответствии с порядком, установленным на
предприятии (организации). Оформление формуляра-образца рекоменду-
89
ется подкрепить подписями от разработчика, нормоконтролера и от
служб автоматизации. Подписание формуляра-образца целесообразно
выполнять на обороте с указанием фамилии и даты. Регистрацию
формуляра-образца рекомендуется выполнять в соответствии с
указанными правилами по обозначению форм документов. Допускается
применять локальную систему обозначения. Оформленный формуляр-
образец должен храниться в архиве или в специально отведенном месте
подразделения, занимающегося размножением бланков локумёнтов.
2.8. Особенности выполнения бланков
технологических документов
В соответствии с ГОСТ 16487—83 под бланком официального
документа следует понимать стандартный лист бумаги с воспроизведенной на
нем постоянной информацией документа и местом, отведенным для
переменной.
Изготовление бланков технологических документов осуществляется
на основании утвержденного и согласованного формуляра-образца в
соответствии с порядком, принятым на предприятии (в организации),
на форматах по ГОСТ 2.301-68. Для печати бланков следует применять
бумагу или кальку, требования к которым по ГОСТ 6.101—80.
Рекомендуется использовать для печати бланков:
бумагу средней толщины, белую (плотность 70 г/м2) ;
бумагу картонную средней толщины, белую (плотность 120 г/м2);
кальку (плотность 70 г/м2).
Бланки документов могут изготавливаться типографским;
светокопировальным или прочими способами.
Из указанных способов наиболее широкое применение получило
выполнение бланков типографским способом. С разработкой
унифицированных систем документации в нашей стране планировалось
централизованное изготовление всех бланков документов и соответствующее
их распределение по заявкам предприятий (организаций) через
соответствующие магазины.
В целях возможности заказа необходимых бланков документов
Всесоюзным научно-исследовательским институтом классификации и
кодирования (ВНИИКИ) Госстандарта СССР был разработан
Общесоюзный классификатор унифицированных документов (ОКУД). Проблема
централизованного изготовления бланков конструкторских и
технологических документов оказалось технически трудно выполнимой задачей
и по настоящее время не решена не смотря на неоднократные выходы
Госстандарта СССР в Госплан СССР. В настоящее время типографское
издание бланков имеет локальный характер и выполняется на уровне
предприятий (организаций). Качество изготовления такой продукции
зависит от многих факторов и прежде всего от имеющихся
технических средств. Следуе1 отметить, что пока мало предприятий имеют
типографское оборудование, отвечающее современным требованиям.
90
В основном, применение устаревшего типографского оборудования
вызывает некачественное выполнение бланков, имеющих отклонение от
размеров выбранного формата и отдельных граф. Это приводит к
нерациональному расходованию бумаги при раскрое и печати, а при
разработке документов - к невозможности размещения соответствующей
информации в виде кодов при применении машиноориентированных
документов.
Указанные недостатки вызваны прежде всего неправильным
раскроем исходного рулона бумаги, несоответствием форматов и единиц
измерения по ГОСТ 2.301-68 и принятыми в типографском производстве
способами фиксирования и крепления исходного листа бумагой
методом изготовления самих типографских форм.
Раскрой бумаги, как правило, производится с привязкой к
имеющемуся оборудованию. На наиболее часто встречающемся оборудовании
в качестве исходного типографского формата применяется бумага,
имеющая габаритные размеры 420X600 мм.
Оптимальный раскрой исходного типографского формата для
получения типографских бланков документов форматов А4 и АЗ по ГОСТ
2.301—68 приведен на рис. 18.
При применении
указанного типографского формата в
силу технических
обстоятельств, требующих для его ^
фиксации и крепления зону,
равную 20 мм (после
подшивки), информация
подлежащая размещению в данной зоне
не печатается (в данном случае
это дополнительные блоки
информации БЗ и Б 4 по ГОСТ
3.1103-82, размещаемые на поле подшивки бланков и документов)*
Для сокращения расхода бумаги указанные блоки информации
допускается печатать отдельно с применением специальных
типографских резиновых или наборных штампов.
Издание бланков форм документов в типографском производстве
осуществляется двумя методами — клише и набора.
Первый метод дает возможность получать бланки форм документов
в строгом соответствии с требованиями стандартов ЕСТД.
Второй метод, вследствие набора типографской формы из различных
элементов, не позволяет выполнить точно заданные размеры, а это
создает.неблагоприятные условия для внесения в
документы.соответствующей информации (кодов на материалы, оборудования,
технологическую оснастку и т. п.), которая из-за несоответствия размеров по
ширине или высоте графы и по значности не вписывается в бланки
документов. В результате нарушается порядок записи информации в
документах и усложняется обработка информации с применением
средств вычислительной техники (появляются ошибки, которые
отрицательно влияют на решение различных инженерно-технических задач).
Рис.18
91
Рассмотрев и проанализировав имеющие место недостатки при
применении соответствующих технических средств, было принято
соответствующее решение, которое было доведено до всех головных
организаций отраслей промышленности. Сущность его сводилась к тому, что все
отклонения по размерам, допущенным в бланках технологических
документов, разрешаются только для граф, не обведенных двойной
утолщенной линией и не предназначенных для внесения информации в
виде кодов. Как было указано, бланки документов могут
выполняться и на бумаге и на кальке. Бланки документов на кальке следует
применять при среднесерийном — массовом производствах, т. е. в тех
производствах, для которых характерно применение операционного метода
описания технологических процессов. Документы, выполненные на
кальке, позволяют увеличить жизненный цикл технологической
документации, получать высококачественные копии документов, улучшить
условия для хранения их оригиналов, повысить качество и наглядность
работ, связанных с выполнением процедур по внесению изменений. По
трудоемкости оформления документы на кальке гораздо выше, чем
документы на бумаге. Разработка технологических документов на
кальке свойственна для изделий, устойчивых для производства во времени,
поэтому выбор бланков документов на кальке или на бумаге находится
в компетенции организации, отвечающей за разработку технологической
документации.
Бланки технологических документов, изготовляемые типографским
способом, могут подразделятся в зависимости от применяемых методов
заполнения документов на ручное, машинописное, автоматизированное.
В отличие от бланков документов для ручного и машинописного
заполнения бланки документов для автоматизированного заполнения
выполняются не на отдельных форматах, а на бумажной ленте со
следующими форматами:
210X304,8 мм Л
224X304,8 мм; I обеспечивающими получение
240X304,8 мм, ] формата А4 по ГОСТ 2.301-68;
420X304,8 мм;1 обеспечивающими получение
450X304,8 мм, {формата АЗ по ГОСТ 2.301-68.
Печать бланков технологических документов на бумажной ленте
производится на основе использования унифицированных форм
технологических документов (типа МК), имеющих универсальные форму
основных надписей для первых и последующих листов (в основном, это
форма основных надписей для первых листов).
Вопросы, возникающие при печати таких бланков, должны в
оперативном порядке решаться и согласовываться с ВНИИЭС.
Так, например, блок Б4 основной надписи следует располагать в
верхней или в нижней части формы документа над блоком Б5 или Б6,
как покаоапи на рис. 19.
92
/ 2
( / / ГОСТ 3.1118-82 Форма 4
[подл \20 /
1/6 1/7 \1д '
|^./у /
уч. 15
;
^-^—-
ВЗАМ |*2
/6
6/5
/7 |/*
^ в/1
1/^/5
-« »-
ДУБ П. 1^
/0
413 \
/7
*/7
-*—^-
Л?
1
6/5
-* •«
14.15
14,15
I
9/8
-* ^
^
Рис.19
Примечания:
1. Расположения блоков БЗ (1) и Б4 (2) представлены в строчку с
изменением размеров по их ширине.
2. В верхней части граф даны их обозначения по ГОСТ 3.1103-82.
3. Графы 14 и 15 объединены и в них одновременно
предусматриваются подпись и простановка даты.
4. Размеры ширины граф даны в знаках печатающих символов.
При невозможности типографского выполнения бланков, при
автоматизированном проектировании, распечатка бланка выполняется
выходными средствами вычислительной техники: для текстовых
документов — с применением алфавитно-цифровых печатающих устройств
(АЦПУ)^ для графических документов с помощью графопостроителей.
Особенности оформления бланков таких документов выполняются с
учетом соответствующих правил:
1) края информационного поля по высоте формата должны отстоять
от линии насечки на расстоянии одного интервала, а по ширине —
симметрично относительно центров транспортных отверстий;
2) при применении бумажной ленты шириной 420 — 450 мм
допускается располагать два формата А4 с применением разделительной линии
для сгиба или разделения документов по усмотрению разработчика;
3) при распечатке форм на АЦПУ их оформление следует
выполнять: для горизонтальных линий — знаком "минус" или "подчеркива-"
ние"; для вертикальных линий — знаком "вертикальная черта",
"двоеточие", латинской буквой "I " или "восклицательный знак".
Примечания:
1. Допускается не впечатывать в формы документов разделительные
линии строк, граф, находящихся на краю информационных полей, а
также наружных рамок информационных полей.
2. Допускается выполнять знаками "звездочка" графы 2 и 3
основной надписи по ГОСТ 3.1103—82.
3. Линейные размеры граф документов, выполненных на АЦПУ,
определяются количеством знаков, установленных соответствующим
стандартом ЕСТД на формы документов и шагом печатающего
устройства.
93
4. Графы, предусматривающие внесение информации в виде кодов,
выделять утолщенной линией не следует.
5. В целях сокращения высоты заголовков и подголовков форм
следует применять простую форму записи их наименований и
обозначений с применением через один интервал в качестве разделительной
линии знака "минус" или "подчеркивание", как указано на рис. 20.
в : цех
_ г__;
|-д-^—
: уч : рм : опер : код наименование операции 1
ОБОЗНАЧЕНИЕ ДОКУМЕНТА 1
КОД НАИМЕНОВАНИЕ ОБОРУДОВАНИЯ
Рис. 20
6. При распечатке симметрично расположенных двух форм
документов формата А4 на бумажной ленте шириной 420 мм допускается
изменять ширину их форматов за счет изменения размеров граф, не
предусматривающих внесение информации в виде кодов.
7. Графическое изображение блока дополнительной информации
(Б4) основной надписи следует применять только при использовании
документа на правах подлинника или в качестве оригинала для
выпуска подлинника.
8. Линии разделения (обводки) граф и строк следует выполнять
символами по ГОСТ 19769-74.
Заголовки и подзаголовки следует печатать прописными буквами,
горизонтально, применяя сокращенную запись.
Реквизиты, которые невозможно напечатать, допускается
выполнять любым неавтоматизированным способом (от руки, резиновым
штампом и т. п.)
Бланки документов, выполняемые светокопированием, следует
применять для мелкосерийных и опытных производств, а также для
вспомогательных. Требования к их выполнению аналогичные, как и
для типографского метода выполнения.
Подлинниками, на основе которых осуществляется размножение
бланков технологических документов светокопированием, как
правило, являются формуляры-образцы, или их копии выполненные
ручным, машинописным и типографским способами. Бланки
технологических документов следует выполнять печатью черного цвета. Для
отличия отдельных видов (производные, вспомогательные)
документов, заполняемых с применением средств механизации и
автоматизации, допускается применять печать красного, коричневого, зеленого
и синего цвета, например, бланки рабочего наряда, требования и т. п.
Бланки технологических документов, изготовленные
множительным способом, должны соответствовать следующим требованиям:
линию раздела граф и строк следует выполнять сплошной
основной линией;
графы, предназначенные для записи данных, обрабатываемые
средствами вычислительной техники, следует обводить линией
толщиной 2а .
94
В бланках технологических документов, предназначенных для
автоматизированного проектирования, предъявляются повышенные
требования к размерам форм и граф, содержащихся в них. Так, например,
отклонение расстояния от левого края информационного поля до
первой позиции текста не должно превышать 0,5 мм, а перекос линий листа
— не более 0,5 мм.
Проблема централизованного изготовления бланков
технологических документов тяжким бременем ложится на предприятия, которые
тратят на это много своих средств и времени. Учитывая некачественное
изготовление бланков технологических документов, нерациональный
расход бумаги и кальки при их печати, а также их высокую
себестоимость, проблема централизованного изготовления бланков
технологических документов является необходимой реальностью. Для этого
создана унифицированная система технологической документации и
это подтверждается экономическими расчетами и предложениями
предприятий.
2.9. Методология автоматизированного формирования
форм технологических документов на основе
базы данных
С внедрением средств вычислительной техники в область
документирования многие процедуры стали выполняться в автоматизированном
режиме. В системах автоматизированной подготовки производства или
технологического проектирования в качестве составной части может
применяться подсистема автоматизированного формирования форм
технологических документов на основе базы данных, методология которой
была разработана специалистами Госстандарта СССР в 1988 г. и которая
нашла отражение в рекомендациях Р 50-54-71-88 "ЕСТД.
Автоматизированное формирование форм технологических документов на основе
базы данных".
Разработка данного материала дала возможность разработчику
оторваться от жесткой регламентации форм документов и
сформировать такой документ, который нужен для решения соответствующей
задачи.
В целях сохранения единства информационного содержания
документов построение формы документа должно выполняться на основе
унифицированной базы данных в соответствии с типовыми правилами.
Это условие является необходимым, так как в противоположном
случае построенная форма документа не будет информационно увязываться
с применяемыми формами технологических документов по ЕСТД.
Учитывая изложенное, специалисты Госстандарта СССР провели
систематизацию всей информации, включаемой в формы технологической
документации, и установили, что в унифицированную базу данных должны
входить элементы информации (реквизиты), а также типовые блоки
и модули информации.
95
В зависимости от назначения и участия в решении задач всю
.информацию можно классифицировать на следующие группы:
01. Адресная;
02. Архивная;
03. По применяемости деталей и сборочных единиц в изделии;
04. По группированию деталей и сборочных единиц;
05. По технологическому маршруту;
06. По средствам технологического оснащения;
07. По применяемости технологических документов в комплектах
на технологические процессы изготовления (ремонта) составных частей
и изделия в целом;
08. По материалам;
09. По трудозатратам;
10. По наладке и настройке оборудования;
11. По описанию выполняемых действий;
12. По технологическим режимам;
13. Дополнительная.
Адресная информация предназначена для ввода и поиска
информации по формам документов, комплектов документов на
технологические процессы и на изделие в целом. Указанная информация первична,
участвует в решении основного комплекса инженерно-технических
задач, имеет юридический и справочный характер, содержится в
основных надписях.
Архивная информация предназначена для регистрации документов,
применяемых в производстве. Характерна для предприятий, имеющих
централизованный архив. Средствами вычислительной техники не
обрабатывается. Содержится в основных надписях.
Информация по применяемости деталей и сборочных единиц (ДСЕ)
предназначена для учета с целью определения общего количественного
состава изделий (деталей, сборочных единиц) для проведения
организационных и технологических работ по их изготовлению или
приобретению.
Информация по группированию деталей (сборочных единиц)
предназначена для возможности заимствования действующих или
разработки новых типовых (групповых) технологических процессов с
определением их конструктивных и технологических признаков составных
частей изделия. Обеспечивает возможность применения
автоматизированных информационно-поисковых систем.
Информация но технологическому маршруту предназначена для
указания данных, определяющих маршрут прохождения изделия и его
составных частей по подразделениям предприятия (организации),
участвующих в их изготовлении (ремонте). Обеспечивает закрепление
выполняемых действий за подразделениями предприятия (организации),
предопределяет разработку технологической документации на процессы
и операции.
Информация по средствам технологического оснащения
предназначена для указания их состава, и количества, порядка очередности при-
96
менения. Применяется для расчета загрузки рабочих мест и
формирования общей заявки на их получение (изготовление).
Информация о применяемости технологических документов и их
комплектов предназначена для определения полного состава документов
при изготовлении (ремонте) изделия и его составных частей.
Информация по материалам предназначена для комплексного
указания основных и вспомогательных материалов их норм расхода с целью
формирования'общей заявки на материалы.
Информация по трудоемкости предназначена для указания общих
и пооперационных норм с целью определения общей трудоемкости и
себестоимости изготовления (ремонта) изделия и его составных частей.
Информация по наладке и настройке средств технологического
оснащения предназначена для подготовки их к работе и управления
выполняемых действий с целью обеспечения качества и стабильности
изготовления (ремонта) изделий и их составных частей.
Информация по описанию выполняемых действий предназначена
для указания порядка и очередности их выполнения. Способствует
качеству изготовления (ремонта).
Информация по технологическим режимам предназначена для
указания необходимых параметров по управлению выполняемых
действий с применением технологических средств. Способствует качеству
и стабильности изготовления (ремонта).
Дополнительная информация предназначена для отражения
особенностей выполнения процессов и операций. Имеет локальное применение
по усмотрению разработчика документов.
Представленная классификация вносимой в документы
информации позволяет применять для нее кодовое обозначение по следующей
структуре:
х хх хх
I I Порядковый регистрационный номер
I I Код группы информации
I Код структуры информации
Для кодирования структуры информации используют буквы
русского алфавита:
элемент информации (ЭИ) — Э; типовой блок информации (БИ) -
Б; Типовой блок информации (МИ) — М.
Код группы информации приведен в начале данного подраздела.
Для обозначения групп применяют арабские цифры от 01 до 13. После
кода группы информации ставят точку.
Порядковые регистрационные номера состоят из двух цифр от
01 до 99. Присвоение регистрационных номеров осуществляется в
пределах кода Группы информации.
4-323
97
Под ЭИ следует понимать самостоятельную часть информации,
используемую в документах для решения одной или нескольких задач в
области технологической подготовки и управления производством.
В формах документов ЭИ могут быть представлены в двух
вариантах:
с указанием графы для заголовочной части (наименованием
реквизита) и для внесения данных;
с указанием только одной графы, для внесения данных.
В первом случае размещение граф выполняют симметрично или на
уровне одной строки, например:
Наименование графы
Во втором случае заполнение граф с указанием данных
осуществляется без наименования этой графы за счет соответствующих правил по
оформлению этого документа, оговоренных в стандартах или
рекомендациях ЕСТД.
Размерность отдельных граф по наименованию и для внесения
данных может не совпадать. В целях сокращения размерности граф,
предусматривающих указания по их наименованию, допускается применять
соответствующие сокращения или условные их обозначения.
ЭИ могут применяться в самостоятельном виде или входить как
составная часть в типовые блоки информации.
Под типовым БИ следует понимать группу ЭИ, объединенных по их
однородности и расположенных в определенной последовательности с
целью решения комплекса инженерно-технических задач, например,
типовой БИ по трудозатратам.
СМ
ПРОФ
УТ
КР
коид
ЕН
оп
кшт
тпз
тшт
МИ представляют группу, как правило, разнородных БИ,
расположенных в логической последовательности и раскрывающих
определенный состав информации. Для БИ и МИ свойственно повторяться в
документе несколько раз с целью полного раскрытия информации по
данной задаче, например, в МК МИ раскрывает полную информацию
только одной операции, (а при неоднократном повторении — все
операции) а в ВМ — МИ раскрывает полностью данные по применяемому
материалу одного обозначения.
98
В Р 50-54-71-88 приведены соответствующие таблицы с указанием
состава и графического, информационного разновидностей имеющихся
ЭИ, БИ,МИ.
Для ЭИ в таблице указываются код группы информации,
порядковый регистрационный номер, наименование, рекомендации по
наименованию графы в документе, предпочтительная размерность граф в
документе (для наименования графы и внесения данных), отметка об
обязательности применения.
Так, например: Э 09.10 - норма штучно-калькуляционного времени
на операцию допускаемое сокращение — ТШТК; размер для
наименования графы и внесения данных равен 7 символам; применение данной
графы в документе по усмотрению разработчика документов; Э 08.05 -
норма расхода материала; допускаемое сокращение — "Н. расхода";
размерность длины графы в символах — 7; графа обязательна для
применения в документе.
Для Б И в таблице указываются код типового Б И; графическое его
изображение, с указанием состава и порядка расположения
соответствующих ЭИ; информация по суммарной длине строки в символах.
Например, Б 01.01 - типовой блок информации, соответствующий части
блока основной надписи Б1Ф2 (без нижней части), с суммарной длиной
строки в символах равной — 70.
7е
В отличие от типовых блоков, применяемых в стандартах ЕСТД, в
таблице приводятся их разновидности с уменьшенным составом
информации.
Так, например, Б.01.04 — типовой совмещенный блок
информации, не соответствующий блоку Б1Ф1 основной надписи, с суммарной
длиной строки в символах — 70.
Э 01.35
^Г
Э 01.02
\
\
Э 01.09.
СЭ01.11)\ Э°106ч
\
V"
л.
\
В отличие от требований стандартов ЕСТД таблица позволяет
разработчику самостоятельно выбирать необходимый типовой блок
информации с определенным составом информации, что обеспечивает гибкость
применяемого решения.
В указанной таблице типовые блоки приведены двух вариантов,
рассчитанные на 70 и 128 символов.
А +
99
Для МИ в другой таблице приводятся следующие данные: код МИ;
обозначение и порядок расположения Б И, входящих в МИ;
информация по параллельному или последовательному расположению БИ на
поле документа; назначение МИ.
Так, например, М 01.01 - Б 01.01; Б01.07 - с параллельным
расположением для указания адресной (поисковой) информации.
Дополняет и развивает требования ГОСТ 3.1103—82. Состав включаемых БИ
устанавливает разработчик форм документов из условий организации
производства и оптимизации включаемой информации.
Представленный состав ЭИ, БИ и МИ в таблицах составляет базу
данных, используемую при автоматизированном формировании форм
технологических документов (АФФТД).
В рекомендациях Р 50—54-71-88 принцип АФФТД имеет пока
только методический характер. Он учитывает возможность его реализации
в основном на персональных ЭВМ в диалоговом режиме. Общая
информационная модель АФФТД представлена на рис. 21.
Принцип АФФТД предусматривает не только проектирование форм
технологических документов, но и выбор типовых форм
технологических документов, имеющихся в банке данных, а также их корректировку
и видоизменение.
Общими действиями при выполнении указанных процедур являются
выбор вида документа и определение кода формы документа.
При проектировании формы документа одной из первоочередных
задач являются выбор формата документа, формирование и выбор
основных надписей (рис. 22).
Укрупненная блок-схема алгоритма формирования вариантов и
результатов моделирования форм документов приведена на рис. 23, а
уточненная на рис. 24.
КД - комплект конструкторских документов на изделие
•Д - формы технологических документов;
АРМ Т - мтоматмэироваиное рабочее место технолога;
ТД - технологические документы;
П - подлинники технологических документов;
Д - дуб пикеты технологических документов;
К <- копии технологических документов
Рис.21
Да
Г Немало ]
Определение
классификационных признаков и
назначение формы
документа
Поиск формы
документа в архиве
Формирование основной
надписи формы
документа
^/^ Можно ли ^ч^
^ формировать основ- ^
^Чную надпись? ^^
]Да
Формирование формы
документа
Нет
ч
Выбор варианта основ- 1
ной надписи из типо- 1
вого набора
Рис.22
Рис.23
Г Начало \
Выбор ЭИ адресной
информации
/
\
^устраивает ^Ч^Нет
\ли состав ЭИ>/
Введение
дополнительного состава ЭИ
у д«
Выбор ЭИ по оборудо
ван ию
/
\
/Устраивает ^у Нат
V. ли состав Э И?/
Введение
дополнительного состава ЭИ
Выбор ЭИ по трудозат ^
ратам |\~
Введение
дополнительного состава ЭИ
| Д«
Выбор ЭИ по наладке
и настройке оборудо
вания
./Устраивает ^ч.
V. ли состав ЭИ7/
/
ч
Нет
Введение дополнитель
ного состава ЭИ
Да
Вь1бор информации по
технологическим режи
мам
/-
\Г
^/Устраивает ^у
Хули состав ЭИ'/
Введение дополнитель
ного состава ЭИ7
Рис.24
3. ОБЩИЕ ТРЕБОВАНИЯ ПО ОФОРМЛЕНИЮ ДОКУМЕНТОВ
3.1. Правила по оформлению и расположению
основных надписей
Основная надпись является одним из важных элементов формы
технологического документа. Она предназначена для указания назначения
и области применения разрабатываемого документа (комплекта
документов, комплекта документации), для указания принадлежности
документа к изготовлению конкретного изделия или принадлежности к
типовому (групповому) технологическому процессу (типовой или
групповой технологической операции), для указания принадлежности данного
документа к конкретному комплекту технологических документов или
комплекту технологической документации, для соответствующего
оформления документа, с указанием лиц, участвующих в его разработке^их
подписей и даты подписания, а также для указания данных о внесенных в
документ изменениях.
Состав основных надписей, их формы, правила оформления и
расположения установлены ГОСТ 3.1103—82.
Основные надписи по ГОСТ 3.1103 — 82 следует применять для всех
видов основных технологических документов, установленных ГОСТ
ЗЛ102-81.
ГОСТ 3.1103 - 82 устанавливает блочное построение основной
надписи и предусматривает шесть типов блоков информации:
блок 1 (Б1) — блок адресной (поисковой) информации;
блок 2 (Б2) — блок состава исполнителей;
блок 3 (БЗ) — блок внесения изменений;
блок 4 (Б4) — блок дополнительной информации;
блок 5 (Б5) — блок вспомогательной информации;
блок 6 (Б6) - блок вида и назначения документа.
Сочетание блоков информации и образует основную надпись.
В рвою очередь блоки информации имеют несколько
разновидностей форм. Разновидности форм блоков информации зависят от
нескольких факторов:
назначения формы документа, для которого предназначена основная
надпись;
способа выполнения (проектирования) формы документа;
формата документа;
расположения поля подшивки у формы документа.
Блок Б1 имеет восемь разновидностей форм
Форма блока Б1ф1 предназначена для оформления 1-го листа
бланка документа, выполненного типографским или иным другим способом
печати, кроме АЦПУ, позволяющим получать с Документов
качественные копии, а для документов, подлежащих-микрофильмированию,
удовлетворяющих требованиям микрофильмирования, следующих видов
документов: титульного листа (ТЛ), маршрутной карты (МК),
технологической инструкции (ТИ), карты технологического процесса (КТП),
106
карты типового (группового) технологического процесса (КТТП),
карты технологической информации (КТИ), технико-нормировочной карты
(ТНК) - в случае включения ее в состав комплекта технологических
документов, ведомости технологических маршрутов (ВТМ), ведомости
оснастки (ВО), ведомости оборудования (ВОБ), ведомости материалов
(ВМ), ведомости специфицированных норм расхода материалов (ВСН),
ведомости удельных норм расхода материалов (ВУН), технологической
ведомости (ТВ), ведомости применяемости (ВП), ведомости сборки
изделия (ВСИ), ведомости деталей (сборочных единиц) к типовому
(групповому) технологическому процессу (ВТП), ведомости
технологических документов (ВТД), ведомости держателей подлинников (ВДП)У
а форма блока Б1ф1а предназначена для оформления последующих
листов этих видов документов.
Форма блока Б1ф2 предназначена для оформления 1 — го листа
документа, выполненного с применением АЦПУ для тех же видов
документов, что и форма блока Б1ф1, а форма блока Б1ф2а предназначена
для оформления последующих листов этих документов.
Форма блока Б1фЗ предназначена для оформления 1-го листа
бланка документа, выполненного любым способом печати,
позволяющим получать с документов качественные копии, кроме АЦПУ,
следующих видов документов: карты эскизов (КЭ), операционной карты
(ОК), карты типовой (групповой) операции (КТО), карты
технологической информации (КТИ), комплектовочной карты (КК), технико-
нормировочной карты (ТНК), в случае включения ее в состав комплекта
технологических документов, карты кодирования информации (ККИ),
адрты наладки (КН), ведомости деталей (сборочных единиц) к типовой
(групповой) технологической операции (ВТО), ведомости деталей,
изготовленных из отходов (ВДО) и ведомости стернюей (ВСТ), а форма
блока Б1фЗа предназначена для оформления последующих листов этих
видов документов.
Форма блока Б1ф4 предназначена для оформления 1-го листа
документа, выполненного с применением АЦПУ для тех же видов
документов, что и форма блока Б1фЗ, а форма блока Б1ф4а предназначена для
оформления последующих листов этих видов документов, выполненных
с применением АЦПУ.
Необходимо отметить, что ТЛ не имеет последующих листов, а
выбор разновидности формы блоков для КТИ и ТНК зависит не только от
способа выполнения документа, но и от того, разработан данный вид
документа на одну операцию или на несколько операций. Если КТИ или
ТНК разработана на одну операцию, то применяются формы блоков Б 1фЗ
(Б1фЗа) или Б1ф4 (Б1ф4а), а если разработана на несколько операций,
то применяются формы блоков Б1ф1 (Б1ф1а) илиБ1ф2 (Б1ф2а).
Блок Б2 имеет две разновидности форм и обе применяются только
для. оформления 1 - го листа документа для всех видов документов.
Форма Б2ф1 применяется для бланков документов, выполненных
любыми способами печати, позволяющими получать с документов
качественные копии, кроме АЦПУ, а форма Б2ф2 предназначена для
документов, получаемых с применением АЦПУ.
107
Блок БЗ имеет восемь разновидностей форм.
Формы блоков Б3ф1, Б3ф1а, Б3ф1б, Б3ф1в, Б3ф1г предназначены
для оформления всех видов документов, выполненных любым способом
печати, кроме АЦПУ, позволяющим получать с документов качественные
копии, причем форма Б3ф1 применяется только для 1 — го листа
документов формата А4 с вертикальным расположением поля подшивки и
документов формата АЗ, а применение форм блоков Б3ф1а, Б3ф1б,
Б3ф1в, Б3ф1г устанавливает исполнитель при разработке форм доку
ментов, исходя из условий данного производства (количества и объема
вносимых в документы изменений).
Формы блоков Б3ф2, Б3ф2а и Б3ф2б предназначены для оформления
всех видов документов, выполненных с применением АЦПУ, причем
форма блока Б3ф2 применяется только для 1 — го листа документов,
имеющих количество символов в строке, равное 63, 70 или 128. Форма
блока Б3ф2а применяется для 1 — го листа документов, имеющих
количество символов в строке, равное ПО, а также для последующих листов
всех видов документов, независимо от количества символов в строке.
Форма блока Б3ф2б применяется для последующих листов всех видов
документов, имеющих количество символов в строке, равное 63 или 70.
Блок Б4 имеет три разновидности форм
Форма блока Б4ф1 предназначена для оформления любого листа
всех видов документов, разрабатываемых на бланке, выполненным
любым способом печати, кроме АЦПУ, позволяющим получать с документов
качественные копии.
Форма блока Б4ф2 применяется для офрмления любого листа всех
видов документов, выполненных с применением АЦПУ, имеющих
количество символов в строке, равное 110. Для этих же документов,
имеющих количество символов в строке, равное 63,70 или 128,
применяется форма блока Б4фЗ.
Блок Б5 имеет семь разновидностей форм.
Форма блока Б5ф1 предназначена для оформления 1 - го листа, а
форма блока Б5ф1а для оформления после дующих листов бланков всех
видов документов, выполненных любым способом печати, кроме АЦПУ,
позволяющим получать с документов качественные копии. Формы
блоков Б5ф1би Б5ф1в предназначены для оформления оборотной стороны
бланков этих документов. Практического применения формы блоков
Б5ф1б и Б5ф1в не нашли, так как информация, заложенная в них,
содержится в формах блоков Б5ф1 и Б5ф1а, расположенных на лицевой
стороне бланков документов.
Форма блока Б5ф2 применяется для оформления 1 — го листа, а
форма блока Б5ф2а для оформления последующих листов всех видов
документов, выполненных с применением АЦПУ. Форма блока Б5ф2б
предназначена для оформления оборотной стороны этих документов,
имеющих количество символов в строке, равное 63, и также, как формы
блоков Б5ф1би Б5ф1 в,практического применения не нашла.
Блок Б6 имеет две разновидности форм, причем форма Б6ф1
применяется для оформления любого листа всех видов документов,
выполненных любым способом печати, кроме АЦПУ, позволяющим получать с
108
документов качественные копии, а форма Б6ф2 применяется для
оформления тех же документов, но выполненных с применением АЦПУ.
Необходимо отметить, что для оборотной стороны докухментов блок
Б6 не применяется, так как содержащаяся в нем информация имеется на
лицевой стороне документа.
Расположение форм блоков основной надписи зависит от фермата
документа и расположения поля подшивки документа.
Для 1 — го и последующих листов форм документов формата А4 с
горизонтальным полем подшивки и приравненным к ним формам
документов, выполняемым с применением АЦПУ с количеством
символов в строке, равным 110, в верхней части формы располагают формы
блоков Б4, БЗ,"Б5, Б2 и Б1, причем формы блоков Б4 и БЗ
располагают на поле подшивки. В нижней части форм документов располагают
формы блоков Б6. На оборотной стороне формы документа поле
подшивки будет расположено внизу, поэтому формы блоков БЗ также
будут расположены внизу, а остальные блоки основной надписи будут
отсутствовать.
Для 1 — го и последующих листов форм документов формата А4 с
вертикальным расположением поля подшивки и формата АЗ, а также
приравненных к ним формам документов, выполняемым с применением
АЦПУ с количеством символов в строке, равным 70 или 63 (формат А4)
или 128 (формат АЗ), поле подшивки расположено слева, а на оборотной
стороне — справа.
На поле подшивки на лицевой стороне 1-го и последующих листов
располагают формы блоков Б4. На бланках форм документов,
выполненных не на АЦПУ, на поле подшивки располагают также формы
блоков БЗ.
На формах документов формата А4 в верхней части располагают
формы блоков Б5 и Б1, а в нижней части — формы блоков БЗ и Б2, а
также Б6. При необходимости, на бланках форм документов,
полученных без применения АЦПУ, в нижней части, над блоками БЗ и Б2, могут
быть расположены дополнительные формы блока БЗ. На формах
документов формата АЗ в верхней части располагают формы блоков Б5, БЗ,
Б2 и Б1, а в нижней части формы блоков Б6. На бланках форм
документов, выполненных без применения АЦПУ, при необходимости, над
блоком Б6 могут быть расположены дополнительные формы блока БЗ.
Необходимо отметить, что обязательным является наличие блоков БЗ в
нижней части документа для формата А4 и в верхней части документа
для формата АЗ на лицевой стороне бланков документов.
Необходимость наличия дополнительных форм блока БЗ на поле подшивки и в
нижней части документа, а также количество и применяемые
разновидности форм блоков БЗ определяет разработчик формы документа при
ее подготовке к печати. Разработчик также определяет при подготовке
формы документа к печати вариант расположения (в нижней части, на
поле подшивки или в обоих местах), количество и применяемые
разновидности форм блоков БЗ для оборотной стороны формы документа.
109
При автоматизированном проектировании документов блок
основной надписи Б4 может быть расположен в нижней части документа в
одну строку над блоком Б6 в соответствии с рис. 25.
Подл. Взам Дубл.
Рис.25
При автоматизированном проектировании документа также может
быть упрощен блок Б2 основной надписи. Исходя из того, что
обязательными подписями являются подписи разработчика технологического
документа и нормоконтролера, блок Б2 может быть оформлен, как
показано на рис. 26.
Разраб. Н. контр.
1 :
Рис.26
Правила автоматизированного формирования основных надписей
документов даны в рекомендациях "ЕСТД. Автоматизированное
формирование форм технологических документов на основе базы данных"
(Р 50-54-71 -88).
Все блоки основной надписи содержат графы для внесения
информации, характерной для данного блока.
Рассмотрим содержание граф форм блока Б1.
Графа 1. В этой графе указывается краткое наименование или
условное обозначение предприятия (организации) — разработчика
документа. Это обозначение может быть напечатано при изготовлении бланка
документа. Обязательность заполнения графы устанавливает
предприятие (организация) — разработчик документации. Так, если
документация не подлежит микрофильмированию и передаче на другое
предприятие, а .предназначена для использования только на данном предприятии,
графу заполнять не рекомендуется и в графе делается прочерк.
Графа 2. В этой графе для документов, разрабатываемых на
единичные технологические процессы (операции), указывается
обозначение изделия (детали, сборочной единицы) по основному
конструкторскому документу. Допускается вносить в графу обозначения двух
изделий. Для типового технологического процесса в графе указывается
код ступени классификации по конструкторскому классификатору
(Классификатору ЕСКД). Для групповых технологических процессов
(операций) графа не заполняется и в ней делается прочерк.
Графа Я. В этой графе для типовых и групповых технологических
процессов проставляется код классификационной группировки
технологических признаков, общих для группы изделий, характеризующий
применяемый метод изготовления или ремонта, по Технологическому
классификатору деталей машинострения и приборостроения 1 85 142.
Допускается проставлять код классификационной группировки для
единично
ных технологических процессов с целью последующего анализа и
разработки на этой основе типовых и групповых технологических процессов.
Для типовых и групповых операций в графе проставляется код операции
по Классификатору технологических операций машиностроения и
приборостроения 185 151 или технологическим классификаторам,
разработанным в его развитие.
Графа 4. В этой графе проставляется обозначение документа по
ГОСТ 3.1201—85. В случае, когда комплект документов
разрабатывается без титульного листа, в МК, КТП и КТТП допускается вместо
обозначения документа проставлять обозначение комплекта документов.
Графы 5. Графы служат для простановки литеры, присвоенной
документу (комплекту документов) в соответствии с ГОСТ 3.1102—81.
Графы заполняют в порядке присвоения литеры слева направо. Для
документов, имеющих общее применение, независимо от конкретного
изделия, например, ТИ, графы не заполняют.
Графа 6. Для документов, разрабатываемых на единичный
технологический процесс (операцию), а также дня документов, имеющих
характер сводного документа (ВМ, ВОБ), проставляется наименование
изделия (детали, сборочной единицы) по основному конструкторскому
документу. Для документов, разрабатываемых на типовой
технологический процесс (операцию), проставляется наименование группы
изделий, характеризующихся общностью конструктивных признаков,
например, "Валы", "Фланцы" и т. п. Для документов, разрабатываемых на
групповой технологический процесс (операцию), в графе указывается
применяемый технологический метод, например, "Кадмирование",
"Промывка" и т. п.
Графа 7. В этой графе указывается общая единица нормирования,
принятая для всего технологического процесса, например, "100 шт.",
или код единицы нормирования по Классификатору СОЕЙ. Заполнение
этой графы характерно для изготовления изделий массового
производства, таки*, как крепежные детали (болты, гайки и т.п.), детали
радиоэлектронных изделий (контакты, резисторы и т.п.). Обязательность
заполнения этой графы устанавливается предприятием.
Графа 8. В графе проставляется номер операции. Если документ
относится к выполнению нескольких операций, например, КЭ, на которой
даны эскизы к нескольким операциям, то графу не заполняют.
Графа 9' служит для указания номера (кода) рабочего места, на
котором выполняется операция, а графа 10 служит для указания номера
(кода) участка, на котором выполняется операция. Обязательность
заполнения граф 9 и 10 устанавливает предприятие, исходя из
необходимости использования данной информации в автоматизированных сие-4
темах управления (АСУ).
Графа 11 служит для указания номера (кода) цеха или другого
аналогичного подразделения предприятия, в котором выполняется
операция.
На рис. 27 дан пример заполнения формы блока Б1ф1.
Формы блоков Б2 содержат следующие графы, расположенные в
пять строк.
Ш
НПО "Поиск"
АБВГ. 715371.053
К.
10141.00327
I ' - 14 1 I
Рис.27
Графы 12. В графах указывается характер работы, выполняемой
лицами, подписывающими документ. Обязательными для заполнения
являются первая графа "Разраб", и последняя графа "Н. контр"., в
которых указываются соответственно разработчик документа и нормо-
контролер. Необходимость заполнения граф трех остальных строк
определяет предприятие-разработчик документов. В этих грфах могут
быть указаны такие данные, как "Нормировал", "Согласовал",
"Утвердил" и т.п., или должность лиц, подписавших документ: "Нач. техбюро",
"Зам. нач. цеха" и т.п.
В графе 13 указывают фамилии лиц, подписавших документ, а в
графе 14 подписи этих лиц.
В графе 15 проставляется дата подписания документа.
На рис. 28 дан пример оформления формы блока Б2ф1.
| Разраб.
Нач. техбюро
[Н. контр.
Тни^р*^ *
&а,сс/*ибс4
<%1сс4*о6а.
6%^*.
&Ь«-
6%^*-
^.10.87\
Г9Ж8Т\
гцо Г7\
Рис. 28
В блоке БЗ имеются пять граф.
В графе 14 проставляется подпись лица, ответственного за внесение
изменения в документ, а в графе 75проставляется дата подписания (дата
внесения изменения).
Графа 16 предназначена для указания порядкового номера
вносимого в документ изменения.
В графе 17 производят отметку о замене или введении листа
документа вновь. На листах, выпушенных взамен замененных, записывают
"Зам"., на листах, добавленных вновь, записывают "Нов". При замене
всех листов документа на первом листе записывают "Все", а на
остальных листах документа графу не заполняют. Во всех остальных
случаях при внесении изменений в графе делается прочерк.
В графе 18 указывается порядкоЁый номер извещения и, при
необходимости, две последние цифры года регистрации извещения,
отделенные от регистрационного номера точкой или дефисом.
Графа 19 применяется только при выполнении документа с
использованием АЦПУ. В ней указывают обозначение (код) программы для
112
распечатки документа. Обязательность заполнения графы определяет
предприятие-разработчик документа.
При наличии на форме документа форм блоков БЗ, состоящих из
нескольких строк (формы блоков Б3ф1, Б3ф1а, Б3ф1б, Б3ф1в),
заполнение производится снизу вверх. При наличии на форме документа
нескольких форм блока Б3ф1г, расположенных в одну строку, их
заполнение производят слева направо.
На рис. 29 дан пример заполнения формы блока Б3ф1а.
3
2
[ 1
-
—
Нов.
171-89
18-88
1137-87
бС*гр~^
/чу^с-
Ссс^^г
Г9.05Г*8э\
09.02.в8\
1У;10.67\
Рис. 29
Рассмотрим правила заполнения граф блоков Б4.
Графа 20. В графе проставляют инвентарный номер подлинника
документа.
Графа 21. В графе проставляется инвентарный номер подлинника,
взамен которого выпущен данный подлинник документа.
Данные в графах 20 и 21 проставляются из инвентарной книги
подлинников в соответствии с ГОСТ 2.501-88. Инвентарный номер,
общий для всех листов документа, проставляется на каждом листе.
При замене одного или нескольких листов документа
инвентарный номер сохраняется и только при замене всех листов документа
ему присваивается новый инвентраный номер.
В графе 22 проставляется инвентраный* номер дубликата,
присвоенный в соответствии с ГОСТ 2.502—68. Естественно, что при отсутсвии
дубликата, эта графа не заполняется.
Графы 14 и 15 заполняются аналогично заполнению граф блока БЗ:
в графе 14 проставляется подпись лица, внесшего данные в графы 20,
21 и 22, а в графе 15 проствляется дата внесения этих данных.
На рис. 30 дан пример заполнения блока Б4ф1.
[ Дубл.
| Взам.
| Подл.
46
381
122?
ис+~~Г
&Сж4~~-^
12.12.87 I
20М.д7\
20.04.67 \
Рис.30
Рассмотрим содержание граф форм блоков Б5 и правила их
заполнения.
113
Графа 23 предназначена для указания доплонительной информации,
например, информации о вариантах исполнения изделия. Конкретная
информация, вносимая в эту графу, и правила ее внесения
устанавливается предприятием-разработчиком документов. При отсутствии
информации в графе делается прочерк.
Графа 24 предназначена для обозначения номера изделия, с
которого вводится данный документ, или даты введения данного документа.
Правила заполнения графы устанавливает
предприятие-разработчик документов. При отсутствии информации в графе делается прочерк.
Графа 25 предназначена для обозначения основного документа, к
которому относится данный документ, или обозначения комплекта
документов (комплекта документации), в который данный документ
входит. Например, в КЭ в графе 25 проставляется обозначение ОК, к
которой КЭ относится. Обозначение проставляется в соответствии с ГОСТ
3.1201-85.
Если в МК, КТП и КТТП в графе 4 блока Б1 основной надписи
проставлено обозначение комплекта документов, то во избежание
дублирования информации в этих документах графу 25 допускается не
заполнять и в ней делается прочерк.
В графе 26 указывается общее количество листов данного
документа, в графе 27 — порядковый номер листа документа. В ТЛ в графе
26 может указываться общее количество листов комплекта документов
(комплекта документации).
На рис. 31 дан пример заполнения блока Б5ф1.
1 — ■■--
02121 00870
3
1
Рис.31
Блок Б6 состоит из двух граф.
В графе 28 проставляется условное обозначение вида документа по
ГОСТ 3.1102—81. Это условное обозначение может быть напечатано на
бланке документа.
При применении формы документа в качестве другого вида
документа условное обозначение этого вида документа проставляется
через дробь, например, при применении формы МК для разработки ОК в
графе 28 проставляют "МК/ОК".
В графе 29 указывают краткое наименование, технологического
метода, который описан в данном документе. Допускается графу не
заполнять.
При необходимости указания сквозной нумерации количества
листов комплекта документов (комплекта документации) в правой части
блока Б6 может быть выделена (в соответствии с ГОСТ 3.1119-83 и
114
ГОСТ 3.1121-84) специальная графа для указания порядкового номера
листа в комплекте документов (комплекте документации).
На рис. 32 дан пример заполнения блока Б6ф1.
МК/01С
дуговой сварки под флюсом
.31
Рис.32
3.2. Общие требования к документам
Все технологические документы разрабатываются одним из
следующих методов: рукописным, машинописным или автоматизированным.
При рукописном и машинописном методах проектирования, к
которым можно отнести и разработку документов с применением орт-
техники, разработчик использует бланки форм документов,
изготовленные любым способом печати, позволяющим получать с документов
качественные копии, а для документов, подлежащих
микрофильмированию, и удовлетворяющим требованиям микрофильмирования.
При автоматизированном методе разработки документа форма
документа получается одновременно с распечаткой самого документа
на АЦПУ или на графопостроителе. Так как бланки форм документов
предназначены для заполнения ручным и машинописным способами, то
они построены так,что графы документов и общие размеры поля
документа рассчитаны на шаг печатающих устройств, равный 2,6 мм, в высоту
межстрочного интервала, равную 4,25 мм, при этом высота граф строк
для внесения информации составляет, как правило, две высоты
межстрочного интервала, т. е. 8,5 мм. Исходя из высоты граф и строк,
равной 8,5 мм, информацию в документы следует вносить в нижнюю часть
графы (строки), оставляя верхнюю часть свободной для возможности
внесения в документы изменений. При рукописном заполнении
документов следует применять высоту букв и цифр в пределах 3—4 мм в
соответствии с ГОСТ 2.304—81. Заполнение документов должно
производиться четким почерком черной тушью или черной пастой для получения с
документов четких копий, при этом запись информации не должна
сливаться с линиями, разделяющими графы или строки документа.
Все технологические документы можно разделить на текстовые и
графические документы.
В свою очередь текстовые документы делятся на документы, содер*
жащие сплошной текст, к которым относится ТИ, и документы, содер-
115
жащие текст, разбитый на графы. К последним документам относятся
практически все технологические документы, за исключением ТИ и КЭ.
К графическим технологическим документам относятся КЭ.
Есть документы, которые относятся к текстовым документам,
содержащим текст, разбитый на графы, но они имеют отдельные графы
для графических изображений: например, операционная карта (форма 2)
и операционная карта на обработку резанием с применением одно-
шпиндельных токарных автоматов и полуавтоматов (форма 9) по ГОСТ
3.1404-86.
Следует отметить, что независимо от вида документа термины,
определения, условные обозначения, наименования, сокращения слов и
словосочаний, применяемые в документах, должны соответствовать
требованиям государственных стандартов. Термины и условные
обозначения, сокращения слов и словосочетаний, не предусмотренные
государственными стандартами, должны применяться с обязательным
указанием НТД, которым они установлены.
Рассмотрим теперь требования к оформлению отдельных видов
документов.
Все текстовые документы должны выполняться в соответствии с
требованиями ГОСТ 2.105-79.
В текстовых документах допускается выделять разделы и
подразделы. Наименования разделов и подразделов записывают в виде
заголовков и подзаголовков и, при необходимости, подчеркивают.
Под заготовками и между разделами и подразделами
рекомендуется оставлять одну — две свободные строки.
При заполнении граф документов, обведенных линиями толщиной
Ъ по ГОСТ 2.303-68 и предназначенных для обработки данных
средствами вычислительной техники при использовании данной
информации в АСУ, следует вносить информацию в закодированном виде в
соответствии с действующими общесоюзными классификаторами
технико-экономической информации и госудраственными стандартами
и отраслевыми НТД (НТД предприятия). На предприятиях, на которых
отсутствует АСУ, в графах для внесения законидированной
информации или делается прочерк 3—4 мм или информация вносится в
раскодированном виде. Например, в графе "ЕВ" проставляется "кг", в графе
"Проф." указывается 'Ток". Прочерк и информация в раскодированном
виде проставляются в нижней части графы с возможностью внесения в
дальнейшем в верхнюю часть графы закодированной информации.
Обозначения единиц физических величин и счета следует записывать
в головках граф. Допускается эти обозначения указывать в первой
строке графы.
При описании технологических процессов информация в документы
записывается в технологической последовательности выполнения
операций, переходов, приемов работ и проведения физических и химических
процессов.
При записи операций их нумерацию следует проводить числами ряда
арифметической прогрессии, кратными 5, например:
116
5. Заготовительная;
10. Контроль;
15. Токарная;
20. Фрезерная и т. д.
Допускается к числам номеров операций слева добавлять нули,
например:
005. Заготовительная;
010. Контроль;
015. Токарная;
020. Фрезерная и т. д.
Такая нумерация операций позволяет вносить изменения в
технологический маршрут изготовления изделия, добавлять новые
операции, не меняя всю нумерацию операций технологического процесса.
Переходы операций следует нумеровать арабскими числами
натурального ряда чисел (1, 2, 3 и т. д.), а установы следует нумеровать
прописными буквами русского алфавита ( А, Б, В и т. д.).
Размерные характеристики и обозначение обрабатываемых
поверхностей указывают арабскими цифрами, а для обозначения позиций и осей
применяют римские цифры.
При записи наименования операции следует руководствоваться
Классификатором технологических операций машиностроения и
приборостроения 1 85 151, а для описания технологических переходов следует
применять Классификатор технологических переходов машиностроения
и приборостроения 1 89 187.
При внесении информации о применяемых материалах и
технологической оснастке допускается производить сокращенную запись
наименований и обозначений, если в самом текстовом документе или в одном
из основных документов комплекта документов, в который входит
данный текстовой документ, записаны их коды или полные обозначения
и наименования.
Если в МК записан код материала, который соответствует его
обозначению по государственному стандарту, например,
1,0 X 710 X 1420 ГОСТ 19903 - 74
Лист - , то в графе,
5 - III - Г-20 ГОСТ 16523 - 70
предназначенной для записи наименования и марки материала во всех
документах, входящих в комплект документов, включая и МК, следует
записывать "Сталь 5 - III - Г — 20".
При включении ВО в комплект документов и отражении в ней всего
состава технологической оснастки с указанием наименования и
обозначения стандартизованного инструмента и средств измерений допускается
в других документах (МК, ОК и т. п.) для этого инструмента применять
сокращенную форму записи, без указания обозначения
соответствующего стандарта, например, при полной записи "Штангенциркуль "ЦШII —
250 -0,05 ГОСТ 166-80" применять сокращенную запись "ШЦ II -
250-0,05".
117
При сокращенной записи условных обозначений режущего
инструмента рекомендуется применять рекомендации "ЕСТД.( Инструмент
режущий. Допускаемые сокращения условных обозначении" (Р 50—54—
-274-89).
В целях сокращения записи информации при операционном описании
данные о применяемой технологической оснастке, в частности, о
применяемом инструменте, рекомендуется записывать следующим образом.
В переходе, в котором инструмент применен впервые, записывается его
обозначение, а в последующих переходах, ще он также применяется,
дается ссылка на номер перехода, в котором он применен впервые,
например, "см. переход 2". При другом варианте записи инструмента в
переходе, в котором он впервые применен, указываются номера
последующих переходов, где этот инструмент также применяется, например,
"ШЦ И - 250 -0,05 (для переходов 2, 3, 5, 6) ".
Перейдем к рассмотрению требований по оформлению графических
документов.
На графических документах изображают эскизы изделий (делатей,
сборочных единиц), эскизы технологических установов и позиций,
технологические схемы (кинематические, электрические, гидравлические
и т. п.), схемы строповки, штабелирования и расстановки членов
бригады при погрузочно-разгрузочных работах, эскизы испытательных
стендов, графики, таблицы и т. п.
Графические изображения выполняют с целью наглядной и
дополнительной информации по выполнению действий, указанных в других
документах (МК, ОК и т. п.)
Эскизы деталей и сборочных единиц следует разрабатывать на
технологические процессы, операции и переходы.
При выполнении эскизов соблюдение масштаба не обязательно, но
необходимо соблюдать пропорции элементов изделий, с указанием
обрабатыаемых поверхностей. Обрабатываемые поверхности на эскизе
следует обводить линией толщиной 28. Следует отметить, что эскизы
разрешается выполнять как с применением чертежного инструмента,
так и без него, от руки.
На эскизах, относящихся к конкретным операциям, изделия следует
изображать в рабочем положении. При изображении изделия на эскизе,
относящемуся к нескольким операциям, его положение определяет
разработчик документа, при этом обрабатываемые повехрности линией
толщиной 28 допускается не обводить.
Нанесение размеров и их предельных отклонений на эскиза* следует
производить в соответствии с ГОСТ 2.307-68, а указания допусков
формы и расположения поверхностей - с ГОСТ 2.308-79.
Обозначение шероховатости обрабатыаемых поверхностей
указывают в соответствии с ГОСТ 2.309-73.
На эскизах необходимо указывать обозначения опор, зажимов и
установочных устройств, которые проставляются в соответствии с ГОСТ
3.1107-81.
При разработке эскизов допускается изделие изображать
упрощенно, без указания его отдельных конструктивных элементов, не относя-
118
щихся к обрабатываемым поверхностям и не влияющим на установку,
базирование и закрепление изделия. Также упрощенно в плане следует
изображать технологические наладки и установы с инструментом,
причем невидимые контуры инструмента не указывать.
Все размеры или конструктивные элементы обрабатываемых
поверхностей на эскизах к операциям должны быть пронумерованы
арабскими цифрами, при этом номер размера или конструктивного элемента
обводят окружностью диаметром 6—8 мм и соединяют с размерной или
выносной линией. Нумерацию производят по часовой стрелке. Такое
оформление эскиза позволяет в изложении содержания операции или
перехода не указывать исполнительные размеры с предельными
отклонениями, а указывать только номер размера, или конструктивного
элемента. Например, вместо записи перехода "Сверлить отверстие ф 10+0'2 на
глубину 15±0,4" записывают "Сверлить отверстие 1".
При необходимости изображения на графических документах таблиц
и графиков их следует выполнять в соответствии с ГОСТ 2.105—79. При
оформлении таблиц следует размеры и наименования граф выполнять
аналогично графам, имеющимся в других технологических документах.
3.3. Отражение требований безопасности труда
в технолопмеской документации
Безопасность труда является одним из основных факторов соврем-
менного производства.
В соответствии с ГОСТ 12.0.002-30 "ССБТ. Термины и
определения" безопасность труда — это : "состояние условий труда, при которых
отсутствует производственная опасность".
В соответствии с ГОСТ 12.3.002-75 "ССБТ. Процессы
производственные. Общие требования безопасности" безопасность
производственных процессов должна быть обеспечена:
выбором применяемых технологических процессов, а также
приемов, режимов работы и порядка обслуживания производственного
оборудования;
выбором производственных помещений;
выбором исходных материалов, заготовок и полуфабрикатов;
размещением производственного оборудования и организацией
рабочих мест;
распределением функций между человеком и оборудованием в
целях ограничения тяжести труда;
выбором способов хранения и транспортирования исходных
материалов, заготовок, полуфабрикатов, готовой продукции и отходов
производства;
профессиональным обучением работающих;
выбором требований безопасности и методов контроля их
выполнения;
включением требований безопасности в нормативно-технически
и технологическую документацию.
119
Перечисленные средства обеспечения безопасности
производственных процессов, а, следовательно, и обеспечение безопасности труда,
имеют непосредственное отношение к разработке технологических
процессов и изложению технологических процессов в технологической
документации.
Проектирование технологических процессов должно
предусматривать:
устранение непосредственного контакта работающих с исходными
материалами, заготовками, полуфабрикатами, готовой продукцией и
отходами производства, оказывающими вредное действие;
замену технологических процессов и операций, связанных с возник -
нованием опасных и вредных производственных факторов, процессами
и операциями, при которых указанные факторы отсутствуют или
обладают меньшей интенсивностью;
комплексную механизацию, автоматизацию, применение
дистанционного управления технологическими процессами и операциями при
наличии опасных и вредных производственных факторов;
применение средств защиты работающих;
ограничение тяжести труда;
систему контроля и управления технологическим процессом,
обеспечивающую защиту работающих и аварийное отключение
производственного оборудования в случае возникновения опасных и вредных
производственных факторов;
своевременное удаление и обезвреживание отходов производства,
являющихся источниками опасных и вредных производственных
факторов.
Как уже было сказано, ГОСТ 12.3.002-75 предусматривает
изложение требований безопасности труда к технологическому процессу в
технологической документации.
Каким же образом должны быть отражены требования
безопасности труда в технологической документации и каковы особенности их
отражения?
Следует сказать, что разработчики технологической документации
учитывали эти требования каждый по—своему. Некоторые
разработчики переписывали в технологическую документацию чуть ли не все
положения стандартов ССБТ и инструкций по охране труда
(безопасности труда), так что за этим изложением терялось описание самого
технологического процесса, другие делали только ссылку на
обозначение (номер) инструкции, независимо от ее соответствия требованиям
ССБТ, одни разработчики указывали в документах средства
индивидуальной защиты исполнителя технологического процесса, другие — нет
и т. д.
С целью установления единства в отражении требований
безопасности труда с 01.01.85 введен в действие ГОСТ 3.1120-вЗ "ЕСТД.
Общие правила отражения и оформления требований безопасности труда
в технологической документации".
Следует отметить, что данный государственный стандарт был
разработан с учетом опыта внедрения "Методических указаний по контро-
120
лю полноты изложения требований безопасности труда в
конструкторской и технологической документации" (РД 50—134—78), в которых был
регламентирован порядок контроля полноты изложения а,
следовательно, и порядок отражения требований безопасности труда.
Каковы же основные положения стандарта и правила отражения и
оформления требований безопасности труда в технологической
документации?
Прежде всего, так как согласно ГОСТ 3.1001—в 1 ЕСТД
распространяется на технологическую документацию изделий машино- и
приборостроения, то и ГОСТ 3.1120—вЗ также распространяется на
технологическую документацию технологических процессов изготовления и
ремонта этих изделий, включая контроль и перемещения.
Причем технологическая документация должна разрабатываться
на всех стадиях, предусмотренных ГОСТ 3.1102-31, и требования
безопасности должны отражаться в технологической документации на
всех стадиях ее разработки, т. е. на стадиях:
предварительного проекта, имеющей литеру "П";
опытного образца (опытной партии), имеющей литеры "О", "О1",
"02";
серийного (массового) производства, имеющей литеры "А" или
"Б".
Требования безопасности труда должны учитываться также при
разработке технологической документации на изделия единичного
производства, которой присвоена литера "И".
Требования безопасности труда должны быть учтены:
при разработке технического задания (ТЗ) на разработку
комплекта технологической документации на изготовление или ремонт
изделий или составных частей изделий, если разработка ТЗ
предусмотрена порядком, установленным в отрасли или на предприятии (в
организации);
при разработке карт заказов на проектирование и изготовление
технологической оснастки;
при разработке технологической документации на
технологические процессы.
ТЗ, как правило, разрабатывается при заключении договора между
предприятием и проектной технологической организацией о
разработке для предприятия комплекта технологической документации на
изготовление (ремонт) новых изделий, которые ставятся на
производство.
В ТЗ на разработку комплекта технологической документации
следует включать раздел "Требования безопасности".
В этом разделе следует приводить конкретные требования по
обеспечению безопасности труда при выполнении конкретных
технологических процессов, на которые разрабатывается технологическая
документация по данному ТЗ, а также указываются необходимые
требования безопасности, предъявляемые к изделию или его составным частям,
121
если изделие или его составные части являются источниками опасных
или вредных производственных факторов. В разделе могут быть даны
ссылки на соответствующие стандарты ССБТ, санитарные нормы и
правила, а также другие нормативно-технические документы, которые
содержат необходимые требования безопасности труда для разработки
технологической документации по данному ТЗ.
При разработке карт заказов на проектирование и изготовление
технологической оснастки следует учитывать способы базирования и
крепления заготовки (детали, сборочной единицы), являющиеся,одним
из основных элементов обеспечения безопасности труда при
выполнении технологической операции, а также предусмотреть средства защиты,
которыми должен быть обеспечен исполнитель технологической
операции.
К .карте заказа допускается прикладывать документы, в которых
изложены необходимые требования безопасности, предъявляемые к
проектируемой технологической оснастке. В этом случае в карте
заказа требования безопасности труда можно не приводить. Также не
приводятся в карте заказа требования безопасности труда, если в
проектируемой технологической оснастке предусматривать специальные
требования безопасности не требуется. К такой технологической
оснастке относятся втулки для крепления инструмента, шаблоны, скобы,
калибры, вес которых не превьшиет допустимые нормы поднятия
тяжестей и т. п.
При разработке технологической документации на
технологические процессы требования безопасности труда отражаются в
следующих основных документах, предусмотренных ГОСТ 3.1102-в 1 :
маршрутной карте (МК); карте технологического процесса (КТП) ;
карте типового (группового) технологического процесса (КТТП);
операционной карте (ОК); карте типовой (групповой) операции (КТО) ;
ведомости операций (ВОП); карте эскизов (КЭ); технологической
инструкции (ТИ); ведомости оснастки (ВО); комплектовочной карте
(КК).
Полноту отражения требований безопасности труда устанавливает
разработчик технологической документации с учетом особенностей
выполнения технологического процесса (операции), норм и
требований стандартов ССБТ, санитарных норм и правил и других НТД, в
которых изложены требования безопасности труда и которые утверждены в
установленном порядке. Конкретное изложение требований
безопасности труда "в документах зависит от вида опасных и вредных
производственных факторов и характера их воздействия на исполнителя,
возможности возникновения пожара и взрыва при выполнении
технологического процесса (операции), от применяемых материалов, средств
технологического оснащения и действий, выполняемых исполнителем.
Порядок разработки, согласования и утверждения документов
(комплектов документов) технологического процесса, содержащих
требования безопасности труда, устанавливается на уровне отрасли или
предприятием (организацией) -разработчиком технологической докумен-
122
тации. Технологическая документация подлежит утверждению после
проверки наличия в ней требований безопасности труда в соответствии с
ГОСТ 3.1116-79.
Как было указано ранее, требования безопасности труда отражаются
в десяти основных технологических документах. Естественно, возникает
вопрос: а не много ли этих документов и надо ли во всех документах
дублировать требования безопасности труда? Конечно, нет. В
перечисленных документах должны быть отражены требования безопасности труда
исходя из специфики каждого документа. Следовательно, отражение
требований безопасности труда в каждом документе будет иметь свою
специфику. Следует также иметь в виду, что не все перечисленные
документы входят в каждый комплект технологических документов.
Так, например, в комплект документов на единичный
технологический процесс не входят КТПП и КТО, в комплект документов на
технологический процесс обработки детали резанием не входит КК и т. д.
Рассмотрим теперь правила отражения требований безопасности
труда в конкретных документах.
В МК, КТП, КТТП, ОК, КТО, ВОП требования безопасности труда
излагают перед описанием операций, причем отражать эти требования
следует ссылкой на обозначение действующих на предприятии
инструкций по охране труда (ИОТ), соответствующих требованиям стандартов
ССБТ, санитарных норм и правил и других НТД по безопасности труда.
Если ИОТ не содержит всех необходимых требований безопасности
труда, то эти недостающие требования безопасности труда следует вносить в
перечисленные документы в виде текстовой записи. Это значительно
увеличивает трудоемкость разработки технологической документации,
поэтому значительно проще привести все ИОТ в соответствие с
требованиями стандартов ССБТ, санитарных норм и правил и других НТД по
безопасности труда.
В МК, КТП, КТТП, ВОП ссылку на обозначение применяемых ИОТ
следует приводить с привязкой к каждой конкретной операции.
Ссылку на обозначение ИОТ приводят после обозначения
применяемых технологических документов ь графе "Обозначение
документа", а при ее отсутствии в графе "Наименование и содержание операции"
на строке, следующей за наименованием операции. Допускается общая
ссылка на обозначение ИОТ для группы однотипных операций,
выполняемых на одном и 1 ом же или однотипном оборудовании, при условии
наличия такой ссылки на каждом листе этих документов для операций,
описываемых на данном листе, например, "ИОТ № 44 (для опер.
№№ 010, 020, 025)". Общую ссылку следует производить в графе
"Особые указания" или на отдельной строке документа, перед первой
описываемой на данном листе операцией. Данную ссылку допускается
приводить в графе 23 блока Б5 основной надписи по ГОСТ ЗЛ 103—82.
Конкретный порядок приведения общей ссылки на обозначение ИОТ
устанавливается на отраслевом уровне или предприятием
Возникает бопрос, почему ссылку на обозначение ИОТ необходимо
делать на каждом листе? Дело в том, что на рабочее место поступают,
123
как правило, отдельные листы технологических документов, в которых
описаны операции, выполняемые данным исполнителем. Даже если
технологические документы сброшюрованы в альбом, то исполнитель не
будет смотреть, что написано на предыдущих листах, не имеющих
прямого отношения к выполняемым им операциям.
В ОК и КТО ссылку на обозначение ИОТ приводят в графе,
предназначенной для этой цели, а при ее отсутствии — в графе для обозначения
применяемых документов. При отсутствии этих граф ссылку на
обозначение ИОТ приводят в графе "Особые указания" или на первой
отдельной строке документа, предназначенной для описания операций, перед
описанием переходов, после обозначения применяемых технологических
документов. Ссылку на обозначение ИОТ допускается приводить в графе
23 блока Б5 основной надписи по ГОСТ 3.1103—82.
При необходимости текстового изложения требований безопасности
труда в МК, КТП, КПП, ВОП, ОК, КТО, его следует записывать перед
описанием содержания операций и переходов, к которым относятся
данные требования, на отдельных строках документа по всей длине строки.
В МК, КТП, КТТП, ВОП, ОК, КТО, следует указывать средства
индивидуальной защиты (спецодежда, спецобувь, защитные очки и др.) или
обозначения (номера) комплектов средств индивидуальной защиты, в
соответствии с порядком, установленным в отрасли или на предприятии,
а также средства коллективной защиты работающих, используемые
непосредственно на рабочих местах (ограждения, защитные экраны,
вентиляционные устройства и др.) а также средства технологического
оснащения, обеспечивающие безопасность труда (пинцеты и щипцы для
удаления деталей из зоны обработки, крючки для отвода и удаления
стружки и др.), которые не являются составной частью используемого
оборудования или технологической оснастки, но применяются вместе с этими
средствами технологического оснащения, если они не указаны
конкретно в ИОТ.
В технологической документации не указывают средства
коллективной защиты, не предназначенные для использования
непосредственно на рабочих местах при выполнении данного технологического
процесса (операции), например, общецеховые системы теплозащиты,
вентиляции.
Запись кодов (обозначений) средств защиты и их наименований
следует выполнять в соответствующих графах (строках),
предназначенных для указания технологической оснастки, после указания кодов
(обозначений), наименований технологической оснастки.
Следует отметить, что в целях исключения дублирования
информации, при изложении требований безопасности труда в ОК или КТО,
соответствующая информация для данных операций в МК, КТП и КТТП не
вносится. Также в случае разработки ТИ требования безопасности
излагают в ТИ, а в соответствующих документах (МК, КТП, КТТП, ОК,
КТО, ВОП) дается только ссылка на обозначение применяемой ТИ.
В ТИ требования безопасности приводятся перед описанием работы,
подлежащей выполнению.
124
Требования безопасности в ТИ излагают аналогично МК и другим
документам, т. е. в виде ссылок на соответствующие ИОТ или в виде
текстового изложения, а также указывают данные о средствах
индивидуальной защиты, при условии отсутствия их записи в ИОТ.
В КЭ выполняют, при необходимости, дополнительные пояснения к
требованиям безопасности, изложенным в других документах:
эскиз детали (сборочной единицы) с указанием условных
обозначений опор, зажимов и установочных устройств по ГОСТ 3.1107--81,
которые являются не только технологическими, но и отражают
требования безопасности (патрон, люнет, задний центр и т. д.) ;
схемы строповки грузов при перемещениях и складировании, а
также схемы укладки грузов на транспортные средства и при
штабелировании;
схемы расстановки рабочих при групповой (бригадной) работе по
перемещению;
схемы раскроя листового материала.
При необходимости текстовых пояснений их приводят в КЭ после
графических иллюстраций и таблиц. Данные графические иллюстрации
и таблицы допускается приводить в ТИ.
В ВО указывают коды (обозначения) и наименования
технологической оснастки, обеспечивающей выполнение требований безопасности
и средства защиты.
Коды (обозначения) средств защиты указывают после
перечисления кодов (обозначений) технологической оснастки, применяемой при
выполнении данной операции. Допускается в ВО не указывать средства
индивидуальной защиты.
В КК необходимо указывать требования безопасности,
предъявляемые к комплектующим деталям, сборочным единицам и материалам,
если они являются источниками опасных или вредных
производственных факторов. Данные требования указывают на первых строках
документа по всей длине строки. Например: "АБВГ.ХХХХХХ.ХХХ содержит
ртуть. Обращаться осторожно!".
Требования безопасности к комплектующим изделиям или
материалам могут быть изложены в ТИ, а в документе, в котором описана
комплектовочная операция, в этом случае дается ссылка на
применяемую ТИ.
Следует отметить, что установка и снятие с оборудования заготовок,
деталей, сборочных единиц и технологической оснастки, масса которых
превышает установленные нормы поднятия тяжести вручную, должны
быть описаны в соответствующих документах (МК, КТП, КТТП, ВОП,
ОК, КТО) в отдельных переходах или операциях, с указанием
применяемых средств механизации и автоматизации подъемно-транспортных
работ. Для крупногабаритных изделий и изделий большой массы могут
разрабатываться и отдельные технологические процессы на установку и
снятие изделий и приспособлений. При необходимости должна даваться
ссылка на типорую схему строповки или приводиться схема строповки
в КЭ или на поле для эскиза соответствующих документов, в которых
125
описан данный технологический процесс (операция или переход).
Установка и снятие изделий и технологической оснастки могут быть описаны
также в ТИ, а в соответствующих документах указывается обозначение
применяемой ТИ.
При выполнении особо опасных технологических процессов
(операций) в технологических документах, в которых описан данный процесс
(операция), должно быть дополнительно оговорено количество
работающих, нахождение которых допустимо в данном помещении.
ЗА Выбор и применение степени детализации
описания в документах на процессы
и операции
Описание технологических процессов по степени детализации
подразделяют на маршрутное описание, операционное, маршрутно-опера-
ционное.
ГОСТ 3.1109—82 устанавливает определения этих терминов.
Маршрутное описание технологического процесса - это сокращенное
описание всех технологических операций в маршрутной карте в цоследо-
вательности их выполнения без указания переходов и технологических
режимов.
Операционное описание технологического процесса — это полное
описание всех технологических операций в последовательности их
выполнения с указанием переходов и технологических режимов.
Маршрутно-операционное описание технологического процесса — это
сокращенное описание технологических операций в маршрутной карте в
последовательности их выполнения с полным описанием отдельных
операций в других технологических документах.
Выбор степени детализации описания технологического процесса
зависит от типа производства. В соответствии с ГОСТ 14.004-83
различают следующие типы производства: единичное, мелкосерийное,
среднесерийное, крупносерийное, массовое.
Маршрутное описание технологического процесса применяется
при единичном и мелкосерийном типах производства, которые
характерны для опытного и вспомогательного производств.
При единичном и мелкосерийном типах производства
применяется также маршрутно-операционное описание технологического
процесса. Исходя из своего наименования и определения,
маршрутно-операционное описание технологического процесса представляет собой
конгломерат маршрутного и операционного описания, когда наиболее
простые операции описываются в маршрутном описании, а сложные
операции описываются в операционном описании, т. е. с указанием переходов
и технологических режимов. Маршрутно-операционное описание
характерно для технологических процессов сварки, термической обработки и
т. п., в которых соблюдение определенной последовательности
выполняемых действий и строгое соблюдение технологических режимов оказыва-
126
ет решающее влияние на качество изделий. Так, например, при описании
технологического процесса сварки, операции, связанные с подготовкой к
сварке и зачисткой сварного шва, описываются в маршрутном описании,
а операции, непосредственно связанные с выполнением процесса сварки
описываются в операционном описании.
Операционное описание технологического процесса применяется при
среднесерийном, крупносерийном и массовом типах производства.
Применение операционного описания при среднесерийном,
крупносерийном и массовом типах производства, для которых характерно
установившееся производство, обусловлено тем, что при этих типах
производства должны действовать расчетно-технические нормы времени,
которые обусловлены в основном подробным описанием выполняемых
исполнителем действий и технологическими режимами.
Операционное описание может применяться и при единичном и
мелкосерийном типах производства. Необходимость его применения при
этих типах производства определяет разработчик технологической
документации исходя из условий производства.
3.5. Применение условных графических обозначений
опор, зажимов и установочных устройств
в документах
В целях установления единых графических обозначений опор,
зажимов и установочных устройств, применяемых в технологической
документации при разработке эскизов изделий для выполнения
технологического процесса, а также используемых при разработке заказов
на проектирование и изготовление технологической оснастки и
оборудования, разработан ГОСТ 3.1107-^81 "ЕСТД. Опоры, зажимы и
установочные устройства. Графические обозначения",
В соответствии с наименованием стандарт устанавливает условные
графические обозначения опор, зажимов и установочных устройств.
Стандартом предусмотрено обозначение следующих опор:
неподвижная, подвижная, плавающая, регулируемая.
Классификация зажимов и их графическое обозначение проведено
исходя из их количества — одиночный или двойной.
Стандартом предусмотрено графическое обозначение следующих
установочных устройств:
центр неподвижный; центр вращающийся; центр плавающий;
оправка цилиндрическая; оправка шариковая (роликовая); патрон
поводковый.
Для указания формы рабочей поверхности опор, зажимов и
установочных устройств применяют их условные обозначения.
Разделяют следующие формы рабочей поверхности:
плоская, сферическая, цилиндрическая (шариковая),
призматическая, коническая, ромбическая, трехгранная.
127
При закреплении изделий в приспособлениях применяют различные
типы устройства зажимов. Условные обозначения типов устройства
зажимов необходимо проставлять на эскизах. В табл. 10 даны наиболее
часто встречающиеся типы устройства зажимов и их условные
обозначения.
Таблица 10
Наименование типа устройства зажима
Обозначение типа устройства
зажима
Пневманическое
Гидравлическое
Гидропластовое
Электрическое
Магнитное
Электромагнитное
Ручное, механическое
Р
Н
Г
Е
М
ЕМ
Без обозначения
Обозначение типа устройства зажима указывают слева от его
обозначения, а количество точек приложения силы зажима, при
необходимости, указывают справа.
На практике часто применяется комбинация графического
обозначения опоры, зажима, установочного устройства и обозначения формы
рабочей поверхности. При невозможности совмещения обозначения
формы рабочей поверхности указывают слева от обозначения опоры,
зажима или установочного устройства.
Обозначение опор и установочных устройств, кроме центров,
допускается наносить на выносных линиях.
На рис. 33-35 даны прмеры схем установок некоторых изделий.
Рис.33
Рис. 34
-К
Рис.35
128
Применение на эскизах изделий условных графических опор,
зажимов и установочных устройств позволяет сократить трудоемкость
разработки технологической документации и ее объем за счет избежания
необходимости написания вспомогательных переходов с описанием
установки и снятия изделия.
Изображенная на рис. 33 схема установки детали позволяет избежать
записи вспомогательного перехода: "Установить деталь в тисках и
закрепить".
Изображенная на рис. 34 схема установки детали позволяет избежать
записи вспомогательного перехода: "Установить деталь в трех кулочко-
вый" патрон и закрепить. Поджать деталь вращающимся центром и
закрепить в подвижном люнете".
Следует отметить, что изображая на эскизах схемы установки и
закрепления изделий, разработчик технологической документации не
только выполняет технологические требования, но и выполняет
требования безопасности труда при выполнении данной технологической
операции.
323
4. ТРЕБОВАНИЯ ПО ОФОРМЛЕНИЮ ДОКУМЕНТОВ
ОБЩЕГО НАЗНАЧЕНИЯ
4.1. Особенности выполнения титульных листов
Титульный лист (ТЛ) предназначен для оформления:
комплекта технологической документации на изготовление или
ремонт изделия:
комплекта (комплектов) технологических документов на
технологические процессы изготовления или ремонта изделия и его составных
частей (деталей, сборочных единиц);
отдельных видов технологических документов, имеющих
самостоятельное применение.
ТЛ является первым листом комплекта технологической
документации, комплекта технологических документов или отдельного
технологического документа.
Государственными стандартами ЕСТД не определяется
обязательность применения ТД поэтому предприятие-разработчик
технологической документации само определяет, в каких случаях его следует
применять.
Основными критериями применения ТЛ являются:
тип производства;
степень детализации описания технологического процесса;
вид технологического процесса по его организации;
сложность изготавливаемого изделия;
важность разрабатываемого комплекта технологических
документов и степень ответственности должностных лиц за его разработку.
Рекомендуется применять ТЛ в массовом и крупносерийном
производстве, при разработке технологической документации в операционном
описании технологических процессов, при разработке комплектов
технологических документов на сборку изделия и на изготовление наиболее
сложных деталей и сборочных единиц, при разработке комплектов
документов на типовые (групповые) технологические процессы, при
разработке комплектов технологической документации на наиболее
ответственные, сложные и опасные технологические процессы, при
разработке технологических инструкций, имеющих самостоятельное
применение независимо от конкретного изделия. Естественно, что
применение ТЛне ограничено данными рекомендациями.
Формы ТЛ и правила их оформления установлены ГОСТ 3.1105—84
"ЕСТД. Формы и правила оформления документов общего назначения".
При оформлении ТЛ следует применять основные надписи по ГОСТ
3.1103-82. Следует отметить, что в отличие от остальных
технологических документов, так как ТЛне имеет самостоятельное применение,
а является первым листом комплекта технологической документации
(комплекта технологических документов) или отдельного вида тех-
130
нологического документа, он не имеет самостоятельного обозначения
(кода) по ГОСТ 3Л201-85. Поэтому в графе 4 основной надписи ТЛ
следует проставлять обозначение комплекта документов
(документации) или документа, к которым он разработан. Установленные
государственным стандартом формы ТЛ условно разделены на шесть полей,
каждое из которых предназначено для внесения соответствующей
информации.
Поле Г предназначено для указания наименования министерства или
ведомства, в систему которого входит предприятие-разработчик
технологической документации, указания наименования промышленного
объединения, в которое входит предприятие-разработчик
технологической документации и наименование самого предприятия-разработчика.
Поле 2 предназначено для указания в левой его части должности,
подписи и даты согласования комплекта документации (документов)
или документа от заказчика, в правой его части - должности, подписи
лица, утвердившего комплект документации (документов) или
документ, и даты утверждения.
Поле 3 предназначено для указания комплекта документации
(комплекта документов), например:
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
изготовления изделия
или
КОМПЛЕКТ ДОКУМЕНТОВ
на технологический процесс электродуговой
сварки
На поле 4 в левой части раскрывают должности, подписи лиц,
согласовавших комплект документации (документов) или отдельный
документ с подразделениями предприятия (организации), ответственных за
выполнение отдельных технологических методов и дату согласования, а
в правой части поля указывают должности, подписи лиц, ответственных
за разработку комплекта документации (документов) или отдельного
документа, и дату подписания. Необходимо отметить, что на поле 4
выносятся подписи лиц, не вошедшие в основную надпись основного
документа комплекта (например, ведомости технологических
документов или маршрутной карты) или отдельного документа.
На поле 5 указываются номер акта и.дата внедрения
технологического процесса, свидетельствующие о внедрении комплекта
документов (документации) в производство.
На поле 6 делается отметка о соответствии комплекта
документации (документов) отдельным "Положениям" или "Руководствам",
действующим в отрасли или на предприятии (в организации).
Стандартом установлена обязательность заполнения только поля
3. Обязательность заполнения остальных полей и конкретный порядок
их заполнения устанавливается на уровне отрасли или предприятия
(организации).
5*
131
4.2. Особенности выполнения карт эскизов
Карта эскизов (КЭ) представляет собой графический документ,
содержащий эскизы, схемы и таблицы и предназначенный для пояснения
выполнения технологического процесса, операции или перехода
изготовления или ремонта изделия и его составных частей (деталей, сборочных
единиц), включая контроль и перемещения.
Формы и правила оформления КЭ установлены ГОСТ 3.1105—84
"ЕСТД Формы и правила оформления документов общего назначения".
Основные надписи на КЭ следует выполнять по ГОСТ 3.1103—82.
В подразд. 3.2. рассмотрены общие правила оформления
графических документов, поэтому в данном подразделе рассмотрим лишь
некоторые особенности выполнения КЭ.
Количество эскизов и схем, поясняющих операции, а также
количество видов, разрезов и сечений изображения изделия на эскизе
устанавливает разработчик документов.
На КЭ может быть выполнен эскиз к одной операции, а также
эскиз, относящийся к выполнению несколькоих операций. На КЭ могут
быть разработаны также несколько эскизов, каждый из которых
относится к выполнению конкретных операций. В связи с этим, каждый
вариант разработки КЭ имеет свои особенности оформления.
При разработке КЭ к одной операции она оформляется на форме,
предназначенной для первого листа документа, в графе 4 основной
надписи проставляется обозначение КЭ по ГОСТ 3.1201-85 и в графе
8 основной надписи указывается номер операции, к которой относится
КЭ. Допускается разрабатывать КЭ на формах последующих листов.
В этом случае в графе 4 основной надписи проставляется обозначение
того документа, к которому относится КЭ, а в графе 27 основной
надписи проставляется последующий порядковый номер листа этого
документа.
При разработке на КЭ эскиза, относящегося к выполнению
нескольких операций применяется форма первого листа КЭ, при этом графу 8
основной надписи не заполняют, а над эскизом указывают номера
операций, к которым относится эскиз и подчеркивают их.
При разработке на КЭ нескольких эскизов, относящихся к
выполнению нескольких операций, применяется форма первого листа КЭ,
при этом графу 8 основной надписи также не заполняют, а над каждым
эскизом указывают номера операций, к которым относится данный
эскиз и подчеркивают их, причем эскизы располагают на КЭ в порядке
возрастания номеров операций.
В случае разработки на КЭ одного или нескольких эскизов, ошося-
щихся к нескольким операциям, может быть несколько вариантов
заполнения граф 9—11 основной надписи, в зависимости от того,
выполняются эти операции на одном рабочем месте, на одном участке, в одном
цехе или разных. Если все операции выполняются на одном рабочем
месте, то графы 9, 10 и 11 заполняют, если нет, то в графе 9 делается
прочерк. Если все операции выполняются на одном участке, то графы 10 и
11 заполняют, если на разных, то в графе 10 делается прочерк. Если опе-
132
рации выполняются в разных цехах, то в графе 11 делается прочерк.
Необходимо отметить, что данное правило относится только к тому случаю,
когда предприятием (организацией)-разработчиком технологических
документов установлен общий порядок обязательности заполнения граф
"Номер (код) рабочего места", "Номер (код) участка, конвейера,
поточной линии". Если обязательность заполнения этих граф не
установлена, то в графах 9 и 10 делается прочерк во всех случаях.
При изображении на КЭ таблиц, схем и графиков необходимо
руководствоваться правилами, изложенными для разработки эскизов. Если
таблицы и графики выполнены на КЭ вместе с эскизами, то их
располагают справа от эскиза, к которому они относятся.
4.3. Особенности выполнения технологических
инструкций
Технологическая инструкция (ТИ) представляет собой текстовый
технологический документ, предназначенный для описания
технологических процессов, методов и приемов, повторяющихся при
изготовлении или ремонте изделий (составных частей изделий), правил
эксплуатации средств технологического оснащения.
Формы и правила оформления ТИ установлены ГОСТ 3.1105-84
"ЕСТД. Формы и правила оформления документов общего назначения".
Основные надписи на ТИ следует выполнять по ГОСТ 3.1103-82.
В подразд. 32. рассмотрены общие правила оформления текстовых
документов, поэтому в данном подразделе рассмотрим только
некоторые особенности выполнения ТИ.
Прежде всего, встает вопрос о применении ТИ. Исходя из своего
назначения, ТИ может применяться для описания:
технологических процессов, имеющих непрерывный характер
производства, таких, как технологические процессы металлургического
производства, химического производства и т. п.;
технологических процессов, специализированных по отдельным
методам обработки, формообразования, сборки, испытаний и контроля,
применяемых при изготовлении или ремонте изделий или их составных
частей, например, технологический процесс закалки токами высокой
частоты, технологический процесс приемосдачных испытаний изделия и
т. п.;
работ, имеющих общий, независимый от.конкретных
изготавливаемых или ремонтируемых изделий и их составных частей, характер,
например, приготовление различных смесей, растворов, клеев и т. п.;
физических и химических явлений, возникающих при выполнении
отдельных технологических операций;
настроечных и регулировочных работ и т. п.
При описании технологического процесса в ТИ его следует
производить в технологической последовательности выполняемых действий, при
этом эти действия могут быть разделены на отдельные операции.
133
При разработке ТИ может быть предусмотрена вводная часть, в
которой отражается область распространения и назначение данного
документа.
Во всех случаях в ТИ должны быть отражены требования
безопасности труда, которые следует излагать перед описанием выполняемых
действий.
В целях сокращения количества применяемых документов в ТИ
помимо текстового описания выполняемых действий, выполняют
необходимые эскизы, схемы, графики, таблицы, поясняющие выполняемые
действия.
ТИ оформляют как с ТД так и без него. При оформлении ТИ с
ТЛ для разработки ТИ применяют форму последующих листов
документа (форму 5а). При оформлении ТИ без ТЛ первый лист ТИ
разрабатывают на форме 5, причем допускается в верхней части поля
документа располать информацию, характерную для ТЛ
4.4. Особенности оформления маршрутных карт
Маршрутная карта (МК) является основным технологическим
документом, применяемым при разработке технологических процессов
изготовления или ремонта изделия (составных частей изделия). МК
предназначена для маршрутного, маршрутно-операционного или
операционного описания технологического процесса или для указания
полного состава технологических операций по всем технологическим
методам в технологической последовательности с указанием данных об
оборудовании, технологической оснастке, основных материалах и
трудовых затратах, при операционном описании технологического процесса
в других документах, например, операционных картах (ОК).
МК является обязательным документом при разработке
комплекта документов технологического процесса, за исключением тех случаев,
когда МК заменяется соответствующей картой технологического
процесса (КТП) или картой типового (группового) технологического
процесса (КТТП).
В 'настоящее время вся технологическая документация должна
разрабатываться на формах МК, установленных ГОСТ 3.1118-82 "ЕСТД.
Формы и правила оформления маршрутных карт".
Вместе с тем, в промышленности продолжает действовать ранее
разработанная технологическая документация с МК, разработанными на
формах отмененных в настоящее время ГОСТ 3.1105-74, ГОСТ3.1110-
-75, ГОСТ 3.1601-74 и РДМУ 75-76.Следует отметить, что
необходимость переработки ранее разработанной технологической документации
на новые формы МК должно определять предприятие (организация),
являющееся держателем подлинников этой документации.
В формах МК, установленных ГОСТ 3.1118-82, впервые применен
новый, блочно-модульный принцип построения формы документа.
Вместо строго фиксированных граф для внесения информации применена
134
построчная запись информации с помощью служебных символов,
определяющих состав и расположение на строке вносимой информации. Такое
построение формы документа позволило резко повысить заполняемость
документа за счет ликвидации незаполненных зон и сократить объем
разрабатываемой документации в 2 — 3 раза.
Важно отметить, что формы МК, установленные ГОСТ 3.1118—82,
позволяют разрабатывать документы как ручным способом, так и при
помощи средств механизации и автоматизации.
ГОСТ 3.1118-82 предусматривает шесть форм МК, однако, в
принципе, имеются две их разновидности:
формы МК, предназначенные для разработки единичных
технологических процессов, выполняемых с применением различных методов
обработки и формообразования, в которых необходимо указывать
данные по исходному основному материалу, например, обработка
резанием, штамповка и т. п. (формы 1,3,5);
формы МК, предназначенные для разработки единичных
технологических процессов, выполняемых с применением других различных
методов изготовления и ремонта, например, сборка, сварка, испытания,
перемещения и т. п., а также для разработки типовых и групповых
технологических процессов (формы2,4,6).
Формы 1,3 и 5 отличаются от формы 2,4 и 6 тем, что в них имеется
информация об основном материале, из которого изготавливается та
или иная деталь. В то же время в формах 2,4 и 6 предусмотрена
информация о комплектующих изделиях (сборочных единицах или деталях) и
применяемых материалах.
Стандартом предусмотрены соответствующие унифицированные
формы последующих листов: форма 16 для форм 1 и 2, форма 36 для
форм 3 и 4, форма 5а для форм 5 и 6, а также унифицированные формы
оборотной стороны: форма 1а для форм 1 и 2, форма За для форм
Зи4.
Формы оборотной стороны применяются при типографском или
ином другом способе двусторонней печати бланков МК: Как правило,
двусторонние бланки форм МК применяются в единичном, опытном и
вспомогательном производствах, когда документы не подлежат
микрофильмированию. Применение в этих случаях двусторонней печати
позволяет сократить объем документации в два раза.
Говоря о том, что, в принципе, имеются две разновидности форм
МК имеется ввиду, что формы 1,3 и 5 и соответственно формы 2,4 и 6
содержат одну и ту же информацию. Отличие форм 3 и 4 от форм 1 и 2
состоит в том, что первые имеют вертикальное расположение поля
подшивки и используются в основном для разработки документов с
помощью видеотерминала.
Формы 5 и 6 позволяют разрабатывать документы при
автоматизированном проектировании с возможностью их распечатки на АЦПУ ЭВМ
на 128 символов.
Во ^всех случаях формы МК применяются с основными надписями
по ГОСТ3.1103-82.
135
Как уже было сказано, информация в формы МК вносится
построчно с помощью служебных символов, причем каждому типу строки
соответствует свой служебный символ. В качестве служебных символов
приняты буквы русского алфавита, проставляемые слева перед номером
строки и выполняемые прописной буквой. При заполнении форм МК
предусмотрен определенный порядок простановки служебных символов.
Следует отметить, что служебные символы, применяемые для
вертикальных форм, за исключением данных о материале, отличаются от
служебных символов, применяемых в горизонтальных формах, так как
информация одной строки горизонтальной формы занимает две строки
вертикальной формы. Так, информация в строке с служебным символом
"А" в горизонтальной форме является суммой информации в строках со
служебными символами "В" и "Г" в вертикальной форме.
В соответствии с ГОСТ 3.1119—83, в МК допускается операционное
описание технологического процесса. С этой целью в заголовок формы
МК следует вводить строку с служебным символом "Р", в которой
указываются технологические режимы, характерные для выполнения
данных операций. При описании переходов операции строка с служебным
символом "Р" следует после строки с служебным символом "Т".
Допускается строку с служебным символом "Р" не вводить, а технологические
режимы проставлять на строке с служебным символом "О" после
описания перехода, например: "Подрезать торец 1.5 = 0,1; I = 0,5; / =2;
л = 1000 об/мин".
Формы МК, установленные ГОСТ 3.1118-82, являются
универсальными по составу информации, поэтому помимо своей основной функции
выполнения роли МК, они могут выполнять и функции других видов
документов, установленных ГОСТ 3.1102-81:
карты технологического процесса (КТП);
карты типового (группового) технологического процесса (КТТП);
операционной карты (ОК);
карты типовой (групповой) операции (КТО);
карты технологической информации (КТИ);
ведомрсти деталей (сборочных единиц) к типовому (групповому)
технологическому процессу (операции) (ВТП, ВТО);
ведомости оснастки (ВО);
ведомости оборудования (ВОБ);
комплектовочной карты (КК) и др.
Применение форм МК в качестве других видов документов указано
в ряде государственных стандартов ЕСТД. Так, например, в ГОСТ
3.1407—86 указано о применении форм МК в качестве КТП, КТТП,
ОК, КТО, КТИ, КТП (ВТО), КК; в ГОСТ 3.1402-84, ГОСТ 3.1403-85
и ГОСТ 3.1405-86 указано о применении форм МК в качестве КТП,
КТТП, ОК, КТО, КТИ; в ГОСТ 3.1502-85 о применении форм МК в
качестве КТП, КГГП, ОКи ведомости операций (ВОП); в ГОСТ3.1507-
84 о применении форм МК в качестве КТП, ОКи КТО; в ГОСТ3.1121-
84 о приенении форм МК в качестве КТТП, ВТП (ВТО); в ГОСТ 3.1122—
84 о применении форм МК в качестве ВО и ВОБ; в ГОСТ 3.1404-86 о
136
применении форм МК в качестве КТО; в ГОСТ 3.1123-84 о применении
форм МК в качестве КК, ведомости специфицированных норм расхода
материалов (ВСН) и ведомости удельных норм расхода материалов
(ВУН).
Во всех случаях применения форм МК в качестве другого вида
документа в графе 28 блока Б6 основной надписи через дробь указывают,
в качестве какого вида документа применяется форма МК, например,
МК/ОК, МК/КК, а в графе 4 блока Б1 основной надписи указывается
обозначение этого вида документа по ГОСТ 3.1201—85.
5. ОСОБЕННОСТИ ФОРМИРОВАНИЯ
КОМПЛЕКТОВ ДОКУМЕНТОВ
НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
5.1. Классификация комплектов документов
на технологические процессы,
их назначение и особенности оформления
На предприятиях машино- и приборостроения используют самые
разнообразные понятия в области применения технологических
документов на процессы изготовления и ремонта изделий и их составных
частей. Отдельные из них стандартизованы и нашли свое отражение в
ГОСТ 3.1109—82. Представим наиболее типичные из понятий,
нашедших отражение в практике внедрения на многих предприятиях нашей
страны, и попробуем классифицировать все комплекты документов на
процессы по трем уровням — назначению, организации, степени описания.
Представленная на рис. 36 схема классификации комплектов
документов на технологические процессы наглядно показывает их
разновидности.
В принципе, на первом уровне все указанные комплекты
документов можно условно разделить на две группы, документы,
предназначенные для рабочих и нерабочих технологических процессов.
К комплектам документов на рабочие технологические процессы
следует отнести комплекты на рабочий, временный и стандартный ТП.
Под комплектом документов на рабочий ТП следует понимать
комплект документов, регламентирующий порядок выполнения
процесса в условиях действующего или планируемого к введению в
действие производства. Рабочая технологическая документация, как
правило, находится на рабочих местах и по ней выполняются все
необходимые действия. Средства оснащения, указанные в рабочих
технологических документах, должны быть полностью укомплектованы и
внедрены в производство. Оформление комплекта рабочей технологической
документации должно производиться в соответствии с порядком,
установленным на предприятии (в организации), при этом на титульном
или первом листе из комплекта документов должны быть указаны все
необходимые визы (разработчика, нормоконтролера, а также
согласующих и утверждающих лиц). Введение в действие комплектов
документов на рабочие процессы следует выполнять через извещение или
распоряжение по предприятию. Для особо сложных или ответственных
технологических процессов, связанных с изготовлением изделий или
повышенными требованиями по безопасности их выполнения и т. п.,
следует дополнительно оформлять акт внедрения. Соответствующая
отметка об этом предусматривается на ТЛ в зоне 5.
Под комплектом документов на временный ТП следует понимать
комплект документов, который вводиться временно, взамен
предусмотренного или действующего рабочего ТП в связи с отсутствием сошвет-
138
Рис.36
ствующих средств технологического оснащения, невозможности
получения заготовок (материалов) и т. п., предусмотренных конструкторским
документом. Часто к такой документации или процессу выполнения
применяют термин "обходная технология".
Как правило, такой комплект документов вводится на
определенный период времени и сроки его введения и действия должны
отражаться в извещении и на первом листе, например:
"Действует до 01.10.90" или
"Действует на партию изделий (деталей) с № до №....".
Соответствующие указания следует выполнять в нижней части зоны 3
(при наличии ТЛ) или на первом листе другого вида документа в графах
23 — 24 блока Б5 основной надписи. В связи с временным характером
действия этого комплекта документов степень детализации его описания
находится в компетенции разработчика технологических документов.
Оформление комплекта документов в части его согласования и
утверждения целесообразно проводить в соответствии с порядком,
действующим на предприятии (в организации).
Под комплектом документов на стандартный ТП следует понимать
комплект документов на ТП, оформленный в ввде стандарта
предприятия (СТП), в соответствии с требованиями государственной системы
стандартизации (ГСС). Такой вид оформления технологической
документации особое распространение получил при внедрении комплексной
системы управления качеством продукции (КС УКП) в период
1980-1985 гг.
В целях получения большего количества НТД, относящейся к КС
УКП, многие предприятия (организации) переоформляли действующие
рабочие технологические процессы, в виде СТП. Перевод
соответствующих комплектов ТП в СТП был продиктован необходимостью
повышения уровня требований к выполнению технологических процессов.
Практика внедрения таких документов на предприятиях не привела к
повышению качества выпускаемых изделий и "бум" спал. Однако
понятие "стандартный технологический процесс" с тех пор осталось и
отдельные; предприятия (особенно занимающиеся изготовлением
изделий электронной техники) эту практику еще применяют. В принципе, на
наш взгляд, в этом нет такой необходимости и вбт почему. Любой
комплект документов на ТП, оформленный, утвержденный и внедренный на
предприятии, действует наравне со стандартизованным. Недаром в
химической, металлургической и других отраслях промышленности вместо
понятия "технологический процесс" применяется другое понятие —
"технологический регламент", т. е. правила выполнения ТП. А всем
известно, что нарушать правила, тем более на производстве, никому не
дозволено. А если на предприятии имеются случаи некачественного
изготовления (ремонта) изделий, то для этого существуют более серьезные
основания, вызванные технологическими условиями, а не в оформлении
документов.
Другим недостатком в применении таких комплектов документов
является то, что их функционирование в системе документооборота
предприятия вызывают большие неудобства и трудности. В частности
НО
чтобы любой комплект документов на ТП оформить в виде СТП, нужно
его полностью переделать. Так, не подходят сами формы документов
(негде проставлять обозначение СТП). Стандарты на ТП должны
храниться не в архиве, а в подразделении по стадартизации. Принятые
обозначения комплектов документов на ТП по ГОСТ 3.1201—35 и СТП имеют
разную информационную основу. Внесение изменений в
технологическую документацию и в СТП также процедурно и методически
неадекватно.
По своей сути комплекты документов на стандартные ТП могут
относиться к рабочей и нерабочей технологической документации. В
основном, в большей мере такие комплекты документов имеют
информационное назначение и используются только разработчиками
технологической документации при разработке рабочей документации.
Оформление таких комплектов документов следует выполнять в
соответствии с требованиями ГСС и правилами, оговоренными в НТД
предприятия (организации).
Под комплектом документов на директивный ТП следует понимать
комплект документов на нерабочий ТП, который предназначается для
проведения необходимых расчетов, укрупненного определения
необходимых средств технологического оснащения и т.п., с целью определения
возможности размещения заказа на изготовление (ремонт) изделия
(составной его части) на соответствующем предприятии.
Разработка комплекта документов на директивный ТП
свойственна только для определенных отраслей промышленности, занимающихся
изготовлением технически сложных изделий, например, летательные
аппараты. Как правило, комплект документов на директивный ТП
относится к составной части, входящей в комплект директивной
технологической документации на изделие. Директивная технологическая
документация разрабатывается только на наиболее ответственные части
изделия, которые отличаются более повышенной трудоемкостью.
Разработка такой документации выполняется в маршрутно-операционном
или маршрутном описании на формах МК без применения
специализированных форм технологических документов. В документах
производится укрупненное указание операций, состав применяемых основных
средств технологического оснащения. Все операции подвергаются
укрупненному нормированию. Состав данных, имеющийся в комплекте
документов на директивный ТП, позволяет произвести необходимые
расчеты, например, по применяемому оборудованию, трудозатратам и
материалам. Результаты расчетов позволяют в комплексе судить о
загрузке рабочих мест, составе основных технических средств,
планируемых для изготовления, размерах производственных площадей и т. п.
Комлексные расчеты позволяют в дальнейшем сделать вывод о
возможности размещения данного заказа на предприятии, о необходимости
подготовки или реконструирования отдельных производственных
помещений, о сроках технологической подготовки производства и т. п., т. е.
по всем основным позициям, связанным с постановкой на
производство данного изделия.
141
Комплекты документов на директивные ТП могут оформляться
без ТЛ. В соответствии с ГОСТ 3.1102—81 таким комплектам
технологических документов присваивается литера "Д", которая п'роставляется в
основных надписях на первом листе комплекта документов.
Под комплектом документов на перспективный ТП следует
понимать такой комплект, в котором описывается новый прогрессивный
технологический процесс с ориентацией на применение новых средств
технологического оснащения, технологических методов изготовления и
новых материалов.
Указанные комплекты документов отношение к рабочей
технологической документации в основном не имеют. Они рассчитаны на
проведение опытных (лабораторных) исследований. После отработки такие
комплекты документов перерабатываются в рабочую документацию.
Комплекты документов на перспективные ТП простановку
соответствующей литеры не предусматривают и могут применяться с ТЛ или без них
по усмотрению разработчика. Это же относится и к степени описания ТП.
Под комплектом документов на проектный ТП следует понимать
такой комплект документов, который с другими документами
предназначен для решения задач, связанных с определением состава и
размещением в технологической последовательности необходимого
оборудования, привязанного к выполняемым действиям (к рабочим местам).
Комплект документов проектного ТП по аналогии с директивным не
относится к рабочей документации на ТП, а относится к комплекту
проектной документации на изделие. В отдельных случаях может
применяться в локальном виде, когда речь идет только о проекте на ТП;
оформляется с титульным и без титульного листа по усмотрению
разработчика документов. Простановка соответствующей литеры на ТЛ или
первом листе комплекта документов не предусматривается.
Под комплектом документов на ТП информационного назначения
следует понимать такой комплект документов, который используется
разработчиком технОлогогических документов при разработке рабочей
технологической документации. К категории таких документов
относятся типовые (групповые) технологические процессы,
специализированные по" методам изготовления, единичные технологические процессы
на новые ТП и т. п. Как правило, указанные документы имеют
отраслевой характер и издаются типографским способом в виде технических
пособий методического характера, обеспечивающие идентичность
разработки соответствующей раббчей документации на разных
предприятиях отрасли. Но могут быть исключения, когда издание таких
материалов выполняется не типографским способом, а имеющимися средствами
размножения. Принцип оформления таких документов имеет
разнообразный характер и соответствующими НТД не установлен. Запись
информации производится произвольно, с применением соответствующих
таблиц, но не на бланках технологических документов. В указанных
документах раскрываются общие требования к выполнению ТП, описываются
все операции. При ^/казании средств технологического оснащения даются
не конкретные их обозначения, а целый ряд с такой целью, чтобы раз-
142
работчик выбрал именно то, которое было бы свойственно этому
предприятию. Такое же положение характерно и для выбора технологических
режимов, состава растворов и т. п.
Наличие такой документации в отраслях промышленности различно.
Особенно ее много в авиационной промышленности. Практика ее
внедрения на производствах подтверждается эффективностью, связанной с
разработкой рабочей технологической документации. Рассматривать
особенности оформления компелктов документов на ТП на следующих
уровнях классификации не будем, так как все, что приведено на втором
уровне подробно описывается в последующих подразделах, а на третьем
уровне — в подразд, 3.3 настоящего пособия. Приведенная выше класси-
физкация комплектов документов дает возможность не только
правильно их обозначать, но и давать соответствующие названия. При этом
следует выполнять правила записи полного названия соответствующего
комплекта ТД.
1. Ра первом уровне деления следует применять имеющееся
название комплекта документов без указания ТП, например, "Комплект
документов на рабочий ".
2. Ра втором уровне применяется только вид организации
соответствующего ТП, например,
" ЕТП"; " ГПГ'ит.д,
3. Ра третьем уровне применяется только указание степени
детализации ТП, например,
" маршрутного описания";
" операционного описания".
Таким образом, полное название комплекта документов, выносимое
наТЛ, будет:
"Комлект документов на рабочий единичный технологический
процесс маршрутного описания";
"Комплект документов на стандартный типовой технологический
процесс операционного описания" и т. д.
Допускается:
в названии комплекта документов на ТП степень детализации
описания ТП не указывать;
взамен полного названия вида ТП по его организации давать
соответствующие сокращения в виде аббривиатуры (ЕТП, ТТП, ГТП).
5.2. Особенности оформления комплектов документов
на единичные технологические процессы
Среди комплектов документов на технологические процессы по
массовости одно из первых мест занимают комплекты документов на
единичные технологические процессы (ЕТП). Их применение не зависит от
типов производства, применяемых методов изготовления и средств
технологического оснащения. Под действиями, связанными с оформлением
комплекта документов на ЕТП, мы понимаем:
143
144
Таблица 11
Указания по
применению
Условное обозначение вида
документа по ГОСТ 3.1102-81
Н
2
О
ВОП
КТИ
«
и
о
КТП
«
5
н
Условный но-
мф
комплекта
документов
Степень
детализации
описания
Литфа
стадии
разработки
Тип |
произ- 1
водства|
МК выполняет роль
основного документа, в котором
указывается вся'необходимая
информация и описываются в
технологической
последовательности все операции.
Целесообразно применять для механооб-
рабатывающего и сборочного
производства
О
О
о
•
о
-
То же для МК.Целосообразно
применять в литейном, кузнеч-
но-прессовом, сварочном и т.п.
производствах. В КТИ на
процесс отражается специфика
применения соответствующего
метода изготовления (ремонта)
О
О
о
о
•
о
•
о
с^
эинвэиио эонхАс1гпс1вдо ]
-..
ь:^«с?о5Э5888
«эощисЬэоми
1
вяхэйояшосШ э
зм 'эончтэЛпияитЛ
МК выполняет роль
основного документа, где отдельные
опфации могут иметь
операционное описание, например,
операции пайки, сварки и т. п.
Целесообразно применять в
м еханосб орочн ом про го в оде тв е
о 1
О 1
о
•
о
го 1
ОН11<ШО
и 'йоньиниЯч
145
Продолжение
Указания по
применению
Условное обозначение вида
документа по ГОСТ 3.1102-81
1 Я
н
[2
о
воп
кти
^
X
о
«
3
с:
н
Условный но-
.мер
комплекта
документов
Степень
детализации
описания
Литера
стадии
разработки
Тип 1
произ- 1
водства 1
То же для МК
Целесообразно применять в прессовом,
литейном и кузнечном
производствах
[ О
•
О
•
о
тг
То же для МК Для
операционного описания отдельных
операций применяются
соответствующие ОК Допускается
применять ВОПдля операционного
описания операций
технического контроля
О
1 •
о
о
о
•
о
»о 1
КТП выполняет роль
основного документа взамен МК, в
котором применяется описание
операций. Выбор степени дета-
случае определяет разработчик
документов. Целесообразно
применять в кузнечном
производстве
о 1
о
о
•
о
V© 1
эонноипв<Ьцо-эонхХс1гпс1вдо
6:^$Го
ЪониисЬ
ооЭёёе^ 1
ВЯХЭГ/ОЯШО
>ЭОМ1ГЭМ *ЭОН*ПГВХТЙ
>-
СШ ЭОН11ЯНО
ШИИНИ 'ЬОНЖНИИЗ 1
146
Продолжение
Указания по
применению
1 ^^——■—■щ
Условное обозначение вида
документа по ГОСТ 3.1102-81
«В*
Степень
детализации
Литера
стадии
разра-
Тип
производства
1 н
1 2
1 °
ВОП
КТИ
ё
о
КТП
3 1
1ГХ
илскта
документов
* 1
а 1
5 1
МК выполняет роль сводного
документа на технологический
процесс, в котором
указывается состав операций. Для их
описания применяют
соответствующие ОК Целесообразно
применять в механосборочном и
сборочном производствах
О
•
О
о
о
V
•
о
г- 1
То же для МК. КТИ отражает
специфику методов
изготовления. Операционное описание
операций выполняется на МК
В этом случае МК совместао с
КТИ заменяют
специализированные КТП
О
о
•
о
•
о
00 1
эо
вяхаМояшосШ Ъояоээ!
* й
зм ЪонииаээониЛсЬ
Роль основного документа
выполняет специализированная
КТП Дополнительно к ней
ствующая КТИ. Целесообразно-
применять для процессов
литья, ковки
О
о
о 1
•
о
04 1
нноиПвсЬио
г 5 а
I ЪониисЬоэнвэф
147
Продолжение
I
Указания по
применению
Условное обозначение вида
документа по ГОСТЗ. 1102-81
Условный
номер ком-
Степень
детализации
Литера
стадии
разра-
Тип
производства
1 н
2
1 °
ВОП
КТИ
в
о
ш
ктп
Р
документов
3я
1
) 1
) 1
1
Ро ль осн о вн ог о д о кум ен та
|выполняет МК, которая
содержит данные по операциям.
Описание всех или отдельных
операций выполняется на ТИ.
Целесообразно применять для
настроечно-р егул ировочных
процессов, процессов
склеивания, приготовления смесей,
растворов, компаундов и т. п.
•
О
• 1
о 1
о 1
ЭОН1
Роль основного и сводного
документа выполняет МК,
которое может применяться и в
функции МК/ОК Может
применяться совместно с КТИ для
различных методов
изготовления
О
о
о
о
О |
• 1
о
3
юипвсЬпо
* * 5 $ 1
вяхягояшосШ «эояоэ
ЪониисЬэониЛсЫ <эониий
эви 1
эээнтйс!^ 1
я
о
1 1
мент
1 ;
а доку
1 *
1
раз раб
ению
э усмотр
»1ЙП<
2
ит выб
*окум<
1
О
«
3
X
обязатель
1 а н и е.
документ
2 •
си
выбор видов документов и установление комплектности
документов на ЕТП;
внесение информации в документы и описание выполняемых
действий;
оформление комплекта документов подписями от разработчика,
согласующих и утверждающих лиц, в соответствии с порядком,
действующим на том или другом предприятии.
Подробно рассмотрим особенности оформления комплектов
документов ЕТП на всех этапах его разработки.
Выбор видов документов и установление комплектности
документов на ЕТП находится в прямой зависимости от типа производства
и стадии разработки комплекта документов. Рекомендации по составу
видов документов, предлагаемых для включения в комплект на ЕТП,
приведен в табл. 12. Состав приведенных документов в табл. 11
отражает только основные варианты, которые могут встречаться в практике.
Возможны и другие способы компановки комплектов документов на
ЕТП. Решение по каждому случаю в окончательном виде принимаются
разработчиком документов.
Таблица 12
Условное
обозначение вода
документа
ТЛ
МК
КТП
ВО
КК
1
Очередность
применения
1
' 2(1)
2(1)
3(2)
4(3)
1 Выполняемые функции
Выполняет роль первого листа в комплекте
документов на ЕТП. Содержит наименован некомплекта, его
обозначение. На нем приведены все согласующие и
утверждающие подписи. На ТЛ приведена ссылка на обозначение
другого комплекта документов, куда он относится и
условно может входить
Выполняет роль основного документа. Применяется
при операционном описании в качестве сводного
документа на процесс. Содержит все основные данные, в том числе
и ссылки на применяемый состав документов,
относящийся к данному процессу. При отсутствии ТЛ является
первым листом комплекта документов
По назначению аналогичен МК Документ только
специализирован по одному из методов изготовления
Выбирается разработчиком документов. Содержит
сводные данные по составу технологической оснастки на
процесс. ГЪсполагается всегда после МК
Применяется для указания сводных данных по
комплектующим частям, изделия, основным и
вспомогательным материалам на технологические процессы сборки.
ГЪсполагается при наличии ВО после него. Является
первой операцией в сборочном процессе под названием
"Комплектован и е"
148
Продолжение
Условное
обозначение вида
документа
кти
воп
ок
кэ
ти
| Очеред-
ность
применения
2(1)
2(1)
1
Выполняемые функции
Применяется для оформления процессов литья.
Совместно с формами МК заменяет КТП. При отсутствии ТЛ
является первым листом комплекта документов. Для
описания операций, применяются соответствующие
продолжения форм МК
Применяется для отдельного описания операций
технического контроля. Выбирается по усмотрению
разработчика документов. В комплекте располагается после
документов, в которых описаны все основные операции.
Ссылка на него содержится в МК
Применяется для описания операций. Может
выполняться на формах МК (МК/ОК). Располагаются в
комплекте в технологической последовательности описания
операций
Может применяться к процессу или к операции. При
применении к процессу имеет самостоятельное
обозначение, ссылка на КЭ приводится в МК к той операции, где
он должен впервые применяться
При применении к операции.используется форма
продолжения КЭ. В комплекте документов на операцию
располагается после ОК, где описана вся операция. Имеет
то же обозначение, что и ОК и сквозную нумерацию
листов.
Как правило, применяется в самостоятельном виде. В
целях указания данных по трудозатратам в комплект
документов включается МК, которая является первым или
последующим листом (при условии входимости ТЛ).
В комплекте документов на ЕТП виды документов располагаются в
определенном порядке, в зависимости от их роли и состава вносимой
информации. Очередность их расположения и выполняемые функции
приведены в табл. 19.
Разработка комплекта документов на зависит от компетентности и
уровня подготовки разработчика документов и, как правило, имеет
индивидуальный характер. Но несмотря на это, можно выявить отдельные
правила, которые имеют общий характер и устанавливаются
соответствующими стандарами или рекомендациями ЕСТД. К этому относятся
особенности оформления документов, проектируемые не машинными
средствами и средствами автоматизации.
При применении ручного метода проектирования документы могут,
в свою очередь, подразделяться на не предусматривающие машинной
обработки содержащейся в них информации и предусматривающие.машин-
ную обработку информации.
149
Прежде, чем остановиться на особенностях их оформления, следует
отметить, что в том и другом случае применяются единые машиноориен-
тированные формы документов, имеющие типовой, стандартизованный
состав информации. Это и налагает определенные трудности на их
оформление. Так, например, при оформлении документов, не предсматрива-
ющих машинную обработку информации, допускается:
1) не заполнять отдельные графы, которые предусматривают
внесение в них данных в виде кодов, например, "код материала";
2) вносить информацию в указанные графы в раскодированном виде,
например, вместо "кода единицы величины" указывать единицу величины
(кг, см, см2 и т. д.). При незаполнении отдельных граф, в целях большей
наглядности, допускается в них делать прочерк длиной 3—4 мм. Для
оформления машиноориентированных документов заполнение всех граф
следует выполнять в соответствии с имеющимися правилами по
оформлению форм документов. При внесении информации в виде кодов
следует пользоваться тем составом классификаторов
технико-экономической информации, который принят на данном предприятии. Запись
информации, подлежащей обработке с применением средств механизации и
автоматизации следует выполнять в соответствующих графах,
обведенных линией толщиной 2$ по ГОСТ 2.308-68, или на строках с
простановкой соответствующих служебных символов.
При применении средств механизации и автоматизации для
разработки документов допускается:
изменять ширину форматов документов с учетом их заполнения по
максимальной значности печатающих устройств, за счет изменения
размеров граф,не обведенных линией толщиной 2$;
применять другие способы заполнения документов (рукописный или
с применением печатающей машинки) для отдельных граф основной
надписи или отдельных видов документов, например, применение
рукописного способа заполнения граф ТЛ;
разрабатывать КЭ без применения средств механизации и
автоматизации.
При описании процессов или отдельных операций бывают случаи
необходимости указания общих требований, относящихся ко всему процессу
или к конкретно*? операции. Указание таких требований следует
выполнять:
перед описанием первой операции — для всего процесса;
перед описанием переходов — для отдельной операции.
При необходимости указания таких требований можно применять
соответствующие заголовки, например, "Общие требования к
выполнению процесса" или "Общие требования к выполнению операций".
Описание соответствующих требований следует выполнять:
для процесса - на формах МК, КТП, КЭ и т.п.,
Для операций — на формах тех документов, где описывается
операция.
При описании общих требований к выполнению процесса на
отдельном виде документа допускается соответствующую запись делать в
сводном документе на процесс - МК, КТП.
150
Запись наименования операций следует выполнять в соответствии с
требованиями общесоюзного классификатора технологических
операций машиностроения и приборостроения. При этом допускается:
вместо полной записи наименования операции давать обобщенное
ее название, например, вместо "Закалка общая прерывистая
ступенчатая" применять сокращенное название "Закалка"; при применении
машиноориентированного документа не указывать наименование
операции, при условии простановки соответствующего кода.
При применении маршрутного описания технологического процесса
запись операций следует выполнять в сокращенном и укрупненном виде
без указания переходов и режимов обработки. Не допускается
применять маршрутное описание для операций, в которых обязательным
является указание данных по технологическим режимам, например, операции
пайки, сварки, термической обработки и т. п. При маршрутном описании
запись вспомогательных переходов, связанных с установкой, выверкой и
закреплением деталей, находится в компетенции разработчика
документов. Если это влияет на безопасность выполнения действий, качество
изготовления (ремонта) деталей (изделий) и т. п., то является
обязательным и контролируется соответствующими органами предприятия. При
применении маршрутного описания операции обязательным условием
является и указание данных по выполнению основных или
промежуточных размеров, например, "Точить поверхности, выдерживая 0 40—0,34;
0 80-0,4; /, =40±0,2; /2 =70+0,4".
Предельные отклонения размеров следует указывать числовыми
значениями в строку. При симметричном расположении поля допуска
абсолютную величину отклонений указывают для документов,
разработанных:
без применения средств механизации и автоматизации — со знаками
"+", например, "40+0,2";
с применением средств механизации и автоматизации — со знаками
"+ -", например, "40 + - 0,2".
Допускается информацию по предельным отклонениям размеров
заключать в скобки, например, "40 (+ - 0,2)".
При одностороннем или двустороннем расположении поля допуска
величину отклонений, независимо от применяемых методов
проектирования, следует указывать в строку (с применением разделительного
знака"; "для двустороннего поля допуска), например, "41,5 + 0,027; 60 +
+ 0,04; - 0,120". При операционном описании запись данных по
основным и вспомогательным переходам рекомендуется выполнять по
Общесоюзному классификатору технологических переходов 1 89 187 (КТП).
Формирование текстовой записи по КТП позволит избежать многослов-
ность текста, сделать его типовым и оптимальным. Запись основных и
вспомогательных переходов рекомендуется выполнять в
технологической последовательности с обозначением порядковых номеров арабскими
цифрами от 1 до //.
После записи содержания операции (при маршрутном описании) или
перехода (при операционном описании) следует указывать данные по
технологической оснастке.
151
Запись указанной информации следует выполнять в следующей
последовательности их применения:
приспособления (штампы, прессформы и т. п.) ;
вспомогательный инструмент (режущий инструмент, слесарный
инструмент);
средства измерений (универсальные средства, колибры, шаблоны и
т.п.).
Запись информации по описанию операций следует выполнять с
указанием служебного символа "О" по всей длине строки, с возможностью
переноса информации на следующую строку (последующие строки) с
возможностью записи (при операционном описании) данных по "Тп" или
'Тв").
Запись информации по указанию технологической оснастки следует
выполнять с обозначениями (их данными по одновременному
количественному применению) и наименованиями (полными или
сокращенными), с последующими перечислениями через "точку с запятой" с
привязкой к служебному символу 'Т" по всей длине строки, с
возможностью переноса информации на последующие строки, например:
Т04
05
06
А68Г.ХХХХХХ XXX (1) -кондуктор:
АБвГ.ХХХХХХ XXX (1) - патрон соерпилкиий;
. А6ВГ ХХХХХХХХХП) -сверпоф5.0Р18
Указание по количественному составу технологической оснастки
следует применять после ее обозначения с заключением информации в
скобки. Допускается данную информацию не указывать. В
наименовании режущего инструмента целесообразно помимо обозначения
приводить их диаметр (для сверл, зенкеров и т. п.) марку материала, из
которого они изготовлены и т. п. Наименование технологической оснастки
рекомендуется писать через тире после указания их обозначения и
количественного состава. Допускается тире не указывать.
Данные по технологическим режимам, если они предусматривают
больше трех параметров, целесообразно выполнять с новой строки
после указания данных по технологической оснастке, с привязкой к
служебному символу "Р", с возможностью переноса информации на
последующую строку (последующие строки). Запись данных по
технологическим режимам следует выполнять (при отсутствии
соответствующего типового блока режимов в заголовке формы) по всей длине
строки с указанием условных обозначений данных, знака равенства и их
параметров, через точк>; с запятой, например,
Р09
10
ПИ = 021; Л = 40;/,=215; г =2,5;/ =4;
5=0,2; «=315; V = 38.
При необходимости указания единиц величин вносимых данных
соответствующую информацию следует располагать после их числовых
значений, например:
152
5 = 0,2 мм/об.; п = 315 об/мин; V = 38 м/мин.
При необходимости отражения данных, включающих не более трех
параметров технологического режима, эту информацию допускается
указывать после текста основного перехода в виде продолжения текста
на одной или нескольких строках, например,
012 I 1. Подключить детали к стенду.
13 ! 2. Провести испытания деталей, выдерживая Р=20 кг/см2.
В выполнении необходимых действий по операции могут участвовать
один или более рабочих. В связи с этим, текст содержания переходов
(или операции) должен отражать весь комплекс выполняемых действий
с таким расчетом, чтобы каждому участнику этой работы были
адресованы и описаны необходимые виды действий. Такие случаи могут
возникнуть при бригадной работе или применении сложных видов
технологического оборудования. Наиболее типичным примером совместного
выполнения такой, работы бывают действия рабочего, работника
ОТК' и производственного мастера при периодической или 100 %-ной
проверке годности изготовления (ремонта) деталей (изделий) на
рабочем месте. С целью указания таких действий, выполняемых после
окончания операции рабочим, в тексте содержания операции необходимо
отразить, например:
"Контроль работником ОТК";
"Контроль исполнителем и производственным мастером".
Аналогичную информацию- указывают и в данных по трудозатратам с целью
определения трудоемкости каждого участника в выполняемой операции.
В документах количество действий по техническому контролю в
операции (технологическом процессе) определяется разработчиком
документов в соответствии с правилами предприятия (организации).
В целях сокращения текста по записи содержания операций во
многих предприятиях применяется опыт по использованию типовых
(групповых) операций. В этом случае в МК (КТП или других документах)
приводятся данные по наименованию, обозначению операции и дается
ссылка на обозначение документа (документов), где описана типовая
(групповая) операция.
В ЕСТД общие требования к оформлению ЕТП изложены в ГОСТ
3.1119-83. Вопросы, относящиеся к процедурам подписания,
согласования и утверждения комплекта документов на ЕТП имеют
организационный характер и в указанном материале отражения не нашли.
В^соответствии с ГОСТ 3.1103-32 при подписании комплекта
документов (документа) к обязательным подписям относятся подписи
разработчика и нормоконтролера.
Остальные необходимые подписи устанавливаются по усмотрению
предприятий (организаций). В основной надписи документов, помимо
153
подписей разработчика и нормоконтролера, предусматриваются еще три
графы, предусматривающие подписи лиц, ответственных за
нормирование трудозратрат; согласующих документ (комплект документов);
утвердивших документ (комплект документов).
В отдельных организациях ответственность за нормирование
трудозатрат возлагается на разработчика документов. В этом случае
разработчик расписывается только в одной графе "Разработал". В других
организациях действия по нормированию трудозатрат, возлагаются на
специальные подразделения, например, "Отдел труда и заработной платы
(ОТИЗ)".В этом случае ответственный за нормирование труда должен
поставить свою подпись в графе "Нормировал".
Состав согласующих подписей зависит прежде всего от формы
организации предприятия и от принятых процедур по прохождению тех-
нолгической документации. Такой состав подписей имеет локальный
характер и может быть для одних организаций (предприятий) большим,
а для других минимальным. В развернутом виде в согласовании
комплекта документов на ЕТП могут участовать лица от следующих
подразделений предприятия (организации):
отдела техники безопасности; отдела технического контроля,
отдела взаимозаменяемости, отдела метрологии, службы
государственной приемки, представителя заказчика и др.
Участие лиц от соответствующих подразделений в согласовании
того или иного комплекта документов ЕТП должно быть процедурно
узаконено и обосновано. Непродуманные решения в этом направлении
вызывают большие трудности при согласовании комплекта документов
и отнимают много времени на выполнение этих процедур.
В адрес Госстандарта СССР приходит много писем от предприятий, в
которых указывается на трудности при согласовании документов в
связи с возрастающим количеством лиц, участвующих в этой процедуре. К
сожалению, Госстандарт СССР в этом вопросе помочь организациям
ничем не может, так как этот вопрос является внутренним делом
каждого предприятия и его нужно решать только на этом уровне.
Утверждение документов тоже относится к организационным
вопросам, находящимся в компетенции предприятий и организаций.
5.3. Особенности оформления комплектов документов
на типовые и групповые технологические
процессы и операции
Комплекты документов на типовые и групповые технологические
процессы (операции) относятся к унифицированным комплектам
документов. По сравнению с комплектами документов на ЕТП
последние занимают меньший объем. По опыту отдельных передовых
предприятий (организаций) общий объем уровня применения типовых
(групповых) технологических процессов (операций) достигает 40 %.
Их внедрение непосредственно связано со специализацией не только
154
производства, но и рабочих мест и в отличие от ЕТП занимает больше
времени.
Анализ внедрения типовых и групповых технологических процессов
в производствах машино- и приборостроения показал их
неоднородность и различные формы организации. Это позволяло применять
специалистам предприятий и организаций непроизвольную трактовку в их
названии. В одном случае типовые технологические процессы назвали
групповыми, в другом - наоборот.
В целях четкого понимания сущности их названий в ГОСТ 3.1109—82
были введены соответствующие термины и определения.
Под типовым технологическим процессом (ТТП) следует понимать
технологический процесс изготовления группы изделий с общими
конструктивными и технологическими признаками.
Под конструктивными признаками следует понимать признаки,
которые характеризуют геометрическое (визуальное) описание изделия,
например, деталь — тело вращения с Ь /Д свыше 2, с наружной
цилиндрической поверхностью, без закрытых уступов, ступенчатой двусторонней,
без наружной резьбы, с пазами или шлицами на наружной поверхности,
без отверстий вне оси детали.
К технологическим признакам для приведенной в примере детали
относят:
размерную характеристику (наружный диаметр, длина, диаметр
центрального отверстия);
группу материала;
вид детали по технологическому методу изготовления;
вид исходной заготовки;
квалитет наружных и внутренних поверхностей;
отклонение формы и расположения поверхностей;
степень точности;
вид дополнительной обработки (например, термообработка) ;
характеристика массы.
Конструкторские признаки устанавливаются конструкторскими
классификаторами, а технологические — технологическими. На
государственном уровне к числу таких классификаторов
технико-экономической информации относятся:
а) для конструкторской документации:
Классификатор ОКП (с классом 40 - для деталей тел вращения и с
классом 50 — для деталей — не тел вращения) ;
Классификатор ЕСКД (классы деталей 71—76).
б) для технологической классификации:
Технологический классификатор деталей машиностроения и
приборостроения (ТКД) — (1974 г., 1-я часть, 1976 г., 2-я часть), увязанный с
классами деталей 40 и 50 ОКП;
ТКД (1987 г.), увязанный с классами деталей 71—76
Классификатора ЕСКД.
Более подробно об назначении этих классификаторов можно узнать
в разд. 7 настоящего пособия. О разработке типовых технологических
155
процессов и их применении в производствах написано очень много
технической литературы. Авторы хотят подчеркнуть только то, что
детали, обрабатываемые (ремонтируемые) по ТТП, не должны
отличаться геомертической формой и их должно объединять родство самого
технологического процесса (т. е. маршрут изготовления, применяемые
средства технологического оснащения, материалы и т. п.). Как правило,
детали, входящие в ту или иную группу,, объединяет и их общее название,
например, ТТП на детали типа „ступенчатый валик"; „фланец";
„шатун"; „штуцер" и т. п.
Под групповым технологическим процессом (ГТП) следует
понимать технологический процесс изготовления (ремонта) группы изделий с
различными конструктивными, но общими технологическими
признаками.
Здесь роль определения призаков отводится конструкторским и
технологическим классификаторами, как и при разработке ТТП. Однако
при разработке ГТП геомертическая форма деталей не является
определяющей. Главным фактором при группировании деталей в тот или иной
ГТП является технологический процесс (метод). ГТП наибольшее
применение имеет при нанесении покрытий, термической обработке и
меньшее — при обработке резанием, изготовлении деталей из полимеров и
резины. Примером группирования деталей в ГТП являются процессы
получения металлических покрытий (кадмирование, никелирование и
т. п.), в которых детали различной конфигурации (скобы, фланцы,
шайбы, колпаки и т. п.) объединяет технологический метод нанесения
покрытия. В ГТП на обработку резанием применяют такой прием, когда
его разработку ведут на так называемую "базовую деталь", в которой
имеются все элементы различных поверхностей для деталей, входящих
в эту группу. Этот условный прием, рассчитан на создание комплексной
детали,которую к сожалению, трудно создать. В ГТП на изготовление
деталей из полимеров и резины метод группирования определяется
конструкцией прессформы, которая может быть рассчитана на
одновременное изготовление не одной, а нескольких разных по конструкции
деталей, т. е. за одну технологическую операцию можно получить не одну,
а несколько разных деталей.
Аналогичное применение в производстве имеют типовые и
групповые технологические операции.
Под типовой технологической операцией (ТО) следует понимать
операцию, характеризуемую единством содержания и
последовательностью выполнения технологических переходов для изготовления
группы изделий (их составных частей) с общими конструктивными и
технологическими признаками.
Под групповой технологической операцией (ГО) следует понимать
операцию совместного 'изготовления группы изделий (их составных
частей) с разными конструктивными, но общими технологическими
признаками.
В отличие от ТТП и ГТП, ТО и ГО имеют самостоятельное
применение и могут быть использованы при разработке,как ЕТП, так и ТТП
(ГТП).
156
По форме организации производства ТТЛ (ГТП) и ТО (ГО) имеют
определенную направленнность, характеризующуюся применением
специализированных средств технологического оснащения для быстрой их
переналадки при обработке конкретных деталей, входящих в группу и
закрепленных за соответствующим технологическим процессом или
рабочим местом.
Оформление комплектов документов на ТТЛ (ГТП) и ТО (ГО)
процедурно имеет другую направленность по отношению к комплектам
документов на ЕТП. Это объясняется тем, что прежде всего, разработка
комплекта документов выполняется не на одну деталь, а на группу
деталей. В связи с этим, разработку информации в документах можно
представить в виде следующей схемы, указанной на рис. 37.
Разработка
общей информации
на группу
изделий (ДСЕ)
I
Разработка
переменной
информации
на 1-е
изделие (ДСЕ)
*чс.37
Оформление комплектов документов на ТТП (ГТП) или ТО (ГО)
по данной схеме имеет наибольшее применение в практике
производственных предприятий, но могут быть и другие варианты, на которых
мы остановимся несколько позже.
Разработка общей информации ТТП (ГТП) на группу деталей
выполняется на формах КТТП, МК/КТТП. Описание всего технологического
процесса производится комплексно по всем операциям в
технологической последовательности выполнения всего процесса, с привязкой к
рабочим местам и описанием общих данных по выполняемым действиям, с
указанием данных по технологической оснастке (базовым
приспособлениям и т. п.), технологическим режимам (если это нужно) и
трудозатратам.
Переменная информация приводится на ВТП или КТИ.
В первом случае описание переменных данных на ВТП производится
по всему процессу с их привязкой к каждой операции (а иногда и к
переходу)
К переменным данным в этом случае могут относиться: обозначение
и наименование изделия (ДСЕ), а также данные по основными вспомо-
Разработка
переменной
информации
на 2-е
изделие (ДСЕ)
[Разработка |
• переменней |
I информации |
| нал-е |
• изделие (ДСЕ)|
157
гательным материалам, технологической оснастке, технологическим
режимам, трудозатратам и т. п.
После описания переменных данных по одной детали, при
необходимости, на этом же документе, пропустив 1 — 2 строки (для отделения
информации), приступают к указанию переменных данных по
следующей детали и т. п.
При таком варианте комплект документов включает описание
большого количества (например, более 1000) деталей, объем листов
ВТП достигает соответствующих размеров и работать с ним бывает очень
трудно.
В целях получения поиска необходимых документов для каждой
детали, а также улучшения условий по их хранению, отдельные
предприятия вводят в комплект документов на ТТП (ГТП) дополнительно ВТД.
Ее расположение в комплекте документов на ТТП (ГТП) представлено
на схеме (рис. 38).
Рйс.38
В первом случае ВТД выполняет роль оглавления комплектов ВТП
на группы деталей разных изделий, с целью удобства их хранения по
комплектам и дальнейшего поиска информации по деталям. Во втором
158
случае ВТД выполняет роль оглавления по входящим в группу деталям
одного изделия ("л"- изделия). Такой принцип применения ВТД
характерен для ТТЛ (ГТП) на нанесение покрытий, когда большое количество
деталей одного изделия подвергается соответствующему виду покрытия.
При незначительном количестве таких деталей применяют другой способ,
заключающийся в исключении ВТД на второй стадии. В этом случае
комплект ВТД содержит комплексную информацию по всем деталям,
без их разбивки на комплекты по изделиям. По ВТД определяется
применяемость соответствующей детали с указанием нумерации листов
ВТД, которая и выдается на рабочее место. ВТП для данного случая
имеет одно обозначение и сквозную нумерацию листов. В первом случае
ВТП, применяемые на второй стадии, имеют разное обозначение по
регистрационному номеру и сквозную нумерацию листов только в пределах
группы деталей на одно изделие. Выбор конкретных листов ВТП,
относящихся к обозначению детали для указанного случая, определяется
по ВТД, применяемой на второй стадии. Следует отметить, что
примененные ВТД на второй стадии, по аналогии с ВТП, также имеют разные
обозначения по ГОСТ 3.1201-85, отличающиеся разными
регистрационными номерами.
Комплекты документов на ТО (ГО) рекомендуется выполнять на
соответствующих КТО, предусмотренных стандарами ЕСТД 4-й и 5-й
групп или МК/КТО, а также ВТО, МК /ВТО.
На формах КТО или МК/КТО описывается общая информация,
относящаяся ко всей группе деталей, изготовляемой (ремонтируемой) по
данной операции. Переменная информация дается в ВТО по всем
деталям. Внесение постоянной и переменной информации по деталям
(изделиям) следует выполнять по аналогии с оформлением комплектов
документов на ТТП (ГТП).
По аналогии с функцией ВТП (ВТО) в комплекте документов на
ТТП (ГТП) или ТО (ГО) такую же роль может выплнять иКТИ. Отличие
ее состоит в том, что в ней указывается переменная информация только
по детали (изделию) одного обозначения. Это приводит к тому, что
сколько изделий (ДСЕ) входит в ТТП (ГТП) или ТО (ГО), столько же
будет и соответствующих КТИ (имеющих отличительное обозначение по
ГОСТ 3.1201 --85). Удобство применения такого документа состоит в
том, что на рабочее место выдается не часть ВТП, а отдельный документ,
имеющий конкретное отношение к описанию переменной информации
на одну деталь. Функции КТИ выполняют специальные формы
документов, предусмотренные стандартами ЕСТД 4-й и 5-й
классификационных групп, например, для процессов литья соответствующие функции
могут выполнять МК/КТИ; КТП/КТИ, а для ТО (ГО) - ОК/КТИ;
МК/КТИ.
В целях формализации оформления комплектов документов на ТТП
(ГТП) и ТО (ГО) в отдельных предприятиях (организациях) страны
используют и другой способ, когда вместо КПП (КТО) и ВТП (ВТО)
или КТИ применяют так называемые "слепыши". Под "рлепышем"
159
следует понимать специальный вид оформления документации.
Сущность такого вида оформления заключается в том, что на основании
разработанного комплекта документов на ТТП (ГТП) или ТО (ГО),
являющегося оригиналом, типографским или другими способами
размножения снимается определенное количество копий. Указанный комплект
форм (формы) содержит описание постоянной части процесса
(операции), и является безликим, т. е. не привязанным к обозначению
изделия (ДСЕ), и предусматривает простановку переменной информации.
Относясь по своей сущности к ТТЛ (ГТП) или ТО (ГО), оформление
его осуществляется как ЕТП с привязкой к конкретному обозначению
изделия (ДСЕ) в основных надписях. Внесение переменной информации
осуществляется ручным или другим способом заполнения. Комплект
таких документов имеет самостоятельное применение, как ЕТП, но
имеет обозначение ТТП (ГТП) или ТО (ГО). Применение такого варианта
оформления обеспечивает преимущества, аналогичные исполнению КТИ.
Оформление комплектов документов на ТТП (ГТП) и ТО (ГО)
имеет аналогичный порядок с ЕТП и регламентируется ГОСТ 3.1121—84.
В целях исключения дублирования соответствующих правил,
рассмотренных в подразд. 5.2, остановимся на комплектности документов,
входящих в ТТП (ГТП) и ТО (ГО), и особенностях оформления
основных надписей.
Рекомендации по составу видов документов, предлагаемые для
включения в комплект на ТТП (ГТП) и ТО (ГО) независимо от типа
производства, стадии разработки и степени детализации описания,
приведены в табл. 13. Пользуясь табл. 13, разработчик имеет возможность
выбрать тот документ, который ему нужен, например, при указании
постоянной информации на процесс предлагаются сразу три вида
документов : КТТП; МК/КТТП; ТИ. А это уже три варианта. В сочетании с
другими документами, естественно, вариантность документов
возрастает. В практике могут встречаться и другие случаи комплектования
документов, например, ТТП (ГТП) может быть представлен как
состоящий из набора ТО (ГО). В качестве сводного документа для этого
случая следует применять МК, в которой будут отражаться состав ТО
(ГО) в их технологической последовательности и состав применяемых
документов по каждой операции в отдельности. При выборе
соответствующей комплектности документов следует исходить прежде всего из
удобства пользования, простоты оформления и полноты изложения
материала. Информация не должна дублироваться и быть по своему
составу оптимальной.
В принципе оформление комплектов документов ТТП (ГТП) и ТО
(ГО) мало чем отличается от оформления комплектов документов на
ЕТП, особенно, 'когда это связано с внесением информации в
документы, описанием выполняемых действий и выполнением
необходимых процедур по подписанию, согласованию и их утверждению. Но все
же отдельные отличия имеются. Постараемся их рассмотреть в порядке
внесения информации с разбором имеющихся особенностей. При
оформлении основных подписей часто возникают вопросы, какое
обозначено
б*-323
161
Таблица 13
Условный Условное обозначение вида документов по ГОСТ 3.1102-81 I
номер I I I I I 1 1 ' Оказания по применению
комплекта КТТП; КТО; | ВТП; ! ВТО; I КТИ; | ОК/КТИ; I I
докумен- ТЛ МК/КТТП; МК/КТО ВТД МК/ВТП | МК/ВТО МК/КТИ МК/КТИ | КК КЭ
тов ТИ | '
1 о • о • о о | %пя
> Г разработки
2 ° # ° # ° ° М ТТП и ГТП
•' разработки
4 #° # ° ° И ТО и ГО
5 I * ° I ° I ' ^Т]Я РазРа^0ТКИ
I I ' "слепыш ей" на
Ы ТТП (ГТП);
6 • О I О I тоже
I I I I I I I I ' на ТО (ГО)
Примечай и е. •-документ обязательный; О-документ, выбираемый по усмотрению разработчика документов.
ние поставить в графах 2, 3 и 7, предусматривающих внесение
соответствующей информации:
обозначение детали (группы деталей) по конструкторскому
документу;
обозначение детали (группы деталей) по технологическому
классификатору деталей машиностроения и приборостроения;
наименование детали (группы деталей) или применяемого метода
изготовления.
При разработке ТТП обязательному заполнению подлежат все
указанные графы. В графе 2 основных надписей следует проставлять
основные конструкторские признаки, характерные для всей группы изделий
(ДСЕ) обрабатываемых (ремонтируемых) по ТТП. К категории таких
признаков относят код классификационной группировки
конструктивных признаков. При этом простановку соответствующего кода
следует производить без указания кода организации разработчика и
порядкового регистрационного (условного) номера. На примере детали
типа рычаг (рис. 39 этот код будет
соответствовать — 743121:
Простановка признаков технологической
классификации детали несколько
затрудняется в связи с тем, что указанные признаки
привязаны к конкретной детали и содержат
такие данные, как размерную характеристику,
обозначение группы материала и т. п. При
наличии не одной, а группы деталей, у которых
могут быть разные размеры и которые могут
РиС# 39 изготавливаться из разных материалов,
проставить общий код в соответствии с имеющимися таблицами в ТКД не
представляется возможным даже при простановке основных признаков
технологической классификации детали. Исключением в этой ситуации
является идентичность только одного кода — вид детали по
технологическому методу. В этом случае предлагаются следующие два варианта:
1) когда в графе 3 основной надписи проставляются два кода
основных признаков, предусматривающие интервалы по размерным
характеристикам от меньших — к большим. Это же относится и к
простановке кода по группам материалов;
2) когда в графе 3 проставляется одни код основных признаков
технологической классификации детали, предусматривающий
дополнение к таблицам ТКД, в которых будут приведены соответствующие
интервалы в размерных характеристиках и по группам материалов. В
этом случае необходимые дополнения, имеющие локальный характер,
следует выполнять лицом, ответственным за внедрение ТКД на
предприятии, и вместо цифрового кодирования для соответствующих
признаков допускается применять буквенное.
В отдельных случаях, когда это решить не удается или не имеет
практического применения, допускается эту графу не заполнять и в ней
^=Ф
162
рекомендуется проставлять прочерк, который выполняется линией 3—4
мм в середине графы. В графе 6 основной надписи следует указать
общее название группы деталей — "Рычаги".
При разработке ГТП графа 2 не заполняется и в ней следует
проставлять по середине прочерк длиной 3-4 мм. В графе 3 записывается код
классификационных группировок основных признаков по
технологическому методу изготовления, а в графе 6 — название метода
изготовления с уточнением его вида, например, "Фосфатное химическое
прокрытое" (или "Фосфатное покрытие").
При разработке комплектов документов на ТТП и ГТП
немаловажное значение имеет выбор стадии их разработки особенно тогда, когда
обрабатываемые (ремонтируемые) детали в группе имеют разные стадии
разработки конструкторской документации. В этом случае выбор
должен падать на высшую литеру из имеющихся деталей, с целью
разработки соответствующего уровня технологической документации,
обеспечивающей производство группы деталей.
Оформление ТО и ГО производят по аналогии с ТТП и ГТП, причем
для ТО не заполняются графы 3 и 5, для ГО — графы 2 и 5.
5.4. Рекомендации по оптимизации оформления
комплектов документов на технологические
процессы
Тот, кто непосредственно связан с разработкой комплектов
документов на технологические процессы, знает, сколько времени отнимают
процедуры, связанные с их оформлением.
В адрес Госстандарта СССР поступает большое количество писем от
организаций (предприятий) и отдельных граждан, в которых сожержатся
различные наболевшие вопросы, касающиеся этой проблемы. Анализ
предложений показывает, что многие из них имеют противоречивый
характер, затрагивающий прежде всего организационную сторону
делопроизводства или организацию производства того или иного
предприятия (организации). В этой ситуации трудно дать какой-то оптимальный
совет, требуется определенная проверка их на практике и
соответствующая подготовка. В основном, вся общая методология оформления
комплектов документов на процессы, специализированные по методам
изготовления и ремонта, довольно подробно изложена в
соответствующих стандартах и в рекомендациях ЕСТД 4-й и 5-й классификационных
групп. Правилами указанных документов устанавливается только
методический подход к решению этой проблемы, совершенно не
связанный с организационными и структурными преобразованиями,
имеющими место на различных предприятиях.
Привязку к выбранной методологии по оформлению комплектов
документов на процессы в каждом случае должен осуществлять
разработчик документов с учетом имеющихся форм организации
технологической подготовки и управления производством.
6*
163
С целью ознакомления возможности оптимизации таких процедур
рассмотрим действия, связанные с оформлением комплектов
документов на процессы в следующих трех направлениях:
выбор и установление оптимальной комплектности документов;
оптимизация правил внесения в документы текстовой и
графической информации;
оптимизация правил по обозначению комплектов документов, их
согласованию и утверждению.
Выбор и установление комплектности документов в основном
зависит от типа производства, стадии разработки документов и
применяемых технологических методов для изготовления (ремонта)
изделий и их составных частей,
В основном нужно всегда стремиться к установлению
оптимальной комплектности таких документов. Это можно досчить за счет
применения унифицированных форм технологических документов, к числу
которых относятся формы МК.
Установлено, что формы МК могут выполнять функции самых
разнообразных видов технологических документов: МК/КТП; МК/ОК;
МК/КК; МК/КТТП; МК/КТО; МК/ВТП; МК/ВТО; МК/КТИ и т. п.
Применение унифицированных форм МК взамен других видов
документов обеспечивает разное сокращение не только комплектности
документов, но и обеспечивает снижение трудозатрат на изготовление
бланков документов и автоматизированных программ для
проектирования процессов (САПР-Т). Хорошая практика в этом отношении
сложилась на предприятиях электронной промышленности, например, НПО
"Светлана'.'
В информации, поступающей в Госстандарт СССР от предприятий и
организаций этой отрасли, говорится не только об экономической
эффективности применения таких документов, но и о создании
интегрированной информационной базы, с обеспечением выполнения процедур
по обработке информации с технологических документов, что создаст
предпосылки по автомазированному решению целого комплекса ин-
жерно-технических задач в области технологической подготовки и
управления производством. Такое направление для многих предприятий
является перспективным и экономически выгодным.
Применение унифицированных форм МК взамен других видов
документов не зависит от типа производства и всегда является
рациональным. В опытном (мелкосерийном) производстве МК выполняет
функции основного документа и совместно с конструкторскими
документами (чертежи, спецификации) комплексно раскрывает техническую
информацию об изделии (ДСЕ).
В серийном и массовом производствах МК выполняет функции
данного вида документа, а также и других необходимых видов документов,
например МК/КК; МК/ОК и т. д.
Насколько удобно применение МК в функции других видов
документов, это решение в каждом случае принимают разработчики
документов, используя объективные оценки и аргументированные выводы.
164
При применении средств вычислительной техники для разработки
технологической документации в принятии таких решений должны
участвовать и специалисты от соответствующих подразделений.
В практике установления ограничительной комплектности
документов для технологических процессов имеют место и такие случаи, когда
роль основного документа выполняет не МК, а конструкторский
документ, например, чертеж на деталь. В этом случае в чертеже, помимо
конструкторской текстовой и графической информации, содержится и
технологическая информация. Как правило, ее размещение
предусматривается в специально отведенной зоне, с нанесением специальных таблиц,
по содержанию которые напоминают формы МК. В указанных таблицах
кратко описывается информация по технологическому маршруту с
указанием средств технологического оснащения. Иногда в формах
чертежей таблицы не предусматриваются, и описание необходимой
информации выполняется произвольно, без применения таблиц. Что же дает
такой прием использования совмещенного конструкторско-технологи-
ческого документа? По заявлениям соответствующих предприятий, где
имеет место такая практика, улучшается поиск документов; резко
сокращается номенклатура документов; на рабочее место выдается не
комплект, а один комплексный документ, что обеспечивает удобство в
работе. В основном такая практика используется в опытном,
мелкосерийном производствах на технологических методах, связанных с
изготовлением заготовок, например, ковка, горячая штамповка.
Возможна ли такая практика на других предприятиях и имеет ли
она право на свое применение?
В принципе такая практика может применяться, но только для
опытного и мелкосерийного типов производства. Внедрение ее
находится в компетенции предприятия, но она должна быть подкреплена
соответствующими организационными мероприятиями и решениями. В связи
с тем, что описание технологического процесса сводится только к
указанию состава и последовательности выполняемых операций и
применяемых средств технологического оснащения, необходимо, на каждую
операцию разработать соответствующие технологические инструкции
(ТИ), в которых необходимо изложить весь типовой комплекс
выполняемых действий. При описании таких ТИ следует отражать не
только порядок выполняемых основных действий, но и данные по
подготовке и управлению оборудованием, а также по требованиям к
охране труда. При такой подготовке в конструктрском документе должны
приводиться ссылки на применение соответствующих ТИ.
Применение комплексных конструкторско-технологических
документов имеет в основном локальный характер и в отдельных случаях
вызывает определенные трудности, так например, при печати бланков
конструкторских документов. Такие документы технологически трудно
выполнимы. Кроме этого нарушается в некотором роде статус
конструкторского документа за счет не выполнения соответствующих требований
стандартов ЕСКД. Лучше всего все же идти по линии применения
отдельных конструкторских и технологических документов. Это проще, не
вызывает технических трудностей и экономически более целесообразно.
165
При применении бланков документов в мелелкосерийном и
опытном производствах допускается их двусторонняя печать с целью
сокращения общего объема технологической документации при условии их не
микрофильмирования.
Анализ предложений, поступающих от организаций и предприятий,
показывает, что наибольшая часть из них касается процедур внесения
информации в документы. Такая информация относится к описанию
выполняемых действий (содержание операций, переходов), указанию
данных по технологической оснастке, технологическим режимам,
трудозатратам, данных по комплекции технологических процессов и т, п.
Рассмотрим отдельные из них более подробно для оптимизации
указанных процедур. Все, что связано с описанием выполняемых действий,
достаточно полно освещено в соответствующих стандартах и
рекомендациях РСТД. Так, например, для детализации описания технологических
процессов предусматриваются три степени: маршрутное, маршрутно-опе-
рационное, операционное.
В первом случае предусматривается укрупненное описание операций
без указания переходов и технологических режимов. Такой вид
описания характерен для мелкосерийного — опытного типов производств, в
условиях частой смены изделий и нестабильного их выпуска.
Изготовление (ремонт) изделий и их составных частей в этом случае производится
в большей части с применением средств технологического оснащения
универсального назначения.
Выбор технологической оснастки, необходимых параметров на
настройке и управлению производственным процессом (оборудованием)
выполняет основной исполнитель (рабочий), имеющий, как правило,
высокий уровень квалификации. В качестве составной части в комплект
документации, поступающей на рабочее место, включают чертежи. Такой
подход также требует соответствующих организационных решений и
является не простым. При операционном описании все действия,
связанные с описанием операций, имеют дифференцированный характер. При
этом описываются не только основные и вспомогательные переходы, но
даже и приемы работы. Это требуется из -за другой формы организации
производства и четкой закрепленности выполняемых действий не только
за рабочим местом, но и каждым участником этой работы.
Все, что связано с формами записи содержания операций при
маршрутном и операционном описании, также нашло отражение в стандартах
и рекомендациях ЕСТД 7-й классификационной группы.
При записи наименований операций следует руководствоваться
Классификатором технологических операций машиностроения и
приборостроения (КТО) — г 85 151. Его применение позволяет использовать
две формы записи наименования операций — полной и сокращенной. При
полной — запись наименования операции производят в соответствии с
правилами КТО, например, "Штамповка импульсная электромагнитная".
При сокращенной записи наименования операций указывают обобщенное
ее наименование, например, "Штамповка", В этом случае уровень спе-
166
циализации данного метода может быть уточнен с простановкой в графе
кода операции, т. е. — "2177".
При внесении в документы информации по выполняемым действиям
следует применять допускаемые сокращения отдельных слов и
словосочетаний. Это своего рода тоже оптимизация записи информации.
Только делать это нужно не так, как "хочется" разработчику документов, а
как допускается в соответствии,с имеющимися правилами, не искажая
смысла информации и грамматических правил. Наиболее правильно в
этом случае поступают организации, когда для этих целей
разрабатывают соответствующие СТП. В свое время такой стандарт был даже
разработан на отраслевом уровне головной организацией ВНИИТМАШ (г.
Волгоград) Министерства тракторного и сельскохозяйственного
машиностроения СССР. Порядок записи информации переходов тоже должен
быть систематизирован, так как это приводит к многословности записи
такой информации. В целях ответа на эти вопросы целесообразно
пользоваться Классификатором технологических переходов машиностроения
и приборостроения (КТП - 1 89 197, разработанным ВНИИНМАШ в
1989 г. Особое место его применения может найти при формировании
базы данные для автоматизированных рабочих мест технолога (САПР-Т).
В предложениях отдельных организаций высказывается мысль о
возможности применения нумераций операций не через пять номеров ( в
соответствии с ГОСТ 3.1104-81), а в прямой последовательности,
например, 1, 2, 3 и т. д. В принципе такой способ нашел распространенный
характер и был повсеместно применен до внедрения стандартов ЕСТД.
Применение нумерации через пять номеров, например, 5, 10, 15, 20 и т. д.
обеспечивает возможность резервирования при отмене действующих
операций и введением новых. Например, в технологическом процессе
аннулирована операция 10, а вместо нее вводятся две новые операции.
Используя резерв от 5 до 10 или от 10 до 15, мы имеем возможность
присвоить двум новым операциям другие номера, например, 7, 9 (или
11, 13), не внося изменения в нумерацию последующих операций. Для
обозначения порядковых номеров основных и вспомогательных
переходов следует применять арабские цифры натурального ряда от 1 до 10.
Для обозначения технологических установок, выполняемых на КЭ
следует применять прописные буквы русского алфавита (А, Б, В; и т. д.) Для
обозначения позиций — арабские или римские цифры.
Часто в тексте описания содержания операции фигурируют
размерные характеристики обрабатываемых поверхностей, особенно это
происходит тогда, когда КЭ не применяется. В этом случае отдельные
разработчики документов допускают не простановку предельных отклонений,
надеясь на квалификацию исполнителя. Такие "промахи" со стороны
разработчиков документов могут привести к некачественному
изготовлению (ремонту) продукции. Вина в этом случае полностью ложится не
на исполнителей, а на разработчика документов.
Можно ли избавиться от обширных записей по содержанию операций.
Да, можно, но это требует тщательной организационной подготовки. Так,
167
например, при разработке и применении технологических инструкций,
типовых (групповых) операций на рабочих местах, запись содержания
операций значительно упрощается. При наличии таких документов на
рабочих местах в операционной карте (маршрутной карте или других
видов документов) указывается ссылка на имеющиеся на рабочих
местах документы и в дополнение к ним в ней указывается переменная
информация, характерная для изделия (ДСЕ). По такому принципу
осуществлялась работа на предприятиях ГДР. Анализ опыта их работы
показывал на более оптимальный объем документации по сравнению с
практикой работы наших предприятий.
Сокращение содержания текстовой части описания операций можно
достичь за счет выполнения графических иллюстраций. Такая практика
используется в развитых капиталистических странах, как, например,
США, Япония, Франция.
Анализ документации, поступающей на предприятия (ПО
"АвтоВАЗ, ПО "АвтоЗИЛ" и др.) по соответствующим контрактам, говорит о
том, что их выполнение осуществляется с применением технических
средств, которые, к сожалению, у нас отсутствуют. Любой разработчик
документов знает, что графическое оформление технологических
документов более трудоемкое, чем текстовое. Поэтому из-за отсутствия
технических средств, позволяющих выполнять графические иллюстрации,
применяют текстовое описание' операций. В отдельных случаях при
выполнении графических иллюстраций можно избавиться от текстовой
записи содержания выполняемых переходов, раскрывающих действия по
установке, закреплению и снятию изделия (ДСЕ). Это помогает
применению графических обозначений на опоры, зажимы и установочные
устройства, предусмотренные ГОСТ 3.1107-81 (рис. 40).
Рйс.4С
Представленные на рис. 42 графические обозначения установочных
устройств (со стороны передней бабки - центр неподвижный, а со
стороны задней бабки-центр вращающийся), поводкового патрона (на
поверхности ,0 20) и люнета (на поверхности 0 40) позволяют наглядно
судить о выполняемых действиях, связанных с установкой и
закреплением на станке этого валика. При отсутствии таких обозначений на
эскизе, разработчик документов должен бы был записать в документе
следующий текст выполняемых переходов: "Установить и закрепить на
168
поверхности О 20 поводковый хомутик. Установить деталь в центрах и
поджать задней бабкой. Закрепить деталь в люнете". Наличие четырех
графических изображений позволяет эту запись не делать. Простановку
необходимых данных по расчету времени, затраченного на эти действия,
необходимо выполнять на уровне строки записи следующего перехода
или перед ним. Применение таких графических обозначений широко
используются не только в графических иллюстрациях к операциям, но и
при разработке карт заказов на проектирование и изготовление
технологической оснастки.
Оптимизации поддается и информация по технологической оснастке.
В основном, в настоящее время обозначение технологической оснастки
производят:
по МН 74-59-МН 81-59;
по соответствующим государственным стандартам (для
стандартизованной оснастки);
по Классификатору ЕСКД.
При применении обозначений по МН и по Классификатору ЕСКД
допускается, по усмотрению разработчика документов, не указывать
наименование оснастки, если то или иное обозначение (код) не
вызывает сомнения у исполнителей. При применении стандартизованной
оснастки допускается:
в обозначении не указывать год регистрации стандарта, например,
"ШЦ Ш-250-0,05 ГОСТ 166 штангенциркуль";
не приводить обозначение по ГОСТ, если оно предварительно
указано в ВО, например, "ШЦ III—250—0,05 штангенциркуль^;
не приводить наименование инструмента (оснастки), если условное
обозначение вида входит в общее обозначение, например, "ШЦ II—250—
—0,5" — где обозначение "ШЦ" свидетельствует о виде средства
измерения.
При разработке комплектов документов маршрутного описания
для предприятий опытного типа производства допускается приводить
данные только по спецоснастке и не приводить данные по
стандартизованной оснастке при условии соответствующей организации
производства и безопасности выполняемых действий.
Выполнение отдельных операций иногда связано с обязательным
указанием информации по технологическим режимам, например,
операции сварки, термообработки, пайки и т. п. В целях сокращения времени
на разработку документов отдельные разработчики документов порой
игнорируют указания этой информации, что в некоторых случаях
является совершенно недопустимым, так как это находится в прямой
зависимости от качества выполняемых работ. Для комплектов документов на
технологические процессы сварки, пайки, горячей штамповки и другие
маршрутное описание операций из-за этого не допускается. В этом
отношении разработчику документов нужно быть очень внимательным и
понимать ответственность за уровень разрабатываемой документации и
выпускаемой продукции.
При разработке технологической документации немаловажное
значение имеет внесение информации по трудозатратам, которые в комп-
169
лексе указывают на трудоемкость выполняемых действий. Однако
отдельные разработчики документов позволяют себе не указывать эти
данные в МК (КТП), объясняя свои действия частыми изменениями по
нормам времени. В целях возможности улучшения внесений изменений
в такие документы, как в МК и КТП по трудозатратам, допускается
дополнительно в комплект документов на процесс вводить МК,
выполняющий функции сводного документа по трудозатратам на процесс —
МК/ТНК. В указанном документе указываются только часть
информации, а именно:
обозначение цеха, участка, рабочего места и операции; наименование
операций; обозначение (код оборудования); данные по трудозатратам.
Для возможности внесения большего количества изменений между
операциями оставляют 4—5 строк.
При заполнении граф по трудозатратам допускается не заполнять
графы "СМ" и "^"шх/' Вносить дополнительно в графу "УТ" вид нормы,
а вместо ТПЗ и Тип , указывать соответствующие данные по Тип к
(штучно-калькуляционному времени) и расценке на операцию.
Следует быть внимательным и при указании обозначений
документов, которые должны быть на рабочих местах Особую роль здесь
занимают ТИ и инструкции по охране труда (ИОТ). Запись в последние
данных по средствам защиты полностью исключает внесение
соответствующей информации в технологические документы.
Многие разработчики документов разноречиво подходят к
применению ВО в комплекте документов на процессы. Одни этот вид
документа успешно применяют, а другие считают его применение
нецелесообразным. В практике работы авиационных предприятий применение
такого документа обеспечивает успешное решение задач, связанных с
укомплектованием и контролем за технологической оснасткой службами
инструментально-раздаточных кладовых. Специалисты этих
подразделений всю работу осуществляют только по этим документам, исключая
применение рабочей документации на процесс и операции, что, в свою
очередь, позволяет в производстве иметь только два комплекта
документации на процесс: один - рабочий; другой — контрольный,
находящийся на руках у технологов.
Оформление комплекта документов на технологические процессы
с точки зрения его подписания, согласования и утверждения является
внутренним делом каждого предприятия. В данном случае нужно
стремиться к упрощению этих процедур, так как в основном за уровень
разработки документации ответственность несет разработчик
документов (предусматриваются две подписи — разработчика и нормо-
контролера). В целях упорядочения подписания комплектов
документов на процессы другими лицами необходимо разрабатывать
соответствующее положение или СТП.
5.5. Особенности оформления комплектов документов
на процессы литья
Среди технологических методов, применяемых в машино- и
приборостроении для изготовления или ремонта изделий и их составных частей
170
процесс литья относят к технологически сложным. В свою очередь,
комплекты документов на процессы литья отличаются повышенной
информативностью, отражающей комплексные данные по расходу материалов
на отливку с учетом технологических и производственных потерь,
подробные данные по средствам технологического оснащения с учетом не
Только их обозначений, но и по размерным характеристикам, их массе, а
также данным по технологическим режимам. Технологические
процессы литья имеют комплексную направленность и могут содержать
данные по изготовлению отливок, приготовлению расплава из жидкого
металла и зачистке отливок. По сути выполнения, процессы литья
относятся к опасным, так как связаны порой с большими массами жидкого
металла и технологической оснастки. Высокая температура жидкого
металла, выделение газов при заливке металла в формы и дисперсионной
пыли при выбивке отливок из опок и другие факторы негативно влияют
на здоровье исполнителей и окружающую среду. Несмотря на
применяемые меры по совершенствованию таких процессов, связанных с
внедрением механизированных и автоматизированных средств, применение
ручного труда все еще остается преобладающим.
Перечисленные условия работы заставляют разработчиков
комплектов документов на процессы литья очень внимательно относиться к
процедурам, связанным с их выполнением и оформлением.
Соответствующие правила оформления комплектов документов на
процессы литья нашли отражение в ГОСТ 3.1401-85 "ЕСТД. Формы и
правила оформления документов на технологические процессы литья".
Указанный стандарт разработан взамен ранее действующих ГОСТ
3.1401-74 и ГОСТ 3.1425-76, предусматривающих правила
оформления машиноориентированных форм документов и соответственно форм
технологических документов, применяемых при автоматизированном
проектировании.
В отличие от указанных, новая редакция обеспечивает: применение
унифицированных форм технологических документов, независимых от
применяемых методов проектирования;
приведение форм документов к единому формату А4 взамен ранее
применяемого формата АЗ;
применение для описания содержания операций форм МК по ГОСТ
3.1118-82;
сокращение видов документов в 3 раза,
В основном, в ГОСТ 3.1401—85 представлены специализированные
карты технологической информации (КТИ), предназначенные для
выполнения следующих процессов:
литья в песчаные формы для единичного и мелкосерийного
производства отливок из чугуна;
литья в песчаные формы для серийного, массового производства
отливок из чугуна;
литья в песчаные формы для различных типов производств стальных
отливок, а также отливок из специальных и цветных сплавов;
литья в оболочковые формы для различных типов производств;
171
литья в кокиль для различных типов производств;
литья по выплавляемым мод елям для различных типов производств;
литья под давлением для различных типов производств;
электрошлакового литья для различных типов производств;
изготовления литейных стержней для серийного, массового произ
водства;
обработки (зачистки) отливок.
Кроме этого, данным стандартом предусматриваются
дополнительные формы документов:
ведомость стержней (ВС) к КТИ на процессы для единичного и
мелкосерийного типов производств для различных способов литья;
ведомость жеребеек, холодильников (ВЖ) к КТИ для различных
типов производств и различных способов литья.
Состав видов документов, входящих в комплект документов на
ЕТП, с указанием очередности их входимости и назначения, даны в
табл.14.
Таблица 14
Условное
обозначение
вид а документа
ТЛ
по ГОСТ
3.1105-84
КТИ/КТП
ВЖ
МК/КТП
форма 1 б
по ГОСТ
3.1118-82
ТИ
по ГОСТ
3.1105-84
КЭ
по ГОСТ
3.1105-84
Очередность
применения
в комплекте
1
2(1)
3(2)
5(4)
2(1)
6(4)
Назначение вида
1 документа
1 Является первым листом комплекта до-
1 кументов. Выбирается по усмотрению
разработчика документов
Содержит общую специфическую
информацию по вицу литья (процесса). При
отсутствии ТЛ является первым листом
Документ предназначен для
дополнительного указания к КТИ состава жеребеек
(холодильников) при условии
невозможности указания згой информации в КТИ.
Применяется по усмотрению разработчика
документа
Документ предназначен для
дополнительного указания к КТИ состава стержней
Применяется при описании выполняемых
действий в технологической
последовательности по всем операциям с указанием
необходимых данных
Применяется для описания процессов
приготовления растворов жидкого металла,
формовочных смесей и т. д. Может применяться
для процессов обработки (зачистки)
отливок. Имеет самостоятельное применение
Применяется для графических иллюстраций
к процессу и операциям* Выбирается по
усмотрению разработчика документов
172
Состав видов документов в общем вще, входящих в комплект
ТТП (ГТГТ), с указанием очередности их входимости и назначения указан
в табл. 15.
Таблица 15
Условное
обозначение
вида документа
ТЛ
по ГОСТ
3.1105-84
мк/кттп
по ГОСТ
3.1118-82
втд
по ГОСТ
3.1123-85
кти
вж
ВС
мк/кти
кэ
Очередность
применения
в комплекте
1
2(1)
3(2)
4(3)
1 Назначение вица
документа
Применяется по усмотрению разработчика
документов
Применяется для описания постоянной
части ТТП (ГТП) по всем операциям в
технологической последовательности
Применяется для указания обозначений
комплектов документов, содержащих
переменную информацию на отливки к ТТП
(ГТП)
Применяется в комплекте на одну отливку.
Состав документов за исключением КТИ и
МК/КТИ определяет разработчик документов.
Содержит переменную информацию на
отливку
При комплектовании документов на процессы следует подчеркнуть,
что для таких видов документов, как МК/КТП, МК/КТИ, КЭ применяют
не первые листы, а продолжение указанных форм. Это позволяет при
разработке комплекта документов на ЕТП давать общее обозначение
под КТП или КТИ для всех документов по ГОСТ 3.1201—85 и применять
сквозную нумерацию листов в пределах всего комплекта. Например, при
разработке комплекта документов на ЕТП литья его обозначение по
ГОСТ 3,1201-85 будет иметь следующий вид:
АБВГ. 50110.00001.
Такое обозначение будет стоять на всех видах документов,
входящих в комплект.
Аналогичный подход при комплектовании документов для указания
переменной информации на одну отливку в ТТП (ГТП). Таким
комплектам документов дают общее обозначение под КТИ для всех видов
документов с применением сквозной нумерации листов в пределах всего
комплекта документов, например,
АБВГ. 59210.00001,
в то же время комплект документов, устанавливающих постоянную
информацию, куда входят МК/КТТП и ВТД будет иметь коды в пределах
этих видов документов или всего комплекта документов, например.
АБВГ.02210.00001.
173
Сквозная нумерация листов в этом случае выполняется в пределах
указанных видов документов.
В целях применения обозначения комлекта документов
(документа), выражающего конкретный вид литья в соответствии с ГОСТ
3.1201—85 допускается дополнительно вводить в код характеристики
документации дополнительно два знака из КТО, например,
АБВГ. 0231066.00001,
т, е. комплект документов на групповой технологический процесс
свободной заливки в кокиль.
В целях сокращения комплектности документов на процессы литья,
особенно, когда речь идет об единичном или мелкосерийном
производстве, допускается совмещение видов документов, например,
осуществлять двустороннюю печать бланка документов с указанием КТИ на
лицевой стороне и продолжения МК — на оборотной.
Методология оформления таких документов незначительно
отличается от других документов, общие правила по оформлению которых
изложены в начале этого раздела.
5.6. Особенности оформления комплектов документов
на процессы раскроя
На предприятиях различных отраслей промышленности широко
применяются раскрой и отрезка (далее — раскрой) материалов на детали
или заготовки, используемые при изготовлении деталей различными
методами обработки.
ГОСТ 3,1402—84 "ЕСТД. Формы и правила оформления документов
на технологические процессы раскроя материалов" разработан взамен
ГОСТ 3,1402—74 специалистами ряда отраслей машиностроительной
промышленности и Госстандарта СССР,
Использование блочно-модульного метода построения документов
позволило при пересмотре указанного стандарта привести размеры
бланков форм к единому формату А4, оптимизировать и упростить
правила их оформления, а также обеспечить разработку документов,
независимую от методов их проектирования (рукописного или
средствами вычислительной техники при функционировании САПР-Т).
Стандарт устанавливает следующие формы карт технологической
информации (КТИ):
формы 1,1а и 2,2а (с вертикально расположенным полем для
подшивки документа), применяемые для записи информации о раскрое и
отрезке материала механической обработкой, т. е. обработкой
давлением и резанием;
формы 3 и За, 4 и 5 КТИ -для записи информации о раскрое,
материала термической резкой, например, кислородной, плазменно-дуговой,
лазерной и т. д.
Кроме того, в стандарте представлены формы (6 и 6а) ведомости
деталей, изготовленных из отходов (ВДО) - документа специального
174
назначения, используемого в технологических подразделениях для
ведения оперативного учета применения технологических отходов (далее —
отходов) при изготовлении деталей другого обозначения по
конструкторскому документу.
ВДО может применяться также для учета обеспеченности
материалом деталей, изготовление которых производиться из отходов
материала, исходя из планирования производства того или иного изделия.
Комплектность документов, их применение при разработке
документов технологических процессов (далее — процессов) раскроя
материала зависит от степени детализации описания содержения процесса, от
стадии разработки документов и от определенных условий организации
производства, например, от функционирования на предприятии
специализированных заготовительных цехов или крупных участков. В этом
случае комплекты документов (документы) раскроя существуют
самостоятельно, а в основном документе процесса изготовления изделия
будет указана ссылка на обозначение документа или обозначение
комплекта документов раскроя по ГОСТ 3.1201—85.
Особенностью оформления КТИ, представленных в ГОСТ 3.1402-84,
является их применение совместно с МК (ГОСТ 3.1118-82), в которой
указывают содержание операций раскроя в технологической
последовательности их выполнения, данные о средствах технологического
оснащения и трудовых затратах.
Допускается информацию о трудозатратах не указывать, если она
отражена в технико-нормировочной карте (ТНК); правила оформления
ее приведены в рекомендациях Р 50—72—88.
Форма 3 КТИ - универсальный документ и при введении в него
определенных блоков информации, отражающих технологические
режимы (далее - режимы) различных способов термической резки
металлов, номер формы 3 изменяется на 4 и 5.
Однако при применении на предприятиях промышленности способов
резки, не указанных в стандарте, допускается включать в форму 3 блоки
режимов, установленных разработчиком документа, и присваивать
форме другие номера (7 и т. д.). Рекомендуется порядок присвоения
формам определенных номеров согласовывать с головными (базовыми)
организациями по внедрению ЕСТД для аналогичного присвоения
номеров документам, применяемым на предприятиях отрасли.
При этом необходимо учитывать, что форма За, представленная в
стандарте, - универсальный последующий лист для форм 4 и 5. В части
построения граф форм 3 и За следует отметить, что расположение строки
со служебным символом "М", с информацией о вспомогательном
материале, може быть изменено и зависит от количества обозначения
деталей и данных о деталях, изготавливаемых из отходов.
В стандарт не включены формы документов с вертикальным полем
для подшивки, являющиеся аналогами форм, 3 За, 6 и 6а. Разработка
таких бланков форм, при необходимости, производится с учетом правил
рассматриваемого стандарта и ГОСТ 2.004-88. Остановимся на
некоторых особенностях применения форм документов и их комплектации в
175
зависимости от степени детализации описания процессов раскроя.
•ст??" маРшРУТН0М описании единичного технологического процесса
(ЕТП) раскроя материала на заготовки для изготовления деталей одного
обозначения вся информация, присущая КТИ, может быть записана в
МК или КТП.
В целях сокращения количества видов документов, применяемых
на производстве при разработке документации процессов раскроя,
стандарт предусматривает широкое использование МК как
универсального документа, выполняющего функции значительного числа форм
системы, так и рассматриваемого стандарта
И в случае, приведенном выше, разработка КТИ не предусмотрена,
а 'избыточная" информация, например, коэффициент раскроя
материала (КРМ),будет внесена в резервные графы МК или КТП.
При разработке документов ГТП раскроя материала из одной
исходной заготовки на ряд заготовок для деталей различного обозначения
(т. е. пригрупповом раскрое) необходима разработка КТИ в дополнение
к МК для записи обозначения деталей и соответствующей информации в
"привязке" к ним -норм расхода материала, их коэффициентов
использования и т. д. В данном случае обозначение деталей, на которые
изготовлены заготовки, записываются только в КТИ, а в графу 2 основной
надписи МК или КТП раскроя материала указанная информация не
проставляется.
Разработке документов ЕТП раскроя операционного описания
присущ ряд особенностей.
Одна из них — применение форм МК, выполняющих функции
операционных карт, МК/ОК.
В этом случае в основном документе процесса (МК) указывают
адресную информацию об операциях - номера операций, их
наименования, ссылку на обозначение операционных карт и т.д. В то же время,
помимо форм МК/ОК, при разработке документов процесса находят
применение операционные карты, представленные в стандартах,
специализированных по определенным методам обработки. Например, при
проектировании процесса отрезки заготовок механической обработкой
резанием необходимо применять для записи содержания переходов, формы
ОК, установленные ГОСТ 3.1404-86; в случае применения слесарной
обработки заготовок или деталей допускается использовать формы ОК,
представленные в ГОСТ 3.1407—86.
Другая особенность — допустимость включения блоков информации
с режимами термической резки в формы ОК, применяемых при
проектировании процессов раскроя материала.
При применении МК, выполняющей функции ОК (МК/ОК),
размещение блоков с информацией о режимах в бланк формы МК
производится в строки, расположенные ниже строки со служебным символом
пК/АГ\
Разработка документов типовых технологических процессов (ТТП),
групповых технологических процессов (ГТП) и типовых операций (ТО)
характеризуется несколькими вариантами использования форм доку-
176
ментов, установленных рассматриваемым стандартом и ГОСТ
3.1121-34.
Одним из вариантов вхождения форм стандарта в комплект
документов ТТП (ГТП) является применение совместно с МК/КТТП карт
технологической информаци, которые будут заменять ведомость деталей
(заготовок) к типовым (групповым) технологическим процессам
(операциям) — ВТП. В КТИ указывают конкретную переменную
информацию на деталь (заготовку) одного обозначения. Кроме записи
информации, предусмотренной графами КТИ, в ее резервные графы
допускается дополнительно вводить данные о номере операции, трудозатратах,
определяющих трудоемкость раскроя определенной детали (заготовки).
Другой вариант разработки документов ТТП и ГТП раскроя
заготовок,, определяющий применение форм, установленных ГОСТ
3.1121—84, предусматривает включение в комлект документов карты
типового технологического процесса (КТТП), формы 1 указанного
стандарта и ведомости деталей к ТТП (ГТП) — форма 2, в которую
необходимо записывать переменную информацию о заготовках.
Особенностью оформления ВТП являются:
возможность введения в состав формы блоков режимов
термической резки, приведенных в ГОСТ 3.1402—84;
включение в форму ВТП, при необходимости, информации о
вспомогательном материале.
Следует отметить, что разработка комплекта документов типовой
операции раскроя и отрезки характеризуется применением МК в
качестве карты типовой операции, МК/КТО.
По аналогии с составом документов ТТП (ГТП) комплектность
документов типовой операции может быть представлена следующим
образом:
применение МК/КТО совместно с КТИ;
применение МК/КТО с ВТП (ГОСТ 3.1121-84).
Учитвая актуальность рационального использования материалов и
их экономию, необходимо подчеркнуть необходимость включения в
процессы раскроя и отрезки операций по сбору и сдаче
технологических отходов.
5.7. Особенности оформления комплектов документов
на процессы ковки и штамповки
Одним из прогрессивных методов обработки металлов являются
процессы штамповки и ковки.
Значение указанных методов обработки на предприятиях отраслей
промышленности непрерывно возрастает, совершенствуются технологии
этих методов, оборудованияе и технологическое оснащение.
ГОСТ 3.1403-85, определяющий виды и комплектность
технологических документов (далее по тексту - документов), устанавливает и
общие правила оформления форм документов - карт технологических
процессов (КТП) ковки и объемной штамповки.
177
Формы документов, представленные в стандарте —
унифицированные, их построение и состав граф для внесения информации позволяют
исполнителю применять единый бланк формы для разработки
документов технологических процессов ковки и объемной штамповки.
Следует отметить, что формы 1 и 2 являются универсальными и не
зависят от метода их проектирования, т. е. применяются как при
функционировании САПР-Т, так и при разработке документов рукописным
способом.
Рассмотрим особенности оформления документов технологических
процессов (далее процессов) ковки, объемной штамповки и листовой
штамповки.
При разработке документации процессов штамповки и ковки в
формы КТП допускается вводить строку со служебным символом
"Р",' необходимую для записи информации о нескольких
технологических режимах, применяемых при выполнении операций. В этом случае
размеры граф строки со служебным символом "Р" определяв!
разработчик документа с учетом:
возможности совпадения вертикальных линий, разделяющих-графы
предыдущих строк, с линиями, делящими графы строки со служебным
символом "Р', для более рационального построения граф документа;
необходимости записи в графах строки '7*' информации о
конкретных параметрах технологических режимов с указанием, в ряде случаев,
соответствующих единиц величин.
Аналогичны положения по вводу строки со служебным символом
"Р" в маршрутную карту (МК), установленную ГОСТ 3.1118—82 и
применяемую при разработке документов на процессы листовой
штамповки и, в ряде случаев, ковки.
При этом необходимо подчеркнуть, что технологические режимы
допускается указывать в содержании операции на тех же строках (на
одной строке), т.е. на строках со служебным символом "О".
В зависимости от детализации описания содержания процесса
(маршрутный, маршрутно-операционный или операционный) состав
комплекта документов соответствующего процесса будет различным.
Разработка документов единичного технологического процесса
(ЕТП) маршрутного описания ковки или объемной штамповки
определяется применением карт технологического процесса,
предусматривающих описание всех операций изготовления изделия (например, ковки),
выполняемых в одном производственном подразделении завода.
В этом случае КТП заменяет в комплекте документов процесса
МК, и в КТП указывают содержание всех операций изготовления
изделия, включая операции технологического контроля
транспортирования, сбора и сдачи технологических отходов.
В целях сокращения сроков разработки документации допускается
в комплект документов процессов объемной штамповки и ковки
вводить учтенную копию чертежа (графический документ на поковку),
оформление которой производится в соответствии с положениями
ГОСТ 3.1126-58.
1 /8
Разработка документов ЕТП с использованием маршрутных карт,
выполняющих функции документов, установленных настоящим
стандартом, позволит сократить количество видов форм документов,
применяемых на производстве. В этом случае необходимо учитывать
некоторые особенности оформления МК.
Например, при замене форм КТП ковки и объемной штамповки
маршрутной картой, информацию об уковке, о количестве поковок и
т. п., характерную для КТП, необходимо записывать в графу МК,
выделенную для особых указаний; строки с информацией об элементах расхода
материала, присущие КТП, необходимо размещать в МК после строки
со служебными символами "2>" или "Л/Л/".
Разработка документов единичных технологических процессов
листовой штамповки характеризуется применением МК в качестве
КТП (МК/КТП) при маршрутном описании процесса и в качестве ОК
листовой штамповки (МК/ОК) при операционном описании процесса.
При применении МК, выполняющей функции ОК, информацию
о трудозатратах (Т^ Тв необходимо указывать в графах Тп3щ, Тшт.,
имеющихся в МК.
Допускается не указывать в документах процессов информацию о
трудозатратах, при условии разработки технико-нормировочных карт
(ТНК), правила оформления которых приведены в рекомендациях
Р 50—72—88. ТНК в этом случае могут быть включены в состав
комплекта документов процессов; обозначения этого вида документа
выбирается разработчиком процесса по правилам, установленным ГОСТ
3,1201—85, используя резервный код.
Комплекты документов типовых технологических процессов
ковки и объемной штамповки могут быть представлены в нескольких
вариантах за счет введения в них различных видов документов,
имеющихся в ЕСТ Д.
Один из вариантов — применение при разработке ТТП документов,
установленных ГОСТ 3.1121-84; их оформление в общем случае,
связано с включением в бланки форм ведомости деталей к ТТП (ГТП)
или типовым операциям (ТО) — ВТО блоков информации об элементах
расхода материала и их массе. Графы информации имеются в формах
КТП, установленных ГОСТ 3.1403-85, например строка "МОЗ" в
форме 1 указанного стандарта, т.е. строка элементов расхода материала.
В случае разработки документов ТТП (ГТП) ковки - в ВТП
записываются данные об уковке и т.п.
Вся данная информация вносится в ВТП и указывается "в
привязке" к соответствующему обозначению изделия по конструкторскому
документу.
В основной надписи карт типовых технологических процессов
(ГОСТ 3.1121-84) или МК/КТТП (в графе 2) обозначение изделий,
изготовляемых по ТТП (ГТП) -не проставляется (см. ГОСТ 3.1103-82),
Другой распространенный на предприятиях вариант комплектов
ТТП (ГТП) ковки и объемной штамповки — это вариант применения
взамен ВТП соответствующих КТП/КТИ, т. е. карт технологической
179
информации или МК/КТИ, выполняющей функции КТП/КТИ, с блоком
информации о элементах расхода.
В КТП/КТИ или МК/КТИ вносится переменная информация о
каждом изделии одного обозначения. При этом варианте в комплект
документов необходимо вводить ведомость технологических документов
(ВТД), установленную ГОСТ 3.1122-84., для указания в ней состава
применяемых КТП/КТИ (МК/КТИ) с целью оолегчения их поиска и
для проведения оперативной работы с документами ТТП (ГТП).
В разрабатываемых комплектах документов ЕТП, ТТП (ГТП) и ТО
широко применяют карты эскизов (КЭ) для разработки чертежей
поковок, отражения данных по размерам заготовок, их исполнительных
размеров и т. п. Необходимо подчеркнуть, что в целях сокращения
количества документов, применяемых в производстве, изображение
эскизов на формах, установленных ЕСТД, может выполняться в нижней
зоне формы. В этом случае нижней зоне поля документа, занятого
графическим изображением, присваивается служебный символ "О".
Разработка комплектов документов на типовые технологические
процессы листовой штамповки характер го у ется применением в'
основном одного вида документа — МК как основного документа процесса
при маршрутном описании содержания процессов, так и в качестве
МК/КТО при операционном описании типовых процессов.
В комплект документов типовых процессов могут входить (по
аналогии с содержанием процессов объемной штамповки) — МК/КТИ
листовой штамповки.
Отличительной особенностью состава документов ТТП ковки и
штамповки является включение в них форм КТИ раскроя заготовок или
МК/КТИ, обусловленных правилами ГОСТ 3.1402-84.
В содержание процессов ковки и штамповки необходимо включать
операции сбора и сдачи технологических отходов.
5.8. Особенности оформления комплектов документов
на процессы обработки резанием
Технологические процессы обработки резанием относятся к
наиболее распространенным в машино- и приборостроении и по массовости
применения занимают одно го первых мест.
В настоящее время проводятся определенные мероприятия по
уменьшению доли их применения, за счет разработки и внедрения
прогрессивных технологических процессов по изготовлению исходных заготовок и
деталей, имеющих минимальные припуски на обработку резанием или
изготовляемые в "размер", т, е. без последующей обработки резанием.
Несмотря на это, все же доля таких процессов, применяемых при
изготовлении (ремонте) изделий, еще велика.
180
В ЕСТД формы и правила оформления документов на процессы и
операции обработки резанием установлены ГОСТ 3.1404-86, который
был разработан взамен следующих действующих ранее четырех
стандартов: ГОСТ 3.1404-74; ГОСТ 3.1423-75; ГОСТ 3.1424-75 и ГОСТ
3.1418-82.
Новая редакция данного стандарта позволила не только уменьшить
количество действующих стандартов по данной проблеме, но и
унифицировать применяемые формы документов, в зависимости от
оборудования. Новые формы документов на процессы и операции обработки
резанием приведены в основном к единому формату А4 и не зависят
от применяемых методов проектирования.
ГОСТ 3.1404-вб предусматривает правила оформления различных
документов с привязкой к применяемым следующим видам
металлорежущего оборудования: универсальное, специализированное,
специальное.
В свою очередь, универсальное металлорежущее оборудование
можно разделить на универсальное, универсальное с гибкой связью командо-
аппарата, универсальное с жестной связью командоаппарата.
Под универсальным оборудованием следует понимать станки
универсального назначения: токарные, сверлильные, фрезерные,
шлифовальные и т. п.
Под универсальным оборудованием с гибкой связью — станки с
числовым программным управлением (ЧПУ).
Под универсальным оборудованием с жесткой связью
командоаппарата — токарные полуавтоматы и автоматы, осуществляющие управление
от кулачка.
V оборудованию специализированного назначения следует относить
отдельные виды станков, применяемые в мелкосерийном и единичном
производствах для обработки однотипных изделий с гибкой
переналадкой и различными видами управления, например, станок для обработки
коленчатых валов.
К оборудованию специального назначения следует относить
отдельные виды станков, применяемые в крупносерийном и массовом
производствах, специализированных по обработке конкретных изделий, с
полуавтоматическим или автоматическим способом управления,
например, автоматическая линия.
Состав видов документов, применяемых при разработке ЕТП, ТТП,
ГТП, ТО И ГО с привязкой к группам оборудования и указания их
назначения, представлен в табл. 16.
Правила и примеры оформления указанных документов достаточно
полно отражены в ГОСТ 3.1404—86. Приведенные дополнительные
рекомендации в начале этого раздела по оптимизации оформления
документов позволяют комплексно решить задачу по рациональному их
оформлению.
181
182
Таблица 16
Наименование Т Условное ] Обозначение I Входимостьв I
группы I обозначе- ГОСТ, комплекты документов т Назначение документа
оборудования ние вида формы документа . 1-—■ ■
документа I ЕТП ТТП/ГТП ТО/ГО
1. Универсальное КТП ГОСТ 3.1404-86, + Применяется для разработки процес-
оборудование или ф. 1; 1а сов опытного и мелкосерийного типов
МК/КТП ГОСТ 3.1118-82, производства, с описанием в технологичес-
ф.1; 16 кой последовательности по всем операциям
или ф. 3; 36 (включая и другие методы).
Дополнительно может включать ОК; КЭ и КН по
усмотрению разработчика документа
2. Универсальное 0К ГОСТ 3.1404-86, + Применяется для разработки серийно-
ооорудование ф. 2; 2а го или массового типов производств. До-
с гибкой связью или или полнительно могут включать КН; КЭ.
командоаппарата ф. 3; 2а В качестве сводного документа в комплек-
МК/ОК ГОСТ 3.1118-82, I те применяется МК
ф.1 и 16; *
или
I ф. 3 и 36 I I
КН ГОСТ 3.1404-86 + + + Применяется дополнительно к
документам, содержащим описание операций,
I выполняемых с использованием
оборудования с ЧПУ. Содержит данные по наладке
инструмента. Может применяться совместно
с КЭ, для графического указания позиций и
наладок
I КТТП ГОСТ 3.1121-84 + Применяется для разработки посто-
или ф. 1; 1а янной части информации по всей группе
МК/КТТП ГОСТ 3.1118-82 изделий (ДСЕ). Предусматривает операци-
ф. 2; 16 или онное описание по всем операциям
I ф.4; 36
183
Продолжение
Наименование Условное Обозначение Входимостьв
группы обозначе- ГОСТ, комплекты документов Назначение документа
оборудования ние вида формы документа ■ ■
документа ЕТП ТТП/ГТП ТО/ГО
ВТД | ГОСТ 3.1122-84 + Применяется для указания деталей,
ф. 4; 4аили обрабатываемых но ТТП (ГТП) с указа-
ф. 5 и 5а нием нумерации листов соответствующих
ВТП (где имеется соответствующая
информация по данной детали)
ВТП ГОСТ 3.1121-84, + Применяется для указания неременной
ф. 2; 2а информации по деталям, входящим в груп-
ф. 3; За или пу ТТП (ГТП). Может включать КЭ; КН
I ф. 4 и 4а I I
ф. 5 и 5а
МК/ВТП ГОСТ 3.1118-82,
ф.2и1б
I ф. 4 и 36 I I
МК/КТИ ГОСТ 3.1118-82, + + Применяется для указания перемен-
ф. 1 и 16 ной информации по одной детали. Имеет
ф. 3. и 36 самостоятельное применение. Может
включать КЭ и КН.
ОК/КТО ГОСТ 3.1404-86, + Применяется для описания постоянной
ф. 2 и 2а части информации по одной операции,
отпоили сящейся ко всей группе обрабатываемых
МК/КТО ГОСТ 3.1118-82, (ремонтируемых) деталей. Можег применя-
ф. 2 и 16; ться совместно с КЭ. Может входить в ка-
I ф. 4 и 36 || I I честве составной части в ТТП (ГТП)
ВТО ГОСТ 3.1121-84, + Применяется для указания переменной
ф. 2 и 2а; информации на группу деталей с указанием
ф. ЗиЗа; всех необходимых данных. Может применя-
ф. 4 и 4а; ться совместно с КЭ и КН. Может входи 1Ь в
ф. 5 и 5а качестве составной част в ТТП (ГТП)
МК/ВТО ГОСТ 3.1118-82,
ф.2и1б
ф. 4 и 36
184
Продолжение
Наименование I Условное I Обозначение I Входимость в
группы обозначе- ГОСТ, комплекты документов Назначение документа
оборудования I ние вида I формы документа I . ■
документа ЕТП ТТП/ГТП ТО/ГО
ОК/КТИ ГОСТ 3.1404-86, + Применяется для указания переменной
ф. 2 и 2а информации на одну деталь к ТО/ГО
3. Универсальное ОК ГОСТ 3.1404-86, М" Применяется для описания операций,
оборудование ф. 8 и 8а; специализированных по применяемым ви-
с жесткой ф. 9 и 9а; дам оборудования. Выбор соответствующих
связью командо- ф. 10 и 10а; ОК устанавливает разработчик документов,
аппарата ф. 11 и 11а; Может применяться совместно с КЭ
ф. 12 и 12а;
ф.13и13а
МК/КТО ГОСТ 3.1118-82, + Применяется для описания постоянной
ф. 2 и 16; части информации, относящейся ко всей
ф. 4 и 36 группе деталей обрабатываемых по ТО (ГО).
Может включать КЭ.
ОК/КТИ ГОСТ 3.1404-86, + Применяется для описания переменной
ф. 8 и 8а; части информации, относящейся к конкрет-
ф. 13 и 13а ной детали. Может включать КЭ
4. Специализиро- МК/КТП ГОСТ 3.1118-82, + Применятся для описания процессов по
рованное ф. 1и 16; всем операциям в технологической поеледо-
оборудование ф. ЗиЗб вательности. Может применяться совместно
с КЭ и КН
5. Специальное 1 ОК ГОСТ 3.1404-86, Ч + Применяться для отдельного описания
оборудование или ф. 14 и 14а; операций. Может применяться совместно с
I МК/ОК I ф. 15 и 15а I I | | КЭ
5.9. Особенности оформления комплектов документов
на процессы термической обработки
Технологический процесс термической обработки — один из
обязательных процессов при изготовлении изделий машино- и
приборостроительной промышленности.
Основная цель термической обработки заключается в том, чтобы
путем нагрева до определенной температуры, выдержки при заданной
температуре и последующего охлаждения изменить структуру металла,
пблучить необходимые свойства прочности, пластичности,
износоустойчивости или особые свойства.
ГОСТ 3.1405-86 устанавливает требования к заполнению и
оформлению технологических документов (далее — документов), применяемых
при различных методах их проектирования для технологических
процессов (далее — процессов) термической и химико-термической обработки,
при использовании различных способов нагрева или охлаждения
(например, для термической обработки с лазерным излучением или нагревом
токами высокой частоты — ТВЧ).
Стандарт предусматривает широкое использование форм документов,
представленных в ГОСТ 3.1118-82 и ГОСТ 3.1121-84, и, прежде всего,
форм маршрутных карт, выполняющих функции следующих документов:
карты технологического процесса (МК/КТП), применяемой для
описания операций термической обработки и операций, сопутствующих
им, в технологической последовательности их выполнения с указанием
технологических режимов непосредственно в тексте содержания
операций или в блоках режимов (в строке со служебным символом "Р"),
карты типового технологического процесса (МК/КТТП), необходимой
для описания операций термической обработки в технологической
последовательности при разработке документов типового (группового)
процесса;
карты технологической информации (МК/КТИ) для указания
переменной информации о детали одного обозначения, дополнительно к КТТП,
взамен ведомости деталей к типовому (групповому) процессу ГВТП);
операционной карты (МК/ОК), применяемой для описания
содержания операций термической обработки изделий с указанием режимов
в строке со служебным символом "Р" или в тексте содержания перехода,
карты типовой операции (МК/КТО) для описания типовых
(групповых) операций с указанием постоянной информации для всей группы
изделий, например, средств технологического оснащения, среды
охлаждения и т. п.
В стандарте представлены рекомендуемые блоки технологических
режимов для включения их в бланки форм документов, используемых
для описания содержания операций определенного вида термической
обработки.
Выбор блока или блоков режимов для определенного документа
устанавливает разработчик процесса. В случае необходимости включения
в один документ нескольких блоков режимов — порядок их размещения
в бланках форм, очередность расположения строк блоков режимов в
документе определяется так же разработчиком.
185
Рассмотрим особенности оформления комплектов документов (и
самих докунтов) процессов термической обработки в зависимости от
степени детализации их описания.
Маршрутное описание единичных технологических процессов (ЕТП)
характеризуется применением МК, выполняющей функции КТП. К
особегаостям оформления формы МК/КТП относятся, например,
следующие положения:
в графах "ЕН", "Н.расх.", "КИМ", "МЗ" (строка "МОГ')
маршрутной карты— информацию не указывают;
в графы "КД" и "МЗ" строки "М02" (как показала практика
разработки документов процессов) записывают соответственно данные о
количестве изделий в приспособлении — "КДП" и о количестве изделий
в агрегате — "КДА";
технические требования и требования по выполнению процесса
необходимо указывать в верхней зоне документа, перед описанием текста
операции или, при возможности, в графе "Особые указания".
Особенность состава документов при операционном описании
содержания процессов термической обработки связана с применением МК в
качестве ОК (МК/ОК) и при выполнении функций карты типовой
операции - МК/КТО. В указанных случаях запись информации в графах со
служебными символами "А", "Б" или "В", "Г", "Д" и "Е" необходимо
выполнять в соответствии с требованиями, установленными ГОСТ
3.1118—82 со следующими дополнениями:
графы для записи данных по трудовым затратам, за исключением
^п.з. и ^шт., не заполняют;
в графах Тиз 9Тип. необходимо указывать для МК/ОК информацию
То и ^в> соответственно.
При разработке МК/КТО, в которую будут внесена постоянная
информация для группы деталей, обрабатываемых по типовой операции,
данные по трудовым затратам для определенного изделия одного
обозначения может быть указана в ВТП или .в МК/КТИ, входящие в
комплект документов типовой операции.
Необходимо отметить, что при комплектации документов типовой
операции можно выделить два варианта применения ВТП. Один из
вариантов — применение МК/КТО совместно с локальной ведомостью
деталей к карте типовой операции, где будут перечислены обозначения
изделий, обрабатываемых по данной типовой операции. Другой вариант
— включение КТО в определенный комплект документов тицового
технологического процесса. В данном случае обозначения изделий,
обрабатываемых по КТО, будут записаны в общую ведомость деталей
к типовому технологическому процессу.
Разработка комплектов документов ТТП (ГТП) термической
обработки изделий зачастую определяется группированием изделий с
одинаковыми марками материала, а отсюда и с аналогичными режимами
обработки изделий.
Рассмотрим различные варианты применения определенных форм,
установленных стандартами ЕСТД, в составе комплектов документов
186
типовых (групповых) технологических процессов термической
обработки.
Например, в состав комплекта документов ТТП (ГТП) могут быть
включены МК/КТТП, ВТП (форма 2) , установленная ГОСТ 3.1121-84;
КЭ, ТИ-ГОСТ 3.1105-84.
Другие варианты применения форм документов:
МК/КТТП, МК/КТИ, ВТД (ГОСТ 3.1122-84) , КЭ, ТИ;
КТТП (ГОСТ 3.1121-84), ВТП (ГОСТ 3.1121-84) , КЭ, ТИ.
Введение в комплекты документов процессов термической
обработки титульного листа и других необходимых документов,
установленных ГОСТ 3.1102-81, определяется разработчиком.
5.10. Особенности оформления комплектов документов
на процессы сборки
При изготовлении сборочных единиц и изделий основную долю по
трудоемкости выполняют сборочные технологические процессы. По
виду применяемых в них соединений сборочные технологические
процессы подразделяются на разъемные и неразъемные. Примером
разъемного соединения является слесарная сборка. Примером неразъемных
соединений являются клепка, сварка, пайка. Как правило, процессы
сборки имеют комплексный характер и охватывают все действия,
связанные с изготовлением сборочных единиц и изделий. В связи с этим,
комплекты документов на такие процессы отличаются повышенной
информативностью и объемом.
В ЕСТД формы и требования к заполнению и оформлению
документов на технологические процессы (операции), специализированные
по методам сборки, установлены ГОСТ 3.1407—86. Указанный стандарт
был разработан взамен десяти действующих ранее стандартов и позволил
унифицировать не только формы технологических документов (их в
стандарте приведено только три с продолжениями), но и правила их
оформления. Приведенные в стандарте формы технологических
документов, совместно с МК по ГОСТ 3.1118-82 позволяют оптимально
оформлять любой комплект документации. Состав видов документов,
входящих в комплекты документов ЕТП, ТТП, ГТП, и ТО (ГО) с
указанием их назначения, приведен в табл. 17.
Особенностью технологических процессов сборки является то, что
при их выполнении участвует большое количество комплектующих
составных частей сборочных единиц и изделий, а также основных и
вспомогательных материалов. В целях централизованной их подготовки и
своевременной подачи на рабочие места (операции) перед описанием
операций производят разработку комплектовочной карты (КК), в
которой указывают весь состав с указанием норм расхода на каждую
операцию. Такая операция выполняется на комплектующем участке и ей
присваивают соответствующее обозначение и дают наименование по КТО —
"Комплектование". На основании внесенных данных в этот документ
устанавливается состав соответствующей информации для каждой
операции, которая повторно вносится в документы перед описанием перехо-
187
Таблица 17
Условное Обозначение Входимостьв комплекты
обозначе- ГОСТ, документов | Назначение документа
ние вида формы документа , ■ ■ |
документа ЕТП ТТП/ГТП ТО/ГО
1.МК/КТП ГОСТ 3.1118-82 + I Применяется для описания процессов по всем опера-
ф. 2 и 16; I циям сборки, включая другие сопутствующие методы и
ф, 4 и 36 I операции. Предусматривает возможность применения
I * различных степений детализации описания. В комплекте
! | могут использоваться другие виды документов; КЭ,
КК, ОК и т. п.
2.0К ГОСТ 3.1407-86, + | I + Применяется для описания операций. Выбор доку-
ОК/КТО ф. 1 и 1а; I | ментов устанавливается разработчиком документов. Мо-
ф. 2 и 2а; I » жет применяться совместно с КЭ. В качестве сводного
ф. 3 и За I документа на процесс применяется МК.
3. МК/КТТП ГОСТ 3.1118-82, + Применяется для описания постоянной части инфор-
ф. 2 и 16 | мации к группе сборочных единиц (изделий) по всем
ф. 4 и 36 операциям, включая операции на другие методы. Может
применяться совместно с КЭ.
4. ВТД ГОСТ 3.1122-84, + Применяется в качестве указателя состава сборочных
ф. 4 и 4а; единиц (изделий), изготовляемых по ТТП (ГТП)
ф. 5 и 5 а
5.ВТП/ВТО ГОСТ 3.1121-84, + + Применяется для указания переменной части инфор-
ф. 6 и 6а мации, привязанной к обозначению сборочной единицы
ф-7 и 7а (изделия) по всей группе. Может применяться ев оме стно
1 ' ' I I с КЭ.
188
189
Продолжение
Условное Обозначение Входимостъв комплекты
обозначе- ГОСТ, документов Назначение документа
ние вида формы документа ■ ■
документа ЕТП ТТП/ГТП ТО/ГО
6.МК/КТИ ГОСТ 3.1118-82, + | + Применяется для указания переменной информации
ф. 2 и 16; на одну сборочную единицу (одно изделие) по всем опера-
ф, 4и 36 циям (переходам). Может применяться совместно с КЭ.
7.КК ГОСТ 3.1123-84, + + Применяется для указания данных по комплектую-
МК/КК ф. 4 и 4а | | ющим составным частям изделия (сборочной единицы) и
ГОСТ ЗЛИ8-82 материалам
ф.2и1б
ф. 4 и 36
дов. Запись такой информации следует выполнять в следующем
порядке: вначале указывают весь состав комплектующих составных частей
изделия с привязкой к служебному символу "К", а затем основных и
вспомогательных материалов с привязкой к служебному символу "М".
После указания этих данных целесообразно пропустить 1 - 2 строки
с целью возможного внесения соответствующих изменений и затем
приступить к описанию операции.
Взамен КК для технологической документации, применяемой в
условиях опытного и мелкосерийного производств, допускается
применять конструкторский документ - спецификацию (СП).
В целях сокращения текстовой записи по содержанию операций и
при условии применения графических иллюстраций, выполненных на КЭ,
рекомендуется вместо обозначений составных частей, изделия, имеющих
место на чертеже, указывать их условные обозначения в виде арабских
цифр (позиции) например, "Собрать детали 1 и 2".
Такой подход способствует и оптимизации при внесении изменений,
связанных с корректировкой обозначений составляющих частей изделия.
Введение условных обозначений составных частей изделия можно
применять сквозным способом, как в пределах всего процесса (т. е. когда
присвоено условное обозначение для составляющих изделий не
повторяется); так и пределах одной операции. Наиболее удобнее применять
последний способ. Особенно это целесообразно делать при операционном
описании документов (т. е. тогда, когда на каждое рабочее место
поступает отдельный документ, например, ОК).
Разработка комплектов документов на процессы сборки является
ответственным делом каждого разработчика. От уровня разработки
технологической документации зависит уровень качества выпускаемой
продукции. Особенно эта зависимость характерна для неразъемных
соединений. ГОСТ 3.1407-86 предусматривает применение типовых
блоков технологических режимов, характерных для различных видов
сварки и пайки. Простановка технологических режимов в документации
имеет обязательный характер и не указание их документации полностью
ложится на разработчика документов. В данном стандарте типовые
блоки режимов, как правило, содержат полный состав информации.
Допускается в отдельных случаях их оптимизация при условии объективного
и аргументированного подхода со стороны разработчика документов и
привязки этих данных к определенным типам технологического
оборудования. В целях повышения роли применения унифицированных форм
документов (типа МК) проставлять технологические режимы
целесообразно не с введением в формы документов соответствующих граф, а на
отдельных строках с привязкой к служебному символу "Р", с указанием
данных и их параметров через точку с запятой в последовательности,
приведенной в типовом блоке, по всей длине строки, с возможностью
переноса этой иформации на следующую строку (последующие строки),
например (для МК формы 4 и 46):
|Р 15|ПС=НИЖ; НП = 1; /э = 5-6мм; Пл = П; / =240-280А;
I 16|Кс = 15м/ч; К„ = 49,8м/ч; (203 = 13,5-16л/мин.
190
При выполнении процессов, предусматривающих неразъемные
соединения, часто применяют опыт технологических проб (технологических
образцов). Особенно это характерно для сложных и дорогостоящих в
изготовлении изделий. Так, например, при применении автоматической
аргонодуговой сварки изделий, имеющих большую длину сварного шва,
предусматривается сварка двух технологических образцов: одного
вначале (т. е. до сварки изделия), а другого — после сварки изделия.
Технологические образцы, как правило, предстваляют из себя пластины,
соответствующие свариваемому материалу изделия. Сварка
технологических образцов имеет непрерывный характер, проходящий
одновременно со сваркой изделия в последовательности: '1-й образец — изделие —
2-й образец".
Сваренные образцы поступают на экспресс-анализ в
соответствующую лабораторию, в которой выдается заключение, свидетельствующее
о качестве сварки. На основании этих заключений принимается решение
об уровне сварки изделия.
Описание таких процедур целесообразно выполнять на отдельных
документах в виде МК или ТИ. При применении определенных действий
в процессе в основном документе дается ссылка на обозначение
необходимых документов.
При разработке комплектов документов на процессы сборки часто
применяют операции, связанные с выполнением слесарных работ. Эти
операции рекомендуется описывать на тех же документах, что и
операции сборки.
При применении клеевых соединений в технологических
документах иногда приходится описывать процессы, связанные с приготовлением
соответствующих клеев. Такие действия, как правило, имеют типовой
характер и их целесообразно разрабатывать на формах ТИ.
В остальном правила оформления документов на процессы сборки
соответствуют типовым правилам, указанным в ГОСТ 3.1407—86, а
также в начале этого раздела и других особенностей не имеют.
5.11. Особенности оформления комплектов документов
на процессы изготовления изделий из полимерных
материалов и резины
В ЕСТД формы и требования к заполнению и оформлению
документов на процессы (операции) изготовления изделий из пластмасс и резины
регламентирует ГОСТ 3.1409-86. Указанный стандарт был разработан на
основедвухдействующихстандартов ГОСТ3.1409-74и ГОСТ3.1421-75.
Новая редакция стандарта позволила не только сократить состав
применяемых стандартов, но и унифицировать формы технологических
документов. Указанным стандартом установлены только три
специализированные ОК, предусматривающие изготовление изделий методами
прессования, литья под давлением, шприцевания и экструзии.
Выбор необходимых форм документов для комплектования
рекомендуется выполнять по табл. 18.
191
192
Т аблица18
Условное Обозначение Входимостьв комлекты Назначение вида документа
обозначение стандарта, документов
вида формы . , ,
документа документа ЕТП ТТП/ГТП I ТО/ГО
1.ТИ ГОСТ 3.1105-84, + Для описания процессов, связанных с подготовкой
ф. 5 и 5а и настройкой оборудования, приготовления материалов
и т. п.
2.МК/КТП ГОСТ 3.1118-82, + Для описания всего процесса по всем операциям, за
ф. 2 и 16; исключением операций, связанных с изготовлением из-
ф.4и 36 | делий из пластмасс и резины. В этом случае для
описания таких операций необходимо включать
соответствующие ОК по ГОСТ 3.1409-86. В комплект документов
I дополнительно может в ходить КЭ.
3. ОК ГОСТ 3.1409-86, + Для описания операций, связанных с выполнением
ф. 1; I I основных действий по изготовлению изделий из пласт-
ф. 2; 1 масс и резины Выбор документов устанавливает раз-
ф. 3; I работчик документов. В качестве продолжений для
ф. 4; | I соответствующих форм документов следует применять
ф. 5; формы МК
I ф. 6
4.КЭ ГОСТ 3.1105-84, + + I + Для выполнения графических иллюстраций к про-
ф. 6 и 6а; цессу и отдельным операциям. Необходимость приме-
ф. 7 и 7а; нения устанавливается разработчиком документов
I ф. 8 и 8а
5.МК/КТТП) ГОСТ 3.1118-82 Для описания постоянной части информации, отно-
ф. 2 и 16 или + сящейся ко всей группе изделий, изготовляемых по ТТП
ф. 4 и 36 (ГТП)
КТГП ГОСТ 3.1121-84,
| ф. 1 и 1а I I |
7-323
193
Продолжение
Условное Обозначение Входимостьв комлекты I Назначение вида документа
обозначение стандарта, документов I
вида формы , I
документа документа ЕТП 1ТТП/ГТП I ТО/ГО I
6. ВТД I ГОСТ 3.1122-84, + ^ля Указания состава изделий, изготовляемых по
ф.5и5а ТТП (ГТП). Необходимостьприменения этого
документа устанавливается разработчиком документов
7. ВТП ГОСТ 3.1121-84, + I •^ля Указания переменной информации на каж-
ф. 6 и 6а или I ' I Дое изделие, входящее в группу и изготовляемое по
ф. 7 и 7а ТТП (ГТП) (за исключением основных операций,
которые должны выполняться на ОК/КТИ)
8.0К/КТИ ГОСТ 3.1409-86, + •^ля Указания переменной информации на каж-
ф. 1 - ф.6 Дое изделие, изготовляемое по ТТП/ГТП или ТО/ГО.
Может применяться совместно с КЭ
9.МК/КТО ГОСТ 3.1118-82, + ^ля описания постоянной части информации, от-
ф. 2 и 16 или * 1 носящейся ко всей группе изделий, иготовляемых по
1 ф.4иЗб I 1 ТО (ГО). Может применяться совместно с КЭ
Запись содержания операций в документах следует выполнять толь-
о после указания информации об арматуре и материалам, интервалом
2 — 3 строки.
Применение ОК по ГОСТ 3.1409—86 не вызывает особых трудностей
ри оформлении у специалистов.
Представленные в стандарте формы ОК выполнены на форматах А4
предусматривают два варианта — с горизонте л ьным и вертикальным
•асположением полей подшивки. Выбор соответствующих вариантов
)орм ОК определяет разработчик документа.
Формы ОК позволяют описывать все необходимые действия, связан-
[ые только с непосредственным выполнением этих операций. Все, что
вязано с сопутствующими действиями, необходимо описывать в
лк/ктп.
Состав видов форм документов, рекомендуемых для включения
* комплекты документов на ЕТП, ТТЛ, ГТП, а также на ТО и ГО с
указанием их назначения, представлен в табл. 18.
Оформление всех документов следует выполнять в соответствии с
правилами, указанными в ГОСТ 3,1409—86. Допускается по усмотрению
Разработчика документов отдельные графы в документах не заполнять.
5.12. Особенности оформления документов на процессы
технического контроля
Одним из основных критериев выпуска предприятием продукции
высокого качества является контроль качества продукции. Основными
элементами контроля качества продукции является технический
контроль. В соответствии с ГОСТ 16504—81 технический контроль определя-
зтся как "проверка соответствия объекта установленным техническим
требованиям". Технический контроль должен осуществляться в процессе
всего цикла изготовления изделия, начиная от входного контроля
поступающих на предприятия материалов и комплектующих изделий и кончая
контроля готовой прдукции.
Для описания технологических операций и технологических
процессов технического контроля в составе ЕСТД разработан ГОСТ 3.1502—85
"ЕСТД. Формы и правила оформления документов на технический
контроль". Стандарт устанавливает формы и правила оформления двух
документов, применяемых при разработке технологической
документации на технический контроль — ведомость операций (ВОП) и
операционная карта (ОК).
Ведомость операций (ВОП) предназначена для операционного
описания технологических операций технического контроля в
технологической последовательности с указанием переходов, технологических
режимов (контролируемых параметров), данных о применяемых средствах
технологического оснащения и норм времени, в случае наличия в
технологическом процессе большого количества операций технического
контроля. Применение ВОП в этом случае сокращает объем технологической
документации.
194
Операционная карта (ОК) предназначена для описания
технологической операции технического контроля с указанием содержания и
последовательности выполнения переходов с указанием
контролируемых параметров, данных о применяемых средствах технологического
оснащения и норм времени.
Формы документов, установленные стандартом, являются
универсальными, т. е. не зависят от применяемых методов проектирования.
В зависимости от сложности изделия и объема контролируемых
параметров, операции технического контроля могут быть составными
частями технологических процессов, специализированных по методам
обработки, формообразования и сборки или входить в самостоятельный
технологический процесс технического контроля.
В первом случае операциям технического контроля присваиваются
порядковые номера операций в технологической последовательности
выполнения технологического процесса, специализированного по методу
изготовления, например:
005. Штамповка;
010. Контроль;
015. Фрезерная;
020. Сверлильная;
025. Термическая обработка;
030. Конгроль;
035. Цинкование;
040. Контроль.
Во втором случае операциям присваиваются порядковые номера в
технологической последовательности проведения технологического
процесса технического контроля, например:
005. Контроль внешнего вида;
010. Контроль массы;
015. Контроль геометрических параметров;
020. Контроль технического состояния;
025. Контроль электрических величин.
Наименование операций технического контроля следует применять
по Классификатору технологических операций машиностроения и
приборостроения (1 85 151).
Как ВОП, так и: ОК должны входить в комплект технологических
документов независимо от того, являются операции технического
контроля частью технологического процесса, специализированного по методам
изготовления изделия или технологического процесса технического
контроля. Иными словами, и ВОП, и ОК должны применяться совместно с
маршрутной картой (МК) или заменяющими ее картой
технологического процесса (КТП), или картой типового (группового)
технологического процесса (КТТП) в зависимости от того, разрабатывается комплект
документов на единичный или типовой (групповой) технологический
процесс, и иметь свое обозначение. Обозначения документам
присваиваются по ГОСТ 3.1201-85. Так, например, ВОП, входящая в комплект
документов на единичный технологический процесс, будет иметь обозна-
7*
195
чение 72102.00017, где первые пять цифр обозначают код
характеристики документа, а последние пять цифр — его порядковый
регистрационный номер. ОК, входящая в комплект документов на единичный
технологический процесс, будет иметь обозначение 60102.00183, где первые
пять цифр также обозначают код характеристики документа, а
последние пять цифр - его порядковый регистрационный номер.
Операции технического контроля в зависимости от типа
производства, могут быть описаны в маршрутном, маршрутно-операционном и
операционном описании.
При маршрутном и маршрутно-операционном описании, которые
рекомендуется применять при единичном и мелкосерийном
производстве, операции технического контроля в целях сокращения
применяемых разновидностей форм документов рекомендуется описывать в МК.
Как уже было сказано, ВОП и ОК применятся при операционном
описании. При необходимости совместно с ВОП и ОК могут применяться
карты эскизов (КЭ) по ГОСТ 3.1105-84,на которых помещается
графическое изображение и указываются контролируемые параметры.
Графические изображения могут помещаться и на самих формах ВОП и ОК. С
этой целью в нижней части формы на уровне 6 — 8 строк горизонтальные
разделительные линии строк не выполняют.
Следует, отметить, что в целях сокращения применяемых форм
документов допускается разрабатывать ОК на формах ВОП, а также
разрабатывать ОК и ВОП на формах МК по ГОСТ 3.1118-82. В этом случае в
графе 28 блока Б6 основной надписи по ГОСТ 3.1103-82 указываются
условное обозначение формы документа и через дробь условное
обозначение документа, в качестве которого применяется данная форма документа,
например, ВОП/ОК, МК/ОК.
При описании операций технического контроля следует применять
полную или краткую форму записи содержания перехода.
При полной записи приводится текстовая запись содержания
производимого действия, например: "1. Проверить диаметр отверстия 0104"0».1".
При краткой записи указывается только контролируемый параметр,
например: "48±0,2".
Текстовую запись содержаний переходов следует производить в
соответствии с Классификатором технологических переходов
машиностроения и приборостроения (1 89 187).
При выполнении операций технического контроля могут примеяться
вспомогательные документы — технологический паспорт и карта
измерений.
Технологический паспорт предназначен для установления
содержания выполняемых при изготовлении или ремонте изделий операций с
указанием исполнителей их подписей и даты выполнения операции.
Технологический паспорт оформляется на особо ответственные
изделия (детали, сборочные единицы) или на специфические
технологические процессы (например, когда время выполнения отдельных
операций или между их выполнением регламентировано) и является
сопроводительным документом по всему указанному в нем технологическому
маршруту изготовления или ремонта изделия.
196
Карта измерений предназначена для регистрации результатов
измерения контролируемых параметров при изготовлении или ремонте изделий
с указанием исполнителей, их подписей и даты выполнения и является
сопроводительным документом по всему технологическому маршруту
перечисленных в ней операций или используется на участке, где
проводятся замеры указанных в ней параметров.
Рекомендуемые формы технологического паспорта и карты
измерений приведены в рекомендациях "ЕСТД. Правила оформления
документации контроля. Поаспорт технологический. Карта измерений.
Журнал контроля технологического процесса" (Р 50-609—38-88).
5.13. Особенности оформления документов
на процессы испытаний
Испытания являются неотъемлемой частью процесса изготовления
изделия.
Виды испытаний установлены ГОСТ 16504-81. На все виды
испытаний должна разрабатываться технологическая документация, причем
разные виды испытаний могут проводиться по одной и той же
технологической документации. Например, предъявительские испытания и
приемосдаточные испытания могут проводиться по технологической
документации на контрольные испытания.
Для разработки технологической документации на испытания в
составе ЕСТД разработан ГОСТ 3.1507-84 "ЕСТД. Правила оформления
документов на испытания". Стадндарт предусматривает что для описания
технологических процессов и операций испытаний следует применять
формы маршрутных карт (МК) по ГОСТ 3.1118-82.
В зависимости от того, разрабатывается технологическая
документация на единичный технологический процесс или на типовой
(групповой) технологический процесс, МК будет выполнять функции
следующих технологических документов: для единичного технологического
процесса — карты технологического процесса (КТП) или операционной
карты (ОК); для типового (группового) технологического процесса
- карты типового (группового) технологического процесса (КТТП) или
карты типовой (групповой) операции (КТО).
При применении МК в качестве других документов в графе 28 блока
Б6 основной надписи по ГОСТ 3.1103—82 указывается через дробь, в
качестве какого Документа применяется МК, например, МК/КТП,
МК/КТО.
При разработке типового (группового) технологического процесса
испытаний или типовой (групповой) технологической операции
испытаний следует применять ведомость деталей (сборочных единиц) к
типовому (групповому) технологическому процессу (операции) (ВТП, (ВТО)
по ГОСТ 3.1121-84.
Для необходимых графических иллюстраций к выполнению опера-
197
ций испытаний следует применять карты эскизов (КЭ) по ГОСТ
3.1105-84. На КЭ могут быть указаны зоны изделия, подлежащие
испытаниям, места подключения изделия к испытательному
оборудованию, схемы испытательных стендов, таблицы параметров испытаний и
т. п. Графические иллюстрации могут помешаться и на самих форматах
МК. С этой целью в нижней части формы на уровне 6—8 строк горизон-
тельные разделительные линии строк не выполняют.
Операции испытаний могут быть составными частями
технологических процессов, специализированных по методам обработки,
формообразования и сборки, или входить в самостоятельный технологический
процесс испытаний. Самостоятельные технологические процессы
испытаний могут разрабатываться также и на отдельные виды испытаний,
например, механические испытания, климатические испытания.
При вхождении операций испытаний в технологический процесс,
специализированный по метдодам обработки, формообразования или
сборки, им присваиваются порядковые номера в технологической
последовательности выполнения операций данного технологического
процесса, например:
005. Комплектование;
010. Сборка;
015. Сварка;
020. Контроль;
025. Испытания на герметичность гидравлические;
030. Контроль;
035. Испытания на герметичность пневманические;
040. Контроль.
При вхождении операций испытаний в самостоятельный
технологический процесс испытаний, им присваиваются порядковые номера
операций в технологической последовательности выполнения испытаний,
например:
005. Испытания механические статической нагрузки;
010. Испытания механические динамической нагрузки;
015. Испытания на герметричность гидравлические;
020. Испытания на герметичность пневматические;
025. Испытания климатические на воздействие смены температур;
030. Испытания на герметичность гидравлические;
035. Испытания на герметичность пневматические.
Наименования операций испытаний следует применять по
Классификатору технологических операций машиностроения и приборостроения
(185 151).
Текстовую запись содержания переходов испытаний следует
производить в соответствии с Классификатором технологических переходов
машиностроения и приборостроения (1 89 187), например:
"Опустить изделие в ванну с раствором", "Открыть клапан",
В целях сокращения объема разрабатываемой технологической
документации допускается излагать содержание операций и
технологических процессов испытаний на формах технологических инструкций
198
(ТК) по ГОСТ 3,1105—84, на формах ТИ могут быть также приведены
необходимые графические иллюстрации, В случае описания операций
испытаний в ТИ, в МК в графе "Обозначение документа" в
соответствующих операциях дается ссылка на обозначение ТИ.
Как было сказано, операции испытаний могут входить в
технологический процесс, специализированный по методам изготовления,
формообразования или сборки. В этом случае документы, на которых
описаны операции испытаний, будут входить в комплект документов на
данный технологический процесс.
При разработке самостоятельного технологического процесса
испытаний на этот технологический процесс разрабатывается свой комплект
технологических документов.
В табл. 19 даны некоторые рекомендуемые варианты комплектов
технологических документов испытаний на единичные технологические
процессы (ЕТП) и типовые (групповые) технологические процессы
Таблица 19
Тип
производства
Единичное,
мелкосерийное
Среднесерийное,
крупносерийное
Степень
детализации описания
техн ол ог ич ее ког о
процесса
Маршрутное
Маршрута о-
операционное
1 Операцион-
| ное"
Вид
технологического
процесса по
организации
ЕТП
ТТП,
ГСП
ЕТП
ТТП,
ГСП
ЕТП
Условное обозначение
в вда документа
по ГОСТ 3.1102-81
МК
МК.ВО
МК,ВТП
МК, ВТП, ВО
"мк
МК,ВО
МК, ВО, КЭ
МК, ВО, МК/ОК
МК, ВО, МК/ОК, КЭ
МК/КТП
мк/ктп, во
мк/ктп, во, кэ
мк,втп
МК, ВТП, ВО
МК, ВТП, ВО, КЭ
МК, ВТП, ВО, МК/КТО, ВТО
МК, ВТП, ВО, МК/КТО, ВТО,
КЭ
МК/КТТП, ВТП
МК/КТЩ ВТП, ВО
МК/КТТП, ВТП, ВО, КЭ
МК, МК/ОК
МК, ВО, МК/ОК
МК, ВО, МК/ОК, КЭ
мк,ти
МК, ВО, ТИ
мк,ктп
мк/ктп, во
мк/ктп, во, кэ
199
Продолжение
Тип
производства
Степень
детализации описания
т ехн о л ог ич ее ког о
процесса
Виц
технологического
процесса по
организации
ТТП,
ГСП
Условное обозначение
вида документа
по ГОСТ 3.1102-81
МК, ВТП
МК, ВТП, ВО
МК, ВТП, КЭ
МК, ВТП, ВО, КЭ
МК, ВО, МК/КТО, ВТО
МК, ВО, МК/КТО, ВТО, КЭ
МК, ВТП, ВО, ТИ
МК/КТТП, ВТП
МК/КТТП, ВТП, ВО
МК/КТТП, ВТП, КЭ
МК/КТТП, ВТП, ВО, КЭ
Примечание. При всех вариантах комплектов технологических
документов может применяться титульный лист (ТЛ) по ГОСТ 3.1105-84 и ведомость
материалов (ВМ) по-ГОСТ 3.1123-84 для указания вспомогательных материалов,
применяемых при испытаниях.
(1ТП), (1ТП) в зависимости от типа производства и степени детализации
.описания технологического процесса.
Все документы, разрабатываемые на технологические процессы и
операции испытаний, должны иметь свое обозначение. Обозначение
документам присваивается по ГОСТ 3.1201—85 в соответствии с
функцией, выполняемой документом. Так, если форма МК используется в
качестве маршрутной карты, ей присваеивается обозначение МК,
например, 10106.00172; если форма МК используется в качестве карты
типовой операции, т. е. МК/КТО, то ей присваивается обозначение КТО,
например, 57206.00091. В обоих случаях обозначения документов первые
пять цифр обозначают код характеристики документа, а вторые пять
цифр — его порядковый регистрационный номер.
Следует отметить, что при разработке технологических
документов на стадиях предварительного проекта и опытного образца (опытной
партии) в целях сокращения трудоемкости их разработки, допускается
делать ссылки на технические условия (ТУ), программы испытаний,
методики испытаний и другие документы, в которых указаны виды
испытаний, методы испытаний, последовательность и объем испытаний,
средства и условия проведения испытаний. В этом случае должно быть
обеспечено наличие данных документов на рабочем месте у исполнителя.
Кроме того, в случае передачи технологической документации на другое
предприятие данные документы должны быть приложены к комплекту
технологической документации.
При проведении испытаний может применяться вспомогательный
документ — карта регистрации результатов испытаний.
200
1<арта регистрации результатов испытании предназначена для
регистрации условий, режимов и контролируемых параметров при
проведении испнытаний в процессе изготовления изделия.
Рекомендуемые формы и порядок оформления карты регистрации
результатов испытаний даны в рекомендациях "ЕСТД. Порядок
оформления карты регистрации результатов испытаний" (Р 50—65—88).
5.14. Особенности оформления комплектов
документов на процессы нанесения покрытий
Технологические процессы получения различных покрытий — один
из наиболее распространенных методов обработки изделий в отраслях
промышленности.
ГОСТ 3.1408-85 "ЕСТД. Формы и правила оформления документов
на технологические процессы получения покрытий" разработан взамен
ранее действовавших стандартов (ГОСТ 3.1408-74, ГОСТ 3.1414-73, и
ГОСТЗ.1431-84).
Используя опыт блочно-модульного построения бланков форм
ЕСТД, при пересмотре указанных стандартов, содержавших восемь форм
документов в основном формата АЗ, по решению ряда головных
организаций отраслей промышленности разработчиками представлено два
универсальных бланка форм (формата А4) следующих документов :
карты типового (группового) технологического процесса (КТТП)
получения покрытий — формы 1, и 1а;
ведомости деталей (сборочных единиц) к ТТП получения покрытий
- ВТП, формы 3 и За.
Указанные формы позволяют вести проектирование документов
технологических процессов рукописным способом и с применением средств
вычислительной техники.
В стандарте представлены информационные блоки с графами для
записи технологических режимов (далее—режимов), размещенные в
строках со служебными символами "Р1" и "Р2".
Введение в бланк формы КТТП строк с символом "Р" позволяет
производить разработку документов типовых технологических
процессов получения различных покрытий. Например, при включении в КТТП
строки с символом "Р1" — эта форма применяется для разработки
типовых процессов электрохимических, химических, лакокрасочных,
полимерных, стеклоэмалевых покрытий и износостойких пок рытий,
получаемых ионно—плазменным методом.
Необходимо отметить, что при получении на производстве
определенных видов покрытий, не оговоренных стандартом, допускается
разработка дополнительных блоков информации по технологическим
режимам и включение их строкой с символом "Р" в КТТП.
Рассмотрим различные варианты комплектности, документов
технологических процессов получения покрытий.
Например, при разработке документации единичных
технологических процессов этого вида обработки стандарт предусматривает при-
201
менение бланков форм маршрутных карт (МК), установленных ГОСТ
3.1118—82. Наиболее целесообразным представляется использование
МК (форма 2). В данном случае в бланк формы МК необходимо вводить
по аналогии с формой КТТП (форма 1 рассматриваемого стандарта)
строку со служебным символом "М" (информация о вспомогательном
материале) и строки с символами "Р1" или "Р2" с графами для
внесения данных о технологических режимах.
Следует подчеркнуть, что при использовании МК в качестве КТТП
(МК/КТТП) единичного технологического процесса получения прокры-
ний данные по удельным нормам расхода материалов указывают в графе
"К/М" маршрутной карты, что исключает применение ведомости
удельных норм расхода материала — ВУН (ГОСТ 3.1123—84).
Комплекты документов групповых и типовых технологических
процессов получения покрытий могут быть представлены в нескольких
вариантах.
Один из них — использование КТТП (форма 1) совместно с ВТП
(форма 3 стандарта) и с применением ВУН для указания информации о
норме расхода материалов на каждую деталь, обрабатываемую по
данному ГТП и ТТП.
Другой вариант — применение с КТТП — ВТП, выполняющей
функции карты технологической информации (КТИ).
В этом случае ВТП/КТИ разрабатывается на каждую деталь одного
обозначения.
В форму ВТП/КТИ информация в графы "Обозначение детали" и
"Наименование детали" не записывается; она указывается в
соответствующих графах основных надписей ВТП/КТИ.
Необходимость применения в указанных комплектах документов
групповых (типовых) процессов ведомостей технологических докумен-
нов (ВТД), технологических инструкций и карт эскизов
устанавливается разработчиком.
При разработке ГТП и ТТП покрытий в условиях вхождения в
группу большого количества деталей стандарт рекомендует
разрабатывать ВТД на каждое изделие в целях упрощения и оптимизации
поиска информации по каждой детали.
В этом случае в комплекте документов ГТП (ТТП) будет
несколько ведомостей технологических документов.
Первая (условно) ВТД будет выполнять функции указателя
ведомостей технологических документов на все изделия, детали которых
проходят процесс покрытия.
Вторые ВТ!ц выполняют роль указателя состава деталей,
входящих в каждое изделие одного обозначения.
Указанный вариант использования нескольких ВТД в комплекте
документов ГТП (ТТП) получения покрытий приведен в
рекомендуемом приложении стандарта.
202
6. ОБЩИЕ ПРАВИЛА ПО ФОРМИРОВАНИЮ КОМПЛЕКТА
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ НА ИЗДЕЛИЕ
6.1. Структура состава технологической документации,
входящей в комплект на изделие. Назначение
и особенности их применения
В условиях действующего производства на предприятиях машино-
и приборостроения одновременно может применяться несколько
комплектов технологической документации на различные изделия. Такие
комплекты технологической документации создаются с привязкой к
имеющимся производствам и отражают специфические особенности
не только изделий, но и применяемых средств технологического
оснащения. Известно, что технологические процессы, имеющие типовой
характер производства, на разных предприятиях даже одной отрасли
промышленности не могут быть идентичны по выполняемым действиям
в связи с применением различных средств технологического оснащения.
Применение на предприятиях различных средств технологического
оснащения в каждом случае накладывает свои особенности на порядок
и состав выполняемых действий, а значит и состав документов всегда
будет различным, за исключением отдельных случаев.
В стандартах и рекомендациях ЕСТД совершенно не говорится о
правилах оформления таких комплектов технологической
документации, что приводит к разным мнениям. Отдельные предприятия под
комплектом технологической документации на изделие понимают
только такие документы, которые связаны с комплексом процессов,
специализированных по технологическим методам изготовления
(ремонта) изделия и его составных частей.
Другие предприятия понимают, что помимо комплектов
документов на процессы, в комплект документов на изделие должны входить
и другие документы.
По ГОСТ 3.1109-82 под комплектом технологической
документации на изделие следует понимать совокупность комплектов
документов, технологических процессов и отдельных документов,
необходимых и достаточных для выполнения технологических процессов при
изготовлении и ремонте изделия или его составных частей.
Указанное определение не совсем полно отвечает на вопрос о
назначении комплекта технологической документации на изделие.
Известно, что состав информации, содержащейся в технологической
документации, определяет и создает информационную основу для решения
большого комплекса инженерно-
технических задач не только в
области разработки
технологических процессов, но и в области
технологической подготовки и
управлением производством.
В упрощенном виде любой
комплект технологической
документации может быть
представлен в виде следующей
схемы, приведенной на рис. 41.
Полный комплект
технологической
документации на
изделие
Основной комплект
технологической
документации на.
изделие
Дополнительный
комплект
технологической
документации на изделие
Рис.41
203
Под основным комплектом технологической документации на
изделие следует понимать необходимый и достаточный комплекс
технологической документации, включающий комплекты документов
на технологические процессы и отдельные виды документов, в
совокупности обеспечивающие решение необходимого комплекса
инженерно-технических задач, связанных с постановкой на производство и
последующим изготовлением (ремонтом) конкретного изделия и его
составных частей.
Под дополнительным комплектом технологической документации
на изделие следует понимать необходимый и достаточный комплекс
документов, устанавливающих типовые правила по выполняемым
действиям, требованиям по охране труда и другим направлениям
деятельности, имеющим общий характер, распространяющимся на все
изделия, изготовляемые (ремонтируемые) на данном предприятии.
К категории дополнительных технологических документов на
изделие относят ТТП (ГТП), ТО (ГО) и ТИ; сюда могут включаться
и ИОТ.
Ссылки на применяемость дополнительных технологических
документов приводятся в технологических документах основного
комплекта.
Структура состава технологической документации, включаемой
в комплект технологической документации на изделие, приведена на
рис. 42.
>1 ч1
1 Комплект
I технологических
1 ведомостей на
I изделие
1 Комплект
1 документов иа
1 ТП изготоале-
1 ния изделия
\ / \ /
) втд ( ) втд (
/ \ / \
"--1--^--1"Л
вп
вм
вен
ТВ
во
ВОБ
ВУН
втм
вдп
1 Комплект до-
1 кумемтоа иа
1 ТП сборки
1 изделия.
1 Комплект до- 1
1 кументов иа 1
1 ТП испытания 1
1 изделия. 1
1 Комплект до- 1
1 кументов на I
1 ТП техни- 1
1 ческого 1
1 контроля 1
1 изделия 1
Комплект
технологической документации на изделие
г—±—V
> втд <
/ N
"--I—
^ ~
1 Комплекты
1 документов
1 на ТП иэготовле-
1 нияСЕ
Г ^ 7
\ /
) ВТА <
/ \
;-г--
1 Комплекты до- 1
1 кументоа наТП: 1
сборки; 1
1 испытания; 1
1 технического 1
1 контроля
сборочных 1
1 единиц 1
ч/ ф чЬ
1 Комплекты
1 документов на
1 ТП изготовления
1 деталей
1 Комплекты
1 документов на
1 ТП изготовления
1 заготовок
1 Комплекты
1 документов на
1 ТП изготовления
1 материалов и ути-
1 лизации отходов
1 производства
^ )к 7 ^ <к — >к ?
\ / \ / \ /
) ВТД ( ) ВТд ( ) втд (
/ \ / \ / \
"-т--^"1"л/—х"л
1 Комплекты до-
1 кументов на 1
1 ТП иэготовле-
1 ния деталей, 1
1 входящих в 1
1 изделие. 1
1 Комплекты до- 1
| кументов на 1
1 изготовление 1
1 стандартизо- 1
1 ванных дета- I
1 леи, примеияе- 1
мых в изде- 1
1 лии 1
1 Комплекты до-
1 кументов иа
1 изготовление 1
1 заготовок
1 методами:
1 раскроя и 1
1 нарезания; 1
1 питья; 1
1 ковки; 1
1 объемной 1
1 штамповки; 1
листовой 1
штамповки и 1
т. д. 1
1 Комплекты доку-
1 ментов на ТП
1 изготовления
1 материалов.
1 Комплекты доку-
1 ментов иа ТП
1 сбора и утилиза-
1 ции отходов
1 производства
Рис. 42
В целях удобства хранения комплектов технологической
документации на изделие, а также в целях определения входимости в него всего
204
всего состава технологической документации такие комплекты
документов необходимо оформлять ТЛ. В данном случае введение ТЛ
позволяет решить две задачи:
оформить комплект документов необходимыми подписями;
присвоить комплекту документов соответствующие обозначения
по ГОСТ 3.1201-85.
В первом случае задача относится к компетенции организации,
являющейся разработчиком всего комплекта документов на изделия,
и имеет в общем случае формальный характер.
Во втором случае присвоение комплекту документов
соответствующего обозначения по ГОСТ 3.1201—85 обеспечивает возможность
привязки всех входящих в него документов через указание в графе 25
основных надписей.
Например, для комплекта технологических документов на
изготовление трактора ДТ-75М по ГОСТ 3.1201-85 мы будем иметь
следующее обозначение: АБВГ.01000.00001. Теперь, если во всех заглавных
листах документов, комплектов документов на технологические
процессы проставить в графе 25 основных надписей указанное обозначение
комплекта документов на изделие — мы будем иметь прямую их
информационную связь. Обратную такую связь мы сможем получить
через дополнительное введение ВТД по усмотрению разработчика.
На рис. 42 представлено два варианта рекомендуемого
применения ВТД.
В первом случае в ВТД содержатся только обозначения ВТД на
каждую группу документов.
Во втором случае в соответствующие ВТД указывается полный
состав документов (комплектов документов на технологические
процессы) , входящие в группу, в очередности их применения.
Представленный комплект технологической документации на
изделие условно разбит на шесть следующих групп:
комплект документов на изготовление изделия;
комплект документов на технологические процессы (ТП)
изготовления сборочных единиц (СЕ);
комплект документов на ТП изготовления деталей;
комплект документов на ТП изготовления заготовок;
комплект документов на ТП изготовления материалов и
утилизации отходов производства.
В комплекты технологических ведомостей на изделие
представляют группу сводных специализированных ведомостей, имеющих
самостоятельное применение. Их состав и назначение в решении задач
технологической подготовки производства представлены в табл. 20.
Следующая группа — комплект документов на ТП изготовления
изделия включает только технологическую документацию, связанную
с непосредственным изготовлением самого изделия. Сюда относят:
комплект документов на ТП окончательной сборки изделия;
комплект документов на ТП испытания изделия;
комплект документов на ТП технологического контроля изделия.
Для особо ответственных и сложных изделий в эту группу могут
дополнительно включаться и комплекты документов на ТП сдачи
продукции представителям заказчика или госприемки и наоборот. При
изготовлении (ремонте) менее сложных изделий все перечисленные
комплекты документов на ТП могут быть представлены в виде одного
комплексного комплекта ТП, предусматривающего выполнение дейст-
205
Указание по применению
Обязательность
применения
Порядок
очередности разработки
Обозначение ГОСТ,
формы документов
Условное
обозначение вида
документа
Наименование вида
документа
Применяется на одном из первых
этапов ТПП при рассмотрении
конструкторской документации на
изделие. Цель - решение задачи
по применяемости ДСЕ и
определение их количественного состава,
необходимых для планирования в
производстве
Цели и задачи, решаемые
документом, аналогичны ВП/ДСЕ.
Предназначен только для
стандартизованных изделий (ДСЕ). Разработка
производится по усмотрению
разработчика документов
Применяется на первых этапах
ТПП с целью проведения
необходимых расчетов по детальным
нормам расхода материалов на
изделие. Является основным
документом для разработки сводных
специфицированных норм расхода
материалов на изделие. В условиях
опытного и мелкосерийного типов
производств может содержать
совмещенные формы, включающие ин-
• о •
гН ГЧ ГО
ГОСТ 3.1122-84,
ф. 1 и 1а
Тоже
ГОСТ 3.1123-84,
ф. 1 и 1а или
ф. 2 и 2а, или
ф. 3 А За
ВП/ДСЕ
ВП/СОП
ВМ
1. Ведомость
применяемости деталей,
сборочных единиц в изделий
2. Ведомость
применяемости на
стандартные изделия
3. Ведомость
материалов
206
207
Продолжение
Наименование вида Условное Обозначение ГОСТ, Порядок очеред- I Обязатель- | Указание по применению
документа обозначе- формы документов ности разработки ность при- |
ние вида менения
документа
| формацию и по технологическому
маршруту изготовления деталей
4. Ведомость специфи- ВСМ ГОСТ 3.1123-84, 4 • Разрабатывается на основании
цированных норм расхо- ф. 4 и 4а или подетальных норм расхода
материала материалов ф. 5 и 5а лов, содержащихся в ВМ.
Содержит сводные специфицированные
нормы расходов материалов на
изделие. Создает предпосылки для
разработки заявок на получение
материалов
5. Технологическая ТВ ГОСТ 3.1122-84, 5 0 | Применяется для решения задач,
ведомость ф. 1 и 1а I связанных с группированием
деталей по конструкторским и
технологическим признакам с целью их
разработки по ТТП (ГТП) и поиска
соответствующих комплектов
документов на технологические процессы
6. Ведомость техно- ВТМ Тоже 6 0 Предназначается для указания
логических маршрутов | I данных, определяющих техноло-
1 I гический маршрут изготовления (ре-
I | ! | монта) изделия, (ДСЕ), входящих в
I | I | изделие. Разрабатывается до разра-
, I ' ботки комплектов документов на
1 I ! технологические процессы. Может
I | ! ! быть заменен ВМ.
208
Продолжение
Наименование вида Условное Обозначение ГОСТ, Порядок очеред- | Обязатель- Указания по применению
документа обозначе- формы документов ности разработки ность при- I
ние вида менения
документа'
7. Ведомость оснастки ВО ГОСТ 3.1122-84, I 7 | 0 Предназначается для указания
ф. 2 и 2а или сводных данных на изделие по при-
! ф. 3 и За меняемой технологической оснаст-
I ке. Выполняет роль основного доку-
I мента при отслеживании за состоя-
I нием оснащения технологических
! процессов.
8. Ведомость обору- ВОБ То же 8 0 Предназначается для указания
дования сводных данных по применяемому
оборудованию при изготовлении
(ремонте) изделия (ДСЕ). Может вы-
поднять роль контрольного
документа при изготовлении оборудования
9. Ведомость удель- ВУН ГОСТ 3.1123-84, 9 • Предназначается для указания
ных норм расхода ма- ф. 4 и 4а или сводных удельных норм на изделие,
териалов ф. 5 и 5а | Применяется для расчетов общих
| норм расхода материалов (особен-
! I I но при выполнении процессов на
| I покрытия)
10. Ведомость тех- ВТД ГОСТ 3.1122-84, 10 ] 0 Предназначается для указания
нологических доку- ф. 4 и 4а или . всего состава технологических
документов ф. 5 и 5а I ментов, используемых при изготов-
; лении изделия и его составных
частей. Применяется при передаче доку-
' | ментов на микрофильмирование и с
209
Продолженш
Наименование вида Условное Обозначение ГОСТ, Порядок очеред- Обязатель- | Указание по применению
документа обозначе- формы документов ности разработки ность при-
ниевида менения
документа |
| одного предприятия на другое.
Может выполнять роль указателя
состава документов для всего
комплекта документов на изделие
И. Ведомость держа- ВДП ГОСТ 3.1122-84, 10 0 | Применяется для указания полно-
телей подлинников ф. 4 и 4а или | го состава подлинников технологи-
ф. 5 и 5а I ческой документации на изделие.
I Выполняет рольосновного докумен-
I I та при передаче на
микрофильмирование. Может быть заменен ВТД
Примечание. • - документ обязательный; 0 — документ, выбираемый по усмотрению разработчика документов.
вий не только по сборке, но и по испытаниям и техническому контролю
изделий. В каждом случае принятие соответствующего решения по
комплектности документов, входящих в эту группу, определяется
разработчиками документов по согласованию с руководством
предприятия (организации).
Третья группа включает полный состав комплектов документов на
ТП изготовления сборочных единиц (СЕ). Состав этих документов имеет
комплексную направленность и состоит также из отдельных или
сводных комплектов документов на ТП сборки, испытаний и технического
контроля СЕ. Расположение таких комплектов документов
рекомендуется выполнять по группам в соответствии с возрастанием их
обозначений или по очередности их входимости в изделие.
Самой большой по составу включаемых комплектов документов
на ТП является 4-я группа.
Она охватывает весь комплекс технологической документации
на ТП изготовления оригинальных и стандартизованных деталей.
Их расположение в группе определяет разработчик документов по
аналогии, как и для СЕ.
Пятая группа включает комплекты документов на изготовление
заготовок с применением различных методов:
литья, ковки, раскроя и отрезания, объемной штамповки,
листовой штамповки и др.
6-я группа включает комплекты документов на ТП изготовления
материалов, сбора и утилизации отходов производства. Применение
таких комплексов документов- имеет ограниченный характер и зависит
от производственных факторов.
Приведенная схема деления документации по группам позволяет
удобно хранить и осуществлять поиск необходимых документов.
Такая схема не носит типовой характер и в зависимости от сложности
изделия, а также от серийного его выпуска и других факторов может
значительно видоизменяться. Например, в условиях мелкосерийного
производства приведенный состав документов может быть выражен
2-й — 4-й группами. Необходимая коррекция в каждом случае
определяется разработчиками документов.
6.2. Метод ускоренной разработки технологических
ведомостей, предназначенных для сводного нормирования
материалов на изделие с применением средств вычислительной
техники
В условиях постановки новых изделий на производство действия,
связанные с выполнением работ по технологической подготовке
производства, занимают наибольший объем, как по трудоемкости, так и по
временным признакам. В целях ускорения сроков, отводимых на
технологическую подготоэку производства, а также сокращения
трудоемкости выполняемых работ, многие организации и предприятия страны
проводят соответствующие работы в этом направлении.
Наиболее положительные результаты по таким работам
достигаются за счет внедрения соответствующих средств вычислительной техники.
Тем, кто занимается проблемой технологической подготовки
производства (ТПП) известно, что одной из первых задач, которая решается
210
на первом этапе ТПП, является формирование заявок на получение
необходимых материалов, применяемых при изготовлении изделия.
Учитывая действующую в нашей стране систему планирования,
представление таких документов в министерство должно быть сделано
заблаговременно, задолго до начала работ по изготовлению составных частей
изделия. Для разработки заявок на материалы на каждом предприятии
должно быть проделана следующая работа:
проведен анализ всей конструкторской документации с точки
зрения оценки возможности размещения всего заказа на изготовление
изделия и его составных частей по подразделениям (цехам, участкам)
предприятия (организации);
предварительная разработка ведомости применяемости деталей
сборочных единиц изделия (ВП/ДСЕ);
предварительная разработка ведомости материалов (ВМ) с целью
расчета подетальных норм расхода на все изделие;
разработка ведомости специфицированных норм расхода материалов
(ВСМ) на изделие;
разработка заявок на получение необходимых материалов с учетом
потребности предприятий (организаций) в выпуске всех изделий.
В условиях не применения средств вычислительной техники
выполнение указанных работ осуществляется, как правило,
высококвалифицированными специалистами, знающими прекрасно производство
и технические возможности предприятия. Это особенно заметно, когда
речь идет о разработке ВМ и проведения укрупненных расчетов по
нормам расхода материалов для деталей (без предварительной
соответствующей технологической документации) или определения
оптимального технологического маршрута по изготовлению деталей. Такая
практика, несмотря на привлечение специалистов высокого уровня,
все же имеет определенные недостатки, выражающиеся затяжными
сроками выполнения этих работ и неточными данными по расчету норм
расхода материалов.
В первом случае это обусловливается большим объемом
информации и жесткой последовательностью выполняемых действий,
например, нельзя одновременно приступить к разработке ВМ и ВСН.
Существует определенная последовательность:
вначале разрабатываются подетальные нормы расхода материалов,
а затем сводноспецифицированные нормы расхода материалов.
Во втором случае укрупненное (не расчетное) нормирование
приводит или к завышению, или к уменьшению общих норм расхода
материалов на изделие.
Окончательная корректировка общих норм расхода материалов
производится только тогда, когда будет разработан весь комплекс
технологической документации на ТП изготовления изделия и его
составных частей. Но это опять происходит с большим разрывом во
времени, что отрицательно сказывается на весь цикл работ, связанных с ТПП.
В связи с этим многие предприятия и организации машино- и
приборостроения на первых этапах ТПП стараются выходить на завышенные
нормативы по материалам.
В целях упорядочения решения таких задач и ускорения сроков
по выполнению соответствующих документов, отдельные предприятия,
начиная с 1974 г., такие действия стали выполнять с применением средств
вычислительной техники в рамках внедрения автоматизированных
систем управления предприятием (АСУП).
211
Рассмотрим опыт одного электротехнического предприятия
(Уральский регион) по применению способа ускоренной разработки
технологических ведомостей, предназначенных для сводного нормирования
материалов на изделие с применением средств вычислительной техники.
Информационная модель указанного способа представлена на рис. 43.
На первом этапе после разработки всего комплекта
конструкторской документации на изделие в отделе главного конструктора (ОГК)
в виде чертежей (Ч), оформленных в соответствии с ГОСТ 2.109-73
и спецификаций (СП) (ГОСТ 2.108-68), а также возможных извещений
об изменении конструкторских документов (И/КД) поступают в
информационно-вычислительный центр (ИВЦ) предприятия, где
осуществляется обработка, содержащейся в них информации. На основе
разработанного соответствующего программного обеспечения на ЭВМ
разрабатываются две ведомости: ведомость покупных изделий,
оформленная по ГОСТ 2.106—68; ведомость применяемости деталей сборочных
единиц в изделии (ВП/ДСЕ).
ВП поступает в архив, где осуществляется процедуры по
регистрации и снятию копий документов.
В ВП/ДСЕ представляются все необходимые данные по
применяемости составных частей изделия и кроме этого предусматривается
возможность последующего внесения данных по технологическому
маршруту. Для этого в документе оставляются по две строки между
информацией по каждой детали или сборочной единицы. Внесение
такой информации ВП/ДСЕ не предусматривает, но этот прием позволяет
не разрабатывать ВТМ и обеспечивает на этом этапе сокращение видов
применяемых документов.
На втором этапе после обработки информации на ЭВМ,
конструкторская документация поступает в отдел главного технолога (ОГТ),
где разработчиками технологических документов осуществляется
предварительное заполнение МК на ТП для деталей и МК и КК — на ТП
для сборочных единиц и изделия. Предварительное заполнение
указанных документов заключается в том, что в них подлежит заполнению
отдельные графы основных надписей (Б1Ф1, БЗФ1), которые несут
указательную информацию, а также графы, предусматривающие
внесение информации по нормам расхода основных и вспомогательных
материалов.
Следует отметить, для сборочных единиц и изделия проставка
данных по материалам в КК осуществляется по всем операциям в
технологической их последовательности выполнения.
Подписание МК и КК следует выполнять предварительно на полях
подшивки документов двумя специалистами — разработчиком
документов и нормоконтролером.
Как правило, заполнение граф носит окончательный характер и
соответствующая корректировка их возможна только при условии
извещений об изменении конструкторской документации.
Внесение информации в ВП/ДСЕ по технологическому маршруту
осуществляется в ручном варианте. В данном случае такой документ
выполняет оперативные функции в качестве одного из основных
документов, который используется разработчиками документов при
заполнении информации в МК и КК по каждой детали и сборочной
единице.
После выполнения своих функций ВП/ДСЕ подлежит аннулированию,
212
Рис.43
а на его основе разрабатывается окончательный вариант, не содержащий
данные по технологическому маршруту.
Разработанный полный состав МК и КК на детали и сборочные
единицы и изделие поступает на ЭВМ.
Третий этап предусматривает выполнение действий по обработке
содержащейся информации в МК и КК на все составные части и изделие.
После обработки информации соответствующие МК и КК поступают
в ОГТ, где проводятся дальнейшие работы по окончательной
разработке МК и других документов на технологические процессы
изготовления изделия и его составных частей.
На основании имеющихся программных средств
осуществляется автоматизированная разработка следующих технологических
ведомостей ВП/ДСЕ, ВМ и ВСН. Разработка указанных документов имеет
окончательный характер и на основе ВСН разрабатываются заявки на
получение необходимых материалов или же используется для этих
целей ВСН.
На четвертом этапе оригиналы технологических ведомостей
поступают в архив для регистрации и снятия подлинников, которые
направляются в производственные подразделения предприятия для работы.
При наличии извещений по изменению конструкторских
документов они в оперативном порядке рассматриваются и анализируются
в ОГТ с целью подготовки соответствующих извещений по изменению
ранее разработанных технологических документов на технологические
процессы, которые поступают в архив для снятия копий, а затем
направляются в соответствующие подразделения для внесения изменений.
Указанные процедуры занимают сравнительно меньший объем по
времени и трудоемкости, чем аналогичные действия, выполняемые
без применения средств автоматизации.
По заявлению специалистов, где была внедрена автоматизированная
система разработки таких ведомостей в целом позволило снизить на
15% время технологической подготовки производства новых изделий.
6.3. Оптимизация работ по разработке и
ведению технологической документации в условиях
применения средств вычислительной техники
на основе построения графических информационных моделей
В условиях подготовки и выполнения работ по всему циклу,
связанных с разработкой, оформлением, внедрением и
функционированием технологической документации особое место занимает выявление
и регламентация применяемых процедур.
Опыт отдельных предприятий (организаций) показывает, что
отсутствие соответствующих правил и положений, или их
несвоевременная разработка приводят в одном случае к дублированию информации
применяемых документов и соответствующих действий, в другом -
к срыву по срокам производственных заданий или к их прямому не
выполнению. Особенно это характерно, когда речь идет о такой
объемной документации, как технологическая.
Технологическая документация отличается не только объемом,
но и информативностью, которая пронизывает все звенья
технологической подготовки и управления производством. Проходя в своем цикле
214
по различным подразделениям предприятия (организации), она
органически осуществляет связь между всеми участками производственного
процесса. Кроме этого, значение технологической документации
особенно возрастает, когда она выполняет роль машиноориентированной
документации, обеспечивающей обработку информации средствами
вычислительной техники. В этих условиях ни одно звено или действие
не должно быть упущено. Каждый участник производственного
процесса является ли он рабочим, производственным мастером, работником
ОТК, технологом или другим специалистом должен знать свои
обязанности и функции в каждом технологическом звене и в каждой
процедуре.
Практика работы зарубежных предприятий говорит о том, что у
них действует жесткая регламентация всех выполняемых действий.
Примером использующего такой опыт работы является предприятие
ПО "АвтоВАЗ" (г. Тольятти), где, по словам специалистов этого
предприятия, действует по настоящее время комплекс регламентирующих
процедур по всем основным выполняемым действиям. Нарушить или
отойти от них — это означает прервать какую-то технологическую или
производственную цепочку, а значит нарушить или сорвать
производственный ритм.
Конечно, в приведенном примере речь идет об очень крупном
предприятии, имеющим массовый характер производства и многие
специалисты могут сделать другой вывод, выражающийся в том, что
предприятиям, где они работают, такая практика не нужна. Это глубокая
ошибка таких специалистов, так как говоря об регламентации процедур,
мы имеем в виду установление производственной и технологической
дисциплины. А это имеет прямую связь и с уровнем качества
выпускаемой продукции.
В целях анализа и выявления таких процедур, относящихся к
технологической документации, мы .сможем рекомендовать разработку
графических информационных моделей. В основу построения таких
моделей положена практика применения определенных символов по
ГОСТ 19.003-80" ЕСПД. Схемы алгоритмов и программ. Обозначения
условные графические."
На рис. 44 приведена развернутая графическая информационная
модель на разработку и функционирование технологической
документации в условиях серийного производства, применяющего средства
вычислительной техники для разработки документов, обработки
содержащейся в них информации и автоматизированного решения целого
комплекса инженерно-технических задач, связанных с ТПП и
управлением производства.
В целях возможности размещения текстовой информации в
модели приведены допускаемые'сокращения в виде абривиатур,
разъяснения по которым приведены в табл. 21.
На стр. .216 приведена первая часть графической модели, на
которой показаны процедуры, связанные с разработкой ВП/ДСЕ, ВМ,
ТЭ и соответствующих программ для оборудования с ЧПУ (позиция
I).
В этом случае следует отметить, что разработка ВМ и ТВ имеет
не окончательный, а предварительный характер.
В ВМ, которая попадает в ОНМ, в ручном варианте вносятся да^т-
215
Рис.44
Рис.44 (продолжение)
/У
фф
огт || огс И огм
т
Рцряботка
/КжумемкммаТЛ
Ф
Рис.44 (продолжение)
7
\ Разработка программ /
\ для изготовления СТО /
\ Направление в V
подразделения /
Рис.44 (продолжение)
\1/
Внедрение ТД
Рис. 44 (продолжение)
Таблица 21
Условное
сокращение
огк
вп
ВС
кд
ивц
ВП/ДСЕ
вм
ТВ
ЧПУ
онм
огт
ткд
ктос
огс
огм
ЕТП
ттп
гтп
то
го
тп
ти
тд
сто
отпп
КБ |
ио
ОТБ
омэ
отк
вен
тпп
и
ОТиЗ
Полное наименование
Отдел главного конструктора
Ведомость покупных изделий
Ведомость спецификаций
Конструкторская документация
(документы)
Информационно-вычислительный
центр
Ведомость применяемости деталей
(сборных единиц) в изделии
Ведомость материалов
Технологическая ведомость
Числовое программное управление
Отдел нормирования материалов
Отдел главного технолога
Технологический классификатор
деталей машиностроения и
приборостроения
Конструкторско-технологический
отдел стандартизации
Отдел главного сварщика
Отдел главного металлурга
Единичный технологический процесс
Типовой технологический процесс
Групповой технологический процесс
Типовая операция
Групповая операция
Технологический процесс
Технологическая инструкция
Технологический документ
Средства технологического
оснащения
Отдел технологической подготовки
производства
Конструкторское бюро
Инструментальный отдел
Отдел техники безопасности
Отдел метрологической экспертизы
Отдел технического контроля
Ведомость специфицированных норм
Технологическая подготовка
производства
Извещение об изменении
Отдел труда и заработной платы
Примечание
ГОСТ 2.106-88
ГОСТ 2.108-68
ГОСТ 3.1122-84
ГОСТ 3.1123-84
ГОСТ 3.1122-84
1 85 142
ГОСТ 3.1105-84
ГОСТ 3.1123-84
ГОСТ 2.503-74
221
ные по расчету всех норм расхода материалов на детали, а затем в ОГТ
данные по технологическому маршруту.
На стр. 217 приведены графические фрагменты процедур нормоконт-
роля ведомостей (позиция I), обработки содержащейся в ВМ и ТВ
информации и автоматизированная их разработка (позиция II), а
также процедура регистрации и снятия копий с ВМ и ТВ в архиве и
направление их в соответствующие подразделения предприятия (позиция III).
На стр. 218 приведены графические фрагменты процедур, связанных
с разработкой комплектов на ТП, ТИ и заимствования из имеющегося
состава ТП, предназначенных для изготовления других изделий
(позиция IV).
На стр. 219 приведены графические фрагменты выполнения
процедур по изготовлению СТО (позиция У) и автоматизированного решения
целого комплекса инженерно-технических задач в области ТПП и
управления производством, включая действия по проектированию
документов (позиции У и УI).
На стр. 220 представлено окончание графической информационной
модели, в которой рассматривается комплекс процедур, связанных с
отработкой конструкторской документации на технологичность, а
также с отработкой СТО и технологической документации по
результатам изготовления первой партии изделий (позиция УИ).
Внимательное рассмотрение представленной графической
информационной модели наглядно показывает на имеющиеся возможности по
анализу и систематизации встречающихся процедур. Описание всех
выполняемых действий по каждой процедуре в отдельности лучше
всего выполнять на формах ТИ с последующим их оформлением по
ГОСТ 3.1105—84 в виде отдельных документов.
При анализе графической информационной модели можно
обнаружить не адекватную степень детализации выполняемых действий для
разных процедур. Это не является ошибкой, так как разработка такой
модели не приследовала цель создания рабочего документа. Это всего
учебный наглядный материал, который позволяет изучить
особенности данного метода с целью возможности применения на практике.
Разработка графических информационных моделей позволяет не только
выявить и оптимизировать имеющие место процедуры, но и определить
комплектность документов на изделие.
7. СИСТЕМА КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЙ
КЛАССИФИКАЦИИ И КОДИРОВАНИЯ В ЕСТД
7 Л. Общие положения, назначение и
состав общесоюзных классификаторов и
систем обозначения
ЕСТД является одним из важнейших информационных элементов
системы технологической подготовки производства (СТПП), которая
в свою очередь является функциональной подсистемой АСУП.
Современное состояние и развитие производства, усложнение его
структуры и технологических методов приводят к тому, что
обработка все возрастающих потоков информации, принятие оптимальных
решений невозможны без совершенствования методов подготовки
производства, технологической документации, а также
систематизации той информации, которая в ней содержится.
Система конструкторско-технологической классификации и
кодирования (СКТКК) как составная часть Единой системы
классификации и кодирования технико-экономической информации (ЕСКК)
является основой информационного обеспечения СТПП и других
автоматизированных систем (САПР, ГПС и др.). Она устанавливает единый
информационно-поисковый формализованный машинный язык, единую
номенклатуру общесоюзных классификаторов и систем обозначения
и предназначена для решения производственных задач новейшими
технико-математическими методами с применением современных средств
вычислительной техники.
Для обработки информации, содержащейся в технологической
документации, средствами вычислительной техники комплекс данных,
необходимых для производства изделий целесообразно представлять
в виде кодов изделий, оборудования, оснастки, документации,
процессов, операции, материалов, содержащихся, главным образом в
общесоюзных классификаторах и системах обозначения.
Общая схема информационного обеспечения систем управления
и технологической подготовки производства представлена на рис. 45.
На схеме показаны основные функциональные подсистемы АСУП и СПП,
унифицированные системы документации и общесоюзные
классификаторы. Также из схемы видна универсальная связь и взаимная
зависимость систем документации и классификаторов, которые в
совокупности представляют ЕСУД и ЕСКК.
П рии м с ч а н и с. Классификатор ЕСКД - базовый классификатор системы
информационного обеспечения подготовки производства и управления; ЕСПлД -
Единая система плановой документации; ЕСОД - Единая система
отчетно-статистической документации; ЕСПУД - Единая система первичной учетной
документации; ЕСФБД - Единая система финансовой первичной и отчетной
бухгалтерской документации; ЕСДМТС - Единая система документации по материально-
техническому снабжению и сбыту; ОКП - Общесоюзный классификатор
промышленной и сельскохозяйственной продукции; ОКПО - Общесоюзный
классификатор предприятий и организаций; ОКСТУ - Общесоюзный классификатор
стандартов и технических условий; ОКПДТР - Общесоюзный классификатор профессий
рабочих, должностей служащих и тарифных разрядов; СОЕЙ - Система
обозначения единиц измерения, используемых в автоматизированных системах
управления; ОКОНХ - Общесоюзный классификатор отрасле** народного хозяйства.
223
I Единая система уни- I I Автоматизированная система I I Единая система классифи- I
•—I- фицированной докумен- I )| управления производством \/ I кации и кодирования I
тации (ЕСУД) I Ч (АСУП) Г (ЕСКК) Г|
| | Техиико-эко- I I Финансово- I I Система под- I ] Материально- I I Управление I I Сбыт про-
| I номическое I I бухгалтер- I I ГОтовки про- I I техническое I I качеством I I дуКции I ■ I
1 планирование I I екая дея- I I изводства I I обеспечение I I продукции II II I
I | I и учет I I тельиость II II II I I I • I
I I I Проектиро- I I Постановка I I Отработка 111 Проектирова- I I Проектирова- I I Проектирова- I | I ОКП 1—1
I I I вание из- I I изделий на I I изделий на 111 мие техноло- I I нив и изг°- I I ние и изгот°в- I • I————I I
[Г——1 делий произвол. т«ноло- гибких про- ~вТ«, ав^Ги^и'и 1 — 1|
НН ЕСПлД | | I II ство I I гичность I I цессов I I нологическо- I I и механизации I • | ОКПО [—|
I I II II II III I I го оенэщения || | | |
м есод 11-1 .—I- -_ -4- — -. ил | оксту \-\
I ' ' I | Х-* . I
НЕСПУД | | [ Система информационного I | 1 0КПДТР Ы
I . I обеспечения подготовки I 1 I I I
I I | производства I I I
I Ч-^—Н I
? -а о
зс з: «о
-о- к о.
-О" о а>
а $ о о
? 5 х »-
—я
^
к
м
го
г
о
го
:>
сте
о
. о
* о
> *-
о- 56
г"7
**а
X с[^
.з: х^
2С 2С у- \
п о<-
X н —
т
. ^
[ *
X
го
X
ю
о
го
5
сте
х
1 ^
о
*
ичес
ЛОГ
о
X
к
X
таци
X
0>
>-
У
о
с{
ю
со
1
120
ГО
0
°
1_
ГПП
1 <->
1 Ш
с:
о
ш
<Е
в-323
Комплекс общесоюзных классификаторов и систем обозначения,
входящих в СКТКК, состоит из:
1) Классификатора изделий и конструкторских документов
машиностроения и приборостроения (Классификатора ЕСКД - КЕСКД);
2) Системы обозначения изделий и конструкторских документов,
установленной ГОСТ 2.201-80 (СОИКД);
3) Технологического классификатора деталей машиностроения
и приборостроения (ТКД);
4) Технологической классификации сборочных единиц
машиностроения и приборостроения (ТКСЕ);
5) Классификатора технологических операций машиностроения
и приборостроения (КТО);
6) Классификатора технологических документов, установленных
ГОСТ 3.1201-85 (КТД);
7) Системы обозначения технологической документации,
установленной ГОСТ 3.1201-85 (СОТД);
8) Классификатора технологических переходов машиностроения
и приборостроения (КТП).
Схема взаимоувязки и взаимодействия основных
классификаторов и систем обозначения, коды которых отражены в технологических
документах, показаны на рис. 46.
1 СОИКД
1 ГОСТ 2.201-80
М
ДЕТАЛИ
СБОРОЧНЫЕ
ЕДИНИЦЫ
СОТД
ГОСТ 3.1201-85
гОШ
Рис.46
Классификаторы СКТКК увязаны между собой, так например,
ТКД и ТКСЕ - с Классификатором ЕСКД, КТП - с КТО.
Кроме кодов перечисленных классификаторов, в формах ЕСТД
используются коды и других классификаторов, например, коды
Общесоюзного классификатора промышленной и сельскохозяйственной
продукции (ОКП).
Объекты, признаки классификации, структуры кодов и значность
перечисленных классификаторов и систем обозначений представлены
в табл. 22.
Основной принцип построения системы классификации и
кодирования для решения задач подготовки производства заключается в
максимальном использовании общесоюзных» классификаторов и систем
обозначения, дополняемых при необходимости отраслевыми либо
заводскими классификаторами.
На базе комплекса классификаторов и систем обозначений
создаются условия для эффективного решения целого ряда задач, основными
из которых являются:
широкая унификация и стандартизация изделий, средств
технологического оснащения и технологических процессов и обеспечение
максимально возможного их заимствования в новых разработках;
комплектование групп изделий по их
конструктивно-технологическому подобию с целью разработки типовых и групповых
технологических процессов;
226
Таблица 22
Общесоюзные I Объекты классифика- Признаки классификации • Структура кода и значность Примечание
классификаторы! ции
1. КЕСКД I Изделия машино- Функциональный I ХХХХХХ
и приборостроения Принцип действия | 6 знаков
основного и вспомо- Назначение
|гательного произвол- Конструктивный
ства: детали, сбороч- Параметрический
ные единицы, комп- Геометрическая форма
лексы, комплекты Наименование
2. СОИКД Изделия (см. КЕСКД) Признаки изделий Обозначение изделия и его ос- Показана максималь-
(ГОСТ 2.201- Конструкторские до- (см. КЕСКД) новного конструкторского доку- ная длина кода
-80) кументы: спецификация, I Виды документов мента
сборочный чертеж, чертеж] Принадлежность пред- ХХХХ.ХХХХХХ.ХХХ
детали, схема,ведомости,[приятию 13 знаков
технические условия Обозначение неосновного
конструкторского документа
I ХХХХ.ХХХХХХ.ХХХХХХХ
| 17 знаков
3. ТКД I Изделия машино- Г Размерная характерис- ХХХХХХ.ХХХХХХХХ ; Функционирует толь-
и приборостроения тика 14 знаков ко совместно с Классифи-
основного и вспомо- Группа материала катором ЕСКД или
гательного произвол- Вид детали по техноло- СОИКД
ства: детали гическому методу
Вид исходной заготов-
! Iки
| Квалитет точности
| Параметр шероховатос-
! ТИ
; Характеристика массы
| Характеристика терми-
! I ческой обработки | I
8*
221
228
Продолжение
Общесоюзные Объекты классифика-1 Признаки классификации \ Структура кода и значность { Примечание
классификаторы ции .
Характеристика тол- 1
щины покрытия и др.
4.ТКСЕ Изделия машино- Размерная характерис- ХХХХХХ.ХХХХХХХХ Функционирует толь-
и приборостроения тика 14 знаков ко совместно с Классифи-
основного и вспомо- Характеристика слож- кагором ЕСКД или
[гательного произвол- ности СОИКД
Гства: сборочные еди- Точность сборки
ницы Вид сборочной
единицы по
технологическому методу
Характеристика массы
Количество составных
частей
Технологические тре-
I бования к сборке
Способ установки и
крепления
5. КТО Технология изго- Вид технологического ХХХХ
товления изделий ма- процесса по методу вы- 4 знака
шино- и приборостро- полнения
ения основного и вс- Способ обработки
помогательного про- Способ получения
изводства: технологи- Способ сборки (мон-
ческие процессы, тех- тажа)
нологические методы, Производимое дейст-
виды обработки, тех- вие
нологические опера- Способ воздействия
ции Тип оборудования
I 1 Наименование '
229
Продолжение
' III! 1Ц I ■ ■■■ I ■ I II I | ■■■11.1. 1.11 ,. „
Общесоюзные Объекты классифика- Признаки классификации I Структура кода и значность Примечание
классификаторы! ции I
I I I II I I II I 1 II I I I » I I ... I I I I ■ I . - ' 1111 II ■ I ■ I
6.КТД | Технологические Вид документации ! ХХХХХ (вариант-1) I! Вариант структуры
(в ГОСТ 3.1201- (документы: комплек- Вид технологического | 5 знаков [ кода устанавливается
-85) | ты технологических ( процесса (операции) по | ХХХХХХХ (вариант-2) 'предприятием в соответ-
документов, марш- | организации 7 знаков Б ствии с необходимой де-
рутнай карта, карта Вид технологического тализацией информации
эскизов, технологи- процесса по методу выпол-
ческая инструкция, нения ,
комплектовочная |
карта, ведомости, ;
карта технологичес- |
(кого процесса,
карта типовой
(групповой) операции, опе- I
рационная карта и I | !
ДР- I !
7.СОТД Технологические Признаки документов ХХХХХХ.ХХХХХ.ХХХХХ ■ Вариант структуры
(ГОСТ 3.1201- документы (см. КТО) | 16 знаков \ кода устанавливается
-85) (см. КТО) Виды документов ХХХХХХ.ХХХХХХХ.ХХХХХ | предприятием в соответ-
Принадлежность пред- (вариант-2) I ствии с необходимостью
приятию < детализации информации
■<М»ММ«»М»М»>МИИиЦшМ^Ш»»М»Ш«М^»»»»«»М^» I I II I 1111 —■————Щ»Ч»1|| | I 1||1 I I I 1 II I II 11111Ц ———I ■■ I И I Ц' III I I ■
8. КТП Технология изготов- Выполняемое, действие « ХХХХХХ ^ Функционирует толь-
ления изделий машино- Предмет 6 знаков ; ко совместно с КТО
и приборостроения ос- Способ выполнения | |
шовного и вспомогатель- действия I |
ного производства: тех- Материал | I
нологические переходы Степень механизации I
I Размерная характерис- I :
! тика и др. | ;
организация четкого адресования изделий к определенному
технологическому процессу, а также возможность заимствования отдельных
технологических решений из оригинальных технологических решений;
повышение серийности изделий;
организация специализированных производств, внедрение поточно-
группового метода производства;
оперативное и календарное планирование производства;
информационное обеспечение автоматизированных систем
проектирования и управления.
Основу системы классификации составляет совокупность
классификационных признаков, определяющих информационную емкость
классификатора и распределение его группировок по ступеням
классификации.
В классификаторах использованы соподчиненные признаки
классификации (иерархический метод классификации), либо
несоподчиненные (независимые) признаки (фасетный метод классификации).
Система классификации, принятая в классификаторах, обладает
следующими свойствами:
обладает полнотой, т.е. охватывает все объекты
классифицируемого множества;
имеет достаточную глубину классификации;
обладает определенной избыточностью и гибкостью;
обеспечивает простоту ведения классификатора;
обеспечивает возможность решения комплекса задач и легкость
сопряжения с классификаторами однородных объектов, принятых в
других уровнях управления;
согласуется с алгоритмами переработки информации в
автоматизированных системах, обеспечивает наибольшую эффективность
обработки информации средствами вычислительной техники;
обеспечивает простоту и возможность автоматизации процессов
ведения классификатора и кодирования информации.
Система кодирования выбрана с учетом следующих критериев:
эффективность или оперативность обработки информации для
решения определенного круга задач;
приспособленность классификатора к перестройке структуры
(гибкость), простота и возможность автоматизации процессов кодирования;
долговечность классификатора, т.е. возможность длительного его
наполнения. Резервная емкость классификатора (избыточные разряды
кода) определяется в процессе его ведения.
Система кодирования обеспечивает:
однозначное присвоение каждому объекту классификации
определенного кода (кодового обозначения);
автоматический контроль информации, вводимой в систему
кодирования (например, путем внесения в кодовое обозначение
дополнительного контрольного разряда);
расширение множества объектов, подлежащих кодированию без
нарушения системы кодирования;
использование в качестве алфавита кода цифр арабского алфавита
и буквы русского и латинского алфавитов;
мнемоничные и минимальные по длине кодовые обозначения;
одинаковую значность кодов одних и тех же признаков либо
объектов, входящих в различные классификаторы;
230
автоматизацию выполнения группировочных работ без
дополнительных ручных операций.
В следующих разделах будут рассмотрены основные
классификаторы и системы обозначения СКТКК.
Термины и определения в области классификации и кодирования
приведены в приложении 7.
7.2. Обозначение изделий и конструкторских документов
в ЕСКД и Классификатор изделий и
конструкторских документов машино-
и приборостроения
Внедрение в практику работы конструкторских и технологических
подразделений и производственников государственных стандартов
ЕСКД повысило качество и универсальность конструкторской
документации, четкость ее обращения в производстве и оказало
положительное влияние на упорядочение процессов проектирования, изготовления,
ремонта и эксплуатации изделий машино- и приборостроения как
основного, так и вспомогательного производств. Это в полной мере
относится к изделию в целом, так и ко всем его составным частям.
Вместе с тем эффективность применения ЕСКД и ЕСТД в
промышленности значительно снижена и не дает ожидаемого экономического
эффекта из-за отсутствия на предприятиях страны методологического
единства в обозначении изделий и их конструкторских документов.
Негативные явления, связанные с отсутствием единой системы
обозначения, резко усилились в последние годы в связи с развитием
современных методов управления и подготовки производством,
внедрением автоматизированных систем (АСУ, САПР, АСТПП, ГПС и др.).
Попытка создания единой обезличенной классификационной
системы обозначения была предпринята в 1968 г., когда в составе ЕСКД
был разработан ГОСТ 2.201—68 "ЕСКД. Классификация и обозначение
изделий и конструкторских документов", основой которого должен
был стать единый классификатор изделий и конструкторских
документов машино- и приборостроения. По этому классификатору
назначается классификационная характеристика любому проектируемому
изделию или его составной части, входящая в состав обозначения.
В 1979 г. был разработан и утвержден Госстандартом СССР
Классификатор изделий и конструкторских документов машиностроения
и приборостроения - Классификатор ЕСКД (регистрационный номер
1 100 79). В том же году был утвержден государственный стандарт
ГОСТ 2.201—80 "ЕСКД. Обозначение изделий и конструкторских
документов", установивший единую структуру обозначения (кода) изделий
и их составных частей всех отраслей промышленности основного и
вспомогательного производства. Основной составной частью этого
обозначения стал код классификационной характеристики изделия,
назначаемый по Классификатору ЕСКД.
Внедрение единой обезличенной классификационной системы
обозначения изделий и конструкторских документов машино- и
приборостроения обеспечивает достижения следующих основных целей:
231
установление обезличенной классификационной системы
обозначения изделий и конструкторских документов в качестве единого
информационного языка;
установление в стране единой структуры и смыслового содержания
обозначения (кода) изделия и его конструкторского документа в
качестве основы информационного обеспечения автоматизированных
систем управления и подготовки производства при проектировании,
производстве, эксплуатации и ремонте изделий и других стадиях
жизненного цикла изделия.
обеспечение возможности использования различными
предприятиями и организациями при проектировании, производстве, эксплуатации
и ремонте конструкторской документации, разработанной другими
предприятиями и организациями, без ее переобозначения, в том числе
повышение готовности предприятия к выпуску продукции по
документации другого предприятия;
обеспечение автоматизированного и облегчение ручного поиска
конструкторской документации, в том числе и в системе
микрофильмирования и безбумажных носителей, разработки вторичных
документов с использованием ЭВМ, внедрение автоматизированных систем
управления (АСУ), проектирования (САПР) и подготовки
производства (АСТПП);
обеспечение возможности использования классификационных
группировок единого классификатора для выявления объектов и
определения направлений унификации и стандартизации изделий и их
составных частей;
обеспечение рационального порядка построения, оформления,
учета, хранения и обращения конструкторской документации.
Достижение указанных целей дает возможность:
сократить сроки и снизить трудоемкость проектирования образцов
новых машин и приборов;
сократить сроки и снизить трудоемкость технологической
подготовки производства;
сократить сроки изготовления изделий и повысить их качество;
сократить номенклатуру проектируемых и изготовляемых изделий
и запасных частей;
повысить серийность и специализацию производства изделий и их
составных частей;
широко внедрить современные средства вычислительной техники
и новейшие технико-математические методы в сфере проектирования
и подготовки производства.
Учитывая сложившееся в стране положение с многообразием
систем обозначений, в постановлении Совета Министров СССР от 14
января 1986 г. предусмотрено завершить до 1 января 1992 г. внедрение на
предприятиях (организациях) министерств и ведомств единой
обезличенной классификационной системы обозначения изделий и
конструкторских документов и Классификатора к ней (Классификатора ЕСКД).
Основные принципиальные положения ГОСТ 2.201-80 "ЕСКД.
Обозначение изделий и конструкторских документов" заключается
в следующем:
во-первых, государственный стандарт устанавливает единую
обезличенную классификационную систему обозначения (кодирования)
изделий машино- и приборостроения основного и вспомогательного
232
производства всех отраслей промышленности в сферах проектирования,
производства, эксплуатации и ремонта;
во-вторых стандарт устанавливает, что изделия и их
конструкторские документы сохраняют присвоенные им обозначения независимо
от того, в каких изделиях и конструкторских документах они
применяются;
в-третьих, стандарт устанавливает единую структуру обозначения
(кода) и его основного конструкторского документа (спецификации —
для сборочных единиц, комплексов и комплектов; чертежа — для
деталей) , которая имеет следующий вид:
АБВГ. 303115. 017
Код организации - разработчика
Код классификационной характеристики I
Порядковый регистрационный номер (дан условно)
В структуре показан код классификационной характеристики
устройства передающего движения, редуктора цилиндрического
одноступенчатого с^д от 63 до 315 мм включительно.
Четырехзначный буквенный код организации-разработчика,
назначаемый по кодификатору, и порядковый регистрационный номер,
присваиваемый по каждой классификационной характеристике от 001 до
999 в пределах кода организации-разработчика, являются
идентификационной частью обозначения. Код классификационной характеристики,
присваиваемой по Классификатору изделий и конструкторских
документов машиностроения и приборостроения (Классификатору ЕСКД),
является информационной частью обозначения, играющей в нем
важнейшую роль. Стандартом установлен также пятиступенчатый цифровой
код классификационной характеристики (код по Классификатору
ЕСКД), структура которого имеет следующий вид:
х х х х х х
Класс II
Подкласс
Группа
Подгруппа
Вид
Стандартом устанавливаются децентрализованное и
централизованное присвоение обозначений изделиям и их конструкторским
документам.
Под децентрализованным присвоением
обозначения понимается присвоение обозначения изделиям и
конструкторским документам, проектируемым одной организацией
(предприятием) в пределах кода организации-разработчика этой организации
(предприятия).
233
Под централизованным присвоением
обозначения понимается присвоение обозначения изделиям и
конструкторским документам, проектируемым отраслью или подотраслью
(несколькими организациями или предприятиями в пределах
кода-разработчика организации (предприятия), которая выделяется специально
для этой цели.
Централизованное присвоение способствует повышению научно-
технического прогресса в отрасли (подотрасли), так как перечисленные
цели достигаются на более высоком уровне экономики и имеют
общегосударственное значение. Например, предотвращается ненужная
разработка, подготовка производства и производство одноименных и
конструктивно одинаковых машин и приборов и их составных частей
в отрасли (подотрасли), т.е. предотвращается необоснованное
дублирование разработок и связанные с ними затраты.
Стандартом также предусмотрено обозначение других
конструкторских документов (кроме установленных ГОСТ 2.102-68) через
нулевые подклассы Классификатора ЕСКД, являющимися общими для
семейства однородных изделий.
Например, АБВГ.300313.015.
Классификатор ЕСКД создан в качестве основы единой
обезличенной классификационной системы обозначения изделий и
конструкторских документов машино- и приборостроения основного и
вспомогательного производства, установленной ГОСТ 2.201—80.
Классификатор ЕСКД как общесоюзный классификатор является
составной частью Единой системы классификации и кодирования
технико-экономической информации (ЕСКК ТЭИ) и в этой связи
функционирует одновремелно и совместно с другими общесоюзными
классификаторами технико-экономической информации (ОК ТЭИ), в том
числе с Общесоюзным классификатором промышленной и
сельскохозяйственной продукции (ОКП), Технологическим классификатором
деталей машиностроения (ТКД).
В Классификатор ЕСКД включены классификационные
группировки разработанных изделий (детали, сборочные единицы, комплексы и
комплекты) основного и вспомогательного производства всех
отраслей промышленности, на которые выполняется конструкторская
документация в соответствие с требованиями и правилами стандартов ЕСКД,
в том числе и стандартные изделия.
В Классификаторе ЕСКД изделия и их составные части
сгруппированы по однородным видам продукции (видам техники) независимо от
их ведомственной принадлежности.
Каждому изделию и его составной части в Классификаторе
соответствует только одна классификационная характеристика.
При классификации изделий использованы признаки:
функциональный, служебное назначение, принцип действия, конструктивный,
параметрический, геометрическая форма, наименование изделия.
На первой ступени классификации, т.е. при формировании классов,
использованы, как правило, признаки функциональный, служебного
назначения, реже принцип действия. Эти признаки дают общее
представление об изделиях класса и отличают их от других классов.
Наименования, присвоенные классами по этим признакам, непосредственно
отражают номенклатуру включенных в них изделий, например, средства
рельсового транспорта.
234
На последующих ступенях классификации использованы признаки:
а) функциональный (основная эксплуатационная функция,
выполняемая изделием), например, станки токарные;
б) служебное назначение (основная сфера служебного применения
изделия), например, пресс для формирования;
в) принцип действия (физический, физико-химический процесс,
на основе которого действует изделие), например, турбины паровые;
г) конструктивный (конструктивные особенности изделия),
например, колеса зубчатые;
д) параметрический (величины рабочих параметров изделия -
размеры, мощность, напряжение тока, сила тока, частота и др.), например,
трубопроводы Ду до 25 мм;
е) геометрическая форма (внешнее очертание, характер взаимного
расположения поверхностей), например, корпуса с наружной
поверхностью цилиндрической;
ж) материал изделия, например, изоляторы электрические из
фарфора;
з) наименование изделия, например, пружины винтовые.
Видовые группировки в каждом классе Классификатора ЕСКД
сформированы так, чтобы регистрационная емкость (три знака, а с
учетом номеров исполнений - 7 знаков) в любой группировке не была
исчерпана раньше, чем через 25—35 лет.
Все изделия, входящие в Классификатор ЕСКД, подразделяются
на специфицируемые (сборочные единицы, комплексы и комплекты)
и неспецифицированные (детали), при этом все детали
классифицируются отдельно (в самостоятельных классах) от сборочных единиц,
комплексов и комплектов. К классам специфицированных изделий отнесены
такие сборочные единицы с наименованиями, тождественными
наименованиям аналогичных деталей, например, корпусы, крышки, зубчатые
колеса, валы, роторы, сверла, фрезы, развертки и др.
Классификатор ЕСКД включает в себя 100 классов, из них
занятыми в настоящее время являются 49.
Все множество машин- и приборостроения можно разделить на
следующие укрупненные группы классов; классы изделий по видам
техники, классы изделий общемашиностроительного характера, классы
деталей.
Сборочные единицы, являющиеся составными частями других
изделий, для которых не выделены самостоятельные классы, включены
в классы изделий, составными частями которых они являются. Для их
классификации выделено необходимое количество подклассов или
групп в зависимости от объема номенклатуры, разнообразия
технических характеристик (признаков классификации). Такие изделия
классифицируются по общим правилам с соблюдением единства основания
деления.
Изделия по видам техники размещены в классах по признаку их
принадлежности к определенной отрасли (виду) техники и
функциональной однородности вне зависимости от их
ведомственной"принадлежности. В их составе содержатся сборочные единицы, комплексы и
комплекты. Наименования классов, построенных, как правило, по принципу
функциональной однородности, непосредственно ориентируют на
определенную номенклатуру включенных в них изделий. Например: Под-
235
шипники качения (класс 31); Двигатели (кроме электрических) (класс
38); Оборудование подъемно-транспоргное и погрузочно-разгрузочное
(класс 48).
К классам изделий общемашиностроительного характера можно
отнести: Оснастка технологическая (классы 28,29) , Тара.Мебель (класс
(32) ; Оборудование технологическое специфическое (класс 44) ,
Арматура трубопроводная (класс 49).
В этой группе имеется класс — Сборочные единицы
общемашиностроительные (класс 30), в который включены изделия
разрабатываемые и применяемые в различных отраслях техники, имеющие
установившуюся терминологию и не являющиеся специфической
принадлежностью определенной отрасли промышленности (редукторы, муфты
и др.).
Все детали машино- и приборостроения размещены в шести
самостоятельных классах 71, 72, 73, 74, 75, 76. В них расклассифицированы
детали как составные части изделий: корпуса, крышки, кронштейны,
валы, линзы и т.п., так и имеющие самостоятельное эксплуатационное
назначение: ключи, пинцеты, скальпели, резцы, сверла и т.п.
Глубина классификации установлена такой, что видовые
группировки достаточно подробно характеризуют свойства входящих в них
изделий без указания конкретной марки и типоразмеров и позволяют
осуществлять удобный тематический поиск с учетом специфических
особенностей и объема номенклатуры изделий и соответствующего вида
техники.
Классификация документов осуществлена в нулевом подклассе
каждого класса (подкласс 0). К этому подклассу следует относить
документы, регламентирующие общие для изделий всего класса, его
подклассов, групп, подгрупп и видов нормы, правила, требования,
методы и тд. в области свойств изделий, их маркировки, упаковки,
контроля, приемки, транспортирования, хранения, монтажа,
эксплуатации, ремонта, технологии производства и т.п.
Стандарты всех категорий и другие документы, классификация
и обозначение которых предусмотрена государственными системами
и стандартами, единичные конструкторские документы,
конструкторские документы исполнений и групповые документы, установленные
стандартами ЕСКД, технологические документы, предусмотренные
стандартами ЕСТД, в подклассе 0 не классифицируются.
К свойствам изделий, например, относятся: эксплуатационное
назначение изделий; их комплектность; конструкция; размерные,
механические, физико-химические, электрические, климатические,
технико-экономические характеристики и параметры; показатели
качества; внешний вид; масса; свойства материала и другие конструктивно-
эксплуатационные показатели.
7.3. Обозначение технологической документации
в ЕСТД
Для установления единой системы обозначения технологической
документации в отраслях машино- и приборостроения с июля 1986 г.
действует новая редакция государственного стандарта 3.1201—85 "ЕСТД.
Система обозначения технологической документации" (взамен ГОСТ
3.1201-74).
236
Государственный стандарт состоит из четырех разделов:
1. Общие положения.
2. Система обозначения технологической документации.
3. Правила присвоения и порядок учета обозначений.
4. Учет применяемости технологической документации.
В первом разделе устанавливается назначение и область применения
системы обозначения технологической документации. В стандарте
указывается: "Система обозначения технологической документации (далее —
документации) предназначена для обозначения комплектов
документации на изделия, комплектов документов на технологические
процессы (операции) и отдельных видов технологических документов (далее
документов), имеющих самостоятельное применение в основном и
вспомогательном производствах с целью упорядочения учета, обращения
и использования информационно-поисковых систем". Таким образом,
система обозначения технологической документации носит
комплексный характер и охватывает весь состав технологических документов,
входящих в комплект на изделие, что наглядно показано на рис. 47.
1
полный
комп-
1 ЛЕКТ
ТЕХ-
НОЛО-
ГИЧЕС-
КОЙ
ДОКУ-
МЕН.
ТА.
Ции
НА
ИЗДЕ-
ЛИЕ
""^
N
/
\
)
"*
-Э
] Отдельны* виды документов, имеющие
самостоятельно* значение и разрабатываемы* на
изделие в вид* сводных документов, например,
ведомость технологических документов (ВТД).
ведомость специфицированных норм расхода материа-1
лов (ВСН), ведомость материалов (ВМ), техиоло-1
гическал ведомость (ТВ), ведомость оснастки (ВО), I
ведомость оборудования (ВОБ) и т. д. 1
Комплекты документов на процессы сборки, испы-1
танин и технического контроля изделия; I
комплекты документов на процессы изготовления 1
сборочных единиц, входящих в изделие 1
Комплекты документов на процессы изготовления I
деталей, входящих в изделие 1
Комплекты документов на процессы изготовления 1
материалов, приготовление клеев, компаундов, 1
ния изделия на данном предприятии (организации) 1
Комплекты документов на типовые и групповые I
технологические процессы (операции) 1
Технологические инструкции (ТИ) |
Инструкции по охране труда (ИОТ) 1
Рис.47
В целях удобства хранения и учета полному комплекту
технологической документации присваивают обозначение в соответствии с
ГОСТ 3.1201—85, которое выполняют на титульном листе (ТЛ).
Кроме того, в комплектах документов и отдельных документах, входящих
в состав полного комплекта, предусматривается простановка
обозначения в графе 25 основной надписи по ГОСТ 3.1103-82, куда входит
документ (входимость) , т.е. обозначение полного комплекта
документов.
Исключение по простановке обозначения составляют комплекты
документов на типовые и групповые технологические процессы (ТТП,
ГТП) и операции (ТО, ГО), а также технологические инструкции (ТИ)
и инструкции по охране труда (ИОТ).
Инструкция по охране труда не является технологическим
документом и имеет самостоятельное обозначение в соответствии с
отраслевыми нормативно-техническими документами.
Расположение всего состава документов, их состав и поиск необхо-
237
димой информации производят по Ведомости технологических
документов (ВТД). *
В соответствии с требованиями стандарта обязательному
обозначению подлежат:
комплекты документов на типовые и групповые технологические
процессы (операции) и технологические инструкции;
комплекты документации, комплекты документов на единичные
технологические процессы (ЕТП), применяемые в среднесерийном
крупносерийном и массовом типах производств;
отдельные виды документов, имеющие самостоятельное
применение, предназначенные для обработки средствами вычислительной
техники.
Необходимость обозначения документации для прочих случаев
устанавливается на отраслевом уровне или предприятием (организацией).
По сравнению с прежней редакцией стандарт снимает
обязательность обозначения комплектов документов на единичные
технологические процессы разрабатываемых и применяемых в единичном,
опытном и мелкосерийном производствах. Он также допускает возможность
их не обозначать для других типов производств (среднесерийного,
крупносерийного и массового) при условии простановки в графе 3
основной надписи по ГОСТ 3.1103-82 кода по Технологическому
классификатору деталей машиностроения и приборостроения (ТКД) или
отраслевым технологическим классификаторам, разработанным в
развитие ТКД, согласованными в соответствии с установленным
порядком. г м
Допущение о возможности не обозначать комплекты документов
на ЕТП для среднесерийного, крупносерийного и массового типов
производств упрощает процедуру их оформления и не нарушает систем\
поиска. *
Это условие объясняется тем, что в систему обозначения комплек
тов документов на ЕТП входят данные, предусмотренные в графах
2, 3 и 4 блока Б1 основной надписи. Анализ системы обозначения до-
кументов показывает, что ддя данного случая взамен обозначения по
ЮСТ 3.1201-85, поиск и хранения документов может выполняться
по двум данным, записанным в графах 2 и 3. В первом случае
определяется привязка к обозначению изделия по конструкторскому
документу^ во. втором-по ТКД.
Учитывая целесообразность разработки комплектов документов
на ЕТП по каждому методу, применяемому для изготовления или ре-
мбнта изделий, совокупность указанных выше двух данных
обеспечивает нормальные условия для функционирования документов.
Во втором разделе стандарта устанавливается структура кодового
обозначения технологической документации и порядок присвоения
этого обозначения. Как уже отмечалось ранее, анализ предложений
головных и базовых организаций показал целесообразность сохранения
ранее существующей структуры, а именно:
ххххх.ххххх
Порядковый регистрационный номер
Код характеристики документа
Код организации-разработчика
238
Код организации-разработчика следует присваивать в соответствии
с требованиями отраслевых научно-технических документов (НТД),
т.е. дается свободный выбор с учетом подготовленности предприятий
отрасли и имеющейся специфики.
Необходимо обратить внимание на фразу п. 2.13, что
регистрационные номера присваиваются в пределах кода характеристики
документации и кода организации разработчика. Это значит, что количество
технологической документации маршрутных карт может быть не 99999,
а необходимо их различать еще и по признакам, характеризующим
данный документ, т.е. по виду организации технологического
процесса — единичный, типовой, групповой и без указания, а также по методу
выполнения технологического процесса - литье, обработка резанием,
термообработка и тд. Если же аналогичный документ разработан
другой организацией, то он, естественно, должен иметь свои
регистрационные номера.
Стандартом устанавливаются следующие признаки, структура и
длина кода характеристики документации:
хх х хх
I I I Вид технологического процесса по методу
I I I выполнения
I I Вид технологического процесса (операции) по
I I организации
I Вид документации
Коды характеристики документации назначаются по
классификационным табл. 1-3. стандарта. В таблицах предусмотрен резерв,
позволяющий кодировать документы на вновь появляющиеся
технологические процессы.
При необходимости конкретизации третьего фасета классификации
"Вид технологического процесса по методу выполнения", т.е. указать
технологический метод (наименование технологической операции),
допускается вводить в структуру обозначения характеристики
документации дополнительную ступень классификации с увеличением длины
кодового обозначения на два знака. Таким образом, код характеристики
документации будет состоять из четырех фасетов классификации и
будет иметь вид:
хх х хх хх
III Вид технологического метода (наименование
||| | операции)
I I | Вид технологического процесса по методу выпол
I I I нения
I Вид технологического процесса (операции) по орга-
| низации
Вид документации
Наименование операции (технологического метода, способа)
следует проставлять по Классификатору технологических операций
машиностроения и приборостроения (КТО), изданного в 1987 г.
239
Третий фасет классификации "Вид технологического процесса
по методу выполнения" кодируется по табл. 3 стандарта и полностью
увязывается по наименованию и обозначению с первой ступенью
классификатора операций — КТО.
Содержание табл. 3 в новой редакции действительно отражает
наименование таблицы по сравнению с прежней редакцией, где этого
соответствия не было.
Надо также отметить существенное изменение табл. 1, в нее
введены почти все основные технологические документы, за исключением
титульного листа и карты расчета и кодирования информации (КРИ).
Объясняется это тем, что титульный лист, как правило, не имеет
самостоятельного применения, а является листом комплекта
документации, комплекта документов на технологический процесс или
применяется в отдельных видах документов, например, в ведомости
материалов, в ведомости оснастки и т.п.
Карта расчета и кодирования информации, как показала практика
внедрения, может применяться только в виде карты расчета
информации или карты кодирования информации. В связи с этим, в табл. 1
введены обозначения дополнительных видов документов: карты
расчета информации и карты кодирования информации.
При кодировании информации в табл. 1—3 стандарта разработчики
старались максимально сохранить прежнее обозначение, учитывая, что
на многих предприятиях частично или полностью проводилось
внедрение прежнего стандарта, создана система обозначения и необходимая
информация введена в банк данных. В табл. 1 также введены
дополнительно названия комплектов документов и их обозначения:
комплект технологической документации;
комплект документов технологического процесса (операции),
комплект временных документов технологического процесса
(операции) ;
комплект проектной технологической документации;
комплект директивной технологической документации;
комплект документов технологического процесса (операции)
информационного назначения;
стандартный комплект документов технологического процесса
(операции).
Взаимосвязь указанных видов документации (за исключением
комплекта 'технологической документации) и их классификация
показаны на рис. 48,
По видам документации,
применяемой для
решения
инженерно-технических задач ТПП
По видам комплектов
документов на технологи
ческие процессы, приме
няемые разработчиками
для разработки
технологической документации,
используемой на рабочих
местах (рабочая
технологическая документация)
По видам технологичес
кого процесса по его
организации
Комплект директивной
технологической
документации
/
Комплект проектной
технологической
документации
Комплект документов
технологического
процесса (операции)
информационного
назначения
1" 1
Ф
Комплект документов
на единичный
технологический процесс
>
'
Комплект
технологической
документации
Стандартный комплект
документов
технологического процесса
(операции)
^ ,
ч
Комплект документов
на типовой
технологический процесс
•
Т
Ч
Комплект
документов на групповой
технологический
процесс
Рис. 48
240
Терминология с соответствующими определениями приведены
в ГОСТ 3.1109-82 и в рекомендуемом приложении 1 ГОСТ 3.1201-85
взамен ранее существующих понятий:
временный технологический процесс;
проектный технологический процесс;
директивный технологический процесс;
стандартный технологический процесс.
Изменения терминов были проведены исходя из определения
базового понятия "Технологического процесса" по ГОСТ 3.1109—82.
Ранее применяемые понятия технологических процессов по
существу не отражали изменения действий, т.е. самого процесса, а их отличия
заключались в правилах оформления комплектов документов.
Как показала практика, разновидностями технологических
процессов являются только:
единичный технологический процесс (ЕТП) ;
типовой технологический процесс (ТТП);
групповой технологический процесс (ГТП).
В двух последних разделах стандарта "Правила присвоения и
порядок учета обозначений" и "Учет применяемости технологической
документации" имеются также изменения, касающиеся как общих правил,
так и форм применяемых документов. Так, например, в графе 4
основной надписи над характеристикой документации и порядковым
регистрационным номером проставляется код организации-разработчика,
т.е. запись производится в две строки:
к.
ххххх. хххххх
В этом случае код организации-разработчика в графе 25 основной
надписи проставлять не следует.
При разработке отдельных видов документов на формах,
выполняющих функции других документов (МК/КК, МК/КТП, ОК/КТО и т.д.),
им следует присваивать обозначение того документа, функции которого
они выполняют. Так, например, если, маршрутная карта выполняет
функции карты технологического процесса (МК/КТП), то на
маршрутную карту следует проставлять обозначение карты технологического
процесса— код 50, а не код 10.
Значительно видоизменились формы карточек для учета
обозначений документации (КУОД) и учета применяемости документации
(КУПД).
Новые формы карточек — это машинно-ориентированные
документы, позволяющие заполнение и обработку содержащейся в них
информации вести с применением средств механизации и автоматизации.
7.4. Технологическая классификация изделий
машино и приборостроения в
увязке с Классификатором ЕСКД
Технологические классификаторы изделий (деталей и сборочных
единиц) машино- и приборостроения в совокупности с Классификатором
изделий и конструкторских документов машино- и приборо-
241
строения — Классификатором ЕСКД являются одним из основных
элементов информационного обеспечения систем технологической
подготовки производства, призванные осуществлять эффективное
формирование, передачу, хранение и обработку информации внутри
системы, а также обмен информацией между системами одного или
различных уровней функционирования.
В целях методического единства принципов и структур
классификации и кодирования изделий технологические классификаторы
изделий построены как логическое продолжение и дополнение
классификации изделий, представленной в Классификаторе ЕСКД. В
результате создана система конструкторско-технологической классификации
и кодирования деталей и сборочных единиц машино- и
приборостроения, позволяющая комплексно решать задачи конструкторской и
технологической подготовки производства, а также обеспечить
информационное единство при создании САПР конструкций и технологии.
С учетом Классификатора ЕСКД технологические классификаторы
изделий обеспечивают решение следующих основных задач:
группирование деталей и сборочных единиц по конструкторско-
технологическому подобию для разработки типовых и групповых
технологических процессов и операций с последующей их унификацией и
стандартизацией:
адресование деталей и сборочных единиц к ранее разработанным
технологическим процессам и операциям;
сокращение объема номенклатуры документации на технологичен
кие процессы и операции за счет создания типовых и групповых
технологии процессов и операций;
снижение трудоемкости разработки технологических процессов и
операций;
разработка и выбор типажей унифицированного и агрегатирован-
ного оборудования и приспособлений, поточных линий, средств
робототехники, ГПС и ГПМ;
создание рациональных параметрических рядов на средства
комплексной механизации и автоматизации производства деталей и
сборочных единиц;
создание специализированных рабочих мест, производственных
участков, цехов и определение их рациональной загрузки,
специализация производственных подразделений;
повышение серийности производства изделий;
выявление и расчет трудоемкости производства однородных
типовых деталей и сборочных единиц;
выявление и расчет постоянных нормативов на аналогичные
технологические процессы и операции при производстве различных изделий;
анализ номенклатуры изделий, технологических процессов
операций и распределение технологической документации по
производственным подразделениям;
создание объективных критериев обработки деталей и сборочных
единиц на технологичность;
широкое использование современных средств вычислительной
техники для обработки конструкторско-технологической информации,
внедрение АСУ, САПР и других автоматизированных систем.
Решение указанных задач имеет особое значение при многономенк-
242
латурном серийном, мелкосерийном и индивидуальном типах
производств, которые распространены более, чем на 2/3 заводах страны.
Создание и внедрение конструкторско-технологической классификации
и кодирования деталей и сборочных единиц будет способствовать
сокращению сроков, снижению трудоемкости технологической подготовки
производства, повышению качества продукции и снижению
себестоимости ее изготовления.
Методические принципы технологической классификации и
кодирования деталей и сборочных единиц машиностроения сводятся к
основным положениям.
1. Данная технологическая классификация и кодирование
распространяются на детали и сборочные единицы машино- и приборостроения
основного и вспомогательного производств.
2. Технологическая классификация деталей и сборочных единиц
является логическим продолжением и дополнением их классификации
по Классификатору ЕСКД.
3. Технологическая классификация деталей и сборочных единиц
построена по фасетному методу классификации, когда множество
объектов разделяется параллельно на независимые классификационные
группировки.
При фасетном методе классификации необходимо соблюдать
следующие основные правила:
значения различных фасетов не должны пересекаться (принцип
исключения фасетов);
из всевозможных фасетов, характеризующих классифицируемое
множество объектов, отбираются и фиксируются только
существенные, т.е. фасеты, обеспечивающие решение главных задач.
При фасетном методе классификации применяют параллельный
метод кодирования, когда код присваивается независимым
группировкам и (или) объектам классификации параллельно.
4. В качестве классификационных признаков используются
существенные характеристики деталей и сборочных единиц, определяющие
их конструкторско-технологическое подобие, дополняющие признаки,
принятые в Классификаторе ЕСКД. Признаки разбиваются на две
группы: основные признаки технологической классификации и признаку
характеризующие деталь либо сборочную единицу по
технологическому методу.
5. Система кодирования позиционная, алфавит кода смешанный,
буквенно-цифровой, состоящий из 10 цифр арабского алфавита и 19
букв русско-латинского алфавита. Длина технологического кода 14
знаков.
6. В структуре технологического кода детали или сборочной
единицы за каждым признаком закрепляется определенная позиция и знач-
ность кода. Технологический код детали или сборочной единицы в
соответствии с п. 4 состоит из двух частей: постоянной (код
классификационных группировок основных технологических признаков)
и переменной (код классификационных группировок признаков,
характеризующих вид детали или сборочной единицы по
технологическому методу).
Структура технологического кода обеспечивает:
совместимость с кодами деталей и сборочных единиц ^о Класси-
фикатоау ЕСКД и другими классификаторами:
243
хххххх. хххххх.хххххххх
Код конструкторской
классификационной
характеристики (по
Классификатору ЕСКД)
Технологический код (по
ТКД или ТКСЕ)
Структура полного конструкторско-технологического кода детали
или сборочной единицы имеет следующий вид:
Код организации-разработчика
Код классификационной характеристики
(по Классификатору ЕСКД)
Порядковый регистрационный номер
ХХХХ ХХХХХХ. XXX ХХХХХХ ХХХХХХХХ
Обозначение
детали или
сборочной единицы (по
ГОСТ 2 201-80)
Технологический код детали или
сборочной единицы (по ТКД или ТКСЕ)
Структура технологического кода детали (по ТКД) или сборочной
единицы по ТКСЕ имеет следующий вид:
Размерная характеристика
Группа материала (по ТКД) или
характеристики массы и сложности (по ТКСЕ)
±г
Вид изделия (детали, сборочной единицы)
по технологическому методу
ХХХХХХ.ХХХХХХХХ
Код основных техно-
логическихо
признаков (постоянная
часть кода)
Код признаков, характеризующих
■ид детали или сборочной едини
цы по технологическому методу
(переменная часть кода)
Признак, определяющий вид детали или сборочной единицы по
технологическому методу, является связующим звеном между
основными признаками технологической классификации и признаками,
характеризующими вид детали или сборочной единицы непосредственно по
технологическому методу обработки (изготовления) или сборки
(монтажа) .
Переменная часть кода может формироваться один или несколько
244
Таблица 23
Код
1
2
3
4
5
6
7
8
9
А
Б
В
Г
Д
Е
Ж
И
К
Л
М
Н
П
Р
С
Т
Ф
X
Наименование
Неразъемные
Разъемные
Разъемно-неразъемные
Паяные
Сварные
Клееные
| Клепаные
| Запресованные
] Развальцованные
Формованные
Сшитые
Жгутовые
Электр орадиомонтажные
Намоточные
Комбинированные
Прочие
Свинченные
Штифтованные
Застегнутые
Комбинированные
Прочие
Загнутые
Объемные
Комбинированные
Прочие
Комбинированные
245
раз, в зависимости от того, скольким видам обработки или сборки
подвергается изделие (деталь или сборочная единица, соответственно)
в общем технологическом процессе.
В рекомендациях по технологической классификации сборочных
единиц, предназначенных для разработки ТКСЕ, приведен фасет "Вид
сборочной единицы по технологическому методу", который
представлен в табл. 23
использование различных частей и сочетаний частей кода в
зависимости от характера решаемых производственных задач;
обработку информации средствами вычислительной техники на
различных уровнях АСТПП, АСУ, САПР и других автоматизированных
систем;
формирование групп, состоящих из оптимального числа подобных
деталей или сборочных единиц.
7. Технологический классификатор деталей машиностроения и
приборостроения (ТКД) и Технологический классификатор сборочных
единиц машиностроения и приборостроения (ТКСЕ) являются
официальными документами, представляющими собой систематизированные
своды наименований и кодов классификационных группировок
деталей или сборочных единиц.
В соответствии с указанными принципами для решения
перечисленных задач технологическая классификация реализована в ТКД,
выпущенном Издательством стандартов в 1987 г., и в Рекомендациях по
технологической классификации сборочных единиц
общемашиностроительного применения на базе Классификатора ЕСКД (Р 54-306-
90).
Эти Рекомендации предназначены для разработки отраслевых и
заводских технологических классификаторов сборочных единиц в
увязке с Классификатором ЕСКД на единых методических принципах
с технологической классификацией деталей.
Структура конструкторско-технологического кода детали или
сборочной единицы имеет следующий вид:
В ТКД установлены следующие признаки классификации деталей:
размерная характеристика, группа материала, вид детали по
технологическому методу изготовления, вид исходной заготовки, квалитет,
параметр шероховатости, характеристика технологических требований,
характеристика термической обработки, толщина покрытия,
поверхность покрытия, характеристика толщины, площадь формования,
характеристика массы и др.
Для разработки ТКСЕ рекомендованы следующие признаки:
размерная характеристика, характеристика массы, характеристика
сложности, вид сборочной единицы по технологическому методу сборки
(монтажа), способ сварки, способ пайки, толщина материала, способ
клепки, характеристика технологических требований, количество
соединенных элементов, характеристика точности (квалитет),
характеристика навесных элементов, характеристика печатной платы,
характеристика герметизации, характеристика электрических соединений и др.
Приведем пример формирования конСтрукторско-технологического
кода сварной сборочной единицы — рама сварная односекционная,
обозначение которой по ГОСТ 2.201—80 и Классификатору ЕСКД имеет
вид АБВГ.301211.001.
246
Основные признаки технологической классификации
425 3 5 2
Размерная характеристика, мм, ширина I II I
- 600, длина - 750, высота - 120 I I I I
Характеристика массы - 57 кг
Характеристика сложности - квалитет 5
Вид сборочной единицы по технологическому
методу - сварная
Технологическая классификация сборочной единицы,
характеризующая ее вид по технологическому методу
11 00 1 2 1 3
Способ сварки - ручная дуговая II I I I I
Геометрическая форма или тип конст- I II I I
рукции III
Группа материала — стали низколегиро-
ванные III
Толщина материала, мм - 6 III
Конфигурация сварных швов — прямолинейные I I
Вид сварных соединений и швов — тавровые
односторонние I
Конструкторско-технологический код сварной рамы—301211.
42535Б.11001213, полный конструкторско-технологический код -
АБВГ.301211.001.42535Б.11001213.
Конструкторско-технологический код электромонтажной сборочной
единицы — 687244.65198Л.42812611, полный
конструкторско-технологический код-АБВГ.687244.001.65198Л.42812611.
В заключение следует отметить, что с разработкой
технологического классификатора сборочных единиц будет завершен основной
комплекс классификаторов, образующих систему конструкторско-
технологической классификации и кодирования, построенной на единых
методологических принципах для решения задач подготовки
производства и внедрения автоматизированных систем (САПР, АСУ, ГПС и др.).
7.5. Технологический классификатор деталей
машино- и приборостроения
Основной задачей системы технологической классификации и
кодирования является создание предпосылок для объективного
группирования деталей по их конструкторско-технологическому подобию с целью
разработки типовых и групповых технологических процессов на
современной научной основе с использованием средств вычислительной
техники.
При подготовке производства использование технологического
классификатора деталей создает оптимальные условия для:
247
анализа производственной номенклатуры деталей;
группирования деталей по их конструктивно-технологическому
подобию с целью разработки типовых и групповых технологических
процессов с использованием ЭВМ;
повышения серийности и концентрации производства деталей;
подетальной специализации производственных подразделений
(участков, цехов);
унификации и стандартизации деталей, технологических процессов
и средств технологического оснащения;
рационального выбора технологического и
подъемно-транспортного об орудо ван ия;
адресования деталей к ранее разработанным типовым и групповым
технологическим процессам, а также заимствования типовых решений
из разработанных оригинальных процессов;
проведения технологических расчетов;
механизации и автоматизации процесса проектирования деталей
и технологических процессов их изготовления.
Конечной целью технологической классификации деталей
является снижение трудоемкости и сокращение сроков технологической
подготовки производства.
Особенно важное значение при решении указанных задач это имее^
для производства, где разновидности деталей представляют широкую
гамму, что характерно для единичного, мелкосерийного и серийного
производств. А так как эти виды производств представляют собой
большую часть машино- и приборостроения, то объем деталей,
охватываемый классификатором, представляется весьма значительным.
Система технологической классификации деталей
распространяется на детали основного и вспомогательного производств машино- и
приборостроения.
Исходя из назначения технологического классификатора деталей,
определен состав информации, которую должен содержать
технологический код деталей.
Ныне действующий Технологический классификатор деталей
машино- и приборостроения (ТКД) утвержден Госстандартом СССР в 1985 г.
в качестве общесоюзного, зарегистрирован за номером 1 85 142 и издан
массовым тиражом в 1987 г.
Прежняя редакция классификатора была разработана в увязке с
классами 40 и 50 "Деталей общемашиностроительного применения",
имевших ограниченное применение и не предназначенных для
использования при обозначении изделий и конструкторских документов во
всех отраслях промышленности. Тем более, что при внедрении в
отраслях промышленности ГОСТ 2.201-80 "ЕСКД. Обозначение изделий
и конструкторских документов" дальнейшее использование классов
40, 50 при технологической классификации потребовало бы
перекодирования чертежей деталей. С разработкой Классификатора ЕСКД, в
частности, классов деталей 71—76 и названными причинами, учитывая
опыт использования классов 40 и 50 совместно с ТКД в рамках
внедрения Единой системы технологической подготовки производства
(ЕСТПП), а также разработкой новых нормативно-технических
документов, было принято решение о совершенствовании ТКД.
Анализ отечественных и зарубежных классификаторов показал,
что технологическое подобие деталей определяется совокупностью
248
признаков, причем исходным признаком является конструкция
детали. В качестве классификационных признаков для деталей выбраны
следующие: геометрическая форма, конструктивная характеристика
отдельных элементов, взаимное расположение элементов,
параметрический, наименование детали, выполняемая деталью функция.
Геометрическая форма детали является наиболее объективнм и
стабильным признаком при ее описании. Они характеризует деталь
непосредственно, независимо от ее функции и принадлежности к
другим изделиям. Указанные признаки содержатся в конструкторском
классификаторе. Геометрическая форма детали и ее конструктивные
особенности являются той общей информацией, которая необходима
для решения как конструкторских, так и технологических задач, что
является предпосылкой для установления тесной связи между
конструкторским и технологическим классификаторами.
Связь между классификаторами осуществляется в следующем
виде: классификационная характеристика, назначаемая по
конструкторскому классификатору, продолжается и дополняется
технологическими кодами, назначаемыми по технологическому классификатору для
совместного использования при подборе деталей по их конструкторско-
технологическому подобию.
Вновь разработанный ТКД при неизменных основных принципах
его построения охватывает детали всех отраслей промышленности как
основного, так и вспомогательного производств. Это обеспечивается
увязкой его с классами деталей Классификатора ЕСКД (классы 71,72,
73, 74, 75, 76). Эти классы включают классификацию деталей всех
отраслей промышленности, в том числе и стандартные как составные
части специфицированных изделий (сборочных единиц, комплектов,
комплексов), не имеющие самостоятельное эксплуатационное
назначение (шайба, корпус, фланец и др.), так и имеющие самостоятельное
эксплуатационное назначение — однодетальные изделия (ланцет, зубило,
игла, калибр и др.) .
Уже одно использование первой части конструкторскотехнологи-
ческого кода, т.е. конструкторских группировок дает большой технико-
экономический эффект. Рассматривая вопрос унификации изделий,
деталей, сборочных единиц, с помощью их кодов предоставляется
возможность выявлять конструктивно подобные детали и тем самым
создаются условия для их унификации, которая практически приводит
к уменьшению количества разнотипных деталей в пределах изделия,
группы изделий. Чем больше, унифицированных деталей будет
использовано в новом изделии, тем короче сроки проектирования и освоения
производства, тем меньше потребность в проектировании новых
технологических процессов,- чертежах на детали основного производства,
инструмент и оснастку. Благодаря более тщательной отработке
конструкций деталей и технологии их изготовления, а также применению
более современных материалов повышается качество выпускаемой
продукции, ее надежность и долговечность. Несомненно также и то,
что унификация способствует удешевлению изделий.
Развитием унификации, ее завершением является стандартизация
типов и основных параметров деталей, способствующая установлению
прогрессивных видов с такими технико-экономическими
показателями, которые соответствуют уровню современных достижений науки и
249
техники. Вместе с тем сокращаются сроки проектирования изделии,
более рационально используется труд инженерно-технических
работников.
Применение технологического классификатора, разработанного в
соответствии с принятой системой классификации, дает возможность
механизировать процесс анализа технологических документов,
позволяет использовать для обработки технической и производственной
информации средств вычислительной техники и тем самым создает базу для
внедрения АСУ.
При решении задач по технологической подготовке производства
с использованием конструкторско-технологического кода детали, б
частности, задачи по группированию деталей, в технологических
документах ЕСТД предусматриваются графы для записи этого кода. В
основной надписи технологических документов на процессы и операции
по ГОСТ 3.1103-82 обязательную проставляют коды по ТКД в графе 3
— после обозначения детали по Классификатору ЕСКД и перед
обозначением документа (комплектов документов) по ГОСТ 3.1201-85.
Комплекс этой информации размещается в одной строке и создает
условия для внедрения информационно-поисковых систем при
заимствовании разработанных типовых и групповых технологических
процессов (ТТП, ГТП).
Для решения задач по группированию деталей разработан и
применяется документ — технологическая ведомость (ТВ), форма 1 и 1а
по ГОСТ 3.1122-84. ТВ предусматривает простановку технологических
кодов по ТКД в зависимости от выбранного маршрута.
Например, для детали типа "Рычаг" принята следующая схема
изготовления:
обработка давлением — объемная штамповка;
обработка резанием;
нанесение металлического покрытия — кадмирование;
нанесение лакокрасочного покрытия — эмаль.
В этом случае типовая запись в ТВ на деталь типа "Рычаг" будет
иметь вид:
Обозначение детали
Наименование детали
по ГОСТ 2.201-80 \
1С06 АБВГ.743121.200
|И07 36304*32114425
08 363044.ХХХХХХХХ
| 09 363047.ХХХХХХХХ
10 363047.ХХХХХХХХ
Код по ТКД
/
Рычаг
К. 0214100.00012
К.0214100.00012
К.0227100.00015
К.023710О.0О021
Обозначение док умеитации
заимствованных ТТП. ГТП и ЕТП
по ГОСТ 3.1201-85 |
Применение информации по Классификаторам ЕСКД и ТКД, а также
по ГОСТ 3.1201—85 в технологических документах обеспечивает
возможность поиска необходимых документов, их учет и хранение. Все
это позволяет комплексно и эффективно использовать средства
механизации и автоматизации при решении инженерно-технических задач.
250
Информационная модель по формированию конструкторско-тех-
нологического кода на деталь в условиях АСУП представлена на рис. 49.
РАЗРАБОТКА КОНСТРУКТОРСКИХ
ДОКУМЕНТОВ НА ИЗДЕЛИЕ И ПРИСВОЕНИЕ
ОБОЗНАЧЕНИЙ ПО ГОСТ 2 201-80.
КЛАССИФИКАТОРУ ЕСКД
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ
ВЕДОМОСТИ (ТВ) НА ДЕТАЛИ
И СБОРОЧНЫЕ ЕДИНИЦЫ
(ПРЕДВАРИТЕЛЬНАЯ)
ПРОСТАНОВКА ТЕХНОЛОГИЧЕСКИХ
КОДОВ В ТВ В ЗАВИСИМОСТИ ОТ
ПРИМЕНЯЕМЫХ МЕТОДОВ
ИЗГОТОВЛЕНИЯ И РЕМОНТА
РЕШЕНИЕ ЗАДАЧ ПО ГРУППИРОВАНИЮ
ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ;
ПРИМЕНЕНИЕ АВТОМАТИЗИРОВАННЫХ ИПСДЛЯ
ВЫХОДА НА ТТЛ ИЛИ ГТП
(ОКОНЧАТЕЛЬНАЯ РАЗРАБОТКА)
ТВ
[АРХИВ 0ГТ
Рис. 49.
За кодом технологического признака закреплено определенное
количество цифровых или буквенно-цифровых знаков
технологического кода детали, а в структуре за каждым признаком — определенная
позиция. Так, за размерной характеристикой детали закреплены три
первых знака технологического кода. Размерная характеристика детали
присваивается по трем таблицам в зависимости от класса деталей, т.е.
все детали, принадлежащие к классам, разделены на три группы, для
каждой из которых регламентируются свои размерные интервалы.
Четвертый и пятый знаки технологического кода отведены для
признака "группа материала", что позволяет разбить все применяемые
в производстве деталей материалы на 100 группировок, причем
значительная часть группировок отведена под стали и чугуны, как наиболее
распространенные материалы.
Под шестым знаком технологического кода выступает признак
"вид детали по технологическому методу". Этот признак является
связующим звеном между основными признаками технологической
классификации и признаками, характеризующими вид детали по
технологическому процессу (методу изготовления). Эти признаки
образуют вторую часть технологического кода детали. Набор этих признаков
различен для деталей, получаемых литьем, обработкой давлением, куда
входят ковка и горячая штамповка, холодная штамповка, обработка
резанием и прочие. Эта часть имеет восемь знаков. Сюда входят такие
признаки, как вид исходной заготовки, квалитет, параметр
шероховатости/отклонение формы и расположения поверхностей, степени
точности на отклонение формы и расположения поверхностей, степени
точности на отклонение формы и расположение поверхностей, харак-
251
теристика технологических требований, толщина покрытий,
уточненная группа материала, характеристика массы и т.д.
Структура кода основных признаков технологической
классификации деталей, имеет следующий вид:
123 45 6
XXX XX X
ТВиД детали по технологическому
методу изготовления
I I Группа материала
Размерная характеристика
где цифры 1, 2, 3 . . . обозначают номера позиций знаков
технологического кода.
Классификационная таблица признака вид детали по
технологическому методу изготовления имеет вид, представленный в табл. 24.
Таблица 24
Код ! Вид детали по технологическому методу изготовления
1 I Изготовляемая литьем
2 Изготовляемая ковкой и объемной штамповкой
3 Изготовляемая листовой штамповкой
4 Обрабатываемая резанием
5 Термически обрабатываемая
6 Изготовляемая формообразованием из полимерных материалов,
керамики, стекла и резины
7 С покрытием
8 Обрабатываемая электрофизикохимически
9 | Изготовляемая порошковой металлургией
Таблица содержит наименования видов деталей, изготовляемых по
наиболее распространенным в машиностроении технологическим
процессам в зависимости от метода.
Структура кодового обозначения классификационных
группировок признаков, характеризующих вид детали приводится в каждом
разделе классификатора.
Например, структура технологического кода детали,
обрабатываемой резанием, будет иметь следующий вид:
78 910 11 12 13 14
XX XX X X X X
I 11111 Характеристика массы
I I ! I I Вид дополнительной обработки
I III Степень точности
I I I Параметр шероховатости или отклонения
I I I формы и расположения поверхности
I I Квалитет
I Вид исходной заготовки
252
Примеры фасетов для кодирования деталей обрабатываемых
резанием представлены в табл. 25, 26.
Таблица 25
Технологическая классификация деталей,
обрабатываемых резанием
Степень точности
Код
1
2
3
4
5
6
Раздел
4
Номер признака
4
Степень точности на допуски формы и расположения поверхностей
Св.16
16; 15; 14; 13
12; И; 10; 9
8; 7; 6
5; 4; 3; 2; 1
До1
Таблица 26
Технологическая классификация деталей, обрабатываемых
резанием
Вид дополнительной обработки
Код"]
0
1
2
3
4
5
6
7
8
9
Термическая обработка
Без термической обработки
С термической обработкой до
или между операциями
обработки резанием НКСЭ
до 40
40... 53,5
св. 53,5
С термической обработкой после обработки
резанием
Раздел
4
Номер признака
5
Покрытие
Без покрытия
С покрытием
Без покрытия
С покрытием
Без покрытия
С покрытием
Без покрытия
С покрытием
Без покрытия
С покрытием
В технологическом классификаторе деталей принят 14-ти значный
технологический код деталей, составленный из кодов основных
признаков, технологической классификации и признаков, характеризующих
253
вид детали по технологическому методу изготовления, структура
которого имеет следующий вид:
хххххх. хххххххх
I I Код классификационных группировок
I признаков, характеризующих вид детали по тех-
I I нологическому методу изготовления
I Код классификационных группировок основных признаков
Общий конструкторско-технологический код детали, составленный
из конструкторского и технологического кодов, будет иметь
следующий вид:
хххххх. хххххх.хххххххх
I Технологический код детали
Код классификационных группировок
конструкторских признаков (по Классификатору ЕСКД)
Каждая деталь может иметь несколько кодов классификационных
группировок технологических признаков, характеризующих вид детали
по конкретному технологическому методу изготовления, при
постоянном коде классификационных группировок основных признаков в
зависимости от технологического процесса по методу изготовления (по
ТКД).
Технологический классификатор деталей состоит из следующих
разделов:
Первый раздел описывает систему технологической классификации
и кодирования деталей.
Второй раздел описывает признаки, структуру и включает таблицы
классификационных группировок основных признаков
технологической классификации деталей.
Последующие девять разделов содержат таблицы
классификационных группировок технологических признаков с указанием структуры
и признаков, характеризующих вид детали по технологическому методу
изготовления:
1) технологическая классификация литых деталей;
2) технологическая классификация деталей, изготовляемых ковкой
и объемной штамповкой;
3) технологическая классификация деталей, изготовляемых
листовой штамповкой;
4) технологическая классификация деталей, обрабатываемых
резанием;
5) технологическая классификация деталей, обрабатываемых
термически;
6) технологическая классификация деталей, изготовляемых
формообразованием из полимерных материалов;
7) технологическая классификация деталей с покрытием;
8) технологическая классификация деталей, обрабатываемых
Электр офизикохимическими методами;
9) технологическая классификация деталей, изготовляемых
порошковой металлургией.
254
Кроме классификационных таблиц, технологический классификатор
содержит иллюстрированные примеры формирования технологического
кода деталей различных видов.
В классификаторе имеется приложение, в котором представлены
следующие материалы:
перечень материалов и их коды по технологическому
классификатору;
рекомендации по выбору типового технологического процесса
изготовления литых деталей;
рекомендации по выбору типового технологического процесса
получения деталей, изготовляемых ковкой и объемной штамповкой;
рекомендации по выбору металлорежущего оборудования;
рекомендации по выбору термического оборудования.
Перечень материалов является рекомендуемым. Предполагается,
что каждое предприятие должно составить перечень применяемых в
производстве материалов для облегчения процесса формирования
технологического кода деталей.
Рекомендации по выбору моделей оборудования металлорежущего,
термического, литейного и другого составлены в зависимости от
классификационных габаритных размеров деталей. Приведены модели
наиболее распространенного оборудования с эксплуатационными
характеристиками.
Для успешного внедрения Технологического классификатора
деталей машиностроения и приборостроения в промышленность разработаны
и утверждены Госстандартом СССР "Методические указания по
внедрению Технологического классификатора деталей машиностроения и
приборостроения".
В Методических указаниях приводится комплекс положений и
рекомендаций, обеспечивающих введение в действие технологического
классификатора деталей в установленные сроки и в наиболее
целесообразном порядке в условиях функционирующего производства.
Методические указания содержат:
общие положения;
основные принципы технологической классификации деталей;.
порядок внедрения технологического классификатора.
В Методических указаниях представлены формы кодировочных
ведомостей, в которые заносятся конструкторско-технологические
коды деталей, а также изложены правила и порядок их оформления.
Далее приводятся примеры формирования конструкторско-технологи-
ческого кода детали "шкив".
ФОРМИРОВАНИЕ
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГОКОДА
ДЕТАЛИ, ИЗГОТОВЛЯЕМОЙ ОБЪЕМНОЙ ШТАМПОВКОЙ
Наименование детали— шкив
Приме)? представлен как иллюстративный материал, в котором
указаны только те данные, которые необходимы для кодирования
детали (рис. 50).
Данную деталь, шкив, относят к телам вращения класса 71. Она
255
№320,
"Ум
0П5НП
Допускаются на наружной подерхности
ракодины по ГОСТ 8479-77
\Иу\1\ц[п\№ док ум
[Разраб
Пров.
Т.контр
Н.контрх
Утв.
Подп
\Дащ
АБВГ 71 т5.001
ШкиЬ
Сталь ЧОХ ГОЛ№3-71
Лит \Масса\/1асшщ
11,2
VI
Лист | Листоб 1
Рис.50
представляет собой деталь с Ь/И до 0,5 с цилиндрической наружной
поверхностью, без закрытых уступов, без наружной резьбы, с
центральным сквозным отверстием, круглым в поперечном сечении,
цилиндрическим, без резьбы, гладким с кольцевыми пазами на торцах, без пазов
и шлицев на наружной поверхности, без отверстий вне оси детали. Код
конструкторской классификационной группировки 711145.
В соответствии со структурой технологического кода первым
признаком технологической классификации деталей является размерная
характеристика.
Рассматриваемая деталь относится к подклассу 711000, поэтому
кодирование ее размерной характеристики следует проводить по табл.
0.1*.
♦Ссылки на таблицы даются по Технологическому классификатору деталей
машиностроения и приборостроения (1 85 142). - М.: Изд-во стандартов, 1985.
256
Исходя из кодируемых размеров детали, наибольший наружный
диаметр - 185, длина - 75, диаметр центрального отверстия - 45 мм,
код размерной характеристики— ДВ7.
Деталь по чертежу должна изготовляться из стали
конструкционной легированной 40Х по ГОСТ 4543-71. Код группы материала по
табл. 0.4-12.
В связи с тем, что деталь изготовляют объемной штамповкой, ей
по табл. 0.5 присваивают код 2.
Таким образом, рассматриваемой детали по основным признакам
технологической классификации присваивают код ДВ7122 (постоянная
часть технологического кода). Остальную часть технологического кода
(переменную) формируют по таблицам разд. 2 с учетом
технологических признаков, характерных для деталей, изготовляемых объемной
штамповкой.
Код детали по признаку "вид исходной заготовки" назначают по
табл. 2.2. В данном случае используется пруток (круглый),
следовательно, код исходной заготовки — 3.
Далее по табл. 2.3. определяют коды классификационных
группировок квалитетов точности размеров наружных и внутренних
поверхностей. Из чертежа классифицируемой детали видно, что наивысшим ква-
литетом наружных поверхностей является И, внутренних поверхностей
— Н14. Это соответствует коду 31.
Наивысший параметр шероховатости наружных поверхностей по
чертежу К2 80, что по табл. 2.4. соответствует коду 1.
Следующим признаком технологической классификации является
характеристика технологических требований. Деталь без ребер,
следовательно, по табл. 2.5. ее код 0.
Определяют содержание основных компонентов и примесей, что
по табл. 2.6. соответствует коду 2.
Деталь после штамповки подвергают нормализации, что по табл.
2.7. соответствует коду 3.
Последним знаком кодируют характеристику массы. Масса детали
1,1,2 кг, что соответствует по табл. 2,8, коду Д.
Таким образом, классификационные группировки признаков
применительно к виду детали, изготовляемой объемной штамповкой, имеют
код3311023Д.
Технологический код рассматриваемой детали: ДВ7122.3311023Д.
Конструкторско-технологический код детали, состоящий из кода
классификационной группировки конструктивных признаков и
технологического кода: 711145 ДВ7122.3311023Д.
Пример формирования конструкторско-технологического кода
детали, изготовляемой объемной штамповкой, Шкив
АБВГ. 711145. 001
Код организации-разработчика I I I
Код классификационной группировки конструк- I I
тивных признаков. I I
Деталь - тело вращения с иО до 0,5 с ци- I I
линдрической наружной поверхностно, без за- 1 I
крытых уступов, без наружной резьбы, с цент- 4 I
ральиым сквозным отверстием, круглым в попе- I |
речном сечении, цилиндрическим, без резьбы, | I
гладким, с кольцевыми пазами на торцах, без I I
пазов и шлицев на наружной поверхности, без ] I
отверстии вне оси детали I I
Порядковый регистрационный номер (условный)
Обозначение детали
Основные признаки технологической классификации детали
ДВ7 12 2
Размерная характеристика,
мм* наибольший наружный
диаметр 185, длина 75,
диаметр центрального отверстия
45
Материал - сталь конструкционная
легированная (ГОСТ 4543-71)
Вид детали по технологическому методу - деталь,
изготовляемая объемной штамповкой
Технологическая классификация детали,
изготовляемой объемной штамповкой
31
02 3 Д
Вид исходной
заготовки:
пруток круглый
Квалитет: наружной
поверхности - 11,
внутренней поверхности — 14
Параметр шероховатости
наружной поверхности: К280
Характеристика технологических
требований: деталь без ребер; контроль
химического состава на содержание основных
компонентов и примесей
Характеристика термической обработки: но
Характеристика массы: 11,2 кг
рмализаи
1ИЯ
Конструкторско-Технологический код детали
711145. ДВ 7122.3311023Д
Код конструкторских
классификационных группировок
Технологический код
Пример анализа конструкторско-технологических признаков детали.
Шкив
Чтобы оценить возможность использования сформированного
конструкторско-технологического кода для решения производственных
задач технологического характера, в табл. 27 приведен пример
декодирования и укрупненного анализа смыслового значения конструкторско-
258
технологических признаков данной детали, применительно к
изготовлению в мелкосерийном производстве.
Конструкторско-технологический код
3311023Д.
детали: 711145ДВ7122.
Таблица 27
Код
Смысловое значение кода
Вывод (результат анализа)
711145
ДВ7
12
2
31
Конструкторская характеристика
Деталь
общемашиностроительного применения - тело
вращения с иЭ до 0,5 включ., с
цилиндрической наружной
поверхностью, без закрытых уступов,
гладкой, без наружной резьбы, с
центральным сквозным отверстием,
круглым в поперечном сечении,
цилиндрическим, без резьбы,
гладким, с кольцевыми пазами
на торцах, без пазов и шлицев
на наружной поверхности, без
отверстий вне оси детали
Основной вид обработки
детали - объемная штамповка.
Основные операции
технологического процесса: отрезка, нагрев,
осадка, штамповка, снятие заусенцев,
прошивка отверстия,
термообработка - нормализация или отжиг
Технологическая характеристика
Габаритные размеры детали
входят в следующие пределы,
мм: наружный диаметр - 180-
200; длина- 75-95; диаметр
центрального отверстия - 3550
Материал детали: сталь
конструкционная легированная
Вид детали по
технологическому методу: деталь,
изготовляемая объемной штамповкой
Вид исходной заготовки:
ток (круглый)
пру-
Наивысшие квалитеты
точности размеров наружных и
внутренних поверхностей: 11
и 14
Наивысший параметр
шероховатости наружных
поверхностей: от 320 до 80 включ.
По диапазонам размеров
детали и материалу с учетом
серийности ее изготовления можно
выбрать детали по
технологическому процессу, подобрать
оборудование и определить вид
технологической оснастки
Данный код является
связующим звеном основных признаков
с признаками технологической
классификации, определяющими
вид детали по методу
изготовления
Данный признак дает
обоснование для выбора вспомогательного
оборудования
Данная точность размеров
может быть достигнута при
изготовлении детали на определенном
оборудовании и оснастке
Эти параметры могут быть
достигнуты при изготовлении детали
объемной штамповкой
9*
259
Продолжение
Код
02
3
Д
1 .11,1
Смысловое значение кода
Характеристика
технологических требований: деталь без ребер,
определяют содержание
основных компонентов и примесей и
механические свойства при
нормальных условиях
Характеристика термической
обработки - нормализация
Масса детали 11,2 кг
Вывод (результат анализа)
Этот признак позволяет
правильно выбрать способ изготовления
детали, вид оборудования, тип
оснастки
Термическая обработка
позволяет улучшить обработку
резанием
Данный признак позволяет
определить способ изготовления
детали, выбрать определенный вид
оборудования, тип оснастки,
вспомогательное
(подъемно-транспортное) оборудование
7.6. Классификатор технологических операций
машино- и приборостроения
Классификатор технологических операций (КТО) является
составной частью системы классификации и кодирования
технико-экономической информации в системе технологической подготовки
производства.
КТО систематизирует наименования технологических процессов,
методы изготовления и ремонта изделий и соответствующих
классификационных группировок наименований технологических операций
и их кодовых обозначений. В классификаторе дается описание системы
классификации и кодирования технологических операций и таблицы
классификационных группировок технологических процессов и
технологических операций в зависимости от применяемого метода
изготовления. Классификатор состоит из 19 разделов: операции общего
назначения, куда вошли операции, которые по своему составу и назначению
могут применяться в различных технологических процессах, методах,
например, такие как промывка, обезжиривание, пропитка, сушка и пр.;
операции технического контроля; перемещения; испытания;
консервации; упаковывания; литье металлов; обработка давлением;
обработка резанием; термическая обработка; формообразование из
полимерных материалов, керамики, стекла и резины; порошковая металлургия;
получение покрытий (металлических и неметаллических
неорганических) ; электрофизическая, электрохимическая и радиационная
обработка; получение покрытий органических (лакокрасочных); пайка;
сборка; электромонтаж; сварка.
Классификатор распространяется на технологические операции
производства и ремонта изделий машино- и приборостроения. Он
создает предпосылки для стандартизации операций и автоматизации
проектирования технологических процессов на основе единства наименований
и обозначений технологических операций.
260
Классификатор используется в системе технологической
подготовки производства и управления им совместно с другими
классификаторами технико-экономической информации и участвует в решении
следующих задач: упорядочение текстовой части технологических процессов
путем применения стандартных терминов технологических операций;
переход на бестекстовую технологию и возможность машинной
обработки информации с помощью кодов технологических операций;
оперативно-календарное и технико-экономическое планирование
производства; объединение однородных операций для организации
специализированных рабочих мест, участков и подразделений; укрупненный
расчет трудовых и материальных нормативов; анализ трудоемкости по
технологическим операциям для ликвидации "узких" мест в
производстве; обеспечение возможности механизации учета и поиска
разработанных технологических операций; создание условий для
автоматизированной разработки технологических процессов.
Разработка классификатора базировалась на следующих основных
положениях: классификация технологических операций строится по
методу иерархической классификации на двух ступенях; в качестве
классификационных признаков приняты такие существенные
характеристики технологической операции, как "вид технологического
процесса по методу выполнения" и "наименование операции"; в
структуре кода технологической операции каждая ступень классификации
обозначается двумя цифровыми десятичными знаками; на каждой ступени
классификации кодирование операций осуществляется цифрами от
01 до 99, причем на второй ступени группировки 10, 20,30, и т.д.
используются, как правило, для кодирования обобщенных наименований
операций; в классификаторе имеется достаточный резерв незанятых
кодовых обозначений для включения новой информации; система
кодирования обеспечивает удобство обработки информации средствами
вычислительной техники; система классификации и кодирования
предусматривает дальнейшую детализацию признаков классификации и их
кодов.
Классификатор предназначается для формирования кодов
технологических операций в пределах конкретного вида технологического
процесса.
Код технологической операции имеет следующую структуру:
XX XX
I I Наименование операции
I Вид технологического процесса
I по методу выполнения
На первой ступени классификации основанием деления служит
признак "вид технологического процесса по методу выполнения",
характеризующийся определенным составом технологических
операций. В классификаторе за каждым видом технологического процесса
закрепляется определенный код. Для включения в классификатор всех
видов технологических процессов машино- и приборостроения и
создания достаточного резерва код этой ступени классификации
устанавливается в два знака, т.е. может быть закодировано 100 технологических
процессов. В связи с тем, что отдельные виды технологических процес-
261
сов насчитывают более 100 технологических операций, для кодирования
этих видов в классификаторе отведено несколько классификационных
группировок, например: "технический контроль" имеет коды 02, 03;
"обработка резанием" — 41 и 42.
На второй ступени классификации основанием деления является
признак "наименование операций". Код этой ступени также два знака.
Классификатор охватывает около полутора тысяч технологических
операций. Фрагмент таблицы из КТО представлен в табл. 28.
Таблица 28
Код Наименование операций
7300 ) Получение покрытий органических (лакокрасочных)
7301
7302
7303
7304
7310
7311
7312
7313
7314
7315
7325
7326
7327
7328
7329
7331
7332
7333 1
| Преобразование
| ржавчины
| распылением
кистью, тампоном
Грунтование
■"
Грунтование
распылением
окунанием
электроосаждением
пневматическим
безвоздушным
! электростатическим
пневмоэлектростатическим
безвоздушным
электростатическим
аэрозольным
центробежным
ультразвуковым
без выдержки в парах
растворителя
с выдержкой в парах
растворителя
анодным
катодным
наливом, обливом
262
Продолжение
Код
7334
7335
?336
7337
7338
7339
7340
7341
7342
7350
Наименование операций
™
струйным без выдержки в парах раство-
обливом рителя
с выдержкой в парах
растворителя
в барабанах, центрифугах
кистью, валиком, тампоном и др.
валками
автоосаждением
Подгрунтовывание
Подгрунтовыва-
ние
Шпатлевание
кистью, валиком, тампоном и др.
распылением
Термины, используемые в классификаторе, устанавливаются
государственными стандартами и широко применяются в технической
литературе. Для однозначного понимания вводимых нестандартизован-
ных терминов разработано приложение с определением применяемых
терминов.
По усмотрению отраслей промышленности допускается дальнейшая
детализация признаков классификации технологических операций с
применением кодов, которые записываются после кода операции по
общесоюзному классификатору.
В системе технологической документации использование кодов
операции по КТО в основном следует применять в том случае, когда
используются средства механизации и автоматизации. В других случаях
его применение имеет рекомендательный характер, основанный на
правильной записи наименования операции. В технологических документах,
оформленных по стандартам ЕСТД, предусматривается место для
указания соответствующего кода операции. В соответствии с требованиями
стандартов ЕСТД при указании кода операции по КТО в документе
допускается не указывать наименование операции. Наличие кодов
операций обеспечивает возможность обработки информации с применением
средств механизации и автоматизации, что позволяет на основании
имеющихся программных средств решать инженерно-технические задачи.
Другим наиболее важным направлением для внедрения КТО
являются системы автоматизированного проектирования (САПР). В
условиях разработки и внедрения САПР отдельные организации и
предприятия используют КТО в качестве информационной базы для
проектирования технологических документов на основе создания банка
263
данных по типовым операциям. Структура кода операции по КТО
иногда не позволяет однозначно обозначить ту или иную операцию,
отличающуюся составом и порядком выполняемых действий, применяемых
технологических средств, технологических режимов и параметров.
Для проведения регистрации и поиска необходимой операции с
соответствующим информационным и техническим содержанием возможно
дополнительно к коду операции, добавлять порядковый
регистрационный номер по следующей структуре:
хххх ххх
I I Порядковый регистрационный
I I номер
I Код операции по КТО
Значность порядкового регистрационного номера
устанавливается в зависимости от количества вносимых вариантов операций в банк
данных, имеющих одно наименование.
Представленная трехзначная регистрационная нумерация операций
позволяет закодировать до 999 имеющихся вариантов операций,
относящихся к одному коду.
Проектирование технологических документов на процессы машино-
и приборостроения с применением типовых операций можно
осуществлять, например, в следующем порядке: 1) поиск соответствующей
типовой операции; 2) простановка кода типовой операции в
соответствующей кодировочной карте; 3) указание переменных данных по
исполнительным размерам, средствами технологического оснащения,
материалам, трудозатратам и т.п.; 4) выбор последующей операции в
технологической последовательности изготовления или ремонта изделий
с выполнением пунктов 2 и 3 по каждой операции; 5) выбор бланка
документа и его заполнение с помощью переферийных устройств.
Такой метод проектирования технологических документов может
применяться с помощью карты кодирования информации или напрямую
при работе с видеотерминалом. Это зависит от состояния подготовки
банка данных по типовым операциям и постоянной информации,
включаемой в них.
7.7. Классификатор технологических переходов
машино- и приборостроения
Разработка Классификатора технологических переходов машино-
и приборостроения (КТП) осуществлялась в увязке с Классификатором
технологических операций машино- и приборостроения и является его
логическим продолжение и дополнением.
Основной целью разработки. Классификатора является снижение
трудоемкости и сокращение сроков технологической подготовки
производства. Вместе с Классификатором технологических операций он
является составной частью информационного обеспечения при
проектировании технологических процессов и предназначен для упорядочения
264
написания содержания операций и их однозначного понимания с
присвоением соответствующего кодового обозначения.
В основу разработки классификатора переходов положены
классификатор технологических операций и стандарты ЕСТД седьмой
классификационной группы на правила записи операций и переходов (ГОСТ
3.1701-79-ГОСТ 3.1707-84.) .
Внедрение указанных стандартов в отраслях промышленности
показало их высокую эффективность при оптимизации записи
содержания операций в разработке технологических документов. Основываясь
на структуре построения записи содержания операций, применяя
унифицированные и стандартизованные термины (слова и словосочетания),
указанные стандарты позволили избежать сложных фраз и предложений
при описании выполняемых действий, исключить дублирование
включаемой информации, определили предпосылки для создания единой
информационной базы данных в части изложения содержания
технологических операций. Кроме того, в стандартах седьмой
классификационной группы были применены правила, позволяющие обосновать
оптимальность текстовых записей с применением допускаемых сокращений
и обозначений.
С появлением Классификатора технологических операций и
началом его внедрения возникла неоднозначность в формировании
технологических переходов по указанным стандартам.
Применяя закодированные технологические переходы, возможно
максимально облегчить проектирование документов как на отдельные
операции, так и на технологические процессы в целом. До настоящего
времени эта составная часть технологической классификации
создавалась на отраслевом и заводском уровнях по различным принципам,
необходим был единый методический подход к классификации
переходов.
Классификатор технологических переходов следует применять при
технологической подготовке производства совместно с другими
классификаторами технико-экономической информации. К основным
задачам относятся следующие:
создание нормативной базы технологического проектирования
при применении средств механизации и автоматизации;
упорядочение текстовой записи содержания технологических
операций в технологической документации с применением типовых
(унифицированных) терминов;
обеспечение оперативного тематического поиска ранее
разработанных технологических операций с аналогичным составом переходов.
Классификатор устанавливает текстовую запись основных и
вспомогательных переходов. В соответствии с ГОСТ 3.1109—82 под
технологическим переходом (основным) понимается законченная часть
технологической операции, выполняемая одними и теми же средствами
технологического оснащения при постоянных технологических режимах
и установке. Под вспомогательным переходом понимается законченная
часть технологической операции, состоящая из дейс^ий человека и
(или) оборудования, которые не сопровождаются изменением свойств
предметов труда, но необходимы для выполнения технологического
перехода.
Система классификации и кодирования переходов строится по
265
фасетному методу классификации, при котором заданное множество
делится на группировки независимо, по различным признакам
(фасетам) классификации.
Классификатор, технологических переходов состоит из фасетов,
образованных по определенным признакам и систематизированных в
классификационные таблицы.
Объектами классификации в КТП являются, как уже отмечалось,
технологические и вспомогательные переходы или элементы
содержательной части технологической операции.
Классификатор определяет структуру кода и классификационные
признаки для формирования переходов. Он состоит из кодировочных
таблиц по классификационным группировкам и приложения с
примерами сформированных и закодированных переходов. При описании
содержания технологической операции или перехода сначала указывают
действие, которое необходимо произвести, выражающееся глаголом
в неопределенной форме, например: штамповать, точить и т.д.,
принятое называть в ЕСТД ключевым словом. Затем указывают наименование
обрабатываемой поверхности, конструктивных элементов или
предметов производства, например: плоскость, торец, заготовка. Указывается
также дополнительная информация о способах и характере обработки,
о виде применяемого конструкторского или технологического
документа, методе базирования, например: предварительно, в растворе, по
разметке и тд. Кроме того, может указываться информация о размерах,
условных обозначениях, о количестве одновременно или
последовательно обрабатываемых поверхностей, т.е. переменная информация.
Исходя из этого, в классификаторе установлены следующие
признаки классификаций переходов:
выполняемое действие;
предмет труда или объект приложения действия;
дополнительная информация.
Классификация технологических переходов проводится по
фасетному методу классификации. Классификатор состоит из трех фасетов,
наименование которых совпадает с признаками классификации.
Структура кода перехода имеет следующий вид:
хх ххх ххх
Выполняемое действие I I I
Предмет труда или объект I I
приложения действия I I
Дополнительная информация
Фасет 1 "Выполняемое действие" имеет двухразрядный код, фасет 2
"Предмет труда или объект приложения действия" — трехразрядный
код и фасет 3 "Дополнительная информация" — трехразрядный' код.
Для кодирования классификационных группировок применен
буквенно-цифровой алфавит кода. Цифры арабского алфавита, (от
О до 9), буквы русско-латинского алфавита.
Информация, включенная в классификационные таблицы (фасеты) ,
охватывает не только технологические переходы, непосредственно
реализующие технологический метод, но и включает описание действий,
266
сопутствующих данному методу. Так, например, в разделе "сварка"
по фасетам формируются переходы, реализующие операции сварки,
наплавки и термической резки, но и в них же имеется информация по
переходам на зачистку свариваемых кромок и сварных соединений,
правки, установки и пр.
При формировании переходов допускается при описании перехода
изменять в предложении порядок слов, их падеж и число.
В группировках к информации, имеющей многоточие, при
формировании конкретного перехода добавляется переменная информация,
в которой могут быть указаны: размеры, количество элементов
(деталей) , номера позиций и т.д.
В классификаторе имеется 19 разделов в зависимости от вида
технологического процесса по методу выполнения (в соответствии с КТО).
В каждом их этих разделов имеется три классификационных
таблицы (фасета) по установленным одноименным признакам
классификации. В конце разделов имеются три сводных кодировочных
фасета объединяющих информацию по всем разделам соответствующих
классификационных таблиц. Эти таблицы служат для поиска и
заимствования необходимой информации, включения новой информации и
присвоения соответствующего кода.
В классификационных таблицах классификатора имеется
достаточный резерв для включения дополнительных классификационных
группировок по выделенным признакам. Кроме того, представляется
возможность проводить, при необходимости, дальнейшую детализацию
признаков классификации, характеризующих переход, увеличивая при
необходимости фасеты классификации.
При проектировании технологических процессов допускается
полная или сокращенная форма записи содержания операции и перехода.
Полную запись следует выполнять при отсутствии графических
изображений и для комплексного обращения всех действий, выполняемых
исполнителем или исполнителями. Сокращенную запись следует
выполнять при наличии графической иллюстрации и ссылок на условные
обозначения конструктивных элементов изготовляемого изделия,
которые достаточно полно отражают всю необходимую информацию.
Установление полной или сокращенной записи содержания
операции (перехода) определяется разработчиком документов.
Запись содержания технологической документации зависит от
описания технологического процесса на (маршрутное и операционное) .
Маршрутное описание применяется в единичном и опытном
производствах. При этом содержание операции описывается без выделения
переходов и в одном предложении может быть указано несколько
ключевых слов (выполняемых действий), характеризующих
последовательность изготовления изделия в данной операции.
Операционное описание применяется в серийном и массовом
производствах, но допускается также применять для отдельных операций в
единичном и опытном производствах. При этом в содержании операций
отражаются все необходимые действия, выполняемые в
технологической последовательности исполнителем или исполнителями при
изготовлении изделия или его составных частей на данном рабочем месте,
т.е. четким выделением и обозначением каждого перехода.
При формировании записи содержания операции, перехода
необходимо стремиться к оптимизации информации.
267
В текстовой записи содержания операции и перехода допускается
применять сокращения слов и словосочетаний в соответствии с
руководящими материалами и НТД, если при этом исключается возможность
различного понимания.
Допускается устанавливать сокращение слов и словосочетаний
устанавливать на отраслевом уровне и уровне предприятия.
Запись вспомогательных переходов допускается не выполнять при
маршрутном описании, а также при операционном, если на карте
эскизов или операционной карте имеется графическое изображение
изготовления изделия (заготовки) с указанием условных обозначений
баз и опор, поясняющих установку и метод базирования, и если
действия исполнителя не требуют специальных приемов, связанных с
установкой и снятием изделия (заготовки).
Имея достаточное количество классификационных таблиц по
принятым на государственном уровне признакам и дополняя их на
отраслевом и других уровнях, предприятие имеет возможность с помощью
средств вычислительной техники формировать содержание операций
переходов и создавать необходимый массив с минимальным
последующим заполнением переменной информации в технологической
документации.
Фрагменты сводных таблиц по выполняемым действиям, предметам
труда или объектам приложения действия и дополнительной
информации представлены в табл. 29, 30,31.
Таблица 29
Код по Код
КТО ,'
Выполняемое
действие
Код по Код
КТО
Выполняемое
действие
7126
7133
7123
8801
8803
8508
8502
0113
01
02
03
08
09
10
11
14
18
19
20
21
1 1
Активировать [ ! 64
Алюминировать
Амальгамировать
Базировать
Балансировать
Бандажировать
Бахромировать
Брикетировать
Вакуумировать
Вбить
Ввернуть
Ввести
! 66
2109
2122
68
69
АУ
АЦ
72
74
ЖН
78
79
81
|
Выкачать
Выложить
Выплавить
Выполнить
Выправить
Выпрессовать
Выпустить
Вырастить
Вырезать
Выровнять
Вырубить
Высадить
Таблица 30
Код
Предмет труда или объект приложения Код
действия
Предмет труда или
объект приложения
действия
001
002
Агрегат, аппарат, аппаратура
Адгезия
055
057
058
присадочный
Брус
Бумага ♦ > .
268
Продолжение
Код
006
007
008
009
010
014
015
016
Предмет труда или объект приложения
действия
Активность нуклида в радиоактивном
источнике
Амортизатор
Амплитуда вибрации изделия
Анод
Арматура
Бабина
Бадья
База технологическая
Код
061
065
066
067
072
073
074
075 1
076
Предмет труда или
объект приложения
действия
Бункер
Буртик
Буфер
Бухта
Вагон
Вагранка
Вакуум
Вал (валик)
Вальцы
Таблица 31
Код
001
004
005
006
010
011
012
015
026
022
| Дополнительная информация
Азотом, осушенным до
давления ...
Амперметром
Аппликацией
Анодно-механически
Аргоном
- до давления ...
Асбестом
Бадьей загрузочной
Барабан (в барабан, с бара- 1
бана,...)
- в ванну
] Код"
042
066
058
073
074
Г74
078
079
081
082
084
Дополнительная информация
В блок (из блока . ..)
В брикет прессе
В бумагу
В вагранку
В вакууме
В вакуумно-пленочной
литейной форме
В ванне с барботированием
В вертикальном положении
Вверх
В верхней точке
Ввертыванием
269
8. ОБРАЩЕНИЕ И НОРМОКОНТРОЛЬ
ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
8.1. Общие положения по обращению
технологической документации
Современное промышленное производство характеризуется широко
развитым взаимообменом изделиями и технической документацией. В
этих условиях необходимо установление единообразного для всех
предприятий порядка обращения технологических документов,
обеспечивающего их строгий учет, сохранность и быстрое нахождение для
размножения и выдачи информации, содержащейся в этих документах, а также
оперативного внесения в них изменений.
Обращение технологических документов регламентируется
следующими документами: ГОСТ 2.501-88, ГОСТ 2.502-68, ГОСТ 2.503-90,
ГОСТ 28388-89, Р 50-75-88, Р 50-81-88, Р 50-92-88. Перечисленные
документы устанавливают единые для всех предприятий и организаций
машино-и приборостроения правила выполнения основных операций, из
которых складывается система обращения технологической
документации. К этим операциям относятся:
Принятие документов на хранение и размножение; регистрация в
учетных документах; способы хранения подлинников документов;
учет и хранение копий документов; восстановление документов при
их износе или утрате; изготовление документов; передача
документации внешним и внутренним абонентам; внесение изменений в
документацию.
Установлены следующие наименования технологических документов
в зависимости от способов их выполнения и характера использования:
оригиналы - документы, выполненные на любом материале и
предназначенные для изготовления по ним подлинников;
подлинники - документы, оформленные подлинными
установленными подписями и выполненные на любом материале, позволяющем
многократное воспроизведение с них копий. Допускается в качестве
подлинника использовать оригинал, репрографическую копию или
экземпляр документа, изданного типографским способом,
завизированные подлинными подписями лиц, разработавших данный документ
и ответственных за нормоконтроль;
дубликаты - копии подлинников, обеспечивающие идентичность
воспроизведения подлинника^выполненные на любом материале,
позволяющем снятие с них копий;
копии — документы, выполненные способом, обеспечивающим их
идентичность с подлинником (дубликатом), и предназначенные для
непосредственного использования при разработке, в производстве,
эксплуатации и ремонте изделий.
Оригиналы технологических документов (ТД) после изготовления
с них подлинников и соотве!ствующего оформления последних в
производство и на хранение не поступают. Как правило, их возвращают
разработчикам документации.
270
Общим требованием к подлиннику, подлежащему репрографической
обработке, является равномерная плотность, контрастность и четкость
изображения по всему документу. В нем должны быть четкие,
нерасплывшиеся линии, буквы, цифры и знаки. Также четко должны быть
изображены знаки плюс, минус, запятые, точки, градусы, начало и конец
размерных и выносных линий, размерные стрелки. Не допускаются
касания линий буквами, цифрами, знаками, а также заплывы изображения.
В этих документах толщина линий не должна быть менее 0,2 мм и
расстояние между линиями — менее 0,8 мм по ГОСТ 2.303—68, высота
букв и цифр - не менее 2,5 мм по ГОСТ 2.304-68.
Дубликаты ТД должны обеспечивать получение с них
качественных копий.
Фото-, электро- и диазодубликаты должны быть четкими и
контрастными. Свободное поле должно быть светлым или иметь незначительный
фон, не затемняющий изображения. Эти документы должны быть
плоские и ровно обрезанные. Линия обрезки должна проходить за внешней
рамкой листов. Если необходимо окантовать дубликаты, то должен быть
предусмотрен припуск при обрезке.
Допускается в дубликатах восстанавливать черной тушью отдельные
линии, цифры и буквы, нечетко получившиеся при изготовлении.
Копии ТД должны быть контрастно отпечатаны и иметь ровный фон
без разноцветности, затрудняющей чтение документа.
8.2. Учет и хранение подлинников технологических документов
При приеме подлинников технологических документов в службу
технической документации предприятия (СТД) на хранение и
размножение проверяется их качество: отсутствие прорывов, подклейки,
протертых мест, нечеткость линий, соответствие текста требованиям ГОСТ
13.1.002—80, а также комплектность технологических документов в
соответствии с маршрутной картой или другими документами, в
которых перечислены сдаваемые подлинники; наличие установленных
подписей и дат. Не принимают на хранение документы, не имеющие
подписи лица, осуществляющего нормоконтроль документации.
Кроме того, проверяют комплектность принимаемых подлинников
с учетом наличия ранее сданных в СТД технологических документов.
Принятые на хранение подлинники ТД регистрируют в инвентарной
книге подлинников, при этом каждому подлиннику документа должен
быть присвоен один инвентарный номер независимо от количества
листов. На документе, состоящем из нескольких листов, инвентарный
номер наносят на каждый лист.
Инвентарные книги для регистрации подлинников и поступающих
от других предприятий дубликатов ведут отдельно от других
документов. Возможно вести одну инвентарную книгу для подлинников и
дубликатов конструкторских и технологических документов и отдельные
инвентарные книги по видам изделий, при этом инвентарные номера не
должны повторяться.
Одновременно с регистрацией подлинников (в инвентарной книге)
заполняют соответствующие графы учета, расположенные, как правило,
на поле для подшивки листа подлинника ("Инв. № подл.;' "Подл, и дата").
271
Регистрации в инвентарной книге подлинников подлежат также
дубликаты и копии документов, полученные от других предприятий
(организаций) . Эти копии регистрируются в отдельной инвентарной книге. На
каждую регистрируемую копию (или комплект копий) наносят штамп с
указанием инвентарного номера, номера экземпляра и даты регистрации
за подписью сотрудника СТД. Данный штамп в папках (альбомах) ставят
на видном месте описи, а также на этикетке или в левом верхнем углу
обложки.
Учет подлинников ТД производят на карточках учета по формам
2, 2а, 26 и 2в по ГОСТ 2.501-88. На каждый документ, которому
присвоен инвентарный номер, составляют отдельную карточку учета.
В общем случае карточка учета документов предназначается для
учета следующих данных:
местонахождение, способ издания и другие сведения, относящиеся
к учитываемому документу;
изготовление копий и списывание их по актам;
изменениея, замены, аннулирование учитываемого документа;
выдача копий внешним абонентам, комплектование копий в
папки (альбомы);
изготовление дубликатов и выдача их внешним абонентам.
Учет применяемости ТД производят в карточках учета
применяемости по ГОСТ 3.1201-85.
Подлинники ТД хранят в СТД по методам обработки и сборки
изделия без учета форматов в порядке возрастания их обозначений по
ГОСТ 3.1201—85 в* пределах каждого метода обработки и сборки
изделия.
Допускается хранить подлинники технологических документов
комплектно по возрастанию обозначений конструкторских
документов, указанных в основной надписи.
Подлинники документов, выполненные на листах меньше
формата А1 хранят в развернутом виде, а подлинники, выполненные на
листах формата А1 и более, рекомендуется хранить свернутыми на скалках
или в развернутом виде.
Подлинники аннулированных и замененных по извещениям
документов хранят отдельно от действующих подлинников. Такие
подлинники складывают на форматы А4 и АЗ.
Сроки хранения аннулированных подлинников ТД в СТД
стандартами не регламентируются и устанавливаются на предприятии или в
отрасли.
Подлинники ТД, пришедшие в негодность, ветхие и изношенные,
имеющие большое количество внесенных изменений, затемняющих
документ и затрудняющих пользование им, или утерянные, восстанавливают.
Восстановленные подлинники действуют на правах замененных
подлинников. В него должны быть внесены все изменения по всем
извещениям, выпущенным до момента его восстановления. Восстанавливают
подлинники репрографическим способом, вручную, перепечаткой на
пищу щей машинке или с помощью ЭВМ.
Подлинник, востановленный вручную, по своему техническому содер-
272
жанию должен представлять точную копию восстанавливаемого
подлинника. В нем не должны быть воспроизведены размеры, надписи,
графические изображения и т. п., зачеркнутые по извещениям об изменении в
подлиннике (или копии), с которого снимается восстановленный
подлинник.
В этом подлиннике не должны быть также воспроизведены
порядковые номера изменений и выносные линии к ним, нанесенные ранее
в связи с произведенными изменениями.
В блок изменений подлинника восстановленного вручную должна
быть перенесена запись только о последнем изменении.
При восставновлении подлинника с документов на двух и более
листах порядковые номера изменений, обозначения извещений об
изменении и другие данные последнего изменения каждого листа
восстановленного подлинника должны быть проставлены на основании
имеющихся записей в блоке изменений на данном листе
восстанавливаемого документа. В листе регистрации изменения восстановленного
подлинника должны быть воспроизведены данные, относящиеся ко всем
ранее внесенным в этот документ изменениям (начиная с первого
изменения) .
Следует обратить внимание на то, что при восстановлении
подлинника текстового документа размещение текста на отдельных листах
восстановленного подлинника и в пределах каждого листа должно
строго соответствовать документу, с которого производится
восстановление. При нарушении этого правила невозможно использовать ранее
снятые с восстанавливаемого подлинника копии, находящиеся у
абонентов на данном и других предприятиях и вносить изменения в эти
копии. В этом случае необходимо вместо восстановления подлинника
перевыпустить его с тем же обозначением по извещению об изменении.
Восстановленные подлинники подписывает ответственное лицо по
указанию руководителя подразделения, выпустившего подлинники или
ведущего наблюдение за изготовлением изделия.
Надпись, подтверждающую правильность восстановленного
подлинника, выполняют тушью или машинным способом, на поле для
подшивки документа, например:
"Восстановлен с подлинника.
Верно: (подпись, фамилия и дата)".
"Восстановлен с копии.
Верно: (подпись, фамилия, дата)".
На каждом листе восстановленного подлинника тушью или
машинописным способом проставляют надпись: "Восстановленный подлинник
№ ..." с указанием порядкового номера восстановления данного листа
подлинника. Эту надпись в текстовых документах ТД указывают на
поле для подшивки документов, в графических документах ТД — в
верхнем праврм углу листа восстановленного подлинника.
8.3. Изготовление дубликатов технологических документов
Дубликаты ТД изготовляют с подлинников предприятия-держател *
подлинников или (по разрешению предприятия-держателя подлинников)
V* 9-323
273
с учтенных копий. В зависимости от способа изготовления дубликаты
подразделяют на:
фото дубликаты, изготовленные на фотокальке, фототехнической
пленке в позитивном изображении в масштабе подлинника;
электродубликаты, изготовленные электрографическим способом в
позитивном изображении на бумажной кальке или другом материале с
прозрачной основой (с высокими механическими свойствами) в
масштабе подлинника;
диазодубликаты, изготовленные на диазокальке в позитивном
изображении в масштабе подлинника.
Дубликатами являются также микрофильмы, изготовленные на
фотопленке (с негорючей основой) в негативном или позитивном
уменьшенном изображении.
Учет и хранение дубликатов должно соответствовать правилам,
установленным для подлинников в ГОСТ 2.501-88. Дубликаты учитывают
в инвентарной книге учета дубликатов, при этом им присваивают один
инвентарный номер независимо от количества листов, на которых
дубликаты выпущены. Инвентарный номер на дубликатах указывают на
каждом листе документа в графе "Инв. № дубл."
Нумеруют дубликаты по каждому документу отдельно, для чего на
каждом листе в левом верхнем углу на поле для подшивки должны быть
штамп или надпись, например: "Дубликат3" или код "ДЗ". Порядковый
номер дубликата присваивает предприятие-держатель подлинников.
Дубликаты хранят отдельно от подлинников.
Надпись, подтверждающую правильность изготовления дубликата и
восстановления линий, цифр и букв, выполняют тушью на поле для
подшивки, например:
"Изготовлен с подлинника с восстановлением цифры "5" и буквы
"А".
Верно: (подпись, фамилия, дата)".
"Изготовлен с копии с восстановлением линии.
Верно: (подпись, фамилия, дата)".
При отсутствии восстановлений на дубликате линий, цифр и букв на
поле для подшивки указывают:
"Изготовлен с подлинника.
Верно: (подпись, фамилия, дата)".
Взамен пришедших в негодность дубликатов предприятие-держатель
подлинников должно выслать новые дубликаты или
предприятие-держатель учтенных копий должно с копий изготовить новые дубликаты, а
старые дубликаты уничножить по акту.
В случае внесения изменений в подлинники ТД
предприятие-держатель подлинников высылает предприятию-деражателю дубликатов
дубликат измененного подлинника вместе с копией извещения об
изменении.
8.4. Учет и хранение копий технологических документов
Копии технологических документов, принимаемые на хранение,
должны быть контрастно отпечатаны и иметь ровный фон без разноцветное -
274
ти, затрудняющей чтение документа. На копиях должны быть
воспроизведены (без припусков) все имеющиеся на подлиннике, дубликате или
оригинале линии, буквы, цифры и т. п. При их приемке проверяют
наличие всех листов и комплектность документации в соответствии с
сопроводительными документами.
На предприятии могут хранить следующие копии технологических
документов: архивные, контрольные, рабочие.
Архивные копии технологических документов отражают состояние
технологии изделия в периоды утверждения их заказчиком
(потребителем), передачи подлинников предприятиям-изготовителям,
прекращения производства данной конструкции и т. п. В архивные копии
изменения не вносят и абонентам не выдают, их хранят отдельно от других
копий. На видном месте папки (альбома) комплекта архивных копий
ставят штамп "АРХИВНЫЙ ЭКЗЕМПЛЯР". Ниже штампа указывают
причину и дату принятия на хранение архивной копии. Допускается хранение
архивных копий в виде микрофильмов.
Контрольные копии комплекта технологических документов
служат для справок или сверки документации, хранят их отдельно от
других копий и абонентам не выдают. На лицевой стороне каждого листа
контрольных копий на видном месте ставят штамп "КОНТРОЛЬНЫЙ
ЭКЗЕМПЛЯР" (за исключением контрольных копий типографских
изданий и сброшюрованных документов, на которых штамп ставят
только на обложке и на титульном или первом листе).
Учет выдачи (отсылки) и возврата комплекта копий
технологических документов внутренним и внешним абонентам производят по
карточкам учета документов формы 2,2а ГОСТ 2.501-88, а выдачу и учет
возврата копий.внутренним абонентам производят по абонентским
карточкам формы 3, За этого же стандарта. Копии документов хранят
вложенными в папки или, при необходимости, сброшюрованными в
альбомы, при этом их складывают на форматы А4 или АЗ.
Комплект копий технологических документов укладывают в папки
или брошюруют в альбомы, при этом в одну папку (альбом) помещают
все технологические документы, разработанные на одно изделие или
несколько изделий, или рационально выбранную составную часть
изделия. При необходимости, в одну папку (альбом) допускается помещать
технологические документы по отдельным методам обработки и сборки
изделия.
В одну папку (альбом) укладывают не более 200 листов документов,
приведенных к формату А4.
Для текущей работы подразделению, выпустившему комплект
подлинников технологических документов или ведущему наблюдение за
изготовлением изделия в производстве, выделяют экземпляры
комплекта копий соответствующих документов. На видном месте папки
(альбома) ставят штамп "ЭКЗЕМПЛЯР ТЕХНОЛОГА".
На копиях документов, об изменениях которых после высылки
абоненток не извещают, ставят штамп "ОБ ИЗМЕНЕНИИ НЕ СООБЩАЕТСЯ".
Копии технологических документов, изъятые из обращения вследст-
<А9*
275
вие прекращения производства изделий, а также копии документов,
аннулированных или замененных в связи с внесением изменений,
уничтожают после составления акта об уничтожении или описи копий.
8.5. Учет и хранение копий
технологических документов
других предприятий
Копии комплектов документов, поступивших от других
предприятий, рекомендуется хранить уложенными в папки или переплетенными
в альбомы отдельно по каждому предприятию, которым они были изданы.
При необходимости в каждой папке (альбоме) может быть опись, в
которой перечисляют в последовательности их расположения все
находящиеся в ней документы.
Комплект копий регистрируют в отдельной инвентарной книге. На
каждый регистрируемый комплект копий наносят штамп с указанием
инвентарного номера, номера экземпляра (при наличии нескольких
экземпляров) и даты регистрации. Указанный штамп в папках (альбомах)
ставят на видном месте описи, а также на этикетке или в левом верхнем
углу обложки.
Комплект копий учитывают в карточках учета документов по
формам 2, 2а, 2в ГОСТ 2.501-88.
Копии других предприятий хранят комплекты в порядке
возрастания обозначений по каждому коду предприятий. В случае прекращения
применяемости учтенных копий на данном предприятии держателя
подлинников ставят в известность для снятия их с учета.
8.6. Штампы по учету и обращению
технологических документов
Штампы для упрощения нанесения и достижения однотипности
изображения надписей и указаний, производимых в технологических
документах в процессе их обращения, а также в извещениях и в документах
учета, могут быть следующие:
"ЗАМЕНЕН ВОССТАНОВЛЕННЫМ ПОДЛИННИКОМ № ..., ... г. "
его ставят (с указанием порядкового номера восстановления
подлинника и даты его восстановления) на подлинниках, с которых изготовлены
восстановленные подлинники;
"АННУЛИРОВАН, ЗАМЕНЕН . . . , извещ. № ... от ... г. " - его
ставят (с указанием номера, даты выпуска извещения и подписи) на
аннулированных по извещениям подлинниках, дубликатах и копиях а
также на карточках учета. При отсутствии замены ставят прочерк;
"ВЗАМЕН ПОДЛИННИКА" - его ставят на документах при
отсутствии подлинников этих документов;
"ЭКЗ. №..."— его ставят (с указанием номера экземпляра) на
папках (альбомах) копий и на отдельных копиях;
276
"ИНВ. № . . . , ЭКЗ. № ... , ... г. " - его ставят (с указанием
инвентарного номера, номера экземпляра и даты регистрации) на папках
(альбомах) и отдельных копиях документов других предприятий.
''КОНТРОЛЬНЫЙ ЭКЗЕМПЛЯР'' - его ставят на контрольных
экземплярах копий и на папках (альбомах) копий, а также на
контрольных экземплярах извещений и приложений к ним;
"АРХИВНЫЙ ЭКЗЕМПЛЯР" — его ставят на архивных экземплярах
копий и на папках (альбомах) копий;
"ЭКЗЕМПЛЯР ТЕХНОЛОГА" - его ставят на копиях документов,
выдаваемых для текущей работы подразделению, выпустившему
подлинники или ведущему наблюдение за изготовлением в производстве;
"ОБ ИЗМЕНЕНИИ НЕ СООБЩАЕТСЯ" - его ставят на копиях
документов, выдаваемых в порядке разовой выдачи без высылки в
дальнейшем извещений об изменении этих документов;
При необходимости можно применять и другие виды штампов, уп-
рощяющих надписи' на технологических документах.
8.7. Внесение изменений в технологическую
документацию
Под изменением технологического документа (ТД) понимается
любое действие по исправлению, исключению, добавлению или замене
данных в этом документе. Изменения, а также аннулирование ТД
(комплектов ТД) проводят на основании извещения об изменении (ИИ) (ГОСТ
2.503-90). Бланки извещения могут быть изготовлены типографским
способом или с помощью алфавитно-цифрового печатающего
устройства (АЦПУ).
Изменения оформляют отдельным извещением на технологические
документы, разработанные на изделие в целом, например, ВМ, ВСН, ВО,
ВОБ, ВП и др. рекомендуется оформлять одним извещением
взаимосвязанные изменения, если срок внедрения, применяемость и учтенные
абоненты для каждого из них одинаковы.
На стадиях "Предварительный проект", "Опытный образец (опытная
партия)", а также для единичного производства допускается вносить
изменения в документы без выпуска извещений, с записью необходимой
информации в журнале изменений.
Извещение об изменении не входит в комплект технологических
документов. В принципе, это директивный документ, на основании
которого вносят изменения в конструкторские и технологические
документы.
Изложенные в извещении требования по внесению изменений в
документы и внедрению их в производстве обязательны для всех
подразделений данного предприятия, на котором выпущено извещение, а так-
277
же других предприятий, применяющих изменяемые документы.
Выпускать ИИ (и вносить изменения в подлинники ТД) имеет право только
предприятие-держатель подлинников этих документов.
Извещение об изменении содержит следующие данные:
обозначение (регистрационный номер) извещения;
дату внесения изменений;
обозначение изменяемого документа;
содержание изменения;
причину изменения;
порядковый номер изменения документа;
указание о заделе изменяемого изделия;
указание о внедрении изменения в производство;
фамилии и подписи лиц, ответственных за выпуск ИИ, а также лица,
проводившего нормоконтроль.
Каждое ИИ имеет обозначение, составляющее из кода предприятия,
выпустившего ИИ, и отделенного точкой порядкового регистрационного
номера. Код предприятия для обозначения ИИ, выпущенного на
технологическую документацию, определяется в соответствии с ГОСТ 3.1201-85.
Порядковый регистрационный номер обозначения ИИ устанавливают в
пределах предприятия. Допускается к обозначению ИИ добавлять
последние две цифры года выпуска ИИ, отделенные дефисом, например, К.826-91.
Исправления документов, вызванные внесением ошибочных
изменений по ранее выпущенным ИИ, должны оформляться новыми ИИ. При
необходимости изменений в ИИ производственно-технических указаний
к нему выпускают дополнительное извещение (ДИ). Изменять
содержание изменения ИИ по ДИ не допускается.
Копии документов, находящихся в производстве, допускается
изменять на основании предварительного извещения (ПИ) в случаях,
когда необходимо оперативно:
исправить в документе ошибку, которая может вызвать брак
изделия или задержать производство;
проверить предлагаемые изменения в производстве;
произвести технологическую подготовку производства.
При обнаружении ошибки допускается немедленно вносить в копии,
находящиеся в производстве, необходимые исправления за подписью
ответственного лица с последующим выпуском ПИ или ИИ.
ПИ действует в производстве до его погашения ИИ, переоформления
в ИИ, окончания срока действия или аннулирования.
При оформлении ИИ в графе "Содержание изменения" указывают
содержание изменяемого участка (графическое, текстовое и т. д) в том
виде и масштабе, в каком он должен быть после внесения изменений в
подлинник документа. Изменение масштаба допускается по
согласованию со службой стандартизации. При этом ниже изображения делают
надпись по примеру: "Примечание. М 1 : 2".
Причины изменений ТД, указываемые в ИИ, приведены в табл. 32.
278
Таблица 32
Причина изменения
Код причины
изменения
Введение улучшений и усовершенствований:
конструктивных
технологических
в результате стандартизации и унификации
Внедрение и изменение стандартов и технических условий
По результатам испытаний
Обработка документов с изменением литеры
Устранение ошибок
Улучшение качества
Требования заказчика (потребителя)
Улучшение схемы
Улучшение электрического монтажа
Изменение средств технологического оснащения
Изменение условий труда
Введение новых технологических процессов (операций)
Замена исходной заготовки
Изменение норм расхода материалов
Плазовая увязка
Изменение конструкции по рацпредложению
Обеспечение взаимозаменяемости
Повышение технологичности
Экономичность изготовления изделий
Уменьшение трудоемкости изготовления
Изменение режимов технологических процессов
Изменение технологического процесса в результате
использования новой оснастки (оборудования, приспособлений)
Замена материала
Ликвидация или уменьшение брака
Внедрение объемной штамповки
Внедрение импульсных методов обработки
Внедрение лазерной обработки
Внедрение плазменной обработки
Внедрение ультразвуковой обработки
Внедрение упрочняющей обработки
Внедрение кузнечно-прессового оборудования
Внедрение заготовите льно-штампов ого оборудования
Внедрение литейного оборудования
Внедрение раскатного оборудования
Внедрение нагревательного оборудования
Внедрение сварного оборудования
Внедрение электро-химического оборудования
Внедрение электрофизического оборудования
Внедрение призиционного оборудования
Внедрение оборудования для сборочных работ
Модернизация оборудования
Замена устаревшего оборудования
Механизация ручного труда
Внедрение литых заготовок
Внедрение поковки
Внедрение штамповки с уменьшенным припуском
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
279
Продолжение
Причина изменения
Внедрение кольцевой раскатной заготовки
Внедрение сварной кольцевой заготовки из профилей
Внедрение сварной листовой заготовки
Внедрение сварной заготовки ;
Внедрение бесшовной раскатной заготовки
Внедрение изготовления деталей из профильного проката
Внедрение изготовления деталей из труб
Внедрение изготовления деталей из листа
| Код причины
изменения
49
50
51
52
53
54
55
56
В графе "Указание о заделе" ИИ дают указания по использованию
задела имененного изделия, например:
если изменения не отражаются на технологии изготовления изделия
и не влияют на использование задела, то указывают: "Не отражается";
при недопустимости использования или невозможности доработки
задела указывают "Не использовать";
при использовании задела без учета вносимых изменений указывают:
"Использовать";
если задел может быть использован с дополнительной доработкой,
то указывают: "Доработать";
в ИИ, связанных с запрещением использования задела изделий или
его доработкой, если достоверно известно, что задел этих изделий
изготовлен с учетом проводимого изменения или задел отсутствует,
указывают: "Изменение в заделе учтено" или "Задела нет".
В графе "Указание о внедрении" ИИ указывают заводские номера
изделий, номера серий, заказов или дату внедрения изменения в
производство, например:
если изделие изготавливают одновременно на нескольких
предприятиях, то дают конкретные указания о внедрении изменений в
производство применительно к каждому предприятию в отдельности:
"Предприятию АКЛМ внедрить в производство с изделия 38 117
серии ...".
если предприятие, выпускающее ИИ, не может установить наличие
задела изделий, технологической оснастки на предприятиях,
изготавливающих данное изделие, то оно дает указание: "Срок внедрения
изменений в производство устанавливается предприятием";
при наличии на предприятии графика технологической подготовки
производства (ТПП) в графе дают ссылку на этот график: "По графику
ТПП".
В графе ставят прочерк, если в "Указании о заделе" записано: "Не
отражается", "Изменение в заделе учтено" и "Задела нет".
280
В графе "Изм." извещения указывают очередной порядковый номер
изменения. Один порядковый номер изменения присваивают всем
изменениям, которые вносят в документ по одному извещению. Его
указывают для всего документа независимо от того, на скольких листах он
выполнен. Порядковые номера изменений обозначают арабскими цифрами.
Внесение изменений в подлинники ТД по извещению вручную
производят зачеркиванием или подчисткой (смывкой). После внесения
изменений изображения, буквы, цифры, знаки должны быть четкими, толщина
линий, величина просветов и т. п. должны быть выполнены по правилам,
предусмотренным соответствующими стандартами, После внесения
изменений подлинники ТД должны быть пригодны для
микрофильмирования (ГОСТ 13.1.002-85).
Изменяемые размеры, слова, знаки, надписи и т. д. зачеркивают
сплошными тонкими линиями так, чтобы можно было прочитать
зачеркнутое, а рядом с зачеркнутым проставляют новые данные. При
изменении части изображения его обводят сплошной тонкой линией,
образующей замкнутый контур, и крестообразно перечеркивают
сплошными тонкими линиями. Измененный участок изображения выполняют
на свободном поле документа. Новое изображение измененного
участка должно быть выполнено в прежнем масштабе без поворотов.
Обозначают перечеркнутый и вновь изображенный участки так же, как
выносные элементы. Над новым изображением указывают: "Взамен
перечеркнутого". Если изменяется все изображение (вид, разрез или сечение), то
его перечеркивают и выполняют заново. Над вновь выполненным
изображением, при необходимости, помещают надпись, например: "Вид
слева", "Вид снизу".
Около каждого изменения в ТД, в том числе около места,
исправленного подчисткой (смывкой), за пределами изображения или текста
наносят порядковый номер изменения в окружности диаметром 6—12 мм,
в квадрате со стороной 6—8 мм или в скобках и от этой окружности
(квадрата, скобок) проводят сплошную тонкую линию к изменяемому
участку. При внесении изменений в текстовые документы (в текстовую
часть документов) линии от окружности (квадрата, скобок) с номером
изменения не проводят.
Если недостаточно места для внесения изменений в ТД или
возможно нарушение четкого изображения при исправлении, или невозможно
выполнить требования к микрофильмированию и т. д., то изготовляют
новый подлинник с учетом вносимых изменений и сохраняют его
прежнее обозначение. Этому новому подлиннику присваивают новый
инвентарный номер. На всех листах этого подлинника в графе "Взамен инв.№"
указывают инвентарный номер замененного подлинника. Допускается
заменять часть (один или несколько) листов подлинника, а также
добавлять или исключать отдельные листы. На отдельных листах
подлинника, замененных или добавленных вновь, сохраняют прежний
инвентарный номер.
При внесении изменений в ТД автоматизированным способом
необходимо внести изменения в исходные данные, хранящиеся в составе
информационного обеспечения систем автоматизированного проекти^о-
281
вания (САПР), предназначенных для получения данных документов.
Порядок внесения изменений в исходные данные, хранящиеся в
информационном обеспечении САПР, устанавливают на предприятии в
зависимости от наличия конкретного информационного, программного и
организационного обеспечения САПР. В этом случае изменение ТД
осуществляют заменой (перевыпуском) всего документа в целом или его
отдельных листов, а также добавлением или исключением отдельных
листов.
Все изменения, внесенные в подлинник ТД, указывают в блоке
внесения изменений по ГОСТ 3.1103—84 или в листе регистрации изменений
(ЛР). Данный ЛР рекомендуется предусматривать в текстовых
документах, включать в общее количество листов (страниц) документа и
помещать последним листом документа.
Допускается при необходимости предусматривать ЛР для других
видов документов (ГОСТ 3.1102-81).
Значительные изменения в текстовые ТД вносят одним из следующих
способов:
в ТД, выпущенных со свободными дополнительными листами для
внесения изменений, — путем внесения нового текста и изображений в
эти листы;
заменой всех или отдельных листов документа;
путем выпуска новых дополнительных листов.
При добавлении нового листа документа допускается присваивать
ему номер предыдущего листа с добавлением буквы русского
алфавита или через точку арабской цифры, например:
За или 3.1. При этом на первом (заглавном) листе изменяют
общее количество листов.
В текстовых ТД, содержащих в основном сплошной текст,
допускается при добавлении нового пункта присваивать ему номер предыдущего
с добавлением очередной строчной буквы русского алфавита; при
аннулировании пункта сохранять номера последующих пунктов.
Все оформленные и утвержденные извещения и ПИ передают в
службу технической документации (СТД) предприятия. Одновременно
должны быть переданы в СТД подлинники ТД, выпущенные в связи с
заменой или добавлением листов изменяемых ТД, а также вновь
введенные или замененные подлинники.
Сотрудник СТД, принимающий подлинники извещения или ПИ,
проверяет:
наличие подписи лица, производящего нормоконтроль;
наличие всех листов этих документов;
наличие вновь выпущенных и замененных ТД;
пригодность их для хранения и размножения.
Все поступившие в СТД извещения и ПИ, выпущенные на данном
предприятии, регистрируют в книге регистрации.
После регистрации извещения (присвоения ему обозначения) вносят
изменения в подлинник и контрольную копию ТД. На одном экземпляре
копий извещения и ПИ на лицевой стороне всех листов ставят штамп
"Контрольный экземпляр".
282
Подлинники, дубликаты и контрольные экземпляры извещений и
ПИ хранят уложенными в отдельные папки в порядке возрастания их
обозначений.
При рассылке извещений и ПИ другим предприятиям составляют
опись извещений и ПИ, которая является сопроводительным документом
к копиям (или дубликатам) извещений или ПИ и прилагаемым к ним
копиям (или дубликатам) вновь выпущенных или переизданных
документов.
8.8. Внесение изменений в технологичскую документацию
по журналу изменений
Для оперативного процесса корректировки ТД на стадиях
"предварительный проект" и "опытный образец (опытная партия)" изменения
в нее, а также в технологическую документацию изделий
вспомогательного и единичного производства допускается вносить без выпуска
извещения об изменении на основании журнала изменений.
Журнал ведут для каждого изделия отдельно. Допускается при
небольшом объеме документов на изделие вести один журнал на
несколько изделий. Журнал рекомендуется выполнять на листах формата (АИ
или; АЗ. Листы (страницы) каждого журнала прошнуровывают и
нумеруют по порядку. На оборотной стороне последнего листа журнала
указывают общее количество листов (страниц) и заверяют подписью лица,
ответственного за выдачу этого журнала, и указывают дату подписи.
Каждому журналу присваивают регистрационный номер.
Рекомендуемая форма журнала изменений приведена ниже:
'■ ■■■ ■ ^
Изм.
1
■ ■ ■■
Дата
записи
2
Обозначение
документа
3
Содержание
изменения
4
Должность,
фамилия,
подпись,
дата
5
Отметка о внесении
изменений в
подлинники
6
копии
7
|
Примечание
8
В графах журнала изменений указывают:
— в графе 1 — порядковый номер изменений по данному журналу,
общий для всех одновременно производимых изменений в одном
документе ;
в графе 2 — дату записи в журнале;
в графе 3 — обозначение изменяемого документа;
в графе 4 — содержание изменяемого участка (текстовое,
графическое и т. д.), а также сведения об использовании или доработке задела;
при необходимости допускается наклеивать или помещать в виде прило-
283
жения копии изменяемых документов. При этом, в графе следует
указывать: "См. приложение .. . ";
в графе 5 — должности, фамилии, подписи соответствующих лиц,
дату подписания;
в графе 6,7 - сведения о внесении изменений в подлинники, копии и о
замене копий;
в графе 8 — при необходимости дополнительные сведения о внесении
изменений.
Журнал изменений заполняют тушью, чернилами или пастой черного
или синего цвета. Записи следует делать четкими и разборчивыми.
Исправления и перечеркивания в журнале должно быть заверены подписью.
Внесение изменений в копии ТД по журналу производят путем
непосредственного исправления копий и их замены. Изменения вносят
тушью, чернилами или пастой черного цвета. При внесении изменений в
блоке внесения изменений и (или) листе регистрации изменений (ЛР)
указывают:
в графе "Изм." — порядковый номер изменения по журналу с
буквой "Ж", например, "5Ж";
в графе "№ докум." — регистрационный номер журнала, например, 3;
графу "Лист" прочеркивают;
в графах "Подл." и "Дата" — подпись лица, ответственного за
внесение изменения, и дату внесения изменения.
В копии ТД около каждого изменения, зг пределами изображения
или текста, проставляют порядковый номер изменения с буквой "Ж" в
скобках, в окружности диаметром 6—12 мм или в квадрате со стороной
6—8 мм и от скобок (окружности или квадрата) проводят сплошную
тонкую линию к изменямому участку.
Изменения вносят во все имеющиеся учтенные копии ТД,
находящиеся на данном предприятии, и в "ЭКЗЕМПЛЯР ТЕХНОЛОГА".
После изготовления и испытания опытного образца (опытной
партии) изделия все копии документов, в которые вносили изменения по
журналу изменений, заменяют новыми копиями, снятыми с
подлинников, исправленных без выпуска ИИ.
Изменения в подлинники документов, в копии которых внесли
изменения без выпуска ИИ, вносят на основании записей в журнале
изменений подчисткой (смывкой) или выпуском новых подлинников. При
этом блок внесения изменений или ЛР документа не заполняют и около
каждого изменения не проставляют порядковый номер изменения в
скобках, в окружности или квадрате.
На предприятии при принятии решения о внесении изменений в
копии ТД, находящихся в производстве, без выпуска ИИ по журналу
изменений решаются следующие вопросы:
устанавливается номенклатура должностных лиц ведущих журнал
изменений;
устанавливается перечень и номенклатура должностных лиц, с
которыми должно быть согласовано изменение;
порядок согласования изменений:
284
возможность использования копий документов с внесенными в
них изменениями по журналу изменений;
порядок учета и хранения журнала изменений в подразделении
предприятия.
8.9. Обращение технологических документов,
выполняемых на носителях данных
В качестве носителей данных для технологических документов
применяют перфокарты, перфоленты, магнитные ленты и магнтные диски.
Документы на перфокартах и перфолентах. Перфокарты (ПК)
представляют собой стандартную карту из картона размером 82,5 X 187,3 мм
со срезанным верхним углом, который позволяет обеспечить
визуальный контроль положения карты в массиве. Поле ПК разделено на 12 строк
и 80 колонок. На пересечении строк и колонок перфорируются
отверстия, комбинация которых по колонке имеет определенное смысловое
значение. Пробивка приобретает смысл "единиц" (да), не пробитые
места — "нулей" (нет). На карте в 80 колонках представлены 80 символов.
Перфоленты (ПЛ) представляют собой бумажную ленту с
размерами: ширина 7,5 + 0,05 мм, 22,5 + 0,05 мм; длина 285 ± 15 мм;
толщина 105 + 5 мкм, количество дорожек 5,7,9. Информация на ПЛ
фиксируется в виде комбинации кодовых отверстий, расположенных поперек
ленты. Плотность записи по дорожкам до 4 знаков на 10 мм.
Существуют следующие виды технологических документов на пер-
фоносителях (перфокартах и перфолентах).
Подлинник — документ на перфоносителе, оформленный
подлинными установленными подписями и предназначенный для
изготовления с него дубликата (Код П).
Дубликат - документ на перфоносителе, идентичный
подлиннику, оформленный подписями лиц, изготовляющих и контролирующих
документ на полное соответствие с подлинником, предназначенный для
изготовления с него копий (КодД).
Копия — документ на перфоносителе, идентичный дубликату,
оформленный подписями лиц, изготовляющих и контролирующих
документ на полное соответствие дубликату (Код К). Копия
предназначена для непосредственного применения в процессе проектирования,
подготовки производства, изготовления и контроля изделия.
При изготовлении дубликатов и копий к коду вида документа на
перфоносителе прибавляют порядковый номер, например:
Д1, Д2 и т. д. - для дубликатов;
К1, К2 и т. д. — для копий.
Восстановленным подлинникам ПК и ПЛ присваивают
соответственно коды ПВ с указанием порядкового номера восстановления, например
ПВ1,ПВ2ит.д.
В технологическом документе вид перфоносителя (П, Д или К)
указывают после его обозначения по ГОСТ 3.1201—85 в скобках.
Основную надпись ПК размещают на оборотной стороне каждой пер-
285
фокарты, а основная надпись документа в целом должна быть
расположена на перфокарте, не содержащей перфорационных отверстий. Этой
перфокарте присваивают нулевой номер и размещают перед первой
перфокартой документа.
В основной надписи на всех последующих ПК указывают:
обозначение документа по ГОСТ 3.1201—85;
обозначение вида документа (П, Д или К) ;
порядковый номер изменения и номер ПК.
Допускается выполнять порядковый номер изменения и номер ПК
кодовыми отверстиями.
Основную надпись выполняют на ПК одним из способов: вручную,
типографским, нанесением штампа, содержащего основную надпись.
Штампы или надписи по ГОСТ 2.501—88, относящиеся ко всему
документу на ПК, располагают на свободном иоле.
В ПЛ кодовыми отверстиями выполняют следующие данные: код
программы, обозначение документа, порядковый номер изменения или
другие данные, необходимые для применения документа при
изготовлении изделия, обозначающие, что информация на ПЛ нанесена полностью,
например, контрольная сумма.
Основная надпись ПЛ разделена на две части. Часть 1 основной
надписи выполняют в начале и конце перфоленты после информационной
зоны для,удобства пользования документом.
Основную надпись на ПЛ выполняют: вручную; наклеиванием
бланков или нанесением штампа, содержащих основную надпись; кодовыми
отверстиями.
Все имеющиеся на предприятии подлинники, дубликаты и копии
документов на перфоносителях должны учитываться и храниться в СТД
предприятия в соответствии с ГОСТ 2.501-88 и Р 50-75-88.
При приеме на хранение документов на перфоносителях СТД
должна определить их пригодность для размножения, т. е. убедиться в
отсутствии разрывов, склеек, перегибов, масляных пятен и др.
Пришедшие в негодность или утраченные подлинники и
дубликаты документов на перфоносителях восстанавливают, при
необходимости, путем репрографирования с учтенной копии. Восстановленный
подлинник или дубликат подписывает лицо, ответственное за правильность
восстановления подлинника (дубликата).
Копии документов на перфоносителях учитывают в карточках учета
документов (форма 2, 2а, 26, 2в ГОСТ 2.501-88). Карточки учета
составляют на каждый документ на перфоносителях.
Копии документов на перфоносителях, поступивших от других
предприятий, хранят в порядке возрастания обозначений или по
каждому коду предприятия.
Подлинники документов, выполненных на перфокартах, хранят
отдельно от подлинников, выполняемых на перфолентах. Хранят
документы на перфоносителях в порядке возрастания обозначений в
пределах кода предприятия.
Изменяют и аннулируют документы на перфоносителях на основании
286
извещений об изменении по ГОСТ 2.503—90. Предприятие, выпустившее
извещение, высылает копию извещения, а также копию измененных ПК,
ПЛ или документа в целом всем внешним абонентам.
Штамп "ОБ ИЗМЕНЕНИИ НЕ СООБЩАЕТСЯ" ставят на копиях
документов на перфоносителях, об изменениях которых абонентов
не извещают.
В документах на ПК при добавлении новой ПК допускается
присваивать ей номер предыдущей ПК с добавлением очередной арабской цифры,
отделяя ее от предыдущей цифры точкой. При аннулировании ПК
следует сохранять номера последующих ПК.
При внесении изменения в подлинники документов на
перфоносителях старые подлинники заменяют новыми, выполненными с учетом
изменений. Новому подлиннику присваивают новый инвентарный номер,
но сохраняют прежнее обозначение. В документах на перфоносителях
допускается заменять, добавлять или исключать отдельные ПЛ или ПК.
Допускается вносить изменения в основную надпись документов на
перфоносителях зачеркиванием.
При внесении изменения в копии документов на перфоносителях
старые копии заменяют новыми изготовленными с дубликатов этих
документов.
8.10. Документы на магнитных лентах и
магнитных дисках
Магнитные ленты (МЛ) выполняют на пластиковой основе,
которая обладает высоким сопротивлением разрыву и растяжению, и
рабочего слоя из магнитного материала. Основа и рабочий слой соединены
связующим веществом. Поверхность ленты со стороны основы —
глянцевая, с другой — матовая. Материал рабочего слоя обладает способностью
намагничиваться и сохранять намагниченность. Для указания начала и
конца записи на МЛ со стороны основы наклеивают маркеры из тонкой
фольги или металлизированного пластика. Размеры маркера: длина--
30 ± 5 мм, ширина 4,8 ± 0,5 мм, толщина - 15 мкм.
Наибольшее распространение получила 9-дорожечная МЛ шириной
12,7 мм, толщиной 45—55 мкм.
Лента хранится намотанной на катушки рабочим слоем вовнутрь.
Гибкий магнитный диск - (ГМД) представляет собой тонкий
пластиковый диск диаметром 203,2 мм с магнитным покрытием (ферро-
лак). По периферии диска имеется 77 дорожек, на которые и
записываются данные.
Документы на магнитных носителях (ДМ) по характеру
использования в процессе обращения этих ДМ подразделяются на:
оригинал - это ДМ, выполненный, оформленный и удостоверенный
подлинными подписями и предназначенный для изготовления с него
подлинника (Кода нет); допускается оргигинал использовать в
качестве подлинника;
подлинник — это ДМ, выполненный, оформленный и удостоверен-
287
ный подлинными подписями о котором имеется указание, что этот
экземпляр ДМ является подлинником (Код П). Подлинник используют
для изготовления дубликатов и копий;
дубликат - это ДМ, идентичный подлиннику, о котором имеется
указание, что этот экземпляр ДМ является дубликатом (Код Д).
Дубликат используют для изготовления копий и (или) восстановления
подлинника;
копия — это ДМ, идентичный дубликату или подлиннику (Код К).
Копии используют для непосредственного применения в процессах
управления, проектирования, управления вычислительным процессом в
ЭВМ, изготовления, контроля, эксплуатации, ремонта и т. п. Копия
может использоваться для изготовления копий.
Объектами управления данными при выполнении ДМ являются
файлы (наборы данных), при этом ДМ выполняют в виде олного или
нескольких файлов. Структура и разметка файлов по:
ГОСТ 25752-83- для магнитных лент шириной 12,7 мм;
ГОСТ 28104-89— для магнитных лент шириной 3,81 мм;
ГОСТ 28081—89 — для гибких магнитных дисков.
Документ в зависимости от его объема и емкости магнитных
носителей (МН) может быть записан: на одном томе; на нескольких томах
(том — это съемная физическая единица запоминающей среды).
На одном томе может быть записано несколько документов.
Документы, располагаемые на одном томе МН, записывают с
одинаковой плотностью записи. При записи одного ДМ на нескольких
томах используют один и тот же вид и тип МН, а также одинаковую
плотность записи для всех томов, на которых размещен ДМ.
Подлинные подписи лиц, ответственных за разработку,
изготовление, согласование и утверждение ДМ проставляют в удостоверяющем
листе (УД). Кроме УД каждый магнитный носитель с записанными
документами (МНЗ) имеет этикетку по ГОСТ 27781-89.
Технологические ДМ записывают в ведомость технологических
документов (ВТД) в те разделы, к которым он относится. В графе
"Примечание" ВТД указывают код вида носителя данных (МЛ — для
магнитной ленты, МД — для магнитного диска, ГМД — для гибкого
магнитного диска). При отсутствии ВТД технологические ДМ записывают
в маршрутную карту или заменяющую ее карту технологического
процесса или карту типового (группового) технологического процесса в
графу "Обозначение документа".
УД используется для подписания одного документа, нескольких
документов, комплекта документов, включенных в ВТД.
Если УД выполнен на один ДМ, то ему присваивают обозначение
этого ДМ с добавлением через дефис кода УД (например, К.ХХХХХ.
ХХХХХ-УД).
В УД, выпущенном на комплект технологических документов,
присваивают обозначение этого комплекта по ГОСТ 3.1201—85 с добавлением
через дефис кода КД (например, К. 02ХХХ.ХХХХХ-УД). В самом УД
указывают обозначения ДМ, которые он удостоверяет, фамилии лиц,
разработавших, изготовивших, согласовавших и утвердивших соответству-
288
ющий документ, а также проставляют подписи лиц, фамилии которых в
нем указаны, и дату подписания. Подпись лица, разработавшего ДМ,
является обязательной. Если один ДМ разработан и (или) согласован
несколькими лицами, то их фамилии, подписи и даты подписания
проставляют в соответствующих графах "Разработал" и "Согласовано", а
обозначение документа указывают в графе "Обозначение" один раз. Если
несколько ДМ разработаны, изготовлены, согласованы и утверждены одними
и теми же лицами, то фамилии и подписи этих лиц и даты подписания
проставляют один раз на группу документов.
В состав документов, перечисляемых в УД, кроме ДМ допускается
включать другие документы, выполненные автоматизированным
способом (в том числе визуальные). При этом в данных документах не
проставляют подписи лиц, их разработавших, проверивших, согласовавших,
утвердивших и нормоконтролера, а над или рядом с основной надписью
указывают обозначение УД, в котором перечислены эти документы. При
некомплектной сдаче документов в СТД предприятия в УД не указывают
те ДМ, которые в данный момент не передаются, а при
доукомплектовании вводят продолжение УД, в котором указывают эти ДМ. При этом
изменение общего числа листов УД производят на основании извещения
об изменении УД. При полной замене какого-либо ДМ (кроме
восстановления подлинника) его вновь вносят в УД и подписывают.
В УД указывают:
в графе "Обозначение" — обозначение документов (документа), на
которые распространяется УД,
в графе "Разработал" — фамилии и подписи лиц (лица),
разработавших документ (группу документов), указанный в графе
"Обозначение" и несущих ответственность за правильность технического решения
в этих документах (исходных данных), и дату подписания;
в графе "Изготовил" — фамилию и подпись лица, изготовившего
(получение и контроль) оригинал документа (группу документов) на
носителе данных для передачи в СТД, и дату подписания;
в графе "Согласовано" — предприятие или подразделение,
согласующее документ (группу документов), указанный в графе
"Обозначение", и фамилию и подпись лица, согласовавшего документ (группу
документов) и дату подписания;
в графе "Утвердил" — фамилию и подпись лица, утвердившего
документ (группу документов), и дату подписания.
Для включенных в УД документов в визуальной форме,
выполненных автоматизированным способом, допускается проставлять подпись
лица, ответственного за нормоконтроль этого документа на поле
подшивки УД, рядом с обозначением документа, при этом в самом
документе подпись нормоконтролера не проставляют.
Ведомость магнитных носителей записей (МНЗ), содержащая
сведения о МН, составе и расположении документов, записанных на МН,
применяют при передаче и хранении ДМ. Ее не включают в состав
комплекта документов.
В графах ведомости МНЗ указывают следующие сведения о составе
и расположении документов на МН: обозначение и наименование доку-
289
мента; инвентарный номер подлинника ДМ; номер изменения ДМ;
идентифактор файла.
МНЗ и МН хранят в магнитотеке.
При приеме в нее МН производят проверку состояния упаковки и
наличия сопроводительной документации. Каждому принятому на
хранение в магнитотеку МН присваивают инвентарный номер. Хранить МН
рекомендуется раздельно по видам носителей данных в порядке
возрастания инвентарных номеров.
Регистрацию МН производят по книге регистрации и учета МН и МНЗ.
В этой книге напротив соответствующего инвентарного и заводского
номеров МН проставляют в графе "Обозначение архивное МНЗ" —
обозначение, присвоенное службой хранения данному магитному носителю с
записанными документами. Структура архивного обозначения МНЗ
определяется системой построения магнитотеки. Например, архивное
обозначение МНЗ может включать: код вида документа (подлинник — П,
копия — К и др.), код вида МН, поисковый адрес МНЗ в магнитотеке и
другие поисковые признаки.
Учет МНЗ производят по карточке учета МНЗ, которую оформляют
на каждый МНЗ. Если один документ записан на нескольких томах, то
на каждый том также оформляют отдельную карточку учета. Хранят МНЗ
по возрастанию архивных обозначений МНЗ. Рекомендуется хранить
МНЗ в пределах каждого вида носителя.
Для обеспечения надежной сохранности МНЗ, содержащие
подлинники, дубликаты и копии, МНЗ хранят отдельно, например, в разных
шкафах, помещениях. Срок хранения МНЗ устанавливает предприятие-
владелец тома, исходя из гарантийных сроков хранения и эксплуатации
предусмотренных нормативно-техническими документами для
конкретного вида МН (при условии соблюдения требований по хранению и
эксплуатации) . По истечении срока хранения МНЗ решается вопрос о
необходимости восстановления ДМ, содержащихся на данном МНЗ, или
предприятие-владелец тома устанавливает новый срок хранения МНЗ с
указанием его в карточке учета МНЗ. Ведомости МНЗ хранят в
магнитотеке в папках (альбомах) в соответствии с системой учета, хранения и
поиска, принятой на предприятии.
Подлинники, дубликаты, а также полученные от других организаций
копии ДМ регистрируют в инвентарной книге (ГОСТ 2.501—88). Графы
инвентарной книги заполняют в соответствии с их наименованием за
исключением граф "Кол. листов" и "Формат", в которых соответственно
указывают количество томов и вид носителя данных. Рекомендуется
вести отдельные инвентарные книги для учета подлинников, дубликатов
и полученных от других организаций копий ДМ. Каждому принятому
на учет ДМ присваивают один инвентарный номер независимо от
количества томов, на которых он размещен.
Учет ДМ производят по карточкам учета ДМ. На каждый ДМ
составляют отдельную карточку учета ДМ.
Дубликаты ДМ изготавливает предприятие-держатель
подлинников с подлинников или копий ДМ. Допускается изготовление
дубликатов ДМ на предприятии-держателе дубликатов по согласованию
290
с предприятием-держателем подлинника. При износе МН допускается
дубликаты ДМ, записанные на данный МН, восстанавливать на
предприятии — держателе дубликата. Восстановленный дубликат ДМ
сохраняет прежнее обозначение и инвентарный номер.
Копии ДМ, изготовленные на предприятии, учитывают по
инвентарным номерам, присвоенным их подлинникам или дубликатам
(копиям, полученным от других организаций) и отдельно в инвентарных
книгах не регистрируют. На предприятии рекомендуется хранить
контрольные и рабочие копии ДМ. Контрольная копия служит для справок
или сверки документов, может использоваться для восстановления
подлинника и изготовления дубликатов и копий. Их хранят
отдельно от других копий и абонентам не выдают.
Учет выдачи и возраста рабочих копий ведут по карточкам учета
МНЗ или по абонентским карточкам. Допускается оформлять
выдачу копий по распискам. Копии ДМ, полученные от других
организаций, хранят отдельно от других копий по каждой организации или по
каждому изделию.
Пришедшие в негодность подлинники ДМ восстанавливают путем
перезаписи ДМ. Восстановление оформляют актом, в котором
указывают: обозначение ДМ, подлежащего восстановлению; причину, по
которой ДМ признан непригодным; архивное обозначение МНЗ, на
котором записан подлинник ДМ, подлежащий восстановлению; архивное
обозначение МНЗ, с которого производят восстановление ДМ; архивное
обозначение МНЗ, на который записывают восстановленный подлинник
ДМ; дату восстановления ДМ.
Восстановленный подлинник ДМ сохраняет прежнее обозначение и
инвентарный номер.
В карточке учета ДМ указывают: обозначение и наименование;
идентификатор файла (имя файла и содержания документа); инвентарный
номер подлинника (против символа "П"), дубликата (против
символа "Д"); дату поступления подлинника (дубликата) в СТД; код вида
МН, на котором выполнен подлинник документа; обозначение
архивное МНЗ: "П", "КК", "К" (архивное обозначение МНЗ, на которых
записаны подлинник, контрольная копия и копия документа). Если ДМ
расположен на нескольких томах, то их архивные обозначения
записывают друг под другом, а в графах "П", КК, К" указывают номер тома
и соответствующее ему архивное обозначение МНЗ с подлинником,
контрольной копией и копией ДМ. Допускается номера томов и
обозначение МНЗ указывать в строчку через запятую; инвентарный номер
нового подлинника ДМ, полученного в результате замены документа
по извещению об изменении.
При внесении изменений в документе карточке учета ДМ указывают:
порядковый номер изменения документа; обозначение извещения об
изменении; дату выпуска извещения; новый инвентарный номер
измененного документа; архивные обозначения МНЗ, на которые переписаны П,
КК, К измененного документа; архивное обозначение МНЗ, на который
переписан изменяемый (аннулированный) документ.
291
При потере применяемости в карточке учета ДМ указывают:
архивное обозначение МНЗ, на который переписан аннулированный документ;
соответственно номер изменения, обозначение извещения и дату
выпуска извещения.
Для учета копий в карточке учета ДМ указывают: наименование
или код абонента; дагу и документ, на основании которого изготовили
копии ДМ; вид носителя данных, на котором выполнен документ
(магнитные, перфоносители, бумага, микрофиши и др.); обозначение или
номер документа (наряда, накладной, описи), согласно которому
выдают копии, и дату списания; обозначение акта, согласно которому
списан документ, и дату списания.
При восстановлении ДМ в карточке учета ДМ указывают: архивное
обозначение МНЗ с восстановленным подлинником; номер акта о
восстановлении; дату восстановления; "Восст. №" с указанием
порядкового номера.
В карточке учета МНЗ указывают: обозначение, присвоенное МНЗ
службой хранения; код вида МН; регистрационный номер МН в
инвентарной книге учета МН и МНЗ; тип, длину ленты в катушке или емкость
магнитного диска, заводской номер МН; дату истечения гарантийного
срока хранения МН; дату и номер акта, согласно которому списывают
МН, прищедший в негодность; дату первой записи на МН; имя тома (в
пределах одного предприятия идентификаторы томов не должны
повторяться); код операционной системы, с помощью которой произведена
запись; обозначение документа, на основании которого выдают МНЗ;
количество обращений к МНЗ при проведении работ, указанных в
графе "Вид работы".
В инвентарной книге учета МН и МНЗ указывают: окончание
гарантийного срока хранения МН; дату поступления и организацию,
поставившую МН; дату выдачи и куда выдан носитель; обозначение акта,
согласно которому списан данный МН, и дату списания.
В ведомости документов на носителях данных указывают:
порядковый номер строки, обозначение документа (под обозначением в
следующей строке можно указать идентификатор файла, которым записан
документ) ; наименование документа; код вида носителя данных.
Внесение изменений в ДМ производят в соответствии с
требованиями ГОСТ 2.503—90 на основании извещения об изменении, которое
выполняют в визуально воспринимаемом виде. Содержание изменения
может быть выполнено на МН. Изменение ДМ осуществляют путем замены
документа в целом, при этом изменяемый документ аннулируют.
Измененному ДМ присваивают новый инвентарный номер, который образуют
из старого инвентарного номера, например, добавлением к нему через
дефис порядкового номера замены: 88 старый инвентарный номер,
88-1 — новый инвентарный номер.
Допускается заменять фрагмент документа (ДМ). В этом случае из
менения вносят путем перезаписи изменяемого фрагмента ДМ, Инвента
рный номер при этом н з изменяют.
В копии ДМ изменения, выполненные в визуально воспринимаемом
виде, вносят автоматизированным способом или вручную. Предприятия
292
или подразделение, выполняющие работы с МНЗ, все сведения о внесении
изменений в ДМ заносят в карточку учета ДМ.
Аннулирование ДМ производят на основании извещения в следующих
случаях: при внесении изменений; при прекращении применяемости.
Допускается аннулированные ДМ не переписывать в архив
аннулированных документов, оставляя их на прежнем МНЗ до перекомпоновки
находящегося на нем состава документов.
8.11. Нормоконтроль технологической документации
Основная цель нормоконтроля технологической документации
является повышение уровня типизации технологических процессов,
унификации технологических документов (ТД), оборудования и оснастки,
сокращение сроков подготовки производства, снижение себестоимости
и улучшение качества выпускаемой продукции.
В общем случае нормоконтроль ТД — это совокупность
выполняемых нормоконтролерами работ по контролю качества ТД, основными
задачами которого являются:
соблюдение в разрабатываемых документах норм и требований,
установленных в стандартах и других НТД;
правильность оформления документов в соответствии с
требованиями стандартов ЕСТД и ЕСКД;
достижение в разрабатываемых технологических процессах
высокого уровня типизации на основе широкого использования ранее
разработанных и освоенных в производстве типовых и групповых
технологических процессов (операций);
рациональное использование установленных ограничительных
номенклатур оборудования, оснастки, материалов, профилей и размеров
проката.
Как правило, нормоконтроль ТД осуществляется специалистами-
нормоконтролерами службы стандартизации предприятия. При
отсутствии на предприятии этой службы нормоконтроль осуществляют группы
нормоконтролеров или отдельные нормоконтролеры, которые
подчиняются непосредственно техническому руководителю предприятия.
Кроме непосредственного нормоконтроля ТД службе
нормоконтроля рекомендуется выполнять следующие работы:
выдача обозначений и ведение картотеки учета обозначений
документов по ГОСТ 3.1201-85;
ведение картотеки учета применяемости НТД;
проведение анализа ошибок, обнаруженных при нормоконтроле,
разработка- предложений по осуществлению мероприятий,
исключающих их повторение;
проведение анализа разрешенных отступлений от действующих на
предприятии ограничений и направление результатов анализа в службы
разработчиков для подготовки необходимых извещений об изменении
соответствующих ограничительных НТД;
293
ведение таблиц систематизации и унификации и НТД предприятия;
участие в разработке НТД предприятия;
проведение консультаций для разработчиков технологической
документации;
проведение оценки экономической эффективности нормоконтроля
ТД.
Организационная структура, штатное расписание и численный состав
подразделения нормоконтроля определяются на каждом предприятии
в зависимости от объема и характера разработок с учетом норм
проверки документации нормоконтролерами.
При расчете норм времени на проверку нормконтролерами всех
видов технологических документов следует руководствоваться
"Типовыми нормами времени на разработку технологической документации",
Нормоконтроль во всех видах ТД проверяет:
обозначение, присвоенное документу (комплекту документов,
комплекту документации) по ГОСТ 3.1201-85;
комплектность документов по ГОСТ 3.1102—81;
соответствие форм документов, установленным стандартам ЕСТД;
соответствие документов требованиям к микрофильмированию;
правильность выполнения и заполнения блока основной надписи;
наличие на документах подписей должностных лиц, установленных
действующим на предприятии порядком, их фамилий и дат подписания;
соответствие стадий разработки;
правильность записи материалов, заготовок, средств
технологического оснащения;
соблюдение установленных ограничительных номенклатур
стандартизованных и покупных изделий, конструктивных элементов деталей (разьб,
диаметров, шлицевых соединений, модулей зубчатых колес, допусков и
посадок, конусностей и др.), средств технологического оснащения,
материалов, профилей и размеров проката и т. п.;
правильность записи принятых единиц измерений и других
физических величин;
правильность записи допустимых сокращений слов и словосочетаний;
правильность ссылок на стандарты и другие НТД (при их наличии).
В комплекте технологических документов нормоконтролер
проверяет:
правильность оформления титульного листа (при его наличии);
соответствие информации, переносимой в документы из КД;
соответствие изложения степени детализации описания
технологического процесса;
соответствие записи наименований технологических операций
установленным стандартам и другими НТД;
правильность нумерации технологических операций;
правильность нумерации листов документов;
возможность замены единичного технологического процесса
типовым (групповым);
наличие записи в соответствующих документах требований безопас-
294
ности труда и (или) ссылок на действующие на предприятии инструкции
по охране труда (ИОТ).
В технологических документах, содержащих текст, разбитый на
графы проверяют:
правильность заполнения граф с учетом применения
классификаторов технико — экономической информации, действующих на
предприятии;
соответствие записи содержания операций и переходов
установленным стандартам и другим НТД;
соответствие заполнения соответствующих документов, действующих
на предприятии.
В текстовых технологических документах, содержащих сплошной
текст, должны соблюдаться требованиям ГОСТ 2.105-79. В графических
технологических документах эскизы, схемы и таблицы оформляются с
требованиям стандартов ЕСКД; соответствие условные обозначения
опор, зажимов и установочных устройств должны соответствовать
установленным стандартам.
При нормоконтроле извещения об изменении, ПИ, ДИ, ДПИ нормо-
контролер проверяет:
правильность оформления извещения, ПИ, ДИ, ДПИ и правильность
заполнения их граф (ГОСТ 2.503—90);
соответствие содержания вносимых изменений требованиям
действующих стандартов и других НТД.
При выпуске документов автоматизированным способом, в том
числе и на МН, нормоконтроль следует перенести с завершающего этапа
разработки документации на этапы разработки, настройки и приема в
эксплуатацию программно-информационных средств для
автоматизированного выпуска документации. На этих этапах нормоконтролер
проверяет (участвует в разработке, настройке, приеме в эксплуатацию) :
соответствие форм документов, которые могут быть использованы
в визуализированном виде, требованиям НТД;
соблюдение в программно-информационных средствах САПР
конкретной продукции норм и требований, установленных в НТД на данный
вид продукции;
использование установленных ограничительных номенклатур на
комплектующие изделия, материалы, размеры, профили и т. п.;
соответствие программно-информационных средств
редактирования текстовой документации требованиям стандартов на правила
выполнения текстовых документов и др.
Нормоконтроль является завершающим этапом разработки ТД,
поэтому передачу подлинников этих документов СТД предприятия
рекомендуется поручать нормоконтролеру. Основное требование при
нормконтроле ТД — это руководствоваться действующими в момент
проведения нормоконтроля стандартами и другими НТД.
Необходимость соблюдения требования вновь выпущенных стандартов^ и других
НТД, срок введения которых к моменту проведения нормоконтроля
еще не наступил, в каждом случае определяется отдельно.
295
На нормоконтроль ТД предъявляют комплекты технологических
документов в соответствии с маршрутной картой (МК) или ведомостью
технологических документов (ВТД). В случае разработки комплекта
документов без МК и ВТД, его предъявляют в соответствии с картой
технологического процесса (КТП) или картой типового
технологического процесса (КТТП). С комплектом документов на нормоконтроль
предъявляют учтенные копии соответствующих констукторских
документов.
На нормоконтроль разработчик вместе с извещениями, ПИ, ДИ, ДЛИ
и ПР обязан предъявлять учтенные копии изменяемой документации, в
том числе аннулированной, вновь выпущенной, обозначения которой
указаны в извещении об изменении, а также другую документацию,
необходимую для проверки извещения. Вновь выпущенная
документация, предъявляемая с извещениями, должна быть проверена нормконт-
ролерами одновременно с извещением об изменении.
В проверяемых документах свои замечания, предложения и
исправления нормоконтролеры должны наносить карандашом в виде условных
пометок (кодов ошибок) к элементам так, чтобы их можно было
понять и удалить, не нарушая качества документа. Невыполнение
требований номоконтролера, а также снятие его пометок до подписания не
допускается. Указания нормоконтролера, основанные на требованиях
стандартов, являются обязательными и должны быть выполнены
разработчиком документации. Карандашные пометки в проверяемой
документации снимаются самим нормоконтролером.
С целью сокращения времени, затрачиваемого нормоконтролером
на запись замечаний по обнаруженным ошибкам в технологических
документах и их однозначной оценки, рекомендуется все ошибки
регистрировать по кодам в соответствии с далее приведенным примерным
классификатором ошибок, обнаруженных при нормоконтроле ТД
(табл. 33).
Таблица 33
Содержание ошибок
Необоснованная разработка документа
Неправильное обозначение документа
(ГОСТ 3.1201-81)
Некомплектность документации (ГОСТ 3.1102—81)
Неправильное сокращение слов
Отсутствие необходимых ссылок на действующие
нормативно-технические документы
Применение ссылок на документы, не разрешенные к
применению, или недействующие
Отсутствие необходимых подписей
Несоблюдение требований в текстовых ТД (ГОСТ
2. 105-79)
Код ошибок
51
02
03
04
05
06
07
08
296
Продолжение
Содержание ошибок
I Код ошибок
Несоответствие наименования и литеры
технологического документа наименованию и литере конструкторского1
документа
Несоответствие записей в ведомости технологических
документов наименованиям и обозначениям исходных
документов
Необоснованное применение специальных
технологических процессов при наличии стандартизованных
Применение излишних разновидностей
технологического процесса и его операций
Применение методов и режимов изготовления, сборки,
контроля, измерений и испытаний, не соответствующих
стандартам
Неправильная нумерация и наименования операций
технологического процесса
Недостаточность и необоснованность операционных
эскизов
Несоответствие записи в маршрутной карте
технологического процесса последовательности и содержания
операций, переходов, наименований, обозначений и кодов
применяемых составных частей, полуфабрикатов,
материалов, технологического оборудования и инструмента,
установленным в других технологических документах
Несоответствие режущего, мерительного и другого
инструмента, указанного в операции, его обозначению
по стандартам
Несоблюдение требований ГОСТ 2.503—90 по
оформлению извещений, ПИ, ДПИ и ДИ
Невозможность внесения изменений из-за недостатка
места
Отсутствие документов или указаний на них,
являющихся основанием для внесения изменений
Неправильные исправления
Несоответствие причины изменения и кода по
содержанию изменения
Неправильное указание о заделе изменяемого
изделия
Следует иметь в виду, что нормоконтролю не подлежит проверка
правильности исполнительных размеров, выбор и содержание принятых
технологических решений, достоверность информации, внесенной в
документы (кодов, средств технологического оснащения, материалов,
заготовок и т. п.), а также достоверность информации но безопасности
выполнения технологических операций, если это не обусловлено
требованиями стандартов и других НТД.
Нормоконтроль документации рекомендуется проводить на
рабочем месте нормоконтролера. Консультации нормоконтролера в
процессе разработки документов могут проводиться и на рабочем месте
разработчика документов.
10-323
297
Для нормоконтролера рекомендуется установить распорядок
рабочего дня, включающий помимо основной работы (нормоконтроля
документов) определенные часы для проведения консультаций по
вопросам оформления и содержания документов, изучения новой
нормативно-технической и информационной документации, время для
разработки нормативно-технической документации по стандартизации, а также
приема на нормоконтроль и передачи в СТД проверенных документов.
В ряде случаев, например, при большой загруженности нормоконтроле-
ров, обязанности нормоконтролера допускается возлагать и на
разработчиков документации, что может быть зафиксировано в
распоряжении по предприятию или СТП. При этом должны быть соблюдены
требования ГОСТ 3.1116—79. По возможности нормоконтролеры должны
находиться в одном помещении. Такая организация повышает
производительность труда, уменьшает количество документации, обеспечивает
единство предъявляемых требований, более четкое и качественное
проведение консультаций. В этом помещении должны быть предусмотрены
рабочие места для разработчиков ТД с целью раскладки документов и
устранения мелких замечаний и ошибок на месте. Также следует
отметить, что службы нормоконтроля должны обеспечиваться всеми
действующими НТД, иметь полную и подробную информацию о вновь
разработанной НТД, о сроках ее введения в действие и об изменении
действующих НТД.
Служба нормоконтроля предприятия может осуществляться
метрологический контроль таких технологических документов, как:
маршрутная карта, операционная карта, технологическая инструкция, карта
технологического процесса, карта типового технологического процесса,
карта типовой операции.
К числу основных задач метрологического контроля ТД относятся:
определение оптимальности номенклатуры измеряемых параметров
при контроле с целью обеспечения эффективности и достоверности
контроля качества и взаимозаменяемости;
установление соответствия показателей точности измерений
требованиям эффективности и достоверности контроля и взаимозаменяемости;
установление соответствия показателей точности измерений
требованиям обеспечения оптимальных режимов технологических процессов;
установление полноты и правильности требований к средствам
измерений (в том числе нестандартизованным) и методикам выполнения
измерений;
оценка правильности выбора средств измерений (в том числе нестан-
дартизованных) и методик выполнения измерений;
выявление возможности преимущественного применения
унифицированных, автоматизированных средств измерений, обеспечивающих
получение заданной точности измерений и необходимой
производительности;
оценка обеспечения применяемыми средствами измерений
минимальных трудоемкости и себестоимости контрольных операций при заданной
точности;
298
установление преимущественного применения стандартизованных
методик выполнения измерений;
оценка соответствия производительности средств измерений
производительности технологического оборудования;
определение целесообразности обработки на ЭВМ результатов
измерений, наличия стандартных или специальных программ обработки и
соответствия их требованиям, предъявляемым к обработке результатов
измерений (округление, разрядность и т.п.), а также к формам
представления результатов измерений, контроля и испытаний;
установление правильности наименований и обозначений
физических величин и их единиц;
установление правильности указаний по организации и проведению
измерений для обеспечения безопасности труда.
В проверяемой технологической документации следует тщательно
проверить правильность метрологической терминологии. Так иногда
употребляют слово "точность" вместо "погрешность", "ошибка
измерения" вместо "погрешность измерения", "эталон" вместо "образец".
При проверке ссылок в документах на нестандартизованные
средства измерений устанавливают, нет ли возможности их замены серийно
выпускаемыми средствами измерений.
В связи с переходом на Международную систему единиц (31) важной
задачей контроля документации является также установление
правильности наименований и обозначений физических величин и их единиц.
Ю*
9. ОСОБЕННОСТИ ОФОРМЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ,
ПРИМЕНЯЕМЫХ ПРИ ВНЕДРЕНИИ СРЕДСТВ
МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ
9.1. Особенности оформления документов
в условиях внедрения автоматизированных систем
управления предприятием
Как было указано, одной из первых задач, решаемых при
разработке комплекса стандартов ЕСТД, являлось установление
унифицированных и машино-ориентированных форм технологических документов,
обеспечивающих возможность обработки содержащейся в них
информации с применением средств вычислительной техники. Как известно,
такая задача была решена с разработкой соответствующих
машинно-ориентированных форм технологических документов. С целью определения
возможности машинной обработки документов вначале был определен
необходимый состав информации, предварительно увязанной с
возможным составом решаемого комплекса инженерно-технических задач и,
исходя из этого, систематизирован. Для удобства считывания и выделения
такой информации графы, предназначенные для этих целей, обводятся
двойной утолщенной линией или оговариваются соответствующими
правилами оформления. Например, выделение отдельных строк,
предусматривающих обработку такой информации, может быть
предусмотрено через служебные символы: М; К; Т и т. д. Особенно это удобно
применять в новых формах технологических документов, имеющих
элементно-блочное и блочно-модульное принпицы построения.
При разработке и применении машинно-ориентированных форм
технологических документов особенно выжным является определение
состава включаемой информации. Такая информация не должна
дублироваться, иметь однозначное понимание и располагаться в удобной и
логической последовательности.
Для определения оптимального состава такой информации для
обработки средствами вычислительной техники накоплен опыт по
разработке соответствующих блок-схем использования информации.
При разработке машинно-ориентированных форм технологических
документов такая блок-схема была разработана специалистами
Госстандарта СССР, которая учитывала весь массив информации, переносимой
на машинные носители в увязке с составом следующих решаемых
инженерно-технических задач:
задачи нормирования материалов;
задачи технологические;
задачи нормирования трудозатрат;
задачи планов-экономические;
задачи производственно-диспетчерские.
Сама блок-схема и правила по ее применению нашли отражение в
разработанных специалистами Госстандарта СССР методических
указаниях "О рациональных способах заполнения и применения
технологической документации, разрабатываемой в соответствии с требованиями стан-
300
дартов ЕСТД" (РДМУ 75-76), которая в настоящее время отменена.
Сама идея и принципы, заложенные в указанной блок-схеме, очень
интересны и позволяют наглядно и компактно видеть всю схему взаимосвязи
информации с составом решаемых задач. К сожалению, привести блок-
схему в данном пособии из-за ее больших размеров не представляется
возможным, поэтому приведем основные правила ее построения, а
затем рассмотрим отдельный фрагмент на примере использования
рекомендуемого состава информации по нормированию материалов в
решаемых задачах.
Общая компоновка таких блок-схем на примере, разработанной
специалистами Госстандарта СССР, приведена на рис. 51.
Элемент
информации
\»Н
Задачи
1 нормирования
материалов
Основная
линия
информационной
связи
Задачи
й техиологичес-
СЕН
ЕН
ЕН
►—00
Задвчи
1 нормирования
планово—
экономим веки*
производственно-
диспетчерски»
±3
3~Д
а
а
л . .
^х
1«
НЕ
НИ
НЕ
ИЙ-—■ - —ЙЙЙ
I
КЗ
№с. 51
Блок-схема использования информации строится следующим
образом:
По наружной части периметра прямоугольника, обозначенного
линиями информационной связи, располагают весь состав элементов
информации (реквизитов), предполагаемых для обработки средствами
вычислительной техники, .Их размещение производят в порядке применения на
формах документов или группируют применительно к решаемым
задачам. В принципе это не имеет особого значения. Самое главное, нужно,
чтобы весь состав такой информации был полностью представлен.
На рис. 51 элементы информации (реквизиты) показаны по часовой
стрелке в порядке возрастания от 1 до 87 по всему периметру.
Графическое изображение элемента информации представлено
условно, на самом деле, он выглядит по другому, как показано на рис. 52.
Каждый элемент информации (реквизит) графически обозначает-
301
Обозначение |
детали
КД
3 01; 02 I
Рис. 52
ся в виде вертикально (горизонтально) вытянутого прямоугольника,
расположенного перпендикулярно основной линии информационной
связи. Внутри прямоугольника в левой верхней части проставляется
условное обозначение реквизита и его номер, а в центре — наименование
реквизита. В нижней части посередине проводится линия
информационной связи, которая связывает этот реквизит с основной линией
информационной связи.
В целях определения в каких задачах будет использоваться эта
информация внизу с левой стороны от информационной линии связи
проставляется условное обозначение "з" (абривиатура "задачи"), а с правой
стороны от указанного символа обозначения тех задач, решения которых
неразрывно связаны с данными этого реквизита. Иногда данные одного
реквизита могут применяться в решении большого количества задач,
тогда указание этой информации следует проставлять по всей длине
основного прямоугольника в несколько строк. Для разделения буквенного
обозначения задач "з" от цифрового целесообразно запись этой
информации выполнять разными шрифтами. Перечислять нумерацию задач
следует выполнять через запятую.
Указание применяемости данного реквизита в решении задач выражает
прямую информационную связь и облегчает поиск необходимых задач.
Задачи, в отличие от элементов информации (реквизитов),
группируются по общим признакам и располагаются внутри прямоугольника,
ограниченного основными линиями информационной связи в одну или
две линии. Их состав должен быть комплексным и отвечать на все
вопросы, стоящие по той или иной проблеме.
В определении состава задач принимают участие различные
подразделения предприятия, отвечающие за эти направления деятельности,
например, ОГТ, ИВЦ, ОМТС, ОТИЗ и т. д.
Расположение задач следует выполнять в логической
последовательности их решения от первоочередных до завершающих, в направлении
слева — направо. Каждая задача связана с основными линиями
информационной связи и имеет прямую связь с решением последующих задач
(где используется ее полученные данные) и обратную связь с
обозначениями элементов информации (реквизитов), данные которых
используются при решении.
Это можно видеть на рис. 53, где приведено графическое
изображение задачи с прямой и обратной информационными связями.
302
Р1-Я 307,10. 11.13
3 01 ОПТ, ИВЦ, ОМТС
I Разработка "Ведомости I
I материалов" на оригиналу I
I ныв и стандартны* детали I
I собстаеииого изготовления I
Рис. 53
Графическое изображение задачи представлено также в виде
прямоугольника, в верхней части которого слева указывается обозначение
задачи (например, 3 01), а правее приводятся условные перечисления
подразделений предприятия, которые выполняют решение этой задачи
или используют результат ее решения в своей производственной
практике.
Для данного случая показаны три подразделения: ОГТ, ИВЦ, ОМТС.
Это означает, что разработка ведомости материалов (ВМ) выполняется
в ОГТ, затем обрабатывается в ИВЦ, а применяется в ОМТС (в отделе
материально-технического снабжения).
После указательной информации указывается полное наименование
решаемой задачи.
В верхней части над графическим изображением задачи слева
указывается состав реквизитов, а справа — состав результатов решения четырех
задач (07, 10, 11, 13), которые совместно используются при решении
задачи. Эти условия заложены в программе решения задачи и обязательно
должны выполняться.
В нижней части над графическим изображением задачи показано, что
результаты решения задачи 3 01 должны быть использованы при решении
следующей задачи 3 02 и 3 05.
В целях наглядного представления по построению блок-схемы
использования информации, рассмотрим на рис. 54 пример только ее одной
части, раскрывающей взаимосвязь решения комплекса задач по
нормированию материалов с составом информации, предусмотренной в
формах технологических документов. Разработка указанной блок-схемы
сыграла положительную роль при разработке унифицированных
машинно-ориентированных форм документов, предусмотренных стандартами
и рекомендациями ЕСТД. Главное условие, которое выдвигается
специалистами, занимающимися машинной обработкой информации, —
установление минимального состава документов, направляемых на ИВЦ.
Чем меньше разновидностей документов поступают к ним на обработку,
тем удобнее вести соответствующие работы и меньше ошибок.
В связи с этим машинно-ориентированные формы документов имеют
комплексный состав информации. Особенно это относится к сводным
документам на процесс, например, МК, КТП, КТТП, ВТП.
303
Рис. 54
При регламентации таких форм документов многие организации
(предприятия) предлагали расчленить документы на несколько видов
с целью специализации форм документов. Разработка блок-схемы
использования информации наглядно показала на оптимальный состав
информации, вводимой в формы документов, и на четкую комплексную
направленность при построении форм документов.
При оформлении машинно-ориентированных форм
технологических документов следует обратить внимание разработчиков на
обязательность внесения информации в графы, обведенные двойной
утолщенной линией. Незаполнение их не допускается и связано с
нарушением цикла решаемых задач. Немаловажным при этом является и
правильность (достоверность) вносимой информации. В основном указанные
графы предусматривают внесение информации в виде кодов,
обозначений или соответствующих данных по характеристике массы (объема,
длины, площади и т.п.), выражающихся в виде цифр. В связи с этим
особая ответственность падает на разработчика документов и нормо-
контролера. Неточность или неправильность внесения информации
приводит к возврату документов, к не эффективному использованию
средств вычислительной техники и к срыву сроков ТПП. Внесение
информации в указанные графы допускается выполнять различными
способами. При применении ручного способа заполнения следует особое
внимание обратить на четкость и однозначность вносимой информации.
Запись информации в графах рекомендуется выполнять в нижней части
строки, оставляя верхнюю ее часть для внесения изменений. Не
выполнение этих рекомендаций может привести к полней переработке
документа (документов).
Внесение информации в виде кодов и обозначений накладывает
определенный отпечаток на номенклатуру указанных документов. Их
состав подбирают, разрабатывают и устанавливают специалисты,
отвечающие за решение комплекса задач с применением средств автоматизации.
Требования к необходимому составу основных классификаторов
технико-экономической информации и данные по их применению достаточно
полно отражены в разд. 7 настоящего пособия.
Документы, направляемые на обработку информации в ИВЦ, должны
быть оформлены в соответствии с имеющимся порядком на предприятии.
Не подписанные и не утвержденные документы для обработки
информации допускать не следует. К этой же категории относятся и извещения
об изменении технологической документации, которые также подлежат
обязательной обработке на ИВЦ в целях корректировки и
совершенствования данных, полученных с основных технологических документов.
9.2. Особенности оформления документов,
разрабатываемых с применением средств механизации
В целях сокращения трудоемкости разработки технологической
документации, начиная с 1970 г. многие организации и предприятия нашей
страны стали применять различные средства механизации. В начале для
305
этих целей использовали печатающие оргавтоматы типа "Брест-1Т", затем
по мере их совершенствования переходили на более прогрессивные,
например, "Оргтекст". Оргавтоматы имели упрощенную систему
управления и обеспечивали работу с использованием перфоленточных печатно-
кодирующих устройств.
В некоторых организациях использовали зарубежные средства, как,
например, "Оптима-526" и "Оптима-528".
Начиная с 1983 г. отечественной промышленностью освоен выпуск
более прогрессивного аргавтомата - "Оргтекст-2Д". Он имеет память
на гибких магнитных дисках и снабжен дисплеем, который
обеспечивает возможность редактирования текстов и служит удобным
средством взаимодействия человека с машиной. Данный автомат является
программируемым и имеет развитую систему, обеспечивающую
эффективное решение описываемой задачи.
Принцип механизации проектирования технологических
документов с применением оргавтоматов заключается в том, что
формулировки различных элементов текстовой информации (название операций,
типовая запись содержания переходов, наименования средств
технологического оснащения и т. п.) типизируются, унифицируются и
объединяются в классификаторы соответствующих видов информации. Эти
классификаторы вводятся в память машины. При проектировании
технологических документов нужный постоянный текст может быть вызван
из памяти, при необходимости, дополнен переменной информацией и
выведен на печать в заданной форме в соответствии с требованиями
стандартов ЕСТД, Таким образом, отпадает необходимость в обдумывании
и написании полного текста документов, механизируется оформление
документов, что облегчает работу разработчика документов и
позволяет высвободить труд машинисток и копировщиц.
Системы такого рода могут различаться формами выходных
документов, составом и структурой исходной информации, а также способом
организации работы по созданию документов.
Наличие в оргавтомате "Оргтекст-2Д" внешней памяти на гибких
магнитных дисках позволяет наряду с составлением документов
осуществлять дополнительные функции по хранению записей документов
на дисках (ведение архива документов) с возможностью их
многократного редактирования и воспроизведение на бумаге (кальке).
В разработке систем такого рода выделяются следующие основные
проблемы:
постановки задачи;
разработка информационного обеспечения;
разработка программного обеспечения;
разработка организационно-методического обеспечения.
Постановка задачи включает требования к выходной и исходной
информации, состав работ, выполняемых в системе, и требования к их
выполнению.
Под информационным обеспечением системы понимаются
классификаторы типовой технологической информации, используемые для
формирования документов.
306
В программном обеспечении выделяются следующие два
направления:
организация информационных массивов на машинных носителях;
алгоритмы и программы обработки информации.
Организационно-методическое обеспечение включает разработку
инструкций для технолога и оператора по работе в системе, а также
регламентирующие документы, обеспечивающие функционирование
системы.
Перечисленные выше проблемы в основном имеют локальный
характер для каждого предприятия.
В основном внедрение таких средств характерно для предприятий
(организаций) с мелкосерийным и опытным типом производства,
имеющим широкую практику по специализации производств, рабочих мест и
применению типовых (групповых) технологических процессов
(операций).
При разработке классификаторов технико — экономической
информации наиболее целесообразно исходить из имеющегося парка таких
НТД на государственном и отраслевом уровнях . К числу
рекомендуемых из них следует отнести Классификатор технологических операций
машинострения и приборострения и Классификатор технологических
переходов машинострения и приборостроения.
Используя указанные классификаторы технико — экономической
информации в качестве основных НТД разрабатываются типовые
(групповые) процессы и типовые (групповые) операции. Типовые
(групповые) операции по методам изготовления размещают в специальные
каталоги, которые являются руководящим документом для
разработчиков технологической документации. Как правило, в ТТП (ГТП) и
ТО (ГО) отражается только постоянная информация с указанием
наименования операции, кода (наименования и модели) оборудования,
состава и содержания переходов (в технологической последовательности
их выполнения), обозначения технологической оснастки и ее
наименования. Иногда в состав этой информации могут включать
определенные данные по трудозатратам, например, код профессии, разряд
исполнителя, код условий труда, количество исполнителей одновременно
принимающих участие в выполнении операции, код единицы нормирования,
коэффициент штучного времени.
В целях наглядности рассмотрим пример выполнения типовой
операции, которая может входить в качестве составной части в каталоги ТО
(ГО):
4110, Токарная
381162 3241 станок токарный 1Е61МТ
1. Установить и закрепить пруток
39 6111 1004 патрон 7100-0005 ГОСТ 2675-80
2. Подрезать торец, как чисто
39 ХХХХ ХХХХ резец ХХХХ-0001 ГОСТ ХХХХ - XX
3. Точить поверхности, выдерживая
размеры
XX ХХХХ ХХХХ резец ХХХХ - 0005 ГОСТ ХХХХ - XX
307
4. Отрезать деталь длиной
39 2131 ЗОН резец 2101 - 0001 Т15 Кб ГОСТ 18679 - 73
5. Контроль 100 % деталей исполнителем
39 5311 6001 штангенциркуль ЩЦ - 11 - 160-0,05 ГОСТ 166 - 80"
В зависимости от организации работ по проектированию
технологических документов на технологические процессы с применением оргав-
томатов различают два случая:
разработка технологической документации с участием технолога и
оператора;
разработка технологической документации с участием технолога.
В первом случае технолог разрабатывает задание на составление и
заполнение маршрутной карты, которая передается оператору,
занимающемуся процедурами распечатки технологической документации.
Задание представляет из себя форму МК, на которой технолог указывает
следующую информацию:
обозначение детали (изделия, сборочной единицы) по
конструкторскому документу, на которое проектируется технологическая
документация;
заполняет исходные и расчетные данные по материалу (материалам);
определяет оптимальный маршрут изготовления детали и в
зависимости от этого проставляет коды соответствующих операций по
каталогу (классификатору операций) и указывает переменную информацию
к ним по привязке к исполнительным размерам при обработке,
указанию дополнительных технических средств и т. п.
Практически такой документ является программным для
оператора. Оператор использует этот документ как исходный материал и на его
основе осуществляет соответствующие действия по распечатке
технологических документов. После распечатки технологических документов,
их проверки и подписания задание на разработку технологической
документации передается в архив или аннулируется, а разработанная
документация поступает в производство.
Во втором случае функции оператора выполняет сам технолог —
разработчик технологической документации. При этом разработка
такого промежуточного документа, каким является задание на
разработку технологической документации, является нецелесообразной и
ненужной процедурой.
В основном при разработке технологической документации
применяют унифицированные формы технологических документов. Состав
таких документов сравнительно небольшой и к ним относятся
следующие виды документов: МК по ГОСТ 3.1118-82, КК по ГОСТ 3.1123-86
и ВО по ГОСТ 3.1122—86. Применение форм МК обеспечивает
функционирование в роли МК/ОК; МК/КТП; МК/КТТП; МК/ВТП; МК/КТИ;
МК/ВТО, а также в роли МК/КК и МК/ВО. Это очень удобно, так как
приходится иметь дело в основном с одной формой документа. В целях
исключения применяемости продолжения формы МК допускается
применять только ее первый лист. При этом правилами оговариваются
процедуры оформления продолжения МК, выполняемые на первых
^пя
листах. Так, подписание всего комплекта документов, указание
данных о материалах следует выполнять только на первом листе мк.
При проектировании технологических документов на процессы
с применением оргавтоматов такие процедуры, как расчет данных по
трудозатратам и разработка технологических режимов выполняются
ручным способом. Это накладывает соответствующий отпечаток и на
процедуры, связанные с оформлением всего комплекта технологической
документации.
В целях удобства выделения таких документов целесообразно в
комплект документов вводить специализированную МК/ТНК, в
которой будут отражаться только данные по трудозатратам с привязкой к
каждой операции. В этом случае в основной МК аналогичные данные
приводиться не будут.
Как видно из сказанного, оргавтоматы имеют ограниченные
возможности и в связи с этим комплект документов на технологический
процесс может состоять из документов, заполненных различными
способами: автоматизированным и неавтоматизированным. К документам,
разрабатываемым неавтоматизированным способом, относятся МК/ТНК и
КЭ. Их оформление находится в компетенции разработчика документов.
Применение оргавтоматов позволяет производить разработку не
только технологической документации, но и взаимосвязанной с ней
производной документации. Это чисто условное понятие применено для
соответствующей группы документов, тесно взаимосвязанных по
построению и информационному содержанию с основными технологическими
документами типа МК, КТП, КК. К производным доку ментам относятся:
рабочий наряд; накладная; требование; сопроводительная карта и
ДР.
Указанные формуляры документов в настоящее время не
стандартизованы. В 1985 г. была сделана попытка их регламентации на
государственном уровне и соответствующие документы в виде рекомендуемого
приложения были приведены в ГОСТ 3.1124-86 "ЕСТД. Общие
требования к оформлению технологических документов на бумажных
носителях, проектируемых с применением средств механизации и
автоматизации". При разработке унифицированного с ЕСТД ГОСТ 2.004-88 "ЕСТД.
Общие требования к выполнению конструкторских и технологических
документов на печатающих и графических устройствах вывода ЭВМ"
(взамен ГОСТ 2.004-79 и ГОСТ 3.1124-86), указанные формы
документов не были включены и в настоящее время этот вопрос остается
открытым.
В основном использование производных документов на
предприятиях не является обязательным и зависит от принятой формы
организации производства. Однако если в этом имеется необходимость, то
разработка технологических и производных документов с применением
оргавтоматов несомненно целесообразна и эффективна, особенно когда
речь идет о применении таких прогрессивных оргавтоматов, к которым
относится "Оргтекст — 2Д'\
309
Практика применения оргавтоматов с использованием перфолен-
точных печатно-кодирующих устройств показала также на возможность
разработки производных документов, которые заполняются не с
помощью оргавтоматов, а с применением гектографов выборочной печати.
Общая типовая схема применения оргавтоматов и гектографов
выборочной печати для разработки технологической и производной
документации приведена на рис. 1. Несмотря на то, что-на схеме
раскрывается опыт предприятий бывшей ГДР, эта схема характерна и для наших
предприятий.
Однако при рассмотрении схемы следует иметь в виду следующее:
вместо указанных видов документов: технологическая спецификация,
технологическая карта, рабочий инструктаж (установленные в ГДР)
следует применять МК, КТП и КК, а вместо материальной квитанции,
сопроводительной карты заказа — накладную, требование.
9.3. Особенности оформления документов
при внедрении автоматизированных систем
проектирования
В настоящее время многие организации и предприятия нашей страны
активно занимаются работами по внедрению средств автоматизации для
решения различных задач в области технологической подготовки и
управления производством.
В области разработки технологической документации такие задачи
решаются с внедрением АСУП и САПР — Т.
Анализ опыта внедрения таких систем на предприятиях говорит о их
неоднородности, а порой даже об оригинальности решений, что,
естественно, оказывает влияние на оформление технологических документов. В
этих условиях, наверное, еще рано говорить о комплексном
стандартизованном подходе к процедурам, связанным с оформлением
технологических документов, из — за отсутствия массовости внедрения
автоматизированных систем и соответствующего опыта.
В связи с этим остановимся только на общих требованиях к
выполнению и оформлению технологических документов. По этой части
в ЕСТД до 1989 г. действовал ГОСТ 3.1124 — 86, начиная с 1 января
введен унифицированный стандарт ГОСТ 2.004 — 88.
Особенности оформления технологических документов начинаются
с выбора форматов, форм технологических документов. Эти вопросы,
на наш взгляд, нашли достаточное отражение в соответствующих разделах
данного справочного пособия и дублировать их в этом разделе
совершенно нецелесообразно.
При выборе состава документов, применяемых в условиях их
автоматизированного проектирования, наиболее целесообразно использовать
унифицированные формы документов, обеспечивающие их
применяемость взамен других видов технологических документов. Это в
значительной мере упрощает процедуры выполнения документов. Следует
отметить , что для данной ситуации целесообразно выбирать оддг'
универсальную форму, обеспечивающую возможность выполнения в качест-
310
ве первого и последующих листов документов. Так, для проектирования
документов на технологические процессы такой формой документа
является МК (первый лист). Наиболее распространенной формой МК,
применяемой при проектировании процессов, является форма 4 по ГОСТ
3.1118 — 82. Указанная форма имеет вертикальное расположение поля
подшивки и обеспечивает возможность ее вывода на экран
видеотерминального устройства.
Наличие в форме МК разнообразного состава граф дает возможность
ее использования взамен других видов документов, например, ОК,
КТО, КТП, КТТП, ВТП, ВТО, КК, КТИ.
В практике автоматизированного проектирования встречаются два
случая:
Когда форма документа выполнена типографским способом на
бумажной ленте;
Когда форма документа в каждом отдельном случае выполняется с
помощью АЦПУ в соответствии с имеющейся программой.
При типографском выполнении бланков документов на бумажной,
ленте форма должна содержать оптимальный состав информации,
позволяющий ее применение взамен других видов технологических
документов. В целях сокращения подвидов МК в качестве первого и
последующих листов выбирается первый лист. При выполнении блока Б2
(состава исполнителей) основной надписи по ГОСТ 3.1103 - 82
рекомендуется применять только две графы для оформления подписями от
разработчика документов и за нормоконтроль документов. При этом следует
отметить, что документ подписывается только на первом листе. В целях
различия выполняемых функций при применении формы МК взамен
других видов документов рекомендуется в графе 28 блока Б6 основной
надписи через дробь указывать условное обозначение соответствующего
вида документа, например, МК/КТП, МК/ОК и т. п.
При распечатке формы документов с применением АЦПУ
рекомендуется в заголовке формы оставлять только те графы, которые
предусмотрены соответствующим видом документа. Так, при применении
МК/КК рекомендуется указывать только графы, относящиеся к
служебным символам Л/М и Н/М (для форм документов с вертикальным
расположением поля подшивки) и т. п.
При заполнении графы 4 основной надписи в нее следует вносить
обозначение того вида документа, функции которого выполняет
форма МК.
В целях выделения информации по технологической оснастке
рекомендуется информацию по каждому обозначению давать построчно,
начиная с новой строки.
При указании данных по технологическим режимам следует
руководствоваться соответствующими блоками режимов, приведенных в
стандартах и рекомендациях ЕСТД 4 и 5 классификационных групп. Для
сокращенного указания данных по технологическим режимам (без их
параметров) рекомендуется использовать соответствующие
допускаемые их сокращения и обозначения, приведенные в Р 50 — 54 — 71 —88.
311
10. НЕКОТОРЫЕ ПРАКТИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО КОМПЛЕКСНОМУ ПОДХОДУ К ОФОРМЛЕНИЮ ОСНОВНЫХ
И ВСПОМОГАТЕЛЬНЫХ ДОКУМЕНТОВ, ПРИМЕНЯЕМЫХ ПРИ
ПРОЕКТИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Уровень разработки технологических процессов находится в
прямой зависимости от квалификации разработчика, его знаний о
действующем производстве и новых направлениях в области внедрения
прогрессивных технологий. Поэтому все действия, связанные с
разработкой технологических процессов, носят субъективный, творческий
характер. В основном разработчики технологических процессов
специализируются по определенным технологическим методам изготовления,
ремонта. Иногда встечается и более дифференцированная специализация
разработчиков технологических процессов по видам изготовления
(ремонта) внутри одного метода. Например, технологи по объемной
штамповке, технологи по листовой штамповке, технологи по импульсно-вз-
рывной штамповке и т. п.
Специализация разработчиков технологических процессов по
методам и их видам накладывает определенные отпечатки на особенности
выполнения и оформления технологической документации, которая
также имеет аналогичный характер, особенно проявляющийся при
серийном и массовом типах производства.
В таких условиях невозможно разработать непрерывный
технологический процесс, например, от изготовления заготовки до изготовления
детали. Специализация их выполнения, а также существующая
организация производства требует их разделить.
Поэтому на заготовительные технологические и обрабатывающие
технологические процессы разрабатывают отдельные комплекты
технологической документации.
Рассматривая все встречающиеся технологические методы
изготовления (ремонта) изделий (их составных частей), а также их виды
следует выделить два основных действия:
изготовление деталей,
изготовление сборочных единиц и изделий.
При изготовлении деталей к наиболее характерным
технологическим методам и их видам относят действия, связанные с применением
большого количества операций, обеспечивающих их наибольшую
трудоемкость. К таким методам, имеющим доминирующий характер, относят
обработку резанием. Этот метод для изготовления заготовок,
термической обработки, нанесения покрытий является основным.
Разработчики таких процессов органически увязывают все технологические
требования, относящиеся ко всему комплексу выполняемых действий по
изготовлению детали. Например, технолог, разрабатывающий
технологический процесс обработки резанием, должен знать, в каком состоянии
на обработку должна поступать исходная заготовка, какие в ней
предусмотрены припуски на обработку, удобно ли выбраны технологические
базы и т. п. Данные по заготовке подлежат обязательному согласованию
с разработчиком технологических процессов на обработку резанием. В
312
свою очередь все, что связано с термической обработкой и нанесением
покрытий, технолог-разработчик процесса обработки резанием обязан
согласовать условия поставки детали (полуфабриката) при выполнении
этих методов.
Аналогичная картина и при разработке технологических процессов
сборки. Все, что поступает на сборку — составные части изделия
(сборочные единицы), материалы — подлежит также согласованию с
разработчиком основного процесса по вопросам их состояния поставки.
Иногда условия сборки не позволяют использовать составные части
изделия (сборочной единицы) в том виде, в каком показаны или
отражены в конструкторских документах. В связи с производственной
необходимостью, в целях технологичности сборки, технолог —
разработчик технологической документации может устанавливать
дополнительные требования к составным частям изделия и материалам,
например, нанесение покрытий на те или иные поверхности, установление зон
для маркировки, реперных точек и т. п. Такие отклонения от требований
конструкторских документов могут оформляться картами
технологического согласования, предусмотренными Р 50-67-88. Указанные
документы согласуются с поставщиками, утверждаются ответственными
лицами и имеют юридический характер. Копии указанных документов
хранятся в соответствующих подразделениях, а отраженные в них
дополнительные требования к конструкторским документам вносятся в
соответствующие документы на технологические процессы. Указанное выше
имеет прямое отношение к уровню отработки конструкторской
документации на технологичность, которая должна постоянно
совершенствоваться и отражать производственные действия, связанные с характером
изготовления изделия и его составных частей.
В основном при разработке технологической документации на
процессы следует выделить следующие основные этапы:
Анализ конструкторских документов;
Разработка технологических документов;
Оформление технологических документов;
Обработка содержащейся информации в документах;
Регистрация и размножение документов;
Направление копий документов в производственные
подразделения.
Внедрение технологических документов.
В выполнении указанных этапов могут участвовать различные
исполнители и применяться различные виды документов, регламентированные
или нерегламентированные на государственном уровне.
Состав выполняемых основных действий и их регламентация
соответствующей документацией представлен в табл. 34.
Состав выполняемых действий характерен для условий серийного
производства и является примерным.
При разработке технологических документов на процессы возникают
различные задачи, которые может решить в оперативном порядке толь-
313-
314
Таблица 34
Наименование этапа Выполняемые действий Каким документом Обозначение НТД, где
они оформляются устанавливаются правила
оформления документов
Анализ конструкторских 1. Рассмотрение КД на техно- ~ ~
документов логичность
2. Разработка предложений по Лист уточнения СТП
отработке КД на технологичность КД
3. Направление предложений ~~ -
по отработке КД на
технологичность разработчику
Разработка технологических 1. Выбор исходных заготовок - -
документов и материалов
2. Предварительная разработ- Чертежи (документы) на от- ГОСТ 3.1125-88
ка документации на заготовки ливки, шатмпованные дета- -
и материалы ли, поковки, карты раскроя ГОСТ 3.1126-88
и т. п. ГОСТ 3.1402-84
Нормативы по расчету
припусков
3. Согласование чертежей (до- ТИ ГОСТ 3.1105-84
кументов) с разработчиком
документов на процессы, где будут
использоваться заготовки
4. Определение технологичес- МК, ВТМ ГОСТ 3.1118-82
кого маршрута изготовления
5. Выбор средств технологичес- Картотека применяемости Р 50-68-88
кого оснащения (СТО)
6. Разработка карт заказов на КЗ Р 50-67-88
проектирование технологической
оснастки
7. Описание технологических - ГОСТ 3.1104-81
| операций |
Наименование этапа Выполняемые действия Каким документом они Обозначение НТД, где
оформляются устанавливаются правила
оформления документов
8. Выбор и расчет технологи- - Специализированные нормативы
ческих режимов по расчету технологических
режимов
9. Расчет трудозатрат по опе\ - Нормативы по техническому
I рациям I нормированию; тарифно-ква-
I I I лификационный справочник
| 10. Присвоение обозначения Картотека обозначений ] ГОСТ 3.1201-85
комплекту документов 1
Оформление технологичес- 1. Подписание документов -
ких документов от разработчика
2. Нормо контроль и подписа- - СТП,
ние документов ТИ
3. Согласование документов -
4. Утверждение документов -
Обработка содержащейся Обработка информации: МК ГОСТ 3.1118-82
информации в документах по нормированию материалов и КК ГОСТ 3.1123-84
комплектующих, применяемых ВО ГОСТ 3.1122-84
СТО, трудозатратам, технологи- КТП соответствующие стандарты
ческому маршруту и т. п. (КТТП, ВТП)
Регистрация и размножение Регистрация подлинников в ар- Картотека регистрации доку- ГОСТ 2.501-88
документов хиве, размножение документов ментов
Направление копий докумен- - - СТП
тов в производственные
подразделения
Внедрение технологических 1. Внедрение СТО Акт о внедрении Р50-67-88
документов 2. Внедрение комплектов до- ТП, СТО
I кументов на процессы | I
315
ко сам разработчик документов. Так, при поставке некачественных
материалов или комплектующих составных частей изделия от других
предприятий (организаций) создается производственная необходимость по
введению их входного контроля. В этих условиях себестоимость
изготовления изделия возрастает из — за необходимости выполнения
дополнительных действий.
Описания по входному контролю материалов и комплектующих
могут быть выражены в виде процессов или отдельных операций. В первом
случае такие документы целесообразно выполнять на формах МК или
ТИ. При выполнении технологических процессов входного контроля на
формах ТИ и в целях указания необходимых данных по трудозатратам
к каждой операции целесообразно в комплекте ТИ включать форму МК.
В этом случае МК должна располагаться после ТЛ или в начале всего
комплекта документов на процесс.
Применение МК для указанного случая обеспечивает запись всех
операций с указанием данных по рабочим местам и трудозатратам на
каждую операцию.
Во втором случае отдельные операции по входному контролю
целесообразно включать в соответствующие комплекты документов на
процессы, например: комплект документов на процесс раскроя материала
(при необходимости отражения операции входного контроля на
комплектующие части изделия).
При разработке комплектов документов на технологические
процессы приготовления материалов, растворов, компаундов и т. п.
целесообразно выполнять на формах ТИ, как имеющие общий характер. При
необходимости в их состав допускается вводить форму МК для обеспечения
выполнения действий по нормированию трудозатрат.
В таблице приведены ссылки на отдельные рекомендации ЕСТД,
которые устанавливают правила оформления вспомогательных
документов. Выбор состава соответствующих документов устанавливается
предприятием, а при необходимости допускается использовать локальные
документы. К категории вспомогательных документов относятся: карта
заказа на проектирование технологической оснастки, карта
технологического согласования, акт о внедрении технологического процесса
(технологической оснастки), технико-нормировочная карта, карта результатов
испытаний и др. Так, акт о внедрении технологического процесса
(технологической оснастки) целесообразно оформлять только на наиболее
сложные и ответственные технологические процессы, оснащенные
дорогостоящим оборудованием. Это же в полной мере относится и к
технологической оснастке. Применение и оформление таких документов
характерно для предприятий крупносерийного и массового типов производств.
При выборе соответствующих документов в первую очередь следует
исходить из необходимости их применения. Состав документов должен
быть оптимальным и полностью исключать дублирование действий и
информации. Если удается совмещать функции одного документа с другим,
то это нужно использовать и применять.
Минимизация состава применяемых форм документов, упорядочение
и упрощение процедур, связанных с выполнением и оформлением техно-
316
логических документов способствуют не только улучшению всего
документооборота на предприятии, но и создают необходимые условия по
привлечению средств вычислительной техники для автоматизации
решения различных инженерно-технических задач в области технологической
подготовки и управления производством.
ПРИЛОЖЕНИЕ 1
Перечень государственных стандартов ЕСГД
Номер
п/п
1
2
3
4
5.
6.
7.
8.
9.
10.
11
12
13
14
15
16
17
18
Обозначение ГОСТ
ГОСТ 3.1001
ГОСТ 3.1102 -
ГОСТ 3.1 ЮЗ-
ГОСТ 3.1104-
ГОСТ 3.1105 -
ГОСТ 3.1107 -
ГОСТ 3.1109 -
ГОСТ 3.1116-
ГОСТ 3.1118 -
ГОСТ 3.1119 -
ГОСТЗ. 1120
ГОСТЗ. 1121
ГОСТ 3.1122-
ГОСТ 3.1123 -
ГОСТ 3.1125 -
ГОСТ 3.1126-
ГОСТ 3.1201 -
ГОСТ 3.1401 -
-81
-81
-82
-81
-84
-81
- 82
- 79
-82
-83
-83
-84
-84
-84
-88
-88
- 85
-85
Наименование
ЕСТД. Общие положения
ЕСТД. Стадия разработки и виды документов
ЕСТД. Основные надписи
ЕСТД. Общие требования к формам, бланкам
и документам
ЕСТД. Формы и правила оформления
документов общего назначения
ЕСТД. Опоры, зажимы и установочные
устройства. Графические обозначения
ЕСТД. Термины и определения основных
понятий
ЕСТД. Нормоконтроль
ЕСТД. Формы и правила оформления
маршрутных карт
ЕСТД. Общие требования к комплектности
и оформлению комплектов документов на
единичные технологические процессы
ЕСТД. Общие правила отражения и
оформления требований безопасности труда в
технологической документации
ЕСТД. Общие требования к комплектности
и оформлению комплектов документов на
типовые и групповые технологические,
процессы (операции)
ЕСТД. Формы и правила оформления
документов специального назначения.
Ведомости технологические
ЕСТД. Формы и правила оформления
технологических документов, применяемых при
нормировании расхода материалов
ЕСТД. Правила графического выполнения
элементов литейных форм и отливок
ЕСТД. Правила выполнения графических
документов на поковки
ЕСТД Система обозначения
технологической документации
ЕСТД. Формы и правила оформления доку-
• ментов на технологические процессы литья
317
Продолжение
Номер I Обозначение ГОСТ
п/п {
Наименование
19
20
22
23
24
25
26
ГОСТ 3.1402 - 84
ГОСТ 3.1403-85
21 I ГОСТ 3.1404-86
ГОСТ 3.1405 - 86
ГОСТ 3.1407-86
ГОСТ 3.1408-85
ГОСТ 3.1409- 86
ГОСТ 3.1412-87
27
28
29
30
31
32
33
34
35 |
36
37
ГОСТ 3.1428-
ГОСТ 3.1502-
ГОСТ 3.1507-
ГОСТ 3.1701 -
ГОСТ 3.1702-
ГОСТ 3.1703-
ГОСТ 3.1704-
ГОСТ 3.1705-
ГОСТ 3.1706-
ГОСТ 3.1707-
ГОСТ 3.1901-
- 77
- 85
-84
-79
-79
-79
-81
-83
-83
-84
- 74
ЕСТД. Формы и правила оформления
документов на технологические процессы раскроя
материалов
ЕСТД. Формы и правила оформления
документов на технологические процессы ковки
и штамповки
ЕСТД. Формы и правила оформления
документов на технологические процессы и
операции обработки резанием
ЕСТД. Формы и требования к заполнению и
оформлению документов на
технологические процессы термической обработки
ЕСТД. Формы и требования к заполнению
и оформлению документов на процессы
(операции), специализированные по методам
сборки
ЕСТД. Формы и правила оформления
документов на технологические процессы
получения покрытий
ЕСТД. Формы и требования к заполнению
и оформлению документов на
технологические процессы (операции) изготовления
изделий из пластмасс и резины
ЕСТД. Требования к оформлению
документов на технологические процессы
изготовления изделий методом порошковой
металлургии
ЕСТД. Правила оформления документов на
процессы изготовления печатных плат
ЕСТД. Формы и правила оформления
документов на технический контроль
ЕСТД. Правила оформления документов на
испытания
ЕСТД. Правила записи операций и переходов.
Холодная штамповка
ЕСТД. Правила записи операций и переходов.
Обработка резанием
ЕСТД. Правила записи операций и переходов.
Слесарные, слесарно-сборочные работы
ЕСТД. Правила записи операций и переходов.
Пайка и лужение
ЕСТД. Правила записи операций и переходов.
Сварка
ЕСТД. Правила записи операций и переходов.
Ковка и горячая штампов
ЕСТД. Правила записи операций и переходов.
Литье
ЕСТД. Состав нормативно-справочной
информации, переносимой на машинные носители
318
ПРИЛОЖЕНИЕ 2
Перечень рекомендаций ЕСТД
Номер
п/п
Г
2.
3.
4.
5.
6.
7.
8.
9.
10.
Обозначение
Р50-54-17-87
Р50-54-33-87
Р50-60-88
Р50-65-88
Р50-67-88
Р50-68-88
Р50-54-69-88
Р50-70-88
Р50-54-71-88
Р50-72-88
Наименование
ЕСТД. Правила записи
операций и переходов.
Получение покрытий
ЕСТД. Требования к
оформлению
документов на технологические
процессы
электрофизических и
электрохимических методов
обработки
ЕСТД. Правила
оформления документов на
технологические
процессы ремонта
ЕСТД. Порядок
оформления карты
регистрации результатов
испытаний
ЕСТД. Порядок
оформления документов,
применяемых при
разработке, внедрении и
функциониров ании
технологических
процессов
ЕСТД. Учет
применяемости
технологической оснастки
ЕСТД. Расчет
применяемости деталей и
сборочных единиц в изделии
с использованием
вычислительной техники
ЕСТД. Правила оформ-
л ения до кум ентов, при-
меняемых в ремонтных
и инструментальных
цехах
ЕСТД.
Автоматизированное формирование
форм технологических
документов на основе
базы данных
ЕСТД. Порядок оформ-
Взамен какого
ГОСТ разработана
Вновь
утвержденный
ГОСТ. 3.1415-73
ГОСТ 3.1416-73
ГОСТ 3.1115-79
ГОСТ 3.1506-75
ГОСТ 3.1113-79
ГОСТ 3.1302-74
ГОСТ 3.1301-74
ГОСТ 3.1601-74
вновь
ГОСТ. 3.1114-79 |
К какой
фикационной
группе
стандартов
ЕСТД
относится
7
4
4
5
1
6
9
6
1
1
319
Продолжение
Номер
п/п
Обозначение
Наименование
Взамен какого
ГОСТ разработана
11
12
13
14
Р50-54-76-
Р50-92-88
Р50-111-89
Р50-114-89
15
16
Р 50-54-274-89
Р50-609-38-8
ления документов,
применяемых при
нормировании
технологических процессов
(операций) .
Технико-нормировочная карта
ЕСТД. Правила записи
технологических
операций и переходов.
Технический контроль
ЕСТД. Общие
положения по внесению
изменений
ЕСТД. Правила оформ-1
ления документов на
процессы перемещения
ЕСТД. Правила оформ-1
ления документов на
технологические
процессы консервации и
упаковывания
ЕСТД. Инструмент
режущий. Допускаемые
сокращения условных
обозначений
ЕСТД. Правила
оформления документации
контроля. Паспорт
технологический.
Журнал контроля
технологического процесса
Вновь
утвержденный
ГОСТ 3.1111-77,
кроме разд. 2
ГОСТ 3.1602-74
Вновь
утвержденный
Вновь
утвержденный
ГОСТ 3.1503-74
|ГОСТ 3.1504-74
ГОСТ 3.1505-75
320
ПРИЛОЖЕНИЕ
Перечень унифицированных с ЕСТД государственных
стандартов и рекомендаций
Номер
п/п
1.
2.
3.
4.
5.
6.
7
Обозначение
1
ГОСТ 2.004-88
ГОСТ 2.501-88 1
ГОСТ 2.502-68
ГОСТ 2.503-90
ГОСТ 28388-89
Р 50-75-88
Р50-81-88
Наименование
ЕСКД. Общие
требования к выполнению
конструкторских и
технологических
документов на печатающих
и графических
устройствах вывода ЭВМ
ЕСКД Правила учета
и хранения
ЕСКД. Правила
дублирования
ЕСКД. Правила
внесения изменений
Системы обработки
информации.
Документы на магнитных
носителях данных. Порядок
выполнения и обращения
Конструкторские и
технологические
документы на перфокартах и
перфолентах. Виды
документов, их оформление и
обращение. Общие
требования
Порядок передачи
документации
Взамен какого
ГОСТ разработан
ГОСТ 2.004-79
ГОСТ 3.1124-86
ГОСТ 2.501-68
ГОСТ 3.1111-77
(в части разд. 2)
ГОСТ 2.503-74
ГОСТ 2.505-82
ГОСТ 2,506-84
ГОСТ 3.1111-77
Вновь
утвержденный
ГОСТ 2.003-83
ГОСТ 2.031-83
ГОСТ 2.032-77
ГОСТ 2,033-77
ГОСТ 2.034-83
ГОСТ 2,504-81
К какой
фикационной
группе
стандартов ЕСТД
относится
1
1
1
1
1
3
\
СПИСОК ЛИТЕРАТУРЫ
1. Адамов Е.О., Дукарский СМ,, Таллер С Л. и др. Опыт использования
Классификатора ЕСКД и ТКД// Стандарты и качество. - 1989. - № 3. - С 44-47.
2. Амиров Ю.Д. Научно-техническая подготовка производства. - М.:
Экономика, 1989.- 232 с.
3. Амиров Ю. Д. Стандартизация и проектирование технических систем. - М,:
Издательство стандартов, 1985. - 310 с.
4. Балабанов А. Н. Контроль технической документации. - 2-е изд., перераб. и
доп. - М.: Издательство стандартов, 1988. - 352 с.
5. Бондарева Т. Н, Секретарское дело. - М.: Высшая школа, 1989. - 382 с.
6. Блохин Ю, И. Классификация и кодирование технико-экономической
информации. - М-: Экономика, 1976. - 190 с.
7. Борушек С. С. и др. ЕСКД: Справочник. - М.: Издательство стандартов,
1990. - 96 с.
8. Вейцман Э. В., Венбрин«В. Д, Технологическая подготовка
радиоэлектронной аппаратуры. - М.: Радио и связь, 1984. - 128 с.
9. Дворянчиков Б. А., Любалин П. М,, Мендриков Б,С, Ничков К. Н.
Требования безопасности труда - в технологическую" документацию //
Машиностроитель. - 1984. - №7. - С. 41-56.
10. Евдокимов В.В. и др. Автоматизированные системы управления
промышленными предприятиями. - Л.: Машиностроение, 1973. — 312 с.
11. Кошелев Г, И. Организационная техника. - М.: Экономика, 1984. - 254 с.
12. Мендриков Б. С, Таллер С. Л,, Разевский С. И. и др. Методология
внедрения технологического классификатора деталей машиностроения и
приборостроения в увязке с Классификатором ЕСКД // Стандарты и качество. - 1989. - № 1. -
С. 25-30; №2-С, 78-83.
13. Таллер С. Л., Матвеев Н« А,, Полушкин В. Ф. Система обозначения
изделий и конструкторских документов машиностроения и Классификатор ЕСКД
(Методическое пособие). - М., Институт повышения квалификации руководящих
работников и специалистов Минхиммаша СССР, 1989.
14. Таллер С. Л., Гугнина В, В, Основные принципы
конструкторско-техн©логической классификации сборочных единиц // Стандарты и качество. 1988,-№ 7,—
С. 57-65.
15. Классификатор технологических переходов машинострения и
приборостроения. - М.: Издательство стандартов, 1990.
16. Классификатор технологических операции машиностроения и
приборостроения. - М.: Издательство стандартов, 1987.
17. Классификатор ЕСКД. Классы 71-76. - М.: Издательство стандартов, 1991.
18. Классификатор ЕСКД. Введение. - М.: Издательство стандартов, 1991.
19. Рекомендации по технологической классификации сборочных единиц
общемашиностроительного применения на базе Классификатора. — М., ВНИИНМАШ,
1990.
20. Технологическая классификация сборочных единиц
общемашиностроительного применения на базе Классификатора ЕСКД / Мендриков Б. С. Таллер С.Л.,
Разевский С. И. н др. (Р 54-306-90). - М., ВНИИНМАШ, 1990.
21. Технологический классификатор деталей машиностроения н
приборостроения. - М.: Издательство стандартов, 1987. - 72 с.
322
ОГЛАВЛЕНИЕ
Предисловие 3
1. Общие принципы разработки и построения ЕСТД 4
1.1. Предпосылки создания комплекса государственных стандартов Единой
системы технологической документации (ЕСТД) - 4
1.2. Разработка комплекса государственных стандартов и руководящих
документов ЕСТД 6
1.3. Стандартизация технологической документации на международном и
национальных уровнях 12
1.4. Состояние работ по совершенствованию стандартов ЕСТД 14
1.5. Состояние и перспектива развития комплекса ЕСТД 26
1.6. Основные положения по порядку внедрения комплекса ЕСТД в отраслях
промышленности 31
1.7. Общие положения ЕСТД 37
2. Основные положения по выбору и построению форм технологических
документов. 43
2.1. Основные положения по выбору форм технологических документов 43
2.2. Классификация производств * 45
2.3. Стадии разработки технологической документации. . . 50
2.4. Структура технологических методов и выполняемых действий, применяемых
на стадиях жизненного цикла изделия при проектировании технологических
документов 56
2.5. Классификация форм технологических документов и их система
обозначения 59
2.6. Виды технологических документов и их назначение 67
2.7. Особенности построения форм технологических документов 69
2.8. Особенности выполнения бланков технологических документов 90
2.9. Методология автоматизированного формирования форм технологических
документов на основе базы данных 95
3. Общие требования по оформлению документов 06
3.1. Правила по оформлению и расположению основных надписей 106
3.2. Общие требования к документам 115
3.3. Отражение требований безопасности труда в технологической
документации 119
3.4. Выбор и применение степени детализации описания в документах на
процессы и операции 126
3.5. Применение условных графических обозначений опор, зажимов и
установочных устройств в документах 127
4. Требования по оформлению документов общего назначения. 130
4.1. Особенности выполнения титульных листов 130
4.2. Особенности выполнения карт эскизов 132
4.3. Особенности выполнения технологических инструкций 133
4.4. Особенности оформления маршрутных карт 134
5. Особенности формирования комплектов документов на технологические
процессы 138
Я.1. Классификация комплектов документов на технологические процессы,
их назначение и особенности оформления 138
5.2. Особенности оформления комплектов документов на единичные
технологические процессы 143
5.3. Особенности оформления комплектов документов на типовые и групповые
технологические процессы и операции 154
5.4. Рекомендации по оптимизации оформления комплектов документов на
технологические процессы 163
5.5. Особенности оформления комплектов документов на процессы литья 170
5.6 Особенности оформления комплектов документов на процессы раскроя ... 174
323
5.7. Особенности оформления комплектов документов на процессы ковки и
штамповки 177
5.8. Особенности оформления комплектов документов на процессы обработки
резанием 180
5.9. Особенности оформления комплектов документов на процессы
термической обработки 185
5.10. Особенности оформления комплектов документов на процессы сборки .... 187
5.11. Особенности оформления комплектов документов на процессы
изготовления изделий из полимерных материалов и резины 191
5.12. Особенности оформления комплектов документов на процессы
технического контроля ^. . . 194
5.13. Особенности оформления комплектов документов на процессы
испытаний 197
5.14. Особенности оформления комплектов документов на процессы
нанесения покрытий 201
6. Общие правила по оформлению комплекта технологической
документации на изделие 203
6.1. Структура состава технологической документации, входящей в комплект
на изделие. Назначение и особенности их применения 203
6.2. Метод ускоренной разработки технологических ведомостей,
предназначенных для сводного нормирования материалов на изделие с применением
средств вычислительной техники • 210
6.3. Оптимизация работ по разработке и ведению технологической
документации в условиях применения средств вычислительной техники на основе
построения графических информационных моделей 214
7. Система конструкторско-технологической классификации и кодирования в
ЕСТД 223
7.1. Общие положения, назначение и состав общесоюзных классификаторов и
систем обозначения 223
7.2. Обозначение изделий и конструкторских документов вЕСКД и
Классификатор изделий и конструкторских документов машино- и приборостроения
ения , 231
7.3. Обозначение технологической документации в ЕСТД 236
7.4. Технологическая классификация изделий машино- и приборостроения в
увязке с Классификатором ЕСКД 241
7.5. Технологический классификатор деталей машино-и приборостроения 247
7.6. Классификатор технологических операций машино- и приборостроения 260
7.7. Классификатор технологических переходов машино- и
приборостроения 264
8. Обращение и нормоконтроль технологических документов 270
8.1. Общие положения по обращению технологической документации 270
8.2. Учет и хранение подлинников технологических документов 272
8.3. Изготовление дубликатов технологических документов 273
8.4. Учет и хранение копий технологических документов 274
8.5. Учет и хранение копий технологических документов других
предприятий 276
8.6. Штампы по учету и обращению технологических документов 276
8 7 Внесение изменений в технблогическую документацию 277
8.8. Внесение изменений в технологическую документацию по журналу
изменений 283
8.9. Обращение технологических документов, выполняемых на носителях
данных 285
8.Ю. Документы на магнитных лентах и магнитных дисках 287
8.11. Нормоконтроль технологической документации 293
324
9. Особенности оформления технологических документов, применяемых при
внедрении средств механизации и автоматизации 300
9.1 Особенности оформления документов в условиях внедрения
автоматизированных систем управления предприятием 300
9.2. Особенности оформления документов, разрабатываемых с применением
средств механизации , 305
9.3. Особенности оформления документов в условиях внедрения
автоматизированных систем проектирования 310
10. Некоторые практические рекомендации по комплексному подходу к
оформлению основных и вспомогательных документов, применяемых при
проектировании технологических процессов 312
Приложения 317
Список литературы 322
СПРАВОЧНОЕ ИЗДАНИЕ
Лобода Евгений Александрович, Мартынов Вадим Григорьевич,
Мендриков Борис Сергеевич и др.
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
СПРАВОЧНОЕ ПОСОБИЕ
Редактор Т.А. Киселева
Обложка художника В. Селина
Технический редактор О.Ю. Захарова
Корректоры В.Ф. Малютина, А.В. Прокофьева
Операторы Л. И. Некрасова, Л.Ю. Ерофеева
ИБ№680
Сдано в набор 25.04.91. Подписано в печать 09.01.92. Формат 60Х901/1б- Гарнитура
Пресс Роман. Бумага офс* № 2. Печать офсетная. Усл. печ. л. 20,5. Усл. кр.-отт.
20,88. Уч.-изд.л. 24,24.. Тираж 40500 экз. Изд. № 99/9. Зак. 323
Ордена "Знак Почета" Издательство стандартов, 123840, Москва, ГСП,
Новопресненский пер., 3
Набрано в Издательстве стандартов на НПУ
Калужская типография стандартов, 238006, Калуга, ул. Московская, 256
ВНИМАНИЮ
деловых людей, специалистов
работающих в различных отраслях промышленности,
студентов
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
предлагает
Комплект из 6-ти брошюр "Я работаю с компьютером". (Объем
16 п. л. Ориентировочная цена 16 р. План выпуска — IV кв. 1992 г.)
Брошюры этой серии избавлены от ненужной информации,
адаптированы к интересам массового читателя — пользователя ПК.
Публикация этой серии брошюр ставит своей целью в сжатом и
доступном читателю виде дать необходимые сведения, которые были бы
достаточны для быстрого и самостоятельного овладения навыками
работы на 1ВМ РС-АТ/ХТ.
Каждая брошюра иллюстрирована текстовыми, тренинговыми
и прикладными программами. Эти программы позволяют изучать
английский язык, овладевать скорочтением, искусством делового письма
и др.
Маркетинг на предприятии. Плакаты. (Объем 12 п. л. (32 плаката).
Ориентировочная цена 48 руб. План выпуска - IV кв. 1992 г.)
Главная задача данной серии плакатов - ознакомить (инженеров,
техников, рабочих, служащих, руководителей всех рангов с основными
принципами, методами и организацией маркетинга. Современный
маркетинг — это не деятельность по сбыту или рекламе, или по
налаживанию внешних контактов, а это и то, и другое, и третье, и плюс еще
большое количество видов деятельности, объединенных единой целью —
получение максимальной прибыли на основе изучения рынка, создания
конкурентоспособной продукции и ее полной реализации.
Плакаты знакомят с основными понятиями маркетинга,
характером маркетинговой деятельности на различных стадиях жизненного
цикла продукции; демонстрируют процесс управления маркетингом,
основные методы маркетинговой деятельности по изучению рынка,
оценке конкурентоспособности, рекламе, сервису и т. д.; показывают
связь маркетинга с сертификацией продукции, требованиями стандартов
ИСО 9000 — ИСО 9004. Плакаты отражают опыт конкретных
предприятий, дают интересные примеры.
Заказы просим направлять по адресу:
117259 Москва, Б. Черемушкинская, 30, корп. 2. Отдел сбыта
Издательства стандартов. Тел. 124-88-90.
ЕДИНАЯ
СИСТЕМА
ТЕХНОЛОГИЧЕСКОЙ
ДОКУМЕНТАЦИИ
СПРАВОЧНОЕ ПОСОБИЕ